/



























Текст
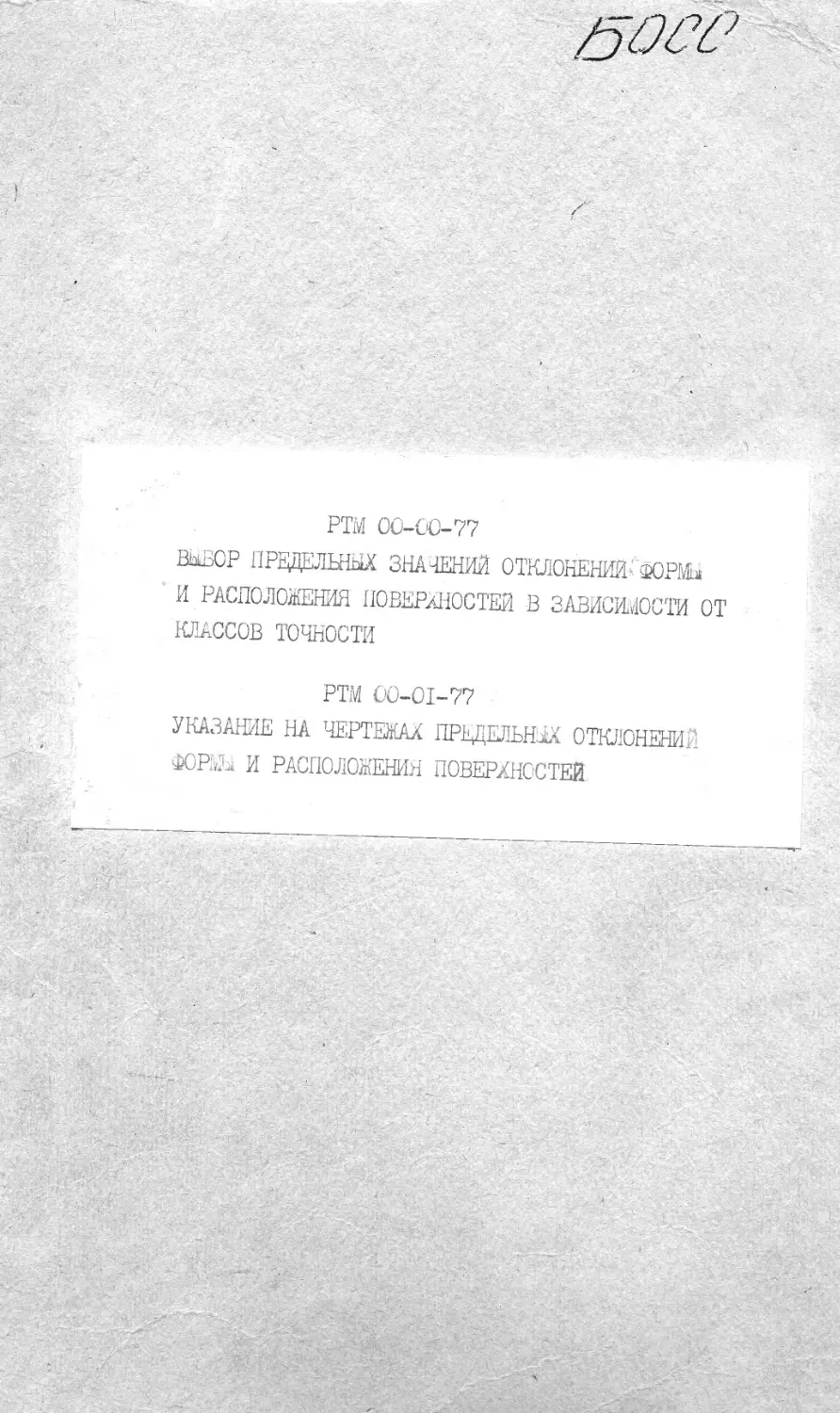
СХЕМА!
определения соотношений допусков формы
и РАсположения поверхностей
100
УгеерждАЮ
1ЛАВНЫЙ инженер э-дл им (лммл
Q, ЛА. САФРОИОВИЧ4
-90
-80
-70
-оо
-50
-40
-30
-20
10
too
100
100
too
100
3100
100
ft-
70 70
50 50
50 50
50
00 40 40 40
50-
40-
30-
20-
10-
&0
>
30 30
20
10 10
8
£ .
V7///Z7
огюлипиения
YZZZZZZZZ3
АМвТРвБКО.
i
i
1
f
i
Допуск на фонолу вазовой поверх носы
Допуск на ootw отсчетной новсрхнос-
ОК * Овальности и конусоовгазность
Остальные поГОСТ 2308 "68 г,
/Д7-1
90
80
70
30 30
50
Дописн формы бйзов.поверлго
Допуск формы шпечеш. поверх.
Номер схемы
7/2/12£i
OK
OK
OK
ок
OK
OK
о
OK
OK
OK
OK
OK
12
/3
!4
16
ёИ
7777/77/7,
TZZZZZZZ
7ZZ7Z7772
zzzzzzzA
Согласовано- Глметролог _______ _______________
РаботувыпоАнилл-нюк. конструктор t^!-- Л£фил оба .
Гщ-Ь I IT I -ШЧ1М»ntinFrjlWT.1T» ччгжтг у- '1U
Научно-технический прогресс сопровождается непрерывным поступлением информации,
объем роста которой превосходит возможности её переработки непосредственно каждым
исполнителем конструкторских работ. Качество проектно-конструкторских работ и произ-
водительность труда конструктора во многом зависят от рационального построения норма-
тавных документов.
Поиск необходимых справочных данных, а иногда их отсутствие или различное толкова-
ние в разных источниках в ряде случаев приводят к непроизводительным затратам труда
конструктора.
Настоящие руководящие материалы содержат необходимые сведения по основам конструи-
рования деталей станков и примеры типового оформления чертежей, которые включают в се
бя все необходимые данные для изготовления и контроля деталей.
Типовые чертежи являются только примерами, устанавливающими порядок оформления
чертежей.
Указанные в чертежах материалы, размеры и величины пределы-
ния
: отклонений, обо знача
шероховатости поверхностей, покрытия, термическая обработка, маркировка, обозначе
шлицевых соединений, технические требования, а также порядок заполнения специфика
приведены в качестве примеров.
При выборе и нанесении на чертежах тех или иных данных следует руководствоваться
соответствующими государственными и отраслевыми стандартами, стандартами предприятия i
другими действующ
НИЯ
2
ПЕРЕЧЕНЬ НОРМАТИВНЫХ ДОКУМЕНТОВ, КОТОРЫМИ СЛЕЗЕТ
РУКОВОДСТВОВАТЬСЯ ПРИ ВЫПОЛНЕНИИ ЧЕРТЕЖЕЙ
I. Общие правила выполнения чертежей см. ГОСТ 2.3OI-68 - ГОСТ 2.308-68,
ГОСТ 2.311-68, ГОСТ 2.314-68.
2. Выбор предельных значений для отклонений формы и расположения поверхностей в
зависимости от классов точности станков, а также их условное обозначение и указание
на чертежах производить согласно РТМ 00-00-7'7, РТМ 00-01-77 и ГОСТ 2.308-68.
3. Выбор размеров сечений шпонок и пазов под шпонки производить согласно СТП 34-73
"Шпонки призматические", альбом "Крепеж".
4. Выбор допусков и посадок шпоночных пазов во втулках и на валах производить со-
— -
гласно СТП.411-73 "Шпоночные соединения. Допуски и посадки”, альбом "Общие нормы".
5. Выбор числовых значений параметров шероховатости поверхности следует.произво-
дить: гдл сопрягаемых поверхностей по табл. I-II, для несопрятаемых (свободных) - по
табл. 12-13 0СТ2 484-1-77.’ Обозначение же шероховатости и нанесение ее на чертежах
производить согласно ГОСТ 2.309-73.
6. Правила нанесения не чертежах технических требований см. ГОСТ 2.316-68.
/'
* ' . 1
7. Рекомендации по выбору материала для изготовления деталей и вида термической об
работки см. РТМ2 MTII-I-73 "Стали для станков и машин".
К
3. Обозначение термической обработки на чертежах см. ГОСТ 2.310-68.
9. Условное обозначение материала на чертежах указывать согласно СТП 416-76.
10. Предельные отклонения размеров назначать согласно СТП 421-77.
II. Правила обеспечения технологичности конструкций изделий.
ЕСТПП ГОСТ 14.201-73 - ГОСТ 14.204-73.
12. Организация и порядок проведения метрологической экспертизы конструкторской и
технологической документации ГСП ГОСТ 8.103-73.
13. Метрологический контроль конструкторской документации. Методические рекоменда-
ции. Оргстанкинпром., Москва, 1976г..
14. Соотношение между допусками размера, Формы, расположения и шероховатости по-
верхностей. Руководящие материалы. БВ-РТМ-62-71, Минстанкопром, Москва, 1973г..
Главный инженер заводаС,А* ^овб9й
им. Седина Лтя
»£!>• 0б 1978 г.
I
Группа
РУКОВОДЯЩИЙ ТЕХНИЧЕСКИЙ МАТЕРИАЛ
г-
*
ВЫБОР ПРЕДЕЛЬНЫХ ЗНАЧЕНИЙ ОТКЛОНЕНИИ ФОРМЫ И РАСПОЛОЖЕНИЯ РТЫ 00-00-77
ПОВЕРХНОСТЕЙ В ЗАВИСИМОСТИ ОТ КЛАССОВ ТОЧНОСТИ СТАНКОВ Взамен РМ 00-0-67
т
Настоящим РШ устанавливаются рекомендации по выбору предельных значений отклонений
формы и расположения плоских и цилиндрических поверхностей деталей токарно-карусельных
станков и токарных вертикальных полуавтоматов в зависимости от класса точности станков
условий работы, изготовления и измерения деталей, сборки и монтажа станка.
В зависимости от требуемой точности обрабатываемых деталей станки подразделяются на
следующие классы точности:
' •’ Л- ' .
Н - нормальный
П - повышенный ? ~
В - высокий.
Станки нормальной и повышенной точности предназначены для черновой и чистовой обра-
ботки деталей.
Станки повышенной точности отличаются от станков нормальной точности более точным
выполнением или подбором отдельных деталей,
а также некоторь
особенностями монтажа.
Станки высокой точности предназначаются для особо точной чистовой обработки, что
достигается конструктивными особенностями отдельных элементов, высокой точностью их из
готовления и специальными условиями монтажа. Станки высокой точности изготавливаются
только по специальному заказу в единичных экземплярах.
В таблицах I, 2, 3, 4 и 5 приведены значения степеней точности для сопрягающихся по
I
верхностей деталей в зависимости от класса точности станка
них отклонений для данных степеней точности приведены
Термины, общие определения, определения
формы и расположения поверхностей см. ГОСТ
СТЕПЕНЬ ТОЧНОСТИ ПОВЕРХНОСТИ
отклонений
10356-63 и
Числовые значения предель-
в таблицах 6, 7, 8, 9 и 10.
и примеры измерения отклонений
приложения к нему I и 2.
ОТ ПЛОСКОСТНОСТИ И ПРЯМОЛИНЕЙНОСТИ
Класс точности станка
перечив, суппортов, салазок, пово-
роток, ползунов, кареток
Поверхности сопряжения
направляшими планками
Поверхность сопряжения
станины
стола
Поверхности сопряжения
стоек и
стола, стоек и распорки
Круговые направляющие столов
А
планшайб, оснований
Наименование сопряга
поверхностей деталей
I. Направлявшие станин, колонн, по-
III
III
III
У1
У1
У1
У1
УН
Поверхности сопряжения поперечины
и коробок подач, бокового суппор-
та и коробки подач
III
планки (без клиньев)
колонны
Поверхности сопряжения станины
коробки скоростей, стола и короб-
ки скоростей
Поверхности сопряжения планшайбы
1У
УН
У1
Примечание
Ток.-карус..полуавт
* *
То же
Полуавт.
Ток.-карус.
п
Ток.-карус.,полу авт
Ток.-карус.
i
Продолжение табл. I
Il
5
Наименование сопрягающихся поверхностей деталей Класс точности станка
Н < П В
10. Поверхности сопряжения салазок и поворотных салазок суппорта II. Поверхности разъемов корпусов и крышек редукторов , корпусов и крышек подшипников 12. Поверхности сопряжения стола и стаканов подшипников шпинделей Г 13. Поверхность сопряжения стола с планками поворота и фланцами 14. Поверхности сопряжения основания И конуса, колонны и конуса 15. Поверхности сопряжения колонны и нижнего венца 16. Поверхности сопряжения нижнего венца и коробок подач ‘ 17. Поверхности сопряжения основания t с синхронизаторами k : г 18. Поверхности сопряжения упоров индексации и площадок стола под них г „ . 19, Поверхности компенсаторных планок, ? колец : 20. Поверхности маслонепроницаемых, влагонепроницаемых и пыленепрони- цаемых сопряжений крышек и корпу- сов; а) без прокладок б) с прокладками - •«Г У1 У У У 1 У 1 У 1 У 1 УН У 1 У 1 У УШ У1 У л У 1 У 1 У 1 У 1 У 1 У У У УШ У у 1У У1 У У1 У1 У1 У У У УШ
Примечание
Ток.-карус.,полуавт.
То же
Полуавт.
То же
в
Ток.-карус..полуавт.
То же
-ill
и
Таблица 2
р
ОТ ЦИЛИНДРИЧНОСТИ
—' . ................
Наименование сопрягающихся
поверхностей деталей
ния
к
уплотнениях поршневыми кольцами
Поверхности конуса основания и сто-
Е.;
Класс точности станка
Н п в
У У У
У1 У1 У1
л г
У 1У III
Ток.-нарус.,полуавт
i
То же
- Полуавт.
ОамЙМЧШМаШ
«ш
Таблица 3
Класс точности станка
поверхностей деталей
I. Направляющие (охватываемые)
Ток.-карус., полуавт.
III
III
станин, стоек, колонн, попере-
чин, суппортов, салазок, ползу-
I нов, кареток, повороток
Е,
а
Полуавт.
но центральной оси
II
г*
•X
Поверхности направлю
колонны
tttin
х планок
II
То j?e
»
Поверхность сопряжения
со столом относительно
станины
1У
III
Ток.-карус.
стоек со
&.
Поверхности сопряжения
столом и распоркой относительно
Поверхность сопряжения стола со
станиной относительно оси отвер-
с тин под шпиндель
Поверхности сопряжения стола со
стойками относительно оси отвер-
стия под шпиндель и между собой
Поверхность сопряжения станины
с коробкой скоростей относитель-
У1
1У
1У
То же
1У
1У
У1
III
III
п
п
п
Поверхность сопряжения стола с
коробкой скоростей относительно
оси отверстия под шпиндель
Поверхности сопряжения распорки
со стойками
У1
т
и
Продолжение табл. 3
направлю
Поверхности сопряжения
повороток относительно
13. Поверхность сопряжения
с конусом относительно
направляющей
Площадки основания под
правляющей
относительно круговой
центральной оси
но оси конуса
дач
и
-----. -... _ _
Наименование сопрягающихся
поверхностей деталей
II. Поверхности сопряжения стоек или
Ji-
станины с механизмом передачи
движения на подачу относительно
салазок и
основания
круговой
синхрони-
заторы относительно круговой на-
Поверхности сопряжения стола со
стаканами подшипников шпинделей
под валы
Оси отверстий колонны
привода шпинделей относительно
Оси отверстий конуса основания
под приводные валы шпинделя отно-
сительно1 центральной оси
Оси отверстий стола под стаканы
подшипников шпинделей относитель-
Поверхности сопряжения нижнего
венца с колонной и коробками по-
—
Класс точности станка
н п в
УН У1 У1
У 1У III
У 1У III
У У У
т г 1У ш
У ГУ 1У
У 1У 1У
у У У
У У У
Примечание
Ток.-карус.
Ток.-карус..полуавт.
Полуавт.
i-
То же
Л
4* »»
м
и
«м»
5
н
Полуавт.
к
Продолжение табл. 3
Класс точности станка
Наименование сопрягающихся
поверхностей деталей
Оси отверстий редукторов, корпу-
сов подшипников, кронштейнов от-,
носителъно поверхностей оснований
дистанционных колец и втулок под
Поверхности компенсаторных колец
У1
втулокf проставок, планок
ч
«
подшипники качения классов точно-
сти Q.,6 и 5
$
-Й
i
'h
№
£
Ч"
л v
я
к1-
Примечание
Ток.-карус.,полуавт.
То же
п
мм
х-:..
н~
мммм
$
□ИМ
Таблица 4
Икс -'_________________________
I Наименование сопрягающихся
поверхностей деталей
ЖХ'.' i
Класс точности станка
В; :
I I. Направляющие (охватываемые) ста-
I нин, стоек, колонн, поперечин,
I суппортов, салазок, повороток,
ползунов, кареток
1
Поверхности сопряжения стоек со
я
Поверхности сопряжения станины й
стоек с механизмом передачи дви-
Поверхности сопряжения станины и
стоек с механизмом подъема попе
Поверхности
с коробками
сопряжения поперечины
сопряжения конуса и
ж
к
К, д
в
&
УШ
УШ
УШ
Примечание
Ток.-карус., полуавт.
У1
У1
УН
У1
У1
УН
У1
Ток.-карус
УН
У1
п
п
Поверхности
основания, колонны и конуса к
центральной оси
Поверхности сопряжения стакана
оси отверстия
Поверхности сопряжения колонны
с нижним венцом к центральной
оси
Поверхности сопряжения основания
с механизмом поворота стола к
1У
III
III
II
Полуавт.
tt
У1
У1
У1
'Я*
II
Продолжение табл. 4
поверхностей деталей
10. Поверхности сопряжения планшайб
и шпинделей к оси
,-и
II. Поверхности сопряжения патронов
и шпинделей к оси
Е
оси резьбы
I
I
3
I
14.
1
Поверхности
подшипников
отверстий
lil! Г*
сопряжения стаканов
с корпусами к осям
Поверхности
упоры индексации к направляющей
площадок стола под
Поверхности сопряжения фланцев
жестких соединительных муфт
осям отверстий
к
16. Поверхности торцов поршней
t прягаемцх с буртами штоков
К
I
>
осям под штоки
О
г<- -J
Класс 1 точности станка
Н П -в
У1 У УН ’•7 ) УП ' -V -• - . У1 • У1 •7 УН . У1 1У У11 УН УТ У1 1, У11 А У1 III УН /к •• У11 У1 У1 УП *
Примечание
Ток.-карус.
Полуавт.
То же
Ток.-карус..нолуавт
Полуавт.
Ток.-карус..полуавт.
То же
-
...
л
I
Ji
-«JrS-
Таблица 5
о
Класс точности станка
III
II
Ток.-карус., полуавт.
i
Jff'
2. Отверстия под подшипники шпин-.
делей в корпусах столов - не-
соосность
иг/
делей в стаканах - несоосность
Посадочные поверхности шпинде-
биение
Шейки валов под
чения классов 4
и
радиальное биение
Отверстия под подшипники каче-
:-ъ - !
ния классов точности: 4 и 5
Л хч
/_*
несоосность
S»
Шейки валов под зубчатые коле
са 6 и 7 степеней точности -
радиальное биение
1У
У1
У1
У1
У1
III
Л
III
1У
У1
&
Ток.-карус
Полуавт.
Ток.-карус., полуавт.
То же
п
W
8. Шейки валов под зубчатые коле-
са 8 и 9 степеней точности -
УН
УН
УН
JI»-
d
• <
.га;
и
Продолжение табл. 5
несоосность
ности
относительно
основания - несоосность
10
Отверстия под приводные валы
шпинделей в колонне и конусе
Наименование сопрягающихся
поверхностей деталей
Класс точности станка
1У
Посадочные поверхности стака-
биение относительно отверстий
основания и ниж-
радиальное биение
центральной оси
Отверстия под стаканы подшип-
ников стола (технологически) -
Посадочные поверхности ступиц
под зубчатые венцы 6 и 7 сте-
пеней точности радиальное
биение
У1
Примечание
Ток.-карус,, полуавт
. Посадочные поверхности ступиц
под зубчатые венцы 8 и 9 сте-
пеней точности - радиальное
-биение
То же
' п
It
13. Посадочные поверхности конуса
основания с колонной и основа-
Полуавт.
нием - радиальное биение отно-
сительно оси конусной поверх-
14. Посадочные поверхности колон-
ны с конусом
То же
14
Продолжение табл. 5
Наименование сопрягающиеся
, поверхностей деталей
Класс точности станка
н п в
Примечание
Рабочие и посадочные поверх-
Ток.-карус., полуавт.
даальнее биение
17.
Рабочие поверхности поршней -
У1
У1
То же
но отверстий под штоки
Посадочные поверхности втулик
цадивд»юв - радиальное оиение
ЙТНССЖ^«./£ЬН0 рабочих иоварл^
*
назрей.
р
4S v 1 Ь'Э\ *Л Yi
Писааечиы-е поверхности ffog-
С1ШЖ>Пг1 -- р«^иам
ное 5иеиш относительно
«г&Ерстргй
\
у
г
f
i
*•
I
?
XIп
VI
vl
♦*
fl
-
vb-v^Jtxv
!
>
i .
: !
!
>
' i
I
Hide*
i .^редельнн? 'Отклонения формы и расположения поверхностей должны назначаться исходя
га условий работы, изготовления и измерения деталей.
ста поверхностей для выбора предельных отклонений Форш и расположения поверхностей
‘. В остальных случаях отклонения формы и расположения поверхностей ограничиваются по
ставляемые у размеров (см. примечание к табл. 8 и 9).
N
п
я
Я
__ .*
;г;к'4
s
Лита'’
< .. . •'
&
<
м
я
г
iiyilW.pi । ижЙЕ*
mn
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТ ПЛОСКОСТНОСТИ И ПРЯМОЛИНЕЙНОСТИ
-а» . . •
I Интервалы
номинальных
L "1
₽
»
ж
£} - ?’#
K-.&#
До
ДО
Я
«
10
1000
6
10
1000
6300
Y
И
я
и
2500
6300
10000
10
-4?
Степени точности
1У
У1
Предельные отклонения, мкм
2,5
10
**•
'Д
i
5
методом контроля «на краску"
»1«11ФЗДНИД||,ИИ1М1111 и.»1Ж L III
?
•л. •
мма
УН
4
10
100
я
100
160
.1, ицр|Д!1И1
’ " -
&
Я
*
УШ
10
25
40
100
160
250
*
К
т-
Таблица 7
ш
О
ОТКЛОНЕНИЙ ОТ ПЛОСКОСТНОСТИ (ПРЯМОЛИНЕЙНОСТИ) И ШЕРОХОВАТОСТИ
^8"“'*" ' """' |и 1 Число пятен < в квадрате 25x25 мм Свыше ?0 до 25 ' \ *’ -у ; jWiiHw 1 m—< It . . -- . ... _г 16 " 20 13 *16 t Степень точности по ГОСТ 10356-63 III 1У ; У JH—**. Шероховатость поверхности 1,2b/ V It^— 2^—
Т— . - . .. 10 * 13 — — 8 * 10 5 " 8 У1 у г * •S УН - ФХ'ЗГ " т. " .. .1 УШ к •/ л & Bz 2Qr-— t • X/ Hz
чертеже обозначается согласно
Шероховатость поверхностей, получаемых шабрением, на
ГОСТ 2.3Q9-73 по типу:
Шабрить 13..,16
пятен в квадрате 26x25
£
<
я
4
X
к:1
чЯ
<
*г
X
Ж‘
И t
4
I/
\ф-
£ •
J#,
цгавмашм
«ОШ
ч.
•» I
ммиммо&ж
a
17
ОТ ПЛО(ЖОСТНОСТИ И ПРЯМОЛИНЕИЙООта
5 (
I. На чертежах деталей станков предпочтительнее указывать предельные отклонения от
плоскостности. Предельные отклонения от прямолинейности указываются только для
узких и длинных детелей типа линеек.
. 2. При длине плоской поверхности до 1000 мм предельные отклонения от плоскостности
указываются на всей длине; при длине до 1600 мм - на длине 1000zmm; при длине
свыше 1600 мм - на длине 1000 мм и на всей длине.
ИВ • .
г
г
.1
I
1
Таблица 8
1
Ife Интервалы Z Степени точности
номинальных
III 1У У У1 УН УШ
.диаметров,
г/ . мм к- Предельные отклонения, мкм V .
До 6 0,8 1,2 2 3 5 8 '
Свыше 6 " 18 1,2 2 3 5 8 12
18 " 50 1,6 2,5 4 6 10 16
50 " 120 1 2 3 5 8 12 20
120 ’’ 260 2,5 4 6 10 16 25
260 " 500 3 5 8 12 20 30
500 " 800 К 4 6 10 16 25
1 800 "1250 5 8 'к 12 20 30 50
||р- 1250 " 2000 6 $ 10 16 25 40 60
и Примечания: I. Величины, приведенные в таблице 8, должны непосредственно использо-
’ваться в качестве предельных значений нецилиндричности, некруглости, отклонения про-
1 филя продольного сечения, огранки, изогнутости. Для получения предельных значений
I овальности, конусообразности, бочкообразное™ и седлообразное™ указанные в таблице
| величины должны удваиваться с последующим округлением результата до ближайшего пред-
к почтительного числа, приведенного в этой таблице.
L 2. При отсутствии указаний о предельных отклонениях формы цилиндрических поверх-
юотей зги
отклонения огранмгчиваются полем допуска на диаметр
•4-;
"4‘
r w
KV
> wpxwm
НЫшИамМд’ьЛ
ч
’ 4 *
г
i
------------ , ...,,^,а...
ТХ-Г ЧИЯТ1 'I'-- -tV -Ml
•У i i yi ! ; m
*-***
тггчг-в-
JV
а.
«
• ♦.
j
>
ч
и
3
♦<
г.
и
Г-
16
ШЮ
Г.7*’ *
2500
в;
6300
lit
«м
ft
2500
6300
10000
10
16
100
160
100
160
250
$
&
3
i
4
с
*
6
ю
Л
Примечания: I. Под номинальным размером понимается длина, на которой задается
лв отклонение от параллельности и перпендикулярности, или диаметр, на котором з.
редельное торцовое биение.
эти
ограничиваются полем допуска на расстояние между поверхностями
или плоскости
ми симметрии.
I Предельные отклонения от параллельности, перпендикулярности, торцовое
Даются: при длине поверхностей до 1000 мм - на всей длине; при длине до 1600 мм - на
длине 1000 мм; при длине свыше 1600 мм - на длине 1000 мм и на всей длине.
биение указы'
I
1
... V.
Таблица 10
тт* 1 1 СДЕЛЬНЫЕ ЗНАЧЕНИЯ РАДИАЛЬНОГО Н1ЕНИЯ к>
Интервалы 1 Степени точности
номинальных II III 1У У У1 УН УШ
диаметров,
мм Предельные значения, мкм Z*
В '
I ' . V-! s* До 6 3 5 8 12 20 30
Свыше 6 " 18 2,5 4 6 10 16 25 40
ft w м 18 " 50 3 5 8 12 20 30 50
и 50 "120 4 6 10 16 25 40, 60
120 " 260 5 8 12 20 / 30 1 50 80 .
п 260 " 500 6 10 16 25 40 60 100
500 " 800 8 12 20 30 ,50 80 . • 120
и 800 " 1250 10 1 16 25 40 60 100 - IG0
д •• W — «5 1250 ” 2000 12; 20 30 50 80 120 200
*
к f Примечание , Для получения предельных значений несоосности и несимметрич-
ности в случае, если они оговариваются независимым допуском, указанные в таблице вели-
>A<:t
I
чины должны уменьшаться вдвое с последующим округлением результата до ближайшего пред-
почтительного числа, приведенного в таблице 10.
вследствие наклады-
I Предельные отклонения формы и расположения поверхностей, выбранные по таблицам
6-Ю, являются экономически целесообразными, но не всегда обеспечивают точность станков'
||по ГОСТ 44-72 и ГОСТ 6820-75 без подгонки компенсирующих элементов
Nвания предельных отклонений сопрягаемых деталей.
I Поверхности деталей-компенсаторов, подлежащих пригонке, способы
должны быть оговорены в технологических процессах сборки и монтажа
и точности пригонки
станков.
К’л
ЛИТЕ
I ГОСТ 10356-63
ГОСТ 2.308-68
ГОСТ 2789-73
, ГОСТ 2,309-73
ГОСТ 44-72
I ГОСТ 6820-75
! ГОСТ 8-71
ГОСТ 7599-73
ГОСТ 7227-58
г-
Ч ... ? 4'1-
i*
I
метролог
Нетребко
f л
Начальник КОС
Борискин
9
Коваленко
• '*’ г *-
. Л „„
j • ••
технолог
’ %.
1б©Г
, ч
г’,'?'-' •Л''.
•’* *'* . 1Чк '
' X-
!3'-;W
Начальник бюро типизации
в.д. Кавера
Исполнитель
^7Ъ /Л /Л
Н.ч1. Троценко
WnWRMIHI III I МИ..HI
-МММ
к
'ЯГ-
./ -
&»
V
А
Ий- *
& у
1 ’ll
*
it
Главный инженер завода
им. Седана
w Ал W £
.А. Довбня
1978 г
Группа
и
РУКОВОДЯЩИЙ ТЕХНИЧЕСКИЙ МАТЕРИАЛ
г-
к
-л
Взамен РМ
а-м^вм—нм—
Ц. ' -W
ЦТ :
. «. • Г
Ма«яаир-а^*м-яма
If \
I Предельные отклонения формы и расположения поверхностей указывают на чертежах
[условными обозначениями (знаками), установленными ГОСТ 2.308-68.
Ь . ./< АВ.': «< < * . м> . I • : А
Таблица II
Sir
Наименование отклонения
краткое
Отклонение от плоскостности
ч«
Нецилиндричность
Отклонение от круглости
полное
№
Отклонение профиля продольного сечения
<
(относите^ к цилиндрической поверхности)
‘ г'4-' ' ' "
Отклонение от прямолинейности
Отклонение от цилиндричности
. I ...— ....— || । j II I.. । । и ц,|, ।
if
Неилоокостность
В Нецрямолинейность '
$
• г
d
Таблица 12
Наименование отклонения
Торцовое биение
Радиальное биение
Отклонение от пересечения осей
Отклонение от симметричности
Смещение осей от номинального располо
же ния
К.
1
____.. ЯГ I" 1
L______________
5*
Непересечецие осей
ДОС ",'1 л- ’ 1 • . - -
Несимметричность
-
*
В При указании отклонений формы (таких как вогнутость, выпуклость
Цконусообраэность, бочкообразность, се.длообразность, изогнутость) и расположения (таких
как перекос осей), не имеющих условного обозначения (знака), производят запись в техни-
|ческих требованиях.
Например:'
Конусообразность, бочкообразность и седлообразность поверхности Б не более 0,01 мм.
Изогнутость оси поверхности В не более 0,012 мм.
Перекос осей I и II не более 0,04 мм.
Зависимые допуски расположения назначаются для деталей, которые сопрягаются с контр-
.еталями одновременно по двум или нескольким поверхностям и для которых требования
взаимозаменяемости сводятся к обеспечению собираемости. Зависимые допуски связаны с за-
зорами между сопрягаемыми поверхностями. На чертежах проставляются минимальные значения
допусков, соответствующие наименьшим зазорам.
[ Зависимые допуски расположения поверхностей обозначают условным знаком
рай помещают после предельного отклонения, например:
кото-
о?-®
——....
Условное обозначение зависимого допуска в тексте допускается заменять словами:
"допуск зависимый". Когда не указан вид допуска расположения, его считают независимым
Допуски расположения осей отверстий для крепежных деталей рекомендуется задавать
[зависим!» . . -
Величины предельных отклонений размеров, координирующих оси отверстий должны казна
даться согласно СТП 402-70 " Допуски на расстояния между центрами отверстий под кре-
I
пежине детали" и Приложения к нему.
Г
М*'/ '
А'<\
i; :Л‘
Кц ",Л '
СОГЛАСОВАНО
*
У- 1 W
Главный конструктор
Нетребко
Начальник бюро типизации
Начальник КОС
Ик'„
О.
Борискин
технолог
Коваленко
В.А. Кавера
Исполнитель
Н.П. Троценко
-
У.’
- - «ММИММ1
«ей