


























































































































































































































































































Автор: Багдасарова Т.А.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства обработка металлов токарное дело
ISBN: 5-7695-2375-1
Год: 2005




омплект учебников
Учебное пособие
Профессиональное
образование
Металлообработка
Т. А. Багдасарова
ТОКАРЬ-
УНИВЕРСАЛ
ACADEMA
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
Т.А.БАГДАСАРОВА
ТОКАРЬ-УНИВЕРСАЛ
Допущено
Министерством образования Российской Федерации
в качестве учебного пособия для образовательных учреждений
начального профессионального образования
2-е издание, стереотипное
Москва
ACADEMA
2005
УДК 621.941(075.32)
ББК 34.632я722
Б142
Рецензент —
доцент кафедры «Металлорежущие станки» МГТУ им. Н. Э. Баумана,
канд. техн, наук Л. И. Вереина
Багдасарова Т.А.
Б142 Токарь-универсал: Учеб, пособие для нач. проф. образова-
ния / Татьяна Ануфриевна Багдасарова. — 2-е изд., стер. —
М.: Издательский центр «Академия», 2005. — 288 с.
ISBN 5-7695-2375-1
Приведены сведения о металлорежущих станках, в том числе с про-
граммным управлением. Подробно рассмотрены технологии обработки
металла резанием и применяемый режущий инструмент, приведены
сведения, необходимые для составления программ обработки деталей на
станках с ЧПУ.
Для учащихся учреждений начального профессионального образова-
ния, осваивающих профессию токаря-универсала. Может быть использова-
но при других формах подготовки специалистов металлообрабатывающего
производства, полезно для практических работников.
УДК 621.941(075.32)
ББК 34.632я722
Оригинал-макет данного издания является собственностью
Издательского центра «Академия», и его воспроизведение любым способом
без согласия правообладателя запрещается
ISBN 5-7695-2375-1
© Багдасарова Т. А., 2004
© Образовательно-издательский центр «Академия», 2004
© Оформление. Издательский центр «Академия», 2004
ВВЕДЕНИЕ
Токарь-универсал — одна из самых распространенных
профессий в металлообрабатывающей промышленности.
Предприятия и объединения металлообрабатывающей про-
мышленности входят в различные отрасли хозяйства — от
металлоремонтной (авто-, судоремонтной и т.п.), лес-
ной, деревообрабатывающей, медицинской промышлен-
ности до многообразных отраслей машиностроения.
Машиностроение как материальная основа техническо-
го перевооружения производства, в свою очередь, включа-
ет в себя такие крупные подотрасли, как энергетическое
машиностроение, электротехническая, станкостроительная
и инструментальная промышленности, приборостроение,
тракторное и сельскохозяйственное машиностроение и т.д.
Специалисты, работающие в любой из этих отраслей
производства, должны представлять себе производственный
процесс, основные стадии производства: заготовительную,
обрабатывающую и обслуживающую, помнить, что основ-
ными задачами, которые решает рабочий в процессе про-
изводства, являются повышение качества изготовления из-
делий, снижение себестоимости продукции, повышение
производительности труда. Для решения этих задач нужны
теоретические знания и практические навыки работы, ко-
торые будущие токари приобретают при обучении.
Современные рабочие должны уметь переналаживать
оборудование, на котором производится обработка изде-
лий, выбирать рациональные режимы резания, контроли-
ровать качество обработки с помощью контрольно-изме-
рительных инструментов, диагностировать оборудование
и устранять возникшие неполадки.
В настоящее время станочный парк оснащен станками
с программным управлением, роботизированными комп-
лексами, гибкими производственными системами, автома-
тическими линиями, которые не только повышают каче-
ство обработки изделий, но и позволяют стабилизировать
точностные показатели.
Оборудование с программным управлением обеспечи-
вает автоматический процесс обработки, сокращение вре-
3
мени наладки, возможность многостаночного обслужива-
ния, повышение качества продукции, производительнос-
ти труда и культуры производства. Токарь должен уметь
обслуживать не только универсальные станки, но и стан-
ки с программным управлением, поэтому он должен об-
ладать глубокими знаниями, чтобы творчески решать та-
кие задачи, как составление программ обработки дета-
лей, введение их в блок управления станка, выбор инст-
румента, позволяющего повысить скорость резания (на-
пример, инструмент, оснащенный твердым сплавом, эль-
бором, алмазами).
Качественные теоретические знания и их постоянное со-
вершенствование в процессе производственной деятельно-
сти позволяют повысить уровень профессионального мас-
терства токаря-универсала.
Глава 1
ОСНОВНЫЕ СВЕДЕНИЯ
О ТОКАРНОЙ ОБРАБОТКЕ
1.1. Сущность токарной обработки
Токарная обработка — один из возможных способов обработки
изделий путем срезания с заготовки лишнего слоя металла до
получения детали требуемой формы, размеров и шероховатости
поверхности. Она осуществляется на металлорежущих станках,
называемых токарными.
На токарных станках обрабатываются детали типа тел враще-
ния: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки
и т.д.
Основными видами работ, выполняемых на токарных станках,
являются: обработка цилиндрических, конических, фасонных,
торцовых поверхностей, уступов; вытачивание канавок; отрезание
частей заготовки; обработка отверстий сверлением, растачивани-
ем, зенкерованием, развертыванием; нарезание резьбы; накаты-
вание (рис. 1.1).
Инструменты, применяемые для выполнения этих процессов,
называются режущими. При работе на токарных станках использу-
ются различные режущие инструменты: резцы, сверла, зенкеры,
развертки, метчики, плашки, резьбонарезные головки и др.
Процесс резания подобен процессу расклинивания, а рабочая
часть режущих инструментов — клину (рис. 1.2).
При действии усилия Р на резец его режущая кромка врезается
в заготовку, а передняя поверхность, непрерывно сжимая лежа-
щий впереди слой металла и преодолевая силы сцепления его ча-
стиц, отделяет их от основной массы в виде стружки. Слой метал-
ла, срезаемый при обработке, называется припуском.
Все способы обработки металлов, основанные на удалении
припуска и превращении его в стружку, определяются понятием
резание металла. Для успешной работы необходимо, чтобы про-
цесс резания протекал непрерывно и быстро.
Форма обрабатываемой детали обеспечивается, с одной сторо-
ны, относительным движением заготовки и инструмента, с дру-
гой, — геометрией инструмента. Процесс резания возможен при
наличии основных движений: главного движения — вращения за-
5
Рис. 1.1. Основные виды токарных работ:
а — обработка наружных цилиндрических поверхностей; б — обработка наруж-
ных конических поверхностей; в — обработка торцов и уступов; г — вытачивание
канавок, отрезка заготовки; д — обработка внутренних цилиндрических и кони-
ческих поверхностей; е — сверление, зенкерование и развертывание отверстий;
ж — нарезание наружной резьбы; з — нарезание внутренней резьбы; и — обра-
ботка фасонных поверхностей; к — накатывание рифлений; 1 — проходной пря-
мой резец; 2 — проходной упорный резец; 3 — проходной отогнутый резец; 4 —
отрезной резец; 5 — канавочный резец; 6 — расточной резец; 7 — сверло; 8 —
зенкер; 9 — развертка; 10 — резьбовой резец; 11 — метчик; 12 — фасонный
резец; 13 — накатка (стрелками показаны направления перемещения инстру-
мента и вращения заготовки)
готовки и поступательного движения резца, называемого движе-
нием подачи, которое может совершаться вдоль или поперек изде-
лия, а также под постоянным или изменяющимся углом к оси
вращения изделия.
Рис. 1.2. Схемы работы клина (а)
и резца (б):
1 — стружка; 2 — резец; 3 — заготов-
ка; 4 — снимаемый слой металла; Р —
сила, действующая на резец и клин
при работе; р — угол заострения
6
< О' e?
a । 6 । в
Рис. 1.3. Виды стружки:
а — элементная; б — ступенчатая; в — сливная спи-
ральная; г — сливная ленточная; д — надлома
Вращение заготовки называется главным движением, так как
оно выполняется с большей скоростью. На обрабатываемой заго-
товке выделяются следующие поверхности: обрабатываемая, об-
работанная и поверхность резания.
При срезании припуска образуется элемент, называемый струж-
кой. Выделяются следующие виды стружки (рис. 1.3):
элементная стружка (стружка скалывания) образуется при об-
работке твердых и маловязких материалов с низкой скоростью
резания (например, при обработке твердых сталей). Отдельные
элементы такой стружки слабо связаны между собой или совсем
не связаны;
ступенчатая стружка образуется при обработке стали средней
твердости, алюминия и его сплавов со средней скоростью реза-
ния. Она представляет собой ленту — гладкую со стороны резца и
зазубренную с внутренней стороны;
сливная стружка образуется при обработке мягкой стали, меди,
свинца, олова и некоторых пластмасс при высокой скорости ре-
зания. Эта стружка имеет вид спирали или длинной (часто путан-
ной) ленты;
стружка надлома образуется при резании малопластичных ма-
териалов (чугуна, бронзы) и состоит из отдельных кусочков.
7
Рис. 1.4. Токарные станки:
а — токарно-винторезный; б — токарно-револьверный; в — лоботокарный; г —
токарно-карусельный
Токарная обработка выполняется на токарных станках разных
типов, различающихся по назначению, компоновке, степени ав-
томатизации и другим признакам.
К станкам токарной группы относятся: токарно-винторез-
ные, токарно-револьверные, лоботокарные, токарно-карусельные
(рис. 1.4), токарные автоматы и полуавтоматы, токарные станки с
программным управлением.
1.2. Устройство токарно-винторезных станков
Токарный станок, оснащенный специальным устройством для
нарезания резьбы, называется токарно-винторезным. Станок со-
стоит из следующих основных частей и узлов (сборочных единиц)
(рис. 1.5).
Станина 7 — массивное чугунное основание, на котором смон-
тированы основные узлы станка. Верхняя часть станины имеет две
плоские и две призматические направляющие, по которым пере-
мещаются суппорт и задняя бабка.
Передняя бабка 2 — чугунная коробка, внутри которой распо-
ложены главный рабочий орган станка — шпиндель и коробка скоро-
8
Рис. 1.5. Токарно-винторезный станок:
1 — коробка подач; 2 — передняя бабка; 3 — поперечные салазки; 4 — верхние
салазки суппорта; 5 — задняя бабка; 6 — продольные салазки; 7 — станина; 8 —
ходовой винт; 9 — ходовой вал; 10 — фартук; 11 — гитара сменных зубчатых
колес; 12 — маховики управления продольным и поперечным перемещениями;
13 — электрошкаф
стей. Шпиндель представляет собой полый вал. На правом конце
шпинделя крепится приспособление (например, патрон), зажи-
мающее заготовку.
Коробка скоростей служит для изменения частот вращения
шпинделя.
Суппорт — устройство для закрепления резца и обеспечения
движения подачи, т.е. перемещения резца в продольном и попе-
речном направлениях. Движение подачи может осуществляться
вручную или механически. Механическое (автоматическое) дви-
жение подачи суппорт получает от ходового вала 9 или ходового
винта 8 (при нарезании резьбы).
Суппорт состоит из следующих сборочных единиц: продоль-
ных салазок 6, фартука 10, поперечных салазок 3, верхних (рез-
цовых) салазок 4, резцедержателя.
Коробка подач 1 представляет собой механизм, передающий
вращение от шпинделя к ходовому валу или ходовому винту. Ко-
робка подач служит для изменения скорости движения подачи
суппорта (величины подачи). Вращательное движение к коробке
подач передается от шпинделя через реверсивный механизм (трен-
зель) и гитару со сменными зубчатыми колесами.
Гитара 11 предназначена для настройки станка на различные
виды нарезаемых резьб.
9
Задняя бабка 5 предназначена для поджатия с помощью центра
длинных заготовок в процессе обработки, а также для закрепления
и подачи стержневых инструментов (сверл, зенкеров, разверток).
Электрооборудование станка размещено в шкафу 13.
Включение и выключение электродвигателя, пуск и останов
станка, управление коробкой скоростей, коробкой подач, меха-
низмом фартука и т.д. производится соответствующими органами
управления (рукоятками, кнопками, маховичками).
Более подробно основные узлы токарно-винторезного станка
рассмотрены в гл. 10.
Для наиболее ясного представления о работе и взаимосвязях
деталей в станках применяют кинематические схемы, в которых
детали и передачи изображены условными упрощенными обозна-
чениями. На этих схемах указываются числа зубьев зубчатых ко-
лес, диаметры шкивов, число заходов червяков и число зубьев
червячных колес, шаг винтовых передач, мощность и частота вра-
щения вала электродвигателя, порядковая нумерация валов, муфт
и т.д. На этих схемах четко просматриваются кинематические цепи,
связывающие источник движения и исполнительные органы стан-
ка, с помощью которых обеспечиваются передача движения, из-
менение скорости и направление движения.
1.3. Организация рабочего места токаря
Рабочим местом токаря называется участок производственной
площади цеха, оснащенный: одним или несколькими станками с
комплектом принадлежностей; комплектом технологической ос-
настки, состоящим из различных приспособлений, режущего, из-
мерительного и вспомогательного инструментов; комплектом тех-
нической документации, постоянно находящейся на рабочем ме-
сте (инструкции, справочники, вспомогательные таблицы и т.д.);
комплектом предметов ухода за станком (масленки, щетки, крюч-
ки, совки, обтирочные материалы и т.д.); инструментальными
шкафами, подставками, планшетами, стеллажами и т.п.; пере-
движной и переносной тарой для заготовок и изготовленных де-
талей; подножными решетками, табуретками или стульями. Ком-
плект технологической оснастки и комплект предметов ухода (за
станком и рабочим местом) постоянного пользования устанавли-
ваются в зависимости от характера выполняемых работ, типа станка
и типа производства. Наибольшим количеством такой оснастки
располагают токари, работающие в условиях единичного и мел-
косерийного производств, и значительно меньшим — токари, ра-
ботающие в условиях серийного и крупносерийного производств.
Планировка рабочего места, как и его оснащение, зависят от
многих факторов, в том числе от типа станка и его габаритных
10
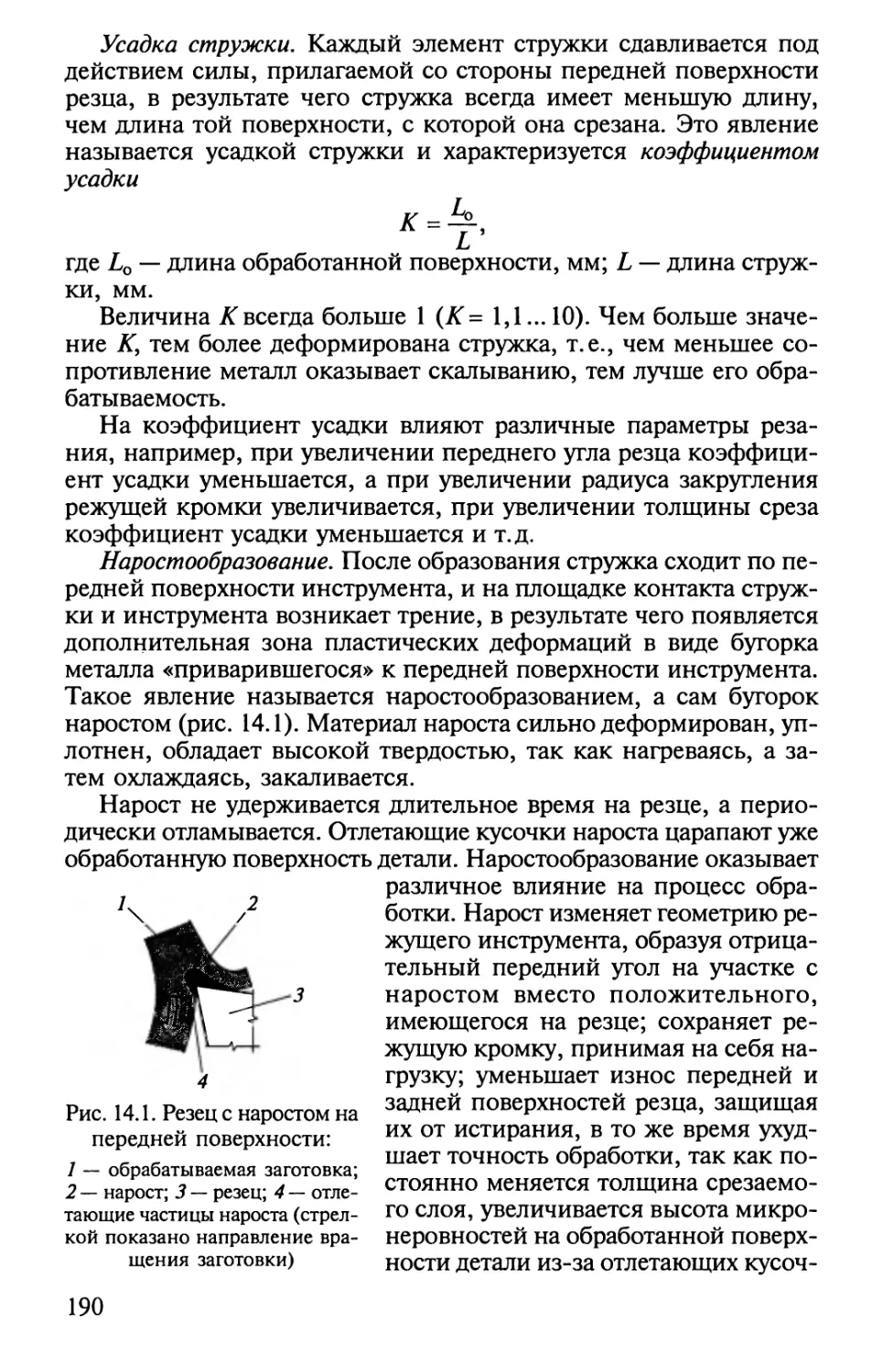
Рис. 1.6. Схема размещения оргоснаст-
ки на рабочем месте токаря:
1 — станок; 2 — урна для мусора; 3 —
планшет для чертежей; 4 — инструмен-
тальный шкаф; 5 — лоток для инстру-
мента; 6— решетка; 7 — тара; 8— стел-
лаж
размеров, размеров и формы за-
готовок, типа и организации про-
изводства и др.
При обработке заготовок с
установкой в центрах левой ру-
кой планировка рабочего места
соответствует схеме, изображен-
ной на рис. 1.6.
Инструментальный шкаф в этом случае располагается с пра-
вой стороны от рабочего, а стеллаж для деталей — слева, если
токарь устанавливает заготовку и снимает обработанные детали
правой рукой, то инструментальный шкаф располагается с левой
стороны от рабочего, а стеллаж — с правой.
Перед станком на полу укладывают деревянную решетку. Вы-
соту расположения решеток выбирают в зависимости от роста
рабочего.
В верхнем ящике инструментального шкафа хранят чертежи, тех-
нологические карты, рабочие наряды, справочники, измеритель-
ные инструменты, в среднем — резцы, сгруппированные по типам
и размерам. Ниже последовательно располагают режущие инстру-
менты, переходные втулки, центры, хомутики, подкладки. В самое
нижнее отделение укладывают патроны, а также кулачки к ним. Не
следует загромождать шкаф излишним запасом инструмента: все
необходимое для работы лучше получать в начале смены из кладо-
вой. Перед началом работы все предметы, которые берут правой
рукой, располагают справа от рабочего; а предметы, которые берут
левой рукой, — слева; предметы, которыми пользуются чаще (на-
пример, ключ патрона), кладут ближе к рабочему, чем предметы,
которыми пользуются реже (например, ключ резцедержателя).
Часто применяемые ключи и подкладки укладывают на лоток,
который помещают на передней бабке, станине или на специаль-
ной стойке.
Рабочее место важно всегда содержать в чистоте, так как грязь
и беспорядок приводят к потере рабочего времени, браку, несчаст-
ным случаям, простою и преждевременному износу станка.
Пол на рабочем месте должен быть ровным и чистым, не иметь
подтеков масла и смазочно-охлаждающей жидкости.
Рабочее помещение оборудуется устройствами для удаления
загрязненного воздуха и притока свежего. Температура воздуха в
цехе (мастерской) должна быть 15... 18°C.
Для достижения высокой производительности труда при наи-
более полном использовании технических возможностей произ-
водственного оборудования и при нормальной физической на-
грузке работающего организация рабочего места должна отвечать
требованиям научной организации труда (НОТ).
Научная организация труда предусматривает: рациональную
планировку рабочего места; оснащение рабочего места необходи-
мым комплектом инвентаря, приспособлений, режущего и изме-
рительного инструмента; своевременную подачу необходимого ко-
личества заготовок на рабочее место и вывоз готовых деталей или
перемещение их на соседнее рабочее место; своевременный кон-
троль деталей контролером отдела технического контроля (ОТК);
четкую организацию получения и сдачи инструментов, их свое-
временную заточку; своевременное обеспечение технической до-
кументацией (чертежами, операционными картами, рабочими
нарядами); использование наиболее рациональных режимов ре-
зания.
Токарь обязан обслуживать свое рабочее место: ежедневно уби-
рать станок и околостаночное пространство, проводить очистку
смазочно-охлаждающей жидкости и т.д.
1.4. Токарные резцы
Токарные резцы применяются для обработки различных по-
верхностей деталей: цилиндрических, конических, фасонных,
торцовых и т.д. Резцы классифицируются в зависимости от раз-
личных параметров.
По назначению различают резцы: проходные (прямые, отогну-
тые упорные), подрезные (торцовые), прорезные (канавочные), от-
резные, фасонные, резьбовые и расточные.
В зависимости от вида обработки деталей резцы делятся на чер-
новые, служащие для предварительной обработки, и чистовые,
служащие для окончательной (чистовой) обработки.
По конструкции резцы могут быть цельные, выполненные из
одного материала, и составные, державка из конструкционной
стали, а рабочая часть из специального инструментального мате-
риала. Рабочая часть составного резца прикрепляется к державке
сваркой, припаиванием или механическим прижимом.
По форме лезвия различают прямые, отогнутые и оттянутые
резцы.
В зависимости от расположения режущей кромки резцы делят-
ся на правые и левые. Правый резец работает при движении подачи
12
справа налево (от задней бабки к
передней), а левый — слева на-
право.
Для определения вида резца
накладывают ладонь правой руки
на переднюю поверхность. Если
направления большого пальца и
главной режущей кромки совпа-
дают, то резец правый, если нет,
то левый.
Токарный резец состоит из
режущей части — лезвия резца,
которое осуществляет процесс
резания, и державки, которая ис-
пользуется для закрепления рез-
ца в резцедержателе. Лезвие рез-
ца имеет следующие элементы:
переднюю поверхность, по которой
сходит стружка; задние поверх-
Рис. 1.7. Элементы токарного
резца:
1 — главная режущая кромка К\ 2 —
передняя поверхность лезвия 3 —
главная задняя поверхность лезвия Аа;
4 — вспомогательная задняя поверх-
ность лезвия А'а; 5 — вершина лезвия;
6 — вспомогательная режущая кром-
ка К'
ности (главную и вспомогательную), обращенные к обрабатывае-
мой заготовке; режущие кромки (главную, образованную пересе-
чением передней и главной задней поверхностей, и вспомога-
тельную, образованную пересечением передней и задней вспомо-
гательной поверхностей); вершину лезвия — место сопряжения глав-
ной и вспомогательной режущих кромок (рис. 1.7).
Поверхности резца затачиваются под определенными угламй,
что обеспечивает режущую способность инструмента.
Для определения углов резца вводятся понятия плоскости ре-
зания и основной плоскости (ГОСТ 25762 — 83). Плоскостью реза-
ния называют плоскость, касательную к режущей кромке в рас-
сматриваемой точке и перпендикулярную к основной плоскости.
Основной плоскостью называют плоскость, проведенную через
рассматриваемую точку режущей кромки перпендикулярно направ-
лению скорости главного или результирующего движений реза-
ния в этой точке.
Углы лезвия разделяют на главные и вспомогательные. Главные
углы лезвия измеряют в главной секущей плоскости, т. е. плоско-
сти, перпендикулярной проекции главной режущей кромки на
основную плоскость (рис. 1.8).
Главным задним углом лезвия а называется угол в секущей плос-
кости между задней поверхностью лезвия и плоскостью резания.
Углом заострения р называется угол в секущей плоскости меж-
ду передней и задней поверхностями лезвия.
Передним углом лезвия у называется угол, расположенный в се-
кущей плоскости между передней поверхностью лезвия и основ-
ной плоскостью.
13
Поверхность
Рис. 1.8. Углы лезвия резца:
у — передний угол; а — задний угол; р — угол заострения; 5 — угол резания; ф —
главный угол в плане; ф! — вспомогательный угол в плане; е — угол при верши-
не лезвия; X — угол наклона главной режущей кромки; а! — вспомогательный
задний угол в плане; Dr — главное движение; Дпоп — движение поперечной
подачи; Л5Прод ~ движение продольной подачи
Сумма углов равна
а + р + у = 90°
Углом резания 5 называется угол в секущей плоскости между
передней поверхностью лезвия и плоскостью резания.
Главным углом в плане <р называется угол в основной плоскости
между плоскостью резания и рабочей плоскостью, в которой рас-
положены направления скоростей главного движения резания и
движения подачи.
Вспомогательным углом <р, называется угол между проекцией
вспомогательной режущей кромки на основную плоскость и ра-
бочей плоскостью.
Углом при вершине лезвия г называется угол между проекциями
главной и вспомогательной режущих кромок на основную плоскость.
Углом наклона главной режущей кромки X называется угол в плос-
кости резания между режущей кромкой и основной плоскостью.
1.5. Заточка резцов
Заточка резцов является основным способом получения требу-
емой геометрии инструмента, т. е. углов, под которыми распола-
гаются поверхности лезвия. Заточка необходима как при изготов-
14
лении инструментов, так и при их износе, который возникает в
результате трения сбегающей стружки о переднюю поверхность
лезвия и заднюю поверхность заготовки. Изношенным инструмен-
том работать нельзя, так как резко снижается качество и точность
обработки изделий, поэтому необходимо систематически перета-
чивать резцы.
На крупных предприятиях резцы перетачивают централизованно
в специальных инструментальных цехах. Рабочий сдает изношенный
резец в инструментальную кладовую, а взамен получает заточен-
ный. В ремонтных цехах, в различных мастерских, в механических
цехах единичного производства токарю приходится затачивать
инструмент самостоятельно на точильно-шлифовальных станках.
На станине этого станка располагается шпиндельная головка
со встроенным двухскоростным электродвигателем. На обоих вы-
ходных концах вала ротора крепятся шлифовальные круги. Один из
них изготовлен из электрокорунда и используется для заточки рез-
цов из быстрорежущей стали, другой — из зеленого карбида крем-
ния и используется для заточки твердосплавных резцов (рис. 1.9).
Рис. 1.9. Точильно-шлифовальный станок:
1 — станина; 2 — резервуар для воды; 3 — шлифовальный круг; 4 — шпиндель-
ная головка; 5 — щиток; 6 — защитный кожух; 7 — регулируемый подручник; 8 —
поворотный сегмент; 9 — поворотный столик; 10 — пульт управления
15
При заточке резец укладывают основанием на подручник. Сег-
ментом и поворотным столиком регулируют положение резца по
отношению к центру шлифовального круга и устанавливают под
требуемым углом к рабочей поверхности круга. Вершина лезвия
должна находиться на уровне центра круга или несколько выше
его (но не более чем на 10 мм). При заточке резец слегка прижи-
мают затачиваемой поверхностью к вращающемуся кругу, а что-
бы износ круга происходил равномерно и затачиваемая поверх-
ность получилась плоской, резец непрерывно передвигают вдоль
рабочей поверхности круга. Сначала затачивают главную и вспо-
могательную задние поверхности лезвия, затем переднюю поверх-
ность. На пересечении главной и вспомогательной режущих кро-
мок делают фаску или скругление.
После заточки осуществляют доводку (притирку) задних и пе-
редних поверхностей на узких участках вдоль режущей кромки,
что обеспечивает спрямление кромки и повышение стойкости резца.
Доводку резца выполняют на эльборовых (для быстрорежущей
стали) или алмазных (для твердого сплава) доводочных кругах.
Углы заточки поверхности лезвия контролируют специальны-
ми шаблонами или угломерами.
При работе на заточном станке должны соблюдаться следую-
щие правила безопасности труда:
Рис. 1.10. Схема установки подручника:
1 — щиток; 2 — шлифовальный круг; 3 — поворотный столик; 4 — пово-
ротный сегмент; 5 — регулируемый подручник
16
• прежде чем приступить к заточке, необходимо убедиться в
полной исправности всех механизмов станка, в наличии исправ-
ного ограждения круга и правильности направления его враще-
ния (круг должен вращаться на резец);
• проверить правильность установки подручника: зазор между
рабочей поверхностью круга и подручником не должен превы-
шать 3 мм (рис. 1.10). Перестановка подручника допускается толь-
ко после полной остановки круга;
• запрещается работа без подручника и без ограждения круга;
• перед заточкой следует закрыть зону заточки защитным про-
зрачным экраном или надеть защитные очки.
Для уменьшения величины износа резца при эксплуатации и
сокращения числа переточек токарь должен соблюдать следую-
щие правила пользования резцами:
• перед выключением подачи отводить резец от заготовки, что
предохраняет режущую кромку от выкрашивания;
• не допускать значительного затупления поверхности лезвия
по задней поверхности, перетачивать резец до наступления раз-
рушения режущей кромки, т. е. при ширине изношенной площад-
ки на главной задней поверхности 1... 1,5 мм;
• периодически доводить режущую кромку поверхности лезвия
мелкозернистым абразивным или алмазным бруском непосред-
ственно в резцедержателе, что удлиняет срок службы резца;
• не складывать резцы в инструментальный шкаф «навалом»;
• следить, чтобы кромки резцов не касались стенок инстру-
ментального шкафа, не ударялись о твердые предметы.
1.6. Элементы режима резания при точении
Для того чтобы производить обработку детали, на станке необ-
ходимо установить определенные режимы резания: глубину реза-
ния, подачу, скорость резания и частоту вращения шпинделя.
Глубина резания t, мм, — толщина слоя металла, срезаемого
за один рабочий ход резца. Глубина резания измеряется в на-
правлении, перпендикулярном обработанной поверхности. При
наружном продольном точении глубина резания определяется как
полуразность диаметров обрабатываемой и обработанной поверх-
ностей.
При растачивании глубина резания представляет собой полу-
разность между диаметром отверстия после обработки и диамет-
ром отверстия до обработки. При подрезании торца глубиной ре-
зания является размер срезаемого слоя, измеряемый перпенди-
кулярно обработанному торцу, а ппп ппппппшт (ин^ячивании
канавок) и отрезании глубина рез1ния №внягчи«пгпге канавки,
образуемой резцом (рис. 1.11).
17
в
Рис. 1.11. Глубина резания при различных видах токарной обработки:
а — наружном точении (обтачивание); 6 — растачивании; в — подрезании торца;
г — вытачивании канавок; Dr — главное движение; Р,поп ~ движение попереч-
ной подачи; Дпрод — движение продольной подачи; D — диаметр заготовки; d —
диаметр готовой детали
Подача s0, мм/об, — путь перемещения режущей кромки инстру-
мента в направлении движения подачи за один оборот заготовки.
Скорость резания — это длина пути, пройденного режущей
кромкой инструмента относительно обрабатываемой поверхнос-
ти заготовки в единицу времени. Скорость резания измеряется в
м/мин и обозначается буквой v. Скорость резания можно опреде-
лить по формуле
TiDn
v = ——,
1000
где D — диаметр заготовки, мм; п — частота вращения шпинделя,
мин-1.
На станке с помощью рукояток управления можно установить
не скорость резания, а частоту вращения шпинделя, мин-1 (если
известна скорость резания), которую определяют по формуле
1000г
п =-----.
nD
18
Скорость резания в этом случае рекомендуется выбирать по
справочнику в зависимости от глубины резания, подачи, матери-
ала заготовки, материала резца и вида обработки.
Контрольные вопросы
1. Какого типа детали обрабатываются на станках токарной группы?
2. Как называется слой металла, срезаемый с заготовки?
3. Какие движения необходимы для обработки на токарно-винторез-
ном станке?
4. С помощью какого узла станка передается движение к шпинделю?
5. Какие механизмы станка осуществляют движение подачи?
6. От чего зависит форма детали при обработке на токарном станке?
7. Что представляет собой режущая часть инструмента?
8. Какой угол образуется между задней поверхностью лезвия и плос-
костью резания?
9. Каким образом подразделяются резцы в зависимости от назначе-
ния?
10. На каких станках производится заточка резцов?
11. С какой целью на заточных станках устанавливаются два шлифо-
вальных круга?
12. Какова допускаемая величина зазора между подручником и шли-
фовальным кругом при заточке?
13. Какие элементы режимов резания необходимо устанавливать при
обработке на токарном станке?
14. По какой формуле производится расчет частоты вращения шпин-
деля?
15. Что называется рабочим местом токаря?
Глава 2
ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИЧЕСКОМ
ПРОЦЕССЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
2.1. Понятия производственного и технологического процессов
Процесс создания продукции называется производством.
Производственный процесс включает в себя отдельные циклы,
начиная с момента запуска исходных материалов и полуфабрика-
тов в производство по установленному на данном предприятии
технологическому процессу до полного изготовления и сдачи про-
дукции на склад. Он включает в себя также и сопутствующие вспо-
могательные процессы: изготовление инструмента и технологи-
ческой оснастки, заточку и контроль инструмента и т.д. Состав
производственных процессов предприятия зависит от его специа-
лизации, объема выпуска продукции, объема кооперирования
смежных предприятий и характера технологических процессов.
Технологический процесс — часть производственного процесса,
содержащая целенаправленные действия по изменению и после-
дующему определению состояния изделия. Например, в процессе
механической обработки изменяются размеры, форма, взаимное
расположение поверхностей и величина микронеровностей обра-
батываемых поверхностей. При термической обработке изменяют-
ся структура изделия, его твердость и другие свойства материала,
из которого оно изготовлено. При сборке изделия изменяется от-
носительное положение деталей в собираемом узле.
Технологический процесс составляет главную часть производ-
ственного процесса. По технологическому процессу механической
обработки заготовок можно судить о последовательности, спосо-
бах, времени обработки и других параметрах. Необходимо стремиться
к оптимальному технологическому процессу (наилучшему, наибо-
лее соответствующему определенным условиям и задачам).
Весь технологический процесс механической обработки заго-
товок расчленяется на составные части. Основной частью техно-
логического процесса является технологическая операция.
Технологическая операция — законченная часть технологическо-
го процесса, выполняемая на одном рабочем месте и охватыва-
ющая все действия рабочего по обработке детали до перехода к
следующей.
20
В зависимости от рабочего места операции разделяют на токар-
ную, фрезерную, шлифовальную. При изготовлении небольшого
количества изделий обработку всей детали на токарном станке
производят за одну операцию, если же обрабатывают партию из-
делий, то обработку производят за несколько операций.
При изготовлении детали за одну операцию ее обрабатывают
сначала с одной стороны, затем переворачивают и обрабатывают
другую сторону, т.е. деталь обрабатывается за два установа.
Установ — часть технологической операции, выполняемая при
неизменном закреплении обрабатываемых заготовок (рис. 2.1).
Выполняемые виды обработки (подрезание торца, наружное
точение, сверление, зенкерование, развертывание и т.д.) назы-
ваются технологическими переходами.
Технологический переход — законченная часть технологической
операции, выполняемая одними и теми же средствами техноло-
гического оснащения при постоянных технологических режимах
и установке. Если при обточке валика менялся инструмент, то
обработка новым инструментом той же поверхности заготовки
будет являться новым технологическим переходом. Обработка от-
верстия сверлом, зенкером, разверткой осуществляется за три
перехода (рис. 2.2). Сама смена инструмента является вспомога-
тельным переходом.
Вспомогательный переход — законченная часть технологической
операции, состоящая из действий человека или оборудования,
которые не сопровождаются изменением свойств предмета труда,
но необходимы для выполнения технологического перехода.
Рабочий ход — законченная часть технологического перехода,
состоящая из однократного перемещения инструмента относитель-
но заготовки, сопровождаемого изменением формы, размеров,
качества поверхности и свойств заготовки.
Рабочий ход представляет собой непрерывное срезание одного
слоя заготовки. Например, на токарном станке — обработка вала
на проход.
Рис. 2.1. Обработка детали за два установа:
а — обработка цилиндрической поверхности 040; б — обработка цилиндричес-
кой поверхности 030
21
Рис. 2.2. Обработка отверстия за три перехода:
а — сверление; б — растачивание; в — развертывание
Вспомогательный ход — законченная часть технологического
перехода, состоящая из однократного перемещения инструмента
относительно заготовки, необходимого для подготовки рабочего
хода. Например, при черновой обточке вала резец возвращается в
исходное положение, совершая вспомогательный ход.
При обработке рабочий выполняет определенные действия.
Например, переключение частоты вращения шпинделя, включе-
ние или выключение станка. Такие действия называют приемами.
Прием — законченная совокупность действий человека, при-
меняемых при выполнении технологического перехода или его
части, объединенная одним целевым назначением.
Таблица 2.1
Основные признаки элементов производственного процесса
Признаки Производственный процесс
Изменения размеров, формы, шеро- ховатости поверхностей, их взаим- ного расположения и физико-хими- ческих свойств г <- Технологический процесс г <- Операция Установ <- Позиция Переход ф <- Рабочий ход
Непрерывность работы и постоян- ство рабочего места
Неизменное закрепление деталей
Неизменное положение относитель- но режущих инструментов
Постоянство обрабатываемой по- верхности, режущих инструментов, режимов резания
Неизменный слой срезаемого метал- ла, постоянный режущий инстру- мент, постоянные режимы резания
22
На некоторых токарных станках, например карусельных, уста-
новленная и закрепленная заготовка, подвергаемая сверлению,
рассверливанию и зенкерованию, будет иметь один установ, но с
поворотом стола заготовка будет занимать новую позицию.
Позиция — фиксированное положение, занимаемое неизменно
закрепленной обрабатываемой заготовкой совместно с приспо-
соблением относительно инструмента или неподвижной части
оборудования при выполнении определенной части операции.
Признаки элементов производственного процесса схематично
показаны в табл. 2.1.
2.2. Типы производства
Одной из характеристик производственного процесса является
объем выпуска продукции, т.е. число изделий, изготовленных в
единицу времени, например в год.
Тип производства — классификационная категория производства,
выделяемая по признакам широты номенклатуры, регулярности,
стабильности и объема выпуска продукции. В машиностроении
различают следующие типы производств: массовое, серийное и
единичное.
Массовое производство — это производство, характеризуемое
большим объемом выпуска изделий, непрерывно изготовляемых
или ремонтируемых продолжительное время, в течение которого
на большинстве рабочих мест выполняется одна операция.
Серийное производство — это производство, характеризуемое
изготовлением или ремонтом изделий, периодически повторяю-
щимися партиями. Такое производство, в свою очередь, может
быть мелко-, средне- и крупносерийным.
Единичное производство характеризуется малым объемом вы-
пуска одинаковых изделий, повторное изготовление и ремонт
которых, как правило, не предусматриваются.
Приближенно тип производства можно оценить по табл. 2.2, в
которой указывается количество обрабатываемых в год деталей
одного наименования и типоразмера.
Таблица 2.2
Типы производства
Тип производства Число обрабатываемых в год деталей одного наименования и типоразмера
крупных средних мелких
Единичное До 5 До 10 До 100
Серийное 5... 1000 10...5000 100...50000
Массовое Более 1000 Более 5000 Более 50000
23
2.3. Понятие о базировании и базах
В процессе изготовления изделия возникают задачи соедине-
ния нескольких деталей с требуемой точностью (например, при
обработке деталей на различных станках, при установке и закреп-
лении заготовки в приспособлении, при сборке или регулировке
механизмов).
Из теоретической механики известно, что каждое свободное
твердое тело имеет шесть степеней свободы, относительно трех
координатных взаимно-перпендикулярных осей X, Y, Z Оно мо-
жет перемещаться параллельно трем координатным осям и вра-
щаться вокруг каждой из них. Таким образом, положение тела
относительно выбранной системы координат определяется шестью
независимыми величинами, например шестью координатами. Не-
возможность перемещения относительно каждой из этих коорди-
нат лишает тело одной степени свободы.
Положение цилиндрической детали относительно трех выбран-
ных координатных плоскостей также определяется шестью коор-
динатами. Поскольку цилиндрическая поверхность образована вра-
щением образующей прямой относительно оси, в качестве одной
из осей координатной системы удобно взять ее ось, представляю-
щую собой линию пересечения двух координатных плоскостей
детали: YOZ и XOZ. Поэтому невозможность перемещения отно-
сительно двух координат — 1 и 2, связывающих точки цилиндри-
ческой детали с координатной плоскостью XOZ и расположен-
ных на оси детали, лишают валик двух степеней свободы: воз-
можности перемещаться параллельно оси Y и вращаться вокруг
оси, параллельной оси X. Невозможность перемещения относи-
тельно двух координат — 3 и 4, связывающих точки, лежащие на
плоскости YOZ, с координатной плоскостью YOZ, лишают валик
еще двух степеней свободы: возможности перемещения в направ-
лении оси X и вращения вокруг оси Y.
Невозможность перемещения относительно координаты 5, со-
единяющей точку, расположенную на плоскости XOY в точке ее
пересечения с осью детали, лишает валик пятой степени свободы —
возможности перемещаться в направлении оси Z.
Невозможность перемещения относительно координаты 6, свя-
зывающей точку, лежащую в плоскости XOZ, с координатной
плоскостью XOZ, лишает валик последней степени свободы —
возможности вращения вокруг собственной оси, параллельной
координатной оси Z (рис. 2.3, а).
С уменьшением длины валика и превращением его в диск рас-
положение координат, лишающих его шести степеней свободы,
несколько меняется (рис. 2.3, б).
Таким образом, если в рассмотренных схемах (см. рис. 2.3) вы-
бранные координатные оси X, Y и Z рассматривать принадлежа-
24
Рис. 2.3. Схема определения положения тел вращения относительно трех
координатных плоскостей:
а — валика; б — диска; 1—6 — опорные точки; X, Y, Z — оси координат; О —
начало координат
3
щими одной из деталей, к которой присоединяется другая, и при-
вести в соприкосновение с ними соответствующие поверхности
присоединяемой детали, то шесть координат, определявших поло-
жение детали, превращаются в шесть опорных точек 1— 6. Базой
называется поверхность (ось и т.д.), принадлежащая заготовке или
изделию и используемая для определения их положения относи-
тельно других изделий в механизме.
Существует следующая классификация баз.
По назначению:
• конструкторская база — используется для определения поло-
жения детали или сборочной единицы в изделии;
• основная база — конструкторская база, принадлежащая дан-
ной детали или сборочной единице и используемая для определе-
ния ее положения в изделии;
• вспомогательная база — конструкторская база, принадлежа-
щая данной детали или сборочной единице и используемая для
определения положения присоединяемого к ним изделия;
• технологическая база — используется для определения отно-
сительного положения заготовки или изделия в процессе изго-
товления или ремонта. По виду обработки технологические базы
делятся на черновые и чистовые;
• измерительная база — используется для определения относи-
тельного положения заготовки или изделия и средств измерения.
При выборе баз руководствуются правилом единства баз: тех-
нологическая и измерительная базы должны по возможности
25
для устранения несоосности
Рис. 2.4. Пример выбора черновой базы:
а — чертеж детали; б — схема закрепления заготовки детали «ступенчатый диск»
за базовую поверхность, которая в дальнейшем не обрабатывается; О — ось заго-
товки; — ось цилиндрической поверхности 0120; О2 — ось цилиндрической
поверхности 065; 7, 2 — цилиндрические поверхности
являться одними и теми же поверхностями. Соблюдение этого пра-
вила обеспечивает высокую точность обработки.
При выборе технологических баз учитывают следующие пра-
вила.
1. За черновую базу принимают поверхность, используемую для
закрепления заготовки при обработке на первой операции, кото-
рая в дальнейшем не подлежит обработке или размер ее задан с
наибольшим допуском. Соблюдение этого правила исключает воз-
можность появления дефектов. Например, деталь, изображенная
на рис. 2.4, а и б, могла бы на первой операции базироваться по
поверхности 1 (0120) или по поверхности 2(065). Заготовка-штам-
повка может иметь некоторые смещения осей поверхностей 7 и 2.
Поэтому, если за базу взять поверхность 2, которая подлежит в
дальнейшем обработке на 055h8 с шероховатостью поверхности
3,2 мкм по параметру Ra, то ось обрабатываемого от этой базы
отверстия 030 может оказаться смещенной от оси поверхности 7
(0120). Исправить эту погрешность невозможно, так как поверх-
ность 0120 обработке не подлежит (припуск на обработку не преду-
смотрен). Если принять за базу поверхность 7 заготовки 0120, то
возможная несоосность отверстия 03ОН8 и поверхности 055h8
легко исправима, так как поверхность 055Ь8 имеет припуск на
обработку.
2. За чистовую базу принимают поверхность, обработанную на
первой операции и используемую для закрепления заготовок на
последующих операциях.
При выборе чистовой базы необходимо соблюдать правило по-
стоянства баз: от одной и той же чистовой базы следует обраба-
тывать по возможности большее число поверхностей.
26
По лишаемым степеням свободы:
• установочная база — лишает заготовку или изделие трех сте-
пеней свободы — перемещения вдоль одной координатной оси и
поворотов вокруг двух других осей (поверхность наибольшей пло-
щади);
• направляющая база — лишает заготовку или изделия двух
степеней свободы — перемещения вдоль одной координатной оси
и поворота вокруг другой оси (поверхность наибольшей длины);
• упорная база — лишает заготовку или изделие одной степени
свободы — перемещения вдоль одной координатной оси или по-
ворота вокруг оси (поверхность наименьшей площади);
• двойная направляющая база — лишает заготовку или изделие
четырех степеней свободы — перемещений вдоль двух координат-
ных осей и поворотов вокруг этих осей;
• двойная опорная база — лишает заготовку или изделие двух
степеней свободы — перемещений вдоль двух координатных осей.
По характеру проявления:
• скрытая база — база заготовки или изделия в виде вообража-
емой плоскости, оси или точки;
• явная база — база заготовки или изделия в виде реальной
поверхности, разметочной риски или точки пересечения рисок.
2.4. Технологическая документацця
Для технологической подготовки производства используются
Единая система технологической документации (ЕСТД), являю-
щаяся составной частью Единой системы технологической подго-
товки производства (ЕСТПП).
Технологические документы подразделяются на документы
общего назначения (для всех видов различных работ) и докумен-
ты специального назначения (на технологические процессы, спе-
циализированные по отдельным видам работ). Технологические
документы общего назначения включают в себя: маршрутную кар-
ту, карту эскизов, технологическую инструкцию, комплектовоч-
ную карту, ведомость расцеховки, ведомость оснастки и ведомость
материалов.
Маршрутная карта содержит описание технологического про-
цесса изготовления (или ремонта) изделия по всем операциям (в
технологической последовательности) и данные по оборудованию,
оснастке, материальным, трудовым и другим нормативам. Марш-
рутная карта является основным технологическим документом; ее
разрабатывают на всех стадиях составления рабочей документа-
ции.
Карта эскизов содержит графическую иллюстрацию техноло-
гического процесса изготовления изделия и его отдельных эле-
27
ментов. Карту составляют по усмотрению разработчика в зависи-
мости от характера или условий производства изделия.
Технологическая инструкция содержит описание специфических
приемов работы или методов контроля технологического про-
цесса, правил пользования оборудованием или приборами, мер
безопасности и других приемов, правил и методов, требующих
дополнительных разъяснений.
Комплектовочная карта содержит данные о деталях, сбороч-
ных единицах и материалах, входящих в комплект собираемого
изделия.
Ведомость расцеховки содержит данные о маршруте прохожде-
ния изготовляемого или собираемого, а также ремонтируемого
изделия по службам предприятия.
Ведомость оснастки содержит перечень специальных и стан-
дартных приспособлений и инструментов, необходимых для ос-
нащения технологического процесса. Ведомость составляется на
основании маршрутных карт (в технологической последователь-
ности) на сборочные единицы и детали.
Ведомость материалов является подетальной сводной ведомос-
тью норм расхода материалов. Запись в эту ведомость производится
по разделам для сборочных единиц и деталей, входящих в состав
поставки. Составление ведомости обязательно.
К специализированным документам относятся операционные
карты и карты технологических процессов определенных видов
работ.
Операционная карта содержит описание операций технологиче-
ского процесса изготовления изделия с расчленением операций
по переходам с указанием режимов резания обработки, расчет-
ных норм и трудовых нормативов.
Карта технологического процесса содержит описание процесса
изготовления или ремонта изделия по всем операциям одного вида
работ (выполняемых в одном цехе) в технологической после-
довательности с указанием данных о технологической оснастке,
материальных и трудовых нормативах.
В комплект основных технологических документов входят марш-
рутная карта и карта технологического процесса. Выбор соответ-
ствующего комплекта документов зависит от типа производства и
технологического процесса на данном предприятии.
2.5. Правила записи технологических операций и переходов
Операционным описанием технологического процесса назы-
вается описание всех технологических операций в последователь-
ности их выполнения с указанием технологических переходов и
режимов обработки.
28
При записи содержания операций и переходов обязательно
должны указываться:
1) номер операции цифрами I, II, III, и название этой опе-
рации (токарная, фрезерная, шлифовальная и т.д.);
2) установ буквами А, Б, В и т.д.;
3) номер перехода цифрами 1, 2, 3, ..., определяемый ключе-
вым словом, характеризующим метод обработки (в виде глагола в
неопределенной форме, например: «точить», «сверлить» и т.д.);
4) наименование обрабатываемой поверхности. Например, ци-
линдрическая поверхность, отверстие, канавка, фаска и т.д.;
5) информация по размерам деталей и их условным обозначе-
ниям. Например, 03О+0’021, 1 *45° и т.д.;
6) число одновременно обрабатываемых поверхностей.
2.6. Правила построения технологического процесса
Технологический процесс является основой организации про-
изводства, так как в зависимости от его содержания должно быть
задействовано определенное оборудование и соответствующее число
рабочей силы для выполнения программы по выпуску деталей.
Он связывает между собой все звенья производства. Поэтому
точное соблюдение технологии является необходимым условием
правильной организации производства. Технологический процесс,
является законом производства, который нарушать нельзя.
Технологический процесс должен обеспечивать наиболее эко-
номичное изготовление деталей в соответствии с указанными в
чертеже техническими требованиями.
Исходные данные для построения технологического процесса:
• чертеж детали и технические требования по ее изготовлению.
В чертеже детали указываются все сведения, необходимые для ее
изготовления: форма и размеры поверхностей, материал заготов-
ки, технические требования по изготовлению, точность формы,
точность размеров, точность взаимного расположения поверхнос-
тей (допускаемая несоосность, неперпендикулярность и др.), тре-
бования к шероховатости поверхностей;
• род и размеры заготовки, из которой должна быть изготовле-
на деталь;
• количество деталей, которое нужно изготовить;
• данные о технологических возможностях станка, на котором
намечено обрабатывать заготовки. Под технологическими пони-
мают такие возможности станка, которые позволяют строить про-
цесс наиболее производительно. Например, если шпиндель стан-
ка имеет сквозное отверстие большего диаметра, чем диаметр
прутка, то это позволяет изготовлять детали из прутка, что во мно-
гих случаях выгоднее, чем изготовление из отдельных заготовок.
29
Построение технологического процесса должно подчиняться
определенным правилам.
Правила для единичного производства:
• обработку заготовок по возможности выполнять за два уста-
нова: сначала с одной стороны (обработка чистовой базы), затем
с другой стороны;
• укрупнять операции, т.е. объединять в одном установе не-
сколько переходов.
Правила для серийного производства:
• технологический процесс обработки расчленять на несколь-
ко простых операций;
• для каждой операции предусматривать выполнение продоль-
ных размеров по продольному упору или лимбу продольной пода-
чи, а поперечных размеров — по поперечному упору или лимбу
винта поперечных салазок суппорта;
• на первой операции подготавливать чистовую базу;
• на последней операции вначале выполнять переходы, при
которых можно пользоваться упорами и лимбами, а затем осталь-
ные переходы.
2.7. Рассуждения, необходимые для построения
технологического процесса
Рассмотрим общую последовательность мысленных действий то-
карей при построении любого технологического процесса (рис. 2.5).
Рассмотрим последовательность рассуждений токаря при по-
строении технологического процесса обработки детали «палец»
(рис. 2.6) в условиях единичного производства.
1. Изучение чертежа детали и технических требований:
• форма детали — цилиндрическая;
• требования к форме — особые требования к форме на черте-
же отсутствуют;
Рис. 2.5. Последовательность действий при построении технологических
процессов
30
65
2x45
а б
Рис. 2.6. Чертеж детали «палец» и заготовка, используемая при обработке
в условиях единичного производства:
а — заготовка; б — чертеж детали
• точность размеров — все размеры свободные, за исключени-
ем размера 025_о>14. Он выполняется с допуском 0,14 мм;
• точность взаимного расположения поверхностей — особых
требований к расположению поверхностей нет;
• шероховатость поверхности — все поверхности должны иметь
шероховатость 6,3 мкм по параметру Ra.
2. Изучение заготовки. Заготовка — пруток цилиндрической фор-
мы 034 мм:
• род заготовки — прокат;
• шероховатость поверхности — поверхность необработанная.
3. Сравнение заготовки с чертежом:
• припуск на обработку имеется;
• все поверхности обрабатываются.
4. Изучение остальных исходных данных:
• число обрабатываемых деталей — 1 шт.;
• в резцедержатель устанавливается 4 резца;
• имеются трехкулачковый самоцентрирующий патрон, упор;
на станке можно обрабатывать детали диаметром до 400 мм.
5. Выбор способов обработки поверхностей:
• торцовые поверхности и фаски обрабатываются проходными
отогнутыми резцами;
• цилиндрические поверхности — проходными упорными рез-
цами;
• канавки — канавочными резцами;
• отрезание — отрезным резцом.
6. Выбор установочных баз.
За черновую базу принимаем цилиндрическую поверхность 034,
за чистовую — цилиндрическую поверхность 025_о 14 (получен-
ную после обработки на первой операции).
7. Заготовка будет закрепляться в трехкулачковом самоцентри-
рующем патроне (так как вылет детали из кулачков патрона менее
2...3 диаметров, то центр для поджима заготовки не требуется)?
31
8. Построение операций. Обработка будет производиться за одну
операцию, но за два установа (рис. 2.7).
В серийном производстве, когда обрабатывается не одна де-
таль, а например 100, технологический процесс будет составляться
иначе. Для той же детали «палец» выбирается заготовка другого
Операция I
Устинов А
Устинов Б
Переход 1
Рис. 2.7. Технологический процесс обработки детали «палец» в условиях
единичного производства:
Dr — главное движение; Дпоп — движение поперечной подачи; Дпрод — движе-
ние продольной подачи
32
a
б
Рис. 2.8. Чертеж детали «палец» и заготовка, используемая при обра-
ботке в условиях серийного производства:
а — заготовка; б — чертеж детали
Багдасарова
Операция I
Установ А
Операция II
Установ А
Переход 1
Рис. 2.9. Технологический процесс об-
работки деталИх «палец» в условиях
серийного производства:
Dr — главное движение; Дпоп — движе-
ние поперечной подачи; Лпрод — движе-
ние продольной подачи
Переход 1
65
Переход 2
33
вида (рис. 2.8). Удобнее сначала обрабатывать все детали с одной
стороны, а затем все детали с другой стороны. Технологический
процесс обработки будет состоять из двух операций (рис. 2.9).
Контрольные вопросы
1. Какой процесс называется технологическим?
2. Какие основные элементы составляют технологический процесс?
3. В зависимости от чего операции подразделяются на токарную, фре-
зерную, шлифовальную?
4. Что является основным признаком установа?
5. Что называется переходом?
6. От чего зависит количество операций при обработке деталей?
7. Какие исходные данные необходимо знать, чтобы построить техно-
логический процесс?
8. На что нужно обратить внимание при изучении чертежа?
9. От чего зависит выбор способа обработки поверхности?
10. В каком случае деталь считается неподвижной?
11. Какие поверхности называются установочными базами?
12. В чем суть принципа единства баз?
13. Почему желательно совмещать технологическую и измерительные
базы?
14. Какие документы используются в Единой системе технологиче-
ской документации (ЕСТД)?
Глава 3
ТЕХНОЛОГИЯ ОБРАБОТКИ
НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ
И ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
3.1. Требования, предъявляемые к наружным цилиндрическим
и торцовым поверхностям
Многие детали машин имеют цилиндрические поверхности:
валы, шкивы, зубчатые колеса, подшипники качения и т. д. От того,
как они выполнены, зависит качество работы многих механизмов
и машин, поэтому к цилиндрическим поверхностям предъявляет-
ся целый ряд требований:
• прямолинейность образующей',
• цилиндричность: в любом сечении, перпендикулярном оси,
окружности должны быть одинакового диаметра (не должно быть
конусообразное™, бочкообразности, седлообразное™);
• круглость', любое сечение должно иметь форму правильной
окружности (не должно быть овальности или огранки);
Рис. 3.1. Основные виды дефектов наружных цилиндрических и торцовых
поверхностей:
а — овальность; б — огранка; в — конусность; г — бочкообразность; д — седло-
образность; е — отклонение от прямолинейности оси в пространстве; ж — вы-
пуклость и вогнутость; з — неперпендикулярность торца к оси цилиндрической
поверхности; Д — величина отклонения; Jmin — наименьший диаметр; dmax —
наибольший диаметр
35
• соосность: расположение осей всех ступеней ступенчатых де-
талей должно быть на общей прямой.
Требования, предъявляемые к цилиндрическим поверхностям,
выдержать трудно, так как целый ряд факторов влияет на изго-
товление детали. Например, износ деталей станка и приспособле-
ний; износ режущего инструмента; правильность выбора способа
закрепления заготовки; температура окружающей среды; нерав-
номерность припуска; неоднородность твердости поверхностного
слоя; наличие нароста на инструменте; вибрации, передаваемые
от других станков, и т.д.
В результате влияния этих факторов возникают различные по-
грешности формы, такие как конусообразность, бочкообразность,
седлообразность, изогнутость, овальность, огранка (рис. 3.1).
К плоским торцовым поверхностям и уступам предъявляются
следующие основные требования:
• плоскостность, т.е. отсутствие выпуклости или вогнутости;
• перпендикулярность к оси',
• параллельность плоскостей уступов или торцов между собой.
Допускаемые отклонения формы и расположения поверхнос-
тей указываются на чертежах деталей условными обозначениями
или текстом в соответствии с Единой системой конструкторской
документации (ЕСКД).
3.2. Способы установки и закрепления заготовок
при обработке
Установка заготовок в патронах производится при обработке
деталей небольшой длины. Наиболее часто используются трехку-
лачковые самоцентрирующие патроны и цанговые патроны.
Универсальный трехкулачковый самоцентрирующий токарный
патрон имеет три кулачка, которые одновременно сходятся к цент-
ру или расходятся от него. Кулачки обеспечивают точное цент-
рирование заготовки (совпадение оси заготовки с осью вращения
шпинделя).
Кулачки 2 движутся в радиальных пазах корпуса 3 патрона
(рис. 3.2, а). В корпусе располагается диск, с одной стороны кото-
рого имеется спиральная резьба, а с другой — нарезаны зубья.
Кулачки своими выступами на подошве входят в канавки спи-
ральной резьбы. Диск 4 (рис. 3.2, б) приводится во вращение клю-
чом, вводимым в гнездо одного из сопряженных с ним малых
зубчатых колес 7. Кулачки патрона движутся к центру или от цент-
ра, закрепляя или освобождая заготовку.
Рабочие поверхности кулачков самоцентрирующего патрона
изнашиваются неравномерно, поэтому их периодически растачи-
вают или шлифуют. Рекомендуется на рабочем месте токаря иметь
36
1
Рис. 3.2. Трехкулачковый самоцентрирующий патрон:
а — общий вид; б — детали патрона; 1 — коническое зубчатое колесо; 2 —
кулачки; 3 — корпус; 4 — диск, с одной стороны которого спиральная нарез-
ка, с другой — зубья
два трехкулачковых патрона: один для обдирочных работ, второй
с незакаленными кулачками — для чистовых. Незакаленные ку-
лачки перед обработкой партии деталей повышенной точности
растачивают на диаметр, соответствующий диаметру зажимаемой
поверхности.
Заготовки больших диаметров закрепляют в обратных кулачках,
в этом случае уступы кулачков создают надежный упор заготовке.
На пазах корпуса патрона и на кулачках нанесены цифры 1, 2, 3
(или накернено соответствующее количество точек). При сборке
патрона кулачки вставляют в пазы поочередно в порядке возраста-
ния цифр.
На некоторых токарных станках патроны закрепляются на
резьбовом конце шпинделя при помощи планшайбы с резьбой.
Не допускается навинчивание и свинчивание патрона во время
вращения шпинделя.
При навинчивании и свинчивании под патрон подкладывают
деревянный брус, высота которого обеспечивает совпадение пат-
рона с резьбой шпинделя. Резьбовой конец шпинделя перед на-
винчиванием на него патрона протирают и смазывают, а резьбу в
центральном отверстии планшайбы патрона очищают проволоч-
ным очистителем и протирают.
У современных станков (16К20, 1К62 и др.) планшайба патро-
на центрируется по наружному конусу шпинделя и притягивается
к торцу фланца шпинделя четырьмя болтами с гайками. Фланце-
вое закрепление патрона обеспечивает высокую точность цент-
рирования и исключает самоотвинчивание. При закреплении заго-
товки в патроне не допускается использование удлинителя на
37
рукоятку ключа. Заготовку закрепляют и освобождают поворо-
том ключа, причем рукоятка его захватывается обеими руками.
Нельзя оставлять ключ в патроне, так как это может стать причи-
ной травмы.
Токарный патрон периодически разбирают для очистки и смазки.
При хранении в инструментальной тумбочке кулачки патрона
должны быть сведены к центру, а центральное отверстие закрыто
пробкой из пенопласта или ветошью.
Недостатком крепления заготовок в патроне является потеря
точности центрирования при перезакреплении заготовки для об-
работки другой стороны.
Самоцентрирующий цанговый патрон служит для закрепления
заготовок по предварительно обработанной наружной поверхности
и для закрепления прутковых материалов (конструкция цангового
патрона рассмотрена в гл. 11).
Если после закрепления в трехкулачковом или цанговом пат-
роне заготовка «бьет», то биение устраняют поворотом и переза-
креплением заготовки. После устранения биения окончательно
зажимают заготовку.
Установка и закрепление заготовок в центрах используется, если
необходимо обработать деталь с высокой степенью соосности ле-
вой и правой сторон, так как при этом способе закрепления при
перезакреплении заготовки точность центрирования не теряется.
Особенно это важно при обработке валов, которые устанавлива-
ются в подшипники, чтобы исключить в процессе работы биение.
Недостатком является невысокая жесткость системы СПИЗ (ста-
нок — приспособление—инструмент—заготовка).
Заготовки валов обычно сначала центруют, а затем обрабаты-
вают с установкой коническими поверхностями торцовых цент-
ровых отверстий на центры станка.
Передний центр закрепляется в шпинделе, а задний — в пино-
ли задней бабки. Передний центр вращается вместе с заготовкой,
а задний — неподвижен, поэтому между заготовкой и задним цен-
тром возникает трение. Для уменьшения трения в цилиндричес-
кую часть центрового отверстия заготовки со стороны корпуса
задней бабки вводят густую смазку (технический вазелин), кото-
рая от нагрева размягчается, попадает на рабочий конус центра и
смазывает его.
Центровые отверстия стандартизованы по ГОСТ 14034—74.
На рис. 3.3 показаны основные типы центровых отверстий:
тип А — для заготовок, после обработки которых необходимость в
центровых отверстиях отпадает; тип В — для заготовок, которые
обрабатываются в дальнейшем закрепленными в центрах; тип R —
для заготовок точных деталей (обеспечивает надежный кольцевой
контакт с поверхностью головки центра даже при некоторых пе-
рекосах).
38
Тип А
Тип В
Тип R
Рис. 3.3. Основные типы центровых отверстий:
Do — диаметр обрабатываемой поверхности; d — диаметр отверстия; D — наи-
больший диаметр фаски; L — длина отверстия; / — длина цилиндрической части
отверстия; R — радиус закругления
Обычный (жесткий) центр (рис. 3.4, а) состоит из рабочей части
центра 7 с углом 60° (а для тяжелых станков 70 или 90°) и хвостовика
4, выполненного по стандартному конусу Морзе (№ 2; 3; 4; 5; 6).
Угол уклона конуса хвостовика L = Г26'. Для тяжелых станков хво-
стовик центра имеет метрический конус: М60, М100 или М120 с
углом уклона L = ГЗО'. Жесткий задний центр применяют при срав-
нительно невысокой частоте вращения шпинделя (до 150 мин-1).
Работа при высокой частоте вращения вызывает необходимость
применения вращающегося заднего центра, шпиндель которого
установлен в подшипниках: радиально-упорных шариковых для
легких работ, радиально-упорных роликовых для повышенных
нагрузок.
На рис. 3.4, б показан вращающийся центр для легких радиаль-
ных нагрузок. Осевую нагрузку воспринимают упорный подшип-
ник 3 и задний игольчатый подшипник 6. Радиальную нагрузку
воспринимает радиальный подшипник 2. Крышка 8 ввертывается
в корпус 4 и упирается в торец наружного кольца радиального
подшипника, что позволяет регулировать люфт (зазор). Фетровое
39
Рис. 3.4. Жесткий (а) и вращающийся (б) центры:
1 — рабочая часть центра; 2 — радиальный подшипник; 3 — упорный подшип-
ник; 4 — хвостовик; 5 — центр; 6 — игольчатый подшипник; 7 — корпус; 8 —
крышка; а — угол резца
уплотнение в крышке предохраняет подшипники от загрязнения
и вытекания смазки.
Поводковые устройства служат для передачи вращения от шпин-
деля к заготовке, установленной в центрах. Простейшее из них —
токарный хомутик. Вращаясь вместе со шпинделем, планшайба
увлекает за собой хомутик, а вместе с ним установленную в цент-
рах заготовку.
Работа с хомутиком представляет определенную опасность:
возможны случаи захвата хвостовиком хомутика одежды рабочего.
Поэтому в целях безопасности часто применяют планшайбы с
защитными кожухами.
Установка заготовок в патронах с поджимом задним центром —
самый жесткий способ установки, обычно используется при об-
работке заготовок, у которых отношение длины к диаметру боль-
ше 2... 3 при черновом точении. При перезакреплении заготовки
для обработки ее с другой стороны точность центрирования теря-
ется.
40
3.3. Резцы для обработки наружных цилиндрических
и торцовых поверхностей
Наружные цилиндрические поверхности обрабатывают проход-
ными резцами. Они бывают прямые, отогнутые, упорные (рис. 3.5).
Проходные прямые резцы имеют угол в плане <р = 30...60°, у
отогнутых <р = 45°, а у упорных ф = 90°
Резцы с меньшими углами в плане используются для обработки
жестких заготовок, а проходные упорные резцы с углом в плане
Ф = 90° используют для обработки нежестких валов, так как вызы-
вают меньший прогиб заготовки.
Вспомогательный угол в плане ф| обычно назначают в преде-
лах 10...45°
Для уменьшения величины шероховатости вершину лезвия за-
кругляют. Для черновой обработки R = 0,5 мм, для получистовой —
R = 1,5...2 мм, для чистовой — R = 2...5 мм.
Для подрезания торцов и уступов используют проходные резцы
(прямые, отогнутые, упорные) и подрезные (рис. 3.6).
Резцы могут быть изготовлены из быстрорежущей стали, с
напайными пластинками твердого сплава и с механическим креп-
лением пластин твердого сплава (подробно эти резцы рассмотрены
в гл. 14).
Рис. 3.5. Проходные резцы:
а — прямой; б — отогнутый; в — упор-
ный; у, а, X, <р, <pi — Углы резца. ” —
радиус закругления режущей кромки
41
Рис. 3.6. Резцы для подрезания торцов и уступов:
1 — проходной прямой; 2 — проходной упорный; 3 — проходной отогнутый; 4 —
подрезной
Резцы с механическим креплением многокромочных непере-
тачиваемых пластинок экономичны, удобны в работе, обеспечива-
ют надежное дробление стружки и имеют повышенную стойкость
по сравнению с напайными резцами.
Установка резца в резцедержателе производится таким обра-
зом, чтобы вершина его лезвия была расположена на уровне оси
центров. Установку резца контролируют по заднему центру.
Под подошву резца помещают подкладки из мягкой стали,
причем число подкладок должно быть минимальным, а подошва
резца должна опираться на подкладки всей поверхностью.
Рис. 3.7. Допустимый вылет
резца:
Н — высота державки; I — вы-
лет резца из резцедержателя
42
Вылет резца из резцедержателя не должен превышать полторы
высоты державки, т. е. /< 1,5 И. Резец закрепляют в резцедержателе
не менее чем двумя болтами (рис. 3.7).
3.4. Обработка наружных цилиндрических
поверхностей
Обработка гладких наружных цилиндрических поверхностей
производится следующим образом. Сначала определяют слой ме-
талла, который необходимо срезать с заготовки для получения
деталей требуемой формы, размеров и шероховатости поверхнос-
ти, затем определяют необходимое количество рабочих ходов и
глубину резания, срезаемую за каждый рабочий ход.«Для упроще-
ния установки глубины резания на токарно-винторезных станках
имеется устройство, называемое лимбом.
Лимб — кольцо с делениями, закрепленное на винте попереч-
ной подачи. При повороте лимба на одно деление резец переме-
щается в поперечном направлении на определенную величину,
называемую ценой деления лимба. Цена деления указана на лимбе.
Для станков 1К62, 16К20 цена деления — 0,05 мм.
Для определения числа делений лимба, на которое необходи-
мо повернуть кольцо, чтобы установить требуемую глубину реза-
ния, используют следующую пропорцию. Например, при обра-
ботке цилиндрической поверхности устанавливаемая глубина ре-
зания — 3 мм, цена деления лимба — 0,05 мм:
1 деление — 0,05 мм;
х делений — 3 мм;
0,05х = 1-3;
х = 3/0,05 = 60 делений.
Между винтом поперечных салазок и его гайкой имеется не-
большой зазор (люфт). Поэтому, чтобы получить нужный диаметр
детали, применяют метод пробных рабочих ходов. Резец подводят к
вращающейся заготовке до соприкосновения с обрабатываемой
поверхностью, момент соприкосновения замечают по появлению
на заготовке едва заметной кольцевой риски. Затем резец отводят
вправо за пределы заготовки продольным перемещением суппор-
та. Лимбовое кольцо устанавливают вначале в нулевое положение,
затем поворотом рукоятки подают поперечные салазки суппорта
по лимбу вперед на величину, несколько меньшую, чем требует-
ся для получения окончательного размера. После этого ручной
подачей обтачивают участок поверхности на длину 3... 5 мм, отво-
дят резец вправо и измеряют размер обточенного участка.
По данным измерения уточняют, на какое расстояние требу-
ется дополнительно подать резец вперед. Этот размер устанавли-
43
вают по лимбу и вновь обтачивают пробный участок. Когда окон-
чательно установлен размер резца, остальные заготовки партии
обрабатывают с установкой резца по лимбу без пробных рабочих
ходов.
Чтобы люфт не вызывал погрешности при установке резца по
лимбу, рукоятку винта вращают только по часовой стрелке впра-
во, предварительно сделав один оборот против часовой стрелки.
Выбор режимов резания. Одним из средств достижения высо-
кой производительности труда при токарной обработке является
выбор рациональных режимов резания. Режимы резания зависят
от обрабатываемого материала и материала резца, от припуска на
обработку, допускаемой шероховатости поверхности детали, жест-
кости заготовки и резца, способа закрепления заготовки и резца,
смазочно-охлаждающей жидкости (СОЖ) и других факторов.
Прежде всего назначают глубину резания, стремясь по возмож-
ности срезать весь припуск за один рабочий ход. Если жесткость
заготовки недостаточна или требуется высокая точность, то обта-
чивание выполняют за несколько рабочих ходов. Для чернового
рабочего хода глубину резания обычно принимают 4...6 мм, для
получистового — 2...4 мм и для чистового — 0,5...2 мм.
После назначения глубины резания выбирают подачу, которая
зависит главным образом от допускаемой шероховатости поверх-
ности готовой детали. Для черновых рабочих ходов принимают
подачу 0,5... 1,2 мм/об, а для чистовых — 0,2...0,4 мм/об. Более
точно подачу выбирают с помощью справочника.
Далее определяют допустимую скорость резания. Основным фак-
тором, от которого зависит скорость резания, является стойкость
резца, которая характеризуется способностью выдерживать высо-
кую температуру и сопротивляться истиранию режущей части, что
в первую очередь зависит от материала рабочей части резца. Ско-
рость резания тоже определяют по справочнику.
Зная скорость резания и диаметр заготовки, можно определить
частоту вращения шпинделя станка. Фактическую частоту враще-
ния, ближайшую меньшую к расчетной, выбирают из ряда частот
вращения шпинделя, который обеспечивает коробка скоростей
станка. Ряд частот вращения указан в таблице, закрепленной на
станке.
Обработка ступенчатых валов. В различных видах оборудования
наряду с гладкими цилиндрическими поверхностями часто ис-
пользуют ступенчатые валы. Каждый участок вала имеет опреде-
ленный диаметр и длину.
Для обработки ступенчатых валов станок налаживают с помо-
щью пробных рабочих ходов, отдельно для каждой ступени. Деле-
ния лимба, соответствующие диаметрам каждой ступени, запо-
минают или записывают. По этим данным ведут обработку всей
партии заготовок без пробных рабочих ходов.
44
Участок 3
Участок 2
Участок 1
б
Рис. 3.8. Схемы обтачивания ступенчатого валика:
а — за один рабочий ход с расчленением припуска по длине и глубине на участ-
ки; б — за три рабочих хода с расчленением припуска по глубине; /(, l2, l2, I —
длины участков
Токарные станки 16К20, 1К62 и другие имеют лимб продоль-
ной подачи. Повороту лимба на одно деление соответствует пе-
ремещение суппорта на один миллиметр. По лимбу продольной
подачи можно контролировать продольное перемещение резца и
отводить резец в тот момент, когда получена нужная длина сту-
пени.
Высокая производительность при обработке ступенчатых валов
достигается правильным выбором схемы обработки. Наиболее про-
изводительной является такая схема обтачивания, при которой
весь припуск расчленяют на участки по длине и производится
обработка каждого участка полностью. Общий путь перемещения
резца, мм, равен, сумме длин ступеней (рис. 3.8, а):
4ум = h + 4 + 4-
Если жесткость заготовки не позволяет вести обтачивание с
большой глубиной резания, то принимается схема расчленения
припуска по глубине резания на рабочие ходы. Общий путь пере-
мещения резца /сум, мм, составит (рис. 3.8, б):
4ум = (4 + 4 + h) + (4 + 4) + l\ = 3/j + 24 + 4.
45
Работа по второй схеме менее производительна, чем по пер-
вой.
Значительно упрощает процесс обработки ступенчатых вали-
ков использование упоров. Упор закрепляют на станине станка в
требуемом положении, и все заготовки, обрабатываемые при пе-
ремещении до упора, будут иметь одинаковые длины ступеней.
При установке поперечных упоров, закрепляемых на каретке
суппорта и на поперечных салазках, достигается постоянство диа-
метров ступеней.
3.5. Обработка торцовых поверхностей и уступов
Заготовку закрепляют в патрон так, чтобы вылет ее был по
возможности минимальным. Торцовую поверхность можно обра-
батывать двумя способами:
• с подачей по направлению к центру упорным резцом при среза-
нии достаточно большого припуска с установкой главной режу-
щей кромки под небольшим углом (5... 10°) к торцовой поверх-
ности, работу резания в этом случае выполняет вспомогательная
режущая кромка. Если при подрезании торца приходится срезать
большой припуск, то подача в направлении к центру вызывает
отжимающую силу, углубляющую резец в торец, в результате чего
торец может получиться вогнутым;
• с подачей по направлению от центра используют при снятии
припуска небольшой величины, обычно при чистовой обработке,
это позволяет исправить вогнутость торца.
Невысокие уступы подрезают проходным упорным резцом при
продольной подаче, причем подрезание уступа обычно совмеща-
ют с обтачиванием наружной поверхности. Режущая кромка резца
в этом случае должна располагаться перпендикулярно оси заго-
товки, что контролируют угольником.
При подрезании торцовой поверхности с установкой заготовки
в патроне и поджатии задним центром рекомендуется использо-
вать срезанный центр, так как использование этого центра по-
зволит обработать торцовую поверхность полностью, в отличие
от того, что получится при использовании обычного жесткого
центра.
3.6. Вытачивание канавок и отрезание
Многие детали, используемые в механизмах, имеют канавки.
Назначение их различно. Например, при нарезании резьбы резца-
ми канавка необходима для выхода резьбового резца, в канавках
устанавливаются стопорные кольца и т.д.
46
В процессе изготовления детали часто приходится отрезать об-
работанную часть от прутка или при подготовке заготовок предва-
рительно разрезать заготовку на части.
При вытачивании канавок и отрезании используют прорезные
(канавочные) и отрезные резцы. Эти резцы отличаются от про-
ходных по конструкции.
Особенности геометрии и конструкции прорезных и отрезных
резцов. На рабочей части прорезного и отрезного резцов имеется
режущая кромка и две вспомогательные кромки, причем каждая
вспомогательная кромка расположена по отношению к направле-
нию поперечной подачи под небольшим вспомогательным углом
в плане <р] = 1... 3°. Кроме того, головка резца сужается к подошве
под углом а! = 1... 3°. Это уменьшает трение вспомогательных задних
поверхностей резца о стенки прорезаемой канавки (рис. 3.9, а).
Отрезные резцы отличаются от прорезных большей длиной го-
ловки.
С целью повышения прочности головки резца применяют уси-
ленные конструкции отрезных резцов: с увеличенной высотой
головки («петушок») и с расположением режущей кромки на уров-
не оси державки (рис. 3.9, б и в). Ширина режущей кромки отрез-
ного резца зависит от диаметра обрабатываемой заготовки и со-
ставляет 3...8 мм.
Рис. 3.9. Канавочные и отрезные резцы:
а — канавочный резец; б — усиленный отрезной резец с увеличенной головкой;
в — усиленный отрезной резец с расположением режущей кромки на уровни
оси державки; ct| — вспомогательный задний угол; R — радиус; <р, — вспомога-
тельный угол в плане; у, у| — передние углы
47
При вытачивании канавок и отрезании необходимо выполнять
следующие правила:
• режущую кромку резца устанавливать точно по оси центров
станка, если она будет располагаться ниже оси центров, то при
приближении резца к оси на отрезаемой детали образуется стер-
женек. При установке ее выше оси центров, резец, приближаясь к
оси заготовки, может упереться задней поверхностью в остаю-
щийся стерженек;
• державку прямого отрезного резца устанавливать строго пер-
пендикулярно оси заготовки, чтобы боковая поверхность головки
резца не терлась о стенки прорезаемой канавки;
• отрезание выполнять ближе к кулачкам патрона, расстояние
места отрезания от кулачков патрона должно быть 3... 5 мм. С целью
предотвращения забивания прорезаемой канавки стружкой и облег-
чения процесса резания отрезание или прорезание следует выпол-
нять «вразбивку» с продольным перемещением резца на 1 ...2 мм в
обе стороны.
При отрезании заготовок большого диаметра резец не следует
доводить до оси заготовки, так как под действием собственной
массы часть заготовки может начать отламываться раньше, чем
режущая кромка дойдет до оси, и возможно защемление резца в
прорезанной канавке. Нужно производить отрезание так, чтобы
резец не доходил на 2...3 мм до оси, а затем, остановив станок,
отломить отрезаемую часть.
Отрезание заготовок небольшого диаметра, когда к торцу из-
готовляемой детали предъявляются невысокие требования, про-
изводится отрезным резцом со скошенной режущей кромкой.
Тяжелые отрезные работы (при большом диаметре заготовки,
твердом материале) целесообразно выполнять обратным враще-
нием шпинделя изогнутым резцом, режущая кромка которого
расположена снизу.
Для ускорения процесса отрезания заготовок от прутка и полу-
чения заданной длины рекомендуется выдвигать пруток до сопри-
косновения с откидным упором, закрепленным в задней бабке
или резцедержателе.
Режимы резания при отрезании. Подача при отрезании прини-
мается меньшей, чем при наружном точении или подрезании тор-
цовой поверхности. Так, при отрезании заготовок (деталей) диа-
метром до 60 мм рекомендуется подача 0,1... 0,15 мм/об, при боль-
ших диаметрах — до 0,3 мм/об. Скорость резания при отрезании
на 15...20% меньше, чем при наружном точении.
В прорезаемой канавке возникает значительное трение между
поверхностями резца и детали, поэтому при отрезании стальных
деталей необходимо использовать смазочно-охлаждающие жидко-
сти, наиболее часто применяют в этом случае минеральное масло
или жидкость «Аквол-2».
48
3.7. Контроль деталей после обработки цилиндрических
и торцовых поверхностей
Наиболее распространенным инструментом для контроля диа-
метров цилиндрических поверхностей являются штангенциркули:
ШЦ-1 (с точностью измерения до 0,1 мм) или ШЦ-П (с точнос-
тью измерения до 0,05 мм).
Если требуется установить размер с более высокой степенью
точности, то используют микрометр, который позволяет опреде-
лить точность размера до 0,01 мм.
При изготовлении больших партий деталей в условиях серий-
ного производства контроль диаметров выполняют предельными
калибр-скобами, имеющими две пары выступов, соответствую-
щих наибольшему и наименьшему предельным размерам. Деталь
считается годной, если проходная часть скобы находит на изме-
ряемую поверхность, а через непроходную часть деталь не прохо-
дит (рис. 3.10).
Контроль длин ступенчатых валиков производят штангенцир-
кулем с выдвижным глубиномером (типа ШЦ-1), штангенглуби-
номером, линейкой или шаблоном.
Контроль плоскости торца после подрезания проверяют при-
кладыванием к нему ребра линейки или угольника, если между
поверхностями торца и линейки нет зазора, то торцовая поверх-
ность обработана правильно.
Рис. 3.10. Контроль наружных диаметров:
а — штангенциркулем; б — микрометром; в —
индикаторной скобой; г — калибр-скобой
49
Перпендикулярность торца к наружной поверхности определя-
ют угольником.
Контроль глубины канавок осуществляют глубиномером штан-
генциркуля ШЦ-1.
При обтачивании наружных цилиндрических поверхностей и
подрезании торцов могут возникнуть различные дефекты:
• часть поверхности осталась необработанной. Такой дефект мо-
жет возникнуть из-за биения заготовки, недостаточной величины
припуска, смещения центровых отверстий;
• несоответствие диаметров обточенных поверхностей указан-
ным на чертеже, может произойти из-за неправильной установки
глубины резания в результате ошибок измерения при снятии проб-
ной стружки или из-за того, что не был выбран люфт при уста-
новке размера с помощью лимба;
• не выдержаны линейные размеры обработанных поверхностей.
Такой дефект возникает из-за неправильной установки упора или
разного положения заготовок в патроне;
• неперпендикулярность торцовой поверхности к оси детали. Та-
кой дефект может возникнуть по различным причинам: в резуль-
тате большого вылета резца из резцедержателя, из-за отжима рез-
ца в результате люфта в направляющих поперечных салазок суп-
порта, вследствие большого припуска;
• конусность. Возникает в результате несовпадения осей цент-
ров, установленных в шпиндель и пиноль задней бабки, перекоса
заднего центра в результате загрязнения конического отверстия в
пиноли, износа центрового отверстия, ненадежного закрепления
резца;
. • овальность. Возникает в результате биения шпинделя или пло-
хого закрепления заготовки;
• бочкообразность. Возникает в результате прогиба заготовки
под действием отжимающих усилий или износа направляющих
станины;
• седлообразность. Возникает в результате ненадежного крепле-
ния резца в резцедержателе или износа направляющих около пе-
редней бабки;
• повышенная шероховатость обработанной поверхности. Возни-
кает из-за затупления резца, плохой обрабатываемости материала
заготовки, установки резца не по центру, неправильного выбора
режимов резания.
Контрольные вопросы
1. Какие требования предъявляются к цилиндрическим поверхнос-
тям?
2. Какие способы закрепления заготовок используются при обработке
цилиндрических поверхностей?
50
3. Какой из способов закрепления позволяет обработать заготовку бо-
лее точно?
4. Какие элементы режимов резания устанавливаются на станке при
обработке цилиндрической поверхности и в какой последовательности?
5. С какой целью используется лимб поперечной подачи?
6. Что понимается под ценой деления лимба?
7. Какими видами резцов обрабатывают цилиндрическую поверхность?
8. В чем заключается преимущество использования резцов с механи-
ческим креплением пластин твердого сплава?
9. Какие дефекты могут возникнуть при обработке цилиндрических
поверхностей и каковы причины их возникновения?
10. Каким инструментом контролируют диаметры и длины ступеней
валов?
11. Что можно проконтролировать с помощью калибр-скобы?
12. С помощью какого приспособления ускоряют процесс обработки
ступенчатого вала?
13. Какие требования предъявляются к торцовой поверхности?
14. Какой центр желательно устанавливать в заднюю бабку при обра-
ботке торцовой поверхности?
15. Какой вылет должен быть у заготовки при подрезании торцовой
поверхности, если она закреплена в патроне?
16. В результате чего может возникнуть несоответствие шероховатости
поверхности детали той, что указана на чертеже?
17. Какие резцы используются для подрезания торцовой поверхности?
18. Почему рекомендуют устанавливать державку отрезного резца строго
перпендикулярно оси заготовки?
Глава 4
ТЕХНОЛОГИЯ ОБРАБОТКИ ОТВЕРСТИЙ
4.1. Способы обработки отверстий
Во многих деталях машин имеются отверстия, они необходимы
для соединения валов с зубчатыми колесами, шкивами, подшип-
никами, для соединения деталей болтами, винтами, шпильками,
и т.д. На токарных станках отверстия могут обрабатываться свер-
лением, зенкерованием, растачиванием, развертыванием.
Выбор способа обработки отверстия зависит от того, для каких
целей оно предназначено. Конструктор на чертеже указывает точ-
ность обработки и шероховатость поверхности, сообразно служеб-
ному назначению детали с отверстием. Цилиндрические отвер-
стия бывают гладкие, ступенчатые, с канавкой. Отверстия могут
быть также сквозными или глухими.
В табл. 4.1 указана точность обработки и шероховатость поверх-
ности, получаемые при обработке отверстий различными спосо-
бами.
Таблица 4.1
Точность и шероховатость поверхности, получаемые при обработке
отверстий различными способами
Вид обработки Шероховатость поверхности Ra, мкм Точность обработки, квалитеты
Сверление 12,5 ...25 До 12
Рассверливание 12,5 10...11
Зенкерование 6,3 8...9
Растачивание 6,3 8...9
Развертывание До 3,2 7...8
4.2. Сверление и рассверливание
Сверление — основной технологический способ образования
отверстий в сплошном материале обрабатываемой заготовки.
52
Сверление не позволяет получить высокую точность обработки
и поверхность отверстия высокого качества. Просверленные отвер-
стия не имеют правильной формы, в поперечном сечении возни-
кает овальность, а в продольном — конусность.
Для получения более точных отверстий и для уменьшения уво-
да сверла от оси детали используют рассверливание, т. е. сверление
отверстий в несколько приемов.
Наиболее распространенным инструментом при сверлении яв-
ляется спиральное сверло (рис. 4.1).
Сверло состоит из рабочей части, шейки и хвостовика. Торец
рабочей части, на котором расположены две режущие кромки,
называется режущей частью. Угол между режущими кромками 2<р —
угол при вершине сверла. Этот угол зависит от обрабатываемого
материала. Значения угла 2<р указаны в табл. 4.2.
Задние углы сверла указаны в табл. 4.3.
На рабочей части сверла имеются два спиральных пера, связан-
ные перемычкой. По наружной поверхности перьев прошлифова-
ны узкие направляющие ленточки. Между перьями расположены
две спиральные канавки. Одна из стенок канавки образует перед-
нюю поверхность режущего клина сверла. По канавкам охлаждаю-
щая жидкость подается к режущим кромкам, а стружка выводится
из отверстия.
Угол наклона винтовых канавок к оси сверла со = 20... 30° Тор-
цы перьев, выходящие на режущую часть, называются затылками.
На пересечении затылков с перемычкой образуется поперечная
кромка, которая расположена под углом у = 55° к режущим кром-
кам. Хвостовик сверла служит для закрепления его в пиноли задней
бабки или в специальной державке суппорта. Хвостовик может
иметь коническую или цилиндрическую форму. Конические хвос-
товики выполняются по стандарту (конус Морзе № 1; 2; 3; 4; 5 с
углом уклона конуса Г26'). Конус хвостовика обеспечивает на-
дежное центрирование сверла и удерживание его от проворачива-
Рис. 4.1. Части и элементы спирального сверла:
1 — задняя поверхность; 2 — передняя поверхность; 3 — ленточка; 4 — перемыч-
ка; 5 — режущие кромки; 6 — канавка; 2<р — угол при вершине сверла; у — угол
наклона поперечной режущей кромки; о — угол наклона винтовой канавки
53
Таблица 4.2
Значения угла 2<р в зависимости от обрабатываемого материала
Обрабатываемый материал Значения угла 2<р, °
Сталь, чугун 116...118
Твердый чугун и нержавеющая сталь 135
Легкие сплавы 90
Пластмассы 50
Медь 125
Таблица 4.3
Задние углы сверла
Диаметр сверла, мм 0,25... 15 15...30 30...80
Задний угол а, 0 14...11 12...9 11...8
ния. Если конус хвостовика сверла отличается по размеру (номе-
ру) от конусного отверстия пиноли задней бабки или державки,
то применяют переходные втулки.
Сверла с цилиндрическими хвостовиками закрепляют в пино-
ли или в державке при помощи сверлильного патрона. Простей-
ший кулачковый сверлильный патрон показан на рис. 4.2. В корпу-
се 3 патрона в наклонных пазах расположены три кулачка 1 с
наружной резьбой. На резьбу навертывается гайка 5, связанная с
обоймой 4, которая вращается зубчатым ключом, вставляемым в
отверстие корпуса патрона.
С обоймой вращается гайка 5, которая, воздействуя на резьбу
кулачков, заставляет их перемещаться по наклонным пазам кор-
пуса и при этом сходиться, закрепляя сверло, или расходиться,
освобождая его.
Рабочая часть сверла изготавливается из инструментальной ста-
ли, а шейка и хвостовик — из конструкционной; обе части соеди-
нены сваркой. Мелкие сверла обычно выполняются цельными.
Отверстия в твердых материалах целесообразно сверлить свер-
лами, оснащенными твердым сплавом в виде впаянной пластинки
или припаянной спиральной коронки. Твердосплавные сверла диа-
метром до 8 мм изготавливают цельными и впаивают в стальные
хвостовики.
Высокую стойкость имеют сверла конструкции Овчинникова с
внутренним подводом охлаждающей жидкости. В режущую часть
сверла проходят сквозные отверстия; отверстия соединяются в
хвостовике, образуя центральный канал. Через специальный пат-
54
.о
Рис. 4.2. Патрон для закрепления сверл:
а — общий вид; б — разрез: 1 — кулачок; 2 — хвостовик; 3 — корпус;
4 — обойма; 5 — резьбовое кольцо (гайка); в — ключ
рон жидкость от насоса поступает в канал хвостовика и далее по
отверстиям к режущим кромкам. Жидкость подается под давлени-
ем, активно охлаждает сверло и принудительно удаляет стружку
из отверстия. Сверла Овчинникова особенно эффективны для свер-
ления отверстий в вязких сталях.
Заточка сверл производится на специальных станках для улуч-
шения режущей способности сверла и создания задних углов а.
При заточке сверла затылкам придают криволинейную форму.
Заточка считается выполненной правильно, если обеспечено
равенство режущих кромок по длине, равенство углов <р] и <р2,
постоянство углов а и угол наклона поперечной режущей кромки
V = 55°
Контроль элементов режущей части сверла осуществляется ком-
плексным шаблоном.
Для повышения производительности труда и уменьшения со-
противления резания у сверл диаметром более 12 мм подтачива-
ют перемычку, у сверл большого диаметра производят двойную
заточку задней поверхности.
Сочетание двойной заточки с подточкой перемычки значитель-
но повышает стойкость сверла. Иногда прорезают поперечную ре-
жущую кромку, увеличивая количество режущих кромок — свер-
ло Жирова.
55
4.3. Технология сверления
Перед началом работы проверяют совпадение вершин цент-
ров, установленных в шпиндель и в пиноль задней бабки токар-
ного станка. Заготовку устанавливают в патрон и проверяют ее
биение относительно оси вращения.
Перед сверлением необходимо обработать торцовую поверх-
ность, чтобы торец был перпендикулярен оси и не имел вогнуто-
сти или выпуклости.
Главным движением при сверлении является вращение заготовки.
Движение подачи — поступательное перемещение сверла, кото-
рое осуществляется вручную вращением маховичка задней бабки.
Сверление с подачей сверла вручную малопроизводительно и
утомительно для токаря (особенно сверление отверстий большого
диаметра и глубоких отверстий). Некоторые токарные станки (на-
пример, 1К62) имеют устройство для подсоединения задней баб-
ки к каретке суппорта, с помощью которого сверление выполня-
ется механической подачей.
Для механической подачи сверл (и других стержневых инстру-
ментов) применяют также дополнительный держатель, закреп-
ляемый в резцедержателе станка. У станка 16К20 такой держатель
устанавливается в позицию резцедержателя, обозначенную сим-
волом — рисунком сверла. Совмещение оси сверла с осью шпин-
деля осуществляют перемещением поперечных салазок суппорта
до совпадения визира с риской на каретке, также обозначенной
рисунком сверла.
Отверстия большого диаметра (30 мм и более) обрабатывают
последовательно двумя сверлами: вначале сверлом меньшего диа-
метра, затем рассверливают на больший диаметр.
Сверла с коническими хвостовиками устанавливают непосред-
ственно в конусное отверстие пиноли задней бабки, а если разме-
ры конусов не совпадают, то используют переходные втулки.
Для крепления сверл с цилиндрическими хвостовиками (диа-
метром до 16 мм) применяют сверлильные кулачковые патроны,
которые устанавливают в пиноли задней бабки.
Перед сверлением отверстий заднюю бабку перемещают по
станине на такое расстояние от заготовки, чтобы сверление мож-
но было производить на требуемую глубину при минимальном
выдвижении пиноли из корпуса задней бабки. Перед началом свер-
ления заготовка приводится во вращение включением вращения
шпинделя.
Сверло плавно (без удара) подводят вручную (вращением ма-
ховика задней бабки) к торцу заготовки и производят сверление
на небольшую глубину (надсверливают). Затем отводят инструмент,
останавливают заготовку и проверяют точность расположения от-
верстия. Для того чтобы сверло не сместилось, предварительно
56
производят центрование заготовки коротким спиральным свер-
лом большого диаметра или специальным центровочным сверлом
с углом при вершине 90° Благодаря этому в начале сверления
поперечная кромка сверла не работает, что уменьшает смещение
сверла относительно оси вращения заготовки. Для замены сверла
маховик задней бабки поворачивают до тех пор, пока пиноль не
займет в корпусе задней бабки крайнее правое положение, в ре-
зультате чего сверло выталкивается винтом из пиноли. Затем в
пиноль устанавливают нужное сверло.
При сверлении отверстия, глубина которого больше его диа-
метра, сверло периодически выводят из обрабатываемого отвер-
стия и очищают канавки сверла и отверстие заготовки от нако-
пившейся стружки.
При сверлении напроход перед выходом сверла из заготовки
скорость механической подачи уменьшают (или отключают) и за-
канчивают обработку вручную.
Элементы режимов резания при сверлении. Глубиной резания яв-
ляется половина диаметра сверла. При рассверливании глубина
резания — это полуразность диаметров до и после обработки, мм:
_D _D-£
♦сверл — 2 ’ *рассверл
Величина подачи (подача) s, мм/об, при сверлении — это путь
сверла, пройденный за один оборот заготовки.
Скорость резания v, м/мин, при сверлении зависит от диамет-
ра сверла DCB и частоты вращения заготовки п, мин-1:
_ ^Г)свп
~ 1000
Значения подачи и скорости резания принимаются по спра-
вочнику в зависимости от конкретных условий сверления.
Частота вращения шпинделя п, мин-1, определяется по формуле
1000i>
п =-----.
Особенности сверления глубоких отверстий. При сверлении глу-
боких отверстий имеется целый ряд особенностей. Глубокими на-
зываются отверстия, длина которых превышает диаметр в пять и
более раз (сквозное осевое отверстие в шпинделе токарного станка,
осевые отверстия в прокатных валках и др.). К глубоким отверстиям
часто предъявляются высокие требования по прямолинейности
оси, точности формы и размеров.
При глубоком сверлении сверлом обычной конструкции неиз-
бежен «увод» сверла в сторону из-за разности радиальных усилий
на режущих кромках, что может привести к «разбивке» отверстия
(увеличению диаметра), хотя ось отверстия остается прямолиней-
57
ной. С целью предотвращения «увода» для сверления глубоких от-
верстий применяют специальные однокромочные («пушечные»)
сверла с прямой стружечной канавкой. Такое сверло хорошо на-
правляется в отверстие благодаря большой поверхности соприкосно-
вения спинки сверла с обработанной поверхностью отверстия.
Охлаждающая жидкость от насоса поступает к режущей кром-
ке через сквозной канал в сверле, охлаждает режущую кромку и
принудительно удаляет стружку.
Применяют также шнековые и четырехленточные сверла, ра-
ботающие с минимальным «уводом», благодаря большой поверх-
ности соприкосновения ленточек сверла со стенками отверстия.
Важным моментом при глубоком сверлении является периоди-
ческий вывод сверла из отверстия для очистки от стружки. Сокра-
щение времени на ввод и вывод сверла достигается применением
оправки со штыковым затвором.
4.4. Зенкерование
Зенкерование — способ обработки отверстий предварительно
просверленных, штампованных или литых.
Иногда зенкерование используется при обработке торцовых
поверхностей или углублений под головки винтов.
Зенкерование может быть как предварительной обработкой
отверстия перед развертыванием, так и окончательной. Точность
обработки и шероховатость поверхности, получаемые при зенке-
ровании, указаны в табл. 4.1.
Зенкеры изготовляют хвостовыми цельными, хвостовыми сбор-
ными со вставными ножами, насадными цельными и насадными
сборными, зенкеры выполняют из быстрорежущей стали или с
пластинами твердого сплава, напаиваемыми на корпус зенкера
или корпус ножей у сборных конструкций. Хвостовые зенкеры
(подобно сверлам) крепят с помощью цилиндрических или ко-
нических хвостовиков, насадные зенкеры имеют коническое по-
садочное отверстие (конусность 1:30) и торцовую шпонку для
предохранения от проворачивания при работе.
Зенкер (рис. 4.3) состоит из рабочей части, шейки, хвостовика
и лапки. Рабочая часть зенкера состоит из режущей и калибрую-
щей частей. Зенкеры имеют три, четыре, иногда шесть режущих
зубьев. Этим достигается лучшее по сравнению со сверлами на-
правление в обрабатываемом отверстии, что повышает точность и
уменьшает шероховатость обработанной поверхности.
Зенкеры из быстрорежущей стали изготовляют хвостовыми
цельными — диаметром 10...40 мм, хвостовыми сборными со
вставными ножами — диаметром 32...80 мм, насадными сборны-
ми — диаметром 40... 120 мм.
58
О) о
Место сварки
Лапка
Рис. 4.3. Зенкеры:
— части зенкера: D — диаметр зенкера; со — угол наклона винтовой канавки;
— четырехперый цельный быстрорежущий; в — твердосплавный; г — насадной
быстрорежущий; д — насадной твердосплавный: <р — угол в плане; е — насадной
со вставными ножами
59
Передние углы зенкеров
Таблица 4.4
Обрабатываемый металл Угол у, •
Мягкая сталь 15.„20
Сталь средней твердости, стальное литье 8...12
Твердая сталь, твердый чугун 0...5
Чугун средней твердости 6...8
Алюминий, латунь 25 ...30
Таблица 4.5
Угол режущей части (заборного конуса) зенкера
Обрабатываемый металл Угол <р, °
Сталь 60
Чугун 45.„60
Зенкеры, оснащенные твердосплавными пластинами, могут
быть составными и сборными. Составные хвостовые зенкеры из-
готавливают диаметром 14...50 мм, насадные — 32...80 мм, на-
садные сборные зенкеры — 40... 120 мм.
Угол наклона винтовой канавки для зенкеров общего назначе-
ния со = 10...30° Для твердых металлов берутся меньшие, а для
мягких — большие значения. Для чугуна угол со = 0°. Для отверстий
с прерывистыми стенками (независимо от обрабатываемого ме-
талла) со = 20... 30°
Передний угол зенкеров у выбирается по табл. 4.4.
Задний угол а зенкера на периферии равен 8... 10°
Угол при вершине ср выбирается по табл. 4.5.
Угол наклона режущей кромки со для стали, чугуна и бронзы
равен 0°. Для усиления режущей кромки на зенкерах с пластинками
из твердых сплавов угол со делают положительным и равным 12... 15°
Ленточки вдоль края винтовой канавки на калибрующей части
служат для направления зенкера. Ширина ленточки/= 0,8... 2,0 мм.
Для повышения стойкости ленточку подтачивают на длине 1,5... 2 мм,
так же как у сверла.
4.5. Технология зенкерования
Зенкеры устанавливают хвостовиками в пиноль задней бабки
после предварительной проверки совпадения осей шпинделя и
60
задней бабки. Главным движением является вращение заготовки,
движением подачи — поступательное перемещение зенкера, оно
осуществляется перемещением задней бабки, так же как и при
сверлении. Для повышения точности зенкерования рекомендует-
ся предварительно расточить отверстие резцом до диаметра, рав-
ного диаметру зенкера, на глубину, примерно равную половине
длины рабочей части зенкера.
Припуск на зенкерование 0,5... 2 мм на сторону.
Элементы режимов резания при зенкеровании следующие. Глу-
бина резания, мм, определяется по формуле
где D — окончательный диаметр отверстия; d — первоначальный
диаметр отверстия.
Подача при зенкеровании s0, мм/об:
• для зенкеров из быстрорежущей стали s0 = 0,3... 1,2 мм/об;
• для зенкеров, оснащенных твердым сплавом, s0 = 0,4... 1,5 мм/об.
Скорость резания v соответственно равна 20... 35 и 60... 200 м/мин.
Частота вращения шпинделя п, мин-1, определяется по формуле
1000г>
п =-----.
nD
4.6. Растачивание
Растачивание применяют при обработке внутренних цилинд-
рических отверстий больших диаметров, если диаметр отверстия
превышает диаметр стандартных сверл или зенкеров, при обра-
ботке отверстий с неравномерным припуском или с непрямоли-
нейной образующей в отливках или штамповках, для исправле-
ния положения оси предварительно просверленного отверстия.
Растачивание является наиболее универсальным способом обра-
ботки отверстий, не требующим специальных инструментов.
Точность обработки и шероховатость поверхности при раста-
чивании указаны в табл. 4.1. При растачивании резец находится в
более тяжелых условиях, чем при наружном продольном точе-
нии, так как ухудшаются условия для отвода стружки, подвода
смазочно-охлаждающей жидкости (СОЖ) и отвода теплоты.
Расточной резец имеет меньшее сечение державки и больший
вылет, что вызывает отжим резца и способствует возникновению
вибраций. Поэтому при растачивании, как правило, снимается
меньший слой металла и снижается скорость резания.
Расточные резцы бывают проходные — для сквозных отвер-
стий (рис. 4.4, а) и упорные — для глухих отверстий (рис. 4.4, б).
61
Рис. 4.4. Расточные резцы:
а — для сквозных отверстий; б — для глухих отверстий; / — вылет вершины
лезвия относительно державки; L — длина резца; Н — высота резца; В — ширина
резца; т — расстояние от режущей кромки до тела резца
Чтобы поверхность лезвия вписывалась в обрабатываемое от-
верстие, задний угол расточного резца принимается большим,
чем у резца для наружного точения (а = 12... 16’)-
Расточные державки. Отверстия диаметром 60... 100 мм и более
обычно растачивают расточными резцами, которые закрепляют в
державке. Получила распространение конструкция универсальной
расточной державки с регулируемым вылетом. Державку закреп-
ляют в держателе, установленном в резцедержателе суппорта.
Резец крепится в державке стержнем, проходящим по осевому
отверстию державки и имеющим резьбу на небольшом участке
возле квадрата под ключ. На державке выфрезерована канавка
(уклон 1:300), по которой охлаждающая жидкость попадает не-
посредственно на резец. Универсальную расточную державку можно
использовать для вытачивания внутренних канавок, нарезания
внутренней резьбы и других работ.
62
Расточные пластины (ножи). Они имеют размер, равный диа-
метру растачиваемого отверстия. Пластина обеспечивает получение
отверстия правильной цилиндрической формы за один рабочий ход,
так как действующие с двух сторон усилия взаимно уравновеши-
ваются. Расточные пластины бывают цельные из быстрорежущей
стали и напайные, оснащенные пластинками из твердого сплава.
Расточную пластину закрепляют в пазу расточной державки.
4.7. Технология растачивания
Расточные резцы закрепляют в резцедержателе параллельно оси
заготовки. При черновом растачивании отверстий резец устанав-
ливают по центру детали или ниже центра на 1... 1,5 мм, что при-
водит к увеличению переднего угла у. При этом улучшаются усло-
вия резания, уменьшается степень усадки стружки и возможность
возникновения вибраций.
При чистовом растачивании резец устанавливают по центру
детали или выше центра на 0,5... 1 мм.
Припуски на чистовое растачивание устанавливают в зависимо-
сти от диаметра растачиваемого отверстия. Они указаны в табл. 4.6.
Для получения заданной глубины растачиваемого отверстия
применяют различные приемы: используют лимб продольной по-
дачи, на резце наносят риску (рис. 4.5, а) или закрепляют в
резцедержателе металлическую планку (плоский упор), вылет
которой равен вылету резца минус глубина отверстия (рис. 4.5, б).
Когда планка подойдет к заготовке на расстояние 2...3 мм, авто-
матическую подачу выключают и суппорт подают вручную до
соприкосновения планки с заготовкой: это значит, что растачива-
ние выполнено на заданную глубину. Упором может служить также
державка с роликом («роликовый упор») (рис. 4.5, в). Точность
диаметра растачиваемого отверстия обеспечивается так же, как и
при наружном точении: пробными проходами с замером штан-
генциркулем, настройкой по лимбу поперечной подачи, по ли-
нейке поперечных салазок суппорта, по поперечному упору.
Вытачивание канавок в отверстиях осуществляют прорезными
расточными резцами при наличии поперечной подачи. Канавки
вытачивают после предварительной и окончательной обработки
отверстия. Геометрия рабочей части прорезного резца для прямо-
угольных канавок такая же, как и у прорезных наружных резцов.
Табл и ца 4.6
Припуски под чистовое растачивание
Диаметр отверстия, мм 18...30 30...50 50...80 80... 100 100...200
Припуск на диаметр, мм 0,7 1 1,2 1,5 2,0
63
L
Рис. 4.5. Способы получения требуемой глубины отверстия при помощи:
а — риски на резце; б — плоского упора; в — роликового упора; L — вылет резца;
/ — глубина растачивания; А — вылет плоского упора
Резцы для внутренних канавок бывают цельные и вставные (дер-
жавочные). При вытачивании канавки токарю не видна зона обра-
ботки, поэтому особенно важно пользоваться лимбами и упорами.
Широкую внутреннюю канавку обрабатывают последовательным
врезанием на глубину канавки поперечной подачей и зачисткой
дна канавки продольной подачей.
Подрезание внутренних торцов и уступов. Внутренние торцы и
уступы подрезают расточным упорным резцом при подаче к центру.
64
Для этого расточной резец должен иметь главный угол в плане <р
более 90° (например, 95°), тогда при подрезании торца (дна) от-
верстия фактически главный угол в плане <р составит 5° Точность
осевых размеров ступенчатого отверстия при растачивании вы-
держивают с помощью лимба продольной подачи или упора с
ограничителями длин, как при обработке ступенчатых валов.
Элементы режимов резания. Глубину резания при растачивании
определяют по той же формуле, что и при зенкеровании. Величи-
ну подачи определяют по справочнику. Скорость резания опреде-
ляют по таблицам для наружного точения и затем умножают на
коэффициент К = 0,8, так как условия резания более
Частоту вращения шпинделя п, мин-1, определяют по
используя найденную величину скорости резания,
1000г>
п =-----.
nD
тяжелые,
формуле,
4.8. Развертывание
Развертывание — чистовая обработка отверстий на токарных
станках. Отверстия получаются высокой точности, правильной
формы и с малой высотой микронеровностей. Точность и шерохо-
ватость поверхности, получаемые после обработки разверткой
указаны в табл. 4.1.
Отверстия диаметром до 10 мм развертывают после сверления,
а свыше 10 мм — после сверления и зенкерования, или сверления
и растачивания. Развертки делятся на машинные и ручные, цель-
ные и сборные, регулируемые и нерегулируемые. Они бывают с
цилиндрическими или коническими хвостовиками или насадные.
Машинные развертки (рис. 4.6) отличаются от ручных более ко-
роткой рабочей частью. У машинных разверток хвостовик кони-
ческой формы, а у ручных — цилиндрической с квадратом под
вороток.
Развертка состоит из рабочей части, шейки и хвостовика. На ра-
бочей части развертки различают следующие элементы:
• направляющий конус, облегчающий ввод развертки в отвер-
стие, режущую часть и калибрующую часть;
• режущая часть имеет остро заточенные зубья и выполняет
работу резания. Главный угол в плане 2<р составляет 4... 12° для
обработки чугуна и 15... 30° для обработки стали (при развертыва-
нии сквозных отверстий);
• калибрующая часть — цилиндрический участок развертки,
служащий для направления развертки в отверстии и для его ка-
либрования. Зубья развертки на этом участке имеют узкие шли-
фованные ленточки шириной 0,05...0,2 мм. Диаметр развертки,
3 Багдасарова 65
Рис. 4.6. Машинные развертки:
а — хвостовая регулируемая со вставными ножами: / — рабочая часть; 2 —
шейка; 3 — хвостовик; б — хвостовая твердосплавная; в — насадная твердосплав-
ная; / — длина рабочей части; L — общая длина развертки; у — передний угол
измеренный по ленточкам противолежащих зубьев, соответствует
диаметру обрабатываемого отверстия. Для облегчения вывода раз-
вертки из отверстия на калибрующей части по ленточкам шлифу-
ется обратный конус: диаметр уменьшается в сторону хвостовика
на 0,04...0,08 мм.
Угловой шаг между зубьями развертки делается неравномер-
ным. Если у развертки, например, 12 зубьев, то центральные углы
развертки не равны между собой; при этом противолежащие зу-
бья должны располагаться на одной прямой, проходящей через
центр, что важно для контроля размера развертки. При неравно-
мерности углового шага получаются отверстия без огранки.
66
4.9. Технология развертываний
При развертывании необходимо особое внимание уделять тому,
чтобы развертка с самого начала не перекашивалась и сохраняла
прямолинейное направление в отверстии.
Перед развертыванием отверстие и развертку очищают от гря-
зи, стружки и протирают. Высокое качество обработки обеспечи-
вают развертки со спиральными (винтовыми) канавками. Левые
винтовые канавки при правом вращении развертки (по часовой
стрелке) проталкивают стружку вперед, а следовательно, устра-
няется опасность повреждения обработанной поверхности струж-
кой, что способствует улучшению качества сквозного отверстия.
Развертки с правыми винтовыми канавками применяют для раз-
вертывания глухих отверстий, так как они хорошо выводят стружку
из отверстия.
Если хвостовик развертки закреплен непосредственно в пино-
ли задней бабки, то незначительная несоосность хвостовика и
рабочей части развертки, перекос пиноли или загрязнение поса-
дочного конуса вызовут неравномерное срезание припуска: от-
верстие будет иметь больший диаметр у торцов и меньший в сере-
дине отверстия. Для равномерного среза припуска необходимо,
чтобы развертка по возможности могла сама точно устанавливаться
направляющей частью в обрабатываемом отверстии. Для этого ре-
комендуется применять не жесткое, а шарнирное крепление, так
как в этом случае развертка, войдя в отверстие, свободно продви-
гается по его направлению, снимая стружку одинаковой толщи-
ны со всех сторон. При обработке развертками их закрепляют в
качающейся патрон (рис. 4.7).
Корпус патрона устанавливают конусным хвостовиком в пи-
ноли, а державка, несущая развертку, связывается с корпусом
шарнирно. Благодаря этому развертка может качаться во всех
направлениях. Закрепленный шарик 6, упирающийся в подпят-
ник 7, обеспечивает передачу развертке усилия подачи по оси, не
уменьшая ее подвижности.
Развертыванием нельзя устранить биение или перекос отвер-
стия, если они остались после предыдущей обработки.
В зависимости от требуемой точности, чистоты и диаметра от-
верстия развертывание производят одной или последовательно
двумя развертками: черновой и чистовой.
Отверстие должно быть предварительно обработано на такой
размер, чтобы развертка снимала лишь небольшой припуск ме-
талла. В табл. 4.7 указаны рекомендуемые припуски на диаметр под
развертывание.
Для получения чистого и правильного по размерам отверстия
очень важен выбор охлаждающей жидкости. При развертывании
стали применяют охлаждение эмульсией или осерненным мине-
67
2 5 3 6 7
Рис. 4.7. Качающийся патрон:
1 — развертка; 2 — держатель патрона; 3 — корпус; 4 — пиноль; 5 — штифт; 6 —
шарик; 7 — подпятник
ральным маслом (сульфофрезолом), а также растительными мас-
лами; развертывание чугуна, бронзы и латуни производят без охлаж-
дения.
При выборе диаметра развертки следует учитывать, что диаметр
отверстия при развертывании в большинстве случаев получается
несколько больше диаметра развертки (примерно до 0,02 мм, а
иногда даже до 0,04 мм), так как поверхность отверстия несколько
разбивается. Но иногда диаметр развернутого отверстия получает-
ся меньше требуемого. Это имеет место при износе развертки, а
также при развертывании отверстия в деталях из вязкого металла.
Таблица 4.7
Припуски на диаметр под развертывание
Припуск, мм Диаметр отверстия, мм
12... 18 18...30 30...50 50...75
Общий на черновое и чистовое развертывание 0,15 0,20 0,25 0,30
На черновое разверты- вание 0,10...0,11 0,14 0,18 0,20...0,22
На чистовое разверты- вание 0,04 ...0,05 0,06 0,07 0,08 ...0,10
68
Элементы режимов резания при развертывании следующие. Глу-
бина резания определяется по формуле, аналогичной для рассвер-
ливания и зенкерования отверстий.
Подачу при развертывании производят вручную, перемещением
пиноли задней бабки. Подача должна быть равномерной, иначе
поверхность отверстия получится недостаточно чистой, кроме того,
возможна поломка развертки. Подача при развертывании вслед-
ствие незначительного размера стружки может быть взята боль-
шой. При развертывании стали (диаметр отверстия 10...50 мм)
подача равна 0,5...2 мм/об, для чугуна — в 1,5 — 2 раза больше.
Скорости резания при развертывании отверстий развертками
из быстрорежущей стали в стальных, чугунных и бронзовых дета-
лях невысокие — 6... 15 м/мин, при развертывании отверстий раз-
вертками, оснащенными пластинками из твердого сплава, ско-
рость резания — 40...50 м/мин.
Более точно элементы режимов резания определяются по спра-
вочнику.
4.10. Дефекты, возникающие при обработке отверстий,
и методы контроля отверстий
При обработке отверстий иногда возникают различные дефекты,
вызываемые различными причинами, например:
• отверстие «уведено» в сторону — возможно из-за неправиль-
ной заточки сверла, неперпендикулярности торцовой поверхности
к оси заготовки, потому что не было предварительного центриро-
вания;
• диаметр отверстия больше требуемого — возможно из-за не-
правильной заточки инструмента, биения шпинделя станка, уста-
новки инструмента с перекосом по отношению к отверстию и т.д.;
• диаметр отверстия меньше требуемого — возможно из-за из-
носа инструмента;
• шероховатость поверхности не соответствует требуемой —
из-за затупившегося инструмента, попадания стружки, завышен-
ной подачи, недостаточного охлаждения;
• часть поверхности осталась необработанной — из-за малого
припуска или неравномерного его распределения;
• отклонение от круглости: овальность — может возникнуть,
например, из-за повышенного давления на режущие кромки, вы-
званного весом развертки и качающейся оправки, огранка — мо-
жет возникнуть при закреплении тонкостенных заготовок в трех-
кулачковом патроне;
• отклонения в продольном сечении, например, конусность мо-
жет возникнуть при несовпадении оси отверстия и оси инструмен-
та, из-за смещения задней бабки в поперечном направлении и т.д.
69
При обработке постоянно производится контроль отверстий.
Для контроля используются различные измерительные инстру-
менты.
Контроль обработанных отверстий выполняют различными
контрольно-измерительными инструментами. Выбор инструмен-
в
Рис. 4.8. Инструменты, используемые для контроля обработанных
отверстий:
а — штангенциркуль; б — микрометрический штихмас; в — индикаторный нут-
ромер; г — калибр-пробка; А — расстояние между губками; b — толщина губок
70
та определяется типом производства и точностью обработки от-
верстий.
При единичном и мелкосерийном типах производства диамет-
ры отверстий, выполненные с невысокой степенью точности,
контролируют штангенциркулем ШЦ-1 с точностью до 0,1 мм и
ШЦ-П с точностью до 0,05 мм. При измерении штангенциркулем
ШЦ-П необходимо помнить о том, что к полученному размеру
нужно прибавить толщину губок (рис. 4.8, a): D = А + 2Ь (где b —
толщина губок).
Отверстия, обработанные с высокими требованиями к точно-
сти, контролируют микрометрическим штихмасом (рис. 4.8, б).
Глубокие отверстия большого диаметра контролируют индикатор-
ным нутромером (рис. 4.8, в), который предварительно настраи-
вают на размер по эталонному кольцу или по микрометру.
Индикатор показывает отклонение от установленного размера
с точностью до 0,01 мм.
Диаметр выточки контролируют штангенциркулем со специ-
альными губками или кронциркулем.
В массовом и крупносерийном производстве отверстия контро-
лируют калибр-пробками (рис. 4.8, г).
С помощью этих калибров можно установить годность размера.
Размеры цилиндрических поверхностей пробок соответствуют
наименьшему предельному диаметру отверстия (проходная часть,
обозначаемая ПР) и наибольшему предельному диаметру отвер-
стия (непроходная часть НЕ).
Размер считается годным, если пробка ПР проходит в отвер-
стие, пробка НЕ не проходит.
Для контроля отверстий диаметром более 100 мм используют-
ся неполные калибр-пробки (они односторонние).
Для контроля отверстий по глубине используют штангенцир-
куль ШЦ-1 с линейкой глубиномера; штангенглубиномер с от-
счетом по нониусу 0,05 мм, шаблоны. Для более точного измере-
ния — микрометрический глубиномер с ценой деления 0,01 мм.
Ширину выточки в отверстии контролируют штангенцирку-
лем, шаблоном.
Контрольные вопросы
1. Какие способы обработки отверстий вам известны?
2. От чего зависит способ обработки отверстий?
3. В каком случае для обработки используют только сверление?
4. Чему равен угол при вершине сверла, если обрабатываются сталь-
ные или чугунные изделия?
5. Почему хвостовики сверл, зенкеров, разверток выполняются по
ГОСТу?
6. В каком случае сверло считается заточенным правильно?
71
7. Каким образом можно повысить производительность труда при свер-
лении?
8. С помощью какого инструмента можно проконтролировать угол при
вершине сверла и длину режущих кромок?
9. В каких случаях производится зенкерование отверстий?
10. В чем заключается преимущество использования сборных зенке-
ров?
11. Какими способами при растачивании достигают требуемой глуби-
ны обработки?
12. Почему задний угол у расточного резца выполняют большим, чем
у резца, используемого для наружного точения?
13. С какой целью отверстие обрабатывают разверткой?
14. Чем отличается по конструкции ручная развертка от машинной?
15. С какой целью на калибрующей части развертки шлифуется обрат-
ный конус?
16. Почему угловой шаг между зубьями развертки делается неравно-
мерным?
17. Какой из способов токарной обработки позволяет получить наибо-
лее точное отверстие?
Глава 5
ТЕХНОЛОГИЯ НАРЕЗАНИЯ КРЕПЕЖНЫХ
РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ
5.1. Общие сведения о резьбах
Резьба — чередующиеся выступы и впадины на поверхности
тела вращения, расположенные по винтовой линии. Резьбовые
соединения встречаются в различных механизмах и используются
для разъемного соединения деталей с помощью резьб, называе-
мых крепежными, для преобразования вращательного движения
в поступательное, для герметических соединений трубопроводов.
Эксплуатационные требования к резьбам зависят от их назна-
чения. Для резьб, используемых в измерительных инструментах,
главным является высокая точность, для крепежных резьб — проч-
ность соединения, при соединении труб — герметичность.
Типовыми крепежными соединениями являются: винтовое,
болтовое, шпилечное.
Резьбы классифицируются по следующим признакам.
По профилю нарезаемой резьбы:
• треугольного профиля — метрические, дюймовые, трубные;
• трапецеидального профиля — упорные, трапецеидальные, мо-
дульные, питчевые;
• прямоугольного профиля;
• круглые.
По форме поверхности, на которой образованы резьбы: цилин-
дрические и конические.
По направлению винтовой линии:
• правые резьбы, в которых подъем винтовой линии происхо-
дит по часовой стрелке;
• левые резьбы, в которых подъем винтовой линии происходит
против часовой стрелки.
По количеству заходов: однозаходные и многозаходные (двух-
заходные, трехзаходные и т.д.).
Основной крепежной резьбой в нашей стране является метри-
ческая резьба.
Метрическая резьба имеет треугольный профиль с углом е = 60°
Вершины выступов срезаны, а дно впадин закруглено. Шаг и диа-
метры измеряются в миллиметрах. В зависимости от точности сред-
73
него диаметра метрическая резьба имеет четыре степени точности
для винтов (4, 6, 7, 8) и четыре степени точности для гаек (4, 5,
6, 7). В зависимости от назначения резьбы для ее элементов преду-
смотрены различные поля допусков: h, g, е, d — для болтов; Н, G —
для гаек.
Метрические резьбы делятся на резьбы с крупным шагом и
мелким. У резьб с крупным шагом с увеличением диаметра увеличи-
вается и шаг резьбы; наибольший шаг такой резьбы 6 мм. Мелкие
резьбы имеют шаг, независимый от диаметра: на деталях большо-
го диаметра может быть нарезана резьба с мелким шагом. Резьба с
крупным шагом обозначается буквой М (метрическая) и цифра-
ми (диаметром резьбы). Рядом с диаметром указывается степень
точности резьбы (например: 4g, 6Н). Если резьба левая, то рядом
указывается: LH. Резьбы с мелким шагом обозначаются: буквой
М, цифрами (диаметр резьбы) и,- кроме того, указывается вели-
чина шага. Например: M18-7h6h. Это означает, что резьба на болте
метрическая с крупным шагом; номинальный наружный диаметр
18 мм; поле допуска среднего диаметра 7h; поле допуска наруж-
ного диаметра 6h; степень точности среднего диаметра — 7; сте-
пень точности наружного диаметра — 6; ряд основных отклоне-
ний — h; правая.
М12* 1 7Н 6Н LH — резьба на гайке; метрическая с мелким
шагом, равным 1 мм; номинальный наружный диаметр 12 мм;
поле допуска среднего диаметра 7Н; поле допуска наружного ди-
аметра — 6Н; степень точности среднего диаметра — 7; степень
точности наружного диаметра — 6, ряд основных отклонений Н;
левая.
Дюймовая резьба встречается в старом оборудовании или в
машинах, поступающих из стран, где принята дюймовая система
мер (Англия, США и др.). Дюймовая резьба имеет треугольный
профиль с углом е = 55° Шаг дюймовой резьбы определяется ко-
личеством витков, имеющихся на длине в 1", где 1" — 25,4 мм.
Основные параметры резьб указаны на рис. 5.1.
Профиль резьбы — это контур сечения резьбы в плоскости, про-
ходящей через ее ось.
Средний диаметр d2 резьбы — диаметр воображаемого соосного
с резьбой цилиндра, образующая которого пересекает профиль
резьбы в точках, где ширина канавки равна половине номиналь-
ного шага резьбы, а ширина выступа равна ширине впадины.
Наружный диаметр d резьбы — диаметр воображаемого цилин-
дра, описанного вокруг вершин наружной резьбы или впадины
внутренней резьбы. Этот диаметр для большинства резьб является
номинальным.
Внутренний диаметр d\ резьбы — диаметр воображаемого ци-
линдра, вписанного касательно к впадинам наружной резьбы или
вершинам внутренней резьбы.
74
Рис. 5.1. Профиль метрической резьбы:
d — наружный диаметр наружной резьбы; — средний диаметр резьбы; dt —
внутренний диаметр резьбы; р — шаг резьбы; й2 — высота исходного профиля;
Л, — высота профиля; й — рабочая высота профиля; е — угол профиля; / —
длина свинчивания
Шаг резьбы р — расстояние между соседними одноименными
боковыми сторонами профиля в направлении, параллельном оси
резьбы.* Для многозаходной резьбы различают термины «шаг» и
«ход».
Ходом Н резьбы называется расстояние между ближайшими
одноименными сторонами профиля, принадлежащими одной и
той же винтовой поверхности в направлении, параллельном оси
резьбы.
В однозаходной резьбе Н = р, а в многозаходной Н = pz, где z —
число заходов резьбы.
Угол ц подъема резьбы — угол между касательной, проведенной
к винтовой линии, и плоскостью, перпендикулярной оси резьбы.
Угол е профиля резьбы — угол между боковыми сторонами
профиля, измеренный в осевом сечении. У симметричных резьб
(метрические и дюймовые) каждая из сторон профиля имеет угол
наклона, равный е/2.
Различают: высоту Л2 исходного профиля, образованного при
продолжении боковых сторон до их пересечения; высоту hx про-
филя — расстояние между вершиной и впадиной профиля, изме-
ренное перпендикулярно к оси резьбы; рабочую высоту h профи-
ля — высоту соприкосновения сторон профиля наружной и внут-
ренней резьб.
Длина / свинчивания — длина соприкосновения винтовых по-
верхностей наружной и внутренней резьбы в осевом направлении.
75
Метрические резьбы общего назначения стандартизированы и
изготовляются диаметром от 1 до 600 мм с шагом от 0,2 до 6 мм.
Резьба (резьбовая поверхность) образуется одновременным вра-
щательным и поступательным движениями какого-либо профиля
относительно оси.
При нарезании резьбы на токарном станке заготовке придают
вращательное движение, а инструменту — равномерное продоль-
ное перемещение, в результате этих движений образуется винто-
вая линия.
5.2. Инструменты, используемые при изготовлении резьб
Резьбу нарезают плашками, метчиками, резцами, резьбона-
резными головками, накатными головками. (В этой главе резцы,
используемые для нарезания резьбы, не рассматриваются.)
Плашка представляет собой кольцо, изготовленное из инстру-
ментальной стали и имеющее такую же резьбу, для нарезания
которой она предназначена. В плашке в зависимости от ее размеров
просверлено 3 — 8 отверстий, пересекающих резьбу. На пересече-
нии поверхности отверстий с поверхностью резьбы образуются
режущие гребенки, причем благодаря фаскам гребенки имеют
режущие части, которые выполняют работу резания. На цилинд-
рическом участке резьбы образуется калибрующая часть плашки
(5 — 6 витков), которая калибрует резьбу по размеру и обеспечи-
вает требуемую шероховатость поверхности резьбы (рис. 5.2).
Плашки используются с двух сторон: после износа режущей
части с одной стороны плашку переворачивают в плашкодержате-
ле и работу ведут другой стороной. На торце плашки маркируется
размер нарезаемой резьбы.
Для компенсации износа применяют регулируемые плашки с
прорезью. Величину среднего диаметра нарезаемой резьбы регу-
лируют винтами 1, 2 плашкодержателя 3.
Метчик представляет собой винт того же диаметра, шага и угла
профиля резьбы, что и нарезаемая им резьба; изготовляется из
инструментальной стали и имеет продольные стружечные канав-
ки. На пересечениях канавок с витками резьбы образуются резь-
бовые гребенки (рис. 5.3).
Работа резания выполняется режущей (заборной) частью мет-
чика, у которой высота режущих зубьев постепенно повышается.
По мере ввинчивания метчика в отверстие режущая часть проре-
зает резьбовые канавки: каждый зуб срезает небольшую часть при-
пуска, после прохода режущей части резьба приобретает полный
профиль.
Зубья на режущей части метчика затылованы, т. е. имеют зад-
нюю (затылочную) поверхность, выполненную по архимедовой
76
Рис. 5.2. Резьбонарезная плашка:
а — вид плашки в плане; б — элементы резьбы плашки; в — разрезная регулиру-
емая плашка; г — закрепление плашки в плашкодержателе; 1 — зажимные вин-
ты; 2 — регулирующий винт; 3 — плашкодержатель; 4 — плашка; у — передний
угол; 2<р — угол фаски; h — толщина плашки; D — наружный диаметр плашки;
с — прорезь регулируемой плашки
1 — виток; 2 — канавка; 3 — сердцевина; 4 — режущее
перо; 5 — центровое отверстие; 6 — передняя поверх-
ность; 7 — режущая кромка; 8 — затылочная поверх-
ность; а — задний угол; у — передний угол
77
спирали, благодаря чему образуется задний угол а, облегчающий
процесс резания. За режущей частью метчика расположена калиб-
рующая часть, не имеющая затыловки (а = 0°); она служит для
направления метчика по резьбе и для зачистки (калибрования)
профиля резьбы.
Затупленный метчик затачивают по передним поверхностям
режущих гребенок, т.е. по дну стружечной канавки. Так как на
калибрующей части не имеется заднего угла, то после переточек
диаметр резьбы метчика не изменяется.
По числу перьев различают трехперые и четырехперые метчи-
ки. Метчики бывают ручные (слесарные), машинные и гаечные с
удлиненным хвостовиком. Ручные метчики применяют комплек-
том из двух или трех штук, между которыми распределяется при-
пуск на обработку.
На каждом метчике обозначены марка стали и размер резьбы.
Для отличия первого, второго или третьего метчиков комплекта
на хвостовике каждого из них нанесено соответствующее число
кольцевых рисок.
Наряду с метчиками с прямыми канавками используют метчи-
ки со спиральными канавками, которые обладают повышенной
стойкостью. При нарезании метчик ввинчивается в резьбу, после
нарезания его вывинчивают. При правом наклоне канавок облег-
чается вывод стружки из отверстия.
Резьбонарезные головки используются для увеличения произво-
дительности при обработке резьбовой поверхности и повышения
ее точности. По конструкции гребенок головки могут быть с круг-
лыми и плоскими гребенками. Для нарезания более точных резьб
используют головки с радиальным расположением гребенок, для
резьб с более низкими точностными требованиями — с танген-
циальным расположением.
Резьбонакатные плашки используются для получения резьбы
методами пластической деформации.
В пазах корпуса головки расположены сухари, к которым на
осях крепятся накатные ролики. Ролики имеют кольцевую нарез-
ку, по шагу и профилю соответствующую накатываемой резьбе.
Диаметр резьбы регулируют поворотом эксцентриковых шеек всех
осей роликов при помощи специального устройства.
5.3. Нарезание крепежных резьб
Нарезание резьбы плашками. Участок детали, на котором необ-
ходимо нарезать резьбу предварительно обрабатывают по наруж-
ному диаметру. Диаметр обработанной поверхности должен быть
несколько меньше наружного диаметра резьбы, так как в процес-
се нарезания металл выдавливается.
78
Рекомендуется необходимый размер стержня определять по
справочнику, так как при слишком малом диаметре резьба полу-
чится неполного профиля, а при сильно увеличенном — резьба
может быть сорвана или получится нечистой, так как плашка,
срезая много металла сминает и надрывает витки резьбы.
Для более легкого врезания плашки в металл на торце изделия
снимают фаску, соответствующую высоте профиля резьбы.
Плашка может устанавливаться в ручной плашкодержатель
(рис. 5.4, а) и самовыдвижной качающийся (рис. 5.4, б), устанав-
ливаемый в пиноли задней бабки.
В плашкодержателе плашку закрепляют винтами, которые вхо-
дят в углубления на боковой поверхности плашки. Нарезаемую
деталь устанавливают в патроне.
При нарезании резьбы плашкой, закрепленной в ручном плаш-
кодержателе, ее подводят к заготовке, подпирая плашкодержа-
тель торцом пиноли задней бабки, рукоятка плашкодержателя
упирается в суппорт. После нарезания двух-трех витков с поджи-
мом дальнейшая подача плашки происходит самозатягиванием.
Плашкодержатель можно поджимать упором, закрепленным в
резцедержателе, а рукоятку плашкодержателя упирать в планку,
которая также закреплена в резцедержателе (рис. 5.4, в). При работе
ручным плашкодержателем следует соблюдать осторожность, что-
бы рука не попала между рукояткой плашкодержателя и опорой.
Держать плашкодержатель руками после пуска станка не раз-
решается, так как это может привести к травме рук или поломке
инструмента.
Необходимо обратить внимание на то, чтобы боковая поверх-
ность плашки располагалась перпендикулярно оси изделия, так
Рис. 5.4. Виды плашкодержателей
и нарезание резьбы плашкой:
а — плашкодержатель-вороток; б — ка-
чающийся самовыдвижной плашкодер-
жатель; в — применение упорной план-
ки; 1 — плашка; 2 — плашкодержатель;
3 — штифт; 4 — корпус; 5 — винт; 6 —
Упор; 7 — планка (стрелкой показано
направление перемещения)
в
79
как если на первых витках плашка получит перекос, то и при
дальнейшем перемещении она будет перемещаться боком.
Более совершенным и безопасным методом является нарезание
резьбы плашкой, установленной в самовыдвижной качающийся
плашкодержатель.
Скорость резания при нарезании резьбы плашками:
• для стальных заготовок — 3...4 м/мин;
• для чугунных заготовок — 2...3 м/мин;
• для латунных заготовок — 10... 15 м/мин.
При нарезании резьбы плашками следует обильно применять
смазочно-охлаждающую жидкость: для стали — эмульсию, мине-
ральное масло, сульфофрезол; для чугуна — керосин.
Нарезание резьбы метчиками. Метчиками часто нарезают внут-
ренние резьбы диаметром до 50 мм.
Перед нарезанием резьбы сначала необходимо подготовить от-
верстие — сверлением или сверлением с растачиванием.
При работе метчик выдавливает некоторый слой металла из
впадины резьбы и уменьшает диаметр отверстия, что затрудняет
нарезание. Поэтому диаметр отверстия должен быть несколько
больше внутреннего диаметра резьбы. Так как сталь более подвер-
жена пластической деформации, чем чугун, отверстие под резьбу
стальной заготовки выполняют большего диаметра, чем под резь-
бу чугунной заготовки. Диаметр отверстия под резьбу выбирается
по справочнику.
Глухие отверстия под резьбу должны иметь большую длину,
чем длина нарезаемой резьбы, не менее чем на величину забор-
ной части метчика.
Нарезание резьбы метчиками ведется при вращательном движе-
нии изделия, установленного в патрон так, чтобы ось нарезаемого
отверстия совпадала с осью вращения шпинделя и поступательным
движением метчика вдоль оси.
Для нарезания резьбы метчиком пользуются слесарным ворот-
ком, который насаживают на квадратный хвостовик метчика. Мет-
чик поджимают центром, установленным в пиноли задней баб-
ки, а рукоятка воротка упирается при этом в суппорт. Такой спо-
соб подачи метчика допускается только для нарезания резьб не-
большого диаметра (до 8 мм). В других случаях в резцедержатель
устанавливают дополнительный держатель с центром и упорную
планку: метчик поджимают центром, а вороток упирают в планку.
Так как метчик и планка передвигаются вместе, то перекоса не
будет: устраняется опасность возникновения дефектов резьбы и
поломки метчика. Наиболее целесообразно закреплять метчик в
качающемся самовыдвижном метчикодержателе, закрепленном в
пиноль задней бабки.
Корпус метчикодержателя устанавливают конусным хвостови-
ком в пиноль задней бабки, а метчик — в квадратное гнездо под-
80
вижной части метчикодержателя. При вращающейся заготовке
метчик вводится в отверстие и легко подается вращением махо-
вичка задней бабки. Как только в заготовке будут нарезаны два-
три витка резьбы, дальнейший поджим метчика не требуется, так
как он будет сам ввинчиваться в резьбу, а метчикодержатель, сле-
дуя за метчиком, будет выдвигаться из корпуса.
Обычно на токарных станках применяют машинные метчики,
что позволяет нарезать резьбу за один рабочий ход. Иногда ис-
пользуют комплекты, состоящие из двух-трех метчиков. В комп-
лекте из двух метчиков первый (черновой) срезает 75 % высоты
витка, а второй (чистовой) — остальные 25 %.
В комплекте из трех метчиков первый (черновой) выполняет
60%, средний (получистовой) — 30% и третий (чистовой) —
10 % всей работы.
Для нарезания резьбы в деталях из нержавеющей и жаропроч-
ной сталей применяются «шахматные» метчики со срезанными
через один зубьями. Образующаяся между зубьями широкая впа-
дина способствует хорошему размещению стружки, устраняет
опасность заклинивания метчика от наростообразования.
Скорость резания при нарезании резьбы метчиками:
• для стальных заготовок — 5... 12 м/мин;
• для чугунных, бронзовых и алюминиевых заготовок — 6...
22 м/мин.
Нарезание резьбы производится с охлаждением.
Нарезание резьбы резьбонарезными головками. Резьбонарезные
головки устанавливаются в пиноли корпуса задней бабки. Диаметр
стержня выбирается аналогично нарезанию резьбы плашками.
При нарезании наружной резьбы наиболее часто используются
головки с круглыми гребенками, так как они просты по конст-
рукции и обладают большей стойкостью. Подачу для врезания гребе-
нок осуществляют маховичком задней бабки. Дальнейшая подача
происходит самозатягиванием.
После нарезания резьбы гребенки автоматически расходятся и
при обратном ходе не соприкасаются с резьбой. Скорость резания
при нарезании резьбонарезными головками 15...20 м/мин.
Накатывание резьбы. Операция заключается в пластическом де-
формировании металла заготовки, в результате чего образуется
резьбовая поверхность. Преимущества накатывания перед нарезани-
ем: волокна металла не перерезаются, а изгибаются и уплотняются,
отчего резьба получается прочной и износостойкой; экономится
металл, так как диаметр заготовки соответствует не наружному, а
среднему диаметру резьбы.
Накатывание наружной резьбы на токарных станках осущест-
вляют накатными регулируемыми плашками (головками НП-1).
Накатные головки закрепляют в специальный держатель, ко-
торый устанавливают в задней бабке. В момент врезания головку
81
удерживают вручную, а затем упирают рукояткой в упор, зажа-
тый в резцедержателе. Накатывание обеспечивает высокую произ-
водительность и точность резьбы (до степени 6h), а также малую
шероховатость поверхности витков.
Внутреннюю резьбу в деталях из легких сплавов можно полу-
чить внутренним накатыванием (выдавливанием).
Инструмент — накатник напоминает метчик: имеет заборную
и калибрующую части, но без стружечных канавок. Диаметр от-
верстия под выдавливание резьбы ориентировочно определяют по
формуле
^ОТВ = О^Р,
но практически уточняют по первым обработанным деталям. Вы-
давливанием можно получить резьбу с точностью до 5Н. При
накатывании резьбы в качестве смазки применяют минеральное
масло.
5.4. Виды дефектов резьбовой поверхности, крепежной резьбы.
Контроль резьбовой поверхности
При обработке резьбовой поверхности возможен ряд отклоне-
ний от заданных параметров. Основными видами дефектов явля-
ются:
• неполная высота резьбы (из-за неправильно выбранного ди-
аметра стержня или отверстия);
• неодинаковая высота резьбы по всей длине (если стержень
или отверстие имеют конусность или произошел перекос плашки
или метчика в процессе нарезания);
• неточные размеры (вследствие недостаточного или излишне-
го съема металла при нарезании резьбы);
• недостаточная чистота поверхности (из-за сильного затуп-
ления инструмента, завышенной скорости резания, недостаточ-
но жесткого крепления детали, неправильно выбранного охлаж-
дения);
• «растяжка» резьбы (из-за замедления хода инструмента).
После обработки резьбовой поверхности необходимо контро-
лировать следующие параметры: диаметры, угол профиля, шаг
резьбы.
Средний диаметр резьбы контролируют резьбовым микромет-
ром (рис. 5.5, а).
В микрометрическом винте 5 и пятке 2 сделаны отверстия, в
которых устанавливают резьбовые вставки (из набора к микро-
метру): в микрометрический винт — коническую 4 с углом, рав-
ным углу профиля, в пятку — призматическую 3. При контроле
коническую вставку 4 вводят в канавку резьбы, а призматическая
82
Рис. 5.5. Контроль среднего диаметра резьбы:
а — резьбовой микрометр: 1 — скоба; 2 — пятка; 3 — призматическая вставка;
4 — коническая вставка; 5 — микрометрический винт; 6 — стебель; 7 — барабан;
8 — шаблон; б — контроль с помощью трех проволочек: М — расстояние между
крайними точками наружных поверхностей проволочек, установленных во впа-
дины резьбы; dcp — средний диаметр резьбы; d — диаметр проволочки; р — шаг;
е — угол профиля резьбы
вставка 3 охватывает противоположный виток. Для установки мик-
рометра на нуль служит установочный шаблон 8. Погрешность из-
мерения среднего диаметра микрометром — 0,01 мм.
Точный контроль резьб (с погрешностью до 0,01 мм) выпол-
няют также обычным микрометром при помощи трех закаленных
цилиндрических проволочек, диаметр которых выполнен с высо-
кой точностью. Проволочки входят во впадины резьбы (рис. 5.5, б).
Микрометром измеряют размер М по проволочкам, а средний
диаметр резьбы рассчитывают по формулам:
83
для метрической резьбы
dcp = М- 3d + 0,866/?;
для дюймовой резьбы
dcp = М- 3,166J + 0,961/?,
где d — диаметр проволочки.
В массовом производстве точность резьбовых изделий контро-
лируют предельными калибрами: наружную резьбу резьбовыми
кольцами, а внутреннюю — резьбовыми пробками. Проходной ка-
либр ПР имеет полный профиль резьбы и должен свинчиваться с
контролируемым резьбовым изделием на полную длину резьбы,
непроходной калибр НЕ имеет два-три витка и укороченный про-
филь. Непроходной калибр может свинчиваться с резьбой не бо-
лее чем на один-два витка.
Не допускается производить контроль резьб до полной остановки
станка.
Профиль резьбы контролируют резьбовыми шаблонами, пласти-
нами, имеющими вырезы с соответствующими углами профиля,
для одновременного контроля угла профиля и шага — набором
шаблонов-резьбомеров.
На каждом шаблоне имеется гребенка определенного шага и
угла профиля и соответствующее обозначение (например: 60°, 2 мм
или 55°, 11 витков). Прикладывая шаблон гребенкой к резьбе,
определяют на просвет совпадение шага и угла профиля гребенки
с шагом и углом профиля контролируемой резьбы.
Шаг резьбы можно контролировать масштабной линейкой, из-
меряя расстояние через десять или двадцать витков. Полученный
размер делят соответственно на 10 или 20, определяя таким обра-
зом расстояние между двумя соседними витками. Для дюймовой
резьбы определяют, сколько витков укладывается на длине 1".
Контрольные вопросы
1. Какие движения необходимы для получения резьбовой поверх-
ности?
2. Какие формы профиля могут иметь резьбы?
3. Какие элементы характеризуют резьбу?
4. Что называется шагом резьбы?
5. Какую резьбу называют метрической и как ее обозначают на черте-
жах?
6. Как по обозначению отличить резьбу с крупным шагом от резьбы с
мелким шагом?
7. Чем отличается дюймовая резьба от метрической?
8. Какими инструментами контролируют резьбу в массовом произ-
водстве?
9. Какие правила безопасности труда необходимо соблюдать при кон-
троле резьб?
84
10. Какая резьба прочнее — нарезанная или накатанная и почему?
11. Из каких материалов изготавливают плашки и метчики?
12. Каким образом образуются режущие гребенки на плашке?
13. С какой целью используются регулируемые плашки?
14. Как подбирается диаметр стержня под нарезание резьбы?
15. Что представляет собой метчик?
16. Какое приспособление используется для закрепления метчика?
17. В детали из какого материала отверстие под резьбу должно быть
больше, в стальной или чугунной?
Глава 6
ТЕХНОЛОГИЯ ОБРАБОТКИ КОНИЧЕСКИХ
ПОВЕРХНОСТЕЙ
6.1. Общие сведения о конических поверхностях
В машиностроении многие детали и инструменты имеют ко-
нические поверхности. Они могут быть наружными и внутренни-
ми, располагаться по всей длине изделия или на отдельных его
участках.
Наиболее часто конические поверхности используются для
неподвижных соединений и обеспечения плотного прилегания
одних деталей к другим.
Неподвижные соединения деталей при помощи конических
поверхностей необходимы в тех случаях, когда требуется частая
их разборка, например, для соединения хвостовиков сверл, зен-
керов, разверток, имеющих наружную коническую поверхность,
с коническими отверстиями в пиноли задней бабки или отвер-
стиями в переходных втулках, для соединения конических хвос-
товиков центров с коническими отверстиями в шпинделе или
пиноли задней бабки и т.д.
Плотное соединение с помощью конусов достигается в таких
деталях, как клапаны и гнезда клапанов, седла корпусов запорных
вентилей и т.д. Кроме того, коническую форму имеют некоторые
зубчатые колеса, диски фрикционных передач, ролики в подшип-
никах, переходные втулки и многие другие дЬтали.
Конические поверхности могут представлять собой полный ко-
нус и усеченный (рис. 6.1).
Полный конус получится, если вращать треугольник АБВ от-
носительно катета АБ, принятого за ось. Катет АБ называется вы-
сотой конуса, прямая АВ — образующей конуса, точка А является
вершиной конуса.
При вращении катета БВ относительно оси АБ образуется по-
верхность, называемая основанием конуса (рис. 6.1, а).
Угол между образующей АГ и осью АБ называется углом уклона
конуса и обозначается а. Углы выражаются в градусах, минутах и
секундах.
Угол ВАГ между образующими АВ и Л Г конуса называется углом
конуса и обозначается 2а.
86
Если от конуса отрезать его верхнюю часть плоскостью, парал-
лельной его основанию (рис. 6.1, б), то получится тело, называе-
мое усеченным конусом; тело имеет два основания — верхнее и
нижнее. Расстояние ОО{ по оси между основаниями называется
высотой усеченного конуса. Далее для простоты будем называть все
конические поверхности конусами.
На чертежах указывают обычно три основных размера конуса:
больший диаметр D, меньший диаметр d и высоту конуса / (см.
рис. 6.1, в).
Из прямоугольного треугольника ГДЕ, у которого катет ГД =
= (D - d) /2, а катет ДЕ - I, следует, что тангенс угла наклона
конуса
Теперь с помощью тригонометрических таблиц можно опреде-
лить угол уклона конуса а. Например: дано D = 80 мм; d = 70 мм;
/ = 100 мм. По формуле определяем
tga =
D-d
2/
80-70 _ 10
2-100 " 200
По таблице тригонометрических величин находим значение,
наиболее близкое к tga = 0,05, т.е. tga = 0,049, которому соответ-
ствует угол уклона конуса a = 2’50'. Следовательно, угол конуса
2a = 2-2’50'= 5’40'
Иногда на чертеже указывается только один из диаметров ко-
нуса, например больший D, высота конуса / и так называемая
конусность.
Рис. 6.1. Конусы:
а — полный; б — усеченный; в — эскиз усеченного конуса с основными пара-
метрами, характеризующими его; d — диаметр меньшего основания; D — диа-
метр большего основания; a — угол уклона конуса; 2a — угол конуса; А — Е— точки;
О, Oj — характерные точки конуса, используемые для геометрических построений
87
Конусностью называется отношение разности диаметров кону-
са к его высоте. Обозначим конусность буквой К, тогда
D-d
I ‘
Если на чертеже показан меньший диаметр d конуса, высота
конуса / и конусность К, то размер большего диаметра можно
определить по формуле D= d+ KI.
Если возьмем отношение полуразности диаметров конуса к его
высоте, то получим величину, называемую уклоном конуса
Уклон конуса в два раза меньше конусности. Уклон конуса и
конусность обычно выражают отношением, например 1:10; 1:50,
или десятичной дробью — 0,1; 0,05; 0,02 и т.д.
Для осуществления взаимозаменяемости конические поверхно-
сти хвостовиков, инструментов, центров выполняют в соответствии
с ГОСТом. Конусы хвостовиков называются конусами Морзе. Раз-
меры конусов Морзе указаны в справочниках.
6.2. Способы получения конических поверхностей
Для получения конической поверхности при обработке на токар-
ном станке необходимо, чтобы при вращении заготовки вершина
лезвия перемещалась не параллельно, а под некоторым углом к
оси центров. Этот угол должен равняться углу уклона конуса — а
(см. рис. 6.1, в).
Перемещать вершину резца под углом к оси заготовки для полу-
чения конической поверхности можно следующими способами:
• смещением корпуса задней бабки;
• поворотом верхней части суппорта;
• с помощью конусной линейки и другими способами.
Небольшие конусы можно получить также с помощью широ-
ких резцов.
Стандартные конические отверстия могут быть обработаны
набором стержневых инструментов с конической формой рабо-
чей части.
6.3. Обработка конических поверхностей
Обработка конических поверхностей широким резцом использу-
ется для наружных и внутренних конических поверхностей дли-
ной до 20 мм. У широкого резца главный угол в плане ср равняется
углу уклона конуса. Для установки резца применяют установочный
88
шаблон, который прижимают к цилиндрической поверхности за-
готовки, а к наклонной рабочей поверхности шаблона подводят
резец. Затем шаблон убирают и резец подают к заготовке.
Для уменьшения искажения образующей конической поверх-
ности и уменьшения отклонения угла уклона конуса необходимо
устанавливать режущую кромку резца по оси вращения обрабаты-
ваемой детали.
Следует учитывать, что при обработке конуса резцом с режу-
щей кромкой длиной более 10... 15 мм могут возникнуть вибрации,
уровень которых тем выше, чем больше длина обрабатываемой
детали, меньше ее диаметр, меньше угол уклона конуса, ближе
расположен конус к середине детали, больше вылет резца и меньше
прочность его закрепления. В результате вибраций на обрабатыва-
емой поверхности появляются следы и ухудшается ее качество.
При обработке широким резцом жестких деталей вибрации
могут отсутствовать, но при этом возможно смещение резца под
действием радиальной составляющей силы резания, что приво-
дит к нарушению настройки резца на требуемый угол уклона.
Смещение резца зависит от режима обработки и направления дви-
жения подачи.
При обработке конических поверхностей поворотом верхней ча-
сти суппорта обрабатываемые заготовки можно устанавливать и
закреплять как в центрах, так и в патроне (рис. 6.2). Резец необхо-
димо устанавливать точно по высоте центров станка. При обтачи-
вании наружных поверхностей используются проходные резцы,
при обработке внутренних поверхностей — расточные.
Величину угла поворота верхней части суппорта определяют
по формуле
где угол а находят по таблицам Брадиса.
Поворотная плита суппорта вместе с верхними салазками по-
ворачивается относительно поперечных салазок на необходимый
угол а. Для этого освобождают гайки винтов крепления плиты.
Контроль угла поворота с точностью до одного градуса осуществ-
ляют по делениям плиты.
Более точно настройка на угол поворота производится по пред-
варительно изготовленной (эталонной) детали, которую закреп-
ляют в шпинделе станка. Индикатор закрепляют в резцедержате-
ле, а наконечник индикатора устанавливают точно по центру и
подводят к конической поверхности эталона вблизи меньшего
сечения, при этом стрелка индикатора ставится на нуль. Затем
суппорт перемещают так, чтобы наконечник индикатора касался
заготовки, а стрелка все время находилась на нуле. Положение
суппорта после настройки фиксируют зажимными гайками.
89
Рис. 6.2. Обработка конических поверхностей поворотом верхней части
суппорта:
а — обтачивание наружной поверхности; б — растачивание внутренней поверх-
ности; в — растачивание внутренней поверхности расточным резцом с голов-
кой, отогнутой вправо; а — угол уклона конуса (стрелками показано направле-
ние перемещения резца); Dr — главное движение; / — длина заготовки
Перед растачиванием конического отверстия в сплошной за-
готовке предварительно сверлят отверстие, диаметр которого меньше
малого диаметра конуса. Для облегчения растачивания длинного
отверстия можно подготовить его ступенчатым рассверливанием.
Разность размеров ступеней 1,5...2,5 мм на сторону.
Если наружная коническая поверхность вала и внутренняя ко-
ническая поверхность втулки должны сопрягаться, то конусность
сопрягаемых поверхностей должна быть одинакова. Для этого об-
работку сопрягаемых поверхностей выполняют без изменения
90
положения поворотной плиты. При этом применяют расточной
резец с головкой, отогнутой вправо от стержня, а шпинделю со-
общают обратное вращение.
Достоинствами этого способа являются возможность обработки
конических поверхностей с любым углом уклона, простота налад-
ки станка. Недостатками — невозможность обработки длинных
конических поверхностей, так как длина обрабатываемой поверх-
ности не должна превышать длину хода верхней части суппорта,
обработка производится ручной подачей, что отражается на каче-
стве обработанной поверхности — увеличивается высота микро-
неровностей и снижается производительность обработки.
Обработка конических поверхностей смещением корпуса задней
бабки в поперечном направлении используется для длинных кони-
ческих поверхностей с углом уклона а не более 10°
Заготовку устанавливают в центры, вращение ей передается
поводковой планшайбой и хомутиком. Корпус задней бабки при
помощи винта смещают в поперечном направлении так, чтобы
ось заготовки располагалась под углом к оси центров, а образую-
щая конуса параллельно этой оси.
При включении подачи каретки суппорта резец, перемещаясь
параллельно оси шпинделя, будет обтачивать коническую поверх-
ность (рис. 6.3).
Если смещение корпуса задней бабки производится «на токаря»,
то меньший диаметр конуса получится на заготовке со стороны зад-
ней бабки, а если «от токаря», то со стороны передней бабки.
Допускается смещение корпуса задней бабки в поперечном-
направлении ±15°
Рис. 6.3. Обработка конической поверхности способом смещения корпу-
са задней бабки в поперечном направлении:
h — величина смещения корпуса задней бабки; L — длина детали; / — длина
конической поверхности; а — угол уклона конуса (стрелкой показано направле-
ние движения резца); АВ — ось детали; ВС — перпендикуляр, проведенный к
прямой, совпадающей с продольным перемещением инструмента; d — меньший
диаметр конуса; D — больший диаметр конуса
91
Подсчет величины смещения корпуса задней бабки в попереч-
ном направлении осуществляется следующим образом:
• если обрабатываемая деталь имеет и конические и цилиндри-
ческие участки L * I, величина смещения Н находится при рас-
смотрении прямоугольного треугольника (см. рис. 6.3). Отношение
противолежащего катета Н к гипотенузе L равно синусу угла ук-
лона конуса а:
при малых величинах угла а можно считать, что sin а = tga (напри-
мер, для угла 7° синус равен 0,120, а тангенс — 0,123):
Н „ Tt rr LD-d
— = tga, H = Ltga, H
JL/ I £•
• если вся деталь имеет коническую поверхность, L = /, ве-
личина смещения корпуса задней бабки определяется по формуле
Величину смещения корпуса задней бабки относительно пли-
ты контролируют по делениям на торце плиты или при помощи
лимба поперечной подачи. Для этого в резцедержателе закрепля-
ют планку, которую подводят к пиноли задней бабки; положение
планки фиксируется по лимбу, затем поперечные салазки отво-
дят назад на расчетную величину и корпус задней бабки смещают
до соприкосновения пиноли с планкой.
Наладку станка на обтачивание конусов способом смещения
корпуса задней бабки можно выполнять также и по эталонной
детали, которую закрепляют в центрах.
Корпус задней бабки смещают, контролируя индикатором па-
раллельность образующей поверхности эталонной детали к на-
правлению подачи.
Рис. 6.4. Сопряжение центрового отверстия и центра:
а — при использовании жесткого центра; б — при использовании центра с ша-
риком на конце
92
Достоинствами обработки конических поверхностей способом
смещения корпуса задней бабки являются возможность обработки
длинных заготовок и возможность автоматической подачи суппор-
та. Недостатками — невозможность обработки внутренних конусов
и конусов с большим углом уклона, длительность переналадки станка.
В процессе обработки конических поверхностей смещением
корпуса задней бабки в поперечном направлении сильно изна-
шиваются центровые отверстия и рабочая поверхность центра,
поэтому для уменьшения их износа рекомендуется использовать
центр с шариком на конце (рис. 6.4).
Для обеспечения одинаковой конусности партии деталей ре-
комендуется предварительно их обработать, затем исправить цен-
тровые отверстия и после этого произвести чистовую обработку.
Обработка конической поверхности при помощи копировальной
(конусной) линейки используется для конических поверхностей раз-
личных длин с углом уклона до 12° при условии изготовления
больших партий деталей. Обработка конуса с помощью конусной
линейки позволяет получить высокую точность внутренних и на-
ружных поверхностей (рис. 6.5).
Производительность изготовления деталей этим способом выше,
чем при обработке другими способами.
Рис. 6.5. Обработка конической поверхности с помощью копировальной
(конусной) линейки:
1 — кронштейн; 2 — плита; 3 — конусная линейка; 4 — сухарь; 5 — тяга (стрелкой
показано направление перемещения резца); 6 — палец; D, — главное движение;
Дгпрод — движение резца в продольном направлении; а — угол уклона конуса
93
Конусная линейка устанавливается на плите, которая крепит-
ся на некоторых моделях токарно-винторезных станков к задней
стороне станины. Эту линейку можно поворачивать вокруг пальца 6
под требуемым углом а к оси обрабатываемой детали. Для закреп-
ления линейки в требуемом положении используются два болта.
В пазах линейки скользит сухарь 4. Поперечные салазки суппорта
отсоединяются от винта поперечной подачи и присоединяются
тягой 5 с сухарем к конусной линейке 3.
Установку резца на глубину резания производят рукояткой пе-
ремещения верхних салазок суппорта.
При осуществлении продольной подачи каретки поперечные
салазки суппорта под действием линейки смещаются в попереч-
ном направлении, в результате чего резец движется под углом к
оси заготовки и обрабатывает коническую поверхность.
Копировальные линейки имеют шкалы для отсчета угла пово-
рота с делениями в градусах или для отсчета конусности с деле-
ниями в мм.
Если даны диаметры оснований конуса Dm dn его высота /, то
угол поворота линейки можно найти по формуле
Если деления обозначают не градусы, а миллиметры, то число
делений С, на которое нужно повернуть линейку, определяют по
формуле
21
где Н— расстояние от оси вращения линейки до ее конца, мм; I —
высота конуса, мм.
Способ обработки конической поверхности с помощью конус-
ной линейки имеет ряд достоинств'.
• наладка линейки удобна и производится быстро;
• при переходе к обработке конусов не требуется нарушать нор-
мальную наладку станка, центры станка остаются в нормальном
положении, т. е. на одной оси, благодаря этому центровые отвер-
стия в детали и центры срабатываются значительно меньше;
• размеры конуса получаются точными без повторной обра-
ботки;
• возможна работа с автоматической продольной подачей, что
увеличивает производительность труда и улучшает качество обра-
ботки;
• можно обтачивать не только наружные конусы, но и растачи-
вать внутренние конические поверхности.
Недостатком применения конусной линейки является необхо-
димость отсоединять поперечные салазки суппорта от связанного
94
с ними винта перед началом работы и снова соединять салазки с
винтом по окончании работы.
Для обработки конических поверхностей с большими углами
уклона сочетают способ смещения корпуса задней бабки в попе-
речном направлении и наладку с помощью конусной линейки.
Для этого линейку поворачивают на максимально допустимый угол
поворота, а величину смещения корпуса задней бабки (мм) рас-
считывают, как при обтачивании конуса, у которого угол уклона
равен разности между заданным углом а и углом поворота линей-
ки аь т.е. Н= Ztg(a - eq).
При обработке конусов при помощи копировальной линейки
необходимо устранять влияние мертвого хода суппорта. Для этого
резец отводят назад от обрабатываемой поверхности на большую
величину, чем величина мертвого хода, и затем резец подают до
соответствующей глубины резания.
Обработку внутренних конических поверхностей на токарных
станках в большинстве случаев производят растачиванием резцом
при повороте верхней части суппорта и реже с помощью конус-
ной линейки. Все подсчеты, связанные с поворотом верхней час-
ти суппорта или конусной линейки, выполняются так же, как и
при обтачивании наружных конических поверхностей.
Если коническое отверстие должно быть выполнено в сплош-
ном материале, то сначала сверлят цилиндрическое отверстие,
которое затем растачивают резцом на конус или обрабатывают
коническими зенкерами и развертками.
Чтобы ускорить растачивание или развертывание, следует пред-
варительно просверлить отверстие сверлом, диаметр dt которого
на 1... 2 мм меньше диаметра малого основания конуса. После это-
го рассверливают отверстие одним или двумя сверлами для получе-
ния ступеней. Диаметры сверл d2 и d3 и глубины сверления /2 и /3
заранее определяют по чертежу с учетом припуска на растачива-
ние или развертывание.
Затем растачивают ступенчатое отверстие на конус резцом по-
воротом верхней части суппорта на угол а или с использованием
конусной линейки.
После чистового растачивания отверстия на конус его развер-
тывают конической разверткой соответствующей конусности.
Выгоднее обрабатывать конические отверстия непосредствен-
но после сверления набором специальных разверток, имеющих
одну и ту же конусность.
При обработке просверленного отверстия, чтобы не перегру-
зить конические развертки, применяют последовательно три раз-
вертки — черновую, получистовую и чистовую.
Конические развертки обрабатывают отверстия в более тяжелых
условиях, чем цилиндрические, поэтому они работают с мень-
шими подачами и скоростями резания, чем цилиндрические.
95
Для облегчения работы конических разверток и получения чи-
стой и гладкой поверхности следует применять охлаждение. При
обработке стали или чугуна для охлаждения применяют эмульсию
или сульфофрезол; при обработке алюминия, кроме указанных
жидкостей, применяют также легкое минеральное масло с при-
бавлением 30 % касторового масла.
6.4. Дефекты, возникающие при обработке конических
поверхностей. Контроль конических поверхностей
При обработке конических поверхностей могут возникнуть сле-
дующие дефекты:
• угол конуса не соответствует заданному. Этот дефект может
возникнуть из-за неправильного подсчета угла уклона конуса, из-за
неточного поворота верхней части суппорта или неправильного
смещения корпуса задней бабки на расчетную величину, неточ-
ности установки конусной линейки, отжима поворотной плиты в
процессе обработки, погрешностей в углах заточки резца или угла
конической развертки;
• угол конуса правильный, но диаметры одного из оснований не
соответствуют размерам, указанным на чертеже. Такой дефект
может возникнуть, если изменена длина заготовки;
• образующая конуса криволинейна. Криволинейность образую-
щей может возникнуть из-за неправильной установки резца — выше
или ниже оси изделия или отжима заготовки в процессе обработки.
Контроль конических поверхностей производится различными
измерительными инструментами. Выбор инструмента зависит от
требуемой точности контроля и типа производства, используемо-
го при изготовлении заданных деталей (рис. 6.6).
При невысоких требованиях к точности в единичном произ-
водстве для контроля используют нерегулируемые и регулируе-
мые шаблоны. Шаблон прижимают к контролируемой поверхности.
Точность выполнения угла конуса определяют по зазору между
конической поверхностью и шаблоном: если обнаружен зазор у
большего основания, то угол конуса меньше заданного; если у
меньшего основания, то угол конуса больше заданного. Достаточно
часто применяют контроль конуса на краску.
Контрольный конус с нанесенной на его поверхность полоской
краски сопрягают с контролируемой деталью. После проворачива-
ния конуса относительно сопрягаемой детали полоска краски сти-
рается в местах наиболее плотного соприкосновения конических
поверхностей, что позволяет судить о полноте сопряжения поверх-
ностей, т. е. о точности обработки.
В серийном и массовом производстве конические поверхности
контролируют предельными конусными калибр-пробками и ка-
96
Деталь
Деталь
б
в
Рис. 6.6. Контроль конических
поверхностей:
а — калибр-пробкой; б — калибр-втул-
кой; в — универсальный угломер для
контроля угла конуса а; 1 — линейка;
2 — угольник; 3 — зажим; 4 — основа-
ние с основной шкалой; 5 — стопор-
ный винт; 6 — сектор; 7 — шкала но-
ниуса; 8 — постоянная линейка; т —
допуск на конусность
либр-втулками (рис. 6.6, а, б). Расстояние между рисками на ка-
либр-пробке или размер уступа на торце калибр-втулки (т) соот-
ветствует допуску на конусность. Если торцовая поверхность дета-
ли находится между рисками или совпадает с ними, то конус
правильный.
Угол конуса выполнен правильно, если при контроле калибр-
втулкой с уступом торец контролируемого конуса окажется в пре-
делах уступа (рис. 6.6, б).
При необходимости точно определить угол конуса используют
универсальный угломер, с помощью которого определяют вели-
чину угла с точностью до минут (рис. 6.6, в).
Багдасарова
97
Контрольные вопросы
1. Какое количество элементов конуса нужно знать, чтобы его можно
было изготовить?
2. По какой формуле определяется конусность конуса?
3. Чем отличается конус Морзе от других конических поверхностей?
4. Какие конические поверхности можно обрабатывать широким рез-
цом?
5. Чему должен быть равен угол в плане <р широкого резца при обра-
ботке конуса?
6. Какие преимущества и недостатки можно отметить при обработке
конической поверхности поворотом верхней части суппорта?
7. По какой формуле определяется угол поворота верхней части суп-
порта?
8. На какую величину допускается смещение корпуса задней бабки в
поперечном направлении?
9. Каким образом должна быть расположена образующая конуса при
обработке смещением корпуса задней бабки в поперечном направлении?
10. Каким видом центра желательно поджимать деталь, чтобы меньше
разбивалось центровочное отверстие?
11. В каких случаях рекомендуется обработка конических поверхнос-
тей с помощью конусной линейки?
12. За счет чего поперечные салазки получают поперечное перемеще-
ние при обработке детали с помощью конусной линейки?
13. В результате чего угол конуса может не соответствовать указанно-
му на чертеже?
14. Каким образом необходимо устанавливать резец относительно оси
центров при обработке конической поверхности?
15. Каким инструментом производится контроль конической поверх-
ности при единичном производстве?
16. Чему равно расстояние между рисками на калибр-пробке и размер
уступа на торце калибр-втулки?
Глава 7
ТЕХНОЛОГИЯ ОБРАБОТКИ
ФАСОННЫХ ПОВЕРХНОСТЕЙ
7.1. Общие сведения о фасонных поверхностях
Поверхности деталей относят к фасонным, если они образова-
ны вращением относительно оси криволинейной образующей,
комбинацией прямолинейных образующих, расположенных под
различными углами к оси детали, или комбинацией криволиней-
ных и прямолинейных образующих. К деталям с фасонными по-
верхностями относятся рукоятки различной формы, маховички с
различными ободами, детали с шаровыми поверхностями, радиус-
ными канавками и переходами (галтелями). В конструкциях совре-
менных турбин, автомобилей, металлорежущих станков приме-
няют детали со сложными фасонными поверхностями, например
лопатки турбин, лопасти гребных винтов, кулачки и т.д.
Любую фасонную поверхность тела вращения можно получить
сочетанием продольных и поперечных подач, которые можно-
выполнять как вручную, так и автоматически.‘Обрабатывать фасон-*
ные поверхности на токарных станках можно различными способа-
ми. Выбор способа зависит от количества обрабатываемых изделий,
от требований к их качеству, от длины фасонной поверхности.
Фасонные поверхности можно обрабатывать:
• сочетанием ручных продольных и поперечных подач;
• сочетанием ручных продольных и поперечных подач с помо-
щью эталонной детали или шаблона, закрепленного в задней бабке;
• с помощью копировального устройства, аналогичного ко-
нусной линейке;
• с помощью фасонных резцов;
• с помощью специальных приспособлений.
7.2. Инструмент, используемый при обработке
фасонных поверхностей
Фасонные поверхности на длинных деталях, заданный профиль
которых получается сочетанием двух подач с помощью шаблона,
копира, специальных устройств, обрабатываются проходными рез-
99
цами, изготовленными из быстрорежущей стали, или оснащен-
ные твердым сплавом (конструкции проходных резцов рассмот-
рены ранее).
При обработке галтелей и канавок радиусом менее 20 мм на
стальных и чугунных деталях применяют резцы, режущая часть
которых выполнена по профилю обрабатываемой галтели или канавки
(рис. 7.1). При обработке галтелей и канавок радиусом более 20 мм
режущую часть резцов выполняют с радиусом скругления, рав-
ным (1,5...2)Л.
При обработке фасонных поверхностей длинной до 60 мм в
серийном и массовом производствах используют фасонные резцы,
профиль режущей кромки которых соответствует профилю обра-
батываемой поверхности.
Простейшим фасонным резцом является стержневой. Обычно
он имеет припаянную пластину твердого сплава. Задняя поверх-
ность стержневого резца является фасонной, поэтому при износе
резца переточка производится не по задней поверхности, а по
передней, так как получение соответствующей профильной кромки
является сложной и трудоемкой операцией. При установке фасон-
ных резцов необходимо учитывать, что режущая кромка при об-
работке должна устанавливаться точно по линии центров, поэто-
му после каждой переточки резец необходимо поднимать выше
Рис. 7.1. Резцы, используемые при обработке галтелей и канавок:
1 — сложного профиля; 2 — радиусный канавочный; 3 — наружный галтельный;
4 — внутренний галтельный; R — радиус (стрелками показано направление пе-
ремещения резцов); Dr — главное движение; Dsno„, Dsnpoa — соответственно
движение резца в поперечном и продольном направлениях
100
при помощи подкладок, тогда он
быстро упрется в верхнюю часть
паза резцедержателя. Стержневые
резцы допускают 2 — 3 переточ-
ки, что является существенным
недостатком их конструкции. Наи-
более часто эти резцы использу-
ют в качестве радиусных и гал-
тельных.
Призматические резцы (рис. 7.2)
лишены этого недостатка, так как
резец крепят в специальной дер-
жавке хвостовиком, имеющим
форму «ласточкин хвост». Его
Рис. 7.2. Призматический фасон-
ный резец:
1 — сменная часть резца; 2 — прорезь
в державке; 3 — державка
можно перемещать вверх по мере
перетачивания и таким образом сохранять постоянное положение
режущей кромки. Конструкция призматических резцов позволяет
максимально использовать материал режущей части.
Для образования заднего угла а резец устанавливают под углом
к подошве державки. Переточку резца осуществляют шлифовани-
ем передней поверхности. Шлифованный профиль задней поверх-
ности призматического резца соответствует заданному фасонно-
му профилю детали.
Наиболее точную обработку обеспечивает круглый или диско-
вый фасонный резец (рис. 7.3, а). Он имеет фасонную наружную
поверхность, в резце сделан угловой вырез. Пересечением плос-
кости выреза с наружной фасонной поверхностью образуется фа-
сонная режущая кромка.
Глубина выреза и его направление таковы, что стружка легко
сбегает по передней поверхности и завивается. Через центральное
отверстие пропускают болт, которым с помощью гайки скрепля-
ют резец с державкой. Чтобы резец не проворачивался при реза-
нии, на его боковой поверхности имеются треугольные зубчики,
которые входят во впадины державки.
Особое внимание при установке резца необходимо обратить на
создание требуемой геометрии. Если бы передняя поверхность резца
проходила через центр заготовки, а центр дискового резца нахо-
дился на уровне центра заготовки, то резец имел бы нулевые пе-
редний и задний углы, т. е. практически не работал бы (рис. 7.3, б).
Чтобы создать нужную геометрию режущего клина, вырез делают
ниже центра резца, а центр резца устанавливают выше центра
заготовки (рис. 7.3, в). Кроме того, переднюю поверхность затачи-
вают по касательной к определенной условной окружности, ра-
диус которой г = 7?sin(a + у), где а и у — соответственно Заданные
задний и передний углы. При указанных условиях установки резца
значения переднего и заднего углов будут положительными.
101
Заготовка
Рис. 7.3. Дисковый фасонный резец:
а — конструкция; б — неправильная уста-
новка оси фасонного резца по центру за-
готовки (а = 0, у = 0); в — правильная
установка оси фасонного резца выше цен-
тра заготовки (а>0, у>0); h — расстояние
между центрами заготовки и резца; г — ра-
диус окружности, касательно которой за-
тачивается резец; R — радиус наружной
окружности фасонного резца; а — задний
угол; у — передний угол
После каждой переточки по передней поверхности дисковый
резец поворачивают на оси державки, вновь устанавливают по
оси центров и закрепляют. Призматические и дисковые резцы из-
готавливают, как правило, из быстрорежущей стали, реже при-
меняют твердосплавные, фасонные дисковые резцы могут быть с
кольцевыми и винтовыми образующими режущих кромок. Резцы
с винтовыми образующими обеспечивают меньшую шероховатость
обрабатываемой поверхности и являются высокопроизводитель-
ным инструментом, который применяют на станках с револьвер-
ными головками.
7.3. Обработка фасонных поверхностей
Перед тем как обрабатывать фасонную поверхность, необхо-
димо на заготовке подготовить цилиндрическую ступень диамет-
ром большим, чем наибольший диаметр фасонной поверхности
на величину припуска. Длина ступени соответствует длине обра-
батываемой поверхности.
Установку резцов следует производить так, чтобы их режущая
кромка находилась на линии центров.
Обработка фасонных поверхностей способом сочетания двух
подач используется для обрабатывания любой фасонной поверх-
.102
ности, хотя такая обработка требует высокой квалификации ра-
бочего (с определенными навыками выполнения работ такого
рода). Для приобретения навыков перемещения резца по задан-
ной траектории путем его одновременного продольного и попе-
речного перемещений следует предварительно (перед обработ-
кой фасонной детали) выполнить несколько упражнений, что-
бы освоиться с особенностями управления станком при фасон-
ной обработке. Для этого в патроне (или в центрах) устанавлива-
ют готовую деталь с фасонной поверхностью сложного профиля.
Перемещая суппорт координированным вращением его рукоя-
ток, следят за тем, чтобы вершина лезвия перемещалась в не-
посредственной близости (с одинаковым зазором до 1 мм) от
поверхности детали.
Убедившись в надежности управления станком, переходят к
обработке детали с фасонной поверхностью. Заготовку предвари-
тельно обрабатывают проходным резцом, выполняя указанные
выше требования. Затем производят разметку (вдоль оси заготов-
ки) наибольшего и наименьшего диаметров фасонной поверхно-
сти, а затем проходным резцом снимают черновой припуск за
несколько рабочих ходов.
Окончательный съем припуска также выполняют в несколько
рабочих ходов. Вначале аккуратно снимают гребешки плавным
перемещением резца вдоль оси обрабатываемой детали и возврат-
но-поступательным перемещением поперечных салазок суппорта.
Затем к невращающейся заготовке прикладывают шаблон с про-
филем готовой детали, измеряют наибольший и наименьший диа-
метры фасонной поверхности и определяют места, с которых необ-
ходимо снять припуск.
Такой способ обработки малопроизводителен и трудоемок,
поэтому опытные рабочие используют автоматическую продоль-
ную подачу, перемещая в ручную только поперечный суппорт.
Такую обработку позволяет производить несложное приспособле-
ние, изображенное на рис. 7.4.
Токарь включает автоматическую продольную подачу и мани-
пулирует только рукояткой поперечной подачи, следя чтобы ко-
нец проволочного рейсмаса 3, закрепленного в резцедержателе,
все время касался фасонного контура, вычерченного на листке
планшета 2.»Планшет закреплен на держателе 1, установленном^
пиноли корпуса задней бабки (рис. 7.4, а).
Можно в заднюю бабку закрепить также эталонную деталь 4 и
копировать поперечную подачу постоянным прикосновением
щупа 5 к эталонной детали (рис. 7.4, б).
Обработка фасонных поверхностей по копиру используется в се-
рийном производстве. На плиту приспособления закрепляют ко-
пир с фасонным пазом. В этом пазу находится ролик, связанный с
тягой суппорта. Как и при обработке конусов, гайку поперечного
103
Рис. 7.4. Обработка фасонной поверхности сочетанием двух подач:
а — контроль по чертежу; б — контроль по эталонной детали; 1 — держатель
планшета; 2 — планшет с чертежом фасонного контура детали; 3 — рейсмас; 4 —
эталонная деталь; 5 — щуп; 6 — державка щупа; D, — главное движение; Дпрод —
движение резца в продольном направлении
суппорта отсоединяют от ходового винта. При продольной подаче
каретки поперечная подача суппорта будет подчинена движению
ролика по пазу копира, и резец будет воспроизводить на заготов-
ке профиль установленного на линейку копира (рис. 7.5). Суще-
ствуют также конструкции копировальных устройств с прижимом
ролика к открытому копиру пружинами.
Фасонные поверхности деталей небольших размеров можно
обрабатывать при помощи несложного копировального приспо-
собления с коромыслом (рис. 7.6). В пиноль задней бабки устанав-
ливают копир. Корпус 6 приспособления закрепляют в резцедер-
жателе 5. В корпусе на пальце 2 свободно насажено качающееся
коромысло 1, которое поджимается к копиру пружиной 4. На од-
ном конце коромысла закрепляют резец, а на втором щуп 3. При
включении продольной подачи щуп перемещается в продольном
направлении по копиру и резец описывает кривую, заданную
копиром. Из рисунка видно, что для выпуклого участка детали
участок копира должен быть вогнутым и, наоборот, для вогнутого
участка — выпуклым.
Обработка фасонной поверхности фасонными резцами произво-
дится при небольшой длине фасонной поверхности (до 60 мм) с
применением только поперечной подачи.
104
Рис. 7.5. Обработка фасонной поверхности с помощью копировального
приспособления:
1 — заготовка; 2 — тяга; 3 — копир; 4 — ролик; 5 — резец
Чтобы уменьшить вибрацию, вылет стержневого и призмати-
ческого резцов из резцедержателя не должен превышать высоты
державки. Установка режущей кромки фасонных резцов должна
производится по линии центров. Для уменьшения вибрации заго-
товок при обработке фасонным резцом предварительно протачи-
вают поверхность проходным резцом, оставляя небольшой при-
Рис. 7.6. Приспособление для обработки фасонной поверхности:
1 — коромысло; 2 — палец; 3 — щуп; 4 — пружина; 5 — резцедержатель; 6 —
корпус; Dr — главное движение; Дпрод — движение резца в продольном направ-
лении
105
пуск на окончательную обработку фасонным резцом.* В качестве
примера рассмотрим последовательность обработки наружной
сферической поверхности диаметром до 40 мм (рис. 7.7).
• Выбираем заготовку, обтачиваем цилиндрическую поверхность,
вытачиваем канавку, снимаем фаски и лишь затем обрабатываем
фасонным резцом сферическую поверхность.
Чтобы уменьшить вибрацию заготовки при обработке фасон-
ным резцом способом поперечной подачи, предварительно про-
тачивают поверхность проходным резцом, оставляя небольшой
припуск на окончательную обработку фасонным резцом.
Фасонный резец подводят к заготовке плавно с подачей
0,02...0,1 мм/об, причем к концу рабочего хода подачу уменьша-
ют. Для получения малой шероховатости поверхности скорость
резания при точении фасонными резцами не должна превышать
30 м/мин.
В качестве смазочно-охлаждающей жидкости при фасонной
обработке стали применяют эмульсию или жидкость «Аквол-2».
Обработка сферических поверхностей с помощью специальных
приспособлений производится точно и с высокой производитель-
Рис. 7.7. Последовательность обработки сферической поверхности:
а — наружное обтачивание; б — прорезание канавки; в — снятие фасок; г —
обтачивание фасонным резцом; Dr — главное движение; Ds„0„ — движение резца
в поперечном направлении; £\прод — движение резца в продольном направлении
106
ностью. В приспособлениях создается перемещение вершины лез-
вия по дуге окружности. Одно из таких приспособлений состоит
из угольника и стандартного фрезерного поворотного стола, дви-
жение в котором передается с помощью червячной передачи. При
вращении рукоятки, связанной с червяком, вращение передается
червячному колесу и далее планшайбе, на которой закреплен ре-
зец. Резец совершает движение по дуге окружности.
В серийном производстве торцовые сферические поверхности
часто обрабатывают при помощи копировального приспособле-
ния. Копир в виде плоского шаблона закрепляют в держателе,
хвостовик которого вставляют в коническое отверстие пиноли
задней бабки. Работу ведут при ручной и автоматической подачах
поперечных салазок.
7.4. Виды дефектов фасонной поверхности. Контроль фасонной
поверхности
При обработке фасонных поверхностей основными дефектами
являются следующие.
1. Несоответствие профиля фасонной поверхности заданному. Это
может произойти при работе:
• фасонным резцом — профиль резца не соответствует заданно-
му; резец заточен с большим или меньшим передним углом, чем
предусмотрено; резец установлен выше или ниже оси центров;
• способом двух подач — неправильно выполнен контроль вы-
пуклых и вогнутых элементов профиля в процессе обработки;
• копировальными приспособлениями — не «выбирается» люфт
между винтами и гайками механизмов продольной и поперечной
подач.
2. Отжим резца и заготовки в процессе резания:
• шероховатость поверхности больше, чем указана на чертеже,
может произойти, если возникает вибрация заготовки из-за боль-
шой ширины режущей кромки, неправильно выбранных режи-
мов резания, затупления инструмента;
• несоответствие размеров требуемой фасонной поверхности
возможно в результате износа копира, неправильной заточки ин-
струмента, невнимательности рабочего, неверной установки глу-
бины резания.
Контроль фасонных поверхностей осуществляют шаблонами.
Контур измерительной поверхности шаблона соответствует конт-
ролируемому профилю. Шаблон прикладывают к детали так, что-
бы его плоскость совпадала с плоскостью, проходящей через ось
детали. Контроль производят «на просвет». Если фасонная поверх-
ность имеет вогнутый и выпуклый участки, то в процессе обра-
ботки эти участки контролируют самостоятельными шаблонами
107
Ш1 и Ш2, а общий контроль осуществляют комплексным шабло-
ном ШЗ. Сами шаблоны контролируют контршаблонами КШ. Кон-
троль осуществляют только после выключения вращения шпин-
деля.
Контрольные вопросы
1. Какая поверхность называется фасонной?
2. Какими способами можно обрабатывать фасонную поверхность?
3. Каким образом можно повысить точность и производительность
обработки фасонных поверхностей?
4. При каком типе производства выгодно вести обработку с помощью
копировального приспособления?
5. Какие виды фасонных резцов используются для обработки фасон-
ных поверхностей?
6. Каким образом выполнена задняя поверхность фасонного резца?
7. По какой из поверхностей фасонного резца выполняют переточку?
8. Какую величину вылета фасонного стержневого резца можно до-
пускать при установке его в резцедержатель?
9. Каким образом создают нужную геометрию фасонного дискового
резца?
10. Что предотвращает поворот дискового фасонного резца от усилий,
возникающих при резании?
11. Из какого материала обычно изготовляют фасонные резцы?
12. За счет какой передачи резец совершает вращательное движение в
приспособлении с поворотным столиком?
13. Как подготовить заготовку для обработки фасонной поверхности?
14. Какую форму имеет хвостовик призматического резца?
15. Какие причины могут вызвать несоответствие профиля фасонной
поверхности той, которая указана на чертеже?
Глава 8
ТЕХНОЛОГИЯ ОТДЕЛКИ ПОВЕРХНОСТЕЙ
8.1. Влияние шероховатости поверхности
на эксплуатационные свойства деталей
При обработке деталей на металлорежущих станках на обрабо-
танной поверхности всегда остаются неровности в виде впадин и
гребешков, их глубина и высота зависят от способа обработки.
После черновой обдирочной обработки неровности видны нево-
оруженным глазом, после чистовой обработки их можно увидеть
в микроскоп или измерить на специальных приборах. Чем меньше
шероховатость поверхности детали, тем меньше она изнашивает-
ся от трения при сопряжении с другой деталью в процессе вы-
полнения требуемой работы: например, при вращении вала или
шпинделя в подшипниках.
Детали с малой шероховатостью поверхности хорошо проти-
востоят коррозии — разрушению под действием различных хими-
ческих веществ, газов, жидкостей и т.д. Значительная высота мик-
ронеровностей на обработанных поверхностях снижает прочность
деталей машин при переменных нагрузках, поэтому для улучшения
эксплуатационных свойств деталей стремятся повысить качество
обработанных поверхностей.
При крупносерийном и массовом производствах детали, обра-
ботанные на токарных станках, передают для последующей обра-
ботки на шлифование.
При единичном и мелкосерийном производствах стремятся
получить более качественную поверхность в процессе обработки
на токарном станке, учитывая зависимость шероховатости поверх-
ности от геометрии резца, режимов резания, заточки и доводки
режущих кромок, наличия вибраций, вида охлаждающих жидко-
стей и т.д. Высота (или глубина) микронеровностей будет мень-
ше, если главный угол в плане будет малой величины, а радиус
закругления вершины лезвия большой, если величина подачи и
скорость резания будут выбраны с использованием справочных
данных, а в качестве смазочно-охлаждающих жидкостей будут
применяться смеси минеральных масел с растительными, осер-
ненные масла, содержащие в качестве добавки серу, например,
сульфофрезол.
109
Уменьшить шероховатость поверхности деталей при обработке
на токарном станке также можно, используя специальные мето-
ды обработки. Эти методы часто используются в ремонтных мас-
терских.
8.2. Притирка или доводка
Притирка является отделочной операцией, позволяющей по-
лучить шероховатость поверхности с высотой микронеровностей
0,05 мкм по параметру Ra, а также высокую точность обработки,
соответствующую 6... 7-му квалитетам. При притирке срезается не-
большая величина припуска — 0,01 ...0,03 мм на сторону.
Инструментом для притирки является чугунный или медный
притир, представляющий собой втулку с одной или несколькими
прорезями. Рабочей поверхностью притира для обработки наруж-
ной поверхности детали является внутренняя поверхность прити-
ра, а для обработки внутренней поверхности детали — наружная
поверхность притира. Рабочую поверхность притира покрывают аб-
разивной пастой, состоящей из мелкозернистого абразивного по-
рошка и масла.
В качестве порошка часто используют корундовый или зеле-
ный карбид кремния. Лучшие результаты по качеству поверхности
дает использование паст ГОИ. Они оказывают на металл не только
Рис. 8.1. Притирка наружной цилиндрической поверхности:
1 — разрезной притир; 2 — хомут; 3 — регулировочный винт
ПО
a
в
Рис. 8.2. Притиры для обработки отверстий:
а — притир в сборе с оправкой: 1 — оправка; 2, 4— гайки; 3 — притир; б — для
предварительной притирки; в — для окончательной притирки; D — наруж-
ный диаметр притира
механическое воздействие, но и химическое, так как благодаря
пасте на поверхности детали образуется пленка окислов, которая
затем легко снимается.
На рис. 8.1 показан притир с хомутом для притирки наружной
цилиндрической поверхности. В процессе обработки притир пери-
одически сжимают при помощи винта, который стягивает хомут
притира.
Для притирки внутренней поверхности применяют разжимной
притир (рис. 8.2). Разжим притира осуществляется навинчиванием
гайки 4 при одновременном отвинчивании гайки 2 (притир сдви-
гается по конической оправке и разжимается). Часто предвари-
тельную притирку выполняют притиром с выступами на рабочей
поверхности. Оправку притира устанавливают в шпинделе станка,
а притираемую деталь насаживают на притир и удерживают от про-
ворачивания приспособлением (жимком). Подача при притирке
ручная, равномерная, окружная скорость 10...20 м/мин, причем
при обработке периодически изменяют направление вращения
шпинделя. На рис. 8.2, в показан притир для окончательной при-
тирки.
111
8.3. Полирование
Полирование производят в том случае, когда необходимо полу-
чить малую шероховатость поверхности с высотой микронеровно-
стей от 0,1 до 0,012 мкм по параметру Ra. Полирование осуществля-
ют шлифовальной шкуркой, которая представляет собой полотно
с наклеенным на него слоем абразивных зерен. Шкуркой охваты-
вают заготовку, прижимая ее с помощью приспособления, назы-
ваемого жимком, который состоит из двух шарнирно связанных
деревянных колодок.
Токарь удерживает жимок за ручки левой рукой, создавая необ-
ходимый прижим шкурки к заготовке, а правой рукой поддержи-
вает шарнир и осуществляет продольную подачу. Можно закреп-
лять шкурку в резцедержателе при помощи деревянной колодки с
обхватом заготовки (детали) шкуркой или с прижимом шкурки к
заготовке.
Не допускается прижим шкурки к заготовке (детали) вручную.
При внутреннем полировании шкурку наматывают на деревян-
ную оправку, закрепив конец шкурки в прорези оправки.
Не допускается полирование отверстия с прижимом шкурки ладо-
нью или пальцем. Шкурки бывают рулонные (Р) и листовые (Л), на
тканевой или на бумажной основе. Окружная скорость при полиро-
вании шкуркой 60... 70 м/мин. Чтобы абразивная пыль не попадала в
отверстие патрона, его закрывают заглушкой из пенопласта, а
направляющие станины прикрывают брезентовой тканью.
8.4. Пластическое деформирование
Пластическое деформирование поверхностного слоя заготовки
является одним из способов повышения качества обработанной
поверхности. Этот способ используется для отделки поверхностей
деталей, у которых необходимо повысить твердость, износостой-
кость, а также долговечность. К таким поверхностям относятся,
например, шейки валов, плунжеры. Сущность процесса состоит в
смятии, сглаживании микронеровностей под давлением обкатни-
ка, что уменьшает шероховатость поверхности до 0,4...0,05 мкм
по параметру Ra. Необходимо, чтобы у поверхностей, подлежа-
щих обкатыванию, высота микронеровностей была несколько выше.
Припуск на пластическое деформирование не оставляют, так как
в процессе обработки величина размера практически не изменя-
ется. Для наружного обкатывания используют роликовый обкат-
ник, состоящий из державки со сквозным отверстием, через ко-
торое проходит ось с запрессованными на нее подшипниками.
Ролик, установленный на шариковый подшипник, имеет враща-
тельное движение (рис. 8.3).
112
Рис. 8.3. Роликовый обкатник:
а — процесс обкатывания; б — роликовый обкатник; 1 — державка; 2 — ролик;
3 — ось; 4 — упорный подшипник; 5 — фланец; 6 — шарикоподшипник; 7 —
втулка; 8 — гайка
Ролик изготовлен из закаленной стали, качество его поверхно-
сти высокое. При обработке державку, закрепленную в резцедержа-
теле, подводят поперечной подачей до соприкосновения ролика с
поверхностью детали, затем перемещают его на 0,5 мм, производя
давление на деталь с помощью лимба и винта поперечной подачи.
Окружная скорость вращения детали 20...30 м/мин. Продольная
подача 0,05...0,1 мм/об. Включают станок и делают 2—3 рабочих
хода в продольном направлении с автоматической подачей. В про-
цессе обработки используют смазочно-охлаждающую жидкость
(веретенное масло, индустриальное масло 20). Пластическое де-
формирование можно производить, используя также шариковый
обкатник.
Шарик упирается на наружную обойму шарикоподшипника и
удерживается от выпадения колпачком. Натяг при накатывании
113
создается пружиной, упирающейся во фланец. Корпус державки
обкатника устанавливается в резцедержателе.
Процесс пластического деформирования осуществляется ана-
логично. Внутреннее раскатывание выполняют раскатником-валь-
цовкой. Ролик вальцовки расположен в прорезях обоймы под не-
большим углом (ГЗО') к оси оправки, поэтому во время работы
вальцовка как бы ввинчивается в раскатываемое отверстие. Для
обкатывания отверстий разных диаметров применяют самостоя-
тельные вальцовки.
Обкатывание отверстий большого диаметра выполняют шари-
ковым обкатником (по типу обкатника для наружных поверхно-
стей).
8.5. Накатывание рифлений
Целый ряд деталей делают не гладкими, а с рифленой поверх-
ностью для удобства использования. К таким деталям относятся
круглые гайки, головки винтов, рукоятки измерительных инстру-
ментов. Рифленая поверхность может иметь различные узоры: елоч-
ные, прямые, косые, точечные. Рифление получают обкатывани-
ем поверхности роликами из закаленной инструментальной стали
с соответствующим узором. В державку закрепляют один накатной
ролик или два (для получения сетчатых рифлений). При накаты-
вании сетчатых рифлений обойма с роликами свободно крепится
в державке и самоустанавливается по накатываемой поверхности.
Ролики должны располагаться строго параллельно к обрабатыва-
емой поверхности.
Накатывание осуществляют за 2 — 3 рабочих хода. Нежесткие
детали могут отжиматься под действием большого радиального
усилия, поэтому для получения на них рифлений осуществляют
5—10 рабочих ходов (в зависимости от шага рифлений). Накаты-
вание ведут с подачей в обе стороны. Поперечную подачу роликов
(вдавливание в поверхность) осуществляют в конце каждого рабо-
чего хода без выхода роликов за пределы детали. Режим обработки:
продольная подача 1 ...2 мм/об; окружная скорость при обработке
заготовок из стали 10...20 м/мин, из чугуна 30...40 м/мин, из
алюминия 70...80 м/мин; поперечная подача 0,05...0,1 мм/ход.
Смазка осуществляется индустриальным маслом. Размер заготовки
под накатывание рифлений принимают с учетом выдавливания
металла роликами (диаметр накатываемой поверхности менее но-
минального диаметра примерно на 0,6 шага узора накатки). Для
предотвращения проскальзывания ролика желательно, чтобы его
диаметр был кратным диаметру накатываемой поверхности. На-
катные ролики периодически прочищают стальной щеткой, уда-
ляя из канавок металлическую пыль.
114
Контрольные вопросы
1. Какой из способов отделочной обработки позволяет не только умень-
шить высоту микронеровностей, но и повысить точность обработки?
2. Из каких материалов изготавливают притир?
3. Из чего состоит абразивная паста, используемая при притирке?
4. Что используется при выполнении процесса полирования?
5. Какое правило безопасности труда необходимо выполнять при по-
лировании?
6. В чем состоит сущность пластического деформирования?
7. Почему выбирают пластическое деформирование в качестве отде-
лочной обработки при изготовлении таких деталей, как коленчатые валы?
8. За счет чего имеет вращательное движение ролик (или шарик) об-
катника?
9. Какой вид смазочно-охлаждающей жидкости используется при пла-
стическом деформировании?
10. Как должна крепиться обойма с роликами при накатывании риф-
лений?
11. Каким образом подбирают размер заготовки под накатывание риф-
лений?
12. Каким образом желательно подбирать диаметр ролика для предот-
вращения проскальзывания?
13. Какие узоры могут иметь накатные ролики?
Глава 9
СВЕДЕНИЯ О МЕХАНИЗМАХ, МАШИНАХ
И ДЕТАЛЯХ МАШИН
9.1. Основные понятия
В процессе развития общества люди все время пытались облег-
чить свой труд, создавая различные устройства, позволяющие
выполнять разнообразные работы с минимальными затратами
мускульных сил и ускоряющие процессы выполнения этих работ.
К таким устройствам относятся механизмы и машины.
Механизмом называется система подвижно связанных между
собой тел, совершающих под действием приложенных к ним сил
определенные, заранее заданные движения. Тела, входящие в ме-
ханизм, называются звеньями. В любом механизме есть подвижные
и неподвижные звенья. Звено, движение которому сообщается
приложением внешних сил, называется ведущим, а звено, кото-
рому движение передается от ведущего, называется ведомым. Иногда
механизмы имеют самостоятельное применение, но чаще они
являются кинематической основой машины.
Машина — это один или несколько связанных между собой
механизмов, предназначенных для преобразования энергии из
одного вида в другой (машины-двигатели), или для выполнения
полезной механической работы (машины-орудия). К машинам
можно отнести двигатели, преобразующие электрическую энер-
гию в механическую; турбины, преобразующие энергию движу-
щейся воды в механическую энергию вращающегося вала. Для
выполнения различных видов работ используются такие маши-
ны, как металлорежущие станки, прокатные станы, автомобили,
конвейеры и другие устройства.
Чтобы разобраться в устройстве любого механизма, нужно рас-
сматривать не отдельные его звенья, а характер их соединения.
При этом следует интересоваться лишь кинематическими возмож-
ностями звеньев, совершать определенные движения и не прини-
мать во внимание их конструктивные особенности. Соединение
двух соприкасающихся звеньев, допускающее их относительное
движение называется кинематической парой.
По характеру соприкосновения звеньев кинематические пары
подразделяются на низшие, высшие и смешанные.
116
Звенья в низших парах соприкасаются по поверхностям. К ним
относятся: вращательная, поступательная, винтовая, цилиндри-
ческая, сферическая и плоскостная.
Звенья в высших парах соприкасаются по точкам, например зуб-
чатая пара. Для графического изображения кинетических пар при-
меняют условные обозначения.
Механическими передачами называются механизмы, предназна-
ченные для передачи энергии от двигателей к исполнительным
органам машины с изменением величин скоростей (чаще в сторо-
ну уменьшения) и увеличением вращающихся моментов. К ним
относятся зубчатые, ременные, цепные, фрикционные, червяч-
ные передачи.
Механические передачи классифицируются:
• по взаимному расположению ведущего и ведомого валов в
пространстве — передачи между параллельными валами, пересе-
кающимися, скрещивающимися;
• принципу осуществления передачи движения — передачи тре-
нием, передачи зацеплением;
• способу контакта между ведущим и ведомым звеньями — пере-
дачи с гибкой связью и передачи с непосредственным касанием.
Важнейшей характеристикой передач является передаточное
отношение.
Передаточным отношением называется отношение частоты
вращения ведомого вала к частоте вращения ведущего вала
и = п2/П|, где и п2 — соответственно частоты вращения ведуще-
го и ведомого валов.
9.2. Передачи, используемые в металлорежущих станках
Ременные передачи (рис. 9.1) состоят из ведущего и ведомого
шкивов и соединяющего их ремня. Они могут быть плоскими
(рис. 9.1, а), клиноременными (рис. 9.1, б), реже встречаются
зубчатые ременные передачи. Клиноременные передачи позволя-
ют передавать большие мощности.
Ременные передачи позволяют соединять валы, расположенные
на значительном расстоянии друг от друга. Движение передается за
счет сил трения. Иногда имеет место проскальзывание ремней,
которое при подсчете передаточного отношения ременной пере-
дачи определяется умножением на коэффициент проскальзыва-
ния К = 0,985.
Передаточное отношение ременной передачи равно отношению
диаметра ведущего шкива к диаметру ведомого шкива
117
Рис. 9.1. Ременные передачи:
а — плоскоременные; б — клиноременные; 1 — ведущий шкив; 2 — ремень; 3 —
ведомый шкив; Z), — диаметр ведущего шкива; D2 — диаметр ведомого
шкива
Фрикционная цилиндрическая передача, как и ременная, осно-
вана на использовании сил трения. Простейшая фрикционная
передача — цилиндрическая, она состоит из двух гладких дисков,
прижатых один к другому. В зоне контакта дисков возникают силы
трения. При вращении ведущего диска сила трения, приложенная
к ведомому диску касательно, будет вращать последний. Посколь-
ку работоспособность фрикционной передачи зависит от силы
трения, то при изготовлении таких передач подбираются соответ-
ствующие материалы дисков, дающие в паре высокий коэффици-
ент трения.
Для создания необходимого давления между дисками приме-
няют специальные нажимные устройства. К достоинствам таких
передач можно отнести относительную простоту конструкции, к
недостаткам — большой износ рабочих поверхностей и возмож-
ность проскальзывания дисков. Передаточное отношение фрик-
ционной передачи выражается формулой
л2 Д
и = — = —7-.
«1 А
Зубчатые передачи используются в металлорежущих станках
наиболее часто. Они позволяют легко изменять частоту и направ-
ление вращения ведомого вала. При вращении ведущего зубчатого
колеса его зубья взаимодействуют с зубьями ведомого колеса, в
результате чего оно тоже начинает вращаться.
Наиболее распространены передачи с эвольвентным профи-
лем зуба, такой профиль позволяет зубьям при вращении колес
обкатываться друг по другу, в результате чего передачи работают
плавно.
118
Зубчатые колеса бывают с прямыми, косыми и шевронными
зубьями.
Передачи между параллельными валами осуществляются ци-
линдрическими зубчатыми колесами, между пересекающимися
валами — коническими, между скрещивающимися — цилиндри-
ческими с косыми зубьями или червячной передачей.
Элементы, характеризующие зубчатые колеса (рис. 9.2):
• модуль т — это часть диаметра делительной окружности, при-
ходящаяся на один зуб;
• делительная окружность — это условная окружность, образу-
ющая которой делит зуб на две неравные части: головку зуба ha и
ножку зуба hf. По этой окружности происходит касание ведущего
и ведомого колес (J = mZ);
Рис. 9.2. Зубчатые передачи и элементы зубчатого колеса:
а, б — прямозубые цилиндрические передачи наружного и внутреннего зацепле-
ния; в — косозубая цилиндрическая передача; г — прямозубая коническая пере-
дача; д — шевронное колесо; е — часть зубчатого колеса: dai, da2 — наружные
диаметры; dx, d2 — диаметры делительной окружности; dfh dn — внутренние
диаметры; ha — высота головки зуба; hf— высота ножки зуба; h — высота зуба;
р — шаг; аы — межосевое расстояние
119
• число зубьев Z;
• головка зуба ha = т;
• ножка зуба hf= 1,2m;
• высота зуба h = 2,2m;
• наружный диаметр da = m(Z+ 2);
• внутренний диаметр df= m(Z- 2,4);
• шаг р = пт.
Шаг — это расстояние между одноименными точками двух со-
седних зубьев, измеренное по дуге делительной окружности.
Зацепление зубчатых колес в передаче требует соблюдения ос-
новного условия — равенства окружных шагов ведущего и ведо-
мого зубчатых колес:
„ _ „ . ndi _nd2. di _ Zi
P1 P2’ Z] Z2 ’ d2 Z2 ’
4 Z,
так как -j- = и, то и — = и.
d2 Z2
Передаточное отношение зубчатой передачи равно отношению
числа зубьев ведущего колеса к числу зубьев ведомого колеса:
«1
А
z2‘
Червячные передачи представляют собой зубчато-винтовую пе-
редачу, которая состоит из червячного колеса и червяка — винта
с трапецеидальной резьбой (рис. 9.3).
Червячная передача имеет ряд преимуществ по сравнению с
другими передачами: плавность и бесшумность работы, получе-
ние маленького передаточного отношения, например , а для
одной пары зубчатых колес оно
Рис. 9.3. Червячная передача:
1 — червяк; 2 — червячное колесо
с 20 1 „
обычно не меньше —— = -. Вместе
120 6
с тем в червячной передаче суще-
ствуют большие потери мощности
на трение, поэтому для изготовле-
ния червячного колеса использу-
ют дорогие антифрикционные ма-
териалы.
Червяк может быть однозаход-
ным и многозаходным. При пово-
роте однозаходного червяка на
один оборот червячное колесо по-
вернется на один зуб, чтобы одно-
заходный червяк повернул колесо
120
на один полный оборот, необходимо, чтобы он совершил столько
оборотов, сколько зубьев имеет червячное колесо.
Передаточное отношение червячной передачи равно отношению
числа заходов червяка к числу зубьев червячного колеса:
л2 Z4
и = — = ^.
Цепная передача состоит из двух звездочек, расположенных на
параллельных валах, и цепи, охватывающей звездочки. Эта пере-
дача с гибкой связью. Гибким звеном в этом случае является цепь,
входящая в зацепление с зубьями звездочек. Цепная передача име-
ет ряд преимуществ по сравнению с ременной: отсутствие про-
скальзывания, а следовательно, постоянство передаточного от-
ношения и возможность передавать большие моменты. Передаточ-
ное отношение цепной передачи определяется по формуле
Й2 Z\
П\ z2
Передаточное отношение механизма, состоящего из нескольких
передач, равно произведению передаточных отношений этих пе-
редач и = и1и2и3...ип.
Наряду с механизмами, используемыми для передачи враща-
тельного движения, существуют механизмы, преобразующие
движение из вращательного в поступательное и наоборот. Так, ре-
зец вместе с суппортом должен двигаться поступательно вдоль
направляющих, пиноль задней бабки должна перемещаться вдоль
оси. К механизмам, преобразующим движение, относятся: зубча-
то-реечный, винтовой, кривошипно-шатунный, кулачковый и т.д.
Зубчато-реечный механизм состоит из зубчатого колеса и зубча-
той рейки (рис. 9.4, а).
При вращательном движении колеса рейка перемещается по-
ступательно. Величина перемещения рейки (в мм) за один оборот
реечного колеса определяется формулой L = nmZ, где т — модуль;
Z — число зубьев колеса; л = 3,14.
Винтовая передача состоит из винта и гайки. При одном оборо-
те винта гайка перемещается в поступательном направлении на
шаг резьбы. Если гайка закреплена неподвижно, то винт будет
одновременно и вращаться и перемещаться; если ведущим вра-
щающимся элементом будет гайка, то винт будет перемещаться
поступательно (рис. 9.4, б).
За один оборот винта линейное перемещение гайки равно ходу
резьбы, т. е. произведению шага на число заходов: L = рК, где р —
шаг винта; К — число заходов винта.
Кулачковый механизм позволяет осуществлять любой закон дви-
жения ведомого звена при непрерывном равномерном вращении
ведущего звена (рис. 9.4, в). Кулачковый механизм состоит из ку-
121
Рис. 9.4. Схемы передач, преобразующих движение:
а — зубчато-реечный механизм; б — винтовая передача; в — кулачковый меха-
низм; г — кривошипно-шатунный механизм; 1 — зубчатое колесо; 2 — рейка; 3 —
толкатель; 4 — кулачок; 5 — стойка; 6 — ползун; 7 — шатун; 8 — кривошип
лачка и толкателя, плотно прижатого к кулачку пружиной. При
вращении кулачка вокруг оси он давит на толкатель и заставляет
его совершать возвратно-поступательное движение. Изменяя форму-
лу кулачка, можно как угодно изменять закон движения толкателя и
связанного с ним рабочего органа станка. Кулачковые механизмы
используются, например, в токарных станках-автоматах.
Кривошипно-шатунный механизм (рис. 9.4, г) используется для
преобразования вращательного движения кривошипа вокруг не-
подвижной стойки в возвратно-поступательное движение ползу-
на. Шатун совершает сложное плоскопараллельное движение. Пол-
ный ход ползуна равен удвоенной длине кривошипа.
9.3. Детали, используемые в машинах и механизмах
Любая машина состоит из отдельных, не поддающихся раз-
борке частей, называемых деталями. Детали, которые входят в
состав самых различных машин, выполняя одну и ту же роль,
называются деталями общего назначения. Их можно разделить на
122
две основные группы: соединительные детали (болты, винты,
шпильки, гайки, заклепки и т.п.) и детали передач (валы, оси,
опоры осей и валов, муфты).
К современным машинам предъявляется много общих требо-
ваний, главными из которых являются: высокая производитель-
ность, высокий коэффициент полезного действия, удобство и про-
стота изготовления и обслуживания, надежность, долговечность,
безопасность работы, малая масса и габаритные размеры. В соответ-
ствии с этим определяются основные требования и к деталям
машин:
• прочность — деталь не должна разрушаться или получать ос-
таточные деформации под воздействием внешних сил;
• жесткость — упругие деформации элементов детали должны
быть весьма малы и не превышать допустимых, заранее заданных
величин;
• износостойкость — в течение заданного срока работы детали
износ не должен вызывать нарушения характера сопряжения де-
талей и приводить к недопустимому нарушению прочности;
• малая масса — деталь должна быть прочной, жесткой и изно-
состойкой при минимальной массе и габаритных размерах;
• технологичность — формы и размеры детали должны быть
такими, чтобы затраты труда и времени на ее изготовление были
наименьшими;
• соответствие государственным стандартам — отдельные кон-
структивные элементы деталей, например резьба или форма и
размеры деталей, в целом не могут быть выполнены по ориги-
нальной разработке конструктора, а должны соответствовать еди-
ным нормам.
Применяемые в машиностроении соединения деталей можно
разделить на две основные группы: разъемные и неразъемные. Разъем-
ные — это такие соединения, которые можно многократно раз-
бирать и вновь собирать без разрушения деталей; неразъемные —
могут быть разобраны лишь путем разрушения соединительных эле-
ментов деталей. К разъемным соединениям относятся резьбовые,
шпоночные, шлицевые, штифтовые.
В конструкциях станков наиболее часто используются разъем-
ные соединения, поэтому рассмотрим детали этих соединений.
Резьбовые соединения выполняются при помощи деталей, име-
ющих резьбовые поверхности: болтов с гайками, винтов, шпилек
с гайками.
Болт — это цилиндрический стержень с резьбой, имеющий
головку. На резьбовую часть стержня болта навертывается гайка.
Винт отличается от болта тем, что ввертывается не в гайку, а в
резьбовое отверстие одной из соединяемых деталей. Шпилька —
цилиндрический стержень, имеющий резьбовую поверхность с
двух сторон детали. Шпилька ввертывается в резьбовое отверстие
123
одной из соединяемых деталей, а скрепление деталей происходит
за счет гайки, которая навертывается с другой ее стороны. При со-
единении болтом или шпилькой используется шайба — кольцевая
пластинка. Ее назначение — предохранение детали от поврежде-
ния вращающейся гайкой.
Форма гаек, головок болтов и винтов чаще всего шестигранная.
Болтовое соединение применяется для соединения деталей не-
большой толщины и при наличии в конструкции места для раз-
мещения. гайки. В тех случаях, когда одна из деталей имеет значи-
тельную толщину, достаточную для нарезания резьбы и отсут-
ствует место для гайки, применяют соединение деталей винтом.
Если соединяемые детали имеют значительную толщину, что ис-
ключает возможность использования болта, и в то же время
частая разборка соединения может вызвать повышенный износ
резьбы (например, в деталях, изготовленных из чугуна, алюми-
ниевых сплавов), то и винтовое соединение оказывается нерацио-
нальным. В этом случае применяется соединение шпилькой.
Шпоночное соединение образуется шпонкой, одновременно на-
ходящейся в пазах вала и насаженной на него детали. Основное
назначение шпонки — передача вращающего момента. Шпонки
бывают призматические, клиновые, сегментные. Наиболее часто
используются призматические шпонки (рис. 9.5).
Рис. 9.5. Схема соединения
деталей призматической
шпонкой:
1 — деталь, получающая вра-
щательное движение; 2 — шпон-
ка; 3 — вал; / — длина шпонки;
b — ширина шпонки; h — вы-
сота шпонки; d — диаметр вала
Все виды шпонок стандартизованы.
Это означает, что их размеры согласо-
ваны с диаметром вала, так как вал и
шпонка передают один и тот же вра-
щающий момент. Если необходимо по-
добрать призматическую шпонку, то
по ранее рассчитанному диаметру d
вала определяют размеры b и h шпон-
ки, длину / шпонки обычно прини-
мают равной 1,5d, а затем производят
поверочный расчет шпонки на срез и
смятие.
Соединения, в которых шпонки
выполнены за одно целое с валом,
называют шлицевыми. Такие соедине-
ния по сравнению со шпоночными
имеют большую поверхность контак-
та, а следовательно, и большую на-
грузочную способность.
Шлицевые соединения обеспечива-
ют также более высокую точность со-
единения, так как в шпоночном со-
единении участвуют три детали, а в
шлицевом — две.
124
Для обеспечения точного расположения одной детали относи-
тельно другой используют штифтовые соединения.
В штифтовом соединении соединяющей деталью является
штифт, который вставляется в сквозные прорези стержня и втул-
ки. Штифт — это гладкая цилиндрическая или коническая деталь.
Детали передач вращательного движения. Оси и валы — детали,
несущие на себе вращающиеся части машин: зубчатые колеса,
шкивы, барабаны, звездочки и т.д. Ось обычно представляет со-
бой сплошное или полое ступенчатое тело цилиндрической формы.
Оси бывают вращающиеся и неподвижные.
Наиболее распространенные прямые валы по форме не отли-
чаются от осей, однако они существенно отличаются по характе-
ру работы. Валы не могут быть неподвижными, они обязательно
вращаются. Но главное отличие в другом. Оси только несут на себе
части машин, а следовательно, подвергаются только изгибу. Валы,
кроме того, еще и передают вращающий момент, а значит, под-
вергаются одновременному действию изгиба и кручения.
Опорами осей и валов являются подшипники. В зависимости от
характера трения между вращающимися и неподвижными дета-
лями они подразделяются на подшипники скольжения и качения.
Подшипник скольжения, представляющий собой корпус, в ко-
торый установлена втулка, не может использоваться в быстроход-
ных механизмах, так как между поверхностями вала и подшипни-
ка возникает сильное трение, вызывающее повышенный нагрев
деталей и способствующее быстрому их износу. Кроме того, воз-
никают большие потери мощности на преодоление трения сколь-
жения. Наиболее часто в машинах и механизмах используются под-
шипники качения, которые состоят из внутреннего и наружного
колец, тел качения и сепаратора. Внутреннее кольцо обычно же-
стко насаживается на вал, а наружное — закрепляется в корпусе.
Между вращающимся и неподвижным кольцами расположены тела
качения, удерживаемые на постоянном расстоянии друг от друга
сепаратором (разделителем). В зависимости от формы тел качения
подшипники делятся на шариковые и роликовые, а в зависимос-
ти от числа рядов тел качения — на одно-, двух- и многорядные.
По характеру нагрузок, для восприятия которых предназначен
подшипник, их разделяют на радиальные, осевые (упорные) и
радиально-упорные. Радиальные подшипники предназначены для
противодействия таким внешним силам, которые направлены
перпендикулярно продольной оси подшипника, а радиально-упор-
ные подшипники одновременно противодействуют как радиаль-
ным, так и осевым перемещениям валов.
Все подшипники стандартизованы. В зависимости от соотно-
шения радиальных и осевых размеров их разделяют на серии: лег-
кую, среднюю и тяжелую. При одинаковом внутреннем диаметре
подшипники легкой серии имеют меньшую ширину и наружный
125
диаметр, чем подшипники средней серии. Аналогичное соотно-
шение размеров у подшипников средней и тяжелой серии. Под-
шипники различаются также по нагрузочной способности, т.е. по
способности в течение определенного срока выдерживать без раз-
рушения заданную нагрузку при заданной угловой скорости вра-
щения вала.
Для передачи вращения с одного вала на другой, расположен-
ный с ним соосно, используются муфты. Если муфты рассчитаны
на постоянное соединение валов, то они называются постоянны-
ми. Если в процессе работы необходимо многократно соединять и
разъединять валы, то применяются сцепные муфты. Наиболее ча-
сто в токарных станках для соединения валов используют кулач-
ковые сцепные муфты. Одна из полумуфт жестко соединена с од-
ним из валов, а вторая может перемещаться по шпонке или по
шлицам вдоль другого вала, при включении муфты кулачки, име-
ющиеся на торцовых поверхностях одной полумуфты, входят во
впадины другой и передают вращение.
Зубчатые колеса и шкивы, используемые для передачи враща-
тельного движения, рассмотрены ранее.
9.4. Понятие о кинематических схемах
Для более наглядного представления о взаимодействии различ-
ных механизмов в станках используют кинематические схемы. Эти
схемы выполняются с помощью условных обозначений деталей и
механизмов, которые участвуют в передаче движения к исполни-
тельным органам станка. Расположение условных обозначений
элементов на кинематических схемах позволяет ясно представить
путь передачи движения. Кроме того, на кинематических схемах
станка указывают диаметры шкивов, число зубьев зубчатых и чер-
вячных колес, число заходов червяка, шаг ходового винта, мощ-
ность и частоту вращения электродвигателя, порядковую нумера-
цию валов и других параметров, необходимых для кинематичес-
кого анализа.
Связь между элементами, от которых движение передается к
исполнительному звену, называется кинематической цепью, эта
цепь обеспечивает также изменение скоростей и направления дви-
жения.
Элементы кинематических цепей изображаются в ЕСКД (еди-
ной системе конструкторской документации) в соответствии с
государственными стандартами (табл. 9.1).
Для станков, имеющих наряду с механическими передачами
гидравлические, электрические, пневматические устройства, со-
ставляются соответствующие гидравлические, электрические и
пневматические схемы.
126
Таблица 9.1
Условные обозначения элементов на кинематических схемах станков
Наименование Обозначение
Вал, ось, стержень и т.п. —
Подшипники скольжения и качения
(без уточнения типа):
радиальные
—
упорные II
Подшипники скольжения:
радиальные
Г-“I
радиально-упорные:
односторонние 11—1
двусторонние ||—1|
||—II
упорные:
односторонние
г—
двусторонние -* I *-
-1 1 г-
Подшипники качения:
радиальные о
—
радиально-упорные:
односторонние
двусторонние Гр-1
1—2_J
упорные:
односторонние о 1
о 1
двусторонние
1 ° 1
Муфта. Общее обозначение без —II—
уточнения типа
127
Продолжение табл. 9.1
Наименование Обозначение
Муфта нерасцепляемая (неуправляемая): глухая упругая компенсирующая Q-|—
Муфта сцепляемая (управляемая): общее обозначение односторонняя двусторонняя 4<в- -Й-
Муфта сцепляемая механическая: синхронная, например зубчатая асинхронная, например фрикцион- ная '[й"
Муфта автоматическая (самодействую- щая): общее обозначение обгонная (свободного хода) предохранительная: с разрушающим элементом с неразрушающим элементом
Тормоз. Общее обозначение без уточ- нения типа 1
Храповые зубчатые механизмы: с наружным зацеплением, одно- сторонние 4-
128
Окончание табл. 9.1
Наименование Обозначение
Передача ремнем без уточнения типа ремня
Передача плоским ремнем >3
Передача клиновым ремнем
Передача зубчатым ремнем ^-^ф-
Передача цепью: общее обозначение без уточнения типа цепи ф" ф
Передачи зубчатые (цилиндрические): внешнее зацепление (общее обозначение без уточнения типа) | Ж I ж I 1 1 1 1 1
Передачи конические: общее обозначение без уточнения типа зубьев "3
Передачи зубчатые со скрещивающи- мися валами: червячные с цилиндрическим червяком ф"
Передачи зубчатые реечные: общее обозначение без уточнения типа зубьев
Гайка на винте, передающем движение: неразъемная неразъемная с шариками разъемная
Передвижные упоры 1
5 Багдасарова
129
Математическое выражение связи движений ведущего и ведо-
мого звеньев (начального и конечного) кинематической цепи стан-
ка называют уравнением кинематического баланса.
В него входят составляющие, характеризующие все элементы
цепи от начального до конечного звена. Уравнение кинематичес-
кого баланса будет рассмотрено в гл. 10 при расчете максимальной
лтах И минимальной «min частоты вращения шпинделя токарного
станка.
9.5. Типовые механизмы, используемые в конструкциях станков
Существует множество металлорежущих станков, предназна-
ченных для выполнения различных видов работ, изготовленных
конструктивно различно. При создании всех этих станков исполь-
зуется целый ряд типовых механизмов. В качестве примера рас-
смотрим типовые механизмы, используемые в конструкциях стан-
ков наиболее часто.
Механизм с передвижным блоком позволяет получать различные
частоты вращения ведомого вала при постоянной частоте враще-
ния ведущего вала (рис. 9.6).
На ведущем валу I находится передвижной блок Б с зубчатыми
колесами с числами зубьев Z\—Z3, который может перемещаться
вдоль оси по шлицевой поверхности вала. На ведомом валу II не-
подвижно закреплены два зубчатых колеса с числами зубьев Z2 и
Z4; если в зацеплении находятся колеса Z| и Z2, передаточное
к Zi
отношение будет и = —-, а если движение будет передаваться
Z2
колесами Z3 и Z4, то передаточное отношение будет и = —.
Z4
Таким образом вал II может получить две различные частоты
Z Z
вращения п2 = пх —; п2 = пх —.
Z2 Z4
Реверсивный механизм используется для изменения направле-
ния движения, например, шпиндель станка, может вращаться в
Рис. 9.6. Механизм с передвиж-
ным блоком:
I — ведущий вал; II — ведомый вал;
Б — передвижной блок зубчатых ко-
лес; Zb Z2, Z3, Z4 — числа зубьев зуб-
чатых колес; 7, 2 — положения блока;
Л|, л2 — частоты вращения валов
130
направлении по часовой стрелке или в противоположную сторо-
ну, суппорт станка может двигаться в направлении от корпуса
задней бабки к передней или в обратном направлении.
В реверсивном механизме движение к ведомому валу может
передаваться двумя путями: либо через два зубчатых колеса, либо
через три, одно из которых входит в зацепление и с ведущим
колесом и с ведомым. Это колесо не используется для изменения
частоты вращения ведомого вала, а лишь меняет направление его
вращения (часто такие колеса называют паразитными).
Контрольные вопросы
1. Что называют механизмом?
2. В каком случае кинематические пары называются одним названием?
3. С какой целью в станках используются передачи?
4. Что называется передаточным отношением?
5. Какие передачи передают движение между параллельно располо-
женными валами?
6. Как определяется передаточное отношение зубчатой передачи?
7. Какие параметры характеризуют зубчатые колеса?
8. В чем заключается преимущество червячных передач?
9. Чему равно передаточное отношение механизма, состоящего из це-
лого ряда передач?
10. Какие передачи используются для преобразования движения?
11. Что можно назвать деталью?
12. К каким видам соединений относятся болтовое, винтовое, шпи-
лечное?
13. С какой целью используется шпонка?
14. Чем отличается вал от оси?
15. Какие виды подшипников чаще всего используются в металлоре-
жущих станках и почему?
16. Чем различаются подшипники разных серий?
17. Для чего предназначены муфты?
18. С какой целью создают кинематические схемы?
19. Что называется кинематической цепью?
20. Какие типовые механизмы используются в конструкциях различ-
ных станков?
Глава 10
СТАНКИ ТОКАРНОЙ ГРУППЫ,
ИХ КОНСТРУКЦИЯ И НАЗНАЧЕНИЕ
10.1. Основные типы токарных станков и обозначение
их моделей. Классификация металлорежущих станков
Станки токарной группы составляют значительную часть ста-
ночного парка. На этих станках обрабатываются детали типа тел
вращения и выполняются рассмотренные ранее виды обработки.
В токарную группу входят девять типов станков, различающих-
ся по назначению, компоновке, степени автоматизации и другим
признакам.
Станки отечественного производства имеют цифровое обозна-
чение моделей. Первая цифра в обозначении показывает, к какой
группе относится станок: токарной, фрезерной, сверлильной и
т.д. Вторая цифра указывает на тип станка в группе. Две последние
цифры условно определяют важнейшие технические параметры
станка.
Все станки, обозначение которых начинается с «1» — токар-
ные. В свою очередь, токарные станки делятся на 9 типов. Тип
станка определяется следующими цифрами:
1 — одношпиндельные автоматы и полуавтоматы;
2 — многошпиндельные автоматы и полуавтоматы;
3 — револьверные станки;
4 — сверлильно-отрезные;
5 — карусельные;
6 — токарно-винторезные и лобовые;
7 — многорезцовые;
8 — специализированные для фасонных изделий;
9 — разные токарные.
Две последние цифры обозначают: для токарно-винторезных
станков — высоту центров над станиной; для револьверных — наи-
больший диаметр обрабатываемого прутка; для карусельных — наи-
больший диаметр планшайбы и т.д.
Буква после первой (или второй) цифры указывает на усовер-
шенствование станка по сравнению с первой моделью. Буква в
конце марки означает, что в модель станка внесены некоторые
изменения, например повышена точность (П), станок с число-
вым программным управлением 0 и т.д.
132
Пример расшифровки марки токарно-винторезного станка
16К20:
1 — станок относится к токарной группе;
6 — токарно-винторезный;
К — в конструкцию станка внесены некоторые изменения;
20 — высота центров над станиной 200 мм.
Серийный выпуск токарных станков впервые был осуществлен
на московском заводе «Красный пролетарий».
Все металлорежущие станки классифицируются:
по степени универсальности:
• универсальные, позволяющие выполнять любой вид обра-
ботки, характерный для станков данной группы, например то-
карно-винторезные станки;
• специализированные, предназначенные для обработки дета-
лей, схожих по конфигурации и размерам;
• специальные, предназначенные для обработки одинаковых
деталей или выполнения только одной операции;
по точности:
• нормальной точности (Н);
• повышенной точности (П);
• высокой точности (В);
• особо высокой точности (А);
• особо точные (С);
по массе:
• легкие — до 1 т;
• средние — до 10 т;
• крупные — до 15 т;
• тяжелые — до 100 т;
• особо тяжелые — свыше 100 т.
10.2. Токарно-винторезные станки
Токарно-винторезные станки используются в единичном и се-
рийном производствах. На них можно выполнять все виды токар-
ных работ, в том числе и нарезание резьбы.
На токарно-винторезных станках производится 70... 80 % обще-
го объема токарных работ. Они используются в инструментальном
производстве, в приборостроении, в машиностроении и других
областях промышленности.
Все станки постоянно совершенствуются благодаря повыше-
нию точности, совершенствованию управления, увеличению ди-
апазонов скоростей и подач.
Все сборочные узлы и механизмы токарно-винторезных стан-
ков имеют одинаковое название, назначение и расположение. Рас-
смотрим тип токарно-винторезных станков на примере станка
133
модели 16К20, которая в настоящее время широко используется в
промышленности.
Основные узлы станка модели 16К20 изображены на рис. 10.1.
Рассмотрим их более подробно.
Рис. 10.1. Общий вид токарно-винторезного станка:
узлы станка: I — коробка подач; II — передняя бабка с коробкой скоростей;
III — задняя бабка; IV — станина; V — суппорт; VI — основание;
рукоятки: 1, 23 — управления фрикционной муфтой главного привода; 2 —
установки величины подачи и шага резьбы и отключения механизма коробки
подач; 3 — установки подачи и типа нарезаемой резьбы; 4 — установки величи-
ны подачи и шага резьбы; 5 — установки правой и левой резьбы; 6 — установки
нормального или увеличенного шага резьбы и положения при делении многоза-
ходных резьб; 7, 8 — установки частоты вращения шпинделя; 13 — ручного
перемещения поперечных салазок суппорта; 16 — поворота и зажима резцедер-
жателя; 17 — ручного перемещения верхних салазок суппорта; 19 — управления
перемещениями каретки и поперечных салазок суппорта; 20 — зажима пиноли
задней бабки; 21 — крепления задней бабки к станине; 24 — включения и вы-
ключения разъемной гайки ходового винта; 25 — включения подачи; 28 — вклю-
чения и выключения реечной шестерни;
выключатели: 9 — вводный автоматический; 10 — сигнальная лампа; 11 —
электронасоса подачи охлаждающей жидкости; 12 — указатель нагрузки станка;
14 — регулируемое сопло подачи охлаждающей жидкости; 15 — лампы местного
освещения;
кнопки: 18 — включения электродвигателя привода ускоренной подачи карет-
ки и поперечных салазок суппорта; 30 — золотника смазки направляющих ка-
ретки и поперечных салазок суппорта;
маховички: 22 — перемещения пиноли задней бабки; 29 — ручного перемеще-
ния каретки; 26 — болт закрепления каретки на станине; 27 — кнопочная стан-
ция включения и выключения электродвигателя главного привода
134
Основание — узел, используемый для установки станины, одно-
временно является стружкосборником и резервуаром для охлажда-
ющей жидкости. В левой части основания располагается главный
электродвигатель.
Станина — базовый узел станка, на котором монтируются все
узлы станка. С помощью станины достигается их определенное
взаимное расположение. Станина изготовляется из высокопроч-
ного модифицированного чугуна и имеет коробчатую форму с
поперечными ребрами жесткости. По передним призматическим
и задним плоским направляющим станины перемещается каретка
суппорта, а по передним плоским и задним призматическим на-
правляющим перемещается задняя бабка.
Передняя (шпиндельная) бабка представляет собой литой чугун-
ный корпус, внутри которого размещаются валы и зубчатые колеса
механизма переключения частот вращения шпинделя.
Коробка скоростей — механизм, находящийся в передней бабке,
используется для передачи движения шпинделю и для изменения
скоростей его вращения.
Шпиндель — представляет собой массивный пустотелый вал,
изготовленный из легированной стали.
На переднем конце шпинделя выполнен посадочный конус,
по которому базируются патроны, используемые для закрепле-
ния заготовок. Шпиндель имеет расточенное отверстие — конус
Морзе № 6. В конической расточке устанавливаются передний центр
или оправка.
Шпиндель установлен на двух опорах качения. Передняя опора
представляет собой регулируемый двухрядный роликовый подшип-
ник с роликами и внутренними коническими кольцами. Подшип-
ник регулируют затягиванием гайки, которая нажимает на внут-
реннее коническое кольцо подшипника. Кольцо надвигается на
шейку шпинделя, так уменьшается зазор между шпинделем и
роликами, образующийся в результате износа.
Задняя опора также представляет собой радиально-упорный
подшипник. Постоянный натяг в нем обеспечивают пружины,
которые упираются в диск и отжимают наружное кольцо ролико-
подшипника.
Опорные подшипники шпинделя регулирует слесарь-ремонтник.
Одним из механизмов коробки скоростей является фрикцион-
ная муфта. С ее помощью изменяется направление вращения шпин-
деля. При включении муфты влево происходит прямое вращение
шпинделя, движение передается к валу II через блок зубчатых
колес 56 — 51.
При включении муфты вправо происходит обратное вращение
шпинделя, движение передается к валу II через колесо 50, затем
блок 24—36 и колесо 38 (рис. 10.2)(в тексте при описании блоков
зубчатых колес «Z» опущена).
135
0268
Z=56 Z=51
БЗ
IV
Z=50
VII
Z=34T
Z=15
Z = 47
Z=45
x
Ш Б2
Z=60
*-^=38
Z=55
Z=36
Z=60
Z=45 гл
Z=18
Z=60
Z=30 Z=30
V П
ити VI
nio
Z=30 Z=30
VIII
-H-Z=25 -
XI
Z=28
XII
N
Z=60 Z-45
IX
Б5
x
Б4
Z=
=72
Z=48
Z=60
Z=48
Z=28
XIII
Z=23 28 30 42
Z=30
Х2
_ XVII
__Z=23 X5
Б9
XVI
XIV
Б8 Z=40
XV
XIX
U
XX
Z=39
Z=28
Б7
Z=2$
Z=35Z 25 Z~30^=34 z=33
Z=18 LJ
i Z=28
Z=23
Мощность - 10 кВт
л = 1460 мин"1
Ml
X6
^Bl^LJ
_ Z=39
x
x
0148
Рис. 10.2. Кинематическая
Ml, М2 — двигатели; Z — число зубьев; I—XX — обозначение валов;
т — модуль; р — шаг;
136
схема станка 16К20:
Б1 —Б9 — блоки зубчатых колес; К, L, М, N — сменные зубчатые колеса;
XI —Х9 — муфты
137
Фрикционная муфта состоит из дисков, часть которых плотно
сидит на валу I, а другая часть в ступице блока зубчатых колес
56 — 51 и колеса 50, при сжатии дисков движение передается за
счет сил трения, возникающих при их сцеплении.
При нейтральном положении муфты происходит включение
тормоза. Тормозной шкив располагается на III валу.
Рукоятки управления главным движением — вращением шпин-
деля. Для управления фрикционной муфтой и тормозом служат руко-
ятки 7, 23, которые сблокированы между собой, т.е. при работе
рукояткой 23 рукоятка 7 повторяет движения (см. рис. 10.1).
Частоту вращения шпинделя устанавливают рукоятками 7 и 8,
расположенными на передней стенке коробки скоростей (перед-
Таблица 10.1
Положения рукояток управления и частоты вращения шпинделя
Положение рукояток Прямое вращение шпинделя
№8^ №7 Сс£о)=С Частота вращения (число оборотов шпинделя в минуту) п, мин-1 Наибольший допустимый крутящий момент на шпинделе, Н- м Наибольшая допустимая мощность, кВт
1 12,5 1300 2,3
2 16 1300 3
3 20 1300 3,7
4 25 1300 4,7
5 31,5 1300 6
6 40 1300 7,7
1 50 1300 9,3
2 63 1090 10
3 80 855 10
4 100 670 10
5 125 530 10
6 160 405 10
1 200 380 10
2 250 300 10
3 315 240 10
4 400 180 10
5 500 146 10
6 630 114 10
1 500 145 10
2 630 116 10
3 800 90 10
4 1000 70 10
5 1250 55,5 10
6 1600 41,8 10
138
ней бабки) станка. В табл. 10.1 показаны частоты вращения шпин-
деля (при прямом вращении) и соответствующие им положения
рукояток 7 и 8.
Рукоятка 7 управляет блоками 34—39 и 47 — 55 — 38 коробки
скоростей и устанавливается в одну из шести позиций, обозначен-
ных цифрами на ступице рукоятки: соответствующую цифру со-
вмещают с вертикальной стрелкой, изображенной над рукояткой.
Рукоятка 8 управляет перебором — блок 45 —60 и блок 48 — 60
и устанавливается в одну из четырех позиций, обеспечивающих
передаточное отношение 1:32; 1:8; 1:2; 1,25:1, т.е. четыре диапазо-
на частот вращения.
Коробка подач закреплена на станине ниже корпуса передней
бабки; внутри коробки находится механизм передачи вращения
от гитары к ходовому валу и ходовому винту. Необходимые подачу
и шаг резьбы устанавливают рукояткой 4 (см. рис. 10.1), которая,
занимая положения А, В, Си D, управляет переключениями бло-
ков обратимого механизма, а также рукояткой 2 (положения I,
II, III, IV), которая управляет переключением блоков множи-
тельного механизма коробки подач. Подачи и шаги нарезаемых
резьб обеспечиваются механизмом коробки подач в сочетании со
звеном увеличения шага и гитарой.
Рукоятка 6 служит для переключения с нормального на увели-
ченный шаг резьбы (включение звена увеличения шага), а также
для отключения механизма подач перед делением, в случае наре-
зания многозаходной резьбы.
Рукоятка 5управляет трензелем, т.е. настройкой на правую или
левую резьбу.
Рукоятка 3 переключает обратимый механизм коробки подач
на рабочие подачи и нарезание метрической и дюймовой резьб
или на нарезание модульной и питчевой резьб.
Суппорт состоит из каретки, которая движется по направляю-
щим станины; фартука; поперечных салазок, которые движутся
по направляющим каретки; поворотной плиты; верхних салазок,
на которых закреплен резцедержатель.
Для удобства определения величин перемещения поперечных
и верхних салазок при работе суппорт снабжен масштабными ли-
нейками с ценой деления 1 мм. Конструкция линейки, закреп-
ленной на каретке, предусматривает возможность установки жест-
кого упора, ограничивающего поперечные перемещения.
Включение и реверсирование продольных и поперечных подач
(т.е. воздействие на муфты Х6, Х7, Х8, Х9, см. рис. 10.2) осущест-
вляют одной рукояткой 19 (см. рис. 10.1), расположенной справа
от фартука станка. Положение рукоятки 19 соответствует направ-
лению подачи: влево, вправо, вперед, назад.
Ручную подачу каретки осуществляют маховичком 27, на вал
которого насажен лимб продольной подачи. Одно деление лимба
139
соответствует перемещению каретки на 1 мм. Для ускоренного
перемещения каретки по направляющим станины или попереч-
ных салазок по направляющим каретки нажимают на кнопку 18
рукоятки 19 и ставят рукоятку в положение, соответствующее
желательному направлению подачи. Тогда ходовой вал получит
вращение от электродвигателя ускоренного хода (см. рис. 10.2).
Фартук прикреплен к передней части каретки суппорта, он
представляет собой коробку, внутри которой находится механизм
для преобразования вращательного движения ходового вала и хо-
дового винта в прямолинейное поступательное движение суппор-
та. В фартуке расположено также предохранительное устройство —
муфта Х„ (см. рис. 10.2), служащая для предохранения станка от
перегрузки и автоматического отключения подачи при достиже-
нии кареткой неподвижного упора, закрепленного на передней
направляющей станине, или при достижении поперечным суп-
портом неподвижного упора, закрепленного на каретке.
При перегрузке в цепи движения подачи суппорт мгновенно
останавливается, а с ним и вся кинематическая цепь фартука.
Ходовой винт имеет трапецеидальную резьбу с шагом 12 мм.
Движение к ходовому винту передается с помощью двух полу-
гаек, которые могут смыкаться под воздействием рукоятки 24
(см. рис. 10.1), передавая вращение на ходовой винт, и разъеди-
няться. При сомкнутом положении гаек производится нарезание
резьбы.
Резцедержатель крепится на верхней части суппорта и исполь-
зуется для закрепления резцов, он фиксируется в четырех поло-
жениях с помощью подпружиненного шарика, заскакивающего в
гнезда основания.
Задняя бабка используется для установки центров, поджимаю-
щих деталь при обработке, если длина заготовки превышает диа-
метр в 2 — 3 раза, и для установки инструмента с хвостовиками,
например сверл, зенкеров, разверток. Задняя бабка перемещается
в продольном направлении по направляющим станины и может
иметь поперечное перемещение ±15 мм.
В отверстии корпуса задней бабки перемещается пиноль в про-
дольном направлении с помощью винтовой передачи при поворо-
те маховичка. Заднюю бабку закрепляют на станине рукояткой 21
(см. рис. 10.1).
Задняя бабка станка установлена на аэростатической опоре (воз-
душной подушке), что значительно снижает давление при ее пе-
редвижении.
В устройство, создающее «воздушную подушку», входит воздуш-
ный трубопровод, подключенный к цеховой магистрали сжатого
воздуха; фильтр (влагоотделитель), в котором осаждается имеюща-
яся в воздухе влага; маслораспылитель, в котором воздух захватывает
мелкие частицы масла, служащие для смазки клапана; трехходовой
140
клапан для впуска сжатого воздуха в специальную камеру на подошве
основания задней бабки для создания «воздушной подушки».
Для перемещения задней бабки при включенном аэростати-
ческом устройстве требуется небольшое усилие.
Механизм главного движения токарно-винторезного станка 16К20.
Данный механизм используется для передачи движения от двига-
теля к шпинделю и для изменения частот его вращения.
От двигателя Ml движение передается к валу / коробки скоро-
стей через клиноременную передачу, имеющую диаметр ведуще-
го шкива 154 мм, а ведомого 268 мм.
С вала / к валу // движение может передаваться либо через
свободно вращающийся блок зубчатых колес 56—51 (указывают-
ся числа зубьев колес) при прямом вращении шпинделя, либо
через колесо 50, блок зубчатых колес 24 — 36 и колесо 38 (обрат-
ное вращение шпинделя). Прямое или обратное вращение шпин-
деля устанавливается с помощью фрикционной муфты XI.
Далее будем рассматривать передачу прямого вращения к шпин-
делю. От вала I к валу // передаются две различные частоты вра-
щения, определяемые передаточными отношениями зубчатых ко-
56 51
лес — и 39 От вала IIк валу ///движение передается с помощью
неподвижных колес 29, 21, 38 и блока зубчатых колес 47—55 — 38,
перемещающегося вдоль шлицевой поверхности вала, таким об-
разом, от каждой из частот вращения вала IIк валу ///передаются
три различных частоты вращения, определяемые передаточными
29 21 38
отношениями зубчатых колес —; — и —. Всего вал ///будет
47 55 38
иметь шесть частот вращения. От ///вала движение может переда-
ваться к шпинделю двумя путями: напрямую с помощью непо-
движных зубчатых колес 60 и 30 и блока зубчатых колес 48 — 60,
находящегося на шпинделе, и через перебор, который состоит из
блока колес 45 —60 и зубчатого колеса 18; далее движение переда-
ется через вал Vс помощью колес 30, 60. В первом случае частота
вращения шпинделя будет определяться передаточными отноше-
60 30
ниями — и тт;, таким образом шпиндель получит 12 частот вра-
48 60
щения. Во втором случае перебор обеспечивает два передаточных
отношения
_ 45 18=_[. =15 I8=J_
М| " 45'72 " 4 ’ U1 ~ 60'72 " 16 ’
и шпиндель также получит 12 частот вращения. Но так как пере-
даточные отношения перебора меньше единицы, то величины
частот вращения будут меньше, чем получаемые непосредствен-
но от вала ///.
141
Схема передачи движения от двигателя к шпинделю
2 ск.
J54 56 . 11 29. 21. 38
268 34 ’ 39 47’ 55’ 83
| г6^' перебор J2;'*'
1.1 30
4’“2 16 60
60 . 30
48 ’ 60
Частоты вращения п = 500 мин-1 и п = 630 мин-1 повторяются
дважды.
Частота вращения шпинделя определяется в соответствии с
формулой лшп = «двИр.п-О^ЗЗ-и,... ип.
Минимальная и максимальная частоты вращения шпинделя
рассчитываются следующим образом:
154
«min = 1460 Ago,985
zoo
51 21 15 18 30
39 55 60 72 60
= 12,5 мин-1;
1 .ГЛ 154n noc56 38 60 1ГЛЛ
«max = 1460———0,985—————— = 1600 мин *.
268 34 38 48
Механизм подач. В кинематическую цепь механизма подач вхо-
дят: звено увеличения шага (блок 60—45), механизм реверса (трен-
зель), гитара сменных зубчатых колес, коробка подач, механизм
фартука, ходовой вал и ходовой винт.
Передача движения через механизм подач от шпинделя осуще-
ствляется двумя путями:
• цепью А при настройке станка на рабочие подачи от ходово-
го вала и при нарезании метрической и дюймовой резьб от ходо-
вого винта;
• цепью Б при нарезании модульных и питчевых резьб.
Цепь А
Шпиндель —VIII-----IX----X——-XII--------------
60 30 25 _ 40 86 28
60 25 45 Ццгг~ 86 ' 64 28
| _ vrrT_________ Х4 вкл.вправо множительный механизм
111 28. 28 30 42*j J Г"
28’ 35’ 25’ 30 1= 8: “2’1; “3’2; “4~4
L-xvn—Х5в“кл;< *xxi по * XIX *~хх
। 23 24 28 ходовый вал
1X5 вкл. 40’39 35
XVIII
ходовый винт
142
Множительный механизм состоит из двух двойных зубчатых
блоков: 18 — 28 и 28 — 48, а также зубчатых колес 45; 35 и 15. Ме-
ханизм обеспечивает четыре различные комбинации переключе-
ний (одна из них показана на кинематической схеме станка):
= 18 15 _J_.
U' ~ 45 48 “ 8’
28 35 ,
«2 =------= 1;
35 28
= 18 35
“3 ~ 45 28 “ 2
_ 28 15 1
щ ~ 35 48 - 4’
Таким образом, по цепи А на валу Xможно получить 4x4= 16
различных частот вращения, а значит, и 16 различных подач (от
0,05 до 0,7 мм/об).
Цепь Б
Шпиндель----<- VIII--► IX---
60 30 25
60 25 45
ХЗ вкл.
= 60 86 28. 38
" 73 36 28’ 34
гитара
vrTZ _ VTTT Х4 вкл. _ множительный механизм
Л1V ’ V
35 25 30 „_1. и „ _1. „ _1
^ИЛИМ 33 “1_ 8’и2” ’ из_2’ «4-4
Х5 вкл. вправо >
ходовый винт
Включение звена увеличения шага позволяет увеличить коли-
чество подач, так как в этом случае происходит зацепление зубча-
того колеса 45 вала III с колесом 45 вала VIII и движение переда-
ется от шпинделя в обратном направлении через перебор или ко-
60
леса — на механизм подач с передаточными отношениями:
60 45 _
"1= 30 45 =2;
60 72 45 45 о
и-, =-------------= 8;
2 30 18 45 45
60 72 60 45 „
Мз = 30 1815 45 = 32’
В коробке подач установлена обгонная муфта, которая позво-
ляет включать ускоренный ход каретки суппорта и поперечных
143
Рис. 10.3. Обгонная муфта:
1 — диск; 2 — ролики; 3 — обойма
салазок от отдельного электродви-
гателя без выключения рабочего
хода (рис. 10.3). Обгонная муфта со-
стоит из обоймы 3, соединенной с
зубчатым колесом 39 (см. рис. 10.2)
и диска 1 (см. рис. 10.3), соединен-
ного с валом XXI(см. рис. 10.2). В вы-
емках диска располагаются ролики.
При вращении обоймы ролики зак-
линиваются в узкой части выемки,
и движение от обоймы передается
на диск и далее на вал XXI. При вра-
щении ходового вала Х¥от электро-
двигателя ускоренного хода диск по-
лучает более высокую скорость вра-
щения через зубчатые колеса 35 и 28, чем обойма, ролики попадают
в более широкую часть выемки, обойма отсоединяется от диска и
может вращаться со скоростью, соответствующей рабочей подаче.
В конструкции токарно-винторезного станка используется боль-
шое количество кулачковых муфт, например Х2, ХЗ, Х4 и т.д. Эти
муфты состоят из двух половинок, закрепленных на различных
валах. На торцовой поверхности полумуфт имеются выступы и
впадины. При соединении частей муфты движение передается с
одного вала на другой, располагающийся с ним соосно.
10.3. Токарно-револьверные станки
Револьверные станки применяют для обработки деталей в се-
рийном производстве из пруткового материала или штучных заго-
товок. В зависимости от вида заготовок они делятся на прутковые
и патронные.
Револьверные станки не имеют задней бабки, а имеют револь-
верную головку, в которую устанавливают различный режущий
инструмент (резцы, сверла, зенкеры, развертки). Инструмент кре-
пится в резцедержателе поперечного суппорта. Все режущие инст-
рументы устанавливаются заранее при наладке станка, и в процес-
се обработки их вводят в работу поочередно. После каждого рабо-
чего хода револьверная головка поворачивается, и рабочую пози-
цию занимает новый режущий инструмент.
По конструкции револьверной головки станки делятся на станки
с вертикальной, наклонной и горизонтальной осями вращения
револьверной головки.
Преимуществом токарно-револьверных станков по сравнению
с токарно-винторезными является возможность сокращения основно-
го времени в результате применения многорезцовых державок и од-
144
Рис. 10.4. Схема наладки револьверного станка с вертикальной осью
вращения для обработки втулки:
а — наладка револьверной головки и резцедержателя; б — подрезание уступа; в —
растачивание выточки; 1, 3, 6— проходные резцы; 2,1 — расточные резцы; 4 —
зенкер; 5 — развертка, 8 — револьверная головка; 9 — резцедержатель; Dr —
главное движение; Dsm„ — движение поперечной подачи; Р,прод — движение
продольной подачи
новременной обработки детали инструментами, закрепленными в
револьверную головку и в резцедержатель. Сравнительно малые
затраты вспомогательного времени в результате предварительной
наладки станка на обработку несколькими инструментами, быст-
рая замена инструмента поворотом револьверной головки, авто-
матическое получение заданных размеров благодаря возможности
использования упоров.
За счет этого происходит значительное повышение производи-
тельности труда.
На рис. 10.4 показана схема наладки револьверного станка с
вертикальной осью вращения для обработки втулки. Как видно из
этой схемы, при обработке происходит совмещение переходов,
например одновременно растачивается отверстие, обтачивается
наружная цилиндрическая поверхность и подрезается торцовая
поверхность, после поворота револьверной головки отверстие
обрабатывается другим инструментом.
10.4. Лобовые и карусельные станки
Эти станки используются для обработки заготовок, у которых
диаметр значительно превышает длину, например для изготовле-
ния шкивов, маховиков, зубчатых колес.
145
Рис. 10.5. Одностоечный карусель-
ный станок:
1 — станина; 2 — стойка; 3 — попере-
чина (траверса); 4 — револьверный суп-
порт; 5 — револьверная головка; 6 —
пульт; 7 — боковой суппорт; 8 — стол
Лобовые станки используют-
ся в единичном производстве и
в ремонтных мастерских. В от-
личие от токарно-винторезных
станков у них отсутствует зад-
няя бабка, и планшайба, уста-
новленная на шпинделе, имеет
большой диаметр (до 4 м).
Лобовые станки использу-
ются редко, потому что точ-
ность обработки на них невы-
сокая, так как шпиндель изгибается под весом планшайбы и
заготовки трудно устанавливать, закреплять, выверять — все это
снижает производительность труда.
В настоящее время лобовые станки вытесняются более совер-
шенными карусельными станками.
По компоновке карусельные станки подразделяются на одно-
стоечные (рис. 10.5) и двухстоечные. Двухстоечные станки пред-
назначены для обработки деталей диаметром свыше 2000 мм.
На этих станках плоскость планшайбы располагается горизон-
тально, что значительно облегчает установку и выверку заготовок.
Карусельный станок состоит из станины, жестко скрепленной
со стойкой, имеющей вертикальные направляющие, по которым
движется траверса и боковой суппорт с четырехместным резце-
держателем. По траверсе в продольном направлении движется вер-
тикальный суппорт с револьверной головкой.
На станине на круговых направляющих расположена планшай-
ба. Коробка скоростей расположена внутри станины. Привод подач
осуществляется от коробок подач. Станком управляют с пульта.
10.5. Токарные полуавтоматы и автоматы
Автоматами называются такие станки, на которых после их
наладки все движения связаны с циклом обработки детали, а так-
же загрузка заготовки и снятие готовой детали выполняются по
заданной программе без участия рабочего; на полуавтоматах уста-
146
новку заготовки, снятие готовой детали, пуск станка производит
рабочий.
Токарные автоматы являются более производительными стан-
ками, так как на них весь цикл работы производится автомати-
чески.
Токарные станки с программным управлением используются в
серийном производстве. Они позволяют повысить точность обра-
ботки, снизить высоту микронеровностей, легко налаживать ста-
нок для обработки сложных деталей и переналаживать, если не-
обходимо обрабатывать деталь другой конфигурации (эти станки
подробно рассмотрены в гл. 16).
10.6. Эксплуатация токарных станков
Перед началом работы на новом станке токарь должен ознако-
миться с «Руководством по эксплуатации станка» — документом,
прилагаемым к станку заводом-изготовителем. В этом документе
указано краткое описание назначения и области применения стан-
ка; инструкция по транспортировке, распаковке и установке стан-
ка; описание конструкции основных сборочных единиц (узлов);
инструкция по пуску и обслуживанию станка; паспорт электро-
оборудования и электрическая схема станка.
Отдельной составной частью руководства является паспорт стан-
ка. Паспорт содержит: техническую характеристику станка; спе-
цификацию сборочных единиц (узлов) станка; таблицу основных
параметров зубчатых колес, червяков, винтов и гаек; кинемати-
ческую схему станка; общий вид станка с указанием рукояток
управления; таблицу, в которой указаны положения рукояток
управления цепью главного движения и соответствующие им ча-
стоты вращения шпинделя при прямом и обратном вращении;
таблицу положений рукояток управления подачами и соответству-
ющие им величины подач и шагов резьб; схему смазки с указани-
ем точек и поверхностей, которые необходимо смазывать; указа-
на мощность станка и дана спецификация подшипников и т.д.
При правильной эксплуатации станка необходимо осуществ-
лять проверку станка на точность. Нормы точности для каждого
типа токарных станков указаны в инструкции для проверки стан-
ков на точность.
Обычно эту проверку осуществляют работники отдела техни-
ческого контроля (ОТК), а сам токарь проверяет станок только в
том случае, если на деталях возникают дефекты обработки. Рас-
смотрим основные виды проверок токарно-винторезного станка
на точность (рис. 10.6).
Проверка радиального биения центрирующей шейки шпинделя пе-
редней бабки (см. рис. 10.6, а). Проверку осуществляют индикато-
147
Рис. 10.6. Основные виды проверок
токарно-винторезного станка:
а — проверка радиального биения цен-
трирующей шейки шпинделя передней
бабки; б — проверка соосности оси
шпинделя передней бабки и оси пино-
ли задней бабки; в — проверка парал-
лельности оси шпинделя передней баб-
ки направлению продольного переме-
щения суппорта; 1,2— положения
индикатора (стрелками показано на-
правление перемещения суппорта и
направление вращения шпинделя)
ром, установленным на направ-
ляющих станины. Измеритель-
ный штифт индикатора должен
касаться центрирующей шейки.
Шпинделю придают медленное
вращательное движение с час-
тотой вращения 10...20 мин-1.
По индикатору определяют
число делений, на которое от-
клоняется стрелка, умножают
на 0,01 мм и получают величину биения. Допускаемое биение
для станков с наибольшим диаметром обрабатываемой заготов-
ки 400 мм составляет 0,006...0,015 мм.
Проверка соосности осей шпинделя передней бабки и пиноли зад-
ней бабки (см. рис. 10.6, б). Заднюю бабку с полностью выдвинутой
пинолью устанавливают примерно на 1/2 наибольшего расстоя-
ния между центрами. Между центрами, закрепленными в шпин-
деле и пиноли, устанавливают точную цилиндрическую оправку,
а на суппорте — индикатор так, чтобы его измерительный штифт
касался оправки.
Суппорт перемещают в продольном направлении, индикатор
при этом показывает смещение оси пиноли относительно оси
шпинделя.
Замер делают в вертикальной плоскости, при этом индикатор
касается поверхности оправки сверху и в горизонтальной плоско-
сти индикатор касается поверхности шейки спереди. Допускаемое
отклонение 0,01 мм (ось пиноли может быть только выше оси
шпинделя).
Проверка параллельности оси шпинделя передней бабки направле-
нию продольного перемещения суппорта (см. рис. 10.6, в). В отверстие
шпинделя плотно вставляют точную закаленную и шлифованную
148
цилиндрическую оправку, а на суппорте устанавливают индика-
тор так, чтобы его измерительный штифт касался поверхности
оправки.
Суппорт перемещают вдоль станины. Индикатор показывает
отклонение параллельности оси шпинделя направлению продоль-
ного перемещения суппорта. Допускаемое отклонение в верти-
кальной плоскости должно быть 0,030 мм, а в горизонтальной —
0,015 мм на длине 300 мм.
Токарь должен соблюдать следующие правила эксплуатации.
1. До начала смены токарь должен принять станок от сменщика.
При приемке необходимо:
• проверить общее состояние станка и включение двигателя;
• опробовать работу фрикциона, первоначально придав шпин-
делю малую частоту вращения, и проверить на слух, нет ли ка-
ких-либо подозрительных шумов в коробке скоростей, коробке
подач и механизме фартука;
• проверить по струйному маслоуказателю при малой частоте
вращения шпинделя, работает ли смазочный насос;
• осмотреть направляющие станины: нет ли забоин и царапин;
• проверить ход каретки суппорта, поперечных и верхних сала-
зок суппорта, включение и переключение подач, замыкание и
размыкание разъемной гайки;
• убедиться в исправности насоса для подачи охлаждающей жид-
кости и системы трубопроводов;
• убедиться в исправности осветительных устройств в станке;
• убедиться в исправности предохранительного щитка;
• убедиться в исправности заземления.
2. Своевременно и правильно смазывать станок согласно карте
смазки, регулярно проверять и периодически очищать смазочные
отверстия, следить за своевременной сменой смазки в коробке
скоростей, коробке подач и фартуке суппорта.
3. Во время работы не укладывать заготовки, детали, режущие
и измерительные инструменты на направляющие станины. Исполь-
зовать для этой цели деревянные планшеты.
4. Для надежного закрепления резцедержателя не допускается
постукивание молотком или металлическим стержнем по рукоят-
ке. Периодически резцедержатель необходимо снимать, очищать
опорную поверхность от грязи, промывать керосином и проти-
рать гнезда фиксаторов.
5. Не оставлять двигатель станка включенным на продолжитель-
ное время, выключать станок при измерении изготовляемых дета-
лей, при перерывах в подаче электроэнергии, при наладочных
или ремонтных работах у станка.
При выполнении ручных работ (развертывание, нарезание резьбы
метчиком, сверление с ручной подачей пиноли, полирование),
когда не требуется автоматическая подача суппорта, отключать
149
механизм подачи, поставив рукоятку трензеля в нейтральное поло-
жение.
6. Тщательно очищать станок после работы, следить, чтобы на
направляющих станины и суппортов не оставалась стружка, грязь,
влага. Обтирочные материалы не должны оставлять следов от час-
тичек стружки и ворса на протираемых поверхностях.
При обработке чугунных заготовок несколько раз в смену тща-
тельно удаляют стружку и пыль с направляющих станины и ка-
ретки и смазывают их.
Желательно, чтобы обработка чугунных заготовок не превыша-
ла 20 % общего количества изделий. Если обрабатывали чугунные
заготовки, а затем перешли к обработке стальных с применением
смазочно-охлаждающей жидкости, то вначале необходимо очис-
тить направляющие от чугунной стружки, грязи и масла, проте-
реть их ветошью, смоченной в керосине, а затем протереть насухо
и вновь смазать.
Не реже одного раза в месяц выполняют общую уборку станка
и рабочего места: обмывают станок теплым содовым раствором и
вытирают; промывают сетку корыта, полностью заменяют эмуль-
сию в резервуаре; промывают ходовые винты; тщательно очища-
ют направляющие; протирают внутренние поверхности защитных
кожухов; очищают свое рабочее место под решеткой, вокруг стан-
ка, под тумбочкой; очищают и при необходимости ремонтируют
решетку; наводят порядок в рабочей тумбочке.
После общей уборки полностью смазывают станок. Два раза в
год производят генеральную уборку станка и рабочего места.
7. Станок должен быть надежно установлен на фундаменте или
на виброопорах. О замеченных ослаблениях закрепления станка
сообщают мастеру.
Температура в помещении, где установлен станок, должна быть
от 10 до 30 °C, относительная влажность не более 80 % при 10 ’С
или 60 % при 30 °C.
Станок, остановленный на длительное время (свыше пяти су-
ток), должен быть покрыт чехлом, и все неокрашенные поверх-
ности тщательно смазаны.
Смазка необходима для обеспечения длительной бесперебой-
ной работы станка. Для смазки коробки скоростей и коробки по-
дач используется автоматическая централизованная система, с
помощью которой смазка подается к подшипникам шпинделя и
на маслораспределительные лотки. Контролировать наличие мас-
ла в системе и правильность ее работы можно по маслоуказателю,
диск которого вращается при нормальном состоянии системы
смазки станка, при его остановке необходимо выключить станок
и очистить фильтр. Для этого его вынимают из резервуара, пред-
варительно отсоединив трубы, отвертывают гайку, расположенную
в нижней части, и снимают фильтрующие сетчатые элементы в
150
пластмассовой оправе. Каждый элемент промывают в керосине до
полного очищения.
Направляющие каретки и поперечных салазок тоже смазывают
централизованно в начале и в середине смены, поочередно пере-
мещая на быстром ходу каретку и поперечные салазки до появле-
ния масляной пленки на направляющих.
Опоры ходового вала, ходового винта и задней бабки смазыва-
ются фитилями из резервуаров, находящихся под задней бабкой.
Сменные шестерни и ось промежуточной сменной шестерни
смазывают вручную консистентной смазкой.
Остальные точки смазывают вручную при помощи масленки.
К паспорту станка прилагается карта смазки, указываются спосо-
бы и периодичность смазки, периодичность замены смазочных
материалов и их марки. Систематический уход за станком позво-
лит повысить долговечность оборудования и качество обрабаты-
ваемых деталей.
Контрольные вопросы
1. Каким образом можно определить группу станка по обозначению
модели?
2. Какие показатели технической характеристики станка указываются
в обозначении модели для токарно-винторезных станков и токарно-ре-
вольверных станков?
3. Каково назначение коробки скоростей?
4. В каком случае шпиндель будет вращаться быстрее: если движение к
нему будет передаваться через перебор или непосредственно от третьего
вала?
5. Какую форму имеет отверстие в шпинделе?
6. Перечислите основные механизмы цепи подач токарно-винторез-
ного станка.
7. С какой целью в конструкции станка используется обгонная муфта?
8. Почему станину изготавливают из высокопрочного чугуна?
9. Какое устройство позволяет уменьшить трение между направляю-
щими станины и задней бабки?
10. Возможно ли одновременное вращение ходового винта и ходового
вала?
11. При каком типе производства выгодно использовать токарно-ре-
вольверные станки?
12. За счет чего производительность обработки на токарно-револьвер-
ных станках выше, чем на токарно-винторезных?
13. Для обработки какого типа деталей предназначены токарно-кару-
сельные станки?
14. Какие станки называют токарными полуавтоматами?
15. В чем отличие токарного полуавтомата от автомата?
Глава 11
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ТОКАРНЫХ
СТАНКОВ
11.1. Понятие технологической оснастки, ее назначение,
классификация
К технологической оснастке относятся вспомогательные смен-
ные устройства, устанавливаемые на станках с целью расшире-
ния их технологических возможностей, установки и закрепления
заготовок и инструмента, облегчения условий работы токаря,
повышения производительности труда и точности обработки.
В процессе обработки режущий инструмент совершает движе-
ние относительно заготовки, поэтому требуемое расположение
поверхностей детали можно обеспечить только в том случае, если
заготовка будет занимать определенное положение в рабочей зоне
станка. Это положение достигается в процессе установки ее в при-
способление, т. е. включает базирование — придание заготовке тре-
буемого положения относительно выбранной системы координат
и закрепление — приложение сил или пар сил для обеспечения
постоянства и неизменности положения заготовки, достигнутого
при базировании (см. гл. 2).
Основные требования к закреплению заготовок'.
• закрепление должно обеспечить надежный контакт заготовки
с опорами приспособлений и гарантировать надежное положение
заготовки в процессе обработки;
• силы закрепления не должны вызывать больших деформаций
и смятия баз;
• закрепление должно выполняться с минимальными затрата-
ми времени и сил токаря;
• необходимо применять такую схему базирования, которая
обеспечивает наименьшую погрешность закрепления;
• в качестве баз следует использовать простые по форме поверх-
ности.
Конструктивными элементами приспособлений являются ус-
тановочные и зажимные устройства.
Установочные элементы называют опорами. Они делятся на ос-
новные, координирующие обрабатываемую заготовку в трех вза-
имно-перпендикулярных плоскостях, и вспомогательные, кото-
рые подводят к детали в точках приложения сил резания или
152
сил зажима после того, как заготовка займет определенное по-
ложение. Основные опоры бывают постоянные — опорные пальцы
или пластины; регулируемые — домкраты и плавающие. Последние
два вида опор используются, если заготовка занимает неустойчи-
вое положение.
Зажимные устройства предназначены для доведения заготовок
до установочных элементов приспособления или для их отведе-
ния, а также они создают силы зажима, противодействующие
силам резания.
Зажимное устройство обычно состоит из силового механизма
и привода. Приводы могут быть механические, пневматические,
гидравлические, электрические, магнитные и т.д.
По степени специализации приспособления подразделяются на
универсальные, специализированные и специальные.
Универсальные приспособления применяют для закрепления за-
готовок, размеры которых в значительной степени различаются
между собой (например, универсальный трехкулачковый патрон).
Специализированные приспособления (цанговые и мембранные
патроны, оправки и др.) применяются при обработке группы де-
талей, сходных по размерам, конфигурации и технологии изго-
товления.
Специальные приспособления применяются при обработке опре-
деленных деталей или при выполнении определенной операции.
Универсальные приспособления используют в единичном и
мелкосерийном производствах, а специализированные и специ-
альные — в крупносерийном и массовом.
11.2. Основные виды приспособлений, используемых
на токарных станках
При обработке на токарных станках заготовки устанавливают-
ся в патронах, центрах и на оправках (см. гл. 3, 4). На токарных
станках применяют двух-, трех- и четырехкулачковые патроны с
ручным и механизированным приводами зажима.
В двухкулачковых самоцентрирующих патронах закрепляют раз-
личные фасонные отливки и поковки; кулачки таких патронов, как
правило, предназначены для закрепления только одной детали.
В трехкулачковых самоцентрирующих патронах закрепляют за-
готовки круглой и шестигранной формы или круглые прутки боль-
шого диаметра.
В четырехкулачковых патронах закрепляют прутки квадратного
сечения, детали прямоугольной или несимметричной форм.
Наиболее широко применяют трехкулачковый самоцентриру-
ющий патрон. Конструкция трехкулачкового самоцентрирующего
патрона рассмотрена в гл. 3.
153
Рис. 11.1. Четырехкулачковый патрон:
7 — корпус; 2 — сухарь; 3 — винт; 4 — кулачок; Ь — наружный диаметр патрона
Четырехкулачковый патрон с независимым перемещением ку-
лачков (рис. 11.1) состоит из корпуса 7, в котором выполнены
четыре паза, в каждом пазу смонтирован кулачок 4 с винтом 5,
используемым для независимого перемещения кулачков по пазам
в радиальном направлении. От осевого смещения винт 5 удержива-
ется сухарем 2. При повороте кулачков на 180° патрон может ис-
пользоваться для крепления заготовок по внутренней поверхности.
На передней поверхности патрона нанесены концентричные
круговые риски (расстояние между рисками 10... 15 мм), с помо-
щью которых кулачки выставляются на одинаковом расстоянии
от центра патрона.
Поводковые патроны используются для передачи движения за-
Рис. 11.2. Хомутики:
а — обычный; б — самозатягивающий:
7 — палец поводка патрона; 2 — хвосто-
вик хомутика; 3 — пружина; 4 — ось; 5 —
корпус хомутика
готовке, закрепленной в цент-
рах. Они имеют вырез, в кото-
рый устанавливается палец хо-
мутика или палец-поводок, ко-
торый касается поверхности
хомутика и при вращении пе-
ремещает его вместе с закреп-
ленной в нем заготовкой. Заго-
товка крепится в хомутике вин-
том (рис. 11.2, а).
Часто используется самоза-
тягивающийся хомутик, ниж-
няя часть хвостовика которого
выполнена эксцентрично по от-
ношению к оси и имеет насеч-
ку. Предварительная затяжка за-
154
готовки происходит хвостовиком, а в процессе обработки осуще-
ствляется окончательная затяжка пальцем поводка патрона через
хвостовик хомутика пропорционально силе резания (рис. 11.2, б).
Цанговые патроны применяют главным образом для закрепле-
ния прутка или для повторного зажима заготовок по предваритель-
но обработанной поверхности. По конструкции различают патро-
ны с втягиваемой, выдвижной и неподвижной цангами (рис. 11.3).
По назначению цанги делятся на подающие и зажимные.
Подающая цанга представляет собой стальную закаленную втул-
ку, имеющую три неполных разреза, образующих пружинящие
лепестки, концы которых поджаты друг к другу. Форма и размеры
отверстия подающей цанги должны соответствовать профилю прут-
ка.-Подающая цанга навинчивается на подающую трубу, которая
получает осевое перемещение и осуществляет подачу расположен-
ного в ней прутка от кулачкового механизма или от гидромехани-
ческого привода. При загрузке станка пруток проталкивается между
лепестками подающей цанги и раздвигает их. Лепестки прижима-
ются силой своей упругости к поверхности прутка. При переме-
Рис. 11.3. Цанговые патроны. Виды цанг:
а — патрон с втягиваемой цангой; б — патрон с выдвижной цангой; в — патрон
с неподвижной цангой; г — подающая цанга; д — зажимная цанга со сменными
вкладышами: 1 — сменный вкладыш; 2 — цанга; е — зажимные цельные цанги;
ж — сменные вкладыши цанг
155
щении подающей трубы лепестки подающей цанги под действи-
ем сил трения сжимаются и увеличивают силу сцепления при
подаче прутка.
Зажимная цельная цанга выполняется в виде втулки с пружи-
нящими лепестками. Цанга с тремя лепестками применяется при
обработке заготовок диаметром до 3 мм, с четырьмя — диамет-
ром до 80 мм и с шестью — диаметром свыше 80 мм. Угол при
вершине конуса цанги обычно равен 30°
Мембранные патроны применяют в том случае, когда необхо-
димо обработать партию заготовок с высокой точностью центри-
рования. В мембранном патроне рожкового типа (рис. 11.4) обра-
батываемую заготовку 1 устанавливают между торцами винтов 4,
которые через рожки 3 связаны с мембраной 2. При прогибе мем-
браны в сторону заготовки концы рожков 3 с винтами 4 расходят-
ся и освобождают заготовку; при снятии нагрузки происходит за-
крепление заготовки. Настройка патрона на размер детали и уси-
лие зажима регулируются винтами 4.
Центры используются для закрепления заготовок при обработ-
ке. Если необходимо выполнить высокие точностные требования,
то производится закрепление между двумя центрами. Если необ-
ходимо повысить жесткость системы СПИЗ (станок — приспособ-
ление — инструмент — заготовка), с одной стороны заготовку
закрепляют в патроне, а с другой — поджимают центром, уста-
новленным в отверстие пиноли задней бабки.
Центры имеют две стандартизованные конические поверхнос-
ти: рабочую и хвостовик. Угол конуса рабочей части — 60°, хвос-
товик выполняется в соответствии с размерами конусов Морзе
Рис. 11.4. Мембранный патрон:
1 — обрабатываемая заготовка; 2 — мембрана; 3 — рожок; 4 — винт
156
Рис. 11.5. Виды центров:
а — жесткий; б — обратный; в — срезанный; г — со сферической рабочей час-
тью; д — с рифленой поверхностью; е — с рабочей поверхностью, оснащенной
твердым сплавом; 1 — рабочая часть; 2 — хвостовик; 3 — опорная часть
определенного номера (см. справочник). В зависимости от назначе-
ния используются различные виды центров (рис. 11.5).
Чаще всего используются жесткие (см. рис. 11.5, а) и вращаю-
щиеся центры (см. гл. 3).
Центр, показанный на рис. 11.5, б, служит для установки заго-
товок диаметром до 4 мм. У этих заготовок вместо центровых от-
верстий изготовляют наружный конус с углом при вершине 60°,
который входит во внутренний конус центра; поэтому такой центр
называется обратным. Если необходимо подрезать торец заготов-
ки, то применяют задний срезанный центр (см. рис. 11.5, в), кото-
рый устанавливают только в пиноль задней бабки.
Центр со сферической рабочей частью (см. рис. 11.5, г) приме-
няют в тех случаях, когда требуется обработать заготовку, ось ко-
торой не совпадает с осью вращения шпинделя станка, напри-
мер, при обработке конической поверхности смещением задней
бабки в поперечном направлении.
Центр с рифленой поверхностью рабочей части (см. рис. 11.5, д)
используют при обработке без поводкового патрона заготовок с
отверстием, диаметр которого больше диаметра центрового от-
верстия.
В процессе обработки передний центр вращается вместе с де-
талью и служит только опорой, а задний центр не вращается и
поэтому вследствие потери твердости от повышенного нагрева ин-
тенсивно изнашивается. Для предотвращения износа рабочую часть
заднего центра изготавливают из твердого сплава (см. рис. 11.5, е).
При обработке с большими скоростями резания и нагрузками
применяют задние вращающиеся центры.
Оправки используют для закрепления заготовок, имеющих от-
верстие, если необходимо получить концентричность внутренних
и наружных цилиндрических поверхностей. Оправки бывают ци-
157
в
Рис. 11.6. Крепление заготовки
на оправке:
а — с малой конусностью (1:2000); 6 — ци-
линдрической; в — цанговой; г — цанговой с
коническим хвостовиком; д — с упругой обо-
лочкой; 1 — деталь; 2 — оправка; d — диа-
метр оправки
линдрические, конические, цанговые, резьбовые, шлицевые и
т.д. (рис. 11.6).
Планшайбы представляют собой плоский диск с радиальными
пазами и отверстиями, который крепится к фланцу, устанавлива-
емому на шпиндель станка. Используется в тех случаях, когда не-
возможно закрепить заготовку в патронах. Заготовку к планшайбе
крепят с помощью планок или прихватов.
Люнеты используются в качестве вспомогательных опор при
обработке нежестких валов (валов, у которых отношение — > 10)
d
для того, чтобы в процессе обработки заготовка не отжималась.
Люнеты бывают неподвижные и подвижные.
158
Рис. 11.7. Люнеты:
а — неподвижный: 1 — корпус; 2 — винт; 3 — болт; 4 — ролики; 5 — гайка; 6 —
планка; б — подвижный
Неподвижный люнет (рис. 11.7, а) устанавливают на направ-
ляющих станины станка и крепят планкой 6 с помощью болта и
гайки 5. Верхняя часть корпуса 1 люнета откидная, что позволяет
снимать и устанавливать заготовку на кулачки или ролики 4, ко-
торые служат опорой для обрабатываемой заготовки и поджима-
ются к заготовке винтами 2. После установки винты 2 фиксируют-
ся болтами 3. Подвижный люнет (рис. 11.7, б) крепится на карет-
ке суппорта и перемещается при обработке вдоль заготовки. Под-
вижный люнет имеет два кулачка, которые служат опорами для
заготовки; третьей опорой является резец.
Выбор способа установки заготовки на токарном станке зави-
сит от ее формы, размеров, жесткости технологической системы,
точности и качества обрабатываемых поверхностей.
11.3. Условные обозначения приспособлений, используемые
в технологических схемах
При изображении технологического процесса токарной обра-
ботки приходится выполнять операционные эскизы. На этих эс-
кизах приспособления обозначаются условно в соответствии с
государственными стандартами. Условные обозначения приспособ-
лений приведены в табл. 11.1.
В табл. 11.2 представлены условные обозначения типов устройств
зажимов.
159
Таблица 11.1
Условные обозначения приспособлений
Наименование Условные обозначения Примеры нанесения на технологические схемы условных обозначений
Гладкие неподвижные центры f
Рифленый центр XX 4 X
4 ч
Плавающий центр ЯЗ/^ ..
4
Вращающийся центр Ц 03 U U
4 г
Поводковый патрон 3 1 & 1=2
|z
4 Iе
Неподвижный люнет и любая неподвижная опора X 1 X
X /\ Ч
Подвижный люнет и любая подвижная опора S 1 V X
X ч
Цилиндрическая оправка и любые другие опоры 60° mJ ршжшж
Цанговая оправка -фц »» vu II 1
Шлицевая оправка
160
Окончание табл. 11.1
Наименование Условные обозначения Примеры нанесения на технологические схемы условных обозначений
Любой зажим (может соче- таться с любым обозначе- нием опоры) $ 1 £ шшя £_
шшш,
Патрон — --
Заготовка установлена в трехкулачковом патроне с механическим устройством зажима, с упором в торец, с креплением в подвижном люнете и поддерживается гладким неподвижным центром (задней бабки) дз
> V
Таблица 11.2
Условные обозначения типов устройств зажимов
Наименование типа устройств зажима Обозначение типа устройств зажима
Ручное, механическое Без обозначения
Пневматическое Р
Гидравлическое н
Гидропластовое г
Электрическое Е
Магнитное м
Электромагнитное ЕМ
6 Багдасарова
161
г
Рис. 11.8. Схемы установа и базирования вала:
а — установ вала в центрах; б — базирование вала в центрах; в — установ вала
в трехкулачковом патроне; 7, 2, 5, 4, 5, 6 — опорные точки
При выполнении схемы закрепления заготовки на токарном
станке обычно указывают и схему базирования. Примеры выпол-
нения схем установов и базирования представлены на рис. 11.8.
Контрольные вопросы
1. С какой целью используется технологическая оснастка?
2. Каким образом подразделяются приспособления по степени специ-
ализации?
3. При каком типе производства используются специальные приспо-
собления?
4. В каких патронах обычно закрепляют заготовки цилиндрической
формы?
5. Использование каких приспособлений позволяет уменьшить отжим
заготовки при обработке нежестких валов?
6. Чему равен угол при вершине рабочей части жесткого центра?
7. Почему при закреплении детали с поджимом задним центром и
обработке ее с высокой скоростью рекомендуется использовать вращаю-
щийся центр?
8. Какие требования предъявляются к закреплению заготовок?
9. С какой целью используется хомутик?
10. Какое условие выполняется при обработке наружной цилиндри-
ческой поверхности с закреплением втулки на оправке?
11. В каких случаях деталь для обработки закрепляется на планшайбе?
12. От чего зависит выбор способа закрепления заготовки на станке?
13. В каких случаях используются мембранные патроны?
Глава 12
ТЕХНОЛОГИЯ НАРЕЗАНИЯ РЕЗЬБ РЕЗЦАМИ
12.1. Резьбовые резцы
Резьбы с высокими требованиями к соосности с другими по-
верхностями и к точности шага выполняют на токарных станках
резьбовыми резцами.
Профиль резьбового лезвия должен соответствовать профилю
нарезаемой резьбы, а угол при вершине лезвия должен соответ-
ствовать углу профиля резьбы, для метрической резьбы угол про-
филя е = 60°, для дюймовой е = 55° В процессе нарезания резьбы
резцом возможна некоторая «разбивка» профиля резьбы, поэтому
фактический угол профиля резца занижается: для резцов из быс-
трорежущей стали на 10...20', для твердосплавных резцов на
20... 30'.
Передний угол у для чистовых резьбовых резцов принимается
равным 0°, для черновых у = 5... 10°. Задний угол на боковых кром-
ках а] и а2 принимается 3...5°, что образует задний угол а = 12... 15°
(рис. 12.1, о).
Резцы могут быть изготовлены из быстрорежущей стали или
оснащены твердым сплавом, они могут использоваться для наре-
зания как наружных, так и внутренних резьб (рис. 12.1, б).
Резцы, используемые для нарезания резьб большого шага,
имеют некоторые особенности в конструкции, не позволяющие
задним поверхностям резца тереться о стенки резьбовых канавок.
Это достигается различными способами: иногда задний угол, под
которым затачивается задняя поверхность с той стороны, куда
направлена подача суппорта при нарезании, делают большим,
чем угол наклона резьбы азат = а, + ц, иногда резец затачивают с
одинаковыми задними углами ai = a2 на правой и левой задних
поверхностях, но резец устанавливают с поворотом на угол подъе-
ма витков ц, который получают при использовании специальной
державки. Резьбовой резец крепится в державку, состоящую из
поворотной головки и корпуса. На поворотной головке имеются
деления, с помощью которых поворотная часть с резцом устанав-
ливается в требуемое положение (рис. 12.2). В конструкциях держа-
вок резцов иногда предусматривается прорезь, для того чтобы
163
a
Рис. 12.1. Конструкция резьбового резца и нарезание резьбовых поверх-
ностей:
а — конструкция резьбового резца для нарезания наружной резьбы: а, аь а2, у,
е — углы заточки резца; б — нарезание наружной и внутренней резьбы: 1 —
резец для нарезания наружной резьбы; 2 — резец для нарезания внутренней
резьбы; Дпрод — движение продольной подачи; Dr — главное движение
резьба нарезалась равномерно на заготовках, имеющих различ-
ный припуск или твердость поверхностного слоя.
В настоящее время широкое распространение получили резцы
с механическим креплением твердого сплава, со сменными го-
ловками, дисковые резьбовые резцы.
Переточку дисковых и призматических резцов осуществляют
по передней поверхности. Для повышения производительности
труда при нарезании сквозных резьб используют многолезвийный
инструмент — гребенки.
164
Рис. 12.2. Державка с поворотной головкой и прорезью для резьбового
резца:
1 — резец; 2 — винт; 3 — поворотная головка; 4 — корпус; 5 — винт
Гребенками нарезают резьбу за один рабочий ход, так как они
имеют режущую часть, состоящую из резьбовых резцов, располо-
женных с возрастанием по длине этой части, и калибрующую
часть.
12.2. Нарезание резьб резцами
Для нарезания резьбовых поверхностей резцами необходимо
выполнить целый ряд действий:
• настроить станок, подобрав и установив сменные зубчатые
колеса;
• установить заготовку;
• подобрать и установить резец;
• произвести подготовительную обработку изделия;
• нарезать резьбу.
Нарезание резьбы резцом на токарном станке производится только
при его механической подаче с помощью ходового винта. Для этого
следует кинематически связать шпиндель и ходовой винт таким
образом, чтобы за один оборот заготовки перемещение резца рав-
нялось шагу нарезаемой резьбы р (или ходу Н — для многозаход-
ной резьбы). Подача суппорта при этом осуществляется от винто-
вого механизма.
Современные токарно-винторезные станки настраивают на на-
резание резьбы с любым шагом при помощи постоянных наборов
сменных зубчатых колес гитары и определенных сочетаний за-
цепления шестерен коробок подач. Например, у станка 16К20
165
для нарезания метрической и дюймовой резьб на гитаре устанав-
К L 40 86
ливают зубчатые колеса = g6 64 ’ а для нарезания модульной
КМ 60 86
и питчевой резьб зубчатые колеса —-гг = --гу.
L N 73 36
Требуемый шаг резьбы получают соответствующим переклю-
чением зубчатых колес обратимого и множительного механизмов
коробки подач. Шаги резьб указаны в таблице, закрепленной на
станке.
При нарезании резьб, шаг которых не приведен в таблице, станок
настраивают подбором сменных зубчатых колес по следующим
формулам.
Для метрической резьбы
К_М_ = 5р«_
L N~ 8 рт ’
где рн — шаг нарезаемой резьбы, мм; рТ — табличное значение
шага резьбы, ближайшее к шагу нарезаемой.
Для дюймовой резьбы
К_М_ = 5п«
L N ~ 8пТ’
где «г — табличное значение числа витков на 1", ближайшее к чис-
лу витков на 1" нарезаемой резьбы; пн — число витков на 1 дюйм
нарезаемой резьбы.
Для модульной резьбы
К М = 60 86 /пн
L N “ 73 36 т.'
где тн — модуль нарезаемой резьбы; т^ — табличное значение
модуля резьбы, ближайшее к модулю нарезаемой.
Для нарезания нестандартных или особо точных резьб, когда на-
строить на величину требуемого шага с помощью рукояток управ-
ления невозможно, в коробке подач соединяют валы XII, XVII и
XVIII напрямую с помощью муфт Х2 и Х5, а требуемое переда-
точное отношение достигается подобранными сменными зубча-
тыми колесами, установленными на гитаре. За один оборот ходо-
вого винта суппорт переместится на шаг винта рхв. Резьбу задан-
ного шага р на детали получают при условии, если р = рх.ъпхъ, где
лх.в ~ число оборотов ходового винта за один оборот шпинделя:
лхв - 1уобщ, где мОбщ — общее передаточное отношение кинема-
тической цепи между шпинделем и ходовым винтом. В эту цепь вхо-
дит звено увеличения шага (з.у.ш.), механизм реверсирования (трен-
166
зель), гитара с набором сменных зубчатых колес и коробка подач
при U3 y ш = 1.
^общ = ^тренз^гит^кор.под?
где итренз — передаточное отношение трензеля; кгит — передаточ-
ное отношение гитары; икор.ПОд — передаточное отношение короб-
ки подач;
_ р
Р ~ Рх.в^общ? ^общ “
А.в
Эти формулы являются основными для настройки станка на
нарезание резьбы.
Передаточное отношение зубчатых передач выражается также
а. - z\
формулой и = ) если, например, движение передается дву-
z2 Z4
мя парами колес.
Определив передаточное отношение по первой из двух фор-
мул, можно подобрать числа зубьев сменных зубчатых колес, по-
зволяющих получить данное передаточное отношение
Р Z3
w = -2— = —
Рх.в Z? Z4
К станкам прилагаются наборы зубчатых колес с числами зу-
бьев 20, 25, 30, 35, ..., 120, последующее колесо имеет на 5 зубь-
ев больше, чем предыдущее и колеса с числом зубьев 127, 36, 48,
52, 57, 64, 73, 86. При подборе зубчатых колес нужно обеспечить
Рис. 12.3. Схема передачи движения от шпинделя к ходовому винту
станка:
1 — шпиндель; 2— заготовка; 3— резец; 4— ходовой винт; 5— разъемная гайка;
р — шаг резьбы; рхв — шаг ходового винта; ZH Z2, Z3, Z4 — числа зубьев сменных
колес; и — передаточное отношение; />П1род — движение подачи в продольном
направлении
167
соблюдение условий сцепляемости, т. е. подобрать их так, чтобы
колесо не задевало вал //, а колесо Z3 не задевало вал I. Для
этого числа зубьев колес, составляющих передаточное отношение,
должны удовлетворять следующим условиям: Z\ + Z^ > Z3 + 15 зу-
бьев, Z3 + Z4 > Zi + 15 зубьев.
Рассмотрим примеры расчетов, необходимых для настройки
токарно-винторезного станка, в котором шпиндель и ходовой винт
связаны с помощью сменных зубчатых колес в соответствии со
схемой, изображенной на рис. 12.3.
Пример 1. На токарном станке с шагом ходового винта рх в = 8 мм
требуется нарезать резьбу с шагом р = 1 мм. Необходимо подо-
брать числа зубьев сменных зубчатых колес, позволяющих наре-
зать заданную резьбу, если к станку прилагаются зубчатые колеса
с числами зубьев 20, 25, 30, ..., 120 и 127.
1. Определяем передаточное отношение сменных зубчатых колес
Р 1
и = = 77-
Рх.В 8
2. Подбираем числа зубьев сменных зубчатых колес по переда-
точному отношению. Для этого числитель и знаменатель дроби
умножаем на число 20 (наименьшее из возможных)
Колесо с числом зубьев 160 отсутствует в наборе, поэтому при
помощи одной пары сменных колес данную резьбу нарезать нельзя.
Разлагаем величину передаточного отношения на две дроби и
подбираем две пары сменных колес:
= 1 = 1 1. = 1 25 1 20 = 25 20. А А
М“8“42’ ""425 2 20 100 40’ “ Z2 Z4 ’
Считаем, что колеса имеют числа зубьев Zx = '15\Z1= 100; Z3 = 20;
Z4 = 40.
3. Проверяем колеса на сцепляемость — должны быть выполне-
ны условия:
Z\ + Zi > Z3 + 15 зубьев;
Z3 + Z4 > Z} + 15 зубьев.
25 + 100 > 20 + 15 — первое условие сцепляемости выполнено,
20 + 40 < 100 + 15 — второе условие не выполняется. Попробуем
поменять местами ведущие или ведомые колеса:
Z{ Z3 20 25
U = —' =------.
Z2 Z4 100 40
168
Проверяем на сцепляемость:
20 + 100 > 25 + 15 — первое условие сцепляемости выполнено,
25 + 40 < 100 + 15 — второе условие сцепляемости не выполняется.
Поменяем местами пары сменных колес:
Z, Z3 = 20 25
Z2 Z4 " 40 100 ‘
20 + 40 > 25 + 15 — первое условие сцепляемости выполнено,
25 + 100 > 40 + 15 — второе условие сцепляемости выполнено.
Условия сцепляемости выполнены.
Ответ. Для настройки токарного станка с шагом ходового вин-
та рх.в = 8 мм на нарезание резьбы с шагом р = 1 мм нужно уста-
новить зубчатые колеса с числами зубьев Z\ = 20; Z2 = 40; Z3 = 25;
Z4 = 100.
Пример 2. На токарном станке с шагом ходового винта рх в = 12 мм
нарезать дюймовую резьбу с шагом 11 ниток на дюйм (1 дюйм -
- 25,4 мм).
1. Определяем шаг резьбы в мм:
2. Определяем передаточное отношение сменных колес:
р 25,4 254
и = = —-— =--------.
А.в 1112 11012
3. Подбираем числа зубьев сменных зубчатых колес. Для этого
разложим числитель на два сомножителя
р 127 2 127 2-10 127 20
рх.в ~ ПО 12 ” НО 12-10 ” 110 120
Считаем, что Z, = 127; Z2 = 110; Z3 = 20; Z4 = 120.
4. Проверяем колеса на сцепляемость
Z + Zi > Z3 + 15 зубьев;
Z3 + Z4 > Zi + 15 зубьев.
127+110>20 + 15 — первое условие сцепляемости выполнено.
20+120 >110 + 15 — второе условие сцепляемости выполнено.
Ответ. Для настройки токарного станка с шагом рхв = 12 мм
для нарезания дюймовой резьбы с шагом 11 ниток на дюйм нужно
установить зубчатые колеса с числами зубьев Z] = 127; Z2 = 110;
Z3 = 20; Z4 = 120.
После подбора и установки сменных зубчатых колес произво-
дят установку заготовки и резца.
169
Установка резьбового резца производится точно по линии центров
так, чтобы средняя линия резца была направлена перпендикулярно
к оси обрабатываемой детали. Установка ниже центра приводит к
искажению профиля, а установка выше центра — к «затиранию»
резца. Для получения правильного профиля резьбы резец устанав-
ливают по шаблону.
Шаблон прикладывают к заготовке (детали) на уровне оси и
вводят резец в профильный вырез. Правильное положение режу-
щих кромок резца проверяют на «просвет», затем резец закрепля-
ют и убирают шаблон.
Подготовка изделия к нарезанию на нем резьбы резцами заклю-
чается в чистовом обтачивании или растачивании того участка,
на котором будет нарезана резьба.’При обтачивании заготовки под
последующее нарезание резьбы учитывают, что при нарезании
происходит некоторое выдавливание металла из впадин. Поэтому
диаметр вала под резьбу должен быть несколько меньше наруж-
ного диаметра резьбы, а диаметр отверстия — больше внутренне-
го диаметра резьбы. Выбор диаметров вала и отверстия под резьбу
зависит от обрабатываемого материала и шага резьбы. Диаметры
вала и отверстия при подготовке поверхности под нарезание резь-
бы определяют по справочникам. В конце резьбового участка про-
тачивают канавку для выхода резца. Ширина канавки должна быть
не менее шага резьбы (при скоростном нарезании резьбы твер-
досплавными резцами — 2 — 3 шага). Глубина канавки должна
быть больше глубины резьбы на 0,1 ...0,2 мм. Иногда на чертеже
детали указывается длина «сбега» — длина участка, на котором
производится вывод резца, на этом участке резьба получается
неполной.
Для более удобного и точного нарезания резьбы на торце обра-
батываемой детали выполняют уступ длиной 2...3 мм, диаметр
которого равен внутреннему диаметру резьбы. Этот уступ позво-
ляет удобно и точно производить измерение внутреннего диамет-
ра наружной резьбы и наружного диаметра внутренней резьбы,
кроме этого позволяет быстро и точно установить резец на глубину
при последнем рабочем ходе.
Нарезание резьбы производят за несколько рабочих ходов, их
число определяют по справочнику. В зависимости от шага резьбы
и материала режущей части определяют число черновых и чисто-
вых рабочих ходов. При черновой обработке срезают 3/4 высоты
профиля резьбы, а при чистовой — 1/4, после каждого рабочего
хода резец выводят из канавки, суппорт возвращают в исходное
положение и вновь начинают рабочий ход. Если шаг ходового винта
делится без остатка на шаг нарезаемой резьбы (резьба «четная»),
то резец будет попадать во впадины резьбы при включении разъем-
ной гайки в любом положении суппорта. Если резьба «нечетная»,
т. е. шаг ходового винта не делится на шаг резьбы без остатка, то
170
Рис. 12.4. Схемы врезания резьбового резца:
а — поперечное; б — боковое с разворотом верхних салазок суппорта под углом
е/2; а — угол профиля резьбы (стрелками указаны направления перемещения);
Dr — главное движение; ДПрод — движение продольной подачи
суппорт возвращают в исходное положение при ускоренном об-
ратном вращении шпинделя без размыкания разъемной гайки.
При возвращении суппорта в исходное положение обратным
ходом в сопряжении винтовой пары (ходового винта и разъемной
гайки) образуется люфт (зазор).
Для устранения люфта между ходовым винтом и разъемной
гайкой перед каждым новым рабочим ходом резец отводят на
два-три шага за пределы резьбового участка, а затем начинают
выполнение нового рабочего хода. Первый и последний витки резь-
бы могут получиться утолщенными. Поэтому, чтобы гайка навер-
тывалась на винт, их подрезают резьбовым резцом.
Резьбы с шагом до 2 мм нарезают поперечным (рис. 12.4, а)
врезанием, а с шагом более 2 мм — боковым (рис. 12.4, б) вреза-
нием. При боковом врезании облегчается процесс резания, так
как у резца работает только одна режущая кромка, что приводит
к повышению качества обработки. При наладке станка на этот
способ обработки верхнюю часть суппорта поворачивают на угол,
равный половине угла профиля нарезаемой резьбы е/2, напри-
мер, для нарезания метрической резьбы на 30°
При нарезании левой резбы врезание резца производится в за-
резьбовую канавку и резец двигается слева направо. Направление
вращения ходового винта и шпинделя не должны совпадать. На-
правление вращения ходового винта переключается с помощью
механизма трензеля.
Элементы режимов резания следующие: глубина резания, ско-
рость, частота вращения шпинделя, подача.
171
Глубина резания определяется высотой витка, числом черновых
и чистовых рабочих ходов. При высоте витка h глубина резания,
3 ,
срезаемая при черновых ходах, равна — п, а при чистовых ходах
. Если при нарезании резьбы рекомендуется 6 черновых ходов
и 3 чистовых рабочих хода, то глубина резания каждого чернового
хода будет -^-?п, а чистового — -я .
6-4 3-4
Подача равняется шагу резьбы, а для многозаходных резьб —
ходу за один оборот шпинделя.
Скорость резания при нарезании резьбы на стальных заготов-
ках быстрорежущими резцами — 20...35 м/мин, твердосплавны-
ми резцами — 100... 150 м/мин. При обработке чугуна быстроре-
жущими резцами — 10... 15 м/мин, твердосплавными резцами
40...60 м/мин.
При нарезании внутренних резьб из-за затрудненных условий
обработки скорость резания снижается на 20...30 %.
Частота вращения шпинделя п, мин-1, определяется по формуле
1000v
П~ tiD ’
где D — номинальный диаметр резьбы.
Нарезание резьб, используемых для передачи движения. Трапеце-
идальные, упорные и прямоугольные резьбы с шагом до 3 мм
нарезают соответственно заточенными резцами за несколько ра-
бочих ходов, заглубляя резец только при помощи поперечной
подачи. Глубина резания не должна превышать 0,1...0,2 мм, так
как резец может сломаться и сорвать резьбу. Трапецеидальные резь-
бы большого шага прорезаются предварительно прорезным рез-
цом прямоугольного профиля, а затем окончательно чистовым
резцом трапецеидального профиля (рис. 12.5, а).
Трапецеидальные резьбы с шагом более 8 мм целесообразно
нарезать предварительно широким прорезным резцом на глубину
0,25Л (Л — высота профиля), затем узким прорезным резцом на
полную глубину профиля и окончательно — чистовым резцом тра-
пецеидального профиля (рис. 12.5, б).
Крупные прямоугольные резьбы прорезают узким прорезным
резцом (рис. 12.5, в), затем правую и левую стороны витков обра-
батывают начисто раздельно. На рис. 12.5, г показано нарезание
прямоугольной резьбы двумя прорезными резцами: черновым и
чистовым.
Внутренние трапецеидальные прямоугольные резьбы нарезают
резцами соответствующего профиля — цельными или закрепляе-
мыми в державках.
Способы контроля резьб и возможные дефекты описаны в гл. 5.
172
Рис. 12.5. Нарезание резьб, используемых для передачи движения:
а — трапецеидальной двумя резцами; б — трапецеидальной тремя резцами; в —
прямоугольной тремя резцами; г — прямоугольной двумя резцами
В настоящее время одной из основных задач рабочих является
повышение производительности труда. При нарезании резьбы это
достигается различными способами.
Нарезание резьбы с помощью вихревых головок. Этот способ ис-
пользуют при нарезании длинных резьбовых поверхностей в мас-
совом и серийных производствах. С суппорта снимаются верхняя
часть и поворотная плита. На поперечные салазки устанавливают
приспособление, называемое «вихревой» головкой (рис. 12.6). Оно
состоит из шпиндельной головки, в которую установлено устрой-
ство с четырьмя твердосплавными резцами нужного профиля. За-
готовку закрепляют в патроне, пропускают сквозь шпиндельную
головку и поджимают задним центром. Ось вращения головки сме-
щена относительно оси заготовки, поэтому резцы касаются заготов-
ки последовательно на коротких участках. Это улучшает теплоотвод
и не позволяет резцам перегреваться. Шпиндельную головку уста-
навливают под углом, равным углу подъема винтовой канавки.
Шпиндельная головка получает высокую частоту «ращения —
2000 мин-1 от электродвигателя, установленного на каретке суп-
порта, через клиноременную передачу, а заготовка — низкую до
20 мин-1. Одновременно включают подачу станка на шаг резьбы,
как при обычном нарезании резьбы резцом. Сочетание этих трех
движений обеспечивает высокопроизводительное нарезание резьбы
за один рабочий ход на полную глубину резьбовой канавки. При
«вихревом» нарезании резьбы образуется вихрь мелких стружек,
поэтому приспособление накрывают щитком.
Нарезание резьбы твердосплавными резцами. Использование рез-
цов, оснащенных пластинами твердого сплава позволяет значи-
тельно повысить скорость резания. При нарезании резьбы обычно
рекомендуют производить скоростное нарезание «на выход», так
как токарь может не успеть одновременно вывести резец из ка-
навки и включить реверс. Резец вводят в канавку и нарезают резь-
173
Рис. 12.6. Нарезание резьбы вихревой головкой:
1 — заготовка; 2 — электродвигатель; 3 — клиноременная передача; 4 — пиноль
задней бабки; 5 — шпиндельная головка; 6 — четырехрезцовый резцедержатель;
7 — траектория вершины лезвия; О, — ось вращения резьбовой головки; О2 —
ось вращения заготовки; е — величина эксцентриситета; Dr — главное движе-
ние; Дшп — вращение шпиндельной головки; Дпрод — движение продольной
подачи (стрелками показаны направления движений)
бу при обратном вращении шпинделя; подача при этом будет для
правой наружной резьбы не справа налево, а слева направо, т. е.
резец выходит за пределы заготовки.
Для нарезания правой внутренней резьбы этим способом исполь-
зуют резьбовой резец, отогнутый вправо от стержня. Для автомати-
ческого отвода резца в конце рабочего хода при скоростном нареза-
нии резьбы применяют специальные приспособления, например,
одно из них было предложено токарем-новатором В. И. Гургалем. Он
предложил использовать резцовую державку, отбрасываемую под
действием пружины вверх в тот момент, когда резец входит в за-
резьбовую канавку и прекращается действие усилия резания.
Повысить производительность труда можно, производя наре-
зание резьбовой поверхности за один рабочий ход, используя од-
новременно три резца, оснащенные твердым сплавом и представ-
ляющие собой Как бы гребенку: для нарезания метрической резь-
бы черновой резец имеет угол профиля 70°, получистовой 65°, а
чистовой 59°, так как в процессе нарезания бывает разбивка.
Нарезание многозаходной резьбы. Резьба в виде двух, трех и бо-
лее отдельных витков, находящихся на равных расстояниях один
от другого, называется многозаходной. Ходом резьбы Н называется
расстояние, измеренное вдоль оси, между одноименными точками
одного и того же витка. Шаг резьбы р — это расстояние между
двумя одноименными точками соседних витков, измеренное па-
раллельно оси резьбы (рис. 12.7).
174
б г
Рис. 12.7. Однозаходная и многозаходные резьбы:
а — однозаходная; б — двухзаходная; в — трехзаходная; г — четырехзаходная; р —
шаг резьбы; Н — ход резьбы
У однозаходной резьбы шаг и ход одинаковы, у многозаход-
ной различны. Ход резьбы равен шагу, умноженному на число
заходов резьбы Н = Кр, где К число заходов резьбы. Существуют
различные способы деления заготовки. Самый простой из них —
деление по шагу. Нарезание многозаходной резьбы любого профи-
ля начинают так, как если бы требовалось нарезать однозаходную
резьбу с шагом, равным длине хода.
Нарезав первый виток на полный профиль, резец отводят по-
перечной подачей на себя и, давая ходовому винту обратный ход,
возвращают суппорт в начальное положение. Для захода на второй
виток перемещают резец в продольном направлении на шаг резьбы,
но уже не ходовым винтом, а винтом верхних салазок суппорта.
Отсчет продольного перемещения резца ведут при этом по лимбу
винта верхних салазок.
Деление по числу заходов резьбы можно производить с помо-
щью поводкой планшайбы с пазами. Для очередного деления про-
изводится перестановка хомутика. Иногда применяют делитель-
ный патрон, который состоит из двух дисков, соединенных болтами.
На одном диске имеется риска, а на втором — нанесена шкала в
градусах. Нарезав один виток резьбы, поворачивают диск на нуж-
ное число градусов (на 180° для двухзаходной резьбы, на 120° для
трехзаходной). Этот способ деления используется для деталей,
которые обрабатываются в центрах.
Делить многозаходные резьбы на заходы можно также с помо-
щью сменных зубчатых колес. При делении этим способом необхо-
175
димо, чтобы первое ведущее сменное колесо имело число зубьев,
которое делится без остатка на число заходов резьбы, нарезав
первый виток резьбы, проводят мелом риски: посередине зуба
первого ведущего колеса и против соответствующей впадины зуба
второго колеса. Отсчитывают от риски требуемое число зубьев
первого колеса и соответствующий зуб снова помечают риской,
затем первое сменное ведущее колесо снимают с валика и пово-
рачивают шпиндель до тех пор, пока при надевании колеса зуб со
второй риской не совпадет с риской ведомого колеса.
После этого колеса снова сцепляют и нарезают второй виток
резьбы. Возможно также нарезание многозаходных резьб (обычно
двухзаходных) двумя резцами, расстояние между которыми равно
шагу резьбы р.
Если станок имеет специальное делительное устройство, как,
например, на станке 16К20, которое расположено на конце шпин-
деля и состоит из делительного диска, имеющего 60 делений, и
фланца со стрелкой, то деление на число заходов производят пово-
ротом вручную шпинделя на число рисок делительного диска, соот-
ветствующего числу заходов нарезаемой резьбы (при двух заходах —
на 30 рисок, при трех — на 20, при четырех — на 15 и т.д.).
Контрольные вопросы
1. Какие действия должен выполнять рабочий при настройке станка
для нарезания резьбы резцом?
2. Какие особенности имеет резьбовой резец?
3. Как устанавливают резьбовые резцы относительно центра?
4. Чему должна быть равна подача при нарезании резьбы резцом?
5. Какими путями можно настраивать станок на нарезание резьбы?
6. Чему должно быть равно передаточное отношение сменных зубча-
тых колес?
7. Как проверить сменные зубчатые колеса на сцепляемость?
8. Какая резьба называется многозаходной?
9. Во сколько раз ход резьбы больше шага?
10. Какие способы нарезания многозаходной резьбы существуют?
11. Почему возможно вращение устройства с резцами в «вихревой
головке» с высокой скоростью?
12. В каком направлении должен перемещаться резец при скоростном
нарезании резьбы и почему?
13. В каком механизме станка меняют сменные зубчатые колеса при
нарезании различных резьб?
14. Какие методы врезания резцов используются при нарезании резьб
треугольного профиля?
15. Какими способами можно нарезать трапецеидальную резьбу с ша-
гом более 3 мм?
16. Как подобрать диаметр стержня под нарезание резьбы резцом?
Глава 13
ТЕХНОЛОГИЯ ОБРАБОТКИ ДЕТАЛЕЙ
СО СЛОЖНОЙ УСТАНОВКОЙ
13.1. Обработка заготовок с установкой в четырехкулачковом
патроне
При обработке заготовок несимметричной формы, нежестких
валов, цилиндрических поковок или литых заготовок с неровной
наружной поверхностью, заготовок корпусов подшипников, крон-
штейнов, изготовлении деталей эксцентриковой формы, тонко-
стенных втулок, деталей, имеющих сложные установочные поверх-
ности, используются особые методы установки, позволяющие
изготовить детали в соответствии с требованиями, указанными
на чертежах. Для этого используют такие приспособления, как
четырехкулачковые патроны, планшайбы, люнеты, угольники,
патроны с сегментными кулачками, оправки и т.д.
В четырехкулачковом патроне каждый из кулачков перемеща-
ется независимо от остальных в пазах корпуса патрона, их пере-
мещение осуществляется поворотом ключа, вводимого в гнездо
винта, сопрягаемого с резьбовой поверхностью кулачка.
При установке заготовки в четырехкулачковый патрон необхо-
димо обратить внимание на совпадение ее оси с осью шпинделя,
чтобы предотвратить биение заготовки при обработке. Предвари-
тельно ориентацию заготовки осуществляют с помощью кольце-
вых рисок, имеющихся на торце корпуса патрона. Более точную
выверку положения заготовки (рис. 13.1) производят с помощью
мелка (а), по рейсмасу (б), индикатору (в), штангенрейсмасу (г).
Выверка «на мелок». Мелок подводят к медленно вращающейся
заготовке и по следу, оставляемому мелком на поверхности, опре-
деляют, в какую сторону сместить кулачки для ориентирования
обрабатываемой поверхности по оси шпинделя. Кулачок, возле
которого остается след мела на заготовке, подают к центру. Для
этого предварительно освобождают кулачок, расположенный на
противоположной стороне патрона. Если след мелка располагает-
ся между двумя кулачками, то слегка освобождают два кулачка,
расположенных на противоположной стороне от следа, а затем
177
Рис. 13.1. Выверка заготовок, закрепленных в четырехкулачковом
патроне:
а — «на мелок»; б — рейсмасом; в — индикатором; г — штангенрейсмасом; 7 —
заготовка; 2 — мелок; 3 — упорная планка; 4, 5, 6, 7 — кулачки патрона; 8 —
индикатор; 9 — штангенрейсмас; 10 — плита
подают кулачки, между которыми расположился след мелка, к
центру. Кулачки освобождают по одному одновременно поджимая
противоположный, во избежание выпадения заготовки из кулач-
ков патрона.
Выверка по рейсмасу. Основание рейсмаса устанавливают на
поперечных салазках суппорта или на специальной плите, укла-
178
дываемой на направляющие станины под патроном. Конец иголки
рейсмаса подводят к контролируемой поверхности с просветом
величиной до 1 мм. Провертывая шпиндель вручную, следят за
изменением просвета и регулируют положение кулачков, добиваясь
теми же способами, что и при выверке «на мелок», постоянной
величины просвета по всей окружности заготовки. Торцовое бие-
ние также выверяют по рейсмасу, причем положение заготовки
регулируют постукиванием молотка. Для выверки заготовки по
ранее обработанной поверхности применяют медный молоток.
После выверки все кулачки патрона надежно закрепляют (затяги-
вают). Окончательный зажим кулачков осуществляют в последо-
вательности: 4 —6 —5 —7.
Выверка по индикатору. Стойку индикатора устанавливают на
суппорте. Штифт индикатора подводят к обрабатываемой поверх-
ности заготовки и поворотом патрона вручную контролируют бие-
ние. Точность установки при контроле по индикатору достигается
до 0,01 мм.
Выверка по штангенрейсмасу. Штангенрейсмас устанавливают
на плите. Острие ножки штангенрейсмаса подводят к заготовке,
на которой нанесены разметочные риски, и производят выверку
так же, как и рейсмасом. Наличие у штангенрейсмаса движка с
нониусом позволяет кроме этого контролировать смещение ку-
лачков и точно устанавливать их на нужном расстоянии от оси
шпинделя.
13.2. Установка заготовок на планшайбе и на угольнике
Планшайба представляет собой чугунный диск с пазами или
отверстиями. Она наворачивается на шпиндель и вращается вместе
с ним. Обычно на планшайбах закрепляют заготовки сложной фор-
мы. Закрепление производят прихватами Г-образной формы. В этом
случае зажим заготовки осуществляется навинчиванием гайки на
стержень прихвата с обратной стороны планшайбы (рис. 13.2, а).
Закрепление может производиться также планками, которые
прижимают заготовку к поверхности планшайбы с помощью бол-
тов и гаек (рис. 13.2, б). Заготовку закрепляют вначале пред-
варительным затягиванием гаек крест-накрест (например, I—
III—II—IV), а затем окончательным. Чрезмерное затягивание гаек
не допускается. После закрепления и обработки первой заготовки
на планшайбе устанавливают упоры (рис. 13.2, в), соприкасаю-
щиеся в нескольких точках с поверхностью заготовки. По этим
упорам фиксируются положения последующих заготовок партии,
что сокращает время выверки и закрепления.
Важным условием обработки на планшайбе является уравнове-
шивание заготовки. Противовес устанавливается с более легкой
179
в
Рис. 13.2. Установка заготовки на планшайбе:
Закрепления: а — «костылями»; б — планками-прихватками; в — планками че-
рез заготовку; 7 — гайка; 2 — шайба; 3 — планшайба; 4 — «костыль»; 5 — заго-
товка; 6 — опора; 7 — планка-прихват; 8 — болт; 9 — планка; 10 — упор; 7, 77,
777, IV — нумерация болтов
стороны планшайбы. Он может собираться из чугунных шайб оди-
накового диаметра.. При обработке с закреплением заготовки на
планшайбе необходимо периодически проверять надежность креп-
ления заготовки и противовеса. При обработке отверстий в заго-
товках, у которых ось отверстия должна быть параллельна основа-
нию, например в корпусе подшипника скольжения, установку
заготовки производят на угольнике (рис. 13.3). Рабочие плоскости
угольника взаимно-перпендикулярны.
Угольник крепят болтами к планшайбе за вертикальную плос-
кость, а заготовку к горизонтальной плоскости угольника. Угольник
и заготовку уравновешивают противовесом. Положение заготовки
выверяют рейсмасом.
Рис. 13.3. Установка заготовки
на угольнике:
7 — планшайба; 2 — противовес; 3 —
прихват; 4 — угольник; 5 — заготовка
180
13.3. Установка нежестких валов
Нежесткими называются валы, которые в процессе обработки
прогибаются под давлением резца и собственного веса. Вал счита-
L
ется нежестким, если — > 10... 12.
а
Чтобы заготовка не отжималась во время обработки, нежесткий
вал закрепляют не только в центре или в патроне, его еще поджи-
мают специальными приспособлениями, называемыми люнетами
(рис. 13.4). Отжим заготовки может привести к тому, что у обрабо-
танной детали будет увеличен размер в средней части вала, т.е.
появится бочкообразность, могут возникнуть сильные вибрации
при обработке и заготовка даже может вырваться из центров.
Люнеты бывают неподвижные, закрепляемые на направляю-
щих станины (рис. 13.4, а), и подвижные, закрепляемые на карет-
ке суппорта и движущиеся вместе с ним (рис. 13.4, б). Люнеты име-
ют кулачки из антифрикционного материала (обычно бронзы),
которые прижимают к заготовке и препятствуют ее отжиму в про-
цессе резания. Кулачки периодически смазывают.
При обтачивании валов твердосплавными резцами с высокой
скоростью резания бронзовые кулачки люнета сильно нагреваются
и изнашиваются. Кроме того, возможно заклинивание заготовки,
поэтому люнеты часто оснащают роликовыми кулачками.
Обработка валов в люнетах требует определенного навыка и
аккуратности, так как малейший пережим одного из кулачков
может вызвать прогиб заготовки и брак детали.
Рис. 13.4. Обработка нежестких валов, закрепленных в цен-
трах и люнетах:
а — в неподвижном люнете; б — в подвижном люнете; в — ро-
ликовый кулачок; 1 — планшайба; 2 — хомутик; 3 — люнет; 4 —
заготовка; 5 — задний центр
181
Закрепив длинный вал одним концом в патроне, а другим — в
неподвижном люнете, можно подрезать торец и обработать осевое
отверстие.
Кулачки люнета должны касаться обработанной поверхности,
поэтому перед установкой люнета сначала нужно либо проточить
шейку вала под люнет на пониженных режимах резания, либо
надеть люнетную втулку и закрепить ее на валу винтами. Перед
установкой кулачков люнета нужно проверить биение наружной
поверхности втулки с помощью индикатора, установку кулачков
люнета производят только при отсутствии биения.
Черновую обработку нежесткого вала и подрезание торцовой
поверхности рекомендуется выполнять с помощью неподвижного
люнета, а чистовую — с помощью подвижного люнета.
13.4. Установка заготовок для обработки эксцентриковых деталей
Эксцентриковыми называются детали, у которых оси отдельных
поверхностей смещены параллельно осям других поверхностей.
К таким деталям относятся: эксцентриковые диски — ось отвер-
стия смещена относительно оси диска, эксцентриковые валы —
ось цапфы смещена относительно оси вала, коленчатые валы —
оси шатунных шеек смещены относительно осей коренных шеек
(рис. 13.5).
Обработку эксцентриковых дисков осуществляют различными
способами, используя закрепление заготовок в четырехкулачко-
вом патроне, на оправке, в трехкулачковом патроне. Предвари-
тельно обточенный диск зажимают в четырехкулачковом патроне
с выверкой положения его центра О2 по рейсмасу. Затем патрон
ставят так, чтобы два его кулачка расположились горизонтально,
а к заготовке подводят резец (или металлический стержень), за-
крепленный в резцедержателе.
По лимбу поперечного суппорта замечают деление, соответ-
ствующее соприкосновению стержня с заготовкой. Рукояткой по-
перечного суппорта отводят стержень к себе на величину эксцен-
триситета (люфт между винтом и гайкой суппорта должен быть
выбран), затем кулачки смещают до соприкосновения заготовки
со стержнем. Соприкосновение (прижим) контролируют бумаж-
кой, защемленной между стержнем и заготовкой: бумажка должна
извлекаться с небольшим сопротивлением. Теперь центр О, экс-
центричного отверстия будет находиться против оси шпинделя и
эксцентриситет е будет выдержан — можно сверлить и растачи-
вать или развертывать отверстие. Точнее смещение кулачков кон-
тролируют индикатором (с точностью до 0,01 мм), закрепленным
в резцедержателе. Если диск имеет предварительно обработанное
отверстие, то обрабатывают наружную поверхность диска, устано-
182
Рис. 13.5. Эксцентриковые детали:
а — эксцентриковый диск без ступицы, б — со ступицей; в — эксцентриковый
вал; г — коленчатый вал; О, — центр смещенного отверстия; О2 — центр диска;
е — эксцентриситет; А—А — ось коренных шеек; Б—Б — ось шатунной шейки;
d, db D — диаметры цилиндрических поверхностей детали
вив его отверстием на оправку, закрепленную в четырехкулачковом
патроне, и смещают на величину эксцентриситета описанным ра-
нее способом.
Для облегчения процесса обработки используют оправку, име-
ющую две пары центровых отверстий, расстояние между осями
которых равно эксцентриситету. Оправку устанавливают в цент-
рах, расположенных вдоль оси заготовки, обрабатывают одну из
ее частей, затем ее перезакрепляют, устанавливая центры по
другим центровым отверстиям и обрабатывают другую часть за-
готовки.
Для обработки эксцентриковой детали из заготовки, закреплен-
ной в трехкулачковом патроне, необходимо под один из кулачков
183
подложить мерную пластину. Толщина пластины рассчитывается
по формуле
й = 1,5е 1 + — ,
V 2DJ
где h — толщина мерной пластины; е — величина эксцентрисите-
та; D — диаметр заготовки.
13.5. Установка заготовок при обработке отверстий
в тонкостенных втулках
При растачивании отверстия в тонкостенной втулке, установ-
ленной и закрепленной в трехкулачковом самоцентрирующем
патроне, происходит искажение обработанного отверстия — оно
приобретает огранку. Это происходит в результате деформации
стенок втулки кулачками патрона. При обработке отверстие получа-
ет цилиндрическую форму, но после извлечения детали из кулачков
патрона деформированные стенки втулки занимают прежнее по-
ложение, а обработанное отверстие приобретает огранку (рис. 13.6).
Рис. 13.6. Деформации, возникающие в процессе обработки тонкостен-
ной втулки:
а — втулка до зажима в трехкулачковом патроне; б — втулка зажата в патроне; в —
процесс растачивания: 1 — резец; Dr — главное движение; г — втулка после
освобождения из патрона
а б в
Рис. 13.7. Способы закрепления тонкостенных втулок:
а — при помощи широких (сегментных) кулачков; б — при помощи удлиненных
кулачков; в — в разрезной втулке
184
Для устранения возникающего дефекта рекомендуется тонко-
стенные втулки закреплять в приспособления, в которых нагрузка
распределяется более равномерно, например в патроны с широки-
ми сегментными или удлиненными кулачками (рис. 13.7, а и б).
Можно также увеличивать толщину стенок, надевая на заго-
товку разрезную втулку (рис. 13.7, в).
Наиболее качественно отверстие в тонкостенной втулке по-
лучается при закреплении ее в гидропластном патроне по ранее
обработанной наружной поверхности. В этом случае давление, ока-
зываемое на наружную поверхность, распределяется равномерно
и отверстие не подвергается деформации.
13.6. Использование сложных поверхностей
в качестве установочных баз
В процессе обработки иногда приходится устанавливать заго-
товки по имеющимся сложным поверхностям, к которым отно-
сятся шлицевые, резьбовые, конические, фасонные, накатанные.
Эта необходимость возникает по разным причинам, вызванным
служебным назначением детали, например, если обрабатывают
венцы блока зубчатых колес, который имеет поступательное пе-
ремещение вдоль оси вала по шлицевой поверхности, желательно
для уменьшения биения устанавливать его на шлицевую оправку.
В этом случае биение будет наименьшим (рис. 13.8).
При необходимости обработать наружную поверхность соосно
с обработанной конической поверхностью отверстия используют
закрепление на конической оправке.
Коническая поверхность, как чистовая база, обеспечивает точ-
ное центрирование, быстроту и надежность крепления заготовок.
Рис. 13.8. Установка заготовок по шлицевой поверхности оправки:
1 — шлицевая оправка; 2 — заготовка; 3 — центр; О,„род — направление продоль-
ной подачи; Dr — главное движение
185
Рис. 13.9. Установка заготовки по
конической поверхности оправки:
1 — оправка; 2 — сталкивающая гайка; 3 —
заготовка; Дпрод — движение продольной
подачи; Dr — главное движение
Если в процессе обработки под давлением сил резания происхо-
дит заклинивание заготовки, то для снятия ее с приспособления
используют сталкивающую гайку (рис. 13.9).
При необходимости установить заготовку по конической или
фасонной поверхностям в трехкулачковом патроне используют
расточенные сырые кулачки, внутренние поверхности которых
соответствуют наружным у закрепляемых заготовок.
Для базирования заготовки по резьбовой поверхности применя-
ют резьбовые оправки, причем резьбу на этих оправках нарезают
непосредственно на том станке, на котором обрабатывают данную
заготовку: это обеспечивает необходимую соосность резьбовой
поверхности заготовки с другими ее поверхностями. Для точного
центрирования при базировании по резьбе на заготовке должен
быть цилиндрический поясок (цапфа) или выточка, а на оправке —
аналогичная контрповерхность (рис. 13.10).
Рис. 13.10. Установка заготовки по резьбовой поверхности оправки:
а — установка заготовки с наружной резьбой; б — установка заготовки с внут-
ренней резьбой; 1 — цилиндрический поясок; 2 — заготовка; 3 — центрирующая
цапфа; 4 — резьбовая оправка
186
При использовании в качестве установочной базы накатанной
поверхности заготовку зажимают в кулачках патрона через раз-
резную втулку, чтобы не повредить рифления.
При использовании сложной установки можно достичь высо-
кой точности обработки и добиться, чтобы обработанные детали
выполняли свое служебное назначение.
Контрольные вопросы
1. Какой формы заготовки устанавливают и закрепляют с помощью
четырехкулачкового патрона?
2. Какими способами осуществляют выверку расположения в четы-
рехкулачковом патроне?
3. Какой формы заготовки устанавливают и закрепляют на планшайбе?
4. С помощью каких приспособлений закрепляют заготовку на план-
шайбе?
5. С какой целью противовес устанавливается на планшайбу с более
легкой стороны заготовки?
6. Какие валы называют нежесткими?
7. Какие дефекты могут возникнуть при обработке нежестких валов?
8. С какой целью используют люнеты?
9. Какие детали называют эксцентриковыми?
10. Каким образом можно закреплять эксцентриковые детали при об-
работке?
11. Почему отверстие, обработанное в тонкостенной втулке, приоб-
ретает огранку?
12. Какие поверхности деталей считают сложными?
13. Почему коническую поверхность выгодно использовать в качестве
чистовой базы?
14. Какие приспособления используют для базирования отверстия,
имеющего резьбу?
Глава 14
ОСНОВЫ ТЕОРИИ РЕЗАНИЯ
14.1. Сведения о теории резания
Токарная обработка — один из способов обработки металлов
резанием. Процесс резания металлов изучается наукой, которая
является частью физики твердых тел и называется теорией реза-
ния. Токарю необходимо знание основ этой теории.
Учение о резании металлов достигло современного высокого
уровня в значительной степени благодаря выдающимся трудам
целой плеяды русских ученых. Шаг за шагом, сохраняя преем-
ственность научных результатов и все более обогащая методику
исследований, наши ученые открывали все новые закономернос-
ти, имеющие огромное теоретическое и практическое значение.
Теория резания рассматривает общие закономерности процесса
образования стружки; явления, сопровождающие процесс резания:
усадку стружки, наростообразование, наклеп поверхностного слоя
обработанной детали, теплообразование, вибрации. Изучаются
силы, действующие на инструмент, их влияние на процесс реза-
ния; износ инструментов и пути повышения их стойкости; влия-
ние геометрии инструментов на процесс резания; влияние режи-
мов резания на силы резания и стойкость инструмента; правила
выбора смазочно-охлаждающей жидкости и способы подвода ее в
зону резания и т.д.
В развитии теории резания металлов огромную роль играет тес-
ная связь науки с производством, ученых с инженерами-практи-
ками и рабочими-станочниками.
Ученые, изучающие резание металлов, дали производству цен-
ные рекомендации по обработке труднообрабатываемых металлов,
по обработке легких сплавов и пластмасс, по применению синтети-
ческих алмазов и кубического нитрида бора для обработки заготовок
и заточки инструментов, предложили новые рецепты смазочно-
охлаждающих жидкостей и пути повышения стойкости инстру-
ментов.
Основоположниками учения о резании металлов считают вы-
дающихся русских ученых И. А. Тиме, К. А. Зворыкина, Я. Г. Уса-
чева, изучавших процессы резания в конце XIX — начале XX в.
188
Работы этих ученых получили мировое признание и до сих пор не
утратили своей ценности.
В 1868 г. профессор Петербургского горного института И. А. Ти-
ме подробно исследовал процесс резания различных металлов. Он
впервые объяснил, как происходит процесс образования стружки,
классифицировал стружки, получающиеся при резании металлов
в различных условиях. И. А. Тиме определил пути дальнейшего
развития учения о резании металлов. Он первый в мире теорети-
чески вывел формулы для определения силы резания и объяснил
явление усадки стружки.
Крупный вклад в развитие науки о резании металлов внес про-
фессор К. А. Зворыкин. В 1893 г. им впервые'был создан прибор для
определения силы резания. Он первый рассмотрел схему сил, дей-
ствующих на резец, и теоретически вывел наиболее точную для
своего времени формулу для определения силы резания.
Мировую известность получили также работы старшего мас-
тера Петербургского политехнического института Я. Г. Усачева.
Применив микроскоп, он впервые в 1912 г. исследовал процесс
образования стружки и наметил новое направление в науке о
резании металлов — изучение физических явлений процесса ре-
зания. Я. Г. Усачев установил явление наклепа, объяснил процесс
образования нароста, разработал метод определения температу-
ры резца и др.
Значительный вклад в развитие науки о резании металлов вне-
сли такие ученые, как И.М.Беспрозванный, В.А. Кривоухов,
Н. И. Резников, Г. И. Грановский и другие, продолжившие изуче-
ние процессов резания в XX в.
14.2. Явления, сопровождающие процесс резания
Процесс образования стружки. Сущность обработки- металлов
резанием заключается в удалении с заготовки слоев металла в виде
стружки с целью получения детали требуемой формы, размеров и
шероховатости поверхности.
Процесс резания основан на пластических деформациях, со-
провождающихся физико-химическими явлениями.
При обработке передняя поверхность резца деформирует слой
металла заготовки, подлежащий срезанию. В тот момент, когда
пластические деформации достигают своих предельных значений,
происходит смещение первого элемента стружки, затем скалыва-
ется следующий элемент и т.д.
В зависимости от механических свойств обрабатываемого метал-
ла (твердости, вязкости, хрупкости и т.д.) и условий резания (ско-
рости и глубины резания, подачи, геометрии резца и др.) получа-
ется разная по виду стружка. Виды стружки рассмотрены в гл. 1.
189
Усадка стружки. Каждый элемент стружки сдавливается под
действием силы, прилагаемой со стороны передней поверхности
резца, в результате чего стружка всегда имеет меньшую длину,
чем длина той поверхности, с которой она срезана. Это явление
называется усадкой стружки и характеризуется коэффициентом
усадки
где Lo — длина обработанной поверхности, мм; L — длина струж-
ки, мм.
Величина К всегда больше 1 (К = 1,1... 10). Чем больше значе-
ние К, тем более деформирована стружка, т.е., чем меньшее со-
противление металл оказывает скалыванию, тем лучше его обра-
батываемость.
На коэффициент усадки влияют различные параметры реза-
ния, например, при увеличении переднего угла резца коэффици-
ент усадки уменьшается, а при увеличении радиуса закругления
режущей кромки увеличивается, при увеличении толщины среза
коэффициент усадки уменьшается и т.д.
Наростообразование. После образования стружка сходит по пе-
редней поверхности инструмента, и на площадке контакта струж-
ки и инструмента возникает трение, в результате чего появляется
дополнительная зона пластических деформаций в виде бугорка
металла «приварившегося» к передней поверхности инструмента.
Такое явление называется наростообразованием, а сам бугорок
наростом (рис. 14.1). Материал нароста сильно деформирован, уп-
лотнен, обладает высокой твердостью, так как нагреваясь, а за-
тем охлаждаясь, закаливается.
Нарост не удерживается длительное время на резце, а перио-
дически отламывается. Отлетающие кусочки нароста царапают уже
обработанную поверхность детали. Наростообразование оказывает
Рис. 14.1. Резец с наростом на
передней поверхности:
1 — обрабатываемая заготовка;
2 — нарост; 3 — резец; 4 — отле-
тающие частицы нароста (стрел-
кой показано направление вра-
щения заготовки)
различное влияние на процесс обра-
ботки. Нарост изменяет геометрию ре-
жущего инструмента, образуя отрица-
тельный передний угол на участке с
наростом вместо положительного,
имеющегося на резце; сохраняет ре-
жущую кромку, принимая на себя на-
грузку; уменьшает износ передней и
задней поверхностей резца, защищая
их от истирания, в то же время ухуд-
шает точность обработки, так как по-
стоянно меняется толщина срезаемо-
го слоя, увеличивается высота микро-
неровностей на обработанной поверх-
ности детали из-за отлетающих кусоч-
190
ков нароста, которые образуют
вмятины или прилипают к по-
верхности детали.
Следовательно, при черновой
обработке наростообразование
явление благоприятное, а при
чистовой — вредное.
Устранение причин наросто-
образования и получение высо-
кого качества обработанной по-
Рис. 14.2. График зависимости
высоты нароста от скорости реза-
ния:
Н — высота нароста; v — скорость ре-
зания
верхности достигают при следу-
ющих условиях.
Работа в определенной зоне
скоростей резания. Наиболее интенсивно нарост образуется при
скоростях резания 7...80 м/мин (рис. 14.2). При малых скоростях
резания (до 7 м/мин) температура в зоне резания недостаточна
для спекания и закаливания нароста, а при больших скоростях
резания (выше 80 м/мин) нарост не успевает привариваться к
резцу, так как уносится быстросходящей стружкой.
Обработку многолезвийными инструментами из быстрорежу-
щей стали: развертками, метчиками и фасонными резцами, т.е.
инструментами, которые должны обеспечивать малую шерохова-
тость, ведут на низких скоростях резания, а твердосплавными
резцами и зенкерами — на высоких скоростях резания.
Доводка или полирование передней поверхности — при этом
трение стружки об инструмент резко снижается, уменьшается
«притормаживание» поверхностного слоя стружки и нарост прак-
тически не образуется.
Применение смазочно-охлаждающей жидкости (СОЖ). Если по-
верхности резца хорошо смазываются, нарост образуется в мень-
шей степени. В качестве СОЖ при чистовой обработке применяют
сульфофрезол, специальные многокомпонентные составы, жид-
кость с содержанием дисульфида молибдена и т.д.
Наклеп. Обработанная поверхность всегда имеет более высокую
твердость, чем материал внутри заготовки. Это результат накле-
па — изменения структуры поверхностного слоя обрабатываемого
металла под действием деформации, сопровождающей скалывание
элементов стружки. Глубина наклепанного слоя достигает 1... 2 мм.
Степень наклепа — повышение твердости и глубина наклепанно-
го слоя зависят от механических свойств обрабатываемого мате-
риала (хрупкие металлы наклепываются меньше, чем вязкие), от
геометрии резца (меньший передний угол резца вызывает боль-
ший наклеп), от режима резания, смазки и других факторов. На-
клеп снимают отжигом.
Теплообразование. В процессе резания металлов обработанная де-
таль, режущий инструмент и стружка нагреваются. Повышение
191
температуры в зоне резания происходит в результате превраще-
ния механической энергии, затрачиваемой на процесс резания, в
тепловую. Больше всего нагревается стружка, так как она неболь-
шой толщины и наиболее подвержена деформациям. Стружка мо-
жет поглощать до 75 % всей выделяющейся теплоты. Большое ко-
личество теплоты воспринимает резец. Он нагревается от трения,
кроме того, часть теплоты ему передает стальная стружка, сходя-
щая по его передней поверхности. Количество теплоты, поглоща-
емой резцом, может быть в пределах 40 % всей теплоты, возника-
ющей в зоне резания.
Режущая кромка перегретого инструмента приобретает синий
оттенок и оплавляется. Оплавление режущей кромки — результат
неправильного выбора режимов резания. Даже если резец не дове-
ден до аварийного разрушения, перегрев и в этом случае приводит
к размягчению режущей кромки инструмента и ускорению износа.
До 10 % теплоты может поглощать заготовка и около 1 % рас-
ходуется на нагрев окружающей атмосферы.
При затуплении резца заготовка и резец нагреваются в боль-
шей степени.
Вибрации при резании. В процессе резания возникают вибрации
инструмента, заготовки и станка. Появление вибраций во многих
случаях является основной причиной, ограничивающей возмож-
ность повышения режимов резания и производительности труда.
Они снижают стойкость инструмента, даже слабые вибрации от-
рицательно влияют на качество обработки, ускоряют износ дета-
лей станка.
Вибрации оказывают вредное влияние и на организм рабоче-
го, могут способствовать повышению артериального давления.
Поэтому в процессе обработки деталей их стремятся уменьшить.
Причины возникновения вибраций различны: например, виб-
рации возникают из-за колебаний, передаваемых через фундамент
от других станков, колебаний сил сопротивления металла в резуль-
тате периодического скалывания элементов стружки и наростооб-
разования, неравномерного припуска на обработку, неравномер-
ной твердости поверхностного сдоя. Причинами возникновения
вибраций является также износ инструмента, его непрочное закреп-
ление, неуравновешенность или плохое закрепление заготовки,
патрона, износ деталей станка, например шейки шпинделя и под-
шипников и т.д.
При токарной обработке применяют следующие способы борь-
бы с вибрациями.
Надежно закрепляют станок на фундаментных болтах с амор-
тизирующими шайбами под затяжными гайками, либо устанав-
ливают станок на виброопоры (амортизирующие подкладки).
Трехкулачковые патроны вместе с планшайбами балансируют,
на поводковой планшайбе закрепляют противовесы, уравновеши-
192
вающие массу хвостовика хому-
тика; при обработке несиммет-
ричных заготовок также устанав-
ливают противовесы для умень-
шения величины биения.
При обработке валов вылет
пиноли задней бабки должен
быть минимальным, задняя баб-
f = 0,1...0,3 мм
Рис. 14.3. Конструкции резцов,
позволяющие снижать вибрацию:
а — с виброгасящей фаской: f — фас-
ка; а — задний угол; у — передний
угол; б — с виброгасящей прорезью
ка надежно закреплена, а пи-
ноль застопорена. Вылет резца /
не должен превышать 1,5Я, где
Н — высота державки (при не-
обходимости увеличения выле-
та уменьшают нагрузку на ре-
зец).
При подрезных и отрезных работах без продольной подачи за-
жимают каретку суппорта; при работе на налаженном станке по
упору без поперечной подачи затягивают клинья поперечных са-
лазок суппорта.
Изменяют конструкции резцов. При черновой обработке на зад-
ней поверхности резца доводят виброгасящую фаску (рис. 14.3, а).
Фаска трется об обработанную поверхность и несколько гасит
вибрации.
При чистовой обработке нежестких валов применяют резец с
виброгасящей прорезью (рис. 14.3, б), в которую вставляют дере-
вянную или картонную вставку.
Нежесткую заготовку обрабатывают с дополнительным креп-
лением при помощи люнетов. Необходимо следить за износом
подшипников шпинделя и своевременно их регулировать.
Для уменьшения вибраций необходимо выбирать рациональ-
ные режимы резания с помощью справочников.
Использование перечисленных выше способов позволяет умень-
шить величину вибраций и обрабатывать заготовки с требуемой
точностью и шероховатостью поверхности.
14.3. Материалы, используемые для изготовления инструмента
К материалам, используемым для изготовления инструментов,
предъявляются следующие требования:
высокая твердость, превышающая твердость обрабатываемого
материала. Это необходимо, чтобы инструмент мог врезаться в
заготовку и срезать слой металла;
высокая прочность, чтобы выдерживать давление силы, с кото-
рой обрабатываемый материал давит на переднюю поверхность
инструмента;
7 Багдасарова
193
вязкость, чтобы режущая часть инструмента не выкрашивалась,
испытывая ударные нагрузки;
высокая износостойкость, чтобы поверхности резца быстро не из-
нашивались из-за трения с обрабатываемой заготовкой и стружкой;
теплостойкость, чтобы режущая часть инструмента сохраняла
режущие свойства при высокой температуре.
Режущий инструмент изготавливают из инструментальных ста-
лей. Углеродистые инструментальные стали марок: У7, У8, У9, У10,
УН, У12, У13. Буква «У» указывает на то, что сталь углеродистая,
а цифры показывают среднее содержание углерода в десятых до-
лях процента. Инструментальные стали повышенного качества,
имеющие минимальное количество вредных примесей, отмечают
буквой «А» в конце марки: У10А, У8А и т.д.
Углеродистая инструментальная сталь обладает низкими режу-
щими свойствами. Режущие инструменты, изготовленные из такой
стали, позволяют вести обработку при температуре в зоне резания
до 200...250 °C и при скоростях резания в пределах 10... 15 м/мин.
- Легированная инструментальная сталь по химическому составу
отличается от углеродистой инструментальной стали лишь нали-
чием одного или нескольких легирующих элементов: хрома, воль-
фрама, молибдена, ванадия.
Чаще всего применяют следующие марки сталей: ХГ, ХГ5, 9ХС
и ХВГ. Легированная инструментальная сталь обладает более вы-
сокими режущими свойствами, чем углеродистая, позволяет вес-
ти обработку при температуре в зоне резания 300... 350 °C, со ско-
ростью резания до 20...25 м/мин.
Быстрорежущая инструментальная сталь, в отличие от углеро-
дистой и легированной инструментальной стали, обладает боль-
шим сопротивлением износу и большой теплостойкостью. Она
обладает красностойкостью, т. е. не теряет своих свойств при тем-
пературе красного каления (550...600°C).
В нашей стране установлены единые условные обозначения
химического состава стали (из букв и цифр). Первые две цифры
показывают среднее содержание углерода в сотых долях процен-
та, буквами обозначают легированные элементы (В — вольфрам,
Ф — ванадий, К — кобальт, М — молибден и т.д.), а цифрами
справа от буквы — их среднее содержание (в процентах). Буквой Р
обозначают быстрорежущую сталь.
В настоящее время для изготовления всех видов режущего ин-
струмента при обработке обычных конструкционных материалов
чаще всего используют сталь марки Р6М5.
Для обработки высокопрочных нержавеющих сталей и сплавов
в условиях повышенного разогрева режущих кромок, а также для
обработки сталей и сплавов повышенной твердости и вязкости
при работе с ударами применяют следующие марки стали:
Р18К5Ф2, Р9К5, Р6М5К5, Р9М4К8 и др.
194
Наряду с инструментальными сталями для изготовления режу-
щей части инструментов используют сплавы твердые спеченные,
в дальнейшем будем называть их сокращенно твердые сплавы, ко-
торые допускают работу со скоростями резания, превышающими
в 5 —10 раз скорости обработки быстрорежущими инструменталь-
ными сталями и не теряющими режущих свойств при температуре
800 °C и выше. Твердые сплавы состоят из карбидов вольфрама,
титана или тантала и кобальта, связывающего эти вещества. Раз-
личают:
вольфрамокобальтовые сплавы ВК8, ВК6, ВКЗ-М и другие. В них
цифра после буквы «К» указывает содержание кобальта в процен-
тах, остальное — карбид вольфрама. Вольфрамокобальтовые сплавы
применяют для обработки хрупких материалов: чугуна, бронзы,
закаленной стали, пластмасс.
титанововольфрамокобальтовые сплавы Т5К10, Т14К8, Т15К6,
Т30К4 и другие. Цифры после букв указывают процентное содер-
жание в сплаве кобальта и карбида титана, остальное — карбид
вольфрама. Например, сплав Т14К8 состоит из 14 % карбида тита-
на, 8 % кобальта и 78 % карбида вольфрама. Твердые сплавы
титановольфрамовой группы предназначены главным образом для
обработки сталей.
Выпускают трехкарбидные твердые сплавы, состоящие из ко-
бальта и карбидов вольфрама, титана, тантала. Эти сплавы харак-
теризуются высокой прочностью, например сплав ТТ7К12 исполь-
зуется для обработки заготовок с тяжелой ударной нагрузкой.
Области применения твердых сплавов при токарной обработке
указаны в табл. 14.1.
Режущую часть инструментов могут оснащать минералокера-
мическими сплавами, которые изготавливают на основе оксида
алюминия А12О3 (корунда) путем тонкого размола, прессования
и спекания. Выпускают их, как и твердые сплавы, в виде пластинок
стандартных форм и размеров. В настоящее время промышленное
применение имеют две марки минеральной керамики: ЦМ-322
и ВЗ. Минеральная керамика марки ВЗ обладает большей проч-
ностью по сравнению с керамикой марки ЦМ-322 в 1,5 — 2 раза.
В состав керамики марки ВЗ помимо оксида алюминия входят слож-
ные карбиды тугоплавких металлов.
Минералокерамические пластинки обладают большей тепло-
стойкостью и износостойкостью, чем некоторые твердые сплавы.
Однако они имеют пониженную прочность и повышенную хруп-
кость. По сравнению с твердыми сплавами минералокерамика
находит применение при чистовом и тонком точении.
Сверхтвердые материалы (СТМ) являются поликристалличес-
ким образованием на основе кубического нитрида бора. В эту группу
входят композит 01 (эльбор-Р), композит 05 и композит 10 (гек-
санит-Р), ПТНБ (поликристалл твердого нитрида бора) и др.
195
Таблица 14.1
Области применения твердых сплавов для токарной обработки
Характер обработки Обрабатываемый материал
Углеродистая и легированная стали Чугун и бронза Нержавеющие и жаропрочные стали, титановые стали
Черновое точение поко- вок, штамповок и литья по корке и окалине при неравномерном сечении среза и прерывистом резании (с ударами) Т5К10 ТТ7К12 ВК8 ВК8 ТТ10К8-Б
Получистовое и чистовое точение при непрерывном резании Т15К6 Т14К8 ВК6 ВК4 ВК6-М
Тонкое точение Т30К4 ВКЗ ВКЗ-М
Сверхтвердые материалы значительно превосходят минерало-
керамику и твердые сплавы по термоусталостной прочности. Эль-
бор-Р, гексанит-Р, ПТНБ и другие применяют для оснащения
резцов.
Сверхтвердые материалы для металлического инструмента вы-
пускаются в виде цилиндрических вставок диаметром от 4 до 8 мм
и длиной от 4 до 8 мм.
Сверхтвердые материалы на основе нитрида бора химически
инертны к черным металлам.
Сверхтвердые материалы применяются для обработки сталей,
чугунов, ряда труднообрабатываемых сплавов.
Синтетические алмазы (типа «карбонадо» и «баллас») выпус-
каются в виде порошков и кристаллов. Являются самыми твердыми
из инструментальных материалов.
Алмазы применяются для обработки цветных металлов, титано-
вых сплавов, стеклопластиков и др. Для обработки сверхтвердых
материалов можно применять только алмазы, которые превосхо-
дят их по твердости.
14.4. Зависимость геометрии резца от условий обработки
Под геометрией резца понимают совокупность поверхностей
лезвия резца и углов, под которыми они заточены. Работоспособ-
ность резца определяется его геометрией (основные поверхности
лезвия резца и углы, под которыми они заточены, рассмотрены в
196
Рис. 14.4. Формы передних поверхностей быстрорежущих резцов:
I — радиусная с фаской; II — плоская с фаской; III — плоская без фаски; f —
фаска; у — передний угол; R — радиус канавки
гл. 1). Токарные резцы имеют различные формы передних поверх-
ностей. В зависимости от вида обрабатываемого материала и ма-
териала, из которого изготовлен резец, передние поверхности
быстрорежущих резцов рекомендуется выполнять трех форм: ра-
диусную с фаской, плоскую с фаской и плоскую без фаски
(рис. 14.4).
Радиусная поверхность с фаской применяется у резцов всех
видов (за исключением фасонных со сложным очертанием режу-
щей кромки) для обработки стали, особенно при необходимости
обеспечить стружкозавивание. Фаску делают шириной f = (0,8... 1 )so,
где 50 — подача, радиус выемки у проходных и расточных резцов
Я = (10... 15)$0.
Плоская с фаской поверхность применяется у резцов всех ви-
дов для обработки стали при подаче 0,2 мм/об. Режущие кромки
рекомендуется притуплять, не допуская при этом образования фаС-
ки шириной более 0,2 мм.
Передняя поверхность без фаски применяется у резцов всех ти-
пов для обработки стали при подаче равной или большей 0,2 мм/об
и чугуна, а также фасонных резцов со сложным очертанием режу-
щей кромки.
Переднюю поверхность твердосплавных резцов (рис. 14.5) реко-
мендуется выполнять четырех форм: плоскую с отрицательной
фаской (I), радиусную с отрицательной фаской (II), плоскую двой-
ную поверхность (III) и плоскую одинарную отрицательную по-
верхность (IV).
Плоская с отрицательной фаской передняя поверхность при-
меняется у резцов для обработки стали с ов < 800 МПа, а также с
ов > 800 МПа при недостаточной жесткости или виброустойчиво-
сти детали. В обоих случаях требуется применение стружколомате-
лей. Эту же форму должны иметь резцы для обработки серого и
ковкого чугуна.
Радиусная с отрицательной фаской передняя поверхность при-
меняется у резцов для получистовой обработки стали с ов < 800 МПа
при глубине резания 1 ...5 мм и подаче до 0,3 мм/об. Радиусную
197
Рис. 14.5. Формы передних поверхностей резцов, оснащенных твердым
сплавом:
I — плоская с отрицательной фаской; II— радиусная с отрицательной фаской;
III — плоская двойная поверхность; IV — плоская одинарная отрицательная по-
верхность; а, аь у — углы заточки резца
форму передней грани образуют только электроискровым спосо-
бом. Применение каких-либо дополнительных способов отвода
стружки не требуется.
Плоская двойная передняя поверхность применяется у резцов
на передней грани для обработки стали с ов > 800 МПа с лункой
при достаточной жесткости и виброустойчивости детали. Эту же
форму применяют при обработке стали с неравномерным при-
пуском. Для отвода стружки требуется применение стружколома-
телей или выбор соответствующего главного угла в плане и угла
наклона режущей кромки.
Плоская одинарная отрицательная передняя поверхность при-
меняется у резцов без образования лунки на передней грани для
обработки стали ов > 800 МПа при достаточной жесткости и виб-
роустойчивости детали. Резец затачивается по задней грани. Спо-
собы отвода стружки такие же, как и при форме III.
Передний угол у влияет на сход стружки, при малых значениях
переднего угла стружка круто загибается, что повышает сопро-
тивление резанию, вызывает вибрации и ухудшение качества
обработки; при увеличении переднего угла сход стружки облегча-
ется, процесс резания протекает нормально, но снижается проч-
198
ность резца. Поэтому большой передний угол допускается только
при обработке мягких металлов.
Если передняя поверхность резца направлена вниз от плоско-
сти, перпендикулярной плоскости резания, то передний угол счи-
тается положительным (+у); если передняя поверхность направле-
на вверх от плоскости, перпендикулярной плоскости резания, то
передний угол считается отрицательным (-у). Резцы с отрицатель-
ным передним углом, оснащенные пластинками из твердого сплава
(обычно Т5К10), применяют для обдирочных работ по стали с
ударной нагрузкой или при обработке заготовок с неравным при-
пуском на мощных токарных и карусельных станках. Удары высту-
пов заготовки о резец воспринимаются не режущей кромкой, а
всей передней поверхностью, что предохраняет рабочий клин от
разрушения.
Главный задний угол а влияет на качество обработанной по-
верхности, при малых значениях угла часто возникает трение между
главной задней поверхностью и поверхностью резания, при боль-
ших значениях угла ослабляется режущая кромка. В табл. 14.2 и 14.3
Таблица 14.2
Рекомендуемые значения передних и задних углов резцов, изготовленных
из быстрорежущей стали
Обрабатываемый материал Передний угол у, °, при форме передней грани Задний угол а, °, при подаче, мм/об
I II III до 0,2 свыше 0,2
Стали конст- рукционные (углероди- стые, леги- рованные) ав < 500 МПа НВ < 140 30 30 25 12 8
ов = 500...800 МПа НВ= 140...230 25 25 18 12 8
св = 800... 1200 МПа НВ = 230...240 25 25 12 12 8
Чугуны — серый и ковкий НВ< 160 25 25 18 12 8
НВ = 160 ...220 25 25 12 12 8
НВ > 220 — — 5 12 8
Латунь Вязкая 30 30 25 12 8
Хрупкая 25 25 12 12 8
Бронза 25 25 12 12 8
Алюминиевые и магниевые сплавы, красная медь 30 30 25 25 10
199
Таблица 14.3
Рекомендуемые значения передних и задних углов резцов, оснащенных
твердым сплавом
Обрабатываемый материал Передний угол у, °, при форме передней грани Задний угол а, °, при подаче, мм/об
I II ш IV до 0,2 свыше 0,2
Стали конст- рукционные (углеродис- тые, легиро- ванные) ав< 1100 МПа 15 15 -5 -5 12 8
ав> 1100 МПа — — -10 -10 12 8
Чугун серый НВ < 220 12 — — — 10 6
НВ > 220 8 — — — 10 6
Чугун ковкий НВ = 140... 150 15 — — — 12 8
указаны рекомендуемые значения передних и задних углов резцов
из быстрорежущей стали и оснащенных твердым сплавом.
Угол заострения 0 влияет на прочность резца. Этот угол зависит
от величин переднего и заднего углов и определяется по формуле
0 = 90° - (а +у).
Угол резания 5 зависит от величины переднего угла и опреде-
ляется по формуле 5 = 90° - у.
Углы в плане', главный <р и вспомогательный ф, влияют на стой-
кость резца. При малом угле <р в работе участвует большая часть
режущей кромки, улучшается отвод теплоты, повышается стой-
кость резца. При большом угле <р работает меньшая часть режущей
кромки, поэтому стойкость резца снижается. При обработке длин-
ной и тонкой, т.е. нежесткой заготовки, когда возникает опас-
ность ее прогиба, лучше применять резцы с большим углом <р,
так как это уменьшает отжимающее усилие. Из соображений
обеспечения высокой стойкости резца и уменьшения отжима-
ющего усилия назначают главный угол в плане <р: для жестких
заготовок <р = 30...45°, для нежестких — ф = 60...90° Вспомога-
тельный угол в плане фр для черновой обработки используют
резец с углом ф, = 10... 15°, а для чистовой обработки — ф| = 5... 10°
У проходного отогнутого резца ф| =45°
Угол при вершине е зависит от заточки углов фи<рь его опреде-
ляют по формуле е = 180° - (ф + ф|).
Для резьбовых резцов это является наиболее важным, так как
угол при вершине лезвия должен быть равен углу профиля наре-
заемой резьбы. Для предохранения вершины резца от выкрашива-
200
ния ее рекомендуется закруглять. Радиус закругления вершины
зависит от размеров резца и вида отработки, для которой он пред-
назначен.
Угол наклона главной режущей кромки А. может быть равным
нулю, если главная режущая кромка располагается горизонталь-
но, положительным, если она располагается выше горизонтали и
отрицательным, если она располагается ниже горизонтальной
линии, проходящей через вершину резца. От направления режу-
щей кромки и числовой величины угла А зависит направление
схода стружки. При положительном угле +Х вершина вступает в
соприкосновение с заготовкой (деталью) позже всех остальных
точек режущей кромки, поэтому она защищена от ударов. Для
работы с тяжелой ударной нагрузкой рекомендуются резцы с уг-
лами +Х и —у.
14.5. Изменение углов резания в зависимости от установки резца
Изменение главных углов зависит от установки резца относи-
тельно линии центров. Углы резца, полученные после заточки,
сохраняют свое значение только в том случае, если вершина лез-
вия расположена на высоте линии центров станка. При установке
ее выше или ниже центров значения углов изменяются, так как
плоскость резания поворачивается под углом ц:
h
sinu = ——.
и D/2
Если резец установить выше оси центров, то при наружной
обработке поворот плоскости резания приводит к тому, что факти-
ческий задний угол аф уменьшается на угол ц, а передний угол уф
наоборот, увеличивается на угол ц (рис. 14.6, а) по сравнению с
углами заточки азат и узат:
аф СЦат Ц?
Уф = Узат +И-
Если резец поставить ниже оси центров, то соответственно зад-
ний угол увеличивается, а передний уменьшается (рис. 14.6, б):
О-ф = а.зат + ц,
Уф = Узат ~ М-*
Практически при наружной токарной обработке допускается
установка резца выше оси центров на величину h = 0,01 Z>, так как
сила резания несколько отжимает резец вниз и режущая кромка
становится на уровень оси центров станка.
При внутренней обработке (растачивании) углы аф и уф также
изменяются в зависимости от установки вершины лезвия относи-
тельно оси центров, но в противоположном направлении.
201
Рис. 14.6. Изменение углов а и у при установке режущей кромки резца
не по оси центров станка:
а — установка выше оси центров; б — установка ниже оси центров; ПР — плос-
кость резания; уф — фактический передний угол; аф — фактический задний
угол; ц — угол поворота плоскости резания; h — величина смещения вершины
резца относительно центра (стрелка показывает направление вращения заготовки)
Вершина лезвия обязательно устанавливается по линии центров
при обработке фасонных поверхностей, чистовом нарезании резь-
бы, обработке конических поверхностей, при отрезании.
Допускается установка вершины лезвия выше линии центров на
1/100 диаметра обрабатываемой заготовки при наружном черно-
вом точении, чистовом растачивании и черновом нарезании резьбы.
Допускается установка вершины лезвия ниже линии центров на
1/100 диаметра обрабатываемой заготовки при наружном чисто-
вом растачивании и нарезании резьбы.
Изменение углов в плане <р и <р( происходит в зависимости от
установки стержня резца относительно обрабатываемой поверх-
ности.
При установке стержня резца перпендикулярно к направле-
нию подачи углы <р и ф] сохраняют величину, полученную при
заточке.
При изменении положения резца относительно направления
продольной подачи, например при обработке конической поверх-
ности, углы в плане изменяют свою величину и даже могут стать
отрицательными, что нарушает правильную работу резца.
14.6. Изготовление твердосплавных резцов и их конструкции
Изготовление резцов с напайными твердосплавными пластинами.
Токарные резцы изготавливают на специализированных инструмен-
тальных заводах или в инструментальных цехах машиностроитель-
ных предприятий. Державки (стержни) для резцов изготавливают
202
свободной ковкой, горячей штамповкой или литьем в точных обо-
лочковых формах. Державки для резцов с прямой головкой наре-
зают из проката прямоугольного сечения.
Технологический процесс изготовления твердосплавных резцов. Он
выполняется в следующей последовательности:
• фрезеруется опорная плоскость резца;
• фрезеруются главная и вспомогательная задние поверхности
головки резца;
• фрезеруется гнездо под пластинку;
• производится напайка пластинки твердого сплава. В качестве
припоя применяют красную медь или латунь Л62. Гнездо посыпают
прокаленной бурой, служащей в качестве флюса, и укладывают в
него пластинку и припой. Головку резца нагревают до температу-
ры расплавления припоя 900...950°C в петлевом индукторе ТВЧ
(токов высокой частоты). После расплавления припоя резец из-
влекают из индуктора и пластинку прижимают к гнезду ме-
таллическим стержнем. Головку резца с припаянной пластинкой
охлаждают в сухом песке или древесной золе, что предохраняет
пластинку от появления трещин;
• производится заточка и доводка лезвия резца.
Заточка и доводка лезвия резца. Сначала осуществляется заточка
задних главной и вспомогательной поверхностей державки резца
(рис. 14.7). Задний угол державки должен быть больше, чем зад-
ний угол заточки пластины на 2...30 (чтобы при доводке алмаз-
ный круг не касался задней поверхности державки, иначе он бу-
дет быстро засаливаться). Затем затачивают задние главные и вспо-
могательные поверхности пластины резца. После этого затачива-
ют стружколомающую канавку на передней поверхности резца и
осуществляют доводку алмазным кругом: доводят ленточки по глав-
ной задней поверхности, по передней поверхности и по вершине.
Алмазная заточка позволяет повысить долговечность резца в
1,5 — 2 раза, обеспечивает остроту режущих кромок и уменьшает
шероховатость поверхности до 0,16 мкм (по параметру Ra).
После заточки и доводки режущей части резца производят кон-
троль его углов шаблонами или универсальными угломерами.
Резцы с механическим креплением неперетачиваемых пластин
твердого сплава. В настоящее время эти резцы получили широкое
распространение, так как обладают целым рядом преимуществ по
сравнению с резцами с напайными пластинами. Они позволяют
экономить время, затрачиваемое на установку, закрепление и
заточку резцов. Пластины из твердых сплавов, изготовленные ме-
тодом порошковой металлургии, могут быть различных форм:
трех-, четырех-, пяти-, шестигранными и т.д. Они крепятся на
резце механическим способом, и при износе одной из граней пла-
стины резец не извлекается из резцедержателя для заточки, а лишь
производится смена режущей кромки поворотом пластины. Такая
203
Рис. 14.7. Последовательность заточки и доводки режущей части
твердосплавного резца:
а — заточка задней поверхности державки; б — заточка задней поверхности твер-
досплавной пластины; в — заточка стружколомающей канавки на передней по-
верхности; г — доводка ленточки по задней поверхности; д — доводка ленточки
по передней поверхности; е — доводка вершины резца; а — задний угол твердо-
сплавной пластины; ад — задний угол державки; аф — фактически получивший-
ся задний угол; В — ширина канавки; b — длина ленточки по задней поверхнос-
ти; f — длина ленточки по передней поверхности; г — радиус закругления верши-
ны резца; R — радиус канавки
конструкция резцов позволяет многократное использование дер-
жавки.
Если пластина прикреплена механически, то при изготовле-
нии резцов не возникают трещины из-за разного коэффициента
теплового расширения материала державки и пластины.
Многокромочные неперетачиваемые пластины твердого спла-
ва могут крепиться к державке резца различными способами: кли-
ном, рычажным способом, прихватом-костылем (рис. 14.8).
При закреплении пластины клином она насаживается на штифт
и прижимается к нему клином при завинчивании винта в держав-
ку (см. рис. 14.8, а). При закреплении пластины рычажным спосо-
бом пластина надевается на один из концов рычага, второй конец
заходит в канавку винта. При завинчивании винта в державку ры-
чаг поворачивается и прижимает пластинку к поверхности гнезда
под нее (см. рис. 14.8, б). Сила прижима пластинки совпадает с
направлением радиальной силы Ру, возникающей в процессе ре-
зания. Это способствует повышению надежности крепления плас-
204
6
7
б
Рис. 14.8. Конструкции резцов с механическим креплением неперетачи-
ваемых пластин твердого сплава:
а — крепление пластины клином; б — крепление пластины рычагом; в — крепле-
ние пластины прихватом-костылем; 7 — державка; 2 — опорная пластинка; 3 —
режущая пластинка; 4 — клин; 5, 6, Р, 77 — винты; 7 — рычаг; 8 — костыль;
10 — подкладка
20
Рис. 14.9. Резец со смен-
ной рабочей головкой:
7 — сменная головка; 2 —
державка
тинки, устранению вибраций и общему повышению стойкости
резца.
Многокромочные пластины без центрального отверстия кре-
пят с помощью прихвата-костыля (см. рис. 14.8, в). Эта конструк-
ция обеспечивает высокую механическую
прочность и стойкость пластинок, а так-
же стабильность размеров изготовляемой
детали.
Выгодно использовать резцы со смен-
ными головками, которые крепятся в пазе
типа «ласточкин хвост» державки (рис. 14.9).
Головка при обработке заклинивается в
державке под действием силы резания, а
вынимается легким постукиванием мо-
лотка снизу. Такой способ крепления
сменной головки удобен, используется в
призматических фасонных резцах, где
205
установка различных сменных головок позволяет обрабатывать
отличающиеся друг от друга фасонные поверхности.
Резцы, оснащенные кристаллами алмаза. Такие резцы позволяют
срезать с заготовки очень маленький слой металла, обеспечивая
высокую точность обработки — 5...7-й квалитеты и малую шеро-
ховатость поверхности — до 0,16 мкм.
Алмазными резцами обрабатывают цветные металлы: медь,
алюминий, легкие сплавы и пластмассы. Возможно алмазное то-
чение отливок из чугуна. Для тонкого точения стали алмазы не
используются, так как они не выдерживают высокой температу-
ры, возникающей в зоне резания. При температуре свыше 700 °C
они теряют режущие свойства.
Припуск под тонкое точение должен быть 0,1 ...0,2 мм. Крис-
таллы алмаза массой около 0,2 г впаивают в державку или крепят
механическим способом.
Предварительно кристаллам придают требуемую геометрию
путем обработки алмазным порошком. Кристаллы алмаза, исполь-
зуемые для оснащения резцов, могут быть природного происхож-
дения и синтетические.
Резцы, оснащенные кристаллами кубического нитрида бора. Они
выдерживают высокую температуру в зоне резания до 1300 °C,
поэтому используются для обработки стали.
При обработке металлов резанием рекомендуется использовать
высокопроизводительные резцы, обеспечивающие высокое каче-
ство обработки.
14.7. Износ резцов
В процессе обработки металлов происходит износ поверхнос-
тей резца. Причины износа различны. Износ может возникнуть
из-за непосредственного царапания поверхности инструмента твер-
дыми частицами обрабатываемого металла. Такой износ называ-
ется абразивным. Он характерен для обработки чугуна, который
обладает абразивной способностью. В результате поверхности рез-
ца разрушаются.
В процессе обработки в зоне резания происходит нагрев инст-
румента, металл, из которого изготовлен резец, размягчается и
его частички прилипают к сходящей стружке и к поверхности
резания. Такой износ называют тепловым, он характерен для об-
работки стали и других вязких металлов.
При обработке поверхностей заготовок инструментом, осна-
щенным твердым сплавом, происходит хрупкое выкрашивание ре-
жущих кромок, что также ведет к износу резца.
На производстве износ резцов определяют разными способа-
ми. Основными критериями износа являются: появление на об-
206
а б
Рис. 14.10. Схема износа резцов:
а — по передней поверхности; б —
по задней поверхности;/— рассто-
яние от вершины лезвия до лунки;
й, — величина износа по задней по-
верхности; йп — величина износа
по передней поверхности
работанной поверхности блестящих
полосок, изменение величины то-
ка, которая фиксируется ампер-
метром, включенным в цепь ста-
тора электродвигателя (это явление
объясняется тем, что при повы-
шенном износе резко увеличива-
ется расходуемая мощность).
При обработке большого коли-
чества деталей используют техно-
логический критерий, который
характеризуется состоянием обра-
ботанной поверхности. Устанавли-
вается количество деталей, кото-
рое может быть обработано инст-
рументом таким образом, чтобы
шероховатость поверхности отвечала требованиям, указанным на
чертеже детали, и износ инструмента не превышал допускаемой
величины. После обработки установленного количества заготовок
инструмент перетачивают.’Износ по передней поверхности про-
исходит в результате образования на поверхности резца сходящей
стружкой углубления глубиной Ап (рис. 14.10, а). В какой-то мо-
мент такой износ даже можно считать положительным, так как
увеличивается передний угол резца и облегчается процесс резания.
Трение по поверхности резания заготовки и инструмента при-
водит к износу задней поверхности резца: образуется площадка;
характеризуемая высотой h3. Чем больше высота площадки, тем
больше трение, соответственно увеличивается нагрев и быстрее
протекает дальнейший износ (рис. 14.10, б).
* Значительный износ по задней поверхности является опасным
для резца, так как может привести к разрушению режущей кром-
ки. При дальнейшем износе лунка увеличивается и может дойти
до режущей кромки, вызвав ее разрушение. Однако практически
такое разрушение кромки маловероятно, так как инструмент пе-
ретачивают раньше из-за износа по задней поверхности.
Инструмент, изготовленный из разных материалов, соответствен-
но и изнашивается по-разному. Износ инструмента, изготовленного
из быстрорежущей стали, происходит по передней поверхности,
на некотором расстоянии от главной режущей кромки.
Износ по задней поверхности происходит неравномерно.
Рассмотрим график зависимости износа по задней поверхнос-
ти от продолжительности работы резца (рис. 14.11). По горизон-
тальной оси отложим время работы инструмента до переточки Т,
а по вертикальной — величину износа h3 по задней поверхности.
В первые минуты работы инструмента быстро стираются шеро-
ховатости на режущей кромке и обезуглероженный в процессе
207
Рис. 14.11. График износа по задней
поверхности резца в зависимости от
продолжительности его работы:
зоны: 1 — приработки; 2 — нормально-
го износа; 3 — разрушения; Т — стой-
кость; точки а, Ъ, с показывают грани-
цы участков; й3 — износ по задней гра-
ни; Лд тах — максимальный износ по зад-
ней грани; йздоп — допустимый износ
по задней грани
закалки тонкий слой. Это так называемый приработочный износ. На
графике он представлен линией ab (зона 7).
Затем наступает период нормального износа: с течением време-
ни высота площадки Л3 равномерно растет (зона 2, прямая Ьс).
Когда высота площадки достигнет определенной максимальной
величины h3 max, дальнейший перегрев резца вызовет резкое уве-
личение высоты площадки и разрушение режущей кромки. На гра-
фике линия износа идет круто вверх (зона 3).
Чтобы не допустить аварийного разрушения кромки резца, его
перетачивают раньше, т. е. когда величина износа составит опре-
деленную допустимую оптимальную величину Л3.доп. Нормативные
величины допустимого износа приводятся в справочнике. Напри-
мер, для чернового проходного твердосплавного резца с сечени-
ем 16 х 25 мм допустимый износ Аздоп = 2 мм при обработке стали,
Лздоп = 4 мм при обработке чугуна; для чистовых проходных, от-
резных и резьбовых резцов Лздоп = 0,5 мм и т.д.
14.8. Стойкость резцов и скорость резания
Стойкостью называется машинное время работы резца до пе-
реточки. Стойкость резца измеряется в минутах. Переточка инст-
румента при износе на заданную допустимую величину Лдоп назы-
вается принудительной переточкой. Она обеспечивает правильную
эксплуатацию режущего инструмента.
Время до износа инструмента на величину Адоп называется пе-
риодом стойкости — Т (измеряется в минутах).
Стойкость режущего инструмента зависит от многих факторов:
от материала инструмента, обрабатываемого материала, геомет-
рии инструмента, режима резания, качества СОЖ и др.
Наибольшее влияние на стойкость оказывает скорость резания.
Чем она выше, тем больше энергии расходуется на процесс реза-
ния, больше выделяется теплоты, интенсивнее происходит износ
трущихся поверхностей (тепловой и абразивный износы) и тем
меньше период стойкости. Доказано, что небольшое приращение
скорости резания вызывает значительное уменьшение стойкости
208
резца. Например, если скорость резания при работе твердосплав-
ным резцом увеличивается в 2 раза, то стойкость резца уменьша-
ется в 32 раза.
Величину стойкости можно приблизительно посчитать по фор-
муле
Т =
vmaxby ’
где Ст — коэффициент, зависящий от свойств обрабатываемого
материала; v — скорость резания; а — толщина срезаемого слоя; b —
ширина срезаемого слоя; т, х, у — показатели степени влияния
указанных параметров на стойкость.
Стойкость инструмента, соответствующая экономической ско-
рости, при которой себестоимость изготавливаемых изделий яв-
ляется минимальной, называется экономической стойкостью.
Рациональная эксплуатация режущего инструмента заключает-
ся в назначении таких режимов резания, при которых инструмент
выдерживал бы заданную норму экономической стойкости.
Экспериментально выведена формула для расчета скорости ре-
зания при различных условиях обработки:
v= Cv КЫК„КСО^,
Tmtxsy м 4
где С„ — коэффициент, принимаемый в зависимости от вида об-
работки, обрабатываемого материала и от угла <р резца (определя-
ется по справочнику). Чем меньше угол <р, тем большая длина
режущей кромки участвует в работе, тем лучше отвод теплоты от
лезвия в державку; стойкость резца повышается, что позволяет
повысить скорость резания;
т — показатель степени, характеризующий интенсивность па-
дения стойкости при увеличении скорости; для быстрорежущих
резцов т = 0,2;
Км — коэффициент, учитывающий механические свойства об-
рабатываемого материала — с увеличением предела прочности
коэффициент уменьшается;
Кд — коэффициент, учитывающий сечение державки резца
(только для быстрорежущих резцов) — при большем сечении дер-
жавки коэффициент увеличивается;
Х'сож — коэффициент, зависящий от качества смазочно-охлаж-
дающей жидкости (только для быстрорежущих резцов); чем луч-
ше охлаждается резец, тем выше коэффициент.
Глубина резания t находится в знаменателе формулы: это озна-
чает, что с увеличением площади сечения стружки увеличивается
сила, действующая на резец, и расходуемая мощность резания,
соответственно растет теплота резания, вызывающая размягчение
и износ резца. Чтобы сохранить заданную стойкость, уменьшают
скорость резания.
209
Величина подачи s находится в знаменателе формулы, это оз-
начает, что с увеличением подачи также растет площадь сечения
среза и соответственно падает стойкость резца. Опытным путем
установлено влияние различных элементов на скорость резания:
T’0,2f0,15^0,35 •
Показатель степени при глубине резания всегда меньше, чем
показатель степени при подаче, т. е. х < у. Отсюда следует важная
закономерность резания при точении: для повышения скорости ре-
зания при неизменной стойкости или для повышения стойкости при
неизменной скорости резания следует увеличить глубину резания, со-
ответственно уменьшив подачу.
14.9. Смазочно-охлаждающие жидкости и их подача
в зону резания
Использование смазочно-охлаждающих жидкостей позволяет
обеспечить высокую стойкость инструмента и высокое качество
обработанной поверхности, так как значительно снижает темпе-
ратуру в зоне резания и уменьшает трение между поверхностями
инструмента, стружкой и заготовкой.
Выбор смазочно-охлаждающих жидкостей зависит от вида об-
работки (черновая или чистовая), свойств обрабатываемого мате-
риала, скорости и глубины резания, вида стружки, требований к
качеству обрабатываемой поверхности и т.д.
Смазочно-охлаждающие жидкости, применяемые при обра-
ботке стали, делятся на две группы. К первой группе относятся
жидкости, которые выполняют главным образом охлаждающее
действие. Сюда входят водные растворы соды или мыла, водные
эмульсии и другие составы, характеризуемые большой тепло-
проводностью. Ко второй группе относятся жидкости, обладаю-
щие большой смазывающей способностью. К ним относятся ми-
неральные масла и их смеси, сульфофрезол (осерненное мине-
ральное масло), жидкость «Аквол-2», масла с добавкой дисуль-
фида молибдена и др.
При обработке чугунных заготовок применяют охлаждение ке-
росином со скипидаром или содовой эмульсией. В отдельных слу-
чаях чугун и другие хрупкие материалы обрабатывают без охлаж-
дения.
Смазочно-охлаждающая жидкость подводится в зону резания
следующими способами:
• свободной струей (рис. 14.12, а). Жидкость нагнетается из ре-
зервуара станка насосом, и через систему шлангов направляющее
сопло подается в зону резания (на стружку в место ее загиба);
210
б
Рис. 14.12. Способы подвода сма-
зочно-охлаждающей жидкости:
а — свободной струей; б — высокона-
порной струей
• высоконапорной струей
(рис. 14.12, б). Жидкость пода-
ется со стороны задней поверх-
ности резца через отверстие ма-
лого диаметра сопла (0,2... 0,4 мм)
под давлением 200...240 МПа.
При таких условиях жидкость
интенсивно проникает в зону
стружкообразования и, быстро
испаряясь, отводит больше теп-
ла, чем жидкость, подаваемая
свободной струей.
В распыленном состоянии
СОЖ подводится при помощи
специальной установки. При
охлаждении распыленной эмуль-
сией наиболее эффективно ис-
пользуются охлаждающие и смазывающие свойства применяемых
жидкостей. Эмульсия подается в зону резания со скоростью до
300 м/с, что обеспечивает интенсивный отвод тепла от резца,
заготовки и стружки. Подача СОЖ в распыленном состоянии повы-
шает стойкость инструмента из быстрорежущей стали в 1,5 — 2 раза
по сравнению с охлаждением свободной струей.
Использованная СОЖ попадает в корыто станка и далее через
сито и фильтр вновь направляется в резервуар. Очистка (регенера-
ция) жидкости позволяет использовать ее многократно.
14.10. Силы, действующие на резец. Мощность резания
Обрабатываемый материал сопротивляется срезанию металла,
и на резец действует сила сопротивления резанию. Эта сила скла-
дывается из силы сопротивления металла разрыву в момент ска-
лывания, силы сопротивления стружки завиванию и силы трения
на рабочих поверхностях резца. Сила сопротивления резанию на-
правлена перпендикулярно передней поверхности резца, но по-
ложение ее в пространстве неопределенно, так как на резец вли-
яют различные факторы.
Для облегчения изучения и измерения силы сопротивления
резанию принято рассматривать не саму силу сопротивления, а ее
проекции на три выбранные оси: ось X, совпадающую с осью
заготовки, ось Y, перпендикулярную к оси X, и ось Z, располага-
ющуюся вертикально.
Можно считать, что сила сопротивления резанию является
диагональю параллелепипеда, а ее составляющие — его гранями
(рис. 14.13).
211
Рис. 14.13. Силы, действующие на
резец:
R — суммарная сила сопротивления
резанию; Pz — вертикальная составля-
ющая, или сила резания; Ру — гори-
зонтальная составляющая, или ради-
альная сила; Рх — горизонтальная со-
ставляющая, или осевая сила; 1 — за-
готовка; 2 — резец; Dr — главное дви-
жение; Дпрод ~ продольное перемеще-
ние резца
Вертикальная составляю-
щая, или сила резания, Pz на-
правлена вертикально вниз, т. е.
лежит в плоскости резания.
Сила резания Pz стремится со-
гнуть, сломать резец, поэтому расчет резца на прочность произ-
водят с использованием этой силы.
Горизонтальная составляющая — осевая сила (или сила пода-
чи) Рх направлена вдоль оси в сторону, противоположную на-
правлению подачи, она препятствует движению резца. По этой
силе рассчитывают механизм подачи станка.
Вторая горизонтальная составляющая, или радиальная сила, Ру
направлена перпендикулярно оси резца, отжимает его от заготов-
ки и воспринимается болтами резцедержателя. По силе Ру рассчи-
тывают жесткость крепления заготовки и погрешность размера гото-
вой детали, получаемую в результате отжима заготовки.
Силы Рг, Рх и Ру взаимно-перпендикулярны. Суммарная сила
сопротивления резанию является их геометрической суммой:
л = 7л2+р;+рг2
Наибольшую величину имеет сила Рг. При остро заточен-
ном резце и угле <р = 45° примерное соотношение сил Pz.Px:Py =
= 1:0,4:0,25. Соотношение сил Рх и Ру зависит от величины глав-
ного угла в плане <р (рис. 14.14).
С увеличением угла <р уменьшается сила Ру и увеличивается
сила Рх. Проходные упорные резцы с углом <р = 90° работают, не
создавая отжимающей силы, поэтому их применяют для обтачи-
вания нежестких заготовок.
Сила резания зависит от механических свойств обрабатывае-
мого материала, прежде всего от прочности, твердости, площади
поперечного сечения среза, углов заточки. Чтобы охарактеризовать
сопротивляемость различных материалов резанию, установлены
понятия — удельное давление резания и коэффициент резания.
212
Ф=60°; Рх>Ру
Ф=10°; Рх<Ру
а б в г
Рис. 14.14. Зависимость величин осевой и радиальной сил от главного
угла в плане:
а — при ф = 60’; б — при ф = 10’; в — при ф = 90’ (прорезной резец); г — при
Ф - 90’ (упорный резец); ф — главный угол в плане; Р, Р„ Ру, Pz — силы резания;
Дпрод — движение продольной подачи; Dsmn — движение поперечной подачи;
D, — главное движение
Удельное давление — это величина силы резания, Н/мм2, прихо-
дящаяся на единицу площади поперечного сечения среза, опре-
деляется по формуле
где Pz — сила резания; F— площадь поперечного сечения среза, мм2,
F = ts,
где t — глубина резания; s — подача;
F=ab,
где а — толщина среза; b — ширина среза;
Pz = pF = pts = pab.
Для более точной характеристики сил резания установлено
понятие коэффициента резания К.
Коэффициентом резания К называется удельное давление, изме-
ренное при следующих постоянных условиях: t = 5 мм; s = 1 мм/об;
у = 15°; <р = 45°
Режущая кромка резца прямолинейная, горизонтальная, ра-
диус при вершине лезвия равен 1 мм, работа производится без
охлаждения. Сила резания Pz = KF, Н.
Зависимость силы резания Pz от различных параметров видна в
эмпирической формуле, используемой для ее определения:
Pz =CPits^KMKyKCQ^,
213
где СР — коэффициент, зависящий от обрабатываемого материа-
ла и главного угла в плане <р;
Км — коэффициент, зависящий от механических свойств обра-
батываемого материала: чем выше предел прочности ов или твер-
дость НВ, тем большее сопротивление резанию оказывает обра-
батываемый материал;
Ху — коэффициент, зависящий от переднего угла у. Чем боль-
ше передний угол, тем легче условия схода стружки, меньше ее
деформация, поэтому с увеличением переднего угла коэффици-
ент Ху уменьшается. При работе с отрицательным передним углом
стружка круто загибается, ее деформация вызывает дополнитель-
ное сопротивление и сила Рг увеличивается, что и выражается
увеличением числового значения коэффициента Ху;
Хсож — коэффициент, зависящий от свойств смазочно-охлаж-
дающей жидкости: чем лучше смазка, тем меньше трение на ра-
бочих поверхностях резца, тем меньше сила резания. Значения
коэффициентов определяются по справочным таблицам.
Глубина резания и подача неодинаково влияют на силу реза-
ния: влияние подачи несколько меньше, чем влияние глубины
резания. Физически меньшее влияние подачи объясняется тем,
что с увеличением подачи увеличивается толщина стружки, а это
делает ее более жесткой и менее подверженной завиванию, т. е. на
завивание стружки расходуется меньшая сила.
Для измерения величин сил резания используются приборы,
называемые динамометрами. Они могут быть механическими, гид-
равлическими, электрическими.
Мощность резания — мощность, затрачиваемая на процесс ре-
зания, — рассчитывается с учетом силы Pv Эффективная мощ-
ность, кВт, равна мощности, затрачиваемой на главное движение
резания — вращение шпинделя. Она определяется по формуле
дг =___
эф 60 102’
где Pz — измеряется в Н, a v — в м/мин.
Не вся мощность, создаваемая электродвигателем, расходуется
на процесс резания, т.е. является эффективной; имеются потери
мощности в ременной передаче, в соединениях подшипников ва-
лами, в зубчатых передачах. Поэтому для определения потребной
мощности электродвигателя учитывают коэффициент полезного
действия (КПД) всей кинематической цепи станка (он составляет
обычно 0,7...0,85):
П
где ц — коэффициент полезного действия.
214
Момент резания (момент от реактивной силы резания Рг'), как
известно, препятствует вращению заготовки:
м - Pi'D
рез" 2-1000•
Для нормального осуществления процесса резания крутящий
момент на шпинделе Мшп, создаваемый электродвигателем, дол-
жен преодолевать момент резания Мрез, т. е. должно соблюдаться
условие Л/шп> Мрез.
Из механики известно, что крутящий момент на валу зависит
от мощности N, передаваемой на вал (в данном случае на шпин-
дель), и от частоты вращения вала п, мин-1:
_10000Уда
iV1 шп “
П
Следовательно, для нормальной работы станка должно соблю-
даться условие
100007Удв PZD
п 21000’
Кроме того, принятый режим резания должен проверяться по
крутящему моменту, допускаемому слабыми звеньями механизма
привода главного движения станка. Таким слабым звеном может
быть ременная передача или одно из зубчатых колес коробки ско-
ростей.
Токарная обработка должна вестись на таком режиме резания,
при котором наиболее полно используется мощность станка и стой-
кость инструмента, обеспечивается высокое качество обработки
при минимальной ее себестоимости и создаются безопасные ус-
ловия работы. Такой режим называется рациональным. Рациональ-
ный режим резания определяется по справочным таблицам, дан-
ные которых определены по формулам теории резания с учетом
обобщенного опыта передовых предприятий.
Контрольные вопросы
1. Какие явления сопровождают процесс резания?
2. Как происходит процесс образования стружки?
3. Какое влияние оказывает наростообразование на процесс резания?
4. Каким образом можно уменьшить наростообразование?
5. Какие материалы используются для изготовления инструмента?
6. Какой из углов резца влияет на направление схода стружки?
7. Как влияет установка резца относительно оси центров станка на
передний и задний углы резца?
215
8. В чем заключаются преимущества использования резцов, оснащен-
ных неперетачиваемыми многогранными пластинами твердого сплава?
9. С какой целью и каким инструментом осуществляется доводка по-
верхностей резца?
10. По каким поверхностям изнашивается резец в процессе обработки?
11. Что понимают под стойкостью резца?
12. От чего зависит стойкость резца?
13. Из чего складывается сила сопротивления резанию?
14. Какая из составляющих сил резания влияет на потребляемую мощ-
ность?
15. На что затрачивается эффективная мощность резания?
16. Как называется прибор, используемый для измерения сил реза-
ния?
Глава 15
ОСНОВЫ ПРОГРАММНОГО УПРАВЛЕНИЯ
15.1. Типы систем программного управления
В настоящее время большое количество разнообразной продук-
ции выпускается в серийном производстве, т. е. изделия изготав-
ливаются партиями. Автоматизировать такое производство можно
с помощью использования систем программного управления,
позволяющих изменять цикл обработки — совокупность переме-
щений рабочих органов, повторяющихся при изготовлении каж-
дой детали в соответствии с программой. Изменения в программе
позволяют изготовить другую деталь, отличающуюся от предыду-
щей. Каждый цикл характеризуется последовательностью и вели-
чиной перемещений рабочих органов.
Системы управления металлорежущими станками подразделя-
ются на нечисловые и числовые. В нечисловых системах величина
перемещения исполнительных органов может задаваться каким-
либо устройством, например копиром, шаблоном, упором, ку-
лачком. Исходная информация представляется в виде модели, яв-
ляющейся аналогом будущей детали. При обработке с помощью
этих систем рабочий только следит за работой станка, осуществ-
ляет загрузку заготовок и снятие готовых деталей.
В системах с числовым программным управлением весь цикл
обработки записан на программоносителях в виде перфолент,
магнитных лент, магнитных дисков и т.д. Величина перемещения
каждого рабочего хода исполнительного органа станка задается с
помощью числа, преобразуемого в определенное количество им-
пульсов, а каждому импульсу соответствует дискретное переме-
щение.
Станки, использующие такую форму задания — программы,
называются станками с числовым программным управлением
(ЧПУ). Системы управления могут быть разомкнутые, замкнутые,
и самонастраивающиеся.
В разомкнутых системах соответствие действительного переме-
щения заданному не проверяется. Программоноситель проходит
через считывающее устройство, где полученная информация пре-
образуется в электрические импульсы, попадает в преобразующее
217
Рис. 15.1. Системы управления:
а — разомкнутая; б — замкнутая
устройство, которое преобразует сигналы в рабочие команды и
передает их к исполнительному звену (рис. 15.1, а).
В замкнутых системах управления имеется обратная связь, кон-
тролирующая перемещения исполнительного органа с помощью
датчика. Сигналы от датчика и из считывающего устройства по-
ступают в специальный блок, где происходит их сравнение. В слу-
чае расхождения сигналов подается дополнительная команда, в
результате которой исполнительный орган будет перемещаться на
требуемую величину (рис. 15.1, б).
В самонастраивающихся системах в команды, поступающие от
считывающего устройства, вносят изменения с учетом информа-
ции о результатах обработки предыдущей заготовки, передающейся
из блока памяти. Таким образом, учитываются возможные изме-
нения условий обработки, например из-за износа инструмента,
колебания величины припуска, изменения жесткости системы
СПИЗ и т.д.
В зависимости от программируемых параметров системы, уста-
навливаемые в станках с программным управлением, подразделя-
ются на два вида: системы циклового программного управления
(ЦПУ) и числового программного управления (ЧПУ).
В системах с ЦПУ программируются последовательность пере-
мещений рабочих органов станка, режим работы, смена инстру-
мента, но величина перемещений в программе не задается. Требу-
емую величину перемещений достигают расстановкой упоров,
путевых переключателей, штекеров и т.д.
Достоинствами этой системы являются простота конструкции
и низкая стоимость, недостатком — трудоемкость размерной на-
ладки при выставлении упоров.
Станки, оснащенные системами ЦПУ, выгодно использовать
при обработке деталей простой формы. Системы с ЧПУ позволяют
218
обрабатывать детали различной конфигурации, они управляют
движением исполнительных органов станка, последовательностью
цикла обработки, режимами резания и различными вспомогатель-
ными функциями. Программа обработки записывается в алфавит-
но-цифровом коде. Она содержит два вида информации — геомет-
рическую и технологическую. Геометрическая информация содер-
жит координаты опорных точек (см. гл. 16), траектории движения
инструмента, а технологическая — данные о скорости, подаче,
номере режущего инструмента и т.д.
Программа записывается либо на программоносителе, либо
вводится непосредственно на станке с помощью пульта управле-
ния.
15.2. Системы координат и направления движения
исполнительных органов
Для того чтобы указать направление перемещения исполни-
тельного органа станка в программе, необходимо использовать
систему координат. Направления перемещений и их символика в
станках с ЧПУ стандартизованы.
Координатные оси расположены параллельно направляющим
станка. Единой системой координат для всех станков с ЧПУ явля-
ется правая система (рис. 15.2), в которой координатные оси X, Y
и Z (сплошные линии) указывают положительные направления
перемещений инструмента относительно неподвижных частей стан-
ка. Координатные оси X', У' и Z' (пунктирные линии), направ-
ленные противоположно осям X, Y и Z, указывают положитель-
ные направления перемещений заготовки относительно непо-
движных частей станка. Ось Xвсегда расположена горизонтально,
ось Z совмещается с осью вращения инструмента (на токарных
станках — с осью вращения шпинделя). Положительными всегда
являются такие движения, при которых инструмент и заготовка
взаимно удаляются. Круговые перемещения инструмента обозна-
Рис. 15.2. Стандартная система координат:
X, Y, Z — координатные оси, указывающие
положительные направления перемещения ин-
струмента относительно неподвижных частей
станка; X', У', Z' — координатные оси, указы-
вающие положительные направления перемеще-
ний заготовки относительно неподвижных час-
тей станка; А, В, С — круговые перемещения
инструмента; А', В', С — круговые перемеще-
ния заготовки
219
чают буквами А (вокруг оси X), В (вокруг оси У) и С (вокруг оси
Z). Круговые перемещения заготовки обозначаются соответствен-
но буквами А', В', С
Для программирования обработки необходимо, чтобы направ-
ление перемещения каждого исполнительного органа станка обо-
значалось определенной буквой, которая указывает в управляю-
щей программе (УП) на тот исполнительный орган, который
необходимо включить. Клавиатура перфоратора не имеет букв со
штрихами; поэтому для записи информации на перфоленту при
обозначении направления перемещения двух исполнительных ор-
ганов вдоль одной прямой используют так называемые вторичные
оси: U(вместо X), К(вместо У), (вместо Z). При перемещении
трех исполнительных органов вдоль одного направления исполь-
зуются третичные оси: Р, Q и R. Примеры расположения и бук-
венных обозначений координатных осей на различных станках
токарной группы с ЧПУ представлены на рис. 15.3.
Величины и направления перемещений исполнительных орга-
нов из одного положения в другое задаются в УП. В современных
станках используются два способа отсчета перемещений: абсолют-
ный и относительный.
При абсолютном способе перемещений положение начала коор-
динат постоянно и находится в определенной точке для всей про-
граммы обработки заготовки. При составлении программы и ее
отработке координаты точек перемещения отсчитываются от на-
чала координат, что исключает накапливание погрешностей.
При относительном способе отсчета перемещений положение
начала координат каждый раз перемещается, находясь в той точке,
в которой располагается исполнительный орган станка перед нача-
Рис. 15.3. Расположение координатных осей
на токарных станках:
— станок токарно-винторезный; 2 — станок то-
карно-револьверный; 3 — лоботокарный станок; 4 —
токарно-карусельный; X, Z, С, IP, С, Z', U —
обозначение перемещений
220
лом движения к следующей опорной точке (см. гл. 16), поэтому
точность позиционирования исполнительного звена определяется
точностью обработки координат всех предыдущих опорных точек.
15.3. Подготовка управляющих программ и их запись
на программоносителях
Подготовка УП состоит из двух этапов: сбора геометрической
и технологической информации и перевода ее на машинный язык.
Подготовка УП может производиться ручным методом (обычно
для деталей простых форм) и автоматизированным (с использо-
ванием ЭВМ).
Ручная подготовка УП состоит из следующих этапов:
• изучение технологом чертежа детали для получения геомет-
рической информации и разработки технических условий на ис-
ходную заготовку с учетом минимального съема стружки при об-
работке;
• разработка маршрутной технологии обработки, представляе-
мой в виде последовательности операций с выбором режущих и
вспомогательных инструментов, станочных приспособлений;
• разработка технологом-программистом операционного тех-
нологического процесса с определением схемы закрепления заго-
товки, с расчетом (или выбором) режимов резания, с построе-
нием траекторий движения режущих инструментов, с указанием
места входа и выхода инструмента и позиции исполнительного
органа станка для смены инструмента;
• расчет координат опорных точек траекторий движения режу-
щих инструментов;
• составление расчетно-технологической карты;
• разработка карты наладки станка;
• кодирование информации (формирование кадров УП с их
записью в виде текста или таблицы);
• нанесение информации на программоноситель;
• контроль УП и ее коррекция.
Нанесение информации на программоноситель осуществляет
оператор, обслуживающий устройства записи УП.
Для перевода управляющей программы на машинный язык
необходимо условиться, как обозначать цифры, буквы, знаки,
т.е. выработать код. Кодирование — это запись текста программы в
той форме, в которой затем ее переносят на перфоленту пробив-
кой соответствующих отверстий. Код должен быть записан корот-
ко, легко читаться и иметь малую вероятность ошибки при авто-
матическом чтении.
В обычной жизни для изображения чисел мы пользуемся деся-
тичной системой счисления, например запись числа двадцать пять
221
выглядит — 25. Такой вид записи имеет хорошую наглядность, но
при чтении чисел в такой записи машиной возникают трудности,
так как считывающее устройство не в состоянии в одной строке
различить большое число цифр.
Для чтения команд машиной лучше использовать двоичную
систему счисления, так как в ней все числа можно изобразить с
помощью всего двух цифр — 0 и 1. Основанием двоичной системы
является — 2.
При переводе числа из десятичной системы счисления в двои-
чную надо подобрать число 2", ближайшее по значению к числу в
десятичной системе, и умножить его на единицу, затем приба-
вить к этому числу 2Л'* и т.д., умножая каждый раз их либо на 1,
если величина требуется для получения числа в десятичной сис-
теме, либо на 0, если суммирование этого числа с предыдущими
приведет к большей величине числа, записанного в десятичной
системе. Затем нужно выписать единицы и нули — это и будет
изображение числа в двоичной системе.
Пример 1.
25 = 1-24 + 1-23 + 0-22 + 0-21 + 1-2°= 16 + 8 + 1 = 25
(16) (8) (0) (0) (1)
Число двадцать пять в двоичной системе — 11001.
Пример 2.
100 = 1-26+ 1-25 + 0-24 + 0-23 + 1-22 + 0-2* + 0-2° = 64 + 32 + 4 = 100
(64) (32) (0) (0) (4) (0) (0)
Число 100 в двоичной системе счисления — 1100100.
Если на программоносителе единицу заменить пробитым от-
верстием, а там, где нуль, отверстие не пробивать, то в том мес-
те, где отверстие пробито, будет подаваться импульс с помощью
специальных устройств.
Недостатком двоичной системы является то, что для изобра-
жения чисел требуется большое количество дорожек, что сделает
перфоленту очень широкой, поэтому в станках с ЧПУ использу-
ют двоично-десятичную систему счисления, в которой запись
любого числа от 0 до 9 и чисел от 10 до 15 может быть произведе-
на с помощью четырех дорожек (табл. 15.1).
В этом коде цифры от 0 до 9 используются для числовых значе-
ний команд. Числа от 10 до 15, каждое из которых может быть
записано в одной поперечной строке, используются для записи
нечисловой информации (букв и различных символов).
Для записи десятичного числа, состоящего из двух цифр и бо-
лее, каждому разряду этого числа отводится строчка. Например,
одна строчка соответствует разряду 102, строчка ниже — разряду
222
Таблица 15.1
Запись цифр в двоичной системе счисления на перфоленте
Цифра Двоичный эквивалент Номера дорожек перфоленты
IV III II I
23 = 8 22 = 4 21 = 2 2°= 1
0 0000
1 0001 О
2 0010 О
3 ООП О О
4 0100 О
5 0101 О О
6 оно О О
7 0111 О О О
8 1000 О
9 1001 О О
10 1010 О О
И 1011 О О О
12 1100 О О
13 1101 О О О
14 1110 О О О
15 1111 О О О О
101, еще ниже — разряду 10°. Обозначая цифры данного десятич-
ного числа в двоичном коде, получают его запись. Например, число
957 будет записано на трех строчках перфоленты в виде: 1001 —
разряд 102 (число 9), 0101 — разряд 10* (число 5), 0111 — разряд
10° (число 7).
Общая система представления цифр, букв и других символов
для станков с ЧПУ является кодом программирования. Код уста-
навливает соответствие между цифрами, буквами и другими симво-
лами и их записью в виде комбинаций отверстий на перфоленте.
Для программирования обработки на станках с ЧПУ были раз-
работаны различные коды. В настоящее время наиболее распростра-
ненным кодом является код ИСО-7 бит, отвечающий требованиям
Международного стандарта.
223
Информацию на перфоленте записывают отдельными кадра-
ми, содержащими цифры, буквы и другие символы. Кадр програм-
мы — последовательность слов, распложенных в определенном
порядке и несущих информацию об одной технологической рабо-
чей операции. Слово программы — последовательность символов,
находящихся в определенной связи как единое целое. Глава про-
граммы — определенное число заданных в необходимой последо-
вательности кадров, первый из которых является главным, харак-
теризующим начальное состояние следующего за ним участка
программы. В главном кадре программируют подготовительные
функции, размерную информацию (по всем координатам), пода-
чу, частоту вращения шпинделя, инструмент и вспомогательные
функции. Формат — условная запись структуры кадра УП с мак-
симально возможным объемом информации. Формат определяет
набор и последовательность расположения применяемых слов,
объем информации каждого слова.
Информация в коде ИСО-7 бит записывается поперечными
строчками на первых семи дорожках перфоленты (рис. 15.4).
Восьмая дорожка является контрольной; отверстие в ней допол-
няет число отверстий в строчке до четного. Значащими дорожками
являются дорожки I—IV. Между
VIIIVII VI V rv III II I дорожками III и VI находится
2^ 22 21 2° транспортная дорожка. Дорожки V,
• VI, VII служат для обозначения
Л признака символа, в основе кото-
• рого лежит цифра (или число от
• 10 до 15), записанная на первых
четырех дорожках данной попереч-
LF О • О ной строки. Десятичные числа от
2 О О • О 0 до 9, обозначаемые на дорожках
ТОО О • О О О О А I—IV в двоичной системе счисле- ния, имеют признак — пробитые
отверстия на дорожках V и VI. При-
U V V 5 0 0*00 знаком букв латинского алфавита
с Л О О от А до 0 является отверстие на
о (J Q дорожке VII, букв от Р до Z — от-
О О о • 3 0 0 * 0 0 верстия на дорожках V и VII. Слу-
F О О • О О
7 О ОО *ООО Рис. 15.4. Перфолента с управляю-
2 0 О О • О щей программой:
G О • О О О
3 0 0 * 0 0 I—IV — столбики с командами, которые
2 0 О О • О соответствуют значениям 2°, 21, 22, 23; V—
/Л О Л VIII — для обозначения признаков; о —
пробитое отверстие; • — транспортная
N О 0*00 дорожка
224
жебные символы кода также имеют соответствующие признаки. На-
пример, кодовое значение 1001 на дорожках IV—I (отверстия на
дорожках IV и I) соответствует десятичному числу 9, если имеются
отверстия на дорожках V и VI; букве Y, если имеются отверстия на
дорожке VII; букве I, если имеется отверстие на дорожках VII и V;
символу «)» — если имеется отверстие на дорожке VI, и т.д.
Нецифровыми символами являются в основном буквы. Они
используются при программировании для обозначения адресов осей
координат исполнительных органов, адресов технологических ко-
манд (шпинделя, подача), для обозначения параметров круговой
интерполяции в контурных системах ЧПУ (буквы I, J, К), а так-
же функции G и М. Используются также знаки плюс, минус; %;
LF (конец кадра); GR (возврат каретки) и др.
В табл. 15.2 показана карта этого кода символами, их назначе-
ниями и соответствующими кодовыми комбинациями пробивки
отверстий на перфолентах.
Запись команд производится не только на восьмидорожной
перфоленте, но и на пятидорожной. Код БЦК-5 позволяет запи-
сывать цифры от 0 до 9 и буквы, используемые для записи команд.
Таблица 15.2
Карта кода ИСО-7 бит
Номер дорожки, перфорация Сим- вол Рекомендуемое значение символа
VIII VII VI V IV 8 т Ш 4 II 2 I 1
• NUL Ноль, пусто, пропуск строки
о о • BS Возврат на шаг (ПС)
о • О нт Горизонтальная табуляция (ПС)
О • О LF Конец кадра (ПС)
о О • о О CR Возврат каретки (ПС)
О О • SP Сдвиг каретки на шаг (ПС)
О О • ( Управление выключено (ПС)
О О О • О ) Управление включено (ПС)
О О • о О % Начало программы
О О О • О Установка в исходную точку
О О О • О О О Пропуск кадра
О О • О О + Знак «плюс»
О О • О О - Знак «минус»
8 Баглаеарова
225
Продолжение табл. 15.2
Номер дорожки, перфорация Сим- вол Рекомендуемое значение символа
VIII VII VI V IV 8 т ш 4 II 2 I 1
О О • 0 Цифра 0
О О О • О 1 Цифра 1
О О О • О 2 Цифра 2
О О • О О 3 Цифра 3
О О О • О 4 Цифра 4
О О • О О 5 Цифра 5
О О • О О 6 Цифра 6
О О О • О О О 7 Цифра 7
О О О О • 8 Цифра 8
О О О • О 9 Цифра 9
О • О А Круговое движение вокруг оси X
О • О в Круговое движение вокруг оси Y
О О • О О с Круговое движение вокруг оси Z
О • О D Третья подача
О О • О О Е Вторая подача
О О • О О F Скорость подачи (первая подача)
О • О О О G Подготовительная функция
О О • н Дополнительная функция
О О О • О I Интерполяционный параметр по оси X
О О О • О J Интерполяционный параметр по оси Y
О О • О О к Интерполяционный параметр по оси Z
О О О • О L Адрес корректора
О О • О О м Вспомогательная функция
О О • О О N Номер кадра
О О О • О О О О Не используется
О О • Р Третье перемещение вдоль оси X
226
Окончание табл. 15.2
Номер дорожки, перфорация Сим- вол Рекомендуемое значение символа
VIII VII VI V IV 8 т Ш 4 И 2 I 1
о О О • О Q Третье перемещение вдоль оси Y
о О О • о R Третье перемещение вдоль оси R
О О • о О S Частота вращения шпинделя
О О О • о т Номер инструмента и корректора
О О • о О и Второе перемещение вдоль оси X
О О • О О V Второе перемещение вдоль оси Y
О О О • О О О W Второе перемещение вдоль оси Z
О О О О • X Перемещение по оси X
О О О • О Y Перемещение по оси Y
О О О • О Z Перемещение по оси Z
О О О О О • О О О DEL Забой (стирание)
Буквы и цифры обозначаются одинаковым сочетанием пробитых
отверстий на четырех дорожках, но если указана буква, то проби-
вается отверстие на пятой дорожке.
Буквы, обозначающие команды, являются чаще всего началь-
ными буквами названия цифр и обозначают следующие команды
(табл. 15.3).
Слова во фразах располагаются в такой последовательности.
1. Контрольное число.
2. К — номер кадра.
3. Функции Т (подготовительные).
4. Координатные перемещения в соответствии с номерами ад-
ресов: Е1, ..., Д1,
5. П — подача.
6. Ш — скорость.
7. С — смена инструмента.
8. В — вспомогательные (смешанные) функции (охлаждение,
включение и т.д.).
9. Н — конец фразы.
10. Я — конец программы.
В начале каждого кадра записывается контрольное число, не-
обходимое для контроля по модулю 10, в конце — признак конца
фразы. После адреса координатного перемещения ставится знак
перемещения: 1 — плюс; 2 — минус.
227
Таблица 15.3
Команды в коде БЦК-5 и их обозначение
Команда управления Сокращенное обозначение Числовой эквивалент Число занимаемых разрядов (не считая букв)
Конец фразы Н 0 —
Перемещение по оси координат X Е 1 6
Перемещение по оси координат Y д 2 6
Перемещение по оси координат Z Т 3 6
Резерв (номер кадра) К 4 3
Подача п 5 2
Шпиндель (скорость) ш 6 2
Смена инструмента с 7 2
Вспомогательные команды (охлаждение, выключение и т.д.) в 8 1
Направление + 1 1 1
Направление - 2 2 1
Конец программы Я 9 —
Контрольное число вычисляется следующим образом. Сумми-
руется вес пробивок кадра, делится полученное число на модуль
10. Цифра, дополняющая остаток от деления до модуля 10, будет
контрольным числом.
4 к 0 0 1 Е 3 2 1 2 0 0 д 3 4 8 0 0 0 П 3 4 Ш 1 6 н
ф ф ф 1 ф г 1 1 1 1 1 ф 1 1 1 ф ф
4 1 1 3 2 1 2 2 3 4 8 5 3 4 6 1 6
Сумма весов всех пробивок равна 56.
К остатку 6 добавляем 4, чтобы получить модуль 10.
Контрольное число будет равняться 4.
Числовые эквиваленты команд управления даны в табл. 15.3.
Существуют различные способы кодирования информации:
адресный, табуляционный и адресно-табуляционный. При адрес-
228
ном способе кодирования и записи информации кадры имеют
переменную длину. В словах адрес указывается буквой, например
X, Z, Т и т.д. (значения адресов рассматриваются в гл. 16), а затем
записывается число, представляющее размерную информацию,
например № 002 или F3.
Кадры управляющей программы составляют таким образом,
чтобы в них указывалась только новая информация о работе станка.
Неизменная информация в кадре не фиксируется, она сохраняется
такой же, какой была задана в предыдущих кадрах. При этом спо-
собе кодирования нет четких требований к последовательности
слов.
Пример записи кадра адресным способом:
№ 001X5400Z1000F40LF.
При табуляционном способе кодирования слова должны быть
расположены в строго определенном порядке в соответствии с
форматом:
N G X Z I к F S Т М L
и записываться без адресов. Все слова разделяются знаком табуля-
ции — символом НТ, если какое-либо слово отсутствует, то вме-
сто него записывают дополнительный символ НТ.
Пример записи кадра табуляционным методом:
001НТНТ5400НТ1000HTHTHT40HTHTHTHTHTLF.
Табуляционный способ используется редко.
Более удобен адресно-табуляционный способ. При данном спо-
собе записываются и адреса и знаки табуляции.
Пример записи кадра адресно-табуляционным способом:
№001HTHTX5400HTZ1000HTHTHTF40HTHTHTHTHTLF.
Воспроизведение информации, записанной на программоноси-
теле в кодированном виде, и ее преобразование в электрические
сигналы производится в считывающем устройстве, оно обеспечи-
вает покадровое или непрерывное движение ленты относительно
считывающих элементов.
Контрольные вопросы
1. При каком типе производства используются станки с ПУ?
2. В чем заключается различие систем ЦПУ и ЧПУ?
3. Какие виды программоносителей используются в станках с ПУ?
4. В чем различие между замкнутой и разомкнутой системами управ-
ления, какую из них предпочтительнее использовать?
229
5. С помощью каких элементов осуществляется обратная связь?
6. Что называется кодом УП и с какой целью он вводится?
7. В чем состоит преимущество использования двоичной системы счис-
ления, используемой для записи УП, при считывании их машиной?
8. Каким образом различаются цифры и буквы, записанные на пер-
фоленте в коде ИСО-7 бит?
9. Какой из способов кодирования программ наиболее удобен?
10. В каком порядке должны располагаться слова в кадре УП, запи-
санной в табуляционном коде?
11. Что называется кадром в УП?
12. Какие способы используются для считывания программы с пер-
фоленты?
Глава 16
ТОКАРНЫЕ СТАНКИ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
16.1. Классификация токарных станков с ЧПУ,
их основные показатели
В настоящее время в промышленности нашли широкое распро-
странение станки с ЧПУ, на которых предусмотрена автоматиза-
ция загрузки заготовок и удаления готовых деталей, автоматиче-
ская смена инструмента, возможность работы с автоматической
системой управления.
Станки с ЧПУ классифицируются по разным параметрам.
По степени автоматизации с низким, средним и высоким уров-
нями автоматизации.
В станках низкого уровня автоматизации программируются толь-
ко перемещения исполнительных органов, управляемых от уст-
ройства числового программного управления (УЧПУ).
В станках со средним уровнем автоматизации программируется
большее число технологических команд, например смена инстру-
мента, подача охлаждения и т.д. Команды выполняются с помо-
щью устройств электроавтоматики, размещенных в специальном
шкафу и состоящих из релейных и электронных схем.
В станках с высоким уровнем автоматизации все команды осу-
ществляются с помощью УЧПУ.
По технологическому назначению системы ЧПУ подразделяются
на позиционные ЧПУ, в которых перемещение рабочих органов
происходит в заданные точки, причем траектория перемещения
не задается; контурные, в которых перемещение рабочих органов
происходит по заданной траектории и с заданной скоростью для
получения необходимого контура; позиционно-контурные ЧПУ,
совмещающие возможности двух первых систем. Вид системы ЧПУ
в зависимости от технологического назначения определяется циф-
рой, стоящей в обозначении модели станка после буквы Ф.
Ф1 — для станков с цифровой индикацией и предварительным
набором координат.
Ф2 — для станков с системами УЧПУ позиционного типа.
ФЗ — для станков с системами УЧПУ контурного типа.
Ф4 — для станков с универсальными системами УЧПУ — по-
зиционно-контурными.
231
Иногда к обозначениям модели станка с ЧПУ прибавляются
приставки Cl, С2, СЗ, С4, С5, которые указывают на различные
модели станков ЧПУ. Например, станок модели 16К20ФЗС5 осна-
щен контурной системой УЧПУ модели Н22-1М.
По способу смены инструмента станки с ЧПУ подразделяются
на следующие типы:
• с ручной сменой инструмента и его ручным закреплением;
• с ручной сменой инструмента и его механизированным закреп-
лением;
• с автоматической сменой инструмента поворотом револьвер-
ной головки;
• с автоматической сменой инструмента, хранящегося в инст-
рументальном магазине, манипулятором.
По числу потоков информации системы ЧПУ делятся на замкну-
тые, разомкнутые, адаптивные.
Разомкнутые системы характеризуются наличием одного потока
информации, поступающего к исполнительному органу от считыва-
ющего устройства, в замкнутых системах информация поступает от
считывающего устройства и от датчика обратной связи. У адаптив-
ных систем информация поступает несколькими потоками: от счи-
тывающего устройства, от датчика обратной связи и от датчиков,
контролирующих процесс обработки по различным параметрам.
В адаптивных системах обеспечивается автоматическое приспо-
собление процесса обработки заготовки к изменяющимся услови-
ям обработки по определенным критериям, например износу
инструмента, колебаниям припуска, твердости обрабатываемого
материала и т.д.
Токарные станки с ЧПУ классифицируются в зависимости от
вида закрепляемых заготовок, размеров обрабатываемых деталей
в соответствии с табл. 16.1.
Показатели, характеризующие станки с ЧПУ.
• класс точности: Н; П; В; А; С;
• вид системы ЧПУ: Ф1; Ф2; ФЗ; Ф4;
• выполняемые технологические операции.
Основные технологические параметры:
• наибольший диаметр изделия, устанавливаемого над станиной;
• наибольший диаметр обработки при установке изделия над
суппортом;
• наибольший диаметр обрабатываемого прутка (для прутко-
вых станков);
• диаметр рабочей поверхности стола;
• диаметр шпинделя;
• величина перемещений исполнительных органов станка, на-
пример суппорта по двум координатам;
• дискретность системы ЧПУ, точность и повторяемость пози-
ционирования по управляемым координатам;
232
Токарные
станки
с ЧПУ
Таблица 16.1
Виды токарных станков с ЧПУ
• главный привод: вид и модель двигателя, его мощность, час-
тота вращения и ее регулирование (ступенчатое или бесступенча-
тое), число рабочих скоростей и автоматически переключаемых
скоростей и т.д.;
• привод подачи: вид и модель двигателя; его мощность; преде-
лы и число рабочих подач; скорость быстрого перемещения суп-
порта и т.д.;
• число инструментов в резцедержателе, револьверной головке
или инструментальном магазине, способ смены;
233
• число управляемых координат и число одновременно управ-
ляемых координат, обозначение координатных осей и направле-
ний движения исполнительных органов;
• тип и модель УЧПУ;
• вид интерполяции: линейная, линейно-круговая и т.д.;
• вид программоносителя и код программирования;
• габаритные размеры и масса станка.
16.2. Конструктивные особенности
токарных станков с ЧПУ
Станки с программным управлением должны обеспечивать
высокую точность обработки изделий и сохранять требуемые точ-
ности показателей в течение длительного времени. Обработка на
станках с ЧПУ происходит с высокой скоростью, поэтому конст-
рукции этих станков должны обладать повышенной жесткостью и
точностью.
Это достигается за счет целого ряда конструктивных элемен-
тов, отличающих станки ЧПУ от станков нормальной точности.
Рассмотрим особенности конструкций базовых деталей, привода
главного движения, привода подач.
Конструктивные особенности базовых деталей
Базовыми называют детали, используемые для установки на
них других узлов станка и определяющие их взаимное расположе-
ние. У токарного станка с ЧПУ базовым узлом является станина.
Для увеличения жесткости станин их выполняют коробчатой фор-
мы с ребрами жесткости. Станины станков с ЧПУ должны обла-
дать хорошей виброустойчивостью, обеспечивать хороший отвод
стружки и СОЖ. Станины изготавливают литыми из серого чугуна
или сварными из стали. Литые станины более виброустойчивые и
жесткие.
Наиболее ответственной частью станины являютсяхнаправля-
ющие, которые обеспечивают заданное движение исполнитель-
ных органов станка, воспринимают силы резания. Направляю-
щие могут быть выполнены в виде планок, прикрепленных вин-
тами к чугунной станине или приваренных к сварной стальной
станине. Различают направляющие скольжения, качения, ком-
бинированные (скольжения-качения), гидростатические, аэро-
статические.
Направляющие скольжения могут быть плоскими (рис. 16.1, а),
треугольными в сечении (рис. 16.1, б), типа «ласточкин хвост»
(рис. 16.1, в). Они могут быть охватываемые и охватывающие.
У направляющих качения движение передается с помощью тел
качения шариков и роликов (рис. 16.1, г, д), что значительно по-
234
I
II
Рис. 16.1. Виды направляющих:
I — направляющие скольжения; II — направляющие качения; а — плоские; б —
треугольной формы; в — типа «ласточкин хвост»; г — шариковые; д — ролико-
вые
вышает точность перемещения и уменьшает трение. В тяжелых стан-
ках применяются гидростатические направляющие, в которых
создается масляная прослойка по всей площади контакта, в ре-
зультате чего практически исключается износ и скачкообразность
движения.
Особенности привода главного движения
Привод главного движения может осуществляться от асин-
хронного двигателя через автоматическую коробку скоростей
(АКС) и шпиндельную бабку, соединенные между собой клино-
ременной передачей, т.е. применяется раздельный привод, ко-
робка скоростей отделена от шпиндельной бабки для уменьшения
влияния различных факторов на работу шпинделя, снижающих
точность обработки.
Привод с помощью АКС — ступенчатый. Команды пуск, тор-
можение, реверс, регулирование скорости производятся автома-
тически с помощью электромагнитных муфт.
Бесступенчатое регулирование частоты вращения шпинделя
осуществляется электродвигателями постоянного тока с тирис-
торным управлением; частота вращения электродвигателя изме-
няется бесступенчато электронным блоком управления. Такие дви-
гатели в сочетании с двух-трехступенчатыми коробками скорос-
тей наиболее распространены в станках с ЧПУ. Преимущества та-
кого привода — простота конструкции и легкость управления.
Шпиндели станков с ЧПУ выполняются более жесткими и точ-
ными, с повышенной износостойкостью посадочных и базирующих
поверхностей. В качестве опор шпинделя используются подшипники
качения, которые устанавливают с предварительным натягом.
В роликовых подшипниках предварительный натяг создают пу-
тем деформирования внутреннего кольца 1 при затяжке его на
коническую шейку шпинделя 2 (рис. 16.2, а). В радиальных шари-
235
3
Рис. 16.2. Способы создания предварительного натяга вала
и подшипника:
а — поверхность вала имеет конусность; б — натяг создается за счет действия
пружины; 1 — внутреннее кольцо роликового подшипника; 2 — коническая
шейка шпинделя; 3 — пружина; 4 — внешнее кольцо шарикового подшипника;
5 — внутреннее кольцо шарикового подшипника
коподшипниках натяг создается осевым смещением внутренних
колец подшипника относительно наружных с помощью пружин
(рис. 16.2, б).
Особенности привода подач и позиционирования станков с ЧПУ
Привод подач и позиционирования обеспечивает перемещения
исполнительных органов станка в требуемую позицию согласно УП.
К приводу предъявляются высокие требования. Он должен иметь
минимальные зазоры, высокую жесткость; обеспечивать плавность
перемещения при малых скоростях и высокую скорость вспомога-
тельных перемещений; обладать малым временем разгона и тор-
можения, небольшими силами трения, уменьшенным нагревом
его элементов, большим диапазоном регулирования.
Для повышения точности перемещения исполнительных звень-
ев по каждой из координат движение им передается от отдельных
двигателей с целью сокращения длины кинематических цепей.
Наиболее часто в приводах подач используются шаговые двигате-
ли, так как перемещение рабочего органа должно быть строго дози-
ровано на каждый импульс. Импульсы, подаваемые шаговым элект-
родвигателем, очень слабые, поэтому необходимо использовать
гидроусилитель моментов, позволяющий увеличивать силу импуль-
сов до необходимых значений для перемещения рабочего органа.
Наряду с шаговыми двигателями в приводах подач могут ис-
пользоваться и другие, например высокомоментные электродви-
гатели постоянного тока с постоянными магнитами и тиристор-
ным управлением.
В отличие от станков нормальной точности у станков с ЧПУ
используются не обычные передачи винт—гайка, а винт—гайка
качения (рис. 16.3) или гидростатическая передача винт—гайка.
236
Передача винт — гайка качения име-
ет высокую осевую жесткость, благо-
даря возможности устранения зазора
коэффициент полезного действия
0,9...0,95, что обеспечивает высокую
чувствительность передачи и плавность
перемещения исполнительных органов
даже на малых скоростях. Передача
состоит из винта 7, гаек 3 и 5, шари-
ков 4. Канал 6 возврата шариков мо-
жет быть выполнен в виде трубки, со-
единяющей последний и первый вит-
ки гайки, или в виде вкладышей. По-
следние вставляют в окна гайки под
Рис. 16.3. Передача винт-
гайка качения:
1 — винт; 2 — корпус; 3, 5 —
гайки; 4 — шарики; 6 — канал
возврата шариков
углом 120’ друг к другу, каналы в них
соединяют два соседних витка резьбы. Шарики перекатываются с
одной впадины резьбы в соседнюю через выступ резьбы винта.
Создание натяга и устранение зазора в передаче осуществляют
различными способами. При полукруглом профиле резьбы натяг
регулируют поворотом гаек при их неизменном осевом положе-
нии. Эти гайки имеют наружные зубчатые венцы с разницей числа
зубьев на единицу. На корпусе 2 выполнены венцы внутреннего
зацепления.
В приводах подач станков используют беззазорные редукторы,
передающие вращение от двигателя к ходовому винту.
16.3. Токарные станки с ЧПУ моделей 16К20ФЗС5 и 16К20Т1
Токарные станки моделей 16К20ФЗС5 и 16К20Т1 аналогичны
по конструкции. Они предназначены для обработки поверхностей
деталей типа тел вращения со ступенчатым и криволинейным
профилями за один или несколько рабочих ходов, а также для
нарезания резьб. Станок модели 16К20ФЗС5 имеет систему УЧПУ
модели Н22-1М. Обработка производится в соответствии с коман-
дами, записанными на перфоленте в одном из стандартных кодов.
Станок модели 16К20Т1 имеет оперативную систему управле-
ния (ОСУ) УЧПУ «Электроника НЦ-31». Команды, необходимые
для обработки, вводятся в память ОСУ с клавиатуры пульта уп-
равления или кассеты внешней памяти. Основными узлами этих
станков являются: основание, шпиндельная бабка, станина, суп-
порт с кареткой, поворотный резцедержатель и задняя бабка.
Основанием станка является монолитная отливка, на которой
расположена станина. Внутри основания размещаются: электро-
двигатель привода главного движения; стружкосборник; насос
охлаждения и емкость для СОЖ. По направляющим станины пе-
237
ремещаются каретка суппорта и задняя бабка. В правой части ста-
нины крепится привод продольной подачи.
В передней бабке, закрепленной на левом конце станины, на-
ходится коробка скоростей. Шпиндель, на который устанавлива-
ют патрон, смонтирован в двух конических роликоподшипниках.
В передней бабке также смонтирован датчик резьбонарезания.
На поворотном резцедержателе с горизонтальной осью враще-
ния, размещенном на поперечном суппорте, смонтирована съем-
ная инструментальная головка. На последней можно одновремен-
но установить шесть резцов-вставок или три инструментальных
блока. Поворот резцедержателя осуществляется по программе или
по команде от пульта станка. Поворот и зажим резцедержателя
при наладке станка осуществляют вручную. Задняя бабка, служащая
для поддержания обрабатываемой заготовки в центрах, имеет пнев-
матическое устройство, облегчающее перемещение бабки по на-
правляющим станины и предотвращающие износ направляющих.
Приводы поперечной и продольной подач включают в себя
шаговые двигатели с гидроусилителями моментов, одноступен-
чатые редукторы, шариковые передачи винт—гайка. Предусмот-
рена возможность установки датчиков обратной связи.
В дальнейшем будем рассматривать более современный станок
16К20Т1.
УЧПУ станка 16К20Т1 обеспечивает линейно-круговую интер-
поляцию. Перемещения исполнительных органов отрабатываются
как в абсолютной, так и в относительной системах координат.
Дискретность УЧПУ составляет 0,01 мм/имп по оси Zw. 0,005 мм/имп
по оси X. Подача 0,01... 20,47 мм/об; скорость быстрых перемеще-
ний 5 м/мин по оси Xи 7,5 м/мин по оси Z.
УЧПУ модели «Электроника НЦ-31» обеспечивает ввод и ре-
дактирование УП с помощью клавиатуры пульта оператора, а также
хранение УП в оперативной памяти и долговременное хранение
УП во внешней памяти, которая выполнена в виде кассеты внеш-
ней памяти (КВП), предназначенной для хранения программ вне
станка. Любая набранная на пульте УП может быть при необходи-
мости записана на КВП. Для отработки на станке УП, хранящей-
ся в КВП, необходимо предварительно занести ее в оперативную
память УЧПУ.
Оперативная память устройства делится на шесть зон, которые
нумеруются цифрами от 0 до 5. В каждую зону может быть одно-
временно введена только одна УП, содержащая не более 250 кад-
ров. Таким образом, в оперативной памяти одновременно может
храниться шесть УП. Станок при этом может выполнять только ту
программу, которая в данный момент находится в нулевой зоне.
Для обработки другой программы находящейся в оперативной
памяти УЧПУ, необходимо эту программу предварительно пере-
местить в нулевую зону.
238
На фартуке станка расположен оперативный пульт управления
(рис. 16.4), позволяющий набирать команды непосредственно на
пульте, нажимая требуемые клавиши.
Пульт состоит из цифровых индикаторов, клавиш и дискретных
индикаторов. Эти элементы объединены по функциональному при-
знаку с учетом удобства работы оператора.
На пульте управления ОСУ «Электроника НЦ-31» можно вы-
делить следующие функциональные зоны:
• индикации;
• управления перемещением суппорта по координатам в руч-
ном режиме;
II
N /
и] fulfu] ful'0внимание [FJ1FJ1 [п]|0£Н__
Ц |0| У |O||0Sha 1У У У'вЛЛВЬЮТРЫЙ
ОТНОСИТЕЛЬ-
НАЯ СИСТЕМА
0 0
SEE
8 9 10
8 8 8 8 8 8
|@ 0
20 21
0EE
0SE
000
ЕНЕ
© fl G э 0> i—
I 11 12 13 14 15 16
*6 6 6
1 П Ш E
[__77_ _18____19__
Рис. 16.4. Пульт управления станка 16К20Т1:
I — индикатор подачи; II — индикатор номера кадра; III — индикатор буквен-
ных адресов. Клавиши: 1 — поперечного перемещения по оси % от-маховичка; 2 —
продольного перемещения по оси Z от маховичка; 5, 4 — перемещения по оси X
в ручном режиме; 5, 6 — перемещения по оси Z в ручном режиме; 7 — быстрого
хода в ручном режиме; 8 — гашения состояния «Внимание» и команд, которые
не должны дорабатываться до конца; 9 — подрежима отработки программы без
перемещения суппорта для контроля по индикатору; 10 — подрежима по кадро-
вой отработке УП; 11 — режим работы от маховичка; 12 — режим толчкового
перемещения от клавиш для управления суппортом в ручном режиме; 13 — авто-
матический режим; 14 — режим вывода на индикатор III введенных в память
кадров УП; 15 — режим ввода (запоминания) кадров; 16 — режим размерной
привязки инструмента; 17 — останов выполнения УП; 18 — пуск УП; 19 —
команда на ввод в память или вывод на индикацию кадров УП; 20 — задание
признака системы отсчета при вводе УП; 21 — задание признака быстрого хода
при вводе УП; 22 — деблокировка памяти в режиме ввода; 23 — разрешение на
ввод и индикацию параметров систем; 0, 1,2, 3, 4, 5, 6, 7, 8, 9 — клавиши для
ввода цифр; N, G, X, Z, М, S, Т, F, Р — клавиши для ввода адресов; С — сброс;
---знак минус; * — знак звездочка; +45°, -45° — клавиши перемещения, ис-
пользуемые при отработке фасок. Клавиши снабжены сигнальными лампочками
239
• центрального набора — выбор режима работы и управление
системой;
• ввода буквенно-цифровой информации.
В каждый момент времени можно работать только в одном из
режимов.
Переход от одного режима к другому осуществляется нажати-
ем соответствующей клавиши включения режима. После нажа-
тия клавиши над ней загорается индикатор, сигнализирующий о
том, что система готова к работе в выбранном режиме, преды-
дущий режим отменяется и устройство входит в новый режим
работы.
Основные режимы работы системы:
• от маховичка;
• ручного управления;
• автоматический;
• ввода информации;
• вывода информации;
• размерной привязки инструмента;
• обучения.
16.4. Составление программ обработки деталей на станке
модели 16К20Т1 с использованием УЧПУ «Электроника НЦ-31»
Любая система программного управления характеризуется спо-
собом задания программ перемещения рабочих органов станка,
режимов обработки и т. д.
При задании команд используется адрес, обозначаемый бук-
вой. В табл. 16.2 указаны значения буквенных адресов.
Наиболее часто используемые технологические функции:
G2 — обработка дуги менее 90° по часовой стрелке;
G3 — обработка дуги менее 90° против часовой стрелки;
G4 — выдержка времени;
G12 — обработка четверти окружности по часовой стрелке;
G13 — обработка четверти окружности против часовой стрелки;
G21 — функция параметрического вызова подпрограммы;
G23 — функция вызова подпрограммы;
G25 — повторение кадров программы;
G31 — многопроходный цикл резьбонарезания;
G32 — однопроходный цикл резьбонарезания;
G33 — функция нарезания резьбы плашкой или метчиком;
G36 — функция прерывания отработки кадра;
G55 — запланированный программный останов;
G73 — цикл глубокого сверления по оси Z;
G77 — многопроходный цикл продольного точения с разделе-
нием припуска;
240
G78 — многопроходный цикл поперечного точения с разделе-
нием припуска;
G92 — автоматическое смещение нулевой точки.
Наиболее часто используемые значения вспомогательных функций:
М3 — включение главного привода и задание правого враще-
ния шпинделя;
М4 — включение главного привода и задание левого вращения
шпинделя;
М5 — останов шпинделя;
М38 — задание I ступени переключения частот вращения шпин-
деля;
М39 — задание II ступени переключения частот вращения
шпинделя;
М40 — задание III ступени переключения частот вращения
шпинделя;
М00 — команда останова УП;
МЗО — команда конца УП;
М8 — включение охлаждения;
М9 — отключение охлаждения.
На токарном станке модели 16К20Т1 инструмент перемещает-
ся в двух направлениях — продольном и поперечном. Эти переме-
щения обозначены координатными осями: поперечное — осью X,
продольное — осью Z. Каждая ось имеет направление: при пере-
мещении резца в поперечном направлении от рабочего -X, на
рабочего +Х, при перемещении резца в продольном направлении
в сторону передней бабки -Z, в сторону задней бабки +Z.
Таблица 16.2
Значения буквенных адресов
Буквенный адрес Значение буквенных адресов
N Номер кадра
X Перемещение в поперечном направлении
Z Перемещение в продольном направлении
Р Параметр станка или циклов обработки
G Технологические функции
м Вспомогательные функции
F Подача или шаг резьбы
S Команда выбора скорости вращения шпинделя
т Команда на установку инструмента определенного номера
241
Команды на перемещение инструмента вдоль координатных осей
задаются адресами X и Z и числом, указывающим величину пе-
ремещения инструмента вдоль этих осей в дискретах.
Перемещение инструмента на один импульс по оси Z соответ-
ствует 0,01 мм, а по оси X — 0,005 мм (0,01 мм на диаметр). На-
пример, Z7600 — перемещение по оси Z на 76 мм в сторону перед-
ней бабки, Х3000 — перемещение по оси X на 030 мм. Быстрый
ход обозначается знаком ~. Например, ХЮ 000~.
Команда включения вращения шпинделя состоит из двух кадров:
указания команды на включение шпинделя и команды на уста-
новку определенной частоты вращения. Например, M3S500.
Команда на установку подачи задается адресом F. Рабочая подача
на станке задается в сотых долях миллиметра на оборот. Например,
подача 0,3 мм/об в кадре УП задается F30.
Команда смены инструмента задается лишь при наличии авто-
матического поворотного резцедержателя. Цифра после буквы «Т»
указывает либо на вид инструмента, либо на позицию резцедер-
жателя. Например, Т4.
Перед составлением программы обязательно нужно выбрать
исходную точку, определить положение нулевой точки детали и
выбрать опорные точки.
Исходная точка — это точка, из которой инструмент будет под-
водиться к детали в начале обработки и в которую он будет отво-
диться после обработки. Исходная точка выбирается таким обра-
зом, чтобы в ней было удобно производить смену инструмента,
не задевая деталь или узлы станка, и чтобы инструмент не совер-
шал холостых ходов большой величины.
Положение нулевой точки детали выбирается по оси Z в удоб-
ном для программирования месте. Это может быть торцовая поверх-
ность детали или точка на оси Z, от которой задано большинство
линейных размеров детали.
Перед началом программирования контур детали разбивают на
участки. Точки, которые определяют границы этих участков, на-
зываются опорными.
Для прямолинейного участка контура опорными точками яв-
ляются начало и конец прямой линии, для части контура в виде
дуги окружности — точки на концах дуги, если она меньше чет-
верти окружности, и центр окружности, если дуга больше четверти
окружности, то начальная точка окружности, точка, соответству-
ющая окончанию четверти окружности, точка окончания дуги
окружности и центр окружности, так как участки по длине более
четверти окружности не программируются.
Пример составления программы обработки цилиндрических по-
верхностей ступенчатого валика показан на рис. 16.5.
Нуль детали выбрали на пересечении оси Z и торцовой поверх-
ности, от которой проставлены размеры детали по длине.
242
Рис. 16.5. Чертеж детали «ступенча-
тый валик» и циклограмма переме-
щения инструмента при его обра-
ботке на станке с ЧПУ:
а — чертеж детали; б — циклограмма
перемещения инструмента; 0— 14 —
опорные точки;-------рабочий ход;
-----быстрый ход; А — нулевая точка
Инструмент в начале обработ-
ки будет находиться в исходной
точке с координатами А12 ООО,
Z15000.
Обработка будет происходить
с расчленением припуска по дли- б
не. Определяются опорные точки,
Исходная
л точка
•74
соответствующие границам учас-
тков обработки, и составляется программа обработки (табл. 16.3).
Рекомендуется отводить инструмент в исходную точку сразу по
двум координатам одновременно.
Программирование многопроходной обработки. Способ использу-
ется для того, чтобы сократить объем кадров управляющей про-
граммы при обработке деталей с большим припуском.
Программирование осуществляется с использованием техно-
логической функции G77. Каждый кадр, относящийся к любой
функции, обозначается звездочкой, кадры должны записываться
в строгой последовательности, менять их местами нельзя. При
программировании многопроходной обработки необходимо задать
следующие кадры:
• функцию G77;
• окончательный диаметр детали;
• длину обработки;
• глубину резания на диаметр.
Необходимое число рабочих ходов система определит автома-
тически. Во время последнего рабочего хода глубина резания мо-
жет сниматься меньшей величины, но окончательный размер де-
тали будет выдержан. При многопроходной обработке с помощью
функций G77 и G78 инструмент возвращается в точку, из кото-
рой начиналась многопроходная обработка. Программа многопро-
ходной обработки детали приведена в табл. 16.4.
Для поперечной многопроходной обработки используется функ-
ция G78, которая задается по тем же правилам, что и функция G77.
Программирование обработки конических поверхностей. При со-
ставлении этой программы необходимо подвести резец по программе
к той точке, откуда должна начинаться обработка, т.е. указать
243
Таблица 16.3
Программа обработки ступенчатого валика, изображенного на рис. 16.5
Номер кадра Участки обработки Содержание кадра Примечание
0 М3 Включение прямого вращения шпинделя
1 S500 Частота вращения шпинделя 500 мин"1
2 F30 Подача 0,30 мм/об
3 0-1 Z10100- Резец подводится на ускоренном ходу в точку 101 мм по оси Z
4 1-2 Х7600- Резец подводится на ускоренном ходу на 076
5 2-3 Z0 Резец перемещается вдоль оси Z, обра- батывая цилиндрическую поверхность 076
6 3-4 Х8100 Резец выводится из зоны обработки на рабочей подаче
7 4-5 Z10100- Резец перемещается на ускоренном ходу в точку 101 мм по оси Z
8 5-6 Х7000- Резец подводится на ускоренном ходу на 070
9 6-7 Z5000 Резец перемещается вдоль оси Z, обраба- тывая цилиндрическую поверхность 070
10 7-8 Х7700 Резец выводится из зоны обработки на рабочей подаче
11 8-9 Z10100- Резец перемещается на ускоренном ходу в точку 101 мм по оси
12 9-10 Х6600- Резец подводится на ускоренном ходу на 066
13 10-11 Z7500 Резец перемещается вдоль оси Z, обраба- тывая цилиндрическую поверхность 075
14 11-12 Х7200 Резец выводится из зоны обработки на рабочей подаче
15 12-13 Х12000- Резец отводится в точку XI2000 на ускоренном ходу
16 13-14 Z15000- Резец отводится в исходную точку на ускоренном ходу
17 — М5 Останов шпинделя
18 — МЗО Конец программы
244
Таблица 16.4
Программа многопроходной обработки детали,
изображенной на рис. 16.6
Номер кадра Содержание кадра Номер кадра Содержание кадра
0 М3 7 Z5000*
1 S500 8 Р1000*
2 F35 9 XI5000-
3 Z7100- 10 Z12000-
4 Х10000- 11 М5
5 G77* 12 МЗО
6 Х3000*
Рис. 16.6. Чертеж детали с большим
припуском на обработку:
А — нулевая точка
координаты начальной точки конуса, затем задать в программе
координаты конечной точки конуса — диаметр и длину по осям X
и Z, причем последний кадр должен обозначаться знаком звез-
дочка. При программировании обработки конуса (табл. 16.5) не
имеет значения, перемещение по какой из осей будет сначала
указано: по оси X или Z.
Таблица 16.5
Программа обработки конической поверхности детали, изображенной
на рис. 16.7
Номер кадра Содержание кадра Номер кадра Содержание кадра
0 М3 6 Х5000
1 S630 7 Z6000*
2 F20 8 Х7000-
3 Z10100- 9 Z14000-
4 Х4000- 10 М5
5 Z10000 11 МЗО
245
Рис. 16.7. Чертеж детали с кони-
ческой поверхностью:
А — нулевая точка
Программирование обработки
фасок. При составлении этой
программы (табл. 16.6) сначала
нужно подвести инструмент по
программе к той точке, откуда
будет начинаться снятие фаски,
в следующем кадре — задать диа-
метр, на который должен выйти резец после снятия фаски, и в
этом же кадре подать команду на снятие фаски +45° или -45°. Знак
определяется исходя из того, в каком направлении движется ре-
зец по оси Z при снятии фаски: если от задней бабки к передней,
то +45°, если от передней к задней, то -45°
Программирование обработки сферических поверхностей. Состав-
ление программы возможно, если поверхности равны или не бо-
лее четверти окружности, в противном случае их программируют
по частям, каждая из которых не должна быть больше четверти
окружности. На составление программы оказывает влияние на-
Таблица 16.6
Программа обработки фаски на детали, изображенной на рис. 16.8
Номер кадра Содержание кадра Номер кадра Содержание кадра
0 М3 6 3000-45°
1 S500 7 Х5000-
2 F25 8 Z5000-
3 Z2600- 9 М5
4 Х2600- 10 мзо
5 Z2500
246
Таблица 16.7
Технологические функции программирования сферических поверхностей
Перемещения резца Форма дуги окружности
Полная четверть Неполная четверть
По часовой стрелке G12 G2
Против часовой стрелки G13 G3
правление движения резца при обработке (по часовой стрелке или
против).
Технологические функции при программировании сферичес-
ких поверхностей выбираются в соответствии с табл. 16.7.
Программирование полной четверти окружности. Необходимо
подвести резец по программе к точке, из которой начнется обра-
ботка дуги окружности. Задать функцию G12hG13h координаты
конечной точки дуги окружности по осям X и Z, отметив кадры
звездочкой.
Программа обработки детали со сферической поверхностью,
изображенной на рис. 16.9, составлена в табл. 16.8.
Программа обработки детали со сферической поверхностью,
изображенной на рис. 16.9
Номер кадра Содержание кадра Номер кадра Содержание кадра
0 М3 7 Х5000*
1 S500 8 Z3500*
2 F25 9 XI0000-
3 Z7100- 10 Z10000-
4 Х300- 11 М5
5 Z4500 12 мзо
6 G12*
247
Программирование сферической поверхности с величиной дуги ме-
нее четверти окружности. Используются функции G2 и G3, кото-
рые задаются четырьмя кадрами. Два первых кадра являются коорди-
натами конечной точки дуги окружности, а два последних задаются
символом Р и представляют проекции на оси X и Z расстояния от
центра дуги до ее начальной точки.
В кадрах с символом Р задается не только численная величина,
но и знак, который определяется по правилу: если начальная точка
дуги расположена относительно центра (если смотреть из центра)
в минусовом направлении относительно оси, то в кадре ставится
знак «-», если в плюсовом, то знак «+».
В табл. 16.9 даны фрагменты программ обработки сферических
поверхностей с величиной дуги меньше четверти окружности,
изображенных на рис. 16.10.
Программирование обработки резьб. Нарезание резьбы програм-
мируется с помощью технологической функции G31. При про-
граммировании необходимо указать следующие кадры: функцию
резьбонарезания G31, по X номинальный диаметр резьбы, по Z
длину резьбы или координату конечной точки, по адресу F шаг
резьбы (дискретность 0,0001), например 3 мм записывается как
F30000, по адресу Р полную глубину резьбы на сторону (опреде-
ляется по справочнику), по адресу Р — конусность.
Для нарезания резьбы необходимо подвести резец к детали за
2—3 шага до детали по оси Zh за 2...3 мм до детали по оси X.
Таблица 16.9
Фрагменты программ обработки сферических поверхностей меньше
четверти окружности (рис. 16.10)
К рис. 16.10, а
Номер кадра Содержание кадра
0 G2*
1 хв*
2 Zb*
3 Pl*
4 р2*
К рис.16.10, в
Номер кадра Содержание кадра
0 G3*
1 X»*
2 Z.*
3 Р1-*
4 р2_*
К рис. 16.10, б
Номер кадра Содержание кадра
0 G2*
1 хв*
2 ZB*
3 Pi*
4 р2-*
К рис.16.10, г
Номер кадра Содержание кадра
0 G3*
1 Хв*
2 zB*
3 Р1-*
4 р2*
248
Рис. 16.10. Неполные дуги окружностей, расположенные в разных
квадратах системы координат:
О — начальная точка системы координат, совпадающая с центром окружности;
А — начальная точка дуги; В — конечная точка дуги; Р1 — проекция расстояния
от центра дуги до ее начальной точки по оси Z; Р2 — проекция расстояния от
центра дуги до ее начальной точки по оси X
В табл. 16.10 показана программа обработки резьбового валика.
В учебном пособии рассмотрены правила составления программ
обработки деталей для наиболее часто встречающихся поверхнос-
тей. При необходимости нужно использовать инструкцию, прила-
гаемую к станку.
Таблица 16.10
Программа обработки резьбового валика, изображенного на рис. 16.11
Номер кадра Содержание кадра Номер кадра Содержание кадра
0 М3 8 Р96*
1 S500 9 Р20*
2 Z10300- 10 Р0
3 Х2100- 11 ХЮООО-
4 G31* 12 Z15000-
5 XI800* 13 М-5
6 Z7250* (выход в середину канавки) 14 МЗО
7 F15000*
Рис. 16.11. Чертеж детали с
резьбовой поверхностью:
А — нулевая точка
249
Контрольные вопросы
1. По каким параметрам классифицируются станки с ЧПУ?
2. Каким образом станки с ЧПУ подразделяются по технологическо-
му назначению?
3. Что указывает цифра, стоящая в обозначении модели станка после
буквы Ф?
4. Какие конструктивные особенности станков с ЧПУ обеспечивают
высокую точность обработки?
5. Почему в приводах подач станков с ЧПУ используются шаговые
двигатели?
6. Какие параметры характеризуют токарный станок с ЧПУ модели
16К20Т1?
7. Какие функциональные зоны можно выделить на пульте управле-
ния УЧПУ «Электроника НЦ-31»?
8. Какими буквами указывают технологические и вспомогательные
функции в управляющих программах?
9. Каким образом задаются команды на перемещение инструмента?
10. Какие точки называют опорными?
11. Каким образом выбирается исходная точка?
12. Как расшифровываются команды: S1000; F25; М3?
13. С какой целью при многопроходной обработке вводится функция
G77?
14. Как определить кадры, относящиеся к функции?
15. Какие кадры задаются при обработке конической поверхности?
16. Каким образом отличается обработка сферических поверхностей,
задаваемых функциями G2, G3, G12, G13?
Глава 17
РОБОТОТЕХНИКА: МАНИПУЛЯТОРЫ,
АВТООПЕРАТОРЫ, ПРОМЫШЛЕННЫЕ
РОБОТЫ
17.1. Робототехника в производстве
Увеличение выпуска машиностроительной продукции и повы-
шение требований к ее качеству требует внедрения новых видов
оборудования, позволяющих обеспечить рост качества и объема
выпускаемой продукции путем сокращения времени на выполне-
ние технологических операций, увеличения коэффициента смен-
ности работы оборудования, интенсификации существующих тех-
нологических процессов.
Эти задачи можно решить, используя механизмы, называемые
промышленными роботами (ПР). Промышленные роботы позволя-
ют освободить рабочих от неквалифицированного, монотонного,
тяжелого и вредного труда, в результате чего уменьшаются случаи
производственного травматизма и профзаболеваний. Достоинством
использования промышленных роботов является их легкая пере-
наладка в условиях частой смены объектов производства.
Наряду с ПР автоматизировать процесс производства позволя-
ют манипуляторы и автооператоры.
Манипулятор — управляемое устройство, оснащенное рабочим
органом и предназначенное для выполнения двигательных функ-
ций, аналогичных функциям руки человека при перемещении
объектов в пространстве.
Автооператор — автоматическая машина, включающая в себя
манипулятор (или манипулятор и устройство передвижения) и
неперепрограммируемое устройство управления.
Промышленный робот — автоматическая машина, включающая
в себя манипулятор и перепрограммируемое устройство управле-
ния, предназначенная для выполнения в процессе производства
двигательных и управляющих функций, заменяющих аналогич-
ные функции человека при перемещении предметов производ-
ства и технологической оснастки (рис. 17.1).
При механической обработке роботы могут производить: уста-
новку заготовок и снятие готовых деталей; контроль обработанных
деталей; смену и установку режущего инструмента; перевозку из-
делий с одного станка на другой и другие функции.
251
Рис. 17.1. Общий вид промышленного робота:
Y, Z, X — поступательное движение манипулятора вдоль координат осей У, Z, X,
S — поворот захвата относительно руки; Е — зажим-разжим захвата
17.2. Устройство и характеристики промышленных роботов
Промышленный робот состоит из исполнительного устройства,
устройства управления и рабочего органа, часто оснащенного за-
хватным устройством, используемым для перемещения объектов
в пространстве.
Исполнительным называют устройство, осуществляющее все
двигательные функции ПР.
Устройство управления формирует и выдает управляющие ко-
манды исполнительному устройству в соответствии с УП.
Рабочий орган (сварочная головка, распылитель краски, за-
хватное устройство и др.) непосредственно выполняет техноло-
гические или вспомогательные операции.
252
Все действия робота осуществляются в соответствии с УП,
которая может вводиться на перфолентах, магнитных лентах и
дисках, может осуществляться с помощью штекерных панелей,
упоров и т.д.
Основными показателями, характеризующими технические
возможности роботов, являются:
• номинальная грузоподъемность;
• размеры и форма рабочей зоны;
• показатели степени подвижности: максимальное перемеще-
ние, время перемещения, максимальная скорость, погрешность
позиционирования, т. е. точность попадания исполнительного орга-
на в требуемую точку, и т.д.;
• показатели захватного устройства: время захватывания, вре-
мя освобождения, размеры объекта манипулирования;
• показатели устройства управления: число одновременно уп-
равляемых движений, число каналов связи;
• напряжение электропитания;
• давление и расход жидкости или воздуха;
• потребляемая мощность;
• показатели надежности;
• масса;
• габаритные размеры.
Промышленные роботы подразделяются на следующие виды:
универсальные, выполняющие различные виды технологичес-
ких операций;
специализированные, выполняющие технологические операции
одного вида и предназначенные для оснащения металлорежущего
оборудования одного вида;
специальные, выполняющие только определенные операции.
Наиболее целесообразной формой роботизации в условиях се-
рийного производства является создание роботизированных тех-
нологических комплексов (РТК), на базе которых могут быть соз-
даны роботизированные участки, цехи, заводы. РТК являются со-
вокупностью металлорежущих станков, промышленного робота,
таронакопителей, предназначенных для накопления заготовок,
поступающих на вход РТК, для обработанных деталей на выходе и
для заготовок, прошедших частичную обработку (промежуточные).
Специальным вспомогательным оборудованием для РТК явля-
ются ложементы, расположенные недалеко от станка. Ложементы
имеют две позиции: для установки обработанной детали при раз-
грузке и для размещения заготовки, которой загружается станок.
РТК применяются с целью сокращения времени простоя, свя-
занного со вспомогательными операциями, выполняемыми про-
мышленными роботами при обслуживании станков. Выгодно ис-
пользовать промышленные роботы при обслуживании станков с
ПУ, многоцелевых станков.
253
Контрольные вопросы
1. С какой целью оборудование оснащается ПР?
2. Что позволяет ПР выполнять требуемые действия в условиях частой
смены производства?
3. Почему машина ПР более совершенна, чем манипулятор и авто-
оператор?
4. Из каких устройств состоит ПР?
5. Каким образом вводится управляющая программа в ПР?
6. Что понимается под понятием «погрешность позиционирования»?
7. Что представляет собой РТК?
8. Какое оборудование лучше всего оснащать ПР?
Глава 18
ПУТИ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ
ТРУДА И КАЧЕСТВА ПРОДУКЦИИ
18.1. Производительность труда и пути ее повышения
Повышение производительности труда — одна из основных за-
дач, которую должен решать рабочий в условиях современного
производства. Производительность труда в машиностроении оп-
ределяется числом деталей, обработанных на станке за единицу
времени. Производительность труда повышается тогда, когда чис-
ло изготовленных деталей за единицу времени увеличивается.
Время, затрачиваемое на изготовление одной детали, — штуч-
ное время /шт, складывается из нескольких составляющих:
• подготовительно-заключительного времени /пз, необходимо-
го для изучения чертежа, определения технологии обработки, вы-
бора приспособлений, режущего и контрольно-измерительного
инструментов. Оно затрачивается один раз на всю партию дета-
лей, подлежащих обработке;
• основного времени /осн, используемого непосредственно на
процесс резания;
• вспомогательного времени /всп, затрачиваемого на установку
приспособлений, заготовки, инструмента, выверку взаимного
положения и т.д.;
• времени обслуживания рабочего места /обсл;
• времени перерывов на отдых и личные надобности /отд;
А11Т = А1.3 4>СН "* ^ВСП "* АэбсЛ "* 41ТД'
Повышение производительности труда осуществляется за счет
сокращения основного и вспомогательного времени, так как они
составляют большую часть штучного времени, затраченного на
обработку.
Основными путями повышения производительности труда явля-
ются:
• повышение уровня комплексной автоматизации и механиза-
ции технологических процессов.
Автоматизация операции осуществляется за счет применения
автоматических загрузочных, зажимных и других устройств, по-
луавтоматических и автоматических циклов обработки; обработ-
255
ки заготовок с применением быстросменных или групповых
накладок.
Сокращение затрат времени на управление станком достигается
применением ускоренных холостых ходов; автоматизацией обра-
ботки на различных циклах; введением преселективного включения
скоростей и подач; применением мнемонического однорукояточ-
ного управления и другими методами;
• создание новых, более совершенных и технологичных конст-
рукций машин;
• расширение применения станков автоматов и полуавтоматов,
а также станков с программным управлением;
• увеличение числа автоматических линий и заводов-автома-
тов;
• повышение режимов резания за счет совершенствования ста-
рых и создания новых конструкций режущих инструментов, при-
менения твердосплавных, минералокерамических и алмазных ин-
струментов;
• совершенствование приспособлений и методов контроля;
• получение заготовок пластической деформацией (штампов-
кой, высадкой, выдавливанием, накатыванием и т.д.), точным
литьем, профильным прокатом и другими прогрессивными мето-
дами;
• непрерывное совершенствование действующих и внедрение
новых прогрессивных технологических процессов;
• повышение технологичности конструкций.
Конфигурация деталей должна определяться поверхностями
простых форм. Базовые поверхности должны иметь достаточную
протяженность и позволять быстро устанавливать заготовки.
Обрабатываемые поверхности детали должны быть открытыми,
доступными для прохода режущего инструмента при врезании и
для его выхода.
Должно соблюдаться условие единства конструкторских, тех-
нологических и измерительных баз.
Деталь должна обладать достаточной прочностью во избежание
деформаций. Должен быть правильно подобран материал заготовки,
рационально выбран метод обработки:
• желательно увеличить число одновременно обрабатываемых
заготовок;
• увеличить число одновременно работающих фрез;
• уменьшить длину рабочего хода, приходящегося на одну де-
таль, за счет рационального расположения заготовок;
• уменьшить величины врезания и перебега;
• выбрать оптимальный для заданных условий вариант техно-
логического процесса и др.
Повышение производительности труда зависит не только от
инженерно-технических работников, которые используют все вы-
256
шеуказанные факторы, но и от самих рабочих, которые часто яв-
ляются изобретателями и рационализаторами производства.
Рассмотрим пути повышения производительности труда, ко-
торые используют токари при обработке деталей.
18.2. Пути повышения производительности труда
при обработке заготовок на токарном станке
Значительно сократить машинное время обработки на токар-
ном станке можно, используя силовое точение — обработку при
большой подаче резца. Геометрия резца для силового точения пред-
ложена токарем-новатором В. А. Колесовым.
Резец имеет дополнительную режущую кромку с углом в плане
Ф! = 0. Длина этой кромки должна превышать подачу (рис. 18.1).
При обработке с большой подачей дополнительная кромка за-
чищает шероховатости, оставленные главной режущей кромкой.
Дополнительную кромку тщательно доводят и устанавливают стро-
го параллельно оси заготовки.
Силовое точение вызывает большое усилие сопротивления по-
даче, поэтому использование этого метода возможно только на
достаточно мощных токарных станках.
Ротационное точение вращающимися (ротационными) резцами
применяется при обработке труднообрабатываемых материалов
(жаропрочных и нержавеющих сталей и т.д.), когда к стойкости
режущего инструмента предъявляются повышенные требования.
Особенность ротационного резца заключаются в том, что его ре-
жущая кромка имеет вид окружности. Резец установлен в держав-
Рис. 18.1. Резец с дополнительной режущей кромкой:
(Pi — вспомогательный угол в плане; 5 — величина подачи; 1 — угол наклона
главной режущей кромки; В — увеличение части резца
9 Багдасарова
257
Рис. 18.2. Ротационный резец:
1 — ротационный резец; 2 — державка; 3 — подшипники; 4 — заготовка; Апрод —
движение продольной подачи; Dr — главное движение
ке свободно на подшипниках качения (рис. 18.2). Под действием
сил трения, возникающих в процессе резания в местах контакта
круглой режущей кромки резца с заготовкой, резец увлекается во
вращение и автоматически обрабатывает заготовку.
Непрерывная смена рабочего участка режущей кромки обеспе-
чивает интенсивный отвод теплоты из зоны резания, что обус-
ловливает значительное повышение стойкости резца.
Точение многокромочными резцами, имеющими несколько ре-
жущих кромок и предназначенных для обработки различных по-
верхностей, повышает производительность труда в этом случае за
счет совмещения выполнения различных переходов (рис. 18.3).
а б
Рис. 18.3. Многокромочные резцы, используемые при обработке поверх-
ностей разного диаметра:
а — растачивание ступенчатого отверстия; б — точение ступенчатой наружной
поверхности (стрелками показано направление перемещения резцов); Dr— глав-
ное движение; /)5ПОП — движение поперечной подачи; Цпрол — движение про-
дольной подачи
258
Рис. 18.4. Обработка заготовок с использованием многорезцовых
наладок:
а — расчленение припуска по длине; б — расчленение припуска по глубине; в —
обработка ступенчатого вала; / — длина детали, которую необходимо обработать;
Л — припуск на обработку; /2, /3 — длины ступеней вала; Дпрод — движение
продольной подачи; Dr — главное движение
Точение с применением многорезцовых наладок позволяет обраба-
тывать одну поверхность несколькими резцами. Обработка может
производиться с расчленением припуска по длине (рис. 18.4, а).
Одну поверхность обрабатывают двумя-тремя резцами, каждый
из которых протачивает только часть длины этой поверхности.
Предварительно резцы врезаются на заданную глубину при руч-
ной поперечной подаче. Резцы закрепляют в резцедержателе не-
посредственно или при помощи дополнительных державок. При
обработке заготовки таким способом сокращается основное время
за счет уменьшения длины пути, который должен был бы пройти
один резец.
Часто используется обработка заготовки с расчленением при-
пуска по глубине (рис. 18.4, б). Два или три резца устанавливают
в державке с различным вылетом: каждый резец срезает часть
общего припуска на всей длине детали, после обработки всеми
резцами припуск будет снят на полную глубину. В этом случае
основное время сокращается за счет уменьшения числа рабочих
ходов.
259
Возможна многорезцовая обработка заготовок ступенчатых де-
талей. Каждый резец выставляется на определенный диаметр и
обтачивает одну ступень (рис. 18.4, в). При этом способе обработки
основное время сокращается за счет уменьшения общей длины
пути перемещения резца и сокращения числа рабочих ходов.
Для сокращения основного времени обработки иногда ис-
пользуют задний резцедержатель, в который устанавливаются
дополнительные резцы, осуществляющие обработку поверхнос-
тей заготовки одновременно с резцами, установленными в резце-
держателе.
Повышение производительности труда возможно также за счет
рационального выбора режимов резания.
Наряду со способами сокращения основного времени, рассмот-
ренными в этой главе, возможно использование и других методов,
описанных в других главах учебного пособия.
Повышение производительности труда при обработке на токар-
ных станках осуществляется также за счет сокращения вспомога-
тельного времени обработки при использовании типовых техноло-
гических процессов. Типовой технологический процесс разраба-
тывается не на отдельную деталь, а на группу деталей с общими
конструктивными признаками, которые могут быть изготовлены
на однотипном оборудовании при помощи одних и тех же при-
способлений и режущих инструментов. При подборе деталей в группу
учитывают их форму, размеры, точность изготовления и шерохо-
ватость поверхностей.
На основе чертежей группы деталей разрабатывается чертеж
комплексной детали, которая содержит все поверхности, прису-
щие деталям группы. Технологический процесс механической об-
работки разрабатывают на эту комплексную деталь, и станок нала-
живают для изготовления этой детали. Такая наладка называется
групповой (рис. 18.5). При изготовлении конкретной детали из группы
требуется лишь небольшая подналадка станка.
Сократить время на установку инструмента позволяет использо-
вание револьверной головки, в гнездах которой устанавливаются
различные инструменты в определенной технологической после-
довательности. Возможна установка от 6 до 12 инструментов, их
замена производится поворотом револьверной головки.
Сокращение времени на измерение длин ступеней деталей,
имеющих несколько цилиндрических поверхностей разных диа-
метров, достигается использованием поворотного барабанного
упора с регулируемыми винтами, которые ограничивают подачу
каретки суппорта. Упорные винты выставляются из барабана на
различную длину, соответствующую пути перемещения резца для
обработки поверхностей ступеней разного диаметра у изготовляе-
мых деталей. Наладку упора производят по изготовленной детали,
после этого контролируют правильность обработки выборочно.
260
Рис. 18.5. Типовой технологический процесс обработки группы деталей
типа «втулка»:
1—9— обрабатываемые поверхности детали
Особенно эффективным путем повышения производительности
труда является использование быстрозажимных пневматических и
гидравлических приспособлений, которые позволяют значительно
ускорить процесс закрепления заготовки. Например, время, за-
трачиваемое для закрепления заготовки в пневматическом патро-
не, в 1,5 раза меньше, чем в трехкулачковом самоцентрирующем
патроне.
18.3. Качество продукции. Пути повышения качества
Эффективным средством в развитии экономики является повы-
шение качества продукции. Качество должно стать определяющим
фактором XXI в. Качество продукции согласно классическому опре-
делению, отраженному в международных стандартах, представляет
261
собой совокупность свойств продукции, которые придают ей спо-
собность удовлетворять обусловленные или предполагаемые потреб-
ности. Это определение опирается на технико-экономическую
природу качества продукции. Качество продукции, услуг — это и
конкурентоспособность отдельного производителя и страны в це-
лом; это и сбережение ресурсов и соответственно повышение
эффективности производства; это и безопасность продукции и
услуг для человека и окружающей среды, и в итоге — качество
жизни.
Качество продукции характеризуется рядом показателей. Про-
дукция будет качественной только в том случае, если все показа-
тели будут соответствовать необходимым требованиям.
Показатели качества бывают следующие.
1. Показатели назначения характеризуют функциональные свой-
ства продукции и определяют условия ее рационального приме-
нения.
2. Показатели надежности включают в себя показатели безот-
казности, долговечности, ремонтопригодности, сохраняемости.
3. Эргонометрические показатели. К этой группе относятся ги-
гиенические, физиологические, психофизиологические, антро-
пометрические показатели, выражающие соответствие свойств
продукции условиям жизнедеятельности и работоспособности че-
ловека.
4. Эстетические показатели характеризуют информационную
выразительность, рациональность формы, целостность компози-
ции и совершенство производственного исполнения (например,
различные модели автомобилей).
5. Показатели технологичности выражают обобщенную харак-
теристику рациональности использованных конструкторских и
технологических решений.
6. Показатели унификации и стандартизации характеризуют
насыщенность продукции стандартными и унифицированными
составными частями по отношению к оригинальным.
7. Патентно-правовые показатели выражают степень защиты
продукции авторскими свидетельствами и патентами в странах
предполагаемого экспорта.
8. Экономические показатели представляют собой группу по-
казателей, характеризующих народно-хозяйственную экономичес-
кую эффективность производства и применения продукции,
П = Э, где П — польза, полученная от выпуска; 3 — затраты; Э —
эффективность, 3 < П.
Уровень качества продукции является важнейшим показателем
всей работы предприятия. Качество продукции зависит от степени
использования достижений науки и техники, совершенства кон-
262
струкции и технологии, используемой при производстве этой
продукции, а также и от культуры производства, добросовестно-
сти и квалификации конструкторов, технологов, организаторов
производства, рабочих. Систематическое улучшение качества вы-
пускаемой продукции закладывается на стадии разработки (в чер-
тежах, стандартах, технических условиях и других документах),
обеспечивается на стадии изготовления (рациональным техноло-
гическим процессом), сохраняется на стадии эксплуатации. Что-
бы не допускать ошибок при проектировании изделий, конструк-
тор должен обладать знаниями в различных областях техники,
должен уметь правильно выбрать материал изделия, правильно
указать допуски и установить надлежащие посадки при соединении
различных деталей. Разработанная деталь должна выполнять свое
служебное назначение и быть удобной, красивой, экономичной.
При получении изделий для изготовления необходимо учиты-
вать различные стадии производства, так как в этом процессе за-
действованы заготовительные цеха, обрабатывающие, контроли-
рующие, сборочные.
При производстве изделий необходимо использовать качествен-
ные материалы, современные технологические процессы, обору-
дование, соответствующее высоким техническим требованиям.
Важным на производстве является этап контроля, так как имен-
но на этом этапе устанавливается качество изделий, проводятся
испытания различных параметров и определяется годность изде-
лия к работе.
Для изучения проблем качества создана специальная наука об
измерении качества — квалиметрия (от лат. qualis — какой по ка-
честву и ...метрия).
Житейское знание сводится к установлению фактов и их опи-
санию.
Научное знание не только устанавливает и описывает факты,
но и объясняет их. Для этого наука выстраивает факты в систему,
за случайными факторами наука видит закономерность, за еди-
ничными — общее. А если известна закономерность, можно пред-
видеть.
Смысл науки: знать, чтобы предвидеть, предвидеть, чтобы действо-
вать.
Управление качеством состоит в определении и реализации
технических, организационных, социальных, экономических, пра-
вовых, идеологических мероприятий, побуждающих, а иногда
принуждающих ориентировать производство на выпуск более ка-
чественной продукции.
Большую роль в управлении качеством играет контроль изде-
лий. На предприятиях существуют отделы технического контроля
(ОТК), работники которых наблюдают за соответствием продук-
ции техническим требованиям, чертежам, стандартам; комплект-
263
ностью. Контролируют соблюдение технологических процессов на
всех стадиях производства. Контролируют поступающую продук-
цию, материалы, участвуют в работе по учету, анализу дефектов
продукции завода, изучают причины их возникновения. Для вы-
явления закономерностей с использованием случайных факторов
проводят статистическую обработку, т. е. систематизируют данные
и исследуют их. Например, строят кривые распределения разме-
ров, по которым можно сделать выводы о наладке станка.
При управлении качеством строят графики, диаграммы, ис-
пользуя которые легче решить вопрос о путях повышения каче-
ства (например, круговой график, столбчатый график, причин-
но-следственная диаграмма).
Рассмотрим пример составления причинно-следственной диа-
граммы для выяснения причин возникновения дефектов при об-
работке детали (рис. 18.6).
В этой диаграмме рассматриваются факторы, влияющие на об-
работку и определяющие точность изготовления детали. Сначала
выделяют факторы первого порядка: оборудование, режущий ин-
струмент, заготовку, из которой изготавливают деталь, челове-
/ п
Рис. 18.6. Причинно-следственная диаграмма:
I — оборудование: 1 — степень износа станка; 2 — срок службы; 3 — тип станка;
4 — сложность ремонта; 5 — жесткость системы СП ИЗ; 6 — габариты станка; 7 —
точность; 8 — цвет окраски узлов; II — режущий инструмент: 9 — вид резца;
10 — износ резца; 11 — твердость режущей части; 12 — сложность конструкции;
13 — углы заточки; 14 — материал, из которого изготовлен резец; 75 — форма
передней поверхности; III — заготовка: 16 — вид заготовки; 17 — состав мате-
риала, из которого изготовлена заготовка; 18 — твердость поверхностного слоя;
19 — качество поверхностного слоя; 20 — дефекты заготовки; 21 — равномер-
ность припуска; IV — человеческий фактор: 22 — заказчик; 23 — наладчик; 25 —
отношение к работе; 26 — оплата труда работников; V— измерительный инстру-
мент: 27 — точность изготовления инструмента; 28 — точность измерения; 29 —
степень износа инструмента; 30 — четкость нанесения штрихов на шкале; 31 —
конструкция инструмента
264
ческий фактор, измерительный инструмент, условия труда и т.д.
Затем рассматривают факторы второго порядка.
При изучении оборудования обращают внимание на износ станка
и его механизмов, срок службы, тип станка, сложность ремонта,
жесткость системы СПИЗ, габаритные размеры, класс точности
станка, окраску его узлов.
При рассмотрении режущего инструмента обращают внима-
ние на вид резца, его износ, твердость режущей поверхности,
сложность конструкции, углы заточки, материал, из которого
изготовлен инструмент.
При изучении заготовки рассматривают вид и состав материа-
ла заготовки, равномерность твердости поверхностного слоя, его
качество, дефекты заготовки, равномерность припуска и т.д.
Нельзя забывать и о человеческом факторе в технике — о сово-
купности автоматических, физиологических и психофизиологичес-
ких особенностей человека, оказывающих влияние на эффектив-
ность его деятельности в системе «человек—машина». Например,
заказчик — его умение формулировать задачи; наладчик — его
способность определять неполадки; оператор-рабочий — опыт его
работы, постоянно он работает или временно, мужчина или жен-
щина; начальник производства — организованный ли, требова-
тельный ли и т.д.
Измерительный инструмент влияет на качество контроля изго-
товленной детали. При изучении инструмента рассматривают точ-
ность его изготовления, точность измерения, степень износа, чет-
кость нанесения штрихов на шкалах, конструкцию инструмента и
т.д.
После рассмотрения факторов второго порядка стараются найти
причину некачественного изготовления детали, если причина не
установлена, то рассматривают факторы третьего порядка и т.д.
Государственная политика в области качества должна преду-
сматривать:
• создание условий, содействующих производителям в обеспе-
чении конкурентоспособности продукции и услуг;
• защиту потребителей от продукции и услуг, опасных для
жизни, здоровья и имущества, защиту общества от экологичес-
ки вредной продукции;
• защиту потребителей от недобросовестных производителей и
продавцов, если продукция не соответствует объявленным пока-
зателям качества;
• формирование в общественном сознании понимания того,
что повышение качества — один из главных факторов выхода из
кризиса и укрепления экономической мощи России;
• обеспечение всеобщей грамотности в вопросах качества бла-
годаря массовому обучению современным подходам к менедж-
менту качества, в том числе всеобщего управления качеством.
265
18.4. Стандартизация и ее основные положения
Одним из путей повышения качества продукции является стан-
дартизация (процесс установления и применения стандартов).
Стандартизация — обеспечение единообразия продукции путем
введения специальных, обязательных для применения нормативных
документов.
Стандартизация предусматривает установление строго определен-
ных требований к качеству и размерным характеристикам сырья,
материалов, изделий.
По своему содержанию она строится по системному принципу
и поэтому называется Государственной системой стандартизации.
В нашей стране ни одно предприятие не имеет права изготавливать
продукцию по своему усмотрению, если на нее имеется стандарт.
Любое изделие должно соответствовать условиям, указанным в
стандарте. Нарушение стандарта преследуется по закону, а несоблю-
дение его наносит большой вред народному хозяйству.
Стандартизация основывается на объединенных достижениях
науки, техники и практического опыта и определяет основу не
только настоящего, но и будущего развития. Стандарты система-
тически пересматриваются, их действие может продлеваться или
они могут заменяться.
Стандарты подразделяются на следующие категории:
• Государственные стандарты (ГОСТ) обязательны для всех пред-
приятий и организаций во всех отраслях народного хозяйства РФ;
• отраслевые стандарты (ОСТ) обязательны для всех предпри-
ятий определенной отрасли промышленности, например маши-
ностроительной, авиационной, пищевой и др.;
• стандарты предприятий (СТП) устанавливаются на детали,
изделия, правила и требования, имеющие применение только на
данном предприятии. Они действуют только в его пределах.
Значение стандартизации велико. В настоящее время проведена
огромная работа по внедрению новой государственной системы
стандартизации; разработаны и введены в действие:
• Единая система конструкторской документации (ЕСКД);
• Единая система технологической документации (ЕСТД);
• Единая система технологической подготовки производства
(ЕСТПП);
• Единая система допусков и посадок (ЕСДП) и др.
На машиностроительных заводах, как и на других промыш-
ленных предприятиях, ежедневно пользуются различными стан-
дартами не только инженерно-технические работники, но и боль-
шинство рабочих. Чертежи и технические условия, разработанные
в соответствии с ЕСКД; маршрутные и операционные карты,
выполненные по ЕСТД, технологические инструкции, таблицы
допусков и многие другие документы являются неотъемлемыми
266
элементами современного производства, обеспечивающими вы-
сокое качество продукции. Нередко ошибочное понимание какого-
либо условного знака на чертеже или указания в технологической
карте может привести к производственному браку и существен-
ным материальным потерям.
Стандартизация стала основой широкой унификации различ-
ных изделий, деталей и их элементов. Под унификацией понимают
приведение различных видов продукции и средств ее производства
к наименьшему числу типоразмеров. Примером может служить ряд
однотипных токарно-винторезных станков, которые комплекту-
ются в значительной мере из унифицированных (для данного ряда)
деталей и механизмов.
Эти станки отличаются высокой технологичностью в изготов-
лении и более высокими качествами в эксплуатации, так как ис-
пользуемые в них стандартизованные элементы могут быть лучше
отработаны и более тщательно проверены в условиях специализи-
рованного производства.
Принцип унификации особенно эффективно используется при
создании агрегатных станков, которые собираются в основном
(75...80 %) из нормализованных деталей и агрегатов. Некоторые
элементы указанных станков унифицированы не только в отдель-
ных отраслях, но и в масштабе всей промышленности страны.
Агрегатный станок, используемый для обработки определен-
ной детали, может при необходимости быть демонтирован на ча-
сти, которые затем используются для новой компоновки станка,
предназначенного для изготовления других деталей.
Благодаря высокому качеству унифицированных элементов-и
особенно тщательной доводке поверхностей, их стыковки агре-
гатные станки могут успешно применяться при обработке деталей
с повышенными техническими требованиями.
Таким образом, опыт работы в различных отраслях промыш-
ленности показывает, что широкая стандартизация и унификация
изделий является не только важным средством снижения себестои-
мости продукции, сокращения ее производственного цикла, но и
выступает как значительный резерв повышения качества изделий.
Контрольные вопросы
1. Каким образом определяется производительность труда?
2. Из каких составляющих складывается штучное время обработки де-
тали?
3. Какими путями можно повысить производительность труда?
4. За счет чего осуществляется автоматизация производства?
5. Какими путями можно повысить технологичность конструкций де-
талей?
6. Почему обработка ротационными резцами может производиться с
высокой скоростью резания?
267
7. За счет чего происходит повышение производительности труда при
обработке ступенчатых валов с разделением припуска по глубине?
8. Почему при использовании типового технологического процесса
происходит повышение производительности труда?
9. Каким образом использование барабанного упора позволяет повы-
сить производительность труда?
10. За счет сокращения какого времени повышается производитель-
ность труда при использовании пневматических и гидравлических уст-
ройств?
11. Что понимается под качеством продукции?
12. Какие показатели характеризуют качество?
13. Какими путями можно управлять качеством продукции?
14. Какие меры принимаются в России с целью повышения качества
продукции?
15. С какой целью производят стандартизацию продукции?
16. Какие виды стандартов используются для улучшения конструк-
торской и технологической документации?
Глава 19
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
И ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНЫЙ
РЕМОНТ
19.1. Понятия о рациональной системе технического
обслуживания и ремонта оборудования
Для того чтобы оборудование служило долго, необходимо произ-
водить ремонт не только тогда, когда оно уже вышло из строя, но и
когда его износ еще не перешел в прогрессирующий. Для этого на
предприятиях используется система планово-предупредительного
ремонта (ППР).
Системой технического обслуживания и ремонта называется
комплекс взаимосвязанных положений и норм, определяющих
организацию и выполнение работ по техническому обслужива-
нию и ремонту оборудования с целью сохранения в течение обус-
ловленного времени при заданных условиях эксплуатации произ-
водительности, точности и чистоты обработки, гарантированных
сопроводительной технической документацией заводов-изготови-
телей.
Комплекс работ, выполняемых в соответствии с рациональ-
ной системой обслуживания, включает следующие виды:
• техническое обслуживание, к которому относятся работы по
поддержанию работоспособности оборудования;
• ремонт, к которому относятся работы по поддерживанию и
восстановлению работоспособности неисправного оборудования.
Основные виды работ, входящие в состав планового техническо-
го обслуживания: полный осмотр, частичный осмотр, ежесменное
поддержание чистоты, смазка, пополнение или замена смазки,
доставка смазочных материалов, промывка, периодическая очистка
от пыли, профилактическая регулировка, обтяжка крепежа и за-
мена быстроизнашивающихся деталей, проверка геометрической
и технологической точности оборудования.
При неплановом ремонте чаще всего производится замена или
восстановление деталей, потерявших работоспособность, восста-
новление случайных нарушений регулировки устройств и сопря-
жений.
Необходимые работы выполняются не только самим станоч-
ником, но и слесарем, электриком, электронщиком (для станков
с ЧПУ).
269
По составу и объему работ ППР предусматривает два вида ре-
монтов: текущий и капитальный.
Текущий ремонт — это плановый ремонт, выполняемый с це-
лью гарантированного обеспечения работоспособности оборудо-
вания в течение установленного нормативами времени работы до
следующего ремонта и состоящий в замене или восстановлении
отдельных деталей или отдельных сборочных единиц и выполне-
нии связанных с этим разборочных, сборочных и регулировочных
работ.
Капитальный ремонт — это плановый ремонт, выполняемый с
целью восстановления исправности и гарантированного обеспе-
чения работоспособности в течение установленного нормативами
времени работы до следующего капитального ремонта, состоящий
в восстановлении координации сборочных единиц и первоначаль-
ных траекторий, их взаимного перемещения, сопровождающийся
заменой или восстановлением деталей всех сборочных единиц с
необходимой для этого полной разборкой машины, сборкой и
регулировкой.
Все виды работ по плановому техническому обслуживанию и
ремонту выполняются в определенной последовательности, об-
разуя повторяющиеся циклы.
Ремонтный цикл — это повторяющаяся совокупность различ-
ных видов планового ремонта, выполняемых в предусмотренной
последовательности через установленные, равные между собой
промежутки времени работы оборудования, называемые межре-
монтными периодами. Ремонтный цикл завершается капитальным
ремонтом и определяется структурой и продолжительностью.
Структура ремонтного цикла — это перечень ремонтов, входя-
щих в его состав, расположенных в последовательности их выпол-
нения. Например, структуру ремонтного цикла, состоящего из
четырех текущих и двух капитальных ремонтов, изображают так:
КР-ТР-ТР-ТР-ТР-КР. Такой цикл используется для станков нор-
мальной точности.
19.2. Диагностирование неисправностей
токарно-винторезного станка
Об износе деталей станка можно судить по характеру их рабо-
ты. Износ в сборочных единицах станка можно определить на слух,
например, износ в местах сопряжений деталей вызывает глухой
стук, признаком износа профиля зубьев зубчатых колес является
шум в зубчатых передачах.
О работе сборочных единиц с подшипниками качения можно
судить по характеру издаваемого ими шума. Лучше всего выпол-
нять такую проверку специальным прибором — стетоскопом, если
270
этого прибора нет, нужно пользоваться металлическим прутком,
который прикладывают закругленным концом к уху, а заострен-
ным — к месту, где находится подшипник. При нормальной рабо-
те слышен слабый шум, равномерное жужжание, если работа под-
шипников нарушена, то возникают сильные шумы. Свист или
резкий шум указывают на то, что в подшипнике нет смазки, ша-
рики или ролики защемлены беговыми дорожками внутреннего и
наружного колец. Гремящий шум означает, что на телах качения
или кольцах появились забоины или в подшипники попала абра-
зивная пыль или грязь.
Глухие удары сигнализируют об ослаблении посадки подшип-
ника на валу или в корпусе.
Износ деталей можно определять визуально по появившимся
на них царапинам, бороздкам, забоинам, трещинам, иногда их
рассматривают с помощью лупы.
О некачественной работе станка также может сигнализировать
повышенный нагрев. Например, перегрев подшипника может воз-
никнуть вследствие защемления тел качения между беговыми
дорожками в результате несоосности опор или из-за отсутствия
смазки.
О работе станка можно судить и по обработанной детали, если
возникают отклонения от геометрической формы и расположе-
ния поверхности детали, то части станка изношены.
Рассмотрим некоторые погрешности обрабатываемых деталей,
причины их возникновения и способы их устранения.
Отклонение от цилиндричности может быть следствием извер-
нутости направляющих станины или непараллельности оси шпин-
деля направляющим. Для устранения дефекта нужно выверить ста-
нину и ось шпинделя станка.
Отклонение от круглости возникает вследствие неисправности
патрона или его ненадежного закрепления на шпинделе (без патро-
на), дефектов шпинделя и его подшипников. Для точного установле-
ния причины заготовку закрепляют в шпинделе, протачивают и
замеряют микрометром диаметр в одном сечении во взаимно-пер-
пендикулярных направлениях. Если некруглость не устранена,
необходимо проверить правильность регулировки подшипников.
Бочкообразность образуется из-за износа направляющих ста-
нины, в отдельных случаях — из-за их извернутости. Требуется
восстановить направляющие.
Седлообразность (вогнутость) образуется при обтачивании заго-
товки на станке, ось шпинделя которого не параллельна направля-
ющим в вертикальной плоскости.
Кольцеобразность (образование на обрабатываемой поверхности
заготовки кольцевых гребешков, расположенных с определенным
шагом) возникает вследствие нарушения соосности: оси ходово-
го вала в коробке подач, фартуке и кронштейне не совпадают,
271
при этом, чем больше отклонение, тем выше гребешки на детали.
Шаг между кольцами равен величине перемещения суппорта за
один оборот вала. Кольцевые гребешки могут образовываться и по
причине плохого зацепления реечной шестерни фартука с рейкой
на станине, при этом расстояние между кольцами будет соответ-
ствовать шагу зубьев рейки. Эту неисправность устраняют уста-
новкой компенсаторов на направляющие каретки или — переус-
тановкой рейки.
Волнистость — неровности на обрабатываемой поверхности в
виде мелких граней, расположенных прямолинейно или спираль-
но вдоль оси. Это явление возникает из-за неисправности режуще-
го инструмента, неправильного его крепления и дефекта патрона.
Неисправностями станка в этом случае могут быть повышенные
зазоры в опорах шпинделя и дефекты в самих подшипниках,
повышенные зазоры в суппорте (ослабление планок и клиньев).
Для устранения неисправности рекомендуется заточить инстру-
мент, правильно его установить, проверить патрон, уменьшить
зазоры.
Неплоскостность возникает в результате износа продольных и
поперечных направляющих поверхностей каретки суппорта. Для
устранения дефекта требуется восстановить направляющие.
19.3. Виды организации ремонтного хозяйства на предприятии
Ремонтная служба на предприятии возлагается на отдел глав-
ного механика. Основная задача этого отдела и его цехов — под-
держание оборудования предприятия в работоспособном состоя-
нии на основе планово-предупредительного ремонта.
Главному механику подчинены ремонтно-механический цех, а
на небольших предприятиях ремонтно-строительный и энергети-
ческий цехи.
Существуют три основных вида организации выполнения ре-
монтных работ на промышленных предприятиях: централизован-
ная, децентрализованная и смешанная.
Централизованная организация предусматривает выполнение всех
ремонтных работ на заводе силами и средствами отдела главного
механика и ремонтно-механического цеха. Такая организация ти-
пична для предприятий с небольшим числом оборудования.
Децентрализованная организация выполнения ремонтных работ
состоит в том, что все виды ремонтных работ — межремонтное
обслуживание, периодические ремонты, в том числе и капиталь-
ный ремонт — производят так называемыми цеховыми ремонт-
ными базами. В состав цеховых ремонтных баз входят ремонтные
бригады. Ремонтно-механический цех, подчиняющийся главному
механику, осуществляет только капитальный ремонт сложных
272
агрегатов. Кроме того, он изготовляет и восстанавливает для це-
ховых ремонтных баз детали и сборочные единицы оборудования,
изготовление которых требует применения оборудования, отсут-
ствующего на ремонтной базе.
Смешанная организация выполнения ремонтных работ харак-
терна тем, что все виды ремонта, кроме капитального, выполняют
цеховые ремонтные базы, а капитальный ремонт —• ремонтно-
механический цех.
Ремонтно-механический цех также занимается модернизацией
действующего парка оборудования в процессе выполнения капи-
тального ремонта и изготовлением запасных деталей для оборудо-
вания завода.
В соответствии с работами, поручаемыми ремонтно-механи-
ческому цеху, в его состав входят станочное, слесарное и элект-
рогазосварочное отделения.
В крупных ремонтно-механических цехах организуется еще от-
деление, осуществляющее восстановление и повышение износо-
стойкости деталей, с участками металлизации, хромирования, це-
ментации, термической обработки и другими способами обработки
деталей, сборочных единиц ремонтируемого оборудования.
Мы рассмотрели основные способы диагностирования станков.
Если рабочий не может устранить неисправности деталей станка
сам, то он должен вызвать слесаря-ремонтника.
Контрольные вопросы
1. С какой целью производят планово-предупредительный ремонт?
2. Что называют системой технического обслуживания и ремонта?
3. Какие виды работ входят в состав планового технического обслужи-
вания?
4. Какие виды ремонтов предусматривает ППР?
5. Что понимается под ремонтным циклом?
6. Какая структура ремонтного цикла используется для ремонта стан-
ков нормальной точности?
7. Какими методами можно определить износ деталей станков?
8. Каким образом судят об износе деталей станка по обработанным
деталям?
9. Кто на предприятии отвечает за ремонт и техническое обслужива-
ние оборудования?
10. Какие виды организации ремонтного хозяйства существуют на пред-
приятиях?
11. Какой вид организации ремонтного хозяйства типичен для пред-
приятий с наибольшим количеством оборудования?
12. Какие отделения входят в состав ремонтно-механического цеха?
Глава 20
ПРИВОДЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
20.1. Гидроприводы
В настоящие время широкое распространение получили стан-
ки, в которых используются гидравлические и пневматические
приводы.
Гидроприводом называется совокупность устройств, предназ-
наченных для приведения в движение механизмов станка или эле-
ментов технологической оснастки с помощью рабочей жидкости,
подаваемой под давлением. Использование этих приводов позво-
ляет упростить передачу движения к исполнительному звену, сни-
зить металлоемкость станков, повысить их точность, надежность.
Преимуществами использования этих приводов являются: по-
лучение больших сил и мощности при малых размерах механизма;
возможность бесступенчатого регулирования скорости движения
рабочих органов и плавного ее реверсирования; достижение плав-
ности перемещений исполнительных органов станка, способству-
ющих получению поверхностей деталей высокого качества; обес-
печение автоматической защиты механизмов станка от перегруз-
ки, так как в гидравлической системе поддерживается заданное
давление масла с помощью специальных клапанов; возможность
автоматизации процессов, самосмазываемость механизмов гидрав-
лического привода, повышающая долговечность механизмов стан-
ка; удобство управления; использование стандартных узлов.
Недостатками гидропривода являются возможная утечка рабочей
жидкости, изменение ее свойств в зависимости от температуры,
времени использования и т.д.
Рабочие жидкости, поскольку нормальная работа гидросистем
часто зависит от вида рабочей жидкости, должны обладать хоро-
шей вязкостью, быть однородными, иметь хорошую смазывающую
способность, не окисляться, не образовывать отложений, не выде-
лять паров, сохранять свои свойства при изменении температу-
ры, давления, не вызывать коррозии элементов гидропривода,
удовлетворять требованиям пожарной безопасности. Предъявляе-
мым требованиям лучше всего удовлетворяют минеральные масла
и их смеси.
274
Обычно гидропривод металлорежущего станка состоит из следу-
ющих основных частей: бака с рабочей жидкостью; гидронасоса,
подающего рабочую жидкость в систему; гидроаппаратуры, пред-
назначенной для изменения или поддержания заданного посто-
янного значения давления или расхода рабочей среды, либо для
изменения направления потока рабочей жидкости; гидроцилиндров
для прямолинейного движения или гидромоторов для вращатель-
ного движения; трубопроводов, соединяющих элементы гидро-
привода в единую систему. Применяемые в станках гидроприводы
работают под давлением до 20 МПа.
Насосы используются для подачи жидкости в гидросистему и
создания необходимого давления. Наиболее часто используются
шестеренные, пластинчатые, поршневые насосы.
В гидросистемах используется контрольно-регулирующая аппа-
ратура. Она предназначена для регулирования давления и расхода
масла, а также для осуществления управляющих воздействий на
эти параметры. К этой аппаратуре относятся дроссели; обратные и
напорные предохранительные гидроклапаны; гидродвигатели, рас-
пределительные устройства и т.д.
Дроссели используются для регулирования количества масла,
подаваемого от насоса в гидросистему путем изменения попе-
речного сечения отверстия, через которое поступает масло. Они
бывают игольчатые, диафрагменные, щелевые и т.д. Регулирова-
нием количества масла изменяют скорость движения рабочего
органа.
Обратные гидроклапаны используются для пропуска жидкости
только в одном направлении.
Напорные предохранительные гидроклапаны предназначаются для
предохранения гидравлических систем от перегрузки, они под-
держивают в них постоянное давление.
Гидродвигатели служат в гидросистеме для преобразования
энергии масла в механическую, используемую для перемещения
рабочих органов. В металлорежущих станках в качестве гидродви-
гателей используют гидроцилиндры, гидромоторы.
Гидроцилиндр — это объемный гидравлический двигатель с по-
ступательным перемещением выходного звена — поршня со што-
ком. Гидроцилиндры бывают одностороннего, двустороннего дей-
ствий и т.д.
Гидромоторы используются для преобразования энергии жид-
кости во вращательное движение.
Золотниковые распределители предназначены для распределе-
ния потоков масла по трубопроводам с помощью плунжера зо-
лотника. Плунжер, перемещаясь в корпусе золотника, соединяет
или перекрывает каналы.
В качестве примера использования гидравлических приводов в
токарных станках рассмотрим работу гидрокопировального суп-
275
Рис. 20.1. Гидравлический копировальный суппорт ГСП-42:
а — для продольного точения; б — для растачивания; в — для торцового точения;
1 — заготовка; 2 — копир; 3 — гидроцилиндр; 4 — фильтр; 5 — нагнетательный
трубопровод; 6 — насос; 7— шток; 8 — щуп; 9 — золотник; 10 — поршень; Dr —
главное движение; Л5Прод — движение продольной подачи; Б и В — полости
гидроцилиндра
276
порта, предназначенного для обработки фасонных поверхностей
и ступенчатых валов (рис. 20.1).
Гидрокопировальный суппорт конструкции ГСП-42 (к станку
16К20) устанавливают на поперечных салазках суппорта при сня-
тых поворотной плите и верхних салазках. Для продольного точения
среднюю часть копировального суппорта устанавливают под углом
60° к направлению продольной подачи (см. рис. 20.1, а). При тор-
цовом точении среднюю часть устанавливают на месте крепления
заднего резцедержателя под углом 30° к направлению продольной
подачи (см. рис. 20.1, в). Растачивание показано на рис. 20.1, б.
На рис. 20.1, а показана схема работы гидросуппорта. От насоса 6
через фильтр 4 масло поступает в меньшую полость Б гидроци-
линдра. Полость В цилиндра соединена со следящим устройством.
Обе полости цилиндра сообщаются между собой через отверстие
в поршне 10. Шток 7 гидроцилиндра жестко закреплен в кронш-
тейне поворотной части суппорта, т.е. поршень неподвижен, а
цилиндр может перемещаться. Гидроцилиндр привернут к копи-
ровальному суппорту 2.
Следящие устройство представляет собой золотник 9, корпус
которого расположен в блоке с цилиндром, а сам золотник при
помощи пружины прижимается через рычаг со щупом 8 к копиру.
Между золотником и выточкой в корпусе следящего устройства
образуется кольцевое проходное сечение.
Если золотник выдвинут вперед (на схеме вверх), то выход
масла из большой полости цилиндра перекрывается, и благодаря
тому, что обе полости цилиндра соединены отверстием, в них
устанавливается одинаковое давление. Так как площадь поршня в
полости Б примерно вдвое больше, чем в полости В, то усилие,
действующее на цилиндр, направлено к обрабатываемой заготов-
ке (на схеме вверх) и суппорт движется вперед к заготовке.
При нажатии на золотник между ним и его корпусом образуется
канал, достаточный для пропуска масла из полости В в бак. Тогда
благодаря сопротивлению в поршневом отверстии давление в по-
лости Б значительно превзойдет давление в полости В, в результа-
те чего равнодействующее усилие на цилиндр направлено от обра-
батываемой заготовки (на схеме вниз) — суппорт отходит назад.
Если относительное положение золотника и корпуса следящего
устройства образует между ними малый канал, то масло, выходящее
из полости В, испытывает сопротивление, и давление в полости В
становится вдвое меньше, чем в полости Б. Усилия, действующие на
цилиндр, уравновешиваются, и копировальный суппорт остается
неподвижным (обрабатывается цилиндрическая поверхность).
В местах перехода от цилиндрической поверхности к торцу щуп
отклоняется и, нажимая на золотник, увеличивает канал в следя-
щем устройстве, вследствие чего копировальный суппорт начи-
нает отходить от заготовки. Так как каретка продолжает двигаться
277
с постоянной скоростью к передней бабке, то в результате сложе-
ния этих двух движений образуется прямой угол на заготовке. Ана-
логично при копировании других профилей сложением движений
на заготовке воспроизводится форма копира.
20.2. Пневмоприводы
Пневмоприводами называют устройства, предназначенные для
приведения в движение механизмов станка с помощью сжатого
воздуха. С помощью пневматических устройств можно произво-
дить автоматизацию процесса обработки и управления станками.
В металлорежущих станках пневматические приводы использу-
ются для выполнения операций загрузки и закрепления загото-
вок, включения и выключения рабочих движений режущего ин-
струмента при их остановке, освобождения и удаления заготовок
со станка, для аэростатических опор и направляющих и выполне-
ния других функций.
К основным преимуществам пневматических приводов относятся:
надежность; быстродействие; простота конструкции; экономичность;
дешевизна энергоносителя (воздуха); возможность бесступенчатого
регулирования скорости движения исполнительных органов привода
в широких пределах; безопасность в пожарном отношении.
Недостатки пневмоприводов связаны в основном с высокой
сжимаемостью воздуха. Энергия сжатого воздуха, преобразуемая в
кинетическую энергию движущихся масс, вызывает рывки и уда-
ры, снижающие точность позиционирования исполнительных
органов станка. Поэтому пневмоприводы не обеспечивают необ-
ходимой плавности и точности хода, а также получения равно-
мерной и стабильной скорости перемещения исполнительных
органов станка при переменной нагрузке.
Примером использования пневмоприводов в токарных станках
является аэростатическая опора задней бабки (см. гл. 10), позволя-
ющая значительно уменьшить усилия, необходимые для ее пере-
мещения в продольном направлении.
20.3. Электрические приводы
Наиболее широкое распространение в металлорежущих стан-
ках получил электрический привод.
Электрическим приводом называется устройство, состоящее из
электродвигателя, аппаратуры управления и защиты, механиче-
ских передач, связывающих электродвигатель с рабочими органа-
ми станка. В настоящее время в станках используется многодвига-
тельный электропривод, при котором подвижные узлы станка
278
получают перемещение от различных электродвигателей. В токар-
но-винторезных станках имеются электродвигатели главного дви-
жения, быстрого хода, электронасосов для подачи охлаждающей
жидкости.
Число двигателей, устанавливаемых на одном станке, может
доходить до нескольких десятков.
К электроприводам металлорежущих станков предъявляются
определенные требования: в процессе обработки необходимо со-
хранение заданной скорости резания и выбранной подачи; поэто-
му электрический привод станка должен сохранить примерное
постоянство скорости при изменениях нагрузки; двигатель дол-
жен быть надежным в работе, долговечным, недорогим, компакт-
ным и экономичным.
Всем этим требованиям отвечает трехфазный асинхронный элек-
тродвигатель. Он состоит из корпуса, статора с трехфазной об-
моткой, короткозамкнутого или трехфазного ротора.
Наряду с асинхронными электродвигателями в конструкциях
станков используются синхронные электрические машины, в которых
скорость вращения ротора связана с частотой /сети переменного тока,
в которую эта машина включена, и числом пар полюсов магнитов.
В станках, где необходимо использовать зависимость величины
перемещений от количества импульсов, используются шаговые дви-
гатели.
В конструкциях станков предусмотрены электрические устрой-
ства, позволяющие выполнять операции управления электропри-
водом. Такие устройства называются аппаратурой управления. Эта
аппаратура позволяет осуществлять пуск, регулирования скорос-
ти вращения, изменение направления вращения, торможение и
отключение. Эти операции могут производиться как при ручном
управлении, так и автоматически. Простейшими аппаратами руч-
ного управления являются рубильники, пакетные переключате-
ли, кнопки.
Рубильники используются в качестве вводных выключателей для
снятия напряжения со станка в случае длительного перерыва в
работе, в иных случаях это выполняют другие аппараты.
Пакетные переключатели содержат несколько примыкающих
друг к другу однополюсных переключателей, управляемых поворо-
том общей оси. Однополюсные переключатели можно установить
так, чтобы при повороте оси одни цепи замыкались, а другие
размыкались. По сравнению с рубильниками пакетные переклю-
чатели компактнее.
Для одновременного переключения большого количества це-
пей используются барабанные переключатели, которые позволяют
при повороте барабана, имеющего медные контактные перемычки,
соединять соседние или противоположные контакты, закреплен-
ные в пластмассовой колодке.
279
В цепях освещения станка используются малогабаритные пере-
ключатели — тумблеры. В токарных станках используется также
контакторное управление электродвигателями. Контактором на-
зывают электромагнитный аппарат с автоматическим или кно-
почным включением. Он предназначен для частых включений и
отключений силовых электрических цепей.
Комплект контакторной аппаратуры, состоящий из контакто-
ров, кнопочных станций и тепловых реле, смонтированных на об-
щей панели, называется магнитным пускателем. Магнитные пуска-
тели предназначены для пуска, реверса и защиты от перегрузки
асинхронного электродвигателя с короткозамкнутым ротором.
Для автоматического управления движениями механизмов стан-
ков применяются путевые и конечные переключатели или выклю-
чатели. С их помощью ограничивается длина хода рабочих органов
станка при поступательном движении. Путевые переключатели
выполняют команды на отдельных участках пути, а конечные — в
конце пути рабочего органа станка.
У перегруженного электродвигателя увеличивается нагрев об-
моток, что может вызвать преждевременный выход его из строя.
Поэтому следует отключать двигатель, когда температура превы-
сит установленную величину. Если в цепи возникает короткое за-
мыкание, цепь необходимо немедленно отключить. Простейшими
аппаратами, обеспечивающими защиту электродвигателя и сети от
чрезмерно больших токов, являются плавкие предохранители. От-
ключение электродвигателя этими предохранителями происходит
в том случае, если плавится вставка, представляющая собой ку-
сок калиброванной проволоки или металлическую пластину.
Для защиты электродвигателя от недопустимого перегрева при
длительных перегрузках применяют тепловые реле.
Для защиты от коротких замыканий и чрезмерных нагрузок
кроме плавких предохранителей применяют реле тока, отключа-
ющие цепь при резком возрастании величины тока.
Взаимодействие элементов, составляющих электрооборудова-
ние станка, определяется электрической схемой. Применяют две
разновидности изображения электрических схем: монтажную и
принципиальную.
В монтажной схеме все аппараты и измерительные приборы
изображаются в соответствии с действительным размещением на
панелях управления, в пультах, шкафах и т.д. Эта схема использу-
ется при монтаже электрооборудования.
В принципиальной схеме все электрооборудование станка рас-
полагается независимо от их установки на месте. Такая схема обес-
печивает простой и наглядный способ объясненйя принципа ра-
боты электрооборудования станка.
Рассмотрим принципиальную электрическую схему токарно-
винторезного станка 16К20 (рис. 20.2).
280
Рис. 20.2. Принципиальная электрическая схема токарно-винторезного
станка 16К20:
Ml — двигатель главного хода; М2 — двигатель быстрого хода; М3 — двигатель
насоса охлаждения; ВВ, АВ1, АВ2, АВЗ — автоматические отключатели; РТГ,
РТБ, РТО — тепловые реле; КБШ, КВИ, КОХ, КБП — путевые переключате-
ли; ПУ1, ПУ2 — переключатели; КГ, КБ — контакторы; РВ — моторное реле;
А, Б, С — фазы двигателя
Включение и отключение шпинделя, а также реверс и тор-
можение этого станка осуществляют посредством фрикционной
муфты. Как видно из схемы, станок обслуживают три электродви-
гателя: двигатель Ml главного привода на 7,5 кВт, двигатель М2
быстрого перемещения суппорта на 0,75 кВт и двигатель М3 насо-
са охлаждения на 0,12 кВт.
Для защиты двигателя Ml от токов режима короткого замыка-
ния установлен автоматический отключатель ВВ с магнитными
расцепителями и расцепителем минимального напряжения. Для за-
щиты двигателей М2 и М3 применим автоматический выключа-
тель АВ1 с магнитными расцепителями.
Помимо того, двигатели защищены тепловыми реле РТГ, РТБ
и РТО, каждое из которых имеет два нагревательных элемента.
Автоматические отключатели АВ2 и АВЗ с магнитными расцепи-
телями, рассчитанные на малые токи, предохраняют соответствен-
но цепь электрического освещения и цепи управления.
При открывании дверцы электрошкафа нажимается путевой
переключатель КБШ, и его размыкающим контактом разрывает-
ся цепь питания катушки автоматического выключателя ВВ. При
этом автоматический выключатель отключается, и напряжение со
схемы станка снимается.
281
Если наладчику необходимо опробовать действие установлен-
ной в шкафу аппаратуры, то он может повернуть переключатель
управления ПУ1. При этом верхний контакт этого переключателя
размыкается, а нижний замыкается. Поскольку путевой переклю-
чатель КБШ нажат и его замыкающий контакт закрыт, катушка
автоматического выключателя ВВ остается включенной. При по-
нижении напряжения сети до нуля или до ненормально низких
его значений выключатель ВВ отключается. При открывании дверцы
электрошкафа нажимается путевой переключатель КВИ. При этом
включается индикатор напряжения. Путевой переключатель КБО
нажат, когда кожух сменных шестерен закрыт. Только при этом
условии может быть пущен привод главного движения.
При нажиме 1 включается контактор КГ и обеспечивает само-
питание. Двигатель главного привода начинает вращаться. Одно-
временно включается двигатель насоса охлаждения (если он не
отключен выключателем ПУ2).
Шпиндель включают и отключают поворотом рукоятки управ-
ления фрикционом. При ее повороте в среднее положение шпин-
дель отключается и нажимается путевой переключатель КОХ. Его
замыкающий контакт включает моторное реле, РВ не успевает
сработать и отключения двигателя не произойдет.
Включение двигателя быстрых ходов производят поворотом
рукоятки на фартуке. Рукоятка действует на путевой переключа-
тель КБП, включающий контактор КБ двигателя быстрых ходов.
Контрольные вопросы
1. Какое устройство называется гидроприводом?
2. Почему гидроприводы получили широкое распространение?
3. Какими свойствами должны обладать рабочие жидкости?
4. С какой целью используются дроссели?
5. Какое движение совершает поршень со штоком гидроцилиндра?
6. Какие устройства называются пневмоприводами?
7. Какой вид привода гидравлический или пневматический имеет бо-
лее высокий КПД?
8. Какие элементы входят в состав пневмопривода?
9. Где используется пневмопривод в конструкции токарно-винторез-
ного станка 16К20?
10. Какое устройство называется электроприводом?
11. Почему асинхронный двигатель наиболее часто используется в кон-
струкциях металлорежущих станков?
12. Из каких частей состоит асинхронный двигатель?
13. Какие устройства относятся к аппаратуре управления электропри-
вода?
14. С помощью каких устройств можно автоматизировать процесс уп-
равления движением рабочих органов станка?
СПИСОК ЛИТЕРАТУРЫ
1. Багдасарова Т.А. Токарное дело. Рабочая тетрадь: Учеб, пособие. —
М.: Изд. центр «Академия», 2003. — 109 с.
2. Ганевский Г. М., Гольдин И. И. Допуски, посадки и технические изме-
рения в машиностроении: Учеб, пособие. — М.: Высш, шк., 1987. — 268 с.
3. Гольдин И. И. Основные сведения по технической механике: Учеб,
пособие. — М.: Высш, шк., 1980. — 71 с.
4. Денежный П. М., Стискин Г М., Гхор И. Е. Токарное дело: Учеб, по-
собие. — М.: Высш, шк., 1979. — 197 с.
5. Зайцев Б. Г, Рыцев С. Б. Справочник молодого токаря. — М.: Высш,
шк., 1988. — 336 с.
6. Капель И. А. Обучение программированию на токарно-винторезных
станках с оперативным ПУ: Методические рекомендации. — М.: Всесо-
юзный научно-методический центр профессионально-технического об-
разования, 1983. — 53 с.
7. Клепиков В. В., Семичастнов Ю.И., Бодров А. М. Технология маши-
ностроения. Методы обработки: Учеб, пособие. — М.: Центр «Школьная
книга», 1999. — 533 с.
8. Клепиков В. В., Семичастнов Ю. И., Бодров А. Н. Технология машино-
строения: Учеб, пособие. — М.: Центр «Школьная книга», 1999. — 534 с.
9. Общие сведения о промышленных роботах. Кн. 1: Учеб, пособие ,
Е.М. Козырев, Ю. Г. Козырев, Б. И.Черпаков и др. — М.: Высш, шк.,
1987.-46 с.
10. СхиртладзеА. Г, Новиков В.Ю. Станочник широкого профиля: Учеб,
пособие. — М.: Высш, шк., 1989. — 464 с.
11. Схиртладзе А. Г Работа оператора на станках с программным уп-
равлением: Учеб, пособие. — М.: Высш, шк., 1988. — 174 с.
12. Федюшкина Л. А. Изучение основ программного управления, кон-
струкции и эксплуатации станков с АСУ на уроках спецтехнологии: Учеб,
пособие. — М.: Центральная научно-исследовательская лаборатория про-
блем подготовки рабочих широкого профиля Госпрофобра РСФСР, 1986. —
88 с.
13. Фещенко В. Н, Махмутов Р.Х. Токарная обработка: Учеб, пособие. —
М.: Высш, шк., 1990. — 302 с.
14. Чернов И.Н. Металлорежущие станки: Учебник.— М.: Машино-
строение, 1987. — 414 с.
15. Черпаков Б. И., Альперович ГА. Металлорежущие станки: Учебник. —
М.: Изд. центр «Академия», 2003. — 368 с.
16. Эксплуатация промышленных роботов совместно с технологи-
ческим оборудованием. Кн. 5: Учеб, пособие / Е.М.Козырев, Ю.Г.Ко-
зырев, Б. И. Черпаков и др. — М.: Высш, шк., 1987. — 45 с.
283
ОГЛАВЛЕНИЕ
Введение....................................................3
Глава 1. Основные сведения о токарной обработке................5
1.1. Сущность токарной обработки............................5
1.2. Устройство токарно-винторезных станков.................8
1.3. Организация рабочего места токаря.....................10
1.4. Токарные резцы........................................12
1.5. Заточка резцов........................................14
1.6. Элементы режима резания при точении...................17
Глава 2. Общие сведения о технологическом процессе механической
обработки..................................................20
2.1. Понятия производственного и технологического процессов..20
2.2. Типы производства.....................................23
2.3. Понятие о базировании и базах.........................24
2.4. Технологическая документация..........................27
2.5. Правила записи технологических операций и переходов...28
2.6. Правила построения технологического процесса..........29
2.7. Рассуждения, необходимые для построения технологического
процесса...................................................30
Глава 3. Технология обработки наружных цилиндрических и торцовых
поверхностей...............................................35
3.1. Требования, предъявляемые к наружным цилиндрическим
и торцовым поверхностям....................................35
3.2. Способы установки и закрепления заготовок при обработке.36
3.3. Резцы для обработки наружных цилиндрических
и торцовых поверхностей....................................41
3.4. Обработка наружных цилиндрических поверхностей........43
3.5. Обработка торцовых поверхностей и уступов.............46
3.6. Вытачивание канавок и отрезание.......................46
3.7. Контроль деталей после обработки цилиндрических
и торцовых поверхностей....................................49
Глава 4. Технология обработки отверстий.......................52
4.1. Способы обработки отверстий...........................52
4.2. Сверление и рассверливание............................52
4.3. Технология сверления..................................56
4.4. Зенкерование..........................................58
4.5. Технология зенкерования...............................60
4.6. Растачивание..........................................61
284
4.7. Технология растачивания...............................63
4.8. Развертывание.........................................65
4.9. Технология развертываний..............................67
4. ГО. Дефекты, возникающие при обработке отверстий, и методы
контроля отверстий.........................................69
Глава 5. Технология нарезания крепежных резьб метчиками
и плашками.................................................73
5.1. Общие сведения о резьбах..............................73
5.2. Инструменты, используемые при изготовлении резьб......76
5.3. Нарезание крепежных резьб.............................78
5.4. Виды дефектов резьбовой поверхности, крепежной резьбы.
Контроль резьбовой поверхности.............................82
Глава 6. Технология обработки конических поверхностей.........86
6.1. Общие сведения о конических поверхностях..............86
6.2. Способы получения конических поверхностей.............88
6.3. Обработка конических поверхностей.....................88
6.4. Дефекты, возникающие при обработке конических
j поверхностей. Контроль конических поверхностей..............96
Тлава 7. Технология обработки фасонных поверхностей...........99
7.1. Общие сведения о фасонных поверхностях................99
7.2. Инструмент, используемый при обработке фасонных
поверхностей...............................................99
7.3. Обработка фасонных поверхностей......................102
7.4. Виды дефектов фасонной поверхности. Контроль фасонной
поверхности...............................................107
Глава 8. Технология отделки поверхностей......................109.
8.1. Влияние шероховатости поверхности на эксплуатационные
свойства деталей..........................................109
8.2. Притирка или доводка..................................ПО
8.3. Полирование...........................................112
8.4. Пластическое деформирование 112
8.5. Накатывание рифлений..................................114
Глава 9. Сведения о механизмах, машинах и деталях машин.......116
9.1. Основные понятия.....................................116
9.2. Передачи, используемые в металлорежущих станках 117
9.3. Детали, используемые в машинах и механизмах..........122
9.4. Понятие о кинематических схемах 126
9.5. Типовые механизмы, используемые в конструкциях станков 130
Глава 10. Станки токарной группы, их конструкция и назначение.132
10.1. Основные типы токарных станков и обозначение их моделей.
Классификация металлорежущих станков.....................132
10.2. Токарно-винторезные станки.........................133
10.3. Токарно-револьверные станки........................144
10.4. Лобовые и карусельные станки 145
10.5. Токарные полуавтоматы и автоматы...................146
10.6. Эксплуатация токарных станков......................147
285
Глава 11. Технологическая оснастка токарных станков...........152
11.1. Понятие технологической оснастки, ее назначение,
классификация............................................152
11.2. Основные виды приспособлений, используемых
на токарных станках.....................................153
11.3. Условные обозначения приспособлений, используемые
в технологических схемах................................159
Глава 12. Технология нарезания резьб резцами...............163
12.1. Резьбовые резцы...................................163
12.2. Нарезание резьб резцами...........................165
Глава 13. Технология обработки деталей со сложной установкой..177
13.1. Обработка заготовок с установкой в четырехкулачковом
патроне.................................................177
13.2. Установка заготовок на планшайбе и на угольнике...179
13.3. Установка нежестких валов.........................181
13.4. Установка заготовок для обработки эксцентриковых
деталей.................................................182
13.5. Установка заготовок при обработке отверстий
в тонкостенных втулках..................................184
13.6. Использование сложных поверхностей в качестве
установочных баз........................................185
Глава 14. Основы теории резания............................188
14.1. Сведения о теории резания.........................188
14.2. Явления, сопровождающие процесс резания...........189
14.3. Материалы, используемые для изготовления инструмента.193
14.4. Зависимость геометрии резца от условий обработки..196
14.5. Изменение углов резания в зависимости от установки резца . 201
14.6. Изготовление твердосплавных резцов и их конструкции..202
14.7. Износ резцов.........................................206
14.8. Стойкость резцов и скорость резания..................208
14.9. Смазочно-охлаждающие жидкости и их подача в зону
резания..................................................210
14.10. Силы, действующие на резец. Мощность резания.....211
Глава 15. Основы программного управления...................217
15.1. Типы систем программного управления...............217
15.2. Системы координат и направления движения
исполнительных органов...................................219
15.3. Подготовка управляющих программ и их запись
на программоносителях....................................221
Глава 16. Токарные станки с программным управлением........231
16.1. Классификация токарных станков с ЧПУ, их основные
показатели..............................................231
16.2. Конструктивные особенности токарных станков с ЧПУ....234
16.3. Токарные станки с ЧПУ моделей 16К20ФЗС5 и 16К20Т1.237
16.4. Составление программ обработки деталей на станке
модели 16К20Т1 с использованием УЧПУ
«Электроника НЦ-31»............................•.....240
286
Глава 17. Робототехника: манипуляторы, автооператоры,
промышленные роботы.......................................251
17.1. Робототехника в производстве........................251
17.2. Устройство и характеристики промышленных роботов....252
Глава 18. Пути повышения производительности труда и качества
продукции.................................................255
18.1. Производительность труда и пути ее повышения........255
18.2. Пути повышения производительности труда при обработке
заготовок на токарном станке.............................257
18.3. Качество продукции. Пути повышения качества.........261
18.4. Стандартизация и ее основные положения..............266
Глава 19. Техническое обслуживание и планово-предупредительный
ремонт....................................................269
19.1. Понятия о рациональной системе технического
обслуживания и ремонта оборудования.......................269
19.2. Диагностирование неисправностей токарно-винторезного
станка....................................................270
19.3. Виды организации ремонтного хозяйства на предприятии.272
Глава 20. Приводы металлорежущих станков......................274
20.1. Гидроприводы........................................274
20.2. Пневмоприводы.......................................278
20.3. Электрические приводы...............................278
Список литературы............................................283
Учебное издание
Багдасарова Татьяна Ануфриевна
Токарь-универсал
Учебное пособие
Редактор О. Ю. Срибная
Технический редактор О. С. Александрова
Компьютерная верстка: В.А.Крыжко
Корректоры Е. В. Соловьева, С. Ю. Свиридова
Диапозитивы предоставлены издательством.
Изд. № А-1058-11. Подписано в печать 30.05.2005. Формат 60x90/16.
Бумага тип. № 2. Гарнитура «Таймс». Печать офсетная. Усл. печ. л. 18,0.
Тираж 5100 экз. Заказ №» 14978.
Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.004796.07.04, от 20.07.2004.
117342, Москва, ул. Бутлерова, 17-Б, к. 360. Тел./факс: (095) 330-1092, 334-8337.
Отпечатано в ОАО «Саратовский полиграфический комбинат»
410004, г. Саратов, ул. Чернышевского, 59.