/





























































































































































































































































































































































































Текст
Серия «Высшее профессиональное образование»Пейсахов А. М., Кучер А. М.МАТЕРИАЛОВЕДЕНИЕИ ТЕХНОЛОГИЯ
КОНСТРУКЦИОННЫХ
МАТЕРИАЛОВ
Учебникдля студентов
немашиностроительных
специальностей
3-е изданиеДопущеноУчебно-методическим объединением по образованию
в области производственного менеджмента
в качестве учебника для студентов,
обучающихся по специальности 060800
«Экономика и управление на предприятии»(по отраслям)Издательство Михайлова В.А.С-анкт- Петербург
2005 '
УДК 620.22
ББК 30
П 23А. М. Пейсахов, А. М. КучерП23 Материаловедение и технология конструкционных
материалов. Учебник. 3-еиздание. - СПб.: Изд-во Ми¬
хайлова В. А., 2005 г. — \ 16 с.Рецензенты:кафедра технологии металлов Петербургского государствен¬
ного у ннвергитета путей сообщения (зав. кафедрой доктор тех¬
нических паук, профессор И. А. Иванов)доктор технических наук, профессор Л. Б. Генов.В учебнике рассмотрены строение и свойства металлов и
сплавов. Приведены сведения о термической и химико-терми¬
ческой обработке. Рассмотрены основные виды металлических
и неметаллических конструкционных материалов. Изложены
основы технологии литейного производства, обработки давле¬
нном, сварки, механической обработки.Учебник предназначен для студентов немашиностроитель¬
ных специальностей вузов. Может быть использован студента¬
ми техникумов и колледжей.© l lciicaxou Л. М.. Кучер Л. М.О Издательство Михайлова В. А.ISBN 5-8016-0269-0
ОглавлениеВВЕДЕНИЕ 7Глава 1СТРОЕНИЕ И СВОЙСТВА МЕТАЛЛОВ 91.1. Кристаллическое строение металлов 91.2. Кристаллизация металлов 171.3. Деформация и разрушение металлов 251.4. Свойства металлов 291.5. Методы механических испытаний 34Г лава 2ОСНОВЫ ТЕОРИИ СПЛАВОВ 462.1. Металлические сплавы 462.2. Диаграммы состояния сплавов 502.3. Зависимость свойств сплавовот типа диаграммы состояния 612.4. Диаграмма состояния железоуглеродистых сплавов . 64Глава 3ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫ 723.1. Основные сведения о производстве чугуна 723.2. Чу^ны 783.3. Производство стали 823.4. Методы получения высококачественной стали.
Разливка стали 903.5. Углеродистые стали 100liana 4ТЕРМИЧЕСКАЯ ОБРАБОТКА СПЛАВОВ 107I I. Общая характеристика 1071.2. Превращения в стали при нагреве и охлаждении 11113. Отжиг стали 1171Л. Закалка и отпуск стали 191
15. Дефекты термообработки, их причиныи предупреждение 1294.6. Особенности термической обработки
легированных ста.тей 1314.7. Термическая обработка чугупа 1334.8. Термическая обработка дпсперсиоппо-твердеющих
сплавов 135Глава 5ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ СТАЛИ 1385.1. Поверхностная закалка стали 1385.2. Химико-термическая обработка 1425.3. Поверхностное упрочнение стальных деталей
пластическим деформированием 149Глава 6ЛЕГИРОВАННЫЕ СТАЛИ 1536.1. Влияние лег ирующих улемептов. Классификацияи маркировка легированных сталей 1536.2. Конструкционные стали 1586.3. Стали и сплавы, устойчивые к воздействию
температуры и агрессивной среды 1686.1. Стали и сплавы с особыми физическими
свойствами 1826.5. Инструментальные материалы 187Глава 7ЦВЕТНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ 1977.1. Медь и ее сплавы 1977.2. Алюминий и его сплавы 2057.3. Магний и его сплавы 2117.4. Тптан и его сплавы 2157.5 Другие цветные металлы и их сплавы 2197.6. Антифрикционные сплавы 225Глава 8НЕМЕТАЛЛИЧЕСКИЕ И КОМПОЗИЦИОННЫЕМАТЕРИАЛЫ 2308.1.Строение и свойства полимеров 2308.2. Пластические массы 235
8.3. Резиновые материалы 2468.4. Древесные материалы 2498.5. Неорганические материалы 2528.6. Композиционные материалы 2608.7. Лакокрасочные и склей мающие материалы 266I лава 9ЛИТЕЙНОЕ ПРОИЗВОДСТВО 2709.1. Литейные свойства сплавов 2719.2. Литьё в песчаные формы 2739.3. Плавка сплавов 2829.4. Специальные методы лнтья 2859.5. Особенности изготовления отливокш различных сплавов 294Глава 10ОБРАБОТКА ДАВЛЕНИЕМ 29810.1. Общая характеристика 29810.2. Прокатка 30310.3. Волочение и прессование 30710.4. Ковка 31010.5. Штамповка 31410.6. Специализировапные процессы обработки
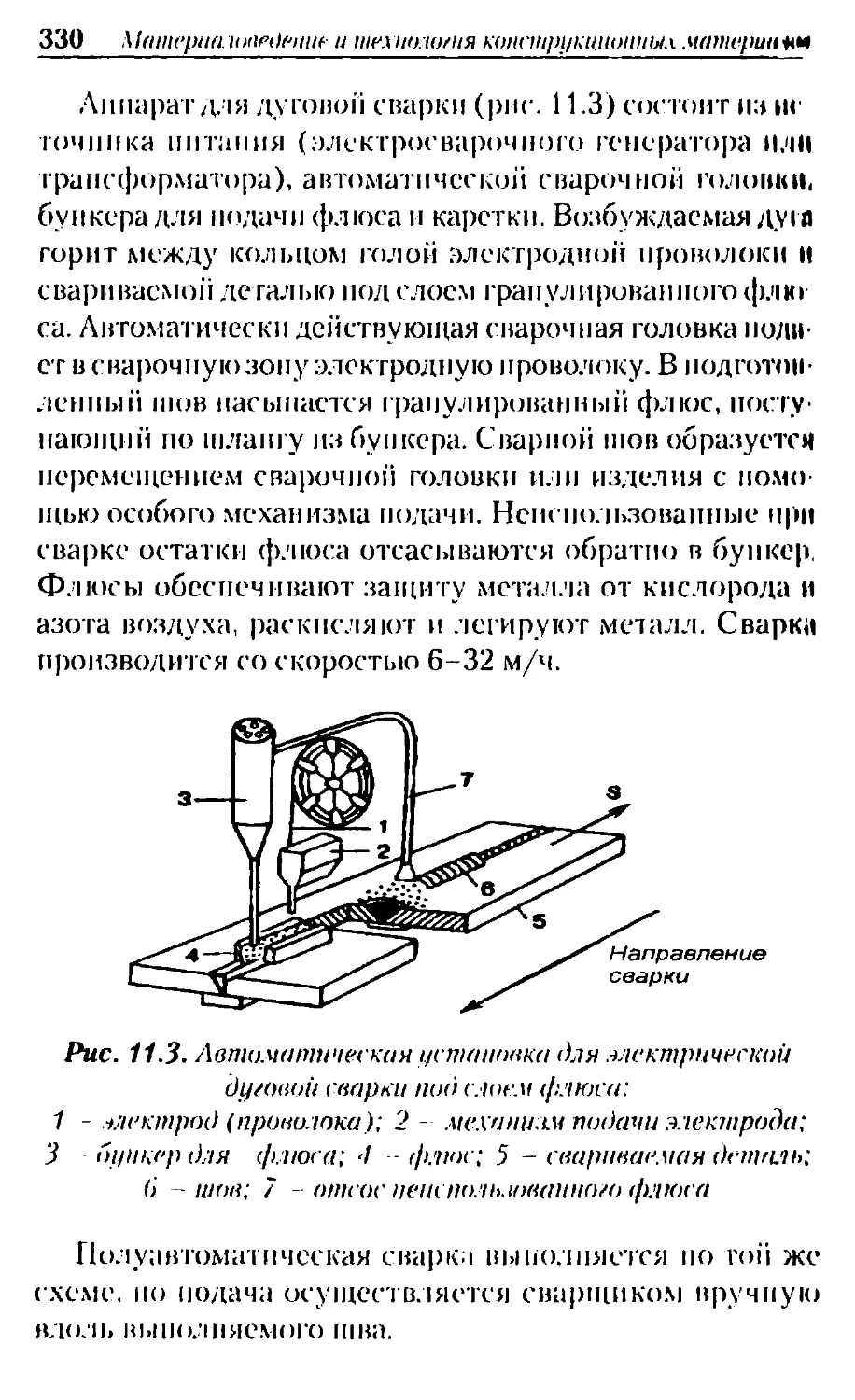
давлением 321Г чана 11( ВАРКА. РЕЗКА И ПАЙКА 32311.1. Сущность, назначение, область примененияи виды сварки 32311.2. Электродуговая сварка 32511.3. Другие виды сварки шювлением 332I 1.4. Основные виды сварки давлением 33711.5. Сварнваемоеть материалов 34511.6. Термическая резка и папка металлов 347I |;шл 12 351ОБРАБОТКА РЕЗАНИЕМ 35112.1. Основы резания металлов 35112.2. Классификация и нумерация металлорежущих
станков 364
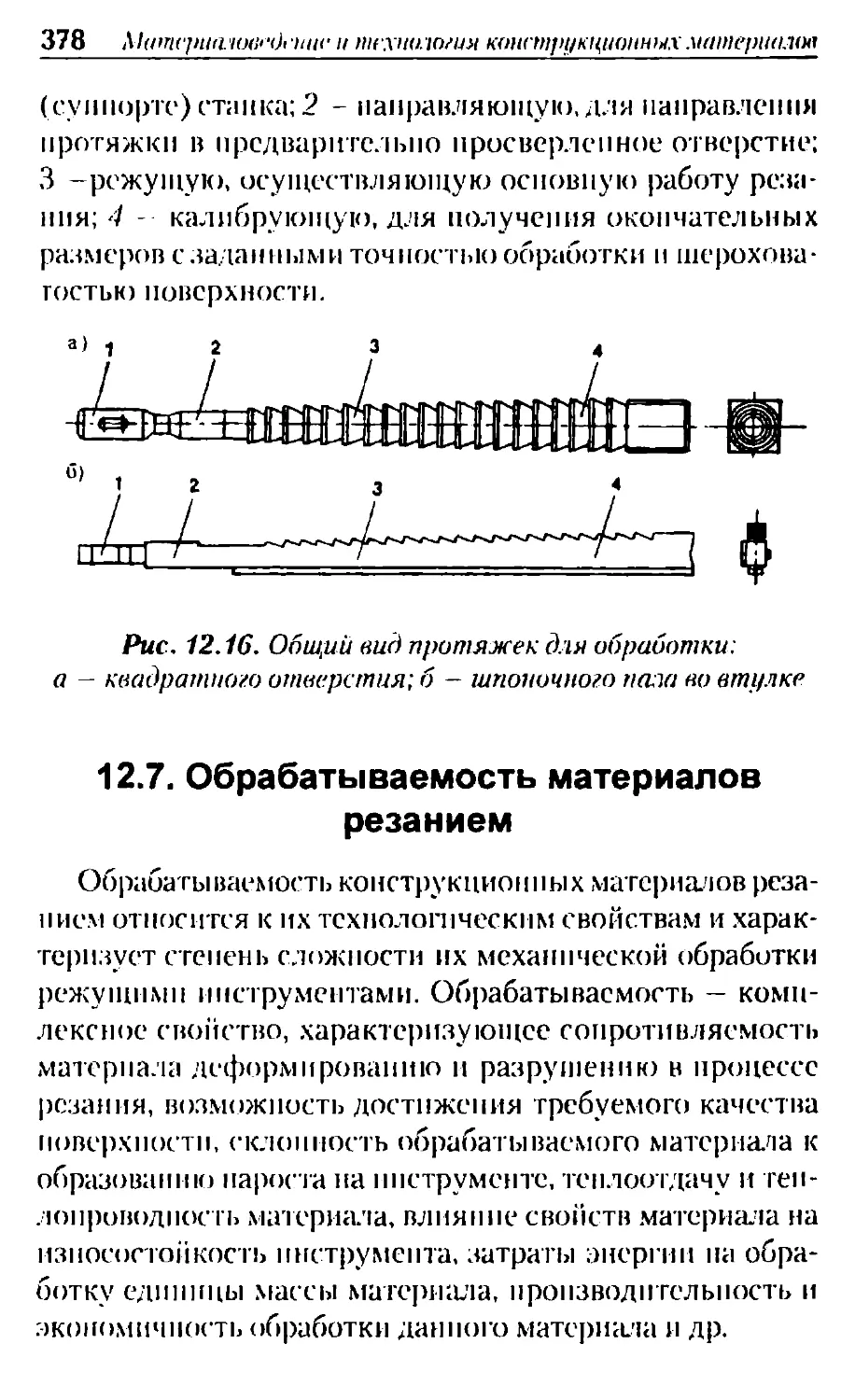
12.3. Обработка на токарных станках 36512.4. Обработка на сверлильных н расточных станках ... 36812.5. Обработка па фрезерных станках 37112.6. Обработка на строгальных, долбежныхи протяжных станках 37412.7. Обрабатываемость материалов резанием 37812.8. Обработка на 1илифовальныхи отделочных станках 38012.9. Автоматизированные металлорежущие станки 38712.10. Понятие о роботах и манипуляторах 389Глава 13 393ЭЛЕКТРОФИЗИЧЕСКИЕ
И ЭЛЕКТРОХИМИЧЕСКИЕСПОСОБЫ ОБРАБОТКИ 39313.1. Электрофизические способы 39313.2. Электрохимические способы 397Глава 14 400ЭКОНОМИЧЕСКИЕ ПРОБЛЕМЫ
ИСПОЛЬЗОВАНИЯ МАТЕРИАЛОВ 40014.1. Экономически обоснованныйвыбор материала 40014.2. Основные направленияукономии материалов 403ЛИТЕРАТУРА 409
ВВЕДЕНИЕМатериаловедение — наука о связях между составом,
строением и свойствами материалов и закономерностях
их изменений при внешних физико-химических воздей¬
ствиях.Все материалы по химической основе делятся на две
основные группы — металлические и неметаллические.
К металлическим относятся металлы и их сплавы. Метал¬
лы составляют около4/. всех известных химических эле¬
ментов.В свою очередь металлические материалы делятся на
черные и цветные. К черным относятся железо и сплавы
на его основе — стали и чугуны. Все остальные металлы
относятся к цветным. Чистые металлы обладают низки¬
ми механическими свойствами по сравнению со сплава¬
ми и поэтому их применение ограничивается теми слу¬
чаями, когда необходимо использовать их специальные
свойства (например, магнитные или электрические).Практическое значение различных металлов не одина¬
ково. Наибольшее применение в технике приобрели чер¬
ные металлы. На основе железа изготавливают более 90 °<>
всей металлопродукции. Однако цветные металлы обла¬
дают целым рядом цепных физико-химических свойств,
которые делают их незаменимыми. Из цветных металлов
наибольшее промышленное значение имеют алюминий,
медь, магний, титан и др.Кроме металлических, в промышленности значитель¬
ное место занимают различные неметаллические матери¬
алы - пластмассы, керамика, резина и др. Их произвол-
8Материаловедение и технология конструкционных материаловрежающими темпамп по сравнению с металлическими
материалами. Но использование их в промышленности
в качестве конструкционных материалов относительно
невелико (около 10 % ) и предсказание того, что неметал¬
лические материалы существенно потеснят металличес¬
кие, не оправдалось.Технология конструкционных материалов представля¬
ет собой совокупность современных знаний о способах
производства материалов и средствах их переработки в
целях изготовления изделий различного назначения. Ее
основные разделы: металлургия, литейное производс тво,
обработка давлением, сварка, обработка резанием.Авторы выражают глубокую признательность рецензен¬
там: доктору технических наук, профессору Л. Б. Гецову и
коллективу кафедры «Технология металлов* Петербург¬
ского государственного университета путей сообщения,
возглавляемой доктором технических наук, профессором
И. А. Ивановым, за ценные замечания, сделанные при ре¬
ценз и рова] I ии ру ко 11 иси.
Глава 1
СТРОЕНИЕ И СВОЙСТВА МЕТАЛЛОВВ технике под металлами понимают вещества, обладающие
комплексом общих свойств: характерным металлическим
блеском, высокой электропроводностью, хорошей тепло¬
проводностью, высокой пластичностью и др.1.1. Кристаллическое строение
металловВиды кристаллических решеток. Твердые вещества
) взаимному расположению атомов делят на аморфные
кристаллические. Аморфными называют твердые веще-
ва, атомы которых располагаются в пространстве хао-
1чно. К таким веществам относят стекло, смолу, ка-
|фоль, клей и др.Кристаллическими называют твердые вещества, в ко-
>рых атомы расположены в пространстве в строго опро¬
шенном порядке. Вс е металлы являются кристаллнчес-
|ми веществами. Для описания кристаллической струк-
ры металлов пользуются понятием кристаллической
чистки. Кристаллическая решетка — это воображаемая
юстрапстпенпая сетка, в узлах которой расположены
омы. Наименьшая часть кристаллической решетки,
феделяющая структуру металла, называется элемеп-
ipnou кристаллической ячейкой. Элементарная ячейка
>вторястся во всех грех измерениях и полностью харак-
рпзует структуру кристалла.На рис.1.1 изображены элементарные ячейки для
шбплее распространенных кристаллических решеток:
10 Материаловедение и технология конструкционных материаловобъемно-центрированной кубической (рис. 1.1, а), гране-
центрированной кубической (рис. 1.1,6) и гексагональной
илотпоупакованпой (рис. 1.1, в). В элементарной ячейке
кубической объемно-центрированной решетки девять ато¬
мов: восемь в вершинах решетки и один в центре. Такую
решетку имею т железо при температурах до 911 и свыше
1392 С. хром, вольфрам, ванадий и др. В элементарной
ячейке кубической гранецентрированной решетки 14 ато¬
мов (8 в вершинах куба и но 1-му в центре каждой гра¬
ни). Такую решетку имеют железо при температуре от
911 до 1392 °С, медь, никель, алюминий и др. В.■элементар¬
ной ячейке гексагональной плотиоупакованной решетки
в виде шестигранной призмы 17 атомов (12 в вершинах
призмы, 2 в центре оснований и 3 внутри призмы). Такая
решетка у магния, цинка и др.Л гомы в кристаллической решетке находятся на опре¬
деленных расстояниях а, с и г/;друг от друга. Расстояния
а и с между центрами атомов, находящихся в двух сосед¬
них узлах решетки, называются параметрами, или перио¬
дами решетки. Параметры решетки очень малы и изме¬
ряются в нанометрах (1 нм = 10‘9 м). Для большинства
мета-i лов они находятся в диапазоне 0,2-0,7 нм. Кубичес¬
кие решетки характеризуются только одним парамет¬
ром - длиной ребра куба а. Гексагональные — двумя па¬
раметрами а н с, причем для гексагональной плотиоупа-
ковашюй отношение с/а = 1,633.Агомы в кристаллической решетке можно условно
рассматривать как соприкасающиеся между собой жест¬
кие шары (рис.1.1). При этом очевидно, что в решетке кро¬
ме атомов существует свободное пространство. Объем,
который занимают атомы, т. е. плотность кристалличес¬
кой решетки, характеризуют координационное число и
коэффициент компактности. Координационным числом
называется число атомов, которые находятся на наимень¬
шем ранном расстоянии отданного атома. Для объемно-
Глава 1. Строение и свойство металлов11центрированной кубической решетки это расстояние рав¬
но половине диагонали куба c/f (рис. i.l.a). Поэтому ко¬
ординационное число этой решетки равно 8. Для гране-
цептрироваиной кубической решетки минимальное рас¬
стояние между атомами равно половине диагонали грани
куба ^Дрис. 1.1,6) и координационное число равно 12. Для
гексагональной илотиоупаковаиной решетки (рис. 1.1, в)
число ближайших соседних атомов также равно 12. Коэф¬
фициент компактности представляет собой отношение
объема атомов, входящих в решетку к объему решетки. В
объемно-цептрироваиной кубической решетке атомы за¬
нимают 68 % объема, а в гранецеитрированной кубичес¬
кой и гексагональной плотноупакоианной - 74 %.а) 6) в)Рис.1.1. Пространственные кристаллические решетки:
а) кубическая объемно-центрированной;6) кубическая гране-
Нитрированная; в) гексагональная плотноупакованная.Особенности кристаллического строения металлов
"нределяют их свойства. Электроны, которые находятся
ii:i внешних атомных оболочках, теряют связь со своими
•номами. Поэтому происходит образование свободных
12 Материгшхтк'пш' н техиолотя конструкционных мшнершиопэлектронов, не принадлежащих отдельным атомам — элек¬
тронного газа, а в узлах кристаллической решетки нахо¬
дятся положительно заряженные ионы. Между ионами и
свободными электронами возникают силы притяжения,
которые стягивают ионы. Такую связь называют метал¬
лической. Наличие металлической связи и объясняет
характерные свойства металлов. В металлах расстояние
между атомами значительно меньше, чем в неметаллах,
поэтому металлы имеют большую плотность. Благодаря
свободным электронам при пластической деформации
связь между ионами не нарушается и разрушения не про¬
исходит, что объясняет высокую пластичность металлов.
Наличие свободных электронов обусловливает высокую
электро- и теплопроводность металлов. С понижением
температуры ослабляются тепловые колебания ионов,
что повышает электропроводность и в ряде случаев при¬
водит к явлению сверхпроводимости при температурах,
близких к абсолютному нулю. И напротив, с повышени¬
ем температуры тепловые колебания ионов усиливают¬
ся и электропроводность снижается. Характерный метал¬
лический блеск объясняется взаимодействием световых
волн со свободными электронами.Дефекты кристаллического строения. Реальный ме¬
таллический кристалл всегда имеет большое количество
дефектов кристаллического строения, которые нарушают
периодичность расположения атомов в кристаллической
решетке. Дефекты оказывают значительное влияние на
свойства металла. По геометрическим признакам они под¬
разделяются на точечные, лпиейпые и поверхностные.Точечные дефекты малы во всех ipex измерениях. Их
величина не превышает нескольких атомных диаметров.
К точечным дефектам относятся вакансии, представляю¬
щие собой узлы кристаллической решетки в которых от¬
сутствуют атомы (рис. 1.2,а), а также .шмещениые атомы
l iana 1. Строение и аюйппва мгтгшон13примеси (рис. 1.2,6) и внедренные атомы (рис. 1.2,»), ко¬
торые могут быть как примесными, так и атомами основ¬
ного металла. Точечные дефекты вызывают местные ис¬
кажения кристаллической решетки, которые затухают
достаточно быстро но мере удаления от дефекта. Точеч¬
ные дефекты появляются чаще всего вследствие тепло¬
вых колебаний атомов. Некоторые атомы, обладающие
повышенной энергией, при этих колебаниях перемещают¬
ся из одного места в другое, создавая вакансии и внедрен¬
ные атомы. Поскольку амплитуда колебании атомов силь¬
но увеличивается с повышением температуры, концент¬
рация точечных дефектов значительно повышается при
нагреве, особенно вблизи температуры плавления. Точеч¬
ные дефекты появляются неподвижными,они непрерыв¬
но перемещаются в кристаллической решетке.а) 6) в)Рис. 1.2. Схемы точечных дефектов « кристаллах:
а) вакансия; 6) замещенный атом: в) внедренный атомЛинейные дефекты имеют малые размеры в двух изме¬
рениях и большую протяженность в третьем. Эти дефек-
i i.i чмынают дислокациями. Краевая дислокация (рис. 1.3)
представляет собой искажение кристаллической решет -
i n вызванное наличием «лишней» атомной полуплоско-< in (.натраплоскости). Кран экстроилоскостн и являст-• i краевой дислокацией. Линия дислокации периеиднку-
шрна плоскости рисунка 1.3. Кроме краевых встречают¬
14 Материаловедение и технология конструкционных материаловся винтовые дислокации, которые вызываются сдвигом
на одно межатомное расстояние одной части кристалли¬
ческой решетки относительно другой по какой-нибудь
плоскости л под действием внешних касательных сил Р
(рис. 1.4). Вокруг линии АВ, которая является линией
дислокации, атомные плоскости закручены по винтовой
поверхности.экстраплоскостьРис. 1.3. Схема краевой дислокацииДлина дислокации достигает многих тысяч атомных
диаметров, а ширина составляет несколько атомных ди¬
аметров. Под плотностью дислокаций понимают суммар¬
ную длину дислокаций, приходящуюся на единицу объе¬
ма кристалла. Поэтому размерность плотности дислока¬
ций — см 2. Дислокации присутствуют в металлических
кристаллах в очень большом количестве, их плотность
составляет 10С-Ю|2см 2.Так как атомы в зоне дислокаций смещены относи¬
тельно их равновесного состояния, кристаллическая ре¬
шетка в этой зоне упруго искажена. Лтомы, образующие
дислокацию, стремятся перемести ться в равновесное со¬
стояние. Поэтому дислокации обладают легкой подвиж¬
ностью и способностью к размножению. Образуются дис¬
локации в процессе кристаллизации металла, при нлас-
Глпаа 1. Строение к пюипнва матшов15тнческой деформации, термической обработке и некото¬
рых других процессах.Поверхностные дефекты малы только в одном изме¬
рении. Чаще всего это граница раздела днух различно
ориентированных участков кристаллической решетки.
На этой границе нарушается правильное расположение
атомов. Помимо этого, па границах скапливаются линей¬
ные и точечные дефекты, концентрируются примеси.
Граница представляет собой переходную зону шириной
н несколько атомных расстояний.Кроме перечисленных в металле имеются макросконн-
чг( кисоб?>г.»/шс дефект ы. К ним относя гея поры, трещи¬
ны, газовые пузыри, неметаллические включения и т.д.Диизотроиия кристаллов. Одной из важнейших осо-
оенпостей"металлов является неоднородность мехапи-
16 Материаловедение и технология ютппрукцичниш материаловческих свойств в различных направлениях плоскостей
кристаллической решетки, называемая анизотропией.
Она объясняется неодинаковой насыщенностью атома¬
ми различных плоскостей решетки и неодинаковыми
межатомными расстояниями (рис. 1.1). Поэтому проч¬
ность монокристалла меди, например, в одних плоско¬
стях решетки 140 МПа, в других - 330 МПа, т. е. раз¬
ница свойств кристаллов в различных направлениях
может быть весьма существенна. Аморфные гела, в от¬
личие от кристаллических, изотропны, поскольку име¬
ют одинаковую плотность атомов в различных направ¬
лениях,Анизотропия свойств характерна для одиночных, кри¬
сталлов -монокристаллов. Металлы, применяемые в
технике обычно имеют полмкристаллпческое строение,
т.е. состоят из очень большого количества мелких крис¬
таллов, имеющих различную ориентацию кристалличес¬
кой решетки. Эти кристаллы называются зернами или
кристаллитами. В каждом отдельном зерне поликристал¬
ла наблюдается анизотропия, по вследствие различной
ориентации решеток в зернах поликристалл имеет оди¬
наковые свойства но разным направлениям и не обнару-
жн вает ai i изотрош i и. Это свойство пол и кристалл и чес ко¬
го гела называется квазиизотропией.Квазиизотропия металла характерна для его .литого
состояния. В результате обработки давлением (прокатки,
ковки) большинство зерен приобретает приблизительно
одинаковую ориентацию кристаллической решетки. Это
явление особенно сильно выражено, если обработка дав¬
лением производится без нагрева. При этом металл ста
повится анизотропным. Свойства деформированного
металла вдоль п поперек направления деформации могут
различаться весьма значительно.
t'.nanu 1. Строение и свойства метенное1.2. Кристаллизаци*ииртаджтКристаллизация металлов. Пространственные кри¬
сталлические решетки образуются в металле при пере¬
ходе его из жидкоп > состояния в твердое. Этот процесс на¬
зывается криста.’итацией. Превращения, связанные с
кристаллизацией, в значительной степени определяют
свойства металлов. Впервые процессы кристаллизации
были изучены в 1878 т. Д. К. Черновым. Сущность крис¬
таллизации состоит в следующем: в жидком металле ато¬
мы непрерывно движутся, по мере понижения темпера¬
туры движение замедляется, атомы сближаются и груп¬
пируются в кристаллы, которые называют центрами кри¬
сталлизации. Далее к этим центрам присоединяются вновь
образующиеся кристаллы. Одновременно появляются но¬
вые центры. Таким образом, кристаллизация состоит из
двух стадий: образования центров кристаллизации и ро¬
ста кристаллов вокруг этих центров.На рис. 1.5 показан механизм кристаллизации. Первона¬
чально рост кристаллов не встречает препятс твий (рис. 1.5,
и «) и они сохраняют правильность строения решетки. При
дальнейшем росте кристаллы сталкиваются (рис. 1.5, г - д)
и образовавшиеся группы кристаллов имеют уже непра¬
вильную форму, по сохраняют правильность решетки
внутри каждого кристалла. Как говорилось ранее, такие
кристаллы называют зернами. На рис. 1.5, е приведены
фаннцы зерен различных размеров.Процесс кристаллизации зависит от температуры t и
про и кает во времени т, поэтому для изучения итого пронес-
г.! I троят кривые охлаждения в координатах t - т(рис. 1.6).I l.i кривой 1 показан идеальный процесс кристаллизации
металла без переохлаждения. Сначала температура попи-
/к.к гея равномерно - кривая идет вниз. При дос тижении
и миературы кристаллизации t падение температуры
18 Материаловедение и гпехноло/ия тнапрцтшншыхматериаловпрекращается - на кривой образуется iоризонтальиая
площадка. Э го объясняется тем, что группировка атомов
идет с выделением тепла. По окончании затвердевания
кривая снова идет вниз, гак как температура понижает¬
ся. Практически кристаллизация протекает с переохлаж¬
дением, т. е. металл при температуре затвердевания оста¬
ется жидким, и его кристаллизация начинается при бо¬
лее низкой температуре. Разница At между идеальной и
истинной температурами кристаллизации называется
степенью переохлаждения. Кривая 2 соответствует кри¬
сталлизации металла с переохлаждением. Кривая ^харак¬
терна для затвердевания аморфных веществ, у нее пет чет¬
ко выраженной границы между твердыми и жидким со¬
стоянием, затвердевание происходит постепенно. При¬
чина того, что кристаллизация идете переохлаждением,
заключается в следующем. В соответствии со вторым за¬
коном термодинамики всякая система стремится к мини¬
мальному значению свободной энергии. Поэтому крис¬
таллизация будет идти только в том случае, если твердое
состояние обладает меньшей свободной энергией, чем
жидкое. При температуре выше чем t мепынеи свобод¬
ной энергией обладает жидкое состояние. При темпера¬
туре ^свободные энергии жидкого и твердого состояния
равны. Реальная кристаллизация начинается, когда сво¬
бодная энергия твердого состояния становится меньше,
чем жидкого, для чего необходимо некоторое переохлаж¬
дение.Степень переохлаждения At зависит от чистоты метал¬
ла п скорости охлаждения. Чем чище жидкий металл, тем
более он склонен к переохлаждению. Степень переохлаж¬
дения возрастает также при увеличении скорости охлаж¬
дения. Для кристаллизации металлов в производствен¬
ных условиях степень переохлаждения составляет от 10
до 30 °С.
I tana 1. ( тропик' и свойства чета.ион19а)о)У)”)г)Рис.1.5. ( "хема процесса кр/п mu:/.ппацип мети новСтепень переохлаждения является важнейшим фак¬
тором, определяющим размеры лерпа. Нели степень пе¬
реохлаждения ненелика, то число центром нео<>.чьимte, а
скорость роста крпсчаллов велика, полому при медлен¬
ном охлаждении лерпа пырасчаюч. При большой скоро¬
сти охлаждения скоросч i. pocia крпс ;аллов мала, а чне.чо
центров мел и ко, поэтом) лерпа буду!' мельче. .)ю под¬
тверждается данными пракчпки. Мри омпике юпко
с I енпых илдел nii обралуется мел колернпс гая стр) к тура,
а при отливке толе госчен пых крупнозернпс гая. Рал ме¬
ры лереп влияют па зкеплуа кщпоппые свопе1ва меч ал¬
ча. Крупнозернистый металл имеет иилкое сопротивле¬
ние удару, при его обработке грудно получи ib малую
шероховатость поверхности.1:слн в расплавленный металл ввести частицы какого-
то!) элемента, то они, являясь добавочными центрами
кристаллизации, способствуют образован и ю мел кого
лерпа. Дополнительными цен трамп кристаллизации мо¬
20 Матг/шг/.кхтк’нир и технаю/ии копапрукииошпил материаловгут быть такие частицы, которые соизмеримы с размера¬
ми атомов кристаллизующегося металла. Кристалличес¬
кая решетка этих частиц должна быть близка по своему
строению и параметрам к решетке основного металла.
Вещества, которые специально вводят и расплавленный
метачл для измельчения зерна, пазы кают модификатора -
ми, а процесс введения .л их веществ - модифицировани¬
ем. Например, при модифицировании магниевых сплавов
зерно уменьшается более чем на порядок: от 0,2-0,3 до
0,01 -0,02 мм. Модифицирование производят введением
в расплав добавок, которые образуют тугоплавкие соеди¬
нения (оксиды, карбиды, нитриды). При модифицирова¬
нии стали применяют алюминий, титан, ванадий; алюми¬
ниевых сплавов - марганец, тптан, ванадий.Рис.1.6. Кривые охлаждении при кристаллизации:1 - теоретическая кривая: 2 кривая кристаллизации
металла с переохлаждением; 3 кривая охлаждения
аморфио/о вещества.Полиморфное превращение (перекристаллизация).Некоторые металлы в зависимости от температуры мо¬
гут существовать в различных кристаллических формах.
Это явление называется полиморфизмом или аллотропн¬
ей, а различные кристаллнческпеформы одного вещества
называются полиморфными модификациями. Процесс пе¬
рехода от одной кристаллической формы к другой назы¬
вается полиморфным превращением. Полиморфные пре¬
вращения протекают при определенной температуре.
Глава 1. Строение и свойства металюв21Полиморфные модификации обозначают прописны¬
ми греческими буквами а, р, у. 6 и т. д., причем а соответ¬
ствует модификации, существующей при наиболее низ¬
кой температуре.Полиморфные превращения происходят в железе, оло¬
ве, титане, кобальте и других металлах. Медь, алюминий
не претерпевают полиморфных превращений. Сущность
полиморфного превращения состоит в том, что при нагре¬
вании в твердом металле возникают новые цен тры крис¬
таллизации. Это приводит к образованию новой решетки,
формирование которой происходит с поглощением теп¬
ла при нагревании и выделением тепла при охлаждении.
Поэтому при формировании кристаллической решетки
температура остается постоянной и этому на кривой ох¬
лаждения соответствует горизонтальный участок, т.е. но
своему механизму полиморфное превращение - крис¬
таллизационный процесс. Как и в случае кристаллизации
из жидкого состояния, полиморфное превращение про¬
текает вследствие того, что образование повой модифи¬
кации соответствует уменьшению свободной энергии. По
этой же причине для того чтобы превращение протекало,
11ужпо пеболыпое iюреохлаждение.В результате полиморфного превращения образуют¬
ся новые зерна, имеющие другой размер и форму по срав¬
нению с исходными. Поэтому такое превращение назы¬
вают также пгрекриетшшиацией. При переходе из одной
полиморфной модификации в другую меняются все свой¬
ства металлов: плотность, теплоемкость, теплопровод¬
ность, электрическая проводимость, магнитные, механи¬
ческие. химические свойства и др.Важное зпачеппе в техпи ке имеют полиморфные превра¬
щения и железе. Парис. 1.7 представлена кривая охлаждения
чистого железа от расилаплешюго состояния до комнатной
тем I к'ра гуры. Д< > тем i lepa rvры 1539 “С железо остается жид¬
22 Матгриатткчшг и технология коишрукционпыл материаловким. При температуре 1539 °С начинается кристаллизация
и образуется 6-железо, имеющее кубическую объемио-цент-
рироиаииую решетку; между температурами 1392 и 91 ГС
происходит перестройка этой решетки и новую модифика¬
цию — у-железо с образованием кубической гранецентриро-
ваипой решетки. Ниже температуры 911 °С железо перехо¬
дит в новую форму — a-железо с кубической объемио-цент-
рированиой решеткой. При температуре 768 °С происходит
последняя температурная остановка с образованием маг¬
нитной формы a-железа, в кото|Х)й сохраняется объемно-цен¬
трированная решетка. Магнитное превращение при 768 °С ие
является полиморфным, гак как при нем не происходит из¬
менения кристаллической решетки.Рис. 1.7. Полиморфные превращения в железеМетоды изучения структуры металлов. Исследовани¬
ем структуры металлов и их сплавов определяется пригод¬
ность их к эксплуатации в различных условиях работы. К
важнейшим методам исследования относят макро- и мик¬
роанализ, рентгеновский и термический анализ, а также
дефектоскопию: магнитную, ультразвуковую, ггри по¬
мощи радиоактивных изотопов.С помощью макроаиали-
Глава 1. Строение и свойства метахтв23ia изучают структуру, видимую невооруженным глазом
или через лупу, по изломам металла и макрошлнфам. Для
макроанализа отшлифовывают одну из поверхностей
образца, затем «травят» ее одной из кислот. Макроанализ
выявляет трещины, газовые пузыри, усадочные раковины,
расположение волокон в прокате, поковках. По макро¬
структуре, например коленчатых валов, судят об их каче¬
стве. На рис. 1.8 представлены расположения волокон -
правильное (а) и неправильное (б).Рис.1.8. Макроструктура коленчатого вала.Микроанализ выявляет структуру по микрошлифам
при увеличении в оптических микроскопах до 2500 раз,
а в электронных микроскопах - до 25000 раз. Это важней¬
ший анализ, позволяющий всесторонне изучить качество
металла, определить структурные составляющие, форму и
размер зерен, микродефекты, лежащие иод поверхностью,
неметаллические включения, качество термообрабол’кп.
На основании микроструктуры можно объяснить причи¬
ны неудовлетворительных механических свойств, не про¬
изводя их испытаний. Мпкрошлифы изготовляют пу тем
тихого шлифования или иолпроваиня. Мри травлении
различные составляющие структуры растворяются: одни
и рна слабее, другие - сильнее; под микроскопом они вид¬
ны как более темные пли более светлые.Рентгеновский анализ применяют для исследования
itdvktvd кристаллов и дефектов на определенной г.лу-
24 Мпшсрипловмкние к технология конструкционных материаловбине внутри металла. Рентгеновские лучи проникают че¬
рез гело, непроницаемое для видимого с вета, поэтому
возможно обнаружить внутренний дефект, не разрушая
металла. Глубина проникновения рентгеновских лучен
в сталь составляет 100 мм. Исследование дефектов, ле¬
жащих на большой глубине, осуществляют с помощью
у-лучей.Методами спектрального и химического анализов опре¬
деляют химический состав металлов и сплавов. Спект¬
ральный анализ производится по спектру, получаемому от
свечения металлов в раскаленном состоянии. Одни метал¬
лы дают линию желтого света, другие — зеленого и г. д.
Таким образом можно обнаружить наличие любого метал¬
ла. даже если его количество ничтожно мало.Магнитная дефектоскопия позволяет исследовать фер¬
ромагнитные металлы: сталь, никель, кобальт. Она выявля¬
ет дефекты па глубине до 2 мм, например в сварных швах:
раковины, трети мы, неметаллические включения. Дефект¬
ные места обладают низкой магнитной проницаемостью и
рассеивают магнитные силовые линии, которые огибают
:>тн места, замыкаясь в магнитных полюсах (рис. 1.9).Улътра.мукоаая дефектоскопия осу шсстнляет эффек¬
тивным контроль качества изделий и заготовок любых
металлов на большой глубине. Ультразвуковая волна
направляется на поверхность изделия, проникает вглубь
и проходит через всю толщу металла. При отсутствии
дефекта звуковые волны распространяются нормально.дефектРис.1.9. Рт положение магнитных ciuont>i.\ линии
на den\a. iu с дефектам
Глава 1. Строение и свойства металлов25Ксли на нуги встретится дефект, то имтеисивнопч» ульт¬
развука изменится. По изменению этой интенсивности
выявляют дефект. Ультразвуковая дефектоскопия широ¬
ко применяется при контроле качества поковок, прока¬
ти, роторов турбин, рельсов и т. д.С помощью радиоактивных изотопов в металлургии
обнаруживают попадание в металл шлака, скорость диф¬
фузии углерода в стали при цементации. Они помогают
следить за изнашиванием деталей машин или огнеупорной
кладки. Радиоактивность изотопов в изношенных местах
изменяется из-за уменьшения количества изотопов на
поверхности трения, при этом происходит изменение из¬
лучения, которое легко обнаружить.1.3. Деформация и разрушение
металловУпругая и пластическая деформация. Деформацией
называется изменение формы н размеров тела иод дей¬
ствием нагрузки. Деформация, исчезающая после снятия
нагрузки, называется упругой, а сохраняющаяся - плас¬
тической. Механизм упругой и пластической деформа¬
ции принципиально различен. При упругой деформации
происходят обратимые смещения атомов от положений
равновесия в кристаллической решетке. После снятия
нагрузки сместившиеся атомы иод влиянием сил меж¬
атомного взаимодействия возвращаются в исходное рав¬
новесное положение. При пластической деформации про¬
исходят необратимые перемещения атомов па значитель¬
ное расстояние от положений равновесия.Процесс пластической деформации представляет со¬
бой сдвиг одной части кристалла относительно другой.
При этом происходит неодновременный сдвиг всей а том¬
ной плоскости, а последовательное перемещение дисло¬
26 Материи,itMctieniti' и технология кпиппрцкцштнш материаловкаций в плоскости сдвига, что требует иссрависчшо мень¬
шего усилия. Поэтому роль дислокаций в процесс плас¬
тического деформирования является определяющей..'Значение нагрузки, необходимой для осуществления
пластической деформации, зависит от температуры и ско¬
рости деформирования. С повышением температуры пла¬
стическая деформация требует меньшего усилия. Увели¬
чение же скорости деформирования затрудняет процесс
пластической деформации.Способность металла пластически деформироваться
является его исключительно важным и полезным свой¬
ством. Без этого свойства были бы невозможны техно¬
логические процессы обработки металлов давлением —
прокагка, волочение проволоки, получение деталей ков¬
кой и штамповкой и др. Большое значение оно имеет и для
обеспечения надежности металлических изделий, гак как
разрушение без пластической деформации требует значи¬
тельно меньшего усилия.Хрупкое и вязкое разрушение. В зависимости от на¬
личия пластической деформации перед разрушением
различают хрупкое и вязкое разрушение. Разрушение,
перед которым металл испытывает значительную плас¬
тическую деформацию, называется вязким. Разрушение,
пластическая деформация перед которым отсутствует
или незначительна, называется хрупким.При хрупком разрушении разрыв межатомных свя¬
зей идет перпендикулярно плоскости разрушения, т. е.
происходит отрыв или скол. Разрушение начинается от
какого-либо дефекта, где происходит зарождение мпк-
ротрещппы. Далее трещина подрастает до кри тическо¬
го размера, после чего происходит лавинообразный про¬
цесс самопроизвольного роста трещины. Трещина име¬
ет малый угол раскрытия и пластическая деформация
вблизи поверхности трещины почти полностью отсут-
I imm 1. (’троение и reoiu tnna металлов27( I пуст. Излом при хрупком разрушении имеет блестя¬
щую гладкую поверхность.При вязком разрушении разрыв межатомных связей
происходит путем сдвига или скольжения. Плоскость
1 кольжения расположена под углом 45' к направлению
ичктвия нагрузки. Вязкое разрушение требует значи¬
тельно больших затрат энергии, чем хрупкое. Энергия
расходуется па пластическое деформирование металла
перед растущей трещиной. Т рещииа при этом имеет боль¬
шой угол раскрытия и вблизи поверхности трещины име¬
ется значительная пластическая деформация. Скорость
распространения трещины при вязком разрушении зна¬
чительно меньше, чем при хрупком. Излом при вязком
разрушении имеет матовую поверхность без металличес¬
кого блеска.Один и тот же материал может разрушаться как по
хрупкому, так и по вязкому механизму. Вид разрушения
зависит от многих факторов типа кристаллической ре¬
шетки, химического состава, размера зерна, формы и раз¬
мера деталей, наличия надрезов и дефектов, условий и ско¬
рости нагружения и особенно от температуры. Для многих
металлов вязкое разрушение с понижением температуры
сменяется хрупким. Температура изменения характера
разрушения называется порогом хладноломкости. Величи¬
ну порога хладноломкости повышаетувеличение размеров
и'рпа, увеличение скорости деформации, увеличение раз¬
меров деталей, наличие вредных примесей.Наклеп и рекристаллизация. При пластической де¬
формации изменяется пе только форма и размеры метал¬
ла, по также сто внутреннее строение п свойства. Зерна
разворачиваются, деформируются п сплющиваются, вы¬
тягиваясь в направлении деформации. Ориентация зерен
вдоль направления деформации называется текстурой
ме талла. Текстура вызывает анизотропию свойств вдоль
28 Материаловедение и технология кош трущшншых материалови поперек волокон. При этом прочность и твердость ме¬
талла повышаются, а пластичность и вязкость снижают¬
ся. Явление упрочнения металла при пластической де¬
формации называется наклепом.Наклеп объясняется значительным повышением плот¬
ности дислокаций, происходящим при пластической де¬
формации. Параллельно увеличивается количество то¬
чечных дефектов кристаллического строения. Большое
количество дислокаций и точечных дефектов препят¬
ствует свободному перемещению дислокаций, тем самым
затрудняя пластическую деформацию.Текстура и наклеп могут быть устранены при нагреве
металла. Частичное снятие наклепа происходит уже при
небольшом нагреве (до 300-400 °С для железа). 11рн этом
происходит уменьшение плотности дислокации, точеч¬
ных дефектов, снятие искажении кристаллической ре¬
шетки. Но вытянутая форма зерен сохраняется. Это яв¬
ление называется возвратом металла.При нагреве до более высокой температуры в металле
происходит образование новых равноосных зерен. Этот
процесс называется рекристаллизацией. Наклеп при этом
снимается полностью. Температура, при которой начина¬
ется процесс рекристаллизации, называется темпера¬
турным порогом рекристаллизации. Абсолютная темпе¬
ратура порога рекристаллизации Т связана с абсол ютпой
температурой плавления простой зависимостью (прави¬
ло А. А. Бочвара): Т = а. Г (, где а - коэффициент, зави¬
сящий от состава и структуры металла. Для особо чистых
металлов а = 0,1 -0,2, для металлов технической чистоты
а = 0,3-0,4, для сплавов а = 0,5-0,6.Рекристаллизация имеет две последовательные ста¬
дии: рекристаллизация обработки и собирательная ре¬
кристаллизация. Рекристаллизация обработки (первич¬
ная рекристаллизация) представляет собой процесс об¬
I шва 1. Строение и свойства металлов29разования новых зерен взамен волокнистом структуры
« формированного металла. После завершения рекрис¬
таллизации обработки и процессе последующего нагре¬
ва происходит рост одних зерен за счет других. Этот про¬
цесс называется собирательной рекристаллизацией.Если деформирование металла происходит при темпе¬
ратуре, которая выше температурного порога рекристал¬
лизации, то паклен после деформации ие возникает. Та¬
кая деформация называется горячей. При горячей де¬
формации идут одновременно процессы упрочнения и
рекристаллизации. Деформация, которая происходит
ниже температурного порога рекристаллизации, называ¬
йся холодной. Холодная деформация сопровождается
наклепом металла.1.4. Свойства металловМеханические свойства определяют способность ме¬
таллов сопротивляться воздействию внешних сил (нагру-
иж). Они зависят от химического состава металлов, их
| i руктуры. способа технологической обработки и других
факторов. Зная механические свойства, можно судить о
поведении металла при обработке и в процессе работы
конструкций и механизмов. По характеру действия па
металл различают три вида нагрузок: статические - дей-
i i кующие постоянно или медленно возрастающие; дина¬
мические - действующие мгновенно, принимающие ха¬
рактер удара; циклические, или знакопеременные, изме¬
няющиеся или по величине, или по направлению, или0 инжремепио и но величине, и по направлению. В ре¬
п п. та те воздействия па метал;! нагрузок в нем возни¬
кают деформации: рапяжеиие, изгиб, сжатие, кручение,1 pi i. I lai рузки могут вызвать разрушение металла. Что-
щ.I не допустить разрушения и образования остаточных
30 Mtmii’pumi)(ic<ii‘)iuc it тс.тп'кшш конструкционных материаловдеформаций, необходимо знать механические свойства
металлов. Современные методы испытании дают харак¬
теристики этих свойств (см. раздел 1.5).К основным механическим свойствам металлов отно¬
сят прочность, твердость, упругость, пластичность, удар¬
ную вязкость. Прочность - способность металла сопро¬
тивляться разрушению или появлению остаточных дефор¬
маций иод действием внешних сил. Большое значение
имеет удельная прочность, се находят отношением преде¬
ла прочности к плотности металла. Для стали прочность
выше, чем для алюминия, а удельная прочность ниже.
Твердость - это способность металла сопротивляться
поверхностной деформации иод действием более твердо¬
го тела. Упругость - способность металла возвращаться
к первоначальной форме после прекращения действия
сил. Пластичность свойство металла изменять свои
размеры и форму иод действием внешних сил, не разру¬
шаясь при этом. Ударная вязкость - способность металла
сопротивляться разрушению иод действием динамичес¬
кой нагрузки. Кроме указанных механических свойств
можно назвать усталость (выносливость), ползучесть и др.
Для установления характеристик механических свойств
производи т их испы тания.Физические свойства металлов. К физическим свой¬
ствам металлов относят, плотность, температуру плавле¬
ния, теплопроводность, тепловое расширение, теплоем¬
кость. электропроводность, магии тпые свойства.Цветом называют способность металла отражать па¬
дающие па него световые лучи, например медь краснова¬
того цвета, алюминий серебристо-белого. Плотность ха¬
рактеризуется массой, зак люченной в единице объема.
Плавление - процесс перехода из твердого состояния в
жидкое. Температура плавления железа 1539 “С, олова
232 С , мели 1083 С. Теплопроводность — способность
I тип 1. Строение и свойства итншов31металлов поглощать тепло и отдавать его при охлаждении.
Лучшей теплопроводностью обладают серебро, медь, алю¬
миний. Тешнифоводиость учитывается в теплотехнических
расчетах. Тепловое расширение — способность металла рас¬
ширяться при нафевапии и сжиматься при охлаждении.
:>ю свойство учитывают при строительстве мостовых
ферм, железнодорожных путей, при изготовлении под¬
ии I и н и ком скол ьжеи ия. Теплое, мкостыо пазы мают с i юсоб-
иость металла при нагревании поглощать определенное
количество теплоты. Электропроводность — способность
металла проводить электрический ток. Для токонесущих
проводов используют медь и алюминии с высокой элек-
I ропроводностыо, а в электронагревательных приборах и
мечах применяют сплавы с мысоким электросопротивле¬
нием (нихром, коистантаи, маигании). Плотность и тем¬
пература плавления некоторых металлов могут несколько
колебаться в зависимости от способа получения, чистоты
металлов н их внутреннего строения. Сплавы с коэффи¬
циентом линейного расширения близким к пулю приме¬
няют для изготовления точных приборов.Магнитными свойстваии, т. е. способностью намагни¬
чиваться. обладают железо, никель, кобальт л их сплавы;
ич называют ферромагнитными. Они имеют огромное
промышленное значение: используются в электродвп-
I лелях, генераторах, трансформаторах, телефонной, те-
итрафпой технике н т.д. Иногда необходимы немагнит¬
ные материалы. Их получают, изменяя состав п внутрен¬
нее строение сплавов.Химические свойства. Химические свойства — этоспо-■ ибиость металлов и сплавов противостоять окислению и
разрушению иод действием внешней среды: влаги, возду-
\.i, кислот п т. д. Химическое разрушение под действием
\ I .манных факторов называют коррозией металлов. Кор¬
розия приносит огромный вред.
32 Материаловедение и технология конструкционшчл материаловТехнологические свойства характеризуют способность
металлов и сплавов подвергаться обработке различными
способами (литьем, давлением, сваркой, ])езанмем). Ктех-
пологпческим свойствам относятся литейные свойства,
ковкость, свариваемость, обрабатываемость резанием.Готовые изделия и заготовки для дальнейшей обработ¬
ки производятся путем литья (см. главу 9) или обработ¬
ки давлением (см. главу 10). Детали и заготовки, получен¬
ные литьем, называются отливками. Обработкой давле¬
нием могут быть получены либо заготовки постоянного
поперечного сечения подлине (прутки, л исты, лента н др.)
чаще всего путем прокатки, а также прессования п воло¬
чения, либо заготовки, имеющие приближенно форму
готово!! детали, путем ковки или штамповки. Заготовки,
полученные ковкой или штамповкой, называются поков¬
ками. Таким образом, металлические заготовки могут
представлять собой отливки, поковки или прокат. Каж¬
дый из способов получения заготовок предъявляет свои
требования к металлам и сплавам, а каждый вид заготов¬
ки имеет свои особенности последующей обработки (в том
числе, термической ). Сплавы, предназначенные для по¬
лучения деталей литьем, называются литейными. Спла¬
вы, предназначенные для получения деталей обработкой
давлением, называют деформируемыми.Литейные свойства металлов и сплавов харак теризуют
11\ снособ| юсть образовывать отливки без трещим, раковин
и других дефектов. Основными лилейными свойствами
являются жидкотскучссть, усадка, трещинос гой кость, га-
зопасыщеннс (см. раздел 9.1).Деформируемость (ковкость) - способность металла
обрабат ываться давлением при ковке, иггамновкс, прокал ¬
ке, т. е. принимать нужную форму иод действием удара или
давления в нагретом или холодном состоянии без призна¬
ков разрушения.
I iiki/i 1. Cmporimt' и свойства мстаиюиЭЗСваркой называется техполшичиикнн нргшесс полу¬
чения неразъемных соединений материалов путем уста¬
новления межатомных связей между свариваемыми час¬
тями при их нагрев»;, или пластическом деформировании,
или совместном действии гою и друюго (см. главу 11).> парка является основным процессом получения метал-
шческих сооружений, обеспечивая высокую производи¬
ма ьность, экономичность и прочность.Свариваемостью называют способность металла об¬
разовывать прочное сварное соединение. Хорошей свари¬
ваемое гыо обладает пизкоуглеродистая стам., труднее
( варить чугун и цветные металлы (см. раздел 11.э).Заключительной стадией изготовления изделий час-
it» является обработка резанием, заключающаяся в сня-
MIH заготовки режущим инструментом слоя материала
и ипде стружки (см. главу 12). В результате этого заготов¬
ка приобретает правильную форму, точные размеры, не¬
обходимое качество поверхности.Обрабатываемостью резанием называют способность
ммлдда поддаваться обработке резанием. Металлы и< н.чаны, имеющие высокую твердость, плохо поддаются
обработке резанием. Также плохо обрабатываются вязкие■ галлы с низкой твердостью (см. раздел 12.7).Технологические свойства определяются нритехноло-
I ических испытаниях (пробах), которые дают качествен¬
на to оценку пригодности металлов и сплавов к различ¬
ным способам обработки. Некоторые виды техно.тогичее-
1.11ч испытаний приведены в конце следующего раздела.Эксплуатационные свойства. К эксплуатационным
I < iv■.■кебным) свойствам относятся жаростойкость, жаро-
ирочиост I., износостойкость, радиационная стойкость,
*м:.рроз|10||цаи и химическая стон кость и др.Жаростойкость характеризует способность металлп-
" I кою материала сопротивляться окислению в газовой* Iм и при высокой температуре.
34 MamvpuiumpOeniw н Ш'-мтю'кн котщч/мнкчшых мнтериа.нмЖаропрочность характеризует способность материа¬
ла сохранять механические свойства при высокой темпе¬
ратуре.Износостойкость - что способность материала со¬
противляться разрушению его поверхностных слоев при
трении.Радиационная стойкость характеризует способность
материала сопротивляться действию ялериого облучении.1.5. Методы механических испытанийСтатические испытания на растяжение. Этими испы¬
таниями определяют пределы пропорциональности, уп¬
ругости, прочности и пластичность металлов. Для таких
испытаний изготовляют плоские и круглые образцы (рис.1.10, а,б ), форма и размеры которых ус тановлены ГОС. Том
Цилиндрические образцы диаметром d0= 10 мм, имею¬
щие расчетную длину !0 =10dM, называют нормальными,
а образцы, у которых длина 1П-5(1,, короткими. При ис¬
пытании на растяжение образец растягивается под дей¬
ствием плавно возрастающей нагрузки и доводится до
разрушения.Разрывные машины снабжены специальным самопи¬
шущим прибором, который автома тически вычерчивает
кривую деформации, называемую диаграммой растяже¬
ния. На рис. 1.10, в. показана типичная диаграмма растя¬
жения в координатах: нагрузка Р удлинение Д|. Эта
диаграмма может быть преобразована в диаграмму: на¬
пряжение о - относительная деформация к. т. к. напря¬
жение :-vro величина нагрузки Р. отнесенная к площади
F,, поперечного сечения образца : с = Р F(), a oi поен тель¬
ная деформации при растяжении oi пошепнеудлпнеиия
к начальной длине образца: е = Д|/1(), Диаграмма отражает
характерные участки п точки, позволяющие определить
I шва 1. Строение и свойства металлов35рил свойств металлов и сплавов. На участке О- Р удли-1 * нц ~т ипе образца увеличивается прямо пропорционально
возрастанию нагрузки. При повышении нагрузки свышерушается, но деформация остается упругой (обратимой).Ма участке выше точки Р возникают заметные оста¬
' VIIючпые деформации и кривая растяжения значительно
hi клоняется от прямой. При нагрузке Рг появляется го¬
ризонтальный участок диаграммы - площадка текучее-
in Т-Т1. Такая площадка наблюдается главным образом
v деталей из низкоуглеродистой стали. На кривых растя¬
жения хрупких металлов площадка текучести отсутству¬
ем. Выше точки Рг нагрузка возрастает до точки А, со-
пгиетствующей максимальной нагрузке Pt, после которой
начинается ее падение, связанное с образованием шейки
н разрушением образца. После образования шейки про¬
исходит падение нагрузки до точки В, образец удлиняет¬
ся и происходит его разрушение. С образованием шейки
разрушаются только пластичные металлы.а) в)1’п па участке Рим - Pvn прямая пропорциональность на-рРеА(аРуп ~Т РпцгоРис.1.10. Статические испытания на растяжение:
а и п стандартные образцы дли испытания на растяжение;
• (Ьщ/рамлт растяжения образца из иизкоуглеродиой стали
36 Материаловедение и технология конструкционных материале*Усилия, соответствующие основным точкам диаграм
мы растяжения, позволяют установить следующие харак
теристики сопротивления металла деформации, выра¬
женные в мегапаскалях, МПа:предел пропорциональности ам — наибольшее напря¬
жение, до которого сохраняется прямая пропорциональ¬
ность между напряжением и деформацией:предел упругости о - напряжение, при котором пла¬
стические деформации впервые достигают некоторой
малой величины, характеризуемой определенным допу¬
ском (обычно 0,05 % ):предел текучести <5 — напряжение, начиная с которого
деформация образца происходит почти без дальнейшего
увеличения нагрузки:Если площадка текучести но диаграмме растяжения
данного материала отсутствует, то определяется условный
предел текучести а0., — напряжение, вызывающее плас¬
тическую деформацию, равную 0,2 % ;предел прочности (временное сопротивление) Сти на¬
пряжение, которое равно отношению наибольшей нафуз-
ки, предшествующей разрушению образца, к первоначаль¬
ной площади его сечения:
I uwti 1. Строение и свойства металлов37Предел прочности является обязательном характери-
| i и кой в стандартах марок стали.Кроме указанных показателей при статическом ра¬
стяжении определяют характеристики пластичности
металлов.Показатели пластичности металлов — относительное
удлинение и относительное сужение рассчитывают но
результатам замеров образца до и после испытания.Относительное удлинение 6 рассчитывается как отно¬
шение прироста длины образца после разрыва к его пер¬
воначальной расчетной длине, выраженное в процентах:8= 100-(f| ~'о)'отле (\ - длина образца после разрыва, мм; /*0— расчет¬
ном (начальная) длина образца.(Ьпносителыюе сужение \|/ определяется отношением
\ меш.шения площади поперечного сечения образца пос-
II' разрыва к первоначальной площади его поперечного
егчепия, выраженным в процентах,у = юо-Й—^Fг0тдесь F0 - начальная площадь поперечного сечения• юрлица; Ft - площадь поперечного сечения образца в ме-
| ie разрушения.Методы определения твердости. Определение твер-
тетн получило широкое применение в производствен-
ни\ условиях, представляя собой наиболее простой и
п|,и |рый способ определения механических свойств. Так
| .11. л. in измерения твердости испытывают поверхиост-
и i.ie с юн метал л и, то для получения правильного резул ь-
(.11.1 поверхность металла пе должна иметь наружных
к ||н кjob (трещин, крупных царапни п т. д.).
38 Материаловедение и технология конструкционных материаловСуществуют различные способы измерения твердости.
Ниже приведены наиболее распространенные из них.Измерение твердости методом Брииел’ш. Сущность это¬
го способа заключается в том, что в поверхнос ть испытуе¬
мого металла вдавливается стальной закаленный шарик
диаметром 2,5; 5 или 10 мм под действием нагрузки со¬
ответственно 1,87; 7,5 и 30 кН. На поверхности образца
остается отпечаток (рис. 1.11, а), по диаметру которого
определяют твердость. Диаметр отпечатка измеряют сие-
циатьной лупой с делениями. На практике пользуются
специальными таблицами, которые дают перевод диамет¬
ра отпечатка в число твердости, обозначаемое НВ. Этот
способ применяют главным образом для измерения твер¬
дости незакааеппых металлов и сплавов: проката, поко¬
вок. отливок и л п.Рис. 1.11. Измерение твердости методами Брииелля (а),
Роквелла (6) и Виккерса (а).По твердости, измеренной этим методом, можно су¬
дить о прочности ирп растяжепин, так как между твердо¬
стью н прочностью существует следующая зависимость:
ап = (0,34 0,36) НВ для стальных поковок и проката;
ои= (0,3—0.4) НВ для стального литья; о = 0,12 НВ для
серого чугуна. Таким образом, твердость может служить
характеристикой прочностных свойств сплава.
I ыип /. Строение и свойства метал.шк39Измерение твердости методом Роквелла. Измерение*
осуществляют путем вдавливания в испытуемый металл
стального шарика диаметром 1,588 мм или конусного ал¬
мазного наконечника с углом при вершине 120° (рис:. 1.11,
о). В отличие от метода Брипелля твердость но Роквел-
iv определяют не по диаметру отпечатка, а по глубине
вдавливания шарика или конуса.Вдавливание производится иод действием двух по-
| чедовательио приложенных нагрузок — предваритель¬
ной, равной 98,1 Н, и окончательной (общей) нагрузки,
равной 981,588,6,1471,5 Н.Твердость ощюделя ют по раз¬
ности глубин вдавливания отпечатков. Для испы тания
I вердых металлов необходима нагрузка 1471,5 И, а вдав¬
ливание стальным шариком нагрузкой 981 Н производят
лли определения твердости незакалепнон стали, броизы,
larvmi и других мягких материалов. Испытание сверх-
Iвердых материалов производят алмазным наконечни¬
ком иафузкой 588.6 Н. Глубина вдавливания измеряется
автоматически, а твердость после измерения отсчитыва¬
ем ч по трем шкалам: Л, В, С. Твердость (число твердо¬
сти) но Роквеллу обозначается следующим образом:ИспытаниеНагрузка, НОтсчет
во шкалеОбозначениечислатвердостиАлмазнымконусом1471.5HRCЛчмазнымконусом588.6HRA( ильным
шариком9SIВHRB< >нрсделспне твердости по Роквеллу имеет широкое
применение, так как дает возможность испытывать мяг-
| не н твердые металлы; размер отпечатков очень незна-
40 Материаловедение и технапиия конструкционных материаловчителен, поэтому можно испытывать готовые детали без
их порчи.Измерение твердости методом Виккерса. Этот метод по¬
зволяет измерять твердость как мягких, так и очень твер¬
дых металлов и сплавов. Он пригоден для определения
твердости очень тонких поверхностных слоев (толщи¬
ной до 0,3 мм). В этом случае в испытуемый образец вдав¬
ливается четырехгранная алмазная пирамида с углом при
вершине 136° (рис, 1.11, в). При таких испытаниях мож¬
но применять нагрузки от 50 до 1200 Н. Измерение отпе¬
чатка производят подлине диагонали отпечатка рассмат¬
риваемого под микроскопом, входящим в прибор для
определения твердости. Число твердости по Виккерсу
обозначают HV, его находят по формуле:HV = 0,189-4,
dгде Р— нагрузка, Н: d — длина диагонали отпечатка, мм.На практике число твердости НVнаходят по таблицам.
Кроме указанных методов измерения твердости суще¬
ствуют способы определения микротвердости микроско¬
пически малых объемов металла.В настоящее время разработан прогрессивный способ
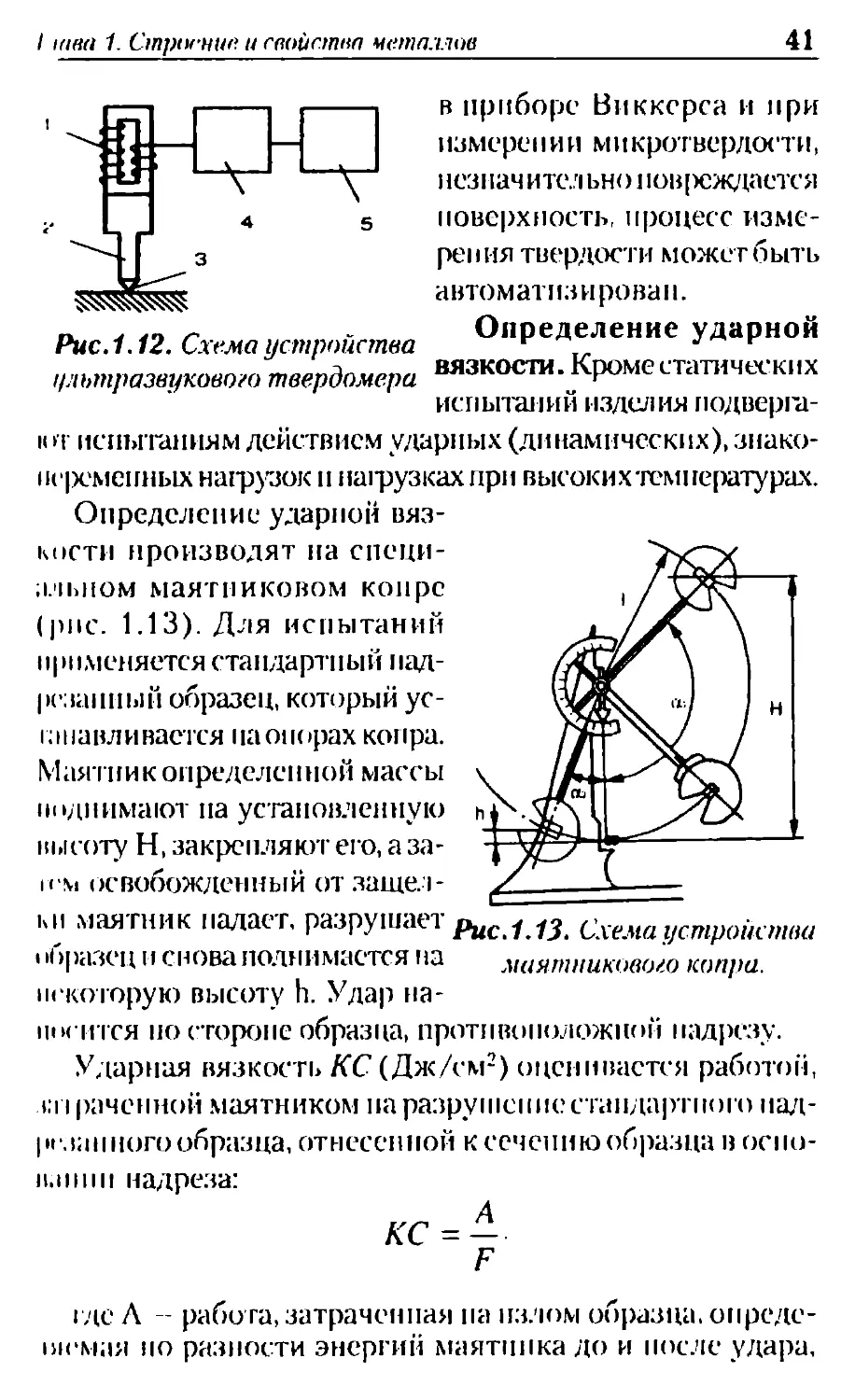
определения твердости с помощью ультразвука. На рис. 1.12
представлена схема ультразвукового твердомера. Он со¬
стоим из преобразователя 1, волновода 2 с индикатором
3, па конце которого имеется алмазный наконечник,
регистрирующего устройства 4 и генератора 5. Накопеч-
пик вдавливается с незначительном фиксированной на¬
грузкой. Он соединен со с тержнем, колеблющимся с резо¬
нансной частотой. Эта часто та изменяется в зависимости
от размера отпечатка алмазного наконечника и характери¬
зует твердость материала. Размер отпечатка незначитель¬
ный. его не следует определять под микроскопом, как
I шва 1. Строгийt> и свойство металлов41в приборе Виккерса и при
измере11 и и ми кротвердоети,
незначительно пов[>еждается
поверхность, процесс изме¬
рения твердости может быть
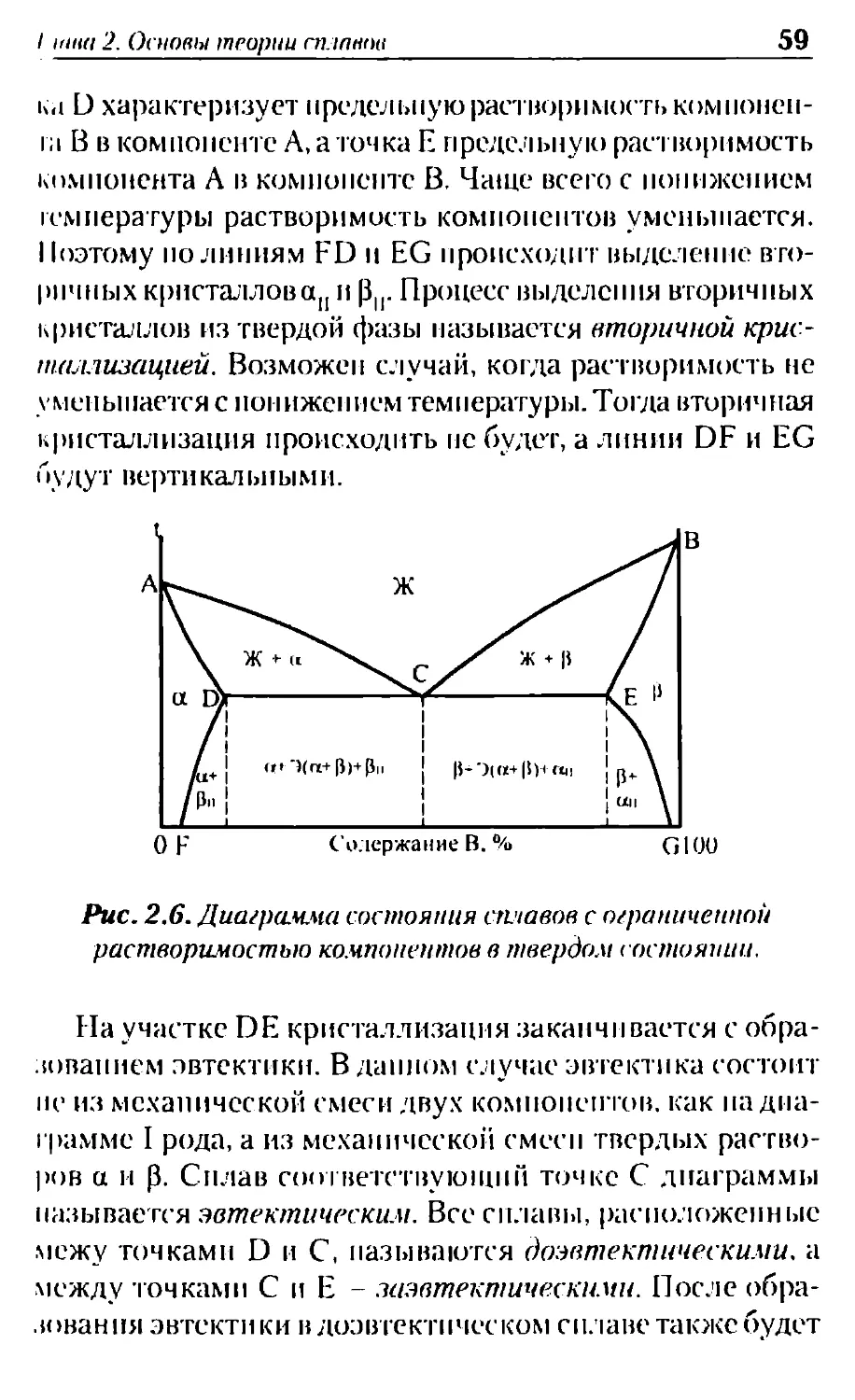
автоматизирован.„ . 4П ~ . Определение ударнойРис.1.12. Схема устройствацлъщмнщоюю твердомера ««коста. Кроместатическихиспытаний изделия подверга-
н п испытаниям действием ударных (динамических), знако-
пс|х'менных нафузок п нафузках прн высокихгемпературах.Определение ударной вяз¬
кости производят на специ¬
альном маятниковом копре
(рис. 1.13). Для испытаний
применяется стандартный над¬
резанный образец, который ус¬
танавливается на опорах копра.Мая тник определенной массы
поднимают на установленную
высоту Н, закрепляют его, а за-
и-м освобожденный от защел¬
ки маятник падает, разрушает Схема устройства• it >разец и снова поднимается на маятниковою копра.
некоторую высоту h. Удар на¬
носится по стороне образца, противоположной надрезу.Ударная вязкость КС (Дж/см2) оценивается работой,
mi рачеиной маятником паразрушепиестапдартпот ма,ч-
piманного образца, отнесенной к ссчепию образца в оспо-
ii.iiiiiii надреза:КС - —где Л работа, затраченная па излом образца, опреде-
шемая но разности энергий маятника до и после удара,
42 Мптершипнгогниг и тохиаю/ня штпрукцшптыл мате/шаитДж; F - площади поперечного сечения образца в месте
надреза. см*.Такой способ определения ударной вязкости наиболее
прост.Для облегчения расчетов пользуются таблицами, в
которых для каждого угла подъема маятника после раз¬
рушения образна указана работа удара.Определение сопротивления усталости. Многие де¬
тали машин в процессе работы, кроме воздействия стати¬
ческих нагрузок, подвергаются знакопеременным (цик¬
лическим) нагрузкам, которые изменяются по величине
или направлению пли и по величине, н по направлению.
В результате длительной службы металл постепенно пе¬
реходит из пластичного состояния в хрупкое («устает»).
Это объясняется тем, ч то знакопеременные нагрузки при¬
водят к образованию в изделиях мнкротрещин, которые
постепенно расширяются и ослабляют связь между зер¬
нами металла, вследствие чего разрушение наступает при
меньших напряжениях, чем предел текучести. Усталости
подвержены вагонные оси, коленчатые валы, лопатки
турбин, рессоры, пружины.Способность ме талла противостоять действию знако¬
переменных нагрузок называют выносливостью металла.
Пределом выносливости считается панбольшее напряже¬
ние, которое материал выдерживает, не разрушаясь, за¬
данное число циклов. Число циклов может колебаться от
10г*до К)7.Известно, что плохая обработка поверхности (надре¬
зы, коррозии, дефекты конп рукцип) резко снижает пре¬
дел выносливости. Тщательное шлифование, полирова¬
ние и уирочиеине поверхности деталей зпачтельпо по¬
вышают сопротивление усталости и увеличивают срок
службы изделия.
I шт 1. Строгине и свойства металлов43Испытания па усталостную прочность производят па
различных машинах в зависимости от характера работы
деталей.Наиболее распространенными типами машин явля¬
ются: машины для испытания па изгиб при вращении;
машины для испытания на растяжение — сжатие; ма¬
шины для испытания на кручение.Испытания при высоких и низких температурах. Мно¬
гие детали машин работают в условиях воздействия ста¬
тических нагрузок при повышенных температурах. Эго
детали паровых и газовых турбин, химической, нефтяной
аппаратуры и т. д.Ползучестью называют свойство металла медленно и
непрерывно удлиняться под действием приложенных к
нему постоянных рабочих напряжений в условиях повы¬
шенных и высоких температур. Если у свинца, алюминия
и многих сплавов ползучесть наблюдается уже при темпе¬
ратуре 20 °С, то сталь обнаруживает заметную ползучесть,
только начиная с температуры 350-400 °С. Количествен¬
ной характеристикой ползучести является так называе¬
мый предел ползучести (см. раздел 6.3).Испытания на ползучесть производятся на специаль¬
ных установках, в которых имеются нагревательные уст¬
ройства и приборы для измерения и автоматического
поддержания температуры на заданном уровне в процессе
испытания, а также приборы с приспособлениями для
измерения деформации образцов.Наряду с ползучестью, важное .'значение имеет харак¬
теристика длительной прочности под действием продол-
жнтелыюго механического воздействия при высоких
температурах (см. раздел 6.3). Испытания на длительную
прочность производятся гак же. как испытания па пол¬
зучесть, но образцы доводят до разрушения.
44 Матершиюведение и технолотя конструкционных материаловШирокое применение находят низкотемпературные
установки для механических испытании при низких тем¬
пературах. Низкие температуры влияют в первую оче¬
редь па прочность и пластичность изделий. Так, были
обнаружены ползучесть и ряд других изменений механи¬
ческих свойств даже при низких температурах.Одним из самых опасных изменений механических
свойств является возникновение хладноломкости, поэто¬
му при оценке конструкционных материалов следует
знать порог хладноломкости, т. е. температ уру перехода из
пластично-вязкого состояния в хрупкое.Технологические испытания. В ряде случаев для ка¬
чественной или сравнительной оценки технологических
свойств металла пользуются технологическими пробами
(рис. 1.14). Технологические пробы показывают способ¬
ность металла претерпевать определенные деформации,
аналогичные получающимся в конкретных условиях
работы. Такими пробами являются пробы на изгиб, на¬
вивание, вылавливание, осадку. Пробы па изгиб выпол¬
няют для плоского, фасонного и специального проката,
труб, сварных uibob, чтобы избежать при их изготовле¬
нии трещин, надрывов, изломов и др. Изгиб может быть
на определенный угол (рис. 1.14, а), до параллельности
(рис. 1.14, б) и соприкосновения сторон (рис. 1.14, о).
Производят также пробы па сплющивание труб (рис.
1.14. /). Пробы па навивание выполняют для проволоки пз
черных и цветных металлов диаметром от 0,2 до 10 мм.
Кусок проволоки навивают от 5 до 10 витков па оправку
заданного диаметра или на такую же проволоку. Проба на
выдавливание служит для определения пригодности ме¬
талла к холодной штамповке и вытяжке. Проба на осад¬
ку опредсляетспособпость холодного металла принимать
заданную форму при сжатии.
I mud 1. Строение и свойства металлов45<0Г>)в)г)Рис.1.14. Технологические пробы: а — па изгиб
на определенный угол; б — на изгиб до параллельности
сторон; в — на изгиб до соприкосновения сторон;
г - на сплющивание труб.В табл. 1.1 приведены ориентировочные механические
свойства важнейших металлов.Таблица 1.1Механические свойства металловМеталлСимволПредел
прочности,
о., МПаОтносительноеулленение,5. %Тверлость по
Брннеллю.
НВАлюминийА1ОIо004020-37ВольфрамW1100-160ЖелезоFe250-35021-5550КобальтСо7003125МагнииMg170-2101525МедьСи2006035НикельNi400 5004060ОловоSn20-40445-10СвинецPb18504-6ТитанTi300-45020 2885ЦинкZn1505 2030-42
Глава 2
ОСНОВЫ ТЕОРИИ СПЛАВОВ2.1. Металлические сплавыПрименение чистых металлов в промышленности край¬
не ограничено. Их использование не всегда экономиче¬
ски выгодно, часто они не отвечают требуемым свой¬
ствам. В металлах не всегда сочетаются одновременно не¬
сколько необходимых свойств. Их прочность невысока,
электрические свойства зависят от изменения темпера¬
туры, они имеют высокий коэффициент теплового рас¬
ширения и т.д. Сплавы в отличие от чистых металлов
можно получить почти с любыми заданными свойствами.Основные понятия. Правило фаз. Сплавом называет¬
ся материал, полученный сплавлением двух или более
веществ. Металлический сплав получают сплавлением
металлов или преимущественно металлов с неметаллами.
При этом металлический сплав обладает комплексом
характерных металлических свойств. Вещества, которые
образуют сплав, называются компонентами. Компонент,
количественно преобладающий в сплаве, называется ос¬
новным. Сплавы часто называют по основному компо¬
ненту: медные, алюминиевые, магниевые и т. д. По числу
компонентов различают двухкомпонентные (двойные),
трехкомпонентные (тройные), четырехкомпонентные и
многокомпонентные сплавы. Далее будет рассматрн вать-
ся строение и свойства двухкомпопептпых сплавов, что
является основой для изучения сплавов, состоящих из
большего числа компонентов. Кроме того, основу боль¬
шинства многокомпонентных сплавов чаще всего состав¬
ляет двухкомпопентпый сплав.
I тин 2. Отты теории питон47Фазой называют однородную часть сплава. характерпзу-
н >н iv к к я опрс\ |,с л с I in ым составом и строе! 11 1СМ 11 итдсдси I iy К)
<>г других час гсч| сплина поверхностью радела при перехо¬
де через которую состав или строение вещества измеияет-
i >1 скачкообразно. I [од структурой понимаю! форму, раз¬
мер п характер взаимного расположения фаз в сплавах.
( шруктурными составляющими называют обособленные
•мсти сплава, имеющие одинаковое строение с присущими
им характерными особенностями. Структурными составля-
и 111 )д I м и могут быть как фазы, так и смеси фаз.Закономерности существования фаз в сплаве в усло¬
виях равпоиеспя определяются правилом фаз (законом
Гиббса). II ранило фаз устанавливает зависимость между
числом степеней свободы, числом компонентой и числом
фаз: Числом степеней свободы (вариантностью) сплава
называют число внешних и внутренних факторов (тем¬
пература, давление н концентрация), которое можно из¬
менить без изменения числа фаз в сплаве. Когда число
( гс поией свободы равно нулю, нельзя изменять внутрен¬
ние и внешние факторы без изменения числа фаз. Такое
пнтояиие называют но/кшриаитпым. Исли число степе¬
нен свободы равно единице, то один из внутренних или
инешних факторов может измени гьея в определенных пре-
a'. iax н это не вызовет изменения числа фаз. Такое состоя¬
ние называется моноиарииипшым.Правило фаз выражается следующим уравнением:С = К + В - Ф,где С - число степеней свободы; К - число компопен-
инс В число внешних переменных факторов (гемперату-
рп. давление): Ф число фаз.Если учесть, что все превращения в металлических
' плавах происходят при постоянном давлении, го число
внешних переменных факторов В = 1 (температура) и пра¬
вило фаз принимает вид:С - К + 1 Ф.
48 laii!i'j>nii:uxif'ih')!iji‘ и пня нило/им коттрцмишпных материаловПользуясь правилом фаз, рассмотрим охлаждение чи¬
стого металла. В этом случае число компонентов К=1.
Если метал;| находится в жидком состоянии, число фаз
Ф=1. Тогда число степеней свободы С=74 1 1 = 1 (мопо-
вариантное состояние). Температуру можно изменять, не
изменяя числа фаз. В процессе кристатлпзации одновре¬
менно существуют две фазы — жидкая и твердая, Ф=2.
Тогда число степеней свободы С= 1+1-2=0 (нонварман-
тиое состояние). Температура не может изменяться, пока
не пропадет одна из фаз (см. рис. 1.6). Как только крис¬
таллизация завершится, остается одна твердая фаза, Ф = 1,
число степеней свободы С=1+1-1=1 и температура вновь
может изменяться.Для двухкомпонентпого сплава К=2 и правило фаз
принимает вид С=2+1-Ф=3 Ф. Отсюда следует, что в
двойных сплавах число одновременно существующих
фаз не может быть больше трех, так как число степеней
свободы не может быть отрицательным.Строение сплавов. Строение сплава зависит от того
как взаимодейст вуют между собой компоненты. В рас¬
плавленном состоянии в большинстве случаев сплавы
представляю! собой однородные жидкие растворы, то
есть компоненты неограниченно растворяются друг в
друге. В твердом состоянии компоненты могут никак не
взаимодействовать, либо взаимодействовать с образова¬
нием твердого раствора или химического соединения.
Поэтому в сплавах могут образовываться следующие
фазы: жидкие растворы, твердые растворы, чистые ком¬
поненты, химические соединения. Построению в твердом
состоянии все сплавы подразделяются на три основных
типа: механические смеси, химическиесоедипепия и твер¬
дые растворы.Механическая смесь двух компонентов А и В образу¬
ется, если они не способны к взаимодействию или взаим¬
I шт 2. Оситы теории гнлавоп49ному растворению. Каждый компонент при этом кристал¬
лизуется в свою кристаллическую решетку. Структура
|.||<п\ механических смесей неоднородна, состоит из от-
к7п»ных :iepen компонента А и компонента В. Свойства
механических смесей зависят от количественного соотно¬
шения компонентов: чем больше в сплаве данного компо¬
нента, тем ближе к его свойствам свойства смеси. Обычно
механические смеси образуют металлы, заметно отлича¬
ющиеся друг от друга по атомному объему и по темпера-
i\pe плавления. Механические смеси необязательно со¬
стоя г из чистых компонентов. Образовывать механичес¬
кие смеси могут также твердые растворы и химические
соединения.Химическое соединение образуется, когда компоненты
сплава Л и В вступают в химическое взаимодействие. При
атом соотношение чисел атомов в соединении соответ¬
ствует его химической формуле АтВг. Химическое соеди¬
нение имеет свою кристаллическую решетку, которая
отличается от кристаллических решеток компонентов.
Химические соединения имеют однородную структуру,
состоящую из одинаковых но составу и свойствам зерен.
Свойства химического соединения резко отличаются от
свойств образующих его компонентов. Обычно оно явля¬
ется очень твердым и хрупким веществом. Часто хими¬
ческие соединения рассматривают как самостоятельные
компоненты, образующие сплавы с исходными компо¬
нентами, составляющими соединение.При образовании твердого раствора атомы одного
компонента входят в кристаллическую решетку другого.
Твердые растворы замещения образуются в результате
частичного замещения атомов кристаллической решетки
одного компонента атомами второго (рис. 1.2,6). Такие
растворы образуют компоненты с аналогичными типами
кристаллических решеток, если параметры решеток от-
50MrotwjJuaimt'rfeHUi' и тсмю ш/ня мшан/п/щиошта Mans,'риаловл и чаются нс очень значи гелию. Твердые рас торы чпе-
дреиия образуются, мнда атомы pact ворсимого компо¬
нента внедряются в крмс таллнческую решетку компонен¬
та-растворителя (рис. 1.2,в). При образовании раствора
внедрения агом растворенного компонента имеет очень
матый диаметр. Чаще всего это бывает, когда в металле ра¬
створяются неметаллические элементы. При игом обычно
кристаллическая решетка растворителя искажается н
параметры ее увеличиваются. Твердый раствор имеет
однородную структуру, одну кристаллическую решетку.
В отличие от химического соединения твердый раствор
существует не при строго определенном соотношении
компонентов, а в ппгервале концентраций. Различают
твердые растворы с ограниченной и неограниченное! ра¬
створимостью. Неограниченная растворимость возмож¬
на только в твердых растворах замещения, если при лю¬
бой концентрации растворяемого компонента происхо¬
дит замещение атомов компонента-растворителя. Это
наблюдается, когда параметры одинаковых кристалли¬
ческих решеток компонентов особенно близки. Ограни¬
ченная растворимость бывает как в твердых растворах за¬
мещения, так п в твердых растворах внедрения.2.2. Диаграммы состояния сплавовДиаграмма состояния показывает строение сплава и
зависимости oi соотношения компонентов н от темпера¬
туры. Она строится экспериментально по кривым охлаж¬
дения сплавов (рпс. 2.1). В отличие от чистых металлов
сплавы кристаллизуются ие при постоянной температу¬
ре, а в интервале температур. Поэтому на кривых охлаж¬
дения сплавов имеется две критические точки. Крит /та¬
кими точками называются температуры начала и копна
фазовых превращении. В верхней критической точке,
I шеи 2. Основы теории сплавин51называемой точкой ликвидус(t), начинается кристалли¬
зация. В нижней критической точке, которая называется
точкой солидус (t), кристаллизация завершается.Рис. 2.1. Кривые охлаждения сплавов:
а - механической смеси, б - твердого раствораДиаграмму состояния строят в координатах темпера¬
тура — концентрация. Линии диаграммы разграничива¬
ют области одинаковых фазовых состояний. Вид диаг¬
раммы зависит от того, как взаимодействуют между со-
Гюй компоненты. Для построения диаграммы состояния
попользуют большое количество кривых охлаждения для
сплавов различных концентраций. При построении ди¬
аграммы критические точки переносятся с кривых охлаж¬
дения на диаграмму и соединяются линией. В получив¬
шихся иадиаграм.ме областях записывают фазы или струк¬
турные составляющие. Линия диаграммы состояния на
которой при охлаждении начинается кристаллизация
сплава, называется линией ликвидус, а линия, на которой
кристаллизация завершается, - линией солидус.Диаграмма состояния сплавов, образующих механи¬
ческие смеси (диаграмма состояния Iрода). Компонен¬
ты таких сплавов в жидком состоянии неограниченно
растворимы друг в друге, а в твердом - нерас творимы и
пе образуют химических соединений. Поэтому в этом
сплаве возможно образование трех фаз: жидкого сплава
52 Mnmcpuinoei’iinuir и ттктния конструкционных материалови кристаллов компонентов. Механические смеси образу¬
ют спланы свинца и сурьмы, свинца и олова. цинка и оло¬
ва, алюминия и кремния и др. Рассмотрим построение
диаграммы па примере сплава свинца с сурьмой. Внача¬
ле строятся кривые охлаждения чистых свинца и сурьмы
(рис.2.2). Температуры их кристаллизации соответству¬
ют горизонтальным площадкам на кривых 1 и 6 (для
свинца 327 *С- и для сурьмы 631 “С). Далее рассматрива¬
ются несколько сплавов с соответствующим содержани¬
ем свинца РЬ и сурьмы Sb, %, например: РЬ 95, Sb 5; Pb 90,
Sb 10; РЬ 87, Sb 13; РЬ 60, Sb 40. Строятся кривые их ох¬
лаждения (кривые 2-5 соответственно).Время С одержание сурьмы, %Рис.2.2. Диаграмма состояния пгчанов Pb - SbКристаллизация первого сплава (5 % Sb) происходит
следующим образом: приблизительно до 300 °С оп оста¬
ется жидким, а начиная с 300 °С скорость охлаждения
замедляется, при этом начинается кристаллизация свин¬
ца; оставшаяся часть жидкого сплава обедняется свин¬
цом, следовательно, обогащается сурьмой. Когда содер¬
жание сурьмы составит 13 % , произойдет кристаллиза¬
ция эвтектики при температуре 246 С ( горизонтальный
участок кривой 2). Эвтектикой называют равномерную
liana 2. Основы теории сплавов53мелкодисперсную механическую смесь двух фаз, которые
одновременно кристаллизуются из жидкого сплава. В
данном случае эвтектика состоит из кристаллов свинца
и сурьмы. Эвтектика имеет определенный химический
состав (в данном случае 13 % Sb и 87 % РЬ) и образуется
при постоянной температуре (в данном случае 246 °С).Следующий сплав (10 % Sb) кристаллизуется анало¬
гично первому, но температура начала кристаллизации у
него ниже, а температура конца кристаллизации та же —
216 “С, когда содержание сурьмы в жидком сплаве соста¬
вит 13 % (кривая 3). Третий сплав (кривая 4), содержа¬
щий 13 % Sb и 87 % РЬ, остается жидким до 246 °С, а за¬
тем кристаллизация происходит при этой температуре с
образованием эвтектики. Этот сплав кристаллизуется
мри постоянной температуре, самой низкой для данной си¬
стемы, состоит только из эвтектики и называется эвте¬
ктическим. Кристаллизация четвертого сплава (40 % Sb)
начинается при температуре около 400 °С с выделением
избыточных кристаллов сурьмы. Жидкий сплав обедня¬
ется сурьмой и при содержании в нем 13 % сурьмы и тем¬
пературе 246 “С происходит образование эвтектики и
кристаллизация завершается.Критические точки, полученные на кривых охлажде¬
ния, переносятся на диаграмму состояния и соединяют¬
ся. Получаются линии ЛЕВ и MEN. Линия ЛЕВ диаграм¬
м ы является линией ликвидус: все сплавы, лежащие выше
этой линии, находятся в жидком состоянии. Линия MEN
является линией солидус, ниже пес все сплавы свинец -
сурьма находя тся в твердом состоянии. В интервале меж¬
ду ликвидусом н солидусом сплав состои т из двух фаз —
жидкого раствора и кристаллов одного из компонентов.
Сплавы, содержащие менее 13 % Sb, лежащие слева от
эвтектического сплава, называют даэвтектическими, а бо¬
лее 13 % Sb, — заэатектическими. Структура и свойства
54 Mwnepiia.KM’tk-iiitr и тглиоло/ия конструкционных материалових резко отличаются. Вдоэвтектических сплавах наряду
с эвтектикой находятся избыточные кристаллы свинца
(рис. 2.3, а), а в заэвтектических — кристаллы сурьмы
(рис. 2.3, в). Различие структур определяет различие
свойств сплавов.о) б) (I)Рис 2.3. Структуры сплавов Ph-Sb:
а — доэвтектического, б — эвтектическою,
в — заэвтектическо/пЧтобы определить состояние сплава любого соста¬
ва при данной температуре и для нахождения его кри¬
тических точек с помощью диаграммы, нужно из точ¬
ки, указывающей содержание концентрации данного
сплава, провести вертикальную линию до пересечения
с линиями ликвидус и солидус (см. рис. 2.2). Точки пе¬
ресечения показывают начало и конец кристаллизации
заданного сплава. Например, требуется определить со¬
стояние сплава, содержащего 50 % сурьмы при темпе¬
ратуре 400 °С. Точка пересечения вертикали с линия¬
ми ликвидус и солидус показывают, что данный сплав
будет иметь две фазы - жидкий сплав н кристаллы
сурьмы, так как точка соответствующая 400 °С лежит
в области диаграммы BEN.Диаграмма состояния сплавов с неограниченной ра¬
створимостью компонентов в твердом состоянии (ди¬
аграмма состояния II рода). Эти диаграммы соответ-
I him 2. Основы теории ставов55| 1 нуюг сплавам, у которых компоненты и к жидком, и вi вордом состоянии образуют раствор. Для таких спла¬
вов возможно образование двух фаз: жидкого сплава и
твердого раствора. К таким сплавам относят медь - ни¬
кель. железо - никель, железо - хром, кобальт хром и
др. Диаграммы их состояния строят так же, как диаграм¬
мы 1-го рода, па основании анализа кривых охлаждении
сплавов с различным содержанием составляющих их
компонентов. Рассмотрим диаграмму состояния спла¬
вов медь - никель (рис. 2.4). Кривая 1 является кривой< >\лаждепия чистой меди с температурой кристалл изаци п
1083 СС, кривая 5 - кривая охлаждения никеля с темпе¬
ратурой кристаллизации 1452 °С. Кривая 2 характерна
для кристаллизации сплава, содержащего 20 % никеля.
Кристаллизация этого сплава начинается в точке а. при
лом образуется кристаллическая решетка медп, в кото¬
рой имеется 20 % никеля. В точке b кристаллизация за¬
канчивается. Аналогично кристаллизуются сплавы с
( одержанием 40 % (кривая 3) и 80 % никеля (кривая 4),
по точки начала (а, и а2) и конца (Ь, п Ь.,) кристаллиза¬
ции у первого сплава ниже, чем v второго. Все точки на¬
чала п конца кристаллизации меди, никеля и указанных
выше сплавов переносятся па диаграмму (рис. 2.4, спра¬
ва). Соединяя эт и точки, получим линии ликвидус АаВ
п солидус АЬВ. Выше линии АаВ сплав меди с никелем
находится в жидком стоянии, а ниже линии ДЬВ - в
шердом. В зоне между линиями АаВ и АЬВ имеются две
фазы: жидкий сплав н кристаллы твердого раствора
::пкеля п меди.Диаграмма П-го рода отличается от диаграммы 1-го
рода тем, что в первом случае образуется одна кристалли¬
ческая решетка, а значит, не т и эв тектического сплава как
\ сплавов, образующих механическую смесь. Кроме того,
у сплавов медь - никель начало и конец кристаллизации
56 Mamt'pun. ioet'tH’inn' и технологии конструкционных материаловсплавов с различным содержанием компонентов проте¬
кают при различных температурах.Рис.2.4. Диаграмма состояния ставов Си - NiПравило отрезков. В процессе кристаллизации не¬
прерывно изменяется концентрация фаз и количество
каждой фазы (количество жидкой фазы уменьшается,
а твердой увеличивается). Концентрацию (состав) и
количество каждой фазы можно определить в любой
точке двухфазной области диаграммы состояния, ис¬
пользуя правило отрезков. Рассмотрим применение
правила отрезков на примере изученных выше диа¬
грамм состояния (рис. 2.5). Правило отрезков форму¬
лируется следующим образом. Через заданную точку
диаграммы состояния проводится горизонтальная ли¬
ния до пересечения с линиями, ограничивающими дан¬
ную область диаграммы. Проекции точек пересечения
на ось концентраций показывают состав фаз. Длнны
отрезков горизонтальной линии между заданной точ¬
кой и точками, определяющими состав фаз, обратно
пропорциональны количествам этих фаз.
I inna 2. Основы теории сплавов57На рис. 2.5 показало применение правила отрезков для
гочки m диаграммы. Через нее проведена горизонтальная
линия и отмеченыточки пересечения с линиями диаграм¬
мы к и п. Проекции этих точек иа ось концентраций k 1 и
п 1 показывают состав фаз. Так, для диаграммы состояния
свинец - сурьма (рис.2.5,а) точка kl показывает состав
жидкой фазы, а точка nl твердой фазы (100 % Sb). Для
диаграммы состояния медь - никель (рис.2.5,б) точка k 1
показывает состав жидкой фазы, а точка nl состав твер¬
дого раствора.Рис. 2.5. Пример применения правила отрезков:
а — для сплавов, образующих механические смеси,
б — для сплавов, образующих твердые растворыРассмотрим теперь определение относительного ко¬
личества каждой фазы. Обозначим количество жидкой
фазы Qx, а количество твердой фазы Qr (Для при¬
мера на рис. 2.5,а твердой фазой является сурьма, а па
рис. 2.5,6 - твердый рас твор). Тогда, в соответствии с
правилом отрезков, количества фаз обратно пропорцио¬
нальны длинам соответствующих отрезков:<?ж _ тпQr km
58 Mmni’pua тшкчше и технология конструкционных материаловИсли обозначить количество всего сплава Q, то ему
будет соответствовать отрезок kn. и можно найти отно¬
сительные количества фаз:£'» _km.Q kn Q knПравило отрезков может быть применено для любой
двухфазной области диаграммы состояния, т.е. не толь¬
ко для рассмотрения кристаллизации сплава, но и для
изучения процессов, происходящих и твердом состоянии.
В однофазных областях диаграммы состояния правило
отрезков неприменимо. Любая точка внутри однофазной
области характеризует концентрацию данной фазы.Диаграмма состояния сплавов с ограниченной ра¬
створимостью компонентов в твердом состояиии( диа¬
грамма состояния III рода). Данная диаграмма характе¬
ризует сплавы, у которых компоненты неограниченно
растворимы в жидком состоянии, ограниченно - в твер¬
дом и получающиеся т вердые растворы образуют эвтек¬
тику. К таким сплавам относятся алюминий-медь, маг-
ипй-алюминий, магний-цинк и др. Рассмотрим этот тип
диаграммы в общем виде ( рис. 2.6). В сплаве могут су¬
ществовать три фазы - жидкий сплав, твердый раствор
а компонента В в компоненте А и твердый раствор |3 ком¬
понента А в компоненте В. Твердые растворы обозначены
здесь строчными греческими буквами, а компоненты -
заглавными латинскими буквами. Данная диаграмма со¬
держит в себе элементы двух предыдущих. Линия АСВ
является липнем ликвидус, линия ADCEB - линией со-
лидус. По липпп АС начинают выделяться кристаллы
твердого раствора а, но линии СВ — твердого раствора р.
Левее точки D кристаллизация заканчивается образо¬
ванием структуры однородного твердого раствора a, a
правее точки Е - однородного твердого раствора р. Точ¬
I ш на 2. Отовы теории ппансш59ка D характеризует предельную растворимость компонен¬
та В в компоненте А, а точка К предельную растворимость
компонента А в компоненте В. Чаще всего с понижением
температуры растворимость компонентов уменьшается.
Поэтому полициям FD и EG происходит выделение вто¬
ричных кристаллов а„ и рм. Процесс выделения вторичных
кристаллов из твердой фазы называется вторичной крис¬
таллизацией. Возможен случай, когда растворимость не
уменьшается с понижением температуры. Тогда вторичная
кристаллизация происходить не будет, а линии DF и EG
будут верти кал ы i ы м и.Рис. 2.6. Диаграмма состояния епчавов с ограниченной
растворимостью компонентов в твердом состоянии.На участке DE кристаллизация заканчивается с обра¬
зованием эвтектики. В данном случае эвтектика состоит
не из механической смеси двух компонен тов, как па диа¬
грамме I рода, а из механической смеси твердых раство¬
ров а и р. Сплав соответствующий точке С диаграммы
называется эвтектическим. Все сплавы, расположенные
межу точками D и С, называются доэвтекпшческими, а
между точками С и Е - заэвтектическими. После обра¬
зования эвтектики вдоэвтектическом сплаве также будет
60 МатериаловРбениг и техноло/ия констрцщшяшыл материаловпроисходить вторичная кристаллизация твердого раство¬
ра р„, а в заэвтектическом - твердого раствора а„.Диаграмма состояния сплавов, образующих хими¬
ческое соединение (диаграмма состояния IV рода).Данная диаграмма характеризует сплавы, компоненты
которых неограниченно растворимы в жидком состоя¬
нии, нерастворимы в твердом и образуют устойчивое
химическое соединение. К таким сплавам относятся маг¬
ний-медь, магний-кальций и др. Диаграмма лтого типа в
общем виде изображена на рис. 2.7. Она характеризуется
наличием вертикальной .линии, соответствующей соот¬
ношению компонентов в химическом соединении AmBn.
Эта линия делит диаграмму па две части, которые мож¬
но рассматривать как самос тоятельные диаграммы спла¬
вов, образуемых одним из компонентов с химическим
соединением. В случае устойчивого химического соеди¬
нения каждый из компонентов образует с химическим
соединением механическую смесь. Линия ADCEB явля¬
ется линией ликвидус данной диаграммы. На участке AD
начинается кристаллизация компонента А, на участке
DCE - химического соединения А В , на участке ЕВ —щ m п •компонента В. Точка С диаграммы соо тве тс твует химичес¬
кому соединению Ам Вп. Кристаллизация происходит пол¬
ностью аналогично кристаллизации сплавов, образующих
механические смеси из чистых компонен тов. Компонент А
образует с химическим соединением AmBn эвтектику Эг
состав которой соответствуе т точке D. Компонент В обра¬
зуете химическим соединением АтВм эвтектику Э.,, сослан
которой соответствует точке Е.В некоторых сплавах могут одновременно находить¬
ся все виды соединений: механическая смесь, твердый
раствор и химическое соединение. Примером таких спла¬
вов служат сплавы железа с углеродом.
I hititi J. Основы теории сплавов61Рис. 2.7. Диаграмма состояния сплавов,
образующих химическое соединение2.3. Зависимость свойств сплавов
от типа диаграммы состоянияСвойства сплава определяются сто фазовым составом,
который показывает диаграмма состояния. Поэтому мсж-
IV типом диаграммы состояния и свойствами сплава су¬
ществует зависимость, па что впервые обратил внимание
II. С. Курпаков. Им разработан метод построения диа¬
грамм состав-свойство, который составляет основу физи¬
ко-химического анализа сплавов.11а рис. 2.8 и верхнем ряду приведены рассмотренные
ранее основные типы диаграмм состояния и под ними
соответствующие закономерности изменения свойств
сплавов в зависимос ти от их состава (диаграммы состав
свойство). В диаграммах состав - свойство па осп абсцисс
отложен состав сплава (в % компонента В), а па осп ор-
Н1 пат свойства при постоянной темпера туре. Левая п
правая крайние ординаты па этих диаграммах соответ¬
ствуют свойствам чистых компонентов, а промежуточ¬
ные — свойствам сплава в зависимос ти от его состава. Во
62 Материп.човеОенш' и технология конструкционных материаловвтором ряду графиков условно показано изменение твер¬
дости Н (аналогично изменяются показатели прочности
и электрического сопротивления). В третьем ряду пока¬
зано изменение электропроводности Е (аналогично изме¬
няются показатели пластичности).мвг7Содержание В.% Содержание В,% Содержание В."ь С одержание В. %Рис. 2.8. Связь между диаграммами
состояния и свойствами сплавовПри образовании механических смесей свойства спла¬
ва меняются по линейной зависимости. Поэтому свой¬
ства сплава находятся в пределах между свойствами чи¬
стых компонентов.При образовании твердых растворов с неограниченной
растворимостью свойства сплава изменяются по нелиней¬
ной зависимости с максимумом или минимумом. При этом
некоторые свойства сплава могут существенно отличать¬
ся от свойств компонентов, образующих сплав. Поэтому
сплавы - твердые растворы значительно тверже и проч¬
нее, чем составляющие их компоненты, одновременно об-
I ,тш Основы теории cn твои63I.» ежи пыткой пластичностью. Это медпо-цннкоиые(ла-
I\ т.). медно-никелевыеспланы и др. Практически можно
ни is чип» медно-никелевые спланы. превосходящие медь
ни прочности и твердости и не ус тупающие ей по пла-• шчпости. Опн натлп широкое применение при пзготов-
имшп деталей, работающих на улар и износ и обладающих
высокой прочностью. Такие сплавы имеют более высокое
и< ктросопротивлсппе, чем чистые металлы, и, что особен¬
но нмжпо, электросопротивление их не изменяется при
н (мсиепии температуры. Это относится к сплавам мнке-
|ц с хромом (нихром), поэтому они незаменимы в произ-iio.K i не электроизмерительных приборов, реостатов и т. д.Мри образовании твердых растворов с ограниченной
)мгткоримостыо свойства сплавов в интервале концент¬
раций, соответствующих однофазным твердым раство¬
рам, изменяются по нелинейной зависимости, а вдвух-
фл «ной области по линейной.При образовании химического соединения на диа-
I рлмме состав - свойп во появляется точка перелома (ост¬
рою максимума или минимума свойств), абсцисса кото¬
рой соответствует составу химического соединения. По-• Iому сплавы-хпмические соединения обладают очень
высокими твердостью, прочностью и электросопротивле¬
нием. Иногда твердость их в 10 раз выше твердости чне-ii.iv компонентой. Так, медь и олово — мягкие металлы,
тристаллы же химического соединения в сплаве меди со юном имеют высокую твердость. Железо и углерод
мчгкие материалы, а химическое соединение их облада-
г| очень высокой твердостью. С плавы химические со-
с.чниеимя применяют для режущих инструментов, пз-заiii.iiокой хрупкости для обработки давлением они не¬
пригодны.С типом диаграмм состояния связаны также техполо-
шчеекпе свойства сплавов. Сплавы-мехапические сме¬
64 Материаловедение и техно:юти конструкционных мтпершаояjси имеют хорошие литейные свойства. Особенно это от¬
носится к эвтектическим сплавам, так как они обладают
хорошей жидкотекучестыо и имеют наименьшую темпе¬
ратуру плавления. Доэвтектнческие и заэвтектнческие
сплавы также применяют для ли гья, но жидкотекучесть
их несколько хуже и у них больше склонность к образо¬
ванию трещин. Поэтому для литья используют- сплавы,
состав которых близок к эвтектическому.Сплавы-твердые растворы благодаря высокой плас¬
тичности хорошо обрабатываются давлением, поэтому
пригодны для ковки, прокатки, штамповки. Литейиые
свойства сплавов-твердых растворов, как правило, не¬
удовлетворительные. Хорошей обрабатываемостью реза¬
нием характеризуются двухфазные сплавы (механичес¬
кие смеси). Обрабатываемость резанием однофазных
сплавов (твердых растворов) затруднена.Следует отметить, что диаграммы состав свойство
являются лишь приближенной схемой. Они не учитыва¬
ют размер кристаллов, их форму, взаимное расположение
и другие факторы, влияющие на свойства сплава. Одна¬
ко общую тенденцию изменения свойств « плавов в зави¬
симости от их состава для различных типов диаграмм
состояния они отражают верно. Поэтому диаграммы со¬
став - свойство помогают правильно выбрать сплавы с
определенными эксплуатационными характеристиками.2.4. Диаграмма состояния
железоуглеродистых сплавовДиаграмма состояния железоуглеродистых сплавов
дает представление о строении основных конструкцион¬
ных сплавов - сталей и чугупов.Компоненты, фазы и структурные составляющие
сплавов железа с углеродом. Жмг.ю пластичный ме-
I I'i"i/ J. Основы теории (планов65m i.i серебристо-белого цвета. Твердость и прочность
ми к :»а невысоки (НВ80,о = 250МПа) прнзначительной
и мистичности (6 = 50% ). Температура плавления —I V',}) "С. плотность 7,83 г/см11. Железо имеет ноли морф-
мыс модификации (см. раздел 1.2).Углерод встречается в природе в виде двух модифи¬
каций — алмаза и графита. Графит имеет сложную гекса-
i тыльную кристаллическую решетку. Он являемся мяг¬
ким непрочным материалом, но с увеличением темпера¬
туры прочность графита значительно возрастает. Тем¬
пература плавления графита 3500 °С. С углеродом
.м-лезо образует химическое соединение п твердые ра-■ лиоры внедрения.Цементит ~ это химическое соединение железа с уг-
■U-родом (карбид железа) Fe3C. В нем содержится 6,67 %
м к-рода (но массе). Имеет сложную ромбическую крис-
iaмлическую решетку. Характеризуется очень высокой
ии-рдостью (НВ 800), крайне низкой пластичностью и
чрупкостыо.Ферритом называется твердый раствор углерода в
и /м лезе. Содержание углерода в феррите очень невелм-
14 1 максимальное 0,02 % при температуре 727 С. При
комнатной температуре в феррите содержится не более0 006% углерода. Благодаря столь малому содержанию
\ I мерода свойства феррита совпадают со свойствами же-
ича (низкая твердость и высокая пластичность). Твер-
ii.iii расгворуглерода в 6-железе, существующий при тем¬
пературе 1392-1539 °С, также называют ферритом или
мыгокотемпературным ферритом (6-ферритом). Он ха-
рак Iеризуемся максимальной растнорнмост ью углерода
н1 "о при температуре 1499 'С.1 iff тенит это тверды и раствор у г.мерода и у-железе.
Максимальное содержание углерода в аустенпте состав¬
ном 2,14 % (при температуре 1147 X). Аустенпт харак¬
66 Mtimr/iua.'titertirmii' и темн, ю/их кшнщ/цкиночиых мпшериплов |теризуется высокой пластичностью и низкими прочно¬
стью и тиердостыо (НВ 220).Перлит dto механическая смесь феррита с цементи¬
том. Содержит 0,8 % углерода, образуется из аустенита
при температуре 12ТС. Перли г является эвтекгоидом.
Эвтектоид - это механическая смесь диух фаз, образу¬
ющаяся из твердого раствора (а не из жидкого сплава, как
эвтектика). Перлит имеет пластинчатое строение, т.е.
состоит из чередующихся пластинок феррита и цементи¬
та. Возможно и зернистое строение перлита, когда он со¬
стоит из зерен цементита, окруженных ферритом. Зерни¬
стый перлит значительнее пластичнее пластинчатого,
имеет меньшую твердость.Ледебурит представляет собой эвтектическую смесь
аустенита с цементитом. Содержит 4,3 % углерода, обра¬
зуется из жидкого сплава при температуре 1147 JC. При
темпера туре 727 °С аустени г, входящий в состав ледебу¬
рита, превращается в перлит и ниже этой температуры
ледебурит представляет собой механическую смесь пер¬
лита с цементитом. Ледебурит обладает высокой твердо¬
стью ( НВ 600-700) и хрупкостью.Фаза цементита имеет пять структурных форм: це¬
ментит первичный, образующийся из жидкого сплава;
цементит вторичный, образующийся из аустенита; це¬
ментит третичный, образующийся из феррита; цементит
ледебурита: цементит перлита.Диаграмма железо-цементит. Практическое значение
имеют сплавы железа с углеродом, содержащие углерода
до 6.67 % (стали и чугун ы). Поэтому рассматривают диа¬
грамму состояния сплавов железа с углеродом только до
этой концентрации, т.е. фактически рассматривается ди¬
аграмма железо-цементит (Fe-Fe.,C). На рис. 2.9 приведе¬
на диаграмма состоял ия сплавов железа с цементитом. Па
горизонтальной оси концентраций отложено содержание
I он*)! L> Основы теории ситное67vi лерода от 0 до 6,67 %. Левая кортикальная ось соответ-
|тует 100 % содержанию железа. На пей отложены тем¬
пература плавления железа н температуры его полимор¬
фных прекращении. Припая вертикальная ось (6,67 %
илерода) соответствует 100% содержанию цементита.
Ьукиеппое обозначение точек диаграммы принято со-
млепо международному стандарту и изменению не под¬
лежит.Линия АВСО диаграммы является линией ликвидус.11.1 ней начинается кристаллизация: на участке АВ —
феррита, ВС — аусгсиита и CD — первичного цементита.
Чимня AHJECF является линией солидус диаграммы.Железоуглеродистые сплавы в зависимости от содер-
-к;шия углерода делятся па стали (до 2,14 % С) и чугупы
(or 2,14 до 6,67 % С).Главная роль в диаграмме состояния жслезоуглероди-
е I in х сплавов отводится ее левой части - сталям, так как
ii;i превращениях, происходящих в стали, основана тер¬
мическая обработка. Рассмотрим эти превращения. В
результате кристаллизации образуется аустенит; при
понижении температуры аустепит претерпевает прспра-
щепия, связанные с изменением кристаллической решет¬
ки с переходом у-железа в а-железо, и со снижением
Растворимости углерода с понижением температуры.В точке S, соответствующей содержанию углерода0.8 'Y,, при температуре 727 “С аустепит полностью распа¬
дется, образуется перли т. Сталь, содержащую 0,8 % уг-
и'рода. малшгмуг MwittKmomhiou. lie структура состоит изо того перлита (рис. 2.10,6). Сталь, содержащую менее0 8 углерода, называют ОоэвтектошИюй, а сталь с содер¬
жим нем более 0,8 % углерода заэвтектоидиой. 11ереход
чистого железа из модификации у-железа ва-желе:зо про-
нечодит при температуре 91 ГС. На диаграмме это соот-
neicriiycT точке G. В доэвтектопдпых сталях при темпе¬
68 ManifJi>un.wem)niit<’ и тсмм.ю/ня мшгт/н/кцтишых ушпсрнтщратурах, лежащих па лними GS, начинается выделение
феррита изаустепита. Поэтому при дальнейшем пониже¬
нии температуры содержаниеуглерода в оставшемся avc-
тенпте возрастает. Когда оно составит 0,8 % (при темпе¬
ратуре 727 С), оставшийся аустеннт перейдет в перлит.
Таким образом, н допвтектомдпой стали при полном охлаж¬
дении получается структура, состоящая из равномерно
распределенных зерен перлита п феррита (рис. 2.10,а).
Взаэвтектопдпой стали налипни SE, при понижении тем¬
пературы из аустенпта. пересыщенного углеродом, по
границам зерен начинает выделяться вторичный цемен¬
тит. Когда в аустеии ге останется 0,8 % углерода, оп при
температуре 727 °С перейдет в перлит. Следовательно, в
заэвтектоидной стали при медленном охлаждении по¬
лучается структура, состоящая из перлита и вторичного
цементита. При этом вторичный цементит расположен в
виде тонкой сетки по границам зерен перлита (рис 2.10,в).Рис. 2.9. Диаграмма состоянии аиинон желет с цементитом
I <in„i Ooimihi теории сшивов69i клав, содержащий до 0.02 % углерода не имеет пос-
ii' ывершенпя всех превращений в структуре перлита.I .ii.uii сплав часто iih.h.iна юттехническим железом. Струк-
I ура технического железа представляет собой зерна фер-
1>п 1,1 и.щ феррит с небольшим количеством третичного
цементита.Линия GSE диаграммы называется линией верхних
1.1»п тических точек или линией начала превращения avc-
и пита (при охлаждеипи). Линия GS обозначается А.{( \ . при нагревании, ArJ - при охлаждении). Линия SE
нГмипачастся А.|п. Линия PSK диаграммы (температура
1?1 С) называется линией нижних критических точек
it ni .нишей перлитного превращения. Она обозначается Л,I у, при нагревании. Аг1 при охлаждении).Рассмотрим теперь превращения в чугунах. Точка С
I 1 ..'4 "<> углерода) представляет собой эвтектическую точ¬
ку < )иа соответствует температуре 1147 X, при которой
кристалл изуется сплав указанного содержания углерода,
при этом одновременно выделяются из жидкого сплава
кристаллы аустепита и цементита, образуя эвтектичес¬
кую смесь ледебурит. Его структура представляет со¬
пи й равномерную смесь кристаллов аустепита с цемен-
н| юм.Чугун, содержащий 4,3 °о углерода, называется эвтек¬
тическим. Чугуны, содержащие менее 4,3 % углерода,
называют <)иэвтектическими. Их кристаллизация начи¬
нается при температурах, лежащих па линии ВС, с выде-
н пнем аустепита, п заканчивается при температурах,
и жащих па линии ЕС образованием ледебури та. При
ьиьнейшем понижен и и температуры растворимость
vi черода уменьшается п из аустепита начинает выделять¬
ся вторичный цементи т. Когда углерода в аусгените ос¬
ыпется 0,8 %, при температуре 727 С аустеиит переходит
70 Митериаловмкчщр и технология конструкционныхмптдшало^в перлит. Таким образом, и доэвтектическом чугуне об4
разуется с труктура, состоящая из ледебурита, перлита tf
вторичного цементита.Рис 2.10. Фотографии струк¬
тур сталей:а - доэвтектоидпой (светлые
участки - феррит, темные —
перлит);6 — энтектоидной (перлит):
в — жэвтектоидной (по гра¬
ницам зерен перлита тонкая
сетка вторичного цементита).Чугуиы, содержание более 4,3 % углерода, называют
заэатектическими. Их кристаллизация начинается при
температурах, лежащих па линии CD. При этом выде¬
ляется первичный цементит. Кристаллизация закан¬
чивается при температуре 1147 °С но линии С77образо¬
ванием ледебурита. Получившаяся структура остается
неизменной. В составе ледебуритной эвтектики при тем¬
пературе 727 “С аустенит переходит в перлит. Структура
заувтектнческих чугупов состоит из ледебури та и первич¬
ного цементита.
I hiitti Z Основы теории сплавов71Диаграмма состояния железоуглеродистых сплавов но-
июляет установить температурные режимы крнсталли-
пцпи статей и белых чугунов, режимы горячем'! обработки
(.тлением (ковки, прокатки, штамповки), режимы термооб¬
работки п т. д.При очень медленном охлаждении кристаллизация
может идти таким образом, что углерод будет выделять¬
ся в виде графита, а не цементита. Железоуглеродистые
сплавы с содержанием углерода в виде графита называ¬
ются серыми чугунами. В данном учебнике диаграмма
п (стояния железо-графит не рассматривается, припципи-
.111.но она не отличается от диаграммы состояния желе-
to цементит.
Глава 3
ЖЕЛЕЗОУГЛЕРОДИСТЫЕ СПЛАВЫК железоуглеродистым аминам относят чугун и сталь. Чу¬
гун самый дешевый машиностроительный материал, об¬
ладающий хорошими литейными сиойстгсами. Кроме того,
ои является исходным продук том для получения стали.3.1. Основные сведенияо производстве чугунаМатериалы для производства чугуна. Сырьем для про¬
изводства чугуна является желешшру<)а. Это горная поро¬
да, содержащая железо в количестве, при котором ее тех¬
нически и экономически целесообразно перерабатывать.
Важнейшими железными рудами являются: магнитный
железняк, красный железняк, бурый железняк, шпатовый
железняк и железистые кварциты. 11аиболее богатые руды
— яго магнитный железняк, содержание железа в нем состав¬
ляет до 70 %, в красном железняке до65 %. Бурый желез¬
няк беднее железом, содержание его в руде сос тавляет 35¬50 % , в шпатовом железняке железа 30 40 % и самая бед¬
ная железом руда - железистые кварциты.В рудах кроме оксидов железа находи гея пустая поро¬
да - кремнезем, глина, сера, фосфор п друте примеси.
Их частично нужно удалить еще до плавки. Поэтому руду
подвергают предварительному обошицпшю с целым уве¬
личить содержание к ней железа. Обогащение произво¬
дят промывкой и магнитной сепарацией. Промывка по¬
зволяет отделить от руды менее плотную пустую породу.
Магни тная сепарация заключается в разделении измен.-
I 11111(1 'i Жг1<,..!(>1//-1Р[>0<111С1П1>11 спялны73‘и'м11оii рулы в магнитном поле на железосодержащие
минералы, обладающие' магнитными свойствами, и не¬
магнитную пустую породу. После обогащения получен¬
ный железорудный концентрат перерабатывается в кус¬
ковые материалы необходимого размера путем агломера¬
ции или окатывания. Агломерация эго спекание мелких
руд, рудной пыли с коксовой мелочью и флюсом. В ре¬
зультате получается кусковый пористый материал - аг¬
ломерат. При окатывании смеси аналогичного состава
придают форму шариков — окатышей диаметром около
J0 мм. При использовании агломерата и окатышей нет
необходимости в отдельной подаче флюса, так как он
«ходит в их состав.11родуктом, необходимым при плавке чугуна, являют¬
ся флюсы, главным образом известняк СаСОэ, они слу¬
жат для окончательного удаления нус гой породы из руды
н процессе плавки в доменной печи. Флюсы образуют с
пустой породой руды и золой легкоплавкое соединение,
называемое шлаком. Шлак имеет меньшую плотность,
чем металл, поэтому он располагается в печи над расплав-
Ц'пным металлом и может быть легко удалей.Важный материал для получения чугуна топливо.
Сопливом является кокс. Его получают из специальных
коксующихся каменных углей путем нагрева до темпера-
i vры 1000 С без доступа воздуха. При этом удаляются< мола и газы и остается пористый материал, почти цели¬
ком состоящий из углерода. Кокс — дорогостоящее топ¬
ливо, поэтому и целях уменьшения его расхода, который< о( ишляет 400 -450 кг па 1 т чугуна, и для повышения
производительности доменных печей используют при¬
родный газ. Существует способ вдувания в доменную
печь угольной пыли. Это дает большой экономический
•ффект. Кроме указанных материалов при плавке чугу¬
на вводят немного марганцевой руды.
74 Материаловедение и технология конструкционных материале-Устройство и работа доменной печи. Доменная печь -
вертикальная печь шахтного типа. Внутри печь выложет
огнеупорным кирпичом, сверху покрыта стальным кожу¬
хом. Высота современных домен составляет 80 м. До¬
менная печь состоит из пяти основных частей (рис. 3.1):
колошника, шахты, распара, заплечиков и горна. Колош¬
ник является верхней частью печи. Он содержит загру¬
зочное устройство 4, представляющее собой систему ко¬
нусов, которые создают условия для правильной загруз¬
ки материалов: руды, флюсов и топлива.В колошнике находятся газоотводные трубы 3, по ним
уходит избыточный колошниковый газ, который в даль¬
нейшем используется в качестве топлива. В шахте, рас¬
паре, заплечиках имеется система холодильников для
охлаждения кладки печи. Самой сложной частью явля¬
ется горн. В горне расположены фурмы 2 — устройства
для вдувания в печь нагретого воздуха, который посту¬
пает из воздухопровода 5. На современных доменных пе¬
чах число фурм составляет 25-30. В нижней части горна
имеется устройство для выпуска чугуна - чугунная лет¬
ка 1 и выше ее - шлаковая летка 6 для выпуска шлака.Большие доменные печи оборудованы тремя-четырьмя
летками, этим достигается почти непрерывный процесс
выпуска чугуна. Для подогрева воздуха до температуры
1200 С служат воздухонагреватели, которые в свою оче¬
редь, обогреваются отходящими колошниковыми газами.Доменный процесс. Процессы, происходящие в домен¬
ной нечи, можно разделить на следующие периоды: вос¬
становление железа из его оксидов; превращение железа
в чугун; шлакообразование. Эти процессы протекают
одновременно. Процесс получения чугуна заключается в
следующем: шихтовые материалы (железная и марганце¬
вая руда, топливо и флюсы) опускаются вниз, а навстре¬
чу нм поднимаются газы. Они образуются при горении
I tuna Же. icjoy/jcpo<)ucmыг i планы75кикса. Горение начинается в области горна. Через фур¬
менные отверстия раскаленный до температуры 1200 "С
воздух поступает в печь и на уровне фурм вступает в реак¬
цию с углеродом кокса. При горении образуется углекис¬
лый газ и выделяется большое количество тепла:с + о2 = со2.По мерс продвижения газа вверх содержание кислоро-1.1 уменьшается и окисление углерода становится непол¬
ным, оно протекает по реакции:СО, + С = 2СО.В доменную печь вдувают также пар. Пар вступает в
реакцию с коксом и окисляет его:н,о + С = Н,, + СО.Одновременно происходит разложение флюса — изве¬
стняка:СаС03=Са0 + С02Важнейшим периодом доменного процесса является
восстановление железа из его оксидов. Оно происходит
постепенно по следующей схеме:1\,03—> Fe.jO^ —> FeO —> Fe;3Fe,03 + СО = 2Fe,0, + СО.,;Fe304 + СО = 3FeO -+ СО,;FeO + CO = Fe + COrДиалогичные реакции происходят при восстановлении
руды водородом. Одновременно идет восстановление ок¬
сидов железа за счет твердого углерода по реакции:FeO < С = Fe f CO.Таким образом восстанавливается до 50 % шихты.
Твердый углерод (п виде сажи) откладывается в порах
руды к науглероживает железо. При температуре 900¬
1100 С оксид углерода вс тупает в реакцию с чис тым же¬
76 M(inwjniiLiiHU‘(U'iutc и технология кишщн/кцнинныхмпии^шплвщлезом — образуется карбид железа, который, растворялся
и железе, науглероживает его: I3Fe + 2С0 = Fe,C + CO., IНаряду с процессами восстановления железа происхо!
дят реакции восстановления п других элементов шихты!
кремния, марганца, фосфора. Марганец восстанавливаете
ся из марганцевой руды, специально вводимой в шихту.
Восстановление примесей идет по реакциям:МпО + С = Мп + СО;Si О, + 2С = Si + 2СО.Восстановление фосфора в виде Р.,О. осуществляете»
так же. Сера, образуя с железом сульфид FeS. растворяется
в остальном железе.В результате восстановленпя указанных элементов в
доменной печи получается сложный сплав железа с уг¬
леродом, марганцем, серой и фосфором. Пустая порода,
зола, часть серы, кокса п прпмесп руды соединяются с
флюсами, образуя шлак. Ролынлака в доменном процессе
очень велика; от характера образующегося шлака зависит
качество чугуна. Удаление серы идет по реакции:СаО + FeS = FcO + CaS.Шлак является ценным продуктом доменной плавки.
Ои используется в строительстве жилых и промышлен¬
ных зданий, для изготовления цемента, бетона, кирпича,
для грунтовки дорог п даже как удобрение.Важный продукт плавки доменный газ, который
является высококалорийным топливом. Fro используют
для подогрева различных металлургических агрегатов
(воздухонагревателей, коксовых батарей), а в последние
годы - для получения цепных химических продуктов.
Доменная печь производительностью 1э()0 т чугуна в сут¬
ки дает такое количество газа, которое заменяет 90-100 г
твердого топлива.
I until}Ki'.ii‘.i()i//.it'i>4<hicnihir i n 1/ты 77Puc.3.1. Лп.шчшпя печь
78 Материаловедение и тулшштш конструкционных материала^Основным показателем работы доменной печи являете»
коэффи I тент испол ьзовапi1Я ее i юле:» к >го < >бъема (КИ П О),!
Для вычисления КИНО полезный объем печи (м:*)'
нужно разделить на суточную выплавку (т). Па домен¬
ных печах КИПО в среднем составляет 0.5-0,6. На са¬
мой производительной печи в нашей стране достигнут
очень высокий показатель 0,4 0,45. Прогрессивная
технология доменной плавки предусматривает умень¬
шение КИПО печи, а значит увеличение ее произ¬
водительности.3.2. Чугуны |Чугуном называют сплав железа с углеродом, содер-'
жащий от 2,14 до 6,67 % углерода. Но это теоретическое
определение. На практике содержание углерода в чугу-
нах находится в пределах 2,5-4,5 % . В качестве приме¬
сей чугун содержит кремний, марганец, серу и фосфор.Классификация чугунов. В зависимости от того, в ка¬
кой форме содержится углерод в чугунах, различают сле¬
дующие их виды. В белом чугуне весь углерод находится в
связанном состоянии в виде цементита. Структура белого
чугуна соответствует диаграмме Fe-Fe^C (рис. 2.9). В се¬
ром чугуне большая часть углерода находится в виде гра¬
фита, включения которого имеют пластинчатую форму. В
высокопрочном чугуне графитные включения имеют шаро¬
видную форму, а в ковком - хлопьевидную. Содержание
углерода в виде цементита веером, высокопрочном и ков¬
ком чугунах может составлять не более 0,8 %.Белый чугун обладает высокой твердостью, хрупко¬
стью и очень плохо обрабатывается. Поэтому для изго¬
товления изделий оп не используется н применяется как
передельный чугун, т. е. идет па производство стали. Для
деталей с высокой износостойкостью используется чугун
I "ч.</ >. /Kr,ie.)ni//:irpr>thumble станы79I отбеленной поверхностью, н котором основная масса
мс | л.1ла имеет структуру серого чугуна, а поверхностный• юн - белого чугуна. Машиностроительными чугупами,
и i4 iiLii.Mii па изготовление деталей, являются серый, вы-
I in строчный и ковкий чугуны. Детали из них изготовля-
imin литьем, так как чугуны имеют очень хорошие литей-
Ш.1С свойства. Благодаря графитным включениям эти
ч\ гуны хорошо обрабатываются, имеют высокую изпосо-
( mil кость, гасят колебания п вибрации. Но графитные
мк.мочения уменьшают прочность.Таким образом, структура машиностроительных чугу-
||| ni состоит'из металлической основы и графитных вклю¬
чений. Но металлической основе они классифицируются
н.I ферритпый чугун (весь углерод содержится в виде гра¬
фи га), феррита-перлитный и перлитный (содержит0,8 %
vi. i г рода в виде цементита). Характер металлической ос¬
пины влияет на механические свойства чугунов: проч¬
ное 11) н твердость выше у перлитных, а пластичность -
\ феррнтпмх.Серый чугун имеет пластинчатые графитные включе¬
нии. Структура серою чугуна схематически изображена
н.| рис. 3.2.а. Получают серый чугун путем первичной
кристаллизации из жидкого сплава. На графнтизацию
(процесс выделения графита) влияют скорость охлажде¬
ния н химический состав чугуна. При быстром охлажде¬
нии графптпзацип пе происходит и получается белый
чугун. По мере уменьшения скорости охлаждения полу¬
чаются соответственно перлитный, феррито-пер.тптпый
и ферритпый серые чугуны. Способствуют графптизацин
м н'род п кремний. Кремния содержится п чугуне от 0,5
ю Г». Иногда его вводя т специально. Марганец и сера
npi пя Iствуют графи гпзацип. Кроме того, сера ухудшает
механические п литейные свойства. Фосфор не влияет наI рафп гизацию, но улучшает ли генные свойства.
80 Mo mi piifLiom'tiruiH и пн‘.\нп:кшш кап ■трунюкнчмх итшрши/мг1Ферри гПор in IГрифт Перлит I рафтаФсрри1 Фсррш I рафшОИРис. 3.2. Схематическое изображение структур чрп/нои:
а серого, б - высокопрочного, в - ковкогоМеханические свойства серого чугуна зависят от ко¬
личества и размера графит ных включений. По сравнению
с металлической основой графит имеет низкую проч¬
ность. Поэтому графитные включения можно считать
нарушениями сплошности, ослабляющими металличес¬
кую основу. Так как пластинчатые включения наиболее
сильно ослабляют металлическую основу, серый чугун
имеет наиболее низкие характеристики как прочности,
так и пластичности среди всех машиностроительных чу-
гунов. Уменьшение размера графи гиы.х включений улуч¬
шает механические свойства. Измельчению графитных
в к.т к >че и и й с I к к’обст ву ст кремни й.Маркируется серый чугун буквами С’Ч и чистом, пока¬
зывающем предел прочности в десят ках мегапаскалей. П ак,
чугун СЧ 35 имеет о, =350 МПа. Имеются следующие мар¬
ки серых чугунов СЧ 10, СЧ 15, СЧ 20,..., СЧ 45Высокопрочный чугун имеет шаровидные графитные
!чсл ючепим. Структура высокопрочного чугуна изображе¬
на на рис. 3.2,6. Получают высокопрочный чугун добав¬
кой в жидкий чугун небольшого количества щелочных
пли щелочноземельных металлов, которые округляют
/ inn,i j. Железоуглеродистые сплавы81Ч'.'фмтиые включения в чугуне, что объясняется увели¬
чением поверхностного натяжения графита. Чаще всего
| 1,1 этой поли применяют .магний в количестве 0,03-
I).*>7 Vo. По содержанию других элементов высокопроч-
чугун не отличается от серого.Шаровидные графитные включения в наименьшей
| киени ослабляют металлическую основу. Именно по-
пп.му высокопрочный чугун имеет более высокую проч¬
ность н более пластичен, чем серый. При этом он сохра¬
няет хороните литейные свойства, обрабатываемость ре-
мипем, способность гасить вибрации и т.д.Маркируется высокопрочный чугун буквами ВЧ и циф¬
рами, показывающими предел прочности в десятках мега-
наскадей. Например, чугун ВЧ 60 имеет су =600 МПа. Су¬
ществуют следующие марки высокопрочных чугунов: ВЧ
:U ВЧ 40, ВЧ 45. ВЧ 50, ВЧ 60, ВЧ 70, ВЧ 80, ВЧ 100.
Применяются высокопрочные чугуны для изготовления
ответственных деталей — зубчатых колес, валов и др.Ковкий чугун имеет хлопьевидные графитные вклю¬
чения (рис. 3.2,в). Благодаря такой форме графитных
ик.почений он также характеризуется более высокой
прочностью и пластичностью, чем серый чугун. Его по¬
лучают из белого чугуна путем графнтизнрующегоотжи-
ы. который заключается ь длительной (до 2 суток) выдер¬
жке при температуре 950 -970Х. Если после этого чугун
| гладить, то получается ковкий перлитный чугун, метал-
шческая основа которого состоит из перлита и неболь¬
шого количества (до 20 % ) феррита. Такой чугун пазы ва¬
ми также свстлосердечны.м. Если в области эвтектоидного
превращения (720-760‘С) проводить очень медленное
| »\. иждение или даже дать выдержку, то получится ковкий
ферритный чугун, металличеткая основа которого состо-
п г из феррита и очень небольшого количества перлита
82 i\hmu,i>ua:iniu,0<‘itue и тгхнаин/ин копспщ/кцшишых мипщншлоа(до 10 % ). Этот чугун называют чсриосердсчным. гак как
он содержит сравнительно много графита.Маркируется ковкий чугун буквами КЧ и двумя чис¬
лами, показывающими предел прочности в десят ках ме¬
гапаскалей п относительное удлинение в V Так, чугун
КЧ 45-7 имеет сти=450 МПа и 5=7 % . Ферритные ковкие
чугуиы (КЧ 33-8, КЧ 37-12) имеют более высокую плас¬
тичность, а перлитные (КЧ 50-4, КЧ 60-3) более высокую
прочность. Применяют ковкий чугуи для деталей неболь¬
шого сечения, работающих при ударных и вибрационных
нагрузках.3.3. Производство сталиСталь - важнейший материал, используемый в ма¬
шиностроении. В отличие от чугуна она содержи г меньше
углерода и вредных примесей. Поэтому процесс получения
стали состоит в удалении этих элементов. Основные спо¬
собы получения стали: кислородно-конвертерный, марте¬
новский и в электропечах.Конвертерный способ. Ранее конвертерную сталь вы¬
плавляли в бессемеровских и томасовскнх конвертерах
путем продувки жидкого чугуна воздухом. В настоящее
время применяют более прогрессивный и производитель¬
ный способ - кислородную плавку. Она основана па про¬
дувке жидкого чугуна кис лородом, подводимым сверху
и конвертер. Современные конвертеры характеризуется
весьма высокой производительностью - 400 т в плавку,
имеют высоту 11 и диаметр 10 м. Схема устройства кон¬
вертера представлена парне. 3.3. Конвертер покрыт сталь¬
ным кожухом, внутри выложен ожеунориой кладкой. В
нижней части конвертера глухое дно. легко заменяемое. Кон¬
вертер покоится па стойках, он свободно поворачивается
вокруг осп цапф, что необходимо для .загрузки, взятия про-
I lima i. Жежтуг:к’р(икичпыр пианы83Рис.3.3. Кислородным конвертер:
I ванна;охлаждаемая фурма:»' отверстие для слива cnuviu.оы, выпуска готовой ста¬
ли, IIpOIU’CC НЫПЛаВКН
стали и конвертере за¬
ключается н следующем:
в начале происходит за¬
грузка металл и ч ес кого
лома (иногда железной
руды), затем залипают
жидкий чугун, переводят
конверте]) в вертикальное
положение и загружают
известь для удаления
фосфора, находящегося в
чу1уне и руде. Опускают
вод<юхлаждаемую фур¬
му, через которую пода¬
ют кислород. Начинает¬
ся бурное окисление примесей чугуна. В мерную очередь
пкмсляется железо:2Fe + О, = 2FeO.Одновременно окисляются примеси и кислородом и
Ге() но реакциям:Si + О, = Si О,;Mn + FeO = Fe + MnO;2Р + 5 FeO = 5Fe + P.O.;1 .i2C + О = 2CO.Последняя реакция пдегс поглощением тепла, по его
и конвертере вполне достаточно для нормального веде¬
ния процесса. После продувки, которая продолжается1.1 20 мин, конвертер наклоняют и берут пробу металла.нем сливают шлак; конвертер снова ставят в вертикальное
положение н продолжают продувку. Все:л о время продол¬
84 M(iirir[uuu<H«'()tjiiii<‘ н тсмииопш котщп/щнпниыл матг/пнионжаются процессы окисления н шлакообразования после¬
дующим реакциям:SiO, + 2СаО = 2СаО. SiO,:Р20- 4 4СаО = 4СаО. Р,ОгВремя продувки вашими ог вместимости конвертера,
заданной марки стад и и данных анализа. Температура и
конвертере поднимается до 2000- 2500 °С. Продолжи¬
тельность плавки 50-60 мин. Температуру измеряют тер¬
мопарами. Определение продолжительности п режима
дутья, взятие пробы и остальные приемы плавки осуще¬
ствляются автоматически. Поворот конвертера, опуска¬
ние водоохлаждаемой фурмы, загрузку сыпучих матери¬
алов производят с пульта управления, расположенного на
расстоянии нескольких десятков метров.Заключительным этапом получения стали является её
раскисление, заключающееся в удалении вредных приме¬
сей оксида железа FeO. Раскисление производится добав¬
кой в жидкую сталь pacKiic.Tine.Teii марганца, кремния
и алюминия:FeO + Mn = Fc + Мн О;2 FeO + Si = 2Fe + SiO,;3FeO + 2AI = 3Fe +- Al.,0,.Марганец н кремний вводятся в сталь в виде фер¬
росплавов, алюмшшп в чистом виде. Раскисление
может производиться в конвертере или в ковше. В за¬
висимости ог степени раскисления различают кипя¬
щие, спокойные п полуснокойныс стали. Кипящие ста¬
ли раскисляют только ферромарганцем. В них остают ¬
ся примеси оксида железа FeO п при кристализацип
стального слитка продолжает происходить процесс
раскисления но реакции:FeO + С = Fr + СО.
I in на i. Жгл-. «a// n'/ioiiui m ыг1 п.шмы85Мыделепне пузырьков СО выглядит как «кипение»• млн. Спокойная сталь раскисляется ферромарганцем,
ферросилицием и алюминием. Примеси FeO при этом
удаляются полностью и «кипения» при кристаллизации
иг происходит. Иолуспокойная сталь раскисляется фер¬
ромарганцем и уменьшенным количеством ферросили¬
ция. Она занимает промежуточное положение между
| покойной и кипящей сталью.И кислородном конвертере можно останавливать про¬
цесс па заданном содержании углерода и получать сталь
(амых различных марок. Качество получаемой стали ана-
тгично качеству мартеновской стали, серу и фосфор
\тается выводить наиболее полно; этому способствуют
трячпй ход плавки и возможность конвертера вмещать
.(••статочное количество флюсов. Недостатком кислород-
им-конвертерного способа получения стали является не-
пйчоднмостьсооружения сложных и дорогостоящих пы-
к'очистнтельных установок, гак как в процессе плавки
образуется мною пыли. Строительство кислородного
конвертера требует значительных затрат. Не уступая по
качеству мартеновскому способу получения стали, кон-
иергерпый способ значительно превосходит его по про-
м.тоди ге.тыюстн. Конвертеры выплавляют 400 т/ч ста-III, а мартеновская печь - 80-100 т/ч.С учетом указанных преимуществ, а также того, что
н|>|| конвертерном способе коэффициент использования
тили на. равный 70 %,значительно больший, чем для дру-
I п\ способов, и можно обойтись без миксеров (хранилищ
чм упа), кислородно-конвертерная плавка будет в даль¬
нейшем применят ься все более широко. Мартеновская
н iar.ua будет сокращаться.Мартеновский способ. Это одни из старей шпхспосо-
•"Ht производства стали. Несмотря па перспективу его
((•крашения, весьма значительное количество стати вы-
86 М(1)Н(‘1>ши<иъ‘<1спш‘ и тгхноло/ия кош'ш/н/мшоппыл'материаловнлавляется и мартенах. Кроме того, ом сохраняется па за-
нодах. где отсутствуют доменные нечп м где строитель¬
ство конвертеров невозможно; поэтому существующий
мартеновский способ нужно максимально усовершен¬
ствовать. Сталь п мартеновских печах выплавляется из
предельного чугуна (твердого или жидкого), металличес¬
кого дома. иногда вместо него применяют железную руду,
вводят флюсы, главным образом известняк. Топливом
служат газы: доменный, коксовый, природный, а также
мазут.Схема устройства мартеновской печи представлена на
рис. 3.4. Основной частью печи является рабочее про¬
странство Л, ограниченное сверху сводом 1, снизу подом11, задней и передней стенками, а с боковых сторон го¬
ловками 3. В передней стенке имеются завалочные*окна 2,
закрывающиеся заслонками. Через них загружают печь,
берут пробы, наблюдают за процессом. В нижней части
задней стенки расположены одно или два отверстия для
выпуска шлака и одно - для выпуска стали. В головках
печи, расположенных симметрично, имеются каналы 4 и
5, через которые в печь поступают газ или мазут и воздух
и отводятся продукты горения. Газ и воздух подогрева¬
ются в регенераторах 6 п 7, вну три которых имеется ог¬
неупорная насадка с »ерч нкальпыми каналами. В нижней
части регенераторы сообщаются с каналами 8 и 9, по ко¬
торым поступают воздух и газ и отводятся продукты го¬
рения. Периодически с помощью перекидных клапанов
10. работающих автоматически, меняется направление
газа и воздуха п этим в рабочем пространстве нечн до¬
стигается температура около 2000 "СМартеновский процесс делится па три этапа: плав¬
ление. кипение п раскисление. Во время плавления окис¬
ляются кремппй, марганец и фосфор за счет кислорода
оксида железа FeO. Образующиеся оксиды SiO,,. МпО,„
I кит Жслсму/.щюдштыс станы871\()., соединяясь с известняком, образуют шлак. Сера в
ниде FeS также соединяется с СаО п переходит в шлак
. 11Я ускорения процесса расплавления и окис теппя нрм-
мессй в печь подают через водоохлаждаемые фурмы кис-
mрод.благодаря чему резко сокращаются время плавки
и расход топлива и руды. Во время кипения окисляется
\'1лерод. При этом осуществляют химический контроль
Ия определения количества углерода в стали. Когда до¬
стигнуто необходимое содержание углерода, серы и фос¬
фора, сталь раскисляют ферросплавами или алюминием.
Можно применять дополнительно вненечное раскисление,
киодя раскислители прямо в ковш с жидкой сталью. Мар-
кновский процесс длится 8- М ч в зависимости от вмес-
шмостн нечи. В настоящее время работают нечп нронзво-
штелыюстью от 40 до 900 т в плавку.
88 M(ij!ii'/)u/t.'ioni't)cni.tij и тглчнунмия коиопрукцноннш материаловВажным фактором интен¬
сификации плавки яачястгя
создание двухпаиных печей.
Принцип работы такой пе¬
чи основан на более пол-Рис.3.5. Двухванная печь |,<)М использовании теплаКогда в правой ванне II идет нагрев и плавление твердых
материалов, что требует наибольших затрат гепла, в ле¬
вой ванне I происходит продувка кислородом жидкого
металла через трубку 1. Выделяющийся при этом оксид
углерода СО направляют в правую ванну, где он сгорает
над твердыми переплавляемыми материалами нрп учас¬
тии кислорода, вдуваемого через трубку 2, и превраща¬
ется в С02. Образующееся тепло способствует более бы¬
строму нагреванию металла. После выпуска стами пале¬
вой ванны в нее загружают твердые материалы, а в правую
запивают чугун и начинают нродуватьего кислородом. Теп¬
ло опять перемещается влево. Плавление в двухванных пе¬
чах резко увеличивает их производительность. В перспек¬
тиве намечено строительство двухванных печей с продув¬
кой кислородом через фурмы, установленные в подине
ванны пли в откосах. Продувка жидкого металла будет
осуществляться с помощью фурмы, подводящей кисло¬
род через заднюю стенку ниже уровня раздела шлак — ме¬
талл. Этим достигается большая экономия тепла. Расход
электроэнергии уменьши гея на 50-75 %, кислорода — на
50 % , повысится выход годного метапла.Шавка в дуговых и индукционных электрических
печах. Такая плавка является важнейшим способом по¬
лучения стали высоког о качества для производства ответ¬
ственных детален машин и инструментов. Она имеет ряд
преимуществ перед мартеновской и кислородно-конвер¬
терной. Электропечь быстро нагревается до заданнойотходящих газов (рис. 3.5).
/ h/Ы! j. Ж('Л('М//Лгро<)Ш‘Н1Ы<‘ Iиишы89п-мпературы — 2000 X. Легко регулируется тепловой
процесс. Изменяя количество электроэнергии, можно
регулировать темпера туру в печи. Кроме того, можно
гшдать окислительную п.ш восстановительную атмосфе¬
ра или даже вакуум. В электропечи легче легировать• ia.н>, можно более полно удалять серу и фосфор, полу-
'i;i I и более раскисленную сталь.Электропечи бывают ду¬
говые и индукционные. Наи¬
более распространены дуго¬
вые. Они питаются перемен¬
ным трехфазным гоком и
имеют три вертикально рас¬
положенных электрода, меж¬
ду ними и металлом возника¬
ет электрическая дуга (рис.3.6). Электрический ток (на¬
пряжением 160-600 В и си¬
лой - 10 кА) подводится к
электродам кабелями и элск-
тродержателями. Печь имеет
съемный свод, рабочее окно,
днище н выпускные отвер¬
стия со сливным желобом. В
России работают печи вместимостью 10, 15, 20, 200, 300
п 100 г. Материалами для получения стали в электропечи< лужат металлический лом, легированные отходы и пе¬
йс и ыпая часть передельного чугуна для науглероживания
пали. Для образования шлака применяют известняк, све-
/м обожжеинук) известь. После окончания заначки элск-
| роды опускают вниз и включают ток, вози икает электри-
'нч кая дуга с температурой 3500 С, начинается расилан-
н пне материалов. В процессе плавления окисляются
кремний, марганец и фосфор; их оксиды соединяются с1*ис 3.6. Дуговая электропечь.электрод: 2 - кабель:
электродержатель:
свод; 5 - стенки:
подина: 7 - желоб
90 Мапнуиа limetlniuc и технологам конструкционных материалов*флюсами и переходят в шлак, который сливают. После;
:>того производят науглероживание и раскисление. Затем1
удаляют вредные примеси, для удаления серы в печь
снова вводят флюсы. В конце плавки производят окон¬
чательное раскисление, сталь доводят до нужного соста¬
ва. Процесс плавки в зависимости от вместимости печи
дли гея 2,5-8 ч.Производство стати в индукционных печах осущест¬
вляется значительно реже, чем в дуговых. Их чаше всего
применяют1 при переплавке отходов легированной стали.
Высокая температура, возможност ь создания вакуума,
отсутствие науглероживающего металла позволяют по¬
лучать в них сталь с малым содержанием углерода. Вме¬
стимость этих печей невысока.3.4. Методы получения
высококачественной стали.
Разливка сталиСовременная техника предъявляет жесткие требова¬
ния к качеству металлов. Особо важное значение при¬
обретает чистота метачлов, в которых содержание газов
и неметаллических включений должно быть ничтожно
маю. Нужны металлы п сплавы очень высоких прочно¬
сти и пластичности. Существующие способы плавки ста¬
ли уже не обеспечивают всех нужных свойств. Это при¬
вело к созданию новейших методов плавки металлов, по¬
лучивших название специальной металлургии. К ним
относят обработку синтетическими шлаками, электро-
шлаковый переплав, вакуумно-дуговой переплав, элект¬
ронно-лучевой и плазменно-дуговой переплавы.Обработка синтетическими шлаками. В разливоч¬
ный ковш перед выпуском стали наливают жидкий шлак,
а затем с большой высоты мощной струёй выпускают
I шип i. )l(r.ir i(it//.icj)(>()uniihir сп иты91расплавленную сталь. Происходятэнергичное перемешива¬
ние металла со шлаком и рафинирование стали. При этом
сера, неметаллические включения. газы удаляются. Резко
попытаются прочность и пластичность сгатн.медный охлаждаемый кристаллизатор 4; заливают рас¬
плавленный шлак 2, состоящий из оксидов кальция, алю¬
миния и фтористого кальция. Шлак обладает высоким
электрическим сопротивлением, и при прохождении че¬
рез пего тока выделяется большое количество тепла.Каждая капля металла проходит через слой шлака,
••обирается в вапне 3 п затвердевает в кристаллизаторе 4.
образуя слиток 5. В конце переплава опускается поддоп-
.затравка 6 и с его помощью извлекаютзатверденший с.тп-
гок. Качество полученного металла очень высокое, он
щ.тчается высокой чистотой, отсутст вием неметалли¬
ческих включений, количество серы в слигке умепыиа-
е Iся вдвое.Металл, полученный при злектрош таковом перепла¬
ве. используют для производства шарикоподшипников,
тонаток турбин н т. д. На основе этого метода создан по-
ный эффективный способ литья электрошлаконое ли¬I 6Рис.3.7. Электрошлаковый
переплав.Электрошлаковый пере¬
плав (ЭШГ1). Слиток из обыч¬
ной стали перерабатывают в
электрод, по плавление его
происходит не под действием
электрической душ, а за счет
тепла, выделяемого в слое рас¬
плавленного шлака, который
являйся сопротивлением при
прохождении через пего тока.
Схема электрошлакового перс-
плана представлена на рис. 3.7.
Электрод-слиток 1 вводят в
92 Материаловедение и технолотя кететруки,шитых материаловтье — обеспечивающий высокое качество отливок и ча-
мсняющий поковки без ухудшения качес тва.Вакуумно-дуговой пере¬
плав применяется для улуч¬
шения качест ва стали путем
обработки ее вакуумом. При
этом изстали удатяются газы
и неметаллические включе¬
ния. Вакуумная дуговая печь
(рис. 3.8) имеет вакуумную
камеру 1. По осп камеры ие-
реме щается вод<юхлаждае-
мый шток 2, к которому кре¬
пится расходуемый элек¬
трод 3, изготовленный из
слитка переплавляемой ста¬
ли. При подаче напряжения
между электродом и затрав¬
кой 8 возникает электриче¬
ская дуга. Конец электрода
расплавляется, капли жид¬
кого металла А дегазируют¬
ся и стекают, заполняя водо¬
охлаждаемый кристаллиза¬
тор 6 п образуя слиток 7.
Электрическая дуга горит между расходуемым электро¬
дом и ванной жидкого металла 5 в течение всей плавки.
В результате направленной кристаллизации неметалли¬
ческие включения сосредотачиваются в верхней части
слитка. Получающиеся слитки характеризуются равно¬
мерным химическим составом, однородной структурой,
повышенными механическими свойствами. Масса елпт-
ков доходи т до 50 т.Рис. 3.8. Схема вакуумно¬
дуговою переплава
I nil'll J. irjiiiilliciiihic пианы93Электронно-лучевой переплав (ЭЛП). Применяется
i 1:1 изготовления деталей ракетной, космической техники,i. 1я получения тугоплавких металлов тлптача, молибдена,
ниобия и других металлов, отличающихся очень высокой
чистотой. ] 1лавлеипе металлов (рис. 3.9) происходит в глу-
ооком вакууме под действием потока электронов, излучае¬
мых высоковольтном катодной пушкой, создающей напря¬
жение в 20 -30тыс. В. Излучаемые элект|хя1ы ианравляют-
ги ма металл, при столкновении с которым их кинетическая
•мергпя переходит итепловую. Merai.i плавится, капли его
гтекают в водоохлаждаемый кристаллизатор и застывают,
образуя слиток особо чистого металла в отношении газов и
неметаллических включений.Рис.3.9. Элсктропно-.пучети перешив; 1 - камера печи;2 .иекм/юппаи пушка; j иереп.твлхемый <.пипок;I крш птт.кппор; j /апювый с. шток.Плазменно-дуговой переплав (ПДП). Эго наиболее
экономичный и перспективный (ЧЮСОО, в котором особо
чистые, прочные п пластичные металлы получают с по¬
мощью плазмы, т. е. потока ионизированных газов, разо¬
94 и техншо/.ин коп< труьцшмшых материала*гретых до десятком тысяч градусом (рис. 3.10). Плазмен¬
ная дуга образуется между металлом и катодом плазмо¬
трона. Расплавленным металл стекает п водоохлаждаемый
кристаллизатор, и образующийся слиток механизмами вы¬
тягивается «низ. Процесс протекает при обычных темпера¬
турах в среде аргона. Переплавляемый материал представ¬
ляет собой дробленую стружку или прутки. Достоинства
метода высокий коэффициент теплопередачи к расплав¬
ленному металлу, простота обслуживания, возможность
регул 11 ропать скор< >ст ь i ьтавлен ия.Рис. 3.10. П.иименш) <)y/<moit переплав:1 <)р<>1Ъ('Шшт гпр1/.но«1;2 пла.шотроп; 3 - чишиыиш камера;
I п 'шлметшя 5 крпсталимтюр; в слиток.Указанные методы специальной металлургии позво¬
ляют получать высококачественную сталь, оч и щепную от
I men 3. Железоу/.чгроОиппыг гп.шны95вредных примесей и неметаллических включений. Вста-III. полученной электрошлаковым переплавом, содержа¬
ние вредных примесей составляе т до одной десятитысич-
imii процента, удаляются кислород и другие гады. При
плазменно-дуговом переплаве стаи, идеально очищена от
неметаллических включений и кислорода Призлектрон-
но-лучевом переплаве удаляются водород и легкоплав¬
кие примеси, но от серы металл не очищается.Разливка стали. Это очень важная операция, в боль¬
шой степени определяющая качество готового изделия.
I таль из печи выпускают в разливочный ковш, а затем
направляют на разливку. Существуют два способа раз-
пшки: в изложницы и па установках непрерывной раз¬
отки стачи (УНРС).Изложницы — это чугунные формы. Разливка в из-
1ПЖПИЦЫ может происходить сверху или снизу. При раз-
шике сверху сталь заливают в каждую изложницу от-
К'льно н получают слитки большого сечения (рис. 3.11,а).
При разливке снизу (сифонная разливка) одновременно
мл ива ют несколько изложниц и получают слитки мачо-
го сечения (рис. 3.11,6). При разливке сч'ати сверху обо¬
рудование несложное, но производительность низкая.
I lotsepxnocTb слитка из-за брызг метачла ие всегда качест¬
венная. При разливке ста!и снизу поверхность слитка
чистая, по в слиток попадают неметаллические включе¬
ния, велики отходы металла в литниках.Разливка в изложницы имеет ряд недостатков. Каче¬
ство полученных слитков невысокое, их химический co-
паи неодинаков, в верхней части слитка получаются
усадочные раковины. Крупные слитки следует предвари¬
те п.по обжимать на черновых прокатных станах, а затем
п,| сортовых станах получают требуемый профиль.Непрерывная разливка стали па установках УНРС
является наиболее прогрессивной п производительной.
96 MamejfuauoeedeHur и пн-хно,to/ия конструщшшнш материтЕе осуществляют па вертикальных и радиальных машпах (рис. 3.12). Из разливочного ковша 1 сталь (риг 3.12. а;
поступает в промежуточное устройство 2 и оттуда - !
водоохлаждаемый медный кристаллизатор 3, дном кото¬
рого является затравка, или поддон. Благодаря быстро»
му охлаждению на за гравке и у стенок стать затвердевает,
и образующийся слиток постепенно продвигается вниз и
попадает в зону 4 вторичного охлаждения. Далее слитой
5 вытягивается тянущими валиками 6. В нижней частя
специальными резаками 7 слиток разрезается на части.
Вертикальные установки непрерывной разливки стали
бывают одно- и многоручьевыми. Высота их достигает 45 м,
что на ряде заводов создает неудобства, так как установ¬
ки не всегда умещаются в габариты цеха. Кроме того, про¬
изводительность современных конвертеров выше произ¬
водительности вертикальных установок.Установки непрерывной радиальной разливки стали
существенно производительнее и, кроме того, рассчита¬
ны на любые габариты цеха (рис. 3.12. б). Металл в такой
установке движется как бы но санному полозу: высота
установки 10 м, длина 40 м. В верхней чисти загнутого
полоза находится кристаллизатор 3, напоминающий плос¬
кий ящик. В него льется из ковша полученная в конверте¬
ре сталь. Она утопает под тяжестью льющегося металла.
В кристаллизаторе сталь охлаждается и покрывается кор¬
кой, затем она поступает на горизонтальные передаточ¬
ные устройства, где разрезается на слябы, откуда они
транспортируются на склады.Установки радиальной непрерывной разливки стати
быстро завоевали мировое признание. Они показали воз¬
можность сочетания таких машин с крупными конверте¬
рами, вместимость которых достигает 400 т. Короткий
цикл выплавки стати в конвертере соответствует време¬
ни разливки па машине и, таким образом, обеспечивает
I тип J. Железоуглеродистые пипвы97условия для непрерывной разливки. Скорость вытягива¬
ния слитков ни радиальных установках в зависимости оч
их сечения от 5 до 10 м/мин. Их производительность со-
ипнляет 100 150т/ч.а 6Рис 3.11. Ралшвка стали в тложницы:
а - сверху: 1 — ковш. 2 - промежуточная воронка,3 - прибыльная надставка, 4 - изложница.Г’ снизу: 1 - ковш. 2 - центровой литник, 3 — прибыльная
«отставка, 4 — штожиица, 5 - башмак, в - каналы, 7- поддонРадиальные машины были усовершенствованы, устра¬
нен их недостаток: слитки разгибались водной точке. До-
билпсьтого, что непрерывный слиток, будучи еще жидким,
разгибается постепенно. Это обеспечивает надежность
машин п повышает их производительность. Установки
радиального типа проще вертикальных, гак как в них
отсутствуют изгибающие н отдельно тянущие вал кн. В
усовершенствованных радиальных машинах устранен
98 Mamepuainnedcniir и me \ >«>.ю/ия констрцкиионпыл материала^еще один недостаток — трудность извлечения изогнутого}
слитка из кристаллизатора. |Доля стали, разлитой непрерывным способом, быстра!
увеличивается. Перспектииной становится организация'
единого технологического процесса планка иепрерыи-
ная разливка - прокатка.Слитки непрерывно!! разливки стали по качеству
значительно превосходят слитки, полученные в излож¬
ницах: они плотнее, мелкозернисты, усадочная раковина
может быть только в самом конце разливки, качество
поверхности хорошее, слитки не нужно обжимать.Рис. 3.12. Непрерывная разливка спин и:
а вертикальная; 6 - радиальная.Белдоменная металлургия. Эффективным способом
получения сгати является прямое восстановление желе¬
за из руд, минуя доменный процесс. В 1985 г. вступил в
I hum >’. Жежзоуг-ЩниЮстые спиты99• t|»iii один из крупнейших в мире Оскольский электро-
мпаллургический комбинат (ОЭМК), на котором из руд
Курской Магнитной Аномалии (КМА) выплавляют сталь.
'Сбываемые здесь богатая железная руда п бедные желе-
||(М руды (железистый кварцит) обогащаются (от 43 до
/Ожелеза) и превращаются в железорудный концентрат.• >п измельчается в пудру, смешивается с водой и в виде
iiv. и.иы под давлением поступает по 26-километровому
пульпопроводу на горно-обогатительный комбинат. Да¬
нг из пульпы удаляется влага. Затем к полученному кон¬
центрату добавляется глинистое вещество, которое склеи-ii.ici частицы концентрата в шарики диаметром 1 -2 см —• ырые окатыши. После испытания на прочность окаты¬
ши, содержащие более 67 % железа, поступают в автома-
I нчсские шахтные печи, где при температуре 500-800 “С
in |Д действием природного газа происходи т восстановле¬
ние в них железа и превращение в металлизированные
окатыши, в которых содержится более 90 % железа. Этот
превосходный материал постоянного химического сосла¬
на для выплавки высококачественной стали поступает в
Г)0-тонныс дуговые электропечи. Плавка в них длится
немногим более 2,5 ч - это в 2 раза быстрее, чем в обыч¬
ных электропечах. Слп гая в ковш сталь подвергается до¬
полнительной внепечной обработке - вакуумированию,
продувке аргоном, что еще более повышает ее качество.
Га кая стать на 25 прочнее стали, выплавленной обыч¬
ными способами в элек тропечах. Рассматриваемый способ
(копомнчеи: отпадают затрат ы па очень дорогостоящее
коксохимическое производство.В рудах КМА ничтожный процент серы, которая обыч¬
но попадает в сталь при иолучеппи ее пз чугуна. ОЭМК
характеризуется высокой культурой производства, там
практически отсутствуют пыль, грязь, шум. Большинство
процессов механизированы и автоматизированы, в перс-
100 Матг/иниош'дгчтг и тсх'нши/.ня шюнрушшипныхмтпрринлаАпектине намечена полная автоматизация управления
ими. Производительность бездомен ною производства
высокая. Выплавка составляет более А млн т. высокока¬
чественной стали в год. Запасы руд КМ Л очень велики,
химическим состав руд постоянен. Это обеспечит даль¬
нейшее развитие бездомеппой металлургии.3.5. Углеродистые сталиВлияние углерода и примесей на свойства стали. Уг¬
лерод существенно влияет на свойства стали даже при
незначительном изменении его содержания. Встали име¬
ются две фазы - феррит и цементит. Количество цемен¬
тита возрастает прямо пропорционально содержанию
углерода. Как уже говорилось, феррит характеризуется
высокой пластичностью п низкой твердостью, а цемен¬
тит, напротив, очень низкой пластичностью и высокой
твердостью. Помтому с повышением содержания углеро¬
да до 1,2 % снижаются пластичность и вязкость стали и
повышаются твердость п прочность.Повышение содержания углерода влияет также и на
технологические свойства стали. Ковкость, сваривае¬
мость и обрабатываемость резанием ухудшаются, по ли¬
тейные свойства улучшаются.Кроме железа и углерода встали всегда присутствуют
постоянные примеси. Наличие примесей объясняется
технологическими особенностями производства стали
(марганец, кремний) и невозможностью полного удале¬
ния примесей, попавших в сталь из железной руды (сера,
фосфор, кислород, водород, азот ). Возможны также слу¬
чайные примеси (хром, никель, медь и др.).Маршпеци кремнии вводят в любую сталь для раскис¬
ления, т.е. для удаления вредных примесей оксида желе¬
за 1-сО. Марганец также устраняет вредные сернист ые
/ .(ni/ 1. Ж('л<'Л)1/лн'11ч()н< iniiir / планы101пп'шисиня железа. При этом содержание марганца обыч¬
но ni' превышает 0.8 %, а кремния - 0,4 %. Марганец по¬
пытает прочность, а кремний упругость стали.Фосфор растворяется в феррите, сильно искажает кри-I т. мичеекую решетку, снижая при этом пластичность и
тммкть, но повышая прочность. Вредное влияние фос¬
фора заключается в том, что он сильно повышает темпе¬
ра туру перехода стали в хрупкое состояние, т.е. вызыва-
| | w хладноломкость. Вредность фосфора усугубляется
ie\i. что он может распределяться встали неравномерно.
11м;пому содержание (фосфора в стали ограничивается ве¬
тчиной 0,045 %.(Сра также является вредной примесью. Она нераство¬
рима в железе и образует с ним сульфид железа FeS, ко-
mpi.iii образует с железом легкоплавкую эвтектику. Эв¬
м мика располагается по границам зерен и делает сталь
хрупкой при высоких температурах. Это явление назы-
м.ится красноломкостью. Количество серы в спали огра¬
ничивается 0,05 %.Водород, а.ют и кислород содержатся в ста.!и в неболь¬
ших количествах. Они являются вре'дпыми примесями,
v худшающими свойства ста.!и.Классификация сталей. Но химическому составу ста-
||| могут бы ть углеродистыми, содержащими железо, уг-
|ерод и примеси, и легированными, содержащими доиолпи-
и п.ио легирующие элементы, введенные в сталь с целью
изменения ее свойств.По содержанию углерода стали делятся па ии;же>уг-
и-родистые (до 0.25 % С), срсдиеугдсродистые (0,25-
П / "<> С) п высокоугдеродистые (более 0,7 С).По назначению различают ста.!и конструкционные,
п типе па изготовление деталей машин, конструкций и• ппружепий, инструментальные, идущие на изготов-
и ппе различного инструмента, а также ста.!и специаль-
102 Матсршишичк’шк' и тгмтт/ия кштпрцщнонпых материалулого назначения с особыми свойствами: нержавеющий
жаростойкие, жаропрочные, износостойкие, с особым!
электрическими и магнитными свойствами и др.По показателям качества стили классифицируются Hi
обыкновенного качества, качественные, высококачествен1
ные и особовысококачествеиные. Качество стали характе
ризуется совокупностью свойств, определяемых пронес
сом производства, химическим составом, содержание»
газов и вредных примесей (серы и фосфора). В соотнес
ствни с ГОСТом стати обыкновенного качества должны
содержать не более 0,04 % Р н 0,05 % S, качественные - не
более 0,035 % Р и 0,04 % S, высококачест венные - не 6oJ
лее 0,025 % Р и 0,025 % S и особо высококачественные —
не более 0.025 % Р и 0,015 % S. У глеродистые конструкций
онпые стали могут быть только обыкновенного качества
п качественными.Углеродистые стали обыкновенного качества пред¬
назначены для изготовления неответственных строитель¬
ных конструкций, крепежных деталей, листов, труб, зак¬
лепок, рельсов, валов, фланцев, кулачков и т.д. Конструк¬
ционную углеродистую стать обыкновенного качества
производят в соответствии с ГОСТ 380-94. Она выплав¬
ляется в кислородных конвертерах н мартеновских печах.Углеродистые стали обыкновенного качества марки¬
руются буквами Ст, что означает стать, н цифрами, обозна¬
чающими порядковый помер марки. Выпускается семь
марок этих статей: СтО. Ст1, Ст2,..., Стб. Чем выше но¬
мер марки, тем больше содержание углерода н. соответ¬
ственно. выше прочност ь и ниже пластичность. Для обо¬
значения способа раскис.тения в марке добавляют индексы:
кн — кипящая, не - полуспокойпая.сп спокойная. Мар¬
ки сталей с повышенным содержанием марганца содер¬
жат букву Г. Химический анализ стати должен соответ¬
ствовать нормам, указанным в табл. 3.1. Во всех сталях,
/ шин ). Железоуглеродистые сплавы103к| н 1мг СтО, содержание серы не должно превышать 0,05 %,
,i (фосфора - 0,04 % . В стали СтО серы должно быть не
но iee 0,06 % . фосфора - 0,07 %.Габлш^и 3.1Химический состав углеродистых сталей
обыкновенного качестваМаркасталиСодержание
углерода, %Содержание
марганца,%Содержание
кремния, %СтОНе более 0,23--Ст1 кп0,06-0,120,25 0.50Не более 0.05Crlnc0,06-0,120,25-0,500.05 0.15С г 1 си0,06-0,120,25-0,500,15-0,30Ст2кп0.09-0.150.25-0,50Не более 0,05Сг2пс0,09-0,150,25-0,500.05-0.15Ст2сп0.09-0.150,25-0,500,15-0.30СтЗкп0,14-0,220,30-060Не более 0,05СтЗпс0.14-0,220,40-0,650.05 0.15СтЗсп0.14-0,220,40 0,650.15-0,30СтЗГпс0,14-0.220,80-1.10Не более 0,15СтЗГсп0,14-0,220,80-1,100.15-0.30Ст4кп0,18-0,270.40-0,70Не более 0,05Ci 4нс0.18-0,270,40-0.700.05 0.15Ст4сп0.18-0,270,40-0.700.15 0.30Ст5пс0,28-0.370,50-0.800.05 0.15Ст5сп0.28-0,370.50-0.800.15 0.30Ст5Гпс0.22-0.300,80-1,20Не более 0.15Сгбпс0,38-0.490,50-0,800.05 0,15Стбсп0.38 0.490,50-0.800.15 0.30
104 Mamcpua.'ioeptU’HiH’ и тетало/ия штпррнционннл.Приблизительная область применения различны!
марок стали обыкновенного качества: Стб - рельсы, бан*
дажи, кулачки, Ст5 - валы, оси. клинья, Ст4 звездоч*
ки, зубчатые колеса, фланцы, СтЗ - листы, С т2 - листьц
проволока, Ст1 - болты, внн гы. заклепкиКачественная конструкционная углеродистая сталь,'
поставляется но химическому составу и механическим)
свойствам. Она выплавляется в кислородных конверте-'
рах, мартеновских и электропечах. Допускается содержа-^
ние серы в этой стали до 0,04 % , фосфора до 0,035 % .
Кроме того, в качественной стали может содержаться до
0,3 % никеля, до 0,3 % меди и до 0,25 % хрома.В зависимости от химическою состава сталь делит¬
ся на две группы: с нормальным содержанием марган¬
ца: с повышенным содержанием марганца. Согласно
ГОСТ 1050-88, установлены следующие марки каче¬
ственной конструкционной стали: 05ки. 08кн. 08. 08пс,
Юкн, 10, Юпс, 11кп, 15, 15кп, 15нс, 18кп, 20кп. 20ric, 20,
25,30,35, 40,45,50, 55,58 (55нп), 60. Две первые цифры
в марке показывают среднее содержание углерода в со тых
долях процента. Индексы кп и пс обозначают степень рас¬
кисления, для спокойной стали степень раскисления не
указывается. Если в конце марки стоит буква Г, эго озна¬
чает, что сталь содержит повышенное количество марган¬
ца — до 0,9-1,25 (в нормальной стали 0,35-0.80 % марган¬
ца). Стиль марки 55пп (пониженной прокаливаемое™)
закаливается па глубину 1 2 мм. что заменяет цемента¬
цию (см. главу 5).Качественная конструкционная сталь имеет наиболь¬
шее применение в технике, она отличается от обыкновен¬
ной стали большими прочностью, пластичностью и со¬
противлением ударным нагрузкам. Если для стали обык¬
новенного качества максимальная прочность составляет
700 МПа. то для этой стали она достигает 1100 1150 МПа,материал1
/ п.-,.., > Ж/я/'.юуг ицюдиггные сплавы105н мчрдосгь — 185 НВ Ниже приведено назначенне ста¬
ми различных мирок.Стали марок 05кп и 08кп отличаются очень высо¬
кий ПЛаСТИЧИОСТЫО В ХОЛОДНОМ СОСТОЯНИИ И ПОЭТОМ)’
применяются для глубокой вытяжки при ХОЛОДНОЙ
in глмиовке.Стали марок Юкп. 10. 15кп, 15, 20 очень пластичны,
пин хорошо свариваются, куются, штампуются, подвер-
ыются цементации, прочность их недостаточно высока.
IК используют для изготовления труб, гаек, втулок, шпи-
тис прочностью 230 250 МПа.('тали марок 25,30,35 после соответствующей термо¬
обработки применяются для изготовления деталей, испы-и.тающих большие нагрузки: валики, шайбы, штифты,• н и, соединительные муфты, цилиндры, прессы, болты,
i.iiiu'n и др. Прочность этих сталей 280-320 МПа.К группе среднеуглсродистых сталей относят стали
марок 40,45,50. Такие стали предназначены для изготов-
тсини деталей, требующих высокой прочности или высо¬
кий поверхностной твердости, а также детатей среднена-
| ружепиых, не подвергающихся в работе истиранию. Эти
г млн подвергаются поверхностной закалке, сваривае¬
мость их невысокая, в пезакаленномвидест =340-380 МПа.1I осле закалкп прочность возрастает до 580-600 МПа. Из
глких сталей делают гайки, шатуны, тяги, рычаги. Осо-
п! ипо широко применяют сталь марки 45. Она идет для
п и отовления коленчатых валов, втулок, шатунов, порш-
т сых пальцев.Высокоуглеродистыс стали марок 55, 60 отличаются
т.» окими прочностью и твердостью и предназначены для
н.и отопления валов прокатных станов, штоков, проволо¬
ки I росов.I тали с повышенным содержанием марганца - марок
(ЮГ, 65Г, 70Г обладают более высокими ирокалнвае-
106 Мшпдша.ювпк'ипг и технология конспщ/щионныл материал^мостыо и износоустойчивостью, применяются ДЛЯ tipoJ
пзводпва пружин, рессор. IК конструкционным углеродистым сталям относится]
также автоматная, отличающаяся повышенным содерч
жаипем серы (до 0,3 % ) н фосфора (до 0,15 % ). Особен¬
ность :mix сталей - хорошая обрабатываемость резани* i
ем, так как сера и фосфор резко снижают пластичность
стали. При механической обработке образуется короткая
и ломкая стружка, что особенно важно для быстроходных
станков-автоматов. Поверхность обработанных деталей
чистая и ровная. Предназначены автоматные стали для
изготовления малоотнетствениых деталей, от которых не
требуется высоких механических свойств (пальцы, втул¬
ки, крепежные детали и др.). Маркируются эти стали:
Л12, А20, АЗО, А35, А40. Число в марке указывает сред¬
нее содержание углерода в сотых долях процента.Инструментальная углеродистая сталь характеризу¬
ется содержанием углерода от 0,7 % и выше. Она отлича¬
ется высокими твердостью, прочностью, предназначена
для изготовления инструментов. По качеству эта сталь
бывает качественной и высококачественной. Марки каче¬
ственной стали: У7, У8, У9, У10, У11, У12, У13; высоко¬
качественной: У7А, У8А. У9А, У ЮЛ, У11 А, У12 А, У13А.
Буква У обозначает углеродистую инструментальную
сталь, буква А высококачественную сталь, цифры ука¬
зывают среднее содержание углерода в десятых долях
процента.Более подробно углеродистые инструментальные ста¬
ли будут рассмотрены в разделе 6.5 вместе с другими
инструментальными материалами.
Глава 4
ТЕРМИЧЕСКАЯ ОБРАБОТКА СПЛАВОВ
I 4.1. Общая характеристика!, Термической обработкой называется совокупностьопе-
I>.iи.нii нагрева, выдержки и охлаждения твердых металл и-
и'скпх сплавов с целыо получения заданных свойств за■ чет изменения внутреннего с троения и структуры.Цель термообработки придание сплавам таких
iiioiicTB, которые требуются в процессе эксплуатации
изделий. В результате термообработки получают лучшее
| очетаине механических свойств и хорошие физико-хи-
мичеекпе показатели. Иногда термообработка является
промежуточной операцией, снижающей твердость стали
н улучшающей ее обрабатываемость резанием. Упрочне¬
нию термообработкой подвергаются до 8 -10 % общей
пынлавки стали в стране, а в машиностроении - 40 % .11 роцссс термообработки состоит из нагрева до опреде¬
ли ной температуры, выдержки при этой температуре и
охлаждения с заданной скоростью. Термообработке под¬
вергают заготовки (кованые, штампованные и др.), дета-
||| машин и инструменты. Цель термообработки загото¬
вок- улучшить их структуру п снизить твердость, а дета-
шм придать требуемые свойства твердость, прочность,
упругость, износостойкость и др. Улучшение механичес¬
ких свойств дает возможность использовать сплавы бо¬
не простых составов, расширить область их применения.
Гермообработкой можно увел пчить допускаемые паиря-
-кення, уменьшить массу дета, icii п механизмов, повысить
их надежность и долговечность.
108 Alami'pufLtiwilriiiii' и пп-’хнаюгия кши'т/щшшннш лкчпершищОсновоположником теории н рациональных метода!
термообработки является Д. К. Чернов (1838- 1921). Ol
установил, что при нагревании стали ниже точки А , Ц
структура и механические свойства не меняются, с ка!
кой бы скоростью ее йотом не охлаждали, и резко меня!
ются при нагревании выше точки АГ( и быстром охлаЖЛ
ден и и. 1Классификация видов термической обработки. Раз!
личают следующие виды термической обработки: отжиг,|
закалку и отпуск. Эти виды отличаются друг от друга
температурой нагревания, продолжительностью выдержи
ки при этой температуре и скоростью охлаждения но!
окончании выдержки. Термообработка может быть про*
стой и состоять из одной из указанных операций или
может состоять из нескольких операций.Отжигом называется вид термической обработ ки, со¬
стоящий в нагреве металла, имеющего неустойчивое со¬
стояние в результате предшествующей обработки и при¬
водящий металл в более устойчивое состояние. Если
проведение отжига не связано с проведением фазовых
превращений, то оп называется отжигом первого /ю<)а.
При этом переход металла в более устойчивое (равновес¬
ное) состояние происходит за счет устранения химичес¬
кой неоднородности, рекристаллизации,снятия внутрен¬
них напряжений. Отжиг первого рода возможен для лю¬
бых металлов и сплавов. Если у сплава имеется фазовое
превращение, то нагрев сплава с неравновесной структу¬
рой выше температуры фазового превращения с последу¬
ющим медленным охлаждением для получения струк тур¬
ного равновесного состояния называется отжигом вто¬
рого podu пли фазовой перекристаллизацией.Закачка. Различают два вида закалки: закалка без по¬
лиморфного превращения п закалка с полпморфпым пре¬
вращением. Закалка ne t полиморфного прекращения со-
I ni'ni I. Термическая порайошка си.ииюн109< rnirr и нагреве сплава до температуры растворения из¬
быточной фазы, выдержке при этой температуре для н«-
ivieiniM однородного твердого раствора п быстром ох-
пждешш с целью фиксации полученного пересыщенно¬
го твердого раствора (см. раздел 4.8).Закалкой с полиморфным превращением называется
мпд термической обработки, состоящий в пагреве сплава
мыше температуры фазового превращения и последую¬
щем быстром охлаждеппп с целью получения структур¬
ного неравновесного состояния. Этот вид закалки харак-
lepen для сталей (см. раздел 4.4). В результате закалки• плав имеет структурно неустойчивое состояние.Отпуском называется вид термической обработки,
проводимый после закал кп с полиморфным превращени¬
ем п заключающийся в пагреве закаченного сплава ниже
н'миературы фазового превращения с целью приведения
его в более устойчипое структурное состояние. Отпуск,
проводимый после закажи без полиморфного превраще¬
ния, называется старением.Кроме собственно термической обработки существу¬
ет еще химико-термическая и термомеханпческая обра¬
ботка. Химико-термическая обработка сочетает терми¬
ческое и химическое воздействие на сплав. Она закл юча-
е|ся в нагреве сплава в соответствующих химических
реагентах для изменения состава и структуры поверхно¬
стных слоев (см. раздел 5.2). Термомеханическая обработ¬
ка состоит в сочетании пластической деформации и тер¬
мического воздействия.Оборудование для термической обработки. Для тер¬
мообработки применяют различное оборудование: па-
февательные печи, закалочные устройства, устройства
мм контроля тепловых режимов, очистные п др. Терми¬
ческие печи бывают различных конструкций: камерные,
муфельные п ванные. В камерных печах детали нагрева¬
110 Материалтедпшс и тгхншп/ия констщ/кционии.х матг/пиинтются непосредственно пламенем. В муфельных почах!)
детали не соприкасаются нп с пламенем, нн с горячим^
газом, а нагревается муфель, детали получают тепло от|
его стенок. Эти печи применяют в тех случаях, когда|
нельзя допускать соприкосновения нагреваемых деталей-]
с печными газами — при светлом отжиге, газовой цемен-1
тации и т. д. В печах-ваннах нагреваемые дегапи иогру- j
жают в расплавленную соль, расплавленный свинец или '
горячее масло, находящиеся в тигле. Эти печи применя¬
ют для быстрого нагревания мелких деталей.Нагревают печи электрическим током, газом или жид¬
ким топливом. Электрические печи обладают многими
преимуществами: не требуют дополнительных устройств,
как пламенные, обеспечивают точность регулирования в
пределах ±3°С, допускают иафев до 1350 °С. По сравнению
с пламенными в электрических печах наиболее полно ис¬
пользуется тепло, их КПД равен 50-80 %, в пламенных
термических нечах КПД составляет 12-15 %. Кроме печей
используются закалочные устройства - закалочные баки,
наполненные охлаждающей жидкостью (водой, полиме¬
ром, маслом). Объем охлаждающей жидкости при закач¬
ке должен быть настолько большим, чтобы жидкость при
закалке в ней не нагревалась. Применяю тся также травиль¬
ные бакп, баки для промывки водой и нейтрализации.При термообработке температура измеряется различ¬
ными приборами. Для измерения температур до 400 С
применяют термометры, а в печах с рабочей температу¬
рой до 1250 °С и выше термоэлектрические и оптиче¬
ские пирометры. Первыми из них пользуются при изме¬
рении температуры почти всех видом термообработки.
Они состоят из двух частей: термопары п милливольт¬
метра.Принцип работы термопары состоит в следующем:
если взять две проволоки из разных металлов и один кон-
I i'iK/i •/. Термическая (юраотпка пианов111им i парить и поместить в среду, температуру котором надо
и (Мерить, то на свободных концах появится разность по-
инипа.тов. Она измеряется милливольтметром, шкала
мнорого проградуирована и градусах. Чтобы предохра¬
ни п. термопару от повреждения, ее помещают в стальнуюI рубку, а проволоки покрывают фарфоровой изоляцией.
It Iигтических пирометрах температуру раскаленного ме¬
сила определяют путем сравнения яркости его свечения
( накалом нити электрическом лампочки, вмонтирован¬
ной и прибор.11ользуются также приближенными методами опреде¬
ления температуры металла: по цветам каления при на-
феве иод закалку или отжиг и при отпуске по цветам
побежалости на светлом поверхности детален. При этом
цвет побежалости зависит от времени пребывания стали
нрн данной температуре. В практике исследования состо¬
яния детален при эксплуатации о их температуре также
гудя I по цветам побежалости.Па заводах крупносерийного н массового производ-
е I на для термообработки используют механизированные
.к регаты, в которых осуществляется весь цикл, включая
нагрев, охлаждение и промывку, а также транспортные
устройства, передающие детали или полуфабрикате од¬
ного оборудования на другое.4.2. Превращения в стали
при нагреве и охлажденииПревращения при нагреве. Нагрев стали при термо¬
обработке в большинстве случаев имеет целью перевод ее1 труктуры в аустеппт. Структура доэвтектоидпой стали
при нагреве до критической точки А , состоит из зерен
нердита и феррита (рис. 1.1). В точке А(, начинается фа-
ювая перекристаллизация перлита, который преврати-
112 Manupwuwt lif'iitir и шемю wstoi конструкционных материаловстся в мелкозернистый ауетенит. При нагреве доэвтокто-
идных сталей от температур Л , до Л ,, феррш растворя¬
ется в аустсннте. В зазвгектоидиой стали при нагреве
выше точки Л , перлит превращается в аустепит, а при
дальнейшем нагреве вторичный цементит растворяется
в аустените. Выше точки А , будет только аустенпт.* С'П * ••Образование аустенита — типичный кристаллизаци¬
онный процесс, который обеспечивает перестройку а-же*
леза в у-железо и растворен не углерода в у-железе.Для получения однородного аустенита необходимо
увеличить температуру нагрева либо выдержку придан¬
ной температуре. Первоначально образовавшиеся при
температуре Л, участки аустенита растут до тех нор, пока
выше точки А^ полностью не исчезнет феррит или выше
Л.ш — цементит. Следовательно, для завершения превра¬
щения в стаап при перекристаллизации ее необходимо на-
qxrrb на 30-50 °С выше критических точек А Л и Лпп (рис. 4.1)
и выдержать при этой температуре нужное время.АО О-в 2 ЛЛРис.4.1. Изменение структуры стали при чагрече;
А г; - точки линии GS; А п - точки линии SE
I hiiio I. Термическом обработка сплавив11311|>и дальнейшем нагреве выше критических точек А,,
и \ и происходит рост аустепитпых зерен. Рост зернааус-
М1П1 га при нагреве стали оказывает большое влияние на
результаты термообработки, главным образом закалки.
Размер зерна при комнатной температуре, который полу-
•и-п в стати в результате того или иного вида термической
(/«работки, называют действительным зерном. Размер дей-
спштельного зерна зависит от размера зерна аустенита.(>Г>ычно чем крупнее зерно аустенита, тем крупнее дей-
с гпнтел ьиое зерно. Сталь с крупным действительным зер¬
ном имеет пониженный предел прочности, пониженную
ударную вязкость и склонность к образованию трещин,
поэтому при термообработке всегда стремятся к получе¬
нию мелкого зерна. По склонности к росту аустснитного
tepiia при нагреве все стали делят на наследственно мел-
ио н'рнистыеи наследственно крупнозернистые. В наслед-
| гвенно крупнозернистых сталях размер зерна быстро
уиеличивается даже при небольшом нагреве выше крити¬
ческих точек. В наследственно мелкозернистых сталях
при значительном нагреве сохраняется мелкое зерно. На
процесс роста зерен и углеродистой стали оказывают вли¬
яние температура и продолжительность нагрева, содер¬
жание углерода н стати, способы раскисления, применя¬
емые при выплавке стачи. Кипящие стали являются, как
правило, наследственно крупнозернистыми, а спокойные —
наследственно мелкозернистыми. Введение легирующих
иемептов. за исключением марганца, тормозит рост зе¬
рен аустенита при нагревании. Наиболее энергично
юрмозят рост зерна карбидообразующис элементы: ти-
|<ш. ванадии, вольфрам, молибден и хром. Наследственно
мелкозернистые стали позволяют использовать расши¬
ренный интервал закалочных температур и облегченные
условия нагрева стали.
114 MamtiiHih.viHriH'iiw .у тел нат/.ия конструкционных мшнеришювПрекращения в стали при охлаждении (превраще*
ния аустепита). Аустсипт устойчив только прп темпе¬
ратурах ныше линии GSE (рис. 2.9). При охлаждении
ниже этой линии он становится неустойчивым и начи¬
нает распадаться. При медленном охлаждении стали
образуются структуры, соответствующие диаграмме Fe-
Fc.jC. Вначале происходит выделение феррита (в доэв-
тектоидпых сталях) или вторичного цементита (в заув-
тектопдиых сталях). При достижении критической точ¬
ки А , содержание у г. череда в аустсните достигает 0,8 %
и происходи ! превращение аустенита в перлит. Это пре¬
вращение заключается в распаде аустепита на феррит,
почти не содержащий углерода и цементит, содержащий
6,67 % С. Поэтому превращение сопровождается диффу¬
зией, перераспределением углерода. Диффузионные
процессы происходят в течение некоторого времени,
причем скорость диффузии резко падаете понижением
температуры.Рис 4.2. Дип/ри ими изотермическою превращения аустепита
мтеьпнннЬти стали (схема).
I ниш I. Гсрмическая обработка сплавов115(>бмчно изучают изотермическое превращение аусте-
нита (происходящее при выдержке при постоянной тем¬
пературе) для эвтектоидной стали. Влияние температу¬
ры па скорость и характер превращения представляют в
ннде диаграммы изотермического превращения аустеии-
ia (рис. 4.2). Диаграмма строится в координатах темпе¬
ратура - логарифм времени. Выше температуры 727 “С
на диаграмме находится область устойчивого аустенита.
Ниже этой температуры аустепит является неустойчн-
ным и превращается в другие структуры. Первая С-образ¬
ная кривая на диаграмме соответствует началу превраще¬
ния аустенита, а вторая — его завершению. При небольшом
переохлаждении — приблизительно до 550 °С происходит
упомянутое выше /щффузиопнос перлитное превращение.
Н зависимости от степени переохлаждения образуются
( труктуры, называемые перлит, сорбит п тростит. Это
структуры одного типа - механические смеси феррита и
цементита, имеющие пластинчатое строение. Отличают¬
ся они лишь степенью дисперсности, т.е. толщиной плас¬
тинок феррита п цементита. Наиболее крупподпсиерспая
структура - перлит, наиболее мелкодисперсная - трос¬
тит. По мере увеличения степени дисперсности структур
изменяются п механические свойства стали возрастают
твердость и прочность н уменьшаются пластичность и
вязкость. Твердость перлита составляет 180-250 НВ, сор¬
бита 250-350 НВ и тростита 350-450 НВ. В отлнчне от
перл ита, сорбит и тростит могут с< >держать уг.терода бол ь-
ше или меньше 0,8 % .При переохлаждении аустенита приблизительно ниже
240 °С- скорость диффузии надает поч ти до пуля и проис¬
ходит Сжзлиффу.шотюсмартенситиое превращение. Об¬
разуется мартенсит — перссышеипый твердый раствор
внедрения углерода в a-железе. Мартенсит имеет ту же
концент рацию углерода, что и исходный аустепит. Из-за
116 MnmepuaitmnU'iiup и технология кшп'пщыцшчшы \ шннсриилтвысокой псресытемности углеродом решетка мартенсита
сильно искажается, вытягиваясь и приобретая вместо куби¬
ческой тетрагональную форму. Отношение параметров та¬
кой решетки с/а (см. рпс. 1.1) больше единицы. Благодаря
этому мартенсит имеет высокую твердость (до HRC 65)
и хрупкость.Горизонтальная линия М диаграммы соответствует
началу превращения аустенита в мартенсит, а линия Мк -
завершению этого процесса. Мартепснтпое превращение
происходит с очень высокой скоростью, так как оно яв¬
ляется бездиффузионным и его скорость определяется
скоростью полиморфного превращения у-железа в а-же-
лезо.Положение точек начала и завершения мартепситно-
го превращения зависитотсодержания углерода. С увели¬
чением количества углерода температуры Мм и Мк снижа¬
ются. Для эвтектоидпой стачн они составляют 240 и 50 "С
соответственно. Если же эвтектопдпую стачь охладить
до комнатной температуры, то кроме мартенсита в пей
будет присутствовать некоторое количество аустенита.
При отсутствии немедленного дачьпейшето охлаждения
этотаустенпт становится более устойчивым, при после¬
дующем охлаждении через некоторое время его превра¬
щение в мартенсит затруднено. А устенит, сохраняющий¬
ся в структуре стали, называется остаточным. Неболь¬
шое количество остаточного аустенита находи гея в с гали
и после непрерывного охлаждения нижечочкп М .В диапазоне чемнерачур от мартенситного до перлит¬
ного превращения происходит промежуточное превраще¬
ние и образуется структура, называемая бсинит. Проме¬
жуточное превращение сочетает черты диффузионного
перлитного и бездпффузнонпого мартенситного превра¬
щений. Бейппт представляет собой структуру, состоя¬
щую из твердого раствора углерода в a-железе, мепее не-
I iI, h’puwii'Chax ии/н/оошка станин1171>с< чищенного углеродом чем мартенсит и мелких части
тмеитита.Диаграмма изотермического превращения аустенмта
может быть использована при рассмотрении превраще¬
нии аустенита не только при изотермической выдержке,
ни п при непрерывном охлаждении. В зависимости от
скорости охлаждения будут образовываться различные
гтруктуры. При очень медленном охлаждении образует¬
ся перлит. По мерс повышения скорости охлаждения
тдут получаться сорбит и тростит. Бейкит при непре¬
рывном охлаждении обычно ие образуется. При очень
омстром охлаждении образуется мартенсит.4.3. Отжиг сталиПосле литья, проката, ковки и других видов обработ¬
ки происходит неравномерное охлаждение заготовок.I ’езу.тьтатом является неоднородностьструктуры и свойств
м различных местах заготовок, а также появление внут¬
ренних напряжений. Кроме того, отливки при затверде¬
вании получаются неоднородными по химическому со¬
с гаву вследствие ликвации. Для устранения таких дефек-
Iов производят термообработку, к которой относятсяо 1жиг и нормализация.Отжи/. заключается и нагреве заготовок или изделий
1.0 определенной температуры, выдержке их при данной
м'мпературе с последующим медленным охлаждением
(со скорост ью около 100- 200 °С в час для углеродистых
сталей и 30 100 С в час для легированных сталей). При• том заготовки или изделия получают устойчивую струк¬
туру без оста точных напряжений. lLc.ni отжига - снятие
внутренних напряженки, устранение структурной и хнмн-
■и'с кой неоднородности, снижение твердости н улучше¬
ние обрабатываемости, подготовка к последующей онера-
118 Mtnn/'iHifi-KKiciif'iii/i' н гпглnmwuu штпрцщштпыхматериаловими термообработки. Отжиг бывает полный, неполный,
диффузионный, ре кр i клал л и за ц и о 1111 ы й, низкий, изотер-
мпческий и пормализацпонный. По приведенной в раз¬
деле 4.1 классификации диффузионный, рекристаализа*
циопнмй и низкий виды отжига относятся к отжигу пер¬
вого рода, а остальные виды — к отжигу второго рода.
Температуры нагрева с гатн отжига второго рода связаны
с положением линий диаграммы Fe-Fe3C (критических
точек). Низкая скорость охлаждения обычно достигается
при остывании стати вместе с печыо.Полный отжиг применяется для доэвтектоидных ста¬
лей. Нагрев стали для полного отжига осуществляется на
30-50°С выше точки Л.., (рис. 4.3). При этом происходит
полная перекристаллизация стати и уменьшение величи¬
ны зерна. Исходная структура из крупных зерен ферри¬
та и перлита при нагреве превращается в аустенитпую, а
затем при медленном охлаждении в структуру из мелких
зерен феррита и перлита. Повышение температуры нагре¬
ва привело бы к росту зерна. При полном отжиге снижа¬
ется твердость и прочность стали, а пластичность попы¬
тается.При неполном отжиге нагрев производится выше точ¬
ки А но ниже Л t(pnc. 4.3). Он производится, если ис-
ходиая структура не очень крупнозерниста или не надо
пзмеипть расположение ферритпой (в доэвтектоидных
сталях) плп цемептитпой (изаэвтектоидиых сталях) со¬
ставляющей. При этом происходит лишь частичная пе¬
рекристаллизация - только перлитной составляющей
стати. Для доэвтектоидных с татей неполный отжиг при¬
меняют ограниченно, лишь для улучшения обрабатывае¬
мости резанием.Для заэвтектоидиых статей неполный отжиг применя¬
ется для получения зернистой формы перлита вместо
пластинчатой. В этом случае его часто называют отжигом
I ищи t, Гсрмичпкая обработка аиавов119ни зернистый перлит или сфероид нацией. Таком отжгп
ni \ тествляютмаятниковым способом (температуру пе-
| ки.тько раз изменяют вблизи точки А то перегревая
m.ime nee на 30- 50 °С, то охлаждая ниже па 30 - 50 'С) ил it
us тем длительной выдержки (5-6 часов) при температу¬
ре ii;i 10-30 “С выше точки А , и последующего медленного
охлаждения. После такого отжига цементит, обычно
присутствующий в структуре в виде пластин, приобретает
зернистую форму. Сталь со структурой зернистого перли¬
та обладает большей пластичностью, меньшей твердостью
и прочностью по сравнению с пластинчатым перлитом.I >1 жиг на зернистый перлит применяется для подготовки
гталей к закалке или для улучшения их обрабатываемости
резанием.О 0.4 0.8 1.2 1-6 2.14Содержание углерида, %Рис. 4.3. Область температур па/рева для рп.сшчных нш1о«
отжига: / - гомогенизация (Онффузноиный от.ига/);II - неполным отжиг; III полный отжиг;IV - рскрнсталлнзыционныи отжиг; V -- нормализация.Изотермический отжиг заключается в нагреве стали па
30-50 “С выше точки А „(как при полном отжиге, рис. <1.3),
120 Mnnu'puiuDwOcniir и тг.пши/ин коигпцщциштыхммпгршуияотносительно быстром охлаждении до температуры не¬
сколько ниже точке Л , (приблизительно 660 -680 X'). изо*
термической выдержке при этой чч'мпературе для получе¬
ния равновесной перлитной структуры и последующем
охлаждении па воздухе. Изотермический отжиг сокраща¬
ет продолжительность перекристаллизации, что особенно
важно для легированных сталей, которые требуют очень
медленного охлаждения при полном отжиге. Помимо :т>го
при изотермическом отжиге получается более однородная
структура стали. Изотермическая выдержка производит¬
ся в расплаве соли.Диффузионный отлей; (гомогенизация) заключается
в нагреве стали до 1000-1100 X, выдержке (10-15 ча¬
сов) при этой температуре и последующем медленном
охлаждении (рис. 4.3). В результате диффузионного от¬
жига происходит выравнивание неоднородности стали
по химическому составу. Столь высокая температура
необходима для ускорения диффузионных процессов.
Благодаря высокой температуре нагрева и продолжи¬
тельной выдержке получается крупнозернистая струк¬
тура, которая может быть устранена последующим пол¬
ным отжигом.Рекристалпиациоииый отжиг прел назначен для сня¬
тия наклепа п внутренних напряжений после холодной
деформации и подготовки структуры к дальнейшему де¬
формированию. Нагрев необходимо осуществлять выше
температуры рекристаллизации, которая для железа со¬
ставляет' 450 "С (см. раздел 1.3). Обычно для повышения
скорости рекрнсталлизациоиных процессов применяют
значительно более высокие температурь», которые, одна¬
ко, должны быть ни лее критической точки А . Поэтому
температура нагрева для рскрнсталлизационного отжи¬
га стали составляет 650 700 X. В результате рекристал-
лнзационного отжига образуется однородная мелкозер-
I ^11т'ti ) I rpMWtrt 1Ч1Н ип/нючшкИ ' lUrimiti121hiic i;i>< структура с небольшой i иерлостьк.» и значитель¬
ном ИЯЗКОСТ MO.IhuKuit отжиг применяемся и rex случаях, когда струк-
| \ ра стали удовлетворительна и необходимо только
' inn. внутренние напряжения, возникающие при кри< la.тлпзации или после механической обработки. В .лом
I лучае сталь нагревают значительно ниже точки А ч (200-
|)О0 С).Нормализация состоит ил нафена стали па 30-50 X
шише точки А .. для доэвтектоидных и А для зазвтекто-и tinидных статей (рис. 4.3), выдержки при этой температуре
и последующего охлаждения на воздухе. Более быстрое
охлаждение но сравнению с обычным отжигом приводит
I. более мелкодисперсной структуре. Нормализации - бо-
ice дешевая термическая операция, чем отжиг, гак как
мечи используют только для нагрева и выдержки. Для
иизкоуглеродпетых сталей (до 0,3 % С) разница в свой¬
ствах между нормализованным и огожжепиым состояни¬
ем практически отсутствует и эти стали лучше подвергать
ж »рмализацин. При большем содержании углерода норма¬
лизованная сталь обладает большей твердостью и мень¬
шей вязкостью, чем отожженная. Ижида нормализацию
ечитают самостоятельной разновидностью термической
обработки, а не видом отжига.4.4. Закалка и отпуск сталиЗакалка заключается в нафеве стали до температур,
превышающих температуру фазовых превращений, вы¬
держке при этой температуре и последующем быстром
охлаждении. Цель закалки- повышение твердости и проч¬
ности стали. При этом снижается вязкость и пластичность.Обычно в результате закалки образуется мартенсит -
иаи структура. Поэтому охлаждать стать следует с такой
122 M,iiin‘/juainen>i'!iiit' и техтииия кпншрукшншиш мшисриоятскоростью, чтобы кривая охлаждения не пересекала С*
образные кривыедиаграммы изотермического превраще¬
ния аустенита (рис. 4.2). Наименьшая скорость закалки,
при которой образуется мартенсит, называется критнчес-
чж скоростью закалки. Для достижения кысгжом скоро¬
сти охлаждения закаливаемые детали из углеродистой
стали погружают в воду. Легированные стали охлажла-
ют и минеральном масле, так как у них критическая ско¬
рость закатки значительно ниже.Выбор температуры закалки. Температура нагрева при
закалке стал и зависит от се химического состава. В доэитск-
топдпых сталях, нагрев производится на 30-50°С выше
т очек Л ((рпс. 4.4). При этом образуется аустепит, который
при последующем охлаждении со скоростью выше крити¬
ческой, превращается в мартенсит. Такуюзакатку называ¬
ют полной. При пафеве доэвтектоидной стати до темпера¬
туры в интервале Л,, - At l в структуре мартенсита сохраня¬
ется часть оставшегося при закатке феррита, снижающего
твердость закаленной стали. Такую закалку называют
неполной. Для закалки заэвтектоидной стати наилучшей
температурой является нагрев на 30-50 "С выше Л.,, т.е.
неполная закатка (рис. 4.4). В этом случае в стати сохра¬
няется цементит и при нагреве, и при охлаждении, а это
способствует повышению твердости, так как твердость це¬
ментита больше, чем твердость мартенсита. Нагрев заэв-
гектоидной стати до температуры выше точек Апм (полная
закатка) является излишним, так как твердость при этом
меньше, чем при закатке выше А . Кроме того, при охлаж¬
дении после нафева до более высоких темпера тур могут воз¬
никнуть большие внутренние напряжения.Закаливаемость и прокаливаемость стали. Способ¬
ность стати закатнваться па мартенсит называется зака¬
ливаемостью. Она характеризуется значением твердости,
приобретаемой сталыо после закатки, и зависит от содер-
I тки /, Термическая обработка i нла/кш123|К,пшя углерода. Стали с низким содержанием углерода
(чо 0.3 %) практически по закачиваются и лакал ка для них
нг применяется.Миспшш' пмгржнмнг \ I ц рила.f*uc. 4.4. Температурный интервал лакалкн и птиц/ ка стали.I - полная лакал ка; II неполная лакалки;III - высокий отт/ск.Прокаливаемы тыо называется глубина проникновения
закаленной зоны. При сквозной ирокалнваемостн нсесече-
виезакаливаемой дстачи приобретает марчепепч ную струк-
|'УРУ- При малой прокачиваемое'тн закаливается только
поверхностный слой определенной толщины, а сердцевина
оггаечгя мягко»! и непрочной. Отсутствие сквозной прокы-
.шиаемости объясняется чем. что при охлаждении сердпе¬
вица остывает медленнее, чем поверхность. 11рокалпва-
емость характеризует критический диаметр Di . i .e. мак¬
симальный диаметр детали цилиндрического сечения,
которая и рокад и ваегси насквозь в данном ох. чадичеле. 1I ро¬
ки пшаемостьзавпснч от химического состава стали. С по¬
вышением содержания углерода прока шваемосч ьу вел нчп-
ваегся. Легнроваппые стали характеризуются зпачпче.и.но
более BbicoKoii прокачиваемое чью, чем углеродистые. Па
прока шваемость также влияет скорость охлаждеппя. 11о-
вышепне скорости охлаждения приводич к увеличению
124 Mnineptiii.iiuieileniie и me vuu ю/им конструкционны.* материаловирокачиваемости. Поэтому при закалке в воде нрокачива*
емость значительно выше, чем при закалке в масле. Новы*
шеннс размеров закаливаемой детали приводит к значи¬
тельному уменьшению ирокалпнаемостм.Способы охлаждения. Идеальное охлаждение при
закалке должно характеризоваться следующими особен¬
ностями. Для получения структуры мартенсита следует
иерсохлади'11. аустснит путем быс трого охлаждения ста¬
ли в интервале температур наименьшей его устойчиво¬
сти, т. е. при температуре 500-650 "С. В зоне температур
мартенептиого превращения (ниже 240 ’С) выгоднее при¬
менять замедленное охлаждение, так как образующиеся
с труктурные напряжения, связанные с получением новой
кристаллической решетки, могут успеть выравняться, а
твердость мартенси та пе снизи тся.По способу охлаждения различают виды закалки: в
одной среде, в двух средах (прерывистая), ступенчатая И
изотермическая. Заколка п одной среде проще п применя¬
ется чаще для изделий несложной формы. Недостаток
закалки в одной среде - возникновение значительных
внутренних напряжении. При прерывистойзакалке изде¬
лие охлаждают, сначала в одной среде (например в воде
до 300-400 °С), а затем в масле или па воздухе. При этом
вну тренние напряжения меньше, но возникают затрудне¬
ния при определении времени выдержки в первом охла¬
дителе. Ступенчатую закачку производят пу тем быстро¬
го охлаждения в соляппой ванне, темпера1тура которой
немного выше 240-250 С (соответс твующей началу мар-
тепентного превращения), зачем дают выдержку при дан¬
ной темпера туре и окончательно охлаждают па воздухе.
Короткая остановка при охлаждении способствует вы¬
равниванию температуры но всему сечению детали, что
уменьшает напряжения, возникающие в процессе закал¬
ки. Ступенчатую закачку применяют для деталей из уг-
I iihi,i I. Термическая обработка а и а вон125иродпстой стали Небольшого сечения (8-10 мм). Для
| идей, имеющих небольшую критическую скорость за¬
калки. ступенчатая закалка применяется в основном для
и |делип большого сечения.При изотермической закалке, как и при ступенчатой,
« шли переохлаждают и среде, нагретой выше темпера-
ivpi.i начала мартепситпого превращения, однако вы¬
держка при этой температуре продолжительная - до пол¬
ного распада аустенита. Получается структура пе мар-
и'иепта, а близкого но твердости, по более пластичного
ociiiima. Дальнейшее охлаждение производя т на возду¬
хе. Преимущества изотермической закалки заключают¬
ся в большей вязкости, отсутствии трещин, минимальном
короблении. Изотермическую закалку применяют для
изделии сложной формы.Важно пе только правильно подобрать способ охлаж¬
дения, но применять правильные способы погружения
деталей в охлаждающую среду. Например длинные изде¬
лии вытянутой формы (сверла, метчики) нужно погру¬
жать в строго вертикальном положении, чтобы избежать
коробления.Отпуск стали — это вид термической обработки, следу¬
ющий за закалкой и заключающийся в нагреве стали до
определенной температуры (ниже точки А (), выдержке и
охлаждении. Цель отпуска - получение более равновес¬
ной но сравнению с мартенситом структуры, снятие внут¬
ренних напряжений, повышение вязкости и пластичности.
Основной процесс происходящий при отпуске - распад
мартенсита, т.е. выделение углерода из пересыщенногоI нердого раствора в виде карбида железа. Кроме этого при
отпуске происходи ! распад остаточного аустенита. Разли¬
чаю! ппзкпй, средний и высокий отпуск.Низкий отпуск проводи тся при температуре 150¬
200 С. 13 результате снимаются внутренние напряжения,
126 Мшп111ша.ншг(к’1ш(‘ и тгхшунмпм штчрцщтпшыхмптсрыалмпроисходит некоторое увеличение пластичности и вязко¬
сти беи заметного снижения твердости н износостой¬
кости. Образуется структура мартенсит отпуска. Мартен¬
сит отпуска отличается от мартенсита закалки наличием
мелкодисперсных частиц карбидов и меньшей степенью
тетрагонадьиости кристаллической решетки (отношение
с/а, см. рпс. 1.1). Низкому отпуску подвергают режущий
и мерительный инструмент, а также детали, которые долж¬
ны обладать высокой твердостью и износостойкостью.При среднем отпуске производи тся нагрев до 350¬
450 X. При этом происходит некоторое снижение твердо¬
сти при значительном увеличении предела упругости И
улучшении сопротивляемости действию ударных нагру¬
зок. Структура стали представляет собой тростит отпус¬
ка, который имеет зернистое, а не пластинчатое строение.
Применяется для пружин, рессор, ударного инструмента.Высокий отпуск проводится при 550-650 X. В резуль¬
тате твердость и прочность снижаются значительно, но
сильно возрастают вязкост ь и пласт ичность и получает¬
ся оптимальное для конструкционных статен сочетание
механических свойств. Структура стали — сорбит отпус¬
ка с зернистым строением цемеи ги га. Применяется для
деталей, подвергающихся действию высоких нагрузок.
Термическая обработка, состоящая из закалки и высоко¬
го отпуска. называется улучшением. Опа является основ¬
ным видом обработки конструкционных сталей.Продолжительность выдержки при отпуске зависит
прежде всего от размеров деталей: чем они больше, тем
длительнее выдержка. Низкий отпуск инструментом
обычно происходит' в течение 0,5-2.5 ч. Д. л я измеритель¬
ных инструментов назначают более длительный отпуск
(до 10 15 ч). Длительность высокого отпуска составля¬
ет от 1 2 ч для деталей небольшого сечения до 6 -8 ч для
крупных деталей (например дисков и роторов турбин).
I шт.’ I. Термическая обработки сплайне.127Обработка холодом. Сущность этого метода заключа¬
йся к дополнительном, более полном превращении ос-
I.ночного аустенита закаленной стали н мартенсит. Ос-
иточпый аустепит снижает твердость, приводит if изме¬
нению размеров деталей в процессе эксплуатации.Обработка холодом состоит в том. что :*акалпваемые де-
M IH на некоторое время пофужают в среду, имеющую тем¬
пературу пижеО°С. Наиболее часто применяемая темпе¬
ратура — 80 "С, охлаждением при такой температуре до¬
пиваются полного или почти полного мартенситпого пре¬
кращения. 11 роизводить обработку холодом нужно сразу же
in к.те закалки. Такой обработке подвергают измерительный
инструмент, части точных механизмов, детали шарикопод¬
шипников и т. п. Обработка холодом не уменьшает внутрен¬
них напряжений, поэтому после нее необходим отпуск.При обработке деталей холодом следует учитывать
свойства стати и способность остаточного аустенита при
комнатных температурах стабилизироваться. Поэтому,
нанример для средпеуглеродистых конструкционных
сталей, разрыв между закалкой и обработкой холодом
регламентируется во времени. Для некоторых сталей, не
особенно склонных к стабилизации остаточного аустепи-
та, выдержку во времени между закалкой и обработкой
чо. |одом можно увеличить до 3 ч.Термомеханическая обработка (ТМО) относится к
комбинированным способам изменения строения и свойств
металла, совмещая пластическую деформацию металла в
.|\степитпом состоянии с закалкой. Как при закалке, так
н при пластической деформации повышение прочности
всегда связано с уменьшением пластичности. Это часто
шляется ограничением применения той пли иной обра¬
ботки. Преимуществом ТМО является то, что при су met г-
н( ином увеличении прочности характеристики пластич¬
ности снижаются незначительно, а ударная вязкость н
128 Материалонедениг и технология конструкционных матерщин»1.5-2 рала выше по сравнению с ударной вязкостью roll
же марки стали после закачки с нилкпм отпуском. Допол¬
нительный положительный эффект при ТМО объясни-
ется предварительным наклепом аустепита при пласти¬
ческой деформации. Различают два основных способа
термомеханпческой обработки — высокотемпературна*!
(ВТМО) и низкотемпературная (НТМО).При ВТМО сталь подвергают пластической деформа¬
ции при температуре несколько выше А.г Степень дефор¬
мации составляет 20-30 % . Сразу же после деформиро¬
вания сталь подвергается закалке, чтобы ие успела про¬
изойти рекристаллизация. После закалки производится
низкий отпуск.При НТМО сталь нагревается выше А охлаждается м
подвергается пластической деформации в температурной
области существования пе|>еохлажденного аустепита. Тем¬
пература деформации выше точки Мм, но ниже темпера*
туры рекристаллизации. Степень деформации составляет
75-95 °'о. Сразу после деформации следует закалка. НТМО
можно подвергать только легированные стали, которые
имеют повышенную устойчивость переохлажденного аус-
тенита. После закалки следует низкий отпуск.НТМО получила очень незначительное распростране¬
ние. Чаще применяется ВТМО. Удобство ВТМО состо¬
ит в том, что заготовки сразу после окончания горячей
обработки давлением (ковкп. проката) могут подвергать¬
ся закалке без специального нагрева, используя остаточ¬
ное тепло после горячего деформирования. Нужно, ч то¬
бы температура в конце горячей обработки давлением
была на 20-30 С выше липни А(3. Повышение прочнос¬
ти при 'ГМО объясняется тем, что в резуль тате деформа¬
ции аустепита происходит дробление его зерен, их умень¬
шение в 2 -4 раза но сравнению с обычной закалкой. Пре¬
имущество совмещенного процесса состоит в экономии
11,/аи t Гср.чичешш ибрш'ттка пишмт129пт шин дли нагрева под закалку, сокращении времени
«.потопления деталей, существенном повышении меха¬
нических свойств, значительном увеличении прочности,
мирной вязкости и незначительном снижении пластич¬
ности. ТМО применяют для упрочнения по только кон-
1фукциоиных сталей, но и других сплавов, в частности
циановых и жаропрочных.4.5. Дефекты термообработки,
их причины и предупреждениеН процессе термообработки нередко возникают раз¬
личные дефекты.Недостаточная твердость закаленной стали - след-■ I кие низкой температуры нагрева, малой выдержки при
(ибочей температуре или недостаточной скорости охлаж¬
дения. Исправление дефекта - нормализация или отжиг• последующей закалкой.Мягкие пятна после закалки это участки с понижен¬
ной твердостью на поверхности детали. Они образуются
|| и \ случаях, когда на поверхности детали имелась ока-
П1НЛ. следы загрязнений и участки с обуглероженпон
поверхностью, а также в случае недостаточно быстрою
тип/Кения детали в закалочной среде и образования на
поверхности детали паровой рубашки.Перегрев связан с нагревом изделия до температуры,
иычи тсльно превышающей необходимую температуру
||,н рева. Перегрев сопровождается образованием круп-
ымерпистой структуры, в результате чего повышается
ч рун кость стали. При закалке в перегретй стали обра¬
тимся трещины. Перегрев может быть пенранлен отжи-* о\| или нормализацией.Пережог и мест место при нагреве стул и н окислительной
.ммосфере до весьма высоких температур (1250 1300 С),
130 \l<mic]ni<tJow<Ujiittr и шкикио/ия шкщн/кциииныхматуиаатблизких к температуре плавления. В атом случае кислород
проникает них t пьстали и образуются оксиды, располагаю»
щиеся но границам череп. Такая стать обладает очень вы*
сокой хрупкостью, исправить дефект нельзя.Медо/рев получается в том случае, если температура
нагрева была ниже необходимой. Недогрев легко неправ*
ляется понторпой термообработкой.Окисление характеризуется образованием оксидов
(окалины) па поверхности деталей, С повышением тем*
пературы и увеличением времени выдержки окисление
значительно возрастает. Образование окалины не толь*
ко вызывает потери металла, но и повреждает поверх*
пость деталей. Она получается неровной, что затрудняет
дальнейшую обработку деталей. Окалнпу удаляют с по»
верхиости детален травлением в водном растворе серной
кислоты, очисткой к дробеструйных установках.Обезу/.щюм ивание характеризуется выгоранием угле*
рода в повермюс гных слоях деталей. Оно резко снижает
прочность стали. Обезуглероживание может вызвать по*
явление закалочных трещин п коробление деталей. Этот
вид брака неисправим.Для предупреждения окисления и обезуглероживания
нужно производить нагрев изделия в печах с защитной
атмосферой, пе содержащей кислорода.Трещины возникают из-за больших внутренних напряже¬
ний. Они появляются вследствие объемных изменений, выз¬
ванных неравномерным изменением температуры при нагре¬
ве и охлаждении по сечению изделия (переход аустенита н
мартенсит сопровождается увеличением объема до 3 % ).Возникновение трещин обычно наблюдается при
температурах ниже 75 80 С, когда мартеиептиое пре¬
вращение охватывает значительную част ь объема стали.
Склонность к образованию трещин возрастает с увели¬
чением содержания углерода, повышением температу*
I intta I. Термическая обработка ( планов131l»i.i и увеличением скорости охлаждения. Другом причи¬
ним трещин являелся наличие в деталях кои центраторов
напряжений (редкое изменение размеров сечения, мест-
iii.il* выступы, углубления и т. п.). Трещины являются
неисправимым браком. Для предупреждения образова¬
ния трещин при конструировании изделий необходимо
и,(бегать резких выступов, заостренных углов, резких
переходов от топких сечении к толстым, производить
^медленное охлаждение в зоне образования мартеиси-
i;i (закалка в масле, в двух средах, ступенчатая закачка).
И некоторых случаях, когда напряжения не вызывают по¬
ни, амия трещин, они могут вызвать коробление изделия.Коробление представляет собой несимметричную де¬
формацию деталей. Оно возникает при неравномерном
и in чрезмерно высоком нагреве под закалку, неправиль¬
ном положении детали мри погружении в охлаждающую
грсду, высокой скорости охлаждения в интервате мартен-
( итого превращения.Поэтому для предотвращения коробления следует
равномерно нагревать и охлаждать детали и замедлять• корость охлаждения в зоне образования мартенсита.
( ледует правильно погружать детали в закалочную сре-
is. Детали, имеющие тонкие и толстые части, иогружа-
н и в закалочную среду сначала толстой частью, длинные
Mai л и опускают строго вертикально, а ломкие плоские -
ребром. Коробление можно устрани ть последующей рмх-
ii'KKoii или правкой.4.6. Особенности термической обработки
легированных сталейвведение легирующих .члемептон змлчмлелыю изме¬
няет свойства палей. Поэтому термическая обработка
мм проваипых сталей имеет ряд особенностей.
132 Mtmicpua.KHicdenuc и технология шти/щцнпнннхмптериаМЩТеплопроводность легированных сталей значительна
ниже, чем углеродистых. Потому нагрев легпровапньм
сталей, но избежание образования трещин и коробления
необходимо осуществлять очень медленно. В некоторый
случаях при нагреве до высоких температур производят*
ся температурные остановки для выравнивания темпера^
туры но всему объему изделия. Пониженная теилоиро*
водность легированпыхстачен требует также увеличен иф
в рем е н и в ы д е рж к н.Легнрующиеэлементы повьпиают или понижают кри¬
тические точки А и А (см. раздел 6.1). Соответствую»
щпм образом изменяются температуры нагрева под тер»
мическую обрабо тку. Обычно температуры нагрева леги*
рованпых сталей выше, чем углеродистых.Все легирующие элементы, за исключением марганца,
уменьшают склонность аустепптного зерна к росту. Осо*
бенно сильно измельчают зерно хром, молибден, вольф*
рам, ванадий, титан. Поэтому легированные стачи сохра*
няют мелкозернистое строение до высоких температур И
пе боятся перегрева при термической обработке.Все легирующие элементы, кроме кобальта, повышают
устойчивость ие|Х'охлаждеиного аустеипта. Поэтому кри¬
тическая скорость закалки легированных сталей значи¬
тельно ниже, чем углеродистых. По этой же причине выше
прокатнваемость легирован пых сталей. Увеличение устой*
чивости переохлажденного аустепнта дает возможность
проводить закажу в масле, что уменьшает опасность во.ч*
ппкповеппя трещин и коробления изделий. Иногда даже
станови тся возможным получение структуры .мартенсита
при закачке охлаждением па воздухе (самозакалка).Большинство легирующих элементов (кроме кобаль¬
та н алюминия) снижают температуру марччнептного
превращения п чем ca.vn.iM повышают количество оста¬
точного аустепнта. Для уменьшения содержания осчаточ-
I ич.и I Термическая обработки nut ниш133и применяют обработку холодом пли мно-ни.ра I iibiii отпус к.М нотис легирующие .члемепты замедля ют распад мар¬
ши ттта при отпуске. Особенно сильно влияют хром, мо¬
им» лги, кремний п др. Поэтому при отпуске легирован¬
ные стали нагревают до более высоких температур и вы-
«гржнвают более длительное время, чем углеродистые.При отпуске ряда легированных сталей в интервалах
н-мнератур 250-400 °С и 500 550 X" происходит сниже¬
ние v,lapnoiI вязкости. Это явление называе тся oTiiycKiioii
NpvmcocTi.io. Различают два вида отпускной хрупкости.
dmni/скную хрупкость Iрода (необратимую отпускную
\р\ и кость) вызывает отпуск при 250 400 °С. Она в той или
иной с тепени характерна для всех сталей как углеродне-
Ii.i\, так и легированных. Хрупкость 1 рода носит пеобра-
шмый характер, т.е. повторный отпуск при той же темпе¬
ратуре не повышает вязкости. При повышении темпера-
|\ ры отпуска или увеличении продолжительности нагрева
«опускная хрупкость I рода исчезает. Отпускную хруп-
мнть IIрода (обратимую отпускную хрупкость) вызыва-
п медленное охлаждение после отпуска при 500-550 °С.
Ома характерна для легированных сталей, особенно содер¬
жащих повышенное количество марганца, кремния и хро¬
ма Хрупкость II рода обратима, т.е. при повторном отпус¬
ке п быстром охлаждении она устраняется.4.7. Термическая обработка чугунаКак сказано выше (см. раздел 3.2), структура серых,
иысокопрочпых и ковких чугуиовсостоит из металлпчсс-
•.<>ii основы и графитных включений. При этом металли-
чеекая основа по структуре аналогична стали. Поэтому
ч\ туп может подвергаться всем видам термической обра¬
ботки, которые были рассмотрены ранее для стали.
134 MamciiutuoertU'inic и inexiiam/iui конапрукщшниых материал^Серый литейный чугун подвергают отжигу, естествен#
пому старению, нормализации. закатке, отпуску. поверх*’
и ост ном у у 11 роч не н 11 ю.Отжиг чугунных отливок производят для умсиыщ**
ния внутренних напряжений п устранения отбела. В пер»
вом случае отжиг осуществляют'путем медленного нагрев
ва со скоростью 75-100 °С в час до температуры 500¬
550 °С. При этой температуре изделия выдерживают of2 до 5 ч и медленно охлаждают вместе с печью до темпе*
ратуры 250 ’С, затем - на воздухе. Отбел - л го твердая
поверхностная корка, содержащая цементит, образовав*
шаяся при литье серого чугуна в металлические формы.
У стенок формы металл остывает быстро н углерод не
успевает выделиться в виде графита. Для устранения
отбела при отжиге изделия нагревают до температуры
850-870 "С, выдерживают при этой температуре 1 -5 ч,
после чего охлаждают вместе с печью до температуры
500 “С. азатем — па воздухе. В результате цемептпт распа¬
дается на железо и углерод (графит) и твердость поверх¬
ностного слоя уменьшается.Отливки из серого чугуна подвергаются естествен ному
старению (вылеживанию). При .-лом происходитумепыне-
ние внутренних напряжений, которые неизбежно возни¬
кают при охлаждении отливок вследствие различных
коэффициентов температурного расширения графита и
металлической основы. Снижение внутренних напряже¬
ний интенсифицируется при вылеживании отливок на
воздухе, когда добавляется тсрмоциклнческое воздей¬
ствие от изменения погодных условий.Нормализации подвергают отливки простой формы и
небольших сечений путем нагрева их до температуры
850-900 X, при этой температуре выдерживают 2 3 ч. а
затем охлаждают' на воздухе. Нормализацию применяют
редко, более часто - закалку с отпуском. В результате
/ /.-и,ii •/. Термическая обработка ставов135i.ii-.LiKM прочность чугунных отливок повышает см. За-
(..1.1 ку производят нагревом до температуры 850 H00X• последующим охлаждением в воде. Твердость чугуна
при этом составляет 450- 550 НВ. Для снятия напряже¬
нии после закалки производят' отпуск. Для деталей, ра¬
ботающих на истирание, применяют низкий отпуск при
температуре 150-200 °С. При отпуске закаленных чугу¬
ном твердость снижается меньше, чем при отпуске пали.4.8. Термическая обработка
дисперсионно-твердеющих сплавовМногие сплавы способны к упрочнению за счет выде¬
ления мелкодисперсных упрочняющих фаз. Проводить
по упрочнение дает возможность иеремеппая рас твори¬
мость компонентов сплава в твердом сос тоянии. К тако¬
му упрочнению способны сплавы, имеющие в равнове с¬
ном состоянии двухфазную структуру твердый раствор
и выделившиеся из пего за счет уменьшения растворимо¬
сти вторичные кристаллы (чаще всего химических соеди¬
нении). К этим сплавам относятся высокопрочные мар-
Iенситио-стареющие стали, сплавы на основе никеля,
алюминия, меди, титана и др. Термическая обработка
л их сплавов состоит из двух операций: закалки на твер-
лый раствор и старения.При закалке сплавы нагреваются до температуры,
обеспечивающей полное растворение вторичных крис-
1лллов. При этом образуется однородный однофазный
I вордый раствор. Последующее быстрое охлаждение по¬
давляет процесс выделения вторичных кристаллов и в
результате получается пересыщенный твердый раствор.
Такая закалка, в отличие от рассмотренной ранее закал -
i.ii с тали, не связана с полиморфным превращением, она
полностью позволяет зафиксировать высоко!емператур-
136 Матершмоведениг и технит/ня кош трцщшшны.х материал»мое состояние. Образующийся раствор обычно являете»
раствором замещения. В отличие от растворов внедрения
в нем не возни кают значительные искажения кристалли¬
ческой решетки и большие внутренние напряжения. По
этой причине пересыщенность твердого раствора мало
влияет па повышение его твердости и прочност и и сни¬
жение пластичности. Поэтому дисперсионпо-твердею-
шпе сплавы в закаленном состоянии могут подвергаться
различным воздействиям с целью формоизменения для
изготовления деталей.Образовавшийся пересыщенный твердый раствор яв¬
ляется нестабильной структурой. Поэтому при повыше¬
нии температуры будет происходить распад твердого ра¬
створа с выделением мелкозернистых вторичных избы¬
точных фаз. Этот процесс называется искусственным
старением. В сплавах с низкой температурой плавления
распад твердого раствора может пропс ходит ьпри комнат¬
ной температуре. Такой процесс называется естествен¬
ным старением.При старении внутри зерен твердого раствора проис¬
ходит не только выделение дисперсных частиц избыточ¬
ных фаз, но м образование зон, обогащенных растворен¬
ным элементом. Эти зоны и дисперсные частицы тормо¬
зят движение дислокаций, чем и обусловлено упрочнение
при старении.Основные параметры процесса старения — температу¬
ра и время выдержки. При повышении температуры про¬
цесс распада пересыщенного твердого раствора ускоряет¬
ся п сплав упрочняется быстрее. Однако при достаточно
высокой температуре, начиная с определенного времени
выдержки, происходит обратное' снижение прочности
сплава. Причиной этого является рост дисперсных час¬
тиц избыточной фазы. Поэтому для каждого сплава су¬
ществует оптимальный режим старения. Например,сила-
11ч/:ц I. Термичггкая пбрш'юшп m tnmm137ih.i л. помипия сильноупрочпяются приестественном ста¬
ршин. Большинство сплавов подвергают искусственно¬
му старению, чтобы ускорить процесс распада пересы¬
щенного твердого раствора. Иногда проводится стуиен-ч.1 и к' старение с выдержкой вначале при одной, а затем
при л ругой температуре. Время выдержки при старении
м т.пшсимости от состава сплава и температуры состав-
П1(1 от десятков минут до нескольких суток.
Глава 5
ПОВЕРХНОСТНОЕ УПРОЧНЕНИЕ СТАЛИЛля жжыпк'иин твердости поверхностных слоен, продола
пынос.шиосш псопротивляемости износу детали машин иод*
вергакн поверхиоп iiomv упрочнению. Су теству ют следую¬
щие1 методы поверхностного упрочнения: поверхностная
пака. 1ка, хпмнко- термическая обработка и упрочнение ила*
с I iriecuoii деформацией.5.1. Поверхностная закалка сталиПоверхностная ли качка состоит в нагреве поверхностно¬
го сдоя стал ьпых деталей до аустенитного состояния и бы¬
строго охлаждения с целью получения высокой твердости
и прочности к поверхностном слое в сочетании с вязкой
сердцевиной, 1:ё применяют для повышения твердост и,
износостойкости н предела выносливости деталей (зубьев
колес, шеек пило», направляющих сталии метатлорежуших
станков и др.). Так как сердцевина остается вязкой, изделие
хороню воспринимает ударные нагрузки. Используют
следующие способы поверхностной закачки: закачку с ин¬
дукционным нагревом, газопламенную закалку, закачку в
:I.чситро/in re, лазерную закачку. Общим для всех этих спо¬
собов является нагрев поверхностного слоя до температу¬
ры выше крпчнческон точки Arj и последующее быстрое
охлажден пе для получения структуры мартенсита. Наи¬
большее распроеч''ранение имеет поверхностная закачка с
индукционным |кп ревом токами высокой частоты (ТВЧ).
предложенная впервые В. JI. Вологдиным в 1935 г.
I ни:и >. I/(мс/шпн итог ищшчш'niir стали139Сущность процесса лпксики ТВЧ (рис. 5.1.) состоит в
юм, что па специальной установке производят нагревде-i.i in с помощью выполненного по форме закаливаемой
нталн медного индуктора, через который пропускают
переменный ток высокой частоты (0,5 1000 кГц). При
нам возникает электромагнитное ноле, которое индуци¬
рует вихревые токи, нагревающие поверхность детали.I ivniina нагретого слоя уменьшается с увеличением ча-• юты тока и увеличивается с возрастанием продол ж и-
1слы1остп нагрева. Регулируя частоту и продолжитель¬
ность, можно получить необходимую глубину закатснио-
ю с лоя, находящуюся в пределах до 10 мм. Индукторы
изготавливают из медных трубок, внутри которых непре¬
рывно циркулирует вода. Нагрев поверхности происхо-
,ц|т в течение 3-5 с, затем ток выключается, и деталь бы-
г I ро охлаждают с помощью душа. Токи высокой частоты
получают с помощью машинных и ламповых генерато¬
ров. Машинные генераторы, дающие ток частотой 500¬
15000 Гц, используются для закалки детален па глубину
от 2 до 10 мм. Ламповые генераторы дают ток частотой0.1 I МГц и позволяют закаливать детали на глубину от
десятых долей миллиметра до 2 мм. Твердость поверхно¬
сти детали после закатки ТВЧ на 3-4 единицы Н RC выше,
чем при обычной закалке. Это объясняется тем, что при
нагреве ТВЧ получается более мелкое зерно аустенита.
Для закатки ТВЧ используют углеродистые стати, содер¬
жащие более 0,4 % углерода. Легированные стати не ис¬
пользуют. так как высокая нрокаливасмост ь при этом
методе не нужна.Нос .те закатки поверхностный слой приобретает мар-
н пептиую структуру, а переходная зона от поверхности
к сердцевине маргеиептно-феррптпую. Сердцевина
совсем не упрочняется, так как нагревается до темпера-
iyp ниже критических. Поэтому иногда для повышения
140 Мшш/шп ioi«‘iiruiif и шелнантш копсмрукционнил чшпг/шашлпрочности сердцевины деталь перед закалкой подверга¬
ется нормализации или даже улучшению. После закалки
СЛеДУСТ I м 14 if 11 i i ml I мг !<•Рис. 5.1. Установка для поверхностной закалки изделий
шоками высокой частоты: 1 - генератор высокой частоты:2 - электродвигатель; 3 - трансформатор; 4 индуктор;5 - деталь; (> конденсатор.Преимущества закалки ТВЧ лто высокая производи¬
тельность. отсутствие обезуглероживания и окисления
поверхности детали, возможность регулирования и конт¬
ролирования режима термообработки и полной его ав¬
томатизации. Применение ТВЧ позволяет производить
закалку отдельных участков детален, например шеек ко¬
ленчатого вала, головок рельсов и т. д. Недостаток лтой
закалки высокая стоимость индукторов, поэтому этот
способ применяют преимущественно в массовом произ¬
водстве однотипных детален несложной формы.В закачке с газоикшейным нагревом поверхность детали
нагревают пламенем ацетиленовой го|К’лкп и быстро охлаж¬
дают струен холодной воды. Горелка перемещается над по¬
верхностью дета in с определенной ско|юстыо, а за neii с тон
же скоростью перемещается закалочная трубка, через кото¬
рую подается вода. Температура ацетиленового пламени
2500 3200 С. поэтому пропеходпточепьбыстроопагремаиис
поверхности изделии до закалочной температуры, а серд¬
цевина не успевает прогреться до критической температу¬
ры и не закаливается. То. т пн ша закате! того слоя ко. 1еблет-
I idii/i У Ионс/шюппнос i/ii[>o4ii('iini' сто in141< ч 11 г 2 до А мм, его твердость 50- (Ю HRC. Газопламенная за-
|.|.1кл вызывает меньшие деформации, чем обычная объем-
паи закалка и не загрязняет поверхность. Для крупных де-
i.iлей зтот способ закачки более рентабелен, чем закатка с
иагреиом ТВЧ. Газопламенную закачку также нышдпо при¬
менять в единичном нропзводстпе п при ремонте.Поверхностную накалку при нагреве в электролите
ныполпяют в 10-процентном растворе поваренной соли,
поташа или кальцинированной соды. Детали, подлежа¬
щие закалке, погружают в ванну, где они являются каго-
1ом. а корпус ванны — анодом. При пропускании посто¬
янного тока через электролит вокруг детали образуется
газовая оболочка, которая нарушает электрический кон¬
такт катода с электролитом. При этом детачь интенсивно
нагревается до температуры закалки вследствие очень
высокого электрического сопротивления газовой оболоч¬
ки. При отключении электрического тока деталь закачи¬
вается, охлаждаясь в том же электролите.1 lepcneici пвный метод поверхностной закачки стальных
изделий сложной формы — лазерная обработка. .Лазерное
излучение характеризуется очень высокой плотностью
•перпш. Поэтому под его воздейст вием поверхность дета-
П1 нагревается до высоких температур за очень короткий
промежуток времени (104 107 с). При этом температура
нагрева выше, чем нрн обычной закатке (вплоть до темпе¬
ратуры плавления). Быстрое охлаждение поверхности
происходит путем отвода тепла вобьем метатла. Глубина
\нрочненногослоя доходит до 1 мм. При лазерной обработ¬
ке с оилавдеппем толщина упрочненного слоя больше.Эффективности лазерной обработки препятствует
отражательная способность поверхност и метатла. Увели¬
чение поглощения излучения достигается путем нанесе¬
ния на поверхност ь закачиваемой детали различных не¬
металлических покрытий (сульфидных, оксидных, фос-
142 Mmnrpufi:u)Hi’(tFiiuc и пн-мшо/ия к<шструщшшны.х чпин’ршштфатпых, сажи и др.). Лазерном закалкой хорошо упроч¬
няются средне- м высокоуглеродпстыс стали. Также се
применяют для поверхностного упрочнения отливок на
перлитного серого, ковкого и высокопрочного чугупов. В
этом случае дополнительное упрочение возникает благо*
даря отбелу поверхности.Кроме описанных методов поверхностной закачки, ri|xj-
имущественно для небольшого числа мелких деталей про¬
стой формы, применяют нагрев детали иод закалку в
расплавленных металлах пли солях. Отпуск после повер¬
хностной закалки производится для снятия напряжений
в зоне закалки, этим уменьшают хрупкость и повышают
прочность изделий. По сраипениюс обычной закачкой уве¬
личивается износостойкость, предел выносливости возра¬
стает в 2-3 раза.5.2. Химико-термическая обработкаПроцессы химико-термичес кой обработки (ХТО) за¬
ключаются в сочетании термического и химического воз¬
действия в целях изменения состава, структуры и свойств
поверхностного слоя стали. При ХТО происходит насы¬
щение поверхности стали различными химическими эле¬
ментами за счет диффузии, проникновения в кристалли¬
ческую решетку железа а томов этих элементов. Этот про¬
цесс происходит при нагреве стальных деталей в газовой,
жидкой или твердой среде, богатой этими элементами.
Наиболее распространены следующие виды ХТО: цемен¬
тация. азотирование, цианирование, диффузионная ме¬
таллизация и т. д.При ХТО достигается значительное повышение твер¬
дости п износостойкости поверхности деталей при сохра¬
нении вязкой сердцевины. Прп этом ХТО уступает по¬
верхностной закалке в пропзводпчелытстп, по имеет
I ьн'.ч ). Ilovrjnimr/HHor )/1!/мншешн: chui.iiiперед noii ряд других преимуществ. ХТО можно подвер-1.П!. изделия весьма сложной формы, получая но всей
поверхности упрочненный слой одинаковой толщины.
1ак как при ХТО изменяется не только строение (как при
поверхностной закате), но и состав поверхностного слоя,
различие между свойствами поверхности и сердцевины
('шлее значительно. Кроме того, в ряде случаев ХТО по-
пюлиет придать поверхности дополнительно коррозион¬
ную стойкость и жаростойкость.ХТО включает три основных взаимосвязанных про¬
цесса: диссоциацию, заключающуюся в распаде молекул
н получении насыщающего элемента в химически актив¬
ном атомарном состоянии. Например:2СО -» С СО.,,2NH;j—» 2N + Ж;адсорбцию, которая состоит в поглощении поверхно¬
стью металла активных атомов насыщающего элемента.
Этот процесс возможен только в том случае, когда насы¬
щающий элемент растворяется в основном металле либо
образует с ним химические соединения:диффузию, состоящую г, проникновении насыщающе¬
го элемента вглубь основного металла. Глубина проник¬
новения элементаувелпчивается с повышением темпера¬
туры и увеличением продолжительности процесса, а так¬
же зависит от химического состава стали. Н результате
образуется диффузионный слой, который отличается от
исходного металла по химическому составу, структуре и
свойствам. Концентрация насыщающего элемен та н диф¬
фузионном слое уменьшается но мере удаления от поверх¬
ности детали.Цементация - это процесс насыщения поверхностного
слоя стальных деталей углеродом. 1[.сметания производи т-
ся путем нагрева стальных деталей при !)00 950 С без до¬
144 Мшт-ршповгОгнис и технологии ьоисшруки.шчшых иоте/ш/шмступа воздуха н уг.теродосодержашей среде, называемой
карбюризатором. Различают два основных вида цемента*
ции — газовую и твердую. Газовая цементация проводится
в газе, содержащем метан СН4 и оксид углерода СО. Твер¬
дая цементация проводится в стальных ящиках, куда укла¬
дываются детали вперемешку с карбюриза гором. Карбюри¬
затором служит порошок древесного угля с добавкой солей
Na.,C03 или ВаСОг При газовой цементации газ подается
непосредственно в рабочее пространство печи, а при твер¬
дой — ящики помешаются в печь. Газовая цементация име¬
ет целый ряд преимуществ перед твердой. Более высока
производительность процесса, гак как не тратится время на
прогрев ящиков с низкотенлопроводным карбюризатором;
можно получить заданную концентрацию углерода в
поверхностном слое; имеется возможность полной механи¬
зации и автоматизации процесса: упрощается термообра¬
ботка после цементации. Поэтому газовая цементация яв¬
ляется основным процессом цементации в массовом
производстве и только для единичного и мелкосерийно¬
го производства используется твердая цементация.Цементации подвергают углеродистые и низколегиро¬
ванные стали с низким содержанием углерода (0,1 -0,2 %).
В результате на поверхности концентрация углерода воз¬
растает до 0,8-1,1 % . Толщина цементованного слоя со¬
ставляет 1-2,5 мм. Концентрация углерода убывает по
толщине слоя по море удаления or поверхности. Поэто¬
му в структуре цементованного слоя можно выделить три
зоиыгзазвтектоидную, состоящую из перлита и располо¬
женного по границам зерен вторичною цементита: аптек-
гоидиую зону состоящую из перлита; дожпектоидную,
состоящую из перлита и феррита. При этом количество
феррита по мере приближения к сердцевине возрастает.Цементацией достигается только выгодное распреде¬
ление углерода но сечению детали. Высокая твердость и
I him, }. 11()П1’1).\11()(1>тш‘ у»]ючн(’иш' стали145н попитой кость поверхности получается после закачки,
миорая обязательно проводится после цементации. Тер¬
мообработка после цементации нужна не только для по¬
нижения твердости поверхностного слоя, но н для умень-
•II. мня величины зерна, так как при цементации из-за
I мпельпой выдержки при высокой температуре сталь
паионится крупнозернистой. После газовой цементации
часто применяется закалка без повторного нагрева, непо¬
средственно из цементационной печи. В этом случае из¬
мельчения зерна не происходит, по это самый экономи¬
чески выгодный режим.Ьсли надо исправить крупнозернистую структуру
охлаждение после цементации производится медленное,
после чего следует закалка с повторным нагревом выше
А г Для особо ответственных деталей производится двой¬
ная закачка: первая выше А.3 — для сердцевины, а вторая
шише А ( - для поверхностного слоя. После закалки по-
нгрхпостный слой имеет мартенситиую структуру. Затем
in I всех случаях следует низкий отпуск. После этого твер¬
дое гь поверхности составляет HRC 58-62.Азотированием называется процесс насыщения по-
перхиости стали азотом. При этом повышаются не толь¬
ко твердость и износостойкость, но и коррозионная стой¬
кость. Проводится азотирование мри температуре 500-
ЫЮ С в среде аммиака NH., в течение длительного времени
Г и *60 ч. ) Аммиак при высокой температуре разлагается с
образованием активного атомарного азота, который и
и ланмодействуегс металлом. Твердость стали повышасг-
| я за счет образования нитридов легирующих элементов.
Поэтому азотированию для повышения твердости под-
нергают только легированные стали. Наиболее сильно
повышают твердость такие легирующие элементы, как
хром, молибден, алюминий, ванадий. Глубина азотиро¬
ванного слоя составляет 0,3-0,6 мм, твердость поверхно-
146 Unitc]nin.itmc<h>nur и тсхио.чиин конструкционных материаловп'ного слоя но Виккерсу доходит до HV 1200 (при це¬
ментации I [V 900). Для получения таком высокой твердо*
сти азотируют легированную сталь, содержащую 0,35
0,12 % С. 1 35-1,65 % Сг, 07-1.1 % AI к 0,15-0*25 % Мо
(марка 38Х2М ЮА). При применении других легирован¬
ных сталей твердость поверхнос тного слоя будет меньше.
Высокая твердость азотированного слоя сохраняется при
нагреве до температур 400-500 "С, тогда как твердость
мартеиситного цементованного слоя сохраняется лишь
до 200- 250 °С. Для повышения коррозионной стойкости
можно азотировать н углеродистые стали.Перед азотированием для пол учения высокой прочности
и вязкости сердцевины проводится предварительная тер¬
мическая обработка деталей, которая состоит из закалки
и высокого отпуска. После такой обработки сталь имеет
структуру сорбита. Далее следует механическая обработка
деталей. Если на поверхности детален имеются участки, не
подлежащие азотированию, на них наносится топкий за¬
щитный слой олова или жидкого стекла. После азотирова¬
ния производится окончательное шлифование деталей.К преимуществам азотирования перед цементацией
следует отнcctif отсvtctriie исобход11мости в до1 юлмитель-
ной термообработке, более высокую твердость и износо¬
стойкость, высокую коррозионную стойкость поверхнос¬
ти. Недостатками являются низкая скорость процесса и не¬
обходимость применения дорогих легированных сталей.
Длительность азотирования можно несколько сократить,
используя двухступенчатый процесс. Сначала азотирова¬
ние производится при 500-520 С, а после этого при 540¬
560 Т . Повышение темпера туры ускоряет диффузию,
уменьшая время образования слоя необходимой толщины.
Твердость поверхности при этом не снижается.В последнее время получило применение ионное азо-
тироиание, которое производится в разреженной азото-
/ шип ). Поверхностное упрочните ста. ш147■ •■держащей атмосфере при подключении обрабатывае¬
мых детален к отрицательному электроду катоду. Лио-
.тпм является контейнер установки. Между деталью н
м и * I oii пером возбуждается тлеющий разряд, ионы таза
иомбардируют поверхность детали, нагревая ее до темпе¬
ра туры насыщения. Иоппое азотирование в 2-3 раза со¬
кращает продолжительность процесса, позволяет полу¬
чим» поверхностный слой регулируемого состава, более
■кономнчно.Цианирование (нитроцементация) - это процесс од¬
новременного насыщения поверхности стали углеродом и
•мотом. Жидкостное цианирование проводи тся в распла¬
вах цианистых солей NaCN или KCN. Газовое цианирова¬
ние (иитроцемеитация) проводится в газовой среде, содер¬
жащей смесь метана СН, и аммиака NHr Углерод и азот
ускоряют процесс диффузии друг друга. Различают низ¬
котемпературное и высокотемпературное цианирование.Низкотемпературное цианирование проводится при
м миературе 500-600 °С. При этом преобладает пасыщс-
нпеазотом. Глубина i(панированногослоя составляет0,2
(1.5 мм, твердость поверхности - HV 1000. Применяется
ннзкотемператунное цпанироваппе, главным образом для
обработки инструмента из быстрорежущей стали.При высокотемпературном цианировании темнееттура• • •ставляет 800-950 °С. П ре<юладает iiacыщепие утл ерод<>мI чубина поверхностного слоя сос тавляет 0.6 2,0 мм. После
высокотемпературного цианирования следует закачка с
низким отпуском. Твердость после термообработки со¬
ставляет HR.C 60.11о сравнению с цементацией цпанироваппе даеч бо
lee высокую твердость и износостойкое! ь. Повышается
мкже коррозионная стойкость. Процессы цианирования• •■•лсе производительны, обеспечивают меньшую дефор¬
мацию и коробление деталей. Серьезными недостатками
148 Мшпернч.нтеОепис и шгхншо/н» киипнрцинионныл мшпсршштжидкостного цианироиапия является ядовитость циани¬
стых солей и высокая стоимость процесса.Диффузионная металлизация это насыщение по¬
верхностного слоя ста in различными :>демеи тами. При на*
сыщепии алюминием процесс называют апп'проваписм.
хромом — хромированием, кремнием сплпцировапием.
бором — борнрованием. При металлизации алюминием
новыщается жаростойкость деталей. Такие детали можно
эксплуатировать при температуре 1200 X . Силицироваиж'
повышает жаростойкость до температуры 800 850 “С, со¬
противление истиранию, коррозионную стойкость в неко¬
торых кислотах. Хромирование увеличивает твердость
(до 1600 -1800 Н V). жа|ххтой кость, кор[х хи ют iyк > с той кос ти
При диффузионной металлизации металлы образуют с
железом твердые растворы замещения. Диффузия металлоп
происходитзначителыю медленнее, чем диффузия углеро*
да пли азота, поэтому все процессы диффузионной метал¬
лизации протекают при больших температурах: алптпрона*
нпенрн 900-1200 Х.сплмциронанпенри 1050 1100 С,х|)о-
мироваппе при 1000-1200 X. Применение диффузнопной
металлизации технически эффективно и :>коиомпчески
выгодно. Детали из углеродистыхсталей, пасыщеппыес по¬
верхности хромом, алюминием или кремнием, становятся
жаростойкими п|)н температуре 1000 1100 что значи¬
тельно выгоднее, чем изготовление ич пз дорогостоящих
жаросто i i к и х л е п i рова иных с га. i ci i.При борпровапип повышаются твердос ть, сопротив¬
ление абразивному износу и коррозионная стойкость.
Борпроваииая сталь теплостойкая (до температуры
900 X), жаростойкая (до ломпературы 800 Ч ). по очень
хрупкая. Чаще всего борпруют сред псу глгрод истую сталь
при температуре850 900 С с выдержкой в течение- 2 6ч;
глубина с.юя 0,15- 0,35 мм. Борпрование производят дву¬
мя способами: электролизным и газовым. Мри злектро-
I чин! ). llotu'/iMKH iniKK' ущнмиеши' сиш.ш149in том способе в л иглсс расплавленной бурой Na.BjO. при
н Miicparype9.50 С помещают графитовым стержень (анод)
и обрабатываемую деталь (катод). Бура разлагается, обра-
.|\я атомарный бор, который диффундирует в поверхность
г in. in. Газовое борированпе осуществляют в газовой смеси
h i лпборана В.,НП и водорода Нг Толщина борпрованного
слоя не превышает 0,3 мм, твердость 1800- 2000 HV. Бо-
рируют траки, втулки газовых нефтяных насосов и дру-I не быстро изнашивающиеся детали.Повое направление в области диффузионной метал-
н ищи и связано с процессом диффузии злектронов, ионов,
ней громов в поверхностный слон металла. Бомбардировка
■пектроиамн с помощью электронной пушки-ускорителя
создает сильно нагретый поверхностный слой металла. При
остывании получается гладкая оплавленная поверхность с
иысокой твердостью. В поверхностный слой дотами мож-
|и I направить с большой скоростью попы более прочного мс-
ылла и создать на его поверхности улучшенный смой ме-
1ллду, который путем диффундирования проникает на
оолыпую глубину. При обычной металлизации это пс уда¬
стся, гак как образовавшаяся при нагреве деталей оксидная
и к ика, п.ли окалина, мешает проннкновеншоатомов вводи¬
мою металла. При бомбардировке ионы .легко в него про¬
.ают. Таким образом, можно обычную углеродистуюсia.ii. ш тамповать требуемого размера п с малой шерохова¬
та гыо поверхности, а затем облучением создан, па ее по-
игрхиости слой из другого, бо.лее прочного металла.5.3. Поверхностное упрочнение стальных
деталей пластическим деформированиемПоверхностное упрочпеппс пластической деформа¬
цией прогрессивный технологический процесс, по-
тьодяющпй исключителыюзффск гннным способом новы-
150 Miinii'pitii.ioticocnitr и iiif'xnain/iiu шнщн/кцшишыхмптгриаловснть долговечность деталей. Оно основано па способности
стали к накисну при холодной пластической деформации.
При г» |ч >м методе деформ и ру ют i к жерхность л ибо удар| I ым
воздействием, либо обкаткой .Дробеструйную обработку производят с помощью
дробеметов после механической обработки. Ее осуществ¬
ляют и специальных камерах, где дробинки перемещают¬
ся с большой скоростью за счет потока воздушной струи;
после удара о поверхность детали они надают в приемник
и используются повторно. Дробь изготовляют из отбе¬
ленного чугуна, стами, стекла и других материалов, обла¬
дающих высокой твердостью. Диаметр дроби 0,2-1,5 мм.
Улары концентрируются на весьма малых поверхностях,
нолтому вызывают большие местные давления. Посколь¬
ку зоны удара располагают чрезвычайно близко друг к
другу, вся рабочая поверхность детали оказывается упроч¬
ненной. Глубина упрочненного слоя при дробеструйной
обработке составляет до 0,7 мм. Поверхностный слой ста¬
новится более твердым, износостойким, в нем создаются
напряжения сжатия, они повышают усталостную проч¬
ность, возникающую при работе с переменными нагруз¬
ками. Кроме того, сглаживаются мелкие поверхностные
дефекты. После такого упрочнения срок службы деталей
возрастает в ряде случаев в несколько раз.LI 1 npoia> распр<x’Tpaiiciia дробестру йпая обработка свар¬
ных соединении, эксплуатационная прочность которых рез¬
ко увеличивается в различных климатических условиях
при температуре от +30 до -70“С. Так. было упрочнено 220
сварных рам тележек железнодорожных вагонов. Оип про¬
шли 220 тыс. км, показав высокую эксплуатационную проч¬
ность в различных климатических условиях: при темпе¬
ратуре от +.30 до 70°С в них ие было обнаружено трещин.
При пластическом деформирован пи рессор удается по¬
высить их предел прочности в 2 раза, а предел текучести в
I iihm 5, Поверхностное упрочнение стали151l..’> раза мри максимально возможных деформациях. Срок
| |\ жбы витых пружин автомобилей, работающих вуслови-
н\ вызывающих уста.1тость, увеличился в 5 -6 рал. коленча-
и.| \ валов в 2,5-3 раза.11 римсиястся также динамическое упрочнение шарика¬
ми, ю >торое основано на ударах по обрабаты ваемой i юверх-
ипечи с использованием центробежной силы. Ша|)нкн
свободно сидяч в отверстиях диска упрочни1теля, враща¬
ющегося па шпинделе станка, и наносят но поверхности
многочисленные удары, пластически деформируют ее и
кием мгновенно отскакивают. Каждый шарик может пе¬
ремещаться в отверстии иа небольшое расстояние, но
«иделиться ог упрочпителя не может.Сущность обкатывания поверхности ;шкчючаетс>1 в
him, что поверхностные слои металла, контактируя с пн-
| фумситом высокой твердости, в результате давления• оказываются в состоянии всестороннего сжатия и илас-
I ически деформируются. Давление осуществляется не по
пегй обрабатываемой поверхности, а только в зоне кон¬
ик та. Инструментом являются ролики или шарики, пе¬
ремещающиеся относи гельно заготовки. Поэтому пере¬
мещается ц пятно контакта. В результате вся поверхность• м..!зывается пластически деформированной.Поверхности обрабатывают обкатыванием чаще па
юкарпых или карусельных станках. Обкатки н раскатки
i миав.чивают вместо режущего инструмента, при этим
обеспечивается необходимая подача.В настоящее время применяют обкатывание ролика¬
ми рабочих валков прокатных станов, которые в процессе
|i.nVru изнашиваются, что приводит к искажению рабо¬
чий профиля прокатываемых изделии. В резу п.чачеудл-
| и л доби ться снижения износа валков, который без об-
к.пывання составлял 1,5-2 мм. Обкатывание прока тных
iia.iKoB роликами происходит в специальных вальцепро¬
152 МтпрршитеФицг ч nirxiia/п/пя ши трцщшшпых мттчшамткатных станах с коптролируемымм ус илиями. Стоимость
палкой повышается на 30 40 Ролики и; потапливают
па хромистой шарикоподшипниковой с тали.Алмазным выглаживанием можно дос тичь малой шеро1
ховатостп поверхности и ес упрочнения. Сущность мет*
да состоит в том, что оставшиеся пос ле обработки резани*
ем неровности поверхности выглаживаются перемещаю¬
щимся по пей прижатым алмазным инструментом. Ал май.
закрепленный в державке, пе вращается, а скользи г г весь*
ма малым коэффициентом трения. Рабочая часть и негру*
мента выполняется в виде полусферы, цилиндра или ко¬
нуса. Чем тверже обрабатываемый металл, тем меньше
радиус скругления рабочей части алмаза.Заготовки обрабатывают на токарных станках. Дер¬
жавку с подпружиненным наконечником с алмазом уста¬
навливают вместо резца.
Глава 6
ЛЕГИРОВАННЫЕ СТАЛИ6.1. Влияние легирующих элементов.
Классификация и маркировка
легированных сталейЛегированной называю г сталь, содержащую специаль¬
но is поденные в нес с целью изменения строения и свойств
lei ирующие элементы.Легированные стали имеют целый ряд преимуществ
перед углеродистыми. Они имеют более высокие механи¬
ческие свойства, прежде всего, прочность. Легированные
пали обеспечивают большую ирокаливаемость, а также
нолможиость получения структуры мартенсита при закал¬
ке V. масле, что уменьшает опаснос ть появления трещин и
коробления деталей. С помощью легирования можно прп-
i.iri. стали различные специальные свойства (коррозион¬
ную стойкость, жаростойкость, жаропрочность, нзносо-• I он кость, магнитные и электрические свойства).Влияние легирующих элементов на структуру и свой¬
ства стали. По влиянию па устойчивость аустенита все
итпрующпе элементы делятся па две группы: расширя¬
ющие область существования аустенита и сужающие ее
((:(ответственно, расширяющие область существования
феррита). К первой группе относя тся никель, марганец,
11>iм.!ьт и др. Ко irmpoii хром, кремний, алюминий,
мо шидсп, титан, ванадий, и.мьфрам и др. Элементы нер¬
пой группы понижают крп пен с ии- точки Д., и А,, вто-i к и I имкм m:m гг ( 'т 11|>/ те I ш • 111 ч\ м мм/ч i <i u nv ч том iiimvi -
154 Main('iJi(ii.i<Hi('(!/‘iiiic и тс.мюлч/ия котщп/кциоипыл мачк'/пншмтуры нагрева для термической обработки. При достаточ¬
ном содержании легирующих элементом нерпой группы
аустеиитиая область расширяется до такой степени, что
сталь будет иметь аугтепитную структуру даже при ком-
nj I ной температуре. Такие стали называют avert пмтиы-
мн. II напротив, при большом содержании легирующих
элементов второй группы аустсннтная область исчезает
совсем и сталь будет иметь чисто феррнтпую структуру
от комнатной температуры до температуры плавления.
Такие стати называют ферритными. Аустенитные п фер-
рнтпые стали закалки не принимают, так как ие имеют
(разовых превращений в твердом состоянии.Легирующие элементы влияют не только на критичес¬
кие точки. поп па IюложеннеточекSи Едиаграммы Fe-Fe3C
(рис. 2.9). Все легирующие элементы сдвигают эти точки
влево, т.е. уменьшают эвтектоидпую концентрацию углеро¬
да и предельную растворимость углерода ваустсии ге.По характеру взаимодействия с углеродом все ле¬
гирующие элементы разделяют на карбидообразующие и
не образующие карбидов. К карбидообразующнм элемен¬
там относятся хром, марганец, молибден, вольфрам, ва¬
надий. цирконий, тптаи. Они образуют с углеродом устой¬
чивые химические соединения (карбиды). К иекарби-
дообразующим элементам относятся никель, кремний,
алюминий, кобальт, медь. Эти элементы находятся в ра¬
створенном состоянии в железе. Они оказывают графи-
тпзпрующее воздействие. Отметим, что часть карбидооб¬
разующих элементов также находятся в железе в раство¬
ренном состоянии.При небольшом содержании в сгатп карбидообразу-
ющнх легирующих элементов они замещают в цементи¬
те атомы железа. Образуется легированный цементит,
например (Fe, Сг)чС. При увеличении содержания кар¬
бидообразующих элемен тов выше предела раст воримо-
I iiиш (>. Лыириишшыг сниии155• in образуется так называемые специальные карбиды,
например Сг7С.,.Все карбиды, которые образуются в легированных cra¬
ms, но строению кристаллической решетки можно разде-
III11. на две группы. К первой группе относятся карбиды,
имеющие сложные кристаллические решетки, например
Ми С, CrXv СЭти карбпд|»1 при нагреве растворяют-
ги ваустсните. Карбиды второй группы (TiC. W(', Мо,,С
и ip.) имеют простые кристаллические решетки. .\>ти кар-
пилы практически ие растворяются в аустеипте.Основной структурной составляющей конструкцион¬
ных сгалеи является феррит. Легирующие элементы pa¬
ri воряются в феррите, искажая при этом кристалличес¬
кую решетку. Искажение решетки вызывает изменение
гиойств феррита — твердость и прочность повышаются,
а пластичность и вязкость снижаются. При этом степень
влияния различных элементов неодинакова. Наиболее
сильно упрочняют феррит кремний, марганец н никель.
1>|>льшииетвоэлементов,за исключением никеля, снижа¬
ют ударную вязкость. Марганец н кремний снижают вяз¬
кость при содержании более 1 % .Большое значение имеет влияние легирующих эле¬
ментов на порог хладноломкости. Кремний и ванадий
сильно, а хром незначительно повышают порог хладно-
■юмкости (при паличнн их более 1 % ). Никель значитель¬
но снижает порог хладноломкости.Классификация легированных сталей. Л егн рова 1111 ые
| тали классифицируются последующим признакам:
по структуре в равновесном состоянии;
по структуре после охлаждения на воздухе;
но количеству легирующих элементов;
по химическому составу;
по качес тву;
но назначению.
156 Митгриа. шгдсние и tnt'xnaw/ия шиппрукиштных чапк'риа.ушПо равновесной структуре, i.e. по структуре мосле
медленного охлаждения (отжига), различают доэвтекто-
идную, ттектоидную, шмтекпюидную и ледебуритную
спали. Структура до.-жтектоидной стами состоит ил леги¬
рованного перлита м легированного феррита. Эвтектоид-
мая стал г» имеет перлитную структуру. В заэвтектоидной
стали кроме перлита имеются избыточные (вторичные)
карбиды. В структуре ледебуритлой стали имеются пер¬
вичные карбиды, которые выделились из жидкого спла¬
ва. Следуем отметим ь, что границы между этими сталями
по содержанию углерода не соответствуют диаграмме Fe-
Fe4C (0,8 и 2,14 % С), так как легирующие элементы сдви¬
гают точки S и F диаграммы влево. По этой причине п
классификации появились ледебуритные стали. Как уже
говорилось ранее, при большом содержании легирующих
элементов возможно получение стан ей, имеющих в рав¬
новесном состоянии ферритную или аустепитную струк¬
туру. Поэтому классификация должна быть дополнена
ферритными и аустспитными сталями.По структуре после охлаждения па воздухе (нормали¬
зации) различают мри основных класса стамей: перлитный,
мартенситиый, аусте.нитпый. Стали перлитного класса
характеризуются небольшим содержанием легирующих
элементов и соответственно низкой устойчивостью пере¬
охлажденного аустенита. При охлаждении на воздухе у
этих стамей происходит распад аустенита на ферри то кар¬
бидную смесь. Стами марменситиого класса характеризу¬
ются средним содержанием легирующих элементов и вы¬
сокой устой411востыо 1 к'реохлаждс !11юго avcrciiнта. Поэто¬
му мри остывании на воздухе эти стали охлаждаются без
распада аустеп ита до температур марм енситиого превраще¬
ния, т.е. происходим' самозакалка. Стами аустепнтпоп»
класса имеют повышенное содержание легирующих эле¬
ментов, высокую устойчивость переохлажденного аусте-
I hiit/i I). Лг/н/цшщтыг (та и/157им га п температуру начала мартенситного 11 рс'нра i uci i и я
ниже комнатной. Поэтому при охлаждении па воздухе они
| пчраияют аустенитпую структуру.Но суммарному количеству жуирующих элементов ста-
||| делятся па низколе/нрованные, которые содержат до
"о легирующих элементов, среОнелегироваиные — от
,.) до 10 % н высоколегированные, содержащие свыше10 "п легирующих элементов.По химическому составу легированные стали класси¬
фицируются в зависимости от введенных легирующих
цементов. Если введен один легирующий элемент, то
iiaii. называют поэтому элементу, например хромистая,
марганцевая и т.д. Если сталь легирована двумя и более
цементами, то она является комплексно-легированной
и се называют но нескольким введенным легирующим
цементам. Например хромопнкелевая, хромомаргамце-
паи. хромонпкельмодибденовая.Но качеству легированную сталь разделяют па каче-
( I венную (массовое содержание вредных примесей — серы
п фосфора не более 0.035 % каждого); высококачественную
(не более 0,025 % серы и 0,025 % фосфора): особовысоко-
iv;i'ii ( гвепиую (неболее 0,015 % серы и 0,025 % фосфора).По назначению легированные стали разделяют на кон -
чп/щкционные, идущие1 па изготовление детален машин,
мнк трукций и сооружений, инструментальные, идущие
н.I н.и отовленис режущего, мерительного и ударно-штам-
I и ми *ч I к >го и I ict| >умс1 п а, а также стал и с особыми свойства¬
ми коррозионноетой кие, жаростойкие, жаронрочиые, с• •••пбыми электрическими и магнитными свойствами и др.Маркировка легированных сталей. Маркируются ле-
1111 к таимые стали с помощью цифр и букв, указывающих
примерный химический состав стали. Первые цифры в
м 11и.ч• показывают среднее содержание углерода в сотых
иинч процента. Далее показывается содержание легиру-
158 М/тичикиатчкчшг и тгхнашпш кош т/п/кционных мтпдшшшющнх элементов. Каждый элемеиг обозначается своей
буквой: Н никель, Г марганец, Ц цирконий, Т -
титан. X -• хром, Л медь, С — кремний, А — азот, К -
кобальт, Р - бор, II фосфор, Ф - ванадий, М - молиб¬
ден, Б - ниобий, В — вольфрам, Ю - алюминий, Е — селей,
Ч редкоземельные элементы. Цифры, идущие после бук¬
вы, указывают примерное содержание данного легнрующе*
го элемента в процентах. При содержании элемента менсс
1 % цифра отсутствует. Например, сталь 12Х18Н10Т содер¬
жит приблизительно 0,12 % углерода, 18 % хрома, 10 % ни¬
келя, менее 1 % титана. Высококачественные стали обозна*
чаются буквой А. которая помещается в конце марки, на¬
пример. 38ХНЗМФА. Если же буква А расположена и
середине марки (14Г2АФ), это говорит о том, что сталь
.тегирована азотом. Особовысококачественная стать обо¬
значается буквой 111, которая располагается в конце мар-
кп и пишется через дефис, панрнмер, ЗОХГС-Ш. Если it
конце марки стоит буква Л, это означает, что данная стал I»
предназначена для изготовления деталей литьем (литой*
ная сталь). Например, 15Х25ТЛ. Для некоторых групп
станем применяют другую маркировку, которая будет ука¬
зана при рассмотрении этих сталей.6.2. Конструкционные сталиКоме грукциоиные стали идут па изготовление деталей
машин, конструкций и сооружений. Они должны обеспе¬
чивать длительную и падежную работу деталей и конст¬
рукций в условиях эксплуатации. Поэтому основное тре¬
бование к конструкционным статям комплекс высоких
механических свойств.Строительные стали содержат малые количества уг¬
лерода (0,1 0,22 ). Это объясняется тем, что детали
строительных конструкций обычно соединяются свар-
I кич! (i. Лс/ир/шаппис ста <a159M>ii. Низкое содержание углерода обеспсчпвасч хорошую
гиариваемость.И качестве строительных используются углеродистые
( и. hi обыкновенного качества Ст2 н СтЗ, имеющие услов¬
ным предел текучести а0,=240 МПа. В низколегированных
ироптельных сталях при содержании около 1,5 % Мп и
0,7 "■» Si предел текучести увеличивается до 360 МПа. К этим
| гатим относятся 14Г2, 17ГС, 14ХГС. Дополнительное
lei ирование небольшими количес твами азота (около
0,02 % ) ванадия и ниобия (около 0,1 % ) повышает ире-
(г.| текучести до 450 МПа за счет уменьшения величины
irpiia. При этом также снижается порог хладноломкости,
•пи особенно важно для строительных конструкции, ра¬
но гающих в условиях низких температур. К статям тако¬
ю т ипа относятся 14Г2АФ, 17Г2АФБ.Одновременное введение меди и никеля (15ХСНД)
him меди и фосфора(10ХНДГ1) увеличивает коррозион¬
ную стойкость стали в атмосферных условиях н снижает
порог хладноломкости.Приведенные стали применяют для строительных коп-
| фукций, армирования железобетона, магистральных пеф-
ичфоводов и газопроводов.В подавляющем большинстве случаев строительные
пали используются без термической обработки. Иногда
низколегированные строительные стати подвергают нор¬
мализации. что несколько повышает пределы прочности
н текучести. При этом измельчается зерно, что унеличи-
нает пластичность и вязкость. Некоторые стали (14Г2,
171 С, 15ХСНД) подвергают закалке и отпуску. Эго зна¬
чительно повышает их прочность и уменьшает склон¬
ность к хрупкому разрушению.Повышение механических свойств и снижение моро-
ia хладноломкости низколегированных строительных• га.тей также может быть достигнуто контролируемой
160 Л Ьтп'риа.нюсдгние и техно, ю/ии конструкционных M(imtjj)uajtoeпрокаткой. Такая прокатка проводится при пониженных
температурах (800-850 X" в конце процесса) и при уве¬
личенной степени обжатия (15-20 % ). При этом проис¬
ходит значительное измельчение зерна.Цементуемые стали содержат 0,1 -0,25 % углерода И
небольшое количество легирующих элементов. Эти ста¬
ли предназначены для деталей машин, работающих н
условиях трения и износа, испытывающих ударные и пе¬
ременные нагрузки (кулачки, зубчатые колеса, коленча¬
тые валы двигателей и др.) Они подвергаются цемента¬
ции, закалке и низкому отпуску. После этой обработки
твердость поверхности составляет HRC 58-62, а сердце
вины HRC 15-40. Упрочнение сердцевины в этих сталях
тем сильнее, чем больше содержание легирующих эле¬
ментов. В зависимости от степени упрочнения сердцеви¬
ны цементуемые спали можно разделить на три группы.К сталям с неупрочняемой сердцевиной относятся
углеродистые цементуемые стали 10,15,20. Закаливают¬
ся эти стали в воде. Их сердцевина имеет феррито-пер¬
литную структуру. Эти стали имеют высокую износо¬
стойкость, но малую прочность (а =100-500 МГГа). По¬
этому они применяются для мнлоответственпых деталей
небольших размеров.К сталям со слабо упрочняемой сердцевиной относятся
хромистые стали 15Х, 20Х, а также дополнительно легиро
ванные ванадием или бором, 15ХФ, 20ХР и др. Ванадий
измельчает зерно, что повышает пластичность и вязкость
стали. Микролегирование бором повышает прокалнвас-
мость и 1грочкость стали. Эти стали закаливаются в масле
Их сердцевина имеет структуру бейнпт. Стали этой груп¬
пы имеют повышенную прочность (а =750-850 МПа). Их
применяют для небольших дет&тей (сечением до 35 мм),
работающих при средних нагрузкахК сталям с сильно упрочняемой сердцевиной относят
с я комплексно-легированные стал и, содержащие никель
I чпт h. . lc/tijH>naintbie стили161и in повышенное количество углерода (0.2 -0,3 % ). Серце-
мнпа г татей .-j-roii группы имеет мартепситную структуру.
Пин имеют высокую прочность (а =1200 - 1600 МПа) н
in пользуются для детален, испытывающих значитель¬
ные нагрузки. Хромоникелевые цементуемые стали
I К’ХНЗА, 20ХНЗА, 12Х2Н4 А) применяются для крупных
.-и1чален ответственного назначения. Они прокаливают -
I н и масле в сечениях до 100 мм. Дополнительное ле-
шроиание вольфрамом или молибденом (18Х2Н4ВА;
INX2H4MA) еще более увеличивает прокаливаемоегь
( t.i iu. Эти стати используются для особо ответственных
ичалей. Никель — дорогостоящим легирующим элемент,
пп.тому хромопикелевые стали иногда заменяют хромо¬
марганцевыми сталями с повышенным содержанием уг-
тгрода. Для уменьшения зерна ути стали дополнительно
in ируются титаном (18ХГТ) или молибденом (25ХГМ).
Ирокаливаемость утих сталей до 80 мм.Улучшаемые (среднеуглеродистые) стали содержат
(1.3 0,45 % углерода и небольшое количество легирую¬
щих у.тементов (до 3-5 % ). Эти стали подвергаются улуч¬
шению, состоящему из закалки в масле и высокого отпус¬
ка. После термообработки имеют ст рукт уру сорбита. При¬
меняют улучшаемь.и стали для ответственных деталей
|»"|Щ01 о машиностроения, работающих в условиях цикли¬
ческих или ударных нагрузок (валов, осей, иолумуфт.
maiyiioB. ш токов и др.). Поэтому они должны обладать
иысокими пределами прочности и текучести в сочетании
' достаточной вязкостью и пластичностью. Механпчес-
i.iir свойс тва разных марок улучшаемой стати в случае• мюзной прокаливаемое!и близки (о = 900 - 1200 Mila).
11п.пому прокаливаемоегь определяет выбор стали. Чем
пчльше легирующих удемептов, тем выше ирокалииае-
мость. Следовательно, чем больше- сечение детали, тем
молее легированную сталь следует использовать. По про-
162 Материи merdettue и mrvito iosuh конструкционных мишсршшмкаливаемости улучшаемые стали могут быть условно
разбиты па пять групп.В первую группу входят углеродистые стали 35,40,45,
имеющие критический диаметр D = 10 мм (см. раздел
4.4). Эти стати часто подвергаются нормализации вмес¬
то улучшения.Ко второй группе относятся стали, легированные хро¬
мом ЗОХ, 40Х, 50Х. Для них критический диаметр состав¬
ляет D =15- 20 мм. Эти стали характеризуются отпуск¬
ной хрупкостью второго рода. Поэтому они нуждаются И
быстром охлаждении после отпуска.Третыо группу составляют хромистые стали, дополни¬
тельно легированные еще одним-двумя элементам и (кро¬
ме никеля). Для этих сталей DK)=20-30 мм. Дополнитель¬
ное легирование марганцем (40ХГ) или микролегирова-
иие бором (35ХР, 40ХР) повышает ирокаливаемость,
введение ванадия (40ХФА) способствует уменьшению
зерна и вязкости, легирование молибденом (ЗОХМ) сни¬
жает отпускную хрупкость второго рода.Стали, легированные одновременно хромом, марган¬
цем и кремнием (ЗОХГСА, 35ХГСА) называются хроман-
сплями. Они характеризуются высокими механическими
свойствами, хорошо свариваются, штампуются.Четвертая группа представлена хромопнкелевыми
сталями, содержащими около 1 % никеля: 40ХН, 45ХН и
др. Их критический диаметр D ^30-40 мм. Благодаря
присутствию никеля эти слали обладают большей вязко¬
стью и меньшей склонностью к хрупкому разрушению.
Д ля снижения отпускной хрупкости второго рода допол¬
нительно легируются молибденом (40ХНМ).В пятую группу входят стали, легированные рядом
элементов, причем содержание никеля доходит до 3
4 'V, : 38XH3, 38XH3BA. ЗВХНЗМФА. Высокое содер¬
жание никеля значительно увеличивает прокалннае-
I шы) (>. Лг/иришишыс стили163мое и, (D =100 мм) и снижает предел хладноломкости,
молибден и вольфрам снижают отпускную хрупкость вто-
I н н о рода. Это л учшие марки улучшаемых сталей, хотя они
| равнптелыю дороги.Высокопрочные стали. Новейшая техника предъявля-< I высокие требования к прочности стали (предел проч¬
ности доходит до 1500-2500 МПа). При этом данные ста¬
ли должны иметь достаточную пластичность и вязкость.
.Ним требованиям удовлетворяют средиеуглеродмстыс
комплексно-легированные стали, мартенситно-старею-
шие стали, метастабильпые аустеиитпые стали.Среднеуглеродистые комплексно-легированные стали в
целях достижения максимальной прочности подвергают** а закалке с низким отпуском или термомехаиичсской
обработке. Закалка с низким отпуском обеспечивает вы-
| окую прочность даже для углеродистых сталей с содер¬
жанием приблизительно 0,4 % углерода. Легирование
нодыннм количеством элементов производится для по¬
нижения вязкости, уменьшения зерна, увеличения про¬
кали ваемосги. Для достижения этих целей нронзводит-
| я 1сгнровапис никелем (1,5-3 % ) и небольшими количе-
| I нами кремния, молибдена, вольфрама, ванадия, хрома и
марганца (ЗОХГСНА, 40ХГСНЗВА, 40ХН2СМА и др.).
| ia.ii» ЗОХГСНА, представляющая собой хромапсиль с
юбавкой 1,6 % никеля, широко применяется всамолето-
мроеипп для силовых сварных конструкций.Гермомеханическая обработка, которая совмещает
н iac i ическую дефо|)мацию аустенита и закалку (см. раз-
ie 114), придаст указанным выше сталям высокую проч¬
ность (па 10 20 % выше, чем при обычной термической
обработке) и достаточную пластичность и вязкость (в 1,5
|>a.ia выше).Мартенситностареющие стали превосходят по ироч-
|цic I п п технологичности среднеуглеродистые комплекс¬
164 MnwciHKUOfK'df'iiiir и пч’хтую/ия кошт/н/мпншны.хмани'/шгивяно-легироваппые стали. Оии представляют собой к рак*
тпчески безуглсродпстые (до 0.03 % С) сплавы железа с
никелем (17 26 % Ni). дополнительно легированные ти»
таном, апомпппем, молибденом, ниобием и кобальтом»
Ш мрокос pan I ростра! leime пол у ч и да emu ь 03 Н18К9М5Т.
Она подвергается закалке на воздухе с 800 -850°С. Высо¬
кую прочность мартенситностареющие стали получают
в результате старения, производимого при температуре
450-500Х. В результате такой термообработки стали
03Н18К9М5Т имеет предел прочности а =2000 МГ1а.Кроме упомянутой выше стали нашли применение ста*
ли Н12К8МЗГ2. Н10Х11М2Т. Н12К8М4Г2 и другие. Мар*
тенситноетареющиестачи применяют в авиационной про*
мышленностп. в ракетной технике, судостроении и т. Д,
Они обладают хорошей свариваемостью н обрабатываемо¬
стью. Эти стати являются достаточно дорогостоящими.Метаспшбилъные аустеиитные высокопрочные стами
повышенной пластичности называются также три и-сталЯ"
мл или ПНП-сталями (1IHI1 - пластичность, ианедениам
превращением). Эти стали содержат0.2 0,3 % С, 8-10 % Сг,
8-25 % Ni. 2 6 % Mo, I 2,5 % Ми, до 2 'V, Si. Они подвер¬
гаются закатке от 1000 1100 “С, после чего фиксируется
аустенптпая структура, гак как температура начала мар*
тенентпого превращения Мч ниже 0 "С. Далее сталп
подвергается пластической деформации при температуре
450- 600 С со степенью обжатия 50 80 %. При игом про¬
исходит паклен аустенита, а также его обеднение углеро¬
дом и легирующими элементами за счет выделения ДИС"
перспых карбидов. Вследствие этого температура, ниже
которой пластическая деформация вызывает мартенсит*
пое превращение, повышается выше комнатной. Поэтому
при охлаждении аустепит становится метастабнльпым и
при повторной деформации будет испытывать мартенсит
пое превращение. В результате этой обработки три и-ста»
I 1| Hill 11. JIlVUpiHttlllllhir CHMI.Itt165in приобретают высокую прочность (a =1800--2000 МПа)
ii|Hi высокой пластичности (6>30 % ).Пружинные стали. В пружинах, рессорах и других уп-
рчп.х элементах используются только упругие свойства< in т. Возникновение пластической деформации в иих пе-
тпустимо, потому высоких требований к пластичности и
mi.iwuTH не предъявляется. Основное требование к пружин¬
ной стати высокий предел упругости а (см. раздел 1.5).
Кроме того, многие пружины и рессоры подвергаются
inмдействию циклических нагрузок. Поэтому от пружин¬
ных сталей также требуется высокий предел выпосливо-
| |и. Хорошие упругие свойства стали достигаются при
повышенном содержании углерода (0,5 0,7 % ) и приме¬
нении гермообработки, состоящей из закатки и средне-
п> отпуска при температуре 350 450°С. После такой тер¬
мообработки сталь имеет тростптпую структуру. Пру-
.мншые стали должны иметь хорошую закаливаемость и
ирокаливаемость. Мартепситпая структура после закал-
ьи должна быть но всему сечению. Наличие немартеиент-
иых продуктов превращения аустенита после закалки• нпжает упругие свойства стали.Углеродистые пружинные стали (65, 70, 75) вслед-
| нпн’ низкой прокат и ваемости используются для иру-
/1.1Ш небольшого сечения. Они могут работать при темпе-
p. и v ре до 100" С. Стали, легированные кремнием п мар-
иицем (60С2, 60СГ' и др.), предназначены для больших
по размеру упругих элементов и обеспечивают их дли-
ie iiiiivio и падежную работу. Для ответственных пружин
применяют высококачественные стали .тегированные
\ромом и ванадием (50ХФА, 50ХГФА). Эти стати могут
Работать при температуре до 300J С. Из них пзготавлп-
н.иог. например, рессоры легковых автомобилей. Для осо-
1нич'ветствепиых крупных пружин и рессор, работающих
и \ г.нитях значительных динамических нагрузок, при¬
166 Mtmi'inituiwdoiiti’ н тгмтлптя кош т/ч/кционныл щпщтилЛменяют сталь, содержащую ннкель 60С2Н2Л. Она прока¬
ливается в сечениях до 80 мм.Повышение предела выносливости рессор достигает'
ся при их поверхностном наклепе с помощью дробеструй¬
ной обработки. При этом в поверхностных слоях деталей
создаются остаточные сжимающие напряжения, что сни¬
жает величину растягивающих напряжений при работе
рессор. Предел выносливости в результате дробеструй¬
ной обработки повышается в 1,5-2 раза.Шарикоподшипниковые стали применяются для изго¬
товления шариков, роликов и колец подшипников качс
пня. Эти детали в процессе работы испытывают высоким
удельные знакопеременные нагрузки. Поэтому шарико¬
подшипниковая сталь должна обладать высокой твердо
стью, прочностью п контактной выносливостью. Высокая
твердость и прочность обеспечивается применением выси
коуглеродистой стали (содержащей приблизительно 1 %С)
и термической обработки, состоящей из закалки и низко¬
го отпуска. Для повышения ирокалииаемостн и возмож¬
ности закатки в масле шарикоподшипниковая сгаль леги¬
руется небольшим количеством хрома. На контактную
выпосл нвостьотрицательпо влияют пеметатличсскиевкл 10
чепия, пористость, карбид]гая неоднородность, так как эти
дефекты попадая на контактные поверхности, вызываю!
преждевременное устатостпое разрушение. Поэтому Ша¬
рикоподшипниковые стати подвергают злектрошлакопо*
му или вакуумно-дуговому переплаву.Маркируются подшипниковые стати буквами LLI (пт
рпконодшппинковая), X (хромистая) н числами, показы¬
вающим содержание хрома в десятых долях процент»
Применяются стати ШХ1, IIJX9,111X15,а также LIJX15CT
н ШХ20СГ, легированные дополнительно кремнием и
марганцем. Чем больше содержание.тегирующих элемен¬
тов, тем для более крупных шариков н роликов можно
использовать данную стать.
I чши h. Ле/и/кташпис rmom167Термическая обработка деталей подшипников состоит
н I икалки и маслеот температур 820 840 'С п отпуска при
и миературе 150 170 "С. После термообработки шарпко-
имцинипикоиая сталь имеет структуру мартепепта с рав¬
номерно распределенным мелкими карбидами. Данная• груктура определяет высокую твердость (62-65 HRC).Износостойкие стали способны сопротивляться пронес -• \ изнашивания. Изнашивание - :>то процесс постепсппо-
|ч разрушения поверхностных слоев трущихся детален,
который приводит к уменьшению их размеров (износу).Прежде всего износостойкость может достигаться вы¬
шкой твердостью поверхности. Стали, имеющие высокую
поверхностную твердость, подвергаются закалке и низко¬
му отпуску или химико-термической обработке. Они име-
|и| структуру мартенсита или мартенсита с карбидными
нк ти 1ЧСНИЯМИ. К этой группе можно отнести рассмотрен¬
ные выше цементуемые и шарикоподшипниковые стати,
,i г.исже рассматриваемые ниже инструмсптатьпыс стали.Другую группу образуют стати, износостойкость ко-
трых достигается смазывающим действием графита. Эти• I.I III имеют в структуре графитные включения, которые
н процессе изпашиваипя выхо/1ят на поверхность и вы¬
полняют роль сухой смазки. Данные стали имеют высо¬
кое содержание углерода (-1,5 % ) и кремния (-1 /о ), что
нокышает способность к графитизации. Они подвергают-< я i рафптизпрующему отжигу, который аналогичен ог¬
ни v ковкого чугуна (см. раздел 3.2).Третью группу составляют стали, износостойкость ко-
юрых достигается повышенной склонностью к паклену.• Но прежде всего стать 110Г13Л, содержащая 0,9- 1,3 %
и.п-рода и 11,5 14,5 % марганца. Она имеет невысокую
I игрдость, которая при действии давления и ударов резко
повышается, за счет чего и достигается износостойкост ь.
I l.inpiiMep, при пластической деформации 70 % твердость
168 Лlanu’i>uru<>m’()<’tiu( и телшш/.ин конппрцкцшшны.х мам'/пшдилвозрастает от 210 Н В до .130 НВ. Такая сталь п.ло\о обрл*
батывается резанием, поэтому применяется и литом состо¬
янии. После литья структура стали состоит n:s аусгеииш
и выделившихся по границам зерен избыточных карбидом
марганца, которые снижаю! износостойкость. Поэтому
сталь подвергается закалке от 11005С в воде, после чего по¬
лучает чисто аустени тпую структуру.6.3. Стали и сплавы, устойчивые
к воздействию температуры
и агрессивной средыКоррозия и коррозионная стойкость сплавов. Корро*зией называется разрушение металла под действием внеш¬
ней агрессивной среды в результате ее химического или
электрохимического воздействия. Различают химичес¬
кую коррозию, обусловленную воздействием на металл
сухих газов и неэлектролитов (например нефтепродук¬
тов), и электрохимическую, возникающую иод действи¬
ем жидких электролитов или влажного воздуха. При .гм-
мической коррозии происходи г взаимодействие поверхно¬
сти металла с окислительным компонен том коррозионной
среды. Продуктом коррозии является химическое соеди¬
нение металла с окислительным компонентом, например:
3Fe + 20,= Не, О,.Механизм электрохимической коррозии состоит в сле¬
дующем. 1£слп два соединенных проводником металла
поместить в электролит, то образуется гальваническая
пара, в которой металл с меньшим электродным потенци¬
алом будет анодом, а с большим катодом. При этом анод
отдает ионы в электролит и растворяется. Чем метши*
электродный потенциал металла, тем .легче он отдает
ионы и тем ниже его коррозионная стойкость. При погру¬
жении в электролит сплава его олде. imii.ic фазы имсюл
I hHii't h I'Hlil 11/169различные электродные потенциалы. Сп-чав представляет
I опой множество гальванических мнкропар. Разиина
| мм родш.1\ потенциалов разных фаз определяет иптеи-
| ниность коррозионного процесса. Таким образом, при¬
чиной коррозии является электрохимическая неоднород¬
ен1 и, сплава. Поэтому чистые металлы и однофазные• планы имеют большую коррозионную стойкость. Одна-
Mi (I однофазных сплавах имеются различные дефекты
I I роения (примеси, границы зерен, дислокации), которые
ш |кнот роль анода при электрохимической коррозии.Коррозионная с тойкость металлов резко повышается
при образовании па их поверхности сплошной прочной
им идной пленки. Это явление называется пассивацией,
.1 металлы, па поверхности которых образуется такая
и h i пса пассивирующимися. К этим металлам относят-
гм алюминий, тигаи, хром. цинк.По характеру коррозионного разрушения различают
( и. п чину ю и местную коррозию. Сплошная коррозия за-
чнамывает всю поверхность металла. Пе делят на равно¬
мерную и неравномерную в зависимости от того, одина¬
ковая ли глубина коррозионного разрушения на разных
участках. При местной коррозии поражения локальны. В
мнпсимости от скисни локализации различают пятнн-< то. язвенную, точечную, межкристаллитнуюи др. виды
Мее ПЮИ коррозии.11аиболее опасным видом является межкристаллитная
I интсркристаллнтиая) коррозия, которая распространяет -
| и и металле по границам зерен. Она почти незаметна при
пт ищем осмотре, по изделия становятся непригодными,
ми как нарушается связь между зернами и резко сиижа-
е I г Я прочность.I акже весьма опасна коррозия иод напряжением, ко-
|ц|>ая происходит при одновременном воздействии кор¬
розионной среды и механической нагрузки. Разиовидно-
170 Manirf>iiti'i<>ni‘tii’>uic и т-лпоютя кинстрцкщюнныхмшнериащстью этой коррозии является коррозионное растрескива-
пне. при котором в металле образуется сетка тонких тро-
щнп, проходящих через зерна. Этот вид коррозии также11 еза м ете и с и a pv ж и.Мерой коррозионной стойкости металлов и сплавом
служит скорость коррозии в данной среде при данных
условиях. Скорость коррозии может оцениваться глубин¬
ным показателем, мм/год или потерей массы металла н
граммах за единицу времени, отнесенной к единице пло¬
щади его поверхности, г/(м‘-ч).Все рассмотренные выше конструкционные стали не
обладают стойкостью против коррозии. Стали, обладаю¬
щие устойчивостью против коррозии, называются корро-
зпоипостойкими (нержавеющими).Коррозионная стойкость достигается при введении и
сталь элементов, образующих на ее поверхности топкж*
и прочные оксидные иленки, т.е. с помощью явления пас¬
сивации. При этом повышается электродный потенциал
стали. Наилучший из этих элементов - хром. При вводе*
иии в сталь более 12 % хрома сё электродный потенциал
возрас тает скачкообразно и она становится устойчивой
против коррозии в атмосфере, воде, ряде кислот, тело*
чей и солей. Стали, содержащие мсныпес количество хро¬
ма, подвержены коррозии точно так же, как и углеродис*
тыс стали. В технике применяют хромистые и чромонн
кслевые коррозионностойкие стали.Хромистые коррозионностойкие стали могут содер¬
жать 13, 17 или 25 27 % хрома. В зависимости от струк¬
туры. полученной при охлаждении на воздухе, различа¬
ют хромистые стали ферритпого (08X13,12Х17, 15Х25Т,
15X28), мартспситО'фсрр|1тиого( 12X13) и мартсисптпо-
го (20X13. 30X13, 40X13) классов.Стали, содержащие 13 "о хрома - наиболее распрост¬
раненные и дешевые коррозионностойкие стали. В зави-
I lilhll h . Ir/Upoe/lllllhtt I 1)1/1.Ill171i и mi к'гм от содержания углерода они способны по.шо-
| м.1о(20Х13,30X13,40X13)иличастнчно(12Х13)претер¬
певать мартеиептпое превращение. Чем больше в стали
vi и рода, тем мартеиситиое превращение протекает пол-III г и выше способность стали к упрочению при термооб-
ft.iiм»гке. Но увеличение содержания углерода приводит
к образованию карбидов хрома, что уменьшает содержа¬
ние хрома в твердом растворе и снижает коррозионную< Ioiiкость. Стати марок 08X13, 12X13, 20X13 подверга¬
ют! закачке от 1000°С и отпуску при 600-700 "С. Они
хорошо свариваются и обрабатываются давлением. При¬
меняют их для изготовления деталей с повышенной пла-• I нчностыо, повергающихся ударным нагрузкам, работа¬
ющих в слабоагрессиниых средах. Стали 30X13, 40X13
подвергаются закалке и отпуску при 200-300°С. Оми
on I а дают высокой твердостью, нрочпостыо и износостой¬
костью. Из них наготавливают режущий, мерительный и
хирургический инструмент, пружины и подшипники,
работающие в коррозионной среде.Стали 12X17, 15Х25Т, 15X28 имеют более высокую
коррозионную стойкость по сравнению со сталями, содер¬
жащими 13 % хрома. Термической обработкой эти стали
иг упрочняются. Их недостатком является склонность к
in п.пому росту зерна при нагреве до 850° С. Поэтому свар¬
ке пи стами подвергаются редко. Для получения однород¬
ного твердого раствора и повышения коррозионной стой¬
кости они подвергаются отжигу при температуре 700¬
/МО С. Используются для оборудования заводов легкой и
пищевой промышленнос ти, труб, работающих в агрессив¬
ных средах, для кухонном посуды.Хромоникелевые коррозионностойкие стали обыч¬
но содержат 18 "<> хрома и 9- 12 % никеля (03Х18Н12,
() 1X181110,08X18J110,12Х18119.12Х18111 ОТ, 12 X18 И12Т,I / X18Н9 и др.). Оии имеют более высокую коррозиои-
172 Мптдптлпш'Опшс и темю.т/ия кишщп/кцшшныл лнппс/шапЦпую стойкость по сравнению с хромистыми сталями»
лучшие механические свойства, хорошо свариваются.
Эти стали имеютаустенитпуюструктуру. Их термообра*
бо гка состоит из закалки от температуры 1100 1150 °С |
воде без отпуска. При пагреве под закалку происходи
растворение карбидов хрома и образование однородно^
аустенитной структуры, а быстрое охлаждение фиксиру»
ет эту структуру. Однофазная аустенитная структура»
при которой весь хром находится в твердом растворе,
обеспечивает наилучшую коррозионную стойкость. Эта
же структура обеспечивает высокую пластичность. ll<f«
этому данные стали способны обрабатываться давлени¬
ем в холодном состоянии. При этом они упрочняются яо
счет наклепа.Недостатком хромопикслевых сталей является склои<
ностькмежкристаллитиой коррозии. Она появляется при
пагреве свыше 400Х вследствие образования карбидов
хрома по границам зерен, что приводит к уменьшению
содержания хрома в поверхностном сдое зерна ниже 12 %.
Это снижает электродным потенциал поверхностного слом
зерна. Поверхность зерна станови тся анодом, а тело зерна
катодом. Коррозия быс тро распространяется но границам
зерен. Борьба с межкрнсталл итиой коррозией направлена
па предотвращение выделения хрома изаусгспита. Чтобы
карбиды хрома ме образовывались, надо либо пспод кшвлть
стали с пониженным содержанием углерода (до 0.04 %),
либо дополнительно легировать сталь более сильными
карбидообразуюнщми элементами, чем хром. В качестве
таких элементов используются титан пли ниобий в коли¬
честве равном пятикратному содержания углерода. В этом
случае образуются карбиды TiC пли NbC. а весь хром ос¬
тается в твердом растворе. Стали 03X181112, 04X181110,
12Х18Н10Т, 08X181112Б и др., вследствие малого содер¬
жания углерода или дополнительного легирования не
I inr.ii (>. Лг/и/ктшшыс ciikuii173i u ЮИНЫС к межкристаллитной коррозии, называются ста-
(П1 тзнроваипымп.Используются хромонпкелевые стали для детален
изготовляемых изл истовой стали штамповкой и сваркой
и пищевой и химической промышленности, в холодиль¬
ной технике. Поскольку никель дорогостоящий элемент,
иногда его частично заменяют марганцем н используют< ia.ii. 10Х14Г14Н4Т.Другие методы защиты от коррозии. Применение
коррозионностойких сталей является самым надежным
способом защиты от коррозии. Однако они значительно
юроже обыкновенных углеродистых и низколегирован¬
ных сталей. Кроме того, их применение не всегда возмож¬
но но техническим соображениям. Поэтому часто исполь¬
зуют другие методы защиты металлических изделий от
коррозии: нанесение защптш,IX покрытий и пленок (ме-
илднческих и неметаллических), протекторную защиту,
применение ингибиторов коррозии.Распространенным средством защиты от коррозии
является нанесение на защищаемый металл различных
покрытий. Металлические покрытия делятся на анодные
и катодные. Катодные покрытия производят металлами,
пектродпый потенциал которых выше, чем у основного
мпалла. Катодные покрытия создают механическую за-
HIII гу основного металла благодаря его изоляции от внеш¬
ней агрессивной среды. При нарушении сплошности по¬
крытия происходит усиленная электрохимическая кор¬
розия открытого участка основного металла. Поэтому
применяют большую толщину катодных покрытий. При¬
мерим катодного покрытия является никелирован не спла¬
вов железа. Анодные покрытия производят металлами,
| и ктродпый потенциал которых ниже, чем у основного
хнчллла. При таком покрытии происходит пе только пзо-
пщия основного металла от внешней агрессивной среды.
174 МптериилшмМиш' и тех шшшш коиппрркцштпш мптериаияно м электрохимичес кая защита. При нарушении сплоШ'
мости покрытия основной металл, которым является ка*
годом, не разрушается. Примером анодного является по¬
крытие сплавов железа цинком.Металлические покрытия наносятся различными сип*
собамм. При погружении в расплавленный металл повер¬
хность изделия покрывается тонким и плотным слоем,
затвердевающим после извлечения изделия. Этот способ
применяется для панссспия покрытий цинком, оловом,
свинцом и алюминием, температура плавления которых
ниже, чем у защищаемого металла. При диффузионной
металлизации изделие засыпают порошками алюминия,
хрома, цинка и выдерживают при высокой температуре.
При напылении поверхность изделия покрывают слоем
расплавленного металла (пипка, алюмиппя, кадмия и др.)
с помощью плазменной струи. При плакировании защи¬
щаемый металл подвергают совместной прока тке с защи*
щающнм (алюминием, титаном, нержавеющей статыо).
Гальванический способ нанесения покрытий основан па
осаждении иод действием электрического тока топкого
слоя защитного металла (хрома, никеля, меди, кадмия)
при погружении защищаемого изделия в раствор элект¬
ролита. Припекание состоит в нанесении на защищаемый
металл метатлнческого порошка, который при спекании
образует сплошной защитный слой и одновременно при¬
пекается к поверхности основного металла.Неметаллические покрытия подразделяются па лако¬
красочные, эматевые. смоляные, покрытия пленочными
полимерными матерпатамн, резиной, смазочными мате-
риатами, керамические покрытия и др.Лакокрасочные покрытии получили очень широкое
распространение. Входящие в сос тав лакокрасочных по¬
крытий пленкообразователн обеспечивают высокую ад¬
гезию к металлам, получение сплошной, эластичной, пе-
I кит (>. Ле/щитпиные стали175проницаемой пленки, изолирующей металл от агрессив¬
ной среды. Недостатками этих покрытий являются сни¬
жение эффективности защиты со временем и обгорание
при высоких температурах.Покрытие резиной и эбонитом называют гуммирова¬
нием. Его применяют для защиты химической аппарату-
Iн,| от коррозионного действия кислот, щелочей и раство¬
рив солен.Защита смазочными материалами производится при
храпении и перевозке металлических изделий. При этом
смазка периодически обновляется.Особое место занимают покрытия, получаемые химичес¬
кой и электрохимической обработкой. Они превращают
поверхностный слой изделия в химическое сосдипеине,
образующее сплошную защитную пленку. Наибольшее
распространение имеют оксидные и фосфатные защит¬
ные пленки. Нанесение оксидных пленок называют окси¬
дированием, а на стами—воронением. Для воронения ста¬
ми летами пофужают в растворы азотнокислых солей при
нмпературе 140 °С. Фосфатные покрым ия наносятся при
погружении в разбавленный раствор фосфорной кислоты11 кислого фосфата цинка или магния. В результате па поверх¬
ности детали образуется плотная пленка фосфатов железа.Протекторная защита основана па подсоединении к
защищаемому изделию протектора с более отрицатель¬
ным электродным потенциалом. В агрессивной среде про¬
ектор будет являться анодом и постепенно разрушаться,
а защищаемое изделие — катодом и разрушаться не будет.
После полного разрушения протектор заменяется. Разни¬
ца электродных потенциалов протектора и защищаемого
металла не должна быть слишком большой, чтобы протек-
и>р пе разрушался очень быстро. Обычно протекторы пред¬
ставляют собой пластинки, прикрепляемые к защищаемо¬
му изделию заклепками или болтами. Для стальных изде-
176 Manu'jHtivtoiicrlcitiK и текишо/пи шищщющччиил мптсриамл.щи а качестве протекторов применяют сплавы пипка или
мш иия. 1 lanpiiMcp, подводпыечасти судов(киль и впиты)
защищают цинковым протекторомДля уменьшения агрессивности окружающей среды и
нее н небольших количествах вводят химические соедипс
иия. называемые ингибиторами коррозии, Они значнтель*
но снижают скорость коррозии. Условием использования
ингибиторов является эксплуатация изделия в замкнутой
среде постоянного состава. Ингибиторы использую гея для
защиты трубопроводов, теплообменны.\ аппаратов, хими¬
ческой аппаратуры. Используют также бумагу, пропитан'
пую ингибиторами. В нее заворачивают детая и, подлежа¬
щие храпению или транспортировке.Жаростойкость. Жаростойкие стали и сплавы. Пол
жаростойкими (ока шиостойкимн) сталями понимают ста*
ли. обладающие стойкостью против химического разруше¬
ния поверхности при высокой температуре (свыше 550 °С),
При нагреве стали происходит окисление поверхности и
образуется оксидная пленка (окатипа). Дальнейшее окис¬
ление определяется скоростью проникновения атомов кис¬
лорода через эту пленку. До температуры 570 С окатпна на
железе состоит из оксидов Ко. О и 1;е О.,. Они являются1 J >относительно плотными и скорость нроннкноксиия ато¬
мов кислорода через них невелика. При температуре выше
570 "С окалина состоит в основном из рыхлого оксида Г;еО.
Через пленку этого оксида атомы кислорода проникают
очень легко и скорость окисления многократно возрастает.Для повышения жаростойкости стать легируют эле¬
ментами. образующими плотную пленку, через которую
атомы кислорода не проникают'. Эти элементы - хром,
алюминии, кремний. Так как алюминий и кремний повы¬
шают хрупкость стали, чаще всего применяют хром в ко¬
личестве до 30 % . Алюминий и кремнии добавляются п
хромистые стати в небольших количествах, что дополни-
I шин h .'1г/11[юнаш1ые rmtun177ir ii.iid повышает их жаростойкость. Стали, легирован¬
ные хромом и кремнием, называются сильхромами, хро¬
мом п алюминием xjjomvm.'mu, хромом, алюминием и
1.1м‘минем - сильхромалями.Чем Польше содержание хрома, тем более жаростойкой
чвляется сталь. Сталь 15X5 сохраняем жаростойкость до
(100 X, рассмотренные ранее 12X13 — до 700 "С, 12X17 -
iof)00 X. 15Х25Т - до 1050 X', 15X28 - до 1100 X'. Эти
пали используются для труб, деталей котлов и печей,
теплообменников турбин, работающих при соответству¬
ющих температурах. При атом жаростойкость, в отличие
nr коррозионной стойкости, зависит только от химичес¬
кою состава стали, а не от структуры.Снльхромы40Х9С2,40Х10С2М жаростойки до 850 X.
Оми применяются для клапанов двигателей внутренне¬
го сгорания. Сильхромали 15Х6СЮ (жаростоек до 850 X),
10X1ЗСЮ (до 950 X), 15Х18СЮ (до 1050 X) устойчи¬
вы в серосодержащих соединениях.В качестве жаростойких используются также стали аус-
гепитпого класса, легированные дополни тельно никелем.
(>1 hi отличаются высокой технологичностью и достаточ¬
но!! прочностью при высокой температуре, например
08Х18Н ЮТ жаростойка до 850 Х.36Х18Н25С2 — до 1100 X.Железоникелевые и никелевые жаростойкие сплавы
обладают большей жаростойкостью, чем стали, что свя-
ыно с защитными свойствами оксида NiO. Высокая жа-
|н«тонкость нихромов (сплавов никеля с хромом) объяс¬
няется образованием шпинели NiOX т,,0.г Например,
/м'лезонпкелевый сплав XH45IO жаростоек до 1300 X,
никелевый сплав ХН70Ю - до 1200 С.Жаропрочность и ее критерии. Жаропрочность :>то
ецособность материала выдерживать механические на-
(рузки без существенных деформаций при высоких тем¬
пературах.
178 Мптерштни-Оепие и тгмкиот» мшапрцкщюппыл материалу*1 loifi.niieiiiieтемпературы влияет па всех механические
свойства, и частости, снижает прочность. Уменьшение
прочности тем значительнее, чем вышетемпература. При
этом появляется зависимость прочности от времени при*
ложеипл нагрузки: чем больше время, тем прочность ниже.
Поэтому при оценке прочности в условиях высоких тем¬
ператур необходимо учитывать значение температуры и
время приложения нагрузки. В этом случае говорят о
длительной прочности.Если при высокой температуре приложить к металлу
постоянное напряжение, даже меньше предела текучес¬
ти, то он будет медленно деформироваться в течение все¬
го времени действия нагрузки и температуры. Это явле¬
ние называется ползучестью. Ползучесть объясняется
тем, что при высокой температуре наклеп, возникающий
при деформировании, постоянно снимается рекристал¬
лизацией. Поэтому ниже температуры, при которой с за¬
метной скоростью происходит рекристаллизация, ползу¬
честь не наблюдается.Таким образом, жаропрочность материалов характери¬
зуется двумя критериями: пределом длительной прочно¬
сти п пределом ползучести. Пределом длительной прочно¬
сти называется напряжение, которое вызывает разруше¬
ние .\raiepnaia при заданной температуре за определенное
время. В обозначении предела длительной прочности ука¬
зывают температуру t (JC) и время т (ч) до разруше¬
ния:^ . Например,а ^0()= 160 МПа означает, что при тем¬
пературе 500 X материал выдерживает действие напря¬
жения 160 МПа в течение 10000 ч.Пределом ползучести называют напряжение, под дей¬
ствием которого материн..’! деформируется па определен¬
ную величину за определенное время при заданной тем¬
пературе. В обозначении предела ползучести указывают
температуру I (С). величину деформации Е (%) и время
I нкш 6. Лр/и/юнаиннс стали179I (ч), за которое она возникает: о 'т. Например, о^'10()0=
120 Ml 1а означает, что под действием напряжения 120 МПа
щ 1000 ч при температуре 600 ° С в материале появится
пластическая деформация 0,5 '•<>.Жаропрочность тем выше, чем больше силы межатом¬
ных связей. Поскольку силы межатомных связен увели¬
чиваются с повышением температуры плавления, боль¬
шей жаропрочностью должны обладать сплавы с более
высокой температурой плавления. Действительно, жаро¬
прочные сплавы алюминия и магния применяются до
300-350 °С, титана — до 500- 600 “С, жаропрочные стали
при 450-700 “С, сплавы па основе никеля при 700
1(>()0вС,Жаропрочность зависит от температуры рекристалли¬
зации. которая также определяется температурой плавле¬
ния: Т = а-Т . Максимальное значение а=0,7-0,8 до-ргкр IUстирается у концентрированных твердых растворов. I [опто-
му в качестве жаропрочных применяются стали, имеющие
структуру твердых растворов, легированные тугоплавки¬
ми элементами, повышающими температуру рекристал-
тпзации ( хром, молибден, вольфрам, ниобий). При этом
лустепитпая сталь с грапецентрпровапной решеткой имс-
14 более нысокуюжаронрочность, чем феррнтная с объем-
нонеитрированной. Дополнительное повышение жаро¬
прочности достигается при выделении из твердого pa¬
ri вора различных дисперсных частиц (дисперсионном
I иердеини).11а жаропрочность влияет величина зерна. Границы
и рсп снижают сопротивление ползучест и. Поэтому
жаропрочные сплавы должны иметь крупнозернистую■ I рук туру.Теплоустойчивые стали и жаропрочные стали и сила¬
ми способны противостоять механическим нагрузкам
при высоких температурах. При этом они должны об.та-
180 Manii'intiutHit'ik'iiiir и шг.ит.т/ин конпп/щкцитшыл чинндшаяаядать достаточное! жаростойкостью. Эти стали классифи¬
цируются по структуре. Теплоустончивые ста. in предназ¬
начены для работы до 650 ЛС и относятся к перлитному
пли мартеиситпому классу. Жаропрочные стали относят¬
ся каустепитпому классу.Перлитные стали содержат малое кол ичестно углеро¬
да (0,1 -0,25 % ). Углеродистые стали 12К, 15К, 18К, 22К
предназначены для работы при температурах пе выше
400 °С. Число в марке, как и обычно, покалывает содер¬
жание углерода в сотых долях процента, а буква К озна¬
чает, что сталь котельная. Эти стали подвергаются нор»
мализации. Используются главным образом в котлостро-
ении и для изготовления труб.Низколегированные стали .тегируются хромом, мо*
либденом, ванадием в небольших количествах (12ХМ,
12X1МФ). Они подвергаются закалке и высокому отпус¬
ку. Температура отпуска должна быть выше рабочей!
обычно 650 700 С. Эти стали используются для изготов¬
ления труб, паропроводов н др. детален, длительно рабо»
тающих при температуре 500-550Мартепситпые стали в бол ы iюм к< и и11естве .теги рова-
ны хромом, а также вольфрамом, молибденом, ванадием
(15X11МФ, 15Х12ВНМФ). Кроме жаропрочности, ути
стати обладают высокой жаростойкостью. Они подверга¬
ются закалке от 1000-1050'"С в масле и последующему
отпуску при 650-750 "С. Они используются для деталей
энергетического оборудования, длительно работающей»
при температуре 580-620 4". Особую группу мартенсит-
пых сталей составляют рассмотренные ранее спльхромы,
применяемые для клапанов двигателей внутреннего сго¬
рания (40Х9С2,40Х10С2М).Лустенитные стали легированы большим количе¬
ством хрома и никеля для получения структуры аустени¬
та. Для увеличения жаропрочности их дополнительно ле-
I ниш t>. Легированные nnruu181uipvioT молибденом, канадцем, вольфрамом, ниобием и
оором. Из этих сталей изготавливаютдетали газовых тур-
|>пм. работающих при температуре600-700 °С. Аустеинт¬
име стали делятся на пеунрочпясмые термическом обра¬
боткой (гомогенные) н упрочняемые закалкой н старени¬
ем (дисперсионно твердеющие). Стали, пс упрочняемые
мимической обработкой (09Х14П16Б, 09Х14Н19В2БР и
л||.). подвергают закалке от 1100 -1160 ”С в коде или на воз¬
духе с целью получения однородной аустенитной струк¬
туры. Днснерсиолно твердеющие стали (45Х14Н14В2М,
10X11Н20ТЗР м др.) подвергаются закалке от 1050-
11Ю0 С в воде, масле или па воздухе. При этом образуется
высоколегированный аустеиит. Далее следует старение
при 600-850л С. При старении из аустени та выделяются
мелкодисперсные избыточные фазы (карбиды или иитер-
металлиды), упрочняющие сталь м повышающие сопро-
шв. I с 1111 е ползучести.Сплавы на основе никеля, называемые пимопиками, ис¬
пользуются для работы мри более высоких температурах
(701) 900 Т). Для получения высокой жаростойкости
никель легируется хромом (10 20 % ), а для повышения
жаропрочности тптапом (1-3 % ) н алюминием (0,5¬
Г)). Также никелевые сплавы легируют молибденом,
вольфрамом, ванадием, кобальтом. Наиболее широко
применяется никелевый сплав ХН77ТЮР, содержащий
кроме никеля приблизительно 20 % Сг, 2,5 % Ti, 1 % Al,
0.005 0,008 % В. Никелевые сплавы подвергаются за кал -
т.е от 1100 1200 °С па воздухе для получения однородно¬
го твердого раствора и старению при 700 750 “С в тече¬
ние 15 20 ч. Используются никелевые сплавы для дста-
ieii авиационных двигателей и газовых турбин.Для работы при температурах свыше 1000 С исполь¬
зуют тугоплавкие металлы и их сплавы. Это — хром, ии-
iHiiiii, молибден, тантал, вольфрам. Они используются в
.помпой энергетике и в космической технике.
182 Mimii jHifuixtt'Onuir и intw ito ia/i/я кшп шрцщшишых материаловТемпературы 1500- 1700 JC выдерживают жаропроч¬
ные керамические материалы на основе карбида и нитри¬
да кремнии.6.4. Стали и сплавы с особыми
физическими свойствамиМагнитотвердые стали и сплавы предназначены для
изготовления постоянных магнитов. Эти материалы труд¬
но намагничиваются, по способы длительное время сохра¬
нят!» намагниченность, т.е. имеют большие значения коэр¬
цитивной силы и остаточной индукции. Магнитотвердые
материалы должны иметь неравновесную структуру, напри¬
мер мартенсит с высокой плотностью дефектов строения.Для изготовления постоянных магнитов используют¬
ся углеродистые стали У10, У11, У12. Они подвергаются
закалке и низкому отпуску. Вследствие малой ирокали-
ваемостн из них могут изготовляться только небольшие
но размеру магниты.Стали, специально предназначенные для изготовле¬
ния постоя иных магнитов, маркируются буквой Е, за ко¬
торой слсдуип обозначение и содержание легирующих
злементон ( в ">). Они содержат приблизительно 1 % уг¬
лерода, легируются хромом или одновременно хромом и
кобальтом. Стали ЕХ (1,5 °о Сг) и ЕХЗ имеют приблизи¬
тельно такие же магнитные свойства, что и углеродистые,
но благодаря большей нрокаливаемостн из них можно
изготавливать магнитны больших размеров. Стали ЕХ5К5,
ЕХУК15М2 имеют более высокие магнитные свойства.
Они подвергаются закалке и низкому отпуску.Еще более высокие магнитные свойства имеют спла¬
вы систем l-'e - Ni At (алии) и Ее - Ni AI Со(алннко).
Они могут содержа т!. 13 22 "о N'i, 7- 16 "о А1, до 40 % Со,
до 6 % Си. 11анример. сплав ЮНДК 15 содержит 20 % Ni,
I tiitui {>. Лми/юынтыс стали183Л1, 15 % Со, 4 % Си. остальное - Fe. Эти стиаии об¬
ладают высокой твердостью и хрупкостью, поэтому маг
питы п них изготовляют литьем или спекают из порош¬
ком Их подвергают закатке от 1250 -1280 X и отпуску
при 580-600 X.Магнитомягкие стали и сплавы предназначены для
изготовления деталей, подвергаемых переменному на¬
магничиванию, например сердечников трансформаторов,
лтектромагнитов, статоров и роторов электродвигателей.
()нп способны к хорошему намагничиванию даже в сла¬
бых магнитных полях, т.е. имеют малое значение коэр¬
цитивной силы. Эти материалы должны иметь однород¬
ную структуру с минимальным количеством примесей
и включении.В качестве магнитомягкого материала широко приме¬
няют электротехническую сталь, 11редставля ioiiivю собой
железокремнистый сплав (1-5 % Si) с очень низким со¬
н ржапием углерода (0,005-0.05% ). Электротехничес¬
кая сталь изготовляется в виде тонких листов. Для повы¬
шения магнитных свойств сталь подвергают отжигу при
и мпературе 880-900 X- в среде, предохраняющей от
окисления и науглероживания (водород).Высокую магнитную проницаемость имеют железоип-
келевые сплавы — пермаллои. Они используются для
приборов, работающих в слабых магнитных полях (радио,|етефоп. телеграф). Они делятся на низконикелеиые.
содержащие45-50 %Ni (15Н.50Н), и высокопикеленые,
содержащие 79-83 % Ni (79НМ. 81НМА). Термическая
обработка пермаллоев заключается в отжиге при 1100
1300 X в вакууме или (водороде).Для замены дорогостоящих пермаллоев используется
сплав алсифер, содержащий 9,6 % Si, 5,4 % AI н осталь¬
ное - железо. Алсифер имеет очень высокую твердость
и хрупкость, что делает его совершенно педеформнруе-
184 Матс/тант'денш' и w.wto тшструщштиыхмшпершатмым. Поэтому он используется в виде отливок пли спе¬
ченных порошковых деталей.Для радиоэлектроники необходимi>i высокочастотные
магпптомя! кие материалы, которые в отличие от рас¬
смотренных выше способны сохранять высокую магнит¬
ную проницаемость при высоких частотах. Такими мате¬
риалами являются ферриты, представляющие собой ке¬
рамику, полученную путем спекания оксидов. Основой
ферритов является оксид железа Fe,,Or Для повышения
электрического сопротивления к нему добавляют окси¬
ды других металлов - ZnO, MnO, NiO, MgO. Ферриты
характеризуются очень высоким электрическим сопро¬
тивлением. Поэтому даже при сверхвысоких частотах они
имеют незначительные тепловые потери.Электротехнические стали и сплавы. Электротехни¬
ческие сплавы делятся на материалы высокой электри¬
ческой проводимости и сплавы с повышенным электри¬
ческим сопротивлением.Материалы высокой проводимости применяются для
передачи электрической энергии на расстояние. Для этой
цели применяются чистые металлы, так как любые при¬
меси создают искажения в кристаллической решетке и
повышают электрическое сопротивление. Наиболее вы¬
сокую электрическую проводимость имеют медь и алю¬
минии, которые и применяются для проводников элект¬
рического тока. (Рще более высокая проводимость у се¬
ребра).Сплавы с повышенным электрическим сопротивлени¬
ем используются для нагревательных элементов и точных
элементов сопротивления (реостатов, резисторов, кату¬
шек сопротивления и др.). В этих целях используются
сплавы, имеющие структуру твердых растворов. Элект¬
рическое сопротивление данных сплавов выше сопротив¬
ления металлов, составляющих сплав.
I i:i4ii It. Лс/и/пниншы!' стали185Сплавы для нагревательных :».юмсптон кроме пысо-
|.чи( ллектричсского сопротивления должны обладать
iii.li-окон окалнностойкостыо. Нпзкоуглеродпстые (0,06¬
0.18 "о С) стали, легированные хромом и алюминием
(\;>ома:ш) марок X13104, Х23Ю5, Х27Ю5Т имеют рабо-
■i \ к» температуру до 900 -1200 С. Их недостаткам явля-
си я низкая пластичность и склонность к ползучести
при высоких температурах. С планы на ос ноне никеля -
нихром Х20Н80 (20 % Сг, 80 "Ь Ni) и ферронихромы
\ I Г)И60 (25 % Fe, 15 % С г. 60 % Ni) и Х251120 имеют пе-• ко.тько меньшую рабочую температуру (до 1100 С), но
Гшлее пластичны. Эти материалы выпускаются в виде
проволоки, ленты и прутков. Их использую! для про¬
мышленных электропечей и бытовых электропагрева-
кмьиых приборов.Сплавы для точных элементов сопротивления (рео-
смгные материалы) помимо высокого электрического
сии ротивлення должны обладать малым температурным
коэффициентом электросопротивления (чтобы сопро-
швлеиие мало изменялось при нагревании). Этим усло¬
вием удовлетворяют медно-никелевые сплавы конпан-
hiii .МНМц 40-1,5 (40 % Ni и 1,5 % Мп, остальное -- Си),
коиель МНМц 43—0,5, манганин МНМц 3-12. Рабочая
имиература этих сплавов не выше 300-500 °С.Сплавы с заданным температурным коэффициентом
линейного расширения. Некоторые детали приборов
в >.1жпы обладать постоянством размеров при изменении
нмпературы. Поэтому их температурный коэффициент
расширения должен быть близок к пулю. Таким свой-• I пом обладает сплав инвар 36Н, содержащий 36 % пике-
14 и 64 % железа. Он имеет также хорошие механические,
кинологические и антикоррозионные свойства. Низкий
имффициент температурного расширения сохраняется
. инвара в диапазоне от 100 до 100 °С. Еще более низ¬
186 Mawt'iitiH.itjei'rtntuc и технология конструкционных мшпцншппкий коэффициент температурного расширения имеет
супгритар 32ХНКД (32 % Ni. 3,6 % Со, 0,7 % Си).Сплавы. которые предназначены для пайки и сварки со
стеклом и керамикой должны иметь температурным коэф¬
фициент линейного расширения, равный коэффициенту
расширения этих материалов. Это необходимо для обес¬
печения герметичности спая при изготовлении прибором
it и условиях эксплуатации. Поэтому коэффициен ты долж¬
ны совпадать во всем днанозоне рабочих т емператур. Для
этой цели также используют железой пкелевые сплавы,
дополнительно.тегированные кобальтом и медью.Сплав ковар 29МК (29 % Ni, 18 % Со) имеет такой же*
температурный коэффициент линейного расширения,
как н термостойкое стекло. При этом коэффициенты со¬
впадают вплоть до 420 “С. У платинииа 47НД (47 % Ni,
5 °о Си) коэффициент расширения такой же, как и у обыч¬
ного не термостойкого стекла и платины. Для панки с ке¬
рамиком пс требуется такого точного совпадения коэф¬
фициентов расширения, как для пайкм со стеклом. Для
нее используется сплав ЗЗНК (33 % Ni, 17 % Со).Сплавы с заданным температурным коэффициентом
линейного расширения используются также для изготов¬
ления биметаллических пластинок, применяемых в каче¬
стве терморегуляторов в приборах. Пластинка состоит из
двух соединенных слоев с разными коэффициентами рас¬
ширения. При нагреве пластинка изгибается п замыкает
электрическую пень. Один мз слоев биметаллической
пластики изготовляется мз инвара, другой — из сплава,
содержащего около 25 % никеля и имеющего очень боль¬
шом температурный коэффициент расширения.Сплавы с постоянным модулем упругости. Во всех мн-
терна.тах модуль упругости уменьшается с повышением
тем I к рату ры. В ряде случаев требуется материал с модулем
упругости, не изменяющимся при нагреве (для пружин точ-
I tuna h. Лс/и/юштпыг nntnu187пых приборов, камертоном м др.)Таким свойством облада-
н и некоторые железом и келевыс е планы, называемые мип-
иирами. В настоящее время применяются элинвары, содер¬
жащие 42-45% никеля. Омм дополнительно .легируются
хромом (5- 6 "о ), титаном (6 3% ) и алюминием (до 1 % ).. >тм сплавы (42НХТЮ, 44HXTIO) подвергаются закалке от
!)Г)0 ’С в воде и отпуску при температуре 700 С. Рабочая
и-ммература элинвара 42ХНТЮ до 100 С’, а элинвара
11XIГГЮ — до 200 °С. Большой интервал рабочих темпе¬
ратур - до 400 °С имеет элинвар 30Х25КТКкоторый со¬
держит около 25 % кобальта.6.5. Инструментальные материалыПо назначению инструментальные стали делятся па
пали для режущего, измерительного и штамноиого ин¬
струмента. Кроме сталей, для изготовления режущего
инструмента применяются мсталлоксрамическпс твер¬
дые сплавы и минералокерампческне материалы. Режу¬
щий инструмент работает в сложных условиях, подвержен
интенсивному износу, при работе часто разогревается.
Поэтому материал для изготовления режущего инстру¬
мента должен обладать высокой твердос тью, износостй
костью и теплостойкостью. Теплостойкость это спо¬
собность сохраня ть высокую твердость и режущие спой -
гена мри длительном нагреве.Углеродистые инструментальные стали содержат
П.7 1,3% углерода. Они маркируются буквой У п циф¬
рой. показывающих содержание углерода и десятых до
I:Iх процента (У7, У8, У9,... У13). Буква А и конце марки
показывает, что сталь высококачественная (У7А, У8А,...
У13А). Твердость качественных п высококачественных
| талей одинакова, по высококачественные стали менее
хрупки, лучше противостоят ударным нагрузкам, дают
188 Материиутедгнш- и темюло/ин кииппщ/ки.ниппых машсршшолпри закалке меньше брака. Высококачественная сталь вы¬
плавляется в электрических печах, а качественная - и
мартеновских исчах и кислородных конвертерах.Предварительная термообработка углеродистых инст¬
рументальных сталей - отжиг па зернистый перлит, окон¬
чательная — закачка в воде или растворе соли и низкий
отпуск. После этого структура стали представляет собой
мартенсит с включениями зернистого цементита. Твер¬
дость после термообработки в зависимос ти от марки ле¬
жит в интервале HRC 56-64.Для углеродистых инструментальных сталей харак¬
терны низкая теплостойкость (до 200 °С) п низкая про-
калпваемость (до 10-12 мм). Однако вязкая пезакатен-
пая сердцевина повышает устойчивость инструмента
против поломок при вибрациях и ударах. Кроме того, эти
стали достаточно дешевы и в незакатеппом состоянии
сами хорошо обрабатываются.Ниже приведена область применения инструментам»*
пых углеродистых сталей различных марок.Стати У7, У7А - для инструментов и изделии, подвер¬
гающихся толчкам и ударам и требующих высокой вяз¬
кости при умеренной твердости (зубила, слесарные и
кузнечные молотки, штампы, клеима, масштабные линей¬
ки, инструменты по дереву, центры токарных станков и т.д.).Стали У8, У8А - для инструментов и изделий, тре¬
бующих повышенной твердости и достаточной вязкости (зу¬
била, кернеры, матрицы, пуапсопы. ножницы по метатлу,
отвертки, с толярный инструмент, буры средней твердости).Стати У9, У9А - для инструментов, требующих вы¬
сокой твердости при наличии некоторой вязкости (кер¬
неры, штемпели, зубила по каменным породам п столяр¬
ный инструмент).Стали У10. У10А для инструментов, не подвергаю¬
щихся сильным толчкам и ударам, требующих высокой
I /'та в. Ле/ирошпшые t vin.iu189нирдости при iiraiiii'iimMbiioii вязкости (строгальные
|м <ц|,|, фрезы. метчики, развертки. плашки, буры по ка¬
менным породам, ножовочные полотна, зубила для насеч¬
ки напильником, волочильные кольца, калибры, напиль¬
ники, гребенки).(. тати У11, У11 А, У12, У12А для инструментов, тре-
HvioiiiHX высокой твердости (напильники, фрезы, сверла,
нритвы, плашки, часовой инструмент, хирургический нн-
прумепт, пилы по металлу, метчики).Стали У13, У13А для инструментов, которые долж¬
ны иметь исключительно высокую твердость (бритвы,
шаберы, волочильный инструмент, сверла, зубила для па-
ггчки напильников).( гати У8 - У12 применяются также для измеритель-
ииго инструмента.Низколегированные инструментальные стали содер¬
жат в сумме около 1 3 % легирующих элементов. Они
обладают повышенной по сравнению с углеродистыми
па лями прокаливаемостыо, по теплостойкость их неве-
тка - до 300 “С. Основные легирующие элементы —
\ром, кремний, вольфрам, ванадий. Маркируются эти
ria.ni также, как конструкционные, по содержание угле¬
рода дается в десятых долях процента. Если первая циф¬
ра в марке отсутствует, то содержание углерода превыша¬
ет I ’Л.. Например 9ХС, ХВГ. ХВ5. ”Термообработка низколегирован пых инструменталь¬
ных сталей закалка в масле и отпуск при температуре
I >>) 200 С. При этом обычно достигается сквозная про-
ьа. шлае.мосл ь. Твердость после термообработки состав-
t-it л HRC62 (i4.1 благодаря большей прокаливаемое! н и закалке в мас-
н ч гоумепьшает деформацию и коробление пиструмеи-
ia низколегированные стали hciпользуются д.ля нзготов-
н т 111 и иислруменга большой длины и крупного сечения
190 Mrmir/iufi HHir'ih'itiic и трхншшия канап/н/кциипиыл мтпприамЛ(панрммср сверл, разверток, протяжек диаметром до 60 мм),
Применяются для ручного инструмента по металлу и
измерительного инструмента.Быстрорежущие стали предназначены для работы
при высоких скорос тях резания. Главное их достоин¬
ство — высокая теплостойкость (до 650 °С). Это достига¬
ется за счет большого количества легирующих элемеи-
то в - вольфрама, хрома, молибдена, ванадия, кобальта,
Маркируются быстрорежущие стали буквой Р, число
после которой показывает среднее содержание вольфра¬
ма в процентах. Далее идут обозначения и содержание
других легирующих элементов. Содержание углерода но
всех быстрорежущих сталях приблизительно 1 %, а хро'
ма 4 %. Поэтому эти элементы в марке не указываются,
например Р18, Р9. Р6М5, Р6М5Ф2К8. 'Термообработка быстрорежущих сталей заключается
закалке от высоких температур (1200- 1300 ’С) в масле и
трехкра тном отпуске при 550 -570 °С. Высокая температу¬
ра закалки необходима для наиболее полного растворении
карбидов и получения высоколегированного аустенита,
что обеспечивает получение после закалки мартепситя,
обладающею высокой теплостойкостью. Во избежание
образования трещим и коробления из-за низкой теплопро¬
водности быстрорежущих сталей нагрев ведется с темпе¬
ратурными остановами при 450 °С и при 850 °С. Трех¬
кратный отпуск применяется для того, чтобы избавить¬
ся от остаточного аустенита, который присутствует после
закалки в количестве приблизительно 30 % и снижает
режущие свойства. Другим способом избавления от оста¬
точного аустеппта является обработка холодом при -80 С.
производимая непосредственно мосле закалки. При этом
продолжается мартенситпое превращение. После обработ¬
ки холодом следуе т однократный отпуск при 550 -570 °С.
После термообработки стать имеет мартенситную струк-
I шкп h. Лгги/юнтты!' типы101i> |\v с карбидными включениями. Твердость иослс тер¬
мообработки составляет HRC G4-G5.Быстрорежущие стали применяются дли изготовле¬
ния инструмента, используемого при обработке металла
на металлорежущих стайках (резцы, фрезы, сверла). Для
попомни дорогих быстрорежущих сталей режущий ин¬
струмент часто изготавливается сборным или сварным.
Рабочую часть из быстрорежущей стали приваривают к
пгповиой части инструмента из конструкционной стали.Металлокерамические твердые сплавы представляют
тбмй спеченные порошковые материалы, основой которых■ дужат карбиды тугоплавких мегаплов, а связующим ко¬
пил ьт. Их теплостойкость доходит до 900-1000 С. а твер¬
дость HRA 82-92. Скоростьрезапия твердыми сплавами в 2I раза выше скорости резапия быстрорежущими сталями.Твердые сплавы делятся па три группы. Вольфрамовые
изготовляются иа основе карбида вольфрама и кобальта,
| одержишсгося в количестве от 3 до 15 %. Маркируются
пу к вам и ВК и цифрой, показывающей содержание кобачь-
ij в процентах (ВК2, ВК6, ВК10). Чем выше содержание
кобатьта, тем выше вязкость сплава. 11а свойства сплавов
влияет размер зерна карбидов. С уменьшением размера
и риа возрастает износостойкость, по несколько снижает¬
ся прочность. В обозначениях марки сплава с мелким зер¬
ном добавляется буква М (ВКЗ-М, ВК6-М). Вольфрамо¬
вые с и л а в ы и с по л ьзу ются п р и об работ ке ч у гу и о в, с 11 л а во в
высокой хрупкости, неметаллических матерпатов.Титаповольфраиовые т вердые сплавы содержат до¬
полнительно карбид титана. Они маркируются буквами
Т. К и цифрами. После буквы Т указывается содержание
карбида титана в процентах, а после буквы К кобальта
( I 15К10, Т15К6). По сравнению с вольфрамовыми :>тп
| плавы обладают большей твердостью п теп юстопко-
192 Мипк■ршиокгоениг и техшшиии копстррьцшншш матерном*лостойкость повышается с увеличением содержания кар*
бидов титана. Эгн сплавы применяются для высокоскп*
ростной обработки сталей.Титапотаишаловольфрамивыесилмы содержат допол¬
нительно карбид тантала. Маркируются буквами ТТ, пос¬
ле которых указывается суммарное содержание карбидоп
титана и тантала в процентах, и буквой К, после kotojx)!!
указывается содержание кобальта (ТТ7К12, ТТ 10К8). Эти
сплавы характеризуются меньшей хрупкостью, более вы¬
сокой прочностью, лучшей сопротивляемостью вибраци¬
ям и ударам. Поэтому они применяются при тяжелых ус¬
ловиях резания: черновой обработке заготовок с неровной
поверхностью, обработке стаей аустеннтного класса.Твердые сплавы изготавливаются в виде пластин, ко¬
торые припаиваются к державке из углеродистой стали
Применяют твердые сплавы для резцов, сверл, фрез и
другого инструмента. Главный недостат ок твердых спла¬
вов - высокая хрупкость.Вольфрам, присутствующий в большом количестве п
рассмотренных выше твердых сплавах, является дорогим
и дефицитным элементом. Поэтому перспективно приме¬
нение 6е.тмырр(иювыл’1Ж]);1ых сплавов. В них в качестве
основы используется карбид т итана, а связующими явля¬
ются никель и молибден. Маркируются эти сплавы буква¬
ми КТС и ТН. Твердый сплав КТС-1 содержит около 16 %
ппкеля, а КТС-2 около 8 % молибдена, остальное - карбид
т итана. Сплавы ТН-20, ТН-30, ТН-50 содержат соотвеч-
ствеипо 15.23. 29 % никеля и 6,8, 10 % молибдена, осталь¬
ное карбид титана. По прочности, твердости, износо¬
стойкости и режущим свойствам без вольфрамовые тве|г
дые сплавы находятся на уровне вольфрамосодержаншх.Минералокерамические и сверхтвердые материалы.
Минералокерамнка является дешевым инструменталь¬
ным материалом, не содержащим дефицит ных и дорого
I пт,/ It. 'hvu/HhiaHiihir стали193поящих элементов. В настоящее время псиотьзуются сле-
л\ и>щис основные группы инструментальных мпперало-
м рамичеекпх материалов. 1. Оксидная (белая) керамика,<осюящая изокепдаатюминия А1.,03с небольшимидобав-
мми оксида магния (0,6 1 % ). Основной пред с га в и гель
.ной группы - микролит ЦМ-332. 2. Оксидно-карбидная
(черная) керамика, состоящая из оксида алюминия (60-
N0'.’-о ), карбидов и оксидов тугоплавких метан л он (TiC,
/тО., и др.). 3. Оксинитридная керамика, состоящая из
нитрида кремния Si.4N4 с добавкой тугоплавких оксидов.По твердости (90-95 1IRA), тепло- и износостойкости
мпператокерамические материалы превосходят т вердые
щ.тавы. Микролит характеризуется высокой химической
мой костью и достаточными прочностными свойствами.
Инструменты с пластинками микролита не теряют своей
тердости при нагревании в процессе работы до 1200 С.
Поэтому очень эффектно их применение при чистовой и
ио.т у чистовой обработке чугунных изделий, цветных ме¬
ны.тон п их сплавов, неметаллических материалов в слу¬
чае высоких скоростей и при небольших гл убинах резания
н подачи. Технология изготовления пластинок микроли-i.i следующая: подготовленный порошок формуют, прес¬
суют’, а затем спекают при температуре 1750-1900 “С. К
тержавкам инструментов пластинки припаивают- или11 р 11 к ре п л я ют м е ха н н ч ес к и.В последнее время разработаны и применяют новые
сверхгеердые инструментальпыематернапм для оснащения
рабочей части метатлорежушего инструмента - атьборы
(поликристаллы кубического нитрида бора) и алмазы. Эль-
оор но своей теплостойкости (1400 X) превосходят все
имеющиеся инструментальные материалы, используемые
1.1я оснастки режущего инструмента: ачмазы в 1,9 раза,
оыстрорежушую стать в 2,4 раза, твердый сплав в 1.7
р;ыа. Поликристаллы изготовляют цилиндрической и
194 Manicpiia.KHif'deni/i’ и mrxmmmut кинап/п/кшюнныл мтпе/нм*»сферическом формы, длиной 3.5-8 и диаметром 3-5 мм
Режущие инструменты, оснащенные эльбором. прел
назначены главным образом для обработки чугуна и пи
ли любой твердости при высоких скоростях резании
Стойкость резцов из кубического нитрида бора при об¬
работке закаленных сталей твердостью 63 66 HRC «де¬
сятки раз выше стойкости резцов из твердого силами.Режущие инструменты, оснащенные поликристалл»-
ческими алмазами, применяют при обработке тнтаноиы*
сплавов, мипералокерамнки, твердых сплавов и т. л,
Стойкость таких резцов в 6-10 раз выше стойкости
твердосплавных резцов. Синтетические поликристалл»*
ческне алмазы получают из графита при температурах
порядка 2500 °С и весьма высоких давлениях. Эти алм.ч
зы сортируют на отдельные фракции и используют дли
изготовления различного алмазного инструментаШтамповые стали для холодного деформирования.
Стали для инструментов холодной обработки давлением
(штампов, пуансонов, матриц, фильер и др.) должны об¬
ладать высокой твердостью, износостойкостью, прочно'
стью. Так как инструменты подвержены ударным нагруз¬
кам, эти свойства должны сочетаться с достаточной вязко¬
стью. При больших скоростях деформирования рабочая
кромка инструментов разогревается и от сталей требует
ся теплостойкость. Для различных условии холодного
деформирования применяются различные стали.Углеродистые стали У10-У12 и низколегированные
9ХС, ХВГ, ХВСГ используются для вытяжных и выруб
ных штампов. Вследствие низкой прокаливаемости этих
сталей штампы имеют твердую износостойкую поверх
пость и вязкую сердцевину, что позволяет им работать
при небольших ударных нагрузках.Высокохромистые стали с 12 % хрома Х12, Х12М,
Х12Ф1, Х12Ф4М обладают высокой износостойкостью,
/ ч/и// (г Лг/н/мттшыг стп.ш195» ivouKoii п рокад ттаемостыо (150 200 мм), при закалке
и мае.|с* мало деформируются. Молибден и ванадий еио-
ишстуют измельчению зсриа. Они применяются для
и потопления крупного инструмента сложной формы. Их
им< окая твердость и износостойкость обеспечивается
присутствием и структуре большого количества карбидов
хрома Сг_Сг Однако большое количество карбидов при-
иоли г к карбидной неоднородности, что вызываетсниже-
ипе прочности и вязкости. Стали, содержащие 6 % хрома
(\(>НФ, Х6Ф4М), обладают меньшей карбидной неодно¬
родностью п соответственно большей прочностью.И тех случаях, когда от инструмента требуется удар-
и.in вязкость, применяют стали, содержащие 0,4 0,6 %
\| 1ерода4ХС, 6ХС, 4ХВ2С, 6ХВ2С, 6ХВГ. Эти стали ис¬
пользуют для ударного инструмента, испытывающего
м шашнванпс или смя тие, по без высоких удельных дав-leiuiii,Когда пюбуется сочетай не высокой прочности с повышен¬
ном ударной вязкостью, применяются стали 6Х4М2ФС,
КХбВЗМФС, 7ХГ2ВМФ. При этом стали 6Х4М2ФС и
(•ХбВЗМФС обладают повышенной теплостойкостью (до
1.0 500 °С).Штамповые стали для горячего деформирования.I тали для инструментов горячей обработки давлением
работают в тяжелых условиях, испытывая ударную на-
I рутку в сочетании с чередованием нагрева и охлаждения.
Но.ному они должны обладать высокой прочностью,
износостойкостью, вязкостью, геи. к (стойкостью и окалппо-
( юйкостыо, а также устойчивостью к образованию поверх-
ио( л пых трещин при резкой смене температур (разгаро-
| юйкостыо). Стали для крупных инструментов должны
иметь дос та точную прокаливаемое! ь. Поэтому для иист-
р\ мента горячего деформирования используются легпро-
и.ишые стали, содержащие 0,3-0,6 "о углерода, которые
196 Мптррин.твмкчшг и трхно.ю/ня конструкционных матрршшшподвергаются закалке и отпуску при 550 680 °С па трог-
тмтпую пли троститносорбитную структуру.Молотовые штампы имеют большие размеры, работа¬
ют «условиях ударных нагрузок и ма;юго времени ко итак*
та с горячей заготовкой. Поэтому требования к вязкости,
сопротивлению пластической деформации и нрокалииас-
мости достаточно высоки, а к теплостойкости понижен¬
ные. Для молотовых штампов используются стали 5ХНМ,
5ХНВС, 5ХГМ, 5ХНВ. 'Штампы горизонтально-ковочных машин и прессой
имеют меньшие размеры, чем молотовые штампы, при
работе испытывают высокие давления без больших удар¬
ных нагрузок, нагреваются до гораздо более высоких тем¬
ператур. Поэтому основные требования к сталям для этих
штампов - высокая теплостойкость и раз га ростой кость.
Этим требованиям удовлетворяют комплексно-легиро¬
ванные стали ЗХ2В8Ф, 4Х2В5МФ, 5ХЗВЗМФС. По со¬
ставу и превращениям при термической обработке эти
стали сходны с быстрорежущими.Когда для инструмента горячего деформирования про¬
буется сочетание повышенной теплостойкости и вязко¬
сти, применяют стали 4Х5МФС, 4Х5Ф2ФС, 4ХЗВМФ н
др. В частности они используются для инструментом
высокоскоростной штамповки.В случае отсутствия требований по теплостойкости
применяются стали повышенной вязкости 7X3 и 8X3.
Глава 7
ЦВЕТНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫВажнейшими цистными металлами являются медь,
.пюминий, магний, титан, олово, свинец, никель. Эти
металлы обладают особо ценными свойствами и поэтому,
несмотря па относительно высокую стоимость, их ши¬
роко используют в промышленности. Цветные металлы
применяются в электротехнической промышленности,
,шпации, радиоэлектронной промышленности и др.I [олучепие цветных металлов из руд это сложный до¬
рогостоящий процесс, поэтому в нас тоящее время разраба-
|ываются пути создания новых технологий их ироизвод-
и на. Мировое производс тво цветных металлов, в том чне-
ic н редких (тантала, германия, ниобия и др.), непрерывно
in (.(растает. В качестве конструкционных материалов цвет¬
ные металлы применяются главным образом в виде а ма¬
ши». В тех случаях, когда .это возможно, цветные металлы
имспяют черными или неметаллическими материалами -
пластмассой, керамикой и т. д. В большинстве случаев со¬
и-ржание цветных металлов и рудах незначительно, что
ос южпяетих пс|Х'работку. В рудах почти всегда содержит-
| м несколько цветных металлов, поэтому их пазываютио/ш-
мппа.ыическими. Важной технической задачей является
п in лечение исех цветных металлов из этих руд.7.1. Медь и ее сплавыПо применению и промышленности медь занимает• pi ди цветных металлов второе место после алюминия.
198 Матсриа.ктсОюшр и тхншшия штпрукциишгш .wuncpi/шшпосты», пластичностью. Медь хорошо обрабатываетСА
давлением в холодном и горячем состоянии, у нее повы¬
шенная коррозионная стойкость. Содержание меди п ру
дах невелико от 0,5 до 5 % , поэтому руду обогащают
Вначале получают концентрат, зат ем его подвергают об¬
жигу, чтобы снизить содержание серы, далее плавят и
отражательных печах. Полученный медный штейн пере¬
плавляют в конвертере и получают черновую медь, содер¬
жащую 98.4-99,-1 % меди. После рафинирования ее очи¬
щают для удаления вредных примесей. При этом содер¬
жание меди возрастает до 99,5-99,95 % . Очищенную
таким образом медь подвергают электролизу: получают
чистую электротехническую медь.Чистая мед ьнмеет розовато-красный цвет, плотность
ее 8,93 г/см’-, температура плавления 1083 X. В ото
жженном состоянии ом= 250 МПа, 6 = -15-60 %, твер¬
дость 60 НВ. Кристаллизуется и кубической грапецеит
рированной решетке и полиморфных превращений не
имеет. Благодаря высокой электропроводности около
половины всей произведенной меди используют вэлск-
тро- и радиотехнической промышленности для изготои
ления проводников, монтажных и обмоточных прово¬
дов, токопроводящих деталей приборов, аппаратов, н
электровакуумной технике. Как конструкционный ма¬
териал медь не используется из-за высокой стоимости
и низких механических свойств. Маркируется буквой М
и цифрами, зависящими от содержания примесей. Медь
марок М00 (0,01 "о примесей), МО (0,05 % ) и М1 (0,1 %)
используется для изготовления проводников электри¬
ческого гока, медь М2 (0,3 'Y> ) для производства вы¬
сококачественных сплавов медн. М3 (0,5 ) для спла¬
вов обыкновенного качества. Широкое использование в
промышленности имеют сплавы меди с другими элемен¬
тами лагуии п бронзы.
I шин 7. Цветные металлы и ил енлииы199Латуни. Сплав меди с цинком называется латунью.
Механические свойства латуни — прочность и пластич¬
ность - выше, чем меди, она хороню обрабатывается реза-
пin 'М. давлением, характеризуется высокими коррозионной
| I ой костью, теплопроводностью, электропроводностью.
1и>.ты1шм преимуществом латуней является сравнительно
низкая их стоимость, так как входящий в состав сплава цинк
значительно дешевле меди. Максимальную прочность
имеет лат унь, содержащая 45 % цинка, ее он = 350 МПа,
.1 максимальную пластичность - латунь, содержащая
'\2 % цинка, ее б = 55 % . При увеличении содержания
пипка выше 39 % резко падает пластичность,а выше 45 %II прочность. Поэтому латуни, содержащие более 45 % цин-I..I. но применяются. Подобное изменение свойств связа¬
но со структурой латуней. Медь и цинк образуют целый
ряд т вердых растворов. При содержании ципка до 39 %
тлтупь является однофазной и структура ее представля¬
ет собой a-твёрдый раствор цинка в медн с гранецеитри-
ропанной кубической решеткой (а-латунь). При большем
| < >. 1сржан и и ци 11 ка лату! i ь я вляется двухфаз! юй: в её стру к-
ivpe появляется хрупкая Р*фаза, представляющая собой
твёрдый раствор на базе соединения Си и Zn с объемно-
центрированной кубической решеткой (а+р латунь). При
тдержании цинка более 45 % структура латуни состоит
ииько из |}-фазы.По химическому составу различают простую (двой¬
ную) латунь, в которой содержатся только медь и цинк,
н сложную (специальную), в которой кроме цинка со¬
держатся легирующие элементы: никель, свинец, олово,
кремний п др. Специальная латунь отличается повышен¬
ной прочностью, лучшими антикоррозионными и техпо-
тогичсскими свойствами. По технологическому призна¬
ку латуни делятся на литейные и деформируемые (обра-
о;г I ывасмые давлением).
200 Материаловедение и технология конструкционных материлщЛатуни маркируются буквой Л. В деформируемых ла¬
тунях укалывается содержание меди и легирующих эле¬
ментов, которые обозначаются соответствующими буква¬
ми (О — олово, А -- алюминий. К — кремний, Н - никель,
Мц - марганец. Ж - железо, С - свинец.). Содержа миг
элементов дастся в процентах после всех буквенных обо»
значений. Например, латунь Л63 содержит 63 % меди и
37 % цинка. Латунь ЛАЖ 60-1-1 содержит 60 % меди, 1 \
алюминия, 1 % железа и 38 % цинка. В марках литейных
латуней указывается содержание цинка, а количество ле¬
гирующих элементов ( в %) ставится после букв, их обозна¬
чающих. Например, литейная латунь Л.Ц40МцЗА содер¬
жит 40 % цинка, 3 % марганца, менее 1 % алюминия и 56 %
меди. Простые лагу ни выпускают следующих марок: Л96,
Л90, Л85, Л70, Л68, Л63, Л60. Все они являются деформи¬
руемыми, а по структуре однофазными (кроме Л60). Наи¬
большее применение нмеютлатупи, содержащие 90,80,70
и 68 % меди. Латуни, содержащие до 15 г,о цинка Л90.ЛНЯ,
называют томпаком, они имеют цвет золота и применяют¬
ся для изготовления украшений. Обрабатываемые давле¬
нием латуни марок Л68 и Л70 используют для произвол
ства патронных гпльз, Л90и Л85 лепт, труб, радиатором.
Для обработки давлением применяют также специальные
латуни марок ЛА77-2, ЛI I 65-5, Л070-1 для производства
труб, проволоки, поковок. Однофазные латуни хорошо об¬
рабатываются в горячем и холодном состоянии, а двухфаз¬
ные в горячем.Специальные ли тейные латуни применяют для изго¬
товления втулок, подшипников (например латунь марки
ЛЦ40АЖ). литых деталей судовой арматуры, подверга¬
ющейся действию морской воды (ЛЦ16К4), для корро¬
зионно-стойких деталей в машиностроении используют
латунь ЛЦЗОАЗ и др. Для снятия внутренних напряже¬
ний латунные изделия, полученные путем холодной обра-
I i 7. Цнг'шныг лн'тгшы n u\ nnnphi201tиiimi давлением, отжигают при температуре 400-500 °С.
'I hi получения мягкой латуни ее нагревают до темпера-
| \ |'1.|(Ю0-700°С и медленно охлаждают, а для получения
пи рдой — применяют быстрое охлаждение.Ьронзы. Сплав меди с оловом, алюминием, свинцом
н фугими элементами, среди которых ципк и никель не
иилиются основными, называют бронзой. По основному
id ирующему элементу бронзы делятся на оловянные,
.нюмиииевые, кремнистые, бернллиевые, свинцовые и
ip бронзы обладают хорошими литейными свойствами,
хорошо обрабатываются давлением и резанием. Боль¬
шинство бронз отличаются высокой коррозионной стой¬
костью и, кроме того, широко используются как анти¬
фрикционные сплавы.По технологическому признаку бронзы делят на де¬
формируемые и литейные. Маркируются бронзы буква¬
ми Бр, за которыми показывается содержание легирую¬
щих элементов в %. Обозначения легирующих элементов
н отличия в марках деформируемых и литейных сплавов
\ бронз такие же, как у латуней. Например, деформируе¬
мая бронза БрОФ 6,5-0,4 содержит 6,5 % олова и 0.4 %
фосфора, а литейная бронза БрОЗЦ7С5Н - 3 % олова.
1 "о цинка. 5 % свинца, менее 1 % никеля.Особенно широкое применение в машиностроении
имеют оловянные бронзы. Они обладают высокими меха¬
ническими (ом= 150-350 МПа; б = 3 15 % ; 60-90 1IB)
н антифрикционными свойствами, коррозионной стойко-
'л ыо, хорошо отливаются и обрабатываются резанием. По
структуре оловянные бронзы, подобно латмшм. бывают
однофазными и двухфазными. Обычно вторая фаза выде-
Iяется при содержании олова больше 7 9 % . Поэтому
бронзы с содержанием олова выше 12 % пе применяются.
< )днофазпые оловянные бронзы, имеющие высокую ила-
i личность, используются в качестве деформируемых.
202 Матчша.юпсдсшн’ и технологии конструкционных мотдтамтдвухфазные — в качестве литейных. Для улучшения качг
ства в оловянную бронзу вводят свинец, повышающий
антифрикционные свойства и обрабатываемость; цинк,
улучшающий литейные свойства; фосфор, повышающим
литейные, механические и антифрикционные свойства.Литейные оловянные бронзы Бр05Ц5С5, Бр06Ц6С2,
БрОЮФ1 и др применяют для получения деталей ма¬
шин, работающих в условиях морской и пресной воды,
для изготовления антифрикционных деталей (вклады
шей подшипников скольжения). Литейные оловяниьц*
бронзы имеют самую низкую усадку и наилучшую жид
котекучесть среди всех медных сплавов.Деформируемые оловянные бронзы обладают высо¬
кой пластичностью и упругостью. Из них изготовляют
прутки, трубы, ленты. Бронзу БрОФ6,5-1,5 применяют
для изготовления пружин, мембран, антифрикционных
деталей; БрОЦ4-3, БрОЦС4-4-2,5для производства плоски*
и круглых пружин, антифрикционных деталей. Для облег¬
чения обработки давлением бронзы подвергают огжпгу при
температуре 700-750 С и последующему быстрому охлаж
дению. Для снятия внутренних напряжений в отливках
применяют отжиг при температуре 550 "С в течение I ч.Олово — дорогостоящий н дефицитный материал, по¬
этому стремятся использовать безоловяпные бронзы,
которые состоят из меди с алюминием или кремнием,
бериллием, свинцом, железом и др.Алюминиевые бронзы обладают более высокими меха¬
ническими свойствами и коррозионной стойкостью по
сравнению с оловянными, но их литейные свойства ниже.
Дополнительное легирование алюминиевых бронз желе
зом, никелем и марганцем повышает их механические
свойства. Никель также увеличивает коррозионную стой
кость и жаростойкост ь. По структуре, как и оловянные,
алюминиевые бронзы могут быть однофазным и (до 9 % AI)
/ 1,1чо 7 Цистные металлы и ихсгшны203и двухфазными. Однофазные характеризуются высокой
пластичностью и используются для холодной и горячей■ наработки давлением. Двухфазные, обладающие большей
нх’рдостыо и хрупкостью, обрабатываются давлением в
трячем состоянии и используются в качестве литейных.
Ilci к vi 1>зуют де(|)орм и руем ые a i к >мип> 1евые б|>онзы следу ю-
ишх марок: БрА5, БрАЖ9-4, БрАМц9-2. БрАЖМцЮ-3-1,
ЬрАЖН 10-4-4 и др. Эти бронзы применяют для изго¬
товления поковок, труб, проволоки, прутков и др.К литейным относят алюминиевые бронзы марок
1>рА10ЖЗМц2, БрА9Ж4, БрАНЖбНб и др. Из них ио-
|учают фасонные отливки различной конфигурации и мас¬
сы. Механические свойства алюминиевых бронз харак-
к ризуются следующими показателями: ан = 700 МПа,
п 20 % , твердость 80-250 НВ.Марганцовистые бронзы (БрМцэ) мепее прочны, но об¬
ладают высокой пластичностью и хорошей сопротивлясмо-
( и.ю коррозии, сохраняют механические свойства при
повышении температуры до 400-500 °С.Свинцовые бронзы марок БрСЗО и с добавкой олова
1>рОС5-25, Б|ЮС8-12 отличаются высокими антикор¬
розионными свойствами и теплопроводностью (в 4 разаоо н.шс, чем у оловянных). Свинец почти не растворяется
и меди. Структура свинцовой бронзы состоит из кристал¬
лов меди с включениями свинца. Это придает бронзе хо¬
рошие антифрикционные свойства, а высокая теплопро¬
вод ностьпозвшяет хорошо отводить тепло из зоны т|)епия.
11о;гтому свинцовые бронзы применяют для изготовления
| тык) нагруженных подшипников скольжения. Бронзу
марки БрСЗО используют для производства подшипников
| \ рб 1111 п других быстроходных машин.Гн’рилгиевыебронзы марок БрБ2. БрБНТ 1,7. БрБНТ 1,9
чи. ипотся диснерсиоппотвердеющнмп сплавами. Они под¬
вергаются закачке от 760 780 "С. при этом образуется од-
204 Мтш’риа.штчк'пш' п темнимая штпрукционныл мшпдшплу*породный твердый раствор. В результате иекусствеинот
строения при 300 -350 С из твердого раствора выделяются
дисперсные частицы, упрочняющие сплав. Бериллпеныг
бронзы после термообработки имеют высокие механические
свойства, например, у бронзы марки БрБ2сти = 1250 МПа,
350 НВ, высокий предел упругости, хорошие коррозионная
стойкость, теплостойкость, пе образуется искры при уда|к\
Бериллиевую бронзу легируют также титаном. Из нее из
тою вля ют детали особо ответственного назначения: пружи*
ны, пружинящие контакты, деташ, работающие па износ
(кулачки полуавтоматов) и т. д.Кремнистые бронзы марок БрКМцЗ-1, БрКН1-3
заменяют дорогостоящие оловянные и бериллиевые
бронзы. Они легко обрабатываются давлением, резани*
ем, свариваются, обладают высокими упругостью, кор¬
розионной стойкостью. Применяются для производства
пружин п пружинящих деталей приборов, эксплуатиру¬
емых при температурах до 250Х, а также в агрессивных
средах.Медно-никелевые сплавы. К медпо-иикелевым спла¬
вам относятся сплавы па основе медп, в которых основ¬
ным легирующим элементом является никель, они мар¬
кируются буквой i\l, за которой следует обозначение и
содержание легирующих элементов как в деформируе¬
мых латунях и бронзах. Легирование медп никелем зна¬
чительно повышает её мехаипческие свойства п коррози¬
онную стойкость.Мельхиоры МНЖМнЗО-1-1, МН19 характеризуются
высокой коррозионной стойкостью в атмосфере, пресной
п морской иоде, растворах солей, органических кислотах.
Опп хорошо обрабатываются давлением в холодном и
горячем состоянии. Применяются в морском судострое¬
нии. в химической промышленности, для изготовления
хирургического инструмен та.
I ниш 7, Цветши? металлы и их сплавы205С плавы пн основе системы Си Ni - Zn называются
и<члильберами (MH1J, 15-20, МНЦС 16-29-1,8). Летиропа¬
нне цинком приводи I'к повышению механических свойств
и удешевлению медно-никелевых сплавов, а также дела¬
ет их внешне похожими па серебро. Свинец вводится в
игйзильберы для улучшения обрабатываемости резани¬
ем. Нейзильберы характеризуются высокой коррозион¬
ной стойкостью. Они применяются в приборостроении,
п медицине, в быту. #Сплавы системы Си - Ni - А1 называются щниалями.
Они характеризуются высокими механическими свой¬
ствами, упругостью, коррозионной стойкостью. Эти спла¬
вы упрочняются в результате термической обработки,
которая заключается в закалке от 900-1000 "С в воде н
старении при 500-600 С. Кунпаль А марки МНА 13-3 ис¬
пользуется для изделий повышенной прочности, а куни-
,|ль Б марки МНА 6-1,5 для ответственных пружин и
в электротехнической промышленности.К медно-никелевым также относятся сплавы повы¬
шенного электрического сопротивления (см. раздел 6.4).7.2. Алюминий и его сплавыАлюминий. Одним из наиболее легких конструкци¬
онных материалов является алюминии. Его плотность
2,7 |/см:, температура плавления 658 X. В отожженном
состоянии алюминий обладает малыми прочностью (а( =
<S0- 120 МПа) и твердое! ыо (2511 В), но большой пластич¬
ностью (6 = 35- 45 "о ). Кристаллизуется алюминий в ку¬
бической гранецситрнронаннон решетке и полиморфных
прекращений не имеет. Отличается высокой коррози¬
онной стойкостью в пресной воде, атмосфере.Алюминии подучают из руд, содержащих оксиды алю¬
миния: из бокситов, иефтелннов, алупптои. Основной
206 MawriHiti.wttglntue и тткхю/ии ктан/щщтншыл митс/шмирудом являются бокситы, содержащие 40-80 "ь гт 11110.10
ма(А1,,0.,). Производство алюминия состоит и:» двух про¬
цессов: выделения глинозема из руды и его электродная
Полученный в результате электролиза алюминий содер¬
жит примеси железа, кремппя, меди, поэтому его рафИ'
пируют. После рафинирования образуется технически
чистый алюминий (содержание его 99,5-99,85 % ).Маркируется алюминий буквой А и числом, завися*
щем от количества примесей. Различают алюминий осо¬
бой чистоты - А999 (99,999% AI), высокой чистоты -
А995 (99,995 % AI), А99 (99,99 % AI), А97 (99,97 % Л1). A9!i
(99,95 % А1) и технической чистоты А85, А8, А7. AG, АЛ
и АО (99,0% AI).Благодаря высокой пластичности и электропроводности
алюминий широко применяют в электротехнической про¬
мышленности для изготовления проводов, кабелей: в авиа¬
ционной промышленности - труб, маслопроводов и бензо¬
проводов; в легкой и пищевой промышленности - фольги,
посуды. Алюминий используют как раскислитслъ при п|)о-
изводствестали. Ввиду низкой прочности и незначительной
уирочияемостп при пластической деформации в холодном
состоянии технически чистый алюминий как конструкци¬
онный материал прнмепяютсравшггелыю редко. В резуль¬
тате сплавления его с магнием, медью, цинком и другими
металлами получены сплавы с достаточно высокой прочно¬
стью. малой плотностью и хорошими технологическими
свойствами. Различаю! литейные и деформируемые (обра
батывасмые давлением) апомипиевые сплавы.Литейные сплавы алюминия маркируются буквами
АЛ и числом, показывающим условный номер сплава.
Чтобы сплав обладал хорошими литейными свойствами,
он должен иметь узкий температурный интервал крис¬
таллизации. Кроме того, желательно, чтобы он hmivi низ¬
кую температуру плавления. Этим требованиям удоилет-
I :oi;ti 7. Цщчппыр ме.пиъиы и н.\чиавы207|и»|>яют эвтектические сплавы. Наибольшее распростра¬
нение' получили силаиы алюминия с кремнием, образу¬
ющие эвтектику при содержании 11,6 % кремния. Эти
i и таны называются силуминами.Широко применяется силумин эвтектическогососга-
и.| ЛЛ2, содержащий 10 12 % кремния. Структура этого
( плава представляет собой грубодисперсную эвтектику
| включениями первичного кремния. Такая структура
приводит к низким механическим свойствам, особенно
н.тастнчпостн. Для измельчения структуры силумин мо-
шфипируют добавками малого количества натрия (0.5—
П (S % ) в виде смеси солей NaF (67 %) и NaCl (33 % ). Моди¬
фицированный силумин имеет очень хорошие литейные
| войства. по малую прочность(ои=180 МПа). Термической
наработкой этот силумин не упрочняется. Уменьшение со¬
к-ржания кремния и добавка небольшого количества маг¬
ния п марганца (АЛ 4. АЛ9) ухудшает литейные свойства
силуминов, по улучшает механические. Эти сплавы яв-
1я1отся дисперсионно твердеющими и упрочняются за-
к. 1.1 кой и старением. Кроме силуминов используются
литейные сплавы алюминия с медыо и магнием. Они об¬
едают значительно большей прочностью, чем силумины,
по их литейные свойства хуже.Литейные сплавы алюминия с медыо (АЛ 19 и др.) co¬
le ржат до 6 % меди и небольшое количество других эле¬
ментов. Они отличаются повышенной прочностью н жа¬
ропрочностью при температуре до 300 °С. Эти сплавы
упрочняются закалкой и старением. Они хорошо обраба-
и.жаются резанием п свариваются. Недостатком этих
пианов является низкая коррозионная стойкость.Литейные сплавы алюминия с магнием (АЛ 8 и др.)
содержат до 13 % магния и небольшое количество других
(п ирующих элементов. Они характеризуются высокой
коррозионной стойкост ью в различных агрессивных ере-
208 МптдшамтеОппн' и телиоямин ши:т/)укиттиы.\ мшщшим»дах, обрабатываются ре::анием и свариваются. Эти сила-
вы упрочняются закалкой без старей им.Деформируемые сплавы алюминия применяются для
изготавливления проволоки, фасонных профилем'! и раз¬
личных деталей, получаемых ковкой, штамповкой или
прессованием. Эти сплавы деляг на неунрочняемыс тер*
мообработкой и упрочняемые. К неупрочняемым относит
сплавы алюминия с марганцем и магнием. Они обладают
высокой коррозионной стойкостью, умеренной прочно¬
стью, высокой пластичностью, хорошо свариваются. Их
применяют для изделий, эксплуатируемых в агрессивной
среде, а также изготавливаемых путем глубокой штампов*
ки: рам и кузовов, перегородок зданий, переборок судом,
бензиновых баков и т. п. Их маркировка: АМц сплавы
алюминия с марганцем и АМг1,..., АМг7 — с магнием.Деформируемые сплавы, упрочняемые термообработ¬
кой, имеют наибольшую плотность (3 г/см’1) и высокую
прочность (ап до 700 МПа). Их применяют для изготовле¬
ния ответственных деталей. Наиболее распространенным
сплавом этой группы является дуралюмин. Основным ком¬
понентом, упрочняющим дуралюмин, является медь (до
5 % ), в качестве дополнительных легирующих элементов
используют магний (до 1 % ), марганец (до 2 %), титан и
др. Медь и магний способствуют дисперсному твердению
сплава при термообработке за счет выделения дисперсных
частиц CuAl., и А1,Мдг Марганец усиливает упрочнение и
повышает коррозионную стойкость.Термообработка дуралюмина заключается в закалке
при температуре 450 -590 “С. охлаждении в воде, а затем
в выдержке при комнат ной температуре в течении 4-5 су¬
ток (естественное старение). Дуралюмин маркируют бук¬
вой Д и порядковым номером: Д1, Д1(>. Д18. В результате
термической обработки прочность повышается в два раза
(для дуралюмина Д1 с 200-240 М Па до 450-500 МПа),
I hiini j Цистные металлы и ilk сплавы209.i и i;in ичность практически по меняется. Достой истцом
t\|»;i помина является высокая удельная прочность(от-
шипение иреде.'ш прочности к плотности), что особенно
ii.i/idio в самолетостроении. Например, из сплава марки
I К* делают обшивку, лонжероны самолетов, кузова ав¬
томашин и т. д. Недостатком дуралюмнноь является по¬
ниженная коррозионная стойкость, особенно по отноше¬
нию к межкристаллитной коррозии. Для повышения
коррозионной стойкости листы дуралюмнна плакируют
плпическим алюминием марок А7, А8.Высокопрочные сплавы алюминии содержат кроме меди
п магния дополнительно цинк (до 10 %). Эти сплавы мар¬
кируются буквой В (В95, В96). Подвергаются термо¬
обработке, аналогичной термообработке дуралюмина. по• г I ес.твснное старение заменяется искусственным старе¬
нием, заключающимся в выдержке при температуре 120—110 “С в течение 16-24 ч. В результате предел прочности
юходитдо 600- 700 МПа, что является наибольшим зна¬
чением для алюминиевых сплавов. Эти сплавы обладают
мепыисй пластичностью, большей чувствительностью к
кип центраторам напряжений, чем дуралумииы. Данные
i плавы можно нсполъзоватьири температуре до 100-200 ‘С,
мк как они не являются жаропрочными. Применяются
пни для выеокопагруженных деталей без концентраторов
напряжений, работающих в условиях сжатия.Ковочные сплавы алюминия предназначены для ироиз-
1(1 >. 1,ства деталей ковкой и штамповкой. Маркируются бук¬
вами АК п числом, показывающим порядковый номер. По
химическому составу близки к дуралюмипу (сплав АК1
совпадает но составу с ДI), иногда отличаясь более высо¬
ким содержанием кремния (АКб, АК8). 1(одвергаются ана-
ютчной термообработке. Ковочные сплавы характеризу¬
ются высокой пластичностью и трещипостойкостыо при
| < >рячей обработке давлением. Ковку и штамповку деталей
210 Мтнершитч'Оепие ч технология юннщн/кциоипшхмптсриау»из .л их сплавов производят при температуре 450-475 °С
Ковочные сплавы хорошо обрабатываются резанием, удов¬
летворительно спариваются. Их недостатком является
склонность к коррозии под напряжением и межкрист&'и
лптной коррозии. Для зашиты от коррозии применяете»!
анодирование или лакокрасочные покрытия.Коррозионностойкие сплавы повышенной пластично¬
сти АВ (авиаль), АД 31, АД 33 относятся к системе Al
Mg - Si. Они упрочняются закалкой (520-530 °С) и ис*
кусственпым старением (160-170 °С. время выдержки
10-12 ч). Эти сплавы удовлетворительно свариваются,
обрабатываются резанием в закаленном и состаренном
состоянии. Авиаль АВ обладает наибольшей прочностью,
по наименьшей коррозионной стойкостью (склонен н
межкристаллитной коррозии). Сплавы АД 31 и АД 33
обладают большей коррозионной стойкостью, способны
работать во влажной атмосфере и морской воде в интер*
вале температур от -70 до +50 °С. Применяются данные
сплавы для изготовления лопастей и кабин вертолетов,
в судостроении, строительстве.К жаропрочный алюминиевым сплавам относятся ду-
рал юмипы Д20.Д21, легированные дополни гел ьно тита¬
ном, и сплав АК 4 - 1, легированный железом и никелем.
Эти сплавы способны работать при температуре до 300 °С,
оип хорошо деформируются в горячем состоянии, удовлет¬
ворительно свариваются, хорошо обрабатываются резани¬
ем. Для защиты от коррозии подвергаются анодированию
н покрытию лакокрасочными материалами. Отличаются
высокой износостойкостью. Сплав АК 4 - 1 используется
для деталей реак тивных двигателей.Сверхлегкие алюминиевые сплавы легируют литием,
который имеет очень низкую плотность — 0,5 г/см\ При¬
менение этих сплавов позволяет снизить массу деталей,
что особенно важно всамолето- и ракетостроении. Сплав
I ниш 7 Цветныемппа.иы и ил at tum211НЛ, I 23 относится к системе* Al - Си Li, а с илам 1420
к шгтеме Al - Mg Li. Эти сплавы упрочняются закал¬
им"! и искусственным старением. По сравнению с дура-
помппом Д1() сплав 1420 имеет1 пониженную на 11 %
плотность и повышенный на 4 % модуль упругости. Это
позволяет при его исиользонапии снизить массу па 10¬
1Г> "о. Сплав 1420 характеризуемся коррозионной стой ко¬
пью и хорошей свариваемостью.И настоящее время разработана технология получения
нторичного алюминия путем переработки алюминиевых
отходов. Вторичный алюминий поснойстиам не уступа¬
ет первичному, но стоимость его пампою ниже. 11 pit по¬
ручении вторичного алюминия резко сокращается расход
электроэнергии, уменьшаются капиталовложения, в не¬
сколько раз уменьшаются выбросы в атмосферу. Литей¬
ные сплавы из вторичного алюминия используют для
изготовления деталей малолитражных автомобилей.7.3. Магний и его сплавыМагний — блестящий серебристо-белый металл, тускне¬
ющий па воздухе вследствие образования па его понерхио-
I I и оксидной пленки. Не имеет иолпформпых превращении
н кристаллизуется в гексогоналыюп плотпоупаконаппой
|м тетке. Температура плавления магния невысока и состав-
тяет 65ГС. Магний - наиболее легкий металл, используе¬
мый и промышлеппостн, его плотность 1,74 г/см1. Это н
обусловило применение магния и его сплавом в различных■ нраслях промышленности п главным образом в авиации.Получают магнии из магнезита, содержащего 28.8
ма hi ня, и из доломита, содержащего 21,7 % Main и я. а так¬
/кс из других магниевых руд. Металлический магнии по¬
ручают в основном путем электролиза магния из расплав-
тепных солей. При :>том образуется черновой магний,
212 Mfimt‘]mn.vme(U'niir и me.\iio:io/ux шттрумщопныл матерным*содержании! 5 % ирпмесем. После рафинирования пуп'М
переплавки и электропечи образуется чистым магний,
содержании! 99.82 99.92 % магния.Manmii неустойчив против коррозии. При повышении
температуры оп интенсивно окисляется. При этом оксид*
пая пленка магния (MgO) не обладает защитными свой*
ствамн (как пленка А1,,0.$иа алюминии), так как ее плот
пость значительно выше плотности магния, поэтому они
растрескивается. С возрастанием температуры скорость
окисления магння резко возрастает и выше 500 °С магний
самовоспламеняется. Поэтому при использовании машин
и его сплавов, особенно при разливке, следует принимать
меры против его окисления и воспламенения. Порошок,
тонкая лепта, мелкая стружка магния представляют боль
шую опасность, так как возгораются на воздухе при обыч¬
ных температурах, горят с выделением большого количе¬
ства теплоты п излучением ослепительно яркого света.В зависимости от содержания примесей установлены
следующие марки магния: Мг96 (99.9G% Mg), Мг95
(99,95 % Mg), Мг90 (99,90 % Mg). Чистый магний вслед¬
ствие низких механических свойс тв как копструкцнон
пой материал не применяется.Основные легирующие* элементы магниевых сплавов
алюминий, цинк и марганец. Прочность ряда магниевых
сплавов может быть повышена закалкой и сгаренисм.
Механизм упрочнения такой же, как в алюминиевых спла¬
вах. В зависимости от состава сплава закалку осуществля¬
ют при нагреве до 380-540 °С,а последующее старение при
150-200 °С. Необходимо отметить, что термическая обра¬
ботка не имеет для магниевых сплавов такого большого
значения, как для алюминиевых, поскольку проч посты ipu
этом повышается незначительно па 20 35 .Магниевые сплавы обладают хорошей обрабатываемо¬
стью резанием, удовлетворительно свариваются копчакт
I tnuti 7. Ивсптыр мета иы и ил < планы213пой prx Iиконой н луговой сваркой. Они очень хорошо по-
I к)|цают вибрации. Магниевые сплавы немагнитны и не
'1,иог искры при уларах и тремип.Промышленные магниевые сплавы делят на деформи¬
руемые — для получения полуфабрикатов и изделий пу-
|ем обработки давлением и литейные - для получения
ае талей методом фасонного литья.Деформируемые магниевые сплавы маркируют бук-
it.iMit МЛ и цифрой, показывающей условный порядковый
номер. Эти сплавы изготавливаются в виде горячекаиых
прутков, полос, профилей, а также поковок п штамповок.
Магниевые сплавы при низких температурах малоплас-
1ПЧНЫ. При нагреве пластичность возрастает н поэтому
обработку давлением ведут при повышенных температу¬
рах. Прессование в зависимости от состава сплава произ-
тмптся при 300-480 °С, прокатка - в интервале от 340-I ИГС (начало) до 225- 250 3С(консц). Штамповку про¬
пилят в интервале температур 480 280 °С в закрытых
hi тампах под прессами. Холодная прокатка пробует частых
промежуточных рекристаллизацпоппых отжигов.Деформируемые сплавы системы Mg-AI-Zn (МА2.
МА2-1, МА5) обладают хорошей технологической плас-
Iнчностыо, что позволяет изготовлять из них кованые и
hi тамповапные детали сложной формы, например крыль¬
чатки и жалюзи капота самолёта. Эти сплавы упрочняют-
гл закалкой п старением. Деформируемые сплавы магния
г марганцем (MAI, МА8) термической обработкой пс
\ нрочпяются и поставляются в отожжённом сос тоянии.
(>щ| используются в сварных конструкциях.Высокопрочные сплавы магния с цинком легируют
цирконием (МА14) и дополнительно кадмием и редкозе¬
мельными элементами (МА15. МАЮ). Увеличение со-
нржапия цинка приводит к значительному повышению
прочности, а цирконий, изменяя структуру, повышает
214 Мшпернп.ушеОгииг и техно.ю/ия конструкционных материала»пределы прочности и текучести, а также пластичность. Эти
сплавы подвергают искусственному старению непосред¬
ственно после обработки давлением. Недостатком сплавом
с цирконием является плохая свариваемость и образона*
пне трещин при горячей прокатке. Эти сплавы применя*
юг для иесваривасмых сильно нагруженных деталей.Литейные магниевые сплавы маркируются буквами
МЛ и цифрой, показывающей условный порядковый
помер. При применении литейных сплавов достигается
значительная экономия металла по сравнению с дефор*
мируемымн, гак как высокая точность размеров и чисто*
та поверхности практически исключают механическую
обработку деталей. Недостатком литейных магниевых
сплавов является грубозернистая структура. Эго приво*
дмт к снижению механических свойств, в первую очередь
пластичности.Для улучшения механических свойств применяют не*
регрев, модифицирование, гомогенизациюотливок. Пере*
грев п модифицирование приводят к измельчению зерна,
При перегреве образуются нерастворимые частицы Al^Fe,
которые играют роль зароды шей при кристаллизации твер¬
дого раствора. При модифицировании добавляется мел
пли магнезит. В этом случае роль зародышей играют час¬
тицы А1,С.(. Гомогенизация приводит к растворению гру¬
бых фаз, которые охрупчивают сплавы.При литье магниевых сплавов необходимо применять
специальные меры предосторожности для предотвраще¬
ния их с амовозгорания. Плавка ведется в железных тиг¬
лях подслоем флюса. При разливке струя расплавленно¬
го металла посыпается серой, которая образует сернис¬
тый газ. предохраняющий металл от воспламенения. Н
формовочную смесь для уменьшения окисления метал¬
ла добавляют специальные присадки, например фтори¬
стые соли алюминия.
I ниш 7. Цветные Mcinn.uhi и их сплавыПо химическому составу литейные сплавы магния
и т.ней к деформируемым. Механические свойства ли
I<'ii11ых магниевых сплавов близки к свойствам литейны ч
,i номнниевых сплавов, но вследствие меньшей плотное
т. магниевые сплавы превосходят их по удельной проч
иоетп. Литейные свойства магниевых сплавов (жидко го
к у честь, усадка) хуже, чем у алюминиевых.11аибольшее применение нашли сплавы системы Mg-
Д1 7п, особенно сплавы с повышенным содержанием
>|. номнння. Наилучшее сочетание литейных н механичес¬
ких свойств имеют сплавы, содержащие 7,5 10 % AI
(МЛ5, МЛ6). Небольшие добавки цинка улучшают тех¬
нологические свойства. Гомогенизация, закалка и старе¬
ние повышают механические свойства этих сплавов.Более высокими технологическими и механическими
| иойствами при обычных и повышенных температурах об¬
ладают сплавы с цинком и цирконием (МЛ12) и сплавы,
кнюлнптелышлегнровалные кадмием и редкоземельными
металлами (МЛ9, МЛ 10) , которые снижают склонность
сплавов к образованию горячих трещин и пористости.Малая плотность и высокая удельная прочнос ть маг
нисвых сплавов способствуют их широкому применению
н самолетостроении, ракетной технике, конструкциях
автомобилей, в приборостроении. Вследствие малой cm»
собности к поглощению тепловых нейтронов их ниш и,
tv ют в атомной технике.7.4. Титан и его сплавыТитановыми рудами являются в основном ильмппп
( ПО., FeO), рутил (ТЮ.,). Важный источник ильменита
hi гапомагиетит (FeTiO./Fc.jO ). В результате обогащу
пня руд получают концентрат, из которого спеипалытй
обработкой получают четыреххлорнстый тнтаи Til'l,,
216 MnnwjnituonniruHr технологии коигщрцкшюниых мапнуиапшпосле чего его подвергают рафии крона пню. Получаемый
таким образом титан содержит 99,18- 99,65 % Ti.'Гитан - серебристо-белый металл плотностью4,5 г/см\
температурой плавления 1670 °С. Ниже температуры
882 °С существует u-титан, имеющий объемио-цситрн•
рованную кубическую кристаллическую решетку. При
882 °С происходит полиморфное превращение п вышеэтой
температуры существует [3 -титан, имеющий гексагональ¬
ную илотпоунакованнук) решетку. Титан характеризуется
низкими электропроводностью и теплопроводностью.
Технически чистый титан марок ВТ 1-00 содержит не бо¬
лее 0,4 % примесей, ВТ1 -0 не более 0,55 % примесей. Проч¬
ность титана а = 300-500 МПа, относительное удлинение
5 = 20 -30 % . Чем больше в титане примесей, тем он проч¬
нее и менее пластичен. Технический титан хорошо обраба¬
тывается давлением, сваривается (в среде аргона), но обра¬
ботка его резанием затруднена.Главное преимущество титана и его сплавов состоит н
сочетании высоких механических свойс тв с коррозионной
стойкостью в агрессивных средах ( в азотной, соляной и
фтористой кислотах) и относительно низкой плотностью.Высокая коррозионная стойкость титана достигае тся за
счет образования на его поверхности плотной оксидной
пленки. Главные недостатки титана склонность к взаи¬
модействию с газами при температурах выше 500-600 “С,
высокая стоимость, плохая обрабатываемость резанием,
низкая износос тойкость. Главная цель легирования тита¬
на - повышение механических свойств. Такие легирую¬
щие элементы как. Al, Fe, Мп, Ст. Sn, V, повышают проч¬
ность титана, несколько снижая прп этом пластичность и
вязкость. Al. Zr, Mo, Sn — увеличивают жаропрочность.
Mo, Zr. Nib, Та повышают коррозийную стойкость.По влиянию на температуру полиморфного превраще¬
ния все легирующие элементы в титановых сплавах де-
I iiitm 7. Цветные urnituihi и u.\ <71 main217iu iся па а-стабилизаторы, (3-стабнлизаторы и нейтраль¬
ные. К a-стабилизаторам, повышающим температуру
полиморфного превращения, относятся алюминий, кис-
трод, водород. В качестве легирующего элемента ис¬
пользуется только алюминий. (3-етабилизаторы (Мо
\ .Ми, Не, С г и др.) снижают темпера гуру полиморфного
превращения и расширяют область существования (З-тн-
глпа. Нейтральные легирующие элементы (Sn, Zr ) почти
не влияют па температуру полиморфного превращения.По структуре после отжига титановые сплавы делят¬
ся a-сплавы, псевдо-а-сплавы. (а+(3)-сплакы, псевдо-
|1-силавы и (3-сплавы. Псевдо-а-сплавы содержа! очень
небольшое количество (до 5 % ) (3-фазы, а исевдо-(3-спла-
пы очень небольшое количество a-фазы. Двухфазные
(о.+р)-сплавы и исевдо-(3-снлавы способны к упрочению
путем закалки и искусственного старения. После закал¬
ки, в зависимости от содержания (3-стабилизаторов может
образоваться мартенсит (пересыщенная a-фаза) и неус¬
тойчивая p-фаза. Мартенсит в титановых сплавах не об¬
ладает повышенной прочностью по сравнению с равно¬
весной a-фазой. Упрочение происходит при искусствен¬
ном старении за счет выделения мелкодисперсных частиц
гх-фазы при распаде мартенсита неустойчивой (3-фазы.
В зависимости от химического состава закалка произво¬
дится от 700-900 “С, а старение при *120 600 °С.По технологическому признаку титановые сплавы
классифицируются на деформируемые, ли тейные и по¬
рошковые. По свойствам титановые сплавы делятся на
высокопластичиые, сплавы нормальной прочности, вы¬
сокопрочные, жаропрочные, коррозпонпост ой кие.К a-сплавам относя тся технический титап ВТ 1-00 и
ВТ1-0. сплавы марок ВТ.! (5 % AI) и ВТ5-1 (5 % AI и 2.5 %
Sn) и др. Эти сплавы не упрочняются термической обра¬
боткой и применяются в отожженном состоянии. Они ха¬
218 Mmnrpunvmakniue и технология конструкционных мптерщушврактеризуются хорошей свариваемостью, высокими меха*
инческими cBoiicTHaMii при криогенных температурах.Псевдо-а-сплавы сохраняют достоинства а- сплавов,
по на счет наличия небольшого количества p-фазы име¬
ют более высокую пластичность. Поэтому они хорошо
обрабатываются давлением как в горячем, так и в холод¬
ном состоянии. Кроме алюминия псевдо-а-сплавы леги*
руются небольшим количеством p-стабилизаторов. К
этим сплавам относятся ОТ4 (3,5 % Д1, 1,5 % Mn), ОТ4-1
(1,5 % М, 1 % ) ВТ4 (5 % AI, 1,5 % Мп) и др.Двухфазные (а+р)-сплавы легируются одновременно
алюминием и p-стабилизаторами. К ним относятся вы¬
сокопрочные сплавы марок ВТ6 (6 % А1, 4,5 V), ВТ 14
(4,5 % AI. 3 % Мо, 1 % V). ВТ16 (2,5 % А1, 5 % Мо, 5 % V),
жаропрочные сплавы ВТЗ-1 (6 % А1, 2,5 % Мо, 2 % Сг,
0,3 % Sr, 0,5 % Fe), ВТ8. ВТ9 н др. Эти сплавы упрочняют¬
ся закалкой и старением. При этом чем больше содержа¬
ние p-фазы. тем сильнее выражен упрочняющий эффект.Псевдо-р-сплавы содержат небольшое количество
(Х-стабилизатора и большое количество Р-стабилизаторов
(до 20 % ). Они подвергаются закалке и старению, после
чего их прочность доходит до ои= 1300-1700 МПА, что
является наибольшим значением для титановых сплавов.
Наибольшее распространением из этой группы получил
сплав ВТ15 (3 % А1, 7 % Мо, 11 % Сг).Однофазные Р-сплавы большого применения не полу¬
чили, так как для получения p-структуры требуется вво¬
дить очень большое количество дорогих р-стабилизато-
ров. Например, сплав марки 4201, содержит 33 % молиб¬
дена. Он характеризуется исключительной коррозионной
стойкостью и может заменить тантал, сплавы на никеле¬
вой основе, благородные металлы.Литейные сплавы титана по составу аналогичные де¬
формируемым. В конце марки они имеют букву Л. По
I тна 7. Цветные металлы и и\ < /ианы219| | руктуре они относятся к а-сплавам (ВТ1Л, ВТ5Л) или
(и+Р)-еплавам с небольшим количеством Р-фалы (ВГЗ- 1Л.IГГ 11J1). Трудность литья I итаповых сплавов обуеловле-
Н4 актшшым взаимодействием титана с газами и формо¬
вочными материалами. Поэтому планка н заливка должны
производиться в вакууме или вереде инертных галоп. Лн-
н йпые свойства титановых сплавов достаточно высоки: но
жидкогекучестн и усадке они блилки к углеродистым ста¬
тям. Литейные титановые сплавы имеют меньшую проч¬
ность и пластичность, чем деформируемые. Упрочняющая
термическая обработка для них не применяется, так как
при этом релко снижается пластичность.Область применения титановых сплавов очень вели¬
ка: в авиации (обшивка самолетов, диски, лопат ки ком¬
прессоров и т.д.); в ракетной технике (корпуса двигателей,
баллоны для сжатых и сжиженных гало»); в химическом
машиностроении (оборудование, находящееся вереде
хлора и его растворов, детали, работающие в алотной кис¬
лоте, теплообменники); в судостроении (обшивка морс¬
ких судов, поэтому эти суда пе требуют окраски); в энер¬
гомашиностроении (диски, .токатки стационарных тур¬
бин); в криогенной технике. В автомобильной отрасли
применяемые титановые сплавы позволяют уменьшить
массу автомобильных и дизельных двигателей, увеличит ь
их частоту вращения и мощность,7.5 Другие цветные металлы и их сплавыЦинк и его сплавы. Цинк синевато-белый металл,
обладающий высокой пластичностью (5 ^ 50 “и ), низкой
прочностью (а_ = 150 Mila) и невысокой твердостью
(ПВ 15). Температура плавления цинка 119 С. плот¬
ность относительно высокая 7.Гг/м\ Кристалличе¬
ская решетка гексагональная. Полиморфных модифика-
220 MunwimfvummU'Hw и тгхшашия копапрушшшшх матершимцпй не имеет. При температуре 100- 150 С цинк очень
пластичен и легко прокаты вается илисты п фольгу тем
щиной до сотых долей миллиметра. При 250 ”С стано¬
вится хрупким.В занисимости от содержания примесей цинк делит*
ся на марки ЦВ (99,99 % Zri); Ц0 (99,96); Ц1 (99,94); Ц2
(99,9); ЦЗ (98,7); Ц4 (97,5). Основные примеси в техни¬
ческом цинке - свинец, железо, кадмии. Около полови¬
ны всего производимого цинка расходуется на защиту
стали от коррозии. Цинкованию подвергаются стальные
листы, лента, проволока, крепежные детали, трубопрово¬
ды. Поскольку цнпк в ряду напряжений стоит до железа,
то при попадании оцинкованной стали в коррозионную
среду разрушается цинк.Сплавы па основе цинка характеризуются невысокой
температурой плавлепмя, хорошей жидкотекучестыо,
легко обрабатываются давлением и резанием, сваривают¬
ся и паяются. Коррозионная стойкость у цинковых спла¬
вов приблизительно такая же, как у технического цинка
или оцинкованной стали. Недостатки цинковых сплавов;
низкие механические свойства при повышенных темпе¬
ратурах, склонность к изменению размеров в процессе
естественного старения, плохая коррозионная стойкость
в агрессивных кислых п щелочных средах.Основные.тегирующие компоненты в цинковых спла¬
вах — алюминий (до 5-10 % ) и медь (до 5 % ). Наиболь¬
шее распространение получили цинковые сплавы для
ли гья под давлением, которые используются для различ¬
ных деталей в автомобильной промышленности, в атект-
ромашнпостроеппи, оргтехнике, а также для бытовых
изделий и сувениров. По сравнению с другими сплавами
для литья поддавленном они более технологичны н по¬
зволяют получить тонкостенные отливки. Обрабатыва¬
емые давленном цинковые сплавы в виде листов при-
I iiii.и 1. Цигшные мет/ты и их питы221Меняются в различных областях техники для изготовле¬
ния изделий глубокой штамповкой, а также и полиграфи¬
ческой промышленности для цинкографии. Обработан¬
ные даилеппем полуфабрикаты из цинковых сплавов от¬
чима ются сильно выраженной анизотропией свойств.Маркируются цинковые снлаш.1 буквой Ц, после ко¬
торой следует буква А (алюминий) и М (медь) и цифры,
показывающие приблизительное содержание алюминия
н меди к процентах. Например, сплав ЦАМ4-3 содержит
около 1 % Al и око.'ю 3 % Си.Снинец и его сплавы. Свинец - металл голубовато-се¬
рого цвета. Обладает высокой пластичностью (6=60 %),
очень низкой прочностью (а =13МПа) и очень низкой
шердостыо (НВ 3). Температура плавления 327 °С, плот¬
ность 11,3 г/см’. Кристаллизируется в граиецептрироваи-
iioii кубической решетке, полиморфных модификаций не
имеет. Металлический блеск свежего разреза свинца по¬
г I епенно исчезает на воздухе вследствие образования тон¬
чайшей пленки РЬО. предохраняющей свинец от дальней¬
шего окисления.Свинец широко применяют в производстве свинцовых
аккумуляторов, используют для изготовления аппарату¬
ры. стойкой в агрессивных газах н жидкостях. Свинец
чорошо поглощает гамма п рентгеновские лучи, благода¬
ря чему его применяют как материал для защиты от их
действия. Изсвинца изготовляют кон тейнеры для храпе¬
ния радиоактивных веществ, аппаратуру рентгеновских
кабинетов и др. Большие количества свинца идут па из-
ттовлепне оболочек .метрических кабелей, защищаю¬
щих их от коррозии и механических повреждений.Среди сплавов на основе свинца различают низко,ie-
| провапиые и высоколегированные. К низколегирован¬
ным относя тся сплавы, содержащие малые добавки 1'е,
Си. Sh, Sn, Сcl или Са в концентрациях, не снижающих
коррозионную стойкость свинца н значительно увелнчн-
222 Мтпериалошчкпше н тгхьшшии конструкцииниш материала»кающих его предел ползучести и длительную прочность.
К высоколегированным относятся сплавы, которые со*
держат в относительно большом количестве элементы*
повышающие прочность, твердость и антифрикционные
свойства, понижающие температуру плавления свинца М
усадку при литье. Как и свинец, большинство сплавом
свинца харак теризуются высокой коррозионной стойко*
стыопа воздухе, в воде, а также в большинстве разбавлен¬
ных неорганических кислот.Свинцовые сплавы с Те (0.03- 0,06 %), Си (0,04-0.08 %),
Sb (0,5 2,0 °о) используются для изготовления л истов, труб
и др. полуфабрикатов, для облицовки кислотоупорной ап¬
паратуры и трубопроводов. Для оболочек низковольтных
и силовых кабелем применяют свинцовые сплавы, легиро¬
ванные Те (0,04 0,06 % ), Са (0,03-0,07 % ), Sn (1 -2 % ). Sh
(0,4 -0,8% ). Благодаря высокой плотности и хорошим ли¬
тейным свойствам свинцовые сплавы, содержащие 0,1¬
1,5 % Sb, 0,06 -0,2 % As. 0,02 -0.04 % Na, iфименя ютея ДЛЯ
отливки дроби, а сплавы с 0,3- 3 % Sb -для отлива сердеч¬
ников пуль. Решетки для свинцовых аккумуляторов гото¬
вят нз сплавов, содержащих 6-9 % Sb.Олово белый блестящий металл, характеризующий¬
ся высокой пластичностью(5=90 % ), низкой прочностью
(а=17М 11а) н очень низкой твердостью (НВ 4). Темпе¬
ратура плавления 232 °С. Олово имеет две полиморфные
модификации. Кристаллическая решетка обычного бело¬
го О.Ю15.1 ( |1-олово) тетрагональная, плотность 7.3 т/м\
При температурах ниже 18 С устойчиво серое олово
(ос-олово), имеющие кристаллическую решетку типа ал¬
маза к плотность 5,85 г/.м’1. При охлаждении серое олово
появляется па белом в виде отдельных бугорков па поверх¬
ности. Превращение белого олова в серое сопровождает¬
ся увеличением объема примерно па 25 %. Поэтому при
превращении олово разрушается, рассыпаясь в серый
I hiKfi 7. Цветные метаны и ихпипаы223ипрошок. Переход облегчается при контакте с частицами
сгротолона и распространяется подобно «болезни» (так
называемая «оловянная чума*). Однако скорость превра¬
щения Р—нх весьма мала н достигает максимального зна¬
чения (0.004 мм/час) при температуре минус 32 ®С. Ввиду
сюль малой скорости превращения бс.юе олово сравни-
и'.п.по длительное время может сохраняться при темпе¬
ратурах ниже 18 °С.Около 50 % всего производимого олова составляе т вто¬
ричный металл. Его получают из отходов белой жести,
юма и различных сплавов. В зависимости от содержания
ирнмесей олово делится на марки OI (99,9 % Sn); 02 (99,56):
()3 (98,35); 04 (96,25). Олово OI и 02 используется для
|ужения , 03 п 04 применяют для пайки. Несмотря на то
ч то прочность олова невысока, прочность паяного шва
иследствие образования твердых растворов с основным
металлом достигает 40 90 МПа и выше. Из олова также
изготовляют припои, подшипниковые сплавы.Отличные литейные свойства, ковкость, податливость
резцу, благородный серебристо-белый цвет обусловили
применение олова в декоративно-прикладном искусстве.
Достоинства современных декоративных изделий из оло¬
ва в четком выявлении структуры предмета и в зер¬
кальной чистоте поверхности, достигаемой литьем без по¬
следующей обработки.Тугоплавкие металлы и сплавы. Тугоплавкими назы¬
вают металлы, температура плавления которых выше
1700°С. Наиболее тугоплавки вольфрам (3410°С), мо-
|ибден (2620“С), тантал (2996°С), хром (1875Х). ру-
|ецнй, гафнии и др. Тугоплавкие металлы и их сплавы
широко применяют как жаропрочные при строительстве
ракет, космических кораблей. Эти металлы получают из
порошков путем прессования и последующего их спе¬
кания в брикеты, а также плавкой заготовок в электроду-
224 Mnmt>]HianmeOPHue и технология конинрукишншш материпЩгопых и электронно-лучевых печах. После ковки зашто*
вок и последующего волочения через алмазные волоки
нолумают вольфрамовую проволоку диаметром до 15 мкм
Этот диаметр в дальнейшем уменьшают, пользуясь трап-
лечием. до 5 мкм. Вольфрамовую проволоку широко при*
меняют в электронных приборах. Монокристаллы туго¬
плавких металлов большой чистоты получают в резуль¬
тате особой плавки. Монокристаллы вольфрама массой
более 10 кг обладают высокой пластичностью, вплоть ли
гелиевых температур (-200 "С), и могут обрабатываться и
холодном состоянии. Тугоплавкие металлы обладают нм
сокой коррозионной стойкостью в среде сильных кислот
расплавленных щелочных металлов. Изделия из сплаИЯ
ниобия и тантала в среде сильных кислот (азотной, сер
ной и др.) эксплуатируют 2-3 года, а из коррозиопмо
стойкой стали — 2-3 мес.Тугоплавкие металлы и их сплавы во избежание окис
лепия нагревают а вакууме пли нейтральных газах (арго¬
не, гелии). Детали, работающие при высоких температу
рах, покрывают хромом, алюминием, кремнием и други¬
ми металлами. Для изготовления деталей, работающие
при температурах до 1400 °С. используют молибден,
ниобий и их сплавы; при более высоких температурах
вольфрам и читан, у которых значительно выше темпе
ратура плавления.Сплавы вольфрама с 20 % рения и вольфрама с 5\
рения применяют для изготовления термопар, измеряю¬
щих температуру до 3000 "С. Карбиды вольфрама, ниобии,
тантала износоустойчивы, имеют твердость, близкую I»
твердости алмаза, и высокую температуру плавления.
Тантал применяют для изготовления пластин и проволо¬
ки, используемых в костной хирургии. Карбиды таиталн
(температура плавления 3880 С) применяют для наплаи
кп на поверхность изделий в агрессивной среде. Сплавы
I i\ Цветныеметаллы и ч\ епл/иш225ivioii.'iHHiatx металлов прочнее чистых металлов, Высо-1..1Я и|)очност1»у имх сохраняется как при высоких темпе-
р.иурах (до 1200 'С), гак и при низких (до 196 С).Вольфрам и молибден и чипом виде используют в ра-
.iii" п олектропной промышленности для изготовления
инки накаливания, пружин, нагревателен, контактов.
Сплав, содержащий 85 % вольфрама и 15 % молибдена,
iipi I к »ден для работы при температурах, бл изких к 3000 °С.11 иобий и его сплавы имею т важное значение в злект-
ропиой и химической промышленности, а сплавы ниобия• оловом являются ценным сверхпроводящим материа¬
лом. Большую роль играет ренин, сто температура плав¬
ания 3180 С, плотность и 3 раза больше, чем у железа.• ■и немного легче осмия, платины и иридия. Рений обла-
•ы«■; высоким злектросопротивлеппем. Жаропрочность
сплава рения с вольфрамом п танталом сохраняется до
«••миературы 3000 С, сохраняются и механические свой-
i iii.i. Вольфрам и молибден при низких температурах
м ню, хрупки, а в сплаве е рением сохраняют при птих
н .мперлтурах пластичность. Репин используют для про-
и.нюдстна сверхточных навигационных приборов, кото¬
рыми пользуются в космосе, для получения торспонов —
юнчайших нитей, диаметр которых составляет несколь¬
ко десятков микрометров, обладающих очень высокой
прочностью. Проволока сечением в 1 мм- выдерживает
н,прудку в несколько килопыотонпв.7.6. Антифрикционные сплавы\1П ифрикциоииые сплавы применяют для заливки
ы, lajii.niieii иодшннников скольжения. Основные требо-
и.||111» предьявляемые к ант ифрикционным сплавам, оп¬
ределяются условиями работы вкладышей подшипников.
Материал вкладышей должен обладать следующими свой¬
226 Maincfjuaioeeiipmic и технология конструкционных мтпершьитствами: 1) иметь достаточную пластичность для лучшей
прирабатываемости к поверхности вращающегося ьала и
твердость, не вызывающую сильного истирания нала, но
достаточную для вкладыша как для опоры вала; 2) рабо¬
чая поверхность должна быть микрокаппллярнон, т. е. спо¬
собной удерживать смазочный материал; 3) иметь малый
коэффициент трения с материалом вращающегося вала;
4) иметь невысокую температуру плавления.Чтобы антифрикционные сплавы удовлетворяли этим
требованиям, они должны состоять из мягкой основы г
равномерно рассеянными в ней более твердыми частица¬
ми, воспринимающими давление вала и работу трения
Во время работы более мягкая пластичная основа на по¬
верхности соприкосновения с валом изнашивается, вслед¬
ствие чего па этой поверхности постепенно снижается
число частиц, которые оказываются выступающими н.ч
поверхности. Результатом этого являете уменьшение
трущейся поверхности, а следовательно, и самого трения,
потому что образуется сеть каналов (микрокапилляров),
в которых хорошо удерживается циркулирующий сма¬
зочный материал, одновременно охлаждающий трущие¬
ся поверхности и уносящий продукты истирания под¬
шипникового сплава.В качестве антифрикционных материалов применяют
баббиты, бронзы, чугуны,алюминиевые, цинковые анти¬
фрикционные сплавы, порошковые матерпаты, пласт¬
массы.Баббиты — эго белые антифрикционные сплавы на
оловянной и свинцовой основах, используются также
кальциевые баббиты на свинцовой основе. В оловяние-
тых и свинцовых баббитах содержится дополнительно
медь, сурьма и т. д., в кальциевых - магний, натрий и др.Наиболее высококачественными являются оловяни-
стые баббиты марок Б88 и Б83 (число за буквой Б по-
I ниш 7. Цветные метп.иы и ил сплавы227ь.l ii.iнаст процентное содержание олова). Они являются
ipcxKoMiioHCH'тнымм сплавами олова с сурьмой и медью.
Мягкой основой в них служи т твердый раствор на базе
и шва, а твердыми включениями соединение SnSb, обра-
|\ |ощееся в виде кубиков. Соединение Cu^Sn, выделяю¬
щееся в виде игл млн звездочек, способствует равномер¬
ному распределению легких включений SnSb в тяжелом
жидком растворе, а также выполняет роль твердых вклю¬
чений. Из-за высокого содержания дорогостоящего оло-ii.i. >гп баббиты используют для подшипником ответствен¬
ною назначения. Оловяиистые баббиты выдерживают
очень большие скорости вращения вала, их используют
11и производства подшииниковтурбин крупных судовых
читателей, турбонасосов, турбокомпрессоров, электро-
.пшгателей. Такие баббиты имеют хорошую сопротивля¬
емость ударным нагрузкам, минимальный коэффициент
Iрения (со смазочным материалом).Свинцовые баббиты (БС) являются сплавами свинца с
сурьмой. Мягкой основой в них является эвтектика, состо¬
ите из 13 % сурьмы и 87 % свинца, а твердыми включени¬
ями кристаллы сурьмы, количество которых составляет* нчоло 5 % от обще го объема сплава. По качеству свинцовый
баббит значительно уступает оловянистому, поскольку эв-
мчетка недостаточно пластична. Поэтому свинцовые баб¬
биты применяют/1ля менее нагруженных подшипников.Оловянно-свинцовые баббиты предс тавляют собой
силам олова, свинца н сурьмы. В качестве мягкой основы
оии имеют твердый раствор на базе свинца, а твердыми
включениями служат соединения SnSb. Кроме добавок
меди эти баббиты содержат еще другие компоненты. Ha¬
il 1ачен не этих присадок различное - мышьяк у вел ичива-
ет жидкотекучесть. никель и кадмий повышают твер¬
дость, что уменьшает износ. Теллур и мышьяк образуют
мелкие твердые включения, ч то также повышает пзносо-
228 Материаловедение и техполо/ия ношт/н/кшюпных лште/шамтустойчивость. К оловяниосвиицовым баббитам относят
ся марки Б6, Б11, Б16. Эти баббиты значительно дешеи*
ле оловяпнетых, а но качеству уступают им ненамного.Особую группу образуют свшщово-кальцпвыс баббиты
марок БК, БКА, БК2. Мягкой основой этих баббитов явля¬
ется свинец, твердыми включениями - химическиесоедН’
нения свинца с кальцием и натрием. Как и свинцовые баб'
биты они являются относительно дешевыми сплавами.Для более тяжелом работы (в условиях высоких дам*
лепим) баббиты использованы быть не могут, они быст¬
ро изнашиваются. В этих случаях применяют бронзы.В качестве антифрикционных используют оловянньи*
и свинцовые бронзы. Широкое применение получили
бронзы марок БрОС5-25, БрОС8-12, БрОФ6,5-1,5, а так¬
же бронза марки БрСЗО. Последняя отличается высоким
сопротивлением износу, выдерживает большие давления
и скорости, у этой бронзы основная масса представляет
собой твердую составляющую с расположенными в ней
мягкими включениями; поэтому подшипники из такой
бронзы труднее прирабатываются к валу, по выдержива¬
ют большие нагрузки.Антрифрикционные чугуны применяют для изготовле¬
ния вкладышей подшипников при вращении тяжелых ва¬
лов с малой частотой вращения. Используют серые ан¬
тифрикционные чугуны марок АСЧ-1, АСЧ-2, ковкие чу-
гуны марок АКЧ-1. АКЧ-2, а также высокопрочные чугуны
марок АВЧ-1, АВЧ-2. Они имеют перлитную основу и
повышенное содержание фафита.Цинковые антифрикционные сплавы марок ЦАМ10-5
и НАМ У,5-1.5 кроме алюминия и меди содержат 0,03
0,06 % магния. Влитом виде их применяют для производ¬
ства монометаллических вкладышей втулок, ползунов и
г. д. Деформируемый сплав ЦАМ5.5-1.5 используют дли
получения биметаллических полос со сталью и алюмн*
I шип i Цветные метал 1ы п ил еплпны229МИ1 -KI.IM11 СПЛЛВаМП. МЯГКОЙ ОСНОВОЙ ,)| их сплавов служит
ши тика Zn 4 Al CuZnr Цинковые сплавы уступают
Гии юн гам на оловянной основе по пластичности, коэффи¬
циенту трепня и коэффициенту линейного расширения
н примерно равноценны свинцовым баббитам. Ввиду
iiiiici>кпх антифрикционных свойств п достаточно!'! проч¬
ти i и (Ст( = 250-100 МПа при 120 °С) мти сплавы могут
именитьбронлы вузлах трения,температура которых не
превышает 120 °С.\ 7юминиевые антифрикционные спиты содержат сло¬
им, медь, им коль, кремний. Подшипники ил этих сплавов
работают при высокой нагрузке и окружной скорости 15-
'/0 м/с. Мягкой основой в них является твердый раствор
н,| бале алюминия, а твердыми включениями -- различные
химические соединения. Алюмшшевыс сплавы обладают
низким коэффициентом трепия и высокой изиосостойко-I гыо. Но но технологичности они уступают обычным баб¬
ин там. Их более высокая твердость является недостатком,
in (скольку вызывает повышенный износ цапфы вача. Мар¬
ки ;>тнх сплавов: А09-1, АОЗ-2, А020-1, АН-2,5, ACM.
Последний .заменяетбронзу марки БрС-30 в подшипниках
коленчатых ваюв трактора. Эти подшипники также рабо-
1.1ЮТ при высоких нагрузках и окружных скоростях.Кроме указанных антифрикционных сплавов прпмепя-
и н пористые подшипниковые сплавы паброизографитовой
н лчслезографнтовой основах. В их порах хорошо удержи-
и.к тся смазочный материач, стоимость пх ниже, чем других
.||тти(|)рикцпонпых материалов. Используются также пласт¬
массы, нанрпмер текстолит и углеродиографптовые апти-
'|>рикц|1опиыс сплавы, ко'торые могут усиешпо работать без
смазочного материала.
Глава 8
НЕМЕТАЛЛИЧЕСКИЕ
И КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ8.1.Строение и свойства полимеровБольшинство важнейших неметаллических материи*
лив имеют своей основой полимеры. Полимерами (высо¬
комолекулярными соединениями) называются вещества,
молекулы (макромолекулы) которых состоят из очень
большого количества повторяющихся одинаковых эле¬
ментарных звеньев, соединенных между собой химнчес
кимн связями. Исходные низкомолекуляриые вещества,
из которых получают полимеры, называются моно.мера¬
ми. Число мономерных звеньев в макромолекуле называ¬
ется степенью полимеризации. Степень полимеризации
колеблется в очень широких пределах, соответственно и
широком диапазоне изменяется молекулярная масса.
Условно полимерами считают вещества с молекулярной
массой от 5000 до 1000000, соединения с молекулярной
массой от 500 до 5000 называют олигомерами, вещест ва с
меньшей молекулярной массой относят к низкомолеку-
лярпым соедпнеппям. В зависимости от степени полиме¬
ризации (и молекулярной массы) изменяются свойства
вещества. Например, из этилена CH„^CJ I., получают по¬
лиэтилен (-СН,-СН,,-), • Сам этилен представляет собой
бесцветный газ. Если в молекуле содержится пять моно¬
мерных звеньев, то образующееся вещество является
жидкостью. При степени полимеризации и=5000-6000
образуется жесткий, твердый полиэтилен.
I шип S. Пеметаиичпкиг и композиционные материалы231По происхождению все полимеры делят па синтетичес¬
кие и природные. Синтетические полимеры получают в
процессе химического синтеза из соответствующих мо¬
номеров. В производстве материалов они занимают
нгдущее место. Природные полимеры являются основой
ип'Ч растении н животных. Имеются также природные
ни л и меры неорганического происхождения. К природ¬
ным полимерам относятся, например, целлюлоза, нату¬
ра. ibin.rii каучук, асбест, слюда, графит и др.По способу получения синтетические полимеры делят
н.I нолимеризацнонные и ноликоидепсационпыс. Поли¬
меризация заключается в соединении одинаковых или
разнородных мономеров с образованием длинных закон¬
ченных молекул полимера. Полимеризация является
непрерывным ценным процессом, т.е. синтез осуще-
е гиляется путем последовательного присоединения мо-
к'кул мономера к подвижному центру. Процесс поли¬
меризации происходит без выделения какого-либо по¬
бочного продукта, поэтому химический состав звеньев
полимера совпадает с составом исходного мономера.
1:< ли в реакции полимеризации принимает участие один
нид мономера, то процесс называют гомоиолимеризаци-
eii, при двух и более различных видах мономеров - со-
нолнмернзацией.Поликонденсация представляет собой процесс соеди¬
нения одинаковых или разнородных мономеров в макро¬
молекулы с образованием иизкомолекулярных побочных
продуктов (вода, аммиак, спирт и др.). Поэтому химичес¬
кий состав звеньев полимера не совпадает с составом ис¬
ходного мономера. В отличие от полимеризации, i юл икон-
(епсация является не ценным, а ступенчатым процессом:
вначале образуются функциональные группы, состоящие
Iк! небольшого количества мономеров, а сами мономеры
исчезают па ранней стадии процесса, затем функциопаль-
232 MnincpuiLiottctk-uiH’ и технология констрцкцнпннш мптсрии.Щиые группы взаимодействуют между собой с образован»
ем макромолекул, которые нее более укрупняются но
мерс продолжения процесса.По химическому составу полимеры делят па органн*
ческне, лтемсптоорганпческие н неоргапнчеекпе. Органи¬
ческие полимеры в составе молекулярной цепи имеют и
основном атомы углерода, водорода, фосфора, серы, хло¬
ра н фтора. Если основная молекулярная цепь состоит
только из атомов углерода, полимеры называют карбп
цепными, в противном случае - гетсроцеппыми. Элемен•
тоорганические полимеры содержат в составе основной
молекулярной цепи атомы кремния, титана, алюминия п
сочетании с органическими радикалами. В природе таких
соединений не существует. К неорганическим полимерам
относятся стекла, керамика, слюда, асбест, графит. Их
основу чаще всего составляют' оксиды алюминия, крем¬
ния, магния, кальция и др.По форме макромолекул полимеры делятся на линей*
ные, разветвленные, лестничные и пространственные.
Линейные макромолекулы (рис. 8.1 ,а) представляют со¬
бой длннпыезигзагообразные или закрученные в спираль
цепочки с высокой прочност ью химических связей вдоль
цепи и слабыми межмолеку.тярпымн связями. Разветв¬
ленные макромолекулы (рис 8.1,6) характеризуются на¬
личием боковых ответвлений от основной молекулярной
цепи. Лестничный полимер имеет-макромолекулу,состо¬
ящую из двух молекулярных цепей, соединенных хими¬
ческими связями (рис. 8.1, в). Пространственные (сетча¬
тые) полимеры (рпс. 8.1, /) образуются при соединении
молекулярных цепей между собой в поперечном направ¬
лении. В результате образуется пространственная сетча¬
тая структура с различной частотой сетки. Частным слу¬
чаем сетчатых являются паркетные (пластинчатые) по¬
лимеры (рис. 8.1,г).
I imiii S. IIfMcinrri тчгскнг it Kovrtti iuujitHiiihi/' материалы233<гпг"?/$чг. msiaвРис 8.1. Формы макромолекул полимеров:
и - линейная, б - разветвленная, в - лестничная,
г — сетчатая, пространственная, д - паркетнаяПо поведению при пагреве псе полимеры делятся ни
термопластичные и термореакгнвпые. Термопластичные
полимеры при нагреве размягчаются, а при охлаждении
.i.iтвердевают. При повторном нагревании и охлаждении
вновь происходит размягчение и затвердевание. Поэто¬
му термопластичные полимеры можно перерабатывать в
и-;делия неоднократно. Термопластичные полимеры име¬
ют макромолекулы линейной пли разветвленной струк¬
туры (рис. 8.1, а, б). Термореактивпые полимеры перво¬
начально имеют линейную с труктуру и при нагревании
размягчаются. При высокой температуре происходит со¬
единение макромолекул в сетчатую пространственную
с трук туру (рис. 8.1, /). За счет этого полимер затвердева¬
ет и при повторном нагревании остается твердым. Поэто¬
му термореактивпые полимеры пе могут бы гь подверже¬
ны повторной переработке.Полимеры могут находится водном из трех физических
состояний: стеклообразном, высокозластпчном пли вязко¬
текучем. В стеклообрсииом состоянии полимеры являются
234 Материалш'Чпщр и темкамия конппрукциониыл мппщпшмчтвердыми, при этом наблюдается только упругая деформн
имя. Это состояние' характеризуется колебаниями атомон,
входящих в состав молекулярной цени, около положении
равновесия. Движения звеньев и макромолекул происхо¬
дить не могут. В этом состоянии могут находиться все пи
лимеры, а полимеры с пространственной сетчатой сгрукту
рой находятся только и стеклообразном состоянии. Выси
неэластичное состояние характеризуется способностью
пол и мера к бол ы и им обратим ым де(|юрмаипя м при неб» viь
in их нагрузках. При этом могут колебаться звенья л изги¬
баться макромолекулы. Подобное состояние достигается у
линейных, разветвленных и редкосетчатых (тина резни) по
димеров. Вязкотекучее состояние напоминает жидкое, ни
отличается от него очень высокой вязкостью. При этом по
движна вся макромолекула. Эго состояние наблюдается у
линейных и разветвленных полимеров. В вязкотекучем со¬
стоянии производится переработка полимеров в изделия.Полимер может находиться в одном из физических
состояний в зависимости от температуры. По мерс повы¬
шения температуры линейные и разветвленные полиме¬
ры переходят из стеклообразного в высокоэластичное и
далее вязкотекучее состояние. Температура перехода из
стеклообразного в высокоэластнчпое состояние называ¬
ется температурой стеклования, а температура перехо¬
да из высокоэластпчпого в вязкотекучее состояние -тем¬
пературой текучести. Эти граничные температуры явля¬
ются очень важными характеристиками полимеров.Практически псе полимеры склонны к старению. Ста¬
рением полимеров называют самопроизвольное необра¬
тимое изменение важнейших характеристик, происходя¬
щее в результате химических и фпзиче'скпх процессов,
развивающихся в полимере при эксплуатации и храпе¬
нии. Старениеусугубляют воздействия повышенной тем¬
пературы, света, кислорода, озона, многократных дефор-
I т.,,/ л', Псмынапнчсскнс и комтиицшншнг мшнсрна ii,i2354i.il111и. При старшим полпме'|>ы размягчаются или, на-• и трот, повышается их твердость и хрупкость и теряется
> мстпчиость. Для замедления процесса старения в поли¬
меры добавляются стабилизаторы различные органи¬
ческие вещества, ослабляющие действия факторов, сио-
'•ибствующих старению.8.2. Пластические массыСвойства, состав и классификация пластмасс. Плас¬
тическими массами (пластмассами) называются матери-
,1 H.I, получаемые на основе природных или сии готических
полимеров. 11ластмассы являются важнейшими современ¬
ными конструкционными материалами, занимая по при¬
менению ведущее место из всех неметаллов. Они облада¬
ют рядом ценных свойств: малой плотностью (до 2 г/см3),
иысокой удельной прочностью, низкой тсплопроводно-
с| ыо (и, соответствен по, хорошими теплоизоляционными
свойствами), химической стойкостью, хорошими электро¬
изоляционными свойствами, звукоизоляционными свой-
(щами, хорошей окрашиваемостыо в различные цвета.
11екоторые пластмассы обладают оптической прозрачно¬
стью, фрикционными и антифрикционными свойствами,
етйкостыо к истиранию и др. Кроме того, пластмассы
имеют хорошие технологические свойства: легко форму¬
ются, прессуются, обрабатываются резанием, их можно
склеивать и сваривать. Недостатками пластмасс являют¬
ся низкая теплостойкость (до 100 °С для большинства пла-
ег.маес), низкая ударная вязкос ть, ползучес ть, низкая твер¬
дость, плохая сопротивляемость динамическим нагрузкам,
склонность к с тарению для ряда пластмасс.Основой пластмасс являются полимерные снялуннцие
вещества. Мшл не пластмассы состоят только из связую¬
щего вещества. Кроме связующих в состав плас тмасс мо¬
236 MfinirpiifUDnnifiiiir и пи'.шкш/ия копгтрцкшкшиы.х мшпе/шлШгут входи'п»: наполнители (твердые материалы оргапичог*
кого п неорганического происхождения) для повышений
прочности, твердости, теплостойкости п придания смени
альных свойств; пластификаторы (олеиновая кислота,
стеарин, дибутилфталат и др.) для повышения пластич*
пости, что необходимо при изготовлении изделий из пла*
етмасс; отвердители, ускоряющие переход пластмасс и
неплавкое, твердое н нерастворимое состояние; ставили
заторы, предотвращающие или замедляющие процесс
старения; красители.По характеру связующего вещества все пластмассы
делятся па термопластичные (термопласты) п терморе-
активпые (реактопласты). Термопластичные получены ни
основе термопластичных полимеров. Они хорошо пере¬
рабатываются в изделия, характеризуются значительной
упругостью и малой хрупкостью. Обычно термопласты
изготовляют без наполнителя. Термореактивпые пласт¬
массы изготовляются па основе термореактивпых поли¬
меров. Они отличаются хрупкостью, при переработке
часто дают большую усадку, поэтому в них необходимо
вводить усиливающие наполнители.По виду наполнителя пластмассы делятся на порошки*
вые. волокнистые, слоистые, газонаполненные и пласт¬
массы без наполнителя.По способу переработки в изделия пластмассы подраз¬
деляются па литьевые и прессовочные. Лит ьевые перера¬
батываются и изделия методами литьевого прессования
п являются термопластичными. Прессовочные перераба¬
тываются в изделия методами горячего прессования и
я вл я ются то рм ореа кт и н и ы м 11.По назначению пластмассы делятся па конструкцион¬
ные, химически стойкие, прокладочные п уплотнитель¬
ные, фрпкцноииые и антифрикционные, теплоизоляци¬
онные и теплозащитные, электроизоляционные, оптичес-
I Hittfi >S\ Ирмгтгшическиг it комтшцииннш' iште/шилы237к и прозрачные, облицовочно-декоративные и отделоч-
iiiiic. Следует отметить, что это деление условно, гак как
ниш п та же пластмасса может обладать различными
t иойствами.Пластмассы без наполнителя чаще всего являются
н рмопластичнымн материалами. Рассмотрим наиболее
нажные из них.Полиэтилен (-СН,-СН2-) продукт полимеризации
бесцветного газа — этилена. Различают полиэтилен, полу¬
чаемый полимеризацией при высоком давлении (ПЭВД)
и при низком давлении (ПЭНД). ПЭВД имеет структуру
разветвленном цени, плотность0,92 г/см3, ПЭНД струк¬
туру линейной цепи, плотность 0,95 r/см3, более высокую
прочность. Один из самых легких материалов, имеет вы¬
сокую эластичность, отличные электроизоляционные
свойства, химически стоек, водонепроницаем, морозосто¬
ек до -70 "С, нластнчен, недорог, технологичен. Недостат¬
ки — склонность к старению и невысокая теплостойкость
(до +70"С). Для защиты от старения в полиэтилен вво¬
дятся стабилизаторы (2-3 % сажн). Используется для из¬
готовления пленки, изоляции проводов, изготовления
коррозионно-стойких труб, уплотнительных деталей.
Применяется для покрытия металлов с целыо защиты их
от коррозии. Занимает первое место в общем объеме ми¬
рового производства пластмасс.Полипропилен (-СН,-СНС6Н.-)п также производится
пз этилена. По свойствам аналогичен полиэтилену, по
более теплостоек (до 150Х.), менее морозостоек(до 10 С),
имеет более высокую прочность, меньше склонен к ста¬
рению. Применяется для изготовления деталей в хими¬
ческом машиностроении, пленки, волокон, труб для го¬
рячен воды, электроизоляционных деталей.ПолипинилхлориО (-СН..-С 11СI - )h не i юл ьзустся дл я
производства випппласта и пластиката. Винипласт пред-
238 MrtrnrfiutuoRrrlcntip и технология конструкционных мтпрриямщста ил я ет собой твердый листовой материал, полученный
из поливинилхлорида без добавки пластификатором
Обладает высокой прочностью, химической стойкостькц
электроизоляционными свойствами. Его недостатками
являются низкая теплостойкость (до +70 “С), малая удар¬
ная вязкость, склонность к ползучести. Применяете)!
винипласт для изготовления труб, коррозионпостойки*
емкостей, облицовочных плиток, защитных покрытий.
Пластикат - мягкий материал, получаемый при добавле
пни в поливинилхлорид до 30 % пластификаторов, повы¬
шающих его пластичность п морозостойкость (до 65 °С).
Применяется для изоляции проводов, изготовления уп¬
лотнительных прокладок, пленки и др.Полистирол (-СН.,-СТ1С(.Н .-)м продукт полимериза¬
ции стирола, твердый, жесткий, прозрачный полимер.
Имеет очень хорошие электроизоляционные свойства.
Химически стоек, водостоек, хорошо обрабатывается ме¬
ханически, более стоек к воздействию радиации по сран-
нению с другими термопластами. Его недостатки - низкая
теплостойкость (до +65 С), склонность к старению и рас¬
трескиванию. Пспол|>зуется в электротехнической, радио¬
технической и химической промышленности. Ударопроч¬
ный полистирол представляет собой продукт сополимери-
зации стирола с каучуком, имеет более высокую ударную
вязкость и прочность. Из пего изготовляют крупногаба¬
ритные изделия глубокой вытяжки (ванны, внутренние
шкафы холодильников, корпуса радиоаппаратуры и др.).Органическое стекло - прозрачный термопластичный
материал па основе полиакриловой смолы. Отличается
высокой оптической прозрачностью, пропускает ультра¬
фиолетовые лучи, имеет высокий коэффициент прелом¬
ления, в 2 раза легче минеральных стекол, обладает хи¬
мической стойкостью в среде разбавленных растворов
кислот и щелочей, углеводородных топлив и смазок. Не-
I /пт/ N. I/смета ш/чгскис и комшчыционные матершиы239ин татки - низкая твердость п низкая теплостойкость (до1 N0 С). Выпускается в виде листов толщиной до 25 мм.11< пользуется для остекления в автомобиле- и самолето-
проепип, для прозрачных детален в приборостроении.Фторопласты — производные этилена, в которых все
.помы водорода заменены галогенами. Они имеют паи-
оолыпую термическую и химическую стойкость из всех
термопластичных полимеров. Фторопласт-4 (-CF^-CF,,-)^
называемый также тетрафторэтилси (тефлон), имеет вы¬
сокую плотность (2.2 г/см3), водос тоек, не гори т, пе раство¬
ряется в обычных растворителях, обладает электроизоля¬
ционными и антифрикционными свойствами. По хими¬
ческой стойкости превосходит все известные материалы.
Пы держи вает температуру от -269 до +260 °С. Недоста¬
ток — трудность переработки в изделия. Применяется для
изготовления изделий, работающих в агрессивных средах,
при высокой температуре, для антифрикционных покры¬
тий на металлах, прокладок, электроизоляции и др. Фто¬
ропласт - 3 (-CF2-CFC-]-)n по свойствам и применению
аналогичен фторопласту-4, уступая ему по электроизоля¬
ционным свойствам, термической и химической стойкости
и превосходя in» прочности и твердости. Он более пласти¬
чен и поэтому легче перерабатывается в изделия.Полиамиды — это полимеры, содержащие в цепи амид¬
ные группы -CO-NH-. К ним относятся капрон, нейлон и др.
Полиамиды характеризуются высокой прочностью, очень
высокой ударной вязкостью, хорошими диэлектрическими
свойствами. Их недостатками являются склонность к не¬
большому водопоглощепию и подверженность старению
вследствие окисления. Из полиамидов изготовляют шестер¬
ни, втулки, подшипники, их используют для антифрикци¬
онных покрытий металлов, для получения волокон и др./ 1олиуретаны в ы с оком ал е куля р 11 ы е соед i ш е п 11 я,
содержащие уретаповую группу -NH-COO-. По свой-
240 Mami'/muaerrHuiup и тгхнот/им мни'щщкциннуых материнмлстиам они близки к полиамидам, по обладают мол со вм-
сокои стойкостью к действию воды и окислителем, а так¬
же превосходят их по диэлектрическим свойствам. Они
характеризуются эластичностью, морозост ой костью ли
-70 °С. Они применяются для изготовления пленок, во¬
локон, изоляции, полиуретановых каучуков.Терморсактивныс смолы являются основой терморе*
активных пластмасс, которые обычно содержат различные
наполнители. Поэтому смолы должны обладать высокой
клеящей способностью, а также теплостойкостью, хими¬
ческой стойкостью, простотой переработки, небольшой
усадкой. Температурные коэффициенты расширения смо¬
лы и наполнителя должны быть близки по величине.ФеполформалыШибпые смолы получают в результате
реакции нолпкондеисаннн между фенолом Н,С6-ОН и
формальдегидом Н2СО. Эти смолы называются также
бакелитовыми. Поликонденсация производится при вы¬
сокой температуре в присутствии катализатора. При из¬
бытке фенола и использовании кислого катализатора
получается термопластичная поволачиая смола с линей¬
ной структурой макромолекулы. Избы ток формальдеги¬
да п использование щелочною катализатора приводит к
образованию термореактивпой резолыюй смолы, имею¬
щей макромолекулу с пространственной структурой.Резольпан смола может существовать в трех модифи¬
кациях. Резол (бакелит А) растворим в спирте, ацетоне,
щелочи. Раствор резола в спирте называют бакелитовым
лаком. При нагревании до 100 X переходит в рези тол.
Рези тол (бакелит В) представляет собой промежуточную
форму резолыюй смолы. В органических растворителях
и щелочах он не растворяется, а только набухает. При
нагревании до 150 X переходит в резит. Резит (бакелит
С) представляет собой твердый материал, неплавкий и
нерастворимый. При повышении температуры до 300 X
обугливается, не размягчаясь. При получении изделий
I hiiui ,s UfiMcma.i.wwKiir и кпмтшцшлшыс материалы241мI>•»11t‘cc горячего прессования производится u стадии
|)t it i. |л. когда слюда находится и пластическом состоянии
II 1'тко при и и мает любую форму, а последующая выдерж-
к.| ппи повышенной температуре переводит смолу н со-• и in и ие резита и сообщает пластмассе необходимые
| ионстпа. Пластмассы, полученные на основе фенолфор-
м|i.iьдегидных смол, называют фенопластами.Карбамидные (мочеаино-формальде/.идпые) смолы по-
i\ чают в результате реакции нолнкопдепсанин карбами¬
да (мочевины) и формальдегида в присутствии киелотпо-
Tii пли щелочного катализатора. Пластмассы на основе
и их смол называют иминопласгпами. Быстрое твердение
карбамидных смол при нормальной температуре и хоро¬
шая сцепляемость с другими материалами позволяет ис¬
пользовать их для приготовления клеев.Эпоксидные смолы предс тавляют собой вязкие низко¬
молекулярные жидкости, молекулы которых содержат
эпоксидную группуН,С- СП-.<УПри добавке отвердите.лен происходит полимеризация
нкжендных смол, они затвердевают и приобретают про-
<■ граиственное сетчатое строение. Отвержденные эпоксид¬
ные смолы весьма прочны, усадка при отверждении доста¬
точно мала - около 1 "j. Эпоксидные смолы проявляют
высокую адгезию как к наполнителям, так и к различным
конструкционным материалам (металлам, стеклу, керами¬
ке), что позволяет иеиол?»зовать их и качестве клеев.Кремнийорганичеасие с налы содержат в молекулярной
цени макромолекул чередующиеся атомы кислорода и
кремния. Отверждение этих смол происходи т ири нагре-
ваиип. Связь между атомами кислорода и кремния име¬
ет большую прочность, чем между атомами углерода.
Поэтому кремнийорганчческие полимеры имеют высо¬
кую теплостойкость. На основе кремнинорганпческих
242 \4г1пн’1п<(1.иш‘1к’иш‘ it технология коистрцкционишматершищсмол изготовляются мног ие теплозащи тные пластмассы,
а также каучукн. лаки и смазки.Полнэг/шрныс смолы получают в результате реакции
полнкоидснсацин спиртов и органических кислот или их
ангидридов. Наибольшее распространение из полиэфир»
пых получили глифталепые смолы, получаемые полнкои-
депсацпей глицерина и фталневого ангидрида. Эти смо*
лы отверждаются при относительно высоких температу¬
рах и медленно. Глифталевыс смолы применяют при
производстве лаков и клеев.Слоистые пластмассы получают прессованием (или
намоткой) слоистых наполнителей, пропитанных смо*
чой. Они обычно выпускаются в виде листов, плит, труб,
из которых механической обработкой получают различ¬
ные летали.Текстолит — это материал, полученный прессованием
пакета кусков хлопчатобумажной ткани, пропитанной смо¬
лой. Выпускается в виде листов, плит, труб и стержней.
Обладает хорошей способностью поглощать вибрационные
нагрузки, водостойкостью, высокой ударной вязкостью,
электроизоляционными и антифрикционными свойствами.
Теплостоек до 80° С, Исиол1»зустся для изготовления зубча¬
тых колес, вкла 1ышей подшипников скольжения, электро¬
изоляционных дечачей рачиоанпара туры.Стеклотекстолит отличается от текстолита тем, что
в качестве наполнителя используется стеклоткань. Более
прочен и теплостоек, чем текстолит, имеет лучшие элек¬
троизоляционные свойства. Применяется для изготовле¬
ния корпусов судов, самолетов, автомобилей и других
крупногабаритных изделий, для электроизоляционных
детак'й, работающих при повышенных температурах.В ааютскстолите наполнителем является асбестовая
ткань. Кроме электроизоляционных, он имеет хорошие
теплоизоляционные и фрикционные свойства. Приме-
I ита (S'. Неметаллические и композиционные материалы243мнется в качестве теплозащитного и теплоизоляциоипо-
I и материала, для изготовления тормозных колодок, дис¬
коп сцепления и др.Гетинакс представляет собой материал, полученный
прессованием нескольких слоев бумаги, пропитанной
смолой. Он обладает электроизоляционными свойства¬
ми, устойчив к действию химикатов, может нримег.ять-
ги при температуре до 120-140 “С. Применяется вэлект-I ю тех нике для изготовления печатных плат, в электри¬
ческих машинах и трансформаторах в качестве изоляции,
как декоративно-облицовочный материал.Стекювшокнистый анизотропный материил (С ВАМ)
получают прессованием листов стеклошпона, пропитан¬
ных смолой. Стеклошпон изготовляется из стеклянных
нитей, которые склеиваются между собой сразу после из¬
готовления. Листы стеклошпона располагаются в матери-
;i. ic гак, чтобы волокна соседних листов рас поластись под
vi. юм 90°. СВАМ обладает высокой прочностью, химичес¬
кой стойкостью, хорошими электроизоляционными свой¬
ствами, теплостоек до 200-400 °С. Применяется для пзго-
юнлеиня корпусов судов, цистерн, контейнеров, вентиля¬
ционных труб, деталей летательных аппаратов, а также в
качестве электроизоляционного материала.Волокнистые пластмассы представляют собой компо-
шцпн из волокнистого наполнителя, пропитанного смо-
юй. Они делятся на волокит ы, асбоволокниты н стек-
юволокниты.В волокнитах в качестве наполнителя применяется
хлопковое волокно, связующим является фенолформаль-
тегидная смола. Они используются для относительно
крупных деталей общетехипческого назначения с повы¬
шенной стойкостью к ударным нагрузкам (втулки, шки-
ны. маховики, фланцы, рукоятки и др.).Асбоволокниты имеют наполнителем асбест - волокни-II ын минерал, расщепляющийся на топкое волокно днамет-
244 Митсршиштение и тр.хиашия тшщщцшншыхлитюршитром 0,5 мкм. Обладают теплостойкостью до 200 С, устой¬
чивостью к ударным воздействиям, химической стойко¬
стью, электроизоляционными и фрикционными свойства»
ми. Применяются для изготовления тормозных колодок,
дисков сцепления, а также кислотоупорной аппаратуры.Стеююволокииты имеют в качестве наполнителя стек¬
ловолокно. Неориентированные стекловолокниты име¬
ют в качестве наполнителя короткое стекловолокно, что
позволяет изготовлять детали сложной формы с метал¬
лической арматурой. Ориентированные стекловолокни¬
ты (стеклопластики) имеют в качестве наполнителя
длинные стеклянные волокна, уложенные закономер¬
но отдельными прядями, что придает стеклопластику
более высокую прочность. Они не горючи, обладают
химическом стойкостью, выдерживают температуру до
250 °С. Прочность, электроизоляционные свойства и
водостойкость стекловолокнитов выше, чем у волокни
тов. Применяются для изготовления деталей, облада¬
ющих повышенной прочностью, а также для изготов¬
ления деталей высоко]"! точности.Порошковые пластмассы (нрссс-норошкн) в качестве
наполнителя используют органические морошки (древес¬
ную муку, порошкообразную целлюлозу) и минеральные
порошки (молотый кварц, тальк, асбест, цемент, слюду,
графит). Эти пластмассы обладают изотропностью, хими¬
ческой стойкостью, теплостойкостью до 110 "С. невысо¬
кой прочностью, низкой ударной вязкостью, электроизо¬
ляционными свойствами. Пластмассы с органическими
наполнителями применяются для незагруженных дета¬
лей общетехннческого назначения — корпусов приборов,
рукояток, кнопок. Минеральные наполпптелм придают
порошковым пластмассам химическую стойкость, водо¬
стойкость. новы шейные электроизоляционные свойства.
Они используются для изготовления деталей радиотех-
I шин л'. Немении тчсалк- и нолпт.шцичшпиг нате/ти <ы245иического назначения и нысокочастотпоп изоляции,
способных работать в сред с с повышенной влажноетыо.
Пресс-порошки па основе эпоксидных смол нашли при¬
менение в производстве моделей, штампов, приспособле¬
ний, для устранения дефектов и восстановления изно¬
шенных деталей.Газонаполненные пластмассы представляют собой
материалы па основе синтетических смол, содержащие
иловые включения. В пепопластах поры, заполненные
илом, не соединяются друг с другом п образуют замк¬
нутые объемы. Они представляют собой жесткие матери¬
алы, отличающиеся малой плотностью (0,02-0,2 г/см3),
высокими тепло-, звуко- п электроизоляционными свой¬
ствами, очень хорошей плавучестью, водостойкостью.
Недостаток иепопластов - низкая прочность. Термопла¬
стичные пепопласты (ненопол нети рол, пспопол п винил-
члорид) получают вспениванием в высокоэластпчпомI остояиии. Они могут использоваться при температуре
ю 60 °С. Вспенивание термореактивпых смол произво-
штся на начальной стадии отверждения. Фенолфор-
мал ьдегидиые пепопласты выдерживают температуру
m 160 °С, а кремпийоргаипческне — до 250 °С. Исполь-
луются для теплоизоляции и звукоизоляции, изготовле¬
ния непотопляемых плавучих средств, и качестве .четко¬
го заполнителя различных конструкций. Мягкие виды
иепопластов используются для изготовления мебели,
амортизаторов и т.н.Пиропласты (губчатые материалы) это газонапол¬
ненные пластмассы, норы которых сообщаются между
собой. Их плотность составляет0.02- 0,5 г/см\ Они пред¬
ставляют собой мягкие эластичные материалы, обладаю¬
щие водопоглощеипем. Получают пороплас ты путем вве-
(енпи в состав композиции веществ, ко торые вымываю т¬
ся водой или вскипают при нагреве.
246 Mntncpitn.nwtU'iiur' и технология кош трукципнныл шнперилнл8.3. Резиновые материалыРе.пша представляет собой искусственный материал»
получаемый в результате специальной обработки резни» -
вой смеси, основным компонентом которой является кау
чук. Каучук - это полимер, отличительном особен посты»
которого является способность к очень большим обрати*
мым деформациям при небольших нагрузках. Это свой'
ство объясняется строением каучука. Его макромолекулы
имеют вытянутую извилистую форму. При нагрузке про¬
исходит выпрямление макромолекул, что и объясняет
большие деформации. При разфузке макромолекулы при¬
нимают исходную форму. Различают натуральный и син¬
тетический каучук. Натуральный каучук добывают нз не¬
которых видов тропических растений в незначительных
количествах. Поэтому производство резины основано на
применении син тетических каучуков. Сырьем для произ¬
водства синтетического каучука служит спирт, на смену
которому приходит нефтехимическое сырье.Резину получают из каучука путем вулканизации, т.е.
в процессе химического взаимодействия каучука с вулкй'
низа тором при высокой температуре. Вулканизатором
чаще всего является сера. В процессе вулканизации сера
соединяет нитевидные молекулы каучука п образуется
пространственная сетчатая структура. В зависимости от
количества серы получается различная частота сетки.
При введении 1 5 % серы образуется редкая сетка и ре¬
зина получается мягкой. С увеличением содержания серы
сетка становится все более частой, а резина более твер¬
дой и приблизительно при 30 % серы получается твердый
материал, называемый эбонитом.Кроме каучука п вулканизатора в состав резины входит
ряд других веществ. Наполнители вводя т в состав резины
от 15 до 50 % к массе каучука. Активные наполнители
I тип S Неметаллические и компомщнонные материалы247<i .i/Mi, каолин, оксид цинка, оксид магния и др.) служа г дли
понижения механических свойств релин - твердости,
прочности, износостойкости. Они вступают во взаимодей-• тис с молекулами каучука. Неактивные наполнители
(мел, тальк н др.) снижают стоимость резиновых изделий.II частификаторы (парафин, вазелин, стеариновая кисло-
i.i, мазут, канифоль и др.) предназначены для облегчения
переработки резиновой смеси, повышения пластичности
н морозостойкости резины. Количество пластификаторов
■■оставляет & ~ 30 % от массы каучука. Иротшюстарители■ чужат для замедления процесса старения резины, приво-
пицего к ухудшению ее эксплуатационных свойств. Сущ¬
ность старения заключается в присоединении к каучуку
.1 о »мов кислорода. Поэтому в качестве проти востарителей
in пользуются вещества, реагирующие с кислородом с
полыней скоростью, чем каучук (фенолы и др.), или обра¬
зу ющие на поверхности резины защитную пленку (пара¬
фин, церезин и др.). Красители служат для придания ре¬
нте нужного цвета. В резину также добавляются регене¬
раты — продукты переработки старых резиновых изделий
н отходы резинового производства. Онп снижают сто¬
имость резин. Для интенсификации процесса вулканиза¬
ции в резиновую смесь вводят ускорители вулканизации
(контакс, тнурам и др.) - от 0,1 до 2,5 % .Основное свойство резины очень высокая .частич¬
ность. Резина способна к большим деформациям, которые
ноч ги полностью обратимы. Кроме тога, резина характери¬
зуется высоким сопротивлением разрыву и истиранию, имо-
и водонепроницаемостью, химической стойкостью, хороши¬
ми ак'ктроизоляцпоннымп свойствами, небольшой плотно¬
стью, малой сжимаемостью, низкой теплопроводностью. Эти
свойства выдвинули резину в число незаменимых матсриа-
юв в ра.чличных отраслях народного хозяйства, например в
автомобильной и тракторной отраслях промышленности.
248 Мшпе/ншмшедсши1 и технаютя коиппрукиипнных матгришншТехнология производства ренины включает следу кг •
нше этапы: пластификацию каучука, приготовление |К’•
зиновых смесей, переработку смесей в пол у (фабрикаты
и изделия и вулканизацию. Разрезанный на куски кау
чу к пропускают через вальцы для придании ему плас¬
тичности, а затем вносят необходимые добавки п смеши*
вают в специальных смесителях. Полученную таким
образом смесь (однородную массу) называют сырой
резиной. Она подвергается дальнейшей переработка
выдавливанию на червячных прессах заготовок для труб,
стержней и других изделий; прессованию в пресс-фор
мах, вальцах (каландрах) для получения гладких и риф*
леных листов; лмтыо под давлением. Детали сложной
формы после изготовления элементов собираются if
склеиваются. Завершающим этапом является вулкани*
зацня готовых изделий. Горячую вулканизацию осуще¬
ствляют в автоклавах в среде насыщенного водяного пара
(при температуре 140-160 °С и давлении 0,3-0,4 МПа и
течении 2 часов) или на гидравлических прессах в го¬
рячих формах. Холодная вулканизация применяется
для тонких изделии н заключается во введении в рези¬
ну раствора полухлористон серы.Для значительного увеличения прочности резины из¬
делия армируют, г. е. вводят в стенки упрочняющий мате¬
риал металлокорд, стальную проволоку или сетку,
стеклянную или капроновую нн гь. Дли получения пори¬
стой, ячеистой резины в состав сырой резины вводят ма¬
териалы, которые при нагревании разлагаются, увеличи¬
вая ее объем и образуя в резине поры, ячейки.В завис имости от методов изготовления различают
резину штампованную, формовую и клееную. Прорези¬
ненную ткань изготовляют на специальных клеенропи-
тывающи.х роликовых машинах; при этом ткань непре¬
рывно движется через систему роликов.
I ч/m/ л’, Немета иичсские и кчмип шциопиыг маше/шы-и,/249Но назначению резины подразделяются на резины
"ииито н специального назначения. Из резин общего па-
ниченпя изготовляются автомобильные шипы и камеры,
ф.тсиортерпые лепты, ремни ременных передач, изоля¬
ция кабелей, рукава п шланги, уплотнительные и амор-
шзационные детали, обувь и др. Резины обшего назначе¬
ния могут использоваться в горячей иоде, слабых раство¬
рах щелочей и кислот, а также на воздухе при темпера туре
hi 10 до+150 X.Резины специального назначения подразделяются па
пч1 юс гонкие, которые могу т работать ири 'температуре до
Л>() 350 X; морозоетонкие, выдерживающие температу¬
ру до -70 X; маслобепзостойкис, работ ающие в сред».1 беп-
чша, других топлив, масел и нефтепродуктов; светоозоно-
с и ii кие, не разрушающиеся при работе в атмосферных ус¬
ловиях и течении нескольких лет, стойкие к действию• ильных окислителей; электроизоляционные, применяе¬
мые для изоляции проводов н кабелей; электропроводя¬
щие. способные проводить электрический ток.8.4. Древесные материалыДревесина — это органический материал растителыю-
| о происхождения, представляющий собой сложную ткань
древесных растений. Она составляет основную массу
ствола деревьев. Древесина является волокнистым мате¬
риалом, причем волокна в пей расположены вдольство-
ia. Поэтому ill я нее характерна ашишпропия, i .с. ее свой¬
ства вдоль и поперек волокон различны.Достоинствами древесины являются относительно
высокая прочность; м&пая объемная масса п, следователь¬
но, высокая удельная прочность; хорошее сопротивление
ударным и вибрационным нагрузкам; малая теплопро¬
водность и. следовательно, хорошие теплоизоляционные
250 Mmiii'iiwt.i<>e('<)ntui‘ и технатгня ктнчирущнппиых чапщшамлсвойства: низкий температурный коэффициентлинейно¬
го расширения; химическая стойкость к действию орт-
нмческих кислот, солей и масел; хорошая технологич*
иость (.легкость обработки н изготовления изделий). К
недостаткам древесины следует отнести гигросконич*
пост'i>, т.с. способное! ь впитывать влагу, и возникающую
из-за изменения влажности нестабильность свойств и
размеров (усушка и набухание), а также отсутствие огне¬
стойкости. неоднородность строения, склонность к гни¬
ению. Для защиты древесины от увлажнения, загнивании
и воспламенения производят окраску лаками и красками,
опрыскивание и пронитку специальными химическими
веществами.Материалы из древесины можно разделить па лесома¬
териалы, сохраняющие природную физическую структу
ру и химический состав древесины, и древесные матери¬
алы, полученные путем специальной обработки исходной
древесины. В свою очередь лесоматериалы подразделя¬
ются на необработанные (круглые), пиломатериалы, лу¬
щеные (древесный шпон) и колотые.Кру/лые лесоматериалы получают из спиленных дере¬
вьев после очистки от ветвей, разделения поперек ство¬
ла па части требуемой длины н окорки. Они применяют¬
ся в строительстве, в качестве опор н столбов линий элек¬
тропередач, в качестве сырья.Пиломатериалы получают лесопилением. Пиломате¬
риалы с опиленными кромками называют обрезными,
пеопилеппыми - необрезными. Подвергающиеся после
пиления дальнейшей обработке называют строгаными.
Пиломатериалы делятся в зависимости от поперечного
сечения наследующие виды: брусья (толщина или шири¬
на больше 100 мм), бруски (ширина не более двойной тол¬
щины), Опеки (ширина более двойной толщины), мамки
(узкие н топкие доски). Применяются пиломатериалы в
I i.imi Л. I /еметаиичеосие и компашчшмиыо матднииы251| 11и urrcviьстпе, на железнодорожном транспорте, для пз-
тювлепия мебели и др.. древесный шпон - это широкая ровная стружка древеси¬
ны, получаемая пу тем лущения. Толщина лпстон шпона
(>.."> 1.5 мм. Используется шпон в качестве полуфабрикатом
11я изготовления сканеры, дре нес поел оистых нластпкон,
miлицоночпого материала дли изделий из дренесниы.К материалам, полученным путем специальной обра¬
ботки древесины, можно отнести фанеру, прессованнуюII модифицированную древесину, древесностружечные и
древесноволокнистые плиты и др.Фанера — это листовой материал, полученный пу тем
( клейки нечетного количества ( трех п более) листов
шпона. При этом волокна соседних л истов находятся
под прямым углом друг к другу. Толщина фанеры от 1
,Н> 12 мм, более толстые материалы называют плитами.
( нопства фанеры завися т от породы древесины и вида
клея. Наиболее прочной и водостойкой является фане¬
ра из березовою шпона, склеенная фенолформал ьдегид-
иым клеем.Столярные плиты представляют собой трехслойные
щиты, состоящие нз реечного заполнителя, оклеенного с
обеих сторон древесным шпоном. Толщина плит 30 мм н
более. Применяются столярные плиты в мебельной про¬
мышленности. вагоностроении, строительстве и др.Прессованная древесина - это материал, получаемый
при горячем прессовании брусков, досок п других заго¬
товок, предварительно обработанных нодяпы.м паром при
температуре 110 130 °С. перпендикулярно волокнам под
давлением до 30 МПа. В результате повышается плот¬
ность древесины, вследствие чего прочность нозрастас)
но сравнению с исходной более чем в два раза. Применя¬
ется прессованная древесина для изготовления подшип¬
ников скольжения, зубчатых колес, прокладок н др.
252 MtimcpiHnont'driii/c и т<‘Х1ю.и)/11я конащщмцшшпм мтпершштМодифицированная древесина представляет гобой ма¬
териал, полученным при обработке древесины каким-
либо химичес ким веществам (смолой, аммиаком и др.) с
целью повышения механических с помет» и придания
мод остом кости. После пропитки производится полимери¬
зация или полнкопдепсацпя введенного вещества.Древесностружечные плиты изготовляют горячим
прессованием древесной стружки со связующим (резол ь-
иыми феполформадьдстпдпымн смолами). Плиты могут
быть облицованными шноном, фанерой или бумагой.
Плиты выпускаются толщиной от 10 до 25 мм. Из них
изготавливают мебель, строительные конструкции т.п.Древесноволокнистые плиты изготовляют путем прессо¬
вания древесных волокон при высокой температуре, пиог*
да с добавлением связующих веществ. Плиты изготавлива»
ются толщиной от 3 до 8 мм. Применяются в строительстве,
в вагоностроении, в мебельной промышленности.Древесноелоистые пластики (ДСП) изготавливаются
из листов древесного шпона, пропитанных фенолфор*
м альдегид ной смолой и спрессованных в л исты или пли¬
ты. ДСП выпускается толщиной от 1 до 60 мм. Применя¬
ются ДСП как конструкционный материал в судострое¬
нии, электроизоляционный материал, для изготовления
подшипников скольжения, зубчатых колес и др.8.5. Неорганические материалыКерамика — эго неорганический минеральный матери¬
ал, получаемый из отформованного минерального сырья
путем спекания при высоких температурах (1200-2500 °С).
Структура керамики состоит из кристаллической, стекло¬
видной (аморфной) и газовой фазы. Кристаллическая фаза
является основой керамики, ее количество составляет до
100 /о . Она представляет собой различные химические со-
I пнш «. Пгли'нни.шчгскис и кпмпо.тщ1Ш111Ы(‘ материалы253«"пик'пня и твердыерастн<>ры. Стекл ови Д1 ia>i фаза i1аход ит-
| л и керамике н виде прослоек стекла. Ее количество состав-
пит до 40 %. Она снижает качество керамики. Газовая фала
представляет собой газы, находящиеся в порах керамики.По назначению керамика может быть разделена на
( I роитсльную, бытовую и художественно-декоративную,
паническую. Строительная ( например, кирпич) и бы го-
илл (например, посуда) чаше всего имеет в структуре га-
м«наполненные поры п изготовляется из глмиы. Техничес¬
кая керамика имеет почти однофазную кристаллическую
структуру н изготовляется из чистых оксидов, карбидов,
пмридов или нитридов. Основные оксиды, используемые
ия производства керамики - Al.,Or ZrO.„ MgO, CaO,
НеО. Техническая керамика используется в качестве ог¬
неупорного, конструкционного и инструментального
материала. Она обладает высокой прочностью при сжа-I ни и низкой при растяжении. Главный недостаток кера¬
мики — высокая хрупкость. Рассмотрим наиболее важ¬
ные виды технической керамики.Корундовая керамика на основе А1.,0.н получила най¬
ми. 1Ы нее распространение. Характеризуется температу¬
рой плавления 2050 “С, плотностью 3,97 г/см3, высокой
прочностью, теплостойкостью, химической стойкостью,
износостойкостью, диэлектрическими свойствами. Сы¬
рьем для получения чистого оксида алюмнння являются
бокситы, содержащие от 50 до 100 % А1,0.,. Эта керамика
широко применяется для изготовления инструмента (см.
раздел 6.5), деталей двигателей внутреннего сгорания,
высокотемпературных печей, керамических подшипни¬
ков. тиглей для плавки металлов, сопел, в приборострое¬
нии и электротехникеКерамика u.t оксида циркония ZrO, характеризуется 11113-
кон теплопроводностью, высокой прочностью, высокой
к мпературой плавления — 2677“С, нлотпостыо5,56 г/см ‘.
254 Матершшш'Осние и технало/ия книонрцкииопныл ттеримлПоэтому она используется для работы при высоких тем¬
пературах — до 2200 °С. Из пес изготовляют тигли дли
плавки металлов, тепловую изоляцию печей и реактории,
теплозащитные покрытия иа металлах, детали двнгателоЦ
внутреннего сгорания. Недостатками этой керамики яи
ляется низкая стойкость к резкой смене температур И
высокая стоимость.Керамика из оксида магния MgO имеет высокую темпе'
ратуру плавления - 2800 X, плотность 3,58 г/см3, обладк-
ет стойкостью к действию основных шлаков различных
металлов. Поэтому применяется для изготовления тиглей
и футеровки печей. Недостаток оксида магния - летучее lit
при высоких темпера турах, низкая термическая стойкость,Керамика из оксида бериллия ВеО характеризуете»
высокой теплопроводностью и термостойкостью, tcmiuv
ратурой плавления 2580 X, плотностью3,03г/см3, низкой
прочностью, хороню рассеивает ионизирующее нзлуче
ние н замедляет тепловые нейтроны. Поэтому использу¬
ется в конструкции ядериых реакторов и для изготовле¬
ния тиглей для плавки металлов. Недостатками этой ке¬
рамики является высокая стоимость и токсичность.Керамика из оксида урана UO, имеет высокую темпе¬
ратуру плавления - 2760 X, очень высокую плотность
10,96 г/см3, обладает радиоактивностью. Она применяет¬
ся для тепловыделяющих элементов в ядерпых энергети¬
ческих установках.Карбид кремния Si С (карборунд) обладает высокой
твердостью, прочностью, химической стойкостью, жаро¬
стойкостью до 1800 С, температурой плавления 2600 Ч\
плотностью 3,2 г/см3. Применяется в качестве абразивно¬
го материала, защитного покрытия графита, деталей дин
гателей внутреннего сгорания, нагревательных стержней.Нитрид кремния Si^N, характеризуется высокой проч¬
ностью, жаропрочностью, износостойкостью, жаростой-
I тип .v Цр.чртплтчгскш' ij кчмшшцштныг чпте/нииы255hni гмо до 1800 ’С. плотностью 3,2 г/см1. ПрименяетсяI hi детален двигателей внутреннего сгорания.ЛоршЫ тугоплавких металлов (TiB.„ Z г В.) характери-
IMO I CH высокой твердостью, изпосостой кос гыо, обладают
мс ia 1лическпми свойствами, очень высокой температурой
и л, тления. Их используют в качестве износостойких и
«лщитных покрытий. ZrB,, используют для изп>товлеиия
к рмопар, работающих в среде расплавленных металлов.Стеклом называется твердый аморфный термопластич¬
ный материал, получаемый переохлаждением расплава
различных оксидов. В состав сгскла входит стеклообразу-
имцие кислотные оксиды (SiO,, Al3Or В.,О, и др.). а также
основные оксиды (К20, CaO, Na.,0 и др.), придающие ему
специальные свойства п окраску. Оксид кремния SiO0 яв¬
ляется основой большинства стекол и входит н их состав
и количестве 50-100 %. По назначению стекла подразде¬
ляются на строительные (оконные, нитрпппые и др.). бы -
иншые (стеклотара, посуда, зеркала и др.) и технические
(оптические, свего- и электротехнические, химико-лабо¬
раторные, приборные н др.). В зависимости от исходного
мсклообразующего вещества разл пчают силикатное стек-
ю (па основе SiO,), боросиликатпое (Ва.О., н SiO,), алю-
мосиликатиое (А1,Ог Ва.,0., и SiO,,). алюмофосфорпос
(Al„0;j и Р,Од), спликотитаповое (SiO? н ПО,) и др.При нагреве выше температуры стеклования стекло
постепенно размягчается, переходя в вязкотекучее, а затем
и жидкое состояние. При охлаждении расплава происхо¬
дит постепенное возрастание вязкости и при температуре
стеклования переход в твердое и хрупкое состояние Для
большинства промышленных стекол темпера тура стекло¬
вания составляет 425-600 °С.Важными свойствами стекла являются оптические.
()бычиое стекло пропускает около 90 % , отражает — 8 %
и поглощает - 1 % видимого света. Механические свой¬
256 Мптериттгдепие и технология конппрукииопиш материиства стекла характеризуются высоким сопротивлением
сжатию и низким - растяжению. Термостойкость стен*
ла определяется разностью температур которую оно мо¬
жет выдержать без разрушения при резком охлаждении
в поде. Для большинства стекол термостойкость колей'
л е гея от 90 до 170 С, а для кварцевого стекла - 1000 "С
Основной недостаток стекла - высокая хрупкость.Рассмотрим некоторые виды технических стекол.Светотехническое стекчо по составу совпадает с обыч
нмм оконным стеклом (70-72 % SiO„ 14- 15 % Na.,0,7-
8 % CaO; 3 -4 % MgO, 1 2 % К,О; 1 -2 % Л1703) с добаи»
ками при необходимости специальных компонентов. ДлЛ
получения светорассеивающпх стекол вводят 3-4 % со*
единений фтора. Цветные сигнальные стекла получают
добавкой 12 % сернистого кадмия и 0,5-1 % с еле ни
(красное стекло), 1,2 -1,5 % оксида меди и 0,2-0,7 хрома
(зеленое стекло), 1,5 % сернистого кадмия (желтое стек*
ло). Теплозащитные стекла, предназначенные для остек*
ления noMemeHHii в горячих цехах, содержит оксиды же»
леза и ванадия.Элект] юна icy умное стегаю применяется ;(ля электричес¬
ких ламп накаливания, люмиписцентпых ламп, радиоламп
и др. Главными требованиями к нему являются определен¬
ный коэффициент теплового расширения и термическая
ci ой кость (от 100 до 1000 С) в зависимости от особенное гей
данной лампы. Для этих целей используется силикатное,
боросплпкатпое, алюмоенликатпое п кварцевое стекло.Кварцевое стек, w получают путем плавления при тем¬
пературе выше 1700 °С наиболее чистых природных раз*
повнлностеи SiO,. Оно имеет очень высокую теплопро¬
водность п малый коэффициент теплового расширения,
что обеспечивает кварцевому стеклу очень высокую тер¬
мическую стойкость. Применяется оно для изготовления
тиглей, 1руб. лабораторной посуды.
I чти Л. IlrMClHfl.'LtU4Pt KUf ll kO.Unil,llUIIUtlllii.l(‘ МПИЩПШЛЫ257■ '»i кале иное стекли имсог состав обычного оконного
пекла. Закалка состоит и нагреве стекла выше темпера-
Ivpi.i стеклования (обычно 600-650 С) н равномерном
m ллждении струей воздуха или в масле. При этом л на¬
ми 11 лыю увеличивается прочность и вязкость стекла.Триплике (безосколочное стекло) представляет собой
лил листа закаленного стекла, склеенные прозрачной по-
шмерной пленкой. При разрушении триплекса осколки
\дгрживаются на пленке. Применяются грнплексы для
in тсклення транспортных средств.Пеностекло получают путем спекания при температу¬
ре 700-900 °С смеси стекольного порошка с газообразо-
илтелямп (мел, известняк, уголь и др.). Оно отличается
мллой плотностью, низкой теплопроводностью, относи-
н'.тыю высокой прочностью. Применяется в качестве
и м.,то-, зьуко- и электроизоляционного материала.Ситаллы представляют собой материалы, полученные
путем кристаллизации стекол. Ситаллы изготовляют
иV тем плавления стекольного материала с добавкой ка¬
тализаторов кристаллизации. Далее расплав охлаждает¬
ся до пластического состояния и из пего формуются из¬
делия. Кристаллизация обычно происходит при повтор¬
ном нагревании изделий.По структуре ситаллы занимают промежуточное мсс-
ю между стеклом и керамикой. Их структура состоит из
лереп кристаллической фазы, скрепленных стекловидной
прослойкой. Содержание кристаллической фазы состав¬
ляет 30 95 %. Пористос ть отсутствуе т. Ситаллы характе¬
ризуются исключительно]! мелкозернистостью. По внеш¬
нему виду могут быть прозрачными и непрозрачными.Структура ситаллонопределяет ихсвойсгиа. Ситаллы
имеют высокую твердость, высокую прочность при сжа¬
тии и низкую при растяжении, обладают жароирочпо-< I ыо до 900 -1200 С. жаростойкостью, износостойкостью.
258 MntnepiHuottcileiiue и трхнодо/ия каистрцщитиых митершш»Они характеризуются высокой химическом стойкостьп
и хорошими электроизоляционными свойствами. Ситнл
лы отличаются хрупкостью, однако меньшей, чем стекли
Применяются ситаллы для деталей, работающих при
высоких температурах и в агрессивных средах, деталей
радиоэлектроники, инструментов.Графит представляет собой одну из кристаллически*
разновидностей углерода. Это материал кристаллическо¬
го слоистого строения с гексагональной решеткой. Его ато¬
мы располагаются в параллельных слоях по углам пра
вильных шестигранников па расстоянии 0,142 им другт
друга. Расстояние между слоями значительно больше, чем
между атомами, расположенными в одной плоскости И
составляет 0,335 нм. Это существенно ослабляет связь
между атомными слоями, благодаря чему кристаллы гра¬
фита легко расслаиваются. Поэтой же причине для графи¬
та характерна анизотропия свойств. Графит обладает ха
рактерпымп металлическими свойствами — блеском, вы¬
сокими электропроводимостью и теплопроводностью.
Графит при атмосферном давлении не плавится, а сразу
испаряется при температуре около 3850 “С. Он характе
рпзустся химической стойкостью, малым расширением при
нагреве, достаточной прочностью, высокой жаропрочно¬
стью. При этом с повышением температуры до 2200
2400 °С прочность графита повышается от 35 до 50 МПа.Естественный графит является дорогим и обладает
низкои прочностью. Поэтому в технике применяют син¬
тетический графит, который производят из кокса путем
обжига при температуре 2500-3000 °С. В процессе обжи¬
га происходит графитизация кокса, состоящая в росте и
упорядочении кристаллов.Графит наше.'! широкое применение в качестве огне¬
упорного материала в металлургии и замедлителя нейтро¬
нов в атомных реакторах. В последнем случае применяет-
I иыа <ч. Неметаллические к колиш.шицчпиыс материалы259• и фафит высокой чистоты. Графит используется как
•«инструкционный материал для работы при высоких тем¬
пературах, где требуется высокая прочность и стойкость
вртнв эрозии. Графит обладает очень хорошими анти¬
фрикционными свойствами, поэтому он входит в состав ап-
тфрикциоппых материалов, которые способны работать
«ммгмазки в условиях высоких и низких температур, боль¬
ших скоростей скольжения, агрессивных сред.11сдостаткамп графита являются хрупкость и низкая
•1..1 ростойкость. Он начинает окисляться на воздухе уже
при 150-500 X. Поэ тому для повышения жаростойкости
|рафита прибегают к покрытию готовых изделий гуго-II ыккимп металлами, твердыми сплавами, керамикой
(Л1,0.,), силпцпрованпю и боросилнцнровапию.Асбест представляет собой минерал с характерным
ыиокнистым строением. Длина волокон асбеста колеб-
м'тся в широких пределах — от долей миллиметра до 20 мм.
( у шествует много видов асбеста, но наибольшее про¬
мышленное значение имеет хрпзотпловын асбест, состав¬
ит ющий 95 % мировой добычи асбеста. В состав асбеста
иходят оксиды магния, железа, кремниевая кислота, вода
н к незначительных количествах некоторые примеси.Асбест характеризуется высокой теплостойкостью и• тиестойкостью, малой тепло- и электропроводностью,
химической стойкостью. Он выдерживает темпера туру до
500 X. Из асбеста изготовляютспсцнальпыс и ряжу, тка¬
ни, бумагу, картой. Он используется в качестве иаполпи-
пмя для изготовления теплостойких пластмасс. Асбоце¬
ментные материалы используются в качестве теплозащит¬
ных покрытий. Листовой материал, изготовленный из
асбестового волокна, синтетического каучука, иаполпите-
icii и вулканизирующих добавок, называется пщюпипюм.< )и является теплостойким уплот няющим материалом.
Паропит применяется для уплотнения соединений водя¬
ных и паровых магистралей, трубопроводов и т.п.
260 Матгрна'нюеопшс и темкип/ия кинст/п/кццстинх матсрццЩ8.6. Композиционные материалыОбщая характеристика и классификация комиоашщ»
онных материалов. Композиционными называют сложиыо
материалы, в состав которых входят отличающиеся поеной
ствам нерастворимые друг в друге компоненты. ОсноноА
композиционных материалов является сравннтелыю иле*
ст'пчпыи материал, называемый матрицей. В матрице рам»
номерно распределены более твердые и прочные всщегпм.
пазываемыеупрочнителями илп иаполпител ями. Матрши»
может быть металлической, полимерной, углеродной, кера¬
мической. По форме уирочиителя композиционные мате^
риалы делятся па Оисперсио-упртнениые (с нуль-мерными
упрочнителями ),myo/a*//rwwf> (с одномерными упрочните-
лямп), слоистые (с двумерными упрочнителями).Нулъ-мерные упрочпнтсли имеют очень малые разме¬
ры одного порядка во всех грех измерениях. Ими являют¬
ся дисперсные частицы карбидов, оксидов, нитридов и др.
В днснсрспо-уирочнсниых материалах несущим компо¬
нентом. воспринимающим нагрузки, является матрица.
Дисперсные частицы препятствуют движению дислока¬
ций при деформировании материала, за счет чего и пропс
ходит упрочнение. Поэтому дисперсно-упрочненные ма¬
териалы имеют метатлпческую матрицу. Эти материалы
характеризуются высокими показателями длительной
прочности и сопротивления ползучести п применяются и
качес тве жаропрочных.Or)//oHte/wwf'упрочпнтсли имеют малые размеры в двух
измерениях и значительно превосходящий их размер и
третьем измерении. Этими уирочиителямп являются раз¬
личные волокна, нитевидные крпстатлы тугоплавких со¬
единений. проволока. В волокнистых композиционных
материалах несущим компонентом является упрочнитель,
а матрица служит для соединения упрочиитсля и переда-
I tinui s. 11с.\н'1ши:шч<ткш> и компи.шционпьи' мапн-чшгиы261тему ннспших нагрузок. Содержание упрочнптеля в во-
ткнистых материалах колеблется в широких пределах -
hi I j до 75 % (по объему).Лн//.лку>нь/еупрочпитсли имеют малые размеры в одном
и шерепии и значительные размеры в двух других пзмере-
||ин\. Такими упрочнптелямп служат ткани, фольга, листы
н ip., которые чередуются е матричным материалом. Ком¬
итентом. воспринимающим иафузку в слоистых комио-
нщнонных материалах также является уирочнитель.11о схеме расположения упрочните.тя различают компо-
ищиопные магериаты с одноосным (линейным), двухосным
(и.тоскостным) и трехосным (объемном) расположением
уирочнителя. При одноосном расположении могут исиоль-
юимться нуль-мерпые и одномерные упрочпителн. Одно¬
мерные располагаются иаратлелыю друг другу, а нуль¬
мерные гак, чтобы расстояние между ними по одной оси
оилозначителыю меньше, чем по двум другим. При двухос¬
ном расположении могут использоваться любые формы
унрочиителей, которые располагаются в параллельных
ит ос костях. При трехосном расположении ис пользуются
иу.ть-мериые и одномерные упрочнитсли, которые раенре-
телепы равномерно во всех трех направлениях.Существуют нолпматрпчпме и но.тиармироваииые
композиционные материалы. Пилиматричные материалы
имеют комбинированные матрицы, состоящие из череду¬
ющихся слоев матрице различным химическим составом.
Пчшармироваипые мате| жат ы имен >т о/п ювремеи но уп |)оч -
нптелм различной формы или одной формы, по разного
химического состава. Например, полимерная матрица с
нуль-мерпым и одномерным унрочпнтслем пли полимер¬
ная матрица, упрочненная одновременно двумя видами
волокон.Особой группой композиционных материалов явля¬
ются эвтектические композиционные материалы. Они
262 Материи loenlrnHc и тол пшш.ин конструкционных маше/шщпредставляют собой сплавы эвтектического или блгики
го к эвтектическому состава, в котором упрочняющей ф|
зой являются ориентированные кристаллы, получающ1г
ося путем направленной кристаллизации. Структура ;«н
тактического материала состоит из кристаллов тверды*
прочных химических соединений в виде стержней ИЛИ
пластин, распределенных в твердом растворе.Дисперсно-упрочненные композиционные материя»
лы. Среди дисперсно-упрочненных материалов ведущее
место занимает САП (спеченная алюминиевая пудря),
представляющий собой алюминии, упрочненный диспере*
иыми частицами оксида алюминия. Получают САП im
окисленном с поверхности алюминиевой пудры, частицы
которой имеют форму чешуек толщиной менее 1 мкм, пу¬
тем последовательного брикетировании, спекания п и рос
сования. Структура САП состоит из алюминиевой опт*
вы с равномерно распределенными дисперсными частица*
ми А1,,0.(. С увеличением содержания AI..O., повышается
прочность, твердость, жаропрочность САП. но снижается
его пласт ичность. Марки САП-1, САП-2, САП-3, САП-4
содержат соответствен по 6 8,9 12.13-17, 18-22 % А1,0.,.
Высокая прочность САП объясняется большой дисперс¬
ностью уирочиителя п малым расстоянием между его час
тпцами. По жаропрочност и САП превосходит все алюми¬
ниевые сплавы. САП хорошо обрабатывается давлением
в горячем, а CA1I-1 и холодном состоянии, легко обраба¬
тывается резанием, сваривается контактной и аргонодуго¬
вой сваркой. Из САП производят листы, фольгу, грубы,
различные- профили, проволоку, штамновые заготовки,
САП применяют в авиационной технике, химической и
нефтехимической промышленности, электротехнике для
деталей, работающих при температуре 300 500 "С.Дисперсно-упрочненные композиционные материалы
на основе никеля в качестве упрочняющей фазы имеют
i тчч S. Неметал.шчсскш> и композиционные материалы263м< пщы оксида тория ThO,, или оксида гафния НЮГ В
..иггтне матрицы используется никель или сплаи нпке-
HII чромом (нихром, 20 % Ст). Легирование никелевой
нифнцы вольфрамом, титаном, алюминием донолни-
м н.но упрочняет материал. Содержание упрочняющей
фазы невелико: материалы с никелевой матрицей ВДУ-1
и ИДУ-2 содержат соответственно 2 % Th02 и 2 % HfO,,
м.иерпал с нихромовой матрицей ВДУ-3 — 2 % НЮ,.
М.иериалы с оксидом тория характеризуются большей
■каро прочностью, но недостатком этого оксида является
си» повышенная токсичность.При умеренных температурах композиционные мате¬
риалы с никелевом матрицей уступают по жароирочно-11 п никелевым сплавам, а при температуре 1000-1200 °С
превосходят их по этому показателю. Эти материалы
применяются в авиационной и космической технике для
изготовления лопаток газовых турбин, камер сгорания,
м и.юзащитпых полей.Волокнистые композиционные материалы. В волок¬
нистых композиционных материалах упрочиителем слу¬
жат углеродные, борные, синтетические, стеклянные и др.
подокна, иитевпдные кристаллы тугоплавких соедине¬
ний (карбида кремния, оксида алюминия и др.) или ме¬
таллическая проволока (стальная, вольфрамовая и др.).
Свойства материала зависят от состава компонентов,
количественного соотношения и прочности связи между
ними. Для металлических композиционных материалов
прочная связь между волокном и матрицей достигается
благодаря их взаимодействию. Связь между компонента¬
ми в композиционных материалах на неметаллической
основе осуществляется с помощью адгезии. Повышение
адгезии волокон к матрице достигается их поверхностной
обработкой. Производится осаждение нитевидных кри¬
сталлов на поверхность волокон. При этом получаются
264 MmneiHUi'umi'tU'iiur и техиитиия попст/ч/кцииннылмапк'/тиМЩ«мохнатые» волокна с улучшенной адгезией, благодари
чему улучшаются механические своио на композицноН1
иого материала.Среди неметаллических волокнистых композициои'
ных материалов наибольшее распространение получили
материалы с полимерной матрицей феполформалдв-
гидной, эпоксидной и полиамидной. Материалы, соде|Ь
жашие в качестве унрочнитсля углеродные волокна, на¬
зываются карбоволокнитами (углеволокпита.ми). Они
обладают низкими теплопроводностью и электропровод'
постью, химической стойкостью, хорошей износостойко*
стью, Недостаток кабоволокнитон -- низкая прочность
при сжатии и сдвиге. Используют их в судостроительной!
авиационной и химической промышленности. Материа¬
лы с упрочнителем в виде волокон бора называют бори-
волокиитами. Они характеризуются высокой прочностью
при растяжении, сжа тии и сдвиге, высокими твердостью
п модулем упругости, химической стойкостью и водо¬
стойкостью, тепло- и электропроводностью. Применяют¬
ся бороводокпиты в космической и авиационной техни¬
ке. Материалы, содержащие в качестве упрочните.1Я син¬
тетические волокна (капрон, лавсан и др.), называются
оргаповолокииташ. Они обладают высокой удельной проч¬
ностью в сочетании с хорошей пластичностью и ударной
вязкостью, элекфоизоля i utoi 1 н ыми см шетва м и. 11 ри меня¬
ются оргаповолокниты в авиационной технике, электро¬
технике, химической промышленности.Волокнистые композиционные материалы на метал¬
лической основе имеют более высокие характеристики,
зависящие от свойств матрицы. В качестве матрицы ис¬
пользуются металлы, имеющие небольшую плотность
(алюминий, магний, титан), их сплавы, а также никель
для создания жаропрочных ма териалов. В качестве уироч-
пнтеля используют стальную проволоку (наиболее деше-
г,щ'п s Исигта.инчп i ur n mчпозтпинтыематеримы265Mi.ni материал), борные и углеродные волокна. При созда-
М1И1 ,-каропрочных композиционных материалов паоспо-
пг ннксля пепользуется вольфрамовая проволока. Наи¬
более широкое применение в качестве матроны волокни-• 1ы\ композиционных материков нолучнл алюминии и
пошлавы (АМг(3. В95, Д20 и др.). Наиболее дешевым и
юс Iумным упрочняющим материалом является стальная
проволока. Материал марки КАС-1 содержит 40 % (но
ппм .му) стальной проволоки диамет ром 0,15-0,3 мм. При
пом прочность материала достигает 1G00 МПа, что зна¬
чительно превосходит прочность высокопрочных алюми¬
ниевых сплавов.Композиционный материал на алюминиевой матрице
ВКД-1 содержит в качестве упрочнигеля 50 % (но объему)
борных волокон. Этот упрочпител ь способствует увеличе¬
нию ие только прочности, по и жесткости (модуль упру-
тстн повышается в 3-4 раза). Для предотвращения взаи¬
модействия волокон бора с алюминием на волокна нано¬
сится слой карбида крсмиия или нитрида бора. Материал
1ЖА-1 сохраняет высокую прочность до 400-500 °С. По
н|)очности и жесткости этот матери ап значительно превос-
хочпт высокопрочные и жаропрочные алюминиевые спла¬
вы в широком интервале температур.Композиционный материал ВКУ-1 на алюминиевой
основе, упрочненный углеродными волокнами в количе¬
стве 30 40 %. дешевле и легче, чем материал с волокна¬
ми бора. Для устранения взаимодействия углерода с алю¬
миниевой матрицей применяют специальные покрытия
углеродных волокон.Волокнистые композиционные материалы с никеле¬
вой матрицей используются в качестве жаропрочных.
11ри этом главная задача их создания - повышение рабо¬
чей температуры до 1000-1200 °С\ Наиболее широко в
этих целях применяется упрочнение жаропрочных нике¬
266 Матднш.мшН'ннг и тгхниумия кош ш/н/киионных мптг/нш иллевых сплавов вольфрамовой проволокой. Возможно
также упрочнение молибденовой проволокой. Перепек
тнвпыми упрочнитслями для никелевых сплавов явля¬
ются нитевидные кристаллы оксида алюминия, карбпди
и нитрида кремния, углеродные волокна.8.7. Лакокрасочные и склеивающие
материалыЛакокрасочные материалы. Эти материалы но всех
отраслях применяют для защиты металлических изделий
от коррозии, а деревянных изделии - от гниения и К
декоративных целях. Основой для изготовления лакок¬
расочных материалов служат природные и искусствен
ные смолы. К природным смолам относят канифоль, ас
фальты, нефтяные битумы; к искусственным - алкидные,
эпоксидные, полиакриловые смолы, синтетические каучу*
ки. В состав лакокрасочного материала кроме смолы входят
нленкообразующпс вещества, пигменты, наполнители, сик¬
кативы, раптюрители. Лакокрасочные материалы разделя¬
ют на грунты, шпатлевки, эмали, лаки, нитрокраски, масля¬
ные краски, эмульсионные краски.Плеитобразуюшие вещества создают защи тную пленку
и являются связующими для пигментов и наполпптелей.
К ним относят растительные масла и различные смолы.
Пигменты — вещества в порошках (охра, цинковая зелень,
алюминиевый порошок, железный сурик), которые не
только придают краскам или лакам цвет, по и повышают
11з защитные свойства. Наполнители (тальк, мед, асбест)
это добавки к пигментам, которые повышают устойчи¬
вость и прочность красочного слоя. Пластификаторы -
вещества придающие необходимую пластичность пленке
и предохраняющие ее от растрескивания. В кнчестне пла¬
стификаторов применяют сложные эфиры минеральных
I i.ii.ti S Неметаллические и кимшиицшптысматериалы267и органических кис. чо г (днбутилфчч>.riirr, грикрезилфосфат
и др.), Сиккативы — вещества, ускоряющие высыхание
м.кч’Л. Растворители (спирт, скипидар, бензол) применя-
||и для растворения пленкообразующих веществ, приго-
твдеиие шпатлевки, грунта, эмалевых красок.Лаки - это растворы пленкообразующих веществ
(смол, смолоподобных продуктов) в различных раство¬
рителях. В зависимости от нленкообразующих веществ
«аки раздедяюч на природные (масляные) и искусст-
исииые - приготовленные на основе искусственных смол
и эфиров целлюлозы.бакелитовые н нитролаки. Масляные
и/теки представ.11я ют собой суспензию пигментов и олифах
и выпускаются лакокрасочными заводами либо в виде гу-
погертых паст, которые на месте разводят олифой до ра¬
бочей вязкости, либо в виде готовых к употреблению со¬
ставов. Эмалевые краски - суспензия пигментов в лаках.
При высыхании эти краски образуют твердую, блестящую,
мастичную пленку, напоминающую эмаль. Эмульсионные
краски изготовляют из эмульсин, г, е. однородных систем
двух жидкостей. Для предотвращения расслаивания в
эмульсии добавляют стабилизаторы казеин, желатин,
мыло. Эмульсионные краски применяют для окраски де¬
ревянных изделий.Процесс окраски состоит из нескольких основных
операций: подготовки поверхности, грунтовки, шпат¬
левки (при наличии шероховатостей, неровностей, тре¬
щин. раковин), просушки, нанесения краски. Нанесение
нокрьггий осуществляю! кистью механическим и воз-
iviniibiM распылением (пульверизацией).окунанием или
поливанием. Затем изделие подвсргаютестествениой или
искусственной сушке.Склеивающие материалы. Клеи служа! для получе¬
ния неразъемных соединений деталей и конструкций из
однородных и различных материалов. Клеи представ.чм-
268 Alfimt'/muoei’di'inu' и томшо/ия мтгт/п/кципнны.х маше/ниищют собой растворы (иногда расплавы) высокомолеку¬
лярных природных или синтетических веществ. Техно*
логический процесс склеивания деталей состоит из еле*
дующих этапов: подготовки поверхности к склеиванию;
нанесения клея: выдержки, сборки склеиваемых дета»
лей; склеивания при определенных температуре и дан-
лении с последующей выдержкой; очистки шва от под¬
теков клея п контроля качества клеевого соединения,
Различают природные (животные и растительные) и
синтетические клеи.Растительные клеи (крахмал, декстрин, резиновый и
др.) и животные клеи (костяной, казеиновый, столярный
и др.) применяются для соединения дерева, кожи, тек¬
стильных материалов, бумаги. Они используются в виде
растворов п затвердевают при испарении растворителя.
Недостатком растительных и животных клеев является
низкая стойкость к действию микроорганизмов и воды.Этих недостатков лишены синтетические клеи, кото¬
рые обеспечивают высокую прочность склеивания раз¬
личных материалов, обладают устойчивостью к внешним
факторам и находят широкое применение. Соединения
синтетическими клеями вытеснили сварку и пайку мно¬
гих материалов. Мри эт ом повышает ся качество соедине¬
ний и достигается значительный экономический эффект.
Для изготовления синтетических клеев используется
большинство рассмотренных ранее термореактивных и
термопластичных спптетпческих полимеров. Клеи на
основе термопластичных полимеров дают менее прочные
соединения и применяются, и основном, для склеивания
неметаллических материалов. Клеи на основе термореак¬
тивных смол дают прочные, теплостойкие соединения и
применяются для склеивания силовых конструкций из
металлов п неметаллов. Они делятся на клен холодного
и горячего склеивания (отверждения). Клеи холодного
I ниш S. ll<>Mf'mti;ijiit'ii‘CKur и комшшн,ночные матднниы269I к'лепваппя непосредственно перед склеиванием смешн-
иаются с отвердптелямп.Широкое применение' нашли клеи на основезпокепд-
IIы\ смол, Для них характерна высокая механическая
прочность, стойкость к действию поды, топлив и мине¬
ральных масел, хорошие диэлектрические свойства.. )|1оксидпыс смолы характеризуются хорошей адгезией
практически ко всем материалам, могут работать в широ¬
ком интервале температур, претерпевают очень малую
усадку при отверждении. Эпоксидные клеи холодного
отверждения (Л-4, ВК-9, ЭПО и др.) применяют для скле¬
ивания древесины, пластмасс, керамики и резины с ме¬
таллами. Эпоксидные клен горячего отверждения (К-153,
НК-1, ФЛ-4С и др.) используются для склеивания метал¬
лов, стеклопластика, керамики.Клеи на основе фенолформальдегндной смолы ис¬
пользуются для склеивания металлов, пластмасс, керами¬
ки. Для уменьшения хрупкости феполформальдегидпую
смолу соединяют с другими полимс^мп. Клеи ВК-3, ВК-4,
НК-13, ВК32-200 являются продуктом взаимодействия
фенолформальдегндной смолы и синтетического каучу¬
ка. клен БФ-2 и БФ-4 — фенолформальдегндной смолы
п бутвара, клей ВК-32-ЭМ - фенолформальдегндной и
шоксидпой смол.Применяются также клеи на основе других смол: по¬
лиуретановые (ПУ-2. ВК-5, ВК-11 п др.), мочевино-фор-
мальдегидиые (КМ-7, КМ-12 и др.). Для склепваппя ре¬
зиновых изделий применяются резиновые клеи (88, БР-
10 и др.).
Глава 9
ЛИТЕЙНОЕ ПРОИЗВОДСТВОЛитейное производство представляет собой процесс
получения разнообразных литых детален в качестве загото¬
вок или готовых изделий. Эти детали называются отлип•
коми. В процессе литейного производства расплавленным
металлом заполняется специальная литейная форма. Ли¬
тейная форма представляет собой систему элементов, об¬
разующих рабочуюиолостьпрпзаливке которой расплав¬
ленным металлом формируется отливка. Внутренняя по¬
лость литейной формы имеет конфигурацию будущей
отливки. При охлаждении залитый металл затвердевает и
сохраняет форму этой полости. В случае необходимости
последующей механической обработкой отливкам прида¬
ют точные размеры и форму. Во многих случаях ли гье
единственный способ изготовления нужных деталей.
Особенно это существенно при изготовлении деталей
больших размеров и массы, сложной конфигурации, а
также в случае, когда сплав (например, чугун) малопла¬
стичен и не поддастся обработке давлением (ковке, штам¬
повке). В машиностроении около 50 % всех деталей н:«-
гото вл я ют л птьем.Отливки получают различными способами: литьем и
песчаные формы, по выплавляемым моделям, в оболоч¬
ковые формы, в металлические формы (кокпли), литьем
под давлением, центробежным литьем п др. Большая
часть отливок изготовляется литьем в песчаные формы.
Остальные способы получили название специальных
способов лптья. По количеству заливок литейные фор-
I miiii Ч.,'1шп1‘шю(‘ п/юи./шиктво271ми делятся па разовые и многократные (постоянные).
1'азоные формы разрушаются при извлечении отливок.9.1. Литейные свойства сплавовПолучение качественных отливок определяется ли-
и'пными свойствами сплавов. Наиболее важными литей¬
ными свойствами являются жидкотекучесть, усадка, тре¬
щи постойкость, газонасыщепие.Жидкотекучесть - это способность металлов н сила-
ион течь в расплавленном состоянии по каналам литей¬
ной формы, полностью заполнять се полости и точно вос¬
производить очертания отливки. Жидкотекучесть зави¬
сит от температурного интервала кристаллизации сплава,
вязкости и поверхностного натяжения сплава, темпера¬
туры сплава и формы, теплопроводности материала фор¬
мы. Наибольшая жидкотекучесть характерна для чистых
ме таллов и эвтектических сплавов, которые затвердева¬
ют при постоянной температуре, а наименьшая -- для
твердых растворов, затвердевающих в широком интерва¬
ле температур. С увеличением вязкости и поверхностно¬
го натяжения сплава жидкотекучесть понижается. При
повышении температуры сплава и литейной формы жпд-
котекучесть увеличивается. Уменьшение теплопроводно¬
сти литейной формы снижает жидкотекучесть.Для измерения жпдкотекучести применяют заливку
специальных технологических проб в виде тонких прут¬
ков пли спиралей.Усадка - это свойство литейных сплавов уменьшать
линейные размеры п объем при затвердевании и охлаж¬
дении. Различают линейную £ п объемную е. усадку:£ = -*■—- юоч,(
272 Mamrpwi loprdpnttr п т^мнап/ия кичппрцкцпоиныл мптерипятк -к£=-*■ --1(Х),%v* .где /фн *о - соответствующие линейные размеры фор
мы и отливки. V п V —объем формы и отливки. Объемф и 1 1пая усадка приближенно равна утроенной линейной:е ~ 3 е,.иУсадка зависит от химического состава сплава, его
температуры, скорости охлаждения сплава, конструкции
отливки и формы. Усадка может вызывать в отливках
усадочные раковины и усадочную пористость.Усадочные раковины — это крупные полости, распо¬
ложенные в тех местах отливки, которые затвердевают
последними. Усадочная пористость — эго скопление мел¬
ких пустот, которые образуются в тех местах отливки,
которые затвердевают последними без доступа к ним рас¬
плавленного металла. Избежать возникновения усадоч¬
ных раковин и пористости можно путем непрерывного
подвода расплавленного металла к отливке. Для этого на
отливки устанавливают прибыли — дополнительные ем¬
кости с расплавленным металлом. Другой способ борьбы
с усадочными раковинами и пористостью — установка
холодильников и массивных частях отливок. Холодиль¬
ники выравнивают скорости охлаждения массивных и
тонких частей отливок.Трещиниапоикпстью называется способность сплава
противостоять образованию трещин в отливках Причи¬
ной появления грешнп являются внутренние напряже¬
ния. Они возникают вследствие неравномерных .отвер¬
девания, охлаждения и, соответственно, усадки крупных
1 мелких час гей отливок. Различаю! горячие и холодные
рещипы. Горячие возникают в процессе кристаллизации
к галла при переходе из жидкого состояния в твердое.
Голодные возникаю! в полностью затвердевшем сплаве.
I кит ‘А Литейное производство273Кроме трещин внутренние напряжения могут привести
к короблению отливки. т.е. к изменению ее формы и раз¬
меров.У азонасыщение сплавов происходит в расплавленном
| ni тояиии. когда они способны поглотать различные
газы из атмосферы, влаги и т.д. С увеличением темпера¬
туры растворимость газов повышается. При затвердева¬
нии газы выделяются из сплава и образуются газовые
раковины и поры. Для уменьшения этого явления плав¬
ка ведется под слоем флюса или в среде инертных газов,
снижается влажность формовочной смеси, подсушивает-
i я форма и т. д.9.2. Литьё в песчаные формыДля изготовления отливок в песчаных формах приме-
11» ют большой ассортимент мат ериалов: серые и белые чу¬
гун ы, бронзы, латуни, литейные алюминиевые, магниевые
и цинковые сплавы, литейные тугоплавкие сплавы (на ос¬
нове титана, ниобия, ванадия, молибдена, вольфрама).Общая характеристика. Основными операциями тех¬
нологического процесса изготовления отливок в песчаных
формах являются: изготовление модели, получение л итей -
пой формы (формовка), плавка металла и заливка его и
формы, выбивка застывших отливок из форм, обрубка и
очистка литья. Для изготовления литейной формы необ¬
ходимы моде мный комплект и формовочная смесь. В мо¬
дельный комплект входят модели, иодмодельиые, подо¬
ночные и сушильные плиты, стержневые ящики, опоки,
приспособления для контроля форм и стержней и др. С
помощьюлю()елм в песчаной форме подучают внутреннюю
полость, соответствующую конфигурации отливки Фор¬
ма модели соответствует внешней форме будущей отлив¬
ки. В стержневом ящике изготовляется стержень для об-
274 ктсОеш/р и ттюкиин конструкционныхма тершимразевания внутренних полостей отливки. Модели и стерж
новые ящики делают цельными, разъемными, из двух и
более частей и с огьемпымн частями, что облегчает выем-
kv модели из формы и стержня из ящика. Опоки — метал
лические рамы, служащие для удержания формовочной
смесн и образования литейной песчаной формы. Обычно
их изготовляют из стали, чугуна пли алюминиевых сила
нов. Подоночные титы предназначаются для установки на
них опок, а также готовых форм под заливку. Сушильные
плиты служат для сушки стержней и форм.Модельный комплект изготовляют по чертежам от¬
ливки. На рис. 9.1 показаны отливка, разъем над модель и
стержневой ящик. На модели имеются специальные выс
туны К, называемые стержневыми знаками, для создания
в форме опорных выемок, необходимых для установки
стержня. Разъемный стержневой ящик имеет соответст¬
вующие полости для получения знаков стержня при его
изготовлении.КРис.9.1. Отливка (а), \кк)ель (о) и стержневой ящик (в)Размеры модели и стержня должны быть больше раз¬
меров отливок на линейную усадку, которая для серого
чугуна, латуней, алюминиевых, цинковых и магниевых
сплавов составляет 0.9 1,6 % , а для сталей, бронз и тита¬
новых сплавов - 1,8 -2,5 % . Если отливки подвергаются
дальнейшей 1механнческой обработке, то они должны
иметь припус ки (дополнительные слон металла, удаляе*
I ими 9. Jlumeimoe ripou.wodcnitui275Mine при обработке). Материалами для моделей и стерж¬
невых ящиков служат дерево, металлы и пластмассы.На рис 9.2 изображена песчаная литейная форма для
получения отливки втулки, приведенной на рис 9.1,а.
Форма изготовлена из из формоночной смеси 1 в ннжией
К и верхней 7 опоках. Внутренняя полость 2 формы име¬
ет конфигурацию модели (рис. 9.1, б). Для получения
отверстия в отливке используется стержень 3, изготов¬
ленный в стержневом ящике (рис. 9.1, в) из песчаной
| тержпевой смеси. Стержень устанавливается во впади¬
нах литейной формы, образовавшихся при формовке от
стержневых знаков модели. Для заполнения формы жид¬
ким металлом служит литниковая система б. Воздух, на¬
ходящийся во внутренней полости формы выходит через
выпоры 4. При изготовлении литейной формы кроме
модели отливки используются модели литниковой сне-
|смы и выпора.3 2 1Рис. 9.2. Песчаная ттейппя форма.Формовочные и стержневые смеси. Материалы, из ко¬
торых изготовляют литейные формы, называют форма-
276 Материи юнеФниг и техпо.ютя кош трцкционннл ма/ие/тгтюночными смесями. Они должны обладить прочностью, пла¬
стичностью, огнеупорностью, газопроницаемостью и иода!-
лпностыо. Податливость - это способность формы или
стержня сжиматься при усадке отливки. Формовочныесме-
си по типичению делят на облицовочные (ими покрываю?
модель, толщина слоя 20-30 мм), наполнительные (ими
I юл 11я ют остат ы iv ю часть форм ы) и ели \ \ ые ятя :?ai юлпепим
всей формы. Основной составляющей формовочных сме-
ceii является выбитая из опок отработанная смесь, в кого
рую добавляют свежие материалы (глину, песок) и пре¬
дусматриваемые технологией вспомогательные материалы
(каменноугольная пыль, графит, борная кислота и др.). На
поверхности форм н стержней наносят краски и насты, ко¬
торые пе только уменьшают пригар, по н увеличивают по¬
верхностную прочность форм и стержней. Наилучшей яв¬
ляется цирконовая краска, в состав которой можно вводить
.тегирующие и модифицирующие редкие и редкоземельные
элементы, улучшающие поверхность отливок.Стержневые смеси по составу разделяются на песча
но-глппистые (для изготовления крупных стержней на
каркасах и др.) и пссчаио-масляпые на основе раститель¬
ных масел и синтетических смол.Для изготовления форм и стержней широко применяют
быстросохнущие, продуваемые углекислым газом смеси,
связующим для которых является жидкое стекло. Жидкие
самотвердеющне смеси (ЖСС) истребуютуплотнения, их
основой является кварцевый песок, а связующим жид¬
кое стекло. Применяют также холоднотвердеющие (в те¬
чение 20 -30 мин) и пссчаио-смоляпые смеси для изготов¬
ления стержней в нагретых до температуры 250 280 Ч‘
горячих стержневых ящиках, затвердевающие в течение
1 2 мин. Для уменьшения ирпгара поверхност и отливок
применяют новые формовочные материалы цнркопо-
вые и олпвнпитовые пески, магнезит и хромомагнезит.
I ниш Лшт ишн’ njioHjniHti iiitio277Выбор состава формовочных н стержневых смесей
мписнт славным образом от вида сплава, из которот
получают отливки. Состав смеч и указывают в технологи¬
ческой карте.Приготовление формовочных н стержневых смесей начи¬
нают с подготовки исходных материалов. Кварцевый иесок
сушат, промывают и распределяют по бункерам над смссн-
кмямп. Глину и каменный уголь дробят, сушат и затем тон¬
ко измельчают. Отработанную смесь регенерируют: спекши¬
еся куски дробят и пропускают через магнитный сепаратор
д. 1я отделения мегабит чески х включений. После подготов¬
ки все исходные компоненты смешивают в нужной пропор¬
ции в бегунах. Увлажненная формовочная смесьлепточпым
транспортером направляется в бункер-отстойник для
пыдержки втечениеЗ-4 ч для выравнивания влажности по
всему объему. Окончательно готовую формовочную и стер¬
жневую смеси транспортером подают к месту формовки.По состоянию формы перед заливкой металла раз¬
личают смеси для изготовлении форм: сырых, подсушен¬
ных, сухих, химически твердеющих и елмотвердеющнх.Формовка. Для изготовления литейных форм по мо¬
ими в формовочном материале образуют полости, но
очертаниям и размерам соответствующие изготовляемой
отливке, а затем заполняют их расплавленным металлом.
Формовка бывае т ручная п машинная. Ручную формовку
применяют в единичном производстве, машинную в
серийном и массовом. Поскольку ручная формовка мало¬
производительна и трудоемка, она имеет ограниченное
применение. Основной является машинная формовка,
осущес твляемая на специальных формовочных машппах.
При :>том механизируются две операции: уплотнение
смеси в опоке н извлечение модели из формы.Машинную формовку производя т ил модельных ii. iii-
iax. на которых установлены модели. К .п им плитам при-
278 Машг/иш iniH'ih'iiiH и тсхтип/ни коп< т/н/кцианных чапн'/нш.ншКреНЛЯЮТ опоки. По способу уплотнения формовочноК
смеси в опоках формовочные машины делят па встряхи¬
вающие. прессовые, вакуумные, пескометные и др. Уп¬
лотнение формовочной смеси встряхиванием осу шести-
дяется путем сообщения столу машины с формой поряд¬
ка 120 200 ударов в минуту. Встряхиванием уплотняют
формы высотой до 800 мм. Прессовые машины приме¬
няют для уплотнения смеси прессованием. Таким спо¬
собом изготовляют литoiiпые формы в опоках высотой
до 1000 мм. В настоящее время для изготовления .нитей*
пых форм прессованием применяют высокопроизводи¬
тельные автоматические прессово-формовочные липни
н дистанционно управляемые прессово-формовочные
.чинин. Пескометы применяют для наполнения формо¬
вочной смесью опок с одновременным ее уплотнением.Изготовление стержней. Для этой цели чаще применя¬
ют’ разъемные стержневые ящики. На рис. 9.3 изображен
разъемный стержневой ящик для изготовления вручную
цилиндрического стержня 4. Рабочие поверхности ящика
предварительно припыл нвают ликоподием или спрыски¬
вают керосином (металлические ящики) для предохране¬
ния or прилипания смеси. Собранный ящик набивают
ст ержневой смесью, затем снимают скобу 3 и раскрепля¬
ют ящик. Нго половинки 1 и ^легким постукиванием от¬
деляют ог стержня 7, который затем сушат. Для увеличе¬
ния ирочпост п в стержни вкладывают металлические кар¬
касы в виде чугунной рамки 5 со стальными прутками 6’,Машины для изготовления стержней по конструкции
и работе сходны с формовочпымп машинами. В крупно¬
серийном н массовом производстве широко применяют
пескодувные и пескоструйные машины. Сушку форм и
стержней производят- в сушилках периодического и не¬
прерывного действия. При меня ют также сушку стержней
токами высокой частоты.
I iiiini Ч.Липн иное itptiu.uuxh пню279Рис. 9.3. Рстёмный ящик для и.ттювлеиия стержнейЛитниковая система. Совокупность каналов, но кото¬
рым жидкий металл поступает в форму, называется лит¬
никовой системой. Она обеспечивает подвод металла в
полость формы и заполнение ее с требуемой скоростью,
удержание шлака н прочих неметаллических включе¬
ний, выход газов и паров из полости формы, непрерыв¬
ное питаппеотливки при затвердевании. По способу под-
иода, расплавленного металла в полость литейной фор¬
мы литниковые системы делятся па боковые (рпс. 9.4),
верхние, нижние (сифонные) и ярусные (многоэтажные).а - элементы литниковой системы KoiicrpvKUHcii п раз-
П установка выпоров мерами отливки! Кштинковой системе относятся также выпоры 5 и при¬
были. Выпоры служат для удаления воздуха н всплываю¬
щих шлаков из полости формы, они также дают знать о
конце заливки. Выпоры Г> устанавливают па верхних ча¬
стях отливки (рис. 9.4, б). Для борьбы с усадочными рл-Обычпо литпиконан
система (рпс. 9.4,а)2 состоит из литнико¬
вой чаши 1, верти-
' калытго канала4Рис. 9.4. Литниковый система:стояка 2, шлакоуло¬
вителя 3 и питате¬
лей 4. Число и рас¬
положение питате¬
лей определяю гея
280 Мппч pun.K.iih'th'tiuc и me > шип/пи киигщ)щц-щшниы \ м/пис/ишлм^КОВП1ПММ ИМ IVpVI I ПЫ\ i >ТЛ11 ВКаХ устанавливают Прнбы.ТИ
I 1рпОЫЛЬ ЭЮ ГСХНОЛОГПЧеСКИЙ прилив, которым При
кристаллизации затвердевает мог..тсдиим. Г1рм эгом уса
дочпая раковина образуется в прибыли. Поэтому прибы
тп устанавливаются под наиболее массивными частями
отливки п сами должны быть крупнее этих частей.Заливка форм. Выбивка, обрубка и очистка отливок.
Заливка металла в литейные формы производится с иг
пользованием различных специальных ковшей, в которые
сплав поступает непосредственно из плавильных агрега¬
тов или промежуточных раздаточных ковшей. В завись
мости от вида сплава, размеров и конструкции отливки
температура заливаемого мета.'] л а должна быть па 50¬
150 °С выше точки ликвидус. После заливки происходит
охлаждение отливок в форме. Время охлаждения колеб*
лется от 5 мин до нескольких суток в зависимости от маг*
сы отливки. 11ослс охлаждения производится выбивка, об*
рубка и очистка отливок. Выбивка представляет собой
процесс извлечения отливки из литейной формы, сама
форма при этом разрушается. Выбивка является трудоем¬
кой операцией, поэтому только в единичном производстве
мелких от ливок она производится вручную. Выбивка круп¬
ных отливок механизирована. Ее производят па специаль¬
ных выбивных вибрационных решет ках с механическим
или пневматическим приводом. Выбивка стержней произ¬
водится с помощью пневматических молотков, вибраци¬
онных и гидравлических устройств. Выбивка крупных
стержней осуществляется в специальных гидравлических
камерах с помощью струи воды, выбрасываемой из сопла
под давленном 3 10 МПа.При обрубке отливок производят удаление литников,
прибылей, выпоров и заливов по месту соединения полу •
форм. Обрубка производится пневматическими зубила¬
ми, ленточными и дисковыми пилами, газовой резкой, на
I n/i.// (>. jliimrintop upon leixtcmiid281Прессах и другими способами. После обрубки пропзио-
пги я очистка поверхности отливок.С)чисгка представляет собой процесс удаления прпга-
|м, остатков формовочной и стержневой смесей с повер-
\ihicth отливки. Она производится во вращающихся ба-
рпоанах, гидропескост руйпых и дробеметных камерах,
путем химической или электрохимической обработки и
,ч|Л1 ими способами.Механизация изготовления литейных форм. В не¬
мо п.ших литейных цехах и при изготовлении единичных
крупных отливок формы заливают непосредственно па
формовочной площадке. В современных литейных цехах
ф( >рмовка, сборка и заливка форм, выбивка отливок осу¬
ществляется одновременно. При этом литейная форма
передается последовательное одной операции на другую
г помощью литейного конвейера (рис. 9.5). Конвейер со¬
ек шт из ряда платформ 12, непрерывно движущихся по
пущ 16 с помощью приводной станции 11. Нижняя ио-
туформа изготовляется на формовочных машинах 3, а
верхняя на формовочных машинах 1 Формовочная смесь
(оставляется к формовочным машинам изсмесеирпгото-
иительпого отделения. На рольгангах 5 осуществляется
сборка форм, которые затем сталкиваются по рольгангу
на платформы 12 горизонтального замкнутого конвейе¬
ра. Конвейером формы передаются в заливочное отде-
кчше, где в них заливают расплавленный металл из за¬
ливочных ковшей 9, передаваемых от плавильных ai рега-
тв по монорельсу 8 к подвижной заливочной площадке
К). Залитые формы проходят через охладительный ко¬
жух 14 и толкателями 15 сталкиваются па выбивную ре¬
шетку 1. Выбитая формовочная смесь, поступает через
г.ыбивпую решетку па транспортер и перелается в смессп-
рнютовп гелыюе отделен не. а отливки транспортируют -
t я в очпетпое отделение.
282 Материи кмпн-нш1 и тсхно.ю/ия коиструщшмнмх мптериплт2 3 4 5 6 79 8WРис. 9.5. Литейный конвейерОпоки после выбивки по роликовому конвейеру 7
возвращаются к формовочным машинам 3 и 4 и устанап»
ливаются па них пиевмонодъемпиками 6. Подоночные
плиты по ленточному конвейеру 2 поступают па рол и ко*
вый конвейер 7, а затем к формовочным машинам 3 и 4,
Литейные стержни к местам сборки литейных форм тран¬
спортируются подвесным конвейером 13.9.3. Плавка сплавовПлавку металлов и сплавов в литейных цехах произ¬
водят в вагранках, нпдукцнопных и дуговых электропе¬
чах, пламенных печах, конвертерах и тиглях.Основным плавильным агрегатом для плавки чугуна и
получения из него фасонных отливок является вафанка. В
ней в качестве шихты применяют доменный чушковый чу¬
гун. чугунный машинный лом, стальные отходы и ферро¬
сплавы. В этом случае для плавки служит кокс пли при¬
родный газ. Вагранки отличаются от других печей более
высоким коэффициентом полезного действия, большой
производительностью, простотой конструкции. Вафанка
(рис. 9.6) - типичная шахтная печь. В пей стальной кожух
6‘ф\черовап шамотным кирпичом 7. Вафанка опирается на
I mi,a {J. Лишенное щюшшхНчпт283и in ту 2, закрепленную па четырех колоннах 1. Через окно
i ка гранку набивают огнеупорной формовочной смесью, а
1,i тем это окно замуровывают. Вверху вагранка заканчива¬
йся т рубой 10 н размещенным пал ней искрогасителем / /.ill пхту загружают через окно У, на уровне которого уклады¬
вают чугунные плиты 8. Жидкий чугун н шлак через отвер¬
стие 12 стекают в копи.п.пик 1J, откуда по мере необходи¬
мости чугун выпускаю т через летку /3. а шлак через лет¬
ку Л/. Воздух для сжигания топлива подают в вагранку из
кольцевого воздухопровода 5 через фурмы 7. I la ряде оте¬
чественных заводов применяют вагранки закрытого типа,
оснащенные специальными системами высокоэффоктнв-
иой очистки н дожигания ваграночных газов. Операции за¬
грузки вагранки шихтой, плавка чугуна, выпуск из вагран¬
ки металла п шлака производятся в автоматическом режи¬
ме с центрального пульта управления.Для плавки высококачественного чугуна служат так¬
же дуговые трехфа.зпые печи. Белый чугун плавят дуп¬
лекс-процессом - в начале в варгапке, а затем в электро¬
печи. При получении высокопрочного чугуна используют
индукционные электропечи, выплавляющие синтетиче¬
ский чугун из стальных отходов.Сталь для производства фасонного литья плавят в
мартеновских печах, электрических - дуговых и индук¬
ционных. в конверторах с боковым дут ьем. Основная
масса стали для производства фасонных отливок плавит¬
ся в дуговых электропечах.Плавку сплавов па медной основе производят в тн-
юльных, пламенных печах, в дуговых п индукционных
электропечах. Плавка ведется на воздухе, в среде защит¬
ных газов и в вакууме. Алюминиевые сплавы плавят is
электропечах сопротивления, индукционных печах, тп-
ииьпых горнах. Помимо обычном заливки земляных
284 Мтпернп.tuerth-uiir и пн'хнп.ш/пя копан/н/кцшшных.ч/пнр/шищ»форм алюмнниеиымн сп.танамн применяю!- :;а.Iинк>
форм с кристаллизацией жидкого металла поддавленном
ноздуха 0,5 0,6 МПа для получения отливок повышен-
lioii плотности.Рис. 9.6. Ва/ранка
( ‘ и:п 'A Jluiiit'imoc ujuiitjeoih ineo285Планка магниевых сплавов имеет сном особей мости,1иизаиные со склонностью их к самовозгоранию мрм тем¬
пературах, близких к температуре плавления. Поэтому
m i i n планку магниевых сплавов на воздухе невозможно,
•г производят лишь в нейтральной бескислородном ат¬
мосфере пли иод слоем флюса па основе фторидов м хло¬
ридов щелочных металлов в тигельных электрических
исчах и индукционных печах. Для плавки титановых
сплавов применяют специальные тигельные печи; плав¬
ку и .-шшвку мх производят в защитной атмосфере (боль¬
шей частью в среде аргона). Освоено промышленное
производство отливок мз титановых сплавов для нужд
.пшационпой промышленности. В этом случае для плав¬
ки используют электро!мю-лучевые вакуумные электро¬
печи мощностью от 40 до 500 кВт.9.4. Специальные методы литьяВ производстве литых заготовок для деталей машин
и приборов значительное место занимают так называе¬
мые специальные методы литья: но выплавляемым моде¬
лям, в оболочковые керамические формы, в кокиль, иод
ижлеппем, центробежное литье, позволяющие получить
1ПЛПВКП повышенном точности, с малой шероховатостью
поверхности, минимальными припусками на обработку
(а иногда н модностью исключающими ее), высокими экс¬
плуатационными свойствами. Получение отливок пере¬
численными методами, но сравнению с литьем в песча¬
ные формы, более производительно и позволяет улуч¬
шить условия труда, а также уменьшить вредное влияние
ил окружающую среду.Литье по выплавляемым моделям. Сущность этого
метода литья заключается в следующем. Используют
286 MamrpiKLvtimti'imr и тсхналпшя кчшщн/кциштыхчптерштЩнеразъемную выплавляемую модель, ее покрывают жид¬
кими затвердевающими формовочными смесями, изго¬
товляя таким образом неразъемную керамическую обо¬
лочковую форму. Перед заливкой расплава модель удал я*
ют из формы путем выплавления или выжигания. Иноглм
форму нагревают до высокой температуры, что приводит
к удалению остатков модели и упрочнению формы, н
также к улучшению заполняемости ее расплавом. Мо¬
дель изготовляют в металлической пресс-форме из ма¬
териалов с невысокой температурой плавления — вое*
ка. стеарина, парафина или сгорающего без образования
твердых остатков полистирола. Модель или блок моде*
лей для образования оболочковой формы многократно
погружают в суспензию, состоящую из смеси пылевил*
лого материала (кварца, электрокорунда) и связующе¬
го вещества (;>тплснликата). Перед заливкой оболочко¬
вую форму помещают в контейнер и засыпают опорным
материалом.Литьем но выплавляемым моделям в оболочковые ке¬
рамические формы получают главным образом отливки
очень сложной конфигурации, максимально приближаю¬
щиеся к конфигурации готовой детали, практически из
любых сплавов.Точность размеров отливок соответствует 10-му - 12-му
квалптетам. а шероховатость поверхности не превышает
R =2.5 мкм.Литье в оболочковые формы. Если в крупносерийном
и массовом производстве нужно получить ответственны»’
фасонные мелкие и средине отливки высокой точности
(12-го 15-го квалитетов), то прибегают к литью в обо¬
. ючковые формы, изготовляемые с помощью металличес¬
ких моделей. При атом формовочная смесь состоит из
мелкого кварцевого, магнезитового или циркониевого не-
11,mu 9. Литейное щюи.моОспшо287i h.i (92- 95 %) нтермореакливпой<|хч1олформа.1Ьдегидной
i моды (5-8 %). Изготовление полуформы начинают с па-
шгсния пульверизатором на модельную плиту раздели-
н н.ного состава, облегчающего снятие оболочки с или-
н,|. Затем модельную плиту нагревают до температуры
ЛИ) -220 °С и порцию формовочной смеси тем или иным
I нособом (чаще с помощью поворачивающего бункера)
наносят на модель полуформы. Смола плавится и образу¬
ет с песком оболочку толщиной 6 -8 мм, которую снима¬
ют с модельной плиты. Затем оболочковые полуформы
после вставки стержней скрепляют скобами или склеи¬
вают, помещают в металлический ящик, засыпают круп¬
ным песком или чугунной дробью и заливают металлом.
К моменту завершения кристаллизации металла смола из
емоси выгорает, форма и стержни разупрочняюгея и лег¬
ко разрушаются, освобождая отливку при выбивке Опи¬
санные выше операции изготовления оболочковых форм
механизируют и автоматизируют.Литье по выплавляемым моделям и в оболочковые
формы характеризуется тем. что формы являются разо¬
выми и изготовлены не из металла п, следовательно, не¬
достаточно теплопроводны; кристаллизация в них проис¬
ходит медленно. При этом металл отливки оказывается
крупнозернистым и для получения требуемых механиче¬
ских свойств иногда приходится прибегать к дополни¬
тельной операции термообработки.Литье в кокиль. Кокиль представляет собой металли¬
ческую форму, заполняемую расплавом под действием
I равитациоипыхеил (сил тяжести). В отличие от разовой
песчаной формы, оболочковой формы или литья по вы¬
плавляемым моделям кокиль используется многократно.
Обычно кокиль состоит из двух половив и имеет верти¬
кальный или горизонтальный разъем. Лучшим магериа-
288 Mninqtmutmra< uw' и w.vmio/u» кокi труииионныхмапщтнЩ.'iom для изготовления кокилей является серый чугун,
который у ловлотворяет основным требованиям метод*
лической формы обладает достаточной стойкостью К
термический усталости, хорошим противодействием |Ш*
гару (высокой термостойкостью) и короблению. 1'еЖ#
кокили изготовляют из стали и цистных металлов.Для образования внутренних полостей (отверстий) В
отливках применяют металлические стержни из стали
марок У7, У8, У М и ЗОХГСА и песчаные. Перед заливкой
на рабочую поверхность кокиля наносят тсплоизоляци*
очный слой специальной краски и кокиль подогреваю!
Литье в кокиль применяю! в крупносерийном и массовом
производстве, причем этот способ, как правило, мехами*
зировап или автоматизирован.Литье иод давлением. Сущность этого процесса з«*
ключаегся в том. что металлическая пресс-форма специ*
альиой машины заполняется расплавом иод давлен нем до
100 МПа, затверлсвание отливки также протекает под
избыточным давлением. В зависимости от устройства
камеры прессования различают прессы литья па маши*
пах с холодной п горячей камерами прессования.На рис. 9 7 приведена схема литья в горячекамерной
машине, где можно получи гьотливки с тонкими (до 0,5 мм)
стопками, малыми отверстиями при высокой точности.В горячекнмерпыч машинах камера прессования 2 рас
полагзется в подозреваемом тигле 4 и сообщается с ним от¬
верстием 3, через которое в нее поступает расплав (рис.
9.7. а). При движении поршня 1 вниз отверстие 3 перс*
крывается, и порция расплава по обогреваемому каналу 7 и
штуцеру G поступает в полость пресс-формы 5 (рис. 9.7, б).
После затвердевания отливки поршень 1 возвращается и
исходное положение и ос татки расплава из капала 7 слива*
клея в камеру прессования (рис. 9.7, в). Пресс-форма рас-
) iiimi '). Лшнпнкн' п/нш.штН'шао289к рыпается, отливка 9 выталкивается из нее толкателями 8,
иис.те чего пресс-форма закрывается, и цикл повторяется.
Условия работы камеры прессования и поршня пеблаго-
ириятны. так как они постоянно погружены н расплав.В машинах с горизонтальной холодной камерой нрес-
говапия условия работы камеры и поршня более благо¬
приятны, и в них можно развивагьзпачительные давления
прессования: полому в таких машинах можно изготовлять
.массивные отливки из всех известных сплавов, в том чпе-
к па чугуна и стали. Однако па этих машинах получить
особо точные н юикпе отливки затруднительно..Пит ье под давлением одни на высокопропзводи-
м'.тьных способов изготовления отливок с высокой
тчпостыо размеров и достаточно малой шероховато¬
стью поверхностей.
290 Mmiii'jtiKUiMi'ih'intr // тглншо/ня конгт/н/мунитых мшпг/шлыщЛитье под низким давлением. В этом случаезаполнен!»
формы расплавом и затвердевание отливки происходят под
избыточным давлением около 0,1 МПа. Это давлениесоздм
ется воздухом млн газом, находящимся над расплавленным
металлом, который содержится в подогреваемом тигелс |<
форму металл поступает через металлопровод, погружен
пый в тигель. Этот способ позволяютуиравлятьзаполпеин1
ем формы расплавом, улучшить механические свойства и
качество отливки, исключи и образование газовых раковин,
неплотностей и оксидных пленок.Центробежное литье. Среди специальных методои
литья оно занимает первое место по массе изготовляе¬
мых отливок. Сущность его состоит в том, что жидки!!
мета/i л заливают во вращающуюся с определенной ско¬
ростью литейную форму, причем вращение формы про
должается в течение всего времени кристаллизации ме
галла отливки. При этом металл центробежной силой
прижимается к стенкам формы (чаще металлической),
поэтому получаются плотные отливки с повышенной
прочностью, гак как газы и шлак в результате сепарации
вытесняются во внутренние полости отливок и в дальней¬
шем удаляются. Ось вращения может быть горизонталь
ной (рис. 9.8, а) и вертикальной (рис. 9.8. б). На этих ри¬
сунках показано получение отливок, имеющих форму
тела вращения. В обоих случаях ось вращения совпада¬
ет с осью отливки, а толщина стенок определяется ко¬
личеством заливаемого металла. При изготовлении мел¬
ких фасонных оглнвок ось вращения формы может не
совпадать осью отливки. Такой способ называется цен¬
трифугированием.Центробежное литье применяют' в массовом, серий¬
ном и единичном производстве отливок из разных спла¬
вов в металлических и песчаных (оболочковых) формах.
Этим способом отливают трубы, цилиндровые втулки,
I ниш 4, Лишенное npou modcimu)291in п.зы и портиеныс кольца двигателей, колета, шкипы,
орудийные стволы и двухслойные (биметаллические)
ni.швкп. Особенно широко центробежное литье приме¬
няют для изготовления чугунных груб.Рис. 9.8. Схема получения отлипни центробежным линиям:
и вокруг горизонтальном оси; б чокруг вертикальной осиНепрерывное и полунепрерывное литье. Сущность
I иособов непрерывного п полупспрерынпого литья за¬
ключается в том. ч то в короткую металлическую форму
кристаллизатор без дна - с одной стороны заливается жид¬
кий металл, который, отдавая тепло холодным стопкам фор¬
мы, затвердевает, а с другой стороны этой формы затвердев¬
ший металл извлекается н продолжает остывать на возду¬
хе. Кристаллизатор может быть круглым, прямоугольным,
фигурным и в виде кольца. Отливка прсдставляо собой
круглый пруток, нрямоугольиую шлангу, трубу п.ш какой-
шбо длинный брусок сложного профиля.Если изделие извлекается тянущими валками, а при
условии непрерывной подачи жидкого металла оно мо-
лег оказаться сколь угодно длпппым, го процесс пазыва-
292 MfiriH'/nifuonrdeiiiir и чумнии/ия кшн-трцщштннл мшпе]пш.п»ют непрерывным. Kevin же uoevie изготовления изделия
заданной длпиы механизмы извлечения отливки додж-
иы вернуться в и сходи ос положение и закрыть форму так,
чтобы она могла быть заполнена новой порцией жидко»
го металла, то прещссс называют полунепрерывным. Стен¬
ки кристаллизатора обычно представляют собой тонкие
металлические пластины или трубы, интенсивно охлаж
даемые водой.Электрошлаковос литье (Э111Л). Сущность этого ли
тья заключается в том. что приготовление расплава (плав¬
ка) совмещается по месту п времени с заполнением литей¬
ной формы путем пере¬
плава электродов требу о
мого химического состава.
Источником тепла при
Э111./1 является шлаковая
ванна, нагреваемая про¬
ходящая через пес элект¬
рическим тока. В начале
процесса в водоохлаждае*
мыи медный крнсталлиза-
тор 6 (рис. 9.9) заливают
предварите.! ьпо расплав¬
лен нып шлак специально¬
го состава. Электрический
гок подводится к пере-
11л а в.тяем ы м; >лсктродам 7
и затравке 1 в нижней час¬
ти кристаллизатора 6. Шлаковая ваина \ нагревается до тем¬
пературы 1700 С н выше, ехчагодаря чему погруженные в
пес концы электродов оплавляются.Капли расплавленного металла проходя i через ванну со
шлаком, где очищаются от вредных примесей п соби*Рис. 9.9. Схема получения
отливки электрошлановым
литьем
I 'ncii V. JlunH'imoc iipoii.mottciiitio293р.потся it зоне кристаллизации. образуя пол слоем шлака
металлическую намну .4. Эта наииа непрерывно пополня¬
йся в верхней части расплавом от плавящихся электродов
и последовательно затвердевает в нижней части вслед¬
ствие отвода тепла через стопки кристаллизатора. Для
получения отливки 2 электроды 7 по мере их оплавления
и затвердевания отливки постепенно поднимаются вверх.
И случае необходимости образования полости в отливке
ж>. ^охлаждаемый металлическиii стержень5также пере¬
мещается вверх.Метод ЭШЛ применяют в ряде отраслей промышлен¬
ности: в металлургии для изготовления прокатных вал¬
ком. кокилей для литья груб центробежным способом; в
судостроении для производства коленчатых налов мощ¬
ных дизелей: в энергетическом машиностроении для пз-
ттовления задвижек паропроводов сверхвысоких давле¬
ний, корпусов атомных реакторов и т. д. Он может заме¬
нить получение заготовок обработкой давлением. При
>юм значительно сокращается расход металла.Литье вакуумным всасыванием. Сущность способа
штья вакуумным всасыванием состоит в том, что расплав
под действием разрежения, создаваемого в полости фор¬
мы, заполняет ее и затвердевает, образуя отливку. Изме¬
нением разности между атмосферным давлением в поло¬
сти формы можно регулировать скорость заполнения
формы расплавом, управляя этим процессом. Вакууми-
рованис полости форм при заливке позволяет заполнять
формы тонкоетппых отливок толщиной стенки 1 -1,5 мм,
исключить попадание воздуха в расплав, повысить точ¬
ность, герметичность и механические свойства отливок.Лигье выжиманием. Сущность этою способа литья
включается в том, что для улучшения заполнения формы
п повышения качества отливок процесс осуществляют так,
294 Mninrjiuaionrilrnur и тслншо/ия кошщрукишншы.хмптсрнпушчтобы геометрические размеры полости формы измени¬
лись по мере заполнения ее раенланом и затвердевания
отливки. Это позволяет уменьшить потерн пепла растит
вом н заполнить формы тонкостенных крупногабаритны!!
отливок, а также осуществить компепсаци ю усадки отлнм
кн путем уменьшения ее объема при кристаллизации.Отливки, полученные литьем выжиманием, имеют хо>
рошне с труктуру и механические свойства благодаря тому,
что формирование отливки происходит одновременно i
заполнением литейной формы п закапчивается в основном
в момент окончания ее заполнения. Это обеспечивает ни
ганпе затвердевающей отливки. Изготовляют отливки »r.i
алюминиевых сплавов марок АЛ2, А.Т1 A./J9 н др.9.5. Особенности изготовления отливок
из различных сплавовНаибольшее количество отливок массой от несколь¬
ких граммов до нескольких сотен тонн изготовляют иа
чугуна. Он имеет высокие литейные и антифрикцион¬
ные свойс тва, достаточно высокую прочность и невысо¬
кую стоимость. В маши построении широко распростра¬
нены чугуны всех модификации (серый, высокопроч¬
ный. ковкий).Серый чу/.уп характеризуется высокой жпдкотекучс-
стыо и малой усадкой (0,9 1,2 %). Благодаря этому отлив¬
ки из серого чугуна подучаются качественными, без уса
дочпых раковин, пористости и трещин, Минимальная тол
шипа стенок отливок может доходит'ь до 3 5 мм. Отливки
из серого чугуна изготовляют в песчаных формах, в обо¬
лочковых формах, в кокилях, литьем по выплавляемым
моделям, центробежным литьем. После литья в кокиль
отливку для устранения отбела подвергают отжигу.
/ iumi [>. ,7ii'ii<'ini<»‘ производство295Высокопрочный чугун характеризуетс я жндкотекуче-
| гик) серого чугуна, по усадка его более значительна
(1.2.1- 1,7 % ). Отливки могут иметь усадочные дефекты.
Поэтому при изготовлении отливок из высокопрочного
|\гуиа следует предусматривать установку прибылей и
\<>.тоднлышков. Отливки из высокопрочного чугуна по¬
ручают теми же способами, что из серого.Детали из ковкого чугуна получают путем отжига от-
шнок из белого чугуна (см. раздел 3.2.). Белый чугун об-
I а дает пониженной жидкотекучестыо. Поэтому для него
необходима повышенная температура заливки. Усадка
белого чугуна значительно больше, чем серого, что вызы¬
вает образование усадочных раковин, пористости и тре¬
щин. Отливки из белого чугуна получают в песчаных
формах, оболочковых формах и кокилях.Фас аииые стальные отливки из углеродистой стали и
из различных легированных сталей разнообразной кон¬
фигурации массой от 10 г до 20 т широко применяют в ма¬
шиностроении. Из стали изготовляется около 20 % всехиг 1ИВ0К.Стальные отливки обладают’более высокими прочно¬
стью и вязкостью, чем отливки из чугуна. Однако по ли-
пйпым свойст вам стать уступает чугуну; она имеет боль¬
шую усадку (до 2,5 % ), низкую жпдкотскучесть. Эго при¬
водит к образованию усадочных раковин и пористости в
отливках. Нпзкоуглеродистые стали характеризуются
склонностью к образованию горячих трещин вследствие
повышенной температуры заливки. Из-за низкой тепло¬
проводности в высокоуглсродпстых сталях возникают
значительные внутренние напряжения. СтальныеoivnIB-1, п получают в песчаных формах и специальными спосо¬
бами литья. Маркируются литейные стати как копструк-
нпоппые, по в конце марки стоит буква Л.
296 Mnint'puawtmivitu,• и темиимш кпнппрцкиионныл иапн’рии.нщ■ ■ - .... — — -I-, —.^0Особое место мо износостойкости занимает аустеииг
пая высокомаргапцовиетая мзноссмтопкая сталь марки
110Г13Л. Ее применяют для получения черпаков экс км-
ваторов, железнодорожных крестовин, траков гусениц
корпусов вихревых и шаровых мельниц. Такая сталь об¬
ладает настолько высокой износостойкостью, что почти
не поддается обработке резанием, и ее обычно примени-
ют только влитом виде.Для изготовления фасонных отливок используют оЛг
главные разновидности медных сплавов латуни и брон¬
зы. Нанлучшими литейными свойствами среди медных
сплавов обладают оловянные бронзы (хорошая жидкотс.'*
кучесть, усадка 1,-1 1,6 % ), по опп затвердевают в широ
ком интервале кристаллизации (150 200 С). Эго приво¬
дит к образованию пористости в отливках. Безо.ювяиные
бронзы п.меюг хорошую жидкотекучесть, по большую
усадку (1,6 2,4 %), что приводит к образованию усадоч¬
ных раковин.Латуни имеют удовлетворительную жидкотекучесть и
сравнительно высокую усадку (1.6 2,2 % ). Все медные
сплавы склонны к образованию трещин. Около S0 % от¬
ливок медных сплавов получают литьем в песчаные и
оболочковые формы.Литейные сплавы алюминия рассмотри i ы в разделе 7.2.
Нанлучшими литейными свойствами из них обладаю!
силумины марок ЛЛ2, АД4, АЛ9. Они характеризуются
хорошей жидкотекучестью, низкой усадкой (0,8 1,1 %),
узким интервалом кристаллизации, пе склонны к обра¬
зован! по трещин. Большинство отливок из алюминиевых
сплавов (до 80 % ) получают литьем в кокиль или под дав¬
лен нем.Лучшими литейными станами магния являются МЛЛ
и МЛ6 (см. раздел 7.4.) По сравнению с алюминиевыми
они обладают худшими литейными свойствами. Кроме
11 пт . linnntnot' i<i>t)ii.u:t)tlt inuo297mi11 u расплавленном состоянии они склонны к погло¬
щению водорода п к возгоранию.Основными видами брака литья являются: газовые,
усадочные, шлаковые и песчаные раковины, рыхлость и
inipucTocTi»: недостаточное заполнение литейной формы
м< iaллом; горячие и холодные трещины и коробление;
несоответствие микроструктуры, химического состава,
механических свойств металла отливок требованиям
I ()СТов и технических условии. Перечисленные дефек-
п.| от/шиок выявляются различными методами контро-
1я. Контроль размеров отливок позволяет своевременно
предупредить массовый брак из-за износа или коробле¬
ния модели и стержневых ящиков. Механические свой¬
ства и микроструктура контролируются испытаниями и
исследованием отдельно изготовленных или отлитых со¬
вместно с заготовкой образцов. Внутренние дефекты от-
IHBOK выявляются методами радиографической или уль-
фазвуковоп дефектоскопии. Отливки, которые по усло¬
вию работы должны выдерживать повышенное давление
жидкое in или газа, подвергают гидравлическим или
пневматическим испытаниям при давлениях, несколько
превышающих рабочее давление.Основными способами исправления дефектов отли¬
вок являются правка, заварка, пропитки; последний спо¬
соб применяют для исправлении пористых огливок
:аполпсп11см твердеющими материалами, стойкими к
возденем вию агрессивных сред, например бакелитовым
маком, полистиролом, лтилсиликатом.
Глава 10
ОБРАБОТКА ДАВЛЕНИЕМ10.1. Общая характеристикаОбработкой металлов давлением называют измене
пне формы заготовки мод воздействием внешних сил.
например, улара молота, давления пресса. Существуют
следующие виды обработки металлов давлением: прокат
ка, волочение, прессоваппе, ковка п штамповка. Прокат¬
ка, прессование и волочен не применяются для получения
заготовок постоянного поперечного сечения подлине
(прутки, проволока, лепты, листы). Ковка п штамповка
применяются для получения заготовок, имеющих при¬
ближенно форму п размер готовых детален.Пластическая деформация, ее влияние на структуру
металлов. С возникновением остаточных деформаций о т
удара пли давления металл меняет свою форму в желае¬
мом направлении без разрушения. Одновременно проис¬
ходит изменение структуры металла и ei о механических
н физических свойств. Такое необратимое изменение
формы называют пластической деформацией. Для созда¬
ния пластической деформации металл необходимо под¬
вергнуть напряжениям, которые больше предела упруго¬
сти, по меньше предела прочности.Обработка давлением применима только к сплавам,
обладающим достаточной пластичностью, п непримени¬
ма к хрупким сплавам, например к чугуну. Давлением об¬
рабатывают сталь, медные, алюминиевые, магниевые и
другие сплавы. Этот вид обработки является высокопро¬
изводительным. Обработку давлением можно произво-
I шип 10, Обработка /'(нагнием299inn, как и холодном.так п в горячем состоянии. В процес-
| г пластической деформации металла в холодном состоя¬
нии «следствие изменения микроструктуры твердость и
хрупкость металла непрерывно увеличиваются, а пластич¬
ность п вязкость уменьшаются. Эти изменения свойств
называютупрочнением (наклепом). Они могут быть ус-
Iранены, например с помощью термообработки (от¬
жига). Процесс замены деформированных, вытянутых
к реп новыми, равноосными, происходящий при оп-
pt деленп ых температурах, пазы на ют рекристаллизаци¬
ей. Она происходит при температурах, лежащих выше
I;Iк называемого температурного порога рекристалли-
i.iuini (см. раздел 1.3). Горячая обработка давлением
производится при температуре выше порога рекристал¬
лизации, холодная — ниже. При температурах несколь¬
ко ниже температурного порога рекристаллизации наблю¬
дается явление, называемое возвратим. При возврате (от¬
дыхе) размеры н форма деформированных, вытянутых
зерен не изменяются, по в значительной степени снима¬
ются остаточные напряжения, возникающие при литье,
обработке давлением и т. д.С увеличением температуры нагрева пластичность
металлов увеличивается, а прочность и соответственно
сопротивление деформированию снижаются. С увеличе¬
нием скорости деформации сопротивление металла де¬
формирован ню увеличивается, поэтому динамическая
деформация молотом вызывает большее сопротивленце
металла, чем статическая прессом.Нагрев металла при обработке давлением. Нагрев
заготовок производи тся с целью уменьшить сопротивле¬
ние деформированию. При горячем! деформации сопро-
I пиление деформированию примерно в 10 раз меньше,
чем при холодной. Это позволяет снизить стоимость из¬
готовляемых изделий. Для каждого металла и сплава тем¬
пература горячей обработки имеет свой верхний и ниж-
300 Матгриа ишпичщс п ни .шии/ия кпиап/п/кцнапныл материмо*пий и редел i»i, образующие облапъ иагрена, называемую
температурным интервалом обработки.На рис. 10.1 показана область 1 нагрева углеродистой
стали для горячей обработки давлением в зависимости oi
содержания углерода. Ее верхние пределы лежат па 150¬
200 °С ниже температуры начала плавления (т. с. липни
солидус). Нижние пределы - на 60-75 °С выше темпера¬
тур превращения перлита и цементита в аустеиит (т. е. ли'
нии перлитных превращении). Выше линии верхних
температурных пределов находится зона 2 перегрева, а
вышеее1фибу1изигелыюиа 100 °С - зоиаЗ пережога. Нижи
линии нижних температурных пределов находится зон»
упрочнения (наклепа). Пережженный металл годен голь
ко на переплавку. Зона перегрева является зоной иаибо*
лее интенсивного роста зерен и даеп’ крупнозернистую
структуру металла, непрочную и хрупкую, которая может
быть исправлена последующим отжигом на мелкое зерно.
Обработка металлов да влей нем прптемпера турах зоны на¬
клепа дает напряженный и хрупкий (наклепанный) ме-
лалл и может привести к разрушению его. Наклей можно
устранить последующей термообработкой (отжигом).Температуры зоны горячей обработки значительно пре¬
вышают температуру рекристаллизации, поэтому получа¬
емый от механического воздействия наклеп немедленно
уничтожается вследствие рекристаллизации и образова¬
ния новых зерен. При правильном режиме горячей об¬
работки давлением зерна металла получаются тем мельче,
чем ближе температура конца обработки к нижнему пре¬
делу.В процессе горячей обработки давлением происходит
образование мелких зерен, уменьшаются или уиич ложают-
ся пороки л того металла (например, газовые раковины,
пустоты с неокпелеппыми поверхностями завариваются),
кристаллы слали вы тягпваюлся и ориентируются в направ¬
лении л ечения металла, создается волокнистая мак|>острук-
I ниш К). Обработка Оанлстн'М301I V |>;i (рис. 1.8), вследствие чего механические свойства ста-
III вдоль волокон становятся выше, чем поперек волокон.
. )ю свойство используют при изготовлении деталей: заго¬
ни* ку деформируют так, чтобы направление возникающих
п детали максимальных напряжений растяжения совпадало
г направлением волокон, причем волокна должны огибать
контур изделий и не должны пересекать их.Содержант1 уr.ic‘|>(%Рис. 10.1. Левая часть диаграммы Fe - Fr ,C с нанесенными
па нее областями: 1 горячей обработки давлением.2 перегрева, 3 - пережога.Нагрев заготовок в печи начинается с их поверхности, в
дальнейшем тепло проникает вну трь заготовок за счет их
теплопроводности. Для нагрева используются различные
нагревательные устройства. Нагрев металла ,чля горячей
обработки производят в пламенных п электрических печах,
с помощью контактных и индукционных нагревателей.
Но распределен и к) температуры в рабочем прос транстве
302 MaiiH'ima.KMfilciiKc и hw.xhojo/uh конструкционныхматерним*пламенных нечем они делятс я на камерные м методические
В камерных печах температура одинакова на веем рабочем
пространстве. В методических исчах нагрев заготовок осу •
ществлястся постепенно, но заданному режиму. В прокат
ном производстве для нагрева слитков применяют также
колодцевые печи со съемным млн сдвигаемым сводом.Электрические печи для безокислитслыюго нагремл
металлов бывают также камерными и методическими.
Контактные электронагреватели применяют для нагреин
током большой силы (при малом напряжении), проходя¬
щим через нагреваемую заготовку, которая в данном слу¬
чае служит сопротивлением. Заготовка нагревается очень
быстро, что обеспечивает высокую производительнос ть н
небольшую потерю тепла (КПД установки равен 70-80%).Индукционный нагрев производят с помощью и иду к*
цнониого электронагревателя, состоящего из закрытой)
общим кожухом индуктора, в котором нагреваются за¬
готовки, и мон тируемой под ним батареи конденсатором.
Помещенный внутри индуктора металл нагревается под
действием магнитного гистерезиса и возбуждаемых и
нем вихревых токов. Высокий КПД (00-70% ) индук¬
ционного нагревателя достигается подбором силы тока
соответствующей частоты.По сравнению с нагревом заго товок в других печах при
индукционном нагреве резко сокращается (в 15-20 раз)
время (при подборе соответствующих час тот тока сталь¬
ная заготовка диаметром -40 мм нагревается до темпера¬
туры ковки за 30 35 с), слой окалины уменьшается в 45 раз, обезуглсрожеппый слой практически отсутствует,
уменьшается угар металла, улучшаются условия труда
(отсутствие облучения от нагрева тельных печей, бесшум¬
ность нагрева н др.). При контактном и индукционном
нагреве опасность образования трещин отпадает, так как
под действием возникающего в самом металле тепла
получается более равномерный нагрев.
I ши/1 10 ()ri>ill,IIIIIK(l trinu''/30310.2. ПрокаткаПрокатка ;>то вид обработки давленном, при котором
процесс деформации металлаосуществляется сдавливани¬
ем ii( I между вращающимися цилиндрами (палками). Сдав-
жнаемый мегатл вытягивается в продольном направлении,
сжимаясь в вертп ка ты юм и уширяясь в поперечном. Вслед-
| I мне возникновения трения между прокатываемым мегал-
юм п ватками последние одновременно с деформировани-
см осуществляют нодачу заготовки до тех пор, пока оиа
полнос тью пе пройдет в зазор между валками.(>копчател ыше размеры и форма поперечного сечения
полученного прокаткой изделия определяются профилем
oi перстня между сжимающими металл ватками. Прокат¬
кой обрабатывают стать, цветные метатлы и их сплавы.Существуют три вида прокатки: продольная, попереч¬
ная и поперечно-винтовая. При продольной прокатке (рис.
10.2. а) заготовка деформируется между двумя валками,
которые вращаются в разные стороны, а заготовка движет¬
ся поступательно перпендикулярно осям валков. Это
основной вид прокат ки, им производят более 90 % прокат¬
ной продукции, в том числе весь листовой и сортовой про¬
кат. При поперечной прокатке ватки вращаются в одном
направлении и придают вращение заготовке. Направление
вращения заготовки противоположно направлению вра¬
щения валков, а ось вращения параллельна оси вращения
валков. Заготовка деформируется, вращаясь и перемеща¬
ясь вдоль оси валков. Поперечная прокатка применяется
ни производст ва профилей периодического сечения. При
поперечно-виптовон (косой) прокатке ваткп расположе¬
ны под углом, вращаются в одну сторону и придают заго¬
товке одновременно вращательное и ноа уиатс.тьнос дви¬
жение. 11рп :>гом за счет перекоса ват ков заготовка полу¬
чает не только поперечную, но и продольную деформацию.
304 М/ппг/чт iixu’iiniur и технология каппп/н/ьи/юнныхмтпдшгшяПоперечно-пинтовой прокаткой производят бостонные
■грубы, периодические ппды проката, шары.Валки для прокатки изготовляют из углеродистой и
легированной стали, а также из высокопрочного чу гунн
с отбеленным поверхностным слоем. Они бывают или
гладкими (рпс. 10.2,6). или калиброванными (рис. 10.2, м),
т. с. имеющими ручьи определенного профиля. Ручьем
называют профиль выреза Набоковой поверхности валка,
калибром — профиль, составляемый смежными ручьями
двух валкой. Предварительное обжам не заготовок произ¬
водят в обжимных и черновых калибрах, окончательны И
профиль проката получают в чистовых калибрах.б)-С— у—11—11—,Направление,
\ прокатаРис. 10.2. Продольная прокатка:
и - схема; б >.ии)кии тхок;н - калиброванные чалкиПрокатку осуществляют на специальных машинах
прокатных станах, устройство которых зависит от вида
прокатываемых изделий и их размеров Основными час¬
тями прокатного стана являются привод, передаточный
механизм п рабочие клети с прокатными валками. Прокат¬
ные станы классифицируют: почти"iy валков в клетях - с
двумя валками - дуостапы, с тремя трпостапы, с четырь¬
мя - кваростапы. многовалковые п универсальные, в ко¬
торых кроме горизонтально расположенных валков име¬
ются еще и вертикально расположенные валки; по направ¬
лению вращения валков нереверсивные (постоянным
направлением вращения и реверсивные с переменным
I I ПШ It). OojHlnoniKU (>ав:ЦЧ1Ш‘М305и.травлением вращения валков: по конструкции пил ков
с Iладкими и ручьевыми (калиброванными) валками: но
назначению -- обжимные, черновые, сортовые, листовые.
1>с тьсоиые, трубопрокатные и т. д.; по размеру -- мелко-,
средне- п крупносортные.Крупные обжимные станы называют блюмингами или
слябингами, на них стальные слитки (массой 5 15 т и
больше) прокатываются в квадратные заготовки блю¬
мы, используемые для сортового проката, н прямоуголь¬
ные листовые заготовки — слябы, используемые для ли¬
стового проката. Рабочие клети сортовых станов могут
располагаться в линию параллельно друг другу или по¬
следовательно друг за другом. Станы с последовательным
расположением клетей называют непрерывными, так как
iuготовка идет последовательно из одной клети в другую
без поворотов и возвратов. Полунепрерывные станы -
сгапы, сочетающие последовательное и параллельное
расположение клетей. Непрерывные стапы дают широ¬
кую возможность механизации и автоматизации процес¬
са и применения высоких скоростей прокатки.Продукцией прокатного производс тва являются как гото¬
вые изделия (например, балки, трубы, рельсы п др.), так и
мготовкн ятя последующей обработ ки ковкой, штамповкой,
молочением пли резанием. Вся продукция прокатного про¬
изводства делится на четыре группы: сортовой прокат, лис¬
твой прокат, трубы и специальные виды проката. Сортовом
прокат делится па простой (квадрат, круг, шестигранник,
прямоугольник) и фасонный (уголок, двутавр, швеллер,
рельс и др.). Липовой прокат делят на толстол истовой (тол¬
щина листа 4-160 мм) и тонколистовой (толщина менее i
vim). Листы толщиной менее 0.2 мм называются фо.чьгой.Прокаткой получают грубы бесшовные н со швом
(сварные трубы). Наиболее распространенным способом
получения бесшовных труб является прокатка заготовки
круглого сплошного сечения сначала па специальном
3Ut) Мчтериа кничичше и тсмнимия штнрукщшнны.х мшпершш»трубопрокатном прошивном стане поперечно-винтовой
прокатки, в котором заготовка получает винтообразноедни
жение, вследствие чего внутри ее образуется полость, а за
тем на стане продольной прокатки (иилигримовом стане),
где из полой заготовки подучают трубу требуемых разме
|юв. Сварные трубы изготовляют печной, газовой н элект
ричсской сваркой из горячекатаной лепты (штрппса) нна-
коуглеродистой стали па непрерывных прокатных станах.К специальным видам проката относятся периодичес¬
кий прокат, колеса, кольпа, шары. Периодический прокат
имее т закономерно изменяющееся, периодически повто
ряющееся по длинесечепие. Полученные периодической
прокаткой профили представляют собой цепь деталей,
имеющих различные форму и размеры (шатуны, оси,
валы, рычаги и др.) и являющихся заготовками для после¬
дующих ковки и штамповки. Производительность ковки
п штамповки из заготовок периодического проката на 25
35% выше, чем из обычного проката, расход штампом
ниже, экономия металла 20-30 % .Гнутые профили, используемые в строительстве зда¬
ний, получают прокаткой стального листа, ленты, швел¬
леров, уголков на роликогибочпых станах периодическо¬
го и непрерывного действия. Прокаткой цветных метал¬
лов и их сплавов получают полосы, листы, ленты, трубы
и другие профили. В основном этот процесс прокатки
состоит из тех же операций, что и прокатка стали.11рокатка бывает горячей и холодной. 11аиболыпее рас¬
пространение имеет горячая прокатка. Холодную про¬
катку нрпмепяют для получения топких изделий, напри¬
мер листов малой толщины, стальных полос. Возникаю¬
щий при этом паклей устраняется последующим отжигом.Процесс бесслитковой прокатки заключается в совме¬
щенных разливке и прокатке полуфабрикатов пз цветных
метаплов и их сплавов (листов, лент, полос), которые по¬
лучают заливкой жидкого мотатла в зазор между двумя
I ниш 10. Обработка давлением307охлаждаемыми подои вращающимися ватками. Этот cikv• ни удешевляет и упрощает изготовление изделии, так как
исключаются отливка слиткоп и подготовка их к прокатке.10.3. Волочение и прессованиеВолочение. Особым видом обработки металлов дав¬
лением, при котором обрабатываемый металл, обычно в
холодном состоянии, протягивается через постепенно
сужающееся отверстие, является волочение (рис. 10.3).ходными заготовками для волочения может быть сорто¬
вой прокат, прутки,трубы. При волочении длина заготов¬
ки увеличивается, а поперечное сечение уменьшается п
приобретает форму отверстия.Инструментом, через отверстие в котором протягива¬
ется заготовка, является волока. Волока работает в тяже¬
лых условиях, поэтому изготовляется из инструменталь¬
ной стали или твердого металлокерампческого сплава,
состоящего из карбидов вольфрама, титана, бора и др.
При волочении особо тонкой проволоки (диаметром ме¬
нее 0,2 мм) волоку изготовляют из технических алмазов.
Для уменьшения трения, усилим волочения и повышенияРис. 10.3. Схема волочении:
} - заготовка, 2 - волока,
3 — готовое изделие/3-*При этом сечение отверстия
меньше сечения протягива¬
емой заготовки. Волоче¬
нием обрабатывают сталь,
цветные металлы и их спла¬
вы. Этим способом изготов¬
ляют проволоку диаметром
от0,002 мм и выше, катпб|ю-
ванные прутки и тонкие
трубы. Изделия получают¬
ся с гладкой поверхностью
и точными размерами. Ис-
308 Mtim(ji>itawnpt)riin< и тглнаю/пя когит/п/кипоииь/л мптершштстойкости инструмента применяются жидкие или сухие
смазки (минеральное масло, эмульсии, мыло, графит)
При нолочеппи может выделиться теплота, поэтому про¬
изводится охлаждение заготовки.Если исходное сечение заготовки необходимо умет»
шить значительно, то применяют волочение через рил
постепенно уменьшающихся отверстии. При волочении
гонкой проволоки такое повторение доходит до 20 рал.
Так как волочение осуществляется в условиях холодной
деформации, происходит упрочнение (паклен) металл»,
Для устранения возникающего наклепа применяют про¬
межуточные отжиги с последующим травлением для сня¬
тия окалины.Оборудованием для волочения являются волочиль¬
ные стапы. Они состоят из двух основных частей: стани¬
ны с держателями для волоки и тянущего устройства для
протягивания заготовки через волоку. Тянущие устрой¬
ства бывают с наматыванием проволоки па барабаны (бн
рабапные) н с прямолинейным движением обрабатывае¬
мой заготовки (цепные и реечные). Первые применяют¬
ся для волочения проволоки, вторые для волочении
прутков и труб.Прессование. Вид обработки металлов давлением,
при котором материал, заключенный в замкнутую по¬
лость, выдавливается через отверстие меньшей площади,
чем площадь сечения исходной заготовки называется прес¬
сованием. Прессуемый металл принимает форму прутка
простого или сложного, сплошного или полого сечении
но форме и размерам отверстия в матрице. Заготовка зак¬
лючена в контейнер. С одной стороны контейнера закреп¬
лена матрица, через отверстие которой с помощью пуансо¬
на выдавливается металл заготовки. Прессованию подвер¬
гают слитки алюминия, меди и их сплавов, а также цинка,
олова, свинца и др. Для прессования стальных профилен
/ hum 10, On/i/iODHiHfi t)nn irmif'M309мготовкой служит прокат. Процесс протекает обычно
при температурах горячей обработки давлением.Применяют два метода прессования - прямой п об¬
ратный. При прямом методе течение металла совпадает
с направлением движения пуансона (рис 10.4,а); при об¬
ратном методе прессования металл течет навстречу движе¬
нию пуансоиа(рис 10.4,6). Прессование осуществляют
почти исключительно на горизонтальных гидравличес¬
ких прессах н реже - на вертикальных. Усилие современ¬
ных гидравлических прессов, применяемых для прессова¬
ния, составляет 100 МН. Для прессования по прямому
методу приходится затрачивать большее усилие, чем для
прессования по обратному методу, так как в этом случае
приходится преодолевать трение металла о внутренние
гтепки контейнера. Прутки сплошного сечения любой
формы чаше получают методом обратного прессования,
а грубы - только прямым,и) ГЛРис. 10.4. С vcMhi процесса прессоиашш:
а прямо/о. С) обратного.I пуансон.') контейнер,3 пресс-шайба, 4 лшопнтка,
5 матрица, в матрнпе(1ержаще;н>, 7 .тг.ирика.Прессомаппе единственный способ обработки дав¬
лением, при котором можно обрабатывать специальные
стали, цветные металлы и сплавы с низкой пластичнос¬
тью. Кроме того прессованием можно получить изделия
весьма сложного поперечного сечения, которые не могут
310 МгППС/НШ.Н/ППЬЧПК' и !Щ‘\шио/им шюпрукционнш MfllllCpUflW/lбыть по. тучепы другими милами обработки металлов дли*
лопнем. Точность изделий, полученных прессоианием,
выше, чем полученных прокаткой.Инструмент для прессования (матрица, пуансон, кон¬
тейнер) работает и очень сложных услониях, испытывая
дейстние больших давлений и высоких температур. По*
ггпму весьма значителен износ инструмента, особенно
при прессовании сталей и груднодеформнруемых сила*
вов. Инструмент для прессования изготовляют из высо¬
кокачественных инструментальных сталей и жаропроч¬
ных сплавов. Для снижения износа инструмента, умень¬
шения усилия деформирования, повышения качествн
поверхности изделий применяют смазку поверхности
заготовок. Используют минеральные масла, графит, ка-
нпфоль. а при прессовании труднодеформируемых ста¬
лей и сплавов жидкое стекло.Основной недостаток прессования - значительные
потерн на отходы металла, гак как весь металл не может
быт ь выдавлен из контейнера и в нем остается пресс-ос¬
таток. Масса пресс-остатка при прямом прессовании мо¬
жет достигать 40 % массы исходной заготовки.10.4. КовкаПроцесс деформирования металла ударами молота
пли давлением пресса называют ковкой. Ковка всегда
осуществляется в горячем состоянии. Полученные кон¬
кой изделия разнообразных формы п массы называют
паковками. .Заготовками для крупных поковок служат
слитки, для средних и малых — прокатные заготовки.
Ручной ковкой изготовляют мелкие поковки массой до10 кг при ремонтных работах и в единичном производ¬
стве; она имеет низкую производительность. Основным,
наиболее распространенным видом ковки является ма¬
I in,;,/ К). Оорппоткп д<шепием311шинная. При конке метал.’! свободно течет н стороны, не
игран именные рабочими поверхностями инструмента,
.(.мотовка помещается между нижним (неподвижным) и
in'!>\ннм (подвижным) боикамп молота или пресса. Коц¬
икл нруюшне с заготовкой поверхности бойков н нод-
|, 1адных инструментоп определяют направление течения
мпалла заготовки.Основные операции ковки показаны на рис. 10.5. Эти
операции проводят в последовательности, определяемой
формой п размерами подлежащих обработке деталей.ШтампРис. 10.5. Основные операции ковки:1 - осадка; 2 высадка;3 протяжка: 1 раскатка;5 и 0 прошивка; 7 и 8 рубки; 9 и 10 /пока:11 сварка; 12 - скручиваниеПри осадке происходит уменьшение высоты и увели¬
чение площади поперечного сечения всей заготовки. При
высадке происходит уменьшение высок.! (и увеличение
площади поперечного сечеппя) лини, чисти длины заю-
говкн, получается поковка с утолщением на конце или в
середине.
312 Мпничто nmrih'Hiir н тахншп/ия конапрцкци<нпш.\ мшп/'рналмПротяжка - это увеличениедлинызаготовкизасчгг
уменьшения плошали ее поперечного еечепня. Эго п;и<
более распространенная операция свободной ковки. Онл
совершается последовательными ударами молота или
нажатиями пресса на отдельные смежные участки зат-
товкн г перемещением заготовки вдоль оси протяжки II
поворотами на 90° вокруг этой оси.Раскаткой па оправке производят увеличение виут
репиего и наружного диаметров кольцевой заготовки при
уменьшении толщины ее стенок.Прошивкой получают полос ти в заготовке за счет вы
теснепия металла. Прошивкой получают как сквозные,
гак и глухие отверстия. Инструментами для прошивки
являются прошивни. Прошивка сопровождае тся получе¬
нием отхода, называемого выдрой.Рубка - это операция отделения одной части заготои-
ки от другой. Она производится путем внедрения взаш
говку деформирующего инструмента — топора. После
этого заготовка переворачивается на 180 °С и разделяет¬
ся окончательно.Гибка придаст заготовке изогнутую форму по заданно •
му контуру. Гибка осуществляется с помощью различных
опор, приспособлений! и в подкладных ш тампах. Гибкой
изготовляют угольники, скобы, крючки.Кузнечная сварка иредставляетсобой процесс образова¬
ния неразъемного соединения под действием давления п
нагретом состоянии. В связи с развитием новых видов свар¬
ки в нас гоящес время эта операция применяется редко.Скручивание это операция поворота час ти заготов¬
ки вокруг продольной оси. При этом одна часть заготов¬
ки сжимается в бойках, а другая поворачивается при по¬
мощи ключей, воротков и других приспособлений.Оборудованием для ковки являются молоты, дефор¬
мирующие металл ударом, и прессы, деформирующие ме¬
талл статической! нагрузкой (без удара). По способу при-
/ mi./ И). Ощшботкч (Hits.icHitcM313iii тения в движение молоты деллт на приводные (меха¬
нические), работающие от атектродвигатсля, пневмати¬
ческие и нароноздушпые.Пневматический коночный молот (рис. 10.fi,а) имеет
падающие части, из которых основной является баба 4 с
\ крепленным в нем верхним бойком 3. Верхний боек при
зиижении бабы шита наносит удары по заготовке, лежа¬
щей па ипжнем бойке 2. который закреплен и шаботе 1
молота. Перемещение падающих частей шшз происходит
шбо иоддейстиием собственной массы (молоты простого
ичн твия), либо под действием массы и давления пара
и hi воздуха (молоты двойного действия).Рис. 10.6. Пт '«мптичсскин коночный мо.тш:
п - общий tun); и !,niu'va>nu'ic( K(i>i('\ /MfiПа рис. 10.0,6 приведена кинематическая схема пнев¬
матического ковочного молота с двумя иилни трамп: рабо¬
чим и компрессо|)ным 6. Поршень 7 компрессорного
мп.тпидра, приводимый в лвпжепне кривошиино-татун-
пым механизмом 8 от ппдивпдуаты1ого:>.тект родвш ателя,< -ипмаетто снизу, то сверху находящийся в ип.тпплре воз-
ivx. Сжатый воздух из компрессорного цилиндра посту
314 Мате/майники наг и теуно.кмия кпнструщшмиыл материи fi»наст в рабочиii цилиндр, где попеременно то сверху, m
спилу ланит па рабочий поршень, выполненный заодно гм
штоком н бабой, несущей боек. С помощью управляю
щеп) устройства молота можно получить нужное число
ударов, автоматически производить единичные удары *
разной силой, верхним бойком прижимать заготовку *
нижнему бойку, держать падающие части па весу.У пневматических молотов масса падающих частей до
ходит до 1000 кг. Применяют их для ковки мелких и (Х'ЖС*
средних поковок. Средние поковки изготовляют на паровоз¬
душных молотах двойного действия. Масса падающих час¬
тей паровоздушных молотов колеблется от 1000 до 8000 КГ
Их приводят в действие энергией сжатого воздуха или пари
Крупные поковки изготовляют на гидравлических прессах
Усилие создается с помощью давления водной эмульсин
пли минерального масла, подаваемого в рабочий цилиндр
пресса. Продолжительность деформации па прессах состаи-
ляег несколько секунд. Усилие доходит до 100 МН.10.5. ШтамповкаШтамповкой называют способ изготовления изделий
сложных очер таний давлением с помощью специального
инструмента — штампа. Производительность штамповки
во много раз выше производительности ковки.Различают объемную н листовую, горячую н холод¬
ную виды штамповки. При объемной штамповке в каче¬
стве заготовки используется обычно пруток, а металл за¬
полняет всю полость штампа, приобретая ее форму и раз¬
мер. При листовой штамповке заготовкой является .чист
и толщина полученных плоских п пространственных по¬
лых деталей незначительно отличается от толщины ис¬
ходного листа. Объемная штамповка чаще бывает горя¬
чей, а листовая - холодной.
I ’,it<n II). Обработка оавлтш'м315Горячая штамповка. Горячей объемной ш там почкой в
| ппцкиьных штампах из нагретых заготовок получают пз-
nviiiii, называемые штампованными поковками. Ш тамп
мпал. шчеекая форма. сос тоящая обычно мл двух час тей, и
кшорых имеются полости, по конфигурации соответству¬
ющие изготовляемой поковке. Эти полости называются
||\ч|.ями. Одна часть штампа закрепляется в под штам попой
подушке, установленной на шаботе молота или плите прес¬
са, а другая — в подвижной части молота пли пресса. Каж¬
дый штамп годен для изготовления лншьодиоп определен¬
ной поковки, поэтому штампы применяют преимуществен¬
но н крупносерийном и массовом производстве.Различают штамповку в открытых и закрытых штам¬
пах. В открытых штампах'(рис 10.7,а) между верхней и
нижней частями штампа существует зазор высотой It . в
который вытекает заусенец (облой). Процесс штампов
км в открытых штампах состоит из трех фаз; 1) металл
течет во все стороны до с тенок ш тампа; 2) метам. ! запол¬
няет полости штампа и стремится вытечь из него; в мс-
1нлле возникают напряжения сжатия, идет образование
заусенцев в зазоре двух половин штампа; 3) образован¬
ные заусенцы теряют пластические свойства и ие дают
вытекать металлу, идет уплотнение и окончательное за¬
полнение всех «закоулков* штампа. Штамповка в откры¬
тых штампах не предъявляет высоких требований к точ
пости исходной заготовки. Недостатками этого метода
штамповки являются потерн металла в заусенец н допол¬
нительные затраты па операции по обрезке заусенца.Штамповка в накрытых штампах (рпс. 10.7,6) назы¬
вается такжебезоблойпой штамповкой. Зазор между под¬
вижной п неподвижной частями штампа настолько неве¬
лик, что образование заусенца (облом) по происходи т.
При этом виде штамповки должно строго соблюдаться
равенство объемов заго товки и полости ш тампа, что тре¬
316 M<irn<'/4in.i<mc<)(jitiir и ин-хшиогия кинппрукцитиыл матерная»бует весьма высокой точпости обрезки заготовок. При
штамповке в закрытых штампах меньше расход металли,
лучше структура металла, возможна переработка мало¬
пластичных материалов за счет всестороннего сжатия и
больших сжимающих напряжений.Рис. 10.7. Схемы штамповки:
а - открытый штамп, п -закрытый штампРазличают штамповку в одпоручьевых и миогоручье-
вых штампах. Одиоручъевые штампы имеют одну по¬
лость. В них штампуют изделия простой конфигурации,
не имеющие большой разницы ссчсиий. Для изготовле¬
ния поковок сложной конфигурации применяют предва¬
рительно профилированную пли фасонную заготовку. Ее
получают из периодического проката или в заготовитель¬
ных ручьях миогоручьевых штампов.Поковка в мноюручьтом штампе получается последо¬
вательно, сначала в заготови тельных (черновых) ручьях, и
которых выполняются операции вытяжки или гибки, и за¬
тем в штамповочных - -для предварительной н окончатель¬
ной штамповки. На рпс. 10.8 приведена нижняя половина
mi югоручьевого штампа для штамповки шатуна п покача¬
на последовательность получения па нем поковки. Штам¬
повку обычно производят г одного нагрева. Штампы изго-
I nit;и t(). Обработки ilmi.iriitir w317i.т. швают пи специальных сталей, ооладающнх нысикимп
пи рдостыо п жаропрочностью, и ни легированного чугуна
Iдли холодной листовой штамповки).о■ч-2503Рис. 10.8. Многоручьевой молотовый штамп
и операции штамповки шатуна:1, 2, 3, •/. 5 — соответственно подкатпой, протяжной,
окончательный, гибочный и предварительный ручьи;
профиль подкатного ручья; 7 - поковка; 8 - исходная
заготовка; I - протяжка; II - подкатка;III - гибка; IV — предварительная штамповка;V - окончательная штамповкаДля объемной штамповки применяют паровоздушные
штамповочные молоты двойного действия с массой па¬
дающих частой до 1800 кг (имеют наибольшее распро¬
странение), гидравлические и фрикционные прессы, криво¬
шипные ковочпо-штамповочные прессы, горпжмггально-
ковочпые машины, типовые фрикционные прессы и др.
I (аровтдушпые ш тамповочные молоты но своему устрой-
318 Мг/тг/ши ктеОснш' и пкхнаю/ця копап/н/нционных.чашр/пщфстну сходны с паровоздушными молотами для конки. Д/1й
горячей штамповки используют также бесшаботные, высо¬
коскоростные паровоздушные молоты, у которых нронсхо»
дит соударение нижнего и верхнего бойков, движущихся
паве гречу друг другу со скоростью 20 м/с (на других нггам •
повочпых молотах - 6-8 м/с). При работе на этих молоти*
сотрясения ПОЧВ1.1 не происходит. На этих молотах можно
штамповать малоплаетпчпые высоколегированные стали и
детали сложной конфигурации.Горизонтально-ковочные машины обладают высоко!!
производительностью (400-900 поковок в час), обеспе
чинают получение поковок большем точности, чем при
штамповке на молотах, п почти не дают заусенцев. Ни
этих машинах операциями высадки нагретых прокатных
заготовок получают кольцеобразные изделия и поковки
типа сгсржпеи с головками или утолщениями.Горячую листовую штамповку применяют при изго
топлении изделии из стали, не обладающей достаточной
пластичностью в холодном состоянии, и толстых (сиы
ше 20 мм) листов из иизкоуглеродистых сталей. Она
проводится аналогично холодной листовой штамповке
(см. ниже).К завершающим н отделочным операциям горячей
штамповки относятся: калибровка, термообработка, очи*
стка, правка и чеканка. В настоящее время работают по¬
точные п автоматические линии штамповки.Холодная штамповка. Холодной штамповкой изго¬
товляют разнообразные металлические детали из стали,
цветных металлов н их сплавов при массовом производ¬
стве. Широкое впедреппе холодной штамповки объясня¬
ется высокой производительностью процесса (например,
30 40 тыс. деталей за смену с одного штампа листовой
штамповки), низкой стоимостью, точностью и взаимоза¬
меняемостью деталей, возможностью получения деталей
/ шин li). Обработка ()ae:iriutcM319it.н; простой, Tiiк ii сложной формы. Наибольшую промз-
|и)чи гельность при холодной листовой штамповке обес-
игчннают автоматические линии.()смовнымн раз1 ЮВ11Д1 юстям11 xrvioiЬюй объемной штам-
ч<ч>киявляются холодное выдавливание, холодная высад-
к.| н холодная объемная штамповка.Холодное выдавливание - это процесс формирования
сплошного или полого изделия за счет пластического
и мения металла из полости штампа через отверстие.
Мыдавливание имеет много общего с прессованием.Холодном высадкой называют осадку в штампе части
заготовки или образование в ней местных выступов тре¬
буемой формы. Этим способом, например, производя!
крепежные изделия.Холодная объемная штамповка производится анало¬
гично горячей объемной штамповке в открытых штампах.Операции холодной листовой штамповки делятся па
разделительные и формообразующие. К разделитель¬
ным операциям относятся отрезка, вырубка и пробив¬
ка. Отрезка — эго отделение части заготовки но незамк¬
нутому контуру, вырубка — отделение части листа по
замкнутому контуру, при котором отделяемая часть яв¬
ляется деталью, нробивка — отделение части листа но
замкнутому контуру, при ко тором отделяемая часть яв¬
ляется отходом.К формообразующим операциям относятся вытяжка,
гибка, отбортовка, обжим, вальцовка. Наиболее широко
применяется гибка и вытяжка.Вытяжка - получение пустотелых, открытых с одном
стороны деталей из плоской заготовки. .Может бы ть с
утонением и без утонения стенок.Гибка - изменение кривизны заготовки. При гпбке
основным процессом является сгибание под углом одной
части плоской заготовки по отношению к другой.
320 М'иш 'ши.'кни'/М пш и технология конапрукщюнннх мшщшщрцОтбортокка - процесс получения горловины или бор'
гон вокруг предварительно пробитых отверстии.Обжим - операция, при которой уменьшается дин
метр концевой части полой заготовки.Вальцовка (рельефная формовка) — получение поли¬
стовых заготовок волнистой (гофрирован пой) по верх но
с I и и других различных выступов и поверхностей (напри
мер, накатывание резьбы на цоколях электроламп).Сложная штамповка — комбинация нескольких выше¬
указанных операций, осуществляемых за один ход нрестиХолодную штамповку производят обычно на крино>
шинных, фрикционных и эксцентриковых прессах, хо¬
лодную листовую штамповку — преимущественно |Щ
кривошипных прессах, а также на универсальных штам¬
пах, которые позволяют применить групповой метод ил*
готовлепня деталей из листовых материалов. Листовой
hi тамповкон изготовляют детали мотоциклов, велосипе¬
дов, часов, металлической посуды, резервуаров, облици*
ночные детали вагонок, самолетов, автомобилей.Другие виды штамповки. Штамповка взрывом. При
чой штамповке используют давление жидкости или га¬
зов, под действием которого листовая заготовка дефор¬
мируется н принимает форму матрицы. Установленная
на матрицу листовая заготовка опускается вместе с мат¬
рицей в воду, затем производят штамповку взрывом. Она
имеет относительно малую производительность, ограни¬
ченное! ь ассортимента и характеризуется повышенной
опасностью.Электро/идрав чическая штамповка. Такая штамповка
подобна ш гамповко взрывом, по ударная волна возникает
мри электрическом разряде и жидкости. Известны два ме¬
тода прекращения электрической энергии в механическую
в жидкой cpi-де. Это разряд конденсатора через зазор н
f.M.iisoeni нрп напряжении 10-30 кВ или разряд коплен-
I тки Ц). Обработка <KitvinujtjM321r.i11»|>a через алюминиевую проволочку. Второй .метод
шигпсчпвает лучшее управление процессом и требует
меньших напряжении. Элсктрогидравлпческая шта.мпов-
i..j успешно используется также для развальцовки труб в
|||\б|м,1Х решетках аппаратов высокого давления.10.6. Специализированные процессы
обработки давлениемК специализированным процессам относятся: обкатыва¬
ние и раскатывание поверхностен, калибрование отверстий,
на каты ваш 1C рифлений, зубьев, резьбы и т. д. Обкатывани¬
ем и раскатыванием упрочняют отдельные фасонные п нл<ч-
ы1с. конические и цилиндрические, наружные и внутренние
поверхности деталей. Обкатывают внутренние фасонные и
цилиндрические поверхности с применением, как правило,
вращающихся роли ков и шариков (см. раздел 5.3).Калиброчанием называют однократное или много¬
кратное перемещение инструмента в отверстии, имеющем
несколько меньшие размеры, чем инструмент. Ипструмен-
|пм могут служить шарик, онравка-дорн, специальная про¬
шивка. При этом происходят сглаживание неровностей,
упрочнение обработанной поверхности. Калиброванием
нолучакп отверстия с поверхностями, имеющими шерохо¬
ватость R = 0,32 -0,16мкм и с размерами но 6-му- 7-му ква-
штетам. Накатывание служит д.1я получения внешних
фасонных iioBepxiiocreii за счет вдавливании инструмента
в Maicpuai заготовки и выдавливании частицею во впади¬
ны инструмента. Этим методом выполняют резьбы, мс. I-
|.омодульпыезубчатые колеса, мелкошлицевые валы, клей¬
ма и рифления. Достоинствами метода являются высокая
производительность, хорошее качество, низкая стоимость
в талей. Кроме того, детали имеют высокие износостой¬
кость, механическую и устачостную прочность.
322 Mnm/'piin.ioci’tirittic и технология конструкционныхмтпдш**Токарно-давильные процессы широко применяют ;им
формообразования изделий из листов и труб, па токщ»
но-давпльных станках, а также дли вытяжки из отлшиц.
и поковок деталей, толщина стенок которых в процесо
обработки давлением может уменьшиться в 10 раз шмп
ношению к толщине загот овок. Этим методом изготонлн
ют ответственные детали турбин, при этом трудоемкости
их изготовления по сравнению с механической обраГим
кой снижается в несколько раз.Весьма прогрессивной является обработ ка деталей ме
тодом холодного ротационного обжатия (редуцирование),
Наружная поверхность после такой обработки становится
более износостойкой и гладкой. Производительность про
цесса редуцирования весьма высокая.
Глава 11
СВАРКА, РЕЗКА И ПАЙКА11.1. Сущность, назначение, область
применения и виды сваркиВ современной технологии машиностроения еварка,
резка п пайка занимают одно из ведущих мест. Сваркой
называется технологический процесс получения неразъ¬
емных соединений различных материалов путем устапов-
нчтя межатомных связей между свариваемых частями.
:>го возможно при сближении атомов соединяемых час-
icii на расстояние, близкое к параметру кристаллической
решетки. При этом необходимо активизировать поверх¬
ностные атомы материалов, осуществить плотный коп-
1акг, выровнять поверхности, удалить из зоны сварки
оксидные и органические пленки. Поэтому возникнове¬
ние взаимодействия между атомами требует затрат упер¬
ши - тепловой (нагрева) или (и) механической (пласти¬
ческого деформирования). Сваркой соединяют металлы,
сплавы и неметаллические материалы, а в случае необхо¬
димости производят их наплавку па изделия и детали.
( варка имеет высокие технпко-зкопомичсскне иоказате-
|п, является мощным средством повышения производи-
к'лыюстн труда н нашла широкое применение во всех
отраслях промышленности: в строительстве, общем и
i рапсиортпом машиностроении, судостроении, турбо¬
строении, при прокладке нефте- п газопроводов, восста¬
новлении изношенных деталей и т. д. Очень большой
>> iMifiviimnrk-nii whihr'i.T чает пniiMelieliиe сварки при
324 M(iiiir/>iia:i<)«c<icitin' и технология конструкционных материи имизготовлении тяжелых сварно-литых и сварно-кованы*
конструкций. Сваркой получают прочные соединении
элементов металлических конструкций любой формы
толщиной от 0,1 до 250 мм и более. Сварные конструкции
обычно на 10 15 % легче клепаных и на 30 10 % легче
литых, что приводит к значительной экономии металл и.
При сварке, также сокращаются время, рабочая сила и
стоим ость 11 згото вл е имя м стал л 11 ч ес к и х ко пстру к ци Н.
Конструирование сварных изделий упрощается по сран
пению с литыми пли коваными.Применяемые в сварочном производстве методы свар
кн по способу соединения поверхностен заготовок делят¬
ся па три класса: термический, механический, термомеха-
пическнй. П|)и термических методах сварки происходит
расплавление кромок свариваемых заготовок. Если при
этом не получается качественного шва, в зазор вводится
присадочный материал. После затвердевания образовав¬
шейся сварочной ванны получается соединение сварной
шов. Согласно ГОСТ 19521-74. к термическим методам
сварки относят электродуговую, электрошлаковую, газо¬
вую, электронно-лучевую, плазменную, термитную, лазер¬
ную и др. При механических методах сварки соединение
заготовок происходит путем совместной пластической
деформации соединяемых поверхностей за счет приложе¬
ния внешнего усилия. К этим методам относят сварку тре¬
нием, взрывом, холодную, ультразвуковую н др. При гпер-
момехапическихме тодах сварки одновременно с приложе¬
нием внешнего давления, материал в зоне соединения
нагревают для снижения сопротивления деформации и в
целях повышения его пластичности. К термомехапичес-
ким методам сварки относит контактную, диффузионную,
газоирессовую. кузнечную и др.Термический класс сварки называю! также сваркой
плавлением, а термомеханнческий и механический
сваркой ()ав. /ение.»/.
I тип 11. ( парко, I><■.<>,<> и цапка325No степени автоматизации различают ручную, полу-
.ib соматическую и автоматическую сварку.11о виду применяемой энергии сварка может быть элск-
фической (все виды дуговой сварки, элсктрошлаковая и
| л.), химической (газовая,термитная и др.) и механичес¬
кой (трением, давлением и др,).11.2. Электродуговая сваркаСущность дуговой сварки. Из всех существующих спо¬
собов сварки наиболее распространенной является дуговая
мектросварка, при которой для местного расплавления
свариваемых деталей используется тепловой эффект элек-
фпчсской дуги, возбужденной между электродом п соеди¬
няемыми деталями (рис. 11.1). Под действием тепла дуги
кромки деталей расплавляются и образуется сварочная ван¬
на. При перемещении дуги вдоль кромок деталей сварочная
ванна затвердевает и образуется сварной шов, соединяющий
свариваемые изделия.Рис. 11.1. Схема электроду/овой сварки плавящимся
электродом: I - электрод, 2 - электрическая дуга,3 сварочная ваииа, 4 соединяемые деталиВпервые па возможность нагревания и расплавления
металлов с помощью электрической душ указам в 1802 г.
326 Матсрианшгдсшн’ п техншмия конапрукцшнтых матс/пнатрусский ппжепср В. В. Петров. В 1882 г. другой русским
инженер Н. Ы. Беиардос изобрел способ электроду] omifl
сварки пеплавящимся угольным м.т графитовым элсктрн
дом. В 1890 г. Н. Г. Славянов предложил выполнить дут-
вую сварку плавящимся металлическим электродом. Сии
собы Н. Н. Бенардиса и Н. Г. Славянина являются ochhiwiH
современных видов электросварки металлов. Сварочнаи
дуга представляет собой мощный электрический ра.чрил.
длительное время существующий между электродами, нм*
холящимися под напряжением. Если одним из электродом
является свариваемое изделие, дуга называется дугой пря¬
мого действия (рис. 11.1). Когда дуга горит между двумн
электродами без электрической связи с изделием, опа пазы-
вается дугой косвенною действия. Электрический дугой
свариваются почти все кннструкциипныс стали, медь, алю*
мипин, титан, пикельп их сплавы, серый и ковкий чугуны,
Сварку можно п|)низн»лпт]> постоянным и переменным
токами. При применении постоянного! ока различают свар*
ку па прямой н обратной полярности. При сварке па пря¬
мой полярности электродявляется отрицательным полю*
сом (катодом, рис. 11.1), па обратной полярности по¬
ложительным полюсом (анодом). Для питания дуги
постоянным током применяют электросварочные гене¬
раторы постоянного тока. При сварке переменным током
испил ьзуют сварочные трансформаторы, опп понижают на¬
пряжение заводской сети от 220 или 380 до 55 пли 65 В,
Ручная дуговая сварка. Ручную дуговую сварку вы¬
полняют сварочными электродами, которые вручную пе¬
ремещают вдальсварнваемых заготовок. При ведении руч¬
ной дуговой сварки применяют элсктродержач ель. щи ток
и шлем для защиты глаз и .ища сварщика от действия лу¬
чей электрической дут п брызг. Угольные и вольфрамо¬
вые пеплавящпеся электроды применяют для сварки спла¬
вов цветных металлов, наплавки твердых сплавов, сварки
деталей малой юлщпны па постоянном токе. При этом
11iian 11. Сварка, pe.wa и папка327ш'м.нио применяется присадочный материач и пиле метад-
шческого стержня, подаваемого и дугу. Наибольший объем
применения из дуговых способов сварки имеет ручная ду¬
шная сварка металлическими плавящимися элскфодамн< покрытием. Металлические электроды изготовляют в
виде прутков пли мотков проволоки (для автоматической
сварки). Для ручной сварки стальных изделии или заго¬
товок применяют обмазанные электроды, которые разде-
и'ны на ряд типов. ГОСТом 94G7-75 предусмотрены элек-
I роды марок Э38, Э42, Э46 и др. для сварки углеродистых
п низколегированных конструкционных сталей и электро¬
на марок Э70, Э85. Э100, Э150 для легированных конст¬
рукционных старей повышенной прочности. В обозначе¬
нии электродов для сварки жаропрочных и высоколегиро¬
ванных сталей входит марка его материала, ианрпмер,
:)-09МХ, Э-101Х1М1НФБ, Э-10Х5МФ и др.Кроме тина, важной характеристикой является состав
покрытия электрода. Покрытия, помимо создания устой¬
чивости дуги, защищают расплавленный мечам л от окис-
•1спия п насыщения азотом воздуха, а также легируют шов
различными элементами, обеспечивающими прочность
( парного соединения.Применяют различные виды соединении свариваемых
частей. На рис. 11.2 показаны наиболее распространенные
сварные соединения: стыковые, внахлестку, тавровые и уг¬
ловые. При толщине листов до 3 мм применяют стыковые
соединения с отбортовкой. при толщине листов 3 8 мм
производят сварку без разделки кромок, при толщине до
15 мм применяют V-образнуюразделку кромок, а при тол¬
щине свыше 15мм - Х-образпую разделку. Л исты толщи¬
ной свыше 20 мм сваривают с применением чашеобразной
простой или двусторонней разделки. Разделка кромок не¬
обходима для обеспечения полного провара по толщине.
Присоединении внахлестку величина перекрытия кромок
листов должна быть равна 3-5-кратной толщине свари ва-
328 Материн тиегк-ные и технология шищн/щшшныл мишг'/ншнремых частей. Получение прочных, по но плотных соедини
нпй внахлестку обеспечивается электрозаклепками. При
этом верхним лист просверливается и при заварке отвер¬
стия приваривается нижним лип. Листы толщиной ли
3 мм не просверливаются, а проплавляются. Тавровые со
единения для конструкций, несущих небольшие нагрузки,
выполняются без скоса кромок. При значительных пафун-
ках для листов толщиной 10-20 мм применяют односто¬
ронний, а при толщине более 20 мм - двусторонний с кое.
Угловые соединения при небольшой толщине листов по¬
лучают чаще всего без разделки кромок.Ручная дуговая сварка применяется для сварки корот¬
ких и прерывистых швов, а также швов сложной кофи-
гурации. т.е. в тех случаях, когда невозможно пли новы*
годно применять автоматическую сварку. Преимуще*
ством ручной сварки является возможность выполнения
швов в любом пространственном положении - нижнем,
вертикальном, горизонтальном, потолочном (рис. 11.2,с)
и в трудодоступных местах. Поверхности свариваемых
частей перед сваркой должны быть тщательно очищены
от грязи, оксидов. Для увеличения производительности
ручной дуговой сварки применяют сварку пучком элек¬
тродов и сварку трехфазной дугой, которая гю сравнению
с однофазной сваркой дает увеличение производительно¬
сти труда в 2 3 раза и экономию электроэнергии до 25 %.Автоматическая дуговая сварка под слоем флюса.
Применение автоматической и полуавтоматической ду¬
говой сварки обеспечивает стабильное качество сварно¬
го ища и высокую производительность процесса.При автоматической дуговой сварке механизируются
управление дугой и подача сварочного материала. Ее це¬
лесообразно применят!, в массовом пли крупносерийном
производстве однородных деталей. Автоматическая свар¬
ка голым электродом под гранулированным флюсом но
сравнению с ручной сваркой имеет преимущества: более
I u..-щ I I. < 1,1/1 Ih'rl, pe.iKH tl цщ/ktt329iii.ii okvio ирои.шодтелыюси» (i< 5 -10 pa:i); более одно¬
родное и высокое качество наплавленною металла; эко¬
номию электроэнергии :;а счет лучшего использования
пила дуги; отсутствие эащигных приспособлении для
' i..i|)iiim;a (дуга сори г под слоем флюса).еР-*>"а} т.Рис. 11.2 Сварнг/е соединения a — виды с.варны i соединений и
швов встык; <'i, в, / соответственно соеоиисиия внахлестку,
тавровые и цг. говые; д тип hi швов, ра.иииаемые по
поправлению /действ/нощах на пил намни F;
е - типы швов в зависимости от положения деталей.
330 MainrpiiaiutiPiU'iiiif и шехиию/ия штирукцшшиыл мшмриамтАппарат для дуговой сварки (рис. 11.3) сос тоит из не
точппка питания (электросварочного генератора или
трансформатора), автоматическим сварочной головки,
бункера для подачи флюса и каретки. Возбуждаемая душ
гормт между кольцом голой электродной проволоки и
свариваемой деталью под слоем гранулированного флю
са. Автоматически действующая сварочная головка пили¬
ст в сварочпуюзону электродную проволоку. В подготов¬
ленный шов насыпается гранулированный флюс, посту¬
пающим по шлангу из бункера. Сварной шов образуется
перемещением сварочной головки или изделия с помо¬
щью особого механизма подачи. Неиспользованные при
сварке остатки флюса отсасываются обратно в бункер,
Флюсы обеспечивают защиту металла от кислорода и
азота воздуха, раскисляют и легируют металл. Сварка
производится со скоростью 6-32 м/ч.Рис. 113. Автоматическая установка для электрической
дуговой сварки под слоем флюса:1 - электрод (проволока); 2 - механизм подачи электрода;3 бункер Оля флюса; Л флюс; 5 - свариваемая детпчь;
() - шов; 7 отсос пейс пол зловонного флюсаПолуавтоматическая сварки выполняется по гоп же
схеме, по подача осуществляется сварщиком вручную
вдоль выполняемого шва.
I шип 11 Сварка. режа и пайка331Дуговая сварка в защитном газе. При этом способеI,нцн га расплавленного металла от взаимодействия с воз¬
духом осуществляется инертными газами (аргоном) или
активными газами (углекислым газом).Аргоподу/овую сварку выполняют пеилавящимея (воль¬
фрамовым) и плавящимся электродами. Вольфрамовый
>. к'ктрод применяют при сварке заготовок толщиной 0,2-
() мм. При этом, если возникает необходимость в допол¬
нительном металле для усиления шва, в дугу подается
присадочная проволока. Плавящийся электрод применя¬
ют при сварке заготовок толщиной от 1,5 мм и более.При аргонодуговой сварке в специальную сварочную
юрелку подается аргон, струя которого непрерывно ис¬
текает из сопла горелки, оттесняя воздух и защищая элек-
| род. дугу и сварочную ванпу от взаимодействия с азотом
и кислородом воздуха. Благодаря этому становится воз¬
можной сварка практически всех металлов и сплавов, в
том числе таких химически активных, как титан, алюми-
ппй, магнии, бериллий, цирконий и их сплавов.В особых случаях, при сварке особо активных мспи¬
лов или изделий сложной конфигурации, струйной защи-II.! аргоном становится недостаточно. Тогда применяют
аргонодуговую сварку в камерах с контролируемой ат¬
мосферой. заполненных аргоном.Сварку в у /леталом /хие производят аналогично арго-
иодуговой, по в зону сварки подается углекислый газ. Она
выполняется только плавящимся электродом па постоян¬
ном токе обратной полярности.Эта сварка полностью исключает проникновение иони-
.шрованпого азота воздуха в сварной шов и, следователь¬
но, его охрупчивание, по не защищает его от окисления.
. )тотспособ характеризуется высокой производите.чьио-
гтыо, а также низкой стоимостью по сравнению с аргоно¬
дуговой сваркой и находит все большее применение для
332 Мапн'ршишпк'ниг н темт.ю/ня кчкпп/п/кцпонпыхма/ш'ршытсварки иизкоуглеродпстых, 111r;iко.чсг11po«аиных и пом»
торых высоколегированных сталей. Углокислый га:» но
ставляют в сжиженном состоянии в стальных баллонах
вместимостью 40 л, в которых иод давлением 7,5 МПа со
держится 25 л жидкой углекислоты, что соответствуй»
12,7 м3 газообразной углекислоты. Углекислый газ СО
при высокой температуре дугн разлагается на оксид уг
лерода СО и атомарный кислород О. Для нейтрализации
его окислительного воздействия используют проволоку
с повышенным содержанием марганца и кремния, кото¬
рые имеют большее сродство с кислородом, чем железо
(марки Св-08ГСА; Св-08Г2СА).11.3. Другие виды сварки плавлениемГазовая сварка. При газовой сварке для местного рас¬
плавления свариваемых металлических частей и допол¬
нительно вводимого присадочного материала использу¬
ется тепло, образующееся при сгорании горючих газов и
кислороде с температурой пламени 3100-3300 °С. В ка¬
честве горючего газа в основном применяют ацетилен
С,Н2, дающий наиболее высокую температуру пламени
и большое количество теплоты. Кислород О., добывает¬
ся для промышленных целей на кислородных станциях
из воздуха или электролизом воды.Кислород хранят и транспортируют в газообразном
виде в специальных стальных баллонах под давлением
15 МПа. При таком давлении баллон вмещает около
6000 литров кислорода. Ацетиленовые баллоны ( также
стальные) заполняются ацетиленом до давления 1,51.6 МПа. Баллоны снабжены запорными вентилями.
Для понижения и регулирования давления кислорода и
ацетилена применяют газовые редукторы, снабженные
манометрами высокого п низкого давления. Кислород-
I ниш 11. ( «арка, />с.1ка и папка333мыс баллоны окрашиваются и голубо)'] цвет, а ацетиле¬
новые — в белый цвет. В ряде случаев пользуются пере¬
носными ацетиленовыми генераторами, например тина
ЛС В-1,25, в которых ацетилен получают па мес те свар¬
ки пз карбида кальция и воды.Для образования газосварочного пламени служат сва¬
рочные горелки (рис. 11.4). Горелка работает следующим
образом. Кислород через регулировочный вентиль 6 иI рубку 7 подается к инжектору 5. Из узкого канала ин¬
жектора кислород выходите большой скоростью и созда¬
ет разряжение в камере 4. благодаря чему засасывается
ацетилен, поступающий через вентиль 9 и канал 8. В ка¬
мере смешения 3 образуется горючая смесь, ко торая по¬
ступает но наконечнику 2 к мундштуку 1, па выходе из
которого образуется сварочное пламя.Рис. 11.4. Схема гамя варочной /орежыГазовую сварку чугуна применяют при заварке раковин,
трещин в отливках ответственного назначения и при ре¬
монтных работах. Газовой сваркой выполняют такие же
виды сварных соединении, как и электроду го вой сваркой.Плазменная сварка и резка металлов. При плазмен¬
ной сварке основным источником для нагрева и расплав¬
ления металлов является плазма, т. е. смесь электрически
нейтральных молекул газа н электрически заряженных
частиц — электронов п положительных попов. Плазму
получают в специальных плазменных горелках при про¬
334 M/iinrptiatneriiciiiir и телnoto/tm кошщщщиипнш мптг/штхмпускании газа через сжатую электрическую дугу. Луга
горит в сопле горелки, через сопло проходит газ. Прохп
дя через дугу, газ сжимает её, нагревается, иопнзируетсм
и выходит из сопла в виде высокотемпературной плад
менной струи. Обжатие дуги газом приводит к повыше¬
нию её температуры в 3-5 раз. Кроме плазмообразующг
го газа (гелия, углекислого газа и др.), через горелку по¬
дается защитный газ (аргон), который обеспечивав»
изоляцию зоны сварки от контакта с воздухом. Плаз¬
менной струёй можно производить сварку, резку, пайку,
напыление, термообработку различных металлов и спла¬
вов, обрабатывать неметаллические материалы (керами¬
ку, стекло). Температура плазмы может достигать 20000
30000 °С. Для сварки металлов особо малых толщин, мел¬
ких и мельчайших деталей применяют микроплазмепную
сварку пли сварку игольчатой дугой (струя плазмы диа¬
метром 1,5-2 мм закапчивается острием).Электронно-лучевая сварка. Нагрев металла при этом
способе осуществляется потоком лучей быстродвижущих -
ся электроион, ускоряемых электрическим полем. Падая
па поверхность изделия, электроны отдают свою кинети¬
ческую энергию, превращающуюся в тепловую и нагрева¬
ют металл до температуры 5000-6000 °С, что достаточно
для плавления металлов при сварке и для их тепловой
обработки (резки, сверления, испарения). Процесс обыч¬
но ведется в герметически закрытой камере с высоким ва¬
куумом, необходимым для свободного движения электро¬
нов п обеспечения чистоты наплавленного металла.Генератор электронного луча называют электронной
пушкой. Электронным лучом можно сваривать заготовки
толщиной от 0,01 до 100 мм и более, а также тугоплавкие
и разнородные металлы. Электронный луч легко управля¬
ется п позволяет регулировать температуру с высокой точ¬
ностью. Получаемый сварной шов отличается высокой
I ниш 11. Свирка, рг.:КО и па к ко335прочностью, плотностью и чистотой. Электронно-лучевой• паркой можно соединять изделия из тугоплавких метал¬
лов, высоколсгировщшых статей, атюминиевых и титано¬
вых сплавов. Возможно соединение разнородных металлов
г различными температурами плавления и свойствами.
(Киовная область применения электронно-лучевой свар¬
ки - радиоэлектроника п приборостроение.Лазерная сварка. В качестве источника тепла при
сварке лазером используется мощный, концентрирован¬
ный световой луч, получаемый в специальной установке
(лазере), являющейся тепловым источником с высокой
плотностью энергии - до 107— 1010 Вт/см*. При эт ом раз¬
меры пятна лазерного луча составляет десятые доли мн.т-
тимстра. Поэтому лазерная сварка позволяет получать
соединения с минимальным расплавлением металла, что
снижает напряжения и деформации в сварных конст рук¬
циях. Лазером можно обрабатывать магерпаты в любой
среде, проводящей свет (воздух, вакуум, инертные газы).
Э то позволяет получать высококачественные соединения
при сварке не только обычных углеродистых и низколе¬
гированных сталей, но и высоколегированных сталей,
цветных металлов, специальных сплавов. Лазерная свар¬
ка применяется в приборостроении и радиоэлектронике
при сварке малогабаритных деталей, толщина которых
ограничивается десятыми долями миллиметра. Световая
мощност ь лазера достаточна для расплавления и даже
доведения до кипения любых металлов.Электрошлаковая сварка. При этом способе (рис. 11.5)
между установленными вертикатыюсвариваемы:мн частя¬
ми I создается большой зазор (сг^'ЛО 50 мм), в который за¬
сыпается слой специального флюса готщнпой 50 70 мм.
При пропускании через флюс электрического тока от спе¬
циального трансформатора 3 флюс расплавляется и обра¬
зует между свариваемыми частями / шлаковую ванну •/,
336 Manu'pufumvrle.iiuc 11 те.шми/ин конструкционныхиатг/шп ииобладающую большим плектр и чески.м сопротивлением,
вследствие чего ток. проходя через расплавленный флюс,
выделяет большое количество теплоты. Расплавленный
флюс шлаковой вапны. нагретой до температуры около
2000 “С, соприкасаясь с боковыми поверхностями свари
ваемых частей 1. оплавляет их н одновременно расплавляй
присаживаемую в шлаковую ваипу электродную проволо¬
ку 2. Под шлаковой ванной создается металлическая вапнп
5, которая по мере остывания металла отвердевает, образуй
прочный сварной шов 6', соединяющий свариваемые части.
Этим способом можно сваривать за один проход стали раз¬
ных марок, сплавы алюминия, магния, титана практически
неограниченной толщины (чаше всего сваривают стыки
л'олщмноп 150-450 мм). Элеклрошлаковая сварка обеспе¬
чивает высокое качество сварного соединения благодаря
защите расплавленного металла жидким шлаком. Она име¬
ет повышенную производительность, особенно при сварке
изделии большой толщины. Благ одаря медленному охлаж¬
дению металла из него успевают удалиться газовые пузырь¬
ки и неметаллические включения, что способствует полу¬
чению более плотного сварного шва. По этой же причине
меньше склонность металла шва к образованию трещин.380 VРис. 11.5. Cve.uu лчекшрош.к/кочои сварки
i шин 11. Сварка, режа и пайка33711 (’достатком электрон ыаковой с парки является круп-
иозернисгость шва и околошовной зоны, вызванная ча-
м i ■, I.’? i * 11 ным охлаждением. Поэтому после сварки необчо-
шмо проводить отжиг или нормализацию для измельче
пня зерна в металле сварного шва.Электрошлаковую сварку широко применяют в тяже-
юм машиностроении для изготовления сварнолитых,
сварнокованых и сварнопрокатных конструкций, что дает
возможность заменить трудоемкие цельнолитые и цель¬
нокованые детали.Термитная сварка. Этот вид сварки осуществляется
путем нагрева и расплавления свариваемых металлов
ген лом термитов - порошкообразных горящих смесей
металлов с оксидами металлов, главным образом алюми¬
ниевого термита (смеси 22 % алюминия и 78 % железной
окалины). При поджигании термита алюминий в окали¬
не сгорает:8А1 + 3Fe30, = 4AI ^О, + 9Fe.Горение протекает бурно с выделением большого коли¬
чества теплоты. Температура достигает 3000 °С. Расплав¬
ленный в результате горения металл затекает в свариваемый
стык и образуется сварное соединение. В связи с низкой
производительлостью процесса и дефицитностью алюми¬
ния термитную сварку применяют ограниченно, в основном
для сварки рельсовых стыков трамвайных путей. Магние¬
вый термит (смесь порошкообразного магния и железном
окалины) используют для сварки стальных км'чрафныч и
телефонных проводов связи.11.4. Основные виды сварки давлениемКонтактная сварка. При контактной сиарке меч ад л
нагревается проходящим через место сварки элс ктричес-
ким током. После достижения необ.чодпмон гемперату-
338 МатерштюеОснш' и тсхшио/ин конструкционных млшрриттры к спариваемым час тям прикладывается успдис. Ком
гак гиая электросварка легко поддается автоматизации и
широко применяется в серийном п массовом производ
ствс для соединения деталей п.-* сталей различных марок
и сплавов цветных металлов, например труб, газо-, неф-
те- п водопроводов, ленты при ее непрерывном травле
нин, проволоки при волочении и т. п. Чаще используют
три вида контактной сварки: стыковую, точечную и ро¬
ликовую.При стыковой сварке (рис. 11.6) соединение сваривае¬
мых металлических изделий происходит но всей поверх-6 --сварочный трансформатор нон обмотке фаисфор-выделяется тепло и свариваемые детали но стыку разогре¬
ваются. Нагретые детали сдавливаются и они сваривают¬
ся. Различают стыковую сварку сопротивлением и стыко¬
вую сварку оплавлением. При сварке сопротивлением гор¬
цы свариваемых деталей тщательно обрабатываю т и их на¬
грев происходил только до пластического состояния. Свар¬
ка оплавлением не требует предварительной обработки
торцов, а их нагрев происходил до оплавления. ПрочностьРис. 11.6. Схема стыковой сварки:
1,2 - тжимы;J.8 свариваемые детали;4.7 — суппорты;5 ~ плита;пости их соприкоснове¬
ния. Сварку производят
на сварочных машинах
ручного или автомати¬
ческого действия. При
этом свариваемые дета*
ли 3 и 8зажимают в кон¬
тактных колодках (за¬
жимах) 1 и 2 сварочной
машины и пропускают
через них электрический
гокболыиой силы, инду¬
цирующийся во вторич-матора 6. В зоне сварки
I шва 11. Сварка, резка и пайка339мша стыковой сварки не уступает прочности основною
металла и поэтому применяют се для ответственных соеди¬
нений.При точечной сварке изделия свариваются в отдель¬
ных точках. Свариваемые изделия собирают внахлестку
н нажимают между медными электродами, по которым
пропускается ток большой силы. Вследствие большого
сопротивления место контакта свариваемых частей на¬
гревается, причем внутренние слои нагреваются до рас¬
плавления, а внешние до пластического сос тояния. Под
действием давления электродов происходит соединение.
После выключения тока и снятия давления образуется
литая сварная точка. Точечную сварку широко применя¬
ют в массовом и крупносерийном производстве, напри¬
мер, при сварке кузовов легковых автомобилей.Роликовую (шовную) сварку осуществляют по линии
качения плоских роликов. При прохождении тока через
ролики в месте соприкосновения свариваемых частей
выделяется т епло, за счет которого и происходит образо¬
вание сплошного шва. В процессе роликовой сварки ли¬
стовые заготовки соединяются внахлестку. Как и при
точечной сварке внутренние слон нагреваются до рас¬
плавления. Роликовой сваркой соединяют листы из низ¬
коуглеродистой стали толщиной 0.3-3 мм и листы из
коррозионностойкой хромоникелевой стали, латуни,
бронзы, алюминиевых сплавов толщиной до 1,5 мм.Конденсаторная сварка является разновидностью
контактной сварки. По виду сварных соединений она
бывает стыковой, точечной п роликовой (шовной). Для
конденсатной сварки используют энергию, накапливае¬
мую в конденсаторах при их зарядке от источника по¬
стоянного напряжения (генератора или выпрямителя).
Энергия преобразуется в процессе разрядки в тепло, ис¬
пользуемое при сварке заготовок. Сущест вует два вида
340 МшигрпатвсОпшс и техпаю/и» коштрукииаииыхмшперип.чтконденсаторном сварки: бестрансформаторння - с ран-
рядкой конденсаторов па сварпваем1»1е детали в момет
их соприкосновения и трансформаторная - с разрядкой
конденсаторов на первичную обмотку понижающего сва¬
рочного трансформатора, во вторичной цепи которого
находятся предварительно сжатые свариваемые заготои
ки. Время протекания тока составляет сотые и даже ты¬
сячные доли секунды. Для конденсаторной сварки харак¬
терны невысокая потребляемая мощность, возможность
точной регулировки количества анергии, малая зона тер*
мичеекого влияния. Применяется главным образом при
сварке деталей малых толщин (до 1 мм) — различных
приборов, часовых механизмов, фотоаппаратов и т. д.Диффузионная сварка. Эту сварку применяют глав¬
ным образом для соединения материалов, которые обыч¬
ными методами сварки соединить трудно или невозмож¬
но, ианрнмер стали с ниобием, титаном, чугуном, вольф¬
рамом, металлокерамикой, золота с бронзой, металлов со
стеклом, графитом. При сварке происходит взаимная
диффузия атомов в поверхностных слоях кон тактирую*
щих материалов, находящихся н твердом состоянии и
нагретых до температуры ниже температуры плавления
металлов. Необходимое для увеличения площади дей¬
ствительного контак та поверхностей давление обеспечива¬
ется механическими, пневматическими и другими устрой¬
ствам и.Вб(>л ынинствеслучаев ли<]и}>V3iioiii 1 ую сварку iipo-
водят в вакууме. Свариваемые заготовки устанавливаются
внутри камеры, в которой создается вакуум, п нагревают¬
ся, чаще всего высокочастотным индуктором, до темпера¬
туры рекристаллизации. .Затем к заготовкам прикладыва¬
ется небольшое сжимающее давление в течение 5 20 мин.Преимущества диффузионной сварки связаны с отсут¬
ствием илавлепия металла. Поэтому свойства металла
меняются незначительно, вероятность образования тре-
I inert 11. Свирка, /нм/,у/ и пайка341щнн минимальна, остаточные напряжения и дефо|)мацнн
невелики. Диффузионную сварку применяют в радио¬
электронике, приборостроении, космической технике.Индукционная сварка. Металл нагревается пропус¬
канием через него индуцированных вихревых токов, ко¬
торые возникают при прохождении через индуктор пере¬
менного тока высокой частоты ог ламповых или машин¬
ных генераторов (см. раздел 4.1). Нагрев токами высокой
частоты обеспечивает наибольшую температуру па по¬
верхности свариваемых деталей по сравнению с внутрен¬
ними слоями. Нагретые заготовки сдавливаются и про¬
исходит сварка. В зависимости от частоты применяемо¬
го тока нагрев может происходить как с оплавлен нем, так
н без оплавления свариваемых поверхностей. Этот спо¬
соб широко применяется для сваривания шовных труб па
непрерывных станах. Такие станы очень производитель¬
ны: трубы диаметром 60 мм свариваются со скоростью
50 м/мпн, а димсфом 325 и 426 мм - 30-40 м/мин.Горновая или кузнечная сварка. Этот вид сварки зани¬
мает ведущее положение при производстве сварпьгх газо¬
вых труб диаметром до 100 мм для водопроводных н газо¬
вых сетей. Полосы стали нагревают в печах до температу¬
ры 1100-1300 "С; нагретая полоса со свертышем на конце
пропускается через волочильную оправку, в которой про¬
исходят свертывание полосы в трубку и заварка продоль¬
ного шва. Поскольку свариваемые поверхности при нагре¬
ве окисляются, необходимо для их очистки применять
флюсы (буру, борную кислоту и др.). Флюсы разжижают
окалину и создают возможность прямого контакта метал¬
лических поверхностей при сжатии. Горновая сварка яв¬
ляется одним из ианболее старых способов, объем ее при¬
менения в настоящее время весьма мал.Разновидностью горновой сварки является газон рес-
совая сварка, при которой место сварки нагревается сие-
342 МтисрнгиотчЬ'иш-' и техно, т/нн конструкционных магпе/шаншцнальными газосварочными горелками ацетпленокною-
родным пламенем, а соединение свариваемых деталей
происходит с помощью сдавливающего механической!
усилия, производимого специальной сварочной маши
iioii. Газопрессовая сварка широко применяется при со¬
единении, например магистральных газо- и пефтепроип
ini? и деталей общего машиностроения.Ультразвуковая сварка. При ультразвуковой сварка
используется давление, нагрев и взаимное трение свари¬
ваемых поверхностей. Этой сваркой соединяют тончай
nine пленки (толщиной до 0,001 мм) с проводниками,
соединяют листы фольги с заготовками неограниченной
толщины, сваривают пластмассы между собой и с метал*
ламп. Подлежащие сварке поверхности обезжиривак»1\
сжимают и месте сварки и затем к ним с помощью специ¬
ального инструмента подводят ультразвуковые колсбп-
ния частотой 15--70 кГц. Вследствие трения одной понер>
хпостп о другую в плоскости контакта выделяется тепло,
металл иод действием сжимающего усилия пластически
деформируется и при сближении поверхностей на рассто¬
яние действия межатомных сил между ними возникает
прочная спязь.С’варка выполняется с помощью специальных устано¬
вок: продолжительность сварки 1 - 3 с. Прочность ультра¬
звуковой сварки по ппже прочности точечной контактной
сварки. Применяют ультразвуковую сварку и микроэлек¬
тронике и приборостроении при монтаже интегральных
схем, герметизации приборов, в авиационной промышлен¬
ности.Сварка взрывом. Сущность способа заключистся и
использовании энергии взрыва, осуществляемого с помо¬
щью взрывчатки, которая равномерным слоем укладыва¬
ется непосредственно па привариваемую деталь. На со¬
единяемые поверхности мгновенно действует образую*
I inmi 11, dea/ina, i>e.n«i и пайка343шлнся при взрыве упругая ударная полна, под действием
опорой происходят соударение спариваемых частей. В
ише соударения металл соединяемых деталей течет по¬
добно жидкости и сливается в одно целое, образуя проч¬
ное соединение. Процесс длится тысячные доли секунды,
i) I им способом сваривают углеродистые и легированные
г шли, сплавы цветных металлов, а также разнородные
металлы, например медь со сталью, никель со сталью,
медь с алюминием, титан с ниобием и другие трудно под¬
ающиеся обычной сварке металлы. Взрывом может про¬
изводится сварка почти неограниченных поверхностей.
Полученную заготовку, сваренную взрывом, можно про¬
катать в листовой биметалл.Сварка трением. Использует для нагрева соединяе¬
мых деталей превращение механической энергии трения
и тепловую. При сварке трением свариваемые заготовки
соприкасаются друге другом торцами, одной из них при¬
дается вращение. Выделяющееся при трении тепло натре¬
плет торцы до пластического состояния, вращение прекра¬
щается, заготовки сдавливаются и происходит сварка.
Сварное соединение образуется за счет возникновения
металлических связей между свариваемыми поверхностя¬
ми. Неровности и оксидные пленки, мешающие возникно¬
вению этих связей разрушаются в результате трепня п
удаляются в радиальном направлении. Сварка трением
позволяет соединять не только однородные, но и разно¬
родные металлы и сплавы с разными свойствами, напри¬
мер медь со сталью, алюминии с медью, ти тан с алюми¬
нием. Этот вид сварки достаточно экономичен, затраты
.Hicprmt на него в5 10 раз ниже, чем па контактную сты¬
ковую сварку. Этим методом чаще всего спаривают ци¬
линдрические заготовки.Холодная сварка. Этот вид сварки осуществляется
давлением без нагрева, путем пластического деформ и ро-
344 Manu'iiuriionrikiiiir и шелнаю/ця кпнащщкиисчшихматерининнаппя мета.ион н местах сварки. Применяют для соеди¬
нения металлов, обладающих достаточной пластпчно'
стыо, при комнатной температуре, например алюминия,
меди, серебра, цинка, никеля и их сплавов. Прочное, не¬
разъемное соединение образуется при сближении спари¬
ваемых поверхностей па расстояние, соизмеримое с паря1
метрами их кристаллических решеток в результате обраао*
вапия металлических связей между поверхностями при
приложении больших давлений. При этом н результат*'
пластической деформации происходит разрушение плен
ки оксидов, препятствующих сближению свариваемых
поверхностей и образование чистых поверхностей мета/1*
да. Холодной сваркой могут быть выполнены точечные,
шовные и стыковые соединения (например соединение
проволок и шин встык, сварка полых деталей по копту*
ру, листов внахлестку). По характеру деформации холод¬
ная сваркабываетснаркойсдавливанием и сваркой сдви¬
гом. При сварке сдвигом одновременно с нормальными
усилиями.сдавливающими соединяемые детати, прикла¬
дываются тангенциальные усилия, что обеспечивает бо¬
лее полный физический контакт между свариваемыми
деталями. При подготовке свариваемых поверхностей К
холодной сварке необходимо удалить с них органичсскиг
и адсорбированные пленки. 'Гол щи на свариваемых дета¬
лей составляет 0,2 15 мм. Прикладываемое давление па-
вист от вида и толщины свариваемого материала и ко¬
леблемся от 150 до 1000 МПа. Холодная сварка высоко*
производительна и легко поддается автоматизации.Контроль качества сварных соединений н конструк¬
ций производится разрушающими и неразрушающими
.методами. К разрушающим методам относят технологи¬
ческие пробы, механические испытания на твердость,
ударную вязкость, изгиб, металлографические исслсдо
нании. химический апачиз, испытания па свариваемость,
I /спи I(марка, ])сжа n пайки345коррозионные ис пытания. К не разрушающим гидрав-
шчсскне и пневматические испытания им плотность и
прочность сосу дои, резервуаров, трубопроводов, испыта¬
ния кс рос и ном, магнитная, рсптгспо- и гамма дефекто¬
скопия, ультразвуковой метод.11.5. Свариваемость материаловСвариваемость технологическое свойство матери -
•I. юн (или их сочетаний) образовывать с парные соедине¬
ния. отвечающие требованиям, обусловленными конст¬
рукцией п условиями эксплуатации изделия. Сваривае¬
мость комплексное свойство материата. JIри ее оценке
учитывается изменение химического состава в сварном
соединении; влияние сварочного нагрева на структуру и
механические свойства металла; возникновение дефор¬
маций, напряжений и перемещений; появление таких• варочных дефектов как трещины, норы, шлаковые вклю¬
чения и др. По этим признакам материалы разделяют па
хороню, удовлетворительно, ограниченно и плохо свари¬
вающиеся.Ухудшение.механических и физико-химических свойств
материала и образования указанных дефектов в зоне свар¬
ного соединения объясняется крупнокристаллической
,пгюй с труктурой шва; повышенным содержанием газов;
тем, что для предотвращения трещин шов часто выпол¬
няется менее легированными материалами, чем основной
металл. Кроме этого, на участке основного металла, не¬
посредственно прилегающего к шву, происходят фазовые
п структурные превращения: оплавление границ зерен,
у круппепие зерен, образован не структурных составляю¬
щих закалочного типа.Нпзкоуглеродистые и некоторые низколегированные
с тал и (Сг 3, стали 10,15.20 н др.) обладают хорошей с ва-
346 Матсршиовсденш' и технология конструкционных матррипм*рнваемостыо и соединяются большинством способом
сварки без особых трудностей.Повышение содержания углерода ухудшает сварива¬
емость. Среднеуглсроднстые и высокоуглероднстыести
ли претерпевают закачку при сварочном нагреве, что при
водит к образованию мартенентной структуры. Поэтому
они относятся к сталям с ограниченной свариваемостью.
Для обеспечения хорошей свариваемости этих статен не
обходимы подогрев заготовок и отпуск сварных соединг
пий сразу после окончания сварки.В низколегированных и срсднелегированпых сталях
наличие легирующих элементов ухудшает свариваемость.
Поэтому количество углерода в сталях, применяемых дли
сварных конструкций ограничивается. Свариваемость
этих сталей можно оценить как ограниченную. Для си
улучшения применяют те же мероприятия, что и для сред
неуглероднетых сталей.Высоколегированные аустепптмыс коррозионно-стой¬
кие и жаропрочные стали свариваются практически все
ми методами. При сварке этих сталей возможно ухудше¬
ние антикоррозийных свойств под влиянием продолжи
тельного нагрева в ни герваче 500...800 °С. В результат
металл сварного соединения становится склонным к меж-
крпсталлнтной коррозии (см. раздел 6.4). Повысить стой¬
кость против межкрнстачлитной коррозии можно путем
закалки после сварки.Чугун относится к плохо свариваемым сп.лавам. Нго
приходится сваривать только при исправлении дефектов
в отливках и ремонте детачей. Сваривают чугун с подо¬
гревом чугунными электродами с покрытием или без
подогрева медпо-железными электродами с покрытием.Алюминиевые и магниевые сплавы имеют на поверх¬
ности топкую тугоплавкую оксидную пленку. Поэтому
их сварка ведется чаще всего в инертных газах (аргон,
I пик! 11. Сварки, pr iKu и пачки347H'.inii) вольфрамовым или плавящимся электродом. Ок¬
сидная пленка разрушается под действием дуги, а инерт¬
ные газы препятствую!' повторному окислению.Титан и его сплавы при нагреве поглощают газы - во¬
дород, кислород, азот. Э го снижает пластичность метал¬
ла и способствует образованию трещин. Поэтому титан
и его сплавы свариваются в атмосфере аргона.11.6. Термическая резка и пайка металловРезка металлов. Различают газокислородную (огне¬
вую) и электроду го вую резку мет;илов.Газокислородная резка основана на способности ме¬
таллов (главным образом, сталей)- подогретых газокис¬
лородным пламенем до температуры воспламенения, сго¬
рать в струе кислорода. Ее производят с помощью а нет и
лсиокислородного резака типа У Р. Газокислородная редка
происходит следующим образом: после того как разреза¬
емый металл нагреется подогревательным пламенем до
к'мпературы воспламенения, иа что затрачивается 20 10 с.
подается струя кислорода и металл зажигается: это про¬
исходит с большим выделением тепла. Образующиеся
жидкие оксиды выдуваются на полости реза ст руёй Кио¬
то рода. Газокислородная резка может быть механизиро¬
ванной и выполняться на специальных переносных и ста¬
ционарных газорезательпых машинах с программным
управлением. Следует заметить, что кроме ацетилена в
качестве горючего можно использовать природный газ.
пропан, керосин н бензин. Газокислородная редка высо¬
копроизводительна.Ручную дуговую электрическую резку применяют дтя
грубой резки металлов, например при строительных ра¬
ботах. Она основана па расплавлении металла дугой п
\'далепни его из полости реза под действием силы тяже-
348 Mami'/iuii.iuKi'tir/iitr к телтш/ия конструкционных материалтп и и ланлспня газов дуги. Разновидностью дуговой рел-
км является воздушно-дуговая речка. При этом сиоепГм*
используют графитовые электроды, вдоль оси которых
подается струя сжатого воздуха. Резку производятпосто
янным током. Важно отметить, что электрическую резку
можно производить под водой.В настоящее время широкое распространение получи
ла воздушная автоматическая плазмеппо-дуговая резка на
машинах с программным управлением процессом резки.Пайка металлов. Образование неразъемного соеди¬
нения изделий и деталей с помощью специальных метал¬
лов или сплавов - припоев называют пайкой. При пайке
металлов до плавления доводят только относительно лег¬
коплавкий припой, а температура нагрева паяемых де¬
талей должна быть примерно на 50 -80 “С выше темпе¬
ратуры плавления припоя. Соединение частей основно¬
го металла происходит вследствие взаимной диффузии
между расплавленным припоем п предварительно нагре¬
тым основным металлом. Для успешного хода диффузии
необходима также чистота соединяемых поверхностей.
Для этого их предварительно очищают механическим
путем. В процессе пайки они дополнительно очищаются
с помощью флюсов, которые служат также и для защиты
припоя от окисления кислородом воздуха или пламенем
во время паяния.Средства для нагрева мест пайки следующие: нагретые
паяльники (простые, газовые и электрические), плами
паяльной ламны пли горелки, нагревательная печь,элек¬
тронагрев (пропускание тока или индукционный), погру¬
жение и расплавленный припой пли в соляную ванну.В зависимости от температуры плавления припоя раз¬
личают пайку мягкими и твердыми припоями.К мягким припоям относятся такие, температура плав¬
ления которых не превышает 400 '’С, а механические свой-
I tuna 11. Свпрнп, рп.иш и пайки349• iiia, как правило, довольно низкие(о( до70 МПа); поэто¬
му спаянную деталь по следует подвергать механическим
нагрузкам. 13 качестве мягких припоев применяют сплавы
иткоплавких металлов: свинца, олова, висмута, кадмия,
чаще всего свинца п олова. Наиболее легкоплавким спли¬
ном в системе Pb — Sn является эвтектическим, содержа¬
щий 62 % олова и 38 % синица, т. е. приблизительно 1/3
пнища; поэтому в производстве оп получил название трет¬
ий ка, а его стандартное обозначение ПОС-61 (припой оло-
няшю-евпнцовый, 61 % Sn). На практике находят приме¬
нение припои ПОС-90, ПОС-50, IЮС-30, ПОС-40, зас¬
тывающие в интервале температур 250 180 С. Кроме
оловянно-свинцовых мягких припоев при меня ют оловян¬
но-цинковые ирппои: 110Ц-90, ПОЦ-70, ГЮЦ-60 и
1ЮЦ-40, из которых припой ПОЦ-90 является эвтекти¬
ческим с температурой застывания около 200 °С.В качестве флюсов при пайке применяют' канифоль, хло¬
ристый цинк или смесь его с хлористым аммонием и др.К т вердым припоям относят такие, температура плав¬
ления которых 600 1083 °С, а прочность спин высокая
(<7 =400-500 МПа). К этим нрнноям относят чистую медь
и сплавы меди с цинком и серебром. Наиболее чагго при¬
меняют медно-цинковые припои марок 11МЦ-42,11М Ц-47,
11МЦ-52, которые содержат соответственно 42. 17 и 52 %
меди и застывают в интервале температур 890 ИЗО Ч".При пайке изделий особо ответственного назначения
применяют мсдио-сорсбряные и pi и юн. такие, как I К'р-10,
НСр-25, Г1Ср-72, содержащие соответственно 10. 25 и
72 % серебра (остальное медь и циик). В качестве флю¬
сов используют буру, борную кислоту и их смеси, хлори¬
стый цинк и др. Пайке поддаются все чллеродпстыс и
легированные стали, в том числе инструментальные и
коррозионно-стойкие, твердые сплавы, серые и ковкие
чугуны, большинство цветных металлов п сплавов, а так¬
350 Мате/пнионШеннс и технология конструкционных мапщшилтже металлов с неметаллическими материалами. Если пай¬
ка производится в нейтральной, восстановительной или
защитной атмосфере в специальных печах или в вакуу¬
ме, то можно обойтись без применения флюсов.Пайка алюминия с применением ультразвука. Для
этого вида пайки применяют специальный ультразвуки*
вой паяльник, который присоединяется к высокочастот
пому генератору, вследствие чего в паяльнике подведен -
пое высокочастотное магнитное поле преобразуется и
механическую вибрацию паяльника. Части, подлежащие
соединению пайкой, нагреваются до температуры план-
лепмя припоя. Далее на них паяльником наносится оло¬
вянный припой. Вследствие вибрации паяльника высо¬
кой частоты (20 ООО Гц) происходит отрыв пленки окси¬
дов от поверхности, подлежащей пайке, которая в виде
мелких кусочков всплывает па поверхность припоя; ол
повременно происходит облуженне спаиваемых поверх
постен, предохраняющее нх от окисления. Далее произ¬
водят пайку.
Глава 12
ОБРАБОТКА РЕЗАНИЕМКак было показано в предыдущих главах, прогресс в
областях литейного производства, обработки металлов
давлением и сварочных процессов позволяет получать
п ими методами все более точные детали и заготовки для
инх. Однако несмотря на все возрастающее внедрение в
машиностроение методов получения точных заготовок,
приближающихся по своим формам и размерам к формам
и размерам готовых деталей, обработка металлов резани¬
ем в настоящее время является и еще, по-видимому, до¬
статочно долгое время будет оставаться основным мето¬
дом окончательной обработки деталей. Объясняется это
к первую очередь тем, что интенсификация технологичес¬
ких процессов во всех областях промышленности требу¬
ет изготовления все более точных и обработанных с ма¬
лой шероховатостью поверхностен деталей машин, а точ¬
ные детали могут быть в основном получены обработкой
м едал л о в реза и и с м.12.1. Основы резания металловОбработка металлов резанием предназначена для нри-
цшия деталям заданных форм и размеров с необходимой
степенью точности, а также правильного взаимного рас¬
положения и требуемой шероховатости их поверхностей.
До начала обработки резанием будущую деталь принято
называть заготовкой, в процессе обрабо тки :>ту заготовку
называют обрабатываемой деталью, но окончании всех
352 Matti'-tuitLiQH' iinmr и пкмкчи/пя конструкционныхматсршштможет быть передана ни сборку изделия. Слои метал ли,
которым необходимо удалить с заготовки для получений
детали п окончательно обработанном виде, называют при¬
пуском на обработку. Для сокращения расхода металла И
за срат на механическую обработку припуск должен быть
минимальным, но достаточным для осуществления наи¬
более экономичного технологического процесса. Удаче
инее заготовки припуска ручным способом называются
сариий обработкой, а снятие припуска па станках — ме¬
ханической обработкой.Движения исполнительных органов металлорежущих
станков делятся на рабочие и вспомогательные. Рабочи¬
ми называют движения, при которых с заготовки снима¬
ется стружка. При вспомогательных движениях с заготов¬
ки стружки не снимается. К рабочим движениям относятся
I лавное движение резания, движение подачи и касательное
движение. Главное движениерешния D — это прямолиней¬
ное поступательное пли вращательное движение заготов¬
ки или режущего инструмента, происходящее с наиболь¬
шей скоростью в процессе резания. Движение подачи D -
прямолинейное поступательное или вращательное дви*
жение режущего инструмента пли заготовки, скорости
которого меньше скорости главного движения резания
предназначенное для т ого, чтобы распространить отделе¬
ние слоя ма гериалн на всю обрабатываемую поверхность.
Например, нри точении главное движение резания явля¬
ется вращательным м сообщается заготовке, а инструмен¬
ту (резцу) сообщается прямолинейное поступательное
движение подачи. Касательное движение - прямолиней¬
ное поступательное пли вращательное движение режуще¬
го инструмента, скорост ь которого меньше скорости глав¬
ного движения резания и направлена но касательной к
режущей кромке, предназначенное для того, чтобы сме¬
нять контактирующие с заготовкой участки режущей
I кит 12. ()n/>fti>uriih(/ ре,иншсм353кромки. Суммарное движение режущего инструмента
относительно заготовки, включающее главное движение
резания, движение подачи и касательное движение, назы¬
вается результирующим движением резания.Применяют следующие основные виды обработки
резанием: точение, сверление, фрезерование, строгание,
протягивание, шлифование. Каждый из.тгих видов вклю¬
чает ряд подвидов. Например, при обработке отверстии
кроме сверления при необходимое i и используют зеике-
ровапие, развертывание и зенкование.Поверхности обрабатываемой детали. При любом
методе механической обработки, детали различают три
основных вида поверхностей.Обрабатываемая поверхность 1 (рис. 12.2) - это по¬
верхность заготовки, которая частично или полностью
удаляется при обработке. Обработанная поверхность III
определяется как поверхность, образованная на заготов¬
ке в результате обработки. Поверхность11 - это
поверхность, образуемая режущей кромкой инструмен-
ia в результирующем движении резания. Поверхность
резания существует только в процессе резания, но в не¬
которых случаях, например при фасонном точении, оста¬
ется п по окончании обрабо тки, превращаясь в обрабо тан¬
ную поверхность.Геометрия режущею инструмента. Принцип работы
чобого режущего инструмента основан па действии кли¬
па. Наиболее наглядно можно рассмотреть элементы и
геометрию режущего инструмента на примере токарно¬
го резца (рис 12.1). Последний состоит из рабочей части11, которая принимает непосредственное участие в отде¬
лении срезаемого слоя металла, и крепежной части 1, с
помощью которой производится закрепление резца в
резцедержателе. Основными элементами рабочей части
резца являются: передняя поверхность 1, но которой схо-
354 Матсршиатчкинс ч ттшлших конструкционных матерн/штлит стружка, главная лад
имя поверхность 3, обрн*
щепная к поверхности ре*
лапия. вспомогательная
лалняя поверхность 5, об
ращенная к обработанной
поверхности, главная ре¬
жущая кромка 2, являю*
щаяся пересечением пе¬
редней и главной ладней
Рис. 12.1. Части и элементы noBcps,locl.ciii в(:помога.токарного ре.ща г' ' тельная кромка и, являю*щаяся пересечением передней и вспомогательной ладней по¬
верхностей, и вершипа4,образованная пересечением кромок.Для определения углов режущей части инструмента
установлены координатные плоскости в соответствую*
щей системе координат. Рассмотрим статическую систе¬
му координат. Эго прямоугольная система координате
началом в рассматриваемой точке режущей кромки, ори¬
ентированная относительно направления главного дви¬
жения релаипя.Статическая система координат определяет следую¬
щие координатные плоскости (рис. 12.2). Статическом
основная плоскость И проводится через рассматривае¬
мую точку режущей кромки перпендикулярно направле¬
нию скорости главного движения резания. Статическая
плоскость резания Р - плоскост ь, касат ельная к режу¬
щей кромке в рассматриваемой точке п перпендикуляр*
пая статической основной плоскости. Статическая глав¬
ная секущая плоскость Ри перпендикулярна линии пере¬
сечения статической основной плоскости п плоскости
резания. Рабочая плоскость Я - плоскость, в которой
расположены направления скоростей главного движения
резания н движения подачи.
I шва 12. Обработка резанием355Рис. 122. КоорОииатиыг плоскости:1— статическая плоскость резания Р , 2 - рабочая
иное кость Р, 3 - статическая павиан секущая пчоскостъ Р ,
4 - плоскость, параллельная статической основной
плоскости Р ; 1 обрабатываемая поверхность,11 - поверхность резания, 111 обработанная поверхность.Углы режущей части инструмента. Углы резца опре¬
деляются следующим on разом (рис 12.3).Главные углы измеряются и статической главной се¬
кущей плоскости Ри. К ним относятся: статический глав¬
ный задний угол, статический главный угол заострения,
ста тический главный передний угол. Статическим глав¬
ным зпдпим углом IX называют угол между задней поверх¬
ностью лезвия и статической плоскостью резания Р .• игЭтот угол необходим для уменьшения трения между об¬
рабатываемой деталью и резцом. Угол а =6-12°. Стати¬
ческим главным передним углом у( пазы вается угод между
передней поверхностью лезвия и статической основной
плоскостью Л . Значение угла колеблется от +25 до -10\
356 Mrini('t>U(UonMiriii«‘ и технологии конструкционныхматсршишСтатическим главным углом заострения [i называют у mm
между передней и задней поверхностями лезвия.В статической плоскости резания Рт (вид К) измерн
ется статический угол наклона кромки представляю
|цпй собой угол между режущем') кромкой н статической
основном плоскостью Р .VCРис 12.3. Геометрические параметры токарного ре:щаУглы в плане рассматриваются в статической основ¬
ной плоскости Ри (вид В). Статическим углом в плане фг
называют угол между статической плоскостью резания и
рабочей плоскостью. В зависимости от условий обработ¬
ки угол ф. принимается от 30 до 90°.Все определення углов лезвия инструмента даются от
воображаемых исходных плоскостей, которые могут быть
представлены только в процессе резания после установки
инструмента относительно обрабатываемой детали. В за-
I кша 12. Обработка pp.iaunrxi357ннсимости от установки режущего инструмента эти углы
нвменяют свое числовое значение. Поскольку исходные
плоскости являются воображаемыми, го прямыми мето¬
дами измерения определить углы инструмента в процессе
резания невозможно, а косвенными методами - очень
гложпо. В то же время при изготовлении режущего инстру¬
мента последнему необходимо иридатьонределеппую гео¬
метрическую форму с оптимальными умами для данного
конкретного случая резания. Поэтому при изготовлении
н заточке режущего инструмента используют не статичес¬
кую, а инструментальную систему координат, которая
имеет начало в вершине лезвия и ориентирована относи¬
тельно геометрических элементов режущего инструмента,
принят ых за базу. При этом определяются ипструмептачь-
ные углы, соответствующие рассмотренным выше стати¬
ческим углам. Инструментальные углы, характеризующие
инструмент как изолированное геометрическое тело, оста¬
ются неизменными независимо от установки инструмен¬
та н параметров процесса резания.Помимо статической и инструментальной использу¬
ется также кинематическая система координат. Она, в
оч’лмчие от статической, ориентирована относительно
направления резульч'ирующето движения резания, а пе
главного движения. Поэтому она учитывает изменение
углов лезвия инструмента в процессе резания за счет осо¬
бенностей относительных движений инструмента и об¬
рабатываемо и за г< >то в к и.Процесс образования стружки. Основоположником
пауки о резании металлов является проф. И. Л. Тиме. Он
показал, что процесс образования стружки происходит по
элементам (рис. 12.4). Резей при своем движении дефор¬
мирует в определенной зоне находящийся перед ним ме¬
талл. При этом в срезаемом слое металла создается опре¬
деленное напряжен нос состояние. Когда напряжение пре-
358 MmiicputLioHrtiriiuf и mc.vm.ннин кшкт/ч/кципипыл мшпер'кшмвышаст силу внутреннего сцеп¬
ления частиц металла, происхо¬
дит- сдвиг'элемента стружки. При
дальнейшем движении резца
таким же образом отделяются
Рис. 12.4. Схема процесса «торой и последующие элемеп-
обра.ювання стрцжкн ты стружки.Плоскость, по которой про¬
исходит скалывание отдельных элементов сгружки, при¬
нято называть плоскостью скалывания, а угол между плос¬
костью скатывания п направлением скорости резапия -
умом скалывания \|/. Установлено, что угол скалывания
для вязких металлов почти не зависит от геометрии рез¬
ца и обычно составляет 30-35".В зависимости от силы сцепления отдельных элемен¬
тов различают три вида стружки: сливную, скатывания
и надлома. Вязкие металлы (мягкая сталь, медь, алюми¬
нии и т. п.) образуют сливные стружки, которые сходят в
виде непрерывной .тенты, завивающейся в спираль. От¬
дельные элементы этой стружки довольно прочно связа¬
ны друг с другом. При обработке менее вязких металлов
(стати повышенной твердости, некоторые марки латуни
и т. н.) образуется стружка скалывания. Элементы этой
стружки имеют менее прочную связь, поэтому стружка
после образования нескольких завитков обычно отла¬
мывается под действием собственного веса или других
внешних сил. Ст ружка надлома получается при обработ¬
ке хрупких металлов (чугун, бронза) и неметаллических
материалов (мрамор, стекло, камень и т. д.). Связь меж¬
ду отдельными элементами стружки надлома настолько
слаба, что последняя представляет собой совокупность
отдельных частиц неправильной формы.Силы резания. Дли отделения стружки режущий инст¬
румент должен преодолеть силы сопротивления метатла
I тип 12. Обработка резанием359резанию, которые зависят от усилий, возникающих при де¬
формировании и отделении срезаемою слоя, и от сил тре¬
ния стружки о переднюю поверхность обрабатываемой
Iстали и о заднюю поверхность режущего инструмента.Равнодействующую всех сил, действующих на режу¬
щий инструмент при обработке резанием, называют си¬
лой резания Р.Сила резания зависит от многих факторов. Так, с уве¬
личением твердости, прочности и вязкости обрабатывае¬
мого материала возрастает и сила резания, а в зависимости
от тина применяемых смазочно-охлаждающих жидкостей
сила резания уменьшается от 3 до 25 % по сравнению с
работой всухую. Знание сил резания необходимо для рас¬
четов на жесткость п прочность инструментов, приспособ¬
лений и станков, а также для определения потребляемой
мощности па резание. Для облегчения расче тов и удобстваэкспериментального оп¬
ределения силы резания
последнюю принято рас¬
кладывать па три состав¬
ляющие (рис. 12.5). Ка¬
сательная составля ющая
силы резания Pz действу¬
ет в направлениискорое-
Рис. 12.5. Силы, действующие ти главного вращательного
па резец в процессе резания движения резания в вер¬
шине лезвия. Осевая со¬
ставляющая силы резания Рх действует нараллельпо осп
главного вращательного движения резания. Радиальная со¬
ставляющая силы резания Ру направлена но р; и нусу глав¬
ного »paiнательного движения резания в вершине лезвия.Режим резания. Понятие режим резания включает
совокупность значений скорости резания, подачи и глу¬
бины резания.
360 Slimii pntuoeedi'nuv и тгхшип/ия ктструщпшиыл ишпе/шаншСкоростью главного движении резании (скоростью f№-
линии) называется линейная скорость рассматриваемой
точки режущей кромки или заготовки и главном движе¬
нии резания. Если главным движением резания являет¬
ся вращательное движение, то для гочек поверхности
резания, находящихся на различных расстояниях от оси
вращения, скорости резания также различны. Чем выше
скорость резания, гем больше выделяется тепла в едини¬
цу времени и тем быстрее изнашивается лезвие инстру¬
мента. В каком бы мес те лезвие инструмента не затупи¬
лось, приходится производить заточку всей режущей ча¬
сти инструмента, поэтому нее расчеты нужно вести исходи
из максимального значения скорости резания или данно¬
го случая обработки. Поэтому скорость резания будет
определится скоростью наиболее удаленной от оси вра¬
щения точки режущей кромки. Для станков с вращатель¬
ным главным движением скорость резан ни (м/мпи)V=jcDn/1000,где D — максимальный диаметр поверхности резания,
мм; п— частота вращения, об/мпн.Подачей S называют отношение расстояния, пройден¬
ного рассматриваемой точкой режущей кромки пли заго¬
товки вдоль траектории этой почки в движении подачи, к
соотве тствующему числу циклов или определенных долей
цикла другого движения во время резания или к числу
определенных долей цикла этого другого движения. Под
циклом движения понимается полный оборот, ход или
двойной ход режущего инструмента или заготовки. Долей
цикла является часть оборота, соответствующая угловому
шагу зубьев режущего инструмента. Подходом понимают
движение и одну сторону при возиратно-постуиательпом
движении. При точении, сверлении, фрезеровании и шли¬
фовании используется понятие подачи на оборот S . кото¬
рая имеет размерность мм /об. При строга и пи подача оп¬
ределяется на ход резца S.. При шлифовании подача мо-
I шин I'J. ()5ра(ютка резанием361лет указыпаться на ход или двойном код S,N инструмента.
Ирм фрезеровании может определяться подача па зуб
S = S/Z, где Z - число зубьев инструмента.Глубиной резании t называется расстояние между об¬
рабатываемом и обработанной поверхностями, намерен¬
ное перпендикулярно к последней. Например при точе¬
нии глубина резания определяется какt=(D (1)/2,где D — диаметр обрабатываемой поверхности, d —
диаметр обработанной поверхности.Мощность резания. Зная скорость резания V (м/мин)
н касательную составляющую силы резаппя Ру (кН),
эффективную мощность М.ДкВг), затрачиваемую на ре¬
зание, с достаточной для практики точностью можно оп¬
ределить по формуле:N =Р V/G0.J / ГПри этом не учитываются осевая и радиальная состав¬
ляющие силы резания, поскольку они малы но сравнению
с Рг. Для того чтобы узнать, какая мощность (кВт)
затрачивается электродвигателем для осуществления
процесса резания, необходимо учесть коэффициент q
полезного действия станка:N.rNVn-Выбор режимов резания. Для каждого случая обра¬
ботки существуют свои оптимальные режимы резаиия,
которые зависят прежде всего от материала обрабатыва¬
емой детали, а также материала инструмента, его геомет¬
рии, особенностей станка, от требований к точности и ка¬
честву поверхности обрабатываемой детали. В зависимо¬
сти от материала детали выбирае тся и инструментальный
материал. Существуют эмпирические формулы для рас¬
чета режимов резания.Но практически режимы резания
определяются по таблицам, приведенным в соответству¬
ющих справочниках.
362 Манщшаловедениг и технология конструкционных мапщтаттВыбор режимов резания производят в такой поел ело
вателыюстп: сначала в зависимости от припуска на об
работку, а также прочности и жесткости станка, приспособ
лепия, инструмента и детали задаются глубиной резания I.
Затем в соответствии с заданной шероховатостью обра¬
ботанной поверхности по соответствующим таблицам
выбирают величину подачи S. Далее находят в справочни¬
ке таблицу, наиболее подходящую для заданного случая
резания, п для полученных значений t и S определяют V |м,
Рг и Л\ В табл. 12.1 в качестве примера приведены данные
для определения параметров резания при продольном
обтачивании деталей из стали с пределом прочности аи -
750 МПа резцом с пластинкой из твердого сплава T15KG.
Например, для t= 4 мм и S = 0,3 мм/об имеем: Р =3130 Н,
Уот = 169 м/ммп и jV = 8,8 кВт. Если таблица не полно¬
стью соответствует заданным условиям резания, то полу¬
ченные результаты умножают на поправочные коэффи¬
циенты, которые приводятся в этих же справочниках.Время обработки. Производительность труда на ме
таллорежущнх станках определяется числом деталей, из¬
готовляемых в течение смены, или штучным временем,
т. е. временем, затрачиваемым на обработку одной дета¬
ли. Штучное время Тт (мпп) определяется по формуле:Т =Т +Т +Т , +Т ,ill I о (I one I пгде - основное технологическое (машинное) время,
мпп; Т - вспомогательное время, мин; Т, — время об-н ' огч I *служпвання рабочего места, мип; Т - время перерывов,
расходуемое па отдых и естественные надобности, мин.Машинным (основным) временем Г называется вре¬
мя. непосредственно затрачиваемое на процесс резания.
Это время (мин) прямо пропорционально расчетной дли¬
не L перемещения инструмента п числу проходов / и об¬
ратно пропорционально величине подачи S и числу обо¬
ротов п в минуту, т. е.^ ‘ Т =Li / Sn<i '
I шва VI. Обработка рпашн'М363Таблица 12 1Параметры резания для наружного продольного точения
(горячекатаные конструкционные углеродистые
и легированные стали, ои=750 МПа;
резцы с пластинкой из твердого сплава Т15К6)Глубина
резания t. ммПараметрырезанияПодача S. мм /об0.10.150.20.250,30.40.50,60.71.01.0VotlTр,N-,2703401.52474601,92345802.22236702.42167802.81.5VnOfр*N,2485102,12316802.62168503.120610003.4200
1170
3.918014304.32.0v„„.VtNj2209503,320711403,919813304,419115704.917119105.415822806,014925906,43.0Vonrp,N,19217205.518320006.017723506.915928607.514634008.213838808,913243809.6117
5720
11.14.0Von,p,N.17626607.7169
3130
8.815238209,6141455010,6132518011.3125585012,1112763014,06.0V»,Р,N,141572013.31306SI014.6121778015.5115876016,7103
11450
19.6
364 Xlmnepua.iwcOmup и тр.шкт/ия штнрцщитшш Mttmrpun itm12.2. Классификация и нумерация
металлорежущих станковКлассификация. В соответствии с принятой класс и
фпкацнеГ! металлорежущие станки разделяют па группы но
характеру выполняемых работ п виду применяемых режу
тих инструментов .Группы подразделяют па типы и типо¬
размеры. Деление станков па типы проводят до различным
признакам, основными из которых являются: технологичес¬
кое назначение станка: расположение главных рабочих ор¬
ганов в пространстве; число главных рабочих органов стан¬
ка; степень автоматизации; конструктивные особенности.
Кроме того, металлорежущие станки классифицируют по
степени специализации на универсальные, специализиро¬
ванные и специальные; по массе и размерам — па обычные,
крупные, тяжелые и уникальные; поточности - па станки
нормальной точности, повышенной точности и прецизион¬
ные.Нумерация. В России принята единая система услов¬
ных обозначений станков, основанная на присвоении
каждой модели станка шифра (номера). Все станки деля г
на 10 групп, каждая группа подразделяется на 10 типов и
каждый лип - па 10 типоразмеров. Номер, присваивае¬
мый каждой модели станка, может состоять из трех или
четырех цифр и букв. Первая цифра номера показывает
группу, к которой относится данный станок. Вторая циф¬
ра указывает на тип стайка в данной группе, третья или
третья п четвертая цифры совместно обозначают услов¬
ный размер станка. Для того чтобы обозначить конструк¬
тивное исполнение станков одного и того же размера, по
с различными техническими характеристиками, между
цифрами вводи гея буква. Буквы, расположенные в коп¬
не номера, означаюг выпуск станков различных модифи¬
каций одной и той же базовой модели.
I men 1'J. Оо/ни'ншжа pr.iaiinc \i36512.3. Обработка на токарных станкахРаботы, выполняемые па токарных станках. Токар¬
ные станки являются наиболее универсальными из всех
видов металлорежущего оборудования. На ннх можно
производить разнообразные работы: обтачивать, раста¬
чивать цилиндрические (рис. 12.6, а и б), конические и
фасонные поверхности вращения, подрезать торцы (рис.
12.6, в) п соответственно обрабатывать плоскости, проре¬
зать канавки, нарезать резцом крепежные и ходовые резь¬
бы любого профиля. Кроме того, па токарных станках с
помощью инструментов, устанавливаемых в ниноли зад¬
ней бабки, можно производить сверление, зеикерованне,
зепковапие и развертывание отверстий, расположенных
соосно со шпинделем станка, а также нарезать внутрен¬
ние и наружные крепежные резьбы с помощью метчиков
и плашек. Точность н шероховатость, достигаемые ни
токарных станках, следующие: при черновой обработке
киалитеты 12 14 п R = 160 80 мкм; при чистовой обра¬
ботке квалитеты 9- 10 и /?7=40 10 мкм; при тонкой чис¬
товой обработке алмазным инструментом квалитеты 6
7 и R =1,25 0,63 мкм.Рис.12.6. Обработка деталей пи токарном станке:
а обтачивание, б растачивание; н подре.ипше шорцевДля основных видовчокарной обработки применяют
различные чипы резцов: проходные, расточные, подрез¬
ные. канавочпые. резьбовые и др.
366 ManirpiHuoiwdtniw и пи-.хнпиннн конструкционных матершштОсновные узлы токарно-вииторезного станка. Токарно-винторезный станок модели 16К20 (рис. 12.7) го
стоит из станины 6. ос нования 8, передней бабки 3 с ко
робкой скоростей, гитары сменных колес /, коробки не
редач 2, фартука 9, суппорта 4, задней бабки 5, при пода
быстрых перемещений 7, органон управления и систем
охлаждения и смазывания.Станина б является основной несущей деталью, на ко¬
торой монтируются все узлы станка; одновременно она
служит для направления перемещения продольных сала¬
зок суппорта и задней бабки вдоль оси станка. Коробка
скоростей служит для изменения частоты вращения шпин¬
деля. У быстроходных токарных станков для уменьшения
вибрации коробка скоростей выполнена в виде отдельно¬
го узла и размещена в передней тумбе совместно с элект¬
родвигателем.Гитара сменных колес 1 служит для передачи враще-
иня от передней бабки к коробке подач п для изменения
передаточного числа этой передачи в целях обеспечения
I кит 12. ()Ofifin'»riK/i367нарезания всех типов резьб. Коробка подач 2 предназна¬
чит для изменения продольных и поперечных подач суп¬
порта. В токарно- винторезном станке с помощью короб¬
ки подач осуществляются также установка нужного шага
при парезаппи резьбы и передача движения либо ходово¬
му винту, либо ходовому ватпку. Первый используется
при нарезании резьбы резцом, второй - для обтачивания.
Фартук 9 служит для размещения разъемной маточной
гайки ходового винта и механизма подач, который пере¬
дает вращение от ходового валика и одновременно пре¬
образует вращательное движение в прямолинейное по¬
ступательное движение суппорта либо в продольном,
либо в поперечном направлении.Суппорт 4 обеспечивает возможность механического
перемещения резца в продольном и поперечном направ¬
лениях и движения его под любым углом коси шпинде¬
ля. Задняя бабка 5 выполняет функцию второй опоры
при обработке длинных деталей в центрах. В то же время
она используется для закрепления и подачи инструмен¬
та при обработке отверстий сверлами, зенкерами, разверт¬
ками и при парезаппи резьбы метчиками и плашками. На
базе :пого станка освоен выпуск токарного станка с
числовым программным управлением (ЧПУ) модели
16К20ФЗ.Прочие типы станков токарной группы. В серийном
производстве широкое применение находят токарно-ре-
вольверпые станки. Многорезцовые токарные станки п
токарные автоматы используются в крупносерийном и
массовом производстве. Карусельные токарные станки
служат для обработки крупных деталей т ипа дисков, у
которых высота не больше одного-двух диаметров. То-
карпо-затыловочиыестанки используются в инструмен¬
тальных цехах для затыловаппя режущих инструментов
типа фрез и метчиков.
368 МптернаяоасОение и техно, ю/ия конструкционны \ матерним*12.4. Обработка на сверлильных
и расточных станкахБольшинство деталей машин и механизмом имени
круглые отнерстия — неточные (крепежные) и точные
(посадочные). Отверстия бываюi сквозными н глухими,
цилиндрическими, коническими и резьбовыми. Особое
место занимают глубокие отверстия, в которых длина п
10 раз и более превышает диаметр. Станки сверлильной
группы предназначены для обработки всех ппюв круг¬
лых отверстий.Работы, выполняемые на сверлильных и расточных
станках. Для получения отверстий по 12-му квалнтету
точности всплошпом материале примени ют онерацнюсвер-
лення. Для обработки отвсрстий диаметром до 50-80 мм нс-
пользуютсниральные сверла, а для изготовления отверстий
больших размеров - пустотелые кольцевые сверла (рис.12.8, а). Шероховатость поверхности соответствует в этом
случае R= 160 - 80 мкм. Отверстия до 7-го квалитета вклю¬
чительно обрабатывают нос.тедовательнотремя инструмен¬
тами: сверлом, зенкером и разверткой (рис. 12.8, б). Для
получения отверстий но 7-му квалнтету диаметром более
15 18 мм в условиях серийного производства применяют
двукратное развертывание, обеспечивая шероховатость по¬
верхности R = 2,5 мк.м. Обработка отверстий под головки
винтов, шурупов и заклепок производится зенкерами или
зенковками cooiветствуклиеп конфигурации. 'Горцы у от¬
верстий обрабатываются цекоькамн (торцовками) (рис.12.8, в). Для обработки сквозных резьбовых oi иерстпн при¬
мем 1Я ют (>ди почп ые удл и иен пые метч 11 к п. Гл у х i ie резьбовые
отверстия обрабатывают последовательно наборами пз двух
П. П1 трех метчиков. Операцию растачивания отверстий про¬
изводят только па расточных папках, сверлильные станки
дли згой работы не приспособлены.
I киш I 'J. Обработка ре ишкем369Рис.12.8. Оработка отверстии па сверлильном станке:
а сверлент:; б — жнкерованне к ратертыварие:
в - торцеваниеРастачиванием можно обработать отвергi ня любых ди¬
аметров от 3- 5 мм и более. Применяя тонкое растачива¬
ние при больших скоростях
резания (150- 3000 м/мин),
небольшой глубине резания
(0,02-0,1 мм) и малой подаче
(0,5 -0,1 мм/об), можно no.iv-
чать отверстия с точностью но
5-му и G-му квалитстам и ше-
роховатостыо поверхности ме¬
нее R =1,25 мкм.ОВертикально-свсрлиль¬
ные станки. Общий вид наи¬
более распространенного уни¬
версального одношпнндело-
ного верти кал ьно-свсрл иль¬
ного станка модели 2HI 18
показан на рис. 12.9 Станок
предназначен работы в ос¬
новных производственных це¬
хах, а также п условиях еди¬
ничного и мелкосерийного
производства в ремонтно-ме¬
ханических и инструментальных цехах. 11а фундаментной
шипе 1 смонтирована колонна 3 коробчатой формы. В ееРис. 12.9.Вертиксиыю-сверлияьпьп)
станок моОпи 2Н1IS
370A ltim(‘)>uatoee<h’iiur и пн'мкпо/ия кот тру к ционпых мшне/чшлшверхней части размещена шпиндельная головка 6, несущая
электродвигатель ) и шпиндель? с инструментом S. На вер¬
тикальных направляющих колонны установлена шпин¬
дельная бабка 4, внутри которой размещен механизм пода¬
чи, осуществляющий вертикальное перемещение шпинде¬
ля. Поднимать и опускать шпиндель можно механически и
с помощью штурвала 2 вручную. Для ус тановки н закреп¬
ления приспособления с обрабатываемыми заготовками
имеется стол 9. Его можно устанавливать па различной
высоте, в зависимости от размеров обраба тываемых деталей.На рис. 12.10 показан общий вид вертнкалыю-свер-
лмлыюго станка с ЧПУ модели 2Р135Ф2. Этот станок
снабжен шестишпппдельной поворотной головкой ре¬
вольверного типа7 и двухкоординатным столом 2, пере¬
мещение которого осуществляется автоматически по за¬
данной программе.Прочие типы станков сверлильной группы. Широкое
распространение имеют радиально-сверлильные станки.
Последние бывают стандартного типа, универсальными
и широкоупиверсальпыми (переносными). Мпогошпин-
дсльпые сверлильные станки также деля г па подтипы:
рядовые, у которых все шпиндели расположены в одни
ряд. колокольные и агрегатные, используемые в крупно¬
серийном, и главным образом в массовом, производстве.Особое место в группе сверлильных станков занима¬
ют расточные станки. Наиболее универсальными из пмх
являются горизонтально-расточные. Алмазно-расточные
станки предназначены для получения отверстий высокой
точности. Координатно-расточные станки служат для
обработки точных п строго взаимосвязанных отверстий.
Отечес твенная промышленность выпускает па базе рас¬
точных станков так называемые обрабатывающие цент¬
ры с ЧПУ, например координатно-расточной станок мо¬
дели 2Д450АФ2
I'ита 12. Обработка /х'.тники371Рис. 12.10. Вертикалыю-сисрлилыгый станок
с револьверной шпиндельной бабкой и с ЧП У модели 2Р135Ф212.5. Обработка на фрезерных станкахХарактер работ, производимых на фрезерных етапках.
весьма разнообразен. Чаще всего их используют для об¬
работки плоскостей, пазов, канавок; :гги с ганки применя¬
ют также для обработки линейных фасонных поверхно¬
стей. Специальные виды фрезерных с ганков приспособ¬
лены для обработки сложных фасонных поверхностей.
372 MtniH'into iixirtlriiitr и техшкт/ня киттрцкцшшпыхматгршштОсновные типы фрез. Слово «фреза» » точном пере¬
воде с французского означает «земляника». ДеСитнитоль-
по. периые фрезы, имевшие подобно напильникам мелкие
насеченные зубья и применявшиеся толькодля (фасонных
работ, напоминали споим внешним видом землянику. В
дальнейшем развитие фрез шло как но линии усовершен¬
ствования их конструкции и профиля зубьев, так и по
линии их специализацииВсе разнообразие типов фрез классифицируют по
различным признакам: но назначению, форме зубьев и
их направлению, конструкции, методу крепления и т. д.
По конструкции фрезы разделяют на цельные, папай*
пые, наборные п со вставными зубьями (фрезерные го¬
ловки). По профилю зубьев различают фрезы с остро¬
конечными и затыловаиными зубьями. По направле¬
нию зубья могут быть прямыми или винтовыми. По
способу крепления фрезы подразделяют па пасадиые,
хвос товые п торцевые. По назначению фрезы разделя¬
ют на следующие основные типы: для обработки плос¬
костей, прорезные, пазовые, угловые, фасонные, зубона¬
резные, резьбовые и специальные. На рис. 12.1 \м пока¬
зана обработка плоскости цилиндрической фрезой, па
рпс. 12.11,о — то же торцевой фрезой и па рис. 12.11 —
обработка канавки двуугловой фрезой.Консольно-фрезерные станки. Этот тип станков яв¬
ляется наиболее распространенным в механических це¬
хах. В зависимости от конструкции консольно-фрезер¬
ные станки именуют вертикальными, горизонтальными,
универсальными н широкоупиверсальпымпKoi 1сол ы ю-фрезер| i ый станок мод ел 116Р82 Г (рис. 12.12)
состоит пз следующих узлов: основания /. которое одновре¬
менно является баком для сбора охлаждающей жидкости:
стапппы 2, на которой смонтированы все узлы станка:
привода с коробкой скоростей шпиндельного узла 5 с
I tana 12. Обработка рс шнчсм373переборным устройством; хобота / с подвесками в и 7,
служащими для по;1держания шпиндельных фрезерных
оправок; консоли 11; поперечных салазок 10; стола 13;
привода подач 12 и маховичков 8 и 9 для ручного переме¬
щения стола соответственно в продольном и поперечном
направлениях.Рис.12.11.Виды фреисровпння;
и — цилиндрической фре.юй;
б - торисной <1>рс,1он;
и - дшр/ю ннюпфрс.юй.Для производства фрезерных работ отечественная
станкостроительная промышленность выпускает также
бесконсольпые, продольные, копированные н специали¬
зированные фрезерные станки.Станкостроительная промышленность выпускает в
настоящее время большое количество фрезерных станков
с ЧПУ, папрпмер станки моделей СЛ-ЧЗФЗ, 654ФЗ и др.
Точность размеров п шероховатость обработанных поверх¬
ностен, полученных фрезерованием, в зависимости от
видов обработки (черновая, иолучпетовая) соответству¬
ют таким же параметрам аналогичных видов токарной
обработки.
374 Матерка и шехно.ю/ия конструкционных мптериалш13 12 11 10Рис. 12.12. Копсолыю-фрезерный станок модели <’>Р82Г12.6. Обработка на строгальных,
долбежных и протяжных станкахСтрогальные н долбежные*сганки применяют носнов¬
ном для гсх же работ, что п фрезерные станки, т. е. для
обработки плоскостей, различного вида пазов п фасон¬
ных линейчатых поверхностен. Особенность этой груп¬
пы станков состоит в том, что движение резания у них
прямолинейное (возвратно-поступателыюе).
Глава 12. Обработка pr;iаиием375Виды работ, выполняемые на строгальных станках,
представлены на рис. 12.13.Строгание горизонтальных, вертикальных и наклон¬
ных плоскостей (рис. 12.13, а) производят проходными
или подрезными резцами с соответствующим направле¬
нном подач п. Разрезные н прорезные работы (рис. 12.13,
б) осуществляют отрезными резцами. При большой глу¬
бине паза во избежание поломки резца его ширину в де¬
лают меньше ширины паза В, а прорезку осущес твляют
ступенчато. Строгание тавровых пазов (рис. 12.13, в) и
пазов тина ласточкин хвост (рис. 12.13, г) осуществляют
пазовыми резцами соответствующей конфигурации. При
строгании закрытых пазов резец во время обратного хода
не откидывается. Строгание фасонных линейчатых по¬
верхностей осуществляется или фасонными резцами, или
галтельным резцом по разметке (рнс. 12.13,д).Рис. 12.13. Виды обработки поверхностей стро/анием:
а — плоскостей; б - канавок;в — тавровых па.юв; / - па.юв
пито ласточкин хвост; <) - фасонных поверхности'/вS,Поперечно-строгальные станки. В станках данного
типа движение резания совершает резец, закрепленный
в суппорте ползуна станка. При обработке горизонталь-
376 Mriiite/tuii.Huu Jemir и тглнолч/ии копстрркцшшныл чти//татинон поверхности движение подачи сообщается столу со
вместо с обрабатываемом деталью, а мрм обработке вер¬
тикальной млм наклонной млоскоетм - суммортуе ре;том.
Общим вид I мдрофицнровапного момеречмо-строгальио-
гс» станка модели 7Н35 показам на рис. 12.11. Станина Н,
внутри которой смонтирован привод движения резания 7
имеет горизонтальные направляющие, но которым пере¬
мещаются ползун 5, и вертикальные направляющие, слу¬
жащие для передвижения траверсы 8. В передней части
ползуна установлен суппорт 7. Стол ^установленной на
нем обрабатываемой деталью перемещается по направля¬
ющим траверсы 8 и поддерживается стопкой 2, установ¬
ленной на основании 1.вРис. 1?. 14. Гидрпфицирппанныи чопергчио-чпрониьныи
станок модели 71:3)Нродолыю-строгальные станки. Этт тп станков
служит для обработки крупногабаритных и тяжелых де¬
талей. Станки бывают одно-, двухстоечпы.мп м кромко-
етрогачьиымн. Наибольшее распространение имеют одно-
ШИП VJ. I )(')jHu'i(4llk<t рс.КШШ'М377н днухстоечные продольио-гтрогальные станки. И этих
'■тапках движение резания сонершаст стол с установлен¬
ной па нем обрабатываемой деталью, а движение подачи
сообщается суппортом с резцами.Долбление. Процесс долбления по существу ничем не
отличается от процесса строгания, по характер долбеж¬
ных работ совершенно иной, чем строгальных. Долблени¬
ем можно обрабатывать глухие (рпс. 12.15, а) и сквозные
фасонные отверстия, внутренние направляющие (рис..
12.15, б), внутренние шпоночные пазы (рис. 12.15, в),
миогошпоиочные (шлицевые) отверстия (рис. 12.15, г) и
матрицы сложной конфигурации.6)Рис. 12.15. Обработка долблением фасонных отверстий:
а - /лихих; б сквозных; в - шпоночных пазов;
г - шлицевых втулокОперация долбления в силу своей малой производи¬
тельности применяется в основном в единичном п мел¬
косерийном производстве. Аналогичные технологичес¬
кие задачи в крупносерийном и массовом производстве
ре11ia ютея протя ги ван псм.Протягивание. Протягивание осуществляется много¬
лезвийным режущим инструментом протяжкой, кото¬
рая представляет собой длинный стержень с режущими
зубьями (рпс. 12.16). Протяжки изготовляют из высоко¬
качественном инструментальной стали. Каждая протяж¬
ка для внутреннего протягивания имеет следующие ос¬
новные части: 1 хвостовую, дли закрепления в ползуне
378 Manifjnttiiixn'O, пне it nirxnuw/m конструкционныхматериалт(evil порте) станка; 2 - направляющую, для направления
протяжки в предварительно просверленное отверстие;
3 -режущую, осуществляющую основную работу реза-
ння; 4 -- калибрующую, для получения окончательных
размеров с ладанными точностью обработки п шерохова¬
тостью поверхности.Рис. 12.16. Обш,ии вид протяжек для обработки:
а - квадратною отверстия; б - шпоночного пала во втулке12.7. Обрабатываемость материалов
резаниемОбрабатываемость конструкционных материалов реза¬
нием относится к их технологическим свойствам и харак¬
теризует степень сложности их механической обработки
режущими инструментами. Обрабатываемость — комп¬
лексное свойство, характеризующее сопротивляемость
материала деформированию и разрушению в процессе
резания, возможность достижения требуемого качества
поверхности, склонность обрабатываемого материала к
образованию нароста на инструменте, теплоотдачу и теп¬
лопроводность материала, влияние свойств материала на
износостойкость инструмента, затраты энергии на обра¬
ботку единицы массы материала, производительность и
экономичность обработки данного материала и др.
Гuiea 1'2. Обработки ргшиием379Обрабатываемость копггрукшюнных материалов оце¬
нивается ну гем сравнения с обрабатываемостью эталон¬
ного материала, в качестве которого примята сталь 15.
Она является материалом средней обрабатываемости и
коэффициент обрабатываемости К для неё принят за
единицу. К дегкообрабатывасмым материалам (К < I)
относят латуни, бронзы, мягкие чугуны (НВ 140...160).
Средней обрабатываемостью (К, =1) обладают углероди¬
стые и низколегированные стили, силумины, чугупы сред¬
ней твердости (НВ 160...180). Обрабатываемостью ниже
средней (К(1 >1) характеризуются высоколегированные
стали мартеиситного, мартеисито-феррнтиого, аустеп ито-
мартенситного класса, твердые чугуны (НВ 180...220).
К труднообрабатываемым материалам (К » I) относят
высоколегированные стали аустенитпого класса, жаро¬
стойкие. кислотостойкие стати, никелевые и тугоплавкие
сплавы, композиционные материалы, твердые сплавы,
керметы и минералы (рубин, сапфир, кремний н др.).Обрабатываемость материалов связана с их механи¬
ческими свойствами, прежде всего с прочнос тью, т вердо¬
стью и вязкостью. Она ухудшается с уменьшением вели¬
чины зерна, увеличением содержания в структуре неме¬
таллических включений и упрочняющих фаз (карбидов,
нитридов,силикатов,алюминатов, пластинчатою графи¬
та в чугуне), легирующих элементов (никеля, хрома).
Обрабатываемость резанием улучшается путем предва¬
рительной термической обработки заготовок (отжш, нор¬
мализация), применения инструмента из твердых спла¬
вов и сверхтвердых материалов, нспользовапнесмазыва-
юще-охлаждаюших жидкостей, оптимизации режимов
резания и геометрии режущего инструмента. Обрабаты¬
ваемость также улучшается нрн снижении темпера туры
плавления сплавов, уменьшении коэффициента трепня
материалов заготовки н инструмента, легировании обра¬
380 Маше/шаюшчк'пиг и техшио/ия конструкционных мшпсриа.юнбатываемого материала некоторыми элементами. Так,
легирование сталей серой, селеном, свинцом облегчает
процесс резания и широко применяется в автоматных
сталях (см. раздел 3.5).12.8. Обработка на шлифовальных
и отделочных станкахПроцесс шлифования. В процессе шлифования в ка¬
честве режущего инструмента используют абразивные
круги.Шлифовальный круг состоит из большого количества
острых и твердых абразивных зерен, связанных между
собой специальной массой - связкой. Шлифовальный
круг можно рассматривать как фрезу с очень большим
числом мелких зубьев. Действительно, в процессе шли¬
фования каждое зерно, находящееся на периферии кру¬
га, работает как зуб фрезы, снимая стружки переменного
сечения. Особенностями шлифовального круга по срав¬
нению с другими режущими инструментами являются с
одной с тороны очень высокая твердость зубьев (зерен),
а с другой способность кругов к самозатачиванию, кото¬
рое происходит благодаря тому, что за тупившиеся зерна на
поверхности круга выкрашиваются и в работу вступают
новые острые зерна. Благодари высокой твердости абразив¬
ных зерен шлифованием можно обрабатывать материалы
любой твердости, включая твердые сплавы и неметалличе¬
ские материалы, такие как стекло, мрамор, камень.Возможность работы при шлифовании с малыми глу¬
бинами порядка 1 2 мкм н соответственно с малыми си¬
лами резапия позволяет ;>шм методом легко достигать
точности 6-го квалптета. Шлифование обеспечивает ше¬
роховатое! ь обработанной поверхности R =0.32 0,16 мкм.
В соответствии с этими особенностями процесс шлифова-
I шва 12. Обработка fir.taitiirM381пня применяют для окончательной обработки высокоточ¬
ных детален, обработ1Ш детален, к которым предъявляются
высокие требования в отношении качества поверхности,
обработки детачей после закачки, а в некоторых случаях
п для черновых операции при работе по твердой корке. На
шлифовальных станках могут быть обработаны все виды
наружных и внутренних поверхностен — цилиндрические,
конические, торцевые, фасонные п вин товые.Абразивные инструменты. К абразивным инструмен¬
там относят шлифовальные круги, бруски, сегменты,
шлифовальные головки, шкурки, порошки и насты. Важ¬
нейшим абразивным инструментом являются шлифо¬
вальные круги. Их различают по абразивным материалам,
связке, зернистости, твердости, структуре и форме.Абразивами называют неметаллические вещества, ко¬
торые применяют для обработки конструкционных мате¬
риалов. Они обладают твердостью и имеют достаточно
острые режущие грани. Используемые в технике абразив¬
ные материалы подразделяют на природные (алмаз, ко¬
рунд, кварц) н искусственные (синтетические алмазы,
электрокоруид, карбид кремния).Характеризуются абразивные материалы зернисто¬
стью, твердостью, механической прочностью, абразив¬
ной способностью. По ГОСТ 3647-80 абразивные ма¬
териалы подразделяют на четыре группы: шлнфзерно,
шлнфпорошки, микропорошки и топкие мпкропорош-
ки. Материалы каждой группы различаются по номе¬
рам зернистости. Зернистость абразивных шлифзерна
н шлифпорошков указывают в сотых долях миллимет¬
ра, а мпкропорошков в микрометрах. По крупности
абразивные материалы указанных групп разделяются
па 28 номеров: шлпфзерпо 200, 160, 126, 100.80,63,
50,40,32,25,20, 16; шлнфпорошки 12, 10,8,6,5,4,3;
микропорошкн М63, М50, М40, М2К. М20. М 11: той-
382 Магш.'риаютчЬчшг ч технология кинппрцщионпых материаловкие микропорошки -- М10, М7, М5. Минералогическая
твердость абразивов обозначается номерами поспецп*
алыюй шкале, в которой твердость алмаза принята за
10; твердость наждака составляет 7, корунда - 9, кар¬
бида кремния - 9,5 и карбида бора — 9,75.Связка служит для связывания шлифующих зерен
в монолит и удержания зерен в абразивном инстру¬
менте. Она должна прочно удерживать зерна в круге,
по при этом обеспечивать выкрашивание затупивших¬
ся зерен, иначе круг затупится (засалится). Следова¬
тельно, связка обеспечивает одновременно прочность
п самозатачиваемость круга. Различают связки двух
видов: неорганические и органические.Неорганическая связка бывает керамической, магне¬
зиальной и силикатной. Керамическую связку (К) по¬
лучают из глины, полевого шпата и талька. Она достаточ¬
но прочна, отличается тепло-, водостойкостью и хими¬
ческой стойкостью. Эта связка обеспечивает высокую
производительность при шлифовании, поэтому она по¬
лучила широкое применение. Окружная скорость кругов
ни керамической связке достигает 50 м/с. Такие круги
применяют для всех видов шлифования, кроме разре¬
зания металла и нрорезания пазов.К органической связке относят: вулкапитовую, баке¬
литовую и шеллаковую. Вулкапитовую связку (В) по¬
ручают из каучука и серы при нагревании пх до темпера¬
туры 150 170'С. К нулкапитовым относится и гак назы¬
ваемая эбонитовая связка, состоящая из 43 % каучука,
30 % серы и примесей. Круги па вулкапитовой связке от¬
личаются высокой упругостью и поэтому изготовляются
толшипоп до 1,5 мм. Бакелитовую связку (Б) получают
из феиолфармальдегпдпых смол при соединении фено¬
ла с формальдегидом. Эта связка менее упруга, чем вул-
капптовая, но дешевле ее.
Г.иша 12. Обработка ргюнием383Зернистость круга соответствует номеру зернистости
шлифзерпа, из которого сделан шлифовальный круг.
Твердость шлифовального круга определяется твердо¬
стью не абразивного материала, а способностью связки
удерживать зерна в круге в процессе работы. Если связ¬
ка очень прочно удерживает зерна, то круг считается
твердым, если связка удерживает зерна слабо - мягким.
Твердость абразивных инструментов обозначают буквам и
и цифрами, например, круги М1, М2, и М3 мягкие; СМ 1
и СМ2 — среднемягкис; С1 и С2 - средние; СТ1. СТ2 и
СТЗ — средиетвердые; Т1 и Т2 — твердые; ВТ1 и ВТ2 -
весьма твердые и ЧТ1, ЧТ2 — чрезвычайно твердые.Структура круга определяется его пористостью. Поры
являются приемниками стружки и составляют до 50%
объема круга. Структура бывает плотной, среднеплотиой
и открытой. Зернистость круга выбирае тся в зависимос ти
от требуемой шероховатости обработанной поверхности.
Чем меньше должна бы ть шероховатость, тем более мел¬
козернистым должен быть шлифовальный крут. Однако
следует помнить, что с уменьшением зернистости круга
падает его производительность.Абразивный инструмент принято маркировать обо¬
значениями, характеризующими абразивный материал,
связку, зерипстость. твердость. Пример маркировки аб¬
разивного круга показан па рис. 12.17,«, а алмазного - па
рис. 12.17, б.Методы шлифования. При круглом шлифовапнп ме¬
тодом продольной подачи (рис. 12.18. а) изделию сообща¬
ется вращение (круговая подача п ), столу совместно с
изделием прямолинейное возвратно-посту нательное
движение вдоль оси изделия (продольная подача S ), а
бабке с шлифовальным кругом радиальная периоди¬
ческая подача St(. При круглом шлифовании методом вре¬
зания (рис. 12.18. п) изделию сообщается круговая, а баб-
384 Мшпериа.шткт/е и технология коигтрущиочиих мптериалшРис. 12.17. Маркировки шлифовальных кругов:
и aupujUHHbix; 6 - аллииныхкс - радиальная подачи. Продольная подача отсутству¬
ет. В зтом случае высота круга b должна быть больше
длины шлифуемою участка /. Преимуществами этого
метода я ил я юте я высокая производительность!! возмож¬
ность шлифовать цилиндрические, конические н фасон¬
ные поверхности вращения. Для этого достаточно при¬
дать шлифовальному кругу соответствующую форму.При глубинном методе шлифования (рис. 12.18, в)
шлифовальным круг, имеющий заборную коническую
часть, cpa.iv устанавливается на всю глубину припуска на
обработку. Радиальная подача при этом методе отсут¬
ствует, а скорость продольной подачи принимается зна¬
чительно меньшей. чем при первом мето де. Метод бесцен¬
трового шлифования (рис. 12.18, г) широко применяют
в условиях крупносерийного и массового производства,
особенно для шлифования гладких валов. Сущпопъэто-
го метода заключается в том, что обрабатываемое изделие
2 устанавливается на опорном ноже -/ между двумя шли¬
фовальными кругами 1 и 3. Шлифующим круг 1 враща¬
ете» с окружной скоростью, равной 25 30 м/с, а ведущий
круг У вращается в том же направлении во много раз мед¬
леннее с окружной скоростью, соответствующей круго¬
вой подаче изделия.
Г шва 12. Обработки рг.шннгмРис. 12.18. МстиОы шлифования цилиндрических
поверхносте й: а — продольной подачи: в - ареэпшш;
и - мупиннин; f бесцентровойКруглошлифовальные станки. Стапкп для наружно¬
го круглого шлифоиаиия бывают стандартными, универ¬
сальными, врезными, бесцситровымп и специализиро¬
ванными. Современный круглошлнфовальпын станок
модел и 3М151 (рис. 12.19) предназначен для обработки
наружных цилиндрических, пологих конических и торце¬
вых поверхностен. Он состоит пз станины 1, стола 2,
шлифовальной бабки 4, бабки привода 3 изделия и зад¬
ней бабки 3. С тол получает от гидропривода 6", встроен-
386 Мнтериа.шани-нш' и технология конструкционных.нптс/шаишнот и станину /, прямолинейное возвратно-поступатель-
пос Д1Н1ЖСНИС. Привод изделия и привод шлифовального
круга осущес твляются от отдельных электродвигателей.
Шлифовальная бабка перемещается в поперечном (ради¬
альном) направлении как механически, так и вручную.
Для шлифования пологих конусов верхняя часть стола
совместно с бабками может поворачиваться на ±10° по
отношению к продольным направляющим станины. Вы¬
пускаются круглошлпфовальпые станки с Ч[ТУ моделей
ЗА151Ф2,314153Ф2 и др.Плоскошлифовальные станки. Такие станки выпус¬
кают с прямоугольным пли круглым столом. Последние
применяют для непрерывного шлифования, обычно в
условиях массового производс тва. Каждый из этих типов
плоскошлифовальных станков в свою очередь подразде¬
ляется па станки, работающие периферией круга, и стан¬
ки. работающие торцом круга.
I. тан Г/. Обработка рентном387Заточные станки. Особую группу шлифовальных
станков представляют заточные станки, которые служат
не для обработки детален, а /имя заточки различных ви¬
дов режущих инструментов. Заточные станки выпуска¬
ют в виде простейших точил, упиверсалыю-заточиых
станков и специализированных заточных станков.Отделочные станки. Одна из тенденций в развитии
современного машиностроения — рос т рабочих нагрузок
на детали машин, увеличение скоростей их движения и
требований к надежности машин. Для решения этих за¬
дач необходимо во многих случаях применять прогрес¬
сивные отделочные (доводочные) операции. Все типы
отделочных станков предназначены для окончательной
обработки деталей в целях достижения высокой точнос¬
ти размеров пли мамой (R~ 0,08 -0,02 мкм) шероховато¬
сти поверхности, а чаще всего для того н другого одновре¬
менно. В зависимости от принципа работы отделочные
станки подразделяют па полировальные, притирочные,
хонпнговальиые и супсрфнпишпые. В последнее время
для улучшения и повышения производительности про¬
цессов хоинпговаиия н суперфтнпппроваиия применяют
наложение электрического тока или ультразвука. Ульт¬
развуковое суперфиниширование абразивными и алмаз¬
ными брусками получило широкое распространение в
производстве подшипников качения.12.9. Автоматизированные
металлорежущие станкиРабота на автоматизированных станках взначпте.п.пой
степени сокращает ручной труд п сводит роль рабочего
только к налаживанию определенных механизмов, конт¬
ролю за их работой и псправлеппюэтпх механизмов в слу¬
чае неполадок. Одним из условии повышения производи-
388 Mfitiii‘i>uai(Mni(‘iiiu’ п тглтичпш ттщн/кщшниых мтпсршиппгелыюсти п металлообработке являетсяувеличение степс-
мн автоматизации станков. Статен с высокой степенью
автоматизации обычно делят на лис группы: автоматы и
полуавтоматы. Автоматы это такие станки, у которых
всс рабочие приемы, за исключением лагрулки .заготовок
на партию деталей и контроля размеров, производятся
автоматически. Полуавтоматами называют станки, у ко¬
торых цикл работы также автоматизирован, по рабочий
должен устанавливать и снимать каждую заготовку и про¬
изводить пуск стайка п кон троль размеров деталей.С помощью специализированных автоматов и полуав¬
томатов получают детали с достаточной точностью, по¬
вышается производительность труда при обработке дета¬
лей одного вида. Их успешно применяют в массовом и
крупносерийном производстве. Но переход на таких стай¬
ках к обработке другой детали, даже иезначительноотли-
чающсйся от предыдущей, связан с изготовлением повой
оснастки и трудоемкой переналадкой станка.Появление и совершенствование станков с числовым
программным управлением (Ч Г1У) открыло широкие воз¬
можности автоматизации серийного производства.
Это имеет громадное значение для повышения эффектив¬
ности и качества труда, так как па заводах с серийным
производством выпускается основная часть всей маши¬
ностроительной продукции. В этом случае быстрый пе¬
реход к изготовлению новых моделей машин возможен
только при наличии гибкого переналаживаемого произ¬
водства. Станки с ЧПУ сочетают широкие возможности
быстрой переналадки с высоким уровнем ав томатизации.
Технологические возможности станков с ЧПУ, их каче¬
ство, надежность п эффективность стремительно возра¬
стают. В настоящее время станкостроительной промыш¬
ленностью налажен выпускмногооперацноппыхстанков
(обрабатывающих центров), которые объединяют по-
Глава 12. Опртютки ри ните \<389нейшне достижения станкостроения, приборострое¬
ния, электроники, вычислительной техники и техноло¬
гии машиностроения.Мио/ооперациониые спшпки отличаются особо высо-
Koii концентрацией операций. На них производят черно¬
вую, получистовую п чистовую обработку сложных кор¬
пусных заготовок, содержащих десятки обрабатываемых
поверхностей, разнообразные технологические переходы:
фрезерование плоскостей,уступов, канавок, окон, колодцев;
сверление: зеикерование; развертывание; растачивание
гладких и ступенчатых отверстий с высокой точностью их
размеров и взаимного расположения. На этих станках в
специальных магазинах предусмотрен большой запас
режущих инструментов (до 50 и более), которые автома¬
тически устанавливаются но ходу технологического про¬
цесса в рабочее положение. Из станков с ЧПУ собирают
гибкие штюмапшчел кислинии (ГЛ11ы), из которых в свою
очередь создают с применением роботов и манипулято¬
ров автоматические цехи и целые автоматические (без¬
людные) заводы.12.10. Понятие о роботах
и манипуляторахОдним из важных средств комплексной автоматиза¬
ции производства и решения па этой основе проблем тру¬
довых ресурсов, улучшения условий груда, повышения
его производительности и улучшения качества продук¬
ции являются промышленные роботы (IIP) и промыш¬
ленные манипуляторы (ИМ).Робототехника это повое комплексное научно-тех¬
ническое направление, возникшее на стыке ряда паук, и
прежде всего механики и кибернетики. Универсальность
роботов даст возможность автоматизировать любые one-
390 M(iiii('i>nri:ioer(h'iiHr п шхшкш/ня кинпщн/кншишыл и/ппе/шатнрации, выполняемые человеком, а быстрота перехода к
выполнению новых операции позволяет сохранить за
автоматизированным с помощью ПР производством tv
гибкость, которую до последнего времени нмелп только
производства, обслуживаемые человеком. Наибольшее
распространение IIP нашли в машиностроении. Однако
не менее широкие перспективы они имеют в горнодобы¬
вающей, металлургической, легкой, нишевой промыш¬
ленности, а также на транспорте п в других отраслях. Все
это вызвало развитие новой подотрасли машинострое¬
ния - роботостроения.В настоящее время начался этап широкого внедрения
ПР и ИМ, которое должно обеспечить значительный эко¬
номический и социальный эффект. Еще большее разви¬
тие робототехники будет осуществляться в дальнейшем,
гак как применение Г1Р создаст возможности:• для осуществления гибкой автоматизации, в том числе
мелкосерийного и единичного производства, с обеспече¬
нием быстрой сменяемости выпускаемой продукции;• упрощения и ускорения процесса автоматизации дей¬
ствующих производств:• высвобождения и более рационального использова¬
ния трудовых ресурсов;• улучшения условий п характера труда:• уменьшения текучести кадров.Как показала практика, при использовании IIР па от¬
дельных операциях одни робот заменяет одного-трех рабо¬
чих, повышает производительность труда па 20 40 ?<■ и оку¬
пается в один три года, давая значи тельную экономию.При групповом комплексном использовании ПРн ИМ
их эффективность резко возрастает производительность
увеличивается в 4 8 раз, появляются принципиально но¬
вые возможности, присущие только комилскспо-автома-
тпзнровапному производству: повышение интенсивности
Iтип I'J. Обработка рч.тнисмн ритмичности, сменности, качества продукции и сокра¬
щение брака.Конструкция консольного передвижного промышлен¬
ного робота модели РВ-50Ф2, предназначенного для за¬
грузки станков токарной группы (1А713МФЛ). приведг-
па на рис. 12.20.На колесном основании 1 робота расположены дпу.ч-
коордппатный крестовый стол 2 и колонна 8. На колон¬
не смонтирована рука 7 со сменными захватами J. На
крестовом столе установлено приспособление У, обес¬
печивающее базирование и установку специальной тары
'/ с упорядоченно расположенными заготовками. Положе¬
ние робота у станка определяется механизмом 10, подвиж¬
ный штырь которого входит взапеилс!шее фиксирующейРис. 12.20. Общий ниО нромыииепио/о робота
модели РВ-5()Ф2
392 Мгпгк'риа.ши'Оепие и нн'хнпю/ия конструкционныхмппч'ршишрейкой 11, установленной рядом г рельсовым путем. Ро¬
бот может перемещаться по рельсовому пут вдоль стан¬
ка к автоматизированному складу 9. Оп имее т пять степе¬
ней свободы (без учета движения захвата п перемещения
по рельсовому пути). Продольное и поперечное перемеще¬
ние крестового стола, а также ход руки робота вдоль сво¬
ей продольной оси осуществляются посредством систе¬
мы ЧПУ; привод этих движений производится отэлект-
рогидравлических шаговых двигателей. Качание руки
вдоль ос и 6, ротация захвата (поворот вокруг продольной
оси руки) и зажим обеспечиваются гидроцилиндрами
посредством цикловой автоматики. Перемещение робо¬
та ио рельсовому пути осуществляется от гидромотора по
сигналам конечных выключателей.Для управления роботом можно использовать любую
из станочных серийных систем ЧПУ с программировани¬
ем трех координат или ЭВМ.
Глава 13
ЭЛЕКТРОФИЗИЧЕСКИЕ
И ЭЛЕКТРОХИМИЧЕСКИЕ СПОСОБЫ
ОБРАБОТКИПо сравнению с обычной обработкой металлов реза¬
нием электрическая обработка имеет ряд преимуществ:
позволяет обрабатывать детали с высокими физико-ме-
ханпчеекпми свойствами, обработка которых обычными
методами затруднена пли совсем невозможна (твердые
сплавы, рубины, алмазы, ферриты, кварц); дает возмож¬
ность обрабатывать самые сложные поверхности (отвер¬
стия с криволинейной осью; глухие отверстия фасонно¬
го профиля), повышать стойкость режущей кромки ин¬
струмента или срок службы деталей.13.1. Электрофизические способыК электрофизическим способам обработки металлов
и сплавов относятся: I) электроискровой; 2) элекгроим-
иульсный; 3) электрокоитактно-дуговой; 4) ультразву¬
ковой; Гу) лучевые. Первые четыре способа обработки,
называемые в ряде случаев электроэрозпопной обработ¬
кой токопроводящих металлов и сплавов, основаны на
явлении местного разрушения материала электродов
под дейст вием пропускаемого между ними импульсно¬
го электрического тока. Разряды (импульсы) тока про¬
исходят непосредственно в зоне обработки, где они пре¬
образуются в тепло, выплавляющее частицы обрабаты¬
ваемого металла.
394 Материаловедение и технология конетрукцпонныл материаловЭлектроискровая обработка. Данный лил обработки
основан пп использовании кратковременных искровых
разрядов возникающих между поверхностями заготовки
и инструмента. При этом обрабатываемая заготовка яв¬
ляется анодом, а инструмент — катодом. Сущность элек¬
троискрового метода состоит в том. что металл заготов¬
ки под действием электрических искровых разрядов раз¬
рушается, т. е. происходит так называемая электрическая
эрозия н благодаря этому выполняется заданная обработ¬
ка. Процесс осуществляется на специальном станке в
баке, заполненном диэлектрической жидкой средой (мае*
ло. керосин), в которой оторвавшиеся от заготовки час¬
тицы охлаждаются и оседают. Продолжительность элек¬
троискровых разрядов составляет 20-200 мкс.Электроискровая обработка получила наиболыне рас¬
пространение для прошивки отверстий любой формы в
труднообрабатываемых материалах, включая твердые, по
токопроводящие сплавы. Тмчипгть размеров п шерохова¬
тость обработанной поверхности зависят от режима обра¬
ботки. При черновой обработке шероховатость /? = 20 мкм,
а нрп чистовой - R = 1,6-0,63 мкм.Элекфоимпульсная обработка. Такой способ также
основан на использовании разрядов, возникающих меж¬
ду поверхностями инструмента и заготовки, но продол¬
жительность разрядов намного дольше 500-10000 мкс.
Заготовка является катодом, а инструмент — анодом.
Происходит плавление малых частиц металла в зоне
электрических разрядов, возникающих между электрода¬
ми. Разряды возбуждаются с номощыо импульсов напря¬
жения, вырабатываемых специальными генераторами,
дающими более продолжительный и мощный дуговой
разряд, чем при электроискровом методе. Наиболее час¬
то электропмпульспый способ применяют нрп трехкоор-
днпатпоп обработке штампов, пресс-форм, турбинных
/ 1Пв<1 lj. ^.П'КШ/Кн/щ.ШЧССКШ' II l.lt'Klll/IUXllMIIUCI KIIt способы.395лопаток, ручьев u валках периодического проката, а так¬
же резцов, фрез п штампов па жаропрочных п твердых
сплавов. Низкочастотная электроимпульспая обработ¬
ка даст грубую поверхность шероховатостью /?, = 40 - 20 мкм,
а при высокочастотной обработке (частота 7-25 кГц)
/2, =20 1,25 мкм.Элсктроконтактно-дуговая обработка. Способ заклю¬
чается в электромеханическом разрушении обрабатывае¬
мого материала преимущественно на воздухе без приме¬
нения электролита. Металл разрушается под воздействи¬
ем электродуговых разрядов при быстром перемещении
инструмента относительно обрабатываемой заготовки. В
качестве инструмента используют быстровращающийся
диск. Этот диск и заготовка соединены с источником пи¬
тания понижающим трансформатором. Электрокоптакт-
ио-дуговую обработку применяют для резки заготовок,
обдирки отливок или слитков, заточки инструмента, плос¬
кого шлифования иди очистки от окалины, обработки
цилиндрических поверхностей твердосплавными резцами,
прошивки отверстий п другой черновой обработки плос¬
ких и криволинейных поверхностей. Процесс производи¬
телен, может в ряде случаев превзойти но производитель¬
ности обычную обработку резанием, по не обеспечивает
высокой точности п малой шероховатости поверхности,
гак как обычно R. = 80 - 40 мкм.Ультразвуковая обработка. Осуществляется с помо¬
щью ультразвуковых колебаний. Ультразвуковыми назы¬
вают механические колебания упругой среды с частотой,
превышающей 20000Гц. Источником колебаний являют¬
ся специальные (магпитострпкцнонные) вибраторы, со¬
общающие ультразвуковые колебания инструменту -
вибратору, опущенному в абразивную суспензию в зоне
обработки. Вибратор наносит удары но зернам абразива
и направляет их па обрабатываемую заготовку. Частицы
396 M(inn'i>ii(u0ni4)f'iiui‘ и tiir.yiHi m/ни шинцп/щшшпыл мате/татиабразива ударяют по ее поверхности, откалывая п выби¬
вая частички материала. В качестве абразива обычно при¬
меняют порошок карбида бора или электрокорупда раз¬
личной зернистости, а для суспспзпн используют воду,
керосин.Инструмент изготовляют из конструкционной стали
марок 40, 45 и 50; по форме и размерам он должен соот¬
ветствовать профилю обрабатываемой поверхности заго¬
товки. Ультразвуковую обработку применяют для про¬
шивания отверстий, долбления полостей н других видов
обработки заготовок из твердых н хрупких металлов:
стекла, твердых сплавов, закаленных сталей, кварца, гер¬
мания, рубина, мииералокерамикн.Светолучевая обработка. Практически любой мате¬
риал можно обработать таким способом с помощью оп¬
тических квантовых генераторов, называемых леиерами.
Лазером осуществляются разрезка металла, получение
очень малых отвергши и выполнение других видов раз¬
мерной обработки. Лазеры работают в пмпульспом режи¬
ме с частотой до 1 кГц и сосредоточением луча в пучок
диаметром до0,01мм при длительности импульса, равной
тысячным долям секунды. Обработка материалов с помо¬
щью лазеров не требует вакуумных камер. Благодаря ла¬
зерам удается получать такие поверхнос ти, износостой¬
кость которых повышается минимум в 2 раза (инструмент
из быстрорежущей стали). На ЗИЛе работает автомати¬
ческая линия лазерного упрочнения деталей автомобиль¬
ного двигателя, позволяющая увеличить надежность его
работы более чем в 2 раза.Электронно-лучевая обработка. Способ основан на
том, что электроны, излучаемые ка тодом в глубоком ва¬
кууме, ускоряются в мощном электрическом поле и фо¬
кусируются в узкий пучок, направленный на обрабаты¬
ваемую заготовку. Для создания такого электронного
Глава 1'i. }).и>кт]ю<1>н.тч1 < кас а ;■> нчмпрал и мичсскнг < ih>< <юы.397потока используют электронную пушку. Электронный
луч. попадая на обрабатываемую поверхность, мгновен¬
но нагревает ее ло темпера туры около G000 “С, вследствие
чего даже самым тугоплавкий металл будет пе только
плавиться, но и испаряться, причем па очень малых пло¬
щадях (до 10 7см“). Электронно-лучевой обработкой по¬
лучают отверстия, пазы малых размеров (от 0,005 мм и
выше) в труднообрабатываемых материалах.13.2. Электрохимические способыК электрохимическим способам обработки металлов
и сплавов, получившим в промышленности наибольшее
применение, относя т электрохимическую очистку от за¬
грязнении, электрохимическое полирование, размерную
обработку в проточном электролите, а также химико-ме¬
ханическую притирку, чистовую доводку, шлифование
поверхнос ти и другие операции, Электрохимическая об¬
работка металлов основана па чподном растворении ме¬
та.’! л а (апода) при пропускании через раствор электроли¬
та постоянного тока.Электрохимическое травление iк пользуют для очист¬
ки поверхности метачлов п сплавов oi оксидов, ржавчи¬
ны, жировых пленок и других загрязнений. Сущность про¬
цесса заключается в том, что в ванну 2 (рис. 13.1. а), за¬
полненную электролитом, погружают обрабатываемое
изделие 3 и катоды /, которые включают в цепь постоян¬
ного тока. В качестве электролита применяют растворы
кислот, солен или щелочей. Для повышения эффективно¬
сти процессазлектролнт подогреваю ! до 70 80 С. При со¬
ответствующей плотное! и тока образовавшаяся пленка пе
может удержаться па пип ветствующей поверхности п не¬
прерывно удаляется под действием электрического тока,
Пленки удаляются вместе с окалиной, ржавчиной и дру-
398 Матгршичнеогши' и тгхноло/.ия конанрцынштныхмптершитгнми загрязнениями, анодная поверхность не требует до¬
полнительной очис тки. При электрохимическом полирова¬
нии струя электролита-/(рис. 13.1, о) протекаете большой
скоростью в зазоре между катодом л и обрабатываемой по¬
верхностью - анодом (i, при прохождении тока большой
плотности интенсивно растворяет выс тупы (гребешки) на
поверхности заготовки. Электрохимическое' полирование
и глянцевание используют как окончательную чистовую
обработку при изготовлении режущих инструментов
(сверл, фрез, калибров и т. д.), зубьев, колес, клапанов и
других деталей сложной конфигурации.Рис. 13.1. Электрохимическая обработка деталей:
а травление: б - полированиеРазмерная электрохимическая обработка, которой
подвергаются главным образом труднообрабатываемые
металлы и сплавы, характеризуется тем, что анодное ра¬
створение металла происходит в специальных условиях
очень малых расстояний между анодом и катодом, очень
высоких плотностей тока, быстрого потока электролита
в электролитном пространстве. В э тих условиях достига¬
ются высокие производительность, точность и качество
обработанной поверхности. Этот способ используется,
например, для формообразования лопаток паровых тур¬
бин. Кроме турбинных лопа ток электрохимической раз¬
r.itioo Vi. И.н'ктрофн.тчсекие и мсктрн.хилшчтио чюа>пы.399мерной обработке подвергаются пресс-формы, стекло
формы, профильные налкн, a iакже производятся снятие
заусенцев и сверление (прошивание) отверстии.Электрохими ко -меха пическую обработку иримепя к уг
в основном для шлифования металлов п твердых сплавов,
при этом значительно повышается производительность
труда по сравнению с обычным шлифованием. Существу¬
ют две разновидности процесса с токопроводящим кру¬
гом. Преимуществом первого процесса является возмож¬
ность шлифования любых металлов независимо от их
твердости и вязкости при отсутствии дуговых п искровых
разрядов, ибо шлифование производится при обильном
охлаждении безвредными растворами солеи - электро¬
литами. Второй процесс применяется для наружного
шлифования п преимущество его заключается в возмож¬
ности применения дешевых шлифовальных кругов, в
этом случае электролит подается через специальное со¬
пло па деталь-анод — со стороны, противоположной шли¬
фовальному кругу.Химико-механическую обработку осуществляют с по¬
мощью наст или суспензий. Разрушение и удаление час¬
тиц м спил а происходит без подвода электрической энер¬
гии, за счет химических реакций в зоне обработки, ко торые
восполняют механическое воздействие с целью удаления
продуктов разрушения. Химико-механическую обработку
выполняют по одному из трех вариантов: с применением
поверхностно-активных веществ — для притирки, чисто¬
вой доводки и шлифования любых металлов п сплавов; с
прпменеппем электролитов - ,гы разрезки сплавов любой
твердости, доводки изделии, шлифования; с применени¬
ем химически активных сред - для притирки, шлифова¬
ния черных металлов и сплавов.
Глава 14
ЭКОНОМИЧЕСКИЕ ПРОБЛЕМЫ
ИСПОЛЬЗОВАНИЯ МАТЕРИАЛОВ14.1. Экономически обоснованный
выбор материалаПравильный выбор материала для конкретного изде¬
лия является исключительно важной задачей. Он произ¬
водится с учетом целого ряда критериев. При этом тех¬
нические критерии выбора материала определяются усло¬
виями эксплуатации изделия. Они определяют комплекс
механических свойств (прочность, упругость, твердость,
пластичность, вязкость), а в ряде с тучасв и требования к
специальным свойствам (коррозионная стойкость, жаро¬
стойкость, жаропрочность, износостойкость, радиацион¬
ная стойкость и др.). Способ изготовления изделий опре-i.e:чист требования к технологическим свойствам матери¬
ала (ковкость, литейные свойства, обрабатываемость
резанием, свариваемость). Если изделие должно подвер¬
ти i ься термической обработке, следует также учитывать
upoi пиваемость и закаливаемость.При веденные требования накладывай»!'определенные
ограничения на выбор материала. Если они оказывают¬
ся достаточно жесткими, то возможный выбор ограничи¬
вается весьма узкой группой материалов. При мепыи^й
жесткости требовании выбор становится более широким.
В любом случае, когда возможны различные варианты
решения задачи выбора материала, окончательный ответ
должен дать экономический анализ вопроса. Исходными
Гниhi 14. Экономические щюблемы использования мтщншлоп 401данными для этого служат цепы материале». Однако
выбор наиболее дешевого материала далеко не всегда
будет оптимальным. Экономия также может быть полу¬
чена за счет следующих факторов.1. Использование более прочного материала. Это дает
возможность уменьшить размеры изделия, т.е. позволя¬
ет снизить расход материала на единицу готовой про¬
дукции. Уменьшение размеров также способствует
снижеииюзатрат на транспортирование изделии. Кро¬
ме того, появляется возможность повысить мощность
и производи тельность оборудования, изготовленного
из более прочных материалов.2. Применение более технологичного материала, позво¬
ляющего применять более экономичные методы из¬
готовления и обработки изделий. При этом экономия
может быть получена как непосредственно за счет сни¬
жения себестоимости изготовления, так и за счет сни¬
жения расхода материала благодаря уменьшению от¬
ходов и брака.3. Применение материала с более длительным сроком
службы, что приводит к повышению долговечности го¬
тового изделия.4. Использование материалов, способных работать в бо¬
лее тяжелых условиях (при более высоких нагрузках,
более высоких температурах, в более агрессивной сре¬
де). Применение таких материалов при изготовлении
различных машин и оборудования позволяет изме¬
нить рабочие параметры машин (например повысить
давление или температуру), что приводит к повыше¬
нию производительности и соответственно сниже¬
нию себестоимости единицы работы или продукции.
Перечисленные факторы связаны прежде всего с по¬
вышением качества используемого материала. Более ка¬
чественный материал, является как правило, и более до-
402 Материи.нт Опту и технология конструкционных матершиитрогостоящнм, так как улучшение качества сопровожда¬
ется увеличением затрат на производство материала.
Правильный выбор материала должен учитывать как
экономический эффект от повышения качества, так и
увеличение стоимости материала. Для этого производит¬
ся сравнительный расчет экономической эффективности
применения различных материалов, по результатам ко¬
торого и делается окончательный выбор. Только если
увеличение цены перекрывается полученным экономи¬
ческим эффектом, применение более дорогостоящего
материала целесообразно. Методика определения эконо¬
мической эффективности здесь не рассматривается, так
как является предметом специальных курсов. Приведем
некоторые примеры.Для строительных конструкций могут быть примене¬
ны как углеродистые/гак и низколегированные стал и (см.
раздел 6.2). Низколегированные стали обеспечивают по¬
вышение предела текучести приблизительно в 1,5 раза по
сравнению с углеродистыми. Благодаря этиму масса кон¬
струкций снижается на 20-50 %. При этом себестоимость
проката из низколегированных сталей па 15- 20 % выше,
чем из углеродистых. Отсюда видно, что себестоимость
низколегированных сталей возрастает в меньшей степе¬
ни, чем дос тигается экономия из-за увеличения прочно¬
сти. Но не только этим обусловлена эффективность при¬
менения низколегированных сталей. В отличие от угле¬
родистых сталей, они не склонны к хрупким
разрушениям при температуре ниже -40’С. Это обеспе¬
чивает высокую надежность и долговечность конструк¬
ций. Таким образом, применение низколегированных
строительных сталей экономически выгодно.В хромоппкелевых коррознонпостойких сталях нрн
эксплуатации при 450 850°С развивается межкрпегал-
лптпая коррозия (см. раздел 6.3). Для уменьшения склон-
Глава 14. Икономичм кие проблемы иптлштания мппн'ршит 403пост к коррозии стали дополнительно легируются тита¬
ном или в них снижают содержание углерода. Э го делает
сталь более дорогостоящей. Однако удорожание оправ¬
дывается значительно более длительным сроком службы
таких сталей. В том случае, когда рабочая температура не
превышает 400°С, использование более дорогостоящих
сталей становится экономически не оправданным.Целесообразность применения пластмасс диктуется
техническими соображениями. Свойства пластмассе од¬
ной стороны делают их незаменимыми, а с другой часто
не позволяют им конкурировать с металлическими мате¬
риалами. Если же применение плас тмасс по техническим
соображениям возможно, оно обычно является экономи¬
чески эффективным. Благодаря малой плотности пласт¬
массы в 4 раза снижается материалоемкость изделий.
Затраты па производство пластмассовых изделий значи¬
тельно меньше, чем па производство металлических. Это
происходит вследствие хорошей технологичности пласт¬
масс: производство пластмассовых изделий происходит
путем прессования, литья или выдавливания, а металли¬
ческие изделия производятся литьем или обработкой
давлением, путем механической и термической обработ¬
ки с большим числом операций. Часто применение пла¬
стмасс и машинах и оборудовании приводит к уменьше¬
нию затрат па смазку, ремонт, повышению надежности,
увеличению срока службы и т.д. Благодаря всему этому
себестоимость пластмассовых изделии в 2-3 раза ннжс
собес то и м ос■1т и a 11 ал о г и ч и ы х м стал, и i ч ес к и х.14.2. Основные направления
экономии материаловДоля стоимости материалов составляет 10 70 °« всех
затрат па и.потвлеиис готовых изделий. Л для изделий,
404 Мптериалонсвенн/’ н техшкш/ня копстрцкиштныхматг/ша.ншпроизводство которых широко механизировано н автома¬
тизировано (шарикоподшинппкн, болты, электрокнбе-
ли), эта доля доходит до 80 % . Поэтому экономия мате¬
риалов - один из важнейших резервов снижения себе¬
стоимости готовой продукции. Еще более важен тот факт,
что запасы сырья для производства материалов (различ¬
ные руды для металлов н сплавов, нефть и газ для поли¬
мерных материалов и др.) являются ограниченными. О т¬
сюда ясно, что экономия и повышение эффективности
использования материалов являются насущной задачей.Огромное количество материалов теряется в процессе
производства готовых изделий. В нашей стране вследствие
устаревших методов разливки стати из каждой ее тонны
получается примерно 750 кг готовою проката, а далее в
машиностроении из каждой тонны проката около 250 кг
уходит в отходы. Потери материала при производстве из¬
делий характеризуют коэффициент выхода годных заго¬
товок и коэффициент использования материала.Коэффициент выхода годных миопшвпк представляет
собой отношение массы полученных заготовок к общей
массе пошедшего на их изготовление материала. При
литье в песчаные формы выход годных простых отлпвок
нз чугуна составляет 0,75 0,8. сложных отлпвок - 0,5¬
0,6. При использовании стали выход годных отливок со¬
ставляет 0,4-0,7. При использовании специальных спо¬
собов литья коэффициент выхода годных отлпвок значи¬
тельно повышается. Например, для простых отлпвок,
полученных центробежным литьём, нз-за отсутствия лит-
пиков он доходи т до 1,0. Для достаточно сложных отлп¬
вок. полученных литьём в кокиль, он составляет0,75 -0,9.
Различные виды обработки металлов давлением харак¬
теризуются следующими значениями коэффициента
выхода годных заготовок. Выход год ного сортового про¬
ката находится па уровне 0,91 0.96. листового проката
Г тип II.. JkonoMtiun кие п/хчкк'.мы испип,.ктпния материалов 405составляет 0,62 0,8, выход годных труб 0,85 -0,95. При
прямом прессовании выход годных изделий составляет
0,8, при обратном 0,87. С вободная ковка па молотах заго¬
товок из проката обеспечивает выход годных поковок
0,67- 0,8.4. Горячая объёмная штамповка на молотах при
использовании исходных заготовок из проката характе¬
ризуется выходом годных поковок 0,77, па прессах —0,82,
на горизонтально-ковочных машинах — 0,9. Выход год¬
ных изделии па разделительных операциях листовой
штамповки составляет 0,7 0,8.Коэффициент нснольлочатш материала представляет
собой отношение массы го тового изделия к массе заготов¬
ки. Для профильного проката оп составляет0,8; прутков —
0,5; горячей штамповки 0,75 и свободной ковки - 0,6.
Более высокий коэффициент использования материала
характерен для литейного производства: для литья в песча¬
ные формы он составляет 0,75; литья в кокиль — 0,8; в обо-
лочковысформы 0,8; литья по выплавляемым моделям -0,9 и литья поддавленном — 0,95. Очень высок коэффици¬
ент использовании материала при изготовлении изделий из
металлических порошков. Благодаря хорошей технологич¬
ности пластмасс коэффициент использования материала
для них выше, чем для .метаплов и сплавов: нрп прессова¬
нии оп равен (),!); нрп литье п выдавливании 0,95.Из приведенных данных ясно, что основной путь эко¬
номии ма юриала в процессе производства изделий —
наш. п>. нтаине <переменных мсиоотходно/х и безотходных
mexHojo/uir. непрерывной разливки стали, малоотходных
методов ш тамповки, специальных способов литья, мето¬
дов порошковой металлургии.Друте направление экономии материалов — макси¬
мальное ni'im th.iomnue вторичных ресурсов. Это не толь¬
ко экономическая, по п экологическая задача, так как
скок, кике I it ходов наносит огромный вред окружающей
406 Материаловтение и шел но. т/им конструкционных материаловсреде. Однако следует иметь в виду, что переработка от¬
ходов не всегда является технически выполнимом или
экономически рентабельной. Использование металлоло¬
ма в производстве металлов и сплавов не вызывает тех¬
нических трудностей и экономически выгодно. Произ¬
водство стали из металлолома обходится в несколько раз
дешевле, чем из чугуна. Кроме того, каждая тонна метал¬
лолома экономит 1,5 тонны железной руды. Производ¬
ство цветных металлов из вторичного сырья также высо¬
коэффективно. На производство тонны алюминия из
металлолома затрачивается приблизительно в 20 раз
меньше электроэнергии и в 7 раз меньше топлива. Ис¬
пользуются отходы и других цветных металлов. Большая
часть металлолома — это промышленные отходы и при¬
шедшие в негодность машины и оборудование. С эколо¬
гической точки зрения важно также осуществлять пере¬
работку металлосодержащих шлаков, находящихся в от¬
валах и терриконах.Значительно хуже обстоит дело с повторной перера¬
боткой пластмасс. Экологическая проблема заключается
в том. что полимерные отходы разлагаются очень медлен¬
но или совсем не разлагаются. Некоторые виды пластмасс
(термореактпвпые) вообще не поддаются вторичной об¬
работке. Если же их сжигать, то это вызовет значитель¬
ное загрязнение атмосферы. Из пластмасс, вторичное
использование которых возможно, каждый вид требует
своего способа переработки. Поэтому необходимо сорти¬
ровать отходы по типу пластмасс. Это практически нео¬
существимо: па глаз распознать тип пластмассы очень
трудно, а точный анализ был бы очень дорог. Возможно
использование измельченных отходов пластмасс, незави¬
симо от их вида, в качестве наполнителя при производ¬
стве строительных материалов п дорожных покрытий.
Сказанное пс относится к тем случаям, когда тип пласт-
I чат /•/. Dkoho мичп кис проблемы ксшиьтшишн матерная он 407масг известен (например.отходы пластмасс, подучаемые
непосредственно при производстве изделий). В этом слу¬
чае осуществляется их переработка. Из неметаллических
материалов, вторичная переработка которых не вызыва¬
ет серьезные трудности, отмстим стекло. Кроме того,
стеклянная посуда может собираться и использоваться
повторно. Резиновое вторсырье перерабатывается п до¬
бавляется в резину при ее производстве.Огромные потери металлических материалов вызы¬
вает коррозия, которая приводит к долгосрочному выхо¬
ду из строя изделий и сооружений. Ежегодно от коррозии
теряется количество металла, равное 10% от выплавляе¬
мого. Поэтому важнейшее направление экономии метал¬
лических материалов — правильная защита их от корро¬
зии. Радикальный метод — применение коррозионностой¬
ких (нержавеющих) сталей. Однако следует иметь в виду,
что они в 4- 10 раз дороже углеродистых сталей. Поэтому
в каждом случае надо применять соответствующий метод
защиты от коррозии (см. раздел 6.3).Значительные потери материалов вызывает износ.
При этом происходит выход из строя элементов машин,
работающих в условиях трення, что вызывает дополни¬
тельные материальные потери, связанные с ремонтом
техники. Порьба с износом - один из путей экономии
материалов. Она заключается в использовании износо¬
стойких и антифрикционных материалов как металли¬
ческих, так и неметаллических; правильном применении
смазочных материалов; повышении износостойкости тер¬
мической, химико-термической обработкой и поверхно¬
стным деформированием; наплавке па поверхность изде¬
лия износостойкого слоя; нанесении износостойких по-
кры гни.Значительную экономию материалов может принести
снижение липпершиоемтеши изОе.пш. Удельная матерпа-
408 Матершионедпше и техпат/ия конструкционных штсршиовлоемкость многих видов отечественных машин и обору¬
дования па 15 25 "о выше, чем у лучших мировых образ¬
цов. Г1о .пой причине допускается большой перерасход
материала. К способам снижения материалоемкости сле¬
дует отнести рациональное конструирование и расчет
изделий с использованием компьютера: правильный вы¬
бор материала; использование технологий производства
изделий, снижающих материалоемкость (например, в
свое время переход от клепки к сварке сэкономил 20 %
стати в каждом изделии). Важный путь снижения мате¬
риалоемкости — увеличение единичной мощности ма¬
шин и оборудования. Дело в том, что для более крупного
оборудования материалоемкость (на единицу вырабаты¬
ваемого продукта) значительно ниже. Так, например, у
паровой турбины мощностью 200 МВт материатоемкость
составляет2,8 кг/кВт, ау турбины мощностью800 МВт —
1,63 кг/кВт.Однако радикального снижения материалоемкости
можно добиться за счет использования достижений на¬
учно-технического прогресса, т.е. при внедрении принци¬
пиально новых технических решений. Приведем несколь¬
ко примеров, в которых новый принцип работы дал зна¬
чительный эффект экономии материалов. Планетарная
передача вместо цилиндрической зубчатой передачи эко¬
номит до 80 % материала. Сушилка с кипящим слоем эко¬
номит до 80 "о материала. Дисковые тормоза вместо ко¬
лодочных в автомобилестроении экономят до 50 % мате¬
риала.
ЛитератураГеллер К). /I., Paxutmaiim А.Г. Материаловедение. - М.:
Металлургия, 1989.Гуляев Л. //. Металловедение. - М.: Металлургия, 1986.Дриц М. /:., Москалей М.А. Технология конструкционных
материалом и материаловедение. — М.: Высш. пне, 1990.Дурнев Н.Д., Сапунов С. В., Федюкип В. К. Товароведение
промышленных материалов. М.: Фнлпнъ, 2002.Дурнев И. Д., Сапунов С. В., Федюкин В. К. Экспертиза и
управление качеством промышленных материалов. -
СИГ».: Питер, 2004.Конструкционные материалы: Справочник / В. Н. Ар¬
замасом, В.А. Б рост рем, Н.А. Буше и др. / Под ред.
Б. 11. Арзамасова. — М.: Машиностроение, 1990.Кучер /1. М. Технология металлов. Л.: Машинострое¬
ние, I987.Лахтин К). М. Металловедение и термическая обработ¬
ка металлов. М.: Металлургия, 1993.Лахтин К). М., Леонтьева В.П. Материаловедение. М.:
Машиностроение, 1990.Марочник сталей и сплавов / В.Г. Сорокин, А.В. Волос-
пикона, С .А. Вяткип и др. / 11од ред. В.Г. Сорокина. -
М.: Машиностроение, 1989.Материаловедение / Б. Н. Арзамасом, И. II. Сидории.
Г. Ф. Косалаиов и др. / Под ред. Б. П. Арзамасова.
М.: Машиностроение, 198(>.Материаловедение п технология металлов / Г. П. Фети¬
сов, М. Г. Карпман, В.М. Мапоиип и др. / Под ред.I. П. Фетисова. М.: Высш. шк., 2000.Материалы будущего/ Под ре.!. А Неймана. Л.; Химия,
1985 '
410 Материаловедение и технология конструкционныхматериаловМеталловедение и технология металлов/ Солнцев Ю. П.,
Веселов В. А., Дсмянцевич В. П. и др. / Под ред.
Ю. П. Солнцева. — М.: Металлургия, 1988.Момерг Р. К. Материаловедение. - М.: Высш. шк., 1991.Никифоров В. М. Технология металлов и других конст¬
рукционных материалов. — СПб.: Политехника, 2000.Пейсахов А. М. Материаловедение: конспект лекций. —
СПб.: Изд-во Михайлова В. А., 2000.Салтыков В. А., Аносов Ю. М., Федюкии В. К. Технологии
машиностроения. Технологии заготовительного про¬
изводства. — СПб.: Изд-во Михайлова В. А., 2004.Солнцев Ю. П.. Пряхин Е. И., Войткуп Ф. Материаловеде¬
ние - М.: МИСИС, 1999.Технология конструкционных материалов / И. А. Ару¬
тюнова. А. М. Дал ьс кий, Т. М. Барсукова и др.; Под
общ. ред. А. М. Дальского. — М.: Машиностроение,
1985.Технология металлов и материаловедение / Б. В. Кноро¬
зов, Л. Ф. Усона, А. В. Третьякова и др. / Под ред.
Б. В. Кнорозова и Л. Ф. Усовой. — М.: Металлургия,
1987. ‘Травин О. В., Травина Н. Т. Материаловедение — М.: Ме¬
таллургия, 1989.
Л. Л/. Пейсахгш. Л. М. КучерМатериаловедение и технология
конструкционных материаловУчебник
3-е изданиеИздательство Михайлова В.А.191123, Санкт-Петербург, а/и 3.11
m va- pressPpet erlink.ru
(812)944-3(i-61Санитарно-эпидемиологическое ;»акл юченис
№ 78.01.07.953.П.004674.09.03 от 26.09.2003 i191123, Санкт-Петербург, а/и 351Подписано н печать 15.06.2005 г. Формат 60x88
Печать офсетная. Печ.л. 26
Тираж 3000 :-жл.Зака.1223Отпечатан» l- i о 1 овых лиамош типов и ОАО « Техническая к к и и и