/












































































































































































































































Автор: Медведев A.M.
Теги: электротехника электроника печатные платы производство электроники гибкие печатные платы
ISBN: 978-5-94833-078-5
Год: 2008



Текст
гильдия
ПРОФЕССИОНАЛЬНЫХ
ТЕХНОЛОГОВ
ПРИБОРОСТРОЕНИЯ
ТЕХНОЛОГИИ
в производстве электроники
Часть III
ГИБКИЕ ПЕЧАТНЫЕ ПЛАТЫ
Под общей редакцией д.т.н., проф. Московского авиационного института (ГТУ)
A.M. Медведева и директора ПТК «ПЕЧАТНЫЕ ПЛАТЫ» ФГУП ГРПЗ,
академика Международной академии информатики,
председателя регионального совета Гильдии профессиональных
технологов приборостроения Г.В.Мылова
Авторский коллектив: В. Городов, В. Люлина, А. Медведев, Г. Мылов,
Ю. Набатов, С. Новокрещенов, М. Однодворцев, Ю. Пинус, П. Семенов,
А. Сержантов
Совместный проект ООО «ЭЛЕКТРОН-СЕРВИС-ТЕХНОЛОГИЯ»,
производственно-технического комплекса «ПЕЧАТНЫЕ ПЛАТЫ»
ФГУП «Государственный рязанский приборостроительный завод»
и Гильдии профессиональных технологов приборостроения
CIIDt
PUBLISHERS
Москва
2008
УДК 621.38
ББК 32.85
М42
М42 Технологии в производстве электроники. Часть III. Гибкие печатные платы /
Под общ. ред. А.М.МедведеваиГВ.Мылова-М.: «Группа ИДТ», 2008.-488 с,
ил., табл.
ISBN 978-5-94833-078-5
Третья часть из серии книг «Технологии в производстве электроники» посвящена
очень востребованной сегодня теме — технологиям гибких и гибко-жестких печатных
плат.
Авторы предприняли попытку хоть в какой-то мере погасить дефицит информации
в этой области технологий.
Основу этой книги составил практический опыт производства гибких и
гибко-жестких печатных плат по последнему слову науки и техники, принадлежащий
специалистам ПТК «ПЕЧАТНЫЕ ПЛАТЫ» ФГУП ГРПЗ (В. Люлина, Г. Мылов, Ю. Набатов) и
инжиниринговой компании «ЭЛЕКТРОН-СЕРВИС-ТЕХНОЛОГИЯ» (П. Семенов,
А. Сержантов).
Книга дополняет предыдущие издания компании ЭСТ современными и
перспективными технологиями печатных плат на гибких и гибко-жестких основаниях,
производственными процессами и пооперационным и финишным тестированием.
Предназначена для конструкторов и технологов производства электронной
аппаратуры. Может служить пособием для студентов и аспирантов, обучающихся по
специальностям «Конструирование и технология производства информационной
и вычислительной техники», «Медицинская электронная аппаратура» и смежным
специальностям.
УДК 621.38
ББК 32.85
Все права защищены. Никакая часть настоящей книги не может быть воспроизведена или передана в какой бы то ни было форме и
какими бы то ни было средствами, будь то электронные или механические, включая фотокопирование и запись на магнитный носитель. При
нарушении авторских прав применяются меры в соответствии с нормами Российского законодательства в области авторских прав.
©ПТК «ПЕЧАТНЫЕ ПЛАТЫ»
ФГУП ГПРЗ, 2008
©Гильдия профессиональных
технологов приборостроения, 2008
©ООО «ЭЛЕКТРОН-СЕРВИС-
ТЕХНОЛОГИЯ», 2008
ISBN 978-5-94833-078-5 © ОО° <<гРУппа «ИДТ», 2008
Все права защищены
90-летию Государственного рязанского приборного завода
посвящается
История Государственного рязанского приборного завода началась в 1918 году,
когда решением Рязанской городской управы был образован ДОЗ - Рязанский
деревообрабатывающий завод. Его профиль работы был востребован авиационной
промышленностью, и в 1935 году завод был передан в ведение Наркомата
авиационной промышленности СССР. С тех пор его история неразрывно связана с историей
становления и развития отечественной авиации. Различные детали планера многих
самолетов, воздушные винты, авиалыжи, лафеты вооружения — таков далеко не
полный перечень продукции, выпускавшейся на заводе в 30-е годы.
В годы войны в Рязани выпускались авиакабины, подвесные баки и оборудование
наземного обслуживания для большинства самолетов, прошедших Великую
Отечественную, собирались бипланы У-2 — фронтовые «извозчики» и «почтальоны»,
было освоено производство десантных планеров.
В конце 40-х годов наступает эра реактивной авиации, дерево и ткань заменяет
алюминий, стрелковое авиавооружение теснят управляемые ракеты. Успех в
воздушном бою напрямую зависит от качества радиолокационных систем управления
вооружением. В 50-е годы завод переориентируют на серийный выпуск систем
управления авиационным вооружением. Завод становится Государственным рязанским
приборным и прочно занимает позицию на переднем крае науки и прогресса.
ЯК-25, СУ-11, МИГ-21, СУ-15 и МИГ-23 - возможности этих машин могут
служить превосходными иллюстрациями к истории реактивной истребительной
авиации. Их высокоточные электронные системы сходили с конвейера рязанского
завода.
Полвека производства комплексов управления авиационным вооружением
обусловили высочайшую культуру производства, стали великолепной школой для
нескольких кадровых поколений.
Государственный рязанский приборный завод является крупнейшим
предприятием России по серийному производству и сопровождению радарных систем.
Выпущенными в Рязани станциями комплектуются лучшие истребители двух
последних десятилетий: МИГ-29, СУ-27 и Су-30.
Переход на полупроводниковую элементную базу обусловил в 1969 году новую
конструктивно-технологическую систему соединений — печатный монтаж. Было
создано — поначалу примитивное — производство печатных плат. По мере роста
интеграции электронных компонентов росла востребованность в более сложных
платах, и производство развивалось вслед за этими потребностями. К концу 70-х
годов в ответ на появление высокоинтегрированной элементной базы печатных
плат завод освоил технологии многослойных структур соединений. Освоенные
в производстве технологии обеспечили запуск в серию в начале 80-х годов радио-
локационных прицельных комплексов Н-001 и Н-019, которые после ряда
модернизаций до сих пор стоят на вооружении более чем в 20 странах мира, включая
Россию, и продолжают поставляться вместе с истребителями МИГ-29 и СУ-27.
Конец 80-х годов — время кризиса оборонной промышленности. Резкое
сокращение государственного заказа негативно отразилось на всех предприятиях
военно-промышленного комплекса России. Этот момент стал для Государственного
рязанского приборного завода нелегким испытанием. Руководству ГРПЗ во главе
с генеральным директором А.Н. Червяковым удалось сохранить предприятие и его
коллектив благодаря своевременной переориентации части производственных
мощностей на выпуск гражданских товаров промышленно-технического назначения
и бытового применения. Используя богатый конструкторский, технологический
и производственный опыт, предприятие уверенно вышло на неизвестный, но
жизненно необходимый рынок гражданской продукции. Благодаря этому удалось
сохранить кадры, развить и расширить производственные мощности.
Была осуществлена принципиальная организационно-техническая
реструктуризация всех служб предприятия, реализована программа технического перевооружения
производства, за счет собственных средств освоены уникальные технологические
процессы. Был создан производственно-технический комплекс «ПЕЧАТНЫЕ
ПЛАТЫ». На базе ПТК ПП был разработан и реализован интегрированный конст-
рукторско-технологический комплекс серийного производства печатных плат для
авионики и другой специальной техники нового поколения. Постоянное
обновление парка оборудования комплекса, поиск и освоение новейших технологий
и материалов применительно к задачам новых разработок ГПРЗ в области авионики
и потребностям контрактного производства, рост профессионализма технологов,
производственников и управляющего персонала создали условия, при которых
ПТК ПП вышел на передовые позиции среди предприятий радиоэлектронного
комплекса. В международной иерархии ПТК ПП входит в группу производителей
печатных плат, лидирующую в производстве сложных плат высокой надежности.
Сегодня Государственный рязанский приборный завод по праву является одним
из флагманов радиоэлектронной промышленности страны. Великолепная
кадровая школа, владение уникальными технологиями и оснащенность современным
оборудованием — вот три слагаемых, гарантирующих успех предприятия на любом
из занимаемых им сегментов рынка, будь то выпуск военной либо гражданской
продукции.
Предисловие
Электроника, информационные технологии, управление, приборная
автоматика, средства обработки и хранения информации, телекоммуникации стали
технической базой высоких технологий. Вооруженность этими средствами, полнота
их использования определяет облик современного общества.
Отдельно в этом ряду стоят системы управления аэрокосмическими
объектами, где к общим проблемам развития электроники добавляются увеличенная
плотность компоновки в сочетании с большим быстродействием и увеличенной
функциональностью, повышенная надежность в условиях экстремальных
внешних воздействий. Эти дополнительные требования обусловили индивидуальные
черты развития производства электроники на ГРПЗ и в основополагающей его
составной части — производстве печатного монтажа. Печатные платы, которые
служат и конструкционным основанием элементов, и монтажной подложкой для
электронных компонентов, во многом определяют и компактность электронной
аппаратуры, и ее надежность, и функциональность, и быстродействие, поскольку
скорость обработки информации стала соизмерима со скоростью распространения
информации в линиях связи.
В противоборствующем мире вооружений и в условиях рыночной конкуренции
производство печатных плат — наиболее быстро развивающаяся область науки
и техники, в которой одно поколение сменяет другое каждые три—пять лет вслед за
развитием электронной компонентной базы. Технологии печатных плат постоянно
дополняются новыми приемами и операциями, расширяются их возможности за
счет использования прецизионного оборудования, более качественных материалов
и инструмента. Поэтому материальные и интеллектуальные инновации наиболее
активно внедряются в эту отрасль производства, и это стало непременным
условием поддержания конкурентоспособности на внутреннем и международном
рынках электроники.
Такие успехи по праву достаются лишь тем предприятиям, где инженерно-
технический персонал постоянно пополняет свою информационную базу, смело
и обдуманно идет на эксперимент и в практике производства приобретает столь
ценный опыт, позволяющий им уверенно чувствовать себя в освоении новых
технологий, ощущать себя на равных в мировой практике производства
высокоинтеллектуальных радиоэлектронных комплексов на основе печатных плат,
изготавливаемых по высоким технологиям.
Предисловие
Разработанный и созданный коллективом производственно-технического
комплекса «ПЕЧАТНЫЕ ПЛАТЫ» (ПТК ПП) ФГУП «Рязанский приборостроительный
завод» интегрированный конструкторско-технологический комплекс серийного
производства печатных плат для авионики и другой специальной техники нового
поколения располагает всеми необходимыми ресурсами для производства
высококлассных и высококачественных печатных плат, соответствующих современным
и перспективным потребностям отечественного и мирового рынка.
В разработках технологий высокоплотных и гибких многослойных плат деятельное
участие принимали специалисты инжиниринговой компании ООО «ЭЛЕКТРОН-
СЕРВИС-ТЕХНОЛОГИЯ» (ЭСТ). Их вклад в оснащение и освоение
основополагающих операций производства обеспечил ПТК ПП устойчивость и уверенность
в выполнении сложных заказов.
Тема предлагаемой книги возникла не случайно. Если производство плат на
жестком основании имеет достаточно широкое распространение и многие
проблемы изготовления высокоплотных плат хотя и не все решены, но известны пути их
решения, то гибкие платы — новая, быстро развивающаяся отрасль электроники
со многими неизвестными. Специалисты ПТК ПП прошли длинный и трудный
путь, прежде чем освоили эту необычную технологию, обработку новых
материалов, нашли приемы изготовления сложных многослойных гибких и гибко-жестких
печатных плат, устойчиво работающих в аппаратуре специального назначения.
В связи с этим возникла потребность поделиться накопленным опытом и вместе
со специалистами ЭСТ написать эту книжку.
Гибкость — новое качество монтажных подложек. Но чтобы обеспечить гибкость
оснований без разрушений, нужно правильно и конструировать, и изготавливать.
Гибкие диэлектрические пленки, фольгированные и нефольгированные, не имеют
той размерной устойчивости, к которой привыкли, используя жесткие основания.
В многослойных структурах они зачастую ведут себя непредсказуемо. Особенные
трудности возникают в гибко-жестких многослойных структурах, где основания
слоев очень разнородны, и совместить их — сложная задача.
За рубежом появилась книга о гибких платах (Joseph Fjelstad. Flexible Circuit
Technology. Third Edition. Publishing Inc. USA. 2006). Но что характерно для
зарубежной литературы технологии в ней не раскрываются, это — ноу-хау. На
закрытых форумах специалисты обмениваются нужной им информацией, но редким
российским специалистам удается туда проникнуть и полноценно участвовать
в обсуждении животрепещущих проблем. Сказывается и языковый барьер.
Авторы надеются, что им удалось приоткрыть вход в конструирование и
производство принципиально новой для «печатников» продукции — гибких и
гибко-жестких печатных плат. Книга писалась в условиях постоянной занятости в основном
производстве и бизнесе, и это сказалось на полноте раскрытия задуманной темы,
за что авторы просят извинения у читателей.
Инициативу издания этой книги поддержала Гильдия профессиональных
технологов приборостроения, и она вошла в серию «Библиотека профессиональных
технологов приборостроения».
В условиях рыночных отношений, когда технологии являются главным секретом
высокотехнологичного производства, собрать, проанализировать и предложить
читателям достоверную информацию, поверьте, было трудно. Авторы признаются,
Гибкие печатные платы
что они не исчерпали в предлагаемой книге всю тему, но надеются, что их книга
станет стимулом для последующих публикаций других авторов.
В основу публикуемого материала были положены книга Джозефа Фельштада
«Flexible Circuit Technology», третье издание которой было выложено в 2006 году
на сайте Европейского института печатных схем (www.eipc.ru), и Руководство
фирмы DuPont «Применение гибких материалов в производстве печатных плат»,
изданное в 1998 году. Много почерпнуто из практических семинаров технического
директора компании «РСВ Technology» А. И. Акулина.
Авторы будут считать свою миссию выполненной, если эта книга поможет
становлению отечественных технологий, а также молодым поколениям технологов
быстрее освоить сложную технологию печатных плат.
Мылов Геннадий Васильевич,
Медведев Аркадий Максимович
Введение
Постоянно растущий спрос на гибкие схемы, и в особенности на гибридные
жестко-гибкие многослойные печатные платы, обусловлен следующими факторами:
• гибкие схемы дают возможность создавать уникальные конструкции, которые
позволяют решать вопросы межсхемных соединений и монтажа, обеспечивая
при этом гибкость системы;
• они позволяют производителям печатных плат выпускать сложные гибкие
шлейфы и другие конструкции с устойчиво высоким процентом выхода
годных;
• в гибких платах применяются наиболее прогрессивные акриловые
адгезионные системы, используемые в гибких композиционных материалах;
• гибкие платы обеспечивают повышенную эффективность и надежность
конечных систем. По сравнению с жестким монтажом печатные платы, выполненные
из материалов на основе полиимидов, акрилатов, полиэфиров и эпоксидных
смол, более эффективны экономически, ибо они обеспечивают:
— больше свободы и возможностей для конструктора;
— более высокую производительность при производстве плат и при монтаже
готовых изделий;
— выигрыш по весу и объему, занимаемому изделиями;
— простоту безошибочного монтажа и установки конечного изделия.
По сравнению с другими гибкими композиционными материалами гибкие
пленки на основе полиимидов могут обеспечить:
• стабильно более высокую прочность сцепления;
• контролируемую и низкую текучесть адгезива;
• хорошую химическую стойкость и стойкость к растворителям;
• исключительную термическую стойкость, например, при пайке;
• хорошую стабильность размеров;
• большую технологическую ширину переработки;
• длительный срок хранения без холодильников;
• постоянство качества.
С учетом этих качеств изготовители печатных плат из всех гибких материалов
предпочитают полиимидные материалы, чтобы поднять производительность и
эффективность своих предприятий.
При работе с полиимидными материалами производственники отмечают такие
его достоинства:
10 Гибкие печатные платы
• возможность многократного прессования и многократной пайки без
расслоений и вздутий плат;
• простота и легкость удаления, замены компонентов, надежность при
перепайке компонентов;
• исключительные электрические свойства;
• выдающаяся гибкость и адгезионная способность, столь необходимые при
работе в критических режимах изгиба;
• возможность проектировать многослойные платы с очень высокой
плотностью монтажа;
• повышенная надежность установленных на рабочее место систем.
Именно по этим причинам для наиболее сложных схем с наивысшими
требованиями к надежности в спецификации закладывают полиимидные материалы.
Физические свойства полимерных пленок, используемых в гибких схемах,
значительно отличаются от свойств материалов, применяемых в жестких платах
на основе стеклотканей с эпоксидными или полиимидными материалами. Это
побуждает изготовителей жестких плат освоить новые технологии, специфичные для
производства гибких и гибко-жестких систем.
Глава 1. Гибкие платы.
Преимущества и применение
Гибкие платы разнообразны в своих конструкциях и применениях.
Тенденция к дальнейшему расширению их использования обусловливается большими
преимуществами, которые они создают в технике соединений. Сейчас они стали
очень привлекательным способом соединений в современном мире компоновок
электронной аппаратуры.
Растет интерес российских компаний к использованию гибких и гибко-жестких
плат. Гибкие платы используются в приборах для замены кабелей, в шкафах для
разводки соединений. Гибко-жесткие платы используются вместо задних
коммутационных панелей, применяются в приборах для устранения разъемных соединений,
обеспечения динамической гибкости, уменьшения толщины и размеров.
1.1. Назначение и преимущества гибких плат
В табл. 1.1 приведены примеры использования гибких плат в различных
отраслях приборостроения [1].
Таблица 1.1
Примеры использования гибких плат
Автомобильная электроника
Приборные панели
ABS-системы
Схемы управления
Средства управления
Компьютеры и внешние устройства
Дисководы
Точечные матричные печатающие головки
Шлейфы головок принтера
Печатающие головки струйного принтера
Потребительские товары
Товары для развлечения
Цифровые и видеокамеры
Контроллеры
Индуктивности
Лазерное измерение
12
Гибкие печатные платы
Окончание табл. 1.1
Карманные калькуляторы
Мониторы
Катушки нагревателя
Копирующие устройства
Медицинская техника
Слуховые аппараты
Дефибрилляторы
Приборы
МЯР-анализаторы
Счетчики частиц
Кардиологические устройства
Ультразвуковая диагностика
Рентгеновское оборудование
Инфракрасные анализаторы
Телекоммуникации
Сотовые телефоны
Военная и космическая аппаратура
Спутники
Высокоскоростные линии
Базовые станции
Смарт-карты
Приборные панели
Плазменные дисплеи
Средства управления
Радарные системы
Системы ночного видения
Тяжелое вооружение
Лазерные гироскопы
Торпеды
Электронная защита
Системы наблюдения
Связь
Существует много причин использования гибких плат в качестве средства
соединений в электронных устройствах. В некоторых случаях, когда необходима
устойчивость гибких плат к динамическим нагрузкам, использование гибких плат
очевидно. По крайней мере, в этом они не имеют альтернатив. Намного больше
других областей использования гибких плат, когда они помогают решить трудные
проблемы уплотнения компоновки аппаратуры [1—3].
7.7.7. Уменьшение габаритов
Гибкие платы используют самое тонкое диэлектрическое основание из всех
доступных сегодня материалов, предназначенных для создания соединений. В некоторых
случаях из этих материалов можно изготовить гибкие платы, имеющие толщину
Глава 1. Гибкие платы. Преимущества и применение 13
меньше 50 мкм, включая защитный слой. Для справки: жесткие монтажные подложки
с той же функциональностью оказываются в два раза толще.
Кроме того, малая толщина гибких плат привлекательна сама по себе, за счет
гибкости их можно складывать, что дает возможность сокращать объемы и
габариты электронных устройств.
7. 7.2. Уменьшение массы
Дополнительное преимущество малой толщины гибких плат — малая масса.
Если гибкие платы не закрепляются на твердой подложке, они сами по себе легче
аналогичных жестких на 75%.
Малая масса соединений, реализуемая гибкими платами, оказалась настолько
привлекательной в аэрокосмической аппаратуре, что эта область их использования
стала конкурировать по объемам производства с портативной электроникой.
7.7.3. Уменьшение времени и стоимости сборки
Гибкие платы олицетворяют простую и быструю технологию соединений узлов
и блоков электронной аппаратуры. Альтернативные гибким платам проводной
монтаж и гибкие кабели связаны с необходимостью прокладки проводов по
намеченным трассам соединений и их закрепления, зачистки и пайки каждого
провода по отдельности. Жгутовой проводной монтаж требует еще и дополнительных
трудозатрат на обозначение адресов связей.
Гибкие платы дают возможность использования групповых методов сборки
и монтажа изделий. Кроме того, само их изготовление намного дешевле за счет
использования групповых технологий изготовления и маркировки.
7. 7.4. Уменьшение ошибок сборки
В то время как проводной монтаж неизбежно связан с человеческим фактором —
источником ошибок, гибкие платы не имеют источников ошибок человеческой
природы. Ручной монтаж — постоянный риск возникновения ошибок.
Гибкие платы проектируются в составе системы соединений и затем
воспроизводятся машинными методами, предотвращающими ошибки человеческого
фактора. В результате, за исключением неизбежных ошибок производства,
гибкими платами невозможно осуществить соединения, не соответствующие
спроектированной схеме.
7.7.5. Увеличенная системная надежность
Специалисты по надежности при поиске источников отказов электронной
аппаратуры всегда ищут их в дефектах соединений. Академик Берг в свое время
заявил: «Наука о надежности — это наука о контактах. Чем их больше, тем менее
надежна система». Гибкие платы — идеальное средство для уменьшения
контактов. Когда они сконструированы должным образом и рационально применяются
в электронной компоновке, они способствуют увеличению надежности, сокращая
количество соединений в пределах электронного модуля или блока.
14
Гибкие печатные платы
Рис. 1.1. Пример раскладки жгутового
проводного монтажа автомобиля, где
гибкие платы уступают по техническим
возможностям
7.1.6. Замена проводного монтажа
В среде специалистов по гибким схемам
бытует правило, по которому гибкие
платы рентабельно использовать, когда
нужно иметь больше 25 соединений от точки
к точке. Это число несколько произвольно,
но основная концепция верна.
Г., ,;.. jp -г* Тем не менее для выбора решения нужно
V- •?' ^<*B-jB сопоставлять стоимость проводного и пе-
" 1 J«MB чатного гибкого монтажа с учетом объема
и других факторов производства. Некоторые
проектировщики изделий находят гибкие
платы более рентабельными, начиная уже
с двух или трех связей. Тем не менее в ряде
случаев существует обоснованность использования жгутового монтажа в
противовес гибким платам. К примеру, на рис. 1.1 показан жгутовой проводной монтаж
силовых цепей, не подлежащий замене на гибкие платы.
Тем не менее на выставке Productronica-2001 [2] были показаны примеры гибких
плат длиной до 8 м, использованные в автомобильном транспорте.
7.7.7. Динамическая гибкость
Устойчивость к многократным
динамическим изгибам — одно из наибольших
применений гибких плат. Другие типы гибких
соединений в виде плоского ленточного
кабеля, тоже могут успешно
использоваться, но гибкие платы превосходят их как
стандартный метод создания надежной
взаимосвязи между перемещающимися
частями аппаратуры. Малая толщина
материалов оснований в сочетании с очень
тонкой медной фольгой создает гибким
платам значительные преимущества в динамически устойчивых соединениях.
Рис. 1.2. Гибкие платы в приводе
дисковода
7.7.8. Управляемое волновое сопротивление линий
связи
Почти все материалы оснований гибких плат имеют электрические
характеристики, благоприятно сказывающиеся на формировании линий передач:
однородность материалов и электрические свойства на высокой частоте. Благодаря этому
относительно просто реализовывать гибкие схемы для обеспечения быстродействия
линии передач.
При наличии однородности материалов единственное требование
производства — обеспечить адекватную однородность проводников по всей их длине, т. е.
точно воспроизводить их геометрию, чтобы достигать требуемых значений харак-
Глава 1. Гибкие платы. Преимущества и применение
15
теристик линии связи. Обычно используют линии с волновым сопротивлением
50 Ом, для гибких печатных плат это достигается без затруднений. Более высокие
значения волнового сопротивления обеспечиваются большей толщиной гибкой
платы, она теряет в гибкости. Чтобы решить эту проблему без увеличения
толщины, приходится выполнять линию передач весьма тонкими проводниками, а это
может сказаться на потере точности воспроизведения ширины проводника и на
выходе годной продукции.
К счастью, для быстродействующих линий передач уменьшение сечения
проводника мало сказывается на их работоспособности, поскольку на больших частотах
довлеет явление скин-эффекта — вытеснение тока на поверхность проводника, за
счет чего эффективно используемое сечение проводника уменьшается в большей
мере, чем плошадь его физического сечения.
7.7.9. Улучшенное тепловое рассеивание
Плоские проводники имеют намного большую поверхностность, чем круглый
провод, за счет чего более эффективно рассеивается тепло. Это первое преимущество.
Далее, если сравнивать гибкие и жесткие платы, очевидно, что путь
теплопередачи из жесткой платы больше, чем из тонкого гибкого основания. Помимо этого
рассеивание тепла из гибкой платы идет на обе стороны, что намного увеличивает
эффективность теплоотвода. Тем не менее следует учесть, что толстый внутренний
слой теплоотвода можно использовать в жестких платах, но нельзя — в гибких
платах (они от этого перестанут быть гибкими).
7.7.70. Объемная компоновка
Преимущества проектирования трехмерных структур соединений очевидны [2].
Особенно эффективны они в пространственных компоновках кристаллов
микросхем (рис. 1.3). В более ранние времена, с конца 1970-х годов, такие же компоновки
использовали для стапелирования многослойных жестких плат.
Рис. 1.3. Пример использования гибких оснований для стапелирования кристаллов
микросхем
16
Гибкие печатные платы
1,1.11. Уменьшенное сопротивление охлаждающему
потоку воздуха
Однородная плоская конструкция гибких плат позволяет разместить их в
корпусе прибора так, чтобы не создавать большого сопротивления потоку воздушного
охлаждения. В противовес этому массивные переплетения проводов действуют как
барьеры воздушному потоку, препятствуя эффективному охлаждению блока.
7.7. 72. Податливость материалов оснований гибких
плат для поверхностного монтажа
Технология поверхностного монтажа на первых этапах ее освоения наталкивалась
на ряд затруднений, связанных с несоответствием температурных коэффициентов
расширения компонентов и монтажной подложки. Это несоответствие создавало
большие термомеханические напряжения в соединениях выводов компонентов
с контактными площадками монтажных оснований, которые становились
причиной многочисленных отказов.
Разработки новых базовых материалов с лучшей размерной устойчивостью
и новые инженерные находки в конструкциях монтажных изделий обеспечили
решение большинства проблем. Одно из них оказалось наиболее эффективным
в использовании гибких материалов оснований. Они, как правило, обладают
меньшим коэффициентом температурного расширения и более податливы для
возникающих термомеханических напряжений без разрушения соединений.
7. 7. 73. Разнообразие конструкций линий передач
В дополнение к обсуждению преимуществ применения гибких плат в
конструкциях линий передач необходимо отметить их возможности в меньшем искажении
цифровых сигналов на больших длинах линий связи. Относительно малые
значения диэлектрической проницаемости и диэлектрических потерь - только один
из факторов меньшего ослабления сигнала, чем в других конструкциях линий,
использующих жесткие диэлектрики.
Кроме того, гибкие платы обеспечивают
переход от одного устройства к другому
без разъемов, создающих неоднородности
в линии связи, их гибкость позволяет без
ограничений проектировать такие
экзотические конструкции, которые невозможно
выполнить с использованием жестких
материалов. Пример одной из таких
экзотических конструкций показан на рис. 1.4.
Рис. 1.4. Гибкие печатные платы
предоставляют возможность создания
необычных конструкций линий связи
7.7. 74. SMTи гибко-жесткие платы
Увеличение плотности компоновки обеспечивается сочетанием поверхностного
монтажа на жесткое основание монтажной подложки с выводом связей на гибком
основании, как показано на рис. 1.5.
Глава 1. Гибкие платы. Преимущества и применение
17
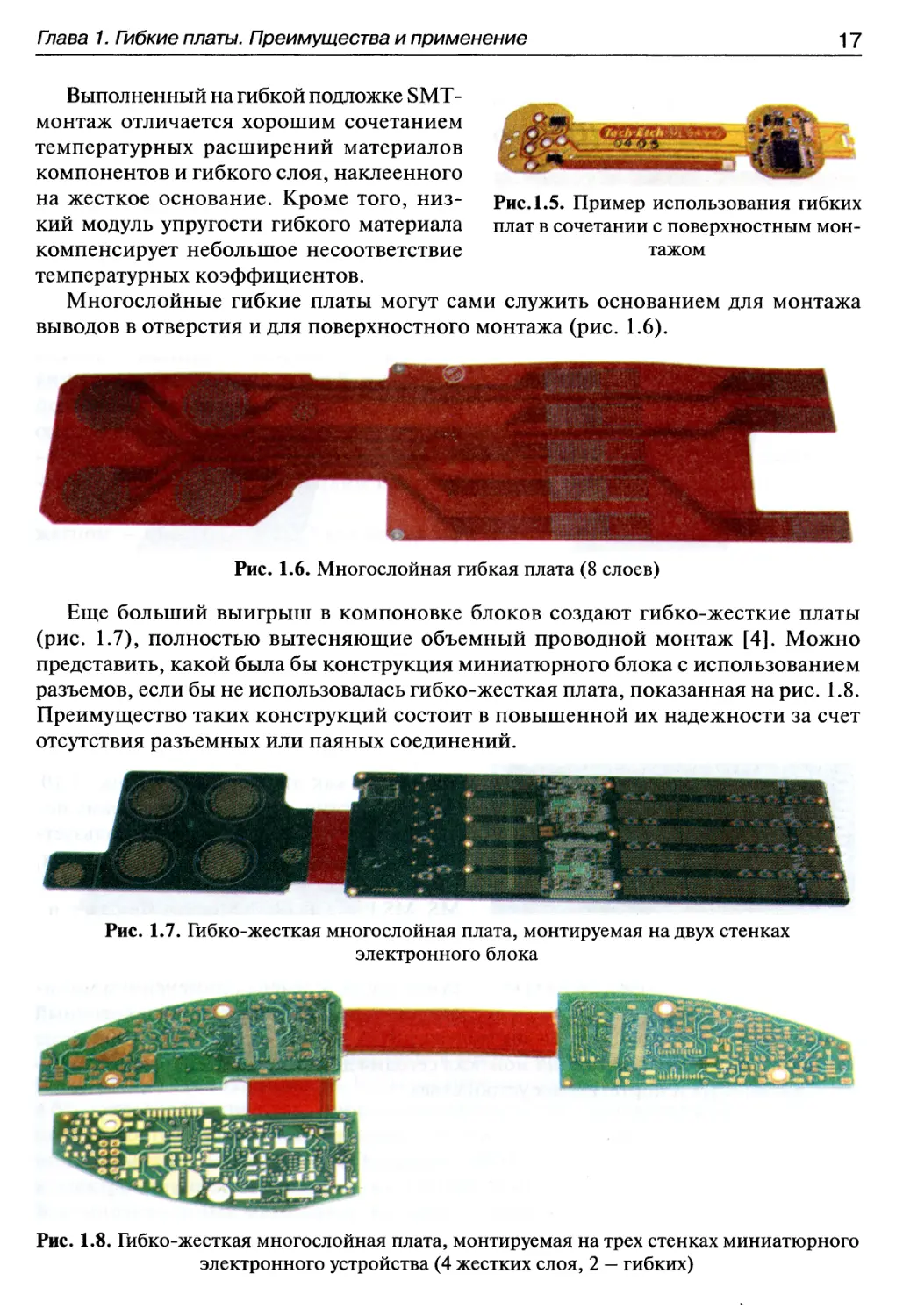
Выполненный на гибкой подложке SMT-
монтаж отличается хорошим сочетанием
температурных расширений материалов
компонентов и гибкого слоя, наклеенного
на жесткое основание. Кроме того,
низкий модуль упругости гибкого материала
компенсирует небольшое несоответствие
температурных коэффициентов.
Многослойные гибкие платы могут сами служить основанием для монтажа
выводов в отверстия и для поверхностного монтажа (рис. 1.6).
Рис. 1.5. Пример использования гибких
плат в сочетании с поверхностным
монтажом
Рис. 1.6. Многослойная гибкая плата (8 слоев)
Еще больший выигрыш в компоновке блоков создают гибко-жесткие платы
(рис. 1.7), полностью вытесняющие объемный проводной монтаж [4]. Можно
представить, какой была бы конструкция миниатюрного блока с использованием
разъемов, если бы не использовалась гибко-жесткая плата, показанная на рис. 1.8.
Преимущество таких конструкций состоит в повышенной их надежности за счет
отсутствия разъемных или паяных соединений.
Рис. 1.7. Гибко-жесткая многослойная плата, монтируемая на двух стенках
электронного блока
Рис. 1.8. Гибко-жесткая многослойная плата, монтируемая на трех стенках миниатюрного
электронного устройства D жестких слоя, 2 — гибких)
18
Гибкие печатные платы
Рис. 1.9. Примеры из разнообразия
монтажа кристаллов микросхем
на гибкую подложку
7.7.75. Технология «кристалл-на-гибкой плате»
(Chip-on-Flex-COF)
В противовес технологии «кристалл-на-
плате» (Chip on board — СОВ) технология
COF позволяет обеспечить большую
плотность компоновки, а значит, меньшую массу
и габариты. Но COF-технология лишена
многих недостатков СОВ-технологии,
связанных опять-таки с разными
коэффициентами термического расширения кристалла и
подложки. В связи с этим COF-технология
успешно используется в аэрокосмической
аппаратуре. В сочетании с возможностью
складывать монтаж на гибкой плате в стопки COF-технология создает
значительные преимущества особенно там, где кристалл микросхемы не требуется
герметизировать.
Еще один пример практического использования COF-технологии — монтаж
кристаллов на ленте (ТАВ-технология), на ее основе создаются всевозможные
конструкции с плотной упаковкой компонентов (рис. 1.9).
7.7.76. Гибкие платы в тонких конструкциях
Возможность перфораций в тонких
основаниях гибких плат позволяет осуществлять
соединения непосредственно с кристалла
микросхемы на периферию электронных
устройств, как это показано на рис. 1.10.
Эта технология, которая стала весьма
популярной за последние 10 лет,
используется для упаковки микросхем в SIM-картах,
всевозможных картах памяти (SD, ММ С,
MS, MS Pro, CF, Flash Memory Card) и т. п.,
которые требуют внешних выводов.
Массовость производства этих устройств, по
существу, обеспечена применением
миниатюрных гибких плат. Этот упаковочный
формат теперь широко известен как монтаж |iBGA по CSP-технологии (Chip-Scale
Package — CSP). Эта технология монтажа сегодня доминирует в
микроминиатюрных, карманных и портативных устройствах.
Рис Л. 10. Присоединение гибкой платы
непосредственно к микросхеме на
кристалле
Глава 1. Гибкие платы. Преимущества и применение 19
1.2. Соединения в гибких платах
7.2. 7. Последовательность сборки кристаллов
микросхем в трехмерную структуру
Другой подход к уплотнению компоновки микросхем в сочетании с
согласованием характеристик линий связи показан в последовательности сборки на рис. 1.11.
Ключевая особенность этой структуры — возможность создания многослойного
слоистого пакета с присоединениями к микросхемам через металлизированные
глухие отверстия. Этот новый подход нацелен на упрощение электронного
проектирования и процессов производства.
Рис. 1.11. Пошаговая схема сборки пакета кристаллов микросхем
7.2.2. Многослойные гибкие платы
Гибкие печатные платы, собранные в многослойные структуры, в некоторой
степени теряют свою гибкость. Но за ними остаются значительные преимущества
в близости коэффициентов термического расширения к таковому у компонентов и в
податливости материалов оснований, компенсирующих небольшие
рассогласования в термическом расширении. Еще один неблагоприятный эффект — склонность
к электрохимическим отказам — отсутствует в многослойных гибких структурах.
В композиционных материалах это проявляется в прорастаниях металлических
мостиков вдоль слоев по капиллярам несплошностей. В материалах гибких плат
отсутствуют такие неоднородности вдоль слоев, по которым могли бы проходить
20 Гибкие печатные платы
миграционные процессы, заканчивающиеся обычно образованием металлических
дендритов — мостиков коротких замыканий.
1.2.3. Трехмерная монтажная
подложка
Зачастую разводка кристалла не умещается в одном
или даже в двух слоях. Незначительная толщина пленок,
используемых в технологиях гибких плат, позволяет
применять по крайней мере трехслойную структуру, дающую
возможность создать копланарные внешние соединения
с монтажной подложкой, как показано на рис. 1.12. Незна-
Рис.1.12. Пример раз- чительная разница в положении монтажных плоскостей
водки микросхемы на компенсируется соответствующими размерами шариковых
трехслойном носителе выводов.
1.2.4. Материал основания с предварительно
просверленными отверстиями
Один из способов удешевления производства высокоплотных многослойных
гибких плат предложила компания Sheldahl (теперь Multek). Он состоит в поставках
гибких пленок с множеством мелких отверстий, выполненных в узлах стандартной
координатной сетки. Технологии лазерного сверления позволяют с большой
производительностью (до 300 сверлений в секунду) выполнить отверстия с плотностью
размещения до 400 на см2 с высокой точностью позиционирования.
Компания Sheldahl пыталась создать стандарт на размещение отверстий,
чтобы проектировщики могли использовать их в своих конструкциях. Она
планировала пойти дальше - поставлять свои материалы с металлизированными
отверстиями.
К сожалению, этот метод не состоялся по множеству причин. Но идея все еще
остается интересной и может найти применение в будущем.
1.2.5. Технологии трансверсальных соединений
Другая область исследований формирования высокоплотных соединений в гибких
структурах относится к обеспечению связей по оси Z в конструкциях многослойных
плат. Технология образования Z-связей в гибких основаниях заметно отличается
от технологий послойного наращивания, используемых в производстве жестких
многослойных плат. Направленность этих исследований состоит в намерении
уменьшения стоимости плат высокой плотности и в увеличении стойкости
металлизации отверстий к термомеханическим нагрузкам для улучшения надежности
трансверсальных соединений.
Общая идея обеспечения надежности Z-связей одинакова для жестких и гибких
плат: улучшить прочность металлизации и уменьшить термомеханические нагрузки
за счет сближения термического расширения металлизации и материала
основания. Но материалы гибких плат, как правило создаваемые на основе полиимидов,
Глава 1. Гибкие платы. Преимущества и применение
21
имеют высокую температуру стеклования, следовательно, и относительно низкий
коэффициент термического расширения в рабочем диапазоне температур. Кроме
того, податливость материалов гибких оснований, как уже упоминалось выше,
компенсирует все-таки существующую разницу в этих коэффициентах.
7.2.6. Анизотропные Z-связи
Анизотропные клеящие пленки используются много лет, однако только в
последнее время они получили новое рождение благодаря введению в клеящий слой
проводящего компонента, например металлической пудры. Такая комбинация
позволяет создавать Z-связи между слоями.
В результате любые металлизированные оппозитные площадки двух
половинок схемы будут электрически связаны. Анизотропность проводимости
клеящей пленки обеспечивает электрическую связь по оси Z и не обнаруживает
проводимости вдоль слоев, исключая короткие замыкания между
контактными площадками. Схема этого процесса показана на рис. 1.13. Таким образом,
например, реализуются соединения в жидкокристаллических дисплеях и
плазменных панелях.
Рис. 1.13. Анизотропная клеящая пленка с токопроводящим наполнителем позволяет
реализовать Z-связи в многослойной структуре соединений
7.2.7. Программируемые соединения
Альтернатива анизотропных
соединений — семейство программируемых структур
связи в предназначенных для этого точках.
Одна из таких версий была развита в
компании Tessera (США). На рис. 1.14 показано,
как используется эта технология в создании
программируемых Z-связей.
Другие методы используют технологию рис. 1.14. Схема формирования програм-
столбиковых соединений, прокалывающих мируемых Z-связей
межслойную изоляцию с образованием Z-
связей (рис. 1.15). Эта технология, известная под именем В21Т, была развита
компанией Toshiba применительно к изготовлению LCP-дисплеев, затем использована
22 Гибкие печатные платы
Медная фольга
А А А А А А А
Печать проводящих столбиков
* А * * * * * 4 А А Ж А
Совмещение с LCP
Впрессовывание столбиков до LCP
МММ A i i A Iff*
Формирование рисунка металлорезиста
Травление рисунка
Рис. 1.15. Схема формирования соединений в LCP-панелях
компанией Yamaichi Electronics (Япония) и под именем Any Layer Interstitial Via
(ALIV) стала принадлежностью компании Matsushita.
Наиболее явное преимущество этой технологии состоит в способности
формировать чрезвычайно короткие соединения между компонентами. Этот
короткий путь маршрутизации по узлам координатной сетки часто упоминается как
«маршрутизация Манхэттена» вследствие ее подобия структуре улиц Нью-Йорка
и его небоскребов. Использование стандартных координатных сеток и способов
столбиковых соединений, подобных описанным, может в будущем стать банальной
технологией компоновки электронных устройств.
1.3. Отдельные примеры использования
гибких плат
7.3.1. Высокоскоростные длинные линии связи
Гибкие печатные платы с согласованными линиями связи представляют
жизнеспособную альтернативу СВЧ-линиям на дистанции от платы к плате до 75 см
с производительностью передачи информации вплоть до 10 Gbps. Мало того,
преимущество гибкой платы состоит еще и в возможности взаимного перемещения
соединяемых плат, перегибов во всех направлениях, что несвойственно другим
видам высокочастотной связи (рис. 1.16).
Глава 1. Гибкие платы. Преимущества и применение
23
Рис. 1.16. Длинная линия высокоскоростной связи,
выполненная гибким шлейфом
1.3.2. Слуховые аппараты
Легкий вес слуховых аппаратов, размещение их позади уха стали возможны
после изобретения транзистора. Это первые электронные изделия на транзисторах,
получившие массовое распространение.
До этого использовались аппараты на миниатюрных радиолампах. Они были
тяжелы и дороги. В их работу приходилось постоянно вмешиваться из-за большого
потребления энергии и необходимости замены батареи. С изобретением
транзистора слуховые аппараты стали меньше, дешевле, эффективнее и очень экономны
в энергопотреблении в сравнении с ламповыми приборами. Слуховые аппараты
сегодня размещаются почти незримо во ухе пользователя (рис. 1.17). Во многом
миниатюризация технологии слухового аппарата была обеспечена применением
гибких плат, которые позволяют схеме быть свернутой в малом объеме аппарата.
1.3.3. Микрокатушки
Микрокатушки наиболее часто используются в сенсорных датчиках. На
рисунке 1.18 показано изображение микрокатушки, полученное на электронном
микроскопе. Здесь ширина проводников — 10 мкм и их высота — 25 мкм. Зазоры
между проводниками также 10 мкм. Размерная точность — меньше 1 мкм.
1.3.4. Электроника в эндоскопии
Медицинская электроника - истинно современное чудо, и часто гибкие
платы - непременный элемент конструкции таких изделий. Гибкие платы доказали свою
Рис. 1.17. Слуховой аппарат, вживляемый
в ухо. Рядом показаны используемые в нем
монтажные изделия на гибких платах
Рис. 1.18. Фрагмент микрокатушки под
электронным микроскопом
24
Гибкие печатные платы
незаменимость в разнообразных приборах медицинской диагностики и терапии,
в физиологических исследованиях, дистанционном мониторинге состояния здоровья
пациентов с использованием радиоэлектронной телеметрии. На рис. 1.19 показана
модель прибора, используемого для многостороннего исследования сердца.
1.3.5. Ультразвуковые преобразователи
В медицинском диагностическом оборудовании часто используется технология
гибких плат, чтобы достигнуть желательных результатов. Возможно, одно из
наиболее успешных их применений было связано с пьезоэлектрическими головками
ультразвуковых преобразователей. Гибкие платы используются в них для связи
с пьезокерамическим приемопередатчиком ультразвуковых акустических волн,
чтобы создать на мониторе электронное изображение, основанное на отраженном
звуке. Из всех медицинских приложений это наиболее знакомая ультразвуковая
технология интроскопии. Впоследствие его применение перешло на техническую
диагностику производственных процессов из-за его способности обнаруживать
поры и каверны в объемах изделий.
Пример использования гибких плат в ультразвуковой головке показан на
рис. 1.20.
Рис.1 Л9. Пример использования
гибких плат в зонде, внедренном в модель
сердца
Рис. 1.20. Гибкая плата используется в
датчике, с помощью которого формируется
акустическое изображение объекта
диагностики
1.3.6. Панель автомобиля
Гибкие платы имеют длинную историю применения в автомобильной
промышленности. Самое давнее применение связано с электрической приборной
панелью автомобиля (рис. 1.21). За прошедшее время функциональность приборной
панели возросла и значимость соединений гибкими платами пропорционально
увеличилась.
Гибкие платы имеют значительные преимущества в использовании технологий
соединений в автомобильной электронике. Они сочетают в себе возможности
реализации силовых цепей и тонких высокоплотных соединений электронных
компонентов. На рис. 1.22 показан фрагмент гибкой платы панели приборов,
предназначенной для монтажа BGA-компонента.
Глава 1. Гибкие платы. Преимущества и применение
25
Рис. 1.21. Приборная панель автомобиля
с монтажом с помощью гибких плат
Рис. 1.22. Фрагмент монтажного поля для
BGA-компонента
1.3.7. Высокопроизводительные линии связи между
микросхемами
Непосредственная связь между микросхемами типа «чип—чипу» — довольно новое
применение гибких плат, которое было обусловлено необходимостью обеспечения
быстродействия и функциональности электронных устройств. Один из прежних
способов реализации таких связей состоит в том, чтобы выделить
быстродействующие линии и сформировать их как согласованные линии связи в многослойных
структурах. В многослойных платах формирование таких быстродействующих линий
встречает затруднения из-за неизбежных неоднородностей в ее составе: выводы
корпуса микросхемы, металлизированные отверстия. Эти неоднородности
искажают сигнал и уменьшают скорость передачи сигнала за счет увеличения времени
успокоения переходных процессов, обусловленных отражениями от
неоднородностей. Альтернатива этому — использование линий связи на основе гибких плат,
осуществляющих непосредственную связь между микросхемами (рис. 1.23).
Стандартное решение
ptCTKW* HI
n*ptitpteT&w« и»*фл«и Ди»д*ктрич*е1си« пот*ри I линии Сижм отряхмк*
Непосредственное решение
Высокоскоростная линия связи
Низкоскоростные линии связи
Рис. 1.23. Высокопроизводительные линии связи: a — в
многослойных платах, б — реализуемые гибкой платой
непосредственно между микросхемами со скоростью передачи
информации 25 Gbps
26
Гибкие печатные платы
1.3.8. Солнечные панели
Эффективность современных
светодиодных солнечных панелей может достигать
50%. Это создает им широкое применение.
Но этому препятствовала их дороговизна
относительно альтернативных источников
энергии. Технологии солнечных панелей
значительно продвинулись за счет
использования гибких плат. Гибкость
соединений создавала удобство использования
панелей в космосе за счет сворачивания
в компактный объем и последующего их
разворачивания при выходе в космическое
пространство. Благодаря этому солнечные
панели могут разворачиваться на площадь
футбольного поля, снабжая энергией космические объекты, в частности
международную космическую станцию. Солнечные панели в развернутом виде могут
давать десятки киловатт мощности с напряжением до 160 В (рис. 1.24).
1.3.9. Гибкие платы в видеокамерах
Японские инженеры раньше других осознали большие преимущества
применения гибких плат во всевозможной портативной электронной аппаратуре. Один
из примеров — миниатюрные видеокамеры. Автоматические функции
видеокамеры — управление микродвигателями, выбор экспозиции, автофокус и т. д. —
реализованы с использованием гибких плат (рис. 1.25).
Рис. 1.24. Солнечная панель
международной космической станции на испытаниях
в НАСА (США)
Рис. 1.25. Видеокамера в деталях соединений гибкими
платами
Глава 1. Гибкие платы. Преимущества и применение 27
7.3.70. Смарт-карты
Другая область применения, обусловливающая существенный рост производства
гибких плат, — смарт-карты. Гибкие платы идеальны для смарт-карт из-за их
незначительной толщины и способности к массовому производству за низкую цену.
Сами схемы смарт-карт обычно довольно просты, часто не сложнее, чем катушка
со связанным с ней чипом.
7.3. 7 7. Объемная системная миниатюризация
и соединения
Уже установилась закономерность развития полупроводниковых приборов,
состоящая в удвоении плотности элементов микросхем в два раза за период от 18 до
24 месяцев. Эта закономерность названа законом Мура. Очевидно, что увеличение
интеграции микросхем должно сопровождаться соответствующим увеличением
плотности соединений. Отдельным очень важным направлением этого процесса
развития являются технологии гибких и гибко-жестких плат.
Даже без удвоения интеграции микросхем плотность компоновки электронной
аппаратуры можно увеличить за счет использования гибкости и малой толщины
монтажных подложек. Мы увидели, что гибкость подложек позволяет создавать
пространственные трехмерные структуры и уже только поэтому можно в разы
увеличить плотность компоновки. Это более дешевый способ достижения высокой
интеграции электронных устройств, чем интеграция компонентов, и поэтому он
заслуживает внимания.
Переход к третьему измерению означает существенный отказ от старых
технологий соединений. В новых технологиях ЗБ-структур гибкие платы будут составлять
основу пространственных соединений. В английской литературе [1] эта технология
получила название «объемная системная миниатюризация и технология
соединений» (Volumetric System Miniaturization and Interconnection Technology - VSMI).
В семейство VSMI-технологий включены все варианты ЗБ-компоновок: ста-
пелирование компонентов в микрокорпусах, стапелирование кристаллов
микросхем, стапелирование вафель с чипами миросхем, многокристальные модули
и их сборки в многослойные структуры (рис. 1.26). Конечно, вместе с
уплотнением компоновки нельзя забывать о проблемах теплоотвода, решение которых
становится очень трудным по мере увеличения интеграции аппаратуры. Может
случиться так, что массивные теплоотводы полностью разрушат всю
концепцию увеличения плотности компоновки. Поэтому VSMI-технологии должны
учитывать и интеграцию теплоотводящих структур и включать их в структуру
электрических соединений.
Другой ключевой элемент VSMI-технологий — тестирование. С увеличением
плотности компоновки тестирование может оказаться упрощенным или
чрезвычайно сложным в зависимости от того, в какой мере системный проектировщик
удовлетворяет требования обеспечения электрического тестирования.
Риск наличия одного неисправного чипа среди многих других в составе
многокристального модуля пугает разработчиков и пользователей своей безысходностью.
Статистика этих рисков пока не вселяет оптимизма. Но разработчики
VSMI-технологий работают над решением этой проблемы, так как эта технология неизбежна
28
Гибкие печатные платы
iiiizinz
Рис. 1.26. Одна из трехмерных структур ЗБ-компоновок
в дальнейшей интеграции электронной аппаратуры. И технологии гибких плат
будут играть в этом решающую роль.
1.4. Тенденции развития технологий
печатных схем
Поверхностный обзор патентов США, опубликованный в последние 10 лет,
показывает, что технологии гибких плат интенсивно развиваются. Несмотря на то
что интенсивность поступления патентов стабилизировалась, уровень ее все еще
высок: в Патентное бюро США поступает в среднем более одного патента в день
(табл. 1.2) [1].
Таблица 1.2
Количество опубликованных патентов США в течение последнего десятилетия-
1998 г.
468
1999 г.
497
2000 г.
586
2001 г.
686
2002 г.
678
2003 г.
681
2004 г.
745
2005 г.
646
2006 г.
834
2007 г.
951
1.5. Заключение
Очевидно, технологии гибких плат предлагают много жизнеспособных решений,
среди которых особенно перспективны связанные с созданием пространственных
структур соединений.
Глава 1. Гибкие платы. Преимущества и применение 29
Возможности технологий гибких плат далеко еще не исчерпаны. Список их
применения растет и будет расти по мере развития электроники.
Авторы надеются, что показанные примеры использования гибких плат зажгут
новые идеи в умах читателей, помогая им видеть более ясный путь к решению
проблем увеличения плотности соединений.
Литература
1. Joseph Fjelstad. Flexible Circuit Technology. Third Edition. Publishing Inc. USA. 2006.
2. Медведев A. Productronica-2001. Первые впечатления // Компоненты и технологии.
2002. №1.
3. Акулин А. Варианты применения и конструкции гибко-жестких плат // Технологии
в электронной промышленности. 2007. №5.
4. Мылов Г., Набатов Ю., Люлина В. Состояние и перспективы производственно-
технического комплекса печатных плат на Государственном рязанском приборном заводе //
Технологии в электронной промышленности. 2005. №5.
5. Медведев А., Мылов Г., Набатов Ю., Люлина В. Гибкие платы. Преимущества и
применение // Компоненты и технологии. 2007. №9.
Глава 2. Конструирование гибких
и гибко-жестких печатных плат
Гибкие печатные платы — это всевозможные системы гибких шлейфов, которые
могут содержать однослойные, двухслойные и многослойные структуры
соединений. Их конструкции могут быть полностью гибкими или представлять собой
комбинацию жестких и гибких частей.
2.1. Типы гибких печатных плат
Стандарты IEC и IPC классифицируют их по типу конструкций следующим
образом [1-4].
Тип 1. Односторонняя гибкая печатная плата, содержащая один проводящий
слой, с упрочнениями или без них (рис. 2.1).
Отверстие доступа
Защитное полиимидное
покрытие
Адгезии
Проводящий слой
(медная фольга)
Материал-ужесточитель
Полииыилная основа
(базовый материал)
Отверстие доступа
Защитное полиимидное
покрытие
Полиимидная основа
(базовый материал)
Проводящий слой
(медная фольга )
Рис. 2.1. Односторонняя гибкая печатная плата с упрочнением (а) и без (б)
Тип 2. Двусторонняя гибкая печатная плата, содержащая два проводящих слоя и
сквозные металлизированные отверстия, с упрочнениями или без них (рис. 2.2).
Тип 3. Многослойная гибкая печатная плата, содержащая три и более
проводящих слоя со сквозными металлизированными отверстиями, с упрочнениями или
без них (рис. 2.3).
Тип 4. Гибко-жесткая печатная плата, содержащая три и более проводящих слоя
со сквозными металлизированными отверстиями (рис. 2.4).
Тип 5. Гибкая или гибко-жесткая печатная плата, содержащая два или более
проводящих слоя без сквозных металлизированных отверстий.
Кроме того, гибкие платы, как и жесткие, классифицируются по назначению,
что также необходимо учитывать и указывать в конструкторской документации
(КД).
Глава 2. Конструирование гибких и гибко-жестких печатных плат
31
Отверстие доступа
/ Защитное полиимидное
покрытие
Проводящий слой
>дная фольга )
Защитное полиимилное
покрытие
Полиимидная основа
(базовый материал)
Защитно* полинмидно*
покоытие
Проводящий слой
Неликвидная основ*
(базовый материал)
Изолирующий слой
(поликнид)
Полмимиднал основа
(базовый материал)
Защитное полнимидное
покрытие
Металлизированное
отверстие
Рис. 2.2. Двусторонняя гибкая печатная
плата
Рис. 2.3. Двусторонняя гибкая печатная
плата
Рис. 2.4. Гибко-жесткая печатная плата
Категория А. Гибкие платы, гибкость
которых необходима только в процессе сборки
(статическая устойчивость). На рис. 2.5
показан блок автомобильной электроники на
основе использования многослойной
гибко-жесткой печатной платы. Здесь гибкость
гибкой части платы используется только
в процессе сборки.
Категория В. Гибкие платы, постоянно
изгибающиеся в процессе работы
(динамически устойчивые). Эти платы разделяются
на «периодически» гибкие (сотни и
тысячи циклов перегибов) и «непрерывно» гибкие (миллионы и миллиарды циклов
перегибов). Поэтому для них в КД указывается устойчивость к определенному
количеству перегибов и условия (радиусы) перегибов.
Категория С. Платы для высокотемпературных применений (более 105 °С).
Категория D. Платы, подпадающие под сертификацию UL, т.е. имеющие
повышенную огнеустойчивость, сопоставимую с огнеустойчивостью жестких плат.
Рис. 2.5. Гибко-жесткая печатная плата
автомобильной электроники
2.2. Организация проектных работ
В зарубежной практике уже сложились правила совместной поэтапной работы
конструктора и технолога. Это обеспечение:
• технологичности Design for Manufaclurability (DFM);
• сборки - Design for Assembly (DFA);
• контролепригодности — Design for Testability (DFT);
• надежности — Design for Reliability (DFR).
32 Гибкие печатные платы
Требования к этим процессам взаимодействия всех служб предприятия при
проектировании и изготовлении электроники изложены в зарубежных стандартах,
в частности в IPC-A-620, ANS1/J-STD-001, IPC-SM-785, IPC-D-279 [5-8].
Однако зачастую проектирование плат оторвано географически и организационно
от производителя. Поэтому с первых этапов проекта надо установить тесный контакт
с изготовителем для оптимизации конструкции изделия и пригодности проекта
к производству. Необходимо уточнить у производителя печатных плат наличие
или доступность конструкционных материалов, планируемых к использованию
в проекте, и их технологическую совместимость при изготовлении изделия.
Важное значение имеет возможность мультиплицирования плат на заготовке и выбор
оптимального размера заготовки, так как от этого зависит расход конструкционных
и технологических материалов, следовательно, и стоимость изделия [9].
Перед началом разработки серийного изделия следует уточнить у
изготовителя, какие размеры мультизаготовок (гибкий диэлектрик с металлическим слоем,
на котором расположено максимально возможное количество модулей гибких
печатных плат) возможно обрабатывать на технологическом оборудовании и
каков размер рабочей области на заготовке. Следует принимать во внимание такие
факторы, как:
• расстояние между элементами;
• наличие тестовых точек, позволяющих контролировать технологический
процесс и сопротивление проводников;
• крепежные отверстия;
• реперные точки;
• расстояние между модулями;
• возможности мультиплицирования;
• требования к наличию обрамления для металлизации отверстий.
Эффективность использования групповых заготовок становится важной при
увеличении объема производства. Стоимость платы будет тем ниже, чем больше
модулей удастся разместить на заготовке и подвергнуть групповой обработке.
Следует уточнить у изготовителя ширину и длину имеющегося у него рулона
материала, так как в зависимости от толщины материала и типа оборудования размеры
заготовок могут существенно варьироваться [10].
2.3; Рекомендации по обеспечению
технологичности конструкций гибких плат
Перед началом проектирования рекомендуется произвести макетирование
изделия: вырезать из пленки макет будущей гибкой или гибко-жесткой структуры и
отработать его трехмерное размещение в блоке, где будет работать изделие, а также
его мультиплицированное размещение на заготовке, размер которой определяется
возможностями технологического оборудования будущего производителя.
Стандарт IPC-2223A «Sectional Design Standard for Flexible Printed Boards»
предписывает определенную последовательность процесса проектирования,
начиная с полноразмерного трехмерного моделирования проекта, чтобы обеспечить
корректную размерность и расположение гибких и жестких частей конструкций
Глава 2. Конструирование гибких и гибко-жестких печатных плат
33
соединений [1,4]. По результатам макетирования конструктор может осознанно
принять решение о типе платы. При этом все разнообразие гибких и
гибко-жестких плат (рис. 2.6) сводится к шести типам (рис. 2.7), об одном из которых можно
договариваться с производителем.
Рис. 2.6. Образцы гибко-жестких плат
Односторонняя
шбкая плага
Односторонняя
гибкая плата
с лпсюронним доступом
Двусторонняя гибкая
плата с
металлизированными отверстиями
Многосчойная
гибкая плат
с разветвлениям
Гибко-жесткая плата
Односторонняя
1ибкмя ила га
с отверстиями
Полимерная Ш Медь ШАдгезив Ламинат^
пленка
Рис. 2.7. Виды гибких и гибко-жестких
плат
Кроме проекта самой платы конструктор должен предусмотреть оптимальное
ее размещение на групповой заготовке. Главная задача конструктора — как можно
эффективнее использовать площадь заготовки. На рис. 2.8 слева направо показана
эволюция изменения конструкции технологической заготовки. Вариант справа
с использованием фальцовки может предложить только конструктор, так же как
в примере на рис. 2.9, где за счет изменения конструкции гибкой части плата
занимает меньшую площадь на заготовке без потери суммарной длины шлейфа.
Конструкторская документация должна содержать изображение гибкой или
гибко-жесткой печатной платы в состоянии ее приемкми при изготовлении, но кроме
плоского изображения необходимо дать ее вид в рабочем состоянии,
показывающий ее гибкую конфигурацию, смонтированную в готовое изделие. Это позволяет
Оптимизировать
площадь панели,
использовать
ш
Рис. 2.8. Оптимизация размещения платы
на групповой заготовке
Оптимизировать
размещение плат на
заводской заготовке
Оптимизировать
структуру и выбор
материалов под
рекомендации завода
Рис. 2.9. Двойная экономия места на
заготовке за счет изменения конструкции
гибкой части платы
803
34
Гибкие печатные платы
изготовителю при технологической подготовке производства увидеть критические
области — места сгибов и перегибов.
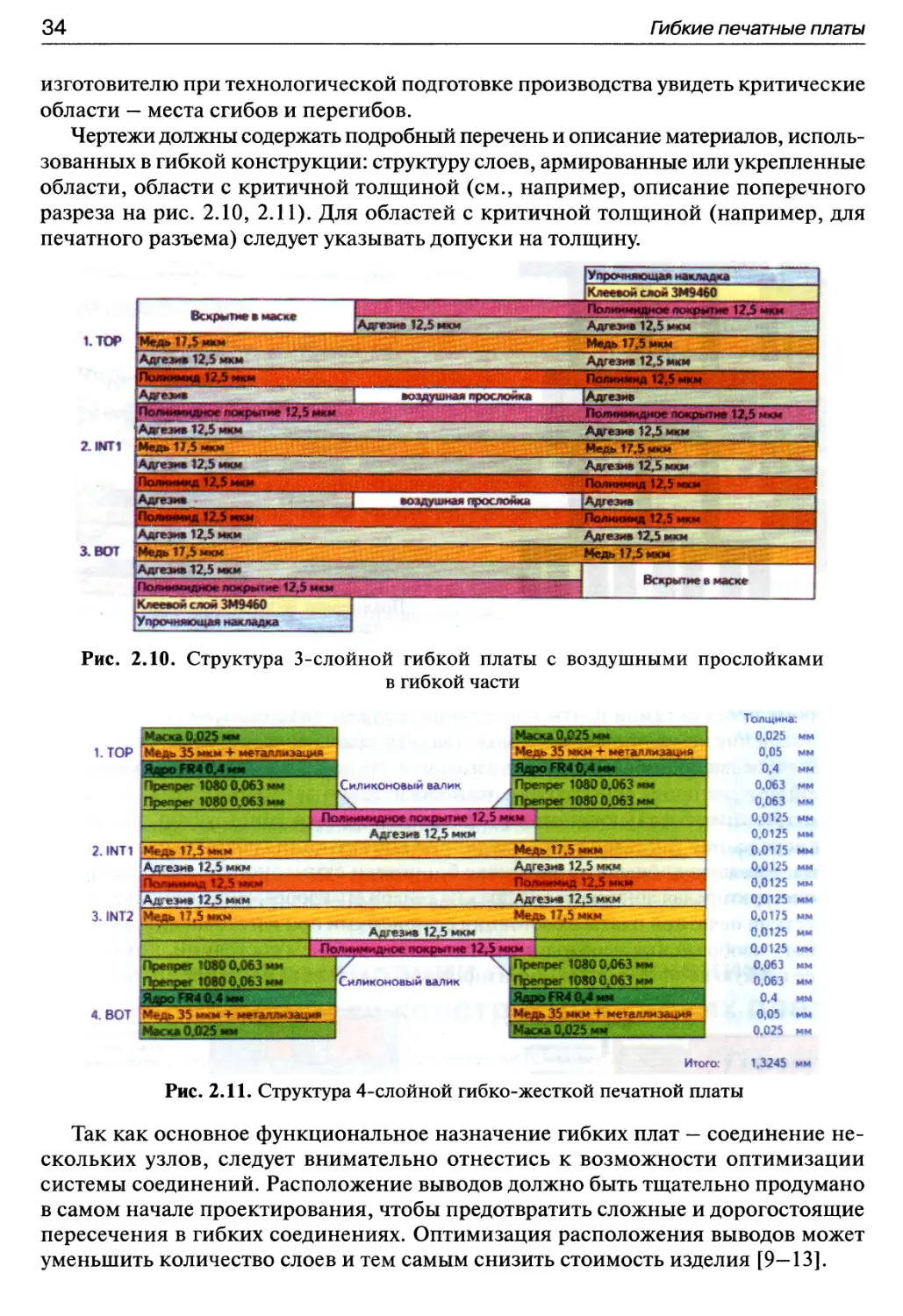
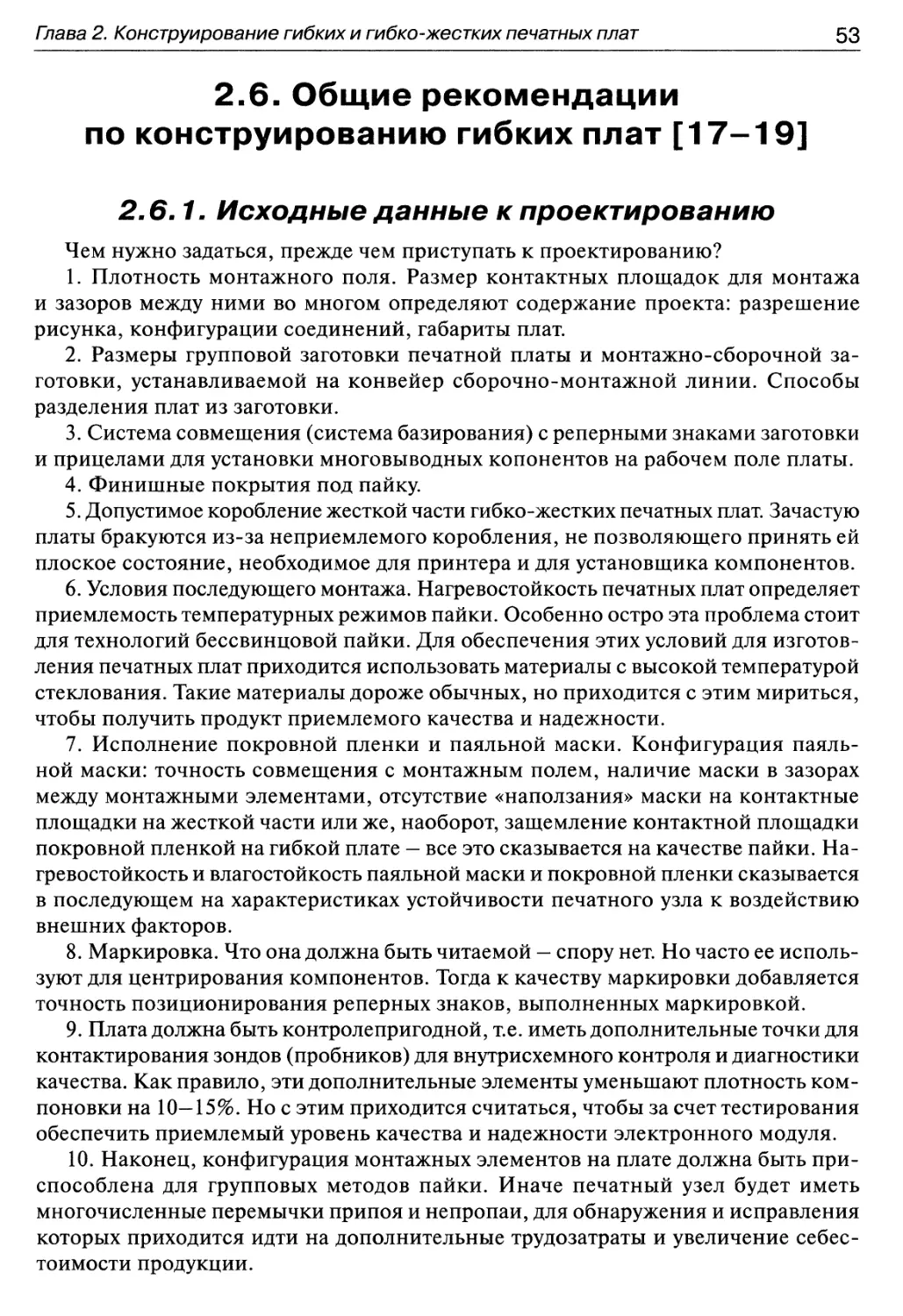
Чертежи должны содержать подробный перечень и описание материалов,
использованных в гибкой конструкции: структуру слоев, армированные или укрепленные
области, области с критичной толщиной (см., например, описание поперечного
разреза на рис. 2.10, 2.11). Для областей с критичной толщиной (например, для
печатного разъема) следует указывать допуски на толщину.
1.ТОР
2.JHT1
З.ВОТ
Рис. 2.10. Структура 3-слойной гибкой платы с воздушными прослойками
в гибкой части
1.ТОР
Толщина:
0,025 мм
0,05 мм
0,4 мм
0.063 мм
0.063 мм
0.0125 мм
0,0125 мм
0,0175 мм
0,0125 ми
0,0125 мм
0,0125 мм
0.0175 мм
0.0125 мм
0.0125 мм
0,063 мм
0,063 мм
0.4 мм
0,05 мм
0,025 мм
Итого: 1,3245 мм
Рис. 2.11. Структура 4-слойной гибко-жесткой печатной платы
Так как основное функциональное назначение гибких плат - соединение
нескольких узлов, следует внимательно отнестись к возможности оптимизации
системы соединений. Расположение выводов должно быть тщательно продумано
в самом начале проектирования, чтобы предотвратить сложные и дорогостоящие
пересечения в гибких соединениях. Оптимизация расположения выводов может
уменьшить количество слоев и тем самым снизить стоимость изделия [9—13].
Поликмидное покрытие 12,5 mm ¦
Лрепрег 1030 0,063 мм
Орекрег 1080 От0б3 w
Глава 2. Конструирование гибких и гибко-жестких печатных плат 35
Крайне важен при проектировании гибкой печатной платы выбор
оптимального сочетания конструкции и материалов. Главное — обеспечить совместимость
смежных материалов в конструированиях гибких плат. Все материалы должны
быть обозначены в спецификации чертежа.
2.4. Материалы для гибких печатных плат
Характеристики материала для гибких печатных плат, которые обязательно
следует принимать во внимание:
• размерная стабильность;
• теплоустойчивость (пайка без разрушений и снижения гибкости);
• устойчивость к разрыву;
• приемлемые электрические свойства;
• гибкость при экстремальных температурах;
• низкое водопоглощение (расслоение, отслоение при нагреве);
• химическая стойкость (при производстве и при использовании);
• негорючесть;
• общие требования (стабильность характеристик, множественность источников
поставки, стоимость, количество необходимого материала в изделии).
Основные элементы конструкции гибких печатных плат:
• базовый материал;
• адгезив;
• металлическая фольга или фольгированный материал;
• покровные пленки.
2.4.1, Материалы оснований гибких плат
Наиболее популярные гибкие материалы: полиэфирные пленки на основе
полиэтилентерефталатов (лавсан, майлар, Mylon, Melinex, Luminor, Celanar) и
различные системы полиимидов.
Полиимидные пленки — доминирующий материал для изготовления гибких
печатных плат. Имеется ряд формул полиимида с торговыми марками Kapton, Apical,
Novax, Espanex, Upilex и др.
Преимущества использования полиимидных пленок:
. • отличная гибкость при всех температурах;
• хорошие электрические свойства;
• отличная химическая стойкость (за исключением горячей
концентрированной щелочи);
• очень хорошая устойчивость к разрыву (но плохое распространение разрыва);
• определенные типы полиимидов имеют дополнительные преимущества
(коэффициент расширения согласованный с медью, уменьшенное напряжение
в ламинатах);
• полиимид можно химически травить в горячих щелочах;
• рабочий диапазон температур: от — 200 °С до + 300 °С.
Недостатки полиимидов:
• высокое влагопоглощение (до 3% по весу);
• относительно высокая стоимость;
36 Гибкие печатные платы
• преимущества, состоящие в высокой температуре перехода (например, по-
лиимидные пленки Upilex S имеют Tg = 500 °С), нивелируются относительно
низкотемпературными адгезивами.
Полиэфирные пленки (полиэтилентерефталат — PETF) имеют свои
положительные стороны:
• относительно низкая температура перехода в пластичное состояние (легко
формуются);
• очень низкая стоимость;
• хорошая устойчивость к разрыву и распространению разрыва;
• очень хорошая гибкость;
• хорошая химстойкость;
• низкое влагопоглощение;
• хороший баланс электрических характеристик;
• широкий рабочий диапазон температур от —60 °С до +105 °С.
Отрицательные стороны полиэфирных пленок:
• очень ограниченная способность к пайке (имеет низкую точку плавления);
• нельзя использовать при очень низких температурах (становится
хрупким);
• недостаточная размерная стабильность.
2.4.2. Адгезивы
Адгезивы используются для соединения медной фольги с базовой пленкой,
а также объединяют слои в многослойных и гибко-жестких конструкциях. Роль
адгезивов является определяющей и критической для свойств конечного продукта.
Часто они являются ограничивающим элементом в термических свойствах гибких
печатных плат, когда используется полиимид в качестве базового материала.
Акриловый адгезив имеет наибольшее распространение, он хорошо сочетается
с полиимидными пленками (так же, как и полиимид, травится в щелочи, имеет
такой же коэффициент расширения).
Эпоксидный клей и клеи на основе модифицированной эпоксидной смолы не
сочетаются с полиимидными пленками — они хрупкие. Но они незаменимы для
склеивания жесткой части гибко-жестких печатных плат.
Полиимидный адгезив требует очень высокой температуры обработки.
2.4.3. Фольги
В производстве гибких печатных плат для создания проводящего рисунка в
подавляющем большинстве случаев используют медную фольгу. В редких
специальных случаях раньше применяли никелевую фольгу или нержавеющую сталь, когда
печатная плата предназначалась для приварки выводов компонентов и проводов
(табл. 2.1).
Глава 2. Конструирование гибких и гибко-жестких печатных плат
37
Таблица 2.1
Общие свойства металлической фольги
Металл фольги
Медь
холоднокатаная
отожженная
Медь
электролитическая
Алюминий
Нержавеющая
(никелевая)
сталь
Бериллиевая
бронза
Удельное
сопротивление,
Ом-смхЮ
1,72
1,77
4,33
75
Теплопроводность, Вт/м-°К
393
393
225
6
83
Прочность на
растяжение, кг/мм2
38
30
18
100
70-200
Пластичность,
%
20
12
30
40
35-60
1-4 - после
отжига
Исключительное использование меди обусловлено ее хорошей проводимостью,
способностью принимать на себя другие покрытия, хорошей пластичностью и,
что очень важно, однородностью с материалами металлизации трансверсальных
элементов соединений (сквозных и глухих отверстий), которые тоже выполняются
медью.
Получить тонкую медную фольгу — технически сложная задача, решаемая рядом
конкурирующих способов: стандартная электролитическая, высокопластичная
электролитическая, отожженная электролитическая, горячекатаная, холоднокатаная,
отожженная катаная, катаная с последующим низкотемпературным отжигом.
Используют также ряд способов
металлизации гибких пленок напылением и
химическим осаждением.
Фольга из специальных медных сплавов
имеет большее сопротивление, но и
большую прочность, обеспечивая хорошую
устойчивость к перегибам, сравнимую с
катаной фольгой. Кроме того, такая фольга
более устойчива в производстве ламина-
та — меньше дефектов.
В последнее время используют
специальные виды двухслойной фольги для
формирования на плате резистивных элементов
(рис. 2.12).
Фоторезист на меди
Вытравленная медь
Фоторезист на
резистивном слое
Вытравленный
элемент на
резистивном слое
Рис. 2.12. Формирование резистивного
элемента из двухслойной фольги
2.4,4, Покровные пленки
Покровные пленки или защитные слои — аналоги паяльной маски, но они
должны быть гибкими. Правильное использование покровных пленок увеличивает
устойчивость гибких плат к перегибам. Материалы покровных пленок — недопо-
38 Гибкие печатные платы
лимеризованные полимеры на основе акрилатов, полиуретанов, акрилэпоксидов
и др. Если для обнажения монтажных поверхностей используются
фотолитографические процессы, в пленки вводят фотоинициаторы, позволяющие им избирательно
отверждаться в УФ-облучении. Другие методы обеспечения доступа к монтажным
поверхностям — механические (сверление или высечка пленок).
В технологиях многослойных гибких печатных плат и гибко-жестких плат
используют соединительные пленки — пленки с адгезивом, защищенным снимаемой
пленкой.
Разработчик и изготовитель должны совместно проверить выбор материалов
с точки зрения стоимости, эксплуатационных качеств и пригодности к
производству.
2.4.5. Препрег
Препрег — это связующий материал на основе недоотвержденной смолы. Он
используется для связи ламинированных слоев и образования жесткой многослойной
платы. В гибко-жестких печатных платах препреги используются в качестве
связующего для изготовления жесткой части. Обычно используются связующие двух типов:
«нетекучий» (no-flow) и «слаботекучий» (low-flow). Входящие в состав препрегов
смолы с более высокой температурой стеклования (High Tg) обеспечивают более
высокую рабочую температуру и относительно низкий коэффициент расширения
по оси Z. В противном случае надежность металлизированных отверстий была бы
существенно ниже. Адгезивы не имеют таких свойств. Поэтому для изготовителя
весьма важно, чтобы в КД были четко обозначены как области, требующие наличия
адгезива, так и области, которые должны быть свободны от адгезива.
2.4.6. Фольгированные пленки
Для создания проводников на гибкой плате применяют медную фольгу,
предварительно скрепленную с гибкой диэлектрической пленкой клейкими смолами,
или медное покрытие, нанесенное на гибкую диэлектрическую пленку методом
напыления чистой меди в специальных вакуумных камерах. Возможен и обратный
процесс — диэлектрик может быть нанесен на металлическую фольгу. Гибкую
диэлектрическую пленку, скрепленную с металлической пленкой или фольгой тем
или иным способом, принято называть ламинатом (по образу и подобию с
англоязычными стандартами).
Ламинаты, у которых между проводящей и диэлектрической пленками
отсутствуют клейкие смолы, называют безадгезивными. Традиционные же ламинаты
сконструированы с использованием адгезивных смол или специального
адгезионного подслоя, нанесенного на гибкую диэлектрическую пленку. Заметим, что
температура полимеризации у адгезивных смол обычно ниже, чем у материала
диэлектрической пленки. В многослойных гибко-жестких проектах в настоящее
время применяют безадгезивные ламинаты с целью исключения влияния
низкотемпературных адгезивов на рабочую температуру печатных плат (табл. 2.2).
Глава 2. Конструирование гибких и гибко-жестких печатных плат
39
Таблица 2.2
Характеристики типовых пленочных оснований гибких плат
Полиэфирные
пленки (с адгезивом)
Полиимидные
пленки (с адгезивом)
Полиимидные
пленки (безадгезивные)
Механические свойства
Сгибание (R ~ 2,5 мм)
Термическое
формование
Модуль жесткости,
МПа
Усилие разрыва, g
Усилие расслоения,
Н/м
Нормально
Да
2800-5500
800
1050
Хорошо
Нет
2500
500
1750
Отлично
Нет
4000
500
1225
Химические свойства
Устойчивость к
растворителям
Защита от
ультрафиолета
Сертификация UL/
максимальная рабочая
температура, °С
Огнестойкость
Отличная
Плохая
Плохая
Хорошая
85-160
VTM-0 с адгезивом FR
Хорошая
Отличная
105-200
VTM-0
Электрические свойства
Диэлектрическая
проницаемость A МГц)
Электрическая
прочность, кВ/25 мкм
Сопротивление
изоляции, Ом-см
3,4
4-5
3,5
3-5
3,3
5
1013
Термические свойства
Устойчивость к
процессу пайки
5 с при 246-260 °С
5 с при 290 °С
(предварительная сушка)
10 с при 290 °С (без
предв. сушки)
Монтажные свойства
Сквозные отверстия
Поверхностный
монтаж (инфракрасное
оплавление)
Сварка проволокой
Бескорпусная
установка
Плохо
PEN-да,
PETF — нет
Нет
Плохо
Отлично
Хорошо
Да — для некоторых
адгезивов
Хорошо
Отлично
Отлично
Отлично
Отлично
40 Гибкие печатные платы
2.4.7. Жесткие ламинаты
Диэлектрики, применяемые для изготовления жесткой части, представляют
собой такой же фольгированный стеклотекстолит, как для обычных жестких плат.
Это сочетание медной фольги, адгезивных смол, а также тканой или нетканой
арматуры или жесткого стеклотекстолита.
2.4.8. Материалы защитных слоев
Защитный слой — это гибкое диэлектрическое покрытие, нанесенное на гибкую
печатную плату после создания на ней рисунка всех проводников и контактных
площадок. Защитный слой используется для изоляции проводников на
поверхности гибкой печатной платы от агрессивного воздействия окружающей атмосферы
и всевозможных коротких замыканий проводников между собой и с другими
окружающими металлическими конструкциями. Защитный слой изготавливается из
материала, который может сгибаться или принять форму, требуемую в конечном
использовании. Существуют два типа защитных покрытий: пленочные и масочные.
Сплошная защитная пленка состоит из адгезива и диэлектрической пленки,
последовательно нанесенных на гибкую печатную плату. Для динамических
приложений важно соблюдать баланс механических свойств между проводящими
слоями и защитной пленкой.
Защитная маска — это диэлектрическое покрытие, которое наносится на участки
гибкой платы ламинированием сухой пленки, или шелкографией, или напылением,
или поливом. В качестве покрытия может использоваться и фоточувствительный
материал, обеспечивающий более точное выполнение защитного рисунка. Выбор
типа покрытия для гибких приложений — крайне ответственный процесс.
На поверхность защитного слоя, а также на диэлектрическое основание гибкой
печатной платы для экранирования проводников могут быть нанесены проводящие
краски, такие как серебро-, медь- или углеродсодержащие полимеры [14].
2.4.9. Покрытия монтажных поверхностей
(покрытия под пайку)
Поверхности, предназначенные для пайки, несут покрытия, которые должны
иметь способность к смачиванию припоем и длительно ее сохранять. Для успешной
пайки электронных модулей покрытия компонентов и печатных плат
(финишные покрытия) должны хорошо сочетаться, поскольку при пайке они находятся
в одинаковых условиях и по припою, и по флюсу, и по температурно-временным
режимам. Сложившиеся оценки покрытий под пайку сегодня приходится
пересматривать в связи с возможным вторжением в производство бытовой аппаратуры
бессвинцовых технологий пайки.
Большое разнообразие финишных покрытий говорит об отсутствии выбора
в пользу одного—трех, удовлетворяющих всем требованиям по стоимости,
смачиваемости, долговременности и т.д. К сожалению, их перечень широк [16]:
• OSP (Organic Solderability Preservative);
• NiAu (ENIG — Electroless Ni & Immersion Gold — химический никель и
иммерсионное золото);
Глава 2. Конструирование гибких и гибко-жестких печатных плат 41
• ImmAg (Immersion Ag);
• ImBi (Immersion Bi);
• Pd (Electroplate or Electroless Pd — химический или гальванический
палладий);
• NiPd (Electroless Ni & Immersion Pd);
• NiPdAu (Electroless NiPd & Immersion Au);
• ImmSn (Immercion Sn);
• NiSn (Electroplate Ni&Sn);
• SnAg (Electroplate Sn & Ag);
• HALS (Hot-Air Solder Leveling).
В этом ряду лидирующими финишными покрытиями печатных плат являются
OSP, ENIG, ImmSn, ImmAg и HALS.
HASL-процесс горячего облуживания плат состоит в их погружении на
ограниченное время в ванну с расплавленным припоем. Во время быстрой выемкми плат их
обдувают струей горячего воздуха, которая убирает излишки припоя и выравнивает
покрытие. Но, несмотря на старания, наплывы припоя остаются. Особенно много
их на развитых металлических поверхностях. В последующей сборке наплывы
мешают установке мелких компонентов, что ограничивает применение HASL.
Тем не менее с точки зрения качества и исключительной длительной способности
к пайке это покрытие, безусловно, наилучшее. Поэтому там, где изготовление плат
и сборка происходят в одном производстве, всегда стараются найти компромиссы,
чтобы использовать HASL.
Еще один существенный недостаток HASL-процесса — жесткий термоудар,
который испытывают платы при погружении в расплавленный припой. Чем выше
рабочая температура припоя, тем серьезнее проблема обеспечения надежности
соединений. Ряд предприятий не использует HASL-процессы для многослойных
плат, считая, что они уменьшают надежность внутренних соединений из-за таких
термоударов. Приемлемые по качеству и относительно низкотемпературные
бессвинцовые припои для HASL-процессов на сегодняшний день отсутствуют.
Покрытие OSP обеспечивает защиту медной поверхности от окисления в
процессе хранения и пайки. В конце пайки этот слой, выполнив свою функцию,
теряет способность обеспечивать последующие процессы пайки. В Японии это
дешевое покрытие применяется более 20 лет. Но чтобы процесс пайки проходил
в одну стадию группового нагрева, японские конструкторы изделий учитывают
эту особенность в целях снижения себестоимости. OSP — хорошая альтернатива
HASL. Но OSP имеет короткий жизненный цикл, что негативно сказывается на
технологической надежности. Это покрытие не обеспечивает многократную пайку,
тем более при высоких температурах. Чтобы избежать этих затруднений, приходится
использовать азот в качестве нейтральной среды пайки [8].
Покрытие ENIG (~ 4 мкм Ni + ~ 0,1 мкм Аи) — другая альтернатива HASL-npo-
цессам. Это покрытие свободно от ионных загрязнений и способно к
многократной пайке при высоких температурах. Функция тонкого слоя золота — защищать
никель от окисления, а сам никель служит барьером, предотвращающим взаимную
диффузию золота и меди.
Характерный для покрытия ENIG дефект - черные контактные площадки,
появляющиеся на поверхности из-за оголения никеля и выпотевания фосфора, если
42 Гибкие печатные платы
тонкий слой золота растворяется в припое раньше, чем припой смочит никель.
Фосфор неизбежно внедряется в никель в процессе его химического осаждения.
Припой скатывается с фосфорированной и окисленной поверхности никеля, из-
за чего и проявляется эффект черной контактной площадки. Черные контактные
площадки могут возникать также при передержке процесса пайки и при
неправильном выборе флюса. Передержка интенсифицирует образование интерметаллидов
олова с никелем и олова с фосфором, внедренным в никель. Выделение фосфора
на поверхности никеля может вызвать также процесс золочения. Осаждение золота
из нейтральных электролитов уменьшает вероятность этих явлений [2].
ENIG капризно в выборе флюсов, а его цена примерно на 25% выше, чем у OSP.
Преимущества ENIG:
• жизнеспособность более года;
• плоская контактная поверхность;
• хорошая смачиваемость припоем при правильном подборе флюса;
• неокисляемая поверхность применительно к нажимным и скользящим
контактам.
Иммерсионное олово (ImmSn) - еще одна альтернатива HASL-процессам.
Популярность ImmSn растет за счет обеспечения хорошей смачиваемости
и простоты процесса осаждения. ImmSn демонстрирует беспроблемную и лучшую
паяемость, чем ENIG.
Раньше существовали ограничения для применения ImmSn из-за образования
интерметаллических соединений CuxSnY. При этом способность к пайке исчезала
через две недели, поскольку толщина иммерсионного олова не превышает 1 мкм
и CuxSnY быстро поглощает этот тонкий слой.
Но в последнее время возможность этого явления предотвращена введением
барьерного подслоя различного содержания: органический металл и др. И
способность к пайке ImmSn @,5—0,8 мкм) с барьерным подслоем @,08—0,1 мкм)
сохраняется, по крайней мере, один год, если не больше.
Преимущества ImmSn с барьерным подслоем:
• относительно низкая стоимость процесса осаждения;
• хорошая и длительная паяемость;
• плоская поверхность покрытия (в отличие от HASL);
• хорошие условия для обеспечения беспаянных соединений Press-Fit
(впрессовывание штырей-хвостовиков разъемов в металлизированные отверстия плат).
Подозрения на возможность образования самопроизвольных нитевидных
кристаллических усов из ImmSn в данном случае несостоятельны, поскольку толщина
покрытия @,5 мкм) недостаточна для их формирования. А в результате пайки оно
теряет самостоятельность для каких-либо неблагоприятных процессов,
характерных для чистого олова.
Иммерсионное серебро (ImmAg). Толщина ImmAg не превышает 200 нм,
поэтому расходы на реализацию этого покрытия незначительны. Жизнеспособность
ImmAg гораздо выше, чем OSP, но несколько меньше, чем ENIG. Изменение цвета
покрытия в процессе хранения, сборки и пайки — результат загрязнения воздушной
среды сульфатами и хлоридами. Пожелтение не сказывается на свойствах ImmAg,
но декоративность покрытия при этом страдает. Консервирующие покрытия
антиокислителей тормозят процесс пожелтения и продлевают жизнеспособность
покрытия. ImmAg менее популярно в Европе, чем в США, где оно более доступно.
Глава 2. Конструирование гибких и гибко-жестких печатных плат
43
Для гибких плат, если не задано иное, применяется покрытие оловосвинцом с
оплавлением. Другие типы применяемых покрытий: иммерсионное золото по
никелю, иммерсионное олово, иммерсионное серебро, гальваническое золото по
никелю.
Покрытие никелем на гибкой части применять не рекомендуется вследствие его
хрупкости. Трещины в защитном покрытии будут распространяться по поверхности
контактных площадок и приводить к разрушению медных проводников [9].
2.4.10. Итоги
Конкретные характеристики
материалов для гибких плат, рекомендации по
их использованию и переработке можно
найти в фирменных каталогах компаний-
поставщиков. Для примера в таблице 2.2
приведены свойства материалов оснований
гибких плат, а на рисунке 2.13 — сочетания
адгезивов, фольги и пленочных оснований
гибких плат.
попиимид ¦ медь
двусторонний
попиимид *-
адевэив * медь
попиимидс
адгеэивомс
двух сторон
Рис. 2.13. Сочетания материалов гибких
плат
2.5. Элементы конструкции гибких плат
2.5.1. Минимальный радиус округления углов контура
гибких плат
Опыт показывает [10], что основные ошибки при разработке динамических
гибких плат связаны с недооценкой важности грамотного проектирования контура
платы. Проекты приходят со слишком маленьким радиусом округления углов, без
усилений во внутренних углах и вырезах. Не учитывается пониженная прочность
материалов гибких плат.
Минимальный радиус во внутренних углах контура платы должен составлять
1,6 мм; тем не менее больший радиус обеспечивает более высокую надежность
изделия и имеет лучшую устойчивость к разрыву (рис. 2.14). Для обеспечения
повышенной устойчивости к разрыву может потребоваться добавление дополни-
болъшоп радиус в углах
усиление медью
усиление углов стеклотканью
ур.пубпвнные вырезы
отверстия $ прорезях
Рис. 2.14. Вырезы в углах контура гибких
плат для предотвращения разрывов
уситювть
гибкие части
медью
усиливать панели
медью
усиливать контур
медью
Рис. 2.15. Укрепление краев и углов
контура гибких плат медью
44 Гибкие печатные платы
тельных материалов во внутренние углы. Наиболее эффективно использование
невытравленной медной фольги и дополнительное крепление шлейфов, где не
используется их гибкость (рис. 2.15). Все разрезы и вырезы должны заканчиваться
отверстием диаметром 1,5 мм или более, как показано на рис. 2.16. Это особенно
важно, когда соседние части гибкой платы должны двигаться независимо [10].
1,6 мм
Рис. 2.16. Разрез и вырез в контуре платы
2.5.2. Расстояние от отверстия до края платы
Минимальное расстояние между внешним краем платы и внутренним краем
неметаллизированного отверстия (или внутренних вырезов) должно быть не менее
0,5 мм. При этом место расположения, допуски на размеры и на обработку контура
должны быть приняты во внимание.
Минимальное расстояние от края перехода (между гибкой и жесткой частями)
до внутреннего края металлизированного отверстия или до края освобождения во
внутреннем слое должно быть не менее 1,9 мм.
2.5.3. Толщина различных частей платы
Жесткие части многослойных гибких и гибко-жестких плат должны иметь
одинаковую толщину для обеспечения корректной металлизации отверстий.
Последовательное ламинирование или разная толщина увеличивают стоимость
изготовления.
Крайне нежелательно закладывать разную толщину для нескольких жестких
частей. Это может не только повысить стоимость и затянуть срок изготовления
проекта, но и привести к невозможности его реализации в принципе. Оптимальным
решением является одинаковая структура для всех жестких частей
гибко-жесткой платы. Однако для опытных заказов возможно применение нестандартной
конструкции, которая должна быть согласована с изготовителем перед началом
проектирования [10].
2.5.4. Особенности проектирования жесткой части
Требования к проектированию жесткой части гибко-жестких плат близки
к таковым для обычных жестких плат, однако есть ряд важных особенностей
[10].
2.5.4.1. Изгиб и скручивание
Вследствие особых свойств комбинации гибких и жестких материалов может
потребоваться специальная конструкция или обработка плат для выполнения
требований плоскостности для поверхностного монтажа. Для групповых загото-
Глава 2. Конструирование гибких и гибко-жестких печатных плат 45
вок, поступающих на автоматическую сборку и монтаж, должны быть определены
требования по допустимому изгибу и скручиванию платы.
2.5.4.2. Надежность металлизированных отверстий
Чтобы уменьшить расширение по толщине платы, доля низкотемпературных
(акриловых) адгезивов в жесткой части должна быть сведена к минимуму. Это может
быть достигнуто применением безадгезивных базовых материалов, а также
частичного защитного слоя для гибкой части (см. рис. 2.10). Частичный защитный слой
гибкой части должен перекрываться с жесткой частью на 1,27—2,54 мм. В жесткой
части в качестве связующего материала рекомендуется использовать препрег.
2.5.4.3. Технологическая защита
К жесткой части для облегчения обработки плат при изготовлении может быть
добавлен дополнительный диэлектрический материал, закрывающий гибкие
элементы (так называемый «мешок» или «кокон»), при условии, что выполняются
требования по общей толщине жесткой части. Материал «мешка» удаляется с гибких
частей платы после обработки и должен оставлять минимальные выступы на торцах
жесткой части после удаления (рис. 2.16).
2.5.5. Особенности проектирования гибкой части
платы
2.5.5.1. Обоснованность использования
многослойной структуры
В ценообразовании печатных плат стоимость материала всегда стоит в верхней
строчке. Для гибких плат это еще более важно — стоимость их материалов в 2—3
раза выше, чем для обычных жестких плат. Второй аргумент в пользу минимального
количества слоев гибкой части — потеря гибкости и увеличивающаяся сложность
в изготовлении по мере увеличения слойности. Вот факторы, которые следует
рассмотреть при определении максимально допустимого количества слоев [10]:
• количество сигнальных проводников, которые должны пройти через гибкую
часть;
• ширина проводника, необходимая для протекания заданного тока;
• расстояние между проводниками, необходимое для обеспечения
электрической изоляции;
• экранирование электромагнитных излучений;
• импеданс (волновое сопротивление согласованных линий связи);
• требования по напряжению пробоя;
• механическая форма гибкой части, позволяющая развести проводники.
Например, определенное количество проводников для малых токов (на порядок
меньших предельно допустимых значений) может быть изготовлено в одном медном
слое толщиной 35 мкм на фольгированном безадгезивном ламинате с толщиной
диэлектрика 50 мкм и защитной полиимидной пленкой B5 мкм) с адгезивным
46
Гибкие печатные платы
слоем 25 мкм (минимальная толщина адгезива для медного слоя — 35 мкм).
Суммарная толщина получается 135 мкм. Однако если величина протекающего тока
требует применения 70-микронного слоя меди, толщина адгезива также должна
быть увеличена до 50 мкм, чтобы корректно покрыть проводники. В этом случае
суммарная толщина увеличится до 195 мкм.
Другой фактор, который следует учитывать наряду с толщиной фольги, —
механические требования. Если имеется требование повышенной механической
прочности, может оказаться необходимым увеличить толщину защитной полиимидной
пленки до 50 мкм и более вне зависимости от толщины адгезива.
В конечном итоге разработчик стоит перед выбором многослойной структуры
гибкой части, так чтобы обойтись минимальным количеством слоев (рис. 2.17).
Жесткая часть
Гибкая часть
Жесткая часть
I
1
1
i
Жесткий ламинат
Лрепрег
Гибкий диэлектрик
Прелper
Частичное покрытие
Гибкий ламинат
Частичное покрытие
Прелрег
Частичное покрытие
Гибкий ламинат
Частичное покрытие
Препрег
Гибкий диэлектрик1
Препрег
Жесткий ламинат
Материал для выполнения защитного «кокона* нужен не щ%я всех
гибко-жестких конструкций
2 Для увеличения гибкости и уменьшения проблем с металлизированными отверстиями, в жестко
части должны применяться безадгезивные материалы
3 Жесткая часть должна частично перекрываться с покрытием гибкой части.
Рис. 2.17. Примеры структуры слоев гибких плат
2.5.5.2. Полосковые линии связи
Специальные условия применения гибкой части могут потребовать более одного
проводящего слоя. Например, если требуется электромагнитное экранирование
с обеих сторон сигнального слоя либо нужно спроектировать полосковые линии
связи.
При вычислении толщины диэлектрика между проводником и соседствующим
«опорным» слоем (экраном) полосковой линии надо учитывать диэлектрическую
постоянную материала, ширину проводника и толщину меди — параметры,
влияющие на волновое сопротивление полосковой линии. Вследствие особенностей
конструкции и технологии изготовления полосковых линий реальная толщина
диэлектрика между проводящими слоями может оказаться меньше расчетной.
Глава 2. Конструирование гибких и гибко-жестких печатных плат
47
Технология изготовления гибких плат с большим количеством слоев хорошо
известна. Но большое количество слоев приводит к увеличению толщины
платы, что, в свою очередь, приводит к существенному увеличению радиуса изгиба
и нагрузок на материалы. Поэтому не рекомендуется применять многослойные
гибкие платы, а если без этого не обойтись, то надо провести специальные
механические проверки. Должно быть принято во внимание, что при переходе от
однослойной к многослойной конфигурации происходит существенная потеря
гибкости. Повысить гибкость можно путем «несклеивания» определенных частей
кабеля, как это показано на рис. 2.18. Такой вид дизайна должен применяться,
когда в многослойной конструкции используется более четырех гибких слоев. Для
динамических гибких приложений категории В максимально допустимой является
двусторонняя конфигурация.
Покрытие
Односторонняя
Двусторонняя
3 Гибкий ламинат
Трехслойная
Покрытие
Гибкий ламинат
Покрытие
Покрытие
Гибкий ламинат
Связующий слой
Гибкий ламинат
13 Покрытие
*3 Гибкий ламинат
3 Связующий слой
Гибкий ламинат
Покрытие
Пятислойная
Покрытие
Гибкий ламинат
Связующий слой
Гибкий ламинат
Щ Связующий слой
Z) Гибкий ламинат
Шестислойная
Покрытие
Гибкий ламинат
Связующий слой
Гибкий ламинат
~И Связующий слой
Гибкий ламинат
Покрытие
Четырехслойная
Рис. 2.18. Примеры конструкций гибких плат
2.5.5.3. Проводники гибкой части
Для максимального динамического времени жизни (тип использования —
категория В) и максимальной надежности при статической гибкости (тип
использования — категория А) проводники в изгибаемой части (рис. 2.19) должны
соответствовать следующим условиям:
• перпендикулярность к направлению изгиба;
• равномерное распределение по области изгиба;
• максимальная ширина в области изгиба;
• отсутствие дополнительной наращенной металлизации;
• постоянная ширина;
• «шахматное» расположение в соседних слоях;
• количество слоев в гибкой части должно быть сведено к минимуму;
• металлизированные сквозные отверстия не допускаются;
• «нейтральная ось изгиба» должна проходить через центр сечения
проводника.
48
Гибкие печатные платы
Изгибаемая
область
1 Изгибаемая
1— Из( ибаемая
область
Предпочтительный
Допустимый
Допустимый
Недопустимый
Рис. 2.19. Конфигурации проводников в изгибаемой части
Сбалансированная конструкция может быть выполнена применением
материалов с одинаковой толщиной и модулем жесткости с обеих сторон проводника.
Это особенно важно для динамических применений гибких печатных плат.
Популярны несколько типов конструкций для соответствия этому условию, такие как
использование сочетающегося с базовым слоем слоя покрытия, а также поочередное
распределение проводников на двух сторонах (рис. 2.20 и 2.21).
Защитное покрытие
Проводите
1редпочтитепъно
Нейтральная ось
уме щш
шжмёш
Проводим*
Нейтральна* ось
Диэдммсгрмк
Рис. 2.20. Линии изгиба в зависимости от распределения проводящего рисунка
2.5.5.4. Расчет минимально допустимого радиуса перегиба
Н U-Щ
* ось
Рис. 2.21. Нейтральная ось в идеальной
конструкции
Минимальный радиус изгиба для
односторонней платы определяется следующим
образом (рис. 2.22) [9, 10]:
R = CA00-EB)/2EB-D,
Где R — минимальный радиус изгиба, мм;
С и D — толщина меди и диэлектрика
соответственно, мм; Ев — величина
деформации меди, %. Устанавливая величину
допустимой деформации меди, можно
определить минимальный радиус изгиба.
Для проектов с однократным сгибанием
используется предельное удлинение меди
на разрыв - 16%, с изгибанием платы при
ее установке — 10%, а для динамических
гибких приложений— 0,3%.
Глава 2. Конструирование гибких и гибко-жестких печатных плат
49
Односторонняя гибкая часть
Защитное
полиимидное покрытие
Адгезивный слой
Медная фольга (С)
Адгезивный слой
Полиимидное основание
(О)
Двусторонняя гибкая часть
ПТттттпп liniiiiiiirmnn
Допустимое расгяжение медной фогы и ?е, '/,-
Для отожженной фольги Еь макс !б%
Для гальванически нанесенной фольги Ев макс 11%
Гибкие при установке Ев = 10%
Динамически i иокие Еп - 0,3^-
Постоянно динамически гибкие Еч - 0, \*ъ
R — радиус перегиба
С — толщина медной фольги
D — толщина диэлектрика с адгеэивом
Зашитное
пояиимидное покрытие
Адгезивный слой
Медная фолы а (С)
Адгезивный слой
Полиимидное основание (u<
Адгезивный слой
Медная фольга (С)
Адгезивный слой
Защитное
полиимидное покрытие
Допустимое расгйжс-ние медной фольги Е,л. 9~
Для отожженной фольги Ев макс 160/с
Для гальванически нанесенной фольги F4 макс 1 '%
Гибкие при установке Еь - 10%
Динамически гибкие Еи - 0,3%
Постоянно динамически f ибкие Ев -0,1 %
R — радиус перегиба
С — толщина медной фольги
D — толщина диэлектрика с адгезивом
d — толщина диэлектрика основания
Рис. 2.22. Механические изгибные напряжения в многослойных структурах
Вычислим радиусы изгиба для односторонней платы. Например, полиимид = 50 мкм,
адгезив = 25 мкм, медь = 35 мкм. Следовательно, D = 75 мкм, С = 35 мкм. Тогда
общая толщина гибкой платы Т = 185 мкм. Однократное сгибание (Ев = 16%):
R = 16,9 мкм, R/T = 0,09. Гибкая для установки (Ев = 10%); R = 0,08 мм, R/T = 0,45.
Гибкая плата многоцикловых перегибов (Ев = 0,3%): R = 5,74 мм, R/T = 31.
Оценим радиус изгиба для двусторонней платы. Например, полиимид = 50 мкм,
адгезив = 2x25 мкм, медь = 2x35 мкм. Таким образом, толщина ламинированного
диэлектрика d = 100 мкм, толщина меди С = 35 мкм. Покрытие: полиимид = 25 мкм,
адгезив = 50 мкм. Тогда D = 75 мкм, общая толщина гибкой платы Т = 2D + d +
•+¦ 2С = 320 мкм. Радиус изгиба для двусторонней платы будет:
R = (d/2 ++ С)A00 - Ев)/Ев - D.
Однократное сгибание (Ев = 16%): R = 0,371 мм, R/T =1,16.
Гибкая плата для установки (Ев = 10%): R = 0,69 мм, R/T = 2,15.
Гибкая плата многоцикловая (Ев = 0,3%): R = 28,17 мм, R/T = 88.
Во всяком случае, радиус изгиба надо стараться оставить максимально
возможным. Минимальный радиус изгиба должен не менее чем в 10 раз превосходить
толщину гибкой части (рис. 2.23) или как показано в табл. 2.3.
50
Гибкие печатные платы
Рис. 2.23. Пояснение к табл. 2.23
Допустимые радиусы перегиба гибких плат (рис. 2.23)
Таблица 2.3
Ъш платы
Односторонняя
Двусторонняя
Многослойная
Однослойная для
многоцикловых перегибов
Минимальный радиус перегиба
От 3 до 6 толщин платы
От 6 до 10 толщин платы
От 10 до 15 толщин платы
От 20 до 40 толщин платы
Рис. 2.24. Приемы обеспечения
динамической устойчивости гибких плат
Рис. 2.25. Вариант конструкции гибкой
части типа «книжный переплет»
Чтобы обеспечить устойчивость гибких
плат к многоцикловым перегибам
зачастую приходится принудительно создавать
большие радиусы изгиба. Примеры таких
решений показаны на рис. 2.24.
Склеенные многослойные гибкие
печатные платы не обладают такой гибкостью,
как односторонние или двусторонние. Если
требуется сохранить гибкость многослойных
плат, это может быть достигнуто путем
«несклеивания» определенных частей шлейфа.
Этот тип конструкции используется для
четырех и более слоев в гибкой части.
Если требуется постоянное изгибание
платы, следует ограничивать число медных
слоев в гибкой части четырьмя слоями.
Рекомендуемый радиус изгиба для шлейфов
с количеством слоев более двух должен
примерно в 20 раз превышать его толщину.
Единожды изогнутый многослойный шлейф
не следует повторно распрямлять или
перегибать по той же оси. Появление третьего
и четвертого слоев приводит к тому, что
проводник располагается слишком далеко
от нейтральной оси изгиба, что приводит
к неизбежному растяжению меди.
В гибких областях, где требуется сильный
изгиб (отношение радиуса к толщине
менее 6), можно применять технику «книжного
Глава 2. Конструирование гибких и гибко-жестких печатных плат
51
переплета». Эта техника использует прогрессивное послойное увеличение длины
гибкой части (рис. 2.25), но является очень дорогостоящей.
2.5.5.5. Экранные и потенциальные слои
Для экранирования поверх слоя
проводников может быть добавлен еще один
проводящий слой. Для повышения гибкости
слои экрана должны иметь минимально
возможную толщину. Для еще большего
повышения гибкости слои
экранирования могут быть выполнены в виде сетки
(рис. 2.26).
В случае если слои земли/питания
выполнены в виде отдельных проводящих
слоев или образуют большие полигоны,
рекомендуется равномерно распределять
медные участки по всей гибкой плате. Для
улучшения гибкости и увеличения
адгезии слои или шины земли/питания могут
, Медный экран
¦:¦:¦:¦:¦:¦:¦>
¦¦¦¦¦¦¦¦%¦¦¦¦¦
>:¦:¦»:¦:¦*
¦:¦:¦:¦:¦>:¦:¦
¦ ¦ ¦ ¦ ¦ ¦ ¦ ¦
Вскрытия меди в экране
Рис. 2.26. Перфорация медного слоя
экрана для увеличения гибкости платы
быть выполнены в виде сетки, но с учетом
электрических параметров. Сквозные ячейки сетки могут быть площадью от 0,4
до 3 мм2. Увеличение площади ячейки сетки может ухудшить параметры шины
земля/питание или снизить эффективность экранирования.
2.5.5.6. Элементы сопряжения гибкой и жесткой частей
Край жесткой платы (упрочнителя), находящийся рядом с гибкой частью,
должен быть скошен фаской или радиусом либо смягчен нанесением дополнительного
слоя адгезива для предотвращения повреждения гибкой части (рис. 2.27).
Иногда используются адгезивные
утолщения (антидеформационные
подкрепления) в точке перехода между жесткой
и гибкой частями платы типа 4 или по краю
элемента ужесточения для плат типов 1,2,3
с частичным ужесточением. В качестве
материала для утолщения могут применяться
гибкие эпоксидные композиции, акрилы,
силиконы, полисульфиды и другие материалы. Размер утолщения от края
жесткой части обычно лежит в пределах 1,0—2,5 мм. Рекомендуется использование
таких утолщений с целью уменьшения стрессовых нагрузок на материалы в точке
перехода.
2.5.5.7. Закрепление монтажных контактных площадок
На жесткой и упрочненной части гибких плат контактные площадки не
подвергаются изгибным нагрузкам. Только при пайке они испытывают нагрузки
термомеханического характера. На гибкой части, если она используется как мон-
Испопьзоеать феску на упрочнителе
?-—- упрочмштпь
Испопьзоеать силиконовый валик
на стыке с жесткой частью или упрочнитвжм
Рис. 2.27. Элементы сопряжения гибкой
и жесткой частей
52
Гибкие печатные платы
Рис. 2.28. Закрепление краев контактных
площадок покровной пленкой
тажное основание, сцепление контактных
площадок с основанием подвергается как
термомеханическим нагрузкам, так и изгиб-
ным. К тому же полиимидные пленки имеют
несколько худшую адгезию к фольге. Для
упрочнения связи контактных площадок
с основанием их дополнительно
закрепляют покровной пленкой, как показано
на рис. 2.28.
2.5.5.8. Конфигурации проводников
Если нет необходимости придерживаться строгой ортогональности трасс
проводников, необходимо скруглять углы поворотов проводников при изменении их
направлений, как показано на рис. 2.29. При проектировании полигонов
предпочтительнее выполнять их в виде сеток с приемлемым шагом, чтобы не нарушить
согласование линий связи, или токопроводящей пастой (рис. 2.30). При изгибах
гибких плат на переходе проводников в контактные площадки могут возникать
концентрационные напряжения, грозящие разрушением этого места. Для
предотвращения этого явления переход проводников в контактные площадки выполняют
скругленными, как показано на рис. 2.31. Полиимидные пленки не обладают
достаточной размерной стабильностью. Поэтому для удовлетворительного совмещения
с отверстиями им придают особую форму с удлинением в сторону проводников
(рис. 2.32).
ГГГ
Рис. 2.29. Округление углов
проводников
Рис. 2.30. Оформление полигонов в виде
сетки или гибкой токопроводящей
(металлонаполненной) пастой
Место концентрации
напряжений
Место концентрации
напряжений
Рис. 2.31. Устранение концентрационных
напряжений в месте подхода проводника
к контактной площадке
Рис. 2.32. Обеспечение совмещения
сверления с контактной площадкой
с гарантией за счет ее удлинения
в сторону проводника
Глава 2. Конструирование гибких и гибко-жестких печатных плат 53
2.6. Общие рекомендации
по конструированию гибких плат [17-19]
2.6.1. Исходные данные к проектированию
Чем нужно задаться, прежде чем приступать к проектированию?
1. Плотность монтажного поля. Размер контактных площадок для монтажа
и зазоров между ними во многом определяют содержание проекта: разрешение
рисунка, конфигурации соединений, габариты плат.
2. Размеры групповой заготовки печатной платы и монтажно-сборочной
заготовки, устанавливаемой на конвейер сборочно-монтажной линии. Способы
разделения плат из заготовки.
3. Система совмещения (система базирования) с реперными знаками заготовки
и прицелами для установки многовыводных копонентов на рабочем поле платы.
4. Финишные покрытия под пайку.
5. Допустимое коробление жесткой части гибко-жестких печатных плат. Зачастую
платы бракуются из-за неприемлемого коробления, не позволяющего принять ей
плоское состояние, необходимое для принтера и для установщика компонентов.
6. Условия последующего монтажа. Нагревостойкость печатных плат определяет
приемлемость температурных режимов пайки. Особенно остро эта проблема стоит
для технологий бессвинцовой пайки. Для обеспечения этих условий для
изготовления печатных плат приходится использовать материалы с высокой температурой
стеклования. Такие материалы дороже обычных, но приходится с этим мириться,
чтобы получить продукт приемлемого качества и надежности.
7. Исполнение покровной пленки и паяльной маски. Конфигурация
паяльной маски: точность совмещения с монтажным полем, наличие маски в зазорах
между монтажными элементами, отсутствие «наползания» маски на контактные
площадки на жесткой части или же, наоборот, защемление контактной площадки
покровной пленкой на гибкой плате — все это сказывается на качестве пайки.
Нагревостойкость и влагостойкость паяльной маски и покровной пленки сказывается
в последующем на характеристиках устойчивости печатного узла к воздействию
внешних факторов.
8. Маркировка. Что она должна быть читаемой — спору нет. Но часто ее
используют для центрирования компонентов. Тогда к качеству маркировки добавляется
точность позиционирования реперных знаков, выполненных маркировкой.
9. Плата должна быть контролепригодной, т.е. иметь дополнительные точки для
контактирования зондов (пробников) для внутрисхемного контроля и диагностики
качества. Как правило, эти дополнительные элементы уменьшают плотность
компоновки на 10—15%. Но с этим приходится считаться, чтобы за счет тестирования
обеспечить приемлемый уровень качества и надежности электронного модуля.
10. Наконец, конфигурация монтажных элементов на плате должна быть
приспособлена для групповых методов пайки. Иначе печатный узел будет иметь
многочисленные перемычки припоя и непропаи, для обнаружения и исправления
которых приходится идти на дополнительные трудозатраты и увеличение
себестоимости продукции.
54 Гибкие печатные платы
11. Отдельно для монтажа BGA-компонентов необходимо соблюсти условия
пайки без утечки припоя в металлизированные отверстия или заполнением
отверстий металлом (медью по специальной технологии).
12. Необходимо избегать расположения сквозных металлизированных отверстий
на изгибающихся поверхностях.
13. Нельзя трассировать проводники под углом 90° к направлению изгиба.
14. Не рекомендуется трассировать проводники на одиночных слоях в области
изгибов.
15. Дугу изгиба нужно делать как можно больше: для увеличения срока службы
динамических гибких печатных плат.
16. Необходимо проектировать ГП с расположением медных слоев в
нейтральной части сгиба печатных плат.
2.6.2. Заказчик и производитель
Обычно заказчик приходит в производство со своими компонентами и печатными
платами. И тогда он обнаруживает полную непригодность его печатных плат для
автоматизированного сборочно-монтажного производства. К сожалению,
отечественная стандартизация на проектирование и производство электронных модулей
пока что B006 год) отсутствует. Фирмы и группы инженеров, специализирующиеся
на проектировании электронных изделий, пользуются стандартами IPC и опытом,
наработанным на стыке проектов и их промышленной реализацией. К сожалению,
еще не созданы общие правила проектирования применительно к современным
условиям производства. Востребованность в этом давно существует, можно ожидать
на нее положительный отклик.
Тем не менее практика взаимоотношений между заказчиком и производителем
установила определенные правила.
2.6.3. Р-CAD или GERBER?
Один из первых вопросов, который возникает при размещении заказа, — вопрос
о входном формате файлов. Обычно производитель принимает заказы в любом
формате. Но общепринято передавать заказы в формате GERBER. Почему?
Универсальность
Практически любое технологическое оборудование, от сверлильных станков
и фотоплоттеров до станков для Y-надрезки, «понимает» GERBER в качестве
входного формата. В то же время системы проектирования типа P-CAD, OrCAD
и т.п. имеют встроенные постпроцессоры для связи проекта с технологическим
оборудованием. Но перечень этого оборудования, естественно, охватывает далеко
не весь парк машин. Для решения этой проблемы для того же P-CADa написаны
гигабайты всевозможных трансляторов и постпроцессоров. Но доверие к ним
сомнительно.
Ответственность
Ответственность за соответствие изготовленной печатной платы проекту несет
обычно производитель. Но при подготовке производства проект всегда подвергается
обработке CAM-CAD: в файл добавляются различные технологические элементы,
мультиплицируют, пропускают через различные трансляторы. Это производст-
Глава 2. Конструирование гибких и гибко-жестких печатных плат 55
венная необходимость, но она может невольно внести погрешность в проект
заказчика. Например, при мультипликации плат в P-CADe могут пропадать
проводники. Конечно, если это произойдет, будет виноват производитель. Но часто
эта ошибка провоцируется файлом заказчика, подготовленным в нелицензионной
версии P-CADa. Подобных неприятностей можно избежать, используя все тот же
GERBER-формат.
Безопасность
Выходной файл любой CAD-системы содержит намного больше
информации о проекте, чем GERBER-файл. Передавая, например, РСВ-файлы системы
P-CAD производителю, заказчик передает ему свою интеллектуальную
собственность, практически подготовленную для дублирования, редактирования и прочих
нарушений авторских прав заказчика. В этих файлах, как правило, содержится
информация не только о самой печатной плате, но и об установленных на плате
элементах, связях между ними и т.п. В то же время GERBER -файл содержит лишь
графическую информацию о плате.
Свобода действий
Если заказчик располагает GERBER-файлом своего проекта, он обладает большей
свободой действий в выборе производителей печатных плат. Он может размещать
заказы и в России, и за рубежом и всегда будет однозначно понят производителем.
В случае, например, отличий топологии изготовленной платы от проекта заказчик
всегда будет прав.
Но нужно иметь в виду, что все производители размещают на своих сайтах
инструкцию по подготовке файлов для передачи в производство. Предпочтительнее
передать производителю свой проект в GERBER-файле. Это сэкономит время
и позволит избежать возможных недоразумений.
2.6ш4. Рекомендации по конструированию печатных
плат применительно к автоматизированной сборке
1. При проектировании печатной платы (ПП) необходимо руководствоваться
требованиями российских стандартов по конструированию ПП (в частности,
ГОСТ 23751) и стандартов Международной электротехнической комиссии (МЭК)
по конструированию печатных плат с применением технологии поверхностного
монтажа.
2. Наличие защитной маски на жесткой части ГЖПП и покровной пленки на
гибких платах обязательно.
3. Оптимальный зазор меду выводом компонента и стенкой монтажного
отверстия должен составлять 0,2—0,3 мм. При меньшем расстоянии припой плохо
затекает в отверстие, появляются пустоты и непропаи. С увеличением зазора
возрастает расход припоя, появляются усадочные раковины в припое. При выборе
диаметра отверстия необходимо учитывать толщину слоев основной металлизации
и финишного покрытия.
4. Для пайки выводов в отверстия гибкой платы без металлизации отверстий
рекомендуется увеличивать надежность паяных соединений за счет дополнительной
площади контактных площадок, как показано на рисунке 2.33.
56 Гибкие печатные платы
5. Предельные отклонения расстояний
между центрами монтажных отверстий и
базового отверстия для
автоматизированной сборки без применения средств
технического зрения не должны превышать
±0,05 мм, между осями контактных
площадок ±0,1 мм.
6. На печатной плате с SMD-компонен-
тами необходимо иметь реперные знаки, вы-
Рис. 2.33. Дополнительные элементы кон- полняющие роль элементов базирования при
тактных площадок для пайки выводов установке компонентов. В качестве реперного
знака рекомендуется кружок металлизации с
покрытием диаметром 1,0— 1,6 мм, вокруг которого должно быть свободное от маски
кольцо шириной не менее 0,3 мм. Вокруг реперного знака на расстоянии трех его
радиусов не должно быть элементов проводящего рисунка. Необходимо выполнить
по два реперных знака на каждом краю платы в удаленных углах (например, левый
нижний, правый верхний) на расстоянии не менее 5 мм от края ПП.
7. Платы малого размера рекомендуется выполнять в виде мультиплицированной
заготовки. Мультиплицированная заготовка должна иметь базовые отверстия на
технологическом поле. Каждая из плат в мультиплицированной заготовке должна
иметь свои реперные знаки. Габариты мультиплицированных заготовок (панелей)
рекомендуется выбирать из стандартного ряда размеров.
8. При размещении SMD-компонентов на ПП следует руководствоваться
требованиями п.6 ОСТ4.42.02-93. Рекомендуется при установке компонентов в chip-
корпусах на стороне пайки располагать их продольной осью вдоль короткой
стороны ПП (направлению пайки волной), SMD-компоненты в корпусах типа
SO целесообразно располагать стороной корпуса с выводами вдоль направления
пайки волной; за последней парой выводов должны быть сделаны вспомогательные
(незадействованные) площадки для предотвращения образования спаек.
9. Минимальное расстояние между контактными площадками соседних SMD-
компонентов должно быть не менее 1 мм, а между SMD-компонентами и
компонентами со штырьковыми выводами — не менее 1,5 мм.
10. Переходные отверстия должны находиться вне контактных площадок для
монтажа выводов SMD-компонентов. Переходные отверстия диаметром 0,6 мм
с открытыми контактными площадками должны находиться вне проекции корпусов
типа CHIP, MELF, SOT, SOIC на ПП.
11. Под компонентами в неизолированных корпусах, устанавливаемыми
вплотную на плату, не должно быть проводников, так как применение изолирующих
прокладок усложняет и удорожает процесс сборки.
12. Каждый типоразмер SMD-компонента должен иметь свою конфигурацию
монтажного поля и форму контактных площадок (целесообразно
руководствоваться стандартами IPC-SM-782A «Surface Mount Design and Land Pattern Standard» и
IPC-7351 «Generic Requirements for Surface Mount Design and Land Pattern Standards»
или соответствующими им стандартами МЭК.
13. Для обеспечения возможности использования микросхем в различных корпусах
рекомендуется использование универсального монтажныого поля с возможностью
замены корпусов от различных поставщиков компонентов.
Глава 2. Конструирование гибких и гибко-жестких печатных плат
57
14. Контактные площадки вокруг отверстий и площадки для SMD-компонентов
должны соединяться между собой проводником номинальной ширины,
перекрытого защитной маской. Слияние этих площадок недопустимо (рис. 2.34).
Правильно
Неправильно
Рис. 2.34. Контактные площадки отверстий и контактные площадки для монтажа
компонентов должны соединяться (при необходимости) проводниками номинальной ширины
(правильно) и не выполняться общим массивом (не сливаться), что было бы неправильно
15. Размещение контактных площадок непосредственно в полигонах недопустимо
(большой теплоотвод делает невозможной качественную пайку), они должны быть
отделены от полигона тепловыми зазорами и электрически соединяться с ним только
проводником номинальной ширины. Выполнение полигонов в виде сетки уменьшает
теплоемкмость и коробление платы во время пайки. В случае прохождения
монтажного отверстия сквозь несколько полигонов в разных слоях необходимо делать
в них увеличенные тепловые зазоры для уменьшения теплоемкмости, в противном
случае при пайке охлаждающийся припой не протекает сквозь металлизированное
отверстие со стороны пайки на противоположную сторону.
16. Расстояние между контактной площадкой монтажного отверстия и
контактной площадкой для CHIP- или MELF-компонентов, перекрытое паяльной маской,
должно быть не менее половины высоты компонента, но более 0,5 мм.
17. Минимальная ширина контактной площадки при шаге выводов 0,5 мм
должна составлять 0,27 мм.
18. Рекомендуется нанесение защитной маски между контактными площадками
под компоненты с шагом выводов до 0,5 мм включительно.
19. Незадействованные контактные площадки для микросхем в корпусах типа
QFP, PLCC, SO рекомендуется снабжать аппендиксом в виде короткого печатного
проводника, заходящим под защитную маску. Это позволяет предотвращать
отслоение площадок при ремонте.
20. Соединения между соседними выводами микросхем должны выполняться
за пределами монтажного поля, так как после пайки перемычка между соседними
площадками может выглядеть как спайка. Соединительный проводник должен
подходить соосно к торцу контактной площадки и шириной не более ширины
площадки (рис.2.35).
58
Гибкие печатные платы
Правильно
Неправильно
Рис.2.35. Правила соединений соседних контактных площадок
21. Для точной установки BGA-компонентов и микросхем с шагом менее 0,625 мм
рекомендуется делать два локальных реперных знака, расположенных по диагонали
на периметре монтажного поля микросхем.
22. Для обеспечения качества пайки CHIP-компонентов в корпусах типа А, Е
и т. п. (танталовые конденсаторы, диоды, резисторы) волной припоя (сторона
пайки) рекомендуется удлинение контактной площадки за пределы корпуса (с торцов)
на 0,2 мм больше высоты компонента.
23. Рекомендуется при разработке проекта электронного модуля максимально
заменять выводные компоненты на SMD-компоненты.
24. Следует сокращать количество типономиналов корпусов компонентов в
пределах одного проекта платы и изделия в целом, так как это сокращает время на
подготовку производства и сборку. Рекомендуется заменять уникальные типономиналы
компонентов на 2—3 обычных, соединяя их параллельно или последовательно.
25. Нежелательно без необходимости применять CHIP-компоненты в корпусах
менее 0805.
26. Не рекомендуется применение в пределах одной платы разных типоразмеров
корпусов для одного номинала, так как это усложняет процесс монтажа и
увеличивает вероятность ошибки (например, если на плате имеется значительное
количество компонентов CHIP-резисторов с 5%-ным отклонением от номинала
в корпусах 1206 при наличии таких же компонентов в корпусах 0805 следует
заменить корпус 0805 на 1206).
27. Все компоненты одного типономинала рекомендуется по возможности
располагать на одной стороне ПП.
28. При смешанном монтаже установка выводных компонентов должна
соответствовать ОСТ45.010.030-92 «Электронные модули первого уровня РЭС.
Установка изделий электронной техники на печатные платы. Технические требования.
Конструкции и размеры».
29. При установке на ПП разъемов типа Press-Fit (Z-pack, Hard metric)
необходимо предусмотреть на стороне выводов зону для опоры инструмента, свободную
от компонентов и паек.
30. Если платы имеют небольшие размеры, целесообразно заказывать
мультиплицированную заготовку, спроектированную по нормам панели для группового
монтажа. Тогда для отделения одной платы от другой необходимо предусмотреть
фрезеровку их контура с легко переламываемыми перемычками или скрайбирование
Глава 2. Конструирование гибких и гибко-жестких печатных плат 59
(надрезы) контура для удобства последующего отделения плат от панели, например,
роликовыми ножницами. Можно предусмотреть то и другое, если контуры плат
отличаются от прямых линий.
2.6.5. Оформление конструкторской документации
1. Вся конструкторская документация должна быть выполнена в соответствии
с ЕСКД (сборочный чертеж и спецификация).
2. При разработке КД необходимо выполнять требования п. 9.4—9.7 ОСТа 4.42.02-93
(схема нанесения точек клея, направления пайки, таблица координат центров
компонентов). Толщина припоя на контактных площадках для SMD-компонентов должна
составлять 8—25 мкм.
3. Спецификация должна содержать следующую информацию: наименование
компонента (детали, материала), номинал, допуск, тип корпуса, позиционное
обозначение, количество, номер чертежа деталей, вариант исполнения.
4. Сборочный чертеж обязательно должен содержать виды, сечения, разрезы
и размеры, необходимые для изготовления электронного модуля, технические
требования к установке и монтажу компонентов с указанием необходимых
стандартов, применяемые материалы, варианты установки компонентов, выноски на
нестандартную установку компонентов, номера позиций деталей и т. п.
5. Графическое изображение каждого из типов корпусов SMD-компонентов
и других ЭРЭ на сборочном чертеже должно быть единым для всех изделий
предприятия-разработчика. Изображение должно быть четким, понятным и
максимально приближенным к конфигурации реального корпуса. Обозначение полярности
(ключа) должно быть однозначным и соответствовать реальному виду (точка, скос,
выступ и т.д.).
2.6. б. Заключение
Здесь показаны лишь общие требования к печатным платам применительно
к SMT-монтажу.
На сайтах производителей печатных плат и электронных модулей, как правило,
размещаются подробные инструкции, отражающие индивидуальные требования
к конструкциям и к подготовке файлов, которые необходимо учитывать для
предотвращения конфликтов.
Литература
1. IPC-2223A.Sectional Design Standard for Flexible Printed Boards.www.ipc.org.
2. IEC 62326-7F2249). Part 7: Quality and performance specification for flexible printed
boards (IPC-6013), www.techizdat.ru.
3. IEC 62326-7-1 Part 7-1: Performance Guide for single & double-sided flexible printed boards
(JPCA DG02), www.techizdat.ru.
4. IPC 2223A, перевод на русский язык. Разработка гибких печатных плат, www. pcbtech.ru.
5. IPC-A-620. Acceptability of Electronic Assemblies with Surface Mount Technologies, for
overall workmanship, www.ipc.org.
6. ANSI/J-STD-001. Requirements for Soldered Electrical and Electronic Assemblies.
60 Гибкие печатные платы
7. IPC-SM-785. Guidelines for Accelerated Reliability Testing of Surface Mount Solder
Attachments, www.ipc.org
8. IPC-D-279. Design Guidelines for Reliable Surface Mount Technology Printed Board
Assemblies, www.ipc.org.
9. Лкулин А. Гибкие и гибко-жесткие печатные платы. Комментарии к стандарту
1РС-2223А. Часть 1. Электронные компоненты. 2005. №10.
10. Акулин А. Гибкие и гибко-жесткие печатные платы. Комментарии к стандарту
IPC-2223A. Часть 2. Электронные компоненты. 2005. №11.
11. Акулин А. Варианты применения и конструкции гибко-жестких плат. Технологии
в электронной промышленности. 2007. №6.
12. Гибкие и гибко-жесткие печатные платы, www.resonit.ru.
13. Медведев А., Мылов Г., Набатов Ю., Люлина В. Гибкие платы. Преимущества и
применение // Компоненты и технологии. 2007. № 9.
14. Галецкий Ф.П. Назначение, свойства и характеристики гибких и гибко-жестких
печатных плат // Экономика и производство. Журнал депонированных рукописей. 2002.
№1, январь.
15. The Black Pad Failure Mechanism - From Beginning to End/Ronald A.Bultwith, Michael
Trosky, Louis Picehione, Darlene Hug/Cookson Electronics Assembly Materials Group — Alpha
Metals, Global SMT and Packaging Journal. 2002. Sept.
16. Медведев А. Финишные покрытия в производстве печатных плат // Технологии
приборостроения. 2005. №2.
17. Гибкие и гибко-жесткие печатные платы. Назначения, свойства и характеристики.
www.ncab.ru.
18. Макаров В. Рекомендации по конструированию печатных плат применительно
к автоматизированной сборке. Брошюра компании НКАБ-ЭРИКОН. www.ncab.ru.
19. Медведев А., Мылов Г. Печатные платы. Требования для поверхностного монтажа //
Компоненты и технологии. 2007. №10.
20. IEC 61249-3 Part 3: Sectional specification set for unreinforced base materials, clad and
unclad (intended for flexible printed boards).
21. IEC 61249-3-1 Part 3-1: Part 3-1 Copper-Clad Laminate for Flexible Printed Wiring Boards
(Adhesive and Non-adhesive types) - (PAS JPCA BM03).
22. IEC 61249-3-2 Part 3-2: Flexible copper-clad polyimide film, single and double sided,
www.techizdat.ru.
23. IEC 61249-3-3 Part 3-3: Adhesive coated flexible polyester film (Superseded by 61249-3-1),
www.techizdat.ru.
24. IEC 61249-3-4 Part 3-4: Adhesive coated flexible polyimide film (Superseded by 61249-3-1),
www.techizdat.ru.
25. IEC 61249-3-5 Part 3-5: Transfer adhesive film for flexible printed boards (Superseded by
61249-3-1), www.techizdat.ru.
Глава 3. Производство гибких плат
без металлизированных отверстий
3.1. Общая схема процесса
Классическая схема процесса представ-
л 1 >~, ,_, Однос торонняя щ
лена на рис .3.1. Существуют варианты этой фолыированная пленка *
схемы, о чем будет сказано ниже по резуль- сверление или пробивка g
татам анализа отдельных технологических °ZZZT
операций. Тем не менее схема процесса ^фоторезиста
изготовления однослойных гибких плат во травление мм* к
многом совпадает с классическими схемами м , / г, ^ 1—^ о^и ,
Удаление реэиста Ь^ивЬ^аишииишмиаииииишшааюяю
производства плат с жестким основани- _
Г1 ., ,_ Нанесение Р^^ ' ^5^^ц? .ЦЗ^Ч
ем [I—4], и отклонения от них могут быть покровной пленки I г Т Г I Т=д
вызваны только специфическими требо-
Рис. 3.1. Классическая схема процесса
_ ' изготовления гибких плат без металли-
Отсутствие металлизированных отвер- зации отверстий
стий удешевляет платы, но эффективность
трассировок намного ухудшается. Но, с
другой стороны, в гибких платах без металлизации толщина проводников определяется
толщиной фольги, поэтому они тоньше и обладают большей гибкостью. В связи
с этим наибольшее их распространение — гибкие шлейфы для многоцикловых
перегибов. Их можно видеть в приводах головок принтеров, дисководов, сканеров
и т.п.
Для увеличения прочности паяных соединений выводов, компенсирующей
отсутствие металлизированных отверстий, используют разветвленную форму
контактных площадок, как показано в предыдущей главе на рис. 2.33.
3.2. Выбор материала и нарезка заготовок
Для резки на заготовки как фольгированного, так и рулонного материала (ад-
гезива, склеивающего или покровного слоя) наиболее часто используют обычные
высококачественные режущие устройства, применяемые для резки бумаги. Для
62 Гибкие печатные платы
резки рулонных материалов можно применять и автоматические
бумагорезательные машины с автоматической раскладкой листов. Во избежание образования
складок или деформирования материала нужно следить за остротою режущего
инструмента. Высокоскоростные бумагорезательные машины гильотинного типа
автоматически нарежут фольгированный материал по заданному размеру и дадут
более высокое качество кромкми, чем стандартные бумагорезательные машины.
Тонкие фольгированные материалы с толщиной меди 18 мкм или нефольгиро-
ванные пленки толщиной 12 мкм при резке иногда переслаивают бумагой, чтобы
обеспечить более хорошую опору тонким заготовкам. Работать с материалами
нужно только в перчатках.
Нарезанные на заготовки материалы до использования нужно хранить в сухом
шкафу, в закрытой таре или в кассете при температуре 25±10 °С и относительной
влажности менее 65±15%.
3.3. Очистка поверхности медной фольги
перед нанесением фоторезиста
Катаная отожженная медная фольга, используемая в фольгированных
композиционных материалах, имеет специальную обработку, позволяющую увеличить
и сохранить хорошее сцепление с адгезивом на полиимидной пленке во время
мокрой химической обработки и при пайке. Обычно такая обработка относится
только к той поверхности меди, которая контактирует с адгезивом на полиимидной
пленке. Вместе с тем имеется фольга и с двойной обработкой, у которой
обработаны обе стороны.
Внешние поверхности меди имеют противоокислительное покрытие,
защищающее от потускнения, которое удаляют перед наслоением фоторезиста. Удаление
окислов и дополнительное развитие поверхности меди обеспечивает хорошую
адгезию фоторезиста. Достаточно чистую шероховатую поверхность меди можно
получить как механической, так и химической очисткой.
3.3. 7. Механическая очистка
Механическую очистку медной фольги можно осуществлять как вручную, так
и на конвейерных установках.
Ручная очистка кислой суспензией пемзы и вращающейся щеткой с
пневматическим приводом используется для чистки гибких ламинатов весьма широко.
Порошок пемзы с зернистостью 6 по ГОСТу 6456 или аналогичной импортной дает
наилучшую поверхность для адгезии фоторезиста и его гораздо легче отмыть, чем
более мелкозернистые фракции.
При чистке следует избегать приложения чрезмерно сильного или
неравномерного давления на щетку, поскольку этим можно растянуть или деформировать
материал, что приведет к появлению размерной нестабильности. Чтобы
минимизировать подвижки материала при чистке, необходимо под пленочный материал
положить резиновую опорную подкладку.
После очистки поверхности ламината надо полностью удалить все остатки
пемзы очень тщательной промывкой (до получения поверхности, сохраняющей
Глава 3. Производство гибких плат без металлизированных отверстий 63
целостность пленки воды без разрыва). Если на поверхности сохранятся какие-либо
остатки пемзы или следы масел, это может обусловить плохую адгезию фоторезиста
и локальные дефекты травления.
После механической очистки и промывки во избежание потускнения от
окисления заготовки нужно немедленно высушить. Конвейерные сушилки воздухом
характеризуются наименьшей деформацией и короблением тонких материалов.
Очень тонкие материалы могут иногда нуждаться в жестких транспортных
подложках-спутниках.
Конвейерные установки очистки широко используются в промышленном
производстве печатных плат. Вместе с тем некоторые старые установки, изначально
предназначенные для чистки поверхностей жестких материалов, могут
деформировать тонкий гибкий материал. Когда вращающиеся щетки хорошо
отрегулированы на обработку поверхности меди, нежный, ничем не поддерживаемый
тонкий гибкий материал неизбежно будет растянут и деформирован. Конвейерные
установки для очистки меди иногда можно использовать для фольгированных
полиимидных пленок толщиной 125 и 75 мкм или даже меньше, если требования
к допускам на размеры не являются критически важными. В таких случаях, чтобы
пропустить через конвейерную установку гибкие ламинаты, нужно прикрепить
их к жестким подложкам-спутникам либо по передней кромкме, либо по всей их
поверхности. Недавно появившиеся высококачественные установки для очистки
меди устраняют все эти проблемы.
Конвейерное установки очистки пемзой тоже можно эффективно применять для
тонких ламинатов с минимальной деформацией материала. В таких установках они
транспортируются без вспомогательных спутников, а суспензия пемзы подается
на поверхность меди струйными системами.
3.3.2. Химическая очистка
Тщательно контролируемая химическая чистка — отличный метод
подготовки медной поверхности с минимумом деформаций ламината. Чтобы
эффективно использовать химический метод очистки, нужно реализовать следующие
цели:
• удаление загрязнения;
• удаление покрытий, защищающих поверхность от окисления и
потускнения;
• микротравление поверхности меди.
Загрязнения (например, отпечатки пальцев, жировые следы, пыль, грязь и т. д.)
сказываются на адгезии фоторезиста и проявляются при наращивании меди и при
наложении покровного слоя. Микротравление поверхности меди увеличивает ее
площадь и способствует более хорошему сцеплению адгезива. Микротравление
работает лучше, когда на поверхности нет никаких других материалов и
поверхность совершенно чиста. Помимо загрязнений нужно снять и удалить любые
антиокислительные покрытия, нанесенные изготовителем фольги или в ходе каких-то
других предшествующих обработок.
Поверхности меди на фольгированных полиимидных пленках в состоянии
поставки можно подготовить к наслоению фоторезиста по следующей методике:
64 Гибкие печатные платы
• кислое или щелочное обезжиривание;
• обработка в подогретой серной кислоте A0%, 1 мин, 50 °СI;
• микротравление;
• обработка в 10%-ной серной кислоте2.
Наиболее часто используемые ванны микротравления основаны на
использовании персульфатов и перекиси с серной кислотой. Персульфат натрия и аммиак
имеют то преимущество, что они относительно дешевы и их можно использовать
при температурах от комнатной до 45 °С. Однако их использование встречается с
определенными трудностями в обеспечении стабильности ванны и в управлении
скорости травления. Как уже указывалось выше, для удаления следов сульфата меди
с поверхности меди требуется выдержка изделий в ванне с серной кислотой. Кроме
того, есть свои проблемы со стоками персульфата. Ванны травления на основе
перекиси и серной кислоты, хотя и дают несколько более гладкий рельеф поверхности
меди, характеризуются более хорошим управлением скоростью травления, меньшим
количеством проблем со стоками, но они работают при температурах выше комнатной
в интервале 40—50 °С. Чтобы добиться предсказуемого и стабильного стравливания
меди, весьма важен контроль химическою состава раствора. Приемлемый диапазон
стравливания меди составляет от 0,05 до 0,1 мкм. Контроль скорости травления
следует вести на небольших купонах фольгированного материала по потере веса.
Более обычный двухступенчатый процесс предусматривает струйную обработку
в кислом растворе 10%-ной серной кислоты, за которой следует персульфатное
или пероксимоносульфатное микротравление.
3.4. Формирование рисунка
3.4. 7. Ламинирование
Для гибких печатных плат в основном используют сухой пленочный фоторезист
(СПФ), например СПФ типа Riston фирмы DuPont, отличающийся своими
высокими техническими характеристиками. DuPont выпускает большую номенклатуру
фоторезистов для обработки в растворителях, полуводных и водных проявителях
для технологий с гальваникой, а также с технологией печать-травление.
Для нанесения СПФ на гибкий ламинат можно воспользоваться стандартной
технологией ламинирования, но некоторые методы работы будут отличаться от
приемов, используемых для жестких плат. Ламинатор должен обеспечивать горячее
наслоение СПФ при условии тщательного подбора температуры валов, скорости
конвейера и подачи воздуха применительно к конкретному типу выбранного
фоторезиста и конструкции платы. При использовании системы подачи воздуха
рекомендуется работать на усиленных режимах.
Нанести фоторезист на чистую сухую поверхность меди нужно в течение 4 часов
с момента операции очистки, иначе медь может окислиться и хорошего сцепления
фоторезиста с медью можно уже не получить.
1 Удаление антиокислительного покрытия, защищающего от потускнения поверхности.
2 Требуется после обработки в персульфатных растворах микротравления.
Глава 3. Производство гибких плат без металлизированных отверстий
65
Необходимо обращаться с тонкими ламинатами очень осторожно, чтобы не
повредить и не деформировать их. Особенно осторожным нужно быть при подаче
ламината на входные валки и при обрезке фоторезиста.
Чрезмерно высокая температура валков (выше 110 °С) может вызвать появление
складок на таких ламинатах, как одно- и двухсторонний фольгированный
диэлектрик с медью 35 мкм и полиимидная пленка 25 мкм.
Чтобы устранить деформирование тонких ламинатов, попробуйте
воспользоваться следующими рекомендациями:
• снизить скорость валков;
• снизить температуру входного валка;
• применить прижимные валки с более толстой резиной @,4 мм);
• обеспечить полную соосность валов;
• применить жесткий материал для подложки под гибкий материал;
• ламинировать каждую сторону отдельно;
• применить слегка профилированные валки (диаметр в центре на 0,25 мм
больше, чем по краям).
3.4.2. Экспонирование
Методы экспонирования гибкого ламината аналогичны тем, которые применяют
при работе с жесткими материалами. Экспонирующие установки с фиксированным
источником света обеспечивают быстрое экспонирование с высокой степенью
разрешения. При хорошем вакуумном контакте шаблона с сухим пленочным ре-
зистом вы увидите неподвижные кольца Ньютона на поверхности экспонируемой
заготовки. Экспонируйте фоторезист в соответствии с рекомендациями
поставщика. Помните о том, что размеры фотошаблона могут измениться при изменении
температуры и относительной влажности. Этот эффект можно уменьшить, создав
контролируемые условия среды в рабочей зоне (например, 21 ±1 °С и 50±5 %
относительной влажности).
Для выбора экспозиции (мощность излучения и время) используется так
называемый клин Штоуффера. Этот тест-элемент позволяет определить
правильную экспозицию независимо от конфигурации рабочего рисунка. Ориентируясь
на воспроизведение рисунка на клине Штоуффера, можно обеспечить точное
дозирование энергии, поглощаемой
фоточувствительным материалом при
экспонировании, и получать необходимые
свойства полимера (эластичность, химическую
стойкость, максимальную адгезию,
минимальную ширину проводника и зазора).
Каждый производитель паяльных масок
и фоторезистов указывает ряд
оптимальных режимов экспонирования и обработки
для конкретного материала или снабжает
подробной инструкцией для определения
параметров рисунка.
Разрешение клина Штоуффера линейно
зависит от энергии экспозиции (рис. 3.2).
20 40 60 90 100 200
Энергия экспонирования, мДж/см2
Рис. 3.2. Экспонирование ступенчатого
клина Штоуффера
803
66 Гибкие печатные платы
Оптимальным режимом экспонирования считается тот, по которому на клине Што-
уффера различается рисунок на половине клина. Например, на заготовке хорошо
просматривается проявленная 8-я ступень клина, следовательно, в реальности
достигнута 7-я ступень клина Штоуффера.
3.4.3. Проявление
Проявление рисунка на фоторезисте заготовки целесообразно проводить в
проявителе с химическим составом, соответствующим типу используемого резиста
(водощелочное проявление, проявление в растворителях и т.д.).
Наиболее подходящим оборудованием для проявления фоторезиста являются
специально сконструированные конвейерные линии, обеспечивающие плавность
и аккуратность транспортировки изделий. Обычные проявочные машины
конвейерного типа тоже можно использовать для обработки гибких ламинатов.
Необходимо только обращать внимание на то, чтобы гибкий ламинат не попадал в
зазоры между валками конвейерной системы и не наматывался на валки. Проблему
можно решить, прикрепив кусок жесткого материала к ведущей кромкме гибкого
ламината. Это же относится и ко всему конвейерному оборудованию,
применяемому при обработке гибких ламинатов.
3.4.4. Травление меди
Адгезив, используемый для приклейки фольги к полиимидному основанию,
должен быть совместим с большинством коммерческих составов для травления
меди, в том числе на основе аммиачного комплекса хлорной меди, кислого раствора
хлорной меди и хлорного железа. Рисунок схемы формируется путем стравливания
открытой меди. Травление ведется в струйных конвейерных линиях, что не всегда
возможно из-за гибкости заготовок. Требуются специальные машины либо нужно
загружать гибкие платы на конвейер травильной машины со специальными
приспособлениями или травить в погружных ваннах с опрыскиванием.
Для обеспечения хорошей
воспроизводимости заданного рисунка
необходимо принимать во внимание время
травления, чтобы и недотравить, и не
перетравить рисунок (рис. 3.3),
травящую емкмость раствора, его тем-
Рис. 3.3. Травление рисунка по фоторезисту т-,
F F * v у y пературу. Если машины травления не
снабжены автоматической
регенерацией раствора, необходимо постоянно регулировать процесс, ориентируясь на
тест-элемент, обязательно размещаемый на технологическом поле заготовки.
После травления следует тщательная промывка при температуре 18—27 °С
для удаления всех следов травильного раствора, особенно на кромкмах и торцах
заготовки. При последующем прессовании покровной пленки под воздействием
температуры любые остатки травящего состава могут вызвать потемнение и окраску
схемы. При травлении проводников с высоким профилем в щелочных растворах
может оказаться необходимым прибегнуть к нейтрализации травящего состава
(например, 1%-ной серной кислотой), чтобы удалить следы травителя с заготовки.
Глава 3. Производство гибких плат без металлизированных отверстий
67
Рис. 3.4. Примеры медных окантовок
на технологическом поле заготовках
гибких печатных плат
Пленка с ультрагонкой металлизицией
После травления нужно проверить критически важные размеры и базовые
отверстия полученной схемы, сравнив заготовку с фотошаблоном, чтобы убедиться,
что они не вышли за назначенные допуски.
Несоответствие размеров полученного
изделия размерам фотошаблона может быть
вызвано изменениями размеров
фотошаблона под влиянием изменения условий
окружающей среды или изменениями размеров
тонкого ламината в ходе удаления меди. Эти
явления можно несколько минимизировать,
если предусмотреть медную окантовку по
периметру заготовки. Для односторонних
и двусторонних материалов рекомендуемая
ширина такой сплошной окантовочной меди
составляет от 12,7 до 50 мм. Для внутренних
слоев рекомендуется применять фасонную
границу (рис. 3.4), которая обеспечивает
более эффективное удаление воздуха при
прессовании и сохраняет способность к
размерной стабильности. В тех случаях, когда
размеры схемы очень велики или она
содержит детали с высокой степенью разрешения,
зачастую приходится прибегать к внесению
компенсации в размеры фотошаблона.
Чрезмерное растравливание или
локальные вытравливания, наблюдаемые после
травления, обычно связаны с плохой адгезией фоторезиста.
Для воспроизведения тонкого рисунка используют полуаддитивную схему
процесса, когда проводники по тонкому проводящему слою гальванически
наращиваются в рельефе фоторезиста (рис. 3.5). Разница в толщинах меди на проводниках
и в пробельных местах настолько велика, что есть возможность осуществлять
дифференциальное травление. На рис. 3.4 показан контур стравЛивания меди
рисунка при стравливании тонкого металла подложки.
Рельефный рисунок из фоторезиста
Наращивание рисунка гальванической медью
Удаление фоторезиста ^^.^
Дифференциальное травление рисунка
Рис. 3.5. Полуаддитивный метод
воспроизведения тонкого рисунка
3.5. Удаление фоторезиста (стрипп-процесс)
Удалять фоторезист следует в ваннах погружением или на конвейерных
установках растворами, подходящими для используемого фоторезиста. Параметры
времени обработки, температуры и концентрации раствора следует задавать по
рекомендациям поставщика фоторезиста.
3.5.1. Удаление в водно-щелочной среде
Водно-щелочные растворы для снятия фоторезиста зачастую представляют
собой 1-3%-ный водный раствор щелочи (едкий натр или калий). Во избежание
химического разрушения адгезива концентрация щелочи в растворе не должна
превышать 5%, а температура обработки 60 °С.
68 Гибкие печатные платы
Рынок предлагает растворы на основе амина, которые работают при комнатной
температуре и которые тоже можно использовать для удаления резиста. Для
удаления растворов, адсорбировавшихся в адгезив, рекомендуется провести тщательную
промывку с последующей сушкой.
Все химические составы для снятия фоторезиста следует использовать
осторожно и с тщательным контролем, не допуская набухания (вздутия) адгезива или
деформации ламината.
3.5.2. Полуводные растворы для снятия фоторезиста
Такие растворы обычно содержат фирменную химию, представляющую собой
комбинацию щелочей (едкий натр, едкий калий), аминов, и/или высококипящих
растворителей (например, бутилкарбитол3). Ванну обычно готовят, залив 20—30%
воды по объему и работают при температуре 45—60 °С. Время в ванне составляет
2—5 мин.
Все такие ванны надо предварительно опробовать на совместимость с адгези-
вом, поскольку такая химия в основном разрабатывалась для стеклоэпоксидных
материалов. Агрессивные растворы с содержанием сильной органики и щелочей
могут вызвать набухание адгезива или повлиять на сам полиимид.
Абсорбированный раствор может впоследствии вызвать расслоение при нагреве, например при
напрессовке покровного слоя или при пайке.
3.5.3. Снятие резиста растворителями
При тщательном контроле большинство этих растворов хорошо работают с по-
лиимидами. Недостаточный контроль может привести к набуханию, размягчению,
вздутию адгезива, окраске и расслоению композита. При работе с полиимидом
следует иметь в виду следующие моменты:
• работайте на минимальных из рекомендованных температурах и с
минимальным временем пребывания в ванне для удаления фоторезиста. Вздутый или
сморщенный адгезив — это результат длительного пребывания в слишком
горячих растворах, содержащих сильные растворители или щелочи;
• рекомендуемая величина рН раствора находится в диапазоне от 9 до 12;
• абсорбированные красители фоторезиста могут окрасить или обесцветить ад-
гезивы. Такое обесцвечивание служит признаком того, что подложка слишком
долго находилась в растворе, сильно насыщенном снятым фоторезистом, или
была недостаточно промыта. Окрашивание может проявляться не сразу, а на
последующих стадиях обработки при нагреве изделия во время наслоения
покровного слоя или при пайке. Чтобы исключить окрашивание красками
из снятого фоторезиста, находящегося в ванне, следует более часто менять
раствор ванны снятия фоторезиста;
• заготовки, обработанные в растворителях или в полуводных растворах, следует
сушить 30 мин при 120 °С. Те, кто работает с водно-щелочными резистами,
часто применяют полуводные ванны снятия резиста, поэтому после любого
3 Бутилкарбитол — торговая марка компании «Юнион карбайд корпорейшн» для
монобутилового эфира диэтиленгликоля. В число прочих поставщиков входят «Дау кемикл»
(Dowanol DB) и «Олип корпорейшн» (Pjly-Solv DB).
Глава 3. Производство гибких плат без металлизированных отверстий
69
химического удаления резиста и промывки рекомендуется предусмотреть
сушку при 120 °С в течение 30 мин;
• для эффективной сушки заготовок следует их подвесить в термошкафу на
подвески, а не укладывать их в стопки;
• после удаления фоторезиста и термообработки необходимо сравнить размеры
полученного изделия с размерами фотошаблона, чтобы убедиться, что не
возникло каких-либо нежданных изменений размеров.
3.6. Очистка поверхности меди
перед нанесением покровного слоя
На этой стадии процесса рекомендуется применять химические методы очистки.
Количество меди, снятое с ламината в ходе травления изделия, напрямую связано
с вероятностью возникновения механических деформаций. Для очистки можно
использовать химический метод, описанный выше.
3.7. Нанесение покровного слоя
Покровный слой выполняет функцию
защиты рисунка проводников (рис. 3.6).
Вместе с тем при правильном подборе его
толщины он позволяет симметрировать
медный рисунок так, что при изгибе он
будет находиться на нейтральной линии
и испытывать минимальные изгибные
напряжения (рис. 3.7).
Для доступа к монтажным поверхностям
покровная пленка должна иметь
перфорации. Обычно их выполняют
сверлением или выштамповкой (см. главу 5). Если
производство специализировано под
изготовление гибких шлейфов без
металлизации отверстий, возможен вариант с
использованием только химических
операций, включая вытравливание в покровной
Рис. 3.6. Нанесение покровной пленки
растяжение
нептрапьная ось
- сжатие
Рис. 3.7. Симметрирование рисунка
по линии сгиба
Рис. 3.8. Отверстия в покровном слое, выполненные травлением: а - вид под
микроскопом, б — микрошлиф отверстия
70
Гибкие печатные платы
пленке окон до медной поверхности (рис. 3.8). Травление отверстий в полиимидной
пленке в горячих щелочах в отличие от сверления — групповой процесс, который
становится особенно рентабельным, когда количество отверстий на заготовке
достигает нескольких тысяч.
3.8. Термическая сушка перед пайкой
Горячую сушку для удаления поглощенной материалом влаги рекомендуется
производить непосредственно перед операциями, связанными с быстрым ростом
температуры во время пайки изделия. Поглощенная влага быстро испаряется при
пайке волной припоя, что может вызвать расслоение или вздутие. Чтобы надежно
удалить влагу, заготовки нужно подвесить в термошкафу и выдержать 30—60 мин
при 120 °С. После горячей сушки нужно как можно быстрее отправить изделие на
пайку, чтобы избежать повторного поглощения влаги. Если для сушки используется
вакуумная печь, то можно обойтись и более низкими температурами F0-80 °С).
Вакуумные печи к тому же имеют еще одно достоинство при отсутствии кислорода
воздуха исключается окисление открытых поверхностей меди.
3.9. Лужение с выравниванием припоя
Стандартные методы лужения жестких печатных плат можно применить и для
гибких композиционных материалов семейства полиимидов. Однако некоторые
операции, например выравнивание горячим воздухом, требуют применения
специальной оснастки для крепления изделия. Чтобы добиться наилучших результатов,
необходимо внимательно следовать рекомендациям изготовителя установки для
пайки. Иногда наблюдается плохое смачивание контактных площадок припоем.
Это происходило при использовании некоторых покровных пленок в качестве
паяльной маски. Вероятной причиной этого дефекта, возможно, является перенос
из этой пленки какой-то органики, которая не удаляется обычной химической
очисткой и флюсованием площадок.
3.10. Очистка после лужения (удаление флюса)
Для пайки используют самые
различные флюсы. Обычный метод очистки после
пайки предусматривает щелочную очистку
с легкой обработкой щеткой или абразивом.
Высокоэффективная процедура, которая
заодно снижает и ионные загрязнения,
предусматривает следующие операции
(рис. 3.9):
• горячая щелочная ванна
погружения;
• промывка водопроводной водой;
• горячая промывка деионизованной
водой (обычно эти промывки идут
каскадом);
Раздув- Струйная
Горячая
проиывка 1
Горячая Горячая
промывка 2 промывка 3
о<)о
OCQ
000
Ь
000
Рис. 3.9. Процедура удаления загрязнений
после пайки. Три каскада противоточной
каскадной промывки при 80 °С служат
для удаления ионногенных загрязнений
и всех остатков флюса
Глава 3. Производство гибких плат без металлизированных отверстий
71
Штыри для
совмещения
• горячая промывка деионизированной водой;
• горячая промывка деионизированной водой.
3.11. Высечка и обрезка по контуру
Имеется в виду процесс извлечения
платы из заготовки и придания ей конечной
формы — обработка контура платы.
Высечка обычно осуществляется с
помощью простого штампа (рис. 3.10). Для
высечки больших партий плат, а также
для вырубки контура с жесткими
допусками (менее 125 мкм) применяют более
точные и более дорогие высечные штампы
(рис. 3.11).
Фрезерование контура односторонних
и двусторонних гибких плат без сквозных
металлизированных отверстий обычно
стараются не применять, так как оно может
дать грубую кромкму.
Успешно применяется метод вырезки
струей воды под большим давлением.
В последнее время для обработки плат
по контуру используются лазеры. Кроме
того, они дают возможность вскрытия
внутренних слоев меди для обеспечения доступа
к монтажным элементам.
Необходимо избегать острых углов в
контуре платы (производители обычно
скругляют острые углы) и создания других очагов
напряжений, которые в последующем могут
инициировать разрывы. В критических местах для предотвращения разрыва края
пленки целесообразно ставить «плотины» — медные перемычки.
Рис. 3.10. Вырубной штамп
Высечка Штыри для совмещения
Рис. 3.11. Высечка
3.12. Контроль качества
Уровень и объем контроля качества готовой платы обычно задает заказчик,
руководствуясь действующими на предприятии-изготовителе нормами и
правилами приемкми. Как правило, изготовитель имеет свои нормативы: технические
требования в сочетании с ГОСТом 23751 и ГОСТом 23752 или свои технические
условия, разработанные на основе международных стандартов МЭК или IPC
(типовой проект IPC-2221). Для ответственных изделий часто руководствуются
стандартом M1L-P-50884C «Печатный монтаж. Гибкие и гибридные платы». При этом
требования формулируются индивидуально к каждому из типов гибких плат.
Частные требования к гибким печатным платам обычно разрабатывают на
основе стандартов МЭК или IPC-2223A.
72
Гибкие печатные платы
3.13. Технология изготовления одно-
и двусторонних гибких печатных плат
без металлизированных отверстий
Как итог вышесказанному, на рис. 3.12 приведем схему изготовления одно- и
двусторонних гибких печатных плат без металлизации отверстий.
3.1. Выбор и раскрой
3.2. Очистка поверхности 1
3.3. Нанесение фоторезиста.
3,4. Травление рисунка
3.5. Снятие фогорезша.
ЩМ
3.6. Очистка поверхности
медного рисунка
3.7. Нанесение покроемте
слоя
3.8. Термическая сушка
у
¦3.9. Лужение с еыравнмва-
; нием припоя
-, 3.10. Очистка после
:оплавления
~Ы 3,11. Обрезка по контуру
¦ 3.12. Тестирование,
контроль качества
Рис. 3.12. Схема изготовления одно-
и двусторонних гибких печатных плат
без металлизации отверстий
Литература
1. Медведев А. Печатные платы. Конструкции и материалы. М.: Техносфера, 2005.
2. Медведев А. Технологические процессы в производстве печатных плат. М.: Техносфера,
2006.
3. Технологии в производстве электроники. Сборник статей специалистов ЭСТ. Часть I.
Производство печатных плат. М.: ООО «МэйкАП-принт», 2005.
4. Технологии в производстве электроники. Справочник / Под ред. П.В. Семенова. Часть П.
Справочник по производству печатных плат. Совместный проект ООО «Электрон-Сервис-
Технология» и Гильдии профессиональных технологов приборостроения. М.: ООО «Группа
ИДТ», 2007.
Глава 4. Производство гибких плат
с металлизированными
отверстиями
4.1. Введение
1 Дфегаронт фоширэдвдюя
2, Сядовдве шм ммечзд entpentS
Многие операции обработки плат с
металлизированными сквозными отверстиями,
или, как мы их будем называть,
двусторонних плат, аналогичны операциям, уже
описанным в главе 3. Здесь будут рассмотрены
только те операции, которые мы не
рассматривали в предыдущей главе.
Общее представление о схеме
изготовления двусторонних гибких плат с
металлизированными отверстиями дает иллюстрация
на рис. 4.1, где показана последовательность
операций с общей металлизацией всей
поверхности вместе с металлизацией отверстий
(так называемый тентинг-метод) [1—4].
Как показано на приведенной в конце
раздела общей схеме технологического
процесса изготовления двусторонних гибких
плат со сквозными металлизированными
отверстиями, существуют два варианта подхода к их производству. Оба процесса
предусматривают сверление отверстий и осаждение меди на стенки отверстий для
создания электрического соединения между двумя сторонами платы. Однако само
выполнение рисунка схемы возможно по методу либо сплошной металлизации всей
поверхности заготовки (тентинг-метод), либо селективной металлизации только
рисунка схемы (комбинированный позитивный метод).
В технологии полной металлизации поверхности заготовки медь осаждают
на всю поверхность и в отверстия и затем создают изображение схемы и вытравли-
4, Родьеф рнеуика фоторезист!
5, TjXMucmte открытой меяи
6, V Шicmte фютv>peтс х<а
7, 11 лисе скис п«>к|чч*»им1 ИНДОМ
Пленка
оспоилммя Ж МЗДкфОИЫИ ¦
Адгежв м,№ш*шмй фотфотет Hi
I алмшшч^кам мель ? |
Рис. 4.1. Иллюстрация
последовательности изготовления гибких плат с
металлизацией отверстий
74 Гибкие печатные платы
вают медь, используя органический пленочный фоторезист. Пленка фоторезиста
после экспонирования и проявления оставляет на меди рельеф рисунка, который
защищает от травления проводники и металлизированные отверстия. При этом
пленка фоторезиста плотно закрывает отверстия с двух сторон, как бы накрывая
их зонтиком. Отсюда укоренившееся в русской терминологии заимствованное
название метода — тентинг-метод. В английской терминологии этот метод теперь
называется Panel Plating, т. е. металлизация панели (заготовки).
В технологии селективного наращивания меди на рисунке органический резист
используется для того, чтобы оголить те участки меди, на которые будет
произведено наращивание меди, а затем металлорезиста. Потом фоторезист совсем удаляют,
расположенную под ним медь стравливают, а металлорезист используется как
защита рисунка и металлизации отверстий от травления. В отечественных
стандартах этот метод назван комбинированным позитивным методом, в английской
терминологии - Pattern Plating, т.е металлизация рисунка.
Производство с технологией сплошного меднения заготовки (тентинг-метод)
отличается меньшей капиталоемкмостью, поскольку содержит меньше операций,
значит, меньше оборудования. Но энергоемкмость его больше, поскольку
приходится тратить медь и энергию на металлизацию всей поверхности заготовки, затем
ее же на 70% (с пробельных мест) приходится стравливать и затем регенерировать.
Мало того, разрешение рисунка по этому методу ограничено необходимостью
травления толстых слоев меди и относительно большим размером контактных
площадок, чтобы гарантированно защитить металлизированные отверстия пленкой
фоторезиста от травления. Для гибких плат существенно также, что тентинг-метод
создает излишне толстые проводники, что снижает их устойчивость к
многократным перегибам.
Металлизация только рисунка проводников (комбинированный позитивный
метод) используется гораздо чаще, поскольку она обеспечивает хорошее разрешение
рисунка проводников. Детально этих процессы рассматриваются ниже.
4.2. Сверление отверстий
и удаление заусенцев
4.2.1. Подготовка к сверлению
Гибкие заготовки укладывают в стопку между листами накладочного и
подкладочного материала с такими же размерами, как листы заготовки. Количество
листов заготовок в стопке, чтобы получить хорошее качество сверления, не
должно превышать 15. В качестве накладочного и подкладочного материала, который
охлаждает и очищает сверло, широко используют материалы, плакированные
алюминием. Обычно используют материалы толщиной 1,6 или 2,4 мм для
подложки и толщиной 0,4 мм для накладок. На входе сверла можно также использовать
и простую алюминиевую фольгу толщиной 0,13,0,3 или 0,4 мм. Можно применять
и другие материалы, например гетинаксы, ДСП и др. Вместе с тем следует избегать
использования композиционных материалов, которые содержат недополимери-
зованные или низкомолекулярные полимеры в качестве связующего, поскольку
Глава 4. Производство гибких плат с металлизированными отверстиями
75
они могут размягчаться в нагревающейся зоне сверления и создавать излишнее
наволакивание размягченного материала основания на стенки отверстия, а также
оставлять резиноподобное налипание в спиральных канавках сверл.
Для сверления укладывают и закрепляют стопку заготовок на столе
сверлильного станка так, чтобы не было коробления или подвижности слоев заготовок
во время сверления. Если материал сдвинется во время сверления, в дальнейшем
это приведет к смещению отверстий относительно рисунка схемы. Давление
прижимной лапы нужно создавать таким образом, чтобы предотвратить сдвиг
заготовок в стопке. Обычно оно бывает около 200 кПа. Отверстие в прижимной
лапе, через которое проходит сверло, должно быть достаточным для обеспечения
хорошего прижима материала в зоне сверления. Ход сверлильной головки вверх
должен быть достаточно большим, чтобы позволять отсосать стружку и дать время
на охлаждение сверла.
4.2.2. Сверление
Сверление отверстий в двусторонних основаниях — это процесс с достаточно
большим технологическим окном, причем подача сверла на один оборот зависит
от диаметра сверления. Соблюдение рекомендаций изготовителя сверлильных
станков и поставщиков материалов обычно позволяет получить приемлемые
результаты.
Исследования процесса сверления (табл. 4.1) позволили найти режимы, при
которых обеспечивается оптимальное качество отверстий. Эти режимы были
получены при использовании в качестве накладки (на входе сверла) фольгированного
алюминием материала толщиной 0,35 мм и для подложки — 2,4 мм. Гетинаксы без
алюминия рекомендуется применять в тех случаях, когда нужно устранить
вероятность забивания спиральной канавки сверла мягким алюминием или акриловым
адгезивом.
Таблица 4.1
Параметры сверления фольгированных материалов
Диаметр сверла, мм
Подача на оборот, мм
Скорость резания, м/мин
Скорость вращения
A000 об/мин)
Скорость подачи (мм/с)
Заготовок в стопке
Отвод сверла
0,5
0,025
80
50
20
10
0,8
0,06
100
40
40
10
1,2
0,2
125
30
40
10
См. п. 5.10.
Наилучшие результаты получают при использовании новых твердосплавных сверл,
которыми можно высверлить до 3000 отверстий. Можно использовать и должным
76 Гибкие печатные платы
образом переточенные сверла, чтобы снизить расходы на замену сверл, хотя это
и менее надежно. Тупые или неправильно переточенные сверла и неверные
параметры сверления могут привести к перегреву зоны сверления, что отрицательно
скажется на качестве отверстий.
Нарушение параметров сверления обычно ведет к возникновению двух
распространенных дефектов: вырыванию адгезива из стенок отверстия и деформации
пленки с образованием профиля, напоминающего в сечении по своей форме шляпку
гвоздя. При дефекте «шляпка гвоздя» полиимид вытесняет адгезив, расположенный
рядом с ним. Этот адгезив затем остается в отверстии и виде прожилок.
Для разных материалов требуются разные скорости сверления и подачи.
Например, в последних испытаниях материал ПИРАЛЮКС FR лучше всего сверлился при
подаче 0,06 мм на оборот и скорости резания 100 м/мин, что несколько меньше,
чем нужно было бы для ПИРАЛЮКС LF. Скорость подачи следует оптимизировать
таким образом, чтобы сверло находилось в пакете как можно меньше времени,
но не настолько, чтобы появились деформации материала в зоне сверления,
напоминающей прокол иглой.
4.2.3. Удаление заусенцев и очистка отверстий
Заусенцы нужно удалять так, чтобы не деформировать края отверстий. К обычным
методам относятся ручная обработка абразивом, обработка орбитальной
шлифовальной машинкой, ручное удаление порошком маршаллита, очистка на конвейерной
установке в струйной установке с пемзой.
Весьма важно удалить из отверстия всю стружку перед гальванической
металлизацией. При хорошо контролируемых условиях сверления основной источник
стружки — наклад очный и подкладочный материалы. Для ее полного удаления
нужен лишь отсос, но при необходимости может быть использована и
ультразвуковая очистка с чистой водой или с моющим средством.
4.2.4. Подтравливание для удаления наволакивания
Для двусторонних плат обычно не нужны какие-то специальные операции
типа плазменного травления для удаления наволакивания адгезива (знаменитый
desmear) и подтравливания стенок отверстия. Применение перманганатной очистки
не рекомендуется, так как она имеет тенденцию вызывать разбухание и деградацию
адгезива в отверстии. Дополнительную информацию о плазменном травлении
диэлектрика см. в главе 6.
4.3. Химическое меднение
4.3.1. Технологическая последовательность
Цель химического осаждения меди заключается в том, чтобы создать
поверхностную электропроводность диэлектрических поверхностей, подлежащих
электрохимической металлизации. Основное назначение, которое отличает этот процесс
от электрохимического осаждения, заключается в том, что он позволяет осадить
Глава 4. Производство гибких плат с металлизированными отверстиями JJ
медь на непроводящие поверхности. Типичный процесс химического меднения
включает в себя следующие операции:
• обработка в слабощелочной ванне очистки и кондиционирования. В этой ванне
удаляются посторонние вещества, такие как грязь, следы масла от сверления,
антиокислительные покрытия. Поверхности обрабатываются содержащимися
в следовых количествах ингредиентами, способствующими лучшей абсорбции
катализатора на последующих стадиях процесса;
• микротравление. Снимается около 1—2 мкм меди, создается более
шероховатая поверхность, что способствует лучшей адгезии последующей
металлизации;
• предварительная подготовка к катализации. Эта ванна служит буфером,
защищает основную ванну катализатора от загрязнения и осаждает начальное
количество катализатора;
• катализация. Готовит поверхности к химическому осаждению меди, покрывая
плату дисперсией палладия-олова;
• акселерация. Создает активные центры для осаждения меди, удаляя олово
из слоя катализатора;
• химическое меднение. В ванне осаждается 0,5—2,5 мкм меди на
катализированные поверхности.
Такой технологический цикл можно применять для выполнения соединений
слоев сквозными металлизированными отверстиями в гибких композиционных
материалах. Необходимо только помнить о чувствительности полиимида и адгезива
к нагретым щелочам и не допускать длительного контакта со щелочной средой.
В частности, многие из известных растворов для ванны очистки и
кондиционирования и химического осаждения меди не стоит использовать, так как они требуют
высоких температур F5—75 °С), высокой щелочности (рН = 12) и длительного
времени пребывания в ванне (более 5 мин). Варианты с меньшей щелочностью
(рН = 9—11,5) и работающие при комнатной температуре обеспечивают более
широкое технологическое окно для химической металлизации полиимидных
композиций.
4.3.2. Ванна очистки и кондиционирования
Комбинация слишком длительного времени пребывания в ванне очистки,
высокой температуры и высокого значения рН приводит к появлению следующих
дефектов:
• набухание адгезива;
• гидролиз полиимида;
• появление неметаллизированных точек на поверхности полиимидной
пленки;
• плохая адгезия осажденной меди с материалом основания.
Ничто не мешает химическому осаждению меди на набухший адгезив. Но при
нагреве разбухший адгезив уменьшается в объеме, из-за чего под покрытием
возникнут пустоты и поры. При осмотре микрошлифа разбухший адгезив зачастую
принимают за адгезив, деформированный во время сверления.
Плохое осаждение или даже отсутствие меди на полиимидном слое менее
заметно, но имеет столь же серьезные последствия. Слишком длительное пребывание
78 Гибкие печатные платы
в горячей щелочной среде может привести к частичному гидролизу полиимидной
пленки, в результате чего образуется покрытие из испорченного полиимида или
аминовой кислоты, которые трудно металлизируются. Химическая медь может
перекрыть такой полиимидный слой, но адгезия здесь будет низкая.
Нужно повториться, всех этих дефектов можно избежать, если работать с
растворами очистки-кондиционирования с низким значением рН (приемлемые результаты
показывают слабощелочные растворы с рН = 9—10) при низкой температуре
обработки (лучше всего комнатной) и с минимальным временем выдержки в ванне.
4.3.3. Химическое осаждение меди
При оценке химически осажденной меди наиболее важными показателями
являются пластичность и гибкость. Эти показатели должны быть как можно ближе
к показателям отожженной катаной меди, используемой в гибких композиционных
материалах. Очень многие растворы химического меднения, используемые в
производстве гибких печатных плат, работают при комнатной температуре. К
сожалению, все они имеют высокую щелочность. Однако щелочные ванны, работающие
при комнатной температуре, не вызывают особых проблем. Но при использовании
горячих щелочных ванн (более 50 °С) перед запуском производственной партии
нужно все же проверить активность осаждения меди. Если погрузить заготовки
в ванну, которая работает не очень активно, то задержка с образованием сплошного
медного покрытия может испортить и полиимидную пленку, и адгезив. Эти дефекты
аналогичны дефектам после ванны очистки и кондиционирования.
4.4. Прямая металлизация [3]
Более 40 лет в процессах сквозной металлизации отверстий использовался
палладий в качестве катализатора для химического меднения, но за последние
12 лет зарубежье перешло к процессам прямой металлизации, в которых палладий
используется для создания проводящего подслоя, не нуждающегося в последующем
химическом осаждении меди.
4.4.1. Преимущества прямой металлизации
Выше было сказано, что процесс химической металлизации состоит из двух
стадий: активации и химического восстановления меди на центрах активации.
На первой стадии создаются закрепленные на поверхности диэлектрика отдельные
вкрапления палладия — катализатора первоначального процесса химического
восстановления металла. На второй — восстановление меди на центрах катализа-
ции (палладиевых частицах) и дальнейшее разрастание металла по поверхности
диэлектрика без участия палладия (рис. 4.2).
Идея прямой металлизации состоит в том, что уже на первой стадии палладий
был бы настолько диспергирован по поверхности, что, будучи электропроводным,
образовывал бы сплошную проводящую пленку из палладия без последующей
стадии химического восстановления меди. И это первое преимущество прямой
металлизации.
Глава 4. Производство гибких плат с металлизированными отверстиями
79
Первая стадия - активация
(катализация) поверхности
палладием
Вторая стадия - химическая
металлизация на центрах катализации
Рис. 4.2. Стадии химической металлизации
Второе преимущество состоит в отсутствии необходимости гальванической
затяжки, свойственной процессу химической металлизации. Гальваническая затяжка
затрудняет аппаратную реализацию нерерывности процесса в линии химического
меднения: после операций химического меднения приходится перезагружать платы
на катодные подвески или изначально вести весь процесс на катодных подвесках,
в которых нет необходимости на химических операциях.
Третье преимущество прямой металлизации проявляется в обработке отверстий
малого диаметра. При химической металлизации кроме осаждения меди неизбежно
выделяется водород:
Си2+ + 2НСНО + 4ОН- -> Си + О + 2НСОО- + 2 Н2О + Н2Т
Выделяющийся водород закупоривает отверстия, мешая завершению процесса.
Для дегазации отверстий приходится предпринимать специальные меры:
наложение ультразвука, вибрацию подвесок, принудительное прокачивание отверстий
рабочими растворами, чем не всегда удается достичь нужного результата. В прямой
металлизации этот вредный процесс выделения водорода отсутствует.
Наличие формалина и большого количества щелочи делает раствор химической
металлизации вязким, с большим поверхностным натяжением, что затрудняет его
обмен на стенках отверстий. Из-за этого реакция восстановления металла в узких
отверстиях замедляется, неравномерность осаждения сказывается на качестве и
устойчивости процесса. Укрывистость поверхности при химической металлизации
достигается увеличением продолжительности процесса, а значит, и увеличением
толщины покрытия. Учитывая относительную рыхлость химических осадков, это
всегда плохо, особенно для многослойных печатных плат. Растворы прямой
металлизации имеют меньшую вязкость и поверхностное натяжение. И хотя приемы
инициации процессов прямой металлизации используются в той же мере, как и
80
Гибкие печатные платы
для химической металлизации, прямая металлизация проходит устойчивее
химической. И это четвертое преимущество прямой металлизации.
Поскольку химическое меднение —
процесс автокаталитический, неизбежно
металлизируются и вся поверхность
фольги наружного слоя, и торцы контактных
площадок внутренних слоев. Это приводит
к нежелательному расходу реагентов, а для
многослойных плат — к наличию
непрочного барьерного слоя между металлизацией
отверстий и торцами внутренних слоев
(рис. 4.3). Большая часть отказов
соединений в МПП сосредоточена именно здесь.
Процессы прямой металлизации
организованы так, что проводящая пленка создается
только там, где нужно, — на диэлектрике.
Это пятое их преимущество.
Процессы прямой металлизации более
устойчивы в производстве при неизбежных колебаниях режимов (как теперь
выражаются — «имеют широкие окна»). И это не последнее их преимущество.
Сопоставление характеристик химической и прямой металлизации показано в табл. 4.2.
Рис. 4.3. Барьерный слой на стыке торца
контактной площадки внутреннего слоя
МПП и металлизации отверстия
Таблица 4.2
Сравнение химической и прямой металлизации
Параметр
Стадийность процесса
Плотность осадка
Наличие барьерного слоя между
гальванической металлизацией отверстия
и торцами контактных площадок на
внутренних слоях
Необходимость гальванической
затяжки
Выделение водорода
Управления процессом
Вязкость раствора
Поверхностное натяжение
Химическая металлизация
Активация + химическая
металлизация
Рыхлый
Есть
Есть
Есть
По пяти параметрам
Вязкий
54 дин/см
Прямая металлизация
Активация
Плотный
Нет
Нет
Нет
По двум параметрам
Менее вязкий
40 дин/см
Переход от химической к прямой металлизации не обязательно связан с
приобретением новой линии. Поскольку процесс прямой металлизации имеет меньшую
стадийность, линии химической металлизации с избытком достаточны для этого
процесса. Необходимо только иметь в виду, что для реализации преимуществ
прямой металлизации требуется более тщательная очистка отверстий с созданием
развитой поверхности.
Глава 4. Производство гибких плат с металлизированными отверстиями Q1
4.4.2. Влияние процессов очистки отверстий
Перманганатная очистка имеет ряд неоспоримых преимуществ в очистке
отверстий от наноса смолы на торцы контактных площадок внутренних слоев МПП
после сверления. Многие производители печатных плат используют этот процесс
даже в технологии двусторонних печатных плат на жестком основании, полагая,
что последующая металлизация отверстий идет лучше после перманганатной
очистки. Но работа с щелочными растворами, к которым относится перманга-
натный раствор, опасна для обработки полиимидных материалов, поскольку они
неустойчивы в щелочной среде.
Гидроабразивная очистка неприменима для гибких материалов и для очистки
отверстий с диаметром меньше 6—8 суммарных размеров частиц абразива. Если
в гидропульпе присутствуют частицы с поперечником 50 мкм, отверстия диаметром
меньше 0,3—0,4 мм будут закупорены и не обработаны.
Плазмохимическая обработка является наиболее приемлемой для полиимидных
и акриловых систем, хотя она и имеет нарекания на неравномерность
распределения высокочастотного поля, наличие пепла в отверстиях, остаточные
электростатические заряды. Затруднения в ее использовании создают необходимость
в организации газобаллонного хозяйства и регулярной поставки газов: фреона,
кислорода, азота.
Полиимидные и полиимид-акриловые системы хорошо поддаются очистке
в хромовой кислоте, но трудносмываемые остатки ионов Сг+6 «отравляют»
последующие процессы активации. Это и проблемы с промывными водами не дают
возможности широко использовать очистку в хромовой кислоте.
4.4.3. Системы прямой металлизации
Имеются четыре широкие категории прямой металлизации:
1) коллоидная система, содержащая палладий;
2) углеродная или графитовая система;
3) процесс, основанный на осаждении токопроводящих полимеров;
4) другие методы.
4.4.3.1. Палладиевые системы
• Оловянно-палладиевый активатор с гальванической затяжкой
• Оловянно-палладиевый активатор с блескообразователем
• Оловянно-палладиевый активатор с ванилином
• Перевод палладия в сульфид
• Варьирование палладиевых процессов.
4.4.3.2. Системы на основе графита
• Углеродные суспензии (Black Hole)
• Графит.
4.4.3.3. Системы проводящих полимеров
4.4.3.4. Другие способы
8 2 Гибкие печатные платы
4.4.4, Технология прямой металлизации
Полное представление о процессе прямой металлизации можно получить на
примере использования технологии System-S фирмы J-Kem International. Это новые
разработки шведских и итальянских химиков, получающие широкое распространение
в Европе, в первую очередь в Скандинавских странах. В обозначениях растворов
использованы фирменные названия J-Kem.
4.4.4.1. Очистка поверхностей
Состав раствора:
1. Деминерализованная вода 970мл/л
2. Cleanear/Conditioner DS-270 (очиститель/кондиционер) 30 мл/л
Режим обработки:
1. Рабочая температура раствора 70 °С
2. Время обработки в растворе 7 мин
Примечание: 1 л готового раствора обрабатывает 5 м2 поверхности.
Промыть заготовки в ванне с холодной водой в течение 30 с
Промыть заготовки в холодной проточной воде в течение 2 мин
4.4.4.2. Обработка в растворе предактиватора
Состав раствора:
Предактиватор Predip DS-400 - готовый раствор.
Режим обработки:
1. Рабочая температура раствора 20-25 °С
2. Время обработки в растворе 0,5—1 мин
Каждые 10 л свежего раствора предактиватора Predip DS-400 достаточны для
обработки 50 м2 поверхности.
4.4.4.3. Обработка в растворе активатора
Состав раствора:
1. Предактиватор Predip DS-400 950мл/л
2. Активатор Activator DS-500 50мл/л
Режим обработки:
1. Рабочая температура раствора 42 °С. Не выше 50 °С
2. Время обработки в растворе 7 мин
500 мл активатора Activator DS-500 достаточны для обработки 100 м2
поверхности.
Промыть заготовки в ванне с холодной водой в течение 30 с.
Промыть заготовки в холодной проточной воде в течение 2 мин.
4.4.4.4. Обработка в растворе ускорителя
Состав раствора:
1. Дистиллированная вода 400 мл/л
Глава 4. Производство гибких плат с металлизированными отверстиями 83
2. Ускоритель Intensifier DS-650L 430 мл/л
3. Ускоритель Intensifier DS-650P 100 мл/л
4. Ускоритель Intensifier DS-650C 10 мл/л
Режим обработки:
1. Рабочая температура раствора 42 °С. Не выше 50 °С
2. Время обработки в растворе 4 мин
После обработки 10 м2 поверхности заготовок добавлять:
Ускоритель Intensifier DS-650L 430 мл/л
Ускоритель Intensifier DS-650P 100 мл/л
Ускоритель Intensifier DS-650C 10 мл/л
Промыть заготовки в холодной проточной воде в течение 2 мин.
Обработать заготовки в стабилизаторе DS-800.
Промыть заготовки в холодной проточной воде в течение 2 мин.
4.4.4.5. Обработка ингибитором
В случае необходимости межоперационного хранения обработать заготовки
в растворе антиокислителя (ингибитора).
Состав раствора:
1. Деминерализованная вода 950мл/л
2. Antitarnish DS-850 50мл/л
Режим обработки:
1. Рабочая температура раствора 18—22°С
2. Время обработки в растворе 0,5 мин
500 мл Antitarnish DS-850 достаточно для обработки 100 м2 поверхности.
Промыть заготовки в холодной проточной воде в течение 2 мин.
Просушить заготовки.
4.4.5. Общая оценка процессов
прямой металлизации
Преимущества процессов прямой металлизации:
• получение равномерных покрытий;
• изъятие из процессов растворов формалина и сильных комплексообразо-
вателей;
• короткое время создания поверхностной проводимости диэлектрика — около
15 с;
• используемые в технологии растворы обладают высокой стабильностью;
• возможность создания поверхностной проводимости для широкого
диапазона диэлектриков;
• отсутствие разделительного слоя на стыках металлизации отверстий с торцами
контактных площадок внутренних слоев МПП;
• хорошая рассеивающая способность при удовлетворительном обмене
раствора в отверстиях;
84 Гибкие печатные платы
• меньший объем химических анализов;
• отсутствие необходимости слива растворов, содержащих медь.
Коллоидные системы, содержащие палладий, позволяют получить самый
лучший вариант прямой металлизации сквозных отверстий. От прежних
процессов он отличается большей дисперсностью распределения палладия в тонкой
покровной пленке и тем, что вместо химического восстановления меди здесь она
восстанавливается контактным методом, образуя тонкий слой с устойчиво хорошей
электропроводностью.
С позиций стоимости химических компонентов процесс прямой металлизации
на основе использования углеродных суспензий (Black Hole) дешевле, но
техническая реализация процесса Black Hole сложнее и стоимость оборудования больше,
чем для палладиевой системы, где можно использовать обычные погружные
системы. Это обусловлено тем, что в линию Black Hole-процесса приходится вводить
дополнительные устройства:
• для предотвращения расслаивания раствора — ультразвуковое эмульгирование
графитовой суспензии;
• для предотвращения уноса суспензии — двойные отжимные ролики на входе
и выходе из камеры обработки;
• для предотвращения неравномерности покрытия — специальная конструкция
трубопроводов подачи раствора;
• для предотвращения засорения отверстий для подачи суспензии —
специальные щелевые напорные трубопроводы;
• для обеспечения устойчивости покрытия отверстий — система мягких
роликов, принудительно вдавливающих суспензию в отверстия;
• для повышения эффективности сушки — роликовая сушка с двумя воздушными
ножами, один из которых продувает отверстия, другой отсасывает остатки
раствора и воды, повторная сушка для маленьких отверстий.
Российские предприятия, первоначально освоившие систему Black Hole,
отказываются от нее в пользу палладиевых систем.
4.5. Гальваническое меднение
Гибкие композиционные материалы легко поддаются гальванической
металлизации в стандартных растворах, применяемых в промышленном производстве
печатных плат. Необходимо только учитывать присущие им особенности,
оговоренные ниже.
4.5.1. Фоторезисты для селективного меднения
Платы с рисунком высокого разрешения (шаг трасс меньше 150 мкм)
нуждаются в чистых, хорошо протравленных поверхностях, чтобы свести к минимуму
вероятность отслоения резиста во время меднения.
Фоторезисты, применяемые для селективного меднения, должны иметь
толщину, превышающую суммарную толщину осаждения меди и припоя.
Недостаточная толщина резиста ведет к образованию грибовидного профиля в сечении
наращенных проводников схемы.
Глава 4. Производство гибких плат с металлизированными отверстиями 85
4.5.2. Гальваническая затяжка
Гальваническая затяжка представляет собой тонкую (примерно 1,5 мкм)
гальваническую медь, осажденную на всю поверхность химически осажденной меди.
Гальваническая затяжка наносится специально сразу же вслед за осаждением
химической меди, для того чтобы придать механическую и химическую прочность
тонкому слою химической меди. Увеличившаяся толщина меди снижает
вероятность стирания или надлома меди в ходе последующей химической очистки
и ламинирования фоторезиста.
Для того чтобы нейтрализовать поверхность заготовки после химической
меди, перед погружением в электролитическую ванну меднения нужно выдержать
по крайней мере 5 мин в 5%-ной серной кислоте. Задел заготовок может находиться
в кислой ванне до трех часов, пока на них не скажется эффект подтравливания.
При использовании лимонной или малеиновой кислоты время пребывания в ванне
можно увеличить.
4.5.3. Механическая прочность металлизации
сквозных отверстий
В сквозных отверстиях нужно осадить медь такой толщины и жесткости (это
комбинация прочности на разрыв и пластичности), которые позволяли бы
выдерживать резкие температурные перепады, наблюдающиеся при пайке платы.
Недостаточная механическая прочность металлизации отверстий может
привести к серьезным дефектам в виде разрыва соединения или отрыва металлизации
от стенок отверстий. Механические характеристики металлизации в общем можно
оптимизировать и поддерживать в этом состоянии, регулируя уровни содержания
различных компонентов в ванне.
Механические характеристики меди в сквозном отверстии зависят не только от
состояния ванны, но также и от надлежащей подготовки отверстия к гальванике.
Резкая кромкма (заусенец) на входе отверстия (мы называем это коленом) дает на
10% меньшую прочность на разрыв и на 50% меньшее удлинение по сравнению
со сглаженным входом в отверстие. Отверстия с неровными стенками содержат
больше дефектов металлизации, отсюда и необходимость в качественном сверлении
и в соответствующей подготовке поверхностей отверстий.
Сама форма осадка меди тоже может влиять на механические характеристики.
Различные неоднородности (например, язвочки, колебания толщины и т. д.) в металлизации
создают концентрации напряжений и выступают как инициаторы развития трещин.
Мелкокристаллический равномерный осадок дает повышенную прочность.
Отрыв цилиндра меди редко перерастает в проблему в производстве
двусторонних плат, но вероятность разрыва соединений значительно увеличивается с ростом
числа слоев платы.
4.5.4. Гальваническое осаждение металлорезиста
Металлорезист в виде гальванически осажденного олова или сплава
олово—свинец осаждают на гальваническую медь. Он служит защитой (резистом) при
травлении в технологии селективного меднения рисунка схемы (комбинированный
86 Гибкие печатные платы
позитивный метод). Обычно 5—7,5 мкм металлорезиста вполне достаточно, для
того чтобы защитить от травления металлизацию отверстий, медные проводники
и контактные площадки при стравливании меди из зазоров (пробельных мест).
Химический состав ванны для осаждения олова или припоя олово—свинец
следует контролировать так, чтобы обеспечить достаточно прочный осадок, который
защитил бы медь рисунка от воздействия травильного раствора на основе
аммиачного комплекса хлорной меди, используемого для удаления меди из пробельных
мест. Представляется важным отметить, что в технологии селективного меднения
рисунка схемы используется именно аммиачный (а не кислый) раствор травления
меди. Кислые растворы, например с хлорной медью или хлорным железом,
растворяют олово и припой, лишая их способности работать в качестве резиста для
травления меди.
Гальванически осажденные олово или сплав олово—свинец могут использоваться
в качестве металлорезиста при меднении отверстий внутренних слоев многослойных
плат. Металлорезист после травления рисунка удаляется травлением, в результате
на внутреннем слое остается только медная металлизация. (Альтернативой этому
может быть использование вместо припоя сухого пленочного резиста, который
выступает как резист травления по схеме тентинг-метода.)
4.5.5. Стравливание гальванического олова
или сплава олово-свинец - металлорезистов
при травлении меди
Нанесение покровного слоя по олову или припою принципиально
недопустимо из-за его подплавления под маской при групповом нагреве. Поэтому после
его использованиия в качестве металлорезиста при травлении рисунка олово или
олово—свинец обычно снимают в одном из известных растворов, которых на рынке
имеется достаточно много. Обычно за этими растворами следует ванна на
основе азотной кислоты, призванная удалить остатки свинца и олова с поверхности
меди.
4.5.6. Покровный слой
Об этом будем говорить в главе 5.
4.5.7. Схемы изготовления двусторонних
гибких печатных плат с металлизацией отверстий
Как итог вышесказанному на рисунке 4.4 приводим технологические схемы
изготовления двусторонних гибких печатных плат с металлизацией отверстий.
Глава 4. Производство гибких плат с металлизированными отверстиями
87
3.1. Выбор ш раскрой
материала заготовки
4.2, Сверление и снятие
заусенцев
4.8, Химическое
меднение
4.4. Гальваническое
меднение (основное)
4,5. гальванический
металлорезист
:н
3.3. Экспонирование
и проявление фоторезиста'
3.4. Удаление
фоторезиста
4.4. Гальваническое
меднение (затяжка)
3,3.4. Травление
пробельных мест
3.8. Нанесение
покровного слоя
3.5. Очистка поверхности
меди
4.5. Стравливание
металлорезиста (припоя)
3.7. Термическое
отверждение ш сушка
3,8. Лужение
с выравниваем (HASL)
3.9, Очистка после
лужения
3.11. Тестирование,
контроль качества
3.1. Выбор и раскрой
материала заготвки
3,3,4. Травление
пробельных мест
4,2, Сверление и снятие !
заусенцев
4,3, Химическое
меднение
^^| 3.3. Экспонирование
"*"""i ш проявление фоторезиста
Н
4.4. ! ЗЛЬУагШЧбСЖис
меднение (затяжка)
3.4, Удаление
фоторезиста
3.5. Очистка поверхности
меди
3,6. Нанесение
покровного слоя
3.9, Очистка после
лужен мя
i
3.10. Тестирование,
контроль
3.8. Лужение
с выравниваем (HASL)
3.7. Термическое
отверждение ш сушка
Рис. 4.4. Схемы изготовления двусторонних гибких печатных плат с металлизацией
отверстий: а — по схеме комбинированного позитивного метода (Pattern Plating), б — по схеме
тентинг-процесса (Panel Plating)
88 Гибкие печатные платы
Литература
1. DuPont Electronics. Применение гибких материалов в производстве печатных плат.
США. 1998.
2. Медведев А. Печатные платы. Конструкции и материалы. М.: Техносфера, 2005.
3. Медведев А. Технологические процессы в производстве печатных плат. М.: Техносфера,
2006.
4. Технологии в производстве электроники. Сборник статей специалистов ЭСТ. Часть I.
Производство печатных плат. М.: ООО «МэйкАП-принт», 2005.
5. Технологии в производстве электроники. Справочник/ Под ред. П.В. Семенова. Часть II.
Справочник по производству печатных плат. Совместный проект ООО «Электрон-Сервис-
Технология» и Гильдии профессиональных технологов приборостроения. М.: ООО «Группа
ИДТ», 2007.
Глава 5. Нанесение покровного
слоя
5.1. Определение и назначение операции
герметизации покровным слоем
Нанесение покровного слоя представляет собой операцию с применением
нагрева и давления для полной герметизации вытравленного рисунка платы (рис. 5.1).
Покровный слой обеспечивает защиту схемы от воздействия факторов окружающей
среды и возможности электрического замыкания.
Нанесение покровного слоя обеспечивает хороший выход годных изделий при
последующих операциях пайки, оплавления припоя и при ремонте платы, а также
уменьшает вероятность расслоения при изгибах и помогает обеспечить выполнение
физических требований к схеме со стороны конечного потребителя.
5.2. Выбор материала
5.2.1. Адгезив
Низкая текучесть адгезива, применяемого в гибких композиционных
материалах, требует высоких давлений в ходе прессования, с тем чтобы обеспечить
облегание проводников схемы адгезивом и покровной пленкой. Количество адгезива
и покровной пленки, вытесняемой из зоны над медными проводниками, зависит
от давления прессования, применяемой системы прессовых подушек и высоты
профиля проводников.
Толщина слоя адгезива должна быть достаточной лишь для того, чтобы
обеспечить хорошую герметизацию схемы без воздушных включений. Общее правило для
определения толщины адгезива, применяемого для герметизации односторонних
и двусторонних плат, — использовать 25 мкм адгезива на каждые 35 мкм меди,
включая и наращенную медь. Некоторые конструкции плат требуют отклонения
от этого общего правила. При герметизации покровным слоем внутренних слоев
МПП обычно используют 50 мкм адгезива на каждые 35 мкм меди.
90
Гибкие печатные платы
Изготовление основ
гибких плат (ГП) в
заготовках
Нарезка материала
покровной пленки
Подготовка поверхности
основ гибких плат
Тестирование
результатов подготовки
поверхности
Набор пакета: покровные
пленки + основы ГП
Термостабилизация
снятие напряжений
Выполнение
перфораций в
покровной пленке
Тестирование
заготовок покровных пленок
Прессование пакета
(покровной пленки к
основе)
Тестирование готовой
гибкой платы
Рис. 5.1. Схема нанесения покровной пленки на основу гибкой платы
5.2.2. Полиимидная пленка
Для герметизации схемы покровным слоем предпочтительнее пользоваться
полиимидной пленкой толщиной 25 или 50 мкм, чтобы обеспечить более
гарантированное облегание элементов рисунка, чем это дают более толстые пленки.
По мере увеличения толщины пленки возрастает и необходимая величина дав-
Глава 5. Нанесение покровного слоя 91
ления прессования. Нужно принимать во внимание, что покровная пленка перед
нанесением на основу гибкой платы перфорируется в местах доступа к контактным
площадкам. Поэтому при высоких давлениях адгезив может выдавливаться из-под
края перфорации на контактные площадки платы. Кроме того, могут наблюдаться
и непредусмотренные изменения размеров изделия.
5.2.3. Хранение
Чтобы добиться наилучших результатов, материал покровной пленки следует
хранить в среде с контролируемой температурой и влажностью B0—25 °С,
относительная влажность не более 70%). При хранении в таких условиях покровная
пленка сохраняет свои свойства по крайней мере не менее года. Хранение в
холодильниках не требуется. Пленку нельзя замораживать.
Слишком высокая температура или влажность могут отрицательно сказаться
на стабильности линейных размеров и вызывают преждевременное старение неот-
вержденного адгезива. При отклонении от указанных режимов хранения не следует
автоматически сразу же списывать покровную пленку, материал следует практически
проверить на пригодность к дальнейшему использованию.
Рулоны покровной пленки следует хранить в чистой зоне, защищая их от
загрязнений и механических повреждений. Если рулоны укладывают на стеллажи или
стенды, следует пластиком или другим защитным материалом укрыть их от пыли
и грязи, содержащейся в окружающей среде.
5.3. Подготовка материала
При выборе материала следует руководствоваться указаниями
конструкторской документации. Материал раскраивается в формат заготовки в соответствии
с указаниями технологической документации применительно к формату готовой
платы или формату групповой заготовки, используемой для последующих сбороч-
но-монтажных операций.
Раскрой пленочных материалов можно вести на обычных резаках для бумаги.
Для резки рулонных материалов обычно пользуются стандартными
бумагорезательными машинами. Для рулонных материалов можно использовать резательные
машины с автоматической укладкой нарезанных листов. Необходимо следить за
остротой рабочего инструмента, дабы избежать смятия и деформации нарезаемых
материалов.
При отделении защитной пленки (как правило, полиэфирной) с покровной
пленки в ней могут произойти небольшие изменения размеров. Поэтому при
изготовлении плат с критическими допусками перед сверлением рекомендуется
отслоить защитную пленку и положить ее опять на покровную пленку. Дайте
материалу полежать в таком состоянии 15—30 мин. Это снимает напряжения в
покровной пленке — пленка релаксирует. Операция по снятию напряжений должна
выполняться в условиях чистой среды, поскольку при отрыве защитной пленки
возникает статическое электричество, которое может притянуть грязь и пыль
на покровную пленку. На автоматических установках резки и раскладки листов
снятие напряжений может быть выполнено автоматически.
92
Гибкие печатные платы
5.4. Выполнение перфораций
в покровной пленке
5.4.1. Подготовка к сверлению
Перфорации в местах доступа к монтажным элементам преимущественно
выполняют сверлением до нанесения покровной пленки на основу гибкой платы.
Хотя в массовом производстве более приемлема высечка отверстий на групповом
штампе.
Перед сверлением пакет покровной пленки укладывают между листами
накладного и подкладочного материалов. Чтобы получить отверстия хорошего качества,
количество листов покровной пленки в пакете не должно превышать десяти.
Всегда, когда это практически приемлемо, покровную пленку следует укладывать
адгезивом вверх, чтобы предохранить ее от деформаций при сверлении.
Остальные рекомендации см. в разделе 4.2.1.
5.4.2. Сверление
Сверление покровного слоя представляет собой довольно деликатный процесс,
отличающийся пластичностью материала. В первую очередь это сказывается на
величине подачи сверла на один оборот, которая зависит от диаметра
высверливаемого отверстия. Специально проведенные исследования показали, что соблюдение
рекомендаций, показанных в табл. 5.1, дает оптимальные результаты.
Параметры сверления покровной пленки
Таблица 5.1
Диаметр сверла, мм
Подача на оборот, мм
Скорость резания, м/мин
Скорость вращения A000 об/мин)
Скорость подачи (мм/с)
Количество заготовок в стопке
Скорость отвода сверла, мм/с
0,6
0,05
100
50
40
10
1,35
0,06
100
25
35
10
1,5
0,08
120
25
25
10
400
Примечание. Накладным материалом служил фольгированный алюминием
композит толщиной 0,4 мм, подкладкой — он же толщиной 2,4 мм.
Наиболее хорошее качество обеспечивается при сверлении новыми
карбидными сверлами. Такие сверла эффективно сверлят до 2000 отверстий. Для снижения
расходов можно пользоваться и должным образом перезаточенными сверлами,
но это менее надежно для гарантий качества. Неправильная заточка сверл,
тупые сверла и отклонение от оптимальных параметров сверления может привести
к чрезмерному нагреву зоны резания, что, в свою очередь, отрицательно повлияет
на качество отверстия.
Глава 5. Нанесение покровного слоя 93
При сверлении больших отверстий (от 5 мм и выше) иногда целесообразно
вначале просверлить направляющие отверстия малого диаметра.
5,4.3. Проблемы сверления покровной пленки
После сверления необходимо удалить стружку и проверить полученные отверстия
на отсутствие дефектов. Правильно просверленное отверстие имеет нормальные
формы без искажения стенок отверстий и без отслоения адгезива (рис. 5.2).
Рис. 5.2. Результаты сверления отверстий в покровной пленке: а — нормально просверленное
отверстие; б — дефект в виде «шляпки гвоздя»
5.4.3.1. Дефект в виде «шляпки гвоздя»
Если после отделения защитной пленки отверстие выглядит грубым или
произошел подъем основы на периферии отверстия (заусенец), то, возможно, произошло
вырывание адгезива или слишком большая деформация в виде так называемого
дефекта «шляпки гвоздя» (рис. 5.26). Дефект «шляпка гвоздя» порождает две
проблемы: деформированное основание вытесняет адгезив из зоны контактной
площадки (рис. 5.2а), где он нужен для герметизации контактной площадки, и он
мешает полному приклеиванию основы к контактной площадке, что может
приводить к капиллярному поддтеканию припоя (рис. 5.26).
В таких случаях, вместо того чтобы запускать все листы в производство, следует
проверить, сказывается ли это отклонение на дальнейшем качестве, т.е. провести
покрытие одной платы и убедиться в отсутствии дефектов пайки (капиллярное
затекание припоя, расслоение композиционного материала). Наилучшей проверкой
на отсутствие дефекта «шляпки гвоздя» служит исследование микрошлифов
отверстий под микроскопом (при этом следует пользоваться заливочным компаундом,
который сам по себе не вызывает разбухания адгезива).
Если появилась убежденность, что размер отклонения от нормы сказывается на
качестве, следует принять меры по его устранению или существенному уменьшению.
Причиной дефекта обычно является тупое сверло или неправильная скорость подачи,
что ведет к увеличению тепловыделения. Температуру сверла следует снижать путем
увеличения скорости подачи и отвода сверла, путем уменьшения высоты
обрабатываемого пакета, путем использования алюминиевой накладки и подкладки под пакет,
использованием только новых сверл и, как последнее средство, укладкой
алюминиевой фольги между каждыми тремя-четырьмя слоями покровной пленки.
5.4.3.2. Налипание адгезива на сверло
Налипание адгезива на сверло обычно указывает на то, что сверло слишком долго
находилось в пакете сверления и произошел чрезмерный разогрев.
Скорректируйте ситуацию для уменьшения тепловыделения: увеличьте подачу сверла, можно
94
Гибкие печатные платы
уменьшить толщину пакета материала, пользуйтесь новыми острыми сверлами,
пользуйтесь накладкой и подкладкой при сверлении пакета, увеличьте скорость
отвода сверла до 400 мм/с.
а)
5.4.3.3. Вырывание адгезива
При некачественном сверлении и грубой
форме отверстий адгезив может отрываться
от кромкми отверстия. Там, где нет
адгезива, покровная пленка не приклеится к
контактной площадке, что может
привести к капиллярному подтеканию припоя
(рис. 5.3). Меры борьбы с этим дефектом
такие же, как и те, что описаны выше для
дефекта типа «шляпки гвоздя».
5.4.3.4. Вырубка отверстий
Методом вырубки пользуются в тех
случаях, когда нужно получить отверстия
неправильной формы, например щелевидные
или квадратные, а также при очень
жестких допусках (менее 125 мкм) и больших
объемах производства. Вырубка обычно
осуществляется комплектом металлической
матрицы и штампа. Для вырубки отверстий
в покровной пленке используются только
острые комплекты оснастки. За одну
операцию следует вырубать отверстие только
в одном листе покровной пленки. Сторона
с адгезивом и защитной пленкой при этом
должна быть обращена вверх. Если наверху
будет находиться основа, то может
произойти деформация ее и адгезива. На рис. 5.4а показаны хорошие результаты вырубки,
когда адгезив смотрит вверх. На рис. 5.46 можно видеть неудовлетворительные
результаты штамповки, когда адгезив находился внизу. Деформация основы при
вырубке может помешать контакту покровной пленки с монтажной площадкой,
что вызовет капиллярный подсос припоя.
Рис. 5.3. Смещение адгезива
покровного слоя (а) и капиллярное подтекание
припоя (б)
Рис. 5.4. Вырубка отверстий в покровной пленке: а — адгезив сверху, б — адгезив снизу
Глава 5. Нанесение покровного слоя 95
5.5. Очистка медного рисунка
перед прессованием покровной пленки
Плохая подготовка поверхности меди перед прессованием покровной пленки
может способствовать развитию капиллярного подсоса припоя и приведет к
снижению выхода годных изделий. Если используется ванна кислой химической очистки,
то глубину микротравления можно уменьшить до 400—700 нм, поскольку проти-
воокислительная операция уже была использована в ходе предыдущей операции
очистки. При пользовании пемзой следует проявлять максимум осторожности, дабы
избежать внедрения абразива в обнаженную поверхность адгезива. Этого можно
достичь, пользуясь мягкими капроновыми щетками и исключением применения
жестких абразивных подушек.
После очистки не следует подвергать термообработке элементы, полученные
травлением, чтобы не ухудшить адгезию из-за окисления поверхности. Если
термообработка все же необходима, то ее следует проводить в вакуумном шкафу.
Во избежание окисления после очистки меди, чтобы предотвратить ее окисление,
следует как можно скорее нанести покровную пленку. Если в течение 2—4 часов
прессование покровной пленки не представляется возможным, листы с
вытравленными элементами схемы следует до прессования хранить в сухом ящике.
5.6. Укладка покровной пленки
5.6. 7. Обращение с материалом
Наложение покровной пленки следует проводить в условиях чистой
комнаты, что снижает риск попадания посторонних частиц и загрязнений на изделие.
При отсутствии чистой комнаты следует использовать чистый блок. При работе
с заготовками и с покровной пленкой следует пользоваться тонкими резиновыми
перчатками, поскольку и хлопчатобумажные и нейлоновые перчатки пропускают
масла и пот от пальцев на поверхность изделия.
При загрязнении заготовок руками и посторонними частицами необходимо
протереть их неворсистой тканью, смоченной изопропиловым спиртом. Перед
наложением покровной пленки необходимо дать испариться всему спирту с
поверхности листа.
Защитную пленку с исходного материала нужно снимать непосредственно перед
самым наложением покровной пленки на выполненную травлением схему. Быстрее
всего отделить защитную пленку от покровной можно путем сгибания небольшого
уголка пленки F—8 мм) до тех пор, пока пленки не расслоятся. Уголок защитной
пленки можно отделить и с помощью липкой ленты. Снимать защитную пленку
с поверхности покровной пленки нужно постепенно, дабы избежать деформации
и коробления самой покровной пленки. При наложении покровной пленки на
односторонние платы следует поместить освобожденную от защитной пленки
кромкму покровной пленки адгезивом на кромкму схемы и вытянуть защитную
пленку из-под покровной пленки (рис. 5.5). При удалении защитной пленки на
их сопрягаемых поверхностях появляется статический заряд. Предлагаемый метод
96
Гибкие печатные платы
Рис. 5.5. Наслаивание покровной пленки и удаление защитной полиэфирной пленки
минимизирует вероятность попадания
загрязнений между герметизируемой схемой
и покровной пленкой. При герметизации
двусторонних гибких плат нужно
полностью снять защитную пленку с покровной
пленки, уложить ее адгезивом вверх, а затем
быстро уложить на нее лист заготовки с
вытравленным рисунком. Укладка верхнего
листа покровной пленки на двустороннюю
плату выполняется так же, как и на
одностороннюю (рис. 5.6).
Для удаления загрязнений, попавших
под покровную пленку, поднимите ее
кромкму вверх и смахните грязь щеткой,
обработанной антистатиком.
Рис. 5.6. Наслоение покровной пленки
на двустороннюю плату
5.6.2. Совмещение
При совмещении всех схем с жесткими допусками необходимо проверить
просверленный лист покровной пленки (с неснятой защитной пленкой) путем
наложения на схему, что сразу покажет, не случилось ли отдельных изменений
линейных размеров заготовки в результате предшествующих операций по его
обработке. При необходимости для обеспечения нужного совмещения следует внести
корректировки в программу сверления покровного листа.
При наслоении покровной пленки на изделия с мелкими контактными
площадками или плотным рисунком схемы для совмещения пленки со схемой можно
воспользоваться фиксирующими штифтами. Если совмещение осуществляется
вручную, то покровную пленку следует зафиксировать по месту методом прихватки
с помощью паяльника с тупым жалом. Контакт горячего паяльника с покровной
пленкой не должен превышать 1—2 с. Другой метод горячей прихватки
заключается в том, чтобы пропустить совмещенный пакет через горячий валковый пресс.
Внутренние слои МПП обычно совмещают вручную.
5.6.3. Оснастка
В основном операцию совмещения выполняют без фиксирующих штифтов,
поэтому из оснастки потребуются всего лишь разделительные листы из
нержавеющей стали (обычно толщиной 0,50—0,8 мм) и прокладки. Прокладки используют
Глава 5. Нанесение покровного слоя
97
по двум соображениям: во-первых, для равномерного распределения давления и,
во-вторых, чтобы исключить переход вмятин (особенно от загрязнений) с одного
слоя на другие слои МПП.
При пользовании специально изготовленной оснасткой, специально
изготовленные стальные прокладочные листы из нержавеющей стали применяют в
сочетании со специально изготовленными фиксирующими штифтами. Расположение
базовых отверстий обычно создается индивидуально под конкретную конструкцию
заготовки платы. Основные достоинства специализированной оснастки
проявляются при совмещении слоев в многослойных структурах. Для больших заготовок
многослойных плат иногда требуется несколько фиксирующих штифтов, чтобы
устранить сдвиг слоев при прессовании.
5.6.4. Набор пакета
Обычно в пакет укладывают 4-12 плат. Для равномерного распределения
давления важно, чтобы все цлаты имели одинаковые габаритные размеры, при этом
не обязательно, чтобы они имели один и тот же рисунок схемы. Все платы должны
быть достаточно хорошо сцентрированы относительно друг друга, прессовых
прокладок и разделительных пластин. Между всеми изделиями должно быть по одному
прокладочному пакету, чтобы уравнять распределение давления и исключить пропе-
чатывание одного изделия на другое (рис. 5.7). Факторами, определяющими общую
высоту набора, являются общая высота, вес пакета и удобство работы с ним.
Фиксирующие штифты
Плита пресс-формы
Разделительный лист
Тепловыравниваюший лист
Выравнивающие прокладки
Разделительная пленка
Покровная пленка
Основа гибкой платы
Разделительная пленка
Выравнивающие прокладки —»
Тепловыравнивающий лист
Разделительный лист
Плита пресс-формы
Рис. 5.7. Набор пакета для прессования
Если для совмещения слоев используют фиксирующие штифты, то высоту
пакета определяет высота штифтов. Высоту пакета в таком случае надо подобрать
так, чтобы штифты не выходили за пределы плит пресс-форм и не повредили бы
4 803
98
Гибкие печатные платы
У
плиты пресса во время прессования. Хорошая практика — оставлять по крайней
мере 3-5 мм зазора с каждой стороны штифта (рис. 5.8) для компенсации на выход
воздуха и сжатие подушек при прессовании.
Плиты пресс-формы
Прокладочный материал
Пакет ГП с покровной
пленкой
Прокладочный материал
Разделительный лист
Прокладочный материал
Пакет ГП с покровной
пленкой
Прокладочный материал
Разделительный лист
Прокладочный материал
Пакет ГП с покровной
пленкой
Прокладочный материал
Плиты пресс-формы
Рис. 5.8. Свободное пространство над фиксирующими шпильками при укладке
прессуемого пакета
5.7. Прессовые прокладки
Система прессовых подушек - прокладок представляет собой систему
сжимаемых материалов, укладываемых между изделием и плитами пресс-форм в ходе
прессования. Основное назначение прессовых подушек:
• компенсировать неравности плит пресса;
• выравнивать давление в прессуемом пакете слоев;
• обеспечивать течение адгезива и заполнение адгезивом зазора между
проводниками и вокруг контактных площадок;
• обеспечивать облегание покровной пленки рельефа проводников и
контактных площадок;
• обеспечить легкое отделение от прессуемого изделия.
Как типы, так и комбинации материалов прессовых подушек будут различными
для разных случаев применения. Цель заключается в том, чтобы использовать самый
дешевый материал, который дает хороший процент выхода годных при
прессовании. По мере усложнения схемы, повышения плотности монтажа и требований
Глава 5. Нанесение покровного слоя
99
к надежности усиливается необходимость применения более высококачественного
и дорогого материала для прессовых подушек.
Прессовые подушки всегда укладываются с двух сторон пакета заготовок. В
зависимости от применяемых материалов и степени облегания, обеспечиваемой ими
при прессовании изделий, системы прессовых подушек подразделяются на мягкие
и жесткие.
5.7„1. Мягкие системы прессовых подушек
Мягкие прессовые подушки обычно используют при прессовании традиционных
односторонних и двусторонних гибких плат с низкой плотностью монтажа.
Достоинства мягких подушек по сравнению с жесткими системами:
• меньшее течение адгезива;
• более хорошая текстура поверхности покровной пленки (рис. 5.9).
Малотекучий
алгезив
Основа
Адгенив |Проводник] |Проводник] Адгезив
Основа
Проводник
Основа
Рис. 5.9. Последствия прессования с использованием прокладок из мягких подушек
Недостатки по сравнению с жесткой системой:
• больший риск появления включений воздуха и капиллярного подсоса
припоя;
• возможность коробления и волнообразования в зонах, не имеющих рисунка
схемы, неровная поверхность, повторяющая рельеф проводников, что
нежелательно для внутренних слоев при прессовании в многослойные структуры.
100
Гибкие печатные платы
J
1
1 1
Ра целительная плена
Прс сгоняя ¦одуи» — ирошиц
¦шпатель щяшяямя. — сталык
1
ИИ 1
>йлист [
На характер и количество натекания адгезива сильно влияет тип прессовых
подушек и величина давления, прикладываемого при прессовании изделий. Мягкая
прессовая подушка вжимается в отверстия и действует как преграда,
предотвращающая затекание адгезива в отверстие.
На рис.5.10 показана самая дешевая
комбинация материалов прессовой подушки из
рыхлой бумаги. Рабочие характеристики
этой подушки уступают характеристикам
других, более дорогих наборов подушек.
Во-первых, рыхлая бумага не столь
равномерна по толщине, как другие прокладочные
материалы, что вызывает неравномерность
распределения давления. Кроме того, при
температуре выше 120 °С она охрупчивается.
Если учесть, что температуры прессования
материалов гибких плат превышают 200 °С,
бумагу в качестве прокладок приходится
использовать не более одного раза. И это
становится уже не дешевым мероприятием.
Еще одним рыхлым и мягким материалом
является черный винил, плакированный
тедларом. Но и его предельная температура
устойчивости не превышает 170 °С.
Существует ряд других, более нагре-
востойких материалов для мягких прокладок. Выбор их определяется степенью
сложности изделия и требованием иметь малое и стабильное течение адгезива.
Во многих случаях экономические потери от брака при высокой текучести
адгезива более чем оправдывают применение более высококачественной системы
прессовых подушек.
5.7.2. Жесткие системы
Жесткие системы применяют в основном в следующих случаях:
• для схем с большой плотностью тонких линий;
• при использовании покровной пленки толщиной 75-125 мкм;
• для предотвращения капиллярного подтекания припоя;
• для внутренних слоев МПП и покровных пленок без перфораций.
По сравнению с мягкой жесткая система имеет следующие преимущества:
• меньше вероятность возникновения воздушных включений;
• меньше проявляется капиллярное подтекание припоя;
• более высокая стабильность линейных размеров;
• плоская поверхность покровной пленки, что весьма важно для склеивания
внутренних слоев многослойных изделий (рис 5.11).
Недостатки жесткой системы:
• несколько более высокое течение адгезива;
• тисненный характер поверхности покровной пленки.
Рис. 5.10. Набор для мягкого
прессования
Глава 5. Нанесение покровного слоя
101
Пример системы из жестких прессовых подушек показан на рис. 5.12. Это самая
дешевая комбинация прокладок. В этой системе можно применять как строганый
фторопласт (пленка), так и фторопласт в виде шпона. Однако материал ISOLAM
имеет участки с неоднородной плотностью, что может приводить к
неравномерному течению адгезива.
[Проводник] Адгезив [Проводник
Рис. 5.11. Ровная поверхность гибкой
платы при прессовании через жесткие
прокладки
Плита прес-сформы
Изолам
Фторопласт
Пакет слоев ГП
Плита прес-сформы
Рис. 5.12. Один из вариантов системы
прессования с жесткими прокладками
Прессовые подушки с использованием силиконовой резины дают хорошее
сочетание жесткости и облегания рельефа пакетов прессования. Однако листы резины
приходится проверять после каждого цикла прессования, чтобы убедиться, не
остались ли постоянные вмятины на листе
и не началось ли выщелачивание силикона.
При появлении любого из этих дефектов
резиновые прокладки следует менять.
Срок службы прокладок определяется
конструкцией схемы, температурой и
давлением прессования. Чем выше температура и
давление, тем короче срок службы подушек.
Как резину, так и стеклонаполненный
фторопласт можно повторно использовать до
появления на них постоянных отпечатков.
Подушки типа ISOLAM используют только
один раз, а затем их выбрасывают.
Результаты отработки процесса
напрессовывания покровной пленки лучше всего
проверяются металлографическим анализом
по микрошлифам сечений проводников
(рис. 5.13).
Рис. 5.13. Фотография микрошлифа
сечения гибкой платы после
напрессовывания покровной пленки в жесткой системе
прессования
5.8. Материалы для прессовых подушек
Как видно из приведенных примеров мягких и жестких прессовых прокладок,
в подушках применяется широкая гамма материалов. Однако при выборе системы
прокладок необходимо понимать роль основных ее компонентов. Система
прокладок включает:
• разделительную пленку;
• среду, передающую давление;
• слои для выравнивания давления.
Порядок их расположения показан на рис. 5.7 (раздел 5.6.4).
102 Гибкие печатные платы
5.8.1. Разделительная пленка
Конформная разделительная пленка накладывается непосредственно на изделие.
Она должна обладать следующими свойствами:
• однородностью по плотности;
• способностью облегать элементы схемы;
• способностью отделяться от основы ГП, адгезива, меди и других
материалов;
• отсутствием химического или физического переноса компонентов пленки
с ее поверхности на поверхность материала ГП;
• высокой прочностью при температурах прессования.
Примеры эффективных конформных материалов (в порядке возрастания
стоимости):
• тедлар B5мкм, тип 100SM30MR);
• тефлон TEE (строганый, 25—50мкм);
• тефлон РЕВ B5мкм — тип 100А, 50мкм — тип 200А);
• пакотан-плюс.
Часто используемая в отечественной практике триацетатная пленка для
прессования гибких плат на основе полиимида не годится ввиду ее ограниченной
нагревостойкости.
Хотя тедлар 100SM30MR рассчитан на работу до 200 °С, прессование при
температурах выше 180 °С рекомендуется вести с фторопластовыми (тефлоновыми)
материалами, поскольку у тедлара имеется тенденция к появлению некоторой
хрупкости при работе при температурах выше 180 °С. В ходе прессования
разделительные материалы обычно воспринимают отпечаток прессуемой схемы, поэтому их
редко используют повторно. Разделительные листы можно использовать повторно
между плитой пресс-формы и прокладочными стальными листами, что позволяет
не столь часто чистить прокладочные листы.
Пакотан-плюс представляет собой комбинацию конформного разделительного
слоя и среды для передачи давления в одном пакете. Эта система успешно
использовалась для прессования при температурах до 200 °С.
5.8.2. Среда для передачи давления
Среда для передачи давления — прессовая подушка. Она размещается между
конформной разделительной пленкой и уравнителем давления — стальным листом
и обжимает покровную пленку вокруг элементов схемы. Именно в этом слое
заключается разница между мягкой и жесткой системами прессовых подушек. В системе
мягких прессовых подушек этот слой при прессовании размягчается и начинает
плыть. При размягчении, когда пленка основы гибкой платы обжимается вокруг
элементов схемы, адгезив покровной пленки течет весьма незначительно. В
жесткой системе этот слой остается очень жестким. В силу этого адгезив покровной
пленки затекает вокруг элементов схемы, а пленка основы остается плоской.
Среда для передачи давления должна обладать следующими свойствами.
В мягкой системе:
• равномерной плотностью;
• стойкостью к надрыву;
Глава 5. Нанесение покровного слоя 103
• гладкой поверхностью;
• способностью к размягчению и податливости при температуре
прессования.
В жесткой системе:
• некоторой способностью облегания схемы;
• равномерной плотностью;
• стойкостью к надрыву;
• гладкой поверхностью.
Примеры эффективных материалов для передачи давления в порядке
увеличения их стоимости:
• черный полиэтилен A50 мкм);
• прозрачный винил;
• серый винил C00 мкм);
• пакотан-плюс.
При типичных температурах прессования прозрачный винил обугливается и
становится хрупким, поэтому он не лучший из материалов для этих целей.
Аналогичным образом, черный винил тоже становится хрупким при этих температурах.
Поскольку материал, передающий давление, в мягких системах прессовых подушек
при прессовании течет и воспроизводит на себе рисунок схемы, повторное его
использование невозможно.
В жестких прессовых подушках основной выбор сделан в пользу стеклонапол-
ненного фторопласта (стеклотефлона с неявным проявлением рисунка ткани).
В некоторых случаях в слое для одновременного выравнивания давления и
передачи давления на прессуемое изделие используется высококачественная бумага
с равномерной плотностью.
5.9. Слой для выравнивания давления
Слой для выравнивания давления помещается между материалом, передающим
давление на изделие, и обкладочной или разделительной пластиной. Слой для
выравнивания давления компенсирует неровности поверхности обкладочных или
разделительных пластин и создает равномерное распределение давления по всей
схеме. Этот же слой компенсирует и колебания толщины платы.
Слой для выравнивания давления должен обладать теми же полезными
свойствами, как разделительная пленка и слой для передачи давления. Однако требования
к равномерности плотности для этого слоя не столь жесткие. Вместе с тем при
использовании не очень равномерного материала в качестве слоя, передающего
давление на изделие, необходимо применять относительно жесткий материал,
типа стеклонаполненного фторопласта (тефлона), что предотвратит передачу
неравномерности на покровную пленку.
Слой для выравнивания давления должен обладать следующим свойствами:
• выдерживать температуры прессования;
• иметь гладкую незагрязненную поверхность.
Типичными материалами для этого слоя служат:
• красная силиконовая резина, армированная стеклотканью;
• литографическая бумага;
104 Гибкие печатные платы
• рыхлая бумага типа промокательной или крафт-бумага;
• толстые бумажные подушки (ISOLAM и PACOFORM).
Высококачественная литографическая бумага превосходит рыхлую бумагу
и крафт-бумагу, которые имеют несколько неравномерную плотность. Материалы
ISOLAM и PACOFORM тоже не совсем равномерны по плотности, но при работе
в комбинации со стеклонаполненным фторопластом (тефлоном) неравномерности
рельефа рисунка обычно не передаются на поверхность изделия. Поскольку все
бумажные материалы приобретают хрупкость и усаживаются, их используют только
на один цикл прессования.
Необходимо избегать применения неармированной силиконовой резины,
поскольку она проявляет тенденцию к растяжению под высоким давлением, что
вызывает значительные искажения размеров платы, закрываемой покровной
пленкой. Армированную силиконовую резину можно использовать многократно до тех
пор, пока на ней не появится постоянный отпечаток рисунка схемы или пока она
не начнет ломаться из-за выщелачивания силикона. Количество циклов, которое
может выдержать силиконовая резина, зависит от конструкции изделия,
температуры и давления прессования. Срок службы резины уменьшается с увеличением
температуры прессования, увеличения давления и неравномерности толщины
платы. Вряд ли силиконовую резину можно использовать более чем в 50 циклах
прессования без снижения выхода годных.
5.10. Прессование и отверждение
1. Оборудование
5.10.1.1. Гидравлические прессы
Для прессования гибких печатных плат обычно используют гидравлические
прессы. Однако сейчас стандартный гидравлический пресс сочетается с более
новой вакуумной технологией.
5.10.1.2. Вакуумные прессы — автоклавы
В системах вакуумного прессования используются большие емкмости —
автоклавы, в которых в ходе прессования сначала создают вакуум, затем давление (рис.
5.14). Набранный пакет заготовок укладывают в запечатанный вакуумный мешок.
Прессуемый пакет укладывается в мешок и размещается в автоклаве, из него
откачивается воздух (рис. 5.15). Под вакуумом из пресс-пакета отсасываются все газовые
включения, и покровная пленка плотно обжимает проводники гибкой платы. Затем в
объем автоклава подается горячий газ (чаще всего — сухой пар), и адгезив покровной
пленки затвердевает, фиксируя плотное обтягивание профиля проводников.
Достоинства вакуумной технологии:
• снижение давления прессования (до 300—700 кПа);
• улучшение стабильности линейных размеров;
• уменьшение течения адгезива;
• снижение до отсутствия газовых включений в плате.
Глава 5. Нанесение покровного слоя
105
Рис. 5.14. Внешний вид автоклава
Вакуум
Рис. 5.15. Укладка пакета заготовок
в вакуумном мешке
Автоклавы не находят особо широкого применения из-за высоких капитальных
затрат на них и высоких эксплуатационных расходов.
Одно из преимуществ автоклава — отсутствие необходимости в пресс-формах
и прокладочных листах, кроме разделительных.
Автоклавы дают более надежные результаты опрессовки, чем все другие системы.
Этим обусловлено их распространение ё массовом производстве гибких плат.
5.10.1.3. Вакуумные гидравлические прессы
В гидравлических вакуумных прессах вакуум создается или отдельно в каждом
межэтажном пространстве, или во всем объеме между штоками пресса. В
подвижных вакуумных сопряжениях имеются неизбежные протечки, что компенсируется
106 Гибкие печатные платы
мощной системой откачки воздуха из пресса. Вакуумные прессы значительно
дороже стандартных гидравлических прессов, но они проще в работе, чем
громоздкие автоклавы.
5.10.2. Циклы прессования
5.10.2.1. Холодные и горячие старты при прессовании
Обычно с одинаковой эффективностью можно проводить циклы с холодным
и горячим стартом. Циклы с холодным стартом приемлемы на прессах с паровым
и электрическим подогревом, которые обеспечивают быстрый разогрев. Пакет
укладывают в холодный пресс (менее 70 °С) и затем разогревают до температуры
прессования. Полное давление подают сразу же. После отверждения пакет
оставляют остывать в прессе под давлением.
Горячий старт применяют в прессах с чисто электрическим подогревом, из-за
того что этот подогрев требует больше времени на разогрев. Между плитой пресс-
формы и прокладочным листом необходимо уложить несколько слоев крафт-бумаги
для снижения скорости прогрева пакета. Пакет вместе с крафт-бумагой
укладывают в пресс и сразу же дают полное давление. После отверждения пакет достают
из пресса и сразу же помещают в холодный пресс для остывания под давлением.
Работать следует с соблюдением мер предосторожности, дабы избежать ожогов.
На достижение изделием температуры 190 °С должно уходить не менее 20—30
мин, т. е. скорость подъема температуры должна быть около 6—10 °С/мин.
Слишком быстрый нагрев может привести к преждевременной герметизации кромкми
покровной пленки, которая воспрепятствует выходу воздуха и летучих из объема
пакета и повлечет за собой газовые включения воздуха в пакете слоев платы.
5.10.2.2. Вакуум
Скорость откачки при создании вакуума определяется степенью сложности
изделия. Большая часть односторонних и двусторонних плат с проводниками высотой
25 и 50 мкм прессуется при малом вакууме. В этих случаях полное давление дают
сразу, как только достигнут полный вакуум, обычно через 1—2 мин. К длительной
откачке C0—120 мин) прибегают при прессовании высокопрофильных изделий
или многослойных плат.
5.10.2.3. Давление
Для наилучшего течения и заполнения пустот адгезивом следует работать с
высокими давлениями прессования. Значение давления для оптимального
прессования зависит от целого ряда факторов, таких как толщина покровного слоя,
система прессовых подушек, геометрия схемы, толщина меди.
Оптимальное давление определяют экспериментально на конкретных изделиях.
Для начала можно дать давление 2000—2400 кПа при прессовании в
гидравлических и 1700-2000 кПа при прессовании в вакуумных прессах. Высокие давления
прессования дают хорошее течение адгезива, но могут вызывать чрезмерное его
затекание на контактные площадки или приводить к чрезмерным изменениям
Глава 5. Нанесение покровного слоя 107
размеров. Кроме того, высокие давления сокращают срок службы прокладочных
материалов многоразового использования.
5.10.2.4. Температура и отверждение
Облегание схемы покровной пленкой и течение адгезива начинаются при
температуре 120—135 °С. Более высокие температуры и большее время требуются
для полного отверждения адгезива. Оптимальное отверждение происходит при
температуре 170—200 °С за 60 мин на пике температуры.
Для оптимального отверждения материалов пакеты заготовок должны прогреться
до указанных температур. Температуру плат в пакете контролируют с помощью
термопар, которые помещают внутрь пресс-пакета. Термопары следует
устанавливать по крайней мере в двух точках — в средине изделия и на верхней или нижней
части изделия. С помощью этого метода можно построить график изменения
температуры изделия. Такая кривая может помочь в определении максимальной
высоты прессуемого пакета. В середине стопки пресс-пакета заготовка должна
прогреться минимум до температуры 170 °С, а внешние платы не должны при этом
разогреваться выше максимальной температуры отверждения B00 °С). Можно
менять положение термопар на плате, с тем чтобы улучшить достоверность
распределения температур по поверхности платы. Такую регистрацию распределения
температур необходимо проводить регулярно каждые 3—6 месяцев при проведении
профилактического обслуживания оборудования.
Отверждение адгезива — это функция времени и температуры. Отверждение
в течение 60 мин при 190 °С грубо соответствует отверждению в течение 120 мин при
180 °С. Однако при температурах выше 200 °С возможно потемнение и ухудшение
свойств адгезива. Верхний предел температур определяется также и материалами,
используемыми в прессовых подушках. Недостаточное отверждение адгезива
(низкая температура или недостаточное время) может ухудшить паяемость и снизить
химическую стойкость изделия при дальнейшей его обработке.
5.10.2.5. Сокращенные циклы прессования покровной пленки
Сокращение длительности циклов прессования может значительно увеличить
производительность, но таит в себе опасность снижения стойкости к пайке и
дальнейшей химической обработке. Цикл прессования можно сократить до 10 мин
с последующей термообработкой в термошкафу для дальнейшего отверждения
адгезива. Отказ от последующей термообработки приведет к недоотверждению
адгезива.
Прежде чем внедрять в производство какие-либо укороченные циклы
прессования, нужно провести всесторонние испытания, чтобы убедиться, что изделие
поведет себя вполне адекватно на следующих стадиях технологического процесса
и у конечного потребителя.
Дефекты прессования проявляются в процессе горячего облуживания — не
прореагировавшие низкомолекулярные продукты и газовые включения при
нагревании быстро расширяются и вызывают расслоение над медными
проводниками. Расслоение может распространиться и поперек проводников, что приведет
к образованию больших вздутий C—12 мм).
108 Гибкие печатные платы
5.11 - Проблемы при прессовании
покровных пленок
5. 7 7. 7. Прессование покровных пленок
по металлорезисту олово-свинец
Обычно для создания резистивного покрытия, предназначенного для защиты
рисунка при травлении, используют гальванические покрытия сплавом
олово—свинец или оловом, которые вынуждены по каким-либо причинам не удалять перед
напрессовыванием покровной пленки. Эта технология не рекомендуется к
применению. Металлизация оловом или оловом—свинцом пришла из технологии
производства жестких плат, и им редко пользуются в производстве
высококачественных гибких схем.
Во избежание чрезмерного растекания гальванического припоя нужно
прессовать покровные пленки при температурах не выше 170 °С. Успешно
припрессовывали покровные пленки и при температуре 130 °С, но при этом не происходит
полное отверждение адгезива и изделие не приобретает необходимой химической
и тепловой стойкости.
Если компоненты схемы паяют волной припоя, то металлорезист олово—свинец
под покровной пленкой несколько расплавляется, что вызывает отслоение
покровной пленки, а растекание припоя под покровной пленкой может привести к
короткому замыканию. По этим причинам предпочтительнее удалить металлорезист,
напрессовать покровную пленку и затем нанести припой или другое финишное
покрытие там, где это нужно (на поверхности монтажных элементов).
5. 7 7.2. Воздушные включения
Типичной проблемой недостаточного облегания элементов схемы покровной
пленкой являются воздушные включения. Это проявляется в виде воздушных
прожилок вдоль проводников схемы, что указывает на отсутствие обтекания покровной
пленкой рельефа проводников. Эта проблема более типична для схем с высокой
плотностью проводников и большой их высотой.
На рис. 5.16 -показана типичная схема с медью толщиной 35 мкм без
металлизированных отверстий. Покровный композит имеет 25 мкм адгезива на покровной
пленке толщиной 25 мкм. Поскольку 25-микронный адгезив имеет малую текучесть
при прессовании, то пленка должна быть обжата по рельефу медного проводника
высотой 35 мкм. На рис. 5.166 показано, что это требование не удовлетворено,
схема имеет включения воздуха. Хотя покровная пленка и облегает как-то
проводники схемы, но она неплотно прилегает к их боковым стенкам. На рис. 5.16в
показано идеальное прессование без каких-либо воздушных включений — адгезив
полностью обволакивает все поверхности проводников, включая боковые грани.
Можно видеть, что адгезив был вытеснен из зоны над проводником в зону между
двумя расположенными рядом проводниками.
С появлением воздушных включений вдоль проводников можно бороться
путем:
Глава 5. Нанесение покровного слоя
109
• увеличения толщины слоя адгезива;
• увеличением времени вакуумирования до начала отверждения покровной
пленки;
• увеличением давления прессования;
• изменением системы прессовых подушек.
Самый простой путь устранения воздушных включений — увеличение
толщины слоя адгезива. Но при увеличении толщины слоя адгезива или давления
прессования возрастает и затекание адгезива на открытые контактные площадки.
Для компенсации возросшей текучести, может быть, придется изменить систему
прессовых подушек, т.е. взять систему помягче.
Прессовые подушки тоже влияют на появление воздушных включений. Обычно
жесткая система дает большее течение адгезива и обеспечивает более хорошую
герметизацию. Единственно, когда мягкая система имеет преимущества в
выдавливании воздуха, — это при использовании толстой меди — более G5 мкм) при
фиксированной толщине адгезива. При работе с толстой медью для обеспечения
должного облегания и выравнивания давления весьма важно применять
высококачественные прокладочные материалы.
Если для повышения стабильности линейных размеров по периметру платы
предусмотрена пограничная полоса меди, то для лучшего удаления воздуха при
прессовании в этой полосе следует предусмотреть проходы для выхода воздуха и
газовых включений.
Иногда воздушные включения выглядят как круглые пузыри воздуха. Такой
дефект обусловливается преждевременным склеиванием покровной пленки по
кромкме заготовки, особенно при прессовании двусторонних плат. Для
предотвращения дефекта следует резать покровную пленку так, чтобы она была меньше
размеров рабочего поля (вытравленного рисунка) на 3—6 мм.
т ш
Рис. 5.16. Схема последовательности опрессовки рельефа проводников покровной пленкой
в вакуумном прессе: а — исходное состояние, б — промежуточное состояние с воздушными
включениями, в — воздушные включения удалены вакуумным отсосом
110 Гибкие печатные платы
5,11.3. Меры по предотвращению капиллярного
подсоса припоя
Существуют разные методы изготовления монтажных контактных площадок
на гибких платах. Обычно платы облуживают с выравниванием припоя струями
горячего воздуха. При нарушении технологии некоторых операций может
появиться дефект так называемого капиллярного подтекания припоя, т.е. расплавленный
припой и флюс подсасываются или затекают под покровную пленку по периферии
монтажной площадки (см. рис. 5.36). В особо тяжелых случаях припой и флюс
могут затекать даже вдоль проводников схемы. При проникновении флюса под
покровную пленку схема через некоторое время может выйти из строя из-за
процессов коррозии. Далее указываются вероятные причины такого капиллярного
подтекания припоя.
5.11.3.1. Подготовка медной поверхности
Чтобы предотвратить подтекание припоя под покровную пленку, нужно
обеспечить сильное сцепление между пленкой и контактной площадкой. Поверхность
меди не должна иметь следов окисления или загрязнений. Необходимо провести
механическую или химическую очистку меди и сделать ее шероховатой для
улучшения адгезии. Необходимо следить за тем, чтобы не сделать глубоких царапин
на меди, ибо они могут сработать как каналы для подтекания припоя. Такие явления
могут случиться при работе с жесткими щетками.
5.11.3.2. Сверление или вырубка отверстий
в покровной пленке
При сверлении или вырубке отверстий в покровной пленке возможно
возникновение таких дефектов, как вырывание адгезива или деформация пленки в виде
«шляпки гвоздя». В местах смещения адгезива кромкми отверстия не приклеиваются
к медной площадке, и припой может проникнуть под покровную пленку.
5.11.3.3. Материалы для прессовых подушек
Весьма важным фактором в предотвращении подтекания припоя является
равномерная плотность прокладочных материалов. Материалы с неравномерной
плотностью могут вызвать неравномерное распределение давления при
прессовании, что, в свою очередь, может привести к флуктуации силы давления покровной
пленки на подложку. В прессовых подушках иногда используют такие
неравномерные по плотности материалы, как крафт-бумага, рыхлая бумага, плакатная бумага.
При пользовании бумажными материалами измените конструкцию прессовой
подушки — вставьте жесткий материал типа фторопласта, армированного
стеклотканью, между бумагой и разделительной пленкой, что предотвратит передачу
неравномерности на покровную пленку.
5.11.3.4. Условия прессования
Работа на граничных режимах прессования тоже может вызывать появление
дефекта подтекания припоя. Такие проблемы можно разрешить, увеличив давле-
Глава 5. Нанесение покровного слоя 111
ние и температуру прессования. При этом возрастают как течение адгезива, так
и прочность сцепления.
5.11.3.4. Неточность совмещения
При недостаточно точном совмещении отверстия в покровной пленке не
полностью попадают на контактные площадки, что ведет к неравномерному
распределению давления вокруг отверстия и может вызвать подтекание припоя там, где
пленка не контактирует с площадкой. Для устранения дефекта подтекания припоя
необходимо:
• снизить температуру и время пребывания изделия в установке облуживания
с выравнивания припоя горячим воздухом или маслом;
• провести предварительную термообработку непосредственно перед
выравниванием припоя. Сушка в конвекционном термошкафу при 180 °С в течение
одного часа вполне может защитить от подтекания припоя.
5.11.3.5. Снижение натекания адгезива
Существуют три основных фактора, которые сказываются на натекании адгезива
на контактные площадки и места выводов:
• наличие термообработки для незначительного доотверждения адгезива для
уменьшения его текучести;
• давление прессования;
• система прессовых подушек.
Операция предварительной термообработки имеет наиболее выраженный эффект
на снижение натекания, поскольку она дает частичное упреждающее отверждение
адгезива перед прессованием. В зависимости от времени термообработки, диаметра
отверстий, просверленных в покровной пленке, толщины адгезива на
покровной пленке и других условий прессования текучесть адгезива можно уменьшить
на 40—70%. Приведенные ниже таблицы содержат результаты исследования
процесса прессования, которые могут помочь в разработке практического эксперимента
по снижению натекания адгезива.
Таблица 5.2
Снижение натекания адгезива на контактные площадки
Размер отверстия, мм
1,5
зд
6,35
Снижение, подтекания, %
40
50
53
Примечания
Температура 120 ° С
Время термообработки — 20 мин
Конструкция покровной пленки —
LF02 20
Предварительную термообработку покровной пленки при температурах выше
120 °С вести более 30 мин не следует, поскольку это может привести к излишней
полимеризации или полному отверждению адгезива.
Давление прессования весьма сильно влияет на натекание адгезива.
Исследования показали, что снижение давления с 2750 до 1370 кПа снижает натекание
112
Гибкие печатные платы
на 35% и это снижение не зависит от применяемых подушек и проведения
предварительной термообработки.
Таблица 5.3
Снижение натекания адгезива по кромкме покровной пленки
Время термообработки,
мин
10
20
30
Снижение натекания, %
40
50
70
Примечания
Температура 120 °С
Конструкция покровной пленки
LF0110
Тип прессовых подушек тоже может влиять на текучесть адгезива. При мягких
подушках течение адгезива значительно меньше, чем при прессовании с жесткими
подушками. Исследования дали результаты, показанные в табл. 5.4.
Таблица 5.4
Уменьшение текучести адгезива при использовании мягких подушек
Размер
отверстия, мм
1,5
3,1
6,35
Снижение
текучести, %
37
21
17
Примечания
При переходе с жесткой системы:
Армированная красная резина 1,5 мм + стеклотефлон
0,1 + 5 мм тефлон F 50 мкм
на мягкую систему:
Два листа бумаги Р-20 + серый винил 0,3 мм + тефлон
FEP 50 мкм.
Конструкция покровного слоя: LF0220
Однако применять такие методы снижения текучести адгезива следует с
осторожностью, поскольку если слишком увлечься ими, то можно дойти до появления
воздушных включений и капиллярного подтекания припоя.
Литература
1. DuPont Electronics. Применение гибких материалов в производстве печатных плат.
1998.
2. Гибкие и гибко-жесткие печатные платы, www.resonit.ru.
3. Медведев А., Мылов Г., Набатов Ю., Люлина В. Гибкие платы. Преимущества и
применение // Компоненты и технологии. 2007. №9.
4. Галецкий Ф.П. Назначение, свойства и характеристики гибких и гибко-жестких печатных
плат // Экономика и производство: Журнал депонированных рукописей. 2002. №1.
5. Гибкие и гибко-жесткие печатные платы. Назначения, свойства и характеристики,
www. ncab.ru.
6. IEC 61249-3 Part 3: Sectional specification set for unreinforced base materials, clad and
unclad (intended for flexible printed boards).
7. IEC 61249-3-1 Part 3-1: Part 3-1 Copper-Clad Laminate for Flexible Printed Wiring Boards
(Adhesive and Non-adhesive types) - (PAS JPCA BM03).
Глава 5. Нанесение покровного слоя
8. IEC 61249-3-2 Part 3-2: Flexible Copper-Clad polyimide film, single and double sided,
www.techizdat.ru.
9. IEC 61249-3-3 Part 3-3: Adhesive coated flexible polyester film (Superseded by 61249-3-1),
www. techizdat. ru.
10. IEC 61249-3-4 Part 3-4: Adhesive coated flexible polyimide film (Superseded by
61249-3-1), www.techizdat.ru.
11. IEC 61249-3-5 Part 3-5: Transfer adhesive film for flexible printed boards (Superseded by
61249-3-1), www.techizdat.ru.
Глава 6. Изготовление
многослойных гибких плат
6.1. Выбор материалов
6-1-7. Толщина фольги
С точки зрения обеспечения разрешающей способности рисунка и гибкости
лучше выбирать наименьшую толщину медной фольги, удовлетворяющую
электрическим требованиям схемы. Это позволит заодно получить более качественное
травление и потребует меньше адгезива на покровной пленке для полной
герметизации схемы.
Сейчас все более широко начинает применяться фольга с условной толщиной
18 мкм A53 г/м2), хотя в основном до сих пор используют фольгу толщиной 35 мкм
C05 г/м2). Герметизация покровной пленкой вытравленных деталей с высоким
профилем (схемы с высокой плотностью монтажа и с толстой медью) весьма
затруднена — обычно для этого требуются чрезмерные количества адгезива под
покровным слоем.
6. 7.2. Толщина адгезива
В выборе толщины адгезива приходится решать противоречивые задачи:
использовать минимальное количество адгезива, создающее полную герметизацию
схемы, и обеспечить прессование без пор. Выработалось общее правило: применять
25 мкм адгезива для высоты профиля меди 18 мкм, 50 мкм адгезива для высоты меди
35 мкм и 100 мкм адгезива для высоты меди 70 мкм. Можно использовать и 25 мкм
адгезива для высоты меди 35 мкм, если приложить достаточное давление и если
проводники расположены не слишком плотно. Но тут требуется особая
тщательность, чтобы герметизация межслойного пространства была полной, без пор.
При склеивании гибких внутренних слоев платы листовым адгезивом или
склеивающим слоем нужно использовать минимальное количество адгезива,
обеспечивающее прессование без образования пористости. Излишнее количество адгезива
увеличивает толщину платы и ведет к росту теплового расширения по оси Z.
Глава 6. Изготовление многослойных гибких плат
6.1 шЗш Толщина полиимидной пленки
В качестве фольгированного основания предпочтительна полиимидная пленка
толщиной 50 мкм. Она обеспечивает относительно лучшую размерную стабильность.
Для покровной пленки лучше использовать пленку толщиной 25 мкм, поскольку
она лучше облегает профиль проводников и тем самым лучше герметизирует схему.
Применение более толстой пленки допускается только в тех случаях, когда это
обусловлено особыми конструктивными требованиями.
6. 7.4. Материалы для наружного слоя
Независимо от типа применяемого материала следует избегать присутствия
проводников на наружном слое. При их наличии растет вероятность включения
воздуха между покровной пленкой и платой.
6.1.4.1. Гибко-жесткие МПП
Наружные слои гибко-жестких плат обычно выполняются из полиимида или
эпоксидной смолы, армированной стеклотканью. Такое армирование повышает
конструктивную прочность и плоскостность, необходимую для монтажа
компонентов, а также улучшает устойчивость металлизированных отверстий к термоударам
при пайке.
Толщина наружного слоя зависит от конструкции платы, но обычно она
составляет 0,25 мм.
Как полиимидный, так и эпоксидный материал имеют свои достоинства. Выбор
наиболее подходящего материала определяется требованиями к рабочим
характеристикам и конструкции изделия. Полиимидный материал имеет хорошие тепловые
характеристики и хорошо подходит в тех случаях, когда к изделию предъявляются
высокие требования по подъему контактных площадок и тепловому расширению.
Эпоксидный материал имеет более низкую температуру стеклования и размягчается
при температурах пайки. Хорошая текучесть эпоксидных связующих способствует
уменьшению вероятности образования пор в многослойных гибко-жестких платах
с большим количеством слоев. В то же время производитель должен иметь в виду,
что назначение материала верхнего слоя может быть определено автором проекта
по его собственным соображениям.
Материал верхнего слоя можно покупать в виде двустороннего ламината, затем
одну сторону стравливают для склеивания с материалами внутренних слоев. Это
делается тому, что поверхность диэлектрика под фольгой более шероховатая, чем
поверхность стандартного одностороннего материала, и обеспечивает более хорошее
сцепление адгезивов, применяемых для прессования верхних слоев.
6.1.4.2. Гибкие многослойные платы
Гибкие многослойные печатные платы могут быть выполнены полностью из
гибких композиционных материалов на полиимидной основе, что обеспечит им
некоторую гибкость. По мере увеличения толщины гибкость платы уменьшается,
а возможность монтажа большего количества компонентов возрастает. Наружные
слои в этом случае выполняются из одностороннего фольгированного
композиционного полиимида.
116 Гибкие печатные платы
6.2. Обработка внутренних слоев
Внутренние слои многослойных плат обычно обрабатывают так же, как и
односторонние и двусторонние платы (см. соответствующие главы). Однако следует
иметь в виду и некоторые особенности, присущие гибко-жестким платам.
6.2.1. Стабильность линейных размеров
Размерная стабильность слоев с рисунком необходима для совмещения элементов
соединений в пространственных структурах многослойных плат. Чем лучше
стабильность линейных размеров, тем меньше можно выполнять размеры контактных
площадок для межслойных и сквозных отверстий МПП, тем большую плотность
рисунка можно обеспечить.
Как отмечалось ранее, медная окантовка по границе заготовки (рамкма
технологического поля) помогает уменьшить изменения размеров материала после
травления, в процессе прессования, при экспонировании и пр. Поэтому
применение медной рамкми становится обязательным. В ней также обязательно нужно
использовать рисунок в виде «зебры», способствующий выходу летучих и воздуха
из межслойных пространств.
6.2.2. Выполнение технологических (базовых)
отверстий
Базовые (они же — технологические) отверстия необходимы для совмещения
рисунков слоев и перфораций. Их выполняют по одному из двух вариантов.
Вариант 1
По первому варианту сверлят или вырубают отверстия в фольгированном
диэлектрике и в покровной пленке по отдельности, затем их используют для совмещения
при экспонировании, прессовании, сверлении и нанесения перфорированной
в нужных местах покровной пленки. Оформление отверстий выполняется после
нанесения сухого пленочного резиста, с тем чтобы непроявленный фоторезист
не оставался в технологических отверстиях. По этому методу технологические
отверстия в покровной пленке высверливают сверлами несколько большего диаметра,
чтобы компенсировать движение материала при прессовании. Этот метод требует
внесения масштабных поправок в программу сверления, чтобы предотвратить
прогнозируемое изменение размеров основы слоев после травления и прессования.
Вариант 2
Другой вариант — вырубка технологических отверстий на внутренних слоях после
напрессовки покровного слоя. В этом случае для сверления или наведения
вырубного штампа применяют оптические средства, используя возможность усреднения
изменения размеров слоев, чтобы в два раза уменьшить рассовмещение слоев.
6.3. Отмывка после травления рисунка
После травления рисунка слои должны быть весьма тщательно отмыты, чтобы
удалить следы травильного раствора с поверхности, особенно по кромкмам провод-
Глава 6. Изготовление многослойных гибких плат 117
ников на участках с высокой плотностью рисунка и в области плотной штриховки
слоев земли или полигонов. Внутренние слои подвергаются многократным
температурным воздействиям в ходе прессования, дополнительной термостабилизации
и сушки. При воздействии температур остатки растворов на поверхности могут
привести к потемнению и окраске многослойной платы. Очень сильное
окрашивание может означать приверженность к расслоению.
6.4. Удаление фоторезиста
Акриловый адгезив, применяемый в гибких композиционных материалах на
основе полиимида, очень чувствителен к крепким щелочным растворам. Поэтому
процесс и состав растворов нужно тщательно контролировать, чтобы предотвратить
разбухание адгезива. Крепкие щелочные растворы могут повредить и полиимидной
пленке, что помешает хорошему сцеплению между слоями. Для предотвращения
отрицательного воздействия на материалы нужно работать с минимальной
продолжительностью операции, минимальной температурой и минимально возможной
концентрацией. Желательно не использовать растворы с температурой выше 60 °С
и рН выше 12,5.
Большинство фирменных составов содержат агенты — ускорители процесса
удаления фоторезиста (например, моноэтаноламин, триэтаноламин, бутил карбитол).
За подобными растворами должна идти тщательная промывка теплой водой. Кроме
того, после удаления фоторезиста платы должны пройти термообработку при 120 °С
в течение 20—30 мин, чтобы удалить поглощенные растворители и предотвратить
отслоение покровной пленки в ходе прессования или при других температурных
воздействиях.
Как и при травлении, здесь требуется провести тщательную промывку,
предпочтительно теплой водой A8—30 °С). Если щелочные растворы останутся на плате,
то воздействие щелочи на акриловый адгезив или на полиимид может проявиться
в ходе последующих технологических операций.
6.5. Структуры многослойных конструкций
Напрессовывание покровной пленки на внутренние слои многослойных
печатных плат имеет ряд особенностей.
6.5. 1. Многослойные гибко-жесткие платы
6.5.1.1. Прессование
В основном условия прессования аналогичны тем, что описаны в главе 5, за
некоторыми исключениями:
• температура прессования покровного слоя может быть снижена до 180 °С,
поскольку эти слои еще будут подвергаться воздействиям температур при
многократном последующем прессовании;
118
Гибкие печатные платы
• для прессовых подушек лучше применять жесткую систему, чтобы получить
плоскую поверхность покровной пленки для относительно легкого
последующего спрессовывания слоев в многослойную структуру;
• необходимо обеспечить полное удаление газовых включений, дабы
предотвратить расслоение при следующих высокотемпературных операциях.
6.5.1.2. Типовые решения
На всю поверхность гибких слоев гибко-жестких плат, включая ту, что входит
в жесткую часть, наносят покровную пленку еще до прессования слоев в
многослойную структуру (рис. 6.1).
Естественно, операция опрессовывания внутренних гибких слоев покровной
пленкой должна предшествовать прессованию слоев многослойных плат.
Другой вариант — прессование всех покровных пленок и внутренних слоев за
один цикл. Этот метод дешевле, но имеет следующие недостатки:
• большая вероятность воздушных включений;
большая вероятность сдвига слоев (рис. 6.2).
Жесткий наружный слой |
Листовпй алг(чие
Листпаой гшр ivih
Писюйпй йлгр эиа
Жесткий наружный слой
Жесткий наружный слой
/Ыстввай ддсеаие
ЛИС IиШНЫДС С JKU
Ли<-1г>впй А41ГР1ИЧ
Жесткий наружный слой
Рис. 6.1. Типовая структура слоев
гибко-жесткой платы, в которой покровной
пленкой накрывают всю поверхность
гибких слоев, в том числе в жесткой части
Рис. 6.2. Сдвиг слоев
6.5.2. Гибкие многослойные платы
Условия прессования многослойных гибких плат аналогичны тем, что
описаны в главе 5. При прессовании многослойных гибких плат, если не прибегают
к многократному прессованию, температура прессования должна быть примерно
190±7°С.
Как и в гибко-жестких конструкциях, предпочтительно наносить покровную
пленку на всю поверхность внутренних слоев до их прессования в многослойную
плату (рис. 6.3).
Альтернативная конструкция предусматривает использование клеящего слоя
между слоями, не имеющими покровных слоев. Недостатки этой конструкции —
большая вероятность включений воздуха и сдвига слоев. В гибких платах с малым
количеством слоев метод склеивания всех слоев так называемыми
склеивающими слоями может оказаться приемлемым, но если количество слоев составляет 6
и более, то гибкость платы значительно уменьшается.
Еще один метод склеивания гибких многослойных плат заключается в
использовании листового адгезива между листами с вытравленными схемами и обратной
стороной композита (рис. 6.4) под верхним слоем. Как и при использовании
склеивающих слоев, тут тоже увеличивается вероятность захвата воздуха и сдвига слоев.
Глава 6. Изготовление многослойных гибких плат
119
Полиимидная пленка
Полиимидная пленка
Адгезив
Адгезив
Полиимидная пленка
Адгезия
Полиимидная пленка
Алгр^ив
\У2
Мрпный слой
1. Внутренние слон с
металлизирован нымн
отверстиями
2. Гибкие слои
соединяются вместе с
помощью листового
адгешва
3. Многослойная ГП с
металли шро ванными
отверстиями
Пленка основы НЯ
Адгеэнв
Медная фольга Ш
Металлизация g ]
Рис. 6.3. Структура многослойной
гибкой платы: а - типовая структура слоев,
б — многослойная гибкая плата с
разветвлениями
М^ЛНЫЙ ГЛОЙ
Полиимидная пленка
Адгеаив
Адгеэив
Полиимиднэя пленка
Адгряии
Мрпнмй f-ДПЙ
Рис. 6.4. Структура многослойной гибкой
платы со склеивающими слоями
6.6. Обработка полиимидной пленки
Для улучшения сцепления адгезива с полиимидной пленкой при изготовлении
многослойных плат целесообразно провести обработку ее поверхности.
6.6. 7. Плазменное травление
При склеивании внутренних полиимидных слоев, герметизированных
покровной пленкой, акриловым адгезивом, наилучшее сцепление с адгезивом дает плаз-
120 Гибкие печатные платы
менная обработка. Эта обработка дает приемлемые результаты и при склеивании
полиимида с эпоксидными препрегами.
Наилучшие результаты получают при 10—15-минутном цикле с наполнением
камеры чистым кислородом. Остальные параметры зависят от плазменной
установки. Обычно устанавливают следующие режимы плазменного травления:
Мощность — 1500 Вт,
Температура - 110 °С,
Давление — не более 0,4 мм рт. ст.
Перед плазменным травлением необходимо провести сушку слоев при 120 °С
в течение 30 мин (до полного удаления влаги). Такая термообработка предотвращает
расслоение из-за интенсивного испарения влаги при нагреве и вакуумировании
и ускоряет выход на заданное давление в камере. После плазменного травления
слои должны содержаться в сухом состоянии (в сухих шкафах), чтобы
исключить необходимость повторной сушки перед прессованием многослойной платы.
Обработанные плазмой слои должны быть использованы для прессования не
позднее чем через 12 час с момента обработки.
6.6.2. Очистка изопропиловым спиртом
Хотя плазменное травление и является предпочтительным методом достижения
наивысшей прочности сцепления акрилового адгезива с поверхностью полиимида,
достаточно эффективным методом является протирка поверхности изопропиловым
спиртом. Однако этот метод может оказаться не столь эффективным для склеивания
эпоксидных или полиимидных препрегов, поскольку он позволяет лишь удалить
грязь и масла, но не изменяет фактуру поверхности.
При работе с изопропиловым спиртом необходимо пользоваться неворсистыми
протирочными материалами и небольшим количеством спирта, чтобы
предотвратить поглощение спирта обрабатываемым слоем. После протирки нужно дать слою
подсохнуть на открытом воздухе 1—2 мин перед сборкой пакета.
6.6.3. Обработка пемзой
Очень легкая обработка полиимидных поверхностей пемзой рекомендуется
только при склеивании слоев эпоксидными или полиимидными препрегами. Этот
метод дает хорошую шероховатость поверхности. Во избежание процарапывания
поверхности полиимида и внедрения частиц пемзы в материал нужно пользоваться
только мягкими щетками, ибо внедренные частицы пемзы могут вызвать расслоение
материала на более поздних стадиях обработки. Нужно хорошо промыть
поверхности полиимидных слоев до полного удаления всех остатков пемзы.
6.7. Удаление влаги
Удаление влаги из внутренних полиимидных слоев с покровной пленкой помогает
снизить вероятность появления дефектов при пайке: образование пор и расслоение.
Влага конечно же не является единственной причиной этих дефектов, но она весьма
сильно способствует их возникновению. К образованию пор может вести просто
Глава 6. Изготовление многослойных гибких плат
испарение влаги. Кроме того, при прессовании слоев с повышенным содержанием
влаги может произойти пиролиз полиимида, что испортит его поверхность и может
привести к расслоению платы при последующих тепловых нагрузках.
При работе с обычными гибкими платами вода, поглощенная композиционным
материалом основы или покровной пленкой, имеет еще возможность
диффундировать, чтобы уйти из объема слоя. Но после сборки и прессования слоев выгнать эту
воду будет уже гораздо труднее. По этой причине полезно просушить внутренние
слои в течение 30—60 мин при 120 °С перед прессованием в многослойную
структуру. До укладки в пакет высушенные слои следует хранить в сухом шкафу.
Если внутренние слои с покровной пленкой прошли плазменную подготовку
поверхности, то платы сушить не нужно. В вакууме влага интенсивно удаляется
из объема слоев, а плазменное травление активирует поверхность. Поэтому после
плазменной обработки платы нужно сразу же передать в набор пакетов или их
следует хранить в сухом шкафу с атмосферой 3—10% относительной влажности.
Это важно, поскольку в атмосфере цеха с влажностью 70% полиимидные пленки
за 30 мин вновь наберут недопустимое количество влаги B—3% по массе).
6.8. Оборудование
6.8.1. Оснастка
Системы прессовой оснастки включают в себя обкладочные листы,
разделительные листы и фиксирующие штыри. Обкладочные листы и разделительные
листы имеют различную толщину. Обкладочные листы обычно делают из
закаленной нержавеющей стали, но применяют и алюминиевые листы. Разделительные
листы делают из нержавеющей стали. Пластины должны иметь ровную, гладкую
поверхность без вмятин и вздутий.
Фиксирующие системы выполняют по одному из двух вариантов. Лучшей
системой для прессования гибких многослойных и гибко-жестких плат является
система с круглыми отверстиями и круглыми штифтами. В этой системе
фиксирующие штифты обычно располагаются через каждые 75—125 мм по кромкме
платы. Одну и ту же оснастку можно использовать для различных конструкций
плат. При особых требованиях к размерной стабильности характер расположения
шпилек определяется самой платой, причем шпильки располагают ближе к
рабочему полю и наиболее важным участкам платы. Однако в любом случае штифты
не следует располагать ближе, чем на 12,7 мм от рабочего поля и тест-купонов
технологического поля.
Штифты выполняют из нержавеющей стали. Высота штифтов определяет
высоту набираемого пакета. Необходимо предусматривать определенное свободное
пространство над и под шпильками, чтобы компенсировать уплотнение пакета
слоев под давлением пресса и сжатие прессовых подушек при прессовании и не
повредить прессовую плиту (см. рис. 5.8). Размер свободного хода штифтов в
основном определяется сжимаемостью прессовых подушек.
На рынке предлагаются обкладочные пластины с сеткой технологических
отверстий с шагом 25 мм. Такую систему можно использовать для разных изде-
122 Гибкие печатные платы
лий, — шпильки устанавливают там, где это требуется конкретной платой или
конструкцией заготовки. При работе с этой системой между прессовой подушкой
и обкладочным листом помещают специальный разделительный лист, чтобы
отпечатки неиспользуемых отверстий не пропечатывались на изделии. Стоимость
специального разделительного листа гораздо ниже стоимости специальных обкла-
дочных листов, но изначальные затраты на обкладочные листы с координатным
расположением отверстий значительно выше. Однако при производстве большого
ассортимента сложных конструкций гибких плат, требующего для каждого свою
оснастку, эта система позволяет снизить расходы на изготовление специальной
технологической оснастки.
Систему с четырьмя пазами и
четырьмя штифтами (рис. 6.5) можно применять
для изделий со свободными допусками
на размеры. Однако при этом не следует
ожидать хорошего совмещения элементов
соединений из-за возможности сдвига и
деформации основы слоев, допускаемой этой
оснасткой.
Обычная практика предупреждения
износа дорогой оснастки заключается в
применении сменных втулок в фиксирующих
Рис. 6.5. Система базирования с четырьмя отверстиях. Если при многократном исполь-
овалами зовании размеры фиксирующих отверстий
увеличиваются, их легко заменяют.
6.8.2. Управление точностью совмещения
Совмещение элементов соединений в многослойных структурах - процесс
многофакторный. Можно получить хорошие результаты позиционирования элементов
рисунка на фотоплоттерах и сверлильных станках, но деформации пленочной
основы фотошаблонов и слоев после травления и в процессе прессования могут свести
на нет эти результаты, если используется непродуманная система совмещения.
Системы базирования на штифтах с пробивкой базовых отверстий уже исчерпали
свои возможности в обеспечении хорошей точности совмещения.
Прорыв в улучшении системы совмещения сделала швейцарская фирма
PRINTPROCESS AG, обеспечив точность совмещения, соизмеримую с точностью
сверления. Эта принципиально новая безбазовая система совмещения в
многослойных структурах позволяет изготавливать прецизионные многослойные
печатные платы по высоким проектным нормам. В отличие от систем, использующих
базирование на штырях — PIN-LAM, эта система без базовых отверстий названа
MAS-LAM. На эту систему базирования перешло большинство заводов Европы
и Азии, российские заводы в Рязани, Чебоксарах и др. Заводу ЭЛАРА этот процесс
позволил не только увеличить точность совмещения, но и перейти с заготовки
размером 300x400 мм на размер 530x610 мм.
Система MAS-LAM начинается с автоматической установки экспонирования
с оптической системой совмещения фотошаблонов по реперным знакам (без
пробитых баз). Следящая система автоматически совмещает фотошаблоны с точное-
Глава 6. Изготовление многослойных гибких плат 123
тью 5 мкм. После загрузки слоя и вакуумного прижима установка автоматически
повторно проверяет совмещение и при удовлетворительных результатах включает
экспозицию. Экспонирование производится «холодным» ультрафиолетовым
источником света, поэтому деформации фотошаблонов от нагрева во время экспозиции
исключены.
После травления на установке автоматического совмещения в слоях
высверливаются базовые отверстия с усреднением изменения размеров слоя. По этим
отверстиям слои совмещаются на двух штифтах, перекладываются препрегом и
после планаризации сшиваются (бандажируются в пакет слоев МПП) по периметру
одним из известных способов: клепочной машиной, сваркой или склеиваются.
Прессование происходит без традиционных пресс-форм и без штифтов.
После прессования на заготовке МПП производится вскрытие реперных знаков
на внутренних слоях. Заготовка МПП поступает опять на установку центрирования
баз, где после усреднения изменения размеров просверливаются два базовых
отверстия для последующих операций: сверления, экспонирования рисунка внешних
слоев, маски и маркировки. Процедура экспонирования внешних слоев и маски
автоматическая, аналогичная экспонированию внутренних слоев. Результаты
измерения позиционирования элементов рисунка вводятся в компьютерную
память машины на всех этапах изготовления МПП и обрабатываются. Обработанная
информация позволяет оператору использовать селективный подход к обработке
заготовок в автоматическом режиме.
Система MAS-LAM обеспечивает большую точность совмещения, не требует
пробивки баз, избавляет от необходимости использования пресс-форм,
регистрирует и сохраняет результаты измерений, легко встраивается в автоматическое
производство.
6.8,3. Прессовое оборудование
6.8.3.1. Гидравлические прессы
Для прессования гибких плат традиционно применялись гидравлические прессы.
Прессы с паровым обогревом сейчас в основном вытеснены гидравлическими
прессами с электрическим подогревом, поскольку они дают возможность более точного
контроля за скоростью нагрева и позволяют работать при более высоких температурах
прессования, которая у паровых прессов обычно не превышает 180 °С.
6.8.3.2. Вакуумные системы
Вакуумные мешки и пеналы используются в обычных гидравлических прессах,
но прессуемый пакет помещают в герметично закрытый вакуумный мешок, из
которого откачивают воздух и закладывают в пресс.
Недостаток вакуумных мешков заключается в их подверженности нарушению
вакуума и натеканию воздуха.
К достоинствам системы можно отнести:
• уменьшение давление прессования (обычно до 345—690 кПа);
• улучшение размерной стабильности;
• уменьшение вероятности появления воздушных включений.
124 Гибкие печатные платы
6.8.3.3. Вакуумный пресс
В вакуумном прессе вакуумная камера окружает платы гидравлического
пресса.
Вакуумные прессы значительно дороже обычных гидравлических прессов, но
позволяют создать в камере отличный вакуум по сравнению с вакуумными
мешками. Достоинства вакуумных прессов аналогичны тем, которые были указаны
выше для вакуумных мешков.
6.8.3.4. Автоклавы
Автоклавы (см. рис. 5.14 и 5.15) не нашли особо широкого применения в силу
высоких капитальных затрат на их приобретение и высоких эксплуатационных
расходов. Кроме того, в автоклавах необходимо пользоваться вакуумными
мешками. Работают автоклавы обычно весьма хорошо, но мешки и вакуумные упаковки,
применяемые в них, тоже могут терять вакуум.
6.9. Набор пресс-пакета
6.9. 7. Обращение с материалом
Как покровная пленка, так и многослойные платы должны укладываться в
условиях чистой комнаты, что уменьшает вероятность включения загрязнений в
готовое изделие. При работе с внутренними слоями и с покровной пленкой следует
пользоваться легкими резиновыми перчатками, поскольку и хлопчатобумажные,
и нейлоновые перчатки пропускают выделения с пальцев на изделие.
Если слои с нанесенной на них покровной пленкой загрязнены отпечатками
пальцев, грязью и т.п., их необходимо очистить изопропиловым спиртом и
неворсистой тканью. Перед укладкой материала необходимо дать изопропиловому
спирту полностью испариться.
При использовании листового адгезива для склеивания внутренних слоев
нужно проявлять осторожность, чтобы не загрязнить клеящий слой. Листовой
адгезив, будучи в рулоне, имеет защитный слой только на одной стороне. Другая
же сторона представляет собой открытый неотвержденный адгезив. Поэтому при
работе с листовым адгезивом всегда нужно пользоваться легкими резиновыми
перчатками, чтобы не загрязнить материал жировыми отпечатками пальцев.
Протирать адгезив каким-либо растворителем перед укладкой в пресс-пакет не
рекомендуется, поскольку неотвержденный адгезив расплывется под воздействием
растворителей. Как листовой адгезив, так и склеивающие материалы имеют
защитную пленку (майлар) только с одной стороны. При работе со склеивающими
слоями следует принимать меры предосторожности, как и при работе с листовым
адгезивом.
Если при наборе пакета на поверхности листов обнаружились
незначительные загрязнения, их следует удалять антистатической кисточкой. Слои
со значительными загрязнениями лучше выбросить, с ними плата неизбежно
уйдет в брак.
Глава 6. Изготовление многослойных гибких плат
125
6.9.2. Совмещение
Совмещение элементов соединений в многослойных структурах зависит от
множества факторов, связанных с точностью позиционирования оборудования
(фотоплоттеров, сверлильных станков, системы базирования) и деформацией
основы слоев. Полиимидные пленки особенно сильно подвержены линейным
деформациям, зачастую неопределенного размера на различных участках.
Особенно большая разница в деформациях возникает между направлениями вдоль
и поперек ширины пленки (рис. 6.6). Большой разброс в деформациях пленочных
основ затрудняет использование масштабных коэффициентов для компенсации
деформаций. Поэтому допуски при конструировании гибких схем отличаются от
допусков, принимаемых для толстых композиционных материалов, армированных
стеклотканью.
о
X
+ 250
+ 200
+ 150
+ 100
+ 50
+ 0
^50
-100
-150
-200
Ж/Г*ф %
hi ||
ft ? ц^
f 1
I—1
If
1
i
\]
||
>^^"#~~Вдоль пленки
:•/ -»'¦¦-../* Поперек пленки
^V
о
ф
т
I
5
.а
§
Ф
a
с
I
о
с
1
1
аз
I
Ф
с
I
I
а.
о
С
6
ф
г
о
5
&
s
Рис. 6.6. Реально измеренные смещения элементов из-за деформации основы на различных
этапах обработки
126 Гибкие печатные платы
6.9.2.1. Размерная устойчивость материалов
Если полиимидную пленку после раскроя выдержать в свободном состоянии
при температуре 150 °С в течение 30 мин, внутренние напряжения снимаются,
и произойдет усадка пленки. Величина такой тепловой усадки будет в два раза
больше в поперечном направлении, чем в продольном (машинном) направлении.
Потом, при намотке пленки, например при нанесении адгезива, нужно проявлять
осторожность, чтобы не растянуть материал.
Фольгированные композиционные материалы на полиимидной основе выпускают
в листах. Листовые фольгированные диэлектрики имеют большую размерную
стабильность по сравнению с рулонными, поскольку при наложении меди на покрытый
адгезивом листовой полиимид в материал вносится меньше напряжений. При
испытаниях ламинированных полиимидных композитов с полным стравливанием
меди и с сушкой при 80 °С в течение 30 мин в гибких полиимидных композитах
наблюдаются меньшие изменения, чем в пленочном полиимиде. Спецификации
задают стабильность размеров максимум 0,2 %, в то время как типичные величины
для армированного полиимида составляют 0,1 % и менее (см. главу 9).
Двусторонние полиимидные основания имеют лучшую размерную стабильность,
чем односторонние. Фольгированные медью толщиной 70 мкм дают несколько
большую стабильность, чем толщиной 35 мкм. Наименьшая стабильность
наблюдается у односторонних полиимидных оснований 25 мкм, с фольгой только
на одной стороне. Полиимидные пленки толщиной 50, 75 и 125 мкм ведут себя
почти одинаково после снятия меди. Изменения обычно наблюдаются больше
в поперечном направлении, чем в продольном (см. рис. 6.6).
6.9.2.2. Влияние подготовительных операций
Одной из операций, которая может отрицательно повлиять на стабильность
размеров, является механическая очистка фольгированных ламинатов на пленочной
основе перед нанесением сухого пленочного фоторезиста. Щетки, отрегулированные
на создание хорошей, механически очищенной абразивом поверхности, усиливают
вероятность растяжения и деформирования ламинатов, особенно на полиимидной
пленке толщиной 25 мкм с фольгой на одной стороне. Поэтому применять
механическую машинную очистку для гибких ламинатов не рекомендуется.
На размер полиимидной пленки влияют изменения относительной влажности.
При поглощении влаги полиимидные пленки расширяются. При удалении влаги
происходит усадка пленки. Эти изменения обычно не учитывают, они малы по
величине и имеют обратимый характер. Значительная постоянная усадка вызывается
тепловым воздействием, а не изменениями влажности.
Заметим также, что полиэфирная пленка — основа фотошаблонов, тоже
расширяется и усаживается при изменениях температуры и влажности. Поэтому участки
хранения фотошаблонов и экспонирования должны иметь контролируемые
параметры среды B1±1 °С и 50±5% относительной влажности), чтобы не допустить
изменения размеров фотошаблонов при перемещении.
Первое значительное изменение размеров наблюдается после стравливания
меди. Обычно происходит усадка, но отмечались и случаи увеличения размеров.
Изменения усиливаются при большем снятии меди.
Глава 6. Изготовление многослойных гибких плат 127
Одним из методов снижения размерных изменений является сохранение
медной окантовки по кромкме заготовки. Ширина границы обычно составляет 20—30
мм. Широкие границы при изготовлении внутренних слоев увеличивают толщину
по кромкме и затрудняют выход воздуха при прессовании многослойной платы,
поэтому в меди приходится предусматривать специальные каналы. Каналы
создают путь газовым включениям из пакета через медное окаймление к наружным
кромкмам для их удаления. Применяют самые различные конструкции каналов,
главное здесь — сохранить достаточно меди для поддержания размерной
стабильности и дать воздуху путь наружу из прессуемой платы.
Некоторые производители уменьшают степень изменения размеров
односторонних и двусторонних плат на полиимидных основаниях толщиной 25 и 50 мкм,
используя двусторонний фольгированный диэлектрик. Рисунок схемы
вытравливается на одной стороне, на второй стороне вся медь сохраняется (ее заранее
защищают от травления). В присутствии стабилизирующей медной подложки
изменения размеров при травлении рисунка и снятии резиста снижаются. Затем
вытравленный рисунок покрывают защитным слоем, а медь со стороны, не
имеющей схемы, стравливают. Такая технология обеспечивает улучшенную размерную
стабильность. Хотя этот метод и позволяет лучше стабилизировать размеры, но
он требует дополнительных операций и затрат. Кроме того, на обратной стороне
платы (стороне без схемы) остается открытая адгезивная поверхность (кроме
участков с медью на технологическом поле заготовки), что может вести к склеиванию,
особенно под воздействием высоких температур.
Если после удаления фоторезиста изделие подвергают термообработке для
удаления поглощенной влаги, его размеры обычно изменяются не сильно.
Некоторые производители на этой стадии работы вносят компенсирующую
поправку в фотошаблоны. Однако пока произошли еще только минимальные
изменения размеров. Тем не менее хорошая отправная точка — увеличить размеры
исходного фотошаблона на 0,05 %, чтобы ввести компенсацию на ожидаемую
усадку. Можно скорректировать этот коэффициент вверх или вниз, если не
получен нужный результат. Размеры основы меняются особенно интенсивно во
время травления и еще раз, зачастую тоже весьма значительно, при нанесении
покровного слоя.
6.9.2.3. Влияние операции нанесения покровной пленки
Адгезив в стадии В (отверждения) защищен полиэфирной пленкой, плотно,
но не прочно прихваченной к его поверхности. При снятии защитной пленки
покровный слой слегка увеличивается в размерах, хотя в ряде случаев может
наблюдаться и усадка. Это явление может создать проблемы в основном с тонкими
полиимидными пленками толщиной 25 мкм и только в платах с очень жесткими
допусками, поскольку увеличение размеров обычно составляет менее 0,05 %.
Если такое увеличение размеров вызывает нарушение совмещения, легче всего
его уменьшить можно, вернув отделенную защитную пленку на поверхность
покровного слоя. Силы электростатического притяжения будут удерживать защитную
пленку на покровном слое, а релаксация напряжений произойдет
приблизительно за 15-30 мин. Затем можно приступать к сверлению или вырубке отверстий
в покровной пленке.
128 Гибкие печатные платы
Наиболее значительные изменения размеров происходят во время
напрессовывания покровного слоя. Разобраться в происходящих изменениях здесь гораздо
труднее, поскольку нужно учитывать одновременное изменение размеров заготовки
и покровного слоя. Например, заготовку в свободном состоянии подвесили в
сушильном шкафу и выдержали 30 мин при 190 °С. Изменения были весьма
незначительными по сравнению с изменениями после травления и удаления фоторезиста
и составили всего лишь 0,2 мм/м.
Изменения, полученные после напрессовки покровного слоя, составили от 0,4
до 1,0 мм/м, что говорит о существенном влиянии покровного слоя и давления
прессования, а также материалов прессовых подушек на стабильность линейных
размеров оснований гибких плат.
На изменение размеров очень сильное влияние оказывали используемые
подушки для прессования. В общем случае при низких давлениях прессования
обычные системы мягких подушек давали приращение размеров, а типичные жесткие
системы подушек давали усадку. Это можно объяснить тем, что жесткая система
позволяет схеме скользить по прессовой подушке, что дает возможность
реализоваться внутренней тенденции пленки к усадке при высоких температурах. Мягкие
системы из-за своей большей степени обтекания рельефа рисунка не допускают
такого проскальзывания. Вместе с тем мягкие подушки под давлением как бы
выжимаются и увеличиваются, увлекая вместе с собой и заготовку. Это явление
наблюдалось при использовании, например, подушек из неармированной
силиконовой резины.
6.9.2.4. Влияние давления прессования
Величина давления тоже вызывает изменение размеров. Например, в одном из
опытов плата с высотой медного рисунка в 75 мкм была покрыта покровным слоем
75 мкм. Прессовали в жестких и мягких подушках при трех различных значениях
давления.
При использовании мягких подушек изменение размеров при напрессовке
покровного слоя в зависимости от давления было следующим:
Давление, кПа Изменение размеров, мкм/мм
1400 + 0,5
2000 + 0,8
4500 + 3,0
На жестких подушках были получены следующие результаты:
Давление, кПа Изменение размеров, мкм/мм
1400 -0,5
2000 - 0,2
4500 + 0,5
6.9.2.5. Изменение размеров внутренних слоев
Высокое давление при прессовании многослойных плат вызывает большие
линейные деформации внутренних слоев. Само по себе большое давление прес-
Глава 6. Изготовление многослойных гибких плат 129
сования обусловлено необходимостью полного заполнения адгезивом рельефа
проводников внутренних слоев и удаления газовых включений. При прессовании
многослойных плат совмещение зависит от системы технологической оснастки
и давления прессования. Описание систем базирования и их достоинств приведено
в главе 5. При возникновении проблем с совмещением может оказаться
необходимым изменить систему технологической оснастки, чтобы обеспечить большую
стабильность в критически важных местах, либо снизить давление прессования.
При снижении давления прессования необходимо следить за тем, чтобы текучесть
адгезива не упала так низко, что в плате могут остаться не выдавленными газовые
включения.
Искажения линейных размеров, а вместе с тем и коробление можно уменьшить,
если соблюдать принципы симметрирования рисунка, особенно при
ортогональной системе разводки. Рис. 6.6 демонстрирует различное поведение пленки вдоль
и поперек ленты. В листовых материалах тоже наблюдаются явления анизотропии,
которые приходится учитывать при раскрое материалов на заготовки.
В конечном итоге размерная нестабильность материалов приводит к плохому
совмещению контактных площадок с высверленными отверстиями. Чтобы все-
таки обеспечить это совмещение с гарантийным пояском вокруг отверстий по
ГОСТ-23751, приходится увеличивать размер контактных площадок за счет
трассировочного пространства между ними. Это, как правило, приводит к увеличению
слоев для размещения всех заданных межсоединений.
6.9.3. Пресс-пакет
Прессование гибких многослойных плат всегда ведут по одной плате. Изредка
при прессовании плат с небольшим количеством слоев (менее шести) можно
прессовать одновременно два пакета. Причина состоит в необходимости
обеспечить равномерное распределение давления и удовлетворительное совмещение
слоев.
При изготовлении гибко-жестких плат с использованием листового адгезива для
склеивания композита предпочтительно на первой стадии прессовать пакет гибких
слоев, а верхние упрочняющие жесткие слои припрессовывают на последующей
отдельной стадии. Такой двухступенчатый процесс имеет ряд преимуществ:
• обеспечивает хорошее выравнивание давления при прессовании гибкой
части;
• легче обеспечивает стабильное течение адгезива;
• можно использовать разные режимы прессования для гибкой и для жесткой
упрочняющей части.
Кроме того, после первого цикла прессования изготовитель получает возможность
проверить заготовку на отсутствие газовых включений. Если бы верхний жесткий
слой прессовался сразу вместе с гибкой частью, такой возможности
своевременно увидеть дефекты прессования не было бы. Эта своевременность различения
дефектов позволяет или вовремя забраковать изделие, или поправить дефекты
при припрессовке жесткой части. Обычно именно жесткие части используются
для монтажа компонентов и подвергаются нагреву, потому и газовые включения
здесь противопоказаны.
5 803
130
Гибкие печатные платы
6.9ш4ш Окна над гибкой частью
1. Изготовление гибкой части I
2. Напрессовывание жесткой
части - фольгированного
стеклоэпоксида
3. Сверление и металлизация
сквозных отверстий,
вскрытие окна над гибкой
частью
Полиимид ¦ Медная фольга Ш
Адгезив Жесткое основание ¦
Медная металлизация I 1
Рис. 6.7. Освобождение гибкой части
платы от жестких элементов
Окно — это участок платы, где нужно
обеспечить гибкость шлейфа и где нет
никакого жесткого покровного материала
(рис. 6.7). Наличие такого участка позволяет
сгибать готовую плату в нужное для сборки
положение. Несклеенные части гибких
слоев называют корешком (по типу переплета
книги) или шарниром.
Окна выполняют тремя основными
методами. Наиболее обычный метод — полная
вырезка окна в жестком материале перед
прессованием.
Если на гибкий материал в окне во время
прессования не передается давление, то
материал свободен к расширению и
деформации. Слишком большая деформация может привести к обрыву или ослаблению
медных проводников. Чтобы предотвратить деформацию при заключительном
прессовании, в окна закладывают вставки. В каждое окно надо установить вставку
так, чтобы общая толщина в окне была лишь на 70-120 мкм меньше толщины
пакета в жесткой части платы. Обычно сохраняют выфрезерованный из окна кусочек
жесткого материала и вставляют его в окно при прессовании, поскольку его
толщина соответствует толщине жесткого внешнего слоя. Толщину вырезанных слоев
адгезива тоже нужно скомпенсировать вставкой из антиадгезивных материалов.
Обычно для этого используют фторопластовые пленки. Вставки должны иметь те
же размеры, что и вырезанные окна, чтобы сохранить равномерность
распределения давления по кромкме окна. Материал вставки остается в плате вплоть до
операции заключительного фрезерования.
После того как из окон извлечены вырезанные жесткие участки, все
следующие операции должны проводиться с особой осторожностью. Вырезанное окно
обычно после прессования полностью закрывают пленкой, чтобы предотвратить
поглощение химикатов в ходе последующих операций очистки, металлизации
и травления. Если допустить химическое осаждение меди на открытую поверхность
внутреннего слоя, то она, будучи непрочно связанной с полиимидом, отделится
и отравит гальваническую и прочие
химические ванны.
Второй метод выполнения окна
заключается в том, что перед прессованием жесткая
подложка надрезается канавкой с нижней
стороны — со стороны, обращенной к
гибкой части. Обычно этот метод называют
методом выломкми. После того как плата
полностью обработана, окно прорезают до
ранее надрезанной канавки, что позволяет
с легкостью удалить жесткий материал из
Рис. 6.8. Отделение разрезом окна. Достоинством этого метода является
Л Прореа»
Глава 6. Изготовление многослойных гибких плат 131
то, что при его использовании не нужно маскировать окно пленкой. Основной
недостаток этого способа — опасность прорезать или повредить гибкую часть при
выполнении надреза по контуру окна.
И последний метод заключается в нарезании узких пазов в жестком слое по
границе раздела гибкой и жесткой части до укладки пакета (рис. 6.8). Пазы должны
быть несколько длиннее ширины платы. При обрезке платы по контуру жесткая
часть, покрывающая гибкое окно, освободится (вывалится). Чтобы она не прилипла
к гладкой части, в адгезионной пленке делают соответствующий окну вырез и в
него вкладывают антиадгезионную пленку по формату окна. После прессования
вырезанные пазы заклеивают липкой лентой, чтобы защитить изделие от
воздействия химикатов в ходе дальнейшей обработки. Вероятность проникновения химии
при методе паза гораздо меньше, чем пре надрезе всего окна.
6.9.5. Конструкции корешков переплета
Переплетные конструкции используются, когда гибкая часть толста и изгибается
по малому радиусу. Для этого приходится предусматривать изменение длины гибких
шлейфов, соединяющих жесткие части. На наружной стороне изгиба длина гибких
слоев должна быть больше, чем на внутренней стороне радиуса изгиба (см. рис. 2.25).
Такая конструкция обеспечивает более низкие механические напряжения при
изгибе и предотвращает складки шлейфа при установке платы по месту.
Переплетный метод требует ряда сложных ручных операций для его
воспроизведения. Он требует применения специальной оснастки для удержания на месте
промежуточных слоев во время прессования. В большинстве случаев в материале
прессовой подушки предусматривают углубления для приподнятых внутренних
слоев, так чтобы они не были смяты или деформированы при прессовании. При этом
приходится разрабатывать и сложные системы защиты окна переплета, исключающей
проникновение химикатов в ходе химических обработок после прессования.
6.10. Системы прессовых подушек
Выбор системы прессовых подушек для прессования многослойных материалов
производится гораздо легче, чем при прессовании покровных пленок. При
прессовании многослойных плат нет особой необходимости иметь сильно облегающие
прессовые подушки. Идеальная прессовая подушка должна вызывать хорошее
течение адгезива, сохранять плоскостность поверхности, обеспечивать хорошую
размерную стабильность. Очевидный выбор остается за высококачественными
жесткими прессовыми подушками.
Жесткие системы прессовых подушек, которые следует применить в этом случае,
аналогичны тем, которые применяются для прессования покровной пленки (см.
главу 5). При прессовании многослойных плат нужно выбирать высококачественные
материалы для выравнивания давления. Для выбора имеются армированная красная
резина, ISOLAM, PACOFORM. Стеклонаполненный фторопласт дает хорошую
гладкую поверхность и обеспечивает минимальный сдвиг по осям X и Y.
Срок службы материалов прессовых подушек такой же, как и при прессовании
покровной пленки. Разделительную пленку из полиимида (тефлон FEP и ISOLAM)
132 Гибкие печатные платы
используют только один раз. Стеклонаполненный фторопласт и армированную
красную резину используют многократно, руководствуясь теми же критериями,
которые рассмотрены в главе 5.
Для прессования некоторых гибких и гибко-жестких плат, когда разницу
толщины в разных местах платы нельзя компенсировать с помощью вкладышей,
приходится применять мягкие системы прессовых подушек. В таких случаях лучше
всего подходит система PECOTHANE. Эта система хорошо выравнивает давление
и обладает достаточной мягкостью, которую ей придает разделительный материал
пакотан-плюс. Повторному использованию такие подушки не подлежат.
6-11 - Прессование
6.11.1. Цикл прессования
Прессование многослойных плат проводят как с горячим, так и с холодным
стартом. Однако холодный старт более предпочтителен (менее 70 °С), поскольку
он позволяет осуществлять лучшее управление подъемом температуры. При работе
с вакуумом откачку воздуха необходимо проводить на холодном прессе. После
создания вакуума подают полное давление и начинают поднимать температуру.
Если вакуумом не пользуются, то полное давление подается сразу же. По
окончании отверждения заготовку охлаждают под полным давлением, чтобы уменьшить
вероятность его коробления.
6.11.2. Вакуум
Чтобы обеспечить полное удаление воздуха, рекомендуется проводить откачку
в течение 30—120 мин. Как и прессование покровных пленок, применение вакуума
позволяет снизить давление прессования приблизительно на 335 кПа.
6.11.3. Давление
Эффективное давление прессования для склеивания акрилового адгезива
составляет 2000—3500 кПа. Более высокие давления применяют в тех случаях, когда
имеются трудности с удалением газовых включений из прессуемого пакета. Вместе
с тем при более высоких давлениях возрастает опасность сдвига внутренних слоев
и нарушения согласованного расположения отверстий.
6.11.4. Температура
6.11.4.1. Скорость нагрева
Как и при прессовании покровной пленки, печатные платы должны
прогреваться до 190 °С не менее чем за 20—30 мин. Оптимальная скорость прогрева
составляет 5—6°С в минуту, максимальная скорость не должна превышать 15—20 °С
в минуту.
Глава 6. Изготовление многослойных гибких плат
133
6.11.4.2. Отверждение
Рекомендуется выдерживать изделие при температуре 190+8 °С в течение 90 мин.
Для нужного отверждения заготовка должна быть прогрета и выдержана при
предписанных температурах. Температуру заготовки контролируют термопарами,
укладываемыми между слоями заготовки. Нельзя превышать температуру 200 °С,
поскольку это приведет к потемнению и, возможно, к деградации акрилового
адгезива. В свою очередь, недоотверждение адгезива из-за низкой температуры
прессования или из-за слишком короткого времени прессования может привести
к развитию дефектов при сверлении и дефектам основания при пайке.
6.12. Проверка совмещения
Перед дальнейшей обработкой целесообразно прибегнуть к рентгенографическому
анализу для проверки совмещения соответствующих контактных площадок. При
наличии отклонений в совмещении нужно скорректировать программу сверления.
При нарушении совмещения внутренних слоев причина обычно заключается
в плохой технологической оснастке, слишком высоком давлении прессования или
в конструктивных решениях (например, в применении склеивающего слоя вместо
покровной герметизирующей пленки).
6.13. Сверление
Исследования процессов сверления десятислойной гибко-жесткой конструкции
платы показали, что отверстия с оптимальными качествами можно получить при
условиях, обозначенных в табл. 6.1.
Таблица 6.1
Оптимальные условия сверления 10-слойной гибко-жесткой конструкции
Диаметр сверла, мм
Подача на один оборот, мкм
Скорость резания, м/мин
Скорость вращения, 1000 об/мин
Подача, мм/мин
Количество заготовок в стопке
0,7
63
152
68
4300
1
0,9
63
152
54
3300
1
1,1
63
152
40
2600
1
Приведенные в таблице параметры определены при использовании
алюминиевого композита толщиной 0,35 мм на входе сверла и толщиной 2,35 мм в качестве
подложки. Для плат в шесть и более слоев высота набора составляет одну заготовку,
при количестве слоев менее шести можно одновременно сверлить две заготовки.
Материал с более мягким адгезивом можно сверлить с подачей 50 мкм на оборот
и со скоростью резания 100 м/мин.
Для работы следует использовать новые карбидные сверла, которые дают
возможность качественно просверлить до 2000 отверстий. Нужно избегать применения
134
Гибкие печатные платы
переточенных сверл, поскольку они имеют тенденцию к наволакиванию материала,
так как генерируют слишком много тепла в зоне резания. Переточенные сверла
можно использовать для работы с менее требовательными материалами, например
с одно- и двусторонними материалами.
Как уже отмечалось, исследования проводились на десятислойной
гибко-жесткой плате чисто акриловой конструкции и могут служить отправной точкой для
определения конкретных параметров для оптимизации производства, которые
зависят как от конкретной конструкции платы, так и от применяемых связующих
материалов. Вполне очевидно, что разные гибридные конструкции потребуют
и разных параметров сверления.
Нарушение параметров сверления
ведет к появлению трех основных дефектов:
деформации материала по форме «шляпки
гвоздя», вырыванию адгезива и
размазыванию адгезива. «Шляпка гвоздя» —
деформация и утолщение полиимидной пленки,
похожее на шляпку гвоздя (рис. 6.9). При
такой деформации пленка смещает в
сторону расположенный рядом адгезив, что
может нарушить механическую целостность
металлизированного отверстия. Вырывание
адгезива ведет к возникновению
аналогичных проблем, поскольку в этом случае
затрудняется химическое осаждения металла.
Размазывание адгезива — это загрязнение стенок отверстия. Хотя незначительное
размазывание есть явление нормальное и приемлемое, чрезмерное размазывание
адгезива может привести к проблемам при плазменной обработке и к
неравномерности травления диэлектрика при очистке отверстий.
При сверлении многослойных гибко-жестких плат надо просверлить
вентиляционные отверстия для выхода воздуха при вакуумировании для обработки
заготовки плазмой, нужной также для горячей обработки. Отверстия предпочтительно
располагать в нефункциональных частях платы.
Рис. 6.9. Характерный дефект
сверления — «шляпка гвоздя»
6.14. Снятие заусенцев и удаление стружки
Для снятия заусенцев обычно применяют ручную абразивную обработку,
обработку орбитальными шлифовальными машинками, ручную обработку порошком
пемзы и конвейерную мокрую обработку струями суспензии пемзы. Обработку
щетками в конвейерных установках можно употреблять только в тех случаях, когда
щетки должным образом отрегулированы и не возникает вероятности повреждения
гибкой части платы.
Отходы сверления состоят из мелкой стружки и пыли, для удаления которых
обычно достаточно прибегнуть к пылесосу, продувке воздухом или промывке
струей воды. Следует остерегаться применения сильных растворителей или сильных
моющих средств для очистки отверстий.
Глава 6. Изготовление многослойных гибких плат 135
6.15. Удаление наволакивания
или подтравливание адгезива
Обычные в производстве жестких печатных плат химические методы очистки
на основе растворов перманганатов мало пригодны для гибких многослойных
изделий, выполненных на основе акриловых адгезивов и полиимидов. Эти химикаты
сильно воздействуют на адгезив и вызывают его разбухание, что, в свою очередь,
приводит к проблемам при металлизации и снижает надежность металлизированных
отверстий. Единственный метод, пригодный для акриловых адгезивов, —
плазменное травление платы.
6.15.1. Подтравливание
Плазменная обработка — самый чистый, самый быстрый и наиболее надежный
метод очистки (или подтравливания) отверстий.
Различные материалы, присутствующие в многослойной конструкции,
вытравливаются плазмой с различной скоростью. Акриловый адгезив обычно вытравливается
быстрее всех других материалов. Подтравливание — это то расстояние, на
которое акриловый адгезив подтравливается по сравнению с другими материалами.
В идеале подтравливание должно составлять 3-10 мкм. Такое подтравливание
одновременно создает и дополнительную площадь для сцепления металлизации
отверстия с торцами контактных площадок внутренних слоев, где выполняется
электрическое соединение. Чрезмерное подтравливание может вызвать ряд
проблем при металлизации, привести к грубой форме отверстий и снизить надежность
металлизации отверстий.
Информацию о теории и принципах плазменной обработки можно получить
у производителей такого оборудования.
6.15.2. Параметры плазменной обработки
Для удаления поглощенной влаги перед плазменной обработкой заготовки плат
необходимо просушить при температуре 120 °С в течение от 30 мин до 6 час, что
зависит от толщины и количества слоев.
Во избежание повторного набора влаги платы следует перенести в плазменную
камеру в горячем состоянии. Присутствие влаги в плате может привести к
расслоению при нагреве в ходе плазменной обработки.
На удаление или подтравливание адгезива влияют следующие параметры:
• время нахождения в камере;
• мощность высокочастотного поля;
• состав газовой смеси;
• скорость подачи газовой смеси (освежение среды травления);
• давление;
• температура.
Продолжительность процесса зависит от типа применяемой установки и
конструкции платы. Теоретически можно рассчитать открытую площадь адгезива и
глубину травления адгезива, нужную для качественной очистки отверстия, и вывести
соответствующие соотношения длительности и глубины обработки. Однако в силу
136 Гибкие печатные платы
наличия целого ряда других факторов, таких как температура изделия,
экранирование, конвекция газа, ориентация изделия, конструкция блока подвода мощности
и т. д., параметры цикла обработки приходится разрабатывать конкретно под разные
конструкции изделий и под разные объемы загрузки камеры.
Из специально проведенных исследований получены параметры обработки
десятислойной гибко-жесткой платы из десяти слоев по IPC-843, изготовленной
из полиимидных материалов с акриловым адгезивом (табл. 6.2).
Таблица 6.2
Параметры плазменного травления десятислойной гибко-жесткой платы по I PC-843
Параметры
Температура, °С
Давление, мм рт. ст.
Мощность, Вт
Газовая смесь O2/CF4, %
Расход газовой смеси O2/CF4, см3/мин
Время обработки, мин
Значение
110
0,3-0,4
1500
80/20
1120/280
15
По завершении указанного выше процесса обычно проводят короткий цикл
кислородного обжига для удаления всех следов фтора, приставшего к стенкам
отверстия. Имеется в виду обработка 100%-ным кислородом с подачей 1120 см3/мин,
в течение 10 мин.
Для повышения эффективности плазменной обработки можно использовать
алюминиевые экраны на наружных поверхностях каждой платы, поскольку, в
отличие от открытой меди, алюминий не дезактивирует плазменные газы. Такие
экраны приходится изготавливать конкретно под каждую плату, поскольку их
отверстия должны располагаться точно над сквозными отверстиями платы. Такие
отверстия, обеспечивающие доступ плазмы, должны быть в два раза больше по
размеру, чем отверстия в плате. Метод позволяет как бы сфокусировать подачу
плазменного газа в сквозные отверстия и сократить тем самым продолжительность
обработки. Дополнительным достоинством алюминиевых экранов является то, что
они работают как теплоприемники, что позволяет снизить температуру нагрева
заготовки платы.
Вентиляционные отверстия, просверленные в плате для отвода воздуха при
плазменной обработке, после плазменной обработки нужно запечатать, чтобы
исключить натекание химикатов в процессе металлизации и формирования
изображения. Это обычно делают нанесением капли эпоксидного компаунда с выдержкой
около часа для отверждения при комнатной температуре.
6.15.3. Дефект «гвоздя»
Эффективность плазменной обработки зависит от качества высверленного
отверстия. При сильной деформации полиимидной пленки и/или меди
проводников адгезив будет в некоторой степени экранирован от воздействия плазмы. При
серьезных деформациях материала требуется большая длительность плазменной
обработки.
Глава 6. Изготовление многослойных гибких плат
137
6.15,4. Заключительная обработка
Для механического удаления любых обуглившихся низкомолекулярных
органических остатков и пепла, образовавшихся при плазменной обработке, обычно
прибегают к жидкому или паровому хонингованию. Но обычно это приходится
делать только в некоторых плазменных установках старого образца.
6.16. Химическое меднение
Для обеспечения электрического соединения внешних слоев с внутренними
слоями платы проводят металлизацию стенок сквозного отверстия. На первом
этапе проводят химическое меднение, чтобы получить тонкий проводящий слой
на стенках отверстия для последующей электрохимической металлизации.
Нужно принимать во внимание, что система полиимид-акрилат,
используемая в качестве основы гибких слоев, обладает повышенной чувствительностью
к горячим крепким щелочным растворам. При химическом меднении высокая
щелочность может присутствовать в ванне очистки/кондиционирования и в
ванне металлизации. Высокое значение рН и высокая температура раствора очистки
и кондиционирования могут вызвать сильное разбухание акрилового адгезива.
Обычно медь достаточно хорошо осаждается на разбухший адгезив, но при действии
на плату высоких температур в ходе последующих операций может происходить
растрескивание медной гильзы, усадка адгезива под прилегающие слои и
расслоение изделия. Кроме того, горячие, сильные щелочные растворы могут повредить
и поверхность полиимидной пленки, что затруднит получение хорошего сцепления
осаждаемой меди с полиимидной поверхностью.
Для чистки поверхности под металлизацию идеально подходит среднеще-
лочной раствор (рН 9—11) с температурой около 50—60 °С. Он не столь крепок,
чтобы вызвать разбухание адгезива, но достаточно активен, чтобы активировать
поверхность пленки.
На рынке имеется богатый выбор составов химического меднения со сред-
нещелочными растворами для очистки. Хорошая металлизация получается при
параметрах процесса, показанных в таблице 6.3.
Параметры процесса химического меднения полиимида
Таблица 6.3
1
2
3
4
5
6
7
8
Операция
Очистка и кондиционирование (Cleaner-
Conditioner 230)
Микротравление H2O2/H2SO4
Декапир в 10%-ной H2SO4
Предварительный катализатор 404
Катализатор 44
Химическое меднение 3350
Декапир в 10%-ной H2SO4
Антиокислитель Си56
Температура,0 С
60
27
нормальная
38
38
46
нормальная
нормальная
Время, мин
5
1
3
3
5
30
2
1
138 Гибкие печатные платы
Процесс ведут при концентрациях растворов, рекомендованных поставщиком.
Противоокислительная обработка нужна только в том случае, если не
предусмотрена сразу следующая за ней гальваническая затяжка. Толщина затяжки должна
быть 6—8 мкм. Гальваническую затяжку делают при работе по комбинированному
позитивному методу, когда осаждению основной меди предшествует нанесение,
экспонирование и проявление фоторезиста. За время проведения этих операций
тонкая химически осажденная медь окислилась бы без возможности восстановления.
В этих случаях лучше прибегнуть к гальванической затяжке, чем к наращиванию
толстой химической меди. При осаждении толстой химической меди в ней
создаются внутренние напряжения, которые могут оторвать медь от стенки отверстия,
особенно на границе с полиимидом.
Осаждать химическую медь на большие поверхности довольно трудно. Если
в перемешиваемой гальванической ванне чешуйки химически осажденной меди
начнут отлетать, то ванна будет испорчена. По этой причине большие поверхности
полиимида, например покровные пленки промежуточных слоев, должны быть
закрыты, чтобы предотвратить осаждение на них меди. При использовании метода,
требующего применения маскирующей ленты, необходимо обратить внимание
на надежность приклейки, чтобы исключить возможность протечек.
6.17. Формирование рисунка схемы
6.17.1. Очистка меди перед нанесением
фоторезиста
Методы очистки внешних слоев при формировании изображения аналогичны
операциям, применяемым для внутренних слоев. Очистку внешних слоев,
особенно механическую, следует вести очень осторожно, чтобы не повредить медь
в металлизированных отверстиях.
6.17.2. Нанесение фоторезиста и формирование
изображения
Для предотвращения заметного окисления меди фоторезист нужно наносить
не позже чем через 4 часа после очистки поверхности или хранить очищенные
заготовки в сухом шкафу до начала работы с ними.
Гибкие многослойные платы часто имеют неровную поверхность, что затрудняет
нанесение фоторезиста. Для компенсации неровностей можно пользоваться более
толстым резистом (например, 50 мкм) и более высокими давлениями
ламинирования C00 кПа). При высоких давлениях рекомендуется применять утяжеленные
валки. Можно воспользоваться вакуумным ламинатором, который предназначени
для нанесения пленочной паяльной маски. Вакуумная техника обеспечивает более
плотное прилегание фоторезиста к неровной поверхности.
Экспонирование и проявление фоторезиста следует вести по рекомендациям
изготовителя резиста.
Глава 6. Изготовление многослойных гибких плат 139
6. 77.3. Металлизация медью и металлорезистом
Для наращивания проводящего слоя в сквозном отверстии обычно используют
кислые сернокислые электролиты. В них можно получить хорошие характеристики
осадков: пластичность 15—20% и прочность на разрыв 275—400 МПа. Тонкий слой
или слой с плохими реологическими характеристиками может привести к трещи-
нообразованию в металлизации отверстий.
Толщина металлизации определяется конструкцией или спецификацией, но
обычно для гибко-жестких многослойных плат она составляет примерно 25 мкм.
Гальванический сплав олово-свинец или чистое олово осаждается по меди
и служит металлорезистом при травлении.
6. 77.4. Удаление фоторезиста
Рельефный рисунок фоторезиста, использованный как маска при
электрохимическом наращивании проводников, должен быть удален. Для этого используют
растворы, рекомендованные для данного типа фоторезиста.
Наиболее частая проблема с осаждением металлорезиста — отрыв пленки
фоторезиста, что ведет к осаждению под ним металла (образование так называемых
призраков). Дефект обычно вызывается плохой очисткой поверхности перед
нанесением фоторезиста. Этот же дефект может быть обусловлен высокой концентрацией
фтороборной кислоты в гальванической ванне осаждения гальванического сплава
олово—свинец или низкой концентрацией борной кислоты. Низкая концентрация
борной кислоты препятствует активизации фторводородистой кислоты.
6. 7 7.5. Травление
Для травления меди обычно прибегают к щелочным растворам (например,
аммиачный комплекс хлорной меди), которые не столь сильно действуют на ме-
таллорезист олово—свинец, как хлорная медь или хлорное железо.
При управлении процессом травления приходится опасаться как недотравли-
вания, так и перетравливания.
6.18.Термообработка
Перед высокотемпературными ударами, связанными с пайкой, многослойные
платы необходимо лросушить. Обычно, с учетом толщины и конструкции платы,
их выдерживают при 120 °С от 2 до 10 час, чтобы удалить всю влагу, набранную из
атмосферы и при химической обработке. Полиимидные пленки поглощают влагу
очень быстро, поэтому пайку необходимо производить не позже чем через 30 мин
после сушки. Если это невозможно, то сухие изделия следует хранить в сухом
шкафу C—10% относительной влажности) или в запечатанных пластиковых пакетах
с осушителем (например, силикагелем).
Для сублимационной сушки используют вакуумные шкафы. Тогда температуру
сушки можно уменьшить до 65—80 °С. Вакуумная сушка при низких температурах
значительно уменьшает окисление открытых медных поверхностей.
140 Гибкие печатные платы
Если гибкие платы на основе полиимида с акрилатным адгезивом перед ручной
пайкой, пайкой волной припоя, инфракрасной пайкой или пайкой в паровой фазе
хранились в неопределенных условиях, их нужно еще раз подвергнуть сушке при
температуре 120 °С в течение 2—10 час в зависимости от толщины и конструкции
платы.
6.19. Финишные покрытия под пайку
В главе 2 приведены
характеристики различных покрытий под пайку. Они
не требуют комментариев, кроме
горячего облуживания с выравниванием припоя
горячими воздушными ножами - HASL-
процесс (рис. 6.10). Облуживание гибких
и гибко-жестких плат затруднено именно
из-за их гибкости, мешающей погружению
Рис. 6.10. Схема процесса горячего в расплавленный припой. Поэтому если
облуживания решили их облуживать горячим способом,
то это нужно делать, пока платы находятся
в состоянии заготовок с неснятыми жесткими крышками над гибкой частью, т.е.
когда жесткую заготовку можно погрузить в горячий припой. Конечно, можно
облудить и готовую гибкую плату, но для этого нужно спроектировать и изготовить
специальное приспособление для размещения гибкой платы в жестком каркасе,
позволяющем погрузить плату в припой и обдуть ее упругими горячими струями
воздушных ножей.
Типичными дефектами при нарушении параметров процесса или непригодной
для этого конструкции являются пористость, расслоение, капиллярное подтекание
припоя, трещины в металлизации отверстий.
Не рекомендуется для гибких плат использовать инфракрасный нагрев,
который обычно применяют в производстве жестких печатных плат. Желтый цвет
полиимидной пленки способствует интенсивному поглощению ИК-энергии,
что развивает высокие температуры в объеме материала, и это может привести
к расслоению.
При появлении капиллярного подтекания припоя необходимо принять меры
для сведения к минимуму времени обработки и температуры облуживания.
Помогает справиться с этой проблемой сушка материала при 180 °С в течение часа.
Если такая сушка не действует, то проблема, видимо, связана с некачественным
прессованием или плохой очисткой поверхностей на предыдущих стадиях
производства.
6.20. Обработка по контуру
Вырезание контура многослойных печатных плат из заготовки обычно
осуществляют фрезерованием, поскольку этот метод доступен любому производству.
Особое внимание при фрезеровании контура следует обратить на предотвращение
разрывов пленки в сужениях.
Глава 6. Изготовление многослойных гибких плат
141
Нарезка жесткого материала
Сверление базовых отверстий
и надрез контура отделяемой части
Формирование рисунка
фоторезиста
Травление рисунка
Подготовка к прессованию
_L
Прессование гибкой
и жестких частей
Сверление отверстий
Химическая или прямая
металлизация
Нарезка склеивающих листов
J_
Сверление базовых
отверстий
Нарезка гибких
материалов
Сверление базовых
отверстий
Формирование рисунка
фоторезиста
Травление рисунка
Нанесение покровной
пленки
_L
Подготовка к прессованию
Прессование покровной
пленки
Нарезка покровных
материалов
Сверление базовых
отверстий
Комбинированный позитивный (А)
или тентинг-метод с общей
металлизацией (Б)
Г
X
1_
Металлизация рисунка
+ металлорезист
Травление рисунка
Удаление фоторезиста Удаление фоторезиста
Травление рисунка
Вырезка по контуру
из заготовки
Рис. 6.11. Схема процесса изготовления многослойных гибко-жестких печатных плат
142 Гибкие печатные платы
Основания многослойных плат обычно слишком толсты, чтобы их можно
было высекать или обрубать стальными штампами или высечками. Когда контур
платы имеет сложную конфигурацию, изготовление штампа вообще становится
нерентабельным.
В последнее время расширяется использование лазера для оформления контура
плат. Его преимущества состоят в высокой производительности, отсутствии
травмирования края и благоприятном оплавлении кромкми контура, способствующем
увеличению прочности на надрыв.
В местах соединения жесткой и гибкой частей платы обычно наносят буферный
эластичный компаунд, чтобы снизить и более равномерно распределить
напряжения в этом стыке при изгибах (рис. 2.27).
6.21. Схема изготовления
Схематическое представление о взаимосвязанности и последовательности
операций изготовления многослойных гибких и гибко-жестких плат дано на рис. 6.11.
Глава 7. Специальные виды
обработки
7.1. Выполнение отверстий
После прессования иногда возникает необходимость выполнить отверстия
через покровный слой и акриловое связующее до медных площадок. Существует
несколько способов удаления покровного слоя.
7.1. 7. Механические методы
Метод фрезерования с контролируемым углублением применяется не часто.
Но это весьма эффективный способ удаления покровной пленки и акрилового
связующего. При снятии последних следов акрила нужно быть весьма осторожным,
чтобы не срезать слишком много меди. Чтобы иметь больший допуск на глубину
фрезерования, иногда используют основание с утолщенным слоем меди.
7.1.2. Химические методы
Некоторые компании избирательно удаляют покровную пленку и адгезив
химическими способами. Эта технология требует использования жидкого фоторезиста,
стойкого к воздействию сильных щелочей. Этим не обеспечивается полное
удаление адгезива, он просто разрыхляется, и для полного удаления деградировавшего
адгезива необходимо тщательно промыть заготовку и механически удалить адгезив
щетками.
Перенасыщенный раствор хромовой кислоты при высоких температурах
успешно удаляет весь адгезив, но эта весьма агрессивная смесь влечет ряд проблем
по утилизации отходов.
7. 7.3. Лазерные методы
СО2-лазеры и эксимерные лазеры эффективно используются для локального
удаления как полиимида, так и адгезива. Поставщики лазерных установок дают
информацию по поводу оптимальных параметров процесса. Остатки удаляются
легкой обработкой щеткой со спиртом.
144 Гибкие печатные платы
7.1.4. Плазменное травление
Рекомендуемым способом удаления адгезива с выбранных участков или удаления
и покровной пленки, и адгезива является плазменное травление. Чтобы газовая
плазма воздействовала только на выбранные места платы, нужно сделать
соответствующие алюминиевые шаблоны. Правильное сочетание таких параметров, как
состав газовой смеси, мощность, время и температура обработки, устанавливают
экспериментально.
7.1.5. Платы с двусторонним доступом к меди
Часто требуется обеспечить доступ к меди с двух сторон односторонней платы.
Для этого нужно выполнить отверстия в полиимиде и адгезиве основания платы.
Наиболее распространенный метод предусматривает высверливание или вырубку
в покровном слое соответствующих перфораций с последующим
напрессовыванием медной фольги на эту перфорированную пленку. Для двустороннего доступа
к меди можно воспользоваться и описанными выше механическими, химическими,
плазменными или лазерными методами.
7.2. Выполнение элементов жесткости
Элементы жесткости выполняют из
жесткого или полужесткого материала. Обычно
это стеклоэпоксидный нефольгированный
диэлектрик, который напрессовывают на
нужные участки гибкой платы. Элементы Рис 1Л элементы жесткости на гибкой
жесткости часто используют в односто- плате
ронних и двусторонних схемах (рис. 7.1)
по следующим соображениям:
• для монтажа компонентов;
• для крепления схемы к шасси или другим жестким деталям;
• для снижения напряжений при сочленении-расчленении разъемов;
• в качестве носителей при пайке волной припоя.
Элемент жесткости должен иметь гладкую поверхность. Рисунок ткани не должен
быть слишком явным. В спецификации поставщику нужно указать, по крайней
мере, какая сторона должна быть гладкой для приклеивания.
Другой метод — купить односторонний жесткий диэлектрик с медной фольгой
и стравить медь. Вскрытая из-под фольги поверхность будет шероховатой, созданной
обработанной стороной медной фольги. Можно применить и метод механической
зачистки поверхности жесткого диэлектрика с помощью пемзы и шлифовальных
.подушек. Во всех случаях приклеиваемая сторона диэлектрика должна быть чистой
и свободной от любых загрязнений.
Адгезив на жесткий лист диэлектрика обычно наносят целиком на весь лист.
Разделительную бумагу оставляют на месте. Напрессовывают адгезив на лист
в течение 5—10 мин при температуре 110—120 °С. На этой стадии нельзя допустить
полного отверждения адгезива. Независимо от применяемой системы прессовых
подушек нужно обеспечить плотный контакт адгезива с элементом жесткости.
Глава 7. Специальные виды обработки 145
Сверлить и обрезать элемент жесткости надо, не снимая защитную
разделительную бумагу.
Поверхность полиимидного основания, к которой приклеивают элемент
жесткости, часто обрабатывают чисто кислородной плазмой, чтобы усилить прочность
сцепления. В некоторых местах склеиваемые части обрабатывают пемзой через
шаблон, чтобы не затронуть гибкое основание. При обработке пемзой весьма важно
обеспечить полное удаление абразива со склеиваемой поверхности. После тщательной
промывки изделия необходимо провести протирку изопропиловым спиртом. Если
на пленке останутся частицы пемзы, то они будут видны на протирочной ткани.
Многие производители говорят, что они получают хорошие результаты, просто
протирая поверхность пленки чистым изопропиловым спиртом.
После размещения адгезива по месту с элемента жесткости снимают защитную
разделительную бумагу и производят совмещение схемы с помощью
соответствующей оснастки.
Прессование проводят при давлении 1700—2400 кПа и температуре 160—190 °С
зависимости от конфигурации схемы. При этом часто используют жесткую
систему прессовых подушек. Наилучшие результаты получают, когда углубления на
склеиваемой стороне гибкой схемы вдавливаются в стеклоэпоксидный элемент
жесткости.
Если в гибкой плате имеются пропаянные сквозные металлизированные
отверстия, то температуру прессования нужно устанавливать на нижнем пределе
разрешенного диапазона, а давление снизить до 600—900 кПа. Весьма важно,
чтобы отверстия в элементе жесткости были достаточно большими, с тем чтобы
приподнятые поверхности контактной площадки с припоем могли бы свободно
в них помещаться, обеспечивая повсюду хорошую плотность контакта.
Вместо жестких материалов для элементов жесткости часто используются и по-
лиимидные пленки, особенно там, где нужно избежать образования складок схемы
при малом радиусе изгиба во время монтажа или эксплуатации. Для склеивания
полиимидных пленок лучше всего обработать их поверхность чисто кислородной
плазмой, а затем напрессовать элемент жесткости, выполненный из покровной
пленки, соблюдая условия прессования, указанные выше.
7.3. Экранирование
Экран представляет собой электропроводящий барьер, предназначенный для
уменьшения воздействия электрических или магнитных полей на схему.
Экранирование требуется во многих конструкциях и во многих областях.
Экранирование может быть выполнено путем завертывания одно- или двусторонней
схемы тонкой медной фольгой или напрессовкой сплошной меди на внешние слои
схемы. В МПП экраны обычно выполняют внутри платы. Вместо сплошной меди
для обеспечения большей степени гибкости иногда делают экраны сетчатыми.
На односторонних и двусторонних платах очень широко используют
наполненные серебром (порошок) эпоксидные пасты. Серебросодержащую пасту
в качестве экрана наносят на покровную пленку или на полиимидную пленку
основания односторонней платы. Затем экраны обычно герметизируют
покровной пленкой.
146 Гибкие печатные платы
При дальнейшей мокрой обработке гибких слоев после нанесения металлонапол-
ненной пасты нужно соблюдать особую осторожность. Щелочные растворы могут
воздействовать на полиимид и на границу раздела полиимида с пастой — влага может
проникнуть под пасту. Для предотвращения поглощения щелочи нужно сократить
время пребывания в горячих щелочных растворах очистки и кондиционирования,
а также в растворах для удаления резиста.
7.4. Установка теплоотводов
Теплоотвод — это лист металла на поверхности или внутри печатной платы,
который отводит тепло от компонентов, чувствительных к температурам. Для
установки алюминиевых теплоотводов в нужных метах жестких печатных плат широко
используется листовой адгезив. Сам теплоотвод может иметь весьма замысловатую
форму, которую ему придают химическим или механическим фрезерованием.
Из-за некоторой эластичности адгезива в стадии В с ним иногда трудно работать
на сложных формах, когда снята разделительная бумага. Поэтому часто
используют пропитанные связующим стеклоткани, поскольку стеклоткань повышает
жесткость и облегчает работу.
Алюминий готовят для склеивания абразивной обработкой, пемзой,
анодированием. Теплоотвод и адгезив, вырезанный по форме теплоотвода, с помощью
подходящих приспособлений совмещают с платой, а затем спрессовывают. Условия
прессования определяются степенью сложности готового изделия. Рекомендуемый
диапазон параметров составляет 160—190 °С, 1700—2400 кПа, 30—60 мин. Если
на плате имеется припой, нужно работать на нижнем пределе температурного
диапазона.
Большое значение имеет плотный контакт между всеми поверхностями.
Слабое сцепление можно поправить, регулируя параметры прессования и подготовки
поверхности. Начинать следует с увеличения давления.
7.5. Золочение
В связи с химической агрессивностью растворов золочения (высокое значение
рН и выделение газообразного водорода), при золочении нужна особая
осторожность. Для снижения воздействия на акрил следует:
• снизить температуру;
• увеличить концентрацию золота;
• снизить рН;
• уменьшить время нахождения в ванне;
• усилить перемешивание, чтобы увеличить подачу свежего раствора к
поверхности.
Глава 8. Специальные средства
контроля и испытания
печатных плат
Контроль и испытания объектов производства преследуют две цели:
1) оценка пригодности изделий к использованию — разбраковка;
2) использование полученной информации для управления производством,
направленного на увеличение выхода годной продукции востребованного качества.
Поэтому операции контроля назначаются для управления процессом —
технологический контроль и для оценки качества — выходной контроль. Ряд скрытых
дефектов можно обнаружить только в ходе изготовления. Тогда техническому
контролю подвергаются заготовки плат на соответствующих операциях.
Приемкма плат осуществляется по техническим условиям (ТУ) или техническим
требованиям (ТТ), разрабатываемым предприятием-изготовителем на основании
отечественных и международных стандартов (МЭК, IPC, PERFAG и др.). В
условиях отсутствия современных отечественных стандартов при разработке ТУ, как
правило, из зарубежных стандартов заимствуют требования и методы контроля,
из отечественных — процедуры контроля и испытаний.
Общие представления об объемах операций контроля можно получить из
перечня в табл. 8.1.
Таблица 8.1
Примерный перечень операций контроля печатных плат
Операция
Раскрой
материала
Сверление
Очистка
Наименование
Размер заготовки
Толщина фольги
Диаметр отверстия
Замасливание
отверстий
Плоская поверхность
Шероховатость
Метод/оборудование
Измерение размера
Прибор для замера
толщины
Калибровочный
щуп
Визуальный осмотр
Визуальный осмотр
Частота проверки
образца
Каждая заготовка
Каждая заготовка
Каждая заготовка
148
Гибкие печатные платы
Окончание табл. 8.1
Операция
Первичная
металлизация
отверстий
Основная
металлизация
Травление
Печатная схема
Паяльная маска
Контактные
покрытия
Маркировка
Обработка по
контуру
Скрайбирование
Контроль
отверстий
Установка и
отправка
Наименование
Прямая металлизация
Анализ раствора
Толщина меди
Напряжение и ток
в ванне
Анализ электролита
Параметры рисунка
проводников
Протравы
Подтравливание
Нависание
Обрыв или короткое
замыкание
Включения
Паста в отверстии
Цвет
Паста на контактной
площадке
Зачистка меди
Толщина
Разрыв или короткое
замыкание
Инородный материал
в покрытии
Свинец в золочении
Четкость маркировки
Размер
Дефекты края
Шероховатость края
Конфигурация скрай-
бирования
Глубина скрайбиро-
вания
Наличие всех
отверстий
Качество
металлизации Совмещение
Диаметр отверстия
Имя заказчика, номер
заказа
Проверка
содержимого поставки
Количество
Метод/оборудование
Визуальный осмотр
Омметр
Калориметр
Вольтметр,
амперметр
Колориметр
Металлографический анализ
Визуальный осмотр
Микроскоп
Металлографический анализ
Электрический
тестер
Визуальный осмотр
Визуальный осмотр
Визуальный осмотр
Рентгеноспектраль-
ный анализ
Визуальный осмотр
Инструмент для
измерения размера
Визуальный осмотр
Визуальный осмотр
Счетчик отверстий
Металлографический анализ
Калибры для
отверстий
Визуальный осмотр
Проверка
количества
Частота проверки
образца
Каждая заготовка
Каждая заготовка
Каждая заготовка
Каждая заготовка
Каждая заготовка
Каждая заготовка
Каждая заготовка
Каждая заготовка
Каждая заготовка
Каждая заготовка
Каждая партия
Глава 8. Специальные средства контроля и испытания печатных плат
149
8.1. Контроль по признакам внешнего вида
(визуальный контроль)
Основную информацию о состоянии объекта контроля человек получает
непосредственно зрительным осмотром или путем визуализации различных физических
эффектов, выявляющих неоднородности поверхности и объема объекта наблюдения.
Большая часть признаков внешнего вида является основополагающей при оценке
качества печатных плат. Более того, любой другой вид контроля в случае обнаружения
дефекта подтверждается внешним осмотром поверхности или вскрытием печатных
плат, позволяющим зрительно убедиться во
внешних проявлениях дефектов.
8.1.1. Фотошаблоны
Требования к качеству изображения на
фотошаблонах состоят в том, что на
прозрачных и непрозрачных элементах изображения
в зонах недопустимости дефектов не должно
быть пятен, разрывов, проколов и других
дефектов, как показано на рисунке 8.1.
Размеры элементов изображения на
фотошаблонах должны соответствовать
требованиям рабочего чертежа с учетом
технологических припусков, которые
определяются методом изготовления печатных плат,
технологическим режимом и применяемым
оборудованием. Они не могут быть общими,
а устанавливаются в каждом конкретном
производстве в виде стандарта
предприятия.
Измеренная денситометром оптическая
плотность пробельных мест должна быть не
более 0,2, непрозрачных — не менее 4,5.
У: тЛ'Л'уЛуЛ »У**> а
72 73-
Рис. 8.1. Характерные дефекты
фотошаблонов: 1— номинальный и минимальный
размеры контактной площадки; 2 —
граница зоны недопустимости дефектов
пробельных мест; 3 — зона недопустимости
дефектов соединений; 4 —
непрозрачные включения; 5 — прокол; 6 — выступ;
7 — впадина; 8 — непрозрачное пятно;
9 — пятно от остатков раствора; 10 — следы
пылинки; 11 - пузырь в стекле; 12 -
разрыв; 13 — след от удара по стеклу; 14 —
дефекты в зоне допустимости
8.1.2. Фотолитография
Фотолитография — фотографический процесс на фоторезистах, отличающийся
высокой разрешающей способностью.
Качество фоторельефа в значительной мере зависит от возможности
формирования бездефектных пленок контролируемой и воспроизводимой толщины.
Дефекты рельефа имеют разнообразный характер и причины. Наиболее часто они
появляются, когда уровень качества материалов (в первую очередь фоторезистов)
соответствует нижнему уровню. Тогда фоторезист может иметь неравномерную
толщину, низкую светочувствительность, многочисленные проколы, недостаточную
пластичность, плохую адгезию и т. д., 'Йто приводит к потере точности
воспроизведения рисунка, шелушение и отслоение пленки фоторезиста и т. п. Нередко плохое
качество фоторезиста связано с нарушением сроков и условий хранения.
150 Гибкие печатные платы
Вторая группа дефектов связана с неправильно подобранными режимами
экспозиции и проявления фоторезиста (скорость конвейера, давление струй и
температура проявляющего раствора, температура и давление воды в магистралях
отмывочного модуля). Для подбора этих режимов и текущего контроля
геометрической точности воспроизведения рисунка служит тест-элемент, содержащий 12 зон
различной плотности рисунка переплетения. При контроле режимов проявления
и экспозиции полученное изображение тест-элемента сравнивают с утвержденным
образцом, чтобы принять решение о направленности корректировки параметров
процесса фотолитографии. Тест-элемент размещается на технологическом поле
каждого фотошаблона, чтобы иметь возможность контролировать каждую плату
или слой МПП.
Третья группа дефектов связана с недостатками фотошаблонов, показанными
на рисунке 8.1, запыленностью рамы экспонирования и рабочих помещений.
Фоторезисты с той или другой точностью воспроизводят эти дефекты и тени от
пылинок и загрязнений. Рассеяние света и переэкспонирование уменьшают
размер дефектов в негативах фоторезистах, но расширяют их в позитивных пленках.
В этом отношении негативные фоторезисты более предпочтительны.
8.1.3. Травление рисунка
Травление печатного рисунка представляет собой процесс удаления незащищенных
фоторезистом участков металлической пленки (фольги, гальванопокрытия) путем
химического или электрохимического растворения.
Если химический состав и физические свойства вытравливаемых пленок
однородны, что относится, например, к случаю травления фольги, то действие тра-
вителей должно быть изотропным.
Травление рисунка по фольге с металлизацией всей поверхности близко к
изотропному, если пренебречь несколько большей скоростью травления
гальванических слоев.
Если гальваническое наращивание идет по рельефу, сформированному из
сухого пленочного фоторезиста так, что гальванопокрытия наращиваются не выше
фоторельефа, геометрия печатных элементов воспроизводится особенно точно.
При использовании в этом процессе диэлектриков с ультратонкой E—10 мкм)
фольгой удается достичь точности воспроизведения токопроводящего рисунка
± 5—10 мкм.
Степень искажения печатных элементов на операции травления оценивается через
отношение толщины вытравленного слоя к глубине подтравливания —
коэффициентом подтравливания. Однако профиль проводников можно увидеть и измерить
коэффициент подтравливания только по микрошлифам при металлографическом
анализе качества платы. Поэтому этот параметр качества используется в основном
при отработке процесса травления и анализе отказов.
Для оперативного контроля качества травления используют тест-элементы
травления, которые позволяют без измерений геометрии проводников оценить
состояние процесса травления (рис. 8.2). При глубоком подтравливании на кром-
кмах проводников нависают края металлорезиста, которые могут обламываться,
образуя многочисленные тонкие заусенцы, способные вызвать короткие замыкания.
Заусенцы имеют толщину всего 10—15 мкм, и их трудно обнаружить невооруженным
Глава 8. Специальные средства контроля и испытания печатных плат
151
^ШД,б?&Щ
06l>*ii
Рис. 8.2. Основные узлы оптического
микроскопа отраженного света
глазом. Возможность коротких замыканий
из-за заусенцев проверяется
наклеиванием и быстрым сдергиванием липкой ленты
с вытравленного рисунка. Оторвавшиеся
заусенцы обнаруживают себя в виде
приклеившихся металлических частичек.
Требования к печатному рисунку обычно
формулируются по минимуму ширины
печатного проводника и минимуму ширины
изоляционного зазора между краями
элементов. Ограничение максимальной
ширины печатного проводника в этом случае
определяется минимальным изоляционным
зазором.
Измерение ширины проводников
производится, как правило, с помощью обычных
микроскопов, поле зрения которых едва ли
превышает 10 мм при измерении размеров
проводников шириной 0,1—0,5 мм. В связи с этим измерение их ширины
осуществляется между средними линиями неровности края. Минимальные и максимальные
значения размеров, соответствующие впадинам и выступам неровностей края,
в допуск на ширину проводников для обеспечения заданного волнового
сопротивления не входят и ограничиваются только заданными чертежом минимальными
значениями ширины проводников и изоляционных зазоров.
В соответствии с ГОСТом 23752 проводящий рисунок должен быть четким,
без вздутий, отслоений, разрывов, темных пятен и окислов. Не допускаются
неровности по краям проводящего рисунка (выступы и впадины), уменьшающие
минимально допустимые размеры и расстояния между элементами проводящего
рисунка, указанные в чертеже; точечные протравы, уменьшающие минимально
допустимую по чертежу ширину печатного проводника в месте протрава; остатки
трафаретной краски или фоторезиста по контуру проводящего рисунка, если они
приводят к уменьшению минимально допустимых расстояний между элементами
проводящего рисунка. ГОСТ 23752 устанавливает общие требования к рисунку
готовых плат.
Металлические вкрапления в изоляционных промежутках удаляют обычно
при контроле по мере обнаружения. Дефекты соединений можно устранить
приемами, описанными в ГОСТе 27200-87 «Платы печатные. Правила ремонта» и
ГОСТе Р 51039-97 «Платы печатные. Требования к восстановлению и ремонту».
8.1.4. Техника оптического тестирования
Контроль печатных плат по признакам внешнего вида является главенствующим
видом тестирования, поскольку он самый информативный. Мало того, независимо
от вида используемых методов контроля качества печатных плат окончательное
решение о характере и Допустимости обнаруженных дефектов принимается по
результатам визуального анализа. Для этого используются монокулярные,
бинокулярные, безокулярные микроскопы. Если же объемы производства настолько
152 Гибкие печатные платы
велики, что трудозатраты на визуальный контроль становятся значительными
в ценообразовании печатных плат, приходится рассматривать необходимость
использования автоматических оптических тестеров. Вместе с тем при визуальном
контроле зрительная и психологическая утомляемость оператора приводит к
пропуску дефектов. И чем мельче элементы печатных плат, т. е. чем они прецизионнее,
тем больше вероятность пропуска дефектов. И независимо от того, что большая
часть ошибок все-таки обнаруживается на последующих стадиях производства,
вплоть до проверки функционирования аппаратуры, цена ошибок возрастает
по мере опоздания в их обнаружении. Поэтому особенно актуально избегать
ошибок в фотошаблонах, поскольку они будут тиражироваться во всей партии плат,
изготавливаемых с этого фотошаблона.
8.1.5. Оптическая микроскопия
Оптический микроскоп — наиболее
распространенный прибор анализа качества
печатных плат.
¦ &™тшШ5ШШШШ **—>— Изображение объекта в оптическом
микроскопе формируется при помощи системы
стеклянных линз, имеющих более высокий
показатель преломления, чем воздух.
Упрощенная схема оптического микроскопа
отраженного света приведена на рис. 8.3.
Микроскоп содержит освежительную сис-
Рис. 8.3. Схема длиннофокусного тему, штатив с предметным столиком и сис-
объектива тему формирования изображения.
8.1.5.1. Источник света и конденсор
Осветительная система должна обеспечивать равномерное освещение
поверхности платы, чтобы все детали ее структуры находились в одинаковых условиях.
Источник света должен быть достаточно ярким. Обычно источником света служит
лампа накаливания. В более дорогих микроскопах используются ксеноновые
разрядные трубки, являющиеся стабильным и мощным источником белого света.
Помимо источника важным элементом осветительной системы является
конденсор, увеличивающий яркость освещения объекта. Для этого изображение источника
фокусируют близко к задней фокальной плоскости объектива, и образец оказывается
освещенным почти параллельным пучком. Апертурная диафрагма осветительной
системы ограничивает количество света, поступающего от источника и
попадающего на образец. Контраст изображения можно повысить, закрывая апертурную
диафрагму конденсора. При этом, однако, резко уменьшается яркость изображения
и могут появиться артефакты, связанные с дифракционными явлениями. Вторая
диафрагма, называемая полевой, помещается в плоскости изображения объектива.
Она расположена в осветительной ветви микроскопа отражающего света, снижает
отражение света и устраняет нежелательный световой фон (так называемую засветку)
изображения. Размер диафрагмы объектива должен регулироваться в соответствии
с размером рассматриваемой области, зависящим от степени увеличения микро-
Глава 8. Специальные средства контроля и испытания печатных плат 153
скопа. Апертурная и полевая диафрагмы обычно представляют собой ирисовые
диафрагмы, диаметр которых можно изменять в широких пределах.
Во многих микроскопах отраженного света положение осветительной системы
с лампой можно установить так, чтобы он начал работать как микроскоп
проходящего света. Это очень удобно для исследования тонких полупрозрачных плат.
8.1.5.2. Предметный столик
Основным требованием, предъявляемым к штативу микроскопа и предметному
столику, является их механическая устойчивость. Если разрешающая способность
равна приблизительно 1 мкм, стабильность положения образца в плоскости
изображения должна быть не хуже этого предела. Дополнительные условия связаны
с установкой образца в фокус объектива путем вертикального перемещения его
по оптической оси микроскопа. Точность регулировки фокуса должна быть выше
глубины резкости объектива для самого большого увеличения. Поэтому
стабильность положения образца по оси оптической системы не менее важна, чем по
плоскости предметного столика.
Юстировку микроскопа обычно проводят по всем трем координатам с помощью
микрометрических винтов координатного перемещения. При этом механическая
свобода системы должна быть сведена к минимуму. «Свободой» называют разницу
в положении микрометрического винта при помещении объекта в одну и ту же
точку путем движения из противоположных направлений.
Плоскость образца должна быть строго перпендикулярной оптической оси
микроскопа. Этого обычно достигают, помещая образец на слой пластилина и
вдавливая его в пластилин специальным прессом.
8.1.5.3. Выбор объектива
Основными характеристиками объектива являются числовая апертура и
увеличение, которое всегда можно найти на его корпусе. Как правило, линзы объектива
ахроматизованы и могут работать в широком диапазоне длин световой волны для
изучения цветных деталей печатных плат.
Яркость изображения (количество света, приходящегося ни единицу
площади) уменьшается обратно пропорционально квадрату увеличения объектива. Чем
больше апертурный угол (угол конуса) объектива, тем большее количество света
он собирает.
Для объективов с самым большим увеличением и большим значением
числовой апертуры рабочее расстояние между объективом и поверхностью образца не
превышает 0,1 мм. Из-за этого объектив легко повредить в процессе фокусировки
путем вдавливания его в покровное стекло, а замена хорошего объектива обходится
совсем не дешево.
В настоящее время производятся специально разработанные длиннофокусные
объективы с большим рабочим расстоянием. В них обычно создается
промежуточное изображение без предварительного увеличения (рис. 8.4).
8.1.5.4. Формирование и регистрация изображения
Увеличение объектива не слишком высоко, и поэтому необходимо дальнейшее
увеличение построенного им изображения. Для этого есть три возможности. Пер-
154
Гибкие печатные платы
Получение аналогового
изображения
Оцифровка изображения
Предварительная
обработка изображения
Цифровое изображение ПП
Сравнение и оценка
ОК
Найденные несоответствия
Ремонт дефектов
Эталон
Алгоритмы
Допуски
I
Правила
I
Рис. 8.4. Структурная схема распознавания объективов
вая состоит в использовании окуляра и дополнительных линз, помещаемых между
объективом и окуляром. Вторая — в фокусировке изображения на
светочувствительную фотопленку и его последующем фотоувеличении. Третий способ — это
сканирование изображения и демонстрация его на мониторе. В последние годы
достигнут значительный прогресс в развитии высококачественных ПЗС-матриц,
называемых в оптике также ССД-камерами, позволяющих создавать цифровое
изображение. При этом отпала необходимость в дополнительных линзах. В
настоящее время этот способ формирования изображения продолжает интенсивно
разввиваться.
8.1.5.5. Монокулярное и бинокулярное наблюдение
Изображение можно рассматривать при помощи монокулярной насадки,
увеличивающей первичное изображение в 3-15 раз. Типичный объектив имеет
увеличение 40х и разрешение 0,4 мкм. Чтобы человеческий глаз с его разрешающей
способностью 0,2 мм различил такие детали, требуется дальнейшее увеличение
изображения в [200/@,4 х 40) =]-12,5 раза.
Во многих микроскопах имеется дополнительная промежуточная линза,
позволяющая с помощью маломощного (Зх или 5х) окуляра разрешить все детали
изображения. Однако даже без промежуточной линзы не всегда нужно использовать
окуляр с увеличением 15х, поскольку при большом увеличении уменьшается размер
изучаемой области, а предельно разрешимые детали кажутся «стертыми».
В некоторых микроскопах световой луч делят на два и используют бинокуляр.
Это удобно, но следует знать, что использование бинокуляра может создавать
некоторые проблемы. Обычно фокусное расстояние левого и правого глаза
различается, и поэтому необходима независимая фокусировка окуляров. Эту
процедуру осуществляют фокусировкой первого окуляра на плоскость образца.
После этого вторым глазом регулируют фокусное расстояние второго окуляра
Глава 8. Специальные средства контроля и испытания печатных плат 155
(не изменяя плоскость образца), пока два изображения не совпадут. Перед этим
необходимо отрегулировать расстояние между окулярами, которое должно
соответствовать индивидуальному межглазному расстоянию исследователя.
Отметим, что бинокулярный микроскоп не обеспечивает стереоскопическое
изображение, для создания которого нужно иметь два объектива,
сфокусированных на одну область образца. Стереомикроскопы с двумя объективами в
настоящее время производятся промышленно, но их увеличение не превышает
50х. Это обусловлено трудностью размещения сразу двух объективов близко к
поверхности образца.
8. 7.6. Распознавание объектов изображения
8.1.6.1. Компьютерная обработка изображений
Оператор, анализирующий качество поверхности печатной платы, без труда
выделяет и распознает на изображении ее отдельные элементы (проводники,
зазоры, посторонние предметы, некачественные элементы поверхности
диэлектрика и т. д.). На объекты, которые его не интересуют в данный момент, он просто
не обращает внимания и легко исключает их из анализа. Если его спросить, каким
образом он отличает разные элементы печатной платы, он попытается назвать
некоторые формальные признаки (размер и форма проводника, цвет и текстура
диэлектрического основания), но вряд ли в процессе реальной работы он измеряет
или пристрастно оценивает каждый элемент. Он просто, исходя из своего опыта,
зрительно узнает дефект.
При компьютерной обработке изначально после ввода все пиксели изображения
являются равноценными по возможности отнесения их к какому-то типу объектов.
Для распознавания аналогично тому, как их узнает человек, требуется определить
формальные признаки, по которым их можно выделить из изображения в
конкретные элементы и затем классифицировать, т. е. определить тип объекта.
8.1.6.2. Принципы работы AOI
Системы AOI используют современную оптику, аппаратное и программное
обеспечение, а также библиотеки различных алгоритмов нахождения дефектов.
Эти алгоритмы работают на основании логических правил, влияющих на принятие
окончательных решений. Система получает изображение проверяемой печатной
платы и сравнивает его с «эталонной» панелью, хранящейся в памяти AOI. В
качестве эталона могут быть использованы данные CAD, фотошаблоны, а также
эталонная печатная плата. Различные алгоритмы нахождения дефектов анализируют
несоответствия между проверяемой и эталонной панелями и принимают решения,
являются ли данные различия дефектом или нет. Весь процесс принятия решений
базируется на предпочтениях и установках пользователя.
Ниже представлен схематический принцип работы систем AOI (рис. 8.5).
Получение изображения — оптический блок, включающий в себя объектив,
системы освещения и сканирующую камеру, передает изображение проверяемой
печатной платы для последующей обработки.
156
Гибкие печатные платы
Рис. 8.5. Гистограммы изображений проводников с сужением зазоров
Предварительная обработка изображения — обработка и подготовка полученного
изображения к сравнению с эталоном.
Анализ — производится проверка изображений с использованием алгоритмов
нахождения дефектов, осуществляющих сравнение подготовленного изображения
с эталонным и работающих в пределах разрешенных допусков.
Решение — принятие решения о соответствии или несоответствии платы эталону,
базирующееся на правилах и предпочтениях пользователя.
Анализатор дефектов — маркирует местоположение дефекта, классифицирует его
на основе правил, определяемых пользователем, и передает данные для дальнейшей
верификации и управления и стабилизации производственного процесса.
Современные системы AOI используют дублирующие методы нахождения
дефектов и элементы искусственного интеллекта для обеспечения высокого уровня
детектирования при нулевом количестве ложных срабатываний.
Каждый пиксель изображения имеет уникальные координаты X и Y, значение
яркости и (или) цвета в соответствии с цветовой моделью. Пиксели, образующие
объекты изображения, часто отличаются от фона по этим свойствам, что позволяет
выделить пиксели изображения, обладающие одинаковыми значениями яркости
или цвета, т. е. соответствующие объектам.
Выделение по яркости производится по гистограмме яркости, на которой
вручную или автоматически с помощью специального алгоритма выделяются
интервалы яркости, соответствующие объектам. Пики на гистограмме, как
правило, соответствуют близким по яркости, однородным участкам изображения,
т. е. объектам и фону. Для выделения анализируемой области нужно установить
границу интервала посередине между пиками. Например, для темных объектов
фотошаблона, находящихся на светлом фоне, нужно выделять темный пик, а для
светлых на темном фоне — белый пик.
Глава 8. Специальные средства контроля и испытания печатных плат
157
Выделение объектов по цвету, как правило, является более сложной задачей,
так как используются различные цветовые модели, внутри которых надо выделить
область цветового пространства, соответствующую объектам. Для каждой
цветовой составляющей выделяется свой интервал яркости, а объединение интервалов
определяет заданную область цветового пространства.
Выделение по цвету или яркости прекрасно работает для многих конструкций
печатных плат, как показано на рис. 8.6. Однако существует много изображений,
на которых элементы рисунка печатных плат имеют схожие яркости и цвета и
различаются только внутренней текстурой. Под текстурой понимается
упорядоченный узор (рисунок), который образуют пиксели, формирующие изображение
объекта. Вариации этого узора могут быть связаны с разбросом яркости, характером
распределения точек разной интенсивности, направленностью.
Фотошаблоны Внутренние слои Наружние слои Готовые ПП
Экспонирование
Трааяенив
Удаление фоторезиста
Прессование
Дополнительная металлизация
Экспонирование
Травление
Удаление фоторезиста
Защитные и паяльные маски
Покрытие контактных площадок
Условные знаки и надписи
Трассировка
¦Г
Излишек /- Отсутствие
элементов топологии
Нарушения правил
Разрывы
Короткие замыкания
Излишек/- Отсутствие
элементов топологии
Нарушения правил
премирования проводников,
зазоров и контактных площадок
Царапины
Неоднородности
и посторонние включения
Разрывы
Короткие эомыкоиия
Излишек/- Отсутствие
элементов топологии
Нарушения правил
пректироеани* проводников,
зазора» и контактных площадок
Все виды дефектов
но поверхности ПП
Забитые отверстия
Шифт в сверлении
Неоднородности
и посторонние включения
Рис. 8.6. Распределение операций контроля по операциям
8.1.6.3. Контроль печатных плат с помощью AOI
Контроль печатных плат может быть признан целесообразным на всех
операциях изготовления печатных плат, как показано на рис. 8.7, по результатам которых
делаются выводы о дефектности платы, и принимается решение о ее отбраковке
или ремонте. Используется специализированная сканирующая система проверки
печатных плат, оборудованная моторизованным предметным столом, цифровой
камерой и компьютером с программным обеспечением. Работа системы заключается
в последовательном вводе изображений отдельных фрагментов платы, их «сшивки»
в единое изображение и сравнение последнего с эталонным изображением
платы. Эталонные изображения находятся во встроенной базе данных (электронной
библиотеке) и предустанавливаются перед началом работы оператора. В результате
сравнения тестируемой платы с эталоном области несовпадения выделяются цветом.
158 Гибкие печатные платы
Классификация дефектов производится оператором путем выбора типа дефекта из
меню. Координаты дефекта фиксируются автоматически. Процесс тестирования
заканчивается формированием протокола, куда заносится информация,
включающая код оператора, код эталона, автоматически распознанный номер платы,
список дефектов, заключение оператора, его комментарии и, по необходимости,
изображение платы.
8. 7.7. Сопоставление методов тестирования
Оборудование для тестирования печатных плат настолько дорого, что нуждается
в серьезном обосновании для приобретения и правильной расстановке по
операциям. Каждый из видов тестирования — электрическое и оптическое — настолько
своеобразен, что по большей части они не конкурируют, а дополняют друг друга.
8.1.7.1. Оптический метод
Современный метод автоматического оптического тестирования (AOI — Automated
Optical Inspection) позволяет очень быстро произвести диагностику платы независимо
от ее размера. Данный метод не требует изготовления дополнительной дорогостоящей
оснастки для каждого типа плат. Однако его существенный недостаток —
ограниченность проверки правильности взаимного расположения проводников только
в одном слое, без учета переходных отверстий печатной платы. Метод получил
наибольшее распространение для тестирования фотошаблонов, внутренних слоев
многослойных печатных плат (без глухих и скрытых отверстий).
8.1.7.2. Электрический метод
В электрических методах используют две системы тестирования.
Матричное тестирование («ложе гвоздей»)
При использовании матричной системы тестирования для каждого типа плат
изготовляется специальный переходной адаптер, на который впоследствии
накладывается тестируемая плата. Достоинство метода — высокая скорость
проверки, недостаток - большая стоимость адаптера. В итоге матричное тестирование
целесообразно для тестирования больших партий печатных плат ограниченной
номенклатуры.
«Летающие щупы»
При безадаптерном тестировании изготовление дополнительных устройств не
требуется. Над поверхностью платы передвигаются головки с зондами, обычно по
два или четыре на каждую сторону платы, и опускаются на контактные площадки
тестируемой печатной платы. Скорость проверки данным способом ниже, чем
адаптерным. Однако данный метод тестирования выгоден при проверке небольших
партий плат с широкой номенклатурой.
8.1.7.3. Сопоставительные характеристики
методов тестирования
В табл. 8.2 приведены сопоставительные характеристики методов тестирования
печатных плат.
Глава 8. Специальные средства контроля и испытания печатных плат
159
Таблица 8.2
Сопоставление методов тестирования
Электрическое матричное
тестирование
Электрический тестер с
«летающими щупами»
Автоматическое оптическое
тестирование
Основные достоинства
Надежные результаты
тестирования плат как
электрического изделия
Возможность
тестирования любого типа плат
Высокая
производительность больших партий
ограниченной номенклатуры
Надежные результаты
тестирования плат как
электрического изделия
Возможность
тестирования любого типа плат
Преимущества при
тестировании ограниченных
объемов плат широкой
номенклатуры
Возможность
тестирования фотошаблонов
Высокая
производительность процесса
Отсутствие
дополнительных затрат на адаптер
Быстрое определение
местоположения дефектов
Основные недостатки
Отсутствие возможности
тестирования
фотошаблонов
Высокая стоимость
адаптера
Сложность определения
точного местоположения
дефектов
Отсутствие возможности
тестирования
фотошаблонов
Большая по сравнению
с адаптерным и
оптическим методами
продолжительность тестирования
Анализируются не
электрические соединения, а их
изображения
Результаты оптического
тестирования могут
нуждаться в проверке другими
методами
Отсутствует тестирование
металлизации отверстий
8.1.8. Примеры дефектов совмещения
На рис. 8.7 показан пример выявления и нормирования дефектов совмещения
отверстий с контактными площадками. Стандарты МЭК и IPC нормируют эти
смещения для различных классов аппаратуры, отличающихся мерой ответственности
и условиями эксплуатации.
На рис. 8.8 показаны примеры смещения покровной пленки с контактными
площадками.
Class
Class 2
Class 3
Рис. 8.7. Оценка совмещения элементов
соединений
Рис. 8.8. Дефекты совмещения
перфораций покровной пленки с контактными
площадками
160
Гибкие печатные платы
8.2. Металлографический анализ
многослойных печатных плат
Наиболее достоверно контроль металлизации отверстий и внутренних соединений
МПП выполняется с помощью микрошлифов. По микрошлифам можно выявить
нарушение формы элементов соединений, дефекты сращивания металлизации
с контактной площадкой внутреннего слоя, глубину подтравливания диэлектрика
в МПП, качество механической обработки отверстий, толщины межслойной
изоляции и другие важные элементы внутренней структуры печатных плат (рис. 8.9).
В стандартах нормируется качество металлизации в зависимости от ответственности
аппаратуры (рис. 8.10).
Изготовление микрошлифов связано с разрушением образцов, что исключает
применение этого метода для контроля металлизации отверстий на рабочем поле
платы, а результаты измерений толщины меди по микрошлифам отверстий,
расположенных на технологических слоях, могут дать ошибочные результаты: при
недостаточной рассеивающей способности электролитов вследствие краевого
эффекта толщина металлизации на краях платы может оказаться неопределенно
больше, чем на рабочем поле платы. Однако при отработке методов контроля выбор
критериев годности по толщине и качеству металлизации отверстий может быть
осуществлен только по сечению микрошлифов.
На первых этапах отработки новых технологических процессов
металлографический контроль печатных плат по микрошлифам тест-элементов
технологического поля является обязательным для каждой платы. По мере отработки процесса
Рис. 8.9. Характерные дефекты соединений в многослойных платах, выявляемые
металлографическим анализом
Рис. 8.10. Нормирование качества металлизации сквозных отверстий: слева — отлично,
посередине — приемлемо, справа — недопустимо
Глава 8. Специальные средства контроля и испытания печатных плат
161
контроль по микрошлифам становится выборочным и служит лишь для проверки
стабильности технологического процесса.
Для получения плоской поверхности среза образец устанавливается в
фторопластовую форму и заливается компаундом, например эпоксидным компаундом
холодного отверждения, или акрилатными составами (такими как бутакрил
технический и т. п.). Может успешно применяться опрессовка образца
пластмассами горячего отверждения. Заливочный состав должен иметь хорошую
адгезию с поверхностью образца. При механической обработке шлифа должны
быть предусмотрены меры, исключающие нагрев образца. Срез следует
отшлифовать и отполировать известными способами, применяя все более и более тонкие
абразивы. Шлифование производят на ткани, закрепленной на вращающемся
круге, от самой грубой до самой тонкой зернистости абразива. При переходе на
более мелкозернистый абразив необходимо соблюдать особую осторожность и
чистоту, чтобы не перенести частицы более крупного абразива на операцию более
тонкой обработки. Во избежание
смазывания металлов следует обработку
шлифа вести под углом 45° к образцу, а не
вдоль или поперек образца. Переходить
к следующей стадии шлифовки можно
только тогда, когда следы предыдущей
окончательно стерлись. Окончательная
отделка микрошлифа — полирование
производится на бильярдном сукне или
авиационном войлоке (кордном фетре),
натянутом на диски. Частота вращения
диска 50-500 об/мин.
При шлифовании среза необходимо
выдерживать перпендикулярность
плоскости образца к плоскости шлифования,
а срез выполнять точно по оси отверстия
(рис. 8.11), иначе неизбежно возникают
ошибки в оценке толщины
металлизации.
Полирование нужно производить
алмазными пастами или на пастах ГО И,
состав которых приведен в табл. 8.3.
Продолжительность обработки
микрошлифа на пастах ГОИ не должна
превышать: на грубой 3-5 мин, на средней 2-3 мин, на тонкой 1-2 мин. Большая
продолжительность полировки приводит к заваливанию краев покрытий разной
твердости и вследствие этого к потере четкости границ раздела при наблюдении под
микроскопом. Для выявления кристаллической структуры покрытия и получения
контраста между покрытиями применяется химическое травление микрошлифа.
Ниже приводятся два состава травящих растворов, применяемых в технологии
печатного монтажа.
Рис. 8.11. Размер ошибок, вызванных
отклонением от перпендикулярности
сечения микрошлифа и несоосностью реза
803
162
Гибкие печатные платы
Таблица 8.3
Состав паст ГОИ
Компоненты пасты
Окись хрома
Силикагель
Стеарин
Расщепленный жир
Олеиновая кислота
Сода двууглекислая
Керосин
Содержание, %
Грубая паста
81
2
10
5
—
—
2
Средняя паста
76
2
10
10
—
—
2
Тонкая паста
74
1,8
10
10
2
0,2
2
Раствор № 1
Бихромат калия, г 2
Вода, мл 100
Хлористый натрий, насыщенный раствор водный, мл 4
Серная кислота, мл 8
Раствор № 2
3%-ный водный раствор перекиси водорода,мл 50
25%-ный водный раствор аммиака, мл 50
Перед травлением микрошлифы необходимо промывать в спирто-бензиновой
смеси для удаления остатков жиров от операции полирования пастой ГОИ, затем
обмывать водой и высушивать спиртом.
Толщину и качество покрытий контролируют с помощью обычных или
металлографических микроскопов при 50-200-кратном увеличении. При тщательном
изготовлении микрошлифа можно достичь точности измерения толщины покрытия
±0,7 мкм.
Требования, предъявляемые к качеству металлизации и обработки отверстий
печатных плат, состоят в следующем:
• толщина медного гальванопокрытия в отверстии должна быть не менее
25 мкм;
• глубина подтравливания диэлектрика должна находиться в пределах 10—
30 мкм;
• медное гальванопокрытие не должно иметь грубой границы с торцами
контактных площадок на внутренних слоях;
• поверхность меди в отверстиях должна иметь защитное покрытие заданной
толщины;
• не допускаются металлические вкрапления в объеме диэлектрика и
инородные включения в металлических покрытиях;
• металлизация отверстий должна быть сплошной, плотной, мелкозернистой
с минимальными межкристаллитными прослойками.
Глава 8. Специальные средства контроля и испытания печатных плат
163
Рис. 8.12. Пресс для опрессовки образцов
для металлографического анализа
Рис. 8.13. Отрезная пила для разреза опрес -
сованного образца по осям отверстий
Рис. 8.14. Полировочная машина
Рис. 8.15. Металлографический
микроскоп с видеокамерой и компьютерной
обработкой
Рис. 8.16. Микрошлиф
металлизированного отверстия после компьютерной
обработки
164 Гибкие печатные платы
Для изготовления микрошлифов давно
практикуется использование комплекта лабораторного
оборудования: штамп для вырубки образцов,
ручной пресс для опрессовки образцов в пресс-форме
(рис. 8.12); пила для точного разреза образца по
осям отверстий (рис. 8.13); полировочная машина
для доводки поверхности микрошлифа (рис. 8.14);
металлографический микроскоп с видеокамерой и
компьютерной обработкой информации (рис. 8.15).
На рис. 8.16 и 8.17 показаны примеры микрошли-
Рис. 8.17. Микрошлиф стыка ме- фов, выполненные с использованием этой тех-
таллизации ники.
8.3. Рентгеноспектральный флюоресцентный
анализ в производстве электроники
8.3.1. Общая характеристика методов
рентгеноспектрального анализа
Основной задачей рентгеноспектрального анализа является качественное и/
или количественное определение химического состава исследуемого образца.
Рентгеноспектральный анализ позволяет определить практически все
химические элементы, за исключением ряда наиболее легких. Он отличается высокой
точностью: в отдельных случаях погрешность анализа не превышает 0,1-0,3%.
Для рентгеноспектрального анализа характерны высокая производительность,
достигающая сотен элементоопределений в час, и возможность практически
полной автоматизации. Поэтому рентгеноспектральный анализ широко применяется
в технике и научных исследованиях.
Возможность определения состава рентгеновскими методами основана на том,
что каждый элемент Периодической системы обладает индивидуальным,
присущим только ему рентгеновским спектром. Чтобы осуществить анализ, необходимо
прежде всего возбудить характеристическое излучение атомов образца и
исследовать его спектральный состав с помощью спектрометра. Измерив длину волн
характеристического спектра, можно, используя таблицы длины волн
характеристических линий элементов, определить элементный состав образца (выполнить
рентгеноспектральный анализ).
Возбуждение характеристического излучения атомов исследуемого образца
может быть достигнуто путем его бомбардировки быстрыми электронами (анализ
по первичным спектрам) или путем облучения рентгеновскими лучами (анализ по
вторичным спектрам или флуоресцентный анализ).
При анализе по первичным спектрам исследуемый образец помещают в
вакуум. Системы фокусировки и отклонения электронного пучка дают возможность
проводить анализ в микрообъеме и в заранее выбранном участке поверхности
образца (локальный микроанализ). Следует отметить сложности, возникающие при
Глава 8. Специальные средства контроля и испытания печатных плат 165
исследовании состава диэлектриков (заряд поверхности первичными электронами)
и легкоплавких металлов и материалов (испарение под действием электронного
пучка).
Наиболее широкое распространение получил флуоресцентный метод анализа.
Анализ по флуоресцентному излучению обладает некоторыми преимуществами
по сравнению с анализом по первичным спектрам: образец располагается вне
вакуумного объема, в ходе анализа образец не нагревается, и поэтому его
химический состав не меняется; во вторичном спектре отсутствует фон, характерный для
тормозного излучения, благодаря чему повышается контрастность анализируемых
линий, а значит, и чувствительность метода. Однако следует отметить недостаток
флуоресцентного анализа: вторичные спектры имеют малую интенсивность; для
легкоатомных образцов ограничена возможность анализа с атомными номерами
менее 12.
Физической основой анализа состава
по рентгеновским спектрам является
однозначная связь между атомным номером
химического элемента и длинами волн
генерируемого им рентгеновского
характеристического излучения. Флуоресцентное
излучение возбуждается в результате погло- ш ___jtl
щения фотона атомом вещества (рис. 8.18). ;
При достаточно большой энергии первич- !
ного фотона h может произойти иониза- Л,
3/2-
ция оболочки атома, включая ^-оболочку, э ш
вследствие чего атом покидает электрон с Рис 8 18 Схема возбуждения вторичного
энергией WKUH. На освободившееся место излучения
в ^Г-оболочку перейдет электрон с Z-обо-
лочки. При этом испускается фотон характеристического излучения hK и т. д.
В результате в атоме будет наблюдаться целый ряд переходов электронов между
выше- и нижележащими уровнями энергии, сопровождающихся эмиссией фотонов
характеристического излучения, которое называется флуоресцентным. Это
название подчеркивает, что характеристические лучи возникли при облучении вещества
фотонами, а не электронами.
Все переходы, заканчивающиеся на К-уровне, приводят к испусканию К-се-
рии; переходы, заканчивающиеся на уровнях L, — к испусканию L-серии и т. д.
Вероятность переходов неодинакова, поэтому интенсивность рентгеновских
характеристических линий различна (рис. 8.19). Характеристические спектры
химических элементов сходны по строению, что обусловлено одинаковой
структурой внутренних оболочек. Экспериментально установлено, что при
увеличении порядкового номера элемента спектры смещаются в сторону коротких длин
волн, т. е. более высоких частот (закон Мозли).
Возникшее в исследуемом образце характеристическое рентгеновское
излучение анализируется с помощью спектрометров. В отличие от видимой части
спектра рентгеновское излучение прозрачно для обычной оптики. Поэтому для
рентеноспектроскопии вынуждены использовать дифракционные методы,
которые делятся на две группы: кристалл-дифракционные и энергодисперсионные
(бескристальные).
166
Гибкие печатные платы
1000
Энергия связи (эВ)
Рис. 8.19. Спектры излучения меди
8.3.2. Кристалл-дифракционный
рентгеноспектральныи флуоресцентный анализ
В кристалл-дифракционных спектрометрах для выделения заданной линии
спектра из флуоресцентного излучения образца используется дифракция излучения
на кристалле. Если менять угол между излучением и дифракционной решеткой,
образуемой кристаллом, путем поворота
кристалла, то для всех длин волн, входящих
в излучение образца, будет последовательно
выполняться условие дифракции на
данном кристалл-анализаторе. Происходит
разложение рентгеновского спектра по
длинам волн. Излучение регистрируется
детектором.
Для разложения рентгеновского
излучения в спектр используют спектрометры
с плоскими и изогнутыми кристаллами
(рис. 8.20).
Спектрометр с плоским кристаллом
имеет высокую светосилу, обусловленную
тем, что одновременно используется для
отражения почти вся поверхность большого
Рис. 8.20. Схемы разложения рентгеново- плоског° кристалла. Однако его разреша-
кого излучения в спектр: а - схема с плос- ющая способность низкая,
ким кристаллом, б - схема с изогнутым Высокую разрешающую способность
кристаллом можно обеспечить при использовании спект-
Глава 8. Специальные средства контроля и испытания печатных плат
167
рометров, в которых применяются различные рентгенооптические фокусирующие
схемы с изогнутым кристаллом. Одним из таких спектрометров является спектрометр
по схеме Кошуа. Рентгеновский флуоресцентный спектрометр (рис 8.21) состоит из
трех основных узлов: рентгеновской трубки, излучение которой возбуждает спектр
флуоресценции исследуемого образца, кристалла — анализатора для разложения
лучей в спектр и детектора для измерения интенсивности спектральных линий.
X-ray Station
Рис. 8.21. Общее представление об аппаратуре рентгенофлуоресцентного анализа
8.3.3. Аналитические возможности метода
8.3.3.1. Качественный анализ
Разность энергий электронного перехода с одного уровня на другой Е1,2
индивидуальна для каждого атома. Это обстоятельство используется в рентгенофлу-
оресцентном анализе. Положение линий в РФА легко оценить, используя закон
Мозли:
где v — частота рентгеновской линии; те — масса электрона; е — заряд электрона;
h — постоянная Планка; Z — атомный номер элемента; 2; — постоянная
экранирования; п0 и iij — главные квантовые числа начального и конечного состояний.
Кроме того, для удобства идентификации каждого элемента можно использовать
некоторые соотношения: приблизительно можно указать, что в К-серии
интенсивность I основных линий равны: 1(а2) = 50, 1ф{) = 20, 1(р3) = 10, остальные
слабее. В L-серии: 1(а2) = 12, 1ф{) = 50,1(р2) = 20,1(р3) = 8, Цух) = Ю, остальные
слабее.
8.3.3.2. Количественный анализ
Переход от измеренной интенсивности аналитической линии к содержанию
определяемого элемента — этап, завершающий процесс
рентгенофлуоресцентного анализа. Основная его задача — обеспечить получение правильного значения
концентрации элемента в анализируемом образце. Эту задачу решают разными
168
Гибкие печатные платы
способами в зависимости от степени сложности состава пробы. Рассмотрим
наиболее распространенную классификацию, выделяя две группы способов
анализа, различающихся определением относительной интенсивности аналитической
линии.
Если интенсивность аналитической линии элемента сравнивают с
интенсивностью какой-либо другой линии, зарегистрированной в определенной
последовательности или одновременно от того же излучателя, то анализ выполняют способом
внутреннего стандарта. В качестве внутреннего стандарта может быть использован
любой сигнал, зарегистрированный от пробы и изменяющийся при смене
условий анализа по тому же закону, что и аналитическая линия. Если при нахождении
концентрации элемента интенсивность его аналитической линии регистрируется
в определенной последовательности или одновременно от независимого
излучателя, то принято считать, что анализ выполняют способом внешнего стандарта.
В способе внешнего стандарта сравнивают интенсивности аналитических линий,
зарегистрированных от разных образцов, поэтому этот способ имеет много приемов,
позволяющих учитывать различие химических составов проб и рабочих эталонов
(рис. 8.22).
¦ List of SFT Standard Samples
Stondord forte
(un.ta: мт)
Tyj*
Au
Ou
H
--. m
COS
0.1
0.2b
0,8
1
2
3
" 8
0 26
o.e
г
s
10
6л
O.M
1
•
I
OiJ
3
10
го
—JSL-
z.e
V
Sn
Pb
2n
Co
T»
A)
In
Thititneas
0.28
0.6
i?
10
20
:¦'
5
10
2.5
10
20
004
0.1
1
¦
10
a
t2.fi
5
10
15
Тур»
Pd
M
Pt
Cf
Mo
CO
w
¦¦*-_.
0.1
a
4
5
0J5&
0.1
;
: •
1
10
№
2
10
15
4
в
Впал опй
туре
Со
W
Stoodard sompte
(urSfi |мп)
Type
Afl/Cti
Аи /Си
oi^Si
Au/NI
Ni/Cu
Pb/Cu
Sri/Си
»M
•:.¦¦ -r..-v
0 5
1
2
¦ s
20..
0,5
г
в
OS
.
/
5
•
-
10
г
10
10
20
Ю
го
Type
Pb-Ni
Sn-M
Zn-Щ
CompoeWon
p.S
¦¦.', ¦ ¦
Sn~Pb Sn F0)
So /n
Sn-Ag
So • Gi
So-С к
Sri f/CJ)
'¦-¦ ¦) ¦'¦ '>;
»C)
Certified discs and cen.f'od foils
(Units: мп> %)
Type
Ay N. ¦<:•.!
Au/Ni/Cu
Ni-P/Cu
Ni-P/Fe
Sn-Pb/
42 «toy
Sn-Pb/Си
Sn60%
Sn-Pb/Си
Sn-Pb
Sn-Pb
ftfl80l»Mi
So Pt
Sn-&
Bl 13% Fort
Sn-Ag
8n-Cu
8n-8l
bus < м
BpecM tfom
Ae«1)/NiA0)
AuA)(NlA0)
Юрт
JJJ
SnE0%
аоцт
ЗОит
V- ¦;¦;¦
10ит
lOfjrri
S«
V"
10pm
16pm
lOum
Рис. 8.22. Набор стандартных проб
8.3.3.3. Параметры первичного рентгеновского луча
Особенности производства электроники состоят в миниатюрности элементов
соединений, покрытий, компонентов, исчисляемые микронами и долями
миллиметров. С их размерами должен сопоставляться размер пятна зондирования
образцов рентгеновским лучом. Для его уменьшения используют различные спо-
Глава 8. Специальные средства контроля и испытания печатных плат
169
собы использования апертура и средств коллимации (рис. 8.23). Использование
апертура (рис. 8.23а) — наиболее простой способ уменьшения пятна, но он связан
с большими потерями энергии излучения, а значит, с потерей чувствительности
прибора. Средства коллимации (рис. 8.236 и 8.23в) позволяют сконцентрировать
лучевую энергию в ограниченной зоне и, значит, увеличить энергию вторичного
излучения или уменьшить мощность рентгеновского излучения. Поликапиллярная
линза (рис. 8.23в) фокусирует исходящее из рентгеновского источника излучение
так, что за счет ее использования формируется луч высокой плотности
мощности, покрывающий очень малую область зондируемой поверхности, исчисляемую
микронами.
Различия в толщинах покрытий и содержании компонентов в сплавах можно
регистрировать, измеряя и сопоставляя интенсивность спектральных линий
характеристического излучения соответствующих элементов покрытий и композиций.
Используя координатный стол, можно растрировать поверхность образца и
получать информацию о распределении того или другого элемента или распределение
толщины покрытия зондируемого образца.
Рис. 8.23. Различные способы сосредоточения рентгеновского излучения в зоне
зондирования: а — апертурный метод, б — коллимация рентгеновскими зеркалами,
в - коллимация поликапиллярной линзой
Наиболее просто определяется толщина покрытия основы (рис. 8.24) за счет
измерения разницы интенсивности их вторичного излучения. Чем толще пленка
покрытия, тем более интенсивно ее вторичное излучение и тем более она
экранирует излучение основы (рис. 8.25).
Приборы флуоресцентного анализа, снабженные компьютерной обработкой
спектров вторичного излучения, позволяют измерять толщину многослойных
покрытий (рис. 8.26): двуслойных (рис. 8.26а), трехслойных (рис. 8.266) и сплавов
(рис. 8.26в).
170
Гибкие печатные платы
Рис. 8.24. Вторичное излучение от
покрытия и основы
Рис. 8.25. Зависимость интенсивности
вторичного излучения основы и пленки
покрытия от толщины покрытия
I
Рис. 8.26. Возможности измерения толщины пленок в многослойных покрытиях
Для примера можно привести результаты измерений двухслойного (табл. 8.4)
и трехслойного покрытий (табл. 8.5).
Результаты измерения толщины пленок в двухслойном покрытии
Таблица 8.4
Характеристика
Толщина слоя, мкм
Погрешность измерения, мкм
Аи
0,62
0,005
NiP
1,51
0,07
Таблица 8.5
Результаты измерения толщины пленок в трехслойном покрытии
Параметры
Толщина слоя, мкм
Погрешность, мкм
Аи
0,48
0,01
Ni
12
1
Си
13
3
Поставляемые приборы рентгеновского флуоресцентного анализа отличаются:
• размером формируемого на образце пятна;
• форматом плат, размещаемых для анализа;
Глава 8. Специальные средства контроля и испытания печатных плат 71
• набором стандартных образцов для калибровки анализатора;
• способом коллимации рентгеновского луча.
Для примера уместно привести характеристики одного из рентгеновских
флуоресцентных микроскопов SFT9350 японской фирмы СИ.
Усовершенствованный рентгеновский микроскоп осуществляет высокоточное
измерение благодаря улучшенным характеристикам флуоресцентного
рентгеновского излучения 75 Вт рентгеновской трубки в сочетании с очень маленькими
прицельными коллиматорами.
В результате микроскопы серии SFT9300 могут измерять микроучастки и тонкие
пленки, такие как выводы микросхем, разъемы и ПП, которые тяжело измерять
традиционными средствами вследствие недостаточной интенсивности
флуоресцентного рентгеновского излучения самих измеряемых образцов.
// SFT9350 Оснащение измерительной головки:
— камера для крупных образцов
— рентгеновская трубка с Мо мишенью с воздушным охлаждением
— высоковольтный источник питания 50 кВ, 1,5 тА
— первичный фильтр: автопереключение Мо
— вторичный фильтр: переключение Со
— детектор: пропорциональный счетчик
— программируемый координатный стол высокой точности с платформой
420x330 мм с перемещением по x-y-z 400 х 300 х 50 мм
— цветная ПЗС камера для позиционирования образцов
— увеличение 1х, 2х или 6х
— лазерная указка для функции фокусирования
— функция переключения фокусного расстояния: 10/40/70 мм
— защита от повреждения чувствительных частей системы
Режимы измерения
— точечное (по одной точке) измерения
— непрерывное измерение любого многоточечного положения
— функция поиска центра: настройка 8 направлений (по вертикали,
горизонтали, диагонали)
— функция обработки изображений: позиционирование при непрерывном
измерении, коррекция и выполнение после обработки изображения (включает
положение фокальной точки и координаты по Z)
Функции качественного анализа (объемного)
— спектральное измерение
— функция идентификации маркерного элемента KL
— дисплей сравнения (наложение и разделение)
— функция сохранения спектра и изображения образца
Метод измерения фундаментальных параметров тонких пленок
— максимум 5 слоев
— максимум 10 элементов (от титана (Ti) до висмута (Bi))
Объемный анализ (метод калибровочных кривых)
— RoHS и ELV анализ для измерения опасных веществ
— композиционный анализ до 14 элементов (от титана (Ti) до висмута (Bi))
в образце
— анализ электролитических растворов (только ионы металлов)
172 Гибкие печатные платы
Анализ пленок (метод калибровочных кривых)
— измерения тонких пленок: одиночный, двойной и из сплавов
Опции программного обеспечения
— сопоставление спектра
— функция составления спектра
— обработка изображений
2/ Коллиматор 93 S
— 0,053; 0,13; 0,23 мм (круглый)
— 0,2x0,025; 0,025x0,2 мм (прямоугольный)
3/ Оснащение рентгеновской станции
— настольный ПК Dell
— операционная система Windows XP
— ПО MS Office (Word и Excel)
— ЖК-монитор с плоским экраном
— клавиатура, мышь
— цветной принтер
8.3.4. Заключение
Основными преимуществами рентгеноспектрального флуоресцентного метода,
используемого в производстве электроники, являются:
• возможность определения почти всех химических элементов, за исключением
наиболее легких, на одном приборе в широком диапазоне концентраций,
начиная от 10~4- 10 до 100%;
• простота подготовки образцов плат к анализу, в частности для некоторых
приборов, возможность обойтись вообще без подготовки проб;
• высокая точность анализа, ограничиваемая лишь представительностью
стандартных проб и надежностью данных о составе стандартных образцов,
используемых для градуировки;
• высокая производительность метода: время, необходимое для выполнения
анализа, в зависимости от типа прибора, количества определяемых
элементов и требований к точности анализа, измеряется минутами или даже
секундами.
Литература
1. Ноймайер П. Совмещение измерения толщины покрытий и анализа состава материалов.
Электроника, НТБ. 1/2002.
2. Грибков М., Медведев А, Мылов Г., Сержантов А. Рентгеноспектральный флюоресцентный
анализ в производстве электроники // Производство электроники. 2007. №6.
Глава 9. Базовые
и вспомогательные материалы,
инструмент
9.1. Базовые материалы
9.1.1. Гибкие фольгированные материалы Epoflex®
Фольгированные материалы Epoflex® — это основные базовые материалы,
соответствующие задачам гибким печатным платам. Область применения: простые
гибкие печатные платы и шлейфы, гибко-жесткие ПП, а так же комплексные
многослойные печатные платы.
Все исходные материалы для производства проходят предварительный отбор
на соответствие стандартам IPC-FC-231C и IPC 4562, составные пары материалов
подбираются в соответствии со стандартами IPC 4204 и IPC-FC-232C. Вся
продукция инспектируется согласно плану производителя.
Материал состоит из полиимида и адгезивного подслоя из эпоксидной смолы
толщиной 15 мкм, соединяющего полиимидный диэлектрик с медной фольгой.
Эпоксидная смола специально разработана для гибких печатных плат,
обеспечивает превосходную безусадочность и прочность на отрыв медной фольги. Такая
конструкция материала позволяет выдерживать полный цикл производства ПП
с последующей сборкой и гарантировать высокую эксплуатационную надежность
электронного модуля в целом.
Epoflex® предлагает фольгированные материалы, покрытые медной
фольгой с высокой пластичностью, что обеспечивает длительную эксплуатацию при
нагрузках на изгиб. В дополнение к ламинатам Epoflex® предлагает покрывные
полиимидные и адгезивные пленки. Все материалы обрабатываются стандартными
механическими и химическими способами.
Фольгированные полиимиды
Полиимид: 25, 50 мкм
Медь: 18, 35 мкм SSC (односторонняя медь) и DSC (двусторонняя медь)
Адгезив: 15 мкм
174
Гибкие печатные платы
Обозначение
Epoflex SSC18/50 ED — это односторонний полиимидный материал,
облицованный с одной стороны 18 мкм медной фольги.
Epoflex PCL25/50 — это полиимидная покрывная пленка толщиной 50 мкм
с 25 мкм адгезивным слоем.
Пример обозначения и общей толщины материала
SSC 18/25 — общая толщина 58мкм;
SSC 18/50 — общая толщина 83мкм;
DSC 18/25 — общая толщина 76мкм;
DSC 18/50 - общая толщина 101мкм;
SSC 35/25 - общая толщина 75мкм;
SSC 35/50 — общая толщина ЮОмкм;
SSC 18/25 - общая толщина 58мкм;
DSC 35/25 — общая толщина ПОмкм;
DSC 35/50 - общая толщина 135мкм;
Характеристики материала с одно- и двусторонней медной фольгой,
толщиной 18 мкм
Свойства
Геометрическая стабильность, %
Стойкость на изгиб, циклы
Адгезия, Н/мм:
исходная
после пайки
после старения
Стойкость к расплавленному
припою при 288 °С, с
Усилие на разрыв, Н
Диэлектрическая константа
Тангенс угла диэлектрических
потерь
Диэлектрическая прочность,
В мкм
Объемное электрическое
сопротивление, МОм/см
Поверхностное электрическое
сопротивление, МОм
Типичные
значение
0,06
мооо
>1,2
>0,9
>1,2
МО
>5,2
3,9
0,002
220 E0 мкм)
250 B5 мкм)
108
106
Стандартное
значение
<0,15
МООО
>0,700
>0,525
>0,700
МО
>4,9
<4,0
<0,04
>80
МО6
МО4
Метод
2.2.4
2.4.3
2.4.9
2.4.13
2.4.16
2.5.5.3
2.5.5.3
2.5.6.1
2.5.17.1
2.5.17.1
Глава 9. Базовые и вспомогательные материалы, инструмент
175
Характеристики материала с одно- и двусторонней медной фольгой,
толщиной 35 мкм
Свойства
Геометрическая стабильность, %
Стойкость на изгиб, циклы
Адгезия, Н/мм:
исходная
после пайки
после старения
Стойкость к расплавленному
припою при 288 °С, с
Усилие на разрыв, Н
Диэлектрическая константа
Тангенс угла диэлектрических
потерь
Диэлектрическая прочность,
В/мкм
Объемное электрическое
сопротивление, М Ом/см
Поверхностное электрическое
сопротивление, МОм
Типичные
значение
0,06
>300
>1,4
>1,3
>1,4
МО
>5,2
3,9
0,002
220 E0 мкм)
250 B5 мкм)
108
106
Стандартное
значение
<0,15
>1000
> 1,400
>1,225
> 1,400
МО
>4,9
<4,0
<0,04
>80
МО6
МО4
Метод
П 2.2.4
2.4.3
2.4.9
2.4.13
2.4.16
2.5.5.3
2.5.5.3
2.5.6.1
2.5.17.1
2.5.17.1
Характеристики полиимидной покрывной пленки после нанесения на основу
Свойства
Геометрическая стабильность, %
Стойкость на изгиб, циклы
Адгезия, Н/мм:
исходная
после пайки
после старения
Стойкость к расплавленному
припою при 288 С, с
Усилие на разрыв, Н
Диэлектрическая константа
Тангенс угла диэлектрических
потерь
Типичные
значение
0,06
>300
>1,4
>1,3
>1,4
>10
>5,2
3,9
0,002
Стандартное
значение
<0,15
МООО
> 1,400
>1,225
> 1,400
МО
>4,9
<4,0
<0,04
Метод
2.2.4
2.4.3
2.4.9
2.4.13
2.4.16
2.5.5.3
2.5.5.3
176
Гибкие печатные платы
Свойства
Диэлектрическая прочность,
В/мкм
Объемное электрическое
сопротивление, МОм/см
Поверхностное электрическое
сопротивление, МОм
Типичные
значение
220 E0 мкм)
250 B5 мкм)
108
106
Стандартное
значение
>80
МО6
>104
Метод
2.5.6.1
2.5.17.1
2.5.17.1
40
| 30
g 10 ***
0
0
10
у
16 20
25
«-—pressure
—temperature
30 35 40 45
time / min
60 5
5 60
65
200 ы
150 *j
100 |
\ n ?
Рис. 9.1. Режимы прессования PCL
9.2. Эпоксидный адгезив Epoflex CFA 20
Epoflex CFA 20 — безосновный эпоксидный адгезив для производства ГПП и
ГЖПП. Специально создан для соединения гибких ламинатов, полимерных пленок
и жестких ПП в сочетании с гибкими элементами печатной платы в электронной
промышленности. Он прекрасно подходит для соединения между собой полиимид-
ных, полиэстеровых, PEN-пленок и медной фольги.
Свойства
Адгезив Epoflex CFA 20 - прозрачный, обладает высокой гибкостью, не липнет
при 25 °С. После прессования адгезив стоек к расплавленному припою при
температурах более 300 °С, полностью удовлетворяет требованиям изготовления ПП
по бессвинцовым технологиям (директива RoHS).
Epoflex CFA 20 показывает превосходные свойства и рабочие характеристики.
Свойства
Толщина
Удельная плотность
Стойкость к расплавленному припою,
288 °С
Усилие на разрыв
Усилие на разрыв после термоцикли-
рования
Метод
испытания
IPC-TM 650
-
-
2.4.13
2.4.9
2.4.9
IPC 4203/19
25 мкм+20%
-
>10с
>1,4Н/мм
>1,4Н/мм
Epoflex
CFA 20
25±5 мкм
-25 г/м2
>180с
>1,4Н/мм
>1,4Н/мм
Глава 9. Базовые и вспомогательные материалы, инструмент
177
Свойства
Текучесть смолы при толщине
адгезивного слоя 25 мкм
Содержание летучих
Адсорбция влаги
Диэлектрическая прочность
Срок хранения при температуре 25 °С,
в сухом месте
Метод
испытания
IPC-TM 650
2.3.17.1
2.3.37
2.6.2
ASTM-D-149
IPC 4203/19
<0,125мм
<4%
<4%
>20 В/мкм
Epoflex
CFA20
Не течет
<0,05%
<0,05%
40 В/мкм
3 месяца
Состояние поставки
Эпоксидный адгезив защищен с одной стороны полимерной пленкой, с другой
стороны - специально обработанной бумагой, поставляется в рулонах.
Способ применения:
• нарезать материал на заготовки нужного размера;
• снять слой бумаги с Epoflex CFA 20;
• зафиксировать Epoflex CFA 20 в выбранных точках методом нагрева или
другим подходящим способом;
• снять полимерную пленку с Epoflex CFA 20;
• произвести укладку слоев;
• начать цикл прессования в вакуумном или в открытом прессе.
Набор предварительного давления 3,5 бар @,35 МПа) необходимо обеспечивать
в течение одной минуты.
Параметры прессования:
Температура
170 °С
Предварительное
давление
0,35 МПа C,5 бар)
-60 с
Давление
3 МПа C0 бар)
Время
прессования
30 мин
Охлаждение
100 °С под
давлением
9.1.3. НТЕ-Си Copper Foil
HTE-Cu — обладает специальной мелкозернистой структурой меди, высокой
эластичностью и высоким разрывным значением. Данный материал соответствует
стандарту IPC-MF-150F.
Медная фольга НТЕ-Cu специально разработана для производства
многослойных печатных плат, обеспечивает вертикальность стенок проводников при
операции травления и равномерность толщины по всей ширине поставляемого
рулона. Медная фольга НТЕ-Cu позволяет уменьшить тенденцию образования
гвоздевого эффекта при сверлении и обладает высокой степенью сцепления с
гальваническими покрытиями.
Максимальная шероховатость подготовленного слоя меньше 10,2 мкм, типичное
значение находится между 5,5—8,5 мкм. Среднее значение прочности на разрыв
178
Гибкие печатные платы
составляет 19 Н/см для фольги толщиной 35 мкм. Блестящая сторона медной фольги
обработана специальным составом, предотвращающим окисление поверхности.
Антиокислительный слой легко разрушается механическим способом и в ваннах
кислой подготовки перед гальваникой.
Таблица значений толщины и характеристики материала
Свойства
Удельный вес
Шероховатость
блестящей стороны
Ra
Шероховатость
блестящей стороны
Rz
Шероховатость
Матовой стороны
Ra
Шероховатость
Матовой стороны
Rz
Относительное
удлинение
Предел прочности
на разрыв
Усилие на отрыв
Единица
измерения
г/м2
мкм
мкм
мкм
мкм
%
Н/мм2
Н/см
18 мкм
153
0,25
1,7
0,7
5
7
375
14
35 мкм
280
0,25
1,7
0,9
6
7
370
19
70 мкм
565
0,25
1,7
1,4
8
7
365
24
210 мкм
1683
0,25
1,7
4,5
27
7
350
30
9.1.4. Малотекучий препрег No Flow Prepreg 1080
Нетекучий препрег MSC-Ditron No Flow Prepreg 1080 — это стеклоткань,
пропитанная эпоксидной смолой, используется для производства ПП. Эта сильно
гомогенизированная структура имеет отличные эксплуатационные характеристики.
Текучесть эпоксидной смолы очень низкая, менее 1%.
Небольшие количества препрега поставляются с завода в Италии за короткий
промежуток времени.
Цвет: Светло-желтый
Срок годности при 20-21 °С и 50%-ной влажности: Змесяца
Срок годности при 5 °С: 6 месяцев
Условия хранения: в помещении со стабильными параметрами в оригинальной
упаковке.
Технические данные
Удельный вес препрега
Удельный вес стеклоткани
Единица измерения
г/м2
г/м2
Значение
125
48
Глава 9. Базовые и вспомогательные материалы, инструмент
179
Основа
Уток
Содержание смолы
Текучесть смолы
Температура стеклования
Теплопроводность
Удельная теплоемкмость
Удельная масса
Толщина после прессования
Содержание летучих
Единица измерения
нитей/см
нитей/см
%
%
°С
Вт/м-К
Дж/кг-К
г/см3
мкм
%
Значение
24
19
61,5+2
<1
>130
0,36
0,93
1,89
70±5
<0,4
9.1.5. Препреги для производства МПП фирмы
DITRON
Краткое описание
• слои стеклянной сетки, пропитанные эпоксидной смолой;
• материал соответствует требованиям горючести UL 94 градация V-0 и
соответствует всем требованиям стандартов NEMA LI 1.12 - FR-4-UT;
• IEC 249-3-1 -GF, IPC 4101 -лист 21;
• цвет светло-желтый (UV блокировка).
Хранение
Материал хранится в оригинальной упаковке при температуре 20—2 ГС и
влажности воздуха 50% не более трех месяцев. При хранении материала при температуре
меньше 5 °С максимальный срок хранения увеличивается до шести месяцев.
Физические свойства
Физические и
электрические свойства
Содержание летучих, %
Пробивное напряжение,
В/мм min
Горючесть, с (max)
Тестовый метод
IPC TM-650
2.3.19
2.5.6.2
2.3.10
DITRON
PRG-EP-84
<0,4
>3,5x104
2
IPC4101
Лист 21
<0,75
2,9x104
5
Сортамент материалов
Тип препрега
Текучесть
смолы, %
Содержание
смолы, %
Удельный
вес, г/м2
Время геле-
образова-
ния, с
Толщина
после
прессования, мкм
Стандартный препрег
1080
2112
29±3
27±3
61±2
55+2
125
160
120110
120+10
65±5
80±5
180
Гибкие печатные платы
Тип препрега
2125
2116
2165
2157
2166
7628
Текучесть
смолы, %
25±3
21+3
23±3
25±3
27±3
18±3
Содержание
смолы, %
51+2
50±2
47±2
50±2
49±2
43+2
Удельный
вес,г/м2
185
205
235
290
310
350
Время геле-
образова-
ния, с
120+10
120+10
120+10
120+10
120110
120+10
Толщина
после
прессования, мкм
95±5
105+5
12515
150±5
160+5
175±5
Стандартный Monoply препрег
2116МР6
7629МР9
23±3
30±3
52±2
49±2
215
415
120+10
120+10
120+5
210+5
9.2. Специальные материалы
для производства ПП
9.2. 1. Фоточувствительная паяльная маска ST-500
ST- 500 — жидкая фоточувствительная паяльная маска, разработана для плат
с высокой плотностью монтажа.
ST-500 — двухкомпонентная паяльная маска на эпоксидной основе, имеет
высокую химостойкость на меди, оксидированной меди, сплаве олово—свинец.
Хорошо противостоит всем финишным видам покрытий ПП, включая
иммерсионное золочение, оловянирование, серебрение, HAL.
Подготовка поверхности
Перед нанесением паяльной маски рекомендуется подготовить поверхность
с помощью пемзы, абразивных щеток C20) или химических растворов.
Приготовление состава
Рабочий состав приготавливается при тщательном перемешивании в следующем
соотношении: 0,75кг ST-500 (основной компонент)/ 0,25кг ST-H 500-2 (отверди-
тель). Недостаточное перемешивание может стать причиной плохого проявления,
липкости при экспонировании, ухудшения конечных свойств паяльной маски.
Готовый состав следует выдержать в течение 10—15 мин перед применением.
Вязкость можно регулировать с помощью разбавителя типа SMR-15 (максимум
3%).
Для печати применять сетку — 37-55 Т, ракель с твердостью 60—70 по Шору.
Предварительная сушка
Односторонние платы Температура Время
Сторона 1 75-80 °С 25 мин
Двусторонние платы Температура Время
Сторона 1 75-80 °С 15-25 мин
Сторона 2 75-80 °С 25-30 мин
Глава 9. Базовые и вспомогательные материалы, инструмент
181
Время предварительной сушки может быть различным и зависит от толщины
покрытия (оптимально 25—30 мкм), циркуляции воздуха, стабильности
температуры в камере сушки, типа материала и толщины подложки.
Слишком длительное время и высокая температура могут стать причиной
проблем при проявлении.
Хранение
Максимальное время хранения готового состава — 72 часа.
Экспонирование плат производить в течение 24 часов. Превышение указанного
времени приведет к увеличению времени проявления.
Экспонирование
Диапазон излучения 310-420 нм
Плотность энергии 350-500 мДж/см2
Ступени клина 8—11 (по 21 ступенчатому клину Штоуффера)
Проявление
Раствор проявления 1%-ный раствор карбоната натрия или калия
Давление струи 1,5—2,5 кг/см2
Время 40-90 с
Температура 28—32 °С
Удаление
После проявления в случае необходимости паяльная маска может быть удалена
в 5%-ном растворе NaOH при температуре 40-50 °С.
Термодубление
Конвейерная печь 60 мин при ~ 150 °С (температура подложки)
Хранение
Хранить при 10—25 °С в сухом помещении, избегать попадания прямых
солнечных лучей.
Срок хранения
6 месяцев начиная с даты изготовления при соблюдении рекомендованных
условий хранения.
Физические свойства
Свойства
Твердость
Истирание
Адгезия
Обрабатываемость
Горючесть
Оценка
6-8Н
Устойчив
100/100
Устойчив
Устойчив
UL-94V-0
Требования (методика тестирования)
IPC-SM-840B 3.5.1.2
(IPC-TM-650 2.4.27.2)
IPC-SM-840B 3.5.1.1
(IPC-TM-650 2.4.27.1 TABERTEST)
50 циклов/0,001
IPC-SM-840B 3.5.2 (ТМ 2.4.28.1)
Bare copper and base laminat.
Gold or Nickel, or tin-lead.
IPC-SM-3.5.3
IPC-SM-840A3.6.4
182
Гибкие печатные платы
Свойства
Пайка
Оценка
Устойчив
Устойчив
Требования (методика тестирования)
IPC-SM-840B 3.7.1
Паяемость/Сопротивление припою
(IPC-SM-840B 4.89.1)
490OF±10oforl0c
Пайка / Снятие припоя
(IPC-SM-840B 4.8.9.2)
Химические свойства
Пункт
Стойкость к растворителям
Химическая стойкость
Стойкость во влажной среде
Р.СТ. (тест на старение)
Снятие после термодубления
Значение
Стоек
Стоек
Стоек
Стоек
Стоек
Устойчив
Устойчив
Устойчив
Стоек
Стоек
Стоек
Стоек
Требования (методика тестирования)
IPC-SM840C 3.6.1
IPA 60 мин— комнатная температура
1.1.1 Трихлорэтан 60 мин — комнатная
температура
Ацетон 60 мин — комнатная температура
Толуол 60 мин — комнатная температура
Дихлорметан Кипящие пары — 10 мин
10 vol% H2SO4 30 мин — комнатная
температура
10 vol% HCL 30 мин — комнатная
температура
10 vol% NaOH 30 мин — комнатная
температура
IPC-SM-840B 3.6.2
CLASS 1:35 °С ± 2 °С 90%RH 4 дня
CLASS 2:85 °С + 2 °С 90%RH 7 дней
CLASS 3:97 °С ± 2 °С 90-98%RH 28 дней
120 °С 2 атмосферы 5 час
10 wt% NaOH 90 + 5 °С, 15 мин
Электрические свойства
Параметр
Пробой во
влажной
среде
Сопротивление изоляции
Поверхностное
сопротивление
Изоляционные свойства
Значение
1000 В постоянного тока
на толщине 25 мкм
15
1 х 10 Ом
15
5 х 10 Ом
И
1x10 Ом
Требования (методика тестирования)
IPC-SM840B3.8.1
ASTM D-257
ASTM D-257
IPC-SM-840B 3.9.1 (ТМ-650 2.6.3.1)
Класс 1:35 °С, 90%RH, 4 дня (статическое
воздействие)
8
110 Ом
Класс 2:50 °С , 90%RH, 7 дней
(статическое воздействие)
Глава 9. Базовые и вспомогательные материалы, инструмент
183
Параметр
Изоляционные свойства
Тангенс
угла
диэлектрических
потерь)
Значение
11
1x10 Ом
11
1x10 Ом
0,02
Требования (методика тестирования)
8
1x10 Ом
Класс 3:25-65 °С, 90%RH, 7 дней
(циклическое воздействие)
8
1x10 Ом
JISC6481
1 MHz
9.2.2. Жидкая фоточувствительная паяльная маска
UPC-9000
9.2.2.1. Характеристики
Водощелочного проявления.
Паяльная маска устойчива к выцветанию.
9.2.2.2. Цвет продукта
Цвет
Зеленый
Красный
Желтый
Голубой
Пурпурный
Черный
Кофейный
Белый
Матовый
Код продукта
L-17L-19G-33G25G26
G30 D-52 D-53 D-55
R-16R13
Y-45 Y-37 Y-39
В-60
Р-72 Р-73 Р-70
ВК-82
BR-81
W-90
G-35M ВК-82М В-61М
Цвет покрытия
Светло-зеленый, насыщенный зеленый,
Темно-зеленый
Светло-красный, темно-красный
Светло-желтый, средне-желтый
Светло-пурпурный, темно-пурпурно-
красный, темно-пурпурный
Зелено-матовый, черно-матовый,
голубой матовый
9.2.2.3. Спецификация UPC-9000
Вязкость (после смешивания, Vt-04, 25°C)
Не испаряющаяся масса (после смешивания)
Точка воспламенения
210±30dps
74±3%
76 °С
184
Гибкие печатные платы
Приготовление смеси (массовые
соотношения)
Жизнеспособность (темное, прохладное место,
при температуре ниже 20 °С)
Хранение (темное, прохладное место при
температуре ниже 20 °С)
Основной компонент 750 г;
отвердитель 250 г
72 часа после смешивания основных
компонентов
9 месяцев
9.2.2.4. Инструкции
A) Перед началом работы с компонентами паяльной маски необходимо дать
им прогреться до комнатной температуры.
Приготовление рабочего раствора
Рабочий состав приготавливается при тщательном перемешивании в следующем
соотношении: 0,75кг UPC-9000 (основной компонент)/ 0,25кг Н-300К1
(отвердитель). Недостаточное перемешивание может стать причиной плохого проявления,
липкости при экспонировании, ухудшения конечных свойств паяльной маски.
B) Вязкость можно регулировать с помощью фирменного разбавителя или
другого подобного типа не более чем 3%.
C) Прежде чем использовать паяльную маску перед работой, необходимо
выдержать 15 мин после смешивания для удаления воздушных пузырьков.
D) Цвет продукта может меняться в зависимости от цвета поверхности
диэлектрика и металла. Поэтому необходимо делать пробные работы для подбора нужного
цвета. Оттенок цвета маски также зависит от степени облучения УФ.
9.2.2.5. Обработка
Для печати применять сетку 36—43 Т, ракель с твердостью 60—70 по Шору
Подготовка поверхности
Перед нанесением паяльной маски рекомендуется кислая обработка для
создания матовой поверхности.
Нанесение
Первая сторона
Нанесение маски
Предварительная сушка
Вторая сторона
Нанесение маски
сито 36— 43 Т, ракель с твердостью 60—70 по Шору
Выдержка 10 мин
70-75 °С, 25 мин
сито 36—43 Т, ракель с твердостью 60—70 по Шору
Выдержка 10 мин
Предварительная сушка 70—75 °С, 25 мин
Время предварительной сушки может быть различным и зависит от толщины
покрытия (оптимально 25—30 мкм), циркуляции воздуха, стабильности
температуры в камере сушки, типа материала и толщины подложки.
Глава 9. Базовые и вспомогательные материалы, инструмент
185
Замечание. В случае двустороннего нанесения паяльной маски
предварительную сушку производить при температуре 70—75 °С, длительность обработки 40—
50 мин.
Экспонирование
Диапазон излучения
Ступени клина
310-420 нм
10—13 (по 21-ступенчатому
клину Штоуффера)
15-20 мин
1% (по весу) раствор карбоната натрия,
30±2°С,
2,0-3,0 кг/см2
60-90 с
Выдержка после экспонирования
Проявление
Раствор проявления
Температура
Давление струи раствора
Время обработки
Удаление
После проявления в случае необходимости паяльная маска может быть удалена
в 5%-ном растворе NaOH при температуре 40—50 °С.
Термодубление
Конвекционная печь 60 мин при « 150 °С (температура подложки).
9.2.2.6. Физические свойства
Свойства
Внешний вид
Требования к
отверждению
Свободна от
микробов
Требования к размерам
отпечатка
Твердость по
карандашу
Адгезия
Механические
свойства
Горючесть
Результат
теста
Устойчив
Устойчив
Устойчив
Устойчив
>6Н
Устойчив
Устойчив
UL 94V-0
Методика тестирования
IPC-SM-840 °C 3.4.8
IPC-SM-840 °C 3.4.5 Податливость с 3.6.1.3.7.1.и
3.7.2
IPC-SM-840 °C 3.4.6 Нет разрушений под
действием микробов
IPC-SM-840 °С 3.5.10
IPC-SM-840 °С 3.5.1 IPC-TM-650 2.4.27.2 > F
IPC-SM-840 °C 3.5.2.1 IPC-TM-650 2.4.27.2 Для
медной поверхности 100% Для золота и никеля <
5% удаление Диэлектрик 100%
IPC-SM-840 °C 3.5.3 Нет растрескиваний или
разрывов
IPC-SM-840 °C 3.6.3 (CLASS H)
186
Гибкие печатные платы
9.2.2.7. Химические свойства
Свойства
Стойкость к
растворителям
Стойкость к
химикатам
Влагостойкость
Тест на старение
Результат
теста
Стоек
Стоек
Стоек
Устойчив
Метод тестирования
IPC-SM-840C 3.6.1 нет набухания, отслоения,
изменение цвета и растрескивания покрытия под
воздействием изопропилового спирта Комнатной
температура 60 мин 1.1.1. Трихлорэтана Комнатная
температура 60 мин Ацетона Комнатная температура
60 мин Толуола Комнатная температура 60 мин
IPC-SM-840C 3.6.1.2 Нет набухания, удаления,
изменений цвета, растрескиваний поверхности под
воздействием: 10 об% H2SO4 Комнатная температура
30 мин 10 об% HCL Комнатная температура 30 мин
10 вес% NaOH Комнатная температура 30 мин
IPC-SM-840 °С 3.6.2 No irreversible change
120 °С 2 атмосферы 5 час
9.2.2.8. Нагревостойкость
Свойства
Паяемость
Стойкость к припою
Тест на термоцикли-
рование
Нагревостойкость
Стойкость к горячему
лужению
Результат
теста
ОК
Устойчив
Устойчив
Стоек
Стоек
Метод тестирования
IPC-SM-840C 3.7.1 Solderability irreducible
IPC-SM-840C 3.7.2 Не прилипает к поверхности,
не вздувается
IPC-SM-840C 3.9.3 нет вспучивается, не
растрескивается, не отслаивается
JIS С 6481 Soldering temp. 270 °С, 10 с, submerging
thrice, no blister or laminating
Температура припоя 260 °C, выдержка 4 с,
температура воздуха 260 °С, давление 3.8кг/см2, тройное
погружение
9.3. Фоторезисты
9.3.1. Сухой пленочный фоторезист
фирмы LIUXI серии «Т»
9.3.1.1. Описание
Серия «Т» — негативный сухой пленочный фоторезист водощелочного
проявления.
Глава 9. Базовые и вспомогательные материалы, инструмент
187
Данная серия разработана специально для печатных плат с высокой
плотностью монтажа и предназначена для тентинг-процесса, фотопечати с последующим
травлением в кислой среде, нанесения гальванических покрытий: медь, олово,
олово-свинец.
9.3.1.2. Свойства
Хорошая стойкость ко всем кислым растворам осаждения.
Высокая разрешающая способность при минимальной экспозиции.
Высокая тентирующая способность, с возможностью перекрывать отверстия
до 7,5 мм.
При раздубливании фоторезист удаляется мелкими частицами без образования
прозрачных пленок в «карманах» топологии рисунка, что максимально
благоприятствует совмещенному конвейеру — раздубливание, промывка, травление без
промежуточной стадии контроля.
Хорошее контрастное изображение после экспонирования позволяет быстро
и точно оценить качество рисунка и совмещение.
9.3.1.3.
Параметры
Толщина, мкм
Энергия экспонирования, мДж/см2
Адгезия, мкм
Разрешающая способность, мкм
9.3.1.4
Спецификация и поставка
Тип фоторезиста
Толщина, мкм
Цвет до экспонирования
Цвет после экспонирования
Рекомендуемое применение
Характеристики
Т-15
40±2
30-70
25
35
. Описание Т-15
Т-15
40±2
Зеленый
Голубой
Гальванические операции
Тентинг-процесс и кислое
Т-20
50±2
40-90
30
45
травление
Стандартная ширина рулона 305 и 610 мм. По желанию заказчика производится
нарезка с шагом 2 мм. Длина рулона 180 м. Фоторезист поставляется в коробках
по два рулона.
9.3.1.5. Применение фоторезиста
Подготовка поверхности перед ламинированием.
Для достижения максимальной адгезии медная поверхность должна быть сухой
и не содержать окислов, инородных вкраплений.
188
Гибкие печатные платы
Пример подготовки поверхности.
1. Зачистка заготовок в автоматических щеточных машинах, либо ручная
зачистка с применением закисленной пемзы, либо химическая очистка.
2. Промывка водой.
3. Струйная обработка в 10—15%-ной серной кислоте.
4. Промывка водой.
5. Обдувка чистым воздухом, свободным от масляных загрязнений.
6. Сушка при температуре 40—65 °С.
Примечание. Другие методы очистки, такие как пемза, щетки плюс пемза и
химические способы, также применимы для фоторезиста марки Т-15.
Для достижения максимальной адгезии необходимо обеспечивать шероховатость
поверхности Rz 1,5—3,0 мкм. В случае применения микротравителей необходимо
обеспечивать шероховатость на уровне 1 мкм или более.
Накатка
Рекомендуемые параметры
Температура валиков
Скорость накатки
Давление на валики (воздушное)
Температура заготовки на выходе
100-120 °С
1,0—3,0 м/мин
35-50 psi
40—65 °С, желательно придерживаться
верхнего предела
Примечание. После ламинирования заготовкам необходимо дать вылежаться
в течение 15 мин или более для выравнивания температуры до уровня в зоне
экспонирования.
Экспонирование
Энергия экспонирования
Энергия экспонирования по клину Што-
уфераB1)
Время выдержки ( минимальное)
30-70 мДж/см2
7-10
15 мин
Зависимость параметров фотопечати от энергии
экспонирования
Фоточувствительность
О 10 20 30 40 50 60 70 30
Энергия экспонирования (лл<ож
Адгезия
Энергия экспонирования
Глава 9. Базовые и вспомогательные материалы, инструмент
189
Разрешающая способность
Повторяемость отпечатка
О 10 20 30 40 50 60 70
Энергия экспонирования (л
0 10 20 30 40 50 60 70 30
Энергия экспонирования
Примечание. При выборе режимов экспонирования необходимо помнить
зависимость между поглощенной энергией, шириной проводника, адгезией и
физическими свойствами фотополимера (смотреть графики выше). Время выдержки
между экспонированием и проявлением должно находиться в интервале от 15 мин
до двух дней.
Проявление
Раствор проявления 0,8—1,2% карбонат натрия (Na2CO3)
Температура 28—34 °С
Точка вскрытия (В.Р.) 50—75% от длины камеры проявления
Время проявления 40—48 с при 30 °С и 50% В.Р.
Давление раствора 1,5—2,0 кг/см2
Примечание. Рекомендуется, чтобы длина модуля отмывки составляла 3А длины
модуля проявки. При необходимости в раствор проявителя добавляется пеногаси-
тель. Время проявления зависит от следующих факторов: типа машины, давления
жидкости раствора, температуры и т.д. Наилучших результатов можно достичь,
когда неэкспонированная часть фоторезиста удаляется между половиной и двумя
третями общей длины камеры проявления (точка вскрытия). В случае тентинг-
процесса время пролеживания после проявления и гальваническими операциями
должно быть минимальным.
Периодичность замены раствора
Очистка медной поверхности перед гальваническими операциями:
Эффективной очисткой считается теплая кислая среда, затем микротравление,
для создания микрошероховатости поверхности, активация.
Пример
Кислая очистка 50°С, 5 мин
Струйная промывка 1 мин, комнатная температура
Микротравление 2,5 мкм меди
Струйная промывка 1 минута, комнатная температура
Активация, 10%-ная H2SO4 по объему, 1 мин
Гальванические операции
Удаление фоторезиста
Время 30-70 с
Температура 40—60 °С
Давление раствора 1,0-3,0 кг/см2
Концентрация 2—4 % NaOH
190
Гибкие печатные платы
Поглощение фоторезиста
Поглощение фоторезиста 0}0Э5 м/л
Для получения мелких частиц на стадии удаления рекомендуется применять
концентрацию на уровне 2 %.
Удаление фоторезиста
0 1 2 8 4 5 6
NaOH концентрация е % по весу
при температуре 50 градусов
9.3.1.6. Техника безопасности и работа с материалом
1. Избегать контакта с кожей неэкспонированного фоторезиста, в случае
контакта вымыть участок кожи с мылом.
2. Необходима вентиляция в зоне ламинирования.
3. Вскрывать упаковку фоторезиста только при желтом свете.
4. Не использовать вторично отходы от использованного фоторезиста (пленка
полиэтиленовая и майлар).
9.3.1.7. Хранение
Хранение производится в горизонтальном положении и оригинальной упаковке
в прохладном чистом месте при температуре 5—20 °С и относительной влажности
50±10%. Гарантированный срок хранения 9 месяцев с даты изготовления.
Глава 9. Базовые и вспомогательные материалы, инструмент
191
9.3.2. Сухой пленочный фоторезист Т-20
9.3.2.1. Спецификация и поставка
Тип фоторезиста
Толщина, мкм
Цвет до экспонирования
Цвет после экспонирования
Рекомендуемое применение
Т-20
50±2
Зеленый
Голубой
Гальванические операции: Си, SnPb, Sn.
Тентинг-процесс и кислое травление по
фоторезисту
Стандартная ширина рулона 305 и 610 мм. По желанию заказчика производится
нарезка с шагом 2 мм. Длина рулона 150 м. Фоторезист поставляется в коробках
по два рулона.
9.3.2.2. Применение фоторезиста
Подготовка поверхности перед ламинированием
Для достижения максимальной адгезии медная поверхность должна быть сухой
и не содержать окислов, инородных вкраплений.
Пример подготовки поверхности
1. Зачистка заготовок в автоматических щеточных машинах, либо ручная зачистка
с применением закисленной пемзы, либо использование химической очистки.
2. Промывка водой.
3. Струйная обработка в 10-15%-ной серной кислоте.
4. Промывка водой.
5. Обдувка чистым воздухом, свободным от масляных загрязнений.
6. Сушка при температуре 40-65 °С.
Примечание. Другие методы очистки, такие как пемза, щетки плюс пемза,
химические способы, также применимы для фоторезиста марки Т-20.
Для достижения максимальной адгезии необходимо обеспечивать шероховатость
поверхности Rz 1,5—3,0 мкм. В случае применения микротравителей необходимо
обеспечивать шероховатость на уровне 1 мкм или более.
Накатка
Рекомендуемые параметры
Температура валиков
Скорость накатки
Давление на валики (воздушное)
Температура заготовки на выходе
100-120 °С
1,0-3,0 м/мин
35-50 psi
40-65 °С желательно придерживаться
верхнего предела
Примечание. После ламинирования заготовкам необходимо дать вылежаться в
течение 15 мин или более для выравнивания температуры до уровня температуры
в зоне экспонирования.
192
Гибкие печатные платы
Экспонирование
Энергия экспонирования
Энергия экспонирования по клину Што-
уфераB1)
Время выдержки (минимальное)
40-90 мДж/см2
7-11
15 мин
¦е-
Зависимость параметров фотопечати от энергии
экспонирования
Фоточувствительность
О 10 30 35 40 50 60 70 80 90 100 110
Энергия экспонирования(лг-1)^/ш)
Адгезия
0 10 20 30 40 50 80 70 80 30 100 110
Энергия экспонирования (м
Разрешающая способность
Повторяемость фотоотпечатка
О 10 20 НО 40 50 60 ?0 80 90 100 11(
Энергия экспонирования (мЮж/см)
о -20
15 *
10 -
•10 -
¦15 *
10 20 30 40 50 60 ?0 80 90 100 110
Энергия экспонирования {мФ;флд
Примечание. При выборе режимов экспонирования необходимо помнить
существующую зависимость между поглощенной энергией, шириной проводника,
адгезией и физическими свойствами фотополимера (графики выше). Время
выдержки между экспонированием и проявлением должно находиться в интервале
от 15 мин до двух дней.
Проявление
Раствор проявления 0,8—1,2% карбонат натрия (Na2CO3)
Температура 28-34 °С
Точка вскрытия (В.Р.) 50—75% от длины камеры проявления
Время проявления 40—48 с при 30 °С и 50% В.Р.
Давление раствора 1,5—2,0 кг/см2
Примечание. Рекомендуется, чтобы длина модуля отмывки составляла % длины
модуля проявки. При необходимости в раствор проявителя добавляется пеногаси-
тель. Время проявления зависит от следующих факторов: типа машины, давления
жидкости раствора, температуры и т.д. Наилучших результатов можно достичь,
когда неэкспонированная часть фоторезиста удаляется между половиной и двумя
Глава 9. Базовые и вспомогательные материалы, инструмент
193
третями общей длины камеры проявления (точка вскрытия). В случае тентинг-
процесса время пролеживания после проявления и гальваническими операциями
должно быть минимальным.
Периодичность замены раствора
Поглощение резиста
0 1 2 3 2 4 5
Поглощение фоторезиста 0,095 м/л
Очистка медной поверхности перед гальваническими операциями
Эффективной очисткой считается теплая кислая среда, затем микротравление
для создания микрошероховатости поверхности, активация.
Пример
Кислая очистка
Струйная промывка
Микротравление
Струйная промывка
Активация, 10%-ной H2SO4
Гальванические операции
Удаление фоторезиста
Время
Температура
Давление раствора
Концентрация
50 °С, 5 мин
1 мин, комнатная температура
2,5 мкм меди
1 мин, комнатная температура
по объему, 1 мин
30-70 с
40-60 °С
1,0-3,0 кг/см2
2-4 % NaOH
Удаление фоторезиста
803
194 Гибкие печатные платы
Для получения мелких частиц на стадии удаления рекомендуется применять
концентрацию на уровне 2 %
9.3.2.3. Техника безопасности и работа с материалом
1. Избегать контакта с кожей неэкспонированного фоторезиста, в случае
контакта вымыть участок кожи с мылом.
2. Необходима вентиляция в зоне ламинирования.
3. Вскрывать упаковку фоторезиста только при желтом свете.
4. Не использовать вторично отходы от использованного фоторезиста (пленка
полиэтиленовая и майлар).
9.3.2.4. Хранение
Хранение производится в горизонтальном положении и оригинальной упаковке
в прохладном чистом месте при температуре 5-20 °С и относительной влажности
50±10%. Гарантированный срок хранения 9 месяцев с даты изготовления.
9.4. Вспомогательные материалы
9.4.1. Выравнивающая пленка Via Pad DAF 200
ViaPad DAF 200 — матовая термопластичная пленка на основе
термореактивного поливинила, которая позволяет прессовать ГПП и ЖГПП с высокоразвитым
медным рельефом.
Свойства пленки:
• пленка размягчается при температуре 80 °С и защищает отверстия от
попадания на поверхность ПП эпоксидной смолы;
• позволяет перераспределять связующие равномерно по всей поверхности
ПП, не допускает возникновения воздушных пазух в топологии проводящего
рисунка с высотой проводников до 150 мкм;
• позволяет работать с акриловым и эпоксидным связующими;
• отличный выравнивающий эффект;
• совместима с такими диэлектриками и материалами, как PET, PVF, ETFE,
PTFE;
• толщина пленки: 200 мкм.
Материал поставляется в рулонах шириной 650 мм, возможна нарезка в размер
заказчика.
9.4.2. Thermo 500
Thermo 500 — это идеальный композиционный материал для прессования
жестких и гибких МПП. Композиция данного материала состоит из хлопка и
целлюлозы, обеспечивая при этом оптимальную передачу тепла прессуемому пакету
заготовок.
Глава 9. Базовые и вспомогательные материалы, инструмент 195
Отличительные характеристики
• отличные выравнивающие свойства, позволяет несколько раз использовать
данный материал, пока толщина не изменится на 30% от первоначальной
толщины;
• очищенные волокна хлопка и целлюлозы (хлопок > 60%), цвет белый;
• ровная поверхность;
• равномерный прогрев прессуемого пакета. Не смачивается эпоксидными
смолами;
• переработка материала 100%.
Технические данные
Плотность 500 г/м2 ±20
Толщина 1,0 мм ±0,08
Температура прессования 195 °С C часа)
Удельное давление 40—400 Н/см2
Влагопоглощение 7% при относительной влажности 40%.
Возможность нарезки материала в размер заказчика.
9.4.3. Пленка антиадгезивная UTF-100
UTF 100 — антиадгезивная пленка из модифицированного полиэтилентерафта-
лата. Пленка предназначена для прессования пакетов МПП, обладает оптимальной
эластичностью и не загрязняет поверхность заготовок. Выдерживает температуру
до 210 °С в течение 1,5 час без видимых изменений.
Отличительные характеристики
• эффективная цена;
• минимальные статические свойства, крторые позволяют производить более
чистую сборку пакетов МПП;
• стабильные и оптимальные свойства;
• низкое сжатие;
• высокая растяжимость;
• высокая прочность на разрыв;
• хорошая теплопередача;
• во время работы не выделяет вредных веществ, не токсична.
Технические данные
Материал модифицированный полиэтилен терафталат
Цвет прозрачный, матовый
Толщина 25—38 мкм
Плотность 32,2 м3/кг при толщине 25 мкм
Температура прессования >185 °С C часа)
Максимальная температура прессования <210°СA,5 часа)
Твердость 45 по Шору D
Предельное удлинение 110% MD, 70% TD
Нарезка материала производится стандартным способом:
• обычными ножницами;
• скальпелем по копиру;
7*
196 Гибкие печатные платы
• роликовыми ножницами;
• нарезка пакета материала гильотиной.
Применение. Листы антиадгезивной пленки UTF 100 необходимо нарезать в
размер пресс-формы или с припуском 5 мм на каждую сторону пресс-формы, чтобы
избежать загрязнения эпоксидной смолой оснастки и самого пресса.
Фиксирующие отверстия пробиваются стандартным способом с помощью
пуансона и матрицы по копиру. Необходимо осуществлять пробивку пакета из
10—20 листов антиадгезивной пленки в связи с малой толщиной пленки. При этом
гарантируется получение ровных отверстий без разрыва пленки.
Также возможно формирование отверстий на станках с ЧПУ, причем сверху
и снизу пакета из 10—20 листов пленки кладется прокладочный материал
(например, LC25).
При аккуратном применении возможно неоднократное использование пленки.
9.4.4. Термобуфер ViaPad 350
ViaPad 350 — специально разработанная бумага высокой плотности для
прессования жестких МПП и производства базовых фольгированных материалов.
Отличительные характеристики
• очищенные волокна целлюлозы;
• высокая плотность;
• голубой цвет;
• равномерная передача теплового потока;
• переработка материала 100%.
Технические данные
Плотность 350 г/м2 ±10
Толщина 0,8 мм ±0,05
Температуры прессования 95 °С C часа)
Удельное давление 40—400 Н/см2
Возможность нарезки материала в размер заказчика.
9.4.5. Термобуфер ViaPad 400
ViaPad 400 — это идеальный композиционный материал для прессования гибких
МПП. Это материал мягче, чем термобуферы Thermo 500 и ViaPad 350.
Отличительные характеристики:
• отличные выравнивающие свойства, что позволяет несколько раз
использовать данный материал, пока толщина не изменится на 50% от первоначальной
толщины;
• очищенные волокна хлопка и целлюлозы (хлопок > 60%), цвет белый;
• ровная поверхность;
• равномерный прогрев прессуемого пакета. Не смачивается эпоксидными,
акриловыми смолами;
• переработка материала 100%.
Глава 9. Базовые и вспомогательные материалы, инструмент 197
Технические данные
Плотность 400 г/м2 ±20
Толщина 1,0 мм ±0,1
Температура прессования 195 °С C часа)
Удельное давление 40—300 Н/см2
Влагопоглощение 7% при относительной влажности 40%.
Возможность нарезки материала в размер заказчика.
9.4.6. Фольга ViaPad ATF 50
ViaPad ATF 50 — алюминиевая фольга, которая помогает прессовать покрывные
слои на ГПП и гибкие МПП.
Свойства пленки:
• позволяет тентировать сквозные отверстия большого диаметра в процессе
прессования МПП;
• не позволяет прилипать и рваться антиадгезивной пленке UTF100 на углах
больших отверстий;
• толщина пленки 50 мкм;
• шероховатость поверхности пленки менее 4 мкм;
• материал: алюминиевый сплав с высокой твердостью поверхности и
гибкостью.
9.4.7. Высокотемпературная антиадгезивная пленка
ViaPad HTF 25
ViaPad HTF 25 — высокотемпературная антиадгезивная пленка из
модифицированного полиэтилентерафталата. Пленка предназначена для прессования пакетов
МПП, обладает оптимальной эластичностью и не загрязняет поверхность заготовок.
Выдерживает температуру более 210 °С в течение 1 часа без видимых изменений.
Позволяет прессовать такие диэлектрики со связующими из ВТ, СЕ или тетра-
функциональные эпоксидные смолы с высоким коэффициентом Tg.
Отличительные характеристики
• эффективная цена;
• минимальные статические свойства, которые позволяют производить более
чистую сборку пакетов МПП;
• стабильные и оптимальные свойства;
• низкое сжатие;
• высокая растяжимость;
• высокая прочность на разрыв;
• хорошая теплопередача;
• во время работы не выделяет вредных веществ, не токсична.
Технические данные
Материал модифицированный полиэтилен терафталат/компаунд
Цвет прозрачный, матовый
Толщина 25—38 мкм
198 Гибкие печатные платы
Плотность 21,2 м2/кх при толщине 25 мкм
Температура прессования >185 °С C ч)
Максимальная температура прессования > 210 °С F0 мин)
Твердость 48 по Шору D
Теплопроводность 0,24 Вт/мК
Нарезка материала производится стандартным способом:
• обычными ножницами;
• скальпелем по копиру;
• роликовыми ножницами;
• нарезка пакета материала гильотиной.
Материал поставляется в рулонах шириной от 460 до 1360 мм, возможна нарезка
в размер заказчика.
9.4.8. Материал PPL (Phenol Paper Laminates)
Материал PPL (Phenol Paper Laminates) - бумажные слои, пропитанные
модифицированной фенолформальдегидной смолой. Материал специально разработан
для сверления отверстий малого диаметра. Материал PPL содержит полностью
A00%) полимеризованную смолу, в результате чего листы из PPL обладают
однородными свойствами как по толщине, так и по поверхности.
Основное назначение материала
Применение PPL в качестве накладки для сверления гарантирует минимизацию
увода сверла от узлов координатной сетки как при вхождении, так и на выходе
из заготовки, в результате чего повышается точность совмещения. Повышенная
твердость поверхности материала (> 80 Shore D) обеспечивает сверление
практически без медных заусенцев. Полная полимеризация PPL позволяет применять
его при скоростях резания 200 м/мин и более, не боясь размазывания смолы по
каналу отверстий, так как температура деламинации лежит выше 300 °С, а также
позволяет обрабатывать такие диэлектрики, которые тверже диэлектриков на
основе эпоксидной смолы (ВТ смолы, и др.). Применение PPL в качестве
подложки и накладки улучшает качество полученного отверстия за счет легкого выноса
стружки из зоны резания. После операции сверления материал PPL для экономии
денежных средств применяется в качестве подложки/накладки для фрезерования,
тем самым предотвращая появление царапин и сколов на готовом изделии.
Технические данные
Материал крафт-бумага с 100% полимеризованной смолой
Толщина 0,5мм, разброс толщины в соответствии со стандартом IPC KL II.
Удельный вес материала 740 г/м2.
Твердость более 80 Shore D.
Температура деламинации более 300 °С.
Материал можно обрабатывать путем пиления, строгания или резки.
9.4.9. Плиты для базирования заготовок на станках
CNC-Safetool
Плиты Safetool применяются в качестве переходных базовых плит для
сверления и фрезерования ПП. Панели Safetool позволяют точно позиционировать
Глава 9. Базовые и вспомогательные материалы, инструмент 199
и фиксировать заготовки ПП на столе станка, не подвергая станок техническому
изменению. А также панели предотвращают порчу стола станка и шпинделя при
случайном врезании фрезы или сверла ниже выставленного уровня.
Данные панели обладают повышенной твердостью и необходимой прочностью
для фиксации базовых штифтов и резьбовых втулок и являются альтернативой
алюминиевым плитам. Материал Safetool имеет меньший коэффициент термического
расширения и обладает лучшей геометрической стабильностью, что очень важно
для большой заготовки. Плиты Safetool изготавливаются из меламинфенолакри-
ловой композиции высокой плотности. В тех случаях, когда плиты используются
в качестве подкладки и фиксации заготовки при фрезеровании, материал
обеспечивает хороший отвод стружки и имеет ровный обработанный край (фрезерование
с отводом стружки вниз, вверх).
Свойства
• очень гладкая поверхность (шероховатость поверхности менее 3 мкм), цвет
светло-бежевый. Материал обработан с двух сторон;
• твердость поверхности более 97 по Shore D;
• абсолютно плоская поверхность;
• полностью полимеризованные смолы. Не происходит размазывание продуктов
резания на заготовки. Температура стеклования более 130 °С;
• способность выдерживать многократные установки и демонтаж фиксирующих
и позиционирующих штифтов;
• механическая стабильность. Изгиб < 0,3%, параллельность поверхностей
50хЮ;
• двухстороннее использование.
Поставляемые размеры плит
Стандартная толщина 6,35—9,50 мм
Специальная толщина 12,70—19,00 мм
Стандартные размеры 610x1220мм, 1220х 1220мм.
9.4. 70. Меламиновые панели МЕВ
МЕВ — панели для механообработки ПП с повышенной плотностью монтажа
и для получения микроотверстий.
МЕВ производится из бумаги, пропитанной фенольной смолой и покрытый
твердой поверхностью из смеси php-меламина. Использование специального
высокотемпературного меламина эффективно понижает вероятность размазывания
продуктов резания на стенки глухих и сквозных отверстий, препятствует появлению
гвоздевого эффекта и др.
Отличительные характеристики
• отличная плоскостность;
• оптимальная твердость;
• отсутствие размазывания;
• отсутствие заусенцев;
• хорошее удаление продуктов резания;
• подходит для глухих и сквозных отверстий диаметром меньше 0,3мм;
• режется роликовыми и гильотинными ножницами;
200 Гибкие печатные платы
• хороший визуальный контроль благодаря белому цвету;
• не засоряет окружающую среду.
Номинальная толщина 0,4 мм
Удельный вес материала 0,4 кг/см2
Размеры листов 1070х1220мм, 920х1220мм
Материал имеет красно-коричневый цвет
Панели хранятся в чистом месте при комнатной температуре.
Хранение производится в оригинальной упаковке в горизонтальном положении
или сложенными заготовками в пачку.
Отработанный материал не загрязняет водную среду отравляющими и вредными
веществами.
9.4.11. Подкладочные панели для сверления
и фрезерования ПП
Данный материал панелей был специально разработан для обработки
современных высокотехнологичных МПП и ДПП. В состав группы подкладочных
материалов входит два вида, и относятся они к green board, которые утверждены
всеми ведущими европейскими и азиатскими производителями ПП.
LC 25 — натуральные древесно-волокнистые плиты
LC 25 является чистым древесно-волокнистым материалом, получаемым с
помощью высокого давления и обладающим высокой прочностью и твердостью.
Материал обеспечивает хорошую плоскостность и гладкость поверхности.
Отсутствие ворсинок, сторонних смол и липких веществ позволяет получать чистые
отверстия даже при микросверлении.
LC 25 эффективно используется как для обычного сверления, так и для
сверления микроотверстий.
Характеристики материала
Толщина 2,5 мм
Прочность > 22 Н/см
Твердость 68—70 Shore D
Размер листов: 1240x930 мм или нарезка в размер заказчика.
Обработка: гильотинными ножницами или пилением, не требует нагрева
материала.
Утилизация: обрезки материала не токсичны.
МР 6 — древесно-волокнистая плита, с двух сторон покрытая меламином
МР 6 — чистый древесно-волокнистый материал покрытый с двух сторон меламин-
ном. Материал разработан для производства ПП с очень твердой поверхностью.
Характеристики материала
Толщина 2,5 мм
Прочность > 24 Н/см
Твердость 85—88 Shore D
Размер листов: 1240x930 мм или нарезка в размер заказчика.
Обработка: гильотинными ножницами или пилением, не требует нагрева
материала.
Утилизация: обрезки материала не токсичны.
Глава 9. Базовые и вспомогательные материалы, инструмент 201
9.4.12. Алюминиевые накладки для сверления
печатных плат
Алюминиевые накладки соответствуют всем европейским стандартам. Накладка
обеспечивает технические требования процесса механообработки в производстве
высокотехнологичных жестких ДПП, МПП и соответствует всем необходимым
требованиям для накладочного материала. Материал одобрен ведущими
европейскими производителями и демонстрирует превосходные характеристики:
• улучшается центровка и точность сверления;
• листы материала обладают прецизионной плоскостностью и позволяют
уменьшить вибрации режущего инструмента;
• оптимальная твердость и стружкоудаление;
• хороший теплоотвод;
• хорошо пилится и рубится на гильотинных ножницах;
• минимальное прилипание смолы к режущей кромкме инструмента;
• эффективная цена;
• 100%-ный возврат в производство.
Характеристики материала
Материал AL 3105 сплав, финишной обработки, не содержит масел и жира
Твердость градация F20 в соответствии со стандартами
Прочность > 200 Н/мм2
Остаточные примеси в сплаве: Si 0,25, Fe 0,40, Си 0,05, Мп 0,05, Mg 0,05, Сг 0,
Zn 0,07, Ti 0,05, другие примеси не более 0,03%
Толщин 0,20; 0,24; 0,28 мм
Размеры 1230x930 мм, 1225x1070 мм
9.5. Сверла и фрезы
HI S
d
[mm]
1.00
1.50
1.60
2.00
2.50
3.00
L
[mm]
3.0
4.0
4.0
6.0
6.0
6.0
С
О
о
о
о
о
111 S - предназначена для локальной обработки пазов и поверхности ПП
111 VS
Taper Angle on Side
30°
60° О
90° О
111 VS - специальные V-образные граверы для разделения заготовок ПП
на части
202
Гибкие печатные платы
G125
125 - слотовые сверла.
Сверла предназначены
для высверливания
контуров плат и получения
пазов
125
d
(яиц
0 ГH
0 55
г; 80
0 65
0 70
0 75
0 60
0 8Ь
0 90
0 95
1 00
1 05
1 Ю
1 15
1 20
1 25
L
|mm|
5
85
6.5
8.6
85
6.5
229
о
0
о
о
о
о
о
)
d
mm]
30
.35
40
.45
50
.55
60
.65
70
.75
80
.85
90
96
L
л В
t ;>
i :.
»5
1 В
< В
1 В
1.6
i S
1 5
1 5
i 5
1 5
J Ь
Г00 86
О
о
о
о
о
о
о
d
(mm)
050
0.65
060
0,66
0 70
0.75
060
065
090
0.95
1 00
1.05
МО
1 15
1 го
t.M
L
\rrm\
i 0
S 0
t 0
r.a
i
1
i
i
i !»
* '.
3 5
» 5
j f,
0
0
О
о
о
о
о
о
о
d
mm|
30 6
3ft »
40 6
.46 6
60 6
.56 8
во в
1
MR
5
6
65 66
70 8
I
76 86
80 8
8S 6
90 8
5
|
96 86
9 00 86
229 - сверла для высо-
кооборотистых
шпинделей. Изготовление и
заточка инструмента
прецизионная
d
0.05
0.08
0.10
0.15
0.20
0.25
0.30
0.35
0.40
0.45
0.50
L
(mm]
0.6
0.8
1.2
2.0
3.5
4.0
5.5
5.5
7.0
7.0
8.5
О
О
о
о
о
о
о
о
о
о
о
d
(mm]
0.55
0.60
0.65
0.70
0.75
0.80
0.85
0.90
0 95
1.00
1.05
L
(mm]
8.5
9.5
9.5
9.5
9.5
9.5
9.5
9.5
95
10.5
10 5
О
О
0
о
о
о
о
о
0
о
о
d
(mm]
1.10
1.15
1.20
1.25
1.30
1.35
1 40
1.45
1.50
1.55
1,60
L
(mm]
10.5
10.5
10.5
10.5
12 0
12.0
12.0
12.0
12.0
12.0
12,0
О
о
о
о
0
с
0
о
0
о
0
Глава 9. Базовые и вспомогательные материалы, инструмент
203
129
d
[mm]
0.75
0.80
0.85
0.90
0.95
1.00
1.05
1.10
1.15
1.20
1.25
1.30
1.35
L
(mm)
9.5
9.5
9.5
9.5
9.5
10.5
10.5
10.5
10.5
10.5
10.5
12.0
12.0
•
.40
• 1.45
• 1.50
• 1.55
• 1.60
.65
.70
.75
.80
.85
.90
.95
• 2.00
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
[mm]
2.05
2.10
2.15
2.20
2.25
2.30
2.35
2.40
2.45
2.50
2.55
2.60
2.65
L
{mm]
12.0 4
12.0 «
12.0 4
12.0 4
12.0 4
12.0 4
12.0 4
12.0 4
12.0 4
12.0 4
12.0 4
2.0 <
12.0 4
d
[mm]
Ь 2.70
» 2.75
» 2.80
» 2.85
» 2.90
Ь 2.92
» 3.00
Ь 3.05
Ь 3.10
Ь 3.15
Ь 3.175
(mm]
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
12.0 •
129 - стандартные сверла
применяются для
производства ДПП и простых
МПП на основе FR-4,
СЕМ-3 материалов, не
содержащих галогениды.
Доступные диаметры
0,75 - 3,175 мм с шагом
0,05 мм
G129
d
mm]
0.75
0.80
0.85
0.90
0.95
1.00
1.05
1.10
L
(mm]
9.5 •
9.5 •
9.5 •
9.5 •
9.5 •
10.5 •
10.5 •
10.5 •
d
(mm]
1.15
1.20
1.25
1.30
1.35
1.40
1.45
1.50
L
[mm]
10.5 •
10.5 •
10.5 •
10.5 •
10.5 •
10.5 •
10.5 •
10.5 •
( 129QV )
G129 QV
[mm]
0.02
0.05
0.08
0.10
0.15
0 20
0.25
0.30
0.35
0.40
0.45
0.50
0.55
0.60
0.65
0.70
0.75
0.80
0 85
0.90
0.95
1.00
(mm)
0.5
0.6 С
0.8 ;
1.2 О
2.0 •
3.5 •
4.0 •
5.5 •
6.5 •
7.0 •
7.0 •
8.5 •
8.5 •
9.5 •
9 5 •
9.5 •
9.5 О
9.5 О
9.5 О
9.5 О
9.5 О
10.5 О
129 QV
d
[mm)
0 02
0.05
0.08
0.10
0.15
0.20
0.25
0.30
0 35
0.40
0.45
0.50
0.55
0 60
0.65
0.70
0.75
0 80
0.85
0.90
0 95
1.00
(,т,т
0.5
0.6
5
5.5 С
8
9
1С
8
.2
.0
.5
.0
.5
/6
0
0
5
5
129 QV - сверла с
повышенной твердостью
материала предназначены
для общего применения
в производстве ПП и
создание микропереходов.
Выпускаются следующих
диаметров 0,02 -1,00 мм
с шагом 0,02/0,05/0,08/
0,1/далеесшагом
0,05 мм
204
Гибкие печатные платы
129 UCQM
,.ш.,
G129
d
ImmJ
0.15
0.20
0,25
0.30
0.35
0.40
0 45
0,50
0,55
0.60
oee
0.70
0 75
0,80
0 88
0.90
095
1.00
UCQM
L
(mm]
2 0 •
3.5 •
4.0 •
5.5 •
6.5 •
7.0 •
70 •
86 •
6.5 •
8.6 •
8:6 •
8 6 •
8 5 0
9.6 0
9.6 О
9.5 О
9 5 О
10,8 О
129 UCQM
d
(mm]
0.20
0.25
0.30
0.35
0.40
0.45
050
0,55
0.60
0.66
0.70
0.78
0 80
0.85
0 90
0,95
1,00
I
(mm)
3 5 •
4.0 •
5,5 •
5,5 0/6.5 •
7,0 •
7.0 •
8ft •
85 •
9,5 •
9.5 •
9.5 •
9.6 0
9.5 О
9,5 0
9,5 0
9.6 О
105 О
129 UCQM-сверла со
свойствами UC и QM
типов, предназначены для
изделий повышенной
сложности,в т.ч. для
изготовления
микропереходов в МП П.
Выпускаются следующих
диаметров: 0,20-1,00 мм
с шагом 0,05 мм
d
(mm}
0.20
0,25
0,30
0.35
0,40
0.45
0,50
0.55
0.60
0.65
0,70
L
(mm)
3.5
4,0
5,5
5.5
7,0
r.o
7,0
7.0
8.5
6,5
8,5
О
О
О
о
()
о
о
о
о
о
о
129 UCQT-сверла предназначены для прецизионного сверления
с получением отличного качества стенок отверстий, минимальное
отклонение координаты от координаты выхода сверла из
заготовки при полном заглублении в материал.
Сверла выпускаются следующих диаметров: 0,20-0,70 с шагом
0,05 мм
Глава 9. Базовые и вспомогательные материалы, инструмент
205
129 ГР
G129 FP
129 FP
о о* о
00» 0
0 10 1
о is *
0*0 3
ota 4
030 Я
03$ Ь
040 »
04» У
от *
0&4 1
о«о *
0W »
0 70 t
О-?* *
0*0 1
1
mm]
1
01» «,&
0.0»
О 10
О IS
090
OtS
0.30
0 3*
040
0,4»
О SO
О.$*
о «о
0W
ото
on
о «о
0«*
ОАО
ом
100
129UC
129 FP предназначены
для обработки гибких ПП
и печатных плат на основе
f1T03(PTFE). Инструмент
имеет специальную
геометрию с острыми кромками,
что предотвращает
образование заусенцев и
размазывание связующего.
Выпускаются следующих
диаметров 0,05-1,00 мм
с шагом 0,05 мм.
129 UC предназначены
для МПП и ДПП,
обеспечивают отличное
качество стенок отверстия
за счёт ограниченной
части боковой режущей
d
(mm)
0,50
0.55
0.60
0,65
0,70
0.75
0.80
0.85
0.90
0.95
1.00
L
(mm)
5,5O/7 0
5,50/7.0
70O/8 5
7.0O/8.5
8,5
8.5
9.5
9.5
9.5
9.5
10,5
о
0
О
о
о
о
0
0
о
0
о
С)
(mm)
1,05
1,10
1 15
1.20
1.25
1,30
1.35
1.40
1.45
1.50
1.55
L
(mm)
10.5
10.5
10,5
10,5
10,5
10,5
10,5
10.5
10,5
10,5
10,5
С)
О
о
о
о
о
о
о
о
о
о
d
(mm)
1.80
1.65
1.70
1,75
1,80
1.85
1.90
1.95
2.00
L
(mm)
10,5
10,5
10.5
10.5
10.5
10.5
10.5
10.5
10.5
О
О
О
О
о
о
о
о
о
ленточки.
Выпускак
ШИХ ЛИЯМ
2,00 мм с
206
Гибкие печатные платы
[mm]
3 20
3,26
330
3.36
3 40
3.46
3.60
3.66
3 60
3.66
3,70
3.75
3.60
3 85
3 90
3.95
4.00
А*
13 0
13.0
130
13.0
130
13.0
130
13.0
130
13.0
13 О
130
13.0
13.0
13 0
13.0
13 0
131СВ
d
4 00
4,06
4 10
4,16
4 20
4 25
4 30
4.36
4 40
4,46
4 50
4.65
4 60
4.66
4 70
4-76
460
L
\mm
130
13,0
130
130
130
130
13.0
МО
130
13.0
130
13.0
13,0
13.0
130
13.0
13 0
I
0
0
0
0
о
0
0
о
0
о
0
0
0
0
0
0
0
d
(mm)
4 66
4.90
4 95
6 00
606
5.10
ft 15
5.20
6,25
6.30
6 35
6.40
6,45
5.50
6,66
6.60
6,66
,1,
13,0 О
13,0 О
130 О
13,0 О
130 О
13.0 О
13,0 О
13.0 О
13.0 О
13 О О
13.0 О
13.0 О
13 О О
13.0 О
13 О О
13.0 О
13,0 О
d
[mm)
5 70
S.75
560
5.86
6 90
5,96
6.00
6.05
6 10
6,15
6 20
6 25
6.30
6,35
0 40
6.46
660
13,0 О
13.0 О
130 О
13,0 О
13 0 О
13.0 О
13.0 О
13.0 О
130 О
13.0 О
13.0 О
13.0 О
13.0 О
13,0 О
13.0 О
13.0 О
13,0 О
А
4 05
4,10
4.15
4.20
4 25
4.30
4.35
4.40
4.45
4.60
4 55
4 60
466
4.70
4 75
4.80
4 85
L
fmmj
13.0 4
13.0 4
13 0 4
13.0 4
13.0 4
13.0 4
13 0 4
13.0 4
13 0 4
13.0 4
13.0 4
13.0 4
13 0 4
13.0 4
13.0 4
13.0 4
13.0 4
б
[mmj
> 4 90
1 4,96
1
» 6.05
» 5 10
> 6.16
» 6 20
» 5.25
1
» 6.35
» 540
1 Г» 45
> 6.50
» 555
» 5 60
1 5.65
» 5.70
(mm]
13.0 4
13.0 4
13.0 4
13.0 4
13 0 4
13.0 4
13.0 4
13.0 4
130 4
13.0 4
13.0 4
13.0 4
13 0 4
13.0 4
13.0 4
13.0 4
13.0 4
[mml
» 6.75
» 5 80
» 585
» 5.90
» 595
> 6,00
» 6.05
» 6 10
»
» 6.20
> 6 25
» 6,30
» 635
» 6.40
» 645
» 6.60
lmm\
13.0 •
13,0 #
13 0 •
13.0 •
130 •
13.0 •
13.0 •
13.0 •
130 •
13.0 •
13.0 •
13.0 •
130 •
13.0 •
13.0 •
13.0 •
Серия 131 предназначена
для получения отверстий
большого диаметра,
стандартная заточка,
допустимые диаметры: 3,20-6,50мм
131 СВ данный тип сверл
имеют дополнительную
обработку при вершине
сверла, что предотвращает
накручивание продуктов
резания на основание
инструмента и, как следствие, не
происходит ложное
срабатывание интерфейса
поломанного сверла и
повреждение приемного гнезда
магазина станка
Глава 9. Базовые и вспомогательные материалы, инструмент
207
141CER
D
[mm]
6 00
6.00
6.00
6.00
6 35
d
300
4.00
6.00
6.00
6 25
««2
6
8
12
16
16
«5
IS
18
18
IB
wn}
0
О
о
о
с
141CEL
141 СЕ-специальная конструкция фрезов позволяет обрабатывать контуры
ламинантов и цветных металлов на обычных фрезерных станках
0 60
0>90
t 00
1,10
ISO
V30
1 40
ISO
4.0
4.0
6 0
S,0
so
$.0
so
so
о
о
о
о
о
0
о
о
1 60
\ .ВО
V90
$ 00
мь
a n
$30
во
во
во
во
90
9.0
9.0
9.0
й
0
0
о
о
о
о
о
0
JmmJ
J 40
2S0
300
\а о
10.0
чго
<го
i
о
о
о
о
111 R - од нозубая фреза
предназначена для
материалов чувствительных
к нагреву, мягких, вязких
материалов (тефлон,
нейлон, органическое стекло
и т.д.), доступные
диаметры от 0,80-3,175 мм
208
Гибкие печатные платы
141HFR
¦•^^ЙЭЯЯРЧЁ
d
imml
0.80
0.90
1 00
1Л0
1.20
1.30
t.40
1.50
L
[moil
5 0
50
6.0
6.0
6 0
60
6.0
8.5
•
О
•
о
•
о
о
•
<*
Imm}
т 60
1.70
1 80
1.90
2 00
2.10
2 20
2.30
L
8 5
8.5
8 5
8.5
10 5
10.5
10-5
10.5
•
О
•
О
•
о
о
о
d
Imml
240
2.50
2.60
2.70
2.80
2.90
300
3.175
L
{mm]
10.5
105
10.5
10.5
10 5
10.5
12.5
12.5
•
•
0
О
0
о
о
•
141 HFR-праворежущая
фреза «кукурузной»
структуры, увеличенная форма
зуба, более крутой подъем
винтовой канавки. Фреза
предназначена для
контурного и пазового
фрезерования, имеет
повышенную
производительность, доступные
диаметры от 0,80-3,175 мм
151 R-фрезы с малым зубом и большим винтовым
стружечным каналом, предназначены для
высокопроизводительного и чистого фрезерования
контуров и пазов ПП, доступные диаметры от 0,50-3,175 мм
mm}
0.50
0,60
0 70
0.80
0 90
1.00
1.10
1
F.20
I 30
1.40
F SO
1 60
.70
80
90
2.00-3175
(mm!
3 5
4.0
5.0
5.0
5.0
6.0
6 0
6.0
6.0
6.0
8.5
8.5
8.5
8.5
8.5
10.5
О
О
о
о
0
о
0
о
о
о
о
о
0
о
0
о
Глава 9. Базовые и вспомогательные материалы, инструмент
209
d
Iiwn]
0 80
0.90
1.00
1.10
1.20
1.30
1.40
1.50
L
Inrn]
5 0
5-0
6 0
6.0
6 0
6.0
6.0
8.5
•
О
•
о
d
mm]
1 60
1.70
1.80
1.90
•
о
о
МО
?.2O
• 2.30
i_
(mmj
8.5
8.5
8.5
8.5
10.5
10.5
10.5
10-5
•
О
•
О
•
о
о
о
d
[mm]
2.40
2.50
2.60
2.70
2 80
2.90
3.00
3175
L
Emml
10.5
10.5
10.5
10.5
10.5
10.5
12 5
125
•
•
О
О
о
с
с
•
141 R-праворежущая
фреза «кукурузной»
структуры, заточка стандартная,
мелкозубая.
Предназначена для чистого
контурного и пазового
фрезерования, доступные
диаметры от 0,80-3,175 мм
d
0 80
0,90
100
1.10
1.20
1 30
1.40
I..50
L
fmmj
5..0
5-0
6.0
6-0
6.0
60
6.0
8.5
О
О
о
0
о
о
о
о
6
1,60
1,70
1,80
1-90
200
2-10
220
2,30
L
{mm
8 5
85
8-5
8.5
10 5
10,5
10.5
10.5
О
О
о
о
о
о
о
о
б
2 40
250
2 60
2 70
2 80
2.90
300
3-17$
L
[mm
10 5
10,5
10.5
10,5
10.5
10.5
125
12.S
0
О
0
о
С'
о
0
о
141 RT- спиралевидная
концевая фреза
предназначенная для
фрезерования без заусенцев на
металлических поверхностях
и композитных ламинатах
210
Гибкие печатные платы
040
0.50
ово
ОТО
О 4H
090
X 00
1,10
1*0
1.30
\ ъ
3.0
3 0
3,0
40
4.0
SO
S,0
so
%л
о
о
о
о
о
о
0
0
0
0
А
1 40
ISO
1 вО
1 «0
300
* 10
*«о
«,30
so
s.o
60
во
6,0
90
90
90
9,0
\)
о
о
0
0
0
0
0
0
0
о
А
*40
1.50
г во
*.?0
г во
1-90
3 00
3.1TS
10 0
10.0
10.0
10.0
10.0
10,0
19,0
1*0
1
о
о
0
о
о
0
о
о
161 R-двухзубая, право-
режущая фреза,
предназначена для фрезерования
термопластов и реактопластов,
гибких ПП, доступные
диаметры от 0,40-3,175 мм.
Пригодны для
фрезерования FPC и PTFE
материалов
а
162 R-двухзубая, праворе-
жущая фреза,
предназначена для точного
фрезерования термопластов и
реактопластов, гибких ПП,
доступные диаметры от 0,40 до
3,175 мм.
Пригодны для
фрезерования FPC и PTFE материалов
Глава 9. Базовые и вспомогательные материалы, инструмент
211
С
162RA
2.00
2.10
2.20
2.30
2 40
250
2.60
2.70
2.80
2.90
300
3175
l-i»,
9.0 О
9.0 О
9.0
9.0
9.0
90
9.0
90
90
162 RA-двухзубая
концевая фреза с большим
отводным каналом для струж-
кии, увеличеным
поперечным сечением.
Предназначена для фрезерования и
сверления очень толстых
плат
9 5
9 5
О
(Y62RE
d
tmmj
0.40
050
0 60
0.70
0 80
0.90
1 00
1.10
1.20
1.30
L
(mm)
15
3.0
30
3.0
3.0
3.0
4.5
4.5
e.o
60
0
о
Q
о
о
о
о
о
о
о
tmml
1.40
1.50
1 60
1.70
1 80
1.90
2 00
2.10
2.20
2.30
[тп
6 0
7.5
7.5
7.5
7 5
7.6
90
9.0
9 0
9.0
>1
0
О
о
о
о
о
о
0
о
0
d
(mml
2 40
2.50
260
2.70
2 80
2.90
3.00
3.175
L
(mm
9 0
9.0
9.0
9.0
90
9.0
9.5
9.5
о
О
0
0
о
о
о
о
162 RE-двухзубая фреза
с большим «карманом»для
удаления стружки и
высокой жесткостью. В
сочетании с оригинальной
геометрией режущих кромок
позволяет получать очень
чистый и точный рез
212
Гибкие печатные платы
171RN
^ш^ш^^^Г^щЩУ!
d
(mm]
0 50
0 60
0 70
0.60
0 90
1.00
MO
L
35
4.0
5 0
50
50
70
7 0
0
о
о
•
d
mm)
20
.30
40
.50
во
ГО
8$
L
[от]
7 0 4
7 0 4
a s 4
Я 5 4
85 4
d
1
» 200
ft
ft 240
1 2 50
I
(mm)
в 5
10.S
to s
10 5
10 5
105
10$
с
о
171 RN-праворежущая
фреза «кукурузной»
структуры с измененной
геометрией режущих зубьев и,
как следствие,
увеличенным сроком службы.
Доступные диаметры от
0,50-2,50 мм
InSnJ
0 hO
0 60
0 70
0.80
0 90
1.00
1 10
(mm!
3 S
4 0
SO
50
50
70
70
О
О
о
•
#
•
•
d
1 20
1,30
1 40
140
1 60
1.70
1 НО
7 0 4
7.0 <
7 0 4
«ft 4
a 5 4
9Ь 4
в ft 4
d
[mm]
1
* 200
» ? 10
1 230
1 2 30
1 840
ft 1 И
• ft
105
10.ft
105
io a
10.5
10 5
141 RN-праворежущая
фреза «кукурузной»
структуры с улучшенным струж-
коотводом. Предназначена
для обработки ПП с
высоким значением Тд и
материалов, не содержащих
галогениды.
Доступные диаметры
от 0,50 до 2,50 мм.
Глава 9. Базовые и вспомогательные материалы, инструмент
213
ш
d
[mm)
0.80
0.90
1.00
1.10
1.20
1.30
1.40
1.50
L
(mm]
3 0
3,0
4.5
4.5
6.0
6.0
6.0
7.5
О
О
о
о
о
о
о
о
d
[mm]
1.60
1.70
1.80
1.90
2,00
2.10
2 20
2.30
L
(mm)
7.5
7.5
7,5
7.5
9.0
9.0
9.0
9.0
О
О
о
о
о
о
о
о
щш
d
[mmj
2.40
2.50
2.60
2.70
2.80
2.90
3,00
3.175
L
(mm)
9.0
9.0
9.0
9.0
9.0
9.0
9.5
9.5
С
С
С
с
6
о
с
о
181 -контурная
прямозубая концевая фреза, пре-
дотвращяющая
образование заусенцев. Доступные
диаметры от 0,80-3,175 мм
С. СПРАВОЧНОЕ ПРИЛОЖЕНИЕ
С.1. Классификация базовых материалов
для печатных плат
Стандарт МЭК 61249-2 содержит следующие разделы под общим стандартом
«Материалы для печатных плат и других монтажных структур: Часть 2:
Композиционные материалы оснований фольгированные и нефольгированные» (IEC 61249-2
consists of the following parts, under the general title Materials for printed boards and
other interconnecting structures — Part 2: Reinforced base materials, clad and unclad).
Часть по
61249-2
2-1
2-2
2-3
2-4
2-5
Связующее
Фенолоформаль-
дегидная смола
Фенолоформаль-
дегидная смола
Полиэфир
Бромирован-
ная эпоксидная
смола
Армирующий
материал
Бумага
Бумага
Тканое/нетканое
стекловолокно
Сердцевина
из бумаги,
стеклоткань
в обрамлении
из Е-стекла
Горючесть
(вертикальный
тест)
Ограниченная
горючесть
Ограниченная
горючесть
Фольгирован-
ный/нефол ьгиро -
ванный
Не фольгиро-
ванный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Назначение
Экономичный
класс
Элект-
роизо-
ляци-
онный
класс
Справочное приложение
215
Часть по
61249-2
2-6
2-7
2-8
2-9
2-10
2-11
2-12
2-13
2-14
2-15
2-16
2-17
2-18
Связующее
Бромирован-
ная эпоксидная
смола
Эпоксидная
смола
Модифицированная бромиро-
ванная
эпоксидная смола
Бисмалеимид/
триазин,
модифицированная
или немодифици-
рованная
эпоксидная смола
Цианатный
полиэфир,
модифицированная
или немодифици -
рованная
эпоксидная смола
Полиимид,
модифицированная
или немодифи-
цированная
эпоксидная смола
Эпоксидная
смола
Цианатный
полиэфир
Полиэфир
Армирующий
материал
Тканое/нетканое
стекловолокно из
Е-стекла
Стеклоткань
из Е-стекла
Стеклоткань
из Е-стекла
Стеклоткань
из Е-стекла
Стеклоткань
из Е-стекла
Стеклоткань
из Е-стекла
Нетканое
арамидное
волокно
Нетканое
арамидное
волокно
Нетканое
стекловолокно
Горючесть
(вертикальный
тест)
Ограниченная
горючесть
Ограниченная
горючесть
Ограниченная
горючесть
Ограниченная
горючесть
Ограниченная
горючесть
Ограниченная
горючесть
Ограниченная
горючесть
Ограниченная
горючесть
Ограниченная
горючесть
Фольгирован-
ный/нефольгиро-
ванный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Назначение
216
Гибкие печатные платы
Часть по
61249-2
2-19
2-20
2-21
2-22
2-23
2-24
2-25
2-26
Связующее
Эпоксидная
смола
Свободная от
галогенов
эпоксидная смола
Свободная от
галогенов
модифицированная
эпоксидная
смола
Свободная от
брома феноло-
формальдегидная
смола
Небромирован-
ная эпоксидная
смола
Армирующий
материал
Стеклянный
шпон
Стеклоткань
из Е-стекла
Стеклоткань
из Е-стекла
Бумага
Тканое/нетканое
стекловолокно
Горючесть
(вертикальный
тест)
Ограниченная
горючесть
Ограниченная
горючесть
Ограниченная
горючесть
Ограниченная
горючесть
Ограниченная
горючесть
Фольгирован-
ный/нефольгиро-
ванный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Фольгирован-
ный
Назначение
Экономичный
класс
С. 7. 7. Типовые размеры листов в поставках
Размеры листов оговариваются между поставщиком и покупателем. Но в этих
договоренностях следует ориентироваться на следующий ряд размеров:
• 915 мм х 1220 мм
• 1065 мм х 1155 мм
• 1065 мм х 1280 мм
• 1000 мм х 1000 мм
• 1000 мм х 1200 мм
Справочное приложение
217
С.2. Размеры печатных плат по стандарту
«ЕВРОМЕХАНИКА»
(МЭК 6097, 60297-3, ГОСТ 28.601.3-90)
2,3
2,54
I
3S5?
0 \ : •¦
\
0
'".
.. ...
•
<
ij.
ii
.ii
i" i
i |
1 1
l.j
I i
¦it
•
—
..
•
i
...: .
Д..
4
rl:!
:l :::"
_
i • • t
! ! ' f
!', *
! i .
-
f i . j
z
* 1...
-
-:
!
J
;
f
" ' - " 4"ГТ'Г
•'--•-;-:: v L
":;.41ггг::1т:;уг::.:.;.:
.;.:J
-,.t. i. *.. .1.......
u
j
j.
I
..,}...
¦ ' 1 ¦
,:: j;
о
• OOO
' OOO
eoo
» OOO
> OOO
! OOO
i -OOO
--•-o-e-o
: OOO
• 000
• 000
-0©-O
000
&OC
OOO
-0OO'
OOO
eoo
OOO
0 0-O
OOO
©00
000
©-©<)
OOO
dOO
OOO
О
2,78
Основные размеры
Высота каркаса блочного
(В const = 482,6 мм)
и
3
4
5
6
9
Н, мм
132,5
177,0
221,5
265,9
399,2
Интерфейсная печатная
плата (толщина 1,6 мм)
Н, мм
100,0
144,45
188,90
233,35
366,70
L, мм
100,0
160,0
220,0
280,0
С.З. Базовые материалы. Критерии выбора
Тип материала
FR4
FR5
Температура
стеклования (Tg), °C
143
185
Относительная диэлектрическая
проницаемость, ?г
4,5
4,5
218
Тип материала
ВТ(СВЧ)
Полиимид блочный
Полиимид пленочный
Фторопласт - Teflon
Фторопласт-4 (Россия)
Температура
стеклования (Tg), °C
С.4. Дюймовая -
Дюйм (inch)
Миллидюйм (mil)
Фут (foot = 12 inch)
Квадратный дюйм (Square inch)
Квадратный фут (Square foot)
Кубический дюйм (cube of inch)
Кубический фут (cube of foot)
Фут в секунду (foot per second)
Унция (Oz)
Фунт (pound)
Фунт на кубический фут (плотность)
Фунт-сила
Фунт-сила на квадратный дюйм (PSI)
Фунт-сила-фут (момент силы)
BRU (энергия)
(°F-32)x5/9 "Fahrenheit (Фаренгейт)
Баррель(бочка)
Галлон
Кварта (кружка 1л)
Пинта (кружка 0,5 л)
Ярд (yard) = 3 фунта = 36 дюймов
Квадратный ярд (Square yard)
180
260
220
280
320
Гибкие печатные платы
Относительная диэлектрическая
проницаемость, ег
3,5
3,8
3,2
2,4
1,8
метрическая системы
25,4 мм
25,4 мкм
0,3048 м
6,4516 см2
0,0929 м2
16,387 см3
0,0283 м3
0,3048 м/с
28,35 г
0,4536 кг
16,02 кг/м3
4,45 Н
6895 Н/м2(Па)
1,356 Нхм
1054 Дж
1°С
158,988 л
3,785 л
0,94625 л
0,47312 л
0,9144 м
0,836 м2
Справочное приложение
219
С.5. Коэффициенты теплопроводности
Алюминий
Железо
Золото
Латунь
Медь
Ртуть
Серебро
Сталь
Чугун
Коэффициент теплопроводности
Вещество
С.6. Масса плат
Толщина платы, мм
0,5 (ДПП)
0,8 (ДПП)
1,0 (ДПП)
1,5 (ДПП)
2,0 (ДПП)
1,6(МПП-4)
Вт/мтрад
209,3
74,4
312,8
85,5
389,6
29,1
418,7
45,4
62,8
Удельная масса, г/дм2
12
17
22
32
40
42
С.7. Масса листов фольгированных
стеклотекстолитов типа FR4
Материал
Двусторонний
Двусторонний
Двусторонний
Двусторонний
Двусторонний
Двусторонний
Двусторонний
Двусторонний
Толщина, мм
0,50
0,71
0,80
1,00
1,55
1,55
2,00
2,00
Фольга, мкм
18/18
18/18
18/18
18/18
18/18
35/35
18/18
35/35
Масса 1 м2/кг
1,24
1,64
1,80
2,18
3,20
3,51
4,05
4,10
220
Гибкие печатные платы
Материал
Двусторонний
Односторонний
Односторонний
Толщина, мм
2,40
1,55
1,55
Фольга, мкм
18/18
18/0
35/0
Масса 1 м2/кг
4,80
3,05
3,20
С.8. Металлические покрытия печатных плат
Тип покрытия
Сплав Розе
Сплав олово— свинец
оплавленный или HAL
Иммерсионное олово
Иммерсионное олово с
барьерным подслоем
Гальваническое золото и его
сплавы (золото— никель,
золото— кобальт и др.)
Медное
Серебряное
Серебро— сурьма
Палладиевое
Химический
никель-иммерсионное золото. Химический
никель — химический
палладий
Никелевое
Родий
Толщина, мкм
3-15
9-15
0,1-0,3
0,1-0,3
2,5-5 Ni/0,5-
ЗАи
25-30
6-12
6-12
2,5-5 Ni/0,5-
2Pd
2,5-5 Ni/0,2-
0,4 Au (Pd)
3-6
2,5-5 Ni/0,1-
3Rd
Назначение
Защита от коррозии, обеспечение
кратковременной паяемости
Защита от коррозии, обеспечение
долговременной паяемости
Защита от коррозии, обеспечение
кратковременной паяемости
Защита от коррозии, обеспечение
долговременной паяемости
Улучшение электропроводности,
внешнего вида, снижение переходного
сопротивления, защита от коррозии,
контактное покрытие ламелей
концевых контактов сочленяющегося типа
Обеспечение электрических
параметров, соединение проводящих слоев
Улучшение электропроводности
Улучшение электропроводности,
повышение износоустойчивости
переключателей и концевых контактов
Снижение переходного
сопротивления, повышение износоустойчивости
контактов переключателей и ламелей
концевых контактов сочленяющегося
типа
Финишное покрытие контактных
площадок и контактное покрытие для
разъемов нажимного типа
Защита от коррозии, повышение
износоустойчивости контактов
переключателей и ламелей концевых
контактов в силовой электронике
Повышение износоустойчивости и
твердости контактов переключателей
и ламелей концевых контактов
Справочное приложение
221
С.9. Оценки финишных покрытий
поверхностей монтажных элементов
\ Вид поверх-
\ ности
ХарактерисЧ
тики \
Паяемость
Сохраняемость
паяемости
Повторная
пайка
Копланар-
ность
Надежность
паек
Использование
как металлоре-
зиста
Затраты
относительно тентинг-
процесса, %
1ческий оло-
ц с подслоем
икеля
IIя
§ ?
а §
о
Хор
Отл
о
н
Отс
твуе
pj
О
g
о
120
-процесс
HAL
тл.
О
Отл
Отл
о
н
Отс
твуе
5
Ё
Д
100
юнные Ni/Au
в
о
о
X
Хор
Хор
Отл
о
X
н
Д
ПО
1еский никель
|
еуд.
Д
о
5
Удо
Отл
о
Д
о
о
сп
о
PQ
115
ческое олово
оем никеля
II
2 Е
ТЛ.
О
Отл.
Отл
Хор
о
о
120
ия органичес-
гибиторами
ассивац
кими ин
тл.
О
Хор
Нет
Отл
PQ
о
Д
90
ОЯО1ГО ЭОННО!
Иммерс!
тл.
о
Нет
S
Удо
Отл
о
н
Д
130
юнное олово
[ым подслоем
И
i &
а*
тл.
О
Отл
Отл
Отл
о
X
н
Д
115
*
G
тл.
О
Хор
Отл
Отл
а,
о
X
о
о
S
но
ю
а,
и
о
X
Хор
Отл
Хор
О
X
Н
о
115
* После оплавления.
222
СЮ.
Тип
106
1080
2112
2113
2125
2116
7628
Гибкие печатные платы
Препреги (склеивающие стеклоткани)
Толщина, мм
0,050
0,065
0,090
0,100
0,100
0,115
0,190
Удельная масса, г/м2
25
49
70
83
88
108
200
Плетение
22x22
24x18,5
16x15
24x23
16x15
24x23
17x12
С.11. Примеры некоторых типоразмеров ПП
по 19-дюймовому стандарту МЭК 297
(IEC 297-3)
Обозначение типоразмера
ПП
зи
4U
и
Высота передней панели
блока или ширина ПП, мм
10
144,5
188,9
Глубина блока или длина ПП,
мм
100
160
220
280
100
160
220
280
100
160
220
280
Справочное приложение
223
С. 12. Сопоставление методов изготовления
печатных плат по воспроизводимости рисунка
III
I
a»
l
«
я м 5
| 8 В
ви
2*f
3 ss
1
^§
ai
I =
§ X Ч
а- а, а>
ЕЭ о) В
ю м ее ьс
о о в .5
18 мкм
Фольга
18 мкм
18 мкм
Создание
проводимости < 1 мкм
3 мкм
6 мкм
Общая
металлизация поверхности
35 мкм
30 мкм
40 мкм
40 мкм
50 мкм
Фоторезист
25 мкм
35 мкм
Металлизация
рисунка
35 мкм
15 мкм
15 мкм
Металлорезист
3 мкм
18 мкм
24 мкм
53 мкм
Глубина травления
меди
0,02/0,02
0,06/0,06
0,08/0,08
0,17/0,17
Проводник/зазор
2-3
1,2-1,3
1,3-1,4
1,0
Относительная
стоимость основного
производства
8-10
3-4
2-3
Относительная
стоимость
инженерного
обеспечения
224
Гибкие печатные платы
С. 13. СТОЙКОСТЬ СВЕРЛ
Диаметр
сверления,
мм
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
1,3
1,4
1,5
1,6
1,7
1,8
1,9
2,0
2,1
2,2
2,3 *
2,4
2,5
2,6
2,7
Число
оборотов, об/мин/
(тыс.)
110
ПО
95
80
68
60
53
48
43
40
37
34
32
30
28
27
25
24
23
22
21
20
20
20
20
Подача,
мм/с
42
63
75
92
90
80
70
63
57
53
50
45
43
40
37
37
33
32
28
25
22
20
18
17
15
Подача,
мм/об
0,023
0,034
0,047
0,069
0,079
0,080
0,079
0,079
0,080
0,080
0,081
0,079
0,081
0,080
0,079
0,082
0,079
0,080
0,073
0,068
0,063
0,060
0,054
0,051
0,045
Стойкость
сверл,
сверлений на
сверло
600
600
600
1000
1000
1000
1000
1000
1000
800
800
800
800
800
800
800
800
800
800
800
800
800
800
800
800
Обратный
ход, мм/с
163
200
200
200
200
200
200
200
200
200
200
200
200
200
200
200
200
200
200
200
200
200
200
200
200
Обратный
ход, мм/об
0,089
0,109
0,126
0,150
0,176
0,200
0,226
0,250
0,279
0,300
0,324
0,353
0,375
0,400
0,429
0,444
0,480
0,500
0,522
0,545
0,571
0,600
0,600
0,600
0,600
Справочное приложение
225
С. 14. Типовые размеры листов
фольгированных материалов
и соответствующие им безотходные
размеры заготовок
Предпочтения
Предпочтительный
Менее
предпочтительный
Допустимый
Редкий
Формат,
дюйм
36x38
40x48
42x48
41x49
Формат, мм
914x1220
1020x1220
1067x1220
1041x1245
Формат
заготовок,
дюйм
18x19
18x12
9x12
20x24
20x12
10x12
21x24
14x16
7x8
201/2х241/2
Формат
заготовок, мм
475x610
475x310
228x310
508x610
508x310
254x310
533x610
356x406
178x203
520x622
Количество
заготовок
в листе
4
8
16
4
8
16
4
9
18
4
С. 15. Удельное электрическое сопротивление
металлов ПП
Металл
Медная фольга
Гальваническая медь
Химическая медь
Олово
Алюминий
Золото
Палладий
Сталь
Никель
Серебро
Удельное электрическое сопротивление,
Ом-мхЮ8
1,72
1,90
2,80
11,3
2,9
2,22
10,3
15,0
7,80
1,59
803
226 Гибкие печатные платы
С. 16. Специальные термины
Полный набор терминов можно найти в русской редакции Международного
стандарта МЭК-60194 «Платы печатные. Проектирование, изготовление и
монтаж. Термины и определения» (www.techizdat.ru.). Здесь публикуются некоторые
специальные термины, не попавшие в стандарт или имеющие иное толкование.
А
ACAS, Automatic components assembly system - Автоматизированная установка
для монтажа электронных компонентов.
ACCEL, Automatic Circuit Card Etching Layout — Автоматизированная разводка
печатных плат, фирменное наименование САПР и фирмы-производителя.
Accordion — Способ трассировки проводника в виде меандра, применяется для
выравнивания длин проводников путем увеличения их длины. Характеризуется
амплитудой и зазором между фрагментами меандра.
Adw, automatic discrete wiring - Автоматический последовательный монтаж
выводов.
Alias — Псевдонимы или дополнительные имена компонента, полезно
использовать при создании библиотек компонентов, имеющих одинаковые символы и
посадочные места, но разные наименования (например, К155ЛАЗ и КР1533ЛАЗ).
Aligning components — Выравнивание компонентов, как правило, с использованием
средств команды Edit/Align components графического редактора ACCEL PCB.
Antipads — Специальные графические формы, создаваемые во внутренних
слоях питания или земли в стеке контактной площадки или переходного отверстия
и предназначенные для обеспечения и контроля зазоров ( antipad — gap) между
внутренней областью металлизации и металлизацией отверстия.
Aperture - Апертура (диаметр и форма отверстия диафрагмы) фотоплоттера,
выполняющая засветку фотошаблона. Необходимо выбирать ширины линий,
форму и размеры контактных площадок и переходных отверстий, исходя из апертур
фотоплоттера, на котором будет выполняться фотошаблон.
Aperture number — Номер апертуры фотоплоттера, используется при создании
управляющего файла фотоплоттера.
Aperture opening — Открытая часть апертуры. Описание поперечной формы
апертуры. Описывается как какая-либо из линейных или трапециевидных форм.
Aperture Reductions and Modifications — Апертурные уменьшения или
модификации. Изменения в размере или форме апертур трафарета по отношению к соответст-
Справочное приложение 227
вующим им контактным площадкам. Эти изменения проводятся для улучшения
наносимости паяльной пасты и уменьшения себестоимости изделия.
Aperture shape — Форма апертуры. Образ отверстия в трафарете, с той его
стороны, где происходит движение лопатки принтера. Наиболее часто
используемые формы: прямоугольники, квадраты, круги, овалы и клиновидные
(home plate).
Aperture size - Размер апертуры (параметры длины и ширины отверстия в
трафарете).
Asfx, assembly fixture — Приспособление для сборки, сборочная оснастка.
Aspect Ratio - коэффициент, оценивающий глубину отверстия. В печатных
платах это отношение диаметра отверстия к ее толщине. В трафаретной печати
это отношение размера отверстия апертуры к толщине трафарета.
Associate components — Маленькие компоненты (small components), связанные
в своем расположении с большим (large components), например фильтрующие
емкмости, связанные с микросхемой.
ATE, automatic test equipment — Автоматизированная тестовая аппаратура.
Attack angle — угол атаки. Угол ракеля принтера по отношению к поверхности
трафарета.
Attribute - Информация, вводимая в описание компонента или в рабочую
область проекта с использованием специальных ключевых слов.
Automatic island removal - Автоматическое удаление не присоединенных к цепи
«островков» металлизации.
Autorouter — Программа автоматической трассировки печатных плат.
В
Balanced daisy chain topology — Способ трассировки цепей, при котором каждая
цепь имеет по меньшей мере один стартовый вывод или источник (Source) и два
и более оконечных вывода или приемника (Terminators). При этом источники (в
случае, если их больше одного) соединяются в единую последовательную цепь,
которая затем разветвляется в несколько ветвей, идущих к приемникам. Данная
топология позволяет сбалансировать нагрузку на выводы источника и облегчить
трассировку цепей, сочетая преимущества топологий «дерево» (Daisy) и
«последовательная цепь» (Chain). Как правило, источником являются выходы микросхем,
а приемниками — их входы.
ВВВ, basic building block — Базовый конструктивный блок.
8'/4*
228 Гибкие печатные платы
BGA, ball grid array — Корпус типа массив шариковых выводов.
Bill of Materials — Перечень используемых материалов и компонентов,
спецификация.
Blind vias - Глухие переходные отверстия.
Bottom size - Нижняя сторона платы, при использовании компонентов со
штыревыми выводами — сторона монтажа (пайки) (Soldering size).
Boundary — Граница платы, области трассировки, области авторазмещения
компонентов.
Buried layer - Погруженный слой.
Buried vias — внутренние отверстия, «слепые» отверстия; переходные отверстия
на внутренних слоях платы.
Bus - Шина, линия групповой связи.
Bus diagonal routing — Способ трассировки шин, использующий диагональные
изломы для повышения плотности трассировки жгутов. Известен в САПР ACCEL
EDA и P-CAD как трассировка типа память (Memory routing).
С
Capacitors — В системе проектирования понимается как фильтрующий
(развязывающий, блокировочный) конденсатор по цепям питания (decoupling capacitor).
Блокировочный конденсатор может быть связан с компонентом, цепи питания
которого он фильтрует (см. Large components, small components, associate components).
При размещении компонентов в автоматическом режиме система проектирования
стремится расположить его максимально близко к выводам питания компонента.
Checkpoint file — Файл результатов трассировки, сохраняемых в результате
завершения каждого прохода (pass) автотрассировщика.
Cerdip - Стеклокерамический корпус с двухрядным расположением выводов.
Circuit — Схема, представляющая собой совокупность цепей (nets) и отрезков
цепей, соединяющих соседние выводы (fromto), для которой определены
электрические ограничения.
Chain — Метод трассировки цепи, заключающийся в последовательном
объединении выводов в цепочку.
CIP, Controlled impedance package - Корпус, обеспечивающий согласование
полных сопротивлений.
Справочное приложение 229
Class — Определенная по конкретному признаку совокупность цепей. В ACCEL
EDA используется понятие Net Class. Классы цепей применяются при задании
правил проектирования, позволяя задать правила проектирования как внутри
класса, так и между различными классами цепей. Удобно использовать механизм
классов цепей для описания различных по своему назначению цепей в
многофункциональных аналого-цифровых платах (аналоговые цепи, цифровые цепи, цепи
питания, мощные выходные цепи и т.п.).
Clearance зазор — Минимально допустимое расстояние либо между элементами
печатного рисунка (линиями, контактными площадками), либо между корпусами
компонентов, а также между различными элементами платы и краем платы.
Является основным понятием при описании правил проектирования (design rules).
Cluster — Группа компонентов, объединенных на основании критериев
определенных пользователей. Используется для их совместного размещения в одной
области платы (ср. Room, комната).
Color map file — Файл определения цветов различных объектов.
Component — Компонент со штыревыми или планарными выводами, для
которого определены позиционное обозначение (reference designator, component ID, имя
образа (условного графического обозначения или посадочного места), координаты
(X , Y), угол поворота при размещении в градусах, сторона установки.
Conflicts — Конфликты — нарушения трассировки цепей при их пересечении
(crossover) и несоблюдении зазоров (clearance). Конфликты отмечаются графически
в виде многоугольника.
Coplanarity — Компланарность. Степень параллельности поверхности печатной
платы и нижней стороны трафарета. Покоробленность печатной платы, дефекты
поверхности платы, дефекты на поврежденном или незавершенном основании
трафарета могут влиять на компланарность.
Copper pour — Вырез в области металлизации.
D
Daisy - Правило трассировки типа «дерево», при котором цепь имеет
единственный вывод — источник и несколько выводов приемников.
Daisy-chain — Способ трассировки цепей, при котором выводы компонентов
соединяются таким образом, чтобы длина соединений, соединяющих пары выводов,
была минимальной и каждый вывод принадлежал не более чем двум сегментам
цепи.
Deposit Height — Высота нанесения. Средняя высота нанесенного на печатную
плату материала (паяльной пасты или клея).
230 Гибкие печатные платы
Design file — Текстовой файл, используемый как входной файл
автотрассировщика. Файл проекта определяет размер платы, компоненты, список цепей,
правила трассировки проекта, предварительно проложенные трассы, определения
переходных отверстий и контактных площадок.
Design rules — Правила проектирования, определяющие допустимые зазоры
между элементами печатного монтажа.
Design rules check, DRC — Проверка соблюдения правил проектирования платы.
Diagonal routing — Способ трассировки соединений, при котором разрешается
прокладывать проводники не только параллельно сторонам печатной платы, но и по
диагонали (под углом 45°). Следует помнить, что применение диагональной разводки
затрудняет прокладку трасс и уменьшает процент проложенных соединений.
Did file — Содержит команды, которые были выполнены в течение сеанса
размещения компонентов или трассировки (ср. Do file).
DILB, dual in - line board - Плата для монтажа компонентов в корпусах с
двухрядным расположением штыревых выводов (DIP).
DIP, dual in - line package — Корпус с двухрядным расположением штыревых
выводов.
Disconnect wires — Неразведенные цепи.
Discretes - Дискретным может быть любой компонент, с которым программа
работает независимо от других компонентов (ср. Alliance components).
Down Stop - Нижний ограничитель. Обычно полоса печати устанавливается
таким образом, что по ширине печатной платы имеются дополнительные
технологические поля, примерно 1 дюйм. Когда начинается полоса печати, ракель
принтера опускается вниз, до его ограничителя (некий физический тормоз),
возникает давление и начинается цикл печати.
Do File — Текстовой файл, который содержит задание для автотрассировщика
SPECCTRA в виде последовательности выполняемых команд. После завершения
трассировки сохраняется как Did file.
Drill table - Таблица инструментов сверления.
Durometer - Дюрометр. Измерительный стандарт, используемый для
определения плотности или твердости полиуретановых лезвий для ракелей принтеров
(относительно мягкие —50, а жесткие — 90+).
DWS, direct wave soldering — Пайка прямой волной припоя.
Справочное приложение 231
Е
ECO, engineering change ordering — Механизм внесения изменений в проект.
EDA, electronic design automation — САПР электронных устройств.
Electroformed Stencils — Трафареты, выполненные методом гальванопластики.
Делаются из никеля и имеют клиновидные (трапециевидные) стенки апертур для
улучшения способности пропускания пасты.
Electropolishing — Электрополировка. Процесс реверсивного покрытия,
устраняющий мелкие неровности с внутренних стенок апертур и нагар с основания
трафарета, в результате чего его поверхность становится блестящей.
Escape wires — Короткий отрезок проводника между планарной контактной
площадкой и переходным отверстием, то же, что и Fanout или Stringer.
F
Fanout — Короткий отрезок проводника с переходным отверстием на конце,
предназначенный для упрощения автоматической трассировки компонентов с
планарными выводами. Аналогичен термину «стрингер» (stringer). Обычно
программа автоматической трассировки генерирует стрингеры для всех планарных
контактных площадок на начальных этапах трассировки, а после ее завершения
удаляет лишние переходные отверстия.
Fence — Область запрета трассировки, практически аналогично Keepout (см.
также Hard fence и Soft Fence).
Fiducial - Реперные знаки. Метка, внедренная в дизайн трафарета,
вытравливается рядом с апертурами, когда используется системами машинного зрения, для
выравнивания трафарета относительно печатной платы, контроля за ее ориентацией
и местоположением нанесенного изображения.
File Layer — Слой в файле. Описывает слой печатной платы, который содержит
в себе Gerber данные. Слой, описывающий наложение паяльной пасты, является
отражением контактных площадок на печатной плате.
Fine, line technology — Технология тонких линий, технология изготовления
печатных плат с малыми зазорами, практически эквивалентна 4-му и более высоким
классам точности изготовления плат. Практически позволяет провести между
двумя контактными площадками на расстоянии 100 мил B,5 мм) более одного
проводника.
Fix — Фиксация объекта. Зафиксированный компонент или цепь не могут быть
удалены, перемещены и задействованы в проекте.
Flash — Условное изображение засветки фотоплоттера.
232 Гибкие печатные платы
Floor Plan Cluster — Группа компонентов, которые предполагается разместить
внутри или вне комнаты (Room).
FPC, flexible printed circuits - Гибкая печатная плата.
FPT, fine pitch technology — Технология с использованием корпусов с
уменьшенным шагом выводов.
Frame Mount — Монтаж рамкми. Трафареты, как правило, закрепляются в
алюминиевой рамкме на тянуще-сжимающейся сеточной границе. Иногда на трафарете
могут находиться монтажные апертуры, вытравленные вдоль периметра, для его
установки на универсальных рамкмах, таких как рамкми Tetra.
Frame Size — Размер рамкми. Размер рамкми для монтажа трафаретов
определяется моделью принтера. Самые маленькие рамкми из литого алюминия обычно
специфицируются внутренними размерами (ID), например 12х 17 или 20x20 дюймов.
Рамкми из трубчатого алюминия специфицируются по внешнему размеру (OD),
например, 29x29 дюймов.
Fromto — Отрезок цепи, соединяющий соседние выводы.
G
Gap — Расстояние между параллельными или тандемными (параллельными на
смежных слоях) проводниками.
Gap (differential pair and bundle) — Расстояние между проводами в паре (связке).
Автотрассировщик обеспечивает поддержку этого промежутка.
Gasketing - Эффект прокладки. Степень, с которой апертура трафареты
контактирует с контактной площадкой и уплотняет ее от утечки паяльной пасты.
Хорошее прилегание трафарета уменьшает эффект образования шариков припоя
во время выполнения печати.
Gate — Вентиль. Логическая секция, которая при определенных условиях
(логическая эквивалентность) может быть переставлена для оптимизации трассировки
цепей на плате.
Gerber Data — Gerber данные. Стандартизированный язык разработки печатных
плат и набор операционных команд, которые однозначно определяют наклон и
положение апертур в основании трафарета.
Gerber format — Формат описания топологии печатной платы.
GLDL, geometrical layout description language — Язык описания топологии
печатной платы.
Справочное приложение 233
Glue dot — Точка приклеивания компонента поверхностного монтажа к плате.
Grid - Координатная сетка.
Group — Объединение участков Fromto в группу.
Guide — Существующая, но не разведенная связь между двумя точками на
печатной плате.
Н
Hard fence — Жесткий барьер трассировки, при котором все соединения
выполняются внутри области запрета без проникновения наружу.
Hatching — Штриховка полигонов. Позволяет снизить время выполнения
фотошаблона на фотоплоттере, а также улучшить сцепление паяльной маски с платой.
Heterogeneous component — Неоднородные компоненты, содержащие вентили
(логические секции) разного типа.
Highlight - Цветовое выделение элемента платы в САПР.
Histogramm — Гистограмма плотностей связей, служащая для визуальной оценки
возможности трассировки платы при выбранной координатной сетке.
Hop Over (перенос) - Команды переноса передвигают ракель принтера над
пастой за или перед полосой печати.
Hugging — Трассировка, при которой проводники тесно огибают друг друга с
минимально допустимыми зазорами.
i
Image — Образ компонента, типовой корпус, который включает в себя уникальное
имя и определение выводов. Кроме того, образ компонента может включать
изображение габаритных размеров компонента, сторону установки компонента на плате,
угол поворота и связанные с компонентом барьеры трассировки (ср. Physical Part).
Initial autorouting phase - Начальная стадия автотрассировщика, которая
состоит из первых пяти проходов трассировки. Цель трассировки в начальной стадии
состоит в том, чтобы создать проводники для всех связей, не обращая особого
внимания на конфликты.
Initial via grid - Начальная сетка переходных отверстий.
J
Jumper layer — Мнимый слой, на котором назначаются перемычки.
16 803
234 Гибкие печатные платы
К
Keepouts — Барьеры трассировки.
KPCR, Kodac printed circuit resist — Фоторезист «Кодак» для производства
печатных плат.
L
Land — Контактная площадка. Проводящий участок печатной платы, на котором
закрепляются отдельные компоненты или микросхемы.
Large components - Большие компоненты определяются как компоненты с более
чем тремя выводами или компоненты с тремя выводами или меньше, для которых
был назначен высокий приоритет типа (ср. Small components).
Layer — Слой. Представляет собой совокупность объектов, обозначаемых
одинаковым цветом и имеющих определенные общие свойства (например, слой
проводников печатной платы, слой графики посадочных [мест] компонентов
и т.п.).
Layout — Рисунок проводников печатной платы.
Lee algorithm — Алгоритм автоматической трассировки Ли.
Library - Библиотека компонентов САПР.
Line width - Ширина печатного проводника.
Locked component — Закрепленный компонент, который не может быть перемещен
при автоматическом размещении. В отличие от Fixed component, к закрепленному
компоненту возможно провести связь.
Logical part — Посадочное место (корпус) компонента, для которого определено
описание отдельных логических вентилей.
М
Manhattan length — Расстояние между двумя точками, определяемое как сумма
длин катетов между ними. Термин пошел от вычисления расстояний при поездках
на такси в Манхэттене, имеющем, как известно, строго ортогональную планировку.
Данный термин является общеупотребительным в системах автоматизированного
проектирования печатных плат и, по сути, обозначает реальную длину проводников
между двумя точками.
Manual routing — Ручная трассировка печатной платы.
Manufacturing - Оптимизация результатов автоматической трассировки с целью
улучшения внешнего вида и технологичности печатной платы, заключающаяся в
Справочное приложение 235
сглаживании (Mitering) острых углов, удалении лишних сегментов проводников,
минимизации числа переходных отверстий.
Memory routing — Трассировка соединений типа память.
Mid-driven daisy chain topology — Способ трассировки цепей, при котором
источники (Source), соединенные в цепочку, находятся в центре цепи, а два приемника
(Terminator) — на ее концах.
Mitter — Сглаживание прямоугольных изгибов проводника под углом 45° либо
дугой окружности.
N
Net - Цепь.
Net class - Класс цепей, для которого возможно определение правил
трассировки.
Netlist - Список цепей проекта, на основании которого производится
размещение компонентов и трассировка платы.
Non-signal layers — Несигнальные слои платы, несущие служебную информацию.
Nonuniform grig - Нерегулярная сетка, при которой используются различные
расстояния между узлами, тем самым позволяя увеличить число доступных для
трассировки каналов. Однако не рекомендуется использовать нерегулярную сетку
при размещении компонентов.
О
On-Contact Printing — Контактная печать. Трафарет находится в прямом контакте
с печатной платой во время выполнения цикла печати.
Off-Contact Printing — Бесконтактная печать. Трафарет слегка приподнят над
платой и не находится с ней в прямом контакте во время выполнения цикла печати.
Off-grid items — Элементы платы, расположенные вне сетки трассировки.
Online drc - Проверка соблюдения правил проектирования в режиме онлайн.
Orphan shapes — Область металлизации, не связанная с какой-либо цепью.
Orthogonal route — Трассировка с использованием только вертикальных или
горизонтальных проводников.
Р
Padstack — Стек контактной площадки, содержащий информацию о форме
контактной площадки и апертурах засветки фотоплоттера в различных слоях.
16*
236 Гибкие печатные платы
Pad style — Стиль контактной площадки.
Pair - Пара цепей, которые должны иметь равное время задержки
распространения сигнала, а следовательно, равную длину и симметричную трассировку.
Parralel segment crosstalk rules — Правила трассировки для оценки взаимных
наводок в паралельно проложенных проводниках.
Part - Файл конструктива компонента, содержащий информацию о корпусе
компонента, расположении и типе выводов и т.п.
Particle Size — размер частицы. Размер частицы порошка (оловосвинцовых
паяльных шариков) в основном указывается в терминах размера сетки, через которую
они будут проходить.
Pass — Проход автотрассировщика.
Pattern — Типовое посадочное место компонента.
PDIF, P-CAD data interchange format — Текстовой формат описания проектов и
обмена данными системы P-CAD.
Percent Area Coverage — Процентное покрытие площади. Область контактной
площадки покрытая паяльной пастой или клеем.
PGA, pin grid array — Корпус с матрицей штыревых выводов.
Photoplot — Фотопечать. Перенос изображения с Gerber данных на пленку с
помощью лазера. Полученные фотопозитивы используются для изготовления
химически травленных трафаретов.
Physical part — Типовой корпус компонента (Image), дополненный описанием
отдельных секций.
Piggyback cluster — Группа компонентов, которые могут перекрывать друг друга
без индикации нарушения зазоров. Типичный случай — установка специальных
фильтрующих конденсаторов под корпусами интегральных микросхем.
Pin — Вывод компонента.
Pitch — Шаг между проводниками (расстояние между их осевыми линиями).
Placement — Размещение компонентов на плате.
Placement status report - Отчет о размещении компонентов в автоматическом
режиме.
Planes — Области металлизации во внутренних слоях.
Справочное приложение 237
Plowing — Перемещение проводников при сдвиге переходного отверстия.
Polygon — Полигон, многоугольник. Может представлять собой как сплошную
или заштрихованную область металлизации, так и вырез в области металлизации
или графический объект.
Prerouted traces, wires — Предварительно проложенные (до начала
автотрассировки) цепи.
Print Speed — Скорость печати. Параметр скорости печати, определяющий
скорость, с какой ракель принтера проходит над трафаретом во время выполнения
цикла печати.
Priority values — Величина приоритета цепи в диапазоне от 1 до 255.
Protected wire —Защищенный проводник, который не может быть
переразведен в процессе авторазводки, однако к нему можно подключать другие трассы (в
отличие от Fixed).
Pseudo-pin —Псевдовывод, точка излома (Vertex), где три или более сегмента
проводника связаны на одном слое или выполнено подключение проводника к
полигону.
Push Traces —Трассировка проводников путем проталкивания их между двумя
паралельными проводниками.
Q
QFP, quad flat pack —Плоский корпус с четырехсторонним расположением
выводов.
R
Ratsnet (буквально — «крысиная нора») — Электрическая связь между выводами,
в САПР обозначается прямой линией, индицирующей наличие соединения между
выводами.
Reference designator - Позиционное обозначение компонента.
Region — Термин, обозначающий прямоугольную область на плате, где
определены правила трассировки цепей. Близок по смыслу термину «комната» (Room)
в системе ACCEL EDA.
Resistors — Любой компонент, который должен обрабатываться отдельно от
остальных.
Rip-up — Алгоритм автотрассировки с разрывом проведенных связей и
перекройкой топологии.
238 Гибкие печатные платы
Room (комната) — Область платы, в которой заданы правила размещения и
трассировки компонентов.
Routes file — Файл результатов трассировки.
Routing — Трассировка проводников на плате.
Routing algorityhm — Алгоритм трассировки.
Routing layer — Слой, в котором выполняется трассировка проводников. То же,
что Signal layer.
Routing status report — Файл отчета о результатах трассировки, который
содержит следующую информацию о проекте: состояние разводки, история разводки,
статистика цепей, итоговая статистика слоев.
Rule precedence — Иерархия применения правил трассировки и размещения
компонентов.
Rules — Правила трассировки, представляющие собой геометрические
ограничения на величину и тип зазоров.
S
Seedvia — Разбиение диагонального соединения на два ортогональных отрезка с
добавлением переходного отверстия, позволяет увеличить количество свободных
каналов трассировки.
Shape — Форма, базовое понятие САПР печатных плат, к формам относят
окружности, дуги, полигоны, прямоугольники и т.п.
Shielding — Экранирование чувствительных сигнальных цепей с использованием
петель проводников, соединенных с «землей».
Showing - Расталкивание соседних проводников при трассировке проводника
между ними.
Slick Plate (гладкое основание) — Химически травленные трафареты, имеющие
трапециевидные апертуры.
Small components — Компоненты менее чем с тремя выводами.
Smoothness — Аппроксимация окружностей многоугольниками.
Snap-off (прогиб) — Возврат трафарета к нормальному состоянию, после того
как его прогнул ракель принтера, движущийся по его поверхности.
Справочное приложение 239
Snap-off Distance — Расстояние прогиба. Высота трафарета над печатной платой при
бесконтактном способе печати. При контактной печати это расстояние равно нулю.
Soft fence - Мягкий барьер трассировки, который позволяет
автотрассировщику проводить через барьер соединения, связывающие область трассировки с
остальной платой.
SOJ, small outline j — leaded package — Малогабаритный корпус для
поверхностного монтажа.
Solder Paste Layer - слой нанесения паяльной пасты, отражение контактных
площадок на печатной плате.
SOT, small outline transistor package — Малогабаритный корпус транзистора для
поверхностного монтажа.
Squeegee — ракель. Резиновое или металлическое лезвие, скользящее по
трафарету и втирающее материал на печатную плату через трафарет.
Squeegee Pressure — давление ракеля. Общее давление ракеля принтера, которое
он оказывает на трафарет во время выполнения цикла печати.
Starburst - Метод трассировки цепей, использующий трассировку в виде звезды
для каждого вывода.
Status file — Файл, содержащий упрощенную информацию о статистике
трассировки.
Stencil - Трафарет. Лист металла с вытравленными или вырезанными лазером
апертурами, используемый для нанесения паяльной пасты или клея на
определенные места печатной платы. Наиболее часто используемый материал для
трафаретов — это нержавеющая сталь.
Step and Repeat — Шаг и повтор (мультиплицирование). Повтор одиночного Gerber
файла над двумя или более областями одного и того же трафарета. Печатные платы,
расположенные на групповой заготовке, часто повторяются два, четыре, и более раз.
Step Down/Up — Шаг вверх/вниз. Уменьшение толщины трафарета в указанных
местах как на верхней (Step Down), так и на нижней (Step Up) сторонах.
Strategy — Стратегия автоматической трассировки, состоящая из правил,
ограничений и предпочтений.
Stroke - Полоса печати. Это поле устанавливает плюсовую (по отношению к
задней части принтера) и минусовую (по отношению к передней части принтера)
границу прохождения ракеля.
240 Гибкие печатные платы
Stub length — Длина «пенька», максимальное расстояние от трассы до вывода
при Т-образной трассировке.
Subgate — Группа выводов, имеющих одинаковую эквивалентность и которые
могут быть переставлены внутри вентиля, например входы многовходового
логического элемента.
Sub net — Подцепь, часть цепи.
Super cluster — Группа компонентов, расположение и ориентация которых
фиксированы. Они могут рассматриваться при перемещении как единый компонент.
Super piggyback cluster — То же, что и super cluster, но компоненты могут
накладываться друг на друга (см. piggyback cluster).
Swap — Перестановка эквивалентных выводов или вентилей либо посадочных
мест компонентов с одной стороны платы на другую.
Symbol — Условное графическое обозначение символа компонента.
Т
Tandem — Проводники, параллельные в разных слоях.
Tandem segment crosstalk rules — Правила системы проектирования для оценки
взаимных наводок в параллельно проложенных в разных слоях проводниках.
Teadrop — Каплевидное сглаживание перехода при подключении проводника
к круглой контактной площадке, улучшает технологичность платы, уменьшая
возможность подтрава.
Terminal — Точка, к которой может быть присоединен проводник. Например,
контактная площадка, переходное отверстие, Т-образное соединение (T-junction),
псевдовывод (pseudo-pin), полигон, связанный с цепью (wiring polygon).
Terminator — Оконечная точка цепи, приемник.
Test point — Контактная площадка или переходное отверстие, назначенное для
каждой цепи, которое используется при проведении тестирования печатных плат
в процессе производства. Тестовые точки не должны быть закрыты другими
компонентами и могут находиться в специальной сетке координат.
Thermal reliefs — Тепловой барьер контактной площадки для облегчения пая-
емости.
Thermal spoke pads — Контактная площадка с термобарьерами во внутренних
слоях.
Справочное приложение 241
Threshold — Максимальная длина параллельных участков проводников, которая
может игнорироваться при вычислении взаимных наводок.
Through hole component — Компонент со штыревыми выводами.
Through via — Сквозное переходное отверстие.
Through pin — Штыревой вывод.
Time length factor — Термин системы проектирования, характеризующий задержку
распространения сигнала в зависимости от длины цепи.
T-junction — Т-образное соединение.
Top side - Верхняя сторона печатной платы, сторона установки компонентов
для плат со штыревыми компонентами.
Trapezoidal Opening — Трапециевидная открытая часть (поперечный срез
апертуры трафарета с большим створом снизу и меньшим — сверху).
TVombone — Термин системы проектирования, обозначающий участок цепи,
трассировка которого имеет форму тромбона.
U
Uniform grid - регулярная сетка с равными расстояниями между узлами.
V
Verification - Верификация (проверка правильности) выполнения
принципиальной схемы и технологических норм при разработке печатной платы.
Vertex — Точка излома (вершина угла) печатного проводника или линии.
Via — Переходное отверстие.
Via barrier - Термин системы проектирования, означающий препятствие
трассировки цепи, возникающее из-за неправильного расположения переходных
отверстий (рис. 7а). На рис. 76 представлен способ устранения такого конфликта.
Via grid — Сетка размещения переходных отверстий.
Via minimizer — Проход трассировщика, для минимизации числа переходных
отверстий.
Violations — Нарушения величины допустимых зазоров и иных правил
трассировки.
242 Гибкие печатные платы
Virtual pin - Виртуальный вывод, используемый для задания топологии
трассировки цепи, особенно в случае трассировки цепей, которые должны иметь равную
задержку.
Void — Вырез в полигоне.
W
Wire grid —Сетка размещения печатных проводников.
Wiring polygon - Металлизированный полигон, соединенный с цепью.
С. 18. Общераспространенные термины
и определения
Апертура (в технологии трафаретной печати) — aperture — отверстие в трафарете,
соответствующее контактной площадке, на которую наносится паяльная паста.
Высокоплотная ПП — high density printed circuit — ПП с высокой плотностью
рисунка печатных элементов.
Высокоплотные соединения — high density interconnekt (HDI) — ПП с высокой
плотностью рисунка печатных элементов.
Гибкая печатная плата — flexible printed board — ПП, имеющая гибкое
основание.
Глобальная точка отсчета — global fiducial — точка, используемая для привязки
всей ПП или панели, объединяющей несколько ПП.
«Глухие» или «слепые» отверстия — Via — отверстия, позволяющие создать контакт
между наружным и одним из внутренних слоев (соотношение диаметра и глубины
должно быть не менее чем 1: 1) в технологиях послойного наращивания.
Групповой фотошаблон — multiple master — фотошаблон рисунка ПП, на
котором выполнено не менее двух рисунков ПП в масштабе 1:1.
Двусторонняя печатная плата — double-sided printed board — ПП, на обеих
сторонах которой выполнены элементы проводящего рисунка и все требуемые
соединения, в соответствии с электрической принципиальной схемой.
Дефект рабочей зоны ФШ— прозрачная или непрозрачная для излучения область
в рабочей зоне, не предусмотренная топологией ФШ.
Жидкая фотопроявляемая маска — liquit photo imageable (LPI) — тип жидкой
паяльной маски, применяемой для защиты всей поверхности ПП при пайке, кроме
КП и отверстий.
Комбинированный метод изготовления ПП— patern plating — метод изготовления
ПП из фольгированного диэлектрика, в котором рисунок печатных элементов
получают травлением меди с пробельных мест с защитой металлорезистом. Вместе
с отверстиями металлизируется рисунок проводников.
Компланарность — complanarity — степень параллельности поверхности ПП
и нижней стороны трафарета.
Количество дефектов на миллион — defect per million (DPM) — число дефектов,
приходящееся на 1 млн годных ИМС.
Справочное приложение 243
Контактная площадка — land — часть проводящего рисунка, используемая для
соединения токопроводящего рисунка схемы или для установки и пайки (сварки)
ЭРИ.
Концевые печатные контакты — edge board contact — ряд печатных контактов
на краю ПП, предназначенный для сопряжения с гребенчатым соединителем.
Координатная сетка чертежа печатной платы — grid — сетка, определяющая
положение элементов рисунка ПП в прямоугольной или полярной системе
координат.
Лиганд — ligand — комплексообразователь, служит для связывания ионов меди
и исключения осаждения меди в виде гидроокиси.
Локальная точка отсчета — local fiducial — точка, используемая для привязки
конкретного ЭРИ или ПМкм.
Лужение с выравниванием горячим воздухом (воздушным ножом) — hot air leveling
(HAL) — нанесение паяемого покрытия на медную поверхность контактных
площадок и в отверстия путем погружения в расплавленный припой и удаление излишков
припоя из металлизированных отверстий направленной струей горячего воздуха.
Маркировка печатной платы — legend — совокупность знаков и символов на ПП
для ее идентификации.
Металлизированное отверстие печатной платы — plated through hole — отверстие
в ПП с осажденным на стенках проводниковым материалом.
Метка точки отсчета — fiducial marks — центр системы координат на всех
этапах производства и монтажа.
Микроотверстие — microvia — отверстия, диаметр которых менее 0,15 мм и
количество которых более 1000 на 1 дм2.
Многослойная печатная плата — multilayer printed board — ПП, состоящая из
чередующихся слоев изоляционного материала с проводящими рисунками на двух
или более слоях, между которыми выполнены требуемые соединения.
Монтажные отверстия — component hole — отверстия для установки ЭРИ.
Обратная сторона ПП— secondary side — сторона, противоположная установке
ЭРИ и ПМкм.
Объединительная (коммутационная) печатная плата — mother board — ПП,
предназначенная для электрического соединения двух и более печатных узлов.
Односторонняя печатная плата — single-sided printed board — ПП, на одной
стороне которой выполнены элементы проводящего рисунка.
Оригинал рисунка печатной платы — artwork master — изображение рисунка,
выполненное с необходимой точностью в увеличенном заданном масштабе B:1;
4:1 и более) на картоне (ранее), стекле или синтетической пленке.
Перевернутый кристалл (флип-чип —flip chip, FC) — способ крепления
кристалла ИМС непосредственно на ПП лицевой стороной вниз, используя припой или
проводящие полимеры.
Печатная плата — printed board — изделие, состоящее из плоского
изоляционного основания с отверстиями, пазами, вырезами и системой токопроводящих
полосок металла (проводников), которое используют для установки и коммутации
ЭРИ и ФУ в соответствии с электрической принципиальной схемой.
Печатный монтаж: — printed wiring — способ монтажа, при котором
электрическое соединение ЭРИ, экранов, ФУ между собой выполнено с помощью элементов
печатного рисунка: проводников, контактных площадок и т. п.
244 Гибкие печатные платы
Препрег — prepreg — изоляционная прокладка, например из стеклоткани,
пропитанная недополимеризованной термореактивной смолой, используемая для
прессования слоев МПП.
Разъемы, монтируемые на ПП впрессовыванием выводов — pressfit — разъем,
устанавливаемый на ПП запрессовкой выводов в металлизированные отверстия.
Разъемы, монтируемые на ПП впрессовыванием выводов в сочетании с
нанесением токопроводящеп пасты — pin-in-paste — разъем, устанавливаемый на ПП
запрессовкой выводов в металлизированные отверстия, на контактные площадки
которых предварительно нанесена металлонаполненная паста.
Расстояние между проводниками — conductor spacing — расстояние между краями
соседних проводников на одном слое ПП.
Рисунок печатной платы — pattern — конфигурация проводникового и (или)
диэлектрического материалов на печатной плате.
Скручивание (коробление) печатной платы — twist — спиральное искривление
противоположных кромок основания ПП.
Скрытые отверстия — отверстия, обеспечивающие электрический контакт
между внутренними слоями.
Скрытый внутренний резистор — buried resistor — резистор, расположенный на
внутренних слоях МПП.
Стек — stack — комплект контактных площадок ИМС.
Сторона установки ЭРИ на печатную плату — primary side — сторона и ОПП,
ДПП, МПП, ГПП, ГЖП, на которую устанавливают ЭРИ и ПМкм.
Стрингер — fanout — разветвленный проводник.
Стрип-резисты — strip — резист временной защиты локальных мест ПП.
Сухая пленочная фотопроявляемая защитная маска — Dry film soldermask (DPS) —
тип сухой паяльной маски, применяемой для защиты всей поверхности ПП от
воздействия припоя при пайке, кроме контактных площадок и отверстий.
Температурный коэффициент линейного расширения (ТКЛР) — coefficient thermal
expansion (CTE) — величина, равная отношению относительного удлинения тела
к изменению температуры, вызавшему это удлинение.
Тентинг-метод изготовления ПП— panel plating — метод защиты от травления
металлизированных отверстий сухим пленочным фоторезистом после проявления
рисунка проводников и контактных площадок.
Тест-купон — test coupon — часть заготовки ПП, служащая для оценки качества
изготовления ПП методами разрушающего и неразрушающего контроля,
прошедшая с ней все технологические операции и отделяемая перед испытаниями.
Технология наращивания перераспределительных слоев(технология послойного
наращивания) — built-up technology — технология изготовления ПП, конструкция
которой состоит из базового основания (ДПП или МПП), на которое
последовательно с одной или двух сторон наращивают перераспределительные слои.
Технология поверхностного монтажа — surface mounted technology (SMT) —
технология монтажа ПМкм на поверхность ПП.
Технология сквозных отверстий — through-hole technology (THT) — технология
монтажа ЭРИ в отверстия ПП.
Технология FPT— fine pitch technology — разновидность технологии
поверхностного монтажа.
Справочное приложение 245
Технология TAB — tape automated bonding (TAB) — монтаж кристаллов на
ленточном носителе; крепление кремниевых кристаллов к полимерному ленточному
носителю, на котором сформированы внутренние соединения выводов чипа.
Присоединение выводов чипа к ПП осуществляется при помощи внешних выводов
пайкой горячим газом или лазерной микросваркой.
Толщина печатной платы — board thickness — толщина материала основания
ПП, включая проводящий рисунок. Дополнительное осаждение металла не входит
в толщину ПП.
Точка начала координат — point of origin — точка начала координат топологии
ПП.
Трафарет — stencil — инструмент для нанесения жидкого фоторезиста,
паяльной маски.
Фиксирующие отверстия — location hole — отверстия, необходимые для точного
расположения (базирования) заготовки в процессе ее обработки на операциях
высокой точности.
Фотошаблон рисунка печатной платы — master — фотографическое
воспроизведение оригинала в масштабе 1:1 на высокостабильной основе (пленке или стекле),
или инструмент, используемый для копирования имеющегося на нем изображения
с помощью света.
Ширина печатного проводника — conductor width — поперечный размер печатного
проводника в любой его точке, видимый в плане.
Содержание
Предисловие 6
Введение 9
Глава 1. Гибкие платы
Преимущества и применение 11
1.1. Назначение и преимущества гибких плат 11
1.1.1. Уменьшение габаритов 12
1.1.2. Уменьшение массы 13
1.1.3. Уменьшение времени и стоимости сборки 13
1.1.4. Уменьшение ошибок сборки 13
1.1.5. Увеличенная системная надежность 13
1.1.6. Замена проводного монтажа 14
1.1.7. Динамическая гибкость 14
1.1.8. Управляемое волновое сопротивление линий связи 14
1.1.9. Улучшенное тепловое рассеивание 15
Содержание 247
1.1.10. Объемная компоновка 15
1.1.11. Уменьшенное сопротивление охлаждающему
потоку воздуха 16
1.1.12. Податливость материалов оснований гибких плат
для поверхностного монтажа 16
1.1.13. Разнообразие конструкций линий передач 16
1.1.14. SMT и гибко-жесткие платы 16
1.1.15. Технология «кристалл-на-гибкой плате
(Chip-on-Flex-COF) 18
1.1.16. Гибкие платы в тонких конструкциях 18
1.2. Соединения в гибких платах 19
1.2.1. Последовательность сборки кристаллов микросхем
в трехмерную структуру 19
1.2.2. Многослойные гибкие платы 19
1.2.3. Трехмерная монтажнаяподложка 20
1.2.4. Материал основания с предварительно
просверленными отверстиями 20
1.2.5. Технологии трансверсальных соединений 20
1.2.6. Анизотропные Z-связи 21
1.2.7. Программируемые соединения 21
1.3. Отдельные примеры использованиягибких плат 22
1.3.1. Высокоскоростные длинные линии связи 22
1.3.2. Слуховые аппараты 23
1.3.3. Микрокатушки 23
1.3.4. Электроника в эндоскопии 23
248 Гибкие печатные платы
1.3.5. Ультразвуковые преобразователи 24
1.3.6. Панель автомобиля 24
1.3.7. Высокопроизводительные линии связи
между микросхемами 25
1.3.8. Солнечные панели 26
1.3.9. Гибкие платы в видеокамерах 26
1.3.10. Смарт-карты 27
1.3.11. Объемная системная миниатюризацияи соединения.... 27
1.4. Тенденции развития технологийпечатных схем 28
1.5. Заключение 28
Глава 2. Конструирование гибких и гибко-жестких
печатных плат 30
2.1. Типы гибких печатных плат 30
2.2. Организация проектных работ 31
2.3. Рекомендации по обеспечению технологичности
конструкций гибких плат 32
2.4. Материалы для гибких печатных плат 35
2.4.1. Материалы оснований гибких плат 35
2.4.2. Адгезивы 36
2.4.3. Фольги 36
2.4.4. Покровные пленки 37
2.4.5. Препрег 38
2.4.6. Фольгированные пленки 38
2.4.7. Жесткие ламинаты 40
Содержание 249
2.4.8. Материалы защитных слоев 40
2.4.9. Покрытия монтажных поверхностей
(покрытия под пайку) 40
2.4.10. Итоги 43
2.5. Элементы конструкции гибких плат 43
2.5.1. Минимальный радиус округления углов контура
гибких плат 43
2.5.2. Расстояние от отверстия до края платы 44
2.5.3. Толщина различных частей платы 44
2.5.4. Особенности проектирования жесткой части 44
2.5.4.1. Изгиб и скручивание 44
2.5.4.2. Надежность металлизированных отверстий 45
2.5.4.3. Технологическая защита 45
2.5.5. Особенности проектирования гибкой части платы 45
2.5.5.1. Обоснованность использованиямногослойной
структуры 45
2.5.5.2. Полосковые линии связи 46
2.5.5.3. Проводники гибкой части 47
2.5.5.4. Расчет минимально допустимого радиуса перегиба. 48
2.5.5.5. Экранные и потенциальные слои 51
2.5.5.6. Элементы сопряжения гибкой и жесткой частей 51
2.5.5.7. Закрепление монтажных контактных площадок 51
2.5.5.8. Конфигурации проводников 52
2.6. Общие рекомендации по конструированию
гибких плат [17—19] 53
250 Гибкие печатные платы
2.6.1. Исходные данные к проектированию 53
2.6.2. Заказчик и производитель 54
2.6.3. P-CAD или GERBER? 54
2.6.4. Рекомендации по конструированию печатных плат
применительно к автоматизированной сборке 55
2.6.5. Оформление конструкторской документации 59
Глава 3, Производство гибких плат
без металлизированных отверстий 61
3.1. Общая схема процесса 61
3.2. Выбор материала и нарезка заготовок 61
3.3. Очистка поверхности медной фольги перед
нанесением фоторезиста 62
3.3.1. Механическая очистка 62
3.3.2. Химическая очистка 63
3.4. Формирование рисунка 64
3.4.1. Ламинирование 64
3.4.2. Экспонирование 65
3.4.3. Проявление 66
3.4.4. Травление меди 66
3.5. Удаление фоторезиста (стрипп-процесс) 67
3.5.1. Удаление в водно-щелочной среде 67
3.5.2. Полуводные растворы для снятия фоторезиста 68
3.5.3. Снятие резиста растворителями 68
3.6. Очистка поверхности меди перед
нанесением покровного слоя 69
Содержание 251
3.7. Нанесение покровного слоя 69
3.8. Термическая сушка перед пайкой 70
3.9. Лужение с выравниванием припоя 70
ЗЛО. Очистка после лужения (удаление флюса) 70
3.11. Высечка и обрезка по контуру 71
3.12. Контроль качества 71
3.13. Технология изготовления одно-и двусторонних гибких
печатных платбез металлизированных отверстий 72
Глава 4. Производство гибких плат
с металлизированными отверстиями 73
4.1. Введение 73
4.2. Сверление отверстийи удаление заусенцев 74
4.2.1. Подготовка к сверлению 74
4.2.2. Сверление 75
4.2.3. Удаление заусенцев и очистка отверстий 76
4.2.4. Подтравливание для удаления наволакивания 76
4.3. Химическое меднение 76
4.3.1. Технологическая последовательность 76
4.3.2. Ванна очистки и кондиционирования 77
4.3.3. Химическое осаждение меди 78
4.4. Прямая металлизация 78
4.4.1. Преимущества прямой металлизации 78
4.4.2. Влияние процессов очистки отверстий 81
4.4.3. Системы прямой металлизации 81
252 Гибкие печатные платы
4.4.3.1. Палладиевые системы 81
4.4.3.2. Системы на основе графита 81
4.4.3.3. Системы проводящих полимеров 81
4.4.3.4. Другие способы 81
4.4.4. Технология прямой металлизации 82
4.4.4.1. Очистка поверхностей 82
4.4.4.2. Обработка в растворе предактиватора 82
4.4.4.3. Обработка в растворе активатора 82
4.4.4.4. Обработка в растворе ускорителя 82
4.4.4.5. Обработка ингибитором 83
4.4.5. Общая оценка процессовпрямой металлизации 83
4.5. Гальваническое меднение 84
4.5.1. Фоторезисты для селективного меднения 84
4.5.2. Гальваническая затяжка 85
4.5.3. Механическая прочность металлизации
сквозных отверстий 85
4.5.4. Гальваническое осаждение металлорезиста 85
4.5.5. Стравливание гальванического оловаили сплава
олово—свинец — металлорезистовпри травлении
меди 86
4.5.6. Покровный слой 86
4.5.7. Схемы изготовления двустороннихгибких печатных плат
с металлизацией отверстий 86
Глава 5. Нанесение покровного слоя 89
5.1. Определение и назначение операции герметизации
покровным слоем 89
Содержание 253
5.2. Выбор материала 89
5.2.1. Адгезив 89
5.2.2. Полиимидная пленка 90
5.2.3. Хранение 91
5.3. Подготовка материала 91
5.4. Выполнение перфорацийв покровной пленке 92
5.4.1. Подготовка к сверлению 92
5.4.2. Сверление 92
5.4.3. Проблемы сверления покровной пленки 93
5.4.3.1. Дефект в виде «шляпки гвоздя» 93
5.4.3.2. Налипание адгезива на сверло 93
5.4.3.3. Вырывание адгезива 94
5.4.3.4. Вырубка отверстий 94
5.5. Очистка медного рисунка перед прессованием
покровной пленки 95
5.6. Укладка покровной пленки 95
5.6.1. Обращение с материалом 95
5.6.2. Совмещение 96
5.6.3. Оснастка 96
5.6.4. Набор пакета 97
5.7. Прессовые прокладки 98
5.7.1. Мягкие системы прессовых подушек 99
5.7.2. Жесткие системы 100
5.8. Материалы для прессовых подушек 101
254 Гибкие печатные платы
5.8.1. Разделительная пленка 102
5.8.2. Среда для передачи давления 102
5.9. Слой для выравнивания давления 103
5.10. Прессование и отверждение 104
5.10.1. Оборудование 104
5.10.1.1.Гидравлические прессы 104
5.10.1.2.Вакуумные прессы - автоклавы 104
5.10.1.3.Вакуумные гидравлические прессы 105
5.10.2. Циклы прессования 106
5.10.2.1.Холодные и горячие старты при прессовании 106
5.10.2.2.Вакуум 106
5.10.2.3.Давление 106
5.10.2.4.Температура и отверждение 107
5.10.2.5.Сокращенные циклы прессования
покровной пленки 107
5.11. Проблемы при прессованиипокровных пленок 108
5.11.1. Прессование покровных пленок по металлорезисту
олово—свинец 108
5.11.2. Воздушные включения 108
5.11.3. Меры по предотвращению капиллярного
подсоса припоя ПО
5.11.3.1. Подготовка медной поверхности ПО
5.11.3.2. Сверление или вырубка отверстийв покровной
пленке ПО
5.11.3.3. Материалы для прессовых подушек ПО
Содержание 255
5.11.3.4. Условия прессования ПО
5.11.3.4. Неточность совмещения 111
5.11.3.5. Снижение натекания адгезива 111
Глава 6. Изготовление многослойных
гибких плат 114
6.1. Выбор материалов 114
6.1.1. Толщина фольги 114
6.1.2. Толщина адгезива 114
6.1.3. Толщина полиимидной пленки 115
6.1.4. Материалы для наружного слоя 115
6.1.4.1. Гибко-жесткие МПП 115
6.1.4.2. Гибкие многослойные платы 115
6.2. Обработка внутренних слоев 116
6.2.1. Стабильность линейных размеров 116
6.2.2. Выполнение технологических (базовых) отверстий.... 116
6.3. Отмывка после травления рисунка 116
6.4. Удаление фоторезиста 117
6.5. Структуры многослойных конструкций 117
6.5.1. Многослойные гибко-жесткие платы 117
6.5.1.1. Прессование 117
6.5.1.2. Типовые решения 118
6.5.2. Гибкие многослойные платы 118
6.6. Обработка полиимидной пленки 119
256 Гибкие печатные платы
6.6.1. Плазменное травление 119
6.6.2. Очистка изопропиловым спиртом 120
6.6.3. Обработка пемзой 120
6.7. Удаление влаги 120
6.8. Оборудование 121
6.8.1. Оснастка 121
6.8.2. Управление точностью совмещения 122
6.8.3. Прессовое оборудование 123
6.8.3.1. Гидравлические прессы 123
6.8.3.2. Вакуумные системы 123
6.8.3.3. Вакуумный пресс 124
6.8.3.4. Автоклавы 124
6.9. Набор пресс-пакета 124
6.9.1. Обращение с материалом 124
6.9.2. Совмещение 125
6.9.2.1. Размерная устойчивость материалов 126
6.9.2.2. Влияние подготовительных операций 126
6.9.2.3. Влияние операции нанесения покровной пленки. 127
6.9.2.4. Влияние давления прессования 128
6.9.2.5. Изменение размеров внутренних слоев 128
6.9.3. Пресс-пакет 129
6.9.4. Окна над гибкой частью 130
6.9.5. Конструкции корешков переплета 131
Содержание 257
6.10. Системы прессовых подушек 131
6.11. Прессование 132
6.11.1. Цикл прессования 132
6.11.2. Вакуум 132
6.11.3. Давление 132
6.11.4. Температура 132
6.11.4.1.Скорость нагрева 132
6.11.4.2. Отверждение 133
6.12. Проверка совмещения 133
6.13. Сверление 133
6.14. Снятие заусенцев и удаление стружки 134
6.15. Удаление наволакивания или подтравливание адгезива 135
6.15.1. Подтравливание 135
6.15.2. Параметры плазменной обработки 135
6.15.3. Дефект «гвоздя» 136
6.15.4. Заключительная обработка 137
6.16. Химическое меднение 137
6.17. Формирование рисунка схемы 138
6.17.1. Очистка меди перед нанесение мфоторезиста 138
6.17.2. Нанесение фоторезиста и формирование изображения 138
6.17.3. Металлизация медью и металлорезистом 139
6.17.4. Удаление фоторезиста 139
6.17.5. Травление 139
258 Гибкие печатные платы
6.18.Термообработка 139
6.19. Финишные покрытия под пайку 140
6.20. Обработка по контуру 140
6.21. Схема изготовления 141
Глава 7. Специальные виды обработки 142
7.1. Выполнение отверстий 142
7.1.1. Механические методы 142
7.1.2. Химические методы 142
7.1.3. Лазерные методы 142
7.1.4. Плазменное травление 143
7.1.5. Платы с двусторонним доступом к меди 143
7.2. Выполнение элементов жесткости 143
7.3. Экранирование 144
7.4. Установка теплоотводов 145
7.5. Золочение 145
Глава 8. Специальные средства контроля
и испытания печатных плат 146
8.1. Контроль по признакам внешнего вида
(визуальный контроль) 148
8.1.1. Фотошаблоны 148
8.1.2. Фотолитография 148
8.1.3. Травление рисунка 149
8.1.4. Техника оптического тестирования 150
Содержание 259
8.1.5. Оптическая микроскопия 151
8.1.5.1. Источник света и конденсор 151
8.1.5.2. Предметный столик 152
8.1.5.3. Выбор объектива 152
8.1.5.4. Формирование и регистрация изображения 152
8.1.5.5. Монокулярное и бинокулярное наблюдение 153
8.1.6. Распознавание объектов изображения 154
8.1.6.1. Компьютерная обработка изображений 154
8.1.6.2. Принципы работы AOI 154
8.1.6.3. Контроль печатных плат с помощью AOI 156
8.1.7. Сопоставление методов тестирования 157
8.1.7.1. Оптический метод 157
8.1.7.2. Электрический метод 157
8.1.7.3. Сопоставительные характеристики
методов тестирования 157
8.1.8. Примеры дефектов совмещения 158
8.2. Металлографический анализмногослойных печатных плат159
8.3. Рентгеноспектральный флюоресцентный анализ
в производстве электроники 163
8.3.1. Общая характеристика методов
рентгеноспектрального анализа 163
8.3.2. Кристалл-дифракционный рентгеноспектральный
флуоресцентный анализ 165
8.3.3. Аналитические возможности метода 166
8.3.3.1. Качественный анализ 166
260 Гибкие печатные платы
8.3.3.2. Количественный анализ 166
8.3.3.3. Параметры первичного рентгеновского луча 167
8.3.4. Заключение 171
Глава 9. Базовыеи вспомогательные материалы,
инструмент 172
9.1. Базовые материалы 172
9.1.1. Гибкие фольгированные материалы Epoflex® 172
9.1.2. Эпоксидный адгезив Epoflex CFA 20 175
9.1.3. HTE-Cu Copper FoU 176
9.1.4. Малотекучий npenperNo Flow Prepreg 1080 177
9.1.5. Препреги для производства МПП фирмы DITRON.... 178
9.2. Специальные материалыдля производства ПП 179
9.2.1. Фоточувствительная паяльная маска ST-500 179
9.2.2. Жидкая фоточувствительная паяльная маска
UPC-9000 182
9.2.2.1. Характеристики 182
9.2.2.2. Цвет продукта 182
9.2.2.3. Спецификация UPC-9000 182
9.2.2.4. Инструкции 183
9.2.2.5. Обработка 183
9.2.2.6. Физические свойства 184
9.2.2.7. Химические свойства 185
9.2.2.8. Нагревостойкость 185
9.3. Фоторезисты 185
Содержание 261
9.3.1. Сухой пленочный фоторезист фирмы LIUXI
серии «Т» 185
9.3.1.1. Описание 185
9.3.1.2. Свойства 186
9.3.1.3. Характеристики 186
9.3.1.4. Описание Т-15 186
9.3.1.5. Применение фоторезиста 186
9.3.1.6. Техника безопасности и работа с материалом 189
9.3.1.7. Хранение 189
9.3.2. Сухой пленочный фоторезист Т-20 190
9.3.2.1. Спецификация и поставка 190
9.3.2.2. Применение фоторезиста 190
9.3.2.3. Техника безопасности и работа с материалом 192
9.3.2.4. Хранение 192
9.4. Вспомогательные материалы 193
9.4.1. Выравнивающая пленка ViaPad DAF 200 193
9.4.2. Thermo 500 193
9.4.3. Пленка антиадгезивная UTF-100 194
9.4.4. Термобуфер ViaPad 350 195
9.4.5. Термобуфер ViaPad 400 195
9.4.6. Фольга ViaPad ATF 50 196
9.4.7. Высокотемпературная антиадгезивная пленка
ViaPad HTF 25 196
9.4.8. Материал PPL (Phenol Paper Laminates) 197
262 Гибкие печатные платы
9.4.9. Плиты для базирования заготовок
на станках CNC — Safetool 197
9.4.10. Меламиновые панели МЕВ 198
9.4.11. Подкладочные панели для сверленияи
фрезерования ПП 199
9.4.12. Алюминиевые накладки для сверления
печатных плат 200
9.5. Сверла и фрезы 200
С. СПРАВОЧНОЕ ПРИЛОЖЕНИЕ 213
С. 1. Классификация базовых материаловдля печатных плат 213
С.1.1. Типовые размеры листов в поставках 215
С.2. Размеры печатных плат по стандарту
«ЕВРОМЕХАНИКА» 216
С.З. Базовые материалы. Критерии выбора 216
С.4. Дюймовая — метрическая системы 217
С.5. Коэффициенты теплопроводности 218
С.6. Масса плат 218
С.7. Масса листов фольгированных стеклотекстолитов
ranaFR4 218
С.8. Металлические покрытия печатных плат 219
С.9. Оценки финишных покрытий поверхностей
монтажных элементов 220
СЮ. Препреги (склеивающие стеклоткани) 221
СП. Примеры некоторых типоразмеров ПП 221
Содержание 263
С. 12. Сопоставление методов изготовления печатных плат
по воспроизводимости рисунка 222
С.13. СТОЙКОСТЬ СВЕРЛ 223
С. 14. Типовые размеры листов фольгированных материалов
и соответствующие им безотходные размеры заготовок.... 224
С. 15. Уцельное электрическое сопротивление металлов ПП 224
С. 16. Специальные термины 225
С. 18. Общераспространенные термины и определения 241
ТЕХНОЛОГИИ
в производстве электроники
Часть III
ГИБКИЕ ПЕЧАТНЫЕ ПЛАТЫ
Под общей редакцией А.М.Медведева, Г.В. Мылова
Главный редактор КН. Стась
Выпускающий редактор А. В. Сафонова
Корректура Н.В.Антоновой
Верстка Ю.А. Самолетовой
Дизайн обложки Е.А. Егоровой
Иллюстрации и рекламные материалы предоставлены коллективом авторов
Издатель и обладатель авторских прав не несут ответственности за возможный вред
или ущерб каким-либо лицам или собственности в результате фактических и/или
других нежелательных последствий, нарушения прав интеллектуальной собственности или
прав на неприкосновенность частной жизни, или ответственности производителя,
произошедших в результате небрежности или по другим причинам, или по причине
какого-либо использования идей, инструкций, процедур, продуктов или способов, описанных
в данном материале.
Подписано в печать 06.03.2008. Формат 70x100/16.
Бумага офсетная №1. Печать офсетная. Усл. печ. л. 39,65.
Тираж 1000 экз. Заказ № 803
ООО «Группа ИДТ»
123098, Россия, Москва, а/я 15.
Тел./факс D95) 609-68-99
www.techizdat.ru
Отпечатано в полном соответствии с предоставленным оригиналом-макетом
на ОГУП «Областная типография «Печатный двор».
432049, г. Ульяновск, ул. Пушкарева, 27.
ТЕХНОЛОГИИ
В ПРОИЗВОДСТВЕ ЭЛЕКТРОНИКИ
ГИБКИЕ
ПЕЧАТНЫЕ ПЛАТЫ
¦ )
I ¦
1 ¦
¦ I
! ¦
i ¦
i ¦
¦ ¦
»оо«
> ООН
»оос
>ОО й
> в О С
а о о в
ЗООй
»оос
II ОО С
„
Ш'-1
! «I
!
¦ i
! !
¦ 1
! |
¦ !
! !
¦ i
¦ i
Иг',
МЕДВЕДЕВ Аркадий Максимович — профессор
Московского авиационного института (ГТУ), д.т.н., Президент
Гильдии профессиональных технологов приборостроения.
МЫЛОВ Геннадий Васильевич — директор ПТК
«ПЕЧАТНЫЕ ПЛАТЫ» ФГУП ГРПЗ, академик
Международной академии информатики, председатель
регионального совета Гильдии профессиональных технологов
приборостроения.
СЕМЕНОВ Петр Владимирович —директор
инжиниринговой компании «ЭЛЕКТРОН — СЕРВИС — ТЕХНОЛОГИЯ»,
автор креативных технологий и технических проектов
развития производства электроники.
НАБАТОВ Юрий Александрович — главный инженер ПТК
«ПЕЧАТНЫЕ ПЛАТЫ» ФГУП ГРПЗ, действительный член
Гильдии профессиональных технологов
приборостроения, автор новых технологичных разработок,
действующих в производстве.
СЕРЖАНТОВ Аркадий Михайлович —- главный технолог
инжиниринговой фирмы «ЭЛЕКТРОН — СЕРВИС —
ТЕХНОЛОГИЯ», к.т.н., автор технических проектов развития
производства электроники и новаторских технологий
печатного монтажа.
ISBN 978-5-94833-078-5
9 785948 330785