/







































































































































































































































































































































































Текст
В. П. ДЕНИСОВ, Ю. Ф. МЕЛЬНИКОВ
ТЕХНОЛОГИЯ
И ОБОРУДОВАНИЕ
ПРОИЗВОДСТВА
ЭЛЕКТРИЧЕСКИХ
ИСТОЧНИКОВ СВЕТА
Допущено Министерством
электротехнической промышленности в качестве учебника
для техникумов
МОСКВА
ЭНЕРГОАТОМИЗДАТ 1983
ББК 31.294
ДЗЗ
УДК 621.32.002.2@75.32)
Рецензенты: С. И. Левин, Н. Н. Кодин
Денисов В. П., Мельников Ю. Ф.
ДЗЗ Технология и оборудование производства
электрических источников света: Учебник для
техникумов. — М.: Энергоатомиздат, 1983.— 384 с, ил.
85 к.
Изложены основы технологических процессов изготовления
наиболее массовых электрических источников света и приведены
необходимые сведения о применяемом технологическом оборудовании.
Большое внимание уделено описанию физических закономерностей,
лежащих в основе рассматриваемых технологических процессов,
выявлению общих принципов проектирования технологических
процессов, изложению основных сведений о свойствах используемых
материалов для изготовления ламп.
Для учащихся техникумов по специальности
«Электроосветительные приборы и установки».
2302060000-545 ББК 31.294
Д051@1)-83 ,26"83 6П2.19
ВЛАДИМИР ПЕТРОВИЧ ДЕНИСОВ
ЮРИИ ФЕДОРОВИЧ МЕЛЬНИКОВ
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ПРОИЗВОДСТВА
ЭЛЕКТРИЧЕСКИХ ИСТОЧНИКОВ СВЕТА
Редактор Т. А, Поволоцкая
Редактор издательства Т. Н, Платова
Технический редактор В. В. Хапаева
Корректор Л. С. Тимохова
ИБ № 2794
Сдано в набор 22.03.83. Подписано в печать 11.07.83 Т-15661
Формат 84Х108*/82 Бумага типографская Mb 2 Гарнитура литературная
Печать высокая Усл. печ. л. 20,16 Усл. кр.-отт. 20,37 Уч.-изд. л. 24.00
Тираж., 7000 экз. Заказ 3136 Цена 85 к.
Энергоатомиздат, 113114, Москва, М-114, Шлюзовая наб., Г0
Ордена Октябрьской Революции и ордена Трудового Красного
Знамени Первая Образцовая типография имени А. А. Жданова Союзпо-
лиграфпрома при Государственном комитете СССР по делам
издательств, полиграфии и книжной торговли Москва, М-54, Валовая, 28
® Энергоатомиздат, 1983
ПРЕДИСЛОВИЕ
Неуклонное расширение производства электрических
источников света и областей их применения,
совершенствование технологии и оборудования для их производства
требуют повышения уровня подготовки
инженерно-технических и рабочих кадров.
Важным звеном в системе подготовки кадров для
электролампового производства является подготовка
специалистов со средним образованием (техников-светотехников) по
специальности «Электроосветительные приборы и
установки».
Несмотря на наличие нашедших признание у
специалистов книг Л. Г. Ульмишека «Производство
электрических ламп накаливания», В. П. Денисова «Производство
электрических источников света», В. В. Федорова
«Производство люминесцентных ламп», до настоящего времени
отсутствовал учебник для техникумов по технологии и
оборудованию производства источников света.
В указанных книгах не рассматривался систе;матизиро-
ванно весь комплекс вопросов, соответствующих
программе курса технологии, поэтому предлагаемый учебник
призван заполнить этот пробел.
Весьма быстрый прогресс в области технологии
производства источников*света делает нецелесообразным
детальное изучение в объеме учебника всех конкретных
реализаций современной технологии и оборудования для
различных источников света. Поэтому основное внимание
уделено изучению общих принципов построения
технологических процессов.
Изложенный материал учебника предусматривает, что
учащиеся предварительно изучили курсы общей химии,
вакуумной техники, материаловедения и других
общетехнических и специальных дисциплин.
В отдельные главы учебника выделены сведения об
основных электровакуумных материалах,
подготовительных операциях изготовления деталей ламп, сборочных
операциях и т. д. Вопросы оборудования распределены по
3
всем главам и рассматриваются совместно с
рассмотрением технологии наиболее массовых типов источников
света. В учебнике приводится лишь необходимый минимум
справочных сведений, рецептов и таблиц. Для возможности
более углубленного излучения отдельных вопросов
приведен список рекомендуемой литературы.
Большую помощь авторам в подготовке учебника
оказали специалисты Всесоюзного научно-исследовательского
института источников света, Полтавского завода
газоразрядных ламп, предоставив необходимую техническую
информацию, а также работники Управления кадров и
учебных заведений Минэлектротехпрома. Их советы помогли
улучшить структуру учебника, за что авторы выражают
им искреннюю благодарность.
Особую признательность авторы выражают редактору
книги Т. А. Поволоцкой, рецензентам С. И. Левину и
Н. Н. Кодину, чьи ценные замечания были с
благодарностью приняты.
Авторы
ВВЕДЕНИЕ
Электрические источники света находят все большее
применение в народном хозяйстве страны, науке и
технике. Только на цели искусственного освещения в стране
ежегодно расходуется десятая часть всей вырабатываемой
электроэнергии.
Непрерывный рост потребности в источниках света
связан с соответствующим ростом количества выпускаемых
изделий, но в то же время возрастают требования и к их
качеству, ассортименту, надежности в эксплуатации.
Необходимость одновременного повышения качества и
количества выпускаемых источников света сопровождается
требованиями удешевления продукции, снижения трудоемкости
ее производства, уменьшения расхода материальных
ресурсов. Противоречивый характер этих требований
является основной движущей силой развития современной
технологии, создания новых процессов, применения новых, более
совершенных материалов, повышения требований к
точности изготовления.
Все требования к технологическим процессам
производства источников света могут быть реализованы, главным
образом, только в условиях массового производства,
поскольку, базируясь на ручном труде, не только невозможно
удовлетворить потребности в источниках света, но и
обеспечить однородность их технических параметров. Для
массового производства источников света характерна очень
высокая степень механизации всех производственных
процессов, применение высокопроизводительных машин
автоматического действия и прогрессивных методов контроля
качества и управления производством. При этом
достигаются весьма высокие технико-экономические показатели
работы оборудования. Например, современные сборочные
линии для производства ламп накаливания имеют
производительность около 5000 ламп в час. Еще более высокие
показатели достигнуты в производстве деталей источников
света: современные станки для навивки спиралей ламп
накаливания имеют частоту вращения около 20—
5
30 тыс. об/мин; конвейерные автоматы для выдувания
колб имеют производительность 72 тыс. колб в час, т. е.
20 колб в секунду.
Основой производства источников света, как и других
промышленных изделий, является технологический процесс,
задача которого — получение из исходных материалов и
полуфабрикатов готовых изделий заданного качества.
Технологический процесс разбивается на отдельные
элементы— операции. Операцией называется часть
технологического процесса, выполняемая одним целевым механизмом,
обеспечивающим необходимое взаимодействие
обрабатываемого изделия с инструментом для осуществления
обработки. В условиях неавтоматизированного производства
операции обычно соотносят с рабочими местами, на
автоматическом оборудовании операции не зависят от
возможностей рабочего и протяженности его зоны обслуживания,
а определяются только целевыми механизмами. Для
сборки источников света, например, отдельными операциями
являются штамповка ножек, заварка, откачка. Операции,
в свою очередь, делятся на переходы — части операции,
характеризующиеся единством обрабатываемой поверхности,
инструмента (или комплекта инструментов) и режима
обработки. Так, операция заварки ламп накаливания делится
на разогрев стекла (инструмент — газовая горелка),
обрезку колбы ниже зоны заварки (изменение режима —
применение острого кислородного пламени), формовку горла
(инструмент — металлическая форма) и отжиг шва
(изменение режима — мягкое воздушное пламя).
Важнейшей характеристикой технологического
процесса обработки, сборки или контроля является длительность
обработки. Она характеризует возможности данного
технологического процесса в его простейшем виде — без
совмещения операций и без учета времени на выполнение
вспомогательных операций — загрузки, съема,
перемещения с одной рабочей позиции на следующую и т. п. Для
производства источников света характерно совмещение
операций — одновременное выполнение нескольких
операций во многих рабочих позициях» На первых этапах
автоматизации производства источников света
технологический процесс расчленялся на* операции, выполняемые на
отдельных машинах: заварка — на заворочном станке,
откачка— на откачном посту. Дальнейшая дифференциация
технологического процесса привела к тому, что процесс
обработки даже в пределах одной операции расчленяется
на переходы, выполняемые на отдельных позициях машины
одноименными инструментами, с неизбежными перерывами
6
обработки на время перехода с позиции на позицию.
Усложнение оборудования позволяет резко увеличить
число одновременно обрабатываемых изделий.
Многопозиционные машины электролампового производства позволяют
осуществлять значительную дифференциацию
технологического процесса с концентрацией множества разнородных
операций в одной машине. Эти операции могут
выполняться последовательно, одна за другой, или параллельно —
одновременная обработка двух или более изделий,
например многоместная штамповка деталей. Чаще всего эти
принципы объединяются и технологический процесс
осуществляется параллельно-последовательно: в каждом
параллельном потоке операции выполняются
последовательно.
Производительность технологического оборудования
с последовательным выполнением нескольких операций,
выполняемых одновременно на разных позициях, так что
в обработке одновременно находится число изделий,
равное количеству позиций, растет с увеличением числа
позиций, однако рост этот не пропорционален числу позиций и
из-за потерь, связанных с необходимостью подналадки и
ремонта большого количества механизмов и инструментов,
снижается, начиная с некоторого оптимального числа
позиций. Число позиций зависит от продолжительности
обработки и потерь времени на восстановление
работоспособности машины.
При параллельном выполнении операций, когда одна и
та же операция выполняется одновременно или со сдвигом
во времени на нескольких позициях, производительность
оборудования не имеет максимума, но с увеличением числа
позиций рост производительности замедляется. В этом
случае производительность имеет предел, зависящий от
времени восстановления работоспособности машины.
Машины параллельно-последовательного выполнения
операций, имеющие несколько параллельных потоков, в
каждом из которых операции выполняются
последовательно, сочетают свойства объединяемых машин; их
производительность имеет выраженный максимум, причем чем
больше число параллельных потоков, тем меньше
оптимальное число последовательно выполняемых операций
в каждом потоке.
Технологический процесс изготовления изделий
выполняется в соответствии с технологической документацией,
разработанной по ЕСТД — единой системе технологических
документов — представляющей собой комплекс
государственных стандартов, устанавливающих взаимно связанные
7
правила и положения по порядку разработки, оформления
и обработки технологической документации.
В комплект технологической документации обязательно
входят:
1) маршрутная карта (МК)—технологический
документ, содержащий описание технологического процесса
изготовления изделия (детали, сборочного узла) по всем
операциям различных видов в технологической
последовательности и с указанием данных об оборудовании и
оснастке;
2) технологическая инструкция (ТИ) или операционная
карта (ОК), которые содержат описание приемов работы
при выполнении определенной операции, описание
физических или химических явлений, а также технические
требования к изделию (детали, узлу), методы контроля, правила'
техники безопасности при выполнении операции;
3) ведомость деталей, составляемая в каждой
маршрутной карте. Она содержит перечень деталей, сборочных
единиц и материалов, поступающих на каждую операцию
технологического процесса, записанную в маршрутной
карте.
В комплект документов по ЕСТД входит ряд других
технологических документов, полный комплект которых
отражает тщательную отработку технологического
процесса, облегчает контроль за соблюдением технологии на
производстве, приводит к снижению брака и повышению
эффективности.
В настоящее время отечественной промышленностью
выпускается широкий ассортимент источников света, в том
числе:
1) лампы накаливания общего назначения разных
мощностей, специальные, прожекторные, галогенные;
2) люминесцентные лампы в широком диапазоне
мощностей, различной цветности и формы;
3) ртутные лампы высокого давления типов ДРЛ, ДРТ;
4) натриевые лампы высокого и низкого давления;
5) импульсные источники света;
6) металлогалогенные лампы;
7) лампы тлеющего разряда.
Технологические процессы изготовления ламп
различных типов имеют много общего в выполнении основных
операций, в последовательности их выполнения, при этом
конкретные элементы технологии для ламп различных
типов существенно отличаются. Технологический процесс
неотделим от материалов, из которых изготавливаются
изделие и все его элементы, и от оборудования, на котором
8
выполняется технологический процесс. В настоящее время
наиболее отработана и обеспечена
высокопроизводительным оборудованием технология производства ламп
накаливания общего назначения и люминесцентных ламп —
самых массовых источников света. Лампы накаливания
общего назначения мощностью 15—200 JBt изготавливаются
на технологических линиях, собранных из автоматов
карусельного типа прерывистого движения или автоматов
конвейерного типа в основном непрерывного движения (линия
«Тиса», производимая в ВНР и в СССР).
Производительность линий соответственно 2000 шт/ч и 3600 шт/ч,
количество обслуживающего персонала 10—12 чел. Лампы
накаливания мощностью 300—500 Вт и 750—1500 Вт
изготавливаются на линиях производительностью 1000 и
500 шт/ч.
Сборка миниатюрных ламп накаливания ведется на
линиях производительностью 1800—2000 шт/ч;
сверхминиатюрных ламп с «носиком» — на линиях
производительностью 600—700 шт/ч, а ряд ламп — на нестандартном
оборудовании. С целью обеспечить технологическим
оборудованием все группы имеющихся перспективных ламп
накаливания специального назначения и замены устаревших
машин разрабатываются новые серии машин.
Люминесцентные лампы собирают в основном на
линиях фирмы «Тунгсрам» (Tungsram, ВНР), на линиях,
комбинированных из оборудования фирмы «Тунгсрам» и
отечественных машин, на отдельных машинах английского
производства. Производительность линий различна, около
1200 шт/ч, количество обслуживающего персонала
приблизительно 35 чел.
Лампы типов ДРЛ, ДРИ, ДНаТ, ДКСР выпускаются
на комплектах машин нестандартного отечественного и
специализированного зарубежного производства.
Производительность комплектов оборудования для ламп ДРЛ
мощностью 250—400 Вт составляет 400—500 шт/ч, мощностью
700—100 Вт — 70—200 шт/ч. Для осваиваемых в
производстве ламп ДРИ мощностью 50—175 Вт, 250—400 Вт (с
керамической горелкой) и ламп ДНаТ мощностью 50—
175 Вт разрабатывается новое прогрессивное отечественное
оборудование.
Совершенствование технологии и оборудования в
производстве источников света наряду с внедрением новых
прогрессивных материалов обеспечивает выпуск
высокоэффективных и экономичных источников света, наиболее
полно отвечающих возросшим потребностям в них
различных отраслей народного хозяйства.
9
ГЛАВА ПЕРВАЯ
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
В ПРОИЗВОДСТВЕ ИСТОЧНИКОВ СВЕТА
1.1. МЕТАЛЛЫ И ИХ СПЛАВЫ
Металлы — это химические вещества, характеризующиеся
способностью отдавать внешние (валентные) электроны, слабо связанные
с атомом.
В свободном состоянии металлы обладают высокой
электропроводностью, 'хорошей теплопроводностью, непрозрачностью и характерным
металлическим блеском. Эти свойства металлов обусловлены их
внутренним строением. По современным представлениям структура
металла— это жесткая кристаллическая решетка из положительных ионов,
погруженная в плотный электронный газ..
Высокая электропроводность обусловлена свободой перемещения
валентных электронов по всему металлу, поскольку они не закреплены
каждый за своим атомом.
Хорошая теплопроводность металлов также объясняется легкостью
перемещения электронов, переносящих энергию из одного места
металла в другое. Между величинами электропроводности и
теплопроводности существует прямая пропорциональность. Причиной электрического
сопротивления металлов являются различные нарушения
кристаллической решетки, вызванные тепловыми колебаниями ионов в узлах
решетки, наличием химических примесей, отсутствием некоторых ионов в
узлах решетки (вакансиями), линейными искажениями (дислокациями).
Оптические свойства металлов также связаны с наличием в них
свободных электронов; поскольку их плотность очень велика (порядка
1019 мм-3), то даже очень тонкие металлические слои @,1 мкм)
отражают большую часть падающего на них света и практически
непрозрачны. Поэтому даже небольшое напыление металла на колбу ламлы
существенно снижает ее прозрачность.
При обычных условиях свободные электроны не могут покинуть
металл, так как их энергия недостаточна для преодоления сил
притяжения. Однако если металл нагревать, то энергия электронов
возрастает и они могут покидать металл — наблюдается явление, называемое
термоэлектронной эмиссией.
Для нагретых металлов характерно излучение энергии в
окружающее пространство: при 300—600 °С — тепловое, инфракрасное; а при
10
температурах свыше 600 °С к нему добавляется видимое излучение,
т. е. металлы начинают светиться.
Полученные из расплавленного состояния твердые металлы имеют
зернистое строение. Размер, форма и расположение зерен
(микроструктура) существенно влияют на механические и физические свойства
металлов. Металлы с крупнозернистой структурой имеют худшие
механические свойства, чем с мелкозернистой структурой. В практике
однородную мелкозернистую структуру часто создают искусственно, для
чего металлы подвергают механической обработке давлением, а затем
нагревают.
При механической обработке металлов давлением (ковка,,
штамповка, прокатка, волочение) происходит деформация металлов (изменение
первоначальной формы и размеров), одновременно происходит
изменение микроструктуры. Металл приобретает волокнистое строение, при
этом повышается предел прочности -при растяжении и твердость,
одновременно понижаются относительное удлинение металла и способность
к дальнейшему деформированию. Такое изменение механических
свойств металла называется наклепом или нагартованностью. Зернистая
структура металла может быть восстановлена нагревом металла до
температуры рекристаллизации.
Рекристаллизацией называется изменение внутренней структуры
металла при нагреве, связанное с образованием и ростом новых зерен
с неискаженной кристаллической решеткой вместо деформированных.
Последовательность процессов в металле при его нагреве с целью
рекристаллизации следующая: распад деформированных зерен —
образование новых мелких зерен — укрупнение мелких зерен за счет их
слияния друг с другом вплоть до образования крупнозернистой
структуры, свойственной данному металлу.
Температура рекристаллизации определяется химическим составом
металла и степенью его нагартованности. Чем большей деформации
был подвергнут металл при обработке давлением, тем больше в нем
запас энергии и тем быстрее при меньших температурах начинается
, процесс рекристаллизации. Скорость рекристаллизации, а также форму
и размеры новых зерен в металле можно регулировать введением в него
специальных присадок.
Нагрев металла с целью его рекристаллизации называют отжигом.
Для предотвращения окисления металлических деталей их отжигают
в вакууме, водороде или среде защитного газа. В производстве
источников света отжиг деталей производится'не только для снятия наклепа,
но и для очистки деталей от поверхностных загрязнений, обезгаживания
и т. д. При установлении режимов отжига всегда важно знать
температуры первичной и вторичной рекристаллизации.
Большое значение для металлов, применяемых в электроламповом
производстве, имеют диффузионные процессы. Эти процессы определяют
такие свойства металлов, как вакуумная плотность, газопоглощение,
обезгаживаемость и др.
И
Таблица 1.1. Параметры тугоплавких металлов
Параметр
Плотность, ХЮ3 кг/м3
Температура
плавления, °С
Температурный
коэффициент линейного
расширения, хю-7 °oi
Удельное
электрическое сопротивление,
ХМ-8 Ом-м
Предел текучести, МПа
Предел прочности при
растяжении, МПа
Относительное
удлинение, %
Модуль упругости, ГПа
Вольфрам
19,3
3140
44
5,58
350
(при 1500К)
600—3000
0—3
400
Молибден
10,2
2620
51
5,78
—
560—1300
10—20
320
Тантал
16,6
3014
65
13,7
—
280—800
15—45
175
Ниобий
8,6
2410
62
19,5
400
530—1030
10—25
103
Металлические сплавы — это соединения двух или более металлов,
образующие новые однородные вещества. В электроламповом
производстве используются металлы и сплавы: тугоплавкие, цветные,
специального назначения.
а) Тугоплавкие металлы и сплавы. В группу
тугоплавких металлов входят вольфрам, молибден, тантал, ниобий,
рений, титан, цирконий и торий. Они отличаются не только
высокой температурой плавления (тугоплавкостью), но и
очень прочной кристаллической решеткой, малой скоростью
испарения, химической стойкостью при комнатной
температуре. Для их получения широко применяются методы
порошковой металлургии, плавка в вакууме или защитной
среде. Методы вакуумной металлургии — дуговая плавка,
плавка электронным лучом, индукционная и плазменная
плавка, зонная очистка — находят в последнее время все
большее применение для получения металлов и сплавов
для электролампового производства. Механическая
обработка большинства тугоплавких металлов обычными
методами затруднена.
Параметры тугоплавких металлов приведены в табл. 1.1.
Тугоплавкие металлы (особенно вольфрам и молибден) и
их сплавы широко используются в электроламповом
производстве для изготовления нагреваемых до высоких
температур внутренних деталей ламп, вводов (впаев) в
тугоплавкие стекла, стаканов и лодочек для
высокотемпературного отжига и т. д.
12
Рений
21,0
3180
67
17,5
320
1150—2250
2—25
470
Титан
4,5
1665
83
55,4
140
240—670
25—55
115
Цирконий
6,45
1852
54
44,0
160
220—565
8—25
100
Торий
11,6
1750
112
18,0
190
240
40
68
Вольфрам. Среди других тугоплавких металлов
вольфрам выделяется большой плотностью, самой высокой
температурой плавления, малой скоростью испарения,
значительной теплопроводностью и сравнительно небольшим
коэффициентом линейного расширения. Высокая
температура плавления и селективность излучения вольфрама
обусловили его преимущественное применение для тел накала
в большинстве ламп накаливания. Вольфрамовое тело
накала может работать при температурах около 3000 °С.
Скорость испарения вольфрама при 2730 °С составляет
10~7 кг/(м2-с), а давление насыщенных паров 10~2 Па.
При изменении температуры скорость испарения также
меняется. Так, при 2330°С она в 50 раз меньше, чем при
2730 °С. Скорость испарения чувствительна к изменениям
структуры и чистоты вольфрама и снижается, если тело
накала находится в среде тяжелого инертного газа.
Мелкозернистый вольфрам испаряется быстрее, чем
крупнозернистый.
Электрические свойства вольфрама характеризуются
высоким значением удельного электрического
сопротивления и его резким изменением с изменением температуры.
Это позволяет быстро нагревать вольфрамовое тело
накала.
Химическая стойкость вольфрама высокая. В обычных
атмосферных условиях он не окисляется, при нагреве
вступает во взаимодействие с кислородом, д-рами воды, азо-
13
том, углеводородами. Для накаленных вольфрамовых
деталей особенно опасны пары воды, которые способствуют
образованию легколетучего вольфрамового ангидрида.
Последний после конденсации на стенках колбы
восстанавливается освободившимся водородом, вновь образуя
вольфрам и пары воды. В плохо откачанной лампе
накаливания этот процесс может за короткое время привести к
почернению колбы и разрушению тела накала.
При взаимодействии нагретого вольфрама с углеродом
образуются карбиды, которые вызывают повышенную
хрупкость вольфрамовых нитей и спиралей, а также их
местные превышения температуры.
Хрупкость вольфраму придает также его загрязнение
железом, с которым вольфрам взаимодействует при
нагреве до 1380—1530.°С. К ртути и ее парам вольфрам
практически устойчив, с галоидами вступает в реакцию: с фтором
уже при комнатной температуре, с хлором и бромом при
температурах выше 250—300 °С.
Большинство кислот и водных растворов щелочей при
комнатной температуре на вольфрам в отдельности не
действуют. Он хорошо растворяется в расплавленной селитре,
расплавленных едких щелочах в присутствии KN03 и
KN02, в водных растворах едких щелочей при электролизе,
щелочном растворе красной кровяной соли и в смеси
плавиковой и азотной кислот.
Вольфрам обладает наименьшим из всех чистых
металлов температурным коэффициентом линейного
расширения. Это важно для изготовления спаев вольфрама с
тугоплавкими стеклами, также имеющими низкие
коэффициенты линейного расширения.
Применение чистого вольфрама в производстве
истопников света ограничено из-за сравнительно низкой
температуры рекристаллизации A050°С). Замедление
рекристаллизации и некоторое изменение свойств вольфрама в
нужную сторону достигается путем введения в него
присадок в виде оксидов.
Ториевая присадка в вольфраме марки ВТ @,7—5%)
понижает скорость рекристаллизации (температура
рекристаллизации 1350 °С) и препятствует росту кристаллов в
поперечном направлении, уменьшая тем самым хрупкость
проволоки. Рекристаллизованный торированный вольфрам
имеет мелкозернистую структуру. Спирали из такой
проволоки обладают повышенной прочностью, но
неудовлетворительной формоустойчивостью. Кроме того,
торированный вольфрам имеет лучшие эмиссионные свойства, чем
все другие марки.
14
Кремнещелочная присадка @,45%! Si02 и 0,45% KC1) в
вольфраме марки ВК при нагревании выше температуры
рекристаллизации A150—1450°С) содействует росту
кристаллов и обеспечивает при этом прочность сцепления
между отдельными крупными кристаллами. Вольфрам ВК
обладает относительно хорошей формоустойчивостью.
Смешанная кремнеториевая присадка @,25%, Si02,
0,25% КС1 и 0,25% Th02) содействует образованию при
рекристаллизации длинных, прочно соединенных
кристаллов (температура рекристаллизации 1350—1750 °С).
Вольфрам с такой присадкой маркируется ВМ. Он отличается
механической прочностью и хорошей формоустойчивостью
при температурах не выше 2130°С.
В вольфраме марки ВА применена комбинированная
алюминиевая и кремнещелочная присадка @,03% А120з,
0,45% Si02 и 0,45% KC1). Она способствует повышению
температуры рекристаллизации вольфрама. Структура ре-
кристаллизованного вольфрама марки ВА характеризуется
длинными, вытянутыми вдоль оси проволоки и
сцепленными по большой поверхности зернами. Высокая
температура рекристаллизации вольфрама ВА позволяет
производить его обработку давлением при подогреве. Такая
обработка с подогревом способствует устранению в металле
внутренних напряжений, лучшему его обезгаживанию,
делает вольфрам более пластичным, предотвращает его
науглероживание, так как при температурах выше ИЗО—
1230 °С склонность вольфрама к образованию карбидов
понижена. Вольфрам марки ВА прочнее и более формоустой-
чив, чем вольфрам ВК.
В производстве источников света вольфрам
применяется главным образом в виде проволок, прутков, жести.
Для каждого конкретного случая выбирается
соответствующая марка металла.
Из вольфрама марки ВА изготавливают катоды
люминесцентных ламп и спирали всех типов ламп
накаливания с рабочей температурой до 3030 °С.
Вольфрам марки ВМ применяется для спиралей
миниатюрных, трамвайных, самолетных и других ламп
накаливания с рабочей температурой не выше 2430 °С, для
которых требуется повышенная механическая прочность
тела накала при ударах и вибрациях.
Для стержневых катодов газоразрядных ламп
высокого давления обычно применяется вольфрам с ториевой
присадкой марок ВТ-7, ВТ-10, ВТ-15 и др.
Вольфрам марки ВЧ используется для деталей Ламп,
работающих при низких температурах.
15
Для вводов, траверс и других малоответственных
деталей применяется вольфрам марки ВРН (вольфрам
разного назначения).
Молибден, Нерекристаллизованный молибден по
многим свойствам похож на вольфрам. Это твердый, прочный
и упругий металл. Хотя его твердость и прочность меньше,
чем у вольфрама, он более пластичен и менее склонен
к нагартованию и поэтому легче обрабатывается.
Температура первичной рекристаллизации (начало
распада волокнистой структуры) молибдена марки МК
составляет 1380—1480 °С, а вторичной (образование крупных
кристаллов) — 1780—1880 °С. Для молибдена марки МЧ
соответствующие температуры рекристаллизации примерно
на 650 °С ниже.
Отожженный молибден становится довольно
пластичным и может обрабатываться даже в холодном состоянии.
Отжиг молибдена при температуре выше температуры
рекристаллизации делает его хрупким и непригодным к
работе. Повышение температуры рекристаллизации и
образование лучшей структуры достигается введением в
молибден специальных присадок, а также использованием
методов вакуумной металлургии для получения металла-
Скорость испарения молибдена почти в 2 раза выше,
а теплопроводность, температура плавления и удельное
электрическое сопротивление несколько ниже, чем у
вольфрама.
Молибден — химически стойкий металл, но в меньшей
степени, чем вольфрам. При комнатной температуре в су-
хок воздухе молибден устойчив, но начинает окисляться
при нагреве свыше 400 °С. Окисление молибдена
происходит также и при комнатной температуре во влажной
атмосфере.
При нагреве в вакууме окислы молибдена легко
улетучиваются, но почти не разлагаются. Поэтому готовые
молибденовые детали перед монтажом необходимо тщательно
восстанавливать при 780—980 °С в чистом сухом водороде
в течение 10—30 мин. В целом обезгаживание молибдена
в вакууме происходят труднее, чем вольфрама и других
тугоплавких металлов. Нагрев молибдена до температуры
свыше 730 °С в контакте с углеродом или углеводородами
приводит к образованию карбидов.
Ртуть и ее пары на молибден .практически не
действуют. К кислотам он менее устойчив, чем вольфрам, серная,
соляная и плавиковая кислоты действуют на молибден
при нагревании. Быстро и полно растворяют молибден на-
16
гретая азотная кислота и ее смеси с серной, а также
с плавиковой кислотой.
Молибден интенсивно растворяется в расплавленных
азотно- и азотистокислых солях калия, натрия, щелочах
при электролизе, перекиси натрия, хлориде калия. Эти
химические материалы широко используются при очистке
поверхности молибдена травлением.
В производстве источников света молибден применяется
главным образом в виде проволок марок МЧ, МК и МНР,
прутков марки МЧ, прокатанной жести в виде лент и
пластин марок МЧ, МК, МРН, а также фольги из молибдена
вакуумной плавки.
Молибден МЧ (молибден чистый) рекомендуется
применять для изготовления проволоки диаметром менее
800 мкм, катодов некоторых газоразрядных ламп,
держателей тела накала.
Молибден МК с кремнещелочной присадкой
применяется для деталей, которые должны обладать повышенной
прочностью после нагрева до высоких температур.
Молибден МНР (молибден разного назначения)
является металлом без специально вводимых присадок, с
повышенным содержанием примесей. Из него изготавливают
керны для спирализации, вводы в тугоплавкие стекла,
некоторые крепежные детали.
Из молибдена вакуумной плавки получают ленту
толщиной 50—75 мкм для изготовления вводов в кварцевое
стекло.
Выпускается также молибден с присадками титана,
циркония, ниобия, которые значительно улучшают его
механические свойства, в особенности при высоких
температурах.
Тантал. По температуре плавления и скорости испарения тантал
занимает среднее положение между вольфрамом и молибденом.
Давление его насыщенных паров примерно в 100 раз меньше, чем у
молибдена.
Температурный коэффициент линейного расширения тантала
значительно выше, а теплопроводность ниже, чем у вольфрама и
молибдена. Удельное электрическое сопротивление примерно в 3 раза выше,
чем у указанных металлов.
Отличительной особенностью тантала является его способность
поглощать значительные количества газов при нагреве до 700—1200°С.
Тантал активно поглощает кислород," азот, углекислый газ, окись
углерода, а особенно водород, который поглощается танталом при желтом
калении в 700-кратном объеме. Инертные газы поглощаются танталом
незначительно.
2—3136
17
Поглощенные в большом количестве газы придают танталу
хрупкость. Так, отжиг танталовых деталей в водороде приводит к
превращению их в порошок. Поэтому обезгаживание тантала должно
проводиться в высоком вакууме. Прочное удержание поглощенных газов
танталом наблюдается до температур ИЗО—1230 °С.
Химически тантал очень стоек. Кислоты, за исключением
плавиковой, на тантал не действуют или действуют незначительно. Быстрое
растворение металла происходит в растворах фторидов, расплавленных
щелочей и в щелочных растворах высокой концентрации при
нагревании.
Углерод и углеводороды при нагревании с танталом до
температуры свыше 1200 °С образуют карбиды. Ртуть и ее пары на тантал не
действуют. Для очистки тантал выдерживается в подогретой до 110°С
хромовой смеси или «царской водке», затем тщательно промывается
в воде. Для получения поверхности с хорошим блеском используется
полирование в электролите, состоящем из смеси водных растворов
плавиковой и серной или соляной кислот. Для очистки- танталовой
проволоки от графитовой смазки и окислов применяется анодное
электролитическое травление в 40%-ной плавиковой кислоте.
Тантал хорошо сваривается с другими тугоплавкими металлами.
Основной особенностью механических свойств тантала является
сочетание высокой прочности с большой пластичностью. Чистый тантал
даже при комнатной температуре имеет высокую пластичность.
Обработка давлением может производиться до деформации порядка 70—
80% без промежуточного отжига. Однако при этом прочность тантала
увеличивается незначительно, что существенно затрудняет глубокую
вытяжку, волочение проволоки и т. д. Но, с другой стороны, это
позволяет прокатывать тантал в тончайшую фольгу A0 мкм).
Выпускаются следующие марки тантала: Т, ТЧ, ТНЗ, ТН20, ТТ1, ТЧВ, ТНЗ-В
и др.
Применение тантала в производстве источников света
обусловливается, главным образом, его способностью к поглощению газов при
высоких температурах, а также хорошей свариваемостью со многими
трудно свариваемыми тугоплавкими металлами.
Ниобий. По сравнению с танталом ниобий обладает более низкой
температурой плавления, большей скоростью испарения при высоких
температурах, но по остальным свойствам эти металлы близки друг
другу. Применение ниобия в производстве источников света, как и
тантала, обусловлено его способностью активно поглощать газы при
высокой температуре, высокой пластичностью, хорошей свариваемостью.
Ниобий используется для изготовления деталей, спаиваемых вакуумно-
плотно с керамикой на основе окиси алюминия в дуговых натриевых
лампах высокого давления.
Промышленность выпускает ниобий в виде прутков вакуумной
плавки, трубок, а также листов, фольги и полос электронно-лучевой
плавки.
18
Рений. Рений отличается редким сочетанием положительных
свойств, удовлетворяющих большинству требований к
электровакуумным материалам.
Среди тугоплавких металлов рений имеет самое высокое удельное
электрическое сопротивление и большую прочность как при комнатной,
так и при. высокой температуре. Это позволяет применять рений вместо
вольфрама для изготовления тела накала в железнодорожных,
трамвайных, проекционных и некоторых других лампах.
Эффективно использование рения с присадкой около 3% лантана
(в качестве эмиттера) для изготовления катодов импульсных источников
света, дающее значительное увеличение их срока службы.
Отожженный рений по пластичности близок к меди, причем
высокая пластичность сохраняется даже после механической обработки.
В отличие от вольфрама и молибдена у рения не наблюдается рекри-
сталлизационной хрупкости.
Весьма ценным свойством рения является также его высокая
химическая стойкость. Рений не растворяет ни одна из кислот, за
исключением азотной и горячей концентрированной серной. К ртути и ее
парам рений устойчив.
Титан. Титан отличается сравнительно небольшой плотностью,
малой теплопроводностью и достаточно хорошо испаряется при высоких
температурах. Температурный коэффициент линейного расширения
титана близок к температурному коэффициенту линейного расширения
многих специальных стекол и керамических материалов, что позволяет
получать с ними вакуумно-плотные согласованные спаи.
Химические свойства титана в наибольшей степени
характеризуются его способностью поглощать газы. Поглощение титаном газов из
воздуха происходит при нагреве, начиная с 130—230 °С, и
сопровождается изменением цвета его поверхности и появлением хрупкости.
Наиболее активно титан поглощает кислород, азот, водород и хлор.
В вакууме при давлениях 8-Ю-1—Ы0~3 Па кислород интенсивно
поглощается предварительно обезгаженным титаном при 200—700 °С.
Оптимальной является температура 500 °С. Около 500—600 °С
наблюдается максимальное поглощение титаном азота и водорода. При
нагреве свыше 800 °С происходит выделение поглощенных газов, которое
увеличивается с ростом температуры. Однако нагрев титана с целью
обезгаживания не следует проводить выше 1200 °С, так как при этом
начинается заметное испарение металла. Вакуум при обезгаживании
должен быть достаточно высоким.
По отношению к щелочам титан устойчив. Из кислот сильное
действие на него оказывает горячая концентрированная соляная, а
также нагретая концентрированная серная, плавиковая и фосфорная. Титан
сравнительно хорошо сваривается различными способами на воздухе
и в атмосфере инертных газов.
Механические свойства титана в сильной степени зависят от его
чистоты. Примеси углерода и поглощенные газы, повышая предел
2* 19
прочности, резко снижают относительное удлинение, делают металл
малодуктильным. Титан же высокой чистоты допускает холодную
обработку с деформацией более чем на 80%. Холодной прокаткой
получают титановую фольгу толщиной 0,01 мм, а волочением —
проволоку диаметром 0,1 мм.
Обработку титана резанием рекомендуется производить при низких
скоростях с охлаждением режущего инструмента. Титан легко
поддается ковке, штамповке и прокатке при нагреве его до 700—850 °С.
Титан выпускается в виде лент, фольги, проволок, трубок.
Из титана и его сплавов изготавливают внутриламповые детали,
обладающие геттерным свойством. Кроме того, титан используется как
восстановитель для бариевых газопоглотителей, а также как основной
рабочий элемент титановых сорбционных и ионно-сорбционных насосов.
Цирконий. Так же как и титан, цирконий находит применение
в электроламповой (Промышленности (в виде порошка с размером
частиц 1—8 мкм) благодаря способности поглощать многие газы и
прочно удерживать их в широких пределах температур. Порошок
циркония, смешанный с двуокисью свинца РЬОг, используется в виде
покрытия на проволоке в лампах-вспышках.
Газопоглощающие свойства циркония выражены еще сильнее, чем
у титана. При нагревании до 200 °С и выше цирконий энергично
поглощает кислород с образованием весьма стойкого окисла Zr02.
При нагревании в вакууме максимальное поглощение кислорода
происходит при 600—800 РС. Поглощение водорода и его удержание
цирконием наблюдается при нагреве металла в вакууме до 400 °С
с образованием гидрида циркония ZrH4. Однако при 400—800 °С
гидрид циркония разлагается и выделяет поглощенный водород. При
800 °С и выше цирконий вновь поглощает большое количество
водорода. Азот наиболее активно поглощается цирконием при 600—800 СС,
образуя нитриды. Активируют цирконий нагревом до температур выше
1000°С.
Цирконий легко растворяется в горячей плавиковой и
концентрированной серной кислотах, «царской водке», взаимодействует с
фосфорной кислотой.
Торий. Торий имеет высокую температуру плавления и
относительно -малые скорость испарения и давление насыщенных паров.
Вода, водные растворы щелочей, разбавленная соляная кислота
на торий практически не действуют. Концентрированная соляная
кислота, «царская водка» и расплавы щелочей растворяют торий.
Газопоглощающие свойства у тория проявляются по отношению
к кислороду, водороду, окиси и двуокиси углерода и в некоторой
степени к азоту. Максимальное поглощение газов происходит в области
400—500 °С. Благодаря этим свойствам он широко применяется в не-
распыляемых геттерах, например, в виде смеси тория со сплавом церия,
лантана и алюминия. Кроме того, торий используется как активатор
20
некоторых люминофоров и как .присадка, увеличивающая электронную
эмиссию вольфрама.
Вольфрамо-молибденовые сплавы. Эти сплавы по сравнению с
молибденом имеют более высокие значения температуры плавления,
предела прочности и удельного электрического сопротивления, а по
сравнению с вольфрамом они более пластичны и легче обрабатываются
после отжига при 1080—1480 °С. Свойства сплавов зависят от
соотношения в них вольфрама и молибдена.
Вольфрамо-рениевые сплавы. Сплавы вольфрама марки ВА с
рением (обозначение ВАР) являются одними из наиболее прогрессивных.
Эти сплавы отличаются высокой прочностью и пластичностью как при
комнатной, так и при более высокой температуре, лучшей
свариваемостью, меньшей чувствительностью к содержанию кислорода, более
высокой (примерно на 670 °С) температурой рекристаллизации, чем
чистый вольфрам.
Промышленностью выпускаются сплавы ВАР с содержанием 1,
2, 3, 5 и 20% рения.
Для повышения эмиссионных свойств вольфрамо-рениевых сплавов
их легируют двуокисью тория. Подобные сплавы отличаются от тори-
рованного вольфрама более высокой пластичностью и прочностью
в карбидированном состоянии. Наиболее известны следующие марки
торированных вольфрамо-рениевых сплавов: ВР5Т2, ВР10Т2 и ВР20Т2.
Молибдено-рениевые сплавы. Эти сплавы имеют лучшие
механические свойства, чем чистый молибден. Температура рекристаллизации
повышена примерно на 400 °С. В зависимости от содержания рения
в сплаве выпускаются следующие марки молибдено-рениевых сплавов:
МР-5, МР-10, МР-20, МР-30, МР-40 и МР-50.
Молибден с присадкой кобальта и железа. Добавка к молибдену
небольших количеств кобальта или железа (около 0,1%) улучшает его
обрабатываемость, повышает относительное удлинение, дает
возможность получить стабильные по удлинению проволоки даже очень малых
диаметров — 40 мкм и менее.
Молибден с присадкой окислов лантана, неодима, иттрия, титана
и циркония. Введение указанных присадок также приводит к
улучшению ряда свойств молибдена: повышению температуры
рекристаллизации, большей пластичности, исключению хрупкости в местах сварки
металла с никелем.
Тантало-ниобиевые и тантало-вольфрамовые сплавы. Тантало-нио-
биевые сплавы (до 85—95% ниобия) марок ТНИ и ТНТ с присадками
окислов иттрия или тория обладают наряду с высокой эмиссией
хорошими пластическими свойствами в отожженном состоянии. Они легко
активируются при относительно низкой температуре A000—1500°С).
Температура плавления тантало-ниобиевых сплавов зависит от
содержания в них ниобия и ниже, чем у тантала. В основном
применяются тантало-вольфрамовые сплавы, содержащие до 10% вольфрама,
21
отличающиеся более высокими механическими свойствами, чем чистый
тантал.
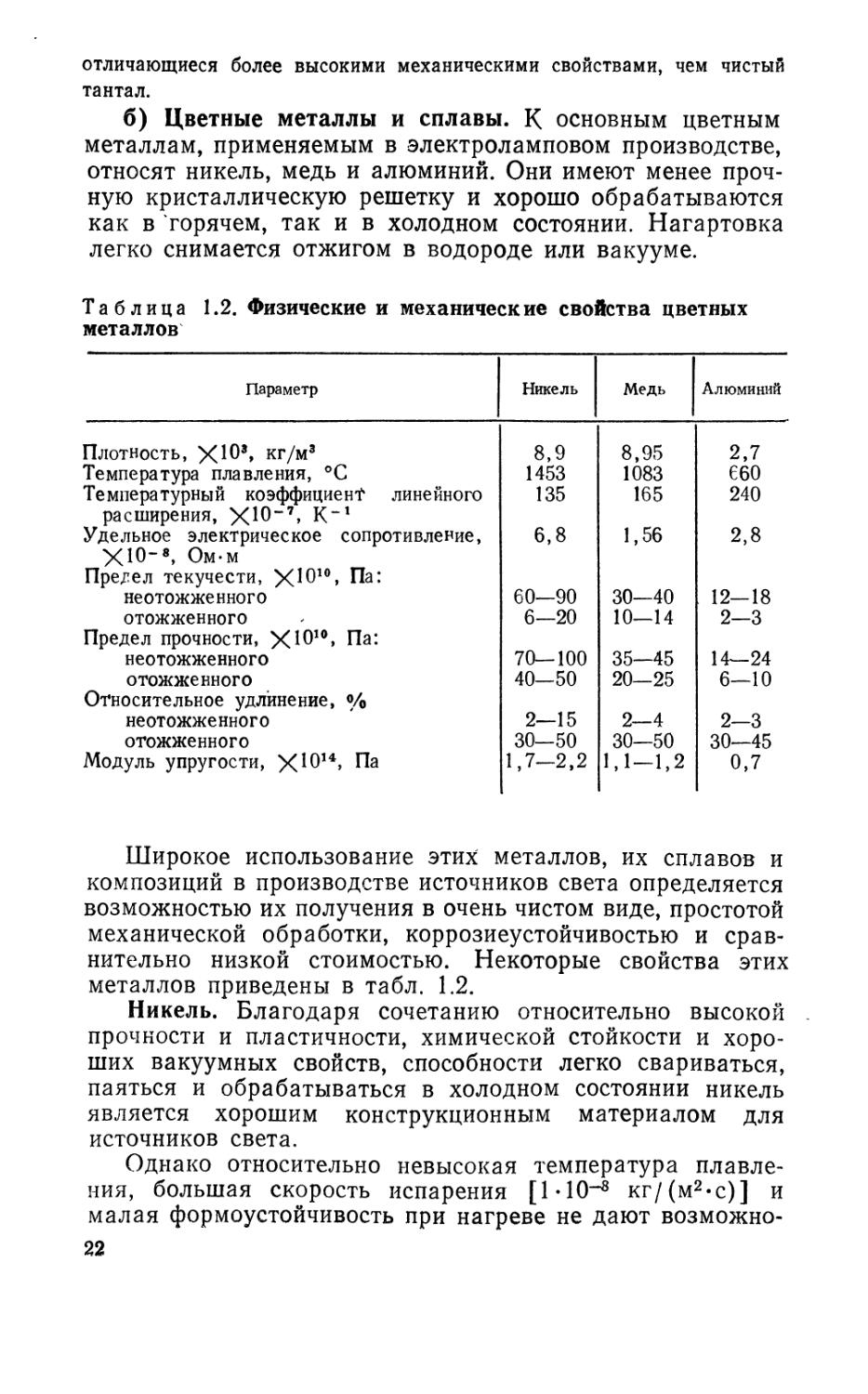
б) Цветные металлы и сплавы. К основным цветным
металлам, применяемым в электроламповом производстве,
относят никель, медь и алюминий. Они имеют менее
прочную кристаллическую решетку и хорошо обрабатываются
как в горячем, так и в холодном состоянии. Нагартовка
легко снимается отжигом в водороде или вакууме.
Таблица 1.2. Физические и механические свойства цветных
металлов
Параметр
Плотность, XIО3, кг/м3
Температура плавления, °С
Температурный коэффициент линейного
расширения, Х^~7, К
Удельное электрическое сопротивление,
ХМ-8, Омм
Предел текучести, Х^10, Па:
неотожженного
отожженного
Предел прочности, ХЮ10, Па:
неотожженного
отожженного
Относительное удлинение, %
неотожженного
отожженного
Модуль упругости, Х*014, Па
Никель
i
8,9
1453
135
6,8
60—90
6—20
70—100
40—50
2—15
30—50
1,7—2,2
Медь
8,95
1083
165
1,56
30—40
10—14
35—45
20—25
2—4
30—50
1,1—1,2
Алюминий
2,7
660
240
2,8
12—18
2-3
14—24
6—10
2-3
30—45
0,7
Широкое использование этих металлов, их сплавов и
композиций в производстве источников света определяется
возможностью их получения в очень чистом виде, простотой
механической обработки, коррозиеустойчивостью и
сравнительно низкой стоимостью. Некоторые свойства этих
металлов приведены в табл. 1.2.
Никель. Благодаря сочетанию относительно высокой
прочности и пластичности, химической стойкости и
хороших вакуумных свойств, способности легко свариваться,
паяться и обрабатываться в холодном состоянии никель
является хорошим конструкционным материалом для
источников света.
Однако относительно невысокая температура
плавления, большая скорость испарения [МО-5 кг/(м2-с)] и
малая формоустойчивость при нагреве не дают возможно-
22
ети применять никель при рабочих Teivinepatypax, преЁЫ-
шающих 1000—1100 °С.
При комнатной температуре никель весьма устойчив
на воздухе. Только при нагреве свыше 500 °С, а также во
влажном воздухе никель окисляется. Окисная пленка на
никеле получается тонкой и достаточно прочной,
защищающей никель от глубокого окисления.
Против щелочей никель устойчив. Однако
большинство минеральных кислот действует на никель. Особенно
сильно он растворяется в азотной кислоте. Никель весьма
чувствителен к загрязнению серой, взаимодействие с
которой придает металлу хрупкость.
При механической обработке прочность никеля
значительно возрастает. Снижение прочности происходит
сравнительно медленно ввиду довольно высокой температуры
рекристаллизации никеля E50—640 °С). Температура
отжига для рекристаллизации устанавливается около 800 °С,
а температура для обезгаживания — примерно 900—950 °С.
В производстве источников света используются
специальные марки никеля: НИВО — с присадкой вольфрама,
НМц — с присадкой марганца, НК — с присадкой кремния,
НМ — с присадкой магния, НИКА — с присадкой кальция.
Широко используется также бесприсадочный никель
различной степени чистоты: НО, HI, НПО, НП1, НП2, НЭ,
НкВ, НВ, Н000, Н0000, Н-экстра.
Из никеля изготавливаются вводы (электроды) ламп,
подложки катодов некоторых газоразрядных ламп,
крепежные детали. Из никеля и его сплавов делают припои для
пайки деталей из вольфрама, молибдена и железа. Никель
находит также широкое применение в качестве
антикоррозийного покрытия цоколей и некоторых других деталей
ламп.
Медь. У меди сравнительно низкая температура
плавления, высокое давление насыщенных паров и большая
скорость испарения [Ы0~4 кг/(см2»с) при 1280°С]. Это
ограничивает допустимую рабочую температуру медных
деталей значением 430—530°С и не позволяет
использовать медь для внутриламповых деталей большинства ламп.
В механическом отношении медь — очень ковкий
металл, легко поддающийся обработке как в горячем, так и
в холодном состоянии. Температура отжига меди не
должна превышать 500—600 °С.
Химически медь малоактивна при обычных комнатных
температурах. Однако при нагревании на воздухе,
особенно в присутствии влаги, медь быстро окисляется и
покрывается сначала рыхлыми слоями основной углекислой соли
23
зеленоватого цбета, а затем так&е рыхлой пленкой окиси
СиО черного цвета.
В некоторых случаях производят преднамеренное
окисление меди нагревом ее до 700—710 °С с тем, чтобы она
покрылась тонким и прочным слоем закиси меди Ct^O
красного цвета. Окисленная таким образом медь хорошо
смачивается размягченным ртеклом. Это используется при
осуществлении спаев меди со стеклом.
Кислород способен глубоко проникать в толщу меди
с образованием в ней окиси и закиси. При нагреве такой
меди в среде водорода последний также легко проникает
в толщу меди и восстанавливает ее окислы. Водяной пар,
получающийся при этом, разрывает медь с образованием
трещин и пузырьков. Это явление, известное под названием
«водородной болезни», не позволяет отжигать в водороде
обычные сорта меди. Вакуумную медь, не имеющую внутри
окислов, можно отжигать как в вакууме, так и в водороде.
Медь хорошо растворяется в азотной кислоте и в ее
смесях с серной, а также в кислом растворе хромового
ангидрида, хромпике. Щелочи действуют на медь слабо.
Со ртутью медь образует амальгамы, приобретая
хрупкость. Положительными свойствами меди являются также
ее высокая электропроводность и теплопроводность.
В производстве источников света медь находит
применение для изготовления внешней части выводов ламп, а
для вакуумных ламп и для внутренней части. Из меди
приготавливаются также твердые припои.
Алюминий. Важными свойствами алюминий являются
его малая плотность, высокая коррозионная стойкость,
пластичность. Высокая коррозионная стойкость алюминия
объясняется тем, что на воздухе он быстро покрывается
тонкой, но очень прочной и плотной пленкой окиси А1203,
которая предохраняет металл от дальнейшего окисления.
Выполняя защитные функции, окисная пленка на
алюминии в то же время сильно затрудняет его пайку и сварку.
Хорошие пластические свойства дают возможность
легко изготавливать из алюминия при помощи ковки,
штамповки, протяжки детали различной формы, в том числе
очень тонкую фольгу @,005 мм).
Однако алюминий — недостаточно прочный материал.
При нагреве прочность алюминия еще более снижается.
Недостатком алюминия является также его сравнительно
низкая температура плавления.
Азотная и серная кислоты действуют на алюминий
слабо, но соляная кислота, а также едкий натр и едкое ка-
24
ли хорошо растворяют металл. Со ртутью алюминий
образует амальгамы.
Алюминий отличают высокие электро- и
теплопроводность, устойчивость при бомбардировке положительно
заряженными ионами, высокая светоотражающая
способность при соответствующей обработке.
Из алюминия изготавливают катоды некоторых типов
неоновых ламп тлеющего разряда. Сплав алюминия с
магнием применяется в виде тонких проволок в
лампах-вспышках. Из алюминия делают многие внешние детали ламп—
корпуса стартеров, цоколей люминесцентных ламп и т. д.
Алюминиевая пудра используется для облегчения
зажигания стартеров в темноте. Тонкий слой алюминия,
нанесенной на держатели тела накала ламп накаливания, служит
газопоглотителем. В производстве специальных ламп
накаливания алюминий используется для получения
отражающих покрытий на внутренней поверхности колб.
Сплавы цветных и черных металлов. Для производства источников
света представляют интерес сплавы: железо — никель, железо —
никель—хром, железо — никель — кобальт, железо —хром, сплавы на
основе меди.
Железоникелевые сплавы могут использоваться в спаях с
различными марками стекол и керамикой. Необходимый температурный
коэффициент линейного расширения получается за счет изменения
содержания в сплаве никеля.
Никелевая сталь марки 43 применяется в качестве сердечника для
платинита, а также в качестве плавкого предохранителя в
газополных лампах накаливания.
Тройные сплавы никеля, кобальта и железа носят название «ко-
вар». Их можно применять для изготовления деталей, спаиваемых
с тугоплавкими стеклами, керамикой, а также в конструкциях,
подвергающихся действию ртути. Различные марки ковара имеют
температурный коэффициент линейного расширения (ТКЛР) в пределах
C3-55)-Ю-7 К-1.
Из сплавов на основе меди наиболее часто используется латунь,
представляющая собой сплав меди с цинком. Латунь хорошо
обрабатывается штамповкой, имеет достаточную коррозионную стойкость.
Латунь не пригодна для деталей внутренней арматуры ламп из-за
высокой летучести цинка даже при невысоких рабочих температурах.
Поэтому чаще латунь применяется для внешних деталей ламп,
например цоколей.
Биметаллы. Биметаллом называется изделие,
состоящее из слоев двух разных металлов или сплавов, прочно
соединенных друг с другом по всей поверхности
соприкосновения.
25
Биметаллы не только сочетают свойства соединяемых
металлов, но и приобретают новые выгодные свойства. Из
применяемых в электроламповом производстве
биметаллов наиболее известны платинит и термобиметаллы.
Платинит представляет собой холоднотянутую
проволоку, сердечник которой состоит из никелевой стали, а
оболочка—из меди (рис. 1.1). Толщина меди примерно 15—
20 мкм. Содержание меди в общей массе биметалла
около 26%. Максимальная
рабочая температура платинита на
воздухе 150 °С, а в вакууме —
400 °С.
Платинит имеет высокие
электро- и теплопроводность,
дуктильность, хорошо
сваривается и спаивается с другими
металлами и сплавами.
Температурный коэффициент
линейного расширения платинита
различен в продольном и
поперечном направлениях, и
составляет соответственно F0—
70)-Ю-7 и (80—100). Ю-7 К.
Поэтому спаи платинита со
стеклами платинитовой
группы нельзя считать полностью
согласованными.
Платинит выпускается в виде проволок диаметром от
0,20 до 0,45 мм (через каждые 0,05 мм) и от 0,5 до 1,2 мм
(через каждые 0,1 мм). Более тонкий платинит не
обладает достаточной прочностью, а более толстый платинит
вызывает из-за несогласования в спаях опасные напряжения
в стекле.
Исходным материалом для получения платинита
служат стальные прутки диаметром около 8 мм и длиной
1600 мм с тщательно отшлифованной поверхностью.
Изготовленные прутки с целью снятия внутренних напряжений
и очистки отжигают в водороде при 1180—1230°С в
течение 1,5 ч, а затем подвергают электролитическому
(анодному) травлению в 30%-ном растворе серной кислоты с
последующей промывкой холодной проточной водой.
Поверхность прутков становится чистой, матовой, что улучшает
прочность сцепления медной оболочки с сердечником.
Последующее меднение прутков проводится
электролитическим осаждением меди на прутках из электролита,
составленного из медного купороса и серной кислоты. Мед-
2f>
Рис. 1.1. Поперечный разрез
платинитовой проволоки:
/«—медная оболочка; 2 —стальной
сердечник
нение ведется 6—8 ч при интенсивном перемешивании
электролита (или вращении в ванне самих прутков), что
обеспечивает более равномерное отложение слоя меди.
ПрОхМытые водой и протертые насухо фильтровальной
бумагой прутки отжигают в водороде при 830 °С в течение
1 ч и подвергают холодному волочению с целью получения
платинитовои проволоки требуемого диаметра.
Полученную проволоку очищают от смазки (мыльной эмульсии)
перемоткой через ванну с 2%-ным раствором аммиака,
отжигают в водородной печи и подвергают борированию,
т. е. на поверхность платинитовои проволоки наносится
тонкий слой буры Na2B407.
При борировании платинитовая проволока путем
перемотки с катушки на катушку проходит последовательно
первую газовую печь (температура 630—730 °С], ванну с
подогретым насыщенным раствором буры и вторую печь
(температура 830—930 °С]. В результате взаимодействия
расплавленной буры с закисью меди на поверхности
проволоки образуется сплошная пленка стекловидной массы—
борной эмали красного цвета различных оттенков. Бориро-
вание платинита имеет три цели: защитить во время
хранения платинита медную оболочку от воздействия
атмосферы; образовать переходное стеклообразное вещество,
улучшающее смачиваемость платинита; защитить платинит
от переокисления при его спаивании со стеклом.
Для спаев со стеклом платинит используется очень
широко (с 1913 г. взамен дорогостоящей платины), причем
получение спаев высокого качества возможно только при
определенных условиях: учете ограничений по толщине
платинита; использовании стекол платинитовои группы;
наличии в платините строго концентрической и
равномерной по толщине медной оболочки, окисленной по
поверхности до закиси меди; наличии на поверхности биметалла
тонкого оплавленного слоя буры; точно проведенном
процессе спаивания. Хранить платинит нужно в теплом сухом
месте, в герметично закрытой таре.
Термобиметаллы состоят из двух (или нескольких)
слоев металлов или сплавов с различными
температурными коэффициентами линейного расширения, соединенных
между собой по всей плоскости соприкосновения. Слой
металла с большим коэффициентом расширения называется
активным слоем, а с меньшим — пассивным. Между ними
может находиться промежуточный слой. При изменении
температуры форма термобиметаллической детали
изменяется из-за наличия указанных активного и пассивного
27
?лоев с резко различными температурными коэффициента*
ми линейного расширения.
Термобиметаллы выпускаются в виде холоднокатаных
нагартованных лент и полос. Они применяются для
изготовления скоб стартеров тлеющего разряда, используемых
в схемах зажигания люминесцентных ламп.
В настоящее время для этих целей применяется
термобиметалл марки ТБ1523, в котором пассивным слоем
является сплав 36Н [C5—37)% никеля, а остальное —
железо], а активным слоем — сплав 20НГ [A9—21)%
никеля, E,5—6,5) % марганца, остальное — железо]. Степень
нагартованности материала должна быть в пределах 40—
60%. Рекомендуемый температурный интервал работы
—70-^-+180°С. Предельно допустимая температура
нагрева 430 °С.
в) Металлы и сплавы специального назначения. Щелочные
металлы. Щелочные металлы (натрий, калий, цезий, литий и рубидий)
обладают высокими давлениями насыщенных паров и скоростью
испарения, малой работой выхода электронов, высокой химической
активностью. Благодаря этим свойствам они используются для активации
катодов и получения разряда в их парах некоторых газоразрядных
источников света.
Щелочные металлы энергично соединяются с кислородом, в
особенности при наличии в нем влаги, иногда с воспламенением и
взрывом. Поэтому обращение с ними требует специальных мер
предосторожности.
Некоторые важные свойства щелочных металлов даны в табл. 1.3.
Чаще других в электроламповом производстве применяются натрий,
калий и цезий. Парами натрия наполняются газоразрядные лампы,
обладающие большой световой отдачей. Так, современные натриевые
лампы низкого давления, излучающие монохроматический желтый
свет, имеют световую отдачу 150—200 лм/Вт, а натриевые лампы
высокого давления — свыше 100 лм/Вт и излучают приятный золотисто-
белый свет.
Недостатком натрия как светоизлучающего материала является
интенсивное взаимодействие его паров с окисью кремния,
составляющего основу большинства ламповых стекол. В результате этого
происходит почернение и разрушение стекла практически после нескольких
минут работы лампы.
При взаимодействии со ртутью натрий образует твердую
амальгаму, выделяя при реакции большое количество тепловой энергии и
света. Свойства амальгамы меняются в зависимости от содержания
натрия: минимальную температуру плавления B94,6К) имеет
амальгама с 39,5% натрия, наивысшую F08К) — амальгама с 5,5% натрия.
Окись натрия входит в состав многих марок стекол.
28
Калий применяют для снижения работы выхода катодов
некоторых газоразрядных ламп. Окись калия так же, как и окись натрия,
вводится в состав многих стекол. Со ртутью калий образует твердые
амальгамы при содержании калия выше 1,5% (по массе).
Цезий используется для получения катодов с малой работой
выхода (индикаторные источники света с «холодным» катодом), а также
для наполнения парами газоразрядных источников света специального
назначения.
Таблица 1.3. Свойства щелочных металлов
Параметр
Плотность, кг/м3
Работа выхода
электронов, Ю-18 Дж
Температура
плавления, °С
Потенциал ионизации,
В
Длины волн главных
спектральных
линий, нм
Скорость испарения,
Ю-1 кг/(м2.с)
Давление насыщенного
пара, Па
Литий
534
0,37
180,5
5,39
670,79
670,78
5,8-10-4
0,133
Калий
862
0,34
63,5
4,34
769,90
764,49
1,5
133
Натрий
968
0,36
98
5,14
589,59
588,99
1,1
133
Рубидий
1532
0,34
39
4,18
794,76
780,03
2,7-10-3
0,133
Цезий
1900
0,30
28,5
3,89
894,35
852,11
2,9
133
П р и м е ч а н и е. Скорость испарения и давление насыщенного пара указаны при
440°С.
Среди других щелочных металлов цезий отличается низкой
температурой плавления, высоким давлением насыщенных паров и
минимальной работой выхода электронов. При температурах свыше 570 К
цезий разрушает силикатные стекла.
Щелочноземельные металлы и магний. К щелочноземельным
металлам относятся барий, стронций и кальций. Их некоторые свойства
приведены вместе со свойствами магния в табл. 1.4.
Щелочноземельные металлы отличаются небольшой плотностью,
невысокими температурами плавления и кипения, малой работой
выхода электронов. Температура заметного испарения этих металлов
в вакууме A,0—0,1 Па) низкая и лежит в пределах 580—630°С. В
вакууме эти металлы легко «распыляются» и конденсируются в виде
зеркал на более холодных частях ламп.
Металлы этой группы менее активны, чем щелочные, и поэтому
более удобны в производстве. Они широко используются для
получения активных катодов газоразрядных ламп, газопоглотителей. Окиси
°ария и стронция вводятся в состав многих стекол. Смесь окислов ще-
29
лочноземельйых металлов с некоторым избытком свободного бария
составляет основу эмиттирующего вещества в оксидном катоде.
Химически наиболее активным из этой группы металлов является
барий. Из кислородных соединений бария наиболее устойчива его
перекись ВаОг, которая может использоваться для приготовления
активного эмиттирующего вещества вместо карбонита бария.
Магний применяется как газопоглотитель в лампах с ртутным
наполнением, для снижения напряжения зажигания разряда в стартерах
тлеющего разряда, а также в некоторых лампах-вспышках.
Таблица 1.4. Свойства щелочноземельных металлов и магния
Параметр
Плотность, кг/м3
Работа выхода электронов,
Ю-18, Дж
Температура плавления, °С
Температура кипения, °С
Температура начала
распыления в вакууме, °С
Барий
3700
0,37
740
1640
950
Стронций
2630
0,38
770
1370
950
Кальций
1550
0,44
851
1485
600
Магний
1730
0,55
651
1110
600
Окись магния MgO вводится в состав многих стекол для
придания им легкоплавкости. По многим свойствам магний похож на
щелочноземельные металлы. Он имеет малую работу выхода электронов,
высокую скорость испарения и значительное давление насыщенных
паров при относительно невысоких температурах B20 Па при 900 К и
5-Ю4 при 1300 К). В сухом воздухе магний устойчив, но во влажном
быстро окисляется.
Для повышения устойчивости на воздухе магниевый геттер
применяется в виде сплава: 70% магния и 30% алюминия.
Ртуть. Ртуть является одним из основных материалов в вакуумной
технике и производстве газоразрядных источников света. Она
используется для введения в большинство газоразрядных ламп, а также в
качестве рабочей жидкости парортутных насосов.
При комнатной температуре ртуть представляет собой серебристо-
белую жидкость с плотностью 13 500 кг/м3. Температура плавления
ртути 234,28 К, а температура кипения 630,1 К. Но уже при
комнатной температуре ртуть сильно испаряется. Зависимость давления
насыщенного пара над жидкой ртутью от температуры может быть с
достаточной для практики точностью описана следующим уравнением:
lg /7=12,500—0,825 \g T—3285/Г, A.1)
где р — давление, Па; Т — температура, К.
К положительным свойствам ртути как материала для наполнения
30
газоразрядных ламп помимо высокого давления насыщенных паров
можно отнести низкий потенциал ионизации A0,39 В) и низкие
потенциалы возбуждения резонансных уровней D,89 и 6,71 В). Резонансное
излучение атомов ртути происходит на длинах волн 253,65 и 184,95 нм.
Ртуть — химически устойчивый материал. Окисление ртути кисло-
.родом воздуха наблюдается лишь при температурах, близких к
температуре кипения. Взаимодействие ртути с другими газами мало. Ртуть
хорошо растворяется в разбавленной и концентрированной азотной
кислоте, «царской водке» и в концентрированных соляной и серной
кислотах. Разбавленные соляная и серная кислоты, а также щелочи на
ртуть не действуют.
Большое практическое значение имеет отсутствие взаимодействия
ртути при нагреве с такими распространенными внутриламповыми
металлами, как вольфрам, молибден и никель. С щелочноземельными
металлами, входящими в состав покрытия катодов ламп, ртуть образует
амальгамы, легко разлагающиеся при высоких рабочих температурах
катода. Помимо щелочных и щелочноземельных металлов в ртути
растворяются с образованием амальгам также цинк, олово, свинец,
кадмий, серебро, магний, медь, алюминий.
В последнее время промышленность выпускает некоторые
люминесцентные лампы не с жидкой ртутью, а со сложными амальгамами,
содержащими 3—4 компоненты.
Из неметаллических конструктивных материалов со ртутью не
взаимодействуют графит, стекло, керамика и слюда. .
Техническая ртуть содержит в себе около 0,001% примесей:
свинца, висмута, цинка, олова и других металлов, а также небольшие
загрязнения в виде пыли, органических веществ, минеральных масел
и т. п. Поэтому на электроламповых предприятиях, потребляющих
ртуть, производится ее дополнительная очистка. Для удаления из ртути
грубых механических загрязнений ее фильтруют через замшу.
Масляные и жировые загрязнения удаляются обработкой ртути чистым
бензином, щелочью или спиртом. Удаление органических загрязнений
эффективно также путем промывки ртути 2%-ным раствором
марганцовокислого калия. Для очистки от многих металлических примесей ртуть
обрабатывают соляной, азотной и серной кислотами, продувают через
нее горячий очищенный воздух. Остатки кислот и щелочей в ртути
удаляются многократной промывкой ее дистиллированной водой.
Очистка ртути завершается ее дистилляцией в вакууме при 180—
200 °С. В результате этого ртуть окончательно освобождается от
примесей олова, благородных металлов, влаги, газов.
О наличии в ртути даже небольших загрязнений можно судить по
потере блеска и появлению полос на стекле сосудов, в которых
хранится ртуть, а также по исчезновению устойчивости пены при
встряхивании ртути вместе с водой. Ртуть и ее пары токсичны. Поэтому
при работе со ртутью должны быть приняты самые тщательные меры
предосторожности»
3!
1.2. СТЕКЛО
а) Общие сведения. В производстве источников света
стекло является важнейшим материалом. Из него
изготавливают колбы, ножки, многие крепежные и
электроизоляционные конструктивные элементы ламп, части вакуумной
и другой аппаратуры.
Стекло обладает комплексом необходимых свойств—
газонепроницаемостью, прозрачностью, высокой
пластичностью, (при нагреве до определенной температуры),
химической стойкостью, высо-
п> | кими электроизоляционными
1*4. и другими свойствами.
>. Технологические свойства
\ стекла достаточно высоки.
\ Изделия из стекла получают
\ различными способами терми-
\^ ческой обработки. Кроме того,
\. стекло сравнительно легко
I г^ поддается разнообразной ме-
,G ханической обработке — резке,
Рис. 1.2. Кривая изменения сварке, шлифовке и др. Боль-
вязкости стекла шинство свойств стекла
можно изменять в довольно
широких пределах за счет изменения его химического
состава.
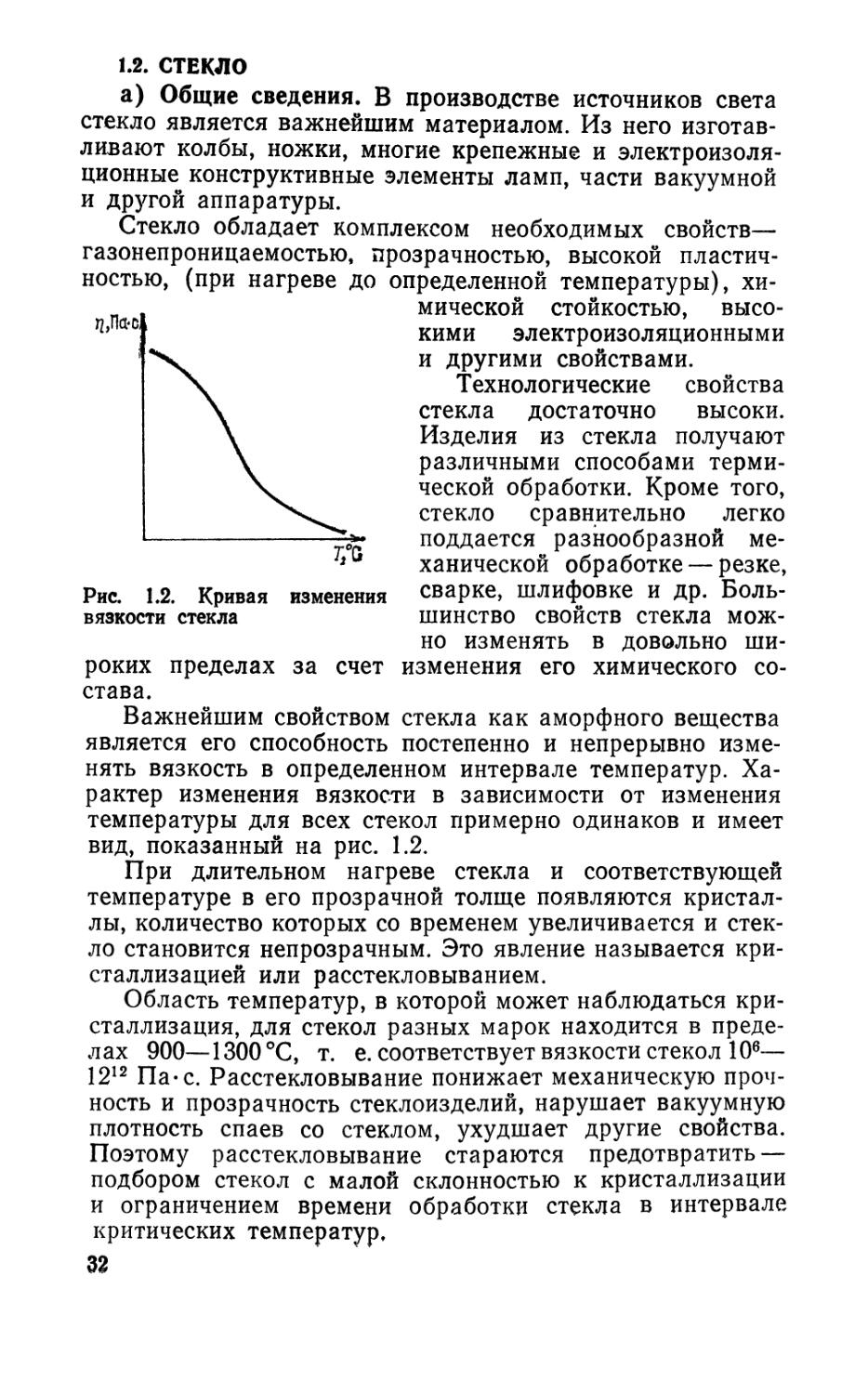
Важнейшим свойством стекла как аморфного вещества
является его способность постепенно и непрерывно
изменять вязкость в определенном интервале температур.
Характер изменения вязкости в зависимости от изменения
температуры для всех стекол примерно одинаков и имеет
вид, показанный на рис. 1.2.
При длительном нагреве стекла и соответствующей
температуре в его прозрачной толще появляются
кристаллы, количество которых со временем увеличивается и
стекло становится непрозрачным. Это явление называется
кристаллизацией или расстекловыванием.
Область температур, в которой может наблюдаться
кристаллизация, для стекол разных марок находится в
пределах 900— 1300 °С, т. е. соответствует вязкости стекол 106—
1212 Па-с. Расстекловывание понижает механическую
прочность и прозрачность стеклоизделии, нарушает вакуумную
плотность спаев со стеклом, ухудшает другие свойства.
Поэтому расстекловывание стараются предотвратить —
подбором стекол с малой склонностью к кристаллизации
и ограничением времени обработки стекла в интервале
критических температур,
32
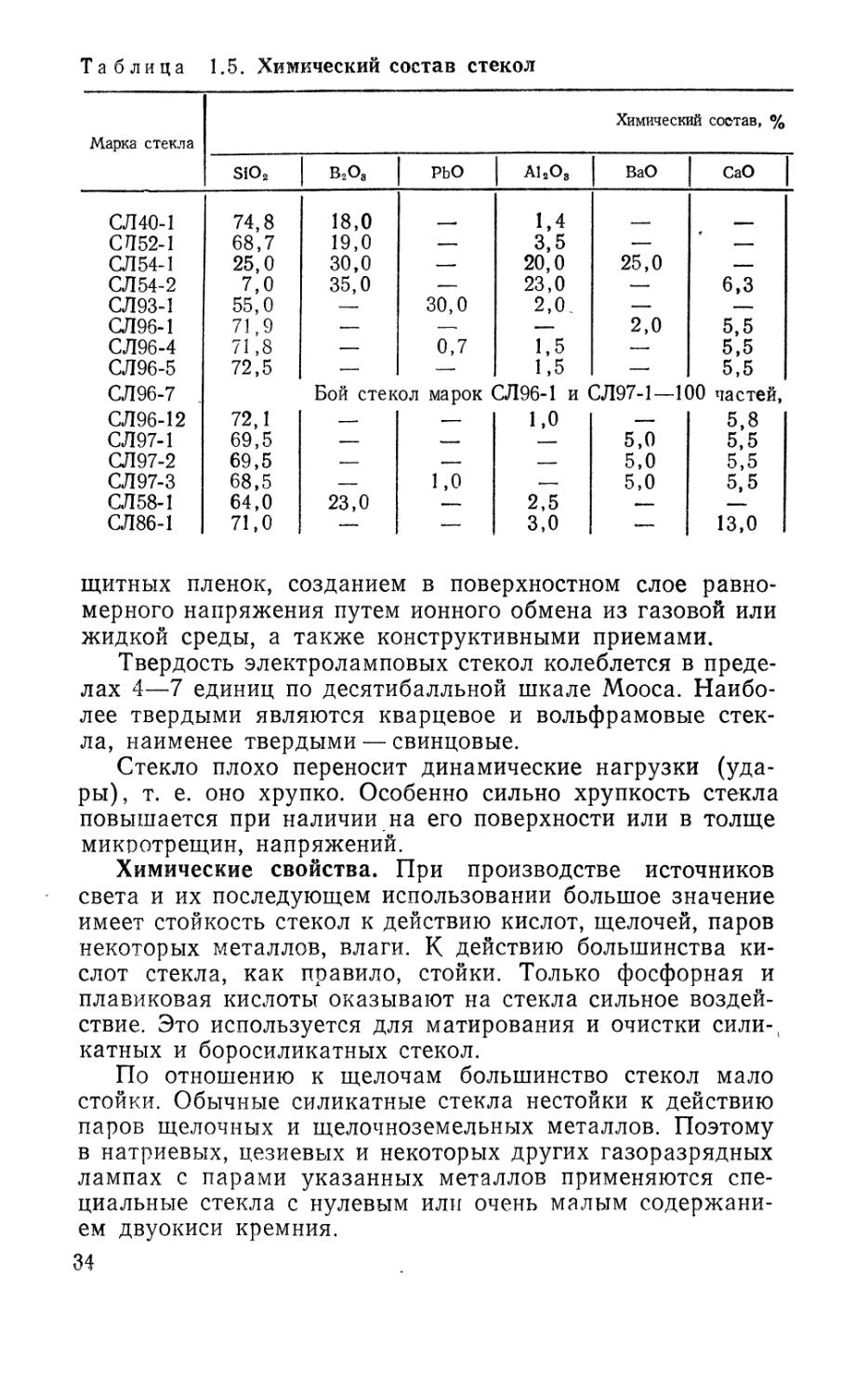
б) Химический состав и свойства электроламповых
стекол. В производстве источников света широко
используются 15—20 наименований стекол. Все они, за
исключением кварцевого стёкла, многокомпонентные, т. е. в их
состав входят три или более различных окислов. Это
позволяет изменять в широких пределах свойства стекол.
Химический состав основных электроламповых стекол
приведен в табл. 1.5.
Входящие в стекло окислы разделяются на следующие
группы:
1) кислотные и стеклообразующие SiCb, В20з, P2O5,
которые служат основой стекла и без одного из них стекло
не может образовываться;
2) щелочные Na20 и КгО, которые понижают
температуру варки и размягчения стекла, уменьшают вязкость и
твердость, понижают термическую и химическую
стойкость, уменьшают склонность стекла к кристаллизации,
повышают электропроводность и температурный
коэффициент линейного расширения;
3) щелочноземельные СаО и MgO, которые ослабляют
некоторые отрицательные свойства, придаваемые стеклу
окислами первых двух групп;
' 4) окислы тяжелых металлов РЬО и ВаО, которые
повышают плотность стекла, придают стеклу блеск,
улучшают его электроизоляционные свойства, понижают вязкость
и твердость.
Помимо того, в состав стекла для придания ему
специфических свойств могут вводиться и другие окислы —
алюминия, цинка и т. д.
Некоторые важнейшие свойства электроламповых
стекол приведены в табл. 1.6.
Механические свойства. Стекла отличаются малой
прочностью при растяжении и сравнительно большой
прочностью на сжатие. Предел прочности при растяжении
отожженных стекол колеблется от 35 до 1250 МПа.
Механическая прочность стекол повышается при увеличении
содержания в нем двуокиси кремния, окислов кальция, бария и
бора и уменьшается при увеличении содержания "окислов
свинца, натрия и калия. Однако прочность стекла больше
зависит от размеров, формы, состояния поверхности и
режима термической обработки (наличия напряжений), чем
от химического состава. Поэтому специальное повышение
механической прочности, т. е. упрочнение стекла, может
быть получено несколькими способами: тщательным
отжигом, огневой полировкой поверхности, стравливанием
поверхностного слоя, нанесением на поверхность стекла за-
3—3136 33
Таблица 1.5. Химический состав стекол
Марка стекла
СЛ40-1
С/152-1
СЛ54-1
СЛ54-2
СЛ93-1
СЛ96-1
СЛ96-4
СЛ96-5
СЛ96-7
СЛ96-12
СЛ97-1
СЛ97-2
СЛ97-3
СЛ58-1
СЛ86-1
Si02
74,8
68,7
25,0
7,0
55,0
71,9
71,8
72,5
72,1
69,5
69,5
68,5
64,0
71,0
в2о8
18,0
19,0
30,0
35,0
—
—
—
—
РЬО
—
—
—
30,0
—
0,7
—
Бой стекол марок <
—
—
—
—
23,0
—
.—
—
—
1,0
—
—
А1208
1,4
3,5
20,0
23,0
2,0.
—
1,5
1,5
:Л96-1 и (
1,0
—
—
—
2,5
3,0
Химический состав, %
ВаО
—
25,0
—
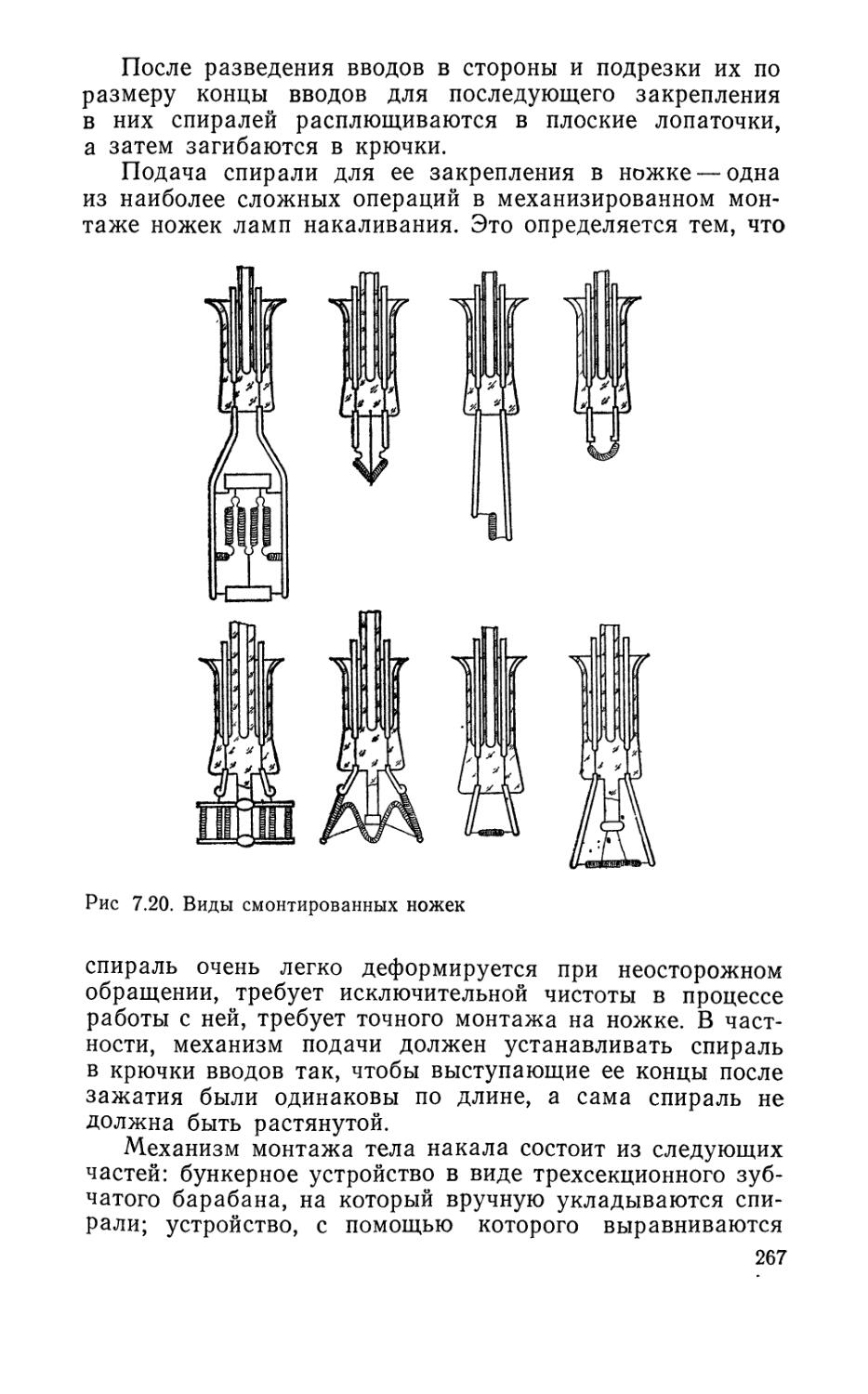
—
2,0
—
—
СаО |
—
—
6,3
—
5,5
5,5
5,5
:Л97-1—100 частей,
—
5,0
5,0
5,0
—
—
5,8 1
5,5
5,5
5,5
—
13,0 1
щитных пленок, созданием в поверхностном слое
равномерного напряжения путем ионного обмена из газовой или
жидкой среды, а также конструктивными приемами.
Твердость электроламповых стекол колеблется в
пределах 4—7 единиц по десятибалльной шкале Мооса.
Наиболее твердыми являются кварцевое и вольфрамовые
стекла, наименее твердыми — свинцовые.
Стекло плохо переносит динамические нагрузки
(удары), т. е. оно хрупко. Особенно сильно хрупкость стекла
повышается при наличии на его поверхности или в толще
микротрещин, напряжений.
Химические свойства. При производстве источников
света и их последующем использовании большое значение
имеет стойкость стекол к действию кислот, щелочей, паров
некоторых металлов, влаги. К действию большинства
кислот стекла, как правило, стойки. Только фосфорная и
плавиковая кислоты оказывают на стекла сильное
воздействие. Это используется для матирования и очистки сили-(
катных и боросиликатных стекол.
По отношению к щелочам большинство стекол мало
стойки. Обычные силикатные стекла нестойки к действию
паров щелочных и щелочноземельных металлов. Поэтому
в натриевых, цезиевых и некоторых других газоразрядных
лампах с парами указанных металлов применяются
специальные стекла с нулевым или очень малым
содержанием двуокиси кремния.
34
(без учета допусков)
MgO
Na20
к2о
Р205
Содержание примесей сверх 100%
основного химического состава,
не более, %
CaO+MgO Fe203
А1208
14,2
3,5
3,5
3,5
i 4,2
4,4
—
—
3,8
16,1
15,0
15,0
1,6
4,4
—
—
9,2
1,0
2,0
2,0
—
—
14,5
—
—
—
—
0,4
0,5
—
—
0,8
—
—
—
0,2
0,2
0,06
0,03
0,2
0,2 !
0,01 1
0,01 1
1,5
марганцевая руда—14,5 частей и кальцинированная сода—3,5 части
3,8
5,5
3,5
3,5
0,5
1 16,1
12,5
12,5
12,5
9,0
11,7
1,2
4,0
4,0
4,0
1,5
1,3
—
—
—
—
—
—
—
—
—
1,5
—
0,2 1
0,2
0,01
0,01
0,2
0,2
1,5
1,5
Под действием влаги стекло способно разрушаться
(«выветриваться»). При этом происходит гидролиз
входящих в состав стекла силикатов щелочных металлов. В
результате на поверхности стекла появляются трудно удали-
мые мутные разводы, стекло тускнеет, теряет
прозрачность. При нагревании в пламени газовой горелки
«выветренное» стекло еще более мутнеет и
кристаллизуется. Качество стеклоизделий резко ухудшается. Иногда
удается «выветренное» стекло восстановить путем
стравливания поверхностного слоя с помощью плавиковой кислоты.
Хорошо защищают стекло от воздействия влаги при
хранении гидрофобные кремнийорганические покрытия и
парафинированная бумага. Стекла, прошедшие огневую
обработку, становятся более устойчивыми-
Химическая стойкость стекла определяется в первую
очередь его химическим составом. Все стекла по
химической стойкости подразделяются на пять гидролитических
классов. Наиболее стойкие стекла относят к первому
классу, а наименее стойкие — к пятому.
Термические свойства. Важнейшими термическими
свойствами стекла являются теплоемкость,
теплопроводность, температурный коэффициент линейного
расширения (ТКЛР), стойкость к термоударам и температура
размягчения.
Стекла обладают малой удельной теплоемкостью —
от 400 до 1000 Дж/Скг-К) и малой теплопроводностью—
з* 35
Таблица 1.6. Физико-химические свойства и применение элек
Группа стекол
Вольфрамовая
Молибденовая
Платинито-
вая
Переходная
Марка
стекла
СЛ40-1
СЛ52-1
СЛ54-1
СЛ54-2
СЛ93-1
СЛ96-1
СЛ96-4
СЛ96-5
СЛ96-12
СЛ97-1
СЛ97-2
СЛ97-3
СЛ58-1
СЛ86-1
тклр,
Ю-7 *с
40
52
54
53,5
93,5
96
96
96,5
96
97
97
97
58
86'
Температура
размягчения, вС,
соответствующая вязкости
10"> Па-с
620
585
620'
665
500
560
550
560
565
550
550
540
575
600
107,6 Па-с
760
720
800
730
610
680
670
685
680
675
670
665
690
700
Границы зоны отжига,
°С
верхняя
550
535
585
640
450
52а
540
520
550
505
505
500
555
545
нижняя
430
410
430
490
360
410
400
410
410
400
400
395
440
420
от 0,7 до 1,3 Вт/(м-К). Теплоемкость имеет значение
как фактор, определяющий затраты теплоты на нагрев
стекла при его обработке, скорость нагрева и
охлаждения. Малая же теплопроводность стекла является
основной причиной неравномерного охлаждения стекла и
возникновения в стекле внутренних напряжений.
Температурный коэффициент линейного расширения
(ТКЛР) а показывает относительное приращение длины
стеклянного образца при его нагреве на один кельвин:
а=Д//(/ДГ),
где I — первоначальная длина образца, мм; Д/—
приращение длины образца при нагреве, мм; ДГ —приращение
температуры, К.
От ТКЛР зависит прочность спаев стекол, а также
стойкость стекла к резким переменам температур. Он
определяется химическим составом стекла. Окислы калия и
36
tpoламповых с?екоЛ
Стойкость к \
термоударам,
•С |
230
Г 180
150
160
100
ПО
120
125
130
110
120
120
170
130
Плотность,
кг/м»
2250
2290
2700
2710
3040
2500
2480
2470
2470
2550
2550
2550
2300
Показатель
преломления
—
1,4848
1,5679
1,5156
1,5140
1,5130
1,5130
1,5214
1,5193
1,5114
—
Коэффициент
тк-юо, -с
300
285
470
325
140
185
180
155
210
210
210
198
230
Применение
Колбы и ножки ламп ДРЛ, ДНаТ, ДРИ,
колбы ламп-фар летательных
аппаратов
Колбы ламп-фар
Внешние колбы натриевых ламп низкого
давления
Колбы натриевых ламп низкого
давления (внутренний слой)
Ножки люминесцентных ламп
Колбы лампы накаливания
Колбы эритемных ламп
Колбы бактерицидных ламп
Колбы ламп накаливания и колбы
люминесцентных ламп
Колбы люминесцентных ламп и ламп
накаливания
Ножки ламп накаливания, колбы
люминесцентных ламп
Колбы эритемных ламп
Переходные ч:текла в ножках мощных
ламп накаливания
То же
натрия увеличивают ТКЛР, а двуокись кремния, окислы
магния, алюминия и бора — уменьшают его.
В условном обозначении марки стекла указывают
значение ТКЛР, измеренное на дилатометрах типа ДКВ,
усредненное в интервале температур 20—300 °С и
уменьшенное в 107 раз. В производственных условиях ТКЛР
обычно контролируется не реже 1 раза в месяц
дилатометрическим методом и -ежедневно — методом двойной нити
по ОСТ 16.0649.001-74.
Соединение стекол между собой, а также с другими
материалами требует знания усредненного значения ТКЛР
и его зависимости от изменения температуры.
Стойкость к термоударам — это способность стекла
выдерживать максимальные изменения температур без
разрушения. Стойкость стекла к термоударам характеризует
Допустимую скорость охлаждения и нагрева стеклянных
Деталей и спаев в процессе их производства и эксплуата-
37
ции. Для большинства электроламповых стекол стойкость
их к термоударам (термостойкость) находится в пределах
от 120 до 280 °С. Стандартные испытания производятся
на стеклянных стержнях определенного размера с
оплавленными концами, которые подвергаются
соответствующему прогреву и затем погружаются в воду.
Двуокись кремния, окислы алюминия и бора
увеличивают термостойкость стекла, а окислы щелочных
металлов — понижают. Изделия, имеющие посторонние
включения в стекле, большую толщину стенок, резкие переходы
от одной толщины к другой, дефекты на поверхности
стекла, внутренние напряжения, обладают пониженной
термостойкостью. Можно считать, что термостойкость прямо
пропорциональна механической прочности стекла и
обратно пропорциональна его ТКЛР.
Стекло в отличие от кристаллических веществ не
имеет определенной температуры плавления. Поэтому для
оценки степени тугоплавкости стекла и для
характеристики его поведения при огневой обработке введено понятие
о температуре размягчения, тесно связанное с понятием
вязкости стекла. Температура, при которой стекло
начинает деформироваться под действием собственного веса,
называется температурой размягчения.
Ввиду большого значения температуры размягчения в
производстве электроламповых стекол ее ежедневно
контролируют для двух точек, соответствующих вязкости
стекла 1010 и 106'65 Па-с. При изменении температуры вязкость
стекла может меняться в очень широких пределах.
Знание кривой вязкости (см. рис. 1.2) данной марки стекла
имеет большое значение для установления оптимальных
режимов обработки стекла путем нагрева, а также оценки
возможности его применения.
При варке стекла вязкость стекломассы обычно
находится в пределах от 1 до 103 Па-с. Вязкость
застывающего стекла при комнатной температуре равна примерно
1015 Па-с. В диапазоне вязкости 103—107 Па-с стекло
может подвергаться пластическим деформациям. При этом
практически вязкость определяют по цвету размягченной
части стекла в рабочем состоянии (кварцевое —
ослепительно белое, молибденовое — темно-красное с белым
свечением и т- д.).
Большое практическое значение имеет скорость
изменения вязкости стекла при изменении температуры. В
зависимости от температурного интервала пластического
состояния различают «длинные» и «короткие» стекла. У
длинных стекол этот интервал больше, чем у коротких.
38
Электроламповые стекла не должны быть слишком
длинными или слишком короткими. Изделия из короткого
стекла требуют быстрой выработки и обработки на огне.
Чем короче стекло, тем труднее выдержать температуру,
соответствующую необходимой рабочей вязкости. У
длинных стекол небольшие колебания температуры
практически не сказываются на вязкости, поэтому изготовление и
обработка изделий из такого стекла легко поддается
автоматизации. Однако длинные стекла требуют более
продолжительного нагрева в начале огневой обработки и более
длительного остывания после окончания ее. Вследствие
этого уменьшается производительность оборудования.
Стекла, содержащие значительные количества окислов
PbO, Na20, K2O, ВаО, являются длинными, a Si02, ZnO,
AI2O3, MgO — короткими. Одним из наиболее коротких
стекол является кварцевое, а одним из наиболее длинных—
свинцовое стекло марки СЛ93-1.
Электрические свойства. При обычных комнатных
температурах стекла обладают очень высоким удельным
электрическим сопротивлением, которое в зависимости от
химического состава имеет значения от 1010 до 1013 Ом«м.
Стеклообразующие окислы кремния и бора, а также
окислы тяжелых металлов (свинца и бария) улучшают
электроизоляционные свойства стекла, а окислы
щелочных металлов (натрия и калия)—ухудшают.
С повышением температуры проводимость стекла
быстро увеличивается и в интервале 1200—1400°С стекло
становится проводником с ионной проводимостью. При
повышенных температурах электрические свойства стекол
оцениваются коэффициентом ТК-100, т. е. температурой
нагрева стекла, при которой его удельное электрическое
сопротивление снизится до 106 Ом-м A00 МОм-см).
Чем выше ТК-ЮО, тем лучше электроизоляционные
свойства стекла. Особенно важно иметь большое значение
ТК-ЮО у стекол, используемых для изготовления ножек
ламп с большими градиентами потенциала между
электродами. Недостаточно высокое значение ТК-ЮО может в этом
случае привести к электролизу стекла ножки между
электродами, обусловленному высокой подвижностью ионов
лития, натрия и калия. Электролиз особенно опасен в
двухсветных автомобильных лампах, имеющих малое
расстояние между электродами и высокую температуру ножки
C00°С и выше).*
Стекло обладает также поверхностной проводимостью,
которая во влажной среде может быть больше объемной.
Поверхностная проводимость стекол в первую очередь за-
39
висит от содержания в стекле щелочных окислов и
возрастает при их увеличении. Для устранения поверхностной
проводимости стекла обрабатывают гидрофобными
веществами (например, парафином, кремнийорганическими
соединениями и т. п.).
Напряжение электрического пробоя стекол находится
в пределах 20*—30 кВ/мм и сильно понижается при
увеличении температуры.
Оптические свойства. Одним из наиболее важных
оптических свойств стекла является его прозрачность, т. е.
способность пропускать излучения в заданном диапазоне
длин волн. Прозрачность стекла в первую очередь
определяется его химическим составом. Обычные
электроламповые стекла при толщине 1—2 мм поглощают в видимой
части спектра от 6 до 20% света. Пониженное пропускание
света обусловлено наличием в стекле красителей,
вызывающих избирательное поглощение лучей определенной
длины волны. Эти красители в стекле часто малозаметны.
Например, поглощение света в кажущихся бесцветными,
но слабоокрашенных фактически стеклах вызвано
присутствием соединений железа. Особенно сильное поглощение
видимого излучения вызывается соединениями
двухвалентного железа (закисью железа FeO).
Так как для большинства источников света требуется
бесцветное стекло, хорошо пропускающее излучение в
видимой части спектра, то предпринимаются все меры для
его обесцвечивания. С этой целью ограничивают
присутствие в стекле закиси железа, проводя химическое и
физическое обесцвечивание стекла и тщательно очищая
исходные материалы и т. п.
Прозрачность обычных электроламповых стекол
сильно уменьшается при переходе в диапазон инфракрасных
и ультрафиолетовых излучений. Поэтому для специальных
ламп применяют особые стекла, имеющие высокую
прозрачность для инфракрасного и ультрафиолетового
излучений. Так, колбочное стекло с хорошим пропусканием
ультрафиолетового излучения содержит не более 0,006%,
примеси железа и большое количество окислов цанка,
бора и алюнимия.
Часто применяют окрашенные стекла, имеющие
избирательное пропускание в нужной части спектра. Окраску
производят введением в состав стекла соответствующих
окислов. Стекла, содержащие окись хрома, становятся
прозрачными для желто-зеленых и темно-красных лучей
и интенсивно поглощают синие и фиолетовые. Примесь
сульфида кадмия придает стеклу желтую, а примесь окиси
40
кобальта — синюю окраску. Вводя в состав фосфатных
стекол окись кобальта или никеля, получают черные увио-
левые стекла, хорошо пропускающие ультрафиолетовое
излучение и почти полностью поглощающие видимое.
Цветное стекло используют в производстве сигнальных и
фотоламп, ламп для медицинских целей некоторых
газоразрядных источников света.
Для получения непрозрачных опаловых и молочных
стекол в их состав вводят фториды натрия и кальция.
Общее и спектральное пропускание электроламповых
стекол может сильно изменяться под действием
подающего на них излучения. Этот процесс называется
соляризацией стекла. Основной причиной соляризации служит
переход под влиянием ультрафиолетового облучения окиси
железа в закись. На процесс соляризации влияют также
примеси сурьмы, селена, мышьяка и др. Сильно соляри-
зуются мягкие стекла, имеющие в своем составе окислы
щелочных металлов. Менее склонны к соляризации стекла
с большим содержанием окислов бора, кальция и магния.
Установлено, что чем короче длина волны падающего
.излучения, тем интенсивнее соляризация. Процесс
соляризации обратимый: при нагреве стекла до 300—500 °С его
прозрачность восстанавливается.
Вакуумные свойства. Важнейшими из вакуумных
свойств стекла являются его газопоглощение (и
соответственно газоотдача) и газопроницаемость-
После затвердения стекла в нем остается растворенным
некоторое количество газов (двуокись углерода, водород,
кислород, азот,- окись углерода) и паров воды. В 1 г
стекла содержится примерно 1—2 см3 газов и паров воды.
Основную массу составляют водяные пары. Особенно*
богата газами и парами поверхность стекла. Толщина
поверхностной пленки газов и паров на стекле составляет
50—100 молекулярных слоев и зависит от состава стекла
и условий его хранения. Свинцовые и боросиликатные
стекла в значительно меньшей степени поглощают газы.
Хранение стекла во влажной среде приводит к
повышенному растворению в нем газов и паров воды.
Технологический процесс изготовления источников
света предусматривает обезгаживание стекла. Хорошее обез-
гаживание стекла может быть достигнуто его прокалкой
в сухом воздухе или в вакууме. Снижение парциального
давления вредных газов в стекле можно получить,
выдерживая его в атмосфере рабочего газа лампы (например,
аргона). Окончательное обезгаживание стекла всегда
проводится при вакуумной обработке ламп.
41
Рис. 1.3. Кривая
газовыделения из стекла
Типичная крибая газовыделения стекол при нагревании
приведена на рис. 1.3. Основную массу-выделяющихся
газов AQ составляют пары воды и меньшую часть —
углекислый газ, кислород, азот и окись углерода.
Первый максимум газовыделения при температуре U
(для мягких стекол -—'150 °С) связан с обильным
выделением паров воды с поверхности стекла. По мере истощения
этого источника газовыделение уменьшается даже при
дальнейшем повышении температуры. Однако, начиная с
температуры tmin C50 °С для
мягких стекол), количество
выделяющихся газов вновь резко
возрастает за счет их выделения
из объема стекла и начала
разложения химических соединений
самого стекла. Характер кривых
газовыделения сохраняется и для
других стекол, меняется только
количество газов, состав их и
положение максимумов на оси
температур.
Колбы из окрашенного,
матированного или натурального
цветного стекла, а также колбы с напыленным слоем
вольфрама или другого металла при работе ламп
нагреваются до более высоких температур и выделяют поэтому
большую массу газов и паров воды, чем колбы из
прозрачного бесцветного стекла.
Газопроницаемость большинства электроламповых
стекол достаточно мала. Наибольшей способностью проникатЪ
через стекло обладает гелий, затем водород. С
повышением температуры проницаемость стекол для газов
несколько возрастает.
в) Классификация стекол. Электроламповые стекла
классифицируются и соответственно маркируются по
численным значениям ТКЛР.
В зависимости от значения ТКЛР и его соответствия
ТКЛР определенного металла все электроламповые стекла
разделяются на следующие группы: вольфрамовую
(СЛ37—СЛ40); молибденовую (СЛ49—СЛ54); переходную
(СЛ54—СЛ86); платинитовую (СЛ87—СЛ97).
Название вольфрамовой, молибденовой и платинитовой
групп определяется не их составом, а только тем, что ТКЛР
стекол этих групп близки к значениям ТКЛР
соответственно вольфрама, молибдена и платинита (платины). Стекла
42
переходной группы имеют среднее значение ТКЛР на
переходе от молибденовой трупы к платинитовой.
В маркировке стекол приняты следующие обозначения:
СЛ — стекло ламповое; первое число обозначает
усредненное и округленное значение ТКЛР стекла, взятое без
сомножителя Ю-7; второе число, отделенное от первого
дефисом, обозначает порядковый номер разработки стекла.
Например, стекло марки СЛ40-1 вольфрамовой группы
расшифровывается так: стекло ламповое, имеет ТКЛР,
равный 40-10—7 К-1, первая разработка.
Иногда электроламповые стекла делят в зависимости от
их температуры размягчения на тугоплавкие (твердые) и
легкоплавкие (мягкие), а в зависимости от химического
состава — на силикатные, боросиликатные, фосфатные
и др.
г) Кварцевое стекло. Кварцевое стекло представляет
собой охлажденный расплав чистой двуокиси кремния.
Своей аморфной структурой оно отличается от
кристаллического кварца, имея с ним одинаковый химический
состав.
Кварцевому стеклу присущ комплекс ценнейших
свойств, не достижимый у других стекол. Его отличает
высокая механическая прочность, химическая стойкость,
высокая температура размягчения, прозрачность в широком
диапазоне излучений и т. п. Это делает кварцевое стекло
незаменимым материалом для вакуумных оболочек многих
высокоинтенсивных источников света.
Некоторые важнейшие свойства кварцевого стекла
приведены ниже:
Плотность, кг/м2 2000—2300
Твердость по Моосу 5—7
Предел прочности, МПа:
при растяжении 100
при сжатии 1600—2000
при изгибе • 70
при сдвиге 30
Температура начала размягчения, °С Около 1300
Интервал температур обработки, °С 1900—2000
Максимальная рабочая температура, °С:
длительная 1000
кратковременная 1300
Средний температурный коэффициент линейного расширения,
К 5,5-Ю-7
Кварцевое стекло обладает нечувствительностью к
термоудару, температура начала его размягчения около 1300°С.
Удельное объемное электрическое сопротивление кварцево-
43
го стекла очень велико и равно при комнатной температуре
около 1015 Ом-м. Точка ТК-ЮО соответствует температуре
600 °С. Кварцевое стекло прозрачно для излучений в очень
широком диапазоне длин волн A80—5000 нм).
В отношении вакуумных свойств температуры 300, 600
и 900 °С являются для кварцевого стекла критическими,
так как при этих температурах наблюдается
соответственно максимальная скорость абсорбции, минимальная
скорость газовыделения с поверхностного слоя и максимальная
скорость газовыделения из объема. Выделяющиеся при
обезгаживании кварцевого стекла газы в основном состоят
из двуокиси углерода, окиси углерода, азота, а также
сравнително небольшого количества других газов —
водорода, метана, паров воды, кислорода и др.
По химической стойкости кварцевое стекло относится
к первому гидролитическому классу. При низких
температурах кварцевое стекло взаимодействует с растворами
фтористоводородной кислоты, что широко используется на
практике для удаления загрязнений поверхностного слоя.
При нагревании'наблюдается взаимодействие кварцевого
стекла с фосфорной кислотой, щелочами и основными
солями. Пары ртути при работе газоразрядных ламп
адсорбируются на внутренней поверхности кварцевых колб
вследствие захвата и последующей нейтрализации
положительных ионов ртути.
Недостатком кварцевого стекла является его склонность
к кристаллизации в области 1200—1300°С. Особенно этот
процесс ускоряется при загрязнении стекла щелочными и
щелочноземельными металлами и их солями.
Загрязнение может возникнуть и в результате
прикосновения к кварцевой трубке руками. Перед огневой
обработкой трубки должны быть тщательно очищены, и при
дальнейшей работе с ними на руки необходимо надевать
перчатки.
Это требование распространяется и на работу с
лампами. Поверхность кварцевых заготовок и готовых ламп
перед нагреванием должна протираться спиртом.
1.3. КЕРАМИКА
Для производства источников света из керамики изготавливают
различные изоляционные детали (мостики, держатели, вкладыши
и др.). В последнее время, начиная примерно с 1960 г., особая свето-
прозрачная керамика, получаемая на основе чистейшей окиси
алюминия, применяется для изготовления колб-оболочек в газоразрядных
лампах высокого давления с парами щелочных металлов, в частности
44
в натриевых лампах высокого давления. Перспективно применение
керамических светопрозрачных материалов для колб и других типов
ламп.
Керамика представляет собой неорганический материал,
полученный спеканием из смеси исходных порошкообразных диэлектрических
веществ.
Любая керамика по структуре представляет собой трехфазный
материал, состоящий из кристаллической, стекловидной и газовой фаз.
Основу керамики составляет кристаллическая фаза, определяющая
в основном ее главные свойства. Стекловидная фаза керамики — это
тонкая прослойка из стекла, связывающая кристаллы кристаллической
фазы. Она улучшает спекаемость керамики. Газовая фаза — это поры
в материале, заполненные газом. Они неизбежно возникают в процессе
изготовления керамических деталей и ухудшают параметры керамики.
Положительными свойствами керамики являются:
1) высокая химическая стойкость к действию влаги, кислот,
органических растворителей, паров многих активных металлов;
2) стабильность параметров в широком интервале температур;
3) высокая механическая прочность;
4) малое газопоглощение, легкая обезгаживаемость;
5) очень малая газопроницаемость через плотную керамику и др.
К недостаткам керамики можно отнести относительную сложность
технологии получения и обработки керамических деталей,
дороговизну некоторых марок и т. п.
Для электролампового производства наибольший интерес
представляет вакуумно-плотная керамика, имеющая несколько разновидностей.
По химико-минералогическому составу вакуумно-плотная керамика
подразделяется «а магнезиально-силикатную, алюмосиликатную, алю-
мооксидную и окисно-бериллиевую.
Получение деталей из керамики. Общая схема технологического
процесса получения керамики включает в себя подготовку исходных
материалов, составление шихты и подготовку формовочной массы,
формование, обжиг, механическую обработку и очистку.
Рассмотрим эту типовую схему для алюмооксидной керамики.
Подготовка исходных материалов. Сырьем для получения
алюмооксидной керамики служит технический глинозем или элёктроплавленый
корунд. Для массового производства целесообразнее использовать
технический глинозем, переводя его дополнительной обработкой в
безводную кристаллическую окись алюминия с размером зерен 40—70 мкм.
При дополнительной обработке исходное сырье очищается от остатков
щелочей и окислов железа, как наиболее вредных примесей, путем
многократной промывки в воде, в соляной кислоте, а также магнитной
сепарацией и термическим испарением в восстановительной среде.
Глинозем может быть в трех основных- кристаллических формах —
а, р и у- Так как в процессе обработки керамики возможен
самопроизвольный переход окиси алюминия из одной кристаллической формы
45
в другую, сопровождаемый резким изменением объема материала, то
стараются получить глинозем только в одной наиболее стабильной
форме а. Такая стабилизация глинозема достигается его прокалкой
при температурах порядка 1400—1700 °С. После очистки и
стабилизации формы глинозем размалывают в шаровых или вибрационных
мельницах до нужной зернистости.
Для регулировки процесса рекристаллизации основного вещества
керамики в состав шихты вводится минерализатор (BaO, CaO, MgO,,
Si02 или др.). Для светопрозрачной алюмооксидной керамики
используется минерализатор MgO, вводимый в виде MgCl2 в количестве
0,3% к массе глинозема. Он так же, как и основное вещество,
тщательно очищается и размалывается до размера зерен около 1 мкм.
Составление шихты. Процесс составления шихты зависит от
подготовленности исходных материалов. В одном случае он сводится
к взвешиванию исходных материалов согласно рецепту и их
тщательному перемешиванию сухим или мокрым способом в шаровых или
других смесителях. Перемешанная мокрым способом масса обезвоживается
на фильтрах-прессах или вакуум-фильтрах. Если минерализатор
вводится в шихту в виде водорастворимой соли, то перемешанную массу
дополнительно прокаливают и снова перемешивают, но уже в сухом
состоянии.
В другом случае, по так называемой «спековой» технологии, в
одном процессе синтеза шихты совмещают операции стабилизации
глинозема в а-форме и изготовление минерализатора. Составленная согласно
рецепту смесь исходных материалов перемешивается, гранулируется,
обжигается при ИЗО—1430 °С и размалывается сухим способом или
в водной среде с добавкой -поверхностно-активных веществ.
Формование. Известны следующие способы формования
керамических, деталей: горячее литье под давлением, прессование и экструзия
(выдавливание, протяжка).
Для горячего литья под давлением готовится шликер — жидкая
смесь керамической массы с органической связкой, в качестве которой
часто применяется парафин с добавкой воска и олеиновой кислоты.
Количество вводимой связки 5—10% общей массы. Шликер
выдерживают в вакууме с целью удаления газовых включений, а затем
заливают в металлическую или гипсовую форму.' За счет теплоотвода на
массивную форму, если она выполнена из металла, или интенсивного
отбора влаги гипсом жидкий шликер затвердевает, образуя изделие
заданной конфигурации. Изделие извлекают, раскрывая металлическую
форму или разбивая гипсовую. Способ горячего литья керамики
позволяет получать однородные изделия высокой плотности, с хорошими
механическими свойствами, сложной формы.
Способ прессования имеет несколько разновидностей по его
осуществлению. По одному из них готовится полусухая керамическая
формовочная масса с добавлением к ней связки, например: смеси
парафина, олеиновой кислоты, водного раствора поливинилового спирта
46
и глицерина. Затем из этой массы на высокопроизводительных
автоматических прессах с использованием твердосплавных пресс-форм
формуются детали. В другом случае (изостатическое прессование)
формование деталей происходит путем их обжатия через эластичную резину
в жидкости за счет гидравлических сил.
Способ экструзии состоит в том, что сырьевая масса
продавливается под большим давлением через специальное приспособление —
мундштук. Форма отверстия в мундштуке, через которое продавливается
масса, определяет форму получаемого изделия. Для облегчения
процесса экструзии в состав массы вводят различные добавки, например;
поливиниловый спирт, аммиак, глицерин, бутилацетат, воду. После
выхода из .мундштука экструдера керамическое изделие обычно
подсушивается на воздухе, а затем поступает на операцию обжига.
Обжиг керамики. Отформованные керамические изделия
обжигаются, как правило, в два этапа: первый — низкотемпературный обжиг
ведется с целью удаления органической связки и придания
определенной твердости изделию, второй — высокотемпературный проводится для
придания изделиям из керамики окончательной твердости, прочности,
плотности и т. >п. Обжиг сопровождается усадкой керамики. Первый
этап обжига проводится на воздухе в колпаковых или конвейерных
электропечах. Температура и время этого обжига для алюмооксидной
керамики составляют соответственно 1250—1350° С и несколько часов.
Для сохранения формы изделий обжиг ведут при засыпке изделий
адсорбентом (порошком глинозема) или на специальных подставках.
Скорость подъема температуры также должна быть ограничена, иначе
изделия коробятся, а внутри материала оказываются микроскопические
газовые полости.
Второй этап обжига ведут при повышенных температурах (на
несколько сот кельвин выше, чем первый) в вакууме или инертном газе.
Для этого могут использоваться печи типов ПВТ-6, СШВЛ, СЭВ и др.
Режимы отжига должны выдерживаться очень точно, особенно при
получении светопрозрачной керамики. При этом необходимо точно
соизмерять скорость усадки материала, роста кристаллов и удаления
воздушных пор, чтобы растущие кристаллы вытесняли, а не захватывали
образующиеся поры.
Механическая обработка. После обжига керамические изделия в
результате трудно контролируемой.усадки имеют недостаточную точность.
Поэтому для получения большей точности по форме, размерам и
чистоте обработки поверхности их часто подвергают шлифованию, а
иногда — обработке с помощью ультразвука. Шлифование керамики
ведется с помощью алмазного инструмента, например синтетического алмаза
высокой прочности на металлической связке. С помощью ультразвука
в керамике возможна «прошивка» отверстий разного диаметра.
В производстве светопрозрачной керамики не допускается
высыхания на изделиях до их последующей промывки и окончательной
очистки применяемой для шлифования охлаждающей жидкости.
47
Очистка. Керамику очищают промывкой в азотной, соляной й
других кислотах, в трихлорэтилене, в дистиллированной воде с
добавлением поверхностно-активных веществ. Эффективна очистка керамики
с использованием ультразвука в подогретом растворе тринатрийфос-
фата, затем в дистиллированной воде и споласкивание в ацетоне. Сушат
керамику на воздухе или в сухом азоте при температуре около 100 °С.
Часто керамические детали перед их монтажом в прибор отжигают
в вакууме,
1.4. ЛЮМИНОФОРЫ
Вещества, способные излучать свет под действием
внешнего излучения, потока электронов или электрического
поля, называются люминофорами.
В производстве источников света применяются главным
образом фотолюминофоры, возбуждаемые
ультрафиолетовым и частично видимым излучением. Такие люминофоры
принято называть ламповыми. К ним предъявляются
следующие технические требования:
1. Высокая эффективность при заданных спектрах
возбуждения и излучения. Эффективность люминофора в
первую очередь определяется его квантовым выходом, т. е.
отношением числа излученных квантов к числу
поглощенных квантов возбуждающего излучения. Эта величина
может быть меньше, равна или больше единицы. Для
люминесцентных ламп наиболее эффективным является тот
люминофор, который при возбуждении линией 253,7 нм
имеет квантовый выход, близкий к максимальному. Для
ламп ДРЛ люминофор должен иметь высокий квантовый
выход при возбуждении многими линиями излучения
разряда высокого давления, но особенно линией 365 нм.
2. Излучение в требуемой области спектра. В
люминесцентных лампах для общего освещения люминофор
должен иметь излучение, близкое к спектральному составу
дневного света. Излучение люминофора, применяемого
в лампах ДРЛ, должно находиться в красной области
спектра. В эритемных лампах применяется люминофор
с излучением в эритемной области и т. д.
3. Высокий коэффициент пропускания видимого
излучения как собственного, так и ртутного разряда.
4. Высокая стабильность в процессе изготовления и
эксплуатации ламп. Неблагоприятными факторами,
действующими на люминофор, являются воздействие паров
ртути, повышенной температуры, коротковолнового
излучения ртутного разряда (линии 185 нм) и др.
48
5. Люминофор должен иметь определенный
гранулометрический состав. Размер зерен влияет на качество
закрепления люминофора на стенках колбы, на световую отдачу
ламп и др. Прочность закрепления (адгезия) люминофора
к стеклу возрастает с уменьшением размеров зерен, но при
этом одновременно происходит снижение световой отдачи
ламп за счет повышения коэффициента отражения
возбуждающего излучения таким покрытием. Крупные частицы
люминофора легко осыпаются в лампе. Поэтому для
люминофоров устанавливается определенный
гранулометрический состав. Обычно для люминесцентных ламп низкого
давления используется люминофор с размером зерен от 3
до 20 мкм.
6. Люминофор должен быть технологичен, т. е.
удобным в работе.
а) Люминофоры для люминесцентных ламп низкого
давления. Люминофоры на основе галофосфатов.
Наиболее широкое применение в люминесцентных лампах нашли
люминофоры на основе галофосфата кальция (ГФК),
активированного сурьмой й марганцем. Общая химическая
формула этих люминофоров 3Ca3(P04J-Ca(F, Cl):Sn, Mn.
Спектр возбуждения ГФК имеет два максимума в области
200 и 250 нм, т. е. вблизи резонансных линий ртутного
разряда низкого давления. Это обусловливает высокий
квантовый выход (около 0,75—0,85).
Излучение галофосфатных люминофоров состоит из
двух спектральных полос — сурьмяной с максимумом
480 нм и марганцевой — с максимумом 580 нм. За счет
изменения процентного содержания и соотношения
активаторов (сурьмы, марганца) и галоидов (хлора, фтора)
можно в значительных пределах изменять спектр излучения
люминофора. Галофосфатные люминофоры технологичны,
имеют невысокую стоимость. Их общим недостатком
является относительно малая стабильность в течение срока
службы.
В улучшенных марках галофосфатных люминофоров
значительно сужен гранулометрический состав, размеры
большинства зерен близки к оптимальным — 6—16 мкм.
Это и ряд других улучшений позволили поднять световую
отдачу до 75—80 лм/Вт.
В настоящее время электроламповая промышленность
использует галофосфатные люминофоры марок ЛГ-1-1,
ЛГ-1,2, Л-3500-2, Л-3500-3, ЛГ-5, ЛГ-6, ЛГ-2К, ЛГ-ЗК
и др.
Люминофоры на основе ортофосфатов. Из этой группы
для люминесцентных ламп получил широкое применение
4—3136 49
люминофор Л-42ДЙ, имеющий химическую формулу
(Са, ZnK- (P04h: Sn. Люминофор Л-42ДН при
возбуждении резонансной линией ртути 254 нм генерирует три
полосы излучения: 390, 500 и 610 нм. Квантовый выход состав*
ляет 0,9. При нагревании до 100°С яркость свечения
люминофора увеличивается и начинает уменьшаться только при
температуре выше 150°С. Важными преимуществами орто-
фосфатного люминофора перед галофосфатными является
его большая однородность по радиационной стойкости
к излучению с Х=185 нм, а также меньшая сорбцйонная
способность по отношению к ртути.
Применение ортофосфатных люминофоров в
люминесцентных лампах позволило улучшить цветопередачу ламп,
так как доля энергии, излучаемой этим люминофором
в красной области спектра, гораздо больше, чем у ГФК.
Ортофосфатные люминофоры в смеси с галофосфатными
широко используются в люминесцентных лампах с
улучшенной цветопередачей.
Люминофоры на основе ортофосфатов с излучением
в ультрафиолетовой области спектра применяются для
эритемных ламп. Наиболее эффективным из этой
группы является люминофор Э-2, имеющий химическую
формулу (Са, MgK- (Р04Ь :Т1. Максимум его излучения
находится в области 305 нм.
В последнее время с целью повышения световой отдачи
и индекса цветопередачи для люминесцентных ламп
разработаны трехполосные люминофоры на редкоземельной
основе. Их общее суммарное излучение складывается из
трех отдельных излучений в узких интервалах длин волн
спектра D50, 540 и 610 нм). Изменяя процентное
соотношение компонент люминофора, можно добиться изменения
соотношения мощностей излучений в этих областях и
получить люминесцентные лампы с требуемыми световыми и
цветовыми параметрами.
б) Люминофоры для ртутных ламп высокого
давления. Фторогерманат магния, активированный марганцем.
Этот люминофор, известный под маркой Л-40, имеет
химическую формулу Mg4-Ge05,5-Fe:Mn.
Люминофор возбуждается в широкой области спектра —
от 200 до 480 нм. Спектр его излучения состоит из пяти
узких полос, имеющих максимумы в областях 626, 634,
643, 654 и 660 нм. Квантовый выход равен 0,85.
Максимальная яркость свечения люминофора наблюдается при его
нагреве до температуры около 600 К.
Красное отношение в суммарном спектре излучения
ламп ДРЛ с этим люминофором составляет 7—9%. Погло-
50
щение излучения ртутного разряда слоем люминофора
в видимой области не превышает 10%. Основной
недостаток этого люминофора — его дороговизна.
Ортофосфатные люминофоры, активированные оловом.
Для ртутных ламп высокого давления нашли применение
люминофоры:
фосфат стронция — магния (Sr, MgK- (Р04J : Sn;
фосфат стронция — цинка (Sr, ZnK- (Р04J : Sn; фосфат
кальция— магния (CaMgK-(P04J : Sn.
В спектре излучения ортофосфатных люминофоров
наряду с интенсивной оранжево-красной полосой имеется
небольшое излучение в синей части спектра. Полосы
излучения этих люминофоров относительно широкие, квантовый
выход около 0,9.
Люминофор (Sr, MgK(P04J: Sn стабилен при
технологической обработке, при нагреве до 620 К его яркость
увеличивается на 30%. Максимум излучения приходится
на 630 нм.
Люминофор (Sr, MgK- (P04J: Sn характеризуется
относительно невысокой рабочей температурой (около
270 °С). При нагреве наблюдается сдвиг максимума
излучения в сторону более коротких волн (до 600 нм), за счет
чего яркость свечения увеличивается на 25% с
соответствующей потерей в красной области спектра.
У люминофора (Са, MgK- (P04J: Sn спектр
излучений зависит от длины волны возбуждающего излучения.
При возбуждении люминофора излучением с длиной
волны 254 нм максимум полосы излучения люминофора
приходится на 600 нм, а при возбуждении линий ртутного
разряда 313 нм максимум излучения сдвигается в сторону
более коротких длин волн E00 нм). Лампы с таким
люминофором имеют высокую световую отдачу (около
60 лм/Вт), но малое красное отношение (около 4,4%).
Ортованадат иттрия, активированный европием. Его
химическая формула YV04: Eu. Он является одним из
широкого круга люминофоров, в качестве основы которых
используются окислы металлов (ванадия, бериллия,
цинка, кадмия и др.), а в качестве активаторов церий, неодим,
европий, тербий и другие редкоземельные элементы.
Ортованадат иттрия возбуждается ультрафиолетовой
областью спектра ртутного разряда (при комнатной
температуре примерно до 350 нм), при нагревании до 520 К
спектр возбуждения люминофора смещается в
длинноволновую область (увеличивается эффективность
использования линии 365 нм).
4*
Спектр излучения люминофоров состоит из четырех
достаточно узких полос с максимумами в областях 535, 590,
618 и 650 нм.
Максимальная яркость свечения люминофора
достигается при его нагреве до температуры порядка 400 °С.
Квантовый выход равен 0,9. Люминофор практически не
поглощает собственное и видимое излучение ртутного
разряда.
В ртутных лампах высокого давления ортованадат
иттрия может применяться в смеси с другими
люминофорами. Наиболее эффективно использовать смесь 20—30%
ортованадата иттрия и 80—70% ортофосфатного
люминофора (Сз, SrK- (Р04Ь: Sn. В этом случае световая отдача
ламп мощностью 400 Вт доходит до 60 лм/Вт при «красном
отношении» 5—7%.
1.5. ГАЗЫ
Газы, применяемые в производстве источников света,
разделяются на технологические и топливные.
а) Технологические газы. Назначение и область
применения. К технологическим газам относятся водород, азот,
кислород и инертные газы — аргон, неон, гелий, криптон,
ксенон, а также их смеси.
Технологические газы применяют для ^наполнения
газоразрядных источников света и ламп накаливания и
создания восстановительной, окислительной или защитной
(инертной) среды на многих технологических операциях.
Для наполнещш ламп в основном используются
инертные газы и их смеси. При этом они выполняют в лампах
роль светоизлучающей среды (газосветные трубки, газовые
импульсные лампы и др.), среды, замедляющей испарение
вольфрама (лампы накаливания), среды, облегчающей
зажигание разряда в лампе, предотвращающей быстрое
разрушение катода (люминесцентные лампы, лампы ДРЛ
и др.).
Водород используется в основном при термической
обработке изделий для создания защитной и
восстановительной атмосферы, для получения высокой температуры
пламени газовых горелок при обработке тугоплавких
стекол и др.
Кислород применяется в основном для повышения
температуры пламени газовых горелок, создания
окислительной среды на некоторых технологических операциях, а
также для наполнения некоторых источников света (л.ампы-
фотовспышки).
52
Азот служит для создания защитной среды на
технологических операциях, восстановительной среды в смеси с
водородом (препарировочный газ), промывки ламп во время
вакуумной обработки на откачных установках (автоматах)
и наполнения ламп в смеси с инертными газами, для
получения аммиака и др.
Свойства технологических газов. Многие свойства
газов не остаются постоянными при изменении давления.
При больших давлениях для газов характерны: высокая
теплопроводность и ее независимость от давления в
широких пределах, наличие конвекции, медленное протекание
процесса диффузии, трение между слоями газа при его
движении по трубам, зависимость пропускной
способности газопровода от давления.
При низких давлениях, т. е. в условиях высокого
вакуума, для газов характерны: низкая теплопроводность и
ее зависимость от давления, отсутствие конвекции, почти
мгновенное протекание процесса диффузии, отсутствие
внутреннего трения, независимость пропускной способности
газопровода от давления. С увеличением давления
температура газа повышается, а с уменьшением — падает.
Условно различают понятия «пар» и «газ». Паром
называют газообразное вещество при температуре ниже
критической, а газом — при температуре выше критической.
Критической называют ту температуру, выше которой
вещество может находиться трлько в газообразном состоянии
и ни при каком давлении не может быть обращено в
жидкость. Переход многих обычных газов в состояние пара и
их последующая конденсация широко используется как
в производстве самих газов (сжижение воздуха)> так и при
отпайке ламп с давлением наполняющего газа выше
атмосферного, а также для других целей.
Важным свойством любого газа является его
способность поглощаться твердыми телами и выделяться из них.
Поглощение газов твердыми телами происходит как их
поверхностью (адсорбция), так и объемом (абсорбция).
Твердое тело способно поглощать значительные объемы
газа, иногда во много раз превышающие его собственный
объем. Газ, поглощаясь твердым телом, сжимается и
уплотняется в нем. Это используется в газопоглотителях (гет^
терах).
При нагреве твердого тела обычно происходит более
или менее интенсивное выделение из него ранее
поглощенных газов. Это явление называется обезгаживанием тела.
Обезгаживание быстро протекает при повышенных
температурах и в условиях вакуума. Легкие, подвижные газы
53
(водород, гелий) быстро выделяются из твердых тел при
обезгаживании.
Газ может находиться в молекулярном, атомарном и
ионизированном состоянии. Наиболее устойчивое состояние
газа — молекулярное. Газ в атомарном состоянии
неустойчив, а его реакционная способность высока (за
исключением инертных газов). Еще более неустойчиво
ионизированное состояние газа, в которое он переводится при
электрическом разряде во многих газоразрядных лампах.
Таблица 1.7. Свойства технологических газов
Наименование
газа
Воздух
Водород
Кислород
Азот
Углекислый
газ
Аргон
Неон
Гелий
Криптон
Ксенон
Аммиак
Объемное
содержание в
воздухе, %
100
0,0005
20,96
78,9
0,03
0,93
0,0016
0,00046
0,00011
0.0С001
Плотность,
кг/м3
1,29
0,09
1,43
1,25
1,97
1,78
0,90
0,18
3,71
5,84
0,77
Температура, К 1
«
79
20,3
90,2
77,4
194,6
87,2
27,2
4,2
120,2
164,2
1239,8
О)
« К
О. 03
122,2
33,2
154,4
126,0
242,0
153,2
44,4
5,2
210,6
289,8
1405,5
Теплопроводность, Ю"я
Вт/(м-К)
2,43
17,16
2,43
'2,38
1,42
1,63
4,56
14,36
0,88
0,50
1 2,17
Потенциал
ионизации, В
15,4
12,5
15,8
15,7
21,5
24,5
12,1
13,9
Наименьший
потенциал
возбуждения, В
7,9
6,1
11,1
11,6
16,6
19,4
9,9
8,3
Цвет свечения
при
электрическом разряде
Голубой
Оранжевый
Зеленовато-
белый
Зеленовато-
желтый
Голубой
Ионизация газа обычно сопровождается световыми
явлениями.
Способность отдельных газов к ионизации и излучению
света характеризуется потенциалами ионизации и
возбуждения.
Основные свойства технологических газов даны
в табл. 1.7.
Получение различных технологических газов может
вестись следующими способами: химическими,
электрохимическими, разделением воздуха при его глубоком
охлаждении и путем их извлечения из газоносных
месторождений.
Производство водорода. На электроламповых заводах
водород получают путем электролиза воды в специальных
аппаратах — электролизерах, собранных из большого числа
элементарных ячеек (рис. 1.4). Электролитом служит рас-
54
рис. 1.4. Ячейка электролизера:
/ — изолирующие прокладки; 2 — газовый канал;
3 — газоотводная трубка; 4 — выносной
перфорированный катод; 5 —выносной перфорированный
анод; 6 — разделительная стенка (электрод); 7 —
асбестовая диафрагма; 8 — элемент крепления;
0 —рама
твор щелочи NaOH или КОН.
Температуру электролита в ячейках
электролизера поддерживают на
уровне 65—80°С. Питание
электролизера ведется от
двигателя-генератора постоянным током
(напряжение около 2,2 В).
При прохождении постоянного
тока через электролит молекулы
воды разлагаются на разноименно
заряженные ионы, которые под
действием электрического поля
приобретают направленное
движение: ионы Н+— к катоду, а ионы
ОН-— к аноду. На электродах
происходит их нейтрализация
(разрядка) и образование молекул
нейтральных газов: у катода —
водорода, а у анода — кислорода. При
этом водорода по объему
выделяется в два раза больше, чем
кислорода.
Для того чтобы в ячейке не происходило смешивания
водорода с кислородом (эта смесь взрывоопасна), ее
разделяют на две части перегородкой (диафрагмой) из
плотного асбестового полотна. Через нее легко проходят ионы
Н+ и ОН-, но совершенно не проходят нейтральные
молекулы газов водорода и кислорода. Полученные газы
отводятся из ячеек электролизера по отдельным трубкам и
очищаются от нежелательных примесей (рис. 1.5).
На электроламповых заводах применяются
электролизные установки типов Ф24/12, СЭУ-40 и др. Достоинством
электролизного способа получения водорода является
высокая чистота газа, а недостатком — брльшие затраты
электроэнергии. Так, электролизер типа ЭФ24/12 с
производительностью 24 м3/ч по водороду и соответственно 12м3/ч
по кислороду потребляет примерно 144 кВт-ч
электроэнергии.
55
ы#
Рис. 1.5. Схема электролизной установки:
/ — электролизер: 2а — разделительная колонка для водорода; 26 — разделительная колонка для кислорода; За — промыватель
водорода; 36 — промыватель кислорода; 4а —- регулятор давления на линии водорода; 46 — регулятор давления на линии кислорода;
5 — дифференциальный манометр; 6 — уравнительная емкость; 7—сборник электролита; 8—насос для электролита; 9—азотная
рампа; 10 — насос для дистиллированной воды; // — сборник дистиллированной воды; / — дистиллированная вода; // — водород;
III — кислород; /V — вода
Производство газов из воздуха. Из воздуха получают
кислород, азот, аргон, криптон, неон и ксенон. Процесс
получения газов складывается из нескольких этапов —
сжижения воздуха, ректификации и очистки.
Сжижение воздуха основано на его свойстве переходить
при глубоком охлаждении из газообразного состояния
в жидкое. В промышленных установках (рис. 1.6)
профильтрованный атмосферный воздух сжимается
компрессором 7 примерно до 20 МПа и подается в первый холодиль-
Рис. 1.6. Сжижение воздуха по методу простого дросселирования:
/—атмосферный воздух; //— противоточный пар сжиженного воздуха; III —
жидкий воздух; / — вентиль; 2 —сосуд с жидким воздухом; 3 — дроссель; 4 —
трубопровод; 5 — противоточный теплообменник; 6 — водяной холодильник; 7 —
компрессор
Рис. 1.7. Ректификационная колонка:
/ — сетки; 2 — переливные трубки; 3 — испаритель; 4 — змеевик испарителя
ник 6, где охлаждается проточной водой. Затем сжатый
воздух проходит противоточный теплообменник 5, в
котором его охлаждение ведется парами ранее сжиженного
воздуха. В результате этого температура сжатого воздуха
понижается до —140 °С. С целью дальнейшего понижения
его температуры сжатый охлажденный воздух пропускают
через специальный дроссельный вентиль, имеющий узкий
пропускной канал 3. Резкий перепад давлений (с 20 МПа
до атмосферного) при выходе воздуха из дросселя, его
резкое расширение вызывают понижение температуры
воздуха до —196 °С. При этом воздух сжижается и собирается
в отдельном сосуде 2.
Ректификация представляет собой разделение жидкого
воздуха на составляющие фракции, основанное на
различии температур кипения и испарения этих фракций — га-
57
зов, входящих в состав воздуха. Когда воздух кипит,
вначале в большей мере испаряются последовательно те газы,
температура кипения которых ниже. Аппараты, в которых
ведется ректификация жидкого воздуха, называются
ректификационными колоннами (рис. 1.7). Наиболее просто
получаются кислород и азот.
Для получения инертных газов, процентное содержание
которых в воздухе мало, применяют довольно сложную
систему многократной ректификации с очисткой
требуемого газа от примесей с помощью различных поглотителей.
Из газоносных месторождений добывают только один
технологический газ — гелий. При этом гелий получают
в качестве попутного (примесного) газа, . содержащегося
в основных добываемых газах в пределах 1—4% по
объему. Разработан процесс отбензинивания нефтяных газов
при охлаждении до умеренно низких температур с
одновременным отделением тяжелых углеводородов. Оставшийся
газ служит сырьем для получения чистого гелия.
- Производство газовых смесей. В электроламповой
промышленности широко используется очищенная смесь азота
и водорода (последнего 25—75% по объему), известная под
названием препарировочного газа или формир-газа. Эта,
смесь используется как заменитель чистого водорода на
многих технологических операциях из-за ее относительной
дешевизны по сравнению с чистым водородом.
Получение препарировочного газа ведется двумя
способами: прямым смешением водорода с азотом и
разложением аммиака — этот способ более прост и экономичен.
Принципиальная схема установки для получения
препарировочного газа прямым смешением показана на
рис. 1.8,а.
В смеситель под давлением 0,1—0,3 МПа подводят
водород и азот. Процентное содержание газов в смеси
регулируется их подачей через вентили с контролем по
манометрам. Из смесителя 4 газ поступает в электрическую
печь с нагретой восстановленной медью для очистки от
кислорода, далее через холодильник 7 с проточной водой
для конденсации водяного пара в бачок с кусковой
щелочью §, где поглощается углекислый газ и происходит
более тщательная очистка от водяного пара. Показанные на
рисунке буферные бачки 5 сглаживают возможные
колебания давления газа в установке.
Для обеспечения непрерывности работы смесительную
установку обычно собирают из двух параллельных ветвей,
одиа из которых находится в рабочем состоянии, а дру-
5?
Рис. 1.8. Схемы установок получения препарировочного газа:
а — смешением (/ — баллон с азотом; 2— манометры; 3— клапаны; 4 —
смеситель; 5 — буферные бачки; 6 — печи поглощения водорода; 7 — холодильники;
8 — бачки со щелочью; 9 — манометры); б — разложением' аммиака (/ —
термопара; 2 — печь разложения аммиака; 3— гальванометр; 4— теплообменник; 5 —
бутыль с раствором серной кислоты; 6 — сосуд с силикагелем; 7 — баллон с
жидким аммиаком)
гая — на регенерации. Затем они периодически
переключаются. На выходе газ может иметь давление 13—40кПа.
Принципиальная схема установки для получения
препарировочного газа разложением аммиака показана на
рис. 1.8,6.
Жидкий аммиак под давлением 0,7—0,8 МПа поступает
из баллона в теплообменник 4, где, нагреваясь, переходит
в газообразное состояние. Газообразный аммиак подается
59
в электрическую печь 2 с катализатором (окислейная
стальная стружка или покрытие окисью железа
керамические шарики). Проходя через нагретый до 1000—1050 К
катализатор, аммиак разлагается на азот и водород
2NH3=3H2+N2. A.3)
Полученная смесь очищается от остатков неразложив-
шегося аммиака в сосуде с 20%-ным раствором серной
кислоты 5, осушивается пропусканием через силикагель и
активированный уголь 6 и поступает в газопровод. Точка
росы осушенного газа должна быть не выше —20 °С. Из
1 кг сжиженного аммиака получается газовая смесь 650 л
азота и 1950 л водорода.
Другие газовые смеси получают обычно методом
прямого смешения соответствующих газов.
Очистка технологических газов. К технологическим
газам часто предъявляют жесткие требования по чистоте.
Основными загрязняющими примесями могут быть:
механические частицы (пыль, капли масел и др), влага,
углекислота, другие газы, отличающиеся от основного. В
зависимости от вида загрязняющей примеси, рода основного
газа, необходимой степени очистки применяют различные
способы очистки.
1. Очистка от влаги. Необходимая степень осушки газов
может быть достигнута следующими способами:
вымораживанием паров воды путем пропускания загрязненного
газа через трубопровод с охлажденным участком; -с
помощью гигроскопических веществ (фосфорный ангидрид
Р2О5, едкое кали КОН, едкий натр NaOH, негашеная
известь СаО, силикагель Si02-H20, алюмогель А120з-Н20
и др.); с помощью цеолитов («молекулярных сит»); путем
пропускания газа через сосуд с крепким этиловым спиртом.
Весьма эффективна осушка газа при комбинации
различных способов, например, в следующей
последовательности: вымораживание при охлаждении жидким азотом,
осушка с помощью силцкагеля, осушка с помощью
фосфорного ангидрида.
Иногда ставится задача не осушать, а увлажнять газ.
Для этого его пропускают пузырьками через сосуд с
подогретой дистиллированной водой. Содержание паров воды
в газе обычно оценивается точкой росы, т. е. температурой,
до которой надо охладить газ, чтобы содержащийся в нем
водяной пар стал насыщенным и начал конденсироваться
в виде росы.
60
В производстве источников света примейянм* как
увлажненные газы (например, с точкой росы 0—20 °С), так и вы-
сокоосушенные газы (например, с точкой росы от —60 до
-50 °С).
2. Очистка от примесей кислорода. Для очистки газа
от примесей кислорода применяют железомедноникелевые
катализаторы, чистую восстановленную медь в виде
стружки или губчатую медь. Оптимальная температура
300—350 °С. Очистка достигается за счет связывания
свободного кислорода нагретым катализатором. Например,
в случае применения меди имеет место реакция
2Cu+02=2CuO. A.4)
3. Очистка от углекислоты. Очистка от углекислоты
С02 ведется пропусканием газа через бачок с кусковой
щелочью.
4. Очистка газа от водорода и окиси углерода.
Для очистки газа от водорода и окиси углерода его
пропускают над нагретой до 300—350 °С окисью меди
CuO+H2=Cu+H20; CuO+CO=Cu+C02. A.5)
Продукты восстановления окиси меди — пары воды и
углекислый газ выводятся из печи вместе с газом, а затем
отделяются от него рассмотренными рыше способами.
5. Очистка от углеводородов. Очистка от углеводородов
ведется также пропусканием загрязненного газа над окисью
меди, но нагретой до более высокой температуры — около
700—770 °С. Например, для метана имеет место реакция
4CuO+CH4=4Cu+C02+2H20. A.6)
Для очистки газа от органических загрязнений иногда
вместо высокотемпературной печи с окисью меди
устанавливают печь с керамическими кольцами, пропитанными
металлическим палладием. В присутствии палладйевого
катализатора облегчаются реакции между водородом, окисью
углерода и углеводородами, с одной стороны, и
кислородом— с другой, даже при относительно низких
температурах.
6. Очистка от механических частиц. От механических
частиц газ очищается пропусканием через стекловату или
тканевые фильтры. В реальных условиях приходится
очищать газ от многих видов примесей, пропуская его через
сложные системы очистки. Схема одной из таких систем
очистка азота и аргона показана на рис. 1.9.
Производительность газоочистительной системы при среднем содер-
61
жании кислорода в неочищенном газе до 4 л/м3 составлй-
ет 2 м3/ч.
По техническим требованиям электроламповых заводов
объемное содержание кислорода в техническом азоте не
должно превышать 0,5%, а в техническом аргоне —0,4%,
содержание углекислого газа в азоте и аргоне не должно
превышать 0,3%, сернистого газа и углеводородных
соединений в аргоне не должно быть совсем.
Рис. 1.9. Система очистки азота и аргона:
1 — баллон с неочищенным газом; 2 — редукционный вентиль с манометрами
низкого и высокого» давления; 3, 8 — бачки со щелочью; 4 — печь с окисью
меди F50—750 °С); 5 — печи с металлической медью C00—350 °С); 6 — печи с окисью
меди C00—350 °С), 7 ~ холодильник; 9 — бачок с натровой известью; 10 —
детандер; // — сосуды с фосфором; /2 —манометры; 13 — ловушка со стекловатой;
14 — краны; 15 — индикаторная лампа; 16 — клапаны
После дополнительной очистки содержание
нежелательных примесей в технологических газах может быть очень
-малым. Так, в аргоне особой чистоты аргона должно быть
не менее 99,994% по объему, азота не более 0,005% и
кислорода не более 0,001%.
Качественную оценку степени чистоты газа производят
индикаторными лампами накаливания, вмонтированными
в газоочистительную систему.
Точный количественный анализ состава газов
проводится в лабораториях электроламповых заводов с
использованием довольно сложных газоанализаторов, работа кото-
62
рых может быть основана на адсорбционных, масс-спектро-
метрических, спектральных и других методах.
б) Топливные газы. Назначение и области применения.
В электроламповой промышленности газ как топливо
широко используется для различных технологических
процессов: варки стекла, его термической обработки при
изготовлении деталей, заварки ламп и т. п.
В качестве топливных используются следующие газы:
природный, генераторные, сжиженные и чистый водород.
Все эти газы, за исключением водорода, являются обычно
смесью нескольких простых горючих газов и примесей
к ним. К таким простым горючим газам относятся:
водород, метан, этан, пропан, бутан, окись углерода, некоторые
тяжелые углеводороды.
Примесными (балластными) газами топлива являются
азот, углекислота, водяные пары, сероводород. Чем меньше
в топливном газе содержится примесей (балластных,
негорючих) газов, тем выше его качество.
Газы, используемые в качестве топлива на fexm^orn-
ческих операциях электролампового процзводства, должны
удовлетворять следующим требованиям: иметь достаточно
высокую температуру горения; не загрязнять помещения и
обрабатываемые детали вредными веществами; иметь
постоянный состав, легко очищаться; быть удобными при
сжижении и транспортировке; быть дешевыми и доступными
и т. п. Большинство из вышеперечисленных топливных
газов удовлетворяет этим требованиям.
Свойства. К важнейшим свойствам топливных газов
относятся состав, теоретический расход воздуха,
необходимого для полного сгорания 1 м3 газа, объем продуктов
сгорания 1 м3 газа, относительная плотность (по воздуху),
теплота сгорания, теоретическая температура горения,
скорость распространения пламени, температура
воспламенения в воздухе. Показатели этих свойств приведены
в табл. 1.8.
Сжигание газа. Эффективность любого топливного
газа в первую очередь определяется его способностью
гореть. Горение — это процесс окисления топлива,
сопровождающийся быстрым выделением теплоты и, как правило,
света. Продуктами горения являются двуокись углерода,
пары воды, а также балластные газы, которые
непосредственно в процессе горения не участвуют, но могут
находиться в топливе в качестве примесей.
Различают кинетическое, диффузное и смешанное
горение газа. В кинетическом горении участвуют полностью
подготовленная газовоздушная смесь, в диффузном — воз-
63
Таблица 1.8. Свойства топливных газов
Наименование газа
Водород
Метан
Пропан
Бутан
Воздушный генераторный
газ
Смешанный генераторный
газ
Водяной газ из
полуантрацита
Природный газ
Содержание в смеси, %
водорода
100
6
12
50
1 окиси
углерода
23
25
38
метана
100
2
3
2
94
тяжелых
углеводородов
100
100
1
1
2
углекислого газа
6
5
5
азота
62
55
4
4
дух из окружающей среды и газ, подаваемый через
горелку, в смешанном — частично подготовленная газовоздушная
смесь из горелки и дополнительно воздух, поступающий из
окружающей среды.
В производстве электроламп кинетическое горение газа
имеет место в стекловаренных печах ^и печах отжига (ле-
рах), а диффузное и, главным образом, смешанное — на
многочисленных операциях, газопламенной обработки
стеклянных деталей ламп.
Сжигание газа может быть полным и неполным. При
полном сжигании газа продукты горения состоят только из
негорючих газов; факел пламени имеет сине-фиолетовый
оттенок за счет люминесценции нагретых газов. При
неполном сжигании газа в продуктах горения содержится
некоторое количество недогоревших горючих газов; пламя
получается непрозрачным, с интенсивным свечением за счет
накаленных частиц углерода.
Газовое пламя может обладать окислительными или
восстановительными свойствами, обусловленными
наличием в избытке соответственно кислорода или водорода и
окиси углерода в пламени. Обычно внутренние части
пламени обладают восстановительными свойствами, а
наружные— окислительными. Химические свойства пламени
необходимо учитывать при обработке в нем свинцового
стекла, а также при спаивании стекла с металлом. Вид,
строение и размеры пламени зависят в основном от состава
газа, вида горения и конструкции горелкц,
64
Пирометрические параметры
Тегретический
расход
воздуха для
полного сгорания
1 м8 газа, м3
2,4
8,5
23,8
31,0
0,9
1,2
2,2
9,8
Объем
продуктов
сгорания
на 1 м'
газа, м3
2,9
10,5
25,8
33,4
1,9
2,0
2,9
10,9
Относительная
плотность (по
воздуху)
0,07
0,55
1,56
2,07
0,92
0,86
0,52
0,57
Теплота
сгорания,
МДж/м3
10,7
35,8
91,2
118,6
4,1
5,0
10,4
35,7
Теоретическая
температура горения,
°С
2210
| 2095
2155
2130
1560
1670
1680
2060
Скорость
распространения
пламени в
газовой
смеси, м/с
4,9
! 0,7
0,8
0,8
0,5
0,6
3,0
0,7
Температура
пламенения в
воздухе. °с
510
645
510
490
750
700
680
700
Различают также мягкое, жесткое и среднее пламя.
Мягкое пламя — низкотемпературное, получается при
диффузном горении. Жесткое пламя — высокотемпературное,
получается при интенсивном и полном сжигании газа часто
с подачей в горелку кислорода. Смешанное горение газа
дает среднее пламя, характеризующееся умеренными
температурами и занимающее по температуре горения
среднее положение между мягким и жестким пламенем.
1.6. ОГНЕВОЕ ОСНАЩЕНИЕ ТЕХНОЛОГИЧЕСКИХ МАШИН
Огневое оснащение технологического оборудования
электролампового производства представляет собой комплекс аппаратуры, с помощью
которой обеспечивается получение необходимых температурных
режимов при термической обработке изделий с использованием
газообразного топлива.
Типовая схема огневого оснащения технологической машины
показана на рис. 1.10. В нее входят следующие элементы: запорная и
регулирующая арматура, аппаратура для очистки газов, устройства для
стабилизации давления, коллекторы, смесители, подводящая арматура,
горелки, аппаратура для контроля.
а) Запорная и регулирующая арматура. Эта арматура служит для
пуска, прекращения и регулирования расхода газов. В ее состав входят
краны, вентили, блок-клапаны.
Краны используют только для подачи или прекращения подачи
газа. Их ставят на подводящей газовой магистрали. Обычно положе-
5—3136 65
ние «открыто» или «закрыто» устанавливается путем поворота пробки
крана на 90°.
Вентили предназначены для регулирования давления и расхода
газов в системе,! что обеспечивает изменение интенсивности огней
горелок. Вентиль (рис. 1.11) состоит из корпуса с тремя патрубками
с резьбой. Два патрубка служат для присоединения вентиля к газовым
трубам, а третий — для прохода шпинделя с маховичком. Внутренний
Рис. 1.10. Схема системы огневого оснащения:
/ — вентили; 2 — фильтры; 3 — манометры; 4 — регуляторы давления; 5 —
коллекторы; 6—-шланги; 7 —горелка; 8 —смесители; 9 — блок-клапан
проходной канал вентиля частично или полностью перекрывается
тарельчатым или игольчатым клапаном шпинделя. Для уплотнения
шпинделя применяется набивка из промасленной льняной пряди,
сжимаемой сальником и зажимной гайкой.
Вентили с тарельчатым клапаном можно использовать как запорное
устройство, а вентили с игольчатым клапаном — только как
регулировочное, так как они не обеспечивают полного и надежного перекрытия
проходного газового канала.
Для аварийного отключения магистрали применяются
блок-клапаны, представляющие собой электромагнитное устройство, мгновенно
перекрывающее проходной канал при отсутствии- давления в
магистрали.
б) Аппаратура для очистки газов. В ряде случаев
централизованные общезаводские очистительные устройства не обеспечивают
качественной очистки газов, и возникает необходимость их дополнительной
очистки непосредственно на местах потребления. В этих случаях
применяют специальные фильтры. Принцип их действия состоит в том, что
66
при пропускании через них газа происходит задержка фильтром
загрязняющих частиц вследствие того, что размер пор фильтрующего
материала выбирается меньше, чем размер загрязняющих частиц, или
из-за того, что создается сложный путь прохождения газа через
фильтр.
Широко применяемыми фильтрами являются: тканевые,
наполнительные (сухие), смачиваемые наполнительные, масляные.
Одна из конструкций
фильтра для очистки газа
или воздуха показана на
рис. 1.12.
в) Устройства для
стабилизации давления. Одним
из важнейших условий
хорошей работы огневого
оснащения является
стабильность огневых
режимов обработки изделий.
Для этого необходимо
поддерживать постоянным
давление подаваемых для
сгорания газов и их
соотношение по объему в
зависимости от интенсивности
огней на каждой позиции
нагрева. Для
стабилизации давления используют
групповые и
индивидуальные стабилизаторы (регуляторы) давления. Групповые
стабилизаторы давления (газгольдеры, бустеры, ресиверы) обеспечивают
стабилизацию давления на уровне до 50% по газу и до 30%
по воздуху. Это недостаточно для нормальной работы огневого
оснащения. Поэтому на машинах, требующих подачи газа и воздуха с
высокой стабильностью давления, применяют индивидуальные
стабилизаторы, ограничивающие пределы колебаний давления газа на уровне
±3% и воздуха на уровне ±5%.
Наиболее распространенным видом регулятора давления
индивидуального назначения является стабилизатор давления
непосредственного действия (рис. 1.13). Принцип его работы основан на стабилизации
давления газа в выходной части устройства за счет изменения зазора
между регулирующим клапаном и корпусом в результате изгиба
мембраны. Изгиб мембраны происходит под действием разности
начального и действующего в данный момент -давлений газа и усилия пружины
регулятора.
Применяются также автоматические устройства для стабилизации
интенсивности огней горелок за счет поддержания на оптимальном
5* 67
Рис. 1.11. Газовый вентиль:
а — прямой; б — угловой; 1 — корпус; 2 —
тарельчатый клапан; 3 — крышка; 4 —
шпиндель; 5 — сальник; 6 — маховичок; 7 —
зажимная гайка; 8 — набивка; 0 — игольчатый
клапан
уровне соотношения горючего газа и воздуха при возможном
изменении калорийности топлива.
г) Коллекторы. Коллекторы служат для распределения газов на
огневые позиции оборудования. Их монтируют непосредственно на
оборудовании. Газы подаются в коллекторы после стабилизации
давления. Из коллекторов газы через смесители подаются в горелки
отдельно для каждой позиции.
Рис. 1.12. Схема фильтра:
/ — корпус; 2 — кожух; 3 —
фильтрующая часть; 4 — патрубок; 5 —
отражатель; 6 — сетка; 7 —
прокладка из войлока; 8 — накидная
гайка
S ///'Л'/Л<С>
Ш$$?фШ^
Рис. 1.13. Регулятор давления:
/ — мембрана; 2 — стержень; 3 —
клапан; 4 — корпус; 5 — пружина;
pi — давление на входе; р2 —
давление на выходе
д) Смесители. Для полного использования газа и поддержания
заданного температурного режима горения необходимо заранее готовить
горючую смесь (газ-|-окислитель) требуемого состава. Такую
подготовку можно вести непосредственно в самих горелках или в специальных
смесителях. Горелки со встроенными смесителями применяются только
при больших расходах топлива, например в печах. Поэтому в
технологическом оборудовании смешение газов обычно ведется в отдельных
смесителях, откуда готовая смесь подается к горелкам.
Наибольшее применение нашли инжекционные смесители (рис.
1.14). Их работа основана на засасывании (инжектировании) газа
воздушной струей. Это происходит за счет разницы давлений (скоростей)
воздуха и газа, подаваемых в смеситель. Сжатый воздух, подаваемый
под большим давлением, подводят по прямому каналу, а газ — через
боковой патрубок. В камере создается -разрежение. Здесь воздух и газ
перемешиваются за счет турбулентной и молекулярной диффузии.
68
На работу смесителей оказывают влияние многие факторы:
давление газа и воздуха, противодавление (давление смеси), расстояние
между соплами газа и воздуха, соотношение диаметров сопл и др.
расчет смесителей (как и других элементов огневого оснащения) с
учетом влияния различных факторов дается в [12].
Для получения тройной смеси (например, газа, воздуха и
кислорода) применяют трехпроводные смесители. В них сначала
подсасывается к кислороду воздух, а затем к полученной воздушно-кислородной
смеси — газ.
Рис. 1.14. Смеситель:
1 — входной канал
воздуха; 2 —патрубок для
впуска газа; 3 —
ниппель; 4 — смесительная
камера; 5 —корпус
^>>>^<(^>Ш
Каждую огневую позицию машины снабжают отдельным
смесителем, который устанавливают на расстоянии не более 0,5 м от горелок
для уменьшения общего объема взрывчатой смеси в соединительной
трубе. Иногда на две горелки ставят один смеситель.
При эксплуатации смесители периодически прочищают и
проверяют на герметичность.
е) Подводящая арматура. Подводящая арматура является
промежуточным звеном между смесителями и горелками. По ней к горелкам
подается приготовленная горючая смесь. В качестве газопроводов
применяются стальные бесшовные или латунные трубки, а также
резиновые и резино-тканевые шланги с толщиной стенок не менее 2 мм и
проходным сечением не менее 8 мм в металлической оплетке или без
нее.
В местах с высокой температурой резиновые и резино-тканевые
шланги применять недопустимо.
ж) Горелки. Горелки предназначены для непосредственного
сжигания газового топлива. Огнями горелок осуществляются самые
различные' операции тепловой обработки стекла, объем которых в
технологическом процессе изготовления источников света очень значителен.
Многообразие операций огневой .обработки изделий из стекла
требует применения большого числа типов горелок и их соответствия ряду
общих и специальных требований. В частности, наиболее
существенными требованиями, предъявляемыми к горелкам, являются:
1. Тепловая энергия горелки должна концентрироваться в требуемой
точке или зоне.
69
2. Температура нагрева должна соответствовать выполняемой
операции.
3. Горелка должна допускать возможность регулирования площади
нагрева и температуры.
4. Тепловыделение должно быть достаточным для нагрева изделия
до заданной температуры.
5. Работа горелки должна быть безопасной.
Классификацию горелок принято проводить по таким признакам:
1) по способу сжигания газовой смеси:
пламенного (факельного) типа,
беспламенного типа;
2) по способу получения газовой смеси:
диффузионного типа,
атмосферного типа,
предварительного смешения;
3) по составу сжигаемой смеси:
газовоздушные,
газокислородные,
газовоздушно-кислородные,
водородно-кислородные;
4) по конструктивному признаку:
трубчатые,
барабанные,
коробчатые,
специальные.
Для горелок пламенного типа характерно наличие факела. Они
позволяют получать стабильное высокотемпературное пламя и имеют
большой диапазон регулирования размеров факела.
Одним из важнейших требований, предъявляемых к горелкам этого
типа, является обеспечение стабильности 'пламени. Под этим понимают
неподвижное положение зоны горения относительно основного сопла
горелки. Во многих типах горелок для получения стабильного пламени
предусматривается наличие в горелке запальной камеры. В этом
случае пламя состоит из двух частей: запального и рабочего факелов.
При движении горючей смеси часть ее через боковые отверстия
проникает в запальные камеры. Здесь происходит падение давления и
скорости смеси, в результате чего происходит медленное истечение ее через
запальные каналы. Запальное пламя имеет устойчивый факел, который
непрерывно подогревает и поджигает основную рабочую струю смеси,
предотвращая погасание горелки при «отрыве» пламени.
Стабильность работы горелок может нарушаться также при
«проскоке» пламени внутрь горелки. Для предотвращения этого в
конструкции горелок предусматриваются специальные устройства —
пламегасители. Наиболее распространены пламегасители в виде латунной
или никелевой сетки с мелкими ячейками, гофрированной звездочки
(«гармошки») и т. п. Во всех этих устройствах использован принцип
70
охлаждения горючей смеси ниже температуры ее воспламенения.
Некоторые горелки для устранения обратного «проскока» пламени
интенсивно охлаждают водой.
Беспламенные горелки работают по принципу поверхностного
сжигания газа на нагретой до высокой температуры огнеупорной
керамике. При этом в установившемся режиме работы горелки факел
отсутствует, а высокая температура керамики поддерживается за счет
выделения теплоты при сгорании топлива в ее тонком поверхностном
слое. Накаленная керамика излучает
теплоту, которую используют для
нагрева изделий. Устройство одного из
видов беспламенных горелок показано
на рис. 1.15. Горелки беспламенного
типа обеспечивают достаточную быстроту
нагрева обрабатываемых изделий,
полноту сгорания газа, устойчивость при
работе даже на сквозняках и
используются в электроламповой
промышленности для отжига и обогрева широких
зон в изделиях.
Горелки диффузионного типа (рис.
1.16) характеризуются тем, что в них
подается только горючий газ. Его
смешивание с кислородом воздуха и
горение происходит на выходе из горелки.
Пламя устойчиво только при низких давлениях газа. Если же
давление газа повышается, то пламя становится неустойчивым и отрывается
от горелки. «Проскока» пламени внутрь этих горелок не наблюдается,
так как в них находится газ без примеси воздуха.
Диаметр отверстий горелок выбирают, исходя из необходимой
тепловой мощности горелок. Суммарное сечение отверстий не должно
быть более сечения трубы, подводящей газ. При слишком малом
диаметре отверстий происходит быстрое засорение горелок. Шаг
отверстий горелки должен обеспечивать «беглость» огня (передачу пламени
от одного отверстия к другому), а также режим горения без сливания
факелов в один, что может резко ухудшить процесс перемешивания
газа с окружающим воздухом. Диффузионные горелки широко
используются в печах отжига стеклоизделий, при сушке цоколеванных ламп
и т. п.
Рис. 1.15. Беспламенная
радиационная горелка:
/ — сопло; 2 — корпус; 3 —
штуцер; 4 — кожух; 5 — керамика;
6 — винт
Горелки атмосферного типа обеспечивают смешение подаваемого
в них горючего газа с атмосферным воздухом до выхода газа из сопла
за счет подсоса воздуха через специальные щели в них. Объем
подсасываемого воздуха можно регулировать путем частичного или
полного перекрытия щелей.
Горелки предварительного смешения работают на заранее подготов-
71
ленной смеси газов. Это самый распространенный класс горелок. Они
обеспечивают достаточно полное сгорание газа.
Деление горелок иа отдельные виды по составу сжигаемой смеси
вызвано тем, что каждая из них имеет свои конструктивные
особенности. При этом конструкции их весьма разнообразны. Наиболее рас-
4»ч5-о ооооооооо о-е-о-о-
jo о о-
щ
Is—}-"
Ш
Рис. 1.16. Горелка
диффузионного
типа
исполнений 1
Исполнение 2
УУУ.Л
Рис. 1.17. Трубчатая горелка:
i- корпус; 2 -сопло; 3-сетка; 4- гайка; 5-шарнир
Рис. 1.18.
Барабанная горелка:
1 — корпус; 2 — сопло;
3 — сетка; 4 — хвостовик;
5 — винт; 6 — штифт;
7— сетки для
запального пламени
пространены из них трубчатые горелки (рис. 1.17), позволяющие
концентрировать теплоту в одной точке, а также регулировать
интенсивность пламени в широких пределах. Они применяются на позициях
подогрева, провара и предварительного отжига стеклоизделий. При
незначительных конструктивных изменениях в этих горелках можно
сжигать любое газообразное топливо-. Так, трубчатые газокислородные
горелки с запалом отличаются от газовоздушных уменьшенным
диаметром основного отверстия и применением на наружном диаметре
сопла специальной накатки вместо сетки или звездочки.
72
Широко используются также барабанные и угловые горелки,
устройство которых показано на рис. 1.18 и 1.19. Ими оборудуются,
например, ножечные автоматы. Эксплуатационной особенностью
барабанных горелок является создание невысокого пламени,
обеспечивающего сравнительно большую площадь обогрева.
Рис. 1.19. Угловая горелка:
/ — корпус; 2 — отверстие для
поступления газовоздушной смеси; 3 —
держатель; 4 — шарнир; 5 —
регулировочный винт; 6 — соединительный винт;
7 —сетка; 8 — рабочие отверстия; 9 —
сопло; 10 — щели запала
Для подогрева стекла штенгеля при отпайке ламп применяются
коробчатые горелки, создающие узкую зону прогрева.
К числу специальных горелок относятся: веерные, стеклодувные
типа «пушка», ручные отпаячные и т. д.
з) Аппаратура для контроля. При использовании газового топлива
на технологических операциях электролампового производства обычно
контролируют давление и расход газов, а также температуру в зоне
нагрева. Контроль за давлением и расходом газов позволяет
своевременно и быстро обнаружить нарушения в работе оборудования,
закупорку и разрывы газопроводов и т. п.
73
Рис. 1.20. Ротаметр
Давление газа контролируется с помощью манометров — U-образ-
ных, пружинных и др. Жидкостные U-образные манометры
используются в основном для измерения небольших давлений в пределах 0,1—
100,0 кПа, а механические пружинные — для измерения давлений
в пределах 0,05—50,0 МПа. Пружинные манометры имеют
сравнительно невысокую точность измерения, но они удобны в работе, просты
по конструкции, малогабаритны.
Для измерения расхода газов применяются приборы двух групп:
реометры,или ротаметры, измеряющие расход газа в единицу
времени; газовые часы или счетчики, измеряющие общий газовый поток.
Наиболее удобным расходомером первой группы является
ротаметр (рис. 1.20.) Он состоит из конусной стеклянной трубки с
делениями 1, расположенной строго вертикально на стойке 2 узким
концом вниз и поплавка 3, свободно перемещающегося внутри трубки.
В зависимости от расхода газа поплавок занимает в трубке
определенное положение по высоте, поднимаясь за счет перепада давлений
под и над ним при прохождении газа через трубку. Отсчет ведется
по верхнему торцу поплавка.
Газовые часы, применяемые для точных измерений малых объемов
газа, показывают расход газа за определенное время измерения.
Для контроля температуры в зоне нагрева газовыми горелками
обычно применяются термоэлектрические термометры, использующие
а качестве датчика соответствующую термопару.
ГЛАВА ВТОРАЯ
ИЗГОТОВЛЕНИЕ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
2.1. ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
Большая часть металлических деталей источников
света изготавливается из листовых материалов путем обработки
давлением, которая включает большое число
высокопроизводительных методов получения заготовок и готовых
деталей, в том числе отрезку, пробивку и вырубку,
вытяжку и глубокую штамповку, гибку и холодное
выдавливание.
Материалы поставляются в виде лент, полос и листов
в твердом или отожженном состоянии. Для снижения
усилий при обработке давлением и более полного
использования пластических свойств (особенно
труднообрабатываемых материалов — твердых металлов с высоким пределом
текучести, т. е. молибдена, ковара, некоторых сортов
сталей) используется отжиг перед всеми операциями, включая
74
резку. При отжиге волокнистая структура металла,
возникшая во время прокатки, преобразуется в
мелкокристаллическую и за счет этого увеличивается пластичность с одно-
Таблица 2.1. Режимы предварительного и
межоперационного отжига металлов при обработке
давлением
Наименование материала
Алюминий
Железо чистое
Железо элиминированное
Железо-никелевые
сплавы, сплав НИМО
Ковар
Константа н
Медь
Молибден
Никель толщиной, мм;
до 0,1
0,1—0,2
0,2-0,3
0,3—0,8
карбонизированный и
марганцовистый
алюминированный
Нихром
Тантал
Температура
отжига, °С (±25°С)
400
730
555
1055
980
880
655
900
750
800
900
1000
10С0
730
855
855
Время, 1
отжига
5—10
10—15
10—15
10—30
20—30
10—15
5—10
15—40
3-5
5-7
10—15
10—15
10—15
10—15
15—30
15—30
КИН
охлаждения
10—15
10—15
10—30
10—30
20—60
10—20
10—30
20—30
10—15
10—15
10—60
10—60
10—15
10—15
60—90
60—90
временным снижением прочности. При дальнейшей
обработке давлением кристаллы разрушаются, структура вновь
становится волокнистой, материал упрочняется и теряет
пластичность. Поэтому кроме предварительного отжига
применяется и межоперациоиный отжиг в водороде (за
исключением тантала, который отжигают в вакууме).
Режимы отжига некоторых металлов приведены в табл. 2.L
Температура отжига должна выдерживаться с точностью
±25 °С.
Вольфрам, кристаллическая решетка которого прочнее
слоев на границе зерен, при отжиге не приобретает
пластических свойств и вытяжка катаного вольфрама
невозможна, а гибка применима только для тонкого материала при
больших радиусах гиба.
Молибден после отжига приобретает хорошую
пластичность, но при росте зерен свыше 30 мкм материал
становится хрупким и при его обработке возникают трещины.
75
Рис. 2.1. Ножницы со
скошенными лезвиями:
1 —• прижим; 2 — верхнее
лезвие: 3 — нижнее лезвие
Поэтому термообработку молибдена ведут при
сравнительно низких температурах и используют вытяжку только
малых толщин (до 0,3 мм). Более толстый материал
обрабатывают в нагретом до 650 К состоянии.
Тантал при отжиге приобретает хорошие пластические
свойства, но при последующей обработке давлением
растягиваемые участки значительно
упрочняются, что может послужить
причиной возникновения трещин
при глубокой вытяжке.
Титан и цирконий отжигают,
как и тантал, в вакууме, после чего
их обработка давлением не
вызывает трудностей.
Пластичные металлы — никель,
медь и медные сплавы, железо и
малоуглеродистые стали — легко
обрабатываются давлением, однако
при большой степени деформации
могут возникнуть напряжения, превышающие предел
прочности, что приведет к разрыву заготовки. В таких случаях
обязательно применение межоперационного отжига.
На качество обработки материалов оказывают большое
влияние смазки, снижающие трение и облегчающие
штамповку. Выбор смазок зависит от свойств и толщины
штампуемых материалов. Для листовой штамповки применяют
спирто-бензиновые смеси, минеральные масла,
эмульсионные и мыльные составы. При объемной штамповке
используются масла растительного и животного происхождения.
Точность деталей, полученных обработкой давлением,
еоответствует 6—9-му квалитету, шероховатость
поверхности— 0,63—2,5 мкм.
Отрезка заготовок — это операция отделения части
прокатанного материала по незамкнутому контуру.
Отрезку применяют при разделении листа или ленты на полосы
заданной ширины. Отрезка производится на гильотиновых
или роликовых ножницах. Ножницы с параллельными или
скошенными лезвиями (рис. 2.1) применяют при разделке
листов. Применение скошенных лезвий снижает усилие
резания, но увеличивает ход подвижного ножа. Угол скоса не
должен быть слишком большим, иначе заготовка будет
выталкиваться из-под ножей; обычное значение угла
скоса 4—10°.
Усилие, необходимое для отрезки на ножницах,
определяется произведением площади сечения разрезаемого
материала и сопротивления срезу, значения которого прини-
76
мается на 10—20% меньше предела прочности
разрезаемого материала. Это расчетное усилие увеличивают на 25%
для компенсации затупления ножей и т. п. Для ножниц
с параллельными лезвиями площадь сечения равна
произведению ширины и толщины листа, а для ножниц с
лезвиями, скошенными под углом а, — площади параллелограмма
с высотой, равной толщине листа. Усилие отрезки
рассчитывается по формуле
P=l,25BsTcp, B.1)
где Р— усилие отрезки, Н; 5 — толщина материала, мм;
В — длина линии отреза, мм, для скошенных линий, В=
=s ctg а; Гер — сопротивление срезу, МПа, принимается
равным 0,8—0,9 предела прочности материала.
Диаметр дисковых ножей для отрезки листового
материала принимается равным
/>=E0—60M.
Для нарезки полос из широкой ленты применяются
роликовые ножницы, конструкция которых приведена на
рис. 2.2. Разрезаемая полоса металла проходит между
параллельными валами 1 и 2, на которых установлены
ролики 5, разделенные прокладками 4, имеющими точно
такую же ширину, что и ножи. Для обеспечения этого
условия все ролики и прокладки шлифуются по торцам
совместно. На прокладки надеты резиновые кольца 5,
служащие для выталкивания разрезанной ленты из промежутка
между роликами.
Разрезанная лента наматывается на секционную
катушку, приводимую через фрикционную муфту со
скоростью, несколько превышающей окружную скорость
роликов, чтобы обеспечить намотку с натягом на начальный
диаметр катушки. По мере намотки окружная скорость
растет из-за увеличения диаметра катушки, на которую
наматывается лента, и фрикционная муфта
проскальзывает все больше. Точность разрезки полос по ширине
составляет 0,02 мм,- толщина разрезаемого материала —
0,05—5 мм. Ширина разрезаемой полосы может достигать
800 мм при скорости разрезки до 20 м/мин.
Вырубка и пробивка — это операции отделения части
прокатанного материала по замкнутому контуру. При
вырубке отделенная часть является деталью, а при пробивке
изготавливается отверстие в детали. Чаще всего
вырубается круглые детали, однако встречаются и сложные кон-
77
туры. Вырубка осуществляется пуансоном и матрицей,
поперечное сечение которых совпадает с конфигурацией
вырубаемых деталей. Рабочие кромки пуансона и матрицы
должны быть острыми, зазор (на сторону) между
пуансоном и матрицей должен составлять 5—10% толщины
материала, причем этот зазор образуется за счет уменьшения
размеров пуансона при вырубке, а при пробивке —за счет
увеличения размеров матрицы.
Усиление, необходимое для пробивки или вырубки,
определяется по формуле, аналогичной формуле B.1), но
вместо длины линии отреза В подставляется периметр
вырубаемого контура L. Для круглых деталей диаметром d
периметр вырубки равен nd, а усилие
P=4dsxcp-
При вырубке внутренних деталей источников света
особенно опасны заусенцы, которые могут распыляться в
вакууме и искажать электрическое поле. Для
предупреждения этого дефекта необходимо следить за своевременной
переточкой инструмента и его надежным креплением в
штампе.
Вытяжка —это операция изготовления • полых деталей
из листового материала путем выдавливания материала
пуансоном в отверстие матрицы. При глубокой вытяжке
материал прижимается к поверхности матрицы для
предотвращения образования складок. Чаще всего
вытягиваются цилиндрические стаканы, при этом на одной
операции коэффициент вытяжки (отношение диаметра заготовки
к диаметру получаемого изделия) не должен превышать
1,5—2,0. В процессе вытяжки толщина стенки стакана
изменяется, утоньшаясь у донышка и утолщаясь к фланцу.
78
Схема деформации материала при вытяжке
представлена на рис. 2.3. В процессе деформации металл
упрочняется и его пластичность снижается, и если изделие
невозможно получить за одну операцию, то между отдельными
операциями вытяжки вводится межоперационный отжиг.
При последующих операциях вытяжки стаканчики
переносятся с позиции на позицию грейферными устройствами.
В последнее время получили распространение
многорядные штампы последовательного действия, в которых заго-
1 а) б)
Рис. 2.3. Схема вытяжки заготовки:
а—-без прижима; б-—с прижимом; 1 — матрица; 2 — фиксатор; 3 — пуансон; 4 —
прижим
товки перемещаются без грейферных устройств самой
лентой исходного материала. На первой операции
производится надсечка ленты по контуру вытягиваемой заготовки, но
без отделения ее от ленты, которая затем перемещает
заготовку с одной позиции вытяжки на следующую. Этот
метод позволяет повысить скорость транспортировки за
счет уменьшения инерционных нагрузок и увеличивает
производительность, однако расход ленты увеличивается по
сравнению с грейферной подачей, поскольку часть ленты,
выполняющая транспортную задачу, идет в отход.
Основным оборудованием для листовой штамповки в
производстве деталей источников света являются
кривошипные прессы, оснащенные многоместными штампами
последовательно-совмещенного действия. Для
автоматизации штамповки прессы оснащаются устройствами
автоматической подачи ленты. На рис. 2.4 приведена
кинематическая схема кривошипного пресса простого действия.
Коленчатый вал 5 получает движение от электродвигателя /
через ременную передачу 2, маховик 5, муфту 10 и
шестерни 9, 7. Движение ползуна 12 осуществляется с помощью
Двух шатунов 4. Грейферные линейки 14 с захватами 15
(предназначенные для последовательного перемещения
заготовок от первой операции до последней) раздвигаются
рычажной системой 16 с помощью кулачков 6 и ролика 5,
79
Рис. 2.4. Кинематическая схема кривошипного пресса А-821
а возврат их осуществляется с помощью пружины 11,
связанной с тягой 13. Продольное перемещение грейферных
линеек осуществляется с помощью рычажной системы 20
и кулачка 22, приводимого через шестерни 23, 24, 27—29
от вала 30. Механизм подачи ленты в штамп первой опе-
80
рации 17 приводится в движение через храповую
передачу 18, рычажную систему 19, 25 и серию шестерен 31—34
от коленчатого вала. Подача ленты регулируется
изменением положения пальца 21 относительно оси диска 26.
Вытяжка деталей сложной формы осуществляется на
прессах двойного действия, имеющих второй ползун,
приводимый в движение кулачками, укрепленными на
кривошипе. Этот наружный ползун служит для перемещения
прижима, удерживающего заготовку, а перемещающийся
внутри его основной ползун перемещает плиту вытяжного
штампа.
При штамповке первым движется ползун с прижимом
и, достигнув нижнего положения и прижав заготовку к
матрице, останавливается. Внутренний ползун, несущий
пуансоны, начинает движение позднее и поднимается после
завершения операции вытяжки первым; только после
этого наружный ползун освобождает заготовку.
Для штамповки мелкосерийных изделий применяют
также винтовые прессы, а для штамповки деталей из
толстого листа — гидравлические прессы-
Точность отштампованных деталей наиболее часто
встречающихся размеров (диаметром до 50 мм с толщиной
стенки менее 0,5 мм) соответствует 9-му квалитету;
точность размеров по высоте составляет 0,2—0,5% полной
высоты детали. Для достижения большей точности
необходима подрезка торца.
Гибка — это операция обработки давлением, при
которой детали или ее части придается изогнутая форма.
Гибка осуществляется пуансоном, прижимающим заготовку
к неподвижной матрице. При малых радиусах гибки
возможно возникновение трещин из-за больших напряжений
в растянутых волокнах заготовки, особенно из твердых
металлов, а также нарушение заданных размеров деталей
вследствие распружинивания. Учет распружинивания
путем корректировки угла гибки в штампах обычно не дает
должного эффекта из-за разброса механических
параметров материала. Стабилизация размеров гнутых деталей
достигается многооперационной гибкой, гибкой с
прижимом, а также применением универсально-гибочных
автоматов взамен простых штампов*
В целом обработка металлов давлением является
одним' из наиболее прогрессивных методов изготовления
металлических деталей. Она позволяет получать
тонкостенные, легкообезгаживающиеся и прочные детали при
малом отходе материала, хорошо поддается механизации
и автоматизации, не требует 100%-ного контроля деталей.
6—3136 81
2.2. ДРУГИЕ СПОСОБЫ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ
ДЕТАЛЕЙ
Помимо штамповки в электроламповом производстве применяются
я другие способы изготовления металлических деталей: обработка
металлов резанием, электроэрозионная обработка и др.
Резание металлов применяется при изготовлении деталей
источников света с повышенными требованиями к точности размеров, форме и
чистоте обработки. Характерным для этого вида обработки является
снятие с металла стружки. К обработке металлов резанием относят:
обтачивание, сверление, развертывание, фрезерование, протягивание,
шлифование и др.
Операции по обработке металлов резанием выполняются на токар-
чых, сверлильных, фрезеровальных и тому подобных станках с
использованием специального инструмента: резцов, сверл, фрез и т. д.
Необходимое качество обработки достигается подбором
специальной геометрии режущего инструмента, режимов резания, смазочных
материалов, работой на высокоточном оборудовании, а также
проведением ряда дополнительных операций (доводки, притирки, полирования
и др.).
По сравнению с холодной штамповкой обработка металлов
резанием является значительно более трудоемким процессом и используется
в электроламповом производстве ограниченно (например, при
изготовлении стержневых катодов мощных ламп, а также для резки толстых
проволок и прутков из тугоплавких металлов и сплавов во избежание
их расслаивания).
Электроэрозионная (или электроискровая) обработка основана на
явлении направленного разрушения металлов импульсами
электрического тока. Катодом служит инструмент специальной формы, а
анодом — обрабатываемый металл. Между этими электродами,
находящимися на относительно малом расстоянии, возбуждается импульсный
электрический разряд, приводящий к местному нагреву (расплавлению)
и разрушению металлических электродов. Однако разрушение анода
идет значительно быстрее, чем катода, поэтому электрод-инструмент
постепенно углубляется в обрабатываемый материал, образуя в нем
отверстие, прорезая паз и т. п.
Частицы расплавленного металла выбрасываются в
межэлектродное пространство под действием взрывной волны. Интенсивность эрозии
повышается при работе электродов в жидкой диэлектрической среде
(спирте, керосине, минеральных маслах и др.)» поскольку в
межэлектродном промежутке возникают дополнительные гидравлические удары.
Увеличение энергии импульса повышает производительность
процесса, но приводит к получению шероховатой поверхности. Поэтому
повышение производительности достигается высокой частотой следования
имульсов (до 300 кГц) при энергии не более Ю-3 Дж. Длительность
импульса должна быть не более 1 мкс. Точность изготовления деталей
82
зависит от напряжения на электродах и межэлектродного расстояния.
Напряжение поддерживают на уровне 100—120 В, а межэлектродное
расстояние 10—12 мкм. Уменьшение зазора и понижение напряжения
затрудняют удаление продуктов эрозии из рабочей зоны и
соответственно снижают производительность оборудования. Способом
электроэрозии можно получать детали с очень высокой точностью (до ±2мкм).
Другим важным достоинством этого способа является его
универсальность.
<г
Рис. 2.5. -Схема анодно-механиче-
ской обработки:
1 — деталь (анод); 2 —
электрод-инструмент; 3 — трубка подачи
электролита; 4 — генератор постоянного тока;
5 — регулятор силы тока
Одной из разновидностей электроэрозионной обработки является
анодно-механжеская обработка металлов. Она основана на
термическом и электрохимическом разрушении металла при прохождении
между двумя электродами, одним из которых служит обрабатываемый
металл, постоянного электрического тока.
По одной из схем этой обработки (рис. 2.5) обрабатываемая деталь
соединяется с положительным полюсом источника тока, "а
инструмент — с отрицательным. В зазор между инструментом и поверхностью
детали вводится электролит — водный раствор соли, жидкое стекло
и др. Электрод-инструмент, вращаясь, увлекает в зазор электролит.
В результате действия электрического тока и электролита на
поверхности детали образуется окисленная пленка, обладающая сравнительна
высокими механической прочностью, электрическим сопротивлением и
дугогасящими свойствами. Движущийся инструмент в определенном
месте оказывает давление на обрабатываемую поверхность и удаляет
часть образовавшейся пленки и прослойку электролита. Происходит
сближение инструмента и поверхности обрабатываемой детали,
сопровождающееся прохождением тока через вершины неровностей их
поверхностей (т. е. по наикратчайшему пути).
При малых плотностях тока съем металла происходит в
результате анодного растворения. Наличие пленки в углублениях микрорельефа
обрабатываемой поверхности способствует концентрации тока на
вершинах неровностей и их преимущественному растворению. В
результате этого происходит сглаживание поверхностей.
При больших плотностях тока происходит импульсное плавление
металла в кратковременно сближающихся точках поверхностей инстру*
мента и детали. Защитная пленка способствует концентрации тока и
выделению тенлоты и препятствует развитию дугового разряда.
6* 83
Съем металла определяется электрохимическими и тепловыми
параметрами (электрохимический потенциал, теплоемкость, температура
плавления, теплопроводность) и не зависит от механических свойств
материала.
Производительность процесса зависит от электрического режима
обработки (плотности тока, напряжения), частоты вращения электрода-
инструмента и от давления инструмента на обрабатываемую
поверхность детали.
В последнее время для изготовления некоторых металлических
деталей специальных источников света начинают все шире использоваться
специальные методы обработки: ультразвуком, электронным лучом,
плазмой и т. д.
2.3. ОЧИСТКА И ТЕРМИЧЕСКАЯ ОБРАБОТКА
МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
а) Общие принципы очистки. Загрязнения внутрилам-
повых деталей приводят к ухудшению технических
параметров, снижению показателей надежности и нарушению
стабильности работы источников света. Поэтому к чистоте
деталей в электроламповом производстве предъявляются
жесткие требования.
Загрязнения деталей источников света делятся на две
группы по характеру связи с основным материалом.
Механически приставшие загрязнения не образуют химических
соединений с основным материалом, это в основном следы
жиров, масел, остатки абразивных материалов, частицы
пыли, растительных волокон и т. п. Химически связанные
с основным материалом деталей загрязнения
представляют собой поверхностные пленки окислов, сульфидов,
хлоридов и других соединений, в том числе и образовавшихся
в результате атмосферной коррозии материала детали.
В основу современной технологии очистки положены
следующие принципы:
* процессы очистки увязываются с общим
технологическим процессом изготовления деталей;
при очистке производится непрерывный контроль
чистоты технологических сред (воды, растворителей, газов);
с целью достижения стабильного качества и повышения
производительности технология очистки максимально
механизируется;
при последующих операциях обработки деталей, их
хранении и транспортировании принимаются меры по
сохранению достигнутой чистоты деталей.
Выбор способа очистки деталей определяется в
зависимости от характера загрязнений, свойств материала, гео-
84
метрических размеров деталей и их формы, серийности
производства и т. д. Различные способы удаления с
деталей загрязнений могут применяться поочередно, в
отдельности или в комплексе. Существуют следующие основные
способы очистки, обычно применяемые в такой
последовательности:
1) механические способы очистки; 2) обезжиривание;
3) промывка в воде; 4) травление; 5) полирование;
6) ультразвуковая очистка; 7) термическая обработка.
б) Механические способы очистки. Механические
способы очистки применяются, как правило, для удаления
наиболее грубых загрязнений (окалины, ржавчины и т. п.)
и основаны на механическом отрыве основной массы
загрязнений от поверхности деталей. К достоинствам этих
способов очистки относятся: простота процесса,
достаточно высокая производительность, дешевизна. К недостаткам
их можно отнести: неполное удаление загрязнений,
невозможность очистки хрупких или тонкостенных деталей,
могущих деформироваться при очистке, и др. Выделяют
следующие разновидности механической очистки: галтовку,
пескоструйную (дробеструйную) обработку, очистку
металлическими щетками, механическое шлифование и
полирование.
Галтовка заключается в том, что в металлический
барабан загружается масса деталей, и барабан с деталями
приводится во вращение. За счет трения деталей друг
о друга и о стенки барабана загрязнения отрываются от
поверхности деталей. Иногда при галтовке в барабан
дополнительно загружают раствор соды так, чтобы он
полностью покрывал погруженные детали. Принцип очистки при
мокрой галтовке остается таким же, как и при сухой, но
очистка происходит более интенсивно.
Пескоструйная обработка ведется подачей струи
мелкого кварцевого песка на деталь с помощью сжатого
воздуха. Частицы песка, ударяясь о поверхность детали,
отрывают от нее загрязнения. Иногда вместо песка
используют мелкую металлическую дробь, в этом случае процесс
называется дробеструйной обработкой.
В результате пескоструйной (или дробеструйной)
обработки достигается не только удаление грубых загрязнений,
но и матирование поверхности. В ряде случаев это
является положительным моментом, так как матированные
поверхности лучше излучают и меньше нагреваются, лучше
окрашиваются и т. д.
Очистка металлическими щетками производится
следующим образом: деталь с небольшим усилием прижимают
85
к торцевой поверхности быстровращающейся дисковой
щетки, набранной из тонких проволок (сталь, латунь
и др.), плотно зажатых между шайбами. Такая щетка
эффективно соскабливает с деталей различные грубые
загрязнения: окалину, ржавчину и т. п.
При механическом шлифовании и полировании вместо
металлических щеток применяют круги из войлока с
нанесенной на их рабочую поверхность абразивной или
полировальной пастой. За счет трения детали о быстровращаю-
щийся круг в присутствии абразива или пасты
загрязнения стираются и удаляются с поверхности.
в) Обезжиривание. Под обезжириванием понимают
удаление жировых и масляных загрязнений, химически не
связанных с материалом деталей. При этом структура
поверхности детали не нарушается.
В зависимости от вида удаляемых загрязнений
применяют различные способы обезжиривания: в органических
растворителях, в щелочных составах, в растворах с
добавкой поверхностно-активных веществ.
Обезжиривание в органических растворителях. В
качестве растворителей, способных эффективно растворять
большинство органических загрязнений, применяются: три-
хлорэтилен, бензин, четыреххлористый углерод и ацетон.
Обезжиривание ведется в специальных стационарных
установках с местной вытяжной вентиляцией. В вытяжном
шкафу устанавливаются 3—4 ванны с растворителем
(рис. 2.6). На дне ванн смонтированы змеевики для
нагрева растворителя паром. К установке подводится холодная
и горячая вода. Детали загружают в дырчатые никелевые
корзины и погружают последовательно в ванны с
растворителем с выдержкой в каждой ванне 3—5 мин. Если
позволяет взятый растворитель, его при обезжиривании
нагревают, так как это заметно интенсифицирует процесс.
Так, применяют обезжиривание в кипящем (примерно
360 К) трихлорэтилене, а также в его парах.
Обезжиривание в бензине ведут только при комнатных температурах.
Обезжиренные детали промывают водой (если это
позволяет растворитель), обезвоживают в спирте и сушат
в электрошкафу при 80— 120°С в течение 10—20 мин.
Органические растворители позволяют обезжиривать
детали сложной формы, обеспечивают высокую
производительность процесса, их остатки легко удаляются с
поверхности деталей, однако они довольно дороги, а в ряде
случаев не дают нужного качества очистки, склонны к
разложению (трихлорэтилен) и т. д.
86
Обезжиривание в щелочных составах. Щелочные
составы также способны взаимодействовать с большинством
жировых и масляных загрязнений. При действии щелочей
на животные и растительные жиры образуются
растворимые в воде мыла, а при взаимодействии щелочей с
минеральными маслами образуются суспензии или эмульсии,
сравнительно легко удаляемые с поверхности деталей.
Рис. 2.6Р Установка обезжиривания деталей в трихлорэтилене:
1 — напорный бак; 2 — трубопровод; 3 — охлаждающий змеевик; 4 — перегонный
бак; 5 — змеевик парового обогрева; 6 — отстойник; 7 — насос
Для приготовления щелочных растворов для
обезжиривания используют щелочи КОН, NaOH, силикаты Na2Si03,
K2Si03, а также тринатрийфосфат Na3P04 и соду Na2C03.
Щелочность раствора должна быть в пределах рН=8,5-^-
12. Температура не должна превышать 70 °С во избежание
снижения устойчивости эмульсий и суспензий. Более низкие
температуры ухудшают качество очистки. Процесс
обезжиривания ведется в основном так же, как и в случае
применения органических растворителей.
Довольно часто применяют электрохимическое
обезжиривание. Для этого между корпусом ванны и
обрабатываемыми деталями прикладывают небольшое, порядка 10 В,
напряжение. В качестве электролита обычно используют
20%-ный раствор щелочи NaOH с добавкой углекислых
солей и жидкого стекла — в качестве эмульгатора. Под
влиянием пропускаемого тока на поверхности деталей
выделяются газы (водород или кислород), которые
механически срывают жировую пленку. Помимо того,
загрязнения взаимодействуют со щелочью, как при обычном обез-
87
жиривании. Если деталь подсоединена к минусу источника
питания, то процесс называется катодной очисткой, если
к плюсу —анодной.
Катодная очистка имеет большую скорость, и опасность
перетравливания (изменения размеров деталей) при этом
исключена. Однако при катодной очистке пузырьки
водорода могут проникать в толщу материала очищаемой
детали, наводороживая его, что в конечном счете приводит
Подача щелочного Подача воду
электролита
Рис. 2.7. Схема очистки проволоки перемоткой
к хрупкости деталей. Поэтому чаще применяют анодную
очистку, а также очистку с использованием реверсивного
тока.
Электрохимический способ очистки применяется при
очистке деталей перед гальваническим покрытием их,
а также для удаления аквадага (графитовой смазки) с
поверхности вольфрамовых и молибденовых проволок.
Температура электролита обычно поддерживается на уровне
50—60 °С, плотность тока 0,01—0,10 А/см2, продблжитель-
ность процесса 3—10 мин.
Очистка проволок ведется их непрерывной перемоткой
через ванны с электролитом (рис. 2.7).
Проволока, поступающая со смоточной катушки У,
проходит через направляющий ролик 2 и поступает в
последовательно расположенные четыре секции ванны 3, в
которые центробежным насосом подается раствор щелочи.
Далее проволока проходит через направляющий ролик 4У
промывочную ванну 5, протирается ватой в коробке 6,
нейтрализуется раствором соляной кислоты в устройстве 7,
вторично промывается водой в ванне 5 и протирается в
коробке 6. После этого проволока подсушивается в
электропечи 8 проходит ролик счетчика 9 и через направляющий
ролик 10 очищенная проволока наматывается на приемную
катушку 11.
Процесс очистки проволоки сопровождается
уменьшением ее массы, что может служить для оценки качества
очистки. Хорошая очистка соответствует уменьшению мас-
88
сы проволок диаметром 20—100 мкм на 3—6%, а большего
диаметра — на 2—5%.
Выбор способа питания электролитической ванны,
состава электролита и режима очистки в первую очередь
зависит от металла проволоки и ее диаметра.
Обезжиривание в растворах с добавкой поверхностно-
активных веществ. Дробление жировых загрязнений, их
отрыв от поверхности деталей и переход в щелочной
раствор с образованием эмульсии при этом способе
происходит за счет резкого снижения поверхностного натяжения
при добавлении в щелочной раствор специальных
поверхностно-активных веществ (ПАВ). В качестве таких
веществ используют мыла, препараты ОП-7, ОП-10, лигнин,
сульфоновые смолы и др.
г) Промывка в воде. Вода является хорошим
растворителем многих минеральных солей, остатков кислот,
щелочей. Кроме того, при промывке водой с деталей легко
удаляются жировые и масляные эмульсии, мыла, различные
механические загрязнения. Обработка в воде производится
на различных стадиях процесса очистки деталей — после
обезжиривания, травления и т. д.
Для промывки деталей может использоваться холодная
или горячая водопроводная вода без специальной очистки,
а также дистиллированная или деионизированная вода.
Обычная водопроводная вода дешева, но в ней много
примесей. Поэтому ее применение ограничено только
отмывкой грубых загрязнений. В дистиллированной воде
загрязняющих примесей почти нет, но она сравнительно
дорога. Деионизированная (или деминерализованная,
обессоленная) вода обходится значительно дешевле, чем
дистиллированная. Ее получают пропусканием обычной
водопроводной воды через специальные ионнообменные смолы
(иониты). При этом происходит обмен ионами: ионы
загрязнений из воды остаются в ионите, а в воду переходят
ионы Н+ и ОН-.
Промывка ведется погружением деталей в ванны с
водой, после чего их обезвоживают споласкиванием в спирте
или ацетоне.
Качество промывки в воде улучшается при использовании душевых
устройств или барботироваиия воды сжатым воздухом. Степень очистки
воды определяется путем измерения ее электрического сопротивления.
Так, допустимое значение сопротивления воды, применяемой для
очистки деталей катодов газоразрядных ламп, должно быть не менее
A,0—1,5) -103 Ом-м.
89
Применяемые в электроламповой промышленности установки для
промывки деталей имеют, как правило, несколько ванн для воды и
спирта, сушильную камеру, резервный бак с запасом подогретой воды,
насосы и фильтры, обеспечивающие непрерывную циркуляцию и
очистку воды и спирта от механических примесей.
д) Травление. Сущность процесса травления состоит
в удалении с детали тонкого поверхностного слоя металла
вместе с загрязнениями, сконцентрированными в этом слое.
Травление применяется тогда, когда загрязнения
химически связаны с материалом детали, т. е. находятся в виде
окисных, сульфидных и других пленок. Качественное и
быстрое травление возможно только после предварительного
тщательного обезжиривания, иначе жировые загрязнения
будут препятствовать контакту между травящим
раствором и поверхностью детали.
Травление обычно происходит в две стадии: дробления
и разрыхления слоев окислов или других химических
загрязнений; растворения разрыхленных слоев и удаления
их вместе с поверхностным слоем самого материала
детали. По виду травление разделяется на химическое и
электрохимическое.
Химическое травление производят в растворах кислот,
щелочей, кислых солей или в расплавах этих соединений.
При кислотном травлении травильный состав проникает
до металла и, взаимодействуя с ним, образует соль
металла и водород. Соль металла растворяется в воде, а
выделяющиеся пузырьки водорода разрыхляют пленку
загрязнений. Основным недостатком кислотного травления
является возможность перетравливания деталей из-за
значительно большей скорости растворения в травильном
составе самого металла по сравнению с загрязняющими
окислами. Поэтому выбор состава для травления зависит
от материала детали, вида и толщины слоя окисла,
допустимых пределов изменения размеров детали и др.
Для травления деталей из никеля, молибдена и других
часто используют смесь азотной и серной кислот. Основное
травящее действие оказывает азотная кислота, которая
вступает во взаимодействие с металлом. Серная кислота
химически реагирует с образующимися солями, переводит
их в легко растворимые соединения, частично
взаимодействует с окислами металла и, главное, способствует
восстановлению азотной кислоты.
¦ В состав травильных растворов часто вводят
ингибиторы (уротропин, уникол, вещество ПБ-5 и др.), которые
предотвращают перетравливание деталей и их наводоро-
90
живание. Это действие основано на способности
ингибиторов осаждаться только на поверхности чистого металла,
защищая его от доступа травильного раствора (на
окислах ингибиторы не осаждаются).
Алюминиевые детали часто травятся в 20—25%-ных
растворах щелочей (обычно КОН). Для равномерности
щелочного травления в травильный состав вводят КС1 или
NaCl. Если в алюминий входят присадки (нерастворимые
в щелочах медь, никель, кремний), то детали для удаления
темных пленок и пятен осветляют обработкой в азотной,
плавиковой или другой кислоте.
Травление ведут в ваннах из кислотоупорного
материала (керамики, стекла, эмали) или чаще в металлических
ваннах, футерованных кислотоупорными покрытиями
(винипластом, резиной и т. п.). Детали погружают в ванны
с травильным раствором в сетчатых или дырчатых
корзинах из материала, на который не действует травящий
раствор. Иногда детали подвешивают в ванне на специальных
держателях, а проволоку обычно перематывают с катушки
на катушку, пропуская ее через ванны с травильными
растворами. Основными параметрами режима химического
травления являются температура, время выдержки,
концентрация раствора и т. п. Так, при травлении в кислотах
температура может быть комнатной (чаще всего) или
доходить до 320—350 К. Время травления от нескольких
секунд до нескольких минут. Детали после травления
тщательно отмывают от травильных растворов в воде. Иногда
для нейтрализации остатков кислот детали споласкивают
в слабом растворе соды или азотнокислого натрия.
Промывные воды контролируют с помощью синей лакмусовой
бумаги — ее покраснение свидетельствует о плохой
промывке.
Электрохимическое травление основано на процессах
электролитической диссоциации и электролиза. Очищаемые
детали подсоединяют к одному из электродов — аноду или
катоду, которые погружены в раствор кислоты или щелочи.
В результате диссоциации в растворе имеются ионы Н+ и
ОН-. Под действием электрического поля ионы водорода
движутся к катоду и превращаются на нем в нейтральные
молекулы водорода. Ионы гидроксила ОН- движутся
к аноду и разлагаются на нем с образованием кислорода.
Газы разрыхляют загрязнения, кроме того, сам раствор
(электролит) химически взаимодействует с загрязнениями,
как и при обычном химическом травлении.
В производстве источников света широко применяется
электрохимическая обработка проволоки из тугоплавких
91
металлов. Механизм процесса электрохимической очистки
проволоки от графитовой смазки состоит в том, что
анодная составляющая переменного тока вызывает растворение
слоя металла под графитовой смазкой, благодаря чему ее
связь с поверхностью проволоки ослабевает. Выделение
газообразного водорода в катодный полупериод
способствует отделению смазки и ее сбрасыванию в электролит.
Для полного удаления графита проволока после
электролизных ванн пропускается через ряд протирочных
устройств: вольфрамовую путанку, ткань, вату и т. п.
При очистке тонких вольфрамовых проволок
(диаметром до 90 мкм) плотность тока поддерживается в пределах
2,75—7,3 А/см2, скорость перемотки проволоки — 60 м/мин.
При очистке вольфрамовых проволок большего диаметра
(до 800 мкм) плотность тока постепенно снижается (до
4,4 А/см2), уменьшается также допустимая скорость
перемотки— до 8 м/мин. Аналогичная закономерность
проявляется при очистке молибденовой проволоки.
Высококачественная очистка поверхности проволоки
достигается тогда, когда масса отрезка проволоки диаметром
20—100 мкм уменьшается на 3—6%, а проволоки
диаметром 100—300 мкм — на 2—5%. Меньшее стравливание
металла ведет к недостаточной очистке проволоки.
Электрохимическим травлением получают вольфрамовую
микропроволоку диаметром 3—10 мкм. Такая проволока широко
применяется в производстве микроминиатюрных ламп
накаливания.
е) Полирование. Полирование — это разновидность
травления, при котором поверхность деталей становится
очень гладкой и блестящей. При полировании с
поверхности удаляются окислы металла, заусенцы,
микронеровности и растворяются поверхностные слои металла (в
среднем толщиной 3—30 мкм). Толстые и плотные окисные
пленки с поверхности деталей рекомендуется удалять пе-.
ред полированием другими способами очистки, например
обычным травлением.
Различают химическое и электрохимическое полирование.
Химический способ полирования прост, высокопроизводителен и
позволяет полировать детали сложной формы. Полирующий состав
быстрее растворяет микровыступы на поверхности деталей, так как окислы
в этих местах имеют большую пористость. Кроме того, продукты
растворения металла в виде пленок осаждаются во впадинах, затрудняя
доступ туда полирующего состава. В результате всего достигается
сглаживание поверхности — полирование.
92
Растворы для полирования содержат несколько составляющих,,
выполняющих разные функции. Так, азотная и средняя кислоты
оказывают травящее действие. Уксусная, ортофосфорная и хлорная кислоты
способствуют образованию вязкой защитной пленки. Хромовая кислота
и ее соли, этиловый спирт, глицерин, лимонная кислота и др. придают
деталям блеск за счет образования на их поверхности тонкой
защитной (пассивирующей) пленки окислов.
При электрохимическом полировании полируемая деталь
подвешивается на анод, опускается в ванну с электролитом, через которую
пропускается постоянный ток. При этом происходят те же процессы, что
и при химическом полировании, но микровыступы сглаживаются еще
быстрее, так как плотность тока на них больше, чем на других
участках, а защитное действие вязкой пленки усиливается ее малой
электропроводностью.
С целью нейтрализации остатков кислоты на отполированных
деталях после выгрузки из электролитической ванны их споласкивают в
5—20% -ном растворе соды.
ж) Ультразвуковая очистка. Очистка с применением
ультразвука является одним из прогрессивных способов
очистки деталей электроламп. Основными
преимуществами этого способа являются: высокое качество очистки,
большая производительность, возможность очистки
деталей сложной геометрической формы, возможность
эффективной очистки от трудноудаляемых загрязнений.
Очистка при использовании ультразвука происходит
в силу следующих явлений:
1) интенсивного перемешивания рабочей жидкости,
обеспечивающего ее непрерывный приток к поверхности
деталей;
2) ультразвуковой кавитации и сопутствующих ей
электрических явлений;
з) вибрации деталей (на низких частотах);
4) некоторого нагрева рабочей жидкости при действии
ультразвука;
5) проявления растворяющих свойств самой рабочей
жидкости.
Ультразвуковая кавитация — это явление, вызываемое
ультразвуковыми колебаниями в жидкости. При прохождении ультразвуковых
колебаний через жидкость периодически создаются усилия растяжения и
сжатия, при этом в микрообъемах жидкости происходит разрыв с
образованием большого количества пузырьков (кавитационные пузырьки).
Перемешивание рабочей жидкости происходит под действием
звукового давления волны, а также движения укрупненных кавитацион-
ных пузырьков.
93
Кавитационные пузырьки после кратковременного существования
захлопываются. При захлопывании кавитационных пузырьков вблизи
поверхности деталей загрязняющие пленки разрушаются из-за
возникающих при этом больших гидравлических ударов. Мелкие
кавитационные-пузырьки могут проникать непосредственно под пленки
загрязнений и резко ускорять процесс их разрушения. Большие «пульсирующие»
пузырьки в жидкости действуют как механические скребки, удаляя
загрязнения.
Качество очистки с применением ультразвука зависит от многих
факторов: мощности и частоты колебаний, температуры и свойств
моющего раствора, расстояния от вибратора до деталей, положения
деталей в ванне, формы деталей и др.
Повышение мощности ультразвуковых колебаний до определенного
предела улучшает очистку. Однако превышение оптимальной мощности
снижает эффективность очистки из-за того, что кавитация происходит
только в непосредственной близости от вибратора.
Нижний предел частоты ультразвуковых колебаний (обычно не
менее 22 кГц) устанавливается, исходя из соображений удобства
конструирования и эксплуатации оборудования. Так, на этих частотах
сравнительно легко получить большую мощность ультразвуковых
колебаний с помощью простых магнитострикционных преобразователей и
обеспечить требования по охране труда для работающих на установках.
Верхний предел частоты определяется способностью
ультразвуковых колебаний вызывать кавитацию. Эффективность применения
высоких частот B,5—10 МГц) обусловлена высокой 'проникающей
способностью кавитационных пузырьков, большими ускорениями,
термическим действием колебаний, возможностью фокусировать ультразвуковую
энергию и др. На высоких частотах большое значение имеет
поглощение ультразвука на тонком жировом загрязняющем слое на детали.
Поэтому их предпочтительно применять для очистки спиралей из
тонкой проволоки, при этом не происходит деформации очищаемых
деталей.
В качестве моющих растворов могут быть использованы щелочные
растворы, слабые растворы кислот, трихлорэтилен, вода с добавлением
поверхностно-активных веществ, смесь бензина с трихлорэтиленом
и т. д.
Оптимальная температура воды 40—70 °С, а для трихлорэтилена —
35—50°С. При более высоких температурах кавитационные процессы в
жидкости ослабляются, а при 'низких температурах эффективность
очистки падает в силу обычных причин (уменьшения растворяющей
способности).
з) Термическая обработка. Термическая обработка
широко применяется на всех стадиях производства деталей
источников света. С помощью термообработки решается
целый ряд задач, например изменения кристаллической
структуры для получения нужных механических свойств
94
или изменения поверхности, в том числе покрытий, а также
удаления поверхностных и объемных газообразных
загрязнений. В электроламповом производстве часто все виды
термообработки называют отжигом.
При обезгаживании металлов путем нагрева
сосредоточенные в металлах газы выделяются за счет их диффузии,,
поэтому процесс проводится при достаточно высоких
температурах, около 75% температуры плавления металла
деталей. При обезгаживании может происходить
одновременно и удаление с поверхности деталей некоторых
органических загрязнений, окислов, а также снятие внутренних
напряжений.
Часто отжиг производится для достижения специальных
целей: придания деталям формоустойчивости за счет
снятия механических напряжений, припекания порошковых
покрытий, упрочнения гальванических покрытий,
дозированного окисления поверхности вводов, впаиваемых в
тугоплавкие стекла, и т. д. Перед отжигом детали должны
быть хорошо очищены от основной массы загрязнений
химическими методами, в противном случае на поверхности
могут появиться темные пятна, различные налеты,
включения и т. д.
Различают следующие виды отжига: отжиг в водороде
(или другом газе, заменяющее водород), окислительно-
восстановительный отжиг, вакуумный отжиг. Выбор вида
отжига деталей источников света определяется свойствами
металла, из которого изготовлены детали, назначением
деталей в лампах, соображениями экономичности в
производстве, техникой безопасности и др.
Отжиг в водороде. Водородный отжиг как метод
очистки и обезгаживания металлических деталей нашел
широкое применение в электроламповой промышленности
благодаря ряду ценных качеств: полноты разложения
окислов большинства металлов, интенсивному вытеснению
водородом других газов из деталей с последующим легким
удалением самого водорода из деталей при обезгаживании
во время вакуумной обработки ламп, повышению
коррозионной стойкости деталей, отожженных в водороде, высокой
производительности процесса и др.
Для отжига используется водород с минимальным
количеством примесей кислорода и влаги при достаточно
высокой скорости его подачи и вывода из печи (кислорода
не более 0,005% и влаги не более 0,001% по объему при
скорости подачи 0,3—0,4 м3/ч).
При использовании водорода с большим содержанием
кислорода или влаги происходит окисление нагреваемого
95
металла. Особенно чувствительны к загрязнению водорода
кислородом и влагой материалы, содержащие хром, в том
числе высокохромистая сталь. При очень высоких
скоростях подачи и вывода водорода из печи возможно
понижение температуры деталей, что снижает эффективность
отжига.
В водороде нельзя отжигать детали из титана,
тантала, ниобия, циркония, так как, поглощая водород, они
становятся недопустимо хрупкими. Так же невозможно
отжигать в водороде обычную медь, содержащую примеси
закиси меди. При отжиге такой меди водород проникает
глубоко в толщу металла и вступает в реакцию с закисью
меди
CuO+Hr—*Cu+H20. B.2)
Образующиеся пары воды не диффундируют через медь,
поэтому в металле создаются огромные давления,
приводящие к его разрыву, вспучиванию («водородной
болезни»).
В производственных условиях степень осушки
водорода обычно оценивается «точкой росы», которая для
большинства случаев должна быть не выше —50-;—60 °С.
В ряде случаев применяется отжиг в предварительно
очищенном увлажненном водороде (точка росы в пределах
15—25 °С): для очистки проволок из тугоплавких
металлов от остатков графитовой смазки, для
обезуглероживания поверхности некоторых стальных деталей, для
получения прочного окисного слоя на деталях из ковара и
высокохромистой стали, идущих на впаи в стекло, и т. д.
Удаление остатков графитовой смазки с поверхности
проволок из тугоплавких металлов происходит вследствие
разложения при нагреве паров воды на кислород и
водород, взаимодействия кислорода с углеродом на
поверхности металла и образования газообразных продуктов (С02),
которые выносятся из зоны нагрева. При этом
происходит неизбежное окисление самого металла, поэтому после
отжига в увлажненном водороде следует отжиг в
осушенном водороде для восстановления окислов до чистого
металла.
Для отжига в водороде используют электрические
печи непрерывного действия (трубчатые или муфельные),
а также камерные печи периодического действия (рис. 2.8
и 2.9).
Трубчатые печи водородного отжига позволяют
перемещать отжигаемые материалы перемоткой (для
проволоки) или проталкиванием деталей, в специальных «лодоч-
96
ках» через зону нагрева вручную или механическим
толкающим устройством, конвейером. Охлаждение деталей
в зоне холодильной камеры проводится также в среде
водорода, чтобы не произошло их окисления. Температура
выгрузки не должна превышать 50—60 °С.
В ряде случаев восстановительный отжиг проводится
в среде частично сожженного природного или водяного
газа. При этом среда состоит в основном из смеси окиси
Рис. 2.8. Трубчатая печь водородного отжига:
1Г*рЫШКа за?РУзки; 2 - загрузочная часть печи; 3 - каркас; 4 -фланцы; 5~
крышка печи; 6 - алундовая засыпка; 7 - нагреватель; в-муфель; 9-
холодильник; 10 - место выгрузки; // - крышка выгрузки УФ ' холодиль
углерода и водорода с примесями углекислого газа и
азота. Окись углерода является значительно лучшим
восстановителем, чем водород, поэтому ее присутствие при
отжиге сплавов, содержащих железо, особенно эффективно.
С целью удешевления процесса часто отжиг ведется не
в среде чистого водорода, а в препарировочном газе (во-
дород+азот).
Окислительно-восстановительный отжиг. Этот отжиг
проводится в два этапа. Сначала предварительно
очищенные химическими методами детали нагреваются на
воздухе до 400—600 °С в течение 5—15 мин. При этом остатки
различных органических загрязнений на поверхности
деталей разлагаются. Режимы и условия отжига на этом этапе
должны быть такими, чтобы не происходило осмоления
органических загрязнений и образования трудноудаляем ых
лаковых пленок. Для этого важна качественная
предварительная очистка деталей, строгое соблюдение установлен-
7—3136 ' 97
Рис. 2.9. Камерная водородная высокотемпературная печь:
1 — стальная плита; 2 — колпак; 3 — нагреватель; 4 — токоподводящее
устройство; 5 —экраны
ных режимов отжига, обеспечение хорошего доступа
воздуха к окисляемым деталям. О качестве окисления можно
судить по равномерности окисного слоя на поверхности
материала при обычном визуальном осмотре,
98
На втором этапе детали отжигают в атмосфере
очищенного водорода в режимах, при которых обеспечивается
полное восстановление окислов на поверхности, а также
обезгаживание. При окислительно-восстановительном
отжиге происходит не только очистка, но и создание
развитой, шероховатой поверхности. Наиболее часто этому
виду отжига подвергают детали из никеля,
никелированного и алюминированного железа, ковара и др.
Вакуумный отжиг. Сущность этого отжига состоит
в том, что детали нагреваются до высоких температур при
низких давлениях. При этом происходит выделение газов
из материала деталей, а также разложение различных
химических загрязнений (окислов, нитридов и т. п.) и снятие
внутренних напряжений в материале.
Максимальная температура отжига деталей в вакууме
определяется физическими и химическими свойствами
материалов, а также возможностью деформации деталей при
отжиге и потери прочности вследствие укрупнения зерен
при рекристаллизации. Обычно температура отжига
деталей в вакууме на 300—400 °С выше их рабочей
температуры в лампе и примерно на 200 °С выше температуры обез-
гаживания деталей при откачке ламп.
Скорость нагрева деталей при отжиге должна быть
такой, чтобы вакуумные насосы установки успевали
откачивать выделяющиеся газы и не происходило недопустимого
ухудшения вакуума в объеме с деталями. В противном
случае возможно окисление металлических деталей.
Необходимая скорость нагрева достигается периодическим
выключением и включением системы нагрева деталей в
зависимости от вакуума в рабочем объеме.
Для отжига большинства материалов достаточен
вакуум около Ю-3 Па, а для тантала, титана, ниобия и т. п.
необходим вакуум 10~4—Ю-5 Па.
При достижении максимальной заданной температуры
отжига и необходимом вакууме детали выдерживаются
некоторое время (от нескольких минут до одного часа — в
зависимости от материала детали, ее назначения и т. д.),
а затем охлаждаются в вакууме до температуры, при
которой их можно выгружать без опасности окисления на
воздухе.
Вакуумный отжиг обеспечивает высокую степень обез-
гаживания деталей, но он сложен, трудоемок,
малопроизводителен. Поэтому его применяют в производстве
наиболее ответственных ламп, а также тогда, когда нельзя
применить отжиг в водороде, например при отжиге тантала,
ниобия, титана, хромосодержащих сплавов и т. д.
7* 99
и) Контроль качества очистки деталей. Для контроля качества
очистки деталей могут быть использованы различные методы: масс-спектро-
метрические, спектральные, люминесцентные и др. Выбор того или иного
метода определяется видом загрязнения, требуемой чувствительностью,
а также удобством применения в данных условиях производства.
Органические загрязнения в производственных условиях
выявляются обычно с помощью методов, основанных на наблюдении
смачиваемости поверхности деталей водой. На чистой поверхности образуется
сплошная пленка воды, 'без разрывов, а на загрязненной — водная
пленка разрывается с образованием отдельных капель. К
разновидностям этих методов относятся метод окунания, распыления,
конденсации и запотевания.
В лабораторных условиях для определения органических
загрязнений весьма эффективен метод каталитического сжигания, основанный
на измерении количества углекислого газа, образующегося при полном
окислении всех органических загрязнений на детали. Анализ проводят
следующим образом. Исследуемую деталь -помещают в никелевый
тигель с катализатором (окисью меди) и откачивают до давления около
Ю-3 Па. Затем в систему вводят чистый кислород до давления около
0,5 Па. Тигель отсоединяют от вакуумной системы и нагревают с
помощью токов высокой частоты до температуры примерно 700 К в
течение 10 мин. При этом происходит сгорание органических
загрязнений на .поверхности детали в замкнутом объеме тигеля. Образующийся
углекислый газ замораживают в тигле с помощью жидкого азота, а
сам тигель снова откачивают до первоначального давления (Ю-3 Па).
Затем углекислый газ размораживают нагревом тигля и измеряют
давление. Чем выше давление по сравнению с первоначальным, тем 'больше
в системе оказалось С02 и, следовательно, больше было загрязнений
на 'поверхности детали.
Другие методы определения органических загрязнений в
электроламповой промышленности применяются значительно реже, например:
люминесцентные методы — из-за своей низкой чувствительности, а
радиохимические — из-за сложности.
Солевые загрязнения в производственных условиях определяются
обычно контролем электрической проводимости промывной воды, а
также с помощью реакций на дефиниламин, раствора азотнокислого
серебра и др. В лабораторных условиях для этих целей могут быть
применены потенциометрические методы, основанные на измерении ЭДС
при погружении исследуемой детали в электролит, а также
спектральные, радиохимические и другие методы.
Окисные пленки на поверхности деталей могут быть обнаружены
визуально по цветовым оттенкам. Более точно степень окисления
детали может быть определена путем измерения поверхностного
сопротивления и сравнения результата со значением поверхностного
сопротивления для заведомо чистой детали. В производственных условиях
применим также метод, основанный на исследовании скорости раство-
100
рения окисленной поверхности детали в специальном травильном
составе.
Газообразные загрязнения деталей по общему количеству можно
оценить путем наблюдения газоотделения при обезгаживании во время
вакуумного отжига или при вакуумной обработке ламп. Для
установления .количественного состава остаточных газов в последнее время
нашел широкое применение масс-епектрометрический метод, в
частности, с помощью омегатрона. По этому методу производится ионизация
остаточного газа и разделение ионов по массе. Ионный ток
фиксируется в виде кривой с отдельными «пиками», соответствующими ионам с
определенной массой. По интенсивности, т. е. высоте «пиков» и их
положению на кривой, устанавливается соответствие каждого из них
определенному газу.
Наряду с совершенствованием и внедрением новых .методов
контроля чистоты деталей в электроламповой промышленности уделяется
большое внимание точности проведения технологического процесса
очистки деталей, соблюдению требований вакуумной гигиены.
2.4. ПОКРЫТИЯ МЕТАЛЛОВ
Большое место среди металлообрабатывающих
операций занимает нанесение на металлические детали
различных покрытий. Покрытия применяют для защиты деталей
источников света от коррозии, придания им декоративного
вида, улучшения пайки и сварки, стойкости к действию
ртути и т. д. Наиболее часто применяют никелирование,
хромирование, цинкование и алюминирование деталей.
В любом случае качественное покрытие может быть
получено только при условии тщательной очистки
поверхности, правильного выбора металла для покрытия, метода
его нанесения и строгого соблюдения режимов нанесения
покрытия. Предварительная очистка деталей включает
известные способы механической очистки, травление и обез-
гаживание. Непосредственно перед нанесением покрытий
Детали декапируют, т. е. производят их легкое травление
в слабых растворах серной, соляной или азотной кислоты
с целью удаления с поверхности детали тонкой окисной
пленки.
Способность металла сопротивляться коррозии сильно
зависит также от состояния его поверхности. Ряд таких
металлов, как алюминий, хром, никель, несмотря на
высокую активность, хорошо противостоят коррозии благодаря
образованию на их поверхности тонких, прочных пленок.
Металлические покрытия наносят гальваническим,
химическим, горячим, диффузионным и металлизационными
способами.
101
Самым распространенным является гальванический
способ. Он основан на осаждении металлов при
электролизе водных растворов солей в гальванических ваннах, где
в качестве катодов служат покрываемые детали, а в
качестве анодов — обычно металл, которым покрывается
деталь. В процессе работы металл анода переходит в
электролит в виде соли. Эта соль диссоциирует в электролите
на ионы. Положительно заряженные ионы металла под
действием постоянного электрического поля движутся
к катоду — детали и осаждаются на нем в виде
металлических частиц. Отрицательно заряженные ионы участвуют
в растворении анода.
В некоторых случаях применяют нерастворимые аноды
(например, при никелировании — из свинца). Расход солей
в этом случае пополняется периодическим добавлением
в ванну самих солей, а не растворением анода.
Гальванический процесс осуществляется в ваннах,
изготовленных из материалов, стойких по отношению к
соответствующему электролиту. Так, для щелочных
электролитов чаще всего применяют стальные ванны, а для
кислых электролитов — ванны, облицованные (футерованные)
резиной, винипластом, керамикой.
В зависимости от размеров и формы обрабатываемых
деталей, состава электролита и режимов обработки
применяются гальванические ванны колокольного, барабанного
или стационарного типа. Нанесение покрытий на
проволоки часто производится путем их многоручьевой перемотки
через систему стационарных ванн.
Недостатки гальванических покрытий — трудность
получения равномерного по толщине покрытия на деталях
сложного контура, пористость и невозможность нанесения
на неметаллические детали.
Химический способ нанесения металлических покрытий
основан на осаждении металла, восстанавливаемого из
специальных растворов без применения электрического
тока.
Горячий способ нанесения покрытий состоит в том, что
подготовленную деталь погружают в ванну с
расплавленным металлом, который смачивает деталь и остается на
ней в виде тонкого слоя после извлечения детали из
ванны. Разновидностью этого способа является протягивание
проволоки через каплю расплавленного металла.
Диффузионным способом получают покрытия при
совместном нагревании до высокой температуры деталей и
порошка металла покрытия или деталей в парах летучие
102
соединений металла покрытия, а иногда в парах самого
металла покрытия.
Металлизационные методы покрытия основаны на
нанесении металла на поверхность детали путем вакуумного
или катодного распыления, а также расплавленного
металла с помощью специального пульверизатора.
Никелирование. Никелевые покрытия применяют в ос
новном для защиты внешних деталей ламп от коррозии и
придания им декоративного вида. После полирования
никелевые покрытия надежно и долго служат даже в
условиях тропического климата, с повышенной влажностью и
температурой. Чаще всего никелируют детали из стали,
меди и ее сплавов. Процесс никелирования ведется
гальваническим методом.
В зависимости от назначения деталей, их размеров и
формы, серийности производства и других факторов
используют электролиты различного состава. Основой
электролитов для никелирования являются хлористые соли
никеля, калия, натрия или аммония. Всякие загрязнения
электролитов, в особенности солями железа, приводят
к резкому ухудшению качества покрытий.
Для уменьшения пористости покрытия никелирование
проводят в несколько приемов. При этом происходит
перекрытие пор. Пористость уменьшается также при
увеличении толщины покрытия (покрытия толщиной 25—50 мкм
практически беспористые).
Режимы никелирования могут сильно различаться:
плотность тока 0,01—0,60 А/см2, температура электролита
20—70 °С, кислотность рН=2,0^-5,5. Никелирование может
быть матовое и блестящее. Электролиты матового
никелирования создают покрытия, улучшающие смачиваемость
поверхности многих металлов. Такие поверхности удобны
для пайки, они обладают высокими защитными
свойствами. Для придания им декоративных качеств их шлифуют
и полируют.
Электролиты блестящего никелирования создают
мелкозернистые плотные покрытия, почти не требующие
дополнительной полировки. В составы для блестящего
никелирования помимо хлористых солей вводят сернокислые
соли никеля, блескообразователи, стабилизирующие,
выравнивающие и некоторые другие добавки специального
назначения.
Хромирование. Хромовые покрытия обладают
высокими твердостью и износостойкостью, низким
коэффициентом трения, стойки к действию ртути, прочно сцепляются
с основным металлом, нагревостойвд. Полированные хро-
103
мовые покрытия обладают высокой отражающей
способностью, не теряя ее со временем.
По назначению различают защитно-декоративное и
твердое износостойкое хромирование. В соответствии
с этим различаются и технологические процессы
хромирования. Так, при защитно-декоративном хромировании
широко используется нанесение подслоев из никеля, меди или
их комбинации. Пресс-формы и другой инструмент с целью
повышения его износостойкости обычно подвергают
пористому хромированию. Такие поверхности лучше
удерживают смазки. Процесс электролитического' осаждения хрома
значительно отличается от других процессов как по
составу электролита, так и по режимам осаждения.
Электролиты для хромирования состоят в основном из
веществ, содержащих хром в виде хромовой кислоты. Для
повышения устойчивости хромовых электролитов в них
добавляют сульфат стронция SrS04 и кремнефтористый
калий K2S1F6, имеющие ограниченную растворимость в
электролите. Эти соли, находясь в небольшом избытке на дне
ванны, при изменении концентрации хромового ангидрида
автоматически поддерживают ее на прежнем уровне.
Подобные электролиты называются саморегулирующими.
Они не нуждаются в частой корректировке, менее
чувствительны к изменениям температуры и, благодаря
повышенному выходу по току, примерно в 1,5 раза
производительнее обычных хромовых электролитов.
Для осаждения хрома обычно требуются более
высокие плотности тока, чем при других покрытиях. При этом
значительная часть тока расходуется на побочные
процессы, в том числе на разложение воды и выделение теплоты.
Ванны хромирования оборудуются мощной вытяжной
вентиляцией для удаления паров ядовитой хромовой
кислоты.
Цинкование. Для защиты поверхности внешних деталей
источников света от коррозии в обычных атмосферных
условиях широко используется цинкование. Чаще всего
цинкуются стальные детали. Цинк является сравнительно
активным металлом, он легко растворяется в кислотах,
щелочах, нестоек к воздействию сернистых соединений и
влажного углекислого газа. Однако в обычных условиях окис-
ная пленка на цинке достаточно надежно защищает металл
от дальнейшего разрушения. Имея более отрицательный
потенциал (—0,76 В), чем железо, цинковое покрытие по
отношению к железу выступает анодом, поэтому в
образующейся гальванической паре цинк — железо разруше-
104
нию подвергается покры!ие, а основной металл
сохраняется.
Для цинкования часто используют электролит из
нескольких солей, растворенных в воде. Основным
компонентом электролита служит сернокислый цинк ZnS04-7H20,
осаждающей на деталях металлический цинк. Вторым
компонентом является сернокислый натрий NaS04,
повышающий электропроводность электролита и снижающий
расход электрической энергии при цинковании. Третьим
компонентом служит соль, поддерживающая кислотность
электролита в требуемых пределах. В качестве такой соли
применяют сернокислый алюминий Al2(S04b или
алюминиевые квасцы KA1(S04J-12H20.
Режимы цинкования устанавливаются в зависимости от
материала и размеров деталей, применяемых
электролитов и назначения деталей. Толщина осажденного слоя
цинка на детали в среднем составляет 5—25 мкм.
Оцинкованные детали тщательно промывают водой и сушат. Иногда
перед сушкой производят осветление покрытия путем
кратковременного погружения деталей в раствор азотной
кислоты с последующей повторной промывкой.
Алюминирование. В электроламповом производстве
часто на молибденовую проволоку для держателей
газонаполненных ламп накаливания общего назначения
наносят тонкую пленку алюминия- A—2 мкм). При работе
лампы алюминий выполняет роль газопоглотителя. Пленку
наносят способом горячей металлизации, заключающимся
в том, что предварительно отожженную и подогреваемую
током молибденовую проволоку протягивают через каплю
расплавленного алюминия. Схематическое устройство
установки для осуществления этого процесса показано на
рис. 2.10.
При снятом с установки колпаке производят заправку
проволоки, пропуская ее через систему направляющих
роликов и*отверстие в донышке графитового тигля. В
графитовый тигель закладывают кусочки очищенного
алюминия, закрепляют колпак и продувают рабочий объем
водородом. После полного вытеснения воздуха из-под
колпака зажигают водород, на выходе включают нагреватель,
плавят алюминий и включают механизм протяжки
проволоки.
Чистое, гладкое и равномерное по толщине покрытие
получается при условиях, если исходная молибденовая про-
волока хорошо очищена, водород осушен, а скорость
протяжки и температура расплавленного алюминия выбраны
оптимальными.
105
Рис. 2.10. Установка алюмйнй*
рования молибденовой
проволоки:
/ — стол; 2 —механизм смотки; 3 —
направляющие трубки; 4 — плита;
5 —держатель; 6, 13 — ролики; 7 —
колпак; 8 — тигель; 9 —
нагреватель; 10-~ токовводы; И —
асбоцементная пластина; 12 — токоведу-
щая пластина; 14 — механизм
намотки; 15 — счетчик; 16 — стойка
Методы контроля
покрытий. Обычно контролируют
массу, толщину и прочность
покрытия, а также его
внешний вид.
Масса покрытия
определяется путем взвешивания на
точных весах деталей до и
после покрытия. Для
определения толщин гальванических
покрытий наиболее часто применяют струйный или капельный метод —
стравливание покрытия струей или каплями жидкости, растворяющей
металл покрытия. Реже используются другие методы: непосредственное
измерение толщины покрытия по месту надреза с помощью микроскопа,
по привесу покрытия на детали с последующим пересчетом по значению
плотности металла покрытия и площади, с помощью радиоактивных
изотопов и др.
Прочность гальванических покрытий определяют нанесением с
помощью лезвия взаимно пересекающихся царапин глубиной до
основного металла или изгибом образца под углом 90° несколько раз до
излома. Проволоки испытывают наматыванием 10—15 витков вокруг их
собственного диаметра. Во всех этих случаях не должно быть
отслаивания покрытий.
При контроле внешнего вида покрытий определяется их цвет,
наличие тех или иных загрязнений, непокрытых участков, пятнистости,
полос и т. п.
Водород
(вход)
2.5 СОЕДИНЕНИЕ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
а) Сварка представляет собой способ соединения
металлических деталей за счет междуатомных сил сцепления.
Различают следующие виды сварки:
электроконтактная, дуговая, газовая, электронно-лучевая, сварка лучом
лазера, диффузионная, ультразвуковая и холодная
пластическая.
Электроконтактная сварка. Этот вгид сварки
характеризуется тем, что нагрев места соединения производится
106
проходящим через него током с приложением давления.
В некоторых случаях сдавливание деталей происходит
после нагрева. Характерным для электроконтактной сварки
является также наличие специальных электродов, через
которые подводится сварочный ток и которые находятся
в непосредственном контакте со свариваемыми деталями.
различают три основные разновидности
электроконтактной сварки: точечную, роликовую и стыковую.
В производстве источников света наибольшее
распространение получила точечная. Она характеризуется тем,
что свариваемые детали зажимаются между электродами,
сдавливаются с некоторым усилием, после чего
пропускается сварочный ток. Проходящий ток встречает
наибольшее сопротивление в месте соприкосновения деталей.
Большое сопротивление контакта вызывается неровностью
поверхностей металлических деталей (даже
полированных), а также наличием на поверхностях деталей окисных
и других плохо проводящих пленок. Это приводит к
выделению большого количества теплоты в месте контакта
деталей, которое определяется по формуле
Q=I*Rt, B.3)
где Q — количество тепловой энергии, выделяемой при
сварке, Дж; R — контактное сопротивление деталей, Ом;
/ — сварочный ток, A; t — время сварки, с.
Под действием выделившейся теплоты металл
нагревается до расплавления. Так как обычно интенсивный нагрев
металла происходит в очень короткий промежуток
времени, то теплота не успевает распространиться по
значительной площади деталей и оказывается сосредоточенной в
центральной части столбика между электродами. В этом
месте образуется сплавное жидкое ядро, окруженное
пластической оболочкой, удерживающей расплавленный
металл ядра. При неправильно выбранных режимах сварки
(завышенном токе, недостаточном давлении,
преждевременном включении тока и т. п.), а также плохой
предварительной очистке поверхности деталей может произойти
разрушение пластической оболочки и выплеск расплавленного
металла из ядра наружу. В месте сварки при этом
образуется вмятина, а застывшие капельки выплеснувшегося
металла сначала прилипают к деталям, а при работе
лампы могут оторваться и вызвать короткое замыкание между
электродами, витками спирали и т. д. В силу разных
причин выплеск может произойти в начальный или конечный
период процесса сварки.
107
На качество сварки влияют длительность сварки,
давление, диаметр и материал электродов, свойства
свариваемых материалов, толщина и состояние поверхности
свариваемых деталей и др.
Обычно сварка производится импульсами переменного
тока длительностью 0,02 с и менее; ток в импульсе — от
нескольких сот до нескольких тысяч ампер. С увеличением
времени протекания сварочного тока и его значения до
некоторых пределов прочность сварного соединения
возрастает, а затем начинает уменьшаться, так как из-за
перегрева происходит выплеск металла, прожог и др.
Сварочные импульсы очень малой длительности применяют
для сварки металлов, имеющих повышенную
теплопроводность. Электроды накладываются до начала сварки,
прижимаются друг к другу и усилие сжатия снимается только
после окончательного затвердения литого ядра. Это
предотвращает выплеск металла в начальный период и
образование усадочных раковин при охлаждении
сваренных деталей. Усилие сжатия обычно составляет
10—200 Н.
Чтобы не было бесполезного нагрева электродов, а
также выделения большого количества теплоты в местах
контакта электродов с деталями, их выполняют из материала
с хорошей электро- и теплопроводностью (меди, бронзы,
омедненного вольфрама и т. п.). Конструктивно они
представляют собой стержни диаметром 5—10 мм с конусной
заточкой концов. Большое внимание должно уделяться
состоянию рабочей поверхности электродов — не должно
быть пригаров, окисления, расплющивания концов,
нарушения взаимной параллельности и т„ п. С этой целью
организуется систематическая чистка электродов
надфилями, мелкой наждачной шкуркой, а иногда шлифование
и полирование.
Применяемые для изготовления деталей источников
света металлы сильно различаются по свариваемости
(табл. 2.1). При этом хорошо свариваемыми считаются те
металлы, которые способны образовывать прочные
соединения при использовании разнообразных режимов, а плохо
свариваемыми —металлы, которые требуют особых
условий сварки (например, очень короткого времени сварки
или создания защитной среды). Затрудняют сварку низкое
удельное электрическое сопротивление металла, высокая
тугоплавкость, легкая окисляемость и прочность окисной
пленки, появление хрупкости при нагреве и т. п.
В соответствии с этим к легкосвариваемым относятся
никель, железо, малоуглеродистые стали, ковар, железо-
108
никелевые сплавы, нихром, титан и цирконий. Трудно
свариваются вольфрам, молибден, медь, алюминий.
Для соединения легко окисляющихся металлов
применяют сварку в защитной или восстановительной среде —
водороде, смеси водорода с азотом, гелии или аргоне.
Часто для предотвращения окисления по месту сварки его
смачивают спиртом или другой подходящей жидкостью.
Тг
Металл 1
Цирконий
Титан
Тантал
Сталь
высокохромистая
Нихром
Никель
Молибден
Медь
Конста нтан
Ковар
Инвар
Железоникеле-
вые сплавы
Железо
Вольфра м
Алюминий
1 б лица
Алюмин
—
—
4
—
4
4
4
4
3
—
—
4
—
4
3
s
Вольфра
2
—
4,5
—
3
2
4,7
4
6
3
—
3
3
4,7
2.2. Свариваемость
металлов
Металл 2
Железо
2
—
3
—
6
1
3,7
3
—
5
—
—
.—
евые I
никел
Железо]
| сплавы
—
—
—
—
2
2
3
3
—
6
—
2
Инвар
—
—
—
3
6
6
—
—
—
—
6
Ковар
—
—
—
—
6
6
3
6
—
6
-
[тан
Констак
—
—
—
—
—
3
—
—
6
Медь
3
4
4
4
4
3
4
4
X
Молибд
5
—
4,5
—
' 4
5
4,7
Никель
2
3
2
2
6
1
Нихром
—
~~~
—
—
6
1
2
Сталь в
| мистая
—
—
—'
4
Тантал
—
—
5
Титан
—.
2
1 Цйркони
2
—
Примечание. Ци$ры означают: 1— очень хорошо; 2—хорошо; 3—
затруднительно; 4—плохо или невозможно; 5~возможно при смачивании защитной жидкостью:
6—хорошо при схеме с тиратронным регулятором врэмени; 7—возможно с помощью прокладок
из тантала.
Для трудносвариваемых пар металлов обычно
применяют прокладки в виде фольги из металлов, которые
хорошо свариваются с каждым из соединяемых металлов. Чаще
Других используют никелевые, ниобиевые, танталовые или
титановые прокладки при сварке вольфрамовых или
молибденовых деталей.
Точечную сварку производят на специальных
монтажных столах, оснащенных сварочными станками,
понижающими трансформаторами, устройствами для
регулирования тока, времени прохождения импульсов и усилия сжа-
109
тия. Общая схема станка точечной сварки показана на
рис. 2.11.
Для сварки детали зажимаются между подвижным и
неподвижным электродами станка. Верхний подвижный
электрод связан тягой с педалью станка, при опускании
которой замыкается электромагнит, действующий на
пружину, обеспечивающую требуемое усилие сжатия. После
сжатия деталей при дальнейшем движении педали вниз
Рис. 2.11. Схема станка для
точечной сварки:
/ — подвижный электрод; 2 —
неподвижный электрод; 3 —
трансформатор со ступенями для
регулирования сварочного тока; 4 —
педаль; 5 — пружина для
регулирования давления при сварке; 6 —
предохранители
Рис. 2.12. Принципиальная
схема установки дуговой
конденсаторной сварки:
/ —• батарея конденсаторов; 2 —
электрод; 3 — свариваемая деталь
(цоколь лампы); 4 —осциллятор
замыкаются контакты и происходит сварка. Для
повторения процесса сварки необходимо отпустить и вновь
нажать на педаль. Усилие сжатия регулируется специальной
втулкой.
Регулировка сварочного тока обычно осуществляется
с панели отдельно на каждом столе за счет введения в
цепь тока проволочного резистора. Выработка сварочных
импульсов нужной длительности производится как от
групповых регуляторов времени сварки (таймеров), так
и от индивидуальных тиратронных устройств на каждом
столе.
Широкое применение нашли сварочные столы с
использованием конденсаторных источников питания
(рис. 2.12) (конденсаторная сварка). Обычно для этих
целей используются блоки конденсаторов общей емкостью
10—200 мкФ. Изменяя емкость конденсаторов, можно
регулировать частоту и длительность импульса тока. Напря-
110
жение на конденсаторе определяет амплитуду разрядного
тока, используемого для сварки.
При роликовой сварке подведение тока к свариваемым деталям
производится через электроды в виде роликов. Сплошной герметичный
шов 'при этой сварке образуется из ряда сварочных точек, из которых
каждая последующая частично перекрывает предыдущую.
Стыковая сварка осуществляется двумя способами:
сопротивлением и оплавлением. При первом способе свариваемые детали
сдавливают, затем включают сварочный ток, под действием которого в месте
стыка выделяется значительное количество теплоты. Нагретый до
пластического состояния металл под действием усилия сжатия
сваривается.
При стыковой сварке оплавлением сварочный ток включается до
момента сближения торцов свариваемых деталей. Ток, проходя стык
деталей, встречает большое сопротивление, в силу чего в этом месте
выделяется теплота, оплавляющая торцы деталей. После этого торцы
деталей быстро сближаются и сдавливаются с некоторым усилием.
Сварочный ток в этот момент выключается.
Стыковая электросварка находит применение <в производстве
источников света для изготовления многозвенных электродов.
Дуговая сварка. Этот вид сварки основан «а
использовании энергии дугового разряда. Для предотвращения
окисления свариваемых деталей процесс их сварки
ведется в атмосфере инертного или восстановительного газа:
аргона, водорода и т. п.
Наиболее часто применяется аргонодуговая сварка. При
этом дуговой разряд возбуждается между вольфрамовым
электродом и изделием в среде аргона. Питание сварочной
дуги может производиться как постоянным, так и
переменным током. При сварке постоянным током (минус на
вольфрамовом электроде) дуга устойчива, горит при
низком напряжении A2—27 В при длине дуги 1—3 мм).
Температура в осевой части столба сварочной дуги может
достигать 6000 К и выше. При использовании водяного
охлаждения держателей электродов мощность дуги может
быть существенно повышена.
Аргонодуговая сварка может производиться в
наполненных аргоном камерах и на воздухе с местным обдувом
аргоном кромок соединяемых деталей. Сварку в камерах
производят в тех случаях, когда предъявляются высокие
требования к чистоте сварного шва; сварка с поддувом
аргона более производительная.
Аргонодуговой сваркой получают вакуумно-плотные,
чистые и прочные соединения многих металлов и
сплавов— никеля, меди, ковара, стали, а также титана, цир-
111
кония и других металлов и сплавов, в foM числе
реагирующих с водородом и другими газами.
Дальнейшим развитием дугового метода сварки
является плазменная сварка. При этом также используется
энергия дуги, зажигаемой между специальным электродом
и свариваемыми деталями или между двумя специальными
электродами. Но в дополнение к чисто дуговому способу
здесь создаются условия для иечлзации поддуваемого
газа, т. е. образования плазмы. Струя плазмы направляется
на место сварки, где развиваются очень высокие
температуры (несколько тысяч кельвин).
Газовая сварка. Этот вид сварки применяется
преимущественно для скрепления проволочных деталей из
никеля, платинита и меди при изготовлении вводов ламп.
Острое высокотемпературное кислородно-водородное пламя
направляется на место стыка двух проволок. Оба металла
или один из них плавится и получается прочное
соединение.
Электронно-лучевая сварка. Сущность процесса сварки
электронным лучом состоит в том, что расплавление металлов в месте их
соединения происходит за счет преобразования кинетической энергии
ускоренных электронов в тепловую.
Электронно-лучевая сварка обеспечивает получение
высококачественных сварных швов без больших деформаций и структурных
изменений металлов в прилегающих местах. Качество сварки, глубина и
ширина провара зависят от степени разрежения в камере, тока сварки,
времени провара и т. д.
В производстве источников света электронно-лучевая сварка
является перспективным способом, так как можно получать исключительно
чистые швы, сваривать различные металлы, включая тугоплавкие и
активные. Относительно малая производительность процесса может
быть повышена применением автоматических устройств.
Сварка лучом лазера. При этой сварке луч лазера с помощью
оптической системы направляется на место сварки. Плотность энергии
излучения может достигать примерно 1013 Вт/см2 при диаметре
светового пятна в несколько микрометров. Получаемая при этом
температура в зоне сварки может расплавить и испарить любой из известных
материалов.
При сварке этим способом одной из основных задач управления
световым лучом является уменьшение его энергии до такого значения,
при котором происходило бы плавление свариваемых материалов, а не
их испарение. Длительность сварочного импульса должна быть такой,
чтобы получить необходимую глубину проплавления за счет
теплопроводности. С другой стороны, время действия высокой температуры
должно быть достаточно малым (приблизительно 10~3—10~4 с), чтобы
U2
не происходило нежелательных изменений на прилегающих к зоне сйар-
ки участках изделия.
Получение необходимой для сварки энергии луча обычно
достигается применением в оптической системе линз с большим фокусным
расстоянием, а также расфокусировкой луча.
Основными преимуществами сварки лучом лазера являются
возможность высококачественного соединения разнородных по свойствам
материалов, в том числе фольги из тугоплавких металлов и сплавов,
легкое управление лучом лазера при сварке труднодоступных мест,
хорошая работоспособность на воздухе, в среде инертных газов и в
вакууме. Большим достоинством луча лазера является его способность
проходить почти без изменения своих свойств сквозь прозрачные
материалы. Это позволяет сваривать детали ламп, уже заключенные в
герметичные стеклянные оболочки. Отечественная промышленность
выпускает серию лазерных установок различного назначения.
Диффузионная сварка. Диффузионной называется сварка деталей
за счет взаимной диффузии атомов свариваемых материалов при их:
нагреве до температуры ниже точки плавления в вакууме и
сдавливании с усилием около 5—20 МПа.
Для улучшения сварки необходимо хорошо подготовить
свариваемые детали: отполировать поверхности и тщательно очистить их от
окисных, Кировых и тому подобных загрязнений. С целью же
предотвращения окисления деталей при нагреве во время сварки процесс
соединения деталей производится в вакууме Ю-1—10~3 Па. Нагрев
деталей до температур около 1500 К обычно ведется с помощью токов
высокой частоты (около 400 кГц). Продолжительность сварки
составляет 10—20 мин.
Диффузионная сварка позволяет получать прочные, вакуумно-
плотные соединения различных металлов, сплавов и неметаллов без
значительных изменений их свойств. Достоинствами этого способа
соединения являются также высокая чистота сварки, дополнительное обез-
гаживание деталей в процессе нагрева, относительная простота
процесса и др,
Ультразвуковая сварка. В сварочной технике ультразвук может
быть использован в различных целях. В сочетании с известными
способами сварки он может значительно улучшить качество сварного шва,
уменьшить влияние вредных побочных явлений. Так, воздействуя
ультразвуком на место сварки в процессе образования сварного ядра,
можно улучшить механические свойства соединения благодаря
образованию мелкокристаллической структуры и удалению газов.
Ультразвуковые колебания активно разрушают загрязняющие пленки на
поверхности деталей. Ультразвук снижает или снимает напряжения в
металле при сварке.
С помощью ультразвука можно производить непосредственное
соединение (сварку) деталей. Такая сварка возможна без нагрева от
постороннего источника теплоты и при сравнительно небольших давле-
8—3136 ИЗ
ниях. С помощью ультразвука свариваются как однородные, так й
разнородные металлы (медь, алюминий, нержавеющие стали и Др.)-
Холодная пластическая сварка. Эта сварка представляет собой
соединение деталей в результате пластической деформации, возникающей
под давлением выше предела текучести, обрабатываемых металлов без
применения нагрева. Сварка производится на прессах различной
мощности или с помощью зажимных приспособлений типа клещей.
Прилагаемое давление зависит от свойств и толщины свариваемых металлов.
Наиболее легко холодной пластической сварке поддаются мягкие,
пластичные металлы, такие как медь, алюминий, никель, ниобий. Перед
сваркой соединяемые детали должны быть тщательно очищены и
отожжены.
В производстве источников света холодная пластическая сварка
применяется при отпайке с откачного поста некоторых газоразрядных
ламп, имеющих металлические штенгели.
б) Механическое соединение. Соединение деталей
механическим путем производится в тех случаях, когда
обеспечивается высокая производительность и простота
процесса и когда нецелесообразно применять другие
известные способы соединения.
Из многих механических способов соединения деталей
в производстве источников света наиболее часто
применяются зажимание и запрессовка. Их применяют, например,
для закрепления тела накала или катода во вводах
многих массовых ламп.
При зажимании концы вводов предварительно
расплющиваются и загибаются в крючки, а затем в них
зажимаются концы спирали.
При запрессовке конец твердой вольфрамовой
проволоки (спирали) вдавливается в мягкое тело ввода
(например, медь, никель).
в) Пайка. Пайкой называется соединение двух
металлов с помощью третьего металла или сплава — припоя,
температура плавления которого всегда ниже, чем у
металлов соединяемых деталей.
Припои подразделяются на «мягкие» (легкоплавкие)
с температурой плавления ниже 450 °С и «твердые»
(тугоплавкие) — с температурой плавления выше 450 °С.
Припои должны удовлетворять следующим
требованиям:
иметь температуру плавления на 50—60 °С ниже
температуры плавления спаиваемых материалов и не менее
чем на 100 °С выше предельных температур эксплуатации
и технологических обработок лампы;
интервал кристаллизации должен быть не более 50 °С;
хорошо смачивать соединяемые металлы;
114
обладать необходимой прочностью, пластичностью,
химической стойкостью, электрической проводимостью и т. д.
С учетом этого для соединения внешних деталей
ламп — припайки выводов к цоколю, скрепления
элементов самого цоколя между собой (например,
фокусирующего) используются мягкие припои. К мягким припоям
относятся олово, оловянно-свинцовые, кадмиевые и другие
сплавы, выпускаемые промышленностью обычно в виде
мягкой проволоки или прутков. Пайка производится с
помощью электрического или газового паяльника,
погружением в расплавленный припой, тонким газовым пламенем,
электрической дугой и т. п.
Для очистки поверхности спаиваемых металлов от
загрязнений и защиты их от окисления при пайке
применяются различные флюсы.
Твердые припои применяются для соединения деталей
внутренней арматуры ламп и получения вакуумно-плотных
швов.
ГЛАВА ТРЕТЬЯ
ИЗГОТОВЛЕНИЕ ВВОДОВ И ЦОКОЛЕЙ
Важными заготовительными операциями в
электроламповом производстве являются операции по
изготовлению вводов и цоколей для ламп. При этом используются
различные рассмотренные выше способы обработки
металлических деталей: штамповка, сварка, нанесение
антикоррозийных покрытий и т. п.
3.1. ИЗГОТОВЛЕНИЕ ВВОДОВ
а) Назначение и виды вводов. Ввод является конструктивным
элементом источника света, предназначенным для электрического
соединения цепей от внешнего источника питания с электродами (телом
накала, катодом, анодом), помещенными внутри колбы лампы.
Вводы должны удовлетворять следующим требованиям- быть
достаточно простыми в конструктивном отношении, технологичными,
иметь достаточную механическую прочность, обеспечивать
пропускание электрического тока требуемой силы и вакуумную плотность
соединения со стеклом во всем диапазоне температур при изготовлении и
работе лампы.
Конструкция и материалы ввода определяются маркой стекла, а
также типом источника света — его мощностью, областью применения,
конструкцией и т. п. Вводы могут .быть однозвенными, состоящими из
«• 115
одного металла или сплава, взятого в виде отрезка прутка, проволоки
или ленты, или многозвенными, состоящими из двух или более
звеньев — отрезков разнородных металлов или сплавов.
Однозвенные вводы применяются для миниатюрных,
сверхминиатюрных, самолетных, сигнальных и некоторых других специальных
ламп. Многозвенные, в основном, трехзвенные, вводы широко
применяются для массовых ламп, а также многих типов ламп специального
назначения. Конструкции некоторых видов вводов приведены на рис. 3.1.
fie очищено от бурбг
7 Z J
I
S^SSSS-
ZDOsSSS1^
О) 6)
Рис. 3.1. Вводы:
а — однозвенные платинитовые; б —- сварные многозвенные для маломощных
ламп; в — сварные многозвенные для мощных ламп; 1 — внутреннее звено; 2 —
среднее звено; 3 — внешнее звено
В многозвенных вводах за счет использования разнородных
материалов для различных звеньев наиболее полно удовлетворяются
специфические требования, предъявляемые к этим звеньям.
б) Изготовление вводов для легкоплавких стекол.
В лампах накаливания общего назначения,
люминесцентных и некоторых других лампах, ножки которых
изготавливаются из легкоплавких стекол платинитовой группы,
широкое применение нашли трехзвенные вводы.
Внешнее звено этих вводов, находящееся вне
откачанного объема лампы, изготавливается из меди, среднее
звено, впаиваемое в стекло ножки, — из платинита, а
внутреннее звено, помещенное внутри колбы для крепления
к нему тела накала или другого электрода, — из никеля.
Изготовление трехзвенных вводов ведется путем
электрической или газовой сварки.
Электрическая (конденсаторная) сварка для
изготовления вводов используется наиболее часто. Для сварки
применяется автомат типа ЛА-8 (ЛА-156),
представляющий собой четырехпозиционную машину
последовательного действия, в которой позиционный барабан переносит
одно из звеньев ввода из позиции в позицию и к нему
поочередно привариваются другие звенья.
116
Автомат имеет производительность 105—130 шт/мин и
рассчитан на изготовление вводов с диаметром никелевого
звена до 1,2 мм, медного — до 0,6 мм, платинитового — до
0,5 мм и длиной одного из звеньев не более 75 мм.
Сварка на автомате происходит путем оплавления
торцов исходных проволочных заготовок за счет энергии
электрического разряда батареи конденсаторов.
Длительность протекания разрядного тока для сварки не
превышает 0,02 с. Грубая регулировка режима сварки
производится изменением напряжения заряда и емкости батарей
конденсаторов. Точная регулировка режима сварки
осуществляется изменением сопротивления резистора в
сварочной цепи. Питание электрических цепей сварки
производится постоянным током, рабочее напряжение 250—300 В.
Технологический процесс изготовления трехзвенных вводов на
автомате ЛА-8 показан на рис. 3.2.
Медная проволока, сматываясь с катушки, рихтуется с помощью
механизма правки, зажимается в губках при подаче на определенную
длину и отрезается (операции /—4 на позиции /). Револьверная четы-
рехпозиционная головка поворачивается на 90°, и отрезанное медное
звено переносится в позицию // для сварки с платинитом.
Платинитовая проволока, сматываясь со своей исходной катушки,
не только рихтуется (операция /), но и просушивается в
электроспирали подогрева (операция 2). После подсушки платинитовая проволока
устанавливается строго на линии сварки с медной проволокой
(операции 4, 5). Специальный 'просекатель, электрически соединенный с
конденсаторами, просекает слой 'буры и замыкает электрическую цепь
сварки (операция 6). Сварка происходит при резком сближении
медного звена и платинита (операция 7). Затем приваренное звено
платинита отрезается от остальной .проволоки на определенную длину
(операция 8) и полученная двухзвенная заготовка подается барабаном
в позицию сварки с никелем (позиции ///, IV).
Никелевая проволока также .проходит лосле сматывания со своей
катушки рихтовку, отрезку на заданную длину и центровку строго по
оси с платинитом (операции /—5).
Процесс сварки никелевого звена с платинитом происходит так же,
как и сварка медного звена с платинитом (операция 6).
Готовый ввод освобождается от зажимов и переносится съемником
в лодочку (операции 7, 8).
Для изготовления -четырехзвенных электродов с диаметром до 1 мм
методом электростыковой сварки разрабатывается автомат
производительностью 6000—8000 шт/ч. Существенно новым оборудованием для
этих же целей является автомат лазерной сварки производительностью
8000—10 000 шт/ч, количество обслуживающего персонала 1 чел. на
2 автомата. Применение нового метода сварки позволит существенно
повысить качество вводов.
Ш
6-я операция
1-я операция
6а
бб
бв
2-я операция
8-я операция
6-яоперация ^операция
7-я o^ut^^^f^
Ж позиция ==^—rf^/ ¦ ™
Тпозиция
4-я опврация^ JUm 6^//i Шпозиция
S
3-я операция
Ч 4-я операция 3-я операция
^ j/ 6-я операция -*=-
1лозиция^9\^ \
1-я операция
1-я операция
5-я операция \в-я операция щт~~ f } w-*>
7-я операция ^^
7а" _
г—з^\ Нлатинит-
76
Рис. 3.2. Технологический процесс электросварки вводов
Газовая сварка звеньев вводов осуществляется на ай-
томатах газовой сварки модели П-1 за счет оплавления
концов проволок жестким водородно-кислородным
пламенем с температурой 2400—2600°С. Автомат имеет
производительность 48—50 шт/мин и рассчитан на изготовление
вводов с диаметром никелевого звена до 1 мм, медного —
до 0,6 мм и платинитового — до 0,8 мм.
Технологический процесс изготовления трехзвенных вводов на
автомате газовой сварки схематично показан на рис. 3.3.
С трех отдельных катушек подаются медная, платинитовая и
никелевая проволоки, причем линии подачи медной и никелевой проволок
совпадают с линией сварки, а линия подачи шгатинитовой проволоки
смещена в сторону.
Изготовление вводов начинается с рихтовки (операция 1) и
подачи «а определенную длину медной и никелевой проволок (операция 2),
которые затем зажимаются на линии сварки (операция 3) и
отрезаются ножами (операция 5). Одновременно с этим рихтуется и
отрезается на заданную длину платинитовая проволока (операция 4).
Готовое звено платинита переносится клещами на линию сварки и
устанавливается между медным и никелевым звеньями (операция 6). С
помощью пружин медное и никелевое звенья поджимаются к платиниту,
и вслед за этим пламя двух горелок (направляется на стыки звеньев
(операция 7). Стыки оплавляются и под действием сжатия происходит
сварка звеньев. После отвода горелок в исходную позицию прижим
звеньев продолжается до момента освобождения готового ввода, что
обеспечивает получение плотного шва. Готовый ввод освобождается из
зажимов и попадает в лодочку-приемник (операция 8).
Достоинством газового метода сварки при изготовлении вводов
является простота процесса, высокое качество сварки. Изготовление
двухзвенных вводов с использованием никеля и платинита может
вестись на рассмотренных автоматах двояко: путем сварки никеля с
платинитом, отрезанных сразу на заданную длину, и путем
изготовления трехзвенного ввода (никель — платинит — никель) с платинитом
удвоенной длины, по которому затем ввод разрезается на две части.
в) Изготовление вводов для тугоплавких стекол. Вводы
для впаивания в тугоплавкие стекла могут быть однозвен-
ными или многозвенными. В качестве материала для од-
нозвенных вводов применяются вольфрам, молибден и,
реже, ковар — сплав никеля, кобальта и железа.
Наибольшее распространение получили многозвенные вводы, в
которых внутреннее звено изготовлено из никеля, среднее —
из вольфрама или молибдена, внешнее — из меди. Во
вводах этого типа особое внимание должно быть уделено
качеству обработки среднего звена, от которого зависит
вакуумная плотность спая со стеклом.
119
Медь
6-я операции
^12ЛчЛг«ии» 13-я операция у 3-я операция „ s'"' 0,"т'
1-я операция 'J^M|> Ш^\\ \ Ш(П~* °пеРа«ияjM^* оперт
?^Р$Ч-яопеРа$Г %^7лераца, }
2-я операция
4-я операция
11-я операция'
5-я операция
2-я операция
4--я операция 4-я операция
А,
2-я операция 3-я операция
1-я операция
9-я операция
Платинит
Рис. 3.3. Технологический процесс газовой сварки вводов
Для изготовления этих звеньев используются
вольфрамовые или молибденовые проволоки диаметром 0,8—
2,0 мм или прутки диаметром 2,0—4,0 мм, причем для
стекол вольфрамовой группы выбирается соответственно
вольфрам, а для стекол молибденовой группы — молибден.
Для выправления проволоки производят правку на
специальных машинах путем многократного изгиба
проволоки при ее протягивании между вращающимися плашками
из твердой стали, закрепленными в полом валу машины
с определенным смещением от оси. Молибденовую
проволоку правят в холодном состоянии, а вольфрамовую —
с нагревом до 1000 °С. Прутки обычно не правят. После
правки на той же машине проволоку разрезают на
отрезки длиной 1 м.
Выправленную и нарезанную проволоку и прутки для
снятия различных поверхностных дефектов (капиллярных
трещин, продольных штрихов, царапин, рисок и т. п.)
шлифуют на бесцентрово-шлифовальных станках. При
шлифовке пруток помещается между двумя абразивными
вращающимися кругами и медленно смещается в осевом
направлении. Шлифовкой снимается верхний слой металла
толщиной 0,1—0,2 мм.
После шлифовки прутки разрезаются с помощью
дисковых абразивных или алмазных кругов на заготовки
требуемой длины. Проволоки малых диаметров обычно
разрезаются с помощью ножей. При этом во избежание
расслоения проволоки по месту резки ее нагревают
газовой горелкой до слабо-красного каления.
Прогрессивным методом резки является разрыв
проволоки, нагретой электрическим током до температуры
размягчения.
Технологическая схема получения однозвенных вводов
электроразрывом представлена «а рис. 3.4.
Исходная проволока, сматываясь с катушки /, правится рихтовоч-
ным устройством 2 и с помощью механизма подачи 3 подается на
заданную длину к (неподвижному механизму зажима 4 (операция 1).
Здесь она плотно зажимается (операция 2), а зажим 3 раскрывается
(операция 3). Со стороны свободного конца проволоки подводится
механизм разрыва 5 (операция 4), который зажимает ее вблизи
механизма 4 (операция 5). Через контакты этих механизмов подается
электрический ток (операция 6), быстро разогревающий участок
проволоки, зажатый между электродами, до размягчения. После этого ток
выключается, а механизм 5 шод действие-м пружины резко смещается
в исходное положение, разрывая проволоку в месте нагрева
(операция 7). После разрыва зажимы механизмов открываются и отделенное
121
звено падает в приемный лоток, а для оставшейся проволоки процесс
повторяется (операция 8).
Изготовленные таким способом вводы отличаются высоким
качеством концов по месту отделения. Процесс электроразрыва
осуществляется на автоматах.
щ др
j?j?l
7777777Т7У7\
-ww
V7777777
77777777777\
Щ
/-я операция
2\я операций к
(ТТТП
лж
?~я операция
mm
77iLJ
ЖР
V/////"""/
////X
3-я операция
5-р операция
Ж=
УТ7Т77
6~я операция
7777*
U77777T7777777777\
8"я операция
Рис. 3.4. Схема технологического процесса изготовления однозвенных
вводов электроразрывом
После механической обработки вводы тщательно
очищают: их кипятят в 20%-ном растворе едкого натра,
промывают в дистиллированной воде, кипятят в 20%-ном
растворе железосинеродистого калия и 10%-ном растворе
едкого натра, снова промывают в воде, проверяют на
отсутствие трещин, несколько1 минут травят в холодной
смеси азотной и серной кислот, окончательно промывают в ди-
122
стйллиробанной воде и сушат. Иногда процесс химической
обработки совмещают с галтовкой вводов при добавлении
к травящей смеси в галтовочный барабан мелкого хорошо
очищенного песка. Молибденовые вводы после сушкк
отжигаются в водороде или вакууме при 1000°С.
Наружное звено ввода изготавливают из медных
тонких проволочек, скрученных в канатик. На один из концов
заготовки наружного ввода надевается, примерно до
половины длины, никелевая втулха и хорошо обжимается
вручную или на ротационной ковочной машине.
Подготовка никелевых звеньев включает в себя резку
проволоки на заданную длину, обезжиривание, травление,
промывку в воде, сушку и отжиг в водороде.
Соединение подготовленных звеньев встык производится
обычно электросваркой с обдувом маета сварки струей
водорода или препарировочного газа. Сначала свариваются
среднее звено с никелевым. Для этого их закрепляют в
зажимах сварочного станка так, чтобы они находились
строго на одной линии и торцами поджимались друг к другу.
Затем включается сварочный ток и подача защитного газа.
В течение всего времени сварки и некоторое время спустя
специальные пружины обеопечивают поджатие звеньев
друг к другу.
Последующая сварка свободного конца среднего звена
с концом медного канатика, армированного никелевой
втулкой, происходит аналогично. Для сварки вводов
диаметром до 2 мм в среде водорода применяется автомат
ТП.020.0046 производительностью 150—200 шт/ч.
Во многих случаях однозвенные вводы предварительно
окисляются нагревом на воздухе, а затем остекловьгваются
путем расплавления стеклянной бусины, надетой на
среднюю часть ввода. Сварные вводы также остекловываются
по среднему звену, обычно путем обмотки расплавленным
стеклом вручную.
г) Изготовление вводов для кварцевого стекла. В
лампах, имеющих вакуумную оболочку из кварцевого стекла,
широкое применение нашли трехзвенные вводы на основе
ленточных спаев со стеклом. Основным в них является
среднее звено, спаиваемое с кварцевым стеклом и
обеспечивающее необходимую вакуумную плотность соединения,
а также допустимую токовую нагрузку. Обычно это звено
имеет вид полоски шириной не более 10 мм толщиной в
средней части 0,15—0,35 мм с чечевицеобразным
поперечным сечением (толщина по краям не более 0,002 мм). В
некоторых случаях для улучшения механической прочности
спая вместо гладкой фольги применяют перфорированную,
123
волнистую или особым образом прокатанную ЛеН?у
(рис. 3.5).
Изготовление фольгового зв-ена ввода ведется
следующим образом. Исходную молибденовую ленту толщиной
0,05—0,07 мм разрезают на полоски требуемой ширины и
длины. Полоски травят в смеси азотной и серной кислот,
затем путем электролитического травления в 20%-ном ра-
плотности тока примерно
1,6 А/см2, молибденовой
полоске придается требуемая
толщина и форма
поперечного сечения. Поверхность
молибдена после травления
должна быть чистой,
блестящей, края фольги
должны быть ровными. После
травления полоски
тщательно промывают, сушат, после
чего их отжигают в
водороде, нарезают на заготовки
требуемой длины. Хранить
фольговые звенья лучше
всего в вакууме.
В качестве наружных
звеньев обычно
используется молибденовая проволока диаметром 0,3—1,5 мм. Ее
нарезают на отрезки нужной длины, один или оба конца затем
расплющивают или стачивают примерно до Головины
диаметра. Плоский конец необходим для облегчения
последующей приварки к нему молибденовой фольги.
Затем звеньям придается необходимая форма (рис. 3.6).
Заготовки не должны иметь трещин, сколов, заусенцев.
После механической обработки внешние звенья
обезжиривают, полируют в смеси растворов уксусной, ортофос-
форной, азотной и серной кислот, подогретой до 100 °С в
течение 10—15 с, «промывают в дистиллированной воде и
сушат.
Внутренние звенья изготавливают из вольфрамовой или
молибденовой проволоки, которую предварительно
очищают от графитной смазки электролитически или перемоткой
через водородную печь. Затем проволоку рихтуют,
нарезают на отрезки определенной длины, расплющивают по
месту приварки конца заготовки к фольговому звену и
зачищают от заусенцев.
В зависимости от типа лампы внутренним звеньям
вводов придается необходимая форма (рис. 3.7). Так, для
створе едкого натра при
оооо
ооо
оооо
ооо
оооо
ооо
оооо
ооо
оооо
а)
Рис. 3.5. Виды фольговых
звеньев:
а — перфорированное; б — волнистое;
в — прокатанное в двух взаимнопер-
пендикулярных направлениях
124
большинства типов галогенных лалш накаливания
используется механическое крепление внутреннего звена ввода
с телом накала, поэтому при формовке этого звена должен
быть учтен способ крепления (например, ввинчиванием).
а)
ц#
б)
Ю
т <fr
А
в)
Ц^ ЩУ ЩУ
S)
ш
\
Рис. 3.6. Виды внешних звеньев:
а —с расплюснутым концом; б —с заточенным концом; в — формированные для
ламп с увеличенным током; г —с гибким канатиком; д — для малогабаритных
ГЛН; е — для двухспиральных пальчиковых ГЛН
U
\\
а)
а
Ш
Рис. 3.7. Виды внутренних звеньев для галогенных ламп накаливания:
а — отрезки молибденовой проволоки; б ~ формованные вольфрамовые звенья
Отформованное внутреннее звено ввода галогенных
ламп накаливания очищается кипячением в растворе
щелочи, травлением в соляной кислоте, промывкой в воде и
отжигом в водородной печи при 850—950 °С в течение
Ю—15 мин. При отжиге дополнительно закрепляется
форма и снимаются внутренние напряжения в металле.
Изготовление ввода заканчивается сваркой между
собой подготовленных звеньев. Как правило, применяется
электроконтактная точечная дварка. Высокое .качество
125
сварки и надежность соединения обеспечиваются
использованием промежуточной танталовой ленты, помещаемой
между молибденовой фольгой и другим звеном, а также
загибанием молибденовой фольги в местах сварки
(рис. 3.8).
В некоторых лампах (например, типа ДРЛ) перед
сборкой ввода на вольфрамовый стержень, являющийся
одновременно внутренним звеном ввода и керном катода,
монтируется спираль катода и наносится эмиттирующее
IB
©
а)
6)
LeJ
и
LraJ
L#l
\^J
Рис. 3.8. Сборка ввода:
а — молибденовая фольга; б — подготовка фольги к приварке звеньев,
разцы приварки внешнего звена
-об-
покрытие. В большинстве галогенных ламп накаливания
внутреннее звено ввода также сначала соединяется с телом
накала, а затем сваривается с фольгой.
В некоторых типах малогабаритных галогенных ламп
внутреннее звено ввода в отдельном виде отсутствует. Его
заменяет отформованный прямолинейный участок тела
накала, привариваемый непосредственно к фольговому звену.
Мощные лампы с током выше 18—20 А
изготавливаются обычно с однозвенными стержневыми или
проволочными вводами. Для вводов применяют вольфрамовые
прутки диаметром 1,5—5,0 мм. Сначала эти прутки
шлифуют, затем нарезают на заданную длину с помощью
дисковых алмазных кругов. При отрезе концы вводов часто
затачивают на конус. В случае необходимости заготовки
формуют IB горячем состоянии, 'придавая им заданную
конфигурацию.
126
Затем механически обработанные заготовки очищают
в растворе щелочи, .проводят электролитическое
полирование и отжигают в водороде при 950—1000 °С в течение
15 мин.
Готовые стержни должны иметь чистую поверхность,
быть без трещин, заусенцев, рваных кромок, расслоений.
Последующее спаивание подготовленных стержневых
вводов с кварцевым стеклом 'производится через систему
переходных стекол.
3.2. ИЗГОТОВЛЕНИЕ ЦОКОЛЕЙ
Цоколи предназначены для крепления ламп в
патронах и подключения к источникам питания. Имеется
большое разнообразие типов и конструкций цоколей (рис. 3.9).
Это определяется конструкцией ламп, назначением и
условиями их эксплуатации, а также мощности ламп.
Для ламп накаливания общего назначения, многих
миниатюрных ламп, ламп типов ДРЛ, ДРИ, ДНаТ и
других используются резьбовые цоколи соответствующих
типов.
Рис. 3.9. Виды цоколей:
а —резьбовые; б — фокусирующие; в —штифтовые; г —для люминесцентных
ламп
Для железнодорожных, трамвайных, самолетных и
других ламп, работающих в условиях вибраций и тряски,
применяются штифтовые цоколи. В некоторых лампах,
работающих в сочетании со светотехнической арматурой
(автомобильных, кинопроекционных и др.), используются
фокусирующие цоколи, определенным образом юстирован-
137
ные по отношению к телу накала и обеспечивающие
однозначное размещение лампы по отношению к оптическим
элементам световых 'приборов. Для люминесцентных ламп
применяются двухконтактные цоколи со штырьками,
параллельными оси лампы. Большим разнообразием
отличаются цоколи, применяемые для галогенных ламп
накаливания.
Одним из основных требований к цоколям является
взаимозаменяемость, поэтому большинство цоколей
юстировано. Для ламп, являющихся предметом
международной торговли, размеры и конструкции цоколей
стандартизованы в международном масштабе.
Цоколи должны прочно крепиться к колбе лампы с
помощью цоколевочных мастик или механическим путем.
Металлические детали цоколей должны быть стойкими
против коррозии и обладать достаточной механической
прочностью. Изоляция должна быть влаго- и
теплостойкой, иметь высокое электрическое сопротивление.
а) Изготовление цоколей для ламп накаливания.
Резьбовые цоколи являются наиболее массовым типом цоколей
для ламп, накаливания общего назначения. Они
применяются также для мощных прожекторных ламп и ламп
типов ДНаТ, ДРЛ, ДРИ.
Корпус резьбового цоколя чаще всего изготавливают из
мягкой стальной ленты с последующим цинкованием для
защиты от коррозии. Для ламп в тропическом исполнении
корпус цоколя изготавливается из латуни с последующим
никелированием. Контактные пластины -всегда
изготавливаются из латуни. В качестве изоляции применяют
специальные пластмассу или фарфор, стекло, скрепляющие
элементы цоколя в единую конструкцию.
На отечественных электроламповых заводах
изготовление резьбовых цоколей ведется в следующей
последовательности: штамповка корпуса, накатка резьбы на
корпусе цоколя, штамповка контактной пластины, сборка
цоколя, травление, нанесение антикоррозийного покрытия.
Штамповка корпуса. Эта операция может выполняться
по двум технологическим вариантам. Рассмотрим их
применительно к цоколю типа Е27-1.
По первому варианту штамповка корпуса цоколя из
стальной ленты производится на кривошипном
прессе-автомате с грейферной подачей отштампованных корпусов.
Из ленты шириной 54 мм вырубаются диски диаметром
55,5 мм с шагом 54 мм (рис. 3.10) так, что края дисков
оказываются срезанными, а от ленты остаются маленькие
не связанные между собой треугольники. На первой оце-
128
рации вместе с вырубкой производится и первая вытяжка
стаканчика диаметром 28,5 мм, который грейфером
передается на вторую вытяжку, совмещенную с пробивкой
отверстия диаметром 15 мм, а затем на заключительную
операцию—обрубку облоя и -калибровку, в результате
которой стаканчик получает диаметр 26 мм, а высоту 22 мм.
Таким образом, штамповка корпуса занимает три позиции
и обычно на пресс-автомат устанавливаются два штампа
и подаются две ленты.
I операция
Ноперация Шопдрация
Рис. 3.10. Схема штамповки с грейферной подачей:
а —пример раскроя материала; б — технологическая последовательность
штамповки
Иногда в варианте с грейферной подачей лента имеет
ширину, соответствующую двум заготовкам корпуса
цоколя (расположенным в шахматном порядке), и
штамповка производится на двух параллельных штампах. При
использовании этой разновидности штамповки
производительность пресса-автомата 10—12 тыс.деталей в час.
Производительность прессов с грейферной подачей
ограничивается инерционными усилиями в грейферном
механизме. Поэтому чаще используют другой технологический
вариант штамповки корпусов цоколей—с применением
многорядного штампа и использованием самой ленты для
транспортировки заготовок от позиции к позиции.
При штамповке на многорядном (обычно
четырехрядном) штампе используется стальная лента шириной 250 мм,
из которой вытягиваются четыре ряда стаканчиков. На
первой позиции производится просечка двух
концентрических прерывистых щелей диаметром 54 и 59 мм,
отделяющих заготовку корпуса цоколя от ленты по контуру с
сохранением небольших перемычек. Перемычки между
щелями удерживают получившийся диск в ленте, которая и
перемещает заготовки с позиции на позицию. При этом
деформация перемычек позволяет удерживать стаканчик
при уменьшении его диаметра (рис. 3.11). При
многорядной штамповке производится последовательно три вытяж-
9-3136 129
MS Ф26,1 Ф26,05
7-я &>/-
тяжка
2-я бы- $-я вы- Пробивка
тяжка тяжка отверстия
Обрубка
облоя fy
Рис. 3.11. Схема многорядной
штамповки:
а —• раскрой материала; б —
технологическая последовательность
штамповки
ки до диаметра 33, 26,1
и 26,05 мм
соответственно, после чего на
отдельной позиции пробивается
отверстие.
Заключительной операцией является
обрубка облоя, в
результате чего готовый
стаканчик отделяется от ленты.
Оставшаяся
перфорированная лента нарезается
связанными со штампом, на
гильотинными ножницами,
мелкие полоски для удобства удаления отходов.
Производительность прессов с многорядными
штампами достигает 30—36 тыс. 'в час.
Качество штампованных деталей зависит от многих
факторов: состояния пресса и штампа, качества исходной
ленты, применяемой смазки и т. д. В частности, очень
важно, чтобы поверхность исходной ленты была чистой,
без трещин, разрывов, заусенцев, а ее толщина строго
соответствовала заданной. Перед штамповкой лента
смачивается мыльной эмульсией или машинным маслом.
Накатка резьбы. Накатку резьбы также ведут по
различным технологическим схемам. В одних случаях ее
производят на отдельных резьбодавильных автоматах,
обычного или роторного типа, иногда совмещенно с закаткой
стеклоизолятора. В других случаях накатка резьбы
производится -на специальной резьбонакатной позиции,
привод которой осуществляется за счет движения рейки, сое-*
диненной € верхней плитой штампа. Увеличение хода прес*
са, необходимое для обеспечения накатки резьбы,
приводит к некоторому снижению производительности пресса,
но зато отпадает необходимость в использовании
отдельных резьбодавильных автоматов.
Однако все же чаще для накатки резьбы используются
отдельные многопозиционные накатные станки
непрерывного действия, причем на один пресс-автомат приходится
два резьбонакатных устройства, связанных с прессом
через бункер-накопитель. Это позволяет использовать
оборудование независимо друг от друга и не допускать про-
130
стоев 'При перезаправке ленты или при замене штампа для
переточки инструмента.
Процесс накатки происходит в следующей
последовательности. Гладкий корпус цоколя (рис. 3.12) толкателем
7 надевается на вращающийся накатный винт 4 резьбо-
давильного автомата и к ним плотно поджимается
накатный ролик 3. Накатный винт и ролик, вращаясь вокруг
Рис. 3.12. Резьбодавильный автомат:
1 — корпус; 2 — электродвигатель; 3 — накатный ролик; 4 — накатный винт; 5 —
лоток подачи корпусов; 6 — питатель; 7 —толкатель
своей оси в противоположные стороны с одинаковой
скоростью, выдавливают на корпусе цоколя винто-вое
углубление—резьбу. После отхода ролика готовый корпус
цоколя сбрасывается с накатного винта в тару. Стадии
штамповки и готовый цоколь Е27-1 показаны на рис. 3.13.
Штамповка контактной пластины. Исходным
материалом для изготовления (контактных пластин для цоколей
служит латунная лента. Контактные пластины обычно из-
готавливают в виде невысоких стаканчиков, в середине
дна которых прокалывается отверстие диаметром 1,2—
1,8 мм. Вокруг отверстия пластины 'выдавливается лунка
для облегчения >при сборке лампы пайки вывода.
Изготовление контактных пластин ведется, как правило,
на эксцентриковых прессах с использованием
комбинированных штампов, 'позволяющих за один ход пресса
вырубить, вытянуть и проколоть несколько пластин сразу.
Рис. 3.13. Стадии штамповки цоколей Е27-1 и готовый корпус цоколя
Сборка цоколя проводится:
а) заливкой порции стекломассы, после застывания
которой корпус цоколя и контактная пластина
оказываются надежно соединенными механически, оставаясь
электрически изолированными. Этот способ широко
применяется для сборки цоколей ламп накаливания общего
назначения;
б) путем холодной запрессовки или механического
закрепления изолятора в корпусе цоколя. Этот способ
применяется для сборки цоколей некоторых ламп
накаливания малой мощности, мощных прожекторных ламп, ламп
типов ДРЛ, ДНаТ и др.
Для сборки цоколей диаметром 14 мм и более
применяется 18-позиционный стеклозаливочный автомат
карусельного типа, работающий совместно с небольшой
стеклоплавильной печью. Они показаны соответственно на
рис. 3.14 и 3.15.
Последовательность работы по позициям следующая:
/—загрузка контактной пластины из 'бункера 6; II и ///—
резервные; IV — загрузка корпуса цоколя из бункера 5;
V и VI — резервные; VII — выравнивание корпуса цоколя
в гнезде; VIII и IX — свободные; X — заливка
стекломассы; XI — запрессовка стекломассы; XII — свободная
(стекломасса остывает); XIII — прокалывание в стеклоизоляции
стальной иглой сквозного отверстия конусообразной
формы; XIV — свободная; XV — автоматическая выгрузка
цоколя; XVI — свободная; XVII — очистка гнезда; XVIII —
свободная.
132
Для заливки цоколей используется специальное
«цокольное» стекло (черного цвета), которое в виде кусков
загружается в печь, доводится в ней до расплавления и
непрерывной струей с температурой 1150—1200 °С выте*
кает из печи по специальному желобу.
Рис. 3.14. Стеклозаливочный автомат для сборки цоколей:
/ — карусель; 2 — механизм выравнивания цоколей; 3 — механизм дозирования
стекла; 4 — механизм формовки и прокалывания изоляции; 5 — бункер загрузки
корпусов; 5 —бункер загрузки контактных пластин; 7 — редуктор; 8 — механизм
поштучной подачи контактных пластин; 9 — рабочие гнезда; 10 — механизм
поштучной подачи корпусов; Л — кулак поворота карусели; 12 — редуктор
распределительного вала
В момент перехода карусели на другую позицию стек-*
лянная струя подрезается специальными ножами. В
цоколь дозируется около Ъ г стекломассы.
Производительность автомата 3000 шт/ч.
Сборку резьбовых цоколей меньших диаметров ведут
на 12-тюзиционном автомате, применяя разогретый
стеклянный дрот вместо заливки стекломассы из печи. Дрот
133
Рис. 3.15. Стеклоплавильная
печь:
/ — стальной корпус печи; 2 —-
теплоизоляция; 3 —* огнеупор; 4 — люк
загрузки стекла; 5— газовая горелка;
5—«отверстие для выхода продуктов
горения; 7 —фидер; в —стойка; 0 —
кронштейн; 10 — спускное окно; // —
смотровое окно
разогревают газовыми
горелками до размягчения
стекла и при подходе
очередной позиции разогретое
стекло отрезается.
Отрезанная порция стекломассы
затем запрессовывается в
цоколь.
Некоторые типы цоколей
после стеклозаливки
отжигаются в печах при 450—
550 °С, другие —
накапливаются в
контейнерах-термостатах, где постепенно остывают.
Механическое изготовление деталей и сборка
резьбовых цоколей с латунными корпусами, а также цоколей
штифтового типа существенно не отличается от
рассмотренного способа.
Травление и нанесение антикоррозийного покрытия. В
современном производстве эти операции осуществляются
«а автоматизированных линиях гальванической
обработки. Цоколи общей массой 15—20 кг загружаются в
перфорированный барабан, который механическими
манипуляторами переносится последовательно из ванны в ванну с
выдержкой © них заданное время. В ванны вместимостью
500—700 л заливается соответствующий раствор и вода
(рис. 3.16).
Технологические процессы гальванической обработки
стальных и латунных цоколей различны. Обработка
стальных цоколей включает в себя химическое обезжиривание,
.травление в соляной кислоте, цинкование,
'пассивирование и осветление. Между этими операциями производятся
промывка, а по окончании процесса—сушка.
Для химического обезжиривания приготавливают
раствор едкого натра, триполифосфата натрия и
кальцинированной соды, к которому добавляют сульфанол НП-3.
Обезжиривание проводится в течение 8—10 мин при 60—
70 °С. После стока раствора барабан переносится в ванну
134
с теплой водой D0-50 °С), где цоколи промываются 2-
3 мин, затем промывка производится в -каскадной ванне
холодной проточной -водой: в первом каскаде 3 мин и во
втором—2 мин.
Для травления приготавливают раствор соляной
кислоты с добавкой уротропина. Готовый раствор перед
употреблением выдерживается в течение суток. Травление
производится в течение 8—10 мин при температуре раствора
18—25 °С. После стекания раствора цоколи промываются
холодной водой.
Для блестящего цинкования используется электролит
на основе растворов хлористого аммония и хлористого
цинка с добавлением специальных блескообразователей.
Цинкование проводится в течение 1 ч при напряжении на
Рис. 3.16. Гальваническая ванна для цинкования цоколей:
/ — корпус ванны; 2 — текстолитовый перфорированный барабан; 3 — шестерни;
вал подъема барабана; 5 —ремень подъема барабана; 6 — редуктор; 7 —*
электродвигатель
135
ванне 6—9 В и плотности тока 0,4—0,5 А/дм2. Анодами
служат цинковые плитки, подвешенные в ванне на
латунных штангах.
В некоторых случаях электролит для цинкования
приготавливают на основе растворов сернокислого цинка,
сернокислого натрия и гидрата сернокислого алюминия. В
зарубежной 'практике находят применение щелочные
(цианистые) электролиты, составленные из разведенных в воде
окиси цинка, цианистого натрия и каустической соды
(иногда других цианистых соединений).
После цинкования -проводят осветление стальных
цоколей путем погружения барабана с цоколями на 25—35 с
в 3—5%-ный раствор азотной кислоты, после чего цоколи
сразу же промывают в холодной ©оде, а затем
пассивируют для создания на поверхности металла очень тонкой
защитной окисной пленки. Для пассивирования
применяется раствор солей «Ликонда 22А» и «Ликонда 22В» с
добавлением азотной кислоты.. Время выдержки цоколей в
этом растворе 45—60 с. Иногда для пассивирования
применяют 5%-ный раствор хромового ангидрида. После этого
цоколи промывают и сушат (обычно горячим воздухом)
при 70—80 °С в течение 10—14 мин.
Гальваническая обработка латунных цоколей ведется
по различным технологическим схемам в зависимости от
того, будет наноситься никелевое покрытие или нет.
Если цоколи никелироваться не будут, то их
обработка включает в себя отбеливание, блестящее травление и
пассивирование с промывкой цоколей между операциями
и сушкой в конце. Отбеливание проводят для удаления
окислов и других загрязнений. С этой целью цоколи
погружают на несколько секунд в разбавленный водой
травильный состав для блестящего травления, который уже
был использован по назначению.
Состав для блестящего травления представляет собой
смесь растворов азотной и серной кислот с добавлением
поваренной соли. При блестящем травлении цоколи
выдерживаются в свежеприготовленном составе также
несколько секунд. В результате этого поверхность цоколей
становится глянцевой. После травления цоколи
промывают сначала в холодной, затем в горячей проточной воде и
пассивируют путем кратковременного погружения их в
водный раствор хромпика К2СЮ7, подкисленный серной
кислотой. Пассивирование обеспечивает образование на
поверхности латуни постоянной плотной пленки окислов,
сохраняющей естественный цвет латуни и
предохраняющей материал от более глубокого окисления. Пассивиро-
136
ванные цоколи снова промывают холодной и горячей во^
дой, затем сушат подогретым воздухом.
Если предусмотрено никелирование латунных цоколей,
их обработка -ведется следующим образом. Для очистки
цоколи отбеливают в смеси растворов азотной и серной
кислот, затем промывают в воде и травят в соляной
кислоте. После этого цоколи тщательно промывают в воде и
подвергают электролитическому никелированию с
последующей окончательной промывкой в воде и сушкой
горячим воздухом.
При сборке латунных цоколей не методом стеклозалив-
ки, а путем механической закатки предварительно отштам-»
пованного стеклоизолятора загрязнение окислами
оказывается небольшим, и операцию отбеливания заменяют
обезжириванием в растворе тринатрийфосфата с добавкой
жидкого стекла.
б) Изготовление цоколей для люминесцентных ламп.
Технологический процесс изготовления цоколей для
люминесцентных ламп -состоит из штамповки
металлических стаканчиков (корпусов), штамповки изолирующих
вкладышей, изготовления штырьков и сборки.
Штамповка корпуса. Корпус цоколя изготавливается из
алюминиевой или латунной (для ламп тропического ис«
полнения) ленты. Штамповка ведется на
высокопроизводительных прессах-автоматах, например семипозицианном
автомате модели А-821 (см. рис. 2.4). При этом
производится вырубка заготовки, вытяжка стаканчика, формовка
дна, пробивка отверстий для штырьков и обрезка
бортиков. При штамповке в качестве смазки применяется
мыльная эмульсия, приготавливаемая путем варки
растворенного .в 'воде хозяйственного мыла с добавлением
индустриального масла.
После штамповки алюминиевые стаканчики
обезжиривают в растворе тринатрийфосфата и кальцинированной
соды с добавкой поверхностно-активных веществ типа
ОП-7 или ОП-10.
Латунные стаканчики после штамповки часто
никелируют в барабанах, проводя последовательно
обезжиривание в растворе тринатрийфосфата с добавлением жидкого
стекла, промывку в воде, травление в растворе
соляной кислоты, снова промывку в воде, электролитическое
никелирование, окончательную промывку в воде и
сушку.
Штамповка вкладышей. Изолирующие вкладыши
изготавливают из гетинакса, текстолита или
стеклотекстолита. Исходный листовой материал предварительно нареза-
137
ют на полосы необходимой ширины. Штамповка
ведется на полуавтоматических прессах без "использования
смазок.
Изготовление штырьков. Штырьки изготавливаются из
латунной ленты, которая предварительно нарезается на
полосы шириной 6—7 мм на станке с дисковыми ножами.
Для изготовления штырьков из подготовленных латунных
полос применяется автомат, созданный на базе
наклонного пресса, имеющего 115 двойных ходов в минуту.
Катушка с латунной лентой закрепляется на стойке
автомата. Сматываясь с катушки, лента проходит через
мыльницу с мыльным раствором, уменьшающим трение при
протяжке, и попадает в механизм протяжки. Этот
механизм служит для свертывания ленты в трубку с помощью
фильер предварительной и окончательной формовки.
Механизм позволяет также установить подачу трубки на
заданную длину.
Далее лента поступает в механизм резки, где с
помощью ножей из быстрорежущей стали разрезается по
месту ее захвата цангой на заготовки заданной длины.
Окончательная формовка штырька с высадкой буртика и
осадкой конуса производится механизмом формовки, имеющим
матрицу и пуансон. Отформованный штырек
выбрасывается из матрицы и сжатым воздухом перемещается
в тару.
Готовые штырьки поступают на операцию
никелирования, где 'проходят последовательно обезжиривание в
растворе тринатрийфосфата с добавлением жидкого стекла,
травление в соляной кислоте и собственно никелирование.
Между отдельными операциями производится промывка
штырьков водой, а в конце промытые штырьки
высушиваются подогретым воздухом.
Сборка. Сборку цоколей производят на полуавтоматах
карусельного ти'па. В «позиции полуавтомата
последовательно загружают два штырька внутренней частью вверх,
первый изолирующий вкладыш, корпус цоколя открытой
частью вверх и второй вкладыш. На одной из позиций
полуавтомата с помощью пуансона концы штырьков
одновременно слегка развальцовываются, благодаря чему
обеспечивается скрепление всех деталей цоколя.
В собранном цоколе не должно быть треска
вкладышей, качания штырьков, деформации корпуса, загрязнений
на цоколе и т. п.
ГЛАВА ЧЕТВЕРТАЯ
ПРОИЗВОДСТВО СТЕКЛА И ИЗДЕЛИЙ ИЗ НЕГО
4.1. ОБЩИЕ СВЕДЕНИЯ
Производство стекла и изделий из него представляет
собой важную составную часть общего технологического
процесса изготовления источников света на
электроламповом предприятии. В едином процессе получения стекла
выделяют операции по подготовке исходных материалов,
составлению шихты и варке стекла. Операции же по
изготовлению из стекломассы различных изделий, заготовок,
полуфабрикатов и их последующая обработка объединяют
под общим названием стеклозаготовительных.
Выбор сырьевых материалов определяется химическим
составом стекла. Дальнейшая их обработка должна
учитывать состояние материала, степень его загрязненности
и требуемую чистоту после очистки. Все операции по
подготовке сырьевых материалов должны быть
механизированы и по возможности автоматизированы, чтобы
ограничить или исключить непосредственное присутствие рабочих
при выполнении этих операций, связанных с большим вьь
делением пыли.
Транспортировку сыпучих материалов желательно из.
тех же соображений вести пневматической системой, а все
оборудование герметизировать. Применение железной тары
и других железосодержащих элементов оборудования,
соприкасающихся с сырьевыми материалами,
нежелательно из-за опасности загрязнения стекла сильно красящими
О'кислами железа.
Из каждого сырьевого материала берется средняя
проба для полного химического анализа, определения
влажности и зернового состава.
Процесс варки стекла ведется при высоких
температурах в условиях довольно высокой химической активности
сырьевых материалов и продуктов их реакций. Поэтому
стекловаренные печи выкладываются из специальных
огнеупорных материалов. Они должны быть жаростойкими,
механически прочными, термически и химически стойкими.
Наиболее часто применяются следующие огнеупорные
материалы: шамот, каолин, муллит, бакор, динас, плавленый
кварц (непрозрачное кварцевое стекло). Большинство из
них изготавливается спеканием из мелкоизмельченных
огнеупорных глин, некоторые получают литьем из расплава
в формы.
139
Сваренная стекломасса перерабатывается в изделия.
Чаще всего применяется выдувание, вытягивание и
прессование. При этом формообразование возможно в
достаточно узком диапазоне вязкости (около 102—104 Па-с).
Для большинства электровакуумных стекол это
соответствует температуре стекломассы 1150—1250 °С. Для
тугоплавких стекол эта температура на 130—150 °С выше.
Точность поддержания температуры должна быть в пределах
±E—15) °С. Конкретная температура стекломассы
зависит от способа формования и вида изделия. При этом
механизированные методы выработки изделий требуют более
высоких температур, чем ручные.
Повторная обработка стеклоизделий также часто
связана с их деформацией в р1езультате нагрева, например
горячая резка, сварка, калибровка и т. п. В ряде случаев
сначала из стекломассы вырабатывается определенная
заготовка, а затем из нее изготавливается нужное изделие.
Примером этого может служить получение дротов и их
последующая переработка в бусинки, штенгели, кольца,
тарелки для ножек ламп и т. д.
В процессе выработки стеклоизделий особое место
занимают отжиг стекла и контроль стеклоизделий по
остаточным напряжениям.
И, наконец, завершающими стеклозаготовительными
операциями являются операции, связанные с обработкой
поверхности стеклоизделий: их матирование,
металлизация, окраска и др.
4.2. СЫРЬЕВЫЕ МАТЕРИАЛЫ И ПРИГОТОВЛЕНИЕ ШИХТЫ
Стекольной шихтой называется смесь сырьевых материалов,
подготовленных в заданном отношении по массе для получения стекла
нужного состава. Введение необходимых окислов в стекло
производится путем подбора соответствующего исходного сырьевого материала.
К исходным сырьевым материалам предъявляются жесткие
требования по чистоте, гранулометрическому составу, влажности и др.
Для большинства электровакуумных стекол главным стеклообра-
зующим окислом является кремнезем Si02. Его вводят в стекло в
виде кварцевого песка. Песок должен содержать не менее 95%
двуокиси кремния и возможно меньшее количество (не более 0,02—0,03%)
других примесей, особенно окиси железа Fe203 и окиси хрома Сг20з,
которые вызывают окрашивание стекла и заметно снижают его све-
топропускание.
Борный ангидрид В203 вводится в стекло через борную кислоту
НзВОз, вырабатываемую химическими заводами, или через безводную
140
буру Na2B407, получаемую прокаливанием природного минерала тин-
каля Na2B407-H20.
Окись алюминия А1203 (глинозем) может применяться при
составлении шихты как искусственного, так и природного происхождения
(полевые шпаты, каолин, пегматит и др.).
Окислы щелочных металлов вводят в шихту через соду Na2C03,
поташ К2СО3 или, сульфат натрия Na2S04.
С помощью известняка СаС03, доломита CaC03-MgC03,
магнезита MgC03, барита BaS04 и витерита ВаС03 в стекло вводятся
окислы щелочноземельных металлов и магния.
По некоторым рецептам составной частью стекольной шихты
является свинцовый сурик РЬ304, при разложении которого в процессе
варки получается окись свинца РЬО.
Для получения бесцветного стекла в состав стекольной шихты
вводят обесцвечиватели. По своему действию они разделяются на
физические (дающие окраску стекла в дополнительные цвета) и
химические (нейтрализующие химическим путем нежелательные красящие
соединения). Часть обесцвечивателей оказывает смешанное действие.
Небольшие добавки селена S1, закиси никеля NiO, закиси кобальта
СоО, двуокиси церия Се02, окиси неодима Nd20 и окиси празеодима
Рг20з оказывают физическое обесцвечивание.
В качестве химических обесцвечивателей обычно используют
сильные окислители: селитру KNO3, трехокись мышьяка As203, трехокись
сурьмы Sb203 и фтористые соединения (криолит 3NaF-AlF3, кремне-
фтористый натрий Na2-Si'Fe, полевой шпат K20-Al203-6Si03. Ярко
выраженное обесцвечивание смешанного типа дает пиролюзит Мп02.
С целью получения натурального цветного стекла в шихту
добавляют небольшое количество некоторых солей или окислов специальных
металлов — красителей, а для получения непрозрачных опаловых и
молочных («глушеных») стекол в шихту вводят фтвристые соли или
соединения фосфора.
При варке электровакуумных стекол требуется строго
определенная среда — окислительная или восстановительная. Поэтому шихта
должна содержать специальные окислители (селитру, мышьяковистый
ангидрид, двуокись церия) или восстановители (кокс, древесный уголь,
древесные опилки). В процессе варки стекла окислители разлагаются
с выделением большого количества кислорода (окислителя), а
восстановители при высоких температурах варки связывают свободный
кислород и способствуют разложению некоторых окислов.
К осветлителям относятся материалы, которые ускоряют
осветление стекломассы, т. е. освобождение ее от видимых мелких, средних
и крупных газовых пузырей. В результате этого стекло становится
прозрачным и более однородным по составу. В качестве таких
осветлителей применяют селитру, сульфат натрия, хлористый натрий,
трехокись мышьяка и сурьмы, азотнокислый, сернокислый или хлористый
аммоний. Для ускорения процесса варки стекла используют фтористые
141
соединения, аммонийные соли, хлористый натрий, окись бария, нитриты.
Многие из вышеперечисленных материалов оказывают
комбинированное действие, например обесцвечивают стекломассу, ускоряют ее
осветление и варку, изменяют свойства готового стекла. Это должно
учитываться при определении состава шихты.
Большинство природных сырьевых материалов не может быть
использовано для составления шихты без предварительной подготовки
их. Характер подготовки зависит от природы и назначения материала.
Большинство из них тщательно измельчается, просеивается и
очищается от примесей. Особенно тщательно очищается кварцевый песок*
Расчет состава шихты ведется с учетом химического состава
исходных сырьевых материалов, а также того, что в стекломассу
переходит только часть окислов, а влага, газы и некоторая часть окислов
улетучиваются. Подобные потери массы могут составлять до 20%.
Непосредственное приготовление стекольной шихты состоит в том„
что каждую ее составную часть отвешивают согласно рецепту с
большой точностью на автоматических весах, а затем тщательно
перемешивают в тарельчатых или барабанных смесителях конусного типа.
Обычно в смеситель материалы засыпаются в определенной
последовательности: песок, сода, поташ, селитра и другие материалы. Такая*
последовательность обеспечивает лучшее перемешивание и
обволакивание частиц песка щелочными материалами. Песок перед загрузкой
в смеситель или непосредственно в нем слегка увлажняют
распылением воды под давлением.
После перемешивания в смесителе шихты к ней добавляют
порцию дробленого стеклобоя и снова эту смесь некоторое время
перемешивают. Стеклобой должен готовиться из отходов стекла строго
того состава, который предусмотрено получить. В процессе подготовки
он тщательно промывается от загрязнений, высушивается и дробится
на куски размером не более 3X3 см. Содержание стеклобоя в шихте
берется в пределах 40—70%, причем принятое соотношение шихты и
стеклобоя должно быть постоянным.
Стеклобой вводится в шихту для утилизации отходов стекла,
экономии дорогостоящих сырьевых материалов шихты, экономии
расходуемого на варку стекла топлива, сокращения продолжительности
варки и уменьшения разъедания шихтой стенок стекловаренной печи.
Приготовленная шихта должна иметь правильный и постоянный
химический и гранулометрический состав, она не должна иметь
примесей сверх допустимой нормы, соотношение составных частей, взятых
из произвольного места шихты, должно отвечать заданному рецепту,
влажность шихты должна быть в пределах 4—6%, так как слишком
сухая шихта сильно пылит, а влажная — комкуется и слеживается при
транспортировке и хранении. Проверка шихты на соответствие этим
требованиям проводится ежесменно. Время хранения приготовленной
шихты не более 1 сут.
142
Транспортировка подготовленной смеси шихты и стеклобоя от
смесителя к стекловаренной печи ведется в специальных бункерах с
помощью тельфера.
4.3. ОБЩИЕ СВЕДЕНИЯ О ВАРКЕ СТЕКЛА
Варкой стекла называется процесс превращения
стекольной шихты в однородную стекломассу.
Стекловарение является сложным физико-химическим
процессом и условно делится на пять стадий.
В первой стадии (силикатообразование) шихта в
результате ряда химических реакций превращается в
спекшуюся массу силикатов, боратов и алюмосиликатов с
некоторым избытком стеклообразующих окислов. Эта стадия
практически заканчивается при 800—900 °С, при этом
происходит выделение основной массы газов.
Вторая стадия (стеклообразование) происходит при
дальнейшем нагреве полученной массы до 900—1400 °С и
характеризуется полным расплавлением шихты. Образуется
жидкая прозрачная стекломасса, неоднородная по составу
и пронизанная по вюему объему газовыми пузырями.
На стадии осветления происходит освобождение
стекломассы от газовых пузырей. Для ускорения этого процесса
температура стекломассы поднимается еще выше
(примерно 1450—1470 °С). При этом значительно уменьшается
вязкость стекломассы и происходит интенсивное разложение
осветлителей с выделением большого числа крупных
газовых пузырей. Крупные пузыри быстро поднимаются на
поверхность стекломассы, увлекая за собой множество более
мелких пузырей и вызывая перемешивание стекломассы.
Часто процесс осветления ускоряют за счет барботирова-
ния (перемешивания) стекломассы сжатым воздухом.
Четвертая стадия (гомогенизация) протекает как
завершающий этап осветления (стекломассы, в результате
которого она становится полностью однородной (гомогенной).
Пятая стадия — охлаждение («студка») представляет
собой процесс постепенного охлаждения стекломассы до
1100—1200 °С, обеспечивающий необходимую рабочую
вязкость. Во время охлаждения полностью завершается
процесс осветления стекломассы. Поэтому важно, чтобы на
этой стадии температура стекломассы непрерывно
снижалась, а состав и давление газовой среды в печи не
изменялись.
Для варки промышленных электровакуумных стекол
применяют различные течи: горшковые периодического
143
действия, ванные периодического действия, ванные
непрерывного действия. По основному способу нагрева
стекловаренные печи подразделяются на пламенные и
электрические.
4.4. ВАРКА СТЕКЛА В ВАННЫХ ПЕЧАХ НЕПРЕРЫВНОГО
ДЕЙСТВИЯ
Обычное электроламповое стекло для ламп массового
производства варят в ванных печах непрерывного действия
с газовым отоплением. Основной частью такой печи
(рис. 4.1) является большой бассейн, выполненный из
массивных огнеупорных брусьев впритирку. Конструктивно
Рис. 4.1. Ванная печь непрерывного действия (горизонтальный разрез):
1 — горелки и регенераторы для подогрева воздуха и газа; 2 —варочный
бассейн; 3 — выраооточный бассейн; 4 — загрузочный карман; 5 —рабочие окна; б —
проток; 7 — экран; 8 — обвязка
бассейн печи делится на две части: варочную и выработоч-
ную, отделенные друг от друга огнеупорной кладкой и
соединяемые между «собой только узким протоком на уровне
дна.
Все стадии стекловарения протекают в ванной печи
непрерывного действия одновременно, но в разных зонах.
В варочной части происходит <силикатообразование, стек-
144
лообразование, осветление и гомогенизация стекломассы^
а в выработочной — студка.
На стороне варочной части обычно в середине
торцевой стены устроен загрузочный «карман», через который
в печь небольшими порциями подается шихта, смешанная
со стеклобоем.
Варочная часть печи оснащается одной или
несколькими парами горелочных устройств, попеременно
подводящих горючее и воздух в печь и отводящих продукты
сгорания в дымоход. Пламя горелок направляется на
стекломассу сверху так, чтобы оно «стелилось» по поверхности1
стекломассы. Отопление печей ведется природным или
генераторным газом, а иногда мазутом через специальные
форсунки.
Существуют печи с подковообразным и поперечным
ходом пламени. Для повышения КПД печи снабжаются
регенераторами, представляющими собой узкие каналы с
решетчатой кладкой из огнеупорного кирпича. Через
регенератор попеременно то отводятся сильно нагретые продукты;
сгорания, то подается воздух в печь. При работе
регенератора в качестве дымохода его кладка разогревается до*
высокой температуры (около 1000 °С) и запасает многа
теплоты. При последующем переводе его на подачу
воздуха (через каждые 20—30 мин) происходит отдача
запасенной теплоты воздуху, который, нагреваясь до 900—
1000 °С, поступает в горелку. Изменение направления
пламени производится автоматически переключением системы
шиберов, клапанов и заслонок. Применение регенераторов;
позволяет поднять КПД печей до 20—30%.
Существуют стекловаренные печи так называемого*
прямого нагрева, имеющие вместо регенераторов
металлический рекуператор, — устройство, состоящее из системы
толстостенных стальных труб. По внутренним трубам
рекуператора пропускаются горячие отходящие газы, а по
внешним —в печь подается сжатый воздух. В результате
этого подаваемый воздух нагревается.
Печи прямого нагрева не нуждаются в переводных
устройствах, поэтому они обеспечивают более стабильный
температурный и газовый режимы в бассейнах по
сравнению с регенеративными печами. Кроме того, в этих печах
снижено вредное влияние шихтной пыли, что позволяет
повысить температуру в варочной части и увеличить съем
стекломассы до 1100—1200 кг с 1 м2 варочной площади.
Процесс варки стекла в непрерывно действующих
ванных печах характеризуется тем, что стекломасса в них.
находится в непрерывном, движении, а провар шихты и<
10—3136 Ue
стеклообразование протекает в основном на поверхности
слоя стекломассы. Для нормального хода процесса варки
•необходимо поддерживать строгое постоянство
направления и скоростей потоков стекломассы путем сохранения
•стабильного режима работы печи.
Загрузка шихты и стеклобоя должна быть
организована так, чтобы шихта не распылялась и не расслаивалась,
а ее подача в печь производилась небольшими порциями
-строго в соответствии с уровнем стекломассы в печи.
Наиболее часто для загрузки шихты и боя используют
механические загрузчики, привод которых соединен с
уровнемером. Согласованная работа этих устройств позволяет
поддерживать постоянство уровня стекломассы с
точностью ±0,1 мм. Это очень важно не только для
постоянства режима варки, но и для уменьшения разрушения
огнеупорной кладки печи.
Постоянство объемов стекломассы необходимо, так как
если стекломассы отбирается очень много, то к месту
выработки может притекать недостаточно проваренная или
неоднородная стекломасса, что приведет к повышенному
браку стеклоизделий.
На уровне стекломассы всегда поддерживается
небольшое избыточное давление, что предотвращает подсос в печь
окружающего воздуха. Среда над стекломассой при варке
стекол с высокой прозрачностью должна выдерживаться
строго окислительной.
Контроль за режимом варки стекла и управление им
должны быть максимально автоматизированы,
непрерывными и оперативными. Наилучшие результаты здесь
может дать внедрение автоматизированной системы
управления технологическими процессами на базе ЭВМ.
4.5. ВАРКА СТЕКЛА В ЭЛЕКТРИЧЕСКИХ ПЕЧАХ
В электрических стекловаренных печах нагрев
стекломассы ведется путем пропускания электрического тока
через саму стекломассу, которая в расплавленном состоянии
становится электропроводящей. Подобный нагрев
обеспечивает более равномерное выделение теплоты во всей
толще стекломассы и особенно эффективен при варке
тугоплавких и некоторых специальных стекол.
Подвод электропитания осуществляется через
молибденовые, графитовые или железные электроды,
погруженные в стекломассу. Электроды обычно помещаются в
защитные кожухи и охлаждаются проточной водой. Расход
электроэнергии для варки стекол в электропечах состав-
146
ляет 0,8—1,2 кВт-ч на 1 кг стекломассы.
Производительность печей 150—160 т стекломассы в сутки, КПД доходит
до 60%.
4.6. ДЕФЕКТЫ СТЕКЛОМАССЫ
В сваренной стекломассе могут быть дефекты (пороки)
трех основных видов: газовые, стекловидные и
кристаллические включения.
Газовые включения в стекле имеют вид отдельных
пузырей, «мошки» или капилляров. Основной причиной
появления в стекле газовых включений является плохой
провар шихты и недостаточное осветление стекломассы..
При этом в стекломассу попадает заключенный между
зернами шихты воздух, пары воды, газообразные продукты;
реакций при варке стекла, а также газы, выделяемые
огнеупорными материалами. При неблагоприятных условиях
часть этих газов остается в стекле в виде более или менее
крупных пузырей.
«Мошка» — это скопления в стекле мельчайших
газовых пузырей. Она чаще всего получается при вторичном
нагреве стекла в зоне выработки,или нарушении газового-
режима в зоне осветления, в результате чего стекло
вспенивается.
Капиллярные включения образуются при вытяжке
изделий из стекломассы, имеющей газовые пузыри, которые
в этом случае вытягиваются в нити.
Стекловидные включения (свиль и шлир) отличаются
от основной массы стекла химическим составом и
физическими свойствами. В готовых изделиях они выделяются
на общем фоне разницей в преломлении света и
искажением формы предметов, если на них смотреть через
стекло. Свиль имеет шихтное происхождение. Она образуется
при неточном отвешивании материалов шихты,
применении стеклобоя другой марки, при расслаивании или
плохом перемешивании шихты, недостаточном проваре
стекломассы и т. п.
Шлир — это полностью остекловавшийся прозрачный
камень, попавший в стекломассу с шихтой или из
огнеупорной кладки печи в результате ее разрушения.
Колебание уровня стекломассы в ванных печах
непрерывного действия и повышение температуры сверх
допустимого приводят к появлению стекловидных включений
за счет выплавления их из огнеупорных материалов. Они
попадают в стекломассу в виде остеклованных капель,
падающих со свода печи, или остеклованной пленки,
сползающей в стекломассу со стен бассейна.
Кристаллические включения («камни») делятся на три
основных вида: шихтные (материальные) камни,
огнеупорные камни и продукты расстекловывания.
Шихтные камни чаще всего представляют собой
недоварившиеся зерна кварцевого песка, барита, глинозема
-или других тугоплавких компонентов шихты. Причиной
>появления шихтных камней может быть недостаточное
просеивание и плохое перемешивание шихты, ее
расслоение и комкование, заниженная температура варки и
высокий съем стекломассы.
Огнеупорные камни попадают в стекломассу в
результате разрушения огнеупорной кладки печи.
Продукты расстекловывания образуются в результате
^кристаллизации самой стекломассы. Этот процесс может
иметь место при длительной выдержке стекломассы в
определенном интервале температур, неправильном
химическом составе стекла, наличии в стекле так называемых
инициаторов, т. е. веществ, ускоряющих кристаллизацию
-стекла. Повышенную склонность к кристаллизации имеют
высококремнеземистые стекла.
Из всех вышеперечисленных дефектов стекломассы
^наиболее опасными являются кристаллические включения.
При обработке стеклоизделий с такими дефектами в
условиях электролампового производства вероятность брака
особенно велика.
4,7. ПРОИЗВОДСТВО КВАРЦЕВОГО СТЕКЛА
Прозрачное кварцевое стекло получают из горного хрусталя,
чистых кварцитов или жильного кварца с содержанием двуокиси крем-
шия не менее 99,96—99,98%. Возможно производство кварцевого
стекла и из некоторых других материалов как природного, так и
искусственного происхождения.
Однако промышленное производство высококачественного
кварцевого стекла для источников света в настоящее время ведется в
основном из крупки горного хрусталя.
Добытое сырье проходит сложный и дорогостоящий процесс
ючистки от загрязнений и переработки в крупку с определенным
размером зерен A—3 мм). Полученная крупка является исходным
материалом (шихтой) для варки кварцевого стекла. Варка может вестись
одним из двух основных методов — электроплавлением и газовым
•наплавом.
Получение электроплавленого кварцевого стекла производится
следующим образом. В графитовый или молибденовый тигель загружают
148
шихту и начинают вести ее нагрев. Для этого печи оборудуются
специальными высокотемпературными нагревателями (молибденовыми,
вольфрамовыми или силитовыми), располагаемыми снаружи тигля»
Через нагреватели пропускают электрический ток. Это — электрические
печи сопротивления. Часто нагрев ведется с помощью токов высокой
частоты, подводимых с помощью индукторов. Это — электрические
высокочастотные печи. Определенные особенности в протекании
процесса варки кварцевого стекла связаны с тем, что загрузка печи
происходит сразу на весь объем, используется однокомпонентная шихта,
требующая очень высоких температур варки (около 1730—1830°С),
а вязкость кварцевой стекломассы во много раз больше, чем для
обычных стекол, что сильно затрудняет ее осветление. Для
предотвращения окисления металлических деталей печи при нагреве до высокой
температуры широко применяют защитные газовые среды (азот,
препарировочный газ и др.).
Варка кварцевого стекла в электропечах может вестись по двум
основным способам: вакуумно-атмосферному и вакуумно-компрессион-
ному.
При вакуумно-атмосферном способе в начале варки в печах
поддерживается вакуум около 10~2—Ю-3 Па, что способствует более
интенсивному выделению из вязкой кварцевой стекломассы средних
и крупных газовых пузырей. В конце процесса осветления давление
в печи поднимают за счет впуска инертного газа до атмосферного
давления. Это способствует растворению в стекломассе оставшихся
мелких газовых пузырей.
При вакуумно-компрессионном способе первые этапы варки
ведутся также при пониженном давлении, а затем давление повышается
до 2,5—5,0 МПа за счет впуска инертного газа на 5—10 мин.
Последующее охлаждение стекломассы ведется при атмосферном давлении.
Этот способ более производителен, чем первый, и позволяет получать
кварцевое стекло повышенного качества.
Очень важно при получении кварцевого стекла электроплавлением
использовать графит самой высокой чистоты. Сваренное в
электропечах стекло сразу же перерабатывается в трубы методом вертикального
вытягивания вниз через фильеры.
Метод газового наплава заключается в том, что кварцевая
крупка подается с помощью дозатора в жесткое пламя водородно-кисло-
родной горелки. Использование другого топлива нежелательно, так как
содержащийся в нем углерод может вызвать помутнение стекла за
счет образования карбида кремния. Процесс газового наплава
ведется в закрытой печи с муфелем из непрозрачного кварцевого стекла.
Расплавленные капли кварцевой крупки попадают на предварительно
разогретую кварцевую пластину («приманку»), постепенно застывая
на ней в виде прозрачного стеклоблока (массой до 25 кг и выше).
После этого блок извлекают из печи и перерабатывают в изделия
Доступным способом. Иногда после застывания блок дробят на куски,
149
которые повторно расплавляют в электропечи, а из полученного
расплава вытягивают-'трубы.
Для наплавления кварцевого стекла из крупки кремнезема может
быть использован факел низкотемпературной плазмы.
4.8. ПРОИЗВОДСТВО ИЗДЕЛИЙ
ИЗ ПОЛИКРИСТАЛЛИЧЕСКОГО КВАРЦОИДНОГО СТЕКЛА
Изделия из поликристаллического кварцоидного стекла получают
путем специальной термохимической обработки («кварцевания»)
изделий из боросиликатного стекла, состоящего из 75% кремнезема, 20%
окиси бора и 5% окислов щелочных металлов.
Сначала из боросиликатного стекла вырабатываются необходимые
изделия обычными стекольными способами. Затем эти изделия
выдерживаются в течение 70—100 ч в печи при температуре, близкой к
температуре размягчения стекла, т. е. 525—650 °С. При этом в стекле
образуются две фазы, одна из которых оказывается обогащенной
двуокисью кремния, а другая — примесными окислами. Стекло
становится непрозрачным, -
После ЭТОГО изделия протравливают последовательно в
плавиковой, горячей соляной и серной кислотах. В результате этого вторая
фаза стекла, обогащенная окислами бора и щелочных металлов,
растворяется и стекло становится пористым по структуре, приближаясь
по химическому составу к чисто кварцевому.
После тщательной промывки в очищенной воде и прогрева в
восстановительной среде изделия спекают при 900—1000°С. В результате
этого стекло уплотняется, его пористость исчезает и изделия снова
становятся прозрачными. Дальнейшая обработка изделий из
кварцоидного стекла может вестись кислородно-газовым пламенем, как обычное
тугоплавкое стекло.
Недостатком метода «кварцевания» изделий является значительное
изменение их размеров, а также ограничение по толщине
обрабатываемых изделий, которая не должна превышать 3 мм.
4.9. ПРОИЗВОДСТВО НАТУРАЛЬНОГО ЦВЕТНОГО И
ГЛУШЕНОГО СТЕКЛА
Для получения натурального цветного стекла, окрашенного в
массе, используют соединения различных металлов, добавляя их в
стекольную шихту. Большое разнообразие красителей обеспечивает
получение стекла любого цвета.
Окрашивание зависит не только от выбранного красителя, но и от
его концентрации, состава основного стекла, условий варки и охлажде-
150
ния, способа выработки стеклоизделий. По составу основные стекла
обычно выбираются платинитовой группы для того, чтобы облегчить
спаивание колбы со стеклом ножки.
Различают два вида красителей: молекулярные и коллоидные.
Красители молекулярного действия требуют при варке стекла
окислительных условий, других же затруднений, связанных с применением
этих красителей в процессе получения цветного стекла, нет, или они
незначительны.
Производство стекла с коллоидными красителями имеет ряд
специфических особенностей. Так, в процессе варки и выработки при
достаточно быстром охлаждении такое стекло остается бесцветным, так
как красители находятся в атомарном или молекулярном состоянии
и не дают окраски. Для получения окраски на заключительных этапах
варки или после выработки стеклоизделия подвергают специальной
термической обработке — «наводке». При выдержке стекла в течение
некоторого времени при определенной температуре в нем создаются
условия для объединения разрозненных атомов и молекул красителя
в более крупные образования — коллоидные частицы размером 10—
50 нм.
Увеличение размеров частиц красителя ведет к изменению окраски,
появлению заглушенности в стекле до полной потери прозрачности.
Поэтому следует строго выдерживать режим «наводки», вводить в
шихту вещества, ограничивающие рост каллоидных частиц (например,
двуокись олова), правильно выбирать состав основного стекла.
Натуральное цветное стекло варят в печах горшкового или
ванного типа с уменьшенной глубиной бассейна. Выработка изделий из
цветного стекла ведется обычными способами: вытягиванием,
выдуванием, прессованием, прокатом.
С целью удешевления иногда вместо сплошного натурального
цветного стекла применяют так называемое накладное стекло, состоящее
из двух слоев —• основного (бесцветного) и цветного, соединенных при
выработке в одно целое. Изготавливают накладное стекло из стекол,
близких по температурным коэффициентам линейного расширения.
Распространены две технологические схемы приготовления цветного
накладного стекла.
По одной из них бесцветное и цветное стекло варят в отдельных
печах, а затем его подают к «лодочке» специальной конструкции, с
помощью которой ведется вытяжка двухслойного стекла.
По другой схеме бесцветное стекло варят в большой ванной печи
непрерывного действия. Затем часть готовой стекломассы из этой печи
по отдельному протоку подается к машине вытяжки, а другая — в
специальный преобразователь, где ведется окраска. Окрашенная
стекломасса после этого также подводится к вытяжному устройству.
Глушеные стекла (молочное, опаловое и опалиновое) получают
добавлением в стекольную шихту фторных и некоторых других
соединений.
151
4.10. ОБЩИЕ СВЕДЕНИЯ О ВЫРАБОТКЕ ТИПОВЫХ
ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ СТЕКЛА
Для выработки заготовок и деталей источников света
из стекла применяются разнообразные технологические
процессы: выдувание, вытягивание, прессование и
центробежное литье. Для придания изделиям необходимых раз**
меров и нужной конфигурации их часто подвергают резке,
сварке, калибровке и т. п.
Почти все методы обработки стекла основаны на
изменении вязкости стекла при изменении температуры (см.
рис. 1.2). При нагреве до достаточно высокой
температуры стекло становится пластичным, способным к
изготовлению из него изделий раз/личной формы, а при охлаждении
стекло затвердевает и приданная изделиям форма
сохраняется. При термической и термопластической обработке
стекла для его нагрева используют тепловое излучение
(воздушно- или кислородно-газовых пламенных или
беспламенных горелок, специальных нагревателей), прямое
пропускание электрического тока, дуговой разряд.
Перспективными методами нагрева стекла являются
плазменный и лазерный.
Возникновение напряжений. В стекле под влиянием механических
или тепловых воздействий создаются внутренние напряжения. В
производстве электроламп наиболее часто приходится иметь дело с
напряжениями теплового происхождения. Внутренние напряжения
подразделяются на временные (переходные) и постоянные (остаточные).
Основной причиной возникновения тех или других напряжений
является низкая теплопроводность стекла.
Временные напряжения в стекле возникают следующим образом.
При нагревании изделия в первую очередь повышается температура
наружных слоев стекла, внутренние слои стекла некоторое время
остаются холодными. Наружные слои стекла вынуждены занимать объем,
меньший, чем тот, который соответствует данной температуре, и
оказываются сжатыми. Внутренние слои стекла, испытывая на себе
воздействие расширяющихся наружных слоев, имеют напряжения
растяжения. При остывании изделия, когда температура во всех точках вы-
равняется, исчезнут и напряжения. Напряжения, исчезающие после
выравнивания температур между отдельными частями изделия, есть
временные напряжения. Они могут привести к разрушению изделия,
если их значение оказывается больше предела прочности стекла.
Постоянные напряжения возникают при быстром охлаждении
стекла. Если изделие нагреть до точки размягчения стекла и выше,, то при
быстром охлаждении между отдельными частями изделия
сохраняются остаточные или постоянные напряжения. В стеклах с высоким
температурным коэффициентом линейного расширения возникают большие
152
постоянные напряжения, поскольку сжатие при охлаждении у таких
стекол сильнее, чем у стекол, имеющих меньший коэффициент
расширения.
К ^другим причинам возникновения напряжений в стекле могут
быть отнесены: большое различие в температурных коэффициентах
линейного расширения спаиваемых материалов, неудачная конструкция
стеклоизделия (резкие переходы толстых стенок в тонкие,
преобладание растягивающих напряжений) и др.
Снятие напряжений. Процесс тепловой обработки, при котором
достигается ослабление остаточных напряжений до нормы,
обеспечивающей длительную и надежную эксплуатацию стеклянных изделий,
называют отжигом. Сущность отжига состоит в нагревании стекла до
температуры, при которой частицы его приобретают подвижность,
достаточную для снятия постоянных напряжений.
Диапазон температур, в котором производится отжиг стекла,
называется зоной отжига. Зона отжига ограничивается высшей и низшей
температурами отжига.
Под высшей температурой отжига подразумевают температуру,
соответствующую вязкости стекла 1012 Па-с. При этой температуре
за время, равное 5 мин, исчезает не менее 95% всех имеющихся в
стекле напряжений.
Под низшей температурой отжига подразумевают температуру,
отвечающую вязкости стекла 1014 Па-с. Обычно она имеет значение на
100—J50GC ниже высшей температуры отжига.
Таблица 4.1. Расчетные формулы отжига
стеклоизделий
Скорость нагрева
(зона 1), сС/мин
^ 0,3 ^
1 аг
Выдержка
(зона 2), мин
*=10+ Юа2
Скорость
охлаждения (зона 3), °С/мин
г> °.°75 .„
С3=— А7-
Скорость охлаждения
(зона 4), °С/мин
0,5
Ct=irAT
Здесь а—толщина стеклянное стенки, обогреваемой с одной стороны, см;
АГ—термостойкость "стекла, вС.
Отжиг стеклоизделий производится в режиме, изображенном на
рис. 4.2 в виде температурной кривой, состоящей из четырех зон:
нагрев У, выдержка 2, медленное охлаждение 3 до низшей температуры
отжига и быстрое охлаждение 4 до комнатной температуры. Каждый
из участков этой кривой может быть рассчитан по эмпирическим
формулам (табл. 4.1 у. Реально отжиг проводится по плавной кривой,
вписанной в ломаную расчетную кривую отжига, изображенную на
рис. 4.2.
Для отжига использутся барабанные, конвейерные, камерные и
Другие печи с газовым или электрическим нагревом, с ручным или
153
программным управлением. Иногда печи отжига называют лерами.
Особое значение имеет ожиг для мягких стекол с температурным
коэффициентом линейного расширения (ТКЛР), равным (80—•
—100))-Ю-7 К.
Кварцевое стекло не отжигают. Изделия с тонкими стенками
также практически не отжигают, а ограничиваются их обработкой в
мягком пламени горелки.
к
/ j i I *
тнаъ Зона2 \ Зона $ \ Зона 4
Рис. 4.2. Кривая отжига
стекла
Рис. 4.3. Оптическая схема
полярископа
Напряжения в спаях стекла с металлом, вызванные неодинаковым
тепловым расширением, никаким отжигом снять невозможно. Отжи-г
спаев представляет собой тепловую обработку для устранения
закалочных напряжений и управления в известных пределах термическими
напряжениями. Для спаев стекло — металл применяется так
называемый дифференциальный отжиг или дифференциальное охлаждение.
Суть этого отжига состоит в том, что в материалах спая с различными
ТКЛР при охлаждении разность температур поддерживается таким
образом, чтобы тепловое сжатие металла и стекла оставалось
примерно постоянным в продолжение всего процесса охлаждения.
Дифференциальный отжиг дает возможность создания в спае желательного
распределения напряжений.
Измерение напряжений. Измерение внутренних напряжений в
стекле основано на явлении двойного лучепреломления. При наличии в
стекле напряжений оно превращается из однородного изотропного
тела в анизотропное, у которого оптические свойства становятся
неодинаковыми в разных направлениях. В частности, при прохождении
через напряженное стекло поляризованного света возникает разность
хода лучей. По значению разности хода лучей в стекле можно
вычислить значение напряжений:
p = 0,4Ad,
154
где р — значение напряжений, МПа; А —разность хода лучей, мм;
d — толщина стекла, мм.
Качественное обнаружение внутренних напряжений в стекле
проводится с помощью полярископа, оптическая схема которого приведена
на рис. 4.3. Свет лампы накаливания / проходит через
плосковыпуклые линзы 2, конденсирующие его в сходящийся пучок. Пучок
отражается от наклонного зеркала 3 и изменяет свое направление на 90°.
Проходя через поляризатор 4, свет поляризуется. Кварцевая
пластинка 5 повышает чувствительность прибора, двояковыпуклая линза 6
рассеивает пучок лучей. Исследуемое стеклянное изделие 9 вносят в
пространство между поляризатором 4 и анализатором S, располагая его
по диагонали на матовом стекле 7. Наблюдая через анализатор,
поворачивают изделие до получения наибольшей яркости. У изделий, не
имеющих внутренних напряжений, окраска в поле зрения
полярископа совпадает с окраской окружающего фона. У изделий, имеющих
напряжения, окраска вблизи этих напряжений приобретает пестрый
радужный оттенок, по яркости и контрастности которого судят о
характере и значении напряжений.
Точное количественное измерение напряжений в стекле проводится
с помощью специальных оптических приборов — поляриметров.
Однако измерение напряжений в стекле с помощью поляриметров является
трудоемкой операцией, поэтому в цеховых условиях для этих целей
чаще используется полярископ с набором эталонов «разности хода».
Конструктивно эталон выполняется в виде нескольких чувствительных
пластинок разной толщины, зажатых между двумя плоскими
стеклами, или в виде клина из органического стекла. При контроле изделий
по эталону разности хода подбирают такую пластинку или толщину
клина, которые при просмотре в полярископе окрашиваются в такие
же цвета, как и само изделие.
Для большинства электроламповых стекол предельно допустимыми
принимаются напряжения 4 МПа, что соответствует разности хода в
10 нм на 1 мм толщины стекла.
4.11. ВЫРАБОТКА КОЛБ НА АВТОМАТАХ КАРУСЕЛЬНОГО
ТИПА
Одним из наиболее распространенных способов
механизированной выработки колб является их изготовление
на автоматах карусельного типа, составляющих
совместно с дополнительными механизмами автоматические линии
Для получения из жидкой стекломассы полностью готовых
колб.
Существенную роль в работе линий играет способ
питания стеклоформующих машин стекломассой. В
настоящее время используется два основных способа питания:
вакуумный и капельный (фидерный).
155
Вакуумный способ заключается в том, что стекломасса
засасывается с помощью вакуума в черновую форму (или
несколько форм — наборных головок), затем переносится
на автомат выдувания колб в специальные чистовые
формы.
Рис. 4.4. Капельное дозирование стекломассы:
а — общая схема питателя; б — схема образования стеклокапли; / — головная
часть питателя; 2 — ограничитель; 3 — выработочная часть печи; 4 — бушинг;
5 ~ плунжер; 6 — формующее очко; 7 —ножницы
При капельном способе жидкая стекломасса
перетекает по желобу из выработочной части ванной
стекловаренной печи в головную часть питателя — чашу (рис. 4.4).
Последующее вытекание стекломассы через отверстие
(«очко») благодаря возвратно-поступательному движе-
156
нию специального плунжера происходит не непрерывно^,
а в виде отдельных капель, строго дозированных по массе,,
форме и времени формования. Конец плунжера имеет
особую форму, чаще всего сферическую. Дозированные
капли периодически отрезаются автоматическими
ножницами и по склизу подаются на колбовыдувной автомат*.
В чаше питателя размещается также вращающийся
шамотный цилиндр (бушинг), который защищает
вытекающую через очко стекломассу от попадания в нее пены и
способствует повышению однородности стекломассы.
Капельный способ питания намного прогрессивнее
вакуумного, так как обеспечивает более точное
регулирование температуры и массы порций стекломассы для
выдувания колб, а также исключает применение быстро
выходящих из строя черновых форм и в целом обеспечивает
увеличение производительности стеклоформующих машин и
значительное повышение качества стеклоизделий.
Получение капли требуемой температуры, массы и
формы зависит от многих факторов — состава
стекломассы, ее температуры в чаше, вязкости, размеров
формующих элементов, их взаимодействия.
В соответствии со способом питания применяемое для'
изготовления сферических колб оборудование
подразделяется на два класса — автоматические линии с вакуумным
набором стекломассы и автоматические линии стеклока-
пельной системы.
Основу линий 1-го класса составляют автоматы типов*
ВК-24, ВК-18, «Айвенго» и др. В состав линий помима
колбовыдувного автомата включаются также колбообрез-
ной автомат, туннельная печь для отжига колб,
транспортеры и вентиляторы.
Типичным примером колбовыдувного автомата,
применяемого в линиях этого класса, является машина ВК-24. Схема
автомата дана на рис. 4.5, а процесс выдувания колб — на
рис. 4.6. Автомат представляет собой 24-х позиционную
машину карусельного типа, имеющую шесть секций.
Каждая секция имеет 4 дутьевые трубки и 4 разъемные
формы. Набор стекломассы осуществляется с помощью
вакуумного питателя, представляющего собой корпус с 4
наборными головками, который с помощью сжатого воздуха
приводится в возвратно-поступательное движение по
наклонным салазкам.
После перемещения вакуумного питателя в печь через
специальное заборное окно его наборные головки
погружаются в стекломассу на 1—2 мм. В этот момент в
полостях головок создается разрежение около 85—90 кПа и
157
происходит засасывание стекломассы. Процесс этот
кратковременный и не превышает 1 с. При возвратном
движении питателя ножи наборных головок обрезают вязкую
стекломассу, тянущуюся за головками. В конце обратного
^ода под головки подходит рабочая секция и начинается
20ЬМ \23
Рис. 4.5. Колбовыдувной автомат ВК-24:
i^CT»2^i 2~каРУсель; 3- корпус вакуумного питателя; 4 - салазки
вакуумного питателя; 5-дутьевая трубка; 6-губки дутьевой трубки; 7-мундштук-
пп7^ТеКЛЯННая заготовка; *-наборная головка вакуумного питателя^ 1о~го:
й-™апяМн™еДТ ™С?ВаНИЯ стекл°массы; //- поддон; 12 - нож; 13- форма;
ittr? пан; ;fn"*труба в°Дяного охлаждения; 16 — бот; /7 —кранец- 18-за!
Горное окно; 19-колеса для откатки автомата; 20-сжатый воздух'- 21-It
«уум; 22 -умягченная вода; 23 -сток воды; 24 - откатной механизм
их совместное перемещение вокруг центральной оси
автомата в сторону движения карусели примерно на угол 8°.
В это время наборные головки раскрываются, а
воздушно-вакуумный клапан перекрывает линии вакуума и
открывает доступ в наборные головки сжатого воздуха,
который выталкивает порции стекломассы на мундштуки
дутьевых трубок.
Вакуумный питатель возвращается в исходное
положение, а через дутьевые трубки начинается свободный
раздув порций стекломассы. Для равномерного
распределения стекломассы трубки вращаются вокруг собственной
оси с частотой примерно 10 об/мин @,167 с-1), а подача
158
сжатого воздуха сделана пульсирующей. После поворота
трубок на 180° и образования полых продолговатых
заготовок их окончательное выдувание ведется в чистовые
разъемные металлические формы. Избыточное давление
воздуха при этом составляет примерно 3 кПа.
Рис. 4.6. Технологическая схема выдувания колб на автомате ВК-24:
I позиция — подача стекломассы в дутьевые трубки из наборных головок; // по*
зиция — выдувание пульки в вертикальном положении куполом вверх; ///
позиция — выдувание пульки в горизонтальном положении; IV позиция — выдувание
пульки в вертикальном положении куполом вниз; V позиция — формование колб;
VI позиция — выгрузка колб на конвейер
После окончания выдувания формы и зажимы
открываются и колбы соскальзывают на конвейер, подающий
их на автомат обрезки и оплавки. Автомат состоит из
равномерно вращающейся карусели с 24 колбодержателя-
ми и подковообразными горелками. Колбы закрепляются
в позициях автомата куполом вверх. При совместном
вращении колбодержателя и горелки происходит
интенсивный разогрев стекла колбы и отделение лишней части.
159
Далее обрезанные края колб равномерно оплавляются и
утолщаются, что придает им прочность и защищает от
.растрескивания. Обрезанные и оплавленные колбы с
помощью конвейера с асбестовым полотном передаются в
туннельную печь отжига (лер), где отжигаются по
заданному режиму с целью снятия напряжений в стекле.
Отожженные колбы попадают на охлаждающий
конвейер, на котором они остывают. В конце этого конвейера
производится разбраковка колб и упаковка их в короба
из гофрированного картона.
Производительность рассмотренных линий 80—120 тыс.
колб в сутки.
Основу автоматических линий стеклокапельной
системы составляют колбовыдувные автоматы типов Р-25, Р-28,
Ml2-145 и т. п. Их работа в целом идентична и может
^быть рассмотрена на примере линии с автоматом Р-25.
Автоматическая линия с автоматом Р-25 предназначена
лля выработки колб диаметром 25—80 мм из
магнезиального стекла СЛ96, СЛ97 для электрических ламп
накаливания общего назначения, автомобильных и специальных.
Смена ассортимента производится путем замены форм на
автомате. Производительность линии на колбах диаметром
'25—36 мм составляет 3780 шт/ч, а на колбах большего
диаметра — несколько меньше.
В состав линии кроме автомата Р-25 входят установка
дозиройания стеклокапель, туннельная печь для отжига
колб, транспортеры, вентиляторы и пульт управления.
Установка дозирования стеклокапель (фидер)
предназначена для поддержания требуемой температуры и
однородности стекломассы и питания колбовыдувного автомата
дозированными порциями стекла (масса одной капли
зависит от диаметра выдуваемого баллона). Установка
снабжена механической мешалкой. Обогрев ведется системой
газовоздушных горелок.
Отформованные капли стекломассы подаются по
склизу к автомату Р-25, представляющему собой карусельную
20-позиционную машину. Автомату придается масляный
насос. Выдувание колб производится в разъемные формы
так же, как на автомате ВК-24. С помощью
транспортеров выдутые колбы подаются в печь отжига, а затем к
месту контроля.
Автоматическая линия стеклокапельной системы с
автоматом Р-28 предназначена для выработки колб
диаметром 70—125 мм из боросиликатного стекла (СЛ40, С Л 54)
для дуговых ртутных ламп высокого давления и из
магнезиального стекла для специальных ламп. Линия имеет
160
дополнительную установку карусельного типа^,
снабженную формующим дорном и вакуумной системой, для
формовки внутренней выпуклости на колбах.
Производительность линии 840—1200 шт/ч.
Автоматическая линия стеклокапельной системы с
автоматом М12-145 также предназначена для выработки
колб из тугоплавкого боросиликатного стекла. Ее
производительность 360—1080 шт/ч.
4.12. ВЫРАБОТКА КОЛБ НА АВТОМАТАХ КОНВЕЙЕРНОГО
ТИПА
Прогрессивным оборудованием для выработки колб
сферического типа являются конвейерные автоматические
линии с непрерывной подачей ленты стекла, например,
моделей STR-11, STR-20, STR-40M, Ribbon и др.
Одной из наиболее совершенных линий этого типа
является модель Ribbon (производства фирмы «Корнинг Гласе
Уоркс» (Corning Class Wopks, США). Принципиальная
схема линии показана на рис. 4.7.;Она состоит из трех
расположенных один под другим конвейеров: дутьевых
головок, стеклоформующего и разъемных форм. Конвейеры
движутся строго синхронно со скоростью 0,6—1,2 м/с.
Стекломасса в виде непрерывной струи диаметром 25—
30 мм и температурой примерно 1050 °С подается с
помощью фидерного питателя от стекловаренной печи к двум
прокатным валкам. Охлаждаемые водой валки вращаются
в разные стороны и проходящая между ними стекломасса
раскатывается в ленту толщиной около 3 мм ic
периодическими, равномерно расположенными по длине ленты
утолщениями — приблизительно 6—7 мм.
Отформованная валками стеклолента переводится в
горизонтальное положение и укладывается на пластинчатый
стеклоформующий конвейер. Каждая пластина конвейера
имеет отверстие диаметром около 25 мм, через которое под
действием собственной силы тяжести провисает
стекломасса, образуя удлиненные заготовки.
Через некоторое время заготовки оказываются под
конвейером дутьевых головок, через которые начинается
дополнительный раздув заготовок дозированными
импульсами сжатого воздуха. Дутьевые головки подводятся
поочередно конвейером и плотно прижимаются к стеклоленте
св'ерху.
Окончательное выдувание колб происходит в разъемные
формы, закрепленные на нижнем конвейере. Он подводит
формы к предварительно выдутым заготовкам в открытом
П—3136 161
виде, затем формы закрываются, охватывая заготовки, и
начинают вращаться со скоростью около 200 об/мин
C—4 с-1). Вращение форм вокруг собственной оси
способствует получению гладкой поверхности колб.
После окончания выдувания вращение форм
прекращается, происходит их раскрытие и отведение от стекло-
формующего конвейера. Выдутые колбы обдуваются для
охлаждения сжатым воздухом, отделяются от ленты и по-
Рис. 4.7. Конвейерная линия выдувания колб:
7 —регулятор подачи стекломассы; 2 — конвейер дутьевых головок; 3 — стекло-
формующий конвейер; 4 —конвейер разъемных форм
даются на оплавку краев, а затем на отжиг, охлаждение
и разбраковку. Производительность автомата 62 500 шт/ч,
т. е. до 1,5 млн. колб в сутки.
Для выработки колб диаметром 26—60 мм по типу
линии Ribbon разрабатывается отечественная
автоматическая конвейерная колбовыдувная линия с непрерывной
подачей ленты стекла. Ее производительность 60 000 шт/ч,
занимаемая площадь 400 м2, количество обслуживающего
персонала 6 чел.
Намечена также разработка автоматической
конвейерной линии для производства колб диаметром 75—200 мм
для ламп типов ДРЛ, ДРИ, ДНаТ производительностью
700—850 шт/ч.
При изготовлении колб на том или ином оборудовании
возможно появление различных дефектов в них: «длинные»
и «короткие» колбы, вмятины и волнистость на колбах,
резкая неравномерность толщины стенок, растрескивание и
т. п. Часть этих дефектов связана с пороками самой
стекломассы, а другая — возникает в процессе выработки колб.
Во многом качество изделий зависит от состояния форм
для выдувания. Их, как правило, изготавливают из чугуна
162
или силумина. Внутреннюю поверхность форм тщательно
обрабатывают, так как неровная поверхность, а также
попавшие в нее песчинки, металлические частицы и т. п. при
выдувании оставляют на стекле концентрические'круги (так
называемое «черчение»)*
После очистки на внутреннюю поверхность форм
равномерно наносился слой графитовой смазки (аквадага) или
тонкий слой лака, приготовленного из- разведенных на
натуральной олифе цинковых белил, с последующей
присыпкой лака очень мелкой древесной пылью.
Затем формы сушат в течение нескольких часов в
электропечи при температуре 100—150 °С.
При выдувании первой же колбы древесная пыль
сгорает, образуя слой графита. После каждого цикла
выдувания формы опрыскиваются обессоленной водой с целью
охлаждения и предотвращения выгорания лака.
В среднем в каждой форме непрерывно можно выдуть
около 1000 колб, после чего форма очищается и снова
«наводится» лаком.
4.13. ИЗГОТОВЛЕНИЕ ДРОТОВ
Стеклянным дротом называют получаемое непрерывным
вытягиванием трубчатое или стержневое стекло. Трубы из
стекломассы могут изготавливаться горизонтальным или
вертикальным вытягиванием. Автоматические линии
горизонтальной вытяжки стеклянных трубок и стержней имеют
производительность 175—1000 кг/ч.
Схема одной из таких линий приведена на ри|С. 4.8.
В состав линии входят фидер, привод мундштука, рольганг,
аппарат сигнализации обрыва стеклянной трубки,
установка вытяжки, установка резки и оплавления концов трубок,
установка сортировки стеклянных трубок.
Из выработочной части стекловаренной печи
стекломасса попадает в фидер, обогреваемый газовоздушными
горелками и служащий для поддержания температуры
стекломассы и дозированного питания мундштука стеклом. Из
фидера стекломасса непрерывной струей подается на
мундштук^ формовочного устройства, представляющий собой
полый цилиндр из жаропрочного материала (шамота).
Мундштук устанавливается в отдельной отапливаемой
камере под углом 8—12°. Стекломасса наматывается на
мундштук, частота вращения которого 6—10 об/мин, и под
действием собственной силы тяжести сползает книзу,
образуя на нижнем конце сплошную массу с утолщением,
называемым «луковицей». Через трубку из жаропрочной ста-
И* 163
ли, на которую насажен мундштук, непрерывно поддувается
воздух с.избыточным давлением 600—1000 Па. Благодаря
этому стягиваемый с мундштука конус из расплавленной,
стекломассы формуется в трубку. При изготовлении стерж-,
ней воздух не поддувается.
Привод мундштука имеет питание от сети постоянного
тока, что позволяет плавно изменять частоту его вращения.
От луковицы стеклотрубка непрерывно оттягивается в
горизонтальном направлении установкой вытяжки. Ско-
Рис. 4.8. Линия горизонтального вытягивания трубок:
/ — мундштук; 2 — рольганг; 3 — тянульно-резальная машина
рость вытяжки трубок зависит от их диаметра и составляет
5—15 м/мин при диаметре 25—40 мм и 40—70 м/мин при
меньшем диаметре. Эта скорость задается регулируемым
двигателем постоянного тока.
Движение трубки от мундштука до вытяжной
установки происходит по рольгангу длиной 20—50 м со свободно
вращающимися асбоцементными или графитовыми
роликами. В начале рольганга трубки обогреваются газовыми
горелками, а в конце — обдуваются воздухом для
охлаждения. Для защиты трубок от попадания на них потоков
холодного воздуха на рольганге монтируются
откидывающиеся секционные кожухи. Подобные меры предосторожности
уменьшают напряжения в стекле. На рольганге
монтируется также аппарат сигнализации обрыва трубки.
Вытяжная машина имеет две расположенные одна над
другой бесконечные непрерывно движущиеся цепи.
Прошедшая по рольгангу трубка (дрот) обхватывается сверху
и снизу бесконечными цепями, создающими тяговое усилие.
Машина снабжена устройством для резки, с помощью
которого от непрерывной трубки отрезаются заготовки
нужной длины. Они сразу же подаются на установку точной
164
огневой обрезки концов и их оплавки, а затем на
устройство автоматической сортировки трубок по диаметру.
Параметры трубок зависят от следующих факторов:;
постоянства вязкости и качества стекломассы;
стабильности температурного режима, определяемого как
температурой стекломассы, так и температурой окружающего
воздуха; скорости подачи стекломассы на мундштук; стабиль-*
ности давления воздуха, подаваемого для раздува и др.
Рис. 4.9. Схема установки вертикального вытягивания трубок:
J —шамотный цилиндр; 2 —трубка подачи воздуха для выдувания; 3 —чаша;
4 — стекломасса
В последнее время новейшие образцы линий
горизонтальной вытяжки трубок оборудуются системой
непрерывного контроля диаметра трубок и толщины их стенок с
осуществлением обратной связи с исполнительными
механизмами вытяжки трубок. Находят также применение линии,
использующие вытягивание стеклотрубки вертикально
(вверх или вниз) (рис. 4.9). При этом ролики тянущего
механизма обеспечивают не только вытягивание трубки, но
и ее вращение вокруг собственной оси.
Одной из наиболее совершенных автоматических линий
вь1тяжки трубок подобного типа является линия модели
165
«Вело», имеющая производительность 2880 кг/ч и
обеспечивающая выработку трубок диаметром 1,2—200,0 мм из
магнезиального и свинцового стекол (СЛ93-1).
4.14. ИЗГОТОВЛЕНИЕ ИЗДЕЛИИ ИЗ ДРОТОВ
Из дротового стекла изготавливаются разнообразные
стеклоизделия: штенгели, штабики, бусинки, стеклянные
кольца, тарелки для ножек ламп, колбы некоторых
специальных ламп и др. На выработку этих изделий должно
подаваться стекло без дефектов, предварительно раскалиб-
рованное по диаметру, а трубчатое и по толщине стенок.
Резка дротов. Путем резки стеклянного дрота на
необходимую длину изготавливают штенгели, штабики,
стеклянные кольца.
Чаще всего используется механическая резка. При
такой резке на поверхности стекла образуется кольцевая
царапина, которая под действием возникших внутренних
напряжений дает относительно ровную трещину,
отделяющую изделие от оставшейся заготовки. Резка может быть
ручная или с помощью специальных приспособлений,
машин.
Ручную резку выполняют на специальных столах,
оборудованных дисковым 'ножом, вращающимся с частотой
4000—6000 об/мин, и упором для трубки, который задает
длину отрезаемой части. Лезвие ножа должно -выступать
над поверхностью стола на 8—10 мм. Плоскость стола
делают слегка наклонной, чтобы отрезанные изделия сами
скатывались в тару. Одновременно производится резка 6—
12 дротов.
Стеклорезный полуавтомат представляет собой
медленно вращающийся барабан с продольными прорезями, в
которые укладываются дроты. Проходя -под неподвижно
закрепленными на определенном расстоянии друг от друга
стеклорезами, дроты разрезаются по всей длине сразу, и
полученные штенгели (или штабики) скатываются в тару.
Производительность резки на таком полуавтомате во много
раз выше, чем при ручном способе.
Образующуюся при механической резке стеклянную
пыль необходимо удалять через систему местных отсосов.
Острые края нарезанных штенгелей иногда дополнительно
оплавляют газовой горелкой. Это впоследствии облегчает
вставление штенгелей в откачные гнезда.
Аналогично могут изготавливаться стеклянные кольца
из труб соответствующего диаметра. Такие кольца служат
заготовками при изготовлении плоских штампованных
ножек ламп.
166
В некоторых случаях ведется огневая резка дротов —
с помощью острого жесткого пламени. Но ее
производительность ниже, чем механической, а качество среза,
особенно при различной толщине стенок трубки, оказывается
невысоким. Поэтому современное технологическое
оборудование для резки стеклянных трубок использует, как
правило, механический способ резки. В зависимости от
диаметра стеклотрубки и марки стекла применяется
различное оборудование.
Для резки трубок из стекол марок СЛ97-1 и СЛ93-1
диаметром 3,6—4,6 мм применяется станок с
вращающимся дисковым ножом производительностью 10—12 тыс. шт/ч
типа К-0849/1. Для резки кварцевых трубок также
вращающимся дисковым ножом применяется станок типа
ВО-472А производительностью 20—25 шт/ч.
Технические данные оборудования существенно
повышаются в новых разработках. Так, для резки трубок
диаметром 8—15 мм из стекла марок СЛ97-1 и СЛ93-1
разрабатывается автомат резки производительностью 40—
60 тыс. шт/ч. Для резки и сортировки штенгелей
разрабатывается автомат производительностью 60 тыс. шт/ч. Для
резки кварцевых труб на заготовки заданной длины
ведется разработка полуавтомата производительностью
250 шт/ч.
Изготовление тарелок. Тарелкой называют короткую
стеклянную трубку с конусным расширением на одном
конце, используемую для изготовления гребешковой ножки.
Изготовление тарелок обычно ведется на автоматах
карусельного типа, имеющих 12 или 18 рабочих позиций.
Производительность автоматов 1820—2400 шт/час.
Исходными заготовками служат стеклянные трубки 7,0—19,5 мм
диаметром и длиной 1000—1500 мм. Заготовки в
вертикальном положении загружаются вручную или
автоматически в патроны автомата, которые обеспечивают необхо--
димую центровку, фиксацию и вращение трубок. Рабочие
позиции автомата оснащены газовоздушными (а некоторые
автоматы и газокислородными) горелками.
Сначала производится разогрев нижнего конца трубки
до начала размягчения стекла и отбортовка размягченного
стекла на конус специальным механизмом, чаще всего это
делается с помощью быстро вращающегося вольфрамового
стержня (райбера). Затем трубка с развернутым нижним
концом подравнивается опусканием на упорную
асбоцементную площадку и начинается разогрев стекла выше
развертки, по месту отреза, который определяет высоту
тарелки.
167
Отрез производится с помощью двух встречновращаю-
шйхся в горизонтальной плоскости стальных дисковых
ножей. Один из них (малого диаметра), вращающийся с
частотой примерно 380 об/мин, входит внутрь тарелки и,
касаясь стекла, делает на нем кольцевую царапину. Второй
нож (большого диаметра), прикасаясь к трубке снаружи
строго напротив царапины, охлаждает стекло. В
результате возникших напряжений в стекле происходит отделение
тарелки от остальной заготовки.
Отрезанная тарелка по направляющим попадает в
газовую туннельную печь отжига и оплавления места среза,
а затем с помощью конвейера подается к столу контроля.
¦ Контроль готовых тарелок ведется по геометрическим
размерам и форме, на отсутствие на стекле выщербин,
царапин, посечек, трещин, недопустимо больших внутренних
напряжений в стекле и т. п.
В последнее время для упрочнения стекла тарелок в
процессе их изготовления через коллектор тарелочного
автомата подается пар диметилсульфоксида.
Изготовление колб специальных ламп. Для некоторых ламп
накаливания применяются колбы цилиндрической формы. Такие колбы
изготавливаются из трубчатого стекла на так называемых импульсных
автоматах.
Предварительно нарезанные на заданную длину стеклянные
заготовки перемещаются по позициям линейного конвейера и
одновременно вращаются. С помощью газовых горелок ведется оплавление
концов и одновременно нагрев середины заготовок до размягчения стекла.
После образования перетяжки заготовка разделяется на две половины.
Размягченное стекло закатывается, образуя купол колбы. Правильная
форма купола определяется поддувом внутрь колбы воздуха и
применением специального формующего ролика. Полученные таким образом
из одной заготовки две колбы сразу отжигаются и поступают на
разбраковку.
При необходимости цилиндрические колбы с целью получения
диаметра с точностью 0,15 мм подвергают горячей вакуумной
калибровке. Процесс калибровки заключается в том, что колбы надеваются
на вращающиеся цилиндрические оправки из жаропрочной стали и
разогреваются снаружи интенсивным газокислородным пламенем.
Размягченное стекло под действием поверхностных сил натяжения и
разрежения внутри колбы плотно облегает оправку. Иногда колбы
дополнительно обкатываются снаружи цилиндрическим валиком.
В некоторых случаях производится штенгелевание полученных
таким образом колб. Для этого острым пламенем в куполе колбы
«прожигается» отверстие и к этому месту приваривается штенгель.
Колбы для миниатюрных ламп могут изготавливаться также ме-
168
тодом выдувания из тонкостенных стеклянных трубчатых заготовок
длиной 1200—1300 мм. Сначала производится заплавление конца
трубки и разогрев прилегающих к этому концу участков стекла до
размягчения. Затем разогретый конец трубки помещается в разъемную
форму, где происходит окончательное выдувание колбы. Выдутая
колба после раскрытия формы отрезается от остальной части трубки
жестким пламенем, и весь цикл повторяется.
Для изготовления колб этим способом применяется 20-позицион-
ный автомат карусельного типа производительностью около 1100 шт/ч.
Автомат сдвоенный, так что технологический процесс, проходящий на
первых 10 позициях, повторяется на оставшихся A1—20 позициях).
На автомате можно получать колбы диаметром шаровой части 19, 25,
32 мм.
Разрабатываемый новый автомат для выдувания колб диаметром
до 24 мм из стеклянных трубок рассчитан на производительность
5000 шт/ч.
4.15. ОЧИСТКА ПОВЕРХНОСТИ СТЕКЛА
Очистка поверхности стеклоизделий производится с
целью удаления с нее различных загрязнений, остатков
покрытий и подготовки к нанесению новых покрытий. На
электроламповых заводах обязательной очистке
подвергаются колбы и весовое стекло, получаемое с других
предприятий. Рекомендуется промыть их 1—5%-ной соляной
кислотой, затем горячей водой, высушить обдувом
сжатым, очищенным от масла и пыли воздухом.
Для магнезиальных стекол (Сл96, Сл97)
рекомендуется промывка в разбавленной 2—5%-ной уксусной кислоте
вместо соляной. В раствор можно вводить смачивающие
добавки, способствующие удалению прилипших к
поверхности стекла частиц.
Очистка сильно загрязненного стекла производится в
следующей последовательности: 'Предварительная мойка в
концентрированных растворах NaOH или КОН, промывка
в проточной воде, выдержка в концентрированном
растворе хромпика К2СГ2О7 (время выдержки от нескольких
часов до нескольких дней в зависимости от степени
загрязненности), промывка в проточной и дистиллированной воде,
сушка.
Обезжиривание стекла (например, с целью удаления
вакуумной смазки) производится промывкой в ацетоне,
мойкой в горячем растворе соды или хромпика,
промывкой в горячей дистиллированной воде, а затем
ополаскиванием в спирте.
169
Очистка поверхности стекла перед металлизацией
должна быть особенно тщательной. Она включает
промывку в мыльном растворе, проточной воде и выдержку в
концентрированном растворе хромпика.
Весьма эффективным средствам очистки стекла
является фтористоводородная кислота. При очистке она
растворяет поверхность и наиболее загрязненный слой
стекла. С помощью фтористоводородной кислоты удаляются
налеты на стекле, вызванные его длительным хранением
при неблагоприятных условиях, а также остатки
различных покрытий. Однако большим неудобством применения
фтористоводородной кислоты является ее сильная
токсичность.
Несмотря на это, растворы фтористоводородной
кислоты широко применяются для очистки кварцевых труб.
Концентрация раствора и время травления
устанавливаются экспериментально. Работа проводится в вытяжном
шкафу со -строгим соблюдением требований правил техники
безопасности. После травления трубы тщательно
промываются и сушатся. Очистка трубок-колб для
«люминесцентных ламп описана в § 7.9.
4.16. МАТИРОВАНИЕ
Матирование—'это способ обработки поверхности
стекла, в результате которого на ней образуется микрорельеф,
обеспечивающий рассеяние света. Различают следующие
основные способы матирования: химическое, коллоидным
кремнеземом и нанесением органосиликатных покрытий.
а) Химическое матирование. Химическое матирование
заключается в травлении поверхности стекла фтористым
аммонием. Степень матирования зависит от насыщенности
травильного раствора, времени травления, введения в
раствор специальных добавок, а также состава
обрабатываемых стекол. Наиболее легко матируются химически мало*
стойкие стекла.
Травильные растворы подготавливаются согласно
рецепту при тщательном перемешивании компонентов в
деревянных освинцованных емкостях. Наружное матирование
производится погружением колбы в подготовленный
раствор на 1—3 мин. При этом участки стекла, не
подлежащие матированию, покрываются защитным слоем ницеи-
на, воска или парафина, который затем удаляется
скипидаром. Для устранения хрупкости матированные стекла
обрабатывают закрепителем—разбавленной
фтористоводородной кислотой. При этом тонкий поверхностный слой, со-
170
держащий микротрещины и острые выступы, растворяется,
В результате такой обработай прочность матированного
стекла повышается без -существенного снижения светорас-
сеивающей способности.
Во избежание ослабления прочности для матирования
следует применять колбы с толщиной стенок не менее
0,25—0,30 мм. Чаще всего матируется внутренняя
поверхность колбы, так как при этом отсутствует опасность
загрязнения матированного слоя и снижения его
светотехнических параметров.
Матирование колб диаметром 45—95 мм обычно
ведется фонтанным методом на 18-позиционном полуавтомате
карусельного типа 'производительностью 2000 шт/ч.
б) Матирование коллоидным кремнеземом.
Матирование коллоидным кремнеземом состоит <в том, что на^
внутреннюю поверхность стекла колбы наносится тонкий слой
двуокиси кремния, отдельные частицы которого специаль^
ной обработкой превращены в прочную пленку
коллоидного кремнезема белого цвета.
Исходным материалом для нанесения слоя двуокиси
кремния служит этиловый эфир ортокремниевой кислоты
(C2HsOL-Si. Испарение и сжигание эфира, а также
введение в колбу дыма производят специальной горелкой,
состоящей из испарителя и трех концентрических,
вставленных друг в друга металлических трубок. Во внутреннюю
трубку подводят из испарителя пары эфира, в среднюю —
сжатый воздух, а в наружную—кислород. Испарение
эфира ведется нагревом его в испарителе до температуры
кипения A67 °С).
Смесь паров эфира и воздуха регулируют так, чтобы
пламя при работе горелки отрывалось от сопла на 5—
10 мм. Кислород подают с избытком, чтобы обеспечить
полное сгорание, иначе оставшийся углерод придает
покрытию желтизну. Колбу, помещенную в шаблон, надви-»
гают на пламя горелки. Образующийся при сжигании эфи*
ра белый дым осаждается на стекло в виде частиц
двуокиси кремния размерами 0,03—0,30 мкм. Этот слой сразу
закрепляют на стекле вдуванием в колбу перегретого
водяного пара, а затем сухого воздуха.
Процесс матирования колб этим методом ведется на
16-люзиционном полуавтомате карусельного типа с одно*
временной обработкой на каждой позиции трех колб.
Производительность полуавтомата 1800 шт/ч.
в) Органосиликатиые покрытия. В последнее время в электродам*
повой промышленности освоено внешнее покрытие колб на основе ор-
171
' ганосиликатных материалов; дающих очень надежное светорассеивак>-
щее покрытие. Эти покрытия имеют высокую нагревостойкость (до
400 РС), хорошие электроизоляционные свойства и вибростойкЬсть,
обладают гидрофобностью даже в условиях тропического климата,
механически - прочны, имеют хорошую адгезию к стеклу, многие из них не
препятствуют спаиванию стекол.
Основой подобных покрытий служит кремнийорганическая смола,
"например один из видов ^модифицированных полиметилфенилсилокса-
нов. В качестве «глушителей» в этот полимер вводятся
мелкодисперсные силикаты и окислы некоторых металлов. Оптимальные размеры
глушащих частиц в полимере должны быть в пределах 6—8 мкм, а
' коэффициент преломления должен незначительно отличаться от
показателя преломления света полимера. Только при этих условиях свет
проходит через покрытие с незначительными потерями с созданием
" эффекта рассеяния.
Светорассеивающее покрытие наносится окунанием колбы в
подготовленную суспензию с последующей сушкой при 150 °С для
удаления растворителя и термообработкой при температуре около 300 °С
для окончательного закрепления покрытия на колбе. Толщина
готового покрытия должна быть в пределах 25—35 мкм. Перед покрытием
колбы должны быть хорошо обезжирены и высушены.
Нанесенное органосиликатное покрытие при необходимости
смывается спиртовым раствором едкого натра или концентрированной
серной или фосфорной кислотой.
4.17. МЕТАЛЛИЗАЦИЯ
Металлизация—это нанесение на поверхность стекла
тонкого слоя металла. В электроламповом производстве
она проводится с целью получения на колбах специальных
ламп светоотражающих покрытий. Наиболее часто
металлизацию проводят испарением металла в вакууме и
химическим способом.
а) Испарение металла в вакууме. Напыляемый металл
нагревается в вакууме до температуры интенсивного
испарения так, чтобы давление его пара составляло примерно
\ Па. Испарившиеся атомы металла попадают на стекло
колбы и оседают на нем <в виде тонкого отражающего
слоя толщиной от 0,1 до 20 мкм.
Для получения качественного покрытия испарение
должно проводиться при вакууме 0,01—0,10 Па, чтобы
длина свободного .пробега испаряющихся атомов металла
была больше расстояния от испарителя до стекла колбы.
Обычно это расстояние составляет 50—100 мм. Если
же стекло перегревается и начинает выделять газ, то
172
расстояние между испарителем и колбой увеличивают до
300—600 мм.
Крупные и цилиндрические колбы,, а также изделия
неправильной формы в процессе Металлизации непрерывно
вращают. Для защиты других, дета л ей, а также отдельных
мест колбы от оседания на них металла используют
.экраны.
В некоторых случаях, например, при металлизации колб
больших размеров роль вакуумного колпака выполняет
сама колба. Ее вакуумное
уплотнение в таком случае
обеспечивается специальной vzz^zgzzz^l--SlOf&?-rW
пробкой, вставляемой в гор- ^^^^^^^^ai (~ho'jmm)
ловину. У///////////Щ —Сг <гмг*мл)
Нагрев осуществляется с \ ^ чч ^\~-стеш
помощью специальных
испарителей, выполняемых из РйС 410 Схема многослойного
вольфрама или другого ту- покрытия
гоплавкого материала в
виде спирали или просто ленты. Испаряемый металл
крепится на испарителе.
В последнее время все большее применение находят
высококачественные многослойные покрытия (рис. 4.10). Использование подслоя
улучшает адгезию к стеклу основного металла B-й слой), а тонкая
пленка окиси кремния надежно защищает этот металл от внешних
воздействий. Нанесение многослойных покрытий производится
последовательным включением различных испарителей.
Наиболее широко в настоящее время применяется алю-
минирование колб специальных ламп накаливания. При
этом зеркальный слой алюминия наносится на заднюю
часть внутренней поверхности колбы, а ее купол
матируется. Иногда матируется вся колба.
Алюминирование колб диаметром 175 мм для
зеркальных ламп накаливания производится на
полуавтоматической линии, состоящей из трех карусельных машин:
полуавтомата мойки и матирования, полуавтомата алюминиро-
вания и полуавтомата стравливания алюминия. Все
машины соединены между собой подогревными конвейерами,
производительность линии 200 шт/ч.
Обработка колб на 24-позиционном полуавтомате
мойки и матирования включает в себя промывку колб теплой
водой, промывку 3—5%-ным раствором плавиковой
кислоты, повторную промывку водой, введение матирующего
состава, промывку водой, 8—10%-ным раствором
плавиковой кислоты и снова водой.
173
После этого колбы проходят туннельную печь и
попадают на 16*позиционный полуавтомат алюминирования.
Последующая обработка колб на 24-позиционном
полуавтомате стравливания алюминия ведется за счет заливки в
колбу 1%-ного раствора подогретого едкого кали, после
чего колбы тщательно промываются водой и сушатся.
б) Металлизация химическим способом. Химическое осаждение
основано на реакции восстановления чистого отражающего металла из
раствора его соли непосредственно на поверхности стекла. Этот способ
применяется для получения серебряных и медных покрытий.
Для серебрения используют аммиачные растворы азотнокислого
серебра, применяя в качестве восстановителей глюкозу, формалин,
сегнетову соль. Способ осаждения состоит в том, что в колбу
заливают подготовленный раствор и выдерживают некоторое^ время. В
процессе такой обработки на стекле получается гидрат окиси серебра
AgOH, который в избытке с аммиаком образует двойную комплексную
голь Ag(NH3hOH. Из этой соли затем восстанавливается металлическое
серебро, которое в виде тонкой пленки закрепляется на поверхности
стекла колбы. Металлизированные колбы тщательно промывают водой
и высушивают при умеренных температурах. Весь процесс серебрения
занимает около 1 ч.
Со стороны, обращенной к стеклу, серебряное покрытие имеет вид
зеркала с высоким коэффициентом отражения (около 0,92—0,94), а
с наружной стороны — беловато-матовый цвет.
При хорошей предварительной очистке стекла, соблюдении всех
требований вакуумной гигиены и времени обработки, а также
надежной защите снаружи серебряное покрытие продолжительное время
сохраняет свои высокие светотехнические свойства.
Химическое меднение колб проводится с целью получения подслоя
для других покрытий или для получения защитного слоя на другом
покрытии. Для меднения часто применяют раствор сернокислой меди
с добавкой нашатырного спирта и гидразина.
4.18. ОКРАСКА КОЛБ
В последнее время взамен дорогостоящих цветных
натуральных стекол начала все более широко применяться
поверхностная окраска колб, обеспечивающая селективное
излучение ламп в требуемых участках спектра. Кроме
того, применение окраски колб создает условия для
расширения ассортимента и объемов производства ламп для
сигнализации, получения инфракрасного излучения,
декоративного и рекламного освещения и т. д.
Используется как наружная, так и внутренняя окраска
колб. Основные данные по изготовлению красок для
внутренней окраски колб приведены в табл. 4.2. При этом в
174
качестве разбавителя применяется смесь ацетона с
амилацетатом в соотношении 1:1.
Внутренняя окраска колб производится на установке
фонтанного типа, а обжиг колб (удаление растворителя,
разложение нитроклетчатки и сжигание образующегося
углерода)—на карусельной машине газовыми горелками
при 450—480 °С. Место заварки колбы с ножкой очищают
от краски механической протиркой.
Таблица 4.2. Составы красок для внутреннего покрытия колб
Цвет
краски
Наименование
пигмента, его количество, кг
е*Р
*?
Iя-
Кинематическая
вязкость,
сма/с
Желтый
Красный
Крон свинцовый
желтый марки 0 или
00, 1,600
Крон свинцовый
оранжевый марки 0
или 00, 1,800
Пигмент № 160,
0,400
Пигмент Nb 906,
0,325
Пигмент Nb 255,
0,400
Двуокись титана
-
-
0,400
0,425
0,400
0,600
1200
1500
1500
1250
1250
1250
123
150
150
125
125
—
72
72
72
72
72
24
-
-
750
625
400
1200
Зеленый
Голубой
Сиреневый
Белый
Примечание. Разбавитель—смесь ацетона с амилацетатом A:1).
0,35—0,40
0,40—0,47
0,35—0,40
0,35—0,40
0,35—0,40
0,28—0,39
При внешнем покрытии лампы окрашивают
(прозрачными и непрозрачными красками.
Прозрачные краски приготавливаются растворением в
бесцветном нитроцеллюлозном лаке различных
анилиновых красителей. Бриллиантовая зелень дает зеленый цвет,
родолин и конго красный—красный и т. п. Для окраски
ламп можно использовать готовые цветные прозрачные
Цапонлаки №950, 956, 963 и др.
Прозрачными красками окрашиваются некоторые
люминесцентные лампы и лампы накаливания мощностью не
более 25 Вт (при высокой температуре краска бледнеет).
Окраска ламп может производиться погружением в
подготовленный раствор.
Непрозрачные краски приготавливают из разведенных
на бесцветном нитролаке сухих минеральных пигментов.
Двуокись титана, окись цинка и литопон 'применяются для
получения белого цвета, ультрамарин—синего, крон
желтый и кадмиевый желтый—желтого, кадмиевый красный
175
и лак рубиновый—красного, крон зеленый—зеленого и др.
Пигменты в отличие от красителей не растворяются в
пленкообразующих лаках, а образуют с ними суспензии.
Окраска может производиться окунанием или с
помощью кисточки на специальном приспособлении. Колбы
после нанесения краски отжигают при температуре,
близкой к точке размягчения стекла, в результате чего краска
закрепляется на стекле.
В настоящее время все более широкое применение по-
лучают светожаростойкие покрытия на основе
легкоплавких цветных стекол (эмалей). Особенностью эмалевых
красок является то, что все разбавители и связующие
вещества связывают частицы краски и обеспечивают их
адгезию к стеклу колбы лишь временно, до отжига. При
отжиге они испаряются или сгорают практически полностью.
Оставшееся стекло краски плавится, растекается в тонкую
пленку и соединяется со стеклом колбы.
4.19. ПРОЧИЕ ПОКРЫТИЯ
Проводящие покрытия. Для облегчения зажигания ламп
(люминесцентных импульсных) .производится нанесение на внешнюю поверхность
их колб проводящей полосы. «Зажигающая» полоса должна иметь
небольшое электрическое сопротивление, незначительную зависимость
сопротивления от температуры, достаточно хорошую адгезию к стеклу
и механическую прочность.
В качестве клеящей основы покрытия может быть использован ни-
троцеллюлозный, бакелитовый или кремнийорганический лак с рабочей
температурой до 150 °С.
В качестве проводящего материала используется посеребренный
медный порошок с размером зерен 20—30 мкм. Медный порошок
обезжиривают и очищают от окислов обработкой в серной кислоте или
хлористом аммонии и высушивают, затем серебрят в растворе
азотнокислого серебра. Подготовленные лак и порошок смешивают D5 см3
бакелитового лака вязкостью приблизительно 200 см2/с и 55—60 г
порошка).
После нанесения полосы лампы сушат 8—10 мин при 100—120 °С
Нанесение графита. Графитовые покрытия применяются для
чернения поверхности отдельных участков колб проекционных и
прожекторных ламп и для других целей. После обычной очистки
поверхности колбу покрывают одной суспензией коллоидного графита
(аквадата) путем погружения, намазывания или пульверизацией. Необходимую
вязкость суспензии получают разбавлением ее водой. Для повышения
адгезии графита к стеклу в суспензию можно добавлять жидкое стекло
(силикатный клей). При внешнем покрытии колб для защиты
графитового слоя от механических повреждений его сверху покрывают слоем
лака.
176
В некоторых случаях для технологических целей можно
использовать временное покрытие слоем графита. Например, если необходимый
нагрев стекла при откачке ламп затруднен, то на стекло наносят слой
графита и, используя инфракрасные лампы, легко нагревают стекло
до температуры обезгаживания, затем графит удаляют с колбы.
Защитные покрытия. В производстве источников света защитные
покрытия обычно применяются для защиты отражающих пленок от
воздействия атмосферы и коррозии (особенно в тропических условиях
и по отношению к морской воде). Использование их для упрочнения
металлических покрытий, повышения поверхностного сопротивления в
других целей встречается в практике значительно реже.
Слои тугоплавких металлов, нанесенные на нагревостойкие
материалы (кварцевое стекло), защищают с ломощью двуокиси кремния.
Для этого металлизированные детали помещают в откачиваемую
камеру и обрабатывают при 850 °С в парах этилсиликата. При этой
температуре этилсиликат диссоциирует и образующаяся двуокись кремния
конденсируется на поверхности деталей в виде пленки, толщина
которой при 850 °С растет со скоростью 0,03 мкм/мин* Твердость .пленки
возрастает при увеличении температуры детали, на которую ведется
осаждение. В связи с опасностью кристаллизации кварцевого стекла,
температура нагрева не должна превышать 900 °С, а длительность
процесса покрытия должна быть возможно меньше.
Алюминиевые покрытия также можно защищать с помощью
двуокиси кремния. Эти покрытия нельзя подвергать нагреву до высоких
температур (температура плавления алюминия 660 °С), поэтому
нанесение защитных пленок производится другими способами. Например»
кварцевый штабик помещается в плотную вольфрамовую спираль и
нагревается в вакуумной камере вблизи изделия, подлежащего
покрытию. Кварцевое стекло легко испаряется, и двуокись кремния
осаждается на изделии. Образующаяся защитная пленка оказывается слаба
окрашенной окислами вольфрама.
Чистые покрытия можно получать при возгонке двуокиси кремния
путем плавления ее в танталовом тигле с помощью электронной
бомбардировки.
Для покрытия колб ламп «фотовспышка» с целью их защиты от
разрыва используются бесцветные лаки, например, такого состава
(в частях):
ацетилцеллюлозы 7,6
растворителей 92,4
в том числе:
ацетона 62,9
бензола 15,2
этилового cnnpfa 10,2
бензилового спирта 4,1
В мешалке перемешивают растворители между собой, затем,
продолжая перемешивание, вводят связующее вещество — ацетилцеллю-
12—3136
177
лозу. Полученный лак процеживают через сито. Вязкость (при 20 °С)
должна быть 1500—1700 м2/с. Лак наносится методом окунания ламл,
нанесение производят дважды. Нанесенный на колбу лак просушивают
при 60—80 °С в течение 15—20 мин.
В лампах накаливания специального назначения для
отфильтровывают нежелательного инфракрасного излучения часто используется
покрытие колбы тонкой пленкой двуокиси олова. Получение такой
пленки может проводиться термохимическим методом из хлористых
солей олова. Перед нанесением пленки стекло должно быть тщательно
очищено, например, промывкой в смеси хромовой и серной кислот.
Раствор хлорного олова с небольшой добавкой сурьмы A—2%)
пульверизацией или другим способом наносится на колбу, нагретую до
температуры, близкой к температуре размягчения стекла. Хлорное олово
разлагается с образованием двуокиси олова. Образовавшаяся пленка
электропроводна, прозрачна в видимой области спектра и имеет
высокий коэффициент отражения для инфракрасных лучей.
Нанесение надписей. Для нанесения на ножки и другие
стеклянные детали различных пометок и надписей можно пользоваться
травящими растворами следующего состава:
Раствор А: в 500 см3 дистиллированной воды растворяют 36 г
фтористого натрия, а затем добавляют 72 г сульфата калия.
Раствор Б: в 500 см3 дистиллированной воды растворяют 14 г
хлористого цинка и добавляют 65 г концентрированной соляной
кислоты.
Оба раствора можно хранить в обычной стеклянной посуде. Перед
использованием растворы А и Б смешивают в соотношении 1:1 в
парафинированной (или парафиновой) чашке и добавляют несколько
капель туши. Пометки и надписи можно делать обычным пером. После
нанесения пометок или надписей изделия высушивают при комнатной
температуре.
Чернила для надписей на стекле можно также получить, размолов
в фарфоровой шаровой «мельнице в течение 48 ч смесь из 34 г
очищенной ламповой сажи, 250 см3 натриевого жидкого стекла и 165 см3
дистиллированной воды. Затем чернила процеживают через бронзовое
сито № 028 и разбавляют до получения нужной вязкости калиевым
жидким стеклом.
ГЛАВА ПЯТАЯ
ТЕХНОХИМИЧЕСКИЕ ОПЕРАЦИИ
В 'производстве источников света к технохимическим
относят операции, связанные с приготовлением суспензий
эмиттеров и люминофоров, цоколевочных и маркировочных
составов, материалов покрытий и т. п.
178
5.1. ПРИГОТОВЛЕНИЕ СУСПЕНЗИЙ ЭМИТТЕРОВ
Эмиттирующие покрытия катодов газоразрядных ламп
обычно наносятся из суспензий, представляющих собой
дисперсную систему частиц эмиттера, равномерно
распределенных между частицами связующего вещества,
взятого в виде раствора—биндера. Биндер обеспечивает
сцепление частиц эмиттера с керном и друг с другом. В
процессе обработки катода биндер должен разлагаться без
остатка.
В зависимости от типа катода состав и технология
приготовления эмиттера могут сильно различаться.
а) Оксидная суспензия для люминесцентных ламп.
Для оксидирования катодов люминесцентных ламп по
типовой технологии используется оксидная суспензия из
смеси карбонатов щелочноземельных металлов бария*
стронция и кальция, нитролака и двуокиси циркония или
цирконата магния или кальция.
Получение тройного карбоната. Получение карбонатов
ведется на установке, изображенной на рис. 5.1.
В бак 1 засыпают азотнокислые соли и из бака 2
поступает дистиллированная вода. В бак подают пар и
нагревают раствор до 90—95 °С при непрерывном
перемешивании. В баке 3 аналогично .приготавливают 30—40%-ный
раствор углекислого аммония, нагревая его до 40 °С.
Горячие растворы в порядке изготовления заливают через
фильтры в реактор 5. После
осаждения карбонатов
жидкость сливают, а осадок
несколько раз промывают
горячей водой. Полученные
карбонаты просушивают на
воронке 4 с вакуумным отсосом при
250 °С 8—10 ч и хранят в
стеклянной посуде с притертой
пробкой. Средний размер
зерен карбоната должен быть
1—5 мкм. Допускаемая сум-
Рис. 5.1. Схема установки для
получения карбонатов:
* — бак для раствора азотнокислых
солей щелочноземельных металлов;
* — бак для дистиллированной воды;
* — бак для раствора осадителя; 4 —
ВоРонка с вакуумным отсосом; 5
—реактор
12*
Отсос
Отсос
179
ма примесей к карбонату не должна превышать
нескольких десятых долей процента.
Приготовление нитролака (биндера). В качестве бин-
деров для оксидной .«суспензии используют нитролак—
раствор коллоксилина в органическом растворителе: бути-
лацетате, амилацетате и т. п. Коллоксилин представляет
собой волокнистое вещество белого цвета. Для
приготовления нитролака используются* в основном три сорта
коллоксилина с условной вязкостью 0, 5, 35 и 60 с.
Перед приготовлением нитролака проводят промывку
и сушку коллоксилина. С этой целью его заливают
этиловым спиртом крепостью не менее 96% и тщательно
перемешивают. Промытый коллоксилин сушат на воронке Бюх-
нера с вакуумным отсосом, а затем в паровом шкафу при
температуре не выше 60—80 °С.
Для приготовления нитролака в стеклянную бутыль
загружают растворитель и высушенный коллоксилин,
закрывают бутыль пробкой или крышкой с винтовой
резьбой и вращают «а валковой мельнице до полного
растворения коллоксилина (до исчезновения 'пузырьков).
Возможно приготовление нитролака в шаровой
мельнице без мелящих шаров. При этом под крышку
барабана следует ставить полиэтиленовую 'Прокладку, чтобы
исключить контакт нитролака с резиновым уплотнителем,
так (как сернистые соединения, присутствующие в резине,
могут загрязнить нитролак и ухудшить эмиссионные
свойства катода.
Полученный нитролак обычно содержит 11%
коллоксилина и 89% изоамилацетата по массе. Его проверяют
по плотности с помощью ареометра и по вязкости с
помощью вискозиметра или калиброванной пипетки, при
этом условно выражают вязкость в секундах—времени
вытекания определенного объема раствора через
стандартное отверстие.
Готовый нитролак процеживают через шелковое сито
и хранят в стеклянных бутылях с притертой пробкой. Для
стабилизации свойств нитролак выдерживают около 3 сут.
В качестве биндеров могут использоваться растворы по-
либутилметакрилата е бутилацетате или водные растворы
поливинилового спирта, карбоксилметилцеллюлозы и т. п.
Приготовление оксидной суспензии. Тройной карбонат
прокаливают в камерной электрической печи на никелевых
противнях при 350—400 °С в течение 2 ч, также
прокаливают двуокись циркония при 700 °С в течение 2 ч. Затем
двуокись циркония промывают дистиллированной водой
до полного исчезновения за'паха хлора и сушат при 150 °С
180
примерно 1 ч до. постоянной массы. Берут выдержанный
нитролак и все подготовленные компоненты согласно
рецепту, загружают в фарфоровый барабан шаровой
мельницы вместе с мелющими телами (ситалловыми шарами) и
размалывают при герметично закрытой крышке в течение
примерно 48—50 ч.
После размола суспензию проверяют на вязкость и
плотность, процеживают через мелкое .капроновое сито.
Хранят суспензию й стеклянных бутылях с .притертой
пробкой, а перед употреблением дополнительно
размешивают на валках 30—40 мин до полного исчезновения
осадка.
В процессе приготовления и хранения оксидной
суспензии на основе нитролака следует предотвращать
попадание в нее влаги, так как это может привести к
«свертыванию» раствора.
б) Суспензия эмиттера для ртутных ламп высокого
давления.
Для активирования катодов ряда ртутных ламп
высокого давления .применяется суспензия на основе смеси
окиси иттрия с циркониевокислым барием. В качестве
связующего вещества применяется раствор оксинитрата
алюминия в дистиллированной воде. Предварительно окись
иттрия прокаливают в электрической муфельной печи при
700 °С в течение 2 ч, а затем охлаждают до комнатной
температуры. Также заранее отдельно приготавливают
водный 2,5% -ный раствор оксинитрата алюминия.
Приготовление суспензии эмиттера производится в
шаровой мельнице с ситалловыми шарами. В барабан
мельницы загружается циркониевокислый барий и примерно
половина требуемого по рецепту объема раствора
оксинитрата и производится размол в течение 48 ч. Затем
мельница останавливается и производится загрузка в барабан
окиси иттрия и оставшейся части раствора оксинитрата
алюминия. Размол ведется примерно 3 ч. После этого
суспензия сливается через мелкое сито и контролируется.
Суспензия должна иметь вид белой однородной жидкости
без посторонних (включений. Хранят суспензию в
стеклянной или фарфоровой 'посуде с плотно прилегающей
крышкой.
Для ртутных ламш высокого давления применяется
также суспензия на основе углекислой соли бария,
приготовление которой близко к 'Приготовлению оксидной
суспензии для люминесцентных лам'П.
Для металлогалогенных ламп применяются суспензии
На основе окиси иттрия, без добавки соединений бария,
181
так как галоиды активно взаимодействуют со
щелочноземельными металлами.
5.2. ПРИГОТОВЛЕНИЕ ЛЮМИНОФОРНЫХ СУСПЕНЗИЙ
а) Общие сведения. Люминофорные суспензии служат
для нанесения на колбы ламп люминофорных покрытий.
В состав люминофорной суспензии входят: люминофор,
связующее вещество (биндер), растворитель, а также
часто вещества специального назначения для улучшения
адгезии люминофорного слоя к стеклу, предотвращения
вспенивания суспензии, повышения ее стойкости и т. п.
Люминофор является той основной компонентной
суспензии, которая остается в лампе после всех
технологических обработок и определяет важнейшие световые
параметры лампы: световой поток, цветность излучения и
др. Закрепление слоя люминофора на колбе носит
довольно сложный характер.
Как уже упоминалось, часто для улучшения адгезии
люминофорного слоя к стеклу колбы в состав
люминофорной суспензии вводят специальные вещества (фосфорный
ангидрид, тетрафосфат бария, оксинитрат алюминия и
др.) или используют специальные приемы, например
обливание колб раствором фосфата аммония.
Введение в состав люминофорных суспензий антивспе-
нивателей производится только при использовании водных
биндеров. Стабилизирующие добавки, например лимонная
или олеиновая кислота, вводятся с целью 'повышения
стойкости суспензии в том случае, когда она оказывается
склонной к коагуляции (свертыванию). Состав и
технология приготовления люминофорных суспензий для
различных групп источников света могут существенно
различаться.
б) Приготовление люминофорной суспензии для
люминесцентных ламп с использованием органических
растворителей. Широко применяемая в настоящее время люми-
нофорная суспензия для люминесцентных ламп массового
производства приготавливается на основе
смолы—сополимера БМК-5 из следующих компонентов, %: люминофор—
46, смола БМК-5—2, бутилацетат—51, тетрафосфат бария
или нитрат аммония—1. В зависимости от типа
применяемого люминофора указанное 'примерное содержание
отдельных компонентов может быть иным.
Несомненным преимуществом биндера на основе
сополимера БМК-5 по сравнению с ранее применяемым для
этих целей нитролаком является возможность более лег-
182
novo выжигания его из покрытия, обеспечение меньшей
пористости покрытия, улучшение адгезии люминофорного
слоя к стеклу, исключение применения взрывоопасных
веществ, возможность применения менее вязкого лака.
В общем случае технологический процесс
приготовления люминофорной суспензии этого состава складывается
из следующих операций: приготовление лака,
приготовление суспензии тетрафосфата бария, приготовление
люминофорной суспензии и ее контроль.
Приготовление лака. Для приготовления лака в Mat-
совом производстве используются установки с лопастной
мешалкой. В резервуар установки заливают бутилаце-
тат >и при вращении мешалки загружают сополимер
БМК-5. Растворение продолжается 6—8 ч. Затем
производится контроль приготовленного лака по вязкости и
плотности и слив лака из резервуара через капроновое сито.
Приготовление суспензии тетрафосфата бария.
Выделение операции приготовления суопензии тетрафосфата
бария из общего технологического процесса объясняется, с
одной стороны, необходимостью произвести тщательный
размол и суспензирование тетрафосфата бария, а с
другой—стремлением уменьшить время размола лри суспен-
зировании самого порошка люминофора, при котором
происходит неизбежное разрушение центров активации и
снижение яркости люминофора.
Для приготовления суспензии тетрафосфата бария
используется шаровая мельница. Исходные компоненты—
тетрафосфат бария и лак на основе сополимера БМК-5—
берутся в соотношении по объему 60 : 40 и загружаются в
барабан мельницы. Время 'перемешивания 20 ч. Готовая
суспензия сливается через сито, она должна быть
однородной, без 'посторонних примесей, белого цвета, плотность
1600—1700 кг/м3.
Для ламп ЛБ готовится суспензия тетрафосфата бария
вместе с нитратом аммония. Общее соотношение
тетрафосфата бария и нитрата аммония с лаком сохраняется
прежним, т. е. 60:40, а в самой смеси тетрафосфат бария
и нитрат аммония находятся в соотношении 85 : 15. Время
размола увеличивается до 40 ч.
Приготовление люминофорной суспензии. Для
приготовления люминофорных суспензий применяются шаровые
Мельницы. В большинстве случаев при этом используются
ситалловые шары. Только для ламп типа ЛБ освоено без-
размольное суспензирование люминофора, т. е.
перемешивание производится без шаров.
183
Загрузка исходных компонентов суспензии в
фарфоровый барабан мельницы производится в следующей
последовательности: лак, люминофор, суспензия тетрафосфата
бария или тетрафосфата бария и нитрата аммония.
Барабан плотно закрывается и приводится во вращение,
которое для люминофоров ЛГ-1-2 и ЛГ-2К длится 1 ч , для
люминофоров ЛФ-490-1 и Л-42 Дн— 1,5 ч, для люминофора
ЛЦ-6200—2,5 ч с последующей остановкой барабана,
доливкой бутилацетата и повторным размолом в течение
15—20 мин и для смеси люминофоров Л-33 и Р-420—15 ч.
При выборе времени суспензирования исходят из того,
что в результате проведения этой операции должно
произойти надежное перемешивание всех компонентов,
получение высокой однородности суспензии, а также не
должно быть чрезмерного измельчения зерен люминофора и
сам процесс не должен быть очень длительным по
экономическим соображениям.
Большое значение имеет установление оптимального
соотношения массы шаров, люминофора и лака, а также
степени заполнения барабана и частота его вращения.
в) Приготовление суспензии для люминесцентных ламп с
использованием водорастворимого связующего. В последнее время вместо
сополимера бутилметакрилата и метакриловой кислоты (смолы БМК-5),
растворимой только в органических растворителях, все чаще стали
применяться растворимые в воде связующие вещества: оксиэтилцеллюлоза,
поливиниловый спирт, сополимер винилбутилового эфира и малеиново-
го ангидрида и др. Их применение позволяет: снизить себестоимость
люминофорных суспензий за счет замены бутилацетата водой,
упростить технологический процесс нанесения и обработки люминофорного
покрытия, оздоровить условия труда за счет исключения органических
растворителей и, возможно, даже -повысить стабильность светового
потока ламп в процессе срока службы.
Примерный состав одной из практически применяемых суспензий
следующий, %: люминофор — 40, спирт поливиниловый (ПВС) — 2,
оксинитрат алюминия — 0,1, си-нтамид-5— 0,01, спирт изолропиловый —
0,05, вода очищенная — остальное.
При этом роль связующего вещества играет поливиниловый спирт
марки ПВС7/2, роль вещества, улучшающего адгезию, — оксинитрат
алюминия, а оинтамид и изопропиловый спирт выполняют роль пепти-
затора, т. е. веществ, способствующих обратному переводу геля в кол»
лоидный раствор, а также роль антивспенивателей.
Поливиниловый спирт при комнатной температуре — порошок или
крупинки твердого вещества с плотностью 1293 кг/м3 белого или слегка
желтоватого цвета. Его получают омылением поливинилацетата в
присутствии щелочного катализатора. В зависимости от условий изготов^
184
ления степень его полимеризации может изменяться в широких
пределах. В соответствии с этим изменяются многие свойства продукта.
Для применения в качестве связующего вещества люминофорных
суспензий пригоден поливиниловый спирт, который: хорошо
растворяется в воде, имеет высокую растекаемость в растворенном состоянии,
обеспечивает хорошую адгезию, обладает высокой стабильностью,
обеспечивает однородность суспензии, полностью выгорает и удаляется из
покрытия при температурах ниже температуры размягчения стекла
и т. д. -
Наиболее полно этим требованиям удовлетворяет спирт марки
ПВС7/2, имеющий температуру разложения 180—220 °С и
растворимость в воде 99%. Водородный показатель спирта этой марки рН=
±=5ч-8. Продукты разложения поливинилового спирта токсичны, а
сухая взвешенная в воздухе его пыль взрывоопасна.
С целью улучшения смачиваемости и растекаемости в состав
суспензии необходимо добавлять небольшое количество веществ —
смачивателей. Однако большинство известных поверхностно-активных
веществ, снижая поверхностное натяжение, способствует пенообразованию,
которое резко ухудшает -качество покрытия.
Для гашения пены и предупреждения ее образования в суспензии
рекомендуется добавлять ацетон, полиметилсилоксановую жидкость
марки ПМС-200, трибутилортофосфат, этиловый спирт, олеиновый
спирт и др.
Для повышения устойчивости суспензий применяют специальные
стабилизирующие добавки, например: желатин, лигнин-сульфоновые
кислоты, синтетические вещества типа КС, «Синтанол», «Синтамид».
Одним из лучших стабилизаторов является иирофосфат натрия^ Анионы
кислотного остатка этого вещества адсорбируются люминофором, и его
зерна приобретают одноименный отрицательный электрический заряд,
препятствующий их слипанию. Кроме того, при введении в суспензию
пирофоофата натрия повышается ее щелочность, увеличивается рН
суспензии. Это особенно важно при работе с красным люминофором
на основе окиси иттрия, активированной европием. Для этого
люминофора показатель рН суспензии должен быть в пределах 5—9, так как
при рН<5 люминофор растворяется в кислой среде, а при рН>9
происходит свертывание суспензии.
Оксинитрат алюминия используется в качестве вещества,
улучшающего адгезию — крепителя.
Применяемая в качестве растворителя вода должна быть хорошо
очищена дистилляцией или с помощью ионного обмена.
Общий технический процесс приготовления люминофорной
суспензии складывается из приготовления 2%-iHoro водного раствора оксини-
трата алюминия, 10%-ного лака на основе поливинилового спирта,
раствора пептизатора, люминофорной суспензии и ее контроля.
Приготовление раствора оксинитрата алюминия. В барабан
шаровой мельницы с ситалловыми шарами загружают согласно рецепту ок-
185
синитрат алюминия и очищенную воду. Перемешивание производится
в течение 2 ч до полного растворения оксинитрата алюминия. Готовый
раствор сливают из барабана через капроновое сито.
Приготовление лака. В емкость реактора типа ХР-15 с паровым
подогревом загружают половину необходимого объема очищенной воды,
трибутилортофосфат и поливиниловый спирт согласно рецепту, а затем
оставшееся количество воды. Включают нагрев паром и производят
размешивание механической мешалкой при 85—95 °С в течение
приблизительно 1 ч. После этого подача пара в реактор прекращается, а
перемешивание продолжается еще примерно 5 ч.
Готовый лак после 10—14 ч сливают в бидон через капроновое
сито. Его вязкость должна быть 85—100 с по вискозиметру ВЗ-4,
а концентрация 10%. Лак должен быть прозрачным, светложелтого
цвета, без примесей.
Приготовление раствора пептизатора. В колбе растворяют синта-
мид в изопропиловом спирте. Раствор выливают в стеклянную бутыль,
туда же вливают отмеренное количество воды, закрывают крышкой и
размешивают на валковой мельнице 5—10 мин.
Приготовление люминофорной суспензии. В фарфоровый барабан
шаровой мельницы с ситалловыми шарами загружаются люминофор,
10%-ный лак на основе ПВС, 2%-ный раствор оксинитрата алюминия,
очищенная вода и раствор пептизатора, взятые в соответствии с
рецептом. Крышка мельницы герметично закрывается и включается
вращение барабана со скоростью 0,8 с*-1 на 1,0—1,5 ч. После выключения
мельницы полученная суспензия сливается в бидоны через капроновое
сито и производится контроль ее параметров. В зависимости от типа
суспензии ее плотность должна быть 1280—1400 кг/м3 а вязкость —
0,010—0,024 Па-с. При несоответствии параметров норме суспензию
корректируют добавлением 0,5%-ного лака на основе ПВС или более
вязкой суспензии.
Для некоторых люминофоров ситалловые шары не используют.
г) Приготовление люминофорной суспензии для ламп
ДРЛ. В настоящее время для ламп ДРЛ получила
распространение люминофорная суспензия, имеющая в своем
составе: люминофор Л-43—14%, люминофор Л-42 Дв—
27%, опирт поливиниловый—2%, аэросил марки А-300—
0,5% и очищенную воду (остальное). Применяемый в
качестве крепителя аэросил «представляет собой чистую
двуокись кремния с размером частиц 5—20 мкм и чистотой
не хуже 99,9%. Аэросил токсичен и требует осторожного
обращения. Назначение остальных компонентов такое же,
как и в рассмотренных выше случаях.
Приготовление люминофорной суспензии на основе
смеси люминофоров Л-43 и Л-42 Дв (Л-42 Дн) ведется в
следующей последовательности: 1) приготовление 10%-
ного лака на основе поливинилового спирта; 2) приготов-
186
ение 2%-ной водной суспензии аэросила; 3)
приготовление люминофорной суспензии.
Приготовление 10%-ного лака на основе
поливинилового спирта ведется так же, как и для люминесцентных
ламп (см. §5.2,в).
Приготовление 2% -ной водной суспензии аэросила. В
специальный химический стакан наливается 400 мл
очищенной воды и засыпается 10 г аэросила марки А-300.
Стакан размещается на основании штатива низкочастотного
ультразвукового диспергатора. В стакан опускается
излучатель на 2—3 см ниже уровня воды и включается
генератор ультразвуковых колебаний. Перемешивание
ведется 3—4 мин на рабочей частоте 22 кГц. Готовая
суспензия должна быть без осадка.
При работе с ультразвуковым диспергатором
необходимо соблюдать дополнительные меры безопасности, в
частности следить за наличием заземления установки и
охлаждением излучателя водой.
Приготовление люминофорной суспензии. Для
приготовления суспензии используется шаровая мельница. В
фарфоровый 'барабан мельницы загружают ситалловые
шары и исходные компоненты суспензии согласно
рецепту. Размол ведется примерно 6 ч с частотой вращения
барабана 50 об/мин.
Готовая суспензия после остановки барабана
сливается через капроновое сито, контролируется по 'параметрам
и при необходимости корректируется.
Свежеприготовленная суспензия должна быть молочно-белого цвета, не
содержать посторонних примесей, иметь вязкость 0,009—
0,013 Па-с и плотность 1390—1420 кг/м3. Гарантийный
срок хранения суспензии не более 5 сут со дня ее
приготовления.
5.3. ПРИГОТОВЛЕНИЕ ЦОКОЛЕВОЧНЫХ СОСТАВОВ
а) Общие сведения. Цоколевочные составы служат для
Жесткого (неразъемного) соединения цоколя с колбой
прибора. Процесс склеивания с помощью цоколевочного
состава происходит за счет его адгезии к цоколю и к
колбе и последующего затвердевания, которое может
происходить за счет полимеризации связующего вещества,
химических реакций между составными частями,
присоединения кристаллизационной воды и т. п.
Существует большое разнообразие цоколевочных
составов для цоколевания различных типов ламп,
работающих в самых разнообразных условиях. Можно указать об-
187
щие требования, предъявляемые к цоколевочным составам: t
1) цоколевочные составы должны иметь температурный
коэффициент линейного расширения, по возможности мало
отличающийся от коэффициента расширения наименее,
прочного соединяемого элемента (обычно, стекла колбы);.
2) удельное электрическое сопротивление цоколевоч-
ного состава должно быть достаточно высоким* чтобы
предотвратить возможные утечки и пробои между
выводами электродов лампы;
3) высокие электроизоляционные свойства цоколевоч-
ного состава должны сохраняться в условиях работы, до-'
пускаемых для данного прибора; '
4) должна быть обеспечена достаточная механическая v
прочность крепления цоколя к лампе;
5) цоколевочные составы не должны выделять веществ,
разрушающих стекло и контакты;
6) цоколевочные составы должны быть
технологичными—медленно затвердевать в условиях хранения и быстро
в условиях цоколевания.
По условиям затвердевания цоколевочные составы
принято подразделять на два вида: горячие цоколевочные
мастики, затвердевающие ери нагреве их «выше 100 °СГ и
холодные цоколевочные цементы, затвердевающие при
обычных комнатных температурах или при нагреве ниже
100 °С. Выбор цоколевочного состава определяется типом
прибора и условиями его эксплуатации.
б) Горячие цоколевочные мастики. Горячие
цоколевочные мастики, как правило, многокомпонентны; В их состав
входят: связующее (клеящее) вещество, растворитель,
катализатор, наполнитель, пластификатор и
термоиндикатор. В качестве связующего вещества применяются
различные смолы искусственного и естественного
происхождения. Из искусственных смол наиболее часто
применяются две разновидности фенолформальдегидной смолы—
идитоловая и бакелитовая. Идитоловая смола—это
термопластичный твердый материал оранжевого цвета с
температурой размягчения 97 °С, хорошо растворимый в
органических растворителях. При нагреве в процессе цоколевания
ламп .в присутствии уротропина (как катализатора)
идитоловая смола полимеризуется и из термопластичного
превращается в термореактивный материал с малой
способностью растворяться и размягчаться, т. е. материал,
обеспечивающий прочность крепления цоколя к лампе.
Идитоловая смола марки СФ-0112, применяемая для
изготовления цоколевочных мастик, должна иметь молекулярную
массу 400—700 при обязательном содержании свободного
188
фенола в количестве 3—5%. Смолы с повышенным
содержанием, несвязанного фенола отличаются невысокой ско^
ростью отверждения, а с меньшим содержанием
свободного фенола—малой влагостойкостью.
Термореактивная бакелитовая смола—это в обычных
условиях твердое вещество темно-коричневого цвета,
растворимое в органических растворителях. Полимеризация
бакелитовой смолы происходит при нагреве до 100—140 °С,
Искусственные смолы обеспечивают высокую
теплостойкость, влагостойкость и прочность мастики после
затвердевания. Их недостатки—это большой температурный
коэффициент линейного расширения (около 300 К-1) и вы-\
сокая температура полимеризации.
Из естественных смол в качестве связующего вещества
цоколевочных составов используют абиетиновую смолу и
шелла1К. Так как естественные смолы в отдельности не
обеспечивают прочного крепления цоколя к колбе из-за
низкой клеящей способности, их вводят в состав мастики
вместе с искусственными. При этом свойства мастики
улучшаются: снижается температура цоколевания,
увеличивается текучесть, уменьшается температурный
коэффициент линейного расширения, снижается стоимость
мастики.
В качестве пластификатора, т. е. вещества,
уменьшающего хрупкость мастики и увеличивающего ее текучесть,
эластичность, широко используется канифоль. Это одна из>
естественных смол, получаемая из живицы хвойных
деревьев. В обычных условиях канифоль—твердое вещество
светло-желтого цвета с температурой размягчения 52—
68 °С. В последнее время взамен канифоли (как
пластификатора) в составы цоколевочных мастик все чаще
вводят касторовое масло.
В качестве катализаторов (т. е. ускорителей)
полимеризации используют уротропин, сульфоконтакт и слабые
органические кислоты.
Растворителями смол обычно служат этиловый и
бутиловый спирт, ацетон, скипидар, толуол и др. Иногда
применяют сразу несколько растворителей в смеси.
В качестве наполнителей мастики применяют
минеральные «порошки и волокнистые материалы: мрамор, асбест,
тальк, слюду, стекловолокно и т. п. Введение
наполнителей заметно оказывается на свойствах мастики:
повышается механическая прочность, увеличиваются нагревостой-
кость и влагостойкость, достигается обеспечение
требуемого коэффициента расширения, происходит удешевление
мастики.
189
На прочность крепления цоколей сильно влияет
размер зерна наполнителя. При -слишком мелкозернистом
наполнителе крепление будет ослабленным из-за неполного
смачивания зерен ла<ком, три крупнозернистом порошке
происходит большое изменение объема мастики, что может
вызвать треск стекла 'под: цоколем. Использование
наполнителя с повышенным содержанием оксидов кальция и
магния отрицательно сказывается на влагостойкости и
адгезионной прочности мастики.
В качестве термоиндикаторов используют малахитовый
или бриллиантовый зеленый краситель. Эти вещества при
нагреве до 160—170 °С способны изменять свой цвет—с
зеленого на желто-коричневый. Это позволяет визуально
проконтролировать полноту процесса полимеризации,
протекающего при нагреве мастики.
Для приборов, работающих в тропических условиях,
для защиты от грибков и плесени в состав мастики
вводят фунгициды (соединения ртути, меди, хлора, брома, в
частности, салициланилид).
При работе с мрамором, содержащим много
углекислого магния, в мастику ©водят борную кислоту,
замедляющую ее высыхание.
К достоинствам горячих цоколевочных мастик можно
отнести: относительно большое время жизнеспособности
мастики, т. е. время, в течение которого мастика остается
пригодной к использованию, и малое время
полимеризации, т. е. короткое время цоколевания. Кроме того,
горячие цоколевочные мастики, как правило, дешевы.
Наиболее распространенные составы цоколевочных
мастик, применяемые в настоящее время в производстве
источников света, приведены в табл. 5.1.
Приготовление цоколевочных мастик заключается
в тщательном перемешивании точно отмеренных порций
исходных компонентов. Предварительно большинство
исходных компонентов должно пройти специальную
подготовку.
Подготовка мраморного порошка. Исходную
мраморную крошку сушат в газовой печи примерно 4 ч при
60—70 °С, затем размалывают в мельнице со стальными
шарами диаметром 50—60 мм, взятыми в соотношении
к мраморной крошке в соотношении 1:1, после этого
просеивают и контролируют. Порошок должен быть
однородным, с размером зерен 20—30 мкм, содержать влаги не
более 0,2% по массе и не иметь в своем составе свободных
окислов. До употребления порошок нужно хранить во
влагонепроницаемой таре. В случае вынужденного
длительного
го хранения допускается повторная сушка мраморного
порошка в сушильном шкафу при 120—150 °С с последующим
рассевом через соответствующее сито.
Приготовление идитолового лака. Куски идитоловой
смолы дробятся, размалываются в порошок, который
засыпается в емкость реактора с залитым этиловым спиртом.
Соотношение между идитолом и спиртом должно быть та-
Таблица 5.1. Горячие цоколевочные мастики
Состав мастики
Лак идитоловый 65%-ный
Канифоль сосновая
Порошок мраморный
Спирт этиловый
Уротропин
Смола СФ-0112
Кислота борная
Спирт этиловый
Уротропин
Малахитовый зеленый
краситель
Масло касторовое
Порошок мраморный
Лак КО-915
Смола СФ-0112
Сиккатив НФ-1
Порошок мраморный
Спирт этиловый
Смола эпоксидная
Дибутилфталат
Полиэтиле нпо лиа мин
Порошок мраморный
Содержание, %
11,9
8,3
75
4,2
0,6
10,695
0,409
7,698
1,037
0,001
1,246
78,314
8,25
12,87
1,82
70,13
6,92
31,2
3,2
3,5
62,1
Режим
полимеризации;
температура,
°С; время,
мин
250—360
1-1,5
250—300
1-1,5
300—325
6—8
120—140
20—25
Применение
Лампы
накаливания,
люминесцентные лампы
То же
Лампы типов
ДРЛ, ДНат, ДРИ
Лампы с
повышенными
требованиями
влагостойкости
ким, чтобы получить лак 65%-ной концентрации. Для
ускорения процесса растворения идитоловой смолы
производится размешивание лопастной мешалкой от
электропривода, а сам реактор снабжается системой парового
подогрева раствора. Перемешивание ведется 10—15 ч.
Готовый 65%-ный идитоловый лак должен быть одно-
Родным, прозрачным, с плотностью 1082 кг/м3 при
нормальной комнатной температуре.
Подготовка канифоли. Кусковую канифоль
размалывают на дисковой мельнице, просеивают и смешивают
191
с мраморным порошком в соотношении 1:1.
Перемешивание канифольного порошка с порошком мрамора в
определенной степени предотвращает оплавление .канифоли при
повышенных температурах в процессе ее хранения.
Подготовка уротропина. Уротропин просушивается
тонким слоем на противне при 18—25 °С в течение нескольких
часов, затем размалывается и просеивается.
Подготовка термоиндикатора. Малахитовый или
бриллиантовый зеленый краситель растворяется в колбе с
этиловым спиртом. Соотношение между компонентами
берется таким, чтобы получить 0,5—1,0%-ный раствор.
Предварительная подготовка основных компонентов
мастики позволяет достичь высокой однородности массы
даже при относительно непродолжительном ее
перемешивании на заключительном этапе приготовления.
Приготовление и контроль мастики. Для
приготовления мастики используют специальные мастикомешалки,
например, конструкции, показанной на рис. 5.2. Основными
ее частями являются редуктор 6 и вращающийся бачок 5
с лопастями 4, которые укреплены на вращающейся
лопастной головке 3. С целью более интенсивного
перемешивания мастики лопастная головка и бачок вращаются в
противоположные стороны. После окончания работы рычаг 2
с укрепленной на нем лопастной головкой поднимается до
упора 1 и лопасти выходят из бачка, не препятствуя
выгрузке мастики. Могут применяться также смесители
других конструкций. На электроламповых заводах обычно
практикуется последовательная загрузка и перемешивание
компонентов. В смеситель загружают идитоловый лак,
этиловый спирт, уротропин, борную кислоту и раствор
малахитового зеленого красителя. После перемешивания в
течение 5 мин дозагружают просеянную смесь порошков
канифоли и мрамора и снова перемешивают примерно 10 мин.
Затем дозагружают мраморный порошок и окончательно
перемешивают еще 10 мин. Мастика, подготовленная
таким способом, приобретает необходимую однородность.
Приготовленная мастика должна быть светло-зеленого
цвета, иметь вид однородной тестообразной массы, не
содержащей крупинок материалов и посторонних примесей,
и соответствующую текучесть около 65—100%. После
полимеризации цвет мастики должен быть
соломенно-желтым. Мастика должна удовлетворять требованиям
влагостойкости и термостойкости, прочно крепить цоколь к
лампе, выдерживая скручивающие усилия до 1,2 Н-м.
Время хранения в смесителе не более 24 ч, в закрытых
емкостях не более 3—4 сут. При хранении мастики ее от-
192
Рис. 5.2. Мастикомешалка
крытую поверхность рекомендуется накрывать тканью,
смоченной в этиловом спирте.
Консистенция мастики проверяется путем погружения конуса
консистометра под действием собственной силы тяжести в мастику в
течение 5 с при температуре окружающей среды 21 °С. Глубина
погружения конуса является показателем консистенции и выражается в
градусах.
Иногда консистенцию мастики оценивают по вязкости, которую
измеряют на видоизмененном приборе типа «Вика». Его действие
основано на скорости погружения специального стержня с грузом в
мастику. Вязкость мастики в этом случае оценивают в секундах.
13-3136 193
Для определения текучести мастики берут 4 стеклянные трубки
длиной 60 мм и внутренним диаметром 5—6 мм. С ломощью
стеклянного штабика в середину трубок проталкивается свежеприготовленная
мастика так, чтобы получился столбик мастики длиной 20 мм. Трубки
с мастикой нагревают в горизонтальном положении при 250 °С (или
несколько иной в зависимости от типа мастики) в течение 4 мин. При
этом в результате растекания мастики длина столбика увеличивается
до /. Текучесть Гм мастики определяют по формуле
7м=1[(/-20)/20]Х100%. E.1)
Консистенция и текучесть во многом определяют
качество мастики. Слишком густая мастика будет плохо
прилипать к колбе и цоколю, затруднять намазывание цоколя.
Слишком жидкая мастика будет вытекать за пределы
цоколя, не заполняя необходимого пространства между
цоколем и колбой, и загрязнять поверхность цоколя и лампы.
Как в том, так и в другом случае нельзя получить
качественного крепления цоколя.
Следует учитывать также скорость отверждения
мастики. При цоколевании на автоматах эта скорость должна
быть достаточно высокой. Уротропин повышает скорость
отверждения и уменьшает текучесть мастики. Повышенное
содержание канифоли и спирта делает мастику более
текучей. На увеличение текучести мастики влияет также
повышенное содержание свободного фенола в смоле, примесей
воды в спирте и уменьшение соотношения между
мраморным порошком и идитолом, а также использование более
крупного помола мраморного порошка. Увеличение
времени перемешивания мастики в смесителе делает ее менее
текучей.
Цоколевочная мастика типа МФКО-2 для цоколевания
высокоинтенсивных ламп отличается повышенной
термостойкостью за счет введения кремнийорганического лака
КО-915. За счет исключения малахитового или
бриллиантового зеленого красителя цвет свежеприготовленной мастики
светло-коричневый. После полимеризации в процессе
цоколевания мастика несколько темнеет.
Известны и другие рецепты термостойких мастик. Из
них особый интерес представляют составы на основе алю-
мофосфатных связок. Нужная консистенция их достигается
использованием воды. В качестве наполнителей служат
молотый кварц, двуокись титана, глинозем, каолин и т. п.
Для повышения стабильности и увеличения адгезии в их
состав вводят частично восстановленную окись хрома.
Для термоотвердевания таких мастик требуется
довольно продолжительная выдержка при высоких температу-
194
pax, поэтому применение мастик на основе алюмофосфат-
ных связующих оправдано для источников света
специального назначения, с температурой на цоколе свыше 450 °С.
в) Холодные цоколевочные цементы. Для цоколевания
ламп, которые по тем или иным причинам нельзя
нагревать, применяются холодные цоколевочные цементы.
Особенностью холодных цементов является их быстрое
затвердевание при комнатной температуре, поэтому они
приготавливаются непосредственно перед употреблением.
Состав и назначение наиболее распространенных типов
холодных цементов приведены в табл. 5.2.
Таблица 5.2. Холодные цоколевочные цементы
Состав цемента
Шеллачный 60%-ный
лак
Магнезия
10%-ный раствор
декстрина
Гипс
Жидкое стекло
Кварцевый порошок
или магнезия
Содержание, %
52
48
30
70
55
45
Ре>}>им сушки
Выдержка в
течение 1 сут
Выдержка 60 мин
Сушка до полного
удаления еоды
Применение
Для всех типов
газоразрядных
ламп
Для ламп
тлеющего разряда
Для дуговых ртуг-
но-кварцевых
ламп
В состав цементов обычно входит наполнитель
(порошок гипса, кварцевого песка, свинцового глета, магнезита)
и структурообразователь в виде декстрина, жидкого
стекла, глицерина, крахмала, растительных и животных клеев.
В процессе приготовления цемента сначала
высушивают наполнитель, просеивают его, а затем тщательно
перемешивают с раствором структурообразователя до
получения однородной тестообразной массы. Из-за низкой
жизнеспособности цемента его изготовление ведется небольшими
порциями вручную или с использованием простейших
приспособлений.
г) Специальные цоколевочные составы. Для цоколевания ряда
ламп с большой тепловой .нагрузкой на цоколе используют
специальные цоколевочные составы. Так, для цоколевания многих типов
малогабаритных галогенных ламл накаливания с металлическими цоколями
применяют хлормагнезиальную мастику. Она содержит: окись магния
(связующее вещество), молотый пылевидный кварц KJI-2 (наполни-
тель) и раствор хлористого магния в дистиллированной воде (отвер-
дитель). Ее приготавливают путем тщательного перетирания исходных
составляющих до получения однородной массы без посторонних
включений непосредственно перед цоколеванием ламп. Хлормагнезиальная
мастика обладает высокой механической прочностью, хорошей адгезией
к стеклу и металлам, выдерживает тепловую нагрузку до 450 СС.
Для цоколевания ламп, по условиям эксплуатации которых
требуется высокое электрическое сопротивление мастики при воздействии
повышенных температур и влажности, используют мастику на основе
кремнийорганического лака КО-08К. Кроме лака в ее состав входят
стабилизатор МФСН-В и мраморный порошок в качестве наполнителя.
Исходные компоненты перемешиваются до получения однородной,
мягкой на ощупь массы. Мастика может храниться после приготовления
в герметичной таре при -комнатной температуре не более 24 ч.
Для цоколевания ламп с фокусирующими цоколями часто
применяют быстро схватывающуюся сульфомагнезиальную мастику белого
цвета. Ее готовят непосредственно перед цоколеванием ламп путем
перемешивания окиси магния, раствора сернокислого магния в
дистиллированной воде и молотого пылевидного кварца КП-2.
Для цоколевания многих типов ламп с большой тепловой
нагрузкой на цоколь используется мастика МЦ-3. Ее приготавливают
перемешиванием клея ИП-9, себациновой кислоты, сиккатива и мраморного
порошка. Она допускает нагрев цоколя при работе лампы до 350—
400 °С.
Для цоколевания подобных источников света часто используют
мастику типа «Ленит», приготавливаемую путем перемешивания
полевого шпата, каолина и молотого талька с жидким стеклом.
5.4. ПРИГОТОВЛЕНИЕ МАРКИРОВОЧНЫХ СОСТАВОВ
Маркирование — это операция нанесения на лампу
знаков, характеризующих ее, т. е. указание типа лампы, даты
изготовления, товарного знака завода-изготовителя, цены
лампы и др. Совокупность этих знаков называется маркой.
Она должна быть хорошо различимой, четкой, прочно
держаться на месте нанесения в течение всего срока службы
лампы и в процессе изготовления лампы на заводе. Марка
должна легко наноситься и закрепляться на лампе.
Марку наносят на определенное место колбы или
цоколя. Как правило, марка представляет собой отпечаток со
штемпеля, который смазывается специальным
маркировочным составом.
Некоторые распространенные рецепты маркировочных
составов для нанесения на стекло и режимы их
закрепления приведены в табл. 5.3.
196
Таблица 5.3. Маркировочные составы для стекла
Материалы
Окись серебра
Борнокислый свинец
Глицерин
Краска керамическая
термическая
Глицерин дистиллированный
Жидкое стекло (плотность
1270 кг/м3)
Литопон или окись цинка
Краска МКС
Сиккатив № 7640
Смола эпоксидная ЭД-20
Дибутилфталат
Сажа газовая
Триэ та нола минтита нат
Смола эпоксидная ЭД-20
Дибутилфталат
Пудра алюминиевая ПАП-1
Триэтаноламинтитанат
Содержание,
%
53,7
22,7
23,6
71,5
28,5
70
30
83,3
16,7
54,7
16,4
15,1
13,8
56,7
17,1
12,5
13,7
Условия закрепления
Прогрев до 475—500° С
То же
Выдержка при комнатной
Температуре 5—10 мин
Прогрев до 120—140 °С
в течение 60 мин
Прогрев при 140—150 °С
в течение 2 ч
Прогрев при 140—150 °С
в течение 2 ч
Наибольшее распространение получил первый состав.
Процесс изготовления этой мастики складывается из трех
операций: приготовления окиси серебра, приготовления
борнокислого свинца и приготовления собственно мастики.
Приготовление окиси серебра. На подогретой до
35—40 °С дистиллированной ©оде отдельно готовят
раствор азотнокислого серебра и раствор едкого натра. В
результате реакции
2AgN03+2NaOH = Ag20+2NaN03+H20 E.2)
выпадает бурая окись серебра Ag20. Раствор отстаивают
около 1 ч в прохладном месте. Фильтрат сливают и оса-
Док промывают 5—7 раз горячей дистиллированной водой
До полного удаления N03~. Очищенная окись серебра
подсушивается на воронке Бюхнера, затем переносится в
фарфоровую чашку и сушится 12—15 ч в электрической печи
при 110—150 °С. Просеянный порошок окиси серебра
ссыпают в банку из темного стекла.
197
Приготовление борнокислого свинца. Предварительно
высушенные буру и азотнокислый свинец отдельно
растворяют в нагретой дистиллированной воде. Полученные
растворы сливают вместе. В результате реакции
образуется белый осадок борнокислого свинца
Pb(N03J+Na2B407=PbB407+2NaN03. E.3)
После отстаивания в прохладном месте в течение 1 —
2 ч фильтрат сливают, а осадок тщательно промывают
дистиллированной водой и сушат 10—15 ч в электрической
печи при 100—120 С, после чего его растирают и
'просеивают.
Приготовление мастики. Окись серебра и борнокислый
свинец просушивают 1 ч при температуре примерно 120 °С,
отмеряют согласно рецепту и перемешивают с помощью
шпателя в фарфоровой чашке 7—10 мин, добавляют
глицерин и снова перетирают 30—40 мин до получения
однородной массы. Приготовленная мастика перед
употреблением выдерживается в течение 24 ч, после чего она должна
иметь 'поверхность с металлическим блеском. Вместо
дефицитной окиси серебра в ряде случаев может быть
применена двуокись титана или окись железа.
В последнее время все более частое применение
находит маркировочная мастика на основе термостойкого
керамического красителя, предназначенная для внесения
марки на наружную поверхность стеклянной колбы ламп. Она
значительно дешевле первого состава, проще в
изготовлении. Для ее приготовления берется необходимая масса
просеянной керамической краски, добавляется по рецепту
дистиллированный глицерин и производится их
перемешивание с тщательным растиранием в фарфоровой ступке в
течение 30 мин или в небольшом барабане шаровой мельницы
со стальными шарами. Приготовленная мастика должна
быть однородной, темно-красного цвета. Время хранения
ее около 3 сут.
Для нанесения марки на металлические части цоколей
используют следующие составы (по массе):
По никелю:
12%-ный раствор теллуристой кислоты в концентрированной
соляной кислоте 33,3
спирт этиловый 66,7
По оцинкованному железу:
30%-ный раствор селенистой кислоты в концентрированной
соляной кислоте 34
30%-ный раствор сернокислой меди в воде 50
вода дистиллированная 16
198
[Jo латуни:
27%-ный раствор селенистой кислоты в 7%-ном растворе
азотной кислоты -. 11,3
30%-ный раствор селенистой кислоты в концентрированной
соляной кислоте 25,9
25%-ный раствор селенистой меди в дистиллированной воде 50,4
вода дистиллированная 12,4
По латуни, меди, никелевому и цинковому покрытиям
(универсальный состав):
спирт этиловый 59,5
сурьма хлористая 5,2
висмут хлористый 5,2
трехокись теллура 3,7
кислота соляная 26,4
Указанные составы для маркирования по металлам
приготавливаются путем перемешивания исходных
компонентов вручную на столе с вытяжной вентиляцией и хранятся
в посуде из кислотостойкого материала. Изображение мар-
Таблица 5.4. Маркировочные составы для пластмасс
Наименование
состава
Для пластмасс
темных цветов
Для пластмасс
светлых тонов
Материалы, % (по массе)
Лак
бакелитовый
25
30
Спирт
бензоловый
25
25
Спирт
этиловый
30
40
Пудра
алюминиевая
20
Краситель
основной
фиолетовый
5
Условия закрепления
Сушка при 80—
100 °С в
течение 20—30 мин
То же
ки при использовании этих составов получается за счет
образования окислов темного цвета как результата
реакций между маркировочным составом и металлом. Марка
приобретает достаточную прочность после выдержки при
комнатной температуре в течение нескольких минут.
Появляющиеся иногда белые налеты рекомендуется удалять
после закрепления марки влажной, а затем сухой тканью.
Составы для нанесения марки или клейма на
пластмассовые цоколи (табл. 5.4) готовятся последовательным
приготовлением лака, суспензии алюминиевой пудры или
красителя в спирте и их тщательным перемешиванием до
получения однородной массы.
199
5.5. ПРИГОТОВЛЕНИЕ ГАЗОПОГЛОТИТЕЛЕЙ
Газопоглотителями, или геттерами, называют специальные
вещества, вводимые в лампы с целью поглощения остаточных активных
(вредных) газов и паров. Газопоглотители изготавливают на основе
веществ, к которым предъявляются следующие требования:
1) низкая упругость пара при температуре обработки прибора;
2) большая скорость испарения при его распылении;
3) низкая упругость пара при рабочей температуре прибора;
4) активность в определенном температурном интервале ко всем
газам, которые могут быть в лампе и вредно влиять на ее работу;
5) достаточная избирательность в поглощении различных газов;
6) стойкость образуемого с газами химического соединения или
раствора;
7) большая сорбциояная емкость.
Специализированными предприятиями выпускается много типов
газопоглотителей, различающихся как активным веществом, так и
конструктивным исполнением: таблеточные, ленточные, трубчатые (в
защитной оболочке), кольцевые и т. п. Часть таких конструктивно
оформленных газопоглотителей используется в производстве источников света,
но большей частью газопоглощающие материалы используются в
электроламповом производстве в виде покрытий на внутриламповых
деталях, наносимых из суспензий или паст.
Необходимая предварительная подготовка отдельных газопогло-
щающих материалов и непосредственно приготовление суспензий
газопоглотителей ведется, как правило, на технохимическом участке
электролампового предприятия.
Материалы газопоглотителей. Красный фосфор — порошок темно-
красного цвета, имеет плотность 2300 кг/м3, на воздухе стоек.
Температура воспламенения паров фосфора 260 °С. В вакууме при 416 °С
возгоняется, превращаясь при конденсации в желтый фосфор.
Предварительная подготовка «порошка технического красного
фосфора заключается в последовательной его промывке в 10%-ном
растворе едкого натра, очищенной воде, 5%-ном растворе соляной кислоты,
повторно в очищенной воде, затем длительном (до 200 ч) размоле в
шаровой мельнице при увлажнении дистиллированной водой,
обезвоживании с помощью спирта или ацетона и сушке на фильтровальной
бумаге.
Криолит 3NaF-AlF3 — белый полупрозрачный минерал с плотностью
3000 кг/м3 и температурой плавления 995 °С. Перед применением его
дробят на мелкие куски, промывают водой, раствором азотной
кислоты и снова водой, затем размалывают в шаровой мельнице около 300 ч.
Полученный порошок обрабатывают кипячением в 10%-ном растворе
соляной кислоты, промывают дистиллированной водой и после сушки
при 110—120°С протирают сквозь сито со стороной ячейки 0,1 мм.
В случае использования искусственно полученного криолита заключи-
200
тельной операцией его подготовки является прокалка в муфельной печи
при 550—600 °С в течение 4 ч.
Газовая сажа — очень мелкий порошок почти чистого углерода
с плотностью 1900—2000 кг/м3. В холодном состоянии она химически
инертна, а при нагреве активно поглощает свободный кислород. Перед
применением сажу сушат при 110—120 °С и просеивают через мелкое
сито.
Углекислый барий ВаСОз — порошок белого цвета с плотностью
4300 кг/м3, перед применением его сушат (при ПО—120°С и просеивают
через мелкое сито.
Цирконий металлический применяют в виде порошка темно-серого
цвета. Перед применением его прокаливают в вакуумной печи при
1000—1200 °С с целью удаления окионых пленок и приведения в
активное состояние. Прокаленный циркониевый порошок тщательно разма*
лывают при увлажнении этиловым спиртом в шаровой мельнице 100—
300 ч до размеров частиц 1—8 мкм.
Титан металлический также применяют в виде порошка, который
обрабатывается перед применением примерно так же, как и порошок
циркония.
Помимо рассмотренных выше активных компонентов для
приготовления суспензий газопоглотителей используются связующие вещества
и растворители. В качестве связующего вещества чаще всего
используется коллоксилин, а в качестве растворителей амилацетат, изоамил-
ацетат и др. На их основе готовятся высоковязкие лаки. В безлаковых
суспензиях в качестве жидкой среды широко применяется этиловый
спирт.
Таблица 5.5 Суспензии газопоглотителей
Состав
Фосфор красный, г
Криолит, г
Нитролак № 5, см3
(вязкость, мПа«с)
Амилацетат, см3
Спирт этиловый
ректификат, см3
Плотность суспензии,
кг/м3
N° 1
121,5
878
1350
12
—
—
1140
№2
6
3,5
100
6
—
—
760
>fe3
75,0
75,0
10,0
6
140
—
1100
Mb 4
1,5
—
—
—
—
100
790
Nb 5
40
260
450
6
—
—
1850—
1900
№ 6
100
400
—
—
—
600
1260
№г7
8
—
50
2,5
50
—
910
Приготовление газопоглотителей. Фосфорный и фосфорно-криолито-
вый газопоглотители приготавливаются путем тщательного
перемешивания и размола в шаровой мельнице заготовленных компонентов.
Наиболее употребительные составы суспензий этих газопоглотителей даны
в табл. 5.5. Составы с использованием криолита применяются главным
образом в вакуумных ламшах накаливания.
201
Циркониевый газопоглотитель готовится путем размешивания
просеянного порошка циркония в этиловом спирте. Его .применяют для
некоторых типов газонаполненных ламп.
Газопоглотитель на основе углекислого бария с добавкой или без
добавки сажи приготавливают в виде суспензии с нитролаком,
тщательно перетирая все исходные компоненты в ступке или небольшой
шаровой мельнице. Этот газопоглотитель находит применение в специальных
лампах накаливания.
5.6. ПРОЧИЕ ТЕХНОХИМИЧЕСКИЕ ОПЕРАЦИИ
а) Приготовление паяльного флюса. Нейтральный паяльный флюс,
широко применяемый при пайке мягкими припоями на основе олова и
свинца, имеет следующий состав, %:
хлористый цинк-—20, хлористый аммоний— 11, глицерин— 10, вода
дистиллированная — 59.
Приготовление флюса состоит в растворении в воде взятых по
рецепту хлористых солей цинка и аммония с последующим добавлением
глицерина. Полученная жидкость фильтруется и сливается в
стеклянную бутыль. Готовый паяльный флюс должен иметь плотность 1220—
1270 кг/м3 при 7=20 °С и рН=4-^7.
Одним из лучших нейтральных флюсов, применяемых для пайки
выводов с латунными штырьками или цоколями, является флюс
состава, %: 35%-ный раствор хлористого цинка — 95,5, диэтиламин — 3,5,
этаноламин — 0,5 и 20%-ный раствор хлористого аммония — 0,5%
объема готового флюса.
К подготовленному раствору хлористого цинка нужной концентра*
ции подливают диэтиламин и триэтаноламин, смешивают и оставляют
на 48 ч для отстаивания примесей, после чего фильтруют и добавляют
раствор хлористого аммония. Недостатком указанного флюса является
несколько меньшая скорость пайки с ним по сравнению с другими
флюсами.
Для ручной пайки паяльником иногда используют пасту
следующего состава, %: цинк хлористый — 25, вазелин — 66,7, парафин — 8,3;
хлористый аммоний — в количестве 0,5% массы пасты.
Приготавливают пасту так: смесь вазелина с парафином
расплавляют «при 120—130 °С, в расплав добавляют порошки хлористого цинка
и аммония и растирают массу до получения однородной, мягкой на
ощупь пасты.
В качестве флюса может применяться канифоль (без
дополнительной обработки), 15—16%-ный раствор канифоли в этиловом спирте,
а также спиртовой раствор канифоли с добавлением нейтрального
флюса на основе хлористого цинка.
б) Приготовление жидкого стекла. Жидким стеклом называют
вязкую полупрозрачную жидкость, представляющую собой водный
раствор силиката натрия в воде. В (производстве источников света его
202
применяют в качестве клея при изготовлении картона для тары. Этот
клей нетоксичен, дешев, обладает удовлетворительной клеящей
способностью.
Раствор силиката натрия можно получить двумя способами:
1) растворением кремниевой кислоты (или безводной двуокиси
кремния) в растворе едкого натра; 2) растворением силиката-глыбы в воде.
Обычно используется второй способ, как более дешевый. Силикат-
глыба представляет собой хорошо растворимое в воде стекло.
Химический состав силиката-глыбы выражается формулой Na20-nSi02, где
п — кремнистый модуль, показывающий численное отношение
количества вещества двуокиси кремния к количеству вещества окиси натрия.
Для изготовления клея применяют силикат-глыбу с модулем 2,6—3,0.
Исходными материалами для 'получения силиката-глыбы служат
кварцевый лесок и сода. Их перемешивают в требуемой пропорции и
подготовленную шихту варят при 1300—1400°С в ванной стекловаренной печи
непрерывного действия. Сваренную стекломассу непрерывной струей
сливают из печи в стальные короба или на конвейерную ленту, где она
застывает и растрескивается на куски неправильной формы. В таком
виде обычно силикат-глыба поступает на электроламповые заводы.
Куски силаката-глыбы отмывают от загрязнений, дробят в
дробилке и измельчают в бегунах или шаровой мельнице. Полученный
порошок растворяют в очищенной воде при нагреве воды до кипения и
перемешивании.
Процесс растворения заметно ускоряется, если его вести в
герметично закрытом сосуде (автоклаве), позволяющем поднять температуру
воды при растворении до 250—300 °С. Предварительное измельчение
силиката-глыбы не обязательно. Готовое жидкое стекло сливают в бак
для хранения и подачи по трубам к картонажным машинам.
Свойства жидкого стекла в большой степени зависят от
концентрации раствора и значения кремнистого модуля.
При малом содержании воды в жидком стекле ускоряется
схватывание клея с бумагой, но уменьшается проникновение клея в бумагу.
Поэтому высоковязкий клей применяют при работе только с
высокопористой бумагой.
С увеличением кремнистого модуля клеящие способности жидкого
стекла улучшаются, скорость схватывания возрастает, но
растворимость силиката-глыбы ухудшается.
в) Приготовление аквадага. Аквадагом называется
водно-коллоидный графитовый препарат, состоящий из разведенных в воде мелко
раздробленных частиц искусственного термографита. Для повышения
стойкости аквадаговой суспензии в ее состав вводят стабилизаторы:
жидкое стекло, лигнино-сульфановые кислоты, карбоксилметилцеллю-
лозу и т. п.
В производстве источников света аквадаг применяется: в качестве
высокотемпературной смазки при волочении проволок из тугоплавких
металлов, для покрытия (наведения) внутренней поверхности колбовы-
203
дувных форм, для нанесения токопроводящих покрытий на стекло или
керамику и др.
Приготовление аквадага заключается в тщательном размоле в
шаровой мельнице взятых по рецепту исходных компонентов:
термографита, дистиллированной воды и стабилизатора. Размер зерен графита
в готовом препарате должен быть в зависимости от марки аквадага
в пределах 0,80—3,75 мкм. Готовую суспензию фильтруют и хранят
в стеклянных бутылях. Контролируют плотность и вязкость продукта.
При хранении и транспортировке аквадага не допускается его
охлаждение до температуры ниже 0°С, так как при замерзании препарат
теряет свои рабочие свойства.
г) Приготовление пасты для «биологических перчаток». Для защиты
рук работающих от воздействия некоторых химически активных
веществ, предупреждения раздражения и сухости кожи рук иногда
используют так называемые «биологические перчатки». Паста для
смазывания рук имеет следующий состав, % (по массе): мыло
хозяйственное— 20, глицерин — 6,5, солидол жировой—17, 10%-ный раствор
аммиака — 6,5, вода дистиллированная — 50.
Для приготовления пасты мыло растворяют в воде, добавляют
остальные компоненты и тщательно перемешивают. Срок хранения
пасты не более суток. При употреблении паста втирается в кожу рук
(примерно 1 г) досуха.
ГЛАВА ШЕСТАЯ
ПРОИЗВОДСТВО СПИРАЛЕЙ И КАТОДОВ
6.1. ИЗГОТОВЛЕНИЕ СПИРАЛЕЙ
Тело накала современных ламп накаливания за очень
небольшим исключением (прямая нить) выполняется в
виде спирали. Спирали по форме можно подразделить на
следующие основные группы (рис. 6.1): 1) сплошные,
однородные—моноспирали, бчспирали, триспирали; 2)
секционные; 3) плоские.
Материал для изготовления спирального тела накала
должен удовлетворять следующим техническим
требованиям:
1) быть тугоплавким;
2) обладать при высокой рабочей температуре малой
скоростью испарения и низким давлением насыщенного
пара;
3) быть проводником электрического тока с высоким
удельным электрическим сопротивлением;
204
4) иметь высокую излучательную способность в
видимой части спектра;
5) иметь высокие механические свойства, быть прочным
и пластичным, хорошо спирализоваться, не рваться и не
расслаиваться;
6) легко и просто очищаться от загрязнений;
Рис. 6.1. Группы спиралей:
а— сплошные (/ — прямолинейные; 2 —дуговые; 3 —в виде зигзага); б — одно-
секционные (/ — угловые; 2 —дужкой); в ^ многосекционные (формованные в
одной плоскости); г — многосекционные (формованные в двух плоскостях); д —
плоские
7) изготовленные спирали должны быть формоустойчи-
выми.
Наиболее полно этим требованиям отвечает металл
вольфрам. В большинстве случаев для изготовления
спиралей сейчас применяется вольфрамовая проволока марки
ВА, ВМ или ВТ диаметром от 0,010 до 1,250 мм.
205
Входной, контроль
Вольфрамовой проволоки
х
Рис. 6.2. Схема типового
технологического процесса изготовления
спиралей
Комплектация проволоки
по диаметру
* —
Очистка
Навивка проволоки на керн
Вторичная навивка о*ля бислира-
лей и третья для триспиралей
Обезжиривание
Термическая обработка на керне
Редка спиралей с керном
* —
Удаление керна травлением
т.
Рассортировка и укладка
типовых спиралей для
последующей термообработки
Схема типового
технологического процесса
изготовления спиралей показана
на рис. 6.2. Операции по
изготовлению спиралей
можно объединить в
следующие основные группы:
подготовительные, спирали-
зация, обработка спиралей
на керне и заключительные
операции.
а) Подготовительные
операции. К
подготовительным операциям можно
отнести входной контроль
спирализуемой проволоки и
вспомогательной проволоки
для керна, их
комплектацию по диаметру и
предварительную очистку.
Входной контроль.
Поступающую на завод
вольфрамовую проволоку перед
ее запуском в производство
подвергают входному
контролю. Контроль проволоки
заключается в проверке ее
диаметра, испытаниях на
растяжение, перегиб и
способность спирализоваться, оценке ползучести, выявлении
микроструктуры, а также проверке проволоки по
внешнему виду и качеству намотки на катушку.
Диаметр вольфрамовых проволок более 0,35 мм
измеряется микрометром в двух взаимно перпендикулярных
направлениях. Диаметр менее 0,35 мм определяется
взвешиванием отрезка проволоки длиной 200 мм на точных весах
с последующим пересчетом на средний диаметр. При этом
используется следующая формула:
d = 0,01817 J/Q, F,1)
Термическая обработка без керна
Формовка
т.
Отжиг для рекристаллизации
вольфрама для спиралей
некоторых автомобильных
и специальных ламп
Контроль
где d — диаметр проволоки,
локи длиной 200 мм, мг.
мм; Q — масса отрезка прово-
206
Для упрощения таких пересчетов в стандартах на
вольфрамовую проволоку приводятся таблицы, в которых для
каждого номинального диаметра указывается масса
отрезка длиной 200 мм.
Равномерность диаметра проволоки по длине
оценивается одним из следующих способов:
а) определением диаметра проволоки с помощью
микрометра или взвешивания в начале и конце катушки;
б) измерением электрического сопротивления участка
проволоки, протягиваемой через два ртутных контакта;
в) путем непрерывной перемотки проволоки перед
узкой щелью фотоэлемента, при этом в зависимости от
диаметра проволоки изменяется световой поток, падающий на
фотоэлемент, и соответственно изменяется показание
прибора, регистрирующего ток в цепи фотоэлемента.
Предел прочности на растяжение проверяют на
разрывных машинах. Испытание на перегиб проводят
определением числа перегибов, которое выдерживает проволока без
излома при перегибании свободного конца закрепленного
отрезка проволоки на угол в один радиан от
первоначального положения в одну и противоположную сторону.
Для оценки ползучести отрезок проволоки натягивают
с усилием 20 Н и нагревают электрическим током в
вакууме до 2800 К. По остаточному удлинению судят о
ползучести.
Спирализуемость проверяется непосредственно на спи-
рализационном оборудовании при заданных
технологических режимах. При навивке на керн, диаметр которого в
2,5—3,0 раза больше диаметра вольфрамовой проволоки,
не должно происходить ее обрывов и расслоений.
Микроструктуру проволоки оценивают путем
наблюдения за ее шлифами при увеличении в 200 раз и более с
помощью металлографического микроскопа МИМ-6, МИМ-7
или МИМ-8. Наблюдаемая кристаллическая структура
должна соответствовать вольфраму данной марки и быть
стабильной у всех исследуемых образцов.
В качестве основы (керна) для навивки спирали
обычно используется молибденовая или стальная проволока.
Молибденовая проволока дороже, но качество спиралей
при ее применении выше.
В общем случае к проволоке для керна предъявляются
следующие требования:
1) материал, должен быть достаточно тугоплавким;
2) механическая прочность проволоки должна быть
высокой, она не должна рваться, вытягиваться и
расслаиваться;
207
3) поверхность проволоки должна бьйъ гладкой,
чистой, слегка шероховатой, матовой;
4) диаметр проволоки по всей длцйе должен быть
постоянным;
5) материал керна должен легко вытравливаться в
составах, не действующих заметным образом на
вольфрамовую спираль.
Проволока для керна проходит в основном такой же
входной контроль, как и вольфрамовая, за исключением
тех параметров, которые непосредственно связаны со спи-
рализацией материала.
Комплектация по диаметру. Комплектация
вольфрамовой проволоки по диаметру с керном заключается в
разделении вольфрамовой проволоки и проволок для керна
на две группы с узкими допусками по диаметру.
Проволоки с диаметрами по нижнему допуску комплектуют в одну
группу, а с диаметрами по верхнему допуску — в другую.
Это позволяет уменьшить разброс световых и
электрических параметров ламп.
Очистка. Вольфрамовая проволока до спирализации
очищается только в некоторых специальных случаях.
Обычно на операцию спирализации поступает неочищенная от
графитовой смазки проволока. Установлено, что такая
проволока лучше спирализуется, чем очищенная.
Очистка проволоки для керна перед спирализацией
обязательна. При этом молибденовую проволоку для
керна очищают электролитическим травлением в щелочи, а
стальную — промывкой в трихлорэтилене. Кроме того,
молибденовую проволоку диаметром более 0,4 мм
допускается с целью лучшей очистки дополнительно отжигать в
водороде. Тонкую молибденовую проволоку отжигать не
рекомендуется, так как после такой обработки она
приобретает склонность к вытягиванию при спирализации.
Непосредственно перед спирализацией вольфрамовую
проволоку перематывают с больших катушек на
специальные шпули небольшого диаметра.
6) Спирализация. Процесс спирализации, т. е.
превращения прямолинейной проволоки в спираль, в
электроламповом производстве осуществляется на спирализационных
машинах.
В одних случаях керн спирализации оставляют в
спирали и ряд последующих технологических операций проводят
для спирализованной проволоки вместе с керном, затем
керн удаляют из спирали вытравливанием. В других
случаях при спирализации используют постоянный керн;
после навивки спирали его вынимают из нее и используют
208
повторно для последующих навивок. В соответствии с этим
спирализационные машины подразделяются на две
основные группы:
машины с навивкой на вытравливаемый (непрерывный)
керн и машины с навивкой на постоянный керн.
Навивка спиралей на машинах с использованием
непрерывного керна. Наиболее просто принцип
спирализации можно пояснить, рассматривая машину спирализации
с роликовой головкой (рис. 6.3).
ЗШЯйШШ?
Рис. 6.3. Схема навивки непрерывной спирали на керн
Со спускной катушки 1 стальной или молибденовый
керн перематывается на тянущую катушку 5. При
перемотке керн проходит через направляющий ролик 2,
вращающийся пустотелый шпиндель 3 и втулку с
твердосплавной дюзой 4. Вместе со шпинделем вращается головка 6 и
шпуля с вольфрамовой проволокой 7. Вольфрамовая
проволока через ролик 8 навивается на выходящий из дюзы
керн. С каждым оборотом шпинделя головка со шпулей
делает один оборот, и на керне укладывается один виток
спирали.
Расстояние между двумя смежными витками
называется шагом спирали. Величина, обратная шагу спирали,
показывает число витков на 1 мм. При хорошей работе
спирализационной машины шаг и число битков на 1 мм
не должны изменяться по ©сей длине спирали.
Параметры спирали и качество ее навивки в большой
мере зависят от керна и спирализационной машины. Так,
диаметр навиваемой спирали определяется диаметром
керна, а шаг спирали—соотношением скорости
'протягивания керна и частоты вращения шпинделя со шпулькой.
При намотке спирализованной проволоки
непосредственно на приемную катушку по мере ее заполнения
скорость перемотки керна меняется, что влечет за собой
изменение шага спирали. Чтобы избежать этого, керн со
спиралью сначала обводят несколько раз в виде восьмерки
через специальный тянущий диск и вспомогательный ро-
14—3136 209
лик (иногда не один, а два или три ролика), после чего
наматывают на 'приемную катушку, снабженную
фрикционным механизмом.
Движение керна без (Проскальзывания по тянущему
диску и без вытягивания в значительной мере
обеспечивается его оптимальным натяжением. Натяжение керна для
большинства спиралей устанавливается в пределах 8—
10% разрывного усилия проволоки керна, а на участке от
тянущего диска до приемной катушки—на 2—5% больше.
Обычно стальной керн обладает прочностью на
растяжение около 6 МПа, а молибденовый—около 15 МПа.
Для получения равномерного шага и плотного
прилегания спирали к керну при навивке вольфрамовая
проволока также должна натягиваться равномерно и с
достаточным усилием. Для проволок диаметром до 80 мкм
натяжение рекомендуется устанавливать в пределах,
определяемых формулой
р= F0^80) Q, F.2)
где Р—натяжение проволоки, МН; Q—масса отрезка
проволоки длиной 200 мм, мг.
Для проволок большего диаметра натяжение
устанавливается в пределах 5—10% разрывного усилия.
Направляющая дюза предотвращает биение керна.
Дюза должна изготавливаться из твердого материала
(например, сплава ВК-6), обеспечивать с керном очень
малый зазор (в пределах 0,005—0,010 мм), систематически
очищаться от загрязнений и контролироваться по
геометрическим размерам.
В процессе спирализации вольфрамовую проволоку
для увеличения ее пластичности в момент навивки на керн
подвергают прямому или косвенному электрическому
нагреву. Для проволок диаметром более 80 мкм обычно
применяется прямой нагрев путем пропускания
электрического тока через участок вольфрамовой проволоки,
прилегающей к керну, температура при этом не превышает
300—400 °С.
Для проволок диаметром менее 80 мкм используется
косвенный нагрев за счет излучения нихромового
нагревателя, размещенного на расстоянии 3—4 мм от места
формования витков. Температура нагревателя
устанавливается в пределах 300—600 °С. В некоторых случаях навивка
спиралей осуществляется без подогрева, при этом
необходимо использовать предварительно отожженную
вольфрамовую проволоку.
210 .
Угол наклона навиваемой проволоки к керну обычно
находится в пределах 38—42° (примерно 0,42—0,47 рад).
Опирализация допускается как с правой, так и с левой
навивкой, т. е. вращением навивочной головки по часовой
стрелке или против нее. Однако {при многократной спира-
лизации (изготовлении биспиралей и триспиралей)
направление навивки должно сохраняться.
Спирализационные машины обычно снабжают электро-
блокирующим устройством, которое в случае обрыва нити
или выработки проволоки со шпули автоматически
выключает спирализацию.
Для наблюдения за качеством навивки некоторые
спирализационные машины оснащаются микроскопом со
стробоскопическим устройством. С помощью зеркала,
закрепленного на вращающемся шпинделе, устройство
обеспечивает прерывистое освещение спирали с частотой,
равной частоте следования витков. Это позволяет наблюдать
движущуюся спираль как бы в состоянии покоя, что
облегчает ее контроль.
В «процессе эксплуатации спирализационные машины
требуют определенной настройки и наладки. Настройка—
это комплекс мероприятий, обеспечивающих
работоспособность машины во всем диапазоне режимов, на который
она рассчитана, а наладка—это ком-плекс мероприятий,
подготавливающих настроенное оборудование к выпуску
заданного типа спиралей.
Как 'правило, требуемый шаг спирали, определяемый
линейной скоростью перемещения кериа за один оборот
шпинделя, достигается подбором соответствующего
диаметра тянущего диска.
Так как за один оборот шпинделя керн должен
переместиться на размер шага спирали, то по кинематической
схеме спирализационной машины уравнение
кинематической цепи может быть записано так (рис. 6.4):
l.knD=t, F.3)
где D=D^-}-dK+2dH; DA—диаметр тянущего диска, мм;
dK — диаметр керна, мм; dH — диаметр нити, мм; t —
размер шага спирали, мм; К — постоянный числовой
множитель, зависящий от передаточного числа станка.
Выражая шаг навиваемой спирали через число витков
на 1 мм длины спирали, получаем:
l.kn(Dn+dK+2dE)=lfn, F.4)
где п—число витков на 1 мм длины спирали.
После преобразований получаем:
Djl=k/n— (dK+2dH). F.5)
Для спирализационных машин других моделей
применима рассмотренная методика с учетом изменений в
кинематической схеме.
В последнее время частоту вращения шпинделей
спирализационных машин при изготовлении сплошных
моноспиралей удалось поднять до 20 тыс. об/мин и выше. Это
достигнуто за счет внедрения более совершенной
балансировки вращающихся частей машины, применения
высококачественных подшипников, центробежного торможения
нити и ряда других специальных мер.
В частности, спирализационная головка таких машин
помещается внутрь металлического баллона специальной
формы с очень гладкой внутренней поверхностью. Спира-
лизуемая проволока, свободно, сматываясь со шпули при
вращении шпинделя, образует «петлю», скользящую по
внутренней поверхности баллона.
Для производства массовых моноспиралей
применяются также многошпиндельные машины с общим валом.
С использованием непрерывного керна возможна не
только сплошная, но и прерывистая стгарализация.
Рис. 6.4. Кинематическая схема спирализационной машины:
7 — катушка с проволокой керна; 2, 5, 7, 8, 0-—ролики; 3 —пустотелый
шпиндель; 4 — спирализационная головка; 6 — тянущий диск; 10 — приемная катушка;
// — электродвигатель; 12, 13 — передаточные механизмы
212
При прерывистой спирализации получают спираль с
периодическими пропусками, т. е. участками неспирали-
зованной нити, называемыми «тире». Такое тире можно
получить двумя способами: приостановкой на заданное
время вращения шпули или протягиванием керна на
заданную длину с большей скоростью.
Первый способ реализован в спирализационных
машинах с электромагнитным торможением шпинделя, а
второй—в машинах с кулачковым управлением. По первому
способу спирали получаются с прямыми тире,
параллельными керну, а по второму—с тире растянутого витка. В
большинстве случаев для упрощения механизированного
монтажа предпочтительнее иметь спирали с прямыми тире.
При изготовлении биспиралей вольфрамовую
проволоку навивают на тонкий керн и получают первичную
сплошную спираль, затем >керн с первичной спиралью навивают
на более толстый керн, получая спираль с двукратно спи-
рализованной вольфрамовой проволокой—биспираль.
Машины вторичной спирализации из-за необходимости
образования тире и возникающих при этом инерционных
нагрузок имеют относительно невысокую частоту вращения
шпулей—около 200—2000 об/мин.
Навивка спиралей на машинах с использованием
постоянного керна. Вольфрамовая проволока навивается на
стальной керн, который механически извлекается из
спирали и вновь используется для навивки следующих
спиралей. Каждая навитая спираль автоматически
отрезается по тире дисковым ножом. Часто здесь же
производится и формовка спирали.
Машины, на которых производится последовательно
навивка, отрезка и формовка спиралей, находят
применение при изготовлении тела накала для автомобильных и
некоторых других типов ламп.
Навивку спиралей из толстых вольфрамовых проволок
(для ламп мощностью более 3 кВт) производят на
специально приспособленных для этих целей токарно-винто-
резных станках. При этом нагретую до вишнево-красного
каления вольфрамовую проволоку навивают на
неподвижный или вращающийся керн. Для специальных типов
ламп накаливания может использоваться керн некруглого
поперечного сечения.
Номенклатура применяемых в настоящее время
спирализационных машин довольно широка, причем их отличие
часто определяется диаметром спирализуемой вольфрамо-
в°и проволоки, а также видом спирали. Так, для навивки
моноспиралей с тире из проволоки диаметром 3—15 мкм
213
на молибденовый или стальной керн применяется машина
спирализации модели Б282.05 (модернизированная) со
скоростью навивки 900—2500 об/мин. Для навивки
моноспиралей без тире из 'проволоки диаметром 20—80 мкм
применяются две модели спирализационных машин
непрерывной навивки сплошной спирали:
ТП.017.0078 с 12—18 тыс. об/мин и ТП.017.0086 с 26—
28 тыс. об/мин. Планируется разработка машин
спирализации аналогичного назначения с 36—40 тыс. об/мин.
Изготовление биспиралей с прямым тире из
вольфрамовой проволоки диаметром 40—200 мкм сейчас ведется на
машине вторичной спирализации с электронным
управлением модели ТП.017.0080 со скоростью навивки 1500—
2200 об/мин. Планируется разработка для этого
назначения спирализационной машины с электронным
управлением со скоростью навивки 2500—3000 об/мин.
Моноспирали с прямыми тире из проволоки диаметром
ПО—230 мкм навиваются на постоянный керн с
последующей резкой и формовкой на машинах моделей 8-03 с 400—
600 об/мин и ТП.017.0096 с 600—900 об/мин.
Для навивки 'моноспиралей с витым тире из «проволоки
диаметром 35—130 мкм на вытравливаемый молибденовый
или стальной керн применяется машина модели 8-26 с
900—2500 об/мин.
Изготовление моноспиралей из толстой проволоки
диаметром 300—1500 мкм для мощных ламп накаливания
производится на машинах модели ЮС.017.0026.
Для навивки моноспиралей и биспиралей с прямым
тире, применяемых в лампах накаливания мощностью от
40 до 200 Вт, используется машина спирализации модели
Б.282.05Е. Навивка ведется из вольфрамовой проволоки
диаметром 25—100 мкм на керн диаметром 120—500 мкм
со скоростью 1200 об/мия.
в) Обработка спиралей на керне. Обработка спиралей
на керне включает в себя следующие операции:
обезжиривание, термическую обработку, резку спиралей с керном
и удаление керна травлением.
Обезжиривание. Для обезжиривания спирализованную
проволоку на керне, намотанную на стальные
перфорированные ободки (бобины), погружают на 15—30 мин в
ванны с трихлорэтиленом или бензином. Иногда для
обезжиривания используются специальные установки, в которых
очистка спирали ведется опутем ее перемотки через
несколько (ванн >с трихлорэтиленом.
Обезжиренные спирали тщательно просушивают,
очищают от графитовой смазки кипячением в растворе щело-
214
чи в течение примерно 30 мин, снова промывают в
проточной воде и сушат «в центрифуге.
Особенно трудно очищаются опирали с густой,
плотной навивкой, а также биспирали. В этих случаях очень
эффективно использование ультразвука. Промышленные
ультразвуковые установки позволяют вести очистку спи-
рализованной проволоки путем ее перемотки через ванны
с 10%-ным раствором щелочи при температуре раствора
85—90 °С и рабочей частоте 18—20 кГц со скоростью до
35 м/м'ин. На установках выполняются последовательно
все операции, связанные с очисткой: обработка щелочью,
промывка водой и сушка нагретым воздухом.
Термическая обработка. Обезжиренные спирали
подвергают термообработке (отжигу) с целью снятия
поверхностных и внутренних напряжений, закрепления формы и
удаления остатков графитовой смазки. Отжиг проводят в
водороде или препарировочном газе обычно в два этапа:
сначала при относительно невысокой температуре в среде
увлажненного газа, затем при более высокой температуре
в среде хорошо осушенного газа. Обработку ведут путем
перемотки спирализованной проволоки в два или три ручья
через муфельную печь.
Первичный отжиг спиралей на молибденовом керне
проводится при 1150—1200 °С в среде увлажненного газа
с точкой росы около 20 °С. Содержащиеся в газе
молекулы воды при рабочей температуре отжига разлагаются с
выделением кислорода, который взаимодействует с
углеродом на спирали, образуя углекислый газ. Этот газ
непрерывно вытесняется из печи. На данном этапе
термообработки спирали нельзя нагревать выше температуры
1200 °С, так как при этом возможно образование карбида
вольфрама, приводящего к недопустимой хрупкости
спиралей.
После удаления остатков графитовой смазки со
спирали проводят второй этап отжига. Использование на этом
этапе более высоких температур (около 1300—1350 °С)
позволяет устранить натяжения и закрепить форму
спирали. Осушенный газ позволяет удалить с поверхности
спирали окисную пленку.
Часто термообработку спиралей на молибденовом
керне ведут в двухзональных печах, где в первой зоне
осуществляется первый этап отжига, а во
второй—заключительный высокотемпературный этап отжига.
Температура отжига и скорость перемотки зависят от
конструкции спирали и материала керна. С увеличением
Диаметра вольфрамовой проволоки и уменьшением диамет-
215
pa керна температуру отжига повышают, а скорость
перемотки уменьшают.
Спирали на стальном керне отжигают в среде
увлажненного водорода или препарировочного газа при 950—
1050 °С или в воздушной среде при 600—900 °С. При этом
кроме улучшения механических свойств спирали
происходит частичное сжигание на спиралях графитовой пленки
и ее разрыхление, что заметно облегчает дальнейшую
очистку. Восстановительный отжиг для таких спиралей обычно
не проводится.
Рисг 6.5. Схема автомата для резки сплошных спиралей
Резка. Отожженную спирализованную проволоку на
керне разрезают на отдельные отрезки требуемой длины
с помощью специальных машин резки или вручную. Схема
автомата для резки сплошных спиралей приведена на
рис. 6.5.
Спираль свободно сматывается с катушки,
захватывается губками и подается точно на определенную длину к
механизму резки, где автоматически отрезается. Режущий
механизм обычно состоит из двух совмещенных дисковых
ножей. Иногда используется две пары дисковых ножей,
что позволяет повысить точность отрезки за счет строго
фиксированного расстояния между этими парами ножей.
Нарезка спиралей с тире производится на автоматах
резки с фотоэлементом. Спирали разрезаются строго
посередине тире по сигналу фотоэлемента. На подобных
автоматах можно разрезать спиральки диаметром 0,2—0,7 мм
при диаметре вольфрамовой проволоки 0,06—0,15 мм.
Производительность автомата в зависимости от длины
спиралей составляет 1300—1700 спиралей в час.
При изготовлении прерывистых спиралей больших
диаметров и длиной более 100 мм, а также секционных и
плоских спиралей резка производится вручную.
216
Травление. Операцию травления производят для
удаления керна и очистки спиралей от окислов, остатков
графитовой смазки и органических загрязнений.
При травлении должна достигаться высокая скорость
растворения керна без заметного уменьшения диаметра
вольфрамовой 'проволоки, высокое качество очистки и
малый расход травильных составов. Потери в массе
спиралей в результате травления должны быть в пределах
3-5%.
Травление спиралей на молибденовом керне обычно
ведут их погружением в травильную жидкость, «составленную
из трех частей азотной кислоты, одной части серной
кислоты и одной части воды. Время травления составляет
около 10—20 мин. Об окончании процесса растворения
керна судят по прекращению выделения бурых паров окислов
азота.
Протравленные спирали промываются в проточной воде
и подвергаются контрольному травлению в подогретой до
70—90 °С смеси: две части азотной кислоты, одна часть
серной кислоты и две части воды. Отсутствие выделения
газовых пузырьков свидетельствует о полном
вытравливании керна. После этого спирали промывают в проточной
воде, выдерживают в кипящем растворе щелочи, снова
промывают в воде и протравливают в подогретой, а затем
холодной соляной кислоте для окончательной очистки. В
заключение спирали отмывают от остатков кислот
деминерализованной водой, обезвоживают 'споласкиванием в
спирте или ацетоне и сушат в центрифуге или под
инфракрасными лампами при температуре не выше 100 °С. Весь
процесс обработки занимает примерно 3—4 ч. Иногда
применяют несколько иные по процентному содержанию
травильные составы.
Процесс травления спиралей на стальном керне
начинается с их выдержки в кипящем растворе щелочи 20—
30 мин. Затем спирали травятся в соляной кислоте до
прекращения выделения пузырьков водорода A—2 ч).
Последующие операции в основном такие же, как и при
вытравливании молибденового керна. Травление спиралей
на стальном керне обычно ведут в сетках, сплетенных из
вольфрамовой проволоки, а спиралей на молибденовом
керне—в керамических или стеклянных чашках.
Отработанные травильные растворы регенерируют для
извлечения дорогостоящего молибдена.
Освобожденные от керна моноспирали под действием
остаточных напряжений удлиняются, а биспирали
укорачиваются примерно на 4% своей длины.
217
Особенно тщательно цроцесс травления должен быть
проведен для биспиралей и триспиралей, так как
дальнейшей термообработке их не подвергают во избежание
нарушения формы.
г) Заключительные операции. После удаления керна
спирали сортируются и направляются на заключительные
операции: отжиг, формовку и контроль.
Отжиг. Проведение отжига на этом этапе преследует
ту же цель, что и отжиг спиралей до удаления керна, т. е.
снятие оставшихся напряжений, доочистка спиралей и
закрепление их формы.
Отжиг выполняют в муфельных высокотемпературных
печах в среде хорошо осушенного -водорода или
препарировочного газа. Спирали для отжига укладывают ровными
рядами в молибденовые «лодочки», затем проталкивают
в середину рабочей зоны, выдерживают заданное время и
перемещают дальше в зону охлаждения. После остывания
до температуры, исключающей окисление вольфрама,
лодочку со спиралями выгружают из печи.
С целью предотвращения образования карбида
вольфрама при высоких температурах рекомендуется отжиг
проводить в два приема: сначала при 1100—1150°С, а затем
при температурах, заданных в зависимости от марки
вольфрама и диаметра проволоки. Так, отжиг спиралей из
тонкой вольфрамовой проволоки марки ВА проводят при
1200—1400 °С, а марки ВМ—1400—1500 °С при выдержке
10—15 мин. С увеличением диаметра вольфрамовой
проволоки температуру нагрева и время выдержки увеличивают.
Для ламп, работающих в условиях сильных
механических воздействий (удары, вибрация), отжиг спиралей
осуществляется при температурах, соответствующих
собирательной рекристаллизации, т. е. 2300—2400 °С. Такой ре-
кристаллизационный отжиг рекомендуется проводить
только для спиралей, изготовленных из вольфрама марки ВА.
Такие спирали обладают не только повышенной
прочностью, но и хорошей формоустойчивостью.
Формовка. Операция формовки проводится с целью
придания прямолинейной спирали более сложной формы:
зигзага, секций типа «моноплан» или «биплан» и т. д.
Формовка осуществляется вручную путем перегибания
спирали по участку тире об -нагретый пропусканием
электрического тока до температуры 300—500 °С
вольфрамовый или -молибденовый утюжок.
Отформованные спирали вставляют в молибденовые
рамки, предварительно плотно нанизывая их на
вольфрамовые иглы, или укладывают в молибденовые формы, со-
218
стоящие из двух половинок с профрезерованными внутри
канавками, -количество и размеры которых точно
соответствует требуемой форме спирали (рис. 6.6)
Спирали, уложенные в рамки или формы, отжигают в
электрической печи в среде водорода или
препарировочного газа при 1400—1500 °С в течение 25—30 мин. Отжиг
обеспечивает закрепление приданной спиралям формы,
снятие внутренних напряжений, а также служит целям
дополнительной очистки и обезгаживания спиралей. Спи-
Рис. 6.6. Рамка и фор
ма для отжига формо
ванных спиралей:
а —• рамка; б — форма
рали из тонкой вольфрамовой проволоки формуют и
отжигают перед вытравлением керна.
Контроль. Качество спиралей контролируется как в
процессе их изготовления, так и после его окончания.
Спирали подлежат забракованию, если они: не соответствуют
чертежу по геометрическим размерам (шагу, диаметру,
длине, углу наклона витков и т. д.), спутаны,
деформированы, загрязнены или окислены, хрупки, имеют
расслоение проволоки и т. п.
Браки выявляются путем внешнего осмотра спиралей
на молочном стекле с нижней подсветкой, а также с
помощью универсального мерительного инструмента и
специальных приборов. Широкое применение для контроля
спиралей нашел прибор шатограф, проектирующий
увеличенное изображение спирали на 'плоский экран с нанесенными
метками.
Взвешиванием на торзионных весах можно по
несоответствию массы спирали норме выявить отклонение
диаметра вольфрамовой проволоки, общего числа витков в
спирали и потери в массе спиралей после травления от
заданных значений.
Прочность спиралей проверяют их растягиванием до
заданной длины или сгибанием на определенный угол,
при этом спирали не должны разрушаться.
В некоторых случаях проводят испытание спиралей на
пятнистость, характеризующую равномерность
распределения температуры по длине спирали. С этой целью спира-
219
ли на очень короткое время нагревают в среде водорода
пропусканием импульса тока от разряда конденсатора. На
спиралях неудовлетворительного качества при таком
испытании получаются хорошо заметные яркие и темные
пятна.
Таблица 6.1. Виды и причины брака спиралей
Вид брака
1. Разбитые витки,
срезы, выбоины
2. Хрупкость спиралей
3. Расслой
4. Обрыв спиралей при
монтаже
5. Провисание спиралей
в лампе
6. Коробление спирали
в лампе
7. Обрыв спирали
8. Неравномерный накал
спирали
Причина
Плохая наладка спирализационной машины
Нарушение режима собирательной
рекристаллизации (завышение температуры
отжига), загрязнение вольфрама углеродом с
образованием твердого раствора или карбида,
загрязнение вольфрама железом или никелем
Плохое качество исходной проволоки,
отсутствие подогрева при спирализации, не-
догрев при формовке, тупые ножи прирезке
Хрупкость спиралей (см. п. 2), нарушение
режима работы монтажного оборудования
Низкое качество исходной проволоки,
несовпадение направлений спирализации у бис-
пиралей, недостаточное закрепление формы
спиралей при отжиге, несоответствующая
структура вольфрама из-за загрязнения
углеродом, железом, никелем или нарушения
режима отжига, неправильный монтаж
спирали на ножку
Резкое снятие внутренних напряжений и
причины, изложенные в п. 5
Причины, изложенные в п. 5
Нарушен шаг спирали, локальное
образование на спирали карбида
При изготовлении спиралей возможны также скрытые
браки, которые выявляются только на {последующих
операциях изготовления лампы и при ее специальных
испытаниях.
Некоторые наиболее распространенные виды брака
спиралей и их причина приведены в табл. 6.1.
6.2. НАЗНАЧЕНИЕ И ТИПЫ КАТОДОВ
а) Общие сведения. Катоды являются важнейшими
конструктивными элементами газоразрядных ламп. Основное (Назначение катодов—
обеспечение необходимой для работы лампы эмиссии электронов. В
соответствии с назначением катоды характеризуются эмиссионной
способностью, рабочей температурой, эффективностью и долговечностью.
220
В производстве источников света применяются два типа катодов —
термоэлектронные (катоды дугового разряда) и «холодные» (катоды
тлеющего разряда), отличающиеся механизмом получения электронной
эмиссии.
Катоды дугового разряда приобретают необходимую для выхода
электронов энергию при их нагреве до определенной рабочей
температуры. Нагрев может осуществляться двумя способами: от постороннего
Рис. 6.7. Катоды ламп дугового разряда низкого давления различных
конструкций:
а — д — люминесцентных ламп [/ — оксидированная биспираль или триспираль
Из вольфрамовой проволоки; 2 — внутренние звенья вводов (никель); 3 —
лопаточка; 4 — отверстие штснгеля для откачки и наполнения лампы; 5 — тарелочка:
^ ~~ внешние звенья вводов (медь, платинит); 7-—штенгель; 8 — экран из нике-
л*} е — вид биспирального (триспирального) катода в увеличенном масштабе];
ж — триспиральный катод бифилярного типа; з — оксидный катод блочного типа
221
источника тока — катоды с независимым накалом и за счет энергии,
выделяемой на электродах в процессе самого разряда, —
самокалящиеся катоды. В газоразрядных лампах дугового разряда
применяются в основном самокалящиеся катоды.
В холодных катодах тлеющего разряда используется
автоэлектронная эмиссия, возникающая при действии на их поверхность
электрического ,поля очень высокой напряженности.
Термоэлектронные катоды, наиболее часто применяемые в
источниках света, в зависимости от физико-химических свойств активной
поверхности могут быть подразделены на оксидные, пленочные и
однородные металлические.
б) Катоды дуговых ламп низкого давления. В люминесцентных
лампах применяются оксидные катоды на основе окислов
щелочноземельных металлов. Конструктивно они представляют собой
вольфрамовый керн в виде биспирали или триспирали, покрытый слоем оксида
щелочноземельных металлов (рис. 6.7).
Спиральная конструкция керна позволяет удерживать на нем
относительно большое количество эмиттирующего вещества (до 10—
15 мг) и достаточно быстро прогревать всю массу покрытия.
Некоторые типы катодных узлов имеют специальные экраны различной формы.
Экраны принимают на себя часть разрядного тока, предотвращая
перегрев и распыление оксидного покрытия на спирали. Обычно экраны
используются в мощных люминесцентных лампах A25 Вт и выше),
в лампах с пониженным давлением защитного газа и в лампах,
работающих на постоянном токе. Экраны изготавливают из никелевой
проволоки или ленты, реже — из другого материала.
Эмиссионные свойства оксидного катода определяются наличием
в нем атомов бария. Окись стронция и окись кальция способствуют
образованию более благоприятной кристаллической структуры оксидного
покрытия. Широкое применение оксидного катода на основе окислов
щелочноземельных металлов обусловлено целым рядом его достоинств:
1) большой плотностью тока эмиссии;
2) самой низкой среди термоэлектронных катодов рабочей
температурой (800—1030 °С);
3) высокой эффективностью;
4) большой срок службы;
5) достаточная механическая прочность, хорошая
воспроизводимость технических характеристик в массовом производстве и т. д.
К недостаткам оксидного катода данного типа можно отнести:
1) малую стойкость к перегреву, электронной и ионной
бомбардировкам;
2) склонность к отравлению газами в активированном состоянии;
3) малую стойкость к воздействию сильных электрических полей;
4) склонность к образованию промежуточного запорного слоя
между оксидом и керном, относительно малую стабильность эмиссии
в течение срока службы и др.
222
в) Катоды ртутных и металлогалогенных ламп высокого давления.
На рис. 6.8 показано несколько конструкций катодов ламп высокого и
сверхвысокого давления. Как правило, катод состоит из двух деталей:
керна и спирали.
Обычно катод представляет собой керн из торированного
вольфрама в виде стержня, с надетой на него также вольфрамовой
спиралью (однослойной или многослойной). Эмиттер размещается под
спиралью между слоями ее витков. Увеличение запаса эмиттера
достигается тем, что внутренняя спираль может быть навита с переменным
шагом: в средней части большим, чем по краям.
Рис. 6.8. Катоды ртутных
дуговых ламп высокого и
сверхвысокого давления переменного тока:
а — катод ламп высокого давления;
б — г — катоды ламп сверхвысокого
давления; / — сердечник из
торированного вольфрама; 2 — защитная
вольфрамовая спираль; 3 — эмиттер; 4 —
блок эмиттера; 5 — газопоглотитель;
6 — активированная спираль в виде
гитарной струны
Многослойная спираль применяется для предохранения активатора
от высыпания и разрушения бомбардирующими заряженными
частицами, поэтому внешняя защитная спираль навивается, плотно, виток
к витку.
В катоде можно выделить две основные части: зажигающую
(спираль) и рабочую (конец керна). Зажигающая часть служит для
обеспечения зажигания разряда в лампе, который возникает на
спирали, а затем переходит на торец керна катода. По принципу работы
катоды этого типа относятся к пленочным и в настоящее время
применяются наиболее широко в лампах высокого давления.
Работа пленочного катода основана на том, что на рабочей
поверхности керна образуется мономолекулярная пленка активирующего
вещества (бария, иттрия или тория). Активатор достигает рабочего
конца керна в результате диффузии по поверхности, причем
диффузия резко зависит от температуры. Температуру катода устанавливают
при его разработке, изменяя диаметр керна, длину конца керна,
выступающего над спиралью, диаметр проволоки, навиваемой в спираль,
и ее длину.
Поступление эмиттера на рабочий конец керна должно быть
строго определенным, в количестве необходимом для образования моно-
223
слоя. Недостаток или избыток активатора на рабочей части приводит
к заметному увеличению распыления вольфрама или активатора.
Распыление и испарение материала катода в лампах высокой
интенсивности в первую очередь опасно не истощением эмиттера, а его
конденсацией на колбе. Темные налеты на колбе поглощают
значительную долю излучения разряда, особенно в ультрафиолетовой части
спектра. В лампах ДРЛ это, в частности, ухудшает возбуждение
люминофора и уменьшает красное отношение лампы.
Рис. 6.9. Зависимости между размерами электродов, рабочей
температурой и током дугового разряда
Соотношение между температурами верхнего торца катода ГВк
и зажигающей части Тсгх при разных размерах катода, положении
спирали на стержне и разрядным током иллюстрирует рис. 6.9.
Пленка активатора заметно понижает работу выхода вольфрама.
Выбор активатора (эмиттера) определяется рабочей температурой
катода и характером разряда в лампе (ртутной или с добавкой галоге-
нидов).
В ртутных лампах с относительно невысокой рабочей температурой
катода A300—1500 °С) преимущественно применяется эмиттер на
основе окиси бария. В металлогалогенных и ртутных лампах с более
высокой температурой катода применяется эмиттер на основе окиси
иттрия или окиси тория. Иногда применяют смесь эмиттеров.
Достоинством бария как эмиттера является то, что его окись при напылении
на кварцевое стекло не создает темных непрозрачных пленок, как
торий или иттрий, он обеспечивает высокую эмиссию при относительно
низкой температуре катода и большую скорость образования монослоя
на рабочем конце керна. Недостатком его является повышенная
испаряемость при высоких температурах. Катоды, активированные окисью
бария, не могут быть применены в металлогалогенных лампах из-за
224
реакции галогенидов с окисью бария, приводящей к быстрому
почернению стенок горелки.
Особенностью конструкций катодов ртутных ламп сверхвысокого
давления большой мощности является их относительно большая масса,
развитая поверхность для отвода избыточной теплоты и более
тщательная обработка рабочей части катода для повышения устойчивости
к действию большого разрядного тока. В частности, рабочая часть
стержня катода часто выполняется из кованого или специально
оплавленного вольфрама. Некоторые конструкции катодов этого типа
показаны на рис. 6.10.
Рис. 6.10. Катоды ртутных ламп сверхвысокого давления
переменного тока с короткой дугой:
а и б — катоды ламп мощностью до 1 кВт; в — катод с активирующей пастой;
г — синтерированный катод с добавкой окиси тория; / — сердечник из ториро-
ванного вольфрама; 2 — защитная спираль из вольфрамовой проволоки; 3
—эмиттер; 4 — газопоглотитель; 5 — спираль для облегчения зажигания разряда; 6 —
ввод; 7 —корпус электрода из спеченного вольфрама
Для некоторых ламп высокой интенсивности представляется
перспективным использование спеченных катодов, например,
конструкции в виде вольфрамового стержня с припеченной на определенном
расстоянии втулки активатора (окиси тория, иттрия или др.).
В ряде конструкций ртутных ламп высокой интенсивности
(например, ДРЛ) часто используют специальные поджигающие электроды.
г) Катоды газовых ламп высокой интенсивности Газовые лампы
высокой интенсивности не имеют периода разгорания, их рабочий
режим устанавливается практически сразу после зажигания разряда в
лампе. Градиенты потенциалов в инертных газах в 3—5 раз ниже, чем
в парах ртути при тех же условиях разряда. Поэтому ток
оказывается во столько же раз выше, что предъявляет к катодам этих ламп
16—3136 225
повышенные требования. Другими особенностями газовых ламп,
ужесточающими условия работы их катодов, являются высокое
напряжение зажиганий из-за больших начальных давлений газа и трудности-
стабилизации разряда и1 фиксации катодного пятна из-за сильной;
конвекции.
Катоды газовых ламп1 высокой интенсивности не имеют
специальной зажигающей части. Они обычно представляют собой стержни*
цилиндрической формы" из кованого вольфрама с присадкой тория
(например, марки ВТ-5). Конец стержня, обращенный к разряду,
затачивается на конус или полусферу и тщательно обрабатывается
(шлифуется, полируется).
Рис. 6.ГГ. Катоды газовых ламп
постоянного тока с короткой дуго&
СВД различной мощности:
а —катод лампы мощностью 500 В*п
б — катод лампы 0,5—5 кВт (/ —
сердечник из торированного вольфрама; 2 —
муфта из спеченного вольфрама с при-
садками; 3 — муфта из молибдена для
сварки с цилиндрическим фольговым
вводом); в —камерный электрод газовых
ламп переменного тока с короткой дугой
СВД на токи свыше 4Q1—50' А (/ — трубка
из вольфрама; 2—пробка; 3 — блок
активного вещества; 4 —оплавленная
рабочая часть электрода; 5 —отверстие)
Ё Лйыпах на большие токи на катод надевается муфта из
спеченного вольфрамового порошка.
Катоды ламп с короткой дугой переменного тока изготавливают
из торированного вольфрама с крупнокристаллической структурой, или
же применяют так называемые камерные катоды с блоком активатора,
помещаемого внутри специальной камеры стержня.
Некоторые конструкции катодов ламп рассматриваемого типа
приведены на рис. 6.11.
д) Катоды импульсных ламп. Работа импульсных ламп протекает
в режиме повторяющихся одиночных импульсов с интервалом не
менее 1 с (фотоосветительные лампы) или с более высокой частотой
повторения импульсов (стробоскопы). Это приводит к интенсивному
распылению их катодов. Материал катодов и их конструкция оказь^
вают существенное влияние на долговечность, энергию и частоту вспыг
шек и другие параметры импульсных ламп, причем требования,
предъявляемые к катодам импульсных ламп, являются противоречивыми.
С одной стороны, для облегчения зажигания разряда в лампах
должны применяться активированные катоды с малой работой выхода и
нагретые до достаточно высоких температур. С другой стороны, для
предотвращения неуправляемых пробоев и возможного перехода рабо:
3?6
\У
/ Л
VZ
N
о)
б)
в)
Ы лампы в режим непрерывного горений ^миЬсйоннай епоеобное^ й
температура катодов не должны быть высокими.
В большинстве случаев катоды импульсных ламп имеют
стержневую конструкцию. Для их изготовления применяют прутки из сплава
вольфрам — никель — барий марки ВНБ-3, концу катода придают
полусферическую форму. Размеры катодов рассчитывают так, чтобы их
рабочая температура не превышала 800—900 °С.
Катоды мощных ламп из торировайного вольфрама с
большим содержанием окиси тория (например, марки ВТ-50 или ВТ-80).
Рис. 6.12. Холодные
катоды ламп тлеющего
разряда:
а — на токи до 20 мА; б —
на токи 100 мА; / —
цилиндрический электрод; 2 —
втулка; 3 — донышко
цилиндра; 4 — стеклянная
трубка; 5 — внутренние
звенья вводов; 6 — цоколь;
7 —стеклянная лопатка;
8 — место припайки
выводов к цоколю
В маломощных лампах в качестве катода используется конец
молибденового стержня, который впаивается в стеклянную колбу и
является вводом в лампу. В лампах, рассчитанных на большие энергии
вспышек, на конец молибденового катода надевается вольфрамовая
спираль. Катоды активизируются пленкой калия или цезия путем
испарения специальной таблетки в процессе вакуумной обработки лампы.
В неоновых стробоскопах низкого напряжения катод имеет форму
никелевой чашечки с запрессованной в нее смесью углекислого цезия
и порошка никеля. Спекание и активировка катода производится во
время откачки путем прогрева токами высокой частоты и разрядом на
постоянном токе в готовой лампе.
е) «Холодные» катоды ламп тлеющего разряда. Главной
отличительной особенностью работы катодов ламп тлеющего разряда
является их интенсивная бомбардировка положительно заряженными
ионами из области разряда. Это вызывается большим падением катодного
потенциала в таких лампах и может привести в свою очередь к
довольно быстрому распылению материала катода. Поэтому катоды ламп
тлеющего разряда имеют ряд отличий от катодов других
газоразрядных ламп (рис. 6.12).
В лампах катодного свечения форма и размеры катодов
выбираются исходя из требуемой формы и размеров светящейся поверхности,
потребляемой мощности, напряжения зажигания и некоторых других
'5* 227
требований. Обычно их выполняют ё виде штампованных пластин из
алюминия, никеля, сплава железа с никелем или молибдена. Для
снижения напряжения зажигания разряда пластины покрываются тонким
слоем активирующих веществ, уменьшающих работу выхода: цезием,
окислами щелочноземельных металлов и др. После активировки такие
катоды обеспечивают плотность тока до 250 А/м2.
В лампах тлеющего разряда с положительным столбом
(газосветные трубки) катоды обычно представляют собой цилиндры с
донышком, изготовленные из низкоуглеродистой стали. Открытым концом
такой цилиндрический катод обращен к области разряда и эмиссия
электронов происходит с внутренней поверхности цилиндра. Для
улучшения эмиссионных свойств на эмиттирующую поверхность иногда
наносят активный слой окислов щелочноземельных металлов. Выход
испаряющегося вещества активного покрытия возможен только через
открытый конец цилиндра, поэтому оказывается сравнительно
небольшим. Для уменьшения катодного распыления материала цилиндров его
острые края завальцовываются или зашлифовываются. В некоторых
случаях на край цилиндра надевают стеклянную или керамическую
предохранительную втулку. Катоды обеспечивают плотность тока 10—
30 А/м2 и срок службы — несколько тысяч часов.
6.3. ИЗГОТОВЛЕНИЕ КАТОДОВ МАССОВЫХ ЛАМП
В процессе изготовления наиболее распространенных
типов катодов ламп массового производства можно
выделить следующие группы технологических операций:
изготовление кернов, приготовление эмиттирующих составов,
нанесение эмиттеров на керны и контроль катодов.
а) Изготовление кернов. Спиральные конструкции
катодов изготавливаются с использованием рассмотренных
выше методов спирализации (см. § 6.1). Для их
изготовления обычно применяется вольфрамовая проволока с
присадкой алюминия (марки ВА) диаметром от 10 до
200 мкм. Перспективным для этих целей является также
вольфрам с добавкой рения, имеющий большее удельное
электрическое сопротивление, лучшую дуктильность и
температуру рекристаллизации на 150—200 К выше, чем
вольфрам марки ВА.
Наибольшее распространение из спиральных
конструкций катодов нашли биспирали и триспирали, применяемые,
в качестве катодов люминесцентных ламп. Их развитая
поверхность при относительно небольших размерах позволяет
закрепить на катоде достаточно большую массу
эмигрирующего вещества.
Специфической особенностью изготовления биспиралей
228
для люминесцентных ламп является стремление получить
прямые и одинаковые по длине тире, лежащие в одной
плоскости. Это уменьшает брак при механизированном
монтаже спиралей на ножки.
При изготовлении биспирали первичная спираль
навивается на молибденовый керн. Вторичная спирализация
производится на выдвигаемом стальном керне с
образованием тире. Навивка вторичной спирали и нарезка биспира-
лей ведется на спирализационной машине типа СА1.
Нарезанные биспирали обезжириваются, отжигаются с целью
закрепления формы и дополнительной очистки и
поступают на операцию вытравливания молибденовых кернов.
После этого биспирали проверяются по внешнему виду,
хрупкости, геометрически размерам и упаковываются.
В последнее время все более широкое применение для
люминесцентных ламп находят триспиральные катоды. Их
изготовление возможно по двум вариантам.
По первому варианту на вольфрамовую нить
навивается молибденовая проволока, получается сплошная
моноспираль с вольфрамовым керном. На эту спираль, как на
керн, навивается тонкая вольфрамовая проволока.
Получается первичная сплошная вольфрамовая моноспираль,
иногда называемая гитарной струной. Она вторично спира-
лизуется на непрерывный молибденовый керн. Полученная
в результате этого сплошная биспираль подвергается спи-
рализации в третий раз на выдвигаемом постоянном
керне с образованием тире.
По второму варианту первичная сплошная
вольфрамовая спираль изготавливается путем намотки вольфрамовой
проволоки сразу на два керна, протягиваемые
параллельно друг другу молибденовую и вольфрамовую проволоки.
Вторая и третья спирализация производится аналогично
первому варианту. После спирализации форма триспирали
закрепляется отжигом, а молибден удаляется
вытравливанием.
В полученном катоде оксидная масса при дальнейшей
обработке занимает место удаленных молибденовых
проволок, что приводит к желаемому увеличению запаса
оксида, а следовательно, и долговечности катода. К
недостаткам триспирального катода можно отнести большие
сложность, материалоемкость и трудоемкость его
изготовления.
Стержневые конструкции кернов катодов
изготавливаются методами холодной обработки из проволочного или
пруткового вольфрама. При необходимости отдельные
части катодов свариваются. Последующая обработка заклю-
229
ШШ В обезжириваний, ФраЬлёнйй и отжиге й ер^дё ьо*
дорода или препарировочного газа и в вакууме.
Необходимая в ряде случаев полировка поверхности
вольфрамовых катодов производится электролитическим
путем в растворе каустической соды при температуре не*
сколько выше комнатной и при плотностях тока 20—
40 А/дм2 в течение нескольких минут.
б) Приготовление эмиттирующих составов.
Приготовление эмиттирующих составов для покрытия катодов
рассмотрено в § 5.1.
в) Нанесение эмиттирующих покрытий.
Приготовленный эмиттирующий состав должен быть нанесен и
закреплен на керне катода с соблюдением следующих
требований:
точное расположение покрытия по месту;
отсутствие покрытия на местах, не подлежащих
покрытию;
масса нанесенного и закрепленного эмиттера на керне
катода должна с большой точностью соответствовать
норме;
в процессе нанесения покрытия не должно происходить
загрязнения керна или эмиттирующего состава;
прочность закрепления покрытия на керне катода
должна быть высокой;
способ нанесения должен быть в максимальной степени
механизирован и автоматизирован.
Способы нанесения эмиттирующих покрытий на катоды
ламп могут быть различными в зависимости от
конструкции и типа катода.
Способ окунания состоит в том, чю подготовленный
керн катода погружается на xvjpoTKoe время в оксидную
суспензию. Благодаря определенной вязчости суспензии на
керне остается некоторая масса покрыт ш.
Особенно эффективно оксидирование в фонтанчике
суспензии, широко применяемое в производстве
люминесцентных ламп. Суспензия с помощью мешалки раскручивается
в цилиндрическом сосуде и под действием центробежных
сил поднимается по трубке к специальному наконечнику
(мундштуку) со щелью в верхней части и выливается
через нее в виде фонтанчика (рис. 6.13). В высшей точке
фонтанчика направление движения суспензии меняется на
противоположное и скорость струи оказывается равной
нулю. Одновременно с этим достигается хорошее
перемешивание суспензии и ее непрерывное обновление в месте
нанесения. Керн катода погружается в струю фонтанчика на
несколько секунд. Подбором вязкости суспензии ширины
230
щели наконечника и частоты вращения мешалки можно
добиться заданного распределения покрытия по керну и
строгого постоянства его массы.
Излишки суспензии сдуваются с керна хорошо
очищенным сжатым воздухом сразу после оксидирования катода.
После этого для улучшения предварительного сцепления
покрытия с керном катоды подсушиваются в электрической
печи или обдуваются горячим сжатым воздухом.
С точки зрения получения
долговечных ламп со стабильными
параметрами нежелательна как
недостаточная, так и избыточная масса
оксида на керне катода.
Недостаточная масса оксида ведет к
быстрому истощению запаса эмиттера
на катоде, ее излишек сильно
затрудняет обработку катода, так как
в составе покрытия могут остаться
неразложившиеся карбонаты.
В производственных условиях
масса нанесенного оксида
контролируется систематическим везвеши-
ванием покрытых и непокрытых
катодов. Ведется также визуальный
контроль за тем, чтобы покрытой
оказывалась только определенная часть керна катода.
Для люминесцентных ламп мощностью 40 Вт с триспи-
ральным катодом масса оксида на катоде должна быть
в пределах 9—13 мг, спирализованная часть катода
должна быть полностью покрытой, а участки тире —
свободными от оксида.
В процессе оксидирования обычно происходит
интенсивное испарение растворителей из суспензии и ее вязкость
резко увеличивается. В связи с этим в суспензию
периодически добавляют растворитель и буферную жидкость,
например смесь амилацетата и ацетона.
В ряде случаев в момент окунания спирали в струю
фонтанчика между спиралью и стержнем мешалки
подается небольшое постоянное напряжение (минус — на
спирали). Под действием электрического поля частицы
карбонатов осаждаются на отрицательном катоде — спирали. Этот
процесс называется катофорезом. Перенесенные полем и
осевшие на спирали частицы могут быть значительно
более прочно закреплены, чем при простом окунании. В
массовом производстве люминесцентных ламп катофорез не
231
Рис. 6.13. Схема
оксидирования катода в
фонтанчике суспензии:
/ — мешалка; 2 — сосуд с
оксидной суспензией; 3 —
наконечник со щелью
применяется, так как целесообразность его применения не
доказана.
г) Контроль покрытых катодов. Оксидированные
катоды контролируются по массе покрытия, шероховатости и
по внешнему виду.
Массу покрытия определяют по разнице масс
покрытого и непокрытого катодов. С этой целью катоды
взвешивают на торзионных илл аналитических весах. Для
удаления покрытия с катода его промывают в уксусной
кислоте. Шероховатость покрытия может быть определена
методом сравнения с эталонными образцами, а также
точно измерена на двойном микроскопе МИС-11.
При внешнем осмотре цвет оксидного покрытия должен
быть белым, на покрытии не должно быть потеков,
утолщений, сколов, кратеров, трещин, а также посторонних
загрязняющих частиц; катод не должен иметь механических
повреждений, металлический керн катода не должен быть
окисленным или грязным; покрытие должно быть нанесено
на предназначенную для этого часть катода.
ГЛАВА СЕДЬМАЯ
НАЧАЛЬНЫЕ СБОРОЧНЫЕ ОПЕРАЦИИ
7.1. ОБЩИЕ СВЕДЕНИЯ
Сборка ламп является одним из важнейших этапов их
производства, определяющих в значительной степени
надежность и долговечность изделий (см. гл. 10).
Трудоемкость сборочных операций в электроламповом
производстве составляет примерно 50% общей
трудоемкости изготовления ламп. При этом под сборкой изделия
в электроламповом производстве понимают
технологический процесс соединения отдельных деталей и материалов
и их закрепления в соответствующие сборочные единицы,
а также процессы специфических обработок собранных
изделий с целью придания им работоспособности по
назначению. Сборка источников света в основном ведется на
механизированных и автоматизированных линиях.
Применяемое оборудование определяется типом источника света,
его особенностями, серийностью производства.
В общем случае в процессе сборки выделяют три
группы операций: начальные сборочные операции, вакуумная
обработка и заключительные операции.
К начальным сборочным операциям обычно относят:
а) изготовление ножек; б) монтаж ножек; в) заварку
232
ламп. Процессы изготовления ножёк й зайаркй ламп
основаны на получении вакуумно-плотных соединений металла
со стеклом, стекла со стеклом и металла с керамикой.
Такие соединения называются спаями.
7.2. СПАИ СТЕКЛА С МЕТАЛЛОМ
Вакуумно-плотное соединение стекла с металлом
основано на свойстве смачивания нагретого металла
расплавленным стеклом при некоторых дополнительных условиях:
1) на поверхности металла должен быть
адсорбирующий слой, обычно представляющий собой плотную тонкую
пленку окиси металла;
2) металл должен быть нагрет до температуры,
близкой к температуре расплавленного стекла, причем
оставаться при этом в твердом состоянии;
3) нагретый металл и расплавленное стекло при
спаивании должны иметь хороший контакт, достигаемый часто
их сжатием.
Считается, что в этих условиях происходит взаимное
растворение окисной пленки металла и расплавленного
стекла с образованием переходной зоны, в которой
концентрация растворенной окиси плавно изменяется. В
соответствии с этим плавно изменяются свойства в месте спая.
На качество спая большое влияние оказывают вид
окисла металла, структура и толщина окисного слоя. Низшие
окислы лучше смачиваются расплавленным стеклом, чем
высшие окислы, содержащие больше связанного
кислорода. Рыхлые и толстые окисные слои не обеспечивают
качественного спая из-за того, что они не успевают при
обычных режимах спаивания полностью раствориться в стекле.
В результате этого возможно натекание через оставшийся
слой окислов. С другой стороны, слишком тонкий окисный
слой не обеспечивает требуемого сцепления металла со
стеклом.
В производственных условиях качество спая в
зависимости от состояния поверхности металла оценивается по
цвету готового спая. Для каждой пары спаиваемых
материалов (металла и стекла) существует такой цвет спая,
который соответствует оптимальной толщине окисного слоя.
При изменении' вида окисла или толщины окисного слоя
цвет будет другим.
С этой точки зрения считаются качественными спаи
вольфрама, если они имеют цвет от
красновато-коричневого до соломенно-желтого, спаи молибдена — от светло-
коричневого до шоколадного, спаи меди и платинита —
233
Ярко-красного, спай хромистого железа — различные
оттенки зеленого, спаи ковара — серого цвета.
Важными условиями сохранения вакуумной плотности
полученных спаев в широком интервале рабочих
температур лампы в течение длительного срока службы являются:
1) предотвращение возникновения в спаях больших
внутренних напряжений;
2) предотвращение расстекловывания или
кристаллизации стекла;
3) предотвращение электролиза стекла;
4) предотвращение образования газовых пузырей в
спае;
5) исключение натекания по самому металлу.
Причиной возникновения внутренних напряжений
может быть неправильный режим отжига спая, а также
большое различие в температурных коэффициентах линейного
расширения спаиваемых материалов. Наличие больших
внутренних напряжений в спаях приводит к образованию
трещин в стекле или к отлипанию спаиваемых материалов.
Практически подобрать металл и стекло с идеальным
совпадением их ТКЛР во всем диапазоне рабочих
температур невозможно. Поэтому при конструировании и
изготовлении спаев решают задачу уменьшения внутренних
сопротивлений в спаях до допустимых значений, при
которых разрушения спая не происходит.
По степени соотношения ТКЛР спаиваемых материалов
спаи условно подразделяются на согласованные и
несогласованные.
В согласованных спаях ТКЛР стекла и металла мало
отличаются друг от друга в рабочем диапазоне
температур. За счет этого обеспечивается их вакуумная плотность.
Примерами таких спаев могут служить спаи вольфрама со
стеклами вольфрамовой группы (например СЛ40-1),
молибдена или ковара со стеклами молибденовой группы
(например, СЛ52-1, СЛ54-2 и др.), платинита со стеклами
платинитовой группы (например, СЛ93-1, СЛ96-2 и др.)
В несогласованных спаях ТКЛР спаиваемых
материалов резко различаются. Возникновение внутренних опасных
напряжений предотвращается в них особой конструкцией
металлической детали спая, которая может свободно
деформироваться при деформации стекла. Очень важно,
чтобы эта деталь была изготовлена из металла с большой
пластичностью. В процессе получения несогласованного
спая необходимо использовать специальный
дифференцированный режим отжига, когда при охлаждении
поддерживается разность температур таким образом, чтобы тепловое
234
сжатие металла и стекла оставалось примерно
одинаковым в продолжение всего процесса охлаждения.
Примерами несогласованных спаев могут служить спаи меди со
стеклом любой группы и спаи кварцевого стекла с любым
металлом.
Промежуточное положение между согласованными и
несогласованными типами спаев занимает спай резко
разнородных по ТКЛР материалов с использованием
переходных стекол.
Предотвращение расстекловывания или
кристаллизации стекла в процессе получения спаев достигается
выбором малокристаллизующегося стекла и установлением
таких тепловых режимов обработки, чтобы выдержка стекла
в интервале температур интенсивной кристаллизации
была минимальной. Иногда применяется так называемая
«солка» пламени, при которой в пламя горелки вносят
пары щелочного металла — натрия (например, с помощью
асбестовой ткани, смоченной раствором соды или
поваренной соли). При этом поверхность стекла насыщается
силикатами натрия, которые очень устойчивы к
кристаллизации.
Электролиз стекла может иметь место только в готовом
работающем приборе, но основные меры по его
предупреждению предпринимаются уже на этапе изготовления
спая металла со стеклом. С повышением температуры
объемное сопротивление стекла падает и под действием
разности потенциалов между двумя металлическими вводами
наиболее подвижные ионы стекла начинают перемещаться
в соответствии с их зарядами к вводам, находящимся под
соответствующим потенциалом. Процесс электролиза
ускоряется с ростом температуры на спае, при увеличении
разности потенциалов между вводами и использовании
многощелочных стекол. Электропроводность стекла в основном
определяется перемещением подвижных положительных
ионов Na+ и К+ к отрицательному электроду.
В результате этого слои стекла, прилегающие к
отрицательному электроду, обогащаются натрием и калием, а
У положительного электрода образуется слой стекла с
большим содержанием кремнезема. Стекло теряет свою
однородность, ТКЛР стекла около спаев сильно
изменяется, что может вызвать треск стекла.
Другим нежелательным явлением при электролизе
стекла является выделение газов: водорода на катоде,
кислорода на аноде, а также некоторое количество других
газов — азота, двуокиси углерода и паров воды.
Выделяемые газы ухудшают вакуум в лампе, изменяют состав
235
газового наполнения лампы и часто образуют цепочки
пузырей вдоль спаев.
Электролитические процессы в стекле сопровождаются
изменением цвета спаев. Так, при платинитовых вводах
на аноде наблюдается почернение в результате окисления
поверхности под действием выделяющегося здесь
кислорода. И наоборот, водород, выделяющийся на катоде,
восстанавливает до меди существующую на поверхности
платинита пленку закиси меди.
Вольфрамовые и молибденовые впаи под действием
выделяющихся при электролизе кислорода и паров воды
также заметно окисляются и темнеют.
В свинцовых стеклах на катоде могут появляться
черные отложения металлического свинца, который
восстанавливается из окиси диффундирующими сюда щелочными
металлами.
Наиболее интенсивно электролиз стекла протекает при
постоянном токе и наличии близко расположенных
электродов, находящихся под большой разницей потенциалов.
Однако электролиз возможен и в стеклянной оболочке
одиночного ввода, если стекло бомбардируется
рассеянными электронами. Это имеет место в газоразрядных лампах,
где электролиз возникает при сравнительно невысоких
температурах спая (около 240—250 °С) за счет
бомбардировки стекла у ввода электронами газовой плазмы,
находящейся под нулевым потенциалом.
Вредное влияние электролиза стекла можно ослабить
следующими мерами:
1) применением стекла с высоким удельным
электрическим сопротивлением;
2) увеличением расстояния между вводами;
3) снижением температуры спая путем выбора
соответствующих размеров токоведущих частей;
4) применением специальных экранов и искусственного
охлаждения.
Газовые пузыри на поверхности спая возникают в
основном по следующим причинам:
1) загрязнения поверхности спаиваемых материалов;
2) выделения газов из объема металла и стекла;
3) наличия на поверхности металла атомов углерода,
серы и других примесей, которые окисляются при
температуре спаивания и образуют газообразные продукты;
4) недостаточной квалификации оператора,
выполняющего спаивание.
Разрозненные мелкие газовые пузырьки не нарушают
вакуумной плотности спая и лишь незначительно снижа-
236
ют механическую прочность соединения. Присутствие
большого количества пузырьков на поверхности спая и
особенно в виде цепочек заметно ослабляет спай, способствует
возникновению в этих местах трещин и волосяных
каналов, приводит к потере вакуумной плотности спая.
Рис. 7.1. Конструкции рантовых согласованных спаев
а) Конструкции спаев. Конструкция спая металл-стекло зависит от
свойств спаиваемых' материалов, его назначения в приборе,
возможностей применяемого технологического оборудования и условий
эксплуатации источника света.
К конструкции спаев предъявляются следующие требования,
носящие общий характер:
1) стеклянная часть спая должна иметь плавные переходы между
соседними элементами;
237
й) граница спая должна представлять собой однообразную
геометрическую поверхность: цилиндр, конус, плоскость и т. д.
Предпочтение должно отдаваться таким конструкциям спаев, в
которых стекло «работает» на сжатие. Более надежными в
отношении вакуумной плотности являются спаи, использующие металлические
вводы небольшого диаметра, малой толщины.
По конструкции спаи подразделяются на рантовые согласованные
и несогласованные, сжатые, дисковые, одиночные и комбинированные
вводы.
Согласованные рантовые спаи. Этот вид спаев представляет собой
различные варианты торцевого спаивания трубчатых заготовок. На
рис. 7.1 приведены практически встречающиеся рантовые спаи.
Лучшими из них следует считать виды, изображенные на рис. 7.1,а, д—з;
нежелательными, но допустимыми — на рис. 7.1,в, г, л—п\
нерекомендуемыми— на рис. 7.1,6, и, к. Технологически просто выполняются
спаи (рис. 7.1,а, д—з, л, п).
Высокой механической прочностью отличаются спаи рис. 7.1,а, д.
Однако при выполнении спаев очень важно правильно обработать
торец металлического стаканчика. На рис. 7.2 показаны примеры
правильной (рис. 7.2Д г, ж) и неправильной (рис. 7.2,а, в, 6\ еу з)
обработки торца стаканчика (неправильно обработанные перечеркнуты).
Качество рантового спая во многом определяется шириной шва
(/ — рис. 7.2,ж). От ширины шва в первую очередь зависит вакуумная
плотность соединения, механическая прочность конструкции и
технологическая возможность выполнения спая. В свою очередь ширина шва
спая связана с размерами спаиваемых деталей.
Несогласованные рантовые спаи. В основу конструкции
несогласованных рантовых спаев положено свойство тонкостенных
металлических трубок, впаянных в относительно толстое стекло,
компенсировать за счет своей пластичности возникающие в спае напряжения.
|(онцу металлического стаканчика (или трубки) йа некоторой длине
придается очень малая толщина, в сечении — вид лезвия ножа. При
расширении или сжатии стеклянной детали лезвие легко и пластично
деформируется, не оказывая стеклу большого сопротивления.
Наилучшим металлом для лезвенного спая является медь,
благодаря своей высокой пластичности; хорошей адгезии окисной пленки
и высокой теплопроводности.
Конструкции наиболее распространенных лезвенных спаев
приведены на рис. 7.3. Двусторонние швы (рис. 7.3,в, е) просты в
изготовлении й достаточно надежны в эксплуатации. Если наружные швы
(рис. 7.3,а, д)
изготавливаемся методом
индукционного йагрева, то они
технологически просты и
предпочтительнее внутренних (рис.
7.3,6, г). При изготовлении
двухстороннего шва
должно выполняться следующее
требование (рис. 7.3,з):
Рис. 7.3. Конструкции лезвенных спаев
?/-0+(О,6ч-О,8)*. G.1)
Двусторонний шов
должен быть несимметричным
(рис. 7.3,з). Ширина
внутреннего наплыва стекла /
должна превышать ширину
внешнего наплыва 1\ на
1—2 мм.
Толщина лезвия на
кромке hi (рис. 7Да)
должна находиться в пределах 0,04—0,06 мм, угол заострения лезвия ij)
может колебаться в пределах 2—3°30'. Дальнейшее увеличение
размеров hu i|) и уменьшение L заметно повышает механическую прочность
спая, но приводит к возрастанию налряжений в стекле и к
увеличению брака спаев.
Помимо малой механической прочности лезвенных спаев их
недостатками являются низкое сопротивление длительным циклическим
тепловым нагрузкам и повышенная трудоемкость их изготовления.
Сжатые спаи. В основу конструкций сжатых спаев положен
принцип сведения всех напряжений в спае к сжимающим для стекла.
В этом случае стекло очень хорошо противостоит разрушающим
усилиям. Достигается это тем, что стекло, впаиваемое внутрь
металлического цилиндра, имеет ТКРЛ меньше, чем металл.
Отличительным признаком сжатых спаев (рис. 7.4) в сравнений
с лезвенными является большие длина шва и жесткость кромки ста-
239
канчика. Прочность сжатых спаев значительно выше, чем лезвенных,
вакуумная плотность их удовлетворительная. Спаи (рис. 7.4, ж, з)
предпочтительнее, чем рис. 7А,е.
Толщина стенки в месте спая для меди лежит в пределах 0,3—
1,5 мм при толщине стекла в том же месте 2,5—5,0 мм и длине 15—
20 мм.
Дисковые спаи. Дисковыми называют спаи торца стеклянной
трубки с плоскостью металлического циска или кольца. Они могут
быть согласованными и несогласованными.
Рис. 7.4. Конструкции сжатых спаев
Дисковые спаи (несогласованные) изготавливаются на основе
использования пластических свойств металла, преимущественно меди.
Для этих целей обычно используются отожженные медные диски
толщиной 0,25—0,35 мм. При изготовлении согласованных дисковых спаев
применяют диски толщиной 0,5—3,0 мм. Надежность дискового спая,
его механическая прочность в сильной степени зависят от формы шва.
Одиночные вводы. Одиночные вводы — это отдельные
электрические изолированные металлические проводники, впаиваемые в стекло.
Обычно их используют для подведения тока, а иногда в качестве
держателей внутриламповой арматуры.
Одиночные вводы можно разделить на две основные группы:
1) вводы, впаиваемые в стекло (рис. 7.5,а);
2) вводы, впаиваемые через стеклянный изолятор в металл
(рис. 7.5,6).
240
По соотношению ТКЛР спаиваемых материалоб одиночные вводы
относятся к согласованным спаям. В зависимости от марки стекла
в качестве материала ввода могут использоваться высокохромистая
сталь, платинит, молибден, вольфрам, ковар и др.
Комбинированные вводы. Совокупность двух или более
одиночных вводов, впаянных в стекло, составляет комбинацию вводов. В
отличие от отдельно выполненных одиночных вводов при изготовлении
спая с комбинированными вводами приходится учитывать возможность
влияния одного спая на другой. Примером спаев с комбинированными
вводами являются плоские и гребешковые ножки.
Рис. 7.5. Примеры конструкции одиночного впая
б) Технология спаев. Подготовка стекла. Первое, на что
необходимо обратить внимание при подготовке стекла
к спаиванию — это его чистота. Слабо загрязненные
стеклянные заготовки промываются в теплой подкисленной
воде, затем в проточной воде с последующей сушкой в
термостате. Стекло с заметными жировыми и другими трудно
смываемыми загрязнениями перед промывкой в воде
обрабатывают в подогретой хромовой кислоте.
Грязь, жир, влага и другие посторонние вещества на
спаиваемых поверхностях стекла приводят к
возникновению газовых пузырей в спае, ослабляют сцепление между
металлом и стеклом и затрудняют спаивание. Поэтому
нельзя допускать повторного загрязнения очищенных
поверхностей, нельзя касаться их руками.
На поверхности стеклянных заготовок не должно быть
следов кристаллизации, выветривания, посечек, трещин
и т. п.
Особенно тщательно должна быть подготовлена
плоскость цилиндрической или дисковой стеклянной заготовки
16—3136 241
при Тбр'Цёвом 'Шае. Ойыадю на шшр&йбсти среза
стеклянной трубки имеются небольшие выступы, сколы, трещины,
В первый момент нагрева сколы и трещины распространяв
ются дальше по стеклу, -приводя его в негодность. Выступы
на торце образуют местные утолщения — «наплывы»,
вызывающие дополнительные напряжения в стекле. Сама
поверхность срезш часто не является правильной плоскостью
и не строго перпендикулярна оси трубки.
Получение плоского торца достигается подшлифовайй-
ем конца трубки. Часто для этого используется
вращающийся чугунный диск с абразивной суспензией или пастой.
При этом необходимо следить за тем, чтобы торец трубки
оставался перпендикулярным оси.
После шлифовки с поверхности стекла необходимо
удалить стеклянную пыль, остатки абразивной массы, другие
загрязнения. В массовом производстве вместо шлифовки
часто применяют оплавление кромок концов трубки.
Подгохдека металлических деталей. Металл,
подлежащий спаиванию, в наиболее ответственных случаях,
помимо общего контроля на соответствие стандарту или
техническим условиям проверяют назначение ТКЛР и
отсутствие металлургических дефектов. Дефектоскопия
проводится с использованием метода вихревых токов или
ультразвука.
В меди, предназначенной для изготовления спаев,
определяют содержание фосфора, серы, растворенной закиси
шеди и количество абсорбированных газов, которые
должны присутствовать в металле в минимальном
количества. Контроль производится химическим анализом или
упрощенными методами пробного окисления нагретых
образцов^ испытанием на перегиб и т. п.
Из подобранного материала методом резания,
штамповки, выдавливания, протягивания и тому подобными
методами изготавливают детали нужной формы и
размеров. Особой трудоемкостью при этом отличается
изготовление деталей для лезвенных спаев. Чистота обработки
поверхности должна находиться в пределах 5—7-го класса.
Хорошее качество обработки поверхности спаиваемого
металла дает электролитическая и химическая полировка.
После механической обработки металлические детали
тщательно обезжириваются и химически травятся в подходя-
' щих составах. Заключительной операцией общей
подготовки металлических деталей к спаиванию является их отжиг.
В зависимости от материала детали отжиг проводится
в увлажненном или осушенном водороде или в вакууме.
При отжиге происходит снятие имеющихся в металле на-
'242
пряжений после механической обработки, удаление газов,
растворенных в металле и адсорбированных на
поверхности, удаление большинства других загрязнений,
обезуглероживание поверхности. Правильно проведенный отжиг
предотвращает образование в спае газовых пузырей.
В ряде случаев металлические детали подвергаются
специальной обработке. Основной целью специальных
обработок металлических деталей является предотвращение
переокисления металла.
Одним из эффективных способов предотвращения
переокисления металла при изготовлении спая является
предварительное покрытие поверхности летали слоем
стеклянной пасты. Эта паста приготавливается из порошка
стекла того же состава, что и стекло, подлежащее спаиванию.
Мелкий стеклянный порошок замешивается на
какой-нибудь связующей жидкости (например, метаноле, ацетоне
и др.) и наносится тонким слоем на поверхность
металлической детали кисточкой или пульверизатором, после чего
детали просушиваются на воздухе или в термостате. В
дальнейшем паста подвергается сплавлению в сплошной
тонкий слой стекла путем предварительного нагрева в печи
или непосредственно при спаивании. При этом на
поверхности металла под слоем стекла образуется пленка окисла
за счет кислорода, содержащегося в самой пасте. Слой
стекла надежно защищает металл от дальнейшего
окисления.
В некоторых случаях производят предварительное
остекловывание металлических вводов путем их
«обматывания» расплавленным стеклом вручную с помощью
стеклянного штабика, нагреваемого в пламени газовой
горелки.
Остекловывание может производиться путем
расплавления плотно надетой на ввод тонкостенной стеклянной
трубочки.
Для меди и платинита с целью защиты их поверхности
от переокисления применяется бура Na2B407. Платинито-
вая проволока покрывается слоем буры в процессе
изготовления проволоки. Другие медные детали покрываются
бурой после их изготовления на электроламповом
предприятии. Для этого обезжиренные и протравленные
медные детали нагреваются до 320—350 °С и медленно
охлаждаются, при этом на поверхности меди образуется тонкий
слой закиси меди красного цвета. Окисленные таким
образом детали выдерживаются для спекания покрытия в
муфельной печи до 700 °С в течение 3—10 мин. В результате
такой обработки окисленная до нужной степени медная
16* , 243
деталь оказывается покрытой тонким стекловидным слоем
сплавленной буры. Этот слой предохраняет медь от
переокисления и обеспечивает хорошее смачивание спаиваемой
поверхности расплавленным стеклом.
В некоторых случаях вводы, изготовленные на основе
сплавов железа, предварительно меднят с тем, чтобы на
них можно было создать слой борированной закиси меди.
Очень широко используется покрытие спаиваемых
металлов пленками хрома, имеющими высокую адгезию
к стеклу и к основному металлу. Толщина пленки хрома
2,0—20,0 мкм в зависимости от типа основного металла.
Хромирование производится электролитическим или
термодиффузионным способом. Для дальнейшего спаивания со
стеклом хромированные детали окисляются нагревом на
воздухе или в увлажненном водороде. Защитные свойства
хромового покрытия заключаются в том, что пленка
окиси хрома очень устойчива и легко противостоит нагреву
в процессе спаивания ввода со стеклом.
Распространенным способом предотвращения
переокисления является спаивание металла со стеклом в защитном
газе (азот, артон, гелий, углекислый газ и т. п.).
Спаивание стекла с металлом. Соединение стеклянной
детали с металлической после их соответствующей
подготовки осуществляется по-разному в зависимости от вида
спая, применяемых материалов, серийности производства
и др.
Необходимый для спаивания нагрев деталей
достигается за счет использования газового пламени горелок или
специальных печей, высокочастотной энергии, джоулевой
теплоты электрического тока и т. д.
Газовый разогрев используется наиболее широко
благодаря своей универсальности, простоте осуществления,
дешевизне. Например, все основные типы ножек источников
света изготавливаются с использованием газового нагрева
(см. § 7.6).
Рантовые, дисковые, сжатые и некоторые другие виды
спаев почти исключительно изготавливаются при помощи
индукционного нагрева. Для этого используются
специальные вертикальные или горизонтальные станки, на которых
в особых приспособлениях закрепляются и центоирукмх'*
подготовленные детали. Во время спаивания детали могут
быть неподвижными или синхронно вращаться. Часто
рабочий объем, в котором производится спаивание,
отделяется от окружающей среды стеклянным колпаком: это
позволяет вести пайку в контролируемой среде (например,
инертном газе).
244
Рис. 7.6. Схема пайки с помощью
высокочастотного индуктора:
а — положение деталей (/ —
металлический цилиндр; 2 — стеклянный
цилиндр; 3 — индуктор; 4 — кольцо); б —
распределение температуры
Станок оборудуется
подвижным индуктором (рис.
7.6), выбираемым из
следующих соображений: зазор
между нагреваемыми
деталями и индуктором не должен превышать 5—10 мм, число
витков индуктора должно быть не более 6—8, высота
индуктора не должна превышать его диаметра и
расположение нагреваемых деталей относительно индуктора
должно быть таким, чтобы граница будущего спая лежала
приблизительно в средней плоскости индуктора.
К индуктору подводится питание высокочастотным
током от специального генератора высокой частоты.
Индукционная нагревательная катушка
устанавливается строго коаксиально спаиваемым деталям во избежание
неравномерного нагрева. После включения питания
индуктора за счет высокочастотного электромагнитного поля
в металлической спаиваемой детали наводятся вихревые
токи, которые разогревают ее.
При разогреве металлической детали до
светло-красного каления (800—900°С) стеклянная деталь перемещается
вдоль оси и приводится в соприкосновение с раскаленным
металлом. В результате этого находящийся в
соприкосновении с раскаленным металлом торец стеклянной детали
быстро нагревается до размягчения и, начиная с этого
момента, само стекло становится электропроводящим. При
последующем нагреве это стекло способно дополнительно
разогреваться за счет находящихся в нем вихревых токов
от индуктора.
Окончательно размягченное по месту спая стекло
осаживается на торец металлической детали и после
кратковременной выдержки нагрев выключается. Индуктор
сдвигается в исходное положение, а охлажденный
спаянный узел освобождается из оправки и снимается со
станка.
Спаивание при использовании нагрева джоулевой
теплотой электрического тока осуществляется путем прямого
пропускания тока через металлическую спаиваемую деталь
(диск — в дисковом спае, отрезок проволоки с нанизанной
245
стеклянной бусой — в бусинковом). Нагрев стекла до
температуры спаивания достигается теплопроводностью от
раскаленного металла. Режим спаивания легко
контролируется по току.
Отжиг спаев. Отжиг представляет собой тепловую
обработку спаев с целью устранения временных
(«закалочных») напряжений и управления в известных пределах
остаточными внутренними напряжениями. Это достигается
благодаря пластической деформации стекла, которая
происходит при выдержке спая в течение определенного
времени при некоторой температуре с последующим
охлаждением его до комнатной температуры. Это создает в нем
желательное распределение остаточных напряжений.
Отжиг согласованных спаев осуществляется просто:
нагрев изделия с заданной скоростью до температуры,
близкой к температуре размягчения стекла, выдержка при этой
температуре и сначала медленное, затем быстрое
охлаждение до комнатной температуры.
Более сложен отжиг несогласованных спаев, когда
из-за большой разницы ТКЛР спаянных материалов
возможно разрушение спая в самом процессе отжига.
Большие возможности для получения надежных спаев
несогласованного типа открывает внедрение дифференцированного
(или дифференциального) отжига. Сущность этого отжига
состоит в том, что при его проведении в спаиваемых
материалах поддерживается одно и то же значение теплового
сжатия. С этой целью охлаждение металла и стекла ведут
с разными скоростями, а не с одинаковой скоростью, как
при обычном отжиге.
Требуемая разность температур на практике создается
замедлением охлаждения металла или стекла с помощью
асбестовых колпачков, пропусканием тока через
металлическую деталь. Аналогичный эффект может быть получен
ускоренным охлаждением стекла или металла путем
обдувания детали сжатым воздухом, опускания детали в
охлаждающую ванну и т. п.
7.3. СПАИ КВАРЦЕВОГО СТЕКЛА С МЕТАЛЛОМ
Вакуумно-плотные спаи кварцевого стекла с металлами
можно получить двумя способами: изготовлением
ленточных (фольговых) спаев; изготовлением стержневых спаев
с использованием переходных стекол.
Ленточные (фольговые) спаи. В спаях этого типа с
кварцевым стеклом спаивается тонкая молибденовая
полоска — фольга. Применение других металлов для этих це-
246
лей ограничено rto ряду прйчйй: нёДосФаточной
тугоплавкости, трудности получения фольги требуемых размеров
и т. п.
Ленточные спаи обеспечивают хорошую вакуумнук?
плотность и надежность в работе ламп благодаря тому^
что возникающие растягивающие напряжения малы и не
превышают 1/20 предела прочности кварцевого стекла не
разрыв. Металл и стекло соприкасаются плоскими
поверхностями, и так как фольга тонкая и эластичная, она легкс*
деформируется, следуя за деформацией стекла, не вызывая
при этом опасных напряжений.
Для обеспечения вакуумной плотности молибденовая
фольга обычно имеет толщину 0,015—0,035 мм и ширину
несколько миллиметров. Поперечное сечение фольги
должно иметь чечевицеобразную форму (форма сечения
двояковыпуклой линзы). Чем тоньше фольга, тем надежнее она
впаивается и тем больше давление внутри лампы она
может выдержать. Например, в лампах ДРТ с давлением
паров ртути около 0,1 МПа применяется фольга толщиной
30—35 мкм, в ДРЩ с давлением 2—3 МПа — толщиной
20—25 мкм, а в капиллярных лампах с давлением более
10 МПа —толщиной около 15 мкм.
При выборе геометрических размеров фольги
учитывают многие факторы: значение электрического тока,
пропускаемого через ввод, конструктивное исполнение спая,,
условия работы лампы и др.
Из-за возможного перегрева проходящим током
ленточные спаи рассчитаны на невысокие токовые нагрузки.
Обычно на 1 мм ширины молибденовой фольги можно
пропускать ток около ЗА. С учетом этого простые плосще
фольговые спаи применяются в лампах с максимальным:
током 18—20 А.
На рис. 7.7 приведены конструкции различных
вариантов ленточных спаев.
При изготовлении ламп софитного типа (с
двусторонним расположением токовых вводов) каждый спай
является однофольговым. При этом отсутствует дополнительное
нагревание от соседних токовых вводов.
В лампах с односторонним расположением двух вводов
условия работы фольги более жесткие.
Схема изготовления спая плоской молибденовой
фольги с кварцевым стеклом показана на рис. 7.8. Заранее
подготовленный ввод, состоящий из молибденовой фольги 4
и приваренных к ней внутреннего звена 1 и внешнего
звена 5, помещают в трубку из кварцевого стекла 2. Один
конец трубки закрывают пробкой, а другой присоединяют
247
Рис. 7.7. Виды ленточных спаев:
а —для одного токового ввода; б —для двух токовых вводов; в —поперечное
сечение ленты; / — кварцевое сгекло; 2 — молибденовая лента; 3, 4 — внутреннее
и внешнее звенья ввода
Рис. 7.8. Схема получения фольгового спая
248
к вакуумному насосу. Создание вакуума предохраняет
фольгу от окисления при нагреве и способствует обжатию
ее размягченным стеклом.
Сначала разогревают место спая на кварцевой трубке,
а затем помещают туда ввод. Прогрев кварцевого стекла
ведут интенсивно, чтобы стекло осаживалось на металл,
образуя достаточно массивную шейку 3. Передвигая
горелку вдоль ввода, добиваются, чтобы вся фольга
образовала спай с кварцевым стеклом.
Рис. 7.9. Многофольговый ввод на токи
до 300 А:
/ — кварцевый вкладыш; 2 — молибденовая
фольга; 3 — кварцевое стекло
Рис. 7.10. Ввод с
цилиндрической фольгой:
/ — незамкнутый цилиндр
из молибденовой фольги;
2 — кварцевый вкладыш;
3 — вывод; 4 — электрод;
5 — кварцевая ножка
В лампах на очень большие токи (сотни ампер) может
использоваться многофольговый ввод (рис. 7.9). На
кварцевом вкладыше монтируются и закрепляются
параллельно друг другу однофольговые вводы. Кварцевый вкладыш
делается полым, запаянным с обоих концов с давлением
внутри 0,02—0,03 МПа.
При изготовлении ламп сверхвысокого давления,
мощных шаровых ртутных ламп, ксеноновых трубчатых ламп
мощностью до 100 кВт, кварцевых импульсных ламп часто
применяется цилиндрический фольговый спай (рис. 7.10).
Цилиндр, свернутый из молибденовой фольги, плотно
надевается на откалиброванный кварцевый вкладыш. Зазор
между краями фольги составляет около 2 мм. Края фольги
обрабатываются электролитическим травлением на острие.
Подготовленные вводы с приваренными к фольговому
249
цилиндру внешним и внутренним звеньями помещаются
в кварцевую заготовку лампы, после чего концы ножек
запаиваются. Предварительно на внутреннюю поверхность
ножек наносится тонкий слой переходного стекла.
Кварцевая заготовка откачивается до давления 0,1—
1,3 Па и прогревается пламенем горелки для обезгажива-
ния деталей. Затем кварцевое стекло одной из ножек по
месту соединения с фольгой разогревается до
расплавления. Под действием атмосферного давления размягченное
кварцевое стекло осаживается на фольгу и образует с ней
Рис. 7.11. Схема получения цилиндрического фольгового спая
молибдена с кварцевым стеклом:
/ — внешнее звено ввода; 2 — молибденовый цилиндр; 3 — зазор; 4 — кварцевый
вкладыш; 5 — спай; 6 — спай с дефектом
спай. Внутренний кварцевый вкладыш препятствует
смятию фольги. Затем производится заварка второго ввода.
Схема получения цилиндрического фольгового спая
приведена на рис. 7.11.
Стержневые спаи на переходных стеклах. В этих спаях
использование серии переходных стекол с постепенно
изменяющимся ТКЛР позволяет получить спай, в котором
каждая из соседних пар спаянных материалов оказывается
согласованной по ТКЛР.
Такие спаи не имеют ограничений по току, присущих
фольговым спаям, и могут применяться в лампах с током
100 А и более.
В качестве металла для стержневых вводов обычно
применяется вольфрам.
259
Йрй йсйольйов&ййй вольфрамовых стержней дййШром
до 2,0—2,5 мм спаи изготавливают с одним переходным
стеклом, а при использовании стержней большего
диаметра— с тремя и более переходными стеклами.
При получении стержневых спаев сйачала остекловы-
вают подготовленные стержни и подготайлийают
стеклянную заготовку, а затем их спаивают в единую конструк-'
цию.
Рис. 7.12.
Технологическая схема
подготовки вводов мощных
ламп:
а — вольфрамовый
стержень; б, в — стержни,
остеклованные
переходными стеклами; г —
заготовки кварцевых
трубок; д — заготовка,
спаянная с переходным
стеклом; е — готовый
ввод
Технологическая схема получения остеклованной
заготовки, готовой для спаивания с кварцевой оболочкой,
показана на рис. 7.12.
Использование вольфрама и тугоплавких стекол для
остекловывания позволяет получать безокисное вакуумно-
плотное соединение. Для этого вольфрамовый стержень по
месту соединения со стеклом нагревается до белого
каления, образующиеся при этом окислы вольфрама быстро
испаряются. Одновременно с прокаливанием стержня
в пламени горелки размягчают конец тонкого стеклянного,
штабика диаметром 2—3 мм и, вращая стержень,
постепенно обматывают его размягченным стеклом на
необходимую длину. В определенном месте на стержне
формируют утолщение в виде бусинки или шайбы.
Цвет стержня на остеклованном участке должен быть
металлическим. Спай отличается высокой нагревостойко-
стью и влагостойкостью.
Подготовку кварцевых трубок для спаивания ведут
следующим образом. Интенсивно разогревают конец кварце-
251
а)
га
и
в)
д)
г)
вой трубки в жестком пламени горелки. Одновременно
разогревают штабик первого переходного стекла до
размягчения. Вращая кварцевую трубку, наматывают на ее
торец по всей длине окружности слой переходного стекла
определенной толщины. После проварки место нанесения
переходного стекла разглаживают металлическим или
графитовым шпателем, затем таким же образом наносят слой
второго переходного стекла, потом третьего и т. д.
Последнее переходное стекло закругляют и продувают в нем
отверстие, диаметр которого немного меньше диаметра
бусинки на остеклованном стержне. После этого стержень
вставляют остеклованной частью в подготовленную
стеклянную трубку и сплавляют бусинку с последним
переходным слоем стекла.
Переходные стекла обладают низкой термостойкостью,
что делает невозможным использование спаев указанного
типа в ртутных лампах, где температура «холодной
точки» должна быть по условиям работы не ниже 600 °С.
Кроме того, вводы с применением переходных стекол очень
дороги и имеют сравнительно большие габариты.
7.4. ПРОЧИЕ СОЕДИНЕНИЯ СТЕКЛА С МЕТАЛЛОМ
В производстве источников света определенное распространение
находят неразъемные невакуумно-плотные соединения стекла с
металлом. Они применяются, например, при креплении поддержек тела
накала в стеклянном штабике ножки ламп накаливания, при сборке
цоколей с использованием стеклозаливки и т. п.
При этом основным требованием, предъявляемым к таким
соединениям, является обеспечение достаточной механической прочности при
необходимой электрической изоляции соединяемых металлических
изделий.
Выполнение этих соединений технологически не сложно и
производится введением металла (например, в виде проволоки) в разогретое
до размягчения стекло, путем заливки и запрессовки порции
размягченного стекла по месту соединения металлических деталей. После
застывания стекло охватывает металл и обеспечивает прочность
закрепления.
К соединяемым материалам здесь не предъявляется специфических
требований, как при изготовлении вакуумно-плотных спаев. Однако
разница в их ТКЛР при использовании массивных металлических
деталей не должна быть слишком большой, так как при несогласованном
расширении, стекло в месте соединения с металлом может треснуть, и
механическая прочность соединения нарушится.
В конструкциях некоторых ламп, например кварцевых типа ДКСР,
находят применение вакуумно-плотные разъемные (разборные) соеди-
252
Рис. 7.13. Разборные вводы
нения. На рис. 7.13,а,б показаны два варианта такого соединения.
Фланец 1 кварцевой ножки 2 зажимается между корпусом 3 ввода и
прижимной гайкой 4 через уплотняющие свинцовые прокладки 5.
Полукольца 6 играют вспомогательную роль. Кварцевый фланец
работает на сжатие, и в уплотняющих прокладках можно создать усилия,
необходимые для надежной герметизации. При навинчивании
прижимной гайки на корпус ввода свинец
прокладок растекается и заполняет
микропоры соприкасающихся
поверхностей.
Герметичность соединения
электрода 7 с корпусом ввода
достигается ввинчиванием электрода в
корпус ввода с другой стороны, где
также имеется резьба и вторая
свинцовая прокладка 8.
Электроды и ввод охлаждаются проточной
водой.
Несколько другая конструкция
разборного ввода на основе
механического соединения с кварцевым
стеклом показана на рис. 7.14.
Рис. 7.14. Соединение токоподводов
с кварцевым стеклом механическим
путем с помощью медных прокладок
253
Здесь металлический стержневой ййоД 1 соединяется с кварцевым"
штенгелем 2 при помощи медной прокладки 3. После монтажа и
соединения гайкой 4 создается необходимое усилие, которое через тягу 6
•передается на медную прокладку. Под воздействием этого усилия медь
деформируется, заполняет неровности соединяемых поверхностей й
образует их герметичное соединение:
7.5. СПАИ КЕРАМИКИ С МЕТАЛЛОМ
Из всех возможных способов соединения керамики с металлом
наиболее сложными являются вакуумно-плотные неподвижные
неразъемные соединения, называемые спаями.
Для того чтобы керамику вакуумио-плотно спаять с металлом,
используется несколько основных технологических способов:
металлизации, с помощью активных металлов, под давлением, с помощью
припоев-диэлектриков, способ компрессионной сварки и др.
Способ металлизации заключается в том, что на хорошо
очищенную поверхность керамики наносится металлическая паста, которая
после вжигания в керамику покрывается еще одним слоем металла, а
затем спаивается непосредственно с требуемой металлической
деталью.
Наиболее часто для металлизации керамики используют пасты на
«основе молибдена и марганца с небольшими добавками кремния, ги-
.дрида титана, железа, борида молибдена и др. Компоненты пасты
тщательно размалываются в шаровых металлических мельницах до
размера частиц не более 3 мкм. Для приготовления пасты к полученной
*смеси порошков добавляют биндер — раствор коллоксилина в
амилацетате и массу перемешивают. На керамику паста наносится
намазыванием, окунанием, пульверизацией.
Оптимальная толщина покрытия обычно составляет несколько
десятков микрометров с разбросом по толщине не более нескольких
микрометров.
Вжигание металлизирующего покрытия производится в печах с
защитной средой формир-газа или водорода, имеющих точку росы около
Н-30°С. Режим вжигания зависит от состава пасты и керамики. Так,
для вольфрамового покрытия на поликор максимальная температура
вжигания равна 1650—1700 °С, время выдержки при этой температуре
60 мин, скорость нагревания и охлаждения около 2 К/мин.
Для улучшения последующей пайки на первый слой покрытия
наносят второй слой — слой меди, никеля. Вторичные слои наносятся
химическим или гальваническим способом.
Для того чтобы спаять узел, все его элементы —
металлизированную керамическую деталь, металлические детали и припой —
тщательно обезжиривают трихлорэтиленом, закрепляют в оправке из
жаропрочной стали и нагревают в водородной печи в осушенном водороде.
254
Нагрев и охлаждение ведется постепенно в течение 20—100 мин; время4
выдержки при температуре пайки 1—2 мин.
Чаще других для пайки используют следующие припои: МБ
(медь —99,99%, ГПл=1100°С); ПСр999 (серебро —99,99%, ГПл=
*=1000°С); ПСр728 (серебро —72%, медь —28%, 7ПЛ=800°С).
Способ пайки керамики с помощью активных металлов основан на
том, что некоторые металлы (титан, цирконий) при их расплавлении
способны смачивать даже неметаллизированную поверхность керамики.
Такие активные металлы обычно вводятся в состав припоя в
количестве нескольких процентов общей массы припоя.
Подготовка керамики для пайки по этому способу и сборка узлов
аналогична соответствующим операциям для пайки предварительно
металлизированной керамики (за исключением операций меташдоиаа-
ции). Сам процесс пайки вследствие очень большой активности титаиа ш
циркония проводится в вакууме при давлении не более Ю-1—Ю-2 ГТа.
Способ пайки под давлением предусматривает точную подгонку
(шлифованием) спаиваемых поверхностей и нагрев собранных деталей'!
при их сдавливании в течение всего процесса пайки. При этом испольт-
зуются известные твердые припои, керамика предварительно не
металлизируется, но требуется довольно сложное оборудование.
Пайка керамики с металлом возможна также с помощью припоев-
диэлектриков, например глазури БВ-22, стеклоцемента СК-27 и др..
В состав таких припоев входят окислы кальция, бария, магния,
вольфрама, молибдена и т. д. На их основе приготавливают пасту или
тонкие кольца, помещаемые между спаиваемыми деталями.
Принципиального отличия в технологии пайки припоями-диэлектриками по
сравнению с пайкой металлическими припоями нет.
Термокомпрессионная сварка керамики с металлом проводится
аналогично пайке под давлением, но без применения припоя. В этом
случае соединение деталей происходит за счет диффузии материалов при
нагреве и давлении в твердой фазе, без расплавления.
7.6. ИЗГОТОВЛЕНИЕ НОЖЕК
а) Виды ножек. В производстве источников света
используются гребешковые, плоские и бусинковые ножки
(рис. 7.15).
Наибольшее распространение получили гребешковые
ножки. Они просты в изготовлении и обеспечивают
надежное крепление внутриламповой арматуры при
значительном удалении ее от места заварки, при этом жесткость
крепления обеспечивается не за счет утолщения вводов»
а за счет крепления ножки.
При необходимости в стекле ножки могут крепиться
несквозные («глухие») дополнительна держатели,,
?55
Рис. 7.15. Виды ножек ламп:
а — гребешковая; б — плоская; в — бу-
синковая
Важным достоинством
гребешковых ножек
является то, что плоскость
заварки ножки с колбой удалена
от места впая
металлических вводов, и поэтому при
заварке не происходит
опасного перегрева впаев, что
могло бы нарушить
вакуумную плотность соединения.
Гребешковые ножки
используются в лампах
накаливания, люминесцентных
лампах, лампах типа ДРЛ
и многих других лампах
как общего, так и
специального назначения.
Недостатком гребешковых
ножек является трудность
размещения в ножке
большого числа вводов и полу-
чение ножек малой высоты
и малого диаметра.
Для изготовления специальных ламп (например,
кинопроекционных) часто применяют плоские ножки. Они
позволяют осуществить впаивание в стекло довольно
большого числа вводов и изготавливать лампы с малой и точно
установленной высотой «светового центра». Плоские
ножки могут быть как со штенгелем, так и без него. Вводы
могут быть одинарными или составными — из двух или
трех разнородных материалов.
В одних случаях внешние части вводов ламп с плоской
ножкой служат одновременно штырьками для
присоединения к панели или патрону, в других — их делают гибкими
и припаивают к контактам цоколя при цоколевании
лампы.
Для плоской ножки важным является форма кромки
(ранта) и бусинки (глазка). Достаточно тонкий рант
упрощает сварку ножки с относительно тонкостенной колбой.
Бусинки увеличивают длину впая ввода в стекло и,
следовательно, надежность этого вакуумно-плотного
соединения.
а)
256
Переходы от утолщенной части ножки к тонкому ранту
должны быть плавными во избежание концентрации
напряжений в стекле.
Основным недостатком плоских ножек является
размещение в одной плоскости и места заварки ее с колбой,
и места впая вводов. Это может привести при заварке
лампы к перегреву вводов, нарушению герметичности
спаев, а также к обгоранию вводов.
Бусинковые ножки применяются для изготовления
миниатюрных и микроминиатюрных ламп накаливания.
Конструкция такой ножки проста — это стеклянная буса с
впаянными в нее двумя вводами. Такая конструкция
позволяет сделать ножку малых размеров.
б) Изготовление гребешковых ножек. Гребешковые
ножки (рис. 7.15,а) собираются из тарелки, штенгеля,
вводов и штабика. Для ламп накаливания общего назначения
иногда применяется один длинный штенгель вместо
раздельных штабика и короткого штенгеля.
Для люминесцентных и софитных ламп одна из двух
ножек выполняется без штенгеля или с так называемым
«ложным» штенгелем без продутого откачного отверстия.
Количество вводов в ножке может быть различным:
один ввод — для софитных ламп, два — для большинства
источников света, три и более вводов — для некоторых
автомобильных и других специальных ламп.
Назначение процесса сборки ножек состоит в
соединении ее отдельных элементов в единую заданную
конструкцию, причем между металлом и стеклом должен быть ва-
куумно-плотный спай.
В зависимости от конструкции ножек и серийности
производства их изготовление может вестись на
полуавтоматах или автоматах.
Для сборки крупногабаритных гребешковых ножек,
обычных ножек при мелкосерийном производстве, а также
гребешковых ножек усложненной конструкции применяют
полуавтоматы, часто со многими ручными
подготовительными операциями.
Ножечный полуавтомат представляет собой машину
карусельного типа с небольшим числом рабочих гнезд (от 8
до 12). Перемещение карусели производится прерывисто,
причем основная обработка ведется во время выстоя
карусели на рабочей позиции.
Основным рабочим узлом полуавтомата,
обеспечивающим фиксацию полуфабрикатов ножки и производящим
операцию штамповки, являются клещи.
17-3136 257
Последовательная загрузка полуфабрикатов в клещи
ведется на первых двух-трех позициях вручную. На
последующих позициях производится постепенный разогрев
стекла до размягчения газовыми горелками,
закрепленными на станине полуавтомата. Размягченное стекло
сдавливается специальными расколотками, в результате чего
образуется плоская лопатка ножки.
При использовании для спая платинита минимальное
расстояние между вводами должно быть не менее четырех
диаметров платинитовой проволоки, а длина платинито-
вого звена, заштампованного в стекло, — в пределах 10—
15 диаметров проволоки. При использовании для этих
целей молибдена, вольфрама или других металлов
минимальное расстояние между вводами выбирается также
приблизительно в 4 раза больше диаметра ввода, а длина — в
4—6 раз больше диаметра его.
Металлические впаи в лопатке должны располагаться
симметрично. В случае использования многозвенных
вводов места их сварки должны быть на 1,0—1,5 мм утоплены
в стекло лопатки. Если «узелки» сварки оказываются вне
стекла, ножка бракуется, так как механическая прочность
вводов резко ослабляется.
Толщина лопатки должна быть приблизительно равной
диаметру штенгеля. Совершенно обязательно соблюдать
плавность перехода от одного элемента ножки к другому.
После штамповки лопатки в свободный конец штенгеля
вдувается горячий воздух, который продувает откачное
отверстие в месте приварки штенгеля к лопатке.
На последних позициях полуавтомата после раздувания
шейки ножки производится постепенное охлаждение
ножки за счет ее обогрева мягкими огнями горелок. Готовая
ножка выгружается вручную и переносится в печь отжига.
Производительность ножечных полуавтоматов 600—
750 шт/ч. Гребешковые ножки массовых ламп
изготавливаются на ножечных автоматах карусельного типа с 24, 28
или 32 рабочими позициями. Большое число позиций
позволяет увеличить производительность автомата до 1600—
2000 ножек в час.
Автомат снабжается механизмами автоматической
загрузки в клещи (рис. 7.16) штабиков, тарелок, штенгелей,
электродов, а также механизмом перегрузки готовых ко-
жек в печь отжига. Все загрузочные механизмы автомата
сблокированы между собой так, что при пропуске в
подаче отдельных деталей подача остальных деталей
прекращается и подается сигнал о неисправности.
258
Клещи на автомате сделаны невращающимися, поэтому
для обеспечения равномерности разогрева стекла
применены парные откидные угловые горелки с соплами,
направленными друг против друга. Во время остановки
карусели горелки подводятся с помощью пружин к клещам.
Рис. 7.16. Клещи ножечного автомата:
А — губки зажима штенгеля; Б — губки развода электродов; В — губки тарел-
кодержателя; Г — губки зажима электродов; Д-—держатель штабика; / —
воронка держателя электродов; 2 — шпильки для установки электродов по
высоте; 3 — валик с кулачками для раскрытия губок; 4 — верхний кронштейн; 5 —
нижний кронштейн
Пламя горелок охватывает стекло со всех сторон. К
моменту поворота карусели горелки с помощью рычага
автоматически отводятся в сторону и не мешают перемещению
карусели.
Изготовление ножек на автомате производится путем
последовательного выполнения следующих операций; вы-
17* 259
равнивание загруженных полуфабрикатов и фиксирование
в нужном положении, постепенный разогрев стекла огнями
газовых горелок, штамповка лопатки с помощью расколо-
ток, продувание откачного отверстия штенгеля, остывание
ножек на автомате при обогреве их мягкими огнями и
выгрузка ножек в печь отжига.
В ряде случаев предусматривается двукратная
штамповка лопатки ножки и также двукратный продув
откачного отверстия. Последние модели ножечиых автоматов
снабжены вибрационными механизмами загрузки тарелок.
в) Изготовление плоских ножек. Изготовление плоских
ножек (рис. 7.15,6) ведется, как правило, на
многошпиндельных полуавтоматах карусельного типа.
Заготовками служат короткие стеклянные кольца,
штенгели и металлические вводы. Для каждой ножки
используется одно или два стеклянных кольца. В ножках
большого диаметра верхний конец штенгеля обычно
предварительно развертывается для облегчения штамповки.
Процесс штамповки осуществляется с помощью
специальной пресс-формы, состоящей из двух частей: нижней—
матрицы, и верхней — пуансона, синхронно вращающихся
вокруг общей оси.
В отверстия матрицы вручную загружают вводы,
стеклянное кольцо и штенгель. В новых моделях
полуавтоматов эта операция автоматизирована. Затем ведется нагрев
стеклянных заготовок. С этой целью позиции полуавтомата
оборудуются газовыми горелками, соответствующая
настройка которых обеспечивает постепенный разогрев
стекла до размягчения. Верхние концы вводов при этом
охлаждаются струей сжатого воздуха во избежание
излишнего окисления и деформации.
Для лучшего прогрева стекла заготовка перед
штамповкой приподнимается над матрицей, а разогрев
усиливается применением четырех горелок вместо двух. После
достаточного разогрева стекла производится первая
штамповка, цель которой — равномерно распределить
стекло по площади тарелочки. Штамповка производится
опусканием пуансона на матрицу. Верхние части вводов
проходят в отверстия пуансона и не сминаются. Разогретое
до пластичного состояния стекло под давлением пуансона
распределяется между вводами и штенгелем, сливаясь
в сплошное тело.
После дополнительного прогрева штампованной
заготовки производится вторая, окончательная доштамповка
ножки. Затем на нескольких позициях ножка обогревается
мягкими огнями горелок и направляется в печь отжига.
260
г) Изготовление бусинковых ножек. На современных
автоматах изготовление бусинковых ножек совмещено с
изготовлением самих вводов, а также с навивкой и
монтажом спирали. Исходными материалами и заготовками
служат платинитовая проволока, стеклянные бусы, а
также вольфрамовая проволока для навивки спирали.
Подаваемая с катушки платинитовая проволока
отжигается, затем нарезается на отрезки заданной длины (вво-
к*
\ I
NN
V./ /\
ъ
ж
Рис. 7.17. Технологическая схема изготовления бусинковых ножек на
автомате
ды), которые подаются в клещи рабочего гнезда. Сюда же
подаются из бункера стеклянные бусы. Последующие
технологические операции навивки и монтажа спирали
показаны схематически на рис. 7.17: а — положение вводов и
бусы после загрузки в клещи; б — предварительный
развод вводов; в — расплющивание концов вводов; г —
загибка расплющенных вводов в крючки; д —разогрев бусы
огнем газовых горелок (начало процесса); е —
образование бусинкового спая (конец процесса); ж — формовка
внешних выводов ножки; з — формовка внутренних частей
вводов.
На последующих позициях производится навивка,
обрезка и монтаж спирали в вводы ножки. Перед съемом
261
ножки с автомата проверяется качество собранной ножки.
Производительность автомата сборки бусинковых ножек
составляет 1900—2200 шт/ч.
7.7. ОТЖИГ НОЖЕК
Любые изготовленные ножки подвергаются отжигу —
специфической тепловой обработке, в результате которой
остаточные внутренние напряжения в стекле ножек
уменьшаются до безопасного значения. Отжиг проводится сразу
после изготовления ножек без какого-либо перерыва во
времени.
При поточном производстве ламп используются
ленточные или туннельные газовые печи непрерывного действия,
которые располагаются сразу после ножечного автомата
и соединяются с ним коротким конвейером, практически
двумя направляющими, по которым ножки скатываются
от ножечного автомата прямо в печь.
Газовая ленточная печь состоит из узкой
продолговатой камеры с двойными стенками, пространство между
которыми заполнено теплоизоляционным материалом. В
камере укреплены параллельно две трубчатые газовые
горелки с отверстиями. Газовоздушная смесь на выходе из
этих отверстий поджигается и образует два параллельных
ряда огней. Размещением отверстий в горелке и их
диаметром можно регулировать температуру в той или иной
зоне печи.
С помощью двух бесконечных цепей ножки непрерывно
перемещаются вдоль печи, последовательно проходя зоны
с различной температурой. В иных конструкциях печи
ножки целиком находятся в зоне нагрева, в других — только
частично, так как в печи находятся и отжигаются только
лопатка и шейка ножки.
В некоторых случаях огни горелок направляют не
прямо на ножки, а на установленные внутри печи
металлические щитки — термоизлучатели с тем, чтобы ножки
нагревались их излучаемой теплотой. Такая система нагрева
предотвращает окисление вводов и обеспечивает более
равномерный нагрев стекла ножки.
В некоторых случаях, например, при производстве
плоских ножек находят применение газовые печи
карусельного типа, имеющие специальные обогреваемые гнезда, в
которые загружаются ножки сразу после их снятия со
штамповочного полуавтомата.
В мелкосерийном производстве довольно
распространены стационарные электрические печи. Они представляют
262
:обой шкаф-термостат с электронагревателями, в котором
после загрузки кассет с ножками температура изменяется
по заданному режиму. Эти печи обеспечивают более
качественный отжиг, но менее производительны, чем
ленточные или туннельные печи.
Несмотря на разницу в конструкции ножек разных
типов, к ним может быть предъявлен ряд общих технических
требований:
1) размеры ножки и ее деталей должны
соответствовать заданным размерам с установленными допусками;
2) оси элементов ножки должны совпадать;
3) в ножке не должно быть трещин;
4) в стекле не должно быть опасных напряжений после
отжига;
5) свободный конец штенгеля должен быть оплавлен,
а откачное отверстие должно быть равно внутреннему
диаметру штенгеля; кромки отверстия должны быть
оплавлены;
6) по спаю стекла с металлом не должно быть каналов
или внутренней цепочки пузырьков. Цвет спая должен
соответствовать эталонному;
7) места соединения звеньев электрода (узелки) не
должны выходить за пределы лопатки.
7.8. МОНТАЖ НОЖЕК
а) Общие сведения. Операция монтажа состоит в
соединении внутриламповых конструктивных элементов
между собой и закреплении их на ножке лампы в соответствии
с чертежом. При монтаже должно быть также обеспечено
надежное механическое и электрическое соединение
деталей между собой и с токовводами.
Несоблюдение заданных размеров и взаимного
расположения внутриламповых элементов, их недостаточно
надежное механическое и электрическое соединение приводит
к ухудшению параметров лампы или ее полной
неработоспособности.
Выполнение вышеуказанных требований обеспечивается
точным изготовлением отдельных деталей, выбором
подходящего метода соединения, использованием специальной
оснастки, соответствующей настройкой монтажного
оборудования, точным соблюдением технологии.
Особо точное соблюдение заданных размеров и
межэлектродных расстояний требуется при монтаже
внутренней арматуры таких источников света, как шаровые ксе-
263
ноновые лампы, ртутные лампы сверхвысокого давления,
лампы накаливания для оптических приборов и т. п.
Монтаж внутриламповой арматуры должен
проводиться с соблюдением строгих правил вакуумной гигиены,
предусматривающих, в частности, работу в безворсных
перчатках или резиновых напальчниках, пользование
пинцетами, специальными приспособлениями, чистой тарой
и т. п.
При монтаже ножек в основном применяются два
рассмотренных ранее (см. § 2.5) способа крепления деталей:
механический зажим и точечная электросварка.
Механический зажим достаточно прост в
осуществлении. Применительно к монтажу тела накала в ламгьах
накаливания он состоит в предварительном расплющивании
концов никелевых звеньев вводов ножки, их загибе в
крючки и последующем зажиме в них концов спирального тела
накала.
При механическом зажиме обеспечивается достаточно
высокая механическая прочность соединения, так как при
этом не происходит большого изменения кристаллической
структуры металла и связанного с этим повышения
хрупкости металлических деталей. Однако надежность
электрического контакта по месту соединения невелика. Это
связано с тем, что могущие остаться на соединяемых деталях
окисные электрически непроводящие пленки при
механическом зажиме деталей не разрушаются.
Точечная электросварка дает хорошую прочность
соединений и надежный электрический контакт. Однако при
плохой работе сварочных аппаратов и некачественной
подготовке деталей к сварке качество сварки резко
ухудшается (пережоги, хрупкость, выплески металла).
Внутренние напряжения обычно возникают при сварке
толстостенных деталей. Оставшиеся напряжения могут в
дальнейшем привести к короблению деталей и изменению
их взаимного расположения в собранном узле.
В ряде случаев после монтажа ножек проводится их
тепловая обработка с целью устранения напряжений в
деталях.
В зависимости от серийности производства и
конструктивной сложности лампы монтаж может вестись вручную
или механизированно.
б) Ручной монтаж. Ручной монтаж часто применяется
в производстве специальных источников света, имеющих
сложную конструкцию ножки. При этом используются
специальные монтажные столы, оборудованные сварочными
станками или прессиками для механического крепления
264
деталей. Используются также различные инструменты и
приспособления: пинцет, бокорезы, надфили, монтажная
стальная игла и др. В некоторых случаях сборка ведется
под микроскопом. Рабочее место ручного монтажа должно
быть хорошо освещено.
Исходные полуфабрикаты и заготовки (ножки, спирали
и т. д.) подаются на операцию монтажа хорошо
очищенными, в специальной таре. Часто при монтаже
применяются вспомогательные крепежные и соединительные
элементы в виде предварительно
отформованных никелевых
траверз, никелевых лент и
проволок, отличающихся
хорошей свариваемостью,
пластичностью и прочностью.
При монтаже ножек
некоторых специальных ламп
никелевым вводам
придается определенное положение
и форма, например концы
вводов сгибаются под
прямым углом внутрь на одном
или разных уровнях,
формуют вводы в виде
прямоугольной рамки и т. д.
Некоторые виды ножек с
отформованными вводами
приведены на рис. 7.18.
Гибка и формовка
вводов производится с
помощью специальных
приспособлений. Недопустимо
производить гибку вводов
около лопатки ножки во
избежание скалывания стекла.
Операции, выполняемые
при ручном монтаже, очень
разнообразны. Иногда рабочее место монтажницы
оборудуют ручной газовой горелкой. Ее используют для
размягчения стекла штабика некоторых специальных
мелкосерийных ламп накаливания с целью закрепления в штабике
держателей спирали.
В некоторых специальных лампах спираль, состоящую
из нескольких секций, монтируют в форме плоского
зигзага на держателях, вставленных в стеклянные или
керамические «мостики». Некоторые виды смонтированных мости-
265
Рис. 7.18. Виды формованных
ножек
ков приведены на рис. 7.19, а виды смонтированных
ножек— на рис. 7.20.
Иногда операциям непосредственного монтажа
сопутствуют вспомогательные операции: нанесение теплоотра-
жающих покрытий на концы горелок ламп ДРИ,
покрытие вакуумным цементом токоограничивающих резисторов
в лампах ДРЛ, нанесение алюминиевой суспензии на
верхнюю часть бусинковои ножки лампы стартера тлеющего
разряда, нанесение газопоглощающего состава и др.
Рис. 7.19. Виды собранных мостиков
в) Механизированный монтаж ножек ламп
накаливания. Монтаж ножек ламп накаливания общего назначения
в массовом производстве ведется на автоматах
карусельного типа с большим числом рабочих позиций B0 и более).
Процесс монтажа на автомате разбит на ряд
однородных элементарных операций. Все операции
автоматизированы. Однако в ряде случаев укладка спиралей в
загрузочное приспособление производится вручную.
Исходными полуфабрикатами служат отожженные
ножки, спирали и молибденовая проволока для
держателей. Кроме того, применяется спиртовая суспензия
красного фосфора, наносимого на тело накала и служащего
газопоглотителем в лампе.
Монтаж производится в следующей
последовательности. В гнездо автомата автоматически загружается
штампованная ножка, прошедшая операцию отжига после
изготовления на ножечном автомате. Ножка подается в
клещи автомата монтажа загрузочным механизмом в таком
положении, что плоскость лопатки ножки располагается
перпендикулярно радиусу карусели, а штенгель направлен
вверх.
266
После разведения вводов в стороны и подрезки их по
размеру концы вводов для последующего закрепления
в них спиралей расплющиваются в плоские лопаточки,
а затем загибаются в крючки.
Подача спирали для ее закрепления в ножке — одна
из наиболее сложных операций в механизированном
монтаже ножек ламп накаливания. Это определяется тем, что
Рис 7.20. Виды смонтированных ножек
спираль очень легко деформируется при неосторожном
обращении, требует исключительной чистоты в процессе
работы с ней, требует точного монтажа на ножке. В
частности, механизм подачи должен устанавливать спираль
в крючки вводов так, чтобы выступающие ее концы после
зажатия были одинаковы по длине, а сама спираль не
должна быть растянутой.
Механизм монтажа тела накала состоит из следующих
частей: бункерное устройство в виде трехсекционного
зубчатого барабана, на который вручную укладываются
спирали; устройство, с помощью которого выравниваются
267
концы спиралей, лежащие на барабане; устройство подачи
спиралей по одной штуке в крючки вводов, обычно это
вакуумные присосы с приводом.
Спирали переносятся вакуумными присосами с
поворачивающегося зубчатого барабана к ножке так, чтобы
участки тире точно размещались в крючках. Зажим
крючков должен производиться с одинаковой силой. После
зажатия спирали присосы разобщаются с вакуумной систе-
п
*/ «У Ю
Рис. 7.21. Схемы зажима тела накала:
л —длинных спиралей; б —коротких спиралей
мой и сообщаются с подводкой хорошо очищенного
сжатого воздуха, поддув которого облегчает отделение
спирали от присосов.
Нормальный зажим характеризуется хорошим
контактом между концами спирали и плоскостями зажатой
части вводов. Тело накала в местах зажима должно быть
немного сплюснутым, но не разрушенным. Плоскости
лопаток на концах вводов должны быть параллельны.
Длинные тела накала (более 30 мм), которые крепятся
в лампе дополнительно на двух или более молибденовых
держателях, зажимаются во вводах в свободно провисшем
состоянии (рис. 7.21,а). Короткие тела накала зажимаются
в виде прямой линии (рис. 7.21,6).
Для того чтобы спираль не изгибалась около мест
зажима, вводы с зажатой спиралью поворачиваются вокруг
своей оси в разные стороны приблизительно на 90°, по
направлению к оси спирали.
При перемещении карусели на следующие позиции, на
которых предусмотрен разогрев конца стеклянного штаби-
ка (или удлиненного штенгеля), вводы с зажатой
пружиной отгибаются по направлению к центру карусели и
экранируются металлическим щитком, установленным перед
горелками.
Разогрев стекла ведется односопловыми газовыми
горелками, в которые подается газовоздушная смесь, обо-
268
гащенная кислородом. Настройка огней горелок по
позициям сделана от мягкого до жесткого. После размягчения
конца штабика производится формовка линзы со
вставлением в нее концов молибденовых проволок для
держателей. Одновременно проволоки обрезаются ножницами на
требуемую длину. Молибденовая проволока для
держателей подается для каждого держателя к месту формовки
отдельным челноком. Концы держателей закрепляются в
линзе радиально на глубину 1,5—2,0 мм. Между ними не
должно быть замыкания, а стекло линзы должно быть без
трещин, сколов.
После закрепления держателей вводы со спиралью
специальным механизмом отгибаются в первоначальное
положение, производится расправление спирали по заданной
форме и завивка свободных концов держателей на спираль
в петли с небольшим шагом и минимальным числом
закороченных витков спирали. На окончательно
отформованную спираль наносится суспензия газопоглотителя
путем ее окунания в ванночку с суспензией.
Сушка спирали ведется обдувом очищенным
подогретым воздухом F0—70 °С). При этом со спирали
сдуваются излишки суспензии газопоглотителя. Смонтированная
ножка автоматически извлекается из гнезда и
устанавливается на цепной конвейер, подающий ножки на завароч-
но-откачной автомат.
В последнее время успешно решается автоматизация
поштучной подачи спиралей на монтажный автомат.
Современные механизмы загрузки спиралей работают по
принципу виброподачи.
Основные технические требования к смонтированным
ножкам ламп накаливания:
1) спираль не должна быть деформирована;
2) участки спирали между смежными и крайними
держателями и электродами должны быть примерно
одинаковой длины;
3) центр тела накала должен находиться на оси
штабика; спираль должна лежать в плоскости,
перпендикулярной оси штабика; 4) электроды должны быть прямыми
и лежать в одной плоскости, расстояние между ними
должно быть не менее заданного;
5) спираль не должна быть раздавлена при зажиме в
электродах; концы спирали не должны выступать из
места зажима в электродах более чем на 1 мм; у спиралей
с тире должно быть зажато только тире, а спираль
должна отступать от места зажима на 1—2 витка;
269
6) контакт между электродами и спиралями должен
быть прочным;
7) спираль должна быть покрыта газопоглотителем
равномерно, без сгустков и оголенных участков.
г) Механизированный монтаж ножек люминесцентных
ламп. Монтаж ножек массовых типов люминесцентных
ламп производится на 20-позиционном монтажно-оксиди-
ровочном автомате карусельного типа. Отожженные
ножки загружаются в позиции автомата штенгелем вверх. При
последующем их передвижении по позициям автомата
сначала производится формовка, подрезка и
расплющивание вводов. Расплющенные концы вводов загибаются в
крючки. Подача спиральных катодов к автомату может
вестись автоматически — с помощью вибробункера — или
вручную — в кассетах или барабане с прорезями.
Окончательная подача катодов для их закрепления на
ножке производится автоматически с помощью
вакуумного механизма. Катод закрепляется на ножке путем
зажатия с одинаковым усилием его концов в крючках.
Затем катод оксидируется окунанием спирали в
фонтанчик оксидной суспензии. Способ оксидирования
спиралей окунанием в фонтанчик оксидной суспензии
рассмотрен в § 6.3,в.
Сразу после оксидирования излишки суспензии
сдуваются с катода струей очищенного сухого сжатого воздуха.
На нескольких последних позициях автомата ножки с
оксидированными катодами проходят туннельную печь с
электронагревом, где происходит подсушка оксидного
покрытия.
Готовые ножки перегружаются в конвейер, подающий
их к машине заварки. К собранным ножкам
люминесцентных ламп могут быть отнесены требования, изложенные
в § 7.8, пп. 1, 4, 5, 6, а также дополнительные требования:
1) масса покрытия на катоде должна точно
соответствовать заданной;
2) вся спирализованная часть катода должна быть
равномерно покрыта оксидом, а на участках тире оксида
не должно быть.
7.9. ПОДГОТОВКА КОЛБ ДЛЯ ЛЮМИНЕСЦЕНТНЫХ ЛАМП
В производстве люминесцентных ламп к начальным
сборочным операциям относят операции по специальной
подготовке стеклянной трубки-колбы, а именно: нанесение
на трубку-колбу люминофорного покрытия, закрепление
этого покрытия, удаление из покрытия связующего веще-
270
ства (биндера), нанесение и закрепление марки и
зачистка концов трубки от люминофорного покрытия.
а) Нанесение люминофорного покрытия. Для
нанесения люминофорного покрытия на трубки-колбы
люминесцентных ламп в настоящее время широко применяются
отечественные многопозиционные машины нанесения с
производительностью около 1200 шт/ч.
К машине конвейером подают трубки-колбы и люми-
нофорную суспензию в капроновых бидонах (канистрах).
Загрузка трубок производится вручную так, чтобы
трубки надежно удерживались в вертикальном положении
в держателях двух непрерывных, синхронно движущихся
цепей машины. Трубки при движении цепей
автоматически выравниваются по высоте.
На первых позициях после загрузки предусмотрена
мойка трубок обессоленной водой, подаваемой сверху на
трубки через специальные форсунки. Вымытые трубки
сушатся продувкой очищенного подогретого сжатого
воздуха, затем охлаждаются до комнатной температуры.
При использовании заведомо чистых трубок, т. е. после
их изготовления в стекольном цехе, предварительную
мойку и сушку трубок на машине нанесения можно не
производить.
Перемещение цепного конвейера машины производится
одновременно на 4 позиции. На позициях нанесения
размещен бачок, в который заливается люминофорная
суспензия не менее чем на 7з объема бачка. Для того чтобы
частицы люминофора не оседали на дно бачка и за счет
этого не изменялась консистенция суспензии, производится
ее непрерывное перемешивание в бачке вращающейся
мешалкой или барботированием сжатым воздухом. Особо
интенсивное перемешивание необходимо при работе с
суспензией на основе смеси различных люминофоров.
В некоторых случаях перемешивание люминофорной
суспензии имеет отрицательные последствия, например
увеличивает вспенивание водной суспензии, затрудняет
внедрение методов непрерывного контроля суспензии по
параметрам и т. п.
После того, как четыре трубки окажутся
зафиксированными над бачком, золотник машины открывает вакуумную
магистраль над трубками-колбами и суспензия из бачка
засасывается в трубки-колбы под действием создаваемого
в них разрежения.
При подъеме суспензии до заданного уровня (на 10—
20 мм ниже верхнего торца трубки) устройство контроля
Уровня на фотоэлементах подает сигнал об автоматиче-
271
ском перекрытии вакуумной магистрали и после
выравнивания давления — о подаче сверху в трубки
очищенного сжатого воздуха. Это значительно ускоряет опускание
суспензии и ее слив обратно в бачок. Подъем суспензии
может производиться подачей сжатого воздуха в бачок.
Использование вакуума для подъема суспензии
предотвращает ее разбрызгивание в случае растрескивания
одной или нескольких покрываемых трубок, что иногда
наблюдается при использовании для подъема суспензии
сжатого воздуха.
Однако при вакуумном способе нанесения люминофор-
ного слоя требования к разбросу по длине и качеству
оплавления торцов трубок повышаются из-за
необходимости обеспечить подъем суспензии до нужного уровня.
Сразу после нанесения люминофорного покрытия
трубки попадают на позиции сушки. Для этого используют
тщательно очищенный подогретый воздух, который
вдувается в трубки сверху через специальные сопла.
При использовании люминофорной суспензии на бутил-
ацетате температура воздуха для сушки должна быть в
пределах 70—80 °С, для водной суспензии — свыше 100 °С
(около ПО—120 °С). Расход воздуха в единицу времени
и конкретная температура обычно подбираются опытным
путем. Решающим фактором при этом является
достаточно быстрое загустевание слоя суспензии на трубке, чтобы
не происходило ее «сползание» к нижнему концу, и
получение в результате этого неравномерного покрытия,
тонкого на верхнем конце трубки и толстого на нижнем.
Стекающая с трубок люминофорная суспензия по
специальному желобу через фильтр попадает снова в бачок,
а ее загустевшие остатки в конце смены счищаются с
желоба и могут быть повторно использованы для
приготовления суспензии.
Высушенные покрытые трубки вручную или
«механической рукой» выгружаются из конвейера машины и
перекладываются на цепной транспортер, передающий их на
следующую операцию.
Без существенной переделки машина нанесения
позволяет производить предварительный облив трубок на
первых позициях специальным раствором, например
фосфатом аммония (NH4JHP04, для улучшения адгезии
люминофорного покрытия. Температура окружающего воздуха
в помещении должна поддерживаться постоянной — на
уровне B2±2)°С. Существенный экономический эффект
получается при использовании регенеративного воздуха от
машины выжигания биндера. При этом первичный нагре-
272
тый воздух от машины не может быть непосредственно
подан для поддува в трубки для их сушки, так как он
сильно загрязнен продуктами сгорания газа и биндера.
Поэтому этот воздух используется только для нагрева в
специальном теплообменнике чистого воздуха, взятого из
помещения (или снаружи) и подаваемого компрессорами
по трубопроводам к машине нанесения и сушки люмино-
форного покрытия.
В процессе нанесения люминофорного слоя очень
важно выдержать его оптимальную толщину по всей площади
нанесения, установленную для данного типа и марки
люминофора и лампы.
Наибольшая световая отдача имеет место только при
определенной толщине слоя. Всякое отклонение толщины
люминофорного слоя от оптимальной приводит к
снижению светового потока лампы: при малой толщине — не
полностью используется возбуждающее ультрафиолетовое
излучение разряда, а при большой толщине происходит
большая потеря в самом слое видимого излучения до его
выхода наружу лампы.
Практически в производстве пользуются понятием не
толщины люминофорного слоя, а так называемой
удельной нагрузки, т. е. массы люминофора, приходящейся на
1 см2 поверхности трубки. Между толщиной
люминофорного слоя и его удельной нагрузкой имеется прямое
соответствие лишь в случае, если для данного типа
люминофора постоянен гранулометрический состав (или
постоянна насыпная масса).
Контроль удельной нагрузки люминофорного слоя
можно проводить путем определения массы счищенного
с готовой трубки люминофора и последующего отнесения
полученной массы к площади, с которой он был счищен.
Но этот способ трудоемок, связан с изъятием
определенного количества трубок из производственного процесса и
поэтому для массового производства малопригоден.
Повсеместное распространение получил метод
косвенного контроля удельной нагрузки люминофора,
основанный на соответствии толщины люминофорного слоя и его
светопропускаемости.
Толщина люминофорного покрытия на трубке-колбе
определяется многими факторами: вязкостью люминофор-
ной суспензии, давлением и температурой воздуха,
используемого для сушки слоя, температурой и относительной
влажностью окружающего воздуха и т. д. В процессе
работы все эти факторы не остаются постоянными. Поэтому,
с одной стороны, предпринимаются меры по их стабили-
18-3136 273
зации, а с другой — организуется систематический
контроль за качеством нанесения покрытия. Так, в условиях
массового производства люминесцентных ламп удельная
нагрузка люминофорного слоя проверяется не реже 1 раза
в час.
Для устранения случайных ошибок, вызванных
разницей в толщине стекла и диаметре отдельных трубок, для
контроля с каждой линии берется несколько трубок и
определяется усредненное значение удельной нагрузки.
В случае обнаружения отклонений в толщине
люминофорного слоя от нормы производят корректировку люмино-
форной суспензии: при заниженной толщине добавляется
более густая суспензия, а при повышенной —
растворитель.
Контроль внешнего вида покрытых труб проводят на
матовом стекле с нижней подсветкой. На трубках не
должно быть потеков, пузырения, непокрытых мест и т. п.
Для высокоинтенсивных люминесцентных ламп
оптимальная удельная нагрузка люминофора примерно в 1,5—
2,0 раза выше, чем у обычных ламп, и составляет F—7) X
Х10~2 кг/м2. Нанести такое покрытие без резкого
увеличения неравномерности удельной нагрузки люминофора по
длине трубки очень трудно. Здесь перспективен метод
двукратного нанесения люминофорного слоя, состоящий в
следующем: после нанесения первого слоя покрытия
производится его подсушивание, затем трубка
переворачивается на 180° и производится нанесение второго слоя, после
этого проводится окончательная сушка покрытия.
Нанесение отражающего слоя рефлекторных ламп из
подготовленной суспензии принципиально не отличается
от нанесения люминофорного покрытия и может
производиться методом пульверизационного полива внутренней
поверхности трубки-колбы, методом подъема суспензии в
трубке с помощью сжатого воздуха или вакуума. На
покрытой трубке протирается «окно» для выхода излучения,
в результате чего по всей длине трубки остается свободная
от покрытия щель. Затем на всю внутреннюю поверхность
трубки наносится люминофорное покрытие и проводится
необходимая обработка по стандартной технологии.
Помимо рассмотренной выше отечественной машины
нанесения используется и другое оборудование. На
некоторых машинах предусмотрен компрессионный метод
нанесения люминофорного слоя, а также метод полива
внутренней поверхности трубок суспензией, подаваемой сверху
в трубки через специальные форсунки.
274
б) Выжигание биндера. После .нанесения и сушки лю-
минофорное покрытие на трубках-колбах помимо
люминофора содержит связующее вещество (биндер). Оно
необходимо только для предварительного закрепления люми-
нофорного слоя на стекле. Оставлять его в покрытии
готовых ламп нельзя, так как биндер постепенно
разлагается и выделяет в лампу газообразные продукты, вредно
влияющие на ее параметры.
Лампы с неполностью удаленным из люминофорного
покрытия биндером плохо зажигаются, имеют низкий и
нестабильный световой поток, малый срок службы,
«шнуруют», т. е. в них кроме основного разряда наблюдается
тонкий вращающийся по спирали вдоль оси лампы
дополнительный разряд.
Удаление биндера производится его выжиганием при
достаточно высоких температурах. Полнота выжигания
определяется толщиной люминофорного покрытия, типом
и массой биндера в покрытии, а также температурой и
продолжительностью процесса выжигания, доступом в
трубку воздуха (кислорода).
Так, ранее применяемый в качестве биндера
коллоксилин имеет температуру разложения 300—350 °С. Широко
применяемый в настоящее время сополимер БМК-5
начинает разлагаться уже при 200—250 °С, а сгорает при более
высоких температурах,
В новых рецептах люминофорных суспензий все чаще
в качестве биндера используются водные растворы таких
веществ, как оксиметилцеллюлоза, поливиниловый спирт
и др. Их выжигание также не вызывает больших
трудностей и не требует существенной перестройки имеющегося
оборудования.
Покрытые люминофором трубки по конвейеру
передаются от машины нанесения к машине выжигания биндера.
Перед непосредственным помещением трубок в печь во
время их нахождения на загрузочном накопителе
производится их автоматическая маркировка с одного конца по
наружной поверхности колбы. Механизм маркировки
обеспечивает совместную прокатку трубки и валика со
штемпелем, который периодически смазывается маркировочной
мастикой. После нагрева трубки в печи выжигания марка
прочно закрепляется на стекле. Правильно обожженная
марка не должна стираться даже при протирке ее
увлажненной тканью.
По способу нагрева печи выжигания делятся на
электрические и газовые.
18* 275
Электрические печи малоэкономичны, имеют
невысокую производительность, но позволяют гибко изменять
режим выжигания в широких пределах и не загрязняют
люминофор продуктами сгорания топлива. Их
использование в лабораторной практике вполне оправдано.
В массовом производстве широкое распространение
получили газовые печи выжигания, оборудованные
беспламенными радиационными горелками. По краям каркаса
печи выжигания движутся две цепи, в которых
закреплены своими концами стальные вращающиеся валки. Поверх
валков перемещаются трубки-колбы. Вращение от валков
машины передается трубкам. Это обеспечивает их более
равномерный нагрев. Над каркасом установлен
теплоизолирующий кожух, система вытяжной вентиляции и
керамические радиационные горелки. С целью интенсификации
процесса выжигания биндера через торцы трубок может
производиться поддув в трубки кислорода или воздуха.
Распределение температуры в печи по длине трубок
должно быть равномерным, а скорость нагрева и
охлаждения трубок не слишком большой, чтобы избежать
возникновения в стекле опасных внутренних напряжений.
Максимальная температура выжигания должна быть близкой
к температуре размягчения стекла, т. е. 550 °С. Хотя
выжигание биндера может происходить и при более низких
температурах, ее повышение ускоряет процесс выжигания,
обеспечивает повышение производительности
оборудования. Кроме того, при достижении температур, близких
к температуре размягчения стекла, возможно
выпрямление трубок при использовании гладких несущих валков.
Однако использование гладких валков имеет также ряд
недостатков: увеличивается площадь контакта стеклотруб-
ки с валком, возрастает расход теплоты на выжигание
и т. п. Поэтому многие машины выжигания имеют валки
с наваренной на них в виде спирали с большим шагом
A0—12 см) стальной проволокой диаметром 4—5 мм.
В таком случае трубка касается валка не по всей длине,
а лишь в отдельных точках (по проволоке). В таких
машинах повышать температуру выжигания до значения,
близкого к температуре размягчения стекла, нельзя, так
как на стекле остаются вмятины от проволоки.
При выжигании биндера почти всегда происходит
потеря в яркости свечения люминофора. Это связано со
сложным процессом «отравления» люминофора
продуктами сгорания газа и биндера, а также другими еще
недостаточно изученными факторами.
276
Режим выжигания, как правило, определяется
опытным путем для конкретного случая. Например, режим
выжигания биндера при использовании поливинилового
спирта включает в себя следующие этапы:
1) нагрев трубок до 480—520 °С в течение
приблизительно 75 с с поддувом внутрь трубок воздуха под
давлением @,7—0,8). 105 Па;
2) нагрев трубок до 520—480 °С в течение 75 с без
поддува воздуха;
3) естественное охлаждение трубок в течение 4 мин.
Вышедшие из горячей зоны печи трубки проходят
естественное охлаждение на втором накопителе в виде
наклонных направляющих, по которым трубки скатываются к
механизму автоматической зачистки концов трубки от
люминофора. Это необходимо для того, чтобы освободить от
слоя люминофора место последующей заварки трубки с
ножкой. Если этого не сделать, то люминофор, «попавший
в заварочный шов, может вызвать его растрескивание
из-за разницы в ТКЛР люминофора и стекла.
Зачистка ведется путем вставления в открытые концы
трубки металлических держателей с резиновыми
пластинами («флажками»), которые в момент принудительного
вращения трубки прижимаются к стеклу и стирают с этого
места люминофор. Счищенный люминофор отсасывается
из трубки и улавливается фильтром.
При нахождении трубок на втором накопители (склизе)
и нижней подсветке в них легко обнаруживаются
различные браки:
1) стекольный брак (трещины, сколы, отколы концов
трубки и др.):
2) дефекты нанесения покрытия (потеки, осыпание,
грязь и др.);
3) дефекты маркировки (смазанная, нечеткая, неотож-
женная марка);
4) дефекты выжигания биндера и зачистки.
Особое внимание следует уделять выявлению трубок с
желтизной и коричневыми пятнами по люминофорному
покрытию, что свидетельствует о неполном выжигании
биндера: либо из-за слишком толстого люминофорного слоя,
не рассчитанного на данный режим выжигания, либо по
причине заниженной температуры выжигания.
На современных линиях сборки люминесцентных ламп
трубки после выжигания биндера в конце склиза
захватываются «механической рукой», переворачиваются в
вертикальное положение и перегружаются в конвейер,
подающий их на автомат заварки.
277
7.10. ПОДГОТОВКА КОЛБ ДЛЯ ЛАМП ТИПА ДРЛ
Технологический процесс подготовки колб для ламп
типа ДРЛ включает в себя в основном те же операции, что
и технологический процесс подготовки колб для
люминесцентных ламп.
Ниже рассмотрены эти операции применительно к
оборудованию, широко используемому на отечественных
электроламповых заводах для сборки ламп ДРЛ.
а) Нанесение люминофорного покрытия. Перед
нанесением люминофорного покрытия на колбы ламп ДРЛ
производится их мойка проточной подогретой водой (Г=40~
50 °С), споласкивание дистиллированной водой и сушка
хорошо нагретым сжатым воздухом при 50—60 °С в
течение 2,0—2,5 мин.
Процесс нанесения люминофорного покрытия
осуществляется на полуавтомате карусельного типа. Люминофор-
ную суспензию перед работой размешивают, вращая бидон
с суспензией на валковой мельнице. Загрузка и выгрузка
колб с полуавтомата производится вручную. При
перемещении карусели на одну позицию загруженные колбы
поочередно подходят к узлу нанесения. Здесь с помощью
сжатого воздуха люминофорная суспензия из
установленного внизу бачка подается в .колбу в виде фонтанчика.
Попадая на стенки колбы, суспензия стекает вниз. Часть ее
остается на стекле колбы.
На последующих позициях ведется сушка нанесенного
слоя. С этой целью внутрь колбы вдувается очищенный
нагретый сжатый воздух и одновременно колбы снаружи
нагреваются кварцевыми лампами инфракрасного
излучения. При использовании водной суспензии температура
воздуха для сушки 100—115°С, для суспензий на основе
быстро испаряющихся органических растворителей — несколько
ниже.
В ряде случаев нанесение люминофорного покрытия на
колбы ламп ДРЛ осуществляют вручную с последующей
сушкой на соответствующих позициях рассматриваемого
полуавтомата. С этой целью небольшое количество
суспензии D5—60 мл) наливается из стакана в колбу, которая
непрерывно вращается руками так, чтобы ее стенки
оказались смоченными суспензией. Затем колба
переворачивается и остаток суспензии осторожно выливается в
кружку. Режим сушки колб с ручным нанесением
люминофорного слоя не отличается от вышерассмотренного.
На нескольких последних позициях полуавтомата колбы
охлаждаются вдуванием в них холодного сжатого воздуха
A8—22 °С). Толщина нанесенного люминофорного слоя
278
считается достаточной, если при просмотре через покрытую
колбу лампы накаливания мощностью 80 Вт нить накала
не различается четко. В противном случае требуется
корректировка суспензии по вязкости.
Сразу же после нанесения и сушки люминофорного
покрытия производится его удаление с горловины колбы по
месту последующей заварки колбы с ножкой. Для этого
используют специальный механизм, имеющий быстро
вращающуюся плоскую щетку, которая вводится внутрь колбы
и прижимается в нужном месте к горловине колбы. Щетка
смачивается в том растворителе, который использован для
приготовления суспензии. Производительность
полуавтомата нанесения люминофорного покрытия на колбы ламп
ДРЛ составляет 330—660 шт/ч.
б) Выжигание биндера. Выжигание биндера
осуществляется в газовой печи карусельного типа, имеющей
несколько 'независимо регулируемых зон нагрева. Движение
карусели непрерывное. Загрузка и выгрузка колб ручные.
Операция выжигания биндера обычно совмещается с
обжигом марки, которая наносится на внешнюю поверхность
колбы перед загрузкой колб в печь.
На первых позициях печи загруженные колбы
нагреваются до 660—680 °С при продувке их подогретым
воздухом, подаваемым в колбу под давлением около 0,03 МПа.
Продувка колб воздухом улучшает выжигание биндера.
На последующих позициях температура выжигания
повышается до 690—720 °С. Затем температура снижается и
колбы остывают.
Распределение температуры по колбе на отдельной
позиции должно быть равномерным, а вдоль печи —
достаточно плавным, чтобы не происходило образование в
стекле опасных внутренних напряжений. В покрытии кол'б не
должно быть темных пятен и других дефектов покрытия.
Удельная нагрузка люминофора в зависимости от типа
лампы и применяемого люминофора должна находиться
в пределах 9—14 кг/м2.
7.11. ЗАВАРКА ЛАМП
а) Общие сведения. Технологическая операция
прочного и герметического соединения собранной ножки с колбой
лампы называется заваркой.
В результате заварки по месту соединения ножки с
колбой создается ва,куумно-плотный спай, способный
обеспечить длительное сохранение вакуума или заданного
давления внутри прибора. Заварочный спай (шов) должен быть
279
термически- и влагостойким. В производстве источников
света стекло для колбы может несколько отличаться от состава
и свойств стекла для тарелок ножек ламп или быть
одинаковым. И в том, и в другом случае ножка и колба могут
завариваться герметично, так как стекло колбы и тарелки
при заварке взаимно растворяются друг в друге, образуя
промежуточный по составу и свойствам тонкий слой стекла.
Применение различных марок стекол для колбы и
ножки обычно вызывается следующими обстоятельствами:
1) для ножки требуется стекло с улучшенными
диэлектрическими свойствами, так как здесь применены вводы в
стекло, находящиеся под разными потенциалами при
работе лампы;
2) стекло колбы должно иметь несколько более
высокую температуру размягчения, чем стекло ножки, исходя
из особенностей разогрева стекол при заварке (см.,
например, заварку люминесцентных ламп).
В процессе заварки лам>п принято выделять три
основных этапа. На первом этапе свариваемые части ножки и
колбы медленно разогреваются до размягчения стекла.
Допустимая скорость разогрева стекла зависит от марки
стекла и геометрии ножки. При использовании массивных
ножек и толстостенных колб скорость нагрева должна быть
взята меньшей.
Второй этап заварки состоит в соединении свариваемых
частей ножки и колбы в одно целое и тщательной проварке
образовавшегося шва. Стекло при этом должно находиться
в пластичном состоянии. Заварочный шов не должен иметь
втянутых мест, острых углов и утолщений, где могут
возникнуть опасные внутренние напряжения.
На третьем этапе осуществляется отжиг места заварки.
Он заключается в постепенном охлаждении ламп от
температур, при которых производилась заварка, до
умеренных температур, при которых в стекле не могут
образоваться остаточные напряжения. Допустимая скорость
охлаждения заваренных ламп также сильно зависит от марки
стекла и массы изделия. Качество отжига можно
значительно повысить, а время его сократить, если лампы
охлаждать в специальных формах, выложенных изнутри
асбестом.
Заварка ламп может производиться вручную или
механизированно с использованием универсального или
специализированного заварочного оборудования. Выбор того или
иного метода заварки и соответствующего оборудования
определяется типом прибора, его конструкцией,
серийностью производства и некоторыми другими факторами.
280
б) Заварка ламп накаливания общего назначения. Для
заварки ламп накаливания общего назначения
применяется специализированное высокопроизводительное
оборудование. Обычно для этих целей используют совмещенные
заварочно-откачные автоматы карусельного типа с
различным числом рабочих позиций.
Рис. 7.22. Заварочное
гнездо:
1, 5, 8 — держатель; 2,
4 —ниппель; 3 — свеча;
6 — стойка; 7 —- скребки;
8, 9 — корпус; 10 —
соединение; И — фланец
281
На загрузочной позиции в заварочную карусель
автомата загружаются смонтированная ножка и колбы с
нанесенной, но еще не закрепленной маркой.
Ножку устанавливают в свечу, а кол-бу поверх ножки —
в специальный шаблон-держатель (рис. 7.22). Взаимное
расположение ножки и колбы должно быть строго
определенным.
При движении карусели рабочие гнезда приводятся во
вращение, что обеспечивает большую равномерность
разогрева стекла. Огни неподвижно укрепленных на станине
газовых горелок настроены так, чтобы с заданной
скоростью нагреть стекло до размягчения. При этом пламя
горелок нагревает стекло колбы на уровне развертки тарелки,
а сама тарелка нагревается потоком излучения нагретого
стекла колбы.
Размягченное стекло колбы постепенно стягивается и
приходит в соприкосновение со стеклом ножки. В это
время нижняя концевая часть колбы («юбочка») под
действием собственного веса отрывается и падает вниз. Место
соединения колбы с ножкой тщательно проваривается
жестким пламенем. Для придания месту заварки нужной
формы горло лампы специально формуется. Для
формования горла внутрь лампы через штенгель вдувается
очищенный сжатый воздух, размягченное горло лампы при
этом раздувается и прижимается к установленной на
позиции форме. Формование горла улучшает последующее
крепление к лампе цоколя. Отформованное место заварки
отжигается мягким пламенем горелок на последующих
позициях.
Одновременно с заваркой, как правило, производится
обжиг марки. Для этого пламя средней жесткости от
специальной горелки подается непосредственно на купол
.колбы, куда предварительно наносится марка во время
нахождения колбы на подающем конвейере. Заваренные
лампы автоматически перегружаются в откачную карусель.
К заваренным лампам предъявляются следующие
технические требования:
1) горло лампы должно иметь установленные размеры
и форму;
2) ножка должна быть заварена прямо, на заданном
уровне относительно колбы;
3) в стекле не должно быть трещин, а также
внутренних опасных напряжений;
4) место заварки должно быть хорошо проварено, не
иметь прорванных мест, острых выступов, вмятин и т. п.;
282
5) внутриламповые детали должны быть целыми, не-
окисленными;
6) в ламле не должно быть посторонних частиц и т. д.
в) Заварка миниатюрных ламп накаливания. Заварка
миниатюрных ламп накаливания имеет свои особенности,
обусловленные их конструкцией. Наиболее часто
завариваются сразу три элемента лампы: колба, штенгель и бу-
синковая ножка с отформованными вводами. При этом
Рис. 7.23. Схема заварки миниатюрных ламп
а —iустановка штенгеля; б, в — разогрев штенгеля и шейки баллона; г
—соприкосновение торца штенгеля с шейкой баллона; д — спайка и проварка спая
штенгеля с колбой; е, ж — разогрев, опускание шаблона с баллоном и
первичная перетяжка; з — вторичная перетяжка; и — загиб выводов и подъем шаблона
колба заваривается встык со штенгелем и вакуумно-плот-
ный спай вводов проходит через место заварки — между
колбой и штенгелем.
Для заварки часто используется 12-позиционная
карусель заварочно-откачного автомата. Собранную ножку
укладывают в подрезанную колбу так, чтобы отогнутые
283
вводы опирались на торец колбы, а центр тела накала
совпал с осью лампы. В таком положении колба с ножкой
вручную загружается в рабочее гнездо автомата, снабженное
вакуумным присосом для удержания колбы куполом вниз.
Сверху колбы в специальном держателе закрепляют
штенгель. Колбу и штенгель тщательно отцентровывают
относительно друг друга и сближают на расстояние 1,0—
1,5 мм.
Дальнейшая обработка лампы на заварочной карусели
иллюстрируется схемой, приведенной на рис. 7.23, и
включает в себя постепенный нагрев торцевой части колбы и
конца штенгеля до размягчения стекла, их сближение и
заварку встык, образование перетяжки на штенгеле за счет
его оттягивания кверху и нагрева жестким пламенем,
загибку выводов к колбе и выгрузку заваренных ламп.
г) Заварка люминесцентных ламп. В люминесцентные
лампы завариваются две ножки — по одной с каждого
конца трубки-колбы. Это значительно усложняет процесс
заварки, причем не только из-за наличия двух спаев, но и
из-за необходимости выдерживать жесткие ограничения на
длину заваренной лампы. Для заварки люминесцентных
ламп применяется различное оборудование в зависимости
от типа ламп и серийности производства.
Заварка массовых ламп. В последнее время на
отечественных электроламповых заводах для заварки
люминесцентных ламп массового производства в основном используются
48-позиционные заварочные автоматы производительностью
1200 шт/ч, изготовленные в Венгрии. Все операции на них
автоматизированы. Оснащение заварочных автоматов
включазт в себя два конвейера автоматической загрузки
ножек, конвейер трубок-колб и конвейер передачи
заваренных ламп на дальнейшую обработку (откачку).
Система газовых горелок расположена на неподвижной
станине машины, а позиции —на вращающейся карусели.
Горелками оборудуются все позиции карусели, за
исключением загрузочной, разгрузочной и позиции, на которой
производится перевертывание трубки. Позиция содержит
патрон-держатель и свечу. В патроны зажимаются
трубки — колбы.
Под каждым патроном-держателем находится трубка-
свеча, на которую надевается ножка, в отверстие свечи
входят штенгель и вводы. Развертка ножки опирается на
наконечник свечи. Штенгель способствует лучшей центровке
ножки, поэтому часто обе ножки делают со штенгелями:
одну с рабочим, откачным, а другую с непродутым, так
называемым «ложным» штенгелем, который .после заварки
284
лампы отламывается. Ножка со свечой устанавливается
внутри трубки на строго определенной высоте с таким
расчетом, чтобы заварка развертки ножки с колбой
происходила по месту, очищенному от слоя люминофора.
Карусель автомата вращается с периодическими
остановками. Во время остановки карусели начинают
синхронно вращаться вокруг общей оси патроны и свечи позиции.
Этим достигается более равномерный прогрев стекла
неподвижно укрепленными горелками, с этой же целью на
огневых позициях применяют не по одной горелке, а по
нескольку, добиваясь при работе широкой области охвата
трубки пламенем. Только на позиции проваривания места
заварки (шва) используется острое пламя, направленное
по касательной к трубке.
Постепенно нагреваясь на огневых позициях, -стекло
трубки и ножки размягчается. При этом колба
нагревается на уровне тарелки открытым пламенем горелок, а
стекло самой тарелки — тем же пламенем, но сквозь
стенки колбы.
Стекло колбы постепенно размягчается и стягивается,
зазор между колбой и тарелкой ножки уменьшается, колба
приходит в соприкосновение с тар-елкой и приваривается
к ней. Одновременное размягчение стекла колбы и ножки
достигается тем, что колба изготовляется из стекла
СЛ96-12, а тарелка — из стекла СЛ93-1, имеющих
соответственно температуру размягчения 550 и 500 °С.
Излишек стекла («юбочка») отрезается острым
пламенем и под собственным весом падает вниз. Место заварки
тщательно проваривается жестким высокотемпературным
пламенем горелок. Для лучшего формования горла лампы
иногда применяют поддув внутрь лампы инертного газа, а
также механическое обжатие или обкатку роликом места
заварки. После проварки шва на нескольких позициях
производится его обогрев мягким пламенем горелок с
целью отжига.
Заваренные с одного конца лампы специальным
механизмом поворачиваются на 180° и завариваются со второго
конца на второй половине позиций автомата. Полностью
заваренные лампы переносятся автоматически на
конвейер для передачи их на откачку. При движении ламп по
этому конвейеру производится отлом «ложного» штенгеля
от лампы, а также выявление возможного брака:
1) несоответствие заваренных ламп нормам по длине;
2) трещины стекла;
3) не проварен шов;
4) прорыв места заварки;
285
5) слом откачного штенгеля;
6) кривое, узкое или широкое горло;
7) складки, морщины шва (гофра).
Заварка люминесцентных ламп специального типа. При
заварке U-образных ламп необходимо учитывать, что в них
используются -стеклянные трубки-колбы -с ув-еличенной
толщиной стенки (до 1,3—1,8 мм). Это требует существенной
корректировки, настройки пламени. В остальном заварка
U-образных ламп ведется, как и прямых люминесцентных
ламп.
Сразу после заварки -производится формовка трубки,
т. е. придание ей U-образной формы. С этой целью на
нескольких позициях вращающаяся вокруг своей оси трубка
разогревается примерно посередине газовыми горелками до
размягчения стекла. Затем трубка перегибается пополам
на специальном формующем шаблоне. Через штенгель в
трубку при этом подается очищенный сжатый воздух,
предотвращающий сплющивание -стеклянной трубки по
месту ее перегиба.
При заварке кольцевых ламп в торец бесштенгельного
конца лампы вваривается коваровое или фуродитовое
кольцо, которое необходимо для захватывания трубки при
ее последующем формовании (сгибании в кольцо),
проводимом на операции откачки. Вместо металлического
кольца на торце лампы иногда делают специальные канавки
или выступы для захвата на ги'бочно-откачном автомате.
Еще одной особенностью этих ламп является
формовка штенгеля 'сложного профиля, необходимого в связи с
последующим изгибанием лампы в кольцо. Для формовки
штенгеля применяется специальное приспособление.
При заварке высокоинтенсивных ламп особое внимание
должно быть уделено загрузке ножки и колбы в рабочую
позицию автомата. Вызвано это тем, что в этих лампах
применены ножки с более высоким расположением катодного
узла и экранами больших размеров.
При размещении ножки по центру трубки зазор между
экраном и стенками трубки должен быть 4—5 мм.
Небольшие отклонения в установке колбы и ножки могут привести
к тому, что при надевании трубки она может задеть экран
и деформировать его, при этом может быть нарушен лю-
минофорный слой.
Одним из перспективных направлений
совершенствования заварки люминесцентных ламп является внедрение
одновременной двусторонней заварки горизонтально
расположенных трубок-колб. Переход к ней затруднен
необходимостью использования колб с предварительно отфор-
286
мованным горлом, позволяющим производить стыковую
(«безъюбочную») заварку.
д) Заварка ламп типа ДРЛ. Заварка ламп типа ДРЛ
производится на полуавтоматах карусельного типа.
Загрузка полуфабрикатов собранной ножки и колбы, покрытой
люминофором, осуществляется вручную. Ножка должна
занимать относительно колбы строго заданное положение, в
частности, вмятина на куполе колбы должна плотно войти
в фиксатор собранной ножки, а люминофорное покрытие не
попадать в зону заварки и т. п. После загрузки
полуфабрикатов в заданном взаимном положении начинается
разогрев стекла газовыми горелками с постепенно
ужесточающимися огнями. При неподвижных горелках для
равномерного разогрева колба и ножка на огневых позициях
синхронно вращаются.
Весь дальнейший процесс заварки существенно не
отличается от общей схемы заварки: постепенное доведение
стекла до размягчения — проварка шва и формование
горла — медленное охлаждение места заварки с целью
отжига — выгрузка заваренных ламп.
Особенностью заварки ламп типа ДРЛ является
использование более высоких температур пламени газовых
горелок, обусловленное применением для колб и ножек
тугоплавких стекол, а также более длительный процесс
тепловой обработки, связанный со значительной толщиной
стенок колбы и большой массой ножки.
В лампах типа ДРЛ иногда используется безмастичное
(механическое) цоколевание. В этих случаях при заварке
ламп проводится довольно сложное формование горла
лампы с образованием на нем вмятин, крупной резьбы и т. п.
Качественное формование горла лампы можно провести
только при обеспечении жестких допусков на толщину
стенок колбы.
е) Заварка ламп специального назначения. Заварка крупных
электроламп при их единичном или мелкосерийном производстве
осуществляется на вертикальных одношпиндельных станках с
вращающимися шаблоном и свечой или на станке с вращающимися горелками.
И то, и другое призвано обеспечить равномерный нагрев стекла.
На станке устанавливается несколько блоков газовых горелок.
Их мож-но приближать и удалять от изделия, а также перемещать в
вертикальном положении при настройке пламени. Ножку лампы
закрепляют в свече, а сверху на нее надевают колбу, закрепляя в
специальном шаблоне. Чтобы ножки не растрескивались при нагреве, их
предварительно нагревают в печи до 200—300 °С. Через свечу и штен-
гель лампы осуществляется поддув инертного газа. Он не только слу-
287
жит для раздувания места заварки, но и предотвращает окисление
внутренних металлических деталей лампы.
В процессе заварки стекло колбы и ножки в месте спая постепенно
разогреваются до размягчения. Затем более острым пламенем
размягченное стекло колбы прижимается к развертке тарелки и производится
проварка места соединения. С помощью того же пламени отделяют
лишнюю нижнюю часть колбы. После тщательной проварки заварочного
шва лампа снимается со станка, ее арматура вручную отцентровывается
окончательно и лампа передается «а отжиг. Для отжига используются
карусельные, конвейерные или стационарные электрические или
газовые печи. Возможен отжиг и в нагретых асбестовых колпачках. В ряде
случаев заварку крупных электроламп ведут на многошпиндельных
карусельных полуавтоматах. При этом принцип заварки остается тот же.
Отдельные типы источников света, как уже говорилось, имеют плоскую
ножку.
Заварка смонтированной плоской ножки с колбой имеет свои
особенности. В условиях массового производства используется заварка с
отходом «юбочки», как при заварке ламп накаливания и
люминесцентных ламп. В отдельных случаях применяется менее технологичная
заварка встык.
При заварке плоских ножек с жесткими выводами часто
используются шаблонные свечи, в которых выводы размещаются в
специально просверленных отверстиях аобоцементного кольца. Это позволяет
четко фиксировать выводы при заварке, не допуская их смещения в
случае размягчения стекла ножки, а также защитить выводы от
перегорания и окисления.
7.12. ГЕРМЕТИЗАЦИЯ КВАРЦЕВЫХ КОЛБ
Во многих источниках света применяется кварцевое
стекло. Из него изготавливают колбы галогенных ламп
накаливания, колбы горелок ламп ДРЛ, ДРИ и др. Процесс
их герметизации, соответствующий заварке ламп с
обычным стеклом, отличается тем, что при этом
осуществляется вакуумно-плотный спай с выводами. Как правило,
монтаж внутриламповой арматуры этих ламп не
предусматривает ее крепления на отдельно изготовленную ножку.
Операция герметизации кварцевых колб чаще всего
осуществляется методом заштамповки (запрессовки)
вводов в размягченное кварцевое стекло. Схема процесса
заштамповки фольговых вводов в кварцевое стекло
приведена на рис. 7.24.
Заготовка кварцевой колбы в виде трубки
определенной длины с приваренным заранее штенгелем закрепляется
в вертикальном положении (на ряде машин в
горизонтальном положении) в специальном держателе. На конец штен-
288
_ Рис. 7.24. Схема запрессовки вводов в кварцевое стекло:
| а-электродом вниз; б - электродом вверх; /. 2-держатели; 3 - электрод; 4 -колба; 5- расколотки; 6 - молибденовая фольга;
7 —• спай; 8 — горелка
геля надевают наконечник гибкой трубки для подачи
внутрь лампы инертного газа. В отдельном держателе
закрепляют подготовленный ввод (электродный узел),
отцентровывают его относительно трубки и закрепляют таким
образом, чтобы молибденовая фольга находилась в зоне
заварки в определенном положении: ее плоскость должна
быть строго параллельна плоскости губок штампующих
расколоток в закрытом состоянии, не должно быть
смещения фольги по ширине и длине губок расколоток и др. При
герметизации первого конца софитных ламп второй конец
трубки-колбы должен быть закрыт пробкой.
Затем включают поддув инертного газа и разогревают
кварцевое стекло по месту штамповки жестким пламенем
горелок. После достаточного размягчения стекла расколот-
ки сближаются и плотно прижимают его к молибденовой
фольге, формуя лопатку. Иногда проводят двух- и
трехкратное сближение штампующих губок расколоток. Затем
место штамповки снова прогревают пламенем горелки для
частичного оплавления и отжига. Герметизация второго
конца софитной лампы производится аналогично.
На механизированном полуавтоматическом
оборудовании герметизация обоих концов софитной лампы
производится одновременно, без последовательного
переворачивания колбы. На рис. 7.25 показаны малогабаритные
галогенные лампы после заштамповки.
Продувка ламп инертным газом (чистым азотом) во
время разогрева стекла, штамповки и некоторое время при
остывании ламп необходима для предотвращения
окисления молибденовой фольги и других металлических внутри-
ламповых деталей, а также для правильной формовки
места заштамповки и перехода от плоской лопатки к
цилиндрической части колбы.
Для получения высококачественного вакуумно-шютного
спая большое значение имеет правильный выбор размеров
и конфигурации штампующих губок и зазора между ними
в сомкнутом виде в соответствии с диаметром и толщиной
стенки кварцевой трубки.
Нарушение этих требований может привести или к
слабому соединению кварцевого стекла с фольгой и
негерметичности спая, или к образованию излишних наплывов
стекла на лопатке и соответственно к деформации формы
спая, растрескиванию и сколам стекла.
При правильно проведенной заштамповке лопатка
должна иметь форму и размеры в соответствии с чертежом,
стекло по спаю не должно содержать пузырей и
капилляров, молибденовая фольга в спае должна сохранять метал-
290
Рис. 7.25. Вид
галогенных ламп после заштам-
повки:
а — пальчиковые со штенге-
лем в куполе; б —
пальчиковые со штенгелем на
боковой поверхности; в — со-
фитные лампы
JwWJ
ш
Li UI
И)
ж
L
х
(
JU
а)
%
i S I
a
S)
Ш
лический цвет без следов окисления, не иметь надрывов и
расслоя, также не должны быть окислены и другие внутри-
ламповые металлические детали.
При использовании в мощных лампах стержневых
вводов их герметизация производится без штамповки путем
соединения в размягченном состоянии кварцевой трубки и
заранее подготовленного остеклованного токового ввода.
Мощные прожекторные лампы с кварцевой колбой и
односторонним расположением вводов герметизируют как за-
*)
Рис. 7.26. Заштампованные и заваренные мощные прожекторные
лампы:
а —с ленточным спаем; б — со стержневыми токовыми вводами
штамповкой, так и заваркой (рис. 7.26). Заштамповка
проводится примерно так же, как и галогенных
малогабаритных ламп в пальчиковом исполнении.
Заварка прожекторных ламп близка по своему
осуществлению к заварке крупногабаритных ламп из обычного
электролампового стекла на одношпиндельных заварочных
станках. При этом собранную ножку со смонтированной
арматурой закрепляют в свече станка, а колбу — в
специальном держателе. После центровки и сближения обе
детали медленно прогревают горелкой, доводя стекло в
месте соединения до размягчения. Для равномерности
нагрева по всей окружности лампу вращают вокруг ее оси.
Нагрев обычно ведут мощными кварцедувными
кислородно-водородными горелками.
Если по технологии не предусмотрена предварительная
шлифовка торцевых поверхностей соединяемых элементов,
то часто образующийся между ними зазор во время завар-
292
ки заполняют стеклом от тонкого кварцевого штабика,
разогревая его конец до расплавления в пламени горелки.
Во время всего процесса заварки внутрь лампы
поддувают чистый инертный газ, защищающий металлические
детали от окисления.
Заварочный шов должен быть хорошо проварен по всей
толщине стекла; он должен быть равномерным по
толщине, без впадин, выступов, гладким и не выходить за
пределы диаметра колбы, не иметь пузырей, капилляров.
ГЛАВА ВОСЬМАЯ
ВАКУУМНАЯ ОБРАБОТКА ЛАМП
8.1. СУЩНОСТЬ ВАКУУМНОЙ ОБРАБОТКИ
Под вакуумной обработкой (откачкой) ламп понимают
технологический процесс откачки, наполнения и
специфической обработки, позволяющей сохранить
работоспособность лампы в течение длительного времени. Весь технологи*
ческий процесс вакуумной обработки в общем случае может
состоять из следующих операций; присоединение к
вакуумной системе, откачка, обезгаживание, обработка катода,
наполнение, отпайка и распыление газопоглотителя.
На практике наблюдаются некоторые различия в ваку*
умной обработке ламп, обусловленные их конструктивными
особенностями, характером производства и применяемым
вакуумным оборудованием. Так, при вакуумной обработке
вакуумных ламп накаливания не требуется операция
наполнения. Для одних типов ламп при наполнении в лампу
вводится только газ, в другие вводится газ и целый ряд
рабочих веществ (ртуть, излучающие добавки). Резко
различаются методы обезгаживания электродов и внутрилам-
повой арматуры.
В условиях единичного и мелкосерийного производства
вакуумную обработку проводят на откачных постах, а в
условиях массового и крупносерийного производства — на
откачных автоматах или полуавтоматах.
8.2. ПРИСОЕДИНЕНИЕ ЛАМП К ВАКУУМНОЙ СИСТЕМЕ
Подлежащие вакуумной обработке лампы должны быть
вакуумно-плотно присоединены к вакуумной системе. Это
может быть выполнено с использованием специальных
откачных гнезд или напайкой. При автоматизированной
293
откачке для этих целей обычно используются откачные
гнезда (рис. 8.1). В некоторых случаях корпус откачного
гнезда принудительно охлаждается циркулирующей водой.
J 2
s s
11 у/,
fffiy^m*
Ш
Рис. 8.1; Откачное гнездо:
/ — корпус; 2 — гнездо; 3 — резиновый вкладыш; 4 — штуцер; 5 —прижим; 6^
кольцо с резьбой; 7 — рычаг
Уплотнение металлических штенгелей обычно
осуществляется за счет прижима развальцованного конца штенгеля
к полированной поверхности седла откачного гнезда. При
обработке ламп на откачных постах присоединение к
вакуумной системе производится путем напайки их штенге-
лями на отростки стеклянного коллектора («гребенку») с
помощью ручной газовой горелки.
8.3. ОТКАЧКА
В процессе изготовления источников света требуется
достижение давления от* 104 до 10~7 Па. С этой целью
применяются вакуумные насосы различных типов,
специальные газопоглотители, вводимые внутрь ламп, ловушки для
паров, подробно рассматриваемые в курсе «Основы
вакуумной техники».
При откачке большинства источников света широкое
применение нашел метод газовых промывок. Сущность
газовой промывки состоит в том, что после достижения
давления в лампе A—10 Па) ее наполняют промывочным
газом, а затем снова откачивают. Такой цикл может
повторяться несколько раз. В качестве промывочного чаще
всего используют какой-либо инертный газ: азот, аргон и др.
При каждом наполнении ламп остаточные вредные газы
смешиваются с промывочным газом (разбавляются им) и
вместе с ним откачиваются. Тем самым уменьшается
парциальное давление вредных газов в лампе.
Парциальное давление вредных газов в лампе может
быть определено по формуле. f
P = Po(Pi/P2)n, (8.1)
294
где р — парциальное давление вредных газов в лампе
после последней промывки, Па; р0 — давление в лампе
перед первой промывкой, Па; р\—давление в лампе после
откачки промывочного газа, Па; р2 — давление в лампе
после наполнения ее промывочным газом, Па; п — число
промывок.
Многократной промывкой достигается значительно
более низкое давление вредных газов в лампе, чем откачкой
насосами. Но способ газовой промывки целесообразен
только для газонаполненных ламп.
В последнее время наметилась четкая тенденция
использования безмасляных средств откачки, в качестве
которых могут использоваться системы на основе сорбцион-
ных, сорбционно-ионных, магнитно-электроразрядных и
турбомолекулярных насосов. Перспективность
использования безмасляных средств откачки в электроламповом
производстве повышается в связи с созданием новых типов
источников света, в частности натриевых ламп высокого
давления, требующих улучшенного качества откачки.
8.4. ОБЕЗГАЖИВАНИЕ
Все детали ламп: металлические, стеклянные,
керамические и другие, а также покрытия содержат
растворенные в их глубине и адсорбированные на поверхности газы.
Если их не удалить, они будут выделяться в объем
работающей лампы. Процесс удаления газов из материала
деталей или их покрытий называется обезгаживанием. Оно
необходимо не только для получения заданного
разрежения в лампе, но и для создания условий, исключающих
повышение давления выше допустимого при ее
эксплуатации и хранении.
Процесс обезгаживания обязательно связан с нагревом
деталей в условиях вакуума. Применяемые способы и
режимы обезгаживания в большой мере зависят от
материала детали, а также от ее массы, конфигурации и т. п.
В большинстве источников света использование
металлов относительно невелико. Например, в люминесцентных
лампах суммарная площадь поверхности металлических
внутриламповых деталей составляет лишь доли процента
площади внутренней поверхности стеклянной
трубки-колбы (включая покрытие). Однако высокая рабочая
температура металлических деталей в лампе и относительно
большое содержание в этих деталях газов в различных
видах (поверхностная сорбция, твердые растворы, хими-
295
ческие соединения) вынуждают уделять процессу их обез-
гаживания большое внимание.
На практике обезгаживание металлических деталей во
время- вакуумной обработки производят следующими
основными способами: прокаливанием при пропускании тока
через деталь, нагревом токами высокой частоты,
электронной или ионной бомбардировкой. .
Обезгаживание за счет нагрева пропускаемым током
применяется для таких деталей, как спирали, катоды и
т. п. С помощью токов высокой частоты обезгаживают
детали компактной конструкции, которые в отличие от
протяженных деталей не могут быть нагреты
пропусканием тока. ч
С помощью электронной или ионной бомбардировки
эффективно обезгаживают электроды газоразрядных ламп.
Десорбция газов с них происходит как за счет повышения
температуры деталей при ударах о них заряженных
частиц, так и за счет прямой передачи энергии молекулам
газов, находящихся в том или ином виде на поверхности
металла.
Обезгаживание стеклянных и керамических деталей, а
также покрытий, находящихся на них, производится
нагреванием ламп в электрических или газовых печах или
просто с помощью газовой горелки в процессе вакуумной
обработки.
Ранее было отмечено, что газоотделение из стекла при
нагреве его сначала нарастает, затем уменьшается, после
чего снова нарастает, практически не замедляясь. Эту
особенность газоотделения стекол необходимо учитывать при
разработке режимов' обезгаживания.
Применение слишком высоких температур
обезгаживания часто может принести больше вреда, чем пользы. Так,
при обезгаживании стекла могут выделяться газы,
содержащие соединения галогенов, которые способны отравить
катод. Максимальную температуру обезгаживания
стеклянной колбы могут ограничивать также ухудшение
качества люминофорного или другого покрытия, возможность
деформации стекла и т. п. Поэтому при выборе режимов
обезгаживания необходимо учитывать состав
выделяющихся газов.
Время нагрева и выдержки в большей степени
определяется соотношением между интенсивностью
газовыделения и скоростью откачки. Пропускная способность штен-
геля и применяемые средства откачки должны
обеспечивать эффективную откачку всех выделяющихся газов.
Кроме того, время нагрева и охлаждения должно быть та-
296
ким, чтобы обеспечивался равномерный нагрев стекла по
всей площади и объему и чтобы в стекле не
образовывались опасные внутренние напряжения.
При обезгаживании кварцевого стекла необходимо
учитывать, что оно пористо и поглощает большое количество
различных газов. Поэтому для более быстрого обезгажи-
вания кварц предварительно оплавляют с поверхности
(для закрытия пор). В большинстве случаев кварцевые
лампы с целью обезгаживания кварцевого стекла
нагревают в высокотемпературных электрических печах (900—
1000 °С). Иногда обезгаживание производят нагревом
газокислородным пламенем горелки.
Контроль истинного температурного режима
обезгаживания стеклянных колб производят при помощи
нескольких микротермопар, закрепляемых на стекле с
использованием быстро схватывающегося цемента или асбестового
шнура. Эффективно также применение для этих целей
различных термоиндикаторов. Изменение цвета
нанесенных на стекло специальным термокарандашом меток при
нагреве стекла надежно определяет истинную
температуру нагрева.
8.5. ОБРАБОТКА КАТОДА
Во время вакуумной обработки газоразрядных ламп
производится специальная тепловая обработка катода —
его обезгаживание и активирование. Наиболее сложна эта
обработка для оксидного катода.
В начальный период нагрева оксидного катода
происходит выделение из него несвязанных газов. Затем
последовательно происходят следующие процессы: разложение
и удаление биндера, разложение карбонатов щелочно-зе-
мельных металлов с образованием из них окислов,
спекание окислов с образованием смешанных кристаллов и
частичное активирование полученного покрытия.
В качестве биндера чаще всего используется
нитроклетчатка CeHgC^NCbb. Активное разложение
нитроклетчатки начинается приблизительно с 300 °С и идет в
основном по схеме
СбН805 (N02) 2-+5C + 2N02+4H20 + СО. (8.2)
Основную массу газообразных продуктов разложения
составляют N02, H20 и СО, но могут выделяться также
газы NO, H2, N2, CH4 и продукты с большой
молекулярной массой. Нагрев катода до такой температуры и
разложение нитроклетчатки происходит уже при обезгажива-
297
нии стеклянной колбы и даже иногда во время заварки
лампы.
Неразложившийся остаток нитроклетчатки, в основном
углерод, составляет около 0,5% и остается в покрытии.
В дальнейшем он расходуется, играя заметную
положительную роль в активировании катода. Из-за наличия
углерода на данном этапе поверхность покрытия катода
имеет серый цвет. Газообразные продукты разложения
нитроклетчатки при откачке удаляются из лампы.
Разложение карбонатов BaC03, SrC03 и СаС03
начинается при температурах около 600 °С и особенно
интенсивно протекает при 800—1100 °С.
Реакция разложения карбонатов идет по схеме
МеСОз^МеО + С02, (8.3)
где Me —металл Ва, Sr или Са.
В результате побочных реакций помимо С02 могут
выделяться СО, Н20, N2 и др. Реакция (8.3) обратимая. Ее
направление зависит в первую очередь от давления в
лампе и от температуры. Разложение карбонатов имеет место
только тогда, когда давление углекислого газа не
превышает давления диссоциации паров окислов
щелочноземельных металлов.
Так, установлено, что при давлении С02 в лампе,
равном 1 Па, разложение СаС03 идет при температуре выше
430 °С, SrC03 — выше 600 °С и ВаС03 —выше 770 °С.
С другой стороны, при температуре катода 800°С
разложение СаС03 идет при давлении в лампе не выше 20 кПа,
SrC03 —не выше 0,1 кПа и ВаС03 —не выше 1,3 Па. При
обработке катода при 1100°С допустимое повышение
давления С02 в лампе может быть уже до 300 Па. Процесс
обезгаживания катода, включая разложение биндера и
карбонатов до окислов, иногда называют формовкой
катода.
После этого начинается второй этап обработки
катода— его активирование. Оно заключается в создании в
оксидном покрытии избыточного количества бария. Про-^
цесс активирования катода происходит под действием
следующих факторов:
1) взаимодействия окислов щелочноземельных
металлов с восстанавливающими газами и углеродом;
2) восстановления окислов щелочноземельных
металлов за счет их реакций с вольфрамовым керном катода
или специальными активирующими присадками (Mg, Са,
Si, Al, Ti и др.)» вводимыми в никелевый керн катода;
298
3) электролиза окислов щелочноземельных металлов в
результате прохождения электрического тока через
покрытие (при обработке катода и отборе с него тока);
4) ионной бомбардировки поверхности катода при
зажигании разряда (отборе тока с катода).
При 700—1000 °С в лампе образуется
восстановительная атмосфера СО+С02 в результате взаимодействия
двуокиси углерода, выделяющейся при разложении
карбонатов, с углеродом, оставшимся в покрытии после
разложения нитроклетчатки:
С02 + С->2СО. (8.4)
Реакция активирования протекает по типу:
ВаО + СО->Ва + С02. (8.5)
Другим восстанавливающим газом в лампе может
быть водород
ВаО + Н2->Ва + Н20. (8.6)
Необходимо следить за тем, чтобы образующийся СОз
и особенно Н20 были своевременно откачаны. Поэтому
вакуум в лампе на данном этапе должен быть достаточно
высок. Наличие в лампе восстановительной среды СО+
+ С02 способствует, кроме того, восстановлению окислов
на поверхности металлических деталей.
Реакции активирования катода за счет
восстанавливающих свойств керна или присадок в нем проходят по
типу реакции
бВаО + W -> ЗВа + Ba3W06;
BaO + Mg~>Ba + MgO.
Необходимо учитывать образование промежуточных
слоев между вольфрамовым керном и слоем оксида. Их
образование связано с протеканием реакций типа
W+3C02 + 3MeO->Me3W03 + 3CO. (8.8)
Промежуточные слои играют двоякую роль. С одной
стороны, они снижают эмиссионную способность катода,
а с другой — выполняют регулирующую роль в
расходовании бария и за счет этого обеспечивают увеличение
срока службы ламп. Как установлено, оптимальная толщина
промежуточного слоя может быть получена введением в
состав покрытия небольшого количества двуокиси
циркония или цирконата магния.
Весьма эффективно активирование покрытия за счет
частичного разложения окислов при прохождении через
299
(8.7)
толщу покрытия электрического тока, а также при
бомбардировке покрытия ионами из области разряда. В
процессе тепловой обработки оксидного катода необходимо
стремиться к тому, чтобы получалось покрытие
мелкозернистой структуры. В производстве некоторых типов
источников света иногда используется предварительная
обработка катода. Основное назначение предварительной
обработки катода: разложение карбонатов
щелочноземельных металлов до окисей, удаление избытка углекислого
газа и частичная активировка катода.
Катоды ламп типа ДРЛ после нанесения эмиттера
просушиваются и отжигаются в водородной или
вакуумной печи до температуры частичного разложения
активатора.
Предварительная обработка уменьшает распыление
катода в работающей лампе.
В производстве люминесцентных ламп иногда
применяется предварительная прокалка (до заварки) катодов,
имеющих увеличенную массу покрытия. Внедрение
предварительного разложения карбонатов оксидного покрытия
катода дает возможность уменьшить время обработки его
на откачных автоматах. При этом задачей вакуумной
обработки катода становится лишь завершение разложения
карбонатов и активирование катода.
Однако предварительная обработка оксидных катодов
люминесцентных "ламп должна проводиться очень
тщательно и осторожно, так как образовавшиеся при
разложении карбонатов окислы щелочноземельных металлов и
чистые металлы очень нестойки на воздухе и
чувствительны к воздействию окружающей среды.
На эмиссионную способность катодов любого типа в
сильной степени влияет состав газов в лампе. Активные
газы 02, С02 и пары воды Н20 (сверх допустимого
давления) отравляют катод за счет окисления эмиттирующего
вещества. Наибольшей отравляющей способностью
обладает кислород, причем, чем ниже температура катода, тем
быстрее он отравляется. Наряду с отравляющим
действием кислород может оказывать и благоприятное
воздействие на катод, способствуя выжиганию из него излишка
углерода, оставшегося после разложения биндера.
Водяные пары при давлениях выше 10_3 Па оказывают
на катод отравляющее действие, а при меньших
давлениях — активирующее.
Действие двуокиси углерода было рассмотрено ранее.
Газы СО, Н2 и СН4 оказывают на катод в основном
активирующее воздействие. Однако продукты реакции во-
300
дорода с окислами металлических электродов могут
оказывать на оксид отравляющее действие. При больших
давлениях метана происходит нежелательное отложение
на поверхности катода слоя углерода. Влияние азота на
эмиссионные свойства покрытия мало. Только при
давлениях 1СН Па начинает сказываться его отравляющее
действие.
Часто применяемые для наполнения ламп инертные
газы аргон, неон, гелий, ксенон и их смеси не оказывают
прямого воздействия на эмиссию катода. Сильное и
необратимое отравляющее действие на оксидный катод
оказывают галогены и галогеноводородные соединения.
Крайне нежелательно напыление на оксидное покрытие даже
тонких металлических пленок с внутренних деталей
лампы, приводящих к резкому увеличению работы выхода
электронов.
8.6. НАПОЛНЕНИЕ ЛАМП
Большинство источников света наполняются
инертными газами или их смесями, а также определенным
количеством специальных рабочих веществ: ртути, натрия
и т. п.
Давление наполняющих газов в лампах изменяется в
зависимости от типа лампы в широких пределах — от 10~6
до 1,5 Па.
а) Способы газового наполнения. Способ
«шлюзования». По этому способу дозировка заданного количества
газа производится путем последовательного подключения
известного объема сначала к баллону с газом, а затем
к наполняемой лампе. Устройство приспособления для
дозировки по способу шлюзования показано на рис. 8.2.
В исходном положении краны 4 и 5 открыты и участок
трубопровода до места присоединения баллона с газом
откачивается вакуумной системой вместе с лампой.
Газовый баллон запаян и присоединен к трубопроводу так,
что оттянутый «хвостик» находится внутри трубопровода.
Металлический боек 9 находится в боковом кармане
трубопровода.
После подготовки лампы к напуску газа кран 5
закрывается и «хвостик» баллона с газом разбивается за счет
сбрасывания на него металлического бойка. Делается это
с помощью магнита 3. Газ из баллона заполняет весь
участок трубопровода от баллона до крана 5. Затем кран 4
закрывается, а кран 5 открывается. Таким образом,
порция газа из перепускного объема 7 поступает в лампу.
301
Подобное устройство просто в изготовлении и
эксплуатации, позволяет вводить газ довольно малыми порциями.
Для введения еще меньших количеств газа этим же
методом вместо перепускного объема с двумя кранами
применяют один специальный порционный кран с
капилляром. При повороте крана капилляром в сторону
баллона с газом капилляр наполняется газом, при последующем
его повороте* на 180° газ распространяется по всему объ-
N
ЧУ
Рис. 8.2. Приспособление для
дозировки газа по способу
шлюзования:
/ — стеклянный баллон с газом; 2 —
оттянутый «хвостик»; 3 —
электромагнит; 4, 5 —шлюзовые краны; 6—
трубопровод к наполняемой лампе; 7 —
перепускной объем; 8 — боковой
карман; 9 — боек
Рис. 8.3. Детандер
ему вакуумной системы. При этом давление газа в системе
устанавливается во столько раз меньшим, во сколько
увеличивается занимаемый им объем (по сравнению с
объемом капилляра). Таким образом, давление напускаемого
газа можно регулировать как исходным давлением в
баллоне, так и размерами капилляра. Рассматриваемый^
способ в основном применяется в мелкосерийном
производстве ламп и лабораторной практике.
302
Способ цапуска через зазор. Сущностью этого способа
является регулирование скорости натекания газа за счет
изменения селения трубопровода, т. е. зазора, через
который газ поступает в наполняемый объем. Регулируемым
элементом обычно служит специальный натекатель.
Помимо натекателя в схеме газонаполнения по этому способу
имеется источник газа, понижающий редуктор, и
потребляющая система.
Известно большое число дозирующих устройств,
работающих на принципе регулируемого зазора:
дроссели-клапаны, детандер, натекатели игольчатого типа и др.
На рис. 8.3 представлено устройство детандера, часто
применяемого в сочетании с дросселями на откачных
автоматах для наполнения ламп накаливания аргоно-азотной
смесью до заданного давления.
Детандер способен преобразовывать переменное
повышенное давление газа на входе в постоянное на выходе.
При работе детандера газ проходит из входного
патрубка 1 в прлость А корпуса 3 через щель, образуемую
эбонитовой вставкой 4 и кромкой отверстия 10. Зазор щели
регулируется положением резиновой мембраны, зажатой
между диском 9, и связанного с ней клапана 2 за счет
регулировки усилия сжатия пружин 6 и 7 гайками.
При повышении давления газа в полости А мембрана 5
прогибается, сжимая пружину 7. При этом эбонитовая
вставка 4 смещается вверх, приближаясь к кромке
отверстия 10, щель между ними уменьшается и подача газа
через выходное отверстие 8 тоже уменьшается.
В случае понижения давления мембрана под
действием пружины выгибается в обратную сторону, щель
увеличивается и соответственно увеличивается подача газа.
Для контроля работы детандера его соединяют с
двумя манометрами для измерения давления газа на входе
и на выходе. Сам детандер устанавливают
непосредственно на газовом баллоне или подводящем газопроводе.
Применяемые одновременно с детандером дроссели
(ограничители) устанавливают в патрубки нижнего
золотника откачного автомата. Дроссель представляет собой
стальной цилиндр, имеющий узкий и короткий канал
вдоль оси. Этот канал создает требуемое сопротивление
газовому потоку. Размер канала дросселя делается таким,
чтобы за время остановки гнезда карусели на позиции
наполнения через него успела пройти заданная масса
газа. Следует иметь в виду, что требуемое количество
поступающего в лампу газа обеспечивается только при условии
строгого согласования диаметра пропускного канала дрос-
303
Рис. 8.4. Игольчатый натёкатель:
1 — игла; 2 — головка; 3 -*¦ втулка; 4 —
подвижная втулка; 5 — патрубок; в — крышка
корпуса; 7 —прокладка; в — пружина; 9 —
корпус; 10 — седло; 11 — прокладка; 12 —
штуцер; 13 — гайка; 14 — сильной
. селя, времени остановки
карусели на позиции, объема
наполняемых ламп, размера проходного
сечения детандера, рода газа и
его температуры.
Достоинством системы
детандера с дросселем является то,
что между ними наполняющийся
газ может находиться под
давлением выше атмосферного, а
это предотвращает возможность
натекания атмосферного воздуха
в газовую подводку и
проникновения воздуха в газовую
подводку от разбитой на позиции или
негерметичной лампы.
Конструкция игольчатого на-
текателя приведена на рис. 8.4.
В нем регулирование потока газа
производится кольцевым зазором
между подвижной иглой и
седлом, в отверстие которого входит
игла. Игла конической формы
изготавливается из нержавеющей
твердой стали, а седло — из
мягкого материала (отожженной меди, свинца и т. п.).
Контактирующие поверхности иглы и седла должны быть
очень хорошо обработаны.
Для наполнения люминесцентных ламп в последнее
время часто используют кран-натекатель совместно с
безынерционным манометрическим датчиком (например,
радиоизотопным манометром). При достижении в лампе
заданного давления газа по сигналу датчика
кран-натекатель автоматически закрывается. В ряде случаев
требуется особо точная дозировка малых количеств газа. Для
этих целей применим метод напуска газа через тонкую
медную диафрагму с очень малым отверстием. При этом
регулировка порции дозируемого газа производится
изменением давления газа на входе.
Дозирование весьма малых количеств газа можно по-
304
лучить с помощью регулируемых натекателеи, показанных
на рис. 8.5. Принцип действия натекателя, регулируемого
нагревом, основан на использовании разницы ТКЛР двух
материалов — капилляра 1 и стальной проволоки 2. При
обычйых температурах зазор между ними практически
отсутствует и натекание невелико. При включении
нагревателя 3 зазор между ними увеличивается, что приводит
к возрастанию потока газа.
Рис. 8.5. Регулируемые натекатели:
а — регулировка нагревом; б — регулировка перемещением нити
Натекатель, изображенный на рис. 8.5,6, имеет
регулируемый зазор за счет перемещения в капилляре тонкой
цити с помощью электромагнита. В этом случае
сопротивление потоку газа изменяется не за счет изменения
поперечного сечения канала, а за счет изменения его
длины.
Способ ступенчатого наполнения. Принципиальная
схема наполнения ламп по этому способу приведена на
рис. 8.6. Способ ступенчатого наполнения применяется для
наполнения ламп инертными газами при давлениях от 104
до 10 Па в условиях массового и крупносерийного
производства их.
Инертным газом заполняют буферную емкость 7 из
газового баллона 9 через редуктор 8 до давления
несколько выше атмосферного [A,13—1,20) • 105 Па)]. Открытие к
закрытие клапанов 4 и 6, регулирующих пуск газа в
лампу, сблокировано с движением карусели. При остановке
карусели откачного автомата сначала открывается клапан 6
и газ из буферной емкости попадает в объем камеры
дозатора 5 под давлением р\. Затем этот клапан
закрывается, а открывается клапан 4 и газ поступает через
трубопровод 10 и совпадающие отверстия золотников 2 и 3 в
наполняемую лампу / под давлением р2. По закону Бой-
ля _ Мариотта давление р2 при этом уменьшится во
столько раз, во сколько возрастет объем V2:
p2=plVil(Vl + V2). (8.9)
20—3136 305
Давление наполнения можно регулировать подбором
объема дозатора, изменением давления газа в буферной
емкости, а также объема подводящего трубопровода от
дозатора до золотника автомата.
Специальные способы газового наполнения. Для
некоторых ламп используется ампульный способ наполнения.
Для этого заготавливают стеклянную ампулу, наполняют
до заданного давления и запаивают. Ампулу с газом
устанавливают в никелевую рамку и закрепляют на ножке
лампы при ее монтаже.
рее
Рис. 8.6. Схема ступенчатого наполнения ламп газом
В определенный момент при вакуумной обработке
никелевую рамку быстро нагревают токами высокой частоты.
Ампула разрушается и содержащийся в ней газ выходит
в лампу.
Большие затруднения возникают при наполнении
газовых ламп высокого давления, имеющих стеклянный штен-
гель.
Одним из способов, обеспечивающих отпайку
наполненных до высокого давления ламп, является способ
вымораживания. При охлаждении ламп с помощью жидкого
азота можно снизить давление наполняющего газа до
значения ниже атмосферного. Это позволяет отпаять лампы
по штенгелю, не опасаясь его раздувания.
б) Способы введения специальных рабочих веществ.
Способ введения (дозировки) специальных рабочих
веществ в большой мере зависит от рода рабочего вещества,
от того, в каком виде находится это вещество, от типа
лампа, применяемого вакуумного оборудования,
необходимой точности дозировки и т. п.
Введение ртути (амальгамы) в люминесцентные лампы.
Жидкая ртуть вводится в лампы в виде капли массой
30—90 мг. Для этого позиции откачного автомата
оборудуются специальными дозировочными головками (рис. 8.7).
306
Они позволяют не только производить дозировку ртути, но
и удерживать лампу за штенгель в вертикальном
положении и обеспечивать вакуумно-плотное присоединение к от-
качной системе.
Откачка ламп ведется через патрубок 7. Вначале
подвижная трубка дозировочной головки находится в крайнем
нижнем положении. При этом ртуть 4 затекает в косой
паз 5 в подвижной трубке. Размеры этого паза определяют
количество ртути, вводимое в лампу.
Рис. 8.7. Головка для
дозирования ртути:
1 — колпачок из
немагнитного металла; 2 —
подвижная трубка из магнитного
материала; 3 —
неподвижная трубка; 4 -— жидкая
ртуть; 5 — косой паз в
подвижной трубке; 6 — откач-
ное гнездо; 7 — патрубок
Рис. 8.8. Дозатор амальгамы:
1 — гнездо для шарика амальгамы; 2 — шток; 3 —барабан; 4 — шарик
амальгамы; 5 —полость; 6 — отсекатель; 7 ~- отверстие для прохода шарика амальгамы
Сверху дозировочной головки размещается
электромагнитная катушка. В нужный момент через обмотку катушки
пропускается электрический ток. Он создает магнитное
поле, под действием которого подвижная трубка
перемещается в крайнее верхнее положение. При этом, как
только косой паз подвижной трубки поравняется с верхним
краем неподвижной трубки, капля ртути, находящаяся в
нем, падает по центральному отверстию и штенгелю в
лампу. После этого ток через катушку электромагнита
выключается и подвижная трубка под действием собственной
силы тяжести опускается в исходное нижнее положение.
20* • 307
Включение дозировочной головки для введения в
лампу ртути производится автоматически, но в случае
необходимости может делаться вручную.
В некоторые люминесцентные лампы ртуть вводится
в виде амальгамы. Схема одного из дозаторов амальгамы
приведена на рис. 8.8.
В амальгамных люминесцентных лампах дозировка
амальгамы производится также через открытый конец
штенгеля во время вакуумной обработки ламп. Амальгама
обычно изготавливается в виде шарика или штабика
диаметром 2—3 мм. Это упрощает процесс дозировки.
Конструкции дозаторов имеют ряд модификаций и в
настоящее время находятся в стадии испытаний.
Дозировка ртути в лампы типа ДРЛ. Масса ртути,
вводимой в лампу ДРЛ, в зависимости от типа лампы
находится в пределах 15—500 мг и должна строго
соответствовать расчетной. Неточность дозировки приводит к
значительным разбросам характеристик ламп.
Часто процесс дозирования ртути при вакуумной
обработке горелок ламп ДРЛ на откачных постах
производится капельным способом. Перед напайкой горелок
проводится измерение их внутреннего объема и в соответствии
с этим распределение их на группы с примерно
одинаковыми объемами.
На откачном посту имеется разборный кварцевый
трубопровод в виде неподвижной вилкц (гребенки), на
отростки которой параллельно друг к другу и примерно на
одинаковом уровне напаиваются горелки. Внутрь вилки
помещается вращающаяся на шлифе дозировочная трубка
из кварцевого стекла с углублениями, расположенными
точно напротив отростков. После напайки ламп
дозировочная трубка вынимается и в углубления трубки
помещаются капли ртути, соответствующие по массе измеренному
объему напаянных горелок. Наполнение ведется вручную
с помощью калиброванной пипетки на столе с местной
вытяжной вентиляцией. Трубка с каплями ртути вставляется
в вилку и откачивается.
На соответствующем этапе вакуумной обработки
горелки дозировочная трубка с помощью шлифа
поворачивается на 180° и ртуть падает через отростки и штенгели в
горелки.
При ампульном способе дозировки в углубления
дозировочной трубки помещают не капли жидкой ртути, а
металлические ампулы с ее точно дозированным количеством.
Они представляют собой отрезки никелевой трубки не-
308
большого диаметра, заполненные ртутью и закрытые с
концов путем холодной сварки.
После тепловой обработки горелок на откачном посту
ампулы сбрасываются в них поворотом дозировочной
трубки. Затем горелки отпаиваются с поста, но не с
обычными штенгелями, а с удлиненными C0—45 мм). Ампулы
с помощью электромагнита перемещают в конец штенге-
лей. Затем штенгель вставляют в отверстие специальной
печи и выпаривают ртуть из ампулы при 550 °С в
течение 10—20 мин. Выпаривание ртути происходит потому,
что при нагреве до указанных температур высокое
давление ртутного пара разрывает место сварки ампулы и ртуть
из нее испаряется, заполняя весь объем горелки.
После охлаждения горелок и „снижения давления в них
за счет конденсации ртути штенгели с пустыми ампулами
отпаивают от горелок накоротко. При откачке горелок
ламп ДРЛ на автоматах или полуавтоматах ртуть
вводится в горелки через штенгель с помощью механического
дозатора.
Дозирование йодидов металлов. В последнее время
большое распространение получили газоразрядные лампы
высокого давления с добавками йодидов металлов. Однако
многие из используемых йодидов очень гигроскопичны,
что вызывает определенные трудности их обезвоживания
и дозировки в лампы.
Вводимые в лампы соединения должны иметь высокую
чистоту, так как даже небольшие загрязнения, например
влагой, приводят к ряду нежелательных явлений:
повышению напряжения зажигания ламп, сокращению срока
службы, нестабильности электрических и световых
параметров.
Существует несколько способов введения йодидов в
горелки ламп. В производственных условиях наиболее
перспективным является введение йодидов металлов в виде
таблеток. Приготовление исходных компонентов,
изготовление таблеток, их хранение и введение в лампу должны
выполняться в услрвиях, исключающих возможность
поглощения йодидами металлов влаги.'
Один из путей к обеспечению этого
требования—выполнение всех работ в «сухой» камере. «Сухая» камера—
объем, продуваемый очищенным азоток, осушенным до
точки росы —60 °С. В настоящее время на
заводах-изготовителях ламп ДРИ подготовка таблеток и введение их
в лампу производится по описанному ниже
технологическому процессу.
309
Исходные йодиды в отдельности обезвоживаются
прогревом в.печи и тщательно измельчаются растиранием в
фарфоровой чашке пестиком. Чашка и пестик
предварительно тоже прогреваются в сушительном шкафу. В боксе
с хорошей вытяжной вентиляцией взвешивают
подготовленные йодиды на точных весах и в соответствии с
рецептом засыпают в кварцевую бюксу. Бюксу со смесью йоди-
дов присоединяют к вакуумному посту с механическим
вращательным насосом. После достижения вакуума A—
10 Па) бюксу с йодидами прогревают, не допуская
сильного ухудшения вакуума и заметного испарения йодидов.
На заключительном этапе обработки смесь йодидов в бюк-
се доводят до полного расплавления и отпаивают.
Приготовление таблеток ведется на установке табле-
тирования. Установка оборудована системой вытяжной
вентиляции, системой подачи в рабочую камеру чистого
сухого воздуха или азота, подогревом пресс-формы и др.
Кварцевая бюкса со смесью йодидов разбивается >в куске
чистой ткани. Извлеченная из бюксы смесь йодидов
растирается в порошок, из которого на пресс-форме
изготавливаются таблетки точно заданной массы.
Таблетки закладывают в ам'пулы и хранят в вакууме.
Введение таблеток в лампы аналогично введению ртути
в лампы ДРЛ при их откачке на постах. Очень важно,
чтобы на этапе помещения таблетки в дозировочную
трубку таблетка не -поглотила из воздуха много влаги.
Введенную в горелку таблетку распыляют нагревом через стенки
горелки жестким пламенем.
Введение галогенных соединений в лампы накаливания.
Газовое наполнение галогенных ламп накаливания
состоит, как правило, из смеси одного или нескольких
инертных газов (аргона, криптона, ксенона и азота) с
бромистым или йодистым метилом или метиленом. Галогенные
лампы очень чувствительны к чистоте газового
наполнения, процентному соотношению компонентов и давлению.
Особой точности требует дозировка активных галогенных
соединений. Их мож'но ©водить в твердом, жидком или
газообразном виде.
В газообразном состоянии галогенные соединения
можно вводить в лампы двумя способами: отдельно от
инертных газов и в виде смеси с ними.
В свою очередь способ отдельного введения в лампы
галогена имеет две разновидности. Одна из них состоит в
том, что дозировка газообразного галогена в лампу,
находящуюся на откачном посту, производится через
вакуумный кран из общего сосуда с галогеном. Требуемое коли-
310
чество вводимого в лампу галогена определяется
временем, в течение которого дозировочный кран открыт.
Способ прост и не требует подготовительных работ, но не
обеспечивает необходимой точности дозировки.
Более точным методом раздельной дозировки галогена
в лампу является ампульный. В случае его применения
предварительно заготавливается большое число
тонкостенных стеклянных ампул, содержащих парообразное
галогенное соединение в строго определенных дозах.
Изготовление ампул ведется (на специальной установке.
Рис. 8.9. Образцы заготовок ламп с вспомогательным калиброванным
объемом:
/ — лампа с ампулой до откачки; 2 — лампа после откачки и отпайки штенгеля;
8 — готовая лампа; 4 — заготовка линейной лампы с ампулой и вспомогательным
баллоном после отпайки штенгеля
Для использования ампульного способа требуется
заготовка ламп с вспомогательным калиброванным объемом
(рис. 8.9). Перед вставлением лампы в откачное гнездо
ампула помещается во вспомогательный объем штенгеля.
После откачки и наполнения лампы инертным газом ее
отпаивают вместе с ампулой. Затем ампула разбивается
резким встряхиванием и лампа некоторое время
выдерживается в термостате для выравнивания концентрации паров
галогена во всем объеме. После этого штенгельный
отросток с остатками ампулы отпаивают от лампы газовой
горелкой накоротко. Недостаток ампульного способа—его
сложность.
Более широкое распространение в настоящее время
получил метод введения галогена путем предварительной
подготовки смеси вводимого инертного газа и галогена и
последующей дозировки этой смеси в лампу. Так как
количество вводимой в лампу готовой газогалогенной сме-
311
XJL
Рис. 8.10. Схема установки для
приготовления газогалогенной
смеси:
1 — емкость с галогеном; 2, 3, 5 —
вакуумные краны; 4 — мановакуумметр;
6 — газовый редуктор; 7 — вакуумный
насос; 8 — баллон с готовой
газогалогенной смесью; 9 — баллон с инертным
газом
си сравнительно велико, то
ее дозировка при контроле
по давлению легко
осуществима, а неточности в
дозировке смеси относительно
мало сказываются на
точности дозировки галогена.
Подготовка газогалогенной смеси производится на
установке (рис. 8.10) в следующей последовательности.
Баллон для смеси откачивают вакуумным насосом и из
емкости с галогенным соединением подают в него расчетное
количество галогена. Затем с помощью системы кранов
емкость с галогеном отключают, а в баллон для смеси
подают расчетное количество инертного газа. Применяемые
обычно для смеси баллоны вместимостью 5—10 л
наполняют до давления 0,1—0,15 МПа. Для полного
выравнивания концентраций газов в смеси ее выдерживают 2—3 сут.
В зависимости от типа, конструкции, удельной
электрической нагрузки на стенки оболочки лампы и других
факторов состав и давление газогалогенной смеси будет
различным.
Введение подготовленной газогалогенной смеси из
баллона в лампы в процессе вакуумной обработки последних
производится методом ступенчатого наполнения, при
котором необходимо строго учитывать полезный объем всех
соединительных элементов системы.
В галогенных лампах накаливания давление
дозируемой газогалогенной смеси должно быть, как правило,
выше атмосферного, поэтому при наполнении применяется
охлаждение лампы жидким азотом.
8.7. ОТПАЙКА
Отпайка -представляет собой процесс отсоединения
прибора после его вакуумной обработки от откачной системы
и одновременно его окончательную герметизацию. В
зависимости от материала штенгеля методы отпая могут
быть различными.
312
Приборы со стеклянными штенгелями отпаивают при
помощи газовых горелок или применением
электронагрева. Отпаивание при помощи газовых горелок заключается
в равномерном нагреве штенгеля вблизи его впая в ножку
пламенем газовой горелки до размягчения стекла и в
последующей оттяжке штенгеля до образования церемычки,
которая затем переплавляется пламенем горелки.
Запаянный конец штенгеля называется носиком. Он
является одним из самых уязвимых мест лампы, так как
именно в нем часто нарушается герметичность. К 'носику
предъявляется ряд жестких требований:
определенная длина, чтобы не было препятствий
надеванию цоколя на колбу;
правильная форма; иосик не должен быть (втянутым
или раздутым, не должны иметь утолщений -стекла и т. д.;
не должно быть трещин;
конец носика должен 1быть оплавлен.
Отпайка газовыми горелками может производиться
вручнукг или автоматически. Ручная отпайка более
распространена в силу своей сравнительной простоты, хотя ее
осуществление и требует определенных навыков у
рабочего, особенно при отпайке приборов со штенгелями
большого диаметра (9—12 мм). Для облегчения отпайки
таких приборов на их штенгелях 'Предварительно делается
перетяжка—уменьшение диаметра штенгеля в
определенном месте.
Стекло штенгеля во время отпайки выделяет большое количество
газов, которые могут попасть в объем прибора и увеличить давление
в нем. Особенно вероятно это в том случае, если давление в приборе
в данный момент близко к предельному давлению насоса, когда
скорость откачки практически равна нулю.
С учетом этого отпайку желательно вести при нагретом состоянии
всех деталей прибора. В этом случае будет уменьшено или исключено
поглощение выделяемых штенгелем газов ранее обезгаженными
деталями прибора.
Кроме того, вначале необходимо сравнительно медленно нагревать
стекло штенгеля до того, чтобы выделяющиеся газы успевали
откачиваться насосами еще до затяжки отверстия штенгеля. Сам же отпай
надо производить как можно быстрее. Отжиг места отпая следует
свести до минимума.
Ручная отпайка прибора, находящегося целиком в горячем
состоянии, с помощью газовых горелок крайне неудобна или даже
невозможна. С другой стороны, необходимость сложных движений в
пространстве при газовом отпае -затрудняет широкое применение
автоматической отпайки с помощью газовых горелок. Поэтому в настоящее вре*мя
313
отпайка приборов в горячем состоянии обычно производится
автоматически с использованием электронагревателей.
Одна из конструкций механизма для электроотпайки приборов со
стеклянными штенгелями в горячем состоянии показана на рис. 8.11.
Нагрев штенгеля производится нихромовыми спиралями 1 и 2.
Вначале напряжение подается одновременно на обе спирали, при этом
спираль 1 нагревается до 700—750 °С, а спираль 2 — до 800—850 °С.
Рис. 8.11. Механизм электроотпая ламп со стеклянными штенгелями:
1, 2 — нихромовые спирали; 3 —колба; 4 — штенгель
В результате этого стекло штенгеля размягчается © месте нагрева и,
заплавляясь по перетяжке, герметизирует прибор. После отпайки,
длящейся несколько минут, спираль 1 отключается, и на спираль 2
подается положенное напряжение с целью отжига места отпайки.
Основные достоинства этого метода заключаются в простоте
самого процесса, его легкой управляемости, отсутствии газовых проводок,
возможности осуществления операции отпая непосредственно в печи
при нагретом приборе. Однако стекло штенгеля должно иметь малый
разброс по диаметру и толщине стенок, иначе качество отпайки будет
низким.
Приборы с металлическими штенгелями отпаиваются
методом холодной (диффузионной) сварки в вакууме.
Сущность 'процесса холодной отпайки (сварки)
заключается в том, что штенгель пережимается специальным
механизмом герметизации до полного «перекусывания»
металлической трубки. При высоких давлениях на стенки
314
Рис. 8.12. Холодная
отпайка металлического
штенгеля:
1 — губки клещей; 2— штен-
штенгеля при пережиме металл взаимно диффундирует,
граница раздела исчезает и образуется сплошная
однородная кристаллическая структура.
Контакт губок механизма герметизации
осуществляется по линии или неширокой плоскости, что обеспечивает
в конце процесса отпайки
перекусывание штенгеля (рис. 8.12). Если
в процессе отпайки штенгель
нагревать до 400—600 °С, то качество
сварки улучшится, а необходимое
для сварки давление на металл
уменьшится. Экспериментально
установлено, что необходимые для
холодной сварки штенгелей
давления составляют: для меди 600—900,
для алюминия 200—300, для мягкой
стали и ниобия 10 000—15 000 МПа.
Чтобы защитить очень тонкую гель
кромку штенгеля по месту отпайки,
это место иногда пропаивают твердым припоем или
напаивают поверх него небольшой защитный медный колпачок.
Методом холодной сварки отпаивают штенгели диаметром
от 4 до 45 мм при толщине стенок 0,75—2,00 мм.
Для отпайки применяются
различные конструкции
механизмов герметизации,
имеющие вид клещей (рис. 8.13),
Их недостатком является
необходимость приложения
значительных механических
усилий для создания требуемого
давления на штенгель.
Значительно удобнее в
этом отношении механизм
герметизации с электрическим,
пневматическим или
гидравлическим приводом. При бес-
штенгельной откачке приборов герметизация осуществляется в
вакуумной камере термодиффузионной сваркой, пайкой твердыми
припоями или1сваркой электронным лучом.
Рис. 8.13. Клещи холодной отпайки
металлического штенгеля
8.8. РАСПЫЛЕНИЕ ГАЗОПОГЛОТИТЕЛЕЙ
Основным видом обработки газопоглотителя в лампе до ее отпайки
является обезгаживание. Оно ведется чаще всего с помощью токов
высокой частоты или прямым пропусканием тока, если позволяет кон-
315
струкция газопоглотителей. В тех случаях, когда газопоглотитель
применен в виде покрытия, его обезгаживание производится одновременно
с обезгаживанием подложки, на которую он нанесен. Температура
обезгаживания должна быть такой, чтобы не происходило
преждевременного распыления газопоглотителя.
Неполное обезгаживание газопоглотителя до отпайки прибора
также недопустимо, так как при последующем его нагреве с целью
распыления из него выделяется большая масса газов, которые остаются в
приборе. Распыление газопоглотителя производится сразу после
отпайки прибора от вакуумной системы. При этом его нагрев с целью
распыления ведется теми же способами, которые были использованы для
его обезгаживания.
Перегрев газопоглотителя при распылении недопустим по многим
причинам: опасности осаждения бария на местах, для этого не
предусмотренных, формирования неблагоприятной структуры пленки бария,
распыления подложки (никеля), которая, напыляясь сверху на барий,
лишает его способности поглощать газы, возможного растрескивания
стекла вблизи газопоглотителя и т. д. Время распыления из тех же
соображений ограничивается 2—20 с.
В маломощных газонаполненных лампах накаливания обычно
используется фосфорный поглотитель, наносимый на тело накала. В
начальной стадии обжига лампы фосфорный газопоглотитель быстро
испаряется со спирали и поглощает остаточный кислород в лампе.
Образующийся при этом фосфорный ангидрид осаждается на колбе в
виде тонкого прозрачного налета.
Если технология откачки хорошо отработана и наблюдается
достаточная стабильность в составе и давлении остаточных газов, можно
подобрать оптимальное количество вводимого в лампу фосфорного
газопоглотителя. Это необходимо потому, что недостаток
газопоглотителя приводит к довольно быстрому почернению колб ламп из-за
распыления вольфрама, а избыток фосфора дает на колбах красный
оттенок, ухудшающий световые параметры лампы.
В состав газопоглотителя для вакуумных ламп накаливания вместе
с красным фосфором входит криолит. При температуре около 1000 °С
криолит также испаряется с тела накала и осаждается па колбе. Но
криолит газы не поглощает^ его действие заключается в том, что он
взаимодействует с распыленным вольфрамом и образует почти
бесцветное фтористое соединение, препятствуя таким образом потемнению
колбы. Кроме того, присутствие 'Криолита в газопоглотителе
способствует образованию пленок фосфорного ангидрида более оптимальной
структуры, с большей сорбционной емкостью. Все это очень актуально
для вакуумных ламп, в которых нет защитного газа, снижающего
распыление вольфрама.
В низковольтных газонаполненных лампах, работающих при
тепловой перегрузке, фосфорный газопоглотитель ввиду его недостаточной
316
эффективности в этих условиях не применяется. Для них более
эффективен бариево-сажевый поглотитель, состоящий из углекислого бария
с небольшой добавкой сажи.
Распыление этого газопоглотителя производят до отпайки лампы.
При первом зажигании ламп на позициях откачного автомата перед
наполнением аргоном углекислый -барий испаряется и разлагается на
углекислый газ и окись бария
ВаС03—*С02+'ВаО. (8.10)
Часть окиси бария восстанавливается углеродом до активного
металлического бария
ВаО + С—*Ва+СО. (8.11)
Газы откачиваются насосами, а окись бария и металлический барий
оседают на стенках колбы.
Ранее в подобных лампах использовались сажевые и фосфорно-са-
жевые поглотители, но в последнее время от них отказались из-за
ухудшения механических свойств спирали, которое происходит в
результате образования карбида вольфрама. Для люминесцентных ламп
в последнее время разрабатываются различные типы нераспыляемых
газопоглотителей. Однако их применение в лампах также потребует
специальной обработки — активирования. Одним из перспективных
газопоглотителей такого типа является поглотитель, изготавливаемый из»
специальной ртутно-геттерной ленты. Ее основу составляет тонкая
железная полоска, облицованная никелем (ширина около 6,5 мм, а
толщина 0,3 мм). На одну сторону полосы по ширине приблизительно
3,5 мм ^нанесен очень стабильный сплав ртути и титана, а на другую —
сплав циркония и алюминия. Содержание ртути около 0,48 г/м.
В указанном газопоглотителе совмещены функции собственно
поглотителя остаточных газов в лампе и источника дозированного
поступления в лампу ртути. 'Газопоглотитель конструктивно
оформляется в виде экрана и закрепляется на ножке лампы в процессе монтажа,
на откачке он активируется путем нагрева токами высокой частоты до
800—900 °С.
8.9. ВАКУУМНАЯ ОБРАБОТКА ЛАМП НАКАЛИВАНИЯ
Вакуумная обработка большинства типов ламп
накаливания производится на автоматах или полуавтоматах.
Исключение составляют лишь некоторые типы ламп
накаливания специального типа, которые откачиваются и
обрабатываются на стационарных постах.
а) Обработка на откачных автоматах. Двтоматизиро-
ванное откачное оборудование используется для вакуумной
обработки 'при массовом и крупносерийном выпуске ламп.
Главным преимуществам такого оборудования является
повышение производительности за счет увеличения числа
317
позиций, на которых ведется обработка ламп. Другим
важным достоинством является возможность ведения
обработки по разработанной жесткой программе.
Облегчается также внедрение автоматизированных
систем управления технологическими процессами вакуумной
обработки с использованием электронных вычислительных
машин. Подобные -системы позволяют не только
обеспечить повторяемость заранее заданных значений
'параметров вакуумной обработки, но и изменить их с учетом
значений других параметров, т. е. повысить эффективность
производства и качество выпускаемых ламп.
Большей частью откачные автоматы для ламп
накаливания общего назначения представляют собой машины
карусельного типа, имеющие 'неподвижную станину и
вращающуюся карусель. По окружности карусели на
определенном расстоянии друг от друга расположены откачные
гнезда для подключения ламп к вакуумной системе.
Сообщение между подвижной каруселью и неподвижно
установленными на станине насосами и газовыми подводами
осуществляется через золотник. Он состоит из двух «плотно
притертых стальных дисков: неподвижного,
установленного на станине автомата, и подвижного, закрепленного на
карусели.
С целью дополнительного вакуумного уплотнения и
уменьшения трения между дисками золотника в зазор
между дисками при работе непрерывно подается жидкая
смазка: касторовое масло, вязкое масло «вапор» и др.
Смазка подается из специальной масленки в тонкие
кольцевые канавки по месту соприкосновения дисков. В
дисках золотника просверлены сквозные отверстия, которые
с наружной стороны оканчиваются патрубками для
продолжения вакуум-провода. Патрубки верхнего диска
соединяются с откачными гнездами, а нижнего—с
вакуумными насосами или с магистралями промывочного и
наполняющего газа и т. д.
Во время остановки карусели отверстия верхнего и
нижнего дисков золотника точно совмещаются. При этом
лампа по вакуум^проводу оказывается подключенной к
вакуумной внешней системе. Во время перехода карусели
на следующую позицию отверстия в золотнике
перекрываются и лампа отсоединяется от вакуумной системы.
Время остановок карусели превышает время переходов в
несколько раз, поэтому практически откачка ламп ведется
непрерывно.
Ряд отверстий в нижнем диске золотника заглушают—
на этих позициях откачка ламп не ведется. Это позиции
318
загрузки и выгрузки ламп, проверки ламп на натекание^
а также позиции, на которых предусмотрено
перемешивание промывочного газа с остаточным в лампе.
В некоторых случаях в дисках золотника
рассверливаются дополнительные отверстия для подачи в откачное
гнездо промывочного газа <по отдельному трубопроводу во
время перехода карусели на очередную позицию.
Некоторые типы отк&чных автоматов имеют
неподвижную дугообразную туннельную печь обезгаживания с
газовым или электрическим нагревом. В совмещенных зава-
рочно-откачных автоматах печи обезгаживания не
предусмотрены.
Вакуумные схемы откачного автомата типа Б.332.03
применительно к обработке вакуумных и газополных ламп приведены на-
рис. 8.14.
Последовательность вакуумной обработки газополных ламп на этом:
автомате следующая. На позиции / происходит автоматическая
загрузка ламп. На 'Позиции 2 — откачка ламп с помощью центрально»
форвакуумной системы (ЦФС) до давления в несколько сотен
Паскалей. На позиции 3 — откачка вращательным насосом до давления в
несколько единиц лаокалей.
На позициях 4—7 производится автоматическая проверка ламп на
герметичность и автоматическое отключение натекающих позиций от
вакуумной системы. Позиции 9, 10, 12, 13, 15, 17 и 18 заглушают для
лучшего перемешивания наполняющего и остаточного газа.
Впуск промывочного газа производится на переходах между
позициями (см. рис. 8.11). Число промывок 12.
Позиции 8 и 11, 14 и 16 попарно соединены с одной камерой де-
сятикамерного -вращательного насоса, а позиции 19—26 соединены
раздельно каждая со своей .камерой. Это позволяет .перед наполнением
ламп получать в них вакуум около 0,4 Па с очень низким
парциальным давлением вредных газов.
На позиции 27 производится наполнение ламп техническим
аргоном до давления, близкого к атмосферному, но не менее 8-Ю4 Па. На
позициях, предшествующих наполнению аргоном, колбы с целью
охлаждения обдувают техническим сжатым воздухом из сети. На
позиции 28 лампы отпаивают газовой горелкой ,и перегружают их нз
конвейер, передающий их па следующую операцию. На позициях
29—32 производится освобождение откачных гнезд от остатков штен-
гелей и их подготовка к загрузке новых ламп.
б) Обработка на откачных постах. Вакуумная
обработка галогенных ламп. Галогенные лампы накаливания
в настоящее время обрабатываются как на постах с
ручной обработкой, так и на механизированном
оборудовании. Однако последовательность обработки примерно
319*
Насос
10-камерный
С - Отнимая позиция
&- Заглушённая позиция &)
вн-т
'зг К центральному
3f дюрвонууму
"Продувка
гнезда
Насос
f0-камерный
Продувка
гнезда
3//-W
К
центральному срорва-
О-Откочная позиция
•- За глушенная позиция
о-Промывочная позиция
ф
Рис. 8.14. Вакуумная схема откачного автомата типа Б.332.03:
в —для вакуумных ламп; б —для гя*ополных ламп
320
одинакова. Схема установки, применяемой для вакуумной
обработки ламп, приведена на рис. 8.15. Вся система
должна быть вакуумно-плотной й газонепроницаемой.
Трубопроводы и соединительные элементы
изготавливаются из нержавеющей стали, устойчивой к действию
галогенных соединений. Возможно использование стеклянных
деталей.
Рис. 8.15. Схема
установки для вакуумной
обработки галогенных
ламп:
1 — линия подачи водорода
для препарирования тела
накала; 2 —линия подачи
азота для промывки ламп;
8 —• мановакуумметр; 4, 5,
10, 14, 16, 19, 20 —
вакуумные краны; 6 — баллон с
газогалогенной смесью; 7 —
баллон с особо чистым
азотом; 8— паромасляный
насос; 9 — механический
насос; 11 •— емкость с жидким
азотом; 12 — откачиваемая
лампа; 13 — откачное
гнездо; 15, 17 —
манометрические датчики ПМТ-2 и
ПМИ-3; 18 — образцовый
мановакуумметр
В местах сочленения металлических элементов должны
применяться фторопластовые или металлические
уплотнители; использование резины для этих целей недопустимо.
Установка оснащена механическим вращательным
насосом, создающим разрежение в системе 1,33—0,13 Па, и
диффузионным паромасляным насосом для откачки
системы до давления около 10~3 Па. К установке подведены
трубопроводы для «подачи осушенного -водорода,
кислорода и природного горючего газа, а также азота для газовой
промывки ламп.
Для наполнения ламп в установке имеется балон с
подготовленной газогалогенной 'смесью, баллон с особо
чистым азотом и системами -подводящих трубопроводов
с детандерами, вентилями, натекателями и манометрами.
Технологическая схема вакуумной обработки ламп
приведена на рис. 8.16.
Вставление 'и закрепление лампы в откачном гнезде
производится вручную. После включения механического
21—3136 32J
20
19
75-
18
ц
r-jxH
^ЕН-Г*Г~^
17
А" А
17
АЛ A-J>
12
11
47.
О
Вставление и закрепление
лампы в откачное гнездо
Откачка лампы механическим
Вращательным насосом
*
Прозрев и обезвоживание
кварцевой оболочки
с одновременной откачкой
Тренировка и обезгаживание
тела накала в среде водорода
¦
Откачка лампы.
Двукратная промывка азотом
Откачка механическим
и диффузионным насосами
¦
Наполнение
газогалогенной смесью
*
вымораживание
газовой среды в лампе
*
Наполнение особо чистым
азотом (при необходимости)
i
Отпайка лампы
t
Контроль лампы
соответствует 900—1000 °С. Выделяющиеся из стекла газы
непрерывно откачиваются.
После обезгаживания внутриламяовой арматуры,
удаления с деталей различных окисных загрязнений и
своеобразной «тренировки» лампы ее заполняют водородом
при давлении @,8—0,9) • 105 Па и прямым пропусканием
электрического тока нагревают -спираль приблизительно до
номинальной рабочей температуры. Нагрев ведется
постепенным увеличением пропускаемого тока в течение 50—
60 с, что позволяет своевременно откачивать
выделяющиеся в объем ламп газы. После выключения нагрева и
остывания лампы водород откачивают и производят двух- или
трехкратную промывку лампы азотом при давлении
промывочного газа @,8—0,9)-105 Па.
Окончательная откачка лампы ведется механическим и
диффузионным насосами до давления около 5-10-3 Па.
Откачанную лампу наполняют до заданного давления сна-
322
Рис. 8.16. Технологическая схема
вакуумной обработки галогенных
ламп
ШЛ.
ъ
Рис. 8.17. Принципиальная схема
поста для вакуумной обработки
прожекторных ламп:
У —вилка (гребенка); 2 — вакуумметр;
3, 5, 6 — краны; 4 — манометр; 7 —
редуктор; 8 — металлический баллон;
9 —• вращательный насос
вращательного насоса
производится проверка
герметичности и, при отсутствии
натекания, обезгаживание
кварцевой оболочки лампы.
Прогрев оболочки ведется
пламенем газовой ручной
горелки до красного
свечения кварцевого стекла, что
чала газогалогенной смесью, а затем особо чистым азотом.
После отключения лампы от системы наполнения ее
погружают в жидкий азот и производят вымораживание
наполняющих газов. Сжиженные («вымороженные») газы
скапливаются в жидком виде в нижней части лампы, яри
этом общее давление в лампе оказывается ниже
атмосферного и лампу отпаивают по штенгелю с вакуумного
поста, окончательно герметизируя ее.
Метод вымораживания наполняющих газов жидким
азотом 'позволяет наполнять лампу газом до высоких
давлений, и при этом отпайка штенгеля, заключающаяся в
нагреве его определенного места до размягчения стекла с
образованием перетяжки в этом месте, при обычном
атмосферном давлении не представляет никаких трудностей.
После отпайки лампы ее температура через некоторое
время сравнивается с температурой окружающего воздуха,
сжиженный газ внутри ее объема полностью испаряется и
давление _в лампе повышается. Рабочее давление газа в
галогенных лампах накаливания находится в пределах
B,8—10,0). 105 па.
При работе лампы «в результате ее общего нагрева
давление наполняющих лампу газов еще более повышается.
Обработка прожекторных ламп. Вакуумная обработка
мощных прожекторных ламп ведется на откачных постах.
Схема такого поста приведена на рис. 8.17. Лампы
накаливания напаиваются на гребенку поста вручную.
Последующая обработка ламп включает:
откачку ламп 'вращательным механическим насосом до
давления в несколько единиц паскалей;
обезгаживание колбы в течение 10 мин при 475 °С;
10—12-кратную промывку ламп азотом при давлении
80 кПа;
откачку до предельного вакуума насоса (около 1 Па);
наполнение ламп чистым азотом до F,5—8,5) • 104 Па
в зависимости от типа лампы;
ручную отпайку ламп с помощью газовой горелки.
Перед напайкой на поста мощные прожекторные лампы
через штенгель засыпают хорошо очищенный
вольфрамовый порошок в количестве 30—150 г в зависимости от
типа лампы. В дальнейшем с помощью этого порошка
механически 'Снимаются 'налеты распыленного вольфрама со
стенок колбы. Для этого лампу некоторое время
энергично встряхивают.
21*
323
8.10. ВАКУУМНАЯ ОБРАБОТКА ГАЗОРАЗРЯДНЫХ ЛАМП
Усложнение вакуумной обработки газоразрядных ламп
по сравнению с обработкой ламп накаливания связано с
необходимостью более строго производить газовое
наполнение ламп, дозировку специальных рабочих веществ,
вести обработку 'катодов и т. п. Ряд таких очень
ответственных операций проводится только для газоразрядных ламп.
Отличия в обработке различных типов газоразрядных
ламп еще более значительны, чем при обработке ламп
накаливания различных видов.
а) Обработка люминесцентных ламп на автоматах.
Вакуумная обработка люминесцентных ламп массового типа
производится в настоящее время чаще всего на 60-позици*
онных автоматах, выпускаемых в ВНР.
Автомат -представляет собой машину карусельного
типа. Откачка ведется через -систему трех раздельных
котлов. Сгруппированные определенным образом откачные
позиции через коллекторы подсоединены к котлам,
которые в овою очередь откачиваются: первый котел двумя
насосами Киннея, а второй и третий—отдельно мощными
безмасляными объемно-молекулярными насосами Лей-
больда. Предварительное разрежение для насосов Лей-
больда создается механическими вращательными
насосами Киинея, относящимися к типу золотниковых. Кроме
того, автомату придается пластинчато-роторный насос и
сделана подводка от центральной форвакуумной 'системы.
Преимущество системы откачки через котлы состоит в
том, что значительно облегчается обслуживание автомата
и исключается влияние различия в качестве насосов на
качество отдельных ламп.
На вращающейся карусели размещено 60 дозировочных
головок, опоры для ламп, клапаны для автоматического
отключения натекающих позиций и^ вакуумные проводки
от дозировочных головок -к патрубкам верхнего диска
золотника.
Для обезгаживания стекла и люминофора на автомате
имеется электрическая печь туннельного типа, в которой
предусмотрена раздельная регулировка нагрева по
нескольким зонам. Это значительно улучшает равномерность
распределения температуры по отдельной лампе и
позволяет достичь лучшего распределения температуры по
длине печи.
Прокалка катодов при вакуумной обработке
осуществляется за счет электрического тока, подводимого к
выводам лампы через сегментные контакты. Необходимый ток
накала устанавливается с помощью ступенчатого делителя
324
напряжения в диапазоне 50—130 В ступенями в 1 В. Пульт
управления автоматов установлен отдельно.
Заваренные лампы подаются к автомату конвейером,
на котором ©ручную расправляются выводы лампы
отгибанием их в стороны под прямым углом. Лампы
загружаются в автомат также вручную штенгелем вверх. При этом
расправленные выводы должны располагаться в
радиальной плоскости карусели автомата. Обработка ламп
производится в следующей последовательности. Автоматически
с -помощью сжатого воздуха из откачного гнезда
удаляются остатки штенгеля, затем загружается очередная лампа
и центральной форвакуумной системой откачивается до
давления около 700 Па. Следующий этап—проверка нате-
кания. Если лампа натекает, то включается звуковой или
световой сигнализатор и лампа снимается с позиции или
автоматически отключается от вакуумной системы.
Далее возобновляется откачка центральной
форвакуумной системой, а затем откачиваются
пластинчато-роторным насосом. Откачка ведется через систему котлов.
Обезгаживание ламп производится в электрической
печи, затем ведется прокалка катодов с целью разложения
карбонатов, биндера и общего обезгаживания катодов.
При этом откачка ведется двухроторными насосами Лей-
больда с последовательно включенными насосами Киннея.
Между позициями осуществляется промывка чистым
аргоном.
Далее в лампы автоматически дозируется ртуть. Если
по той или иной причине дозировка ртути в лампу не
осуществилась, на одной из позиций предусмотрено ручное
включение дозировочной головки для 'введения в лампу
ртути. Попадание ртути в лампу практически
определяется по цвету свечения катодной спирали: при наличии ртути
цвет свечения спирали становится белым, при отсутствии—
свечение катодов остается красноватым.
После введения ртути обработка катодов лампы
продолжается с проведением повторных промывок ламп чис^
тым аргоном между позициями и попеременной откачкой.
При этом между концами спирали зажигается так
называемый малый разряд. Большая часть тока начинает идти
по дуге этого разряда. Доля тока, проходящего через
катод, уменьшается—катод шунтируется дугой. В
результате этого процесс разложения карбонатов и активирования
катода происходит в основном на концах спирали, т. е.
именно там, где обработка катода только за счет
пропускания по спирали тока затруднена.
325
Возникновение разрядов возможно только после
введения в лампу ртути, в парах которой происходит разряд.
Наличие разряда объясняет изменение цвета свечения
катодов лампы.
Между позициями лампа промывается аргоном особой
чистоты. Обработка катодов 'производится путем
зажигания в лампах высоковольтного разряда A200—1500 В)
при непрерывной откачке. Затем лампы наполняют
спектрально чистым аргоном до заданного давления (около
400 Па) и производят разогрев штенгеля. На последней
позиции лампы отпаиваются и снимаются с откачного
автомата.
При вакуумной обработке люминесцентных ламп на
отдельных заводах могут допускаться некоторые
несущественные различия. Практически применяемые
технологические режимы обработки ламп на автомате типа BFZ 8/A
могут характеризоваться следующими данными:
температура 1-й зоны печи обезгаживания D50±
±20)°С;
температура 2-й зоны печи обезгаживания E00±20)°С;
температура 3-й зоны печи обезгаживания E50±20)°С;
Давление, обеспечиваемое центральной форвакуумной
системой, 2,5—4,0 кПа, пластинчато-роторным насосом—
0,6—1,3 кПа, при откачке через первый -вакуумный котел—
5—6 Па, через второй котел—3—4 Па, через третий
котел— 1 Па. Давление промывочного газа около 100 кПа.
Ток прокалки катодов для ламп мощностью 40 Вт
изменяется от 0,40 до 0,85 А, для ламп мощностью 80 Вт—
0,85—1,3 А.
Производительность автоматов в настоящее время
доведена до 1200 тактов/ч. Обслуживание автомата
ведется шестью рабочими, из них три человека
обслуживают непосредственно откачной автомат, два
человека—подающий конвейер, один человек—для подмены.
Модернизация автомата BFL 8/А на систему «Дуплекс»
предусматривает поворот карусели сразу на две позиции,
причем ведется одинаковая обработка двух ламп.
б) Обработка горелок ртутно-кварцевых ламп. По
одному из технологических вариантов вакуумная обработка
горелок ламп типа ДРЛ производится последовательно на
двух полуавтоматах C6- и 24-гнездных).
На 36-гнездном полуавтомате последовательно
выполняются следующие операции:
откачка вращательными насосами;
обезгаживание колб постепенным прогревом их
газокислородными горелками F00—900 °С);
326
наполнение аргоном для промывки B50—500 Па);
обезгаживание штенгелей, обезгаживание катодов
прогревом их через стекло колбы до 950—1050°С;
откачка паромасляным насосом B50—350 Па);
наполнение аргоном, зажигание разряда
(активирование катодов); цвет каления катодов оранжевый или о.ран-
жево-желтый;
откачка вращательным и ларомасляными насосами;
наполнение аргоном, зажигание разряда при больших
токах (активирование катода); цвет каления катодов
желтый или светло-желтый;
откачка и наполнение аргоном для промывки;
откачка и наполнение аргоном до давления выше
атмосферного A,2-105—1,4-105 Па);
съем лампы.
в) Обработка на откачных постах. На откачных постах
обрабатывают лампы различного типа при их
мелкосерийном или единичном производстве. Основным достоинством
откачных постов является возможность гибко изменять
режим обработки ламп в очень широких пределах, а также
их высокая герметичность, позволяющая получать вакуум
до 10~3 Па. Основным недостатком откачных постов
является их низкая производительность.
Обработка ксеноновых шаровых ламп.
Принципиальная схема откачного поста для ксеноновых шаровых ламп
приведена на рис. 8.18. На посту устанавливается
генератор высокой частоты с индуктором.
Перед началом работы с помощью искрового течеиска-
теля проверяется герметичность элементов вакуумной
системы поста и ламп. Проводятся измерения внутреннего
объема ламп на специальной вакуумной установке.
Принцип измерения внутреннего объема лампы основан на том,
что при подключении измеряемой лампы к откачанному до
определенного давления вакуумному объему специальной
установки давление изменяется пропорционально
подключенному объему. Пользуясь градуировочным графиком,
легко найти истинный точный объем каждой подключаемой
лампы.
Подготовленные к откачке лампы напаиваются на
гребенку откачного поста вручную, после чего производится
их последовательная откачка сначала механическим
вращательным, а затем паромасляным насосом до конечного
давления не выше 0,1 Па. После этого при
продолжающейся откачке проводят обезгаживание колбы и внутрилампо-
вой арматуры. Колбу обезгаживают нагревом жестким
пламенем газокислородной горелки, а металлические электро-
327
ды — токами высокой частоты. Подъем температуры при
обезгаживании ведут достаточно медленно, чтобы
выделяющиеся из деталей газы успевали откачиваться насосом
через штенгель прибора и не происходило опасного
повышения давления в лампе. Повышение давления в лампе мо-
Рис. 8.18. Принципиальная схема откачного поста для ксеноновых
шаровых ламп:
/ — дозировочные объемы; 2, 6, 9, 12, 14, 15 — краны; 3 — вакуумметр; 4 и 7 —
деформационные манометры; 5 —ловушка; 8 — стеклянный баллон; /?
—вакуумный клапан; 11 — металлический баллон; 13 — паромасляный насос; 16 —
вращательный насос
жет привести к окислению нагретых до высоких температур
металлических деталей, а также к возникновению в лампе
дугового разряда под действием высокочастотного поля
индуктора.
Максимальная температура нагрева электродов должна
соответствовать их светло-красному калению. При
выдержке ламп с нагретыми до этих температур электродами
вакуум в лампе должен быть близок к первоначальному
(десятые доли паскаля).
328
После остывания откачанных ламп приступают к их
наполнению ксеноном. Для этого краном 12 отключают
вакуумную систему, открывают кран 6 и напускают газ в
изолированную часть системы, одновременно вымораживая
его в ловушке 5 с помощью жидкого азота. Заметив
установившееся давление в этой части системы (по показаниям
манометра), открывают кран 12 и производят откачку до
предельного давления. После этого кран 12 снова
закрывают, и, сняв охлаждение жидким азотом с ловушки 5,
дают возможность вымороженному ксенону испариться.
При достижении в системе давления газа,
соответствующего значению, необходимому для дозировки, перекрывают
краны 2 и 17.
В специальные чашечки, укрепленные на лампах,
заливают жидкий азот и производят вымораживание ксенона в
лампах до давления ниже атмосферного. Это
устанавливается по цвету свечения разряда в лампе, возбуждаемого
искровым течеискателем. Цвет свечения должен быть голу
боватым. Затем лампы поочередно отпаивают с вилки поста
и укладывают в защитные футляры. Остатки
дорогостоящего ксенона вымораживают из системы в ловушку, а
затем перегоняют в баллон 8.
«Для удобства работы все дозировочные объемы,
которые включают в -себя откачиваемую лампу, штенгель,
участок трубопровода до крана 2 и специальный
регулирующий отросток, должны быть одинаковыми, обычно
равными 260 см3.
Давление газа, до которого необходимо наполнить
дозировочные объемы, определяется по формуле
Рд=РлУл/(Кд+1/л), (8.12)
где рд — давление газа в дозировочном объеме, Па; рл—-
давление, которое необходимо получить в готовой лампе,
Па; Уд — объем дозировочного баллона, см3; 1/л — объем
наполняемой лампы, см3.
Обычно лампы этого типа наполняются до давления
7,8-105 Па.
Обработка ксеноновых трубчатых ламп.
Принципиальная схема откачного поста для обработки ламп типа ДКСТ
приведена на рис. 8.19. Для обработки на пост напаивается
только одна лампа. После откачки паромасляным насосом
лампу обезгаживают нагр-евом колбы пламенем газовой
горелки в направлении от электродов к штенгелю и
прогревом электродов токами высокой частоты до
светло-желтого каления.
329
В обезгаженную и хорошо откачанную лампу через
систему кранов впускают ксенон до давления 12—13 кПа,
зажигают лампу и тренируют при напряжении 220 В
5 мин. Лампа во время тренировки охлаждается
вентилятором. Затем отработанный ксенон вместе с выделившимися
из деталей газами откачивают, при этом отработанный
ксенон вымораживают в ловушку. Лампу вновь наполняют
ксеноном A2—13 кПа) и снова тренируют 5 мин, но уже
CZJZ
Рис. 8.19. Принципиальная схема откачного поста для ксеноновых
трубчатых ламп:
/, 2 — трехпозиционные краны; 3, 4, 5 — двухпозиционные краны; 6 —
промежуточный объем; 7 — металлический баллон; 5 —лампа; 9 — механический насос;
10 — паромасляный насос; И, /3 —манометры; /2 —ловушка
при напряжении 200 В. Установившееся в лампе в конце
тренировки давление записывают. Лампу откачивают с
вымораживанием ксенона и наполняют для отпайки до
давления, установившегося в конце второй тренировки. После
отпайки, прямо на посту, лампу тренируют в третий раз.
Часто во время вакуумной обработки ксеноновых
трубчатых ламп производится их цоколевание горячей мастикой
и маркировка
ГЛАВА ДЕВЯТАЯ
ЗАКЛЮЧИТЕЛЬНЫЕ ОПЕРАЦИИ
9.1. ЦОКОЛЕВАНИЕ
а) Общие сведения
Цоколевание — это технологическая операция
присоединения цоколя с внешними контактами к колбе лампы.
Цоколь служит для подведения электрического питания к
330
лампе от внешнего источника, установки лампы в патрон
или специальные держатели по месту эксплуатации, а в
некоторых случаях дополнительно обеспечивают точную
ориентацию лампы относительно арматуры осветительного
прибора в целом.
К зацоколеванным лампам предъявляются следующие
требования:
1. Прочность крепления цоколя должна быть
достаточной, чтобы выдержать крутящие или отрывные усилия,
прилагаемые к прибору во время эксплуатации.
2. Крепление цоколя не должно нарушаться при
воздействии допустимых рабочих температур и других
неблагоприятных условий внешней среды.
3. Цоколь должен быть закреплен на лампе в строго
определенном положении (без перекоса и, часто, в строго
ориентированном положении относительно тела накала).
4. Наружная поверхность цоколя не должна быть
загрязненной или окисленной.
5. Выводы электродов прибора не должны иметь
короткого замыкания, обрывов. Их соединение с контактами
цоколя должно быть надежным.
Процессы цоколевания могут заметно различаться в
зависимости от выбранного метода цоколевания, типа
цоколя, серийности производства и других факторов.
Крепление цоколей горячими цоколевочными
мастиками. При использовании горячих цоколевочных мастик
процесс цоколевания складывается из операций по намазке
цоколей мастикой, их посадке на колбу и сушке с нагревом.
Намазка цоколей мастикой производится вручную или
механизированным способом. В обоих случаях на
внутреннюю поверхность ранта цоколя наносится кольцевой слой
мастики толщиной 2—3 мм. Ручная намазка производится
с помощью латунного ножа при небольшом количестве
ламп.
Механизированная намазка цоколей используется при
массовом или крупносерийном выпуске ламп и
осуществляется на автоматах, устанавливаемых на каждой линии
сборки ламп или на участке централизованной намазки
цоколей. Предварительно в бункер автомата насыпью
загружаются цоколи, а в цилиндр механизма намазки —
мастичная масса. С помощью вибрационного питателя
цоколь из бункера в ориентированном положении поступает
в рабочее гнездо автомата, выравнивается здесь и
фиксируется пружиной. Через кольцевую щель цилиндра
механизма намазки на внутреннюю поверхность ранта цоколя
выдавливается порция мастики. Ее масса определяется хо-
331
дом поршня и срабатыванием конического отсекателя
механизма намазки.
Намазанный цоколь удаляется с рабочей позиции с
помощью выталкивателя и сжатого воздуха. Иногда
предусматривается ручной съем намазанного цоколя с
последующих позиций карусели автомата и укладка его в
специальные кассеты. Намазанные цоколи перед цоколеванием
желательно выдерживать на воздухе 0,5—3,0 ч для загустева-
ния мастики, но не более 16 ч.
Иногда для повышения прочности крепления цоколя к
колбе на слой намазанной мастики дополнительно
наносят слой канифольного лака — 60%-ный раствор
канифоли в этиловом спирте.
Посадка (надевание) цоколей на колбу обычно
производится вручную. Для этого у лампы гибкие выводы
расправляются и пропускаются в специальные отверстия
цоколя и цоколь слегка поджимается к колбе изгибанием
выводов. После этого лампа вставляется в специальное
гнездо автомата или разъемную оправку. Цоколь на лампе
должен сидеть прямо, слой мастики должен быть на месте
нанесения, выводы не должны перекрещиваться и касаться
друг друга.
В лампах накаливания вывод с плавкой вставкой
пропускают через центральное отверстие цоколя с тем, чтобы
в случае ее переплавления не произошло растрескивания
стекла и разрушения колбы, опасного для окружающих.
В миниатюрных лампах накаливания для устранения
случайного замыкания выводов производится их подмазка
бакелитовым лаком, смешанным с мелким наполнителем.
Окалина с выводов типа медного канатика, которая
обычно образуется на них при заварке ламп, удаляется
окунанием выводов в 20%-ный раствор лимонной кислоты.
Сушка с нагревом мастики производится путем
выдержки зацоколеванных ламп в газовой или электрической
печи. Часто нагреву подвергается не вся лампа, а только
ее зацоколеванный конец. Нагрев может вестись пламенем
горелки. В начальной стадии нагрева мастика пузырится
и разбухает за счет интенсивного испарения спирта, а
затем растекается и равномерно заполняет пространство
между цоколем и горлом лампы.
При дальнейшем нагревании мастики происходит
полимеризация смолы, сопровождающаяся ее затвердением.
Этот процесс ускоряется при наличии в мастике
специального катализатора, а также при повышении температуры
нагрева мастики. Например, завершение процесса
полимеризации идитоловой мастики при нагреве до 160—170°С
332
происходит за несколько десятков минут, а при нагреве до
220—230°С — за несколько минут.
Текущий контроль за завершением процесса
полимеризации мастики в производственных условиях проводится
по изменению цвета мастики. Введенный в состав мастики
термоиндикатор с большой точностью и чувствительностью
реагирует на нагрев до определенной температуры и время
выдержки при этой температуре.
В случае использования малахитовой зелени зеленый
цвет мастики после ее сушки указывает на недостаточный
нагрев или малое время выдержки, светло-коричневый
цвет — на нормально проведенный процесс сушки, а темно-
коричневый— на перегрев мастики. Отклонение от нормы
в ту или иную сторону одинаково нежелательно.
В некоторые составы термостойких цоколевочных
мастик с высокой температурой цоколевания малахитовая
зелень не вводится, так как даже значительное отклонение
температуры сушки от заданной для этой мастики
способно вызвать изменение цвета термоиндикатора. В таком
случае использование этого термоиндикатора теряет смысл.
Температура цоколевания ламп зависит от рода
мастики, типа цоколей и количества мастики. Необходимо
обращать внимание на равномерность прогрева цоколя. При
использовании массивных патронов, охватывающих плотно
цоколь со всех сторон, обеспечить это легче, чем лри
нагреве свободно сидящих на колбе цоколей. По этой же
причине предпочтительнее использовать нагрев в печах, чем
отдельными горелками. Подъем температуры не должен быть
слишком быстрым, приводящим к интенсивному пузыре-
нию мастики, так как застывшая мастика оказывается
пористой, причем много мастики вытекает наружу или
стекает внутрь цоколя.
На прочность соединения цоколя с колбой оказывают
большое влияние адгезионная способность мастики к
стеклу и металлу, прочность самой мастики, состояние
склеиваемых поверхностей стекла и металла и т. п.
Для улучшения адгезии поверхность цоколя должна
быть слегка шероховатой, а поверхность стекла не должна
иметь адсорбированной пленки влаги, масляных или
жировых загрязнений.
Слишком тугая охватывающая посадка цоколя на
горло колбы может вызвать растрескивание стекла за счет
очень сильного обжатия горла колбы при охлаждении за-
цоколеванной лампы, особенно при большой толщине
стенок цоколя. Недопустимо большое давление на стекло
получается из-за разницы в ТКЛР стекла и материала
333
цоколя. Сама мастика не обладает для этого достаточной
прочностью, но с увеличением содержания в ней смолы и
использования крупнозернистого жесткого наполнителя
увеличивается ее способность передавать давление цоколя
на стекло.
При слишком мелком порошке наполнителя не
достигается полного смачивания лаком всех частиц
наполнителя, в результате чего повышается опасность отделения
(«отвала») цоколя от колбы. К этому же браку может
привести недостаток в мастике пластификатора (канифоли),
что уменьшает необходимую растекаемость мастики.
Следует иметь в виду, что окончательную прочность
мастика приобретает после остывания до комнатной
температуры, поэтому извлечение из оправок или гнезд еще не-
остывших зацоколеванных ламп следует производить
осторожно. В ряде случаев в конце процесса цоколевания
применяют принудительное охлаждение зацоколеванных
ламп сжатым воздухом.
При необходимости выступающую за край цоколя
застывшую мастику удаляют вручную латунным ножом.
Для улучшения влагостойкости место зачистки
рекомендуется подмазывать влагозащитным лаком (например,
марки АК-ПЗ), который закрывает обнаженные при
зачистке поры в мастике.
Изделия, имеющие дефекты цоколевки (кривая посадка,
трещины в изоляции цоколя, качание штырьков и др.),
могут быть перецоколеваны. Цоколь снимают нагреванием
или размачиванием в растворе щелочи или теплой воде.
Крепление цоколей холодными цементами. Цоколевание
ламп холодными цоколевочными составами не отличается
большой сложностью. Для этого цоколи намазываются
цементом и насаживаются на колбу лампы. Затем лампы
устанавливаются в специальные оправки, плотно
прижимающие цоколи к колбе, и выдерживаются в таком
положении необходимое время.
В результате затвердения мастики цоколь оказывается
прочно прикрепленным к колбе. После этого лампы
извлекают из оправок.
В отдельных случаях могут быть несущественные
отличия в процессе цоколевания. Например, при цоколевании
мощных ламп с использованием асбеста процесс
цоколевания выглядит следующим образом. Сначала из листового»
асбестового полотна вырезается прямоугольная заготовка.
Затем она сворачивается в кольцо, смазывается тонким
слоем жидкого стекла и вставляется в цоколь.
Подготовленный цоколь в перевернутом положении ставится в про-
334
Рис. 9.1. Механическое цоколева-
ние:
/ — латунный резьбовой цоколь; 2 —
центральный вывод лампы; 3 —
гильза; 4 —• отформованное горло лампы
тивень с налитой водой. Асбест
поглощает воду и разбухает,
приобретая пластические
свойства. После этого цоколь
надевают на горловину колбы и
прижимают его специальной
оправкой. При выдержке на воздухе
в результате присоединения
кристаллизационной воды асбест
затвердевает, а излишек воды
испаряется. Зацоколеванную лампу
извлекают из оправки и
зачищают от выступающего за пределы
цоколя асбеста деревянной
гладилкой.
Механическое (безмастичное)
крепление цоколя. Для
осуществления этого способа цоколева-
ния требуется изготовление цоколя несколько
усложненной конструкции и очень тщательное формование горла
лампы (рис. 9.1). Обычно цоколь для механического цоко-
левания состоит из двух частей: кольцеобразной латунной
гильзы с продольным разрезом и 3—4 выступами и
резьбового цоколя с кольцевой накаткой в ранте. На нижней
части горла колбы в процессе заварки формируют
округлые углубления, по числу и расположению
соответствующие выступам на гильзе. Затем на отформованное горло
во время цоколевания надевают гильзу, а на нее
навинчивают резьбовой цоколь. Гильзу и цоколь для скрепления
лрокалывают в нескольких местах.
Другой способ безмастичного цоколевания заключается
в том, что горло колбы на заварке формуется в виде
резьбы, на которую при цоколевании навинчивается резьбовой
цоколь.
Механическое цоколевание применяется, как правило,
только для мощных ламп, имеющих высокую рабочую
температуру цоколя.
Крепление выводов. После закрепления цоколя на
колбе лампы производят крепление выводов лампы к цоколю.
Соединение контактов цоколя с выводами электродов лам-
335
пы должно быть.надежным в условиях эксплуатации
лампы. Особую ответственность эта операция приобретает в
лампах с большим рабочим током, а также в тех случаях,
когда недопустимы большие переходные сопротивления в
местах соединений. Крепление выводов с контактами
цоколя может осуществляться сваркой или пайкой.
Сварка более производительна и обеспечивает более
благоприятные условия труда, чем пайки, так как при
сварке отсутствует испарение припоя и флюса.
Несмотря на прогрессивность сварки, наиболее
распространенным способом крепления выводов к цоколю
остается пайка.
Этому способствует простота способа и хорошая
отработанность технологии. Чаще всего пайку выводов ведут
мягкими припоями типов ПОС-18, ПОС-30 и т. п.
Расплавление припоя ведется с помощью газового или
электрического паяльника или непосредственно пламенем газовой
горелки. Широко используется расплавление припоя в
специальной ванночке, в которую затем погружаются концы
выводов для их пайки.
Для улучшения качества пайки применяют различные
флюсы (нейтральный флюс на основе хлористого цинка,
канифольный флюс и др.)- Сам процесс пайки
осуществляется вручную или механизированно. Для пайки
выводов ламп с высокой рабочей температурой в области
цоколя применяются твердые припои, например
самофлюсующийся медно-фосфорный припой марки МФ.
б) Механизированное цоколевание ламп накаливания.
При производстве массовых типов ламп накаливания
операцию цоколевания и крепления выводов совмещают и
проводят на автомате карусельного типа. Здесь же
производится и обжиг ламп, о котором будет сказано ниже.
В рабочее гнездо автомата (рис. 9.2) вставляется
лампа с надетым цоколем. Колба лампы удерживается
специальным шаблоном в цоколе патрона. Под действием
пружины шток поджимает шаблон с колбой к цоколю, а
цоколь— к патрону. Рабочие элементы гнезда обеспечивают
необходимую центровку колбы и цоколя относительно друг
друга.
Патроны имеют сквозное центральное отверстие и
боковой срез, за счет этого обеспечивается доступ к выводам
цоколя для их пайки на последних позициях автомата.
Нагрев цоколей ведется через массивные патроны. После
завершения процесса сушки мастики выступающие за
пределы цоколя части выводов автоматически подрезаются и
336
Рис. 9.2. Рабочее гнездо цоколевоч-
ного автомата:
/ — корпус; 2 — шток; 3 — шаблон; 4 —
рычаг; 5 — ось; 6 — пружина; 7 —клещи
производится крепление
выводов к контактам цоколя. В
механизированных автоматах
цоколевания это производится
сваркой.
Перед выгрузкой ламп
ведется их охлаждение сжатым
воздухом. У выгруженных за-
цоколеванных ламп,
поступающих на конвейер,
проверяется качество цоколевания и
крепления выводов. При
необходимости выводы
подпаиваются вручную с помощью
газового паяльника. Излишек
мастики соскабливается
латунным ножом.
в) Механизированное цоко-
левание люминесцентных
ламп. На современном
сборочном оборудовании
предусмотрено двустороннее горизонтальное цоколевание
люминесцентных ламп. На конвейере, подающем лампы от откачно-
го автомата к машине цоколевания, на о>ба конца лампы
вручную надеваются предварительно намазанные цоколи.
Подгибкой выводов, пропущенных через отверстия
штырьков, цоколи удерживаются на колбе. С конвейера лампы с
надетыми цоколями перегружаются в барабан
горизонтальной машины цоколевания. Штырьки цоколя при этом
пропускаются в прорези специальных вилок. За счет под-
пружинивания вилки удерживают лампу при вращении
барабана.
При медленном непрерывном вращении барабана
концы ламп оказываются в зоне печи, нагреваемой газовыми,
горелками. Благодаря отсутствию массивных патронов
цоколи с мастикой быстро нагреваются и мастика за
относительно короткое время нахождения ламп на машине
цоколевания успевает полимеризоваться. Этому способствует
также довольно высокая температура цоколевания (около
230 °С).
22—3136 ЗЗГ
Перед выгрузкой ламп производится автоматическое
удаление лишних частей выводов. С этой целью
применяются напильники, укрепленные с подпружиниванием на
позиции машины по сторонам ламп так, что они касаются
концов штырьков цоколей ламп.
В результате трения выводов движущихся ламп о
неподвижные напильники происходит спиливание
выступающих частей выводов. После этого лампы автоматически
выгружаются из машины цоколевания и конвейером
подаются на стол автоматической пайки штырьков.
На столе пайки обрабатываются по три лампы.
Сначала торцы штырьков и выводы ламп смачиваются флюсом
за счет прижатия к ним смоченного флюсом войлока.
С этой целью пластинка с закрепленным войлоком
специальным механизмом переводится из ванны с флюсом в
вертикальное положение и прижимается к торцам штырьков
горизонтально лежащих на столе ламп. Затем эта
пластична возвращается в исходное положение, а лампы
перемещаются на позиции пайки. Здесь они выравниваются,
захватываются механизмом поворота за середину колб и
переводятся в вертикальное положение. В результате этого они
юказываются сбоку стола. Снизу поднимается ванночка с
расплавленным припоем так, что концы штырьков на
1—3 мм оказываются погруженными в припой.
После опускания ванны с припоем в исходное
положение припой на концах штырьков застывает и штырьки
оказываются запаянными. Затем процесс повторяется для
вторых выводов ламп.
г) Цоколевание специальных ламп. Некоторые типы
.источников света специального назначения не имеют
цоколя в прямом смысле этого слова. Они, например, могут
яметь металлическую шайбу для крепления прибора в
осветительной арматуре и гибкие выводы для подведения
питания. В таком случае металлическая шайба крепится к
горловине лампы обычным мастичным способом, а выводы
крепятся отдельно.
В качестве удлиненных питающих выводов часто
используется многожильный медный провод (канатик). Через
переходные втулки или трубочки, нарезанные на
определенную длину, питающие выводы припаиваются или
привариваются к коротко обрезанным выводам электродов
лампы. Затем на присоединенные выводы надеваются
керамические изоляторы (по типу изоляторов, применяемых в
•бытовых электрических приборах). Свободные концы
питающих выводов залуживают и припаивают к ним
штырьки или плоские шайбочки под болтовое соединение.
338
Для трубчатых галогенных ламп софитной конструкции?
с диаметром трубки до 12 мм и током до 10 А
используются два типа цоколей — металлические и керамические
(рис. 9.3 и 9.4).
Металлические цоколи вручную надеваются на плоскую-
штампованную лопатку лампы, затем точечной
электросваркой молибденовый ввод лампы крепится к цоколю.
При наличии у некоторых цоколей специальных узких
пластин последние загибаются вокруг лопатки и скрепляются
Рис. 9.3. Металлические цоколи для галогенных ламп накаливания:
а —плоский лепестковый; б —с фокусирующими выступами; в — цилиндрический?;.
1 — место приварки ввода; 2 —пластина
Рис. 9.4. Керамические цоколи:
я— с торцевым контактом; б —с гибким проводом; / — керамический изолятор?
2 — металлический контакт; 3 — молибденовый токовый ввод; 4 — цоколевочная»
мастика; 5 — лопатка лампы; 6 — наконечник; 7 — гибкий провод
замком, что увеличивает прочность крепления цоколя к
лампе.
Цоколевание ламп керамическими цоколями с
торцевыми контактами проводится в следующей последовательно-
сти. Молибденовый ввод лампы подрезается на длину
3—4 мм и соединяется с помощью медно-фосфорного
припоя с латунным контактом цоколя. Затем на плоскую
лопатку лампы по месту соединения с цоколем наносится
слой цоколевочной мастики типа «Ленит» и надвигается
до упора керамический корпус цоколя. Лишняя часть ма-
22» 33$
-стики сразу убирается. Особое внимание надо обращать на
чистоту торцевого контакта. Второй конец лампы цоко-
люют аналогично. Затвердение мастики происходит на
воздухе в течение 15—20 мин.
Более мощные галогенные лампы цоколюют
керамическими цоколями с гибкими многожильными проводами.
Сначала на подрезанный ввод лампы с помощью медно-
«фосфорного припоя крепится конец гибкого канатика, затем
<с помощью мастики типа «Ленит» — керамический корпус.
Рис. 9.5. Металлический цоколь для мощных галогенных ламп
линейного типа:
/ — кольцо; 2-— корпус цоколя; 3 — вольфрамовый ввод; 4 — ножка лампы; 5 —
«асбестовая мастика; 6 — металлический контакт; 7 —гибкий провод
На свободный конец гибкого провода сваркой или пайкой
крепится наконечник для присоединения лампы к
источнику питания.
Для линейных ламп мощностью свыше 2 кВт со спаями
на переходных стеклах применяются металлические
цоколи цилиндрической формы с рантами, имеющими
продольные прорези, и прижимным кольцом (рис. 9.5).
Вольфрамовый ввод крепится к гибкому канатику с помощью медно-
фосфорного припоя, а корпус цоколя к лампе — с помощью
асбеста.
Проекционные и прожекторные лампы часто цоколюют-
ся цоколями типа «бипост» (рис. 9.6), которые имеют две
основные разновидности: «коробчатые» с керамическим
корпусом и металлические с цилиндрическим
металлическим корпусом и разрезными рантами и вырезами для
340
охлаждения. Цоколевание ламп производится следующим
образом. Через переходные втулки к вводам лампы
привариваются (или припаиваются твердым припоем) гибкие
проводники. Внутренняя поверхность корпуса цоколя
намазывается слоем высокотемпературной цоколевочной
мастики. Намазанный цоколь надевается по посадочному месту
на лампу, при этом гибкие проводники, приваренные к вво-
Рис. 9.6. Цоколи типа «бипост»:
а — керамический коробчатый; б — металлический цилиндрический; / —
металлический контакт; 2 — гибкий провод; 3 — изоляционный вкладыш; 4 — цоколевочная
мастика; 5 — лопатка лампы; 6 — ножка; 7 — припой
дам лампы, пропускаются через полые контактные штифты
цоколя. Лампу с надетым цоколем закрепляют в
специальной оправке так, чтобы цоколь располагался относительно
колбы лампы соосно в требуемом ориентированного
положении, и помещают в печь, где выдерживают при 320—350 °С
в течение 25—30 мин.
После охлаждения лампы вынимают из оправок,
подрезают лишние части выводов, выступающие за пределы
контактных штифтов, припаивают выводы к контактным
штифтам, зачищают место пайки.
д) Контроль зацоколеванных ламп. Контроль зацоко-
леванных ламп на их соответствие предъявляемым
требованиям проводится внешним осмотром, ручным
опробованием качания штырьков, измерением соосности цоколя и
колбы, а также других параметров, характеризующих их
341
взаиморасположение и прочность крепления цоколя к
колбе, на специальных приспособлениях.
Некоторые виды контроля проводятся у 100 %
выпускаемых ламп, а другие — выборочно. Так, выборочно
проверяется прочность крепления резьбовых и штырьковых
цоколей. Для этого между цоколем и колбой
прикладывается скручивающее усилие 2—3 Н-м в зависимости of
типа цоколя и лампы. Прочность крепления некоторых
других типов цоколей проверяется приложением отрывного
усилия.
Для объективной оценки качества крепления цоколей
на электроламповых предприятиях организуется анализ
статистических данных о результатах эксплуатации ламп
у потребителей. Большое значение имеет организация
четкого контроля всех стадий технологического процесса
изготовления ламп.
9.2. ФОКУСИРОВАНИЕ ЛАМП
Для автомобильных, кинопроекционных и некоторых
других типов ламп накаливания специального назначения
выполняется операция фокусирования.
Под фокусированием понимают операцию точного
выставления тела накала относительно цоколя и закрепления
цоколя на колбе в найденном положении. В этом случае
при установке лампы в осветительный прибор их световые
центры совмещаются с точностью до 0,25—0,50 мм без
дополнительной регулировки.
_ Операция фокусирования выполняется с использованием
специальных фокусирующих цоколей. Они состоят из двух
основных деталей: внутренней цилиндрической формы,
которая крепится с помощью мастики к колбе, и наружной,
припаиваемой к первой.
Наружная деталь имеет один или несколько
фиксирующих выступов или высечек, позволяющих точно
устанавливать лампу в патрон оптического прибора. Само сочленение
наружной детали с патроном может быть дисковым,
секторным или штифтовым.
Для фокусирования используется специальный аппарат,
схема которого приведена на рис. 9.7.
В процесе фокусирования в патрон 1 устанавливают
наружную деталь и закрепляют ее в определенном
положении. Затем в этот же патрон вставляют предварительно
зацоколеванную внутренней деталью лампу так, чтобы
произошло их сочленение.
342
Рис. 9.7. Аппарат фокусирования ламп:
/«-патрон для наружной детали цоколя; 2 — фонари с проекционными
лампами; 3 — объективы; 4 — зеркала; 5 — белый экран
Рис. 9.8.
Фокусирующие цоколи для
автомобильных ламп:
а —категории HI; б —
категории НЗ; в — для
двухспиральных
категорий Н4; / — корпус; 2 —
наконечник; 3 — гибкий
провод; 4 — лопатка
лампы; 5 — цоколевоч-
ная мастика; 5
—фокусирующее кольцо; 7 —
контактная пластина
Путем перемещения лампы в горизонтальной и
вертикальной плоскостях добиваются совмещения
геометрического центра тела накала с точкой пересечения осевых
линий обоих экранов. При этом изображения тела накала на
экранах не должны выходить за пределы прямоугольных
рамок, вычерченных на экранах с учетом коэффициента
увеличения аппарата. В найденном положении внутрен-
343
нюю и внешнюю детали цоколя лампы скрепляют,
пропаивая в нескольких местах зазор между ними с помощью
мягкого припоя.
Особую сложность представляет операция цоколевания
и фокусирования автомобильных ламп для головного
фарного освещения. Это объясняется тем, что цоколи должны
очень надежно и прочно удерживать лампу в фокусе
отражателя в условиях вибраций и тряски. При использовании
для этих целей малогабаритных галогенных ламп
накаливания применяются специальные цоколи (рис. 9.8).
Операции фокусирования и цоколевания проводят сов-
мещенно. Выводы ламп обрезают на необходимую длину,
зачищают от окислов и приваривают к ним точечной
электросваркой отрезки гибкой никелевой проволоки.
Корпус цоколя по месту соединения с лампой намазывают цо-
колевочной мастикой, надевают на лампу и приваривают
к нему выводы лампы. После сушки мастики приступают
к операции фокусирования. Для этого на корпус надевают
фокусирующее кольцо и лампу вставляют в гнездо
аппарата фокусирования. Добившись необходимого расположения
лампы относительно фокусирующего кольца, скрепляют их
пропайкой в нескольких местах.
9.3. ТРЕНИРОВКА ЛАМП
Технологическая операция, в результате которой прибор
приобретает стабильные параметры, называется
тренировкой.
Операцию тренировки проводят для газоразрядных
источников света, имеющих активированные катоды. Основ-
, ными целями тренировки являются:
1) завершение активирования катода и получение с него
высокой и стабильной электронной эмиссии;
2) окончательная очистка электродов;
3) стабилизация состава и давления газового
наполнения лампы.
Завершение процесса активирования катода на
тренировке происходит за счет протекания на катоде в
основном тех же физико-химических процессов, которые имеют
место при активировке катода на завершающем этапе
вакуумной обработки лампы. Однако главную роль в
процессе активирования катода на тренировке начинает играть
восстановление бария за счет электролиза покрытия при
отборе тока с катода и за счет реакции покрытия с керном
(активирующими присадками) катода.
344
Режимы активирования устанавливаются с учетом
многих факторов и часто являются результатом
компромиссного решения различных противоречивых требований. С
одной стороны, имеется стремление сократить время
тренировки за счет повышения температуры, когда все процессы
протекают интенсивнее. Но, с другой стороны, повышение
температуры приводит к ряду нежелательных явлений:
1) перегреву оксидного слоя и его сплавлению в
стеклообразное состояние, которое не обладает необходимыми
эмиссионными свойствами;
2) резкому увеличению интенсивности испарения бария
с катода;
3) конденсации испарившегося бария на колбе или
других деталях.
Кроме того, следует учитывать, что активирование
катода— не единственная цель тренировки. Достижение всех
целей тренировки требует нагрева внутриламповых
деталей, а также включения в активную работу
газопоглотителей. Все эти процессы взаимосвязаны.
Характерным для обработки катода на тренировке для
многих ламп является кратковременное повышение
температуры с последующим ее снижением до рабочей и
довольно длительная выдержка лампы в этом режиме. Катод
должен оставаться включенным до полного окончания
процесса тренировки. Это предупреждает его отравление
вредными остаточными газами.
Окончательная очистка внутриламповых деталей на
тренировке достигается за счет их бомбардировки
электронами. При достаточной энергии бомбардирующих
электронов происходит диссоциация (разложение) окислов на
поверхности деталей, а также выделение молекул газов из
внутренних слоев металла за счет его нагрева. Для
повышения эффективности электронной бомбардировки
токосъем с катода должен быть достаточно большим, а рабочие
напряжения — высокими.
Выделяющиеся газы должны эффективно поглощаться
газопоглотителем. Этому способствует и то, что
газоразрядные приборы тренируются путем" зажигания в них
разряда. Возникающая при этом частичная ионизация газов
делает их очень активными.
Люминофорные и другие покрытия внутри ламп, стекло
колбы высокоинтенсивных источников света при
тренировке не только выделяют заключенные в них газы, но и
поглощают часть газов из внутреннего объема лампы.
Направление потоков газов зависит от их парциального
Давления над материалом и в самом материале. К момен-
ту окончания тренировки в лампе устанавливается
динамическое равновесие в составе и давлении наполняющего газа.
Некоторые ксеноновые и импульсные лампы
целесообразно тренировать во время их вакуумной обработки. Так,
ввиду большой чувствительности напряжения зажигания
импульсных ламп к незначительным газовым примесям,
выделяемым из внутренних деталей ламп при первых
вспышках, импульсные лампы в ходе вакуумной обработки
на откачном посту подвергают нескольким сериям
импульсных разрядов в форсированном режиме. После каждой
тренировочной серии загрязнения удаляются путем
вымораживания газа в ловушке с последующей откачкой
вымороженного остатка и повторным наполнением ламп
чистым газом до тех пор, пока напряжение зажигания
практически стабилизируется на одном уровне.
Режимы и применяемое оборудование для тренировки
различных типов газоразрядных ламп весьма
разнообразны.
Тренировка люминесцентных ламп. Люминесцентные
лампы тренируются после операции цоколевания,
одновременно происходит определение годности ламп и отделение
годных ламп от негодных. Ниже описана тренировка ламп
на полуавтоматическом оборудовании.
Лампа вставляется в горизонтальном положении в
держатели двух непрерывно движущихся цепей. Через
скользящие контакты панелей к лампе при ее движении от одной
позиции к другой подается электрическое питание по
специальному режиму.
Лампа зажигается в схеме без накала катодов путем
подачи на нее высокого напряжения. При этом
проверяется чистота газового наполнения: лампы с нормальной
чистотой наполняющего газа при заданном напряжении
зажигаются, а с загрязненной газовой средой — не
зажигаются. В некоторых случаях, например по венгерской
технологии, проверка чистоты газового наполнения ламп
проводится на отдельной установке.
Затем лампа зажигается и тренируется несколько
минут в нормальном эксплуатационном режиме при
нормальном рабочем токе. При этом легко обнаруживаются лампы
с обрывом спирали — по отсутствию свечения катода в
момент его прогрева. Можно также оценить степень
обработанное™ катода по зажиганию разряда между концами
спирали при определенном токе накала.
После выключения питания на лампе и ее остывания
в конце тренировки проверяется ее способность
зажигаться при пониженном напряжении (примерно при 85 % но-
346
минального сетевого). Зажигаемость ламп в этих условиях
свидетельствует о качественно проведенной тренировке.
Тренировка горелок ламп ДРЛ. В производстве ламп
типа ДРЛ тренировке подвергаются все откачанные
горелки. Горелки протираются спиртом и устанавливаются в
стенд тренировки. Для защиты глаз работающих от яркого
свечения горелок, имеющего в своем спектре значительную
долю ультрафиолетовых лучей, стенд оборудуется
защитными светопоглощающими стеклами.
На горелки подается напряжение 180 В и с помощью
искрового течеискателя в горелках зажигается разряд.
Затем напряжение повышают до 220 В и через 10—15 мин
измеряют падение напряжения на горелке, оно должно
быть в заданных пределах; например, для ламп ДРЛ
мощностью 250—1000 Вт падение напряжения на горелке
должно быть в пределах 120—150 В.
Если первоначально горелки не зажигаются при
напряжении 180 В, их зажигают при повышенном напряжении
(до 250 В), выдерживают несколько минут, затем
напряжение снижают и проводят тренировку в обычном режиме.
После окончания тренировки горелки гасят, остужают
1—2 мин и вынимают из стенда. Первоначально незажигав-
шиеся горелки проверяются после тренировки еще раз на
зажигаемость.
9.4. ОБЖИГ ЛАМП
Технологическая операция, проводимая для ламп
накаливания с целью улучшения вакуума в отпаянной лампе и
формирования надлежащей кристаллической структуры
тела накала, называется обжигом.
Обжиг вакуумных ламп накаливания. Для вакуумных
ламп накаливания обжиг проводится в два этапа, первый
из которых носит специальное название — аблиц.
Особенностью этого этапа является то, что его проведение
сопровождается кратковременным тлеющим электрическим
разрядом в лампе.
При аблице на лампу вначале подается напряжение
несколько ниже номинального. При этом происходит
выделение остаточных газов из нагретых деталей и быстрое
испарение газопоглотителя. Давление в лампе повышается.
Газы и пары под действием испускаемых накаленной
спиралью (нитью накала) электронов и ускоряющего действия
электрического поля ионизируются и становятся токопро-
водящими. Ток в цепи лампы начинает проходить не
только через тело накала, но и через газы и пары, вызывая их
347
свечение. Когда газопоглотитель свяжет основную массу
остаточных газов, давление в лампе понизится и свечение
исчезнет.
В момент появления синей вспышки электрическое
сопротивление между вводами лампы сильно уменьшается.
Это может вызвать резкое возрастание тока и переход
тлеющего разряда в дуговой, быстро разрушающий лампу.
Чтобы этого не происходило, последовательно с телом
накала обрабатываемой лампы включается активное
сопротивление (резистор). С возрастанием тока моментально
увеличивается падение напряжения в подключенном
резисторе, что в свою очередь приводит к понижению
напряжения между вводами лампы. Как только светящийся разряд
в лампе прекратится, ток уменьшится и напряжение на
лампе повысится. В результате аблица давление в лампе
понижается с i—5 Па до Ю-2—Ю-3 Па.
Второй этап обжига проводится сразу же после аблица.
С этой целью на несколько минут на лампы подается
напряжение на 15% выше номинального. При этом за счет
теплового излучения нагреваются стенки колбы и детали
ножки, которые выделяют некоторое количество газов. Эти
газы поглощаются отложившимся на колбе фосфорным
газопоглотителем.
Температура колбы при обжиге ламп не должна
превышать 80—100°С. В противном случае газопоглотитель на
стенках колбы не удерживает поглощенных газов и
давление в лампе не понижается до требуемого значения. Такое
явление наблюдается в относительно мощных вакуумных
лампах, изготовленных в колбах уменьшенных размеров,
В лампах на напряжение ниже 40 В остаточные газы не
ионизируются и давление в них понижается главным
образом за счет химического поглощения фосфором кислорода
и паров воды.
Очень важным при обжиге ламп является изменение
кристаллической структуры вольфрама.
На первых ступенях обжига со спиралей снимаются
внутренние напряжения (происходит первичная
рекристаллизация), а на последних — формируется новая
кристаллическая структура вольфрама (происходит вторичная
рекристаллизация). При этом кристаллическая структура
сначала превращается из волокнистой в мелкозернистую, а затем
в крупнозернистую. Окончательная структура
устанавливается после нескольких часов эксплуатации лампы, когда
вторичная рекристаллизация завершится полностью.
Оптимальной кристаллической структурой
вольфрамового тела накала считается такая, когда кристаллы имеют
348
форму удлиненных плоских зерен с резко неровной
поверхностью и толщиной, приблизительно равной диаметру
проволоки. Кристаллы должны быть расположены с уклоном
вдоль оси проволоки. Такие структуры называют обычна
«стапельными».
Проверка «острым током». Все готовые вакуумные лампы
проверяют так называемым острым током. Для этого их
включают на напряжение, превышающее номинальное
рабочее напряжение на 5—10%, и выдерживают в течение
нескольких секунд. Электрическая схема включения
предусматривает прохождение через лампы электрического
тока непосредственно от трансформатора или
электрической сети без участия токоограничивающих элементов.
Рис? 9.9. Гнездо обжига:
1 — зажим; 2 — кольцо; 3 — изолятор; 4 — втулка; 5 — кронштейн; 6 — хвостовикг
7 — палец; 8 — клеммник; 9 — щетка
349
Если лампы не перегорят при испытании их острым
током, то есть основание полагать, что они не перегорят и у
потребителя при номинальном рабочем напряжении.
Аблиц, обжиг и проверка вакуумных ламп острым
тонком проводятся на специальных столах, на специальных
^автоматах обжига или совмещенно с операцией цоколева-
ния ламп на цоколсвочных автоматах.
Обжиг газополных ламп. Обжиг ламп этого типа
проводится в один прием на специальных карусельных рамах
или на цоколевочных автоматах совмещенно с операцией
цоколевания.
Начальные ступени обжига производятся при
напряжении, равном 85—90% номинального, а последующего—
лри напряжении, равном 115—120% номинального. Время
обжига газополных ламп 20—30 с.
При обжиге газополных лам<п в режиме перекала из
нагретых деталей также выделяются оставшиеся в них
газы и пары ©оды. Но <в отличие от вакуумных ламп
электрического разряда здесь не происходит и применение
буферных токоограничительных резисторов не требуется.
Ввиду селективного действия применяемых в этих
лампах газопоглотителей последние активно поглощают
только вредные газы, не взаимодействуя с наполняющими
инертными газами.
Как -правило, лампы обжигают в положении куполом
бниз (рис. 9.9). В этом случае различные выделения из
спирали уносятся конвективными газовыми потоками вверх
к цоколю, оставляя купол лампы чистым.
Особое значение при обжиге газополных ламп
имеет формирование кристаллической структуры тела
накала.
9.5. ТЕХНОЛОГИЧЕСКАЯ ВЫДЕРЖКА И УПАКОВКА ЛАМП
В стеклянных деталях изготовленных ламп могут
оставаться внутренние напряжения, которые в определенных
случаях могут привести к растрескиванию стекла и нате-
жанию ламп. Большую опасность представляют
микротрещины на стекле, обычно необнаруживаемые в процессе
текущего контроля ламп.
Характерной особенностью этих скрытых браков
является то, что они проявляются и могут быть надежно
обнаружены в первые дни после изготовления ламп. В
дальнейшем число ламп с подобными дефектами оказывается
сравнительно небольшим.
350
Чтобы предотвратить попадание потребителю медленно
натекающих ламп, на электроламповых заводах
организуется их выдержка на промежуточном складе перед
отгрузкой потребителю. Срок выдержки устанавливается в-
зависимости от назначения ламп и предъявляемых к ним
требованиям, обычно от 3 до 5 сут. Только лампы
специального назначения выдерживаются большее время
B недели и более). Лампы выдерживаются в нерабочем
состоянии упакованными ©о временную тару на участке
выдержки (промежуточном складе).
За время выдержки «скрытые» браки переходят в
легко обнаруживаемые. Все лампы после завершения срока
выдержки 'проверяют на зажигание или на натекание и»
после отбраковки негодных передают на упаковку.
Основной целью упаковки является защита ламп
притих хранении и транспортировке от механических
повреждений, загрязнений, воздействия атмосферных осадков и
других неблагоприятных условий окружающей среды. Для
упаковки ламп в основном используется гофрированный
картон.
Необходимая картонная тара, как (правило,
изготавливается на специализированных участках (в цехах) самого
электролампового 'Предприятия. Упаковка большинства
типов ламп производится сначала в первичную тару
(манжеты, чехлы, трубки), называемую индивидуальной, а
затем в групповую, вторичную, вмещающую несколько штук
или несколько десятков ламп.
Малогабаритные лампы (диаметром менее 35 мм)
обычно упаковывают в коробки из гофрированного
картона, снабженные решетками из гладкого картона или
листами картона с отверстиями под лампы.
При отгрузке ламп в местность с тропическим
климатом каждую индивидуальную или целиком всю групповую»
тару с лампами завертывают в несколько слоев плотной
бумаги и погружают на короткое время в расплавленный
парафино-церезиновый состав. Застывшая сплошная
пленка этого состава защищает лампы от воздействия влаги.
При транспортировке ламп морским путем групповую
тару по нескольку штук дополнительно упаковывают в
фанерные или тесовые ящики. Транспортировка крупных:
и массивных ламп производится при их упаковке по
одной штуке в специальные ящики в подвешенном состоянии,,
на амортизаторах. Весьма перспективным является
применение в качестве упаковочных материалов вместо картона
вспенивающихся синтетических материалов.
351
ГЛАВА ДЕСЯТАЯ
КОНТРОЛЬ И ИСПЫТАНИЯ ЛАМП
10.1. ОБЩИЕ СВЕДЕНИЯ
Каждая лампа, изготовленная предприятием, должна
удовлетворять требованиям, предъявляемым к ней
стандартами или техническими условиями. Однако среди
изготовленных ламп всегда находится некоторое количество
изделий, не удовлетворяющих предъявляемым требованиям.
Практически на электроламповых предприятиях процент
негодных ламп по отношению ко всей изготовленной
продукции составляет 10—20%, а в отдельных
случаях—даже больше.
Бракованная продукция должна быть своевременно
обнаружена и не выпущена с завода.
На отечественных электроламповых предприятиях
контроль качества продукции на всех стадиях ее
изготовления ведется дублированно: работницами
непосредственно на рабочих местах и работниками отдела технического
контроля. Большое значение 'при этом имеет -входной
контроль поступающих на операцию материалов, заготовок,
полуфабрикатов, а также 'соблюдение технологической
дисциплины—строгая выдержка заданных технологических
режимов, правил вакуумной гигиены и др.
Важнейшим методом контроля производства является
испытание ламп. Под испытанием понимают проверку
способности готовых ламп работать в условиях, близких к
условиям эксплуатации, и при этом сохранять 'параметры
и характеристики, заданные стандартами или
техническими условиями. В процессе испытаний, во-первых,
определяется способность ламп нормально работать в заданных
режимах и, во-вторых, фиксируются значения измеряемых
параметров и их распределение у изделий, изготовленных
отдельной линией за смену, за месяц и т. п. На основании
полученного статистического разброса параметров лахмп
проводится инженерный анализ производства,
устанавливается технологический запас по тем или иным параметрам
и задаются новые технические нормы на контроль
материалов и деталей, на режимы технологических процессов
и т. п.
Методы и правила испытания задаются
соответствующими стандартами. Испытания ламп подразделяются на
приемо-сдаточные, периодические и типовые.
352
Приемо-сдаточным испытаниям подвергается каждая
партия ламп. Для проведения испытаний из партии
отбирается определенное количество изделий. При этом виде
испытаний 'производится проверка размеров, маркировки,
электрических и световых параметров, соединения
токовых вводов, прочности крепления цоколей, качества
упаковки и др. Если количество дефектных ламп превысит
установленное число, то партия считается забракованной
и подлежит повторному «предъявлению после
дополнительной тщательной проверки исполнителем (линией, цехом).
Периодические испытания проводятся «е реже одного
раза в 6 мес. Испытаниям подвергаются отобранные
равномерно в течение этого времени лампы разных дней и
смен выработки, выдержавшие приемо-сдаточные
испытания. При периодических испытаниях проверяют
продолжительность горения, прочность крепления цоколей к колбе
после средней продолжительности горения, влагостойкость
ламп, значение сопротивления изоляции цоколя, массу
и др.
Если результаты периодических испытаний окажутся
неудовлетворительными, то приемка и отгрузка ламп
останавливаются до приведения параметров и характеристик
ламп в соответствие с требованиями стандартов или
технических условий и получения удовлетворительных
результатов повторных периодических испытаний.
Типовые испытания на соответствие требованиям
стандартов или технических условий проводятся при освоении
технологии производства ламп, а также при изменении
конструкции, технологии или замене материалов, если эти
изменения могут повлиять на качество ламп. Программа
этих испытаний устанавливается по согласованию между
предприятиями-изготовителями, разработчиком и
потребителем.
Во всех случаях при оценке результатов испытаний не
должны учитываться лампы, вышедшие из строя но
случайным причинам.
10.2. ВИЗУАЛЬНЫЙ КОНТРОЛЬ
Внешний вид ламп (пятна на колбе, пороки стекла,
нечеткую марку, окисленную или грязную поверхность
цоколя, неудовлетворительную припайку или приварку выводов
и т. п.), а также некачественную сборку (обрыв или
выпадение спирали из держателей, наличие посторонних частиц
в лампе, перегрев или недогрев цоколевочной мастики,
осыпание люминофора, трещины в стекле и др.) проверяют на-
23—3136 353
ружным осмотром. Контроль ведется как невооруженным
глазом, так и с использованием простейших оптических
средств — лупы или микроскопа. На рабочем месте при
выполнении операции контроля должна быть хорошая и
равномерная освещенность. Часто дополнительно применяется
нижняя подсветка через матовое стекло.
Проверку габаритных размеров ламп или ее отдельных
частей ведут при помощи специальных шаблонов, калибров
или универсальным мерительным инструментом —
металлической линейкой, штангенциркулем, микрометром.
Часто для измерения размеров тела накала
специальных ламп (прожекторных, кинопроекционных, оптических,
автомобильных и др.) применяют специальный оптический
прибор, позволяющий проецировать изображение тела
накала на экран в увеличенном масштабе. При этом проекция
тела накала должна вписываться в установленные
габариты прямоугольника, вычерченного на экране. С помощью
подобного проектора можно проверять расположение тела
накала ламп относительно других частей лампы (в
частности, цоколя), а также контролировать размеры отдельных
деталей и расстояний между ними.
Контроль соосности цоколя и колбы производится
проворачиванием лампы в специальном приспособлении. По
шкале, отградуированной в миллиметрах, определяется
наибольшее отклонение колбы (или цоколя) от оси.
10.3. ИЗМЕРЕНИЯ ЭЛЕКТРИЧЕСКИХ И СВЕТОВЫХ
ПАРАМЕТРОВ
К числу важнейших измерений могут быть отнесены
определения электрических параметров, а также светового
потока, силы света и цветности излучения. К основным
электрическим параметрам относятся напряжение на
лампе и ток лампы, напряжение зажигания, амплитуда и
длительность импульса и др.
Некоторые параметры ламп определяются расчетным
путем (мощность ламп, световая отдача и др). В
большинстве случаев при световых измерениях проводятся
измерения и электрических параметров. Все измерения проводятся
по методикам, установленным соответствующими
стандартами или техническими условиями.
а) Измерение светового потока. Измерение светового потока ламп
производится с помощью шарового фотометра (фотометрического шара).
Он представляет собой (рис 10.1) полый шар, внутренняя поверхность
которого покрашена белой, рассеянно-отражающей свет краской. Диа-
354
метр шара может быть от нескольких десятков сантиметров для
малых ламп и до 2—3 метров и более для крупных ламп. При прочих
равных условиях точность измерения светового потока с увеличением
диаметра шара возрастает. Шар имеет отверстие О, в которое
помещается молочное стекло, служащее одним из полей сравнения при
присоединении тубусфотометра ТФ. Источник света помещается внутрь
шара, примерно в его -центре. Через патрон к источнику света
подводится -необходимое электрическое питание.
Рис. 10.1. Схема фотометриче- Рис. 10.2. Схема измерения
ского шара светового потока в шаровом
фотометре физическим
методом
Шары малого диаметра для установки ламп имеют
открывающуюся дверцу, составляющую часть сферической поверхности шара, а шары
большого диаметра делаются из двух разъемных половин, которые
могут перемещаться по полозьям. Для защиты поля сравнения от
попадания прямых лучей от лампы служит экран Э.
При измерении светового потока лампы ее включают на точно
заданное напряжение, которое поддерживают постоянным в течение
всего времени измерения параметров. Фотометрирование ламп может
производиться субъективным (зрительным) или объективным
(физическим) методом.
При зрительном фотометрировании устанавливают равенство
яркостей двух смежных полей сравнения, одно из которых освещается
измеряемой лампой, находящейся в фотометре, а другое — специальной
ламлой с известным световым потоком, находящейся в тубусфотомет-
ре. С ломощью реостата накал этой лампы меняется так, чтобы
получить визуальное равенство яркостей полей сравнения. А так как для
применяемого тубусфотометра заранее известно соответствие между
положением ручки реостата и световым потоком лампы, то сразу же
определяется световой поток измеряемой лампы. Недостатком
субъективного метода является зависимость точности оценки яркостей полей
сравнения (и, следовательно, точности измерения в целом) от
индивидуальных особенностей глаза испытателя и степени его утомления.
Измерение светового потока физическим методом характеризуется
большей объективностью и большей точностью. Схема измерения этим
23* 355
методом с использованием шарового фотометра показана на рис. 10.2.
Отверстие шара 1 перекрывается молочным стеклом 2 и
экранируется от попадания прямых лучей от источников света 3 экраном 4.
За молочным стеклом располагается селеновый фотоэлемент 5 с
корригирующим светофильтром. В цепь фотоэлемента включается
гальванометр 6. Перед началом работы градуируют фотоэлементы. Для этого в
шар вставляется рабочая эталонная лампа с известным световым
потоком, близким к световому потоку измеряемой лампы. Рабочий
эталон градуируется по специальной светоизмерительной лампе. На
рабочий эталон подается напряжение и устанавливается режим в
соответствии с паспортом на эталон.
Путем переключения шкал выбирают такую шкалу гальванометра,
чтобы отсчет велся по второй половине шкалы (для повышения
точности). Заметив число делений гальванометра пэ при работе лампы в
паспортном режиме и зная из паспорта значение светового потока
эталонной лампы Фгэ, определяют цену деления гальванометра Сг,
лм/дел,
Cr=<Dv3/Az9. A0.1)
После выключения установки в шар вместо эталонной лампы
устанавливают испытуемую и подают на нее номинальное напряжение или
устанавливают на ней номинальную мощность (в зависимости от
требований стандарта). Определив показание гальванометра пХу находят
световой поток измеряемой лампы
Ф„ж=:Ср/1х. (Ю.2)
Измерение последующих ламп «ведется аналогично.
При измерении светового потока люминесцентных ламп в
шаровом фотометре в электрическую схему включаются вольтметр,
амперметр и ваттметр с максимально большим сопротивлением, стартер и
образцовый измерительный дроссель. Питание ламп осуществляется
через стабилизатор. С помощью автотрансформатора устанавливается
постоянная, заданная стандартом мощность лампы, после чего
измеряются напряжение сети, ток и напряжение лампы. Затем вольтметр и
ваттметр отключаются и производится измерение светового потока.
Перед измерением испытуемая лампа выжигается на специальном
стенде в нормальном режиме в течение 15 мин для получения
устойчивого горения разряда.
б) Измерение силы света. Для измерения силы света наиболее
часто используется линейный фотометр (фотометрическая скамья).
Компенсационная схема измерения с использованием линейного
фотометра приведена на рис. 10.3. Фотоэлемент используется как
нуль-индикатор, что делает эту схему довольно чувствительной к измерению
силы света.
Испытуемая лампа устанавливается на неподвижной каретке
фотометра на расстоянии 1Х от фотоэлемента, закрепленного на подвиж-
356
ной каретке. Фотоэлемент подключается параллельно внешнему
источнику тока, цепь которого замкнута через резистор Д и реостат —
делитель напряжения. С помощью делителя напряжения компенсируют ток
в цепи фотоэлемента, протекающий в -ней при горящей испытуемой
лампе, так, чтобы через гальванометр тока не было (на шкале нуль).
Затем заменяют испытуемый источник света на эталонный и,
перемещая фотоэлемент, находят такое расстояние между ними, при котором
ток в цепи фотоэлемента снова будет равен нулю. Так как освещен-
Рис. 10.3. Компенсационная схема измерения силы света на линейном
фотометре
ность фотоэлемента пропорциональна квадрату расстояния от
источника света, то
где /э и 1х — сила света соответственно эталонного и измеряемого
источников света, кд; /э и 1Х — расстояния от фотоэлемента до
эталонного и измеряемого источников света, мм.
Силу света можно определить расчетным путем, зная параметры
установки и световой поток лампы:
/=ф„/й),
A0.4)
сила света, кд;
• телесный
где Ov—световой поток, лм; I-
угол, ср.
в) Цветовые измерения. Приборы для непосредственного
измерения цвета называются колориметрами. Они делятся на зрительные
(субъективные) и фотоэлектрические (объективные). Зрительные
колориметры основаны на уравнивании по яркости и цветности двух полей
сравнения, расположенных рядом и разделенных тонкой линией. Одно
поле сравнения освещается измеряемым источником света, а второе —
смесью трех излучений с известными цветностями (красный, зеленый,
синий).
357
Световые потоки красного, зеленого и синего цвета получаются
путем пропускания светового потока вспомогательной лампы
накаливания через соответственно красный, зеленый и синий светофильтры.
Перед каждым из светофильтров установлены непросвечивающие
заслонки с переменной степенью закрытия. С помощью этих заслонок
можно изменять световые потоки, прошедшие через светофильтры и
падающие на одно из полей сравнения.
V/1
тДЁсГ
ФЭ
Рис. 10.4. Схема фотоэлектрического колориметра
Путем изменения соотношения красного, зеленого и синего
световых потоков можно добиться равенства обоих полей сравнения по
яркости и цветности. При этом-степень закрытия светофильтра
заслонками может быть прочитана по шкалам.
В зрительных колориметрах приемником излучений служит
человеческий глаз, что, как и при измерении светового потока
субъективным методом, вносит определенные погрешности.
В фотоэлектрических колориметрах приемниками служат
селеновые фотоэлементы, реже вакуумные фотоэлементы или
фотоумножители. Схема одного из таких колориметров приведена на рис. 10.4.
Измеряемая лампа Л устанавливается в специальный
осветитель О. На другом конце фотометрической скамьи расположена
колориметрическая головка. В передней
части кожуха К имеется тубус Г,
исключающий попадание
отраженных излучений на фотоэлемент.
Напротив тубуса размещены диски Д\
и Дг, каждый с пятью отверстиями
(рис. 10.5). За дисками помещается
фотоэлемент ФЭ. Головка
свободно перемещается по
направляющим скамьи.
Поворот дисков производится ручкой Р, причем каждый из дисков
может занимать пять фиксированных положений. При трех
фиксированных положениях первого диска перед фотоэлементом располагается
соответственно красный, зеленый или синий светофильтр, при четвертом
положении — отверстие в диске, при пятом — непрозрачная заслонка.
Каждое фиксированное положение первого диска отмечается
появлением в специальном окошечке одного из индексов /С, 3, С, 0, 1. Этот
Jc/c/rl J?t/c/r Я
Рис. 10.5. Диски колориметра
358
диск служит для периодической градуировки колориметра и измерения
цветовой температуры лампы.
Второй диск имеет также пять фиксированных положений,
каждое из которых отмечается появлением рядом с индексом первого
диска одного из индексов X, У, Z, 0, 1.
Положение X соответствует размещению перед фотоэлементом
специального светофильтра: ток гальванометра при этом положении
пропорционален части координаты цвета х'. При положениях Y и Z
перед фотоэлементом располагаются соответствующие светофильтры, а
ток гальванометра пропорционален координатам цвета у' и z\
При положении / перед фотоэлементом располагается отверстие, а
при положении 0 — непрозрачная заслонка. Положение 0, 0 позволяет
периодически проверять нулевой отсчет гальванометра.
Координаты цветности х и у люминесцентных ламп определяются
на колориметре специального типа.
В настоящее время разработана, но широко не ©недрена
высокопроизводительная машина для измерения цветовых параметров
массовых люминесцентных ламп типа УКЛ-2. Она представляет собой
горизонтально расположенный 'барабан, в который устанавливаются
лампы. При вращении барабана они проходят мимо ряда фотоэлементов с
соответствующими фильтрами. Отсчет ведется по гальванометрам.
Машина позволяет определять не только координаты цветности, но
световой поток каждой лампы, рассчитываемый по силе света.
Для люминесцентных ламп с улучшенной цветопередачей
предусматривается контроль распределения излучения ламп по
спектральным зонам.
Измерения должны проводиться на серийно выпускаемых монохро-
маторах УМ-2 или МДР-3. Методы измерения спектральных и
цветовых характеристик детально изложены в ГОСТ 23198-78.
В настоящее время проводятся работы по автоматизации
измерений.
Для определения «красного отношения» ламп типа ДРЛ
применяется шаровой фотометр. Методика измерений установлена ГОСТ
16354-77.
Для градуировки шкалы гальванометра в шар вставляется
эталонная лампа, на которую подается паспортный режим питания. Кассету
с фильтрами сначала устанавливают в положение «нейтральный
фильтр» и замечают показания гальванометра дэ. Затем кассету ставят
в положение «красный фильтр» и снова замечают показание
гальванометра /гэ,кр. Зная из паспорта на эталонную лампу «красное
отношение» /кр,э, подсчитывают градуировочный коэффициент К:
/С = /кр,эЛэ/пэ,кр. A0.5)
После градуирозки шкалы гальванометра приступают к измерению
текущих ламп, вставляя их последовательно в шар на место эталона.
Перед отсчетом показаний лампы должны прогреваться около 15 мин.
359
Измерения проводятся при установлении на лампе номинальной
мощности. При установке кассеты в положение «нейтральный фильтр», а
затем «красный фильтр» снимают соответственно показания п и пКр.
«Красное отношение» измеряемой лампы подсчитывают по формуле
/ир = Я/1кр/Л. (Ю.6)
10.4. МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ
Многие типы источников света предназначены для
работы в условиях воздействия на них больших
центробежных, ударных, вибрационных и других видов механических
нагрузок. Под влиянием этих нагрузок лампы могут
преждевременно выходить из строя (из-за обрыва спирали,
появления микротрещин в стекле, коротких замыканий,
изменения межэлектродных расстояний и др.) или изменять
электрические и световые параметры.
Механические испытания источников света определяют
их работоспособность в условиях воздейстия на них
определенных неблагоприятных механических нагрузок или
после таких воздействий. Для проведения механических
испытаний применяется специальное оборудование, которое
имитирует условия, близкие к естественным.
Испытания на стойкость к воздействию линейных
ускорений проводят на центрифугах. Лампа закрепляется на
платформе и вращается вместе с ней. Испытания
проводятся при вертикальном и горизонтальном закреплении лампы
в диапазоне ускорений свободного падения 20—1470 м/с2 в
течение 15—20 мин. По окончании испытаний проводят
внешний осмотр лампы и измерение параметров, которые
должны находиться в пределах установленных норм.
Испытания на стойкость изделий к воздействию ударных
нагрузок проводятся на ударных стендах. Схема одного из
таких стендов приведена на рис. 10.6. Испытуемые лампы
в специальных оправках закрепляются на платформе 2,
способной вертикально перемещаться по направляющим.
Вращающийся от электродвигателя 5 кулачок 4 поднимает
платформу на некоторую высоту. После этого платформа с
лампами свободно падает до соприкосновения с упором 3.
Меняя высоту падения ламп и материал упора, можно в
широких пределах менять ударные ускорения (от нуля до
1500 м/с2 и более). Изменением частоты вращения
двигателя регулируют частоту ударов. Обычно она составляет 40—
80 ударов в минуту. Число ударов регистрируется
счетчиком 1 установки.
360
Испытание стойкости ламп к воздействию вибраций
проводят на механических или электродинамических
вибрационных стендах, воспроизводящих синусоидальные
колебания в одной плоскости. В стендах с механическим
приводом колебания создают вращением эксцентрикового
кулачка, сидящего на валу электродвигателя и приводящего в
вертикальное возвратно-поступательное движение
массивную платформу с укрепленными на ней лампами.
Рис. 10.6. Установка для Рис. 10.7. Центробежный
испытания приборов на воз- вибростенд
действие ударных
ускорений:
/ — счетчик числа ударов; 2 —
платформа; 3 — упор; 4 —
кулачок; 5 — электродвигатель
Более совершенным является механический
центробежный вибростенд (рис. 10.7). Платформа / с лампами 2
укреплена на штоке 3, который связан с траверсой 4. На
концах траверсы находятся по две пары стальных секторов 5.
При работе две пары секторов вращаются с помощью
электродвигателя в одну сторону, а две другие —в
противоположную. В результате этого горизонтальные
составляющие центробежных сил взаимно уничтожаются, а
вертикальные остаются, вызывая вибрацию платформы с
лампами.
361
Общим недостатком механических вибрационных
стендов является опасность возбуждения негармоничных
вибраций с увеличенными амплитудами, которые возникают при
совпадении частоты собственных колебаний платформы
стенда с частотой, на которой проводится испытание
(явление резонанса). Такому воздействию испытуемые лампы
подвергаются многократно, так как для возбуждения
заданного ускорения и частоты вибрации обычно требуется
каждый раз выключать стенд, производить
соответствующую настройку дебалансов и вновь включать стенд,
постепенно повышая число оборотов приводного
электродвигателя и неизбежно снова «проходя» через резонансные частоты.
При испытаниях источников света широко используются
электродинамические вибрационные стенды. В них частота
возбуждающего сигнала устанавливается с помощью
звукового генератора. Непосредственное колебательное
движение платформы с лампами создается при помощи
подвижной катушки, вибрирующей в постоянном магнитном
поле в такт проходящему через нее переменному току от
звукового генератора с регулируемой амплитудой и
частотой. Чем выше частота, тем меньше амплитуда. Трудность
заключается в том, что для получения на высоких частотах
больших амплитуд колебаний требуется значительное
увеличение мощности звукового генератора, что не всегда
возможно.
'Прогрессивным оборудованием является
электродинамическая виброиспытательная установка с программным
управлением. В ней параметры вибрационных нагрузок
(частота, ускорение, амплитуда и время воздействия)
предварительно записываются с помощью пьезоэлектрического
датчика ускорений от звукового генератора на магнитную
ленту. При испытаниях запись воспроизводится с помощью
магнитофона и подается на вибростенд.
Методика и режимы испытаний ламп на воздействие
вибрации могут быть различными. При испытании на
вибропрочность лампы закрепляют на испытательном стенде в
нерабочем состоянии, их подвергают продолжительному
воздействию колебаний с ускорением от 20 до 50—70 м/с2
на нескольких фиксированных частотах в диапазоне 15—
20 Гц при амплитуде колебаний от 2 до 0,02 мм. При этом
исходят из того, что контролировать заданную амплитуду
колебаний значительно проще, чем ускорение. Между
ускорением и контролируемыми параметрами существует
простая зависимость
а=0,4/2#, A0.7)
362
где а —ускорение, м/с2; f — частота колебаний, Гц;
Н— амплитуда колебаний, см.
После окончания вибрации лампы проверяются по
внешнему виду на отсутствие повреждений и по
параметрам, которые должны свидетельствовать о нормальной
работоспособности изделий.
При испытании на вибростойкость лампа крепится на
вибростенде и к ней подводится паспортное электрическое
питание. В процессе испытания плавно наращивается час-
7777777777777
Рис. 10.8. Установка для
испытания ламп на воздействие
ускорений, возникающих при
транспортировании
Рис. 10.9. Прибор для
испытания ламп на прочность
крепления цоколя
тота вибрации платформы стенда в диапазоне 20—2500 Гц
при произвольном или заданном значении ускорения C0—
50 м/с2) и с выдержкой по 1—2 мин через каждые 10—20 Гц.
При неправильно сконструированной лампе собственная
частота колебаний отдельных элементов лампы или всей
лампы в целом оказывается в диапазоне частот вибрации.
Вследствие резонанса их колебание начинает происходить
с быстро увеличивающейся амплитудой, что приводит к
разрушению детали или лампы.
Для испытания воздействия на некоторые лампы
(автомобильные, тракторные и др.) ускорений, возникающих при
транспортировании по различным дорогам и бездорожью,
применяют установки (рис. 10.8), имитирующие
транспортную тряску. Лампы / закрепляются на столе 2 установки,
которому с помощью кулачков 3 от электродвигателя 4
сообщается периодическое скачкообразное движение. При
испытании развиваются ускорения до 500 м/с2.
363
К механическим испытаниям относят также проверку
прочности крепления цоколя к колбе лампы. Проверку
производят на приборе, обеспечивающем плавное
нарастание крутящего момента от нуля до заданного значения
(рис. 10.9). Для этого испытуемую лампу вставляют до
отказа в патрон, расположенный на переднем конце вала, и
плавно поворачивают лампу рукой до тех пор, пока
укрепленный на другом конце вала груз своей тяжестью не
оторвет цоколь от колбы. Стрелка шкалы покажет значение
момента силы.
В текущем производстве это испытание проводят
несколько по-другому. На приборе заранее устанавливают
такое значение момента силы, которое должен
выдерживать цоколь лампы, после чего вставляют в патрон лампу
и поворачивают ее вокруг оси. Если цоколь не отрывается,
его крепление к колбе считается нормальным.
10.5. КЛИМАТИЧЕСКИЕ ИСПЫТАНИЯ
К климатическим испытаниям относятся испытания на
стойкость колбы к термоударам, теплостойкость,
холодостойкость, влагостойкость, стойкость к повышенному и
пониженному атмосферному давлению, стойкость к
тропическим условиям работы и др.
Проверка стойкости колбы (и спаев) к термоударам
производится путем циклического воздействия резких
изменений температуры. Для этого лампы, разогретые в
тепловой камере до предельно допустимой температуры,
быстро переносятся в камеру холода с температурой ниже нуля,
где остывают в течение 10—30 мин. Цикл температурных
воздействий повторяется несколько раз. Если разрушения
стекла или ухудшения параметров из-за газоотделения
внутриламповых деталей не произошло, лампы считаются
выдержавшими испытание.
Облегченный вариант этих испытаний проводится путем
быстрого последовательного помещения ламп в резервуары
с кипящей и холодной водой (при температуре, близкой
кО°С).
Испытание на теплостойкость проводится с целью
определения стойкости рабочих параметров лампы в условиях
повышенной температуры. Испытание проводят в тепловой
камере (рис. 10.10). Перед началом испытания проверяют
основные параметры изделия, затем его помещают во
включенном состоянии в камеру и выдерживают определенное
время при заданной температуре. Без извлечения изделия
из камеры проверяют параметры. После дальнейшей вы-
364
держки изделие извлекают из камеры и при его
остывании до комнатной температуры снова измеряют параметры,
которые должны быть в заданных пределах.
Для определения стойкости параметров изделия к
воздействию низких температур проводится испытание на
холодостойкость. Испытание ведется в специальных
камерах холода (рис. 10.11). Низкая температура в камере
Рис. 10.10. Схема тепловой
камеры:
/ — теплочувствительный
элемент; 2 — теплоизоляция; 3 —
корпус; 4 — изделие; 5 —
платформа; 6 — кронштейн; 7 —
нагреватель; 8 — крыльчатка
вентилятора
Рис. 10.11. Схема камеры холода:
1 — термостатирующее устройство; 2 —
труба; 3 — термометр; 4 — змеевик; 5 —
крыльчатка вентилятора; 6 — изделие
создается за счет испарения жидкого азота. Установленный
в камере термочувствительный элемент и специальный
регулятор испарения жидкого азота через автоматический
пульт управления способны поддерживать в камере
температуру в пределах +25 ~ 60°С с точностью ±0,5°С. В
остальном методика испытания не отличается от испытания
на теплостойкость. Важнейшим контролируемым
параметром при испытании ламп на холодостойкость является для
газоразрядных ламп напряжение зажигания.
Повышенная влажность воздуха неблагоприятно
действует на лампы, вызывая окисление наружных
металлических деталей, ослабление прочности крепления цоколя,
электрические утечки и пробои по изоляции и т. п.
Для определения способности ламп сохранять свои
параметры в условиях повышенной влажности проводят
испытание на влагостойкость. Для этого применяются
специальные камеры влажности (рис. 10.12). Обычно камера, в
которую помещается испытываемый объект 2, выполняется
в виде шкафа с двойными стенками (наружной 3 и внутрен-
365
ней 4), пространство между которыми заполнено
теплоизоляцией 5. Нагрев воздуха производится
электронагревателем Р, а его циркуляция — вентилятором 8. Необходимая
степень увлажнения достигается с помощью центробежного
вентилятора 1, который перегоняет воздух по кругу:
камера 6 — вентилятор 1— слой воды в увлажнителе
11—трубопровод 10 — камера 6. Заданный режим испытания
поддерживается автоматически с помощью блока контактных
термометров 7 и пульта
управления (не
показанного на рисунке).
Для большинства ламп
испытание на
влагостойкость проводится в камере
влажности при температуре
20—55 °С и относительной
влажности 95—98%.
Длительность испытания—до 30
сут. После окончания
выдержки ламп в камере их
выдерживают определенное
время в нормальных
условиях, затем проверяют по
внешнему виду, измеряют
сопротивление изоляции
цоколя и параметры.
Лампы специального
назначения испытываются на
стойкость против коррозии в атмосфере «морского тумана».
С этой целью в камере при 27 °С производится распыление
растворов хлорных солей натрия, магния и кальция.
Испытуемые лампы выдерживаются в этой атмосфере до 7 сут,
после чего их проверяют на отсутствие коррозии.
Испытание на стойкость ламп к повышенному или
пониженному давлению производится путем помещения их в
барокамеру, в которой создается требуемое давление при
заданной температуре. Лампы находятся в барокамере 15—
60 мин. Параметры ламп измеряют до помещения в
барокамеру, в момент испытания и после впуска воздуха в
камеру.
Рис. 10.12. Схема камеры
влажности
10.6. НАДЕЖНОСТЬ ИСТОЧНИКОВ СВЕТА
Под надежностью понимают свойство изделия выполнять
заданные функции, сохраняя свои эксплуатационные показатели в заданных
пределах, в течение требуемого промежутка времени или требуемой
366
наработки. Для источников света с циклическим характером работы
срок службы и наработка до отказа могут определяться, например,
числом включений ламп.
Надежность источников света определяется безотказностью,
долговечностью и сохраняемостью. Требования к надежности источников
света могут выражаться через значения следующих показателей:
срок службы ('Продолжительность горения);
наработка до отказа (минимальная продолжительность горения);
интенсивность отказов;
срок сохраняемости.
Под -безотказностью понимают способность изделия сохранять
работоспособность в течение определенного времени. Долговечность
характеризуется способностью изделия сохранять работоспособность до
разрушения. Сохраняемость определяется способностью изделия
сохранять свои свойства и параметры при эксплуатации после хранения и
транспортировки, срок и условия которых определены документацией
Отказ — это потеря способности изделия выполнять заданные функции.
Значения показателей надежности устанавливаются, исходя из
назначения источника света, требований заказчика, достигнутого уровня
надежности аналогичных изделий с учетом перспектив развития и
экономических затрат, связанных с обеспечением надежности, а также воз*
можности определения показателей надежности экспериментальным
путем с необходимой точностью и достоверностью. Количественные
значения показателей надежности устанавливаются в режимах,
близких к эксплуатационным с учетом воздействующих факторов.
Минимальная продолжительность горения каждой лампы
определяется как нижняя граница одностороннего допуска с определенной
доверительной вероятностью. Ее указывают в часах для определенных
режимов работы источников света. Как правило, она должна
соответствовать одному из значений: 100, 300, 500, 1000, 2000, 3000, 5000,
10 000, 15 000 и более. Только в технически обоснованных случаях
допускается устанавливать другие значения минимальной
продолжительности горения.
Для контроля безотказности, долговечности и сохранности
большинства типов источников света применяют одноступенчатый
выборочный контроль. Объем выборки при этом берется в соответствии с
указанным в нормативно-технической документации на конкретное
изделие. Для отдельных типов источников овета разрешается использовать
двухступенчатый контроль.
а) Испытания на безотказность. Испытание источников света на
безотказность совмещают, как правило, с испытаниями на срок службы
(продолжительность горения). Время испытаний устанавливают в
зависимости от требований к изделию равным минимальной
продолжительности горения или (если нормируется средняя продолжительность
горения) определяют долей средней продолжительности горения. На-
367
пример, для ламп накаливания в соответствии с ГОСТ 19190-73 время
испытаний равно 125 % средней продолжительности горения.
Выборку ламп для испытаний на безотказность комплектуют
изделиями, изготовленными в течение контролируемого времени и
выдержавшими приемо-сдаточные испытания. При одноступенчатом контроле
результаты испытаний на безотказность считаются
удовлетворительными, если в выборке за время, для которого нормируется безотказность,
число отказов не превысит допустимого.
При двухступенчатом контроле сделанную выборку источников
света делят на две части. Например, в соответствии с указанными
рядами:
3 3 5 5 10 10 15 15 20 30
3 6 5 10 10 20 15 30 40 60
Все источники света первой части выборки подвергают испытаниям.
При этом если в ней не обнаружено ни одного отказавшего источника
света, то результаты испытаний считают удовлетворительными и
испытания второй части выборки не проводят. В противном случае
проводят испытания второй части выборки. Необходимый объем выборок
устанавливается для конкретных изделий в нормативно-технической
документации.
Периодичность испытаний на безотказность при серийном
производстве устанавливается равной 3, 6 или 12 мес. В технически и
экономически обоснованных случаях можно устанавливать иную периодичность
испытаний.
б) Испытания на долговечность. Испытания на долговечность
могут проводиться при периодических, типовых и квалификационных
испытаниях источников света.
Испытаниям на долговечность источники света подвергаются в
ходе производства периодически, а также при перерыве производства
на время, превышающее срок периодичности. Периодичность испытаний
на долговечность устанавливается в соответствии с назначением
изделия и требованиями к нему. Испытания на долговечность в составе
периодических испытаний проводят в течение времени, необходимого
для подтверждения минимальной или средней продолжительности
горения.
Результаты испытаний на долговечность считаются
удовлетворительными, если в течение минимальной продолжительности горения
число отказов не превысит допустимого. В противном случае
проводится их анализ, на основе которого разрабатываются необходимые
мероприятия по устранению причин отказов. При этом в зависимости от
числа отказов и числа источников света в выборке отгрузку и
приемку продукции продолжают или приостанавливают.
При проведении квалификационных, а также некоторых других
специальных испытаний испытания на долговечность продолжают
36В
сверх времени, необходимого для подтверждения минимальной
продолжительности горения. При этом может определяться гамма-процентный
ресурс и интенсивность отказов.
Пример. При определении гамма-процентного ресурса
минимальный объем выборки устанавливают равным 23 шт. при у=95%
и 11 шт. при у=90%.
Испытания по оценке гамма-процентного ресурса проводят до
получения определенного числа отказов:
d=(n+1) 0,1 при /г=11 или /г=17;
d=(n+\) 0,05 при я=23 и более,
где d— число отказов; п — объем выборки.
По результатам испытаний определяется значение у по формуле
Y=(l— 2dk/2nk) 100%, A0.8)
где dk — число отказов в отдельной выборке; пк — объем указанной
выборки.
Значение интенсивности отказов находят по формуле
Х--3 , A0.9)
2 u + {n-d)tH
где d — полученное число отказов; п — количество испытанных
источников света; ti — продолжительность горения отказавшего i'-го
источника света; ta — продолжительность испытаний.
При числе отказов, равном нулю, их интенсивность не
принимается равной нулю, а рассчитывается по формуле
Я=0,69//г^и. A0.10)
В производственных условиях источники света, как правило, ис-
пытываются на долговечность на специальных стендах при подаче на
них стабилизированного питающего напряжения.
Испытание на -долговечность люминесцентных ламп в настоящее
время ведется в режиме восьми включений и выключений в сутки—
в трехчасовом цикле. Параметром-критерием, кроме отказа катода,
является световой поток ламп. Согласно ГОСТ контрольными точками
для определения степени стабильности светового потока являются 40,
70 и 100% срока службы. Однако, учитывая длительность испытаний
для получения информации, измерения светового потока в ходе
испытаний ламп на долговечность следует производить в начале испытаний
после 100, 500, 1000 ч и далее через каждые 1000 ч горения до 70%
срока службы, а затем и после 100% длительности испытания
(горения) на срок службы.
в) Испытания на сохраняемость. Испытания источников света на
сохраняемость проводят при освоении производства, а также при
необходимости при типовых испытаниях освоенных изделий. Сохраняе-
24—3136 369
Мппорэкение, °/о
SO 100
110
120
I-
IS»
^N
31
500
200
/00
30
80
70
SO
p
¦N:
N
/
i
4
Л
I
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
1 | II II 1 III I I I I 1 \ A
\\ \ \\\\ WWWWjn
К\\\\\\ \\\\\\\л\
\\\\\\\\\\\\w\\
t#ttti LrT ?
-I—1 \\-\ \ -1 II 1 1 /\ 1 xl A
lt|OT ЩЩ
\ yTL-kfcHI
N vCmm \\
^^^ШШ\
f №ti^n4
Х'УЛ У\ 1 1 1 M 1 1 1 1 11 1
y\ J/f 4
[/[ ГЧ /
'/1 II III 1 y"i III
/f Ш
\2 |\' '
I 11111111111 ll\!
I I 11111 N
60
Is
50 §
If
15»
to
SO /00
Напряжение, °/о
110 120
a)
№0\
%*\ 500
ir
SO
n%>
Z00\
100
Напряжение, °/с
90 /00
110120 Ы*
Iе!
fl
II
с «
? ^
^
so
80
70
60
50
b
w\
1 1 IN.11 ГТ1 111 1111II111
Ijl |\J llllilllllilli ^r^
\ Fl 111111/n
Л л 1
' 11' I N1111 И/1 Ч\
N 1111 J^ffl
1 К \А \л\ \JA
w\ \/ \А 1 W4
I I; 1KI U№* s
' пж&Т mvmm
|>Т\>']/[ 14
L-И м 1 / \\\\\ И
п И \/ \\\\\\\\ к
\ И \У\ Nh
Km N
\\\Y 2\\\\ \\\\\Ш\\
\\У\\\\\\\\\\\\\Ш
\]Л\\\\\\\ N
/1 1 Kf 1
180
160
NO
/го
100
50
20
/о
и
ir
ВО 30 100 110 120 б)
Напряжение, е/о
Рис. 10.13. Графики зависимости параметров ламп накаливания от
напряжения питания:
а — вакуумные лампы; б — газополные лампы; / — продолжительность горения;
2 — световой поток; 3 — световая отдача; 4 — потребляемая мощность; 5 — ток
.гампы
370
мость источников света определяется испытанием на
транспортирование и на хранение.
Выборку делают методом случайного отбора из ламп текущего-
производства, выдержавших приемо-сдаточные испытания. Результаты
испытаний считаются удовлетворительными, если в течение и по
окончании испытаний не обнаружено отказавших источников света.
г) Ускоренные испытания. С каждым годом расширяется выпуск
высоконадежных источников света, имеющих большие сроки службы.
Практическая проверка таких ламп затруднена, так как требуются
большие объемы выборок и длительное время испытаний. Это
затрудняет оперативное вмешательство в производственный процесс их
изготовления для устранения выявленных при испытаниях недостатков.
Поэтому необходимы методы ускоренной оценки показателей качества
ламп по данным незавершенных испытаний, методы прогнозирования.
Таких методов известно несколько, в том числе: метод
максимального правдоподобия, сокращающий время испытаний на 20—30%;
метод форсирования испытательного режима, сокращающий время
испытаний на 10% и более, и др.
Практически для ламп накаливания в этих целях допускается
наряду с испытаниями в номинальных режимах проводить испытания
при форсированных режимах, в частности при повышении питающего
напряжения на 10% номинального. При таком режиме ускоряется
распыление вольфрама и продолжительность горения ламп искусственно
сокращается. Прогнозирование долговечности таких ламп основано на
известной зависимости световых и электрических параметров и
продолжительности горения от изменения питающего напряжения (рис. 10.13).
Как видно из графика, повышение напряжений питающей сети
всего лишь на 1% сокращает продолжительность горения' ламп на
13—14%, повышает световой поток на 3,5% и увеличивает
потребляемую мощность на 1,5%.
Для люминесцентных ламп также предложено несколько методов
ускоренных испытаний на долговечность:
испытание ламп в режиме частых включений и выключений;
испытание при повышенном рабочем токе;
испытание при питании ламп током с ухудшенным формфактором
(формой кривой тока);
на основе определения уровня термоэлектронной эмиссии;
на основе наблюдения за движением «катодного пятна» и др.
24*
ГЛАВА ОДИННАДЦАТАЯ
ВОПРОСЫ ВАКУУМНОЙ ГИГИЕНЫ,
ПРОМЫШЛЕННОЙ САНИТАРИИ И ТЕХНИКИ
БЕЗОПАСНОСТИ
11.1. ВАКУУМНАЯ ГИГИЕНА
Под вакуумной гигиеной понимают комплекс правил и
мероприятий, направленных на предотвращение загрязнений деталей и всех
других элементов приборов в процессе их производства. На всех
предприятиях по производству источников света организуются специальные
службы вакуумной гигиены, осуществляющие постоянный контроль за
соблюдением норм и требований вакуумной гигиены, установленных
РТМ 16.686.656-78.
Все затраты на выполнение научно обоснованных требований
вакуумной гигиены окупаются повышением качества продукции, ее
надежности, долговечности, снижением производственного брака.
Особо строго вакуумная гигиена должна соблюдаться при
изготовлении люминофорных, оксидных и других составов для
внутренних покрытий, а также на заключительных операциях по химической,
термической и другой обработке деталей, при монтаже ламп, их
заварке и вакуумной обработке.
Общие требования вакуумной гигиены включают в себя
требования к соблюдению личной гигиены, к чистоте рабочего места, хранению
и транспортировке очищенных изделий, к внешним условиям.
К выполнению операций, связанных с прикосновением
работающих к очищенным деталям, допускаются хорошо
проинструктированные лица, прошедшие специальный медицинский осмотр на отсутствие
повышенной потливости, кожных заболеваний, склонности к
воспалительным процессам кожи и т. д.
Эти лица обязаны опрятно и в чистоте содержать руки, голову,
лицо. Им не разрешается на работе пользоваться косметическими
средствами — губной помадой, пудрой, краской для ресниц, а также
причесываться на рабочих местах. В начале работы и после перерыва
в работе по любой причине, а также периодически в течение рабочего
дня необходимо мыть руки с мылом. После мытья рук недопустимо
прикасаться ими к неочищенным предметам, а также к волосам, лицу
и т. п.
Незащищенными руками не разрешается прикасаться к очищенным
внутриламповым деталям. Для этого необходимо использовать чистый
обезжиренный инструмент (пинцет), а руки защищать безворсными
перчатками, резиновыми напальчниками.
Непосредственно на рабочем месте не должно быть никаких
посторонних предметов, особенно пылящих. Тара, оправки, инструмент,
сварочные электроды, рабочая площадка монтажного стола должны
372
систематически протираться тканью, смоченной спиртом. При
необходимости иметь на рабочем месте техническую документацию ее
выполняют на специальной безворсной кальке.
В монтажном помещении не разрешается курить, принимать пищу,
выполнять работы, связанные с выделением пыли, дыма, копоти и т. п.
Доступ посторонних лиц в это помещение, а также излишнее
хождение работающих лиц должно быть ограничено.
Все работающие в монтажном помещении должны иметь безвор-
сную спецодежду (халаты, косынки, колпаки) и кожаные тапочки.
Выходить в спецодежде за пределы монтажного помещения
запрещается. Спецодежда должна регулярно проходить централизованную
стирку — не реже 1 раза в неделю.
Все производственные помещения по степени требуемой чистоты
и микроклимату подразделяются на три основные категории: I, И, III.
К помещениям I категории предъявляются наиболее жесткие
требования как по минимальному содержанию пыли в воздухе, так и по
стабильности микроклимата. В этих помещениях выполняются наиболее
ответственные работы, требующие наивысшей чистоты. Менее жесткие
требования предъявляются к помещениям II категории и еще менее
жесткие — к помещениям III категории. Помещения различных
категорий должны быть изолированы друг от друга.
В рабочие помещения I категории должен непрерывно поступать
кондиционированный воздух, поддерживающий определенную,
наиболее благоприятную для самочувствия работающих температуру и
влажность. Температура зимой должна быть в помещении B0±2) °С,
летом— B2 ±2) °С, относительная влажность в обоих случаях должна
быть E0±10)%.
Для поддержания соответствующей чистоты все производственные
помещения должны регулярно подвергаться влажной уборке: полы
перед началом работы и в обеденный перерыв ежедневно, стены 1 раз
в неделю, потолки 2 раза в месяц. Для уборки пыли с
технологического оборудования рекомендуется совмещать влажную протирку с
отсосом пыли с помощью централизованной форвакуумной системы.
Содержание нетоксичной пыли в помещениях I категории не
должно превышать по нормам 0,1 мг на 1 м3 воздуха. Контроль
запыленности чаще всего проводится анализатором запыленности АЗ-2М или
подобными ему приборами.
11.2. ТЕХНИКА БЕЗОПАСНОСТИ
Правила техники безопасности в электроламповой
промышленности отражают специфические требования безопасной работы при
использовании электрического тока, разнообразных газов, токсичных
веществ и т. п. Следует учитывать также, что в процессе испытаний
некоторых приборов возможны разрывы стеклянных оболочек,
интенсивное ультрафиолетовое излучение и т. п.
373
Мероприятия, обеспечивающие безопасность, подразделяются на
организационные и технические.
К организационным мероприятиям относятся: оформление задания
на работу, допуск к работе, надзор во время работы, оформление
окончания работы. Важным организационным элементом,
обеспечивающим безопасную работу, является проведение различных инструктажей
(вводного, первичного, очередного, внеочередного), а также
периодическая проверка знаний правил техники безопасности определенных
категорий работающих специальными квалификационными
комиссиями.
К техническим мероприятиям относятся обеспеченность
вентиляций, отключение оборудования, установка ограждений, наложение
заземления, применение различных защитных средств индивидуального
пользования и т. д.
а) Работа со ртутью. Пренебрежение правилами техники
безопасности при" работе со ртутью может привести к заболеваниям нервной
системы, печени, стоматиту и др. Особенно вредны пары ртути,
легко проникающие в человеческий организм при вдыхании воздуха.
Поэтому на электроламповых предприятиях, выпускающих лампы с
ртутным наполнением, осуществляется целый комплекс установленных
правил и мероприятий по обеспечению безопасных для здоровья
работающих условий, включая охрану окружающей среды.
Участки и цехи, в которых ведутся работы со ртутью, должны
размещаться в отдельных помещениях. Полы, стены и потолки этих
помещений должны быть гладкими и ртутенепроницаемыми. Стены и
потолки должны окрашиваться специальными эмалями и легко мыться.
Переходы от пола к стене должны иметь закругления. При монтаже
оборудования и устройстве полов должны быть предусмотрены стоки
и отстойники. Бетонные полы для придания им ртутенепроницаемости
подвергаются специальной обработке раствором жидкого стекла,
растворами солей кремнефосфористоводородной кислоты, шпаклюются
- смесью кварцевой или диабазовой муки с перхлорвиниловым лаком и
окрашиваются перхлорвиниловым лаком ХСЛ или грунтом ХСГ.
В помещениях лабораторного типа при отсутствии тяжелого
оборудования полы можно .покрывать релином, пластиком или
винипластом. В цехах сборки ртутных ламп, особенно в расположении откачных
автоматов или постов, должна поддерживаться определенная
температура воздуха (около 18 °С) для уменьшения испарения ртути.
На участках с применением ртути кубатура помещений должна
соответствовать специальным требованиям. Так, -при .производстве
люминесцентных ламп рабочие помещения, начиная с откачки и кончая их
упаковкой, должны изолироваться от остальных и при двухсменной
работе иметь кубатуру 2600—2700 м3 при объеме месячного выпуска
в 200 тыс. ламп мощностью 40 Вт. При выпуске большего количества
ламп размеры помещений должны пропорционально увеличиваться. Для
ламп другой мощности или ламп других типов (ДРЛ, ДРТ и др.) ку-
374
батура помещений должна изменяться пропорционально массе
потребляемой ртути.
Помещения, в которых производятся работы со ртутью, должны
оборудоваться установками кондиционирования воздуха с надежной
приточно-вытяжной вентиляцией. Вентиляционные системы должны
иметь фильтры для улавливания паров ртути.
Лампы, забракованные после введения в них ртути, а также
остатки отпаянных штенгелей после извлечения их из откачных гнезд
должны собираться отдельно от других отходов производства и
подвергаться специальной обработке с целью полного извлечения из них
ртути. С этой целью на специальном участке производится их
дробление и тщательная промывка водой на вибрационных ситах.
Заполнение ртутью дозировочных головок, вилок и других
дозаторов должно производиться на вытяжных столах в отдельных
помещениях.
Чистую и бывшую в употреблении ртуть следует хранить в
запаянных стеклянных амлулах. До запаивания ртуть нужно держать в
вытяжном шкафу в стеклянной или фарфоровой узкогорлой посуде с
притертой пробкой. С целью уменьшения испарения ртуть можно заливать
сверху 5%-ным раствором серной кислоты, оказывающим защитное
действие против испарения ртути.
Большое внимание должно уделяться своевременной
демеркуризации помещений, т. е. их обезвреживанию от действия случайно
пролитой в помещении ртути. Выпавшая в помещение ртуть (из разбитой
лампы, отпаянного штенгеля и т. п. )должна сразу же сгоняться в
отстойники струей воды из шланга. Из труднодоступных мест ртуть
следует удалять с помощью вакуумных ловушек, засасывающих капельки
пролитой ртути. Ловушки работают от вакуумного насоса или от
резиновой груши.
Для уменьшения подвижности капель ртути место с пролитой
ртутью смывают водным раствором марганцовокислого калия с
добавкой соляной кислоты. При такой обработке происходит полное или
частичное превращение металлической ртути в каломель — однохлористую
ртуть в виде белого или желтоватого порошка, нерастворимого в воде.
При этом испарение ртути резко уменьшается, а коломель
сравнительно просто удаляется последующим смыванием.
Не реже 1 раза в месяц должна производиться профилактическая
уборка помещения с очисткой оборудования, стен, потолков,
отстойников, вентиляционной системы и др. Особое значение имеет выполнение
лравил личной гигиены при работе со ртутью. Весь рабочий персонал
систематически проходит медосмотры не реже 1 раза в 3 мес. К
работе со ртутью не допускаются лица моложе 18 лет, а также лица,
имеющие противопоказания к этой работе.
Для лиц, работающих в ртутном производстве, предусматривается
лечебно-профилактическое питание, сокращенный рабочий день и
дополнительный отпуск. Работать разрешается только в специальной
375
одежде, которая в нерабочее время должна храниться в специально
оборудованных гардеробах и проходить централизованную очистку не
реже 1 раза в неделю.
Перед .приемом пищи и перед уходом с работы необходимо
тщательно вымыть руки и прополоскать рот слабым марганцевым
раствором. Курение, а также прием и хранение пищи в ртутных помещениях
категорически запрещается. В СССР установлена жесткая норма
допустимой массы ртути в воздухе рабочего помещения — не более
(ДО >мг/м3.
б) Работа с горючими газами. Большую опасность для
работающих представляют отравляющие, удушающие и взрывчатые горючие
газы. Сильными отравляющими свойствами обладают окись углерода и
сернистые соединения типа сероводорода. При концентрации в воздухе
сероводорода свыше 0,02%, а окиси углерода 0,4—0,5% возможно
отравление человека этими газами со смертельным исходом. Но
сероводород относительно редко загрязняет газы, используемые в
электроламповом производстве. Окись же углерода может образовываться в
больших количествах при неполном сгорании природного газа, а также
входить в состав генераторных топливных газов.
Признаками отравления окисью углерода являются головная боль,
шум в ушах, учащенное сердцебиение, давление в висках, тошнота,
потеря сознания. Вдыхание воздуха с примесью природного газа, в
котором нет окиси углерода, менее опасно, но и оно способно вызвать
головокружение и даже удушье.
Горючие газы пожаро- и взрывоопасны. Неаккуратное обращение
с газовым .пламенем (особенно переносных газовых горелок) может
вызвать загорание окружающих предметов. Газовоздушная смесь при
определенном процентном соотношении может взрываться под
воздействием искры или нагрева от другого источника. Взрывы газа
способны вызвать рамения людей, разрушение помещений и сопровождаться
пожарами.
Главная причина отравлений, удушья, пожаров и взрывов — это
утечка газа. Поэтому необходимо предотвращать утечки газа, а если
утечка произошла — вовремя ее обнаружить. С этой целью должно
быть обеспечено герметичное соединение всех частей газовых проводок,
доступ для контроля этих соединений. Краны и вентили на
газопроводах должны своевременно закрываться, как по окончании работы, так
и в случае самопроизвольного потухания горелок. Над оборудованием,
где .производится сгорание газа, необходимо устанавливать вытяжную
зонтичную вентиляцию.
Для своевременного обнаружения утечки газа в помещение его
предварительно одорируют, т. е. в местах распределения в газ
добавляют небольшое количество жидких легко испаряющихся веществ
с резким специфическим запахом: меркаптан, этилмеркаптан, колодо-
рант и др. Одоризация газа позволяет обнаруживать его утечку даже
в очень малых количествах (около 1% объема помещения).
376
Если утечка газа обнаружена, надо немедленно погасить все огни,
закрыть краны и вентили, выключить электроприборы и
электродвигатели и одновременно с проветриванием помещения найти и устранить
причину натекания газа. Нахождение места утечки газа производится
путем смачивания мест возможной неплотности мыльным раствором.
Утечка обнаруживается по выдуванию мыльного пузыря на месте
неплотности в газопроводе.
Обслуживающий персонал должен быть обучен правильному
обращению с огневым оснащением технологического оборудования. Горящие
горелки нельзя оставлять без присмотра. При зажигании газовых
горелок нужно сначала зажигать газ, а потом подавать воздух, чтобы не
допустить образования взрывоопасной газовоздушной смеси до
зажигания. При выключении следует из тех же соображений сначала
выключить воздух, а потом, когда будет гореть один газ, прекратить и его
подачу. Особые правила безопасной работы приходится соблюдать при
использовании газовых баллонов.
В доступных местах производственных помещений должны быть
аптечки, укомплектованные необходимыми медицинскими средствами
для оказания первой помощи пострадавшему. Должна быть также
оборудована система пожарного оповещения, специальные места со
средствами тушения пожаров и т. д.
СПИСОКЛИТЕРАТУРЫ
1. Денисов В. П. Производство электрических источников света.
М.: Энергия, 1975. 488 с.
2. Скобелев В. М., Афанасьев Е. М. Источники света и пускоре-
гулирующая аппаратура. М.: Энергия, 1973. 368 с.
3. Ульмишек Л. Г. Производство электрических ламп
накаливания. М.— Л.: Энергия, 1966. 640 с.
4. Лебединский М. А. Электровакуумные материалы (металлы и
сплавы). М. — Л.: Энергия, 1966. 231 с.
5. Металлические материалы для электронных ламп. Пер. с
японск. М. — Л.: Энергия, 1966. 632 с.
6. Рохлин Г. Н. Газоразрядные .источники света. М. — Л.:
Энергия, 1966. 560 с.
7. Федоров В. В. Производство люминесцентных ламп. Изд. 3-е,
перераб. и доп. М.: Энергоиздат, 1981. 232 с.
8. Куркин В. И. Устройство и наладка оборудования
электровакуумного производства. М.: Высшая школа, 1970. 368 с.
9. Куркин В. И. Основы расчета и конструирования оборудования
электровакуумного производства. М.: Высшая школа, 1971. 544 с.
10. Дмитриев Г. В., Нехаенко Д. М. Эксплуатация и ремонт
оборудования производства электровакуумных приборов. М.: Энергия,
1972. 256 с.
11. Александрова А. Т. Оборудование электровакуумного
производства. М.: Энергия, 1974. 384 с.
377
12. Бешагин С. П. Огневое оснащение стеклообрабатывающего
оборудования электровакуумного производства. Изд. 2-е, перераб. и
доп. М.: Энергия, 1967. 344 с.
13. Ходкевич Л. П., Леко В. К. Кварцевое стекло в производстве
электровакуумных изделий/ Под общ. ред. Р. А. Нилендера. М.:
Энергоиздат, 1981. 88 с.
14. Вугман С. М., Волков В. И. Галогенные лампы накаливания.
JVL: Энергия, 1980. 136 с.
15. Любимов М. Л. Спаи металла со стеклом. Изд. 2-е перераб.
и доп. М.: Энергия, 1968. 280 с.
16. Луфт Б. Д., Шустина А. Л. Очистка деталей электронных
приборов. М.: Энергия, 1968. 320 с.
17. Орлов Н. Н. Автоматизированная линия сборки электрических
ламп накаливания. Ч. 1. Автоматы сборки ножек и монтажа тела
накала. Рига: Звайгзне, 1965. 206 с.
18. Левин С. И., Самсонов В. Т., Цыганкин Н. И. Сборочная
линия «Тиса». — Электротехническая промышленность. Сер.
Светотехнические изделия. М.: Информэлектро, 1973, вып. 3 A8), с. 6—8.
19. Левин С. И. Статистические методы контроля и анализа
качества источников света. М.: Изд-во Комитета стандартов, мер и
измерительных приборов при СМ СССР, 1968. 47 с.
20. Мельников Ю. Ф. Светотехнические материалы. М.: Высшая
школа, 1976. 151 с.
21. Денисов В. П. Газы, применяемые в производстве источников
света. М.: Информэлектро, 1970. 104 с.
22. Денисов В. П. Металлы, применяемые в производстве
источников света. М.: Информэлектро, 1971. 116 с.
23. Уэймаус Д. Газоразрядные лампы. М.: Энергия, 1977. 344 с.
24. ГОСТ 19190-77. Лампы накаливания. Общие технические
условия.
25. ГОСТ 23377-75. Надежность в технике. Термины и определения.
26. Кондратьев А. Б. Технология полупроводникового и
электровакуумного машиностроения. М.: Высшая школа, 1969. 526 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А тугоплавкого 119
д ппп — комбинированные 241
Аквадаг 203 _ одиночные 240
Алюминий 24 Вольфрам 13
Алюминирование 105 Выжигание биндера в лампах
Аппаратура для очистки газов 66 ДРЛ 279
Б люминесцентных 275
Барий углекислый 201 Г
Биметаллы 25 Газ технологический 52
Биндер 180 —топливный 63
_ ^ ^ в Газопоглотители 200
Вакуумная обработка ламп ксеноно- Горелки 69
вых трубчатых 329 _ атмосферные 72
шаровых 327 _ беспламенные 71
люминесцентных 324 — диффузионные 71
накаливания галогенных 319 —пламенные 70
— прожекторных 329
ртутно-кварцевых 326 Д
Вводы 115 Дозировка ртути в лампах ДРЛ 308
— для стекла кварцевого 123 люминесцентных 306
легкоплавкого 116 Дрот 163
378
3
Заварка ламп 279
—-ДРЛ 287
люминесцентных 284
специального типа 286
массовых 284
накаливания 281
миниатюрных 283
*-— специального назначения 287
Загрязнения газообразные 101
— окисные 100
— органические 100
— солевые 100
Запорная и регулирующая
арматура 65
И
Измерения светового потока 354
— силы света 336
— цветовые 357
Испытания ламп 352
климатические 364
— — механические 360
на безотказность 367
долговечность 368
сохраняемость 369
периодические 353
приемо-сдаточные 353
типовые 353
ускоренные 371
К
Катоды 220
— ламп газовых высокой
интенсивности 225
дуговых низкого давления 222
импульсных 226
металлогалогенных 223
ртутных высокого давления 223
тлеющего разряда 227
— термоэлектронные 221
— холодные 221
Керамика 44
Классификация стекол 42
Крепление цоколей 330
горячими металлами 331
холодными цементами 334
механическое (безмастичное) 335
Криолит 200
Л
Люминофоры 48
— галофосфатные 49
— ортофосфатные 49, 51
— фторогерманатные 50
М
Маркирование 196
Матирование 170
— колоидным кремнеземом 171
— химическое 170
Медь 23
Металлизация стекла 172
испарением металла в
вакууме 172
химическим способом 174
Металлы 10
— специального назначения 28
— тугоплавкие 13
— цветные 22
— щелочноземельные 29
— щелочные 28
Метод газовых промывок 294
Методы контроля покрытий 106
Молибден 16
— с присадкой кобальта и
железа 21
окислов лантана, неодима,
иттрия, титана и циркония 21
Монтаж ножек 263
механизированный 266, 270
ручной 264
Н
Навивка спирали 209, 213
Нагартованность (наклеп) металла 11
Нанесение люминофорного покрытия
на колбы ламп ДРЛ 278
люминесцентных 271
Наполнение ламп 301
специальными способами 306
способом напуска через зазор 303
ступенчатого наполнения 305
«шлюзования» 301
Никелирование 103
Никель 22
Ниобий 18
Ножка 255
— бусинковая 257
— гребешковая 255
— плоская 256
О
Обезжиривание 86
— в органических растворителях 86
растворах с добавками 89
щелочных составах 87
— спирали 214
Обжиг ламп Накаливания 347, 350
— керамики 47
Обработка металлических деталей 84
дробеструйная 85
пескоструйная 85
— металлов 74
анодно-механическая 83
— — давлением 74
способом вырубки и пробивки 77
вытяжки 78
гибки 81
отрезки 76
— резанием 82
электроэрозионная 82
Отжиг металла 11
предварительный и
межоперационный 75
— металлических деталей
вакуумный 99
в водороде 95
— — —
окислительно-восстановительный 97
— ножек 262
— спаев 246
— спирали 218
— стекла 153
Отпайка 312
Очистка керамики 48
— металла 84
— поверхности стекла 169
— ртути 31
— спирали 208
— технологических газов 60, 61
П
Пайка 114
— керамики под давлением 255
с помощью активных
металлов 255
Покрытия колб 176, 177
379
Полирование 92
Посадка цоколя 332
Предотвращение расстекловывания
(кристаллизации) 235
Припои 114, 115
— диэлектрики 255
Производство водорода 54
— газов из воздуха 57
— газовых смесей 58
Р
Работа с горючими газами 376
— со ртутью 374
Рекристаллизация металла 11
Рений 19
Ртуть 30
С
Сажа газовая 201
Сборка цоколя 138
Сварка 106
— аргонодуговая 111
— газовая 112
— диффузионная 113
— дуговая 111
— керамики термокомпрессионная
255
— лучом лазера 112
— плазменная 112
— ультразвуковая 113
— холодная пластическая 114
— электроконтактная Ш6
роликовая 111
стыковая 111
точечная 107
— электронно-лучевая 112
Свили 147
Свойства стекла вакуумные 41
механические 39
оптические 40
термические 35
химические 33, 34
электрические 39
Смесители 68
Спаи керамики с металлом 255
— кварцевого стекла ленточные 246
с металлом 246
стержневые 250
— стекла с металлом 233, 244
дисковые 240
рантовые несогласованные
238
согласованные 238
сжатые 239
Спирали 204
Спирализация 208
Сплавы вольфрамово-молибденовые 21
рениевые 21
— молибденово-рениевые 21
— тантало-вольфрамовые 21
ниобиевые 21
—тугоплавкие 13
Стекло 32
— кварцевое 43
Суспензия люминофорная для ламп
ДРЛ 186
-— люминесцентных 182
Т
Тантал 17
Тарелка 167
Температура размягчения стекла 38
Температурный коэффициент
линейного расширения 36
Термическая обработка спирали 215
Термобиметаллы 27
Технология спаев 241
Титан 19, 201
Торий 20
Травление 90
— спирали 217
— химическое 90
— электрохимическое 91
Тренировка горелок ламп ДРЛ 347
— ламп 344
люминесцентных 346
У
Ультразвуковая очистка деталей 93
Устройство для стабилизации
давления 67
Ф
Флюс паяльный 202
Фокусирование ламп 342
Фосфор красный 200
X
Хромирование 103
Ц
Цинкование 104
Цирконий 20, 201
Цоколевание 330
— механизированное ламп
люминесцентных 337
накаливания 336
специальных 338
Цоколь 127
— для ламп люминесцентных 137
накаливания 128
— керамический 339
— металлический 339
— типа «бипост» 340
Ш
Шлир 147
Штамповка цоколя 128
Э
Электролиз стекла 235
ОГЛАВЛЕНИЕ
Предисловие 3
Введение 5
Глава первая. Материалы, применяемые в производстве
источников света 10
1.1. Металлы и их сплавы 10
а) Тугоплавкие металлы и сплавы 12
б) Цветные металлы и сплавы 22
в) Металлы и сплавы специального назначения ... 28
1.2. Стекло 32
а) Общие сведения 32
б) Химический состав и свойства электроламповых стекол 33
в) Классификация стекол 42
г) Кварцевое стекло 43
1.3. Керамика 44
1.4. Люминофоры 48
а) Люминофоры для люминесцентных ламп низкого
давления 49
б) Люминофоры для ртутных ламп высокого давления 50
1.5. Газы 52
а) Технологические газы 52
б) Топливные газы 63
1.6. Огневое оснащение технологических машин .... 65
а) Запорная и регулирующая арматура 65
б) Аппаратура для очистки газов 66
в) Устройства для стабилизации давления .... 67
г) Коллекторы 68
д) Смесители 68
е) Подводящая арматура 69
ж) Горелки 69
з) Аппаратура для контроля 74
Глава вторая. Изготовление металлических деталей ... 74
2.1. Обработка металлов давлением 74
2.2. Другие способы изготовления металлических деталей 82
2.3. Очистка и термическая обработка металлических деталей 84
а) Общие принципы очистки 84
б) Механические способы очистки 85
в) Обезжиривание 86
г) Промывка в воде 89
д) Травление 90
е) Полирование 92
ж) Ультразвуковая очистка 93
з) Термическая обработка 94
и) Контроль качества очистки деталей {00
2.4. Покрытия металлов 01
2.5. Соединение металлических деталей *06
а) Сварка Юб
б) Механическое соединение U4
в) Пайка П4
Глава третья. Изготовление вводов и цоколей . . . . 115
3.1. Изготовление вводов 115
а) Назначение и виды вводов 115
381
б) Изготовление вводов для легкоплавких стекол . . Иб
в) Изготовление вводов для тугоплавких стекол . . И9
г) Изготовление вводов для кварцевого стекла ... 123
3.2. Изготовление цоколей 127
а) Изготовление цоколей для ламп накаливания . . 128
б) Изготовление цоколей для люминесцентных ламп 137
Глава четвертая. Производство стекла и изделий из него 139
4.1. Общие сведения 139
4.2. Сырьевые материалы и приготовление шихты . . . 140
4.3. Общие сведения о варке стекла 143
4.4. Варка стекла в ванных печах непрерывного действия 144
. 4.5. Варка стекла в электрических печах 146
4.6. Дефекты стекломассы 147
4.7. Производство кварцевого стекла 148
4.8. Производство изделий из поликристаллического квар-
цоидного стекла 150
4.9. Производство натурального цветного и глушеного стекла 150
4.10. Общие сведения о выработке типовых заготовок и
изделий из стекла \ 152
4.11. Выработка колб на автоматах карусельного типа . . 155
4.12. Выработка колб на автоматах конвейерного типа . . 161
4.13. Изготовление дротов 163
4.14. Изготовление изделий из дротов 166
4.15. Очистка поверхности стекла 169
4.16. Матирование 170
а) Химическое матирование 170
б) Матирование коллоидным кремнеземом . . . . 171
в) Органосиликатные покрытия 171
4.17. Металлизация 172
а) Испарение металла в вакууме 172
б) Металлизация химическим способом 174
4.18. Окраска колб 174
4.19. Прочие покрытия 176
Глава пятая. Технохимические операции 178
5.1. Приготовление суспензий эмиттеров 179
а) Оксидная суспензия для люминесцентных ламп . . 179
б) Суспензия эмиттера для ртутных ламп высокого
давления 181
5.2. Приготовление люминофорных суспензий .... 182
а) Общие сведения 182
б) Приготовление люминофорной суспензии для
люминесцентных ламп с использованием органических
растворителей 182
в) Приготовление суспензии для люминесцентных ламп
с использованием водорастворимого связующего . . 184
г) Приготовление люминофорной суспензии для ламп
ДРЛ 186
5.3. Приготовление цоколевочных составов 187
а) Общие сведения 187
б) Горячие цоколевочные мастики 188
в) Холодные цоколевочные цементы 195
г) Специальные цоколевочные составы 195
5.4. Приготовление маркировочных составов 196
5.5. Приготовление газопоглотителей 200
382
5.6. Прочие технохимические операции
а) Приготовление паяльного флюса
б) Приготовление жидкого стекла
в) Приготовление аквадага
г) Приготовление пасты для «биологических перчаток»
Глава шестая. Производство спиралей и катодов .
6.1. Изготовление спиралей
а) Подготовительные операции
б) Спирализация . .
в) Обработка спиралей на керне
г) Заключительные операции
6.2. Назначение и типы катодов
а) Общие сведения
б) Катоды дуговых ламп низкого давления ....
в) Катоды ртутных .и металлогалогенных ламп высокого
давления
г) Катоды газовых ламп высокой интенсивности
д) Катоды импульсных ламп
е) «Холодные» катоды ламп тлеющего разряда
6.3. Изготовление катодов массовых ламп
а) Изготовление кернов
б) Приготовление эмиттирующих составов ....
в) Нанесение эмиттирующих покрытий
г) Контроль покрытых катодов
Глава седьмая. Начальные сборочные операции
7.1. Общие сведения
7.2. Спаи стекла с металлом
а) Конструкции спаев
б) Технология спаев. Подготовка стекла ....
7.3. Спаи кварцевого стекла с металлом
7.4. Прочие соединения стекла с металлом
7.5. Спаи керамики с металлом
7.6. Изготовление ножек
а) Виды ножек
б) Изготовление гребешковых ножек
в) Изготовление плоских ножек
г) Изготовление бусинковых ножек
7.7. Отжиг ножек
7.8. Монтаж ножек
а) Общие сведения
б) Ручной монтаж
в) Механизированный монтаж ножек ламп накаливания
г) Механизированный монтаж ножек люминесцентных
ламп . . .
7.9. Подготовка колб для люминесцентных ламп
а) Нанесение люминофорного покрытия
б) Выжигание биндера ....
7.10. Подготовка колб для ламп типа ДРЛ
а) Нанесение люминофорного покрытия
б) Выжигание биндера ....
7.11. Заварка ламп
а) Общие сведения .....
б) Заварка ламп накаливания общего назначения
в) Заварка миниатюрных ламп накаливания
202
202
202
203
204
204
204
204
208
214
218
220
220
222
223
225
226
227
228
228
230
230
232
232
232
233
237
241
246
252
254
255
255
257
260
261
262
263
263
264
266
270
270
271
275
278
278
279
279
279
281
283
383
ч о 284
г) Заварка люминесцентных ламп 287
д) Заварка ламп типа ДРЛ
е) Заварка ламп специального назначения .... ^'
7.12. Герметизация кварцевых колб 288
Глава восьмая. Вакуумная обработка ламп 293
8.1. Сущность вакуумной обработки 293
8.2. Присоединение ламп к вакуумной системе .... 293
8.3. Откачка 294
8.4. Обезгаживание 295
8.5. Обработка катода 297
8.6. Наполнение ламп . 301
а) Способы газового наполнения 301
б) Способы введения специальных рабочих веществ 306
8.7. Отпайка 312
8.8. Распыление газопоглотителей 315
8.9. Вакуумная обработка ламп накаливания 317
а) Обработка на откачных автоматах 317
б) Обработка на откачных постах 319
8.10. Вакуумная обработка газоразрядных ламп .... 324
а) Обработка люминесцентных ламп на автоматах . . 324
б) Обработка горелок ртутно-кварцевых ламп . . . 326
в) Обработка на откачных постах 327
Глава девятая. Заключительные операции 330
9.1. Цоколевание 330
а) Общие сведения 330
б) Механизированное цоколевание ламп накаливания 336
в) Механизированное цоколевание люминесцентных ламп 337
г) Цоколевание специальных ламп 338
д) Контроль зацоколеванных ламп 341
9.2. Фокусирование ламп 342
9.3. Тренировка ламп 344
9.4. Обжиг ламп 347
9.5. Технологическая выдержка и упаковка ламп . . . 350
Глава десятая. Контроль и испытания ламп .... 352
10.1. Общие сведения 352
10.2. Визуальный контроль 353
10.3. Измерения электрических и световых параметров . . 354
а) Измерение светового потока 354
б) Измерение силы света 356
в) Цветовые измерения 357
10.4. Механические испытания 360
10.5. Климатические испытания 364
10.6. Надежность источников света 366
Глава одиннадцатая. Вопросы вакуумной гигиены,
промышленной санитарии и техники безопасности .... 372
11.1 Вакуумная гигиена 372
11.2. Техника безопасности 373
Список литературы 377
Предметный указатель 379