/


























Текст
—- —------- ---- ----
ЮИ. ЖУРАВИЦКИЙ ГАЗОВАЯ СВАРКА
ЧУГУНА
ОГЛАВЛЕНИЕ
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОГ
И КОНСТРУКТОРСКИЙ ИНСТИТУТ
АВТОГЕННОГО МАШИНОСТРОЕНИЯ
ВНИИАВТОГЕНМАШ
I)
17
Ю> и- жУРавицкий
г.АЗОВАЯ
ЧУГУНА
СВАРКА
Введение ................................................
Характеристика и классификация чугунов...................
Свариваемость чугуна . . .....................
Классификация способов сварки чугуна ....................
Аппаратура и оборудование для газопламенных способов ре-
монта чугунных отливок и деталей ........................
Сварочные горелки .
Установка для подачи флюса
Нагревательные устройства .
Технология газовой сварки чугуна
Газы и газовое пламя .
Флюсы ........................
Присадочные материалы
Горячая сварка ....
Холодная сварка
Ремонтная сварка
Технология пайкосварки и пайки чугуна ...................
Пайкосварка .........................................
Газопорошковая наплавка........................
Пайка................................................
Промышленное применение газопламенных способов для уст-
ранения дефектов ........................................
Устранение дефектов, выявленных до пли после первич-
ной обработки отливок ................................
Устранение дефектов, выявленных на последних опера-
циях механической обработк?!................
Ремонтная сварка чугунных деталей
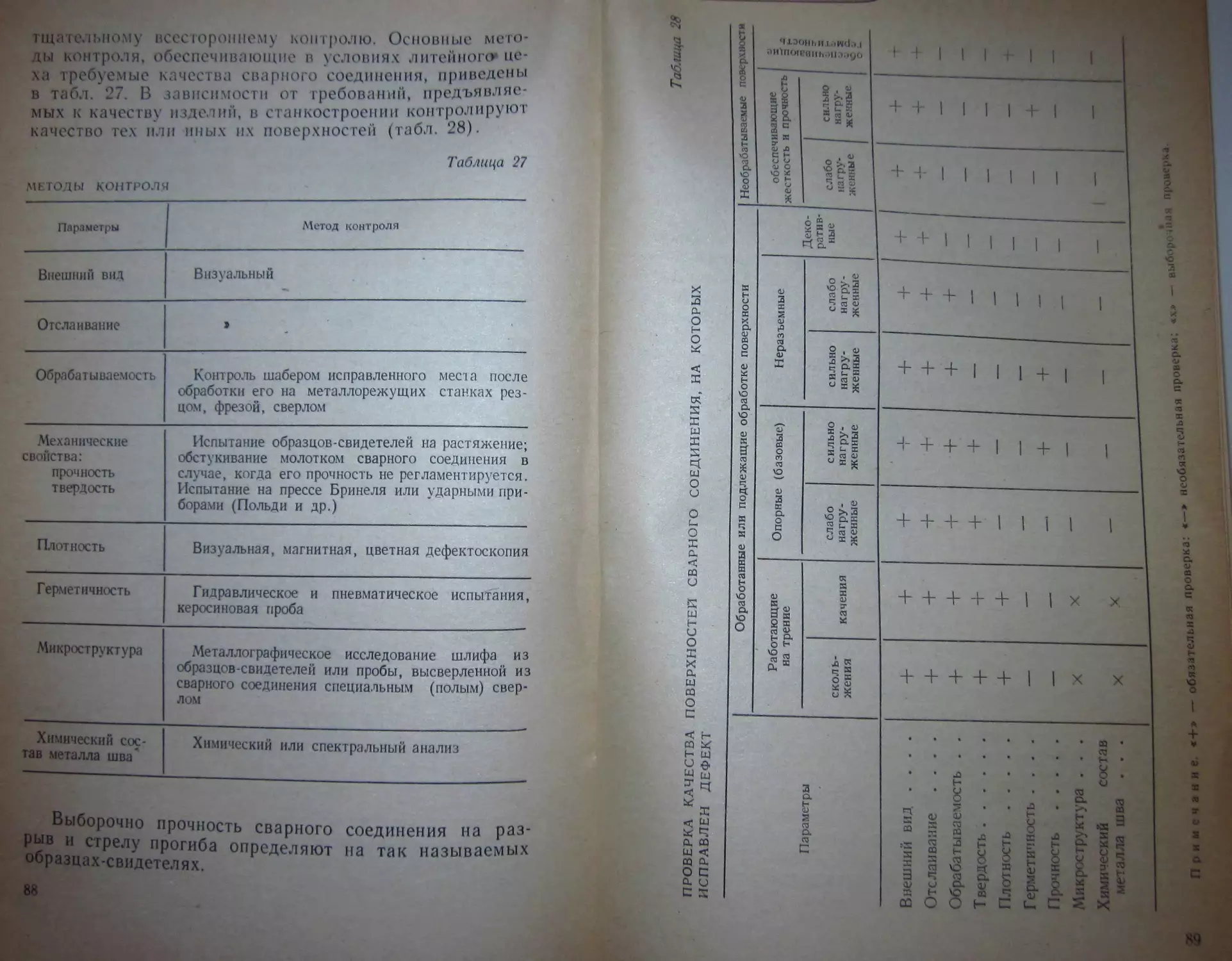
Контроль качества сварного соединения
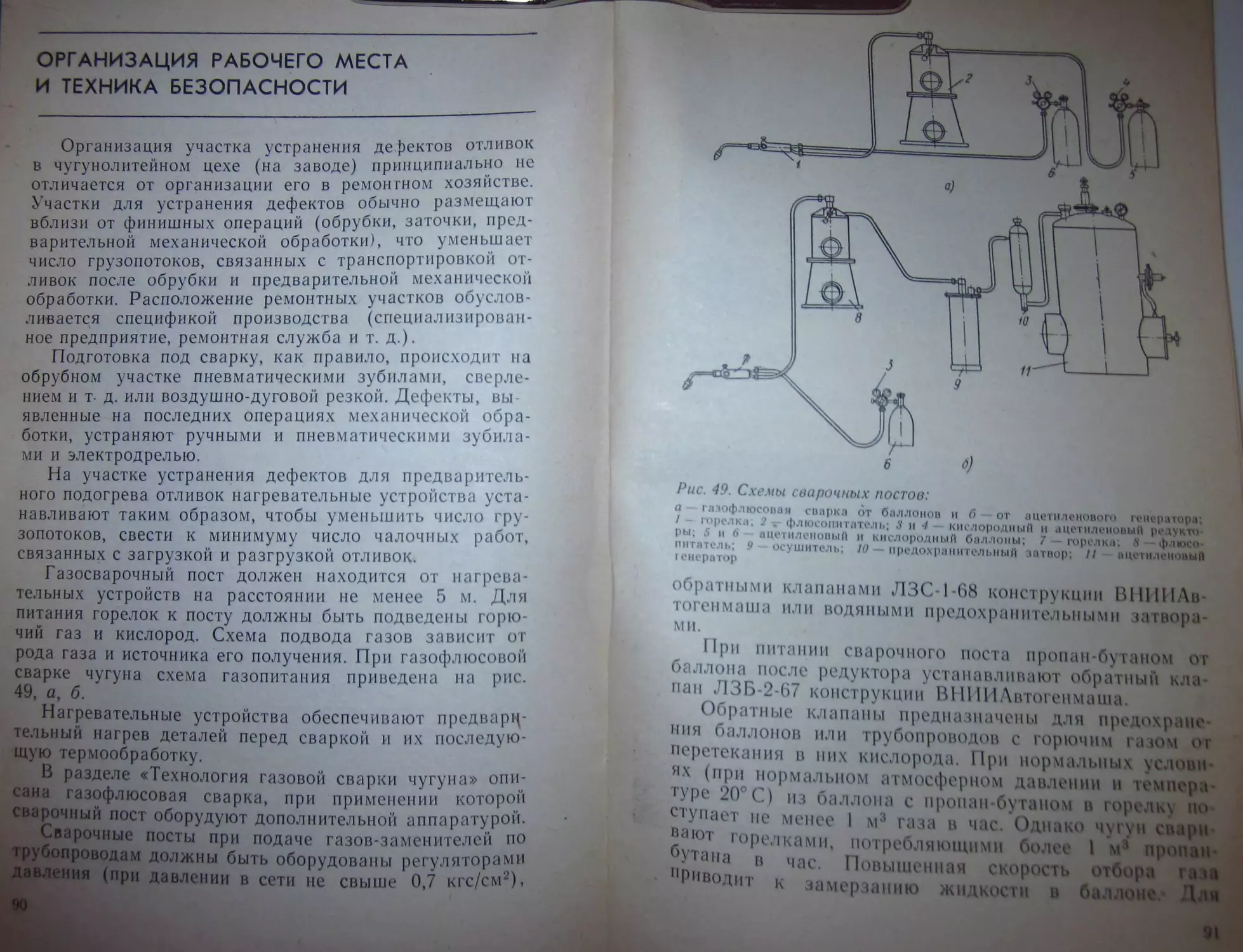
Организация рабочего места и техника безопасности
Список литературы .............................
23
23
32
34
42
42
47
50
52
58
59
60
60
69
73
Под редакцией
И. А. АНТОНОВА
и
Д. Л. ГЛИЗМАНЕНКО
80
83
87
90
97
I
Москва «Машиностроение» 1974
A 90
УДК 621 791 5 : 669 13(082 I)
A90
г А И ЖУРавиЦКИИ Ю
Асиновская •
. Газовая сварка чугуна
с«. «в- ..-
______ меемо»1*±“ЙЯ дефектов
/1Н Материалы и технология
И пайкосварки в изна,ена
Б₽ОХн 4VTVH3.
стн сварки
3l206-06J_-fi5-74
А 038(01)-74
At, «Машиностроение»
С> Издательство «Машиностроение»,
для рабочих и мастеров, занятых в обла-
6П4.3
Т. И. Андреева
Ю. Эленбаум
5/VII 1974 г.
Усл.-печ.
1974
Гнеся Абрамовна Асиновская.
Юрий Исаакович Журавицкий
ГАЗОВАЯ СВАРКА ЧУГУНА
Редактор издательства Ю. Л. Маркиз
Технические редакторы Н. В. Тиморенко и
Корректор И. М. Борейила. Художник Ф.
^да^ТТ'------—_________ Т-09957
------JIbCTBo ------------------- - л. 5,04.
Мос^овс^2 '^-~~^2°ен1{^^07^ГХ,---------- Цена 18 КОП'
ОСТРОВ ;ССС^™™7л«Фпр„„а» „„„ Гх,тс„ж.
► 5/t Цветной М И3^ат^льств, полиграфии н
н °У^ьварг д, 26.
ФорматВ84Н<й/7/V 1974 Г к Подписано к печати
уи „Д Бумага типографская № 2.
Ик-изд. Л. 4,85. Тираж 30 000 экз. Заказ № 743.
ВВЕДЕНИЕ
Чугун — широко применяемый конструкционный ма-
териал, отличающийся дешевизной, хорошими литейны-
ми свойствами и обрабатываемостью, высокой износо-
стойкостью и малым коэффициентом линейного расши-
рения, В чугунных отливках на разных стадиях
обработки выявляются различные дефекты. Кроме того,
пониженная прочность и высокая хрупкость серых чу-
гунов приводят в отдельных случаях к поломке в про-
цессе эксплуатации изготовленных из них деталей, а
это в свою очередь приводит к выходу из строя или к
простою оборудования. Поломки могут быть также выз-
ваны приложением к деталям нагрузок, превышающих
расчетные, попаданием в механизмы инородных твердых
тел, образованием трещин из-за неравномерного нагре-
ва и т. д.
В большинстве случаев дефекты в чугунных деталях
и отливках можно устранить. При правильном выборе
способов устранения дефектов и их тщательном выпол-
нении качество восстановленных деталей, как правило,
отвечает требованиям эксплуатации. *. ;»
Для устранения дефектов в чугунных отливках при
ремонте деталей, вышедших из строя, широко применя-
ют газовую сварку и пайкосварку. Это объясняется воз-
можностью регулировать в широком диапазоне тепловое
воздействие на сварочную ванну и основной металл в
околошовной зоне. При газовой сварке обеспечивается
более продолжительный и равномерный нагрев и охлаж-
дение детали по сравнению с этими же показателями
при электродутовой сварке, при этом создаются лучшие
условия для процесса графитизации в металле шва и
уменьшается вероятность появления структур отбела и
закалки в околошовной зоне. При газовой сварке соз-
даются меньшие
” умень^ается
a
ВерОЯТНОСТЬ ... .
Газовое пламя позволяет
друг от друга пРо,1ееС1>|' ”д с
чую разделку дефекта под
садочного маТс|у1^1.-, же мои
пламени однои^тоиж
обеспечивает
газовой сварки чугуна обу-
особенносн' i соединения, механиче-
словливают состав и коррозионная стой’,
скве свойства, хим. ческ^ п0,(азателям основного
кость которою и с
металла. толпой сварки — относительно низкая
Недостаток газе ная с малым к. п. д. пламе-
"Р°ГТТСтоЬго необходимость использования взрыве
ни. Кроме ГОТО, н ? обслуживацие сварочных по-
ОПаС"аХвсе3это вместе взятое затрудняет механизацию
стов, _
процесса. ГЯоовой сварки и пайкосварки расши-
Н°ВЬмЛкла^Р^ Устраняемых дефектов и повышают
JXhTMaIu™» <<Станколнт» и другие предприя-
изменением р
свою очередь
процесса.
Указанные особенности
ВНИИЛИТМАШ,
тия страны.
?т
?в осмовни-—1авлепие при.
зарку 11 ДсТВие на металл
Хт.ГмоЖНО регулировать
"пламени от ванны, что в
регулируемость теплового
ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ
ЧУГУНОВ
Чугун — миги ^компонентный железоуглеродистый
сплав, содержащий более 2,14% С, до 5% Si и некото-
рое количество марганца, серы и фосфора, зависящее
от типа чугуна. В специальные чугуны вводят легирую-
щие добавки: никель, хром, молибден, ванадий и др.
В зависимости от состояния углерода в сплаве разли-
чают белые, серые, ковкие и высокопрочные чугуны.
Белые чугуны в изломе светло-серого или почти бе-
лого цвета, так как углерод в них находится в связан-
ном состоянии в виде карбида железа — цементита.
Последний образует эвтектику — ледебурит, состоящую
из смеси цементита и перлита или цементита и аусте-
нита (рис. 1). Цементит хрупок, обладает высокой твер-
достью (НВ 800), поэтому и белые чугуны имеют высо-
кие хрупкость и твердость, не поддаются механической
обработке и ограниченно применяются в качестве кон-
струкционного материала. Их иногда используют для
j получения ковких чугунов.
Серые чугуны в изломе серебристого цвета из-за на-
| лещин в них пластинчатых включений графита. Практи-
I чески в чугунах содержится около 50% С в свободном
состоянии, остальной углерод находится в связанном
I состоянии в виде вторичных карбидов, например пер-
I лита.
Процесс графитизации заключается в выделении гра-
фита из жидкой и твердой фаз и состоит из двух ста-
дий— образования центров графитизации и роста во-
круг них графитовых включений. Степень графитизации
обусловливает структуру металлической основы серых
чугунов. По мере ее повышения получают соответствен-
но серые чугуны с перлитной, перлито-ферритной и фер-
ритной основой. .'
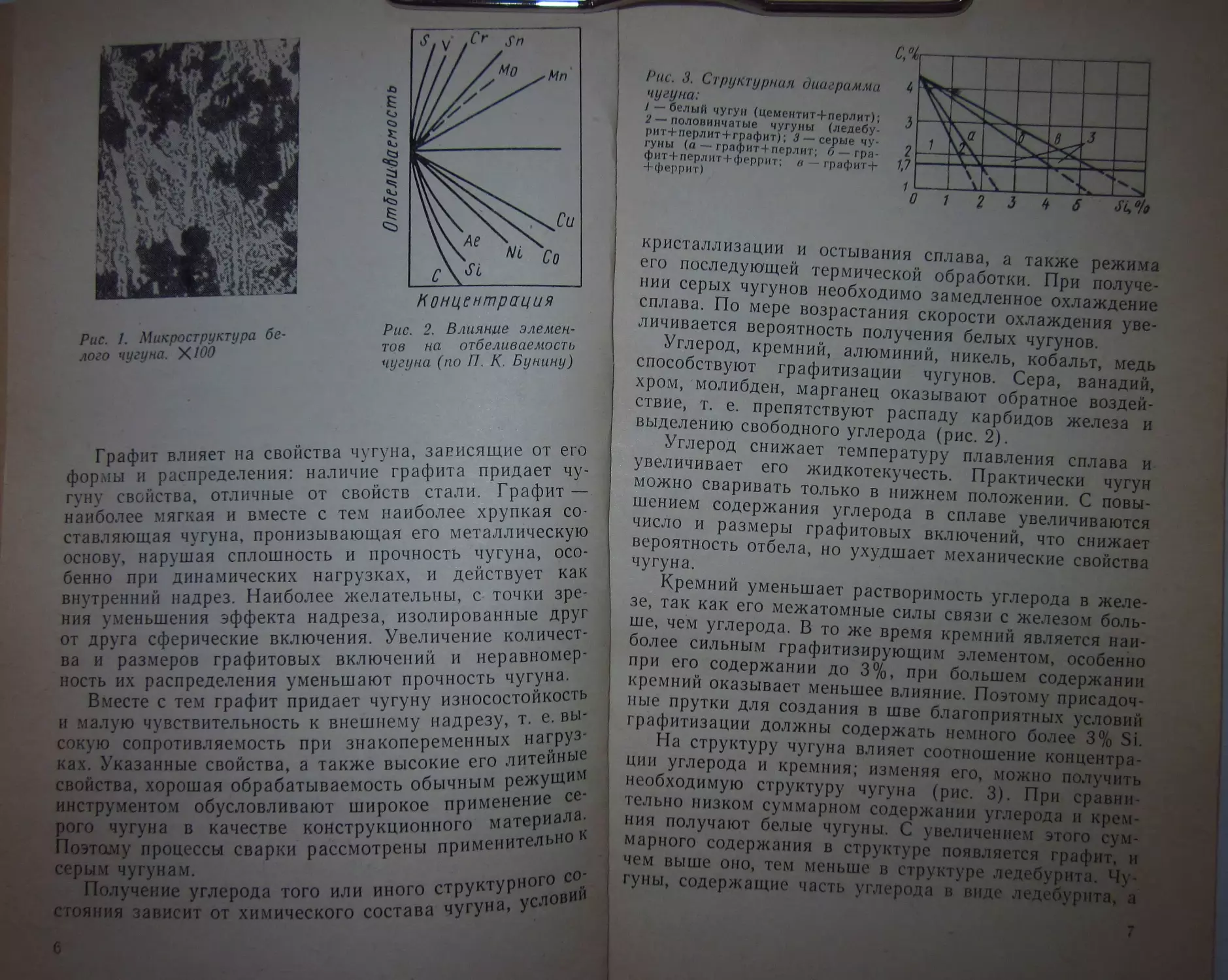
Рис. 1. Микроструктура бе-
лого чугуна. У. 100
Концентрация
Рис. 2. Влияние элемен-
тов на отбеливаемость
чугуна (по П. К. Бунину)
Графит влияет на свойства чугуна, зависящие от его
формы и распределения: наличие графита придает чу-
гуне свойства, отличные от свойств стали. Графит —
наиболее мягкая и вместе с тем наиболее хрупкая со-
ставляющая чугуна, пронизывающая его металлическую
основу, нарушая сплошность и прочность чугуна, осо-
бенно при динамических нагрузках, и действует как
внутренний надрез. Наиболее желательны, с точки зре-
ния уменьшения эффекта надреза, изолированные друг
от друга сферические включения. Увеличение количест-
ва и размеров графитовых включений и неравномер-
ность их распределения уменьшают прочность чугуна.
Вместе с тем графит придает чугуну износостойкость
и малую чувствительность к внешнему надрезу, т. е. вы-
сокую сопротивляемость при знакопеременных нагруз-
ках. Указанные свойства, а также высокие его литейные
свойства, хорошая обрабатываемость обычным режущим
инструментом обусловливают широкое применение се-
рого чугуна в качестве конструкционного материала.
Поэтому процессы сварки рассмотрены применительно
серым чугунам. Jl
Получение углерода того или иного структурного с
стояния зависит от химического состава чугуна, уело
Рис. 3. Структурная диаграмма
чугуна:
/—белый чугун (цсментитЧ-перлит);
2—половинчатые чугуны (ледебу-
рит+перлит + графит); 3 — серые чу-
гуны (а — графит-]-перлит; б — гра-
фит-1-перлит+феррит; в - графитф-
4-феррит)
кристаллизации и остывания сплава, а также режима
его последующей термической обработки. При получе-
нии серых чугунов необходимо замедленное охлаждение
сплава. По мере возрастания скорости охлаждения уве-
личивается вероятность получения белых чугунов.
Углерод, кремний, алюминий, никель, кобальт, медь
способствуют графитизации чугунов. Сера, ванадий,
хром, молибден, марганец оказывают обратное воздей-
ствие, т. е. препятствуют распаду карбидов железа и
выделению свободного углерода (рис. 2).
Углерод снижает температуру плавления сплава и
увеличивает его жидкотекучесть. Практически чугун
можно сваривать только в нижнем положении. С повы-
шением содержания углерода в сплаве увеличиваются
число и размеры графитовых включений, что снижает
вероятность отбела, но ухудшает механические свойства
чугуна.
Кремний уменьшает растворимость углерода в желе-
зе, так как его межатомные силы связи с железом боль-
ше, чем углерода. В то же время кремний является наи-
более сильным графитизирующим элементом, особенно
при его содержании до 3%, при большем содержании
кремний оказывает меньшее влияние. Поэтому присадоч-
ные прутки для создания в шве благоприятных условий
графитизации должны содержать немного более 3% Si.
На структуру чугуна влияет соотношение концентра-
ции углерода и кремния; изменяя его, можно получить
необходимую структуру чугуна (рис. 3). При сравни-
тельно низком суммарном содержании углерода и крем-
ния получают белые чугуны. С увеличением этого сум-
марного содержания в структуре появляется графит, и
чем выше оно, тем меньше в структуре ледебурита. Чу-
гуны, содержащие часть углерода в виде ледебурита, а
металлической основы
увеличивает
часть в виде графита, называют половинчатыми,
чугуны не содержат ледебурита. . основы
Кремний влияет на свойства металлическ0|верд0СТЬ
чугуна: уменьшает прочность, увеличивав41 1
и хрупкость ферритной еоставляющей. угу^
ческого строения, содержащие 4,-- 5/о ; ы„]е1111ем с0.
ются низкой температурой плавления, с Г1Г,оима пл™
держания кремния чугун эвтектическою с гр У
дср/ланни кремнии v - иглеоода, которое опре-
чают при меньшем содержании \ю<| д > 1
дсляют по уравнению
где si — содержание кремния, %. |
При сварке применяются присадочные пру ikii, как
правило, эвтектического строения.
Марганец стабилизирует карбиды, т. е. способствует
отбелу чугуна. Это свойство проявляется наиболее силь-
но при содержании в сплаве более 1,5% Мп, при мень-
шем содержании марганец оказывает даже положитель-
ное влияние на процесс графитизации, так как устраня-
ет отрицательное влияние серы, образуя с ней сернистый
марганец (MnS), плохо растворимый в жидком и твер-
дом чугунах и сравнительно легко удаляемый из метал-
ла в шлак.
Сера в чугунах является вредной примесью. Она не
только вызывает отбел чугуна, но, образуя по границам
зерен сравнительно легкоплавкую эвтектику (Fe — FeS),
способствует образованию горячих трещин. Для ослаб-
ления вредного действия серы марганца должно .содер-
жаться примерно в 3 раза больше серы. Верхний предел
содержания серы в чугунах составляет примерно
0,15%.
Фосфор в сплаве увеличивает жидкотекучесть и по-
нижает температуру затвердевания чугуна, способству-
ет его графитизации, а также увеличивает возможность
образования трещин в чугуне. В чугунах его обычно со-
держится не более 0,1—0,9%.
Механические свойства серых чугунов, изготовляемых
по ГОСТ 1412—70, приведены в табл. 1, химический
состав табл. 2. В этих чугунах основная часть угле-
рода находится в виде пластинчатого графита (рис. 4)-
еталлическая основа может быть ферритная, перлито
ферритная или перлитная. Чугуны СЧ 28-48, СЧ 32-52,
Таблица 1
МЕХАНИЧЕСКИЕ СВОЙСТВА СЕРОГО ЧУГУНА
СЧ 00
СЧ 21 40
СЧ 32-52
Марка чугуна
СЧ 18-36
СЧ 24-44
СЧ 28-48
СЧ 36-56
СЧ 40-60
СЧ 44-64
СЧ 12-28
—
СЧ 15-32
Предел прочности, кге/мм2 Стрела прогиба при расстоянии между опорами, мм Твердость по Бринелю
при растяже- нии при изгибе 600 300
— — — — —•
12 28 6 2,0 143—229
15 32 8 2,5 163—229
18 36 170—229
21 40 9 3,0 170—241
24 44 170—241
28 48 170—241
32 гп 187—255
36 56 197—269
40 60 10 3,5 207—269
44 64 229—289
Таблица 2
СОСТАВ (%) СЕРОГО ЧУГУНА (по данным ЦНИИТМАШа)
• Марганец Фосфор 1 Сера
Марка чугуна Углерод Кремний не более
СЧ 15-32 3,5—3,7 2,0—2,4 0,5—0,8
СЧ 18-36 3,4—3,6 1,7-2,1 0,5-0,7 0,15
СЧ 21-40 3,3—3,5 1,4-1,7 0,6—0.9
СЧ 24-44 3,2—3,4 1,4-1,7 0,6—0,9 . 0,3
СЧ 28-48 3,1—3,4 1,2—1,5 0,6—0,9 0,12
СЧ 32-52 3,0—3,2 1,0—1,3 0,7—1,0
СЧ 36-56 2,9—3,0 1.0-1,! 1,0-1,1
СЧ 40-60 2,5—2,7 2,5—2,9 0,2—0,4 0,02 0,02
СЧ 44-64 2,5—2,7 2,5—2,9 0,2—0,4 0,02 0,02
9
Рис. 4. Микроструктура се-
рого чугуна с пластинчатым
графитом. X100
Рис. 5. Микроструктура ков-
кого чугуна. \450
СЧ 36-56 и СЧ 40-60 являются модифицированными, их
получают путем введения графитизирующих присадок,
например ферросилиция и вторичного алюминия.
Таблица 3
МЕХАНИЧЕСКИЕ СВОЙСТВА КОВКОГО ЧУГУНА
Марка чугуна Предел прочности, кгс/мм2 (не менее) Относительное удлинение, (не менее) Твердость по Бринелю (не более)
КЧ 30-6 30 6 163
КЧ 33-8 33 8 163
КЧ 35-10 35 10 163
КЧ 37-12 37 12 163
КЧ 45-6 45 6 241
КЧ 50-4 50 4 241
КЧ 56-4 56 4 269
КЧ 60-3 60 3 260
КЧ 63-2 63 2 269
В описываемых чугунах графитовые выделения
ют сравнительно небольшие размеры и завихренну #
розеточную форму. Модифицированные чугуны с об-
металлической основой, что и обычные серые чу
л ада ют более высокими механическими своисг
10
Ковкие чугуны (КЧ,
ГОСТ 1215—59) обла-
дают
меньшей
хрупко-
стью, чем серые чугуны.
Исходным материалом
для их получения служит
белый чугун, подвергае-
мый специальной термо-
обработке: продолжи-
тельному отжигу или так
называемому томлен и ю
при 800—850° С. Такая
обработка обусловливает
выделение мелкого гра-
фита в виде хлопьев или
розеток (рис. 5). В зави-
Рис. 6. Микроструктура вы-
сокопрочного чугуна. У.!00
симости от режима тер-
мообработки металлическая
ной или перлитной.
основа может быть феррит-
Таблица 4
МЕХАНИЧЕСКИЕ СВОЙСТВА ЧУГУНА С ШАРОВИДНЫМ
Г РАФ И ТОЛА
Марка чугуна ч Предел прочности, к гс/мм2 Предел текучести, к гс/мм2 Относи- * тельное удлинение, % Ударная вязкость, кгс • м/см2 Твердость по Бринелю
не менее
ВЧ 38-17 38 24 17 6,0 140-170
ВЧ 42-12 42 28 12 4,0 140—200
ВЧ 45-5 45 33 5 3,0 160—220
ВЧ 50-2 50 38 2 2,0 180—260
ВЧ 60-2 60 40 2 2,0 200—280
ВЧ 70-3 70 40 3 3,0 229—275
ВЧ 80-3 80 50 3 2,0 220—300
ВЧ 100-4 100 70 4 3,0 302—369
ВЧ 120-4 120 90 4 3,0 302—369
В ковких чугунах при повторном нагреве свыше
900° С графит может распадаться и образовывать це-
ментит, что затрудняет их сварку, так как для восста-
новления углерода первоначальной формы необходим
полный цикл термообработки сварного изделия.
Механические свойства ковких чугунов даны в
табл. 3.
П
LI' 7293-70)
~ 6) Его широко приме
.'..„Jrn вследст-
--- серым чу । у ном.
-1 МОДИ фи цп-
н продувании через
„ ..опыо никелем, ферро-
— сплава магния с медью,
Высокопрочный чугун (ГОСТ
графит шаровидной формы (рис.
пяют в машиностроительной промышленности
вне высокой прочности ио сравнению с
Получение высокопрочного чугуна coctojh^ в
ровании его магнием или церием к R nJnp
„его (в жидком виде) азота. Фер|Ю
SXS и“дГ“«ан“«™евс“»а высокопрочного
чугуна даны в табл. 4.
* •»
______________________________._________
________________________________________—---
——————————
СВАРИВАЕМОСТЬ'ЧУГУНА :
(--------------------------------------------
Свариваемость является изменяемой характеристи-
кой и зависит не только от свойств свариваемого метал-
ла (.химического состава, структуры и т. д.), но и от
способа и режимов сварки, состава присадочных мате-
риалов, флюсов и других параметров. Различают физи-
ческую и технологическую свариваемости. Физическая
свариваемость характеризуется возможностью протека-
ния физико-химических процессов (диффузии, образова-
ния твердых растворов и т. д.) между основным метал-
лом и сварочной ванной, в результате чего образуется
неразъемное соединение. Поэтому чугун следует отнести
к группе хорошо свариваемых металлов.
Под технологической свариваемостью понимают спо-
собность свариваемого металла образовывать без нару*
шения сплошности, искажения формы и снижения каче-
ства основного металла неразъемное соединение. С этой
точки зрения чугун является трудносвариваемым спла-
Отметим три основные причины, ухудшающие свари'
ваемость чугуна: |
возможность образования в шве и околошовной зоне
?акаКИХ И тРУДн°обрабатываемых структур отбела
повышенную склонность металла к образован*110
трещин;
склонность к образованию пор. Я
12
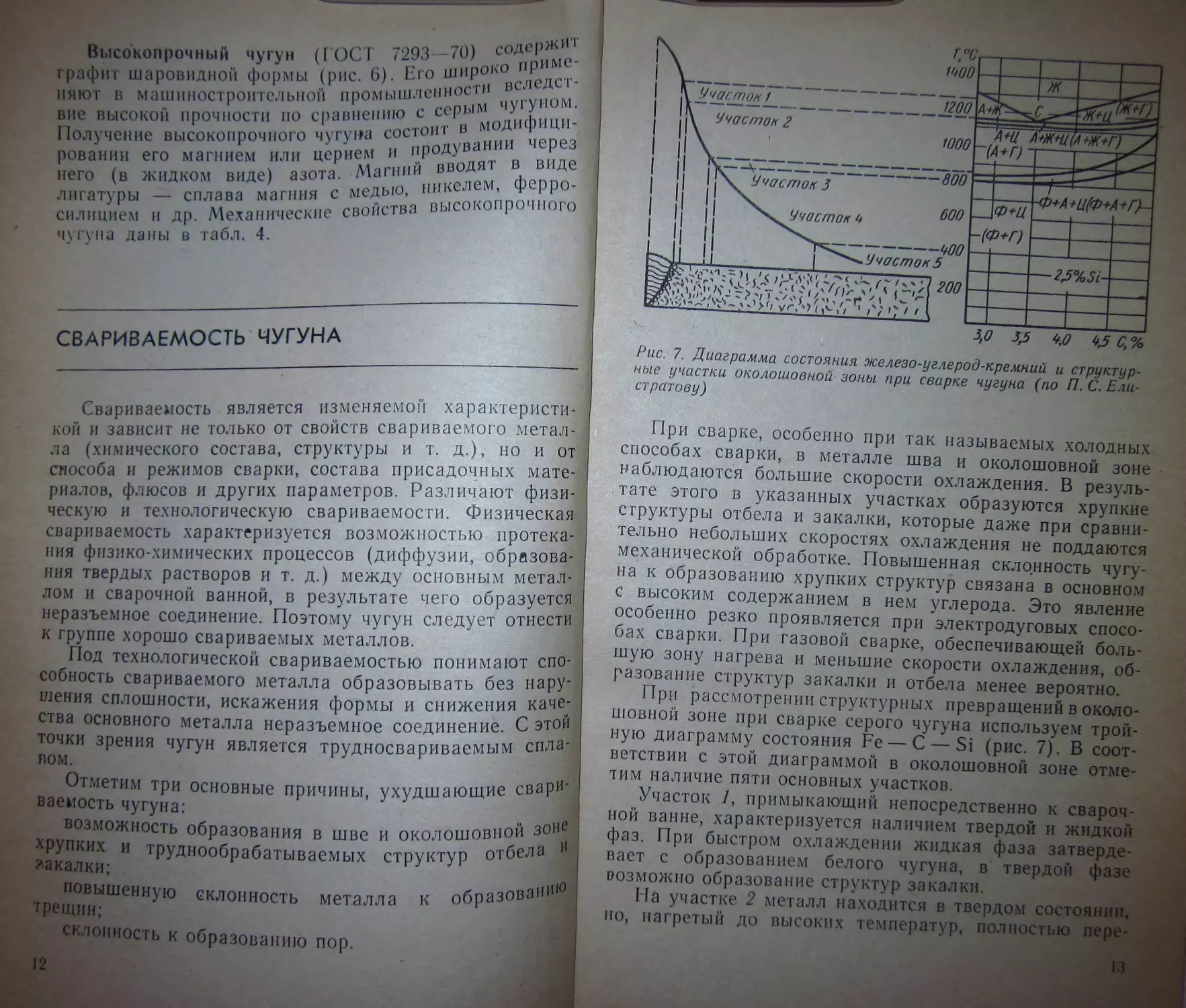
3,0 3,5 4,0 4,5 С, %
Рис. 7. Диаграмма состояния железо-углерод-кремний и структур-
ные участки околошовной зоны при сварке чугуна (по П. С. Ели-
стратову)
При сварке, особенно при так называемых холодных
способах сварки, в металле шва и околошовной зоне
наблюдаются большие скорости охлаждения. В резуль-
тате этого в указанных участках образуются хрупкие
структуры отбела и закалки, которые даже при сравни-
тельно небольших скоростях охлаждения не поддаются
механической обработке. Повышенная склонность чугу-
на к образованию хрупких структур связана в основном
с высоким содержанием в нем углерода. Это явление
особенно резко проявляется при электродуговых спосо-
бах сварки. При газовой сварке, обеспечивающей боль-
шую зону нагрева и меньшие скорости охлаждения, об-
разование структур закалки и отбела менее вероятно.
При рассмотрении структурных превращений в около-
шовиой зоне при сварке серого чугуна используем трой-
ную диаграмму состояния Fe— С — Si (рис. 7). В соот-
ветствии с этой диаграммой в околошовной зоне отме-
тим наличие пяти основных участков. ••-х’йЙ
Участок /, примыкающий непосредственно к свароч-
ной ванне, характеризуется наличием твердой и жидкой
фаз. При быстром охлаждении жидкая фаза затверде-
вает с образованием белого чугуна, в твердой фазе
возможно образование структур закалки. | Я
Па участке 2 металл находится в твердом состоянии,
но, нагретый до высоких температур, полностью пере-
1
изации н а блюд а -
крис галлизовывается. Структура этого участка завИ('Ит
от исходного состояния сплава и может со<
аустенита и графита, аустенита и цеМе",1'1Л< пении из
всех трех составляющих. При быстром <)Х‘ ‘ ?'еох;]аж_
аустенита может выделиться цементит, а при п
дении его — структуры закалки (март
В участке 3 неполной перекристалл
ется измельчение зерен.
Участок 4 характеризуется увеличением ср ия
графита, что вызвано распадом карбидов.
В участке 5 металл имеет исходную структуру, так
как температура его не превышает 400—о
Для предотвращения образования хрупких структур
на участках 1 и 2 околошовной зоны необходимо умень-
шить скорость остывания металла, перепад температур
на разных участках. Наиболее радикальное средство для
устранения структур закалки и отбела подо( рев из-
делия перед сваркой ((горячая сварка) и замедленное
его охлаждение по окончании процесса.
Пониженная стойкость чугуна против образования
трещин связана прежде всего с низкой прочностью и
пластичностью сплава и усугубляется образованием
хрупких структур в металле шва и околошовной зоне.
Трещины в сварном соединении могут возникнуть от
неравномерного нагрева и охлаждения деталей, литей-
ной усадки металла шва, жесткости свариваемого из-
делия. j
Процесс сварки характеризуется концентрирован-
ным локальным нагревом изделия, создающим большой
температурный перепад в нем, который вызывает зна-
чительные термические напряжения. Эти напряжения
могут привести к образованию трещин еще до начала
структурных превращений либо в период остывания
сварного соединения, вызывающего напряжения растя-
жения.
Трещины могут возникнуть не только в шве и около-
шовной зоне, но и на других участках детали, в кото-
рых вследствие дополнительной деформации, вызывае-
мой сваркой или локальным предварительным подогре-
вом, появляются напряжения, превышающие предел
прочноеги чугуна при растяжении. Обычно эти холод
ныс трещины развиваются мгновенно со значительны
звуковым и механическим эффектом. Наиболее благо-
приятые условия для трещинообразования в около^011
ной зоне создаются при сварке менее прочных чугунов
с крупными и многочисленными графитовыми выделе-
ниями в виде пластинок. Менее склонны к трешинооб-
разованию мелкозернистые перлитные чугуны с мелки-
ми графитовыми включениями. Чугуны, легированные
никелем, титаном или молибденом, более стойки против
трещинообразования, что связано с измельчением струк-
туры металлической основы сплава и графитовых вклю-
чений.
Ковкие чугуны вследствие большой разобщенности
графита и более благоприятной его формы также менее
склонны к трещинообразованию.
По характеру излома обычных серых чугунов (в пер-
вом приближении) можно судить об их свариваемости.
Так, лучше свариваются чугуны, имеющие мелкозерни-
стую структуру и светло-серый излом; хуже — чугуны
с крупнокристаллическим изломом, имеющие крупные
включения графита. Плохо свариваются чугуны с чер-
ным изломом.
Основной способ борьбы с трещинообразованием и с
отбелом—снижение скорости охлаждения. Этого мож-
но достигнуть при горячей сварке. Вероятность трещино-
образования уменьшается при низкотемпературных про-
цессах пайкосварки, пайки и т. д., происходящих без
расплавления основного металла.
При сварке чугуна происходит интенсивное газовы-
деление из сварочной ванны, которое может привести
к образованию газовых пор в наплавленном металле.
Поры в основном представляют собой неуспевшие вы-
делиться до затвердевания металла пузырьки водоро-
да, азота, водяного пара и окиси углерода. Газы в сва-
рочную ванну попадают из пламени, окружающей ат-
мосферы и образуются в результате реакций, происхо-
дящих в жидком металле. Механизм образования пор,
вызванных присутствием водорода и азота, связан с из-
менением их растворимости в металле при изменении
его температуры. В расплавленном состоянии металл
сварочной ванны может растворить значительное коли-
чество водорода и азота. По мере остывания металла
растворимость газов снижается, резкое скачкообразное
снижение растворимости отмечается и в момент кристал-
лизации. Образующиеся при этом газовые пузырьки
могут полностью выйти на поверхность сварочной ваННЫ
6)
Рис. 8. Схема роста и отрыва пузырька газа при различных скоростях
кристаллизации сварочной ванны (по И. И. Фру мину).
а — замедленная, б — большая скорости
или запутаться между кристаллитами и вызвать порис-
тость в металле шва.
Иная природа образования пор, вызываемых нераст-
воримыми в чугуне водяными парами и окисью углеро-
да. В том случае, если эти газы образуются в жидкой
перегретой ванне, они могут интенсивно выделяться из
нее (металл кипит), причем, удаляясь, увлекать за со-
бой другие газы и неметаллические включения. При
этом обеспечивается получение плотного шва. Однако,
как и в предыдущем случае, если пузырьки образуются
и выделяются в момент кристаллизации шва, то они мо-
гут не успеть всплыть и остаться в металле в виде пор.
Схематично влияние скорости кристаллизации иа выделе-
ние газовых пузырьков из сварочной ванны показано
на рис. 8. Я
При газовой сварке чугуна основной способ устране-
ния пористости — уменьшение скорости кристаллизации
сварочной ванны, что достигается, как правило, нали-
чием общей жидкой ванны. По окончании заполнения
разделки дефекта сварщик прогревает жидкую ванну
пламенем горелки, создавая этим условия для удалени
газов. В отдельных случаях сварщик, обнаружив в ва
не газовые пузырьки, временно прекращает расплав
16
"не присадочного
материала, дополни-
тельно прогревает
ванну до видимого
удаления этих пу-
зырьков. Затруднен-
ный выход газов из
сварочной ванны вы-
зван также резким
переходом сплава из
жидкого состояния в
твердое, а также об-
разованием туго-
плавкой окисной
Рис. 9. Микроструктура сварного со-
единения в чугунной отливке
пленки на поверхно-
сти жидкой ванны. Для облегчения выхода газов ванну
рекомендуется непрерывно перемешивать присадочным
прутком. Тугоплавкие и вязкие окисные пленки устра-
няют, применяя специальные флюсы. ”7
На плотность металла шва влияет качество свароч-
ных прутков. Исследования показали, что использова-
ние чугунных прутков, полученных с поздней дошихтов-
кой их ферросилицием, как правило, при сварке приво-
дит к образованию большой пористости губчатого
характера (рис. 9). В прутках были выявлены дисперс-
ные силикатные включения, стимулирующие образова-
ние газовых пор. Поэтому присадочные чугунные прут-
ки рекомендуется получать из чугуна, выдержанного в
течение продолжительного времени после введения фер-
росилиция.
КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ
ЧУГУНА
Чугун в промышленности сваривают в следующих
случаях:
при устранении дефектов в отливках;
при ремонте деталей, вышедших из строя в процессе
эксплуатации; и .-й
при изготовлении сварно-литых конструкции.
17
способами сварки, св;
чающимися межд\ со<
и свойствами получаем
иного ме i алл а
““ *"• Z
специфическими свойствами
ба необходимо учитывать i
I чугуна. ..г--
консгрукгивные особенности
костей, h i которых произво-
пи механической обработки,
'кг, его размер и расположе-
ляемым к чугунным
Согласно требованиям, преД • соединение было
изделиям, желательно. чтоб“ “®РЭтим требованиям в
однородного состава и сво ; • с любым способом
" . Хпечнваюшая в наплавленном металле
°t чугуна. При сварке чугуна применяют
структуру серого . . нягпеВы Учитывая теплофизи-
газовый и электродуговой нагревы, «учи
ческие свойства газового пламени (раздельное тепловло
жение в присадочный и основной металлы), гибкость
управления технологическими и тепловыми процессами,
газопламенные методы широко применяют для устране- |
ния дефектов в чугунных деталях, так как чугун явля-
ется материалом очень чувствительным к термическому
циклу сварки. Газопламенные способы можно приме-
нять для устранения разнообразных дефектов. Основ-
ным ограничением того или иного способа является раз-
мер дефекта. Из-за ограниченной мощности пламени
наиболее эффективно применение этих способов при
устранении мелких дефектов. Так, если масса наплав-
ленного металла для устранения дефектов превышает
2—3 кг, указанные способы экономически нецелесооб-
разны и необходимо применение электродуговых про-
цессов.
Газовую сварку выполняют с общим и местным на-
гревами. при этом наплавленный металл должен иметь
структуру серого чугуна. !
Общин равномерный нагрев необходим для преДУ*
преждения значительных колебаний и для уменьшения
скорости охлаждения, а следовательно, устранения об-
разования структур отбела, закалки и трещин при РаС I
положении дефекта в жестком замкнутом контуре»
также для предупреждения возникновения значитель .
них напряжений растяжения. i
18
Исправление дефектов
чугунных деталей газо-
пламенными способами
I
I
Пайкосварка
Пайка •
без расплавления
основного металла
Г
Трасплабленйём ГсновГ-
ного металла (с варка) и
чугунным присадоч-
ным металлом
Ацетилено-кислородным пламенем
Ацетилено -кислород-
ная сварка
Сварка газами-заме-
нителями ацетиле-
]ра_ с кию_лрроОом_
130 флюсовая св ар па
Пастрорённьй
ацетилен
Газами-заменителями с кислородом
Пропан-by тан
Рис. 10. Исправление дефектов чугун-
ных деталей газопламенными мето-
дами
Местный нагрев рекомендуется при допущении не-
которого коробления изделия и при расположении де-
фектов в нежестком контуре. В процессе холодной свар-
ки детали (малогабаритные, небольшие бобышки, угол-
ки и т. д.) или их части предварительно нагревают пла-
менем горелки. В качестве горючего газа при сварке
чугуна используют ацетилен |(ацетилено-кислородная
сварка), пропан-бутан и городской газ (сварка газами-
заменителями). Иногда для получения наплавленного
металла высокой плотности в горючий газ (пропан-бу-
тан или растворенный ацетилен из баллонов) добавля-
ют газообразный флюс (газофлюсовая сварка).
19
33 о S.
СПОСОБЫ УСТРАНЕНИЯ ДЕФЕКТОВ В ЧУГУННЫХ ОТЛИВКАХ, ВЫЯВЛЕННЫХ ПОСЛЕ
ОКОНЧАТЕЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ (ПРИПУСК НА ШЛИФОВАНИЕ
ИЛИ ШАБРЕНИЕ) НА РАБОЧИХ ПОВЕРХНОСТЯХ
Вид и площадь (см2) дефекта
после разделки
Различные раковины, вскипы,
газовая и усадочная пористости;
Шлифование
to
s
r>
3
p
ft)
О
□
О
ь
о
я
го
X
X
Операция, при которой выявлен
дефект
Способ устранения
Таблица 6
Низкотемпературная пайкосварка с чугунным при-
садочным металлом; газопорошковая наплавка; низ-
котемпературная пайкосварка латунными припоями
После фрезерования (до по- Низкотемпературная пайкосварка с чугунным при-
верхностной закалки) садочным металлом; газопорошковая наплавка
После фрезерования и поверх- Газопорошковая наплавка; низкотемпературная
ностной закалки пайкосварка латунными припоями
Шабрение
Низкотемпературная пайкосварка латунными при-
поями; газопорошковая наплавка
То же; 25—50
Шлифование или шабрение
Шлифование до и после по-
верхностной закалки
Рекомендуется применять газопорошковую наплав-
ку в сочетании с электродуговой сваркой
Газопорошковая наплавка
Таблица 7
СПОСОБ УСТРАНЕНИЯ ДЕФЕКТОВ ПРИ РЕМОНТЕ ЧУГУННЫХ ДЕТАЛЕН х J
Характеристика детали или поверхности, на которой обнаружен дефект ’ Вид дефекта Способ устранения
Детали, работающие при динамических или статистических на- грузках Трещины. ВОЗ- пикающие в Ре" зультате ударов или литейных де- фектов Газовая сварка; пайко- сварка латунными припоя- мн
Отрабатываемые не- рабочие сопряжения в неподвижных соеди- нениях Трещины, сколы Газовая сварка, пайко- сварка латунными припоя- ми; низкотемпературная пайкосварка с чугунным присадочным металлом' пайка легкоплавкими при.’ поями
Отрабатываемые ра- бочие поверхности, подвергающиеся изно- су при эксплуатации То же Газовая сварка; низко- температурная пайкосвар- ка латунными или чугун- ными припоями; газопо- рошковая наплавка*
* Рекомендуется применять в сочетании с другими способами, например
для перекрытия сварного соединения, выполненного медностальными элек-
тродами и т. д.
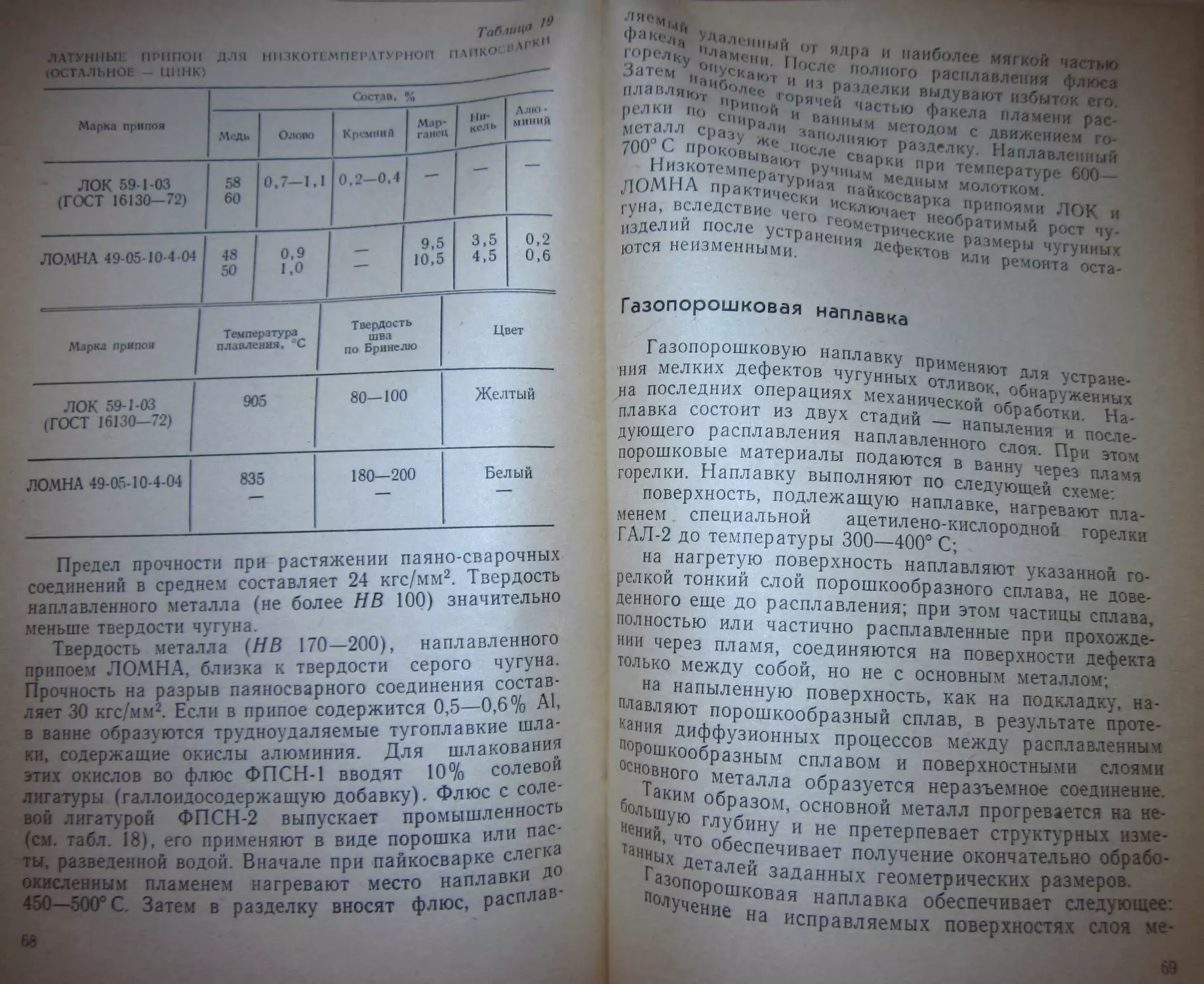
В качестве припоя при пайкосварке используют прут-
ки и проволоку из специальных низколегированных чу-
гунов, латуней с различными добавками, влияющими
на цвет, твердость и температуру плавления сплавов. В
последние годы для этой цели широко применяют
газопорошковый метод наплавки с использованием само-
флюсующихся порошков на основе никеля или меди-
Пайку легкоплавкими оловянно-свинцовыми припоям^
используют в основном для декоративных целей. Пр”
пои на цинковой основе применяются для устранен#
мелких дефектов на установочных поверхностях.
Для всех этих процессов пайкосварки и пайки в
новном применяют горелки, работающие на ацетил
22
кислородной смеси, так как только ацетилен позволяет
выполнять тонкую регулировку мощности и обеспечива-
ет необходимую концентрацию пламени, т. е. локальный
нагрев поверхности дефекта. В отдельных случаях при
использовании припоев с температурой плавления до
700° С рекомендуется применять в качестве горючего
газа пропан-бутан.
На рис. 10 дана примерная классификация газопла-
менных способов устранения дефектов. В табл. 5 и 6
предложены рекомендации по выбору этих способов для
отливок, а в табл. 7—для чугунных деталей, вышедших
из строя в процессе эксплуатации, в зависимости от
характера требований, предъявляемых к поверхности,
где дефект расположен. '
При ремонте чугунных деталей можно использовать
резличные способы сварки, пайкосварки и пайки, так
как к товарному виду деталей не предъявляют повы-
шенных требований.
АППАРАТУРА И ОБОРУДОВАНИЕ
ДЛЯ ГАЗОПЛАМЕННЫХ СПОСОБОВ РЕМОНТА
ЧУГУННЫХ ОТЛИВОК И ДЕТАЛЕЙ
Сварочные горелки
Основной инструмент рабочего поста для газовой
сварки и наплавки —горелка, в которой происходит сме-
шение газов и образование сварочного пламени. В кон-
струкции каждой горелки предусмотрены устройства для
регулирования состава и мощности пламени.
По способу подачи горючего в смесительную камеру
горелки подразделяют на две группы: инжекторные и
безинжекторные; по роду горючего — на ацетиленовые
и работающие па газах-заменителях и керосине.
Горелки, работающие на ацетилене. В горелках этого
типа горючая смесь образуется за счет инжектирования
(подсоса) горючего кислородом. Принцип работы ин-
жекторного устройства показан на рис. 11. Кислород
под давлением 2—5 кгс/см 2 подается через ниппель 6.
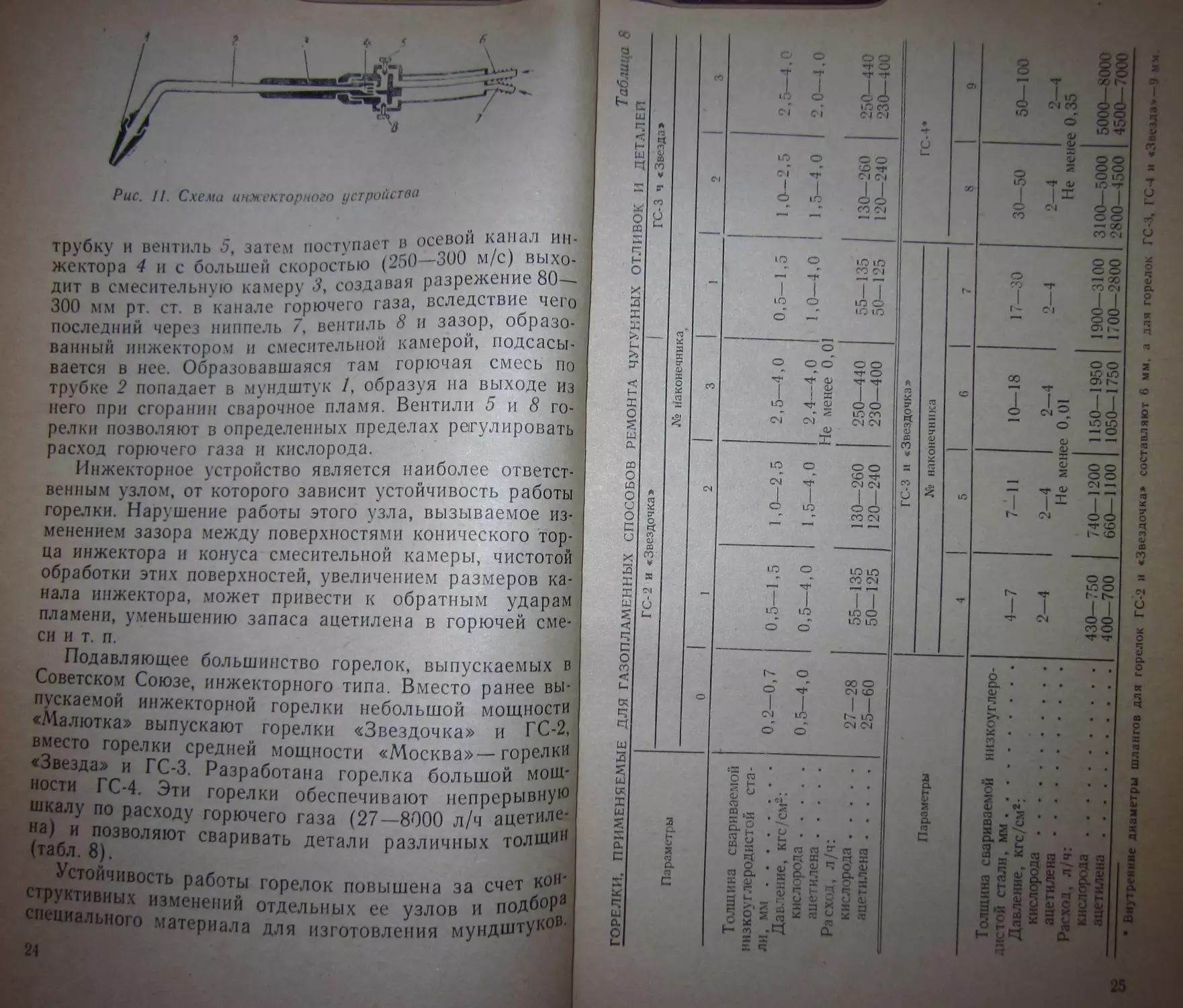
Рис. 11. Схема инжекторного устройства
- ггтпп'г it осевой КЗПИЛ ИН-
трубку и вентиль 5 затем "°«Тп*еТ250^з00 м/с) выхо,
жсктора 4 п с оольшеи скоростью (- йп
дит в смесительную камеру 5» создавая РазР
300 мм рт. ст. в канале горючего газа, вследствие чего
последний через ниппель /, вентиль 6 и зазор, ооразо-
ванный инжектором и смесительной камерой, подсасы-
вается в нее. Образовавшаяся там горючая смесь по
трубке 2 попадает в мундштук 1, образуя па выходе из
него при сгорании сварочное пламя. Вентили 5 и 8 го-
релки позволяют в определенных пределах регулировать
расход горючего газа и кислорода. Я
Инжекторное устройство является наиболее ответст-
венным узлом, от которого зависит устойчивость работы
горелки. Нарушение работы этого узла, вызываемое из-
менением зазора между поверхностями конического тор-
ца инжектора и конуса смесительной камеры, чистотой
обработки этих поверхностей, увеличением размеров ка-
нала инжектора, может привести к обратным ударам
пламени, уменьшению запаса ацетилена в горючей сме-
си и т. п.
Подавляющее большинство горелок, выпускаемых в
Советском Союзе, инжекторного типа. Вместо ранее вы-
пускаемой инжекторной горелки небольшой мощности
«Малютка» выпускают горелки «Звездочка» и ГС-2,
вместо горелки средней мощности «Москва»—горелки
«Звезда» и ГС-3. Разработана горелка большой мош*
ности ГС-4. Эти горелки обеспечивают непрерывную
шкалу по расходу горючего газа (27—8000 л/ч ацетиле-
(табл Дозволяют сваривать детали различных толшиИ
стпи^Т°^ЧИВ0СТЬ Ра^оты горелок повышена за счет кои
спрпиТИВИЬ1Х изменеиий отдельных ее узлов и подбор3
ьного материала для изготовления мундштУ,<0
а
о
s
3
2
СК
«=:
a
a
о
О
о
А
а
X
О
со
<и
а
СО
¥
3
о.
QJ
а
а
X
м
25
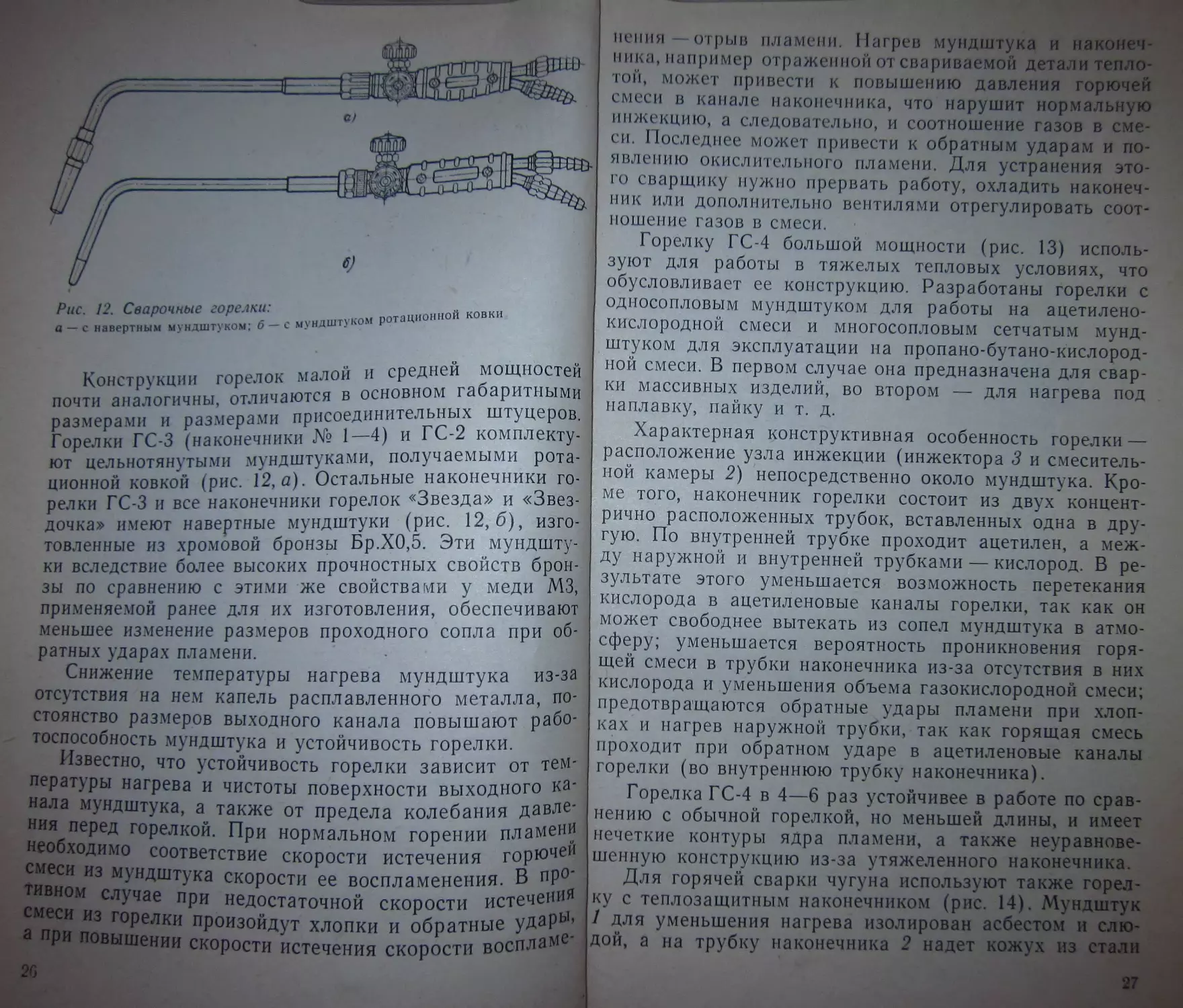
Рис. 12. Сварочные горелки:
а — с навертным мундштуком; б — с мундштуком
ротационной
ковки
Конструкции горелок малой и средней мощностей
почти аналогичны, отличаются в основном габаритными
размерами и размерами присоединительных штуцеров.
Горелки ГС-3 (наконечники № 1—4) и ГС-2 комплекту-
ют цельнотянутыми мундштуками, получаемыми рота-
ционной ковкой (рис. 12, а). Остальные наконечники го-
релки ГС-3 и все наконечники горелок «Звезда» и «Звез-
дочка» имеют навертные мундштуки (рис. 12,6), изго-
товленные из хромовой бронзы Бр.Х0,5. Эти мундшту-
ки вследствие более высоких прочностных свойств брон-
зы по сравнению с этими же свойствами у меди М3,
применяемой ранее для их изготовления, обеспечивают
меньшее изменение размеров проходного сопла при об-
ратных ударах пламени.
Снижение температуры нагрева мундштука из-за
отсутствия на нем капель расплавленного металла, по-
стоянство размеров выходного канала повышают рабо-
тоспособность мундштука и устойчивость горелки.
Известно, что устойчивость горелки зависит от тем-
пературы нагрева и чистоты поверхности выходного ка-
нала мундштука, а также от предела колебания давле-
ния перед горелкой. При нормальном горении пламени
необходимо соответствие скорости истечения горючей
смеси из мундштука скорости ее воспламенения. В про*
вном случае при недостаточной скорости истечения
я пп,И И3 Г0Релки произойдут хлопки и обратные удаРь1’
Р повышении скорости истечения скорости воспламс
26
пенни—отрыв пламени. Нагрев мундштука и наконеч-
ника, например отраженной от свариваемой детали тепло-
той, может привести к повышению давления горючей
смеси в канале наконечника, что нарушит нормальную
инжекцию, а следовательно, и соотношение газов в сме-
си. Последнее может привести к обратным ударам и по-
явлению окислительного пламени. Для устранения это-
го сварщику нужно прервать работу, охладить наконеч-
ник или дополнительно вентилями отрегулировать соот-
ношение газов в смеси. '
Горелку ГС-4 большой мощности (рис. 13) исполь-
зуют для работы в тяжелых тепловых условиях, что
обусловливает ее конструкцию. Разработаны горелки с
односопловым мундштуком для работы на ацетилено-
кислородной смеси и многосопловым сетчатым мунд-
штуком для эксплуатации на пропано-бутано-кислород-
ной смеси. В первом случае она предназначена для свар-
ки массивных изделий, во втором — для нагрева под
наплавку, пайку и т. д.
Характерная конструктивная особенность горелки —
расположение узла инжекции (инжектора 3 и смеситель-
ной камеры 2) непосредственно около мундштука. Кро-
ме того, наконечник горелки состоит из двух концент-
рично расположенных трубок, вставленных одна в дру-
гую. По внутренней трубке проходит ацетилен, а меж-
ду наружной и внутренней трубками — кислород. В ре-
зультате этого уменьшается возможность перетекания
кислорода в ацетиленовые каналы горелки, так как он
может свободнее вытекать из сопел мундштука в атмо-
сферу; уменьшается вероятность проникновения горя-
щей смеси в трубки наконечника из-за отсутствия в них
кислорода и уменьшения объема газокислородной смеси;
предотвращаются обратные удары пламени при хлоп-
ках и нагрев наружной трубки, так как горящая смесь
проходит при обратном ударе в ацетиленовые каналы
горелки (во внутреннюю трубку наконечника).
Горелка ГС-4 в 4—6 раз устойчивее в работе по срав-
нению с обычной горелкой, но меньшей длины, и имеет
нечеткие контуры ядра пламени, а также неуравнове-
шенную конструкцию из-за утяжеленного наконечника.
Для горячей сварки чугуна используют также горел-
ку с теплозащитным наконечником (рис. 14). Мундштук
/ для уменьшения нагрева изолирован асбестом и слю-
дой, а на трубку наконечника 2 надет кожух из стали
27
Рис. 13. Горелка большой мощности:
] — мундштук; 2 — смесительная камера;
4 — ствол; 5 — трубка
3 — инжектор;
регулировочные вентили
Рис. 14 Горелка с теплозащитным наконечником
Рис. 15. На-
конечник го-
релки ГЗУ
2-62 с подо-
гревающей
камерой
Х25Т, обладающей пов1,п,'^,'"см opo™1
устойчивостью и conpoi "‘’,пср<-1туР;,х' .,°
окисления при высоких и кЛапаном - i
редка снабжена обр;н g и 9» мощ
имеет два наконечнШ'^
ность пламени ’<010Р пкИ
конечника № '
сложна в изготовлении
массу‘ паботаюшие на газах-заме-
Горелки, paooi| базе серийных
нителях а^т^Х'ных горелок выпуска-
ацетилено-кпсош? 62 в двух исполнениях,
ют горелку 1 'этичных газах-замени-
работасмес„ с кислородом: в
Первом исполнении - с одноиламеиными
"Тдштуками для сварки, панки и т. д-
М}НДШ1\| сетчатыми мундштуками
“"основном ДЛЯ подогрева. В однопла-
“е„ных мундштуках имеются подогрева-
тети расположенные между труокои на-
конечника / и мундштуком <3 (рис. 15).
Подогревающее устройство 2 ооеспечива-
ет нагрев горючей смеси до 300—360 С,
в результате чего температура .пламени
на зоо—330°С по сравнению с температу-
не имеющей подогрева, при
больше, чем у на-
ГС-3. Горелку
имеет большую
повышается
рой пламени горелки
ретулиромииТсостатва пла₽мени°е W°' облер|а|О1,к'еI
ацетилено-кис1ороедны|ЛглпЛ10ЖН° использовать обычные •'
увеличены диачегаы non P“K"' 8 КОТОРЫХ быте
смесительных камее "Р°ходных отверстий инжекторов,
лРи применении яиртип МУИДШТУКОВ- Большой интерес
ставляют мундштуки v ено’кислоР°Дных горелок пред-
йии Ю. А. Калачева тУМ/ЛЯТИВН0Г0 Действия конструк-
метрию внутренних г- ЭТИХ мУнЛштуках, изменяя гео-
истечения и гопения'а11аЛОВ’ МОЖно увеличить скорость
концентрации (кум^п смеси, а также повысить степень
Известно УУ) пламени- J
кости и газов на с,,величение скорости истечения жиД-
Р^ия. В частности 3 Достигается за счет его pacing
стРУкции сопла про’ ЭГОт ирницип использован в ко”
30в из расшиоякнпКТИВНОГО Лвигателя. При выходе
Щегося сопла потенциальная энерги
их струи переходит в кинетическую, в результате чего
увеличивается скорость потока и струя сжимается
благодаря разрежению, вызванному турбулентным дви-
жением газов.
Рис. 16. Мундштук кумулятивного действия:
а — конструкция IO. И. Калачева; б —- конструкция завода
«Стан-колит»
Параметры № мундштука
3 4 5 6
Внутренний диаметр мм:
малый а ••••••••••••• большой / 3,3 7 3,9 7 4,5 8 5,1 9
Длина мундштука Ь, мм 65 65 75 75
Крепление мундштука к стволу наконеч- ника М Наружный диаметр, мм: 10x1 lOxli 11X1 11X1
малый D 15 15 15 15
большой Dr 20 20 20 20
Конус раскрытия, мм:
глубина Н 3,8 4,5 5,2 5,9
ширина F ............. 3,6 4,4 5,2 5,8
Диаметр, увеличиваемый рассверливанием,
мм:
отверстия инжектора входного отверстия смесительной ка- 1,1 1,3 1,5 1,7
меры 3,35 4 4,6 5,25
В мундштуках описываемой конструкции выходное
сопло заканчивается конусным углублением (рис. 16, а),
наличие которого приводит к увеличению скорости исте-
чения газовой смеси. В этом углублении образуется
часть ядра пламени, в результате чего мундштук и га-
зовая смесь подогреваются, а это, в свою очередь, по-
вышает температуру и тепловую мощность пламени.
Ядро пламени характеризуется четким очертанием. На
заводе «Станколит» этот мундштук модернизирован
31
(рис. 1ь, б) Опыт показал, 'ни .11" пме
тлъную форму, пламя Горит усгойчннее “ ил'
Некоторые виды । а юпд -1 1 " н 1Ьц
ка, пайка и т
ры 1000—1100‘С,
бен тио кислородным
Л ), свяынные е naij»*—
можно осуществлять
м •• <1
Н’ие.м
’, / ОШУЮ ПО ‘Ч'ЧНЦц,^
>родом с последующи у Ис '
рючего во *й
J* f»
комплектуй]
мх плит ка
IHV.MH Г
чаты ми) м \ и дш I \ ка миг < спло
ки .1иал(нична мощности горе
К*Ми Л- 3 7 Керосин подаю)
Л
- - •|М
.'7; бачка БГ 63 емкостью
II’
0,0 л; расход см- .... - ( и чугуна целесообразно
Для > т ra-uT" 1UOft мощности с дополнител||
использовать горел и' ( наконечНиками не менее, чем
»'< 1 ' ' 11 " \ „„и обеспечивать необходимы!
М к ка >рм кныоос
i,CB ‘ iKe необходим локальный наг
>" !Х;^;,Рдпя цели рекомендуется приме
, ::Хшой ................... с ,.^0.........,..:.^
ч. 1 , ,.Jllhc цнн ыми сплавами применяют на]
конечники меньших размеров.
Установка для подачи флюса
Для дозированной равномерной подачи флюса пр!
газойля юй сварке чугуна промышленность выпуска
ст установку КГФ-3-71, разработанную ВНИИ Автоген-
машем С помощью этой установки флюс БМ-1 в пар
образном виде подается в пламя горелки, где сгораете
образованием флюсующего агента В20з.
Установка состоит из флюсопнтателя Ф1 Ф-3-71, 0 j
шнгеля ОАФ-3-71 и стандартной сварочной горел^11
Флюсовитатель ФГФ-3-71 показан на рис. 17.
рючий газ — ацетилен или пропан-бутан проходит в .
осушитель, затем по шлангам подается через
во флюсопитатель, попадает в золотниковое УсТ^ь (
во 4, откуда часть его поступает в горелку, а час^
3ili и от положения рукоятки 3) но труо 1 ]
32
Рис. 17. Флюсопитатель ФГФ-3-71:
1 — штуцер; 2 — входной вентиль; 3 — флюсорегулирующая рукоятка, 4 — то-
лотниковое устройство; 5— обратный клала 9 — газоотводящие трубки;
7 — смотровые стекла; 8 — сливная пробка; 10 — фитиль; // — рабочий резер-
вуар; /2 — устройство для перелива флюса
в рабочий резервуар //. Далее горючий газ омывает
фитиль 10, пропитанный флюсом, насыщается парами
последнего и по трубке 9 поступает к горелке. С по-
мощью золотникового устройства 4 регулируют коли-
чество горючего газа, подаваемого во флюсопитатель,
и дозированную подачу флюса. I
При крайнем левом положении рукоятки весь горю-
чий газ подается в горелку, т. е. флюс не попадает в
пламя. При крайнем правом положении рукоятки весь
ацетилен проходит через флюсопитатель, в этом случае
в зависимости от температуры окружающего воздуха в
пламя подается 70 - 100 г/м* ацетилена флюса.
Пропускная способность флюсопигателн - до 2800 л/ч
-713
•петилеи*-.....' " 'ч
груэки ... .......
лост»"";;;; м> «интил,.
in» i"i>' флюса. 1
не пеН
< |lt'lltl клапан
КЛЮЧ 1Ю о6е1 испивает
ценное включе-
д" К выключение по-
"ччн флюса в горелку.
Под давлением кисло-
рода на мембрану 3
клапаном /, который за-
Рис
/д Переключающий клапан
и ДНТ в движеяие влек . - - с рабочнм объемоц
1 ,, \ этого горючий газ поступа-
фдюсопитятеля. Веледу 6ке 6ез флюса. Кислород
ет в горелк' ! " " подают по дополнительном}
иля установленного у горелки. |
шлангу от вентиля, уе
Участ- . ВДВ ремонта чугунных деталей должен
быть оборудован средствами нагрева для горячей и по-
ярки чугуна.
Устройство для местного нагрева. Для этой цели ис-
шлыуют горелки, паяльные лампы, индукционные
эл(ктронагр( вагели, горны, работающие на древесном
или коксовом угле. i ।
Наиболее простое устройство для местного нагрева
деталей — коксовый нагреватель, представляющий со-
бой металлический короб или кирпичную кладку, за-
полняемую горячим коксом или древесным углем (рис.
19). Это устройство устанавливают около дефектного
места или около другого участка (например, вертикаль-
ной стенки), требующего подогрева. Воздух попадает р
нагреватель через отверстия в боковых стейках и неп
лопюсти.
Экономичен и удобен местный нагрев переносны^Ч
горелками, применяемыми в котельном хозяйстве, на
ример индукционными горелками И ГК-15,
Другими, работающими на смеси природного газа с в
духом. Горелку закрепляют (рис. 20) в специальн •
тиве и устанавливают на расстоянии не менее че •
от нагреваемой поверхности. | В
I
Рис. 19. Металлический ко-
роб с горячим коксом
' '**Ч*&ЛЛ*&*'*Ж&^
-"X - *
Рис. 20. Газовая горелка для местного
нагрева
I Особое место среди средств нагрева (нимает ин-
дукционный нагрев током промышленной частоты, ис-
пользуемый в механических цехах, в которых нет мощ-
ной вытяжной вентиляции, позволяющей применять
более дешевые средства нагрева. Принципиальная схе-
ма индукционной установки приведена на рис. 21.
Профиль индуктора должен соответствовать конфигура-
ции детали, а сам индуктор отстоять от ее поверхности
на расстоянии 2 3 мм (рис. 22). Иногда индуктор по-
лучает питание от реконструированного сварочного
трансформатора (рис. 23). Реконструируют трансфор-
маторы любых типов. Обмотку индуктора И
Вюа
у CT Cl НО в KU-
, lMduWuoHH°11
схема ин<-’х
:'*?ИиЖ
9%
в
Рис. 21. Принципиальная
j — деталь
Рис. 22.Индуктор со специальным
профилем
обмотку трансформато
ра охлаждают водой
11ндуктор обеспечивав
местный нагрев д,
350—450°С за 0,5|
1,5 ч при толщине дета
для об
ли до 50 мм.
Устройства
щего нагрева,
щего нагрева,
последующей
а так»1
термиче
ской обработки сварен
ных деталей использ|
ют печи различного^
па и горны.
Универсальным!' у
являются горны откр
применяют Дл*озмв0Л#е
тройствами для оощего нагрева
того или закрытого типа. Горны .
го и общего нагрева, что во многих сл^ча-„
исправить дефекты в деталях массой до 3 > • т г°Р
В частности, на заводе «Станколит» испо а л ч)
(рис. 24), состоящий из металлического кар (уго-
гунной опоки с колосниковой решеткой. Ь каР чугуН!,а
ки № 70-100) вставлена вышедшая из стр° Одой
опока (например, размером 800X1800 ^’^1и11О-дУг01!1(
предварительно электродугой или воаД"ставЛЯ1°'г
резкой вырезают крестовину, затем в нес в дОвий
лесниковую решетку, состоящую из двух 25 ма-
шиной 40—50 мм и шириной щели, равнот я
Реконструированный сварочный трансформатор
Рис. 23.
Рис. 24. Коксовый горн:
I — рама; 2 — чугунная опока; 3 — колосниковая решетка
пола
размеры обусловлены средней грануляцией кокса. Об-
щая высота горна 1200—1300 мм, а расстояние от
до решетки составляет примерно 600—700 мм.
Естественная тяга через колосниковую решетку
печивает такую скорость сгорания кокса, которая
ходима для постепенного нагрева отливок.
обес-
необ-
37
*♦*4
Zs
ум Недостаток kokcoj
вых горнов - трудоем.
кость обслуживание
(загрузка кокса, убор
ка золы ит. д.),иповы
шейное газовыделение!
вследствие чего их м<
жно использовать в ли
тейных цехах, оборуд
ванных мощной вент
ляцией.
Газовые горны удо
НЬ1 в эксплуатаци
процесс нагрева в i
1|е сопровождаем,
большим га ювыделем
ем. Наиболее равном
ный нагрев отливок
стигается в газовы
горнах, оборудовав
ЛЬ о
А
// ьная гор*
I инжекционный смеситель
м и отдуха; 2 — газовое с
3 рассекатель; 4 — рас
ельная камера; 5 — мет
яеские труби — керамич-
ые) призмы; 7 — крм
пне при<м. < f плои «И
«Гипронефтема
I м2 поверхности горелки пр«П
вместе со всей р*]с.
_ - ~ «ч 11 tJ И >»*•
панельными горелками тина П5П и применяемых в к
кинг-печах конструкции института!
Поверхность теплоотдачи этих горелок очень велика, f
как газовоздушная смесь сжигается в многочислен!
керамических туннелях, расположенных равномерно^
всей развитой поверхности горелки. Г аз сгорает из
ходе из туннелей, раскаляяи^сратеры и всю теп
юшую поверхность. На I
дится боле ') факелов, которые ь..-- юмерн^З
ленной поверхностью создают мошный Рав1’ «ратеРА
лучлюший тепловой ноток, а выходяппп _ 25)-
газы / шяют этот поток конвективным И еЛ0КЛ
Однако керамические призмы панель ьь и
рушаются отливками, устанавливаем гОрелка<
тому, например, на заводе <Станколит> |
О
м
го-
лой
Ж
I
'Я.
Печь с ebiuou--- .
Конвейерная двух,
печь: I
место сварщиков, 2 —
— 3 — корпус
^выдача отлв
Puc.
Рис. 29.
камерная
/ — рабочее mcv • ~
конвейер с поддонами;
печи- 4 - прием отливок для нагрел
ва под заварку; 5 - выдача отли-
вок после заварки
в 1
заменена чугунными брусками с отверстиями для
г^пи с панельными горелками (рис. 26) сос-
опилг/! н । ' ™пелок панельного
(ЗрНОГО -----I <
вободно установленных -
/аюшихся на каркас; ограждений ч,
для уменьшения ^л-грпь подъемного
ЮДЬетп^хЭ 1.:
системы для удаления HpuAJ---
л j служат для наблюдения за процессом нагрева t
запаливания деталей. Литые чугунные опорные бая-
на которых размещают отливки, опираются на кар
кас. С помощью этих балок создается пространство ДД’
сжигания газовоздушной смеси между поверхностью гй
редок и нагреваемыми деталями. Для удобства затру
КИ И 0бс,'1уЖ?1’Ба ГОр —-^пать в специад!
ный приямок. В горны из-за
ЛОКОНСТрукЦИИ у^тац
детали. Температуру нагрева регулируют числ^... ,
ющих горелок, а также количеством подаваемого
• горючего газа. Детали можно сваривать после сн
рамика □«.--
туннелей. Горн с панельными х-г.
tout из сварного каркаса 7 газовых горелок наш.,
типа 6, cL-'r'nur> устано~'’г'ииых в каркасе; чугунных
балок 5, опир
назначенных ,
свода 7_
ционной
Окна 1 сл
для
ки,
аюшихся на карпе-, , 4, пред-
—„о теплопотерь подьст..-.,'
3; подъемного механизма 2 и вытяжной вентиля-
гпаления продуктов сгорания
магоева г
, бал
на кар'
Рис. 30. Ямная печь
их с горна, а также на горне при выключенных
тИпках Горны с панельными горелками компактны,
РеЛ омичны, удобны и надежны в эксплуатации.
ЭК°Описанные устройства не обеспечивают равномерно-
нагрева крупногабаритных и массивных деталей.
Г° Общий равномерный нагрев применяют обычно при
споавлении дефектов, расположенных в жестком кон-
me при необходимости сохранения геометрических
размеров деталей и при большой толщине (свыше 70 мм)
их стенок. Для этой цепи используют печи различных
типов; камерные (рис. 27), с выдвижным подом (рис.
28), конвейерные двухкамерные (рис. 29) и т. д. Чаще
применяют более экономичные газовые печи и реже —
с электронагревом. ' ; а-
Конвейерные двухкамерные печи обычно используют
в массовом производстве на заводах автомобильного,
транспортного машиностроения, например на участке
исправления дефектов чугунных отливок на ЗПЛе, а
таклке на ремонтных заводах. Отливки перед сваркой
закатЖаЮТ В Первую камеРУ на специальные поддоны,
Ся с помпМЫе В ПеЧИ по РольгангУ- Поддон передвигает-
Рибочем -мЩеЬЮ гидРавлического толкателя. Сварщик на
механизм ппп 11ажатием кнопки приводит в действие
ПеЧа ПОДГОН С наМгпТ.ЩИЙ 3аСЛ0НКУ и выдвигающий из
гретыми отливками. Во второй камере
41
..... _^1Жде'",еМ
после сварки-
г малоМ^Р,*"'
массой Д°
. этом с
вляется тру«
крупногабарит.
- - > Г» Q ~
/Н, д
после нагрева отливок
lui девающие горелки отц.
над дефектным местом и
детали подвергают отжигу с замедленным охла
или только медленному охлаждению ст ' г'пяС
В камерных печах обычно нагревают мало
ные детали. Среднегабаритные детали м
8 т нагревают в печах с выдвижным подом. Р~
пода печи снимают горячие детали, что я~.
доемкой операцией.
Перспективными средствами нагре^Греваёмые газо.
пых деталей являются ямные печи, о р ------------
выми горелками (рис. 30). В них
до заданной температуры подогр
лючаются, открывается люк
производится сварка.
ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ ЧУГУНА
Г азы и газовое пламя
В процессе газовой сварки металл нагревается и рас-
плавляется за счет теплоты, выделяемой при сгорании
горючей смеси, состоящей из окислителя и горючего
(окисляемого) вещества. В качестве окислителя при
сварке чугуна применяют кислород, в качестве горюче-
го — ацетилен и его заменители.
Кислород при нормальном давлении и температуре
20°С представляет собой бесцветный, прозрачный газ,
не имеющий запаха и вкуса, плотностью 1,33 кг/м3. Га-
зообразный технический кислород, применяемый для
резки и сварки металлов, поставляют по ГОСТ 5583—68.
Кислород — энергичный окислитель, реакции окисления
в нем протекают с выделением большого количества
теплоты. II
Ацетилен — наиболее широко применяемое горюч^
при газовой сварке. Чистый ацетилен при комнатном
температуре и атмосферном давлении — бесцветный газ.
ез запаха и вкуса. Технический ацетилен из-за наличия
нем примесей (в основном фосфористого водород3
®ет специфический резкий запах. Основные свойств
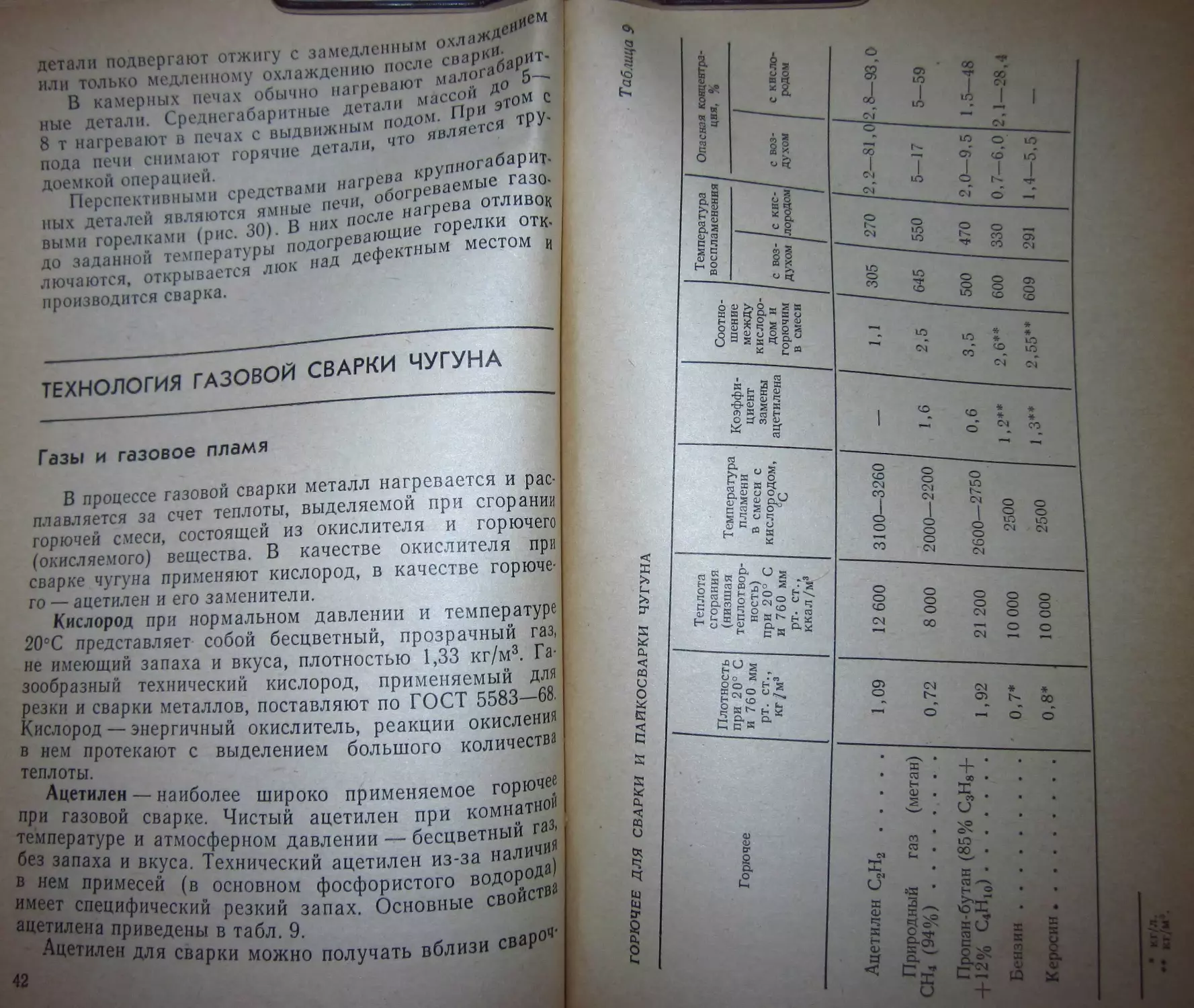
ацетилена приведены в табл. 9.
цетилен для сварки можно получать вблизи свар0 |
баллона
бот растворенного
с ацетиле-
||( от за1,0/1 ч
кого поста от переносного генератора л гепера гор- .
ацетиленовой станции в стационар -- • стаМ цоЛ
подавать по трубопроводам к свароч! ае.
лением до 0,7 кгс/см2. „чходит так тоиа
Все ( шее распространение на о ()б1>сМе пне
мый растворенный ацетилен (в транспортиру
растворяется 20 объемов ат 1,1,1 баллонах по/
от места получения в сцепиаль
ином до 16 кгс/см2 (при Ь1Х ра
Использование для свар сравнению
ацетилена имеет преимущество» по среднеГо дав-
ном, полученным в генератор е количество влаги и
левая, который содержит оо ющих На качество
других примесей, отрицательн
• 'сгй“,: szs:
....................................-
горючие, рекомендуемые для евс р \ }
При газовой сварке любого металле! и ciUciBj нсоб-
ходимо учитывать температуру пламени и концеитриро-
ван/гечтт выделяемой теплоты. Температура газокисло-
родного пламени зависит от рода горючего. Наиболее
высокую температуру и концентрацию тепла имеет аце-
тилено-кислородное пламя, вследствие чего оно обес-
печивает более глубокое проплавление металла.
Высокая степень концентрированности ацетилено-
кислородиого пламени обусловливается значительной
скоростью его распространения, которая более чем в 3
раза превышает скорость распространения пламени дру- I
гих горючих газов. Это свойство пламени играет поло- I
жительную роль при ремонтной сварке, особенно при
исправлении дефектов в деталях с большим сроком эк-
сплуатации Высокая проплавляющая способность обус-
ловливает эффективную разделку дефектов.
ичмрл!ив!ЬНЬ1^ пеРегРев в зоне сварки может привести к
в окото1пп0Ю STP-VkT-vPbI чУгУна и увеличению твердости
не увелпчрни°И 3°Не' ^ак пРавил°, при ремонтной свар-
не чегумя -L твеРДости допускается. При горячей свар-
применять м^Т0- ЯВЛеНИе нежелателыю, поэтому луци11
ное птамя ГК°е пРопано*бутано- или метапо-кислороЛ
за Увеличир’’1ЬЗОВании заменителя ацетилена в 2—3
’тся расход кислорода. Поэтому целесо I
44
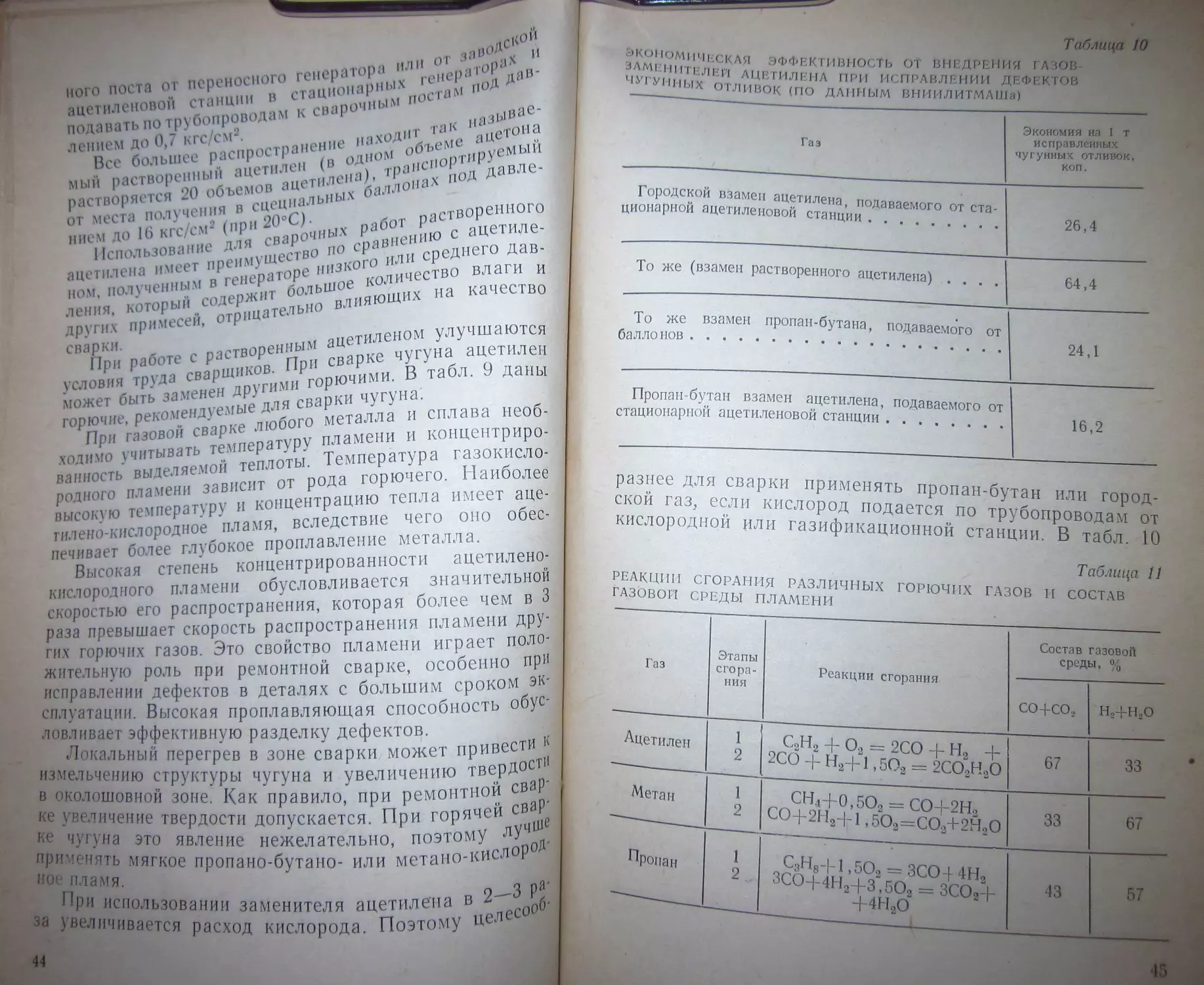
Таблица 10
^')|1ОМ||1||-СКАЯ ЭФФЕКТИВНОСТЬ ОТ ВНЕДРЕНИЯ ГАЗОВ
’l.yrvii"1 UJIEI1 АЦЕТИЛЕНА при исправлении дефектов
НЫХ ОТЛИВОК (ПО ДАННЫМ ВНИИЛЙТМАШа)
Газ
Экономия на 1 т
исправленных
чугунных отливок,
коп.
Городской взамен ацетилена, подаваемого от ста-
ционарной ацетиленовой станции .................
26,4
То же (взамен растворенного ацетилена) .... 64,4
То же взамен пропан-бутана, подаваемого от
баллонов .........................................
24,1
Пропан-бутан взамен ацетилена, подаваемого от
стационарной ацетиленовой станции...............
16,2
разнее для сварки применять пропан-бутан пли город-
ской газ, если кислород подается по трубопроводам от
кислородной или газификационной станции. В табл. 10
Таблица 11
РЕАКЦИИ СГОРАНИЯ РАЗЛИЧНЫХ ГОРЮЧИХ ГАЗОВ И СОСТАВ
ГАЗОВОЙ среды пламени
Этапы • Состав газовой среды, %
1 аз сгора- ния Реакции сгорания СО+СО. н24-н2о
Ацетилен 1 2 с2н2 н 2СО 4-Ь -О2 = 2СО+Н2 + 12+1,5О2 = 2СО2Н2О 67 33
Метан 1 2 СН4+0,5О2 = СОН-2Н2 СО+2Н2+1,5О2=СО2+2Н2О 33 67
Пропан 1 2. L1 с3н8- зсо+4 -1,5О2 = ЗСО44Н2 1Н2-рз,5О2 = ЗСОо+ +4НаО 43 57
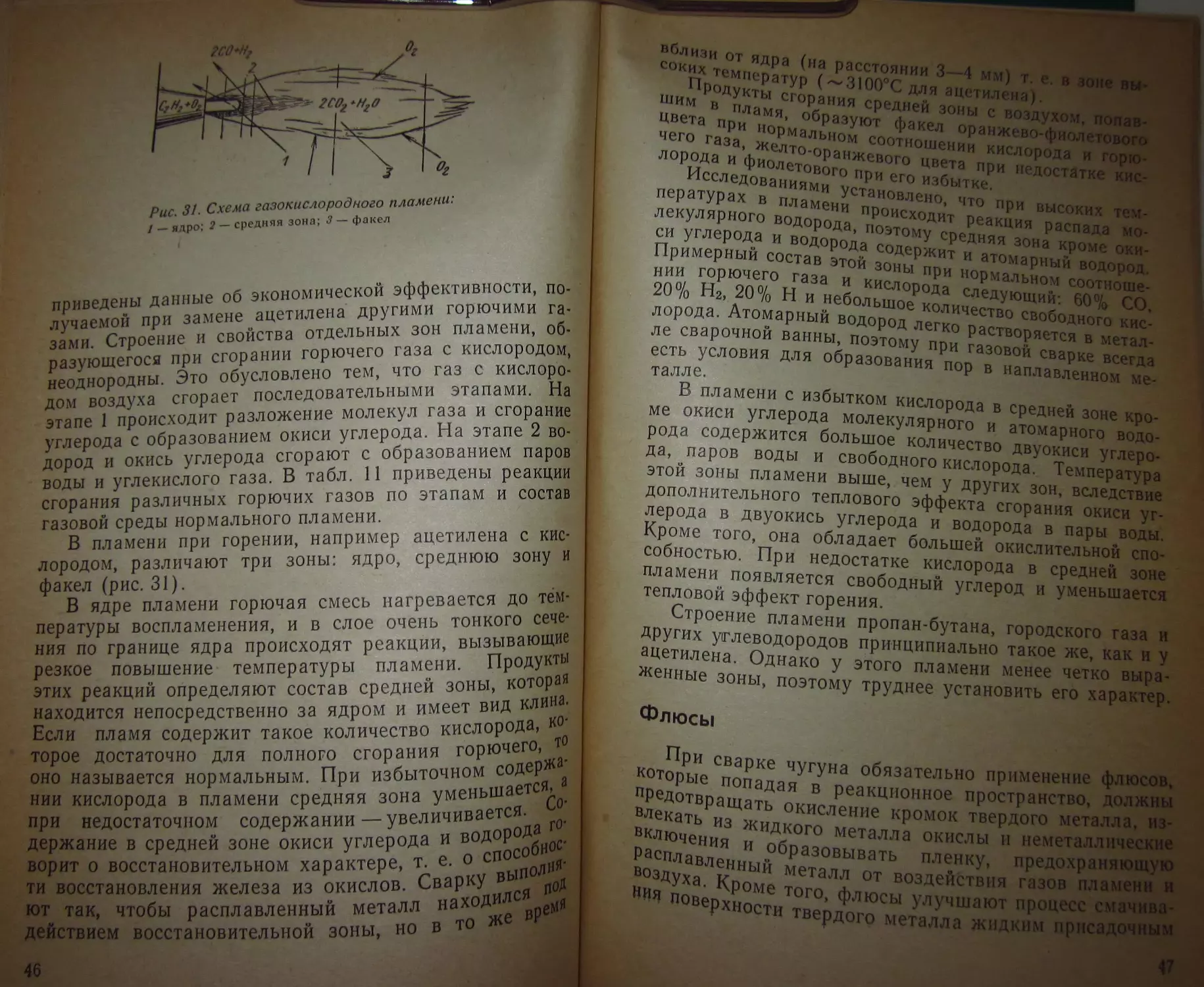
:со*нг
Рис. 31. Схема газокислородного пламени:
/ _ ядро; 2 — средняя зона; 3 — факел
приведены данные об экономической эффективности, по-
лучаемой при замене ацетилена другими горючими га-
зами. Строение и свойства отдельных зон пламени, об-
разующегося при сгорании горючего газа с кислородом,
неоднородны. Это обусловлено тем, что газ с кислоро-
дом воздуха сгорает последовательными этапами. На
этапе 1 происходит разложение молекул газа и сгорание
углерода с образованием окиси углерода. На этапе 2 во-
дород и окись углерода сгорают с образованием паров
воды и углекислого газа. В табл. 11 приведены реакции
сгорания различных горючих газов по этапам и состав
газовой среды нормального пламени.
В пламени при горении, например ацетилена с кис-
лородом, различают три зоны: ядро, среднюю зону и
факел (рис. 31). И
В ядре пламени горючая смесь нагревается до тем-
пературы воспламенения, и в слое очень тонкого сече-
ния по границе ядра происходят реакции, вызывающие
резкое повышение температуры пламени. Продукты
этих реакций определяют состав средней зоны, которая
находится непосредственно за ядром и имеет вид клипа.
Если пламя содержит такое количество кислорода, ко-
торое достаточно для полного сгорания горючего, то
оно называется нормальным. При избыточном содержа-
нии кислорода в пламени средняя зона уменьшается,
при недостаточном содержании—увеличивается,
держание в средней зоне окиси углерода и b0A°P°A? qC.
ворит о восстановительном характере, т. е. о спосо н ,
ти восстановления железа из окислов. Сварку выпо
ют так, чтобы расплавленный металл находился д
действием восстановительной зоны, но в то же
46
вблизи от ядра (на расстоянии 3—4 мм) т. е. в зоне
'них температур (~3100°С для ацетилена).
шим сгорания средней зоны с воздухом,
цвета пп^аМЯ’ °6разуют факел оранжево-фиолсто)
чего газа желто*™ °М соо™ошении кислорода и горю-
лопоия и то‘°Ранжевого цвета при недостатке кис-
ЙЛ„Р„Фп"Оптового при его избытке
пературах в^лям» установлено, что при высоких тем-
псразурах в пламени происходит реакция пчела та мо-
лекулярного водорода, поэтому средняя зона кроме оки-
си углерода и водорода содержит и атомарный водород.
Примерный состав этой зоны при нормальном соотноше-
нии uPKSS°Ja3a кислорода следующий: 60°/о СО,
20 /о Hz, 20 /о Н и небольшое количество свободного кис*
лорода. Атомарный водород легко растворяется в метал-
ле сварочной ванны, поэтому при газовой сварке всегда
есть условия для ооразования пор в наплавленном ме-
талле.
В пламени с избытком кислорода в средней зоне кро-
ме окиси углерода молекулярного и атомарного водо-
рода содержится большое количество двуокиси углеро-
да, паров воды и свободного кислорода. Температура
этой зоны пламени выше, чем у других зон, вследствие
дополнительного теплового эффекта сгорания окиси уг-
лерода в двуокись углерода и водорода в пары воды.
Кроме того, она обладает большей окислительной спо-
собностью. При недостатке кислорода в средней зоне
пламени появляется свободный углерод и уменьшается
тепловой эффект горения. -
Строение пламени пропан-бутана, городского газа и
других углеводородов принципиально такое же, как и у
ацетилена. Однако у этого пламени менее четко выра-
женные зоны, поэтому труднее установить его характер.
I
Флюсы
При сварке чугуна обязательно применение флюсов,
которые попадая в реакционное пространство, должны
предотвращать окисление кромок твердого металла, из-
влекать из жидкого металла окислы и неметаллические
включения и образовывать пленку, предохраняющую
расплавленный металл от воздействия газов пламени и
н°и3яДУХа- Кроме того, флюсы улучшают процесс смачнва-
поверхности твердого металла жидким присадочным
47
ванне образую'1 3
ip. Флюсы уда-'0 ^1| |(
•вызывания ю " . г
лен, а также в самой сварочной
ли железа, марганца, кремния и
окнслы путем растворения или у
плавкие соединения с небольшой плотное
мые металлом. Для этого во
выделяющие при разложении с
рый обладает высокой
границе
ки.м металлом. гл
соединения окиси и
из расплавленной в.
’находясь на
0 окисляет
। ч нН o' я самым
шговы.х включен о чугуНа жид-
мзчивания поверх * газробразные
моющиеся при легк0 удаляются
'н(| сл0й флюса. При
б? тке свариваем > (0ЧН0М пламени. При
|1'н'! ' ялла Шва не происходит
. ।пмого флюса и тем-
м счет флюсов, так как объем вводимо. {
пература сварочной ванн щнительно невелики.
Hi'ti выборе состава флюса необходимо учитывать
1 окислов, в чугунах, например
окнслы кислого (SiO2) и основного или промежуточного
/ . Оз, МпО Р2О3) характера. Для отшлаковыва-
ння скис юн в состав флюсов должны входить окнслы
противоположного характера.
Прн сварке чугуна применяют, как правило, кислые
флюсы, состоящие в основном из боросодержащих ве-
дь в состав флюса кремниевые соединения,
в том числе и окись кремния, нецелесообразно, так как
оследняя образ я в результате окисления кремния
ювны.х функций флюса — перевод
' яия в более легкоплавкое, например
"н I" чнекислое. Именно поэтому при выборе со-
дамп Ии г??,,СТЫ> соеДинений предпочтение 0Т«
?тп1 J )J’ К0Т0Рая при разложении выделяет
|,к"<ь naipiiH и окись бора.
Оекислн^п^п **' 0,11111 кремния возможно и с помощью
111ч ' '11,1111 |,атР|1Я или i t ши. Реакция в «аимодей
И»- и,,,иывас'гся следующим уравнением:
К<СОа 3- SIO, = (K,O)SiO3 + со. t .
Ы I
ДУет учигывать, что выделяющийся но указанной
«акции углекислый газ особенно при больших объемах
сваРочнои ванны южет привести к образованию пор в
металле шва При ремонте тонкостенных отливок с мел-
кими дефектами, например в автомобилестроении, угле-
кислый натрий успешно применяют в качестве флюса
Особую роль во флюсах для сварки чугуна играет
азотнокислый натрий (NaNOs). Эта соль при нагреве
разлагается, выд< ляя свободный ки< юрод, окисляющий
графит. Освободившиеся окнслы натрия, соединяясь с
окисью кремния, образуют легкоплавкое соединение.
Составы наиболее распространенных флюсов при
сварке чугуна даны в табл. 12.
Порошковые флюсы, применяемые при газовой свар
е и подаваемые в ванну неравномерно вручную или
горячим концом присадочного прутка, не обеспечивают
табильной защиты металла от окисления. Под действи-
с ПЛамени флюс может частично выдуваться из зоны
сварки В момент подачи флюса сварщик на какое-то
воемя прекращает нагрев ванны и плавление присадоч-
ного прутка, что снижает производительность процесса
и способствует образованию пор.
ФЛЮСЫ, ПРИМЕНЯЕМЫЕ ПРИ СВАРКЕ ЧУГУНА
Таблица 12
№ флюса
1
2
3
4
5
6
7
Состав, %
100 плавленой буры
100 прокаленной буры
100 технической буры
56 прокисленной буры, 22 углекислого натрия, 22
углекислого калия
50 технической буры, 50 двууглекислого натрия
23 плавленой буры, 27 углекислого натрия,
50 натриевой селитры (азотнокислого натрия)
50 прокаленной буры, 50 натриевой селитры,
4 керосина (сверх 100)
га зофлюсовой
Указанные недостатки ^.'^.пимененин флюса
сваркой чугуна, основанной на Риапппмер флюса
де легкоиспаряющеися жидко*-и), *_75^0 метнлоир-нл
к состав которого входит гили VeMUvpai\Va
'* В Н3О)3, остальное метанол ( (\paauOM
кипения флюса составляет о4 с. * лоетплвном " \н
состоянии вместе с горючим гаЗОМ
пропап-бутаном подают в пламя горелки с поМ°,п"о
установки КГФ-3-71. В пламени флюс сгорает с обР‘ь
ванпем борного ангидрида (В2О3) в активной газОО^Р
ной форме:
2В(СН3О)3 + 9О2 = 2Н3ВО3 + 6СО3 -|- НаО;
,,,„„та ванны от попадания в нее газов эффективнее
„„„ ^флюсовой сварке чугуна с указанным флюсом
по сравнению с порошковым флюсом.
Присадочные материалы
пилимого материала при сварке чугу.
в “честветПР’’гС:Хе прутки марки А и Б (ГОСТ
на используют чугуви их графитизация углерода
2671-70) (табл. 13). орбеспечивается повышенным
В условиях горячо 1 с: . I относительно невысоко»
содержанием крек пезультате наплавленный ме-
^Жвт^нПерритную СТ1’УК'1У₽У' ™
талл имеет преимущ Таблица 13
СОСТАВ (%) ЧУГУННЫХ ПРИСАДОЧНЫХ ПРУТКОВ ДЛЯ СВАРКИ
Марка прутка Углерод Кремний Сера Фосфор Марганец Примеси (не более)
ие более Хром Ни- кель
А 3,0—3,5 3,0-3,4 0,08 0,2—0,4 0,5—0,8 0,05 0,3
Б 3,0-3,5 3,5-4,0 0,08 0,3—0,5 0,5—0,8 0,05 0,3
О С4 Л л.
обеспечивает обра
-~«rnh
не всегда отвечает
колит^згоТд Отлив^кХНВ^С„^ на изготовя-
гУвные ппиг- Влень1 Спсциад111п JniM ,1а зав°Де ^тан-
в этих пп^очные прупи^т'Л 1,ИГ1ОЛ^Р о ванные чу-
вование ия ол°ва, мели 3^Л‘ ваимодейства^
большей ndnnjlaBJIeiiHoro метаппИКеля обеспечивает обра-
]л°тности, ' алла перлитной структур^
50
I
Таблица it
СОСТАВ (%) НИЗКОЛЕГИРОВАННЫХ ЧУГУННЫХ ПРИСАДОЧНЫХ
ПРУТКОВ ДЛЯ СВАРКИ
Марка прутка Углерод Кремний Марганец 1 Сера Фосфор не более Хром
I 3,3—3,5 3,4—3,7 1 0,5—0,7 1 0,04 1 0,15 1 0,10
11 3,3—3,5 3,4—3,7 ^0,5—3,7 0,04 0,15 1 0,10
П родолжение
Марка прутка Инке ль Титан (не более) Медь Олово
I 0,10 0,10 • 0,3—0,5
11 0,60 1 0,10 2,0—2,5 —
Чугун для изготовления прутков выплавляют в ин-
дукционных печах, в которых металл нагревают до
1450°С и выдерживают в ней не менее 20 мин. После
выдержки в течение 5 мин под кислым шлаком чугун
раскисляется металлическим титаном (0,1 %). Перед
заливкой зеркало металла тщательно очищают от
шлака.
Шихтой для изготовления прутков служит литеиныи
или передельный коксовый чушковый чугун с низким
содержанием марганца, фосфора и серы. Подшихтовку
по кремнию производят ферросилицием ФС-75, предва
Рнтельно прокаленным и вводимым в твердую шихту.
Медь, никель также вводят в твердую шихту в печи,
ПD°;°n0 непосредственно в ковш перед заливкой.
этом'11 отливают в кокиль или корковые формы. При
пРУткиУЧШИМИ техн0Л0Г11ческимп свойствами обла laiov
ные). д |1СХ(,диой ледебуритной структурой (отбелен-
нрутков г 1?13?в°и сварки не допускается применение
кРУпныё п?? >Ыи излом которых имеет явно выраженные
,е ВКЛ1°чения графита. И И
51
Горячая сварка »
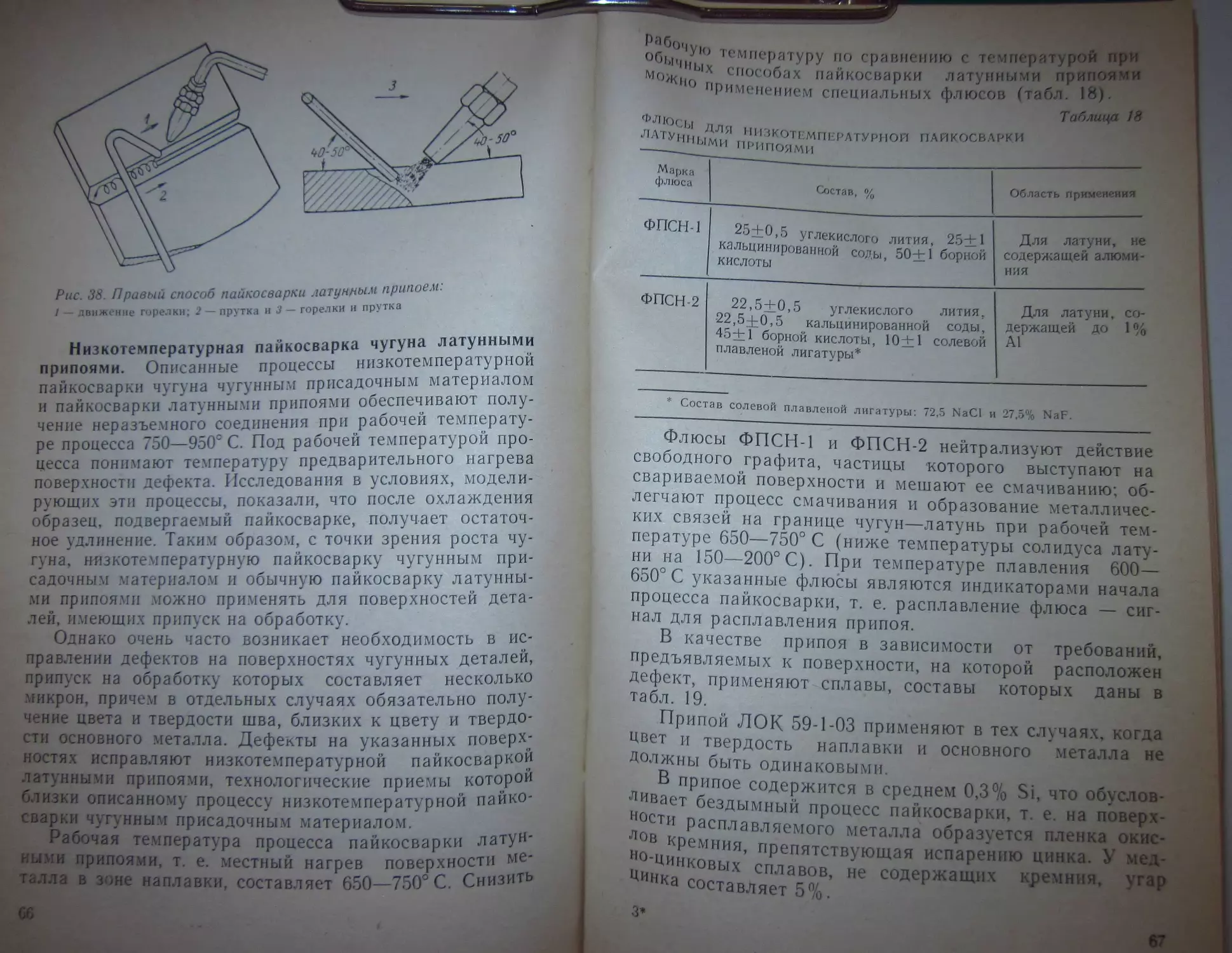
. 1В лить»!. Горячей газовой сваР*
Устранение чефс ннь1ми прутками исправляют
с ириса lO'iHi'iAHi '<\ i 100 см2) рабочих и нерабо11
большие дефекты (до ( после их механической обр<
поверхностях отливо о оставлЯет 2—5 мм.
Ротки, припуск на кои! сварку. Дефектные отливки
Подготовка де,ал‘ й Ласток для подготовки места
н;1ирав.1чют на обр / . 15 |ЮК-,заны способы раз-
дефекта под сварку. В таол.
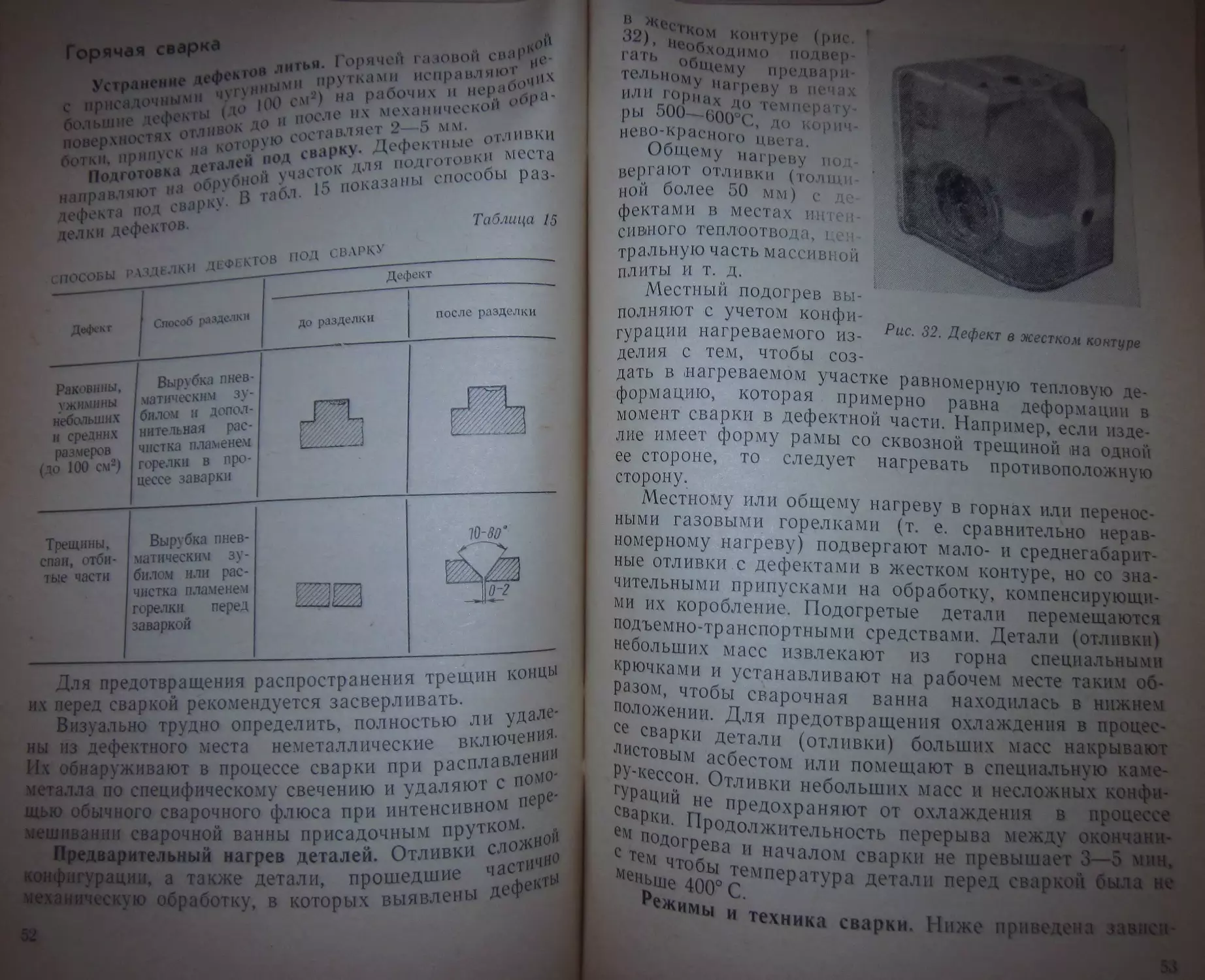
делки дефектов. Таблица 15
„_кггтпй под сварку
СПОСОБЫ РАЗДЕЛКИ ДЕФЕКТОВ Д___________________
Дефект
Дефект
до разделки
Способ разделки
после разделки
/ Вырубка пнев-
' магическим зу-
билом и допол-
нительная рас-
чистка пламенем
Вырубка пнев-
I магическим зу-
билом или рас-
чистка пламенем
горелки перед
заваркой
Раковины,
уж ИМИНЫ
небольших
и средних
размеров
(до 100 см2) I горелки в про-
I цессе заварки
Трещины,
спаи, отби-
тые части
10-80°
ИХ
ны
Их
Для предотвращения распространения трещин концы
перед сваркой рекомендуется засверливать.
Визуально трудно определить, полностью ли удале-
на дефектного места неметаллические включения,
обнаруживают в процессе сварки при расплавлении
металла по специфическому свечению и удаляют с помо-
0 очного сварочного флюса при интенсивном пере*
щвании сварочной ванны присадочным прутком.
knиж?eДBa*,И,eЛЬHЬ,^ нагРев деталей. Отливки слож111-’1'
vjevni??аЦ,ИИ’ а~ также детали, прошедшие частичн1
ескую обработку, в которых выявлены дефеК
В ^VOT'v
32) 1К°м контуре
’ Необ-чодимо подвер
I /' I I It
ИЛИ горнах ,Hi t
ры эОО—600°C, до коп
Общему нагреву под-
вергают отливки (толщи-
ной более 50 мм) с де-
фектами в местах интен-
сивного теплоотвода, i
тральную часть массивной
плиты и т. д.
Местный подогрев вы-
полняют с учетом конфи-
гурации нагреваемого из- Рис' 3~- ДеФекг в жестком контуре
делия с тем, чтобы соз- I
дать в .нагреваемом участке равномерную тепловую де-
формацию, которая примерно равна деформации в
момент сварки в дефектной части. Например, если изде-
лие имеет форму рамы со сквозной трещиной «а одной
ее стороне, то следует нагревать противоположную
сторону.
Местному пли общему нагреву в горнах или перенос-
ными газовыми горелками (т. е. сравнительно нерав-
номерному нагреву) подвергают мало- и среднегабарит-
ные отливки с дефектами в жестком контуре, но со зна-
чительными припусками на обработку, компенсирующи-
ми их коробление. Подогретые детали перемещаются
подъемно-транспортными средствами. Детали (отливки)
небольших масс извлекают из горна специальными
крючками и устанавливают на рабочем месте таким об-
разом, чтобы сварочная ванна находилась в нижнем
положении. Для предотвращения охлаждения в процес-
се сварки детали (отливки) больших масс накрывают
листовым асбестом или помещают в специальную каме-
Р\-кессон. Отливки небольших масс и несложных конфи-
гураций не предохраняют от охлаждения в процессе
ема^ки‘ Продолжительность перерыва между окончани-
с таодогрева и началом сварки не превышает 3—5 мин,
1емпеРатУРа Детали перед сваркой была не
ежимы и техника сварки. Ниже приведена зависи-
МВ
МОСГЬ МОЩНОСТИ П;.|\ (ltll .„MV
пламени) от площади дефекта: ацегилен°*"слороД''1)
Площадь дефекта,
см*
М
наконечника
5
б-—25
Свыше 25
На выбор мощности пламени влияет и толщина стен
! детали, на которой расположен дефект. Как правило'
для стенок толщиной более 30 мм применяют наконечни’
ки № 6—7.' _
Диаметры присадочных прутков выбирают в зависи
мости от мощности пламени и площади дефекта:
Площадь дефекта, Диаметр
см2 прутка, мм
До 20 6—8
20—60 10—12
Свыше 60 14—16
. Форма сечения прутка заметно не влияет на процесс
сварки, который начинается с прогрева пламенем горел-
ки основного металла вокруг дефекта и доведения его
до светло-красного цвета (~850°С). Затем пламя на-
плавления”3 ПОБеРхность разделки, которую доводят до
вбоТстаННГаЛЬНЫ^
на расстоянии 2_3 мм пт ител^н°й части (находится
плавленной и офл^ов^ой'пп^0^ ЯДра)' С раС'
садочным прутком удаляют довеРхности Дефекта при- I
Затем дефект запотняг нелбталлические включения,
материалом, добапттао Т расплзвленным присадочным
прутка. Сваривать пеРИОдичес1<и флюс на кончике
сварочной ванны поллеп^? ванным способом: металл
полного заполнения п ^ ВаК)т в ЖиДком состоянии до
Этот способ обегпогт, еФекта присадочным металл0
газов и немета т тяг, -ИВает наи^олее полное удаление
равномерную с-rnvt,- ^СКНХ ВКЛЮчений из металла шва 11
РУ уру в зоне термического влияния.
Рис. 34. Пористость губчатого
характера
а) 0)
Рис. 33 Схема испра13лвНия
левого дефекта: у
а—начало и б —окончание сварка
Однако при заварке краевых дефектов (в бобышках
платиках, бортиках, уголках) поддерживать ванну Л
ЖИДКОМ состоянии затруднительно. Сварщик, маневри-
руя пламенем горелки, должен с помощью прутка не
допустить стекания жидкого металла. В начальный мо-
мент (рис. 33, а) угол наклона пламени к поверхности
изделия составляет примерно 80°, а затем постепенно
уменьшается почти до 10° (рис. 33, б). При краевом
дефекте целесообразно, чтобы наплавленный металл на-
ходился в полужидком состоянии, для этого необходимо
время от времени отводить горелку для охлаждения
ванны. Продолжительные перерывы при послойной на-
плавке могут привести к образованию шлаковых просло-
ек между слоями или даже к их несплавлению. Наплав-
ленный металл должен находиться выше основного ме-
талла не менее чем на 3 мм. Если при этом образуются
натеки, их доводят до оплавления и удаляют присадоч-
ным прутком.
В процессе сварки сварщик может установить нали-
чие газовых включений в расплавленном металле. Для
Зтого после наведения жидкой ванны пламенем горелки
утесняют металл, обнажая дно ванны. Наличие газо-
садопУзыРей на Дне указывает на низкое качество при-
В этоНОГО Прутка или сваРиваемого металла. (рис. 34).
УДзлит с^учае следует заменить присадочный пруток и
ь (ньшлеснуть) ранее наплавленный металл. Вот-
ik
Цельных случае... г
Стельности 1;,?Ь1 Умоляют зп
В<1,,НЬ1. <3 Ществовац||я С1СГ Увеличения "Г
„ Лпя П0Луче„Ш1 , "я ««дхой
« го Равноценны свХтаа'7 енойст.п, кото-
основного металлнеобхо-
охлаждения
чцпх перл нт-
ЧИЮ ОТВОДЯТ
влей и ып
h5 мцн
димо после сварки уменьшить скорость
талла в интервале температур, соответств)
ным превращениям. Для этого гоРел1/(Д'паавлсг
от поверхности ванны на 50—60 мм, а ‘ ‘ q —
талл подогревают пламенем в те‘^нтролируют визу-
Процесс замедленного охлаждения периферии шва
ально с помощью защитных очк^’ охлаждающегося
должно образоваться темное ’ г0 КОльца на центр
металла. После распространен этом считают> ЧТо
наплавки горелку ВКЛЮЧ’’ЮДТЯ ,ле шва в основном за-
перлптные превращения, в, м ден[|я исправленную
кончились. Для замедленного» НЯт<пывяют ппстпшп,
деталь засыпают сухой землей или накрывают листовым
аСбД^яМуменьшения внутренних напряжений и преду-
преждения образования трещин детали большой толщи-
ны и сложной конфигурации после устранения дефектов
рекомендуется подвергать вторичному нагреву (отжигу)
в горне или печи при температуре 650—750° С. Отливки
охлаждаются вместе с горном (печью).
Особенности сварки газами-заменителями ацетилена.
Неясно выраженное ядро пламени, образуемое при сго-
рании газов-заменителей с кислородом, затрудняет свар-
ку и требует известных навыков регулировки мощности
и характера пламени. Поэтому при использовании заме-
нителей ацетилена необходимо устанавливать ротамет-
ры, по которым сварщик контролирует расход газов и
определяет характер пламени. С течением времени свар-
щик, приобретая практический опыт, сможет по внешне-
му виду определить характер пламени и количество
шлака на поверхности сварочной ванны. Окислительное
пламя приводит к образованию обильного пенообразно-
го шлака.
Менее концентрированное пламя (по сравнению с
ацетилено-кислородным пламенем) создает более шир0'
кую зону термического влияния и обеспечивает благо
Ратные условия для сварки чугуна. Пламя, образован
блпОйГа3аМ!1'3аменителями (метаном, пропан-бутаномб
устойчиво вследствие того, что при небольШ
взаимодействии
(борная кислота).
Рис. 35. Краевой дефект после сварки:
а —с порошкообразным иб-с газообразным флюсами
скорости их воспламенения маловероятно возникновение
обратных ударов, а это особенно важно при горячей
сварке, когда мундштук и наконечник горелки нагрева-
ются до высоких температур.
Газофлюсовая сварка обеспечивает высокую плот-
ность сварного соединения, ее применение особенно це-
лесообразно для исправления дефектов деталей, рабо-
тающих под высокими давлениями.
Газообразный флюс можно применять только при
работе с растворенным ацетиленом или сжиженным про-
пан-бутаном, так как при активном
флюса с влагой образуется осадок
засоряющий аппаратуру.
Как правило, газообразный флюс,
мент подогрева и разделки дефекта,
но замедляет эти операции, поэтому
подаваемый в мо-
улучшает процесс,
его подают только
во время образования сварочной ванны. Плотный иа
плавленный металл получают при расходе флюса БМ-1,
Равном 30 г/м3 ацетилена. дэЯЯ
м азо°бразный флюс по сравнению с другими флюса
। и имеет технологические преимущества при заварке
4iipU'blX Дефектов тина скол и т. и. Этот флюс обесие
ВеРх^ Шлак°вый покров со значительно большим по
,0С1||ым натяжением, чем натяжение при примет*-
,7
нпи порошкообразных флюсов, что создает благо! у
ные условия формирования наплавляемого металЛ^ц
Сварка с порошкообразным флюсом сопрово*
образованием большого количества натеков (рис.
так как сваршику трудно удерживать жидки»
НИе металла сопровождается образованием I
всеми указан-
так как 1 . жпоминм
Пои использовании газообразного флюса фор Ва-
ние ме.... - «_
лика без натеков (рис. 35, о).
' Прочность металла шва. полученного <eDDHTHVtn
'тюсобамн сварки и имеющего перлитоферр УЮ
- vinnv не \сг\пает прочности основного металла
ол^ктс/см2) и твердость его (НВ 170 220) обеспе-
чивает хорошую обрабатываемость детали.
Холодная сварка
ВТ Сварку без предварительного нагрева (холодную
сварку) применяют в тех случаях, когда детали (крон-
штейны, рычаги и т. д.) при нагревании и охлаждении
способны свободно расширяться и сжиматься, не вызы-
вая значительных остаточных напряжений. При этом
мощность пламени горелки должна быть максимально
возможной, обеспечивающей замедленное охлаждение в
интервале перлитных превращений.
При газовой холодной сварке происходит местный
разогрев пламенем горелки основного металла в области
дефекта и прилегающих к нему зон. Технологический
процесс сварки без предварительного нагрева почти
аналогичен технологическому процессу горячей сварки,
однако имеет и некоторые особенности: допускается
предварительная механическая разделка и разделка в
процессе сварки воздействием на расплавляемый металл
присадочного прутка и газового пламени. При горячей
разделке дефекта чугун подогревается, а скорость ох-
лаждения сварного соединения уменьшается.
Перед заполнением сварочной ванны необходимо
подогревать пламенем горелки участки, прилегающие ь
дефекту. После окончания заполнения дефекта горелку
в течение 2 3 мин медленно от него отводят, направляя
пламя на участки, прилегающие к дефекту.
деталь или часть детали, на которой находится зава^
ренный ’ часток, для замедленного охлаждения засыпа
ют песком или накрывают листовым асбестом.
гРУппы”НТнь,е
М 3 Q qо pi
водами „^однотипные, гппп
ремонту Няпхами на изделиях пен/ >е Р^монтц
"===’“•=“
”S.Z' ~
Присадочные материалы л ' ПрИМе” ше
монтной газовой сварке анало™?,! И п₽ием“ при De
меняют для других способов свадки П котоРь.е при-
ремонтной сварки имеет некоторые пР?лД"ако те™л<Х
Во многих случаях чугунные особенности.
при высоких температурах’ При это^л эксплУа™рчют
ки с резко измененными свойствами б₽а3уЮТСЯ Уча"-
участки горелого чугуна, иногда не пот Л™ называемые
поэтому такие детали бракуют R юадаюЩиеся сварке
после взятия технологической пробы Отаельных случаях
тичное изменение свойств участков танавливают час-
можно получение сварного соединен^Гыс’оЛТр^
сти.
Особенность технологических приемов при устране-
нии таких дефектных участков заключается в расчистке
свариваемой поверхности. Для этого отдельные участки
основного металла доводят до оплавления и с помощью
стального скребка (при обильном введении флюсам с
кромок разделки удаляют прослойки неметаллических
включений до выявления полноценного металла. На очи-
щенный участок наносят присадочный металл. Затем
таким же образом расчищают и наплавляют следующие
участки.
Иногда для устранения^решиу
применяют двусторонню ессоМ сварки. Распр
ку кромок совмещают с Р горелки и выпл
металл вдоль трещины плаь выбирают
его кончиком присадочного пру.пи, стедак
глубина которой зависит от • аь1ть таки4
^арочная ванная при этом ^'’0." ' е1Ш1Ны на
Ж, которые обеспечили бы пров р Р ------
НУ, превышающую половину ее глу
Р°НУ трещины подваривают аналогиям
,,р
При
него ^ложности двусторонней сварки выполняют
с проваром на глубину трещины.
(из асбеста, графитовы:
глины и т. д.). Такая сварка отличается пр
горячей разделке дефекта подогревается /
зультате чего замедляется ее последующе^
и уменьшается возможность образованияio временные
При ремонтной сварке часто примен г<дадКу вокруг
нагревательные устройства (кирпичи)^
детали, кожухи, временные мангалы 11
[, используя ПР^\
х пластин, огнеупорного^^
1.71 Ь»
лаждение
ТЕХНОЛОГИЯ ПАЙКОСВАРКИ И ПАИКИ
ЧУГУНА
Пайкосварка
Дефекты в чугунных отливках могут быть обнаруже-
ны на различных стадиях механической обработки. Наи-
большие трудности возникают при устранении дефектов,
обнаруженных на последних стадиях обработки, когда
остаются малые припуски на нее. В этих случаях опасно
сваривать с подогревом, так как возникающие при этом
термические напряжения, а также рост чугуна могут
привести изделия к таким деформациям, которые нельзя
устранить последующей механической обработкой. Уст-
ранение указанных дефектов обычными методами хо-
лодной сварки может привести к образованию трещин
или трудно обрабатываемых участков со структурой за-
калки. , | В
Под термином «рост» понимают склонность серого
чугуна к необратимому увеличению объема при нагреве
вследствие увеличения количества ферритных и графит0*
вых включений. Известно, что изменение объема обычно-
^2nfSPoro 4VPVHii начинается при нагреве его до 300—
J С, при нагреве чугуна до температуры Aci объем
его сравнительно мало увеличивается. При нагреве вь1
темп<?РатУры объем чугуна может увеличит^
-^Разложенного Можно сделать вывод о том, что с^с. |
[ малопригодны ДлЯ j
H;l 3—5%, а иногда на 30% _____
Г
собы горячей и холодной смрки
60
1IOC ’”с
1,ае це
пайко*
в тг; г?
СВ<.... Л£?,!~ ”Р™ паря"
турную газопЛ1,’м<.''Г<"""ям" "1’"ме„яют“чн<1
„ли латунными пр„„О1,м аи™«арку чугуна’™
использовании термической ™ ,ровд«« «си у
ленового пламени ппчп^» гиокостн киспппТ» пвд н«
МЫЙ нагрев основного и ппнЩеГ° ВЫп°лнять ”"" 1и
различными теплофИЗИческимиД°св”'° Метал
присадочных металлов, содержа,„?® "СТВами> Флюетв в
ные элементы. р ащих поверхностно-ак®„ "
В начале пизкотемиев-пх-п!. •>
ванна не образуется, и напХляютД'?*®31’’™ Жидкая
мн:,Lo';1'' *"лкого пР"саДоч„ого метя^ЬНЫМИ капля-
основной металл, разогретый ниже те .non®’ П0Падая ««
са припоя, и соприкасаясь с ним оття1о1к'ратуры СОЛ”ЛУ-
теплоты, вследствие чего повышает™ ЛМу часТь сво'й
верхностного слоя основного мети™, т1с.мпсРатуРа по-
припоя под действием флюса и пз™'.' ЧапЛя жидкого
растекается топким слоем ио основ, 'Z” пламе,’и легко
жидкого металла под действием кип,,»? металлУ- Часть
няет пустоты, образующиеся в чугуне Л™ С”Л Запад-
верхностного выкрашивания или о?. РезУльтате по-
Графит на 11овер.хности чуге, я о ЛеНИЯ Ч’афита.
Действием кислорода иламе',,,, .?*?. Шляться под
тельный ?
флюсом.
Ф Юе » аКТ,1В"Ь'МИ _
“,Юс> взаимодейотнги ,
ЛяеТ ПОСппп о ВУЯ со СВ|
ную попе,,.' ЧТ0> В СПОК
ВДния. 10|’тпую энергию
няет
пламени,
характер, или в везу;
г взаимодействия с
добавками,
снижает межфак
?т условия смачп!
...„nmsauue нап.
основного металла, а
ча границе сплавлсии
сварное сое динеине.
Для осунгск
то невозможно по*'- *
паяно*
ipouecca, бе* ucj
Ч'КП\ СВЧИ'Й НА
70'90
70-90
а)
I
36.
/га ,и
гп деФе*10В
, аи рь t/
а - ра«2|ельа несквозного и о
менением нодк.тадкн из огнеупорно!
аз, необходимо сближение
не действия межатомных
основного металла должны
быть И другие загрязнения; де.
фекаы к сварке подгота^— ают механическим путем
(in.i/iyoKOH, фрезерованием, сверлением, строганием).
- ........ оаепростриненпе получили сверление и вы-
-’-яилом. Острие сверла притуп-
ЭЙ и тве
с повер'
пневмю1,1
Таблица 16
прутков
для низк
1НЫХ
Кремний
углерод
0,2—О-4
Марка
прутка
0,6—о J
, фосфор
Марганец
Л Я h 1 i
_ • с
Н!М, Ч1ОП
н ш»м с р 11 <»
4 ш*ч и на К п( и
У от и a F
i ретин
ипофиль рааделки (рне Ю) можно
- (,1 рева 1 ь пламенем, в ре г/лыa ।1
гвободный доступ и вы\од гатов
инка горелки. При устранении
притупление не должно иревьнпать
и io
в сторон
СКВОЗНЫХ
| 5 ММ.
Низкотемпературную пайкогварку чу|умным нрисв
--*л ---давления мелких
д0ЧНЫМ материалом применяют для иенп--- -
дефе1<|1,в иа п°верхностях чугунных п^г
незначительный припуск на обработки* имеющих
сТИ получения структур чугуна в наплавленномбХ°ДИМ0’
Состав чугунных прутков приведен в табмв ТШе'
^значительный нр11Г|уск „ -2.
Прутки УНЧ-2 (по'ер'аХ''Риве«е>|'ь та"1''1',' м
спечивают более плотный 1и,° с пруг2. бл ,6-
счет низкого содер;Кан ""/“^ленный “метал4'2' ове-
соотношения между vrn^,, рЫ и б°лее с. л “1Eja за
Состав флюсов длУя па^Х! “ Кремние5 Оприятного
приведен в табл. 17. CBa₽K« чугуниым„ пруткам
НЧ-2
0,05
о.оо
о,4-0,б
У114’2
Продолжение
I Сера____
М арка
Никель
Т irraii
Медь
Таблица 17
ФСЧ-2
ФЛЮСЫ ДЛЯ ПАЙКОСВАРКИ ЧУГУННЫМИ ПРУТКАМИ
Марка
флюса
Состав, % • Марка1, флюса Состав, %
50 азотокислого натрия 26,5 углекислого нат- рия 23 обезвоженной буры 0,5 углекислого натрия МАФ-1 33 плавленой буры 12 соды кальцинированной 27 селитры натриевой 7 окиси кобальта 12,5 фтористого натрия 8,5 фторциркония калии
ацетилена
устранения
| При пайкосварке нагрев осуществляют
кислородным пламенем. Схема процесс.»
сквозных дефектов (трещин) показана на рис. 3/, О-
При устранении засверленных дефектов (норн» нк 1Ь,
v>”- ""
Угол между осью пдаме
ью разделки составляет 20—30°. Ириса н»ч
располагают на расстоянии 2 3 мм ''Ч'1
раковины) присадочный 7 Д.
Исходящей линии (рис. о ,
нв плоское
'пап пруток
ковании флюса Ф(Д1
и выше.
gflpKIl ЧУгУН'
Угломмлки д<!Та
верхнее,,, ( - >олее 25 мм рекомен;.
кие: поСЛе^АиИя-мПод пайкосварку лучше, когда (
что не обесн,.р к Шероховатые а не гл
ном. Углерод, Прочиото“пе^"ачи"аютс" латунь^
Кромок, также пРе^5?Ясь в вип?^ !ния латуни с чугу
лов. Графит с пове^1 ' i п,,.,. ,и’,а верхности
"ос-ru _У чному сцеплеиию метал-
ж
Его испро-
шенная твердость нап...
исправлении дефектов в на
резных станков IК62 перед
Флюс МАФ-1 и прутки
цесс при paL императу
пайкосварке не
Рис. 37. Схема процесса низкотемпсг-
ным присадочным металлом при испр -
а — С продольной разделкой; б — типа раков
температуре не ИСК^Ч®”°^7^03%^
в зоне температурного этого флюса ограничено
&оЬистм”^?ев «вГслуиях, когда допускается поггы-
Его «СПОМ^. наплавленного металла, например при
--г. в направляющих токарно-винто-
поверхностной закалкой.
п УНЧ-2 позволяют вести про-
цесс при рабочей температуре 750—800 С; при этом при
пайкосварке не происходит закалки околошовной зоны.
Твердость наплавленного металла по Бринелю состав-
ляет 220—250; прочность на растяжение 16—20 кге/ш2.
Низкотемпературная пайкосварка не исключает пред-
варительного нагрева детали. Нод<>1 рев до гемпературы^и
300—400° С в значительной степени облегчает выполне-
ние работы по устранению дефектов на толстостенных
деталях.
Пайкосварку чугуна латунными припоями в отдель-
ных случаях целесообразно применять вместо сварь
Как правило, этот метод используют при ремонта
сварке, когда разные цвета основного и ’
плавленного металлов не явл
знаком и деталь может быть
для устранения коробления,
размеров и т. д.
Большое преимущество пайкосварки чугуп« •
по сравнению со сваркой плавлением заключается в п
что нагрев чугуна до температуры плавления л
(850—900° С) существенно не изменяет стр\кТ; 1’^пря-
талла и не вызывает значительных термических
жений.
П () J1 и j »J
и твердость ochobiiv. _
шляются браковочным при-
ть механически обработана I
т, восстановления заданных ।
--•’ия латунь^
ТОМ-
КиьлотыКиЬ'нДК)'т пасго& из
кромки детали нагревают плам ревакгг пламе-
лированным с избытком кислорода ' '"V », отрету.
*В Обоих случаях кромки делали наг*
00° С. Наибольшее применение нашел по 7^~
У Техника паикосварки чугуна состоит в посо6-
си ||:)1ревают до красного цвета, посъша^^ем-
лудят участками. При этом пламя дОл^с
ДО....1М или немного окислительным, Т е Д -1'1
збытком кислорода. Кромки для пайки Жолжчп
лм_1^Ив наклонном iio.ioho.uhh. Найкосварку вы-
иыют ситу В1’.“рх, при этом расплав шая латунь
иа !ю.i\женую поверхность. !
1 ” Г’
Кромк
СОМ "
нейтраль111;1
находился в П|К.ТО1ШОМ положении
ло-
не стека» 1
пайкосварке лагупмо такое же,
бе сварки (рис. ЗЯ). После окон
образно места coe.unieiuiH npoip «
гой и медленно охладить. Он
пешно применить при найкос варке чугуна со сталью.
Мощность ила о ни, т. е. количест кигаемого в‘
единицу времени горючего, должна соответствовать
удельному расходу ацетилена — около 75 л/ч на I мм
толщины детали. Номер наконечника выби
। Умости от мощности. В качестве припоев
^НЬ Л63 или ЛОК59-1-03 (ГОСТ _
см.табл. 19). Припой J1OK59-1-03 обеспечивает получе-
. ? более плотного
i ^здимн
| Па&косв;
.1 ^5 М^ТаВЫ: 100% буры; 50% буры и 50% КИСЛОТЫ
й "№чцОе (Талл шва имеет //В |00; соединение равно»
ч
как и при правом спосо-
чанпя процесса целесо-
используют
1613О—7ОЧ
шва и протек .пне
*• угар цинка незначителен При
паяноснарного
‘ого процесса, т. е.
арке указанными припоями флЮСЫ ИМСКН СЛС*
50% буры и 50% кислоты
64
Рис, 38. Правый способ пайкосварки латунным припоем.
I — движение горелки; 2 — прутка н 3 — горелки и прутка
Низкотемпературная пайкосварка чугуна латунными
припоями. Описанные процессы низкотемпературной
пайкосварки чугуна чугунным присадочным материалом
и пайкосварки латунными припоями ооеспечивают полу-
чение неразъемного соединения при рабочей температу-
ре процесса 750—950' С. Под рабочей температурой про-
цесса понимают температуру предварительного нагрева
поверхности дефекта. Исследования в условиях, модели-
рующих эти процессы, показали, что после охлаждения
образец, подвергаемый пайкосварке, получает остаточ-
ное удлинение. Таким образом, с точки зрения роста чу-
гуна. низкотемпературную пайкосварку чугунным при-
садочным материалом и обычную пайкосварку латунны-
ми припоями можно применять для поверхностей дета-
лей, имеющих припуск на обработку.
Однако очень часто возникает необходимость в ис-
правлении дефектов на поверхностях чугунных деталей,
припуск на обработку которых составляет несколько
микрон, причем в отдельных случаях обязательно полу-
чение цвета и твердости шва, близких к цвету и твердо-
сти основного металла. Дефекты на указанных поверх-
ностях исправляют низкотемпературной пайкосваркои
латунными припоями, технологические приемы которой
близки описанному процессу низкотемпературной пайко-
сварки чугунным присадочным материалом.
Рабочая температура процесса пайкосварки латун-
ными припоями, т. е. местный нагрев поверхности ме'
галла в зоне наплавки, составляет 650—750° С. Снизить
С6
Pa604v.n -
0(",|,|'iiii 1емпеРатУРУ по сравнению с температурой при
Mo>Kil() 14 спос°бах пайкосварки латунными припоями
) применением специальных флюсов (табл. 18).
Таблица 18
ЛАТУип, 7 /1 НизкОТЕМПЕРАТУРНОЙ ПАЙКОСВАРКИ
1|уННЫМИ ПРИПОЯМИ
Марка флюса Состав, % Область применения
ФПСН-1 25+0,5 углекислого лития, 25+1 кальцинированной соды, 50+1 борной кислоты Для латуни, не содержащей алюми- ния
ФПСН-2 22,5+0,5 углекислого лития. 22,5^0,5 кальцинированной соды, 45+1 борной кислоты, 10+1 солевой плавленой лигатуры* Для латуни, со- держащей до 1 % А1
* Состав солевой плавленой лигатуры: 72,5 NaCl и 27,5% NaF.
Флюсы ФПСН-1 и ФПСН-2 нейтрализуют действие
свободного графита, частицы которого выступают на
свариваемой поверхности и мешают ее смачиванию; об-
легчают процесс смачивания и образование металличес-
ких связей на границе чугун—латунь при рабочей тем-
пературе 650—750° С (ниже температуры солидуса лату-
ни на 150—200° С). При температуре плавления 600 —
650 С указанные флюсы являются индикаторами начала
процесса пайкосварки, т. е. расплавление флюса — сиг-
нал для расплавления припоя.
В качестве припоя в зависимости от требований,
предъявляемых к поверхности, на которой расположен
дефект, применяют сплавы, составы которых даны в
табл. 19.
Припой Л ОК 59-1-03 применяют в тех случаях, когда
Цвет и твердость наплавки и основного металла не
Должны быть одинаковыми. ' 'jli
В припое содержится в среднем 0,3% Si, что обуслов-
ливает бездымный процесс пайкосварки, т. е. на поверх-
ности расплавляемого металла образуется пленка окис-
л'ж кремния, препятствующая испарению цинка. У мед-
°’Цинковых сплавов, не содержащих кремния, vrap
Нинка составляет 5%.
з*
/U
Таб.иШа
ЛАТУННЫЕ ПРИПОИ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПЛПКОС'ИАГ ьИ
(ОСТАЛЬНОЕ — ЦИНК)
Млрка припоя Состав. % - Длю - ми к ИЙ
Медь Олово КремниЛ Мар- ганец 1 Ни- I КС ЛЬ
——
ЛОК 59-1-03 (ГОСТ 16130—72) 58 60 0,7-1,1 0,2—0,4 1 ——
ЛОМНА 49-05-10-4-04 48 1 50 1 0,9 1,0 —— 9,5 10,5 3,5 4,5 0,2 0,6
Марка припоя Температура плавления, С Твердость шва по Бринелю Цвет t
ЛОК 59-1-03 (ГОСТ 16130—72) 1 1 905 80—100 Желтый
ЛОМНА 49-05-10-4-04 835 180—200 Белый
Предел прочности при растяжении паяно-сварочных
соединений в среднем составляет 24 кгс/мм2. Твердость
наплавленного металла (не более НВ 100) значительно
меньше твердости чугуна.
Твердость металла (НВ 170—200), наплавленного
припоем ЛОМНА, близка к твердости серого чугуна.
Прочность на разрыв паяносварного соединения состав-
ляет 30 кгс/мм2. Если в припое содержится 0,5—0,6% А1,
в ванне образуются трудноудаляемые тугоплавкие шла-
ки, содержащие окисли алюминия. Для шлакования
этих окислов во флюс ФПСН-1 вводят 10% солевой
лигатуры (галлоидосодержащую добавку). Флюс с соле-
вой лигатурой ФПСН-2 выпускает промышленность
(см. таол. 18), его применяют в виде порошка или пас-
ты, разведенной водой. Вначале при пайкосварке слегка
окисленным пламенем нагревают место наплавки
450 500°С. Затем в разделку вносят флюс, расплав-
JIMf'M
ли от ядра и наиболее мягкой частью
После полного расплавления флюса
т и из разделки выдувают избыток его.
„'горячей частью факела пламени рас-
и ванным методом с движением го-
и заполняют разделку. Наплавленный
(:ле сварки при температуре 600 —
Ручным медным молотком.
1,14 11аикосварка припоями ЛОК и
исключает необратимый рост чу-
трические размеры чугунных
Дефектов или ремонта оста-
нлавля
Релки cfc
металл сра.. pr,J1
700° С прок„Уа,*-
ЛОМНА npaKT&J
гуна, вследствие чего
изделий после устпа —
ются неизменными^ Не"Ия
Газопорошковая наплавка
Газопорошковую наплавку применяют для уСтоаие
ния мелких дефектов чугунных отливок, обнаружедны^
на последних операциях механической обработки На
плавка состоит из двух стадий — напыления и после-
дующего расплавления наплавленного слоя. При этом
порошковые viaгериалы подаются в ванне через пламя
горелки. Наплавку выполняют по следующей схеме:
поверхность, подлежащую наплавке, нагревают пла-
менем специальной ацетилено-кислородной горелки
ГАЛ-2 до температуры 300—400° С;
на нагретую поверхность наплавляют указанной го-
релкой тонкий слой порошкообразного сплава, не дове-
денного еще до расплавления; при этом частицы сплава,
полностью или частично расплавленные при прохожде-
нии через пламя, соединяются на поверхности дефекта
только между собой, но не с основным металлом;
на напыленную поверхность, как на подкладку, на-
плавляют порошкообразный сплав, в результате проте-
кания диффузионных процессов между расплавленным
порошкообразным сплавом и поверхностными слоями
Гневного металла образуется неразъемное соединение.
Таким образом, основной металл прогревается на не-
^льфую глубину и не претерпевает структурных^изме-
танИИ’ что обеспечивает получение окончательно обрабо-
pbix Деталей заданных геометрических размеров.
^опорошковая наплавка обеспечивает следующее.
л-чение на исправляемых поверхностях слоя ме-
Гис. 39. Горелка для газопорошковой наплавки Г АЛ-2:
а - общий вид; б — инжекционный узел
талла толщиной 0,1—3 мкг практически без расплавле-
ния основного металла при сравнительно малом тепло-
вложении в него;
ускоренный и равномерный нагрев металлических
порошковых сплавов, подаваемых вместе с горючей сме-
сью, по сравнению с нагревом присадочных прутков, что
улучшает металлургические условия формирования на-
плавляемого слоя;
возможность ведения процесса при расположении де-
фекта в любом пространственном положении.
Для газопорошковой наплавки разработана специ-
альная горелка ГАЛ-2 (рис. 39, а), состоящая из ру,<0'
ятки 2 с регулировочными винтами и присоединительны-
ми штуцерами с ниппелями 3, переходника с накидном
гайкой 7, корпуса 5 с бункером / (в корпусе установле-
ны инжектор и перепускной механизм) и наконечника f
с накидной гайкой и мундштуком 7. Общий вид инжек
ционного узла показан на рис. 39, б.
70
Те ‘7Г'1ДИм образом. В результа-
rinvii ,?КектиРУющего действия
•гш-?СлоРода> вытекающей из
П ора щ а также ПОд дейст-
вием ее силы тяжести при откры-
том перепускном механизме б
порошок из бункера 1 попадает
[з смесительную кзмеру нз коней-
ника 6, где смешивается с кис-
лородом.
Затем эта смесь проходит че-
рез отверстие в смесительной ка-
мере 10 и на выходе из iHero соз-
дается инжекция, используемая
для засасывания рабочего газа —
ацетилена. Образовавшаяся та-
ким образом тройная смесь (ки-
слород-ацетилен-порошок) по
трубке 11 наконечника поступает
Рис. 40. Схема установки для сфероиди-
зации порошков:
I— погрузочное устройство; 2 — вертикальная
[рубчатая печь (графитовая труба-нагрева-
тель); 3 — механизм подачи порошка; 4 — то-
юотводы; 5 — теплоизоляция
в мундштук, на выходе из которого ацетилено-кислород-
пая смесь сгорает, обеспечивая нагрев наплавляемой
поверхности до необходимой температуры и плавление
порошка.
Газопорошковая наплавка может быть осуществлена
только при использовании металлических порошков с
'иаровиднымн частицами размером не более 100 мк.
В отечественной практике получают порошки на никеле-
в°й основе способом сфероидизации.
Сущность этого способа заключается в свободном па-
1еЩ111 предварительно подготовленного измельченного и
^Намешанного металлического порошка с частицами не-
правильной формы. В горячей зоне установки частицы
избавляются и принимают под действием сил поверх-
nPoxr°r0 Натяжения шарообразную форму. Затем они
Чоед Ят чеРез более холодную зону за время, достаточ-
их кристдллизацпи.
71
СОСТОЯ-
сплавов) сконст
щая из меха.,,
чатой печи с контролируемой
форой
I V...... ..
Разработаны порош
вой основе, легированные ........ .
—-*•n.„WIniiniMii свойствами и имеюшу
и цвет,
па никеле!
обладающие
относительно
, близкий к цвету
' ява достигаются введе-
Самофлюсующие CBonuio« -- dB м
----ментов-раскислителеи 71а /дое О„) в
восстанавливают окнслы ---1__
Wv„w____ металле, образуя более
ния с удельной массой
- - - ™ о гт ПО
I__
вая на поверхность
нбго —
• i f и < cj щносгн )Ю1 о способа, но го и
। 11 а у ч но -1 icc.i едов а тел ьс кий ин стпт у т
.«Петрунрована установка (рис. 40,
'“•апнзма подачи порошка, вертикаль
.л •« чои aiMoc-
ичм v ж i BOCCTcl НОВ II К1
т , (водород) или нейтральной атмосф
гелий) и устройства для приема порошка.
______г_ ----'чкообразные сплавы
основе, легированные бором и кремнием,
самофлюсующпмп с_:"''' ^пше
низкую температуру плавления
чугуна.
С - nxnrvtonine свойства сил г
пнем элементов-раск...
которые восстанавливают окислы ...
основном металле, образуя болеелегкоплавкие соедине-
ния с удельной массой, меньшей, чем удельная масса
наплавленного металла. Образующиеся шлаки, всплы-
вая на поверхность ванны, защищают ее от дополнитель-
ного окисления кислородом внешней газовой среды.
СПЛАВОВ ДЛЯ ГАЗОПОРОШКОВОЙ
>
СОСТАВ (%) ПОРОШКООБРАЗНЫХ
НАПЛАВКИ (ОСТАЛЬНОЕ — НИКЕЛЬ)
Марка сплава
Медь
Бор
НПЧ-1
НПЧ-2
5,0-7,0
5,0-7,0
В табл. 20
на никелевой
Кремний
1,0-1,8
0,7—0,95
даны составы порошкообразных сплавов
указанного п °с,,ове для наплавки на чугун. Сплавы
ствами обропКТаВа 00ладают самофлюсующими свой-
ного металла ЧИВЗЮТ полУчение плотного наплавлен-
метатлом 6р^ п прочного соединения его с основным
металлом оез расплавления последнего
пускаю^еит^ПЧ'1 (НВ 22Q) И НПЧ’2 ^НВ З00) вы'
га различный лизованно. Они отличаются друг от дру-
количество Jрр 1<’леР/Канием бора и кремния. Повышая
жают температщ)уОп°ппВ Порошок боРа 11 кремния, сни-
твердост! <iL 'плапления сплава и повышают его
Порошок НПи.? )УСЛ°ВЛИвает область его применения,
используют при исправлении дефектов
72
"а "°htPxllf)r..
ной закалке /П„ОВеРхкостях ’ поп,' 2 ДЛя вправления
Промы М"ЗУО;:КЗ! г>ющ««я поверхност.
,ia=S"„- - газо„орошковук,
дого предыдУщего е„лава Й"":сплавле
послойным нанесением
..................................................-
плотный металл без шлаковых вкл “Я нелмя пол™£>
первый способ можно применяв пЗ, Ний и "°Р и что
тов на поверхностях, к прочности "С"равлеии!' М>ек-
ляют высоких требований. ' К0Т0Рых не прелъяв-
Н<1нл.1!'.!'..1 с расплавлением каждого
слоя обеспечивает получение чистого пРеДЬ1дущего
лепного металла. Каждый наносимый ™°ДН0Г0 наплав-
щину нс более 1 мм. В процессе няп И ИМеет тол'
горелки должен находиться от поверхности пМундштУк
расстоянии, равном 1,5-2,0 длины ядра пла”е?и ЛИ На
Иногда при исправлении глубоких паТ
няют комбинированный способ наплавки В Приме"
ся в предварительном заплавлЗниТ\7сТЗТИЙ‘
электродуговой сваркой электродами МНЧ " „Мфекта
дующем перекрытии наплавленного ппл 2 и п°сле-
наплавкой. слоя газопорошковой
ков имеют
ленного металла.
Закаленные поверхности направляющих стан-
НВ 320, а наплавленный металл НВ 300.
Пайка
легкоплавкими оловянистосвинцовыми при-
Пайка
Поями находит ограниченное применение при устранении
Дефектов в чугунных деталях. Такую пайку используют
'' основном для ремонта чугунных деталей в полевых
еловиях, когда нет возможности использовать более со-
чтенные способы. Пайка чугуна затруднительна из-
припо°Х°Г° СМачивания его поверхности легкоплавкими
пРипоЯМИ ^ак и павкосваРка высокотемпературными
чцем (латунными, чугунными), это связано с нали-
УлУчщец ПОверхности чугуна свободного графита. Для
Ия процесса смачивания необходимо выжигать
73
и
применять высокоактивные и вмеси.-
флюсы на основе соляной кислоты /
ь чуг\ на наносить промел
пример слой меди.
Пайку можно вести припоями ПОС
урон плавления не более 3(
флюсов приведены в табл.
I CM
г. Д.
21. Перед палкой
Таблица 21
меняемых
СОСТАВ (%) ФЛЮСОВ ДЛЯ ПАПКИ ЧУГУНА
-''’-.помп, г, K UHHiiOBbl.Mlf ПРИПОЯМИ
о» 1 wu № флюса Хлорид аммония — 1 Хлористый ЦИНК Вода
50
1 2 3 50 48 60 ! 12 1 40 40
поверхность дефекта тщательно защищают для частич-
ного выжигания графита окислительным ацетилено-кис-
дородным пламенем. Этого же можно достигнуть обра-
боткой поверхности концентрированной соляной кисло-
той. которая интенсивно растворяет основной металл,
поглощая при этом выступающие частицы графита. Шла-
ки, образующиеся на поверхности в результате такой об-
работки, удаляют металлической щеткой. Поверхность
нагревают ацетилено-кислородной горелкой, работающей
на газах -заменителях ацетилена с кислородом, паяль-
ными лампами и электропаяльниками.
А. В. Морозов разработал способ безэлектролизного
омеднения поверхности чугуна для пайки легкоплавки-
Таблица 22
СОСТАВ <.. > РАСТВОРОВ ДЛЯ БЕЗЭЛЕКТРОЛИЗНОГО
ОМЕДНЕНИЯ ЧУГУНА
К» раст- вора Серная кислота Аэотнэя кислота Соляная кислота Пова- ренная соль Серно- кислый цинк Метал- личес- кая медь
1 20 1 4 1 — 3
20 28 — 1 1 2 1
3 20 30 2 3 3
Вода
80
120
100
вставлять на
Юность ill I
нет
_ подготовленную омедненную по-
авгДВа^И1еЛЬИ° также омедненную и облу
ми 1|Р"п<»1М1)
дающую мед..' ° '
.•/W4IТ О/lin. 11 И К
на поверхность
подле-
, которого приведен в
вора (через 3—5 с) иа поверх-
... замещения осажда-
.1 меди толщиной
енный слой промывают во-
пли тампоном, смоченным в
выполняют пайку припоем
'в полученного паяного сое-
. > кгс/мм2, оно
нагрето до ШС.
•в реко-
Тоблица 23
I * v W_- v а *
ПОСТИ чугуна^'"*» Раст,
ется довольно Hhr Ультате’г '-г—
„ несколько микр",1,"^ - -
дои И протирают ки/... JMt‘AHcill ? CJ‘OH
СОЛЯНОЙ кислоте ИДц т Сл°й Промыв
ПОС-30. Прочность нГр“3оВ“"о'
дииения на чугу|1е СЧ 5 T„b,L ...учени"!
отличается плотностью и состаьля<тк ’гг'
При исправлении сравните^.'1 6ыть i '
Тельно «РУпных'S Ао
Д^фскто
азделка дефектов ПОД ПАЙКУ
Вид дефекта Способ разделки
Раковина на наружной поверхности Фрезерование или сверление с вырубкой вруч- ную
Раковина на посадоч- ной поверхности Вырубка вруч- ную, фрезерова- ние с вырубкой вручную
Дефект
До разделки
после разделки
Фрезерование
или вырубка
30
Чрешуны,
спаи, рако-
вины, соз-
даюшу.е
"ссилошность
74
Таблица
24
ПОС.'11 ДОВАТЕЛЬНОСТЬ ОПЕРАЦИИ ТЕХНОЛОГ НЧЕСКОГО
ПРОЦЕССА ПАНКИ
Операции
Применяемые приемы
Установка дета
ли
Установка детали в зоне действия ' 4 011
вентиляции таким образом, чтобы разд . 111 юд
пайку место находилось в горизонтальной плос-
кости
Нагрев и обра-
ботка поверхности
де<1 екта флюсом
Нагрев горелкой поверхности разделанного де-
фекта и металла в зоне дефекта до 300 350° С;
нанесение флюса на поверхность дефекта, нагрев
флюса во избежание его выдувания факелом, а
не ядром пламени; угол наклона горелки должен
составлять 50—60
Облуживание
поверхности дефек-
та
Равномерное распределение флюса на поверх-
ности дефекта концом прутка, который не дово-
дят до плавления; стенки лудят, расплавляя пру-
ток трением его о нагретую поверхность
Заполнение объ-
ема дефекта при-
поем
Заполнение всего объема разделки жидким ме-
таллом расплавленного припоя; периодическое до-
бавление флюса в расплавленный припой; непре-
рывное перемешивание металла прутком, касаясь
стенок дефекта
Окончание папки
Выдержка ванны в жидком состоянии в тече-
ние 2—3 мин; отведение пламени горелки для
замедленного охлаждения наплавленного металла
Пайку цинковым припоем применяют для заделки
небольших (площадью до 15 см2) дефектов, обнаружен-
ных при механической обработке посадочных поверхно-
стей деталей.
Цинковый припой менее дефинитен и дешевле при*
поев группы ПОС. В отдельных случаях этот припой
можно применять для декоративной заделки, а также
для исправления несплошностей в изделиях, работаю'
шил под давлением до 5—6 кгс/см 2. Пайку выполняют
। и
в тиглях при температуре
Поверхность расплава для защиты от уга*
при температуре 300—350°С. Припой Ц представляет
плав, содержащий 92—94% Zn, 5,5—7,5% Sn и
I 0 11 наплавляемый в тиглях пни температуре
530—540 С
""врывают слоем угля или график, Припой исполь
" n ..- ------- ----° мм и длиной 300
1 формы ИЛИ кокили.
применяемый для пайки, содержит 39—42°/Л хпл-
ристого г- — лг'г"
двухлористого
11 виде прутков диаметром К
мм, отливаемых в
корковые
ристого цинка, 30—43"/о хлористого ам\
____________и олова, 4—6°/о хлористого
11 °/о хлорной меди.
флюс хранят ।
им зеленоватого цвета
ой исполь-
бария и 9—
в герметичной посуде до приобретения
цвета, затем после предварительного
измельчения его можно использовать. Флюс содержит
большое количество хлористых соединений, поэтому сва-
рочные участки должны быть оборудованы мощной ы-н
тиляпией. u
Поверхности дефекта перед пайкой подготовляю
фрезерованием, сверлением, зачисткой наждачным кру
ом и т. д Поверхность места пайки и прилегающей
речения
ог о
V -
_______________К
ней зоны очищают от масла, окалины и окисной плен-
ки. Рекомендуемый угол наклона разделки составляет
30° (табл. 23)
Источником нагрева является пламя ацетилено-кис-
лородной горелки или горелки, работающей па газах —
заменителях ацетилена. $
Для обеспечения широкой зоны нагрева поверхности
д0 зоо—350° С, как правило, используют горелки с на-
конечниками № 3—5. '‘даЯ
В процессе пайки, последовательность которой дана
в табл. 24, мощность пламени уменьшают до минималь-
ной.
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
ГАЗОПЛАМЕННЫХ СПОСОБОВ
ДЛЯ УСТРАНЕНИЯ ДЕФЕКТОВ
Устранение дефектов, ВУ'^'^Лсотки отливок
до или после первичной обрабо'
IIII Н " ' '’’'
Примеры исправления деф<'" 1 а стаикосИ”'и
3°пламенными методами взяты
Ильной промышленности.
Рис. 41 Сварка дефектной отливки корпуса гидро-
привода
Горячая сварка чугуна показана на примере устра-
нения такого дефекта, как шлаковые включения, выяв-
ленные корпусе гидропривода после его предваритель-
ной обработки — обдирки (рис. 41). Корпус изготовлен
и ; । на СЧ 32-52. По техническим условиям на корпу-
фопривода не допускаются участки, имеющие не-
однородную структуру и механические свойства. Эти тре-
бования исключаю! применение холодной электродуго-
вой сварки или пайкосварки латунными припоями, а
небольшие размеры дефекта — горячую электродуговую
сварку. Для устранения дефекта такой детали наиболее
Целесообразно применение газовой сварки с чугунными
присадочными прутками. Поскольку дефект расположен
на детали большой толщины (порядка 70 мм) в жестком
контуре, то, как показала практика, сварка с местным
подогревом вызывает образование твердых структур и
трещины в околошовной зоне. Поэтому сваривали с об-
щим подогревом. Дефект разделывали пневматическими
зубилами. Отливку предварительно подогревали до 450—
550° С в газовом горне в течение 1,5—2,0 ч и с помощью
мостового крана устанавливали в рабочее положение,
при котором участок с дефектом находился в нижнем
горизонтальном положении. Для защиты сварщика от
теплоизлучения и сохранения теплоты отливкой послед-
нюю накрывали листовым асбестом и только дефектный
участок заварки оставляли открытым.
78
Холодная
сварка углового
игольного станка
М и
ром
ву
' н*? 1 к а м 11 Д и а м ет -
мм, состав кото-
Ф’^лотичеи соста.
марки 11
' 4). I орелки
Ч И KOHQ4 НИ-
« Моск в а »
ком №
мундштуками куму'и-
тивного действия. В Ка.
честве горючего в сме-
си с кислородом приме- _________„„
.МЯЛИ городской газ, по- деФек-та детали"стрс
даваемый из сети под 'оф
давлением 0,5 кгс/см* Продолжительность сваоки вклт
чая замедленное охлаждение под '
, е „„„ иид пламенем, составляла
15 мин.
Поело окончания сварки отливку снова помещали в
газовый горн для подогрева примерно до 500° С в тече-
ние 40 50 мин, затем выключали горелки и отливку
вместе с горном охлаждали примерно в течение 30__
40 мин. После этого корпус гидропривода передавали
на дополнительную механическую обработку и при
отсутствии дефектов на зачистку и грунтовку, затем от-
правляли на склад готовой продукции.
Твердость наплавленного металла по Бринелю со-
ставляла 195. В зоне термического влияния отсутство-
вали структуры закалки и отбела. Н
Холодную сварку применяли для устранения такого
дефекта, как откол угла детали из чугуна СЧ 28-48
строгального станка, появившегося при удалении за-
. дяИ
Поскольку дефект расположен на участке, свободно
расширяющемся при нагреве, исправить его можно бы-
ло газовой сваркой чугунными прутками без предвари-
тельного подогрева (холодная сварка). При сварке ис-
пользовали чугунные прутки марки I (см. — ,
качестве флюса
вали пламенем горелки и
. табл. 14), в
— прокаленную буру. Дефекты разделы-
[ с помощью прутка. На рис. 42
показана холодная сварка такой дет 1 После заполне-
ния дефектного участка металл шва и околошовнхю ’-ону
^кончательно замедленно охлаждали в течение 1,5*--
’ мин на ширину’ примерно до 100 мм пл;о 1
и при расположении торца му 11Штука от поверхноеп
мин на
шва пл расстоянии 100—150 мм. Затем сваренную де-
таль накрывали листовым асбестом и после окончатель-
ного охлаждения транспортировали на зачистной учас-
ток. Металл шва. полученный по такой технологии, имел
НВ 200, в околошовной зоне НВ 190. В сварном соеди
нении трещин не было.
Устранение дефектов, выявленных
на последних операциях механической
обработки
Низкотемпературная пайкосварка припоем ЛОМНА.
На рабочей поверхности стола вертикального много-
шпинде о токарного полуавтомата (рис. 43) перед
шабрением, являющимся окончательной операцией ме-
ханической обработки, были обнаружены дефекты раз-
личного происхождения (шлаковые и земляные включе-
ния, пористость). Устранение подобных дефектов холод-
ной электродуговой
сваркой (электродам и
ЦЧ-4 и т. д. (приводит
к изменению геометри-
ческих размеров дета-
ли и возникновению
структур закалки и от-
дела в зоне темпера-
турного влияния. Изме-
нение геометрических
размеров детали приво-
дит к дополнительной
Рис. 43. Стол многошпин-
дельного вертикального то-
карного полуавтомата:
а —с дефектами, пдготовленпы-
ми под пайкосварку; б — после
устранения дефектов
механической обработке и индивидуальной подгонке ко-
лонны, работающей в паре со столом, т. е. к дополни-
тельным затратам средств и времени. Кроме того, все
это нарушает принцип взаимозаменяемости и снижает
качество станка, так как в процессе его эксплуатации
из-за твердых структур в зоне сплавления образуются
задиры на сопрягаемых поверхностях. Как показал опыт
сверлом с
|,г”-ныи пролетарий», паикоснарка
1,ые Дефзд Флюсом ФПСН-2 позволяет устранять
ческой последующей дополнительно!',
детали. ^oikh и без снижения паботоспос
Дефект! ।
закругленной „
м ет а л л и ческихР в вд
догии, приведенной в
Паяно-сварной Шов с
пайкосварку раздел ыва л и
--1 частью до полного удаления не-
J >сний. Процесс выполняли по техно-
разделе «Пайкпспяпиа чигмиоь
урои, примерно равной
» проковывали легкими
---• охлаждения
и сварного соеди-
й рис. 43,6 приведена
лепия. Твердость (НВ 172-190)'^""°-'’ исправ'
"r^nvio цвр-г а \
ударам*4 медного молотка После *
детали усиление шва снима-.u ? полного
ДЛЯ контроля плотности И сплошносВаЛЬНОЙ машинкой
нения. Затем деталь шабрили Н'
₽аб°Г%веп!ос?ь7нте
ления. Твердость (НВ 172—190) и обрабатываемость
паяно-сварного соединения не отличались от твердой
и обрабатываемости основного металла.
Низкотемпературную пайкосварку чугуна чугуном
рассмотрим на примере устранения дефекта, выявленно-
го на направляющей станины токарно-винторезного стан-
ка, которую подвергали поверхностной закалке т. в. ч.
Для этого необходима химическая однородность закали-
ваемого металла, которая может быть достигнута только
при применении чугунного присадочного металла.
Перед, закалкой на поверхности направляющей при
механической обработке были обнаружены различные
дефекты (пористость, шлаковые и земляные включения,
спаи и т. п.). При этом нельзя устранять дефекты горя-
чей сваркой, что объясняется малыми припусками на
обработку и невозможностью обеспечить равномерный
предварительный нагрев детали в условиях механо-
сборочного цеха. Транспортировка деталей на другие
предприятия или в цехи, оборудованные средствами на-
грева, невозможна из-за неизбежных повреждений при
этом обработанных поверхностей. Для устранения
Дефектов в этих деталях применяют низкотемператур-
нУ>о пайкосварку чугунными прутками. Для
Станину устанавливают в кантователе, представляющем
собой две овальные гладкие опоры, в которых ее
^Ручную поворачивают (рис. 44, а). Дефектное мест’т
Ь'^елывают вручную. Припой — чугун УНЧ-2 и
^1- Рабочий момент процесса показан на рис. .°-
Рис. 44. Станина токарно-винторезного станка:
а в кантователе; б — момент пайкосваркн
По окончании пайкосварКи заваренное место медлен-
но охлаждают под пламенем горелки в течение 1,5—
3,0 мин. Усиление шва снимается шлифовальной машин-
кой; при отсутствии пористости или непроваров станину
транспортируют на участок шлифования. Наплавленный
металл с НВ 240—280 хорошо поддается поверхностной
закалке. После закалки и шлифования дефектное место
практически нельзя отличить от основного металла.
Газопорошковая наплавка. После окончательной ме-
ханической обработки на поверхности рабочей плоскости
V-образной направляющей тяжелого токарного станка
было обнаружено поверхностное шлаковое включение.
Отмстим, что твердость и цвет исправленного участка
не должны резко отличаться от твердости и цвета ос-
новного металла. Устранить указанный поверхностный
дефект было целесообразно газопорошковой наплавкой,
для этого использовали порошкообразный сплав НПЧ-1
и ацетилено-кислородную горелку ГАЛ-2—68 с наконеч-
ником № 4.
Дефектное место разделывали вручную крейцмейсе-
лем до полного удаления неметаллических включений.
Для уменьшения теплопотерь деталь предварительно на-
крывали листовым асбестом. Поверхность дефекта и от-
ливки на расстоянии 10 мм от места разделки нагрева-
ли пламенем горелки до 400° С, нс подавая порошок.
Затем на нагретую поверхность наносили тонкий слой
порошка (~0,3 мм). Напыленный слой нагревали пла-
менем горелки до тех пор, пока он не начинал плавить-
, ^.niyp, горелки
yCг^иивлпвали нерпой
цпкулярно к новсрхно-
-ТП дефекта и начинали
। р С Р ы ви ст у ю но д а ч у
гфПОШКЗЦ к< и <>рпи уа-
еМ расплавлялся. \\а-
Г1авку начинали от
,’ентра дефекта до пол-
н - заполнения его
объема. Рабочий ш>-
Рис. 45. Рабочий момент газопорош-
ко вой наплавки
мент процесса показан
на рис. 45.
По окончании на-
на-
Большое число
гоРелку поднимали на, ’
на высоту 50-60 мм для проГреХ1>ХНО"ьк> ««««и»
ченне 1,5-2,0 мин. Затем проко соединен"» в те-
металл легкими ударами молотка <нв оо?а:,лавле»«ь1и
плавленного и основного металло А -20’ НВ 200
станков, в станинах которых бы'тпг
успешно эксплуатируют. ' устранены дефекты.
Ремонтная сварка чугунных деталей
Сварку с местным подогревом применили для устра-
нения дефектов на станине эксцентрикового пресса
(рис. 46). В станинах этих прессов чаще всего дефекты
появляются в верхней части по линии установки криво-
шипного механизма, когда трещина проходит по обра-
зующей подшипников, и в нижней части на уровне сто-
ла. Поэтому местному подогреву в горне подвергают
верхнюю или нижнюю часть пресса. Общий нагрев всей
станины, как показала практика, не требуется. Если тре-
щина разделила станину на две части, то перед сваркой
обе части скрепляют стяжными болтами. Участки, под-
лежащие сварке, предварительно подогревают до 450 С.
Кромки под сварку разделывали с двух сторон пламе-
нем горелки. Сваривали одновременно два сварщика,
Т' е- двумя горелками с наконечниками № 7, применяя
чУгунные прутки марки Б диаметром 12 мм. В качест
флюса использовали прокаленную буру. После запол
^ния основной разделки шва поверхность сварного сое
Нения со всех сторон для получения нужных радиусе®
перехода обрабатывали пламенем газовой горелки и ’•У'
гунным прутком.
При разрыве станины на плоскости стола приходи кя
выполнять большой объем сварочных работ, гак как
стенки этой части детали имеют большую толщину. Пос-
ле окончания сварки такой узел желательно для вырав-
нивания внутренних напряжений дополнительно нагре-
вать в горне до 650° С, а затем охлаждать вместе с
горном.
Рис. 46. Схема корпуса
эксцентрикового пресса
с трещинами (1—3)
Рис. 47. Станина воздуш-
ного молота после устра-
нения дефекта
Холодная сварка. На рис. 47 показана станина воз-
душного молота после устранения дефекта. В процессе
эксплуатации появились трещины в цилиндре станины,
в результате чего откололся кусок цилиндра, который
был установлен на место и закреплен в трех точках.
Затем газовой горелкой была выполнена сквозная горя-
чая разделка кромок толщиной 30 мм. Сваривали без
подогрева ацетилено-кислородной горелкой с наконеч-
ником № 6; применяли чугунные прутки марки Б
(табл. 13) и флюс ФНЧ-1. Продолжительность выплав-
ки и сварки составляла 7 ч. По окончании сварки зава-
ренный участок был накрыт листовым асбестом для за-
медленного охлаждения.
Горячая сварка с общим нагревом деталей. В про
иессе эксплуатации на рабочем зеркале цилиндра Газ°
вого компрессора производительностью 3000 м /ч»
40 КГ1,; Давлением
лась тпМ обРаз°ва-
ной 600 мм "а дгп’-
появилась ’ « ее
трещина пп вт°рая
1 ,иа длиной 300
мм (рис. 48). Наи-
более Целесообраз-
ным способом устра-
нения дефекта, удов-
летворяющим техни-
ческие условия на
изготовление изде-
лия, оказалась горя-
чая газовая сварка
с общим нагревом
Рис. 48. Цилиндр газового коиппегг
ра с трещиной
цилиндра и с приме-
нением чугунных присадочных прутков.
Концы трещин в цилиндре были засверлены свер-
лом диаметром 20 мм. Трещины под сварку разделыва-
ли зубилом на глубину 30 мм при общей толщине стен-
ки цилиндра, равной 35 мм. Угол раскрытия шва равен
90°. Стальные шпильки, болты и пробки были выверну-
ты из цилиндра, так как из-за большего объемного рас-
ширения стали по сравнению с чугуном их совместный
нагрев мог вызвать появление новых разрывов и тре-
щин. Цилиндр нагревали до 600—650’ С во временном
горне, сложенном из кирпича, и сверху укрывали листо-
вым асбестом. Кладку горна можно было легко разо-
брать в месте, нужном для сварки. Равномерность нагре-
ва цилиндра контролировали тремя термопарами, заде-
ланными в его резьбовые отверстия. Использовали
прутки марки Б и флюс — прокаленную буру. Сварива-
ли отдельными участками: вначале трещину БВ длиной
300 мм, затем трещину АВ; последнюю часть трещины
заваривали от точки В к краю цилиндра. Сваривали го-
релкой с теплозащитным наконечником. Горелка непр<
рывно работала в течение 10 ч.
Сваривали высококвалифицированные сварщики, оде-
тые в специальные теплоустойчивые костюмы; каждою
них сменял другой через 15—20 мин. Лица сварщиков
ыли защищены от теплоизлучения прозрачными козыръ-
Ками из пластмассы.
По окончании сварки цилиндр накрывали огнеупор-
ным кирпичом и листовым асбестом для медленного ох-
Таблица 25
ВОЗМОЖНЫЕ ВИДЫ ДЕФЕКТОВ ПРИ
ГОРЯЧЕЙ II ХОЛОДНОЙ СВАРКЕ
Вид дефекта
Причина возникновения
Пористость губ-
чатого характера
Некачественный присадочный металл
Чернота и поры
в зоне сплавления
основного и наплав-
ленного металлов
Плохая зачистка поверхности дефекта пламенем
Отбел в наплав-
ленном металле и
зоне сплавления
горелки;
недостаточное раскисление сварочной ванны
добавками флюса
Недостаточный прогрев основного металла; боль-
шая скорость кристаллизации сварочной ванны;
повышенная скорость охлаждения сварного сое-
динения
Повышенная
твердость в наплав-
ленном металле
?
Й. I
Повышенная скорость охлаждения наплавлен-
ного металла от 800 до 650° С
Трещины в на-
плавленном и ос-
новном металлах
вблизи зоны сплав-
ления
Недостаточный нагрев отливки до заварки;
отсутствие отжига после заварки; большая ско-
рость охлаждения детали после заварки
Поверхностные
Дефекты (не уда-
ляемые механичес-
кой обработкой)
Усилие шва менее 3 мм
лаждения в течение 48 ч. Затем цилиндр подвергали
".в- анической обработке. Восстановленный цилиндр был
в эксплуатации в течение более чем 5 лет.
ж»
соеди°нЛеЬникяачества сварного
Ctcihk
дефектов в ’'чуТун,';'^1 “Ромышленностъ для уст ранения
зовую сварку. При этом иКаХ ШИРОКО применяет га-
являются высокие тпебоЛииВарД°Му соеАинению предъ-
более типичных дефектов сваш^*™6 *аРакп ? 1 »
ния базируется на опыте ни Л " спосо6ов их выявле-
ной промышленностью. ’ ии""'м станкостроитель-
Нарушения технологических процессов сварки и пай
косварки могут привести к образованию дефектов не-
посредственно в сварном соединении. Во многих случаях
эти дефекты могут быть исправлены повторной сваркой
И пайкосваркой. В табл. 25 и 26 приведены основные
виды дефектов при сварке или пайкосварке чугуна и
причины их образования. бИ
Таблица 26
ВОЗМОЖНЫЕ ВИДЫ ДЕФЕКТОВ ПРИ ПАЙКОСВАРКЕ
Виды дефекта
Причины возникновения
Трещины в око-
лошовной зоне
Перегрев поверхности дефекта и большая его
площадь
Непропай
Малый угол разделки; недостаточный нагрев ос-
новного металла; недостаток или избыток флю
са; плохая зачистка поверхностей чугуна и при
поя
Пористость
Перегрев ванны; избыток ацетилена или кис-
лорода; большая влажность флюса
Отбел в переход-
ной зоне
Перегрев основною металла
«Для изделий ответственного ил .и in• пи । и
при повышенных требованиях к герметичности свар
с°единення исправленные чугунные ней юн ною» р» ню
тщательному весе торопкому контролю. Основные мето-
ды контроля, обеспечивающие в условиях литейного це-
ха требуемые качества сварного соединения, приведены
в табл. 27. В зависимости от требований, предъявляе-
мых к качеству изделии, в станкостроении кон гролирх ioi
качество тех или иных их поверхностен (табл. 28).
Таблица 27
МЕТОДЫ КОНТРОЛЯ
Параметры
Метод контроля
Внешний вид
Визуальный
Отслаивание
»
Обрабатываемость
Контроль шабером исправленного места после
обработки его на металлорежущих станках рез-
цом, фрезой, сверлом
Механические
свойства:
прочность
твердость
Испытание образцов-свидетелей на растяжение;
обстукивание молотком сварного соединения в
случае, когда его прочность не регламентируется.
Испытание на прессе Бринеля или ударными при-
борами (Польди и др.)
Плотность
Визуальная, магнитная, цветная дефектоскопия
Герметичность
Гидравлическое и пневматическое испытания,
керосиновая проба
Микроструктура
Металлографическое исследование шлифа из
образцов-свидетелей или пробы, высверленной из
сварного соединения специальным (полым) свер-
лом
Химический сос-
тав металла шва
Химический или спектральный анализ
Выборочно прочность сварного соединения на раз-
рыв и стрелу прогиба определяют на так называемых
образцах-свидетелях.
88
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ТЕХНИКА БЕЗОПАСНОСТИ
Организация участка устранения дефектов отливок
в чугунолитейном цехе (на заводе) принципиально не
отличается от организации его в ремонтном хозяйстве.
Участки для устранения дефектов обычно размещают
вблизи от финишных операций (обрубки, заточки, пред-
варительной механической обработки), что уменьшает
число грузопотоков, связанных с транспортировкой от-
ливок после обрубки и предварительной механической
обработки. Расположение ремонтных участков обуслов-
ливается спецификой производства (специализирован-
ное предприятие, ремонтная служба и т. д.).
Подготовка под сварку, как правило, происходит на
обрубном участке пневматическими зубилами, сверле-
нием и т- д. или воздушно-дуговой резкой. Дефекты, вы-
явленные на последних операциях механической обра-
ботки, устраняют ручными и пневматическими зубила-
ми и электродрелью.
На участке устранения дефектов для предваритель-
ного подогрева отливок нагревательные устройства уста-
навливают таким образом, чтобы уменьшить число гру-
зопотоков, свести к минимуму число чалочных работ,
связанных с загрузкой и разгрузкой отливок.
Газосварочный пост должен находится от нагрева-
тельных устройств на расстоянии не менее 5 м. Для
питания горелок к посту должны быть подведены горю-
чий газ и кислород. Схема подвода газов зависит от
рода газа и источника его получения. При газофлюсовой
сварке^ чугуна схема газопитания приведена на рис.
Нагревательные устройства обеспечивают предвари-
тельный нагрев деталей перед сваркой и их последую-
щую термообработку.
В разделе «Технология газовой сварки чугуна» опи-
сана газофлюсовая сварка, при применении которой
сварочный пост оборудуют дополнительной аппаратурой.
Сварочные посты при подаче газов-замен и гелей по
трубопроводам должны быть оборудованы регуляторами
давления (при давлении в сети не свыше 0,7 кгс/см2),
ацетиленовой > генер атор а;
кислородный и ацетиленовый ре ivkto
ацетиленовый и кислородный баллоны; 7 — горелка; <S флюсо-
ч осушитель; 10— предохранительный затвор; II ацетиленовый
Рис. 49. Схемы сварочных постов:
а газофлюсовая сварка от баллонов и б —*оТ
I - горелка; 2 * флюсопитатель; 3 и 7 —
ры; 5 и 6 —
питатель;
।енератор
обратными
тогенмаша
ми.
клапанами ЛЗС-1-68 конструкции ВНИПАв
или водяными предохранительными затвора
от
При питании сварочного поста пропан-бутаном
баллона после редуктора устанавливают обратный i
пан Л ЗБ-2-67 конструкции ВНИИАвтогенмаша.
I Обратные клапаны предкашачеиы для прен'хр
. а с горючим газох. ...
перетекания в них кислорода. При нормальных услови-
ях /пп.. пмосферном давлении и темпера-
. лропан-бутаном в горелку по
газа в час. Однако чугун свари
1 м3 ипопан
ния баллонов пли трубопроводов
г
ях (при нормальном а
гуре 20° С) из баллона с п
нее I м3 1
мп, потребляющими более I
io. Повышенная скорость <
замерзанию жидкости в баллоне. Для
бутана в
приводит
Рис. 50. Участок для устранения дефектов в отливках
на заводе сСтанколит»
на заводе сСтанколит»
|ця этого к одной горелке надо подключать
'срез коллектор с одним редуктором. Такое
допускается правилами эксплуатации газо-
года.-
месте кроме основного инстру-
• вспомогательное оборудование и ин-
, плоскогубцы, иглы для
Д. Па каждом посту должны
для хранения инструмента и
..д охлаждения
чугуна может быть
отливок на заводе
газовой сварки (рис.
горн / на панельных
деталей 2 и в рабо-
кондукторы 3. Дета-
х<> 1яц( | Ва ц обеспечива
3 галлонов в любое время
cl каждом рабочем
miп ।а должны быть
струмент: молоток для проковки
прочистки мундштуков и т. *
быть установлены ящики
сва|)иваемых деталей, ведро с водой для
горелки.
Примером организации сварки
участок исправления дефектных
«Станколит» (рис. 50). Отделение
51) кроме сварочных постов имеет
горелках, стол для сварки мелких
чей зоне различные кантователи и
ли равномерно нагревают в печах, в которых также
обеспечивается их предварительный нагрев для газовой
и электродуговой сварок, осуществляемых иа смежном
участке. Детали транспортируют мостовыми кранами.
При проектировании участков горячей газовой свар-
ки можно воспользоваться рекомендациями, данными в
табл. 29. Исходя из мощности литейного цеха (участка)
и характера изготовляемых чугунных отливок опреде-
ляют площадь сварочного участка, число занятых на
нем рабочих, необходимые нагревательные устройства
отдельно норми-
Нормировать труд газосварщиков при ремонтной
сварке затруднительно; при этом надо
ровать каждую операцию. Однако, как показала долго-
летняя практика завода «Станколит», довольно просто
нормировать труд газосварщика при исправлении дефек-
тов чугунных отливок.
При заварке дефектов детали классифицируют по
степени сложности дефектов и трудоемкости их исправ-
ления. I X |
При проектировании участка исправления дефектов
11 выполнении сварочных работ необходимо руководство-
• ваться требованиями «Правил техники безопасности и
производственной санитарии при производстве ацетиле-
«а, кислорода и газопламенной обработке металлов» и
Равил безопасности в газовом хозяйстве».
К выполнению работ но газовой сварке чугуна допу-
скают лиц не моложе 18 лет. прошедших обучение и
сдавших экзамены по правилам техники безопасности
при производстве работ по сварке и резке и по прави-
лам безопасности в газовом хозяйстве.
Кроме того, сварщик должен получить аттестацию
по знанию чалочных (стропильных) работ, так как ему
приходится устанавливать деталь (отливку) в рабочее
положение, извлекать ее из печи (горна) и т. д.
При горячей сварке чугуна сварщик должен знать
особенности лого технологического процесса и выпол-
нять следующие правила:
работать в спецодежде с защитными нашивками из
асботканп вследствие значительных теплоизлучений;
надежно закрывать шею, руки и ноги спецодеждой
(б мн навыпуск, нарукавниками) от брызг металла
и шлака, которые особенно интенсивно выделяются при
расчистке дефектного места от неметаллических вклю-
чений пламенем горелки;
носить двойные брезентовые рукавицы или рукавицы
из асбестового полотна для защиты рук от ожогов при
контакте с горячей отливкой;
уделять большое внимание раскладке шлангов по
участку; контакт кислородных шлангов и шлангов горю-
чих газов с горячей деталью очень опасен; шланги ра-
складываются по участку только в процессе сварки, на
время выполнения вспомогательных операций их надо
убирать в нерабочую зону, а газовые вентили перекры-
вать;
укрывать листовым асбестом или асботканью деталь
во время сварки, оставляя открытым только дефектный
участок.
Вблизи участка горячей сварки должен находиться
сатуратор с газированной водой. Воздухообмен обеспе-
чивается общеобменной и местной вентиляциями. При
исправлении дефектов деталей массой более 150 кг ис-
пользовать местную вентиляцию затруднительно, поэто-
му общеобменная вентиляция должна обеспечивать не-
обходимую кратность обмена воздуха: 5000 м3 возду-
ха на I м * сжигаемого горючего газа.
Выпуск отливок, тыс. т
Продолжение
Основные показатели участка
Расход газа, м3/ч:
для нагревательных .
устройств — природный
для сварки:
Мелкие (до 150 кг)
Средние (до 1000 кг)
Крупные
(свыше 1000 кг)
3 1 10 30 5 1 15 35 50 5 1 15 <• 1 30
36* 36 72 80 80 350 630 280 560 840
20 20 40 48 48 210 258 168 336 504
1,7 3,4 6,8 2,8 3,4 6j 10,2 2,8 5,6 8J
1,0 2,0 6,0 1,7 2,0 4,0 6.0 1,7 i 3,4 5,1
1,9 3,8 7,6 3,0 3,8 7,6 11,4 3,1 6.2 12,8
11
1,1 2,2 4,4 2,2 2,2 4,4 6.6 1,9 3,8 □ , /
2Л 4^8 9j6 9,9 — 4,8 — 9j6 14,4 3,9 Л8 11,7
1.4 2,8 5,6 1,4 2,8 5,6 8,4 2,4 4,8 7 2
ЗЛ 7,2 14,4 7,2 7,2 14,4 15,6 5,6 11,6 17,4
2,1 4,2 8,4 4,2 4,2 8,4 12,6 3,6 7,2 10,8
ацетилен
кислород
природный
кислород
2 О
R> D0
X
СО
А
Л
А
А
X
О
О
X
X
о
X
х
х
о
X
X
X
X
о
го
X
X
X
О
V.’
О
о
Е
X
X
05
К О
ОО •—«
00
о
X
X
X
X
СО П)
2л С\
о о
(Т
X
X
ГТ'
В числителе — максимальное, а в знаменателе — среднее значение
<Т П>
- Ф
х о
X •
kJ
5
со
О -
2 °
Е
х
х
X
X
(Г-
Газы — заменители ацетилена
Некрасов Ю. И.
Спектор О. Ш.
Трофимов А. А.,
Сухинин Г. К.
Кислородно-флюсовая резка
Машинная кислородная резка
Трофимов А. А.,
Сухинин Г. К.
Ручная кислородная резка
А ш И и ОСТРОЕ н И Е»