




































































































































































































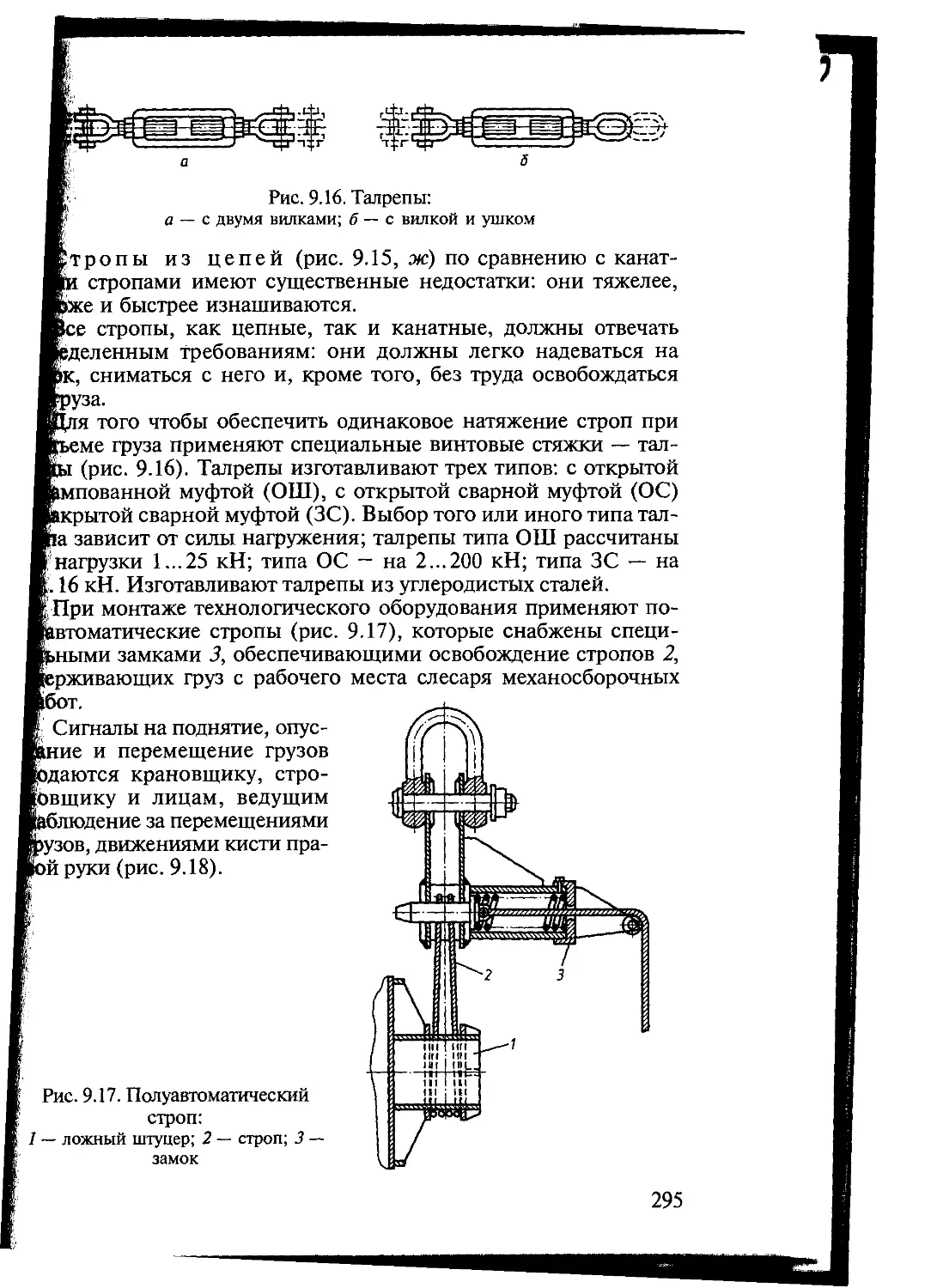












































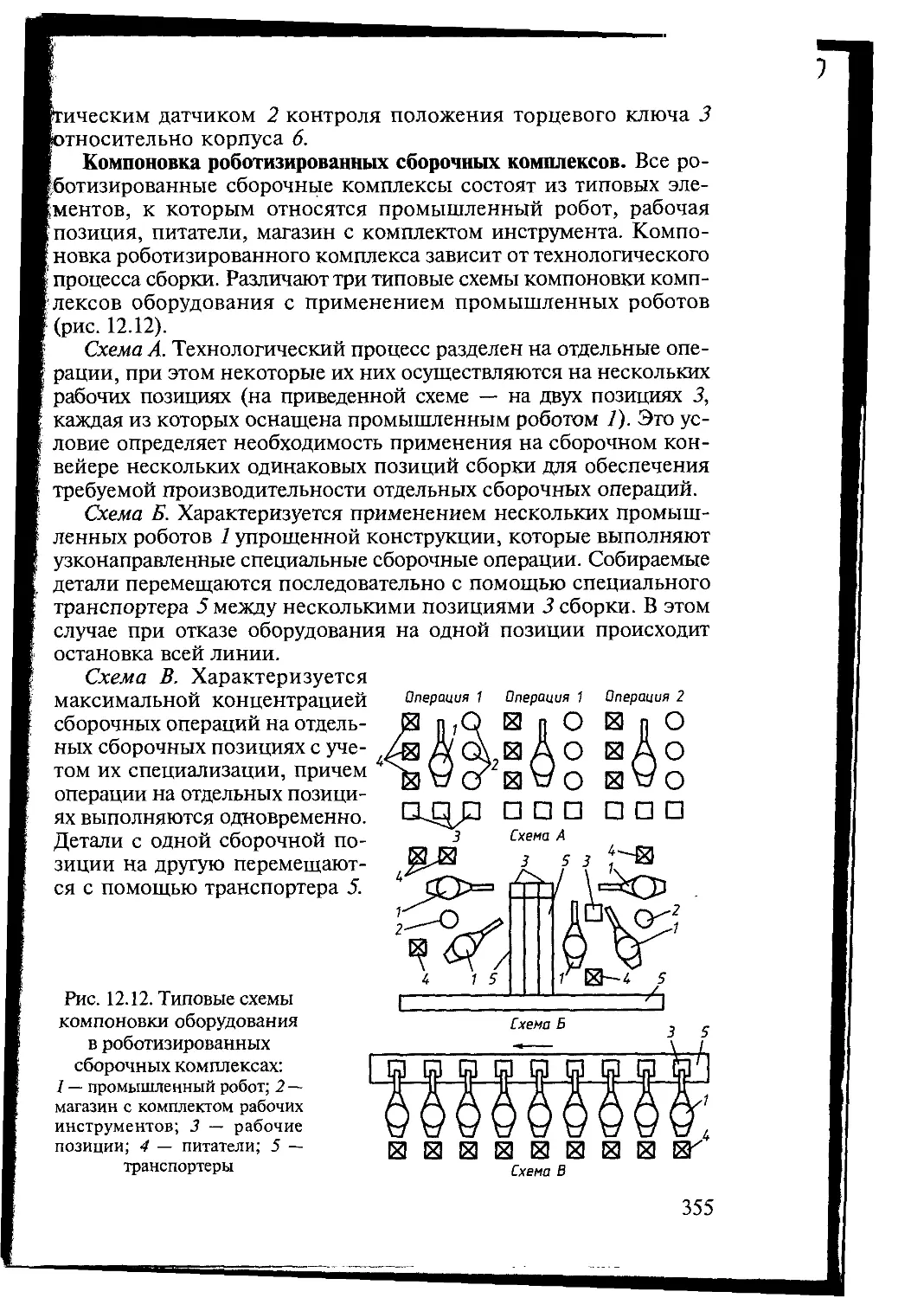





Автор: Покровский Б.С.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства обработка металлов слесарное дело
ISBN: 5-7695-1142-7
Год: 2003


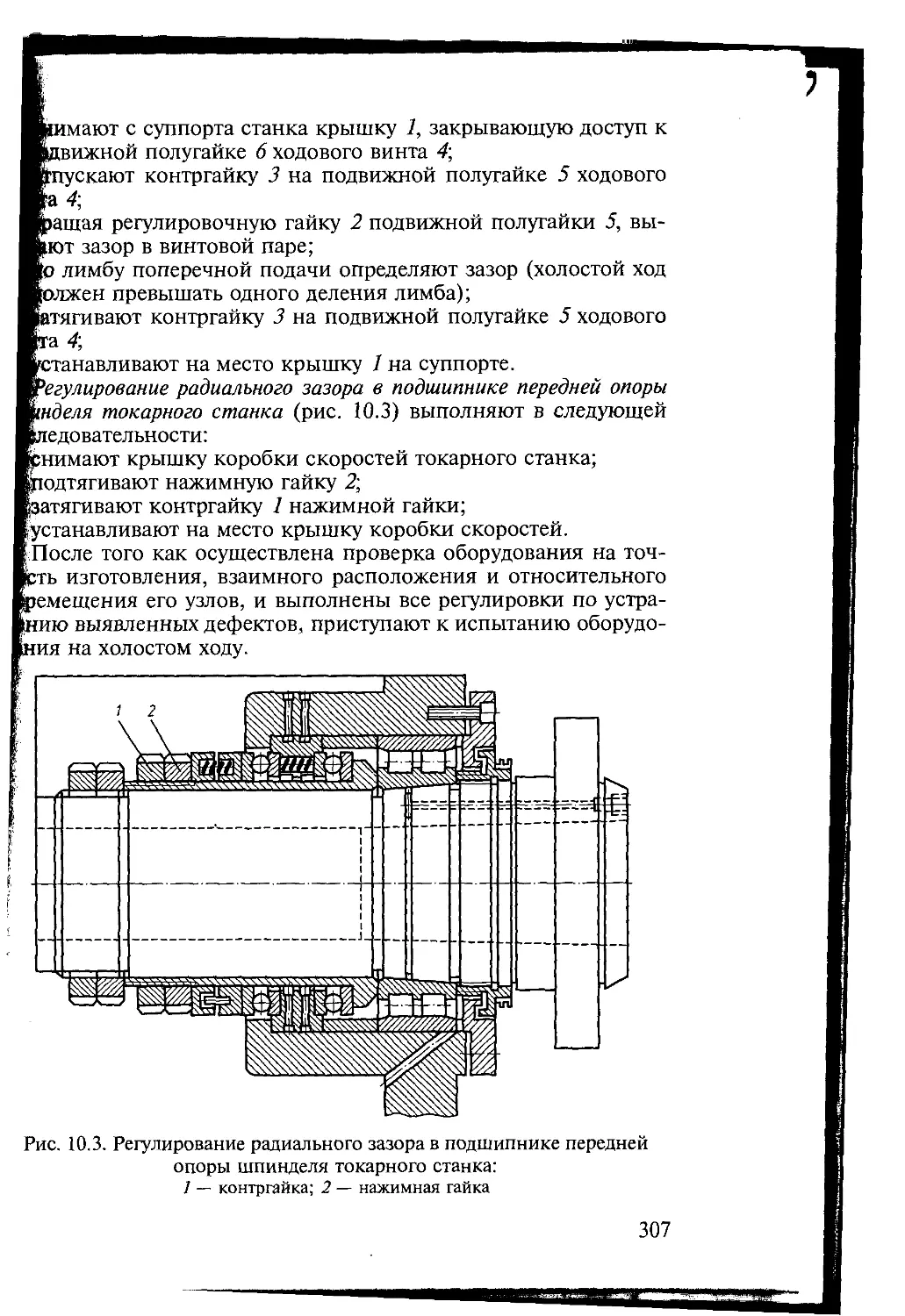
Л
Федеральный комплект учебников
I
Металлообработка
Профессиональное
образование
Б.С. Покровский
Слесарно-
сборочные
работы
УДК 621.993.1
ББК 34.68
П487
Рецензент —
преподаватель спецтехнологии лицея № 310 «Квалитет»
г. Москвы М. К. Чусов
Покровский Б. С.
П487 Слесарно-сборочные работы: Учебник для нач. проф. об-
разования/ Борис Семенович Покровский. — М.: Издатель-
ский центр «Академия», 2003. — 368 с.
ISBN 5-7695-1142-7
Рассмотрены конструкции и технологические процессы сборки типо-
вых узлов и механизмов, методы и технические средства механизации
сборочных процессов, основные направления автоматизации процесса сборки.
Освещены материалы по использованию роботов и вычислительной тех-
ники в сборочном производстве, а также вопросы организации сбороч-
ного производства.
Для учащихся учреждений начального профессионального образова-
ния. Может быть использован при подготовке рабочих на производстве.
УДК 621.993.1
ББК 34.68
© Покровский Б. С., 2003
© Образовательно-издательский центр «Академия», 2003
ISBN 5-7695-1142-7 © Оформление. Издательский центр «Академия», 2003
ПРЕДИСЛОВИЕ
В развитии системы начального профессионального образова-
ния России наступает новый этап. По мнению специалистов по
кадровым вопросам, потребность в выпускниках системы началь-
ного профессионального образования в ближайшие годы будет
возрастать. Это связано с тем, что старые квалифицированные
кадры уходят на пенсию и им необходима адекватная замена.
Начавшийся в экономике страны рост промышленного произ-
водства заставил многие российские компании почувствовать не-
хватку квалифицированных рабочих кадров.
Многие крупные компании, например «Объединенные маши-
ностроительные заводы», вынуждены набирать квалифицирован-
ных рабочих не только из различных регионов России, но и из
стран СНГ, но таким путем полностью решить проблему кадров
невозможно.
Большинство предприятий сегодня не занимаются подготов-
кой рабочих кадров, и основная нагрузка ложится на систему учеб-
ных заведений начального профессионального образования.
Для решения задач подготовки квалифицированных рабочих
кадров необходимо соответствующее материально-техническое
обеспечение учебного процесса, в первую очередь учебной и
справочной литературой, наглядными пособиями. Учебник «Сле-
сарно-сборочные работы» предназначен для учащихся учрежде-
ний начального профессионального образования. Он может быть
использован при профессиональной подготовке и повышении ква-
лификации рабочих на производстве.
ВВЕДЕНИЕ
Изготовление машиностроительными предприятиями современ-
ных высококачественных машин, аппаратов, приборов и обору-
дования для различных отраслей промышленности является
неотъемлемой частью технического и экономического роста стра-
ны, основой для производства качественной конкурентоспособ-
ной на мировом рынке продукции, что особенно важно в связи с
предстоящим вступлением России во Всемирную торговую орга-
низацию (ВТО).
Эти факторы объясняют необходимость ускоренного развития
машиностроения.
В обеспечении высокого качества выпускаемой машиностро-
ительной продукции значительную роль играют применяемые для
ее изготовления технологические процессы механической обра-
ботки деталей и их сборки. Чем выше качество изготовления ма-
шин и оборудования, тем выше их технико-экономические пока-
затели, тем больший эффект они дают в процессе эксплуатации.
Помимо того, с повышением качества машин и оборудования
повышается качество выпускаемой на них продукции и снижает-
ся ее себестоимость.
Наиболее ответственным этапом в производстве машин и обо-
рудования является их сборка. Качество выполнения сборочных
работ в конечном итоге определяет качество готового изделия. Даже
при качественном изготовлении деталей машин и оборудования
небрежная их сборка может привести к появлению некачествен-
ной продукции.
Учитывая влияние сборочных работ на качество готовой про-
дукции, а также тот факт, что эти работы составляют до 40 % от
общего объема трудовых затрат на изготовление продукции, сле-
дует обратить особое внимание на совершенствование технологи-
ческих процессов сборки.
Сборочные процессы в машиностроительном производстве ха-
рактеризуются низким уровнем механизации и автоматизации,
что обусловлено рядом причин:
большая номенклатура собираемых изделий, которая требует
гибких, легко изменяющихся сборочных процессов, выполня-
емых при больших трудовых затратах;
4
; большое разнообразие кинематических связей в собираемых
' изделиях, которое возрастает по мере увеличения количества де-
талей в собираемых узлах;
отсутствие типового высокопроизводительного сборочного обо-
; рудования, что приводит к необходимости его разработки для
’ отдельных, конкретных сборочных операций, а это экономиче-
ски невыгодно;
недостаточно высокое качество поступающих на сборку дета-
лей, что требует выполнения пригоночных и доводочных работ в
процессе сборки.
Одной из главных причин низкого уровня механизации и авто-
матизации сборочных процессов является несоответствие конст-
рукций деталей требованиям автоматической сборки, т. е. низкая
технологичность конструкций, обусловленная низкой унифика-
цией конструктивных элементов деталей.
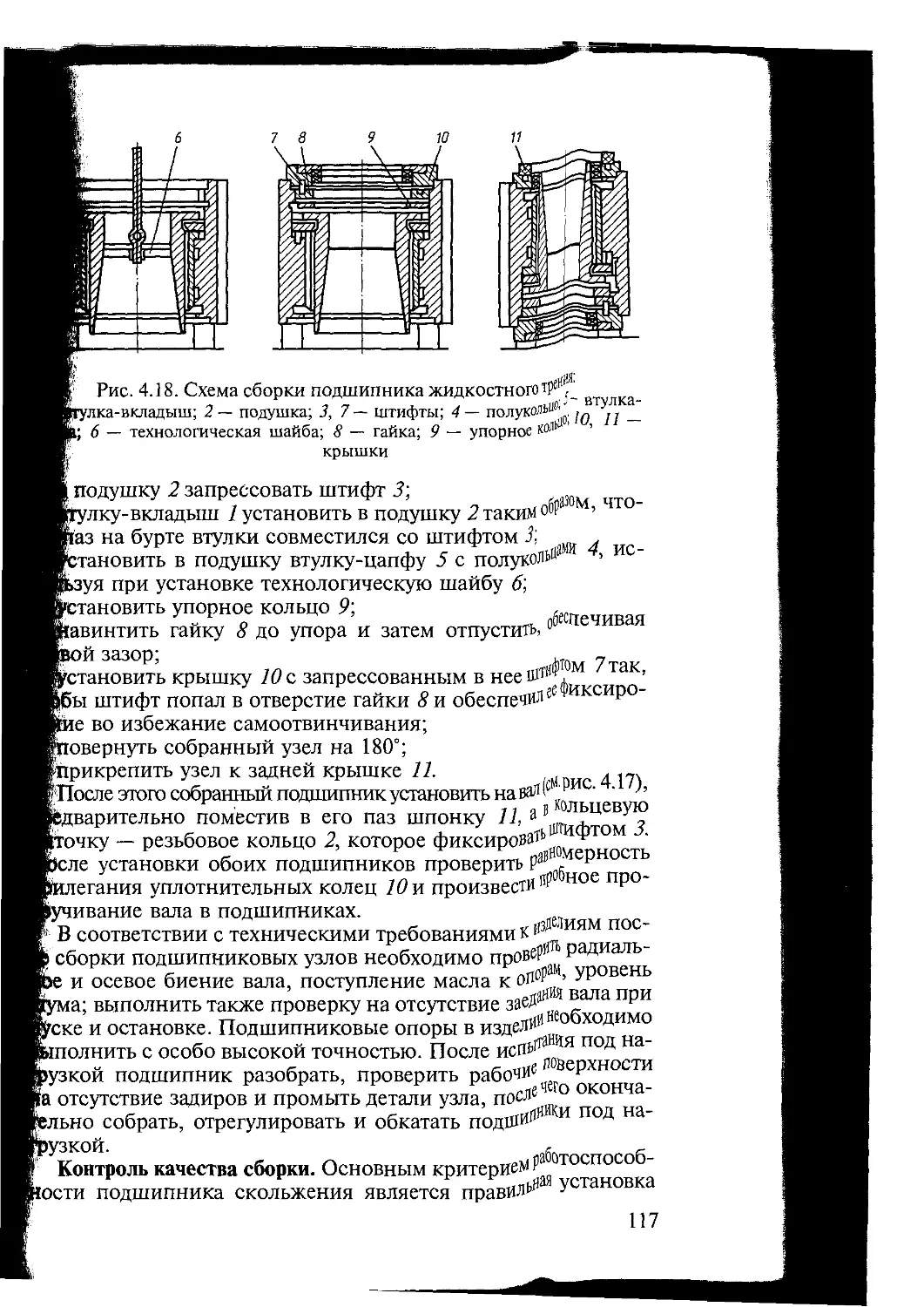
Все это приводит к тому, что при выполнении сборочных ра-
бот средства механизации и автоматизации применяются суще-
ственно меньше, чем при механической обработке. Это подтверж-
дается тем, что основные фонды сборочного производства состав-
ляют менее 10 % от общих основных фондов предприятий маши-
ностроения.
Автоматизации и механизации сборочного производства и смеж-
ных с ним операций, таких как регулировка, балансировка, ис-
пытание машин и оборудования, обеспечивает не только повы-
шение качества выпускаемой продукции, но и существенное сни-
жение материальных и трудовых затрат, т. е. снижение себесто-
имости ее изготовления.
Значительную роль в повышении качества сборочных работ и
снижении их трудоемкости играет рациональная организация ра-
бочего места.
Под организацией рабочего места следует понимать правиль-
ную установку и размещение верстаков, рационализацию рабо-
чих движений слесаря, схему размещения инструментов, приспо-
соблений, материалов и различного оборудования. Верстаки сле-
дует размещать таким образом, чтобы максимально использовать
естественное освещение, т.е. вблизи окон или под стеклянным
фонарем в крыше производственного помещения. Один из вари-
антов рациональной организации сборочного участка показан
на рис. В1, а. Верстак 1 размещен около окна так, чтобы естествен-
ный свет равномерно освещал рабочее место, не давая ярких бли-
ков и резких теней. В конструкции верстака предусмотрена тумба с
выдвижными ящиками 6 для хранения инструмента, приспособ-
лений и технической документации. Ящики снабжены подвижной
пластиной 5 с замком. Контрольные приспособления хранят в
шкафу 2, расположенном под верстаком справа. На верстаке 1
укреплены тиски 3 и лампа 8 для освещения рабочего места и
5
Рис. Bl. Интерьер сборочного участка:
а — слесарный верстак с выдвижными ящиками и подъемно-поворотным стулом:
1 — верстак; 2 — шкаф; 3 — тиски; 4 — подъемно-поворотный стул; 5 — пластина;
6 — ящики; 7 — контрольная плита; 8 — лампа; 9 — полка; 10 — измерительный
инструмент; б — круглая поворотная плита: 1 — плита; 2 — основание; 3 — диск;
4 — пневматическая машинка; 5 — прижимы; 6 — болты; 7— деталь; в — монтажно-
сборочный стол: 7 — стол; 2 — пневматический гайковерт; г — стол с ручным
прессом: 1 — стол; 2 — пресс; д — мостовой кран: 1 — кабина; 2 — рельсы;
3 — колеса; 4 — барабан; 5 — тележка; 6 — крюк
6
установлена контрольная плита 7. Измерительный инструмент 10
укладывают на специальную полку 9, Закрепленную над верста-
ком. Подъемно-поворотный стул 4 используют при выполнении
работ сидя.
Сборку крупногабаритных узлов осуществляют на специаль-
ной круглой поворотной плите 1 (рис. В1, б), смонтированной на
основании 2. На этом основании, под плитой, закрепляют на крон-
штейнах покрытый войлоком диск 3 для размещения измеритель-
ных инструментов. Плита 1 вращается и фиксируется в нужном
для работы положении при помощи болта 6. Для крепления на
плите деталей и узлов служат прижимы 5, которые устанавлива-
ются в специальных пазах, выполненных в плите. Необходимые в
процессе сборки детали 7 инструменты и пневматическую машин-
ку 4 укладывают на поверхности плиты.
Монтажно-сборочный стол (рис. В1, в), так же как и верстак,
целесообразно установить у окна. На поверхности стола 1 разме-
щают пневматический гойковерт 2.
В менее освещенном месте сборочного участка может быть ус-
тановлен стол 1 (рис. В1, г) с ручным прессом 2.
Для перемещения тяжелых деталей и узлов в процессе сборки
используют мостовой кран (рис. В1, д), который передвигается на
колесах 3 по рельсам 2, уложенным вдоль сборочного цеха на ко-
лоннах. Краном может управлять крановщик из кабины 1 или сбор-
щик с помощью пульта дистанционного управления (на рис. не
показано). Деталь или сборочный узел крепятся к крюку 6, кото-
рый при помощи каната связан с барабаном 4 механизма подъ-
ема, расположенного на тележке 5. Тележка передвигается по рель-
сам фермы мостового крана.
Приведенная на рисунке схема размещения оборудования на
сборочном участке является рекомендательной и может изменяться
исходя из условий сборки и конструкции собираемых изделий.
ГЛАВА 1
ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ СБОРКИ
1.1. Подготовка деталей к сборке
Подготовка деталей к сборке обычно состоит из пригоночных
работ, очистки и мойки.
Пригоночные работы. Поступающие на сборку детали по точно-
сти изготовления не всегда соответствуют требованиям, предъяв-
ляемым к точности и характеру их соединения. Поэтому для обе-
спечения точности соединения и соответствующего сопряжения со-
единяемых деталей требуется выполнение различных пригоночных
работ, которые выполняют либо вручную, либо с использованием
механизированного инструмента, приспособлений или стационар-
ного оборудования. Процесс пригонки разбивают на два этапа:
определяют погрешность размеров и геометрической формы
поступивших на сборку деталей, используя универсальные или
специальные измерительные средства;
производят снятие лишнего слоя материала, выбирая способ
обработки в зависимости от значения погрешности и требований
к точности пригонки и шероховатости поверхностей сопряжения.
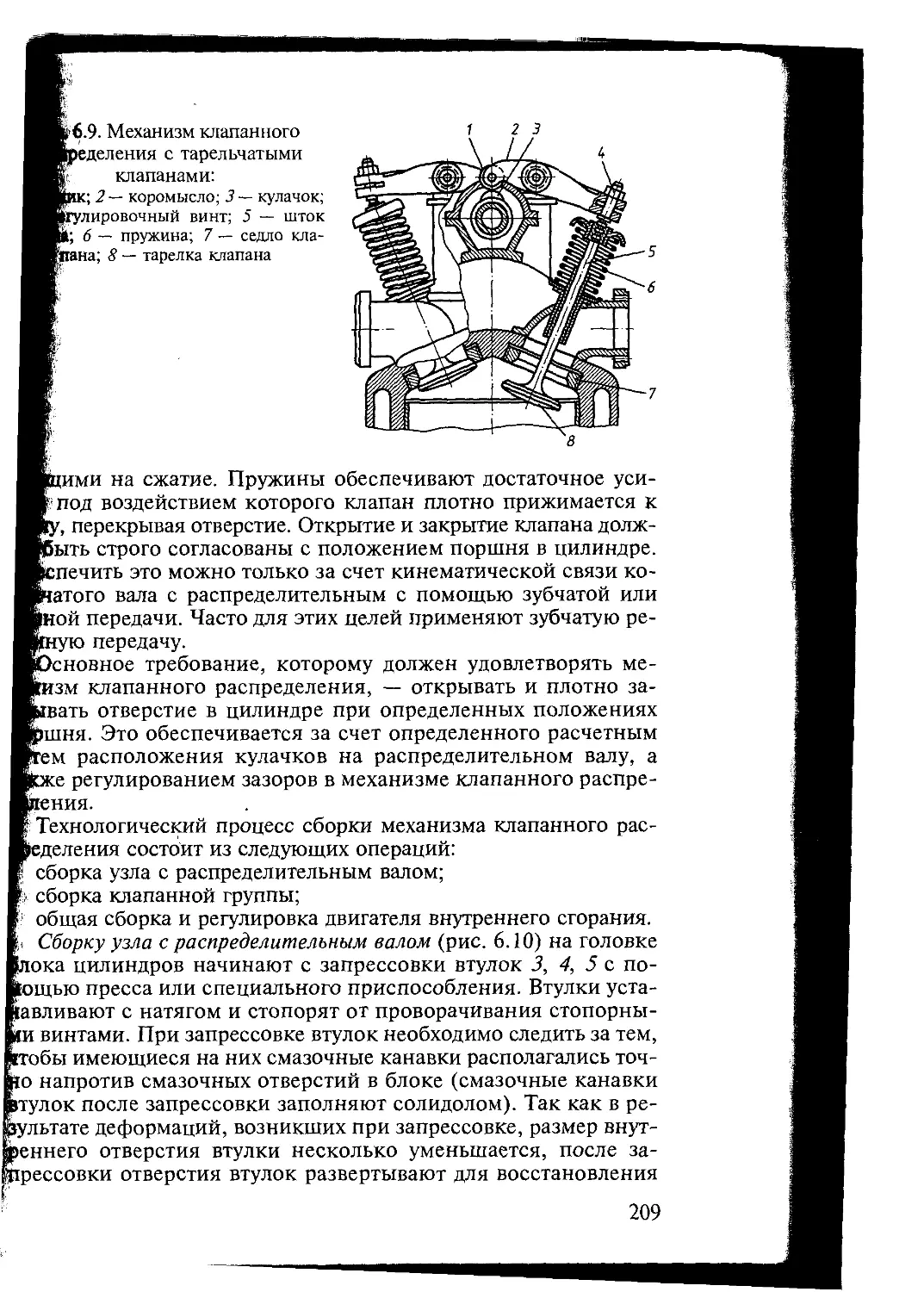
Для определения способа обработки можно использовать дан-
ные табл. 1.1.
Таблица 1.1
Шероховатость и точность поверхностей сопряжений, обеспечиваемые
различными видами пригоночных работ
Вид пригоночной работы Rz Ra Квалитеты точности
Сверление 25...10 — 10... 13
Зенкерование черновое 25 6,3 9...12
Зенкерование чистовое — 6,3...0,4 8...9
Развертывание точное — 6,3...0,4 8...9
Развертывание тонкое — 3,2...0,1 6...7
Шабрение чистовое — 1,25 6... 7
Шабрение тонкое — 0,63...0,32 5...6
Шлифование предварительное — 6,3...0,4 8...9
Шлифование чистовое — 3,2 ...0,2 6...7
Притирка — 0,8...0,1 5...6
8
Если выполнение пригоночных
работ не требовалось, то сразу
после поступления на сборку де-
тали должны быть очищены от
смазки и грязи. Очистка деталей
перед сборкой — одно из основ-
ных условий качественной сбор-
ки узла и обеспечения его безава-
рийной долговременной работы.
Очистка важна не только для со-
прягаемых, но и для свободных
поверхностей, которые в после-
дующем подлежат окраске или
гальваническому покрытию.
Очистка. Она обычно произво-
дится механическим путем и за-
ключается в удалении загрязнения,
антикоррозионной смазки, про-
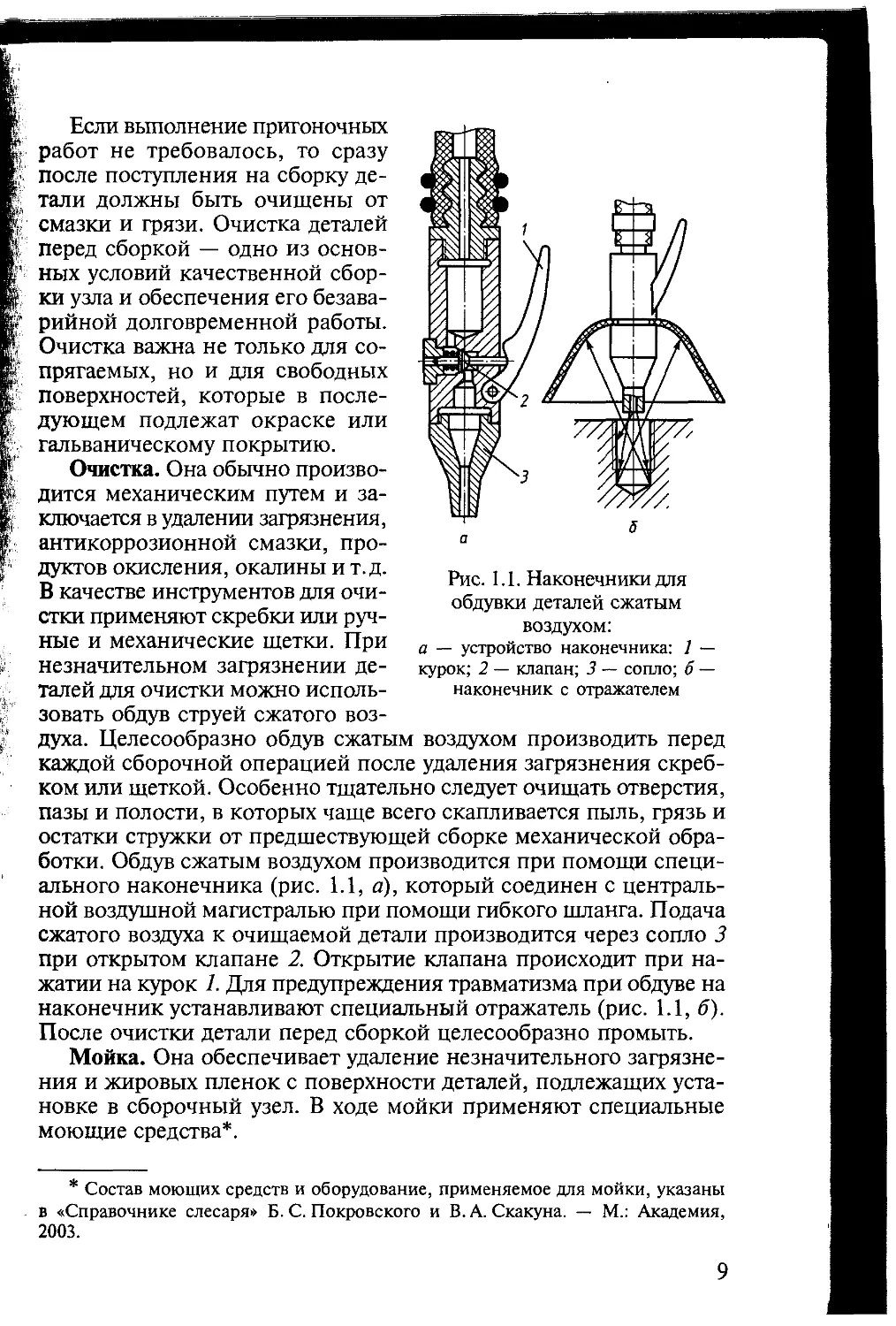
Рис. 1.1. Наконечники для
обдувки деталей сжатым
воздухом:
а — устройство наконечника: 1
курок; 2 — клапан; 3 — сопло; 6
наконечник с отражателем
дуктов окисления, окалины и т. д.
В качестве инструментов для очи-
стки применяют скребки или руч-
ные и механические щетки. При
незначительном загрязнении де-
талей для очистки можно исполь-
зовать обдув струей сжатого воз-
духа. Целесообразно обдув сжатым воздухом производить перед
каждой сборочной операцией после удаления загрязнения скреб-
ком или щеткой. Особенно тщательно следует очищать отверстия,
пазы и полости, в которых чаще всего скапливается пыль, грязь и
остатки стружки от предшествующей сборке механической обра-
ботки. Обдув сжатым воздухом производится при помощи специ-
ального наконечника (рис. 1.1, а), который соединен с централь-
ной воздушной магистралью при помощи гибкого шланга. Подача
сжатого воздуха к очищаемой детали производится через сопло 3
при открытом клапане 2. Открытие клапана происходит при на-
жатии на курок 1. Для предупреждения травматизма при обдуве на
наконечник устанавливают специальный отражатель (рис. 1.1, б).
После очистки детали перед сборкой целесообразно промыть.
Мойка. Она обеспечивает удаление незначительного загрязне-
ния и жировых пленок с поверхности деталей, подлежащих уста-
новке в сборочный узел. В ходе мойки применяют специальные
моющие средства*.
* Состав моющих средств и оборудование, применяемое для мойки, указаны
в «Справочнике слесаря» Б. С. Покровского и В. А. Скакуна. — М.: Академия,
2003.
9
Мойка деталей может осуществляться несколькими способа-
ми: химическим, электрохимическим, ультразвуковым, с исполь-
зованием электрогидравлического эффекта.
Химическая мойка производится в специальных моечных маши-
нах и включает следующие этапы (условно):
механическое очищение за счет воздействия частиц перемеща-
ющейся жидкости;
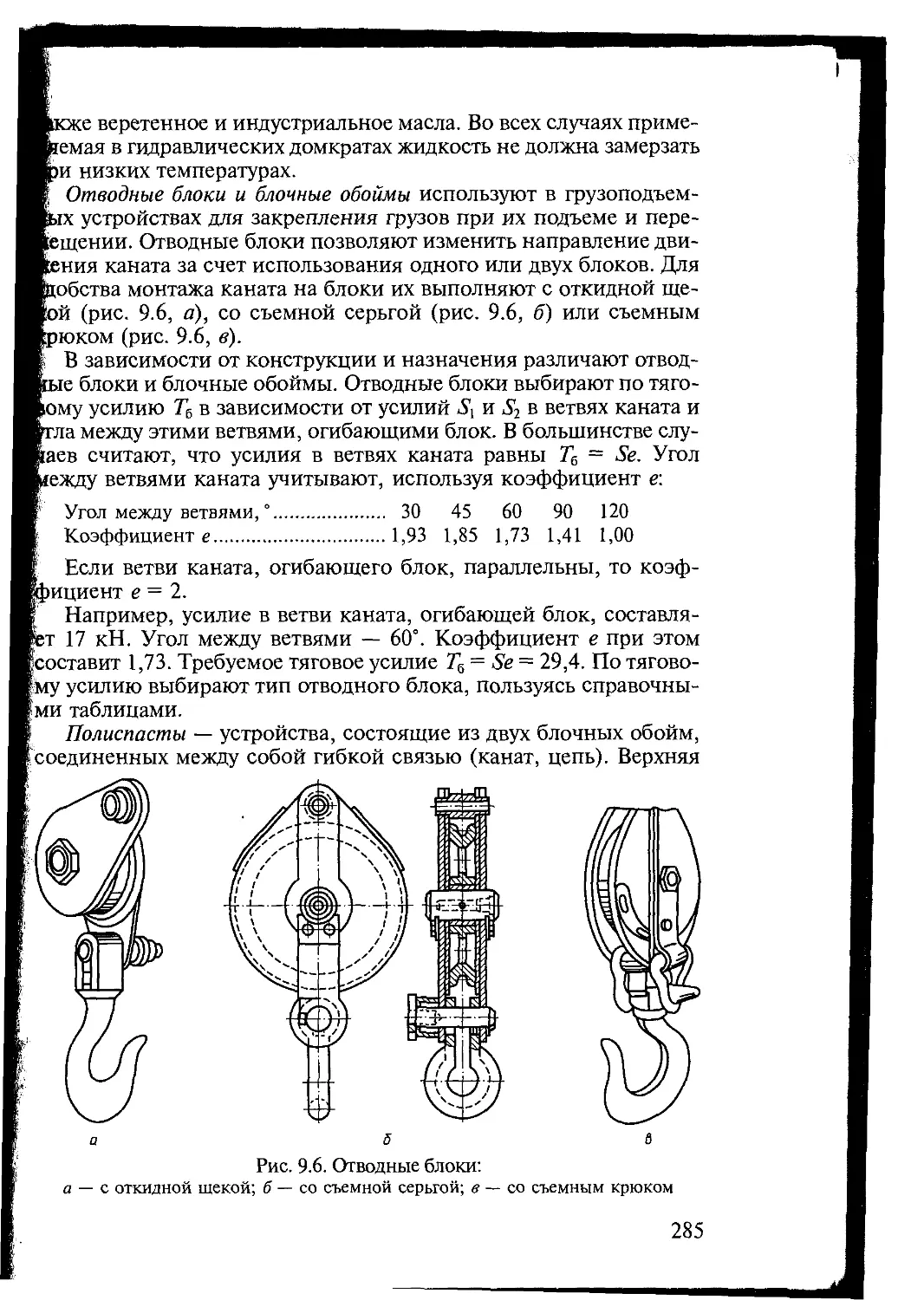
смачивание поверхности детали;
температурное воздействие жидкости на деталь;
абсорбирование загрязнения;
смыв.
Все эти воздействия на деталь осуществляются одновременно.
На качество очистки большое влияние оказывает состав моющего
раствора. В качестве таких растворов применяют органические ра-
створители — керосин, бензин, спирт, уайт-спирит, ацетон. Воз-
можно также применение водных растворов щелочей и синтети-
ческих поверхностно-активных веществ.
Электрохимическая мойка (рис. 1.2) осуществляется механиче-
ским и химическим воздействием на деталь потока жидкости, а
также катодной поляризацией детали. Деталь 4 на подвеске 3 по-
мещают в ванну 1 с электролитом. Перемешивание электролита в
ванне для интенсификации очистки происходит подачей в нее
свежего электролита по трубопроводу 2.
Ультразвуковая мойка применяется в тех случаях, когда требу-
ется особенно тщательная очистка деталей собираемого узла. Сущ-
Рис. 1.2. Схема электрохимической мойки:
1 — ванна с электролитом; 2 — трубопровод; 3 — подвеска; 4 — промываемая деталь
10
! ность ее заключается в том, что в моющей среде возбуждаются
ультразвуковые колебания, а возникающие в результате этого удар-
s' ные волны обеспечивают интенсивное разрушение загрязняюще-
ji го слоя.
f После ультразвуковой мойки детали промывают в горячей и
| холодной воде, а затем просушивают.
Мойка с использованием электрогидравлического эффекта, воз-
никающего при импульсных искровых разрядах, в настоящее вре-
t мя находится на стадии экспериментальной разработки.
; Выбор способов очистки и мойки деталей, поступающих на
; сборку, зависит от вида и интенсивности загрязнения. Наиболее
? распространенными видами загрязнений являются:
г дорожно-почвенные — могут появляться в процессе длитель-
ного хранения и транспортирования деталей. Они содержат до-
|рожную грязь, растительные остатки и масляно-грязевые отложе-
ния. Такие загрязнения удаляют сначала очисткой проволочными
щетками и ветошью, а затем промывают одним из приведенных
ранее способов;
остатки смазочных материалов — требуют тщательной очист-
ки, в основном ветошью, с последующей не менее тщательной
промывкой;
лаковые пленки — особый вид углеродистых отложений, воз-
никающих в результате термического окисления тончайших мас-
ляных слоев. Масло, попадая на нагретую поверхность детали в
виде тонкой пленки, может выделять очень мелкие углеродистые
частицы (приблизительно 1 мкм), которые служат исходным ма-
териалом для лаковой пленки. Такие пленки удаляют мойкой де-
талей в растворяюще-эмульгирующих средах с последующей ме-
ханической очисткой;
абразивные и механические частицы появляются на деталях в
процессе их изготовления. Удаляют такие загрязнения механи-
J ческой очисткой с последующим обдувом сжатым воздухом и
, мойкой.
/ Помимо загрязнений на поверхности деталей могут находить-
► ся продукты коррозии, образующиеся при длительном хранении
в результате химического и электрохимического разрушений ме-
< талла.
Наиболее распространенными моющими средствами являются
щелочные, к которым относятся кальцинированная и каустиче-
ская сода. Каустическая сода хорошо растворима в воде и прекрас-
но удаляет жировые отложения, однако при ее использовании
? следует учитывать, что она токсична и вызывает коррозию цвет-
ных металлов (особенно алюминия).
В последнее время широкое распространение получили син-
тетические моющие средства, среди которых основными явля-
ются синтетические поверхностно-активные вещества.
11
Важным условием очистки деталей машин от большинства ви-
дов загрязнений является определенный уровень щелочности очи-
щающей жидкости.
1.2. Технические требования к машинам,
сборочным единицам и деталям
Несмотря на большое разнообразие конструкций современных
машин установлены общие требования как к самим машинам,
так и к их сборочным единицам и деталям. Основными из предъяв-
ляемых к машинам требований являются следующие:
соответствие производительности заданным объемам и темпам
работ;
высокая долговечность и надежность, обеспечение соответству-
ющего срока гарантии при заданных условиях эксплуатации;
обеспечение при эксплуатации минимальных трудовых и мате-
риальных затрат;
удобство доставки к потребителю.
К конструкциям сборочных единиц предъявляют требования
легкости сборки, разборки и замены относительно быстроизна-
шивающихся частей.
Детали, входящие в сборочную единицу, должны быть про-
стыми по конструкции, экономичными в изготовлении, иметь
минимальную массу при достаточной прочности и быть надежны-
ми в эксплуатации. Прочность деталей обеспечивается правиль-
ным выбором материала. Кроме того детали должны обладать до-
статочной износостойкостью, которая достигается путем приме-
нения специальных материалов и поверхностным упрочнением
(закалка, цементация, наклеп и т.д.).
Одним из существенных критериев оценки конструкции явля-
ется ее технологичность, которая обеспечивается применением в
новой машине деталей простейшей конфигурации с минималь-
ной обработкой (штамповка, точное литье, фасонный прокат,
сварка, резание), унификацией деталей в различных сборочных
единицах, стандартизацией конструкционных элементов деталей
(канавки, фаски), применением в новой машине деталей и уз-
лов, ранее освоенных в производстве.
1.3. Технологическая документация на сборку
и основы построения технологического процесса
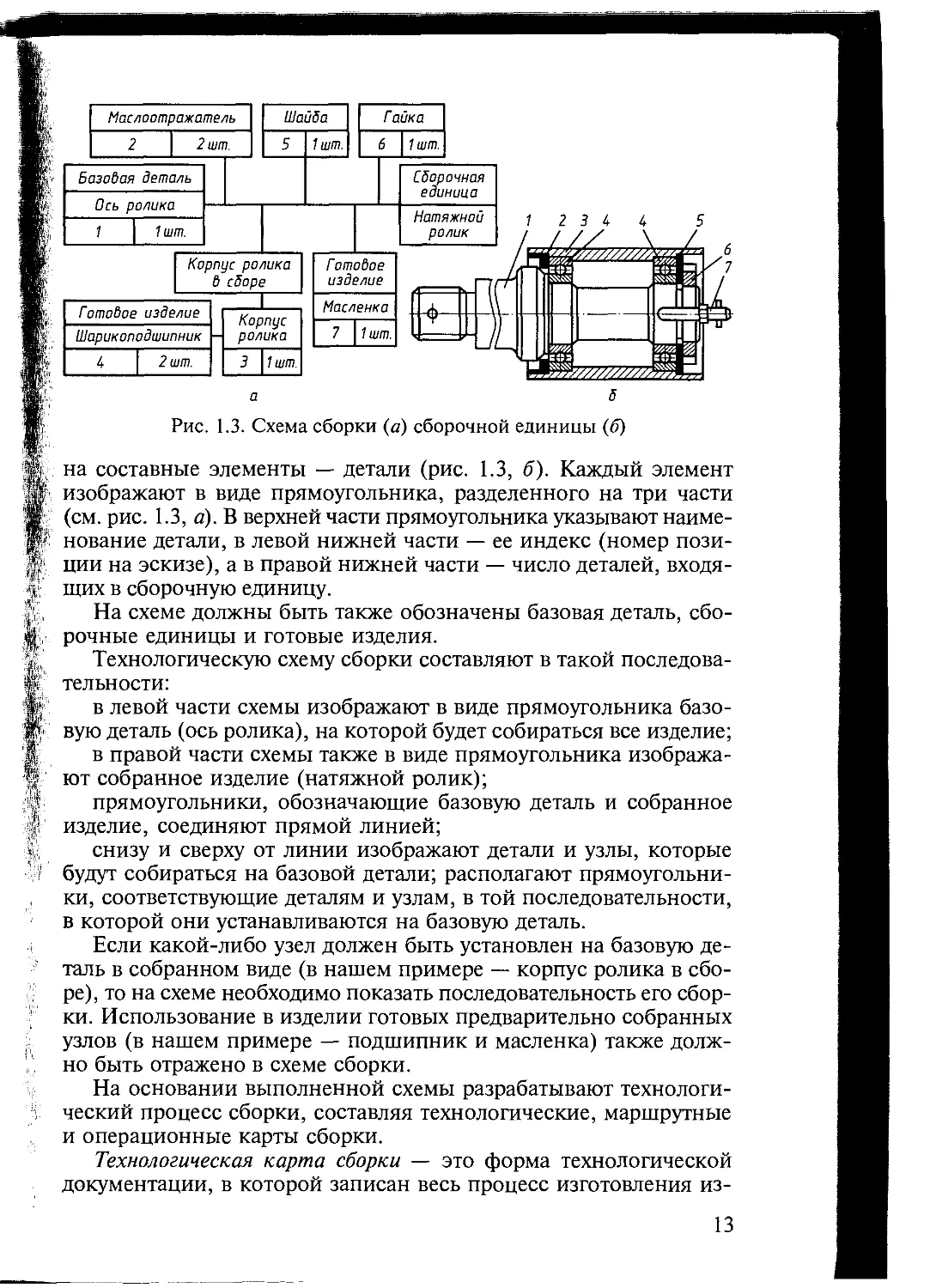
Технологическая схема сборки наиболее наглядно изображает
последовательность и особенности выполнения сборочных опера-
ций. При построении этой схемы (рис. 1.3, а) изделие разделяют
12
Маслоотражатель
2 | 2 шт.
Шайда
5 1шт.
Г айка
6 1шт.
Базовая деталь
Ось ролика
1 | 7 шт.
Готовое изделие
Масленка
7 1шт.
Рис. 1.3. Схема сборки (а) сборочной единицы (б)
на составные элементы — детали (рис. 1.3, б). Каждый элемент
изображают в виде прямоугольника, разделенного на три части
(см. рис. 1.3, а). В верхней части прямоугольника указывают наиме-
нование детали, в левой нижней части — ее индекс (номер пози-
ции на эскизе), а в правой нижней части — число деталей, входя-
щих в сборочную единицу.
На схеме должны быть также обозначены базовая деталь, сбо-
рочные единицы и готовые изделия.
Технологическую схему сборки составляют в такой последова-
тельности:
в левой части схемы изображают в виде прямоугольника базо-
вую деталь (ось ролика), на которой будет собираться все изделие;
в правой части схемы также в виде прямоугольника изобража-
ют собранное изделие (натяжной ролик);
прямоугольники, обозначающие базовую деталь и собранное
изделие, соединяют прямой линией;
снизу и сверху от линии изображают детали и узлы, которые
будут собираться на базовой детали; располагают прямоугольни-
ки, соответствующие деталям и узлам, в той последовательности,
в которой они устанавливаются на базовую деталь.
Если какой-либо узел должен быть установлен на базовую де-
таль в собранном виде (в нашем примере — корпус ролика в сбо-
ре), то на схеме необходимо показать последовательность его сбор-
ки. Использование в изделии готовых предварительно собранных
узлов (в нашем примере — подшипник и масленка) также долж-
но быть отражено в схеме сборки.
На основании выполненной схемы разрабатывают технологи-
ческий процесс сборки, составляя технологические, маршрутные
и операционные карты сборки.
Технологическая карта сборки — это форма технологической
документации, в которой записан весь процесс изготовления из-
13
Инв. № подл. Подпись и дата Взам. инв. № ИнВ. №дубл. Подпись и дата
Операционная карта слесарных, слесарно-сборочных и электромонтажных работ
Номер цеха Номер участка Номер рабочего места Номер опера- ции Наименование операиии Оборудование (наименование, модель)
Номер перехода' Содержание перехода Технологический режим Приспособление (код, наименование) Инструмент (код, наименование) То
Разработал Лист
Проверил
Нормировщик Листов
Утвердил
Изменение Лист № документа Подпись Дата Изменение Лист N’ документа Подпись Дата Н. контроль
Рис. 1.4. Операционная карта сборки
Делия, указаны операции и их составные части, материалы, про-
изводственное оборудование и технологические режимы, необхо-
димое для изготовления изделия время, квалификация работни-
ков и т. п.
Маршрутная карта сборки — это документ, содержащий опи-
сание технологического процесса сборки по операциям. Приме-
няют маршрутные карты, как правило, в мелкосерийном и еди-
ничном производстве.
Операционная карта сборки (рис. 1.4) — это документ, содер-
жащий более подробное описание операций с расчленением их
по переходам. В серийном и массовом производстве операцион-
ные карты сборки разрабатывают отдельно на каждую сборочную
операцию.
Процесс сборки в машиностроении состоит из узловой сборки
и общей сборки изделия из предварительно собранных узлов.
Любой технологический процесс сборки должен обеспечи-
вать:
получение изделия заданного качества;
максимальную производительность труда;
минимальные трудовые и материальные затраты;
минимальное вредное воздействие на окружающую среду.
Разрабатывать технологический процесс следует на основе су-
ществующих типовых технологических процессов, под которыми
понимают технологические процессы, применяемые для изготов-
ления группы изделий с общими конструктивными и технологи-
ческими признаками. Технологический процесс должен полно-
стью соответствовать требованиям безопасности труда и промыш-
ленной санитарии.
Построение технологического процесса начинают с изучения
сборочного чертежа изделия. Это первый и наиболее ответствен-
ный этап составления технологического процесса. При изучении
чертежа выделяют основные сборочные единицы (узлы). Основ-
ное внимание уделяют технологичности их сборки. Технологич-
ной считается такая конструкция, которая позволяет собирать узел
и изделие в целом с наивысшим качеством при минимальных затра-
тах, необходимых на технологическую подготовку производства и
сборку изделия. Отработка конструкции узла на технологичность —
сложный процесс, требующий достаточно большого опыта. На
основе проведенного анализа на каждый узел и механизм в целом
составляют схемы сборки. На основе схемы сборки производят
выбор необходимого технологического оборудования, приспособ-
лений и инструментов и составляют технологическую карту сбор-
ки механизма и составляющих его сборочных единиц с разбивкой
технологического процесса на операции. На основе составленной
технологической карты разрабатывают операционные карты
сборки.
15
1.4. Организационные формы и методы сборки
Организационные формы сборочных работ зависят от типа
производства, который определяется объемом выпускаемой про-
дукции, ее номенклатурой и периодичностью выпуска. По этим
критериям различают три типа производства: единичное, серий-
ное и массовое.
Единичное производство характеризуется широкой номенклату-
рой изготовляемых изделий и малым объемом их выпуска. В ус-
ловиях единичного производства в зависимости от размеров и точ-
ности собираемого изделия сборка может вестись как с расчлене-
нием, так и без расчленения сборочных работ. В первом случае
сборщик специализируется по видам собираемых машин и сбо-
рочных единиц. Важным условием специализации является стан-
дартизация, нормализация и унификация сборочных единиц, де-
талей, их конструктивных элементов, а также типизация техно-
логических процессов сборки. Конструкции деталей и сборочных
единиц должны быть приведены к возможно большей аналогии
по формам, размерам и технологическим характеристикам.
Как правило, рабочие места сборщиков в условиях единичного
производства непосредственно не связаны между собой. Во мно-
гих случаях сборка отдельных сборочных единиц значительно опе-
режает общую сборку машин. Основной формой организации тру-
да в этих условиях является бригадная. При этом работы внутри
бригады распределяются в соответствии с квалификацией ее
членов.
Серийное производство характеризуется ограниченной номен-
клатурой изделий, изготовляемых периодически повторяющимися
партиями (сериями), и сравнительно большим объемом выпуска.
Характерная особенность сборки в условиях серийного производ-
ства — расчленение сборочного процесса на узловую сборку (от-
дельных сборочных единиц, агрегатов, механизмов) и общую сбор-
ку. При выпуске крупных серий применяют так называемую под-
вижную сборку. При этом специализированные рабочие места рас-
полагаются вдоль линии сборки, а собираемая машина переме-
щается сборочным конвейером с одной сборочной операции на
другую. Взаимосвязь рабочих мест сборщиков обусловлена общим
рабочим ритмом. Расположение рабочих при подвижной сборке
может быть различным.
Массовое производство характеризуется узкой номенклатурой и
большим объемом выпуска изделий, непрерывно изготовляемых
в течение продолжительного периода времени. В условиях массо-
вого производства процесс сборки характеризуется закреплением
за каждым рабочим местом одной сборочной операции изделия
одной модели. Главной особенностью труда сборщиков является
глубокое расчленение сборки и разделение труда при строго уста-
16
Новленной продолжительности сборочных операций и тесной связи
.рабочих мест.
Для этого типа производства характерна наивысшая организа-
ционная форма — непрерывный поток. Ритмичный характер сбо-
рочного производства при поточной сборке требует такого же
’ ритмичного обеспечения рабочих мест деталями и материалами,
что достигается широким использованием механизированного
транспорта, в основном конвейеров.
Как уже было сказано, существует два принципиально различ-
ных метода организации процесса сборки — без расчленения и с
расчленением сборочных работ.
Сборка без расчленения сборочных работ производится от начала
до конца одним работающим, который должен иметь высокую
квалификацию. Этот метод, отличающийся высокой трудоемкос-
тью применяют только в единичном и опытном производстве. На
практике значительно чаще применяют метод сборки с расчлене-
нием сборочного процесса.
Сборка с расчленением сборочных работ может производиться
достаточно большим числом рабочих, при этом конечный ре-
зультат работы зависит от каждого участника сборочного про-
цесса. При такой организационной форме сборочных работ ра-
бочие, как правило, объединяются в бригады. Члены бригады
специализируются на выполнении определенных сборочных опе-
раций, что позволяет использовать на сборке аналогичных изде-
лий рабочих более низкой квалификации. Такой метод, иначе
называемый бригадным, является первым шагом в расчленении
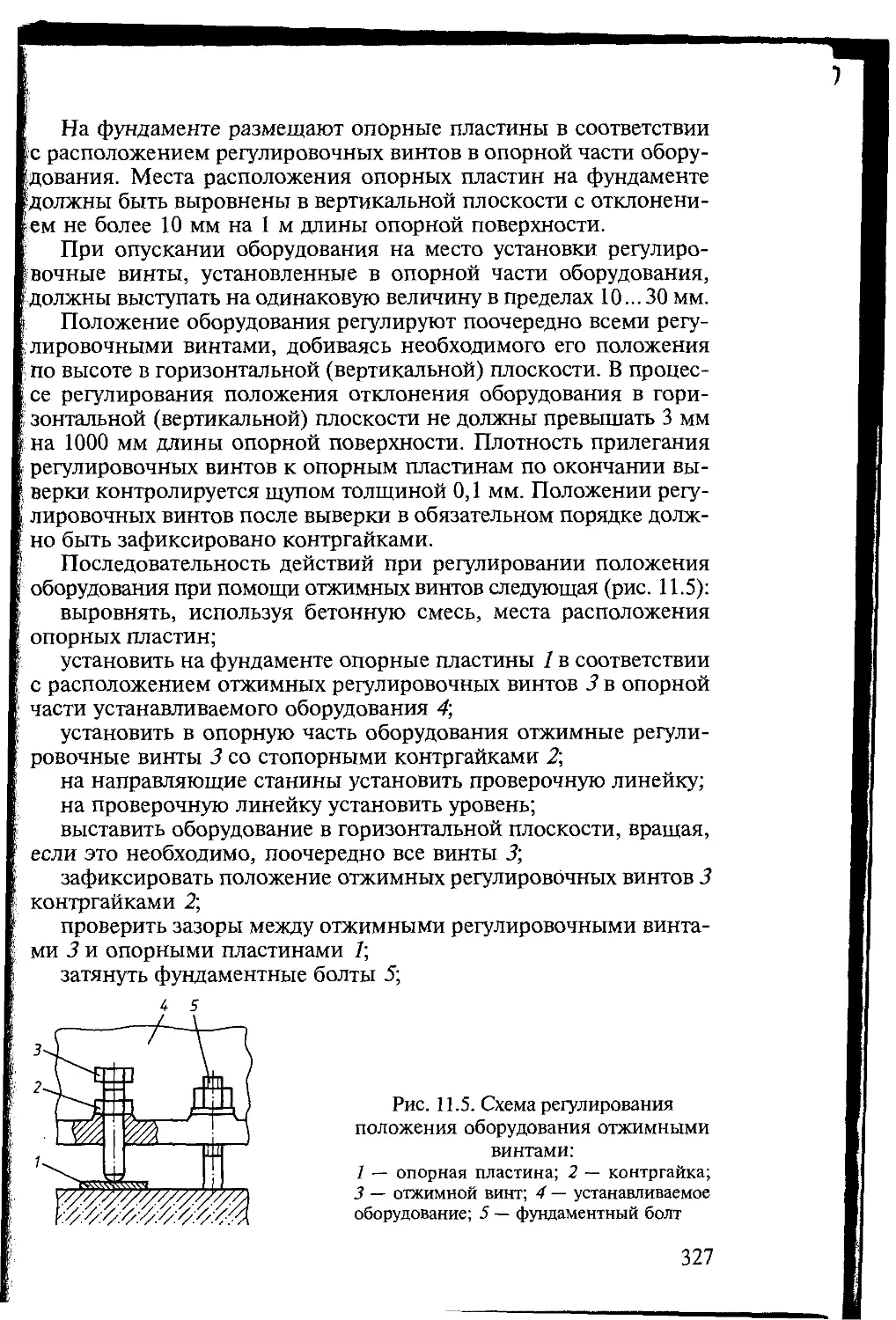
сборочного процесса (рис. 1.5).
Сборка изделия с расчленением сборочных работ состоит из
сборки отдельных узлов и общей сборки. В результате такого рас-
членения время на сборку может
так как сборка каждого отдельно-
го механизма, узла и изделия в
целом может производиться одно-
временно многими рабочими. Даль-
нейшее расчленение сборочного
процесса может привести к тому,
что каждый рабочий станет выпол-
нять одну определенную операцию.
При такой организации труда сбо-
рочный процесс будет завершен
только в том случае, когда все ра-
бочие, занятые на сборке данного
быть значительно сокращено,
Узлы и детали
Рис. 1.5. Схема сборки изделия
бригадным методом:
узл1 [ и детали изделия; А, Б,
— рабочие места
П(
изделия, выполнят свои операции.
Осуществить это можно двумя спо-
собами — либо
делия с одногс
ПИВ V
17
другое, либо перемещением рабочих относительно собираемого
изделия. В обоих случаях важно, чтобы относительное перемеще-
ние рабочего и изделия было непрерывным.
Организационную форму сборки, в процессе которой осуще-
ствляется относительное перемещение собираемого изделия и ра-
бочего, принято называть потоком или поточной сборкой (рис. 1.6).
В настоящее время эта форма организации сборочных работ явля-
ется основной, особенно в условиях серийного и массового про-
изводства. Поточная сборка представляет собой подвижную сбор-
ку с расчленением сборочных операций, каждая из которых вы-
полняется на определенном рабочем месте. При таком методе сбор-
ки изделие перемещается от одного работающего к другому, что
обеспечивает непрерывность сборочного процесса.
Перемещение собираемого изделия может осуществляться не-
сколькими способами: на непрерывно движущемся конвейере; на
конвейере с периодическим движением; последовательной пере-
дачей с помощью механических устройств; передачей вручную.
При организации поточного метода сборки технологический
процесс должен быть построен таким образом, чтобы операцион-
ное время каждой операции было близким или кратным времени
такта сборки, что необходимо для синхронизации операций, т.е.
для приведения операционного времени в соответствие с тактом
сборки. Так, например, если операционное время сборки превы-
шает время такта последней в два раза, то сборка должна быть
организована на двух рабочих местах.
Номера рабочих мест
(постов)
Направление потока сборки
№ 3 N" I
Детали и узлы собираемого изделия
№8 N‘ 9 N‘
Готовое изделие
Рис. 1.6. Схема поточной сборки
18
Поточная сборка с использованием конвейера осуществляется
|При его непрерывном или прерывистом движении. Скорость дви-
Йкения конвейера v, м/мин, определяется по формуле
I v = l/t,
’ Где I — расстояние между двумя соседними рабочими местами, м;
— такт сборки, мин.
; Количество рабочих мест в потоке определяется количеством
сборочных и контрольных операций при сборке конкретного из-
’ Делия; учитывается также количество резервных мест, предусмот-
ренных проектом.
Число изделий, собираемых, например, за смену,
Nc = 77?//шт,
где Т — продолжительность смены, мин; R — число рабочих на
сборочном месте; 1ШТ — штучное время для сборочной операции
на рассматриваемом рабочем месте, мин.
Поточная сборка в результате расчленения технологического
процесса позволяет:
повысить степень специализации рабочих;
увеличить производительность труда за счет механизации сбо-
рочных мест;
сократить продолжительность сборочных работ;
снизить себестоимость сборочных работ.
При организации подвижной поточной сборки требуется сла-
женная работа всех смежных и обслуживающих поточную сборку
участков (снабжение заготовками, инструментом, техническое об-
служивание оборудования).
Для обеспечения нормального и бесперебойного процесса сбор-
ки необходимо проводить ряд организационно-технических ме-
роприятий:
организовывать промежуточные магазины, обеспечивающие
сборочные участки деталями в случаях перебоя поступления по-
следних из механических цехов;
шире внедрять механизацию в сборочное производство с целью
сокращения и замены ручного труда;
шире применять приспособления при выполнении сборочных
работ с целью повышения производительности труда и качества
сборки.
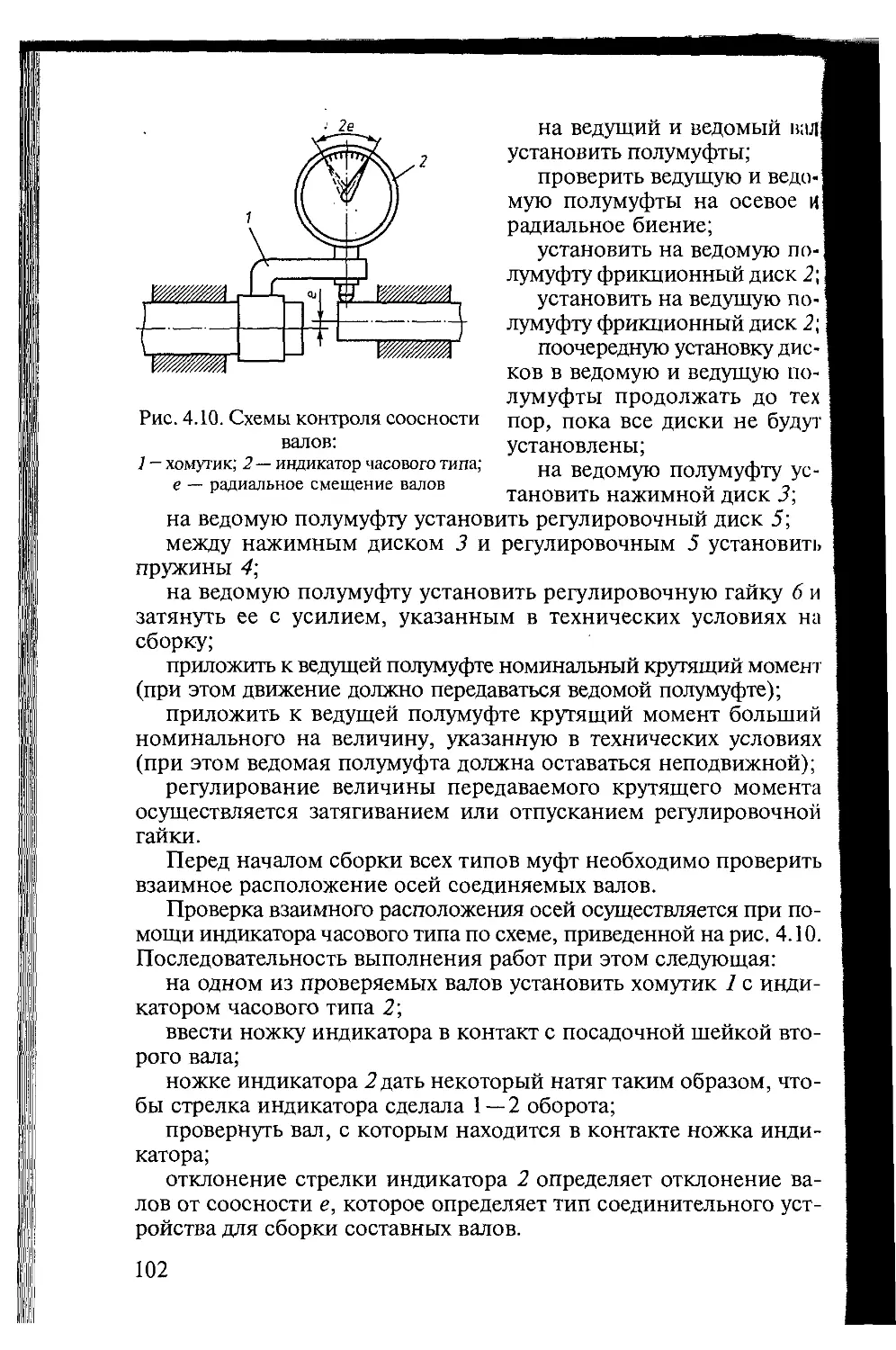
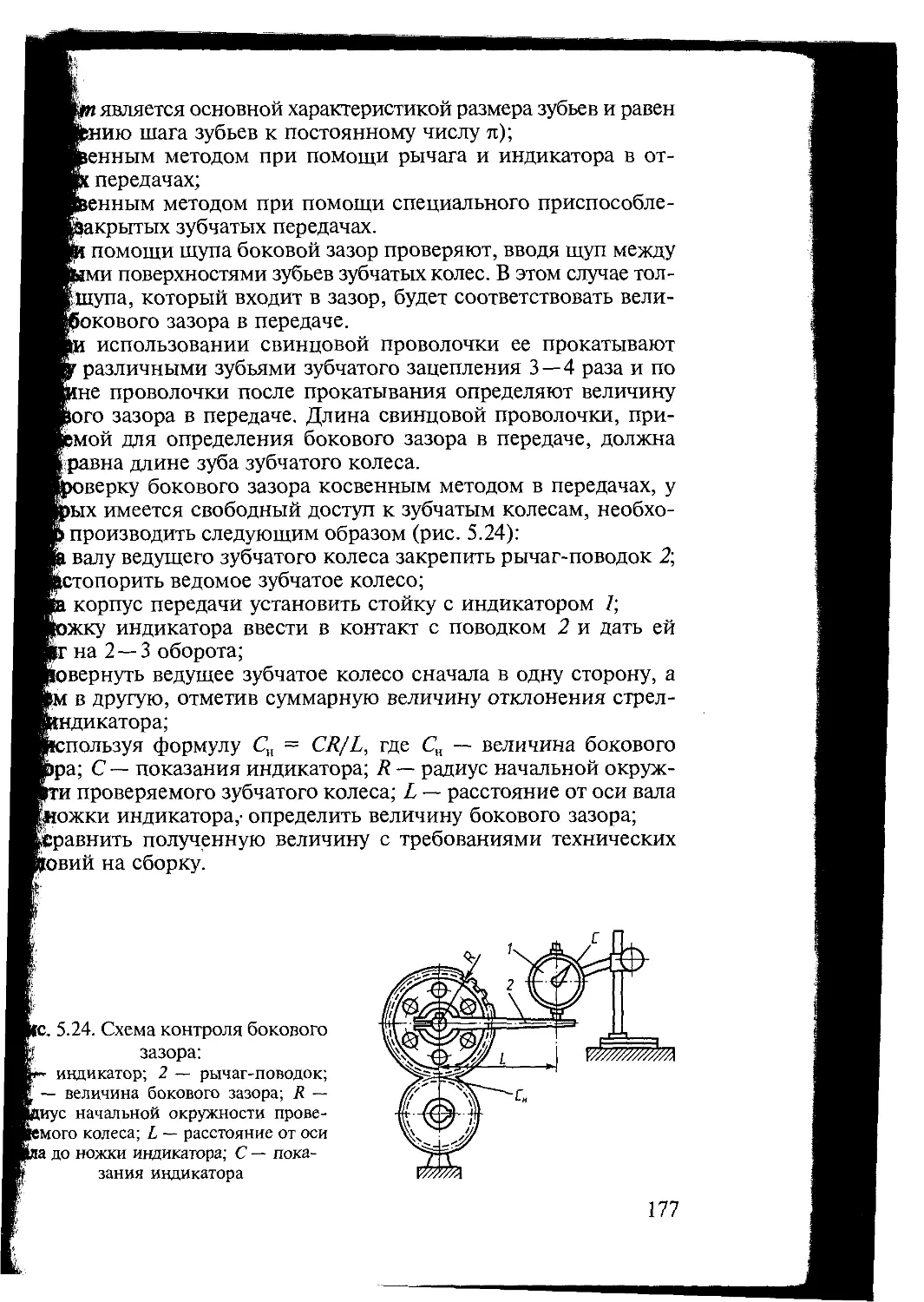
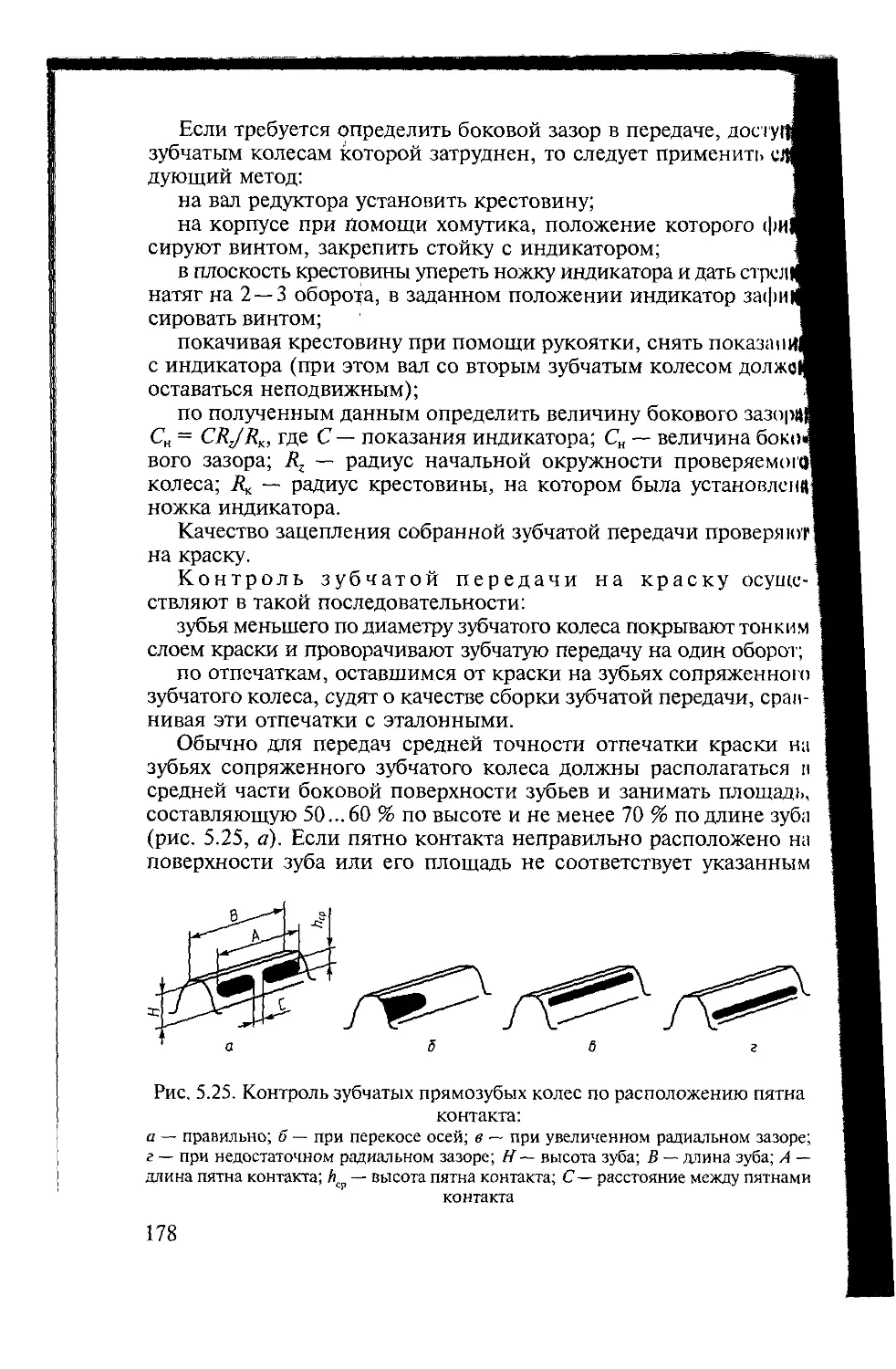
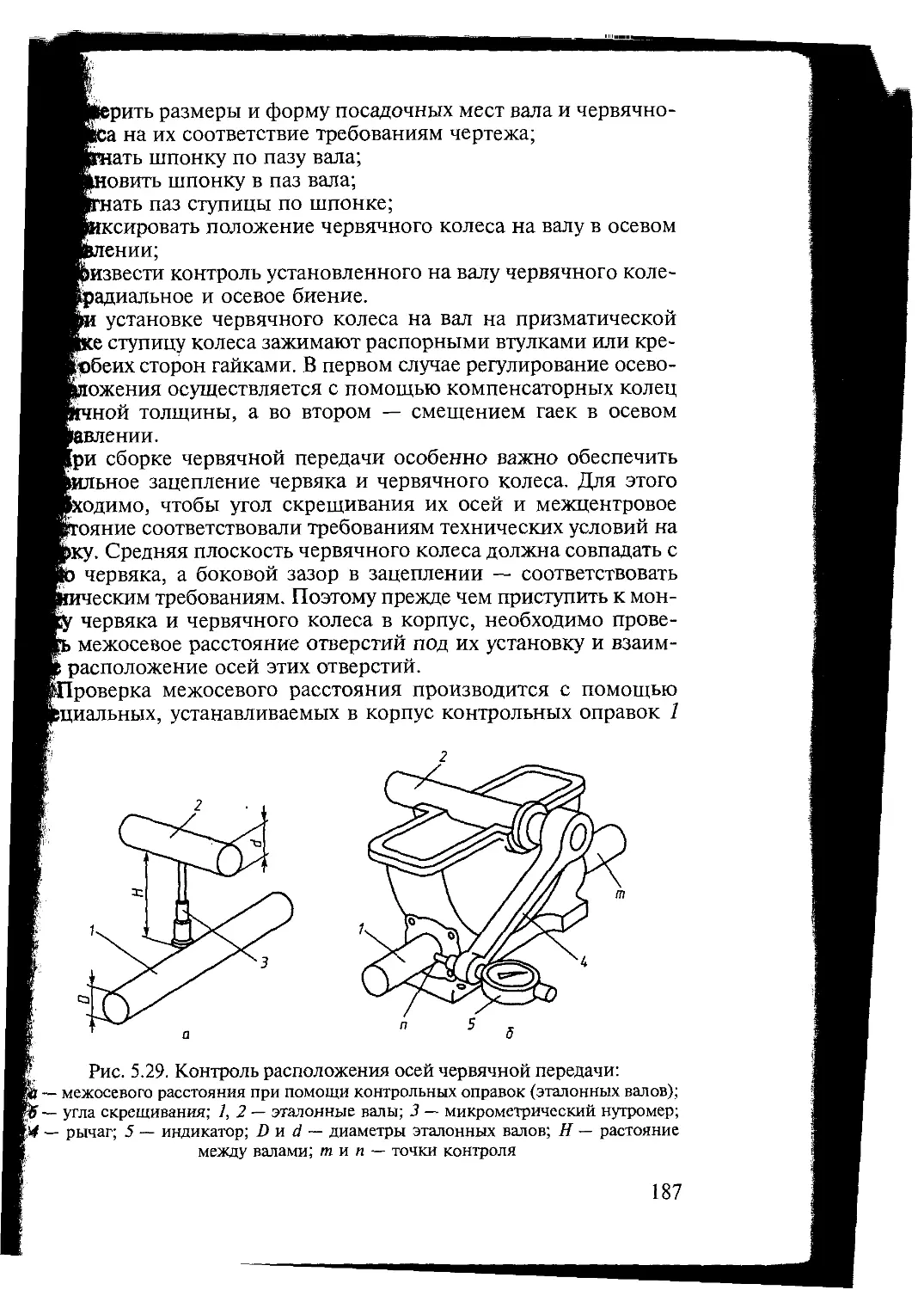
1.5. Контроль качества сборки
Основная особенность контроля сборочных работ состоит в
необходимости проверять не только окончательно собранное из-
делие или его отдельные сборочные единицы, но и все детали,
19
поступающие на сборку. Помимо того контролю подвергают все
детали, проходящие предварительную, перед установкой в узел,
слесарную обработку. Проведение такого контроля значительно
увеличивает трудозатраты на сборку изделия, но позволяет зна-
чительно улучшить качество собираемых узлов и механизмов бла-
годаря предупреждению установки в собираемый узел не соответ-
ствующих техническим условиям деталей.
Помимо входного контроля поступающих на сборку деталей, в
процессе работы производится контроль сопряжений в собира-
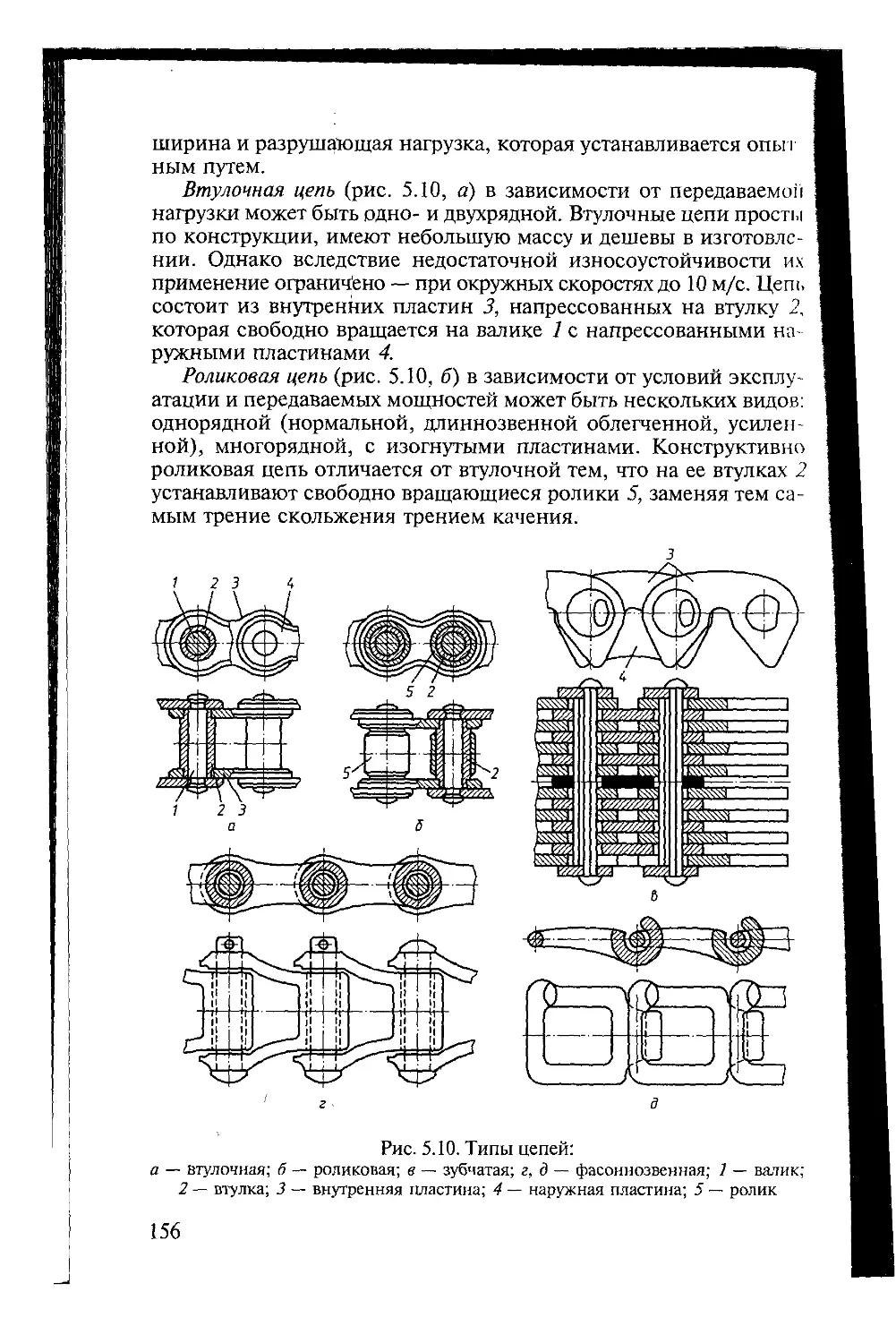
емых узлах (зубчатые, ременные, цепные передачи и т.д.), для
чего используют специальные методы и технические средства кон-
троля, описание которых приведено в главах, посвященных сбор-
ке отдельных узлов и механизмов.
Полностью собранный узел подвергают испытаниям на холос-
том ходу и под нагрузкой, в процессе которых проверяют работу
механизма и соответствие его характеристик паспортным данным.
1-6. Правила и нормы безопасного выполнения
сборочных работ
Задача повышения безопасности труда работающих на произ-
водственных предприятиях является одной из основных социальных
задач. Администрация предприятия должна обеспечивать надлежа-
щее техническое состояние оборудования. Конкретные меропри-
ятия по охране труда должны в обязательном порядке включаться в
качестве самостоятельного раздела в коллективный договор.
Администрация обязана проводить инструктаж по требовани-
ям безопасности с рабочими и служащими и осуществлять посто-
янный контроль за соблюдением работниками всех требований по
охране труда. Существует несколько видов инструктажа:
вводный инструктаж, в процессе которого все вновь принятые
на работу знакомятся с общими правилами и нормами по охране
труда, действующими на данном предприятии;
первичный инструктаж, который проводится со всеми вновь
поступающими работниками на рабочем месте; в процессе этого
инструктажа рабочие обучаются безопасным приемам и методам
труда;
периодические повторные инструктажи, которые должны про-
водиться не реже одного раза в шесть месяцев; цель этих инструк-
тажей — восстановить знания рабочими требований безопасности
и ознакомить их с конкретными нарушениями этих требований,
имевшими место на предприятии;
внеплановый инструктаж, который проводится по мере необ-
ходимости при изменении технологии производства, внедрении
новой техники, изменении правил охраны труда;
20
текущий инструктаж, который проводится с рабочими при
:роведении тех работ, по которым оформляется наряд-допуск.
На рабочих, в свою очередь, возлагается обязанность по со-
людению инструкций по охране труда. Невыполнение этих инст-
укций является нарушением трудовой дисциплины.
Расследованию подлежат несчастные случаи, происшедшие на
врритории предприятия, вне его территории при выполнении
«страдавшим трудовых обязанностей, задания администрации
редприятия, руководителя работ, а также при следовании на пре-
доставленном предприятием транспорте на работу или с работы.
Расследование проводится по несчастным случаям, происшедшим
как в течение рабочего времени (включая установленные переры-
вы), так и в течение времени, необходимого для приведения в
порядок орудий производства, одежды и т.п. перед началом или
по окончании работы. Ответственность за правильное и своевре-
менное расследование несчастных случаев, а также за выполне-
ние мероприятий, указанных в акте расследования, несет руково-
дитель предприятия, руководители структурных подразделений и
Производственных участков предприятия.
Причины травматизма обобщенно можно классифицировать
следующим образом:
организационные — некачественный инструктаж, отсутствие ин-
струкций, неудовлетворительная организация и содержание ра-
бочих мест;
технические — несоответствие оборудования нормам безопас-
ности; неправильный выбор оборудования оснастки, транспорт-
ных средств; несоблюдение сроков планово-предупредительного
ремонта; неисправности технологического и транспортного обо-
рудования;
санитарно-гигиенические — неблагоприятные метеорологиче-
ские условия; высокая концентрация вредных веществ в воздухе
1 рабочей зоны; неудовлетворительные условия освещения; высо-
’ кий уровень шума и вибраций; наличие вредных излучений;
психофизиологические — совершение ошибочных действий
вследствие высокой тяжести и напряженности труда; повыше-
ние утомляемости; недостаточная профессиональная подготов-
ленность.
Требования безопасности на территории предприятия включа-
ют в себя следующие положения.
1. На территории предприятия между зданиями и сооруже-
ниями следует оставлять санитарные разрывы, которые обеспе-
чивают достаточное естественное освещение производственных
помещений. Пылящие и шумящие объекты должны располагаться
с учетом преимущественного направления ветра. Между здани-
ями устраивают зеленые зоны, способствующие оздоровлению
атмосферы.
21
2. Территория предприятия должна удовлетворять не только
условиям производства, но и санитарным нормам. Она должна
быть ровной, хорошо освещенной и иметь достаточные по шири-
не проходы и проезды, соответствующие технологическим и про-
тивопожарным нормам. Ширина дорог должна соответствовать при-
меняемым на предприятии транспортным средствам, перемеща-
емым грузам и интенсивности перевозок.
3. Если на предприятии используется железнодорожный транс-
порт, то для его загрузки и выгрузки должны быть устроены спе-
циальные площадки. В местах пересечения железнодорожных пу-
тей с дорогами и тротуарами должны быть устроены переезды и
переходы, оборудованные сигнализацией, обеспечивающей безо-
пасность движения.
4. Для передвижения людей по территории предприятия уст-
раивают тротуары с твердым покрытием. Дороги и тротуары дол-
жны содержаться в исправном состоянии и не иметь ям или
выбоин.
Передвигаясь по территории предприятия, рабочие должны
выполнять следующие правила:
не переходить и не перебегать дорогу перед движущимися транс-
портными средствами;
безрельсовый транспорт, стоящий на дороге, обходить сзади,
а рельсовый — спереди;
при движении по дороге придерживаться левой обочины;
не прикасаться к оборванным проводам электрических сетей;
не ходить под поднятым грузом, а также под настилами лесов;
не стоять вблизи работающего оборудования, если это не вы-
зывается необходимостью управления им или обслуживания;
не выполнять распоряжений, противоречащих правилам безо-
пасности труда, особенно если выполнение этих распоряжений
может привести к несчастному случаю.
В случае необходимости ведения работ повышенной опасности
на машиностроительных предприятиях существует система наря-
дов-допусков, которая предусматривает основные требования на
выполнение этих работ и порядок их оформления.
К работам повышенной опасности относятся следующие:
подъем, опускание и перемещение тяжеловесных и крупнога-
баритных грузов;
ремонт крупногабаритного оборудования на высоте более 2 м;
монтажные работы на высоте более 2 м от пола без использо-
вания лесов и подмостей;
обслуживание светильников с галерей мостовых кранов;
электросварочные работы снаружи и внутри емкостей;
испытание сосудов, работающих под давлением, а также це-
лый ряд других сборочно-монтажных работ, связанных с повы-
шенной опасностью.
22
Наряд-допуск на выполнение этих работ должен выдаваться до
начала. Право на выдачу допуска на ведение работ повышенной
асности должно быть подтверждено приказом по предприятию,
кое право может быть предоставлено при выполнении работ
щезаводского назначения главному инженеру, главному меха-
:ку или главному энергетику. При ведении работ локального
значения это право предоставляется руководителям соответству-
цих служб. Лица, которым предоставлено право выдавать до-
ек на проведение работ повышенной опасности, должны прой-
аттестацию по требованиям безопасности; они несут персо-
льную ответственность за проведение этих работ. В наряде-до-
еке должны быть указаны меры безопасности при ведении pa-
rr, а в случае необходимости к ним должны быть приложены
емы защитных устройств, расстановки постов оцепления, пре-
предительных знаков и т. п. Наряд-допуск выдается ответствен-
>му производителю работ на руки.
Если с целью предупреждения аварии или угрозы жизни рабо-
ющих необходимо срочное выполнение работ, то они, в поряд-
исключения, могут производиться без наряда-допуска, но обя-
:Щательно в присутствии и под руководством инженерно-техниче-
ского работника, на которого возложено право выдачи наряда-
допуска.
Лицо, выдавшее наряд-допуск, несет ответственность за инст-
руктаж и безопасность проведения работ, правильность и полно-
ту указанных в наряде-допуске мер безопасности в соответствии с
Квалификацией исполнителей работ.
. Ответственный исполнитель работ организует техническое ру-
ководство работами, соблюдение мер безопасности, указанных в
наряде-допуске и специальных инструкциях, проводит инструк-
Таж рабочих.
v Требования безопасности при выполнении слесарно-сбороч-
ных работ включают в себя следующие положения.
1. В связи с тем, что ручной механизированный инструмент,
Применяемый при выполнении слесарных и слесарно-сборочных
работ, сравнительно быстро изнашивается, необходимо постоян-
но следить за его состоянием, не допуская использования в рабо-
те изношенного или неисправного инструмента.
2. Прежде чем приступить к работе, необходимо самым тщатель-
ным образом проверить инструменты и приспособления, убедить-
ся в их исправности и подготовить к работе. Не рекомендуется ис-
пользовать инструменты, которые предварительно не проверены.
3. Как правило, слесарные и слесарно-сборочные работы про-
изводят на верстаках, которые рекомендуется оснащать специ-
альной сеткой или экраном для предупреждения возможных ра-
нений находящихся поблизости людей отлетающими кусками об-
рабатываемого материала.
23
4. При использовании для очистки деталей растворов, содер-
жащих агрессивные вещества, например каустическую или каль-
цинированную соду, фосфорно-кислый натрий и т.п., необходи-
мо пользоваться защитными очками и резиновыми перчатками
для предохранения от ожогов.
5. В случае применения при слесарных и слесарно-сборочных
работах электрифицированных инструментов следует иметь в виду,
что они должны подключаться к сети напряжением, не превыша-
ющем 42 В, а токоведущие части инструмента должны быть за-
землены и надежно защищены во избежание возможного прикос-
новения к ним работающего. Электроинструмент должен иметь
порядковый номер. Перед выдачей инструмент должен быть про-
верен на отсутствие замыкания на корпус и исправность заземля-
ющего провода. В случае обнаружения каких-либо неисправно-
стей в инструменте его категорически запрещено применять при
выполнении работ. Если неисправности выявились в процессе
эксплуатации инструмента, его следует немедленно отключить
от сети.
6. Пневматические инструменты должны быть в обязатель-
ном порядке снабжены глушителями шума и иметь защиту от
вибрации.
7. По окончании работ весь инструмент должен быть убран, а
рабочее место приведено в порядок.
8. При использовании различного оборудования для выполне-
ния слесарных работ необходимо следить за тем, чтобы опасные
зоны этого оборудования были ограждены, так как они могут
явиться причиной травматизма.
9. При работе на металлорежущих станках причиной травма-
тизма могут явиться стружка и отлетающие обломки материала;
при слабом закреплении заготовки на станке последняя может
быть вырвана, вследствие чего также возможна травма. Травма-
тизм может иметь место и при случайном прикосновении к инст-
рументу при его вращении. В связи с этим необходимо обеспе-
чить надежное закрепление заготовки на станке или в приспо-
соблении. Стружку, образующуюся в процессе обработки, сле-
дует удалять только крючком или щеткой. Если при обработке
применяется ручная подача, то необходимо следить за прикла-
дываемым усилием, чтобы избежать возможной поломки инс-
трумента.
Правила безопасного поведения в цехах предприятия сводятся
к следующему:
запрещается стоять и ходить под поднятым грузом, под настила-
ми лесов и в местах, где возможно падение различных предметов;
не допускается садиться на конвейер или перелезать через него;
не следует загромождать рабочее место и проходы тарой с заго-
товками и готовыми деталями.
24
, Электробезопасность является одним из самых важных требо-
ний безопасности производства.
; Тело человека является проводником электрического тока, но
юводимость тканей биологического происхождения отличается
проводимости обычных проводников. Она обусловливается не
лько физическими свойствами ткани, но и биохимическими
юцессами, происходящими в организме. Поэтому сопротивле-
ie человеческого тела прохождению через него электрического
ка постоянно меняется в зависимости от большого числа разно-
фазных факторов, в том числе от состояния поверхности кожи
окружающей среды, а также от целого ряда физиологических
акторов. Как известно, человеческие ткани на 60 % состоят из
эды и могут рассматриваться как электролит, который разлага-
тся под воздействием электрического тока.
Различные ткани человека имеют разное сопротивление; так,
[апример, мышечная ткань, кровь, а в особенности головной и
Длинной мозг имеют крайне малое сопротивление, в то время как
)кожа, кости, жировая ткань и сухожилия обладают достаточно
большим сопротивлением. На сопротивление биологических тка-
ней большое влияние оказывает их физиологическое состояние,
так, например, обильное потоотделение резко снижает сопротив-
ление кожи. Установлено опытным путем, что сопротивление че-
ловеческого тела постоянному току больше, чем переменному лю-
бой частоты.
Проходя через организм человека, электрический ток оказы-
вает на него термическое и электролитическое воздействия, ко-
торые представляют собой обычные физико-химические процес-
сы, но одновременно электрический ток может оказывать и би-
ологическое воздействие на организм. Такое воздействие является
специфическим, присущим только живой ткани.
В результате термического воздействия тока на организм на
отдельных участках тела появляются ожоги, происходит нагрев
кровеносных сосудов, нервов, сердца, мозга и других органов,
что приводит к их серьезным функциональным расстройствам.
Электролитическое действие тока вызывает разложение биологи-
ческих жидкостей организма, что приводит к изменению их фи-
зико-химического состава. В результате биологического воздействия
тока происходит нарушение биохимических процессов, протека-
ющих в организме.
Многообразное воздействие тока на организм может привести
к различным видам травм электротоком, которые условно можно
разделить на два типа: местные травмы электротоком; электри-
ческий удар — поражение электротоком организма в целом.
Местные травмы электротоком приводят к нарушению целост-
ности тканей, в том числе и костной. В большинстве случаев при
местных травмах поражаются поверхностные ткани организма —
25
кожа, в ряде случаев наблюдается также поражение мягких тка-
ней, сухожилий и костей. Как правило, местные травмы поддают-
ся лечению, и работоспособность пострадавшего восстанавлива-
ется, и только в отдельных случаях местные травмы могут приве-
сти к смертельному исходу. К местным травмам относятся: ожоги,
электрические знаки, металлизация кожи, механические повреж-
дения, электроофтальмия. Примерно в 75 % случаев при пораже-
нии электрическим током наблюдаются местные травмы.
Электрический ожог — наиболее распространенный вид
травм электротоком, происходит при прохождении электрического
тока через организм в результате его непосредственного контакта
с токоведущими частями. Такой ожог тем опаснее, чем больший
ток проходит через организм и чем продолжительнее это прохож-
дение. Различают четыре степени ожогов по их тяжести: I — пора-
жение кожи; II — образование пузырей; III — омертвление кожи
по всей ее толщине; IV — обугливание тканей.
Электрические знаки представляют собой пятна на теле
человека, подвергшегося воздействию электрического тока. Обычно
пятна имеют круглую или овальную форму, но в некоторых слу-
чаях могут воспроизводить контуры токоведущих частей, которых
коснулся потерпевший. В результате пораженные участки кожи
затвердевают, происходит как бы омертвение ткани. Обычно элек-
трические знаки поддаются лечению и не вызывают тяжелых по-
следствий.
Металлизация кожи — проникновение в верхнюю часть
кожного покрова мельчайших частиц металла, распылившегося
под воздействием электрической дуги. Наиболее часто металлиза-
ция наблюдается при коротких замыканиях. Обычно пораженный
брызгами металла участок кожи восстанавливается.
Механические повреждения в виде разрыва тканей,
сосудов, сухожилий, вывихов и иногда переломов костей проис-
ходят в результате непроизвольных судорожных сокращений тка-
ней под воздействием электрического тока.
Электроофтальмия возникает в результате воздействия
мощного ультрафиолетового излучения вольтовой дуги на рого-
вицу и слизистую оболочку глаза, в результате чего происходит
воспаление слизистой оболочки глаза.
Электрический удар — опасная форма воздействия электриче-
ского тока на организм, в результате которого происходит пора-
жение всего организма. В зависимости от тяжести различают четы-
ре степени воздействия электрического удара на организм:
I — судорожное сокращение мышц без потери сознания;
II — судорожное сокращение мышц с потерей сознания;
III — потеря сознания с нарушением сердечной деятельности
или дыхания;
IV — клиническая смерть.
26
В зависимости от вида производства и атмосферы в производ-
^^ИЕВенных помещениях опасность поражения электрическим то-
^^Нрм в них различна. По степени опасности поражения электри-
^М^ским током все производственные помещения делятся на три
^^Khicca: без повышенной опасности; с повышенной опасностью;
^Мсобо опасные.
Помещения без повышенной опасности — это сухие незапылен-
помещения с нормальной температурой воздуха и изолиру-
^Мвщими полами (например, деревянными).
Помещения с повышенной опасностью — это помещения, в ко-
^^№ррых наблюдается хотя бы одно из следующих пяти явлений:
относительная влажность воздуха в течение длительного вре-
^Няени превышает 75 %;
температура воздуха в течение не менее суток превышает +35 °C;
наличие в воздухе помещения токопроводящей пыли, напри-
^Имер металлической;
наличие в помещении токопроводящих полов (металлических,
^Ияемляных, бетонных, кирпичных);
, возможность одновременного прикосновения человека к име-
Иирщим соединение с землей металлическим конструкциям зда-
ШИяий, механизмам с одной стороны и металлическим корпусам
^Электрооборудования с другой.
Примером таких помещений могут служить механические цеха
|^КЛромышленных предприятий.
Особо опасные помещения характеризуются наличием одного
ИКз трех условий:
относительная влажность воздуха близка к 100 %;
к в воздухе длительное время содержатся пары агрессивных жид-
И» Костей;
^№,0 имеются два и более факторов, присущих помещениям с по-
Вишенной опасностью.
: К таким помещениям относятся все производственные цеха
К машиностроительных предприятий.
К.1 При стекании тока в землю происходит резкое снижение по-
«Г тенциала заземлившейся токоведущей части, что может оказаться
К опасным для жизни человека.
К Значение потенциала зависит от сопротивления стеканию тока
Ж в землю.
Если мы имеем электродвигатели, корпуса которых заземлены
Ж с помощью одиночных заземлителей (рис. 1.7), то при замыкании
ЯГ на корпус (показано зигзагообразной стрелкой) на одном из дви-
Ж гателей на заземлителе и на корпусах всех остальных двигателей,
в присоединенных к заземлителю, появится потенциал. Напряже-
1 ние прикосновения Unp характеризуется отрезком АВ, длина кото-
® рого зависит от формы кривой потенциала и расстояния, на ко-
Ж тором человек находится от заземлителя. Чем большее напряже-
27
Рис. 1.7. Действие напряжения прикосновения при одиночном
заземлителе:
/3 — ток в защемляющем проводнике; х — расстояние от одиночного заземлителя
до человека, попавшего под напряжение; Uai: — потенциал основной сети; U3 —
потенциал на заземлителе; Аз — сопротивление заземлителя; — напряжение
прикосновения
ние действует на человека, тем, соответственно, больше опас-
ность поражения электрическим током. Как видно из рисунка,
при расстоянии до заземлителя 20 м опасность поражения током
практически равна нулю.
Напряжение между двумя точками цепи тока, находящимися
одна от другой на расстоянии шага и на которых одновременно
стоит человек, называется напряжением шага. Длину шага обычно
принимают равной 0,8 м.
Напряжение шага при одиночном заземлителе обычно опреде-
ляется отрезком АВ (рис. 1.8). Длина отрезка зависит от формы кри-
вой потенциала и изменяется от максимального значения (7штах до
нуля с изменением расстояния от заземлителя.
Максимальное значение напряжения шага будет в случае, ког-
да человек одной ногой стоит на заземлителе, а минимальным —
при удалении от заземлителя на расстояние 20 м и больше.
Поражение электрическим током возможно лишь в тех случа-
ях, когда через тело человека проходит электрический ток, т.е.
28
Рис. 1.8. Действие напряжения шага:
— ток на заземляющем проводе; г — радиус наиболее опасной зоны; х —
сстояние от одиночного заземлителя до человека; а — длина шага; АВ — отрезок,
ютветствующий напряжению шага; — потенциал заземлителя; Ux — потенциал
точках, отстоящих от заземлителя на расстоянии х; Ux+a — потенциал в точке,
стоящей от заземлителя на расстоянии х+а; 1/ш — напряжение шага; 11ш тах —
максимальное напряжение шага; Л, — сопротивление заземлителя
ри непосредственном контакте с токоведущими частями, а так-
е при прикосновении человека не менее чем к двум точкам элек-
трической цепи. Напряжение прикосновения в этом случае зави-
jiciiT от ряда факторов: схемы включения человека в цепь тока;
Напряжения тока в цепи и др.
Наиболее характерные схемы включения человека в цепь тока
•Показаны на рис. 1.9. При двухфазном включении (рис. 1.9, а) опас-
. ность поражения не уменьшается даже в том случае, если человек
изолирован от земли. Однофазное включение встречается значи-
' тельно чаще, но оно менее опасно.
Основными причинами травм от воздействия электротока яв-
ляются следующие:
случайное прикосновение или приближение на опасное рас-
’ стояние к токоведущим частям, находящимся под напряжением;
;; появление напряжения на корпусных частях в результате нару-
шения изоляции;
появление напряжения на отключенных токоведущих частях,
ц на которых работают люди, в результате ошибочного включения;
! возникновение шагового напряжения на поверхности земли в
L результате замыкания провода на землю.
29
Рис. 1.9. Схемы включения человека в цепь электрического тока:
а — двухфазного; б — однофазного; в — путем прикосновения; £/ф — фазовое
напряжение; Д — сила тока, проходящего через человека при его включении в цепь
электрического тока; Z,, Z2, Z3 — системы защиты
Основными мерами защиты от поражения электрическим то-
ком являются следующие:
обеспечение недоступности токоведущих частей для случайно-
го прикосновения;
электрическое разделение цепи, т. е. разделение ее на отдель-
ные участки, не связанные между собой электрически;
применение малого напряжения при работе с ручными элек-
трическими инструментами и переносными светильниками (42 В —
для обычных помещений, 12 В — для особо опасных);
применение двойной изоляции;
защитное заземление, которое позволяет снизить до безопас-
ного предела напряжение прикосновения;
защитное отключение — защита, обеспечивающая отключение
установок при возникновении опасности поражения электриче-
ским током;
применение изолирующих средств защиты, относящихся к ин-
дивидуальным и применяющихся для работы на электроустановках;
использование ограждений, перекрывающих доступ к токове-
дущим частям и электроустановкам в случае опасности пораже-
ния электрическим током.
Один раз в два года весь персонал, обслуживающий электри-
ческие установки, должен проходить медицинское обследование.
Все работы на электрических установках должны производиться с
соблюдением следующих правил:
на работу должно быть выдано разрешение уполномоченного
лица (наряд);
работу должны проводить, как правило, не менее двух человек;
должны быть выполнены мероприятия, обеспечивающие безо-
пасную работу персонала.
30
1.7. Пожарная безопасность
Причины возникновения пожара на предприятии носят раз-
1НЫЙ характер. Рассмотрим причины технического характера.
(ИМ относятся (в порядке убывания по частоте возникновения
каров): нарушение технологического режима; неисправность
!Ктроустановок; самовозгорание промасленной ветоши и дру-
I материалов; неисправность оборудования; искры при элек-
>- и газосварочных работах; ремонт оборудования на ходу.
С целью предупреждения пожаров намечают следующие ме-
Приятия по их профилактике:
организационные (правильная эксплуатация оборудования и
Угрицехового транспорта, противопожарный инструктаж рабо-
ющих);
технические (соблюдение противопожарных норм и правил при
оектировании производственных помещений, монтаже элек-
Ической проводки, установке оборудования, отоплении, венти-
ции, освещении);
режимного характера (запрещение курения в неустановленных
стах, производства сварочных и других работ в пожароопасных
мещениях);
эксплуатационные (профилактические ремонты и осмотры обо-
Цования, испытания технологического оборудования).
Все производственные помещения в соответствии с типовыми
«вилами пожарной безопасности промышленных предприятий
|дразделяются на несколько категорий.
К.атегория А — взрывоопасные помещения, в которых при-
мяют: горючие газы с нижним пределом воспламенения при их
Йцентрации в воздухе помещения до 10%; жидкости с темпе-
,Турой вспышки до 28 °C; вещества, которые способны воспла-
жяться и гореть при соединении с водой, кислородом воздуха
Пй друг с другом.
v Категория Б — взрыве- и пожароопасные помещения, в
Которых используют газы с нижним пределом воспламенения при
ИХ концентрации в воздухе помещения свыше 10 % и жидкости с
Температурой вспышки 28...61 °C; помещения, в которых образу-
ется пыль с нижним концентрационным пределом воспламене-
ния до 65 г/м3.
Категория В — пожароопасные помещения, в которых при-
меняют жидкости с нижним пределом вспышки свыше 61 °C, а в
Процессе производства образуются пыли с нижним концентраци-
онным пределом воспламенения более 65 г/м3.
Категория Г — помещения, в которых используются горю-
чие вещества и материалы в горячем, раскаленном и расплавлен-
ном состоянии.
31
Категория Д — помещения, в которых обрабатываются го-
рючие вещества и материалы в холодном состоянии.
Контрольные вопросы
1. В каких случаях и почему поступающие на сборку детали подверга-
ются дополнительной обработке методами пригонки?
2. В чем заключается и как осуществляется очистка поступивших на
сборку деталей?
3. Что следует понимать под технологичностью конструкции?
4. Какую технологическую документацию используют в сборочном
производстве?
5. Какие типы производств вы знаете?
6. Какая технологическая и техническая документация используется в
процессе сборки?
7. Чем отличается сборка с расчленением сборочного процесса от сбор-
ки без его расчленения?
8. Каково преимущество сборки бригадным методом?
9. Чем характеризуется метод поточной сборки, и в каких случаях его
применяют?
10. В какой последовательности производится разработка технологи-
ческого процесса?
11. Что следует предпринять, если в процессе работы выявилась неис-
правность механизированного инструмента?
12. Какое из воздействий электрического тока на организм человека
представляет наибольшую опасность и почему?
13. Почему наличие заземления на токоведущих частях снижает опас-
ность поражения электрическим током?
14. На какое напряжение должен быть рассчитан механизированный
инструмент при его использовании в помещениях без повышенной опас-
ности и в помещениях с повышенной опасностью поражения электри-
ческим током?
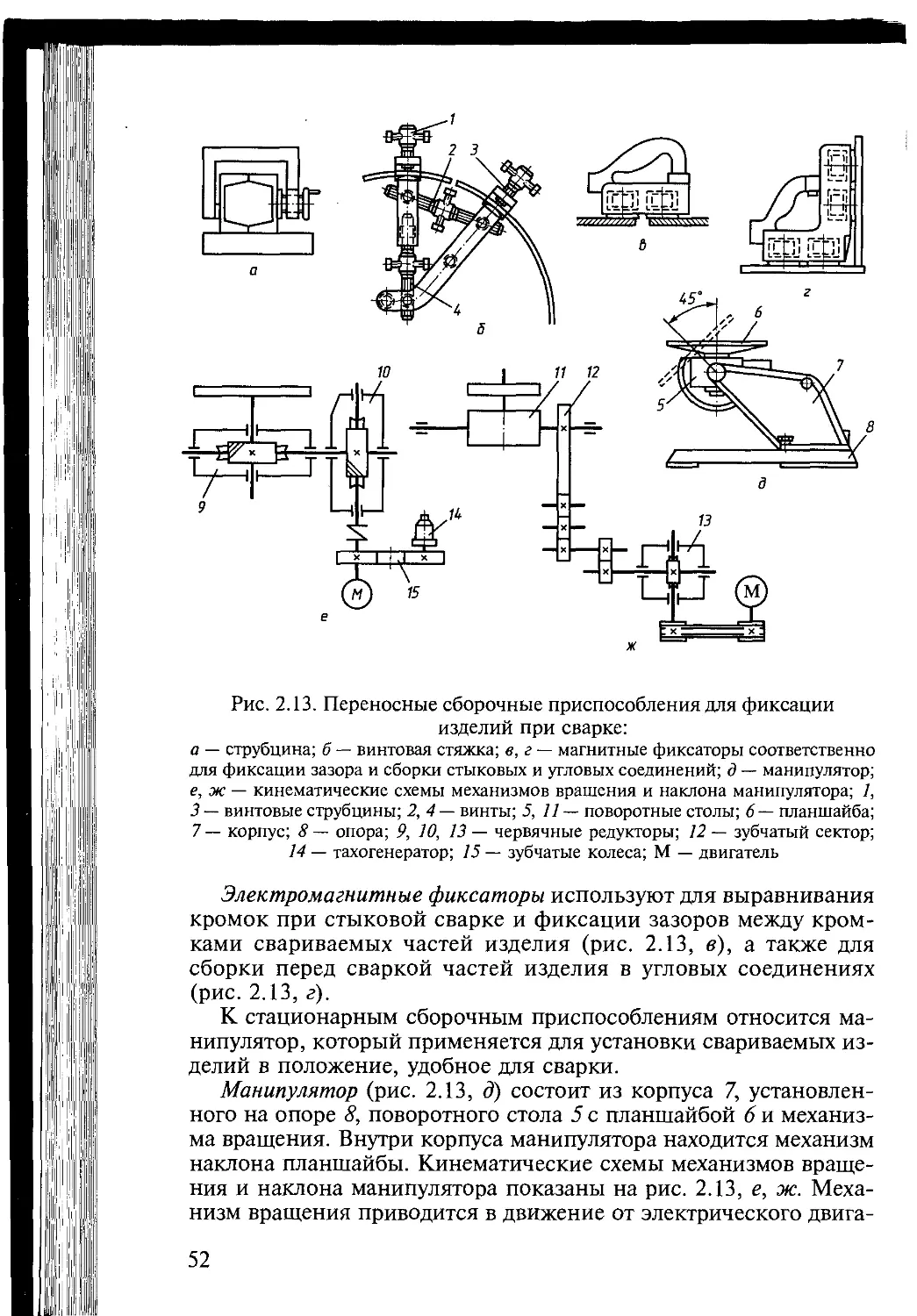
ГЛАВА 2
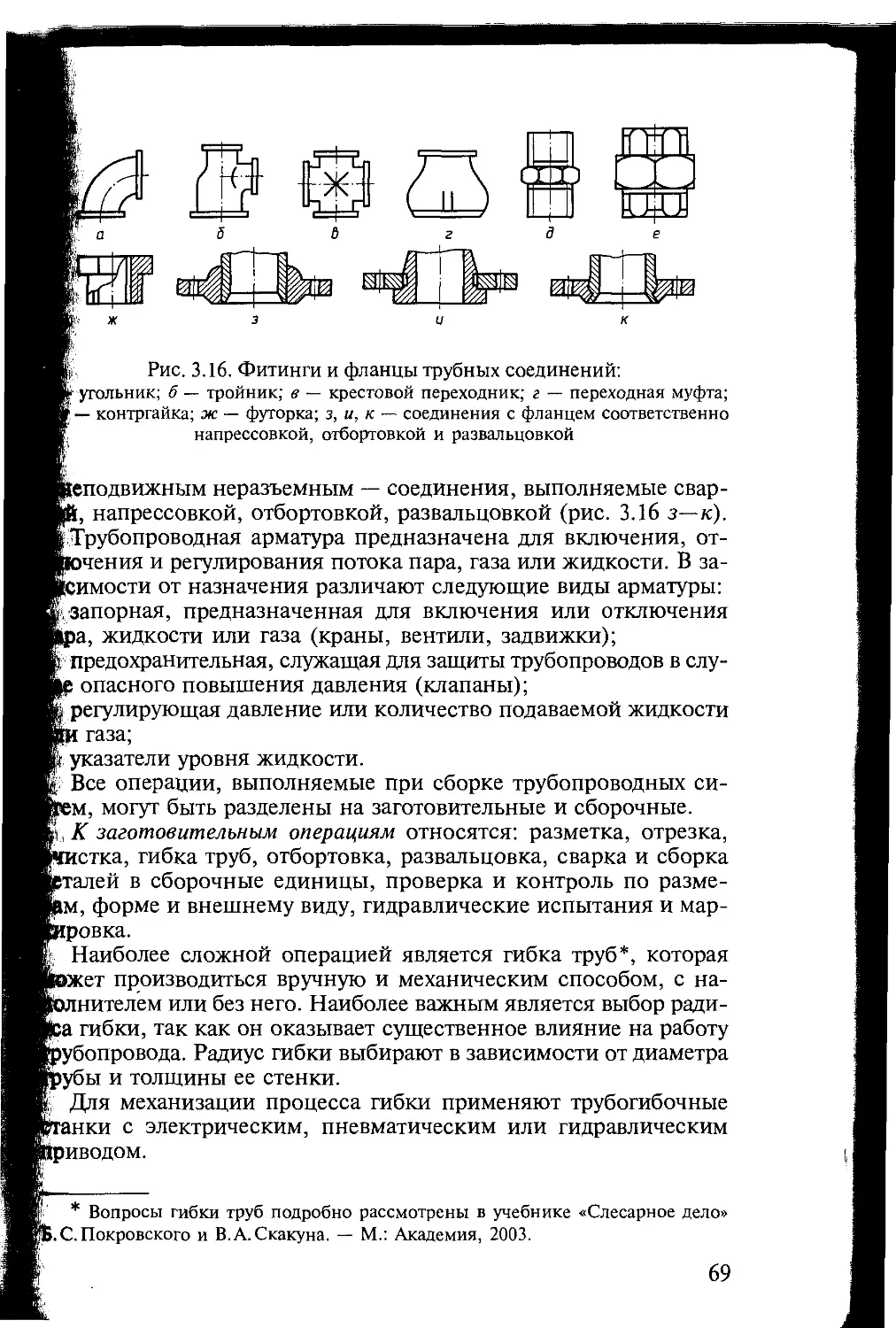
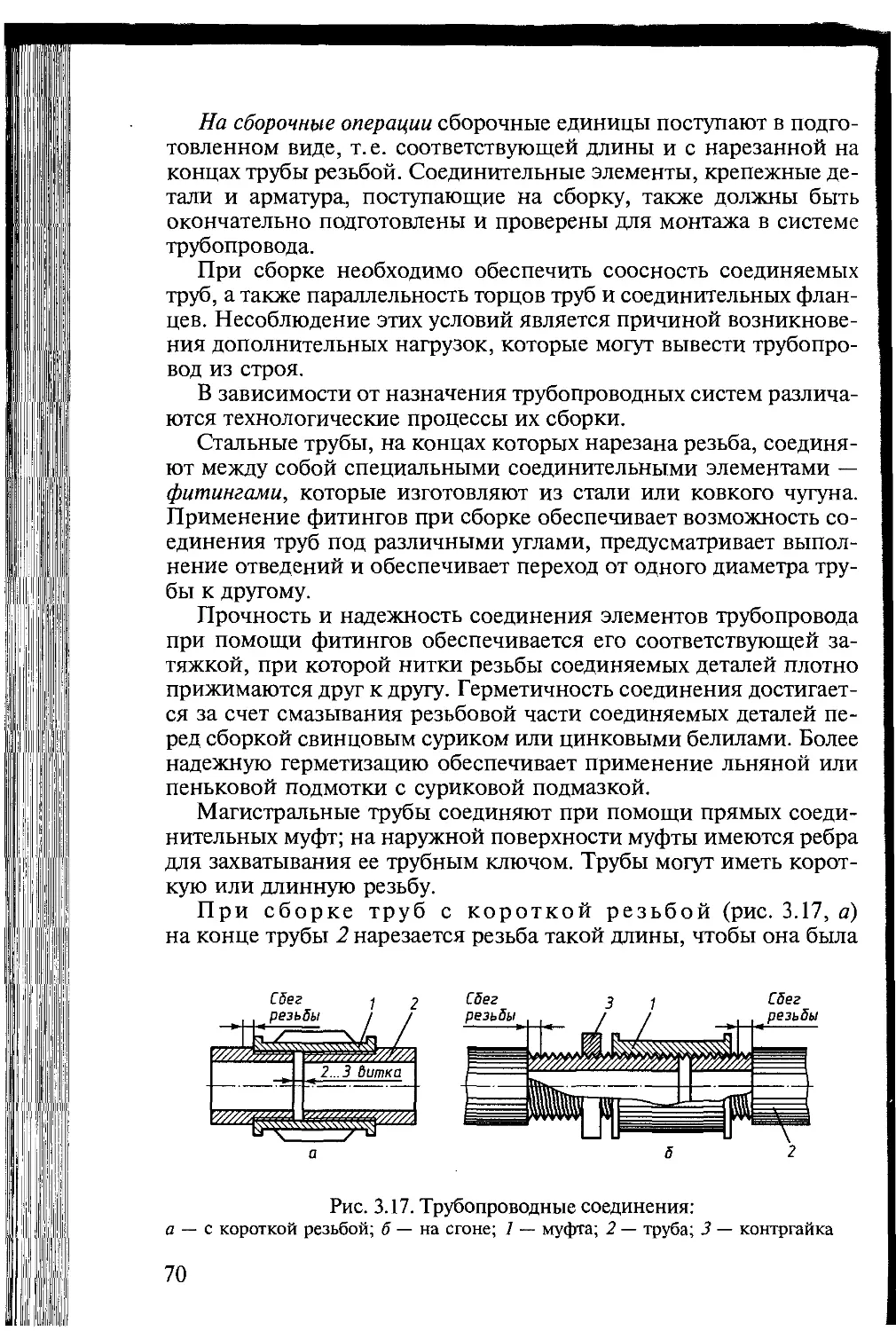
НЕПОДВИЖНЫЕ НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
И ИХ СБОРКА
2.1. Заклепочные соединения и их сборка
Ц Заклепочные соединения применяют при сборке металличе-
Ьких конструкций (фермы, балки, котлы высокого и низкого дав-
ления и т.п.). Соединение деталей осуществляется при помощи
Йклепок — металлических стержней с головкой на одном конце
Закладная головка). Наиболее распространенными формами го-
Цовок заклепок являются полукруглая, потайная и полупотайная.
Бдя изготовления заклепок возможно использование только пла-
стичных металлов (сталь, медь, латунь, алюминий и его сплавы).
Ьто объясняется тем, что вторая головка заклепочного соедине-
мйя образуется методом пластического деформирования. Для ус-
тановки заклепок в соединении в его деталях предварительно свер-
крт отверстия, диаметр которых должен быть больше диаметра
вклепки на 0,1...0,2 мм. Отверстия под заклепки с потайной и
мрлупотайной головками зенкуют.
В Замыкающая головка заклепочного соединения может быть об-
разована двумя методами — прямым и обратным. При прямом
кетоде клепки удары наносят по стержню со стороны замыка-
ющей головки соединения, а при обратном методе — со стороны
вкладной головки, используя в качестве опоры для образования
шмыкающей головки поддержку и обжимку, обеспечивающую
Нормирование замыкающей головки необходимой формы.
К Выполняется заклепочное соединение в следующей последо-
вательности:
т пригоняют поверхности соединяемых деталей;
А рассчитывают длину заклепок:
L /= 5+ (1,2... 1,5)6?,
|вде S — суммарная толщина деталей соединения; d — диаметр
заклепки;
Г определяют шаг заклепок t (в однорядном шве t = 3d, в двух-
рядном t = 4<7);
• рассчитывают расстояние между рядами в соединении т (т = 2d)',
‘ рассчитывают расстояние от центра отверстия под заклепку
до края соединяемых деталей, равное (1,5...2,Qi)d.
2 Покровский
33
Рис. 2.1. Погрешности заклепочных соединений:
а — смещение оси заклепки; б — сдвиг стержня заклепки в отверстиях соединяемых
деталей; в — изгиб стержня заклепки; г — выпучивание стержня заклепки между
поверхностями соединяемых деталей
При выполнении заклепочного соединения наиболее часто
могут возникнуть дефекты, изображенные на рис. 2.1. Причины их
возникновения и способы предупреждения приведены в табл. 2.1.
Таблица 2.1
Основные причины возникновения дефектов клепки и способы
их предупреждения
Характер дефекта Причина возникновения Способ предупреждения
Смещение оси за- клепки (рис. 2.1, а) Неправильное совмеще- ние осей отверстий под заклепку в соединя- емых деталях Устанавливать в сосед- них отверстиях под за- клепку временные болты
Сдвиг стержня заклепки в отвер- стиях соединяемых деталей (рис. 2.1, б) Увеличенный выше нормального значения диаметр отверстия под заклепку и одновре- менное смещение осей отверстий в соединя- емых деталях Подбирать сверло, диаметр которого со- ставляет не более 1,2 диаметра заклепки. Устанавливать в сосед- ние отверстия времен- ные болты
Изгиб стержня за- клепки (рис. 2.1, в) Диаметр отверстия под заклепку больше требуемого размера Более внимательно выбирать сверло для обработки отверстия под заклепку (диаметр сверла не более 1,2 диаметра заклепки)
Выпучивание стерж- ня заклепки меж- ду поверхностями соединяемых де- талей (рис. 2.1, г) Слабое сжатие деталей перед клепкой. Плохая зачистка торцов отверстий Перед клепкой оса- живать склепываемые детали вдоль стержня заклепки. После сверления отверстий под заклепку зачищать их на выходе сверла
34
Рис. 2.2. Контроль правильности установки заклепок:
с полукруглой и полупотайной головками; б — с потайной головкой; 1,5 —
(епки; 2 — шаблон; 3 — линейка; 4 — щуп; h и /г, — контрольные размеры
При соединении деталей заклепками образуются швы, кото-
[е могут быть одно-, двух- и многорядными. В зависимости от
сположения соединяемых листов различают швы внахлестку и
гык с одной или двумя накладками.
Правильность установки заклепок 7 и 5 (рис. 2.2) контролиру-
' по высоте головок над поверхностью склепываемых деталей
и помощи шаблона 2 (рис. 2.2, а) или при помощи линейки 3 и
/па 4 (рис. 2.2, б).
Процесс клепки может осуществляться как вручную, так и с
Спользованием механизированного инструмента (клепальный
©лоток) или стационарного оборудования (различные прессы).
2.2. Паяные соединения и их сборка
Пайкой называют процесс соединения двух или более металли-
еских частей в единое целое при помощи расплавленного металла
ли сплава — припоя. Припой имеет более низкую температуру
давления по сравнению с температурой плавления металла со-
щняемых частей. Этим методом получают неразъемные соедине-
ия как из однородных, так и из разнородных металлов. Соедине-
но происходит без расплавления кромок соединяемых деталей,
[роцесс пайки состоит из прогрева соединяемых частей до тем-
:ературы плавления припоя, расплавления его, растекания при-
:оя и заполнения зазора (шва) между соединяемыми частями под
оздействием капиллярных сил с последующим дифундировани-
м (проникновением) в материал соединяемых частей и кристал-
лизацией паяного шва.
Поверхности соединяемых частей изделия перед пайкой долж-
ны быть тщательно зачищены и обезжирены. Очистку поверхно-
стей соединяемых частей производят при помощи корцовочных
щеток, напильников или шаберов, а их обезжиривание — различ-
35
ними растворителями (бензин, ацетон). Перед пайкой поверхно-
сти соединяемых частей следует подвергнуть травлению, напри-
мер соляной кислотой, с целью удаления окисной пленки. В про-
цессе пайки положение соединяемых частей изделия относитель-
но друг друга следует зафиксировать. Для этого используют струб-
цины или обвязку мягкой (отожженной) стальной проволокой.
Иногда в процессе пайки наблюдается следующее явление:
припой во время пайки превращается в шарик, вместо того чтобы
растекаться по всему месту пайки и заполнять стык между соеди-
няемыми частями изделия. Это явление обусловливается различ-
ными причинами и чаще всего силами поверхностного натяже-
ния. Иногда причиной недостаточного смачивания является боль-
шое различие между структурами припоя и основного металла, а
также наличие пленок окислов и загрязнения на поверхности при-
поя или соединяемых пайкой частей изделия.
Поверхность металлических деталей всегда имеет микронеров-
ности, не видимые невооруженным глазом, которые образованы
следами предшествующей обработки и выступами конечных плос-
костей кристаллических решеток, напоминающие при сильном
увеличении скалистый ландшафт с острыми вершинами.
Припой в расплавленном состоянии должен заполнять все эти
неровности, растворяя особенно далеко выступающие части.
Для предупреждения образования окисной пленки в процессе
нагрева применяют специальные вещества — флюсы, которые так-
же обеспечивают повышение смачиваемости припоем поверхно-
стей соединяемых частей изделия, а следовательно, и лучшее за-
полнение шва расплавленным припоем.
Для выполнения этих задач флюсы должны удовлетворять сле-
дующим требованиям:
рабочая температура припоя и температура действия флюса
должны быть согласованы между собой. Температура, при кото-
рой флюс растворяет окислы, должна быть несколько ниже рабо-
чей температуры пайки;
темп растворения окислов должен быть выше, чем скорость
пайки;
пайка должна производиться достаточно быстро, чтобы поме-
шать появлению новых окислов;
флюсы должны иметь низкую вязкость и умеренное поверхно-
стное натяжение;
флюсы должны полностью отшлаковывать загрязнения и отво-
дить их из зоны пайки, так как в противном случае вязкий слой
шлака будет снижать активность припоя и препятствовать актив-
ному действию флюсующих веществ на поверхность металла.
В зависимости от назначения выполняемого соединения разли-
чают два типа припоев: мягкие (с температурой плавления
80...300°C) на основе свинцово-оловянных сплавов и твердые
36
|мпературой плавления 700... 1000°C) на основе медно-цин-
х и серебряных сплавов.
шку мягкими припоями применяют для создания герметичных
I, не испытывающих существенных нагрузок, а также соеди-
й, не требующих большой точности. Пайка мягкими припо-
эсуществляется в следующей последовательности:
[ищают подлежащие пайке поверхности от грязи, следов кор-
я и окислов и обезжиривают;
(дгоняют соединяемые части изделия, обеспечивая их плот-
трилегание друг к другу;
гксируют взаимное положение соединяемых пайкой частей
1ия;
i место соединения наносят флюсы и вдоль шва раскладыва-
/сочки припоя;
югревают шов паяльником до температуры плавления припоя;
•гда припой расплавится и начнет заполнять шов, паяльник
енно перемещают вдоль шва, добиваясь его полного запол-
я припоем;
ютупающие приливы после затвердевания (кристаллизации)
оя опиливают напильником, а поверхность шва зачищают
ачной бумагой;
(сводят визуальный контроль качества паяного шва.
ри пайке мягкими припоями в качестве флюсующих матери-
используют:
ористый цинк, представляющий собой соль белого цвета,
) растворимую в воде. Он гигроскопичен и при температуре
3 превращается в жидкотекучую массу, которая в состоянии
лцать окислы, образующиеся в процессе пайки. Остатки это-
поса могут вызывать коррозию и поэтому после пайки долж-
таляться промывкой;
(шатырный спирт — водный раствор хлористого аммония
I белого цвета), который применяется вместе с хлористым
' цинком в виде жидкого флюса;
*! паяльную жидкость, получаемую растворением листового цинка
в соляной кислоте до полного насыщения. Насыщенный раствор
, разбавляют в соотношении 1:1;
канифоль — вещество из смолы хвойных деревьев, применя-
емое только после основательной зачистки места пайки при вы-
сокой скорости последней.
Пайку твердыми припоями применяют в тех случаях, когда не-
обходимо получить прочный теплоустойчивый шов.
При паянии твердыми припоями место пайки нагревают до
температуры, превышающей температуру плавления припоя на
30...50°C. Для улучшения текучести припоя и обеспечения пол-
ного заполнения шва применяют флюсы. Заканчивают пайку, т.е.
прекращают нагрев соединяемых частей изделия в зоне шва после
37
того, как он будет полностью заполнен припоем. Охлаждение шва
следует производить на воздухе медленно, не ускоряя этот про-
цесс применением искусственного охлаждения, например водой,
так как это может привести к структурным изменениям в металле
соединяемых частей. Место пайки очищают от остатков флюса и
выступающего за пределы шва припоя.
Качество пайки проверяют визуально, обращая особое внима-
ние на отсутствие раковин и пропусков в шве соединения, проч-
ность проверяют постукиванием о металлический предмет.
В случае обнаружения в шве раковин или пропусков, которые
могут возникнуть в результате недостаточного прогрева шва со-
единения, процесс нагрева и пайки следует повторить, добиваясь
получения шва без раковин и пропусков.
При паянии твердыми припоями в качестве флюсующих мате-
риалов используют:
борную кислоту — в случаях, если отдельные части соединяемого
изделия должны сохранять свой внешний вид после пайки и если
необходимо полностью избежать окисления соединяемых частей;
буру — в случаях, если к сохранению качества предшеству-
ющей отделки соединяемых частей изделия не предъявляют по-
вышенных требований.
Для нагрева места соединения до рабочей температуры, т. е. до
температуры, несколько превышающей температуру плавления
припоя (примерно на 20...50°C), применяют паяльники непре-
рывного и периодического действия.
2.3. Клеевые соединения и их сборка
Склеивание — метод получения неразъемного соединения за
счет введения между поверхностями сопряжения специального
вещества, которое способно обеспечивать скрепление частей из-
делия в одно целое. Склеивание позволяет обеспечить получение
соединений из разнородных металлов и неметаллических матери-
алов, что является важным преимуществом склеивания перед дру-
гими методами получения неразъемных соединений. Процесс скле-
ивания, помимо того, не сопровождается появлением внутрен-
них напряжений и деформации соединяемых деталей, что имеет
место при паянии и клепке.
Однако применение клеевых соединений ограничивается не-
которыми присущими им недостатками: низкой термостойкостью,
не превышающей 100 °C; склонностью к ползучести при длитель-
ном действии нагрузок, а также необходимостью длительной вы-
держки в процессе выполнения соединения.
Тем не менее склеивание находит достаточно широкое при-
менение при выполнении соединений металлических и неметал-
38
веских материалов, заделке трещин и раковин в неответствен-
К деталях, восстановлении неподвижных посадок.
Технологический процесс склеивания, независимо от матери-
I соединяемых частей изделия и марок клеев, состоит из следу-
1ИХ этапов:
* Подготовка клея и поверхностей соединяемых частей изделия к
Йеиванию;
нанесение клея на поверхности соединяемых частей;
выдержка частей соединяемого изделия с нанесенным на их
верхность слоем клея;
; соединение склеиваемых частей изделия при определенных тем-
ратуре и давлении;
выдержка в соединенном состоянии склеиваемых частей изделия;
очистка шва от подтеков клея;
контроль качества клеевого соединения.
Подготовка поверхностей к склеиванию заключается в тщатель-
Й очистке склеиваемых поверхностей от грязи и масел и их
езжиривании, а также в последующей механической пригонке
верхностей склеиваемых частей изделия (правкой, гибкой, опи-
ванием и т.д.) и придании им необходимой шероховатости с
Лью обеспечения более высокой надежности соединения.
Нанесение клея осуществляется вручную. Инструмент для нане-
ния клея выбирают в зависимости от его консистенции (пасто-
•разные клеи наносят шпателем, жидкие — кистью или при по-
ОЩи пульверизатора). Слои клея, наносимые на поверхности со-
циняемых частей изделия, должны быть равномерными по тол-
щине, и в них должны отсутствовать пузырьки воздуха. Наиболее
Добны в этом отношении клеящие пленки, которые автомати-
4ски обеспечивают необходимую толщину клеевого слоя на со-
диняемых поверхностях.
г Выдержка частей соединяемого изделия после нанесения кле-
вого слоя производится для того, чтобы обеспечить испарение
13 него влаги и летучих веществ, в результате чего нанесенный на
Поверхности клеевой слой приобретает необходимую вязкость, а
После выполнения клеевого соединения уменьшается усадка шва.
Соединение склеиваемых частей изделия осуществляется таким
образом, чтобы исключить их самопроизвольное смещение в про-
цессе полимеризации клеевого слоя и последующей выдержки
Соединения. Достигается это за счет использования специальных
струбцин и различных зажимных приспособлений.
Поскольку процесс склеивания и полимеризации клеевого слоя
должен происходить при определенных давлении (0,3... 1,0 МПа)
И температуре (+5... +250 °C) в течение определенного временно-
го интервала, который может составлять от нескольких минут до
десятков часов, то при выполнении клеевых соединений необхо-
димо использование механических, пневматических или гидрав-
4
39
лических прессов и установок с электрическим или газовым по-
догревом.
Очистка шва — удаление излишков клея, выступающих за пре-
делы соединения, производится либо вручную, либо при помощи
механизированного инструмента с электрическим или пневмати-
ческим приводом.
Контроль качества клеевого соединения осуществляется внешним
осмотром и испытанием на прочность и герметичность. Качество
соединения считается удовлетворительным, если при испытании
на прочность разрушение происходит по материалу соединяемых
частей, а не по клеевому шву.
2.4. Соединение методом пластической деформации
(вальцевание)
Метод пластического деформирования (вальцевание) приме-
няют в основном для соединения труб с корпусными деталями.
Процесс заключается в расширении конца трубы, вставленной в
отверстие корпусной детали. Такое соединение отличается проч-
ностью и герметичностью. Перед началом вальцевания зазор меж-
ду трубой и поверхностью отверстия корпусной детали не должен
превышать 1% от диаметра трубы. Отклонение отверстия корпус-
ной детали от круглости и цилиндричности не должно превышать
0,2 мм. После того как труба, подлежащая развальцовке, уста-
новлена в отверстии корпусной детали, приступают к осущест-
влению непосредственно самого процесса вальцевания.
Под воздействием инструмента — вальцовки — в металле тру-
бы происходят пластические деформации, в результате которых
ее диаметр увеличивается и труба закрепляется в отверстии, при
этом деформируется только труба. При дальнейшем вальцевании
труба начинает давить на стенки отверстия, вызывая в них упру-
гие деформации, которые и обеспечивают после снятия нагрузки
прочность и плотность соединения. Прочность соединения значи-
тельно увеличивается, если концу вальцуемой трубы придают ко-
ническую форму (рис. 2.3).
Рис. 2.3. Соединение
вальцеванием
Рис. 2.4. Вальцовка косая бортовочная:
1 — бортовочный ролик; 2 — корпус; 3 —
вальцовочный ролик; 4 — конус
40
Для
вальцевания применяют косые вальцовки: крепежные
ВК) и бортовочные (КВБ). Бортовочная вальцовка (рис. 2.4)
:тоит из корпуса 2 с выполненными в нем прорезями, вальцо-
[ных роликов 3, конуса 4 и бортовочных роликов 1.
При вращении конуса 4 наклонные торцы роликов 3 давят на
>пус 2, обеспечивая перемещение вальцовки по внутренней
»ерхности трубы. Одновременно ролики, обкатывая конус, стре-
гся продвинуть его относительно корпуса вальцовки вперед,
сдвигаясь вперед, конус раздвигает ролики, а они при этом
ширяют трубу. Происходит вальцевание. Бортовочные ролики 1
:спечивают отбортовку конца трубы на 15°.
В качестве привода для вальцовок используют пневматиче-
ie и электрические ручные механизированные инструменты
рели).
Контроль качества вальцовки осуществляют визуально и на слух,
ри качественном вальцевании труба не должна качаться в от-
'рстии, а при ее обстукивании не должно возникать дребезжа-
его звука.
2.5. Соединения с гарантированным натягом
Соединение деталей с натягом обеспечивается силами трения,
горые зависят от давления, определяемого натягом. В зависимо-
I от сил, которые должно выдерживать соединение при работе,
выполняют с помощью посадок с гарантированным натягом
и переходных.
Прочность прессового соединения зависит от многих факто-
®, в том числе от натяга, качества сборки и состояния сопряга-
[ых поверхностей.
Принцип сборки прессовых соединений основан на пласти-
ской деформации сопрягаемых деталей. Она достигается за счет
оздания в последних напряжений, превышающих предел упру-
бсти их материалов. В связи с этим методом пластической дефор-
мации могут быть собраны только детали, изготовленные из пла-
стичных материалов. В прессовых соединениях нельзя применять
Детали из таких хрупких материалов, как чугун, бронза и др.
Соединения с гарантированным натягом (прессовые соедине-
ния) могут быть получены несколькими способами:
' продольной сборкой за счет осевого усилия;
поперечной сборкой за счет охлаждения или нагрева одной из
Сопрягаемых деталей, что дает возможность их свободного соеди-
нения в процессе сборки;
комбинацией продольной и поперечной сборок.
Способы получения соединения с гарантированным натягом
основаны на применении следующих методов.
41
Метод запрессовки применяется при продольной сборке за счет
осевого усилия и является наиболее простым. Процесс сборки при
этом состоит в том, что к одной из сопрягаемых деталей, охваты-
ваемой (валу) или охватывающей (втулке), прикладывается осе-
вая сила, которая обеспечивает надвигание одной детали на дру-
гую. Так как в таких соединениях диаметр охватываемой детали
больше внутреннего диаметра охватывающей детали, то в про-
цессе сборки происходит деформирование металла. Вследствие
натяга на поверхности контакта возникает давление, величина
которого определяет характер деформации деталей соединения. Эти
деформации могут быть либо упругими, либо упругопластичны-
ми. Оборудование, приспособления и инструменты для выполне-
ния этой операции выбирают исходя из величины силы, необхо-
димой для запрессовки.
Для запрессовки используют ручные, гидравлические и пнев-
матические прессы. Если небольшие детали необходимо запрессо-
вать в тяжелые корпусные (особенно в труднодоступных местах)
применяют домкраты с ручным (рис. 2.5, а) или пневматическим
приводом. В этих же случаях возможно использование специаль-
ных гидравлических (рис. 2.5, б) либо винтовых (рис. 2.5, в) при-
способлений, которые при выполнении соединений не требуют
больших трудовых затрат и обеспечивают плавность и надежность
запрессовки.
Помимо описанных приспособлений для получения соедине-
ний с гарантированным натягом возможно применение различ-
ных типов прессового оборудования. При выборе наиболее подхо-
дящего для запрессовки оборудования следует руководствоваться
следующими соображениями:
Рис. 2.5. Способы запрессовки деталей:
а — ручным домкратом; б, в — домкратами с гидравлическим и винтовым
приспособлениями; 1 — запрессовываемая деталь; 2 — корпус; 3 — домкрат
42
рдощадь стола и ползуна долж-
розволять производить установ-
Деталей соединения;
оборудование должно создавать
Лходимое для выполнения за-
рсовки усилие;
Оборудование должно обеспе-
|дть запрессовку требуемого ко-
|ества подлежащих сборке со-
Мений.
Наибольший интерес представ-
ГГ пресс с педальным управле-
>м (рис. 2.6). Хотя этот пресс
«читан на создание небольших
®ых усилий, он имеет следу-
ЦИе преимущества:
Обе руки при выполнении опе-
щи свободны;
Рис. 2.6. Схема педального пресса
с ножным приводом:
1 — педаль с рычагом; 2 — станина;
3 — стол; 4 — ползун
.Жесткое направление ползуна исключает перекос деталей при
Орке;
И., Позволяет достигать высокого темпа работы;
ИЬ;. усилие запрессовки создается нажатием ноги на педаль, что
рзволяет регулировать его величину и скорость запрессовки.
®. Для уменьшения усилия при запрессовке применяют смазку, в
И|чертве которой используют сернистый молибден и машинное
Ьсло, наносимые на поверхность сопрягаемых деталей. Приме-
Йше смазки обеспечивает при разборке прессового соединения
гсутствие задиров на сопрягаемых поверхностях. Помимо того,
Ьименение молибденовой смазки позволяет уменьшить усилие
Ипрессовки приблизительно на 30 %.
К Запрессовку следует проводить осторожно, обеспечивая пра-
вильное направление прессуемой детали. В некоторых случаях на-
правление деталям при запрессовке удобно задавать путем бази-
Вования охватываемой и охватывающей деталей на оправках или
специальных направляющих приспособлениях. Материал опра-
ОК должен быть мягче материала сопрягаемых деталей.
к Запрессовку выполняют медленно, сначала с небольшим уси-
ИИем, чтобы обеспечить правильное направление охватываемой
вДетали в охватывающей, затем усилие постепенно увеличивают,
Йоводя до расчетного значения к окончанию процесса запрессов-
НСИ, чтобы обеспечить плотную установку охватываемой детали.
Процесс выполнения соединения с гарантированным натягом
^Методом запрессовки осуществляется в следующей последователь-
ности:
г, проверяется соответствие размеров сопрягаемых деталей тре-
>буемой посадке в соединении и отсутствие заусенцев;
43
L
наносится на сопрягаемые поверхности смазка;
устанавливается охватываемая деталь на охватывающую так,
чтобы их оси совпали;
запрессовывается охватываемая деталь в охватывающую;
обрабатывается отверстие в охватываемой детали (если оно
имеется) для восстановления первоначального размера;
выбирается метод стопорения охватываемой детали от прово-
рачивания в зависимости от конструкции и назначения выпол-
ненного соединения;
сверлится отверстие под стопорящее устройство;
в просверленном отверстии нарезается резьба под стопорный
винт;
производится стопорение выполненного соединения.
Метод термического воздействия применяется при поперечной
сборке и заключается в том, что на одну или обе детали соедине-
ния оказывается термическое воздействие: охватывающую деталь
нагревают, а охватываемую охлаждают. Прочность соединения, со-
бранного с применением теплового воздействия, в 1,5 —2,0 раза
превышает прочность соединения, собранного на прессе, так как
при использовании термического воздействия микронеровности
на сопрягаемых поверхностях не сглаживаются и обеспечивают
лучшее удержание охватываемой детали в охватывающей. Помимо
того, при использовании термического воздействия для сборки
соединений с гарантированным натягом требования, предъявля-
емые к качеству обработки сопрягаемых деталей, значительно
ниже, чем при сборке тех же соединений прессовым методом,
что позволяет значительно снизить себестоимость изготовления
деталей соединения.
Наиболее целесообразно применять сборку методом термиче-
ского воздействия с общим и местным подогревом охватывающей
детали. Этим методом пользуются при соединении деталей боль-
шого диаметра с малой площадью сопряжения.
Нагрев деталей небольших и средних размеров производится в
масляных или водяных ваннах. В крупногабаритных деталях при-
меняют местный подогрев участков, примыкающих к посадочно-
му отверстию. Местный подогрев может быть осуществлен при по-
мощи газовой горелки, устройств со спиралью или индуктора то-
ков высокой частоты (ТВЧ). В зависимости от требуемого натяга
температура нагрева колеблется в пределах 75...400°C. При авто-
матической сборке нагрев деталей производится в специальных
тоннельных печах. Для нагрева деталей типа колец применяют спе-
циальные индукционные устройства.
Нагрев деталей для выполнения соединений с гарантирован-
ным натягом осуществляется в следующей последовательности:
проверяется соответствие размеров соединяемых деталей тре-
буемой посадке в соединении и отсутствие заусенцев;
44
Охватывающая деталь соединения помещается в масляную ван-
дя нагрева;
увлеченная из ванны охватывающая деталь устанавливается
хватываемую;
Стали выдерживаются до достижения ими комнатной темпе-
ры.
[алее, так же как и при сборке прессовых соединений, произ-
ггся работы по восстановлению исходного размера охватыва-
_Й детали и стопорению соединения.
Метод глубокого охлаждения также применяется при поле-
зной сборке и имеет ряд преимуществ по сравнению с дру-
<И методами получения соединений с гарантированным на-
ом:
«Обеспечивается высокая прочность соединения деталей;
‘уменьшается деформация запрессовываемой детали;
«Отсутствуют задиры, получаемые при запрессовке на прессе, и
робление, возникающее при нагреве охватывающей детали;
i увеличивается производительность труда.
Глубокое охлаждение деталей производится в жидком азоте
195,6 °C) или в твердой углекислоте (-78,5 °C). Жидкий кисло-
Ц и жидкий воздух для этих целей применять не следует, так как
и взрывоопасны.
При работе с охлаждающими средами следует строго соблю-
ГЬ меры безопасности. Для охлаждения деталей жидким азо-
‘Л применяют специальные металлические сосуды — сосуды
юара. Они имеют двойные стенки, уменьшающие интенсив-
Сть теплообмена с окружающей средой, и отверстия в крыш-
для выхода газа, образующегося в результате испарения хла-
Носителя.
Охлаждение деталей, подлежащих сборке, осуществляется сле-
ощим образом:
убедившись в отсутствии на поверхности детали задиров и за-
енцев, тщательно очищают их от грязи и масла, а затем насухо
ютирают;
устанавливают на деталь упор для ее последующей правильной
прессовки (если такой упор не предусмотрен конструкцией де-
ли);
загружают детали в сосуд, используя специальные клещи (де-
ли типа валов следует загружать вертикально); при загрузке де-
лей массой свыше 10 кг следует пользоваться специальными
Одъемными приспособлениями — хомутами, струбцинами, рым-
волтами, облегчающими последующее извлечение деталей;
заливают в сосуд охлаждающую жидкость так, чтобы она пол-
ностью покрывала детали (уровень жидкости должен быть выше
деталей на 80... 100 мм; по мере испарения жидкость необходимо
доливать, поддерживая ее уровень в сосуде постоянным).
45
Время выдержки деталей в охлаждающей жидкости зависит от
их размеров и массы. Примерное время выдержки в жидком азоте
следующее:
тонкостенных деталей с толщиной стенки 7...10мм — 8...10 мин;
втулок с толщиной стенки 20...30 мм — 15...20 мин;
толстостенных деталей с толщиной стенки 40...50 мм — 35...
50 мин.
Если выдержка деталей (при их охлаждении до температуры
-195,6°C) составляет 25...35 мин, то количество жидкого азота
выбирают из расчета 0,6 л на 1 кг охлаждаемых деталей. Если тем-
пература, до которой охлаждают детали, выше -195,6 °C, то ко-
личество жидкого азота определяют из того расчета, что для ох-
лаждения 1 кг деталей на 1 °C требуется 3 мл жидкого азота.
При использовании углекислоты охлаждение производят в спе-
циальном термосе. Для улучшения охлаждения кислоту помещают
в жидкую среду, например в метиловый или денатурированный
спирт.
При этом в сосуд сначала заливают жидкость, а потом добав-
ляют твердую углекислоту.
Наиболее существенным недостатком метода глубокого охлаж-
дения является уменьшение ударной вязкости деталей, подверг-
шихся охлаждению, что необходимо учитывать при выборе поса-
док в соединениях, собираемых методом глубокого охлаждения.
Если в соединении предусмотрены значительные натяги, то
рекомендуется применение комбинированного метода — нагрев
охватывающей детали и охлаждение охватываемой.
Метод гидропрессовой сборки применяется при комбинации спо-
собов продольной и поперечной сборок и находит все большее
применение. Сущность этого метода сборки, схематически пока-
занного на рис. 2.7, состоит в том, что под воздействием высокого
давления (до 200 МПа) масла, подводимого в зону соединения
Рис. 2.7. Схема гидропрессовой сборки при подводе масла через
отверстие во втулке (а) и в валу (б)
46
ез специальные каналы в валу или втулке, происходит упругое
юрмирование деталей соединения (увеличивается диаметр от-
стия охватывающей детали и соответственно уменьшается ди-
етр детали охватываемой), что и обеспечивает получение га-
зированного натяга в результате возвращения размеров к ис-
цым величинам после снятия давления.
2.6. Подготовка поверхностей под сварку
Сварка — процесс соединения металлических деталей с ис-
[ьзованием сил молекулярного сцепления, происходящий при
ъном местном нагреве соединяемых деталей до расплавления
арка плавлением) или пластического состояния с одновремен-
М применением механического воздействия (сварка давлени-
). Затвердевший после сварки металл, соединяющий сварива-
Ые детали, называют сварным швом.
Сварные соединения имеют преимущества, обеспечивающие
широкое применение в машиностроении:
существенная экономия металла;
значительное снижение трудоемкости изготовления корпусных
Сталей;
; возможность изготовления конструкций сложной формы из
(Гдельных деталей, полученных ковкой, прокаткой, штамповкой.
Наряду с этим сварным соединениям присущи и недостатки:
появление остаточных напряжений по окончании процесса
варки;
Рис. 2.8. Схемы основных видов сварки:
— дуговой; б — стыковой; в — точечной; г — шовной; Р — усилие прижима
электродов; Рз — усилие закрепления заготовки; Рж — осевое усилие
47
Рис. 2.9. Сварные швы:
а — стыковой; б — нахлесточный; в — с накладками; г — угловой; д — тавровый
коробление деталей в процессе сварки;
плохое восприятие знакопеременных нагрузок, особенно виб-
раций;
сложность и трудоемкость контроля.
Из всего разнообразия методов сварки в сборочном процессе
применяют ручную дуговую сварку плавящимся электродом, сты-
ковую, точечную и шовную сварку. При ручной дуговой сварке
(рис. 2.8, а) кромки соединяемых частей изделия расплавляются
электрической (вольтовой) дугой, образующейся между электро-
дом и свариваемым металлом. Перемещение электрода вдоль шва
осуществляется вручную. При сварке плавящимся электродом по-
следний, расплавляясь, служит дополнительным материалом, за-
полняющим сварной шов. Схемы контактных методов сварки (сты-
ковой, точечной и шовной) показаны на рис. 2.8, б, в, г. Шовную
и точечную сварку применяют для соединения тонкостенных
деталей.
В зависимости от взаимного расположения соединяемых дета-
лей различают стыковые, нахлесточные, с накладками, угловые
и тавровые сварные швы (рис. 2.9, а—д). Из всех видов сварных
соединений наиболее распространенными являются соединения
со стыковыми швами. Конструкции, выполненные с помощью этих
соединений, по параметрам аналогичны литым. В зависимости от
формы подготовленных кромок на деталях различают V-, Х-,
1 с
1 С
ММ
к
1888888888! SSSSSSSSSS]
| Й888т jSSSSSSSS]
1888888888 SSSSSSSSS]
1888888888». JSSSSSSSSfl
ГЙ88888888
2 С
v
v
б
к
х
Рис. 2.10. Типы стыковых швов и их условное обозначение:
а — подготовка кромок; б — односторонние швы; в — двухсторонние швы
48
Эразные стыковые швы (рис. 2.10). По характеру выполнения
Швы могут быть односторонними с подваркой с другой сто-
I, односторонними со стальными приваренными или медны-
ьемными прокладками с другой стороны, двухсторонними,
еловые швы различают в зависимости от формы подготов-
ых кромок: без скоса кромок, со скосом одной кромки, со
эм двух кромок. По характеру выполнения они могут быть
- и двухсторонними.
борудование для разделки кромок, зачистки швов и отделки
ных соединений. В процессе изготовления сварных соединений
операций связан с подготовительными работами перед свар-
специальными работами непосредственно в процессе сварки
аботами по отделке сварных соединений. К таким операциям
тветственно относятся разделка кромок перед сваркой, зачист-
дефектных мест, зачистка сварных швов и основного металла
ВЛе сварки.
Все эти операции выполняют с использованием соответству-
цего оборудования. Наиболее широко применяют ручной меха-
ЗИрованный инструмент, у которого главное движение осуще-
кЛяется с помощью двигателя, а вспомогательные движения и
явление инструментом — вручную. По характеру главного дви-
Ния различают инструмент с возвратно-поступательным и вра-
Тельным движением (шлифовальные круги, проволочные щет-
Или напильники). По виду привода различают пневматический
Электрический механизированный инструмент.
; К пневматическим механизированным инструментам относят-
; прямые, угловые и торцевые пневматические шлифовальные
Шины, зачистные пневматические машины, ручные пневмати-
ские молотки.
Прямая пневматическая шлифовальная машина, у которой ось
[ХИнделя соосна с валом двигателя (рис. 2.11), состоит из корпу-
3 с вмонтированным в него ротационным двигателем, рукоят-
! 5 с пусковым механизмом и плоского шлифовального круга 6,
асположенного на шпинделе 1 и закрытого кожухом 2. Пуск ма-
Рис. 2.11. Пневматическая ручная шлифовальная машина:
— шпиндель; 2 — кожух; 3 — корпус; 4 — курок пускового механизма; 5 —
рукоятка; 6 — шлифовальный круг
49
шины осуществляется нажатием на курок 4 пускового механизма,
при этом открывается доступ воздуха к ротационному двигателю.
Угловая пневматическая шлифовальная машина отличается от
описанной тем, что ее шпиндель расположен под углом 90° к ос-
новной рукоятке. Это приводит к необходимости использования в
приводе конической зубчатой передачи.
Торцевые шлифовальные машины оснащены чашечными шлифо-
вальными кругами и работают торцом круга, а не его перифери-
ей, как прямые и угловые машины.
Зачистные пневматические машины аналогичны шлифовальным.
На них устанавливают щетки из пружинной проволоки диамет-
ром 0,3...0,5 мм для очистки поверхностей от грязи, ржавчины,
окалины.
Ручной пневматический молоток (рис. 2.12) применяют для за-
чистки сварных швов и прилегающей к ним зоны основного ме-
талла соединяемых деталей от шлака и брызг расплавленного ме-
талла. Он состоит из ствола 8, ударника 7, воздухораспредели-
тельного устройства 5 и пускового устройства 3 с рукояткой 1.
В корпус пускового устройства вмонтированы клапан 4 и штуцер 2,
в конце ствола запрессована концевая втулка 10, в которую вхо-
дит хвостовик 9 зубила. Возвратно-поступательное движение удар-
ника осуществляется при поочередной подаче воздуха в полости
цилиндра по каналам воздухораспределительного устройства и
ствола. Подача воздуха в полости цилиндра переключается авто-
матически с помощью золотника 6. Частота ударов зубила состав-
ляет 2800...3000 мин-1. Если заменить зубило на чекан, молоток
можно использовать для проковки швов.
Для гашения вибраций при использовании молотка применя-
ют специальные защитные рукоятки, изолированные от корпуса
кольцами и амортизаторами, а для снижения шума служит глу-
шитель. В целях предупреждения вылета инструмента при холос-
Рис. 2.12. Ручной пневматический молоток:
1 — рукоятка; 2 — штуцер; 3, 5 — пусковое и воздухораспределительное устройства;
4 — клапан; 6 — золотник; 7 — ударник; 8 — ствол; 9 — хвостовик зубила; 10 —
концевая втулка
50
«одах (как и во всех инструментах ударного действия) предус-
ено специальное устройство.
Тех случаях, когда отсутствует централизованная система сжа-
аоздуха, применяют электрические шлифовальные машины
Шлифовальные головки, связанные с расположенным отдельно
юдом (электродвигателем) с помощью гибкого вала.
Ревматический инструмент более удобен в эксплуатации, так
5го включают непосредственно в цеховую магистраль сжатого
уха. При использовании электрического инструмента, кото-
В целях безопасности рассчитан на напряжение 42 В, необхо-
) применять понижающие трансформаторы и преобразовате-
астоты тока. Кроме того электрический инструмент имеет
Шую массу на единицу мощности по сравнению с пневмати-
им. К преимуществам электрического инструмента относится
гго он потребляет меньшую мощность и имеет больший ко-
Ициент полезного действия. Этот коэффициент для электри-
Мх инструментов составляет 0,4...0,6, а для пневматического
Грумента — 0,07...0,11.
Оборудование и приспособления для сборки частей изделия пе-
сваркой. Для качественной сборки сварных соединений требу-
.1 правильная взаимная установка и закрепление составляющих
Частей. С этой целью применяют различные сборочные приспо-
5ления — переносные и стационарные.
К переносным сборочным приспособлениям, которые приме-
®т, как правило, в условиях мелкосерийного и единичного
Жзводства, относятся струбцины, стяжки, распорки, винто-
В домкраты, электромагнитные фиксаторы и др.
Струбцины (рис. 2.13, а) используют для соединения двух или
дее частей собираемого изделия между собой или для установ-
>И закрепления частей изделия в определенном положении.
Стяжки обеспечивают правильное взаимное расположение кро-
к соединяемых частей изделия. Винтовая стяжка (рис. 2.13, б)
5тоит из двух винтовых струбцин 1 и 3, соединенных винтами 2
4t каждый из которых имеет правую и левую резьбу. Струбцины
Крепляют на кромках соединяемых частей изделия, после чего
питом 4 выравнивают взаимное расположение кромок, а винтом 2
ягивают части изделия для обеспечения необходимого при сварке
ЗОра.
В Распорки предназначены для выравнивания кромок частей со-
ираемого изделия. Винтовая распорка состоит из двух винтов с
Бравой и левой резьбой и предназначена для исправления формы
таарного соединения путем создания давления в различных сече-
ниях обечайки. Кольцевая винтовая распорка разжимает обечайку
* нескольких точках, равномерно расположенных по окружности.
' Винтовые домкраты применяют при сборке для точной уста-
новки тяжелых деталей и их закрепления.
51
Рис. 2.13. Переносные сборочные приспособления для фиксации
изделий при сварке:
а — струбцина; б — винтовая стяжка; в, г — магнитные фиксаторы соответственно
для фиксации зазора и сборки стыковых и угловых соединений; д — манипулятор;
е, ж — кинематические схемы механизмов вращения и наклона манипулятора; 1,
3 — винтовые струбцины; 2, 4— винты; 5, 11 — поворотные столы; 6 — планшайба;
7 — корпус; 8 — опора; 9, 10, 13 — червячные редукторы; 12 — зубчатый сектор;
14 — тахогенератор; 15 — зубчатые колеса; М — двигатель
Электромагнитные фиксаторы используют для выравнивания
кромок при стыковой сварке и фиксации зазоров между кром-
ками свариваемых частей изделия (рис. 2.13, в), а также для
сборки перед сваркой частей изделия в угловых соединениях
(рис. 2.13, г).
К стационарным сборочным приспособлениям относится ма-
нипулятор, который применяется для установки свариваемых из-
делий в положение, удобное для сварки.
Манипулятор (рис. 2.13, д) состоит из корпуса 7, установлен-
ного на опоре 8, поворотного стола 5 с планшайбой 6 и механиз-
ма вращения. Внутри корпуса манипулятора находится механизм
наклона планшайбы. Кинематические схемы механизмов враще-
ния и наклона манипулятора показаны на рис. 2.13, е, ж. Меха-
низм вращения приводится в движение от электрического двига-
52
ЛЯ М, который связан через зубчатые колеса 15 и червячные
дукторы 9 и 10 с тахогенератором 14.
К Механизм наклона также приводится в движение от двига-
дя М через ременную передачу, червячный редуктор 13 и зубча-
Кй сектор 12, который поворачивает стол И манипулятора на
данный угол. В крайних положениях механизм наклона отключа-
Кся автоматически с помощью конечных выключателей.
Нк
К Контрольные вопросы
К 1. В каких случаях применяют заклепочные соединения?
К- 2. Почему заклепки следует изготовлять только из пластичных метал-
Бв?
К 3. В чем состоит отличие паяния мягкими припоями от паяния твер-
1МИ припоями?
Е 4. Какую роль выполняют флюсы в процессе паяния?
Е 5. В чем состоят преимущества клеевых соединений перед паяными и
«слепочными?
К, 6. Почему поверхности склеиваемых частей должны иметь повышен-
ную шероховатость?
Р 7. Что ограничивает применение клеевых соединений?
8. В каких случаях применяют соединение деталей методом вальце-
ния?
н 9. За счет чего обеспечивается прочность и герметичность вальцован-
ных соединений?
К Ю) В каких случаях можно применять метод пластической деформации?
Е 11. Почему соединение деталей путем термического воздействия це-
лесообразно применять, когда длина сопряжения значительно меньше
№ диаметра?
|< 12. Какие методы нагрева используют для получения соединений с
гарантированным натягом?
G, 13. В какой последовательности осуществляется глубокое охлаждение
Деталей перед сборкой?
f 14. Почему нельзя соединять сваркой тонкостенные детали?
ГЛАВА 3
НЕПОДВИЖНЫЕ РАЗЪЕМНЫЕ СОЕДИНЕНИЯ
И ИХ СБОРКА
3.1. Резьбовые соединения и их сборка
Резьбовые соединения являются самыми распространенными
и осуществляются крепежными деталями с помощью резьбы. В кон-
струкциях машин они составляют до 25 % от общего числа
соединений, что объясняется их простотой и надежностью, удоб-
ством регулирования затяжки, а также возможностью разборки и
повторной сборки. Основными деталями резьбового соединения
являются крепежные и стопорящие устройства, предупреждающие
самопроизвольное отвинчивание резьбовых соединений в процессе
работы.
Крепежными деталями являются болты, винты, шпильки и
гайки, стопорящими — шайбы и шплинты.
Болт — металлический стержень с резьбой для гайки на одном
конце и головкой на другом. Болтами скрепляют детали относи-
тельно небольшой толщины, а также детали, изготовленные из
материалов, не обеспечивающих требуемую надежность резьбы,
например из мягких металлов (медь, алюминий) или пластиче-
ских масс.
Болты изготовляют с нормальной и уменьшенной шестигран-
ной головкой. Болты для отверстий, предварительно развернутых,
имеют между резьбовой частью и головкой цилиндрическую часть
для установки в развернутое отверстие.
Винт — металлический стержень, обычно с головкой на од-
ном конце и резьбой на другом, которым он ввинчивается в одну
из соединяемых деталей. Винты применяют, когда одна из дета-
лей соединения имеет относительно большую толщину или от-
сутствует место для размещения гаек, а также при необходимости
уменьшения массы резьбового соединения.
В зависимости от формы головки различают винты с квадрат-
ной головкой и буртиком (рис. 3.1, а); с цилиндрической голов-
кой и внутренним шестигранником (рис. 3.1, б); со шлицем под
отвертку обычную или крестовую с полукруглой, полупотайной
или потайной головкой (рис. 3.1, в—д').
Помимо описанных крепежных винтов в сборочных работах
применяют установочные винты, которые служат для фиксации
54
:ения одной детали относительно другой. Они имеют раз-
Го хвостовую часть: коническую, цилиндрическую или за-
емную.
'пилька — металлический стержень с резьбой на обоих кон-
Эдним концом шпильку ввинчивают в одну из соединяемых
ей, а на другой конец навинчивают гайку. Шпильки приме-
вместо винтов в тех случаях, когда материал скрепляемых
ей не обеспечивает требуемой долговечности резьбы при ча-
сборках и разборках соединения.
Мна ввинчиваемого в корпус резьбового конца и длина на-
пой под гайку части различна. Для резьбовых отверстий в
бронзе, латуни, титановых сплавах длина ввинчиваемой в
fc части равна диаметру шпильки, а для деталей из ковкого
рого чугуна длина этой части составляет 1,25 диаметра резьбы,
деталей из легких сплавов это соотношение равно 2. Шпильки
деталей с гладкими отверстиями имеют одинаковые по длине
бовые концы.
Тайка — деталь с резьбовым отверстием, навинчиваемая на болт
шпильку и служащая для силового замыкания соединяемых
помощи болта или шпильки деталей.
I зависимости от конструкции соединения и его назначения
меняют различные типы гаек: шестигранные (рис. 3.2, а); шести-
:ные корончатые и прорезные (рис. 3.2, б); круглые (рис. 3.2, в),
>рые предназначены, в основном, для крепления деталей на
х; гайки-барашки (рис. 3.2, г); колпачковые гайки (рис. 3.2, д),
:печивающие герметичность резьбы.
б
!. 3.1. Винты с квадратной головкой и буртиком (а); с цилиндрической
овкой и внутренним шестигранником (б); со шлицем под отвертку
иную или крестовую с полукруглой (в), полупотайной (г) или потайной
головкой (д)
55
й
Рис. 3.2. Гайки:
а — шестигранная; б — шестигранные корончатая и прорезная; в — круглые;
г — гайка-барашек; д — колпачковая
Исполнение 1
ЕЖГ-t ""1Ж^
Исполнение 2
ш* Г
а
| та
Рис. 3.3. Шайбы:
а — обыкновенная плоская; б — стопорная многолапчатая; в — пружинная; г —
стопорная с лапками; д — стопорная с носком; е — стопорная с наружными и
внутренними зубьями
56
Резьбы
tefioxe-
’Пойерх-
Цбсти
О?
е
И
Форма
поверх-
ности
Число
заходоб
Напрабле-
ние
заходоб
Назначе-
ние
Размер
шага
Qj
§
£
Qj
§
§
с
с
9
с
*
Qj
о е
х
* £
QJ 6
с
9
С
*
С
к
Qj
с
с
СЗ Qj
е
Qj
э
г Рис. 3.4. Классификация резьб
I Стопорящими деталями резьбового соединения являются шайбы
Шплинты.
I Шайбы применяют для предупреждения самопроизвольного от-
кнчивания резьбовых соединений. Они бывают следующих кон-
гоукций: обыкновенные плоские (рис. 3.3, а) для увеличения
порной поверхности под деталями резьбового соединения; сто-
Ьрные многолапчатые (рис. 3.3, б) для предупреждения само-
роизвольного отвинчивания круглых шлицевых гаек (внутрен-
мй выступ входит в шпоночный или шлицевый паз вала, а наруж-
Ёые зубчики загибаются в шлицы гайки); пружинные (рис. 3.3, в)
ря предупреждения самопроизвольного отвинчивания слабона-
уженных соединений; стопорные с лапками (рис. 3.3, г) для
оперения гаек, головок болтов и винтов (одна лапка загибается
I деталь, а другие — на грани головок болта или винта или на
йку); стопорная с носком (рис. 3.3, д') для стопорения шести-
анных гаек (носок входит в отверстие детали, а лапки загибают-
[ на гайку); стопорные с наружными и внутренними зубьями
ис. 3.3, е), устанавливаемые под головки болтов и гаек.
Шплинты — отрезки проволоки, одновременно вставляемые в
^Отверстия болта и гайки. Шплинты и стопорные шайбы с лапками
«Называют также гаечными замками.
j Все разновидности резьб, применяемых в соединениях, мож-
$10 классифицировать по соответствующим признакам (рис. 3.4).
Е 57
К резьбовым соединениям предъявляются следующие техни-
ческие требования:
детали соединения должны быть хорошо пригнаны друг к другу;
оси резьбовых деталей должны быть перпендикулярны плоско-
стям деталей соединения;
размеры поперечного сечения и длина всех винтов, болтов и
шпилек одного соединения должны быть одинаковыми;
гайки, головки болтов и винтов в соединении должны иметь
одинаковую высоту;
концы болтов и шпилек должны выходить из гаек на одинако-
вую величину;
головки утопленных болтов и винтов не должны выступать из
деталей соединения;
шайбы должны быть ровными и не иметь перекоса;
головки винтов и болтов не должны быть скручены, а их грани
смяты;
прорези на головках винтов не должны быть смяты;
резьба не должна быть сорванной;
торцевые поверхности шайб, гаек, головок винтов и болтов
должны быть гладкими.
В общем случае сборка резьбового соединения включает следу-
ющие элементы: установку резьбовых деталей и предварительное
их ввертывание, установку инструмента, завинчивание, затяжку,
отвод инструмента, дотягивание, шплинтование или выполнение
иного процесса, необходимого для предупреждения самопроиз-
вольного отвинчивания.
Резьбовые соединения бывают болтовыми, винтовыми и шпи-
лечными.
Болтовые (винтовые) соединения и их сборка. Процесс сборки
аналогичен процессу сборки любого резьбового соединения и со-
стоит из следующих основных этапов:
подача деталей на сборку;
установка резьбовых деталей и их предварительное ввертывание;
подвод и установка инструмента, затягивание деталей резьбо-
вого соединения;
шплинтовка или другая операция, обеспечивающая предотвра-
щение самопроизвольного отвинчивания деталей.
Отверстия в сопрягаемых деталях под установку болтов сверлят
по разметке или кондуктору, причем оси отверстий под болты в
сопрягаемых деталях должны совпадать. При одноболтовых соеди-
нениях допускается несовпадение осей отверстий под болты в со-
прягаемых деталях, но не более чем на 0,15 мм на каждые полные
10 мм диаметра болта для ответственных соединений и не более
0,4 мм — для обычных соединений. Хорошие результаты удается
получить в отношении соосности отверстий под болты в соединя-
емых деталях, если в качестве кондуктора использовать одну из
58
деталей, которую соединяют с другой деталью при помощи
цин, а затем сверлят наиболее удаленные друг от друга от-
ия и в них вставляют временные монтажные болты. После
струбцины снимают, сверлят остальные отверстия, все про-
енные отверстия развертывают и собирают соединение.
лилечные соединения и их сборка. В одну из соединяемых де-
; ввинчивают шпильку, затем на нее накладывают вторую
иЬ соединения и навинчивают гайку. Крутящий момент, при-
ываемый к гайке, частично передается на шпильку. Для того
Ы обеспечить неподвижность шпильки при завинчивании гай-
ie необходимо ввернуть в деталь плотно и до конца. Поэтому в
лечном соединении необходимо обеспечить натяг между
лькой и деталью, в которую она ввернута.
ввинчивание шпилек — это наиболее сложная и трудоемкая
>ация, которая может быть выполнена двумя способами:
,.а свободный резьбовой конец шпильки навинчивают две гай-
;ti затем, вращая с помощью ключа верхнюю гайку, ввинчива-
Шпильку в гнездо (недостатком этого сравнительно простого
«оба является ослабление посадки шпильки в резьбовом от-
стии при свинчивании гаек);
На конец шпильки навинчивают специальное приспособление —
датик, которое представляет собой высокую шестигранную
ку, стопорящуюся на конце шпильки специальным винтом,
метр которого меньше диаметра шпильки.
В тех случаях, когда производится установка большого количе-
а шпилек, целесообразно механизировать
О используют пневматический или
ктрический механизированный
[ной инструмент (рис. 3.5). На
.ильку навинчивают сменную гай-
1 так, чтобы шарик 2 касался ее.
и ввертывании шпильки шарик 2
днимается вверх до упора в пяту 3,
при контакте с плитой начинает
юбуксовывать. Шпильковерт в этом
учае следует включить на обратный
д. Хвостовик 4 служит для соедине-
1Я шпильковерта с ручным механи-
рованным инструментом. Наличие
й хвостовике шпильковерта шести гра-
ней позволяет производить с его по-
йощью завинчивание шпилек вручную.
Шпильки можно ввинчивать на
Сверлильном станке, для чего исполь-
зуют специальный патрон (рис. 3.6).
Лпилька 1 в головке 4 зажимается
этот процесс, для
Рис. 3.5. Инструмент для
завинчивания шпилек:
1 — гайка; 2 — шарик; 3 — упорная
пята; 4 — хвостовик
59
Рис. 3.6. Специальный патрон:
1 — шпилька; 2 — ролики; 3 —
сепаратор; 4 — головка; 5 — деталь
Рис. 3.7. Специальная
автоматическая головка:
1 — резьбовые вкладыши; 2 — пластин-
чатая пружина; 3 — упор; 4 — втулка;
5 — накидная гайка; б — корпус; 7 —
шпилька; 8 — деталь
специальными роликами 2, помещенными в сепараторе 3. При
вращении головки 4 по ходу часовой стрелки поверхности спи-
ральных канавок сдвигают ролики к центру, и шпилька оказыва-
ется зажатой с трех сторон. После того как шпильку ввинтят в
резьбовое отверстие детали 5, станок выключают, а головку пат-
рона слегка поворачивают против хода часовой стрелки, и шпилька
освобождается.
Головка другой конструкции показана на рис. 3.7. В корпусе 6
головки имеются два диаметрально расположенных окна, в кото-
рых помещаются резьбовые вкладыши 1, разжимаемые пластин-
чатой пружиной 2. Шпилька 7 захватывается этими вкладышами
при опускании втулки 4, связанной с накидной гайкой 5 и упо-
ром 3. Нижний торец втулки 4, нажимая на скосы вкладышей 1,
сдвигает их, благодаря чему зажимается шпилька. Ввинчивают
шпильку до тех пор, пока нижний торец упора не соприкоснется
с поверхностью детали 8, в которую ввинчивают шпильку. Даль-
нейшее опускание головки вызовет подъем упора 3 и втулки 4 и
60
жжение вкладышей 1. Шпилька при этом будет освобождена
ганется в резьбовом отверстии детали.
ри установке шпилек могут возникнуть различные погреш-
и их расположения относительно соединяемых деталей. Появ-
е этих погрешностей обусловлено различными причинами:
тклонение от перпендикулярности оси шпильки плоскости
(Иняемых деталей возникает, как правило, из-за недостаточно
Юй обработки отверстия под резьбу. Вследствие этого сверле-
отверстий и нарезание резьбы в них следует выполнять с по-
{ью кондуктора на станке;
несовпадение осей шпилек и отверстий наиболее часто встре-
*гся при сборке групповых шпилечных соединений. Этот де-
гг является следствием перекоса резьбы шпильки или отвер-
я. В этом случае выправлять шпильку не следует, так как это
збежно приведет к ее поломке. Шпильку следует вывернуть и
езать резьбу заново. При больших перекосах, как исключение,
ускается развертывание отверстия и нарезание новой более
ной резьбы большего диаметра;
шпилька недовернута (ее выступающая часть длиннее чем тре-
!Тся), но дальше в резьбовое отверстие не ввинчивается. В этом
учае шпильку следует вывернуть, резьбу на шпильке и в резь-
вом отверстии «прогнать» плашкой и метчиком, а если это не
ет положительных результатов, то шпильку следует заменить на
угую с меньшим средним диаметром резьбы;
шпилька ввернута слишком глубо-
. В этом случае вывинчивать ее до
стижения заданной длины высту-
ющей части не допускается, так как
э ослабляет посадку шпильки в резь-
)Вом отверстии. Шпильку следует вы-
рнуть и заменить на другую с боль-
им средним диаметром резьбы;
шпилька сидит в резьбовом от-
рстии недостаточно плотно и при
ввинчивании гайки вывинчивается
з резьбовогб отверстия. В этом слу-
ае ее необходимо вывинтить и за-
гнить на другую с большим сред-
;им диаметром резьбы.
jy Если при сборке шпилечного со-
единения шпилька сломалась в резь-
бовом отверстии, то она может быть
^извлечена из него несколькими спо-
собами:
если сломанная часть шпильки
выступает над поверхностью детали,
5
Б
а
Рис. 3.8. Инструмент для
извлечения сломанных шпилек:
а — бор; б — экстрактор
61
следует запилить грани на выступающей части и извлечь шпильку
при помощи разводного ключа;
если сломанная часть шпильки не выступает над поверхно-
стью детали, следует извлечь шпильку, пользуясь специаль-
ным приспособлением — бором (рис. 3.8, а) или экстрактором
(рис. 3.8, б);
обломок шпильки может быть удален методом электроискро-
вого сверления на специальной установке;
если базовая деталь изготовлена из алюминия, то для удаления
обломков шпильки можно использовать метод травления азотной
кислотой, с которой алюминий взаимодействует слабо.
Для сборки и разборки резьбовых соединений применяют руч-
ной и механизированный инструмент. Основными ручными инс-
трументами являются гаечные ключи и отвертки (рис. 3.9).
Гаечные ключи бывают различных конструкций, которые зави-
сят от конструкции гайки и головки болта или винта. Ключи с
открытым зевом — односторонний и двухсторонний (рис. 3.9, а, б),
накидной (рис. 3.9, в) и разводной (рис. 3.9, г) применяют для
завинчивания шестигранных гаек, болтов и винтов с шестигран-
ными или квадратными головками; ключи рожковый (рис. 3.9, д)
и накидной закрытый (рис. 3.9, е) применяют для завинчивания
круглых гаек; ключи торцовый (рис. 3.9, ж) и торцовый шарнирный
(рис. 3.9, з) применяют для завинчивания гаек, болтов и винтов в
труднодоступных местах; ключ тарированный (рис. 3.9, и) обеспе-
чивает затягивание резьбовых соединений с заданным усилием; ключ
коловоротный (рис. 3.9, к) позволяет увеличить усилие затяжки резьбо-
вого соединения по сравнению с ключами других конструкций.
Для завинчивания винтов со шлицами используют отвертки
различных конструкций (рис. 3.9, л—п).
Во многих случаях надежность и долговечность резьбового со-
единения зависит от правильной затяжки в процессе сборки. В этом
случае устанавливают обязательные регламентированные момен-
ты затяжки. Наиболее просто требуемое усилие затяжки можно
выдержать при применении специальных крепежных деталей со
встроенным индикатором усилия затяжки. При затяжке выступы
индикаторной шайбы упираются в обычную шайбу и, расплющи-
ваясь, заполняют зазор между шайбами, что обеспечивает задан-
ное усилие затяжки при заполнении зазора.
Однако более часто при затяжке резьбовых соединений приме-
няют специальные ключи с регулируемым крутящим моментом.
Такой ключ (рис. 3.10) состоит из кулачка 1 и вставленного в него
сменного торцового ключа 5. При предельном усилии шарик 4
отжимается кулачком, давит на тарелку 3 и сжимает пружину 2.
В этот момент сцепление кулачка с рукояткой прекращается. Зна-
чение крутящего момента регулируется за счет изменения усилия
пружины 2.
62
Рис. 3.9. Ручной инструмент для сборки резьбовых соединений:
- ключ односторонний; б — ключ двухсторонний; в — ключ накидной; г — ключ
Зводной; д — ключ рожковый; е — ключ накидной закрытый для круглых гаек;
— ключ торцовый; з — ключ торцовый шарнирный; и — ключ тарированный;
- ключ коловоротный; л — отвертка коловоротная; м — отвертка воротковая; и —
вертка с направляющей втулкой; о — отвертка с двойной винтовой канавкой;
п — отвертка обычная
63
Рис. 3.10. Ключ с
регулируемым крутящим
моментом:
1 — кулачок; 2 — пружина; 3 —
тарелка; 4 — шарик; 5 — сменный
торцовый ключ
К механизированным инструментам сборки резьбовых соеди-
нений относятся различные гайко- и винтозавертывающие маши-
ны и приспособления преимущественно с пневматическим или
электрическим приводами. Их применение позволяет повысить
производительность труда в 2—3 раза. Срок окупаемости устройств
для механизированной сборки резьбовых соединений не превы-
шает 1,5 года.
Гайковерты с ударно-импульсными муфтами обеспечивают
передачу крутящего момента с помощью ударных импульсов, со-
общаемых ведомой полумуфте. При работе таких гайковертов прак-
тически отсутствует реактивный момент, что позволяет приме-
нять их при сборке крупногабаритных резьбовых соединений.
Использование в гайковерте предельных муфт (рис. 3.11) по-
зволяет производить затяжку соединения с заданным усилием.
Предельная муфта представляет собой кулачковую муфту, одна
из полумуфт 1 которой является
якорем. В корпусе 3 гайковерта за-
креплен индукционный датчик 2.
Необходимый зазор а между дат-
чиком и якорем регулируют, по-
ворачивая датчик в пазах, выпол-
ненных в корпусе гайковерта. При
достижении заданного момента
полумуфта кулачковой муфты
получит осевое перемещение и
зазор увеличится. При этом ин-
дукционный датчик отработает
сигнал на остановку гайковерта.
Для затяжки резьбовых соеди-
нений диаметром 12... 16 мм на-
ряду с электрическими применя-
ют пневматические гайковерты,
которые по сравнению с элек-
трическими имеют меньшие габа-
ритные размеры и массу.
Рис 3.11. Предельная муфта
гайковерта:
1 — полумуфта; 2 — индукционный
датчик; 3 — корпус; а — зазор
64
>3.12. Приспособление
ватяжки круглых гаек:
верса; 2 — центрирующие
, 3 — обойма; 4 — гид-
вский цилиндр; 5 — зо-
Ьвый распределитель; 6 —
ир; 7 — насосная станция;
Эры; 9 — ось упоров; 10 —
,>ующие винты; 11 — затя-
гиваемая гайка
11 10 9 8
'пециальное приспособление для затяжки круглых гаек (рис. 3.12)
ЭИТ из подвижной обоймы 3 и неподвижной траверсы 1 с
тленными на них двумя гидравлическими цилиндрами 4. Ус-
ство устанавливают на навернутую и предварительно затянутую
у 11 и центрируют винтами 2. Зубчатую поверхность упоров 8
{авливают на обойме 3, подводя к гайке 7 7 и фиксируя вин-
: 10. Масло под давлением 20 МПа от насосной станции 7 пода-
, штоковую полость гидравлических цилиндров 4, в результате
происходит поворот обоймы. При этом упоры 8, поворачиваясь
уг оси 9, вращают гайку 77 в направлении, противоположном
авлению вращения обоймы 3. Усилие затяжки контролируют по
>метру 6, после затяжки штоки цилиндров возвращаются в ис-
ое положение с помощью золотникового распределителя 5; при
[ обойма 3 разворачивается и упоры 8 освобождаются.
)дной из конструктивных мер борьбы с самопроизвольным
Нчиванием в процессе эксплуатации машин является стопо-
ге резьбовых соединений. Наиболее распространены следующие
»ды стопорения:
эздание дополнительных сил трения путем осевого или ради-
:ого давления (контргайка, винт, самоконтрящаяся гайка);
заимная фиксация относительного положения болта и гайки
порение шплинтованием, пружинными и деформируемыми
«;бами, проволокой);
Местное пластическое деформирование (обжатие, кернение).
В ряде случаев применяют обжимные гайки с буртиком, кото-
е после окончания затяжки обжимают специальным ключом с
пленными губками так, чтобы материал резьбовой части плот-
охватывал резьбу болта.
Широкое распространение получили также методы стопоре-
я и уплотнения резьбовых соединений с помощью анаэробных
•ев. Миниатюрная капсула, наполненная специальной жидко-
йо, в процессе сборки резьбового соединения разрушается, а
.текающая из нее жидкость превращается в клей, обеспечива-
Покровский
65
ющий прочное соединение этих деталей (клей полимеризуется при
комнатной температуре). Разборка таких соединений производит-
ся обычными методами и не вызывает разрушения деталей. После
разборки детали могут быть вновь использованы. Клей, помимо
того, обеспечивает защиту соединения от коррозии.
Наиболее распространенные способы стопорения резьбовых со-
единений показаны на рис. 3.13, а порядок затяжки резьбового
соединения в зависимости от конструкции — на рис. 3.14.
Особым видом резьбовых соединений являются самоформиру-
ющиеся резьбовые соединения. Их получают с помощью специ-
альных самоформирующихся винтов, предназначенных, главным
образом, для соединения деталей из стального листа с балками,
профилями или тонкостенными деталями. Эти крепежные детали
могут быть использованы без предварительного сверления, что
позволяет избежать погрешностей из-за несоосности отверстий.
Такими винтами можно сверлить сталь толщиной 0,8... 1,2 мм.
Рис. 3.13. Способы стопорения резьбовых соединений:
а — контргайкой, б — шплинтом; в — гроверной шайбой; г — специальной шайбой;
д — кольцом из полиамида с последующей опрессовкой; е — кернением; ж — шайбой
из полиамида; з, и — проволокой
66
Рис. 3.14. Порядок затяжки
резьбовых соединений
Рис. 3.15. Самоформирующиеся
винты:
а — самонарезающие; б — самовыдав-
ливающие
сличают два класса самоформирующихся винтов. Самонаре-
Хиеся винты, образующие резьбу нарезанием и удалением из-
Сов материала (рис. 3.15, а), применяют для хрупких матери-
и изготовляют двух типов: А (винты имеют несколько режу-
Граней) и Б (винты имеют одну, редко две режущие грани),
выдавливающие винты, образующие резьбу без удаления из-
ков материала (рис. 3.15, б), применяют для пластичных мате-
рв и изготовляют также двух типов: А (для соединения деталей
тредварительного сверления отверстия) и Б (для соединения
1ей с предварительным сверлением отверстия).
хборная часть резьбонарезающего винта имеет канавку и де-
Я ею на пружинную и жесткую части. Режущие кромки на
рхности винда образуются канавкой и служат для нарезания
бы в отверстии.
рнтроль резьбовых соединений проводится для повышения
адежности и долговечности, что в значительной степени оп-
ияется правильностью их затяжки в процессе сборки. В техни-
их условиях на сборку ответственных резьбовых соединений
ывают предельные значения крутящих моментов затяжки гаек
[нтов (регламентируемые моменты затяжки обычно устанав-
1ют в зависимости от диаметра резьбы и материала деталей
бового соединения). Вследствие необходимости обеспечения
буемого усилия затяжки контроль резьбовых соединений явля-
Й важной частью технологической операции сборки резьбово-
Юединения. На практике наиболее удобный способ контроля
Лия затяжки — с применением предельных и динамометри-
Ких ключей.
Наибольшее влияние на усилие затяжки оказывает коэффици-
Г трения в резьбовом соединении и торцевой поверхности гай-
,0 поверхность соединяемых деталей. Его значение зависит от
(ества поверхности трущихся элементов, класса точности резь-
67
бы, смазывающего материала и ряда других факторов, в зависи-
мости от которых коэффициент трения может изменяться в ши-
роких пределах (0,2...0,4 — для резьбы и 0,08...0,12 — для торце-
вой поверхности гайки). В этих случаях предельные и динамоме-
трические ключи не обеспечивают должной точности усилия за-
тяжки.
Проконтролировать затяжку резьбового соединения можно из-
мерением удлинения болта или шпильки индикатором или мик-
рометром. Микрометром измеряют длину детали до и после за-
тяжки резьбового соединения; удлинение болта индикатором из-
меряют при помощи контрольного штифта, который устанавли-
вают в специальное отверстие болта.
3.2. Трубопроводные системы и их сборка
Системы трубопроводов применяют в силовых установках (для
подвода воды и топлива), в станках и другом технологическом
оборудовании (для подвода масла к местам смазки и зажимным
устройствам и охлаждающей жидкости в зону обработки), в прес-
совом оборудовании (для подвода жидкостей и газов к силовым
цилиндрам) и т.д.
Трубопровод состоит из труб, соединяемых между собой и с
конструктивными элементами оборудования при помощи спе-
циальных соединительных элементов, крепежных деталей и ар-
матуры.
В зависимости от назначения различают трубопроводы высоко-
го, среднего и низкого давления. Для всех видов трубопроводов
общим требованием является чистота проходного отверстия, пол-
ная непроницаемость, долговечность и простота обслуживания.
В зависимости от назначения трубопроводной системы исполь-
зуют чугунные, стальные, медные, латунные, алюминиевые и пла-
стиковые трубы. Наиболее распространено применение стальных
труб. В зависимости от способа изготовления различают цельнотя-
нутые (бесшовные) и сварные трубы.
Для передачи охлаждающей жидкости используют, как прави-
ло, обычные водопроводные трубы, для горячей воды и пара —
бесшовные трубы, для рабочих жидкостей в системах гидравли-
ческого привода — стальные цельнотянутые трубы, для подвода
смазывающих масел — медные трубы.
Соединения трубопроводов могут быть неподвижными разъем-
ными и неподвижными неразъемными (однако в некоторых слу-
чаях используют подвижные соединения элементов трубопрово-
дов). К неподвижным разъемным соединениям относятся соеди-
нения на резьбе, выполняемые с помощью специальных соеди-
нительных элементов — фитингов (рис. 3.16, а—ж) и фланцев, а
68
a
з
к
и
Рис. 3.16. Фитинги и фланцы трубных соединений:
угольник; б — тройник; в — крестовой переходник; г — переходная муфта;
— контргайка; ж — футорка; з, и, к — соединения с фланцем соответственно
напрессовкой, отбортовкой и развальцовкой
‘еподвижным неразъемным — соединения, выполняемые свар-
i, напрессовкой, отбортовкой, развальцовкой (рис. 3.16 з—к).
Трубопроводная арматура предназначена для включения, от-
учения и регулирования потока пара, газа или жидкости. В за-
гимости от назначения различают следующие виды арматуры:
запорная, предназначенная для включения или отключения
за, жидкости или газа (краны, вентили, задвижки);
предохранительная, служащая для защиты трубопроводов в слу-
з опасного повышения давления (клапаны);
( регулирующая давление или количество подаваемой жидкости
[И газа;
»указатели уровня жидкости.
; Все операции, выполняемые при сборке трубопроводных си-
©м, могут быть разделены на заготовительные и сборочные.
, К заготовительным операциям относятся: разметка, отрезка,
Метка, гибка труб, отбортовка, развальцовка, сварка и сборка
налей в сборочные единицы, проверка и контроль по разме-
1М, форме и внешнему виду, гидравлические испытания и мар-
фовка.
( Наиболее сложной операцией является гибка труб*, которая
эжет производиться вручную и механическим способом, с на-
ЗЛнителем или без него. Наиболее важным является выбор ради-
:а гибки, так как он оказывает существенное влияние на работу
•убопровода. Радиус гибки выбирают в зависимости от диаметра
>убы и толщины ее стенки.
( Для механизации процесса гибки применяют трубогибочные
панки с электрическим, пневматическим или гидравлическим
Приводом.
Г * Вопросы гибки труб подробно рассмотрены в учебнике «Слесарное дело»
С. Покровского и В. А. Скакуна. — М.: Академия, 2003.
69
На сборочные операции сборочные единицы поступают в подго-
товленном виде, т.е. соответствующей длины и с нарезанной на
концах трубы резьбой. Соединительные элементы, крепежные де-
тали и арматура, поступающие на сборку, также должны быть
окончательно подготовлены и проверены для монтажа в системе
трубопровода.
При сборке необходимо обеспечить соосность соединяемых
труб, а также параллельность торцов труб и соединительных флан-
цев. Несоблюдение этих условий является причиной возникнове-
ния дополнительных нагрузок, которые могут вывести трубопро-
вод из строя.
В зависимости от назначения трубопроводных систем различа-
ются технологические процессы их сборки.
Стальные трубы, на концах которых нарезана резьба, соединя-
ют между собой специальными соединительными элементами —
фитингами, которые изготовляют из стали или ковкого чугуна.
Применение фитингов при сборке обеспечивает возможность со-
единения труб под различными углами, предусматривает выпол-
нение отведений и обеспечивает переход от одного диаметра тру-
бы к другому.
Прочность и надежность соединения элементов трубопровода
при помощи фитингов обеспечивается его соответствующей за-
тяжкой, при которой нитки резьбы соединяемых деталей плотно
прижимаются друг к другу. Герметичность соединения достигает-
ся за счет смазывания резьбовой части соединяемых деталей пе-
ред сборкой свинцовым суриком или цинковыми белилами. Более
надежную герметизацию обеспечивает применение льняной или
пеньковой подмотки с суриковой подмазкой.
Магистральные трубы соединяют при помощи прямых соеди-
нительных муфт; на наружной поверхности муфты имеются ребра
для захватывания ее трубным ключом. Трубы могут иметь корот-
кую или длинную резьбу.
При сборке труб с короткой резьбой (рис. 3.17, о)
на конце трубы 2 нарезается резьба такой длины, чтобы она была
Рис. 3.17. Трубопроводные соединения:
а — с короткой резьбой; б — на сгоне; 1 — муфта; 2 — труба; 3 — контргайка
70
ia-три витка меньше половины длины соединительной муф-
,'Сбег в конце резьбы при сборке заклинивает муфту, что
:чивает плотность соединения. Соединения труб с короткой
й применяют только для неразъемных трубопроводов, так
еле сборки такие соединения разъединить невозможно,
орка труб на сгоне производится, если по условиям
[ трубопроводную систему необходимо разбирать (рис. 3.17, б).
I случае одна из соединяемых труб имеет короткую резьбу, а
— длинную. Участок трубы с длинной резьбой называют
м. Длину его выбирают таким образом, чтобы после уста-
[ на нем соединительной муфты и гайки остался участок резь-
: менее чем с двумя нитками.
оследовательность сборки труб на сгоне следующая:
штргайку 3 и муфту 1 навинчивают на длинную резьбу без
гнения и без промазывания суриком или белилами;
роткую резьбу уплотняют и промазывают суриком или бели-
дЬту 1 свинчивают с длинной резьбы и навинчивают на ко-
цо до упора в ее сбег;
угик льняной пряжи или пеньки, пропитанный суриком, ус-
шивают на длинную резьбу между муфтой 1 и контргайкой 5;
Контргайку 3 затягивают.
Если между муфтой и контргайкой нет перекоса и их торцы
втно прилегают друг к другу, то соединение будет достаточно
метичным. Соединение на сгоне можно применять только при
мсе трубопроводов с цилиндрической резьбой.
1ри помощи соединений на фитингах монтируют водяные, па-
»ге и некоторые другие трубопроводы, работающие при давле-
Рис. 3.18. Ключи для сборки трубопроводов:
рычажный; б — разводной; в — специальный; г — накидной; д — цепной
71
нии, не превышающем 16 МПа. Для соединения труб при помо-
щи фитингов применяют специальные трубные ключи различных
конструкций (рис. 3.18).
П ри сборке труб на фланцах фланцы крепят к тру-
бам сваркой, на резьбе, развальцовкой или отбортовкой. При этом
необходимо обеспечить соосность трубопроводов и параллельность
торцов фланцев.
В процессе сборки между фланцами устанавливают прокладки,
которые обеспечивают герметичность соединения. Фланцы кре-
пят между собой, используя болты или шпильки. Прокладки вы-
резают так, чтобы они соответствовали по форме фланцу. Изго-
товляют их из уплотняющего материала и промазывают с двух
сторон герметизирующим составом (олифа, белила, специальные
герметизирующие пасты — герметики). Соединение затягивают гай-
ками крест накрест. При затягивании соединения при помощи щупа
контролируют перекос фланцев.
В различных конструкциях трубопроводов широко применяют
плоские уплотняющие прокладки. В зависимости от назначения
они делятся на мягкие эластичные из однородного материала (кар-
тон, бумага, войлок, асбест, резина, паронит, свинец); мягкие
эластичные комбинированные (металлические с асбестовой серд-
цевиной, асбестово-прорезиненные); пасты и мастики. От мате-
риала и толщины прокладки зависит надежность соединения.
Прокладки из картона и резины применяют для уплотнения
стыков водяных трубопроводов; прокладки из фибры и бумаги,
пропитанные керосином или нефтью, — для топливо- и масло-
проводов; прокладки из асбеста в виде картона, шнуров и нитей —
Рис. 3.19. Соединения трубопроводов:
а — развальцовкой; б — при помощи штуцеров; в — при помощи шланга; / —
штуцер; 2 — накидная гайка; 3 — ниппель; 4 — труба
72
ipo- и газопроводов; прокладки из свинца — для кислою-
п
исборке труб развальцовкой (рис. 3.19, а) концы
гьцованных труб 4 соединяют штуцером 1 и закрепляют с
цью гайки 2 и ниппеля 3. В некоторых случаях в этих соеди-
[х используют медные прокладки, повышающие герметич-
соединения.
следовательность сборки при этом следующая:
'ановить на медные трубки 4 ниппели 3 и накидные гайки 2;
(вальцевать концы медных трубок;
,единить развальцованный конец медной трубки 4 с присо-
ительной поверхностью штуцера 1;
щернуть и затянуть накидную гайку 2 так, чтобы ниппель 3
плотно прижат к развальцованному концу трубки;
>единительный штуцер 1 установить присоединительной по-
длостью к развальцованному концу трубки 4;
яа резьбу присоединительного штуцера 1 навернуть и затянуть
Ьдную гайку 2 так, чтобы ниппель 3 был прижат к развальцо-
рому концу трубки;
Проверить собранное соединение на герметичность.
При сборке труб (стальных и медных) при помощи
гу ц е р о в (рис. 3.19, б) к концам трубы 4 приваривают ниппе-
имеющие сферические головки. Плотность соединения нип-
I 3 со штуцером 1 обеспечивается усилием затяжки накидной
ей 2. Для увеличения плотности соединения устанавливают мед-
прокладки. Способы закрепления шланга на штуцере или при
Ьщи хомута показаны на рис. 3.19, в.
1оследовательность сборки стальных труб при помощи штуце-
... следующая:
(.установить шаровой ниппель 3 по посадочному месту штуцера 7;
((Навернуть и затянуть накидную гайку 2 по резьбе штуцера 7;
^Соединительный штуцер 7 установить посадочным местом на
1ровой ниппель 3;
^навернуть и затянуть накидную гайку 2 на соединительном
Луцере 7;
| проверить герметичность соединения.
’ Сборка винипластовых трубопроводов произво-
ГГся при помощи раструбов сварными или резьбовыми муфта-
I, а также фланцами, закрепляемыми сваркой или отбортовкой,
(единения винипластовых труб при помощи раструбов могут быть
.Подвижными (сварные или клеевые) или подвижными (соеди-
)ния уплотняют при помощи резиновых колец). Подвижные со-
мнения трубопроводов из винипластовых труб используют с
Шью компенсации температурного изменения длины трубопро-
да. Раструбные соединения для винипластовых труб выпускают-
Я диаметрами 8... 150 мм.
73
Соединение винипластовых труб сваркой встык не получило
широкого распространения, так как прочность сварного шва для
винипласта составляет всего 65...80 % от прочности самого мате-
риала, что приводит при сварных соединениях к появлению сла-
бых (непрочных) мест в системе трубопровода.
Изготовление раструбов и отгибание бортов трубы из вини-
пласта производится с предварительным нагревом. Нагрев осуще-
ствляют в ванне, наполненной глицерином или минеральным мас-
лом при температуре 150... 170 °C. После нагрева трубу закрепляют
в тисках, а в ее нагретую часть вводят стальную оправку соот-
ветствующего диаметра и формы, разогретую до температуры
100... 120 °C. Образовавшийся раструб охлаждают и после этого оп-
равку извлекают из отверстия трубы. Длина раструба зависит от
диаметра трубы.
Для склеивания винипластовых трубопроводов используют
20 %-ный раствор перхлорвиниловой смолы в ацетоне или раствор
дихлорэтана.
Сборка полиэтиленовых труб производится при по-
мощи раструбов, муфт, металлических гаек, сваркой или скле-
иванием. Прочность швов при стыковой сварке всего на 10 % ниже
прочности основного материала, что не приводит к существенно-
му снижению прочности такого соединения.
Полиэтиленовые трубы склеивают после их обработки хромо-
вой кислотой, что позволяет изменить полярность полиэтилена,
в результате чего он приобретает способность склеиваться обыч-
ными клеями.
Для защиты от коррозии деталей, находящихся в контакте с
полиэтиленом, нельзя использовать масляные краски и битум-
ные лаки.
Трубопроводы после сборки испытывают на прочность и гер-
метичность. При испытании трубопровод наполняют водой и от-
мечают те места, в которых наблюдается утечка жидкости. Затем
воду выпускают и уплотняют отмеченные места. При гидравли-
ческих испытаниях трубопровода проверяют прочность всех его
элементов и герметичность соединений под давлением, предус-
мотренным техническими условиями.
3.3. Шпоночные соединения и их сборка
Шпоночное соединение образуется шпонкой — стержнем, на-
ходящимся одновременно в пазах вала и установленной на него
детали. Шпонки служат для передачи крутящего момента от вала
к ступице, установленной на нем детали или наоборот, от этой
детали к валу. Кроме этого шпонки фиксируют на валу положение
детали в осевом направлении.
74
условиям эксплуатации шпоночные соединения подразде-
Я на напряженные и ненапряженные. Напряженными назы-
соединения, в которых при отсутствии внешних сил и мо-
в постоянно действуют внутренние силы упругости, возни-
ие в результате предварительной затяжки.
ависимости от конструкции различают шпоночные соедине-
призматическими, сегментными, направляющими, сколь-
4и и клиновыми шпонками, каждое из которых имеет свои
[ущества и недостатки.
изматические шпонки (рис. 3.20, а) имеют прямоугольное се-
, противоположные грани у них параллельны. Работают эти
(си боковыми сторонами. Они изготовляются в двух исполне-
с закругленными и плоскими торцами. Соединение шпонки
м неподвижное напряженное. В паз втулки (ступицы) шпонка
т с зазором.
гментные шпонки (рис. 3.20, б) подобно призматическим ра-
т боковыми гранями. При необходимости по длине вала могут
авливаться две, а иногда и три шпонки. К преимуществам
Итных шпонок относятся простота изготовления как самих
> Рис. 3.20. Шпонки:
> призматическая; б — сегментная; в — направляющая; г — скользящая; д —
Новые: 1 — тангенциальная; 2 — фрикционная; 3 — на лыске; 4 — врезная
75
шпонок, так и пазов под них, к недостаткам — необходимость
изготовления глубоких пазов в валах, что снижает прочность пос-
ледних. В связи с этим сегментные шпонки применяют только для
передачи сравнительно небольших моментов.
Направляющие шпонки (рис. 3.20, в) применяют в тех случа-
ях, когда ступица должна иметь возможность перемещаться вдоль
вала. Эти шпонки крепят к валу при помощи винтов. Для креп-
ления шпонки к валу в ней выполняют два отверстия, имею-
щих углубления под головки винтов. Еще одно отверстие вы-
полняется в шпонке для подвода смазки. Соединение шпонки с
валом — неподвижное плотное, со ступицей — свободное с
зазором.
Скользящие шпонки (рис. 3.20, г) применяют вместо направля-
ющих в тех случаях, когда требуется значительное перемещение
ступицы вдоль вала. Шпонка имеет цапфу, которая входит в от-
верстие, выполненное в ступице, перемещаемой по валу. При из-
менении положения детали на валу шпонка перемещается по пазу
вала вместе со ступицей.
Клиновые шпонки (рис. 3.20, д) в совокупности с валом, втул-
кой и шпонкой образуют напряженное соединение. Они представ-
ляют собою клин прямоугольного сечения с уклоном 1:100. Рабо-
тают они широкими гранями и обеспечивают неподвижное креп-
ление детали на валу; плохо центрируют деталь и поэтому приме-
няются только для тихоходных неответственных передач.
В зависимости от конструкции различают четыре вида клино-
вых шпонок:
тангенциальная шпонка 7 состоит из двух клиньев,
установленных навстречу друг другу в канавку вала вдоль его об-
разующей. Обеспечивает передачу крутящего момента только в одну
сторону. При необходимости реверсирования вращения устанав-
ливают две шпонки под углом 120°, передающие большие крутя-
щие моменты, но ослабляющие прочность вала;
фрикционная шпонка 2имеет на опорной поверхности
сферическую выемку, соответствующую диаметру вала. Прочность
вала при использовании таких шпонок не снижается, но они не
могут передавать значительных крутящих моментов и находят при-
менение, главным образом, в приборостроении;
шпонка на лыске 3 устанавливается на специальную пло-
щадку, выполняемую на валу. Лыска незначительно ослабляет вал,
но эти шпонки значительно хуже, чем врезные, удерживают со-
единяемую с валом деталь;
врезная шпонка 4, поперечное сечение которой имеет
форму прямоугольника, устанавливается в пазы, выполненные в
валу и ступице. Она обеспечивает надежное соединение и переда-
чу значительных крутящих моментов, но снижает прочность вала
на 6...10%.
76
и сборке шпоночных соединений большое значение имеет
>е соблюдение посадок в соединении шпонки с валом и сту-
Одной из основных причин неправильного распределения
»ки и смятия шпонки является увеличение зазора в соедине-
К. смятию может также привести неправильное расположе-
аза на валу. Нередко наблюдается и перекос осей пазов от-
ельно оси вала, что значительно затрудняет сборку шпо-
>го соединения и вызывает перекос охватывающей детали
ту.
орку соединения с призматическими шпонками следует вы-
ггь в такой последовательности:
тть заусенцы и притупить острые края шпонок и пазов под
игнать шпонку по пазу вала в соответствии с посадкой, ука-
)й на чертеже;
игнать шпоночный паз ступицы по шпонке в соответствии с
[кой, указанной на чертеже;
гановить шпонку в паз вала при помощи медного молотка,
цин или под прессом;
сверить отсутствие бокового зазора между шпонкой и пазом
гощью щупа;
роверить наличие радиального зазора между шпонкой и сту-
Вй при помощи щупа (размер этого зазора стандартизован),
[ри сборке соединения с сегментной шпонкой необходимо после
становки в паз вала проконтролировать параллельность поверх-
ТИ шпонки оси вала. Для этого вал устанавливают на призмах,
сложение поверхности шпонки относительно его оси проверя-
Индикатором.
При монтаже направляющих шпонок, помимо операций, про-
имых при установке призматических шпонок, следует, ис-
ъзуя отверстия под винты, выполненные в шпонке, в каче-
8 кондуктора просверлить отверстия в пазу вала и нарезать в
[ резьбу для крепежных винтов и после этого закрепить шпон-
в пазу вала.
При сборке соединений со скользящей шпонкой последователь-
:ть работ следующая:
снять заусенцы с паза ступицы;
проверить расположение шпоночного паза и отверстия под
’Ступ шпонки в ступице на соответствие чертежу;
• проверить соответствие размеров шпонки требованиям чертежа;
•’(Пригнать шпонку по пазу ступицы;
*' установить шпонку в паз ступицы так, чтобы ее выступ попал
отверстие в пазе ступицы;
’ проверить отсутствие зазора между стенками паза и шпонкой;
снять заусенцы с паза вала;
проверить размеры паза вала на соответствие чертежу;
77
проверить параллельность боковых поверхностей и дна паза вала
его оси;
пригнать паз вала по шпонке;
установить ступицу с запрессованной в нее шпонкой на вал;
проверить качество сборки: при перемещении ступицы по валу
не должно наблюдаться заедания и качания ступицы относитель-
но вала.
При сборке соединений с клиновыми шпонками последователь-
ность работ следующая:
снять заусенцы с пазов вала и ступицы;
снять заусенцы с шпонки;
пригнать шпонку по дну паза ступицы;
проверить параллельность основания клиновой шпонки оси
ступицы;
установить ступицу на вал;
установить шпонку одновременно в пазах ступицы и вала, уда-
ряя по ней молотком с использованием прокладки из мягкого
материала;
проверить собранное соединение на радиальное и осевое би-
ение. Биение проверяют при помощи индикатора, установив вал
с закрепленной на нем ступицей на призмах или в центрах.
Пригоночные работы и контроль соединений осуществляют,
как правило, только в условиях мелкосерийного и единичного
производства.
Пригонку соединения ведут в такой последовательности:
устанавливают вал в горизонтальном положении на призмах,
установленных на плите;
пришабривают боковые стенки паза вала, обеспечивая их па-
раллельность (допускаемое отклонение от параллельности — не
более чем 0,01 мм на 200 мм длины паза);
после пригонки стенок шабрят дно паза.
Контроль глубины паза осуществляется при помощи шаблона
и щупа (рис. 3.21, а). Положение боковых сторон шпоночного паза
относительно его оси осуществляется при помощи клиновых пли-
ток (рис. 3.21, б), которые укладывают в паз, а затем щупом кон-
тролируют зазоры в точках I и II. При отсутствии перекоса боко-
вых стенок зазоры должны быть одинаковы.
Перекос паза относительно оси вала контролируют индика-
торным прибором (рис. 3.21, в). При отсутствии перекоса размер S
на одном и другом конце паза будет одинаковым.
После пригонки шпонки по пазу и ее установки проверяют
высоту выступающей части при помощи микрометрической го-
ловки и мостика (рис. 3.21, г).
Взаимное расположение шпонок на валу (рис. 3.21, д) контро-
лируют индикатором 1, укрепленным на раздвижных ножках 2,
снабженных цилиндрическими валиками 3; винт 4 фиксирует по-
78
с. 3.21. Схемы контроля ответственных соединений со шпонками:
' Глубины шпоночного паза; б — положения боковых стенок паза относительно
оси; в — перекоса паза относительно его оси; г — высоты выступающей части;
взаимного расположения шпонок на валу; 1 — индикатор; 2 — раздвижные
ножки; 3 — цилиндрический валик; 4 — винт
5
Рис. 3.22. Способы извлечения шпонок из пазов:
— схемы нанесения удара при извлечении призматических и сегментных шпонок;
приспособление для извлечения клиновых шпонок: 1 — шпонка; 2 — кольцо;
3 — груз; 4 — рукоятка; 5 — упор; 6 — винт
79
Таблица 3.1
Типичные дефекты при выполнении пригоночных работ
Дефект Причина Способ предупреждения или исправления
Ступица устанавли- вается на вал слиш- ком туго Мала ширина паза ступицы или его глубина Пригнать более точно паз по шпонке
Для установки шпон- ки в паз вала требует- ся слишком большое усилие Плохо пригнана шпонка Повторить пригонку шпонки по пазу вала
Шпонка не удержи- вается в пазу вала Снят слишком боль- шой слой материала с поверхности шпонки Заменить шпонку и вновь пригнать ее к пазу вала
ложение ножек. Показания индикатора при перемещении при-
способления вдоль шпонки не должны изменяться.
Извлечение шпонок из пазов обычно осуществляется при по-
мощи мягких выколоток (рис. 3.22, а, б). При извлечении клино-
вых шпонок категорически запрещается пользоваться молотком и
зубилом, загоняемым между головкой шпонки и ступицей, так
как это приводит к искривлению шпонки, порче торцевых поверх-
ностей ступицы, а в ряде случаев и к деформации вала.
Наиболее целесообразно извлекать клиновые шпонки с помо-
щью специального приспособления (рис. 3.22, в), которое одева-
ют на головку шпонки 7 и закрепляют кольцом 2 и винтом 6. Груз 3
может свободно перемещаться по рукоятке 4, на конце которой
имеется упор 5. При ударе грузом 3 об упор 5 возникают осевые
силы, обеспечивающие извлечение шпонки из паза. Для извлече-
ния клиновых шпонок применяют также рычажные инструмен-
ты, а если к закладной клиновой шпонке имеется доступ со сто-
роны, противоположной ее головке, то шпонку выталкивают при
помощи специальной выколотки.
При выполнении пригоночных работ при сборке шпоноч-
ных соединений могут появиться различные дефекты, причи-
ны которых и способы предупреждения их появления приведе-
ны в табл. 3.1.
3.4. Шлицевые соединения и их сборка
Для соединения ступицы с валом вместо шпонок часто ис-
пользуют выступы на валу, входящие в соответствующие пазы в
ступице и называемые шлицами.
80
илка
Рис. 3.23. Типы шлицевых соединений:
а — прямобочное; б — эвольвентное; в — треугольное
а
Такое соединение ступицы с валом называют шлицевым или
Диатым.
По сравнению со шпоночными шлицевые соединения облада-
рядом преимуществ:
обеспечивают передачу больших крутящих моментов благодаря
Дчительной поверхности контакта соединяемых деталей и рав-
шерному распределению давления по этой поверхности;
более точно центрируют ступицу на валу;
обеспечивают лучшее направление при перемещении ступицы
В валу;
К обеспечивают большую прочность вала при одном и том же
ружном диаметре.
I В зависимости от профиля зубьев различают шлицевые соеди-
Вния с прямобочными (рис. 3.23, а), эвольвентными (рис. 3.23, б)
кТреугольными (рис. 3.23, в) шлицами.
I Прямобочные шлицевые соединения получили наибольшее рас-
пространение. Соосность вала и втулки (центрирование) в этом
уединении осуществляется по наружному диаметру, по внутрен-
му диаметру и по боковым граням. Каждый из этих методов
внтрирования имеет свои преимущества и недостатки.
| При центрировании по наружному диаметру (рис. 3.24, а)
^осадочными поверхностями являются наружная и боковые по-
верхности шлицов, по внутреннему диаметру имеется зазор. Вал
(о наружному диаметру шлифуется, пазы во втулках протягива-
ется. Применяют этот метод центрирования в тех случаях, когда
гаружная деталь не обрабатывается термически.
При центрировании по внутреннему диаметру (рис. 3.24, б)
Юсадочные поверхности — внутренняя цилиндрическая и боко-
вые поверхности шлицов, по наружному диаметру имеется зазор.
I вала шлифуются впадина и боковые поверхности шлицов.
йРис. 3.24. Способы центрирования
(шлицевых соединений: по наруж-
|ному (а) и внутреннему диаметрам
( (6); по боковым граням (в)
81
У охватывающей детали шлифуют внутренний диаметр. Применя-
ют для соединений, детали которых подвергаются термической
обработке.
При центрировании по боковым граням (рис. 3.24, в)
зазоры имеются по наружному и внутреннему диаметрам шлицов.
Применяют при большом количестве шлицов в тяжело нагружен-
ных соединениях. Центрирование деталей соединения хуже, чем в
двух предыдущих случаях.
Эволъвентпное шлицевое соединение применяют с центрирова-
нием по боковым поверхностям шлицов и наружному диаметру.
К преимуществам эвольвентного шлицевого соединения по срав-
нению с прямобочным относятся более высокая прочность шли-
цев и их более простое и дешевое изготовление. Однако в связи с
тем, что протяжки для изготовления шлицевых отверстий в сту-
пице дороги, эти соединения имеют ограниченное применение.
Треугольное шлицевое соединение используется для передачи не-
больших крутящих моментов, его центрируют только по боковым
поверхностям шлицов.
Перед сборкой детали шлицевого соединения подвергают кон-
тролю, проверяя параметры шлицов и пазов под них.
Рис. 3.25. Схемы контроля шлицевых соединений:
а — измерение смещения оси шлицов в центрах индикатором; б — измерение
смещения оси шлицов; в — наиболее точное измерение смещения оси шлицов;
г — контроль эксцентричности диаметров вала; д — контроль эксцентричности
диаметров отверстия; 1 — шлицевый вал; 2 — индикатор; 3 — измерительный
наконечник; 4 — измерительный прибор; 5 — блок концевых мер длины
82
уложение шлицов и пазов относительно оси центрирующего
игра можно измерить так, как показано на рис. 3.25, а. Шли-
|К вал 1 устанавливают в центрах. Индикатор 2, йзмери-
|шя ножка которого касается боковой поверхности шлица,
вливают в нулевое положение. Затем вал поворачивают на
измерительную ножку индикатора приводят в соприкосно-
с боковой поверхностью шлица, расположенного на про-
Йоложной первому шлицу стороне вала относительно пен-
яющего диаметра. По разности показаний индикатора опре-
ют величину смещения оси шлица относительно оси цен-
Яющего диаметра. Показания индикатора составляют удво-
ЙО величину смещения. При этом методе измерения не учи-
Ьтся отклонение толщины шлица, шага и профиля от номи-
;ых значений.
эбы измерить величину смещения оси шлиц от центриру-
э диаметра непосредственно применяют специальный при-
(рис. 3.25, б), который устанавливают опорными плоскостя-
. боковые поверхности шлицов, а измерительным наконеч-
1 3 — на центрирующий диаметр. В процессе измерения де-
Поворачивают, и индикатор 2 показывает отклонение,
аиболее точный метод измерения этого показателя схемати-
и показан на рис. 3.25, в. Шлицевый вал 1 устанавливают в
рах делительной головки. Индикатор 2 предварительно на-
гвают на номинальный размер при помощи блока концевых
длины 5, затем по настроенному индикатору устанавливают
ль так, чтобы боковая поверхность шлица была параллельна
жости плиты, после этого индикатор переносят на другую
ону, а деталь поворачивают на 180°. Полуразность показаний
т равна смещению оси шлица относительно оси вала.
Жсцентричность диаметров шлицевых деталей у валов прове-
г, как показано на рис. 3.25, г, а шлицевых отверстий — спе-
шным шаблоном (рис. 3.25, д').
3.5. Клиновые и штифтовые соединения и их сборка
Клиновое соединение (рис. 3.26) состоит из стержня, втулки и
ина. Соединяющей деталью является клин, который вставляет-
в сквозные прорези вала и втулки.
В зависимости от назначения различают силовые (рис. 3.26, а) и
'ановочные (рис. 3.26, б) клиновые соединения. В первых кли-
я служат для прочного соединения деталей машин и механиз-
в, а во вторых они предназначены для установки деталей со-
пения в нужном положении и регулирования этого положе-
[. В силовых соединениях клин устанавливают на место, забивая
или затягивая с помощью винта.
83
Рис. 3.27. Штифтовые
соединения:
а — гладким штифтом; б — разводным
штифтом; в — штифтом с резьбой
Рис. 3.26. Клиновые соединения;
а — силовые; б — установочные; 1 — стержень; 2 — втулка; 3 — клин; 4 — винт;
5 — корпус; F — усилие предварительного натяга
В зависимости от способа сборки различают напряженные и
ненапряженные клиновые соединения, но чаще применяют пер-
вые, так как в клиновых соединениях в большинстве случаев дей-
ствуют знакопеременные нагрузки. Предварительный натяг в на-
пряженных клиновых соединениях достигается или за счет запле-
чиков на стержне 1, или за счет посадки хвостовика во втулке 2
на конусе (см. рис. 3.26, а). Клин 3 удерживается в основном за
счет сил трения. Для надежного удерживания клина в силовых
соединениях уклон его должен быть сравнительно небольшим —
1:100; 1:40 или 1:30.
Штифтовое соединение (рис. 3.27) является разновидностью
клинового. Крепежной деталью в нем является штифт, представ-
ляющий собой цилиндрический или конический стержень с глад-
кими поверхностями (рис. 3.27, а), на которых иногда выполня-
ются выточки, канавки или отверстия. Штифты служат для переда-
чи небольших крутящих моментов, а также для обеспечения точ-
ного взаимного расположения соединяемых между собой дета-
лей. Конические штифты имеют конусность 1:50 и могут исполь-
зоваться многократно.
Цилиндрические штифты
удерживаются в отверстии за счет
натяга, поэтому при многократ-
ном использовании нарушаются
плотность их посадки и точность
установки.
Для повышения надежности
установки применяют развод-
ные (рис. 3.27, б) и резьбовые
(рис. 3.27, в) штифты.
Недостатком штифтовых со-
единений является то, что отвер-
стия на валу и втулке необходи-
мо сверлить и развертывать одно-
84
венно, так как при раздельном сверлении они, как правило,
^Ьвпадают.
^Ьйтается, что нормальный натяг в штифтовом соединении
быть получен, если штифт, вставляемый в отверстие вруч-
Мгоез применения каких-либо инструментов, входит в него на
% длины. Устанавливают штифт с помощью молотка, ис-
ьзуя оправку, или на прессе. Для того чтобы при разборке штифт
Ишо было легко удалить, его тонкая часть должна несколько
Ивупать над поверхностью сопрягаемых деталей.
Контрольные вопросы
Почему резьбовые соединения сначала затягивают предварительно,
шько потом окончательно?
Bl> Почему торцевые поверхности шайб должны быть параллельны между
Вй?
Hi. В чем особенности применения самоформирующихся резьбовых со-
Июгений?
U. Почему при сборке трубопроводных систем необходимо промазать
Его соединения различными составами?
Вр. Какие типы соединительных элементов применяют в трубопровод-
ш сйстемах?
К б. При сборке каких трубопроводных систем применяют фитинги?
В'7. Какими способами можно присоединить к трубе фланец при сбор-
В трубоироводной системы?
V ’8. Как выбрать толщину уплотняющей прокладки при сборке трубо-
ибводных систем?
9. Какие способы соединения используют при сборке трубопроводов
ВВИнипластовыми и полиэтиленовыми трубами?
К 10. Как контролируют правильность расположения шпоночного паза?
к 11. Какие методы центрирования вала и ступицы применяют при сборке
Лицевых соединений?
Р’"
ГЛАВА 4
МЕХАНИЗМЫ ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ
И ИХ СБОРКА
4.1. Соединительные муфты и сборка составных валов
Весьма часто в конструкциях машин и механизмов встречают-
ся составные валы, т.е. валы, состоящие из двух, трех и более
частей. В зависимости от конструкции механизма и требований,
предъявляемых к точности взаимного расположения валов, при-
меняют различные виды соединительных устройств — муфт. Ос-
новное назначение этих соединительных устройств — передача
вращательного движения и крутящего момента без изменения его
направления и величины.
Если в процессе работы механизма валы должны быть посто-
янно соединены, то применяют жесткие и подвижные соедини-
тельные муфты, а если необходимо разъединение валов — то сцеп-
ные; для предохранения механизмов от перегрузок применяют
предохранительные муфты.
Конструкция и сборка жестких соединительных муфт. Для со-
единения строго соосных валов используют жесткие муфты сле-
дующих конструкций: неподвижные глухие; втулочные (со штиф-
тами, призматическими и сегментными шпонками, шлицевые);
свертные (продольные и поперечные).
Неподвижные глухие муфты (рис. 4.1, а) предназначены для
жесткого соединения валов. При эксплуатации этих муфт смеще-
ние валов не должно превышать 0,05 мм. Применяют эти муфты
преимущественно в приводах, в которых требуется жесткое и на-
дежное соединение валов; в передачах, работающих с перемен-
ной скоростью или в режиме частого пуска.
Сборку составных валов с такими муфтами следует выполнять
в следующей последовательности:
проверить соответствие соосности и перекоса осей соединя-
емых валов техническим требованиям;
подогнать полумуфты 1 к валам так, чтобы между валами и
выточками в полумуфтах не было зазора;
установить в полумуфты 1 шпонки 3 и стопорные кольца 2;
установить полумуфты в сборе на соединяемые валы;
произвести предварительное стягивание полумуфт двумя бол-
тами 4, расположенными по диагонали;
86
верить отсутствие зависания полумуфт на шпонках и сто-
х кольцах (причиной зависания может быть некачественная
1ка шпонок и колец по посадочным местам);
гучае зависания пригонку шпонок и стопорных колец по-
ъ, проведя ее более тщательно;
1новить еще два болта 4 и затянуть полумуфты окончательно;
плинтовать гайки болтового соединения.
улочные муфты (рис. 4.1, б—д) служат для соединения соос-
июв при передачи крутящих моментов величиной до 12 500 Н • м.
уфты соединяют с валом при помощи штифтов (см. рис. 4.1, б);
Матических (см. рис. 4.1, в) и сегментных (см. рис. 4.1, г) шпо-
щлицов (см. рис. 4.1, д').
Зорка составных валов, соединяемых втулочной муфтой при
щи штифтов, осуществляется следующим образом:
юверить соответствие размеров посадочных мест валов на
(етствие требованиям чертежа;
юверить соответствие размеров посадочных мест втулочной
•ы требованиям чертежа;
тановить втулочную муфту на призмах и закрепить;
росверлить в одной стенке муфты два отверстия под штифты;
роверить соосность соединяемых валов на соответствие тре-
ниям технических условий;
установить соединительную втулочную муфту на валы;
Используя установленную втулочную муфту в качестве кондук-
., просверлить отверстия в соединяемых валах и второй стенке
ты;
87
развернуть совместно отверстия в стенках муфты и валах;
установить штифты в отверстия муфты и валов;
проверить собранное соединение на биение.
При сборке втулочных муфт с призматическими (см. рис. 4.1, в)
и сегментными (см. рис. 4.1, г) шпонками последовательность ра-
бот следующая:
проверить взаимное расположение валов на соответствие тре-
бованиям технических условий;
проверить соответствие размеров посадочных мест на валах и
во втулке требованиям чертежа;
осуществить пригонку шпонок по пазам вала;
установить шпонки на валах;
пригнать паз соединительной втулочной муфты по шпонкам;
установить соединительную втулочную муфту на валы;
зафиксировать положение соединительной втулочной муфты
относительно валов при помощи стопорного винта;
проверить собранное соединение валов на радиальное биение.
При сборке составных валов при помощи соединительных шли-
цевых втулочных муфт (см. рис. 4.1, д') последовательность работ
та же, что и при сборке муфт со шпонками. Однако следует иметь
в виду, что при использовании в соединении валов с втулочной
муфтой посадок с натягом, последнюю следует перед установкой
на валы нагреть в ванне с горячим маслом.
Продолъно-свертпные муфты (рис. 4.1, е) применяют для соеди-
нения гладких валов при передаче крутящих моментов величиной
до 12 500 Н • м. Муфта состоит из двух полумуфт с плоскостью разъ-
ема, параллельной оси вала. Соединение полумуфт осуществляет-
ся при помощи болтов.
Последовательность сборки этих муфт следующая:
проверить соответствие отклонений в расположении осей со-
единяемых валов требованиям технических условий;
установить полумуфты на соединяемые валы и стянуть их пред-
варительно двумя болтами;
проверить плотность прилегания полумуфт к посадочным по-
верхностям валов;
если прилегание неплотное, снять полумуфты с валов и подо-
гнать посадочные поверхности полумуфт по валам;
установить в пазах вала шпонки и пружинные кольца;
установить полумуфты на валах, затянув их предварительно дву-
мя крайними болтами;
проверить провисание полумуфт;
при наличии провисания повторить пригонку посадочных мест
по шпонкам и пружинным кольцам;
установить муфту на вал и затянуть окончательно;
зашплинтовать гайки болтового соединения;
проверить собранный узел на радиальное биение.
88
гоперечно-свертные муфты (рис. 4.1, ж) применяют для со-
Йения соосных валов диаметром до 250 мм при передаваемом
ипцем моменте величиной до 40000 Нм. Муфта состоит из
В полумуфт с плоскостью разъема, перпендикулярной оси вала,
Ьиняемых между собой болтами.
Сборка поперечно-свертных муфт осуществляется в следующей
иедовательности:
Ивроверить соответствие отклонения валов от соосности требо-
Кям технических условий;
МЙроверить соответствие размеров посадочных мест валов тре-
Июниям чертежа;
проверить соответствие посадочных размеров полумуфт 1 тре-
ганиям чертежа;
Установить шпонки 3 на соединяемых валах;
Шверлить отверстия в одной из полумуфт под установочные
Итгы
используя центрирующий выступ полумуфты, соединить полу-
Нюты и зафиксировать их взаимное положение;
Используя полумуфту с просверленными отверстиями в каче-
Ье кондуктора, сверлить отверстия под установочные болты во
Врой полумуфте;
установить полумуфты на валах;
К произвести контроль полумуфт на осевое и радиальное биение;
К ввести соединительные болты в отверстия полумуфт;
установить на болты шайбы;
Е навинтить гайки и затянуть их;
^произвести стопорение резьбового соединения от самопроиз-
вольного отвинчивания;
К произвести контроль собранного соединения на осевое и ради-
ьное биение.
I При необходимости компенсации отклонения валов от соос-
Ьсти применяют подвижные муфты, к которым относятся жест-
не компенсирующие, упругие и самоустанавливающиеся угло-
№ie (шарнирные).
I Конструкция и сборка подвижных соединительных муфт. В ка-
честве жестких компенсирующих муфт (рис. 4.2) используют зуб-
чатые, цепные и крестовые муфты.
’ Зубчатые муфты (рис. 4.2, а) состоят из двух втулок-полу-
1уфт 2 с наружными зубьями, которые устанавливают на валах
фи помощи шпонок. Зубья втулок находятся в зацеплении с внут-
ренними зубьями двух обойм 1. Обоймы соединяют между собой
[олтами. Компенсирующая способность зубчатых муфт определя-
йся углом перекоса оси каждой втулки относительно обоймы и
расстоянием между осями зубчатых венцов. Допускаемое смеще-
[ие осей валов при соединении зубчатыми муфтами приведено
г табл. 4.1.
89
Т а б л и ц a 4.1
Допускаемые смещения осей валов при соединении зубчатыми муфтами
Диаметр вала, мм Смещение Диаметр вала, мм Смещение
радиальное, мм угловое, рад радиальное, мм угловое, рад
40 0,4 0,0004 220 2,1 0,0021
50 0,6 0,0006 250 2,6 0,0026
60 0,8 0,0008 280 2,7 0,0027
75 1,0 0,0010 320 2,9 0,0029
90 1,2 0,0012 360 3,4 0,0034
105 1,3 0,0013 400 3,7 0,0037
120 1,5 0,0015 450 4,1 0,0041
140 1,6 0,0016 500 4,6 0,0046
160 1,7 0,0017 560 4,7 0,0047
180 1,9 0,0019
Сборку зубчатой муфты необходимо выполнять в следующей
последовательности:
проверить соответствие отклонений от соосности собираемых
валов требованиям технических условий;
проверить соответствие размеров посадочных мест вала и полу-
муфт требованиям чертежа;
проверить состояние зубьев на втулках и обоймах;
очистить каналы, подводящие масло к зубчатому зацеплению
муфты;
пригнать шпонки к пазам валов;
пригнать пазы втулок по шпонкам;
установить втулки-полумуфты на валах;
проверить торцовый зазор между зубчатыми втулками-полумуф-
тами;
совместить метки на зубчатых втулках-полумуфтах и на обойме;
соединить половины обоймы, затянув болты и зашплинтовав
гайки;
проверить на соответствие техническим условиям величину
осевого перемещения обоймы относительно втулок-полумуфт.
Цепные муфты (рис. 4.2, б) состоят из двух звездочек 3, кото-
рые устанавливают на соединяемые валы при помощи шпонок,
охватывающей цепи 4 и кожуха 5. Применяют эти муфты для со-
единения валов диаметром 20... 140 мм при передачи крутящих
моментов величиной до 8000 Нм. Допускаемое смещение валов
при соединении такими муфтами: радиальное 0,15...0,70 мм; уг-
ловое — Г. К недостаткам цепных муфт следует отнести наличие
угловых зазоров и мертвого хода, в результате чего они не могут
применяться в реверсивных передачах, а также при больших ди-
намических нагрузках.
90
в
г
SSilliSSe
S Рис. 4.2. Компенсирующие муфты:
t зубчатая; б — цепная; в — крестовая кулачково-дисковая; г — крестовая со
Щьзящим вкладышем; 1 — обойма; 2 — полумуфта; 3 — звездочка; 4 —
охватывающая цепь; 5 — кожух
Сборку цепной муфты необходимо выполнять в следующей
Вследовательности:
№ проверить соосность валов на соответствие требованиям техни-
Ских условий;
проверить размеры посадочных мест валов и полумуфт на со-
ретствие требованиям чертежа;
Проверить состояние зубьев звездочек полумуфт;
Р проверить состояние звеньев цепи;
пригнать шпонки по пазам вала;
г пригнать пазы полумуфт по шпонкам;
f установить на полумуфты части кожуха;
|,. установить полумуфты на валы и зафиксировать их положение
опорными винтами, предварительно проверить радиальное и тор-
говое биение, используя призмы и индикатор часового типа;
| установить охватывающую цепь;
Г скрепить части кожуха болтами;
К собранную муфту проверить на радиальное биение.
I Крестовые муфты допускают осевые, радиальные и угловые
Смещения соединяемых валов. Наиболее распространенными кре-
мовыми муфтами являются кулачково-дисковые и муфты со сколь-
Йщими вкладышами.
91
Крестовые кулачково-дисковые муфты (рис. 4.2, в)
предназначены для соединения валов диаметром 16... 150 мм при
передаче крутящих моментов величиной до 16 ООО Н-м. Эти муф-
ты допускают угловое смещение валов до 0,5° и радиальное —
0,6...3,6 мм в зависимости от диаметра вала. Муфта состоит из
трех частей: двух полумуфт, установленных на валах, и располо-
женного между ними промежуточного диска. Рабочие поверхно-
сти пазов полумуфт и диска термически обработаны до твердости
HRC 46... 50 на глубину 2... 3 мм. К достоинствам кулачковых муфт
следует отнести способность компенсировать радиальное биение
величиной до 0,04 диаметра вала. Недостатки этих муфт: неудо-
влетворительная работа даже при незначительных угловых смеще-
ниях осей; повышенный износ рабочих поверхностей; значитель-
ные потери на трение, что ведет к необходимости применения
смазки.
Сборку крестовых кулачково-дисковых муфт необходимо вы-
полнять в следующей последовательности:
проверить соосность и перекос осей соединяемых валов на их
соответствие требованиям технических условий;
проверить соответствие размеров посадочных мест на валах и
полумуфтах требованиям чертежа;
подогнать шпонки по пазам вала, а пазы полумуфт по шпонкам;
установить полумуфты на валы;
установить между полумуфтами диск так, чтобы обеспечить
плотное, без осевых зазоров, их соединение;
соединить полумуфты и зафиксировать их положение на валах
стопорными винтами;
проверить собранную муфту на радиальное биение.
Крестовая муфта со скользящим вкладышем
(рис. 4.2, г) предназначена для соединения валов диаметром
15... 150 мм. Муфты допускают радиальное смещение осей соеди-
няемых валов в пределах 0,4...2,0 мм и их перекос до 40 угловых
минут.
Сборка этих муфт осуществляется в той же последовательно-
сти, что и сборка крестовых кулачково-дисковых муфт.
Для уменьшения динамических нагрузок и предохранения со-
единяемых валов от резонансных колебаний применяют упругие
муфты (рис. 4.3), которые позволяют компенсировать неточность
взаимного расположения соединяемых валов. К этому типу муфт
относятся: втулочно-пальцевые; со звездочкой; с торообразной
оболочкой; со змеевидной пружиной.
Упругая втулочно-пальцевая муфта (рис. 4.3, а) обеспечивает
соединение валов диаметром 9... 160 мм, передающих крутящий
момент величиной до 16000 Н-м. Муфта состоит из двух полу-
муфт, в одной из которых установлены упругие кольца. Соединя-
ют полумуфты при помощи соединительных пальцев.
92
/ 2 А-А А-А
г
Рис. 4.3. Упругие муфты:
- втулочно-пальцевая; б — со звездочкой; в — с торообразной оболочкой; г —
змеевидной пружиной; 1, 2 — полумуфты; 3 — соединительные пальцы; 4 —
>угие кольца; 5 — шпонки; б — компенсационное кольцо; 7— резьбовой конец
установочного пальца; 8 — гайка
Сборку этих муфт необходимо выполнять в следующей после-
вательности:
проверить взаимное расположение осей соединяемых валов по
эсности и перекосу на соответствие требованиям технических
ювий;
проверить размеры посадочных мест под полумуфты на шейках
юв на их соответствие требованиям чертежа;
проверить размеры посадочных мест полумуфт 1 и 2 на их со-
>Тветствие требованиям чертежа;
f установить на шейках валов шпонки 5;
установить полумуфты 1 и 2 на посадочные шейки валов;
; произвести контроль радиального и осевого биения каждой из
юлумуфт;
снять полумуфты с посадочных шеек валов;
в одной из полумуфт (с выточкой) просверлить отверстия под
юединительные пальцы 3;
развернуть отверстия под соединительные пальцы;
установить пальцы в соединительные отверстия и затянуть их
Цри помощи гаек <?;
93
проверить положение соединительных пальцев 3 относительно
поверхности контакта полумуфт;
извлечь соединительные пальцы из отверстий полумуфты;
соединить полумуфты, ориентируя их по наружному диаметру;
зафиксировать положение полумуфт относительно друг друга
струбцинами;
используя полумуфту с отверстиями под соединительные паль-
цы в качестве кондуктора, просверлить отверстия во второй полу-
муфте;
снять струбцины с полумуфт;
рассверлить отверстия во второй полумуфте под упругие кольца 4\
установить полумуфты на посадочные шейки валов;
на соединительные пальцы 3 надеть упругие кольца 4\
одеть на соединительные пальцы компенсационное металли-
ческое кольцо 6;
соединительные пальцы с установленными на них кольцами
ввести в отверстия полумуфт;
на рабочие резьбовые концы соединительных пальцев устано-
вить шайбы;
на резьбовые концы 7 установочных пальцев навернуть гайки 8
и затянуть их;
произвести стопорение гаек от самопроизвольного отвинчи-
вания;
произвести контроль собранной муфты на радиальное и осевое
биение.
Упругая муфта со звездочкой (рис. 4.3, б) состоит из двух полу-
муфт с торцовыми кулачками трапецеидального сечения и рези-
новой звездочки, устанавливаемой между ними. Допускает макси-
мальное радиальное смещение валов в пределах 0,1 ...0,4 мм и уг-
ловое — 1,5... 1,0°.
Сборку муфты необходимо выполнять в следующей последова-
тельности:
проверить соответствие взаимного расположения соединяемых
валов требованиям технических условий;
проверить размеры посадочных мест на валах и в полумуфтах;
пригнать шпонки по пазам соединяемых валов;
пригнать пазы полумуфт по шпонкам;
установить полумуфты на валах;
установить звездочку между полумуфтами так, чтобы ее лучи
вошли в пазы полумуфт;
зафиксировать положение полумуфт на валах при помощи сто-
порных винтов.
Упругая муфта с торообразной оболочкой (рис. 4.3, в) состоит из
двух полумуфт, упругой оболочки в форме автомобильной шины
и двух колец, которые обеспечивают крепление упругой оболоч-
ки к полумуфтам. Эти муфты допускают максимальное осевое сме-
94
е валов в пределах 1... 11 мм, радиальное — 0,5...6,0 мм и
Ое 2...6°.
•бирают муфты с торообразной оболочкой в следующей по-
Вательности:
оверить взаимное расположение валов на соответствие тре-
тям технических условий;
оверить размеры посадочных мест на валу и в полумуфтах
ваниям чертежа;
игнать шпонки по пазам валов;
|ригнать пазы в отверстиях полумуфт по шпонкам;
ггановить на полумуфты крепежные кольца и ввести в их от-
гия установочные болты;
:тановить полумуфты на соединяемые валы;
:тановить на полумуфты торообразную оболочку;
[крепить торообразную оболочку при помощи крепежных ко-
И установочных болтов.
гпругая муфта со змеевидной пружиной (рис. 4.3, г) состоит из
; полумуфт с зубьями специальной формы, между которыми
ещается изогнутая пружина, разделенная на несколько час-
; Зубья и пружина снаружи закрываются кожухом, состоящим
Двух половин, соединяемых между собой болтами. Кожух слу-
t резервуаром для смазки и защищает муфту от пыли.
Сборку этих муфт на соединяемых валах необходимо выпол-
Гь в следующей последовательности:
проверить соответствие взаимного расположения соединяемых
[Ов требованиям технических условий;
Проверить соответствие размеров посадочных мест на валах и в
(ерстиях полумуфт требованиям чертежа;
пригнать шпонки по пазам валов;
пригнать пазы в отверстиях полумуфт по шпонкам;
установить на полумуфты составные части кожуха;
установить полумуфты на соединяемых валах;
установить между зубьями полумуфт отрезки змеевидной пру-
ны;
ввести в полумуфты смазку;
соединить составные части кожуха и скрепить их между собой
тгами;
зафиксировать положение полумуфт на валах стопорными
Интами.
Особое место среди жестких муфт занимают самоустанавлива-
нциеся угловые (шарнирные) муфты (рис. 4.4), которые использу-
уг для соединения валов, расположенных под углом. Эти муфты
асто называют карданными валами. Работают они следующим об-
азом. Вращение от ведущего вала 5 через ведущую вилку 4 пере-
ается на шарнирно связанную с ней крестовину 3. Крестовина
!Меет две цапфы, расположенные под углом 90°. С цапфами со-
95
Рис. 4.4. Самоустанавливающаяся (карданная) угловая муфта:
1 — ведомый вал; 2 — ведомая вилка; 3 — крестовина; 4 — ведущая вилка;
5 — ведущий вал
единяется ведомая вилка 2, жестко связанная с ведомым валом 7.
При работе муфты обе вилки и крестовина меняют свое поло-
жение, наклоняясь то в одну сторону, то в другую. В связи с
этим ведомый вал 1 при одной жесткой муфте будет вращаться
неравномерно. Для того чтобы избежать неравномерного вра-
щения ведомого вала необходимо устанавливать две такие муф-
ты (рис. 4.5).
Систему, состоящую из двух угловых муфт, называют кар-
данной передачей и собирают в следующей последовательности
(см. рис. 4.5):
установить на карданный вал 4 фланцы 3 и 5. Фланец 3 жестко
закрепляют на валу, а фланец 5 может иметь осевое перемещение
вдоль вала (он должен перемещаться по шлицам соединения плав-
но, без заедания);
закрепить вилки 2 и 6на фланцах 3 и 5 болтами. Так как болты
этого соединения передают крутящий момент, то они должны
Рис. 4.5. Карданная передача:
1, 7 — крестовины; 2, 6 — вилки; 3, 5 — фланцы; 4 — карданный вал; 8 — масленка
96
|рпъ в отверстия фланцев и крестовин плотно и должны быть
Йно затянуты гайками и зашплинтованы;
Остановить в крестовинах 7 и 7 масленку 8 и предохранитель-
Г клапан в виде прокладки, который ограничивает давление
а, подаваемого внутрь крестовины;
1 цапфы крестовин напрессовать фетровые сальники и опор-
кольца;
ггановить крестовины 7 и 7 в вилках 2 и 6',
икрыть отверстия вилок крышками;
[Крепить крышки винтами.
ри передаче движения межу валами, оси которых значитель-
1Мещены и имеют большой перекос, применяют специальные
межуточные валы с шаровыми цапфами (рис. 4.6). Устроена
я передача следующим образом. Кольца 7, закрепленные штиф-
(И на шаровых цапфах 2, помещают в диаметральных пазах ве-
Ьих и ведомых втулок 6. Каждая из цапф имеет возможность
орачиваться в двух плоскостях, что компенсирует несовпаде-
осей ведущего и ведомого валов.
^Сборку составных валов при помощи соединительного вала не-
водимо выполнять в следующей последовательности:
;на шейках соединяемых валов установить переходные втулки с
иметральными пазами;
|'в соединительный валик запрессовать неподвижную шаровую
Ифу 2 и закрепить ее двумя штифтами;
ГВ отверстие соединительного валика ввести пружину 4;
^установить подвижную цапфу, укрепив ее штифтом 5;
кна обеих цапфах установить кольца 7 и закрепить их штифтами
юа кольца должны находиться в одной плоскости);
Г цапфы 2 с кольцами 7 установить в диаметральных пазах вту-
|к 6, закрепленных на соединяемых валах;
[ проверить зазор между торцами колец 7 и стенками пазов на
гудках 6 (он должен быть не более 0,2 мм).
(Для передачи движения и крутящего момента между валами,
Сложение которых в процессе работы изменяется, применяют
1бкие валы диаметром 4... 40 мм. Гибкий вал состоит из собствен-
Ь вала, свитого из нескольких слоев проволоки, заключенного в
Гбкую защитную оболочку, и арматуры на его концах для присо-
1 2 3 4 5
Рис. 4.6. Валы с шаровыми цапфами:
— кольца; 2 — шаровые цапфы; 3 — штифт; 4 — пружина; 5 — валик; 6 — втулки
Покровский
97
Рис. 4.7. Сборка составных валов
с использованием гибкого вала:
1 — гибкий вал; 2 — оболочка; 3 —
муфта втулочная; 4 — кронштейн; 5 —
болт; 6 — хомутик
единения к приводу и рабочему органу. В зависимости от степени
нагруженности гибкого вала различают нормальные валы и уси-
ленные. Нормальный вал состоит из нескольких слоев проволоки,
навитой прядями по 3 — 4 шт. Усиленный вал помимо слоев про-
волоки снабжен стальным сердечником диаметром 0,4...0,5 мм.
Кроме того слои проволоки на сердечнике навиты прядями по
2—12 шт. Число слоев проволоки зависит от величины крутящего
момента. В зависимости от направления навивки верхнего слоя
проволоки различают правые и левые гибкие валы. У валов право-
го вращения левая навивка и наоборот.
Оболочка гибкого вала представляет собой гибкий рукав, вы-
полненный из стальной оцинкованной ленты с хлопчатобумаж-
ным уплотнением и внутренней спиралью из стальной сплющен-
ной проволоки. Оболочка должна свободно одеваться на вал, за-
щищать его от загрязнения и удерживать смазку.
Сборку составных валов с использованием гибкого вала необ-
ходимо выполнять в следующей последовательности (рис. 4.7):
на конец гибкого вала 1 установить соединительную втулоч-
ную муфту;
соединить гибкий вал и муфту 3 паянием твердым припоем;
на корпусе привода установить кронштейн 4;
к кронштейну 4 болтами 5 прикрепить хомутик 6;
муфту 3 при помощи шпонки соединить с валом привода;
зафиксировать положение вала и соединительной муфты при
помощи хомутика 6, затянув его на оболочке 2 гибкого вала 1.
Конструкция и сборка сцепных соединительных муфт. Для со-
единения валов как на ходу, так и во время остановки, когда
требуются частые пуски и остановы, применяют сцепные муфты.
К этому типу муфт относятся кулачковые, зубчатые и фрикци-
онные муфты.
Кулачковые муфты (рис. 4.8, о) допускают включение лишь в
неподвижном состоянии при определенных угловых положениях
одного вала относительно другого.
Сборку таких муфт необходимо выполнять в следующей после-
довательности:
проверить относительное положение соединяемых валов на
соответствие требованиям технических условий;
98
1 2
«верить размеры посадочных мест на валах 7 на соответствие
аниям чертежа;
«верить соответствие посадочных мест в полумуфтах 2 и 3
ниям чертежа;
ествить пригонку кулачков полумуфт сцепной муфты;
новить на валу призматическую шпонку 7;
Ггановить на валу направляющую шпонку 6 для подвижной
фты;
догнать сухарь 4 рычага 5 к пазу подвижной полумуфты 5;
гановить на валу неподвижную полумуфту 2;
(фиксировать положение неподвижной полумуфты 2 на валу;
остановить на валу подвижную полумуфту 5;
^единить подвижную полумуфту 3 с рычагом 5 при помощи
я;
^ЙЙЙЙЙЙйайИЙИИй
Рис. 4.8. Сцепные муфты:
кулачковая: 1 — вал; 2, 3 — полумуфты; 4 — сухарь; 5 — рычаг; 6 —
правляющая шпонка; 7 — призматическая шпонка; б — зубчатая; в —
кционная: 1 — ведомая полумуфта; 2, 3 — фрикционные диски; 4 — нажимной
СК; 5 — гайка; 6 — фиксатор; 7 — скользящая втулка; 8 — нажимной рычаг; 9 —
ведущая полумуфта
99
проверить сцепляемость полумуфт.
Простая зубчатая муфта (рис. 4.8, б) состоит из двух полу-
муфт, представляющих собой зубчатые колеса с эвольвентным
зацеплением. Одна полумуфта (правая) имеет наружные зубья и
может перемещаться вдоль вала, на котором установлена, вторая
полумуфта (левая) — с внутренними зубьями — неподвижно за-
креплена на втором валу. Такое положение полумуфт обеспечивает
сцепление и расцепление соединяемых валов. Последовательность
выполнения работ при установке зубчатых муфт такая же, как и
при установке кулачковых муфт.
Для уменьшения и устранения ударов, возникающих при ис-
пользовании кулачковых и зубчатых муфт, используют дисковые
фрикционные муфты (рис. 4.8, в), которые обеспечивают передачу
движения и вращающего момента за счет сил трения.
Сборку этих муфт необходимо выполнять в следующей после-
довательности:
проверить соответствие взаимного расположения валов требо-
ваниям технических условий;
проверить соответствие размеров и формы посадочных мест на
валах требованиям чертежа;
проверить соответствие размеров и формы посадочных мест
ведущей 9 и ведомой 7 полумуфт требованиям чертежа;
на ведомом валу установить шпонку;
установить ведущую и ведомую полумуфты на валы;
проверить установленные на валы полумуфты на осевое и ра-
диальное биение;
ввести ведомый вал с установленной на него ведомой полу-
муфтой в корпус ведущей полумуфты;
установить на ведомой полумуфте фрикционный диск 5;
установить на ведущей полумуфте фрикционный диск 2;
повторить действия по установке фрикционных дисков до тех
пор, пока все они не будут установлены в муфту;
установить на ведомой полумуфте нажимной диск 4;
в прорезях гайки 5 установить нажимные рычаги 8 на осях,
которые после установки накернить;
гайку установить на ведомой полумуфте и затянуть до отказа;
отпустить гайку так, чтобы ее осевое перемещение было равно
суммарному зазору между фрикционными дисками передачи;
в отверстие гайки ввести фиксатор 6 так, чтобы он одновре-
менно вошел в отверстие нажимного диска;
установить на вал скользящую втулку 7механизма включения;
сместить скользящую втулку механизма включения в крайнее
левое положение;
к ведущей полумуфте приложить крутящий момент, равный
номинальному или несколько больший;
в случае проскальзывания дисков произвести регулировку;
100
вместить скользящую втулку механизма включения вправо;
:сатор извлечь из отверстия нажимного диска и гайки;
су переместить влево;
шовить фиксатор в отверстие гайки и нажимного диска;
вместить скользящую втулку в крайнее левое положение;
ложить к ведущей полумуфте крутящий момент и убедить-
’сутствии проскальзывания фрикционных дисков.
(струкция и сборка предохранительных муфт. Для предохра-
механизмов и машин от перегрузок при соединении со-
.IX валов широко применяют предохранительные муфты, ко-
1 подразделяют на разрушаемые и неразрушаемые.
предохранительным муфтам с неразрушающимися элемен-
относятся кулачковые, шариковые и дисковые муфты. В этих
грукциях одна полумуфта устанавливается на вал неподвиж-
вторая имеет некоторое осевое перемещение. Усилие при-
и полумуфт создается пружинами и регулируется при помо-
1ек. Когда передаваемое усилие превышает то, на которое
улирована пружина, подвижная полумуфта перемещается
> одного из соединяемых валов и передача движения пре-
ается.
муфт с разрушающимися соединительными элементами,
>имер штифтом, если величина передаваемого крутящего
ента превысит допускаемую, то происходит разрушение со-
[ительного элемента и передача движения прекращается.
Предохранительная дисковая
щионная муфта (рис. 4.9)
[назначена для отключения
цения ведомого вала при
:икновении перегрузок,
'борку таких муфт необходи-
цыполнять в следующей по-
(Довательности:
Проверить соответствие вза-
його расположения валов тре-
паниям технических условий;
Проверить соответствие раз-
зов и формы посадочных мест
валу требованиям чертежа;
Проверить соответствие раз-
зов и формы посадочных мест
яумуфт I и 7 требованиям
лежа;
на ведущем и ведомом валах
гановить шпонки;
пригнать пазы полумуфт по
Гонкам;
Рис. 4.9. Предохранительная
дисковая муфта:
1,7 — полумуфты; 2, 3 — фрик-
ционные и нажимной диски; 4 — пру-
жины; 5 — регулировочный диск; 6 —
регулировочная гайка
101
•' 2е
Рис. 4.10. Схемы контроля соосности
валов:
1 — хомутик; 2 — индикатор часового типа;
е — радиальное смещение валов
на ведущий и ведомый вал
установить полумуфты;
проверить ведущую и ведо-
мую полумуфты на осевое и
радиальное биение;
установить на ведомую по-
лумуфту фрикционный диск 2;
установить на ведущую по-
лумуфту фрикционный диск 2\
поочередную установку дис-
ков в ведомую и ведущую по-
лумуфты продолжать до тех
пор, пока все диски не будут
установлены;
на ведомую полумуфту ус-
тановить нажимной диск 3\
на ведомую полумуфту установить регулировочный диск 5;
между нажимным диском 3 и регулировочным 5 установить
пружины 4;
на ведомую полумуфту установить регулировочную гайку 6 и
затянуть ее с усилием, указанным в технических условиях на
сборку;
приложить к ведущей полумуфте номинальный крутящий момент
(при этом движение должно передаваться ведомой полумуфте);
приложить к ведущей полумуфте крутящий момент больший
номинального на величину, указанную в технических условиях
(при этом ведомая полумуфта должна оставаться неподвижной);
регулирование величины передаваемого крутящего момента
осуществляется затягиванием или отпусканием регулировочной
гайки.
Перед началом сборки всех типов муфт необходимо проверить
взаимное расположение осей соединяемых валов.
Проверка взаимного расположения осей осуществляется при по-
мощи индикатора часового типа по схеме, приведенной на рис. 4.10.
Последовательность выполнения работ при этом следующая:
на одном из проверяемых валов установить хомутик 1 с инди-
катором часового типа 2;
ввести ножку индикатора в контакт с посадочной шейкой вто-
рого вала;
ножке индикатора 2 дать некоторый натяг таким образом, что-
бы стрелка индикатора сделала 1 — 2 оборота;
провернуть вал, с которым находится в контакте ножка инди-
катора;
отклонение стрелки индикатора 2 определяет отклонение ва-
лов от соосности е, которое определяет тип соединительного уст-
ройства для сборки составных валов.
102
иодшипниковые узлы с подшипниками скольжения
№ и их сборка
[Шипник скольжения состоит из корпуса и помещенного в
|сладыша, на который опирается вал. Корпус изготовляют
э из чугуна, а вкладыш — из материала, который в паре с
алом вала обеспечивает наименьший коэффициент трения,
готовления вкладышей подшипника используют антифрик-
яе чугуны, бронзы, а также пластические массы, выбор кото-
щсит от условий работы подшипника скольжения (табл. 4.2).
Г износе замена вкладыша значительно дешевле, чем заме-
^рго подшипника.
конструкции различают подшипники скольжения с разъем-
неразъемным корпусом.
^Идадыш неразъемного подшипника выполняется как втулка,
рая устанавливается (чаще всего прессованием) в базовом от-
Кйи корпуса.
кладыш разъемного подшипника состоит из двух частей —
Мией и верхней, которые монтируют в корпусе и крышке под-
Мника.
М[ри работе в режиме Жидкостного трения применяют подшип--
Мй скольжения с сегментными вкладышами, которые обеспе-
Моот образование нескольких масляных клиньев, а соответствен-
надежную работу узла.
М подшипниках скольжения для увеличения несущей способ-
ги и надежности работы применяют самоустанавливающиеся
Менты.
№ современном машиностроении применение подшипников
ртьжения ограничено определенными условиями эксплуатации.
Сновном их используют в следующих случаях:
Кия быстроходных валов, при работе которых долговечность
щипников качения очень мала;
При необходимости особо точной установки валов;
при применении в механизме валов очень большого диаметра,
к которых не изготовляют серийно подшипники качения;
|‘ДЛЯ коленчатых валов, когда в процессе сборки требуется разъем-
Й подшипник;
|для валов, испытывающих ударные нагрузки (используются
йипфирующие свойства масляного слоя подшипника сколь-
•ния);
Весли по условиям эксплуатации подшипники работают в воде
1Ш агрессивных средах;
| для тихоходных передач, так как в этом случае подшипник
рльжения оказывается проще по конструкции и дешевле, чем
Вдшипник качения.
103
Таблица 4.2
Характеристики материалов, применяемых для изготовления
вкладышей подшипников скольжения
Материал Окружная скорость, м/с Давление, МПа Применение
Бронзы:
БрОФ 10-1 10 10 Сильно нагруженные подшипники в ответственных узлах
БрОбЦбСЗ 6 8 То же
БрО5Ц7С12 8 10 Подшипники станков
БрА9Ж4 5 10 То же
БрСЗО 10 10 Биметаллические вкладыши при больших скоростях и давлениях
Цинковый сплав 8 10 Подшипники
ЦАМ10-5Л скольжения станков
Баббиты:
Б83 50 10 Наиболее ответственные подшипники
Б16 30 10 Крупные подшипники при больших скоростях и нагрузках
БН 30 10 То же
Антифрикцион- ные чугуны:
АЧС-1 5 5 При ударных нагрузках и больших скоростях (заменитель бронзы)
АЧС-2 3 0,1 То же
В зависимости от усилий, действующих в узлах, используют
подшипники скольжения различных конструкций:
радиальные, воспринимающие нагрузки, перпендикулярные
оси вала;
упорные (подпятники), воспринимающие нагрузки, направ-
ленные вдоль оси вала;
радиально-упорные, которые могут одновременно восприни-
мать нагрузки, направленные как перпендикулярно оси вала, так
и вдоль нее (эти подшипники применяют крайне редко; при од-
новременном действии радиальных и осевых нагрузок чаще при-
меняют одновременную установку в узел радиального и упорного
подшипников).
К узлам с подшипниками скольжения предъявляются следу-
ющие технические требования:
104
инструкция подшипника и материал, из которого он изготов-
должны быть такими, чтобы трение и износ были мини-
ьными;
онструкция подшипника должна обеспечивать достаточную
тность и жесткость, чтобы противостоять усилиям, воздей-
тощим на него вследствие деформации;
юверхности контакта должны воспринимать действующие на
усилия без выдавливания смазки, а также отводить теплоту,
«яикающую за счет сил трения в процессе работы подшипника;
^конструкция подшипника скольжения должна обеспечивать
Остоту сборки и обслуживания;
.отверстие в подшипнике должно иметь правильную цилиндри-
йкую форму;
«Торцы подшипника должны быть перпендикулярны оси;
отверстия всех опор вала должны быть соосны;
втулки неразъемных подшипников должны надежно закреп-
иться в корпусе;
вкладыши разъемных подшипников должны быть точно подо-
аны к гнездам;
в разъемных подшипниках толщина прокладок для регулиро-
ния зазора должна быть не более 2 мм;
слой залитого в подшипниках баббита должен быть ровным,
з раковин и отслоений.
Для повышения КПД, а также снижения до минимума тре-
гя, износа и нагрева трущихся поверхностей применяют раз-
гчные типы смазочных материалов.
В зависимости от толщины масляного слоя различают несколь-
> режимов работы подшипников скольжения:
сухое трение (работа без смазки) — в нормально работающих
одшипниках не встречается;
полусухое трение — имеет место при неустоявшемся режиме
аботы подшипника скольжения, а также при недостаточной смаз-
». Коэффициент трения при этом 0,1 ...0,5;
полужидкостное трение, при котором большая часть поверх-
:остей контакта разделена слоем смазки, но отдельные элементы
спрягаемых поверхностей соприкасаются. Коэффициент трения
[ри этом составляет 0,008...0,080. В этом режиме работает боль-
1ИНСТВО подшипников скольжения;
жидкостное трение, при котором смазка полностью отделяет
ращающуюся цапфу от неподвижной опоры. Коэффициент тре-
мя в этом случае 0,001... 0,008. В режиме жидкостного трения ра-
стают точно изготовленные подшипники при относительно ма-
лых нагрузках и больших скоростях вращения (например, под-
шипники шлифовальных станков).
Уменьшение скорости скольжения, увеличение нагрузки и тем-
пературы нагрева подшипника в процессе работы могут привести
105
к нарушению режима жидкостного трения и переходу к работе в
режиме полужидкостного трения.
Таким образом, наиболее благоприятным является режим
жидкостного тренид. Для обеспечения такого режима необхо-
димо создать избыточное давление, которое может быть полу-
чено гидростатическим (с помощью насоса) или гидродинами-
ческим (с помощью вращения вала) путями. При вращении вал
под воздействием внешних сил занимает эксцентричное поло-
жение, и в зазор, возникающий между ним и подшипником,
увлекается масло. В образовавшемся масляном клине создается
избыточное гидродинамическое давление, обеспечивающее жид-
костное трение.
Для смазывания подшипников применяют различные смазы-
вающие материалы, которые подразделяют на жидкие и густые
(консистентные), твердые и газообразные.
Основным смазочным материалом являются жидкие масла, ко-
торые хорошо распределяются по сопрягаемым поверхностям,
обладают малым внутренним трением и хорошо работают в зна-
чительном диапазоне температур.
Консистентные смазки применяют в подшипниках скольже-
ния в тех случаях, когда требуется надежная герметизация под-
шипникового узла.
Твердые смазочные материалы используют для смазывания
подшипниковых узлов с подшипниками скольжения, работающих
при больших температурах.
Воздушную смазку применяют в подшипниках быстроходных
и малонагруженных валов.
Для равномерного распределения смазки по всей поверхности
сопряжения в деталях делают канавки, которые размещают обыч-
но в малонагруженной части подшипника. Если подшипник в про-
цессе работы испытывает большие нагрузки, то помимо смазоч-
ных канавок выполняют еще и смазочные карманы (специальные
углубления, в которых размещается запас смазки). Наличие в под-
шипнике скольжения смазочного кармана способствует попада-
нию смазки по смазочным канавкам в наиболее нагруженные ме-
Таблица 4.3
Размеры смазочных канавок в подшипниках скольжения, мм
Диаметр подшипника Ширина канавки Глубина канавки
12...25 3,6 1,2
25...38 4,8 1,6
38...64 7,1 2,4
64... 102 9,5 3,2
102...140 14,3 4,8
106
длина смазочных канавок в целях предотвращения вытекания
ft из подшипника скольжения не должна превышать 0,8 дли-
ГО рабочей поверхности.
1убина и ширина масляных смазочных канавок зависит от
етра подшипника и их численное значение приведено в
4.3.
Зорка неразъемного подшипника скольжения. Сборку начина-
операции установки втулки в корпус неразъемного подшип-
. скольжения, которая состоит из нескольких этапов:
прессовка втулки в корпус;
крепление втулки в корпусе от проворачивания;
адгонка втулки по шейке вала;
эоверка равномерности прилегания втулки к шейке вала,
тулку устанавливают в корпус неразъемного подшипника ка-
гя с натягом по 2...3 квалитетам. Установку втулки с натягом
но осуществить несколькими способами, основными из ко-
IX являются следующие:
шрессовка молотком с использованием специальных оправок;
«апрессовка на прессе;
Запрессовка методом глубокого охлаждения (этот способ при-
шлют, как правило, при установке тонкостенных втулок в кор-
j большой массы).
В некоторых случаях установку втулок в корпус с зазором осу-
зтвляют при помощи клея.
Во избежание перекоса оси втулки относительно оси отвер-
я корпуса при запрессовке применяют специальные приспо-
ления, обеспечивающие центриро-
:ие втулки относительно этой оси
с. 4.11).
Втулку 1 надевают на оправку 2, ко-
►ая центрируется в стойке 3. При опу-
;нии штока пресса оправка 2 переме-
лется вместе с втулкой, которая за-
ессовывается в отверстие корпуса 4.
Для лучшего направления втулки в
верстие на направляющей поверхности
лжны быть предусмотрены фаски или
вправляющие пояски. Если посадка
Гулки в корпус осуществляется с боль-
[Им натягом, то для уменьшения сил
эения применяют смазывание машин-
ным маслом.
В условиях единичного и мелкосерий-
ного производства для механизации про-
веса запрессовки удобно использовать
пециальную установку (рис. 4.12). Она
Рис. 4.11. Приспо-
собление для
центрирования втулки
относительно корпуса:
1 — втулка; 2 — оправка; 3 —
стойка; 4 — корпус
107
Рис. 4.12. Установка для механизированной запрессовки втулок:
1 — чека; 2 — шток цилиндра; 3 — планшайба; 4 — кнопочный пульт; 5 — силовой
гидравлический цилиндр; 6 — гибкий шланг; 7 — стрела; 8 — механизм подъема;
9 — подъемник; 10 — кран управления; 11 — насосная станция; 12 — основание;
13 — кулачок
представляет собой комплексный агрегат, установленный на ос-
новании 12 и состоящий из насосной станции 11, установочного
подъемника 9 с консольной стрелой 7, механизма подъема 8 и
двух сменных цилиндров. Силовой цилиндр 5 подключают к на-
сосной станции гибким шлангом б и устанавливают по оси отвер-
стия корпусной детали, используя с этой целью механизм подъ-
ема стрелы подъемника.
С помощью кулачков 13 цилиндр центрируют по отверстию и
настраивают на определенный размер, используя кольцевые рис-
ки планшайбы 3. Втулку, подлежащую запрессовке, устанавли-
вают на штоке 2 цилиндра и фиксируют при помощи закладной
чеки 1 и гайки. После включения с кнопочного пульта силового
цилиндра происходит запрессовка втулки. Для подключения аг-
регата к силовой станции служит кран 10. Перемещение стрелы
осуществляется дистанционно с кнопочного пульта 4. После за-
прессовки внутренняя поверхность втулки под воздействием ос-
таточных деформаций, вызванных усилиями запрессовки, изме-
няет геометрическую форму и размеры, восстановить которые
можно дополнительной обработкой втулки. Для этого использу-
ют несколько способов — развертывание, тонкое растачивание,
калибрование с использованием упрочняющих оправок, раска-
тывание шариковыми или роликовыми раскатниками, шабре-
ние и протягивание.
108
ВЦ.13. Устройство для запрессовки втулок
КШНОвременной обработки отверстия:
ррпуса; 2 — втулка; 3 — гильза; 4 — шарик; 6 —
Краска; 7 — контргайка; 8 — гайка; 9 — тяга
Иг
швессовку втулок и обработку в них
Гий можно совместить, применив
Ильное устройство (рис. 4.13). На за-
Ьвываемую в корпус 1 втулку 2 уста-
Вают прессующий элемент устройства —
с 5 с гильзой 3, в окнах которой рас-
Ьены шарики 4. Хвостовик протяжки 6
Йвливают в отверстие втулки и соеди-
| с захватным устройством протяжного
|а. При сообщении тяге 9 осевого пере-
Вйия коническая часть протяжки упи-
|я в шарики, вызывая перемещение
ВЫ 3 до тех пор, пока гайка 5, установ-
Й1я на корпусе 5, не упрется в корпус 1,
1в относительное перемещение гильзы 3
айнее нижнее положение. При таком
Мещении гильзы 3 шарики попадают в выточку в корпусе 5,
Йтечивая свободное перемещение протяжки вниз и обработку
^стия в запрессованной втулке. Момент окончания запрес-
Щ определяется положением гайки 5 на корпусе 5, которое
еируется при помощи контргайки 7.
автоматизированной сборке неразъемных подшипников
попадают на сборку из бункера таким образом, чтобы их
Ьжение относительно корпуса было ориентировано в направ-
ки запрессовки. Для центрирования втулок относительно от-
ктия корпуса применяют различные приспособления, одно из
орых показано на рис. 4.14. Втулка 1, поступающая из бункера,
ганавливается на центрирующий палец 3, на котором находит-
гОхватывающая деталь 2. Собранные соединения удаляются с
Иты 4 под воздействием пружины 5.
Ь Рис. 4.14. Приспособление для
5еспечения соосности отверстия
в и втулки при автоматической
| запрессовке;
6- втулка; 2 — охватывающая деталь; 3 —
игтрирующий палец; 4 — плита; 5 —
R пружина; Р — усилие запрессовки
109
После установки втулки в корпус с необходимым натягом сле-
дует принять меры по предотвращению ее проворачивания в про-
цессе работы механизма. С этой целью втулку дополнительно за-
крепляют в корпусе с помощью винтов или штифтов, которые
устанавливают или по торцевым поверхностям, или по поверхно-
стям сопряжения. Наиболее распространенные способы закрепле-
ния втулок в корпусе показаны на рис. 4.15. Подготовка отверстий
под винты и штифты производится при запрессованной в отвер-
стие втулке, т. е. по месту. Подготовка отверстия под стопорящую
деталь зависит от выбора способа стопорения:
при закреплении стопором с резьбой во втулке сверлят сквоз-
ное отверстие (рис. 4.15, а);
при стопорении, выполняемом штифтом, по отверстию в бур-
тике втулки сверлят отверстие в корпусе. Штифт вставляют в от-
верстие с натягом и с торца слегка накернивают (рис. 4.15, б);
для закрепления втулки винтом (рис. 4.15, в) сверлят отвер-
стие под резьбу, затем отверстие в буртике рассверливают и зен-
куют под головку винта. Резьба под винт должна быть тугой;
при креплении втулки гладким стопором он удерживается в
отверстии за счет посадки (рис. 4.15, д);
при стопорении втулки винтом или штифтом вдоль образу-
ющей или перпендикулярно к ней (рис. 4.15, г, ё) отверстие
сверлят одновременно во втулке и корпусе таким образом, что-
бы его ось совпадала с образующей втулки по наружному ди-
аметру.
Во всех случаях стопорящие детали не должны выступать из
корпуса и должны быть утоплены не менее чем на 0,3 мм. В тех
случаях, когда стопорение осуществляют гладкими штифтами за
Рис. 4.15. Способы закрепления втулок в корпусе:
а — резьбовым стопором; б, в — штифтом и винтом по отверстию в буртике; г —
резьбовым штифтом; д — гладким стопором; е — штифтом по касательной
110
Mb их обжатия металлом основных деталей, отверстия в корпусе
Шипят заранее, а отверстия во втулке — после ее запрессовки.
МКля обеспечения нормальной работы подшипника после за-
всовки втулки необходимо тщательно проверить состояние
Швбочей поверхности, так как наличие перекоса или повреж-
Мия рабочей части втулки ведет к неравномерному распреде-
»ю масляного слоя и появлению местного сухого трения, ре-
негатом чего является неравномерная работа вала и его быст-
М| износ.
МВт правильности установки подшипников зависит работа все-
Мюханизма в целом, поэтому основным требованием при сбор-
Ииодшипниковых узлов с подшипниками скольжения является
Ивпечение соосности всех подшипников, в которых будет уста-
Бхен вал.
Если в механизм устанавливают несколько валов, то помимо
юности подшипников каждого вала необходимо обеспечить вза-
Ьую параллельность и перпендикулярность всех осей подшип-
Мов многоопорных валов.
При сборке подшипникового узла с неразъемными подшип-
Мами скольжения необходимо выполнить следующие операции:
проверить геометрические размеры отверстий корпуса и на-
кной поверхности вкладыша-втулки на соответствие требова-
км чертежа;
выбрать в зависимости от конструкции подшипникового узла
размеров вкладыша-втулки метод ее установки в корпусе;
установить вкладыш-втулку в корпус неразъемного подшип-
ка скольжения;
-осуществить стопорение вкладыша-втулки в корпусе неразъ-
ного подшипника скольжения от проворачивания;
произвести обработку вкладыша втулки после ее установки в
рпус и стопорения;
проверить качество сборки неразъемного подшипника сколь-
Ьния.
В Сборка разъемного подшипника скольжения. Разъемные под-
Ищники скольжения состоят из корпуса и крышки, внутри ко-
Ьрых установлены вкладыши из чугуна, бронзы или биметалли-
Вские.
fc Вкладыши могут быть толстостенные, тонкостенные и с нор-
льной толщиной стенки. Причем критерием отнесения вклады-
|а к тому или иному типу является не абсолютная толщина его
венки, а ее отношение к наружному диаметру вкладыша. Если
ЙК> отношение больше 0,065, вкладыш считают толстостенным;
вли оно меньше 0,045 — тонкостенным. В том случае, если вели-
|йна отношения толщины стенки вкладыша к его наружному ди-
Йетру находится в интервале между приведенными значениями,
Игенка вкладыша считается нормальной толщины.
111
При сборке тонкостенные вкладыши подбирают по гнездам на
прилегание по краске. Такие вкладыши устанавливают в гнезда с
натягом. Плотность прилегания достигается упругим деформиро-
ванием. После установки валов вкладыши прирабатывают, пода-
вая в них смазку. Приработку начинают при малых нагрузках и
малой частоте вращения, постепенно доводя их до номинального
значения. В процессе приработки уменьшаются и сглаживаются
микронеровности, а также упрочняется поверхность вкладыша.
В процессе приработки происходит повышенный износ и увели-
чение площади прилегания шейки вала к вкладышу. После прира-
ботки интенсивность износа резко уменьшается. В процессе при-
работки необходимо следить за температурой подшипника. Тем-
пература подшипника при приработке не должна превышать 60 °C.
Повышение температуры подшипника при приработке позволяет
косвенно судить о качестве сборки. Повышение температуры в
процессе приработки может быть вызвано некачественной сбор-
кой или пригонкой деталей подшипникового узла и неудовлетво-
рительным поступлением смазки в зону трения, а также являться
следствием возникновения задиров и пригаров на рабочих поверх-
ностях вкладыша. В этом случае приработку следует приостановить
и устранить выявленные недостатки.
Толстостенные вкладыши имеют борта для фиксации их поло-
жения в осевом направлении, а для предупреждения от проворо-
та — штифт или винт.
Толстостенные вкладыши обычно изготовляют из малоуглеро-
дистой стали, чугуна или бронзы и заливают баббитом. Толщину
слоя баббита выбирают в пределах до 0,01 внутреннего диаметра
вкладыша, но в любом случае она не должна превышать 2 мм.
Марку баббита для заливки толстостенных вкладышей выбира-
ют в зависимости от режима работы подшипника и его назначе-
ния (табл. 4.4).
Сборка разъемных подшипников связана с выполнением при-
гоночных работ, которые ведут в два этапа:
осуществляется пригонка вкладыша к корпусу подшипника;
осуществляется пригонка посадочного места вкладыша по шейке
вала (пригонку выполняют путем пришабривания, добиваясь, что-
бы пятна краски покрывали не менее 75 % площади поверхности
вкладыша, располагаясь по ней равномерно. При контроле каче-
ства шабрения число пятен контакта должно составлять не менее
5 на 1 см2 этой площади. Контроль осуществляется при помощи
специального шаблона).
Окончательно вкладыш пригоняют при установленных крыш-
ках. Для определения мест, которые необходимо пришабрить, про-
изводят затяжку гаек крышек одного из подшипников тарирован-
ным ключом с заданным усилием и проворачивают вал на два-
три оборота. Затем гайки первого подшипника отпускают, затяги-
112
Таблица 4.4
Технические характеристики баббитов и их назначение
₽— Характеристи- ка нагрузки Давление, МПа Окружная скорость, м/с Область применения
р? Спокойная Ударная 20 15 50 50 При больших скоростях и высоких динамических нагрузках
№ Спокойная 15 10 50 50 При больших скоростях и средних нагрузках
Ударная 15 10 50 50 То же
Г Спокойная Ударная 10 7,6 30 30 При средних скоростях и средних нагрузках
г Спокойная 10 30 В подшипниках, работа- ющих без изменения нагрузки
Ударная 15 — В подшипниках автотрак- торных двигателей
от гайки следующего подшипника и так повторяют до тех пор,
са не будут затянуты и отпущены гайки всех подшипников. После
»го подшипники раскрывают и производят окончательное при-
бривание верхней и нижней половин вкладыша по следам, ко-
пие на них остались после проворачивания вала. Эту операцию
вторяют до достижения требуемой точности прилегания вала к
тадышу. Качество прилегания вала к вкладышу оценивают по
;ску на поверхности вкладыша, появляющемуся в местах сухо-
трения вала о вкладыш, т. е. в местах, выступающих над поверх-
стью последнего.
Радиальные зазоры между валом и стенкой вкладыша проверя-
', проворачивая вал при установленных между ним и верхней
ловиной вкладыша калиброванных латунных пластинках. Если
условиям работы требуются большие зазоры, их размер опре-
ияют при проворачивании вала по степени деформации свин-
овой проволоки, установленной между шейкой вала и вклады-
ем (рис. 4.16, а, б). Для регулирования радиального зазора в
зъемных подшипниках предусмотрена установка прокладок меж-
’ корпусом и крышкой (рис. 4.16, в). Их применяют в виде ком-
итетов отдельных пластин толщиной 0,05... 0,80 мм. Осевые зазо-
I в узлах с подшипниками скольжения проверяют щупом или
щикатором при предельных осевых перемещениях вала. Осевой
зор должен составлять 0,1... 0,8 мм.
В условиях серийного и массового производства вкладыши из-
товляют взаимозаменяемыми, поэтому необходимость в приго-
ночных работах отпадает.
ИЗ
Рис. 4.16. Контроль радиального зазора:
а — свинцовыми проволоками; б — одной свинцовой проволокой; в — регули-
рование зазора прокладками
О качестве сборки подшипникового узла можно судить по ха-
рактеру вращения вала. Если вал проворачивается с трудом, то
это указывает на заниженные зазоры между шейкой вала и вкла-
дышем. Занижение зазора является следствием ошибок в диамет-
ральных размерах и перекосов.
Зазор в подшипниках должен быть определенной величины.
Он равен примерно 0,00ID + 0,05 мм, где D — диаметр опорной
шейки вала.
Проверку зазора между шейкой вала и вкладышем осуществля-
ют при помощи шаблона, представляющего собой набор кали-
брованных латунных пластин, последовательно устанавливаемых
в зазор. При установке в зазоре пластин, размер которых соответ-
ствует по величине минимальному его значению, вал должен лег-
ко проворачиваться. Когда толщина устанавливаемой в зазор пла-
стины соответствует его максимальному значению, вал должен
заклиниваться.
При достаточно большом размере зазора его проверку можно
осуществлять при помощи свинцовой проволочки. Такую прово-
локу диаметром 0,3... 0,7 мм и длиной, равной ширине вкладыша,
слегка смазывают маслом и укладывают в зазор между шейкой
вала и вкладышем. После этого крышку подшипника затягивают
болтами и вал проворачивают на один оборот. Проволока при этом
сминается, и ее толщина будет характеризовать минимальный за-
зор между шейкой вала и вкладышем.
Сборку разъемного подшипника скольжения необходимо вы-
полнять в следующей последовательности:
114
роверить соответствие размеров и формы деталей собираемо-
одшипникового узла требованиям чертежа;
ришабрить посадочное место под вкладыш в корпусе подшип-
ришабрить посадочное место под вкладыш в крышке подшип-
становить половины вкладышей в корпус и крышку подшип-
а скольжения;
[анести на шейки вала тонкий слой краски;
становить вал в корпус разъемного подшипника;
установить на корпус крышку разъемного подшипника;
‘провернуть вал в корпусе;
снять крышку с корпуса подшипника;
фынуть вал из корпуса подшипника;
пришабрить вкладыши корпуса и крышки по краске;
установить вал в корпус подшипника скольжения;
установить на корпус крышку подшипника скольжения;
Произвести крепление крышки к корпусу болтами, винтами
й шпильками;
'провернуть вал в подшипниковых опорах;
разобрать подшипниковый узел;
произвести окончательное пришабривание верхнего и нижне-
вкладышей подшипника;
установить вал во вкладыши подшипника;
установить прокладки на корпус подшипника;
установить крышку подшипника с вкладышем;
произвести крепление крышки к корпусу подшипника с по-
пцью болтов, винтов или шпилек;
произвести контроль собранного подшипникового узла.
Сборка подшипника жидкостного трения. Сборка подшипников
щкостного трения, являющихся разновидностью подшипников
ольжения, — операция весьма ответственная и должна осуще-
вляться в специальном помещении. После проверки качества
. готовления всех составляющих их деталей (должны отсутство-
вать погрешности геометрической формы и размеров, шерохова-
тость поверхности должна соответствовать требуемой, не должно
}ыть коррозии, забоин, царапин, заусенцев, рисок и т.д.) послед-
ние промывают в масле и бензине, сушат и покрывают тонким
Йоем специального масла.
j Подшипник жидкостного трения (рис. 4.17) состоит из двух
основных деталей — конической массивной втулки 9 и вкладыша 8
О тонким слоем баббитовой заливки. Смазочный материал по-
ступает в подшипник через смазочное отверстие 7 и отводится
Через отверстие 12. При эксплуатации подшипника смазка увлека-
ется втулкой 9, установленной на шейке вала и вращающейся во
вкладыше 8, в клиновидный зазор между ними. Осевые усилия
115
Рис. 4.17. Подшипник жидкостного трения:
/, 2, 5, 6, 10 — кольца; 3 — штифт; 4 — крышка; 7, 12 — отверстия для подвода
и отвода масла; 8 — вкладыш; 9 — коническая втулка; 11 — шпонка; 13 — эксцент-
рик; 14 — станина; 15 — подушка; 16 — прилив; 17 — валик; 18 — рукоятка
передаются через кольцо 5 (закрытое крышкой 4) на упорное коль-
цо 6. Втулка Скрепится на валу шпонкой 11 и кольцом 1, которое
навинчивается на резьбовое кольцо 2, состоящее из двух половин.
Кольцо 2 вставляется в кольцевой паз и фиксируется штифтом 3.
Для предохранения подшипника от загрязнения устанавливают
уплотнительные кольца 10. Подушку 15 подшипника фиксируют в
станине 14 приливом 16 и эксцентриком 13, который поворачи-
вается валиком 17, приводимым в движение от рукоятки 18.
Сборку подшипников жидкостного трения в корпусе необхо-
димо выполнять по следующей схеме (рис. 4.18):
подушку 2 расположить на стеллаже в вертикальном положении;
116
у ~aiii
Рис. 4.18. Схема сборки подшипника жидкости ого тр6^ BTVJIKa_
'лка-вкладыш; 2 — подушка; 3, 7— штифты; 4 — полука®иС’ _
6 — технологическая шайба; 8 — гайка; 9 — упорное К°-1Ь ' ’
крышки
к подушку 2 запрессовать штифт 5; м что_
^Тулку-вкладыш 1 установить в подушку 2 таким ’
^№аз на бурте втулки совместился со штифтом 3',
Игстановить в подушку втулку-цапфу 5 с полукольй >
Ийьзуя при установке технологическую шайбу 6\
^гановить упорное кольцо Р; речивая
навинтить гайку 8 до упора и затем отпустить,и
^Вой зазор; .ТОм ~
Остановить крышку 10 с запрессованным в нее
бы штифт попал в отверстие гайки 8 и обеспечил6 Р
Ирие во избежание самоотвинчивания;
повернуть собранный узел на 180°;
прикрепить узел к задней крышке 11.
После этого собранный подшипник установить на вал (с
Ведварительно поместив в его паз шпонку И, а ® ,ц
дочку — резьбовое кольцо 2, которое фиксировав
реле установки обоих подшипников проверить Ра®и - р
Врилегания уплотнительных колец 10 и произвести лР ное ПР°~
учивание вала в подшипниках. ос
В! В соответствии с техническими требованиями к я
сборки подшипниковых узлов необходимо провеР радиаль
foe и осевое биение вала, поступление масла к оП°Р ’ УР в
иума; выполнить также проверку на отсутствие заеЛа11 вала ПРИ
Кгске и остановке. Подшипниковые опоры в издел>||( 0 Д
Ешолнить с особо высокой точностью. После исп^ я под на“
узкой подшипник разобрать, проверить рабочи6 Р
на отсутствие задиров и промыть детали узла, поел6 ° °к°нча
|ельно собрать, отрегулировать и обкатать подШй|1 и под н ”
F Контроль качества сборки. Основным критерием р®йтоспос°б-
Йости подшипника скольжения является правил^ установка
117
Рис. 4.19. Контроль отклонения осей подшипниковых опор от соосности:
а — контрольным валом; б, в — макетным валом (е — отклонение от соосности);
г — линейкой и щупом; д, е — струной и микрометрическим нутромером
118
пниковых опор, обеспечивающая их соосность. С этой це-
)и монтаже подшипниковых опор во время их предвари-
й установки применяют контрольный или макетный валы,
ггельно которых и устанавливают опоры. Правильность ус-
и подшипниковых опор, их соосность можно проверить не-
ими способами: эталонным валом; линейкой и щупом; стру-
микрометрическим нутромером; оптическим методом,
омощью эталонных валов проверка осуществляется наибо-
ктро. В серийном производстве используют специальные
ольные валы (рис. 4.19, а) облегченной конструкции с ди-
ом, соответствующим диаметру вала изделия.
.кетный вал (рис. 4.19, б) универсален, поскольку его мож-
ренастраивать на разные размеры подшипников. Перена-
ка заключается в установке на базовой трубе соответству-
: по диаметру отверстий подшипника сменных колец. При-
вольна, располагаемые на подвижных разрезных втулках,
Т быть установлены на любом расстоянии друг от друга и от
а трубы.
ри контроле валы вводят в отверстия смонтированных под-
никовых опор. Макетный вал при совпадении осей подшип-
•вых опор входит в их отверстия свободно, а если имеется
1ение или перекос осей отверстий подшипниковых опор, то
тный вал в отверстия не входит.
еличину смещения осей отверстий определяют при помощи
шатора часового типа, установленного на специальной оп-
е (рис. 4.19, в).
онтроль соосности линейкой и щупом (рис. 4.19, г) осуще-
зют следующим образом. Ребро линейки прикладывают к стен-
кладыша, а щупом (на рис. не показан) контролируют зазор
ду ними. Таким образом проверяют соосность опор, находя-
ся друг от друга на расстоянии до 2 м.
нли к соосности подшипниковых опор не предъявляют высо-
требований, то ее определяют с помощью натянутой струны
с. 4.20, д'), которая служит геометрической осью проверяемых
►р, и нутромера. Этот способ можно использовать при верти-
ьном и горизонтальном расположении опор.
Контроль осуществляется следующим образом. Струну из сталь-
4 проволоки диаметром 0,3... 0,5 мм прикрепляют к стойке так,
>бы ее можно было перемещать в вертикальной и горизонталь-
й плоскостях. Один конец струны крепят к стойке неподвижно,
второй пропускают через ролик и подвешивают груз, который
лжен быть таким, чтобы обеспечить натяжение струны усили-
, примерно равным половине предела прочности материала стру-
I. Чем сильнее натянута струна, тем выше точность контроля. По
[соте струну устанавливают так, чтобы она совпадала с положе-
ны геометрической оси опор, указанным на чертеже. Рассто-
119
яния от натянутой струны до поверхности расточки корпуса доли
жны быть равны между собой. При установке струны эти расстчм
яния у крайних опор определяют при помощи микрометрическое
го нутромера (на рис. не показан). Затем по натянутой струне,!
используя микрометрический нутромер выставляют промежуточ«!
ные опоры.
В тех случаях когда требуется повысить точность установки опор,
струну подключают к электрической схеме низкого напряжения
(рис. 4.19, е). В момент касания измерительным инструментом стру-
ны и расточки в корпусе подшипника происходит замыкание элек-
трической цепи и загорается сигнальная лампочка.
Наибольшей точности контроля соосности подшипниковых
опор удается добиться при использовании оптических методов с
применением специальных приборов — телескопа и коллиматора
или автоколлиматора и зеркала. Для особо точного центрирова-
ния подшипниковых опор применяют автоколлиматор с лазер-
ным устройством, использование которого обеспечивает точность
до 0,08 мкм на 1 м длины при линейных измерениях и до двух
угловых минут — при угловых. (Подробно устройство коллимато-
ра и автоколлиматора изложено в гл. 7.)
Для контроля точности сборки отдельно стоящих подшипни-
ковых опор применяют метод измерения нагрузок под каждой из
опор с помощью динамометров. Последние устанавливают в лапах
подшипниковых опор и по их показаниям регулируют положение
осей; после этого корпуса подшипников закрепляют. Этот метод
применяют при контроле крупногабаритных подшипников, на-
пример подшипниковых валов крупных морских и речных судов.
После контроля соосности опор подшипников скольжения
приступают к сборке и пригонке вкладышей подшипников к шей-
кам валов, которые предварительно притирают и покрывают сло-
ем краски. Последовательность пригонки вкладышей и их уста-
новки описана выше.
4.3. Узлы с подшипниками качения и их сборка
Подшипники качения — стандартные узлы с полной их вза-
имозаменяемостью. Опора качения состоит из корпуса подшип-
ника качения, устройств закрепления подшипника на валу и в
корпусе, защитных и смазочных устройств подшипника.
Подшипник качения состоит из наружного и внутреннего ко-
лец с дорожками качения, тел качения (шариков или роликов),
которые катятся по дорожкам качения подшипниковых колец, и
сепаратора, отделяющего тела качения друг от друга и направля-
ющего их движение, что обеспечивает правильную работу под-
шипника. С целью уменьшения габаритных размеров в некоторых
120
зтрукциях подшипников качения могут отсутствовать одно или
кольца и сепаратор.
I зависимости от формы тел качения подшипники делят на
иковые и роликовые. Ролики могут быть цилиндрическими,
гческими, витыми, бочкообразными, игольчатыми и др. Иголь-
ie ролики при малом диаметре имеют большую длину. При
>ших угловых скоростях шариковые подшипники работают
це чем роликовые, но последние способны воспринимать боль-
нагрузки.
1о числу рядов тел качения подшипники классифицируют на
юрядные и многорядные.
В зависимости от направления воспринимаемой нагрузки раз-
дают подшипники:
эадиальные, воспринимающие нагрузку, перпендикулярную
вращения;
упорные, воспринимающие нагрузку, направленную вдоль оси
пцения;
радиально-упорные и упорно-радиальные, воспринимающие
'рузку как перпендикулярную оси вращения, так и направлен-
о вдоль нее.
По габаритным размерам подшипники качения подразделяют
серии. В зависимости от размера наружного диаметра подшип-
ка качения различают серии сверхлегкие (2 серии), особо лег-
е (2 серии), легкие, средние и тяжелые (7 серий). В зависимости
ширины подшипника качения серии подразделяют на особо
кие, узкие, нормальные, широкие и особо широкие. Наиболь-
ее распространение в машиностроении имеют подшипники ка-
;ния легких и средних серий нормальной ширины.
По точности изготовления подшипники качения делят на пять
ассов — 0, 6, 5, 4 и 2 (в порядке повышения точности). Точ-
>сть подшипников определяется точностью его основных разме-
в (наружный и внутренний диаметр, ширина колец).
Конструктивные особенности:
б данном случае - внутреннее
кольцо дез бортов
Серия подшипника:
9 - сверхлегкая
6-1032912
Класс точности
подшипника
Серия по ширине:
1 - нормальная
Внутренний диаметр
d =12x5= 60 мм
Тип подшипника:
2 - радиальный роликовый
с короткими роликами
Рис. 4.20. Условное обозначение подшипников качения
121
В машиностроении наиболее широко применяют подшипники
качения невысоких классов точности, так как с повышением точ-
ности стоимость подшипника резко возрастает. Так, например, под-
шипник класса 2 примерно в 10 раз дороже подшипника класса 0.
На каждом подшипнике имеется его условное обозначение
(рис. 4.20).
Две последние цифры обозначают внутренний диаметр под-
шипника, который для размеров 20...495 мм получается умноже-
нием двух последних цифр на пять. Остальные размеры маркиру-
ются так:
10 мм — 00; 12 мм — 01; 15 мм — 02; 17 мм — 03.
Подшипники диаметром более 495 мм обозначаются дробью, в
числителе которой указывается наружный диаметр, а в знамена-
теле — действительный размер подшипника (его внутренний ди-
аметр).
Для диаметров менее 10 мм последняя цифра указывает ди-
аметр подшипника.
Третья цифра справа — серия подшипника:
сверхлегкая — 8 и 9; особо легкая — 1 и 7; легкая — 2; сред-
няя — 3; тяжелая — 4; легкая широкая — 5; средняя широкая — 6.
Четвертая цифра справа — тип подшипника:
радиальный шариковый — 0; радиальный шариковый сфери-
ческий — 1; радиальный с короткими цилиндрическими ролика-
ми — 2; радиальный роликовый сферический — 3; радиальный
роликовый с длинными цилиндрическими роликами или иголь-
чатый — 4; радиальный роликовый с витыми роликами — 5; ра-
диально-упорный шариковый — 6; роликовый конический — 7;
упорный шариковый — 8; упорный роликовый — 9.
Пятая и шестая цифры справа — конструктивные особенности
подшипника (наличие уплотнений, буртиков, конических отвер-
стий, двухрядные и т.д.).
Седьмая цифра справа — серия подшипника по ширине:
нормальная — 1; широкая — 2; особо широкая — 3, 4, 5, 6;
узкая — 7.
Цифра впереди перед тире — класс точности подшипника
(класс 0 не маркируется). Подшипники одного и того же типа
подразделяют на серии. Различные серии подшипников при оди-
наковом внутреннем диаметре различаются по наружному диаметру
или ширине, либо и по наружному диаметру, и по ширине, а
значит имеют различные размеры тел качения. Чем «тяжелее» се-
рия подшипника, тем большее усилие он может воспринимать.
Шарики, ролики и кольца подшипников изготовляют из спе-
циальных подшипниковых сталей марок ШХ15, ШХ15СГ,
ШХ20СГ, 18ХГТ, 20Х2Н4А. Сепараторы выполняют из мягкой
углеродистой стали, бронзы, алюминиевых сплавов, пластических
масс.
122
Дипы подшипников качения определяются их устройством.
Шариковые радиальные однорядные подшипники (рис. 4.21, а)
И^инимают радиальную нагрузку, однако способны одновре-
Ко воспринимать и осевую нагрузку, величина которой не
На превышать 70 % неиспользованной допустимой радиаль-
Вгагрузки при заданной расчетной долговечности. Поэтому эти
мпники можно применять для фиксации положения вала или
уса в осевом направлении. Эти подшипники имеют относи-
Ьо небольшие потери на трение, поэтому им следует отдавать
Почтение, если расчетный срок службы подшипника нахо-
Ея в пределах нормальной работоспособности машины. Ради-
Ые однорядные шарикоподшипники могут работать с пере-
рм внутреннего кольца по отношению к наружному не более
левых минут, при установке с большим перекосом долговеч-
№
•о S г д е ж
к м
Рис. 4.21. Виды подшипников качения:
— шариковый радиальный однорядный; б — шариковый радиальный сферический
ухрядный; в — шариковый упорный однорядный; г — шариковый упорный
юйной; д — шариковый радиально-упорный однорядный; е — шариковый
диально-упорный двухрядный; ж — роликовый радиальный с короткими
шиндрическими роликами; з — роликовый радиально-упорный сферический
ухрядный; и — роликовый с витыми роликами; к — роликовый игольчатый; л —
•ликовый конический однорядный; м ~ роликовый конический двухрядный;
— роликовый упорный с коническими роликами; о — роликовый упорный
сферический
нрсть подшипника резко снижается, возможен их перегрев, а также
разрыв сепаратора.
Радиальные шарикоподшипники могут быть следующих кон-
структивных разновидностей:
с канавкой на наружном кольце для стопорной шайбы; приме-
нение таких подшипников позволяет растачивать корпус на про-
ход без заплечиков;
с одной и двумя Защитными шайбами, а также с встроенным
фетровым или резиновым уплотнением; применяется в тех случа-
ях, когда затруднена установка специальных уплотняющих уст-
ройств или невозможна подпитка подшипника смазкой в процес-
се эксплуатации.
Шариковые радиальные сферические двухрядные подшипники
(рис. 4.21, б) предназначены для восприятия радиальной нагруз-
ки, одновременно могут воспринимать также и осевую нагрузку в
обе стороны, величина которой не должна превышать 20 % неис-
пользованной допустимой радиальной нагрузки при заданной рас-
четной долговечности.
Подшипники могут работать при значительном перекосе (до 3°)
внутреннего кольца относительно наружного, поэтому их можно
устанавливать в узлах машин с отдельно стоящими корпусами при
несовпадении осей посадочных мест под подшипники.
Конструктивными разновидностями подшипников этого типа
являются подшипники с конусным отверстием (конус 1:12) на
закрепительной втулке, допускающие установку на гладких валах
без заплечиков.
Шариковые упорные однорядные (рис. 4.21, в) или двойные под-
шипники (рис. 4.21, г). Однорядные подшипники предназначены
для восприятия осевой нагрузки в одном направлении; двойные —
в обоих направлениях. Одно из колец одинарного подшипника —
тугое, монтируется непосредственно на вал с соответствующей
посадкой, второе, так называемое свободное, устанавливается в
корпусе. Так как несовпадение осей вала и отверстия в корпусе
приводит к преждевременному выходу из строя упорных под-
шипников, то для возможности самоустановки кольца рекомен-
дуется проводить монтаж свободного кольца в корпус с зазором
0,2...0,3 мм.
Двойные упорные шарикоподшипники состоят из одного ту-
гого кольца с двумя дорожками качения, двух свободных колец с
двумя комплектами тел качения в сепараторе.
Шариковые радиально-упорные однорядные (рис. 4.21, д) и двух-
рядные подшипники (рис. 4.21, е) предназначены для восприятия
нагрузок, действующих в радиальном и осевом направлениях. Од-
норядный подшипник может воспринимать осевую нагрузку, дей-
ствующую только в одном направлении. Для восприятия больших
осевых нагрузок возможна установка нескольких подшипников
124
□разом, чтобы узкий торец наружного кольца одного под-
:а упирался в широкий торец другого.
зипники этого типа применяют в узлах с жесткими двух-
iMH валами при сравнительно небольших расстояниях между
и, а также в узлах, требующих регулировки внутреннего за-
подшипниках во время монтажа и в процессе эксплуатации.
иковые радиальные подшипники с короткими цилиндрически-
иками (рис. 4.21, ж) применяют в узлах машин при необхо-
Ти создать «плавающую» опору (наружное кольцо переме-
я в осевом направлении по телам качения). Подшипник вос-
[мает только радиальную нагрузку. Изготовляют подшипни-
рех конструктивных исполнениях:
ггреннее кольцо без бортов и его можно вынуть;
/треннее кольцо с одним бортом, наружное с двумя; можно
ъ внутреннее кольцо;
ружное кольцо без бортов; его можно снять.
[агодаря разборной конструкции эти подшипники более удоб-
ри монтаже, чем шариковые, и при одинаковых габаритных
©рах обладают большей грузоподъемностью.
оликовые радиально-упорные сферические двухрядные подшипни-
ке. 4.21, з) имеют наибольшую грузоподъемность по сравне-
с любым типом подшипников соответствующих габаритов;
т воспринимать одновременно с радиальной нагрузкой и двух-
гоннюю осевую нагрузку, которая не должна превышать 20 %
^пользованной допустимой радиальной нагрузки. Такой пол-
дник может самоустанавливаться так же, как и шариковый
крядный сферический подшипник.
конструктивной разновидностью этого типа подшипников яв-
этся подшипники с конусным отверстием внутреннего кольца.
Роликовые с витыми роликами (рис. 4.21, и) предназначены для
^приятия только радиальной нагрузки, могут также восприни-
гь ударную нагрузку.
Роликовые игольчатые (рис. 4.21, к) воспринимают только ра-
1льную нагрузку и в зависимости от конструктивной особенно-
.1 подшипникового узла могут быть использованы без внутрен-
Го или наружного, или без обоих колец. В этом случае беговые
рожки выполняют на валу и в корпусе и предъявляют к ним те
s требования, что и к беговым дорожкам подшипниковых колец,
м подшипники весьма чувствительны к перекосам рабочих по-
верхностей.
Роликовые конические однорядные (рис. 4.21, л) и двухрядные
рис. 4.21, м) подшипники предназначены для восприятия радиаль-
ных и осевых нагрузок. При установке двух подшипников рядом
Пи на противоположных концах двухопорного вала они способны
Юспринимагь чисто радиальные нагрузки. Так как наружное коль-
1о съемное, то такой подшипник удобен для раздельного монтажа.
125
Эти подшипники весьма чувствительны к осевой нагрузке, прм
сильной затяжке резко повышается температура. При значится nJ
ной осевой нагрузке возможно разрушение подшипника. I
Однорядные подшипники применяют в узлах машин с жест!
кими двухопорными валами при небольшом расстоянии межди
опорами. 1
Роликовые упорные с коническими роликами подшипники (рис,|
4.21, и) воспринимают только осевые нагрузки.
Роликовые упорные сферические подшипники (рис. 4.21, о) вое-'
принимают осевую, но одновременно и небольшую радиальную
нагрузку. Эти подшипники могут работать с большими окружны-
ми скоростями.
Подготовка деталей подшипникового узла к сборке заключает-
ся в извлечении подшипника из упаковки и его расконсервирова-
нии, т. е. в удалении предохранительной смазки и очистке. Под-
шипник промывают в бензине или керосине, горячем масле или
подогретых антикоррозионных водных растворах при температуре
75...85 °C.
Промывка подшипника в горячем масле осуществляется в спе-
циальных ваннах с электрическим или паровым подогревом. Под-
шипники помещают в корзины из проволочной сетки с целью
предотвращения их контакта с разогретым дном и осевшей гря-
зью. Для ускорения промывки корзину периодически встряхива-
ют. Время промывки составляет 5... 20 мин в зависимости от габа-
ритов подшипника и количества консервирующей смазки. При
большом количестве подшипников используют две ванны — для
предварительной и окончательной промывки. Промытые подшип-
ники тщательно просушивают.
После промывки производят тщательный визуальный осмотр.
Проверяют маркировку, легкость вращения, размеры. Подшип-
ники с царапинами и коррозионными пятнами выбраковывают.
При необходимости контролируют радиальное и осевое биение,
радиальный и осевой зазор.
Посадочные места на валу и в корпусе должны соответствовать
требованиям чертежа по геометрическим размерам, форме и ше-
роховатости посадочных поверхностей. На них не должно быть за-
усенцев, забоин, царапин, задиров. Перед сборкой посадочные
места промывают керосином и просушивают. Смазочные каналы,
подводящие смазку к подшипнику, должны быть тщательно про-
чищены и продуты сжатым воздухом.
Диаметры шеек валов контролируют при помощи калибров-
скоб или универсальных измерительных инструментов соответ-
ствующей точности.
Диаметры отверстий корпусов проверяют калибрами-пробка-
ми или при помощи микрометрического нутромера или индика-
тора часового типа на специальной оправке.
126
<ус закругления галтели на валу должен быть меньше, чем
.фаски у подшипника. Их проверяют с помощью радиусо-
Ии шаблона.
рный заплечик вала или отверстия в корпусе должен быть
дикулярен посадочной поверхности. Проверка осуществля-
>и помощи угольника или индикатора.
соединения подшипников качения с валами и корпусами
и механизмов установлены посадки. В зависимости от ха-
1 требуемого соединения поля допусков валов выбирают в
е отверстия, а поля допусков отверстий корпуса — в систе-
: обеспечения нормальной посадки подшипника на вал или
ус перед сборкой необходимо подобрать размеры наружно-
чутреннего колец таким образом, чтобы они укладывались в
Допусков для выбранного подшипника и типа его посадки.
! операция носит название селекции подшипников.
Подшипниковым узлам и входящим в него деталям предъяв-
;я следующие технические требования:
садочные поверхности подшипников и тела вращения долж-
ать чистыми и гладкими, без каких-либо внешних дефектов,
вращении от руки подшипник должен вращаться тихо без
допускается лишь небольшое шелестение;
садочные места на валу и в корпусе должны быть чисто об-
маны. Отклонения формы, шероховатости, взаимного распо-
ния поверхностей, а также их геометрических размеров долж-
оответствовать величинам, приведенным в технической до-
тации;
равильно смонтированный подшипник должен работать плав-
без шума и толчков. Свистящий звук свидетельствует об от-
твии смазки или трении между деталями подшипникового узла;
одшипник не должен нагреваться выше 70 °C.
1онтаж подшипников качения на вал. Работоспособность, на-
чость и долговечность подшипника качения зависит не только
качества его изготовления и материала, из которого он изго-
‘лен, но и от качества его установки в узел (при неправильной
ановке подшипники быстро изнашиваются). Подшипник каче-
j должен точно фиксировать положение вала в сборочной еди-
це, на него не должны влиять дополнительные нагрузки от тем-
>атурных деформаций вала и перетяжки узла при его монтаже.
При установке на вал подшипник, независимо от применя-
эй посадки, следует нагреть в минеральном масле, температура
дорого не должна превышать 100 °C.
Для тепловой обработки подшипников перед их установкой на
Л вместо нагрева в масляных ваннах все чаще применяют нагрев
помощью индукционных установок. Температуру нагрева под-
шипника рассчитывают по формуле
127
Рис. 4.22. Схема индукционно-
нагревательной установки:
1 — неподвижный магнитопровод; 2 —
катушка индуктивности; 3 — ярмо; 4 —
пирамидальный наконечник
. 5+Д ,
/ —-----F tn,
dKa
где 3 — расчетный натяг в coi
пряжении подшипника с валом’
А — сборочный зазор при ыо«
садке подшипника на вал; d -
диаметр внутреннего кольца под,
шипника; Ка — коэффициеш
линейного расширения матери'
ала подшипника; t0 — темпера
тура окружающей среды.
В условиях единичного про
изводства при индукционном
нагреве используют пирами'
дальные полюсные наконечни
ки, которые позволяют осущс
ствлять нагрев подшипников
различных размеров и обеспечивают оптимальный температур
ный перепад между наружным и внутренним кольцами подшип
ников. Индукционно-нагревательная установка (рис. 4.22) состо
иг из неподвижного магнитопровода 1 и установленной на нем
катушки индуктивности 2. На магнитопроводе 1 крепят пирами
дальный наконечник 4 и ярмо 3, образующие замкнутый контур
Наилучших результатов при установке подшипников на вал
(рис. 4.23, а) или в корпус (рис. 4.23, б) удается добиться при их
запрессовке при помощи пресса. В этом случае монтаж подшип
ников производится
с
применением оправок, что обеспечивав!
а
Рис. 4.23. Схемы запрессовки подшипника качения:
на вал; б — в корпус; в
на вал и в корпус одновременно; 7, 2
наружное
и внутреннее кольца подшипника соответственно; 3 — вал; 4 — корпус
128
шачу усилия запрессовки непосредственно на торцы колец. Если
Иккодима одновременная запрессовка подшипника на вал и в
Кус (рис. 4.23, в), применяют оправки с двумя буртиками,
Кяечивающими одновременную передачу усилия запрессовки
Внутреннее и наружное кольца подшипника. Таким образом,
запрессовке подшипника следует применять только те оправ-
которые предназначены для выполнения данной операции,
роизвести запрессовку на прессе с использованием оправок
ййвается невозможным, если необходимо запрессовать под-
Ицник на длинный вал, шейка которого (под подшипник) рас-
ржена далеко от его конца. В этом случае для запрессовки ис-
Ьзуют медную выколотку, следя в процессе запрессовки за тем,
Вы в момент удара по выколотке последняя касалась торца внут-
него кольца, причем при каждом ударе выколотку следует пе-
ешать вдоль этого торца. Качество запрессовки проверяют по
юности прилегания внутреннего кольца к заплечикам вала. До-
Ссовку в случае необходимости производят в холодном состо-
и с помощью выколотки и молотка.
Более рациональным способом запрессовки подшипника на
Йку вала, расположенную на значительном расстоянии от его
рШа, является использование специального приспособления
Нс. 4.24). В этом случае приспособление закрепляют на валу 2 в
юпусе 1 механизма. Приспособление имеет форму трубы, состо-
ей из сменных резьбовых стаканов-удлинителей 4 и /длиной L
Ер Стакан 10 имеет наружную резьбу, при сборке в него встав-
йот резьбовую упорную втулку 12 с винтом 9 и закрепляют гай-
>й 11. Во избежание прогиба винта в центре трубы расположен
|пиндрический резьбовой сухарь 8. Передний конец винта 9 имеет
ррму квадрата, на который надевают штурвал 13. На заднем его
1с. 4.24. Приспособление для напрессовки подшипника качения на вал:
- корпус; 2 — вал; 3 — подшипник; 4, 7 — стаканы-удлинители; 5 — резьбовая
яка; 6 — упорный штифт; 8 — резьбовой сухарь; 9 — винт; 10 — стакан; 11 —
гайка; 12 — упорная втулка; 13 — штурвал; 14 — технологический винт
Покровский
129
конце проточена радиусная канавка, по которой перемещается
упорный штифт 6, установленный в резьбовой втулке 5. При не-
обходимости втулку можно навернуть на технологический винт 14,
ввернутый в вал 2. Осевая сила для запрессовки подшипника j
создается при вращении штурвала 13, который, вращая винт 9 с
втулкой 5, ввернутой в винт 14, перемещает трубу приспособле-
ния. Торец приспособления упирается в торец подшипника 3 и
запрессовывает его на вал. Запрессовка подшипника должна быть
плавной, без перекосов. Благодаря наличию сменных деталей (ста-
канов-удлинителей 4 и 7 и втулки 5) приспособление можно ис-
пользовать для установки подшипников качения на валах различ-
ной длины и диаметра.
Запрессовку крупногабаритных подшипников качения выпол-
няют с помощью специального приспособления с гидравличе-
ским приводом (рис. 4.25). При использовании приспособления н
зону контакта сопрягаемых деталей подается масло, которое обе-
спечивает жидкостное или полужидкостное трение, что значительно
снижает усилие запрессовки. Приспособление состоит из поршня 2
и корпуса 1. Поршень имеет канавки для уплотнительных колец и
перемещается в корпусе под давлением масла, которое подается
ручным насосом 4 через трубопровод 3.
При установке в узле нескольких подшипников один из них дол-
жен быть фиксирован от осевых перемещений и на валу, и в корпу-
се, а остальные — или только на валу, или только в корпусе. Делает-
ся это с целью компенсации различных неточностей при сборке, а
также для предупреждения заклинивания тел качения вследствие
температурных деформаций в процессе эксплуатации узла.
Рис. 4.25. Приспособление
для напрессовки крупно-
габаритных подшипников:
1 — корпус; 2 — поршень; 3 —
трубопровод; 4 — насос
130
К Рис. 4.26. Способы стопорения подшипников на валу:
Ии счет посадки; б — пружинным стопорным кольцом; в — стопорной шайбой;
Не. г — упорной гайкой; д — распорной втулкой
Икаете внутреннее кольцо подшипника фиксируют на валу
Кко за счет соответствующей посадки (рис. 4.26, а), но такая
Исация не гарантирует отсутствие осевого перемещения под-
иника в процессе работы. Для надежной фиксации внутрен-
К кольца подшипника на валу от осевых перемещений при-
Иыют дополнительное крепление: пружинным стопорным
Иьцом (рис. 4.26, б), которое закладывают в кольцевую ка-
КУ на валу; торцевой стопорной шайбой (рис. 4.26, в), за-
щтляемой на валу винтом; упорной гайкой со стопорной шай-
Црис. 4.26, г); распорной втулкой и гайкой (рис. 4.26, д).
И1ри сборке прецизионных подшипниковых опор, например в
Иккостроении, с целью повышения их жесткости и уменыпе-
ж осевого и радиального биения в них создают предваритель-
Ю натяг. Осуществляют это за счет приложения постоянной осе-
к нагрузки, под воздействием которой происходит смещение
toro из колец подшипника относительно другого на величину,
Ьную заданному предварительному натягу. Такое смещение обе-
ичивает ликвидацию осевого зазора и создает начальную упру-
|Ь деформацию в местах контакта рабочих поверхностей колец
Кдшипника с телами качения. При этом следует учитывать, что
ведварительный натяг приводит к увеличению потерь на трение,
Бвышению температуры нагрева подшипникового узла и связан-
ым с этим нагревом деформациям, что в конечном итоге ведет к
йижению долговечности подшипниковых узлов с предваритель-
ым натягом.
f В процессе сборки предварительный натяг может обеспечиваться
Ьсколькими способами. В некоторых случаях предварительный
атяг создают путем дополнительного свинчивания на заранее
Пределенный угол регулировочной гайки или крышки, а также
| счет установки двух прокладок между кольцами подшипника,
(дна прокладка металлическая, а другая выполнена из самотвер-
Иощего клеящего материала, который, полимеризуясь после сбор-
li опоры, обеспечивает требуемый предварительный натяг под
[«действием осевых сил.
131
. Монтаж подшипников качения в корпус. Наружные кольца под*
шипников качения закрепляют в корпусе за счет соответствующей
посадки с помощью запрессовки. Для дополнительного крепле-
ния подшипников с целью предупреждения их перемещения и
одном осевом направлении применяют уступ, заплечики или бур-
тики в корпусе, стакане либо крышке корпуса. Если необходимо
обеспечить неподвижность наружного кольца в двух осевых на-
правлениях, используют сочетание уступов в корпусе и крышке
или стакане и крышке. При установке в корпус плавающих или
радиально-упорных подшипников, которые в процессе регулиро-
вания должны иметь осевое перемещение, используют посадки с
зазорами или переходные. В тех случаях, когда используют регули-
руемые подшипники, в процессе их монтажа необходимо регули-
ровать зазоры.
В подшипниках качения различают два типа зазоров — ради-
альные и осевые. Радиальные зазоры проверяют после установки
колец на вал и в корпус. Проверку осуществляют на отсутствие
качки; кроме того при проворачивании вручную подшипник дол-
жен вращаться легко и плавно. Осевые зазоры регулируют за счет
смещения одного кольца относительно другого, при этом необ-
ходимо проворачивать кольцо с телами качения для правильной
их самоустановки. Кольца упорных подшипников, напрессован-
ные на вал, проверяют с помощью индикатора на осевое биение.
Уплотнение подшипниковых узлов. Подшипники качения долж-
ны быть тщательно защищены от попадания в них пыли и других
видов загрязнения. С этой целью, а также для предупреждения
вытекания смазки из подшипниковых узлов применяют следующие
уплотнительные устройства.
Фетровые или войлочные кольца (рис. 4.27, а) — кольца прямо-
угольного сечения, входящие в трапецеидальную канавку в кор-
пусе. За счет деформации кольцо в канавке прижимается к валу,
уплотняя узел. Внутренний диаметр кольца равен диаметру вала, а
наружный диаметр — диаметру канавки в корпусе. Толщина коль-
ца зависит от диаметра вала.
Применяют фетровые и войлочные кольца при использовании
консистентных смазок, реже жидких. Кольца допускают скорость
вращения вала до 4 м/с при шлифованной шейке вала и до 8 м/с —
при полированной. Хорошо защищают от проникновения пыли,
хуже от вытекания смазки. Создают дополнительное трение.
Иногда ставят по два кольца. В этом случае корпус имеет две
канавки. Перед установкой кольца пропитывают горячим мине-
ральным маслом и устанавливают при помощи конусных оправок.
Величина зазора проверяется щупом толщиной до 1 мм, который
должен проходить в зазор.
Манжеты (рис. 4.27, 6} могут быть резиновыми или кожаными.
Манжета 2 помещена в обойме 1 такого уплотнения. Она удержива-
132
№. 4.27. Уплотнение подшипниковых узлов с подшипниками качения:
В> фетровыми или войлочными кольцами; б — манжетой; в — шайбой с
щевыми выступами; г — кольцевыми проточками в корпусе; д — защитной
бой; е — вращающейся шайбой; ж — кольцами и канавками; а — толщина
Ньца; d и D — внутренний и внешний диаметры кольца; 1 — обойма; 2 —
Жета: 3 — пружинная шайба; 4 — пружина; 5 — крышка; 6, 10, 13 — шайбы;
7, II, 14 — валы; 8, 12 — подшипники; 9 — корпус; 15 — кольцо
я в корпусе пружинной шайбой 3. Витая пружина 4 обеспечивает
номерное прижатие манжеты к валу. Уплотнение защищает от
падания пыли (в этом случае манжета ставится в направлении,
Отивоположном подшипнику) и от вытекания смазки (уплотни-
гоьная кромка должна быть обращена к подшипнику). Допускают
Ворость вращения вала 4... 8 м/с. Место вала под манжетой должно
Меть шероховатость Ra не более 1,25 мкм, радиальное биение не
Лее 0,05 мм. Манжета не должна очень плотно прижиматься к
biy. Щуп толщиной 0,1 мм должен проходить с трудом.
| Шайба с кольцевыми выступами (рис. 4.27, в) крепится на валу 7.
вкие же выступы имеются и в крышке 5, они входят во впадины
гайбы 6. Создается зазор сложной формы, в него затекает смазка
^удерживается силами поверхностного натяжения, уплотняя тем
&мым узел. Величина зазора в радиальном направлении составля-
it 0,3...0,5 мм, а в осевом — 1,0...2,5 мм. Шайба является надеж-
133
•ным уплотнением, применяемым при всех видах смазки, допум
скает любые скорости. При ее применении отсутствуют потери им
трение.
Кольцевые проточки в крышке (рис. 4.27, г) выполняют в виде!
3...4 полукруглых канавок радиусом 1,5...2,5 мм, в зависимости
от диаметра вала. Расстояние между канавками равно радиусу (ка«
навки могут иметь и трапецеидальную форму). Попадающая в ка-
навки смазка удерживается в них, уплотняя узел.
Невращающаяся защитная шайба 10 (рис. 4.27, д) устанавлива-
ется рядом с подшипником 8 в корпус 9. Шайбы могут быть точе-
ными и штампованными. Между валом и шайбой имеется неболь-
шой зазор. Применяются при консистентной смазке и окружных
скоростях до 6 м/с.
Вращающиеся шайбы (рис. 4.27, е) помещают между заплечика-
ми вала 11 и подшипником 12. Между корпусом и шайбой 13 име-
ется зазор. Для лучшего уплотнения протачивают треугольные коль-
цевые канавки. Применяют при жидкой смазке для защиты от за-
грязнения, от вытекания смазки, а также в качестве маслоотра-
жателей для предупреждения попадания излишней смазки в под-
шипник качения.
Маслоотражательные кольца и канавки (рис. 4.27, ж) приме-
няются при жидкой смазке и окружных скоростях свыше 6 м/с. На
валу /вставят кольца 75либо изготовляют выступы за одно целое
с валом. Центробежная сила отбрасывает масло с кольца в коль-
цевую канавку крышки, откуда оно через отверстие стекает в кор-
пус.
В машинах, работающих в пыльной, загрязненной среде, при-
меняют закрытые подшипники, они имеют уплотнения в виде
фетровых колец или защитных шайб, изготовленных заодно с под-
шипником. Такие подшипники с двухсторонним уплотнением за-
полняют смазкой на заводе-изготовителе.
Контроль качества сборки. После установки подшипника каче-
ния проверяют прилегание его к заплечикам вала и корпуса щу-
пом в нескольких местах по периметру. Щуп толщиной 0,03 мм не
должен входить между заплечиками и подшипником.
Уступ на валу или в корпусе по высоте должен быть не менее
половины толщины соответствующего кольца подшипника.
Тела качения подшипника не должны быть защемлены. Про-
верка осуществляется проворачиванием подшипника от руки. Оно
должно быть легким, иметь плавный ход и незначительный шум.
В подшипнике при его проворачивании от руки должно ощу-
щаться небольшое осевое перемещение. Это не относится к под-
шипниковым узлам, в которых подшипники устанавливают с пред-
варительным натягом.
После установки подшипников в узел, их регулировки и кон-
троля сборки производят обкатку подшипникового узла, в резуль-
134
Таблица 4.5
>екты сборки подшипниковых узлов с подшипниками качения
и способы их устранения
^Кфекг или признаки Причина возникновения Способ устранения
^Ишенный Повреждение тел качения Защемление тел качения вследствие неправильной регулировки Износ посадочных мест Отсутствие смазки Подшипник заменить Отрегулировать натяг в подшипниках Отремонтировать посадоч - ные места Смазать подшипник
Иышенный Hfb К к Ж' Защемление тел качения из-за повышенного натяга в подшипниках Недостаток смазочного материала Несоосность посадочных мест на валу и в корпусе Загрязнение подшипника вследствие выхода из строя уплотнения Отрегулировать натяг в под - шипниках Добавить смазочный материал Устранить несоосность Подшипник промыть, уплотнение заменить. При наличии цветов побежало - ста на кольцах и телах каче - ния подшипник заменить
Крашивание очих поверх - рей колец и В Качения Усталость материала Подшипник заменить
сличенные Ииальный и ми) осевой Коры в Едшипниках Вг Частичный износ рабочих поверхностей подшип- ников Допускаемое увеличение зазоров по сравнению с на- чальным; для опор шпинде - лей и точных валов 2 5 %, для остальных опор в 3...4 раза. При больших увеличе- ниях зазора подшипник заменить
кравномер- юсть вращения Несоосность посадочных мест подшипника на валу и в корпусе Повреждение рабочих поверхностей подшипника (трещины, сколы, забоины, риски) Устранить несоосность Подшипник заменить
коррозия на &бочих Поверхностях ©дшипника Попадание штаги или агрессивных веществ из-за плохого уплотнения Заменить уплотнение. При наличии раковин заменить и подшипник
(аедание под- аипника при ращении от руки Попадание посторонних частиц Промыть или заменить подшипник
135
Окончание табл. 4.
Дефект или его признаки Причина возникновения Способ устранения
Повреждение сепаратора Попадание посторонних частиц Недостаточная смазка Устранить повреждение или заменить подшипник Увеличить смазку
Нарушение посадки подшипника Износ посадочных мест или колец подшипника Отремонтировать шейку вала или отверстие корпуса Заменить подшипник
Уплотняющие устройства не обеспечивают уплотнение узла Загрязнение или износ уплотняющих устройств Загрязненное уплотнение промыть в керосине, изношенное — заменить
тате которой может выявиться целый ряд дефектов. Наиболее рас-
пространенные дефекты, их причины и методы устранения при-
ведены в табл. 4.5.
Особенности монтажа некоторых типов подшипников. Сборку и
регулировку узла с радиально-упорным роликовым подшипником с ко-
ническими роликами (рис. 4.28) необходимо выполнять в следующей
последовательности:
очистить и промыть подшипник и посадочные места на валу и
в корпусе;
проверить качество подшипника и его пригодность к сборке;
проверить соответствие геометрической формы, шероховато-
сти и размеров посадочных мест на валу и в корпусе требованиям
Рис. 4.28. Регулировка радиально-
упорного роликового подшипника:
1 — крышка; 2 — прокладка; 3 — регу-
лировочный винт; 4 — контргайка; 5 —
проставка; К — зазор между крышкой
и корпусом; С — зазор в подшипниковом
узле
чертежа;
установить на посадочных
местах вала внутренние кольца
радиально-упорного подшипни-
ка с коническими роликами;
на внутренние кольца ради-
ально-упорного подшипника
установить сепараторы с кони-
ческими роликами;
вал с установленными на
нем кольцами, роликами и се-
параторами установить в кор-
пус;
наружное кольцо радиально-
упорного подшипника устано-
вить в отверстие корпуса;
установить с правой сторо-
ны корпуса крышку с проклад-
кой и регулировочным винтом;
136
^гстановить с левой стороны корпуса крышку с прокладками;
^Ифоизвести регулировку левой подшипниковой опоры (рис.
а), для чего установить крышку 1 на корпус и закрепить
^Вгами; измерить величину зазора К между крышкой и корпу-
подготовить комплект прокладок толщиной К + С, где С —
^Буемая величина зазора в подшипниковом узле; снять крышку
^Корпуса; установить между крышкой и корпусом комплект про-
^Кцок 2; закрепить крышку на корпусе винтами;
^произвести регулировку правой подшипниковой опоры (рис.
б) винтом, для чего установить в корпус проставку 5 и крыш-
закрепив их винтами; отпустить контргайку 4 регулировоч-
^Вго винта 5; затянуть регулировочный винт 3 до отказа, выбрав
Вор в подшипниковом узле; отпустить регулировочный винт 3
чтобы его осевое смещение соответствовало величине зазора;
Мигнуть контргайку 4.
^ЯкСборку подшипникового узла с игольчатым подшипником (рис. 4.29)
ИЬществляют в тех случаях, когда в узлах действуют большие инер-
Игонные силы, а габаритные размеры узла и его масса ограниче-
^Bf. Такие подшипники имеют две рабочие поверхности — внут-
йгнюю и наружную. В комплект входят также иглы, представля-
Hihc собой ролики малого диаметра и большой длины, и боко-
Kle ограничители, предупреждающие выпадение роликов из со-
вранного узла.
Рабочие поверхности игольчатого подшипника могут быть
вразованы поверхностями сопрягаемых деталей — валом (на-
дежная поверхность) и втулкой (внутренняя поверхность). В ка-
Ивствс боковых ограничителей могут служить различные дета-
Ик, выполненные в виде колец или заплечиков на сопрягаемых
Нетал ях.
В Игольчатые подшипники не имеют сепаратора, а плотное при-
Ьгание игл друг к другу устраняет возможность их перекоса в
роцессе работы (иглы устанавливают в подшипник как можно
Плотнее друг к другу, делая между ними минимальные зазоры).
Ко сравнению с шариковыми и роликовыми подшипниками иголь-
Ватые имеют гораздо больший радиальный зазор, соизмеримый с
Вадиальным зазором подшипников скольжения.
Е. Сборка подшипникового узла с игольчатыми подшипниками
Ведется с использованием монтажной втулки или монтажного вала,
к Сборку подшипникового узла с использованием мон-
Важной втулки-кольца (рис. 4.29, а) необходимо выпол-
нять в следующей последовательности:
на поверхность шейки вала нанести слой консистентной
всмазки;
Е установить вал 1 в монтажное полукольцо 2;
I в зазор между валом 1 и монтажным полукольцом 2 последова-
ИГельно ввести, постепенно поворачивая вал, игольчатые ролики 3
137
Рис. 4.29. Схема монтажа игольчатого подшипника:
а — на монтажном полукольце; б — на монтажном валу; 1, 5, 6 — валы; 2 —
монтажное полукольцо; 3, 7 — игольчатые ролики; 4 — ограничительное кольцо
до тех пор, пока весь комплект игольчатых роликов не будет уста-
новлен;
надеть на вал охватывающую деталь, смещая монтажное кольцо.
Если сборку игольчатого подшипника необходимо вести на
монтажном валу, а не на монтажном полукольце, то последова-
тельность сборки несколько иная.
Сборку подшипникового узла с использованием мон-
тажного вала (рис. 4.29, 5) необходимо выполнять в следу-
ющей последовательности:
на внутреннюю поверхность отверстия нанести слой конси-
стентной смазки;
монтажный вал 6, диаметр которого на 0,1...0,2 мм меньше
номинального диаметра вала, ввести в отверстие;
игольчатые ролики 7 последовательно установить в зазор меж-
ду монтажным валом и охватывающей деталью так, чтобы по-
следний игольчатый ролик входил свободно;
установить ограничительные кольца 4;
вставить на место рабочий вал 5, который вытесняет из отвер-
стия монтажный вал, а иглы и ограничительные кольца остаются
на месте.
Создание предварительного натяга в подшипниковом узле безлюф-
тового редуктора прокладками (рис. 4.30, а) и распорными втулка-
ми (рис. 4.30, б) необходимо выполнять в следующей последова-
тельности:
на валах проверить геометрические размеры, форму и шерохо-
ватость поверхностей посадочных мест на соответствие требова-
ниям чертежа;
проверить геометрические размеры, форму и шероховатость
поверхностей посадочных мест в отверстиях корпуса на соответ-
ствие требованиям чертежа;
проверить соответствие размеров колец подшипников требова-
ниям их посадки на валу и в корпусе;
установить на вал первый подшипник;
138
i’4.30. Создание предваритель-
(натяга в подшипниковом узле:
(прокладками; б — распорными
! втулками
5
a
установить на шейку вала прокладку (см. рис. 4.30, а), толщина
Срой указана в технических условиях на сборку;
установить на шейке вала второй подшипник;
на вторую шейку вала установить подшипник;
установить на шейку вала распорную втулку (см. рис. 4.30, б),
К на которой указывается в технических условиях на сборку;
установить вал с подшипником в корпус;
установить в отверстие корпуса вторую распорную втулку, длина
Корой также указывается в технических условиях на сборку;
установить второй подшипник одновременно на вал и в корпус;
закрепить подшипниковые узлы от осевого перемещения в кор-
ке при помощи гайки или уступа крышки;
Произвести уплотнение подшипниковых узлов;
произвести проверку собранного подшипникового узла.
i Монтаж подшипниковых узлов со спаренными однорядными ради-
ано-упорными подшипниками применяют в тех случаях, когда
к подшипниковый узел действует значительная осевая нагруз-
Эти подшипники устанавливают на одной общей шейке вала
Ьсим образом, чтобы широкие торцы наружных колец были
Вправлены друг к другу. Осевой зазор при таком монтаже регу-
ируют за счет установки дистанционных колец. Наружное дис-
|нционное кольцо изготовляют по заранее заданному разме-
г, а размер внутреннего кольца выбирают с учетом заданного
(Вевого зазора.
Контрольные вопросы
1. В чем отличие между жесткими и компенсирующими муфтами?
; 2. С какой целью применяют упругие муфты?
3. Почему применение фрикционных сцепных муфт предпочтитель-
нее применения кулачковых и зубчатых муфт?
4. В чем отличие разрушаемых предохранительных муфт от неразруша-
Киых?
' 5. Почему в карданных передачах необходимо применение двух кар-
иднных муфт?
к 6. В каких случаях применяют подшипники скольжения?
к 7. С какой целью на внутренней поверхности вкладыша подшипника
Скольжения делают канавки?
t 8. В чем состоит преимущество подшипников скольжения жидкостно-
го трения?
139
, 9. Как добиться плотного прилегания вкладыша подшипника сколы
жения к корпусу? I
10. Почему после установки втулки в неразъемный подшипник сколи
жения требуется дополнительная обработка?
11. Какие признаки положены в основу классификации подшиппи»
ков качения?
12. Как подготовить подшипник качения к сборке?
13. С какой целью И каким образом осуществляют предварительный
натяг в подшипниковых узлах с подшипниками качения?
14. От чего зависит выбор типа уплотнительного устройства для под-
шипниковых узлов с подшипниками качения?
15. Каковы особенности монтажа спаренных подшипников качения?
ГЛАВА 5
МЕХАНИЗМЫ ПЕРЕДАЧИ ДВИЖЕНИЯ
И ИХ СБОРКА
5.1. Ременные передачи и их сборка
•бщем виде ременная передача состоит из ведущего и ведо-
шкивов, расположенных на расстоянии друг от друга и со-
шных гибкой связью — ремнем, надетым на эти шкивы с
сением. Вращение от ведущего шкива к ведомому передается
ет сил трения, возникающих между ремнем и шкивом.
о форме поперечного сечения ремня различают плоскоре-
ые, клиноременные, поликлиновые и круглоременные пе-
чи (рис. 5.1, а—г), а также зубчатоременные (рис. 5.1, д),
рые занимают промежуточное положение между ременными
зчатыми передачами, объединяя достоинства тех и других,
лоскоременные передачи применяют, когда необходимо пе-
вать движение на большие расстояния. Если при малых меж-
ых расстояниях необходима передача движения с большими
даточными отношениями или от одного ведущего шкива к
:олькими ведомым, то наиболее предпочтительным является
ользование клиноременной передачи.
Варьирование нагрузочной способности ременных передач осу-
:твляется по-разному,— в плоскоременных передачах меняют
зину ремня, а в клиноременных — количество ремней при их
Рис. 5.1. Типы ременных передач:
плоскоременная; б — клиноременная; в — поликлиновая; г — круглоременная;
д — зубчатоременная
141
неизменном поперечном сечении. Применение большого количе-
ства клиновых ремней неизбежно приводит к их неравномерной?
нагрузке, так как длина ремней неодинакова и, следовательно,
натяжение их различно. В связи с этим в клиноременных переда-
чах рекомендуется устанавливать не более 12 ремней.
Чтобы обеспечить трение между шкивом и ремнем, необхо-
димо создать предварительное натяжение последнего. Такое на-
тяжение достигается за счет предварительного упругого дефор-
мирования ремня или предварительного перемещения одного из
шкивов передачи, а также с помощью специального натяжного
устройства.
Шкивы ременной передачи изготовляют из чугуна, стали,
легких сплавов или пластических масс. Наружную часть шкива, на
которую надевают ремень, называют ободом, а центральную, обес-
печивающую установку шкива на вал, — ступицей. Обод соединя-
ют со ступицей при помощи диска или спиц. Шкив, устанавлива-
емый на конце вала, выполняют неразъемным; если требуется
установить его в середине вала, применяют составные (разъем-
ные) конструкции. При больших габаритных размерах шкивы так-
же выполняют составными. Разъем шкива может быть выполнен
как по спицам, так и между ними, но наиболее рациональным
является первый.
Обод плоскоременной передачи выполняется плоским или слег-
ка выпуклым, что обеспечивает лучшее удерживание ремня на
ободе в средней его части, т.е. лучшее центрирование ремня.
Типы исполнения шкивов приведены на рис. 5.2. Выпуклость
шкива h равна 0,3 мм для диаметров 40... 112 мм; 0,4 мм — для
диаметров 125... 140 мм; 0,5 мм — для диаметров 160... 180 мм;
0,6 мм — для диаметров 200...224 мм; 0,8 мм — для диаметров
250...280 мм; 1,0 мм — для диаметров 315...325 мм.
Шкивы клиноременных передач имеют в ободе желобки под
клиновой ремень. Угол у желобка меньше угла у ремня, что обес-
печивает более плотное прилегание ремня к боковым поверхнос-
тям канавки.
Шкивы, работающие со скоростями свыше 5 м/с, должны быть
подвергнуты статической балансировке.
Гил J
Исполнение 1
Исполнение 2
Рис. 5.2. Типы шкивов плоскоременной передачи:
h — разность внутреннего и наружного диаметров (выпуклость)
142
ъскоременные передачи осуществляются с помощью плоских
й, представляющих собой в поперечном сечении прямо-
шк (см. рис. 5.1, а), ширина которого значительно превос-
толщину. Используют кожаные прорезиненные, хлопчато-
ные тканые, шерстяные тканые, пленочные ремни.
гни для быстроходных передач изготовляют бесконечными
гуты ми). Концы обыкновенных ремней соединяют склеива-
скреплением специальными скрепками или болтами. Вы-
it приводные ремни в зависимости от условий работы:
оские тканевые прорезиненные — применяют
редач, имеющих скорость 15... 30 м/с, изготовляются из бель-
различных марок или уточной шнуровой ткани и состоят из
льких слоев толщиной 1,25... 2,00 мм, соединенных резиной
тедующей вулканизацией. В зависимости от ширины могут
> от 2 до 9 слоев. Выпускаются с резиновыми обкладками
ху и снизу (толщина обкладок 1 ...6 мм) и без обкладок. Ши-
I ремней — 20... 1100 мм;
ожаные плоские — применяют для малых и средних мощ-
'ей, допускают скорости до 40 м/с, изготовляются из хребто-
части кожи шириной 10...650 мм, толщина ремней: одинар-
— 3... 6 мм, двойных, состоящих из двух склеенных ремней, —
. 10 мм;
лопчатобумажные цельнотканые пропитанные —
„пеняют для легко и средне нагруженных передач при скорос-
до 25 м/с, изготовляют четырех-, шести- и восьмислойными с
ниткой. Толщина четырехслойного ремня — 4,5 мм, ширина —
100 мм. Четырехслойные ремни рекомендуются для шкивов
метром не менее 140 мм. Шестислойные ремни толщиной
мм рекомендуются для шкивов диаметром не менее 200 мм,
этовляются шириной-50... 150 мм. Восьмислойные ремни тол-
пой 8,5 мм и шириной 100...250 мм рекомендуются для шки-
। диаметром 360 мм и более;
хлопчатобумажные бесконечные — применяют для
строходных передач, изготовляются бесконечные прошивные
прорезиненные ремни четырех-, шести- и восьмислойные шири-
Зй 20... 135, тканые полульняные двухслойные толщиной 1,75 мм
^шириной 15...55 мм, длина ремней составляет до 2000 мм;
ремни из синтетических материалов — изготов-
Кот ткаными из синтетических волокон со специальным покры-
гем шириной 10... 100 мм, длиной до 4500 мм; эти ремни рабо-
тал при скоростях до 75 м/с.
Выбор способа соединения концов плоского ремня зависит от
атериала, из которого он изготовлен.
Кожаные ремни склеивают по скошенным участкам
)ис. 5.3, а). Склеивание ведется в два слоя: кистью наносят слой
яея и дают ему подсохнуть в течение 5...6 мин, затем наносят
143
. второй слой, соединяют концы ремня и прокатывают роликом!
Склеенное место зажимают между двумя пластинами и просуши^
вают в течение 4...6 ч, затем ремень вытягивают в приспособлен
ние 10... 12 ч. Уступ должен располагаться по ходу ремня. !
Прорезиненный ремень расслаивают ножом и срезаюТ
уступами (рис. 5.3, б). Длина каждого уступа зависит от ширины
ремня: при ширине ремня до 150 мм — длина ступени до 90 мм;
при ширине ремнй 175... 250 мм — длина ступени 125 мм. На скле-
иваемые концы наносят 3 — 4 слоя клея, просушивая каждый слой.
Концы ремня соединяют, оставляя в стыках зазор около 1 мм, и
прокатывают роликом. Затем место склеивания вулканизируют при
температуре 125... 140°C при давлении свыше 0,4 МПа в течение
15...20 мин.
Хлопчатобумажные и шерстяные цельнотканые
ремни сшивают в стык, при больших нагрузках на стык накла-
дываются металлические пластины. Во избежание разлохмачива-
ния стык прошивают тонкой жильной струной по всей ширине
(рис. 5.3, в, г).
Сшивка производится в следующей последовательности:
пробойником пробивают отверстия диаметром 8... 10 мм рядами
в шахматном порядке на расстоянии 50... 60 мм в ряду и 15...20 мм
от края ремня. Число рядов составляет 2 — 5 (меньшие значения во
всех случаях для ремней шириной менее 80 мм, большие — для
ремней шириной 350...500 мм). Толщину сыромятной сшивки бе-
рут несколько меньшей диаметра отверстия.
Кожаные и прорезиненные ремни соединяют при
помощи жестких металлических элементов (рис. 5.3 д, е), приме-
няются при больших диаметрах шкивов и скоростях до 10 м/с, а
также в аварийных случаях. Осуществляются соединения скрепка-
Рис. 5.3. Способы соединения концов плоских ремней:
а — по скошенным участкам; 6 — по уступам; в, г — сшиванием встык; д, е —
жесткими металлическими элементами; ж — проволочными крючками с соеди-
нительным стержнем
144
юбками, металлическими угольниками, специальными бол-
специальными заклепками из меди. Для соединения этих
й возможно применение и шарнирных металлических соеди-
[, которые выполняют проволочными крючками (рис. 5.3, ж),
няемыми стержнями и другими соединителями на специ-
.IX аппаратах.
тиноременная передача (см. рис. 5.1, б) по сравне-
с плоскоременной имеет следующие преимущества:
зможность получения больших передаточных отношений
, реже до 10);
носительно небольшие межосевые расстояния;
еличение тяговой способности благодаря клиновидной фор-
:мня;
лее высокая надежность и компактность.
тиновые ремни имеют трапецеидальную форму попереч-
сечения. Бесконечные резинотканевые приводные ремни
товляют с тканевыми и шнуровыми кордами. Первые сле-
применять при относительно больших диаметрах шкивов,
рые — при малых диаметрах шкивов, а также при высоких
яростях.
Ремни изготовляют семи типоразмеров, они различаются воз-
дающими размерами поперечного сечения (типы О, А, Б, В,
Д, Е).
Поликлиновая ременная передача (см. рис. 5.1, в)
именяется при скоростях, не превышающих 40 м/с, и переда-
шом числе до 10. Ремень выполняется бесконечным резиновым
линовыми выступами на внутренней стороне и несущим слоем
корда.
Круглоременная передача (см. рис. 5.1, г) применя-
ли для передачи малых мощностей, ремни бывают кожаные,
опчатобумажные или текстильные прорезиненные диаметром
..8 мм.
Ременные передачи всех типов обладают рядом достоинств:
возможность передачи движения между валами, расположен-
ыми на значительном расстоянии;
плавность и бесшумность работы;
ограниченность передаваемой нагрузки, т. е. способность рем-
fl передавать нагрузку лишь до определенного ее значения (при
величении нагрузки сверх установленной происходит проскаль-
зывание ремня, что предохраняет механизм от поломки);
простота конструкции;
легкость обслуживания;
небольшая стоимость изготовления.
Наряду с перечисленными достоинствами ременная передача
имеет и некоторые недостатки:
значительные габаритные размеры;
145
непостоянство передаточного отношения из-за проскальзыва-
ния ремня (кроме зубчатоременных передач);
повышенное давление на валы и подшипники.
Сборка ременной передачи. Данный процесс включает в себя
сборку составного шкива, балансировку шкива, контроль вза-
имного расположения валов передачи, установку шкивов на
валы, натяжение ремней и контроль собранной ременной пе-
редачи.
Сборка составного шкива (рис. 5.4) заключается в соединении
его обода со ступицей с помощью резьбовых деталей 1 или закле-
пок 2. Перед установкой на вал составной шкив проверяют на
биение, вызывающее повышенную интенсивность износа подшип-
никовых опор. Кроме того, при больших частотах вращения бие-
ние шкивов приводит к возникновению вибраций, отрицательно
влияющих на работу механизма. Причинами биения шкива на валу
могут быть изгиб вала, некачественная механическая обработка
шкива, неправильная посадка шкива на вал при сборке. Проверку
на биение осуществляют при помощи рейсмаса-чертилки или
индикатора. В первом случае числовое значение биения устанав-
ливают щупом, а во втором — отсчетом по шкале индикатора.
Последовательность выполнения работ при этом следующая:
установить шкив на эталонный вал;
эталонный вал со шкивом установить в центрах;
на индикаторной стойке установить индикатор часового типа;
подвести ножку индикатора до касания с ободом шкива и дать
стрелке натяг на 2 — 3 оборота;
повернуть эталонный вал со шкивом в центрах и по отклоне-
нию стрелки индикатора определить соответствие радиального
биения шкива требованиям технических условий;
подвести ножку индикатора к торцевой поверхности шкива и
дать ей натяг на 2 — 3 оборота;
повернуть эталонный вал с установленным на нем шкивом в
центрах и по отклонению стрелки индикатора определить соот-
ветствие осевого биения требованиям технических условий.
Если шкив установлен на валу, который свободно вращается в
подшипниках и стремится остановиться после окончания враще-
ния в одном определенном положении, то это свидетельствует о
том, что его центр тяжести не совпадает с геометрической осью
вращения. Такое явление, называемое неуравновешенностью шки-
ва, приводит к возникновению в передачах маховых моментов,
которые способствуют повышению интенсивности износа под-
шипниковых опор. Поэтому перед установкой на вал шкивы дол-
жны быть специально отбалансированы, т. е. уравновешены таким
образом, чтобы центры их тяжести находились на оси вращения.
Балансировка шкивов может быть двух видов — статической и
динамической.
146
этической балансировке подвергают окончательно
уганные и собранные шкивы. Ее осуществляют на призмах,
IX и дисках (рис. 5.5).
ановка с параллельными призмами (см. рис. 5.5, а) пред-
ет собой две расположенные на плите параллельно друг другу
1 (тумбы), на которых закреплены призматические направ-
ке. Принцип балансировки на призмах основан на том, что
неуравновешенную деталь (шкив) установить на стенд так,
Ы ось ее вращения была перпендикулярна призмам, то сила
юти неуравновешенной массы создаст вращающий момент,
рый заставит деталь перекатиться по призмам. Когда неурав-
шенная масса займет крайнее нижнее положение, деталь бу-
гаходиться в состоянии покоя.
ля проведения балансировки на роликовых приспособлениях
рис. 5.5, б) деталь (шкив) устанавливают на оправку. На роли-
IX приспособлениях балансировке подвергают, как правило,
вы больших размеров, поэтому для ее проведения необходи-
использовать сборочные испытательные стенды.
балансировка на стенде с вращающимся диском (см. рис. 5.5, в)
шется наиболее совершенной, так как благодаря расположе-
Рис. 5.5. Схемы статической
балансировки:
а — на параллельных призмах; б — на роли-
ковых приспособлениях; в — с исполь-
зованием вращающихся дисков; а — угол,
влияющий на точность балансировки
Рис. 5.4. Составной шкив:
1 — резьбовая деталь; 2 —
заклепка
147
нию дисков в разйых плоскостях удается значительно уменьшить
угол а и, следовательно, повысить точность балансировки.
Статистическую балансировку с помощью этих устройств не-
обходимо выполнять следующим образом:
нанести на поверхности шкива шесть рисок, расположенных
под углом 60° друг от друга;
надеть шкив на, эталонный вал и установить вал на призмы
так, чтобы две противоположные риски находились в горизоп
тальной плоскости;
на некотором расстоянии от оси шкива закрепить груз массой
5... 10 г, затем массу груза постепенно увеличить до тех пор, пока
шкив не повернется на призмах. Массу груза, выводящую шкив in
равновесия, записать;
проделать то же самое для противоположной риски;
повернуть шкив на 60°, переведя в горизонтальную плоскость
следующие риски;
для рисок, приведенных в горизонтальную плоскость, провес-
ти разбалансировку так, как это описано выше;
вновь повернуть шкив на 60° и произвести разбалансировку для
последней пары рисок;
определить массу дисбаланса как разность между максималь-
ной и минимальной массой, выводящей шкив из равновесия;
закрепить на шкиве уравновешивающий груз, равный массе
дисбаланса на выбранном расстоянии от оси шкива со стороны
максимального груза, выводящего шкив из равновесия.
Этот метод балансировки позволяет уравновесить деталь отно-
сительно оси ее вращения, но не устраняет действия сил, стремя-
щихся повернуть продольную ось.
Произвести балансировку шкива можно двумя способами:
уменьшить массу более тяжелой части шкива;
увеличить массу более легкой части шкива.
Уменьшение массы осуществляется за счет высверливания ма-
териала шкива, а ее увеличение — путем высверливания матери-
ала шкива и заливки образовавшегося отверстия расплавленным
свинцом.
Динамическая балансировка производится с помо-
щью специального оборудования, на котором шкив раскручива-
ют до необходимой частоты вращения, после чего более точно,
чем при статической балансировке, с помощью приборов опре-
деляют место и значение изменения массы. При этом устраняется
действие сил, стремящихся повернуть продольную ось. Порядок
действий при динамической балансировке зависит от типа имею-
щегося оборудования и в данном учебнике не рассматривается.
Контроль взаимного расположения валов передачи производится
потому, что на качество работы передачи большое влияние ока-
зывает взаимное расположение шкивов, которое, в свою очередь,
148
«ительной степени зависит от взаимного расположения ва-
Впередаче. Параллельность осей шкивов (их расположение на
Параллельных валах) определяют при помощи стрелок и от-
рис. 5.6). Проверку при этом необходимо выполнять в следу-
» последовательности:
проверяемые валы установить стрелки 3, расположив их в
«калькой плоскости;
t стойке 1 закрепить отвес (шнур 2 с грузом 4);
редки на проверяемых валах переместить так, чтобы они кос-
ись шнура отвеса;
овернуть валы на 180° и проверить касание стрелок 3 шнура 2
1са. Если стрелки касаются шнура, то валы параллельны. Если
1лки (или одна из них) не касаются шнура, то валы не парал-
Ьны.
Проверить расположение валов ременной передачи можно и
гим, косвенным, методом. Для этого следует использовать ли-
ку и шнур с отвесом:
приложить ребро линейки к торцевым поверхностям шкивов,
нновленных на валах;
Определить при помощи щупа плотность прилегания;
Наличие зазора (щуп проходит между ребром линейки и тор-
й шкива) свидетельствует о непараллельное™ осей, а его ве-
чина определяет степень непа-
Ирлельности.
Вместо линейки можно ис-
Идьзовать отвес. В этом случае раз-
сть расстояний от отвеса до гор-
ода шкивов определяет непарал-
гьность осей валов ременной
Вредачи.
В После проверки взаимного рас-
Ьложения валов Передачи произ-
водят установку шкивов на валы.
I Установка шкивов на валы име-
ет особенность, состоящую в том,
его неразъемные шкивы ременных
иередач монтируют на концах ва-
1ов с использованием посадок с
катягом. Шейка вала под установ-
jty шкива должна быть выполнена
Цилиндрической или конической.
На цилиндрические шейки валов
шкивы устанавливают при помощи
клиновых (рис. 5.7, а) или при-
Рис. 5.6. Схемы контроля
параллельности валов:
Зматических (рис. 5.7, б) ШПОНОК. 1 — стойка; 2 — шнур; 3 — стрелки;
При установке шкива при помо- груз
Рис. 5.7. Установка шкивов на вал:
а — при помощи клиновой шпонки;
б — при помощи призматической
шпонки; в — на конической шейке
вала; г — при помощи шлицевого
соединения; 1 — буртик; 2 — шайба;
3 — стопорный винт
щи призматической шпонки и|
валу выполняют буртик 1, фик«
сирующий положение шкива В
осевом направлении. Во избсжа-
ние перемещения в осевом на-
правлении в процессе работы
шкив дополнительно крепят гай-
кой или шайбой 2 со стопорным
винтом 3. Такое же дополнитель-
ное крепление применяют при
установке шкива на конической
шейке вала (рис. 5.7, в). В случае
использования клиновых шпо-
нок дополнительного крепления
шкива не требуется.
Клиновые шпонки для уста-
новки шкивов применяют толь-
ко в тихоходных передачах, так
как они вызывают смещение оси
ступицы относительно оси вала,
что недопустимо в быстроходных
передачах. При небольшой дли-
не ступицы такое смещение мо-
жет привести к перекосу шкива
на валу. В случае использования
призматических шпонок также
происходит некоторое смещение
оси ступицы относительно оси
вала, но оно значительно мень-
ше, чем смещение при исполь-
зовании клиновых шпонок, по-
этому передачи с призматичес-
кими шпонками обеспечивают
большую точность. Если требу-
ется повышенная точность расположения шкива на валу, то при
его установке на шейку вала применяют шлицевое соединение
(рис. 5.7, г). Это соединение обеспечивает значительно большую
точность центрирования, чем шпоночное, и меньший износ по-
садочных мест в процессе эксплуатации.
Для установки шкивов на вал применяют различные винтовые
приспособления. Одним из них является винтовая скоба (рис. 5.8),
служащая для установки шкива на вал с помощью призматичес-
кой шпонки. Разъемный хомутик 1 приспособления надевают на
вал и упирают в буртик. Тяги 2 приспособления пропускают меж-
ду спицами шкива, а на его ступицу устанавливают прокладку 4.
При вращении винта 3 шкив постепенно напрессовывается на вал.
150
бежание перекоса при на-
ювке одновременно с враще-
I винта наносят легкие уда-
в прокладке, установленной
улице.
рследовательность работ при
(овке шкива на вал следу-
Рис. 5.8. Винтовая скоба:
— хомутик; 2 — тяга; 3 — винт;
4 — прокладка
1
^роверить посадочные разме-
Мвла;
^роверить соответствие разме-
формы посадочного отвер-
Игшкива требованиям чертежа;
ИЬтановить на посадочной шей-
ила шпонку (призматическую);
Истановить на посадочную шейку вала шкив;
И» соединении шкива с валом установить клиновую шпонку;
Иакрепить установленный шкив на валу, если в этом есть необ-
Иймость;
проверить взаимное расположение шкивов на валу.
шНатяжение ремней должно производиться во время их уста-
вки и в процессе эксплуатации, так как при работе ремен-
Й передачи в результате воздействия передаваемых нагрузок
«ень растягивается, уменьшается его натяжение, а следова-
ьно, и сила сцепления со шкивом, что ведет к проскальзы-
«ию ремня.
Натяжение ремня передачи осуществляется за счет перемеще-
ВЯ ведущего шкива, расположенного на электродвигателе, со-
вестно с последним. Чтобы обеспечить перемещение электро-
ггателя, его устанавливают на специальных салазках (рис. 5.9, а)
бо на плите. В первом случае при вращении винта 2 электро-
игатель перемещаемся по направляющим плиты 1. Если натяже-
ие ремня осуществляют с помощью электродвигателя, располо-
внного на качающейся плите (рис. 5.9, б), вращают одну из гаек
Инга 5 и заставляют электродвигатель 4 вместе с плитой 3 пово-
ичиваться вокруг оси. После того как будет обеспечено заданное
(атяжение ремня, положение электродвигателя фиксируют вто-
юй гайкой винта 5.
< Если в передаче для натяжения ремней используют ролики, ре-
улировку натяжения осуществляют следующим образом (рис. 5.9, в):
установить стойку 9 натяжного устройства;
в паз стойки 9 установить рычаг 7 натяжного устройства;
ввести ось в отверстия стойки 9 и рычага 7;
установить шплинты, предупреждающие самопроизвольное
мещение оси;
в паз рычага 7 установить натяжной ролик 6;
в
Рис. 5.9. Способы натяжения ремня в ременной передаче:
а — перемещением двигателя на специальных салазках; б — с использованием
качающейся плиты; в — при помощи натяжных роликов; 1 — плита; 2, 5— винты;
3 — качающаяся плита; 4 — электродвигатель; 6 — натяжной ролик; 7 — рычаг;
8 — груз; 9 — стойка
в отверстия рычага 7 и натяжного ролика 6 установить ось;
установить шплинт, предупреждающий самопроизвольное сме-
щение оси;
во втором плече рычага 7 установить груз 8 противовеса;
перемещая противовес, добиться, чтобы ремень передачи имел
прогиб, соответствующий требованиям технических условий на
сборку;
зафиксировать положение груза.
Для этих же целей можно использовать ролики, оси которых
после натяжения ремня закрепляют неподвижно. Такие устрой-
ства проще и дешевле в изготовлении. Однако устройства с кача-
ющимся роликом обеспечивают автоматическое натяжение рем-
ня в процессе работы передачи, хотя и являются более сложными
и дорогими.
Натяжные ролики применяют главным образом для плоско-
ременных передач. При использовании клиноременных передач
такие устройства находят применение в тех случаях, когда при
малом межосевом расстоянии и большом передаточном отно-
шении необходимо увеличить угол обхвата ремнем малого шкива.
Применение натяжных роликов в ременных передачах позволя-
ет без увеличения габаритных размеров обеспечить передачу
152
Шей мощности, уменьшить давление на опоры валов, про-
ь срок службы ремня, облегчить установку последнего на
онтаж натяжного устройства необходимо выполнять в следу-
й последовательности:
тановить стойку натяжного устройства;
паз стойки установить рычаг натяжного устройства;
1ести ось в отверстия стойки и рычага;
тановить шплинты, предупреждающие самопроизвольное
(ение оси;
паз рычага установить натяжной ролик;
отверстия рычага и натяжного ролика вставить ось;
становить шплинт, предупреждающий самопроизвольное сме-
не оси;
а втором плече рычага установить груз противовеса;
«двести натяжной ролик к ремню иередачи;
:еремещая противовес, добиться, чтобы ремень передачи имел
.гиб, соответствующий требованиям технических условий на
«рку;
зафиксировать положение груза.
Контроль собранной ременной передачи сводится к определению
шени натяжения ремня на шкивах передачи, так как слабое его
гяжение приводит к повышенному проскальзыванию ремня,
а ведет к изменению передаточного отношения передачи в сто-
ну его уменьшения. Чрезмерное натяжение ремня приводит к
вышению его давления на опоры подшипников и, как след-
вие, к более быстрому их износу, что может привести к уско-
нному выходу передачи из строя. В технических условиях на ремен-
,то передачу обычно задается усилие (50... 100 Н), под воздей-
вием которого ремень передачи должен иметь соответствующий
югиб.
; Контроль необходимо выполнять следующим образом:
на образующую шкивов установить линейку;
к ремню, на одинаковом расстоянии от осей шкивов, при по-
ющи динамометра приложить усилие, величина которого указа-
ла в технических условиях;
измерить расстояние от места приложения усилия до линейки,
'становленной на образующих шкивов (это расстояние должно
«ответствовать величине прогиба, указанной в технических ус-
ювиях).
Регулируют силу натяжения ремня одним из описанных ранее
пособов.
? Так как ременная передача состоит из вращающихся дета-
лей, необходимо обеспечить безопасность ее эксплуатации. После
^монтажа передачи, ее регулирования и проверки необходимо
•предусмотреть установку ограждений, исключающих возмож-
153
Таблица 5.1
Основные дефекты ременной передачи, их причины,
способы устранения и предупреждения
Дефект Причина Способ предупреждения и устранения
Проскальзывание ремня Недостаточное натяжение ремня вследствие его вытягивания Увеличить натяжение ремня
Повышенный нагрев ремня и шкивов Ремень натянут излишне сильно Ослабить натяжение ремня
Повышенный нагрев натяжного ролика Отсутствие смазки в подшипнАах ролика Износ или поломка подшипника ролика Смазать подшипник ролика Подшипник ролика заменить
Плоский ремень сходит со шкива Непараллельность осей шкивов Несовпадение средних плоскостей шкивов Значительное радиальное или торцевое биение шкива Недостаточное натяжение ремня Ремень сшит косо Устранить непараллельность осей Отрегулировать совпадение плоскостей торцов шкивов Перепрессовать шкив на валу; устранить биение протачи- ванием шкива; проверить балансировку и при необхо- димости устранить дисбаланс Увеличить натяжение ремня Перешить ремень
ность попадания рабочего в зону работы передачи. В качестве
ограждений используют, как правило, кожухи различных кон-
струкций.
После сборки ременной передачи, ее регулировки и обкатки
возможно появление различного рода дефектов, основные при-
чины которых и способы устранения приведены в табл. 5.1.
5.2. Цепные передачи и их сборка
Цепная передача состоит из двух зубчатых колес, называемых
звездочками, которые расположены на некотором расстоянии друг
от друга и огибаются цепью. Благодаря сцеплению цепи с зубьями
звездочек вращательное движение ведущей звездочки преобразу-
ется во вращательное движение ведомой звездочки. Если цепная
154
»ча работает при больших нагрузках и скоростях, ее поме-
В специальный кожух — картер, который заполняют маслом,
сное и обильное смазывание защищает передачу от загряз-
и уменьшает шум при ее работе. Кроме того, кожух, закры-
ащающуюся часть передачи, обеспечивает безопасную экс-
Щию последней.
ависимости от назначения цепные передачи делятся на три
грузовые (для подъема грузов), тяговые (для перемещения
0 и приводные (для передачи движения от двигателя к не-
дельному механизму).
^Процессе работы цепь передачи в результате износа шарни-
S растяжения пластин вытягивается, что приводит к необ-
мости периодического регулирования силы ее натяжения.
Жение цепи, также как и натяжение ремня в ременной
даче, может осуществляться изменением межцентрового
тояния либо за счет смещения одной из звездочек переда-
либо за счет применения специальных натяжных звездочек
бликов.
То сравнению с ременными передачами цепные обладают ря-
: преимуществ:
ггсутствие проскальзывания цепи;
компактность (ширина цепной передачи значительно меньше
[рины ременной);
уменьшая нагрузка на валы и подшипниковые опоры, так как
'Требуется большого предварительного натяжения цепи;
высокий КПД, достигающий 0,98.
Наряду с достоинствами цепная передача имеет существенные
достатки, ограничивающие ее применение:
удлинение цепи в процессе ее эксплуатации, являющееся при-
пой неравномерного хода передачи;
возникновение (в связи с переменными ускорениями в эле-
нтах цепи) динамических нагрузок, возрастающих с увеличе-
ем скорости цепи и уменьшением числа зубьев на меньшей из
„ездочек;
шум при работе;
сложность эксплуатации.
В большинстве случаях цепную передачу применяют, когда ис-
ользование зубчатой невозможно из-за больших межцентровых
асстояний, а ременную нельзя применять в связи с требования-
да постоянства передаточного отношения. Наиболее распростра-
нено ее применение при передаче мощностей до 100 кВт при ок-
ружных скоростях до 15 м/с.
Цепи цепной передачи называют приводными. В зависимости
т конструкции различают втулочные, роликовые, зубчатые и
фасоннозвенные цепи. Основными параметрами цепи являются
ее шаг (расстояние между осями двух ближайших шарниров),
155
ширина и разрушающая нагрузка, которая устанавливается опыт
ным путем.
Втулочная цепь (рис. 5.10, а) в зависимости от передаваемой
нагрузки может быть одно- и двухрядной. Втулочные цепи просты
по конструкции, имеют небольшую массу и дешевы в изготовле-
нии. Однако вследствие недостаточной износоустойчивости их
применение ограничено — при окружных скоростях до 10 м/с. Цепь
состоит из внутренних пластин 3, напрессованных на втулку 2,
которая свободно вращается на валике 1 с напрессованными на-
ружными пластинами 4.
Роликовая цепь (рис. 5.10, б) в зависимости от условий эксплу-
атации и передаваемых мощностей может быть нескольких видов:
однорядной (нормальной, длиннозвенной облегченной, усилен-
ной), многорядной, с изогнутыми пластинами. Конструктивно
роликовая цепь отличается от втулочной тем, что на ее втулках 2
устанавливают свободно вращающиеся ролики 5, заменяя тем са-
мым трение скольжения трением качения.
4
I2WKSI
ISSSSSSM
kwil
\wsjsssss/a\
Рис. 5.10. Типы цепей:
a — втулочная; б — роликовая; в — зубчатая; г, д — фасоннозвенная; 1 — валик;
2 — втулка; 3 — внутренняя пластина; 4 — наружная пластина; 5 — ролик
IMI
ismi
lisssssi
156
^^йя передачи больших мощностей применяют цепи двухряд-
трехрядные и четырехрядные. Они собираются из обыч-
^^И|звеньев, соединенных удлиненными валиками. Применя-
также цепи тяжелого типа. Роликовые цепи допускают
^^Вбсти до 15 м/с.
^^Шрбчатая цепь (рис. 5.10, в) работает с меньшим шумом, чем
^^Кковая и втулочная, так как ее конструкция обеспечивает
^^Кше условия зацепления с зубьями звездочек. Недостатком
^^катых цепей является большая по сравнению с втулочными
^^ликовыми цепями масса и высокая стоимость изготовления
^Икновном эти цепи используют для передачи больших мощ-
^Икгей).
^^Ввенья цепи состоят из набора пластин 3 и 4 (число последних
^Икделяется шириной цепи). Каждая пластина имеет два выступа
^Ирадину между ними для зуба звездочки. Конструкция цепи обес-
^^вивает в шарнирах трение качения. Зубчатые цепи допускают
^Ивоту с окружными скоростями до 30 м/с.
^К&Фасоннозвенные цепи (рис. 5.10, г, д) применяют при передаче
^юлылих мощностей при малых окружных скоростях (3... 4 м/с)
^Вкак правило, в условиях, не обеспечивающих достаточную
^Казку и защиту от загрязнения. Эти цепи просты по конструкции
Ирегко ремонтируются, что обусловливает их применение в сель-
скохозяйственном машиностроении.
Различают штыревые (см. рис. 5.10, г) и крючковые (см. рис.
иО, Э) фасоннозвенные цепи. В штыревых цепях соединение
лунных литых звеньев осуществляется изготовленными из стали
^Врки СтЗ штырями, которые после установки шплинтуются.
Ирз ю ч к о в а я цепь состоит из звеньев, отлитых из чугуна или
Ивтампованных из стальной полосы (сталь ЗОГ), и не содержит
Исполнительных деталей. Соединение звеньев осуществляется за
Икет их взаимного наклона под углом 60°.
И С целью предупреждения износа цепей и передачи в целом
Необходимо производить смазывание. Для ответственных силовых
Передач, работающих при скоростях до 8 м/с, применяют картер-
йое смазывание методом погружения в масляную ванну. Если ок-
ружные скорости передачи превышают 8 м/с, пользуются мето-
Иром принудительного циркуляционного смазывания с помощью
масляного насоса. При недостаточной герметичности картера и
Вскорости работы передачи, превышающей 8 м/с, применяют спо-
Соб внутришарнирного смазывания консистентной смазкой; сма-
Взывание осуществляют периодически через 120... 180 ч работы. Если
окружная скорость не превышает 4 м/с, а передача работает с
^перерывами, применяют периодическое (через 6...8 ч работы)
/смазывание ручными масленками.
> Звездочки цепной передачи в зависимости от размера и назна-
чения могут выполняться цельными и составными. Звездочки вту-
I
157
лочных и роликовых цепей имеют небольшую ширину и вы поле
н'яются обычно из двух частей — диска с зубьями и ступи iu>l|
которые в зависимости от материала свариваются или соедини юте
ся болтами либо зацепками. Звездочки зубчатых цепных передач
и передач фасоннозвёнными цепями имеют большую ширину; и»
как правило выполняют цельными.
Для уменьшения износа цепи и снижения шума при работе
передачи зубчатый венец звездочки в некоторых случаях изготов-
ляют из пластических масс. С металлической ступицей зубчатый
венец в этом случае соединяют с помощью паза типа «ласточкин
хвост», имеющего несколько поперечных углублений для уста-
новки венца.
К сборке цепных передач предъявляются следующие техничес-
кие требования:
оси валов, на которых расположены звездочки, должны быть
взаимно параллельны (допускаемое отклонение 0,1 мм на длине
1000 мм);
звездочки не должны быть смещены относительно друг друга
в плоскости движения цепи (допускаемое смещение звездочек
1 ...2 мм на каждые 1000 мм длины);
пластины цепи должны быть параллельны между собой;
натянутая на звездочках цепь должна иметь стрелу прогиба
при горизонтальном расположении передачи 0,02 А, а при вер-
тикальном ее расположении — 0,002 А, где А — межцентровое
расстояние;
шаг цепи должен строго соответствовать шагу звездочки, так
как звенья цепи могут набегать на зубья звездочек и вызывать
поломку зубьев или обрыв цепи;
передача должна работать плавно, без рывков.
Сборка цепной передачи заключается в монтаже звездочек
(цельных и сборной конструкции), цепей и контроле качества
сборки.
Монтаж на вал цельных звездочек основан на применении по-
садки с натягом. Для обеспечения фиксации звездочек на валу
используют шпоночные соединения и штифтование ступицы звез-
дочки на валу. При монтаже звездочки на вал с призматической
шпонкой ее напрессовывают с помощью молотка и оправки. Для
того чтобы облегчить напрессовку, шейку вала смазывают маслом.
При напрессовке необходимо следить за тем, чтобы шпонка свобод-
но входила в шпоночный паз ступицы звездочки во избежание
образования на поверхности паза задиров. Напрессованную на вал
звездочку фиксируют от возможного перемещения в осевом на-
правлении стопорным винтом, самоотвинчивание которого пре-
дотвращают с помощью контргайки.
Для того чтобы выставить звездочку в осевом направлении и
обеспечить совпадение плоскости звездочки с плоскостью, в ко-
158
роисходит движение цепи, необходимо отпустить контр-
: стопор, а затем, нанося легкие удары молотком через
гку, установить звездочку в заданной плоскости.
ааж цельных звездочек на вал необходимо выполнять в
щей последовательности:
Верить соответствие размеров и формы посадочного места
;го вала требованиям чертежа;
верить соответствие размеров и формы посадочного места
:й звездочки требованиям чертежа;
[ной из стенок ступицы просверлить отверстие под стопор-
янт;
?верстии под стопорный винт нарезать резьбу;
ановить шпонку на ведущий вал;
ггнать паз ступицы по шпонке;
ановить ведущую звездочку на вал;
шксировать положение ведущей звездочки на валу при по-
стопорного винта и контргайки;
шерить осевое биение ведущей звездочки на валу;
оверить радиальное биение ведущей звездочки на валу;
оверить соответствие размеров и формы посадочного места
того вала требованиям чертежа;
юверить соответствие размеров и формы посадочного места
мой звездочки требованиям чертежа;
одной из стенок ступицы просверлить отверстие под устано-
ый штифт;
шрессовать ведомую звездочку на вал;
спользуя отверстие в ступице в качестве кондуктора, про-
длить одновременно отверстие в валу и второй стенке сту-
ы;
азвернуть отверстие под установочный штифт одновременно
улице и валу;
'становить штифт-.в развернутое отверстие;
Проверить ведомую звездочку на осевое и радиальное биение;
проверить совпадение плоскостей вращения ведущей и ведо-
ft звездочек;
при несовпадении плоскостей вращения звездочек отпустить
»порный винт ведущей звездочки и отрегулировать ее положе-
в относительно ведомой, устанавливая или удаляя прокладку
жду ступицей ведущей звездочки и заплечиком вала;
затянуть стопорный винт с контргайкой.
"Монтаж на вал звездочек сборной конструкции (рис. 5.11) необ-
димо выполнять в следующей последовательности:
проверить соответствие размеров и формы посадочного места
дущего вала требованиям чертежа;
проверить соответствие размеров и формы посадочных мест
улицы звездочки требованиям чертежа;
159
Рис. 5.11. Сборка звездочки
цепной передачи:
1 — заклепка; 2 — штифт; 3 —
ступица; 4 — зубчатый венец
проверить размеры и форму гкм
дочного места зубчатого венца звезд»
ки требованиям чертежа;
в зубчатом венце 4 звездочки щ:
сверлить отверстия под временные бе
ты для
соединения
зубчатого
венца
ступицы звездочки;
напрессовать зубчатый венец 4
ступицу 3 звездочки;
используя отверстия под времен
ные болты в зубчатом венце в качв
стве кондуктора, сверлить отверспи
под временные болты в ступице звет
дочки;
установить временные болты в от-
верстия ступицы и венца звездочки v
затянуть их сначала предварительно, й
затем окончательно;
установить собранную звездочку на эталонный вал;
эталонный вал с собранной звездочкой установить в центрах;
во впадину между зубьями звездочки установить калибр-пробку;
ножку индикатора, установленного на стойке, ввести в кон-
такт с калибром, установленным во впадину между зубьями вен-
ца звездочки и дать стрелке натяг на 2—3 оборота, показания
индикатора записать;
поднять ножку индикатора и, не меняя его положения, повер-
нуть в центрах вал с установленной на нем звездочкой и устано-
вить калибр в следующую впадину, показания индикатора вновь
записать;
операцию повторять записывая показания индикатора для всех
впадин зубчатого венца;
разность между максимальным и минимальным показаниями
индикатора определяет величину радиального биения;
если полученная величина радиального биения превышает ве-
личину, заданную техническими условиями на сборку, снять вре-
менные болты;
развернуть зубчатый венец относительно ступицы на угол, крат-
ный количеству временных болтов;
вновь установить временные болты и затянуть их сначала пред-
варительно, а затем окончательно;
вновь проверить собранную звездочку на радиальное биение
(работу повторяют до тех пор, пока радиальное биение не будет
соответствовать требованиям технических условий);
поочередно удалить временные болты;
развернуть отверстия и установить постоянные болты или зак-
лепки 1.
160
^юследовательность установки составной звездочки на вал та-
как и цельной. Фиксация звездочки на валу осуществляет-
^Нпфтом 2.
^^Ьнтроль радиального и осевого биения звездочек произво-
дили помощи индикатора на стойке или при помощи штих-
^Ки щупа.
^юавильность зацепления цепи с зубьями звездочек зависит от
^много расположения осей валов цепной передачи и взаимно-
^кшоложения звездочек. Проверку совпадения плоскостей вра-
^ия звездочек выполняют при помощи шнура, а при Неболь-
межцентровых расстояниях (до 1000 мм) пользуются линей-
Прикладывая ребро линейки к торцу одной из звездочек,
^веряют наличие зазора между торцом второй звездочки и
МЬом линейки при помощи щупа. Звездочку при этом необхо-
ИЕо поворачивать, чтобы определить зазор при различных ее
^Вожениях.
^шМонтаж цепей производится в следующем порядке.
ИПеред началом монтажа с цепи необходимо удалить консерви-
^щую смазку, затем цепь следует промыть и просушить (сушку
Инчно осуществляют при помощи сжатого воздуха). После про-
Ирэки и сушки цепь подгоняют по длине в соответствии с черте-
ш передачи. Перед подгонкой цепи освобождают от шплинтов
и запирающей пластины замыкающее звено цепи и снимают
>, отсоединяя группу лишних звеньев. После этого приступают
монтажу цепи, который осуществляют с помощью предвари-
ДЙьно снятого соединительного (замыкающего) звена, имеюще-
лва валика. Однако этим звеном можно соединить только цепи,
Имеющие четное число звеньев. В случае необходимости монтажа
пи с нечетным числом звеньев применяют переходное звено,
единение концов цепи производится либо на верстаке, либо
посредственно на сборочной единице. На сборочной единице
пь собирают в тех случаях, когда цепь в собранном виде не мо-
Кт быть одета на звездочки передачи, например, когда звездочка
ходится внутри корпуса. При соединении концов роликовых и
Тулочных цепей непосредственно на сборочной единице приме-
ряют рычажные (рис. 5.12, а) и винтовые (рис. 5.12, б, в) стяжки.
Пластинчато-зубчатые цепи также сначала надевают на звез-
Почки, а их концы стягивают с помощью специальных стяжек и
гоединяют.
!> Фасоннозвенные цепи собирают путем последовательного со-
единения звеньев, не используя специальных крепящих устройств,
три этом надо следить, чтобы крючки были направлены в сторо-
иу движения цепи.
F Цепь в передаче должна быть установлена так, чтобы ее веду-
шая нижняя ветвь не быта сильно натянута (цепь с небольшим
^Провисанием правильно ложится на зубья звездочки); это умень-
6 Покровский 161
Рис. 5.12. Стяжки для соединения концов цепи:
а — рычажная; б, в — винтовые
шает удары между зубьями звездочки и звеньями цепи, обеспечи-
вая плавную работу передачи и значительно меньший износ цепи.
Помимо того правильное натяжение цепи позволяет снизить на-
грузки на детали передачи. Провисание цепи передачи зависит от
расположения цепи и расстояния между осями звездочек.
Наиболее часто в цепных передачах применяют втулочные и
роликовые цепи, установку которых необходимо выполнять в сле-
дующей последовательности:
определить необходимую для данной передачи длину цепи;
освободить замыкающее звено от шплинтов или запирающей
пластины;
снять с цепи замыкающее звено;
выступающий конец соединительного валика перед последним,
лишним звеном цепи спилить;
выбить валик со спиленным концом и отсоединить лишнюю
группу звеньев;
установить на цепь снятое замыкающее звено и зашплинтовать;
установить цепь на звездочках;
стянуть концы цепи специальным приспособлением;
соединить замыкающее звено со вторым концом цепи и зашп-
линтовать его;
проверить качество сборки передачи, проворачивая ее от руки;
проверить натяжение цепи на соответствие стрелы провисания
требованиям технических условий.
Контроль качества сборки осуществляют, вращая звездочку вруч-
ную или при помощи рычага. Таким способом проверяют плав-
162
гь и легкость хода передачи. При вращении передачи цепь не
Кна соскакивать, а каждое ее звено должно легко садиться на
звездочки и легко сходить с него. Правильность сцепления
j и звездочки определяют внешним осмотром. После испыта-
передачи отпечатки от трения втулок и роликов о зубья звез-
да должны быть одинаковыми на всех зубьях и занимать при-
штельно 1/3 высоты зуба.
5.3. Зубчатые передачи и их сборка
^Зубчатая передача — это механизм для передачи вращательно-
движения и изменения частоты и направления вращения, а
эке преобразования вращательного движения в поступательное,
редача может состоять из зубчатых колес, зубчатого колеса и
1ки, либо из червяка и червячного колеса. Зубчатые передачи
вают открытого и закрытого типа. Вращение ведущего зубчато-
колеса преобразуется во вращение ведомого зубчатого колеса
гем нажатия зубьев первого на зубья второго. Зубчатые переда-
могут быть встроены в механизм, машину или выполнены в
je самостоятельного агрегата — редуктора.
Зубчатые передачи получили широкое распространение в свя-
с преимуществами перед другими видами передач:
‘ высокий КПД, который достигает 0,99;
й; возможность применения при окружных скоростях до 150 м/с
В1Я передачи мощностей от долей киловатта до десятков тысяч
шловатт;
у высокая кинематическая точность;
точность изготовления;
' надежность и долговечность работы в различных условиях экс-
‘луатации.
В зависимости от формы профиля зуба передачи бывают эволь-
ентными, с зацеплением Новикова, циклоидными. Наибольшее
аспространение получили зубчатые передачи с эвольвентным
ацеплением. Основные элементы зубчатого зацепления показаны
а рис. 5.13 на примере прямозубой цилиндрической зубчатой пе-
едачи с эвольвентным торцевым профилем зуба:
профиль зуба — кривая, по которой очерчена боковая по-
верхность зуба;
начальная окружность (Д) — соприкасающиеся друг с
Другом окружности, имеющие общие центры с сопряженными зуб-
чатыми колесами и катящиеся одна по другой без скольжения;
полюс зацепления — точка касания начальных окруж-
ностей сопряженной пары зубчатых колес;
делительная окружность (в большинстве случаев со-
впадает с начальной) — окружность зубчатого колеса, на кото-
163
Рис. 5.13. Основные
элементы зубчатого
зацепления:
Dg — основная окружноетъ;
Dr — начальная окружное iъ;
h — высота зуба; £ — дли пи
зацепления; S — толщипи
зуба; — основной шаг; /
окружной шаг
рой шаг и угол зацепления равны соответственно шагу и углу
инструмента, которым нарезают зубчатое колесо;
основная окружность (Z>0) — окружность, описанная
вокруг центра зубчатого колеса, обкатываясь по которой произ-
водящая линия очерчивает профиль зуба колеса;
линия зацепления — линия, которая очерчивает про-
филь зуба;
окружной шаг (1) - расстояние между двумя одноимен-
ными точками двух соседних профилей зубьев, измеренное по де-
лительной окружности;
основной шаг (/0) — расстояние между одноименными
точками двух соседних зубьев, измеренное по нормали к ним;
толщина зуба (S) — длина дуги окружности между двумя
разноименными профилями одного зуба, измеренная по дели-
тельной окружности;
длина зацепления (£) — отрезок линии зацепления меж-
ду началом и концом фактического касания сопряженных про-
филей;
модуль — величина, численно равная отношению диаметра
делительной окружности к числу зубьев колеса.
В зависимости от взаимного расположения геометрических осей
валов в пространстве зубчатые передачи классифицируют следу-
ющим образом:
передачи с параллельными осями валов (осуществляются ци-
линдрическими зубчатыми колесами);
передачи с пересекающимися осями валов (осуществляются
коническими зубчатыми колесами);
передачи со скрещивающимися осями валов (осуществляются
цилиндрическими зубчатыми колесами с винтовыми зубьями,
коническими зубчатыми колесами с винтовыми зубьями, червяч-
ным колесом и червяком).
Цилиндрические зубчатые передачи с параллельными осями валов
бывают прямозубыми (рис. 5.14, а), косозубыми и шевронными
(5.14, б). Прямозубые зубчатые передачи широко применяют в
164
Рис. 5.14. Виды зубчатых передач:
^Цилиндрическая прямозубая; б — цилиндрическая с шевронными зубьями;
^коническая прямозубая; г — коническая с винтовым зубом; д — червячная
Июбках скоростей и редукторах. Зубья шестерен и колес такой
Ирдачи параллельны осям валов. В цилиндрической косозубой
Ирдаче вход зубьев в зацепление обеспечивает плавность работы
Ведачи, а большое число одновременно находящихся в зацеп-
Мии зубьев — передачу значительных мощностей. В то же время
Йон зубьев исключает возможность переключения колес пу-
К[ перемещения шестерни на валу, а также требует опор, спо-
ных воспринимать осевую нагрузку. В цилиндрической шеврон-
Вй зубчатой передаче шестерня и колесо по ширине состоят
Двух участков с зубьями, имеющими левый и правый наклон,
ртих передачах осевая сила, действующая на вал, отсутствует, и
й способны передавать очень большие мощности.
шКонические и гипоидные (конические винтовые) зубчатые пере-
чи с перекрещивающимися осями валов (рис. 5.14, в, г) изготовля-
Вг с прямыми, тангенциальными или криволинейными зубьями.
Соответствии с формой зубьев возрастают плавность, бесшум-
Ьсть и нагрузочная способность передачи, но затрудняется изго-
Ввление зубчатых конических колес.
К Червячные зубчатые передачи со скрещивающимися осями валов
вис. 5.14, д) бывают с цилиндрическим и глобоидным червя-
вэм. В передачах с глобоидным червяком (вогнутой формы) в
Цепление одновременно входят 5—7 зубьев, в то время как в
ере дач ах с цилиндрическим червяком — 1—2 зуба. Поэтому у
вюбоидных передач КПД и передаваемая мощность выше, чем у
Передач с цилиндрическим червяком. Однако глобоидные червя-
Й сложнее в изготовлении и сборке, что ограничивает их при-
менение.
Р Угол скрещивания осей червяка и червячного колеса, как пра-
вило, составляет 90°.
165
В зависимости от рабочей скорости различают следующие iyl
чатые передачи:
тихоходные — окружная скорость до 3 м/с;
быстроходные — окружная скорость свыше 15 м/с.
Точность изготовления зубчатых колес подразделяется на I
степеней. В машиностроении применяют в основном передачи 6 «
9-й степеней точности:
к 6-й степени точности относятся передачи высокой точности
работающие с большими окружными скоростями;
к 7-й степени точности относятся передачи нормальной точнос ти
к 8-й степени точности относятся передачи средней точносч
к 9-й степени точности относятся тихоходные передачи пони»
женной точности.
Независимо от степени точности установлено шесть видов со»
пряжений зубчатых колес в передаче и восемь видов допуска на
боковой зазор.
Для зубчатых передач установлено шесть классов отклонения
межосевого расстояния.
Технические требования к зубчатым передачам в значительной
степени зависят от их назначения. Кинематическая точность зуб-
чатых передач характеризуется тремя основными параметрами:
погрешностью угла поворота колеса при его зацеплении с эта-
лонным зубчатым колесом;
плавностью работы зубчатого колеса;
контактом зубьев (точностью расположения пятна контакта
сопряжения зубьев зубчатых колес в передаче).
Независимо от квалитета зубчатых колес и точности передачи
установлены нормы на боковой зазор в зубчатых колесах. Боковой
зазор, компенсируя возможные ошибки в размерах зубьев и не-
точность межосевого расстояния зубчатой передачи, а также воз-
можные отклонения формы и размеров зубьев вследствие их на-
гревания, приводит, однако, к появлению ударов в процессе ра-
боты передачи и является причиной мертвого хода. Поэтому к
боковому зазору предъявляют следующие требования:
его величина не должна превышать предельную, так как в про-
тивном случае возможно заклинивание зубьев зубчатых колес в
процессе эксплуатации передачи или нарушение плавности рабо-
ты передачи;
размер зазора должен быть таким, чтобы мертвый ход был
минимальным.
Допускаемое значение бокового зазора для зубчатых передач в
зависимости от характера сопряжения указывается в соответству-
ющих справочниках. В цилиндрических зубчатых передачах боко-
вой зазор измеряют в сечениях, перпендикулярных направлению
зуба, в конических — по направлению, перпендикулярному по-
верхности зубьев у большего основания делительного конуса.
166
^Ввацеплении боковой зазор устанавливают тем больше, чем
^ВЬ обработаны зубья зубчатых колес.
^зубчатым колесам, поступающим на сборку, и к самим
^тым передачам предъявляют следующие технические тре-
^(ия:
^Ирья колес при контроле на краску должны иметь поверхность
^Кщта размерами не менее 0,3 длины зуба и 0,6 — высоты;
^Ииение колес (как радиальное, так и торцовое) не должно пре-
^Ввдить пределов, установленных техническими условиями для
^Враемой передачи;
Ки валов под зубчатые колеса должны быть взаимно парал-
^Кны (для цилиндрической передачи) или взаимно перпенди-
И|рны (для конической передачи) и лежать в одной плоскости;
Ииежду зубьями колес должен иметься зазор, размер которого
И|сит от степени точности передачи и определяется по табли-
соответствующих справочников;
вобранная сборочная единица должна быть испытана на холо-
Им ходу и под нагрузкой и обеспечивать плавность и бесшум-
Вкгь работы передачи, а также умеренный нагрев подшипнико-
гопор.
Точность изготовления зубчатых колес и сборки передачи дол-
Кы соответствовать требованиям соответствующих стандартов.
Прежде чем приступить к сборке узла с зубчатыми передача-
В> необходимо проверить соответствие элементов зубчатых ко-
требованиям технических условий.
При входном контроле
чатых колес (на примере
Влиндрического зубчатого
fceca) необходимо прове-
ть следующие параметры:
грешность основного шага,
грешность окружного шага,
Идиальное биение; толщи-
w зуба, смещение исходного
вонтура, длину общей нор-
Кали.
I Контроль погрешности ос-
ювного шага осуществляют с
к>мощью специального при-
к»ра — шагомера (рис. 5.15).
Измерительный наконечник 1
Яодвешен на плоских пружи-
нах. Его перемещение фикси-
руется отсчетным устрой-
ством 2, представляющим со-
5ой индикатор часового типа
160
Ito
Рис. 5.15. Шагомер основного шага:
1 — измерительный наконечник; 2 —
отсчетное устройство; 3 — винт устано-
вочный; 4 — опорный наконечник; 5 —
измерительный наконечник
167
Рис. 5.16. Шагомер
окружного шага:
1 — корпус; 2, 9 — винты;
3 — индикатор; 4 — подвес;
5 — угловой рычаг; 6. 10 —
опорные ножки; 7— подви-
жный наконечник; 8 — Пе-
реставной наконечник
с ценой деления 0,001 мм. Второй измерительный (подвижный)
наконечник 5устанавливают винтом 3 в необходимое положение,
которое определяется модулем контролируемого зубчатого колеса.
Опорный наконечник 4 поддерживает прибор при измерениях и
обеспечивает расположение линии зацепления по нормали к про-
филям зубьев. Шагомер настраивают при помощи блока концевых
мер длины, размер которого равен размеру основного шага.
Контроль погрешности окружного шага производят также при
помощи шагомера (рис. 5.16). Переставной наконечник 8переме-
щается относительно шкалы корпуса 1 и закрепляется неподвиж-
но винтом 9. Подвижный наконечник 7 закреплен на подвесе 4 и
через угловой рычаг 5 передает движение индикатору 3, фиксиру-
ющему отклонение равномерности шага. Опорные ножки 6 и 10
перемещаются и закрепляются винтами 2.
Установка переставного наконечника на заданный размер осу-
ществляется при его перемещении относительно корпуса до со-
впадения штриха, нанесенного на наконечник, со штрихом шка-
лы, соответствующим модулю контролируемого зубчатого колеса.
Контроль погрешности окружного шага осуществляется следу-
ющим образом. Шагомер накладывают на контролируемое коле-
со, добиваясь плотного контакта шариков, запрессованных в вы-
ступах передних опорных ножек, с торцом зубчатого колеса и
контактирования их закругленной части с окружностью выступов.
Шагомер последовательно переносят с одной пары зубьев на со-
седнюю до возвращения к исходной паре. При этом фиксируются
отклонения стрелки индикатора.
Контроль радиального биения осуществляется с помощью спе-
циального прибора биениеметра (рис. 5.17), наконечник 3 кото-
рого может иметь различную форму, но должен касаться поверх-
168
Рис. 5.17. Биениеметр:
1 — зубчатое колесо; 2 — оправка; 3 —
наконечник; 4 — измерительный сте-
ржень; 5 — наконечник индикатора;
6 — планка; 7 — направляющая втулка;
8 — стойка
и
гей двух соседних зубьев по постоянной хорде. При контроле
Вверяемое зубчатое колесо 1 надевают на оправку 2. Наконеч-
К 3 на измерительном стержне 4 перемещается под действием
ИЖины в направляющей втулке 7и прикрепленной к нему план-
№ 6 воздействует на наконечник 5 индикатора. Направляющая
Ьлка 7 установлена на стойке 8. Измерения производят пооче-
Ьно, вводя наконечник во все впадины колеса. Радиальное бие-
ie определяют как разность между максимальным и минималь-
КМ отклонением стрелки индикатора.
f Контроль толщины зуба производят, измеряя ее по постоян-
ий хорде с помощью хордового зубомера — штангензубомера
нс. 5.18), имеющего две взаимно перпендикулярных шкалы 2 и 7.
ина из шкал предназначена для определения высоты, а другая —
1Я измерения длины постоянной хорды. Перед началом измере-
6
7
Рис. 5.18. Штангензубомер:
1, 5 — измерительные губки; 2, 7 — шка-
лы; 3, 6 — нониусы; 4 — упор; Н и S —
высота и длина постоянной хорды
169
Рис. 5.19. Зубомер смещения:
1 — ролик; 2, 7 — измерительные
губки; 3 — фиксирующий винт; 4 —
индикатор; 5 — регулировочный винт;
6 — наконечник индикатора
ния упор 4 устанавливают по по^
ниусу 3 на размер, равный вы со*
те, по которой предполагаегсч
измерять длину постоянной хор*
ды, и закрепляют в этом положе*
нии. Измерительные губки 7 и J
после установки зубомера упо*
ром 4 на окружность выступов
проверяемого колеса сдвигают до
соприкосновения подвижной из-
мерительной губки 5 с профилем
зуба. Длину постоянной хорды оп-
ределяют по нониусу 6.
Контроль смещения исходного
контура осуществляют при помо-
щи зубомера смещения — танген-
циального зубомера (рис. 5.19).
Плоскости измерительных губок 2
и 7 воспроизводят контур исход-
ной рейки. Расстояние между измерительными губками изменяет-
ся регулировочным винтом 5. Настройка зубомера на исходный кон
тур производится роликом 7, диаметр которого соответствует моду-
лю проверяемого колеса. Положение губок после настройки фикси
руется винтом 3. Если положение действительного контура не соот-
ветствует номинальному, то по положению наконечника 6 индика-
тора можно установить величину смещения исходного контура.
Контроль длины общей нормали осуществляется с помощью зу
бомерного микрометра (рис. 5.20, а) или индикаторного норма
леметра (рис. 5.20, б).
нормали
Порядок измерения длины
общей
Рис. 5.20. Инструменты для контроля длины общей нормали:
а — зубомерный микрометр; б
индикаторный нормалеметр; W
длина общей
нормали; 1 — трубка; 2 — разрезная втулка; 3 — переставная губка; 4 — измери-
тельная губка; 5 — плоская пружина; 6 — угловой рычаг; 7 — индикатор
170
Ийерным микрометром ясен из рисунка и не требует дополни-
пояснений.
Индикаторный нормалеметр имеет трубку I, по которой мо-
Ийвигаться разрезная втулка 2 с жестко закрепленной на ней
Ивтавной губкой 3. Подвижная измерительная губка 4 переме-
Кся параллельно трубке 1 на плоских пружинах 5. Движение
Крительной губки 4 осуществляется через угловой рычаг 6, име-
Кй соотношение плеч 2:1, и передается на индикатор 7. Разная
Ка плеч углового рычага 6 обеспечивает увеличение точности
Прений индикатора в 2 раза. Отклонение длины общей норма-
Кг номинального значения определяется как разность наиболь-
Кз и наименьшего показаний индикатора.
Кборка цилиндрических зубчатых передач предусматривает вы-
нение следующих операций:
борку зубчатого колеса, если в собираемой конструкции пре-
котрена установка составных зубчатых колес;
установку зубчатых венцов на вал, если это предусмотрено кон-
гкцией;
установку зубчатых колес на вал и их фиксацию;
Цйонтаж валов с установленными на них зубчатыми колесами в
нэпу с;
|контроль качества сборки.
|.Составные зубчатые колеса (рис. 5.21) применяют в тяжело на-
туженных быстроходных зубчатых передачах и для зубчатых колес,
реющих большие диаметры. В этих случаях из дорогостоящих леги-
>ванных материалов изготовляют только зубчатые венцы 1, 5 зуб-
' Рис. 5.21. Составное зубчатое колесо:
* а — на ступице; 6 — на фланце вала; 1, 5— зубчатые венцы; 2 — ступица; 3 — винт;
{' 4 — болт; 6 — фланец вала
171
чатого колеса, для изготовления диска (ступицы) 2 используют
более дешевую конструкционную сталь или чугун.
Сборку составного зубчатого колеса производят на ступице
(рис. 5.21, а) или на фланце (рис. 5.21, б), специально изготон-
ленном за одно целое1 с валом.
В первом случае (см. рис. 5.21, а) зубчатый венец напрессовы-
вают на диск ступицы, имеющей специальный буртик для огра-
ничения осевого перемещения венца. Напрессованный зубчатый
венец крепят на ступице винтами 3 или болтами 4. После закреп-
ления зубчатого венца собранное составное зубчатое колесо про-
веряют на осевое и радиальное биения.
При этом необходимо выполнить следующие работы:
установить составное зубчатое колесо на оправку;
установить оправку с составным зубчатым колесом в центрах;
во впадину между зубьями установить калибр-пробку;
ножку индикатора, установленного на стойке, ввести в кон-
такт с калибр-пробкой и дать стрелке натяг на 2 — 3 оборота; по-
казания записать;
ножку индикатора приподнять, составное зубчатое колесо с
оправкой повернуть в центрах, уложить калибр-пробку в следую-
щую впадину между зубьями зубчатого венца;
ножку индикатора опустить до ее контакта с калибром-проб-
кой и записать показания;
измерения продолжать до тех пор, пока не будут сняты показа-
ния для всех впадин зубчатого венца (измерения для передач сред-
ней точности можно производить через 2 — 3 впадины);
определить радиальное биение зубчатого венца как разность
между максимальным и минимальным отклонением стрелки ин-
дикатора;
полученное значение радиального биения сравнить с теми зна-
чениями, которые приведены в технических условиях на сборку.
Для проверки осевого биения ножку индикатора привести в
соприкосновение с торцевой поверхностью зубчатого венца, со-
общив ей натяг на 2 — 3 оборота, провернуть в центрах составное
зубчатое колесо с оправкой и по разности показаний индикатора
определить величину осевого биения, сравнивая ее с величина-
ми, приведенными в технических условиях.
Монтаж зубчатого венца на ступицу необходимо выполнять в
следующей последовательности:
проверить соответствие геометрических размеров и формы по-
садочных мест ступицы и зубчатого венца требованиям чертежа;
нагреть зубчатый венец в масляной ванне или токами высокой
частоты до температуры 150 °C для облегчения последующей зап-
рессовки;
просверлить в зубчатом венце отверстия под временные болты;
напрессовать на диск ступицы зубчатый венец;
172
^д
^Дпользуя отверстия в зубчатом венце в качестве кондуктора,
^Дверлить отверстия под временные болты в ступице;
^Дкрепить зубчатый венец на ступице временными болтами,
^Детр которых меньше диаметра постоянных болтов;
^Двоверить зубчатый венец на радиальное и осевое биение (при
^Дмии биения, превышающего значения, указанные в техни-
^Дй условиях, произвести регулировку положения зубчатого
^Да на ступице, поворачивая его на угол, кратный количеству
^Денных болтов до тех пор, пока биение не будет соответство-
^Дтребованиям технических условий);
^Дюледовательно извлечь временные болты, рассверлить и раз-
^Дуть отверстия, нарезать в них резьбу и установить постоянные
^Кы или винты;
^Дроизвести окончательную проверку осевого и радиального
^Дгия собранного составного зубчатого колеса.
ДИри установке зубчатого венца на фланец вала (см. рис. 5.21, б)
^Дала необходимо проверить вал с фланцем на радиальное и
Двое биение:
Ирл с фланцем установить в центрах или на призмах;
Д^ожку индикатора, установленного на стойке, ввести в кон-
Дт с образующей поверхностью посадочного места фланца и
Дя> ей натяг на 2 — 3 оборота;
«провернуть вал в центрах и по максимальному и минимально-
Дотклонению стрелки индикатора определить величину биения
Де соответствие требованиям технических условий;
Дножку индикатора, установленного на стойке ввести в контакт
Дорцевой поверхностью фланца вала и дать ей натяг на 2 — 3
Дорога;
провернуть вал в центрах и по максимальному и минимально-
Д отклонению стрелки индикатора определить величину осевого
Дения и ее соответствие требованиям технических условий.
К После проверки посадочных мест на валу установить зубчатый
Днец на фланец вала в следующей последовательности:
проверить соответствие размеров и формы посадочных мест на
игу требованиям чертежа;
» проверить фланец вала на осевое и радиальное биение;
I-' проверить соответствие размеров и формы посадочных мест
убчатого венца требованиям чертежа;
к проверить зубчатый венец на осевое и радиальное биение;
В на торцевой поверхности зубчатого венца наметить центры от-
верстий под крепежные болты и накернить их;
I просверлить на торце зубчатого венца отверстия под времен-
ные болты;
установить зубчатый венец на фланец вала и, используя отвер-
стия в зубчатом венце как кондуктор, просверлить отверстия во
фланце вала;
173
закрепить зубчатый венец на фланце вала временными болтами,
• произвести контроль радиального и осевого биения вала с ус*
тановленным на его фланце зубчатым венцом и в случае необхо»!
димости произвести регулировку положения зубчатого венца нй!
фланце так, как это было описано при сборке составного зубча-'
того колеса;
произвести замену временных болтов на постоянные болты или
винты. ।
Зубчатые колеса диаметром свыше 500 мм для быстроходных
передач следует подвергнуть статической балансировке.
Установку цельных зубчатых колес на вал в открытых передачах
при монтаже колеса на конце вала сборку необходимо выполнять
в следующей последовательности:
проверить соответствие размеров и формы посадочных мест на
валу и у зубчатого колеса на соответствие требованиям чертежа;
в зависимости от конструкции вала определить способ крепле-
ния зубчатого колеса на валу (шпоночное, шлицевое, штифтовое
соединение);
установить зубчатое колесо на валу, используя выбранный метод;
выбрать в зависимости от метода установки зубчатого колеса
на валу способ его стопорения (гайкой и шайбой, шайбой и вин-
том, стопорным кольцом, стопорным винтом с контргайкой);
произвести стопорение зубчатого колеса на валу от осевого
перемещения.
При монтаже валов с зубчатыми колесами в корпус необходимо
обеспечить правильное зацепление зубчатой передачи (расстоя-
ние между осями валов должно равняться половине суммы диа-
метров начальных окружностей зубчатых колес зацепления; оси
валов должны быть взаимно параллельны). Соответствующее рас-
стояние между осями должно быть выдержано в корпусе, в кото-
ром монтируют передачу. Расстояние между осями отверстий в
корпусе можно измерить, пользуясь калибрами 1 и 3 и нутроме-
ром 2 или штангенциркулем 5 (рис. 5.22). Если измерение произ-
водят при помощи микрометрического нутромера 2, к получен-
ному при измерении размеру прибавляют половину суммы диа-
метров калибров 1 и 3; если в процессе измерения используют
штангенциркуль, то от полученного размера отнимают половину
суммы диаметров калибров 1 и 3. Определив расстояние между
осями отверстий с одной и другой стороны корпуса, в котором
будет смонтирована передача, по их разности можно определить,
насколько параллельны между собой оси.
Контроль параллельности осей валов в этом случае вести в сле-
дующей последовательности:
в отверстия корпуса под валы цилиндрической зубчатой пере-
дачи установить эталонные валы, диаметр которых соответствует
диаметру отверстий;
174
Ду Рис. 5.22. Схема контроля расстояния между осями валов
»' цилиндрической зубчатой передачи:
и — эталонные валы; 2 — нутромер; 4 — индикатор; 5 — штангенциркуль; D, D, —
ВМетры эталонных валов; А — межосевое расстояние; Lv L2 — расстояния
К между валами
к в зависимости от требуемой точности измерения отклонения
Кей отверстий от параллельности и точности отклонения меж-
Жнтрового расстояния выбрать измерительный инструмент (штан-
внциркуль, микрометр, микрометрический нутромер);
К при помощи выбранного инструмента измерить расстояние
Вежду эталонными валами с двух сторон корпуса;
по разности размеров, полученных в результате этих двух из-
мерений, оценить параллельность осей и ее соответствие требова-
ниям технических условий на сборку;
Ц прибавляя к подученному результату измерений полусумму
(виаметров эталонных валов или вычитая ее, в зависимости от ис-
рользуемого при измерениях инструмента, определить межосевое
расстояние передачи.
К Расстояние от основания корпуса до оси отверстия измеряют с
Помощью индикатора 4, который настраивают по блоку конце-
|вых мер длины с учетом диаметров эталонных валов (см. рис. 5.22).
к Наиболее целесообразным для комплексного контроля осей
^Отверстий в корпусных деталях является применение специально-
Цр прибора — центратора (рис. 5.23). Для базирования прибора по
Корцу корпусной детали используют платики 9, а его центрирова-
ние в контролируемом отверстии осуществляется с помощью вы-
гступа 15 на конце стяжки 1 и прихвата 8. который располагается
|в подвижной стяжке 4 с зажимами 10 и 11. Чтобы совместить шпин-
гдель 13 с осью отверстия, его перемещают в поперечном направ-
175
Рис. 5.23. Центратор:
1,4— стяжки; 2 — штанга; 3 — корпус; 5 —
маховик; 6 — индикатор; 7 — удлинитель;
8 — прихват; 9 — платик; 10, 11 — зажимы;
12 — шток; 13 — шпиндель; 14 — рычаг;
15 — выступ
лении по штанге 2 с пома»
щью рычага 14. Корпус j
вместе со шпинделем перм
мещают в продольном щи
правлении маховиком
Положение шпинделя отшм
сительно отверстия контро,
лируют измерительным шь
конечником на удлинителе
и индикатором
6, для чего
их вместе со шпинделем
поворачивают вручную а
помощью штока 12. При
центрированном шпинделе
стрелка остается неподвиж-
ной относительно шкалы.
Для измерения межцен-
трового расстояния, откло-
нения от параллельности и
перекоса осей отверстий
применяют два центратора,
которые устанавливают
отверстия корпуса сначала
другой.
Измерения
одной стороны,
а потом с
производят
между контрольными
шейками
и
шпинделя с помощью микрометрического нутромера так же,
как
и при контроле при помощи эталонных валов.
После контроля параллельности осей и межцентрового рас-
стояния
валы
установленными
на
них зубчатыми
колесами
необходимо монтировать в корпус в следующей последователь
с
ности:
проверить шейки валов под подшипники по размерам и гео-
метрической форме на соответствие требованиям чертежа;
собрать на валах с зубчатыми колесами подшипниковые узлы;
валы с подшипниковыми узлами и зубчатыми колесами уста-
новить в корпус и закрепить;
проверить собранную передачу на краску;
проверить боковой зазор в зубчатом зацеплении.
Контроль качества сборки производится в следующем порядке.
Прове рка бокового зазора в зубчатой переда-
ч е является очень важной при монтаже в корпус. Боковой зазор,
в зависимости от конструкции передачи и ее размеров, измеряют
различными методами:
щупом в открытых зубчатых передачах;
при помощи свинцовой проволочки в крупногабаритных зуб-
чатых передачах, модуль зубьев которых превышает 6 мм (модуль
176
является основной характеристикой размера зубьев и равен
Мпнию шага зубьев к постоянному числу л);
^Ивенным методом при помощи рычага и индикатора в от-
^Кх передачах;
Июенным методом при помощи специального приспособле-
^вакрытых зубчатых передачах.
Иш помощи щупа боковой зазор проверяют, вводя щуп между
Ивами поверхностями зубьев зубчатых колес. В этом случае тол-
Ирцупа, который входит в зазор, будет соответствовать вели-
юокового зазора в передаче.
Ими использовании свинцовой проволочки ее прокатывают
^г различными зубьями зубчатого зацепления 3 — 4 раза и по
Пине проволочки после прокатывания определяют величину
вого зазора в передаче. Длина свинцовой проволочки, при-
Демой для определения бокового зазора в передаче, должна
В равна длине зуба зубчатого колеса.
Проверку бокового зазора косвенным методом в передачах, у
рых имеется свободный доступ к зубчатым колесам, необхо-
К производить следующим образом (рис. 5.24):
Кг валу ведущего зубчатого колеса закрепить рычаг-поводок 2;
встопорить ведомое зубчатое колесо;
а корпус передачи установить стойку с индикатором 7;
ожку индикатора ввести в контакт с поводком 2 и дать ей
г на 2 — 3 оборота;
ровер путь ведущее зубчатое колесо сначала в одну сторону, а
Вм в другую, отметив суммарную величину отклонения стрел-
|йндикатора;
используя формулу Сн = CR./L, где Ск — величина бокового
юра; С — показания индикатора; 7? — радиус начальной окруж-
вти проверяемого зубчатого колеса; L — расстояние от оси вала
жожки индикатора,- определить величину бокового зазора;
^Сравнить полученную величину с требованиями технических
Цовий на сборку.
НС. 5.24. Схема контроля бокового
В зазора:
&<- индикатор; 2 — рычаг-поводок;
Е — величина бокового зазора; R —
щиус начальной окружности прове-
|емого колеса; L — расстояние от оси
|ла до ножки индикатора; С — пока-
зания индикатора
177
Если требуется определить боковой зазор в передаче, досту|
зубчатым колесам которой затруднен, то следует применить с.
дующий метод:
на вал редуктора установить крестовину;
на корпусе при Помощи хомутика, положение которого фи;
сируют винтом, закрепить стойку с индикатором;
в плоскость крестовины упереть ножку индикатора и дать стрел!
натяг на 2 — 3 оборота, в заданном положении индикатор зафи
сировать винтом;
покачивая крестовину при помощи рукоятки, снять показа и и
с индикатора (при этом вал со вторым зубчатым колесом долж<л
оставаться неподвижным);
по полученным данным определить величину бокового зазора
Сн = CRJRK, где С — показания индикатора; Сн — величина боко<
вого зазора; Rz — радиус начальной окружности проверяемого
колеса; /?к — радиус крестовины, на котором была установлена
ножка индикатора.
Качество зацепления собранной зубчатой передачи проверяют
на краску.
Контроль зубчатой передачи на краску осуще-
ствляют в такой последовательности:
зубья меньшего по диаметру зубчатого колеса покрывают тонким
слоем краски и проворачивают зубчатую передачу на один оборот;
по отпечаткам, оставшимся от краски на зубьях сопряженного
зубчатого колеса, судят о качестве сборки зубчатой передачи, срав-
нивая эти отпечатки с эталонными.
Обычно для передач средней точности отпечатки краски на
зубьях сопряженного зубчатого колеса должны располагаться п
средней части боковой поверхности зубьев и занимать площадь,
составляющую 50... 60 % по высоте и не менее 70 % по длине зуба
(рис. 5.25, а). Если пятно контакта неправильно расположено на
поверхности зуба или его площадь не соответствует указанным
Рис. 5.25. Контроль зубчатых прямозубых колес по расположению пятна
контакта:
а — правильно; б — при перекосе осей; в — при увеличенном радиальном зазоре;
г — при недостаточном радиальном зазоре; Н ~ высота зуба; В — длина зуба; А —
длина пятна контакта; й — высота пятна контакта; С — расстояние между пятнами
контакта
178
^^^величинам, то это свидетельствует о некачественной сбор-
^^Мвдачи.
^^^Жвисимости от расположения пятна контакта на поверхнос-
сопряженного колеса можно с достаточной степенью точ-
^^Игустановить дефекты сборки цилиндрической зубчатой пе-
контакта расположено с одной стороны зуба (рис. 5.25, б) —
^^Июодетельствует о перекосе оси колеса относительно оси об-
^^Ияявающего инструмента в процессе нарезания зубьев или пе-
осей отверстий под подшипники валов зубчатой передачи;
^^Нйной появления такого дефекта после сборки является нека-
^^Кенный входной контроль деталей при их поступлении на сбор-
^^Иэтом случае передачу следует разобрать, отверстия расточить
^^пой установки на координатно-расточном станке, установить
^МЬрстия втулки и вновь собрать передачу;
^^птно контакта расположено в верхней части зуба (рис. 5.25, в) —
^Ирвидетельствует о большой величине радиального зазора, ко-
может быть следствием увеличенного межосевого расстоя-
^ отверстий под подшипники валов передачи; для устранения
Мго дефекта передачу следует разобрать, отверстия расточить и
^иновить в них эксцентриковые втулки, отрегулировав при этом
^Ийчину межосевого расстояния;
^гятно контакта расположено у ножки зуба (рис. 5.25, г) — это
^Идетельствует о недостаточном радиальном зазоре в результате
^Соответствия толщины зуба техническим требованиям, что мо-
привести к заклиниванию передачи в процессе работы; в этом
Briae требуется разобрать передачу, тщательно проверить толщи-
МЬуба у обоих колес и в соответствии с результатами измерения
ИЬизвести замену обоих или одного зубчатого колеса передачи.
К Сборка конических зубчатых передач. Конические зубчатые пе-
Ицачи применяют в тех' случаях, когда необходимо осуществить
Иредачу движения между двумя пересекающимися в простран-
Мве осями, расположенными, как правило, под углом 90°. Диа-
frrp конических зубчатых колес может составлять до 4000 мм.
Кодуль выбирают в пределах 1... 56 мм. В конических зубчатых пе-
Йдачах независимо от точности установлено шесть видов сопря-
жения с соответствующими боковыми зазорами.
К Контуры зубьев конических зубчатых колес имеют различные
Ьазмеры по мере приближения или удаления зуба в направлении
Кси вращения колеса. Основные размеры конических зубчатых
блес обычно рассматриваются во внешнем сечении, где зуб имеет
наибольшие размеры.
IF Конические зубчатые колеса изготовляют с прямыми, танген-
сиальными (косыми) и криволинейными (круговыми) зубьями,
й Конические зубчатые передачи с прямыми зубьями (с межосевым
|углом 90°) обеспечивают передачу вращательного движения с
179
передаточным отношением не более 10. Прямозубые передачи мо:у
иметь межосевые углы и отличные от 90°. Прямозубые конически!
зубчатые передачи не рекомендуется применять при частоте вра
щения более 500 об/мин.
Конические зубчатые передачи с тангенциальными {косыми) зубь
ями применяют в тех же случаях, что и прямозубые, однако он|
обеспечивают более плавную работу и меньший шум.
Конические зубчатые передачи с криволинейными {круговыми
зубьями благодаря наклону и бочкообразной форме зубьев боле!
прочны по сравнению с прямозубыми и косозубыми, менее шум
ны и допускают большие отклонения при монтаже.
Конические передачи с криволинейными и тангенциальными
зубьями применяют для передачи больших мощностей при высо-
ких окружных скоростях.
Основными параметрами, характеризующими коническую зуб-
чатую передачу, являются следующие (рис. 5.26):
межосевой угол 8;
угол начального конуса ср для каждого из колес передачи;
модуль зубчатого зацепления;
число зубьев зубчатых колес передачи;
длина I начальной образующей конуса передачи, которую оп-
ределяют исходя из усилий, передаваемых колесами передачи.
По сравнению с цилиндрическими зубчатыми передачами ко
нические передачи имеют ряд недостатков:
меньшая (приблизительно на 15 %) нагрузочная способность
при одинаковых габаритных размерах передач;
более сложное и дорогое изготовление;
более сложный монтаж передачи в корпус при сборке;
большая чувствительность к отклонениям межцентровых рас-
стояний;
большие нагрузки, действующие на опоры валов.
Несмотря на перечисленные недостатки, конические передачи
благодаря особенностям компоновки (передача вращательного
Рис. 5.26. Коническая зубчатая
передача:
8 — межосевой угол; <р( и <р2 — углы
начального конуса конических зубча-
тых колес передачи; / — длина началь-
ных образующих конических зубчатых
колес передачи; Ot, О, — начальные
образующие конических зубчатых
колес передачи; О — точка пересечения
осей зубчатой передачи
180
^^Нния между пересекающимися осями) широко применяют в
^^гостроен ии.
^^Инические требования, предъявляемые к коническим зубча-
^Ивредачам, в основном аналогичны техническим требовани-
^^И>торым должны удовлетворять цилиндрические зубчатые
^Ивчи.
^^ачестве дополнительных, присущих только конической зуб-
^И|передаче, технических требований следует отметить:
отверстий под установку конических зубчатых колес долж-
^Ивюходить через центр начальной окружности, лежать в одной
^И^ости и не иметь перекоса;
^Нюл пересечения осей валов конических колес зубчатой пере-
^шолжен соответствовать техническим условиям или данным,
^Крдимым в соответствующих справочниках;
^«дельное смещение вершин делительного конуса должно
^Ьетствовать допустимому осевому смещению колес, указан-
в технических условиях на сборку.
^Ирхнологический процесс сборки конической зубчатой пере-
ев предусматривает выполнение следующих операций:
^Втановку и закрепление зубчатых колес на валах;
^Втановку валов с зубчатыми колесами в корпус;
^Вгулировку зубчатой передачи;
^Контроль качества сборки.
Якстановка и закрепление зубчатых колес на валах осуществляет-
Иь.той же последовательности, что и аналогичная операция при
ИЬке цилиндрических зубчатых передач. Правильность установ-
ила валу конического зубчатого колеса и наличие радиального
ния определяют по расположению пятен контакта при зацеп-
Вии монтируемого зубчатого конического колеса с другим та-
Ви же колесом, которое принято называть эталонным.
ШУ станов ка валов с зубчатыми колесами в корпус производится
Вле проверки расположения отверстий под валы в корпусе. Эту
Вверку осуществляют при помощи калибров 1 и 2, которые ус-
Вавливают в отверстиях корпуса (рис. 5.27, а). Если оси отвер-
кй взаимно перпендикулярны, то калибр 1 свободно входит в
Вверстие калибра 2. Для контроля перпендикулярности можно
Ьпользовать и другой способ (рис. 5.27, б). Оси отверстий можно
(Итать взаимно перпендикулярными, если лапка калибра 1 плот-
К), без просветов, по всей длине прилегает к образующей калиб-
Ь 2. Перпендикулярность осей можно также проверить калибра-
и со срезанными до оси концами (оси перпендикулярны и ле-
гат в одной плоскости, если срезанные половины концов калиб-
|ов плотно прилегают друг к другу; зазор между ними контроли-
руют щупом (рис. 5.27, в).
Последовательность действий при контроле перпендикулярно-
сти осей по схеме, изображенной на рис. 5.27, в, следующая:
181
Рис. 5.27. Схемы контроля расположения осей отверстия под валы
при помощи калибров:
а — с отверстием и штифтом; б — с лапкой и гладким; в — со срезаниы
концами; 1, 2 — калибры; С — зазор
установить в отверстия корпуса калибр 1 со срезанным до ос
концом;
установить во вторую пару отверстий корпуса калибр 2 со сре«
занным концом;
измерить зазор С между плоскостями срезанных концов калиГн
ров при помощи щупа;
оценить величину отклонения осей отверстий от перпендику-
лярности по величине зазора С между плоскостями срезанных кон-
цов калибров;
сравнить полученный результат с требованиями технических
условий.
При контроле по схеме, изображенной на рис. 5.26, б'.
установить в отверстия, соответствующие одному из валов пе-
редачи, калибр 2;
во вторую пару отверстий корпуса установить специальный
калибр 1 с двумя лапками;
измерить щупом зазор между лапками и калибром 7;
оценить отклонение осей отверстий в корпусе от перпендику-
лярности;
сравнить полученный результат с требованиями технических
условий на сборку.
Регулировка зубчатой передачи проводится с целью обеспече-
ния плавности ее работы. Необходимо отрегулировать боковой за-
зор между зубьями колес до заданного значения, величина кото-
рого указывается в технических условиях на сборку передачи. Для
передач средней точности величина бокового зазора колеблется
от 0,08 до 0,2 мм. Если конструкция передачи позволяет, т. е. до-
ступ к колесам свободен, то боковой зазор проверяют щупом. При
больших (свыше 10 мм) модулях передачи боковой зазор про-
182
помощи свинцовых пластин так же, как это делают
^^^ИГроле бокового зазора в цилиндрических зубчатых пе-
^^^Ьые зазоры в передачах повышенной точности проверяют
^^^В(ОШи индикатора. Стойку последнего закрепляют на кор-
^^^Кего ножку вводят в контакт с одним из зубьев зубчатого
^^^Ивторое зубчатое колесо закрепляют). Покачивая зубчатое
по отклонению стрелки индикатора определяют числовое
бокового зазора так же, как это делают при контроле
зазора в цилиндрических зубчатых передачах. В кониче-
^^ИЬбчатых передачах, доступ к которым затруднен, боковой
^^Ирроверяют так же, как и в аналогичных цилиндрических
передачах.
сборке конических зубчатых передач боковой зазор можно
^^Вфовать, перемещая зубчатое колесо вдоль оси: при смеще-
^^Нрлеса к вершине условного конуса зазор будет уменьшаться,
^Вг смещении в другую сторону — увеличиваться,
^ротирование положения зубчатых колес в осевом направле-
^Вшожно осуществлять при помощи стальных или латунных
^Ирадок, которые помещают между ступицей зубчатого колеса
^Врлечиками вала. Вместо прокладок можно применять регули-
^Вчные кольца. Если вал установлен в регулируемых радиально-
Мных подшипниках, то положение колеса регулируют, переме-
Мкего вместе с валом. Для того чтобы не нарушить регулировку
ИЬипников, вынутые из-под одного подшипника прокладки
ИЬавливают под другой подшипник. Таким же образом посту-
иг ПРИ регулировании бокового зазора с помощью регулиро-
Вшых винтов радиально-упорных подшипников (если один винт
Втекают на 1/2 оборота, то второй должен быть затянут на 1/2
В|рота, чтобы зазор в подшипниках сохранился без изменения).
Работу при этом необходимо проводить в следующей последо-
ельности:
определить отклонение величины бокового зазора от номиналь-
го значения;
снять коническое зубчатое колесо с вала;
установить дополнительное регулировочное кольцо между тор-
К)м колеса и заплечиком вала или удалить лишнее регулировоч-
Ье кольцо;
Е; установить коническое зубчатое колесо в передачу;
проверить величину бокового зазора.
I При использовании в передачи регулируемых радиально-упор-
яых подшипников:
г снять с корпуса крышки радиально-упорных подшипников;
сместить вал в нужном направлении;
| из-под крышки, противоположной направлению осевого пе-
ремещения вала, удалить прокладку;
183
снятую прокладку установить под другую крышку;
установись крышки радиально-упорных подшипников на мес
проверить боковой зазор.
Контроль качества сборки производится следующим образа
После того как в передаче отрегулирован боковой зазор, hi
веряют качество ее сборки на краску. Для этого тонкий слой кр
ки наносят на два зуба каждого из колес передачи, причем зуб;
стараются выбирать так, чтобы между ними было возможно бол
шее число чистых зубьев. После нанесения краски зубчатые кол
са поворачивают в направлении рабочего движения передачи и ।
отпечаткам краски (пятнам контакта) судят о качестве сбор|
передачи.
В конической зубчатой передаче колеса входят в контакт нс п
всей длине зуба, а только по той его части, которая составляет с
1/2 до 2/3 длины зуба и расположена ближе либо к толстому
либо к тонкому его концу. Для нормальной работы передачи ни
ложение зубчатых колес целесообразно регулировать таким o6piv
зом, чтобы зона контакта находилась ближе к тонким концам зубь-?
ев, так как эта сторона легче поддается деформированию и зубьИ
быстрее прирабатываются.
Пятно контакта должно располагаться на боковой поверхно-
сти зуба ближе к его тонкому концу, но не доходить до него
(рис. 5.28, а). При правильной сборке пятно контакта должно за-
нимать не менее 70 % площади поверхности зуба (по высоте и
длине). Для контрольного сравнения такое пятно должно быть
показано в сборочном чертеже или операционной карте на сборку,
Расположение пятна контакта на сопряженных зубчатых коле-
сах позволяет выявить следующие дефекты сборки передачи:
недостаточный зазор, зубчатые колеса чрезмерно сближены
(пятно контакта смещено к основанию зуба ведомого колеса
(рис. 5.28, б);
межосевой угол меньше расчетного (пятно контакта смещено
к основанию конуса ведущего колеса (рис. 5.28, в));
межосевой угол больше расчетного (пятно контакта смещено к
вершине конуса ведущего колеса (рис. 5.28, г)).
а 6 6г
Рис. 5.28. Расположение пятен контакта при контроле сборки
конических зубчатых передач:
а — правильно; б — зазор в передаче мал; в — межосевой угол меньше расчетного;
г — межосевой угол больше расчетного; I — длина зуба; h — высота зуба
184
на зубьях сопряженных конических зубчатых колес пятна
расположены плотно на одной стороне зуба на узком
на другой — на широком, то это свидетельствует о пере-
^^Икей зубчатых колес. Неправильное зацепление и перекос
^^ИЬдяют пригоночными операциями.
^^Имка червячных зубчатых передач. Червячные передачи пред-
^^Ирот собой зубчато-винтовые передачи и состоят из винта,
^^Каемого червяком, и червячного колеса, которое представ-
^^Кюбой разновидность цилиндрического косозубого колеса.
сравнению с цилиндрическими передачами с винтовым
которые также обеспечивают передачу движения между
^Мми с перекрещивающимися осями, червячные передачи име-
преимуществ:
^Ивчальный контакт зубьев происходит не по точке, а по ли-
^Игол пересечения осей может быть каким угодно, но в боль-
^Иктве случаев он составляет 90°;
червячного колеса, в отличие от обода косозубого цилинд-
^Кского колеса, имеет вогнутую форму, что способствует уве-
^Нвнию длины линии контакта зубьев;
^ервячные передачи работают плавно и бесшумно.
^имущественным недостатком червячных передач является низ-
КПД из-за больших сил трения, возникающих в передаче.
Игезьба червяка может быть одно- и многозаходной, правой
(евой. Угол подъема винтовой линии червяка соответствует
к подъема зубьев червячного колеса. В большинстве случаев
Иименяют передачи, имеющие правое направление подъема
Китовой линии и число заходов от одного до четырех. Червяки
Нн червячных передач изготовляют из углеродистых конструкци-
ных или легированных сталей с последующей термической об-
боткой до твердости HRC 58...63. Наибольшее распростране-
ние для изготовления червяков получили легированные стали
Крок 15Х; 20Х; 12ХН2; 12ХГТ; 20ХФ и углеродистые констру-
Кионные стали марок 40 и 45, которые закаливают до твердо-
ГИ HRC 45...55. В большинстве случаев червяк представляет
рбой одно целое с валом.
V Выбор материала для изготовления червячного колеса зависит
Г скорости скольжения по его зубьям червяка. Так как условия
Называния червячной передачи весьма неблагоприятны и она
имеет склонность к заеданию, венец червячного колеса изготов-
1яют из бронзы, а в некоторых случаях, но значительно реже, —
из антифрикционного чугуна или пластических масс; в связи с
высокой стоимостью бронзы центральную часть червячного коле-
са обычно изготовляют из чугуна либо стали. Для изготовления
Вубчатого венца применяют бронзы, обладающие высокими ан-
тифрикционными свойствами.
185
При серийном изготовлении червячные колеса делают биМ1
таллическими, т. е. зубчатый венец отливают методом центробе»
ного литья в специальных формах, внутри которых помещик
чугунную или стальную ступицу.
При небольших размерах червячных колес зубчатые венцы кр
пят к ступице винтами. Если для изготовления обода червячно
колеса используют пластические массы, то его соединяют со стуш
цей болтами, располагая венец между металлическими дисками,
К червячным зубчатым передачам предъявляются следую щи
технические требования:
профиль и шаг зубьев червячного колеса и червяка должш
совпадать;
длина контакта зуба червяка и червячного колеса должна со»1
ставлять не менее 2/3 длины зуба;
радиальное и торцевое биения червячного колеса и червяки
должны соответствовать точности передачи;
межцентровое расстояние должно соответствовать расчетным
величинам и не выходить за пределы допусков, установленных
для передачи заданной точности;
оси валов должны совпадать с осями отверстий в корпусе и
располагаться по отношению друг к другу под углом 90°;
холостой ход червяка, т.е. угол поворота последнего при не-
подвижном червячном колесе, должен соответствовать точноети
передачи;
при проверке передача должна работать плавно и бесшумно;
во время испытания передачи под нагрузкой температура на-
грева подшипников не должна превышать 60 °C.
Технологический процесс сборки червячной зубчатой переда-
чи предусматривает выполнение следующих операций:
сборка и установка на вал червячного колеса;
проверка межосевого расстояния;
общая сборка червячной передачи;
контроль качества сборки.
Сборка и установка на вал червячного колеса в большинстве
случаев начинается с установки (напрессовки) зубчатого венца
на ступицу в холодном или горячем состоянии. Затем сверлят
отверстия и нарезают в них резьбу под винты или стопоры, ко-
торые после ввинчивания в отверстия раскернивают с целью
предотвращения их самопроизвольного отвинчивания. Креп-
ление зубчатых венцов на ступицу осуществляют так же, как и
крепление болтами зубчатых венцов цилиндрических зубчатых
колес. После установки стопоров червячное колесо проверяют на
радиальное биение. Установка червячного колеса и его проверка
производятся так же, как и при монтаже на вал цилиндрических
зубчатых колес. Последовательность выполнения работ при этом
следующая:
186
«я
Верить размеры и форму посадочных мест вала и червячно-
|са на их соответствие требованиям чертежа;
[ать шпонку по пазу вала;
щовить шпонку в паз вала;
гнать паз ступицы по шпонке;
Вйксировать положение червячного колеса на валу в осевом
юлении;
юизвести контроль установленного на валу червячного коле-
крадиальное и осевое биение.
ри установке червячного колеса на вал на призматической
все ступицу колеса зажимают распорными втулками или кре-
грбеих сторон гайками. В первом случае регулирование осево-
уюжения осуществляется с помощью компенсаторных колец
йчной толщины, а во втором — смещением гаек в осевом
авлении.
ри сборке червячной передачи особенно важно обеспечить
Ьильное зацепление червяка и червячного колеса. Для этого
ВХодимо, чтобы угол скрещивания их осей и межцентровое
стояние соответствовали требованиям технических условий на
юку. Средняя плоскость червячного колеса должна совпадать с
червяка, а боковой зазор в зацеплении — соответствовать
Вическим требованиям. Поэтому прежде чем приступить к мон-
червяка и червячного колеса в корпус, необходимо прове-
рь межосевое расстояние отверстий под их установку и взаим-
! расположение осей этих отверстий.
Проверка межосевого расстояния производится с помощью
щиальных, устанавливаемых в корпус контрольных оправок 1
к Рис. 5.29. Контроль расположения осей червячной передачи:
га — межосевого расстояния при помощи контрольных оправок (эталонных валов);
га — угла скрещивания; 1,2 — эталонные валы; 3 — микрометрический нутромер;
W — рычаг; 5 — индикатор; D и d — диаметры эталонных валов; Н — растояние
г между валами; тип- точки контроля
187
и 2 (рис. 5.29, в). Микрометрическим нутромером 3 измеряют pi
стояние Я между оправками, а межцентровое расстояние опрс/
ляют по формуле А = Н + (D + d)/2, где D и d — диамс*Т|
эталонных валов.
Проверку угла скрещивания осей необходимо выполнять сЛ1
дующим образом (рис. 5.29, б):
установить в отверстиях корпуса эталонные валы 1 и 2;
на одном из эталонных валов закрепить рычаг 4\
в отверстие рычага установить индикатор 5;
ножку индикатора ввести в контакт со вторым эталонным к»
лом в точке п и дать натяг стрелке индикатора на 2 — 3 оборота;
зафиксировать положение индикатора и снять показания;
повернуть рычаг на 180°, предварительно отведя ножку инди
катора от эталонного вала;
ввести в контакт ножку индикатора с эталонным валом в точ«
ке т на противоположной стороне корпуса передачи;
зафиксировать показания индикатора;
по разности показаний индикаторов оценить отклонение осей
от перпендикулярности;
полученный результат сравнить с требованиями технических
условий на сборку.
Общую сборку червячной передачи, т. е. установку в корпус чер-
вяка и червячного колеса, необходимо выполнять следующим об-
разом:
напрессовать на валы червячного колеса (после установки ко-
леса на вал) и червяка подшипники;
вал червяка с напрессованными на нем подшипниками уста-
новить в корпус;
установить крышки подшипниковых узлов вала червяка;
установить в корпус вал с червячным колесом и напрессован-
ными на нем подшипниками;
установить крышки подшипниковых узлов вала червячного
колеса;
проверить взаимное расположение вала червячного колеса и
червяка;
проверить боковой зазор в передаче;
проверить собранную передачу по пятну контакта;
отрегулировать взаимное положение червяка и червячного ко-
леса, смещая регулировочные гайки или изменяя толщину комп-
лекта регулировочных колец.
Контроль качества сборки производится следующим образом.
Для того чтобы собранную передачу проверить на совмещение
средней плоскости червячного колеса с осью червяка, проводят
контроль на краску. На поверхность зубьев червяка наносят тон-
кий слой краски и после его поворота по отпечаткам на зубьях
червячного колеса судят о взаимном расположении червяка и чер-
188
о колеса. При правиль-
ранной передаче краска
К покрыть не менее 60 %
ности каждого зуба ко-
эис. 5.30, а). Если сред-
иоскость червячного ко-
«ещена относительно оси
Ка, то пятна контакта рас-
Катся так, как это пока-
на рис. 5.30, б, в.
вимное положение червя-
нервячного колеса в кор-
а б 6
Рис. 5.30. Расположение пятен
контакта при контроле червячной
передачи на краску:
а — правильно; б, в — средняя плоскость
колеса смещена относительно оси червяка
рередачи можно оценить и другим способом:
торцевой поверхности червячного колеса приложить шаблон-
Ьник;
Смерить величину зазора между полкой угольника и наружной
§рхностью червяка;
риложить шаблон-угольник к противоположной стороне обо-
«ррвячного колеса;
Измерить зазор между полкой угольника и наружной поверхно-
Вр червяка;
ко разности замеров определить величину смещения средней
скости червячного колеса относительно оси червяка;
Отпустить гайку со стороны большего зазора на величину, рав-
К) половине разности величин зазора;
натянуть регулировочную гайку с другой стороны;
Повторно проверить совпадение средней плоскости червячного
teca с осью червяка.
Боковой зазор С„ в зацеплении червяка и червячного колеса
не. 5.31, а) определяют, поворачивая червяк при неподвижном
Ьвячном колесе (рис. 5.31, б). Для этого необходимо:
на выступающем из передачи валу червяка закрепить рычаг 7;
В на выступающем из передачи валу червячного колеса закре-
ить рычаг 2;
К установить две индикаторные стойки с индикаторами 3 и 4;
измерительные ножки индикаторов ввести в контакт с рычага-
И, расположенными на валу червяка и червячного колеса, и дать
грелкам индикаторов натяг на 2 — 3 оборота;
повернуть вал червяка до начала поворота червячного колеса,
эторое отмечают по отклонению стрелки индикатора 3, находя-
щегося в контакте с рычагом 2, закрепленным на валу червячно-
5 колеса;
отметить положение стрелки индикатора 4, находящегося в
онтакте с рычагом 7, закрепленным на валу червяка;
1 вал червяка повернуть в противоположном направлении до тех
юр, пока не начнет вращаться вал червячного колеса, о чем су-
189
Рис. 5.31. Контроль бокового зазора в червячной передаче:
а — расположение бокового зазора в червячной передаче; б — схема контроЛ!
1,2— рычаги; 3, 4 — индикаторы; Сг — боковой зазор
дят по отклонению стрелки индикатора 3, находящегося в кои
такте с рычагом 2, закрепленном на валу червячного колеса;
отметить показания индикатора 4, находящегося в контакте i
рычагом 1, закрепленном на валу червяка;
по разности показаний индикатора 4, находящегося в контак*
те с рычагом 1, закрепленным на валу червяка, определить вели*
чину бокового зазора в передаче;
полученную величину бокового зазора передачи сравнить а
требованиями технических условий на сборку.
Боковой зазор вычисляют по формуле С„ = <pL/3600, где <р —
значение угла поворота червяка по показаниям индикатора (т.с.
величина линейная, а не угловая); L — расстояние от оси червяка
до ножки индикатора.
Обкатка и испытание зубчатых передач производится на холо-
стом ходу при малой, средней и максимальной частоте вращения
и под нагрузкой.
Перед обкаткой необходимо проверить уровень масла в пере-
даче. Уровень масла в картере передачи должен быть таким, чтобы
зубья смазывающего колеса по всей рабочей зоне зацепления были
погружены в масло: в цилиндрических передачах, работающих со
скоростью до 3 м/с, — на всю высоту зуба; в конических зубчатых
передачах, работающих со скоростью до 5 м/с, — на всю длину
зуба; в червячных передачах, при нижнем расположении червяка —
на высоту витка его нарезки, при верхнем расположении червяка —
на всю высоту зуба червячного колеса.
При обкатке зубчатых передач шум должен быть ровным, незна-
чительным, без стука и периодического изменения тональности.
190
Таблица 5.2
^^ярактер изменения шума и причины, его вызывающие
^Характер шума Причины, вызывающие изменение шума
Напоминающий ическое щелканье Ев особенности у Нго колеса Некачественное изготовление колеса — наличие значительных отклонений в окружном шаге. Увеличенный по сравне- нию с нормальным боковой зазор
К металлический Ьт, вызывающий цию корпуса Недостаточный боковой зазор между зубьями передачи. Наличие острых кромок на головках зубьев или канавок на рабочем профиле зубьев
№ червячной передаче, |нно при реверсивном гении червяка Чрезмерное осевое биение червяка или большая «выработка» зубьев червячного колеса
фактер шума в передачах может изменяться при наличии
июрых дефектов сборки (табл. 5.2).
Ииэовень шума определяется шумомером на расстоянии 0,5 м от
Ивдачи и не должен превышать 85 дБ для цилиндрических и
Нйческих передач, работающих со скоростями 6... 15 м/с, и 70 дБ
Имервячных передач при частоте вращения 700... 1500 мин-1.
температура нагрева в передачах не должна превышать значе-
И, заданных техническими условиями.
Ин случае обнаружения течи масла, чрезмерного нагрева корпу-
шперелачи. недопустимых шумов, стуков, вибраций и т.д., ис-
Тания следует приостановить и выяснить причину дефектов,
агучае необходимости произвести повторную проверку межцент-
Иых расстояний, боковых и радиальных зазоров.
5.4. Фрикционные передачи и их сборка
I ич
|. Фрикционными передачами называют устройства, в которых
ижение от ведущего звена к ведомому передается путем их со-
рикосновения и взаимного качения. Простейшая фрикционная
1ередача состоит из двух колес-катков, одно из которых закреп-
|ено на ведущем валу, а другое — на ведомом. Колеса прижимают
Круг к другу так, чтобы касательная сила сцепления была равна
Ели превышала передаваемое окружное усилие.
I; В зависимости от назначения различают фрикционные переда-
ли с постоянным (нерегулируемым) и переменным (регулируе-
J 191
мым плавно) передаточным I
ношением. Передачи с платг
бесступенчатым регулирован
ем передаточного отношения й
зывают вариаторами (рис. 5..Т
Изменение величины перед
точного отношения в этих it
редачах осуществляется следу!
щим образом: фрикционное к
лесо 5 при помощи гайки 4 м
жет перемещаться вдоль винта
приводимого в движение м<
ховиком 2. При этом изменяют
ся диаметры ведущего и вело
мого конических барабанов /1
месте их контакта с фрикцион
ным колесом 5, а соответствен
но и передаточное отношени
передачи.
Передачи с постоянным пе«
редаточным отношением в зави-
Рис. 5.32. Вариатор:
1 — конические барабаны; 2 — маховик;
3 — винт; 4 — гайка; 5 — фрикционное
колесо
симости от взаимного расположения осей ведущего и ведомого
валов делят на передачи с параллельными и пересекающимися
осями. В зависимости от формы тела качения различают цилинд-
рические, конические и торцевые передачи.
Фрикционные передачи работают плавно и бесшумно, имеют
простую конструкцию и достаточно точно передают движение,
однако они обладают и существенными недостатками:
небольшие мощности передач (до 20 кВт);
низкий КПД (0,85...0,90);
оказываемое ими значительное давление на опоры.
Фрикционные передачи находят применение в шаровых мель-
ницах, винтовых прессах, тормозных устройствах и др. При их
изготовлении важно правильно выбрать материал для катков.
Рис. 5.33. Тормозное устройство:
1 — тормозные колодки; 2 — тормозной
диск; 3 — рычаг; 4 ~ тяга; 5 — пружины; 6 -
электромагнит
192
^борка фрикционных колес на валу производится так же, как
^^рка зубчатых колес.
^рк уже было сказано, одной из разновидностей фрикцион-
^передач являются различные тормозные устройства, пред-
^гаченные для уменьшения скорости или полной остановки
^Инизма.
^Иборку тормозного устройства (рис. 5.33) необходимо выпол-
в следующей последовательности:
^Ьоверить соответствие размеров и формы посадочного места
^Клу требованиям чертежа;
^роверить соответствие размеров и формы посадочного места
^Идозного диска 2 требованиям чертежа;
^етановить на вал шпонку;
^становить тормозной диск 2 на вал;
Ийк тормозные колодки 1 установить фрикционные накладки
^Вновка накладок осуществляется на клею или клепкой);
Меолодки с фрикционными накладками установить на осях в
Ийусе рычагов 3\
^Вси раскернить;
Ина рычаги установить с помощью осей тяги 4 пружины 5 рас-
ИЬси тяг раскернить;
Изнутри одной из тяг установить механизм регулировки усилия
втяжения пружины;
рычаги с установленными на них колодками и тягами соеди-
гь с помощью осей с основанием тормозного устройства;
Йоси раскернить;
на тяги установить пружину растяжения;
отрегулировать силу растяжения пружины в соответствии с
бованиями технических условий на сборку;
проверить тормозное устройство на заданный техническими
иовиямй тормозной момент при помощи динамометра.
Испытание колодочных тормозов производят в целях регу-
рования тормозного устройства, установления нормального
да якоря электромагнита 6, настройки главной пружины и
да колодок.
Для установки нормального хода якоря, удерживая установоч-
ИТО гайку, ключом вращают шток электромагнита до тех пор,
ка ход якоря не достигнет величины, указанной в технической
ИКументации.
В Регулирование главной пружины 5 заключается в установле-
Ийи такой ее рабочей длины, которая обеспечивала бы необходи-
мую силу, определяемую тормозным моментом. Установочная дли-
la указывается в технических условиях на сборку.
I Равномерность отхода колодок 7 определяют при их растормо-
Кении.
Покровский
193
• Проверенный и предварительно отрегулированный тормоз jioj
вергают испытаниям под нагрузкой. При этом проверяют плш
ность торможения, длину тормозного пути, способность тормо:
надежно удерживать груз на весу.
Контрольные вопросы
1. Как определить й отрегулировать стрелу прогиба ремня ременно
передачи?
2. Как компенсировать несовпадение плоскостей шкивов с плоско<
стью движения ремня?
3. Почему в процессе эксплуатации цепной передачи цепь вытягиви»
ется, и как это может влиять на работу передачи?
4. Для чего необходимо при сборке зубчатой передачи обеспечить бо«
ковой зазор между зубчатыми колесами?
5. Какова особенность сборки крупногабаритных зубчатых колес?
6. По каким параметрам и как испытывают конические зубчатые пе-
редачи?
7. Как осуществляют в процессе сборки контроль взаимного располо-
жения валов червячной передачи?
8. Каким способом регулируют боковой зазор в процессе сборки чер
вячной передачи?
9. С какой целью производится обкатка зубчатых передач?
10. В каких случаях применяют фрикционные передачи?
ГЛАВА 6
ХАНИЗМЫ ПРЕОБРАЗОВАНИЯ ДВИЖЕНИЯ
Щ 6.1. Передачи винт—гайка и их сборка
^Иередачи винт—гайка используют в различных механизмах для
Образования вращательного движения в поступательное. В ряде
Йюв их применяют для выигрыша в силе.
Е достоинствам винтовых передач относятся:
возможность получения медленного поступательного движения
исокой точностью перемещения при достаточной простоте и
Нежности конструкции;
И&ольшая несущая способность;
компактность.
Недостатком является низкий КПД вследствие значительных
трения, возникающих в передаче при работе.
В передачах винт—гайка используют в основном трапецеидаль-
и прямоугольные резьбы. Грузовые винты имеют упорную резьбу.
Для уменьшения износа винтовой пары в конструкциях при-
ов станков применяют разъемные гайки. При необходимо-
, когда винтовая передача не используется, они могут раз-
каться; в этом случае при вращении винта гайка не находит-
Кв контакте с его резьбой, что уменьшает ее износ. Иногда в
случаях, когда винтовая пара не находится в работе, преду-
атривают отключение винта от привода. Уменьшению износа
нтовой пары способствует также изготовление гайки из ан-
фрикционных материалов (бронзы ОФЮ-05 или цинково-
Инцовой бронзы ОЦС6-6-3), что позволяет значительно сни-
ть коэффициент трения в паре. У таких винтовых пар КПД
Вставляет 0,80...0,95.
| Часто применяют винтовые пары, у которых трение сколь-
|ения заменено трением качения. В таких винтовых парах роль
взьбовой поверхности выполняют шарики, размещенные в ка-
ивках, проточенных на поверхностях винта и гайки. Достоин-
П"вом шариковых винтовых пар является достаточно высокий
ртд, который при благоприятных условиях работы может до-
жигать 0,9. Кроме того эти передачи позволяют устранить ради-
иьные и осевые зазоры или значительно их уменьшить, вслед-
Жвие чего применение передач качения позволяет значительно
195
увеличить точность перемещения исполнительных узлов мсхпч
низма. I
В последнее время все более широкое применение находят гидч
ростатические передачи винт—гайка, обеспечивающие работу нии«|
товой пары практически без трения, что позволяет довести значеИ
ние КПД передачи до 0,99. В таких передачах в зазор между резьбо-
выми поверхностями винта и гайки подают масло под высоким^
давлением от специального насоса.
К винтовым передачам предъявляются следующие технические
требования;
точность изготовления и сборки деталей передачи должна быть
достаточно высокой;
ось винта для привода подач подвижного узла должна быть па-
раллельна направляющим;
ось винта при вращении в подшипниках не должна смещать-
ся при любом положении гайки и должна совпадать с осью по-
следней.
Прежде чем приступить к сборке винтового механизма с пере-
дачей скольжения, необходимо промыть и просушить детали, вхо-
дящие в передачу, провести контроль на краску и подогнать опор-
ные поверхности, проверить легкость перемещения гайки по вин
ту. Чтобы осуществить сборку винтового механизма, необходимо
выполнить следующие операции;
установить винт в опорах;
собрать гайку;
отрегулировать собранный механизм;
проконтролировать качество сборки.
Сборку винтового механизма, конструкция которого приведе-
на на рис. 6.1, необходимо выполнять в следующей последова-
тельности.
1. Один из концов винта 4 с помощью жесткой муфты 2 соеди-
нить с хвостовиком 1 вала коробки подач коническими штифта-
ми в таком порядке;
Рис. 6.1. Ходовой винт (сборочная единица):
/ — хвостовик вала коробки подач; 2 — муфта; 3, 5, 6 — штифты; 4 — ходовой
винт; 7 — крышка; 8 — регулировочный винт; 9 — контргайка; 10 — опорная пята;
II — упорная шайба; 12 — сферическое кольцо; 13 — втулка
196
^Миуфте просверлить отверстия под штифты для ее крепления
коробки подач и на ходовом винте;
^Иирессовать муфту на вал коробки подач и, используя ее в
^^гве кондуктора, просверлить в хвостовике 1 вала отверстие
^ИЬгифт;
^Игановить в муфту левый конец ходового винта;
^Ирользуя муфту в качестве кондуктора, просверлить отвер-
^йод штифт в ходовом винте;
^Иссверленные отверстия под штифты развернуть;
^Мановить в развернутые отверстия штифты 3 и запрессовать их.
^ИДПейку второго конца вала подогнать по втулке 13 и собрать
^Мную часть подшипника следующим образом:
выступающий гладкий конец вала надеть сферическое коль-
Мр и упорную шайбу 77 с радиальной прорезью;
Ижрышку 7 запрессовать штифты 5 и 6, просверлив предвари-
Ино отверстия под них;
^штановить опорную пяту 10 таким образом, чтобы штифт 6
Мел в шлиц на ее наружной поверхности;
Июышку 7 навинтить на резьбу корпуса подшипника так, что-
ИЕггифт 5 вошел в шлиц упорной шайбы 77;
Остановить регулировочный винт 8 с контргайкой 9.
Ииосле сборки винта выполнить сборку гайки (рис. 6.2) в такой
Ииедовательности:
Иродогнать шип 4 корпуса 9 гайки ходового винта к пазу ползу-
(при этом необходимо обеспечить, чтобы шип корпуса гайки
Дил в паз ползуна плотно, без качки);
К корпус 9 гайки запрессовать полугайку 7 и закрепить ее вин-
Ки
С другой стороны корпуса установить подвижную резьбовую
иугайку 7 с помощью расположенной на ней шпонки 6;
Подогнать полугайку 7 к корпусу 9 таким образом, чтобы ее
йкно было легко, без качки, смещать вдоль оси (в случае необ-
иимости шпонку 6 к корпусу 9 гайки пришабривают, контро-
руя качество пригонки на краску);
Е на наружной резьбе полугайки 7 установить гайку 8, при по-
рши которой полугайка 7 перемещается в осевом направлении.
| После сборки гайку необходимо установить на винт передачи,
Я чего необходимо выполнить следующие операции:
I винт 5 вынуть из подшипников и навинтить собранную гайку
КМ- рис. 6.1);
в винт с гайкой установить на место, вводя шип корпуса 9 гайки
раз ползуна 3, и закрепить корпус 9 гайки винтами 5(см. рис. 6.2);
I закрепить винтами корпус подшипника.
L Для того чтобы обеспечить параллельность оси винта направ-
рощим станины, перед окончательной установкой винта необ-
рдимо отрегулировать подшипник в следующем порядке (рис. 6.3):
197
Рис. 6.2. Гайка ходового винта
(сборочная единица):
1 — неподвижная полугайка; 2, 5 —
винты; 3 — ползун; 4 — шип; 6 —
шпонка; 7 — подвижная полугайка;
8~ регулировочная гайка; 9— корпус
гайки ходового винта
Рис. 6.3. Схема контроля
сборки винтовой передачи:
1 — контрольное приспособление',
2 — мостик; 3, 5 — индикаторы;
4 — ходовой винт
укрепить подшипник на станине при помощи струбцин;
на направляющие станины установить приспособление 7;
пользуясь индикаторами 3 и 5, расположенными на мостике 2,
который закреплен на приспособлении 7, определить параллель-
ность оси винта 4 направляющим станины, производя измерения
у двух концов винта.
Осевое смещение винта определяют (см. рис. 6.1), устанавливая
в резьбовое отверстие вместо винта 8 индикатор. После проверки
осевого смещения индикатор снимают, регулировочный винт
закручивают до отказа и отпускают на 1/4 оборота для обеспече-
ния осевого зазора в упорном подшипнике.
Правильно смонтированный винт вращается без осевого пере-
мещения, а его торец, нагруженный осевой силой, при правом и
левом вращении не смещается более чем на 0,03 мм.
Из-за наличия зазоров в сопряжении винт—гайка винтовые
механизмы имеют холостой ход, т. е. при повороте винта на неко-
торый угол гайка остается неподвижной, и связанный с ней пол-
зун не перемещается. Поскольку в большинстве механизмов жела-
тельно иметь минимальный холостой ход, в гайках часто преду-
сматривают устройства для его регулирования. Регулировку осу-
ществляют, вращая полугайку 7, установленную на наружной резь-
бе подвижной шпонки 6 (см. рис. 6.2).
Передача винт —гайка качения (рис. 6.4) обеспечивает по-
вышенную осевую жесткость и более равномерное движение ве-
198
Рис. 6.4. Конструкция передачи винт—гайка качения:
(лотнение; 2, 7, 10 — винты; 3, 4 — полугайки; 5 — шарики; 6 — сегмент;
8 — зубчатый сектор; 9 — крышка
Иного звена. Винт 10 и полугайка 4 передачи имеют резьбу
шпального профиля. Между ними помещаются шарики 5, ко-
Нрые при движении винта перекатываются, передавая движе-
гайке.
Шля обеспечения циркуляции шариков в пределах одного вит-
Ирезьбы две соседние впадины гайки соединяют специальным
«алом, который выполняют в виде вкладыша.
Для осуществления сборки винтовой пары качения необходи-
И выполнить следующие операции:
установить на винт полугайку 4;
поместить между винтом и полугайкой 4 шарики, введя их че-
Вз окно гайки, предусмотренное для установки вкладыша;
вставить вкдадыш с каналом перебега;
перемещая полугайку 4 вдоль винта, ввести ее в корпус;
’ установить крышку 9 с уплотнением 7;
закрепить полугайку 4 и крышку 9 винтами 7;
установить на винт полугайку 3;
поместить между полугайкой 3 и винтом шарики так же, как
ежду винтом и полугайкой 4\
₽ вставить в полугайку 3 вкладыш с каналом перебега;
В ввести полугайку 3 с шариками в корпус, перемещая ее вдоль
|йнта;
| установить зубчатый сектор 8 и закрепить его винтами;
| установить зубчатый сегмент 6\
I' поставить крышку 9 с уплотнениями и закрепить ее винтами 2;
I отрегулировать зазор в передаче за счет поворота сегментом 6
полугайки 3 относительно полугайки 4.
199
6.2. Кривошипно-шатунный механизм и его сборка
Кривошипно-шатунный механизм* является наиболее рас»
страненным из всей-группы шарнирно-рычажных механизмов.
предназначен для преобразования вращательного движения в но
вратно-поступательное и наоборот. Кривошипно-шатунные мех,
низмы первого тира применяют значительно реже, в основном
компрессорах и поршневых насосах. Кривошипно-шатунные mi
ханизмы
второго типа
находят более
широко применение в дни
гателях внутреннего сгорания, паровых машинах и других типи;
машин-двигателей. К основным деталям, обеспечивающим раГю
ту кривошипно-шатунного механизма, относятся маховик, koi
ленчатый вал (кривошип), шатун, поршневой палец, поршень
цилиндр, подшипники (коренные и шатунные).
Маховик служит для уменьшения неравномерности вращения
коленчатого вала и вывода поршней из мертвых точек. Обладая
большой массой и инерцией, он облегчает пуск двигателя (меха-
низма) и обеспечивает плавный переход от одной частоты вра-
щения к другой.
Шатун механизма обеспечивает соединение коленчатого вали
(кривошипа или кривошипного диска) с поршневой группой.
Поршневая группа воспринимает осевые усилия от коленча-
того вала и шатуна, осуществляя сжатие и подачу воздуха, газов
и жидкостей под давлением или передавая осевые усилия шату-
ну и коленчатому валу при сгорании рабочей смеси в цилиндре
двигателя.
Для того чтобы кривошипно-шатунный механизм обеспечивал
оптимальные условия работы, он должен удовлетворять ряду тре-
бований.
К кривошипно-шатунным механизмам предъявляются следу-
ющие технические требования:
зеркало цилиндра после обработки должно иметь высокую точ-
ность, правильную геометрическую форму и шероховатость по-
верхности Ra не более 1,2 мкм;
зазоры в сопряжениях должны находиться в пределах, преду-
смотренных техническими условиями на собираемый механизм;
отверстия во вкладышах шатунов и коренных подшипников,
коренные и шатунные шейки коленчатого вала должны иметь
правильную геометрическую форму и малую шероховатость по-
верхности в пределах, указанных в технических условиях на ме-
ханизм;
* В данном подразделе рассмотрены устройство и последовательность сборки
кривошипно-шатунного механизма, используемого в двигателях внутреннего
сгорания.
200
к
|огоцилиндровых механизмах допускается различие в массе
;й не более ±0,5 %;
цневые кольца должны прилегать к поверхности цилиндра
эра, а их упругость — соответствовать техническим нор-
тановленным на собираемый механизм.
вошипно-шатунный механизм состоит из двух сборочных
— шатунной и поршневой групп, соединенных между со-
коленчатым валом (кривошипом).
[ологический процесс сборки кривошипно-шатунного ме-
а состоит из четырех самостоятельных операций:
«овки коленчатого вала;
ки шатунной группы;
ки поршневой группы;
ей сборки механизма.
зновку коленчатого вала необходимо выполнять следующим
г:
пабрить посадочные места под вкладыши коренных шеек
атого вала;
«овить вкладыши в посадочные места корпуса и картера;
«овить коленчатый вал на вкладыши картера;
«овить прокладки между картером и корпусом;
«овить корпус с вкладышами на коленчатый вал и картер;
инить картер с корпусом болтами и затянуть их;
юрнуть вал в подшипниках;
ь корпус;
ь вал;
пабрить выступающие места на вкладышах (установку и
корпуса и вала производить до тех пор, пока не будет до-
а требуемая точность прилегания коленчатого вала к вкла-
подшипника);.
ость пригонки определить по плавности и легкости враще-
ta в коренных подшипниках.
псу шатунной группы (рис. 6.5) начинают с запрессовки
2 в верхнюю головку 3 шатуна. При запрессовке необхо-
беспечить, чтобы смазочная канавка 1, выполненная во
и предназначенная для подачи смазки к поршневому
, находилась напротив смазочного отверстия 5 шатуна,
говие будет выполнено в том случае, если торцы втулки
апрессованы заподлицо с торцами верхней головки ша-
' Последовательность выполнения работ при запрессовке втул-
№ следующая:
проверить соответствие размеров и формы отверстий верхней
головки шатуна требованиям чертежа;
проверить соответствие наружного диаметра втулки размеру
отверстия в верхней головке шатуна;
201
4 5 6
Рис. 6.5. Шатун:
1 — смазочная канавка; 2 — втулка; .11
верхняя головка шатуна; 4 — болты; 5 >
смазочное отверстие; 6— прокладки; 7«
гайки; 8 — крышка; 9, 10 — вкладыш!
проверить соответствие расположения смазочной канавки на
поверхности втулки расположению смазочного отверстия в верх-
ней головке шатуна;
запрессовать втулку в верхнюю головку шатуна;
произвести механическую обработку втулки верхней головки
шатуна для восстановления формы и размеров ее отверстия после
запрессовки.
После запрессовки втулки в верхнюю головку шатуна и восста-
новления ее размеров приступить к сборке нижней головки шату-
на, которую начать с установки вкладышей 9 и 10 в следующей
последовательности:
проверить параллельность плоскостей разъема вкладышей 9 и 10
подшипника скольжения нижней головки шатуна контролем на
краску (пятна краски должны располагаться равномерно на обеих
половинах вкладыша);
пришабрить плоскости разъема вкладыша (в случае их непа-
раллельности);
пришабрить посадочную поверхность в нижней головке шату-
на по вкладышу;
пришабрить посадочное место в крышке шатуна по вкладышу;
половины вкладышей 9 и 10 установить в нижнюю головку
шатуна и его крышку 8.
После установки вкладышей в нижнюю головку и крышку
шатуна соединить их следующим образом:
в крепежные отверстия шатуна установить болты 4 для крепле-
ния его крышки;
на болты установить прокладки 6 для того, чтобы обеспечить
необходимый зазор между вкладышем подшипника нижней го-
ловки шатуна и кривошипной шейкой коленчатого вала (криво-
шипа или кривошипного диска); общая толщина прокладок ука-
202
ШЬтся в технических условиях на сборку и обычно колеблется в
М^лах 4... 5 мм (каждая прокладка имеет толщину до 0,05 мм, что
Являет регулировать радиальный зазор с большой точностью);
t нижнюю головку шатуна установить крышку;
болты крепления крышки установить гайки 7 и затянуть их;
МЕЯ предотвращения самопроизвольного отвинчивания гайки
Миинтовать;
Проверить размеры и форму отверстия в нижней головке шату-
Kl соответствие требованиям технических условий на сборку;
Ироверить собранный шатун на прямолинейность;
Проверить собранный шатун на скрученность и изогнутость;
Проверить собранный шатун на двойной изгиб;
Проверить собранный шатун на параллельность осей верхней и
ДМей головок.
Проверка размеров и геометрической формы
ерстия в нижней головке шатуна после сборки
цествляется при помощи индикаторного нутромера. Контроль
помощи нутромера позволяет определить точность геометри-
Ких размеров и отклонение формы отверстия от круглости и
индричности.
ИСонтроль прямолинейности шатуна производят с
[мощью специального приспособления (рис. 6.6, а) в следую-
ВЙ последовательности:
[верхнюю головку 5 шатуна 6 установить на контрольный палец 4
конусом, а нижнюю — на палец 7 контрольной плиты 2;
^закрепить шатун винтом 8\
aS В
Рис. 6.6. Контроль сборки шатуна выполнением проверок:
— прямолинейности; б — на двойной изгиб; в — параллельности осей отверстий;
— щуп; 2, 9, 17 — плиты; 3, 16 — призмы; 4, 7, 11, 13, 15 — пальцы; 5 — верхняя
>ловка шатуна; 6, 14 — шатуны; 8 — винт; 10 — глубиномер; 12 — ограничитель
203
установить на цилиндрические пояски пальца 4 призму 3 г
чтобы запрессованные в корпус призмы штифты касались ко|
рольной плиты 2;
если все три штифта касаются контрольной плиты, то inai
прямолинеен;
наличие зазора между контрольной плитой и хотя бы одним
штифтов призмы свидетельствует об отклонении шатуна от пр
молинейности;
численно отклонение от прямолинейности определяют, полы;
ясь щупом 7.
Контроль скрученности и изогнутости шатун
также определяют на специальном приспособлении, измеряя
помощью щупа зазор между штифтами и контрольной плитой
который не должен превышать 0,05 мм. Описанный способ копт
роля не позволяет обнаружить несоответствие шатуна техниче»
ским требованиям, если он имеет двойной изгиб.
Контроль шатуна на двойной изгиб необходима
выполнять следующим образом (рис. 6.6, б):
зажать шатун на пальце 77 контрольной плиты 9;
выдвинуть ограничитель 72 до упора в торец нижней головки
шатуна;
закрепить нижнюю головку шатуна винтом;
измерить расстояние от торца верхней головки шатуна до плос-
кости контрольной плиты глубиномером 10;
повернуть шатун на 180°, доведя его до упора торца нижней
головки в ограничитель;
повторить измерение;
по разности показаний измерительного инструмента определим,
качество шатуна, т. е. его соответствие техническим требованиям.
Наиболее важной контрольной операцией является проверка
параллельности осей нижней и верхней головок шатуна.
Проверку параллельности осей верхней и ниж-
ней головок шатуна необходимо выполнять при помощи
специального приспособления (рис. 6.6, в):
шатун 14 нижней головкой установить на разжимной палец 13;
в верхнюю головку установить палец 75;
на палец 75 установить призму 16 с тремя штифтами, которые
упираются в контрольную плиту 77;
если между контрольной плитой и хотя бы одним из штифтов
призмы 16 имеется зазор, то это свидетельствует об отклонении
осей отверстий нижней и верхней головок шатуна от параллель-
ности (зазор между штифтом и плитой может быть не более 0,05 мм).
На наличие трещин шатун проверяют рентгеновским или ульт-
развуковым методом. В ряде случаев этот дефект может быть об-
наружен простукиванием шатуна (при наличии трещин возника-
ет глухой дребезжащий звук).
204
it. 6.7. Поршневая группа:
Врное кольцо; 2 — верхняя головка
I.— поршневой палец; 4 — поршень;
К 5 - шатун
Мррку поршневой группы производят после окончания сбор-
Ииунной группы.
Ифшневая группа (рис. 6.7) состоит из цилиндра, поршня 4,
Ишевых колец, поршневого пальца 3 и деталей уплотнения,
пни передают кривошипно-шатунному механизму осевые
кя, создаваемые в цилиндрах давлением газа или пара. Изго-
рот их из чугуна или алюминиевых сплавов, возможно также
вьзование других легких сплавов.
На образующей поверхности поршня выполняют 3 — 7 кана-
в зависимости от конструкции механизма. В верхних канавках
ещают уплотнительные, а в нижних — маслосъемные порш-
не кольца, изготовляемые из мелкозернистого чугуна. Плот-
Прилегание колец к стенкам цилиндра обеспечивается благо-
:их пружинящим свойствам. Поршневые кольца обеспечива-
ащиту камеры сгорания (компрессионной камеры) от попа-
шя масла из картера и препятствуют проходу газов между порш-
Ки стенками цилиндра.
Иредъявляемые к поршневой группе требования могут быть
иолнены только в том случае, если правильно выбраны разме-
|зазоров между поршнем и стенкой цилиндра и между поршне-
Ми кольцами и канавками под них. Числовые значения этих
Юров зависят от конструкции двигателя и условий его эксплуа-
иии и указываются в технических условиях на сборку.
^Поршни и цилиндры подбирают друг к другу, причем способ
рбора зависит от типа производства:
' в условиях единичного производства производится индивиду-
ьная подгонка поршня к цилиндру;
в условиях серийного производства используется метод груп-
пой (частичной) взаимозаменяемости, при которой поршни
ртируют на группы по массе и в зависимости от размеров ци-
идров.
В двигателях, имеющих несколько цилиндров, поршни поми-
) подбора по размерам подбирают по массе (в большинстве
учаев массу поршня указывают на его днище с помощью клей-
Наиболее ответственной операцией сборки поршневой труп
является установка поршневых колец. Большое значение при г
имеет зазор в стыке колец. При большом зазоре может прои зо|
прорыв газов между поршнем и стенкой цилиндра. Если за
слишком мал, то торцы кольца могут упереться друг в друга, п
звав задир стенок цилиндра. Зазор между торцами поршневых I
лец должен составлять 0,3...0,8 мм.
Кольца на сборку поступают окончательно обработанными. В j
ловиях единичного производства их подбирают по размер
канавок. В условиях крупносерийного и массового произволе г
этого не делают, но все-таки перед установкой колец на по
шень рекомендуется проверить размер зазора между кольцом
стенкой канавки поршня. Перед установкой колец на поршеИ
проверяют их упругость и плотность прилегания к зеркалу ни
линдра. Измеряют также зазор между торцами колец в месте И
стыковки.
Кольца надевают на поршень, используя специальные при
способления, например щипцы, изображенные на рис. 6.8.
Губки 1 и 9 щипцов изготовлены из стали У8А и термическ
обработаны. Концы губок снабжены призматическими пазами, а И
изогнутой части губок выполнены отверстия, в которых устанон-
лены регулировочные болты 10 и 14. Болты имеют пазы, в кото-
рых закреплена при помощи штифтов 11 металлическая лента 12,
Губки 1 и 9 щипцов имеют шарнирное соединение при помощи
осей 2, 3, 7и 8с ручками-рычагами 4 и 6. Рычаги, а следователь-
но, и губки находятся в разведенном состоянии под воздействием
пружины 5, которая установлена на внутренней поверхности ру-
Рис. 6.8. Щипцы для установки поршневых колец:
7, 9 — губки; 2, 3, 7, 8 — оси; 4, 6 — ручки-рычаги; 5 — пружина; 10, 14 —
регулировочные болты; 77 —штифты; 72 — металлическая лента; 13— поршневое
кольцо
206
к
^Ья того чтобы установить кольцо в канавку поршня, необхо-
^^Квзять его в левую руку, слегка раздвинуть пальцами и вста-
^Икнцы кольца в призматические пазы губок щипцов. После
кольцо 13 надевают металлическую ленту 12, разжимают
и надевают его на поршень. После того, как кольцо 13
в канавку поршня, ручки щипцов сжимают, при этом сжи-
губки и ленту 12 снимают с кольца.
^Ивсле того, как все кольца будут установлены в канавках порш-
^ИЬобходимо расположить замки (стыки) колец таким обра-
^Имтобы они были сдвинуты один относительно другого по
^кности поршня на угол, кратный количеству колец (90° —
^Ииетырех колец, 120° — для трех колец и т.д.), и проверить
между кольцами и стенками канавок поршня.
^Июршень 4 с установленными на нем кольцами необходимо
^йнить при помощи поршневого пальца 3 с верхней головкой 2
5(см. рис. 6.7):
^ИЬдобрать поршни по массе;
^Июоверить соответствие геометрических размеров и формы
^Ьня требованиям чертежа;
^Ввести шатун в полость поршня, совместив отверстия в порш-
верхней головке шатуна;
Ишэршневой палец смазать маслом и ввести в отверстия поршня
ИЬрхнсй головки шатуна (если по условиям работы палец дол-
Щ быть установлен в поршне с натягом, то перед установкой
Ярца поршень нагревают в масляной ванне до температуры 70 °C);
Остановить в канавках отверстий поршня стопорные кольца;
ввести поршень вместе с шатуном в цилиндр.
Когда поршневые кольца надеты на поршень, их диаметр пре-
щает диаметр поршня. Поэтому, чтобы опустить поршень в
Иииндр, необходимо использовать специальное приспособле-
на, имеющее фоническое отверстие, меньший диаметр кото-
го равен диаметру цилиндра, а больший — несколько превы-
ет диаметр поршневых колец, надетых на поршень. Такое при-
особление устанавливают на торце цилиндра; поршневые
|льца, сжимаясь при опускании поршня, легко входят в ци-
шдр.
К- При несоблюдении технологического процесса сборки порш-
Ьвой группы возможны перекосы поршневых пальцев во втулках
эршней, недостаточные или чрезмерные зазоры между пальца-
ми и втулками, кольцами и канавками поршней, поршнями и
калиндрами, неплотное прилегание поршней к стенкам цилинд-
Ki, утечки из-под крышек и фланцев цилиндра и ряд других де-
вектов.
к. Общую сборку кривошипно-шатунного механизма необходимо
Выполнять в следующем порядке:
| во вкладыши блока цилиндров установить коленчатый вал;
' 207
нижнюю головку шатуна установить на шатунную шейку I
ленчатого вала;
в крепежные отверстия нижней головки шатуна устанон»
крепежные болты;
на нижнюю головку шатуна установить прокладки;
на нижнюю головку шатуна с прокладками установить крыш
навернуть на крепежные болты гайки и затянуть их;
проверить зазор между вкладышами и шатунной шейкой к
ленчатого вала;
установить на блок цилиндров крышки коренных подшип ни
ков коленчатого вала;
установить и затянуть болты крепления крышек коренных иод,
шипников коленчатого вала;
провернуть коленчатый вал от руки при помощи рычага.
6.3. Механизм клапанного распределения и его сборка
Механизмы клапанного распределения регулируют подачу го-
рючей смеси в рабочую камеру двигателя внутреннего сгорания,
жидкости или газа — в рабочую полость гидравлических или пнев-
матических устройств. Клапаны совершают возвратно-поступатель-
ное движение с отставанием при полном открытии и закрытии
для выпуска или впуска рабочего тела и отработавших газов. Пере-
мещение клапанов осуществляется под воздействием кулачкои
распределительного вала, совершающего вращательное движение,
и пружин, которые обеспечивают возвращение клапанов в исход-
ное положение.
В механизмах клапанного распределения применяют клапаны
различных конструкций — шариковые, плоские, тарельчатые. Наи-
большее распространение получили тарельчатые клапаны, кото-
рые достаточно просты в изготовлении, сборке и эксплуатации.
В качестве примера рассмотрим механизм с верхним располо-
жением распределительного вала, когда кулачки распределитель-
ного вала находятся над цилиндрами (рис. 6.9). Через коромысла 2
эти кулачки воздействуют на штоки 5 тарельчатых клапанов. Уси-
лие от кулачка 3 передается коромыслу 2 через выступ коромысла
или ролик 1, установленный на конце коромысла. Применение
ролика позволяет снизить износ коромысла и кулачков, так как в
паре ролик—кулачок имеет место трение качения, а не трение сколь-
жения. На другой стороне коромысла установлены регулировоч-
ные винты 4, позволяющие регулировать величину хода клапана.
Под воздействием коромысел клапаны опускаются, и их та-
релки 8 отходят от седел 7, обеспечивая впуск в цилиндр горю-
чей смеси или отведение отработанных газов. Возвращение кла-
панов в исходное положение производится пружинами 6, рабо-
208
6.9. Механизм клапанного
ределения с тарельчатыми
- клапанами:
ик; 2 — коромысло; 3 — кулачок;
гулировочный винт; 5 — шток
; 6 — пружина; 7 — седло кла-
:ана; 8 — тарелка клапана
ими на сжатие. Пружины обеспечивают достаточное уси-
под воздействием которого клапан плотно прижимается к
г, перекрывая отверстие. Открытие и закрытие клапана долж-
ыть строго согласованы с положением поршня в цилиндре,
лечить это можно только за счет кинематической связи ко-
дтого вала с распределительным с помощью зубчатой или
ной передачи. Часто для этих целей применяют зубчатую ре-
,'ную передачу.
Основное требование, которому должен удовлетворять ме-
изм клапанного распределения, — открывать и плотно за-
гвать отверстие в цилиндре при определенных положениях
|щня. Это обеспечивается за счет определенного расчетным
.’ем расположения кулачков на распределительном валу, а
же регулированием зазоров в механизме клапанного распре-
гения.
Технологический процесс сборки механизма клапанного рас-
еделения состоит из следующих операций:
сборка узла с распределительным валом;
сборка клапанной группы;
общая сборка и регулировка двигателя внутреннего сгорания.
Сборку узла с распределительным валом (рис. 6.10) на головке
ока цилиндров начинают с запрессовки втулок 3, 4, 5 с по-
ллцью пресса или специального приспособления. Втулки уста-
навливают с натягом и стопорят от проворачивания стопорны-
ми винтами. При запрессовке втулок необходимо следить за тем,
ггобы имеющиеся на них смазочные канавки располагались точ-
но напротив смазочных отверстий в блоке (смазочные канавки
пулок после запрессовки заполняют солидолом). Так как в ре-
зультате деформаций, возникших при запрессовке, размер внут-
реннего отверстия втулки несколько уменьшается, после за-
трессовки отверстия втулок развертывают для восстановления
209
3 %
5
1
2
Рис. 6.10. Узел с распределительным
валом (сборочная единица):
1 — зубчатое колесо; 2— упорный фланец;
3, 4, 5 — втулки-вкладыши
посадочных размеров. Отклонение формы отверстия втулок of
заданной цилиндричности и круглости не должно превышать
0,04 мм.
После того, как восстановлены размеры и геометрическая форма
отверстий, устанавливают упорный фланец 2 и зубчатое колесо /,
Упорный фланец устанавливают для предупреждения осевого сме-
щения распределительного вала под воздействием осевых сил, воз-
никающих в зубчатом зацеплении с косозубыми зубчатыми коле-
сами. Толщину фланца выбирают такой, чтобы осевое смещение
распределительного вала не превышало 0,25 мм. Зубчатое колесо
устанавливают на распределительный вал как с зазором, так и с
натягом в зависимости от конструкции. После сборки проверяю!
биение собранного узла по наружному диаметру зубчатого колеса.
Распределительный вал с зубчатым колесом и фланцем устанав-
ливают в подшипники, а фланец закрепляют винтами. После это-
го осуществляют регулировку распределительного вала по колен-
чатому.
Последовательность работ при установке распределительного
вала следующая:
проверить размеры и геометрическую форму посадочных мест
распределительного вала на соответствие требованиям чертежа;
проверить соответствие размеров и геометрической формы от-
верстий в головке блока цилиндров требованиям чертежа;
проверить соответствие размеров и геометрической формы под-
шипниковой втулки требованиям чертежа;
запрессовать подшипниковые втулки в отверстия головки бло-
ка цилиндров и застопорить их;
установить распределительный вал в подшипниках;
установить на распределительном валу ограничительную шайбу;
установить на головку блока цилиндров ограничительный фла-
нец;
установить на распределительном валу шпонку;
на шпонку распределительного вала и его шейку установить
шкив зубчатой ременной передачи (звездочку цепной передачи);
210
^гановить упорную шайбу с винтом для предупреждения осе-
^Ьеремегцения шкива (зубчатого колеса); провернуть распре-
^Ьльный вал от руки, проверив качество сборки.
клапанной группы производят после окончания сборки
распределительным валом.
^Современных двигателях массового производства необходи-
^Влотность прилегания клапана к седлу достигается шлифова-
фасок клапанов и чистовой обработкой седла клапана в кор-
К в старых двигателях для этого используют притирку. Прити-
клапаны к седлу с помощью мелкозернистых абразивных
^Кшков и специальных притирочных паст до тех пор, пока по
окружности не появится матовая полоса шириной 1,5... 3,0 мм,
^Нем эта полоса должна появиться как на седле клапана, так и
И^го фаске. Совершенно недопустимо оставлять непритертые
та, так как через неплотности плохо притертых поверхностей
И^т происходить утечка газов, что может вызвать (вследствие их
Икжой температуры) местный перегрев и быстрое прогорание
Ииа клапана. Ручная притирка клапанов при помощи дрели —
^рация весьма трудоемкая, требующая больших временных и
вических затрат, поэтому в серийном производстве применяют
финальные станки, позволяющие осуществлять одновременную
Иктирку нескольких клапанов.
«Оценивают качество притирки клапанов, наливая керосин
Ирилиндр: при хорошем качестве притирки керосин не дол-
НЬн просачиваться между клапаном и седлом. Более точно ка-
ИЬтво притирки контролируют с помощью специальных при-
Вров.
В Выполнять сборку клапанной группы необходимо в следую-
Кей последовательности (см. рис. 6.9):
В установить в головку блока цилиндров клапанные гнезда с сед-
Вми /клапанов;
В притереть клапаны к их седлам;
В на шток клапана 5 установить опорную шайбу, пружину 6, ре-
гулировочную шайбу и регулировочный винт 4;
Г проверить усилие пружины 6 и убедиться, что она обеспечива-
ет плотное прилегание тарелки клапана 8 к его седлу 7;
к в паз коромысла 2 ввести кулачок 3;
J ввести в отверстия коромысла и кулачка ось;
1 концы оси накернить для предупреждения самопроизвольного
Выпадения;
|< установить коромысла, последовательно продвигая ось в от-
верстия головки блока цилиндров;
к концы оси закрепить для предупреждения самопроизвольного
гее выпадения;
L в резьбовые отверстия коромысел ввернуть от руки регулиро-
вочные винты;
211
Рис. 6.11. Порядок затягивания болтов головки блока цилиндров
отрегулировать зазоры между штоками клапанов и регулиро
вочными винтами коромысел.
Общую сборку и регулировку двигателя внутреннего сгорания осу
ществляют в следующей последовательности:
в корпус
блока
цилиндра ввернуть при
помощи
шпильковер!
шпильки;
на блок цилиндров установить прокладку;
провернуть распределительный вал так, чтобы выпускной кла
пан первого цилиндра был полностью открыт;
провернуть коленчатый вал так, чтобы поршень первого ци
линдра находился в верхней мертвой точке;
установить головку блока цилиндров на корпус блока;
закрепить головку блока цилиндров на корпусе
гаек в порядке, показанном на рис. 6.11;
при
помощи
проверить взаимное расположение шкивов (звездочек) на рас
пределительном и коленчатом валах;
на шкивы (звездочки), расположенные на распределитель
ном и коленчатом валах, надеть зубчатый ремень (цепь),
не
нарушая взаимного расположения распределительного и колен
чатого валов;
провернуть коленчатый вал от руки и проверить при этом син
хронность работы кривошипно-шатунного и газораспределитель
ного механизмов.
6.4. Эксцентриковый механизм и его сборка
Эксцентриковый механизм, представляющий собой разновид
ность кривошипно-шатунного механизма с
небольшим
радиусом
кривошипа, обеспечивает преобразование вращательного движе
ния в возвратно-поступательное.
Эти механизмы применяют
212
корежущих станках, штам-
Нйых прессах, клапанных и
Иииковых устройствах.
И конструкции различают
Иктрики цельные, устанавли-
Ке на конце вала, и разъем-
которые можно установить
Ку в любом его месте.
эксцентриковом механизме
Казъемным эксцентриком
6.12) круглый диск эксцент-
9 установлен на валу 10 с
Вщью шпонки 7, обеспечи-
1ией передачу крутящего мо-
а. В эксцентриковом механиз-
Вси вала и эксцентрика не
Кны совпадать; расстояние
шу ними называют эксцент-
шпетом. Значение эксцентри-
Вта определяется радиусом
рошипа, роль которого вы-
ряет эксцентрик. Для того
ры диск занял определенное
южение, его крепят с помо-
р хомутика 8 и болтов 11. Хо-
'Ик 8 соединяют с шатуном 4,
Гоящим из двух частей, соеди-
[ных тягой 3. Вилка 2 шатуна
юмощью кольца шарнирно
Рис. 6.12. Эксцентриковый
механизм с неразъемным
эксцентриком:
1 — штифт; 2 — вилка; 3 — тяга; 4—
шатун; 5,13 — болты; 6 — фланец;
7 — шпонка; 8 — хомутик; 9 — экс-
центрик; /О — вал
единена с ползуном, приводя-
Вм в движение исполнительный механизм.
В некоторых случаях, когда в процессе работы возникает не-
Входимость изменить или отрегулировать длину хода исполни-
льного механизма, применяют эксцентриковый механизм с
умя эксцентриками, позволяющими регулировать эксцентри-
Итет, а следовательно, и величину продольного хода испол-
ительного механизма. Один из эксцентриков (внутренний)
втановлен на валу с помощью шпонки и охватывается вторым
йссцентриком. Охватывающий эксцентрик может поворачиваться
Йгносительно охватываемого и закрепляться в заданном поло-
жении с помощью хомутика и болта. За счет относительного
Перемещения двух эксцентриков осуществляется изменение экс-
центриситета механизма. Эксцентрики изготовляют из чугуна
(Ли углеродистой стали. Для уменьшения трения между экс-
центриком и хомутиком поверхность последнего заливают баб-
битом.
213
Сборку эксцентрикового механизма необходимо выполнять!
такой последовательности: I
проверить размеры и геометрическую форму посадочного м(|
ста эксцентрика требованиям чертежа; |
проверить соответствие геометрической формы и размеров им
садочного места вала требованиям чертежа; I
на вал установить шпонку; I
установить эксцентрик на вал; I
проверить соответствие размеров и формы эксцентрика, устм
новленного на валу, требованиям чертежа; |
проверить соответствие размеров и геометрической формы i
садочных мест внешнего (регулируемого) эксцентрика требови»!
ниям чертежа;
установить регулируемый эксцентрик на эксцентрик, устаноп»
ленный на валу;
проверить на краску прилегание вкладышей к посадочным ме-
стам верхней и нижней половин хомута;
пришабрить верхнюю и нижнюю половины хомута по вклады-
шам;
установить вкладыши в верхнюю и нижнюю половины хо-
мута;
подвести под регулируемый эксцентрик нижнюю половину
хомута;
установить в отверстия нижней половины хомута болты;
установить на нижней половине хомута прокладки (толщина
прокладок указывается в технических условиях на сборку);
на нижнюю половину хомута с наложенными на нее проклад-
ками установить верхнюю половину хомута;
на крепежные болты навернуть гайки и закрепить их;
провернуть вал 1 — 3 раза;
снять хомутик с регулируемого эксцентрика;
по выявленным в результате вращения вала местам произвести
шабрение;
вновь собрать эксцентрик с хомутом и повторять эту операцию
до тех пор, пока качество сопряжения не будет соответствовать
требованиям технических условий на сборку;
присоединить шатун к нижней части хомутика при помощи
болтов;
к шатуну при помощи тяги подсоединить вилку (тяга позволя-
ет регулировать длину шатуна с вилкой в некоторых пределах);
вилку при помощи штифта соединить с исполнительным ме-
ханизмом.
Наиболее важным в процессе сборки эксцентрикового меха-
низма является обеспечение перпендикулярности оси вала
эксцентрика направляющим ползуна исполнительного меха-
низма.
214
вслонение от перпендикулярности сверх установленных зна-
№ приводит к повышенному износу эксцентрика, ползуна и
аправляющих.
В 6.5. Кулисный механизм и его сборка
улисный механизм (рис. 6.13), являющийся разновидностью
ошипно-шатунного, применяют в строгальных и долбежных
сах. Основной деталью кулисного механизма является кулиса 2,
Навливаемая на валу 13 и совершающая относительно нее кача-
июе движение. Сзади кулисы расположен кривошипный диск 5,
Кдиальном пазу которого перемещается палец 3 кривошипа,
кгавливаемый в заданное положение винтом 4. Вращение вин-
куществляется от валика 6 через коническую зубчатую переда-
Вколесами 14 и 15. Кривошипный диск при помощи хвостови-
КСтанавливают в стенку станины 10. Вращение кривошипного
ка осуществляется от привода станка через зубчатую передачу
йдесом 11.
Камень 1, установленный на пальце 3, входит в продольный
[кулисы, заставляя ее совершать качательное движение. Вилка,
^положенная в верхней части
Кисы, соединена с ползуном
Инка и при качании кулисы
йгавляет ползун перемещаться
Вввратно-поступательно в гори-
Ктальной плоскости.
«Одним из достоинств кулис-
Вго механизма является повы-
Внная скорость обратного хода
В сравнению со скоростью пря-
Вго хода, что особенно важно
Ви использовании кулисного
Вханизма в металлорежущих
Канках, где обратный ход явля-
йся холостым.
Ц Технологический процесс
кюрки кулисного механизма со-
йгоит из трех этапов:
г сборка кривошипного диска;
I сборка кулисы;
| общая сборка кулисного ме-
ханизма.
Сборку кривошипного диска
Необходимо выполнять в следу-
ющей последовательности:
Рис. 6.13. Кулисный механизм:
1 — камень; 2 — кулиса; 3 — палец
кривошипа; 4 — винт; 5 — кривошипный
диск; 6 — валик; 7, 12 — втулки; 8 —
эксцентрик механизма подачи; 9 — сто-
порная гайка; 10 — станина; 11, 14, 15 —
зубчатые колеса; 13 — вал; R — радиус
кривошипного пальца
215
проверить соответствие размеров и геометрической формы от«|
верстия кривошипного диска требованиям чертежа;
проверить соответствие размеров и геометрической формы in-yd
лок требованиям чертежа;
запрессовать втулки в отверстие кривошипного диска;
развернуть отверстия во втулках;
на валик б установить шпонку;
ввестй валик 6 с установленной на нем шпонкой в отверстия
втулок, запрессованных в кривошипный диск;
на валик 6 со шпонкой установить коническое зубчатое колесо /5;
на гладком конце винта 4 установить шпонку;
пригнать паз второго конического зубчатого колеса 14по шпон-
ке, установленной на винте 4;
ввернуть винт 4 в резьбовое отверстие пальца 3 кривошипа;
установить коническое зубчатое колесо 14 на уступе криво-
шипного диска так, чтобы его отверстие совпало с отверстием и
уступе;
палец 3 кривошипа ввести в паз на кривошипном диске так,
чтобы гладкий конец ввернутого в него винта 4 вошел в отверстие
конического зубчатого колеса 14, а шпонка, установленная ни
гладком конце винта 4, — в шпоночный паз зубчатого кониче-
ского колеса 14;
проверить зацепление зубчатых конических колес 14 и 15 на
краску;
закрепить винт на уступе кривошипного диска при помощи
гайки;
на хвостовик кривошипного диска установить шайбу;
проверить соответствие размеров и геометрической формы хво-
стовика кривошипного диска требованиям чертежа;
проверить соответствие размеров и геометрической формы от-
верстия в корпусе требованиям чертежа;
ввести хвостовик кривошипного диска в отверстие корпуса;
на конце хвостовика кривошипного диска установить шпонку;
на шпонку и хвостовик кривошипного диска установить экс-
центрик механизма подачи;
на резьбовой конец валика 6 навернуть гайку 9;
проверить соответствие размеров и геометрической формы вала
кулисы требованиям чертежа;
проверить соответствие размеров и геометрической формы от-
верстия под вал кулисы в корпусе требованиям чертежа;
установить вал 13 кулисы в отверстие корпуса;
на вал кулисы установить рамный уровень и проверить пер-
пендикулярность собранного кривошипного диска валу кулисы;
извлечь вал кулисы из отверстия корпуса.
Сборку кулисы необходимо выполнять в следующей последова-
тельности:
216
Проверить соответствие размеров и геометрической формы от-
^Ьтий кулисы 2 требованиям чертежа:
Проверить соответствие размеров и геометрической формы втул-
72 требованиям чертежа;
Запрессовать втулку 12 в отверстие кулисы 2;
развернуть отверстие втулки 72;
проверить соответствие размеров и геометрической формы по-
очного места вала 75 под кулису 2 требованиям чертежа;
установить кулису 2 на вал 75;
проверить соответствие размеров и геометрической формы по-
очного места под зубчатое колесо 77 на валу 13 кулисы 2тре-
ваниям чертежа;
установить на валу кулисы шпонку;
проверить соответствие размеров и геометрической формы от-
ветил зубчатого колеса 77 требованиям чертежа;
установить зубчатое колесо 77 на вал 75 кулисы 2;
Проверить перпендикулярность направляющих кулисы ее оси
и помощи рамного уровня.
Ш-Общую сборку кулисного механизма необходимо выполнять в
дующей последовательности:
собранный узел кулисы установить в отверстие корпуса так,
бы зубчатое колесо 77, установленное на валу 75, вошло в
епление с кривошипным диском 5;
В проверить зубчатую передачу на краску и величину бокового
шора;
В в направляющих кулисы 2 установить кулисный камень 7
к, чтобы он своим отверстием вошел в выступ пальца 5 кри-
шипа;
В соединить винтом камень 7 кулисы с пальцем 5 кривошипа;
В отрегулировать угол качания кулисы.
В Регулирование угла качания кулисы следует выполнять в следую-
щей последовательности:
|i для изменения угла качания кулисы, а следовательно, и длины
Ьда ползуна, необходимо изменить радиус R кривошипного паль-
да следующим образом (см. рис. 6.13):
| на квадратный конец валика 6 надеть рукоятку;
| вращая рукоятку, передать движение через зубчатую передачу
е коническими колесами 14 и 75 винту 4;
I вращая винт 4, обеспечить перемещение кривошипного паль-
ца 5 вдоль радиусного паза кривошипного диска 5, изменяя экс-
центриситет; при увеличении эксцентриситета увеличивается длина
Продольного хода ползуна.
г В правильно собранном кулисном механизме направляющие
Кулисы должны находиться в плоскости, перпендикулярной ее
Эси. Необходимо, чтобы эта ось занимала горизонтальное поло-
Кение, а направляющие кулисы располагались вертикально.
217
6.6. Храповой механизм и его сборка
Храповые механизмы широко применяют в металлорежущий
станках, автоматических линиях и грузоподъемных устройствам
Они обеспечивают периодическую подачу режущего инструмент!
в процессе обработки, переключение станка с рабочего хода п|
холостой и обратно, удерживание груза в процессе его подъем!
или опускания. :
Устройство храпового механизма периодической подачи столЦ
поперечно-строгального станка показано на рис. 6.14, а. Криво-
шипный диск 6 механизма устанавливают на ведущем валу 8, ча-
стота вращения которого совпадает с частотой вращения криво-
шипного диска, приводящего в движение кулису станка. За счет
этого обеспечивается подача стола один раз за двойной ход кули-
сы, осуществляемая во время холостого хода.
В Т-образном пазу кривошипного диска установлен палец 7,
который закрепляется с помощью гайки. Палец может переме-
щаться вдоль паза вручную (при этом изменяется радиус криво-
шипа). С пальцем 7 одним концом шарнирно соединен шатун 5,
вторым концом шатун связан с рычагом 2 храпового механизма.
Рис. 6.14. Храповые механизмы:
а — с качающейся собачкой; б — с постоянным радиусом кривошипа; в, г — с
перекидной собачкой; 1 — храповое колесо; 2 — рычаг; 3 — собачка; 4, 8 — валы;
5 — шатун; 6 — кривошипный диск; 7 — палец; 9 — щиток
218
г 2, установленный на валу 4 по посадке с зазором, может
чпать относительно этого вала качательное движение. На
се валу 4 при помощи шпонки установлено храповое коле-
li корпусе рычага 2 находится собачка 3, которая под воздей-
м пружины прижимается к храповому колесу и входит в одну
) впадин.
фиодическую подачу в таком механизме регулируют, из-
я радиус кривошипа, в зависимости от которого меняет-
ол качания рычага с собачкой и, следовательно, количе-
зубьев храпового колеса, захватываемых за одно качание
га.
онструкция храпового механизма с постоянным радиусом
ошипа, а следовательно, с постоянным углом качания со-
и показана на рис. 6.14, б. Количество зубьев, захватываемых
чкой за одно качательное движение, регулируется щитком 9.
орачиваясь, щиток перекрывает часть зубьев, и собачка при
нии частично проскальзывает по нему. Для упрощения конст-
[ии довольно часто вместо собачки с пружиной применяют
кидные собачки (рис. 6.14, в, г).
ели храповой механизм должен обеспечивать только одно-
оннюю подачу, то зубья храпового колеса выполняют скошен-
и, а собачку односторонней. Такие механизмы применяют,
правило, в грузоподъемных устройствах. При подъеме груза
1чка скользит по скошенным зубьям, а при остановке она
рается в зуб, препятствуя самопроизвольному опусканию
ja.
’Сборку храпового механизма необходимо выполнять в следую-
Й последовательности:
Проверить размеры и геометрическую форму посадочных мест
[ов 4 и 8 на соответствие требованиям чертежа;
установить валы 4 и 8 в подшипниковые опоры корпуса;
установить пружину в корпус рычага 2;
установить собачку 3 в корпусе рычага 2;
проверить размеры и геометрическую точность посадочного
»ерстия храпового колеса 1 на соответствие требованиям техни-
:ких условий;
установить на валу 4 шпонку;
установить на валу 4 храповое колесо 7;
соединить рычаг 2 с шатуном 5 при помощи болта;
соединить две половины шатуна при помощи соединительной
зьбовой муфты;
соединить шатун 5 с пальцем 7 при помощи штифта;
ввести головку пальца 7 в паз кривошипного диска 6 и закре-
[ть гайкой;
отрегулировать ход шатуна храпового механизма при помощи
зьбовой муфты.
219
6.7. Кулачковые и реечные механизмы и их сборка
Кулачковые механизмы позволяют обеспечить любой закоя
возвратно-поступательного движения ведомого звена при ври!
щательном движении ведущего. Простейшим кулачковым мехп4
низмом является механизм с плоским (дисковым) кулачком!
Этот механизм (рис. 6.15) состоит из кулачка 8, установленной
го на валу 9, и толкателя с роликом 7. При вращении кулачок
давит на толкатель и заставляет его совершать возвратно-посту»
пательное движение. Изменяя профиль кулачка, можно засти»
вить толкатель перемещаться по любой возвратно-поступатель-
ной траектории. Таким же образом будет изменяться и траекто-
рия движения исполнительного механизма, с которым связан
толкатель. В нашем примере (см. рис. 6.15) роль исполнительно-
го механизма выполняет реечная передача. Эта особенность ку-
лачковых механизмов обеспечивает их широкое применение а
автоматических металлорежущих станках и другом оборудова-
нии, в котором требуется обеспечение определенного цикла ав-
томатической работы.
Универсальное приспособление, изображенное на рис. 6.15,
включает кулачковый механизм и реечную передачу и предназна
чено для использования на токарном станке при обработке фа
сонных деталей при их закреплении в трехкулачковом патроне.
Работает такое приспособление следующим образом: плоский
кулачок 8, установленный на валу 9, через ролик 7 воздействует
при своем вращении на зубчатый сектор 4, закрепленный на ры-
чаге 5, заставляя его поворачиваться на определенный угол в ту
Рис. 6.15. Приспособление с реечно-
зубчатой и кулачковой передачами:
1 — обрабатываемая заготовка; 2 -
резцедержатель; 3 — зубчатая рейка; 4 -
зубчатый сектор; 5 — рычаг; 6, 9— ва-
лы; 7 — ролик; 8 — кулачок плоский
220
^угую сторону, в зависимости от профиля кулачка, установ-
К(ю на валу 9. Зубчатый сектор 4 находится в зацеплении с
МЬй рейкой 3, закрепленной на резцедержателе 2. При пово-
^убчатого сектора 4 рейка 3 с резцедержателем 2 совершают
^тно-поступательное движение, копируя на поверхности за-
^Ки 1 профиль кулачка, установленного на валу 9.
Мш обеспечения копирования профиля необходимо обеспе-
Ижинематическую связь между валом 9, на котором установ-
Игулачок 8, и шпинделем станка, для чего вал 9 соединяют с
М|ым валом станка.
Ирорку приспособления, изображенного на рис. 6.15, необхо-
^выполнять в следующей последовательности;
Ьоверить размеры и геометрическую форму посадочных мест
HP и кулачка 8 на соответствие требованиям чертежа;
Тановить на валу 9 шпонку;
тановить кулачок 8 на вал 9;
тановить зубчатый венец зубчатого сектора 4 на рычаге 5 и
Спить его;
Ироверить радиальное биение зубчатого сектора 4 относитель-
ней качания рычага 5;
роверить размеры и геометрическую форму посадочных мест
К 6 и рычага 5 на соответствие требованиям чертежа;
тановить шпонку на валу 6;
Остановить рычаг 5 с закрепленным на нем зубчатым сектором 4
ралу 6;
Вакрепить зубчатую рейку 3 на корпусе резцедержателя 2 и вве-
В ее в зацепление с зубчатым сектором 4;
проверить собранную реечную передачу на краску и величину
кового зазора.
i Контрольные вопросы
11. Почему КПД в гидростатических передачах винт—гайка больше,
м в передачах винт—гайка скольжения?
J 2. Чем объяснить, что в винтовых передачах металлорежущих станков
[«меняют разъемные гайки, несмотря на их более сложную конструк-
!Ю и повышенную трудоемкость сборки?
- 3. Какие технические требования предъявляют к кривошипно-шатун-
»му механизму?
"4. Почему после запрессовки втулки в верхнюю головку шатуна необ-
дима ее дополнительная механическая обработка?
5. Какие способы подбора поршней к цилиндрам вы знаете?
6. Какие характеристики шатуна необходимо проверять перед общей
оркой кривошипно-шатунного механизма?
7. Почему тарельчатые клапаны находят наиболее широкое примене-
te в механизмах клапанного распределения?
8. В каких случаях возникает необходимость применения эксцспгй
кового механизма с регулируемым эксцентриситетом? 1
9. Какие параметры кулисного механизма подлежат проверке нов]
его сборки, и какими инструментами при этом пользуются? 1
10. Как отрегулировать продольный ход ползуна кулисного механичи
11. От чего зависит выбор конструкции храпового механизма? 1
12. Как осуществляется регулировка угла поворота храпового меи
низма? !
13. В каких случаях и для чего применяют кулачковые механизмы?
14. Почему при использовании кулачковых механизмов в копиронпЛ|
ных устройствах необходима кинематическая связь между вращение
кулачка и вращением шпинделя станка?
ГЛАВА 7
ХАНИЗМЫ ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ
И ИХ СБОРКА
верхности, по которым скользят подвижные части механиз-
ри поступательном движении, называют направляющими.
»шинстве случаев направляющие располагаются на корпусных
ях, по которым перемещаются исполнительные механизмы
мы. Например, суппорт токарного станка располагается на
1вляющих, которые находятся на станине.
зависимости от назначения машины направляющие имеют
иную форму и конструкцию. Они могут быть охватывающи-
охватываемыми, закрытыми и открытыми. Служат направля-
е для перемещения подвижных частей в горизонтальном, вер-
иьном и наклонном направлениях. В машинах должно быть
усмотрено, как правило, не менее двух направляющих раз-
ого профиля, такая комбинация надежно обеспечивает дви-
[е исполнительного узла относительно базовой детали обору-
,ния. Направляющие могут быть выполнены как одно целое с
вой деталью, относительно которой происходит перемеще-
исполнительного узла, так и отдельно от нее в виде наклад-
направляющих, устанавливаемых на базовую деталь в про-
:е сборки механизма. Накладные направляющие изготовляют
атериалов, обладающих низким коэффициентом трения в паре
лравляющими исполнительного узла и достаточно высокой
осостойкостью (сталь, гетинакс, капрон, винипласт, тексто-
.'). Стальные направляющие крепят на базовой детали винтами
отайными головками, а направляющие из пластических масс —
клею или пластмассовыми штифтами.
Нормальная работа направляющих зависит от их прямолиней-
;ти, состояния сопрягаемых поверхностей, наличия смазочных
ройств.
Точность изготовления направляющих и их износостойкость
взывают существенное влияние на качество работы оборудо-
1ия. В зависимости от характера трения при перемещении под-
кного узла относительно неподвижного различают направ-
ощие скольжения, качения, гидростатические и аэродина-
ческие.
223
. Направляющие^ скольжения (рис. 7.1, а) весьма разнообрази!
по конструкции. Если поверхность направляющих выпуклая, ti
на ней плохо удержйвается смазка, поэтому такие направляющи
применяют при малых скоростях перемещения исполнительны
узлов. Однако выпуклые направляющие просты в изготовлении
и, помимо того, стружка не задерживается на поверхности, чп
предупреждает возможность их повышенного износа.
Направляющие,; образующие в поперечном сечении вогнуты!
внутрь профиль, более пригодны к использованию в механизма:
с высокими скоростями перемещения исполнительных узлов, nil
как хорошо удерживают смазку, но их необходимо тщательно зп
щищать от попадания стружки и различного загрязнения. Наибо-
лее простыми в изготовлении являются плоские направляющие,
но они плохо удерживают смазку и легко загрязняются, что суще-
ственно ограничивает их применение.
С целью упрощения конструкции узлов поступательного дви-
жения используют комбинированные направляющие в виде соче-
тания направляющих плоских и треугольных.
Охватываемые
6
Рис. 7.1. Направляющие скольжения (а), качения (0 и схема
гидростатических незамкнутых направляющих (в):
1 — насос; 2, 3 — каналы
224
К некоторых случаях применяют круглые направляющие, кото-
Д относительно просты в изготовлении и эксплуатации.
Д>орма поперечного сечения направляющих зависит от назна-
Ия узла. Наиболее распространенные формы направляющих
«ьжения — плоская (прямоугольного профиля), типа «ласточ-
хвост» (трапецеидального профиля), призматическая, круг-
Ди V-образная.
Илоские направляющие используют для коротких на-
Ьляющих при нормальных требованиях к точности перемеще-
К. Они просты в изготовлении, хорошо удерживают смазку, но
Куют более сложных устройств по сравнению с призматичес-
ки для компенсации зазора. Стружка удаляется плохо.
(Призматические направляющие используют для го-
юнтальных перемещений исполнительного узла при неболь-
к скоростях. В сечении такие направляющие имеют равнобокую
Н неравнобокую трапецию. Призматические направляющие обес-
ивают точное перемещение исполнительного узла и хорошее
Пение стружки. Направляющие саморегулирующиеся. По мере
Коса зазор компенсируется за счет опускания перемещающего-
Е^эла.
(Направляющие типа «ласточкин хвост» исполь-
К>т для горизонтальных, вертикальных и наклонных переме-
КНий при небольших скоростях и небольших расстояниях пе-
(нгещения. Отличаются простотой регулировки, достигаемой
Всчет применения клиньев или планок. Просты в изготовле-
|и. Условия смазки не очень благоприятны, а потому велики
Кери на трение.
^Круглые направляющие используют в основном для
ртикальных перемещений при незначительных скоростях. Наи-
шее просты в изготовлении. Хорошо удаляется стружка и грязь.
Иеют высокую износостойкость.
лV- образные направляющие используют для горизон-
Льных перемещений при больших скоростях и высоких требова-
гях к точности перемещения исполнительного узла. Представля-
Г собой пазы и выступы треугольной формы. Обеспечивают наи-
чшие условия смазки среди всех направляющих скольжения. Са-
>регулируемые, но требуют надежной защиты от попадания
ружки, грязи и пыли. Сложны в изготовлении.
Направляющие качения (рис. 7.1, б) имеют своей особенностью
I, что между перемещающимся исполнительным узлом и базо-
й деталью в них располагаются тела качения — шарики, ролики
|и иглы, заключенные в сепаратор. Сопротивление перемеще-
но в таких направляющих в 20 раз меньше, нежели в направля-
щих скольжения. Направляющие качения позволяют с высокой
чностью совершать быстрые перемещения исполнительного узла,
б установочные перемещения. Такие направляющие находят
225
Широкое применение в металлорежущих станках (особенно поны(
шенной точности и прецизионных). j
При качении шариков или роликов, называемых телами качв<
ния, по замкнутым направляющим возникает трение качений|
сила которого значительно меньше силы трения скольжения. При»
менение направляющих качения позволяет снизить коэффицисн!
трения, в связи с чем их износ значительно меньше, чем у нп<
правляющих скольжения. Кроме того направляющие качения обес<
печивают более плавное движение, так как при их использования
отсутствует эффект прилипания,
скольжения.
характерный для направляющий
В направляющих качения шарики и ролики находятся в пл ос*
ком сепараторе, они расположены между закаленными направля-
ющими сопрягаемых узлов. Так как при движении подвижной ча-
сти относительно неподвижной тела качения движутся по направ-
ляющим неподвижного узла, то они проходят лишь половину пути,
на который перемещается подвижный узел. Вследствие этого се-
параторы делают ход
наполовину
короче длины
хода
под ВИЖН O1
узла. Для больших перемещений применяют конструкции без се-
параторов (при движении тела качения попадают в специальный
желоб и непрерывно циркулируют по замкнутому контуру).
Гидростатические направляющие (рис. 7.1, в) применяют в тех
случаях, когда необходима очень высокая точность перемещения
подвижных узлов.
Наиболее часто
эти
направляющие
используют
в прецизионных станках и станках с программным управлением,
где требуется высокая точность перемещений исполнительных уз-
лов. Сопрягаемые детали благодаря наличию между ними масля-
ного слоя толщиной в несколько микрометров работают почти
без трения, в связи с чем КПД гидростатических
практически равен единице (0,99).
направляющих
При использовании гидростатических направляющих подвиж-
ный узел перемещается
создается за счет подачи
как бы на масляной подушке,
масла под давлением от насоса
которая
1 в зазор
между подвижным и неподвижным узлами по специальным кана-
лам 2 и 3, выполненным в неподвижном узле.
Применение гидростатических направляющих значительно ог-
раничено их высокой стоимостью.
Аэродинамические направляющие имеют еще меньшее, по срав-
нению с гидродинамическими, сопротивление перемещению
В этих
направляющих сопрягаемые поверхности разделены воздушной
подушкой, создаваемой за счет непрерывной подачи в зону со-
пряжения сжатого воздуха. Аэродинамические направляющие обес
печивают также
мгновенную
остановку перемещающегося узла при
прекращении подачи воздуха.
К узлам с направляющими предъявляются следующие техни
ческие требования:
226
|оверхностях направляющих не должно наблюдаться зади-
очные канавки на направляющих должны располагаться в
тенных, указанных в технических условиях местах и содер-
в надлежащем состоянии;
онение направляющих от прямолинейности должно состав-
)1... 0,05 мм на 1000 мм длины;
онение направляющих от параллельности в зависимости
гачения механизма должно составлять 0,01...0,05 мм на
4 длины;
онение направляющих от перпендикулярности должно со-
ь 0,01 ...0,02 мм на 1000 мм длины;
рхности направляющих после их окончательной обработ-
кны иметь следующие параметры шероховатости Ra: для
тяющих общего назначения — 1,25...0,63 мкм; для направ-
< прецизионного оборудования — 0,04 мкм;
ность прилегания сопряженных деталей при проверке на
должна обеспечивать не менее 25 контактных пятен в квад-
х 25 мм для прецизионных станков; 16 — для станков по-
гой точности; 10 — для станков нормальной точности с
>й направляющих до 250 мм; 6 — для станков нормальной
'и с шириной направляющих свыше 250 мм (при обработ-
>авляющих станочными методами краска должна покры-
о их поверхность без пробелов);
определении плотности прилегания направляющих при
т щупа толщиной 0,04 мм он не должен входить между
.емыми поверхностями направляющих (допускается заку-
е щупа на длине, не превышающей 25 мм от торцов на-
ощих).
ли с направляющими и детали, сопрягаемые с ними, по-
г на сборку, как правило, в обработанном виде и требуют
окончательной отделки (и то не во всех случаях).
тому основной задачей слесаря-сборщика является до-
оверхностей направляющих до требуемой точности и при-
1м заданной формы. Помимо того слесарь должен уста-
вить механизм с направляющими в строго определенное по-
кение.
Таким образом монтаж сборочных единиц с поступательно
скущимися частями сводится к отделке поверхностей направ-
Ющих, пригонке по ним сопрягаемых деталей и регулированию
Юров в соединении.
Исключение составляют накладные направляющие, которые
готовляют отдельно от базовой детали. При использовании та-
X направляющих требуется их предварительная установка на
внину, и только после этого приступают к отделочным и при-
точным операциям.
227
Сборка механизмов поступательного движения производите!
несколько этапов.
Постановку накладных направляющих на корпусную деталь |
обходимо выполнять в следующей последовательности:
проверить соответствие присоединительных размеров накл|
ных направляющих требованиям чертежа;
проверить соответствие присоединительных размеров корн;
ной детали требованиям чертежа;
на накладных направляющих разметить и накернить цспт|
отверстий под крепежные винты;
просверлить отверстия в накладных направляющих под крепе,
ные винты;
установить накладные направляющие на корпусную деталь;
зафиксировать положение накладных направляющих на к<>|
пусной детали;
используя отверстия в накладных направляющих в качестп!
кондуктора, просверлить отверстия под резьбу в корпусной детали,
снять накладные направляющие с корпусной детали;
нарезать резьбу в отверстиях корпусной детали;
произвести зенковку углублений под потайные головки к ре*
пежных винтов на накладных направляющих;
установить накладные направляющие на корпусную деталь;
закрепить накладные направляющие на корпусной детали при
помощи винтов;
проверить отклонение от прямолинейности установленных на-
кладных направляющих;
проверить отклонение от параллельности установленных на-
кладных направляющих;
пришабрить поверхности накладных направляющих;
проверить отклонение накладных направляющих от плоско-
стности.
Отделку направляющих наиболее часто осуществляют при по-
мощи шабрения, строгания широким резцом, тонкого фрезеро-
вания торцовыми фрезами, шлифования и притирки. В слесарно-
сборочных работах наиболее широкое применение находит шаб-
рение, так как оно обеспечивает высокую точность поверхностей
направляющих независимо от их длины и формы. Шабрение ко-
ротких направляющих обычно не вызывает сложностей, так как
осуществляется обычными методами.
При шабрении длинных направляющих применяют плиты и
линейки, а шабрение производят по так называемым маякам
(рис. 7.2). Сущность нанесения маяка на направляющие заключа-
ется в том, что на обрабатываемой поверхности шабрят по плите 2
небольшой участок, размер которого несколько превышает раз-
мер плиты. Шабрение ведут по краске до тех пор, пока поверх-
ность плиты не будет равномерно окрашиваться. После этого на
228
[ 7.2. Схема пробивки
ов на направляющих:
[ направляющие каретки;
Лита для шабрения; 3 —
; уровень
2-й
маяк
1-й
маяк
рхность плиты устанавливают уровень 3, который не должен
дывать отклонения от горизонтальности ни в продольном,
! поперечном направлениях. Маяк шабрят на обоих концах
•являющих 1 и 4.
,сли при шабрении для контроля качества применяют линей-
: уровень, то маяки наносят по всей поверхности направляю-
: таким образом, чтобы расстояние между соседними маяками
ревышало длины проверочной линейки. Следует иметь в виду,
чем ближе расположены маяки, тем выше качество шабрения,
дый маяк обрабатывают, контролируя его положение отно-
:льно соседнего по уровню. Таким образом все маяки выводят
одну прямую, расположенную горизонтально. В дальнейшем
[ки выполняют роль базовых поверхностей при обработке участ-
i направляющих между ними.
Шабрение направляющих по маякам необходимо выполнять в
[дующей последовательности:
на проверочную плиту нанести тонкий слой краски;
^установить проверочную плиту на направляющие с одного из
; краев;
; снять плиту с направляющих;
; пришабрить направляющие по окрашенным местам;
проверить качество шабрения (шабрить до тех пор, пока в квад-
те 25 х 25 мм не будет наблюдаться 25 контактных пятен);
на проверочной плите установить уровень и проверить гори-
мтальность пришабренного участка в продольном и попереч-
им направлениях;
пришабрить маяк на другом крае направляющих;
на обработанные маяки установить проверочную линейку;
на проверочную линейку установить уровень и проверить, что-
>1 оба маяка находились в одной горизонтальной плоскости;
между двумя пришабренными участками направляющих при-
абрить третий маяк;
проверить относительное положение среднего маяка относи-
льно двух крайних на нахождение их в одной горизонтальной
юскости;
229
шабрение маяков продолжать до тех пор, пока вся поверхност
направляющих не будет обработана;
проверить прямолинейность направляющих после обработк!
последнего участка на их поверхности.
Для снижения трудоемкости работ при отделке направляющих
главным образом накладных, для станков нормальной точносп
возможно применение шлифования вместо шабрения. Шлифона
ние направляющих производят с использованием универсальны;
приспособлений (рис. 7.3).
Приспособление устанавливают на направляющие станины 14,
по которым оно может перемещаться на роликах 13, 16 и /7,
которые установлены в специальных стойках, закрепленных а
нижней части рамы 1. В центральной части рамы расположен про-
дольный паз, в котором находится направляющий валик 2. По
направляющему валику маховичком 3 перемещается стойка 4 с
установленным на ней поворотным суппортом 5. На суппорте рас-
положен электрический двигатель 8 с встроенным шпинделем. 1 In
шпинделе установлен шлифовальный круг 15. Подъем и опуска-
ние шпинделя и его поворот осуществляются при помощи винто-
Рис. 7.3. Универсальное приспособление с поворотной шпиндельной
головкой с абразивным кругом, используемое для шлифования
направляющих:
1 — рама; 2 — направляющий валик; 3 — маховичок; 4 — стойка; 5 — суппорт;
6, 7, 11 — маховики; 8, 9 — электродвигатели; 10 — переключатель; 12 — стакан;
13, 16, 17 — ролики; 14 — станина; 75 — шлифовальный круг
230
1ередач, приводимых в действие от маховиков 6 и 7. С обрат-
тороны рамы смонтирован электрический двигатель 9 с чер-
ОЙ передачей, которая приводит в движение ролик 13 и обес-
ает перемещение рамы 1 с шлифовальным кругом 15 по на-
ляющим станины 14, производя шлифование направляющих.
а верхней части рамы установлен переключатель 10, который
печивает регулирование перемещения приспособления по
1атываемой поверхности направляющих станины. На торцо-
стороне рамы справа имеется выступ с отверстием в центре
углом 45°. В отверстие запрессован стакан 12 с установленным
до ходовым винтом подъема и опускания рамы при шлифова-
Ходовой винт приводится в движение маховиком 11.
1ригонка направляющих и сопряженных с ними частей — опера-
весьма трудоемкая. Поэтому для облегчения этой операции и
яцения регулирования зазоров между сопрягаемыми поверх-
’ями направляющих применяют различные регулировочные
юйства — компенсаторы, изготовляемые в виде планок пря-
ольного или косоугольного сечения с уклоном от 1:100 до
В процессе регулирования планки и клинья перемещают в
дольном направлении и закрепляют в установленном (для обес-
ения заданного зазора) месте с помощью винтов. Регулиро-
ные планки и клинья устанавливают, как правило, с незагру-
[ной стороны направляющих. Необходимо, чтобы после регу-
ования узлы, сопрягаемые с направляющими, перемещались
бодно, но в то же время должна быть полностью исключена
можность опрокидывания узла или его отрыва от направляю-
х. Эти условия и обеспечиваются при использовании компен-
оров.
Узлы, сопрягающиеся с вертикальными направляющими, долж-
[ перемещаться вниз под действием силы тяжести, но в то же
емя сохранять определенное положение в соединении.
Сборку соединения с плоскими направляющими (рис. 7.4) произ-
дят в следующем порядке.
Прежде чем приступить к сборке направляющих, проверяют
: соответствие техническим требованиям. После проверки на на-
деляющие устанавливают ползун 1 таким образом, чтобы он
•г свободно перемещаться по ним, опираясь на поверхности А и Б,
оторые направляют ползун в горизонтальной плоскости.
В зер-
кальной плоскости ползун направляется поверхностями В и Г.
3 целях предупреждения опрокидывания ползуна в конструкции
Тредусмотрена планка 2, которая опирается на поверхности Д и Е.
1ля того чтобы обеспечить свободное перемещение ползуна в со-
Гряжениях по поверхностям В, Г, Д и Е, необходимо создать
азоры. Они не должны быть большими, так как это может приве-
ди к опрокидыванию ползуна то в одну, то в другую сторону при
го движении по направляющим (размер зазоров указывается в
231
Рис 7.4. Узел с плоскими направляющими:
1 — ползун; 2 — планка; 3, 4— нерегулируемая и регулируемая прокладки; 5, 7 •
винты; 6 — клин; А—Е — поверхности; I — регулирование зазора плоскими про
кладками; II — регулирование зазора клином
сборочных чертежах или технических условиях на сборку). Задан-
ную точность зазоров можно выдержать только в том случае, если
отклонение от параллельности поверхностей А и Д или Б и Е
составляет не более 0,02 мм на 1000 мм длины направляющих.
Такая высокая точность может быть выдержана при обработке шли-
фованием, тонким строганием, тонким фрезерованием торцовы-
ми фрезами, притиркой или шабрением.
Качество шабрения определяют по пятнам контакта при конт-
роле на краску при помощи проверочной плиты.
Заданный зазор можно также получить установкой прокладок 3
(узел I, вариант 1). Удобнее при сборке этого узла использовать
регулируемую прокладку 4 (вариант 2). Ее прижимают до отказа
при помощи винта 5, после чего винт отпускают в зависимости от
шага резьбы и требуемого зазора на 1/4—1/2 оборота и стопорят
контргайкой.
Регулирование зазоров по плоскостям В и Г сопряжения осу-
ществляют при помощи клина (узел П), который предварительно
должен быть пришабрен по направляющим к стенке ползуна. За-
зор регулируют при помощи винта 7.
Работу при сборке узла с плоскими направляющими необхо-
димо выполнять в следующей последовательности:
пришабрить верхние поверхности А и Б направляющих;
пришабрить нижние поверхности Д и Е направляющих так,
чтобы обеспечить их параллельность верхним направляющим;
пришабрить боковые поверхности В и Г, обеспечивая их пер-
пендикулярность нижней и верхней поверхностям направляющих;
232
тановить на направляющие ползун 7;
тановить планку 2 с левой стороны направляющих;
‘жду планкой и нижней поверхностью направляющих уста-
ть прокладку 4;
ащая регулировочный винт 5, установить прокладку таким
юм, чтобы зазор между ней и нижней поверхностью на-
тяющих соответствовал требованиям технических условий
борку;
становить с правой стороны ползуна планку 2 с комплектом
сладок, которые обеспечивали бы зазор между нижней поверх-
ъю направляющих и планкой, соответствующий требованиям
ических условий на сборку;
становить между ползуном 7 и боковой поверхностью направ-
щих регулировочный клин 6;
вернуть в корпус ползуна регулировочный винт 7 таким обра-
, чтобы его головка вошла в паз регулировочного клина 6;
цращая регулировочный винт 7, установить клин 6 в такое по-
тение, чтобы зазор между клином и боковой поверхностью
Травляющих соответствовал техническим условиям на сборку;
Проверить плавность перемещения ползуна относительно ка-
шляющих.
Контроль качества сборки является неотъемлемой частью сбо-
1Ного процесса. Собранные узлы в первую очередь проверяют
плоскостность, параллельность и перпендикулярность поверх-
:тей направляющих. Кроме того направляющие поверяют на
шильность геометрической формы. Геометрическую форму фа-
гных направляющих контролируют с помощью угломеров, шаб-
юв или специальных фасонных плит. При использовании плит
лтроль осуществляют на краску, а во всех остальных случаях
льзуются методом световой щели.
Проверка плоскостности поверхностей направляющих осуществ-
ется с помощью проверочных плит — на краску или методом
етовой щели. В первом случае проверку производят по количе-
зу пятен контакта на поверхности размером 25 х 25 мм. При конт-
ле отклонения от плоскостности по методу световой щели
льзуются щупом для количественной оценки этого отклонения.
Проверку прямолинейности поверхностей направляющих осуще-
'вляют методами, которые можно разделить на две группы:
определение угловых отклонений отдельных участков проверя-
мой поверхности от эталонной прямой с помощью уровня;
определение линейных отклонений от эталонной прямой.
Для определения отклонений от прямолинейности применяют
инейки с расстоянием между опорами 250, 500 и 1000 мм и уровни
ценой деления 0,04...0,06 мм на 1000 мм длины. Наиболее рас-
ространен контроль прямолинейности при помощи линеек, но
ровень обеспечивает более высокую точность измерения.
233
1 2
Рис. 7.5. Схема контроля прямолинейности направляющих при помощи
коллиматора (а) и автоколлиматора (б):
1 — шкала; 2 — коллиматор; 3 — зрительная труба; 4 — визирная сетка; АВ —
смещение изображения; а — угол отклонения светового луча
Хорошие результаты получают также, проверяя прямолиней-
ность с использованием струны и микроскопа.
Один конец струны закрепляют с одной стороны направляю-
щей точно посередине, а второй ее конец пропускают через блок
кронштейна, также установленного на середине направляющей.
К свободному концу струны для обеспечения ее постоянного на-
тяжения подвешивают груз. Микроскоп устанавливают на направ-
ляющих таким образом, чтобы струна совпадала с осью шкалы
его окуляра. Микроскоп перемещают по направляющим, следя за
тем, чтобы струна постоянно находилась на оси шкалы окуляра.
Наиболее точно прямолинейность направляющих можно про-
верить коллимационным методом. Этот метод применяют в боль-
шинстве случаев при контроле прямолинейности направляющих
крупногабаритного оборудования.
Коллимационная установка (рис. 7.5, а) состоит из коллима-
тора 2 и зрительной трубы 3. Коллиматор устанавливают на пере-
мещающейся части оборудования, а зрительную трубу, через ко-
торую наблюдают за коллиматором, — на неподвижной. Коллима-
тор посылает вдоль проверяемой направляющей пучок света, не-
сущей изображение шкалы 1, помещенной в фокальной плоско-
сти коллиматора. Пучок света попадает в объектив зрительной тру-
бы, в фокальной плоскости которой помещена визирная сетка 4,
рассматриваемая через окуляр. Если оптическая ось коллиматора
смещена по отношению к оптической оси зрительной трубы, то
световые лучи входят в линзу зрительной трубы под углом. Сме-
щение, равное отрезку АВ, пропорционально углу отклонения а
234
^НЬого луча коллиматора. При перемещении проверяемого узла
^Ирае отклонения от прямолинейности движения будут наблю-
указанные смещения. По величине смещения шкалы кол-
^Мгора относительно визирной сетки зрительной трубы оцени-
непараллельность направляющих. Измерения ведут непре-
в течение всего времени перемещения проверяемого узла.
^Июлученным угловым показаниям строят график.
коллиматор с окуляром закрепить на направляющих стан-
на подвижной части поместить плоское зеркало, то длина
ИЬческого рычага удвоится, и, соответственно, повысится точ-
измерения. Такую установку называют автоколлимационной.
^Ироверку с помощью автоколлиматора осуществляют следую-
Ми образом (рис. 7.5, б). Плоское зеркало, укрепленное на пере-
Мкающейся части, отражает пучок света, посылаемый коллима-
Ийнной установкой. В случае углового смещения зеркала от вы-
нного направления произойдет смещение изображения. Изме-
ня также ведут непрерывно в процессе движения перемещаю-
Ирся части станка. По полученным угловым перемещениям строят
Вфик.
ШШроверка параллельности поверхностей направляющих (рис. 7.6)
ществляется следующим образом. Каретку 1 специального при-
ИЬсобления устанавливают опорными поверхностями 2 и 3 на
Вправляющие. Контроль параллельности производится при по-
Кци индикаторов, которые касаются своими измерительными
Вконечниками проверяемых направляющих в точках А, Б и В.
В Проверка перпендикулярности поверхностей направляющих (рис. 7.7)
Вризводится, как правило, при помощи угольников, размер и
инструкция которых зависят от расположения контролируемых
верхностей.
В тех случаях, когда угольник не пригоден для контроля, при-
Вбняют специальные приспособления. Например, перпендикуляр-
Эсть поверхностей направляющих станины проверяют специаль-
ВРй ползушкой с угольником и индикатором. Ползушку плотно
В
| Рис. 7.6. Схемы контроля
I параллельности
I направляющих:
17 — каретка; 2, 3 — опорные
поверхности; А, Б и В — точки
проверки направляющих
235
7 2'3
Рис. 7.7. Схема контроля перпен-
дикулярности направляющих:
1 — угольник; 2 — индикатор; 3 —
ползушка
прижимают к проверяемой поверх
ности, а закрепленный на пе|
индикатор вводят в контакт с под
кой контрольного угольника. У голь
ник 1 помещают на специальную
подставку; одну из его полок усги
навливают параллельно напранлн
ющим станины. При перемещении?
ползушки 3 индикатор 2 будет
скользить по полке угольника /,
показывая отклонение от перпен-
дикулярности.
Количественную оценку от-
клонения от перпендикулярно-
сти можно произвести также с
помощью щупа и концевых мер длины.
Комплексные методы контроля применяют для одновременной
проверки прямолинейности, параллельности и спиральной изогну-
тости поверхностей направляющих, используя специальные при-
способления и мостики.
Универсальный мостик (рис. 7.8) состоит из основания 1 Т-об
разной формы с четырьмя опорами 5 и дополнительной опорой 3.
Две из четырех опор 5 можно перемещать в вертикальном направ-
Рис. 7.8. Универсальный мостик для комплексного контроля направляющих:
1 — основание; 2 — индикаторы; 3 — дополнительная опора; 4, 6 — гайки; 5 —
основные опоры; 7 — направляющая колонка; 8 — колодка; 9 — рамный уровень;
10 — винт; 11 — устройство для установки индикатора
236
ГЛАВА 8
ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ
ПРИВОДЫ И ИХ СБОРКА
8.1. Гидравлические приводы и их сборка
Гидравлический привод представляет собой совокупность источ-
ника энергии и устройства для ее преобразования и транспорти-
рования к приводной машине с использованием жидкости. Он
находит широкое применение в металлорежущих станках в каче-
стве привода главного движения и привода подач, а также ис-
пользуется в устройствах торможения, для закрепления заготовок
в приспособлениях и др.
Гидравлический привод состоит из двух основных частей -
насоса, подающего жидкость в гидравлическую систему и обес-
печивающего необходимое давление этой жидкости, и двигате-
ля, с помощью которого осуществляются необходимые пере-
мещения рабочих органов. Жидкость в системе циркулирует по
трубопроводам, соединяющим различные элементы гидравли-
ческого привода.
Входящие в систему элементы гидравлического привода долж-
ны обеспечивать заданное давление в системе, контролировать
количество масла, распределять жидкость внутри системы в соот-
ветствии с заданным технологическим циклом. В системе должно
быть предусмотрено специальное устройство для хранения жид-
кости и ее отстаивания с целью осаждения попавших в систему
твердых частиц, а также фильтрации — очистки жидкости от твер-
дых включений, которые не удается удалить осаждением. Для обес-
печения герметизации и предупреждения утечки масла все эле-
менты гидравлического привода в процессе сборки должны уп-
лотняться.
Рабочей жидкостью для гидравлической системы служат мине-
ральные масла, из которых наиболее часто используют индустри-
альные — 12, 20 и 30.
По конструктивному исполнению различают системы с откры-
тым и закрытым потоком циркулирующего масла (открытого и
закрытого типа). При открытой циркуляции масло проходит через
гидравлическую систему и, выполнив необходимую работу, по-
ступает в резервуар, откуда оно вновь засасывается насосом в гид-
равлическую систему, повторяя цикл работы, опять сливается в
238
ервуар и т.д. Такая конструкция значительно проще, чем кон-
укция закрытого типа (конструкции гидравлических систем
рытого типа в связи со сложностью в данной книге не рас-
Ггриваются), и обеспечивает лучшее охлаждение рабочей жид-
пи — масла.
Для монтажа гидравлическую систему изображают в виде гид-
шических схем, на которых условными графическими изобра-
ниями показаны ее элементы. В конструкторской документации
(гут встречаться два вида гидравлических схем — принципиаль-
Рис. 8.1. Гидравлические схемы:
а — функциональная; б — принципиальная; 1, 10 — напорный и реверсивный
золотники; 2 — кран управления; 3 — гидравлический цилиндр; 4 — бак; 5 —
дроссель; 6, 7 — фильтры; 8 — насос; 9 — предохранительный клапан
239
ные и функциональные. Условные графические изображения гид»!
равлических систем на этих схемах различны. Функциональная
гидравлическая схема (рис. 8.1, а) показывает функциональное!
назначение элементов'гидравлической системы, не расшифровывая
их устройства. Принципиальная гидравлическая схема (рис. 8.1, 6)
характеризуется более подробным обозначением устройства эле-
ментов гидравлической системы. Помимо условных обозначений
на принципиальных схемах часто указывают технические данн ыо
элементов гидравлической системы. Например, для насосов мо-
жет быть указана модель, значение подачи, частоты вращения,
мощности привода.
Функциональная (см. рис. 8.1, а) и принципиальная (см. рис,
8.1, б) гидравлические схемы обеспечивают возвратно-поступа
тельное движение рабочего органа. Гидравлический привод, изоб-
раженный на этих схемах, работает следующим образом:
масло из бака 4 через сетчатый фильтр /нагнетается в гидрав-
лическую систему насосом 8;
предохранительный клапан 9, установленный на нагнетатель-
ной магистрали насоса 8, обеспечивает поддержание в системе
заданного давления и предохраняет ее от перегрузок;
при превышении давления масла, подаваемого насосом 8, сверх
допустимого клапан 9 открывается и обеспечивает слив масла в
гидравлический бак 4 до тех пор, пока давление в нагнетательной
магистрали насоса не будет соответствовать заданному;
масло от насоса 8 направляется к дросселю 5, проходя через
пластинчатый фильтр 6; дроссель служит регулятором количества
масла, поступающего от насоса 8 через клапан 9 к силовому ци-
линдру 3; при полностью открытом дросселе 5 поршень силового
цилиндра неподвижен, а масло через дроссель сливается в гид-
равлический бак; при полностью закрытом дросселе 5 весь поток
масла направляется к силовому цилиндру 3, и скорость переме-
щения его поршня при этом максимальна;
второй поток масла от насоса 8 направляется к силовому цилинд-
ру 5; этот поток проходит через двухпозиционный золотник 10,
который при переключении крана 2 направляет поток жидкости в
верхнюю или нижнюю полость цилиндра;
для того чтобы предупредить самопроизвольное опускание
поршня, к его цилиндру подключен напорный золотник 1, кото-
рый срабатывает тогда, когда давление масла в нижней полости
цилиндра превысит давление, на которое этот золотник отрегу-
лирован; в этом случае масло из нижней полости цилиндра нач-
нет поступать в гидравлический бак.
Гидравлические приводы могут быть использованы для осуще-
ствления не только возвратно-поступательного, но и вращатель-
ного движения. Схемы их практически одинаковы. Различие со-
стоит лишь в том, что в гидроприводе, предназначенном для пе-
240
вращательного движения, вместо силового цилиндра име-
щравлический мотор.
сновным элементам гидравлического привода относятся
>ы, резервуары, насосы, силовые гидравлические цилинд-
1равлические моторы, регулирующая и распределительная
тура.
\ыпры применяют для очистки масла, заполняющего гид-
:ескую систему. Они могут быть расположены как во всасы-
м, так и в сливной ее части. В гидравлических системах воз-
а установка одновременно нескольких фильтров, предна-
йных для последовательной или параллельной очистки мас-
;Первом случае весь объем жидкости последовательно пропус-
ки через все фильтры, во втором — через каждый фильтр про-
г только часть жидкости, циркулирующей в системе.
к как при параллельном соединении фильтров скорость про-
лцей через них жидкости меньше, чем при последователь-
(при прочих равных условиях), то и очистка масла при па-
щьной работе фильтров осуществляется более качественно.
1Я очистки масла в гидравлических системах применяют фильт-
(елевые, пластинчатые и сетчатые с металлической (в боль-
.стве случаев латунной) сеткой, имеющей 3000 и более ячеек
; см2 площади поверхности сетки. Засорение фильтров приво-
К повышению давления в системе, поэтому одновременно с
И устанавливают специальные предохранительные клапаны,
:печивающие слив масла в бак, минуя фильтр (в этом случае
го поступает в бак неочищенным).
(аиболее надежная очистка гид-
гической жидкости обеспечива-
[ при использовании пластинча-
фильтров, сборку которых осу-
твляют в следующей последова-
>ности (рис. 8.2):
в крышку 5 фильтра установить
эрную шайбу (пяту) /3;
в отверстие опорной шайбы уста-
вить ось 1 блока фильтрующих
гментов (дисков) 7 и 8;
Рис. 8.2. Пластинчатый фильтр:
ось; 2 — рукоятка; 3 — нажимная гайка;
уплотняющее кольцо; 5 — крышка; 6 —
[равляющие стяжки; 7, 8— фильтрующие
менты; 9 — гайка; 10 — сливная пробка;
— нажимной диск; 12 — корпус; 13 —
опорная шайба (пята)
12
11
1 2
241
установить одновременно в отверстие крышки 5 фильтра и
ось блока фильтрующих элементов уплотняющее кольцо 4;
в резьбовое отверстие крышки фильтра установить нажимН
гайку 3 и затянуть ее;
установить в крышке фильтра направляющие стяжки 6 блй
фильтрующих элементов;
на ось и направляющие стяжки установить блок фильтруют!
элементов и нажимной диск 77;
на ось блока фильтрующих элементов установить шайбу и ш
вернуть гайку 9;
в отверстие оси блока фильтрующих элементов установить р;
коятку 2;
вращая рукоятку 2, затянуть блок фильтрующих элементов;
в сливное отверстие корпуса 72 фильтра установить сливну!
пробку 70;
на корпус фильтра установить прокладку;
собранный блок фильтрующих элементов пропитать очищен*
ным минеральным маслом;
крышку фильтра с собранным блоком фильтрующих элемсп«
тов ввернуть в резьбовое отверстие корпуса и затянуть;
проверить собранный фильтр на герметичность.
Резервуары представляют собой полости в корпусных деталях
оборудования или специальные гидравлические баки. Использо-
вание в качестве резервуара для гидравлических жидкостей поло-
стей в корпусных деталях дает возможность компактно размести'1'ь
гидравлическое оборудование и облегчает сбор гидравлической
жидкости, появляющейся в результате утечки.
Обычно объем резервуара принимают таким, чтобы он вместил
гидравлическую жидкость, подаваемую насосом в течение 3 мин.
Для того чтобы улучшить отстой жидкости и ее охлаждение, объем
патрубки; 3 — клапан; 5 — отверстие для конт-
роля уровня гидравлической жидкости
242
fapa увеличивают до обеспечения им вместимости жидко-
даваемой насосом в течение 5 мин.
для гидравлической жидкости имеют, как правило, свар-
нструкцию (рис. 8.3, а) и изготовляются из листовой стали.
гсе 7 бака выполняют перегородки, которые увеличивают
хода жидкости в
баке от сливного
4 к всасывающему 2 пат-
что улучшает осаждение твердых включений, попадающих
авлическую жидкость в результате износа элементов гид-
[еского привода. Для обеспечения нормального давления
I бака (в крышке его корпуса) предусмотрена установка
ia 3, который открывается в тех случаях, когда давление
[ бака становится ниже атмосферного. При монтаже слив-
4 и всасывающего 2 патрубков следует иметь в виду, что
обеспечения нормальной работы системы они не должны
(ить до дна бака на определенную величину, зависящую от
аметра. Для контроля за уровнем гидравлической жидко-
баке предусмотрено специальное отверстие 5, закрывае-
[робкой.
целях улучшения очистки гидравлической жидкости на слив-
патрубке может быть установлено специальное устройство —
н (рис. 8.3, б), обеспечивающий отстой и фильтрацию гид-
ической жидкости перед ее поступлением в гидравлический
гасосы являются главным элементом гидравлической системы
ужат для всасывания жидкости из гидравлического бака и ее
етания в гидравлическую систему, обеспечивая перемещение
<ости (в результате сообщения ей энергии) по трубопрово-
на заданные расстояния и высоту. Насосы создают необходи-
давление в системе гидравлического привода.
абота насоса характеризуется его подачей, напором, потреб-
юй насосом мощностью, КПД и высотой всасывания.
[одача — объемное количество жидкости, подаваемое на-
юм в единицу времени (м3/ч, м3/с, л/с).
Напор — это максимальная высота, на которую может под-
ъся жидкость над поверхностью отсчета под действием стати-
кого давления, разности высот и др.
Потребляемая насосом мощность всегда больше по-
ной, так как часть мощности расходуется на работу по переме-
нию частей насоса.
Коэффициент полезного действия — это отноше-
:е полезной мощности к мощности, потребляемой насосом. Для
ршневых насосов значение КПД составляет 0,60...0,92, для осе-
[х (пластинчатых, шестеренчатых и винтовых) — 0,70...0,85.
асосы больших размеров имеют больший КПД.
Высота всасывания для насосов гидравлических систем
ютавляет обычно 5 ...6 м.
243
К сборке насосов, независимо от их конструкции, предъяви
ют единые требования:
детали, поступающие на сборку, должны быть промыты в бе|
зине или керосине и обдуты сжатым воздухом;
сборка осуществляется подбором по фактическим размерам Д1
талей, что позволяет максимально сократить пригоночные работк
фактические размеры деталей должны быть указаны в паснор
тах обмера, что Позволяет производить сборку с заданными парк
метрами.
Сборка должна обеспечить оптимальные зазоры, которые гц
рантируют нормальную работу насосов. Особое внимание в ход|
сборки следует обратить на монтаж подшипников, на которых мои*
тируют валы шестерен и роторы поршневых и лопастных насосо»,
В зависимости от принципа действия (способа передачи жид»
кости энергии) насосы делят на объемные (поршневые, шесте»
ренчатые, лопастные, винтовые) и центробежные.
Рис. 8.4. Горизонтальный поршневой трехплунжерный насос:
1 — поршень; 2 — пробка; 3 — корпус насоса; 4 — кроцкопф; 5 — шатун; 6 —
палец; 7 — зубчатое колесо; 8 — ось; 9 — коленчатый вал; А — часть низкого
давления; Б — переключающий золотник; В — часть высокого давления; Г —
клапанная коробка
244
(ршневые насосы (рис. 8.4), применяющиеся в гид-
геских системах, отличаются друг от друга количеством порш-
; следовательно, подачей и развиваемым давлением.
шзонтальный поршневой трехплунжерный насос состоит из
низкого давления А, переключающего золотника Б, части
:ого давления В и клапанной коробки Г. Часть низкого давле-
бразована двумя зубчатыми колесами 7, одно из которых
овлено на оси 8, соединенной с коленчатым валом 9 порш-
i группы. Эта часть, поставляющая большое количество мас-
5еспечивает холостой ход поршня.
,сть высокого давления состоит из трех поршней и служит
издания давления в гидравлической системе. Поршни 1 уп-
ены чугунными пробками 2 в корпусе 3 насоса. Чугунные
;копфы 4 с помощью стальных пальцев 6 соединяют с шату-
I 5. Примыкающая к корпусу клапанная коробка обеспечи-
подачу масла к выходу из насоса в заданной Последователь-
H.
ри сборке поршневого насоса особое внимание следует обра-
на пригонку сопрягаемых деталей. Особенно высокие требо-
я предъявляют к притирке поршней к цилиндрам. Поршни
сны входить в цилиндр легко (без качки) и плотно, т. е. таким
□ом, чтобы они могли опускаться в цилиндре под действием
>г тяжести. Овальность и конусность поршней не должна пре-
:ать 0,0005 мм, а цилиндров — 0,01 мм. Поршни и цилиндры
особ не взаимозаменяемы, поэтому при сборке их клеймят,
бы в дальнейшем не перепутать. Всасывающие и нагнетатель-
; клапаны насоса должны быть качественно притерты к своим
здам. Таким образом, основой работ, выполняемых слесарем-
рщиком при сборке поршневой части насоса, являются при-
ючные работы.
Шестеренчатые насосы (рис. 8.5) бывают низкого и высокого
ления. Первые применяют в системах смазывания и охлажде-
я, а вторые — в гидравлических приводах. Давление, создавае-
,_>е насосами этого типа, может достигать 120 МПа.
? Конструкция шестеренчатых насосов достаточно проста. Они
©стоят из одной или двух пар зубчатых колес 3 и 12, которые
ютанавливают на валу 6 в корпусе 2. При вращении зубчатых ко-
tec масло из всасывающей полости, попадая между зубьями ко-
1ес и стенкой корпуса, поступает в нагнетающую полость. Нахо-
дящиеся в зацеплении зубья препятствуют возвращению масла в
голость всасывания. В сопряжениях деталей насоса зазоры должны
5ыть минимальными во избежание утечки масла. Особенно важно
ыдержать в заданных техническими условиями пределах зазоры
<ежду корпусом и зубьями зубчатых колес.
Сборку шестеренчатого насоса необходимо выполнять в следу-
эщей последовательности:
245
Рис. 8.5. Шестеренчатый насос:
1, 4, 11, 15 — игольчатые подшипники; 2 — корпус; 3, 12 — зубчатые колеса;
5, 16 — крышки; 6,9 — валы; 7, 13 — шпонки; 8 — манжета; 10, 14 — вкладыши
проверить соответствие размеров и формы посадочных мест во
вкладышах 10 и 14 требованиям чертежа;
проверить соответствие размеров и формы наружных колец
подшипников 7, 4, 11 и 15 требованиям чертежа;
запрессовать во вкладыши 10 и 14 наружные кольца подшип-
ников 1, 4, 77 и 75;
проверить соответствие размеров и геометрической формы
посадочных мест на валах 6 и 9 требованиям чертежа;
установить на валах шпонки 7 и 13;
проверить соответствие размеров и геометрической формы от-
верстий зубчатых колес 3 и 12 требованиям чертежа;
установить зубчатые колеса на валы;
напрессовать на вал внутренние кольца игольчатых подшип-
ников 7, 4, 77, 75;
внутреннюю поверхность наружных колец игольчатых подшип-
ников 7, 4, 77, 75, установленных во вкладыши, смазать солидолом;
установить в отверстия наружных колец макетные валы;
246
зазор между наружным кольцом и макетным валом устано-
Н игольчатые ролики подшипников 1, 4, 11, 15\
тановить вкладыши на валах;
бранные валы с вкладышами установить в корпус 2;
крышку 5 установить уплотнительную манжету 8\
«тановить на корпус пропитанные маслом или нитролаком
жные прокладки и крышки 5 и 16',
крепить крышки на корпусе винтами;
Проверить плавность вращения зубчатых колес;
Ва специальном стенде проверить подачу и КПД насоса.
Вопастные насосы (рис. 8.6) различных моделей пред-
Вначены для создания давления 3...7 МПа. Лопастной насос,
ющий постоянное значение подачи и служащий для нагнета-
масла в гидравлическую систему станка, представляет собой
инный корпус 9 с крышкой 6. В корпусе смонтирован стальной
Кленный статор, имеющий профилированную поверхность, по
Взрой могут скользить лопасти 13. Ротор установлен на шлице-
ВС валу 11, свободно вращающемся в шариковых подшипниках.
Ворцам втулки-статора 7 и ротора 3 прижаты распределитель-
ве диски 5 и 8, в которых имеются всасывающие 12 и нагнета-
йьные 14 окна (по два окна в каждом диске). При вращении
йгора 3 лопасти 13 за счет центробежных сил прижимаются к
(утренней поверхности втулки-статора 7. За один оборот ротора
ллцествляется два цикла всасывания, поэтому эти насосы назы-
|от насосами двойного действия. Во избежание утечки масла
йкду корпусом 9 и крышкой 6 устанавливают кольцо 2. Вал на-
В Рис. 8.6. Лопастной насос:
Ы — отверстие для подачи масла; 2 — уплотнительное кольцо; 3 — ротор; 4 —
штуцер; 5, 8 — распределительные диски с втулкой; 6, 10— крышки; 7 — втулка-
статор; 9 — корпус; 11 — вал; 12, 14 — всасывающие и нагнетательные окна; 13 —
[* лопасти
247
• coca уплотняют манжетами из маслостойкой резины или фет|
выми уплотнениями.
Сборка лопастных насосов очень сложна. Приступая к ней, с.
дует иметь в виду, что большее отверстие является всасывающи
а меньшее — нагнетательным. Прежде чем приступить к сбор»
необходимо тщательно изучить чертеж. После сборки, проворам
вая ротор за вал,j проверяют силу и равномерность затяжки пи
тов. Ротор должен вращаться легко и плавно.
Сборку пластинчатого насоса необходимо выполнять в тако!
последовательности:
проверить соответствие размеров и геометрической формы hoi
садочных мест корпуса 9 требованиям чертежа;
проверить соответствие посадочных размеров распределитель»
ного диска 8 требованиям чертежа;
установить распределительный диск в отверстие корпуса;
проверить соответствие размеров и геометрической формы по»
садочных мест статора требованиям чертежа;
установить статор в корпус;
проверить соответствие размеров и геометрической формы по-
садочных мест вала ротора требованиям чертежа;
установить на вал ротора правый подшипник;
установить на вал ротора шпонку;
установить в корпус насоса уплотнительное кольцо 2;
установить вал ротора с напрессованным подшипником и
корпус;
на вал ротора установить ротор 3, введя его одновременно и
отверстие распределительного диска;
в пазах ротора установить лопасти, пригнав их предварительно
по размеру паза;
установить в корпус второй распределительный диск 5 с втул-
кой;
напрессовать на вал ротора левый подшипник;
отрегулировать положение распределительных дисков;
зафиксировать положение распределительных дисков относи-
тельно корпуса штифтом;
в левую крышку 6 установить штуцер 4;
установить на корпус прокладку;
установить на корпус с прокладкой левую крышку 70;
закрепить крышку на корпусе винтами;
установить уплотнение в правую крышку;
установить на корпус прокладку под правую крышку;
установить на корпус с прокладкой правую крышку;
закрепить правую крышку на корпусе винтами;
установить шпонку в паз вала ротора;
провернуть вал ротора от руки и убедиться в плавности и лег-
кости его вращения.
248
|нто в ы е насосы (рис. 8.7) часто применяют вместо ше-
Вчатых благодаря тому, что они имеют преимущества, ос-
ями из которых являются следующие:
Вольшие габаритные размеры и масса;
Ешумность работы;
всобность нагнетать жидкости, диапазон вязкости которых
,но широк;
[ьшая частота вращения, позволяющая соединять насос на-
ро с высокоскоростными двигателями;
востота конструкции, не требующая высокой квалификации
иих при сборке.
Юль рабочего органа в этих насосах выполняет ротор 5 с вит-
|, образующими винтовую линию. Роторов может быть не-
р>ко. Насос, изображенный на рисунке, имеет три ротора, при-
йЬдин из них (5) является ведущим, а остальные (3 и 9) —
|лыми. Винтовые роторы — двухзаходные с циклоидным про-
Ьм. По торцовым поверхностям роторов расположены камеры
Звания 4 и нагнетания 10. Цилиндрическая часть каждого ро-
(плотно охватывается корпусом 7 насоса.
'абочая жидкость, находящаяся во всасывающей камере насо-
Воступает в винтовую впадину ротора, которая при вращении
ркрывается витками других роторов, проталкивая жидкость в
орную камеру. В этой камере впадина размыкается и жидкость
талкивается в напорную магистраль гидравлической системы
I же, как и в шестеренчатом насосе).
Зинтовой насос надежно работает в том случае, если полно-
о устранена возможность перетекания гидравлической жидко-
из нагнетательной камеры во всасывающую. Условие это обес-
ивается герметичным уплотнением винтовых впадин при за-
илении витков роторов и при-
нкой витков по их наружной по-
рхности к обойме 2 роторов.
^Характерной особенностью вин-
ных насосов является постоян-
во отношения между размерами
торов (независимо от размеров
icoca).
; Рис. 8.7. Винтовой насос:
крышка корпуса; 2 — обойма роторов;
f 9 — ведомые роторы; 4, 10 — камеры
{асывания и нагнетания; 5 — ведущий
)тор; 6, 8— нажимная и опорная втулки;
— корпус; 11, 13 — разгрузочные поршни
Вдомых роторов; 12 — разгрузочный
F поршень ведущего ротора
249
Сборку винтового насоса необходимо выполнять следую!им
образом:
установить в корпус /опорную втулку 8уплотнительного сал
ника (уплотнительная втулка одновременно выполняет роль по,
шипника скольжения ведущего ротора 5);
установить в корпус подшипниковую втулку Сведущего рот
ра 5; '
установить в корпус сальниковое уплотнение;
установить в корпус нажимную втулку 6 сальникового упло’
нения;
закрепить нажимную втулку 6 винтами, затянув их предвари
тельно;
установить в корпус обойму 2 роторов;
установить в обойму ведомые роторы 3 и 9",
монтировать разгрузочные поршни 11 и 13 ведомых роторов и U
ведущего ротора на крышке 1;
установить на корпус крышку 1 в сборе с прокладкой;
закрепить крышку 1 на корпусе;
отрегулировать плавность хода роторов насоса, подтягивая винты
крепления нажимной втулки 6.
Центробежные насосы (рис. 8.8) являются разновидно
стью лопастных насосов, в которых жидкость перемещается от
центра к периферии вращающегося рабочего колеса. Для улучше-
ния рабочих характеристик эти насосы часто делают самовсасыва-
ющими, устанавливая дополнительную вихревую ступень. Все ра-
бочие органы насоса размещены на одном валу.
Насос состоит из следующих основных сборочных единиц и
деталей: корпуса 1, всасывающей крышки 2, центробежного ко-
леса 10, опоры 11, вихревого насоса с вихревым колесом 16, ста-
кана 19, торцового уплотнения, пропеллерного колеса 3, ради-
ально-упорного шарикоподшипника 22, вала 6, крышки 23 с саль-
ником и полумуфты 24.
Корпус 1 является основной несущей деталью, служит для
монтажа всех остальных деталей насоса и представляет собой от-
ливку с выполненной в ней улиткой.
В верхней части корпуса находятся два отверстия для заливки
насоса перекачиваемым горючим и присоединения воздухоотво-
дящей трубки, а в нижней — два сливных отверстия, в которые
ввернуты краны 35.
Всасывающая крышка 2 предназначена для подвода жидкости
к рабочему колесу центробежной ступени.
В передней части крышка имеет четырехугольный фланец для
крепления всасывающего патрубка. Всасывающая крышка крепится
к корпусу с помощью шпилек.
Опора 11 крепится к корпусу насоса с помощью четырех бол-
тов 14 и служит для размещения наружной обоймы шарикопод-
250
I Рис. 8.8. Центробежный самовсасывающий насос СЦН-60М:
В’7 — корпуса; 2 — крышка всасывающая; 3 — колесо пропеллерное; 4 — гайка
ипачковая; 5 — шайба стопорная; 6 — вал; 7 — шпонка; 8, 13, 21, 25, 28, 29,
Е— кольца; 9 — шарикоподшипник; 10 — колесо центробежное; И — опора;
| 26, 30 — гайки; 14, 38 — болты; 15 — крышка; 16 — колесо вихревое; 18 —
Обка; 19 — стакан; 20 — штуцер; 22 — подшипник двухрядный радиально-
Ьрный; 23— крышка с сальником; 24— полумуфта; 27— кольцо неподвижное;
— шайба упорная; 32 — кольцо нажимное; 33 — пружина; 34 — кольцо упорное;
35 — кран; 36 — полукольцо; 39 — сливной кран
Шпника 9. В верхней части опоры предусмотрено отверстие для
фсоса воздуха из полости центробежной ступени.
i Центробежное колесо 10 является основной рабочей деталью
[асоса. Оно имеет по шесть загнутых длинных и коротких лопаток.
1осадочное место в ступице колеса предназначено для внутрен-
[его кольца переднего шарикоподшипника. Шарикоподшипник
оспринимает радиальные нагрузки, действующие на вал, и пе-
редает их через опору 77 на корпус насоса 7. Колесо фиксируется
[а валу шпонкой 7.
251
, Осевую силу, действующую на рабочее колесо центробсж|(1
ступени, воспринимает радиально-упорный шарикоподшипник
и передает на шпильки крепления стакана 19.
Корпус 17 и крышка 15 вихревого насоса имеют бокоЩ
каналы и по два окна, соединяющих полости вихревого 16
центробежного 10 колес. Окна в корпусе 17 вихревого насо
расположены в вертикальной плоскости, а окна крышки 15 *
горизонтальной. Корпус и крышка сориентированы между с
бой болтами 38. В центральные отверстия корпуса и крынп
вихревого насоса запрессованы кольца, служащие уплотнен
ем, предотвращающим переток жидкости в полость центробс;
ного колеса. Торцы ступицы вихревого колеса закалены и имв
ют высокую чистоту обработки сопряженных поверхностей. Них
ревое колесо 16 имеет 22 радиальные лопатки. На втулке колей
имеются выступающие пояски, наличие которых совместно i
ограничительными втулками крышки и корпуса, образующим!
полость вихревой ступени, исключает возможность контакт
поверхностей лопаток со стенками, а следовательно, и их вы»
работку.
Стакан 19 уплотнения крепится к корпусу шпильками. В стака-
не смонтировано торцовое уплотнение, предотвращающее утечку
жидкости через зазор между корпусом и валом насоса.
Торцовое уплотнение состоит из неподвижного кольца 27 и по-
движной части. Подвижная часть торцового уплотнения включает и
себя кольцо 28, кольцо 29, кольцо нажимное 32, пружину 33, кольцо
упорное 34 и полукольца 36.
В нижней части неподвижного кольца 27имеется отверстие. В кор-
пусе 1 напротив этого отверстия выполнено дренажное отверстие
для пропуска перекачиваемого горючего, проникающего через
торцовое уплотнение.
Пропеллерное колесо 3 предназначено для улучшения всасы-
вающей способности насоса за счет создания подпора жидкости
на входе в центробежное колесо. Колесо фиксируется на валу
шпонкой 7, гайкой 4 и стопорной шайбой 5.
Вал 6 насоса — ступенчатый и опирается на два шарикопод-
шипника, один из которых расположен в опоре 11, а второй (ра-
диально-упорный 22) — в корпусе 1. Передний и задний концы
вала имеют резьбу.
Полумуфта 24 служит для соединения насоса через карданный
вал с коробкой отбора мощности.
Сборку центробежного насоса необходимо выполнять в следу-
ющем порядке:
собрать вихревой насос и торцовое уплотнение насоса;
надеть на вал 6 насоса подшипник 22, крышку 23 и полумуфту 24,
вставить вал 6 насоса с подшипником 22 в корпус Г,
надеть торцовое уплотнение 23\
252
^естить по валу подвижную часть торцового уплотнения, на-
^Ьтопорные полукольца 36;
вдеть стакан 19 торцового уплотнения;
^деть вихревой насос в сборе;
Мреть кольцо <?;
Ивдеть опору 11 подшипника;
ввернуть болты 14 опоры и законтрить их;
ставить шпонку 7 опоры 77;
алеть центробежное колесо 10;
навить шпонку 7 центробежного колеса 10;
вдеть пропеллерное колесо 3;
Навернуть колпачковую гайку 4 со стопорной шайбой 5;
Надеть всасывающую крышку 2.
Шриловые гидравлические цилиндры преобразуют энергию потока
«кости в механическую энергию возвратно-поступательного
жения выходного звена механизма и связанных с ним испол-
Вельных органов оборудования. Различают гидравлические ци-
дры поршневые и плунжерные с одним или двумя штоками.
Вршневые гидравлические цилиндры изготовляют в двух конст-
йгивных исполнениях:
|<с неподвижным поршнем и перемещающимся цилиндром;
|с неподвижным цилиндром и перемещающимся поршнем.
^Простые гидравлические цилиндры имеют два штока, вслед-
юие чего обеспечивают одинаковую скорость прямого и обрат-
иго хода.
IВ дифференциальных гидравлических силовых цилиндрах, име-
вцих только один шток, скорости перемещения поршней при
рямом и обратном ходе неодинаковы, так как в разных полостях
йлиндра площади поршней различны.
Рис. 8.9. Дифференциальный силовой гидравлический цилиндр:
У] — сальник; 2 — штуцер; 3. 8 — крышки; 4, 7 — фланцы; 5 — шток; 6 —
г поршень; 9 — гайка; 10 — гильза; 11 — шпонка; 12 — уплотнительные кольца; 13 —
? шпилька; 14 — втулка
253
Дифференциальный силовой гидравлический цилиндр (рис, Н
имеет гильзу 10, внутри которой перемещается уплотненный |
зиновыми кольцами поршень 6, укрепленный на штоке ,5 и
помощи гайки 9. Гильза 10с двух сторон закрывается крышкам
и 8, соединенными шпильками 13 с фланцами 4 и
ными на шпонках 11.
7,
установлен
Одна из крышек имеет отверстие для штока, в которое заире
сована втулка 14. Герметичность соединения гильзы с крышкпц
обеспечивается уплотнительными кольцами 12. Крышка 5доно
нительно герметизируется по отверстию для штока с помощы
сальника 1. В обеих крышках имеются штуцеры 2 для подвода
отвода масла.
Силовой гидравлический цилиндр состоит из двух сборомпы
единиц — корпуса и поршня в сборе. Предварительно собираю
поршень и корпус, а затем осуществляют общую сборку силовом
гидравлического цилиндра.
Сборку поршня необходимо выполнять в следующей последи*
вательности (рис. 8.10):
проверить соответствие размеров и геометрической формы по-
садочных мест поршня 1 и штока 2 требованиям чертежа;
установить на штоке около буртика медное кольцо 3, исключи
ющее прилипание поршня к штоку;
напрессовать поршень 1 на шток 2, если установка порт ня
производится на коническую шейку штока (рис. 8.10, б), то
сопрягаемые поверхности штока 2 и поршня 1 следует притереть
так, чтобы площадь контакта составляла не менее 75% поверх
ности конуса (поршень крепить гайкой 4); поршень на штоке
можно установить и навинчиванием (рис. 8.10, в) свободно, но
без качки. В этом случае после навинчивания поршня 1 на шток 2
просверлить отверстие под стопорный винт 5 и нарезать в нем
резьбу;
закрепить поршень на штоке при помощи гайки или стопорно
го винта 5;
проверить собранный поршень на биение (допустимое ради-
альное биение 0,015...0,020 мм на 100 мм диаметра поршня);
установить на поршне уплотняющие манжеты, используя спе-
циальное приспособление-оправку (рис. 8.10, г).
Сборку силового цилиндра необходимо выполнять так (см.
рис. 8.9):
проверить соответствие геометрической формы и размеров по-
садочных мест гильзы цилиндра и фланцев требованиям чертежа;
на корпусе цилиндра установить шпонки 77;
установить на корпусе фланцы 4 и 7 и зафиксировать их поло-
жение по шпонкам.
По окончании сборки корпуса и поршня приступить к оконча-
тельному монтажу силового гидравлического цилиндра (см. рис. 8.9):
254
Рис. 8.10. Способы установки поршней:
“ на цилиндрической шейке вала; б — на конической шейке вала; в — на
ьбовом конце вала; г — приспособление для установки поршневых колец; 1 —
? поршень; 2 — шток; 3 — медное кольцо; 4 — гайка; 5 — стопорный винт
! ввести в цилиндр поршень со штоком;
; в правую крышку 8 установить прокладку и ввернуть штуцер;
| правую крышку 8 в сборе установить на корпус 10 силового
Илиндра;
i в отверстия крышки 8 и фланца 7 установить шпильки 75;
: закрепить крышки на фланцах, затянув гайки на шпильках;
' проверить соответствие посадочных размеров втулки 14 требо-
ваниям чертежа;
< запрессовать втулку в левую крышку;
f развернуть отверстие во втулке;
? в левую крышку ввернуть штуцер 2;
' на корпус цилиндра установить прокладку 72;
на корпус с прокладкой установить левую крышку 5;
в отверстия крышки и фланца установить шпильки 75;
закрепить крышку на фланце, затянув гайки на шпильках;
255
в отверстие левой крышки установить сальник 1 штока;
ввернуть и затянуть нажимную гайку в левой крышке штоК^Н
в отверстия фланцев и крышек установить стяжные шпиль^Н
стянуть фланцы и крышки, затянув гайки на стяжных шпилы^В
проверить собранный гидравлический силовой цилиндр на
метичность, прокачивая через него подогретое до 50 °C масло. ЦЯ
качественной сборку не должно наблюдаться утечки масла в
лотнении кольцами '12 и сальником 1.
В качестве уплотнений между штоком и крышкой цилипдЯ
можно использовать сальники либо резиновые и хлорвинилонЯ
кольца или манжеты (рис. 8.11). В качестве набивочного матерная
для сальников применяют нити из асбеста, льняной или хлопчатой
бумажной пряжи, пробку, маслостойкую резину, асбест-графия
Манжеты применяют в уплотнениях, выдерживающих большие
давления, причем, чем больше давление, тем больше надежности
уплотнения. При давлении до 32 МПа применяют Воротникову»
манжету, при давлении до 0,6 МПа — U-образную, при давлений
до 50 МПа — шевронную резинотканевую манжету. ’
Гидравлические моторы служат для создания вращательного дви«
жения и представляют собой комбинацию двух насосов, один iri
которых является собственно насосом, а другой выполняет роль
гидравлического двигателя.
Комплектующие узлы и детали для гидравлического мотори
должны быть расконсервированы перед сборкой, тщательно про-
мыты и смазаны рабочей жидкостью, используемой в собираемой
гидравлической системе.
При сборке аксиально-поршневых гидравлических моторов
необходимо обеспечить:
поворот шатуна в поршне под действием собственной массы;
поворот поршневого узла с ша-
туном;
поворот центрального шипа в
валу под действием собственной
массы.
Сборка аксиально-поршневого
мотора включает в себя следующие
операции:
сборку вала с подшипниками;
сборку блока распределителей с
центральным шипом;
сборку вала с шатунами и цент-
ральным шипом;
подбор пакета тарельчатых пру-
жин;
сборку передней крышки с уп-
лотнением;
в
Рис. 8.11. Виды манжет:
а — воротниковая; б — шевронная;
в — U-образная
256
^врку качающегося узла с корпусом.
ИЬрку необходимо выполнять в следующей последовательно-
Кс. 8.12):
Ирверить размеры и геометрическую форму посадочных мест
К?, подшипников 4 и дистанционного кольца 5;
прессовать на вал два радиально-упорных подшипника 4 так,
Иа они воспринимали двухстороннюю осевую нагрузку;
тановить на вал 1 дистанционное кольцо 5;
прессовать на вал 1 радиальный подшипник 2 до упора в
нционное кольцо 5;
тановить стопорное кольцо 12 в кольцевую проточку вала 7;
тановить предохранительную втулку 14 на вал 7 до упора в
орное кольцо 72;
тановить на втулку 14 крышку 13 с манжетным уплотнением
К упора в радиальный подшипник 2;
тановить в сферические гнезда вала 7 поршни;
тановить в сферическое гнездо вала 7 шип 7;
аложить на сферические гнезда вала 7 с установленными в
Кпоршнями и шипом 7 прижимную пластину 77;
акрепить прижимную пластину 77 винтами 5 с предваритель-
кстановленными стопорными шайбами 6;
на поршни установить шатуны 70;
Вернуть в шип 7 винт;
установить в кольцевую проточку шипа 7 стопорное кольцо,
Йку с пружиной и нажимную втулку;
на центральный шип 7 установить блок цилиндров так, чтобы
ууны 10 вошли в цилиндры;
8
12
f Рис. 8.12. Качающаяся часть аксиально-поршневого гидравлического
мотора:
5— вал; 2, 4 — подшипники; 3 — дистанционное кольцо; 5 — винт; б — шайба;
?— шип; 8— распределитель; 9 — блок цилиндров; 10 — шатун; 11 — прижимная
Ьастина; 12 — стопорное кольцо; 13 — крышка; 14 — предохранительная втулка
11 10 9
ф ПоКрОВСКИЙ
257
на центральный шип /установить распределитель <?так, чщ
его отверстия располагались в соответствии с расположением и
линдров блока 9\.
собранный вращающийся узел установить в корпус гидра ил
ческого мотора.
Регулирующая аппаратура предназначена для регулирован
скорости перемещения поршня в гидравлическом силовом ц
линдре и усилия на исполнительном механизме за счет измен
ния количества жидкости, протекающей за единицу времени ч|
рез силовой цилиндр, и ее давления в полостях последнего. И|
регулирующих устройств, отличающихся разнообразием конструк
ций, наиболее распространены различные клапаны, золотники
дроссели.
Клапаны управляют направлением потока, а золотники сг(
распределяют. Конструктивно клапаны и золотники выполнены'
почти одинаково, но функциональное назначение их в гидравли«
ческой системе различно.
Предохранительные клапаны (рис. 8.13) ограничи-
вают повышение давления в гидравлической системе. Шарик /
удерживается в седле пружиной 2. Сила натяжения пружины долж-
на быть отрегулирована на заданное давление в полости А при
помощи регулировочного винта 3. Если давление в полости А пре-
высит максимально допустимое, то под его воздействием шарик
будет отжат и, преодолевая действие пружины, откроет проход
для жидкости из полости А в полость Б и на слив.
Сборку клапана необходимо выполнять в следующей последо-
вательности:
установить в корпус запорный шарик 7;
установить в корпус пружину 2;
ввернуть в корпус регулировочный винт 5;
отрегулировать винтом 3 усилие пружины на заданное в техни-
ческих условиях давление;
проверить срабатывание предохранительного клапана при за-
данном давлении.
Обратные клапаны (рис. 8.14) обеспечивают прохожде-
ние жидкости в одном направлении. Работает клапан следующим
образом. Масляный поток под давлением через отверстие А попа-
дает в корпус 4 под клапан 7, который, преодолевая усилие пру-
жины 2, приподнимается над седлом, открывая путь маслу к от-
верстию Б. При изменении направления движения жидкости кла-
пан 7 под воздействием усилия пружины 2 прижимается к седлу 3,
перекрывая маслу путь в обратном направлении. Технологическое
отверстие в корпусе 4 закрыто пробкой 5.
Сборку обратного клапана необходимо выполнять в следую-
щей последовательности:
в корпус 4 запрессовать седло 3 клапана 7;
258
В.13. Предохранительный
К клапан:
((царик; 2 — пружина; 3 —
^регулировочный; А — вход-
юлость; Б — выходная полость
Рис. 8.14. Обратный клапан:
1 ~ клапан; 2 — пружина; 3 — седло
клапана; 4 — корпус; 5 — сливная пробка;
А и Б — отверстия
Остановить клапан 1 в корпус 4;
Остановить пружину 2 в отверстие клапана 7;
Остановить прокладку на корпус 4;
Остановить на корпус 4 с прокладкой крышку и затянуть ее
Игами (на рис. не показаны);
Остановить сливную пробку 5 в резьбовое отверстие корпуса 4;
Проверить собранный клапан на герметичность;
Проверить величину давления срабатывания клапана на соот-
шствие техническим условиям.
Предохранительный клапан с переливным зо-
тником (рис. 8.15), кроме поддержания определенного по-
Вянного давления в гидравлической системе, предохраняет ее
перегрузок. Масло под давлением поступает в полость Ж и
д шариковый клапан 3 через отверстие в демпфере золотника 6.
отверстию Б масло подводится через канал В. Шариковый кла-
|Н 3 отрегулирован на определенное давление, которое задается
ужиной 2. Гидравлически уравновешенный золотник удержива-
йся пружиной 5 в крайнем положении, перекрывая слив масла.
| Если давление в системе превышает максимально допустимое
бачение, то клапан 3 открывается, и масло из полости Ж по кана-
| Д поступает на слив, вызывая тем самым понижение давления
Ьолости Ж. При этом нарушается равновесие сил, действующих
В золотник 6, который под давлением масла в полостях Г и Е
Ьднимается, соединяя полости давления с полостью для слива
[асла, что вызывает падение давления в гидравлической системе.
1сли давление упадет ниже того значения, на которое отрегули-
259
Рис. 8.15. Предохранительный
клапан с переливным золотником:
1 — регулировочный винт; 2, 5 —
пружины; 3 — клапан; 4 — техноло-
гическая пробка; 6 — золотник; А—Ж —
полости и отверстия в корпусе
рована пружина 2, шарики)
клапан 3 закроется, перекры
слив масла. Давление в полос
Г, Е и Ж выровнится, и зоД|
ник 6 под воздействием ус и Л
пружины 5 опустится. Регул
рование клапана на задаПН
давление осуществляется ни
том 1.
Сборку клапана необходим
выполнять в следующей посДИ
довательности:
проверить размеры и геоме",
рическую форму посадом ш>)
мест корпуса и золотника 6 и
соответствие требованиям чф
тежа;
установить пружину 5 в
лотник 6;
установить в корпус золот*
ник 6 с пружиной 5;
ввернуть в корпус седло пред-
охранительного клапана, от-
регулировав натяжение пружи-
ны 5 золотника 6;
установить пружину 2 в кор-
пус предохранительного клапа-
на;
установить толкатель запор-
ного шарика в корпус предохранительного клапана;
установить запорный шарик в гнездо седла предохранительно-
го клапана;
установить корпус предохранительного клапана в сборе в крышку;
установить на корпус прокладку;
установить крышку с предохранительным клапаном в сборе на
корпус с прокладкой;
закрепить крышку на корпусе винтами (на рис. не показаны);
установить в крышку регулировочный винт 7;
отрегулировать усилие пружины 2 клапана на заданное давле-
ние;
зафиксировать положение регулировочного винта контргайкой;
закрыть технологическое отверстие А резьбовой пробкой 4;
проверить предохранительный клапан с золотником на герме-
тичность;
проверить собранный клапан на давление срабатывания, за-
данное в технических условиях.
260
Рис. 8.16. Напорный золотник с
обратным клапаном:
1 — пружина; 2, 3 — золотники; 4 —
корпус; А—Г — полости и отверстия
в корпусе
Ка порный золотник
ратным клапаном
^М|8.16) обеспечивает пропус-
^Ике масла в одном направле-
^^три заданном давлении и в
^Итном направлении с мини-
^М^ным сопротивлением. Зо-
^В(ик работает следующим об-
^км. Масло подводится в по-
А. Золотник 2 по воздей-
^Кем усилия пружины I зани-
крайнее нижнее положе-
разъединяя полости А и Г
этом полость Г соединяет-
полостью гидравлического
^Мндра). Одновременно мас-
Иререз отверстие Б поступает
^олость В под нижний торец
Иютника 2. Когда давление в
Иртеме превысит значение, на
второе отрегулирована пру-
вЬна 1, золотник 2 поднимет-
К" соединяя полости А и Г, и
Ввело под давлением поступит
вюлость гидравлического цилиндра. В обратном направлении
вело проходит, отжимая золотник 3 в крайнее нижнее поло-
вине.
В Сборку напорного золотника с обратным клапаном необходи-
ма выполнять в следующей последовательности:
проверить соответствие размеров и геометрической формы по-
дочных мест золотников 2 и 3 и отверстий в корпусе 4;
установить в крышку корпус золотника 2;
К установить пружину 1 в корпус золотника 2;
установить собственно золотник 2 в корпус;
В в корпус напорного золотника с обратным клапаном устано-
вить пружину;
I в корпус установить золотник 3;
I установить на корпус напорного золотника с обратным кла-
ианом крышку в сборе, предварительно поместив под нее про-
кладку;
| закрепить крышку на корпусе винтами (на рис. не показаны);
| отрегулировать усилие срабатывания золотника 2 регулировоч-
ным винтом;
р зафиксировать положение регулировочного винта контргайкой;
проверить напорный золотник с обратным клапаном на герме-
тичность и давление срабатывания.
261
Дроссели служат для регулирования скорости движем
поршня гидравлического силового цилиндра за счет измелен
количества жидкости, поступающей в полости последнего.
Наиболее широко в системах гидравлического привода прим
няют щелевые дроссели (рис. 8.17). Через отверстие масло noci
пает в корпус 4 и, проходя через щелевое отверстие 7 и внутро
нее отверстие валика 3, подходит к отверстию 2, через котор
поступает в гидравлическую систему. Поворачивая валик 3, мо;
но изменять сечение щелевого отверстия 7, уменьшая или увел
чивая его. Установку валика в заданное положение осуществля)
при помощи лимба 5. Фиксация валика в заданном положена
обеспечивается гайкой 6. Для слива из дросселя масла, просом ни
шегося в зазоры соединений, служит отверстие 1.
Сборку щелевого дросселя необходимо выполнять в следу )<>•
щем порядке:
проверить соответствие требованиям чертежа размеров и гсо«
метрической формы посадочных мест корпуса 4 и валика 3;
притереть валик 3 к отверстию корпуса 4;
установить на валик 3 сегментную шпонку;
установить валик 3 в отверстие корпуса 4;
установить в корпус 4 сальниковое уплотнение;
установить с левой стороны крышку со сливным отверстием /
и закрепить ее винтами (на рис. не показаны);
установить с правой стороны крышку и закрепить ее винтами
(на рис. не показаны);
установить в правую крышку ограничительный штифт;
установить на сегментную шпонку валика 3 лимб 5 таким об-
разом, чтобы ограничительный штифт вошел в сегментный паз
лимба 5;
Рис. 8.17. Щелевой дроссель:
1 — сливное отверстие; 2 — выходное отверстие дросселя; 3 — валик; 4 — корпус;
5 — лимб; 6 — гайка; 7 — щелевое отверстие; 8 — отверстие
262
мнтить на валик 3 фиксирующую гайку 6 и зафиксировать
:ение валика 3, соответствующее полному открытию дрос-
рнуть в лимб 5 рукоятку;
оверить дроссель на герметичность.
определительная аппаратура осуществляет управление пото-
‘ жидкости в гидравлической системе, изменяя их направле-
а также обеспечивает включение и выключение отдельных
(ков гидравлической системы при поступлении внешних сиг-
в управления, которые могут подаваться как вручную, так и
матически, с помощью системы автоматического управления.
распределительной аппаратуре относятся краны, золот-
и и др.
ж сборке распределительных устройств предъявляется целый
(технических требований:
уклонение от соосности поясков золотников должно быть не
ie 0,01 мм;
юнусность и овальность посадочных мест золотников должны
Ь в пределах 0,005...0,010 мм;
[еперпендикулярность торцов поясков золотника их оси не
кна превышать 0,01 мм;
Зазор между стенкой отверстия в корпусе и золотником дол-
Н находиться в пределах 0,015...0,050 мм.
Необходимая точность сборки рабочих пар распределительных
ройств достигается либо путем селекции сопрягаемых деталей
размерам, либо их притиркой перед сборкой. Качество сборки
Трягаемых рабочих пар золотников определяет надежную и ка-
ггвенную работу устройства в процессе эксплуатации.
Реверсивные золотники обеспечивают изменение на-
авления движения рабочих органов оборудования. Они могут
[еть различное управление — от кулачка и электрическое.
Четырехходовой золотник с управлением от кулачка (ручное
равление) (рис. 8.18) работает следующим образом. При сво-
дном положении рычага 1 золотник 2 находится в крайнем ле-
М положении. При этом положении золотника полость А соеди-
;ется с полостью Б, а полость В — с полостью Г, и масло под
влением проходит из полости В в полость Г, а далее поступает в
;ну из полостей силового гидравлического цилиндра. Из второй
.олости силового цилиндра масло поступает на слив через поло-
ти А и Б. При нажатии на рычаг 1 золотник, преодолевая усилие
ружины, опускается, и направление потока масла изменяется, а
юршень в результате этого совершает обратный ход.
Золотник с электрическим управлением (от электромагнита)
’рис. 8.19) имеет три положения, что позволяет подавать масло
лод давлением то в одну, то в другую полость силового гидравли-
ческого цилиндра и подключать обе полости на слив, останавли-
263
Рис. 8.18. Реверсивный
золотник с управлением от
кулачка:
1 — рычаг; 2 — золотник; А, Б, В —
полости в корпусе золотника
Рис. 8.19. Реверсивный золотник с
управлением от электрического
магнита:
1, 9 ~ электрические магниты; 2, 8 —
штифты; 3 — пружина; 4 — втулка; 5, 6, 10,
И, 12 — трубопроводы; 7 — плунжер
вая тем самым подвижный орган оборудования в любом заранее
заданном месте. Во втулке 4 перемещается плунжер 7 золотника,
который может занимать три определенных положения. В среднем
положении золотника, в котором он находится под воздействием
усилия пружины 5, жидкость из трубопровода 11 проходит по
полостям втулки 4 и через трубопроводы 10 и 12 поступает на
слив. При этом через трубопроводы 5 и 6 и полость втулки 4 жид-
кость из обеих полостей цилиндра также поступает на слив. При
таком положении плунжера рабочий орган оборудования непод-
вижен. При включении нижнего электромагнита 1 якорь втягива-
ется в катушку и через штифт 2 перемещает плунжер вверх, пре-
одолевая усилие пружины. При этом положении плунжера жид-
кость из трубопровода 11 поступит в трубопровод 5 и оттуда — в
264
Hpo полость цилиндра; жидкость из левой полости цилиндра
^трубопроводы би 12 поступит на слив. При включении верх-
вэлектромагнита 9, воздействующего на штифт 8, жидкость
Давлением будет поступать в левую полость силового гидрав-
ДЬкого цилиндра, а из правой полости она будет сливаться по
Ьпроводам 6 и 12.
борка таких устройств сводится к притирке плунжера и от-
И|гия корпуса или подборке (селекции) их по размерам в пре-
Кс заданных допусков.
гидравлических системах широкое применение находят гид-
шдоты (рис. 8.20), которые являются органами вспомогатель-
на управления золотниками. Эти устройства имеют небольшие
Керы, так как рассчитаны на небольшую пропускную способ-
гь (до 10 л/мин).
Если поворотный пилот 1, расположенный в корпусе 2, со-
Нить с золотниковым устройством, то можно управлять работой
равлической системы на расстоянии (рис. 8.20, а). Жидкость
Етупает в трубопровод (рис. 8.20, б), который соединен с гид-
рилотом 5, и по трубопроводу 7 подводится к торцу золотни-
f]0, смещая последний вправо. Поступая в полость цилиндра 8,
ипк жидкости смещает его поршень Я также вправо. В этом слу-
I исполнительный механизм тоже движется вправо, а жидкость
^Правой полости цилиндра идет на слив. Когда упор 6, располо-
>нный на исполнительном механизме, сдвинет рычаг гидропи-
fra, последний повернется и соединится с трубопроводом 11.
1сь цикл повторится, только подвижные части будут переме-
ггься влево.
Рис. 8.20. Устройство гидропилота (а) и схема управления с его
помощью золотником {бу
поворотный пилот; 2 — корпус; 3 — уплотняющее устройство; 4 — рукоятка;
гидропилот; 6 — упор; 7, 11 — трубопроводы; 8 — цилиндр; 9 — поршень;
10 — золотник
Сборка гидропилота, также как и сборка золотников, своди1
ся к притирке пары поворотный пилот 1 — корпус 2. Помимо roi
необходимо произвести уплотнение поворотного пилота при nt,
мощи уплотняющего устройства 3 и установить рукоятку 4 пере
ключения поворотного пилота.
Реле давления используют в металлорежущих станках дл|
отвода инструмента при чрезмерном усилии подачи и автоматИ'
ческого отвода суппорта токарного станка при работе по упора Mi
С помощью штуцера 1 (рис. 8.21), расположенного в корпусе I,
реле давления присоединяют к контролируемой линии гидравли-
ческого привода. Когда давление масла в контролируемой системе
превышает заданное, мембрана 4 прогибается и передает усилие
на рычаг 5, поворачивая его вокруг оси 6. Винт 15, закрепленный
на рычаге 5 с помощью гайки 16, воздействует на штифт микро-
выключателя 14, включая его. При снижении давления пружина 8
через коническое седло клапана 7, расположенного в корпусе К),
воздействует на рычаг 5, возвращая его в исходное положение и
выключая микровыключатель.
Настройку пружины на заданное давление осуществляют вин-
том 9, положение которого после настройки фиксируется.
Чтобы предупредить случайное замыкание контакта микровы-
ключателя, на корпус 70 устанавливают прокладку 12, закрепляя
ее винтом 11.
Реле давления монтируют в кожухе 3, закрытом крышкой 13.
Сборку реле давления необходимо выполнять в следующей
последовательности:
Рис. 8.21. Реле давления:
1 — штуцер; 2, 10 — корпуса; 3 —
кожух; 4 — мембрана; 5 — рычаг; 6 —
ось; 7 — клапан; 8 — пружина; 9, И,
15 — винты; 12 — прокладка; 13 —
крышка кожуха; 14 — микровыклю-
чатель; 16 — гайка
установить в корпус 2 мемб-
рану 4;
ввернуть в корпус 10 регули-
ровочный винт 9,
установить пружину 8 в отвер-
стие винта 9;
установить клапан /напружи-
ну 8, расположенную в отверстии
винта 9,
ввернуть винт 75 в рычаг 5;
установить рычаг 5 с винтом
75 и гайкой 16 в корпусе 10 на
оси 6;
установить изолирующую про-
кладку 72 на корпус 10 и закре-
пить ее винтами 77;
установить микровыключатель
14 на. корпус 10 с прокладкой 72;
установить корпус 2 в кожух 5;
установить корпус 10 в кожух 5;
266
юдключить реле давления к гидравлической системе;
Иггрегулировать усилие пружины 8 при помощи винта 9 на дав-
Kie, соответствующее срабатыванию микровыключателя 74;
йкрыть кожух 3 крышкой 13 и закрепить ее винтами.
Ийонтаж аппаратуры управления осуществляется в соответствии
Ивхническими требованиями, предъявляемыми к аппаратуре
Вавления.
рхапаны монтируют в горизонтальном, вертикальном или на-
Внном положении. При сборке необходимо обеспечить герме-
Ииость соединения аппаратуры с трубопроводом во избежание
Исоса воздуха через сливную ветвь гидравлической системы.
Дроссели монтируют либо в горизонтальном, либо в верти-
ьном положении. При сборке необходимо проверить, как из-
«яется расход масла при повороте лимба. Если не происходит
«енения расхода, то это свидетельствует о перекосе пружины,
йссель следует разобрать и вновь собрать.
Золотники следует устанавливать в гидравлическую систему в
Визонтальном положении, что позволяет исключить их само-
Ьизвольное перемещение при падении давления в системе гид-
Влического привода.
Собранные гидравлические системы, а также отдельные их
Вменты подвергают испытаниям на герметичность и прочность,
ременты гидравлических систем проверяют также на соответ-
вие техническим характеристикам, указанным в документации
сборку.
К После монтажа трубопроводы гидравлических систем подвер-
иот визуальному осмотру и гидростатическим испытаниям на
врметичность и прочность.
I При визуальном контроле выявляют механические поврежде-
ия и нарушение целостности антикоррозионных покрытий. Та-
Ьму осмотру подвергаются трубопроводы, арматура и узлы креп-
Вния гидравлических систем.
| Если при монтаже гидравлических систем применяют гибкие
Кланги, то необходимо проверить их на скручивание, так как
Кручивание шлангов при монтаже не допускается. Контроль скру-
Ивания осуществляют следующим образом: на наружную поверх-
ность шланга нанести цветную осевую риску, ее искривление в
роцессе монтажа будет свидетельствовать о скручивании шланга.
Герметичность гидравлических систем и отдельных ее элемен-
ов проверяют после промывки системы или ее узлов. Оценивают
врметичность по наличию или отсутствию капель жидкости на
онтролируемых участках и в местах соединения элементов гид-
опривода.
При выявлении дефектов их устраняют, заменяя детали гид-
равлической системы или подтягивая соединительные элементы.
1осле чего гидравлические испытания повторяют.
’ Параметры элементов гидравлических систем контролируют
специальных стендах, оснащенных установками для фильтрат
и охлаждения рабочей жидкости. Непрерывный контроль данл
ния в системе определяется при помощи встроенных манимо
ров, точность которых должна быть не ниже 4 класса. Для снят!
характеристик при проверке элементов гидравлических систо!
применяют более точные манометры.
Испытания насосов проводятся для определения их подачи
приведенной мощности и объемного КПД при номинально!
частоте вращения с номинальным давлением; отклонение но*
минальной частоты вращения от действительной не должно про*
вышать 5%.
Объемный КПД определяют по формуле т] = Qn.H/Qo, где Q„ „ •-
подача насоса при номинальном давлении; Qo — подача насоси
при минимально возможном давлении в нагнетательной магист-
рали (значения обеих подач должны быть определены при одина-
ковой частоте вращения насоса).
Испытания производятся на испытательном стенде (рис. 8.22),
на котором установлен электродвигатель 14 для испытания насоса 13,
Отходящий от насоса трубопровод 3 разветвляется на два рукава.
По трубопроводам масло от насоса через кран 2 поступает в мер
ный бак 8, а также подводится к манометру 1. Мерный бак <V
снабжен мерной трубкой, тарированной в единицах объема. Для
того чтобы масло при испытании попадало в мерный бак 8и скап-
ливалось там, необходимо, чтобы сливные краны 5 и 77 были
закрыты. Давление, создаваемое насосом, контролируют по мано-
метру 7, также при закрытых кранах 5 и 6. Для контроля темпера-
туры гидравлической жидкости в системе служит термометр 12.
Частоту вращения электрического двигателя 14 контролируют при
помощи тахометра 15.
Объемный КПД насоса проверяют в пределах максимального
диапазона давлений (обычно используют давление в 2, 4, 6 МПа).
При определении объемного КПД температура гидравлической
жидкости в системе должна находиться в пределах 40... 50 °C. Тем-
пературу регулируют, охлаждая (при помощи змеевика 10) или
нагревая (при помощи электронагревательного элемента 16) гид-
равлическую жидкость в баке испытательного стенда.
О наличии различных неисправностей в насосе свидетель-
ствуют шум во время его работы, неравномерность подачи ра-
бочей жидкости, снижение давления, утечка жидкости через
уплотнения.
Шум при работе насоса вызывается, как правило, некачествен-
ной сборкой (оси вращения деталей насоса несоосны, зазоры в
сопряжениях велики, впадины между зубьями шестеренчатого
насоса заполняются не полностью, лопатки лопастных насосов
заедают в пазах ротора насоса). Устранение таких неисправностей
268
к Рис. 8.22. Стенд для испытания насосов:
— манометр; 2, 5, 6, 11 — краны; 3, 4, 7 — трубопроводы; 8, 9 — баки; 10 —
»еевик; 12 — термометр; 13— насос; 14 — электрический двигатель; /5—тахометр;
В 16 — нагревательный элемент
'
ребует разборки и повторной сборки насоса с устранением вы-
явленных неисправностей.
Снижение давления в насосе вызывается, в основном, засасы-
ванием им воздуха. Происходит это из-за негерметичности уплот-
нений, в этом случае следует подтянуть уплотнения всасывающе-
го патрубка. В случае утечки масла из насоса необходимо заменить
Ьго уплотняющие детали.
К Испытания гидравлических моторов включают обязательный
Контроль подачи, приводной мощности, объемного и общего КПД,
рабочего объема, давления, массы гидромотора.
I Стенд для испытаний (рис. 8.23), оборудованный контрольно-
измерительными приборами, обеспечивает снятие характеристик.
Помимо того стенд снабжен системой предохранения гидравли-
ЕЧеского мотора от перегрузок, устройствами для фильтрации гид-
1равлической жидкости и стабилизации ее температуры и рядом
| других устройств.
I: При проведении испытаний гидравлических моторов следует
I выполнять следующие требования:
[' измерения проводить только при устоявшемся тепловом ре-
«жиме;
269
Рис. 8.23. Стенд для испытания
гидравлических моторов:
1 — манометр; 2 — мотор-весы; 3 —
тахометр; 4 — сборник утечки; 5 —
мерный бак; 6 — термометр; М —
гидравлический мотор; М,р — крутя-
щий момент; / — плечо весов; G —
сила, вызванная действием крутящего
момента Мкр
отсчеты по всем приборам лЛв
каждого измерения производите
одновременно; 1
осуществлять постоянный копт!
роль за состоянием гидравличв!
ской жидкости; 1
отклонение температуры гидИ
равлической жидкости от задан»]
ного значения не должно прены»'
шать 2 °C;
отклонение действительной
частоты вращения гидравлическо-
го мотора от номинального нс
должно превышать 5 %;
действительным значением из-
меряемого параметра следует счи-
тать среднее арифметическое зна-
чение по результатам не менее
трех измерений.
Давление в системе определя-
ют по манометру 1. Погрешность
измерения в этом случае не долж-
на превышать 0,5 %. Частоту вра-
щения гидравлического мотора
измеряют тахометром 3.
Для измерения расхода гидрав-
лической жидкости служат расхо-
домеры (на схеме не показаны) или мерные баки 5.
Для измерения крутящего момента при испытаниях использу-
ют мотор-весы 2 или специальные динамометры (на схеме не по-
казаны). Погрешность измерения крутящего момента не должна
превышать 0,5 %.
Испытания гидравлических силовых цилиндров осуществляют на
стенде, схема которого приведена на рис. 8.24, а. Во время испы-
таний определяют утечки в конечном и среднем положениях порш-
ня при давлении, составляющем не менее 1,25 номинального.
Испытания проводят на второй минуте после остановки поршня
и стабилизации давления. Время измерения утечек в каждом по-
ложении — не менее 2 мин.
Постепенно подавая гидравлическую жидкость в одну из поло-
стей силового цилиндра при постепенном увеличении давления
до величины, необходимой для начала движения поршня, опре-
деляют значение последней. Давление холостого хода определяют
в момент начала движения поршня.
При снятии рабочих характеристик силовой гидравлический
цилиндр 1, подлежащий испытаниям, соединяют через динамо-
270
пая
Рис. 8.24. Стенд для испытания гидравлических цилиндров:
схема; б — схема определения утечки; 1 — силовой цилиндр; 2 — динамо-
метр; 3 — нагрузочный цилиндр; 4 — емкость
Ктр 2 с нагрузочным цилиндром 3. По динамометру 2 определя-
Нг тяговое усилие испытываемого силового цилиндра 7.
При проверке герметичности силового гидравлического цилинд-
7 шток его поршня упирают в жесткую опору, увеличивая
Явление в цилиндре до 6 МПа (давление контролируют при по-
эщи манометров). Величину утечки определяют по количеству
Идкости в емкости 4 (рис. 8.24, б). Утечка, как правило, не долж-
к превышать 0,17) см3/с, где D — диаметр цилиндра, см.
8.2. Пневматические приводы и их сборка
к Широкое применение при механизации и автоматизации тех-
нологических процессов находят пневматические приводы и си-
Вгемы управления. Рабочим телом в них является сжатый воздух,
представляющий собой механическую смесь кислорода и азота с
ругими газами, содержащимися в воздухе в незначительных ко-
личествах. Состояние сжатого воздуха характеризуется давлением,
[температурой и плотностью.
I Основными элементами, обеспечивающими работу пневмати-
ческого привода, являются компрессоры, воздухосборники, воз-
духопроводы, пневматические двигатели различных конструкций,
аппаратура подготовки воздуха, регулирования его давления и
расхода, изменения направления движения сжатого воздуха в си-
стеме.
» Компрессоры служат для питания пневматической системы сжа-
тым воздухом. В зависимости от конструкции и принципа дей-
1ствия различают поршневые, ротационные и центробежные ком-
прессоры. В зависимости от условий эксплуатации компрессоры
могут быть стационарными (установленными на неподвижном
f фундаменте) и передвижными (установленными на транспорт-
271
ных средствах). В машиностроении применяют преимущественна
поршневые и центробежные компрессоры, сжимающие и подаю»!
щие воздух под давлением 0,5... 1 МПа. Подача таких компрессо-
ров составляет до 100 м3/мин.
По принципу действия и чередованию циклов всасывания и
нагнетания компрессоры аналогичны насосам, поэтому рассмот-
рим наиболее применяемые поршневые компрессоры.
Поршневые компрессоры могут быть одностороннего
(рис. 8.25, а) и двухстороннего (рис. 8.25, б) действия. Поршне-
вой компрессор одностороннего действия имеет открытый с од-
ной стороны цилиндр 4, в котором движется поршень 3, при во
димый в движение кривошипно-шатунным механизмом. В крыш-
ке на левом торце цилиндра расположен всасывающий клапан 2,
открывающийся в сторону поршня, и нагнетательный клапан /,
открывающийся в сторону нагнетательного трубопровода. У ком-
прессоров двухстороннего действия клапаны расположены на обеих
сторонах цилиндра. Работа компрессора ясна из рисунка и не тре-
бует дополнительного пояснения. Сборка его отдельных узлов и
целом аналогична сборке узлов механизмов преобразования дви-
жения.
Воздухосборник (или ресивер) устанавливают, как правило, меж-
ду компрессором и воздухопроводной цепью. Он служит для сня-
тия пульсации потока поступающего от компрессора сжатого воз-
духа, создания запаса последнего, отделения от него влаги и мас-
ла. Для улучшения очистки от влаги и масла сжатый воздух подво-
дится в воздухосборник в средней его части, а трубопровод в кор-
пусе воздухосборника отгибается к низу. Объем воздухосборника
определяют в соответствии с подачей компрессора.
Воздухопроводы — жесткие и эластичные — применяют для обес-
печения подачи воздуха от воздухосборника к элементам пневма-
тической системы.
Пневматические двигатели, наиболее часто применяемые в си-
стемах пневматического привода, показаны на рис. 8.26.
Рис. 8.25. Схемы компрессоров:
а — поршневого одноступенчатого одностороннего действия; б — поршневого
одноступенчатого двухстороннего действия; 1 — нагнетательный клапан; 2 —
всасывающий клапан; 3 — поршень; 4 — цилиндр
272
[оршневые двигатели одностороннего (рис. 8.26, а) и
стороннего (рис. 8.26, б) действия позволяют сообщать ис-
гительному органу движение на достаточно большое расстоя-
В двигателях одностороннего действия прямой ход осуществ-
ся под воздействием сжатого воздуха, а обратный — под воз-
ствием пружины. В двигателях двухстороннего действия как
мой, так и обратный ход осуществляются с помощью сжатого
:а.
Сборка поршневых пневматических двигателей аналогична сбор-
:иловых гидравлических цилиндров.
Диафрагменный двигатель (рис. 8.26, в) имеет рези-
>ую диафрагму 7, закрепляемую в корпусе по наружному диа-
ру при помощи крышки, а по внутреннему — на поршне. Пря-
й ход в этом двигателе осуществляется за счет сжатого воздуха,
>братный — в зависимости от принципа действия, т. е. либо с
пружины (как это показано на рисунке), либо за счет
мощью
[того воздуха. Масло, появляющееся в результате утечки, слива-
:я через отверстие 2.
Сборку диафрагменного двигателя необходимо выполнять в
едующей последовательности:
закрепить на поршне резиновую диафрагму 7 при помощи сде-
льной накладки и винтов с потайной головкой;
установить в корпус двигателя пружину и поршень с закреп-
нной на нем диафрагмой 7;
установить на корпус крышку, закрепляя ею резиновую диаф-
гму по наружному диаметру (при этом диафрагма должна иметь
:аксимальное натяжение);
Рис. 8.26. Пневматические двигатели:
а — поршневой одностороннего действия; б — поршневой двухстороннего действия;
в — диафрагменный: 7 — диафрагма; 2 — отверстие для отвода утечки масла
273
закрепить крышку винтами;
соединить шток поршня пневматического двигателя с испол-
нительным механизмом при помощи серьги.
Аппаратура подготовки воздуха служит для повышения надеж-
ности работы пневматических систем. Воздух, подаваемый в пнев-
матическую систему, предварительно необходимо очищать от
загрязнения и насыщать маслом для смазывания трущихся частей.
С этой целью применяют фильтры — влагоотделители и масло-
распылители.
Фильтр-влагоотделитель (рис. 8.27) устанавливают на
входе пневматической системы. Подвод к нему сжатого воздуха
осуществляется через отверстие IT, затем воздух проходит через
щели отражателя 11 в полость корпуса (стакана) 6. Частицы
воды под действием центробежных сил отбрасываются к стен-
кам стакана, где они собираются в капли и стекают в спокой-
ную зону, отделенную от остальной части стакана заслонкой 7.
Стакан изготовлен из прозрачного материала, что позволяет
Рис. 8.27. Фильтр-влагоотделитель:
7 — крышка; 2 — шпилька; 3 — проклад-
ка; 4 — фланец; 5 — металлокерами-
ческий фильтр; б — корпус (стакан); 7 —
заслонка; 8— гайка; 9— шариковый кла-
пан; 7<7— сливная пробка; 77— отража-
тель; О и П — отверстия
следить за уровнем конденсата
и производить его своевремен-
ный выпуск через сливное от-
верстие с шариковым клапаном 9.
Очищенный от влаги воздух,
проходя через металлокерами-
ческий фильтр 5, очищается от
механических примесей и посту-
пает к выходному отверстию О.
Вместе с конденсатом из филь-
тра удаляются и механические
примеси.
Сборку влагоотделителя необ-
ходимо выполнять в следующей
последовательности:
в крышку 1 фильтра влагоот-
делителя ввернуть шпильку 2;
на уступе крышки фильтра
влагоотделителя установить отра-
жатель 1Г,
одновременно на отражатель
и шпильку установить металло-
керамический фильтр 5;
на шпильку установить за-
слонку 7;
на шпильку установить и за-
тянуть гайку 8, закрепив на
крышке отражатель, фильтр и за-
слонку;
274
, установить в крышку уплотнительную прокладку 3;
в сливную пробку 10 корпуса установить шариковый клапан 9;
в сливную пробку корпуса ввернуть регулятор запорного кла-
на и зафиксировать его винтом;
в проточку нижней части корпуса установить уплотнительное
•льцо;
сливную пробку с установленным в ней сливным клапаном
ести в сливное отверстие корпуса;
на сливную пробку и корпус установить уплотнительную про-
ВДку;
закрепить сливную пробку в корпусе гайкой;
установить во фланец уплотнительную манжету;
установить фланец 4 на корпусе;
установить крышку 1 фильтра влагоотделителя на корпусе 6:
установить и затянуть крепежные болты крышки и корпуса;
повернуть фланец относительно корпуса так, чтобы отверстия
крышке и фланце совпали;
установить и затянуть болты крепления фланца;
проверить герметичность собранного фильтра-воздухоочисти-
;ля;
проверить работу запорного клапана сливой пробки.
Маслораспылитель (рис. 8.28) обеспечивает насыщение
чищенного сжатого воздуха дисперсными частицами масла для
мазывания трущихся деталей пневматического привода. Сжатый
оздух подводится к маслораспределителю. В маслораспылителе
оток разделяется на две части. Основная его часть направляется к
ыходному отверстию, а остальная последовательно проходит че-
ез каналы пробки-распылителя 14 и дросселя 3. При полностью
ткрытом дросселе давление воздуха в корпусе и полости смеси-
ельной камеры одинаковы, поэтому масло из трубки 4 не посту-
ает. При перекрытии дросселя 3 давление в полости смеситель-
:ой камеры по сравнению с давлением в корпусе уменьшается,
следствие чего масло поднимается по трубке 9, отжимает шарик 10
гарикового клапана 11 и по трубке 4 подается в полость смеси-
ельной камеры.
Так как в зоне выходного отверстия, расположенного после
кольцевой щели, также происходит местное падение давления,
масло в виде капель вытекает из трубки 4, проходит через от-
верстие дросселя и распыляется в поток сжатого воздуха. В ос-
новном потоке воздуха масло подвергается вторичному распы-
лению и попадает в пневматическую систему в виде мельчай-
ших частиц.
Сборку маслораспылителя необходимо выполнять в следующей
последовательности:
в корпус шарикового клапана 11 запрессовать трубку 9 и уста-
новить шарик 10\
275
Рис. 8.28. Маслораспылитель:
1 — крышка; 2, 7 — прокладки; 3 — дроссель; 4, 9 — трубки; 5 — колпачок; 6
накидная гайка; 8— фланец; 10— шарик; 11 — шариковый клапан; 12— крепежные
винты; 13 — корпус; 14 — пробка-распылитель
шариковый клапан в сборе запрессовать в крышку 1 маслорас-
пылителя;
в крышку маслораспылителя установить дроссель 3 и запрессо-
вать трубку 4;
в корпус крышки маслораспылителя ввернуть пробку-распы-
литель 14 с отверстием для подвода воздуха;
установить прокладку 2 уплотнения смесительной камеры;
на крышку установить колпачок 5 смесительной камеры;
закрепить колпачок смесительной камеры накидной гайкой 6;
в проточку крышки маслораспылителя установить уплотнитель-
ную прокладку;
установить крышку маслораспылителя на корпус 13\
во фланец установить прокладку 7;
установить фланец 8 на корпус так, чтобы крепежные отвер-
стия на фланце и в крышке совпали;
установить и затянуть крепежные винты 72;
проверить собранный маслораспылитель на герметичность.
Маслораспылитель устанавливают в систему пневматического
привода только при необходимости обеспечения его надежного
смазывания, так как их использование загрязняет воздух.
276
Контрольные вопросы
В чем различие между принципиальной и функциональной схемами
рвлического привода?
К За счет чего обеспечивается очистка масла в фильтре?
К Почему наиболее широкое распространение в гидравлических си-
Вах получили шестеренчатые насосы?
В. Чем объяснить, что в последнее время вместо шестеренчатых все
Be широкое применение находят винтовые насосы?
В. В чем особенности конструкции гидравлического двигателя кача-
Вного движения?
№. С помощью каких устройств осуществляется изменение скорости
жения исполнительного механизма?
£7. Как регулируют давление жидкости в гидравлической системе?
Eg. От чего зависит выбор способа уплотнения элементов гидравличе-
|й системы?
|9. Почему необходима предварительная очистка сжатого воздуха и его
выщение маслом перед подачей в систему пневматического привода?
ГЛАВА 9
ГРУЗОПОДЪЕМНЫЕ УСТРОЙСТВА
9.1. Классификация и назначение грузоподъемных
устройств
Механизация грузоподъемных операций не только облегчает
труд рабочих, но и делает его производительней. Детали и сбороч-
ные единицы массой более 18 кг при сборке следует, как прави -
ло, перемещать и устанавливать с помощью подъемно-транспорг
ных средств. Сборочные цеха должны оснащаться подъемно-транс-
портным оборудованием с целью уменьшения ручных трудоемких
сборочных работ.
Подъем, опускание и перемещение грузов при разметке и сборке
крупногабаритных изделий с применением подъемно-транспорг
ного оборудования называют такелажными работами. Для их вы-
полнения в сборочных цехах используют различное оборудование -
подъемные краны, лебедки, тали, тельферы, домкраты, отвод-
ные блоки и блочные обоймы, полиспасты, приспособления для
размещения грузоподъемных устройств.
Из подъемных кранов наиболее часто применяют при сбороч-
ных работах консольный настенный поворотный кран и электри-
ческий кран-балку.
Консольный настенный поворотный кран (рис. 9.1)
с переменным вылетом и ручным приводом монтируется на спе-
циальной стойке — штанге, которая крепится к стене и полу про-
изводственного помещения. Основным узлом такого устройства,
обеспечивающим подъем груза, является лебедка 1 с ручным при-
водом. Изменение вылета стрелы крана достигается за счет пере-
мещения тележки 3 по направляющим горизонтальной балки. Пе-
ремещение тележки 3 осуществляется вручную при помощи кана-
та 4. Канат соединен с цепным колесом 2, которое поворачивает-
ся также вручную при помощи цепи.
Электрический кран-балка (рис. 9.2) относится к меж-
операционному внутрицеховому транспорту и предназначен для
перемещения сборочных единиц и собранных узлов с одного ра-
бочего места на другое. Он состоит из металлической фермы 2, в
центре которой установлен электрический двигатель 3 с редукто-
ром 4, который соединен с трансмиссионным валом 11. Вал через
зубчатые передачи передает вращение на ведущие колеса 1, уста-
278
йнные на рельсы 12 межпролетных железобетонных балок.
Жней части фермы имеются три силовых электрических про-
5 и двутавровая балка 6, по которой на колесиках передвига-
тельфер 10. Во внутреннюю часть тельфера установлен бара-
на котором намотан грузоподъемный трос 7 с грузовым крю-
8. При перемещении груза 9 управление кран-балкой осуще-
яется с дистанционного пульта (на рис. не показан).
'ебедки (рис. 9.3) применяются для перемещения грузов, они
т быть с ручным и машинным приводом. Все лебедки снабжа-
[ тормозными устройствами, предупреждающими самопроиз-
ное опускание груза.
ебедка с ручным приводом (рис. 9.3, а) состоит из
ины 1, скрепленной тягами 2. Вращение от рукоятки 5 пере-
ся барабану 3 через зубчатую передачу 4. Поднятый груз удер-
ается от самопроизвольного опускания при помощи храпово-
;еханизма 6.
[ебедки с механическим приводом (рис. 9.3, б)
;е всего электрическим, находят широкое применение в меха-
мах подъема грузов как самостоятельно, так и в паре с мон-
ъши полиспастами, которые могут входить в комплект таке-
[ых средств (мачт, порталов, шевров и др.). Монтажные ле-
который включа-
снабжены электромагнитным
ки
тормозом,
в цепь электрического двигателя так, чтобы при его пуске тор-
зные колодки освобождали тормозной диск, а при остановке —
Тормаживали всю систему передач.
Рис. 9.1. Консольный
настенный пово-
ротный кран с пере-
менным вылетом
и ручным приводом:
1 — лебедка; 2 — цепное
колесо; 3 — тележка; 4 —
канат
279
Рис, 9.2. Электрический кран-балка:
1 — ведущие колеса; 2 — ферма; 3 — двигатель; 4 — редуктор; 5 — силовой
электропровод; б — двутавровая балка; 7 — трос; 8 — крюк; 9 — груз; 10 — тельфер;
11 — трансмиссионный вал; 12 — рельсы
Рис. 9.3. Лебедки:
а — с ручным приводом; б — с механическим приводом; 1 — станина; 2 — тяга;
3,7— барабаны; 4 — зубчатая передача; 5 — рукоятка; б — храповой механизм; 8 —
рама; 9 — электрический двигатель; 10 — тормоз; И — редуктор
Такая лебедка состоит из барабана 7, редуктора И, тормоза 10
и электрического двигателя 9. Все механизмы лебедки крепятся на
общей несущей раме 8.
Тали предназначены для подъема, опускания и перемещения в
процессе сборки деталей и сборочных единиц небольшой массы.
Применяют тали в тех случаях, когда использование подъемных
280
^^Нов или других грузоподъемных средств затруднено или невоз-
^Мкно. В зависимости от конструкции приводного механизма раз-
червячные, шестеренчатые и рычажные тали.
^ИНервячная таль состоит из обоймы, в которой располо-
механизм подъема, состоящий из чугунного червячного ко-
^Ка, отлитого как единое целое с цепной звездочкой. Цепная
^вздочка обеспечивает вертикальное перемещение грузовой цепи.
Движение цепной звездочки передается от червяка. Для талей при-
^няют сварные или пластинчатые грузовые цепи, на которые
^Ицвешивают крюк для закрепления поднимаемого груза. Грузо-
^ИЬъемность таких талей составляет до 100 кг. Высота подъема груза
превышает, как правило, 3 м.
Таль с червячным приводом (рис. 9.4, а) устроена следующим
^Вразом.
^В- Грузовая пластинчатая цепь 8 установлена на звездочке 2 чер-
Икного колеса 4. Таль снабжена дисковым или коническим тор-
^В>зом 1, который срабатывает от осевого усилия червяка 7. Вра-
Игение червяка, а следовательно, и червячного колеса со звездоч-
Ирй осуществляется приводной цепью 6 через цепное приводное
Ьлесо 5. Тали на месте работы подвешивают при помощи крюка 3.
К Шестеренчатая таль состоит из корпуса, в котором раз-
мещена звездочка грузовой цепи, планетарный шестеренчатый ме-
Ианизм привода и дисковый тормоз. На приводном валу установ-
ена тяговая звездочка, а на втулке с винтовой нарезкой свобод-
но посажена звездочка грузовой цепи и храповое колесо, обеспе-
чивающее удерживание груза от самопроизвольного опускания.
При вращении тяговой звездочки в сторону подъема она сме-
Ицается по винтовой нарезке, входит в зацепление с храповым
иолесом и заставляет его вращаться. Движение приводного вала
передается через планетарный редуктор на звездочку грузовой цепи.
При опускании груза тяговая звездочка смещается по винтовой
втулке в обратную сторону и выходит из зацепления с храповым
Колесом, освобождая его.
У шестеренчатых талей коэффициент полезного действия выше,
чем у червячных, и они способны обеспечить большую скорость
при подъеме груза.
К Рычажная таль состоит из силового неподвижного узла,
[подвижного узла, связанного с цепью, двух крюков и приводного
[рычага (рукоятки). Таль на рабочем месте подвешивают за верх-
| ний крюк. Подъем и опускание грузов производится качанием
I рукоятки на угол 90°. Переключение тали с подъема на опускание
I груза осуществляется при помощи специального фиксатора, KO-
I' торый смонтирован в корпусе рукоятки.
| При необходимости перемещения груза в горизонтальном на-
I правлении ручную таль подвешивают за крюк 3 (см. рис. 9.4, а) к
' траверсе 21 на монорельсовый тележке (рис. 9.4, в), которая пере-
281
Рис. 9.4. Таль (а), тельфер (б)
и монорельсовая тележка (в)
с ручным механизмом
передвижения для подвеши-
вания тали и тельфера:
1 — тормоз; 2 — звездочка; 3 — крюк;
4 — червячное колесо; 5,15 — привод-
ные колеса; 6 — приводная цепь; 7—
червяк; 8, 16 — грузовые плас-
тинчатые цепи; 9 — пульт управ-
ления; 10 — гибкий кабель; 11 —
электрический двигатель; 12 — тележ-
ка; 13 — монорельсовый путь; 14 —
канатный барабан; 77— колесо; 18 —
ось; 19 — боковая накладка; 20 —
шпилька; 21 — траверса
282
Дается по рельсу. Тележка снабжена колесами 17, установлен-
ии на осях 18, которые крепятся в боковых накладках 19, стя-
йх шпильками 20.
"ельферы (рис. 9.4, б) изготовляют с электрическим приводом,
афер состоит из грузового канатного барабана 14, редуктора и
нцевого электрического двигателя 11. Грузоподъемность тель-
а обычно не превышает 5 т. Передвижные тельферы крепятся
гханизированной тележке 12, которая имеет отдельный элект-
;еский привод. Тележка может перемещаться вдоль монорель-
ого пути 13. Управление работой тельфера осуществляется с
гганционного пульта 9, который подвешивают на гибком кабе-
10 к корпусу тельфера.
Домкраты относятся к группе простейших грузоподъемных ме-
1измов и применяются в процессе сборочных работ для подъ-
а на небольшую высоту, опускания и горизонтального переме-
нил деталей и сборочных единиц. В отличии от других грузо-
тьемных устройств домкраты поднимают груз снизу, что созда-
неустойчивое равновесие, требующее предохранения от опро-
цывания.
По принципу действия и конструктивному исполнению домк-
ты подразделяют на винтовые, реечные и гидравлические.
Винтовые домкраты (рис. 9.5, а) надежно удерживают
>днятый груз в любом положении и могут плавно его опускать,
юл подъема резьбы ходового винта домкрата составляет 4...5°,
о обеспечивает его самоторможение в процессе поднятия и опус-
ния груза. Эти домкраты просты по конструкции и надежны в
1боте. Домкрат состоит из винта 2 с головкой 4, гайки 3 и корпу-
д 1. Ниже головки на стержне винта находится рукоятка 5, кото-
ая обеспечивает вращение винта. Грузоподъемность винтовых
омкратов составляет от 1 до 20 т.
Реечные домкраты (рис. 9.5, б) обеспечивают подъем
руза за счет зубчатой рейки, которая перемещается внутри дом-
рата по направляющим. По конструкции различают рычажно-
леечные и реечно-зубчатые домкраты. Грузоподъемность реечных
домкратов достигает 15 т.
j Реечный домкрат имеет корпус 7 из листовой стали, внутри
/Которого находится зубчатая рейка 8, заканчивающаяся вверху
^вращающейся на пальце опорной головкой. При подъеме груза
/движение от рукоятки 70 передается через ведущий вал и зубча-
' тое колесо 9 к зубчатому колесу 6, которое находится в зацепле-
! нии с зубчатой рейкой 8. Поднятый груз удерживается от само-
произвольного опускания при помощи храпового механизма (на
рис. не показан).
Гидравлические домкраты (рис. 9.5, в) работают по
принципу нагнетания рабочей жидкости с помощью насоса (с ма-
лым диаметром поршня) в рабочий цилиндр. Воздействуя на боль-
283
fl
Рис. 9.5. Домкраты:
а — винтовой; б — реечный; в — гидравлический; 7, 7 — корпусы; 2 — винт; 3 —
гайка; 4 — головка винта; 5, J0 — рукоятки; 6, 9 — зубчатые колеса; 8 — зубчатая
рейка; 77 — рычаг; 12 — плунжерный насос; 13 — резервуар для гидравлической
жидкости; 14 — поршень; 15 — цилиндр; G — масса груза
шую площадь рабочего поршня, жидкость создает значительную
силу, которая используется для подъема груза. Эти домкраты от-
личаются большой грузоподъемностью, достигающей 750 т, от-
носительно высоким коэффициентом полезного действия и плав-
ностью работы.
Поршневой гидравлический домкрат состоит из цилиндра 75,
поршня 14 и резервуара 13 для гидравлической жидкости, в кото-
рый помещен плунжерный насос 12, приводимый в действие
рычагом 77. При работе насоса жидкость подается в цилиндр и
поднимает поршень с грузом.
От винтовых и реечных домкратов гидравлические отличаются
большей грузоподъемностью, плавностью подъема и опускания
груза и точностью остановки на заданном уровне. Наряду с этим,
гидравлическим домкратам присущи и некоторые недостатки:
более сложное устройство, большая масса и меньшая скорость
подъема. В качестве рабочей жидкости в гидравлических домкратах
применяется смесь из воды и спирта или воды и глицерина, а
284
iKxe веретенное и индустриальное масла. Во всех случаях приме-
?емая в гидравлических домкратах жидкость не должна замерзать
эи низких температурах.
Отводные блоки и блочные обоймы используют в грузоподъем-
ых устройствах для закрепления грузов при их подъеме и пере-
ещении. Отводные блоки позволяют изменить направление дви-
ения каната за счет использования одного или двух блоков. Для
Гобства монтажа каната на блоки их выполняют с откидной ще-
ой (рис. 9.6, а), со съемной серьгой (рис. 9.6, б) или съемным
рюком (рис. 9.6, в).
В зависимости от конструкции и назначения различают отвод-
;ые блоки и блочные обоймы. Отводные блоки выбирают по тяго-
ому усилию Т6 в зависимости от усилий и & в ветвях каната и
гла между этими ветвями, огибающими блок. В большинстве слу-
аев считают, что усилия в ветвях каната равны 7°6 = Se. Угол
гежду ветвями каната учитывают, используя коэффициент е:
Угол между ветвями, °...... 30
Коэффициенте............... 1,93 1,85 1,73 1,41 1,00
Если ветви каната, огибающего блок, параллельны, то коэф-
эициент е = 2.
Например, усилие в ветви каната, огибающей блок, составля-
ет 17 кН. Угол между ветвями — 60°. Коэффициент е при этом
составит 1,73. Требуемое тяговое усилие 7°б = Se = 29,4. По тягово-
му усилию выбирают тип отводного блока, пользуясь справочны-
120
60
45
90
ми таблицами.
Полиспасты — устройства, состоящие из двух блочных обойм,
соединенных между собой гибкой связью (канат, цепь). Верхняя
а 5 6
Рис. 9.6. Отводные блоки:
а — с откидной щекой; б — со съемной серьгой; в — со съемным крюком
285
блочная обойма полиспаста неподвижная, а нижняя подвижт1М(
Применение полиспастов при подъеме и опускании грузов обей*
печивает выигрыш в силе.
Наиболее важным параметром полиспаста является его крат*
ность т, которая определяется как отношение количества ветвей
полиспаста, на которых висит груз, к числу ветвей, наматывав*
мых на барабан лебедки или другого грузоподъемного устройства,
При эксплуатации полиспастов возможен сход ветви полиспа-
ста с блока, что создает аварийную ситуацию. Для того чтобы но
произошло схода каната с блока, отклонение его ветвей от плос-
кости вращения канатных блоков не должно превышать 6°. I
При использовании полиспастов наибольшие нагрузки действу
ют на неподвижную верхнюю блочную обойму полиспаста.
Для выбора диаметра каната полиспаста при известной массе
груза (необходимом тяговом усилии) G, кратности полиспаста т,
числе отводных блоков t, типе подшипника, на который опирает-
ся канатный блок, необходимо определить максимальное усилие
56 в ветви полиспаста по формуле
S6 = G/[m(l + к(т —1 + 2/))],
где коэффициент к = 0,01 при использовании в блоках подшип-
ников качения и к = 0,02 при использовании подшипников сколь-
жения.
Конструктивно полиспаст (рис. 9.7) состоит из неподвижных /
и подвижных 2 блоков, огибаемых гибким тяговым органом 3. Блоки
полиспаста смонтированы в обоймах.
Грузовой крюк крепят к нижней под-
вижной обойме, которую обычно на-
зывают крюковой подвеской.
Прикладываемое усилие при исполь-
зовании полиспастов F= (G + (7П)/ (znr|),
где G — масса груза; G„ — масса поли-
спаста; /п — кратность полиспаста; т| —
коэффициент полезного действия по-
лиспаста.
Пример. Необходимо выбрать поли-
спаст для подъема груза массой 300 кг.
Известно, что масса полиспаста равна
90 кг, его КПД составляет 0,96. При
Рис. 9.7. Полиспасты:
а — с блоками, расположенными в один ряд;
б — с блоками, расположенными на общих
горизонтальных осях; 1, 2 — неподвижные и
подвижные блоки; 3 — гибкий тяговый орган;
G— масса груза; F— прикладываемое усилие;
i„ — кратность полиспаста
286
‘ Рис. 9.8. Деревянные козлы:
’балка; 2 — поперечина; 3 — стойка;
* 4 — раскос
дъеме груза вручную рабочий прикладывает усилие не превы-
пощее 60 кг.
Используя приведенную выше формулу, определяем кратность
лиспаста гп = (G + Gn)/(Fr|) = (300+ 90)/(60х0,96) = 6,77, т.е.
я того, чтобы поднять требуемый груз, понадобится многоблоч-
гй полиспаст, имеющий шесть ветвей для подвешивания груза.
Приспособления для размещения грузоподъемных устройств при-
няют в тех случаях, когда при отсутствии стационарных грузо-
дъемных устройств необходимо осуществить сборку или мон-
к на месте постоянной работы крупногабаритного оборудова-
1я. Выбор этих приспособлений зависит от массы поднимаемого
уза. Наиболее простыми и распространенными приспособленн-
ой, применяемыми для этих целей, являются козлы, треноги и
дчты.
Козлы (рис. 9.8) применяют для подъема грузов массой до
2 т и изготовляют из деревянных бревен. Они состоят из четырех
тоек 3, двух поперечин 2 и четырех раскосов 4. На поперечины
кладывают балку или рельс 1, на который крепят грузоподъем-
[ый механизм. Размеры бревен и балок для изготовления козел
ыбирают по справочным таблицам в зависимости от массы под-
гимаемого груза.
Рис. 9.9. Тренога;
1 — штанга; 2 — крюк; 3 — опора
287
Рис. 9.10. Мачта:
а — конструкция; б — схема установки; в — шарнирное соединение мачты с
основанием; 1 — фланец; 2 — колонна; 3 — ребро жесткости; 4 — двойные выбле-
ночные узлы; 5 — беседочные узлы со сжимами
Треноги (рис. 9.9) используют при подъеме грузов относи-
тельно небольшой массы, как правило не превышающей 3 т, на
высоту до 2,5 м. Чаще всего их изготавливают из металлических
труб и реже — из древесины.
Мачты (рис. 9.10, а) служат для подъема грузов массой до 50 т.
Используют их в тех случаях, когда при монтаже промышленного
оборудования невозможно или нецелесообразно применение кра-
нов. При высоте до 30 м мачты изготавливают из стальных труб.
Для облегчения транспортирования их изготавливают из несколь-
288
частей, которые соединяют между собой при помощи болтов.
[ удобства сборки отдельные части мачты снабжаются присое-
Мтельными фланцами 1.
3 вертикальном или заданном наклонном положении мачты
рживают с помощью расчалок — вант (рис. 9.10, б). Число вант
«еделяют исходя из условий работы, но оно не может быть ме-
>трех.
С основанием мачту соединяют при помощи шарнира (рис.
О, в), что обеспечивает ее установку с заданным углом наклона.
9.2. Такелажная оснастка и строповка грузов
В такелажных работах применяют канаты, цепи, грузозахват-
ie устройства и стропы.
Канаты находят широкое применение в качестве тяговых орга-
в в грузоподъемных устройствах. Чаще пользуются стальными
чатами. Канаты из органических волокон (пеньковые, хлопча-
эумажные) и канаты, изготовленные из синтетических матери-
эв, применяют, как правило, только для обвязывания грузов и
епления их к крюку грузоподъемного механизма.
Стальные канаты работают бесшумно и позволяют под-
мать грузы с большой скоростью. Их изготавливают из высоко-
деродистой, обладающей высокой прочностью стальной прово-
щи диаметром 0,2... 3,0 мм. В грузоподъемных устройствах при-
шлют канаты двойной свивки (рис. 9.11). Проволоки 1 свивают в
эяди 2, которые навивают на стальной сердечник 3.
Конструкция грузового каната определяется количеством со-
авляющих его прядей и количеством проволок в каждой из этих
эядей. Конструкция каната обозначается цифрами: первая циф-
i — число прядей в канате, вто-
1Я — число проволок в пряди,
ели все пряди каната имеют одно
тоже число проволок (на прак-
лке применяют именно такие ка-
аты), то между цифрами, соот-
гтствующими числу прядей и чис-
у проволок, ставят знак умноже-
[ия. Если канат имеет сердечник,
о после цифр ставят знак «+», а
адом с ним цифру, указывающую
®[а количество сердечников. Буквы,
стоящие после цифры, обознача-
ющей количество сердечников,
указывают на материал, из кото-
рого этот сердечник изготовлен,
Рис. 9.11. Сечение стального
проволочного каната:
1 — проволока; 2 — прядь; 3 —
стальной сердечник
10 Покровский
289
Например: о.с — органический сердечник; м.с — металлические
сердечник. Например, обозначение каната 6x36 + 1 о.с означает!
что канат состоит из шести прядей по тридцать шесть проволок
каждой пряди, имеет один органический сердечник, вокруг ко«|
торого навивают пряди каната. I
Канат одинарной свивки состоит только из проволок, который
свиты по спирали в один или несколько слоев; канат двойной!
свивки состоит из нескольких прядей, представляющих собой ка-
наты одинарной свивки; канат тройной свивки состоит из не-
скольких свитых канатов двойной свивки.
Грузоподъемность каната выбирают исходя из максимального
рабочего усилия в ветвях каната и его запаса прочности по специ-
альной, приводимой в справочниках таблице.
Минимально допустимый диаметр стального проволочного
каната, используемого для такелажной оснастки, выбирают по
расчетной разрывной силе RP = SK, где S — наибольшая растяги-
вающая сила, действующая в ветви каната; К — коэффициент
запаса прочности.
Чтобы обеспечить долговечность выбранного каната, опреде-
ляют минимально допустимый диаметр блока, ограничивающий
напряжение изгиба каната из условия D6 = KdK, где К — коэффи-
циент запаса прочности, который выбирают в зависимости от типа
грузоподъемного устройства и режима его работы; dK —- диаметр
каната. При использовании каната в грузоподъемных устройствах
с ручным приводом К= 4,5; с машинным — К~ 5...6; для кана-
тов, применяемых в полиспастах, и чалочных — К = 6.
Канаты из органических и синтетических материалов значи-
тельно удлиняются под воздействием нагрузки. Это существен-
но ограничивает область их применения. Удлинение это может
достигать 20 % у канатов из органических материалов и 50 % — из
синтетических, при нагрузке, близкой к нагрузке разрыва.
Канаты из органических в о л о к о н (пеньковые и си-
залевые) в большинстве случаев применяют для растяжек и в ка-
честве чалочных.
Канаты из синтетических волокон (капроновые,
полипропиленовые, полиэфирные, полиэтиленовые) можно
применять также и для полиспастных систем в тех случаях, ког-
да применение стальных канатов невозможно или нецелесо-
образно.
Пеньковые канаты изготовляют трехпрядными кручеными бель-
ными и пропитанными в трех исполнениях: специальные, повы-
шенной прочности и обыкновенные.
Маркируют пеньковые канаты следующим образом: первые две
буквы — наименование каната (канат пеньковый бельный — ПБ,
канат пеньковый пропитанный (смоленый) — ПС); затем следу-
ют цифры, обозначающие линейную плотность каната (плотность
290
1та обозначается в ктекс, 1 ктекс — масса 1000 м каната, кг);
^последние буквы — группа каната (специальный, повышен-
' прочности, обыкновенный).
'римеры обозначения пеньковых канатов:
Ъ120ктексСп — канат пеньковый бельный, плотностью
ктекс, специальный;
1С144ктексПв — канат пеньковый, пропитанный (смоленый),
тностью 144 ктекс, повышенной прочности.
Ченьковые канаты изготовляют диаметром 10... 112 мм с раз-
ной нагрузкой 7900... 537750 Н. Прочность пропитанных кана-
приблизительно на 1...3% меньше прочности бельных.
Сизалевые канаты, также как и пеньковые, изготовляют трех-
щными в трех исполнениях. Для отличия группы каната в них
>дят цветные каболки (пряди) — одну для канатов повышен-
I прочности и две для специальных канатов. Канаты сизалевые
якновенные цветных прядей не имеют.
В ряде случаев возможно применение комбинированных кана-
(, в которых пряди состоят из стальной проволоки и пеньковой
оляной или сизалевой пряжи. По конструкции они могут быть
5х-, четырех- и шестипрядными. Число проволок диаметром
5... 1,0 мм в прядях может составлять 6—16. Канаты пенька-сталь
Уготовляют в двух вариантах: раскручивающиеся и нераскручи-
ающиеся, они делятся на две группы: повышенной и нормаль-
ной прочности.
При помощи канатов осуществляют зачаливание грузов. Выбор
пособа зачаливания груза и применяемого при этом каната зави-
йт от формы поднимаемого груза и его массы.
Для крепления к крюку грузов небольшой массы пользуются
динарным (рис. 9.12, а) или двойным (рис. 9.12, б) крюковым
злом; для крепления крупногабаритных грузов большой массы
грименяют подвеску к крюку грузоподъемного устройства на двух
рис. 9.12, в) или четырех (рис. 9.12, г) ветвях.
Цепи в грузоподъемных механизмах используют в качестве гру-
зовых или для изготовления стропов. Наиболее широкое распрост-
ранение находят цепи грузовые пластинчатые (рис. 9.13, а) и круг-
!Лозвенные сварные (рис. 9.13, б).
; Рис. 9.12. Способы зачали-
вания каната на крюк:
а — одинарный крюковой узел;
б — двойной крюковой узел; в —
подвеска на двух ветвях; г —
подвеска на четырех ветвях
а
291
Рис. 9.13. Грузовая цепь:
а — пластинчатая; б — круглозвенная;
В — ширина; d — калибр; L — длина
пластины; t — шаг
В зависимости от грузоподъемности цепи изготавливают раз-
личных размеров. Основными параметрами, определяющими гру-
зоподъемность пластинчатой цепи, являются размеры составляю-
щих ее пластин (длина L, ширина В и шаг цепи f). Грузоподъем-
ность круглозвенной сварной цепи зависит от калибра d, ширины В
и шага t.
Рис. 9.14. Захваты для штучных грузов:
а, б — универсальные струбцины; в, г — специальные струбцины; д — рым-болт;
е, ж — грузовые штыри; з — клещевой захват для круглых деталей
292
узозахватные устройства обеспечивают соединение переме-
юго груза с тяговыми органами грузоподъемного механизма,
гм устройствам относятся крюки, электрические магниты, а
Рис. 9.15. Стропы:
1СК; б - 2СК; в - ЗСК; г - 4СК; д - СКП 1; е - СКК 2; ж - из цепей;
канатная ветвь; 2 — подвеска; 3 — строповое устройство (крюк или кольцо); 4 —
канат; 5 — соединительный узел
293
также специальные приспособления для захвата штучных гру
(рис. 9.14).
Конструкция грузозахватных устройств зависит от формы ц
нимаемого груза. Для подъема листового материала и профилы
го проката применяют струбцины различных конструкций — ун
версальные (рис. 9.14, а, б) и специальные (рис. 9.14, в, г). Поди
крупногабаритных деталей осуществляют при помощи станда(
ных рым-болтов (рис. 9.14, д) и грузовых штырей (рис. 9.14, е,
а деталей цилиндрической формы — с помощью клещевых захп
тов (рис. 9.14, з).
Стропы используют для подъема грузов при помощи крапа
или специальных грузоподъемных приспособлений.
Стропы из стальных канатов изготавливают из от
резков канатов. Конструкции канатных стропов СК приведены ill
рис. 9.15.
Одноветвевой строп типа 1СК (рис. 9.15, а) состоит из трех
звеньев: подвески 2, канатной ветви 1 и грузового крюка 3, кото-
рый в свою очередь состоит из чалочного крюка и предохрани-
тельного замка. Предохранительный замок предотвращает само-
произвольное соскальзывание груза с чалочного крюка.
Двухветвевые 2СК (рис. 9.15, б), трехветвевые ЗСК (рис. 9.15, «)
и четырехветвевые 4СК (рис. 9.15, г) грузовые канатные стропы
помимо перечисленных элементов имеют общую подвеску — коуш
для одновременного подвешивания всех стропов к крюку грузо-
подъемного устройства. Коуш применяют для того, чтобы предох-
ранить петли канатов от резких перегибов и перетирания в про-
цессе их эксплуатации.
Наиболее широкое распространение для строповки груза на-
ходят универсальные стропы, которые изготовляют в двух ис-
полнениях: в первом случае он представляет собой одноветве-
вой строп СКП1 из каната 4 без коуша и крюка (рис. 9.15, д), а
во втором СКК2 — кольцевой элемент, концы каната 4 которо-
го соединены между собой специальным соединительным уз-
лом 5 (рис. 9.15, е).
Грузоподъемность строп зависит от длины стропа и диаметра
каната, из которого они изготовлены. Диаметр каната выбирают в
зависимости от массы поднимаемого груза и типа изготовляемого
стропа.
При подборе стропов по грузоподъемности следует учитывать
угол между его ветвями, который зависит от способа строповки
груза. При подъеме и перемещении грузов при помощи многовет-
вевых стропов следует обязательно учитывать возможность нерав-
номерного нагружения стропов. Для учета неравномерности на-
гружения вводят специальные коэффициенты неравномерности:
К = 1 — для двухветвевого стропа; при количестве стропов три и
более К= 0,75.
294
Рис. 9.16. Талрепы:
а — с двумя вилками; б — с вилкой и ушком
«тропы из цепей (рис. 9.15, ж) по сравнению с канат-
Ки стропами имеют существенные недостатки: они тяжелее,
К>же и быстрее изнашиваются.
Все стропы, как цепные, так и канатные, должны отвечать
еделенным требованиям: они должны легко надеваться на
к, сниматься с него и, кроме того, без труда освобождаться
Друза.
Кля того чтобы обеспечить одинаковое натяжение строп при
иьеме груза применяют специальные винтовые стяжки — тал-
кы (рис. 9.16). Талрепы изготавливают трех типов: с открытой
импованной муфтой (ОШ), с открытой сварной муфтой (ОС)
«крытой сварной муфтой (ЗС). Выбор того или иного типа тал-
па зависит от силы нагружения; талрепы типа ОШ рассчитаны
г нагрузки 1...25 кН; типа ОС — на 2... 200 кН; типа ЗС — на
1.16 кН. Изготавливают талрепы из углеродистых сталей.
|При монтаже технологического оборудования применяют по-
ивтоматические стропы (рис. 9.17), которые снабжены специ-
йьными замками 3, обеспечивающими освобождение стропов 2,
(ерживающих груз с рабочего места слесаря механосборочных
Сигналы на поднятие, опус-
ание и перемещение грузов
^даются крановщику, стро-
Овщику и лицам, ведущим
йблюдение за перемещениями
оузов, движениями кисти пра-
ой руки (рис. 9.18).
Рис. 9.17. Полуавтоматический
строп:
— ложный штуцер; 2 — строп; 3 —
замок
Рис. 9.18. Приемы ручной сигнализации подъема и опускания грузов:
а — вверх; б — вправо; в — вниз; г — влево; д — вперед; е — назад (на себя); ж —
стоп—движение вправо и влево на уровне пояса
9.3. Требования безопасности при выполнении
грузоподъемных и такелажных работ
Обеспечение безопасности при работе с грузоподъемными ма-
шинами требует своевременного и качественного контроля за со-
блюдением действующих норм и правил безопасности, в которых
изложены требования, подлежащие выполнению в процессе экс-
плуатации грузоподъемных устройств.
Разрешение на эксплуатацию грузоподъемных устройств выда-
ют инженерно-технические работники, которые осуществляют
надзор за грузоподъемными машинами на предприятии. До нача-
296
|:плуатации грузоподъемные машины, а также съемные грузо-
гные приспособления должны быть подвергнуты полному
ческому освидетельствованию, которое включает в себя ис-
гие машин и тщательный технический контроль всех меха-
>в, электрического оборудования, тормозов, канатов и дру-
гементов. Механизмы, находящиеся в эксплуатации, долж-
адвергаться периодическому техническому освидетельство-
э.
ок периодических испытаний грузоподъемных машин, кра-
тередвигающиеся по рельсовым путям, электрических теле-
ручных и электрических талей, лебедок для подъема груза
авливается один раз в три года; лебедки, использующиеся
одъема людей, испытывают один раз в год.
оме полного освидетельствования грузоподъемные машины
>ке одного раза в год должны подвергаться частичному тех-
кому освидетельствованию, при котором испытания не про-
ся.
еочередное полное техническое освидетельствование должно
1водиться: после установки грузоподъемного устройства на
место работы; реконструкции грузоподъемного устройства,
иной с заменой привода, удлинением стрелы, увеличени-
[соты подъема груза, усилением крана для увеличения его
подъемности, а также других изменений, вызывающих
аспределение нагрузки в элементах конструкции грузоподъ-
'о устройства; замены элементов или узлов грузоподъем-
механизма; смены крюка или крюковой подвески. Цель
ческого освидетельствования — установить, исправно ли
подъемное устройство и обеспечивает ли оно безопасную
у.
емные грузозахватные приспособления (стропы, цепи, кле-
е захваты и др.) должны подвергаться осмотру и испыта-
под нагрузкой, в 1,25 раза превышающей номинальную
подъемность. В процессе эксплуатации съемные грузозах-
ie устройства должны подвергаться периодическому осмот-
реже одного раза в месяц, а стропы — через каждые 10 дней.
,ные канаты стропов при необходимости бракуют. Уста-
ны нормы выбраковки стальных канатов в зависимости от
допустимых обрывов проволок на длине одного шага свив-
ната.
аг свивки каната S определяют следующим образом. Изме-
циаметр dK каната, как это показано на рис. 9.19, а. На поверх-
какой-либо пряди наносят метку — а (рис. 9.19, б), от кото-
рой отсчитывают вдоль центральной оси каната столько прядей,
J сколько их имеется в сечении каната (на приведенном рисунке —
; шесть), на следующую, седьмую, прядь наносят еще одну мет-
ку-6. Расстояние между этими метками соответствует шагу свивки.
297
Рис. 9.19. Схема определения диаметра каин’
(а) и шага его свивки (б):
<7, — диаметр каната; 5 — шаг свивки каната;
а, б — метки
У многопрядных канатов шаг свивки определяют по числу прядей
в наружном слое каната. Нормы выбраковки стальных канатов при-
водятся в справочниках.
При наличии у каната существенного поверхностного износа
или коррозии проволок число допустимых обрывов на шаге умень-
шается на 50 %. Если износ или коррозия достигают 40 % перво-
начального диаметра проволок, то канат бракуют. Диаметр прово-
лок определяют, отгибая их концы в месте обрыва. В случае обна-
ружения в канате оборванной пряди его бракуют.
Грузоподъемные машины, съемные грузозахватные приспособ-
ления и тара должны содержаться в исправном состоянии, обес-
печивающем безопасные условия их эксплуатации. К управлению
грузоподъемными машинами, применяемыми при выполнении
механосборочных и разметочных работ, могут быть допущены сле-
сари только после соответствующего инструктажа и проверки на-
выков по управлению машиной.
При выполнении грузоподъемных работ следует соблюдать сле-
дующие правила:
не производить резкого торможения перемещаемого груза;
при перемещении грузов не переключать на обратный ход гру-
зоподъемное устройство, переключение производить только в
момент остановки движения груза;
в нерабочее время подъемно-транспортное устройство должно
находиться в положении, исключающем его пуск посторонним
лицом;
не допускается подъем груза, масса которого превышает грузо-
подъемность механизма;
груз, подлежащий подъему, должен быть тщательно очищен;
центр грузоподъемного крюка должен находиться на одной
вертикальной линии с центром тяжести поднимаемого груза;
стальные канаты, стропы и грузозахватные приспособления
следует смазывать не реже одного раза в десять дней специальной
канатной смазкой или солидолом.
298
Контрольные вопросы
1. Почему целесообразно изготовлять стропы из канатов?
‘ 2. От чего зависит выбор конструкции грузозахватного устройства?
3. Почему в процессе подъема и перемещения груза необходимо сле-
ть за его положением?
4. От чего зависит периодичность испытаний грузоподъемных уст-
йств?
ГЛАВА 10
ИСПЫТАНИЕ, ОТДЕЛКА И УПАКОВКА I
ГОТОВОЙ ПРОДУКЦИИ 1
“ 1 ' "" ~~ ——— — " •
10.1. Испытания оборудования
По окончании сборки необходимо определить ее качество -
правильность соединения деталей, их взаимодействия между со-
бой и др. С этой целью в сборочных цехах производят контроль и
испытание собранных агрегатов. Требования, предъявляемые при
контроле, должны соответствовать техническим условиям, уста-
новленным на приемку готовой продукции. После окончательно-
го контроля готовое изделие регулируют и испытывают. Испыта-
ния готовых агрегатов подразделяют на три вида: приемочные,
контрольные и специальные.
Приемочные испытания дают возможность выявить правильность
взаимодействия отдельных деталей и сборочных единиц, качество
их изготовления, производительность, расход масла и т.д. Пока-
зателями неудовлетворительной работы машин являются перерас-
ход топлива, нагрев подшипников, стук и шум в отдельных сбо-
рочных единицах и быстрый износ некоторых деталей.
Контрольные испытания — повторные испытания, проводимые
в том случае, если в результате приемочных испытаний выяви-
лись недостатки в работе агрегатов.
Специальные испытания, служащие для проверки машины и
отдельных ее узлов, проводят на специальных стендах, которые в
процессе испытаний можно регулировать. Стенды должны быть
оборудованы необходимыми приборами, нагрузочными тормоза-
ми, трубопроводами и т.п. Специальные испытания проводят в
двух режимах — на холостом ходу и под нагрузкой.
Испытания на холостом ходу позволяют проверить
взаимодействие частей агрегата и приработку отдельных его дета-
лей. Агрегат устанавливают на стенде и приводят в движение сначала
на малых скоростях, наблюдая за работой отдельных его частей,
смазочной системы, состоянием трущихся частей. Постепенно ско-
рости перемещения исполнительных механизмов агрегата увели-
чивают до номинальных значений. Если агрегат работает нормаль-
но, то испытания заканчивают.
Испытания под н а г р у з к о й проводят с целью провер-
ки эксплуатационных технических качеств машины. Их характер и
300
I
иолжительность предусматриваются операционной картой. Во
я испытаний наблюдают за температурой охлаждающей жид-
ки, давлением в смазочной системе, расходом топлива и т.д.
юузку в процессе испытаний постепенно изменяют при помо-
Кормозного устройства, доводя ее значение до номинального.
Какие-либо незначительные дефекты, обнаруженные в про-
fee испытаний под нагрузкой, по возможности устраняют не-
редственно на стенде, более существенные дефекты ликвиди-
Н? на специальном ремонтном стенде. После устранения де-
ггов машину возвращают на повторные испытания.
•трегулированная и проверенная машина поступает в отдел
ического контроля, а затем — на отделочные операции. Пос-
(вательность контроля собранного агрегата можно рассмотреть
Ирримере металлорежущих станков.
^КЭтот контроль связан с выполнением следующих проверок:
Ина точность выполнения сборки отдельных узлов, их взаимно-
Ирасположения и перемещения;
«работы отдельных механизмов и агрегата в целом на холостом
Ицу и под нагрузкой;
«жесткость отдельных узлов агрегата.
И Последовательность выполнения работ при проведении этих
Поверок рассмотрим на примере испытания токарных и фрезер-
Klx станков.
И Проверка геометрической точности токарного станка. В узлах и
Иханизмах токарного станка необходимо проверить следующие
«раметры, используя универсальные и специальные контрольно-
Шмерительные инструменты и приспособления:
прямолинейность направляющих в вертикальной плоскости;
К параллельность направляющих;
к радиальное биение шпинделя;
осевое биение шпинделя;
В; параллельность оси шпинделя направляющим станины;
' параллельность перемещения пиноли задней бабки направля-
ющим станины;
I совпадение осей отверстий шпинделя и пиноли задней бабки;
В соответствие геометрической точности токарного станка тре-
бованиям технической документации.
В При проверке прямолинейности направляющих в вертикальной
плоскости на направляющие устанавливают универсальный изме-
рительный мостик с расположенным на нем рамным уровнем.
Мостик с уровнем перемещают вдоль направляющих и определя-
нот погрешность как половину разности между двумя предельны-
ми показаниями (уровень должен быть установлен параллельно
^направляющим).
При проверке параллельности направляющих на направляющие
^устанавливают универсальный измерительный мостик с располо-
301
женным на нем рамным уровнем. Мостик с уровнем перемещш
по направляющим. По разности максимальных показаний onpcjr
ляют отклонение направляющих от параллельности (уровень
мостике устанавливают перпендикулярно направляющим).
При проверке радиального биения шпинделя в отверстие иппц
деля устанавливают эталонную деталь. На станине или в резцсдо
жателе станка устанавливают индикаторную стойку. В индикато
ной стойке устанавливают индикатор часового типа. Ножку и 11 дй
катора вводят в контакт с эталонной деталью и дают стрелке и К
дикатора натяг на 2 — 3 оборота. Проворачивают шпиндель стан к
и по разности максимальных отклонений стрелки индикатора oil
ределяют радиальное биение шпинделя.
При проверке осевого биения шпинделя индикаторную стоик
устанавливают на направляющие станины или в резцедержатель,;
В индикаторную стойку устанавливают индикатор часового типа
вводят его измерительную ножку в контакт с торцевой поверхно-
стью шпинделя, дав при этом стрелке индикатора натяг на 2- 3
оборота. Проворачивают шпиндель и по разности между предель-
ными отклонениями стрелки индикатора определяют величину
осевого биения.
При проверке параллельности оси шпинделя направляющим спш
нины в шпиндель станка устанавливают эталонный вал длиной
350 мм. Индикаторную стойку устанавливают на универсальном
мостике или в резцедержателе станка. В индикаторную стойку уста
навливают индикатор часового типа, приведя его измерительную
ножку в контакт с эталонным валом, стрелка индикатора должна
при этом получить натяг на 2 — 3 оборота. Индикатор сначала уста-
навливают в горизонтальной, а затем в вертикальной плоскости.
Перемещая индикаторную стойку с индикатором вдоль эталон-
ного вала, по разности предельных отклонений стрелки индика-
тора оценивают параллельность оси шпинделя направляющим
станка.
При проверке параллельности перемещения пиноли задней бабки
направляющим станины пиноль вдвигают в корпус задней бабки.
Индикаторную стойку устанавливают на универсальном измери-
тельном мостике или в резцедержателе станка. В индикаторную
стойку устанавливают индикатор часового типа и его измеритель-
ную ножку вводят в контакт с поверхностью пиноли задней баб-
ки по ее образующей сначала в горизонтальной, а затем в верти-
кальной плоскости, при этом измерительная стрелка индикатора
должна получить натяг на 2—3 оборота. Пиноль выдвигают из кор-
пуса задней бабки на 100 мм и по разности предельных отклоне-
ний стрелки индикатора определяют отклонение от параллельно-
сти перемещения пиноли направляющим станины.
При проверке совпадения осей отверстий шпинделя и пиноли зад-
ней бабки в конические отверстия шпинделя и пиноли задней бабки
302
йавливают жесткие центры. В центрах устанавливают эталон-
^Шзал. На универсальный измерительный мостик или в резце-
^йтель устанавливают индикаторную стойку. В индикаторную
Мку устанавливают индикатор часового типа и его измеритель-
^ножку вводят в контакт с поверхностью эталонного вала по
^бразующей, сообщив при этом стрелке индикатора натяг на
Ив оборота. Перемещая индикатор вдоль образующей эталонно-
^№ла. по разности предельных отклонений стрелки индикатора
вделяют отклонение осей отверстий шпинделя и пиноли зад-
И(бабки от соосности.
Ирри проверке соответствия геометрической точности токар-
станка требованиям технической документации сравнивают
Изученные при измерениях величины отклонений с предельно
Густимыми для проверяемого станка (по паспорту станка).
Ишюверка геометрической точности фрезерного станка. В ходе этой
Июерки проводят контроль взаимного расположения и точности
смещения отдельных узлов фрезерного станка, используя для
Кто различные универсальные и специальные инструменты и
Ииспособления. При проверке точности фрезерного станка конт-
пируют следующие параметры:
плоскостность рабочей поверхности стола;
(радиальное биение оси конического отверстия шпинделя;
радиальное биение наружной цилиндрической посадочной по-
рхности переднего конца шпинделя;
[параллельность рабочей поверхности стола направлению его
юдольного перемещения;
параллельность рабочей поверхности стола направлению его
перечного перемещения;
параллельность оси вращения шпинделя рабочей поверхности
вола (для горизонтально-фрезерных станков);
параллельность направляющих хобота оси вращения шпинделя
идя горизонтально-фрезерных станков);
К перпендикулярность оси вращения шпинделя рабочей поверх-
ности стола (для вертикально-фрезерных станков);
I перпендикулярность поверхности стола к направлению верти-
кального перемещения консоли;
I соответствие точности фрезерного станка требованиям техни-
ческой документации.
| При проверке плоскостности рабочей поверхности стола на ней
размещают две калиброванные плитки одинаковой высоты, на
которые устанавливают проверочную линейку. Плитки и соот-
ветственно линейку располагают в различных направлениях. Рас-
стояние от линейки до поверхности стола при разных ее поло-
жениях измеряют не менее чем в трех точках при помощи блока
концевых мер длины и щупа, определяя отклонение от плоско-
стности.
При проверке радиального биения оси конического отверсЩ\
шпинделя в коническое отверстие шпинделя устанавливают кош
ческую оправку длиной 300 мм. На столе станка устанавлинт
индикаторную стойку с индикатором часового типа, ножку кот
рого приводят в контакт с образующей контрольной опрапк
сообщив при этом стрелке индикатора натяг на 2—3 оборота. Пр,
ворачивают шпиндель станка и по разности предельных отклоп»
ний стрелки индикатора определяют значение радиального бив
ния оси конического отверстия шпинделя. Измерения производи1
в двух точках — у торца шпинделя и у свободного конца оправкИ]
При проверке радиального биения наружной цилиндрической по-
садочной поверхности переднего конца шпинделя на столе станка устц«
навливают индикаторную стойку с индикатором часового типа И
приводят в контакт его измерительную ножку с наружной поса-
дочной поверхностью переднего конца шпинделя, придав при этом
стрелке индикатора натяг на 2 — 3 оборота. Поворачивают шпин-
дель станка и по разности предельных отклонений стрелки инди-
катора определяют величину радиального биения наружной ци-
линдрической поверхности переднего конца шпинделя.
При проверке параллельности рабочей поверхности стола на-
правлению его продольного перемещения в шпинделе станка уста-
навливают специальную оправку с индикатором часового типа.
Измерительную ножку индикатора приводят в соприкосновение
с рабочей поверхностью стола, обеспечив стрелке индикатора натяг
на 2—3 оборота. Консоль станка стопорят на станине. Салазки стан-
ка стопорят на консоли. Стол перемещают в продольном направ-
лении на всю величину его хода. По разности предельных откло-
нений стрелки индикатора определяют величину отклонения ра-
бочей поверхности стола от параллельности направлению его про-
дольного перемещения.
При проверке параллельности рабочей поверхности стола на-
правлению его поперечного перемещения устанавливают в шпиндел ь
станка специальную оправку с индикатором часового типа. Изме-
рительную ножку индикатора приводят в контакт с рабочей по-
верхностью стола, сообщив при этом стрелке индикатора натяг
на 2 — 3 оборота. Консоль станка стопорят на станине. Стол стопо-
рят на салазках. Перемещают салазки с установленным и застопо-
ренным на них столом в поперечном направлении на всю длину
хода салазок. По разности между предельными отклонениями стрел-
ки индикатора определяют отклонение от параллельности рабочей
поверхности стола направлению его поперечного перемещения.
При проверке параллельности оси вращения шпинделя рабочей
поверхности стола (для горизонтально-фрезерных станков) в кони-
ческое отверстие шпинделя вставляют контрольную оправку. На
рабочей поверхности стола устанавливают индикаторную стойку
с индикатором часового типа. Измерительную ножку индикатора
304
Вводят в соприкосновение с поверхностью контрольной оп-
И^ки, сообщив стрелке индикатора натяг на 2 — 3 оборота. Сто-
^К)ят консоль на станине. Перемещают стол станка в поперечном
йравлении и по разности предельных отклонений стрелки ин-
катора оценивают отклонение оси вращения шпинделя от па-
И^лельности рабочей поверхности стола. Шпиндель с оправкой
вворачивают на 180° и повторяют измерения.
При проверке параллельности направляющих хобота оси враще-
я шпинделя (для горизонтально-фрезерных станков) в коническое
верстие шпинделя станка устанавливают контрольную оправку.
Да направляющих хобота устанавливают ползушку с индикато-
Ьм часового типа. Ножку индикатора вводят в контакт с поверх-
рстью контрольной оправки, сообщив его стрелке натяг на 2 — 3
Борота. Перемещая ползушку, по разности предельных отклоне-
ний стрелки индикатора определяют отклонение направляющих
бота от параллельности оси вращения шпинделя. Измерения
Доводят поочередно в вертикальной и горизонтальной плоско-
гях.
В При проверке перпендикулярности оси вращения шпинделя и ра-
бочей поверхности станка (для вертикально-фрезерных станков) в
Вшинделе закрепляют специальную оправку с индикаторной стой-
ой и индикатором часового типа. Измерительную ножку приво-
дят в соприкосновение с рабочей поверхностью стола, сообщив
стрелке индикатора натяг на 2 — 3 оборота. Консоль стопорят на
станине, а салазки — на консоли. Поворачивают шпиндель на 360°
и по разности предельных отклонений стрелки индикатора опре-
деляют отклонение перпендикулярности оси вращения шпинделя
ш рабочей поверхности стола.
| При проверке перпендикулярности поверхности стола к направ-
лению вертикального перемещения консоли угольник устанавливают
^сначала вдоль, а затем поперек стола. В шпинделе станка устанав-
ливают специальную оправку с индикаторной стойкой и индика-
тором часового типа. Измерительную ножку индикатора вводят в
контакт с вертикальной полкой угольника и сообщают стрелке
индикатора натяг на 2 — 3 оборота. Салазки и стол станка стопо-
рят. Консоль перемещают по направляющим станины и по разно-
сти предельных отклонений стрелки индикатора оценивают пер-
пендикулярность рабочей поверхности стола к направлению вер-
тикального перемещения консоли.
При проверке соответствия точности фрезерного станка тре-
бованиям технической документации сравнивают полученные при
измерениях величины отклонений с предельно допустимыми для
данного станка (по паспортным данным станка).
После испытаний металлорежущих станков на геометрическую
точность и оценки качества сборки целесообразно произвести ре-
гулировку тех его узлов, которые по нормам точности не соответ-
1 1 Покровский
305
ствуют паспортным данным. Наиболее часто по результатам
пытаний требуется регулировка шпиндельного узла, передач
довой винт—гайка, зазоров в поступательно перемещающихся уш
В качестве примеров рассмотрим порядок проведения таких pel
лировок в узлах металлорежущих станков.
Регулирование узлов по итогам испытаний. Этот технологич
ский процесс вкдючает в себя следующие операции:
регулирование зазора в направляющих стола фрезерного ста ни
регулирование зазора в ходовом винте поперечной подачи те
карного станка;
регулирование радиального зазора в подшипнике передне!
опоры шпинделя токарного станка.
Регулирование зазора в направляющих стола фрезерного станку
(рис. 10.1) производят в следующей последовательности:
ослабляют гайки 2 крепления клина и контргайку 4\
перемещают клин вдоль направляющих при помощи винта
проверяют зазор между клином и направляющими стола /;
затягивают гайки 2 крепления клина и контргайку 4',
проверяют регулировку клина, переместив стол вручную;
в случае необходимости регулировку повторяют.
Регулирование зазора в передаче винт —гайка механизма попереч-
ной подачи токарного станка (рис. 10.2) производят следующим
образом:
Рис. 10.1. Регулирование
зазора в направляющих стола
фрезерного станка:
1 — стол; 2 — гайка; 3 — винт;
4 — контргайка
Рис. 10.2. Регулирование зазора
в передаче винт—гайка
механизма поперечной подачи
токарного станка:
1 — крышка; 2 — регулировочная
гайка; 3 — контргайка; 4 — ходовой
винт; 5 — подвижная полугайка
ходового винта; 6 — неподвижная
полугайка ходового винта
306
нимают с суппорта станка крышку 1, закрывающую доступ к
движной полугайке 6 ходового винта 4.
впускают контргайку 3 на подвижной полугайке 5 ходового
а 4;
ращая регулировочную гайку 2 подвижной полугайки 5, вы-
Кют зазор в винтовой паре;
Ко лимбу поперечной подачи определяют зазор (холостой ход
Колжен превышать одного деления лимба);
втягивают контргайку 3 на подвижной полугайке 5 ходового
|та 4,
останавливают на место крышку 1 на суппорте.
Регулирование радиального зазора в подшипнике передней опоры
кнделя токарного станка (рис. 10.3) выполняют в следующей
Ьледовательности:
книмают крышку коробки скоростей токарного станка;
йтодтягивают нажимную гайку 2;
[.затягивают контргайку 1 нажимной гайки;
^устанавливают на место крышку коробки скоростей.
После того как осуществлена проверка оборудования на точ-
ить изготовления, взаимного расположения и относительного
ремещения его узлов, и выполнены все регулировки по устра-
няю выявленных дефектов, приступают к испытанию оборудо-
ния на холостом ходу.
Рис. 10.3. Регулирование радиального зазора в подшипнике передней
опоры шпинделя токарного станка:
1 — контргайка; 2 — нажимная гайка
Испытания оборудования на холостом ходу. В ходе этих иены
ний проверяют взаимодействие основных узлов и механизмов (И
рудования при его работе. При проведении этих испытаний с]
роста движения узлов и механизмов постепенно увеличивают
номинальных значений, контролируя при этом состояние трущи:
пар (подшипники, направляющие, зубчатые редукторы). Ретул
таты проведенных испытаний позволяют судить о качестве собрц|
ного оборудования.
При проведении испытаний на холостом ходу, например г
карного станка, необходимо выполнить следующие работы:
залить в коробку скоростей, коробку подач, фартук стайки
масляный бак системы смазывания станка масло;
заправить маслом точки для смазывания вручную в соответ»
ствии с картой смазывания станка;
опробовать все органы управления станком вручную (перемс-
стить суппорт станка в продольном и поперечном направлениях)!
установить на коробке скоростей минимальную частоту враще-
ния шпинделя;
включить главный привод станка;
включить вращение шпинделя и обкатать коробку скоростей и
течение 30...40 мин;
установить на коробке подач минимальную подачу;
включить автоматическую подачу и перемещать суппорт стаи
ка в различных направлениях в течение 30...40 мин;
заменить масло в системе смазывания станка;
изменяя частоту вращения шпинделя путем переключения зуб
чатых блоков коробки скоростей, измерить при помощи тахомст
ра фактическую частоту его вращения;
на максимальной частоте обкатать станок до тех пор, пока
температура подшипников шпинделя, измеряемая при помощи
термопары, не перестанет увеличиваться, но не менее чем через
30 мин;
переключая подвижные зубчатые блоки коробки подач, опре-
делить фактическое перемещение суппорта станка на всех диапа-
зонах подач при минимальной частоте вращения шпинделя. От-
счет перемещений вести по лимбу станка, а времени — по секун-
домеру;
проверить после испытания механизма подач температуру под-
шипников с помощью термопары;
проверить холостой ход ходовых винтов продольной и попе-
речной подач по лимбам станка;
проверить торцевое и радиальное биение шкивов ременной
передачи;
проверить натяжение ремней ременной передачи;
проверить надежность работы фрикционной муфты реверса и
тормозного устройства шпинделя станка;
308
проверить плавность перемещения и реверсирования подвиж-
»ix узлов станка в автоматическом режиме;
проверить усилия перемещения исполнительных механизмов
•анка при ручном управлении, используя динамометр;
проверить работу системы охлаждения;
проверить поступление масла ко всем узлам станка от центра-
[зованной системы смазывания как при пуске станка, так и в
юцессе проведения испытаний;
проверить надежность работы защитных устройств (кожух шпин-
ля, кожух ременной передачи, защитный экран);
по результатам проведенных испытаний сделать вывод о каче-
тве сборки станка.
После испытаний на холостом ходу, прежде чем приступить к
гспытанию оборудования под нагрузкой, следует проверить его
жесткость.
Проверка оборудования на жесткость. Порядок ее проведения
ассмотрим на примере токарного станка.
Жесткость станка проверяют с помощью специального при-
пособления в следующей последовательности (рис. 10.4):
устанавливают в жестких центрах, размещенных в шпинделе
станка и пиноле задней бабки, оправку 5, размеры которой долж-
ны соответствовать данным, указанным в табл. 10.1;
устанавливают в резцедержателе прибор для измерения жест-
кости;
Рис. 10.4. Проверка станка на жесткость:
1, 2, 6 — индикаторы; 3 — нагрузочный винт; 4 — динамометр; 5 — оправка
309
Таблица Ц)(
Параметры испытания станка на жесткость
Параметр Наибольший диаметр обрабатываемой заготовки, мМ
250 320 400 500
Расстояние от точки Приложения силы 38 50 50 67
до резцедержателя, мм Расстояние от точки приложения силы 95 115 140 170
до торца корпуса задней бабки, мм Диаметр оправки в точке приложения 35 40 40 40
СИЛЫ, мм Расстояние от точки приложения силы 55 70 90 100
до торца шпинделя, мм Прилагаемое усилие, Н 2800 4000 5600 8000
Допускаемое отжатие, мм 0,13 0,16 0,20 0,27
вращая нагрузочный винт 3, воздействуют на оправку 5 через
динамометр 4с усилием, указанным в табл. 10.1 (величина усилия
пропорциональна отклонению стрелки индикатора 1);
по индикаторам 6 и 2 определяют величину отжатия оправки и
сравнивают с допускаемыми величинами, указанными в табл. 10.1;
делают заключение о жесткости проверяемого станка.
После проведения указанных проверок и регулировок перехо-
дят к испытанию оборудования под нагрузкой.
Испытание оборудования под нагрузкой. Его проводят в соот-
ветствии с техническими условиями, проверяя на тех режимах и в
тех условиях, в которых это оборудование будет эксплуатировать-
ся. При испытаниях под нагрузкой контролю подлежат частота
вращения, развиваемая мощность, расход топлива или другой
энергии, расход и давление масла в системах смазывания и гид-
равлического привода. В процессе испытаний ведется наблюдение
за работой отдельных узлов оборудования. Все контролируемые
параметры в течение процесса испытаний фиксируют и на осно-
вании их анализа дают заключение о качестве оборудования.
Прежде чем приступить к испытанию оборудования под на-
грузкой, например токарного станка, производят его проверку на
точность обработки в следующей последовательности:
в патроне токарного станка закрепляют цилиндрическую заго-
товку диаметром 50 мм и длиной 200 мм;
обрабатывают заготовку в соответствии с чертежом;
проверяют обработанный образец на отклонение от кругло-
сти и конусности (отклонение от круглости не должно превышать
6 мкм, а от цилиндричности — 10 мкм на 100 мм длины);
310
устанавливают в патрон токарного станка заготовку диаметром
р мм и длиной 50 мм;
в обрабатывают торец установленной в патроне заготовки;
К в резцедержатель станка устанавливают индикаторную стойку
индикатором часового типа и проверяют отклонение обрабо-
нной поверхности, перемещая стойку с индикатором и резце-
ржателем в поперечном направлении (отклонение не должно
Вевышать 10 мкм на длине 100 мм).
К Испытания токарного станка под нагрузкой проводят в следу-
щсй последовательности:
К настраивают коробку скоростей станка на частоту вращения
1р0 мин-1;
К настраивают коробку подач станка на подачу 0,5 мм/об;
В устанавливают в патроне станка заготовку диаметром 60 мм и
Ьиной 120 мм, материал — сталь 45;
Е> устанавливают в резцедержатель станка резец проходной ото-
йутый правый с углом в плане 45°, материал — Т5К10;
| включают вращение шпинделя;
|- касаются резцом образующей поверхности заготовки;
| выводят резец за пределы обрабатываемой заготовки;
г устанавливают по лимбу поперечной подачи глубину резания
г ММ’
! производят съем металла с заготовки вручную;
I выводят резец в исходную позицию;
настраивают станок на подачу 0,6 мм/об;
г устанавливают глубину резания 8 мм;
! проводят обработку заготовки;
возвращают резец в исходное положение;
устанавливают частоту вращения шпинделя 800 об/мин;
устанавливают глубину резания 8 мм;
проводят обработку заготовки при подаче 0,6 мм;
возвращают резец в исходную позицию;
при каждом режиме испытания определяют при помощи тахо-
метра фактическую частоту вращения шпинделя;
при испытаниях фиксируют давление масла в системе смазы-
вания и температуру жидкости, выходящей из зоны резания;
после проведения испытаний определяют при помощи термо-
пары температуру подшипников;
в процессе испытаний наблюдают за уровнем шума в узлах и
механизмах;
на основании проведенных испытаний делают вывод о соот-
ветствии станка требованиям технических условий.
Выявленные в ходе испытаний дефекты по возможности сле-
дует устранить на месте испытания. При обнаружении сложных
неисправностей, устранение которых на месте испытания не пред-
ставляется возможным, оборудование следует передать на ремонт-
ный стенд. После устранения всех выявленных неисправное гвМ
необходимо провести повторные испытания. I
Отрегулированное и испытанное оборудование передается Ц|
последнюю операцию — внешнюю отделку и окраску. 1
10.2. (Внешняя отделка и окраска машин
Отделка и окраска оборудования является заключительной и
весьма трудоемкой операцией общей сборки. Поверхности де та-
лей оборудования перед окраской подвергают механической или
химической очистке. Механическую очистку осуществляют с по-
мощью дробеметных или пескоструйных аппаратов, пневмати-
ческих молотков, пневматических или электрических шлифоваль-
ных машин, механических щеток. Химическую очистку произво-
дят при помощи растворов для травления, обезжиривания, фос-
фатирования в ванных с паровым или электрическим подогревом.
После очистки детали оборудования промывают в моечных ма-
шинах, которые в ряде случаев оснащают сушильными камерами.
Окраска предохраняет оборудование от коррозии и придает им
декоративный вид. Процесс окраски состоит из грунтования,
шпатлевания, окрашивания поверхностей, сушки и отделки ок-
рашенных поверхностей.
Грунтование и шпатлевка поверхностей производится после их
очистки и обезжиривания. Грунт наносят на подготовленную по-
верхность для прочного сцепления с ней последующего покрытия.
Применяют масляные, битумно-масляные, нитроразбавляемые и
водоразбавляемые грунты. Загрунтованную поверхность подверга-
ют шпатлевке. Толщина слоя шпатлевки должна быть минималь-
ной, при большой толщине слоя снижается прочность покрытия.
Наибольшее распространение в машиностроении получили лако-
масляные и быстровысыхающие нитрошпатлевки. Неровности заш-
патлеванной поверхности устраняют шлифованием механизиро-
ванным инструментом.
Окрашивание поверхностей выполняют в один или несколько
слоев. Для окрашивания применяют масляные или эмалевые краски
и лаки. Эмалевые краски подразделяют на масляные, нитро- и
спиртовые эмали. Срок сушки нитроэмалей — 30...40 мин. При
высыхании они образуют твердый блестящий слой. Продолжитель-
ность сушки масляных и спиртовых эмалей составляет 24...48 ч.
Помимо нитроэмалей применяют перхлорвиниловые эмали,
для специальных целей используют алкидно-меламиновые, эпок-
сидные и пентафталиевые эмали горячей сушки. Если окрашивае-
мое оборудование работает в помещении, то используют нитро-
эмали. Если поверхность оборудования подвергается воздействию
щелочных смазывающе-охлаждающих жидкостей, то окраску про-
312
(одят перхлорвиниловыми эмалями. Эпоксидные эмали приме-
эт для оборудования, работающего в химически активных сре-
, так как эти эмали обладают повышенными механическими
йствами.
В зависимости от конкретных условий производства применя-
различные способы окрашивания:
эучное окрашивание;
экрашивание распылением;
экрашивание окунанием;
экрашивание обливанием;
экрашивание в барабанах, колоколах, автоматах и других оте-
льных установках.
Ручное окрашивание не требует предварительной за-
ты участков поверхности, не подвергающейся окрашиванию,
такая окраска малопроизводительна (10... 12 м2/ч) и неудобна
[ работе с быстровысыхающими материалами. Потери краски
[ этом методе составляют до 5 %. Применяют ручную окраску в
овиях единичного производства. При тщательном ее выполне-
1 получают достаточно качественные покрытия.
Окрашивание распылением отличается от ручного
большей производительностью и может применяться для нанесе-
ния защитных и декоративных покрытий на изделия различных
габаритных размеров. Этот метод позволяет наносить быстровы-
сыхающие лакокрасочные материалы (нитролаки и нитроэмали)
с образованием ровного покрытия. Метод легко автоматизируется
помощью специальных установок и промышленных роботов. Раз-
'личают механическое, воздушное и безвоздушное распыление и
распыление в электростатическом поле.
При механическом распылении краска подается к форсункам
насосом.
' При воздушном распылении краска распыляется в струе сжа-
= того воздуха и в виде «тумана» переносится на окрашиваемую
поверхность. Производительность этого метода 30...80 м2/ч, а по-
тери краски составляют 40... 50 %.
При безвоздушном распылении краска в нагретом до 90 °C со-
стоянии под давлением 20...40 МПа выбрасывается из сопла и
распыляется. Этот метод позволяет применять более вязкие мате-
риалы, что сокращает расход растворителя и время сушки. Потери
краски при этом составляют 25...50%, а производительность —
до 200 м2/ч.
При распылении в электростатическом поле краска подается
распылителем и переносится на окрашиваемую поверхность ме-
таллического изделия, получающего положительный заряд от
источника постоянного тока высокого напряжения (распылитель
имеет отрицательный заряд). Потери краски составляют менее 5 %.
При использовании этого метода улучшаются условия труда, обес-
печивается высокая производительность — до 50 м2/ч, а так»
возможность автоматизации процесса окрашивания. При окрапг
вании распылением все неокрашиваемые поверхности должны бы
защищены путем нанесения на них слоя смазки, которая поел
окрашивания удаляется.
Окрашивание окунанием используется, как правило^
в серийном и массовом производстве. Этим методом окрашивают
изделия простой формы и конструкции, окуная их в ванну и вы«
нимая из нее. После стекания излишков краски изделие помети*
ют в сушильную камеру. Одной из разновидностей этого метода
окрашивания является метод электрофореза, который примени*
ют в автоматизированном производстве. Сущность метода заклю-
чается в том, что окрашиваемые изделия помещают на цепной
конвейер. На рабочем участке их подключают к положительному
полюсу генератора и погружают в резервуар с водорастворимой
краской. За 2 мин изделие покрывается слоем краски толщиной
45 мкм, не требующим последующей отделки. Условия работы без-
вредны для здоровья и безопасны в пожарном отношении.
Окрашивание обливанием применяется для крупно-
габаритных изделий с большой площадью поверхности, подлежа-
щей окрашиванию. Этот метод может осуществляться как вруч-
ную, так и с использованием механизированного оборудования.
Установка для механизированного обливания имеет камеру с фор-
сунками, направляющими краску на обрабатываемое изделие, и
резервуар под камерой для сбора стекающей краски, которая
фильтруется и вновь поступает к форсункам. При окрашивании
обливанием изделие находится в парах растворителя определен-
ное время, в течение которого краска растекается по поверхности
равномерным слоем. Покрытие получается гладким, без пор и рав-
номерной толщины.
Окрашивание в барабанах, колоколах, авто-
матах и других специальных установках применя-
ется в условиях массового производства. Этим методом окрашива-
ют мелкие детали.
В промышленности наиболее распространенным методом на-
несения лакокрасочного покрытия является окрашивание распы-
лением. Оборудование, применяемое для окрашивания распыле-
нием, можно разделить на три основные группы:
установки воздушно-компрессорного распыления;
установки безвоздушного распыления;
установки для распыления в электростатическом поле.
Установка воздушно-компрессорного распыления (рис. 10.5)
состоит из резервуара 3 для лакокрасочного материала, масловла-
гоотделителя 2, обеспечивающего очистку воздуха от влаги и мас-
ла, компрессора, подающего сжатый воздух (на схеме не пока-
зан) и краскораспылителя 1.
314
ис. 10.5. Схема установки
кдушно-компрессорного
| распыления:
S- краскораспылитель; 2 —
|словлагоотделитель; 3 —
Г резервуар для краски
Сушка окрашенных изделий в значительной степени определяет
Качество лакокрасочного покрытия. Сушка — это сложный хими-
еский процесс, состоящий из испарения растворителя и окисле-
|ия или полимеризации пленки. Различают сушку естественную и
Искусственную. Естественная сушка производится при температу-
е 18 ...25 °C в течение длительного времени. Искусственная сушка
скоряет процесс высыхания пленки и значительно улучшает ка-
ество покрытия. Существует несколько способов искусственной
ушки:
В конвекционная, которая основана на нагреве окрашен-
ного изделия горячим воздухом в специальных сушильных шка-
лах. Образующаяся при этом корка препятствует испарению ра-
створителя, что удлиняет время сушки. В конвекционных камерах
Сушка производится при непосредственной передаче теплоты от
циркулирующего горячего воздуха, нагреваемого паром, горячей
кодой или топочным газом. Поверхность изделия обдувается горя-
рей газовоздушной смесью, которая подается в сушильную каме-
ру с помощью вентилятора;
[ лучистой энергией от рефлекторов, в которых в каче-
стве источника тепловой энергии используют специальные лам-
:пы (производительность рефлекторной сушки в 3 — 5 раз превы-
шает производительность сушки подогретым воздухом);
токами высокой частоты, применяемая только в условиях
массового производства;
терморегуляционная, основанная на поглощении инфра-
красных лучей окрашенной поверхностью. Сушка лакокрасочного
слоя в этом случае начинается с нижних слоев покрытия, в ре-
зультате чего ускоряется испарение растворителя. Время сушки
сокращается в 5 —10 раз, а качество лакокрасочного покрытия
повышается. В терморегуляционных сушильных камерах нагрев осу-
ществляется за счет инфракрасного излучения. В качестве источ-
ников излучения используют электрические лампы, имеющие
форму сферических или параболических колб, внутренняя поверх-
ность которых покрыта тонким слоем серебра; трубчатые элект-
рические нагреватели (ТЭН) с алюминиевыми рефлекторами; па-
нельно-клетчатые нагреватели, в которых источником излучения
является металлическая стенка, нагретая газовой горелкой или
металлической спиралью. 1
Отделка окрашенных поверхностей включает в себя лаки роим
ние, полирование и художественное оформление. Лакирование
повышает стойкость покрытия и придает ему блеск. Лаковое noJ
крытие наносят в один или несколько слоев. Блестящая поверх»
ность при лакировании достигается при помощи полирования от»
лакированной поверхности фетровыми кругами и применением
при этом специальных паст. Художественное оформление преду»
сматривает нанесение узких линий, рисунков и фабричных знаком,
В некоторых случаях окраску изделия производят по более про-
стому технологическому процессу без выравнивания поверхности,
шпатлевки и отделки, например окраска задних скосов автомоби-
ля, коробки передач и других узлов.
10.3. Консервация и упаковка готовой продукции
Достаточно часто машины и агрегаты поступают в эксплуата
цию не сразу после сборки, причем продолжительность периода
до ввода в эксплуатацию может быть довольно значительной. Что-
бы предохранить детали и сборочные единицы механизмов и аг-
регатов от коррозии в этот период, их подвергают консервации.
Консервации подвергают все необработанные поверхности, не
имеющие лаковых покрытий. Производят эту операцию в поме-
щениях с температурой не ниже 15 °C и не позднее 2 ч после под-
готовки поверхностей под консервацию. Влажность воздуха в по-
мещении не должна превышать 70 %. Не допускается прерывать
работу по консервации или проводить ее в запыленной зоне. Руки
рабочих, выполняющих консервацию, должны быть защищены
перчатками.
Подготовка к консервации состоит в том, что поверхности де-
талей, сборочных единиц и узлов, подлежащих консервации,
тщательно очищают от продуктов коррозии, пыли и других видов
загрязнения, обезжиривают и просушивают. Следы коррозии уда-
ляют мелкозернистой абразивной шкуркой, смоченной индуст-
риальным маслом, с последующей протиркой сухой ветошью
Обезжиривание поверхностей осуществляется водно-щелочными
растворами или органическими растворителями. Выполняют обез-
жиривание с использованием кисти, бумажных салфеток или в
специальных ваннах (для мелких изделий). Отдельные детали не-
больших и средних размеров рекомендуется промывать в моющих
машинах или баках.
Промежуточная консервация осуществляется для защиты от
коррозии деталей в процессе длительной сборки или при хране-
нии их в цехах до окончательной консервации и упаковки. Произ-
316
Одится такая консервация трансформаторным или минеральным
аслом при сроках хранения 7 —10 дней или ингибированной смаз-
ой — при хранении свыше 10 дней. Перед сборкой консервирую-
Цую смазку с поверхности деталей удаляют бензином или уайт-
Пиритом. Консервацию собранных частей изделия (узлов) про-
изводят только ингибированным маслом.
Окончательная консервация заключается в следующем. Зубча-
тые передачи, расположенные внутри корпусных деталей, кон-
сервируют после их окончательной обкатки. Рабочее масло из уз-
вюв сливают, а в их полости заливают смазку, ингибированную
Ьласлом МГ203 марок С или В. После работы механизма в течение
18... 10 мин масло сливают.
I Подшипники, ходовые винты, шабренные поверхности, плоско-
|сти разъема консервируют в процессе сборки смазкой ЦИАТИМ-201
Йили ЦИАТИМ-203.
I Обработанные поверхности деталей, расположенные в трудно-
доступных местах, защищают в процессе сборки смазкой НГ 203,
^которую наносят тонким слоем толщиной 0,25...0,50 мм. Запас-
|ные части консервируют погружением на 2... 3 мин в смазку НГ 203,
^которую предварительно нагревают до температуры 30 °C. Неболь-
! шие детали консервируют, завертывая их в ингибиторную бумагу.
; Качество смазки для консервации должно быть предваритель-
но проверено в заводской лаборатории на соответствие требова-
ниям Государственных стандартов и технических условий. Смазку
перед нанесением нагревают до температуры, не превышающей
70 °C. Ванна для консервации должна быть снабжена терморегуля-
тором. Качество консервации должно быть проверено представи-
телем отдела технического контроля предприятия.
Таким образом, учитывая конструктивные особенности изде-
лия, материал, из которого изготовлены детали машины, подле-
жащие консервации, условия и сроки хранения, климатические
и иные факторы, используют следующие способы консервации:
нанесение на всю или часть поверхности машины слоя смазки
или ингибитора;
упаковка в бумагу, пропитанную ингибитором;
помещение в атмосферу, насыщенную парами ингибитора;
помещение в герметичный пленочный мешок с силикагелем
или инертной атмосферой;
упаковка в термоусаживаемую пленку.
Упаковка машины или ее частей служит для предохранения их
от механических повреждений и атмосферных воздействий. Обыч-
но для упаковки используют деревянные ящики, обитые внутри
водонепроницаемой бумагой. Машины больших размеров отправ-
ляют потребителю в разобранном виде. При решении вопросов о
разборке необходимо учитывать наличие подъемно-транспортных
средств — собственных и потребителя.
Контрольные вопросы
1. Какие основные виды испытаний собранных агрегатов вы знаете?
2. В каких режимах производят специальные испытания?
3. Какие требования безопасности необходимо выполнять при испы-
таниях машин и агрегатов?
4. В чем заключается окончательная отделка машин после сборки?
5. С какой целью окрашивают машины и агрегаты?
6. Какие способы окрашивания вы знаете?
7. Какое оборудование применяют для окрашивания распылением?
8. Какими способами осуществляется сушка после окрашивания?
9. С какой целью подвергают консервации детали и сборочные еди
ницы?
7
ГЛАВА 11
УСТАНОВКА ОБОРУДОВАНИЯ НА МЕСТО
ПОСТОЯННОЙ РАБОТЫ
11.1. Способы установки оборудования на место
постоянной работы
i Тяжелые машины и оборудование устанавливают на фундамент,
который может служить или только основанием, т.е. опорной ча-
стью оборудования, или быть жестко с ним связанным и благода-
ря этому обеспечивать оборудованию дополнительные устойчи-
' вость и жесткость.
i Фундамент представляет собой бетонную, бутовую или кир-
г пичную кладку, закрепляемую в грунте. Назначение фундамента —
воспринимать нагрузки, возникающие в процессе эксплуатации
[ оборудования. Кроме того, фундамент обеспечивает быструю, точ-
| ную и надежную установку оборудования на рабочем месте. Пло-
щадь фундамента, его размеры и масса определяются соответствен-
\ но опорной площадью, размерами и массой устанавливаемого на
’ нем оборудования.
При установке оборудования на фундамент необходимо руко-
водствоваться соответствующими инструкциями, монтажными
чертежами, техническими условиями.
Для изготовления фундаментов используют бетон, железобе-
тон, кирпичную кладку и бутовую заливку. В зависимости от спо-
соба изготовления различают сборные, сборно-монолитные и
монолитные фундаменты.
В зависимости от конструкции фундаменты под установку про-
мышленного оборудования могут быть ленточными, рамными,
сплошными и массивными.
Ленточные фундаменты применяют для установки оборудова-
ния средней тяжести, которое в процессе эксплуатации не испы-
тывает больших динамических нагрузок. Например, роликовые и
ленточные конвейеры, металлорежущие станки и автоматические
линии, оборудование для деревообработки.
Рамные фундаменты по конструкции представляют собой же-
сткую раму, опорные стойки которой установлены в специаль-
ные гнезда, выполняемые в опорной плите, и жестко заделаны в
ней, например, залиты бетоном. Площадка, на которой устанав-
ливается оборудование, образована горизонтальными элемента-
ми рамы.
319
Сплошные фундаменты располагаются под всей площадью i ic.xii,
Они представляют собой монолитную плиту или могут иметь ко»
робчатую форму. Такие фундаменты применяют при установка
оборудования легкого типа, не создающего в процессе эксплуата-
ции значительных динамических нагрузок (например, насосы,
вентиляторы, универсальное металлорежущее оборудование, ком*
прессоры малой и средней мощности и т.п.).
Массивные фундаменты представляют собой бетонный или
железобетонный массив, форма и размеры которого соответ-
ствуют габаритным размерам и очертанию опорной части обо
рудования, устанавливаемого на нем. В массиве фундамента
предусматривают специальные отверстия и выемки для размс
щения и крепления частей оборудования, а также для доступа
к отдельным его узлам и механизмам в процессе эксплуатации.
Массивные фундаменты могут быть двух типов — подвального
и бесподвального. Наибольшее распространение получили мо-
нолитные фундаменты бесподвального типа, так как они про-
ще в изготовлении и, соответственно, дешевле. Бесподвальные
монолитные фундаменты применяют для оборудования, кото-
рое устанавливают на отметке чистого пола первых этажей про-
мышленных зданий.
Подвальные монолитные фундаменты имеют систему техноло-
гических подвалов, предназначенных для обслуживания оборудо-
вания в процессе эксплуатации. Монолитные фундаменты как
подвального, так и бесподвального типа применяют для установ-
ки тяжелого оборудования, испытывающего большие динами-
ческие нагрузки, например прокатных станов, кузнечно-прессо-
вого оборудования.
Установка оборудования на месте постоянной работы требует
выполнения ряда подготовительных работ:
подготовки фундамента и опорных элементов оборудования к
монтажу;
выверки положения оборудования на фундаменте;
предварительного закрепления оборудования на фундаменте;
подливки оборудования;
окончательного закрепления оборудования на фундаменте.
Подробно все этапы подготовки и установки оборудования на
месте постоянной работы будут рассмотрены в следующих под-
разделах данной главы.
В зависимости от того, как связано оборудование с фундамен-
том, различают следующие варианты его установки: с креплени-
ем к фундаменту, без крепления на фундаменте, с виброизоля-
цией.
По характеру соединения опорных элементов корпусной дета-
ли с фундаментом различают следующие виды установки обору-
дования:
320
с опорой на пакет прокладок (рис. 11.1, а), с использованием
юрных башмаков (рис. 11.1, б), с использованием бетонных опор
ис. 11.1, в), непосредственно на фундамент (рис. 11.1, г). Все эти
щы установки оборудования применяют в тех случаях, когда
>ебуется частое регулирование его положения и перестановка в
роцессе эксплуатации;
со сплошной опорой на бетонную подливку с использованием
йя предварительной выверки положения оборудования времен-
;ой установки отжимных винтов (рис. 11.1, д) или установочных
аек (рис. 11.1, е). Используют этот вариант установки оборудова-
мя в тех случаях, когда требуется повышенная жесткость и на-
[ежность его закрепления на фундаменте;
Рис. 11.1. Основные конструкции стыка корпусная деталь — фундамент:
а — с местной опорой на пакет прокладок; б — на опорные башмаки; в — на
бетонные опоры; г — непосредственно на фундамент; д — со сплошной опорой на
бетонную подливку с временной установкой при выверке на отжимных винтах;
е — на установочных гайках; ж, з — со смешанной опорой на подливку и опорные
элементы
321
со смешанной опорой на подливку и опорные элементы (рис. 11, ||
ж, з). Так устанавливают оборудование, которое необходимо im
креплять на фундаменте до его подливки. I
Основным способом закрепления оборудования на фундамсн*]
те является его крепление с помощью специальных фундамент*
ных болтов.
Фундаментные болты, применяемые для закрепления обору-
дования на фундаменте, различают по конструкции, условиям
эксплуатации и назначению, способам установки и закреплении
в фундаменте.
Для фиксации положения оборудования на фундаменте и преду-
преждения его смещения под воздействием случайных нагрузок
Рис. 11.2. Фундаментные болты:
а, б — изогнутые; в — с анкерной плитой; г — составные; д — съемные; е — распорные
322
7
именяют малонагруженные, конструктивные фундаментные
лты. Если в процессе эксплуатации оборудования возникают
ачительные нагрузки, то для его закрепления на фундаменте
именяют силовые, расчетные болты.
в В зависимости от конструкции различают фундаментные болты
вогнутые (рис. 11.2, а, б), с анкерной плитой (рис. 11.2, в),
Вставные (рис. 11.2, г), съемные (рис. 11.2, д') и распорные
вис. 11.2, е) различных конструкций.
К Устанавливают болты в специальных отверстиях, выполнен-
ных в фундаменте.
I В некоторых случаях для закрепления оборудования на фунда-
менте возможно применение обычных болтов или шпилек с ис-
пользованием специальных закладных деталей (рис. 11.3, а, б).
Рис. 11.3. Способы крепления оборудования:
а, б — к специальным закладным деталям; в, г — к лагам; д — к силовому полу;
е — приклеиванием крепежной детали; ж — приклеиванием опорной поверхности
через вибропоглощающую прокладку; з — непосредственно приклеиванием опорной
поверхности
323
Оборудование, которое в процессе эксплуатации требует ча-
стых перестановок, устанавливают, закрепляя его к лагам (рис. 11.3,
в, г) или силовым полам (рис. 11.3, д).
Простое по конструкции оборудование, испытывающее в про-
цессе эксплуатации незначительные нагрузки и имеющее корпус
из сварных конструкций, можно закреплять на месте постоянной
работы, заливдя его в бетон.
Закрепление легкого оборудования на фундаменте или полу с
химически стойким покрытием осуществляют путем приклеи-
вания эпоксидными клеями специальных крепежных деталей
(рис. 11.3, е) или приклеиванием опорной поверхности оборудо-
вания через вибропоглощающую прокладку (рис. 11.3, ж) либо
непосредственно к фундаменту или полу (рис. 11.3, з).
11.2. Регулирование положения оборудования на месте
постоянной работы; установка оборудования с
использованием виброизоляции
Регулирование — это процесс выведения оборудования в поло-
жение, предусмотренное проектом.
Регулирование положения оборудования на фундаменте осу-
ществляют различными способами:
с помощью специальных опорных элементов, позволяющих
изменять положение оборудования, как правило, в вертикальной
и горизонтальной плоскостях;
с помощью специальных центровочных приспособлений, по-
зволяющих увязывать взаимное положение оборудования, если это
необходимо, в технологических линиях.
При выполнении регулирования положения оборудования тех-
нологию контроля его положения и применяемые для этого тех-
нические средства выбирают в зависимости от заданных допуска-
емых отклонений.
При монтаже оборудования в технологических линиях необхо-
димо также выверять положение оборудования относительно ра-
нее установленного в части их соосности, перпендикулярности и
параллельности.
Положение оборудования на месте постоянной работы регули-
руют в плане, по высоте и в горизонтальной и вертикальной плос-
костях.
Ре1улирование положения оборудования в плане. Положение обо-
рудования в плане регулируют сначала предварительно, а затем
окончательно.
Предварительное регулирование положения оборудования в пла-
не в большинстве случаев осуществляется путем совмещения от-
верстий в опорной части оборудования с отверстиями, предвари-
324
1
тельно выполненными в фундаменте, в которые установлены фун-
даментные болты. Такое регулирование осуществляется по пред-
варительно установленным фундаментным болтам.
В ряде случаев, например в технологических линиях, оборудо-
вание ориентируют относительно ранее установленного. Для это-
го также используют скважины под фундаментные болты и уста-
новочные отверстия оборудования.
Окончательное регулирование положения оборудования в плане
связано с выведением его в проектное положение. Для этого ис-
пользуют подъемные механизмы, домкраты или монтажные при-
способления. Выверку положения осуществляют относительно ра-
нее установленного и выверенного оборудования.
Для контроля положения оборудования при его выверке в пла-
не используют метод натянутой струны, оптические методы, ни-
велирование, непосредственный контроль линейных размеров. Для
реализации этих методов контроля применяют специальные ин-
струменты и приборы, шаблоны, центровочные и некоторые дру-
гие приспособления, которые обеспечивают контроль отклоне-
ний от перпендикулярности, параллельности, соосности.
Регулирование положения оборудования по высоте. По высоте
положение оборудования регулируют в тех случаях, когда оно уста-
навливается в технологических линиях и кинематически связано
с другим оборудованием.
В качестве контрольных баз при регулировании положения обо-
рудования по высоте служат специальные площадки на корпус-
ных деталях, исполнительные поверхности узлов оборудования,
например поверхности валов или направляющих, установочные
(опорные) поверхности.
Точность установки контролируют методами нивелирования или
контроля линейных размеров от промежуточной базы до ранее
установленного оборудования.
Регулирование положения оборудования в горизонтальной и вер-
тикальной плоскостях. Выполняют это регулирование с использо-
ванием для контроля положения устанавливаемого оборудования
уровней (рис. 11.4), отвесов и теодолитов.
При проверке положения оборудования, например токарного
станка, при помощи уровня (см. рис. 11.4) поступают следующим
образом:
на направляющие станка устанавливают уровни 2;
по отклонению воздушного пузырька уровней определяют го-
ризонтальность направляющих станины в продольном направле-
нии;
на направляющие станины около передней и задней бабок уста-
навливают измерительные мостики 1 с уровнями 3;
по отклонению воздушного пузырька уровня судят о горизон-
тальности положения станины в поперечном направлении;
325
Рис. 11.4. Схема контроля положения станины токарного станка
в горизонтальной плоскости:
1 — измерительный мостик; 2, 3 — уровни
по результатам контроля положения станины в горизонталь-
ной плоскости производят регулировку по одной из приведенных
ниже схем.
При установке на фундамент в некоторых случаях необходимо
контролировать отклонение формы рабочих поверхностей обору-
дования за счет деформации под воздействием остаточных напря-
жений, нагрузок при монтаже и естественного старения металла.
Особенности регулирования положения оборудования в вер-
тикальной и горизонтальной плоскостях зависят от способа его
опоры и закрепления на фундаменте.
Регулирование положения оборудования, устанавливаемого со
сплошной опорой на подливку, производится с применением раз-
личных опорных элементов, которые следует размещать как мож-
но ближе к фундаментным болтам. Как правило, эти элементы
располагаются в тех местах, где расположены ребра жесткости
или перегородки опорной части оборудования. Если давление от
массы оборудования на опорную поверхность распределяется не-
равномерно, то опорные элементы следует располагать в тех ме-
стах, где действующие нагрузки максимальны.
Число опорных элементов при выверке оборудования должно
быть минимальным, но при этом следует выполнять ряд условий:
должно быть обеспечено устойчивое положение оборудования
в процессе предварительного закрепления и подливки;
не должно возникать прогиба в опорных частях оборудования
под воздействием его массы и усилий предварительного затягива-
ния фундаментных болтов.
При таком регулировании применяют отжимные регулировоч-
ные винты, установочные гайки, инвентарные домкраты, комп-
лекты металлических прокладок.
Регулирование положения оборудования с по-
мощью отжимных регулировочных винтов произ-
водится следующим образом.
326
На фундаменте размещают опорные пластины в соответствии
?с расположением регулировочных винтов в опорной части обору-
дования. Места расположения опорных пластин на фундаменте
должны быть выровнены в вертикальной плоскости с отклонени-
ем не более 10 мм на 1 м длины опорной поверхности.
При опускании оборудования на место установки регулиро-
вочные винты, установленные в опорной части оборудования,
должны выступать на одинаковую величину в пределах 10... 30 мм.
Положение оборудования регулируют поочередно всеми регу-
лировочными винтами, добиваясь необходимого его положения
по высоте в горизонтальной (вертикальной) плоскости. В процес-
се регулирования положения отклонения оборудования в гори-
зонтальной (вертикальной) плоскости не должны превышать 3 мм
на 1000 мм длины опорной поверхности. Плотность прилегания
регулировочных винтов к опорным пластинам по окончании вы-
верки контролируется щупом толщиной 0,1 мм. Положении регу-
лировочных винтов после выверки в обязательном порядке долж-
но быть зафиксировано контргайками.
Последовательность действий при регулировании положения
оборудования при помощи отжимных винтов следующая (рис. 11.5):
выровнять, используя бетонную смесь, места расположения
опорных пластин;
установить на фундаменте опорные пластины 1 в соответствии
с расположением отжимных регулировочных винтов 3 в опорной
части устанавливаемого оборудования 4;
установить в опорную часть оборудования отжимные регули-
ровочные винты 3 со стопорными контргайками 2;
на направляющие станины установить проверочную линейку;
на проверочную линейку установить уровень;
выставить оборудование в горизонтальной плоскости, вращая,
если это необходимо, поочередно все винты 3;
зафиксировать положение отжимных регулировочных винтов 3
контргайками 2;
проверить зазоры между отжимными регулировочными винта-
ми 3 и опорными пластинами 1;
затянуть фундаментные болты 5;
4 5
Рис. 11.5. Схема регулирования
положения оборудования отжимными
винтами:
1 — опорная пластина; 2 — контргайка;
3 — отжимной винт; 4 — устанавливаемое
оборудование; 5 — фундаментный болт
327
произвести подливку оборудования бетонной смесью;
установочные винты и стопорные гайки удалить;
в отверстия под установочные винты ввернуть резьбовые про
ки или залить бетонной смесью и покрыть краской, что обеспеч
вает предупреждение попадание масла и других разъедающих
тон веществ на фундамент.
Регулирование положение оборудования на усти
новочных г ай ках выполняется с использованием предвари»'
тельно установленных фундаментных болтов, которые должны
иметь увеличенную по длине (приблизительно до шести диамст*
ров) резьбовую часть. Выверка положения оборудования на уста-
новочных гайках производится с использованием упругих элемсп
тов, которые представляют собой стальные тарельчатые пружины
либо плоские резиновые или пластмассовые шайбы.
Установочные гайки с упругими шайбами размещают на бол
тах так, чтобы верхняя часть шайбы была выше предполагаемой
высоты опорной поверхности примерно на 2...3 мм. После уста
новки оборудования на шайбы его положение регулируют за счет
перемещения регулировочных гаек вместе с упругими шайбами.
Окончательная регулировка осуществляется деформированием
упругих шайб крепежной гайкой. Последовательность работ при
регулировании оборудования с использованием упругих элемен-
тов следующая (рис. 11.6):
на фундаментный болт 2, предварительно установленный н
фундаменте 4, установить регулировочную гайку 5 и тарельчатую
пружину (резиновую или пластмассовую шайбу) 6;
на фундаментные болты с установленными на них регулиро-
вочными шайбами и тарельчатыми пружинами установить подле-
жащее регулировке оборудование 3;
на направляющие станины установить проверочную линейку;
на проверочную линейку установить уровень;
отрегулировать положение оборудования по уровню, вращая
регулировочные гайки 5;
зафиксировать положение оборудования при помощи крепеж-
ной гайки Г,
Рис. 11.6. Схема регулирования положения
оборудования с использованием упругой
шайбы:
/ — крепежная гайка; 2 — фундаментный болт; 3 —
оборудование; 4 — фундамент; 5 — регулировочная
гайка; 6 — тарельчатая пружина
328
№ис. 11.7. Схема регулирования положения
г оборудования при помощи гайки:
М — оборудование; 2 — фундаментный болт;
р — крепежная гайка; 4 — регулировочная гайка;
t 5 — фундамент
произвести подливку оборудования бетонной смесью.
И Для регулирования положения оборудования можно использо-
Кать регулировочные гайки и без упругих элементов. В этом случае
регулировку следует вести так (рис. 11.7):
на предварительно установленные фундаментные болты 2 на-
вернуть регулировочные гайки 4\
установить на фундаментные болты 2 с навернутыми на них
регулировочными гайками 4 оборудование 7, подлежащее регули-
ровке;
К на направляющие станины установить проверочную линейку;
к на проверочную линейку установить уровень;
к вращая регулировочные гайки 4, выставить оборудование в го-
ризонтальной плоскости;
установить на фундаментный болт 2 крепежную гайку 3 и затя-
I нуть ее предварительно;
| произвести подливку бетонной смеси;
|! после застывания бетонной смеси регулировочную гайку со-
I гнать вниз на 3...4 мм (для обеспечения доступа к регулировоч-
I ной гайке при подливке бетонной смеси гайку выгородить при
I помощи опалубки);
| затянуть крепежные гайки окончательно;
| оставшиеся после подливки ниши, обеспечивающие доступ к
* установочным гайкам, залить бетоном.
I' Регулирование положения оборудования с по-
f мощью инвентарных домкратов производится с исполь-
зованием на месте постоянной работы винтовых опор (рис. 11.8, а),
винтовых домкратов (рис. 11.8, б), регулируемых клиновых под-
кладок, опорных регулировочных башмаков (рис. 11.8, в) и не-
которых других устройств.
Винтовые домкраты размещают на предварительно подготов-
ленном фундаменте и предварительно регулируют на проектную
высоту при помощи нивелира и рейки с точностью до 1,0 мм.
После установки на домкраты оборудования производят оконча-
тельную регулировку его положения.
329
Рис. 11.8. Регулировочные
приспособления:
а — винтовая опора; б — винтовые домкраты;
в — опорный регулировочный башмак; / —
болт; 2 — гайка; 3 — пластина
Перед подливкой домкраты выгораживают с помощью опалуб-
ки, а затем, после затвердевания подливки, через 2 — 3 сут удаля-
ют, а оставшиеся ниши заливают бетонной смесью.
При регулировании положения оборудования с использовани-
ем винтовых опор или опорных башмаков и клиновых подкладок
работы необходимо выполнять в следующей последовательности:
на заранее подготовленном фундаменте установить винтовые опо-
ры, опорные регулировочные башмаки или клиновые подкладки;
выверить по высоте положение установленных регулировочных
устройств;
установить оборудование, подлежащее регулировке, одновре-
менно на фундаментные болты и регулировочные устройства, уста-
новленные на фундаменте;
на направляющие станины установить проверочную линейку;
на проверочную линейку установить уровень;
выставить оборудование по высоте в горизонтальной плоско-
сти при помощи регулировочных устройств;
предварительно затянуть гайки фундаментных болтов;
произвести подливку оборудования бетонной смесью, предва-
рительно выгородив регулировочные устройства;
удалить регулировочные устройства после затвердевания бетон-
ной смеси;
окончательно затянуть крепежные гайки фундаментных бол-
тов;
заполнить оставшиеся после регулировочных устройств ниши
бетонной смесью.
330
7
Регулирование положения оборудования на
Комплектах металлических прокладок применяют в
Вх случаях, когда использование других методов регулирования
е представляется возможным. Число пакетов и их расположение
Од опорной поверхностью оборудования выбирают таким обра-
ом, чтобы их было удобно устанавливать и чтобы они обеспечи-
вали устойчивое положение оборудования при его временном за-
креплении до подливки бетонной смесью. Обычно этим требова-
мям удовлетворяют три-четыре пакета прокладок.
Пакеты состоят из стальных или чугунных прокладок толщи-
Юй 0,5... 5,0 мм. Установка оборудования на проектную высоту и
)егулирование его положения осуществляются за счет подборки
хакетов соответствующей толщины при подготовке оборудования
С предварительному закреплению.
Установка оборудования с использованием виброизоляции. Если
3 процессе эксплуатации оборудования необходимо уменьшить
влияние возникающих при его работе динамических нагрузок на
фундамент, пол или перекрытия, то установку производят на
виброизолирующих опорах или виброизолирующих ковриках. Этот
Же метод установки применяют и в тех случаях, когда необходимо
изолировать оборудование в процессе его эксплуатации от внеш-
них вибраций, передающихся от рядом расположенного оборудо-
вания или проходящего вблизи транспорта.
Установленное с применением виброизоляции оборудование,
: как правило, не закрепляют. Применяемые для установки обору-
дования виброизолирующие опоры обладают различной жестко-
стью, которая выбирается исходя из массы оборудования.
Места расположения виброизолирующих опор на полу или
। фундаменте должны быть выровнены и зачищены.
I При установке оборудования на виброизолирующие опоры их
' обычно прикрепляют к оборудованию на весу, до установки на
место постоянной работы.
После установки оборудования на фундаменте его положение
выверяют, добиваясь равномерной нагрузки на опоры. Так как на
виброизолирующие опоры устанавливают, как правило, отдель-
но стоящее оборудование, не связанное кинематически с другим
оборудованием, выверку в плане не производят.
Чтобы уменьшить колебания оборудования в горизонтальной
плоскости, виброопоры крепят с использованием гаек-втулок
(рис. 11.9, а) или при помощи обычных гаек с фиксирующими
втулками (рис. 11.9, б).
При использовании для установки оборудования виброизоли-
рующих прокладок и ковриков их укладывают на тщательно вы-
ровненный в горизонтальной плоскости пол. При установке на
виброизолирующие коврики регулировку положения оборудова-
ния осуществляют с использованием ранее описанных регулиро-
331
a S
Рис. 11.9. Виброизолирующие опоры с креплением гайкой-втулкой (а)
и фиксирующей втулкой (б)
вочных устройств, которые устанавливают между опорной поверх-
ностью оборудования и ковриком (рис. 11.10).
При использовании виброизолирующих опор и ковриков уста-
новка и регулирование оборудования в значительной степени уп-
рощаются, что позволяет достаточно часто отказываться от ис-
пользования фундаментов и устанавливать оборудование непос-
редственно на полу производственного помещения.
При установке оборудования на виброизолирующих опорах
необходимо выполнить следующие работы:
очистить пол на месте установки от пыли, грязи и масла;
проверить горизонтальность пола на месте установки оборудо-
вания;
оборудование приподнять и установить на домкраты;
прикрепить опоры к станине так, чтобы проходной винт не
упирался в крышку опоры, определяя это по состоянию гофриро-
ванной пружины;
Рис. 11.10. Установка оборудования на виброизолирующих ковриках
с использованием отжимных винтов (а) и регулируемых клиновых
подкладок (б)
332
7
; опустить станок на опоры, регулируя положение домкратов;
; на направляющие станины установить мостик (линейку);
на проверочную линейку (мостик) установить уровень;
по показаниям уровня определить горизонтальность станины;
если имеется отклонение от горизонтального расположения
станины, то ее положение корректировать регулировочным вин-
том, добиваясь горизонтального положения уровня и равномер-
ной нагрузки на опоры.
11.3. Закрепление оборудования на фундаменте
Процесс закрепления оборудования состоит из следующих эта-
пов: предварительное закрепление, окончательное закрепление,
подливка оборудования.
1 Предварительное закрепление производят во избежание смеще-
I ния оборудования после выверки перед его подливкой. При этом
осуществляется затягивание гаек фундаментных болтов, которые
расположены в непосредственной близости от опорных элемен-
тов. При затягивание фундаментных болтов диаметром до 24 мм
усилие затяжки не должно превышать 25 Н.
Если при выверке оборудования используют упругие элемен-
ты, то процесс предварительной затяжки совмещают с процес-
сом выверки оборудования, проверяя при этом положение обору-
дования.
Окончательное закрепление оборудования осуществляют после
его подливки бетонной смесью. Затягивание фундаментных бол-
тов при этом следует производить равномерно за два-три обхода
по контуру оборудования. Начинают затягивание с болтов, распо-
ложенных на осях симметрии опорной части оборудования, а за-
тем производят затяжку остальных болтов, постепенно отдаляясь
от оси симметрии. Так как затяжка всех болтов должна произво-
диться с одинаковым усилием, то для этого следует использо-
вать, по возможности, тарированные ключи.
Если закрепляемое оборудование работает со значительными
динамическими нагрузками, то гайки фундаментных болтов сле-
| дует предохранять от самопроизвольного отвинчивания за счет их
стопорения специальными стопорными шайбами различных кон-
; струкций. Необходимость стопорения должна быть указана в ин-
струкции по монтажу оборудования. После испытания установ-
ленного оборудования под нагрузкой проверяют затяжку фунда-
ментных болтов.
Подливка оборудования осуществляется на подготовленную по-
верхность.
Если при установке оборудования на фундамент были исполь-
зованы анкерные болты, которые должны быть удалены после
333
Рис. 11.11. Установка съемных болтов перед подливкой оборудования (а)
и их уплотнение (б):
1 — защитная трубка; 2 — болт; 3 — уплотняющий шну'р; 4 — анкерная арматура;
5 — песок; 6 — прокладка; 7 — закладная коробка; 8 — анкерная плита
подливки оборудования, то их перед подливкой необходимо изо-
лировать от сцепления с бетоном (рис. 11.11, а). Изоляция осуще-
ствляется за счет заполнения сухим песком 5 (рис. 11.11, б) про-
странства между стержнем болта 2 и стенками анкерной арматуры 4.
Если между анкерной плитой 8 и закладной коробкой 7 имеется
зазор, то его следует уплотнить прокладкой 6. На верхнюю часть
стержня болта 2 необходимо установить защитную трубку 1 с уп-
лотняющим шнуром 3.
После изоляции анкерных болтов бетонную смесь подают че-
рез отверстия в опорной части или с одной стороны подливаемо-
го оборудования до тех пор, пока бетонная смесь не заполнит
опалубку с другой стороны. Бетонную смесь следует подавать рав-
номерно с использованием вибратора для обеспечения равномер-
ного заполнения подливаемого пространства. Для подливки обо-
рудования с большой опорной поверхностью применяют специ-
альные лотки-накопители. Подливаемое пространство огоражива-
ют опалубкой.
Осуществляют подливку в следующей последовательности
(рис. 11.12):
334
9
Рис. 11.12. Схема подливки
оборудования:
1 — опалубка; 2 — опорная поверхность
оборудования; 3 — лоток-накопитель;
4 — вибратор; 5 — подливочная смесь;
6 — фундамент
' опорные поверхности оборудования 2 обезжирить и промыть
цистой водой;
поверхность фундамента очистить от посторонних предметов,
масла и пыли;
поверхность фундамента увлажнить, не допуская скопления
воды в приямках и углублениях;
на расстоянии 100... 150 мм от фундаментной плиты устано-
вить опалубку 1, изготовленную из тесанных досок толщиной
15... 20 мм, высота которой над фундаментом должна составлять
20...30 мм;
оградить регулировочные гайки, винтовые опоры или опорные
‘башмаки и изолировать, как было описано ранее, подлежащие
। удалению анкерные болты от возможности заливки подливочной
смесью;
трубопроводы, находящиеся внутри опалубки, обернуть толем
или рубероидом;
установить на опалубку лоток-накопитель 3 подливочной сме-
| си 5;
s установить в лоток-накопитель вибратор 4\
1 наполнить лоток-накопитель подливочной смесью 5;
включить вибратор;
по мере расходования подливочного раствора периодически
добавлять его в лоток-накопитель.
При выполнении подливки следует иметь в виду, что:
расстояние от опорной части оборудования до края подливки
должно составлять 100... 150 мм;
высота слоя подливки от фундамента до ребер жесткости на
опорной поверхности оборудования должна составлять не менее
50 мм;
высота слоя подливки, лежащего за пределами опорной по-
верхности оборудования, должна быть больше высоты основной
части подливки на 20...30 мм;
поверхность подливки, лежащая вне опорной части оборудо-
вания, должна иметь уклон Г.50 в сторону от оборудования;
участки подливки, выступающие за пределы опорной части
оборудования, необходимо поддерживать во влажном состоянии
в течение 3 сут после выполнения подливки;
335
Рис. 11.13. Способы крепления оборудования на фундаменте:
а — неподвижным анкерным болтом; б — болтом, залитым в фундамент; в
болтом с планкой; г — цанговым фундаментным болтом; 1, 4, 5, 9 — болты; 2
фундамент; 3 — плита; 6 — устанавливаемое оборудование; 7 — планка; 8
балка; 10 — цанга
выступающая за пределы опорной части оборудования подливка
после ее окончательного закрепления должна быть защищена от
внешних воздействий специальными покрытиями.
В качестве примера рассмотрим возможные способы закрепле-
ния на фундаменте металлорежущего оборудования.
Соединение оборудования с фундаментом осуществляется при
помощи анкерных или заливных фундаментных болтов и подлив-
кой бетонной смесью. Анкерные болты используют при установке
оборудования, работающего с ударами, а при помощи заливных
болтов устанавливают оборудование, работающее спокойно, без
резких толчков.
На рис. 11.13 показаны различные способы крепления обору-
дования на фундаменте:
неподвижным анкерным болтом 1 (рис. 11.13, а), заложенным
вместе с плитой 3 в отверстие фундамента 2 (до монтажа оборудо-
вания на месте постоянной работы);
болтом 4, залитым в фундамент 2 (рис. 11.13, б);
болтом 5, ввинченным в планку 7, приваренную после уста-
новки оборудования 6 к балке 8, залитой в фундамент (рис. 11.13, в);
фундаментным болтом 9, ввинченным в разрезную цангу 10, на-
ходящуюся в отверстии, просверленном в фундаменте (рис. 11.13, г).
Контрольные вопросы
1. Какова роль фундамента при установке оборудования?
2. От чего зависит выбор типа фундамента для установки оборудования?
3. От чего зависит выбор способа установки оборудования на фунда-
менте?
4. Какие способы регулирования положения оборудования применя-
ют при его установке на фундаменте?
336
f 5. Как осуществляется выверка оборудования в горизонтальной и вер-
кальной плоскостях при его установке на фундаменте?
! 6. В каких случаях возможна бесфундаментная установка оборудова-
1Я и как она осуществляется?
7. Как и с какой целью производится предварительное закрепление
юрудования на фундаменте?
8. Как и с какой целью производится окончательное закрепление обо-
щования на фундаменте?
9. В каких случаях и для чего выполняют подливку оборудования бе-
Знной смесью?
10. Как подготовить поверхность фундамента и оборудования под под-
ивку?
12 Покровский
ГЛАВА 12
ПОНЯТИЕ ОБ АВТОМАТИЗАЦИИ СБОРОЧНЫХ
РАБОТ И ПЕРСПЕКТИВЫ ЕЕ РАЗВИТИЯ
12.1. Общие сведения об автоматизации сборочных работ
Автоматизация сборочных работ связана с передачей маши-
нам, механизмам и приборам не только исполнительных функ-
ций, что имеет место при механизации технологических процес-
сов, но и функций управления этими процессами.
Автоматизация технологического процесса может быть пол-
ной и неполной. Наиболее часто в промышленности встречает-
ся неполная автоматизация технологического процесса сбор-
ки, которая сводится к полуавтоматической и автоматической
сборке отдельных узлов, а общая сборка, как и ранее, осуще-
ствляется вручную. Наибольшее распространение полуавтома-
тическая и автоматическая сборка получили в таких отраслях,
как автомобилестроение, приборостроение и радиотехническая
промышленность.
Сложность автоматизации технологических процессов сборки
связана со значительным их разнообразием, что приводит к необ-
ходимости создания большой номенклатуры самого различного
сборочного оборудования, вызывая существенные затруднения в
его изготовлении и внедрении в производство.
В целях сокращения номенклатуры сборочного оборудования
для различных технологических процессов сборки необходима
типизация этих процессов, которая напрямую связана с техноло-
гичностью конструкций, применяемых в собираемом узле дета-
лей и сборочных единиц.
Для оценки технологичности деталей, сборочных единиц и
изделия в целом с учетом возможности их автоматической сборки
используют различные критерии, к которым могут быть отнесены:
количество деталей в собираемом узле (сборочной единице),
которое должно быть минимальным;
сложность изделий, состоящих из большого количества дета-
лей, из чего следует необходимость компоновать их из отдельных
функциональных блоков, состоящих из 4—12 деталей, которые
могут быть собраны независимо друг от друга;
возможность применения унифицированных конструктивных
элементов в конструкциях сборочных единиц;
338
7
возможность последовательной установки всех входящих в сбо-
очную единицу деталей на неподвижную базовую деталь при ис-
ользовании простейших рабочих движений;
возможность совмещения функций сопрягаемых поверхностей,
оединяемых в процессе автоматической сборки деталей, кото-
ые должны одновременно являться их установочными базами;
возможность установления допусков на размеры собираемых
еталей, обеспечивающих сборку по методу полной взаимозаме-
яемости.
12.2. Технологические процессы автоматической сборки
При автоматической сборке наиболее целесообразным являет-
я использование типовых технологических процессов, которые
рименяются главным образом в условиях серийного, крупносе-
ийного и массового производства с устойчивой номенклатурой
ыпускаемых изделий.
Основой для разработки типовых технологических процессов ав-
томатической сборки является классификация деталей и сборочных
единиц, имеющих различные конструктивные формы и размеры.
Детали и сборочные единицы классифицируют по конструктив-
ным и технологическим признакам, на основе которых их объеди-
няют в группы. Для каждой группы изделий выбирают схему техно-
логического процесса сборки и типовые средства автоматизации.
Технологические процессы автоматической сборки могут быть
различными по содержанию, последовательности выполнения
сборочных операций, по составу применяемого автоматизирован-
ного оборудования и технологической оснастки.
В технологическом процессе автоматической сборки различают
два вида операций — основные и вспомогательные. К основным
относятся операции, связанные со сборкой разъемных (резьбо-
вых, шпоночных, шлицевых и т.д.) и неразъемных (заклепоч-
ных, сварных, клеевых, вальцованных и т.д.) соединений. К вспо-
могательным операциям автоматической сборки следует отнести
подачу деталей к сборочному оборудованию; их ориентирование в
положении, необходимом для выполнения соединения; входной
контроль; подачу в рабочую зону.
Типовой технологический процесс автоматической сборки
включает в себя:
загрузку деталей, подлежащих сборке, в загрузочное устройство;
предварительную пространственную ориентацию деталей в
загрузочном устройстве;
подачу собираемых деталей в зону сборки на устройство, обес-
печивающее базирование собираемых деталей и их взаимную ори-
ентацию относительно друг друга с требуемой точностью;
339
соединение и фиксацию в требуемом положении собираемых
деталей;
контроль качества сборки;
транспортирование сборочной единицы на следующую опера*
цию или ее съем.
Ориентирование деталей, подлежащих автоматической сбор-
ке, состоит из предварительного (в загрузочном устройстве) и
промежуточного (осуществляется питателем, подающим детали
от загрузочного устройства в зону сборки) ориентирования, окон-
чательной ориентации деталей на сборочной позиции перед на-
чалом процесса автоматической сборки.
В качестве загрузочных в процессе автоматической сборки при-
меняют два типа устройств — магазинные и бункерные. В магазин-
ных устройствах детали располагаются рядами с промежутками
между ними или без промежутков, а в бункерном — навалом.
Сборочные операции в процессе автоматизированной сборки
выполняются при помощи различного оборудования, которое в
зависимости от конструктивных и технологических особенностей
собираемого изделия может быть одно- и многопозиционным.
Однопозиционное оборудование используют при автоматической
сборке изделий, состоящих из небольшого количества деталей.
Многопозиционное автоматическое оборудование используют в
тех случаях, когда требуется выполнение достаточно большого
числа сборочных операций.
12.3. Технологическое оборудование для автоматизации
сборочных работ
Конструктивные особенности изделий и технологические осо-
бенности их сборки приводят к большому числу конструктив-
ных решений сборочного автоматизированного оборудования.
Такое оборудование подразделяется на одно- и многопози-
ционное.
Однопозиционное сборочное оборудование. Если сборочные опе-
рации на автоматизированном оборудовании производятся без
перемещения базовой детали, то такое оборудование называют
однопозиционным. На таком оборудовании, как правило, можно
собирать изделия, состоящие из двух-трех деталей.
К этому типу оборудования относятся механизированные уста-
новки, полуавтоматы и автоматы. Это оборудование просто по
конструкции и надежно в работе, что обусловливает его достаточ-
но широкое применение в сборочном процессе.
Механизированные установки применяют для механизации
сборочных процессов в условиях мелкосерийного и единичного
производства. К этому виду оборудования относятся прессы, ста-
.340
Щонарные гайко- и шпильковерты, гидравлические скобы и ряд
ругих устройств, конструкции которых подробно были описаны
предыдущих главах.
В При использовании однопозиционных сборочных полуавтома-
тов основные рабочие действия (собственно сборка) выполняют-
ся автоматически, а установка деталей, как базовой, так и присо-
единяемых к ней осуществляется вручную.
г Многопозиционное сборочное оборудование. Многопозйционное
зборудование можно разделить на четыре типа:
дискретного действия, когда сборочные операции выполняют-
зя во время остановки транспортирующего устройства, переме-
щающего базовую деталь;
ограниченно-прерывистого действия, когда собираемые дета-
ли находятся в движении, а рабочие органы неподвижны или
имеют ограниченное перемещение относительно неподвижной
базы;
непрерывного действия, когда все рабочие операции выполня-
ются при непрерывном движении базовой детали и рабочих орга-
нов автоматического оборудования;
i непрерывно-дискретного, когда часть рабочих операций осу-
;Ществляется во время остановки транспортирующего органа, а
часть — в процессе его движения.
Многопозиционное сборочное оборудование включает в себя
механизированные, автоматизированные и автоматические сбо-
рочные линии.
> Механизированные сборочные линии — это линии, на которых
• основная часть сборочных операций выполняется с применением
1 механизированного инструмента и оборудования. Собираемая сбо-
рочная единица перемещается с одной рабочей позиции на дру-
гую при помощи конвейера. Съем собранного изделия произво-
дится вручную.
Автоматизированные сборочные линии — это линии, на которых
основная часть сборочных операций осуществляется с примене-
нием полуавтоматического и автоматического оборудования, а
оставшиеся операции сборки выполняются, как правило, с при-
менением механизированного инструмента и оборудования. По
компоновке автоматизированное многопозиционное оборудова-
ние может быть конвейерного или роторного типа.
Перемещение собираемого изделия с одного рабочего места на
другое осуществляется при помощи конвейера с автоматическим
адресованием. Установка базовой детали и съем готового изделия
осуществляется в большинстве случаев вручную.
Оборудование роторного типа применяют при сборке изделий,
содержащих до десяти деталей. Если число деталей в сборочной
единице превышает это количество, то более целесообразным
является применение оборудования конвейерного типа.
Автоматическая сборочная линия — это комплекс основного,
вспомогательного и подъемно-транспортного оборудования, ко-
торое позволяет осуществлять сборочный процесс без непосред-
ственного участия человека.
Многопозиционное автоматическое оборудование снабжено
транспортными устройствами, обеспечивающими перемещение
базовой детали с одной сборочной позиции на другую.
По степени синхронизации сборочных операций автоматиче-
ские линии можно разделить на синхронные, несинхронные и
комбинированные.
Синхронные сборочные линии применяют в усло-
виях массового производства при сборке крупногабаритных изде-
лий. На таких линиях сборочная единица последовательно пере-
мещается с одной сборочной позиции на другую с определенным
временным интервалом. На синхронных автоматических линиях
не предусмотрено межоперационных заделов, что приводит к оста-
новке работы линии в тех случаях, когда из строя выходит хотя
бы один механизм.
Несинхронные сборочные линии состоят из зам-
кнутого транспортера, на котором располагаются приспособления-
спутники с собираемыми изделиями. Эти приспособления не свя-
заны жестко с транспортером, что позволяет, в случае необходи-
мости, создавать межоперационные заделы. Эти линии имеют ряд
преимуществ по сравнению с синхронными:
наличие нескольких приспособлений-спутников между рабо-
чими позициями позволяет компенсировать вынужденные про-
стои отдельных единиц сборочного оборудования;
возможность сочетать как ручные, так и автоматические опе-
рации сборки;
возможность встраивать в автоматическую линию оборудо-
вание, цикл работы которого отличается от цикла работы ли-
нии;
достаточно легко осуществляемая наладка линии на сборку
изделий различных модификаций.
Комбинированные сборочные линии сочетают в
той или иной степени участки синхронных и несинхронных ли-
ний.
12.4. Гибкие производственные системы и сборочные
центры
Необходимыми условиями создания гибких производственных
систем (ГПС) являются:
наличие автоматизированного сборочного оборудования с чис-
ловым программным управлением (ЧПУ);
342
наличие автоматизированных транспортных устройств и авто-
матических складов материалов, деталей и сборочных единиц,
юторые управляются с помощью микропроцессорной техники.
Для ГПС характерен модульный принцип компоновки сбороч-
юго и вспомогательного оборудования.
' Отличительной особенностью этих систем является технологи-
ческая гибкость, что позволяет применять их в условиях любого
Типа производства.
В условиях массового производства ГПС обеспечивают рост про-
изводительности труда на 50...60 % по сравнению с синхронны-
ми сборочными линиями.
В условиях мелкосерийного производства применение ГПС по-
зволяет эффективно осуществлять насыщение сборочного произ-
водства средствами механизации и автоматизации, создавать ком-
плексно механизированные рабочие места сборщиков, сборочные
участки и цеха с технологическими комплексами по всему циклу:
склад — сборка — испытание — установка.
Сборочные центры представляют собой установки широко-
универсального назначения, которые оснащены манипулято-
рами для смены сборочного инструмента, подачи собираемых
деталей и осуществления сборочных работ. Они обеспечивают
сборку изделий различных типов, состоящих из большого чис-
ла деталей. Сборочные центры обладают высокой гибкостью и
универсальностью.
12.5. Автоматизация сборочных процессов
с использованием промышленных роботов
Классификация и основные параметры промышленных роботов.
В зависимости от назначения роботы условно делят на два класса —
производственные и транспортные.
Производственные роботы, осуществляющие основные опера-
ции технологического процесса, обычно оснащают соответствую-
щими инструментами или устройствами.
Транспортные роботы выполняют межоперационное переме-
щение заготовок и деталей, передают готовые изделия и склади-
руют их, например в конце сборочной линии укладывают гото-
вые изделия в контейнеры или поддоны. В ряде случаев транспорт-
ные роботы наряду с вспомогательными операциями по транс-
портированию могут выполнять также основные технологические
операции; аналогично, производственные роботы часто изготов-
ляют приспособленными для выполнения определенных транс-
портных операций.
Каждый из этих классов роботов может быть специальным или
универсальным. Универсальные роботы выполняют как основные,
343
так и вспомогательные операции в различных видах промышлен-
ного производства. Специальные роботы предназначены для вы-
полнения отдельных операций соответствующих технологических
процессов, например, завертывания гаек.
К основным параметрам промышленных роботов относятся
мобильность, грузоподъемность, число степеней свободы рабо-
чих органов, точность позиционирования, рабочая зона, тип си-
стемы управления.
Мобильность — способность робота в целом перемещаться и
пространстве. В зависимости от мобильности различают стацио-
нарные и передвижные роботы. Последние могут обслуживать груп-
пу технологического оборудования, например объединенную кон-
вейером.
Грузоподъемность — максимальная масса груза, которой робот
способен оперировать; этот параметр характеризуется наиболь-
шей силой, развиваемой рабочими органами робота в любом их
положении.
Число степеней свободы рабочих органов — параметр, характе-
ризующий подвижность робота.
Точность позиционирования — параметр, определяющий степень
точности движения рабочих органов при многократных переме-
щениях изделий заданной массы в предусмотренное положение и
в какой-то степени характеризующий надежность работы робота.
На точность позиционирования влияют грузоподъемность, кон-
струкция и кинематика рабочих органов, тип привода и система
управления.
Особенно высокие требования в отношении точности позици-
онирования предъявляют к сборочным роботам, предназначен-
ным для обслуживания сборочных операций, таких, как запрес-
совка, сборка высокоточных сопряжений и т.д.
Рабочая зона — параметр, характеризующий пространство, за-
нимаемое рабочим органом робота при совершении им всех видов
предусмотренных движений.
Системы управления промышленными роботами осуществляют
формирование логической последовательности выполнения опе-
раций их рабочими органами по заданным параметрам.
Устройство промышленных роботов. Независимо от типа и на-
значения промышленный робот состоит из механической части и
системы управления, в которую входят блоки памяти, логики и
пульт управления.
Конструкция механической части зависит от назначения робо-
та, числа степеней свободы, типа приводных устройств, системы
управления. Механическая часть робота (рис. 12.1) состоит из ста-
нины 3, обычно устанавливаемой на основании 7, и одного или
нескольких рычажно-захватных устройств 2, расположенных сверху
станины. Рычажно-захватное устройство — основной орган робо-
344
7
I Рис. 12.1. Механическая часть
[промышленного робота и основные
[ движения:
р — основание; 2 — рычажно-захватное
f' устройство; 3 — станина
В та, способный совершать возвратно-поступательное и вращатель-
ное движения. Рычажно-захватные устройства можно условно клас-
сифицировать по конструкции, типу привода, расположению
В и т. п. Например, в зависимости от конструкции рычажно-захват-
I ные устройства могут быть стационарными, выдвижными, теле-
скопическими, шарнирными и портальными.
К Следует отметить, что одинаковое число степеней свободы
I рычажно-захватного устройства может быть достигнуто за счет
I сочетания различных возвратно-поступательных и вращательных
I движений. Например, три степени свободы рычажно-захватного
I устройства обеспечиваются при следующих сочетаниях движений:
I трех возвратно-поступательных (рис. 12.2, а); двух возвратно-по-
I ступательных и одного вращательного (рис. 12.2, б); одного воз-
I вратно-поступательного и двух вращательных (рис. 12.2, в); трех
| вращательных (рис. 12.2, г). Наибольшая часть промышленных ро-
I ботов снабжена рычажно-захватными устройствами, имеющими
Г 3—5 степеней свободы.
I Тип системы координат, в которой перемещается рабочий
I орган, наряду с числом степеней свободы оказывает существен-
। ное влияние на зону обслуживаемого пространства. Если зону об-
I служивания робота, имеющего захватное устройство с одной сте-
j пенью свободы, работающее в прямоугольной системе коорди-
[ нат, принять за единицу, то зона обслуживания робота при тех же
j условиях составит: в цилиндрической системе — 9,6; в полярной —
: 29,7; в сферической — 87,2.
Захватные устройства промышленных роботов. Конструкция,
размеры и форма захватных устройств промышленных роботов
определяется массой, формой, размерами и материалом транс-
портируемых деталей.
Захватные устройства бывают механическими, вакуумными,
электромагнитными, с эластичными камерами.
Механические захватные устройства осуществляют зажим в двух,
трех и четырех точках.
345
Рис. 12.2. Возможные движения рычажно-захватного устройства робота
при одинаковом числе степеней свободы и различных системах
координат отсчета перемещений:
а—г — соответственно прямоугольная, цилиндрическая, полярная и сферическая
системы координат
Основным элементом механического захватного устройства
являются постоянные или сменные зажимные губки, конструк-
ция которых во многом зависит от конфигурации удерживаемых
деталей (рис. 12.3).
г
Рис. 12.3. Зажимные губки для цилиндрической (а), шаровой (б),
внутренней цилиндрической (в) и плоской (г) поверхностей
346
I ° 5 6
t Рис. 12.4. Многоместные захватные устройства:
к — два одноместных, смонтированных на одном рычаге; б — двухместное; в —
I два двухместных, смонтированных на двух рычагах
Часто на одном рычаге монтируют два одноместных захватных
устройства (рис. 12.4, а) либо одно двухместное (рис. 12.4, б). Два
двухместных захвата могут быть смонтированы на одном или двух
рычагах (рис. 12.4, в) и иметь независимые движения.
Вакуумные захватные устройства просты по конструкции, име-
ют небольшую массу, равномерное распределение нагрузки по
поверхности захвата; в ряде случаев такие захваты обеспечивают
одновременно и центрирование деталей. Вакуумные захватные
устройства можно применять для удерживания деталей неслож-
ной формы из любого материала, но срок их службы относитель-
но невелик.
Основными элементами вакуумных захватных устройств явля-
ются резиновые или пластмассовые присоски и механизм для со-
здания вакуума. Наиболее простым и часто применяемым спосо-
бом создания вакуума является использование эжекторов, при-
чем в этом случае разрежение может быть получено за счет сжато-
го воздуха, поступающего от заводской централизованной сети.
Основной деталью эжектора является тройник, в который впаи-
вают трубки малого диаметра.
Электромагнитные захватные устройства используют для удер-
жания деталей любой конфигурации из различных металлов, об-
ладающих магнитными свойствами. По назначению электромаг-
нитные захваты аналогичны вакуумным, но значительно проще
по конструкции и имеют больший срок службы.
Электромагнитные захватные устройства состоят из элементар-
ных магнитов, установленных на общей раме и служащих для удер-
живания деталей, имеющих фасонные, круглые, ребристые и ре-
шетчатые поверхности, которые невозможно или весьма сложно
захватить и удержать при помощи вакуумных захватных устройств.
Захватные устройства с эластичными камерами предназначены
для захвата, удерживания и переноса деталей сложной формы и
347
•небольшой массы. Особенно эффективно применение таких уст-
ройств при переносе деталей из хрупких материалов. Различают
захватные устройства с изгибающимися и расширяющимися эла-
стичными камерами.
Захватное устройство с изгибающейся эластичной камерой
(рис. 12.5, а) предназначено для захвата деталей сложной формы
за наружную поверхность. На корпусе 4 устройства закреплены
базирующие призмы 1 и две эластичные камеры 2, соединенные
с пневматическим приводом при помощи патрубка 3. Камеры из-
готавливают так, чтобы по профилю они имели переменную же-
сткость. При изгибе камеры прижимают удерживаемую деталь к
базирующим призмам, осуществляя ее закрепление. Высота рас-
положения призм может регулироваться.
Захватное устройство с расширяющейся эластичной камерой
применяют для захвата деталей по наружному или внутреннему
диаметру. Работает устройство следующим образом: сжатый воз-
дух поступает через отверстие в корпусе 5, при этом втулка <У,
выполняющая роль эластичной камеры, раздувается и удерживает
деталь по внутреннему (рис. 12.5, б) либо наружному (рис. 12.5, в)
диаметру.
Требования к деталям, предназначенным для автоматической
сборки, сборочным единицам, изделиям и сборочным промышлен-
ным роботам. В целях автоматизации процесса сборки при помощи
промышленных роботов необходимо, чтобы детали, предназна-
ченные для автоматической сборки, удовлетворяли ряду общих
требований:
качество их изготовления должно соответствовать требованиям
чертежа и технических условий;
конструкция деталей должна исключать возможность сцепле-
ния их друг с другом при выходе из подающего магазина;
Рис. 12.5. Захватные устройства с изгибающейся (а) и расширяющейся
(б, в) камерами:
1 — базирующая призма; 2 — эластичная камера; 3 — соединительный патрубок;
4, 5 — корпуса; 6 — гайка; 7 — кольцо; 8 — втулка
348
; в конструкции деталей должны быть предусмотрены фаски,
^конусы, проточки и другие центрирующие элементы;
в соединениях не должны использоваться хрупкие и легкоде-
формируемые материалы.
i Изделия или сборочные единицы, подлежащие сборке с по-
мощью промышленных роботов, должны удовлетворять следую-
щим требованиям:
изделие должно состоять из законченных взаимозаменяемых
сборочных единиц, обеспечивающих возможность их сборки не-
зависимо друг от друга;
должна быть обеспечена возможность сборки по методу пол-
ной взаимозаменяемости;
число сопрягаемых поверхностей и видов соединений должно
быть минимальным;
места соединения сборочных единиц должны быть доступны
для контроля качества соединения;
процесс сборки не должен иметь операций дополнительной
пригонки и регулировки;
должна быть обеспечена возможность последовательной сбор-
ки, т. е. наличие базовой детали, с которой последовательно со-
единяются остальные детали узла.
Сборочная единица, отвечающая этим требованиям, показана
на рис. 12.6. Базовой деталью в этом случае является вал, на кото-
рый последовательно устанавливают все детали сборочной еди-
ницы.
Так как в процессе сборки необходимо обеспечить компенса-
цию погрешностей позиционирования, захвата и установки дета-
лей, к промышленным роботам, применяемым в сборочном про-
изводстве, также предъявляют определенные требования:
сборочные роботы должны осуществлять свои действия в ци-
линдрической системе координат;
размеры рабочей зоны роботов должны обеспечивать размеще-
ние вспомогательных устройств, приспособлений и оснастки,
которыми пользуются для ведения технологического процесса
сборки, а также магазинов и инструментов с захватными устрой-
ствами, подающих устройств, средств контроля сборки;
1 2 3 4 5 6
Рис. 12.6. Сборочная единица
для автоматической сборки:
1 — корпус; 2 — крышка; 3, 8 — ман
жеты; 4 — винт; 5 — шайба; 6 — про
кладка; 7 — подшипник
349
робот должен обладать не менее чем тремя степенями свобо-
ды, а также иметь возможность получения дополнительных степе-
ней свободы как за счет своего перемещения, так и перемещения
сборочных инструментов;
робот должен быть снабжен механизмом смены захватных уст-
ройств и сборочных инструментов.
Для обеспечения сборки определенных изделий и контроля
качества работы сборочные промышленные роботы снабжают дат-
чиками обратной связи, применение которых позволяет существен-
но упростить программирование действий промышленного робота.
Промышленный сборочный робот с обратной связью (рис. 12.7)
имеет три механические руки — рука II подает на сборочную по-
зицию базовую деталь, рука I вводит в отверстие базовой детали
болт, а рука III навинчивает на него гайку. Управление руками I и
III осуществляется от скоростного позиционного сервопривода /
на основе сигналов от тензометрического датчика силы, которые
подаются в вычислительный блок 2. В последнем сигнал от тензо-
метрического датчика сравнивается с расчетным, заданным про-
граммирующим устройством 3. Сигнал рассогласования усилива-
ется и подается от вычислительного блока на сервопривод, кото-
рый осуществляет изменение углов поворота захватов, обеспечи-
вая сборку соединяемых деталей. Вычислительный блок 2 подает
сигнал и на позиционный привод 4 руки II, которая устанавлива-
ет базовую деталь в заданном положении.
Сборочный инструмент промышленных роботов. Инструмент для
сборочных промышленных роботов выбирают в соответствии с
выполняемыми сборочными операциями, наиболее распростра-
ненные из которых в зависимости от характера соединений могут
быть объединены в группы. К таким группам относятся сборочные
операции, предназначенные для получения соединений с зазора-
ми, гарантированным натягом (методом пластической дефор-
мации), клеевых, сварных, резьбовых и заклепочных. Чтобы вы-
Рис. 12.7. Структурная схема
сборочного робота
с обратной связью:
1 — сервопривод; 2 — вычисли-
тельный блок; 3 — програм-
мирующее устройство; 4 — пози-
ционный привод; I, II, III —
механические руки
350
9
гол нить эти сборочные операции необходимо применение раз-
личных сборочных приспособлений, инструментов и оснастки.
При выборе сборочных инструментов, применяемых для ком-
плектации промышленных роботов, должны учитываться следу-
ющие требования:
деталь должна надежно захватываться при ее транспортирова-
нии и установке на место;
; элементы инструмента, обеспечивающие его установку в ма-
нипулирующий орган, должны быть унифицированы;
конструкция инструмента должна обеспечивать возможность
встраивания датчиков обратной связи;
конструкция захватных устройств инструмента должна обеспе-
чивать заданную точность базирования;
инструмент не должен деформировать деталь при захвате и
фиксации;
конструкция инструмента должна обеспечивать возможность
легкой его переналадки на различные типоразмеры детали.
В зависимости от типа захватных устройств все сборочные ин-
струменты, применяемые в промышленных роботах, могут быть
разделены на две группы: с захватными устройствами, изготов-
ленными отдельно от инструмента, и с захватными устройствами,
изготовленными совместно с инструментом.
Захватные устройства, изготовленные отдельно от инструмен-
та, обеспечивают соединение деталей, изменение их положения,
перенос деталей и собранного изделия. Захватные устройства, со-
вмещенные со сборочным инструментом, отличаются большим
разнообразием конструкций. В качестве примера рассмотрим ин-
струменты, применяемые для сборки подшипниковых узлов.
В инструменте для захвата и монтажа подшипников качения
(рис. 12.8) по направляющим скольжения 7 и 9 корпуса 8 переме-
щается рабочий шток 10. Головка 11 рабочего штока связана со
штоком гидравлического цилиндра привода, расположенного внут-
ри руки промышленного робота. Наличие детали (подшипника) в
сборочном инструменте контролируется с помощью пневмати-
ческого датчика 19, установленного на стакане 4 и подключенно-
го к пневматическому разъему 6 воздухопровода 5. Подшипник,
подлежащий сборке, помещают в начальную позицию в кассете.
Сборочный инструмент, установленный в манипулятор промыш-
ленного робота, размещают над деталью. Когда инструмент опус-
кается манипулятором вниз, рабочий шток 10 находится в край-
нем верхнем положении, а прессующий шток 16 висит на упо-
ре 14. Между подшипником и фланцем прессующего штока рас-
положен сепаратор, представляющий собой диск 20 с шарика-
ми 21. Сепаратор крепят к фланцу прессующего штока с помо-
щью эластичной струны 22. Подшипник центрируется и захва-
тывается тремя пружинными губками 1. При движении инстру-
351
Рис. 12.8. Инструмент для захвата
и монтажа подшипника качения
в отверстие базовой детали:
1 — губка; 2 — сферическая опора; 3 —
стопорное кольцо; 4 — стакан; 5 — возду-
хопровод; б — пневматический разъем;
7, 9, 15, 17 — направляющие; 8 — кор-
пус; 10, 16 — рабочий и прессующий
штоки; 11 — головка; 12— гайка; 13,14 —
упоры; 18 — штифт; 19 — пневмати-
ческий датчик; 20 — диск; 21 — шарик;
22 — эластичная струна
мента вниз деталь перемещает
прессующий шток вверх до тех
пор, пока его фланец не пере-
кроет датчик 19, который по-
дает команду на транспортиро-
вание подшипника на сбороч-
ную позицию.
По команде на выполнение
соединения гидравлический ци-
линдр, встроенный в манипула -
тор промышленного робота, пе-
ремещает вниз рабочий шток 10.
Последний через сферическую
гайку 12 передает усилие на сфе-
рическую поверхность упора 13,
укрепленного на прессующем
штоке 16, который по направ-
ляющим 15 и 17 перемещается
внутри стакана 4, расположен-
ного соосно к отверстию корпу-
са. Самоустановка стакана отно-
сительно корпуса обеспечивает-
ся за счет его монтажа на сфе-
рической опоре 2 внутри корпу-
са 8 инструмента. Осевое пере-
мещение стакана предотвраща-
ется стопорным кольцом 3, а
поворот — штифтом 18. Переме-
щаясь вниз, прессующий шток
запрессовывает подшипник в
корпус.
Переналадка этого инстру-
мента осуществляется за счет
регулирования зажимных губок 1
и датчика 19, а также установ-
ки сепаратора необходимого
размера.
Для запрессовки резиновых
уплотнительных манжет с пружиной применяют инструмент
(рис. 12.9), представляющий собой цилиндрический корпус 6 с
хвостовиком и фланцем для присоединения к манипулятору про-
мышленного робота. Внутри корпуса расположена подпружинен-
ная оправка 7, вылет которой ограничивается упором 8. На оправ-
ке на двух полуосях 9, установленных в пазах 5 корпуса 6, смонти-
рован рычаг 2, представляющий собой полувилку, с одной сто-
роны которой расположен щуп 7, а с другой — кулачок 3, взаи-
352
модействующий с пневматическим датчиком 4, закрепленным на
оправке 7.
При опускании инструмента в накопитель манжета 10 наде-
вается на оправку 7, диаметр которой соответствует диаметру
уплотняемого вала. Манжета удерживается на оправке за счет
сил трения. При одевании на оправку манжета отжимает щуп 1,
рычаг 2 поворачивается, перекрывая кулачком 3 сопло датчика 4,
движение манипулятора вниз прекращается, а инструмент с
манжетой перемещается в сборочную позицию. Упор 77, уста-
новленный в приспособлении 13 на сборочной позиции, цент-
рирует базовую деталь — крышку 12, служа одновременно на-
правляющей манжеты. При запрессовке манжета оправка 7упи-
рается торцом в упор 11, а корпус 6, двигаясь вниз, сжимает
пружину и запрессовывает манжету в гнездо. Меняя насадки на
Рис. 12.9. Инструментдлязапрессовки
резиновой уплотнительной манжеты:
a — до запрессовки; б — в момент запрес-
совки; 1 — щуп; 2 — рычаг; 3 — кулачок;
4 — пневматический датчик; 5 — паз; 6 —
корпус; 7 — оправка; 8, 11 — упоры; 9 —
полуось; 10 — манжета; 12 — крышка;
13 — приспособление
Рис. 12.10. Вакуумное
захватное устройство:
1 — присоска; 2 — диск; 3 —
распределитель; 4 — патрубок;
5 — разъем; б — корпус
353
корпусе 6 и оправке 7, можно запрессовывать манжеты диамет-
ром 32... 135 мм.
При установке плоских прокладок применяют вакуумные или
электромагнитные захватные устройства. Первые обеспечивают'
большую точность, и их работа не зависит от материала прокладок.
Рис. 12.11. Инструмент для
сборки резьбовых соединений:
1 — магнитный элемент; 2 — пневма-
тический датчик; 3— ключ; 4— шпин-
дель; 5 — кронштейн; 6 — корпус; 7—
фланец; 8 — хвостовик; 9 — разъем;
10 — трубопровод; 11 — гнездо
354
Вакуумное захватное устройство
(рис. 12.10) изготовлено в виде ци-
линдрического корпуса 6, в ко-
тором закреплен сменный диск 2.
В пазах диска установлены присос-
ки 1. Воздух подается от силовой
пневматической сети через разъем 5
и патрубок 4 в корпус 6, где разме-
щен распределитель 3. Переналадка
осуществляется сменой диска 2.
В процессе выполнения сбороч-
ных работ часто используют резь-
бовые соединения. Для выполне-
ния таких соединений применяют
различные инструменты, один из
которых показан на рис. 12.11.
К хвостовику 8, который од-
новременно с фланцем 7 являет-
ся элементом системы автомати-
ческой смены инструмента, при-
креплен корпус 6 пневматическо-
го резьбозавертывающего меха-
низма, изготовленного на базе
стандартного гайковерта. Присо-
единяемая резьбовая деталь за-
хватывается из накопителя магнит-
ным элементом 1 и подводится к
базовой детали. Сжатый воздух
через разъем 9 и трубопровод 10
поступает к пневматическому дви-
гателю. Шпиндель 4 одновремен-
но с вращательным движением
получает движение осцилляции
вдоль оси свинчивания, в резуль-
тате чего происходит установка
резьбовой детали вдоль оси гайки.
После этого шпиндель получает
рабочее движение вдоль оси свин-
чивания, а элемент 1 устанавли-
вается в гнездо 11. На корпусе 6
закреплен кронштейн 5 с пневма-
|гическим датчиком 2 контроля положения торцевого ключа 3
относительно корпуса 6.
I Компоновка роботизированных сборочных комплексов. Все ро-
ботизированные сборочные комплексы состоят из типовых эле-
Ементов, к которым относятся промышленный робот, рабочая
|позиция, питатели, магазин с комплектом инструмента. Компо-
(новка роботизированного комплекса зависит от технологического
J процесса сборки. Различают три типовые схемы компоновки комп-
лексов оборудования с применением промышленных роботов
(рис. 12.12).
Схема А. Технологический процесс разделен на отдельные опе-
рации, при этом некоторые их них осуществляются на нескольких
рабочих позициях (на приведенной схеме — на двух позициях 3,
каждая из которых оснащена промышленным роботом 7). Это ус-
ловие определяет необходимость применения на сборочном кон-
вейере нескольких одинаковых позиций сборки для обеспечения
требуемой производительности отдельных сборочных операций.
Схема Б. Характеризуется применением нескольких промыш-
ленных роботов 1 упрощенной конструкции, которые выполняют
узконаправленные специальные сборочные операции. Собираемые
детали перемещаются последовательно с помощью специального
транспортера 5 между несколькими позициями 3 сборки. В этом
случае при отказе оборудования на одной позиции происходит
остановка всей линии.
Схема В. Характеризуется
максимальной концентрацией
сборочных операций на отдель-
ных сборочных позициях с уче-
том их специализации, причем
операции на отдельных позици-
ях выполняются одновременно.
Детали с одной сборочной по-
зиции на другую перемещают-
ся с помощью транспортера 5.
Рис. 12.12. Типовые схемы
компоновки оборудования
в роботизированных
сборочных комплексах:
I — промышленный робот; 2 —
магазин с комплектом рабочих
инструментов; 3 — рабочие
позиции; 4 — питатели; 5 —
Операция 1 Операция 1
Операция 2
13 П О
is До
йиО
3 Схема А
Схема В
транспортеры
Сборка подшипникового узла с использованием промышленного
робота. Собираемый узел (рис. 12.13) состоит из корпуса, крыш-
ки, двух резиновых манжет, подшипника, прокладки из картона,
трех винтов, трех стопорных шайб.
Последовательность сборки узла следующая:
установка корпуса в приспособлении;
Рис. 12.13. Эскизы выполнения операций сборки подшипникового узла
на роботизированном сборочном комплексе
356
установка крышки в приспособлении;
запрессовка манжеты в крышку;
запрессовка манжеты в корпус;
установка подшипника в корпус;
установка картонной прокладки в корпус;
сборка крышки с корпусом;
установка трех винтов со стопорными шайбами.
Сборка производится на специально оборудованном комплек-
се, в состав которого помимо промышленного робота входят:
магазин сборочных инструментов, выполненный в виде пово-
ротного пятипозиционного стола;
две рабочие позиции, обеспечивающие установку и фиксацию
базовых деталей (корпус, крышка);
транспортер, обеспечивающий подачу корпуса и крышки на
рабочую позицию;
магазин деталей (число магазинов соответствует числу деталей
собираемого узла).
Технологический процесс сборки состоит из двух групп опера-
ций:
загрузочно-установочные — установка корпуса и крышки в соот-
ветствующие сборочные приспособления (операции 1 и 2); загруз-
ка выходного магазина-накопителя собранными узлами;
сборочные — запрессовка резиновых манжет в крышку и кор-
пус (операции 3 и 4); запрессовка подшипника в корпус (опера-
ция 5); установка картонной прокладки на корпусе (операция 6);
установка крышки на корпус (операция 7); установка и завинчи-
вание болтов со стопорными шайбами (операция 8). Для выполне-
ния работ по этой схеме используют инструменты, перечислен-
ные ранее.
Последовательность движений робота при выполнении всех
сборочных операций по приведенной схеме однотипны:
захват из магазина соответствующего сборочного инструмента;
выполнение сборочной операции;
установка в магазин использованного сборочного инструмента.
12.6. Специальные методы автоматической сборки
На практике наиболее часто автоматическую сборку применя-
ют при сборке несложных узлов, состоящих, в большинстве слу-
чаев, из мелких деталей (например, штифтов, шайб, втулок). Ав-
томатизация осуществляется за счет использования специальных
вращающихся устройств, как правило, пневматического действия.
Одно из таких устройств показано на рис. 12.14. Оно состоит из
барабана 3, имеющего горизонтальную ось вращения. В одной из
стенок барабана установлена съемная доска 1, в которой располо-
357
Рис. 12.14. Сборка узлов в барабане с подводом сжатого воздуха:
а — схема барабана: 1 — съемная доска; 2 — детали; 3 — барабан; 4 — трубоповод;
б — конструкция собираемого узла
жены гнезда со сквозными отверстиями. Размер отверстий соот-
ветствует размеру собираемых деталей 2. Подлежащие сборке де-
тали загружают в барабан навалом. Под воздействием сжатого воз-
духа, подаваемого в барабан по трубопроводу 4, детали переме-
шиваются и ориентируются по гнездам с отверстиями. После за-
полнения всех гнезд съемная доска пе-
реставляется в следующий барабан, а
ее место занимает новая.
Во втором барабане операция по-
вторяется. Доска переставляется из ба-
рабана в барабан до тех пор, пока все
Рис. 12.15. Схема сборки
вихревым методом:
1, 3 — собираемые детали; 2 —
ориентирующая труба; е — откло-
нение собираемых деталей друг
от друга
Рис. 12.16. Характерные
пары, собираемые вихревым
методом
358
9
детали собираемого узла не займут свое место в гнездах сменной
доски (рис. 12.14, б).
Автоматическая сборка соединений с зазорами может также
осуществляться в специальных автоматических установках во вра-
щающемся потоке воздуха (вихревой метод).
Такая установка представляет собой трубу (рис. 12.15), в кото-
рой создают вращающийся вихревой поток. Деталь 3 помещают в
трубу 2 с зазором 1... 5 мм. Под воздействием вращающегося пото-
ка воздуха деталь совершает колебательные движения, траекто-
рия которых зависит от параметров детали и трубы и характери-
стики вихревого потока.
Метод относительной ориентации деталей во вращающемся
потоке воздуха характеризуется наличием осевой силы, которая
создается этим потоком и может достигать 100 Н. Наиболее целе-
сообразно применение этого метода для выполнения соединения
пар деталей, конструкции которых приведены на рис. 12.16.
Контрольные вопросы
1. Что следует понимать под технологичностью конструкции?
2. Какие основные операции входят в типовой технологический про-
цесс?
3. По каким признакам классифицируют промышленные роботы?
4. Какими основными параметрами характеризуются промышленные
роботы?
5. Почему при эксплуатации промышленных роботов применяют раз-
личные системы координат?
6. Как связаны число степеней свободы промышленного робота и тип
его системы координат с рабочей зоной?
7. Какие типы захватных устройств применяют в промышленных ро-
ботах и каковы преимущества и недостатки каждого из них?
8. Каковы особенности промышленных роботов, применяемых для
выполнения сборочных операций?
9. Какие сборочные инструменты применяют для промышленных ро-
ботов?
10. Почему при компоновке роботизированных комплексов использу-
ют различные схемы расположения оборудования?
СПИСОК ЛИТЕРАТУРЫ
1. Алексеенко П.П. Справочник слесаря-монтажника промышленного
оборудования. — М.: Машиностроение, 1990. — 704 с.
2. Ботез И.Г., Замятин В.К., Попа В.М. Механизация и автоматизация
сборочных работ. — Кишинев: Картя Молдовеняска, 1987. — 213 с.
3. Григорьев С.П. Практика слесарно-сборочных работ. — М.: Машино-
строение, 1985. — 280 с.
4. Кацеленбоген М.Е., Власов В.Н. Справочник работника механическо-
го цеха. — М.: Машиностроение, 1984. — 240 с.
5. Крылов Ю.В. Слесарные и слесарно-сборочные работы. — Л.: Лениз-
дат, 1987. - 272 с.
6. Маханько А.М. Контроль станочных и слесарных работ. — М.: Высш,
шк., 1998. — 286 с.
7. Поляков Д.И., Костин А.И. Развитие автоматизации в машинострое-
нии. — М.: Машиностроение, 1983. — 335 с.
8. Покровский Б.С. Механосборочные работы и их контроль. — М.: Высш,
шк., 1989. - 271 с.
9. Якунчиков В.И., Покровский Б.С. Производственное обучение слеса-
рей механосборочных работ. — М.: Высш, шк., 1991. — 208 с.
ОГЛАВЛЕНИЕ
Предисловие................................................3
Введение...................................................4
Глава 1. Общие вопросы технологии сборки...................8
1.1. Подготовка деталей к сборке.......................8
1.2. Технологические требования к машинам, сборочным
единицам и деталям....................................12
1.3. Технологическая документация на сборку
и основы построения технологического процесса.........12
1.4. Организационные формы и методы сборки............16
1.5. Контроль качества сборки.........................19
1.6. Правила и нормы безопасного выполнения сборочных
работ.................................................20
1.7. Пожарная безопасность............................31
Глава 2. Неподвижные неразъемные соединения и их сборка....33
2.1. Заклепочные соединения и их сборка...............33
2.2. Паяные соединения и их сборка....................35
2.3. Клеевые соединения и их сборка...................38
2.4. Соединения методом пластической деформации
(вальцевание).........................................40
2.5. Соединения с гарантированным натягом.............41
2.6. Подготовка поверхностей под сварку...............47
Глава 3. Неподвижные разъемные соединения н их сборка.....54
3.1. Резьбовые соединения и их сборка.................54
3.2. Трубопроводные системы и их сборка...............68
3.3. Шпоночные соединения и их сборка.................74
3.4. Шлицевые соединения и их сборка..................80
3.5. Клиновые и штифтовые соединения и их сборка......83
Глава 4. Механизмы вращательного движения н их сборка.....86
4.1. Соединительные муфты и сборка составных валов....86
4.2. Подшипниковые узлы с подшипниками скольжения
и их сборка......................................... 103
4.3. Узлы с подшипниками качения и их сборка........ 120
Глава 5. Механизмы передачи движения и их сборка.........141
5.1. Ременные передачи и их сборка...................141
5.2. Цепные передачи и их сборка.................... 154
5.3. Зубчатые передачи и их сборка...................163
5.4. Фрикционные передачи и их сборка................191
361
Глава 6. Механизмы преобразования движения............... 195
6.1. Передачи винт —гайка и их сборка................ 195
6.2. Кривошипно-шатунный механизм и его сборка........200
6.3. Механизм клапанного распределения и его сборка...208
6.4. Эксцентриковый механизм и его сборка.............212
6.5. Кулисный механизм и его сборка...................215
6.6. Храповой механизм и его сборка...................218
6.7. Кулачковые и реечные механизмы и их сборка.......220
Глава 7. Механизмы поступательного движения и их сборка...223
Глава 8. Гидравлические и пневматические приводы и их сборка.238
8.1. Гидравлические приводы и их сборка...............238
8.2. Пневматические приводы и их сборка...............271
Глава 9. Грузоподъемные устройства........................278
9.1. Классификация и назначение грузоподъемных
устройств.............................................278
9.2. Такелажная оснастка и строповка грузов...........289
9.3. Требования безопасности при выполнении
грузоподъемных и такелажных работ.....................296
Глава 10. Испытание, отделка и упаковка готовой продукции....300
10.1. Испытания оборудования..........................300
10.2. Внешняя отделка и окраска машин.................312
10.3. Консервация и упаковка готовой продукции........316
Глава 11. Установка оборудования на место постоянной работы..319
11.1. Способы установки оборудования
на место постоянной работы............................319
11.2. Регулирование положения оборудования
на месте постоянной работы; установка оборудования
с использованием виброизоляции........................324
11.3. Закрепление оборудования на фундаменте..........333
Глава 12. Понятие об автоматизации сборочных работ
и перспективы ее развития.................................338
12.1. Общие сведения об автоматизации сборочных работ....338
12.2. Технологические процессы автоматической сборки..339
12.3. Технологическое оборудование
для автоматизации сборочных работ.....................340
12.4. Гибкие производственные системы и сборочные
центры................................................342
12.5. Автоматизация сборочных процессов
с использованием промышленных роботов.................343
12.6. Специальные методы автоматической сборки........357
Список литературы.........................................360
Учебное издание
Покровский Борис Семенович
Слесарно-сборочные работы
Учебник
Редактор Ю.А. Чинов
Технический редактор Н. И. Горбачева
Компьютерная верстка: И. В. Розова
Корректор Е. В. Соловьева
Разработка серийного оформления: И. В. Соловьев
Диапозитивы предоставлены издательством
Изд. № A-678-I/1. Подписано в печать 15.05.2003. Формат 60 х 90/16.
Бумага тип. № 2. Печать офсетная. Гарнитура «Таймс». Усл. печ. л. 23,0.
Тираж 30 000 экз. (1-й завод 1 -15 000 экз.). Заказ № 12112.
Лицензия ИД № 02025 от 13.06.2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.002682.05.01 от 18.05.2001.
117342, Москва, ул. Бутлерова, 17-Б, к. 223. Тел./факс: (095)330-1092, 334-8337.
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.
Для подготовки квалифицированных
кадров в учреждениях начального
профессионального образования
предназначены следующие
учебники и учебные пособия:
Б.И.Черпаков, Т.А. Альперович
Металлорежущие станки
Б.С. Покровский, В.А.Скакун
Слесарное дело
Л.И.Вереина
Справочник токаря
А.М. Адаскин, В.М.Зуев
Материаловедение
(металлообработка)
У :
с г
Кг oj
Г* eg
e Д
ж?
f
ISBN 5-7695-1142-7
4
Д'"