/

































































































Текст
Ю. И. ОСТРОУШКО, П. И. БУЧИХИН, В. В. АЛЕКСЕЕВА,
Т. Ф. НАБОЙЩИКОВА, Г. А. КОВДА, С. А. ШЕЛКОВА,
Р. Н. АЛЕКСЕЕВА, М. А. МАКОВЕЦКАЯ
ЛИТИЙ,
ЕГО ХИМИЯ
И ТЕХНОЛОГИЯ
ИЗДАТЕЛЬСТВО ГЛАВНОГО УПРАВЛЕНИЯ
ПО ИСПОЛЬЗОВАНИЮ АТОМНОЙ ЭНЕРГИИ
ПРИ СОВЕТЕ МИНИСТРОВ СССР
Москва 1960
Книга предназначена для научных сотрудников, инженеров-
металлургов и химиков, работающих в области химии и техноло-
гии редких и рассеянных элементов, для инженеров и техников,
обслуживающих литиевое производство, а также для студентов
вузов и техникумов.
Книга посвящена описанию важнейших минералов лития,
геохимическим и физико-химическим свойствам лития и его соеди-
нений, технологии переработки литиевых руд, металлургии и ана-
литической химии лития.
Книга состоит из следующих разделов:
Геохимия и минералогия лития.
Химия лития и его соединений.
Аналитическая химия лития.
Обогащение литиевых руд.
Способы переработки литиевых руд.
Металлургия лития.
При составлении книги использованы статьи и книги, выпущен-
ные в период с 1818 по 1958 гг. в отечественной и зарубежной
печати.
ВВЕДЕНИЕ
В последние десятилетия все большее значение в науке и тех-
нике приобретает литий—элемент, о существовании которого
до недавнего времени было известно только узкому кругу специа-
листов по редким металлам.
Добыча литиевых руд и производство солей лития быстро
растет: в 1939 г. во всем мире было получено 3000 т литиевых
концентратов, а в 1955 г. — 150 000 т, т. е. производство их воз-
росло примерно в 50 раз, в то время как производство алюминия
за этот период увеличилось в 8 раз.
По мнению многих специалистов, резкое повышение произ-
водства лития в последние годы напоминает «урановую горячку»,
имевшую место в капиталистических странах в начале 40-х годов.
Это объясняется тем, что литий обладает целым рядом замечатель-
ных свойств, которые были открыты и нашли практическое при-
менение только в последние годы.
Литий был открыт в 1817 г. шведским химиком Арфведзоном
в минерале петалите, найденном в железных рудниках на острове
Утё (Швеция). Свое название литий получил в знак того, что был
найден в минерале — камне (литеос — камень), а не в золе расте-
ний, из которой в то время добывался калий. Вскоре Арфведзон
обнаружил литий в других минералах — сподумене и лепидо-
лите, а Берцелиус — в некоторых минеральных источниках
Европы (Карлсбад, Мариенбад). В 1818 г. Деви впервые получил
металлический литий разложением окиси лития электрическим
током.
В прошлом веке литий применялся главным образом в меди-
цине. По мере изучения свойств лития область его применения рас-
ширялась. Особенно увеличился спрос на него во время первой
мировой войны, когда литием стали заменять дефицитное олово
в антифрикционных сплавах. Антифрикционные свойства литие-
вых сплавов обусловлены способностью лития образовывать
1*
3
со свинцом тугоплавкие и твердые соединения типа PbLi; PbLi3;
PboLU; PbLi4; PbLi7.
Литий легко сплавляется почти со всеми металлами. Очень
интересен сверхлегкий сплав лития с бериллием, содержащий
25—65% лития и обладающий удельным весом 1 —1,5. Этот сплав
отличается высокой коррозионной устойчивостью при достаточно
большой твердости, особенно при присадке алюминия и цинка.
Весьма перспективны магний-литиевые сплавы, содержащие
5—10% лития. Эти сплавы коррозионноустойчивы и имеют мень-
ший удельный вес, чем обычные магниевые сплавы. Они также
отличаются хорошими механическими свойствами, так как при
таком содержании в них лития происходит превращение гексаго-
нальной решетки магния в кубическую решетку лития.
Литий легко реагирует с водородом, окислами и сульфидами,
образуя соответствующие нерастворимые в металлах соединения.
Эти соединения, как правило, имеют низкую температуру плав-
ления и малый удельный вес, следовательно, они легко флюсуются.
Поэтому литий в отличие от других добавок не оставляет в метал-
лах вредных примесей. Это делает его незаменимым при раскис-
лении, десульфуризации и обезгаживании цветных и черных
сплавов. Обычно для этих целей используется не чистый литий,
а соответствующие лигатуры с медью, магнием, цинком, алюминием
и кальцием. Иногда для десульфуризации стали вместо металли-
ческого лития применяется его карбонат.
Небольшие присадки (0,012%) лития к меди значительно
повышают ее механические свойства, не снижая ее электропро-
водности. Благотворно влияют присадки лития на механические
и литейные свойства и коррозионную стойкость свинца, маг-
ния, никеля, хромоникелевых сплавов, чугуна, углеродистой
стали.
Введение лития в состав серебряных припоев повышает каче-
ство последних. Высокая химическая активность лития позволяет
использовать его пары для создания защитной атмосферы в печах,
где производится термическая обработка стали, цветных металлов
и спекание изделий, полученных методом порошковой металлур-
гии. Пары лития, удаляя из атмосферы печи влагу, кислород,
азот, препятствуют науглероживанию и разуглероживанию
поверхностного слоя обрабатываемых металлов.
Металлический литий используется для очистки инертных
газов — аргона и гелия —• от следов азота.
Большое значение имеют соединения лития. Гидрид лития
используется как портативный источник водорода: при разложе-
нии 1 кг гидрида выделяется 2,8 м3 водорода. Это важно для
быстрого заполнения аэростатов и баллонов. Таблетки гидрида
лития используются для автоматического заполнения спасательных
средств — надувных лодок и воздушных шаров, поднимающих
антенны передатчиков — при авариях самолетов над морем.
Хлорид и бромид лития легко поглощают углекислоту, аммиак,
4
органические амины, дым, влагу, поэтому их применяют для
очистки и кондиционирования воздуха.
Растворы гидроокиси лития добавляются к электролиту щелоч-
ных аккумуляторов, емкость которых при этом возрастает на 20—
22% без увеличения активной массы анода, но с увеличением
активной массы катода на 40%. Гидроокись лития является осно-
вой при производстве морозостойких и термостойких смазок.
Смазочные вещества, получаемые на основе стеарата, оксистеа-
рата, олеата и пальмиата лития, имеют незначительную вязкость
при температуре минус 50 ч- 60° и устойчивы при температуре
выше 4-120°.' Это дает возможность эксплуатировать двигатели
внутреннего сгорания в особо тяжелых температурных условиях.
В последние годы для нужд авиации созданы специальные силико-
новые смазки, в состав которых входят литиевые мыла.
Большое значение приобретает литий и его соединения —• гид-
рид, алюмогидрид и амид — в современном органическом синтезе.
Стеарат и карбонат лития используются в качестве катализато-
ров в производстве пластических масс. Дисперсия металличес-
кого лития в углеводородах действует как эффективный катали-
затор при полимеризации изопрена в полимер, который может
служить синтетическим дополнением природному каучуку.
В фармацевтической промышленности литий используется
в виде ацетилсалицилатов, нафтенатов, хинатов, уратов, карбо-
ната и бромида. В керамической промышленности используются
как непосредственно сподумен и лепидолит, так и специальные
соединения лития, получаемые из карбоната: силикат, алюминат,
цирконат, титанат, цирконосиликат и др.
В настоящее время большое значение приобретают покрытия,
обладающие сверхвысокой термостойкостью. Новые виды таких
керамических покрытий разработаны в США. Они могут быть
использованы для увеличения срока службы камер сгорания
и выхлопных сопел турбореактивных двигателей, для защиты
от нагрева аэродинамических покрытий. При нанесении таких
покрытий используется шлакообразующая способность литиевых
соединений. Литий улучшает качество эмалей и понижает темпе-
ратуру их плавления. Это дает возможность делать эмалевые
покрытия на алюминии.
Введение литиевых солей в шихту при изготовлении фарфора
повышает его прочность и термостойкость и дает возможность
получать изделия с малым коэффициентом линейного расширения
и почти полным отсутствием усадки при обжиге. В стекольной
промышленности соединения лития используются для повышения
прочности стекол и сопротивления их действию атмосферной кор-
розии и расстекловыванию. Добавки лития увеличивают прони-
цаемость стекол для ультрафиолетовых лучей и понижают коэффи-
циент теплового расширения. Соединения лития заменяют
дефицитный свинец при производстве стекол для кинескопов.
В последнее время проведены исследования по изготовлению
5
безборных и малоборных стекол высокой химической устой-
чивости с использованием сподуменовых концентратов.
Литиевые стекла, содержащие 16% окиси лития, позволяют
проводить измерения со стеклянным электродом при высоких
значениях pH (pH = 11 -н 13), при которых у обычных натрие-
вых стекол теряется «водородная функция» и наблюдается «нат-
риевый эффект». Монокристаллы фторида лития используются
в производстве специальных оптических приборов, так как они
прозрачны для ультрафиолетовых лучей длиной до 1000 А и имеют
практически неизменную дисперсию в пределах всего видимого
спектра.
Фторид лития входит в состав флюсов, употребляемых при
сварке алюминия и легких сплавов. Карбонат и нитрат лития
используются в пиротехнике, так как пары их окрашивают пламя
в интенсивно красный цвет. Гипохлорит и перекись лития являются
сильными окислителями и применяются в текстильной промышлен-
ности для отбеливания тканей. В последние годы литий находит
все большее применение в новой отрасли техники — при произ-
водстве и преобразовании ядерной энергии. Высокая теплоем-
кость, широкая область жидкого состояния (180—1336°), высокая
теплопроводность, низкая вязкость и плотность жидкого лития
представляют удобную комбинацию свойств для теплоносителя
в урановых реакторах. Применение лития в этом случае упро-
щает конструкцию тепловыделяющих элементов, так как давле-
ние паров лития при рабочей температуре (500°) составляет
всего несколько десятков миллиметров ртутного столба.
Однако при использовании лития в качестве теплоносителя
в урановых реакторах следует учитывать тот факт, что изотоп
Li® и природный литий имеют значительно большее сечение за7
хвата медленных нейтронов, чем изотоп LiJ. Поэтому разделение
их в этом случае необходимо. Наоборот, для изготовления регули-
рующих стержней в системе защиты реактора целесообразно
использовать именно изотоп Li® с его большим сечением захвата.
Отрицательным фактором является еще и то, что литий легко
корродирует поверхности, если он недостаточно хорошо очищен
от примесей, особенно от кислорода и азота.
Изотоп Li° является единственным промышленным источником
в производстве сверхтяжелого водорода — трития, который, как
известно, играет важную роль в термоядерных процессах. Хотя
до сих пор еще никому не удалось создать управляемый термоя-
дерный реактор, можно надеяться, что как только эта проблема
будет решена, литий займет одно из первых мест по важности
среди металлов в технике будущего.
ГЛАВА I
ГЕОХИМИЯ И МИНЕРАЛОГИЯ ЛИТИЯ
ГЕОХИМИЧЕСКАЯ ХАРАКТЕРИСТИКА ЛИТИЯ
Распространенность лития в природе
Литий широко распространен в природе. Он обнаружен во мно-
гих горных породах, почвах, соляных рассолах, морской воде,
растительных и животных организмах. Вместе с тем, концентра-
ция лития в них незначительная, и поэтому литий относится
к группе редких элементов. Кларк лития по А. П. Виноградову
6,5-10"3 вес. % Li, или 0,01 вес. % LisO. В природе литий нахо-
дится только в виде соединений; самородный литий неизвестен.
Таблица 1
Содержание лития в главных типах горных пород [1]
Типы горных пород
Содержание
лития, Х10—3
вес. %
Силикатная фаза каменных метеори-
тов-хондритов .....................
Ультраосновные породы (дуниты,
перидотиты, пироксениты) . . . .
Основные породы (базальты, габбро,
нориты, диабазы и др.) ............
Средние породы (диориты и андезиты)
Кислые породы (граниты, липариты
и др.) .............................
Осадочные породы (глииы и сланцы)
0,23
0,20
1,50
2,00
-7,00
6,00
Из табл. 1 видно, что литий концентрируется главным образом
в кислых изверженных и осадочных породах.
7
Содержание лития в почвах колеблется от 1-10 а до
6,9-10 3 вес. %; в морской воде лития содержится 1,5-10"6
вес. % [2 ]; в растениях и организмах животных литий был обнару-
жен еще в XIX в., но функции его в живых организмах еще не
известны. Способность накапливать литий у морских организмов
выражена сильнее, чем у пресноводных и наземных; среди морских
растений носителями лития являются красные и бурые водоросли.
Некоторые наземные растения содержат значительные количества
лития (десятитысячные доли процента живого веса) и образуют
так называемую литиевую флору.
Особенности геохимии лития
Систематическое изучение геохимии и минералогии лития
началось сравнительно недавно. Многие из литиевых минералов
чрезвычайно редки и их находки являются единичными. Большой
вклад в изучение минералогии и геохимии лития сделали отече-
ственные ученые; особо следует отметить работы А. И. Гинзбурга
[3—16].
Литий является типичным литофильным элементом, концен-
трирующимся совместно с натрием в месторождениях остаточной
кристаллизации (пегматиты натро-литиевого типа). Главнейшей
геохимической особенностью лития является сходство его ионов
по энергетической характеристике с ионами натрия.
Литий в природе тесно ассоциирует с натрием. В гранитных
пегматитах литиевые минералы (сподумен, петалит, циннваль-
дит, амблигонит, лепидолит) встречаются обычно в альбитизиро-
ванных типах. В щелочных пегматитах литиевые минералы (поли-
литионит, ирвингит, тайниолит) встречаются в телах, богатых
натрием. В пегматито-пневматолитовых криолитовых место-
рождениях встречается литиевый минерал криолитионит. В оса-
дочных месторождениях литий концентрируется в рапе соляных
озер.
Литий, будучи одновалентным катионом, близким к натрию,
в то же время почти всегда находится в шестерной координации
и во всех минералах играет такую же роль, как Mg, Fe или Al,
а не как Na и К. Вследствие малой величины его ионного радиуса
(0,68А) и близости к ионным радиусам Mg, F е и А1 литий легко
входит в состав многих магнезиально-железистых минералов
(биотит, амфиболы, турмалины).
На пневматолитовых этапах развития постмагматического
процесса литий тесно связан с фтором. Все пневматолитовые
литийсодержащие минералы содержат повышенное количество
фтора (лепидолит, амблигонит, полилитионит, тайниолит,
циннвальдит, криолитионит). По-видимому, литий выносится при
пневматолитовых процессах в форме LiF.
Помимо натрия и фтора, литий в природе тесно ассоциирует
с бериллием, бором и гелием — наиболее легкими элементами,
8
окружающими литий в таблице Д. И. Менделеева. Вследствие
литиевого метасоматоза вмещающих пород вокруг пегматитовых
и пневматолито-гидротермальных рудных тел образуется «литие-
вый ореол», в пределах которого боковые породы обогащены
литием. Последний входит в состав слюд и роговой обманки.
Для всех литиевых минералов (за исключением слюд) харак-
терна легкость изменения в гидротермальных и гипергенных
условиях. Процессы изменения приводят к выносу лития из мине-
ралов. Благодаря этому на литиевых месторождениях с поверх-
ности развивается зона выщелачивания, в пределах которой
содержание U2O ниже, чем на глубине. При гипергенных про-
цессах литий выносится водами и рассеивается. Вследствие
адсорбции в небольших концентрациях он встречается в глинах,
почвах и марганцевых окислах типа псиломелана [15 L
ТИПЫ МЕСТОРОЖДЕНИЙ ЛИТИЯ
Повышенные концентрации лития, имеющие промышленное
значение, связаны с тремя типами месторождений: гранитными пег-
матитами, пневматолито-гидротермальными жилами и осадочными
месторождениями — рассолами озер и минеральных источников.
Гранитные пегматиты по классификации А. Е. Ферсмана [17J
относятся к натро-литиевому типу и генетически связаны с послед-
ними стадиями формирования гранитных интрузий. Они имеют
наибольшее промышленное значение. Литий в них связан с мине-
ралами: сподуменом, лепидолитом, амблигонитом и отчасти пета-
литом. По составу пегматиты могут быть разделены на две группы:
сподуменовые и сподумен-лепидолитовые. Сподуменовая группа
характеризуется наличием кварца, полевых шпатов (микроклина
и альбита), сподумена, мусковита и других, минералов. Споду-
мено-лепидолитовые пегматиты, кроме перечисленных минералов,,
содержат лепидолит, часто сопровождающийся амблигонитом,
поллуцитом, полихромными турмалинами, кукеитом и другими
минералами. В некоторых месторождениях в большом количестве-
присутствует петалит.
Пегматиты натро-литиевого типа связаны непрерывными пере-
ходами с другими типами пегматитов. Обычно они располагаются
в большем удалении от материнского гранитного массива, имеют-
тенденцию появляться в наиболее структурноослабленных уча-
стках пегматитовых полей и представлены зональными телами.
Зональность хорошо выражена в телах, формировавшихся
в относительно спокойной тектонической обстановке. Обычно-
наблюдаются те же зоны первичной кристаллизации, что и у обыч-
ных пегматитов: аплитовидная, графическая, среднезернистая,
блоковая, кварц-сподуменовая, кварцевая. Кроме того, наблю-
дается параллельность литологических зон, закономерно сме-
няющих одна другую от зальбандов жил к центру. .Характерной
особенностью натро-литиевых пегматитов является интенсивное
9
развитие процессов метасоматоза, в частности, мусковитизации,
.альбитизации, грейзенизации и лепидолитизации.
Все сподуменовые месторождения очень близки по минерало-
гическому составу, но резко различаются по форме рудных тел
и по характеру распределения в них сподумена. По этому при-
знаку А. И. Гинзбург различает следующие пегматитовые образо-
вания [131:
1. Плитообразные пегматитовые тела, приуроченные к боль- •
шим тектоническим зонам. Обычно они простираются на сотни
Рис. 1. Типичное строение плитосбразных споду-
меновых жил (по А. И. Гинзбургу):
/ — вмещающие породы; 2 — призальбандовая зона
мелкозернистого пегматита; 3 — зона развития мелких
кристаллов сподумена; 4 — зона развития крупных
кристаллов сподумена.
метров, почти не изменяясь по мощности. Сподумен распределен
равномерно, составляя 30—40% всей массы пегматита. В этих
пегматитах зональность не наблюдается, но отмечается закономер-
ное увеличение размеров кристаллов сподумена по направлению
от зальбандов к центру жил.'
На рис. 1 представлено нормальное строение пегматитрвых
тел этого типа по А. И. Гинзбургу. Помимо небольшой аплитовой
оторочки такие жилы целиком сложены сподуменовым пегма-
титом. Величина кристаллов сподумена меняется от несколь-
ких сантиметров в длину, вблизи зальбандов, до 1 — 1,5 м в цен-
тральных частях жил.
2. Пегматитовые тела неправильной формы с раздувами
и пережимами. Степень дифференциации в различных участках
жил обычно разная, преобладает крупноблоковая текстура.
Сподумен в таких месторождениях появляется только в цен-
тральных частях жил, в местах раздувов. Здесь пегматит имеет
типичное зональное строение: вдоль обоих зальбандов распола-
гается среднезернистая кварцево-полевошпатовая зона или мощ-
ная кварцево-мусковитовая зона, за которой следует зона разви-
тия сильно альбитизированного микроклина. Центральная часть
10
жил обычно выполнена кварцем, среди которого без всякой зако-
номерности распределены кристаллы сподумена размером от 15—
20 см до 1 м и более.
3. Штокоподобные, трубчатые и линзообразные тела. Прин-
ципиально они не отличаются от участков раздувов. Чаще всего,
такие тела сильно дифференцированы и имеют четко выраженное
зональное строение, при этом сподуменовой является только
их центральная часть. В других случаях все пегматитовое тело,
за исключением небольшой призальбандовой оторочки, является
рудным, и сподумен располагается равномерно по всему телу
штока или линзы.
Отличительной чертой месторождений этого типа является
крупность кристаллов сподумена. Нередко вес отдельных кри-
сталлов достигает 1 т, а на руднике Этта в Южной Дакоте
(США) были найдены кристаллы весом до 100 т.
Из перечисленных типов сподуменовых пегматитовых место-
рождений наибольший промышленный интерес представляет пер-
вый и третий типы. Запасы месторождений второго типа чаще всего
невелики.
Литиевые руды, как правило, комплексные; они содержат
минералы олова, бериллия, ниобия, тантала, цезия, рубидия
и, в отдельных случаях, драгоценные камни (полихромные и розо-
вые турмалины, воробьевиты, кунциты). Та или иная редкоме-
тальная минерализация в сподуменовых пегматитах опреде-
ляется геохимическими особенностями той провинции, в которой
находится сподуменовое месторождение, и развитием в жилах
процесса лепидолитизации, с которым генетически связаны неко-
торые редкие элементы.
Число полезных компонентов, добываемых попутно со споду-
меном, иногда достигает 10. Поэтому, даже при низком содержании
каждого из этих компонентов в отдельности, комплексная разра-
ботка таких месторождений с извлечением всех компонентов может
оказаться весьма рентабельной [13]. К пегматитам принадлежат
всемирно известные месторождения в штатах Южная Дакота
и Северная Каролина (США), в Манитоба (Канада), в районах
Намакваленда и Дамараленда (Юго-Западная Африка), в северо-
западной части Бразилии и др.
Пневматолито-гидротермальные месторождения представлены
жилами оловянно-вольфрамовой группы, сопровождаемыми
грейзенами, состоящими из агрегатов циннвальдита и кварца.
Такие литиевые месторождения мало распространены, и промыш-
ленное значение их невелико. Подобное месторождение известно
в Чехословакии' (Циннвальд).
Осадочные месторождения представлены минеральными источ-
никами и рассолами, концентрирующими литий вместе с натрием,
калием, бором и другими элементами. Примером может служить
высохшее озеро Сирлз в штате Калифорния (США). Озеро Сирлз
заполнено мощными массами кристаллической соли, в пустотах
11
которой находится насыщенный рассол, содержащий ~ 0,02%
LiCl. Значительная концентрация лития (до 0,4 % LiCl) наблю-
дается также в некоторых богатых натрием источниках (Виши
во Франции, Дюркхейм в Германии и др.).
МИНЕРАЛОГИЯ ЛИТИЯ
Литий встречается главным образом в виде силикатов, в мень-
шей степени — в виде фосфатов, из других классов известны лишь
единичные литиевые минералы, что видно из табл. 2.
Силикаты
Силикаты с непрерывными цепочками тетраэдров
Рис. 2. Кристаллы сподумена в пег-
матите (с); уменьшено в 4 раза.
Сподумен (spodumene) LiAl [Si2O6] (синоним—трифан).
Сподумен является основным промышленным сырьем для
получения лития. Встречается он в пегматитах (рис. 2). Кри-
сталлы сподумена располагаются
равномерно непосредственно в
кварце и полевых шпатах, обра-
зуя кварц-сподуменовую зону.
Количество сподумена в различ-
ных месторождениях колеблется
от 15 до 30 %.
Согласно химической формуле
сподумен должен иметь следую-
щий химический состав: SiO» —
64,5%; Al2О3 — 27,4%; Li2О —
8,1%. Однако фактически споду-
мен никогда не содержит 8,1%
Li2O. Содержание окиси лития
всегда ниже теоретического, что
объясняется выносом Li 2О в усло-
виях гипергенеза, изоморфным за-
мещением лития другими элемен-
тами, в частности Mg, Fe, Мп
и возможно Na, а также наличием
в сподумене мельчайших включе-
ний других минералов и жидких
включений. В виде примесей
в сподумене присутствуют Na2O, в незначительных коли-
чествах CaO, MgO, изредка Сг2О3 в разновидности, называемой
гидденитом. Некоторые разности содержат также редкие земли
и гелий, иногда цезий.
Сингония сподумена моноклинная. Облик кристаллов призма-
тический, часто уплощенный вдоль оси а. Вертикальные грани
имеют штриховку. Нередко встречаются очень крупные кристаллы
(до 16 ж в длину). Часто наблюдаются полисинтетические двойники
12
Таблица . 2
Классификация литиевых минералов
Классы Подклассы Название минерала Формула Содержание Li2O, вес. %
Силикаты С непрерыв- ными цепоч- ками тетра- эдров Сподумен Бикитаит LiAl [Si2O6] LiAl [Sij.OeJ-Hi.O 8,1 6,51
Со сдво- енными непрерыв- ными це- почками тетраэдров Голь- мквистит Li2(Mg, Fe)3x X (Fe+++,Al)2 X X [Si4O11]2-(OH)2 2,13
С непре- рывными слоями тетраэдров Лепидолит Циннваль- дит Таиниолит Пол и лити- онит Битиит Кукеит Манандонит KLi2Al [Si4Oi„] [F,OH]2 KLiFeAl [Si3AlOlll](F,OH)2 KLiMg.,Si4O]nF» KLi2Al [Si4O10] F2 Ca4(Li, Be, Al/12[(Si, Al)4O10] [OHU? LiAl4[Si3AlO10J [OHJ8 Hv4Li4AlJ4B4Si6O53 1,23—5,90 3,0—3,5 3,70 2 73 0,80—4,33 3,97
Каркасные Эвкриптит Петалит Li [AlSiOJ (Li, Na) [AISUOjoJ 11,9 4,9
•Фосфаты Нормальные безводные Основные •безводные Группа трифилина— литиофилита Сиклерит Группа амблигони- та — монте- бразита Ежекит Таворит Литиофос- фат Li (Fe, Mn) .PO4— —Li (Mn, Fe) PO4 Li (Mn, Fe) PO4 LiAl [PO4| (F, OH) — —LiAl [PO4] (OH, F) Na4CaAl2 [PO4J2x JK[F, OH]4O • LiFe++H [PO4] (OH) Li3 [PO4j 9,5—9,6 3,26—4,89 10,1 7,64 37,07
Бораты Нормальные безводные ортобораты Родицит KNaLi4Al4Be3B10O27 —
Фториды Криолитио- нит Li3Na3Al2F12 5,60
13
по (100). Цвет серый, зеленовато-серый, желтовато-серый, розо-
ватый, желтовато-зеленоватый, бледно-фиолетово-розовый; очень
редко — голубой, бесцветный, прозрачный. Разновидность спо-
думена изумрудно-зеленой окраски называется гидденитом,
прозрачной и фиолетовой окраски — кунцитом.
Окраска сподумена изменяется при нагревании кристаллов-
или облучении их рентгеновыми, катодными или ультрафиолето-
выми лучами (рис. 3): розовые кунциты под воздействием рент-
геновых или у-лучей становятся зелеными, при нагревании или
облучении ультрафиолетовыми лучами обесцвечиваются. Выцве-
тают сподумены и на солнечном свету [18]. Имеют стеклянный
Бесцветный сподумен______
X X —I
Ючйш'О-мш,
"ZIS
лучами / jyygfmg облучение\^ лучами
Нагревание до t<250’
или ультрафиолетовое облучение
Розовый
сподумен
Зеленый
- сподумен
Облучение у-лучами
или рентгеновыми лучами
Рис. 3. Схема изменения окраски сподумена по Клаффи.
блеск со слабым перламутровым отливом на плоскостях спай-
ности.
Под микроскопом сподумен бесцветен; в толстых шлифах
иногда появляется плеохроизм от бесцветного по Ng до слегка
зеленоватого по Np и Nm (Ng, Nm и Np — оси эллипсоида опти-
ческой индикатрисы). Оптические константы сподумена следующие:
Ng = 1,675 — 1,68; Nm = 1,66 — 1,67; Np = 1,65 — 1,66.
Двупреломление Ng — Np — 0,016. Оптически положительный.
Угол оптических осей. 2V = 54°. Плоскость оптических осей
NgNp = (010). Угол погасания cNg = 24 — 26° [19].
Твердость по Моосу 6,5—7,0. Спайность по (ПО) ясная, под
углом 87°. Удельный вес чистого сподумена меняется в пределах
от 3,10 до 3,20, а у измененных разностей уменьшается до 2,9
и ниже. По удельному весу кристаллов сподумена можно судить,
в какой степени они изменены и превращены в глинистые минералы
и, следовательно, какое количество лития они содержат. В кисло-
тах сподумен нерастворим. В катодных лучах интенсивно люми-
несцирует оранжевым цветом. Свечение характерно для всех
без' исключения разностей. В ультрафиолетовом свете сподумен
люминесцирует слабее — розоватым. или розовато-желтым цве-
том. Люминесцентный метод применяется при минералогическом
анализе руд.
Поведение сподумена при нагревании.
Впервые изменение сподумена при нагревании наблюдал Бруш
14
в 1904 г. Он установил, что при температуре 900—1000°
кристаллический а-сподумен переходит в другую стабильную
модификацию, названную им {3-сподуменом [20].
Переход а-сподумена в {3-модификацию при нагревании
до 1000° и изменение его физических свойств были подробно изу-
чены Энделем и Рике (1912 г.), проведены Балло и Дитлером
(1912 г.) и уточнены А. И. Гинзбургом (1944 г.)[3]. Данные по тем-
пературам перехода у разных исследователей расходятся и варьи-
руют от 900 до 1050е.
Рис. 4. Изменение показателя преломления сподумена
при нагревании.
Эндель и Рике полагали, что переход а-сподумена в {3-модифи-
кацию происходит внезапно при 920—980°. В этом температурном
интервале исчезает двойное лучепреломление, показатель прелом-
ления (рис. 4) падает.с 1,66 до 1,519 (оставаясь после этого постоян-
ным даже при плавлении), удельный вес снижается с 3,148
до 2,380 (рис. 5). После плавления при температуре 1380° удель-
ный вес достигает величины 2,367. При 1380—1430° сподумен
плавится с образованием изотропного стекла, застывающего при
охлаждении до 1290°. Балло и Дитлер показали, что сподумены
различных месторождений (удельный вес которых колеблется
от 3,15 до 3,2) претерпевают переход в стабильную модификацию
при разных температурах.
Сподумен при нагревании сразу становится мутным, белым,
непрозрачным и хрупким, приобретая мелоподобный вид. При
нагревании до 900—1000е сподумен становится кремовым, рас-
трескивается с сильным увеличением объема, которое связано
с расщеплением его на отдельные пластинки, изгибающиеся
во все стороны. При дальнейшем нагревании происходит декри-
питация — пластинки отделяются от агрегата и рассыпаются
в порошок (рис. 6 и 7). При нагревании изменяется и структура
15
Рис. 5. Изменение
удельного веса спо-
думена при нагре-
вании по данным:
1 — Энделя и Рике;
2 — Баяло и Дитлера.
Рис. 6. Необожженный
сподумен в иммерсионном
препарате (без анализа-
тора 60 X).
Рис. 7. Обожженный спо-
думен в иммерсионном
препарате (Николи +,
60Х).
минерала: а-сподумен имеет моноклинную сингонию, р-сподумен
относится к каркасным силикатам.
Под микроскопом при параллельных николях обожженный
сподумен имеет медово-желтую окраску. При скрещенных николях
зерна сподумена приобретают изометричную форму и представ-
ляют агрегат мельчайших зерен, появляется своеобразное агрегат-
ное, иногда веерообразное угасание. Цвета интерференции, как
правило, не выше желтого первого
порядка [21 ].
А. И. Гинзбургом [31 было изу-
чено поведение при нагревании про-
дуктов изменения сподумена (рис. 8).
На кривых нагревания видна резко
выраженная эндотермическая реак-
ция, протекающая при 1045°. Помимо
этой основной остановки на кривой
нагревания отмечаются еще две эн-
дотермические остановки при 505
до 700°, вызванные тем, что сподумен
был до некоторой степени изменен.
Кривая нагревания альбитизи-
рованного сподумена дала также
одну эндотермическую остановку, но
уже при 960°. Наконец, на кривой
нагревания следующей стадии изме-
нения сподумена — циматолита ясно
выделяется одна эндотермическая
остановка при 870°. Таким образом,
по мере изменения сподумена эндо-
термическая остановка на кривой
нагревания понижается. Способность
a-сподумена переходить при нагре-
вании в ^-модификацию используется
Рис. 8. Кривые нагревания спо-
думена (по А. И. Гинзбургу):
1 —сподумен; 2 — альбитизнрован-
иый сподумен (альбит+эвкриптнт);
3 — циматолит.
как диагностический признак при минералогическом анализе руд.
Процессы изменения сподумена. Харак-
терной особенностью сподумена является его способность легко
подвергаться в природных условиях различным процессам изме-
нения, которые приводят к выносу лития из минерала и превраще-
нию его в агрегат других минералов.
Ниже перечисляются эти процессы (процессы вторичного
изменения минералов даются по А. И. Гинзбургу [3]).
1. Процесс петалитизации сподумена — сподумен замещается
петалитом и кварцем по схеме:
LiAl [SiO3 [2 + 2SiO2^ Li [AlSi4 O10l-
сподумен петалит
Петалит обычно выделяется по трещинам спайности, часто окайм-
ляет кристаллы сподумена, редко образует псевдоморфозы.
2 Литий, его химия и технология --
‘ '.'CA A11- $
- • . 17
Процесс замещения сподумена петалитом можно наблюдать только
под микроскопом.
2. Процесс альбитизации сподумена — под воздействием нат-
риевых растворов сподумен переходит в агрегат эвкриптита
и альбита. Процесс развит широко, сопровождается выносом неко-
торого количества лития и идет по схеме:.
4LiAl [SiO3 ]2 + Na2O -+ 2NaAlSi3O8 + 2LiAlSiO4 + Li2O.
сподумен альбит эвкриптит
Под микроскопом можно наблюдать все стадии перехода спо-
думена в эвкриптит.
3. При дальнейшем процессе изменения эвкриптит переходит
в слюду типа мусковита — жильбертита по схеме:
6LiAlSiO4 + 2Н2О + К2О 2КА12 [Si3AlOi0] (ОН)2 + 3Li2O.
эвкриптит слюда
Показатели преломления слюды по А. И. Гинзбургу следующие:
Ng = 1,572±0,002; Np = 1,56 ± 0,001; Ng — Np = 0,011 —0,013.
В результате процесса альбитизации по сподумену образуется
агрегат альбита и слюды, представляющий собой псевдомор-
фозы по эвкриптиту. Такой агрегат называется циматолитом
или аглаитом.
4. Процесс замещения сподумена слюдистым агрегатом.
Во всех месторождениях наблюдается процесс метасоматического
замещения сподумена тонкочешуйчатой слюдкой, которая часто
образует по сподумену совершенные псевдоморфозы.
5. Процессы гипергенеза. Сподумен в условиях гипергенеза
переходит в глинистые минералы, иногда замещаясь каолинитом,
галлуазитом или монтмориллонитом в зависимости от условий,
в которых идет выветривание.
Все процессы изменения сподумена А. И. Гинзбург свел в схему,
приведенную на рис. 9.
Бикитаит (bikitaite) LiAl [Si2O6] Н2О. Химический состав:
SiO, — 55,79%; А12О3 — 26,88%; Fe2O, — 0,07%; Li2O — 6,51%;
Na2б —0,10%; К .0 — 0,17%; MgO — 0,33%; H2O — 9,82%.
Бикитаит — первый найденный в природе водный алюмоси-
ликат лития [22]. Встречается в виде неправильных зерен разме-
ром до 1 мм, заполняющих небольшие трещины в эвкриптите
и промежутки между зернами кварца и эвкриптита. Обычно бики-
таит находится среди зернистого агрегата эвкриптита, развиваю-
щегося по петалиту.
Сингония моноклинная. Бесцветный, просвечивает в мелких
зернах. Черта белая, спайность неясная по (001) и (100). Твер-
дость 6. Удельный вес 2,34. В ультрафиолетовых лучах флуорес-
цирует. Оптически двуосный, отрицательный. Ng = 1,523;
Nm= 1,521; Np = 1,510 (в Na свете); 2V = 45°; cNg = 28°.
18
Термическим анализом установлены две эндотермические реак-
ции в интервалах 190—475° и 750—900°. Первая реакция вызы-
вается удалением воды цеолитного типа. Вторая реакция является
результатом превращения бикитаита в ^-сподумен [22].
Гольмквистит (holmquistite) —литиевый амфибол Li2 (Mg, Fe)s
(Fe+++,A1)2- [Si4On ]2 (ОН),. Гольмквистит — редкий минерал,
появляется всегда на контакте сподуменовых пегматитов и основ-
ных горных пород. Характерными спутниками его являются
клиноцоизит, апатит и турмалин.
Сподумен
в ль битизироб.анный
сподумен
альбитч- эвкриптит
Циматолит Слюда по
альбит+слюда сподумену
Монт-
Монтморилло- Монтморилло- морилло-
нит нит нит >
, Гтллуазит
Альбит +каолинит Каолинит
Рис. 9. Процессы изменения сподумена (по А. И. Гинзбургу).
Гольмквистит встречается в виде сильно вытянутых столб-
чатых кристаллов размером от нескольких миллиметров до 1,5 —
2 см в длину при сечении, не превышающем 0,3 х 1 мм. На кри-
сталлах хорошо видны грани призмы (110) и в исключительных
случаях пинакоида (100). Удлиненные кристаллы гольмквистита
распределены неравномерно в среднезернистом габбро-анор-
тозите, составляя вблизи пегматитовых тел до 5% всей массы
породы.
Цвет минерала синевато-фиолетовый, темно-фиолетовый, почти
черный, голубовато-фиолетовый, голубой или почти бесцветный.
Блеск стеклянный; черта бесцветная. Светлые разности проз-
рачны или полупрозрачны. Оптически отрицательный; N =
= 1,644 — 1,646; Nm = 1,638; N„ = 1,620 — 1,624; У — ДГ =
= 0,020 — 0,026; 2V = 48 — 50°; cNg = 0—4° [14].
Под микроскопом гольмквистит выделяется своими удли-
ненными размерами и характерным плеохроизмом в фиолетовых
тонах.
Степень и характер плеохроизма меняются у различно
окрашенных разностей, но схема абсорбции для всех одинакова
Ng > Nm > Np. Светлые разности в шлифе бесцветны и почти
не плеохроируют. Погасание прямое.
2*
19
Твердость гольмквистита 5—6. Удельный вес 2,95—3,11.
Спайность совершенная по призме. Гольмквистит является харак-
терным минералом околожильных процессов изменения вмещаю-
щих пород, развивается за счет обыкновенной или актинолитовой
роговой обманки.
Силикаты с непрерывными слоями тетраэдров
Лепидолит (lepidolite) KLi2Al [Si4O10] [F, ОН], (синоним —
литионит).
Принадлежит к числу редких слюд. Химический состав непо-
стоянный: КгО от 4,82 до 13,85%; Li2O от 1,23 до 5,90%; А12О3
от 11,33 до 28,80%; SiO2 от 46,90 до 60,06%; Н2О от 0,65 до 3,15%;
F от 1,36 до 8,71%.
В виде примесей присутствуют: MgO (до нескольких процен-
тов), FeO, MnO, CaO, NazO, Cs2O, RbO2 (последняя иногда
до 3,73%) и др.
Переходная разность от лепидолита к циннвальдиту назы-
вается криофиллитом, в котором часть Li+ замещается
Fe+ + , a F — группой ОН ; содержание окиси лития примерно
4,5%. Другая разность между лепидолитом и циннвальдитом —
протолитионит. Цвет черный. Оптически одноосен.
Содержание окиси лития 3,4?z6.
Сингония лепидолита моноклинная. Облик кристаллов плас-
тинчатый, псевдогексагональный. Хорошо образованных кри-
сталлов не наблюдается. Двойники образуются по слюдяному
закону. Агрегаты листоватопластинчатые или тонкочешуйчатые.
Изредка встречается в виде друз кристаллов.
Лепидолит встречается в пневматолитически измененных
гранитах (грейзенах) и в некоторых пегматитах, иногда в высоко-
температурных гидротермальных жилах. Ассоциирует обычно
с полевыми шпатами, кварцем, мусковитом, сподуменом, литие-
вым турмалином, топазом, касситеритом, флюоритом и др.
Значительная часть лепидолитов образуется вследствие метасо-
матического замещения мусковита или биотита.
Цвет лепидолита розовато-красный, бледно-фиолетовый, иногда
персиково-красный, белый. Блеск стеклянный, на плоскостях
спайности перламутровый, серебристый. Оптические константы
зависят от химического состава.
Для обычного лепидолита N = 1,555 — 1,57; Nm — 1,555 —
— 1,56; Np = 1,53 — 1,54; Ng — Np = 0,025 — 0,028. 2V
сильно меняется. Оптически отрицательный. Твердость
2,5 — 4,0; спайность весьма совершенная по базису. Удельный
вес 2,8 — 3,3. Кислотами разлагается только после сплавления.
Циннвальдит (zinnwaldite) KLiFeAl [Si3AlO10] [F, OH]2.
Химический состав циннвальдита сильно изменчив, содержа-
ние FeO иногда достигает 12,5%. Содержание окиси лития колеб-
лется от 3,0 до 3,5%. Железистая разновидность циннвальдита —
20
рабенглиммер — часто рассматривается как богатый оло-
вом циннвальдит; цвет темно-зеленый и зеленовато-черный. Син-
гония циннвальдита моноклинная. Цвет светло-фиолетовый, серый,
бурый, темно-зеленый. Встречается в виде тонко- и толстотаблит-
чатых кристаллов и в виде чешуйчатых агрегатов. Обычно непроз-
рачный или просвечивает. Блеск стеклянный, на плоскостях
спайности перламутровый. Оптические константы: N = 1,58 —
— 1,61; Nm = 1,57— 1,60; Np = 1,55 — 1,58; Ng — Np = 0,030;
2V = — 35°. Оптически отрицательный.
Твердость циннвальдита 2—3; удельный вес 2,9 — 3,2. В кисло-
тах разлагается. В процессе выветривания превращается в каоли-
ноподобный продукт, интенсивно окрашенный гидроокислами
железа в желто-бурый и бурый цвет.
Тайниолит {taeniolite) KLiMg2 [Si4O10]F2 (синоним—т энно-
лит).
Своеобразная литиевая слюда, не содержащая или содержащая
мало глинозема. Тайниолит встречается в пегматитах нефели-
новых сиенитов. Очень редкий. Сингония моноклинная. Тайнио-
лит встречается в виде отдельных чешуек, гексагональных пласти-
нок, реже — плотных масс. Цвет коричневый, блеск стеклянный.
В шлифах слабо окрашен, плеохроизм от желтоватого по Ng
до бесцветного по Np. Схема абсорбции Ng > Np. Минерал двуос-
ный, отрицательный. NgNp || (010). 2V очень мал. N = 1,553;
Nm = 1,553; Np = 1,522; Ng — Np = 0,031 123]. Твердость
2,5—3 [24]. Удельный вес 2,82 — 2,9. Спайность совершен-
ная по базису.
В гипергенных условиях тайниолит неустойчив; теряя щелочи
и фтор и обогащаясь водой, он превращается в минерал группы
монтмориллонита. Встречается в Нарсарсук (Южная Гренландия)
в пегматитах щелочных пород.
Полилитионит {polylithionite) KLi2Al [Si4O10] F2.
Наблюдается в виде неправильных скоплений размером
до 20 см в диаметре, в виде тонких чешуй и прожилков в натро-
лите, оторочек вокруг микроклина, псевдоморфоз по натролиту,
сферолитов; все образования имеют тонкочешуйчатое или скрыто-
кристаллическое строение. Сингония псевдогексагональная.
Цвет полилитионита белый, розовый, кремовый, иногда зеле-
новатый или голубоватый. Блеск восковой у скрытокристалли-
ческих разностей, перламутровый у раскристаллизованных раз-
ностей. В шлифах бесцветный. Скрытокристаллические разности
имеют волнистое или полосчатое угасание. Двуосный, отрицатель-
ный 2V = 030 . Ng — АД, = 1,551 — 1,56; Np = 1,583.
Твердость ( 2—3. Удельный вес 2,62—2,82.
Полилитионит встречается в сложнозамещенных пегматитах
нефелиновых сиенитов. При выветривании превращается в мине-
рал типа монтмориллонита. Встречается в грейзенах, нередко
в ассоциации с вольфрамитом, шеелитом, касситеритом, флюори-
том, топазом и др.
21
Битиит (bityite) Са4 (Li, Be, Al)12 [(Si, Al)4O10] [OH120?
Изучен плохо. Очень редкий. Имеет следующий химический
состав: Li2O —2,73%; Na2O —0,40%; К2О — 0,16%; ВеО—
2,27%; MgO —0,13%; СаО — 14,30%; А12О3 —41,75%; SiO2 —
31,95%; Н2О —6,50%.
Сингония битиита псевдогексагональная. Облик' кристаллов
пластинчатый. Цвет белый или желтый. Оптические константы:
Ng = 1,64; Nm = 1,63; Np — 1,62; Ng — N p= 0,02; оптически
отрицательный; 2V малый. Твердость 5,5. Спайность по базо-
пинакоиду. Удельный вес 3,05. В кислотах нерастворим. Встре-
чается в пегматитах с турмалином, лепидолитом и другими мине-
ралами.
Кукеит (cookeite) LiAl4 [Si3AlO10] [ОН]8.
Относится к группе литиевых хлоритов. Встречается в кварц-
слюдистом агрегате, замещающем различные силикаты на послед-
них стадиях пегматитового процесса. Кукеит всегда встречается
в тесном парагенезисе с поздним кварцем и представлен сильно
изогнутыми или веерообразно расходящимися чешуйками с харак-
терным облачным угасанием или же типичными сферолитами,
размер которых колеблется от долей миллиметра до 3—4 мм
в диаметре, реже — ксеноморфными зернами [10].
Сингония кукеита моноклинная. Окраска чаще всего белая,
светло-розовая, зеленоватая, серовато-зеленая, реже бурая.
В шлифе бесцветный. Блеск перламутровый или шелковистый.
Оптические константы: Ng = 1,597; Nm = 1,58; Np = 1,576;
Ng — Np = 0,021. Оптически положительный.
Ng перпендикулярна к плоскости спайности. Широкие коле-
бания оптических свойств обусловлены частичными изменениями
кукеита гидратированием и превращением в «гидроокислы». Этот
процесс протекает постепенно и приводит к уменьшению показа-
телей преломления, а также к снижению Ng — Np [4]. Твердость
2,5. Спайность слюдоподобная по (001), листочки гибкие, но
не упругие. Удельный вес 2,67. Разлагается серной кислотой.
Поведение кукеита при нагревании. Кри-
вые нагревания показали у кукеитов две характерные остановки:
широкую эндотермическую, начинающуюся при 400—530°, с мак-
симумом 580—650° и экзотермическую, начинающуюся при 820—
870°. Остановка при 580—650° (по кривой обезвоживания) свя-
зана с выделением воды, происходящим постепенно, примерно
в интервале 150°. У гидратированного кукеита появляется еще
одна эндотермическая остановка при 150°, вызванная удалением
низкотемпературной воды [101.
Алюминиево-литиевые хлориты —- кукеиты — образуются
в литиевых пегматитах на поздних стадиях развития гидротер-
мального процесса в результате изменения литиевых силикатов
(сподумена, петалита, литиевого турмалина, лепидолита). В гипер-
генных условиях кукеит переходит в глинистый минерал типа
галлуазита.
22
Манандонит (manandonite) H24Li4Al14B4SieOo3.
Минерал является борсодержащим кукеитом. Был обнаружен
только в литиевых пегматитах р. Манандоны (Мадагаскар).
Очень редок, и, по-видимому, является продуктом изменения
рубеллита. Имеет следующий химический состав: Li2O — 3,97%;
Na2O — 0,48%; К2О — 0,20%; А12О3 — 47,02%; В2О3 —9,25%;
SiO2 — 25,20%; Н2О — 14,10%.
Сингония манандонита псевдогексагональная, по-видимому,
ромбическая. Минерал слюдоподобный, встречается в виде пла-
стинчатых агрегатов или сосцевидных корок из гексагональных
пластинок; бесцветный или белый, с характерным перламутровым
блеском. Оптические константы: Nm = 1,6; Ng— Np = 0,014;
Ngj_ спайности. 2V малый и непостоянный. Двуосный. Оптически
положительный [23]. Спайность совершенная по (001). Удель-
ный вес 2,89. Легко плавится, окрашивая пламя в красный цвет.
Растворяется в H2SO4.
Каркасные силикаты
Эвкриптит (eucryptite) Li [AlSiOj.
Содержание окиси лития 11,9%. Сингония гексагональная.
Наблюдается в виде закономерно ориентированных вростков
в альбите. Цвет белый, бесцветный. Оптически отрицательный,
одноосный, Nm = 1,545; спайность ясная по (0001). Удельный
вес 2,41—2,67. В соляной кислоте разлагается с выделением сту-
денистого коемнезема. Образуется в результате изменения споду-
мена.
Петалит (petalite) (Li, Na) [AlSi4O10] (синоним — касто-
рит).
Теоретически печалит имеет следующий химический состав:
SiO2—78,4%; А12О3 — 16,7%; Li2O — 4,9%. Химические ана-
лизы (по А. И. Гинзбургу) показывают наличие в петалите:
75,67 — 78,4% SiO2; 14,82—17,05% А12О3; следы — 1,42%
Fe2O3; 0,13—0,28% FeO; следы МпО; 0,20—0,80% СаО; 0,03—
0,27% MgO; 1,97—4,4% Li2O; следы — 2,07% К2О + Na2O;
0,03°/с Р2О5; 0,02—1,60% Н2ОЬ + Н2О_. Содержание окиси лития
в петалите колеблется от 1,0 до 4,4 % и всегда ниже теоретического.
Литий в петалите замещается Na, Fe, Mg.
Сингония петалита моноклинная. Форма и характер выделе-
ния петалита чрезвычайно разнообразны; он встречается в виде
зернистых и пластинчатых агрегатов размером до 40 см и в виде
плохо образованных кристаллов. Находится в пегматитах,
где ассоциирует - с амблигонитом, натролитиевым бериллом,
поллуцитом и лепидолитом. Цвет обычно серый, темно-серый,
реже желтоватый, бесцветный, иногда красноватый или зелено-
ватый; измененные разности — непрозрачные, молочно-белые;
блеск стеклянный, на плоскостях спайности перламутровый.
Оптические константы: Ng = 1,516; Nm — 1,510; Np = 1,504;
23
Ng— Np = 0,012; оптически положительный; 2 V = 83е; NgNp_]_
(010); cNg = 4 — 5. Твердость 6—6,5, хрупкий. Спайность
совершенная по (001), ясная по (201). Удельный вес меняется
от 2,39 до 2,46. С кислотами не реагирует.
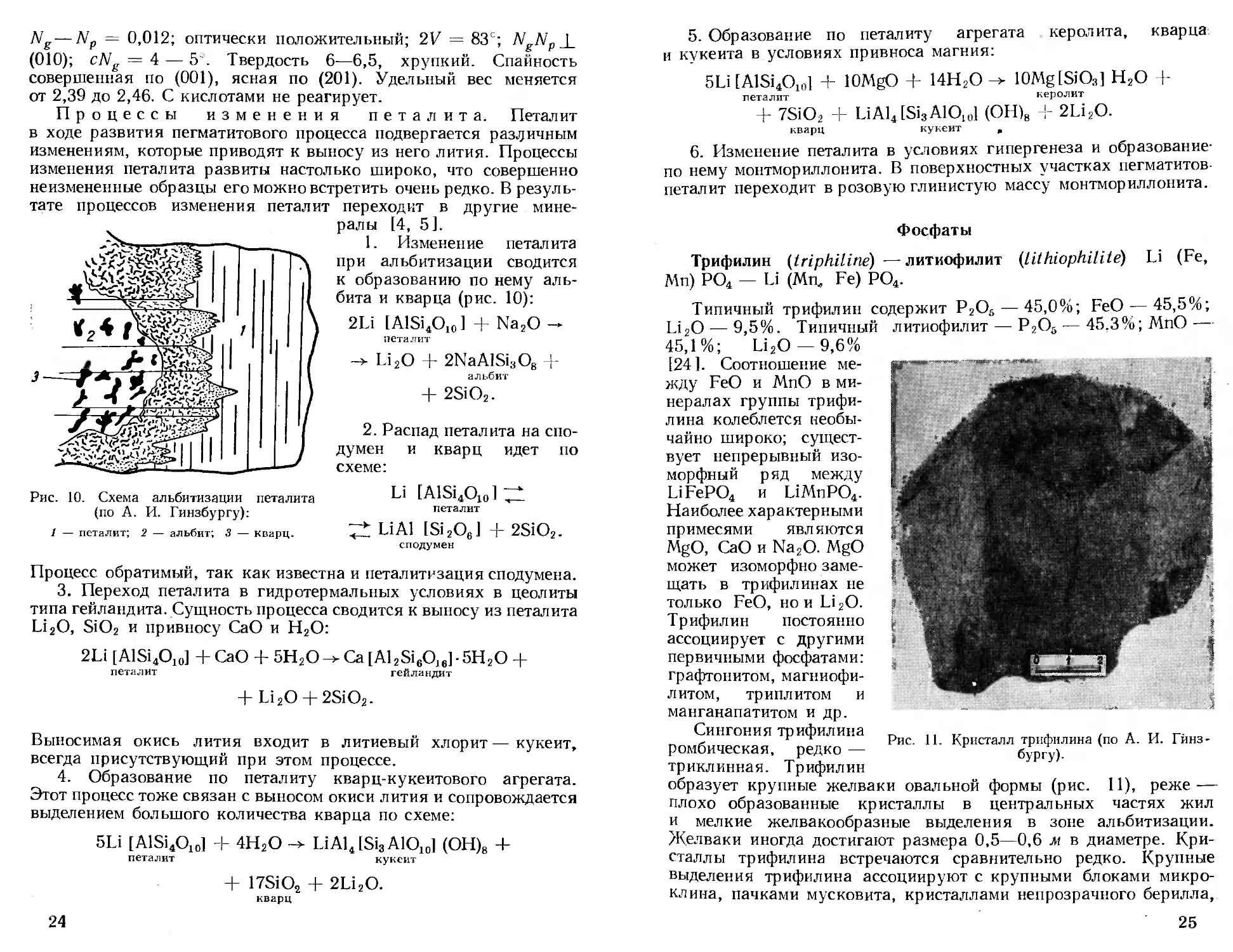
Процессы изменения петалита. Петалит
в ходе развития пегматитового процесса подвергается различным
изменениям, которые приводят к выносу из него лития. Процессы
изменения петалита развиты настолько широко, что совершенно
неизмененные образцы его можно встретить очень редко. В резуль-
тате процессов изменения петалит переходит в другие мине-
Рис. 10. Схема альбитизации петалита
(по А. И. Гинзбургу):
1 — петалит; 2 — альбит; 3 — кварц.
ралы [4, 5].
1. Изменение петалита
при альбитизации сводится
к образованию по нему аль-
бита и кварца (рис. 10):
2Li [AlSi4Ol0 ] + Na2O —
петалит
-> Li2O + 2NaAlSi3OB +
альбит
+ 2SiO2.
2. Распад петалита на спо-
думен и кварц идет по
схеме:
Li [AlSi4O10l
петалит
LiAl [Si2Oe] + 2SiO2.
сподумен
Процесс обратимый, так как известна и петалитизация сподумена.
3. Переход петалита в гидротермальных условиях в цеолиты
типа гейландита. Сущность процесса сводится к выносу из петалита
Li2O, SiO2 и привнесу СаО и Н2О:
2 Li [AlSi4O10] + СаО + 5Н2О -> Са [Al2Si6О16] 5Н2О +
петалит гейландит
+ Li2O -p 2SiO2.
Выносимая окись лития входит в литиевый хлорит — кукеит,
всегда присутствующий при этом процессе.
4. Образование по петалиту кварц-кукеитового агрегата.
Этот процесс тоже связан с выносом окиси лития и сопровождается
выделением большого количества кварца по схеме:
5Li [AlSi4O10] + 4Н2О -> LiAl4 [Si3 А1О10] (ОН)8 +
петалит кукеит
+ 17SiO2 + 2Li2O.
кварц
24
5. Образование по петалиту агрегата керолита, кварца
и кукеита в условиях привноса магния:
5Li [AlSi4OI0] + lOMgO + 14Н2О -> 10Mg[SiO3] Н2О +
петалит керолит
+ 7SiO, + LiAl4[Si3AlO10] (ОН)В F 2Li2O.
кварц кукеит „
6. Изменение петалита в условиях гипергенеза и образование-
по нему монтмориллонита. В поверхностных участках пегматитов-
петалит переходит в розовую глинистую массу монтмориллонита.
Фосфаты
Трифилин (triphiline)—литиофилит (lithiophilite) Li (Fe,
Mn) PO4 — Li (Mn, Fe) PO4.
Типичный трифилин содержит P2OS — 45,0%; FeO — 45,5%;
Li2O — 9,5%. Типичный литиофилит — P2O5— 45.3%; MnO —
45,1%; Li2O — 9,6%
[24]. Соотношение ме-
жду FeO и MnO в ми-
нералах группы трифи-
лина колеблется необы-
чайно широко; сущест-
вует непрерывный изо-
морфный ряд между
LiFePO4 и LiMnPO4.
Наиболее характерными
примесями являются
MgO, СаО и Na2O. MgO
может изоморфно заме-
щать в трифилинах не
только FeO, нои Li2O.
Трифилин постоянно
ассоциирует с другими
первичными фосфатами:
графтонитом, магниофи-
литом, триплитом и
Рис. 11. Кристалл трифилина (по А. И. Гинз-
бургу).
манганапатитом и др.
Сингония трифилина
ромбическая, редко —
триклинная. Трифилин
образует крупные желваки овальной формы (рис. 11), реже —
плохо образованные кристаллы в центральных частях жил
и мелкие желвакообразные выделения в зоне альбитизации.
Желваки иногда достигают размера 0,5—0,6 м в диаметре. Кри-
сталлы трифилина встречаются сравнительно редко. Крупные
выделения трифилина ассоциируют с крупными блоками микро-
клина, пачками мусковита, кристаллами непрозрачного берилла,
25
•черного турмалина, гигантскими кристаллами апатита. Мелкие
выделения трифилина ассоциируют с клевеландитом, мусковитом,
турмалином, манганапатитом, спессартином и касситеритом [6].
Цвет изменяется в зависимости от содержания FeO и МпО:
трифилина — зеленовато-серый, голубой, оливково-зеленый,
у окисленных разностей — бурый; литиофилита — бледно-розовый,
желтый, красно-бурый. Блеск стеклянный до смолистого, иногда
несколько жирный. Оптические константы для более полно изу-
ченной разности с содержанием FeO — 30,9%: N = 1,702; Nm =
— 1,695; Np = 1,694; Ng — Np = 0,008; для разности с содер-
Рис. 12. Включения сульфидов в три-
филине (по А. И. Гинзбургу):
1 — трифилин; 2 — пирит.
Рис. 13. Замещение трифилина
и находящихся в нем включений
пирита вивианитом (по А. И. Гинз-
бургу):
/^трифилин; 2— пирит; 3 — вивианит.
жанием FeO —2,94%: Ng = 1,673; Nm = 1,666; Np = 1,663;
Ng — Np = 0,010. Очень богатые железом разности оптически
отрицательны, более бедные — положительны. Литиофилиты
оптически положительны. 2V = 62—65°; плеохроируют: по Np —
темно-розовый, по Nm — бледно-желтый, по Ng — светло-розо-
вый [19]. Твердость трифилина 4,5—5. Спайность по (001) совер-
шенная, по (010) ясная (под микроскопом прерывчатая). Удель-
ный вес 3,42—3,56. Растворяется в соляной кислоте.
Для крупных выделений трифилина — литиофилита харак-
терны небольшие включения различных минералов: сульфидов
(пирита, пирротина, арсенопирита, сфалерита, халькопирита,
^марказита), кварца, мусковита, апатита, турмалина. Количество
включений достигает обычно 5—10%, а в некоторых случаях —
15—20 %. Форма включений сульфидов округлая, иногда капле-
образная, червеобразная (рис. 12).
Все трифилины в той или иной степени изменены. Под микро-
скопом обнаруживается большое количество различных фосфа-
тов, из которых самым обычным является вивианит (рис. 13).
26
Часто вивианит развивается по пириту и марказиту, включен-
ному в трифилин [6].
Процессы изменения трифилина— литио-
филита. Одной из характерных особенностей минералов
группы трифилина — литиофилита является легкость их изме-
нения в гидротермальных и гипергенных условиях. Процессы
изменения трифилина — литиофилита описаны в работе А. И. Гинз-
бурга на примере трифилина из пегматитов Калбинского
хребта [6].
Трифилин
LtzGZ(Fe,Mn)OP;,us
Ралаитч-чернобато-зеленый минерал
Гидратация —Вивианит
н 3(Fe,Mn)0P30s-8H20
Г-керченит
5Fe0-2Fe2033P20s-23H20 5(Mn,Fe)0-2P305-5H20 ZFeO^Fe2033P20s-5H2O
/стюартит I
/3(Mn,Fe)0P20sW20 Т
/ . .л''''"' Бурый рок-
Ландезит Крыжанобскит бриджецт Сиклерит
Мо0Гег03Рг052н//~Ъг0б/(Мп0+Ге^3)-2Рг05
\ / / Гетерозит
i2u *4 f /к (Ге,Мп)303'Р203
Водные фосфатные еели-^-----
(Feftni&mPrfgnfyO
Дайлит
CaOn P30g * С02 у
Г1дроокислы железа Окислю и гидроокислы марганца
МпО2-пН2О
5(1дп,Ге)0-2Р305 4Нг0
I
Гюролит
Начало
окисления
FeO
Рокбриджеит
Окисление
Всего ........ ________
Ге0ВРег03 MnOyFeiO^o/oMnOSFe^s-
Окси-
керченит
чгеыл-
21Нг0
Окисление ____ г.
всего (Мп,Ре),03-р2О5-Н
Нп0вМпг03
Образование коллоидных
фосфатов железа __
Образование еидро- т
они слов железа, f."
марганца и С02- Fe203-nH,0
содержащих апатитов 33 е
Рис. 14. Схема процессов изменения трифилина (по А. И. Гинзбургу).
На поверхности жил минералы этой группы всюду полностью
изменены и превращены в черные или темно-бурые трудно опре-
деляемые фосфаты железа и марганца. Легкость изменения минера-
лов этой группы объясняется тремя факторами: 1) двухвалентное
железо в трифилине очень быстро окисляется до трехвалентного;
2) литий из трифилина легко выносится; 3) изменению трифи-
лина способствуют мельчайшие включения сульфидов, почти
всегда присутствующих в нем.
В результате этих процессов по трифилину развиваются много-
численные вторичные фосфаты железа и марганца, количество
которых превышает 30. Вторичные фосфаты окаймляют зерна
трифилина, выделяются в них по трещинкам, в пустотах. Про-
цессы изменения трифилина сведены А. И. Гинзбургом [6] в схему
(рис. 14).
Сиклерит (sicklerite) Li (Мп, Fe+++) РО4 (синонимы — ман-
гансиклерит, псевдогетерозит; железистая разность —
ферросиклерит).
27
Химический состав сиклерита следующий: Р2О5— 42,55%;
А12О3 — 1,91%; Fe2O3 — 18,57%; Мп2О3 — 1,70%; МпО—
25,80%; СаО— 1,87%; MgO-- 0,48%; LLO —3,53%; NazO—
0,54%; Н2О+— 1,11%; Н2О_ —0,81%; нерастворимый
остаток — 1,57% [9].
Сиклерит является первой стадией окисления трифилина
Li (Fe, Мп) РО4. Различают два типа сиклерита: ферросиклерит,
образующийся в результате окисления трифлина, и манганосик-
лерит или просто сиклерит, получающийся при окислении литио-
филита [25].
Процесс окисления минералов группы трифилина — литио-
филита изображают в следующем виде [25]:
Li (Fe++, Mn++)PO4
трифилин
Li (Fe+ + 4, Mn++)PO4
ферросиклерит
I
(Fe+ ++, Mn+ + +) PO4
гетерозит
Li (Mn ' +, Fe++) PO4
литиофилит
I
Li (Mn++, Fe+ + +) PO4
манганосиклерит
I
(Mn+ + + , Fe+ ++)PO4.
пурпурит
Сингония сиклерита ромбическая. Он встречается в виде плот-
ных масс — мелких самостоятельных выделений размером от 0,5
до 1—3 см в диаметре, в виде узкой промежуточной каемки между
выделениями трифилина и окружающего его гетерозита, а также
в виде мельчайших включений в апатите. Форма вростков непра-
вильная, червеобразная, игольчатая, удлиненная. Вростки обычно
закономерно ориентированы. Хорошо образованные кристаллы
сиклерита не встречаются.
Цвет сиклерита темно-коричневый, почти черный, черта корич-
невая; блеск смолистый; оптические константы: N = 1,745;
Nm = 1,735; Np = 1,715; 'Ng— Np = 0,030; двуосный, опти-
чески отрицательный; 2V средний; сильная дисперсия г > V.
Сильно плеохроирует: по Np — густо-красный, по Nm — свет-
ло-красный, по Ng—бледно-красный, Np~^>NmZ>Ng [19].
Твердость 4; спайность в двух направлениях; удельный вес 3,45.
В кислотах растворяется.
Процессы изменения сиклерита. Сиклерит
вдоль трещин спайности всегда несколько окислен и превращен
в пурпурит или гетерозит. При дальнейшем окислении сиклерита
образуются водные фосфаты Fe г ! + и Мпь++.
Амблигонит (ambligonite) Li Al [РО4] (F, ОН) — монтебразит
(montebrasite) Li Al [PO4] (OH,F).
Химический состав: SiO2— 1,04%; TiO2—нет; A12O3—
34,27%; Fe2O3 — 0,57%; FeO —0,06%; MnO —0,35%;
MgO —0,29%; CaO —0,89%; Na2O— 1,52%; Li2O —8,71%;
K2O —0,22%; P2O6 — 46,60%; F —0,95%; H2O —4,87% [7].
Наиболее характерной примесью является Na2O до 1,96%
(часть лития изоморфно замещается натрием).
28
Промежуточные минеральные виды между амблигонитом и
монтебразитом называются гебронитом и фремонти-
т о м. Минералы группы амблигонита встречаются в пегмати-
тах, где они бывают представлены двумя генерациями; в виде
крупных, плохо образованных кристаллов и желваков до 40—
60 см в диаметре (рис. 15), а также в виде мелких кристаллов
от нескольких миллиметров до 1—3 см. Мелкие кристаллы, как
правило, образованы лучше крупных.
Сингония амблигонита триклинная. Цвет белый, серый,
темно-серый, слегка желтоватый или розоватый; блеск стек-
лянный до жирного, на плоскостях спайности перламут-
ровый. Округлые выделения ассоциируют со сподуменом, мик-
Рис. 15. Желвак монтебразита (по А.. И. Гинз-
бургу).
роклином, трифилином; мелкие — с крупночешуйчатым лепидо-
литом, голубым клевеландитом, касситеритом, бериллом, поли-
хромными турмалинами и поллуцитом.
Оптические свойства амблигонита зависят от содержания в нем
фтора (табл. 3). По мере перехода от амблигонита к монтебра-
зиту показатели преломления закономерно увеличиваются. Соот-
ветственно с этим меняется и угол 2V, а также оптический знак
минерала. Амблигониты оптически отрицательны с 2V, меняю-
щимся от 50 до 80°; средние члены ряда амблигонит — монте-
бразит имеют угол 2V около 90° и могут быть как отрицательными,
так и положительными (от — 80 до ф- 80°). Монтебразиты всегда
положительны с 2V от 70 до 85°. Для чисто фтористой разности
Ng = 1,598; Nm = 1,593; Np = 1,578; — Np = 0,020.
Под микроскопом отличительной особенностью минералов
является прекрасно выраженное двойниковое строение (полисин-
тетические двойники). Твердость 6; хрупкий. Спайность по (001)
совершенная, по (100) несколько менее совершенная. Удельный
29
Оптические свойства амблигонитов различных месторождений
со
ъо 1,598 1,598 1,612 1,617 1,620 1,620 1,617 1,630 1,631 1,633
Е % 1,585 1 1,605 1,607 119*1 1,609 1,608 1,614 1,614 1 619* I
С1. 1,578 1,578 1,591 1,596 1,600 1,598 1,596 1 1,607 1,611 1,611
сч 50—55° 1 О О со О О со 50—90° О со о ОО О О ОО О О ОО 1 04 04 о со
Знак 1 1 1 + + + + + +
Содержа- ние F, % 8—11,7 9,2—11 04 О 5,2—5,4 4,42 2,9—3,1 £ сч ю 1 0,57
Автор описания Баклунд, 1918 1 1 К- Лэндес, 1925 Баклунд, 1918 П. Квенсел, 1937 В. Дерпингхауз, 1914 A. Cuhna и О. Costa, 1941 А. Лакруа, 1910 И. Секанина, 1946 Г. Перман, 1945
Месторождение Монтебра, Франция Хуредсрф, около Пенига Утё, Швеция Штат Мэйн, США Геброн, штат Мэйн, США Варутреск, Швеция Caceres, Испания Mogi das Cruzes, Бразилия Монтебра, Франция Добра Вода, Западная Моравия Кимито, Финляндия
Минерал Амблигонит Гебронит Монтебразит
вес 2,98—3,15 (падает по мере увеличения ОН). Полностью раст-
ворим в серной кислоте.
Процессы изменения амблигонита —-
монтебразита [7] (рис. 16). Амблигонит — монтебра-
зит легко изменяется в гидротермальных и гипергенных условиях,
давая начало другим вторичным фосфатам алюминия, замещаясь
слюдистым агрегатом и переходя в глинистые минералы. Глав-
нейшие процессы изменения амблигонита — монтебразита сле-
дующие:
1. Под воздействием про-
цесса альбитизации происходит
частичное замещение лития
натрием с образованием фре-
монтита. Литий фиксируется
в лепидолите.
2. В гидротермальных усло-
виях в результате выноса ли-
тия и привноса Са образуются
фосфаты Са и А1. Освобождаю-
щийся при этом Li входит в со-
став слюд типа кукеита. При
выносе Р2О6 по монтебразиту
образуется глинисто-слюдистый
агрегат.
3. Под действием различных
вод в гидротермальных и ги-
пергенных условиях происхо-
дит выщелачивание лития из
Рис. 16. Схема изменения монтебра-
зита (по А. И. Гинзбургу):
1 — монтебразит; 2 — апатит; 3 — као-
линит; 4 — кукеит.
амблигонита — монтебразита и фремонтита с образованием слож-
ной группы водных вторичных алюмофосфатов Na и Са (мори-
нит — ежекит, вардит — псевдовавеллит). В поверхностных зонах
наблюдается образование по амблигониту глинистых минералов
типа галлуазита [7].
Ежекит (jezekite) Na4CaAl2 [РО4]2 [F, ОН]4О.
Безводный фосфат, очень редкий. Кристаллы призматические-
или таблитчатые; моноклинный. Бесцветный или белый. Опти-
чески отрицательный. N = 1,59; Nm = 1,56; N„ = 1,55; N —
— Np = 0,04; NgNp = (010); 2V = 29°; cNp = 29°. Твердость
4,5. Спайность совершенная по (100), несовершенная по (001).
Удельный вес 2,94. Встречен в пегматитах Саксонии.
Таворит LiFe+ + + (РО4) (ОН).
Химический состав таворита [26] : Li2O— 7,64%; MnO—
1,47%; FeO — 2,39%; Fe2O3 — 42,57%; Р2О6 — 39,78%; Н2О+ —
5,76%; Н2О_— 0,40%. Минерал изоструктурен с монтебразитом.
Встречается в виде очень мелкозернистых агрегатов, образующих
прожилки и неправильные выделения в измененном трифилине.
Сингония периклинная. Цвет желтый или зеленовато-жел-
тый. Удельный вес 3,29. N = 1,807.
30
31
Литиофосфат Li3 [РО4]. Химический состав: SiO2—1,14%;
Al2O3 — 0,62%; Fe2O3 — 0,04%; MgO — 0,15%; Саб — 0,88%;
MnO — 0,01%; NazO — 0,05%; Li2O — 37,07%; P2O5 — 59,92%;
H2O+ — 0,33; H2O- — 0,06%; F — следы [27].
Литиофосфат наблюдается в виде мономинеральных обособ-
лений размером до 9 X 5 см. В форме ограненных кристаллов
литиофосфат на найден. Находится в пегматитах, где ассоции-
рует со светло-розовым сподуменом, микроклин-пертитом и др.
Сингония точно не установлена, вероятно, ромбическая.
Цвет минерала белый до бесцветного; блеск стеклянный. Опти-
ческие константы: Ng = 1,567 + 0,002; Nm = 1,557 + 0,002;
Np = 1,550 + 0,002; Ng— Np — 0,017; удлинение положитель-
ное, двуосный, положительный; 2V — 69°. Твердость 4. Спайность
хорошо выражена в одном направлении. Удельный вес 2,46.
В катодных лучах люминесцирует голубым (цвета бирюзы)
•светом, в ультрафиолетовых — люминесценция не наблюдается.
Процессы изменения литиофосфат а.
В гипергенных условиях литиофосфат изменяется и превращается
в агрегат вторичных продуктов, среди которых установлены розо-
вый манганапатит, и, вероятно, дависонит. Апатит образует тон-
кие корочки, расположенные согласно спайности литиофосфата.
Схема процессов изменения монтебразита представляется сле-
дующей:
(Са, Мп)Б[РО4]3 (ОН)
f манганапатит
Li Al [РО4] (ОН) -> Lia [РО4]7
монтебразит литиофосфат
^Сад А1 [РО4]2 (ОН)3 • Н2О.
дависонит
Литиофосфат развивается, по-видимому, по монтебразиту
в гидротермальную стадию пегматитового процесса [24].
Бораты
Родицит (rhodizite) KNaLi4Al4Be3B10O27.
Очень редкий минерал. Впервые найден в Антандрокомбри
на Мадагаскаре. Содержит примеси Cs и Rb. Сингония кубиче-
ская. Почти изотропный. N = 1,69. Спайность неясная по (111).
Цвет белый или желтый, блеск стеклянно-алмазный. Твердость 8.
Удельный вес 3,3—3,4. В кислотах не растворяется.
Фториды
Криолитионит (cryolithionite) Li3Na3Al2F12.
Теоретический состав: Li —- 5,60%; Na — 18,56%; Al — 14,5%;
F — 61,33/6. Очень редкий. Кристаллизуется в кубической синго-
нии, образуя октаэдры и зернистые агрегаты. Цвет белый, серо-
32
вато-белый, бесцветный, прозрачный. Блеск стеклянный В шли-
фах бесцветный.
N = 1,333. Изотропен. Твердость 3,5—4 [231. Спайность
ясная по ромбододекаэдру (110). Удельный вес 2,78. Излом неров-
ный до полураковистого. В серной кислоте растворяется с выде-
лением HF. Встречен в пегматитах с криолитом.
ЛИТЕРА ТУРА
1. Виноградов А. П. Распределение химических элементов в земной
коре. Геохимия, № 1 (1956).
2. Виноградов А. П. Геохимия редких и рассеянных химических эле-
ментов в почвах. М., Изд-во АН СССР, 1957.
3. Г и н з б у р г А. И. Процессы изменения сподумена. «Зап. Всесоюзн. мине-
ралог. об-ва», 73, 4 (1944).
4. Его же. Петалит в пегматитах Калбинского хребта и процессы его изме-
нения. «Тр. Минералог, музея АН СССР», вып. 1 (1949).
5. Гинзбург А. И., Гущина Н. С. Петалит из пегматитов Восточ-
ного Забайкалья. Там же, вып. 6 (1954).
6. Г и н з б у р г А. И. Трифилин в пегматитах Калбинского хребта и. про-
цессы его изменения. Там же, вып. 3 (1951).
7. Его же. Монтебразит и продукты его изменения. Там же, вып. 2 (1950).
8. Е г о же. Минералого-геохимическая характеристика литиевых пегма-
титов. Там же, вып. 7 (1955).
9. Е г о же. О сиклерите. Там же, вып. 2 (1950).
10. Его же. О литиевом хлорите—кукеите. «Докл. АН СССР», ХС, № 5 (1953).
11. Гинзбург А. И., БерхинС. И. О составе и химической конститу-
ции литиевых слюд. «Тр. Минералог, музея АН СССР», вып. 5 (1953).
12. Г и н з б у р г А. И. Структуры минеральных агрегатов сложных пегмати-
тов литиевого типа. «Тр. Минералог, музея АН СССР», вып. 1 (1949).
13. Е г о ж е. О некоторых особенностях сподуменовых месторождений. «Раз-
ведка недр», № 1 (1950).
14. Г и н з б у р г А. И., ГинзбургИ. В. О гольмквистите. «Докл. АН
СССР», XXIV, № 6 (1950).
15. Г и н з б у р г А. И. Некоторые особенности геохимии лития. «Тр. Минера-
лог. музея АН СССР», вып. 8 (1957).
16. Его же. Об изоморфных замещениях в литиевых слюдах. «Тр. Минералог,
музея АН СССР», вып. 8 (1957).
17. Ф е р с м а и А. Е. Геохимия, IV. Л., ОНТИ. Госхимтехиздат, 1939.
18. С 1 a f f i Е. W. Composition, Tenebrescence and Luminescence of Spodu-
mene Minerals. Amer. Mineralogist, 38, № 11—12 (1953).
19. Б e т e x т и н А. Г. Минералогия. M., Госгеолтехиздат, 1950.
20. В r u s h, Dana. Amer. J. ScL, No. 20, 257 (1880).
21. П e т p о в Г. И. Анализ сподуменовых руд и продуктов их термического
обогащения. В сб.: «Научн. тр. Гос. н.-и. ии-та редких металлов», вып.1,
1941.
22. Н u г 1 b u t С. Bikitaite, LiAlSi2Oe-Н2О, a newmineral from Southern Rho-
desia. Amer. Mineralogist, 42, No. 11—12 (1957).
23. В и н ч e л л A. H. Оптическая минералогия. M., Изд-во иностр, лит., 1949.
24. Д а н а Э. С. Описательная минералогия. М.—Л., ОНТИ НКТП СССР, 1937.
25. Que n,s el Р., The Lithium-Manganese phosphates. Geol. foren i Stockholm
forhande, 59 (1937).
26. Lindberg M. L. and P e с о r a W. T., Favorite and barbosalite two
new phosphate minerals from Minas Gerais Brazil. Amer. Mineralogist, 40,
No. 11—12 (1955).
27. Матиас В. В., Б о и д a p e в a A. M., Литиофосфат — новый минерал.
«Докл. АН СССР», СХН, № 1 (1957).
Литий, его химия и технология V г-
33
ГЛАВА II
ХИМИЯ ЛИТИЯ и ЕГО СОЕДИНЕНИЙ
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ЛИТИЯ
Литий принадлежит к первой группе периодической системы
элементов и возглавляет подгруппу щелочных металлов. Атомный
вес лития 6,940, порядковый номер 3. Ядро лития состоит из трех
протонов и четырех нейтронов, окружено тремя электронами,
два из которых расположены на /(-оболочке и один на /.-оболочке.
Электрон L-оболочки является валентным.
Из всех щелочных металлов литий обладает наименьшим атом-
ным радиусом и, следовательно, наибольшим ионизационным
потенциалом (табл. 4). Поэтому литий химически менее активен.,
чем остальные щелочные металлы. Энергия отрыва второго элек-
трона очень велика (75,3 эв), поэтому в соединениях литий всегда
проявляет валентность 4-1.
В атоме лития валентному электрону предшествует весьма
устойчивая двухэлектронная оболочка типа гелия, обладающая
большой способностью к поляризации других ионов и молекул
и весьма малой поляризуемостью под действием других ионов.
Ион лития обладает наибольшим коэффициентом поляризации
и наименьшим коэффициентом поляризуемости среди всех щелоч-
ных металлов, и это обусловливает существенное отличие лития
от них (см. табл. 4).
Наибольшая поляризующая способность лития обусловливает
наибольшую прочность координационных соединений, в которых
литий является центральным атомом (например [Li (NH3)4]+).
Большой поляризующей способностью объясняется и то, что литий
не образует перекисных соединений при непосредственном взаи-
модействии с кислородом, тогда как остальные щелочные металлы
образуют устойчивые соединения типа /Ие2О4 и МеОг. Точно
так же объясняется наименьшая прочность солей лития по срав-
34
Таблица 4
Некоторые свойства щелочных металлов
Li Na К Rb Cs
Эффективный атомный ра- диус, А 1,57 1,92 2,36 2,53 2,74
Удельный вес, г!сл? .... 0,53 0,97 0,86 1,52 1,89
Температура плавления, °C - 180 97,7 63,7 39,0 28,6
Температура кипения, °C 1336 880 762,2 696 670
Теплота возгонки, ккал/гX Хатом .... ... 86 26 22 21 19
Ядерное расстояние в двух- атомной молекуле Ме2, А 2,67 3,08 3,91 4,32 4,55
Энергия диссоциации двух- атомной молекулы, ккал/моль 26 18 12 11 10
Относительный объем под давлением 100 000 ат (объем при нормальных условиях принят за еди- ницу) 0,672 0,606 0,500 0,473 0,368
Удельная электропровод- ность (Hg =1) 11 22 15 8 5
Нормальный потенциал, в —3,02 —2,71 —2,92 —2,92 —2,922
Ионизационный потенци- ал, Зв Радиус иона, А . 5,37 5,12 4,32 4,16 3,88
0,78 0,98 1,33 1,49 1,65
Коэффициент поляризации 1,7 1,0 0,6 0,5 0,4
Коэффициент поляризуе- мости 0,075 0,21 0,87 1,87 2,79
Электродный потенциал в рас- плаве, в —2,1 —2,4- —2,6 —2,7 —2,9
Электродный потенциал в рас- творе, в —3,2 —2,7 -2,9 —3,0 —3,0
нению с солями других щелочных металлов при термическом раз-
ложении.
При образовании соединений с непрочными анионами (напри-
мер, с анионом НСО~) устойчивость их относительно выше там,
где катион обладает наименьшим поляризующим действием:
Соединение ...............NaHCO3 KHC03 RbHCO3 CsHC03
Температура, при которой
упругость диссоциации
равна 1 атм............... 100° 155° 160° 175°
Бикарбонат лития, по-видимому, может существовать только
в растворе и не выделен в чистом виде. Вследствие большой поля-
ризующей способности литий не образует устойчивых соединений
с комплексными анионами.
Ион лития имеет наименьший радиус среди всех щелочных
металлов, но в водном растворе в результате сильной гидратации
он имеет наибольший радиус. Этим объясняется значительно мень-
3*
35
шая подвижность его по сравнению с подвижностью ионов калия
и натрия. По величине гидратированного иона 'лития (10 А) можно
вычислить, что в первой сфере он имеет 6, во второй — 30
и в третьей — 76 молекул воды [1 ]. Теплота гидратации иона
лития, определяемая работой перевода соли из водного раствора
в вакуум, составляет около НО кал [21.
В зависимости от природы связанного аниона соединения
лития характеризуются более или менее высокой температурой
плавления, в растворах и в расплавленном состоянии хорошо
ионизируют. Ион лития бесцветен.
Интересная закономерность наблюдается в изменении раство-
римости солей щелочных металлов при переходе от лития к цезию.
Из солей слабых кислот наименьшую растворимость имеют соли
лития, а наибольшую — соли цезия; из солей сильных кислот
наибольшей растворимостью обладают соли лития, растворимость
падает при переходе к цезию. Растворимость солей средних кислот
изменяется по кривой, максимум или минимум которой прихо-
дится приблизительно на калий (табл. 5).
Таблица 5
Растворимость некоторых солей щелочных
металлов, г на 100 г растворителя
Аниои L1+ Na+ k+ Rb+ Cs+
F- 0,3 4,2 95,0 130,6 366,5
ci- 78,5 36,0 34,0 91,2 186,5
co^- 1,33 21,5 111,7 450,0 260,7
SO^- 34,2 19,4 11,1 36,4 178,6
NCV 74,5 87,5 31,7 53,3 23,0
cio^- 42,0 167,0 1,8 0,5 0,8
Для солей типа МеХ (Me — щелочной катион, X — галоген)
Яцимирским предложено правило: растворимость солей такого
типа наименьшая в том случае, если соотношение радиус катиона:
радиус аниона приблизительно равно 0,7.
Если данные по растворимости солей щелочных металлов
и галогеноводородных кислот свести в таблицу, то наиболее
труднорастворимые соли располагаются приблизительно по диа-
гонали (табл. 6).
Соотношение радиус катиона : радиус аниона для наиболее
труднорастворимых солей равно приблизительно 0,7:
Соединение.......CsJ RbBr КС1 NaF LiF
Соотношение — . . 0,75 0,76 0,73 0,73 0,6
«а
36
Металлический литий имеет в компактном состоянии сереб-
ристо-белый цвет, на воздухе он быстро тускнеет и в отдельных
местах покрывается темно-коричневыми пятнами — продуктами
взаимодействия лития с воздухом.
Таблица 6
Растворимость солей щелочных металлов
и галогеноводород и ых кислот, моль!л
Аиион ы+ Na+ к+ Rb+ Cs+
F- 0,1 Ы 15,9 12,5 24,2
С1- 18,6 5,8 4,5 7,2 10,9
Вг- 20,3 8,6 5,4 6,5 5,6
J- 12,2 11,8 8,6 7,2 2,8
Литий является самым легким металлом, удельный вес его
равен 0,534. Вследствие малого атомного радиуса литий обладает
наиболее прочной кристаллической решеткой по сравнению
с другими щелочными металлами, а следовательно, наибольшей
твердостью. Величина ее по минералогической шкале равна 0,6.
Наибольшая прочность кристаллической решетки обусловли-
вает наибольшую температуру плавления (180°) и кипения (1336°)
по сравнению с его аналогами. Чистый металлический литий вос-
пламеняется на воздухе при 640°. Температура воспламенения
продуктов коррозии лития равна 200°; ее ошибочно принимали
ранее за температуру воспламенения металла [3].
Кристаллическая решетка металлического лития — объемно-
центрированный куб с параметрами: а20 = 3,5023 А и а183 =
= 3,4762 А. Сжимаемость лития наименьшая по сравнению с дру-
гими щелочными[ металлами. Удельное электрическое сопротивле-
ние металлического лития при 0° равно 8,9285-10-6 ом. Электропро-
водность лития составляет около 1/5 электропроводности серебра.
На воздухе литий обладает относительно небольшой лету-
честью при нагревании. Упругость паров лития в зависимости
9030
от температуры может быть рассчитана по формуле: lg Р = —=-----
— 1,2 lg Т + 12 и приводится ниже:
Температура, °C 732 828 940 1003 1042 1097 1178 1232 1372
Упругость пара,
мм pm. cm. . . 1 5 20 40 60 100 200 400 760
В вакууме (остаточное давление 0,04 мм pm. cm.) литий начи-
нает испаряться при температуре выше 600° С.
Нормальный потенциал лития равен —3,02 в, литий возглав-
ляет ряд напряжений. В сравнении с другими щелочными метал-
лами литий имеет наибольший потенциал выделения из водных
растворов, что объясняется наибольшей гидратацией его иона.
37
В расплавленных средах литий обладает наименьшим потенциа-
лом выделения по сравнению с другими щелочными металлами.
Это вполне согласуется с величинами их ионизационных потенциа-
лов. Электрохимический эквивалент лития равен 0,258 г!а-ч.
Зависимость вязкости лития от температуры может быть выра-
жена следующими двумя уравнениями:
Ь _1_ _£
т] = Be Г ит]и3 = Ае v ,
где т] — вязкость v — удельный объем.
Значения постоянных для обоих уравнений для всех щелочных
металлов приведены в табл. 7.
-Таблица 7
Значения постоянных величии для щелочных металлов
Металлы 10* в b 103 A c
Li 13,86 664 1,999 1171
Na 9,16 752 1,183 716
К 9,99 564 1,293 600
Rb 9,27 617 1,023 371
Cs 10,14 576 1,029 277
В табл. 8 приводятся значения вязкости и плотности расплавлен-
ного лития при различных температурах [4].
Таблица 8
Вязкость и плотность лития
Температура. °C Плотность, г!см* Вязкость, МПЗ
183,4 0,5115 5,918
192,3 0,5106 5,749
208,1 0,5092 5,541
216,0 0,5085 5,406
250,8 0,5053 4,917
285,5 0,5020 4,548
Пары лития окрашивают пламя в красный цвет. Дуговой
спектр лития расположен в видимой инфракрасной и ультрафио-
летовой части спектра. Главная серия линий находится в интер-
вале 6708,2—2302,2 А и содержит 42 линии. В пламени горелки,
спектр которой охватывает 3000—7000 А, наиболее четко выражены
линии 6708 А и 6103 А. Для рентгеновского спектра лития харак-
терна серия линий К = 209,8 —387,7 А, причем наиболее четкими
38
являются линии 333 А (напряжение возбуждения 37 в) и 388 А
(напряжение возбуждения 31,8 в).
Природный литий состоит из двух изотопов Li£ и Li|; оба
изотопа нерадиоактивны. В природном литии содержится 7,2%
легкого изотопа. Для нечетных элементов не характерно наличие
изотопов с четным атомным весом. Существование изотопа Li®,
по-видимому, можно объяснить стремлением легких элементов
число нейтронов , п
сохранить соотношение -------------- =1. В результате раз-
1 число протонов J
личных ядерных реакций могут быть получены радиоактивные
изотопы лития: Lr| с периодом полураспада Т = 0,9 сек, распа-
дается с излучением а и 0-частиц; Li®, Т = 0,2 сек, распадается
с излучением а- и 0-частиц, нейтронов и у-квантов.
Ниже приводятся некоторые физические свойства металли-
ческого лития:
Атомный объем, см?1г-атом ..........................
Коэффициент линейного расширения при 20°............
Удельный вес при —273° ........................
Расширение объема при плавлении, % ....
Скрытая теплота плавления, кал!г....................
Коэффициент теплопроводности:
при 7 = 0 -ь- 100°, кал/см-сек-град . . .
Удельная теплоемкость, кал/г-град:
при 0° .......................................
при 100° .....................................
Удельная электропроводность при 0°, ом-1 см—1 ....
Омическое сопротивление при 20°, ом-ммЦм ...........
Температурный коэффициент электросопротивления
при 1 = 0 4- 100“...................................
Удельная магнитная восприимчивость при 18—20° . . .
Работа выхода электрона, в..........................
Предел прочности при растяжении, кг/мм1-............
Относительное удлинение, % ................ .
Модуль нормальной упругости, кг/мм1.................
Коэффициент сжимаемости, см*/кг ....................
Коэффициент объемного расширения:
при t - 0 -н 178° . ......................
при t = 182 н- 235°...........................
Давление истечения при 15—20°, кг/мм1- .............
Вес кислорода, соединяющегося с 1 г лития, г . . . .
Количество теплоты, выделяющейся при соединении
1 г лития с кислородом, ккал .....................
Вес серы, соединяющейся с 1 г лития, г..............
Количество теплоты, выделяющейся при соединении
1 г лития с серой, ккал...........................
Поперечное сечение поглощения тепловых нейтронов,
барк
природного лития .... ..................
изотопа Li| ..................................
изотопа Lig . .............................
13,1
56-10-“
0,562
1,5
32,81
0,17
0,784
0,905
16,7-10—1
0,093
4,58-Ю-з—4,35-10~s
+0,50-IO-6
2,34—2,38
11,8
50—70
500
8,8- IO-6
0,92-10-7
1,06-10-’
1,7
1,152
10,33
2,309
8,75
67+2
910
0,033
Литию свойственны почти все характерные для щелочных
металлов реакции, но протекают они менее энергично. Литий
39
медленно реагирует с сухим воздухом, во влажной атмосфере
быстро окисляется с образованием гидроокиси. С сухим кислоро-
дом при низких температурах литий не взаимодействует, при нагре-
вании горит голубым пламенем с образованием окиси лития.
При нагревании литий энергично реагирует с хлором, бромом,
йодом, расплавленной серой, углеродом, кремнием и образует
с ними соответствующие соединения. При 500—800° литий соеди-
няется с водородом, образуя гидрид. С водой литий реагирует
менее энергично, чем натрий и калий. Соляная, азотная и раз-
бавленная серная кислоты весьма энергично вступают в реакцию
с литием; концентрированная серная кислота реагирует медленно.
Инертных газов литий не растворяет.
Литий взаимодействует со многими органическими соедине-
ниями и их галоидными производными, образуя соответствующие
литий-органические соединения, имеющие большое значение
для органического синтеза. Литий легко сплавляется почти
со всеми металлами, исключая железо [5]. Он хорошо растворим
в ртути, но хуже других щелочных металлов. С повышением темпе-
ратуры растворимость его увеличивается [6].
СОЕДИНЕНИЯ ЛИТИЯ С ВОДОРОДОМ
Гидрид лития. При непосредственном соединении с водородом
литий образует гидрид LiH, представляющий собой в зависимости
от условий получения белый кристаллический порошок, стекло-
видную опалесцирующую массу с кристаллическим изломом или
игольчатые кристаллы.
В основу методов получения гидрида лития положено воздей-
ствие тщательно очищенного газообразного водорода на расплав-
ленный литий при высокой температуре. Реакция начинается при
400° и быстро заканчивается при 710°. Происходящие иногда
взрывы и воспламенения вызваны присутствием примесей в исход-
ных продуктах. Процесс проводится в лодочках из химически
чистого железа или тиглях из железа Армко.
Гидрид лития можно также получить, гидрируя суспензию
тонкоизмельченного лития в парафине. После завершения реак-
ции парафину дают застыть, и в таком виде гидрид лития может
храниться длительное время [7].
Чистый гидрид лития совершенно белого цвета. Голубое окра-
шивание вызывается присутствием тонкодиспергированного метал-
лического лития [8]. Гидрид лития является аналогом галоидных
соединений — солью водородисто-водородной кислоты, что было
доказано выделением водорода при электролизе расплавленного
гидрида на аноде [7, 9, 10].
Кристаллы гидрида лития имеют правильную форму; кри-
сталлическая решетка построена по типу решетки хлористого
натрия (гранецентрированный куб), четыре молекулы образуют
элементарную ячейку, размер ребра элементарной ячейки состав-
40
ляет 4,1 А [11 ]. Плотность гидрида лития 0,76—0,8 г/см3. Теплота
образования по реакции 2Ы (жидк.) + Н2 -> 2LiH равна
+44,0 + 2,0 ккал!моль.
Гидрид лития является наиболее прочным из гидридов щелоч-
ных и щелочноземельных элементов. В отсутствие воздуха он пла-
вится практически без разложения при 680—697°; при более высо-
кой температуре весьма интенсивно разлагается [7]:
Температура, °C............................. 500 680 850
Давление диссоциации, мм рт. ст .... 0,07 27 760
Гидрид лития сублимируется в вакууме при 220° с частичным
разложением [12 ]. Заметная диссоциация гидрида лития в вакууме
начинается при 450° [6].
Гидрид лития очень бурно реагирует с водой по уравнению [7 ]:
ЫН + Н2О —> ЫОН + Н2 + 31 ккал.
При хранении на дневном свете гидрид лития сначала розовеет,
затем сереет и, наконец, становится голубым. Под действием уль-
трафиолетовых лучей он также голубеет, по-видимому, из-за
частичного разложения с выделением металлического лития
в состоянии коллоидного распыления [9].
С кислородом на холоду гидрид лития не реагирует, реакция
идет только при температуре красного каления. При нагревании
с азотом гидрид лития образует нитрид [13, 14]:
ЗЫН + N2 -> Li3N + NH3.
С сухим хлором при обычной температуре гидрид лития
заметно не реагирует; при температуре красного каления реак-
ция идет со взрывом; при этом получается хлористый литий [13,
15]. Газообразный хлористый водород при нагревании с гидридом
лития также образует хлорид лития [13].
При длительном нагревании до температуры красного каления
гидрид лития вступает в реакцию с серой, углеродом, кремнием,,
фосфором с образованием сульфида, карбида, силицида и фосфида
лития [8]. При слабом нагревании с сернистым газом гидрид лития
реагирует по уравнению [16]:
2ЫН + 2SO, -► Li,SO4 + Н2.
Газообразный аммиак при температуре ниже 320° не реаги-
рует с гидридом лития; в интервале температур 440—460е про-
исходит бурное выделение водорода и образование чистого амида.
Жидкий аммиак при обычной температуре образует амид. При
нагревании реакция протекает бурно [15].
Ртуть на холоду не реагирует с гидридом лития, с кипящей
ртутью протекает следующая реакция [9]:
ЫН + Hg -> LiHg + V2H2.
41
При высокой температуре гидрид лития бурно реагирует
с двуокисью кремния и силикатами; аппаратура из стекла, кварца
или фарфора разъедается металлическим литием, выделяющимся
в свободном состоянии [5].
Гидрид лития вступает в реакцию обмена со многими неорга-
ническими галогенидами, в результате чего образуется галогенид
-лития и новый гидрид:
LiH + МеХ -+ LiX + МеН.
Таким образом, например, может быть получен моносилан [17]:
SiCl4 + 4LiH -> SiH4 + 4LiCl.
Гидрид лития реагирует почти со всеми хлоридами, иногда
реакция протекает со взрывом [14]. Он обнаруживает склонность
к образованию двойных гидридов. При взаимодействии гидрида
.лития с хлористым алюминием образуется алюмогидрид лития:
4LiH + А1С13 -> LiAlH4 + 3L1C1.
Реакция протекает в эфирном растворе при комнатной темпе-
ратуре. Теплота образования алюмогидрида лития равна
24,08 ккал/моль. Он представляет собой белое нелетучее веще-
ство кристаллической формы. Во влажном воздухе гидролизуется
с выделением большого количества тепла, что может привести
к воспламенению всего вещества. В атмосфере сухого воздуха
алюмогидрид лития не воспламеняется даже при 130°. Разложе-
ние алюмогидрида лития медленно начинается при нагревании
.до 120°, процесс идет по уравнению
2LiAlH4 -> 2LiH + ЗН2 + 2А1.
При быстром нагревании соединение плавится с разложением
при 150°.
Алюмогидрид лития растворим в различных органических
растворителях (диэтиловый эфир, гидрофуран и др.), что имеет
-большое значение для аналитической химии и органического син-
теза. Он используется для получения летучих гидридов по реак-
ции обмена
4МеХ + LiAlH4 4МеН + LiX + А1Х3.
Таким образом были получены гидриды бора, алюминия, крем-
ния, германия, олова, мышьяка и сурьмы.
Алюмогидрид лития получил широкое распространение в орга-
ническом синтезе благодаря своим преимуществам перед другими
восстановителями и гидрирующими агентами [18]. Он гидрирует
двойную связь углерод — углерод; при взаимодействии с другими
соединениями не приводит к побочным реакциям и не вызывает
расщепления или конденсации. Часто соединения, трудновосста-
лавливаемые обычным методом вследствие пространственных
42
затруднений, могут быть восстановлены с помощью алюмогидрида
лития.
Реакции восстановления алюмогидридом лития обычно про-
текают количественно и продукты реакции отличаются большой
чистотой. Алюмогидрид лития является удобным реагентом для
быстрого превращения кислородных соединений, например
альдегидов, кетонов, кислот, ангидридов, сложных эфиров и гало-
генангидридов, в соответствующие спирты. Нитрилы можно вос-
становить в первичные амины, а галогенопроизводные углеводо-
родов — в соответствующие углеводороды без нарушения двойных
или тройных связей, если они имеются в молекулах исходных сое-
динений [7 ].
Большой интерес представляет также двойной гидрид лития
и бора ЫВН4, который может быть получен по реакции между
дибораном и гидридом лития в среде этилового эфира [71:
В2Н6 + 2LiH -> 2LiBH4.
Борогидрид лития является промежуточным продуктом при
получении диборана из алюмогидрида лития и трифторида бора
1201:
3LiAlH4 + 3BFg -> 3LiBH4 + 3AlFg,
3LiBH4 + BF3 -> 2B,H6 + 3LiF.
Борогидрид лития представляет собой белое кристаллическое
нелетучее вещество плотностью 0,66 г/см3, кристаллизующееся
в орторомбической системе; элементарная ячейка имеет следую-
щие размеры: а = 6,81 А; b = 4,43 А; с = 7,17 А. Теплота обра-
зования борогидрида лития равна 44,15 ккал!моль.
Борогидрид лития быстро разлагается водой и спиртами.
При комнатной температуре его растворимость в диэтиловом
эфире равна 3,2 вес %.
В термическом отношении борогидрид лития довольно стоек,
он плавится при температуре выше 275° с незначительным разло-
жением [7 ]. При продолжительном нагревании до температуры
275—280° выделяется водород [19]:
LiBH4 -> LiB + 2Н2.
Двойной гидрид лития и бора легко образует диборан по реак-
ции с хлористым водородом при температуре —80° [19]:
2LiBH4 + 2НС1 -> 2Н2 + В,Н6 + 2L1C1.
Особый интерес борогидрид лития представляет как источник
водорода, так как содержание последнего в борогидриде состав-
ляет почти 19% по весу. При полном гидролизе 1 кг борогидрида
лития выделяется при нормальных условиях 4100 л водорода.
Весовое содержание водорода в бородейтериде и боротритиде
43
лития больше, чем в борогидриде лития, причем увеличение содер-
жания водорода пропорционально атомному весу его изотопов.
Боротритид лития содержит почти 40% трития [7 ].
СОЕДИНЕНИЯ лития с КИСЛОРОДОМ
Окись лития можно получить непосредственным окислением
металла при температуре выше 200°, а также нагреванием карбо-
ната, нитрата или гидроокиси лития в токе сухого водорода при
температуре выше 800°. При разложении азотнокислого лития
катализатором служит медь. Теплота образования окиси лития
из элементов составляет 143,0 ккал/моль, плотность равна
2,013 г!см3.
Окись лития —- бесцветное кристаллическое вещество со струк-
турой типа CaF2 — плоскоцентрированная решетка с четырьмя
группами Li2O в элементарной ячейке. Она образует изоморфные
смеси с окисью кальция.
Окись лития термически устойчива и весьма тугоплавка;
сублимация ее начинается при температуре выше 1000°. При
более детальном изучении [22 ] удалось установить, что в вакууме
давление паров окиси лития — величина незначительная даже
при 1000—1040°. Однако в присутствии паров воды летучесть
окиси лития значительно возрастает, что видно из табл. 9.
Таблица 9
Зависимость летучести окиси лития от присутствия паров воды
Давление паров воды над окисью литня, мм рт. ст. Время вы- держивания, ч Потеря в весе, % Температура, °C
Система откачивается 2,5 3,3 1000
10-8 2,0 3,2 1000
10-4 2,5 6,4 1000
10-2 2,0 12,2 1000
10-2 0,5 18,4 1000
Предполагают, что в системе протекает реакция
Li,OTB + Н2О -> 2ЫОНгаз.
Изменение свободной энергии сдвигает равновесие вправо
(в сторону образования ЫОНгаз), так как энтропия системы резко
возрастает при образовании второго моля газа. Вероятность
такого механизма сублимации окиси лития подтверждается рабо-
тами других авторов [22 ], которые установили возможность суще-
ствования гидроокиси лития в газообразном состоянии. Темпера-
тура плавления окиси лития, согласно последним данным, равна
1570° [23]; температура кипения лежит около 2600° [24].
44
В литературе приводятся некоторые термодинамические дан-
ные для окиси лития:
НТ — Н29В = 14,9391 + 0,0304т8 338BL — 5858 кал,
Ср = 14,939 + 0,0608 Т — 338000 Т~8,
ST — S298 = — 34,398 lg Т + 0,00608 Т + 169000 Т-8 — 88,830,
АЯ£98 = — 142,6 + 2 ккал,
Л<$298 = _ 28,85,
AF 2у8 = — 134,0 ккал.
Окись лития растворяется в воде медленнее по сравнению
с окислами других щелочных металлов (табл. 10), легко погло-
Та блица 10
Некоторые свойства гидроокисей щелочных металлов
Свойства LiOH NaOH KOH RbOH CsOH
Температура плавления, °C . . 450 328 360 300 275
Теплота образования из окис- ла, ккал!моль Теплота растворения, ккал]моль 11,2 18,0 21,7 25,7 25,0
4,8 10,4 13,2 14,7 16,8
Растворимость в воде, моль1л\ при 15° С 5,3 26,4 19,1 17,9 25,8
при 30° С . 5,4 29,8 22,6 16,9 20,2
щает углекислоту из воздуха, образуя карбонат лития [24].
Она сильно корродирует большинство известных коррозионно-
стойких материалов, особенно при температуре выше 1000°,
разъедает большинство окислов и металлов. Чистая платина при
нагревании выше 1000° разъедается окисью лития; сплав платины
и родия, содержащий 40% родия, в тех же условиях более устой-
чив [21 ]. При температуре ниже 1000° платина, золото, никель устой-
чивы против окиси лития. Алюминий, магний, кремний при тем-
пературе выше 1000° восстанавливают окись лития до металла.
Перекись лития. Как уже указывалось выше, для лития
не характерно образование перекисных соединений при непосред-
ственном взаимодействии с кислородом вследствие сильного поля-
ризующего действия иона лития. Однако перекись лития можно
получить косвенным путем. Сначала получают твердую соль
состава Li2O2-H2O2-3H2O — пероксигидрат — добавлением
30 %-ной перекиси водорода к концентрированному раствору гид-
роокиси лития с последующим разбавлением смеси спиртом.
45
Из пероксигидрата путем высушивания его над пятиокисью фос-
фора в вакууме выделяют безводную перекись лития [25 ].
Пероксигидрат состава Li 2О2 • Н2О2-2Н2О получают по реак-
ции между этилатом лития LiOC2Hs и перекисью водорода в этило-
вом спирте. При этом образуются ромбические кристаллы, тогда
как Li2O кристаллизуется в тетрагональной системе [26]. Пере-
кись лития термически неустойчива и при нагревании до 195°
Рис. 17. Растворимость
гидроокиси лития в воде.
полностью разлагается на окись лития
и кислород.
Гидроокись лития LiOH, как и дру-
гие едкие щелочи, образуется, при не-
посредственном растворении лития или
его окисла в воде, но обе реакции проте-
кают менее энергично, чем с остальными
щелочными металлами (см. табл. 10).
Гидроокись лития может быть полу-
чена несколькими способами:
1. Обменной реакцией между сульфа-
том лития и гидроокисью калия, бария
или кальция:
Li2SO4 + 2КОН -> 2LiOH + K2SO4,
Li2SO4 + Ba (OH) 2 -> 2LiOH + BaSO4,
Li2SO4 + Са (ОН)2 -> 2LiOH + CaSO4.
Отделение лития от продуктов реакции основано на малой
растворимости последних в воде по сравнению с гидроокисью
лития.
2. Обменным разложением карбоната лития гидроокисью
кальция (гашеной известью):
Li2CO3 + Са (ОН)2 -> 2LiOH + СаСО3.
Эта реакция имеет промышленное значение.
3. Электролизом хлорида лития на ртутном катоде [27].
Гидроокись лития значительно менее растворима в воде, чем
гидроокиси остальных щелочных металлов (см. табл. 10). Раство-
римость ее возрастает с повышением температуры (рис. 17) [28].
Ниже приводится зависимость плотности раствора гидроокиси
лития от его концентрации:
Концентрация, % .... 1 2 ‘ 4 6 8 10
Плотность, г/сл!3 .... 1,010 1,021 1,044 1,065 1,086 1,107
Из водных растворов гидроокись лития кристаллизуется
в виде моногидрата LiOH-H2O; кристаллизационная вода отщеп-
ляется при температуре выше 600°. В токе водорода отщепление
воды происходит при более низкой температуре (100е).
46
При 25° равновесное давление паров воды над моногидратом
составляет 3,9 мм рт. ст. Теплота гидратации безводной гидро-
окиси лития равна 4,020 + 0,02 ккал!моль [27 ], отсюда, учиты-
вая ДЯ288 для Н2Ожндк, LiOH(TB), теплота образования моногид-
рата из элементов будет равна:
LiTB + 8/2Н2(газ) + Оо(газ) -> LiOH-H2OTB + 188,926 + 0,12 ккал.
При температуре около 1000° гидроокись лития полностью
диссоциирует на окись лития и воду.
В зависимости от температуры давление паров воды при дис-
социации гидроокиси лития будет следующее [24]:
Температура, °C........... 520 610 670 724 812 924
Давление пара Н2О, мм рт. ст. 2 23 61 121 322 760
Давление паров воды при диссоциации гидроокиси лития
в интервале температур 250—400° выражается уравнением:
lg Р — + 2,1027 — 2,54.10-87 + 2,763.
Теплота реакции составляет 32,6 ккал/моль.
Гидрат окиси лития и его концентрированные растворы разъе-
дают стекло и фарфор даже при обычной температуре; для предо-
хранения от коррозии стеклянную посуду следует парафиниро-
вать. При нагревании гидроокись лития разъедает многие
металлы, за исключением никеля и золота, окислы и силикаты [29 ].
СОЕДИНЕНИЯ ЛИТИЯ С АЗОТОМ
Нитрид лития Li3N образуется при непосредственном соеди-
нении лития с азотом. Реакция протекает уже при обычной темпе-
ратуре во влажном воздухе. В токе сухого азота реакция проте-
кает в 10—15 раз быстрее, чем на воздухе, и литий полностью
переходит в нитрид. При нагревании реакция протекает весьма
энергично, с воспламенением.
Кинетические кривые для процесса образования нитрида
лития аналогичны кривым автокаталитических реакций: образо-
вание нитрида лития вначале идет крайне медленн.о, затем ско-
рость реакции возрастает, достигая максимального значения,
после чего падает до нуля. Реакция взаимодействия лития с азо-
том относится к типу топохимических реакций. Кинетика ее вполне
удовлетворительно описывается топокинетическим уравнением
Колмогорова — Ерофеева [30 ]
а = 1 — e+ktn.
На скорость реакции образования нитрида лития влияют
различные примеси. Добавление калия ускоряет реакцию взаи-
модействия лития с азотом; присутствие магния или алюминия,
47
наоборот, замедляет процесс. Кислород и водород также являются
ингибиторами реакции взаимодействия лития с азотом. Присут-
ствие кислорода в азоте в количестве более 14 об. % или водорода
более 3,5 об. % полностью предотвращает эту реакцию; при нали-
чии кислорода или водорода в азоте в меньших количествах реак-
ция образования нитрида лития резко замедляется. Во влажном
азоте (влажность 11 мм рт. ст.) процесс образования нитрида
лития в отдельных случаях замедляется.
Нитрид лития в отраженном свете имеет зеленоватый металли-
ческий блеск, а в проходящем свете — рубиново-красную окраску;
плавится при 845°; быстро изменяется на воздухе, поэтому должен
храниться в атмосфере азота; энергично реагирует с водой по урав-
нению
Li3N + ЗН2О -> 3LiOH + NH3.
При нагревании в атмосфере водорода нитрид лития переходит
в гидрид с одновременным образованием аммиака. Наоборот,
несколько более сильным нагреванием гидрида в атмосфере азота
может быть получен нитрид. При том и другом направлении реак-
ции промежуточными продуктами являются амид LiNH2 и имид
Li2NH.
Нитрид лития весьма реакционноспособен, особенно при нагре-
вании до 800°: разъедает железо, никель, медь, платину, кварц,
фарфор [31 ].
Имид лития Li2NH может быть получен с хорошим выходом
при термическом разложении амида лития. Чтобы избежать раз-
ложения имида, процесс ведется следующим образом: сначала амид
выдерживается в вакууме при 360° до прекращения выделения
аммиака, а затем медленно нагревается до 450° [32].
Имид лития — белая раковистая масса, имеющая местами
на поверхности металлический блеск. При действии солнечного
света имид окрашивается в кирпично-красный цвет, что объяс-
няется превращением его в амид и нитрид [33 ]:
2Li2NH -> Li3N + LiNH2 + 12,35 ккал.
При нагревании в вакууме до температуры красного каления
окраска исчезает и снова образуется имид:
2LiNH2 > Li2NH + NH8,
NH3 + 2Li3N 3Li2NH.
Теплота образования имида лития из элементов (2Li; Н; N)
равна + 52,63 ккал [33]. Имид лития изоморфен с окисью лития,
О
постоянная решетки равна 5,04 А 132]. Удельный вес имида лития
равен 1,48. Имид лития реагирует с этиловым и амиловым спир-
тами, пиридином, анилином и хинолином, разлагает хлороформ.
В толуоле, бензоле, эфире нерастворим [34].
48
Амид лития LiNH, аналогично амидам других щелочных
металлов может быть получен электролизом растворов галоидных
солей лития в жидком аммиаке [35], а также по реакции между
жидким аммиаком и литием в присутствии железа в качестве
катализатора [36]:
2Li + 2NH3 -► 2LiNH2 + -H2.
Амид лития — белое кристаллическое вещество тетрагональ-
О о
ной структуры с параметрами решетки а = 5,016 А, с = 10,22 А.
Элементарную ячейку образуют восемь молекул LiNH2 [32].
Температура плавления амида лития 373—375°. Расплавленный
амид лития становится зеленым, при охлаждении возвращается
белая окраска [37].
Амид лития медленно разлагается на воздухе; при сильном
нагревании процесс идет очень энергично, но без воспламене-
ния [37 ]; при нагревании до 450° процесс разложения идет по
реакции [37]
2LiNH2 -> Li2NH + NH3.
Амид лития спокойно растворяется в холодной воде, раствор
имеет щелочную реакцию; в горячей воде протекает процесс
гидролиза с образованием гидроокиси лития и аммиака [37].
При пониженной температуре (— 33°) амид лития легко реагирует
с серой и селеном [38]. При растворении в соляной кислоте обра-
зуются хлориды аммония и лития, при реакции кристаллического
амида лития с крепкой соляной кислотой выделяется свободный
аммиак [37].
Амид лития слегка разъедает стекло [39]. Он плохо растворим
в жидком аммиаке [40 ], слабо растворяется в спирте, при нагре-
вании растворимость повышается, при этом отщепляется
аммиак [37].
Азид лития LiN3 получается действием аммиачного раствора
азида аммония на литий [41 ]
2Li + 2NH4N3 -> 2LiN3 + 2NH3 + H2,
а также по реакции
LiOH + HN3 -> LiN3.H2O.
После выпаривания раствора на воздухе выпадают бесцветные
блестящие игольчатые кристаллы [122].
Азид лития представляет собой пикообразные, иногда образую-
щие веерообразные группы, анизотропные кристаллы, весьма
гигроскопичные. При ударе азид лития не взрывается, но при
нагревании разлагается со взрывом по реакции [42 ]
2LiN3 -> 2Li + 3N2.
4 Литий, его химия и технология 4.4
Азид лития растворяется в воде без выделения тепла, раство-
римость весьма заметно повышается с температурой:
Температура, °C....... 10 15,5 16
Растворимость, % . . . 36,12 62,07 66,41
При выделении азида лития из водных растворов получается
кристаллогидрат LiNaH2O. Азид лития растворим в абсолютном
этиловом спирте, при 16° растворимость составляет 20,26%.
В эфире азид лития нерастворим [23].
Нитрит лития LiNO2 аналогично нитритам других щелочных
металлов получается путем восстановления соответствующих
Рис. 18. Диаграмма состояния системы
LiNO3—Н2О.
нитратов. Нитрит лития может быть также получен в результате
обменной реакции между нитритом серебра и хлористым литием
[43—45].
Безводный азотистокислый литий — белая легкорастворимая
в воде масса с удельным весом около 1,7, разлагающаяся при 185°
(ниже температуры плавления).
Из водных растворов нитрит лития выкристаллизовывается
в виде моногидрата LiNO2-H2O, представляющего собой бесцвет-
ные прозрачные плоские иглы часто длиной до 1—2 см. Моногидрат
плавится при 100° в собственной кристаллизационной воде; при
нагревании до 160° теряет воду с частичным разложением, при
нагревании в вакууме в присутствии фосфорного ангидрида пере-
ходит в полугидрат LiNO2-V2H2O [45]. Нитрит лития хорошо
растворяется в абсолютном спирте.
Нитрат лития LiNO3—бесцветные и прозрачные кристаллы
ромбоэдрической формы, весьма гигроскопичные. Удельный вес
твердой соли равен 2,4.
Азотнокислый литий плавится при 252°, при нагревании до
600° начинает разлагаться с выделением кислорода и окислов
50
азота 149]. Теплота образования нитрата лития в зависимости
от реакции [56] при температуре 18—20° равна:
Реакция
Li, N, 30......................................
Li. NO2, О . . . . . ...........
2Li, N2O5, Oaq...............................
Теплота образования.
ккал/моль
+ 111,615
+ 113,620
+194,010
Нитрат лития легко растворим в воде с небольшим выделением
тепла: при растворении 1 моля LiNO3 в 100 молях Н2О при 18°
выделяется 300 кал. Растворимость нитрата лития в воде при
различных температурах и состав твердой фазы представлены
на рис. 18 [57] и в табл. 11.
Таблица 11
Растворимость нитрата лития в воде
Темпера- тура °C LiNO3. вес, % Твердая фаза Точки на кривой рис. 18
-17,8 0,10 10,50 12,10 13,75 19,05 22,10 27,55 29,47 29,78 29,88 29,87 29,86 29,64 29,6 43,6 50,5 55,0 60,0 61,1 64,2 70,9 34,8 37,9 38,2 39,3 40,4 42,9 47,30 53,67 55,09 56,1 56,42 56,68 57,48 57,8 60,8 61,3 63,0 63,6 64,9 66,1 Лед+ LiNO3-3H2O LiNO3-3H«O LiNO3-3H2O -J- LiNO3-1/2H2O LiNO3-V2H2O LiNOg-V^O + LiNO3 } LiNO3 А АВ АВ АВ АВ АВ АВ АВ АВ АВ В (точка плавления) ВС ВС ВС С (точка перехода) D (точка перехода) DE DE
Из водных растворов азотнокислый литий выделяется в виде
кристаллогидратов. Количество кристаллизационной воды в кри-
сталлах зависит от температуры их выделения: до 30° существует
тригидрат LiNOg-ЗНоО, в интервале температур 30—60° суще-
ствует полугидрат LiNO3 •1/2Н2О, а выше 60° — безводная соль.
4*
51
Нитрат лития сильно диссоциирован в водном растворе. Степень
диссоциации 0,1 н. раствора равна 0,840, а 0,001 н. —0,975.
При определенной температуре нитрат лития может переходить
в нитрит [58], реакция обратима:
2LiNO3 2LiNO2 + О2.
Нитрат лития легко растворим в жидком аммиаке и во многих
органических растворителях.
СОЕДИНЕНИЯ ЛИТИЯ С УГЛЕРОДОМ
Карбид лития Ы2С2 может быть получен несколькими спосо-
бами: непосредственным соединением лития и углерода в вакууме
при высокой температуре; восстановлением карбоната лития
углем в электрической печи; нагреванием металлического лития
с углем в токе ацетилена и без угля — в токе ацетилена или этилена
2Li + 2С -> Li2C2;
Li2CO8 + 4С Li2C2 + ЗСО;
4Li -|- С2Н2 —> Li2C2 2LiH;
6Li -J- С2Н4 —> Li 2С2 -)- 4LiH.
Теплота образования карбида лития из элементов по реакции
2С (алмаз) + 2Li (тв) Li 2С2 + 11,3 ккал равна, по данным Гунтца
[61 ], 11,3 ккал/моль, по данным Форкранда [621 — ккал! моль.
Карбид лития — бесцветное хрупкое кристаллическое веще-
ство плотностью 1,65 г/смя, стекла не царапает. При нагревании
карбид лития диссоциирует на металлический литий и графит [63].
Если нагревание происходит в атмосфере водорода, то частично
отщепляется углерод, и тем легче, чем больше давление водорода.
Эта закономерность наблюдается при нагревании до 600°, выше
этой температуры влияния водорода не наблюдается [59 ].
Карбид лития является сильным восстановителем. На холоду
он сгорает в парах фтора и хлора, при легком нагревании сгорает
в парах брома и йода, при сильном нагревании воспламеняется
в атмосфере кислорода, серы, селена, при нагревании в парах
фосфора образуется фосфид. Карбид лития реагирует с мышьяком
при температуре красного каления; при температуре плавления
окисляется бертолетовой солью, нитратом калия, при сплавлении
с гидроокисью калия разлагается с выделением тепла. Концентри-
рованные кислоты реагируют с карбидом лития медленно 160].
При сплавлении карбида лития с хлоридами калия и натрия
выделяется уголь. Если к этой смеси добавить гидрид лития, то
карбид лития растворяется в ней без разложения. При электролизе
такого расплава на аноде наблюдается выделение углерода, а на
катоде — эквивалентного количества водорода, т. е. карбид лития,
по->видимому, полностью распадается на ионы [59 ]. Расплавленный
52
хлорид лития восстанавливается карбидом лития до Li2Cl; реак-
ция обратима, равновесие наступает при высокой температуре [61 ].
При взаимодействии карбида лития с водой образуется ацетилен
и гидроокись лития 160, 64]:
Li2C2 + 2Н2О -> 2ЫОН + С2Н2.
Если раствор лития в жидком аммиаке насытить ацетиленом
при температуре —40°, то выделятся красивые ромбоэдрические
прозрачные кристаллы, похожие под лупой на исландский шпат
и имеющие состав Li2C2-C2H2-2NH3. При соприкосновении
с водой или с хлором соединение
сгорает с образованием черного
остатка; загорается в атмосфере
углекислого и сернистого газа;
легко диссоциирует в токе водо-
рода с образованием карбида ли-
тия [65 ].
Карбонат лития Li2COa, вслед-
ствие малой его растворимости,
получается действием соды на
растворы солей лития. Наиболее
полно он выделяется из растворов
азотнокислого и солянокислого
700 800 900 1000 1100
Температура, 'С
Рис. 19. Термическая диссоциация
карбонатов щелочных металлов.
лития.
Углекислый литий представ-
ляет собой призматические кри-
сталлы моноклинной сингонии с удельным весом 2,11 (при 0°); из
водных растворов выделяется без кристаллизационной воды;
плавится при 732°; при дальнейшем нагревании начинается тер-
мическая диссоциация соли по уравнению
Li2CO3 *. СО2 -f- Li2O.
Углекислый литий термически менее устойчив, чем углекислые
соли других щелочных металлов, вследствие высокого поляри-
зующего действия иона лития (рис. 19). В токе водорода при
нагревании до 800° реакция термической диссоциации идет энер-
гично и углекислый газ удаляется почти полностью; последние
порции углекислоты удаляются медленнее. Реакционная среда
при термической диссоциации весьма агрессивна — разъедается
даже платина; в атмосфере водорода коррозия не происходит.
Давление паров углекислого газа при термической диссоциации
достигает 760 мм рт. ст. при 1270° [24]:
Температура, °C............ 610 723 810 888 965 1270
Давление СО2> мм рт.ст. . . 1 4 15 32 63 760
Процесс диссоциации карбоната лития значительно легче осу-
ществляется в вакууме (остаточное давление в системе 1 мм рт. ст.),
53
выделение углекислого газа начинается при 600° и закан-
чивается при 850°. Сплавление смеси затрудняет выделение
углекислого газа; для поддержания смеси в рыхлом состоянии
рекомендуется добавлять окись кальция [24].
Карбонат лития разлагается углем с образованием окиси
лития [46, 47]. Это объясняется, по-видимому, тем, что уравнение
диссоциации карбоната лития смещается в сторону образования
окиси лития благодаря восстановлению углекислого газа углем:
Рис. 20. Растворимость
карбоната лития
в воде.
Li2CO3 LijO Н- СО2
СО2 + С -> 2СО.
Диссоциацию карбоната лития можно
также проводить в атмосфере инертного газа
в присутствии углерода или карбида. Однако
при этом температура должна быть значи-
тельно выше, чем при диссоциации в ва-
кууме [24].
При нагревании углекислого лития с маг-
нием происходит восстановление лития до
металла:
LipCOg Н- Mg —> 2L1 -)- MgO Н- СО2.
Реакция протекает очень бурно, с вос-
пламенением и взрывом [48]. Алюминий
также восстанавливает литий из карбоната,
процесс сопровождается воспламенением.
Углекислый литий значительно менее растворим, чем углекис-
лые соли других щелочных металлов. С повышением температуры
растворимость Li2CO3 падает (рис. 20) [28]:
Температура, °C .... 0 10 20 50 75 100
Растворимость Li2CO3, % 1,539 1,406 1,329 1,181 0,866 0,728
В присутствии солей щелочных металлов (кроме карбонатов)
и]'аммония растворимость Li2CO3 повышается в связи с образова-
нием двойных и комплексных солей (табл. 12) [50, 51 ].
Углекислый литий не образует двойных и комплексных солей
с карбонатами калия и натрия. Растворимость карбоната лития
понижается в присутствии карбонатов калия и натрия, поэтому
последние рекомендуются для осаждения карбоната лития в про-
мышленности [52 ].
Если через водную суспензию карбоната лития пропускать
углекислый газ, то образуется бикарбонат лития, растворимость
которого значительно выше растворимости средней соли:
Ы2СО3 + СО2 + Н2О 2LiHCO3.
При нагревании раствора бикарбонат разлагается и снова
выпадает карбонат лития. Такой метод очистки карбоната лития
54
Таблица 12
Растворимость карбоната лития в воде (г-экв/л) в присутствии некоторых солей
Кон- центра- ция соли, г-экв!л KNO3 КС1 NaCl KzSO, 2 Na3SO4 2 NH4C1 (NH4)3SO. KC1O,
2
о,1 — 0,3553 0,3569 — 0,3902 , 0,3500
0,2 — .—. — — — —. — 0,3570
0,25 0,3647 0,3590 0,3691 0,4028 — 0,4677 0,5059 —
0,4 — —. — — — — .— 0,3616
0,5 0,3688 0,3782 0,3867 0,4356 0,4411 0,5659 0,7863 —
0,75 0,3676 0,3832 0,3956 — — — 0,6270 —
1,0 0,3656 0,3835 0,3946 0,4860 0,4926 0,6810 0,9804 —
1,5 0,3490 0,3731 0,3901 — — 0,7463 1,109 —
2,0 0,3268 0,3558 0,3776 — 0,5534 0,7739 1,174 —
4,0 — — — — — 0,7881 1,174 —
от примесей применялся при получении лабораторных препаратов
[53, 541.
В водном растворе карбонат лития диссоциирует в две стадии:
Li,CO3 L1+ + ЫСОГ,
LiCOr^Li++COr~.
При кипячении водных растворов карбоната лития происходит
гидролиз. Степень гидролиза, рассчитанная по электролитической
диссоциации, равна 42,53%. Столь высокая степень гидролиза
может быть объяснена тенденцией карбоната лития переходить
в более растворимый бикарбонат. Константа гидролиза равна
4,347-10~4 [55].
СОЕДИНЕНИЯ ЛИТИЯ С ГАЛОГЕНАМИ
Соединения с хлором
Хлорид лития LiCl может быть получен при непосредственном
соединении лития с хлором или при растворении карбоната лития
в соляной кислоте.
Хлористый литий представляет собой белые кристаллы пра-
вильной формы с плоскоцентрированной решеткой типа NaCl
(а= 5,13 А), объем элементарной ячейки 132,65 А. Плотность
сухой соли равна 2,07 г/см3. Теплота образования из элементов
по реакции Ы(тв)+С1<газ) изменяется от 4~ 97,0 до
4-98,7 ккал/моль [49].
Хлористый литий плавится при 614°, теплота плавления равна
3,65 ккал/моль', добавление хлористого калия снижает темпера-
туру плавления хлористого лития. Температура кипения хлори-
стого лития равна 1352°; заметное испарение начинается только
55
при довольно высокой температуре, близкой к точке кипения
(выше 1000°) [66 ], теплота испарения равна 36,870 ккал!моль [49]:
Температура , °C . . 783 880 932 1045 1129 1290 1352
Упругость пара LiCl,
мм рт. ст......... 1 2 10 40 100 400 760
Электролизом расплавленного хлорида лития можно получить
металлический литий. Ниже приводятся величины напряжения
разложения расплавленного хлористого лития в зависимости
от температуры [49]:
Температу-
ра, °C . . 630 647 660 692 700 737 750 770 783 810
Напряжение
разложе-
ния, в. .3,46 3,44 3,42 3,34 3,35 3,28 3,26 3,22 3,19 3,16
Определенное экстраполяцией напряжение разложения хло-
ристого лития при 20° равно 4,31 в; потенциал выделения хлора
при той же температуре равен 1,35 в, отсюда потенциал выделения
лития равен 2,96 в [49]. Значения вязкости расплавленного хло-
ристого лития в зависимости от температуры следующие [52]:
Температура, °C . . . 617 645 675 742 765
Удельный вес, г/см3 . . 1,475 1,462 1,450 1,426 1,417
Вязкость, г/см-сек . . . 0,0181 0,0164 0,0149 0,0125 0,0114
Хлорид лития весьма гигроскопичен (расплывается на воздухе).
При выделении из водного раствора образуется ряд кристалло-
гидратов, количество молекул воды в которых зависит от темпе-
ратуры кристаллизации:
Температура, °C..........^-15 —15-f-21,5 21,5-i-98 98
Количество молекул воды . . 3 2 1 —
Хлористый литий хорошо растворим в воде. Водный раствор его
имеет щелочную реакцию. Растворимость хлорида лития растет
с температурой (табл. 13). Теплота растворения хлорида лития
в воде при 20° равна 8,5 ккал!моль. В растворе соединение сильно
диссоциировано [49]:
Концентрация хлористого
лития, г-экв/л......... 0,200 0,100 0,050 0,020 0,002
Степень диссоциации, % . . 80,8 84,1 87,4 91,0 97,0
В отличие от хлористых солей калия и натрия хлористый литий
не высаливается из водного раствора при пропускании хлористого
водорода или прибавлении концентрированной соляной кислоты.
Это является следствием сильной гидратированности ионов лития.
В водном растворе хлористого лития аммиак растворяется лучше,
чем в воде, что объясняется способностью иона лития образовывать
с аммиаком комплексные ионы типа [Li (NH3)„ ]+ [67].
56
Диаграмма состояния системы LiCl — Н2О [71 1 представлена
на рис. 21. Четвертные точки р, у, 6 соответствуют следующим
фазам:
точка р (/ = — 16,5°, р = 0,8 мм) — LiCl-3H2O, LiCl-2HzO,
насыщенный раствор, пары воды; точка у (/ = + 12,5°, р =
= 2 мм)— LiCl-2H2O, LiCl-H2O, насыщенный раствор (около
68 г LiCl в 100 г Н2О), пары воды; точка 6 (/ = + 100,5, р =
= 90 мм)— LiCl-H2O, LiCl, насыщенный раствор (около 130 г
LiCl в 100 г Н2О), пары воды.
Рис. 21. Диаграмма состояния системы LiCl—Н2О.
Кривые, приведенные на рис. 21, отвечают равновесию сле-
дующих фаз:
кривая а — LiCl-3H2O, LiCl-2H2O, пар.
» b — LiCl-3H2O, насыщенный раствор, пар.
» д — LiCl-2H2O; LiCl-H2O; пар. .
» h—LiCl-H2O; LiCl, пар.
» d — LiCL2H2O, насыщенный раствор, пар.
» f — LiCl-H2O, насыщенный раствор, пар.
» k — LiCl, насыщенный раствор, пар.
» с—LiCl-3H2O, LiCl-2H2O, насыщенный раствор.
» е — LiCl-2H2O, LiCl-H2O, насыщенный раствор.
» I — LiCl-H2O, LiCl, насыщенный раствор.
При действии аммиака на чистый сухой хлористый литий
образуются соединения типа LiClnNH3. Число присоединенных
молекул аммиака зависит от температуры [69]:
LiCl NH3 —при 85°,
LiCl-2NH3— в интервале 60—85°,
LiCl-3NH3 — в интервале 15—60°,
LiCl-4NH3 — при — 18°.
Систематическое исследование гетерогенных равновесий водных
тройных систем хлорида лития с хлоридами металлов первой
и второй групп периодической системы элементов показали,
что хлорид лития способен не только играть роль высаливающего
57
Таблица 13
Растворимость хлорида лития в воде
Температура, °C LiCl, вес % Твердая фаза
—25,44 15,67
—18,75 13,07 Лед
— 12,22 9,65
5,11 —
0,0 40,99
10,2 42,75 | LiCl-2H2O
16,2 44,60
20,0 45,28 LiCl • 2НгО + LiCl • Н2О
25,0 45,90
41,0 47,47
50,0 48,18
61,6 50,05 LiCl-H2O
70,0 51,04
80,0 52,88
90,0 54,21
96,2 56,57
97,1 56,60 | LiCLH2O (метастабильный)
98,2 57,55
101,8 56,40
107,6 56,52
115,4 56,95
117,0 57,00
123,0 57,28
130,5 57,58 LiCl
140,0 58,1
140,5 57,90
143,0 57,98
154,0 58,46
160,0 59,20
и дегидратирующего фактора, но и образовывать соединения с не-
которыми хлоридами металлов. В равновесных системах хлорида
лития с хлоридами рубидия, цезия и меди были получены следую-
щие соединения: RbCl-2LiCl-4Н2О; 3RbCl Lid-9Н2О; 2CsC1 X
xLiCl-4H2O и LiCl Cud 2-2H2O. Литиево-рубидиевые и литиево-
цезиевые соединения могут найти практическое применение для
получения химически чистых хлоридов рубидия и цезия, пред-
назначаемых для эталонов при спектрографическом анализе,
поскольку эти соединения разлагаются эфирноспиртовой смесью
с выделением из раствора мелких кристаллов хлоридов рубидия
и цезия.
. Получены также соединения хлористого лития с хлоридами
цинка и кадмия следующего состава: 2LiCl • ZnCl • 21/„Н2О и LiCl X
xCdCl г^/гНгО. Соединение с цинком обладает большей гигро-
68
скопичностью, чем исходные компоненты. Это соединение можно
применять при сушке некоторых органических веществ [70—72].
В литературе имеются указания [73] на существование целого
ряда двойных и комплексных солей, образованных хлоридом
лития и хлоридами других металлов, а именно:
Li2BeCl4; LiCl-CaCL; LiJCl4-4H2O; LiIrCl6; LiCl-2CdCl2-7H2O;
LiCl-CsCl; LiCl-2CuCl 2-5H2O; LiCl-2FeCl 2 -6H2O;
LiCl-2CoC12-6HzO; LiCl-2MnCl 2-6H2O; LiCl-3NH3;
LiCl-2NiCl2; LiCl-2RbCl; 2LiCl ThCl4; LiCl-UCl4;
2LiCl ZnCl 2 • 2H 2O; 3L iCl • ZnCl 2 • 1 OH 2O.
Связь в молекуле хлористого лития не является типично ионной,
вследствие чего это соединение растворимо во многих органических
растворителях. На этом его свойстве основано отделение лития
от остальных щелочных металлов в аналитической химии. При
нагревании раствора хлорида лития в этиловом спирте образуются
бесцветные прозрачные кристаллы состава LiCl-4С2Н5ОН, в ме-
тиловом спирте — LiCl-3CH3OH. Хлористый литий легко погло-
щает газообразные амины с образованием соответствующих соеди-
нений, реагирует со многими органическими соединениями.
При взаимодействии гидроокиси лития с хлором возможны
следующие реакции [77]:
2LiOH + Cl 2 LiClО + LiCl + Н2О;
4LiOH + 2С12 -> LiClO2 + 3LiCl + 2H2O;
6LiOH + 3C12 -> LiClOs + 5LiCl .+ 3H2O.
Гипохлорит лития LiClO представляет собой белую соль, похо-
жую на хлорную известь, и является весьма непрочным соеди-
нением. При нагревании гипохлорит лития разлагается с выделе-
нием кислорода и образованием хлората и хлорида лития:
4L1C1O -> LiC103 + 3LiCl + г/2Ог.
По своим отбеливающим свойствам гипохлорит лития сходен
с гипохлоритами калия и натрия.
Хлорит лития LilCO, может быть также получен в результате
обменной реакции между сульфатом лития и хлоритом бария.
Кристаллы хлорита лития расплываются на воздухе, под действием
углекислоты воздуха превращаются в карбонат лития. Хлорит
лития не осаждается спиртом или эфиром из водных растворов.
Хлорат лития LiC103 получается из карбоната лития дей-
ствием хлорноватой кислоты. Он существует в виде двух аллотроп-
ных модификаций — кристаллической и аморфной (в зависимости
от температуры). Кристаллический хлорат лития представляет
собой длинные ромбические иглы, сильно гигроскопичные, рас-
плывающиеся на воздухе. Известен кристаллогидрат LiC103x
Х^гНгО, который теряет воду при 55° [74].
Хлорат лития хорошо растворим в воде, при 18° насыщенный
раствор содержит 75,8% безводной соли. Хорошо растворяется
59
в спиртах, образуя легко взрывающиеся смеси. При нагревании
хлорат лития разлагается с выделением кислорода [75 ] по реакции
aLiClO3 -> mLiC104 + nLiCl + pOz
(m, n, p зависят от температуры реакции).
Перхлорат лития ЫС104 получается при взаимодействии кар-
боната лития с хлорной кислотой, растворением окиси лития
в хлорной кислоте или действием хлорной кислоты на хлорид
лития. Перхлорат лития существует только в виде одной моди-
фикации — кристаллов с двойным преломлением, плавящихся
без разложения при 236°. Термическое разложение по реакции
LiClO4 -> LiCl + 2О2 начинается при температуре выше 400е [76].
Следы железа или пыль вызывают каталитическое разложение
соли на воздухе.
Перхлорат лития хорошо растворим в воде и многих органи-
ческих растворителях. Образует кристаллогидрат LiClO4-3H2O,
который при температуре 100° теряет две молекулы воды, а при
130° превращается в безводную соль [75].
Соединения с бромом
Бромистый литий LiBr может быть получен непосредственным
соединением лития и брома. Реакция протекает менее энергично,
чем с хлором. При растворении карбоната лития в бромистово-
дородной кислоте и последующем упаривании раствора выделяются
белые кристаллы LiBr правильной формы с различным содержанием
кристаллизационной воды (от одной до трех молекул в зависимости
от условий). Кристаллогидраты бромистого лития более устойчивы,
чем хлористого лития. Основной трудностью при получении чистых
препаратов бромистого лития является его обезвоживание. Раство-
римость бромистого лития выше, чем хлористого [21 ]. При 20°
вЮОвес. ч. воды растворяется 177 вес. ч. LiBr, при 100° —
266 вес. ч. [78].
Бромистый литий плавится при 549°, превращаясь в прозрач-
ную жидкость. При более сильном нагревании на воздухе происхо-
дит заметное разложение соли с отщеплением брома. После нагре-
вания на воздухе соль имеет щелочную реакцию вследствие обра-
зования следов карбоната и окиси лития [79]. Расплавленный
бромистый литий сильно разъедает стекло, фарфор и платину [80].
Он не растворяется в жидком броме и не образует полиброми-
дов [78].
При действии газообразного аммиака на чистый сухой броми-
стый литий образуются продукты присоединения состава LiBrх
X nNH3. Количество молекул аммиака зависит от температуры [1231:
LiBr-NH3— при температуре около 95°,
LiBr-2NH3 — в интервале температур 87—95°,
LiBr-3NH3 — в интервале температур 71,5—87°,
LiBr-4NH3 — при температуре около 18°.
При выпаривании водного раствора бромидов лития и меди
на водяной бане образуются черные призматические кристаллы
156, 124]:
2LiBr + CuBr2 + 6Н2О CuBr2-2LiBr-6H2O.
Бромид лития образует целый ряд соединений с галогенидами
других металлов [125]:
LiBr-HgBr2-4Et2O; (LiBr)2 [Hg (CN)2]2-7Н2О;
LiBr-HgJ2-4Et2O; LiBr-2SrBr2; Li2SnBr6-6H2O.
Бромистый литий растворяется в метиловом, этиловом, амило-
вом спиртах, глицерине, гликоле, ацетоне, во многих органических
кислотах, сложных эфирах, пиридине и других органических
растворителях [81].
Другие соединения с бромом. При добавлении брома к рас-
твору гидроокиси лития образуется гипобромид лития по реакции
LiOH 4- Br2 -> LiBrO + НВг.
Бромит лития образуется по реакции [77 ]
LiOH + HBrO2 -> LiBrO2 + Н2О.
Бромат лития LiBrO3 образуется по реакции карбоната лития
с бромноватой кислотой; известен также кристаллогидрат LiBrO3 X
ХЗН2О 181].
Соединения с йодом
Йодистый литий LiJ обычно получают при растворении кар-
боната лития в йодистоводородной кислоте и последующем упа-
ривании раствора. Йодид лития может быть получен также по
реакции йодида аммония с металлическим литием в растворе
жидкого аммиака [126]
2Li + 2NH4J -> 2LiJ + 2NH3 + H2.
Для получения чистого безводного препарата, содержащего
99,8% LiJ, кристаллогидрат высушивается в токе йодистого
водорода. Избыток йода, получающийся от разложения йодистого
водорода, удаляется пропусканием через расплавленную соль
сухого водорода [82]. Возможно также получение безводного
йодистого лития путем обезвоживания его кристаллогидрата
нагреванием в вакууме и последующей его возгонкой.
Йодистый литий представляет собой белые гигроскопичные
кристаллы кубической сингонии с решеткой типа NaCl; размер
элементарной ячейки 6 А [83]. Из водных растворов йодистый
литий выделяется в виде кристаллогидратов. Известен целый ряд
кристаллогидратов LiJ-nH2O (п = 0,5; 1; 2; 3) [67].
Йодистый литий плавится при 443°, в расплавленном состоянии
разъедает стекло, фарфор, платину. Хорошо растворим в воде:
61
при 20° растворимость его составляет 165 г в 100 г воды, при 60° —
201 г в 100 г воды.
Подкисленный соляной, серной или азотной кислотой раствор
йодида лития выделяет йод, особенно под действием солнечного
света. Количество выделившегося йода пропорционально кон-
центрации раствора LiJ и длительности освещения [84]. Раствор
йодида лития с йодистой ртутью образует тяжелые жидкости,
которые используются для разделения минералов [851. Горячий
концентрированный раствор йодида лития медленно растворяет
целлюлозу, при 80° скорость растворения увеличивается.
При взаимодействии безводного йодистого лития с расплавлен-
ным йодом (температура плавления 114°) образуются полийодиды
типа LiJп (п = 3 -= 9). Полигалогениды вообще характеризуются
координационным числом 4, но в некоторых случаях адденды
располагаются в два слоя, и тогда число их достигает 8. Иногда
во второй слой становится вода — LiJCl4-3H2O. При выдерживании
йодистого лития в токе хлора протекает реакция [861
LiJ-3H2O + 2С12 -> LiJCl4-3H2O.
При взаимодействии безводного йодистого лития и жидкого
аммиака образуются комплексные соединения типа LiJ-nNHg,
где /г=1; 2; 3; 4; 5; 5,5; 7. При температурах ниже 0° LiJ образует
с сернистым газом продукты присоединения типа LiJ-nSOa (п =
= 1, 2, 4) [87].
Йодистый литий растворим в метиловом, этиловом, пропиловом,
изобутиловом, изоамиловом спиртах, гликоле, уксусной кислоте,
сложных эфирах, пиридине, анилине и других органических
растворителях [81 ].
Йодат лития LiJO3 получается при нагревании йодистого
лития [88]:
lOLiJ 5О2 —> 2LiJO3 J- 4Li2O Ь 4J 2.
Из водного раствора йодат лития выделяется в виде кристалло-
гидрата LiJOg-3H2O, который при 180° теряет воду [89]. Известен
также перйодат лития LiJO4.
Соединения с фтором
Фторид лития LiF. При добавлении фтористого натрия или
аммония к растворам солей лития образуется белый кристалличе-
ский осадок фторида лития. Фтористый литий представляет собой
мелкие белые кристаллы правильной формы с кристаллической
решеткой типа NaCl; четыре молекулы LiF образуют элементарную
ячейку [90]. Расстояние между атомами Li и F в кристалле до-
вольно хороню подчиняется правилу аддитивности. Сумма атомных
радиусов составляет 1,50 А + 0,67 А = 2,17 А; по данным опыта
эта величина составляет 2,05 А [91 ]. Теплота образования фтори-
стого лития из элементов равна 144,7 ккал.
62
Фтористый литий плавится при 870° в токе HF. При 1100—
1200° происходит испарение соли. При 1270° соль испаряется так
быстро, что измерения становятся невозможными. Пары имеют
щелочную реакцию. Твердая соль после нагревания имеет щелоч-
ную реакцию вследствие образования следов окисла и карбоната.
Фторид лития труднорастворим в воде: при 20° в 100 мл воды
растворяется 0,3 г соли [95]. С повышением температуры раство-
римость фторида лития в воде несколько повышается:
Температура, °C................ 0 25 35
Растворимость LiF, моль па 1 л FLO . . . 0,0464 0,0513 0,9522
Фторид лития не образует кристаллогидратов. Теплота раство-
рения в воде при 15° равна —1,04 ккал [93]. В присутствии
аммиака растворимость фтористого лития значительно пони-
жается (в смеси воды и аммиака 1 : 1 растворимость понижается
вдвое). Еще больше понижает растворимость фторида лития при-
сутствие незначительного количества фтористого аммония [92].
Соляная кислота почти не растворяет фтористого лития;
газообразный хлористый водород превращает его в хлорид.
В азотной и серной кислотах фтористый литий легко растворяется
при обычной температуре. С плавиковой кислотой он образует
кислую соль LiHF2, которая при выпаривании выделяется в виде
мелких кристаллов [94]: LiF + HF -> LiHF2; при нагревании
LiHF2 разлагается и переходит в нормальную соль; температура
разложения ее около 200°. Гидрофторид лития плохо растворим
в воде, но лучше, чем фторид лития [96].
Фтористый литий не растворяется в спирте, ацетоне, пиридине,
метилацетате, труднорастворим в этилацетате. При обработке
фтористого лития известковым молоком с нагреванием происходит
обменная реакция, образуется литиевая щелочь:
2LiF + Са (ОН)2 -> 2LiOH + CaF2.
Гидроокись лития получается также при спекании фторида
лития с окисью кальция и последующем выщелачивании снека
водой [41 ].
СОЕДИНЕНИЯ ЛИТИЯ С СЕРОЙ
Сульфат лития Li2SO4 может быть получен при взаимодей-
ствии серной кислоты с элементарным литием или его карбонатом.
Из растворов обычно выделяется одноводная соль; безводную
соль можно получить прокаливанием кристаллогидрата при
температуре 500°. Безводный сульфат лития представляет собой
мелкие белые призматические кристаллы и существует в трех
кристаллических формах. Моноклинная a-форма устойчива при
обычной температуре. Гексагональная или орторомбическая
₽-форма существует при нагревании ниже 500°; при дальнейшем
нагревании она переходит в кубическую у-форму [97]. Плотность
сухой соли 2,22 г/см3, температура плавления 860°.
63
Сернокислый литий хорошо растворим в воде, но меньше,
чем хлористый или азотнокислый литий. С повышением темпера-
туры растворимость соли заметно падает (рис. 22), что видно из
следующих данных:
Температура, °C . . •—20 0 20 40 60 80 100
Растворимость, % . . 18,4 26,2 25,7 24,5 24,0 23,1 22,8
Степень диссоциации сернокислого лития много ниже, чем
хлорида или нитрата лития:
Концентрация Li2SO4,H .... 3,493 1,744 0,871 0,4307
а, %...................... 20,1 30,2 42,8 51,7
Аналогично сульфатам других щелочных метал лов сульфат лития
может быть восстановлен до сульфида лития нагреванием в токе
Температура, °C
Рис. 22. Растворимость сульфата
лития в воде.
водорода или аммиака. В отличие
от сульфатов натрия и калия суль-
фат лития не образует квасцов.
Он отличается склонностью к обра-
зованию двойных и смешанных
солей типа: A4eLiSO4 (где Me: К+;
Na ’; NH+); Na3 [Li (SO4)2]-6H2O;
Met Li 2 (SO4)3-9H2O (где Me: K+;
Na4) и некоторых других, более
сложных, солей [6, 98, 99]. Серно-
кислый литий нерастворим в аб-
солютном этиловом спирте, аце-
тоне, метил- и этилацетате, пи-
ридине.
Литий образует кислый сульфат лития LiHSO4 —- бисульфат,
но он менее устойчив, чем бисульфаты остальных щелочных
металлов (устойчивость кислых сульфатов щелочных металлов
увеличивается с увеличением атомного веса) [6]. Бисульфат
лития в водном растворе разлагается на сульфат лития и серную
кислоту [47 ]; под давлением разложение идет быстрее; при нагре-
вании до 340° кислый сульфат лития превращается в нормальный
сульфат по реакции [100]
2LiHSO4 -> Li2SO4 + H2SO4.
Система Li2SO4—H2SO4. Диаграмма состояния системы Li2SO4—
H2SO4, изученной Кенделлем и Лондоном [127], представлена
на рис. 23. Авторами установлено существование следующих
соединений: Li2SO4-7H2SO4; Li2SO4-2H2SO4 и LiSO4H2SO4.
На рис. 23 точка А представляет температуру плавления безводной
H2SO4, равную 10,3°.
По кривой АВ кристаллизуется H2SO4;
» BCD » Li2SO4-7H2SO4;
» DE » Li2SO4-2H2SOi;
» EF » Li2SO4-H2SO4:
» FG » соединение неизвестного состава
64
Эвтектика В находится при —3,6° и соответствует содержанию
95 мол. % H2SO4; эвтектика D находится при 13° с содержанием
H2SO4 86,5—87,0 мол. %. Li2SO4-2H2SO4 при 50° переходит
в Li 2SO4 • Н 2SO4, которое разлагается при 169,7° на соединение
с неизвестным составом и расплав с содержанием 52,5 мол. %
H2SO4.
Изотерма системы Li2SO4—H2SO4—Н2Опри 30° изучена Ван-
Дорпом [128]; полученные им данные приведены в табл. 14.
Сульфид лития Li2S образуется
при взаимодействии элементарных
лития и серы при нагревании выше
температуры плавления [101], а так-
же восстановлением сульфата лития
углеродом или в токе водорода при
нагревании. Теплота образования из
элементов равна 115,26 ккал/моль.
Сульфид лития — желтовато-зе-
леный кристаллический порошок
с кристаллической решеткой типа
CaF2; удельный вес его 1,63 г/слг3;
во влажном воздухе расплывается.
Водород не действует на сульфид ли-
тия даже при высокой температуре.
Кислород окисляет его при 300° без
выделения SO2 по реакции Li 2S +
4- 2О2 -> Li2SO4 [121]; аналогично
реагируют окислители KC1CL; РЬО2;
Р2О5; Н2О2.
Рис. 23. Диаграмма состояния
системы Li2SO4—H2SO4.
При слабом нагревании реакция Li 2S с хлором протекает весьма
энергично и сопровождается воспламенением: 2Li2S + ЗС12 ->
-> 4LiCl + S2C12; реакция с бромом протекает менее интенсивно:
2Li2S 4- 3Br2 -> 4LiBr 4- S2Br2; с йодом при 200° образуется йодид
лития: Li2S 4" Jг2LiJ 4-S [121].
Таблица 14
Растворимость Li2SO4 в серной кислоте при 30°
Состав раствора, вес. % Твердая фаза
Li2SO4 H2SO4
22,74 13,37 5,05 32,70 | Li2SO4H2O
19,92 13,69 54,54 55,08 } Li.S04
17,97 62,14
18.89 62,49 | Li2SO4-H2SO4
15,65 83.43
Литий, его химия и технология
65
5
При нагревании сульфида лития с углем в электрической
печи образуется карбид лития Li2S + 2С -> Li2C2 + S. Фосфор
при нагревании до 1000° не реагирует с сульфидом; хлорид мышь-
яка разлагает его с образованием сульфида мышьяка. Реакция
с сероводородом дает гидросульфид LiHS.
Соляная кислота разлагает сернистый литий на холоду, бро-
мистый и йодистый водород реагируют только при нагревании
с выделением сероводорода и элементарных Вг и J. Реакция с азот-
ной кислотой протекает весьма энергично. Концентрированная
серная кислота реагирует с сульфидом лития медленно, разбавлен-
ная кислота реагирует энергично с выделением H2S.
Сульфид лития очень хорошо растворяется в воде с выделением
тепла и гидролизуется по реакции
Li 2S + Н2О -> LiHS + LiOH.
При действии водяного пара на слабонагретый сульфид лития
выделяется сероводород. В спирте Li 2S растворим, но менее, чем
кислая соль LiHS.
Литий образует полисульфиды. Полисульфид лития Li2S2
может быть получен кипячением спиртового раствора гидросуль-
фида лития с избытком серы. Реакция протекает в токе водорода:
2LiHS + S -> Li2S2 + H2S.
После концентрирования, охлаждения и сушки дисульфид
лития выделяется в виде серовато-желтого порошка [1021.
В жидком аммиаке при t = — 33° может быть получен тетра-
сульфид лития Li 2S4 по реакции [36]
2Li + 2S2 -> Li 2S4.
СОЕДИНЕНИЯ ЛИТИЯ С ФОСФОРОМ
Фосфид лития. Литий непосредственно не реагирует с фосфо-
ром; при взаимодействии паров фосфора с карбидом лития обра-
зуется соединение переменного состава LixPy — коричневый
порошок, разлагающийся водой с образованием фосфина [60].
Гипофосфит лития LiH2PO2 получается по реакции между
Ва (Н2РО2)2 и LiOH в водном растворе; из раствора выделяется
моногидрат в виде мелких бесцветных гигроскопичных кристаллов
моноклинной сингонии. При стоянии над серной кислотой отщеп-
ляется V3 Н2О; при нагревании соль разлагается с образованием
пиро- и метафосфата, самовоспламеняющегося фосфина и воды по
реакции
9LiH2PO2 -> 4РН3 + 2Н2 + 2Li4P2O7 + LiPO3 + Н2О.
Гидрофосфиты лития. С фосфористой кислотой литий не обра
зует средних солей, известны лишь одно- и двузамещенные фосфиты
66
лития. Двузамещенный фосфит лития Ы2НРО3-Н2О получается
испарением раствора, содержащего 1 моль!л Ы2СО3 и 1 моль/л
Н3РО3, в виде мелких четырехгранных пластинок. Эта соль лития
малорастворима в воде; с повышением температуры раствори-
мость ее уменьшается [103].
Однозамещенный фосфит лития LiH2PO3 получается нейтра-
лизацией водного раствора фосфористой кислоты гидроокисью
или карбонатом лития в присутствии метилового оранжевого
в качестве индикатора с последующим быстрым испарением
и высушиванием в вакууме. Очень хорошо растворим в воде [40].
Дигидрофосфит лития Li2H2P2Os — белая соль, легко раство-
римая в воде; образуется при нагревании однозамещенного фос-
фита лития до 160—165° в течение двух недель:
2LiH2PO3 Li2H2P2Os + Н2О;
известен кристаллогидрат Li2H2P2O5-H2O.
Фосфорноватокислый литий Li4P2O6-7H2O получается при
смешении в молярном отношении 1 : 1 растворов LiCl и Na2P2O6,
а также при растворении карбоната лития в свободной хлорнова-
той кислоте [40]. Образующийся осадок состоит из белых бле-
стящих микрокристаллов. Фосфорноватокислый литий устойчив
на воздухе; при нагревании до 120° теряет пять молекул воды,
при 200° отщепляется шестая молекула [40].
Соль очень мало растворима в воде, но при длительном стоянии
частично образует коллоид. 100 г насыщенного раствора содержат:
После 504-часового стояния при 0° — 0,1018 г Li2PO3
После 168-часового стояния при 25°—0,0575 г Li2PO3
После 168-часового стояния при 40° — 0,0480 г Ы2РО3[ЮЗ]
Фосфаты лития. С фосфорной кислотой литий образует кис-
лые, средние и основные соли.
Ортофосфат лития Ы3РО4 — белые [104 ] кристаллы
ромбической сингонии, сходные с оливином, плотностью 2,41 г!см?,
очень трудно растворимые в воде. Это одна из наиболее трудно-
растворимых солей лития. Согласно последним данным при 0°
в 100 г воды растворяется 0,022 г Ы3РО4 [83]. В аммиачной воде
растворимость ортофосфата лития значительно меньше, чем в чистой
воде, но в присутствии аммонийных солей растворимость возра-
стает, по-видимому, вследствие образования растворимых ком-
плексных соединений.
При получении ортофосфата лития из водных растворов при
нормальной температуре образуется кристаллогидрат Li3PO4-2H2O,
который после многодневной сушки при 60° теряет часть кри-
сталлизационной воды и превращается в полугидрат Li3PO4-1/2H2O.
Безводный фосфорнокислый литий может быть получен про-
каливанием водной соли при температуре выше 120° [103].
Ортофосфат лития термически устойчив: при нагревании до
5*
67
температуры красного каления не плавится, не ошлаковывается
и не разлагается [105].
Известны также двойные ортофосфаты лития и аммония,
лития и щелочных металлов. Эти соли, как правило, лучше раство-
римы в воде, чем средний фосфат лития [106].
Моногидро фосфат лития Li 2НРО4 не был полу-
чен в твердом состоянии; в растворе соль можно получить дейст-
вием сильных кислот на нормальный фосфат лития. При взаимо-
действии 2 молей LiOH и 1 моля Н3РО4 нельзя получить Li2HPO4,
так как в этих условиях образуется нормальный фосфат лития
(осадок) и в растворе наряду с Li2HPO4 образуется LiH2PO4 [107].
Сдвиг равновесия в уравнении 2Li2HPO4^i Li3PO4 + LiH2PO4
зависит от концентрации и температуры раствора. При титровании
0,2-н. раствора Н3РО4 0,2-н. раствором LiOH с фенолфталеином
в качестве индикатора точка перехода четко указывает на обра-
зование Li2HPO4. Выделение осадка трехзамещенного фосфата
лития не происходит. В концентрированных растворах, напротив,
образуется нормальный фосфат [106].
При нагревании раствора двузамещенного фосфата лития
до 100° разлагается 85,5?о соли. При охлаждении до комнатной
температуры равновесие медленно восстанавливается. При добав-
лении аммиака к раствору кислого фосфата лития двойные соли
не образуются, а выпадает нормальный фосфат [108].
Однозамещенный фосфат лития LiH2PO4 (дигидро-
фосфат) можно получить растворением Li3PO4 в возможно малом
количестве соляной или азотной кислоты, выпариванием досуха
и удалением свободной кислоты или нейтрализацией раствора кар-
боната лития фосфорной кислотой до кислой реакции, отделением
осадка и упариванием фильтрата [105]. Для получения дигидро-
фосфата лития, отвечающего по составу формуле LiH2PO4, необхо-
дим 5%-ный избыток кислоты [106].
Однозамещенный фосфат лития хорошо растворим в воде
и весьма гигроскопичен. При нагревании до 200—250° улетучи-
вается половина кристаллизационной воды; при более высокой
температуре соединение плавится, образуя стеклообразный мета-
фосфат [108]. По данным последних исследований, свободный
от примесей (от избытка фосфорной кислоты) LiH2PO4 негигро-
скопичен.
Ход обезвоживания дигидрофосфата лития изучен при обычном
и повышенном парциальном давлении воды гравиметрическим,
рентгенографическим, аналитическим и хроматографическим
методами. При нагревании идут реакции конденсации и частично
гидролиза. Ход процесса зависит от различия давлений пара
и энергий решеток образующихся промежуточных продуктов.
При 140—150° начинается образование ряда фосфатов типа
Li„H2O3n+l (п = 2 н- 90). При 210° образуется кристаллический
полимер (Li^jPOJ^., который выше 250° переходит в высокотемпе-
ратурную модификацию [109].
68
Основной фосфат лития LiOH -2Li3PO4 получается
наряду с нормальным фосфатом при нейтрализации фосфорной
кислоты избытком гидроокиси лития.
Пирофосфат лития Li4P2O7 может быть получен
обменной реакцией между пирофосфатом натрия и какой-нибудь
солью лития в виде объемистого кристаллического осадка;
растворяется в кипящей воде, раствор имеет щелочную реак-
цию [ПО]. В разбавленном растворе после длительного нагрева-
ния при 100° пирофосфат превращается в нормальный фосфат [111 ].
Метафосфат лития LiPO3 получается при обезво-
живании однозамещенного фосфата лития. Он представляет собой
микроскопические таблички или плохо выраженные столбики
плотностью 2,46 г/си3, сплавляющиеся при красном калении
в стеклообразную гигроскопичную массу с удельным весом 2,23.
Метафосфат лития не растворим в воде, плохо растворим
в уксусной кислоте, хорошо растворяется в сильных минеральных
кислотах. С растворами солей натрия, калия и аммония образует
двойные метафосфаты.
СОЕДИНЕНИЯ ЛИТИЯ С КРЕМНИЕМ
Силицид лития Li6Si2 может быть получен при нагревании
кремния с избытком лития в никелевой чашке. Избыток лития
отгоняется затем в вакууме при 500° [112].
Силицид лития представляет собой мелкие блестящие, весьма
гигроскопичные кристаллы темно-синего цвета. Плотность
— 1,12 г!см?. При нагревании в вакууме до 600° разлагается на
пары лития и аморфный кремний. При нагревании до 600° в атмо-
сфере водорода силицид лития не изменяется, при более высокой
температуре образуется гидрид лития. При слабом нагревании
на воздухе, в атмосфере хлора или фтора силицид лития воспла-
меняется; с парами брома и йода реагирует при температуре крас-
ного каления. При взаимодействии расплавленной серы с силици-
дом лития образуются сульфид и полисульфид лития; селен, тел-
лур и фосфор реагируют аналогично. Мышьяк и сурьма при крас-
ном калении образуют с силицидом лития сплавы. При слабом
нагревании силицида лития в токе хлористого водорода образуется
хлористый литий, четыреххлористый кремний и водород [113].
Силицид лития является сильным восстановителем. При
красном калении он восстанавливает окислы железа, алюминия,
марганца до металлов; серный ангидрид — до серы и сероводорода;
с азотной кислотой реагирует со взрывом. Силицид лития бурно
реагирует с водой, выделяя смесь водорода, моносилана и диси-
лана [ИЗ].
Силикаты лития. Литий образует с кремнекислотой целый ряд
соединений. Изучение системы Li2O — SiO2 (рис. 24) показало, что
из расплава Li2O—SiO2, содержащего от 18,2 до 50,3 вес. % окиси
лития, кристаллизуется три соединения: ортосиликат лития
69
Li4SiO4, метасиликат лития Li 2SiOs и дисиликат лития Li 2Si2Os.
Расплав с содержанием окиси лития более 50,3 вес. °о или
67,2 мол. °о не удалось исследовать из-за летучести окиси лития.
Ортосиликат лития плавится при 1256°, по-видимому, инкон-
груэнтно. Метасиликат лития Li2Si2O3 плавится конгруэнтно
при 1201 . Дисиликат лития Li2Si2O5 плавится инконгруэнтно
при 1032° с отщеплением кристаллов метасиликата. Эвтектической
точке А соответствует 19,9 вес. % или 30,6 мол. % окиси лития
идемпература 1627°, эвтектической точке В соответствует 45 вес. ?6
или 62,3 мол. % окиси лития
и температура 1022°. Результаты
оптико - кристаллографического
(кристаллооптического) анализа
совпадают с данными термогра-
фического анализа [114].
Известны следующие сили-
каты лития [81 ]:
Рис. 24. Диаграмма состояния системы
Li2O—SiO,.
Моносил икаты:
Li8SiO6 или 4Li2O-SiO2;
Li4SiO4 или 2Li2O-SiO2
силикат);
Li2SiO3 или Li2O-SiO2
силикат).
Дисиликаты:
Li6Si2O7 или 3Li2O-2SiO2;
Li2Si2O5 или Li2O-2SiO2.
Пентасиликат:
Li2Si5Ou или Li2O-5SiO2.
Метасиликат лития
Li 2SiO3 можно получить разло-
(орто-
(мета-
жением лепидолита едким нат-
ром при 500°. При этом образу-
ются кристаллы метасиликата
Li2SiO3, не содержащие других катионов, фтористый литий, нефе-
лины натрия и калия, не содержащие лития, и канкринит
вследствие загрязнения едкого натра карбонатом [115]. Метасили-
кат лития можно получить также сплавлением карбоната лития
и окиси кремния в угольной трубке. При этом продукт загряз-
няется карбонатом лития [116]; для получения чистого метасили-
ката процесс рекомендуется проводить в платиновой посуде [117].
Чистые кристаллы Li2SiO3 можно получить нагреванием смеси
2Li2O + 5SiO2 с хлористым литием в течение шести часов при
температуре красного каления [118]. Метасиликат лития сущест-
вует в виде длинных шестигранных ромбических призм с углом
120°30' [119 ], в виде слюдоподобной кристаллической массы [116]
или в виде аморфного вещества — в зависимости от способа полу-
чения. Плотность кристаллического вещества 2,52 г!смА.
70
Метасиликат лития медленно -разлагается холодной водой,
при нагревании процесс ускоряется "незначительно 1115]. Сильные
кислоты разлагают метасиликат лития с выделением в осадок
кремнекислоты. При действии крепкой соляной кислоты образуется
кристаллическая кремнекислота [115]. Метасиликат лития не
растворяется в метил- или этилацетате, в пиридине 1120].
Ортосиликат лития Li4SiO4 получается сплавлением
карбоната лития и окиси кремния (2Li2CO3 I SiO2) в платиновом
тигле. Если полученный расплав охлаждать медленно, то орто-
силикат лития выделяется в виде кристаллов, при быстром охлаж-
дении получается стеклообразная масса [119]. Кристаллический
ортосиликат лития представляет собой прозрачные бесцветные или
желтоватые ромбические псевдогексагональные призмы.
Ортосиликат лития разлагается горячей водой с образованием
осадка кремнекислоты (раствор имеет щелочную реакцию), а также
разлагается даже самыми слабыми кислотами. Расплавленный
ортосиликат лития абсорбирует газы, которые при затвердевании
снова улетучиваются. Выделение газов можно предотвратить
быстрым охлаждением [119].
Фторосиликат лития Li2SiF6 можно получить
при растворении карбоната лития в кремнефтористой кислоте
и последующем упаривании раствора. Из воды кристаллизуется
двойной гидрат — Li 2Si F6 • 2Н2О — весьма растворимое соединение
лития: при 21,5° в 100 вес. ч. воды растворяется 118,1 г
Li2SiF6-2H2O. Наличие труднорастворимых фторосиликатов и дру-
гих щелочных металлов позволяет использовать это свойство для
отделения последних от лития.
ЛИТЕРАТУРА
1. Huttig. Zs. Elektrochem., 31, 380 (1925).
2. Latimer. J. Amer. chem. soc., 48, 1234 (1926).
3. Беляев А. И., Фирсанова Л. А., Померанцева И. H. C6.
научн. тр. Моск, ин-та цвети, мет. и золота и ВНИТО металлургов. № 25,
М., 1955, стр. 172.
4. Andrade Е., Dobbs Е. Proc. Roy. soc. А, 211, 1104 (1952).
5. Ш а м р а й Ф. И. Литий и его сплавы. Изд-во АН СССР, 1952.
6. Некрасов Б. В. Курс общей химии. М., Госхимиздат, 1954.
7. X е р д Д. Введение в химию гидридов. М., Изд-во иностр, лит., 1955.
8. Peters R. Zs. anorg. Chem., 131, 162 (1923).
9. Moers. Ibid., 113, 179 (1920).
10. Nernst, Moers. Zs. Elektrochem, 26, 323 (1920).
11. В i j v о e t, К a r s s e n. Proc. Acad. sci. (Amsterdam), 25, 27 (1922).
12. H il t t i g, Krajewski. Zs. anorg. Chem., 141, 147 (1924).
13. G u n t z, C. r. Acad, sci., Paris, 122, 244 (1896); 123, 694 (1896).
14. Guntz. Ibid., 114, 120 (1892).
15. Date rt, Mikiauz. Mh. Chem, 33, 63 (1912).
16. M о i s s a n. Ann. Chim. Phys., 6 (8), 312 (1905).
17. Fin ho It, Bond, Schlesinger. J. Amer. chem. soc., 69, 1199
(1947).
18. M и ч о в и ч В., Михайлович М. Алюмогидрид лития и его приме-
нение в органической химии. М., Изд-во иностр, лит., 1957.
19. S с h 1 е s i n g е г Н. J., В г о w n Н. С. J. Amer chem. soc., 62, 3434 (1940).
71
20. Labor. Praxis, X Jahrgang, Hf. 7, S. 105 (Juli 1958).
21. Acrell, Spetebergen, Heyding. Canad. J. Chem., 33, No, 2
(1955).
22. S m i t h, Sugden. Proc. Roy. soc., A, 219, 204 (1953).
23. V a n A г к e 1. Canad. J. Chem., 31, 1009 (1953).
24. К г о 1 1, S c h 1 e c h t e n. Metals Technol., 14 (4), 2179 (1947).
25. Ill а м б У., СеттерфилдЧ., ВентворсР. Перекись водорода.
М., Изд-во иностр, лит., 1958.
26. Cohen A. J. J. Amer. chem. soc., 74, 3762 (1952).
27. Скляренко С. И., Сахаров Б. А. «Ж- прикл. хим.», XX, № 5 (1947).
28. Н a d е г R., Nielsen R., Н е г г е М. Industr. engng. chem., 43 (12),
2636 (1951).
29. С h о m a t е, Cohen, J. Amer. chem. soc., 77, 285 (1955).
30. КлипаевВ. M., Материалы совещания по химии, технологии и анали-
тической химии редких щелочных металлов. Новосибирск, 1958.
31. Masdupuy, G а 1 1 a i s. Inorg. Synth., IV, 1—4 (1953).
32. J u z a, Opp. Zs. anorg. Chem., 266, 325 (1951).
33. G u л t z, Benoit. Ann. chimie., 20 (9), 30 (1923).
34. R u f f, Geoges. Ber. Dtsch. chem. Ges., 44, 506 (1911).
35. Акимов В. Г., Русск. пат. 46909 (1931).
36. Bergstrom Е. W. J. Amer. chem. soc., 48, 3, 147 , 2848 (1926).
37. Tithe r ley. Ibid., 65, 518 (1894).
38. В e r g s t г о m. J. phys. chem.. 30, 12 (1926).
39. С о б о л e в M. H. «Минеральное сырье», № 11—12 (1930).
40. Ama t. Ann. Chim. Phys., 24 (6), 309, 352, 753 (1891).
41. Brownie, H о u 1 e h e n. J. Amer. chem. soc., 33, 1748 (1911).
42. Dennis L. M., В e n e d i c t С. H. Ibid., 20, 225 (1898).
43. Lang J., Jung. Svensk. Vet. Acad. Hande., 3.
44. Ray P. C. J. Chem. soc., London, 93, 93 (1908).
45. В a 1 1 W. C., A b r a m H. H. Ibid., 103, 3, 2130 (1913).
46. V a u q u e 1 i n. Ann. Chim. Phys., 7 (2), 284 (1817).
47. T roost L. Ibid., 51,(3), 103 (1857).
48. К e 1 1 e r H. F. J. Amer. chem. soc., 16, 835 (1894).
49. Крестовников A. H., Шахов А. С. Физико-химические и термо-
динамические свойства редких элементов. М., Металлургиздат, 1943.
50. R i s е п f е 1 d. Z. phys. Chem., 40, 106 (1902).
51. Ge If ken. Z. anorgan. und allgem Chem., 43, 197, 1905.
52. Уразов Г. Г., ЛифатоваЗ. И. «Ж- прикл. хим.», XVII, № 1—2
(1944).
53. S m i t h G. F., S h e a d A. C. J. Amer. chem. soc., 53, 950 (1931).
54. M й 1 1 e r J. A. Ann. Chim. Phys., 15, 525 (1888).
55. A de no, Valla. Atti Line., 20 (5), II, 706 (1911).
56. Thomsen. Thermochim. Unters., 3, 199, 227 (1883).
57. D о n n a n, Burt. J. Amer. chem. soc., 83, 335 (1903).
58. Cent net szwer M. J. Chim. Phys., 27, 9 (1930).
59. Guntz,. Benoi t. C. r. Acad, sci., Paris, 176, 970 (1923).
60. Moissan. Ibid., 122, 363 (1896).
61. Guntz. Ibid., 126, 1866 (1898).
62. F о r c r a n d. Ann. Chim. Phys., 24 (8), 273 (1911).
63. T и c k e r S. A., M о о d у H. R. J. Amer. chem. soc., 33, 2, 1478 (1911).
64. К r a e m e r H. J. Amer. chem. soc., 21, 650 (1899).
65. M о i s s a n. C. r. Acad, sci., Paris, 127, 916 (1898).
66. С о н г и н а О. А. Редкие металлы. M., Металлургиздат, 1955.
67. Морозова О. Н. Химия редких элементов. М., ГОНТИ НКТП, 1938.
68. Н fl 11 i g, R e u s c h e r. Zs. anorg. Chem., 137, 159 (1924).
69. Bonnfol J. Ann. Chim. Phys., 23, 317 (1901).
70. C a m b i. Gaz. chim. ital., 39, 1, 361 (1909).
71. Б л и н д и н В. П. «Ж. неорганич. хим.», 1, № 12, 2828 (1956).
72. E г о же. Материалы совещания по химии, технологии и аналитической
химии редких щелочных металлов. Новосибирск, 1958.
72
73. Jacobson. Encyclopedia of chemical reactions, IV, 1957.
74. Berg L., Zs. anorg. Chem., 155, 311 (1926).
75. P о t i 1 i t z e n A. J. Russ. Phys. Chem. Ges., 20, 541 (1888).
76. R i c h a r d s T. W., W i 1 1 a r d H. H. J. Amer. chem. soc., 32, 5 (1910)..
77. A 1 1 i s о n, Bishop, Sommer. Ibid., 54, 618 (1932).
78. H й 11 i g, S c h i e s s m a n n. Zs. anorg. Chem., 148, 90 (1925).
79. Scarpa. Atti. Line., 24(5), II, 417 (1915).
80. E p h r a i m, Hansen. Zs. anorg. Chem., 127, 337 (1923).
81. Gmelins Handbuch der anorganischen Chemie, 20, (1927).
82. Пирогова H. И., Э p ш л e p Б. В. «Ж. прикл. хим.», XXIX, 7, 1128-
(1956).
83. Справочник химика. I—III. M., Госхимиздат, 1951.
84. Leeds. J. Amer. chem. soc., 2, 270 (1880).
85. Du bo in. C. r. Acad. Sci., Paris, 141, 385 (1905).
86. Rae W. N. J. Chem. soc. (London), 113, 882 (1918).
87. E p h r a i m F., К о r n b 1 u m I. Ber. Dtsch. chem. Ges., 49, 2007 (1916).
88. S i m m s о n s J. P., P i c k e t t C. F. J. Amer. chem. soc., 49, 703 (1927).
89. D i t t e A. Ann. Chim. Phys., 21, 145 (1890).
90. D e b у e, Scherrer. Phys. Zs., 17, 277 (1916).
91. Ragg W. L. Philos. Mag., 40 (6), 180 (1920).
92. Carnot. C. r. Acad, sci., Paris, 107, 238 (1888).
93. For era nd. Ibid., 152, 28, 1073 (1911).
94. В о n d P. A., S towe V. M. J. Amer. chem. soc., 53, 32 (1931).
95. Berzelius. Pogg. Ann., 1, 17 (1824).
96. T а и а н a e в И. В. Химия редких металлов. Вып. 1, Изд-во АН СССР,.
(1954).
97.
98.
99.
100.
101.
102.
103.
104.
105.
106.
107.
108.
109.
ПО.
111.
112.
ИЗ.
114.
115.
116.
117.
118.
119.
120.
121.
122.
Wyrouboff. Bull. Soc. franc. Min., 13, 256 (1890).
А к о п о в Е. К-, Б е р г м а н А. Г. Докл. АН СССР, 102, № 1, 81 (1955)..
Бакумская Е. Л., Бергман А. Г. «Ж. неорганич. хим.», 1, № 9,.
2083 (1956).
Go t t i g C. Ber. Dtsch. chem., Ges. 20, 2912 (1887).
T roost L. Ann. Chim. Phys., 51 (3), 103 (1875).
T h о m a s J. S., J о n e s H. J. J. Chem. Soc., 125, 2207 (1924).
Rosenheim, Regli n. Ber. Berl. Acad., 416 (1872).
Zeman n J. Naturwissenschaften, No. 8, 1958 (1958).
Rammelsberg. Pogg. Ann., 76, 261 (1849).
Travers, Pesson. Ann. chimie, 1; X, 135 (1924).
Rammelsberg. Ber. Berl. Acad., 289 (1882).
Rammelsberg. Wied. Ann., 16, 707 (1882).
Thilo E., G r u n z e H. Zs. anorg. Chem., 281, 5—6, 262 (1955).
Rosenheim, Schapiro. Ibid., 129, 200 (1923).
Balaren. Ibid., 118, 123 (1921).
M о i s s a n. C. r. Acad, sci., Paris, 134, 1083 (1902).
Moissan, Ibid., 135, 1284, 1902.
J aeger F. M., К 1 о о s t e r. Acad. Amsterdam Versl., 22, 900 (1913/14)_
F r i e d e r. Bull. Soc. franf. min., 24, 142 (1901).
Wallace. Zs. anorg. Chem., 63, 13 (1909).
Rieke, Endell. Sprechsaal keramik, Gias, Email, 43, 684 (1910)..
Derome. C. r. Acad, sci., Paris, 114, 1116 (1907).
Hautefeuille, Margottet. Ibid., 93, 687 (1881).
Naumann. Ber. Dtsch. chem. Ges., 37, 3601, 4610 (1904).
M о u r 1 о t. Ann. Chem. Phys., 17 (7), 513 (1899).
DennisL. M., Benedict С. H. J. Amer. chem. soc., 20, 225-
(1898).
]23. Bonnefol J. C. r. Acad, sci., Paris, 130, 1394—1397 (1900).
124. С e м e н ч e н к о A. A. Zs. anorg. Chem., 19, 335—338 (1889).
125. Encyclopedia of chemical reactions, IV, 299—300 (1951).
126. F r a n k 1 i n E. C. J. phys. chem., 23, 36—53 (1919).
127. Kendall., London. J. Amer. chem. soc., 42, 2140 (1920).
*28. Van Dorp. Zs., phys. chem., 73, 289 (1910).
ГЛАВА Ш
АНАЛИТИЧЕСКАЯ ХИМИЯ ЛИТИЯ
Качественное и количественное определение лития — одна
из трудных задач аналитической химии. Трудность эта вызвана
главным образом значительным химическим сходством лития
с остальными щелочными металлами и отсутствием надежного
селективного реактива для него. Таким образом, главной задачей
при определении лития является его полное отделение от осталь-
ных щелочных металлов.
КАЧЕСТВЕННОЕ ОПРЕДЕЛЕНИЕ ЛИТИЯ
Для качественного обнаружения при полном систематическом
ходе анализа литий предварительно отделяют от других щелоч-
ных металлов: раствор, содержащий сумму щелочных металлов
при отсутствии аммонийных солей и сульфатов, обрабатывают
•смесью концентрированной НС1О4 и 99 %-него этилового спирта.
Литий и натрий переходят в раствор, остальные щелочные металлы
выпадают в осадок в виде перхлоратов.
Для отделения лития от натрия полученный спиртовой раствор
перхлоратов насыщают сухим хлористым водородом. Выпавший
•осадок натриевой соли отфильтровывают, раствор упаривают,
осторожно удаляют НС1О4 (добавлением HNO3) и открывают
литий, осаждая его в виде фосфата. Для уменьшения раствори-
мости фосфата лития к анализируемому спиртовому раствору
прибавляют 15 н. раствор NH4OH (соотношение спирт: аммиак =
= 1:1) 111.
И. М. Коренманом и М. М. Фурзиной ['21 разработана
микрореакция на Li высокой чувствительности. В качестве
реактива применяются 15%-ный раствор уротропина и 15%-ный
раствор красной кровяной соли Кз IFe (CN)(i]. Определение целе-
сообразно проводить на стекле, добавляя к капле исследуемого
раствора по капле того и другого реактива; при наличии в растворе
74
лития образуются крупные желтые кристаллы правильной окта-
эдрической формы. Таким методом можно открывать литий без
предварительного отделения его от остальных элементов пятой
аналитической группы. Магний в аналогичных условиях образует
бледно-желтые кристаллы в форме табличек.
Таблица 15
Цветные реактивы на литий
Структурная формула реактива Окраска реаактива Окраска , при наличии Lr\
г- AsO.H, ОН 80,Н < >г/=н$ „у , 803Н Орсмжебо- KpQCHQfi Оранжебато- желтая
803Н ОН ЗО3Н огн< >н=н< > 803Н Красно- фиолетовая Малиново- розовая
ЛяО3Нг ОН SOsH o2f/< >к=к<__> 803Н Красно- фиолетовая Розовая
ЛЛ50,Н0Н SO,Н | Т > W 803Н Красно- оозоКая Оранжевая
ОзОзНз он < Красновато- оранжевая Желтая
803н ОН SO,Н ~ < >н=н^ > ' ЗОзН Оронжебо- красная Оранжевая
СООНа ОН ЗО3Н < >N=H < > ЗО3Н Розово- оранжевая Желтая
SO,Н ОН^Л/Н о2н< ">n~n | Т, HO3S UJ ЗО3Н Грязно- оозобая Голубая
fisO3H ОН ОН Огн<_>H=N Гр] Н038 \Х)ЗО3Н Грязно розовая солубая
, Ог^ СН 03N < >/V=W |Y1 H03S Нилово- розовая Красно- фиолетовая
OH 803H Н0г8(. >H=N < > 'S03H Красно- розовая Красно- ооанжевая
0CH3 OH < ' >SC3H Оранжебо- красная Желтая
В табл. 15 приводятся исследованные В. И. Кузнецовым [3]
реактивы, дающие цветные реакции на литий. Все реакции лития
с этими реактивами могут протекать только в сильно щелочной
среде. В аналогичных условиях ионы Са' + и Mg++ с теми же
75
реактивами дают иную окраску. Наибольший интерес для анали-
тической химии представляют первые четыре реактива, приве-
денные в таблице.
КОЛИЧЕСТВЕННОЕ ОПРЕДЕЛЕНИЕ ЛИТИЯ
Процесс анализа литийсодержащего сырья подразделяется
в основном на три главнейшие операции:
1) вскрытие минерала — перевод лития в водорастворимую
форму;
2) отделение лития от примесей и остальных щелочных метал-
лов;
3) определение лития.
Вскрытие литиевых минералов
Все методы перевода лития в водорастворимую форму могут
быть сведены к следующему:
а) спекание с гидроокисями и солями щелочных металлов;
б) спекание с окислами и солями щелочноземельных элементов;
в) кислотное вскрытие с предварительным обжигом.
Для вскрытия слюд Арфведзон предлагал спекать анализи-
руемый минерал с поташем в соотношении 1 : 3 [5 ]. Для вскрытия
сподумена Берцелиус [4 ] предлагал нагревание с едким кали
и последующее выпаривание с азотной кислотой. Лепидолит
может быть вскрыт сплавлением со щелочами с последующей
обработкой водой и кипячением. Тяжелые металлы и, частично»
двуокись кремния осаждаются карбонатом аммония; оставшаяся
кремнекислота осаждается кипячением с аммиачным раствором:
окиси цинка [6].
Тонкоизмельченный лепидолит также может быть подвергнут
спеканию с сульфатом калия как при низкой температуре [7],
так и при 1500° [8]; литий извлекается из спека горячей водой.
Перешедшие в раствор тяжелые металлы осаждаются едким кали.
Лепидолит может быть вскрыт также спеканием тонкоизмельчен-
ного минерала с гипсом в соотношении 1 : 1/2 при температуре
красного каления. Спек экстрагируется горячей водой, тяжелые
и щелочноземельные металлы осаждаются смесью аммиака, суль-
фида и оксалата аммония [9].
Можно вскрыть лепидолит и спеканием с карбонатом и сульфа-
том бария в соотношении 1:1: 1/2 или с известью, гипсом и суль-
фатом калия в соотношении 10 : 3 ; 3 : 3. Спек затем выщелачи-
вается горячей водой [10]. Таким же образом может быть вскрыт
петалит. Для извлечения лития из силикатов Смит [11] предложил'
применять прокаливание смеси тонкоизмельченного материала
с карбонатом кальция и хлористым аммонием в соотношении
1:8:1 с последующей обработкой спека кипячением с водой.
Растворы щелочных металлов очищались осаждением примесей
карбонатом аммония.
76
Из лепидолита литий можно извлечь, если минерал подвергнуть
спеканию с известью (1:1/4), а затем спек обработать серной
кислотой [12]. При таких малых количествах извести спек легко
остекловывается и потом с трудом поддается измельчению. Фукс
[13] предложил выщелачивать известковый спек водой без добав-
ления серной кислоты. Сподумен можно вскрыть спеканием
со смесью гашеной извести и хлористого аммония [14].
Руды щелочных металлов успешно вскрывают обработкой
фтористым аммонием с последующим переведением фтористых
солей в хлориды. Разложение производят в термостойкой стек-
лянной посуде [15].
Для того, чтобы литиевые минералы можно было вскрыть кис-
лотой, необходимо, как правило, подвергать их предварительной
термической обработке. Если тонкоизмельченный лепидолит про-
калить, то весь содержащийся в нем литий можно перевести в рас-
твор концентрированной соляной кислотой [16]. Вскрытие прока-
ленного минерала можно осуществить также и концентрированной
серной кислотой.
Предварительно прокаленный сподумен вскрывают смесью
серной и плавиковой кислот. Последняя применяется для удаления
кремнекислоты в виде летучих фторосиликатов [17]. Из трифи-
лина литий может быть извлечен царской водкой без предвари-
тельного прокаливания минерала.
Методики вскрытия литиевых минералов
и подготовки раствора к анализу
Вскрытие сплавлением с едкой щелочью. В серебряном или
никелевом тигле расплавляют 3 г КОН до начала спокойного
плавления. Плаву дают остыть; на сплавленную поверхность
помещают 0,6 г (точная навеска) тонкоизмельченного исследуе-
мого вещества и сплавляют (вначале осторожно, во избежание
распыления) до полного разложения пробы. Сплавление обычно
продолжается 10—15 мин. После охлаждения сплав выщелачи-
вают 75 мл воды. Раствор с осадком помещают в коническую колбу
на 250—300 мл, колбу закрывают воронкой и осторожно кипятят
15 мин, время от времени взбалтывая. Эту операцию лучше про-
водить в стакане на 250—300 г при постоянном перемешивании
механической мешалкой.
Раствор с осадком охлаждают, переносят в мерную колбу
на 100 мл, доводят до метки дистиллированной водой и пере-
мешивают. Жидкости дают отстояться или фильтруют через сухой
фильтр в сухую колбу, отбрасывая первую порцию фильтрата *.
Отбирают пипеткой 50 мл прозрачного раствора, помещают в ста-
1 Если определение лития будет осуществляться методом фотометрии в пла-
мени, то описываемая далее операция очистки анализируемого раствора от при-
месей исключается.
77
кан на 100 мл, нагревают до 80—90°, приливают 5 мл насыщенного
раствора карбоната аммония и продолжают нагревать 10—15 мин.
Раствор фильтруют горячим через фильтр из неплотной бумаги
(белая лента) и осадок промывают семь раз горячей водой.
Фильтрат и промывные воды упаривают до полного исчезно-
вения запаха аммиака. Если при этом образуется осадок (кремне-
кислота), его не принимают во внимание. Раствор охлаждают
и осторожно подкисляют соляной кислотой (кусочек лакмусо-
вой бумаги в стакане), закрыв стакан стеклом и приливая кислоту
по каплям.
Стакан ставят на водяную баню и нагревают до прекращения
выделения углекислоты; затем снимают стекло и ополаскивают
его водой. Жидкость в стакане упаривают до начала кристалли-
зации солей. Охлаждают, прибавляют несколько капель воды
до растворения образовавшихся кристаллов, затем приливают
20 мл смеси этилового спирта и соляной кислоты (500 мл спирта
и 200 мл концентрированной НО), перемешивают, оставляют
на 10 мин и фильтруют через фильтр с белой лентой. Осадок про-
мывают 10 раз порциями по 2 мл смеси спирта и соляной кислоты.
Фильтрат и промывную жидкость упаривают досуха в стакане
на 50 мл, растирая соли палочкой с утолщенным концом. К сухому
остатку приливают 4 мл смеси спирта и соляной кислоты, хорошо
растирают палочкой и сливают жидкость в мерную колбу на 50 мл.
Продолжают выщелачивание солей в стакане смесью спирта
и соляной кислоты порциями по 2 мл до наполнения колбы
до метки. Отфильтрованный раствор (аликвотная часть) далее
можно использовать для определения лития по одному из описан-
ных ниже методов [18].
Кислотное вскрытие. Проба сподумена измельчается до 0,074 мм
и навеска 0,5 г помещается в платиновую чашку. Чашка с содер-
жимым нагревается до 1030—1040° в течение 30 мин. К охлажден-
ной пробе добавляют 1—2 мл концентрированной серной кислоты
и по каплям 48%-ную плавиковую кислоту, причем каждую сле-
дующую каплю можно добавлять только после того, как преды-
дущая уже прореагировала. Затем жидкость упаривается для уда-
ления кремния, добавляется еще 5 мл 48%-ной HF и содержимое
упаривается досуха.
На осадок пипеткой наносится 5 мл серной кислоты и содер-
жимое нагревается до паров SO3. После охлаждения осадок пере-
носится в стакан на 250 мл дистиллированной водой. Осадок
с чашки собирается палочкой с резиновым наконечником и чашечка
промывается несколько раз водой. Промывные воды присоеди-
няются к основной массе раствора, общий объем доводится
до 100 мл и раствор кипятится до тех пор, пока он не станет про-
зрачным. Раствор фильтруется в мерную колбу на 250 мл, остаток
промывается несколько раз дистиллированной водой.
Фильтр с осадком обугливается, сжигается и прокаливается
при температуре красного каления в платиновом тигле. Охлажден-
78
ный остаток обрабатывается 4—5 каплями 48%-ной HF, выпари-
вается досуха после каждой капли до полного удаления кремния;
затем добавляется 3—4 капли концентрированной серной кислоты
и содержимое упаривается досуха на песчаной бане. После охлаж-
дения добавляется 10 мл воды, содержимое нагревается для раство-
рения солей и фильтруется в мерную колбу с основным раствором.
Остаток на фильтре и тигель несколько раз споласкиваются дистил-
лированной водой, промывные воды также присоединяются к основ-
ному раствору. Полученный таким образом раствор или аликвот-
ная часть его могут использоваться для определения лития [17].
Отделение лития от остальных щелочных металлов
Для отделения лития от щелочных металлов, главным образом
от натрия и калия, в аналитической химии используют те некото-
рые особенности лития, которые обусловлены его положением
в периодической системе, его электронной структурой.
Литий отделяют, используя хорошую растворимость хлорида
лития во многих органических растворителях и в концентриро-
ванной соляной кислоте, в которых хлориды калия и натрия плохо
растворимы. Таким образом, для разделения лития и щелочных
металлов можно использовать экстракцию хлорида лития из смеси
хлоридов щелочей; экстрагент должен быть подобран таким обра-
зом, чтобы растворимость хлорида лития в нем была достаточно
высокой при незначительной растворимости остальных хлоридов.
Этот метод («метод Гуча») [19] применялся для определения
лития в рапе соляных озер [20 ]. В качестве экстрагентов применя-
лись амиловый и изоамиловый спирты. Однако применение для
анализа этих спиртов связано с целым рядом неудобств. Изоами-
ловый спирт не является вполне селективным экстрагентом для
хлорида лития; он до некоторой степени растворяет хлориды калия
и натрия. Это требует внесения в результат анализа соответствую-
щих поправок, что снижает точность анализа. Кроме того, изо-
амиловый спирт оказывает вредное физиологическое действие
на работающих.
Эти недостатки до некоторой степени могут быть устранены,
если для экстракции применять нормальный пропиловый спирт-
121 ]. Растворимость в нем хлорида лития настолько отличается
от растворимости хлоридов других щелочных металлов, что его
можно практически считать селективным экстрагентом для хло-
рида лития. При 25е растворимости хлоридов в нем находятся
в следующем соотношении:
Cbici: CNaCi: CKci = 15,60 : 0,019 : 0,0071.
Отделение лития нормальным пропиловым спиртом. Сухой
остаток хлоридов щелочных металлов весом до 0,8 г обрабаты-
вается 15 мл нормального пропилового спирта, насыщенного сухим
газообразным хлористым водородом, при тщательном растирании
79
•стеклянным пестиком в течение 3—5 мин. После этого раствор
некоторое время отстаивается и сливается через маленький фильтр
в чистую платиновую или кварцевую чашку.
Опыт показал, что при наличии хлорида лития в смеси в коли-
честве более 0,15 г (в первую экстракцию извлекается 95—96%
лития) для точных определений необходимо проводить вторую
экстракцию в тех же условиях. После второй экстракции фильтр
обрабатывается в отдельной чашечке 5 мл растворителя, и раствор,
пропущенный через чистый фильтр, присоединяется к основной
массе экстрагированного хлорида лития; чашка и фильтр спола-
скиваются двумя порциями растворителя по 5 мл каждая, и про-
мывной раствор также присоединяется к основному. (Обработка
фильтра в чашечке вызвана тем, что незначительная часть тонко-
диспергированного хлорида лития может после первой экстракции
вместе с раствором перейти на фильтр и выделиться при второй
экстракции, вновь миновав обработку пестиком.)
Объединенный раствор, содержащий весь хлорид лития, упа-
ривается на песчаной бане в платиновой или кварцевой чашке
до минимального объема и переносится во взвешенный платиновый
или кварцевый тигель. Чашка ополаскивается небольшими пор-
циями дистиллированной воды и промывные воды сливаются в тот
же тигель, после чего его содержимое упаривается досуха. Упари-
вание раствора в чашке не следует доводить до конца, так как
в этом случае полностью удалить хлорид со стенок чашечки затруд-
нительно ввиду загустевания раствора и повышения его вязкости.
Отделение лития от других щелочных металлов и его опреде-
ление можно также осуществлять, используя плохую раствори-
мость некоторых литиевых солей, с анионами которых натрий
и калий дают соли, хорошо растворимые в воде (например фосфат,
фторид, алюминат и перйодат лития).
Литий может быть отделен от натрия и калия благодаря высо-
кой растворимости его фторосиликата, в то время как фторосили-
каты натрия и калия в воде плохо растворимы [22].
Гутер и Гаммонд [23] предлагают отделять литий от калия
и натрия при помощи органического реактива (СН3)3 С—СО—
СН2—СО—С (СН3)3, который образует с литием растворимое
в эфире внутрикомплексное соединение. Калий и натрий такого
комплекса не образуют. Литий экстрагируется из щелочного
раствора эфирным раствором реагента (последний, очевидно,
находится в энольной форме) и затем титруется кислотой. Можно
также сначала извлечь литий из эфирного слоя водой и затем
титровать полученный водный раствор.
Разделение щелочных металлов и выделение лития может быть
осуществлено с помощью ионообменных смол. Для выделения
лития из минеральных вод применяются сорбционные колонки,
заполненные амберлитом УР-120. Для десорбции применяется
смесь 30%-ного этилового спирта и 0,2 н. соляной кислоты. В полу-
ченном растворе литий определяется методом пламенной фото-
80
метрик. Таким методом можно определить 10-5 мг лития с точ-
ностью до 4% [241. Для отделения лития от других металлов
может быть использована смола KPS-200. Наибольший эффект
получается при отделении большого количества лития от малых
количеств калия и натрия [25].
Методы определения лития
Весовой метод. Литий может быть определен весовым методом
в виде сульфата, фторида, фосфата, алюмината. Взвешивание
в виде сульфата практикуется при экстракционном методе отделе-
ния лития от остальных щелочных металлов. Полученный в про-
цессе экстракции хлорид лития переводится в сульфат и прокали-
вается при 650—700°. Процесс рекомендуется осуществлять
в платиновой или кварцевой посуде.
Для весового определения лития (взвешивание в виде суль-
фата лития) применялось также осаждение фторида лития. Рас-
твор хлоридов щелочных металлов упаривался до малого объема
в платиновой чашке и после добавления избытка фтористого аммо-
ния и аммиака оставался стоять 12 ч. Желатинообразный осадок
отделялся от раствора декантацией, промывался разбавленным
раствором NH4F + NH3, переносился вместе с фильтром в пла-
тиновый тигель и прокаливался, после чего обрабатывался серной
кислотой и взвешивался в виде сульфата. Для компенсации
ошибки, вызванной растворимостью фторида лития, необходимо
вводить поправку [261. В более поздних работах [271 было пока-
зано, что растворимость фторида лития при таком определении
лития несколько выше и должен быть введен другой поправочный
коэффициент.
Двойной фосфат лития и натрия использовался еще Берцелиу-
сом для количественного весового определения лития [28].
Однако позднее Раммельсберг [29] показал, что двойная соль
заметно растворима в воде, а соотношение между количествами
Li и Na не всегда получается одинаковым, и надежных результатов
таким методом получить нельзя.
Майер [30] предложил для весового определения лития осаж-
дение вести не содой и фосфорной кислотой, как предлагал Бер-
целиус, а едким натром и фосфорной кислотой. Осадок рекомен-
дуется промывать аммиачной водой. Полученный таким образом
осадок не содержит натрия. Однако часть осадка переходит в про-
мывные воды; во избежание ошибки Фрезениус [311 рекомендовал
собирать фильтрат и промывные воды, упаривать их до малого
объема и осаждать фосфат повторно. Эту операцию для точного
определения необходимо повторять 3—4 раза.
После детальной проверки фосфатного и фторидного методов
было установлено, что полученные в том и другом случае резуль-
таты нельзя считать надежными. Не удается получить хороших
результатов и при осаждении лития цинкуранилацетатом. Для точ-
ного весового определения авторы |27| предлагают осаждать литий
6
Литий, его химия и технология
81
в виде кислого алюмината, как наименее растворимого соединения
лития. На основе большого экспериментального материала пока-
зано, что в интервале pH = 12,6—13,1 при действии алюмината
калия или натрия выпадает осадок состава LiH (АЮг^-бНгО,
который после прокаливания содержит 4,88% лития. Раствори-
мость этого соединения в воде в пересчете на литий составляет
0,16 мг!л.
Точность метода увеличивается тем, что алюминат лития содер-
жит весьма малые количества лития. К недостаткам данного метода
следует отнести трудность измерения pH в таких высоких обла-
стях. Если же щелочность раствора не соблюдается так строго,
то получаемые осадки имеют переменный состав, а литий может
частично остаться в растворе.
Объемный метод. В последнее время широкое распростране-
ние получил перйодатный метод определения лития, основанный
на плохой растворимости литиевого перйодатного комплекса
в щелочной среде [32]. При правильном отношении объемов упо-
требляемого реактива и исследуемого раствора даже минимальное
количество лития (0,1 мг) может быть осаждено количественно.
Для удобства манипулирования проба не должна содержать более
50 мг лития.
Для определения лития рекомендуется следующий ход анализа.
Объем исследуемого раствора доводят до 2 мл выпариванием в ста-
канчике на 50 мл', стакан наполовину погружают в водяную баню
с температурой 60—70° и через несколько минут при перемеши-
вании прибавляют из пипетки реактив (24 г КОН + 10 г KJO4 +
4- 100 мл Н2О) по одной капле в 5 сек, пока не будет прибавлено
2 мл реактива. Если образуется большой осадок, то таким же обра-
зом прибавляют еще 3—5 мл реактива. Осадку дают отстояться
при 60—70° в течение 20 мин и затем фильтруют через тигель
Гуча, снабженный умеренно толстой асбестовой прокладкой.
Осадок на фильтре медленно (из пипетки) промывают четыре
раза 5 н. раствором КОН порциями по 2 мл. Затем вместе с асбесто-
вой прокладкой его переносят в стакан емкостью 250 мл и через
тигель прибавляют 5 мл 1 н. раствора H2SO4 и 15 мл концентри-
рованной соляной кислоты. Тигель промывают дистиллированной
водой и объем в стакане доводят до 100—150 мл. После этого в ста-
кан добавляют 2 г йодистого калия и раствор титруют 0,1 н.
раствором Na2S2O3 обычным путем. Титр раствора тиосульфата
устанавливают по известному содержанию лития таким же спо-
собом, как и определение его. При определении лития по такому
способу обычные анионы (SO4 , С1~ и др.1 и щелочные катионы
не мешают; тяжелые и щелочноземельные катионы должны быть
предварительно отделены.
Для определения лития перйодатный метод может быть исполь-
зован в несколько измененном виде [33]. Литий осаждают свеже-
полученным перйодатом калия по реакции
KJO8 + K2S2O8 + 2КОН -> KJO4 + 2K2SO4 + Н2О.
82
Осадок перйодата лития растворяют в серной кислоте, из рас-
твора осаждается калий в виде перхлората, а литий прокаливают
и взвешивают в виде сульфата.
Колориметрический метод. Литий дает очень мало окрашенных
соединений, поэтому колориметрическое определение его весьма
затруднительно. Однако колориметрирование лития может быть
проведено косвенным путем, через ферриперйодатный комплекс
лития. Если к раствору соли лития добавить ферриперйодат
калия, растворенный в едком кали, то образуется труднораство-
римое соединение LiKFeJOe. Осадок можно промыть раствором
едкого кали и растворить в разбавленной кислоте; определив
в растворе железо колориметрически, можно вычислить коли-
чество лития из отношения Fe : Li.
Кальций и магний также осаждаются этим реактивом и завы-
шают результаты определения, даже если присутствуют в очень
малых количествах. Натрий образует с реактивом малораствори-
мую соль, но при небольших концентрациях он не осаждается.
Натрий соосаждается с литием, поэтому его присутствие в едком
кали, употребляемом для приготовления реактива, обычно бывает
причиной завышенных результатов анализа. Однако, если
построить калибровочную кривую, то присутствие малых коли-
честв натрия в реактиве не будет вызывать большой погрешности.
Железо в растворе тройного перйодата удобно определять рода-
нидным методом; следует иметь в виду, что окраска роданового
железа бледнеет при стоянии, особенно при действии света [34].
Прямое колориметрическое определение лития может быть осу-
ществлено посредством реактива Кузнецова, так называемого
торона [бензол-2-арсоновая кислота-] 1-азо-1)-2-оксинафталин-3,6-
дисульфокислота], обладающего большой чувствительностью.
Колориметрирование ведется путем визуального сравнения со шка-
лой от 175 до 0,50 мг лития с интервалом в 0,025 мг. При определе-
нии лития в чистой соли после разведения пробы до объема стан-
дартных растворов на каждые 50 мл раствора прибавляют 2,5 мл
20%-ного раствора КОН и 0,5 мл раствора стеарата натрия.
Через 15 мин в пробирки вносят по 0,9 мл раствора реактива
Кузнецова (0,1 г в 100 мл воды) и производят сравнение анализи-
руемой пробы со стандартной шкалой. Сульфаты и хлориды натрия
и калия не мешают определению. Кальций и магний в количестве
более 5—6% завышают результаты, поэтому необходимо осадить
их в виде карбонатов поташем без избытка последнего. Метод
прост, нетрудоемок и может быть применен на производстве.
К недостаткам его следует отнести трудность различения оттен-
ков и необходимость дневного света или люминесцентных ламп
при колориметрировании.
Попытка применить фотоэлектроколориметр к определению
лития успеха не имела [35].
Метод фотометрии в пламени. В последнее время все большее
распространение находит метод спектрального определения лития
6*
83
с применением пламени в качестве источника спектра. В большин-
стве случаев для оценки интенсивности спектральных линий
вместо фотопластинок применяется визуальный отсчет; это позво-
ляет определять литий в пробе за 1—2 мин с точностью +1—3%
от определяемой величины [36].
Обычно для определения лития методом пламенной фотометрии
требуется всего несколько миллилитров раствора. Предельная
концентрация, при которой литий может быть достоверно опре-
делен, равна 0,25 мг/л [37]. При этом используется низкотемпе-
ратурное пламя (£ Лакс= 2300°), в котором практически воз-
буждаются только атомы щелочных и щелочноземельных элементов.
Ниже указано количество примесей в пробе, дающее излучение,
эквивалентное 1 мг/л Li (данные для фотометра с интерференцион-
ным фильтром):
Ион Ва++ Са++ Na+ Mg++ Fe+++
мг/л 2 100 640 1200 2000
Эти данные показывают, что большинство примесей, исклю-
чая Ва и Са, не влияет на определение лития. Это позволяет не про-
водить отделения большинства примесей при подготовке пробы,
что упрощает анализ, делая его экспрессным.
Для выделения нужного участка излучения пламени приме-
няются приборы со спектральным разложением света (например
монохроматор УМ-2) или фотометры со светофильтрами. Обычно
в фотометрах в качестве светофильтров употребляются узкополос-
ные интерференционные фильтры, обеспечивающие широту про-
пускания в анализируемой области (6700А) порядка 100 А [38].
Для регистрации излучения в фотометрах со светофильтрами
используются сульфидно-серебряные фотоэлементы с запираю-
щим слоем, соединенные с зеркальным гальванометром чувстви-
тельностью 10 9—10“10 а/мм1м. Реже употребляются фотоэле-
менты с внешним фотоэффектом (вакуумные или газонаполненные)
в соединении с ламповым усилителем, причем при применении
усилителя переменного тока свет горелки модулируется.
При использовании монохроматора (УМ-2), вследствие неболь-
шой интенсивности выходящего из него света, для регистрации
употребляется фотоумножитель, выводы которого непосредственно
присоединяются к зеркальному гальванометру. При определении
малых количеств лития фотоумножитель применяется для
регистрации излучения в фотометре с интерференционным
фильтром.
Для питания горелок фотометров употребляются горючие
смеси ацетилен — воздух (2300°), светильный газ — воздух
(1900е), пропан—воздух [38]. Распыление проб производится
воздухом, подаваемым в горелку под давлением 1 атм. Для рас-
пыления проб употребляются приспособления различных кон-
струкций [39]. Литий определяют методом прямого отсчета,
сравнивая интенсивность линий определяемого и стандартного
растворов. Для компенсации колебаний давления газа и воздуха,
влияющих на показания гальванометра, серии измерений повто-
ряют несколько раз в прямом и обратном порядке; на основании
полученных средних значений отсчетов строят градуировочную
кривую, по которой находят содержание лития в пробе.
На результаты определений в большой мере влияет состав
анализируемого раствора и наличие в нем посторонних веществ,
в том числе и не дающих излучения в пламени. Известно, например,
что кислоты, в особенности фосфорная, ослабляют излучение
лития; поэтому стандартные растворы готовят так, чтобы содер-
жание посторонних веществ в них в первом приближении было
равно содержанию их в пробе.
В специальных работах описаны методы определения лития
в магниевых сплавах, чугуне, растворах бериллиевых солей,
смазочных маслах и стеклах [17,40—43 J.
ЛИТЕРАТУРА
1. Нойес А., Брей В. Качественный анализ редких элементов. М., ОНТИ,
1936.
2. Коренма н И. М., Ф у р з и н а М. М. «Ж. прикл. хим.», 10, 494 (1937).
3. Кузнецов В. И. «Ж- анал. хим.», № 3, 295 (1948).
4. Berzelius. Lehrbuch der Chemie, Dresden, 2, 322 (1833).
5. Arfvedson. Ann. Chim. Phys., 10(2), 85 (1819).
6. G u n t z, Benoit. Bull. Soc. chim. France, 37 (4), 1294, 1925.
7. Wandam D. P. 207845 (1909).
8. В a i 1 y, S e d w i c k A. P. 1430877 (1922).
9. H a u e r. J. pr. Chem., 68, 310 (1856).
10. T г о о s t. C. r. Acad, sci., Paris, 43, 921 (1856).
11. S m i t h J. L. Amer. J. sci., 1 (3), 269 (1871).
12. L u n g m a u e r. Dingl. J., 171, 293 (1864).
13. Fuchs. J. pr. Chem., 5, 320 (1835).
14. Mallet. Amer. J. sci., 22,(2), 349 (1856).
15. Зак Б. M. Материалы совещания по химии, технологии и аналитической
химии редких элементов. Новосибирск, 1958.
16. S с h г о t t е г. Ber. Wien. Acad., 5, II, 268 (1864).
17. Brumbaugh R. J. Analyt. Chem., 26, 463 (1954).
18. Методика, утвержденная МХП, 1956.
19. Gooch. Proc. Amer. Acad. Arts, and Sci., 22, 177 (1886).
20. «Методы анализа рассолов и солей». Тр. Всес. н.-и. ин-та галургии, вып. XXII,
М.—Л., 1950.
21. П л ю щ е в В. Е., Ш а х н о И. В. «Ж. анал. хим.», VIII, 5, 1953.
22. Reichard. Chemiker—Ztg. 29, 861 (1905).
23. G u t е г G. A., H a m m о n d G. S. J. Amer. chem. soc., 78, 5166 (1956).
24. M a s h i k о J., К a n г о j i J. J. Pharmab. Soc. Japan., 76, 441 (1956).
25. JentzschD., Frotscherl. Z. analyt. Chem., 144, 1—8 (1955).
26. С a r n о t. C. r. Acad, sci., Paris, 107, 237 (1888).
27. G г о t h e, Sawelsberg. Z. analyt. Chem., B., 90 (1937).
28. Berzelius. Pogg. Ann., 4, 245 (1825).
29. Rammelsberg. Ibid., 66, 79 (1845).
30. Mayer. Lieb. Ann., 98, 193 (1856).
31. F r e s e n i u s. Z. analyt. Chem., 1, 42 (1862).
32. С a 1 e у E. R., В a k e r A. L. Industr. and Engng. Chem., Analyt, 15, 209
(1943).
85
33. Resnick, Kiser, Dalton. Proc. Jowa Acad. Sci., 60, 3, 315
(1953).
34. Сейдел E. Б. Колориметрическое определение следов металлов. М.—Л.,
Госхимиздат, 1949.
35. Н и к о л а е в А. В., С о р о к и н а А. А. Докл. АН СССР, XXVII, № 3
(1951).
36. «Заводская лаборатория», № 9 (1955).
37. И в а н о в Д. Н. Почвоведение, № 1 (1953).
38. Thomas. Industr. and Engng. Chem. 47, № 11, 75A (1955).
39. Полуэктов H. С. «Ж. анал. хим.», № 1, (1957).
40. Allsopp Н. J., Wingfield Р. М. Metallurgia (Manchester), 54,
225 (1956).
41. Н о г s t m а п Е. L. Analyt. Chem., 28, 1417 (1956).
42. Р ungo г Е., Hegedus A. Magyar Kem. Japja, 9, 178, 201 (1954).
43. GamsjagerH., OrnigH. Mikrochim acta, 3—4, 607 (1956).
ГЛАВА IV
ОБОГАЩЕНИЕ ЛИТИЕВЫХ РУД
ОБЩИЕ СВЕДЕНИЯ О ДОБЫЧЕ И ОБОГАЩЕНИИ ЛИТИЕВЫХ РУД
Низкий уровень потребления лития длительное время мог
удовлетворяться за счет эксплуатации наиболее богатых место-
рождений с крупнокристаллическими литиевыми минералами.
Для получения литиевых концентратов использовались простейшие
технологические приемы ручной сортировки.
С ростом потребления лития возникла необходимость вовлече-
ния в эксплуатацию источников сырья с низким содержанием
металла и тонкой вкрапленностью литиевых минералов. Малопро-
изводительный процесс ручной сортировки не мог обеспечить
литиевыми концентратами возрастающие запросы промышлен-
ности. Возникла необходимость в разработке более совершенных,
но и более сложных процессов обогащения литиевых руд.
В настоящее время получение литиевых концентратов осуще-
ствляется в ряде стран Америки, Африки, Австралии и Европы,
однако основным производителем литиевых соединений являются
США. По некоторым оценкам [1 ] США дают более 50% мирового
производства лития.
Располагая крупными собственными источниками литиевого
сырья, разведанные запасы которых исчисляются в 113 000 т
окиси лития 12], США экспортируют и перерабатывают на своих
химических заводах подавляющую часть литиевых концентратов
Канады и Африки.
Основные известные запасы лития в США сосредоточены в Сев.
Каролине, в районе Блэк-Хилс Южной Дакоты и в калифорний-
ских соляных отложениях (озерах) [3]; запасы сподумена и лития
в соляных озерах велики, запасы же петалита и амблигонита отно-
сительно малы.
В литиевой промышленности господствуют следующие четыре
основные фирмы:
87
1. «Американская калиевая и химическая корпорация» извле-
кает с помощью флотации двойной фосфат лития и натрия из рапы
оз. Сирлз в Калифорнии. Двойной фосфат перерабатывается на кар-
бонат лития на заводе Трона, принадлежащем той же корпорации.
Корпорация связана через фирму «Американские литиевые хими-
каты» с заводом в Санбрайте (Техас), перерабатывающим лепи-
долитовые концентраты южноафриканской компании «Бикита
минерале».
2. «Американская литиевая корпорация» добывает сподумен
на руднике Эдиссон и других в районе Блэк-Хилс Южной Дакоты,
применяя, за исключением рудника Эдиссон, открытые горные
работы. Сподумен извлекается с помощью флотации на фабрике
корпорации в Хилл-Сити и с помощью тяжелых суспензий в Кейн-
стоунсе. Концентрат перерабатывается на литиевые соединения
и металл на заводе близ Миннеаполиса. Корпорации принадлежит
также завод в Бессемер-Сити (Сев. Каролина, район Кингс-Маун-
тен), перерабатывающий канадские концентраты.
3. «Химические предприятия Мейвуд»; фирма разрабатывает
месторождение Этта в районе Блэк-Хилс Южной Дакоты. Круп-
ность кристаллов позволяет вести ручную отборку высокосорт-
ного сподумена, который перерабатывается на соединения лития
и металл на заводе Мейвуд.
4. «Фут минерале компани» добывает сподуменовую руду
в районе Кингс-МаунтенСев. Каролины и подвергает ее флотации
на близлежащей фабрике. Концентраты перерабатываются на сое-
динения лития и металл на заводах в Санбрайте.
Кроме перечисленных крупнейших фирм, имеется несколько
меньших и не постоянных поставщиков литиевых концентратов
в Блэк-Хилс, Новой Мексике и Колорадо.
В Канаде основные литиевые месторождения располагаются
в районе Квебек и юго-восточной части провинции Манитобо.
Район Ля-Мот, Ля-Корн, Елоунайф в Квебеке и Кет-Лайк в Онта-
рио являются наиболее перспективными. Пегматиты, содержащие
литий, отличаются большим разнообразием минерального состава.
Помимо лепидолита, сподумена и амблигонита, в их состав входят
кварц, магнетит, циркон, уранинит, берилл, хризоберилл, поле-
вые шпаты, слюды.
Добыча и обогащение литиевых руд в Канаде начались в 1955 г.
В 1957 г. уже было получено 2373 т концентрата, содержащего
5—6% Li2O [4]. Основным производителем лития в Канаде
является компания «Квебек литиум», являющаяся филиалом Канад-
ской фирмы «Венчес». Эта компания имеет контракт с «Американ-
ской литиевой корпорацией» о поставке литиевых концентратов.
Одновременно фирма «Квебек литиум» начала строительство хими-
ческого завода для переработки концентратов непосредственно
в Канаде.
Африка становится все более крупным поставщиком литиевого
сырья [5—7]. В Юго-Западной Африке литиевое месторождение
88
расположено в районе Карибиб. Оно представлено крупными мас-
сивами лепидолита, амблигонита и петалита и занимает площадь-
128 X 113 км. Сведений о запасах литиевых руд в целом по место-
рождению нет. Однако в 1946 г. запасы руды только в некоторой
части месторождения, расположенной вблизи Карибиб, оценива-
лись в 60 000 т лепидолита, в том числе 50 000 т с 4%-ным содер-
жанием окиси лития [5]. В 1955 г. на месторождении добывались
ручной отборкой следующие концентраты в тоннах:
Амблигонитовый................1414
Лепидолитовый.................1832
Петалитовый.................. 5278
В 1957 г. общая добыча литиевых концентратов составляла
6740 т. Преимущественно добывался петалит, а не лепидолит.
В Южно-Африканском Союзе месторождения лития находятся
в Намакваленде [5 ]. Литиевое оруденение предствлено сподуменом.
Содержание окиси лития в сподумене около 8%. Пегматиты этого
месторождения включают также некоторое количество колум-
бита, танталита и берилла. В 1955 г. на месторождении добыто
420 т литиевых концентратов. В Южной Родезии основными рай-
онами месторождений лития являются форт Виктория и район
Солсбери. Пегматиты этих месторождений содержат лепидолит,
амблигонит, сподумен. Среднее содержание окиси лития в лепидо-
литовом концентрате 3,07—3,8%. В 1955 г. основным районом
добычи лития был форт Виктория. В течение этого года было полу-
чено около 82 166 т литиевых концентратов. В 1957 г. получено'
109 000 т, причем добыча отдельных концентратов в тоннах соста-
вляла [41:
Амблигонитового ............ 100
Лепидолитового .............. 93 500
Петалитового................... 9900
Сподуменового . . 5600
Разработка месторождений в Африке ведется главным образом
открытым способом. Обогащение руды во всех случаях производится
путем селективной добычи и ручной сортировки. Основная часть
литиевых концентратов, добытых в Африке, экспортируется
в США. Некоторая часть лепидолита вывозится во Францию,
а амблигонита — в Западную Германию и Англию. С мая 1956 г.
организовано получение карбоната лития из концентратов непо-
средственно в Южной Родезии на заводе в Гвело [6].
До последних лет лепидолит не использовался для получения
химических соединений лития из-за высокого содержания в нем
калия (присутствие калия в лепидолите вызывает высокие расходы
извести, используемой для вскрытия минерала). Применение лепи-
долита ограничивалось использованием его для производства квар-
цевого, опалового стекла и стекла пирекс. Впервые химические
соединения лития из лепидолита начали получать в декабре 1956 г.
на заводе в Сант-Антонио в Техасе. Химический завод в Сант-
89
Антонио принадлежит «Американской калиевой и химической кор-
порации», имеющей контракт с компанией «Бикита минерале»
на поставку лепидолитовых концентратов из Южной Родезии
в Сант-Антонио, где имеются большие запасы извести и дешевая
электроэнергия.
В Западной Европе добыча и переработка литиевых руд про-
изводится в сравнительно небольших масштабах [3, 8, 91.
Франция до второй мировой войны была относительно крупным
производителем лития. В районе Монтебра имеются пегматиты,
содержащие амблигонит, кварц, полевые шпаты, апатит, касси-
терит, редкоземельные минералы. Разработка месторождения
ведется открытым способом. Химические заводы, принадлежащие
«Сосьете де л'Юзин Шемик», перерабатывают литиевые концен-
траты отечественного производства и лепидолитовые концентраты,
импортируемые из Южной Родезии.
Швеция эксплуатирует рудники Утё, где литий представлен
петалитом, сподуменом, лепидолитом. В петалите этого месторож-
дения в 1817 г. был впервые открыт литий. Имеются сообщения,
что в Швеции добывается амблигонит.
Португалия получает некоторое количество амблигонита в виде
побочного продукта при добыче оловянных руд на руднике близ
Пинеля. Кроме этого источника, в стране имеются несколько место-
рождений лепидолита.
В Испании в небольших количествах производится добыча
петалита и амблигонита. В довоенной Германии литий в виде
минерала циннвальдита добывался из оловянно-вольфрамового
месторождения, расположенного в районе Рудных гор близ гор.
Циннвальд.
В литературе крайне мало сведений о способах и показателях
обогащения литиевых руд в Европе. В большинстве случаев литие-
вые минералы добываются попутно с другими полезными мине-
ралами, и схемы обогащения включают простую ручную отборку.
Перечень наиболее известных литиевых заводов капиталисти-
ческих стран приведен в приложении.
МЕТОДЫ ОБОГАЩЕНИЯ ЛИТИЕВЫХ РУД
Из известных в настощее время литиевых минералов промыш-
ленное значение имеют сподумен, амблигонит, циннвальдит,
лепидолит и петалит. Исключительно интересным источником
лития в США являются соляные отложения оз. Сирлз. Литиевые
минералы отличаются невысоким содержанием лития. Низкое
содержание окиси лития в минералах и сложность процессов их
химического вскрытия обусловливают относительно высокие требо-
вания к содержанию минерала как в рудах, так и в концентратах.
По опубликованным данным в настоящее время добываются
руды, содержащие в среднем не менее 1 % окиси лития. Эту вели-
чину следует рассматривать как ориентировочную, поскольку
90
она может существенно изменяться под влиянием конъюнктурных,
экономических и технологических факторов. В тех случаях, когда
литий является предметом попутной добычи, минимум его содер-
жания в добываемом сырье может сильно снизиться. Так, содер-
жание окиси лития в соляных отложениях оз. Сирлз в США соста-
вляет всего 0,03%, тем не менее его попутное извлечение счи-
тается вполне рентабельным.
На литиевые концентраты не имеется строго установленных кон-
диций. Концентраты используются как для получения из них
литиевых солей, так и в качестве компонента шихты в производ-
стве фарфора, эмалей, специальных сортов стекла и т. д. Для про-
изводства солей используются сподуменовые, амблигонитовые,
лепидолитовые и, в редких случаях, циннвальдитовые концен-
траты. С точки зрения химической переработки нежелательными
примесями считаются фосфор, марганец, калий и натрий. В каче-
стве компонента шихты используются сподуменовые, лепидоли-
товые и петалитовые концентраты. В этом случае вредными приме-
сями являются железо и фтор.
Интересно отметить, что в производстве фарфоровых изделий
применяется шихта, состоящая из сподуменового концентрата,
калиевого и натриевого полевых шпатов [10]. Последние являются
нередкими спутниками сподумена в рудах, поэтому возможно,
что одной из задач обогащения могло бы быть получение из споду-
меновых руд готовой шихты. Ниже приводятся некоторые факти-
ческие данные, характеризующие качество и состав различных
литиевых концентратов.
Фирма «Фут минерале компани» (США) поставляет концентраты
с следующими гарантированными минимальными содержаниями
окиси лития [10] в процентах:
Сподуменовый .................6,0
Амблигонитовый ...............8,0
Лепидолитовый.................3,0
Фирма«Бикита минерале» (Южная Родезия) поставляет на завод
в Сан-Антонио (США) лепидолитовый концентрат, содержащий
3—4% Ы2О [11]. Сподуменовые, амблигонитовые и лепидолито-
вые концентраты содержат не менее 80—90% литийсодержащих
минералов, как это видно из табл. 16.
Циннвальдитовые концентраты по данным немецкой практики
содержат 95—99% циннвальдита, что соответствует содержанию
•окиси лития до 3% [8]. Концентраты двойного фосфата лития
и натрия, получаемые из соляных отложений оз. Сирлз в США,
содержат 20—22% окиси лития.
В промышленной практике известны пять методов обогащения
литиевых руд: рудоразборка, термическое обогащение (декрипи-
тация), сепарация руды в тяжелых суспензиях, магнитное обога-
щение и флотация. Современные схемы обогащения обычно
•являются комбинированными, основанными на последовательном
91
использовании ряда процессов, например сепарации в тяжелых
суспензиях и флотации, ручной рудоразборки и термического
Таблица 16
Типичный химический состав литиевых концентратов, % [12]
Компоненты Состав концентратов
сподумено- вого амблиго- нитового лепидоли- тового
Ы2О 6,78 8,48 4,65
SiO2 62,21 5,16 52,89
А12О3 28,42 22,76 26,77
р£о5 — 54,42 —
К2О 0,69 0,30 10,33
Na2O 0,46 1,63 0,13
FeO 0,53 0,02 0,19
MgO 0,13 Следы 0,31
СаО 0,11 0,15 0,92
MnO — — 0,59
F — 2,67 3,68
Потери при прокаливании 0,28 4,80 0,66
обогащения. Целесообразность использования комбинирован-
ных схем связывается не только с повышением извлечения, но
и с задачей комплексного использования сырья.
Рудоразборка
Сущность рудоразборки заключается в разделении руды
на несколько продуктов по внешним признакам: цвету, форме,
блеску и т. п. В применении к литиевым рудам рудоразборка
выполняется исключительно вручную, хотя принципиально меха-
низация этого процесса осуществима, например, за счет исполь-
зования способности некоторых литиевых минералов люминес-
цировать под воздействием рентгеновых или катодных лучей.
Ручная рудоразборка — древнейший и простейший способ
обогащения полезных ископаемых — применяется для получе-
ния литиевых концентратов с момента возникновения потребности
в них. Так, еще в 1906 г. рудоразборка применялась для обогаще-
ния сподуменовых руд месторождения Этта в Южной Дакоте
США [13]. Этот метод применяется и в настоящее время для полу-
чения сподуменовых и, в особенности, лепидолитовых, петали-
товых и амблигонитовых концентратов на небольших предприя-
тиях и в экономически слабо развитых странах с дешевой рабочей
силой [11].
Так как при рудоразборке осматривается каждый кусок руды,
а количество кусков в одной тонне руды обратно пропорционально
кубу их диаметра, то процесс становится нерентабельным уже при
крупности 40—50 мм. Верхний предел крупности кусков при рудо-
92
разборке обычно не превышает 300 мм, если не считать сравни-
тельно редких случаев нахождения очень крупных кристаллов
сподумена.
Грубая рудоразборка обычно начинается еще в забое, далее
после дробления и грохочения крупные классы подвергаются
более тщательной рудоразборке, мелкие же выводятся в отвал
или обогащаются другими способами. Рудоразборка дает хорошие
концентраты, однако она связана с большими затратами рабочей
силы, дает низкое извлечение и не применима к рудам с мелко-
вкрапленным оруденением.
Термическое обогащение литиевых руд (декрипитация)
Сущность процесса термического обогащения заключается
в селективном разрушении некоторых минералов при нагревании
и охлаждении. Причинами декрипитации могут быть: а) нали-
чие в минералах кристаллизационной воды, которая при нагре-
вании вызывает сильное внутреннее давление, «взрывающее» кри-
сталлы; б) различная теплопроводность и различные коэффи-
циенты расширения при нагревании и охлаждении, что вызы-
вает сильные местные напряжения, приводящие к растрескиванию
минералов; в) переход кристаллов минерала из одной аллотро-
пической модификации в другую. Именно последнее явление
(переход из a-модификации в P-модификацию) имеет место при
нагревании сподумена. Различие в поведении пустой породы
и сподумена при нагревании лежит в основе термического метода
обогащения сподуменовых руд.
В общем процесс термического обогащения складывается
из следующих операций. Руда после дробления до крупности
минус 50—20 мм подвергается грохочению. Мелкие классы руды
(минус 0,2—0,3 лш) не подвергаются обжигу, а направляются
в отвал или на доизвлечение сподумена другими методами. Руда
крупнее 0,2 мм обжигается при температуре 1000—1200' в течение
1—2 ч. Обожженная руда после охлаждения подвергается изби-
рательному измельчению и классификации. Класс минус 0,2 лии
обожженной руды является концентратом. Термическое обога-
щение может эффективно применяться только при благоприятном
минеральном составе сырья. Наличие в руде большого количества
альбита, флюорита, кальцита, слюды, также обладающих способ-
ностью декрипитироваться, затрудняет получение кондицион-
ного концентрата. Отмечается, что руды, имеющие повышенное
содержание слюд, при температуре 1100—1200° сплавляются.
В последние годы, в связи с применением сернокислотного
метода для переработки сподуменовых концентратов, возрос
интерес к обогащению руд термическим способом. Обжиг руды
при этом обеспечивает не только обогащение руды, но и переход
сподумена в P-модификацию, легко вскрывающуюся серной кисло-
той. В этом случае технология получения соединений лития
становится весьма экономичной.
93
Обогащение в тяжелых суспензиях
Разница в удельных весах литиевых минералов (сподумен,
амблигонит) и минералов пустой породы (кварц, полевые пшаты)
не превышает 0,2—0,5. Такая разница недостаточна для приме-
нения отсадки или концентрации на столах, однако она оказалась
вполне достаточной для успешной сепарации некоторых типов руд
в тяжелых суспензиях.
Сущность процесса обогащения в тяжелых суспензиях заклю-
чается в том, что дробленая до некоторой крупности руда погру-
жается в суспензию с заданным удельным весом. Куски руды,
имеющие удельный вес больше, чем удельный вес суспензии, тонут,
а куски с меньшим удельным весом всплывают, чем и достигается
разделение.
Из числа литиевых минералов, имеющих промышленное зна-
чение, обогащаться в тяжелых суспензиях могут сподумен, амбли-
гонит и петалит, причем последний будет выделяться в виде лег-
кой фракции (удельный вес петалита 2,4). В промышленных мас-
штабах в настоящее время в тяжелых суспензиях обогащаются
только сподуменовые руды. Суспензоидом служит обычно ферро-
силиций или магнетит. Процесс сепарации дает положительные
показатели для руд крупностью не менее 3 мм. Верхний предел
крупности обычно составляет 25—35 лш. Успех разделения мине-
ралов в тяжелой суспензии зависит главным образом от возмож-
ности поддерживать удельный вес суспензии постоянным, а вяз-
кость — минимальной.
Применение тяжелых суспензий для обогащения сподуменовых
руд имеет ряд преимуществ:
1) возможность получения высококачественных концентратов;
2) высокая производительность процесса;
3) возможность выделения в отвал относительно крупного
материала, что дает значительную экономию в процессах дробле-
ния и измельчения;
4) малая чувствительность процесса к переменному составу
исходного сырья.
Процесс обогащения сподуменовых руд в тяжелых суспензиях,
несмотря на отмеченные преимущества, далеко не универсален.
Он пригоден для обогащения таких руд, которые мало затронуты
процессами выветривания и из которых при дроблении не ниже
20—25 мм (иначе выход крупных классов будет мал) можно выде-
лить достаточное количество отвальных хвостов. Для класса руды
минус 3 мм требуется применение других методов обогащения.
Обычно процесс обогащения в тяжелых суспензиях сочетается
с флотацией.
Разница в удельных весах сподумена и минералов пустой
породы успешно используется для быстрого определения содер-
жания сподумена в концентратах. Метод основан на разделении
навески рудного материала в четырехбромистом ацетилене (удель-
94
ный вес 2,9) или жидкости «Туле» (удельный вес 3,0) с помощью
центрифуги. Легкая и тяжелая фракции промываются раздельно
в целях регенерации тяжелой жидкости и взвешиваются. При нали-
чии в руде, кроме сподумена, других тяжелых минералов в резуль-
таты вносится соответствующая поправка.
Магнитное обогащение литиевых руд
Из литиевых минералов только циннвальдит и, иногда, лепидо-
лит обладают слабо выраженными парамагнитными свойствами,
что связано с наличием в этих минералах относительно повышен-
ного содержания железа. В промышленной практике магнитная
сеперация применяется только для получения концентрата цинн-
вальдита, содержание железа в котором достигает 10—15 и более
процентов.
Флотационное обогащение литиевых руд
Практически все литиевые минералы, имеющие промышленное
значение, могут обогащаться флотацией. Наиболее полно изучена
в лабораторных и промышленных условиях флотация сподумена.
Когхилл и Клеммер [15] в 1932 г. впервые сообщили о воз-
можности отделения сподумена от кварца с помощью мыльной
флотации. Однако их опыты имели предварительный характер.
Таггарт [16] также подтвердил, что сохранный (невыветренный)
сподумен отделяется от других минералов в процессе мыльной
флотации. Девис [17 I в 1937 г. описал флотацию сподумена из руд
Кингс-Маунтен (Сев. Каролина) с использованием для активации
сподумена едкого натра и в качестве коллектора (собирателя) —
олеиновой кислоты.
В послевоенные годы проведено значительное число исследо-
ваний по изучению флотационных свойств сподумена. На чистых
минералах убедительно показано, что без специальной предва-
рительной обработки поверхности сподумен флотируется неудов-
летворительно и, наоборот, после щелочной обработки поверхности
сподумен легко флотируется с помощью ряда коллекторов [17].
Сподумен, подвергшийся процессам выветривания, обладает пони-
женной флотационной активностью. Механизм активации споду-
мена щелочными реагентами до настоящего времени недостаточно
ясен. Предполагают, что активация обусловливается механи-
ческой очисткой поверхности сподумена от шламов. В связи с этим
обработку реагентами рекомендуется проводить в плотной
пульпе при энергичном перемешивании.
Ниже приводятся данные зависимости флотационной актив-
ности чистых минералов — петалита, лепидолита и сподумена —
от воздействия коллекторов и регуляторов флотации, полученные
Кузькиным С. Ф., Будниковой О. К. и Петровой 3. Д.
Петалит, взятый для исследований, имел следующий химиче-
ский состав: Li2O — 2,8%; А12О3 — 21,3%; SiO2 — 70,25%; круп-
ность материала минус 0,2 плюс 0,044 мм.
95
Установлено, что с олеиновой кислотой и олеатом натрия
(расход собирателя 100—2000 г на тонну минерала) петалит
не флотирует. Предварительная обработка поверхности петалита
•едким натром или плавиковой кислотой не способствует флотации
петалита олеиновой кислотой. Особенность поведения петалита
при флотации предположительно объясняется структурой его
кристаллической решетки.
При флотации петалита с изооктилфосфатом натрия в качестве
собирателя максимальное извлечение составляет 24% в кислой
Рис. 26. Извлечение петалита в за-
висимости от переменного расхода
некоторых солей, флотация с ИМ-11:
t — FeCl3; 2 — CaCI,; 3 — NazS;
4 — Na2SiO8.
Рис. 25. Извлечение петалита в зависи-
мости от значения pH среды:
1 —олеат натрия (1000 г/т); 2 — ИМ-11
(200 г/т); 3— изооктилфосфат натрия (500 г/т).
среде (pH — 3,5) при расходе собирателя 500 г/т. Петалит успешно
флотируется в нейтральной и слабощелочной средах катионным
собирателем при расходе его 200 г/т. Извлечение (е) в пенный
продукт составляет 80—90?'о.
Зависимость флотации петалита от pH среды и от переменного
расхода различных солей (регуляторов) показана на рис. 25 и 26.
В обоих случаях флотация производилась в присутствии коллек-
тора ИМ-11 в количестве 200 г/т. Хлорное железо, сернистый
натрий и жидкое стекло подавляют флотацию петалита с катион-
ным коллектором ИМ-11 (pH = 6,5—6,8). Хлористый кальций
в этих же условиях является активатором для петалита.
Лепидолит, взятый для исследований, имел следующий хими-
ческий состав: Li2O3 — 3,01 %; А12О3 — 30,14%; SiO2 — 46,42%;
крупность материала минус 0,1 плюс 0,044 мм и минус 0,2 плюс
0,044 мм. На рис. 27 и 28 показана зависимость извлечения лепи-
долита в пенный продукт от переменных значений pH под воздей-
ствием различных коллекторов.
96
Олеиновая кислота, изооктилфосфат натрия без предвари-
тельной активации поверхности лепидолита практически его
не флотируют. Предвари-
тельная обработка поверх-
ности минерала едким нат-
ром при его расходе от 1
до 10 кг на тонну мине-
рала не улучшает флота-
цию лепидолита. Обра-
ботка поверхности фтори-
стоводородной кислотой
активирует флотацию ле-
пидолита олеатом натрия.
Поэтому опыты по выясне-
нию влияния некоторых
веществ-регуляторов на
флотацию лепидолита
олеатом натрия проводи-
лись после активации по-
верхности минерала фто-
ристоводородной кисло-
Расход собирателя, г/т
Рис. 27. Зависимость извлечения лепидолита
от расхода собирателей:
1 — олеиновая кислота; 2 — изооктилфосфат на-
трия; 3 — алкилсульфат натрия; 4 — ИМ-II;
5 — октадецил амин.
той. Были приняты следующие условия активации: расход
HF 200 г/т, время обработки 20 мин. После пятикратной про-
Рис. 28. Извлечение лепидолита в за-
мывки минерал поступал на
флотацию. Зависимости, полу-
ченные в этой серии опытов,
графически изображены на
рис. 29, 30, 31.
При флотации лепидолита
олеатом натрия соли Бег (SO4)3,
Al 2 (SO4)3, Na2HPO4, Pb (NO3)2,
FeCl3, LiCl оказывают некото-
рое активирующее действие при
расходе до 100 г/т. Увеличение
расхода перечисленных соеди-
нений подавляет флотацию ле-
пидолита. Активирующее дей-
ствие на флотацию лепидолита
олеатом натрия оказывают:
A1(NO3)3, Li2SO4, Са(ОС1)г,
Na2SiO3, K4tFe(CN)6l. Успешно
идет флотация лепидолита
с применением катионного собирателя ИМ-11 в интервале pH
от 3 до 8,5. Извлекается до 90% и более лепидолита.
Сподумен, взятый для исследований, имел следующий хими-
висимости от значения pH:
1 — олеиновая кислота; 2 — изооктилфо-
сфат натрия; 3 — октадециламин;
4 _ ИМ-П.
ческий состав: Li2O— 5,4%; А12О3—34%; SiO2 — 60%; круп-
ность материала минус 0,2 плюс 0,044 мм. Без предварительной
обработки сподумен флотируется неудовлетворительно. Макси-
7
Литий, его химия и технология
97
мальное извлечение не превышает 20% при расходе олеата натрия
до 2 кг!т. Поэтому опытам флотации предшествовала обработка
Рис. 29. Извлечение лепидолита в зависи-
мости от переменного расхода солей при
флотации олеатом натрия:
1 — A12(S04)s; 2 — FeCIs; 3 — Pb(NO,h;
4 — Fe2(SO.)s; 5 — AI(NOS)8.
0 50100 500
Расход соли, г/т
Рис. 30. Извлечение лепидо-
лита в зависимости от пере-
менного расхода солей при
флотации олеатом натрия:
1 — LiCl; 2 — Li2CO3;
3 — Са(ОС1)2; 4 — I.i2SO4.
сподумена фтористоводородной кислотой при расходе 350 г/ттг
и пятикратная отмывка. Обработанный таким образом материал
поступал на флотацию. На
Рис. 31. Извлечение лепидолита в за-
висимости от переменного расхода со-
лей при флотации олеатом натрия:
1 - Na2HPO4; 2—Na2S; 3 —K4[Fe(CN),];
4 — Na2SiO8.
рис. 32—38 приводятся зависи-
мости, полученные при флота-
ции предварительно обработан-
ного сподумена в переменных
условиях.
При pH >7 создаются усло-
вия стабильной флотации спо-
думена олеатом натрия. Извле-
чение в пенный продукт состав-
ляет 92—100%. K4IFe(CN)6]
и Na2SiO3 являются депрессо-
рами для сподумена уже прй
расходе 50—250 г!т\ А1 (Х’О3)3,
РЬ (ЫО3)2, Си (NO3)2, Fe2(SO4)3
несколько депрессируют флота-
цию сподумена при малых рас-
ходах (до 150 г!т)\ повышение
расхода регулятора до 1 кг/т восстанавливает флотацию споду-
мена до уровня флотации минерала без регулятора или способст-
вует некоторой активации флотации сподумена. Активирующее
действие оказывает хлорноватистокислый кальций — Са (ОС1)2.
98
Расход собирателя, г/т
Рис. 32. Извлечение спо-
думена в зависимости от
расхода собирателя (в
нейтральной среде):
1—олеат натрия; 2— окта-
дециламии.
Na2SiOs.
Рис/ 33. Извлечение спо-
думена в зависимости от
значения pH:
1 — олеат натрия (500
2 — изооктилфосфат натрия
(1000 г/т)-, 3 — мылоиафт
(500 г/т); 4 — октадецила-
мии (100 г/т).
Рис. 34. Извлечение
сподумена в зависимо-
сти от переменного
расхода солей при фло-
тации олеатом натрия:
1 — Са(ОС1)2; 2 —
Pb(NO3)2; 3 — Na2HPO4;
4 — AI(NO8)8; 5 —
K4[Fe(CN)J; 6 -
7*
Рис. 35. Извлечение сподумена
в зависимости от переменного
расхода солей при флотации
олеатом натрия:
1 — FeCl3; 2 — Fe2(SO4)3;
3 — Cu(NO3)2.
Рис. 36. Извлечение споду-
мена в зависимости от пере-
менного расхода солей при
флотации октадециламином:
1 — FeCl3; 2 — Fe2(SO4)3;
3 — Cu(NO3)2-
Рис. 37. Извлечение сподумена
в зависимости от переменного
расхода солей при флотации
октадециламином:
1 — A12(SO4)3; 2 — A1(NO3)3;
3 — Na3S; 4 — Na2HPO4;
5 - Pb(NO3)2; 6 — N..2>iO3;
Рис. 38. Влияние темпе-
ратуры обжига на флота-
цию сподумена.
Октадециламин флотирует сподумен в очень узком интервале
значений концентрации водородных ионов (pH = 5—6). В этих
условиях ни один из испытанных регуляторов (см. рис. 35, 36)
не оказывает активирующего действия на флотацию сподумена.
Кремнефтористый натрий, крахмал являются сильными депрессо-
рами флотации сподумена в широком интервале значений pH.
Хлорноватистокислый кальций, так же как и при флотации
с олеатом натрия, оказывает активирующее действие. При расходе
октадециламина 10 г/т извлечение сподумена составило 25%.
После активации Са (ОСЩ (100 г!т) сподумен флотируется пол-
ностью.
После обжига в интервале температур от 300 до 700° и акти-
вации плавиковой кислотой сподумен успешно флотируется олеа-
том натрия; извлечение составляет 100%. При дальнейшем повы-
шении температуры обжига флотационная способность сподумена
резко падает и при 900—1000° извлечение становится равным нулю.
В промышленности в настоящее время используются две схемы
флотации сподуменовых руд, значительно различающиеся между
собой. Первая схема предусматривает прямую флотацию споду-
мена в пенный продукт с применением коллектора анионного типа.
Вторая схема предусматривает так называемую обратную флота-
цию, когда в пенный продукт переходят минералы пустой породы,
а сподуменовый концентрат выделяется в виде камерного продукта.
В качестве собирателя используется катионный реагент.
Прямая флотация сподумена изучалась в работах Фальконера
и Крауфорда [18]. Разработанный режим включал измельчение
руды, энергичное перемешивание плотной пульпы в щелочной
среде при расходе едкого натра 2 кг/т и флотацию сподумена олеи-
новой кислотой. Для депрессии пустой породы использовались
небольшие добавки серной кислоты. Щелочная активация споду-
мена — основной элемент в разработанной технологии.
В настоящее время на разных фабриках реагентный режим
для осуществления процесса прямой флотации сподумена в общем
однообразен. Некоторое различие наблюдается в ассортименте
депрессоров для пустой породы в основной и перечистных опера-
циях. Для этой цели используются молочная кислота, квебрахо
(растительный дубильный экстракт, содержащий около 70% тани-
новой кислоты), жидкое стекло, серная кислота, кальцинирован-
ная сода. В качестве коллектора главным образом используется
олеиновая кислота, иногда в смеси с нафтеновыми кислотами
(20% к весу олеиновой кислоты).
Исследование процесса обратной флотации было начато в 1950 г.
применительно к рудам месторождения Кингс-Маунтен [14].
Разработанный процесс предусматривает флотацию слюды, поле-
вых шпатов и кварца в пенный продукт, сподумен же депресси-
руется. В качестве реагентов, депрессирующих флотацию споду-
мена, используются известь и декстрин. Флотация пустой породы
производится при pH = 10—11 с применением катионного кол-
101
лектора. Для флотации требуются высокие расходы вспенивателя.
Подобный процесс использовался ранее для флотации ильменита
и других железосодержащих минералов.
В литературе нет прямых указаний, для какого типа споду-
меновых руд следует применять схему прямой или обратной фло-
тации. По-видимому, для решения этого вопроса необходимо
проведение экспериментальных работ для каждого частного вида
сырья. Предположительно можно сказать, что для бедных руд
(содержание Li2O 0,5—0,6%) схема прямой флотации сподумена
может оказаться более экономичной. Руды, в которых сподумен
представлен кристаллами, содержащими в виде тонких прожилок
кварц и слюду, по режиму прямой флотации обогащаются неудов-
летворительно. В этом случае более благоприятной может ока-
заться схема флотации минералов пустой породы от сподумена.
ПРАКТИКА ОБОГАЩЕНИЯ ЛИТИЕВЫХ РУД,
Обогащение сподуменовных руд
района Блэк-Хилс, штат Южная Дакота, США
Добыча литиевых руд в районе Блэк-Хилс производится
с начала 20 в. Разведанные запасы лития в пегматитах этого рай-
она оцениваются по крайней мере в 1000 тп в пересчете на окись
лития. Район месторождений сложен гранитовыми слюдяными слан-
цами и кварцитами. В толще гранитов находятся пегматитовые
дайки, наиболее крупная — рудное тело месторождения Этта [8].
Характерным для пегматитов месторождения Блэк-Хилс является
крупнокристалличность сподуменового оруденения и наличие боль-
шого разнообразия литиевых минералов. В отдельных дайках
встречаются сподумен, лепидолит, амблигонит, литиевый желези-
стый фосфат — эрифилин. Кроме литиевых минералов, встре-
чается некоторое количество берилла, касситерита, тантало-нио-
батов.
В настоящее время в районе разрабатывается целый ряд место-
рождений. Основные из них — месторождения Этта, Эдисон
в Кейстоунсе, Тин-Маунтен, Трестон и др. Месторождения разра-
батываются главным образом для извлечения сподумена, иногда
попутно извлекаются полевые шпаты и минералы тяжелых
металлов.
Месторождение Этта — пегматитовое тело диаметром 45—60 м.
Приконтактовая оторочка состоит из кварца, полевого шпата
и мусковита, преобладают кварц и мусковит. Сподуменовая руд-
ная зона состоит из кварца, альбита, ортоклаза и сподумена.
Анализ кристаллического сподумена из рудника Этта показал
следующее содержание: SiO2—62,91%; Al 2О3 — 28,42%;
Fe2O3 —0,53%; MgO —0,13%; CaO — 0,11%; Na2O — 0,46%;
K2O — 0,69%; Li2O — 6,78%; H2O — 0,28%.
Месторождение отрабатывается подземными работами. Наличие
крупных кристаллов сподумена в месторождении позволяет ручной
102
сортировкой’получать кондиционные концентраты, содержащие
до 6% U2O. Компания «Химические предприятия Мейвуд», кон-
тролирующая добычу и переработку литиевых руд месторожде-
ния Этта, считает, что методы селективной добычи и сортировки
руд в сочетании с химической переработкой концентратов являются
наиболее экономичной технологией получения лития.
Месторождение Эдисон. Пегматиты этого месторождения вклю-
чают сподумен, кварц, микроклин, альбит, мусковит, апатит,
турмалин. Содержание Li2O в руде около 1,5—1,7%. Сподумен
освобождается полностью при дроблении руды до крупности 6 мм.
[ Исходная руда
♦ 300мм
Грохочение
| Ручное дробление \
♦
- 300Мм
I Дробление I
Грохочение
* 38 мм
{Ручная сортировка |
I f 3,3мм
концентрат Хвосты
-38мм
Грохочение
- 3,3мм
Сепарация 8
упяжелых суспензиях
Тяжелая франция
Грохочение
Легкая фракция
1
Грохочение
ГидрОциклонироВание |
Слаб
Сподуменовый
концентрат
Суспензи..
(В оборот)
Хвосты
Рис. 39. Схема обогащения руды месторождения Эдисон.
С 1948 г. руды этого месторождения обогащались ручной сор-
тировкой. Производительность установки составляла 300 т руды
в сутки [19]. Выход сподуменового концентрата составлял 10,5%,
содержание Li2O в концентрате — 4,8%. Извлечение лития не пре-
вышало 30—40%. В связи с затруднениями в обогащении этих
103
руд ручной сортировкой в начале 1949 г. было организовано обо-
гащение руды класса —35—40 мм в тяжелых суспензиях, что
позволило существенно повысить производительность фабрик.
На рис. 39 изображена комбинированная схема, принятая для
обогащения руд на месторождении Эдисон. В качестве суспен-
зоида используется ферросилиций, иногда с добавкой магнетита.
Крупность ферросилиция минус 0,074 мм, удельный вес суспен-
зии 2,7. Показатели сепарации руды в тяжелых суспензиях в про-
мышленных условиях представлены в табл. 17.
С применением тяжелых суспензий показатели обогащения
руды улучшились, и суммарное извлечение по обоим методам
возросло до 60—70%. Однако при обогащении данного типа руд
в тяжелых суспензиях встречаются известные трудности, связан-
ные с наличием в руде измененного (выветренного) сподумена,
приближающегося по своему составу к слюдистым и глинистым
минералам. Как полагают, пластинчатая форма сподумена спо-
собствует увеличению потерь сподумена с отвалами. Именно из-за
формы частиц оказалось невозможным обогащать мелкую часть
руды (класс минус 3 мм) в гидроциклонах с использованием
тяжелых суспензий. В процессе дальнейших исследований была
установлена возможность обогащения этого типа руд методом
прямой флотации [18].
Таблица 17
Показатели обогащения руды месторождения Эдисон в тяжелых суспензиях
Наименование продуктов Выход, % Окись лития, %
содержание извлечение
Концентрат (тяжелая фракция) . . . 7,1 5,36 47,4
Хвосты (легкая фракция) ..... 66,5 0,16 13,4
Класс минус 3,3 мм . . . 26,4 1,19 39,2
Исходный материал 100,0 0,8 100,0
Месторождение Хилл-Сити. Руды этого месторождения обога-
щаются методом прямой флотации. Первые концентраты с флота-
ционной фабрики были выданы в 1952 г. На рис. 40 приведена
технологическая схема флотационного обогащения руд на .^фаб-
рике в Хилл-Сити.
Технологический режим работы по этой схеме характеризуется
следующими данными. Руда дважды подвергается обработке
едким натром с последующим обесшламливанием. Часть едкого
натра (0,3 кг/т) подается в стержневую мельницу, часть (1 кг/т) —-
в контактный чан после обесшламливания в гидроциклоне. Пере-
мешивание в контактном чане ведется при высокой плотности
пульпы (60—70% твердого). В контактный чан перед основной
флотацией подаются 0,2 кг!т олеиновой кислоты, 0,25 кг/т нафте-
новой кислоты и вспениватель.
104
Рис. 40. Схема обогащения руды месторождения Хилл-Сити.
В первую и вторую перечистные операции подаются жидкое
стекло, квебрахо (или лимонная кислота) и вспениватель. Иногда
добавляется олеиновая кислота.
В табл. 18 даны показатели обогащения на фабрике в Хилл-
•Сити руд, различающихся между собой степенью выветренности.
Таблица 18
Показатели обогащения руд месторождения Хилл-Сити (в процентах)
Гип руды -
Наименование продукта твердая, мало выветренная частично выветренная значительно выветренная
выход содер- жание Li2O извле- чение ы2о выход содер- жание Li2O извле- чение Li2O выход содер- жание Li2O извле- чение Li2O
Концентрат . . Хвосты .... Шламы .... Исходная руда 14,2 65,4 20,4 100,0 3,94 0,27 0,53 0,82 66,4 21,0 12,6 100,0 15,9 52,3 31,8 100,0 4,92 0,46 0,68 1,26 63,5 19,3 17,2 100,0 13,1 48,6 38,3 100,0 5,13 0,46 0,75 1,21 57,1 18,8 24,1 100,0
Таблица 1$
Режим флотации руды с получением концентратов сподумена, полевого шпата и слюды -2
Реагент
Наименование операций наименование количество, кг!т \
Измельчение руды до крупности ми- Едкий иатр 2
нус 0,3 мм
Перемешивание плотной пульпы
(обдирка руды) .
Обссшламливание
Перемешивание песковой фракции Олеиновая кислота 0,5
с реагентами
Серная кислота 0,25
Вспениватель 0,023
-Основная флотация сподумена . . . — —
Две перечистки пенного продукта Серная кислота 0,25
Вспениватель 0,09
Обссшламливание хвостов флотации Перемешивание песковой фракции — —
с реагентами ... Олеиновая кислота 0,03
Серная кислота 0,75
-Основная флотация слюды — —
Две перечистки пенного продукта . . Перемешивание хвостов слюдяной — —
флотации с реагентами Плавиковая кислота 2
Катионный собиратель 0,1
Флотация полевого шпата — —'
106
Обращают на себя внимание высокие потери лития в хвостах
флотации и особенно в шламах. Потери в шламах значительно
возрастают по мере увеличения степени выветренности руды.
Следует отметить, что из руд района Блэк-Хилс, кроме сподуме-
новых концентратов, технологически можно выделять полево-
шпатовые и слюдяные концентраты.
Режим флотации сподумена при одновременном получении
полевошпатовых концентратов не претерпевает существенных изме-
нений. В табл. 19 приводится режим флотации руд района Блэк-
Хилс при получении сподуменовых, слюдяных и полевошпатовых
концентратов. Этот режим в промышленных условиях проверен
на рудах месторождения Тинтон [181.
В результате флотации по режиму, приведенному в табл. 19,
получаются:
1) сподуменовый концентрат с содержанием в нем 91—93%
сподумена при извлечении 90,3%;
2) слюдяной концентрат, содержащий 20—50% слюды при
извлечении 90%;
3) полевошпатовый концентрат, содержащий 95% полевого
шпата при извлечении 88,5%.
Обогащение сподуменовых руд
в штате северная Каролина, США [14, 20—22]
Сподуменовые пегматиты в штате Сев. Каролина распростра-
нены очень широко и образуют так называемый «пегматитовый
пояс Сев. Каролины». Наиболее крупное месторождение распо-
ложено в районе Кингс-Маунтен. Запасы этого района по прибли-
зительным подсчетам оцениваются в рудах, содержащих 1,7%
Li?O, в 32 000 т окиси лития; в рудах, содержащих 1,3% Li2O,
в 992 000 т окиси лития [3].
Район месторождения сложен биотитово-кварцевыми и муско-
витовыми сланцами и гранитами. По характеру вмещающих пород
пегматиты делятся на залегающие в сланцах и в гранитах. Пер-
вые более дифференцированны, имеют большую мощность и про-
тяженность.
Отдельные тела достигают 800 м по длине и 6,5 м по мощности.
Средний состав руд характеризуется содержанием сподумена 20—
23%, полевого шпата 35—45%, слюды около 2%, кварца 35—40%.
В рудах также встречаются черный турмалин, гранат, апатит,
колумбит, касситерит, изредка берилл. Приводится следующий
химический состав сподумена:
SiO2 А12О3 FeO CaO MgO Li2O
63,84 28,61 0,19 0,04 Следы 7,26
Исследования по обогащению руд месторождения Кингс-
Маунтен были начаты в 1950 г. В основу исследований была поло-
жена схема обратной флотации, предусматривающая перевод
107
в пенный продукт минералов пустой породы. Разработанная схема
и режим флотации использованы на промышленной фабрике
производительностью 360 т руды в сутки.
Схема обогащения руд включала три стадии:
1. Выделение тяжелых минералов гравитационным способом
на спиральных сепараторах.
2. Флотация хвостов гравитационного обогащения с выделением
в пенный продукт полевых шпатов, кварца и слюды. Сподумен
и железосодержащие минералы концентрируются в камерном
продукте.
3. Флотация железосодержащих минералов. Сподуменовый
концентрат выдается в виде камерного продукта.
Разработанный режим флотации обеспечивал получение споду-
менового концентрата с содержанием в нем Li2O — 6%, при извле-
чении 70%. Без удаления железосодержащих минералов извле-
чение достигало 75%.
В 1955 г. фабрика была реконструирована. Производитель-
ность ее была доведена до 1200 т руды в сутки. В ранее приме-
нявшуюся флотационную схему была введена операция обогаще-
ния руды в тяжелых суспензиях, что позволило сократить объем
руды, поступающей на флотацию, на 30—40% и выделить в виде
тяжелой фракции высококачественный сподуменовый концентрат
в количестве 25—35% от общего количества концентрата, выдавае-
мого фабрикой.
Схема обогащения руды на промышленной фабрике в Кингс-
Маунтен после ее реконструкции изображена на рис. 41. Ниже
дается описание отдельных операций по схеме.
1. Обогащение руды в тяжелых суспензиях. Подготовка руды
к обогащению в тяжелых суспензиях заключается в ее стади-
альном дроблении и грохочении до крупности минус 25 мм.
Руда крупнее 3—4 мм направляется на сепарацию в тяжелых
суспензиях. Процесс осуществляется в двух последовательно уста-
новленных сепараторах фирмы «Вильмот». Из первого аппарата
тяжелая фракция выдается как сподуменовый концентрат, а лег-
кая фракция направляется во второй аппарат для контрольной
очистки. Легкая фракция второго аппарата является отвалом,
а тяжелая фракция (промежуточный продукт) присоединяется
к классу минус 3—4 мм исходной руды и направляется на измель-
чение. В качестве суспензоида используется ферросилиций круп-
ностью минус 0,074 мм. Удельный вес суспензии в первом аппа-
рате поддерживается на уровне 2,9—3,0, во втором — 2,7.
2. Измельчение и обесшламливание перед флотаИией- Руда
крупностью минус 3—4 мм и промежуточный продукт от обога-
щения в тяжелых суспензиях измельчаются до крупности минус
0,3 мм в стержневых мельницах, работающих в замкнутом цикле
со спиральными классификаторами. В цикл измельчения подается
едкий натр в количестве 0,3 кг/т. Слив классификатора обесшлам-
ливается в гидроциклонах (диаметр 305 мм) и контролируется:
108
Исходная руда
i
Грохочение
+ 75мм
| Дробление |
75мм
+25 мм ,,
| Дробление |
Т
Грохочение
3,3 мм
-Z5mm
Грохочение
-3,3 мм
Сепарация
6 тяжелых суспензиях
Сепарация
в тяжелых суспензиях
Тяжелая Легкая
фракция фракция
| Измельчение ~~|
I Классификация
ч 0,3мм ।
ф \О/зесшламливание |
\ Сгущение
-0,3мм
Винтовые
сепараторы
Концентрационные
столы
Сгущение
[ И он такт с реагентами |
Основная
флотация
| Сгущение |
.__ ♦
| Нон такт с реагентами
Пенный
продует
СподуменоВыи
концентрат
Флотация железосодер
жащих минералов
Пенный
Перечистная
флотация
------ Пенный
,. * , продукт продукт
Концентрат тяже- I— *
лых металлов * В отвал
Шламе/
Рис. 41. Схема обогащения руды месторождения Кингс-Маунтен.
в сгустителе. Слив сгустителя представляет собой отвальные
шламы, нижний продукт сгустителя направляется на флотацию.
3. Выделение концентрата тяжелых металлов. Пески гидро-
циклона перед флотацией подвергаются гравитационному обога-
щению на винтовых сепараторах при плотности пульпы 45%
твердого. Грубый концентрат спиральных сепараторов обогащается
на концентрационных столах. Концентрат со столов подвергается
сушке и далее магнитной сепарации. Хвосты спиральных сепара-
торов и концентрационных столов объединяются и после обезво-
живания направляются на флотацию.
4. Основная флотация полевых шпатов, кварца и слюды.
Принят следующий режим флотации:
В операцию перемешивания плотной пульпы, содержащей 55%
твердого, подаются: известь — 0,45 кг/т, декстрин — 0,23 кг!тг
катионный коллектор — 0,18—0,32 кг/tn, вспениватель —
0,18 кг/т. Пульпа перемешивается в течение 1 мин. Флотация
производится при содержании твердого в пульпе 20—25% в тече-
ние 4 мин.\ pH = 10,5—11. В пенный продукт переходят кварц,
полевые шпаты и слюды. В хвостах остаются сподумен и минералы*
содержащие железо.
5. Контрольная флотация пенного продукта (перечистка)
производится при том же режиме, что и основная флотация.
6. Очистка сподуменового концентрата от железосодержащих
минералов производится при следующем режиме: а) сгущение-
сподуменового концентрата 65—75% твердого; б) перемеши-
вание концентрата в контактном чане с плавиковой кислотой
(0,16 кг/т), коллектором — натриевой солью смоляных кислот
(0,9 кг/т) и вспенивателем (0,04 кг!tri)-, в) флотация в течение 4 мин
при плотности пульпы 25% твердого. В пенный продукт выде-
ляются железосодержащие минералы, камерный продукт является
конечным очищенным сподуменовым концентратом.
Сведений о показателях работы фабрики после ее реконструк-
ции нет. Однако, на основании лабораторных исследований, дан-
ных о работе опытной фабрики и промышленной фабрики (до ее
реконструкции) можно полагать, что получаются следующие
показатели:
Исходная руда: содержание сподумена 20—23%, что-
соответствует содержанию Li2O 1,4—1,6%; содержание тяжелых
минералов 0,2%.
Сподуменовые концентраты: а) концентрат
от обогащения в тяжелых суспензиях содержит 5—6% Li2O,
извлечение Li2O составляет 25—30% от исходной руды; б) кон-
центрат флотационного обогащения содержит 5—6% Li2O, извле-
чение Li2O составляет 45—50% от исходной руды или свыше 70%
по операции.
Концентрат тяжелых металлов содержит
45% касситерита, 33% колумбита, 14% пирротина и 8% мона-
цита.
ПО
Извлечение лития из рапы озера Сирлз, США, [19, 23—26]
Расположенное в штате Калифорния оз. Сирлз является круп-
нейшим источником лития. Озеро представляет собой впадину
площадью 70—80 км2, заполненную соляными отложениями,
сухими и плотными на поверхности. На глубине соляной слой
имеет много пор и пустот, заполненных насыщенным раствором —
рапой. Соляные отложения и рапа представляют собой сложный
комплекс, содержащий NaCl, Na2SO4, Na2CO3, КО, буру, йодистые
и фтористые соли, а также хлористый литий. Содержание послед-
него составляет в расчете на Ы2О 0,02—0,03%.
В процессе производства различных солей при упарке рапы
наблюдалось вспенивание, причину которого первоначально
усматривали в наличии в рапе органических веществ. Однако
при изучении этого явления установлено, что вспенивание вызы-
вается образованием в рассолах тонкой суспензии малораство-
римого двойного фосфата лития и натрия (Li2NaPO4). Вспенивание
являлось источником ряда затруднений в содовом производстве,
поэтому извлечение лития было необходимо как в целях его ути-
лизации, так и нормализации основного производства.
После некоторых экспериментов в 1937 г. было начато в огра-
ниченных масштабах промышленное извлечение лития, а в 1938 г.
двойной фосфат лития-натрия впервые появился на рынке под
названием «ликонц» (сокращенное «литиевый концентрат»).
В 1942 г. в связи с увеличением спроса на литий возобновились
энергичные исследования, показавшие, что двойной фосфат лития
и натрия может хорошо извлекаться с помощью пенной флотации.
Однако для успеха флотации потребовалась специальная флота-
ционная машина, обеспечивающая весьма тонкое диспергирование
воздуха при сравнительно спокойных условиях перемешивания
пульпы. Флотационная установка оригинальной конструкции была
введена в действие в начале 1944 г. При переходе к крупному мас-
штабу производства встретились затруднения с фильтрацией, кото-
рые к концу 1944 г. удалось преодолеть. В конце мировой войны
двойной фосфат лития-натрия стал крупным источником сырья
для литиевой промышленности. В настоящее время запасы окиси
лития в Калифорнии оцениваются в 72 000 т [2].
Технологический процесс получения концентрата лития
сводится к следующему. В переработку поступает откачиваемая
через скважины рапа, имеющая следующий химический состав, %;
LiCl . . 0,021
КС1 . . 5,02
Na.CO3 4,8
Na2B4O7 1,63
Na2SO4 6,75
NaCl 16,06
Na2S 0,08
KBr . . 0,12
Na3PO4 0,155
As2O3 0,019
CaO . . 0,0022
111
Рассол, предварительно нагретый в теплообменниках вакуум-л
кристаллизационной установки до 50°, поступает в выпарную]
батарею с принудительной циркуляцией и противоточным движе-1
нием выпариваемого рассола и греющего пара. В выпарные аппа-1
раты вводится некоторое количество жирных кислот. Температура
выпариваемого раствора по корпусам распределяется следующим]
образом: в первом корпусе — 50°, во втором — 85°, в третьем —]
120°.
В процессе выпаривания из раствора кристаллизуется хлорис-
тый калий, буркеит (NazCO3 NazSO4), моногидрат соды и двойной
фосфат лития-натрия. Упаренный раствор подвергается гидра-
влической классификации. Нижний продукт классификатора пред-
ставляет собой хлористый калий. Слив гидравлического класси-
фикатора несет тонкую (крупность 25 мк) взвесь буркеита и двой-
ного фосфата лития-натрия. Этот слив направляется в сгуститель,
где производится осаждение взвеси. Нижний продукт разгрузки'
сгустителя фильтруется.
Кек с фильтра обрабатывается в плотной пульпе жирными
кислотами и далее поступает на растворение горячими щелочами.)
Буркеит в основной своей массе растворяется, двойной фосфат
лития-натрия не растворяется. Предполагается, что мыла жир-
ных кислот, образующиеся в процессе щелочной обработки, покры-
вают тонкие кристаллы двойного фосфата лития-натрия пленкой,
препятствующей растворению кристаллов.
Пульпа аэрируется в башне воздухом, подающимся снизу.
В аэрированную пульпу вводится пенообразователь — минераль-.
ное масло. Флотация производится в четырех флотационных маши-
нах, снабженных внутренними разгрузочными конусами и пено-'
гонами для съема пены.
Автоматические устройства поддерживают во флотационных
машинах постоянный уровень пульпы. Аэрированная пульпа
подается у основания флотационной машины.
По мере подъема раствора по кольцевому пространству, окру-
жающему конус, частицы двойного фосфата лития-натрия флоку-
лируют и с тонкодиспергированными пузырьками воздуха выно-
сятся на поверхность. Очищенный от литиевых соединений раствор
направляется на получение соды. Пенный литиевый концентрат
собирается в отстойники, где нагревается до 66° для дополнитель-
ного растворения буркеита. Нерастворившаяся часть продукта
отфильтровывается.
Кек, представляющий собой литиевый концентрат, поступает
на сушку. Высушенный концентрат характеризуется следующим
составом: Ы2О— 20—22%, Р2О6— 50%, Na2CO3 — 17%,
NazSO4 — 2%, влажность — 2%.
В 1953 г. извлечение Ы2О в концентрат составляло 70%
и в дальнейшем возросло до 90%. Необходимо отметить, что
поскольку литий является побочным продуктом, масштабы его
производства определяются спросом на основные виды продукции,
112
извлекаемые из рапы: буру, соли натрия, калия и др. Выпуск
литиевого концентрата в 1953 г. составил 150 т в месяц, что соот-
ветствует 30—33 т окиси лития.
Обогащение сподуменовых руд
в Канаде [27—30]
Пуску обогатительных фабрик в Канаде предшествовал большой
объем исследовательских
рудам месторождений
Онтарио (Кет-Лайк)
и Манитобо изучались
процессы декрипита-
ции, сепарации в тяже-
лых суспензиях, прямой
и обратной флотации
сподумена. На рис. 42
показана схема обога-
щения руды месторож-
дения Кет-Лайк с ис-
пользованием процесса
декрипитации, а в
табл. 20 приводятся по-
казатели, получаемые
по этой схеме.
Высокие показатели
извлечения лития в
концентрат объясня-
ются высоким содержа-
нием в руде сподумена
(около 30%) и низким
содержанием мелочи.
Исследования про-
работ. Применительно к сподуменовым
| Исходная руда |
I Дробление I
Г
| Грохочение [
*19мм -19 мм
Грохочение
* 0,2мм
-0,2мм
| Обжиг
Избирательное
измельчение
Грохочение
-0,2 мм
г
ЛитиеВыи
концентрат
0,2 мм
ХВосты В от Вал или
( В отдал) на флотацию
цесса сепарации в тя-
желых суспензиях про-
изводились на рудах
крупностью минус 25
Рис. 42. Схема обогащения руды месторождения
Кет-Лайк.
плюс 2,4 мм, содержащих 1,2—1,4% Li2O. В качестве суспен-
зоида использовался свинцовый блеск. Удельный вес суспензии
2,65. В табл. 21 приводятся показатели обогащения руды в тя-
желых суспензиях.
Использование процесса обогащения в тяжелых суспензиях
дает возможность выделить в отвал более 50% руды с содержанием
лития на уровне содержания этого металла во флотационных
хвостах.
Исследования флотационного обогащения руд проводились
в 1951—1955 гг. в следующих направлениях [31 ].
8
Литий, его химия и технология
113
Таблица 21
Показатели обогащения руды месторождения Кет-Лайк декрипитацией
Продукты обогащения Выход. % Окись лития, %
содержание извлечение
Сподуменовый концентрат 35,45 4,39 85,0
Хвосты . 63,39 0,43 14,2
Класс крупностью минус 0,2 мм в исходной руде . 1,16 1,33 0,8
Исходная руда . . 100,0 1,85 100,0
Таблица 21
Показатели обогащения руды в тяжелых суспензиях
Продукты обогащения Выход, % Окись лития, %
содержание извлечение
Тяжелая фракция (сподуменовый
концентрат) . . 34,1 2,41 67,2
Легкая фракция (хвосты) . . . 52,9 0,47 20,2
Класс руды минус 2,4 мм 13,0 1,1 12,6
Исходная руда . . 100,0 1,22 100,0
I. Выделение сподуменового концентрата в виде пенного про-'
дукта. Режим процесса и расход реагентов:
1. Измельчение руды до крупности минус 0,074 мм (80%).
В процессе измельчения подается едкий натр в количестве 450 г/ni
РУДЫ.
2. Обесшламливание руды.
3. Перемешивание с собирателем в течение 10 мин.
В качестве собирателя используется олеиновая кислота
(230 г/т) и нафтеновая кислота (125 г1т)\ вспениватель — эмуль-
сол.
4. Основная флотация при рН=9. Для подавления пустой
породы используется жидкое стекло и квебрахо.
5. Перечистные флотации грубого концентрата с теми же реа-
гентами при pH — 9,8.
6. Контрольная флотация хвостов основной флотации.
Для руд с содержанием 1,4% Li2O флотация в названных усло-
виях обеспечила извлечение сподумена в концентрат до 70—80%,
при содержании в нем окиси лития 5,3%.
II. Выделение сподуменового концентрата в виде камер-
ного продукта. Флотационные исследования проводились на четы-
рех пробах сподуменовых руд. Пробы А и В (табл. 22) предста-
вляли месторождения, находящиеся в Онтарио, пробы С и Д —
месторождения, находящиеся в Манитобо [31J.
114
Таблица 22
Флотация сподуменовых руд месторождений Онтарио и Маиитобо
Проба Содержание, % Породообразующие минералы Крупность, необходимая для вскрытия сподумена, мм
сподумен Ы2О
А 20 1,43 Главным образом кварц, неко- 0,6
В 22 1,63 торое количество полевых шпатов и слюды 0,6
С 16,5 1,34 Главным образом полевые 0,6
д 22,1 1,81 шпаты, некоторое количество кварца и слюды 0,15
Режим процесса:
1. Измельчение руды до крупности минус 0,4 мм.
2. Обесшламливание пульпы.
3. Основная флотация с применением в качестве регуляторов
флотации извести, декстрина; собиратель — катионный реагент
«Армак Т» (смесь аминов); вспениватель — сосновое масло.
4. Перечистка пенного продукта.
Флотация в лабораторных условиях обеспечила для всех проб
руд получение сподуменового концентрата с содержанием окиси
лития 5—6% при извлечении 80—90%. Лучшие показатели фло-
тации получаются по режиму и схеме, принятым для обогащения
сподуменовых руд в США на фабрике в Кингс-Маунтен.
На основании экспериментальных работ делаются следующие
обобщения.
1. Флотация пустой породы от сподумена более эффективна,
чем флотация сподумена от пустой породы.
2. Собиратель «Армак Т» в сочетании с едким натром, декстри-
ном и сосновым маслом — наиболее эффективный состав реагентов
для флотации пустой породы.
3. Оптимальное измельчение соответствует 100% класса минус
0,5—0,6 мм при минимальном количестве класса минус 0,044 мм.
4. Ввиду того, что в пенный продукт переходит основное коли-
чество питания флотации, необходимо поддерживать невысокую
плотность пульпы (содержание твердого 15—20%) для пред-
отвращения захвата сподумена в пену.
5. Процесс флотации весьма чувствителен к изменению реагент-
ного режима.
6. Расход коллектора и количество выделяемого промежуточ-
ного продукта являются основными факторами, позволяющими
регулировать процесс флотации.
7. Следует отдать предпочтение перечистке промежуточного
продукта в отдельном цикле по сравнению с рециркуляцией его.
Потери с хвостами в первом случае ниже.
8. Руды, содержащие преимущественно кварц, флотируются
успешнее, чем руды, содержащие полевые шпаты.
8*
115
9. Разработанный режим флотации обеспечивает получение
высококачественных концентратов сподумена.
В Канаде действуют несколько сподуменовых обогатительных
фабрик. На месторождении Кет-Лайк запасы руды исчисляются
в 600 000 т при среднем содержании окиси лития 1,4%. Приме-
няется комбинированная схема, сочетающая обогащение в тяжелых
суспензиях и декрипитацию; используются также флотационные
методы обогащения. Начата разработка месторождений Валь
д’Ор (Квебек) с запасами литиевых руд в 2 млн. т при среднем
содержании Li2O 1,2—1,3% и Ля Корн, запасы которого оцени-
ваются в 12 млн. т руды при содержании окиси лития 1,25%.
Введена в эксплуатацию флотационная фабрика вблизи г. Борота
производительностью 1000 т руды в сутки. Сообщается, что
в период пуска фабрики извлечение лития в концентрат соста-
вляло 75%. Предполагается, что с вводом дополнительных мощ-
ностей извлечение возрастет до 85—90% [27]. Запасы руды для
данной фабрики исчисляются в 15 млн. т руды.
Обогащение циннвальдитовых руд в довоенной Германии [10—12]
Вещественный состав руд района Циннвальд характеризуется
данными, приведенными в табл. 23.
До 1923 г. месторождения района разрабатывались как оло-
вянно-вольфрамовые, причем циннвальдит выводился в отваль-
ные продукты. В 1923 г. в связи с ростом потребности в литиевых
препаратах на одной из старых оловянно-вольфрамовых обога-
тительных фабрик была организована переработка накопившихся
отвалов для извлечения циннвальдита путем магнитной
сепарации.
В 1942 г. в том же здании была смонтирована и пущена в работу
секция для переработки руд, а также было начато строительство
новой фабрики производительностью 600 т руды в сутки, закон-
ченное в 1944 г. К началу 1945 г. фабрика состояла из двух сек-
Таблица 23
Минеральный состав руд района Циннвальд
Руды кварцевого типа Руды грейзенового типа
минералы содержа- ние, % минералы содержа- ние, %
Кварц Циннвальдит . Флюорит Т опаз Касситерит . . Вольфрамит 78 20 1,3 0,5 0,1 0,1 Гранит, грейзен, полевой шпат, порфир . . . Кварц Циннвальдит Вольфрамит . Шеелит ... Касситерит Прочие минералы 45 43 6 1 0,5 1,0 3,5
116
ций, из которых одна перерабатывала отвалы и крупные классы,
выделяемые на новой фабрике, а вторая .секция работала на све-
жей руде. Новая фабрика также работала на отвалах. Техноло-
гическая схема старой фабрики показана на рис. 43, новой —
на рис. 44. Как следует из рис. 43 основными обогатительными
операциями на фабрике являлись грохочение и магнитная сепа-
рация. Для грохочения использовались вибрационные грохоты.
[ Отвалы 1
*
I Сушка |
Грохочение
1мм
-/мм
Магнитная
сепарация
Магнитная
сепарация
Литиевый
концентравп
Хвосты
Рис. 43. Схема обогащения циннвальдитовых руд иа старой фабрике.
Магнитная сепарация осуществлялась на трех валковых и трех
ленточных типа Ветериля сепараторах.
Работа фабрики характеризовалась следующими показателями.
Содержание циннвальдита: в отвалах 6—12%; в руде 10—15%;
в концентрате 99% (до 3% Li2O); в хвостах магнитной сепара-
ции 1 %.
Извлечение циннвальдита в концентрат: из отвалов — 30—
50%; из руды 50—70%.
Рис. 44 показывает, что основными обогатительными операци-
ями на новой фабрике являлись мокрое грохочение, флотация
и магнитная сепарация. Грохочение осуществлялось на вибра-
ционных грохотах, флотация — в двенадцатикамерной аэролифт-
ной машине. Для магнитной сепарации использовался магнитный
117
сепаратор большой мощности. Операция мокрого грохочения
выводила в отвал (или, при повышенном содержании циннваль-
дита,— на старую фабрику) около 40% обедненного продукта
крупностью плюс 0,5 мм. Класс минус 0,5 мм в процессе сгущения
| Отвалы |
Монрое грохочение
+ 0,5 мм
- 0,5мм
[ Сгущение |
Флотация
| Сгущение |
| Сгущение |
| Фильтрация\
Магнитная
сепарация
'I
Литиевый
нонцентрат
ХВосты
( В отвал)
На старую фабри
ну или В отвал
Рис. 44. Схема обогащения циннвальдитовых руд на новой
фабрике.
обесшламливался. В результате этих операций содержание цинн-
вальдита повышалось с 12% в исходном материале до 20% в пита-
нии флотации. Флотация и магнитная сепарация доводили содер-
жание циннвальдита в концентрате до 95%. Флотацию циннваль-
дита можно было осуществлять по двум вариантам: получение
циннвальдита в пенном продукте и получение циннвальдита
в камерном продукте. Для извлечения циннвальдита в пенный
продукт применялся режим флотации, приведенный в табл. 24.
118
Таблица 24
Расход реагентов, кг/т, в различных точках их подачи при флотации
Наименование реагента Контакт- ный чаи № камеры Всего
3 . 6 9 12
Едкий натр 1,0 0,105 0,105 0,06 0,03 1,3
Кальцинированная сода . 0,8 0,035 0,035 0,02 0,01 0,9
Флотаген 0,15 0,0175 0,0175 0,01 0,005 0,2
Резоноль . 0,75 0,087 0,087 0,05 0,026 1,0
Содержание твердого в пульпе при флотации 30%, продолжи-
тельность перемешивания 5—10 мин, продолжительность флота-
ции 20 мин, рН=9,0—9,5.
По имеющимся сведениям схема, предусматривающая извле-
чение циннвальдита в камерный продукт, отличается только
отсутствием коллектора-флотагена. Хвосты после извлечения цинн-
вальдита, при наличии в них достаточных содержаний касси-
терита и вольфрамовых минералов, подвергались гравитацион-
ному обогащению. Несмотря на попутный характер добычи цинн-
вальдитовых концентратов, производство их в военные годы
считалось нерентабельным и фирма получила государственную
дотацию.
Всего в 1944 г. было выпущено около 2000 т концентрата
приблизительно следующего состава: до 3% Li2O; 50% SiO2;
10—12% Fe2O3; 20% А12О3; 9% К2О; 1,5°/0 Мп2О3.
ЛИТЕРА ТУРА
1. Chem. Engng and Mining Rev., 50, No. 5 (1958).
2. Engng and Mining J. (Febr. 1957).
3. «Litium», Mineral facts and problems, U. S. Bureak of Mines Bulletin, 556,
Washington, 1956.
4. Mining J., Ann. Rev. London (May 1958).
5. Mining J., 247, 6318 (1956).
6. Chem. Age., No. 3, March 31 (1956).
7. South African Mining and Metallurg. Bull., 67, 3297 (1957).
8. Л и б м а н Э. П. Требования промышленности к качеству минерального
сырья. «Литий», вып. 41, М., Госгеолтехиздат, 1947.
9. Цветная металлургия центральной и восточной Германии. М., Металлург-
издат, 1947.
10. Foot prints, 16, No. 2 (1944).
11. «Litium», Engng and Mining J., 156, No. 9 (1955).
12. «Ceramic Materials», Chem. Ind., 44, No. 1 (1945).
13. Mining Engng, 7, No. 11 (1955).
14. «Литий». Сб. перев. из иностр, период, лит. М., Изд-во иностр, лит. (1954).
15. Engng and Mining J., March, 1932.
16. T а г г a p т А. Ф. Справочник по обогащению полезных ископаемых, 3,
стр. 667. М., Металлургиздат. 1952.
17. 1) U. S. Bur. Mines Rep. Investigation 3328 (1937).
2) С а з e p л а н д К.. Л., У о p к И. В. Принципы флотации. М., Металлург-
издат, 1958.
119
18. 1) Amer. Inst. Mining met Engng., Techn Pub. 1754 (1944).
2) Mining Technology, 8, No. 6 (1944).
19. Mining Engng, 6, No. 2,7 No. 11 (1955).
20. Pyt and Quarry, 47, No. 3, 86—93 (1954).
21. Mining Equipm., 6, No. 2 (1955).
22. Mining Engng, 5, No. 2 (1953).
23. Mining World, 7, No. 10 (1945), No. 5 (1946).
24. Chem. Ind., 57, No. 3 (1945).
25. Mining Engng, No. 5 (1951).
26. Chem. Engng, 55, No. 7 (1948).
27. Mining Mag., No. 1, No. 7 (1951), No. 9 (1954).
28. Canad. Mining and Metallurg. Bull., 47, No. 504, No. 509 (1954).
29. Canad. Mining J., 77, No. 4 (1956).
30. Mining Engng, February, No. 2 (1954).
31. Canad Mining and Metallurg. Bull., VIII, 49, No. 532, 562—565.
ГЛАВА V
ХИМИЧЕСКАЯ ТЕХНОЛОГИЯ ЛИТИЯ И ЕГО СОЕДИНЕНИЙ
ПЕРЕРАБОТКА СИЛИКАТНЫХ ЛИТИЕВЫХ РУД И КОНЦЕНТРАТОВ
Исторические сведения
Описанные в настоящем разделе способы вскрытия силикат-
ных литиевых минералов были предложены на первых этапах
развития литиевой промышленности. В то время стоимость и слож-
ность переработки не имели большого значения, так как масштабы
производства лития были незначительны и ограничивались его
применением. Вначале основным промышленным минералом был-
лепидолит, поэтому большая часть способов вскрытия была раз-
работана для него. Однако многие из этих способов; пригодны
также для разложения сподумена и петалита.
Лепидолит может быть вскрыт минеральными кислотами.
Малькольм [1] предложил сульфатизировать минерал концентри-
рованной серной кислотой при 120°. Просульфатизированная
масса после охлаждения обрабатывалась водой, в раствор при
этом переходили сульфаты алюминия и лития. Добавлением суль-
фата калия из раствора выделялся алюминий, после чего осаж-
дался карбонат лития. Развитием метода Малькольма является
предложенная Шеффелином и Каппо в 1905 г. (США) схема извле-
чения лития из лепидолита следующего состава: Li2O— 4,75%;
SiO2 — 51,0%; К2О—12,5%; А12О3 — 24,5% [2, 3, 4].
Тонкоизмельченный лепидолит (^0,09 мм) смешивался в сталь-
ном реакторе с крепкой серной кислотой в количестве 110% от веса
минерала. Смесь выдерживалась 30 мин и затем подвергалась
постепенному нагреванию при следующих температурах:
3 ч при 120°; 1 ч при 194°
1 ч при 136°; 1 ч при 200°
1 -i- ч при 156°; ч при 340°
121
Общая продолжительность нагревания составляла 8 ч.
Спекшаяся масса выщелачивалась водой; нерастворимый оста-
ток отфильтровывался. Для выделения алюминия к раствору
прибавлялся сернокислый калий; первые порции алюмокалиевых
квасцов были обогащены рубидием и цезием. Для окончатель-
ного удаления алюминия раствор обрабатывался углекислым
кальцием. После выделения из раствора железа, марганца и каль-
ция щавелевой кислотой и аммиаком получался чистый раствор
сульфата лития. Из этого раствора поташем осаждался карбо-
нат лития, осадок промывался водой и сушился при 60°.
Технический карбонат лития, содержащий примеси кальция,
магния, калия и натрия, перечищался по методу Труста [51
пропусканием углекислого газа через суспензию карбоната лития.
При этом получался легкорастворимый бикарбонат лития, кон-
центрация которого в растворе составляла 50—60 г/л соли в пере-
счете на карбонат лития. После отделения нерастворимых приме-
сей нестойкая двууглекислая соль разрушалась кипячением,
литий при этом выделялся из раствора в виде карбоната.
По методу прямого вскрытия лепидолита сульфатизацией
долгое время работала фабрика Шеринга в Берлине (метод Фаль-
зингера — Шеринга) [4, 6, 7]. Сульфатизация измельченного
лепидолита проводилась при нагревании в каменной ванне,
вделанной в пламенную печь. Образующиеся в конце процесса
комки переносились в печь, где прокаливались до удаления
избытка серной кислоты и образовавшейся из лепидолита плави-
ковой кислоты.
Полученный спек обрабатывался водой в реакторах, футеро-
ванных свинцом. Нерастворимый остаток представлял собой
кремнекислоту с примесью неразл сжившегося лепидолита
(~0,3%). К раствору добавлялся сернокислый калий в количестве,
необходимом для образования квасцов, которые кристаллизо-
вались после упаривания раствора в медных котлах. Мелкокри-
сталлический осадок квасцов отделялся на центрифуге. Для окон-
чательного удаления алюминия из раствора к фильтрату при
кипячении добавлялось известковое молоко. Для перевода суль-
фата лития в хлорид раствор обрабатывался хлоридом бария.
Полученный раствор хлористого лития упаривался досуха и литий
экстрагировался из сухого остатка абсолютным спиртом.
Кобель [8] впервые указал, что предварительно прокаленные
слюды вскрываются кислотами легче, чем сырые минералы.
Шреттер [9, 10] использовал этот принцип для получения соеди-
нений лития. Минерал прокаливался, измельчался и обрабаты-
вался концентрированной соляной кислотой. Полное вскрытие
достигалось только при тонком измельчении огарка. Нераствори-
мый в кислоте остаток отфильтровывался. После окисления железа
азотной кислотой примеси осаждались углекислым аммонием;
из очищенного раствора литий выделялся в виде карбоната.
122
Мерцинский [11] предложил разлагать предварительно про
каленный лепидолит серной кислотой. После очистки раствора
от примесей углекислым аммонием сульфаты щелочных металлов
переводились в хлориды действием хлористого бария. Раствор
упаривался досуха и хлористый литий экстрагировался из остатка
абсолютным спиртом.
Разложение предварительно прокаленного лепидолита серной
кислотой использовали в своих работах Иосс [12], Штолба [13,
14] и Мюллер [15].
В промышленном масштабе этот способ применялся на заводах
в Саксонии (метод Петерсона) [3, 16]. Лепидолит сплавлялся
в пламенной печи в стекловидную массу. Плав гранулировался
и измельчался, затем масса обрабатывалась серной кислотой
плотностью 1,7 г/сж3 в количестве, равном весу минерала. Обра-
ботка серной кислотой проводилась в освинцованных чанах при
тщательном перемешивании и нагревании. Смесь оставлялась
на 24 ч, после чего кипятилась с водой. Фильтрат после отделения
нерастворимого остатка упаривался до плотности 1,38 г!см3
и кристаллизовался; кристаллы содержали рубидий, цезий и калий
в виде квасцов. Для осаждения остального алюминия в виде алю-
мокалиевых квасцов к маточному раствору прибавлялся поташ.
После отделения квасцов раствор снова упаривался до плот-
ности 1,32 г/см3, при этом кристаллизовались сульфаты калия
и натрия.
Из очищенного таким образом раствора литий осаждался
содой; оставшийся в растворе литий выделялся в виде фосфата
фосфорнокислым натрием и аммиаком; фосфорнокислый литий
превращался в гидроокись прокаливанием с окисью кальция
с последующей обработкой спека водой.
В 1932 г. в Советском Союзе под руководством Бурксера [17]
проводились работы по применению метода Петерсона для вскры-
тия отечественного лепидолита. Сырая лепидолитовая руда с содер-
жанием приблизительно 1,2% окиси лития обогащалась вручную.
Полученный концентрат имел химический состав, приведенный
в табл. 25.
Переработка концентрата осуществлялась по двум вариан-
там: без присадок и с присадкой поташа перед плавлением. В пер-
Таблица 25
Состав обогащенного лепидолита
О Си с |3 Содержание, %
О О й О О сч О £ 1 ь СаО MgO О с A12O3 сч о С/5 | FeaO,
1 3,98 1,88 0,76 1,61 8,68 5,83 0,04 0,18 0,01 24,3 51,8 0,04
2 2,74 1,25 0,35 0,64 7,95 4,79 0,11 1,2 0,48 26,3 50,3 —
9*
123
вом случае лепидолит плавился в печи, плав измельчался и суль-4
фатизировался в течение 24 ч. Масса выщелачивалась водой,
раствор упаривался до плотности 1,34 г/см3. Алюминий выделялся
из раствора в виде квасцов. Карбонат лития осаждался содой;
остатки лития выделялись из маточного раствора фосфорнокислым
натрием в виде фосфата. Извлечение лития в карбонат составлялся
для лепидолита пробы № 1—51,2%, для лепидолита пробы № 2—
73,4%.
По второму варианту лепидолит сплавлялся с поташем, доба-
вленным в количестве 0,1—0,2 вес. ч. Сплав после охлаждения
измельчался и обрабатывался так же, как и в первом варианте^
Для лепидолита пробы № 1 добавка 0,1 вес. ч. поташа повысила
выход лития в карбонат до 70%, а 0,2 вес. ч. — до 82%.
Ряд авторов [18—221 описывает вскрытие лепидолита серной
кислотой после предварительного спекания с известью. В 1903 rJ
в США [23] для промышленного получения лития применялось
вскрытие предварительно сплавленного сподумена минеральными
кислотами. Сподумен плавился в шахтной печи с флюсами для
разложения силикатов, расплав гранулировался. Гранулы высу4
шивались со смесью NaHSO4 + NaCl в пламенной печи; литии
при этом переходил в хлорид вследствие образования хлор исто геи
водорода при взаимодействии бисульфата натрия с хлористым
натрием. Сухой остаток обрабатывался водой (рис. 45). Пульпа
нейтрализовалась известью, после чего избыток кальция и бария
осаждался рассчитанным количеством серной кислоты. Сульфаты
и нерастворимый остаток отфильтровывались, промывались водойл
причем промывные воды объединялись с фильтратом. Из горячего
раствора действием соды осаждался карбонат лития. Полученный
углекислый литий тщательно промывался и сушился. Раствор
после осаждения карбоната лития упаривался досуха; остаток
плавился с коксом в вагранке, плав растворялся в воде и из
раствора кристаллизовался девятиводный сульфид натрия»
являвшийся побочным продуктом производства.
Большое количество способов предложено для вскрытия сили-
катных литиевых минералов спеканием или сплавлением с солями
щелочных и щелочноземельных элементов. Лепидолит, например,!
может быть разложен путем сплавления его с солями бария [241.1
Для этого смесь измельченного лепидолита сплавляется с карбо-t
натом и сульфатом бария в соотношении 2:2: 1. Дальнейшая
обработка плава с целью извлечения лития очень сложна, метод
не обеспечивает полного извлечения лития из минерала. Анало-
гичный метод применялся для разложения петалита.
Вместо бариевых солей могут быть использованы соответствуют
щие соли кальция с добавлением сульфата калия для облегчения
сплавления. Удаление гидроокисей магния и алюминия, а такжч
других оснований, перешедших в раствор вместе с литием, произвол
дится нейтрализацией известковым молоком; избыточный кальции
осаждается углекислым аммонием, литий может быть выделеч
124
Рис. 45. Технологическая схема переработки сподуменовых руд
на заводе Мейвуд (штат Нью-Йорк), 1903 г.
соответствующей обработкой фильтрата в виде хлорида, фторида
или карбоната.
Берцелиус, Гунц и Бенуа [21, 25] разработали метод получе-
ния литиевых соединений из сподумена путем сплавления мине-
рала со щелочью. Сподумен сплавлялся с едким калием, после чего
обрабатывался при кипячении азотной кислотой. Кальций и алю-
миний осаждались из раствора углекислым аммонием; после
отделения осадка фильтрат упаривался досуха. Сухой остаток
прокаливался с углем, при этом образовывались соответствующие
карбонаты. Карбонат калия экстрагировался из спека водой;
в нерастворимом остатке находился чистый карбонат лития.
Арфведзон [26] вскрывал лепидолит сплавлением с поташем.
В советском патенте [27 ] так же рекомендуется проводить спла-j
вление лепидолита с поташем. Плав после охлаждения обрабаты-1
вается серной кислотой, из раствора литий осаждается в виде
карбоната или фосфата. Фукс [28] предложил для вскрытия
лепидолита спекание с известью.
Для вскрытия литиевых минералов могут быть использованье
сульфаты различных металлов. В качестве сульфатизирующего
агента при спекании применялись сульфаты кальция, магния,-
железа, натрия и др. [4, 18, 29—31 ]. В США разработан метод
вскрытия литиевых минералов бисульфатом калия. Недостатков
процесса является получение растворов, сильно загрязненных'
примесями, так как при сплавлении в растворимую форму пере-
ходят многие другие элементы [32].
Вскрытие литиевых минералов гипсом или смесью гипс-известь,:
гипс-извести я к исследовалось многими авторами и опробовалось
в промышленном масштабе «Американской литиевой корпорацией»
[33—36]. Разложение сподумена смесью гипс-известь, гипс-из-
вестняк проводится при температуре 1050—1150° в течение одного-;
двух часов. Оптимальным является расход гипса в количестве
200% от стехиометрически необходимого и извести или извест-
няка — 75—100% от веса минерала. При этом степень вскрытия
минерала составляет 80—85%. <
Описаны также способы разложения лепидолита гипсом [37].
Смесь тонкоизмельченного лепидолита и гипса в отношении 1 : 0,5
прокаливалась при температуре красного каления до полного
ошлаковывания, после чего спек выщелачивался водой. Раст-
вор, содержащий сульфаты щелочных металлов, марганца, алю-
миния и кальция, упаривался; при этом кристаллизовались
сульфаты калия и кальция. Маточный раствор очищался от тяже-
лых и щелочноземельных элементов последовательным осажде-
нием их аммиаком, сульфидом и оксалатом аммония. Из фильтрата;
карбонатом аммония при нагревании осаждался углекислый литий.!
Наиболее полное извлечение лития достигается при спекании
силикатных минералов с сульфатом калия [25, 38, 39]. По Вайд-'
ману [40] измельченный минерал смешивается с сырым серно-
кислым калием (2/3 по весу) и слабо нагревается, спек выщелачи-]
126
вается водой; при этом литий переходит в раствор, а алюминий
и кремний находятся в церастворенном остатке. Раствор содер-
жит наряду с литием калий и марганец; последний удаляется
из раствора едким кали; из фильтрата литий осаждается в виде
карбоната.
Во французском патенте [41 ] рекомендуется проводить спекание
лепидолита с сернокислым калием при температуре 880—920°;
сульфат берется в количестве '/3 от веса минерала. По данным
Бойля и Седжвика [381, смесь измельченного минерала и суль-
фата калия прокаливается при температуре 1000°.
Разложение силикатных литиевых минералов спеканием с сер-
нокислым калием применялось в различных вариантах. Одним
из них является способ Малькольма [1 ], состоящий в следующем:
смесь лепидолита, сульфата калия и карбоната бария в весовом
отношении 1 : 0,5 : 1 плавится при температуре 1200°. При пла-
влении образуются два слоя. Верхний слой отделяется и раство-
ряется в воде; в раствор переходят сульфаты лития и калия,
которые превращаются в хлориды взаимодействием с хлористым
барием. После упаривания раствора хлористый литий экстраги-
руется из сухого остатка пиридином.
Исследования по переработке циннвальдита были проведены
Лейтвеном и Георги (Фрайбергская горная академия) [421.
Литий извлекался из циннвальдита спеканием его со смесью
сульфатов калия и натрия при температуре 800—900° в течение
4 ч (атмосфера печи нейтральная или слабоокислительная). Степень
перехода лития в растворимое состояние составляла 83—87%;
из раствора литий осаждался в виде углекислой соли.
За последние 10—15 лет роль отдельных минералов в производ-
стве лития существенно изменилась. Превалирующее положение
занял сподумен (60%), лепидолит перешел на второе место (22%).
Резко снизилось потребление циннвальдита (0,7%) и амблиго-
нита (1,3%). В то же время появились новые важные источники
лития — петалит (13%) и озерная рапа (3%) [421.
Современные способы переработки
силикатных литиевых руд и концентратов
Современные способы переработки литиевых руд основаны-
на приемах, позволяющих извлекать литий селективно. После
водной обработки обычно получают растворы сульфата или гид-
роокиси лития, практически не содержащие кремния и алюминия,
отделение которых от лития представляет сложную технологи-
ческую задачу. Кроме отмеченной селективности вскрытия,
к достоинствам современных технологических схем следует отнести
их универсальность и возможность комплексного извлечения дру-
гих полезных компонентов. Это в первую очередь относится к сопут-
ствующим литию элементам — рубидию и цезию.
Отходы современных технологических схем переработки литие-
вых руд и концентратов в большинстве случаев являются ценными
127
продуктами и могут быть использованы в качестве вяжущих
•строительных материалов, удобрений, заменителей соды и поташа.
В настоящее время не существует монопольных способов перера-
ботки литиевых руд и концентратов. Любая современная техноло-
гическая схема имеет определенные присущие ей достоинства
и недостатки, поэтому целесообразность применения ее для каж-
дого конкретного случая определяется главным образом экономи-
ческими соображениями.
Сульфатный способ. Сульфатное вскрытие, предложенное впер-
вые Вайдманом в 1909 г., долгое время было единственным промыш-.
ленным способом переработки литийсодержащего сырья [35,
39, 43—46]. В основу его положено спекание литиевых руд и кон-
центратов с сернокислым калием.
Достоинством метода является универсальность — он одина-
ково хорошо применим для разложения всех литиевых минералов,
как силикатов, так и фосфатов. Несмотря на то, что сульфатный
метод был освоен полстолетия тому назад, точных данных относи-
тельно механизма реакций, происходящих при спекании, в спе-
циальной литературе очень мало. Многие авторы утверждают,
что разложение сульфатом калия основано на простом замещении
(ионном обмене) лития в минерале калием. Это подтверждается
тем, что в нерастворимом алюмосиликатном остатке калий находят
в количестве, почти эквивалентном извлеченному литию. При спе-
кании же калиевой слюды с сернокислым литием ион лития заме-
щает калий и образуется соответствующее количество раствори-
мого сульфата калия [47—50].
Для сподумена реакция замещения может быть выражена
следующим уравнением:
Li2O Al2O8-4SiO2+ K2SO4^ Li2SO4 + К2О-Al2O3-4SiO2.
•Легкость замещения лития атомами других щелочных элементов,
и особенно калием, в некоторых работах объясняется особым
положением лития в алюмосиликатном ядре сподумена, где он
занимает крайнее положение. Но сравнение ионных радиусов
лития (0,78 А) и калия (1,33 А) показывает, что при столь значи-
тельной разнице их величин простой обмен вряд ли возмо-
жен. По М. Н. Соболеву замещение лития в сподумене
калием имеет место только при соответствующем разрыхле-
лии кристаллической решетки минерала, которое происходит при
высокой температуре [31 ]. Согласно экспериментальным данным
это становится возможным при 1000—1150°:
Температура, °C ... . 800 1000 1150
Замена лития калием
в сподумене, % . . . 0 95,0 100,0
Последние исследования реакции взаимодействия 0-сподумена
•с сульфатом калия, проведенные В. Е. Плющевым, показали,
что переход лития в водоизвлекаемую форму начинается уже
128
при 700°, причем взаимодействие компонентов происходит в твер-
дой фазе, так как сплавление шихты имеет место выше 1100°
[45]. Современные данные о реакциях в твердой фазе приводят
к выводу, что взаимодействие литиевого минерала с сульфатом
калия протекает весьма сложно [51]. В процессе спекания Р-спо-
думена с сернокислым калием образуется нерастворимый алюмо-
силикат калия — лейцит. Это указывает на сложную молекуляр-
ную перегруппировку в процессе спекания, а не на простой
ионный обмен. Большая подвижность кристаллической решетки
Р-сподумена, очевидно, определяет его способность реагировать
с солями с образованием новых минералов.
Установлено, что образование лейцита и сульфата лития про-
исходит и при спекании а-сподумена. Но в этом случае проте-
кает промежуточная реакция превращения его в Р-модификацию,
на что требуется дополнительное время и нагревание до более
высокой температуры.
Проведенные В. Е. Плющевым исследования дали возможность
представить механизм спекания природного сподумена с сульфа-
том калия в виде совокупности следующих реакций:
LiAl [Si2O6] + Q -> Li [AlSi2O6|;
а-сподумен р-сподумен
2Li [AlSi2O6] + K2SO4 + Q ->2K [AlSi2O6] -[- Li2SO4:
а-лейцит
К [AlSi2O6] 7^ К | AlSi2O6] + Q.
р-лейцит
Природный сподумен и лейцит всегда содержат натрий, поэтому
в общем виде переход от одного минерала к другому может быть
выражен следующим образом:
+ k,so4 + <2
(Li, Na) Al [Si2O6] + Q —> (Li, Na) [AlSi2O6]------*
а-сподумен
+ Li2SO4 4- Q
-> (K, Na) [AlSi2O6]-------> (K, Na)[AlSi2O6],
а-лейцит P-лейцит
Реакция разложения сподумена сернокислым калием обратима,
поэтому для практического осуществления ее необходим большой
избыток сульфата калия, стоимость которого высока. Были про-
ведены исследования с целью изучения возможности применения
более дешевого сульфата натрия или частичной замены им серно-
кислого калия [45, 52]. Изучение механизма взаимодействия
Р-сподумена с сернокислым натрием показало, что замещение
лития натрием начинается около 700° и почти до 900° протекает
в твердой фазе. При температуре свыше 900° происходит оплавле-
ние шихты. Плавление сульфата натрия замедляет реакцию,
а затем и прекращает ее.
9 Литий, его химия и технология
129
Схема процесса может быть выражена реакциями:
-f- Na2SO4 Q {- Na2SO4 Q
LiAl [Si2O6]-----> (Li, Na) [AlSi2O6]-->
а-сподумен Р-сподумен
—* «сподуменовое стекло»
Рентгенофазовым анализом установлено, что образующаяся
в процессе спекания сподумена с сульфатом натрия сплавленная
масса является «сподуменовым стеклом». Этот процесс делает
невозможным вскрытие сподумена одним сульфатом натрия.
Добавление небольших количеств сернокислого натрия к сульфату
калия при спекании сподумена не снижает степени вскрытия спо-
думена и, как показала практика, вполне возможно.
Технологическая схема переработки сподумена сульфатным
способом в общем виде представлена на рис. 46. Схема состоит
из следующих основных операций.
Подготовка шихты. Сподуменовый концентрат,
содержащий 4—6% окиси лития, смешивается с техническим суль-
фатом калия в отношении 1 : 0,6—1,1. Количество сульфата калия,
необходимое для наиболее полного вскрытия минерала, может
меняться в зависимости от состава исходного сырья. Обычно
на заводах, работающих по сульфатной схеме, при спекании
добавляется сернокислый калий и смесь сульфатов калия и нат-
рия, регенерированных в процессе; это значительно снижает прямой
расход сульфата калия. Операция смешения может быть совме-
щена с мокрым измельчением до 0,83 мм; более тонкого помола,
как показывает практика, не требуется; при этом в качестве:
жидкой фазы используются оборотные промывные растворы.
Измельчение проводится в шаровых мельницах, работающих
в замкнутом цикле с классификатором. После фильтрования
слива классификатора шихта направляется в печь на спекание.
Спекание шихты. Осуществляется во вращающихся
трубчатых печах с внутренним обогревом. В качестве горючего
применяется жидкое топливо или газ. В зависимости от состава
руды температура спекания может меняться в интервале 920—
1150°. В производственных условиях для полного разложения
сподумена необходимо от 0,5 до 2 ч. При соблюдении оптимальных
условий спекания вскрытие минерала достигает 90—95%. Спек
представляет собой хрупкий пористый материал серого цвета
и содержит 10—15% сульфата лития и 15—20% сульфата калия.
Выходящий из печи горячий спек сбрасывается в воду, при гаше-
нии спека уменьшается его механическая прочность и выщелачи-
вается часть сульфата лития. Материал из гасителя направляется
на выщелачивание.
Выщелачивание спека. Проводится в шаровых
мельницах при отношении Т : Ж = 1 •’ 2. Одновременно с выще-
лачиванием происходит и измельчение материала. Нерастворимый
остаток (лейцит) отделяется от раствора декантацией или фильтро-
ванием. Полученный кек содержит до 2% окиси лития. Для доиз-
130
Технический.
Рис. 46. Технологическая схема переработки сподумена спеканием
с сульфатом калия.
9*
влечения воднорастворимого лития кек после основного выщелачи-
вания подвергают противоточной промывке при температуре 80—-
90° в реакторах с механическим перемешиванием. Промытый
остаток, содержащий 0,05—0,2% Ы2О, направляется в отвал.
Промывные воды, содержащие до 10 г!л Li2O, используют для
выщелачивания спека.
Очистка раствора от примесей и осаж-
дение карбоната лития. Полученный после выще-
лачивания спека раствор содержит ПО—150 г/л сернокислого
лития и 150—200 г/л сульфата калия, а также (в значительно
меньших количествах) сульфаты натрия, алюминия и иногда маг-
ния. Получение сравнительно чистых растворов после выщела-
чивания — одно из достоинств сульфатной схемы. Это объясняется
тем, что в процессе спекания не происходит полного разрушения
алюмосиликатного ядра сподумена, и основная масса алюминия
и кремния остается связанной в виде нерастворимого алюмоси-
ликата калия — лейцита.
Для очистки раствор обрабатывают поташем или едким натром,
при этом указанные примеси осаждаются в виде гидратов. Железо
для наиболее полного удаления должно быть предварительно
окислено. Дальнейшая переработка сернокислого раствора
с целью получения из него углекислого лития может быть раз-
личной.
По одному из вариантов раствор упаривается до начала кристал-
лизации сернокислого калия. После охлаждения кристаллы
отделяются на центрифуге и направляются на спекание. В про-
цессе кристаллизации совместно с сернокислым калием выде-
ляется частично сульфат натрия (при 20° растворимость
сульфата калия — 111 г/л, сульфата натрия — 194 г/л). После
выделения из раствора основной массы калия и натрия произво-
дится осаждение лития в виде труднорастворимой углекислой
соли. Осаждение проводится насыщенным раствором соды (300 г/л
Na2CO3) по реакции:
Li2SO4 -ф Na2CO3 = ф Li2CO3 -f- Na2SO4.
Для наиболее полного выделения карбоната лития добавляется
10—15%-ный избыток соды. Осаждение проводится при 90°, так как
растворимость карбоната лития с повышением температуры умень-
шается. После осаждения пульпа кипятится 20—ЗОлшн, отстаива-
ется,— и маточный раствор декантируется. Кристаллический карбо-
нат лития отжимается на центрифуге и там же промывается кипящей
водой. Промывные воды используются для приготовления насыщен-
ного раствора соды. Отмытый карбонат обезвоживается до содержат
ния0,5—1% влаги в сушильном шкафу при 130—150°. Раствори-
мость карбоната лития в сульфатном растворе при 90° составляв!
приблизительно 15—18 г!л, поэтому маточный раствор не може^
быть направлен в отвал. Обычно после выделения десятиводноГЧ
132
сульфата натрия его направляют на выщелачивание спека [50 ].
Из маточного раствора литий можно осадить в виде фторида или
фосфата; после этого раствор можно направлять в отвал.
Более простым в технологическом отношении является второй
вариант, когда из раствора сернокислого лития после отделения
алюминия, железа и магния сразу же осаждается углекислая
соль лития. Маточный раствор с содержанием 6—8 г!л окиси лития
нейтрализуется до pH = 7 серной кислотой, упаривается до плот-
ности 1,27—1,28 .г/см® и подвергается кристаллизации. При
охлаждении до 40° кристаллизуется смесь сульфатов калия
и натрия 3K2SO4-Na2SO4, содержащая до 1% окиси лития. Смесь
сульфатов отделяется от маточного раствора на центрифуге
и используется при спекании в качестве добавки к сульфату калия.
Сернокислый калий может быть регенерирован из смеси обо-
ротных сульфатов путем конверсии хлористым калием по реакции:
25°
3K2SO4-Na2SO4 + КС1 -> K2SO4 + КС1 + NaCl.
Кристаллический сульфат калия высаливается из раствора
избытком КС1.
Конкретным примером применения сульфатного метода для
переработки литийсодержащих минералов является технологи-
ческая схема завода в Чехословакии [50]. Аппаратурная схема
дана на рис. 47. Исходным сырьем является циннвальдитовая
руда месторождения около Циновца. После обогащения методом
флотации циннвальдитовый концентрат имеет следующий хими-
ческий состав:
Соединение . Li2O К2О SiO2 AI2O3 FeO F МпО
Содержание. % 2,7 10,8 46,6 23,0 7,9 6,7 1,7
Кроме того, концентрат содержит в небольших количествах
(до следов): As, Ba, Be, Sn, Ga, Mg, In, Cu, Mo, Ni, Pb, Na, Sr, Ag,
Ta, Ca, Bi, W. Zr, Rb.
Обогащенный циннвальдит измельчается до 2—-3 мм и смеши-
вается с сульфатом калия в весовом отношении 1 : 0,35. Смесь
обжигается во вращающейся газовой печи с прямым обогревом.
Для спекания необходима температура около 900°. Повышение
температуры до 936° вызывает оплавление шихты и переход
лития в водонерастворимую форму. Правильно обожженная
шихта представляет собой сыпучую массу бурого цвета.
Выщелачивание спека проводится в железных реакторах при
отношении Т : Ж = 1 •’ 3. Выщелачивание производится раство-
ром, полученным от промывок нерастворенного остатка. Для пре-
дотвращения перехода в раствор кремневой кислоты пульпа
нейтрализуется едким кали до рН = 7,5—8,0.
Железо окисляется до трехвалентного перманганатом калия;
избыток окислителя восстанавливается метиловым спиртом до дву-
окиси марганца и удаляется с нерастворимым остатком. После
133
обработки пульпа подается на нутч-фильтр. Нерастворимый оста-
ток после дополнительной промывки горячей водой направляется
в отвал или употребляется как калийное удобрение.
Основной раствор упаривается в две стадии до начала выпаде-
ния кристаллов сернокислого калия. Полученная после фильтро-
Рис. 47. Аппаратурная схема переработки циннвальдита спеканием с сульфатом
калия (завод в Чехословакии):
1 — бункеры для сульфата калия и циннвальдита; 2 — мельиица-смеситель; 3 — аппа-
раты системы пылеулавливания; 4 — обжиговая вращающаяся печь с прямым обогре-
вом; 5 — реактор для выщелачивания спека; 6 — емкость для хранения дистиллирован-
ной воды; 7 — нагреватель; 8 — нутч-фильтр; 9 — выпарные аппараты; 10 — реактор
для приготовления насыщенного раствора поташа; 11 — реактор для осаждения карбо-
ната лития; 12 — сушильная печь; 13 — мельница для измельчения регенерированных
кристаллов сульфата калия; 14 — промежуточный бункер.
вания первая порция кристаллов высушивается, измельчается
и возвращается на операцию спекания. Из маточного раствора
при 90° насыщенным раствором поташа осаждается углекислый
литий. Осадок углекислого лития промывается горячей водой,
подсушивается на фильтре и затем полностью обезвоживается
при 105°. Готовый продукт содержит не менее 97% карбоната
лития, в нем отсутствуют ионы кальция и хлора (основной при-
месью является сульфат калия).
Маточный раствор после отделения углекислого лития под-
кисляется серной кислотой для разрушения карбоната калия
134
и упаривается. После охлаждения из него кристаллизуется серно-
кислый калий («вторые кристаллы»). Раствор, полученный после
отделения «вторых кристаллов», возвращается на упаривание.
«Вторые кристаллы» сульфата калия объединяются с первыми,
подсушиваются, измельчаются и возвращаются на спекание.
Регенерированный сульфат калия содержит около 1 % лития.
Распределение лития при переработке циннвальдитового кон-
центрата сульфатным методом выражается следующими данными
в процентах к загруженному с сырьем металлу:
Потери с нерастворимым остатком ........... 10
Остается в маточном растворе................40
В готовом продукте . . . ... 50
Са0,7<>
Рис.. 48. Замещение окиси
лития в сподумене при тем-
пературе 1000° в зависимости
от содержания окиси каль-
ция в реакционной смеси.
Известковый способ. В основу способа положено спекание
литиевых минералов с известью или известняком с последующим
разложением спека водой. Образую-
щаяся при выщелачивании спека гидро-
окись лития кристаллизуется из ра-
створа после многостадийного упари-
вания. По мнению многих авторов [53,
54 ], взаимодействие сподумена с окисью
кальция при 1000° может быть пред-
ставлено в виде следующей реакции:
Li2O-Al2O3-4SiO2 +9CaO->Li2O +
+ СаО-А12О3 -ф 4 [2CaO-SiO2],
т. е. при спекании образуются: свобод-
ная окись лития, алюминат кальция
и двукальциевый силикат; иными сло-
вами, происходит простое вытеснение
окиси лития из сподумена окисью
кальция.
Штауффер своими исследованиями
показал, что для замещения окиси ли-
тия в сподумене при спекании необхо-
димо 7—8 молей окиси кальция на 1 моль сподумена [55, 56].
В то же время наилучшие результаты по извлечению лития из
спека водой получены при большем соотношении между окисью
кальция и сподуменом (рис. 48). При этом установлено, что
в обожженном продукте содержалось 23% непрореагировавшей
извести. Следовательно, свободная известь при выщелачивании
спека безусловно необходима. Это свидетельствует о том, что
взаимодействие сподумена с окисью кальция протекает более
сложно, чем описывает приведенная реакция.
По аналогии с хорошо изученным взаимодействием натриевого
алюмосиликата с окисью кальция [57—59 ] этот процесс можно
представить следующим образом:
Li2O-Al 2O8.4SiO2 + 8СаО -> Li2O-Al2O8 + 4 [2CaO-SiO2],
135
т. е. при спекании образуется не свободная окись лития, а его
алюминат. Избыток окиси кальция в шихте необходим при выще-
лачивании для перевода труднорастворимого алюмината лития
в гидроокись:
Li2O-Al2O3 + Са (ОН)2 -f- aq —> 2LiOH 4-СаО- A12OS 4- aq.
В сподумене в качестве примесей всегда содержатся алюмо-
силикаты натрия и калия, которые при спекании также дают
соответствующие алюминаты:
(Na, K)2O-Al2Os-4SiO2 + 8СаО-> (Na, К)2О-А12О3 +
+ 4 [2CaO-SiO2].
При обработке обожженного материала водой алюминаты
лития и калия взаимодействуют с известью, образуя едкие щелочи
и алюминат кальция:
(Na, К)2О.А12О3 + Са (ОН)2 + aq -> (Na, К)ОН +
4" СаО- А12О3 4- aq.
Таким образом, раствор после выщелачивания спека содержит,
кроме едкого лития, натриевую и калиевую щелочи, а также неко-
торое количество их алюминатов. Выделение едкого лития из такого
раствора происходит в процессе упаривания, причем сначала кри-
сталлизуется моногидрат едкого лития, имеющий наименьшую
растворимость, а едкие натр, кали и их алюминаты остаются
в маточном растворе.
В общем виде известковая схема переработки сподумена состоит
из следующих основных операций.
Приготовление шихты. Исходным сырьем явля-
ются богатые сподуменовые концентраты с содержанием окиси
лития не менее 5—8%. На спекание используется известняк,
содержащий минимальное количество кремния, в противном слу-
чае расход его будет непроизводительно велик. Кроме качества
исходных продуктов, на процесс спекания влияют тонина помола
и тщательность смешения исходных компонентов.
Перед шихтованием известняк и рудный метериал измельчаются
до минус 0,25 мм путем стадиального дробления и мокрого измель-
чения в шаровой мельнице. Предварительное измельчение исход-
ных материалов необходимо для лучшего их смешения при ших-
товании. При применении сподуменового концентрата, получен-
ного термическим или флотационным обогащением, предваритель-
ного измельчения не требуется, так как крупность его менее 0,25 мм.
При составлении шихты требуется тщательное смешение ком-
понентов, так как только в таком случае тонкое измельчение
исходных материалов дает положительный эффект. Обычно это
достигается совместным доизмельчением обоих продуктов. Доиз-
мельчение проводится в шаровых мельницах мокрого помола,
работающих в замкнутом цикле с классификатором. Крупность
136
слива классификатора должна быть не более 0,074 мм. Сухой
помол шихты применяется редко, так как при спекании сухого
материала резко увеличиваются потери с пылью.
Спекание. Осуществляется в трубчатых вращающихся
печах, размеры которых зависят от производительности завода.
Так, на самом крупном литиевом заводе США в Санбрайте, работаю-
щем по этому способу, установлена вращающаяся - печь длиной
120 м и диаметром 3,5 м. Производительность завода около
8000 т едкого лития или соответственно 10 000 т углекислого
лития в год [32, 60, 611. При спекании сподумена с известняком
протекает следующая реакция:
Li2OAl2O3-4SiO2 + 8CaCOs -> Li2O-Al2Og +
+ 4 [2СаО SiO21 + 8СО2.
Процесс ведется при оптимальном температурном режиме,
установленном для каждого вида сырья (1150—1200°). В зоне
спекания необходим строгий контроль за температурой. При повы-
шении температуры выше заданной шихта может размягчиться,
что приводит к образованию настылей в печи и уменьшению сте-
пени вскрытия минерала. Выходящий из печи спек охлаждается
водой или оборотными растворами в специальных гасителях..
При гашении происходит частичное выщелачивание спека. Измель-
чение и выщелачивание спека производятся в шаровой мельнице
мокрого помола, где он измельчается до крупности 0,147 мм.
Обычно мельница работает в замкнутом цикле с классификатором..
Измельченный спек после обезвоживания на вакуум-фильтре
или сгущения направляется на выщелачивание. Выщелачивание
проводится в несколько стадий при Т : Ж = 1 3, температуре 90°
в течение нескольких часов. После окончания операции шлам
отфильтровывается и передается на многократную промывку,
которая осуществляется по принципу противотока. Содержание
окиси лития в отвальном шламе обычно не превышает 0,10—0,15%.
Шлам после переработки сподумена по известковому методу
состоит в основном из следующих соединений, %:
2CaOSiO2 ..................... 33,0—50,8
ЗСа0-А1о03 .................. 16,1—22,0
2CaO-Fe2O3 ....................6,4— 9,9
СаСО3 .........................10,4—16,6
Шлам после соответствующей обработки может использоваться
как вяжущий строительный материал [621.
Упаривание. После выщелачивания спека раствор
с содержанием окиси лития 10 г/л и более направляется наупарива-
ние под вакуумом. Упаривание ведется в несколько стадий. На
первой стадии раствор упаривается до уменьшения объема в 8—10
раз. Выпавший осадок, состоящий из кальциевых соединений и угле-
кислого лития, отфильтровывается и направляется на выщела
чивание. Отфильтрованный раствор упаривается до плотности
137
1,17—1,20 г! см*. После охлаждения до 40—50° из него выделяется
основная масса едкого лития. Кристаллы моногидрата едкого
лития отделяются от маточного раствора центрифугированием.
Для очистки полученного продукта обычно достаточно про-
мывки кристаллов на центрифуге, но в некоторых случаях едкий
литий очищают перекристаллизацией. Для этого черновые кри-
сталлы растворяют в дистиллированной или деионизированной
воде при нагревании до содержания в растворе 160 г/л LiOH.
Горячий раствор фильтруют и проводят кристаллизацию моно-
гидрата едкого лития при 40°. Маточный раствор, содержащий
около 120 г!л LiOH, используется для растворения новой порции
черновых кристаллов.
Конкретным примером вскрытия сподумена по известковой
схеме (рис. 49) является завод в Санбрайте (Сев. Каролина,
•США) [32, 60, 63]. Завод перерабатывает сподуменовые концен-
траты обогатительной фабрики Кингс-Маунтен. Концентрат
и известняк подвергаются раздельному мокрому помолу до 0,074 мм
(85%), после чего пульпа смешивается и сгущается до 65% твер-
дого. Шихта подается во вращающуюся печь, работающую на пыле-
видном топливе. Образовавшийся после спекания кусковой мате-
риал измельчается в шаровой мельнице, куда добавляют слив
сгустителя. Мельница работает в замкнутом цикле с класси-
фикатором, слив которого идет на дальнейшее выщелачивание
в реактор.
Пульпа из реактора поступает в сгуститель. Пески первого
сгустителя подвергаются противоточной промывке в пяти после-
довательно установленных сгустителях. Из последнего сгустителя,
в который подается вода, отмытые пески направляются в отвал,
из первого — после осветления — концентрированный раствор
гидроокиси лития направляется на упаривание и кристаллизацию
моногидрата едкого лития, который является готовым продуктом.
Кристаллы, снятые с центрифуги, содержат до 30% влаги, для
удаления которой их обезвоживают во вращающейся печи.
Полученный после кристаллизации маточный раствор, возвра-
щается на упаривание для доизвлечения содержащейся в нем
гидроокиси лития. Вследствие многократного оборота маточного
раствора в нем накапливаются едкие натр и кали, а также
их алюминаты. Во избежание загрязнения товарной гидроокиси
лития указанными примесями оборотные растворы периодически
выводят из цикла и утилизируют. Имеются сведения, что в этих
растворах концентрируются рубидий и цезий [331.
Лепидолит перерабатывается по известковой схеме на заводе
в Сан-Антонио (Техас, США) [64, 65 ]. Исходным сырьем являются
африканский лепидолит с содержанием 3,6—4% окиси лития
и местный известняк. Соотношение в шихте лепидолита и извест-
няка по весу равно 1 : 3. Оба продукта совместно подвергают
мокрому помолу до крупности 0,074 мм в шаровой мельнице.
Слив мельницы, содержащий 15% твердого вещества, концентри-
138
(в отвал) 1лОННгО
Рис. 49. Технологическая схема переработки сподумена спеканием
с известью (завод в Санбрайте, США).
руется в сгустителе диаметром 30,4 м до содержания 65% твер-
дого (рис. 50). Сгущенный шлам подается питателем в печь на спе-
кание. Печь трубчатого типа работает на газообразном топливе
и имеет размеры 3,65 X 99,0 м. Шихта выдерживается в печи
около четырех часов. Спекшийся материал на выходе из печи
имеет температуру 860°. После обжига спек гасится раствором
после выщелачивания и измельчается до минус 0,074 мм в шаровой
мельнице, работающей в замкнутом цикле с грохотом.
Выщелачивание едкого лития проводится при 100° в две ста-
дии. На первой стадии установлены две параллельные цепи аппа-
ратов, состоящие из трех реакторов каждая. После выщелачивания
пульпа направляется в четыре противоточных сгустителя, где
проводится отмывка силикатного остатка. Верхний слив второго
сгустителя используется для гашения спека. Из первого сгустителя
слив подается в реактор для удаления алюминия; последний осаж-
дается в виде ггСаО • тА12О3 хН 2О при обработке раствора извест-
ковым молоком.
Очищенный раствор, содержащий гидроокиси лития, калия,
натрия, рубидия и цезия, упаривается под вакуумом в трехкор-
пусном выпарном аппарате. В корпусах выпарного аппарата
поддерживается температура соответственно 120°, 90° и 60°.
В последнем корпусе начинается кристаллизация моногидрата
едкого лития. Кристаллы отделяются на центрифуге. Для очистки
от примесей черновые кристаллы едкого лития перекристаллизо-
вываются с промежуточным упариванием. Полученный после
перекристаллизации едкий литий является готовой продукцией.
Маточный раствор после отделения черновых кристаллов гид-
роокиси лития содержит, кроме лития, значительные количества
калия и натрия. Для отделения лития от последних его карбони-
зируют отходящими печными газами. При этом литий осаждается
в виде труднорастворимого карбоната, а хорошо растворимые
углекислые соли калия и натрия остаются в растворе. Из раствора
после отделения карбоната лития с помощью ионообменных
смол выделяют рубидий и цезий. Раствор направляется на обез-
воживание, которое проводится в сушильном барабане, изготовлен-
ном из нержавеющей стали. Одновременно с удалением влаги
происходит грануляция солей. Полученные гранулы имеют тор-
говое название «Алькарб» и используются в стекольной и кера-
мической промышленности [66].
Одним из вариантов известковой схемы, пока не получившим
широкого практического применения, является обработка споду-
мена известковым молоком под давлением [31, 63, 67]. Сподуме-
новый концентрат, измельченный до минус 0,104 мм, смешивается
с известью в отношении 1 : 2 по весу и обрабатывается водой при
перемешивании в течение двух часов при 190—200°. Схематически
процесс может быть представлен следующим образом:
LioO-Al2O3-4SiO2 + 4СаО + 4НоО
2LiOH + 2А1 (ОН)3 + 4CaSiO3.
140
сей; 17 — вакуумный трехкорпусный выпарной аппарат; 18 — промежуточная емкость для хранения концентрированного раствора
LiOH; 19 — центрифуга непрерывного действия; 20 — реактор для растворения черновых кристаллов гидроокиси лития в воде;
21 — вакуумный кристаллизатор; 22 — центрифуга; 23 — сборник фильтрата; 24 — карбонизатор; 25 — сушилка-гранулятор.
В результате взаимодействия получаются едкий литий, гидрат
окиси алюминия и силикат кальция. Содержащийся в сподумене-
натрий также переходит в раствор. Кремний и большая часть,
алюминия остаются в твердой фазе. Часть алюминия в виде алю-
мината натрия переходит в раствор. Кроме алюминия, в растворе-
содержится небольшое количество кальция. Очистка раствора
от указанных примесей осуществляется путем его карбонизации.
При пропускании углекислого газа через щелочной раствор едкий
натр нейтрализуется по реакции:
2NaOH + СО2 = Na2CO8 + Н2О.
Вследствие резкого снижения щелочности раствора происходит
гидролиз алюмината натрия:
NaAlO, + 2Н,0 = | Al (ОН)3 + NaOH.
Получающаяся щелочь реагирует с углекислотой, находящейся
в растворе, и переходит в соду, что приводит к почти полному
гидролизу алюмината натрия и удалению алюминия в осадок.
Кальций осаждается из раствора в виде труднорастворимого кар-
боната. Раствор после отделения примесей упаривается и подвер-
гается повторной карбонизации с целью выделения лития в виде-
углекислой соли. Карбонат лития после отмывки горячей водой
от маточного раствора может быть использован для получения
других литиевых соединений.
Основным достоинством известкового способа является его уни-
версальность, так как он пригоден для вскрытия почти всех литие-
вых минералов. Процесс не требует дефицитных реагентов (для
вскрытия употребляется природный продукт — известняк); в каче-
стве топлива может быть использован уголь, нефть или газ.
Переработка сырья известковым способом может быть осущест-
влена на базе цементных заводов, поскольку для проведения основ-
ной операции — спекания — пригодны стандартные цементные
печи. Отходы известковой схемы — шламы — могут употребляться
для производства вяжущих строительных материалов. Известко-
вый способ является единственным известным промышленным
способом, позволяющим получить едкий литий непосредственно
из сырья, без осаждения промежуточных соединений.
Полученные после кристаллизации едкого лития растворы
содержат значительные количества солей калия и натрия, поэтому
после извлечения из них ценных компонентов (Li, Rb и Cs) они
находят применение в стекольной и керамической промышлен-
ности. Иными словами, все отходы известковой схемы являются
ценными продуктами и могут быть использованы в других отраслях
промышленности.
К недостаткам известковой схемы следует отнести необходи-
мость работать на богатых по содержанию лития концентратах,
так как при спекании происходит разубоживание концентрата
известняком. На спекание требуется высокосортный известняк
142
с минимальным содержанием кремния, алюминия и железа. Для
эффективного вскрытия необходим энергоемкий тонкий помол
шихты и клинкера. При выщелачивании спека получают разба-
вленные растворы едкого лития, вследствие чего необходимы боль-
шие объемы технологической аппаратуры и значительные затраты
на упаривание. Полученные после выщелачивания шламы обла-
дают неприятной особенностью схватывания, что затрудняет
обслуживание аппаратуры.
Известковая схема переработки литиевых руд применяется
в промышленности сравнительно недавно, поэтому многие детали
ее еще слабо изучены. Это в первую очередь относится к меха-
низму и режиму вскрытия минералов известью при спекании.
Немаловажное значение также имеет разработка эффективных спо-
собов борьбы со.схватыванием шлама. Заманчивым направлением
является замена многостадийной упарки селективным осаждением
лития из разбавленных растворов после выщелачивания.
Большой интерес представляет также разработка способов ком-
плексного выделения полезных компонентов, извлекаемых из мине-
ралов при вскрытии совместно с литием (Rb, Cs, К, Na и др.).
Сернокислотный способ. Впервые вскрытие сподумена серной
кислотой было предложено Эллестедом и Льюйте [68, 69]; способ
основан на сульфатизации 0-сподумена серной кислотой при тем-
пературе 250—300° по реакции:
Li2O-Al2O3-4SiO2 + H2SO4 -> L2SO4 + Н„О- Al,O3-4SiO2.
0-сподумен
При сульфатизации происходит ионный обмен между алюмо-
силикатным ядром сподумена и серной кислотой, в результате
которого литий в сподумене замещается водородом, причем струк-
тура минерала при этом практически не нарушается Ч Такое
замещение возможно только для 0-сподумена; а-сподумен с сер-
ной кислотой практически не взаимодействует. При прямом разло-
жении необожженного сподумена серной кислотой в раствор
переходит лишь 4% лития, содержащегося в минерале [70].
Возможность сульфатизации 0-сподумена объясняется тем, что
при переходе в эту форму резко возрастает химическая активность
минерала. Это, очевидно, связано с изменением кристаллической
структуры сподумена при упомянутом превращении.
Исследования по извлечению лития из 0-сподумена методом
сульфатизации были проведены Даунесом и Морганом [70],
которые детально изучили факторы, влияющие на вскрытие мине-
рала указанным методом. Исследования проводились на флотацион-
ном сподуменовом концентрате месторождения Кэт-Лайк, содер-
жащем 4,5% Li2O. Установлено, что для данного продукта
1 Вода в новом веществе связана с решеткой минерала так же, как окись
лития в сподумене, причем соединение H?O-Al2O3-4SiO2 в воде нерастворимо.
143
оптимальной температурой превращения а -> 0, обеспечивающей
при последующей сульфатизации вскрытие минерала на 98,5%,
является 1000°. За оптимальный режим сульфатизации приняты
температура 150—250° и время 1 ч. Наиболее полное извлечение
лития из сподумена достигается при расходе серной кислоты
250 кг/т концентрата. Это значительно превышает теоретически
необходимое количество. Очевидно, расход серной кислоты при
сульфатизации может быть различным и зависит от состава исход-
ного сырья.
Сернокислотная схема с 1951 г. применяется на заводе в Мин-
неаполисе (шт. Миннесота, США) [33, 56, 71, 72]. Технологическая
схема завода представлена на рис. 51. Исходным сырьем являются
сподуменовые руды месторождения Кэт-Лайк, которые поступают
на завод после обогащения и содержат 3—5% окиси лития. Декри-
питация руды осуществляется в трубчатой вращающейся печи
длиной 12,2 м и диаметром 1,2 л/. Скорость вращения печи 1 об/мин.
Корпус печи изготовлен из стали. Первые 0,5 м длины печи выло-
жены кирпичом, устойчивым к истиранию; по всей остальной
длине печь футерована огнеупорным кирпичом.
Количество подаваемой в печь руды зависит от влажности
последней и колеблется в пределах 1—2 т/ч. Печь обогревается
газом или нефтью, причем направление потока горячих газов
противоположно направлению движения руды. Декрипитация
руды проводится при температуре 1100°; при этом переход а-спо-
думена в 0-форму достигает 99—100%. Из печи обожженный
материал поступает во вращающийся холодильник, представляю-
щий собой стальной цилиндр. В холодильнике, охлаждаемом
снаружи водой, температура руды снижается до 95—120°. Охлаж-
денный материал ковшовым элеватором подается в бункер, а затем
на измельчение до 0,074 мм в валковой мельнице. Смешение с сер-
ной кислотой осуществляется на горизонтальном шнековом транс-
порте, где руда орошается 93%-ной серной кислотой, добавляемой
в количестве, на 35—40% превышающем теоретически необходимое.
Расход кислоты составляет около 225 кг/т.
Сульфатизации проводится во вращающейся печи длиной 7,9 м,
диаметром 0,915 м. Печь обогревается газом, подаваемым навстречу
движению руды, температура загрузки на выходе из печи 250°.
Производительность печи для кислотного обжига равна 2,66 т
руды в час. Просульфатизированный продукт выщелачивается
в реакторе при непрерывном перемешивании сжатым воздухом,
там же производится нейтрализация избытка серной кислоты
карбонатом кальция до рН=6,0—6,5. Нейтрализованная масса
самотеком поступает на вакуумный барабанный фильтр. Нераство-
римый остаток один раз за цикл промывается на фильтре водой,
промывные воды используются для выщелачивания новой порции
сульфатного спека. Отвальный продукт, содержащий около 30%
влаги, поступает на шнековый конвейер, где перемешивается
с водой; жидкая пульпа удаляется в отвал насосом. Обычно потери
144
Рис. 51. Технологическая схема переработки сподумена сернокислотным
способом (завод в Миннеаполисе, США).
10 Литий, его химия и технология
растворимого лития с отвальным продуктом значительно ниже
одного процента по отношению к содержащемуся в исходной руде.
Для получения кондиционного карбоната лития раствор тща-
тельно очищается от алюминия и магния. Магний осаждается
в виде гидроокиси при нейтрализации раствора известью до
рН = 12—14. Кальций выделяется при обработке раствора каль-
цинированной содой в виде труднорастворимой углекислой соли.
Осадок кальция и магния отделяется на фильтрпрессе и по мере
накопления возвращается на выщелачивание для доизвлечения
из него лития.
Раствор, содержащий около 100 г/л сернокислого лития, загряз-
нен алюминием, который переходит из руды, и железом вследствие
коррозии стальных трубопроводов. Поэтому при последующем
упаривании в питатель однокорпусного выпарного аппарата
добавляется серная кислота (до pH=7) для осаждения этих приме-
сей в виде гидроокисей. Упаривание производится до содержания
в растворе 200 г/л сульфата лития. После упаривания для обесцве-
чивания раствора добавляется небольшое количество газовой
сажи, которая вместе с осадком гидроокисей алюминия и железа
отделяется на рамном фильтре.
Концентрированный раствор перекачивается в реактор, где
литий осаждается в виде карбоната. В качестве осадителя исполь-
зуется насыщенный раствор кальцинированной соды. Макси-
мальная полнота осаждения углекислого лития достигается при 90°.
Карбонат лития осаждается в виде мелких белых кристаллов,
которые быстро отстаиваются и легко фильтруются. После отде-
ления маточного раствора кристаллы промываются в деионизи-
рованной воде. После первой промывки получается углекислая
соль лития, содержащая 82% основного вещества, при этом общее
извлечение составляет 85%; повторная промывка дает 96—97%-ный
продукт. Отмытый карбонат после центрифугирования имеет влаж-
ность около 10%. Для получения сухого технического продукта
влажный карбонат направляется на вакуумную сушку. Во время
сушки, которая длится около четырех часов, давление в сушилке
поддерживается в пределах 510—635 мм рт. ст. Сухой карбонат
лития содержит следующие примеси: 0,35% SC>4+;0,18% Na.O +
+ К2О; 0,003% Fe2O3; 0,04% CaO; <0,005% Cl—, <0,001%
тяжелых металлов; 0,01% влаги.
Мощность завода в Миннеаполисе составляет около 900 т
углекислого лития в год. На заводе карбонат лития частично пере-
рабатывается на гидроокись лития ('—350 m/год), хлористый
и металлический литий (—12 m/год), гидрид, амид и другие литие-
вые соединения [61].
При переработке концентратов, содержащих 4—5% Li2O,
извлечение лития достигает 85%. Так как во флотационный кон-
центрат извлекается лишь 60—70% лития, содержащегося в руде,
извлечение лития из руды составляет всего лишь 50—55%. Ввиду
146
этого была изучена возможность применения вышеописанного
процесса непосредственно к руде без предварительного обогащения.
Промышленные испытания показали, что в этом случае извлечение
лития из руды достигает 80%. Поэтому литиевый завод, построен-
ный в 1955 г. в Бессемер-Сити (шт. Сев. Каролина, США), перера-
батывает по сернокислотной схеме необогащенную руду, содер-
жащую в среднем 1,5% Li2O [73—75]. Аппаратурное
оформление процесса переработки необогащепного сподумена
с получением в виде конечного продукта карбоната лития пред-
ставлено на рис. 52.
Приведенная технологическая схема показывает, что на заводе
в Бессемер-Сити по существу применяется тот же процесс, что
и на заводе в Миннеаполисе. Единственным исключением является
использование оборудования, приспособленного для переработки
больших объемов сырья. Отмечаются также некоторые трудности
при декрипитации пеобогащенного сподумена, заключающиеся
в более строгом контроле температуры в горячей зоне печи. Руд-
ный материал, содержащий пустую породу в виде слюд, полевого
шпата и других минералов, при температуре выше 1100° спла-
вляется со сподуменом. Это явление приводит к безвозвратным
потерям лития при последующей обработке обожженного мате-
риала. Производительность завода в Бессемер-Сити составляет
7500 т/год карбоната лития [61 ].
Практика работы завода в Бессемер-Сити показывает, что при
правильном применении сернокислотный способ по эффективности
превосходит все предложенные до сих пор способы переработки
литиевых руд и является единственным способом, который можно
рентабельно применять к литиевым рудам, содержащим не менее
1,0% Li2O без их предварительного обогащения.
Испытания, проведенные в 1957 г. при работе на руде, содер-
жащей 1,0—1,5% Li2O, и на концентратах, содержащих 4—5%
Li2O, показали, что затраты на единицу продукции при работе
на необогащенной руде ниже [75].
Кроме того, следует отметить следующие преимущества серно-
кислотного способа по сравнению с другими способами извлече-
ния лития из руд:
нет надобности смешивать руду с твердыми реагентами; сме-
шение с серной кислотой является несравненно более легкой опе-
рацией;
отсутствует необходимость слишком тонкого измельчения руды,
так как благодаря пористому строению р-сподумена серная кислота
поглощается даже крупными кусками;
основные операции схемы требуют кратковременного нагрева:
превращение а-сподумена в P-форму при 1100° происходит прак-
тически мгновенно, на сульфатизацию огарка при 250° необхо-
димо не более 10 мин;
после нагрева с серной кислотой не требуется измельчения перед
выщелачиванием;
10*
147
водное выщелачивание протекает быстро и может производиться
раствором сульфата лития умеренной концентрации.
Переработка руд хлорирующим обжигом. Хлорирующий обжиг
литиевых руд впервые был предложен Смитом в 1871 г. [16, 77]
для аналитических целей. Лепидолит смешивался с известняком
и хлористым аммонием в весовом отношении 1:8:1, шихта
обжигалась при температуре 800—900° (нижетемпературы возгона
хлористого лития). Обожженный материал выщелачивался кипя-
щей водой; отфильтрованный раствор обрабатывался углекислым
аммонием и упаривался досуха. Литий экстрагировался из сухого
остатка щелочных хлоридов органическими растворителями.
В промышленном масштабе для переработки сподуменовых
руд и концентратов хлорирующий обжиг был осуществлен
М. Н. Соболевым [30]. Сподуменовый концентрат смешивался
с мелом и хлористым аммонием в весовом отношении 1:3:1
и шихта спекалась в подовых или вращающихся печах сначала
при 250°, а затем при 750°. При этом происходило разрушение
минерала и образование хлористого лития:
Li2O-Al2O3-4SiO2 + 4СаСО3 + 2NH4C1 = 2LiCl + 4CaSiO3 +
4- А12О3 + 4СО2 + 2NH3 + Н2О.
В спеке оставалось до 97—98% лития, остальная часть уно-
силась с пылью. Обожженный материал выщелачивался водой
на холоду; раствор, содержащий LiCl + СаС12, отделялся
от нерастворенного силикатного остатка. При последующем упа-
ривании раствора кристаллизовалась смесь хлоридов лития
и кальция, которая могла быть непосредственно использована
для электролиза. Для получения едкого лития из раствора хло-
ридов сначала осаждался карбонат лития, который методом
каустификации переводился в гидроокись (рис. 53).
В качестве хлорирующего агента может быть успешно при-
менен хлористый калий [78] или смесь хлорида калия и неболь-
шого количества известняка или извести [79]. Процесс спекания
сподумена с хлористым калием и известняком изучен в лабора-
торных и промышленных условиях. В результате хлорирующего
обжига и последующего водного выщелачивания в раствор
переходит до 87—100% лития. Из раствора хлоридов, получен-
ного после выщелачивания спека, поташем или содой осаждается
углекислый литий. Осаждение карбоната лития из раствора хло-
ридов калия и натрия более полное, чем из сульфатных растворов
вследствие меньшей растворимости карбоната в этих условиях.
Если спекание проводится при температуре выше 1000°,
образующийся хлористый литий сублимирует и уносится сов-
местно с печными газами. Обжиг сподумена с возгоном хлористого
лития обычно осуществляется следующим образом. Сподумен
смешивается с известняком и хлористым кальцием в оптималь-
149
Рис. 53. Технологическая схема переработки сподумена стз канием
с мелом и хлористым аммонием.
ном весовом отношении 1 : 3 : 1. Смесь нагревается в трубчатой
вращающейся печи; при этом сподумен реагирует по реакции:
Li2O-Al2O3-4SiO2 + 14СаСО3 + СаС12 =
= 2LiCl Н- 4 (3CaO-SiO2) + ЗСаОА12О3 + 14СО2.
Образующийся хлористый литий (температура возгонки ~1000°)
возгоняется и улавливается в сухих или мокрых конденсаторах
вместе с пылью [80]. По одному из патентов рекомендуется прово-
дить возгонку хлористого лития при пониженном давлении —
5—20 мм рт. ст. и 800—1200°, причем в шихту добавляется
только хлористый кальций [81 ].
При сухом способе улавливания хлористый литий экстраги-
руется из пыли органическими реагентами; при мокром способе
полученная пульпа фильтруется и осадок возвращается в обжи-
говую печь, а разбавленный раствор хлорида лития упаривается
до содержания 40% LiCl. Из упаренного раствора кристалли-
зацией выделяется хлористый натрий, затем после охлаждения
хлористый калий [821. Подробная схема переработки сподумена
хлорирующим обжигом представлена на рис. 54.
Поскольку карбонат лития пользуется большим спросом,
чем хлорид, в последние годы разработан способ извлечения
карбоната лития из растворов, полученных после улавливания
хлорида лития из печных газов [82].
Хлорирующий обжиг позволяет получить достаточно чистый
хлористый литий непосредственно из руд, не расходуя дорогих
реагентов х. Количество продукта, требующего дальнейшей пере-
работки, при этом значительно сокращается. Извлечение лития
обычно составляет 90% и выше.
Хлорирующий обжиг, очевидно, может быть использован
для извлечения лития из лепидолита, петалита, а также при
переработке комплексных руд, так как хлориды бериллия, олова,
тантала и ниобия при температуре обжига достаточно летучи.
К недостаткам этого метода следует отнести трудность улавлива-
ния хлорида лития, высокую агрессивность печных газов и боль-
шой расход реагентов.
Способ был освоен в США в годы второй мировой войны,
когда при отсутствии собственной достаточно развитой литие-
вой промышленности страна испытывала острую нужду в литии.
Для проведения процесса были использованы обжиговые печи
цементных заводов, так как клинкер, получаемый при обжиге,
является высокосортным цементом [33, 80].
При удачном решении вопросов аппаратуры хлорирующий
обжиг явится одним из перспективных способов переработки
литиевого сырья.
1 СаС12 является отходом содовой промышленности и производства берто-
летовой соли.
151
| а. - Сп одумен I
I Декрипитация 1
♦
Магнитная
сепарация
Магнитная
франция
Газы в
атмосферу
| Пыль,газы |
Вода х Г f—
I
| Газы |
_т .
I Сподумен I
г *
| Измельчение}
z ♦
j Флотация [-
Полевой uinom
I д- Сподумен [
4/7% ныи раствор Са fда С03, песок
Приготовление
шихты
-| Спекание
Мокрый
___t__£7
| Пульпа |
Клинкер
I на производство
цемента)
\ Раствор LiCl |
|—| фильтрование]
| Раствор\
Вода
Упаривание
до вО°/„раствораLiCl
I
-| Отделение Na С1 |—
| Раствор LlCI
\ Охлаждение
Отделение KCL I
С07„ - ный раствор
LiCl
I "IS . I
t
I Промывка I
Фильтрование
нерастВоримыи
остаток
На спекание
Кристаллы NaCl
Кристаллы КС1
Раствор —
Рис. 54. Технологическая схема переработки сподумена спеканием
с известью и хлористым кальцием.
Извлечение рубидия и цезия из литиевых руд. Промышленные
литиевые руды — лепидолитовые, циннвальдитовые, а иногда
и сподуменовые, содержат рубидий и цезий, причем содержание
их колеблется в широких пределах. Поскольку рубидий и цезий
практически не имеют самостоятельных минералов, извлечение
их попутно при переработке литиевых руд представляет большой
практический интерес \
Наиболее богатыми по содержанию цезия и рубидия являются
лепидолит и другие литиевые слюды; в них Rb и Cs замещают
калий в кристаллической решетке минерала. Среднее содержание
окиси цезия в лепидолите составляет 0,15—0,20% при общем,
содержании суммы окислов Rb и Cs до 2,6%. Лепидолит является
самым богатым по содержанию рубидия минералом [83]. В спо-
думене и других силикатных литиевых рудах рубидий и цезий
находятся не в самих литиевых минералах, а во вмещающих
породах — полевых шпатах, слюдах и др.
В зависимости от метода вскрытия рубидий и цезий либо
почти полностью переходят в раствор вместе с литием, либо
остаются в нерастворимом остатке. Так, например, при суль-
фатизации предварительно сплавленного лепидолита серной кис-
лотой рубидий и цезий при последующей обработке водой пере-
ходят в раствор совместно слитием [16, 84]. Аналогичное явление
имеет место при обработке лепидолита смесью серной кислоты
и фторида кальция [14, 85—88]. Достаточно полно рубидий
и цезий извлекаются из лепидолита при спекании с гипсом
и известью, а также с хлористым кальцием (метод Алена) [89].
При спекании лепидолита или сподумена с известняком Rb’
и Cs извлекаются при выщелачивании и после отделения моно-
гидрата едкого лития накапливаются в маточных растворах,
из которых они могут быть выделены совместно с алюмокалие-
выми квасцами в виде Al (Rb, С5)-квасцов или другими извест-
ными способами. В частности, для этого может быть использовано
осаждение хлоростаннатов [14,85,90], хлороплюмбатов [91,92],
силикомолибдатов [93, 94], хлороплатинатов [95]. Особый инте-
рес представляют предложенные в последнее время смешанные-
ферроцианиды Rb и Cs. Используя их чрезвычайно малую раство-
римость, можно выделить Rb и Cs из раствора при их ничтожных
[96] концентрациях (порядка 0,2 мг/л Rb и 0,002 мг/л Cs).
В 1958 г. на заводе в Сан-Антонио организовано промышлен-
ное производство солей цезия и рубидия, в котором вместо
общеизвестных методов осаждения применяют ионный обмен.
Это позволило значительно удешевить производство и выпускать
рубидий и цезий по более доступным ценам [661.
При сульфитизации сподумена по методу Эллестеда и Лейте
присутствующие в нем рубидий и цезий остаются в нерастворимом.
1 Единственным цезиевым минералом, имеющим промышленное значение,
является поллуцит.
153
остатке [33]. При спекании лепидолита с сульфатом калия
большая часть содержащихся в нем рубидия и цезия после выще-
лачивания сульфата лития водой также остается в нерастворимом
остатке. Для извлечения рубидия и цезия нерастворимый оста-
ток обрабатывают серной кислотой при температуре >100°.
Просульфатизированный остаток выщелачивают водой, а затем
из полученных концентрированных растворов при охлаждении
выкристаллизовывают алюмокалиеворубидиевоцезиевые квасцы.
Квасцы подвергают фракционной кристаллизации, при этом полу-
чают рубидиевоцезиевый концентрат и алюмокалиевые квасцы,
которые возвращают на спекание лепидолита. Таким образом
регенерируется часть сульфата калия [97].
Рубидиевый концентрат разлагают кипячением с углекислым
барием, при этом алюминий остается в осадке, а калий, рубидий
и цезий переходят в раствор. Для отделения калия рубидий и цезий
•осаждают в виде (Rb, Cs)2PbCl6 раствором хлористого свинца.
Осадок хлороплюмбатов рубидия и цезия гидролизуют аммиаком,
при этом рубидий и цезий переходят в раствор. Из полученного
раствора для отделения рубидия от цезия последний осаждают
в виде 3CsCl -SSbClg. Далее, рубидий и цезий могут быть пере-
работаны на чистые соли известными способами [98].
переработка фосфатных литиевых руд и концентратов
Фосфатные минералы лития (трифилин, амблигонит и др.)
в отличие от силикатных легко вскрываются минеральными кисло-
тами.
Мюллер [99 ] разработал способ получения солей лития
из трифилина. Груборазмолотый минерал растворялся в кон-
центрированной соляной кислоте с добавлением азотной кислоты;
раствор упаривался досуха. Сухой остаток кипятился с водой;
при этом все железо оставалось нерастворимым в виде фосфата,
а хлориды щелочных металлов, марганца и магния переходили
в раствор. После предварительного окисления воздухом из рас-
твора удалялся марганец действием извести при нагревании.
Избыток кальция осаждался углекислым аммонием и аммиаком.
Для удаления аммонийных солей раствор упаривался досуха.
Сухой остаток содержал литий и щелочные металлы в виде хло-
ридов. Хлорид лития экстрагировался из него смесью спирта
и эфира.
В более поздних работах Мюллером было предложено перед
первым упариванием добавлять хлорное железо и проводить
осаждение примесей сернистым барием, затем избыточный барий
удалять рассчитанным количеством серной кислоты.
По Вейнлапду и Беку [100] тонкоизмельченный трифилин
-обрабатывается царской водкой, затем при постепенном добавле-
нии соляной кислоты и упаривании досуха удаляется азотная
.кислота. Сухой остаток растворяется в воде и обрабатывается
154
известковым молоком. Дальнейшая переработка аналогична спо-
собу, предложенному Мюллером; для получения более чистого
хлористого лития экстракция смесью спирта и эфира повторялась
дважды.
Вскрытию амблигонита посвящены работы Гунца и Бенуа
[25]. Тонкоизмельченный амблигонит нагревался со смесью
серной и плавиковой кислот по появления паров SO3. Получен-
ная масса обрабатывалась водой, соляной кислотой, окисью
свинца, затем фильтровалась; фильтрат концентрировался
и освобождался от выделившегося сернокислого свинца. Марганец
и алюминий осаждались из раствора аммиаком, далее литий
извлекался экстракцией хлорида.
По патенту Вайдмана [40 ] для разложения амблигонита
применяется сплавление с сульфатом калия; реакция проходит
в жидкой фазе. Плав обрабатывается водой; в раствор переходят
сульфаты лития и калия. Сульфат калия отделяется фракцион-
ной кристаллизацией. Из раствора после отделения сульфата
калия литий осаждается в виде карбоната.
По патенту Пауленга [101 ] амблигонит смешивается с бисуль-
фатом калия и нагревается до температуры красного каления.
Обожженный материал обрабатывается водой, алюминий и фос-
фор полностью остаются в нерастворимой форме, образуя фосфат
алюминия. Из раствора литий может быть осажден любым
из известных способов.
Описанные выше способы вскрытия фосфатных литиевых
минералов имеют в настоящее время лишь историческое значение,
однако конкретных данных о современных схемах в литературе
очень мало. Известно, что обжиг амблигонита со смесью гипс-
известь является одним из основных методов переработки этого
минерала [33—36]. Смесь амблигонита с гипсом и известью
спекается при температуре 950° в продолжение двух часов.
Расход гипса составляет ПО—130% от необходимого по
реакции для перевода всего лития в сульфат. Известь берется
в количестве ПО—115% от веса минерала. Процесс может быть
успешно применен для переработки сподумено-амблигонитовых
смесей. На одну часть смеси минералов расходуется одна весовая
часть гипса и две весовые части извести. Обжиг проводится
при 1050°. Для смесей, богатых сподуменом, количество извести
может быть сокращено, но соотношение гипс : известь должно
быть всегда равным 1 : 2. Спек после обжига обрабатывается
водой. После отделения нерастворенного остатка из раствора серно-
кислого лития насыщенным раствором соды осаждается угле-
кислый литий. При этом извлечение лития в карбонат составляет
75—77%. После отделения углекислого лития из раствора фто-
ристым аммонием или фтористым натрием осаждается оставшийся
литий. Извлечение лития во фтористую соль составляет около 85%.
На рис. 55 приведена схема завода по получению карбоната
лития из искусственного фосфатного концентрата, полученного из
155
рапы оз. Сирлз. Завод перерабатывает двойной фосфат лития и
натрия ПаЫгРО4 (торговое название «ликонц»), содержащий:
Li2O —20,0—22,0%; Na^Og—17,0%; Р2О6 — 50,0%; Na2SO4 —
2,0% и2% влаги. «Ликонц»измельчаютвшаровой мельнице, затем
к нему добавляют соду и обрабатывают концентрированной серной
кислотой; при этом образуется разбавленная фосфорная кислота,
содержащая сульфаты натрия и лития. Пульпа направляется
на центрифугу, где осадок сульфатов отделяется. После центри-
Рис. 55. Аппаратурная схема переработки фосфатного концентрата, полу-
ченного из рапы оз. Сирлз (завод в Троне, США):
1 — реактор для сульфатизации «ликонца»; 2 — центрифуга; 3 — реактор для растворе-
ния кристаллов; 4 — фильтры для отделения фосфата лития; 5 — реактор для осажде-
ния карбоната лития; 6 — реактор для приготовления раствора соды; 7 — сборник
для промывной воды; 8 — сушильная печь; 9 — элеватор; 10 — сборник для фосфорной
кислоты; 11 — испаритель; 12 — холодильник; 13 — сборник для 75 %-ной фосфорной
кислоты; 14 ~ реактор для осаждения фосфата лития; 15 — фильтрпресс.
фугирования разбавленная фосфорная кислота, содержащая боль-
шие количества лития и натрия, поступает на упарку при 160°
и затем на охлаждение. Выпавший осадок (Li2SO4, Na^OJ
возвращается в реактор, а полученная 75%-ная фосфорная
кислота перекачивается в сборник.
Осадок сульфатов лития и натрия обрабатывается в реакторе-
растворителе раствором соды и натриевой щелочи. ПрирН=1>
сульфаты полностью растворяются, а непрореагировавший фосфат
лития выпадает в осадок. Полученный раствор сульфатов,
(уд. в. 1,28) проходит через систему фильтров, где отделяются
фосфат лития и сульфат кальция, и направляется на осаждение
карбоната лития.
Осаждение карбоната лития производится горячим раствором
соды (уд. в. 1,3) в [отдельном реакторе-осадителе, после чего
пульпа центрифугируется для отделения карбоната лития; осадок
156
промывают на центрифуге горячей водой. Высушенный в специаль-
ной сушилке при 155° карбонат лития затаривают в барабаны
и направляют потребителю. Раствор после осаждения карбоната
лития содержит некоторое количество лития, для осаждения
которого его упаривают при 102° до плотности 1,26 г!см? и обра-
батывают разбавленной фосфорной кислотой (при pH = 6,5).
Фосфат лития отфильтровывают и направляют в начало процесса
1102—1041.
ПРОИЗВОДСТВО ТЕХНИЧЕСКИХ СОЛЕЙ
Получение гидроокиси лития
Гидроокись лития находит широкое применение во многих
отраслях техники и поэтому является одной из наиболее важных
солей лития. Она может быть получена путем термической дис-
социации карбоната с последующим растворением окиси лития
в воде. Однако термическое разложение карбоната лития на воз-
духе трудно осуществимо вследствие низкой упругости диссо-
циации СО, при температуре плавления (упругость диссоциации
углекислого лития при 723° равна 4 мм ртп. ст.).
Лебо в своих работах отмечает, что при нагревании углекис-
лого лития в вакууме может быть удалена вся углекислота,
но диссоциацию необходимо проводить при 1000°, что приводит
к частичному испарению образующейся окиси лития [105, 106].
По Цинтлю, Хардеру и Дауту полное термическое разложение
чистого карбоната лития может быть достигнуто только в очень
глубоком вакууме за продолжительное время. Для этого необ-
ходимо нагревать пробу при 700“ в течение 50 ч [107, 108].
Кроль и Шлехтен отмечают, что при диссоциации чистого
карбоната лития в вакууме выделение углекислоты начинается
при 600“ [109]. Применение вакуумной печи позволяет удалять
часть углекислого газа при температуре несколько ниже точки
плавления. Для полного разложения температуру необходимо
повышать. При температуре выше точки плавления углекислый
литий сильно вспенивается и переливается через края тигля.
Необходимо отметить, что продукты разложения при высокой
температуре вызывают сильную коррозию аппаратуры. Для облег-
чения удаления углекислоты и интенсификации процесса разложе-
ния карбоната лития в вакууме использовались различные
добавки [107, ПО]. Удовлетворительные результаты получены
при термической обработке углекислого лития, смешанного
с кремнеземом в молярном отношении 2:1, с глиноземом
(1 : 1 и 2 : 1), с окисью кальция (1 : 2) и каолином (7 : 1). Однако
применение таких смесей для получения гидроокиси лития
нецелесообразно, так как извлечение лития из полученного про-
дукта технологически сложно.
Исследовалась декарбонизация углекислого лития в смеси
с углем. Труст [5, 111 ] в своих работах показал, что при добавле-
157
нии угля карбонат лития разлагается на воздухе. Он нагревал
смесь в платиновом тигле, причем избыток угля не приводил
к восстановлению соли до металла, как это имеет место в случае
диссоциации карбонатов натрия или калия. Для полного разло-
жения процесс повторялся несколько раз с добавлением новых
порций угля. Соль начинала разлагаться ниже точки плавления,
после расплавления выделение углекислоты сильно замедлялось.
Аналогичные работы проводились А. С. Микулинским [112].
Смесь соли с углем прокаливалась на воздухе при 800° в течение
5 ч. Полученный продукт содержал 50% неразложенного карбоната
лития.
Исследования по разложению карбоната лития в атмосфере
азота, водорода и других газов не дали положительных результа-
тов [56, 107 ]. Способ термической диссоциации карбоната лития
вследствие целого ряда экспериментальных трудностей пока
не нашел практического применения. Однако более детальное
изучение этого процесса заслуживает внимания.
Другим перспективным направлением в получении гидроокиси
лития является электролиз растворов его солей. Электролизом
водного раствора хлористого лития с применением твердого
(недеполяризующего) катода и диафрагмы занимались Бринер,
Пикоцинер и Алфимов [113]. Авторы нашли, что при
прочих равных условиях выход по току при электролизе хло-
ристого лития невысок и ниже, чем в случае хлористого натрия или
калия.
С. И. Скляренко, Б. А. Сахаров, О. С. Дружинина [114, 115]
изучали возможность получения гидрата окиси лития электроли-
зом водного раствора хлористого лития со стационарным и под-
вижным ртутным катодом. Было установлено, что для получения
высокого выхода по току концентрация лития в амальгаме
не должна превышать 0,002—0,004%. Поэтому при работе с под-
вижным катодом ртуть должна протекать через электролизер
с определенной скоростью. При катодной плотности тока
1700—2500 а/м2, температуре электролита 25—30° и содержании
в электролите 30—35% LiCl был достигнут выход по току около
97%. Литиевая амальгама разлагалась водой в присутствии гра-
фита, который ускорял ее разложение вследствие образования
короткозамкнутого элемента — амальгама лития |электролит|
графит. После упаривания полученного раствора кристалли-
зовался моногидрат едкого лития. Полученная электролитическим
путем из технического хлорида (97,1 % LiCl) кристалли-
ческая гидроокись лития отличалась высокой чистотой и не содер-
жала железа, фосфора, серы и хлора, SNa и к в ней не превы-
шала 0,07%.
В описанном способе получения едкого лития в качестве исход-
ного продукта при электролизе использовалось не естественное
сырье, как это имеет место при электролизе водных растворов хло-
рида натрия и калия, а довольно дорогая соль — хлористый
158
литий. Поэтому большой интерес представляет электролитическое
получение гидроокиси лития из водных растворов технического
сульфата и карбоната лития, а также других дешевых литиевых
солей. Подобно другим щелочным металлам гидроокись лития
может быть получена непосредственным растворением металли-
ческого лития в воде. Этот способ долгое время применялся в
Германии для получения химически чистого препарата.
Ряд способов получения едкого лития основан на обменных
реакциях между солями лития и гидроокисями щелочных или
щелочноземельных элементов в водных растворах. Едкий литий
можно получить действием гидроокисей калия, кальция или бария
на раствор сернокислого лития. Каустификация сульфата лития
едким калием и гидратом окиси кальция дает низкий выход
гидроокиси лития, так как очень быстро достигается равновесие
реакций.
Быстро и количественно идет реакция:
Li2SO4 + Ва (ОН) 2 + aq = 2LiOH + BaSO4 + aq.
Ею часто пользуются для получения очень чистой гидроокиси
лития в лабораторных условиях.
Вследствие большого расхода дорогостоящей гидроокиси бария
и трудности отмывки едкого лития от объемистого осадка
сульфата бария промышленное использование этой реакции
нецелесообразно.
Фторид лития может быть переведен в гидроокись путем каусти-
фикации его известью или спеканием с окисью кальция по реак-
циям:
2LiF + Са (ОН)2 + aq 2LiOH + CaF2 4- aq;
2LiF + CaO Д. Li2O + CaF2;
Li2O + H2O -> 2LiOH + Q. '
Взаимодействие фторида лития с известью в водной пульпе
проводится при температуре 60—90°; полученный раствор содер-
жит около 10—15 г!л LiOH. После упаривания раствора кристал-
лизуют моногидрат едкого лития; в нем содержится до 0,2%F~.
Переход лития из фторида в гидроокись достигает 85—90%.
Спекание фторида лития с окисью кальция осуществляется
при 700°. После обработки спека водой получают сильно раз-
бавленные растворы едкого лития, причем извлечение лития
в гидрат не превышает 30% [30, 116—118].
Из известных способов получения гидроокиси лития практи-
ческое применение получила каустификация карбоната лития
известью:
Li2CO3 + Са (ОН)2 + aq -> 2LiOH + СаСО3 + aq,
предложенная Арфведзоном еще в 1819 г. В настоящее время
реакция, положенная в основу процесса, детально изучена,
и способ значительно усовершенствован [30, 119—124]. Напра-
159
вление реакции каустификации карбоната лития известью можно
предвидеть, исходя из растворимости отдельных компонентов
{табл. 26).
Таблица 26
Растворимость при 20° в 100 г воды
Li2CO8 Са (ОН), CaCOs LiOH
гэкв 0,036 4,45-10-» 2,6-10-5 0,535
г 0,13 0,165 1,3-10-з 12,8
Очевидно, равновесие реакции практически сдвинуто в сто-
рону образования труднорастворимого карбоната кальция. Изуче-
ние растворимости системы Li2CO3 — Са (ОН)2 — Н2О при 75°
показало, что максимальная концентрация гидроокиси лития
в растворе не может быть выше 38 г/л. Следовательно, даже
в оптимальных условиях каустификации можно получить только
разбавленные растворы гидроокиси. В настоящее время каусти-
фикация является единственным промышленным способом полу-
чения гидроокиси лития и используется на всех заводах, произ-
водящих литиевые соли [50, 71, 73].
Наиболее подробно описано получение моногидрата едкого
лития на заводе в Миннеаполисе (США) [71 ]. Принципиальная
технологическая схема процесса изображена на рис. 56. Исходным
пррдуктом при каустификации является влажный карбонат лития,
полученный на заводе из сподумена по сернокислотной схеме.
Карбонат лития и гидроокись кальция замешиваются в реакторах;
известь берется в количестве 105% от теоретически необходимого.
Общее количество загружаемых твердых материалов зависит
от концентрации лития в растворе для замешивания. Обычно
используется раствор после промывки осадка углекислого
кальция от предыдущей загрузки.
Реагирующие вещества тщательно перемешиваются и нагре-
ваются паром до кипения. По окончании процесса пульпе дают
отстояться, и осветленный раствор декантируется в бак для хра-
нения. Крепкий раствор едкого лития содержит 28,7—35,9 г/л
LiOH. Шлам, состоящий в основном из карбоната кальция,
подвергается трехстадийной противоточной промывке для доиз-
влечения из него лития. После третьей промывки жидкий шлам
с незначительным содержанием лития перекачивается в резер-
вуар и периодически используется для нейтрализации растворов
в процессе получения карбоната лития. Концентрация едкого
лития в промывных водах характеризуется следующими вели-
чинами:
Воды 1-й промывки......................8,3—11.9 г/л LiOH
» 2-й » .....................3,6—5,8 » LiOH
» 3-й » .....................1,8—3,6 » LiOH
160
Рис. 56. Технологическая схема получения гидроокиси лития каусти-
фикацией.
И Литий, его химия и технология
161
Основной раствор упаривается в однокорпусном выпарном
аппарате с вертикальными трубами до содержания 166,6 г!д
LiOH. Конец упаривания определяется по анализу пробы рас-
твора на содержание едкого лития. Концентрированный раствор
перекачивается в кристаллизатор — стальной бак, снабженный
внутренним змеевиковым холодильником, где температура рас-
твора понижается со 100 до 40°. Охлаждение длится около 8 ч.
Охлаждение до более низкой температуры не увеличивает выхода
кристаллов. Гидроокись выделяется из раствора в виде моно-
гидрата ЫОНН2О.
Кристаллы моногидрата вместе с маточным раствором подаются
на центрифугу, где отжимаются в течение 15 мин. Маточный
раствор возвращается в выпарной аппарат. Первичные кристаллы
содержат некоторое количество извести и другие примеси, поэ-
тому их перечищают повторной кристаллизацией. Кристаллы
растворяют при нагревании в маточном растворе от предыдущей
кристаллизации до получения раствора гидроокиси лития кон-
центрацией 166,6 г/л при 100°. Для обесцвечивания в раствор
добавляют небольшое количество газовой сажи, которая затем
вместе с гидроокисью кальция отделяется на фильтрпрессе.
Фильтрат поступает на вторичную кристаллизацию.
Кристаллизаторы для вторичной кристаллизации изготовлены
из нержавеющей стали, оборудованы змеевиками для охлаждения
и механическими мешалками. Кристаллы отделяются от маточ-
ного раствора на центрифуге.
Общая суточная производительность установки на заводе
в Миннеаполисе составляет около 1000 кг моногидрата едкого
лития. Процесс каустификации дает выход лития в готовый про-
дукт до 90%. Перекристаллизованный моногидрат едкого лития
должен удовлетворять техническим условиям, приведенным
в табл. 27.
Для сравнения в таблице приведены технические условия
МЦМ СССР—4719—55 г. на литий едкий аккумуляторный.
Примером аппаратурного оформления производства гидро-
окиси лития методом каустификации может служить схема цепи
аппаратов на заводе в Бессемер-Сити, приведенная на рис. 57.
162
На литиевом заводе в Чехословакии [50] каустификация углекис-
лого лития известью несколько отличается от практики завода
в Миннеаполисе (США). Исходным материалом является водная
пульпа углекислого лития, которая в горячем виде обрабаты-
вается известковым молоком. Количество промывок известкового
шлама сокращено до двух. Декантация при промывках заменена
фильтрованием, за счет чего повышено извлечение лития. Гидро-
окись лития после упаривания и кристаллизации содержит
СаО > 0,2% и SO4— > 1,2%. Для уменьшения содержания
Рис. 57. Аппаратурная схема получения моногидрата едкого лития каустифи-
кацией (завод в Бессемер-Сити, США):
1 — реактор для приготовления водной пульпы карбоната лития; 2 — каустификатор;
3 — сгуститель для осветления раствора гидроокиси лития; 4 — сгуститель для про-
тивоточной промывки кальциевого шлама; 5 — сборник осветленного раствора гидро-
окиси лития; 6 — рамный фильтрпресс; 7 — промежуточная емкость для хранения
отфильтрованного раствора; 8 — выпарной аппарат; 9 — вакуумный кристаллизатор;
10 — центрифуга; 11 — реактор для растворения черйовых кристаллов.
сульфат-иона в кристаллах моногидрата едкого лития в процессе
каустификации можно добавлять рассчитанное количество гидро-
окиси бария; процесс идет по реакции:
[Li (Na, K)]2SO4 + Ba (OH)2 2Li (Na, K) OH + BaSO4| .
Распределение лития в продуктах каустификации (в про-
центах) на заводе в Чехословакии характеризуется следующими
данными:
Выход в готовый продукт . . . . ...........76,6
В маточном растворе ..................... . 12,58
Потери с известковым шламом.................3,19
Потери с карбонатной пленкой при упаривании 7,63
Одним из существенных недостатков метода каустификации
являются высокие требования, предъявляемые к чистоте исход-
ных продуктов. Углекислый литий должен содержать минимальное
количество примесей, особенно хлоридов. Известь также должна
быть очень чистой и по возможности не должна содержать
11* 163
алюминия, так как в щелочной среде возможно образование труд-
но-растворимого алюмината лития, что приводит к большим
безвозвратным потерям лития.
При каустификации могут быть получены растворы, содержа-
щие не более 36 г!л LiOH, следовательно, упаривание растворов
для кристаллизации моногидрата едкого лития необходимо
во всех случаях. Выход лития в готовый продукт не превы-
шает 90 %.
Получение хлорида лития
Хлорид лития является исходным продуктом в производстве
металлического лития электролизом, поэтому получение чистой
безводной соли имеет важное значение в технологии лития.
Наиболее распространенный способ получения хлорида лития
основан на растворении карбоната или гидроокиси лития в соля-
ной кислоте:
Li2CO3 + 2НС1 = 2LiCl + Н2О + СО2 f .
LiOH + НС1 = LiCl + H2O.
Непосредственное хлорирование карбоната или окиси лития
хлором или хлористым водородом также дает хорошие резуль-
таты [ 125, 126], однако в промышленном масштабе пока не при-
меняется. При хлорировании элементарным хлором гидроокиси
лития образуется гипохлорид лития [108].
Технические карбонат или гидроокись лития, употребляемые
в производстве хлорида, содержат значительное количество при-
месей, поэтому для получения хлористого лития, отвечающего
требованиям электролиза, исходные продукты обычно подвергают
предварительной очистке. Если исходным сырьем является кар-
бонат лития, то для его очистки может быть использован способ
Труста — перекристаллизация карбоната лития путем перевода
его в хорошо растворимый бикарбонат лития [127]. После пере-
кристаллизации карбоната лития, содержащего 0,87% SO’—
и 0,5% щелочных металлов (в пересчете на натрий), может быть
получен продукт, содержащий следы серы и 0,03—0,07 % натрия
[128].
Для очистки едкого лития применяются или перекри-
сталлизация, или осаждение карбоната лития пропусканием
углекислого газа через раствор гидроокиси.
Очистке может быть подвергнут и раствор хлористого лития.
При кипячении щелочного раствора хлорида лития большая
часть примесей (Fe, Са, Mg, Ва и др.) выпадают из него в виде
гидратов. Еще больший эффект достигается при кипячении
раствора с осадком карбоната лития, в этом случае примеси
осаждаются из раствора в виде основных или нейтральных кар-
бонатов. Удаление сульфатной серы из раствора производится
рассчитанным количеством хлористого бария. Для очистки хло-
164
ристого лития могут быть также использованы перекристалли-
зация его или экстракция органическими растворителями.
Основная трудность при получении безводного хлорида лития
из раствора связана с его высокой коррозионной способностью
при нагревании и гигроскопичностью безводной соли. Хлорид
лития при нагревании вызывает коррозию почти всех металличе-
ских материалов, исключая тантал и платину, поэтому упаривание
растворов хлорида связано с большими трудностями.
Рис. 58. Аппаратурная схема получения безводного хлорида лития из карбо-
ната (завод в Миннеаполисе, США):
1 — сборник соляной кислоты; 2 — реактор для растворения углекислого лития;
3 — рамный фильтрпресс; 4 — сборник раствора хлористого лития; 5 — выпарная
башня; 6 — сушильная печь барабанного типа; 7 — газовая топка; 8 — молотковая
дробилка.
В старых производствах упаривание хлорида лития проводи-
лось в железных луженых чашах. На современных заводах для
упаривания растворов умеренной концентрации используется
оборудование из специальных сплавов, достаточно устойчивых
против действия хлористого лития. В этих аппаратах установлены
кипятильники, изготовленные из тантала. Для окончательного
обезвоживания применяется керамическая аппаратура.
Наиболее подробно описано производство безводного хлорида
лития на заводе в Миннеаполисе (США) [71 1. Для получения
хлорида лития (рис. 58) используется влажный карбонат лития,
содержащий 8—12% влаги. Карбонат обрабатывают соляной кис-
лотой (30% НС1) в гуммированном реакторе. Полученный раствор
содержит около 359 г/л LiCl (р = 1,18—1,19 г/см3). После загрузки
всего карбоната лития добавляют небольшой избыток кислоты
и перемешивают раствор в течение получаса. Из кислого раствора
165
хлоридом бария осаждают сульфатную серу. Затем раствор нейт-
рализуют карбонатом лития и добавляют гидроокись лития
до получения сантинормального раствора щелочи. Раствор фильт-
руют через гуммированный рамный фильтрпресс и сливают
в гуммированный сборник. Часть хлорида выдается потребителю
в виде 40%-ного раствора, а большая часть перерабатывается
на сухую соль.
Безводный хлорид лития получают в выпарной башне и сушиль-
ном барабане, соединенных последовательно. Раствор хлорида
подается в выпарную башню, облицованную керамикой и запол-
ненную керамической насадкой. Через башню снизу вверх про-
дуваются горячие газы, отходящие из сушильного барабана.
Упаренный раствор собирается в круглом приемнике внизу башни.
Часть его вновь поступает наверх башни, а остальная стекает
в питатель сушильного барабана. Процесс должен быть отрегу-
лирован таким образом, чтобы выпадение твердой соли происхо-
дило не в башне, а в сушильном барабане. В той части сушильного
барабана, где раствор начинает загустевать, на стенках образуется
кольцо сухого хлорида. Загустевшая пастообразная масса расте-
кается по верхней части этого кольца и, отвердевая в виде гра-
нул, продвигается к разгрузочному желобу, расположенному
в конце сушильного барабана. Так как хлорид лития выходит
из сушильного барабана в виде комков, его перед упаковкой
размалывают в молотковой дробилке до крупности минус 2,4 мм.
За час установка дает 55 кг хлорида лития с содержанием влаги
не более одного процента. По качеству безводный хлорид лития
удовлетворяет следующим условиям:
Примеси so4 СаС12 NaCl-f- +KCI Fe2O3 ВаСЦ Нераство- римый остаток Щелоч- ность в виде Ц2СО3 Влага
% 0,01 0,15 0,5 0,006 0,01 0,015 0,1 1,0
Нераство-
римый
остаток
0,03
отличие
Для сравнения ниже приводятся технические условия на без-
водный хлорид лития ЦМТУ-3043-51:
Примеси Na Са Al Fe SO Тяжелые рр- S1O2
4 металлы 4
% 0,12 0,03 0,05 0,005 0,1 0,002 0,005 0,05
Получение бромида лития
Бромид лития получают аналогично хлориду, но в
от последнего бромид употребляется не в виде соли, а только
в виде крепкого раствора, поэтому трудности, связанные с его
коррозионным действием, минимальны. Вся аппаратура в произ-
водстве бромида лития гуммирована. Раствор бромида лития
получают взаимодействием 45%-ной бромистоводородной кислоты
с карбонатом лития. Его очищают от примесей действием избытка
166
карбоната и гидроокиси лития. Слабощелочной раствор отфильт-
ровывают и упаривают до содержания 55% LiBr. Такой раствор
является готовым продуктом [71 ].
Получение гидрида лития
В промышленности гидрид лития обычно получают путем
непосредственного взаимодействия металлического лития с водо-
родом при нагревании. Однако имеются сведения, что компания
«Металле гидриде» (США) получает
гидрид лития в промышленном мас-
штабе восстановлением окиси или
гидроокиси лития алюминием или
магнием под небольшим давлением
водорода [32]. Гидрирование метал-
лического лития водородом проте-
кает по реакции:
Li + 1/2Н2 LiH + 21600 кал!г.
Аппарат для гидрирования изо-
бражен на рис. 59. Реакционная ре-
торта, изготовленная из стали, сна-
ружи защищена приваренной к ней
рубашкой из жаростойкой стали. Для
защиты от обгорания резиновой про-
кладки, создающей уплотнение между
фланцем реторты и крышкой, верх-
няя часть реторты и крышка охлаж-
даются водой. Литий помещается
Рис. 59.- Схема реакционной
реторты для получения гидрида
лития.
в реторту в стакане, изготовленном
из железа Армко. Ввиду того, что
в процессе приготовления гидрида
лития стаканы становятся хрупкими
и расплавленный гидрид просачивается сквозь их стенки, стакан
с литием устанавливают в защитный стакан, также из железа
Армко [71 ].
Перед загрузкой поверхность слитков лития тщательно очи-
щают проволочной щеткой от продуктов коррозии, чтобы избежать
загрязнения гидрида окислами и нитридом. Очищенный литий
лучше всего загружать в реакционный сосуд в аргонной камере
или, в крайнем случае, под слоем эфира или другой легкоиспаряю-
щейся жидкости. После установки стаканов реторта герметически
закрывается и переносится в нагревательную печь. Затем из ре-
торты откачивается воздух до остаточного давления не выше
1 мм рт. ст., после чего в нее подается водород.
Печь медленно нагревается. Практически гидрирование начи-
нается при 500°: с этого момента водород впускают в реторту с такой
скоростью, чтобы избыточное давление его в системе было
167
не больше 0,5 атм. Поскольку процесс гидрирования сопрово-
ждается большим выделением тепла, нагревание печи приходится
периодически прекращать. Практикой установлено, что наиболее
благоприятной температурой для гидрирования является 680—
700°. При этой температуре реакция протекает совершенно спо-
койно и литий гидрируется до конца, так как образовавшийся
гидрид плавится (температура плавления 690°) и стекает на дно
сосуда, не препятствуя дальнейшему течению процесса. Не реко-
мендуется поднимать температуру выше 700°, особенно в конце
процесса, так как в этом случае гидрид разлагается.
Обычно скорость реакции при 650—700° довольно велика,
она составляет 1,5 см?1см21сек, что соответствует средней скорости
поглощения водорода 450 л/ч на 100 см2 свободного контакта.
Об окончании процесса судят по снижению расхода водорода.
После прекращения реакции реторту выдерживают при мак-
симальной температуре в течение 20—30 мин и затем охлаждают,
не прекращая подачи водорода, до комнатной температуры.
Охлажденную реторту вскрывают. Разгрузку реторты можно
производить на воздухе, предварительно заполнив ее сухой угле-
кислотой, чтобы воспрепятствовать воспламенению легколетучих
возгонов. Однако вскрытие и разгрузку реторты лучше произво-
дить в аргонной камере.
Гидрид лития разбивают на куски и упаковывают в герметич-
ную тару. Продукт имеет белый цвет и содержит 99,65% LiH;
он загрязнен небольшими примесями натрия, кальция и азота.
Извлечение гидрида лития составляет 98%, считая от загружен-
ного металла. Описано промышленное производство гидрида
лития с загрузкой в реакционную печь до 32 кг лития.
Получение амида лития
Промышленное производство амида лития в литературе
детально не описано, но известно, что его получают взаимодей-
ствием гидрида лития с аммиаком по реакции:
LiH + NH3 = LiNH2 + Н2 f .
Для проведения процесса измельченный гидрид лития насы-
пают тонким слоем в противни, которые устанавливают на полки
реакционной печи. Печь герметично закрывают, и гидрид лития1
нагревается в атмосфере аммиака. Выделяющийся по реакции
водород на выходе из печи поджигают. Процесс обмена идет без
затруднений и до конца [71 J.
ЛИТЕРАТУРА
1. Malcolm. Monthly Metallurgy, Sect. 25, 5/10 (1929).
2. J. Soc. Chem. Ind.. 27, 549 (1908).
3. Ш а м p а й Ф. И. Литий и его сплавы. М., Изд-во АН СССР, 1952.
168
4. X л о п и н В. Г. Литий, его соединения, их техническое применение и нахо
ждение в русских минералах. Изд. Спб., 1916.
5. Т г о о s t. Ann. Chim. pharmaci. 51 (3), 103 (1857).
6. F i 1 s i n g e r. Arch. Pharmazie, 208, 198 (1876).
7. F i 1 s i n g e r. Dingl. J., 222, 388 (1876).
8. К о be 1 1. Kastnere Arch. Naturl, 5, 164 (1825); 8, 447 (1826); 10 (1827)..
9. S c h r 6 t t e r. Ber. Wien. Akad., 5/11, 268 (1864).
10. S c h r 6 t t e r. J. pr. Chem., 93, 275 (1864).
11. Mierz inski N., Rept. Pharm. Buchner., 17, 379 (1868).
12. Joss. J. pr. Chem., 1, 139 (1834).
13. Stolba F. Dingl. J., 197, 336 (1870).
14. Stolba F. Ibid., 198, 225 (1870).
15. M fl 1 1 e r A. Ibid., 138, 303 (1855).
16. Peterson. Ibid., 224, 176 (1877).
17. Б у p к с e p E. С. «Хим. пром-сть», No. 7, 42—44 (1932).
18. F u c h s J. pr. Chem., 5, 321 (1835).
19. L u n g m a у e r. Dingl. J., 171, 293 (1864).
20. L u n g m a у e r. J. Pharm. 20, 272 (1863).
21. Berzelius. Lehrbuch der Chemie, Dresden, 2, 322 (1833).
22. Werner. J. pr. Chem., 12, 55 (1837).
23. Eos. Chem. Co., New York, 1903—1905.
24. Frost. Ann. Chim. Phys., 3, 51, 116 (1857).
25. G u n z t, Benoit. Bull. Soc. chim. France, 37 (4), 1294 (1925).
26. Arfvedson. Schiv. J., 22, 93 (1818); 34, 214 (1822).
27. Патент СССР 24393, 27/VIII 1930.
28. Fuchs. J. pr. Chem., 5, 321 (1835).
29. G m e 1 i n s. Handbuch anorganish. Chemie, 20, (1927).
30. С о б о л e в M. Н., Л о т о в В. В., АсосковА. М. Редкие металлы
№ 3—6 (1932).
31. 3 е л и к м а н А. Н. и др. Металлургия редких металлов. М., Металлург-
издат, 1954.
32. Е i g о, Franklin. Engng and Mining, J., 156, No. 9, 75—89 (1955).
33. Bear. I. J. Chem. Engng and Mining Rev., 50, No. 5, 40 (Febr. 1958).
34. Си n n i ngha m J. B.,Gors kiC. H. U.S. Bur. of Mines, Rept. of Invest.,.
4321 (1948).
35. Chemical Age, 60, No. 1540, 119—120 (1949).
36. К a 1 e п о w s k i L. H., R un keS. H. U. S. Bur. of Mines, Rept. of Invest.,
4863 (1952).
37. Hauer. J. pr. Chem., 68, 310 (1856).
38. BoilyG., Se d g w i c h. A. P., 1430877, 14. 11., 1922.
39. W a d m a n. D. P. 207845, 1909.
40. Weidman H. D. P. 413722, 1923; D. P. 431257, 1926.
41. F. P. 632225, 6. IV, 1927,
42. а) Флоров В. А. и др. Цветная металлургия центральной и восточной-
Германии. М., Металлургиздат, 1947.
б) Требования промышленности к качеству минерального сырья. Вып. 41,
«Литий». М., Госгеолтехиздат, 1959.
43. J о h n s t о п е S. J. Minerals for the Chemical and Allied Industries., 276—
283, 1954.
44. Formation of Leucite from Spodumene Under Laboratory and Industrial Con-
ditions, Chem. Abstrs., 8596e (1953).
45. Плющев В. E. Материалы Конференции по химии и технологии редких
металлов. Новосибирск, 1958.
46. Бу рксер Е. С. «Тр. VI Менделеевского съезда», II, вып. 1, 1935.
47. Л и с я н с к а я 3. М., Иванова Г. А. «Редкие металлы», № 3 (1933)-
48. О с б о р г. Монография по литию. Нью-Йорк, 1935.
49. G i г s е w а 1 d. Period. Rew. Metall-ges. A. I., XI, 15—16 (1929).
50. Chem. prumysl, VIII, 5, No. 8, 320—323 (1955).
51. J an der W. Zs. angew. Chem., 47, 235—238 (1934).
52. Александров П. Г. «Ж- прикл. хим.», XVII, As 3 (1944).
169
53. N i c h о 1 s о n. U. S. 2.413.644., 3.XII., 1946.
54. Chem. Abstrs., 41, No. 4, 1071 (1947).
55. Stauffer R. Metals Technol., 14,(6), 1 (1947).
56. «Литий». Сб. перев. из иностр, период, лит. М., Изд-во иностр, лит., 1954.
57. П е с и н Я- М., Думская А. Ф., РивинаО. Л. Сб. Гос. ин-та прикл
хим., № 32, 1940.
58. С т р о к о в Ф. Н., М у с я к о в В. А., В о л к о в В. С. Там же.
59. М а з е л ь В. А. Основные процессы и аппараты глиноземного производ-
ства. М.—Л., Металлургиздат, 1941.
60. Pit and Quarry, 47, No. 3, 86—93 (1954).
61. Коган Б. И. «Цветные металлы», №. 6 (1955).
62. Логвиненко А. Т., Урываева Г. Д. Материалы Конференции
по химии и технологии редких металлов. Новосибирск, 1958.
63. ПелькинС. И. Обогащение литиевых руд. Текущая научно-техн, информ.,
вып. 44, январь 1957.
64. Chem. Engng march, 287—291 (1956).
65. Mining J. 243, No. 6229, 12 (1954); 243, No. 6228, 768 (1954); 244, No. 6245,
468 (1955); 244, No. 6249, 585 (1955).
66. Chem and Engng News, 35, No. 20, 22 (1957); Chem. Engng, 64, No. 1, 107—
110 (1957); Chem. Ind., 12, No. 2, 72 (1958).
67. Сонги на О. С. Редкие металлы. М., Металлургиздат, 1955.
68. Е 1 1 е s t a d R. В., L е u t е К. М. U. S. 2.516.109, 25.VII, 1950.
69. Е 1 I е s t a d R. В., С 1 а г k е F. F. Mining. Engng., 7, No. 11, 1045 (1955).
70. Djnghenzian L. E. Recovery of lithium from a spodumene ore from
Cat Lake district Manitoba. Inst, of Min. and Met. of some of the less Common
Metalls. London, W. C., 2, march 22, 1956.
71. H a d e r R., N i e 1 s о n R., H e г r e M. Industr. and Engng. Chem., 43 (2),
2636—2646 (1951).
72. Mining Engng., 6, No. 2 (1955).
73. Chem. and Engng. News, 32, No. 29, 2868 (1954); 32, No. 51, 5017 (1954);
32, No. 52, 5108 (1954).
74. Chem. Engng. febr., 294 (1956).
75. Chem. Engng. Progr. 54, No. 1, 54—55 (1958).
76. S m i t h J. Amer. J. Sci., 3, 1, 269 (1871).
77. S m i t h J. Lieb. Ann., 159, 82 (1871).
78. Metallblank und Metallurgische Geselschaft. Act. Ges. Frankfurt am. M.,
E. p. 26, 9878, 31.11.1927.
79. Барышников Ф. А. Материалы совещания по химии и технологии
редких металлов. Новосибирск, 1958.
80. Fraas F., R а 1 s t о п О. С. U. S. Bur. of Mines Rept. of Invest.,3344, 1937.
81. U. S. P. 2561439, 24.VII. 1951.
82. U. S. P. 262745, З.П., 1953; U. S. P. 2793934, 28.V., 1957.
83. Плющев В. E., ШахноИ. В. Усп. хим., XXVI, вып. 8, 1957.
84. Kennard Т. G., R a m Ь о A. I. Amer. J. Sci., 28, 102 (1934).
85. S to I ba F. Dihgl. J., 197, 341 (1870).
86. В г о w n i n g P., SpencerS. Amer. J. Sci, 4, 42, 272 (1916).
87. Robinson F. C., Hutchins С. C. Amer. Chem. J. 6 , 74, (1874/1875);
Chem. and Engng. News, 49, 253 (1884).
88. L. deBoisbaudran. Bull. Soc. chim. France, 2, 17, 551 (1872).
89. A 11 e n O. D. Amer. J. Sci., 34, 367 (1862); J. pr. Chem., 87, 480 (1862).
90. S h a r p 1 e s J. P. Amer. J. Sci., 47 (2), 178 (1869).
91. W e 1 1 s H. L. Zs. anorg. Chem., 4, 344 (1893); Amer. J. Sci., 46 (3), 188 (1893).
92. БурксерЕ. С., РутковскаяВ. Л., Б а у м а н A. M. Авт. свид.
24393, 1930, с, 1932, П, 1953.
’93. J ander G., F а b е г Н. Z. anorg. Allg. Chem., 179, 326 (1929).
94. J а п der G. D. P. 517921, 1929; C., 1931, I, 2374. 539946, 1930; C„ 1932,
I, 723. 540696, 1930; C., 1932, I, 1133.
95. Kirchhoff G., Bunsen R. Ann. Chem., 64 (3), 257 (1862).
'96. ТананаевИ. В. Материалы Конференции по химии и технологии редких
металлов. Новосибирск, 1958.
170
97. Майорова Г. П. Материалы Конференции по химии и технологии ред-
ких металлов. Новосибирск, 1958.
98. Перельман Ф. М. Рубидий и цезий. М.—Л., Изд-во АН СССР, 1941.
99. М й 1 1 е г Н. Lieb. Ann., 85, 251 (1853).
100. Weinland, Beck. Darstellung an. Pr. Mohr Tubing, 30 (1913).
101. Pouleng. D. P. 9971, 1906; D. P. 198540, 1906.
102. LeonardiM. L. Mining. Engng., 6, 2, 203 (1954).
103. Chem. Ind., 57, No. 3, 442 (1945).
104. Каганович Ю. Я. «Ж. прнкл. хим.», 29, вып. 12, 1761—1778 (1956).
105. Lebeau. С. г. Acad, sci., Paris, 136, 1256 (1903).
106. Lebeau. Ann. Chim. Phys., 8, 422 (1905).
107. Zintl E., Harder A., D u t h B. Zs. Elektrochem., 40, 588 (1934).
108. Bp ay ер Г. Руководство по препаративной неорганической химии. M.,
Изд-во иностр, лит., 1956.
109. Kroll W., SchlechtenA. Metals Technol., 14 (4), 2179 (1947).
110. Киселев В. П. Материалы Конференции по химии и технологии ред-
ких металлов. Новосибирск, 1958.
111. Т roost. С. г. Acad, sci., Paris, 55, 366 (1862).
112. МикулинскийА. С. Бюл. Всес. о-ва им. Менделеева, № 9, 37, 1940,
113. Brine г, Pykociner, Alfimoff. J. Chim. Phys., 18, 3 (1930).
114. Скляренко С. И., Дружинина О. С. Отчет Гос. н.-и. ин-та ред-
ких металлов, М., 1939.
115. С к л я р е н к о С. И., Сахаров Б. А. «Ж. прикл. хим.», XX, № 5
(1947).
116. Соболев М. Н. Минеральное сырье, 11/12 (1930).
117. D. Р. 413—721, 10.III.1920.
118. Д р у ж и н и н а О. С., Б р у к Р. С. Отчет Гос. н.-и. ин-та редких
металлов, М., 1947.
119. Г омберг Р. С. Отчет комбината твердых сплавов, М., 1933.
120. Шапошников А. П. Отчет Гос. н.-и. ин-та редких металлов, М., 1938.
121. Скляренко С. И., ВольпянБ. Л. Отчет Гос. н.-и. ин-та редких
металлов, М., 1942.
122. Скляренко С. И., Каплан Г. Е. Отчет Гос. н.-и. ин-та редких
металлов, М., 1944.
123. Киндяков П. С., Хохлова А. В., ЛатчинскаяЛ. Н. Отчет
МИТХТ им. Ломоносова, М., 1949.
124. Зеликман А. Н., Самсонов Г. В., Крейн О. Е. Металлургия
редких металлов. М., Металлургиздат, 1954.
125. О t t. Phys. Zs., 24, 210 (1923).
126. В i 1 t z W., Hansen. Zs. anorg. Chem., 127, 4 (1923).
127. Schulz H. Zs. Elektrochem., 27, 568 (1921).
128. «Неорганический синтез». Сб. M., Изд-во иностр, лит., 1, 8, 1951.
ГЛАВА VI
МЕТАЛЛУРГИЯ ЛИТИЯ
ПОЛУЧЕНИЕ МЕТАЛЛИЧЕСКОГО ЛИТИЯ ЭЛЕКТРОЛИЗОМ
Впервые в значительных количествах литий был получен
Бунзеном и Маттисеном в 1854 г. электролизом расплавленного
хлорида лития [1 ]. Из-за высокой летучести и гигроскопичности
электролита электролиз в таком виде не нашел практического
применения.
В 1893 г. Гунтц [2] предложил получать литий электролизом
расплава, состоящего из равных количеств LiCl и КО. Такой
электролит был мало летуч, устойчив на воздухе и имел низкую
температуру плавления, что позволило проводить электролиз
при 450°. Недостатком электролита, предложенного Гунтцем,
являлось загрязнение металлического лития калием, вследствие
близости напряжения разложения их хлоридов. Напряжение
разложения LiCl при 450° равно 3,777 в, напряжение разложения
КС1 при этой же температуре равно 3,889 в [31.
Для получения лития, не содержащего калия, Руфф и Иоган-
сен в 1906 г. предложили проводить электролиз смеси 85—90%
LiBr и 15—10% LiCl [4]. Электролиз смеси LiBr + LiCl прово-
дился в ванне, изображенной на рис. 60. Ванна представляла
собой охлаждаемый водой конический медный сосуд диаметром
в верхней части 75 мм и глубиной 80 мм. Сверху в сосуд погру-
жались графитовый анод диаметром 15 мм и два железных катода,
изготовленных из проволоки диаметром 4 мм. Электролиз прово-
дился при силе тока 100 а и напряжении 10 в. Электролит поддер-
живался в расплавленном состоянии за счет тепла, выделяемого
проходящим через расплав током. Пополнение электролита осу-
ществлялось добавлением в ванну смеси LiBr + LiCl, причем
бромистый литий был получен упариванием досуха смеси карбо-
ната лития и бромистоводородной кислоты. Выделяющийся
172 '
при электролизе металлический литий периодически снимался
с поверхности расплава железной ложкой и выливался для быст-
рого охлаждения на каменную плиту. Полученный таким образом
литий совершенно не содержал калия и отличался высокой
чистотой.
Предложенный состав электролита с практической точки
зрения не был удачным, так как
вергался бромистый литий — соль
достаточно дорогая, но сама идея
применения в качестве компонен-
тов электролита соединений только
одного лития, по-видимому, в от-
дельных случаях может быть
использована.
В связи с тем, что работа
с расплавленными солями всегда
затруднительна, делались неодно-
кратные попытки получить ме-
таллический литий электролизом
хлорида в неводном растворителе.
Калленберг [5] получал литий
электролизом безводного хлорида
в пиридине (растворимость при
20° 11,8% LiCl). Анодом служила
угольная пластина, катодом —
тщательно отполированная желез-
ная или платиновая пластина.
При напряжении 14 в и катодной
плотности тока 20—30 а/см2 полу-
чался плотный хорошо пристаю-
щий к катоду осадок. Наличие
следов влаги в электролите вызы-
вало катодную поляризацию и за-
электролизу фактически под-
/
Рис. 60. Схема ванны для полу-
чения лития электролизом смеси
LiCl + LiBr:
1 — графитовый анод; 2 — железный
катод; 3 — водяная рубашка; 4 — ме-
таллический литий; 5 — гарннссаж на
стенках ванны; 6—асбестовая пробка.
метно повышало напряжение на ванне. Поэтому пиридин и хло-
рид лития перед электролизом необходимо было тщательно
обезвоживать.
Русс и Лащинский [6] получали литий электролизом хло-
рида, растворенного в ацетоне. Литий выделялся на медном катоде
в виде плотного блестящего осадка . М. А. Клочко [7] подвергал
электролизу раствор хлорида лития в нитробензоле; для повыше-
ния растворимости хлорида лития добавлялся хлористый алю-
миний. Выход по току при электролизе достигал 33%. Имеются
сведения, что литий может быть получен электролизом распла-
вленных LiCN и LiCN2 или смеси их при 750°. Анодом в этом слу-
чае служит расплавленный свинец.
Несмотря на неоднократные попытки усовершенствовать пред-
ложенный Гунтцем способ электролиза, в настоящее время
в промышленном масштабе литий получают электролизом смеси
173
LiCl + KC1. Подробные исследования условий получения лития
электролизом такой смеси проведены Н. А. Изгарышевым
и С. А. Плетеневым в 1932 г. [8]. По разработанной авторами
методике электролизу подвергалась смесь LiCl + КС1 в соотно-
шении 1:1, так как это соотношение близко к эвтектическому;
рабочая температура ванны находилась в пределах 400—450°.
Диаграмма плавкости системы LiCl — КС1, представленная
на рис. 61, характеризуется эвтектическим минимумом при
60 мол. % LiCl и 352°.
Электролизером в лаборатор-
ных опытах служил фарфоровый
стакан, анодом — графитовый стер-
жень, катодом —-железный стер-
жень. Катодное пространство было
отделено от анодного стеклянной
трубкой, надетой на анод. Элек-
тролиз проводился при силе тока
8—10 а и напряжении 8 в.
В результате опытов было уста-
новлено, что при соблюдении опре--
деленных условий электролиза
литий может быть получен с до-
статочно высокими показателями;
значительного загрязнения ме-
талла калием при электролизе не
происходит. Натрий выделяется
на катоде совместно с литием, поэтому его необходимо как
можно полнее удалять из электролита.
В качестве материала для футеровки ванны были испытаны:
фарфор, кафель, шамотный кирпич, магнезит, алунд и тальк,
предварительно обожженный при 800—900°. Достаточно стой-
кими в условиях электролиза оказались алунд и тальк; их
и использовали для футеровки ванны.
Электролизер, в котором проводились укрупненные опыты,
представлял собой железную или чугунную ванну размером
170 X 150 X 100 мм, выложенную изнутри цельными плитами
талька толщиной 15 мм. Ванна была разделена на две равные
части тальковой диафрагмой, погруженной в расплав на 2—3 см.
Анодом служил графитовый стержень диаметром 20 мм, катодом—
железный стержень. Сила тока при электролизе составляла 80 а,
напряжение 15 в; электролит поддерживался в расплавленном
состоянии за счет джоулева тепла. Выделившийся при электролизе
литий вычерпывался из катодного пространства железной ложкой.
Хлорид по мере разложения его током вводился в анодное
пространство.
Позднее опыты были продолжены на установке, принципиально
не отличающейся от описанной, но рассчитанной на силу тока
225 а и напряжение 17 в.
174
Выход по току при электролизе достигал 85%, удельный
расход электроэнергии 75 кет -ч/кг.
Для проведения электролиза в промышленных условиях
С. А. Плетеневым и А. П. Ивановой [9] была спроектирована ванна
на силу тока 400 а и суточную производительность 2 кг лития;
конструктивно она отличалась только тем, что катод был введен
в нее через дно и вместо тальковой диафрагмы применена более
стойкая — алундовая. Для защиты расплавленного лития от дей-
ствия воздуха катодное пространство плотно закрывалось асбе-
стовой крышкой. Электролиз проводился при катодной плотности
тока 4—5 а!см2, анодной плотности тока 0,8—1,0 а/см2 и объемной
плотности тока 0,02—0,03 а/см2. Выход по току при электролизе
составлял 75%, считая на переплавленный металл. Напряжение
на ванне было 13 в.
После переплавки в вазелиновом масле (при 200°) металл
содержал более 90% лития, 0,3—1% калия, до 2,5% натрия
и магния, 0,04% железа и 0,8% кремния. Магний и кремний
попадали в металл из футеровки. Содержание калия зависит
от режима электролиза. Так, увеличение концентрации хло-
рида калия в электролите приводит к повышению содержания
калия в литии до 2—3%.
Установлено, что выход по току зависит от температуры
электролиза; это, по-видимому, связано с образованием на катоде
субхлорида (Li2Cl). Метод получения лития, разработанный
Изгарышевым, Плетеневым и Ивановой, был положен в основу
промышленного производства металлического лития в Советском
Союзе, которое было организовано в 30-х годах.
Примером зарубежного производства металлического лития
может служить электролизная ванна фирмы «Дегусса» (Германия)
[10], изображенная на рис. 62. По своей конструкции она напо-
минает ванну для получения натрия электролизом его хлорида.
Ванна выполнена из огнеупорного кирпича и футерована изнутри
плитами из материала, стойкого к действию электролита (оче-
видно, тальк или алунд). Верх ванны перекрыт плитами из ана-
логичного материала. В крышке ванны имеются отверстия
для загрузки солей, вычерпывания металла и удаления хлора.
Катодом служит вертикальный стержень, пропущенный сквозь
дно ванны. Над катодом подвешен специальный приемник, имею-
щий форму цилиндра с куполообразным верхом; это обеспечивает
собирание частиц металла, всплывающих из расплава. Металл
собирается в приемнике в слое специального нефтяного масла,
имеющего высокую точку кипения. Приемник окружен диафраг-
мой диаметром 300 мм из тонкой железной сетки. Анод располо-
жен вокруг катода и состоит из трех графитовых плит (150 X
X 600 X 70 мм). Для присоединения к шинам постоянного тока
анодные плиты навинчены на шесть графитовых стержней.
Расплавленный литий вычерпывается из ванны через отверстие
в стальной плите, к которой подвешен приемник, ситчатыми
175
ложками через каждые 2 ч; одновременно в анодное пространство
вводится 2,5 кг безводного хлорида лития, предварительно рас-
плавленного и выдержанного длительное время (6—7 ч) для отстаи-
вания нерастворимых примесей. После удаления лития отверстие
наглухо закрывается крышкой.
Хлорид лития, используемый для электролиза, содержал
94—98% LiCl, 2,5% -— 1,5% КС1,0,05% Fe2O3. В сутки каждая
)
Рис. 62. Схема ванны для получения лития электро-
лизом смеси КС1 + LiCl (фирма «Дегусса», Германия):
/ — футеровка ванны; 2 — анод; 3 — отверстие для за-
грузки солей; 4 — жидкий металл; 5 — катод; 6 — диа-
фрагма; 7 — корпус ванны.
ванна дает 4—5 кг металла, содержащего после переплавки 97%
лития (главные примеси — натрий и калий). Выход по току при
электролизе достигает 83%, удельный расход электроэнергии
144 кет-ч/кг [11].
Электролизная ванна, установленная на заводе в Миннеапо-
лисе (штат Миннесота, США) [12], представляет собой коробку
(1220 X 1830 X 915 мм) из котельного железа, футерованную
с внешней стороны огнеупорным кирпичом. Внутри ванна выло-
жена графитовыми блоками на специальном углеродистом це-
менте. В ванну погружены четыре графитовых анода диаметром
203 мм и длиной 1830 мм каждый, катоды стальные. Электроли-
том служит расплавленная эвтектическая смесь LiCl + КС1
с добавкой некоторых других хлоридов. Сила тока на ванне
8600 а при напряжении 6—6,6 в.
Литий выделяется в виде мелких капель, всплывающих
на поверхность электролита; естественная циркуляция электро-
176
лита направляет капельки металла в переднюю часть ванны,
где они сливаются. На поверхности слоя расплавленного металла
образуется тонкая пленка солей, защищающая его от действия
атмосферы, поэтому специальных защитных устройств не тре-
буется. Расплавленный литий периодически вычерпывается
из ванны специальным черпаком, который позволяет отделить
его от электролита. В сутки ванна дает 40 кг металла. Электро-
лизер работает непрерывно в течение трех месяцев, после чего
процесс прекращают для
смены футеровки; при-
мерно столько же служат
и аноды, однако их можно
заменять, не останавливая
ванны.
Угольная футеровка
ванны и высокое качество
хлорида лития позволяют
получить очень чистый ме-
талл, загрязненный прак-
тически только натпием
(0,6% Na; 0,01 % К; 0,02%
Са; 0,001% Fe и 0,06%
N2). Выход по току на
американских заводах до-
стигает 90%, а извлече-
ние— 95% [13].
Для получения лития
с успехом могут приме-
няться ванны,поконструк-
ции напоминающие маг-
ниевые, но в отличие от них
футерованные тальком. Примером может служить ванна, изоб-
раженная на рис. 63. Она представляет собой одну ячейку маг-
ниевой ванны, катодное и анодное пространство которой разде-
лено глухой тальковой перегородкой, погруженной в расплав
на 3—5 см. В центре анодной ячейки расположена графитовая
анодная пластина, в катодных ячейках — два железных катода
общей площадью 400 см2. Ванна рассчитана на силу тока 750—
800 а, т. е. она работает при катодной плотности тока 2 а/см2.
Безводный хлорид лития добавляется в ванну через специальное
отверстие в крышке анодной ячейки; выделившийся на катодах
литий собирается на поверхности электролита в катодных ячей-
ках, откуда периодически извлекается ситчатыми ложками и раз-
ливается в чугунные изложницы, смазанные парафином. Хлор
собирается под крышкой анодной ячейки и отсасывается оттуда
в вытяжную систему.
Электролиз проводится при температуре 420—460°. Выход по
току при электролизе составляет 95%, выход по металлу — 98%.
Рис. 63. Схема электролизной ванны на
800 а:
1 — тальковая футеровка; 2 — кожух ванны;
3 — жидкий литий; 4—крышка катодного про-
странства; 5 — стальные катоды; 6 — графито-
вый анод; 7 — отверстие для удаления хлора
из анодной ячейки; 8 — тальковая диафрагма.
12 Литий, его химия и технология
177
Регенерация отработанного электролита. В процессе электро-
лиза электролит постепенно загрязняется продуктами разрушения
анода и футеровки ванны, которые накапливаются на дне ванны
в виде шлама, препятствующего нормальному течению электро-
лиза. Скопившийся шлам периодически удаляют из ванны и заме-
няют часть электролита свежим.
Вычерпанный из ванны отработанный электролит содержит
значительное количество хлорида лития, который необходимо
извлечь из него и вновь вернуть на электролиз. Технологическая
схема переработки электролита изображена на рис. 64.
На электролиз
Застывший электролит дробят на куски и выщелачивают
горячей водой. Нерастворимый остаток отфильтровывают и напра-
вляют в отвал. Фильтрат имеет сильнощелочную реакцию за счет
взаимодействия включений металлического лития с водой, поэ-
тому фильтрат нейтрализуют соляной кислотой до слабощелочной
реакции. Раствор, содержащий хлориды лития и калия, упари-
вают досуха; полученную смесь солей после соответствующей
корректировки соотношения LiCl : КО направляют на электро-
лиз [14].
ПОЛУЧЕНИЕ СПЛАВОВ ЭЛЕКТРОЛИЗОМ
В зависимости от физико-химических свойств легируемого
металла электролитическое получение литиевых сплавов раз-
деляется на три принципиально отличных способа:
178
1. Получение сплавов с легкоплавкими тяжелыми компонен-
тами (свинец, цинк, алюминий и некоторые другие).
2. Получение сплавов с легкоплавкими легкими компонен-
тами (магний, кальций, натрий и др.).
3. Получение сплавов с тугоплавкими тяжелыми компонен-
тами (медь, железо, никель и др.).
Получение сплавов с легкоплавкими тяжелыми компонентами
Электролитическое получение сплавов этого типа отличается
от ранее описанного электролиза тем, что катодом в этом случае
служит расплавленный легируе-
мый металл. В литературе описано
получение бинарных сплавов ли-
тия с алюминием, цинком, свин-
цом и тройного сплава с медью
и алюминием в лабораторном мас-
штабе [15]. Электролизер для по-
лучения сплавов изображен на
рис. 65.
После наплавления электро-
лита (эвтектическая смесь LiCl +
+ КС1) в тигле расплавлялся ле-
гируемый литием металл, служа-
щий катодом. Электролиз прово-
дился при 550—750° (в зависи-
- мости от материала катода) в те-
чение 5,5 ч. Сила тока на ванне
250 а, напряжение 5 в. Состав
полученных сплавов приведен
в табл. 28.
Из данных таблицы видно,
что во всех случаях получались
сплавы с достаточно высоким со-
держанием лития. Они отличались
костью, что особенно ценно, если
Рис. 65. Схема лабораторной элек-
тролизной ванны с жидким катодом
для получения литиевых сплавов:
1 — графитовый анод; 2 — железный
тигель; 3 — нагревательная печь;
4 — электролит LiCl + KCI.
высокой коррозионной стой-
учесть большую химическую
активность лития.
При получении сплавов электролизом никаких осложнений
в процессе не наблюдалось, кроме получения сплава с магнием,
когда жидкий катод, содержащий более 2,4% лития, всплывал
на поверхность электролита и сгорал. Очевидно, для получения
этого сплава принятая конструкция электролизера непригодна.
Электролизом расплава LiCl + КС1, по-видимому, могут быть
получены многочисленные сплавы лития, имеющие большое
практическое значение. Промышленное получение этих сплавов
не встретит затруднений; для электролиза могут быть исполь-
зованы ванны, разработанные для получения сплава Са — Zn [16 ].
Дистилляцией некоторых сплавов (например, сплава Li — Pb,
Li—Al—Си) можно получить литий высокой чистоты. Дистилля-
12*
179
Таблица 28
Содержание лития и некоторые свойства литиевых сплавов, полученных
электролизом с жидким катодом
Основа сплава Содержание лития в сплаве Свойства литиевых сплавов в сравнении с метал- лами, являющимися основой сплава
вес. % ат. % хрупкость твердость коррозионная стойкость
Магний 2,4 3,0 Примерно одинаковая Примерно одинаковая Примерно одинаковая
Алюминий 2,2 8,1 Более хруп- кий Тверже Более стой- кий
Медь-алюми- НИЙ 4,2 19,4 Одинаковая Примерно одинаковая Менее стой- кий
Цинк 0,5 32,2 » Тверже Более стой- кий
Свинец 3,9 55,0 Более хруп- кий W Менее стой- кий
цией сплава Li—Al—Си в лабораторных условиях при 870°
и вакууме 0,15 мм рт. ст. был получен металлический литий,
содержащий 0,15% калия, 0,008% меди, 0,008% алюминия.
В результате дистилляции в течение 2,5 ч содержание лития
в основе снизилось с 4,2% до 0,18%. В связи с этим следует упо-
мянуть о новом способе получения натрия из поваренной соли
на свинцовом катоде, так как этот способ, по-видимому, может
быть успешно использован для получения лития [17]. По кон-
струкции ванна похожа на электролизер с подвижным ртутным
катодом для получения хлора. Как и в ртутной ванне, здесь нет
диафрагм и применяются графитовые аноды. Ванна имеет незна-
чительный наклон, что необходимо для циркуляции расплавлен-
ного свинца. Выбор свинца как материала для жидкого катода
объясняется следующими соображениями: свинец хорошо раство-
ряет натрий и литий, а полученный сплав имеет хорошую под-
вижность даже при значительном содержании лития. Кроме того,
свинец имеет высокую температуру кипения (1744°), что, оче-
видно, позволит после дистилляции получить металл, практи-
чески не содержащий свинца. Обрабатывая расплавленный сплав
водородом, очевидно, можно получать гидрид лития.
Получение сплавов с легкоплавкими легкими компонентами
Для получения сплавов этого типа применяются электролиз-
ные ванны, не отличающиеся по конструкции от обычной литие-
вой ванны; соль легируемого металла вводится в электролит.
При этом на катоде выделяется не чистый литий, а соответствую-
щий сплав. Наиболее подробно изучено электролитическое полу-
чение сплавов Li—Са [18], которые применяются для раскисле-
180
ния меди и модификации чугуна. Обычно для этого в промышлен-
ности используются два сплава: 50% Li + 50% Са (температура
плавления 540°) и 30% Li + 70% Са (температура плавления
560°).
Получение сплавов производилось электролизом расплавлен-
ной смеси LiCl + CaCl 2 при 580—620°, катодной плотности тока
30—60 а/см2 и анодной плотности тока 0,98—1,6 а/см2. В резуль-
тате исследований было установлено, что состав сплава Li + Са
зависит от соотношения LiCl : CaCl 2 в электролите. При увели-
чении концентрации CaCl 2 с 34 до 90% содержание лития в сплаве
уменьшалось с 33 до 5%. Сплав, содержащий 30—40% Li и 70—
60% Са, был получен при содержании в электролите 40% CaCl 2
и 60% LiCl. Кроме соотношения солей в электролите, на состав
сплавов влияет катодная плотность тока. При увеличении катод-
ной плотности тока получались сплавы, несколько обедненные
кальцием.
Сплавы, полученные электролизом хлорида лития (97,04%
LiCl; 0,04% LiOH; 2,3% влаги) и хлористого кальция обычной
технической чистоты, содержали 0,8%Ука+к и 0,006—0,008% Fe.
Выход по току при электролизе достигал 80—85%, удельный
расход электроэнергии составлял 22—25 квт-ч/кг. При исполь-
зовании в качестве электролита смеси состава 66,8% CaCl 2,
19,5% LiCl, 8,67% КС1 + NaCl, полученной непосредственно
из руд (по схеме М. Н. Соболева), при катодной плотности тока
45—70 а/см2 и температуре 600—630° на катоде выделялся трой-
ной сплав Са—Li—Na, содержащий в среднем 10,4% Li, 72,01%
Са и 6,8% Na. Выход по току при электролизе достигал 82%.
На получение 1 кг сплава расходовалось 5,6—6,0 кг безводных
солей. Такой тройной сплав пригоден для производства литий—
кальций—натриевого баббита.
Получение сплавов с тугоплавкими тяжелыми компонентами
Электролизная ванна для получения сплавов с тяжелыми
тугоплавкими компонентами, изображенная на рис. 66, описана
Осборгом [191. Ванна представляет собой железный кожух,
футерованный изнутри огнеупорным материалом, стойким к дей-
ствию расплавленного электролита. В стенки ванны замурованы
графитовые плиты, являющиеся основными (нерастворимыми)
анодами. Кроме того, в ванне имеются дополнительные (раст-
воримые) аноды — стержни диаметром 10—25 мм, изготовленные
из легируемого металла (никель, медь и др.). Дополнительные
аноды присоединены к основным через шунтирующие переменные
сопротивления, поэтому доля тока, протекающего через основ-
ные и дополнительные аноды, может меняться в широких пре-
делах.
Перешедший с растворимых анодов в электролит (смесь
LiCl -f- КС1) легируемый металл совместно с литием выделяется
181
на железном катоде, подвешенном в центре ванны. Следовательно,
если увеличивать количество тока, пропускаемого через раство-
римые аноды, будет возрастать содержание легируемого металла
в сплаве. Так например, если через растворимые никелевые
аноды проходило 1550 а, а через нерастворимые аноды — 1480 а,
на катоде выделялся сплав, содержащий до 20% лития. Если
через нерастворимые и растворимые аноды проходило соответ-
ственно 1600 и 480 а, то по-
лученный сплав содержал
40% лития. В ванне подобной
конструкции, очевидно, мо-
гут быть получены сплавы
с медью, железом и другими
тугоплавкими металлами.
МЕТАЛЛОТЕРМИЧЕСКИЕ
СПОСОБЫ ПОЛУЧЕНИЯ ЛИТИЯ
Достигнутые мировой
практикой высокие показа-
тели электролиза и удачные
конструкции электролизеров
позволяют считать электро-
литический способ получения
лития достаточно эффектив-
ным. Другие способы полу-
Рис. 66. Схема электролизной ванны
с растворимыми анодами для получения
сплавов лития (по Осборгу):
1 — железный катод; 2—растворимые аиоды;
3 — литиевый сплав; 4 — шунтирующие со-
противления; 5 — амперметр; 6 — футеровка
ванны; 7 — нерастворимый графитовый а иод.
чения металла до настоящего
времени не могут с ним кон-
курировать. Однако электролиз имеет определенные отрицатель-
ные стороны, обусловленные тем, что для него необходим безвод-
ный хлористый литий высокой чистоты, получение которого свя-
зано с определенными трудностями из-за коррозии аппаратуры. Это
делает безводный хлорид одной из самых дорогих литиевых солей.
При электролизе неизбежно некоторое загрязнение металла
натрием, очистка от которого представляет значительные труд-
ности. Возможно также загрязнение лития примесями из футе-
ровки ванны. Выделение на аноде хлора вызывает необходимость
обезвреживания газов перед выпуском в атмосферу. Для электро-
лиза необходим постоянный ток низкого напряжения, стоимость
которого довольно высока.
Отмеченные выше недостатки электролиза заставляли искать
новые методы получения лития. Попытки получить литий терми-
ческим восстановлением его солей были известны уже в XIX в.
Варрен в 1894 г. восстанавливал гидроокись лития магнием
в железной реторте [20]. Реакция протекала очень бурно;
после окончания процесса литий отгонялся и собирался в специаль-
ном приемнике. Полученный металл содержал много магния
и гидрида лития.
182
Гакшпиль восстанавливал хлористый литий кальцием в желез-
ной реторте; полученный металлический литий содержал 3—4%Са.
Способ не нашел практического применения из-за высокой
стоимости кальция в то время. Труст пытался использовать
натрий для восстановления хлористого лития. Однако реакция
между хлористым литием и натрием очень быстро достигала равно-
весия, поэтому удавалось получать лишь небольшое количество
сильно загрязненного натрием металла. Попытка восстановить
хлористый литий железом также не имела успеха.
Было предложено восстановление LiCN или LiCNz алюми-
нием, железом и магнием, однако из-за высокого сродства лития
к углероду обычно получался только карбид. По этой же причине
маловероятна возможность получения чистого металла восста-
новлением хлорида, фторида и сульфида лития карбидом каль-
ция или карбоната лития углеродом [11].
Особо чистый литий по де-Буру, Брусу и Эменсу [21 ] может
быть получен восстановлением хромата лития порошкообразным
цирконием по реакции:
2LizCrO4 + Zr -> 4Li + Zr (CrO4)z.
Хромат лития смешивают с 8 вес. ч. циркониевого порошка;
полученную смесь прессуют и загружают в аппарат для восста-
новления. Восстановление проводят в вакууме при 450—600°;
образовавшийся металлический литий отгоняют при 1000е и кон-
денсируют на водоохлаждаемом конденсаторе. Выход металла
невелик.
Ни одно из описанных предложений не нашло, да и не могло
найти в то время практического применения. Однако попытки
получить литий металлотермическим путем не были оставлены.
В настоящее время наблюдается возрождение их на базе достиже-
ний современной вакуумной техники. В первую очередь следует
отметить работу Кролла и Шлехтена [22, 23]. Авторы восста-
навливали в вакууме магнием, алюминием и кремнием фторид
и хлорид лития, а также окись лития, полученную термическим
разложением карбоната в вакууме при 850°. Для облегчения дис-
социации карбоната его смешивали с окисью кальция в соотно-
шении 1 : 1,5. Рассматривалась также возможность получения
окиси лития из гидроокиси, но высокая стоимость последней
и большое количество влаги, выделяющееся при разложении,
заставили авторов остановиться на термическом разложении кар-
боната.
В работе Ормана и Шраравиера [24] 96%-ная окись лития
была получена после прокаливания в вакууме гидроокиси, содер-
жащей 50% LiOH, 14% LizCO8 и 35% Н2О. Смесь Li2O + СаО,
полученная после термического разложения карбоната, измель-
чалась и смешивалась с порошкообразным кремнием или алю-
минием. Восстановитель брался с избытком 10% от необходимого
по стехиометрии. Полученная смесь брикетировалась и загружа-
183
лась в вакуумную реторту, изображенную на рис. 67, где нагрева-
лась в течение 15 ч при остаточном давлении 10'3 мм. рт. ст.
При реакции окиси лития с алюминием или кремнием получались
не окислы (А12О3 и SiO2), а моноалюминат и ортосиликат
лития.
Чтобы предотвратить непроизводительный расход окиси
лития, в шихту при восстановлении вводили окись кальция.
В этом случае реакции восста-
новления имеют следующий вид:
3Li 2О + СаО + 2А1 ->
—> СаО-А12О3 -[ 6Li;
2Li£O + 2СаО + Si
2СаО SiO2 + 4Li.
Преимущественное образова-
ние ортосиликата кальция при
восстановлении окиси лития
кремнием экспериментально до-
казано в специальных работах
[25]. Это согласуется с диа-
граммой зависимости изменения
изобарного потенциала образо-
вания некоторых силикатов
и алюминатов от температуры
[26], приведенной на рис. 8.
Металл, полученный восста-
новлением смеси Li2O -+- СаО
кремнием, содержал 0,01% Si;
0,01% Al и 0,04% Са; выход
составил 81—84%. При восста-
новлении смеси алюминием наи-
больший выход лития был по-
лучен при 900° (-—80%). В ра-
боте Ормана и Шраравиера при
восстановлении окиси лития
алюминиевым порошком (минус
ч, достигнуто извлечение—85°/0.
Была сделана попытка совместить термическое разложение
карбоната с восстановлением. Для этого брикетированная шихта
из Li2COg, СаО и Si нагревалась в вакууме до 750° для удаления
СО2 и затем до 950° для восстановления окиси лития кремнием.
В результате было получено небольшое количество конденсата,
полностью окисленного вследствие взаимодействия лития с угле-
кислым газом.
Восстановлением окиси лития магнием при 950° и остаточ-
ном давлении 1 мм рт. ст., был получен сплав Li—Mg, содержа-
щий 51 % лития. Извлечение лития в сплав составило 72%.
Рис. 67. Схема вакуумной установки
для термического восстановления окиси
лития:
/ — фарфоровая труба диаметром 55 мм
и длиной 1100 мм\ 2 — нагревательная
печь; 3 — металлический шлиф; 4 — зер-
кало радиационного пирометра; 5 — бри-
кетированная шихта; 6 — штыковой зат-
вор; 7 — термопара; 8 — стальная встав-
ная труба; 9 —водоохлажден не; 10—смо-
тровое стекло; 11 — восковая мастика;
12 — к диффузионному насосу.
800° в течение 6
184
Образование сплава Li—Mg, очевидно, можно объяснить близо-
стью температур кипения лития и магния (табл. 29).
Восстановление магнием хлорида лития в смеси с окисью каль-
ция при 850° и остаточном давлении 1 мм рт. ст. привело к тому,
что LiCl из шихты был перегнан в конденсатор. Это можно объяс-
нить тем, что температуры кипения LiCl и Li близки (см. табл. 29).
Восстановление фторида лития в смеси с окисью кальция
производилось также кремнием или алюминием. В этом случае
окись кальция добавлялась в шихту, чтобы связать фтор
Температура, °C
Рис. 68. Зависимость изобарного потенциала обра-
зования некоторых соединений от температуры.
и воспрепятствовать таким образом образованию летучих AlFa
и SiF4 (см. табл. 29).
Восстановление фторида лития кремнием (при 1100°) прохо-
дило с выходом лития около 25%, металл был загрязнен непро-
реагировавшей солью. Аналогичное явление наблюдалось
Таблица 29
Температура кипения некоторых соединений, применяемых в металлотермии
лития, °C
Фториды Хлориды Металлы
LiF MgF2 SiF. AIF, LiCl MgCl2 SiCI4 A1CI, Mg Si Al Li
1670 2239 —90 1260 1384 1412 57 182 1100 2600 1800 1336
185
при восстановлении фтористого лития алюминием: в этом случае
конденсат содержал до 10% LiF при выходе лития около 44%.
Восстановление LiF алюминием проводилось при 1000°.
Большая работа в области металлотермии лития проведена
В. П. Киселевым [27]. Им было исследовано восстановление
силиката и алюмината лития кремнием и алюминием. Силикат
и алюминат лития были получены разложением в вакууме кар-
боната лития, смешан-
Рис. 69. Зависимость изобарного потенциала
образования некоторых окислов от темпера-
туры.
кого с кремнием и гли-
ноземом в молярных со-
отношениях 2:1 и 1 : 1
соответственно. Пока-
зано, что восстановле-
ние алюмината лития
алюминием может дать
удовлетворительные ре-
зультаты без добавки
извести. При восстанов-
лении моноалюмината
лития алюминиевым по-
рошком в вакууме 0,1—
0,5мм рт.ст. при 1150—
1200° может быть до-
стигнут выход металли-
ческого лития 90% и
выше. Автор отмечает,
что восстановление алю-
мината лития является
одним из самых простых
способов получения ме-
талла высокой чистоты;
остатки после восстано-
вления могут быть эф-
фективно использованы
в алюминиевой или керамической промышленности.
Изобарные потенциалы образования соединений, участвую-
щих в реакциХ термического восстановления лития, приведен-
ные на рис. 69, показывают, что для большинства восстанови-
телей соответствующие эндотермические реакции удалось осуще-
ствить только благодаря большой летучести лития [26]. «Питий
может быть получен вакуумной металлотермией легче, чем каль-
ций и магний, производство которых освоено в промышлен-
ности [28].
Термическое восстановление окиси лития имеет следующие
преимущества перед электролизом:
для восстановления могут быть использованы карбонат или
гидроокись лития, являющиеся конечными продуктами большин-
ства современных технологических схем;
186
возможно получение лития высокой чистоты (свободного
от Na и К) непосредственно из технических солей; следовательно,
отпадает необходимость получения особо чистых солей, что, есте-
ственно, снизит стоимость металлического лития;
восстановителями служат кремний (ферросилиций) или алю-
миний, стоимость которых в настоящее время невелика.
НЕПОСРЕДСТВЕННОЕ ПОЛУЧЕНИЕ МЕТАЛЛИЧЕСКОГО ЛИТИЯ
ИЗ СПОДУМЕНА
Большой интерес представляют работы по получению лития
непосредственно из сподумена, восстановлением его ферросили-
Рис. 70. Схема лабораторной установки для получения лития из сподумена:
1 — термопара; 2 — нагревательная печь; 3 — газовая горелка; 4 — реторта из жаро-
стойкой стали; 5 — брикетированная шихта; 6 — змеевик водяного охлаждения; 7 —
конденсатор; 8 — смотровое окно; ,9 — патрубок для присоединения вакуумметра;
10 — механический вакуумный насос.
цием или алюминием. Наиболее полно этот способ изложен
в работе Штауффера [29]. Восстановлению подвергался споду-
мен, содержащий 4,9% Li2O, предварительно измельченный
до крупности минус 0,074 мм. Процесс проводился в реторте,
изготовленной из жаростойкой стали. Реторта помещалась в печь,
обогреваемую газом (рис. 70).
Опыты проводились при 1050—1100° и вакууме 0,01—
0,02 мм рт. ст. Изучалось влияние соотношения между сподуме-
ном, известью (известь вводилась в шихту для вытеснения лития
из сподумена 1 2) и восстановителем на выход металлического
лития. Установлено, что для получения достаточно высокого
извлечения необходимо следующее соотношение между компонен-
тами шихты — сподумен : известь: ферросилиций = 1 : 2,3 : 0,14;
1 Если спекание сподумена с известью проводилось в вакууме без восста-
новителя, в конденсаторе осаждалась кристаллическая окись лития.
1«7
сподумен : известь : алюминий = 1 : 1,5 : 0,2. При соблюдении
оптимального соотношения может быть достигнуто извлечение
лития из сподумена, равное 85%. Сконденсированный металл
представляет собой компактный слиток, в котором содержится
не менее 85—90% лития; главной примесью является магний.
Опыты были продолжены на укрупненной установке, позво-
ляющей проводить восстановление 9—10 кг шихты. Как в лабора-
торных, так и в укрупненных опытах шихта, загружаемая в ре-
торту, брикетировалась. При работе на шихте, состоящей из 28,8%
сподумена, 67,3% извести, 3,9% ферросилиция, было достигнуто
извлечение лития 80—95%.
В Советском Союзе восстановлением сподумена занимались
Гуськов, Леонов и Микулинский [301. Ими была предложена
более совершенная конструкция реторты для восстановления
сподумена; применена вертикальная конструкция вакуумной
печи с электрическим обогревом, причем конденсатор помещался
в нижней части печи и был разделен на две зоны: верхнюю — для
конденсации высококипящих металлов лития и магния, и ниж-
нюю — Для конденсации калия и натрия. Загрузка шихты
в реторту производилась с помощью специальной гильзы — кон-
тейнера; это позволило проводить загрузку и разгрузку печи,
не охлаждая ее. Исходным сырьем являлись флотационный спо-
думеновый концентрат и обычная техническая известь, восста-
новителями служили 75%-ный ферросилиций марки Си-75 или
алюминиевый порошок марки ПАП-1. Шихта, составленная из
прокаленного сподумена, молотой извести и измельченного вос-
становителя, брикетировалась в форме цилиндров диаметром
75 мм и высотой 30—35 мм.
При проведении работы было установлено, что для полу-
чения высокого извлечения лития (91—94%) при восстановлении
ферросилицием необходимо соотношение между сподуменом
и известью 1 : 2,3 и температура 1180—1200°. При восстановлении
сподумена алюминием при соблюдении соотношения между спо-
думеном и известью 1 : 1,5 и температуре 1120—1150° выход
лития достигает 93%. Оптимальное время выдержки после дости-
жения в реторте заданной температуры для обоих процессов —
от 6 до 10 ч.
Восстановленный металл собирается в конденсаторе в виде
компактного слитка, содержащего литий, загрязненный магнием,
натрием и калием. Незначительная часть продукта в конденса-
торе (около 10%) представляет собой некомпактный металл,
содержащий большое количество посторонних примесей. Было
установлено, что магний в конденсат попадает главным образом
из извести. Так, при использовании извести с содержанием около
2% магния содержание магния в литии достигало 40—50%,
в то время как при использовании извести, содержащей 0,2%
магния, количество его в литии снижалось до 23—24%. Уста-
новлено также влияние температуры процесса на степень перехода
188
магния в конденсат: при 1200° переходит 45% Mg, при 1140° —
15%, при 1120°—10%.
Для удаления неметаллических включений из лития-сырца
предложена плавка в атмосфере аргона и отгонка натрия и калия.
В результате отгонки содержание натрия и калия в слитке
удается снизить с 1—2% до десятых и сотых долей процента.
Получение лития непосредственно из сподумена проще,
чем восстановление его окиси, полученной путем химической
переработки сподумена. Однако для получения чистого лития
необходима сложная дробная разгонка чернового металла в ваку-
уме. Кроме того, весьма малое содержание лития в брикетах
требует избытка восстановителя и снижает производительность
вакуумной печи на единицу объема рабочего пространства. Даже
при чистом сподумене для получения 1 кг лития нужно загрузить
в реторту не менее 100—120 кг сподуменовых брикетов [31 ].
Значительный интерес представляет схема комплексной пере-
работки сподумена [27]. Предложено проводить восстановитель-
ную плавку сподуменового концентрата в дуговых печах, при этом
основная масса алюминия и кремния будет восстановлена до
металлического состояния с получением весьма ценного про-
дукта — силумина. При восстановительной плавке вместе с дру-
гими щелочными металлами, магнием и частично кальцием литий
перейдет в газовую фазу, откуда он может быть извлечен пыле-
улавливанием. Практически при восстановительной плавке спо-
думена, содержащего 62,7% SiO2, 29,9% А12О3, 4,9% Li2O;
0,89% Na2O, 0,44% К2О, получен возгон, содержащий около
30% Li2O. Благодаря высокой концентрации лития в уловлен-
ной пыли, переработка ее значительно проще, чем извлечение
лития непосредственно из сподумена.
РАФИНИРОВАНИЕ ЛИТИЯ
Металлический литий, полученный электролизом или другими
способами, содержит механические включения и примеси (Na,
К, Mg, Са, Fe, Si, Al и др.). Поэтому черновой металл нуждается
в рафинировании, которое в зависимости от требований, предъ-
являемых к чистоте конечного продукта, может производиться
различными путями.
Для освобождения от механически захваченных примесей
литий обычно переплавляют при температуре, близкой к его точке
плавления. При этом примеси удаляются вследствие разделения
по удельному весу. Переплавка металлического лития обычно
проводится в железных тиглях. Особо чистый литий рекомендуется
переплавлять в тиглях из окиси циркония, футерованных изнутри
фторидом лития, устойчивым к действию расплавленного металла
до 800° (температура плавления LiF870°) [32 ]. Для предохранения
расплавленного металла от взаимодействия с воздухом плавление
производят под слоем масла (вазелинового, парафинового и др.)
или в атмосфере инертного газа.
189
На заводе «Американской литиевой корпорации» в Миннеапо-
лисе литий переплавляют при 185° в открытом железном тигле под
защитой паров керосина [121. Температура в тигле поддержи-
вается автоматически; рафинированный металл выпускается
в изложницы через специальное отверстие в стенке тигля. Для
предохранения лития от окисления в изложницах также исполь-
зуется керосин. Плавка и розлив лития опасны в пожарном
отношении; загоревшийся литий засыпают безводным хлоридом
лития.
Очистка лития от натрия и калия связана со значительными
трудностями вследствие близости их химических свойств. В неко-
торых старых руководствах указывается, что литий можно
отделить от больших количеств натрия осторожной обработкой
водой; вследствие большей химической активности натрий
реагирует с водой первым [33]. Однако такой способ очистки от
натрия вряд ли практически осуществим вследствие опасности
взрывов.
Значительно больший интерес представляет очистка лития
от калия и натрия гидрированием [34]. Этот способ рафиниро-
вания основан на значительно меньшей прочности гидридов
натрия и калия по сравнению с гидридом лития: гидриды пер-
вых двух разлагаются при 425—500°, в то время как давле-
ние диссоциации гидрида лития при 500° составляет всего
0,07 мм рт. ст. [351. Поэтому натрий и калий могут быть легко
удалены из расплавленного гидрида лития (температура плавления
690°). Для разложения гидрида лития необходимо нагревание
в вакууме до 1000° [36].
Большое практическое значение имеет рафинирование лития
при пониженном давлении. Этот способ вследствие значительной
разницы упругости паров лития и большей части примесей поз-
воляет почти полностью отделить от них литий.
Можно также отделить литий от натрия и калия дробной
конденсацией благодаря некоторой разнице в температуре
конденсации. Отделение лития от магния представляет значи-
тельно большие трудности, так как упругости паров лития
и магния очень близки (рис. 71).
Среди исследований, проведенных в последнее время по рафи-
нированию лития, заслуживают упоминания работы Роджера
и Вьена [37]. Рафинированию подвергался черновой металл,
содержащий до 0,5% натрия. Опыты проводились при остаточном
давлении 4-10_s мм рт. ст. в стальной реторте диаметром
235 мм и длиной 1600 мм. Лучшие результаты достигнуты при
температуре рафинирования 600—800° и температуре в конден-
саторе 340—420°. В этом случае в рафинированном литии оста-
валось 0,001—0,003% натрия. Изменение давления в реторте
с 4-10~5 до 10-3 мм рт. ст. не влияет на содержание натрия
в дистилляте; однако при увеличении давления до 0,74 мм рт. ст.
содержание натрия возрастает приблизительно в 4 раза. При
190
рафинировании происходит также заметная очистка от калия
[381. В отдельных опытах удалось достигнуть извлечение лития
в рафинированный металл до 85—90%.
Попытка удалить натрий из чернового лития при 300° (оста-
точное давление 4-10~5 мм рт. ст.) не имела успеха; содержание
натрия в литии снизилось всего до 0,15%, в то время как с нат-
рием было перегнано до 20% лития. Отмечено отрицательное
влияние присутствующих в реторте кислорода и водорода, а также
азота при остаточном давлении более 3,5-10-3 мм рт. ст.-, в этом
случае металл был загрязнен окислами, гидридами, нитридами.
Температура, °К
Рис. 71. Зависимость логарифма упругости паров некоторых
щелочных и щелочноземельных металлов от температуры.
Описанный способ рафинирования металлического лития,
очевидно, имеет большое практическое значение, так как позво-
ляет получить литий высокой чистоты из чернового металла.
Проведение рафинирования при остаточном давлении 4-10“6 —
Ю-3 мм рт. ст. при современном состоянии вакуумной техники
не представляет значительных трудностей. Возможно, что при
совмещении дистилляции с ректификацией можно достигнуть еще
лучших результатов. В отдельных случаях для рафинирования
лития, очевидно, может с успехом применяться и зонная плавка.
УПАКОВКА И ХРАНЕНИЕ МЕТАЛЛИЧЕСКОГО ЛИТИЯ
Вследствие высокой химической активности лития (особенно
по отношению к азоту) металл не может длительное время хра-
ниться на воздухе без соответствующей защиты. Это свойство
до некоторой степени ограничивает его применение; расфасовке
и упаковке лития всегда уделяется особое внимание.
191
В настоящее время литий выпускается в виде слитков, гранул,
стержней и проволоки. Прутки и проволока изготовляются
из лития выдавливанием на гидравлическом прессе [11]. Про-
волоку, выдавленную со скоростью 18 м!мин, пропускают через
ванну с расплавленным вазелином, который покрывает литий
защитной пленкой. Прутки и проволока режутся на куски
определенного веса.
Расфасованный металл хранится в герметически закупорен-
ной таре. При кратковременном хранении литий может быть
защищен от действия атмосферы слоем масла (вазелинового,
парафинового и др.), а также керосином.
Рис. 72. Литиевый пруток, заключенный в гер-
метическую оболочку из алюминия.
В последнее время изобретен оригинальный способ упаковки
лития [11] запрессовкой в герметичную тонкостенную оболочку
из алюминия или меди. По внешнему виду литий в этой оболочке
напоминает тюбики, закатанные с двух сторон (рис. 72). Примене-
ние упаковки такого рода сильно упростило пользование литием,
так как от тюбика легко может быть отрезан ножом кусок любого
веса; герметичность остатка при этом не нарушается.
ЛИТЕРА ТУРА
1. Bunsen, Mattbiessen. Ann. Chim. Phys., 51 (3), 112 (1857).
2. Guntz. C. r. Acad, sci., Paris, 117, 73 (1893).
3. Helv. chim. acta, XXXVII, No. 7 (1955).
4. Ruff O., Johannsen O. Zs. Electrochem., 12, 186 (1906); Bo r-
chersW., ibid., 3, 39 (1895).
5. Kahlen berg L. J. Phys. Chem., 3, 602 (1899). P a t t e n H. E.,
Molt W. R., ibid., 12, 49 (1908).
6. Russ J., Lasbcinski. Phys. Soc., 32, 797 (1900).
7. К л о ч к о М. А. «Ж. прикл. хим.», 9, № 3 (1936).
8. И з г а р ы ш е в Н. А., Плетенев С. А. «Цветные металлы», 4, 536
(1936).
9. Плетенев С. А.,Иванова А. П. «Редкие металлы», № 3, 40 (1934).
10. Chem. Age, 56. 143, 19 (1947).
11. Metals Technol., 14 (4), 2179 (1947).
12. Hader R., Nielson R., H e rre M. Industr. and Engng. Chem Л-48’(2),
2636—2646 (1951).
192
13. Trans. Electro. Soc., 66, 91 (1934).
14. 3 ел и к м ан A. H. и др. Металлургия редких металлов. М., Металлург-
издат, 1954.
15. Rogers R., Wiens G. Canad. Mining and Metallurg. Bull., 41, 439r
623 (1948).
16. Ф л о p о в В. А. и др. Цветная металлургия центральной и восточной.
Германии, М., Металлургиздат, 1947.
17. Chem. Week, 6, 79, 86—88 (1956).
18. Вальдман Г. Ф. «Металлург», № 8 (92), 85 (1937).
19. О с б о р г. Монография по литию, Нью-Йорк, 1935.
20. Ш а м р а й Ф. И. Литий и его сплавы. М., Изд-во АН СССР, 1952.
21. de В о е г J. Н., BroosJ., EmmensH. Zs. anorg. Chem., 191, 113-
(1930).
22. «Литий». Сб. перев. из иностр, период, лит. М., Изд-во иностр, лит., 1954.
23. Kroll W., Schlechten A. Metals Technol., 14 (4), 2179 (1947).
24. Orman M., Srarawier T. Ministerstwa Hutnetwa Roernin, VII, 270*
(1955).
25. Morris W., P i d g e о n L. Canad. J. Chem., 36, No. 6, 910 (1958).
26. HI а м p а й Ф. И., Ф e д о p о в T. Ф. Сб. тр. конф. «Вакуум в металлур-
гии», М., № 2, 1958.
27. К и с е л е в В. П. Материалы Конференции по химии и технологии редких
металлов. Новосибирск, 1958.
28. С т р е л е ц X. Л. Металлургия магния. М., Металлургиздат, 1950.
29. Stauffer R. Metals Technol., 14 (6), 1 (1947). Stauffer R. USP.
1265360, 7.V.1918; USP 2028390, 21.1.1936; USP 2424512, 22.VI
1947.
30. M и к у л и н с к и й А. С. Материалы Конференции по химии и техноло-
гии редких металлов. Новосибирск, 1958.
31. П а з у х и н В. А., Ф и ш е р А. И. Вакуум в металлургии. М., Металлург-
издат, 1956.
32. Б р а у е р Г. Руководство по препаративной неорганической химии. М.,
Изд-во иностр, лит., 1956.
33. С. г. Acad, sci., Paris, 117 , 732 (1893).
34. J. Chem. Phys., 7,-468 (1905).
35. Херд Д. Введение в химию гидридов. М., Изд-во иностр, лит., 1955.
36. К л ю ч н и к о в Н. Г. Руководство по неорганическому синтезу. Госхим-
издат, 1953.
37. Rogers, Wiens. Canad. Mining Bull., 44, 15, 465 (1951).
38. R о ge r s, Wiens. J. Electrochem. Soc., 98, 12, 483 (1951).
13 Литий, его химия и технология
ПРИЛОЖЕНИЕ
ЛИТИЕВЫЕ ЗАВОДЫ КАПИТАЛИСТИЧЕСКИХ СТРАН
Местонахождение завода Фирма Производительность и продукция Примечание
США Завод Мейвуд, штат Нью-Йорк (существует с 1906 г.) «Мейвуд кемикл-уоркс» Производител ьн ость 400—500 т)год в пересчете на Li2Co3. Производит литие- вые соли более 20 наименований, в том числе специ- альные препараты высокой чистоты Перерабатывает сподуменовый концентрат руч- ной разборки месторождений Этта и Блэк- Хилс, штат Южная Дакота
Завод Экстон, штат Пенсильвания (пущен до второй мировой войны) «Фут минерал компани» Производительность не опубликована. Производит хлорид и бромид лития Перерабатывает сподуменовый концентрат фабрики Кингс- Маунтен, штат Сев. Каролина. На заводе была разработана схема спекания сподумена с из- вестняком
Завод Ноксвилл, штат Теннесси «Фут минерал компани» Производит карбонат лития. Производи- тельность и схема не опубликованы —
Завод Блэк-Хилс, штат Миннесота (пущен во время второй мировой войны) «Литиум корпорейшен оф Америка» Производит карбонат лития. Производительность и схема не опу- бликованы
194
Продолжение
Местонахождение завода Фирма П роизводительность и продукция Примечание
Завод Санбрайт, штат Виргиния (пущей в 1953 г.) «Фут минерал компани» Производит 8000 т/год едкого лития • Перерабатывает сподуменовые концентраты фабрики Кингс- Маунтен спека- нием с извест- няком
Завод Миннеаполис, штат Миннесота (пущен в 1951 г.) «Литиум корпорейшен оф Америка» Производит 900— 1400 m/год карбо- ната лития, из ко- торого вырабаты- вает едкий литий (350 т/год), метал- лический литий (12 m/год), хлорид, бромид, амид ли- тия Перерабатывает сподуменовые концентраты обогатительных фабрик Хилл- Сити и Кейстон. Работает по схеме сульфати- зации р-споду- мена серной кислотой
Завод Бессемер- Сити, штат Сев. Каролина (пущен в 1955 г.) «Литиум корпорейшен оф Америка» Производит ~6000— 7000 m/год карбо- ната лития Перерабатывает необогащенные руды месторож- дения Бессемер по схеме суль- фатизации р-сподумена сер- ной кислотой
Завод Трона, штат Калифорния (литиевый цех на содовом заводе пущен в 1951 г.) «Америкен поташ енд кемикл корпорейшен» Производит 750— 1000 m/год карбо- ната лития Перер аб атывает «ЛИ КОНЦ», двой- ной фосфат ли- тия и натрия, извлеченный из рапы оз. Сирлз, штат Калифор- ния
Завод Сан-Антоиио, штат Техас (пущен в 1956 г.) Та же Производит едкий литий и карбонат ~ 4000—5000 т/год в пересчете на LigCOg Перерабатывает леп идолитовый концентрат из Южной Родезии (Африка)
Канада Завод в гор. Хели (пущен в 1959 г.) «Доминион магнезиум» Производит карбонат лития. Производительность не опубликована Перерабатывает сподуменовый концентрат месторождения Кет-Лайк суль- фатизацией р-сподумена серной кислотой
13:
195
Продолжение
Местонахождение заьода Фирма Производительность и продукция Примечание
Англия Завод в Лондоне (старейшее предприятие Англии) «Джонсон, Маттей эид компани» Производит метал- лический литий и его соли Литиевые заводы Англии перера- батывают споду- меновые кон- центраты Кана- ды, лепидолиты и амблигониты Африки
Завод в Ливерпуле «Ассошиейтид лид мэнуфэк- чурерс» Производит карбонат лития —
Завод в Трефоресте «Мэтал Эллойс» Производит литиевые сплавы —
ФРГ Завод Ландсхейм, гор. Госляр (старейшее предприятие Европы, основано в начале 20 в.) «Ганс-Генрих- Хютте, GmbH» Производит металли- ческий литий и его сплавы До разгрома Гер- мании заводы перерабатывали циннвальдит и лепидолит месторождений Саксонии и ра- ботали по схеме спекания с суль- фатом калия
Завод во Франк- фурте-на-Майне (старейшее предприятие Европы, основано в начале 20 в.) «Д-р В. Франк» Производит литиевую керамику и литие- вые соли В настоящее вре- мя промышлен- ность ФРГ ра- ботает на кон- центратах, им- портируемых и» Африки и дру- гих стран
Завод в Кельне «Хорбах унд Шмидт» Производит металли- ческий литий и его сплавы Современные тех- нологические схемы заводов. ФРГ не опубли- кованы
Франция Завод в Шини «Сосьете де ла Продюи Шемик де ла Меди- террейн» Производит карбонат лития, едкий литий, литиевые смазки Перерабатывает амблигонит месторождений Монтебра (Франция), ле- пидолит Южной Африки
196
Продолжение
Местонахождение вавода Фирма Производительность и продукция Примечание
Завод Фон Пауленс в Париже «Сосьете де л’Юзин Шемик» Производительность 120 т/год. Производит металли- ческий литий и его соли То же
Бельгия Опытный завод в Брюсселе — — Перерабатывает концентраты Бельгийского Конго; на осно- вании исследо- вательских ра- бот в Бельгий- ском Конго строится литие- вый завод
Южная Родезия Завод в Гвело (пущен в 1956 г.) — — Технология и про- изводительность не опубликова- ны
Австралия Опытные заводы «Аделаида Кэмикл эид Фертиляйзер компани» 1 Производство ли- тиевых солей из амблигонита начато в 1943 г. Проведены большие иссле- дования по из- влечению лития из сподумена месторождения Лондондерри
ОГЛАВЛЕНИЕ
Стр.
Введение....................................................... . 3
Глава I. Геохимия и минералогия лития
Геохимическая характеристика лития.................................. 7
Распространенность лития в природе ........................ . 7
Особенности геохимии лития ..................................... 8
Типы месторождений лития . . . . ,.................................. 9
Минералогия лития .................................................. 12
Силикаты ....................................................... 12
Силикаты с непрерывными цепочками тетраэдров . . . . 12
Силикаты с непрерывными слоями тетраэдров..................... 20
Каркасные силикаты............................................ 23
Фосфаты......................................................... 25
Бораты ........................................................ 32
Фториды......................................................... 32
Литература.......................................................... 33
Глава П. Химия лития и его соединений
Физико-химические свойства лития .............................. . . 34
Соединения лития с водородом ...................................... 40
Соединения лития с кислородом.................................. . 44
Соединения лития с азотом.......................................... 47
Соединения лития с углеродом .................................. . 52
Соединения лития с галогенами......................... . . . . . 55
Соединения с хлором............................................ 55
Соединения с бромом........................................ . 60
Соединения с йодом .................................. . 61
Соединения с фтором........................................... 62
Соединения лития с серой ........................................ 63
Соединения лития с фосфором....................................... 66
Соединения лития с кремнием....................................... 69
Литература ........................................................ 71
Глава III. Аналитическая химия лития
Качественное определенйе_литця 74
Количественное определение лития .................................. 76
Вскрытие литиевых минералов ................................... 76
Методики вскрытия литиевых минералов и подготовки раствора
к анализу . ... ................................ . . . . 77
Отделение лития от остальных щелочных металлов ................ 79
Методы определения лития....................................• 81
Литература..................................................... 85
198
Глава IV. Обогащение литиевых руд
Стр.
Общие сведения о добыче и обогащении литиевых руд................ 87
Методы обогащения литиевых руд..................................... 90
Рудоразборка .................................................. 92
Термическое обогащение литиевых руд (декрипитация)............ 93-
Обогащение в тяжелых суспензиях ................................ 94
Магнитное обогащение литиевых руд ............................. 95
Флотациоциое обогащение литиевых руд........................... 95
Практика обогащения литиевых руд.................................... 102
Обогащение сподуменовых руд района Блэк-Хилс, штат Южная
Дакота, США .................................................. 102
Обогащение сподуменовых руд в штате Северная Каролина, США 107
Извлечение лития из рапы озера Сирлз, США.................... 111
Обогащение сподуменовых руд в Канаде......................... 113
Обогащение циннвальдитовых руд в довоенной Германии ..... 116-
Литература .................................................. 119-
Глава V. Химическая технология лития и его соединений
Переработка силикатных литиевых руд и концентратов ................. 121
Исторические сведения........................................... 121
Современные способы переработки силикатных литиевых руд и кон-
центратов .................................................... 127
Переработка фосфатных литиевых руд и концентратов................... 154
Производство технических солей ............................ 157
Получение гидроокиси лития................................ 157
Получение хлорида лития.................................. 164
Получение бромида лития.................................. 166-
Получение гидрида лития ........................................ 167
Получение амида лития..................................... 168
Литература...................................................... 168
Глава VI. Металлургия лития
Получение металлического лития электролизом......................... 172
Получение сплавов электролизом...................................... 178
Получение сплавов с легкоплавкими тяжелыми компонентами ... 179
Получение сплавов с легкоплавкими легкими компонентами . . . 180
Получение сплавов с тугоплавкими тяжелыми компонентами ... 181
Металлотермические способы получения лития.......................... 182
Непосредственное получение металлического лития из сподумена ... 187
Рафинирование лития................................................. 189
Упаковка и хранение металлического лития............................ 191
Литература ....................................................... 192
Приложение ........................................................ 194
Ю. И. Остроушко, П. И. Бучихин,
В. В. Алексеева, Т. Ф. Набойщикова,
Г. А. Ковда, С. А. Шелкова,
Р. И. Алексеева, М. А. Маковецкая
ЛИТИЙ, ЕГО ХИМИЯ И ТЕХНОЛОГИЯ
Редактор Е. И. Панасенкоеа
Техн, редактор Е. И. Мазель
Корректоры
В. В. Новикова, М. В. Пословская
Сдано в набор 7/1 1960 г.
Подписано в печ. 11/IV 1960 г.
Бумага 60x92 Физич. печ. л. 12,5
Уч.-изд. л. 12,56. Заказ изд. 349
Тираж 5000 экз. Т-05107. Цена 7 р. 30 к.
Заказ тип. 8
Атомиздат, Москва, В-180.
Старомонетный пер., дом 26
Типография № 6 УПП Ленсовнархоза.
Моисеенко, 10
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
;тр. Строка Напечатано Следует читать По чьей вине
|20 14-я сверху RbO2 Rb2O Автора
39 11-я Lig Li® Типографии
46 6-я » Li2O Li 2^2 Автора
47 15-я igP_22ZL + ... Igp=--^P-+... Считчика
53 5-я +сн2 + C2H2 Типографии
59 14-я снизу lhco2 LiC102
61 14-я сверху гипобромид гипобромит Автора
67 16-я » Na2P2Oe Na4P2Oe
67 17-я хлорноватой фосфорноватой »
68 3-я снизу ЫпН20зп4-1 LinH2PnO3n4-i
68 2-я » (LigPO^x (LiPO3)x
116 18-я сверху [10—12] [8,9] »
144 18-я снизу транспорте транспортере Корректора
146 12-я SO42+ SO42- Редактора
153 2-я сульфитизации сульфатизации Типографии
170 14-я сверху Нелькин С. И. Полькин С. И. Считчика
194 3-я Li2Co3 LijCOs Типографии
(Зя графа)
Зак. 8. „Литий, его химия и технология".