


























































































































































































































Автор: Герасимова Е.Б. Герасимов Б.И.
Теги: стандартизация продукции, процессов, мер, весов и времени стандарты технические требования нормы и правила рекомендации метрология техника измерений стандартизация сертификация
ISBN: 978-5-91134-203-6
Год: 2010




Е.Б. Герасимова
Б.И. Герасимов
[форум|
Метрология,
стандартизация
и сертификация
Е. Б. Герасимова,
Б. И. Герасимов
МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ
И СЕРТИФИКАЦИЯ
Рекомендовано Методическим советом Учебно-методического
центра по профессиональному образованию Департамента
образования города Москвы в качестве учебного пособия
для студентов образовательных учреждений среднего
профессионального образования
МОСКВА
2010
УДК 006(075.32)
ББК 30.10.Я723
Г37
Рецензенты:
доктор технических наук, доктор экономических наук, профессор, заведующий
кафедрой «Информационный менеджмент» Академии стандартизации,
метрологии и сертификации, Главный советник по науке
ФГУП «Стандартинформ» М. И. Ломакин-,
доктор экономических наук, профессор кафедры «Экономика и управление»
Тамбовского государственного технического
университета В. Д. Жариков-,
руководитель подразделения системы обеспечения и интеграции
профессионального образования ГОУ ДПО «Учебно-методический центр
по профессиональному образованию Департамента
образования города Москвы» О. А. Быковец
Герасимова Е. Б., Герасимов Б. И.
Г37 Метрология, стандартизация и сертификация : учебное посо-
бие / Е. Б. Герасимова, Б. И. Герасимов. — М. : ФОРУМ :
ИНФРА-М, 2010. — 224 с. — (Профессиональное образо-
вание).
ISBN 978-5-91134-203-6 (Издательство «ФОРУМ»)
ISBN 978-5-16-003299-3 (ИНФРА-М)
В пособии в доступной и лаконичной форме раскрываются основные
понятия и состояния функционирования метрологии, стандартизации и
сертификации. Миссия, видение и кредо системного взаимодействия мет-
рологии, стандартизации и сертификации изучаются как институты каче-
ства жизни. Развитие систем «Метрология», «Стандартизация» и «Серти-
фикация» как институтов качества реализуется в рамках стратегии TQM
(Total Quality Management — Всеобщего менеджмента качества) и институ-
ционального поля Закона Российской Федерации «О техническом регули-
ровании».
Учебное пособие предназначено для студентов средних специальных
заведений технического и экономического направления, студентов вузов,
специалистов-практиков, а также может быть использовано для самооб-
разования с целью освоения инструментов контроля качества продукции,
работ и услуг.
УДК 006(075.32)
ББК 30.10.Я723
ISBN 978-5-91134-203-6 (ФОРУМ)
ISBN 978-5-16-003299-3 (ИНФРА-М)
© Е. Б. Герасимова, 2008
© Б. И. Герасимов, 2008
© Издательство «ФОРУМ», 2008
Введение
Для эволюционного развития материального и нематериаль-
ного производства, обеспечения устойчивого экономического
роста, необходима идентификация (отображение) характера и на-
правленности революционных изменений в технологиях, органи-
зации и лидерстве (рис. I)1.
§
t
Видение
Стратегия
Участие
о
Интеллектуальное
я
Культ действии
ра
Команды
ТЕХНОЛОГИЯ
§i
<0 3
Оптические
компьютер
Постоянные
Корпоративное
сообща
Существование в условиях
хаоса и к
Управление з
Самостоятельно
определение ра
предпр
Электронная к
мерция
Видеоконференции
Корпоративн
Повышены
ние к др
Внутренн
рынки
Корпораци^аин-
тересоренных
ООН
ИЯМИ
внима-
мнениям
изменения
Наделение
Культура
Информационное
предпринимательство
Комплексное
управление
Плоские качеством
структуры
Реинж
Новейшие
компьютерные
языки
Персональные
компьютеры общие сети
1980
1990
2000
2010
ш
О
со
О
Годы
8$
& Я
Ш
Ш
Рис. 1. Революционные изменения в технологиях, организации и лидерстве:
1—3 — стратегия TQM; 4—6 — институциональная среда; 1—6 — авторские
обобщения
1 Hatal W. Е. The New Management. San Francisco: Berett-kolher, 1998.
P. XXL
4
Введение
Вышеперечисленные процессы (рис. 1) сопровождаются, как
правило, качественными и количественными изменениями. Пер-
вые наполняют стратегию TQM (Total Quality Management — гло-
бальный менеджмент качества) в поле действия соответствующих
институтов, причем качество формируется как информация ото-
бражения собственных характеристик объекта, выполняющих
требования рыночной конъюнктуры. При этом предприятия и ор-
ганизации любых форм собственности рассматриваются как ин-
ституты качества продукции, товаров и услуг, состояние функцио-
нирования которых измеряется (оценивается) в рамках правового
поля законов, стандартов, правил, обычаев, устоев и т. д. Количе-
ственные изменения процессов (рис. 1) должны быть измерены по
методикам проведения измерений с учетом также институцио-
нальных ограничений с целью принятия управленческих решений
(контроль). Это, в свою очередь, приводит к возможности управ-
ления качеством, причем в виде регуляторов широко используют-
ся институциональные регуляторы. Такая схема сценарного моде-
лирования процессов менеджмента качества приведена на рис. 2.
Сценарии развития системы менеджмента качества, как видно
из рис. 2, невозможны без метрологии как института качества в
рамках самостоятельного функционирования институтов качества:
стандартизации и сертификации. Качество продукции, товаров и
услуг формируется только за счет их системного взаимодействия.
Рис. 2. Схема сценарного моделирования процессов менеджмента качества:
1 — ядро системного объединения феноменов качества и информации; 2 — ин-
ституциональная оболочка
Глава 1
СТРУКТУРНЫЕ ЭЛЕМЕНТЫ МЕТРОЛОГИИ,
СТАНДАРТИЗАЦИИ И СЕРТИФИКАЦИИ
Учебные задачи
1. Обосновать модель структурных элементов метрологии,
стандартизации и сертификации.
2. Классифицировать структурные элементы метрологии,
стандартизации и сертификации.
3. Составить представление о системном взаимодействии
структурных элементов метрологии, стандартизации и сер-
тификации.
Тема главы
Дано теоретическое обоснование качественного взаимодейст-
вия структурных элементов метрологии, стандартизации и сер-
тификации.
1.1. Модель структурных элементов метрологии,
стандартизации и сертификации
В решении задачи обеспечения качества продукции, товаров и
услуг основная роль принадлежит системному взаимодействию
метрологии, стандартизации и сертификации (рис. 1.1.1). Под ка-
чеством метрологии, стандартизации и сертификации будем по-
нимать информацию отображения структурных элементов метро-
логии, стандартизации и сертификации (собственные характери-
стики), соответствующих институциональным требованиям и
требованиям рыночной конъюнктуры. Практическая реализация
схемы системного взаимодействия, изображенной на рис. 1.1.1,
предполагает рассмотрение метрологии, стандартизации и серти-
фикации как институтов качества, построенных по матричной
6 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
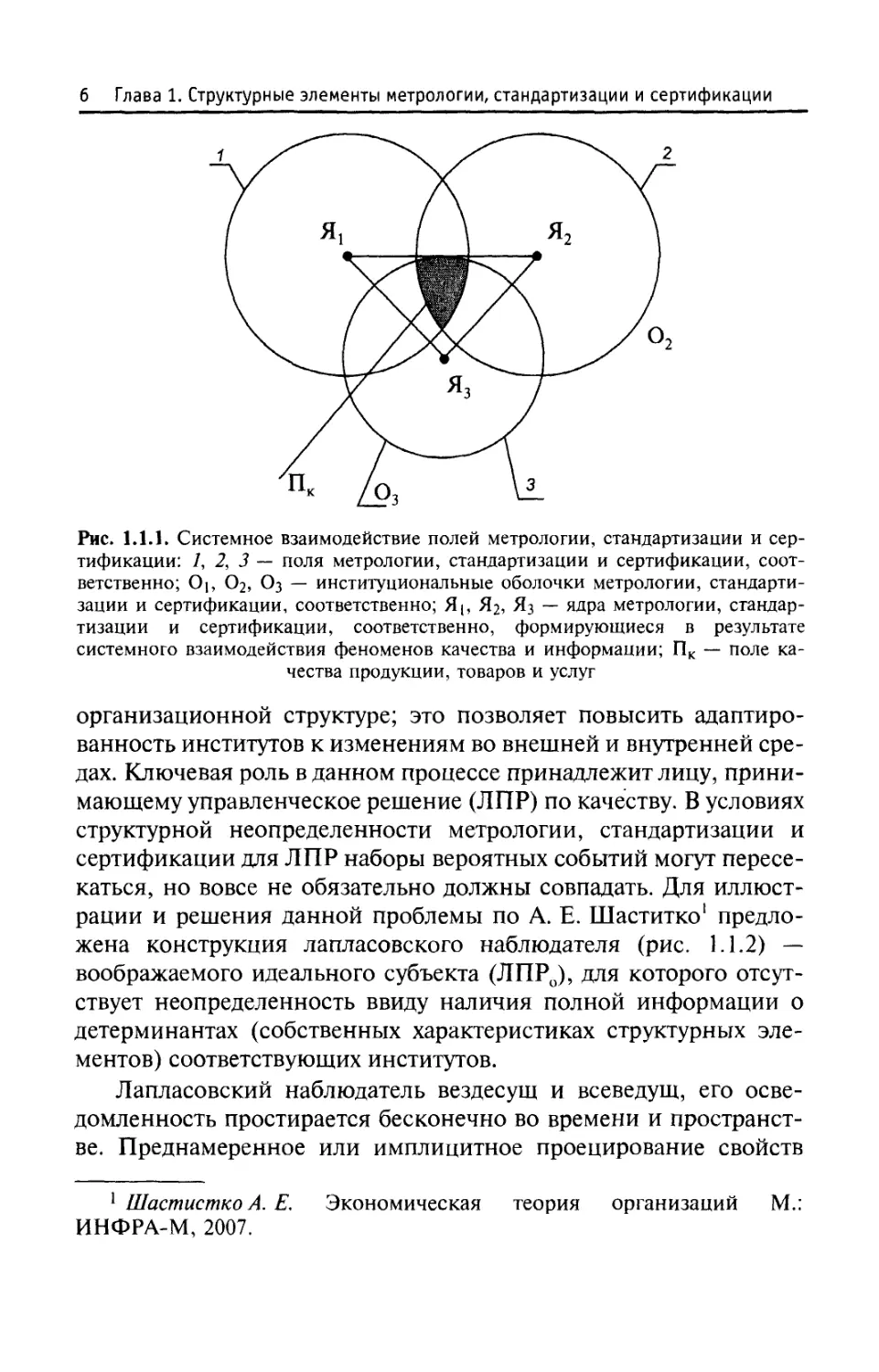
Рис. 1.1.1. Системное взаимодействие полей метрологии, стандартизации и сер-
тификации: 1, 2, 3 — поля метрологии, стандартизации и сертификации, соот-
ветственно; О], О2, Оз — институциональные оболочки метрологии, стандарти-
зации и сертификации, соответственно; Я[, Яз, Яз — ядра метрологии, стандар-
тизации и сертификации, соответственно, формирующиеся в результате
системного взаимодействия феноменов качества и информации; Пк — поле ка-
чества продукции, товаров и услуг
организационной структуре; это позволяет повысить адаптиро-
ванность институтов к изменениям во внешней и внутренней сре-
дах. Ключевая роль в данном процессе принадлежит лицу, прини-
мающему управленческое решение (ЛПР) по качеству. В условиях
структурной неопределенности метрологии, стандартизации и
сертификации для ЛПР наборы вероятных событий могут пересе-
каться, но вовсе не обязательно должны совпадать. Для иллюст-
рации и решения данной проблемы по А. Е. Шаститко1 предло-
жена конструкция лапласовского наблюдателя (рис. 1.1.2) —
воображаемого идеального субъекта (ЛПР0), для которого отсут-
ствует неопределенность ввиду наличия полной информации о
детерминантах (собственных характеристиках структурных эле-
ментов) соответствующих институтов.
Лапласовский наблюдатель вездесущ и всеведущ, его осве-
домленность простирается бесконечно во времени и пространст-
ве. Преднамеренное или имплицитное проецирование свойств
1 Шастистко А. Е. Экономическая теория организаций М.:
ИНФРА-М, 2007.
1.1. Модель структурных элементов...
7
Рис. 1.1.2. Схема лапласовского наблюдателя и неопределенность
лапласовского наблюдателя ЛПР0 на ЛПР затрудняет понимание
особенностей ситуаций (сценариев) структурной неопределенно-
сти. Аналогичная проблема возникает и в том случае, когда соб-
ственные характеристики метрологии, стандартизации и серти-
фикации проецируются на наблюдателя ЛПР0.
Предположим, по А. Е. Шаститко, что в будущем должно
произойти у'-е событие по управлению качеством, причем /=1,
2, ..., N. Данное множество, по определению, известно лапласов-
скому наблюдателю ЛПР. Если указанное множество также из-
вестно и человеку (ЛПР), то он оказывается в ситуации риска
(если есть распределение объективных вероятностей, которое
ему известно) или параметрической неопределенности (когда су-
ществует лишь распределение субъективных вероятностей и ин-
формации обо всех возможных событиях по качеству в будущем).
Если же существует подмножество событий по качеству, ко-
торое ЛПР не учитывает, иными словами, если есть подмноже-
ство, не рассматриваемое ЛПР как компонент ситуации выбора,
то решение принимается в условиях структурной неопределен-
ности. Даже если множество вероятных событий по качеству в
целом определено и одинаково для системного взаимодействия
метрологии, стандартизации и сертификации, могут возникать
проблемы спецификации системных процессов. Каждое из со-
бытий по качеству обладает определенной структурой, что требу-
ет измерения набора собственных характеристик, с помощью
которых оно оценивается и, соответственно, идентифицируется.
Для анализа и выявления направлений развития метрологии,
стандартизации и сертификации целесообразно системное пред-
ставление данных институтов качества в виде моделей «черного
8 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
Рис. 1.1.3. Системное представление метрологии, стандартизации и сертифика-
ции: 1 — системный объект (метрология, стандартизация и сертификация, соот-
ветственно); 2(х) — вход; 3(у) — выход; 4 — помехи, возмущения, воздействия;
а — вектор собственных характеристик — структурных элементов
ящика» (рис. 1.1.3). В квазистатическом приближении состояние
функционирования такой модели описывается уравнением1 вида:
У = Дх, а) + I;
а £ Ха; $ е VL
где х*, х* — минимальное и максимальное значения входного
сигнала, соответственно; у*, у* — минимальное и максимальное
значения выходного сигнала, соответственно; Va — замкнутое
допустимое множество структурных элементов; £ — вектор по-
мех; — минимальное и максимальное значения вектора по-
мех, соответственно.
Данная простейшая модель развития позволяет сформиро-
вать систему метрологии, стандартизации и сертификации как
целостного множества взаимосвязанных структурных элементов,
обладающих свойствами, отличными от свойств элементов, об-
разующих это множество. Такая система обладает следующими
свойствами: 1) наличием совокупности элементов; при опреде-
ленных условиях элементы могут рассматриваться как системы;
2) наличием связей (взаимосвязей) между элементами, которые
закономерно определяют интегративные свойства системы, от-
личающим систему от простого конгломерата и выделяющим ее
как целостное образование из окружающей среды; 3) наличием
организации, что проявляется в снижении степени неопределен-
ности (энтропии) системы по сравнению с ее элементами; 4) су-
ществованием интегративных свойств, не сводимых к свойствам
элементов, ее образующих; способностью обладать свойствами,
1 Здесь и далее по тексту нумерация присвоена только тем моделям,
на которые авторы ссылаются неоднократно.
1.1. Модель структурных элементов... 9
отсутствующими у системы элементов, называемой эмерджент-
ностью.
Метрология, стандартизация и сертификация с позиций сис-
темного подхода рассматриваются как открытые, динамические
и адаптивные системы.
Такой системный объект (см. рис. 1.1.3) обладает целостно-
стью, которая выражается в неаддитивности, интегративности
его свойств. Неаддитивность свойств целого означает не только
появление новых систем, но в некоторых случаях и исчезнове-
ние отдельных свойств элементов системы, наблюдавшихся до
их соединения в систему.
Развитие метрологии, стандартизации и сертификации осу-
ществляется в соответствующем поле развития (рис. 1.1.4).
Рис. 1.1.4. Формирование поля развития метрологии, стандартизации и сертифи-
кации' Р — вектор развития; tj, Т2 — время; УК1, УК2 — уровни качества;
Пр — поле развития
Развитие, как правило, связано с переводом системы из од-
ного состояния функционирования (УК1) (рис. 1.1.4) в другое
состояние, характеризующееся новым уровнем качества (УК2)
функционирования структурных элементов метрологии, стан-
дартизации и сертификации. Конкретный вид кривой развития
зависит от характера входного воздействия х (рис. 1.1.3), при
этом реакция системы будет различной (рис. 1.1.5).
Поскольку реакция рис. 1.1.5, б не соответствует цели разви-
тия, воздействие в виде дельта-функции (бесконечный скачок ко-
нечной площади) не способствует гармонизации системы метро-
логии, стандартизации и сертификации и их системной взаи-
мосвязи. Реакция (рис. 1.1.5, б) рассматриваемых институтов
10 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
Рис. 1.1.6. Формирование S-образной кривой развития метрологии, стандартиза-
ции и сертификации: О — объект, t — время; Кр — кривая развития
Рис. 1.1.5. Реакция динамической системы на входные воздействия: О — объект
(система метрологии, стандартизации и сертификации); 1(?) — единичная функ-
ция, 8(?) —воздействие в виде дельта-функции, Кр — кривые развития; t — время
качества на непрерывные изменения свойств внутренней и внеш-
ней среды их функционирования отображает S-образный харак-
тер кривой развития в поле развития Пр (рис. 1.1.4) — рис. 1.1.6.
1.2. Классификация структурных элементов метрологии,
стандартизации и сертификации
Структурные элементы метрологии, стандартизации и серти-
фикации объединены в базовых понятиях соответствующих ин-
ститутов качества.
Классификация структурных элементов
11
Базовые понятия сформированы моделями сценарного моде-
лирования. Схема такой типовой модели приведена на рис. 1.2.1.
Рис. 1.2.1. Типовая модель сценарного моделирования структурных элементов
метрологии, стандартизации и сертификации: Я — ядро модели; О — институ-
циональная оболочка; / — структурный элемент; i = 1, п, п — количество струк-
турных элементов
В качестве элемента системы, в общем случае, рассматрива-
ется объект, относительно самостоятельный и не подлежащий
дальнейшему расчленению (декомпозиции) на данном уровне
рассмотрения, выполняющий определенные функции, находя-
щийся во взаимосвязи с другими объектами, составляющими
систему. Разделение объектов на элементы и системы относи-
тельно. Каждая система может быть представлена как элемент
системы большего масштаба (суперсистемы); в свою очередь,
элемент может рассматриваться в качестве относительно само-
стоятельной системы. Выделение элементов в очень сложных
системах опосредуется расчленением системы на подсистемы,
которые представляют собой относительно самостоятельные час-
ти системы, подлежащие дальнейшему расчленению. Состав эле-
ментов и способ их объединения определяют структуру системы.
Формально ее часто представляют в виде графа, где вершины со-
ответствуют элементам системы, а дуги — их связям. Особое ме-
сто среди структур различных типов занимают иерархические
структуры (рис. 1.2.2).
Основные метрологические понятия и термины сформулиро-
ваны в ГОСТ 16263—70 «Государственная система обеспечения
единства измерений. Метрология. Термины и определения». Нор-
мативный документ РМГ 29—99 «ГСИ. Метрология. Основные
12 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
Рис. 1.2.2. Иерархическая структура системы метрологии, стандартизации и сер-
тификации. 1 — структурные элементы; 2 — связи
термины и определения», введенный в действие в 2001 г., незначи-
тельно гармонизировал тезаурус метрологии.
Метрология — наука об измерениях (первый структурный эле-
мент), методах (второй структурный элемент) и средствах (третий
структурный элемент) обеспечения их единства и способах (чет-
вертый структурный элемент) достижения требуемой точности.
Метрология зародилась в глубокой древности и означает уче-
ние о мерах. В первом русском труде по метрологии (Ф. И. Петру-
шевский. Общая метрология, ч. I и II, 1849) приводятся именно
ее описательные функции: «Метрология есть описание всякого
рода мер по их наименованиям, подразделениям и взаимному от-
ношению». В дальнейшем, по мере усложнения задач, стоящих
перед метрологами, происходят изменения в определении поня-
тия «метрология». Так, М. Ф. Маликов приводит уже более широ-
кое, но двоякое определение понятия: «Метрология есть учение о
единицах и эталонах» и «Метрология есть учение об измерениях,
приводимых к эталонам». Второе определение свидетельствует о
том, что сделан переход от описательных задач непосредственно к
измерениям и «привязка» их к эталонам. С введением в действие
ГОСТ 16263—70 было закреплено определение, приведенное ра-
нее. В этом определении сделан еще больший шаг в сторону прак-
тического приложения — обеспечения единства измерений в
стране. Измеряемыми величинами, с которыми имеет дело мет-
рология в настоящее время, являются физические величины, т. е.
величины, входящие в уравнения опытных наук (физики, химии
Классификация структурных элементов
13
и др.). Метрология проникает во все науки и дисциплины, имею-
щие дело с измерениями, и является для них единой наукой. Ос-
новные понятия, которыми оперирует метрология, следующие:
физическая величина, единица физической величины, передача
размера единицы физической величины, средства измерений фи-
зической величины, эталон, образцовое средство измерений, ра-
бочее средство измерений, измерение физической величины, ме-
тод измерений, результат измерений, погрешность измерений,
метрологическая служба, метрологическое обеспечение и др.1
Ряд авторов выделяет такие производные понятия, как тео-
ретическая метрология, прикладная (или практическая) метро-
логия и общая метрология.
Следует отметить, что введение понятия «общая метрология»
привело к неоправданному появлению ряда «отраслевых» метро-
логий, таких как медицинская, строительная, спортивная, грави-
тационно-релятивистская метрология и др. Число таких «метро-
логий» продолжает расти, поэтому понятие «общая метрология»
и различные отраслевые «метрологии» применять не рекоменду-
ется1 2.
Возникновение большого количества «метрологий», с одной
стороны, свидетельствует о важности этой науки, о ее проник-
новении в различные области деятельности, связанные с измере-
ниями, а с другой, определение родового понятия «метрология»
и производных от него, закрепленных ГОСТ 16263—70 и други-
ми нормативно-техническими документами ГСИ, вероятно, не
полностью удовлетворяет новые области измерений, особенно
развивающиеся в последнее время3.
В целях упорядочения понятий, связанных с родовым поня-
тием «метрология», целесообразно оставить кроме «законодатель-
ной метрологии» минимум производных понятий. К ним можно
отнести такие понятия, как: теоретическая метрология — раздел
метрологии, посвященный изучению ее теоретических основ;
практическая метрология — раздел метрологии, посвященный
изучению вопросов практического применения в различных сфе-
1 Юдин М. Ф. и др. Основные термины в области метрологии: сло-
варь-справочник / под ред. Ю. В. Тарбеева. М.: Изд-во стандартов,
1989.
2 Там же.
3 Там же.
14 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
рах деятельности результатов теоретических исследований в рам-
ках метрологии и положений законодательной метрологии1.
С введением этих понятий отпадает необходимость в появле-
нии различного рода отраслевых метрологий. Вместо «медицин-
ская метрология» будет «практическая метрология в медицине»
или «метрология в медицине» и т. п.
Схема сценарного моделирования отображает метрологию в
виде схемы, приведенной на рис. 1.2.3.
Рис. 1.2.3. Схема сценарного моделирования метрологии: МИ — метод измере-
ния; СИ — средство измерения; РИ — результат измерения; ПИ — погрешность
измерения; Я — ядро: качество измерения; О — институциональная оболочка:
метрологическое обеспечение
В соответствии с указанной схемой под качеством измерения
будем понимать информацию отображения собственных харак-
теристик состояния функционирования измерения, удовлетво-
ряющих требованиям рыночной конъюнктуры. К таким характе-
ристикам измерения относят: 1) точность; 2) надежность; 3) гиб-
кость; 4) быстродействие.
Метод измерения формирует совокупность процедур сравне-
ния измеряемой величины с ее единицей в соответствии с реали-
зованным принципом измерений (явление или эффект, положен-
ный в основу измерений тем или иным типом средств измерений).
Различают несколько основных методов измерения: непосредст-
венной оценки, сравнения с мерой, дифференциальный или раз-
ностный, нулевой, контактный и бесконтактный.
В метрологии, по существу, измерение является процессом
нахождения физической величины опытным путем с помощью
1 Там же.
Классификация структурных элементов
15
средства измерения. В менеджменте, экономике, статистике, со-
циологии, педагогике измерение не увязывают с физической ве-
личиной и трактуют как совокупность операций, выполняемых
для определения значения величины. В международном стандар-
те ИСО 9001 измерение рассматривается как в узком смысле в ка-
честве метрологической процедуры (подразд. 7.6 «Управление
устройствами для мониторинга измерений»), так и в широком
смысле (разд. 8 «Измерение, анализ, улучшение»). Во втором слу-
чае указывается на необходимость измерения процессов менедж-
мента качества, в частности, измерения (оценки) степени удовле-
творения потребителей. Средство измерения в метрологии трак-
туется как техническое средство (или их комплекс, как правило,
компьютерный), предназначенное для измерений, имеющее нор-
мированные метрологические характеристики, воспроизводящее
и (или) хранящее единицу физической величины, размер которой
принимается неизменным (в пределах установленной погрешно-
сти) в течение известного интервала времени.
По метрологическому назначению средства измерений под-
разделяются на:
• рабочие, предназначенные для измерений физических ве-
личин в народном хозяйстве. Они являются самыми мно-
гочисленными;
• метрологические, предназначенные для обеспечения един-
ства измерений в стране.
По конструктивному исполнению средства измерений под-
разделяются на меры; измерительные приборы; измерительные
установки; измерительные системы; измерительные комплексы.
По уровню автоматизации различают неавтоматические сред-
ства измерений; автоматизированные средства измерений; авто-
матические средства измерений.
По уровню стандартизации различают стандартизованные и
нестандартизуемые средства измерений.
По отношению к измеряемой физической величине различа-
ют основные средства измерений; вспомогательные средства из-
мерений.
Результат измерения (рис. с. 14) определяется значением ве-
личины, полученным путем ее измерения. Результат измерения
может относиться: 1) к показаниям средства измерения; 2) к не-
исправленному (без учета систематической погрешности) ре-
зультату; 3) к исправленному (с учетом систематических погреш-
16 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
ноет ей) результату; 4) по усредненному результату нескольких
измерений.
Определяющей собственной характеристикой качества изме-
рения является погрешность измерения как процедура отклоне-
ния результата измерения от условного истинного значения изме-
ряемой величины. Погрешности измерений классифицируются
по ряду признаков: а) по характеру проявления: систематические,
случайные; б) по способу выражения: абсолютные, относитель-
ные; в) по способу обработки ряда измерений: средние арифме-
тические, средние квадратические; г) по условиям измерения из-
меряемой величины — статические и динамические; д) по пол-
ноте охвата измерительной задачи: частные и полные; е) по
отношению к единице физической величины: воспроизведение
единицы; передача размера единицы.
Погрешность формирует точностную собственную характери-
стику качества измерения, отражающую близость к нулю погреш-
ности его результата. При этом надежность, как характеристика
качества измерений, будет отображаться в степени воспроизводи-
мости результата измерения в минимальное время (быстродейст-
вие как характеристика качества измерений) по процедурам мето-
дики выполнения измерений (гибкость как характеристика каче-
ства измерения). Данная методика выполняет также роль цикла
PDCA Деминга (рис. 1.2.4) обеспечения качества измерений.
Рис. 1.2.4. Схема цикла Деминга (непрерывного улучшения качества)’ Р (plan) —
планирование; D (do) — действие; С (check) — контроль; A (action) — принятие
управленческих решений по результатам измерений; О — институциональная
оболочка
Институциональная оболочка О схемы сценарного модели-
рования (рис. 1.2.4) обеспечивает единство измерений в резуль-
тате деятельности метрологических служб (институты качества),
Классификация структурных элементов
17
направленных на достижение и поддержание единства измере-
ний в соответствии с институциональными правилами, требова-
ниями и нормами, установленными государственными стандар-
тами и другими нормативно-техническими документами в об-
ласти метрологии.
На государственном уровне деятельность по обеспечению
единства измерений регламентируется государственными стан-
дартами ГСИ или методическими указаниями метрологических
институтов и других органов государственной метрологической
службы. На уровне предприятия эта деятельность регламентиру-
ется как нормативными документами ГСИ, так и ведомственны-
ми НТД.
Допускается говорить об обеспечении единства измерений в
стране, отрасли, на предприятии, а также применительно к кон-
кретному размеру величины (например, обеспечение единства из-
мерений диаметров шайбы, болта, вала, толщины пленок и др.).
Для достижения оптимальной степени метрологической упо-
рядоченности используется эффект от совместного действия
циклов Деминга PDCA и SDCA (рис. 1.2.5).
Рис. 1.2.5. Системное взаимодействие циклов Деминга PDCA и SDCA:
S (standart) — стандартизация, 1 — зона синергетического эффекта за счет непре-
рывного улучшения качества продукции, товаров и услуг
Структурным элементом стандартизации — института каче-
ства, как открытой, динамической, адаптивной системы являет-
ся стандарт. В широком смысле стандарт — это образец, эталон,
модель, принимаемые за исходные для сопоставления с ними
других подобных объектов. Применение стандартов способствует
улучшению качества, повышению уровня унификации и взаимо-
18 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
заменяемости, развитию автоматизации производств и процес-
сов, росту эффективности после продажной эксплуатации и ре-
монта продукции, товаров и услуг1.
Стандартизация — деятельность по установлению правил и
характеристик в целях их добровольного многократного исполь-
зования, направленная на достижение упорядоченности в сферах
производства и обращения продукции и повышение конкуренто-
способности продукции, работ или услуг (ст. 2 Федерального за-
кона от 27.12.2002 г. № 184-ФЗ «О техническом регулировании»).
Законом о техническом регулировании определены цели
стандартизации, в том числе: повышение уровня безопасности
жизни, здоровья, имущества; содействие соблюдению требований
технических стандартов; обеспечение научно-технического про-
гресса; повышение конкурентоспособности продукции, работ и
услуг; рациональное использование ресурсов; техническая и ин-
формационная совместимость; взаимозаменяемость продукции
и др. Принципы стандартизации состоят в следующем:
• добровольность применения стандартов;
• максимальный учет законных интересов заинтересованных
лиц при разработке стандартов;
• применение международного стандарта как основы разра-
ботки национального стандарта, за исключением случаев,
установленных Законом о техническом регулировании;
• недопустимость создания препятствий для производства,
обращения продукции в большей степени, чем это необхо-
димо для достижения поставленных перед стандартизацией
целей;
• недопустимость установления стандартов, противоречащих
техническим регламентам;
• обеспечение условий для единообразного применения стан-
дартов.
Стандарт представляет собой документ, в котором в целях
добровольного многократного использования устанавливаются
характеристики продукции, правила осуществления и характе-
ристики процессов производства, эксплуатации, хранения, пе-
ревозки, реализации и утилизации, выполнения работ или ока-
зания услуг. Стандарт также может содержать требования к тер-
1 Гончаров А. А, Копылов В Д Метрология, стандартизация и серти-
фикация М Академия, 2007
Классификация структурных элементов
19
минологии, символике, упаковке, маркировке или этикеткам и
правилам их нанесения. В Российской Федерации предусмотре-
но использование следующих документов в области стандарти-
зации:
1) национальные стандарты — стандарты, утвержденные на-
циональным органом Российской Федерации по стандартиза-
ции. Порядок их разработки определен Законом о техническом
регулировании. Законодательством предусмотрено добровольное
применение национального стандарта равным образом и в рав-
ной мере независимо от страны и (или) места происхождения
объекта технического регулирования, видов или особенностей
сделок и (или) лиц, являющихся изготовителями, исполнителя-
ми, продавцами, приобретателями. Применение национального
стандарта подтверждается знаком соответствия национальному
стандарту;
2) правила стандартизации, нормы и рекомендации в облас-
ти стандартизации;
3) общероссийские классификаторы технико-экономической
и социальной информации — нормативные документы, распре-
деляющие информацию в соответствии с ее классификацией.
Они являются обязательными для применения при создании го-
сударственных информационных ресурсов и систем и межведом-
ственном обмене информацией. Порядок их разработки, приня-
тия, введения в действие и применения устанавливается прави-
тельством Российской Федерации;
4) стандарты организаций — стандарты, которые разрабаты-
ваются и утверждаются организациями самостоятельно, учиты-
вая цели и принципы стандартизации, установленные Законом о
техническом регулировании1.
Данная классификация отображает иерархическую структуру
построения стандартизации (рис. 1.2.6), причем качество стан-
дарта отображается через информацию о его собственных харак-
теристиках (точность, надежность, гибкость, быстродействие),
удовлетворяющих требованиям потребителей. При этом стан-
дарт рассматривается как проект с вышеуказанными характери-
стиками, а также с учетом динамического состояния функцио-
нирования и степени открытости и адаптивности, как правило,
1 Лифиц И М. Стандартизация, метрология и сертификация. М.:
Юрайт-Издат, 2007.
20 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
Рис. 1.2.6. Иерархическая структура стандартизации Ст — стандарт, 1 — нацио-
нальные стандарты, 2 — стандарт институциональных требований (правила, нор-
мы, рекомендации), 3 — общероссийские классификаторы технико-экономиче-
ской и социальной информации, 4 — стандарты организаций, ц, — надежность,
z = 1, 4, v, — восстановление, / = 1, 4
к внешним условиям хаордической среды1. Хаордизм среды на-
страивает и развитие стандартизации на хаордические измене-
ния качества
В целях установления и проведения национальной политики
стандартизации в Российской Федерации создается и действует
национальный орган по стандартизации. Последний утверждает
национальные стандарты и организует их экспертизу, учет, опуб-
ликование и распространение; принимает программу разработки
национальных стандартов; утверждает изображение знака соот-
ветствия национальным стандартам; в соответствии с уставами
международных организаций участвует в разработке международ-
ных стандартов и обеспечивает учет интересов Российской Феде-
рации при их принятии.
Национальный орган РФ по стандартизации создает техни-
ческие комитеты по стандартизации. На паритетных началах и
добровольной основе в их состав включаются представители фе-
деральных органов исполнительной власти, научных организа-
ций, саморегулируемых организаций, общественных объедине-
ний предпринимателей и потребителей. Порядок их деятельно-
сти утверждается национальным органом по стандартизации.
Стандартизация метрологической системы, как института ка-
чества, выявляет в процессе функционирования институциональ-
1 Хаордическая среда развивается циклически от уровня качества
«chaos» до уровня качества «order» (порядок)
Классификация структурных элементов
21
ные соответствия — сертификаты и знаки, которые выполняют
роль структурных элементов системы сертификации как институ-
та качества. Система сертификации формируется за счет совокуп-
ности институциональных правил выполнения работ по сертифи-
кации1 ее участников и институциональных правил функциони-
рования системы сертификации в целом. Сертификация в целом
представляет собой процедуру, состоящую из процессов качества,
посредством которой третья сторона дает письменную гарантию,
что продукция процесс или услуга соответствует заданным инсти-
туциональным требованиям. При указании объектов сертифика-
ции используют, как правило, термины «товары», «работы», «ус-
луги». Иерархическая структура построения сертификации при-
ведена на рис. 1.2.7.
J Рис. 1.2.7. Иерархическая структура построения сертификации: 1 — документ
соответствия: сертификат; 2 — сертификат категории («звезды» качества); 3—5 —
сертификаты происхождения, инспектирования и подтверждения доставки груп-
пы продукции, товаров и услуг, соответственно; 6 — знак, которым маркируется
По лицензии каждая единица_продукции, товаров и услуг, ц, — надежность про-
, Цессов сертификации, i = 2, 5, v, — восстановление (адаптивность) процессов
сертификации в нормальное состояние функционирования, i = 2, 5
Качество сертификации также характеризуется информацией
отображения точности, надежности, гибкости и адаптивности
'Процессов сертификации, направленными на измерение степени
удовлетворенности потребителей. Структурная схема информа-
ционного обеспечения сертификации приведена на рис. 1.2.8* 1 2.
___________
1 «Сертификация» в переводе с латыни означает «сделано верно».
2 Лифиц И. М. Стандартизация, метрология и сертификация. М.:
ЦОрайт-Издат, 2007.
22 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
Рис. 1.2.8. Структурная схема информационного обеспечения
сертификации
1.3. Системное взаимодействие структурных элементов
метрологии, стандартизации и сертификации
Системное взаимодействие метрологии, стандартизации и
сертификации как институтов качества продукции, товаров и ус-
луг формируется на кибернетических принципах, в соответствии
с классификацией, предложенной В. В. Исаевым и А. М. Немчи-
ным, принципах системности, обратной связи, «черного ящика»,
моделирования, гомеостазиса и законе необходимого разнообра-
зия. Рассмотрим эти принципы подробнее по материалам книги
В. В. Исаева и А. М. Немчина1.
1 Исаев В.В., Немчин А. М. Общая теория социально-экономических
систем. СПб Бизнес-пресса, 2002
1.3. Системное взаимодействие структурных элементов...
23
а) Принцип системности.
Система состоит из элементов и сама, в свою очередь, явля-
ется элементом системы большего масштаба. Системность объ-
екта выражается в том, что с позиции целого, элементом которо-
го этот объект является, он представляет собой новый объект
(в клетке фермент-катализатор играет роль катализатора, вне
клетки он таковым не является). Это утверждение есть принцип
системности.
Цель системного исследования — получение новой меры для
объекта с точки зрения целого, выявление целостности объекта.
Содержание системного исследования заключается в решении
двух основных проблем:
• проблемы системного выделения объекта, изучение взаи-
мосвязей его элементов: эмерджентных свойств, механиз-
мов его функционирования и развития;
• проблемы системного моделирования или конструирова-
ния объекта по некоторым заданным свойствам; решение
этой проблемы необходимо для создания новых или преоб-
разования существующих систем.
Системное исследование — это вся совокупность научных,
технических, технологических, экономических проблем, кото-
рые при всей их специфике и разнообразии сходны в понима-
нии и рассмотрении исследуемых ими объектов как систем, т. е.
множества взаимосвязанных элементов, выступающих в виде
единого целого.
Системный подход — общий метод исследования объекта
как целого, т. е. как совокупности элементов, находящихся во
взаимодействии. Это эксплицитное (разъяснительное) выраже-
ние процедур представления объектов как систем и способов их
описания, объяснения, предвидения и т. п.
Системный подход легко провозглашается в общем виде, но
Очень трудно реализуется в конкретной форме, так как многоас-
пектная ориентация требует специальной научной, организаци-
онной, технологической, технической, педагогической подготов-
ки и др. условий в совокупности с целенаправленными меро-
приятиями по ресурсному обеспечению системной деятельности.
Подчеркнем: единой и непрерывной системной деятельности,
^Начиная от исследования конкретного и кончая ликвидацией,
Наступающей после физического или морального его устаре-
вания.
24 Г лава 1. Структурные элементы метрологии, стандартизации и сертификации
Системный анализ выступает как комплекс специальных про-
цедур, приемов и методов, обеспечивающих реализацию систем-
ного подхода. Системный анализ характеризуется не специфиче-
ским научным аппаратом, а упорядоченным, логически обосно-
ванным подходом к исследованию проблемы и использованию
соответствующих методов их решения, которые могут быть разра-
ботаны в рамках других наук.
б) Принцип обратной связи.
Этот принцип Н. Винер называл «душой кибернетики».
Принцип обратной связи следует отличать от самой обратной
связи. Обратная связь подразумевает наличие канала для переда-
чи информации (воздействия) от управляемого объекта (с его
выходов) к управляющему.
Принцип обратной связи есть принцип коррекции входных
воздействий в процессе управления на основе информации о вы-
ходе управляемой системы, которая вместе с регулятором, кор-
ректирующим входные воздействия на основе использования ин-
формации о выходе, образует замкнутый контур под названием
контур обратной связи (рис. 1.3.1).
Рис. 1.3.1. Контур обратной связи: 5 — управляемая система; R — регулятор;
х — входные воздействия; у — выход; RY — корректирующее воздействие
Принцип обратной связи — это универсальный принцип
управления, позволяющий в изменяющейся среде достигать за-
данной цели. В зависимости от характера самой цели выделяют
положительные и отрицательные обратные связи.
Отрицательная обратная связь — обратная связь, предназна-
ченная для поддержания системы в заданном состоянии (при
неизменном значении описывающих ее параметров), т. е. для
достижения так называемой долговечной цели.
В технических устройствах люди начали использовать этот
принцип задолго до возникновения самого понятия «отрицатель-
ная обратная связь». Примером может служить регулятор Уатта,
1.3. Системное взаимодействие структурных элементов...
25
цель которого — обеспечить постоянство скорости вращения вала
двигателя внутреннего сгорания, паровой машины и т. п. В жи-
вом организме с помощью отрицательных связей поддерживают-
ся физиологические константы (температура тела, кровяное дав-
ление и т. п.).
Метрология, стандартизация и сертификация, представляю-
щие собой сложные системы, обладают развитым механизмом об-
ратных связей. Однако в связи с тем, что в данных системах прак-
тически отсутствуют «долговечные» цели, т. е. цели в виде под-
держания некоторых параметров на заданном уровне, основной
тип обратных связей в указанных системах — положительные об-
ратные связи.
Положительная обратная связь — обратная связь, предназна-
ченная для перевода системы в новое состояние, которое зави-
сит от сложившейся конкретной ситуации, т. е. для достижения
текущей (меняющейся, конкретизирующейся) цели. В техниче-
ских устройствах положительная обратная связь используется
для увеличения их коэффициента передачи.
Положительная обратная связь является более сложной, чем
отрицательная. На основе отрицательных обратных связей
управление осуществляется по достаточно жесткой программе,
при управлении на основе положительных обратных связей про-
грамма не должна быть жесткой.
в) Закон необходимого разнообразия.
По определению У. Эшби, число различных состояний сис-
темы или логарифм этого числа по основанию 2 есть разнообра-
зие системы. Система в своем поведении может принимать раз-
личные состояния, значения ее параметров могут меняться. Од-
нако вследствие каких-либо условий, ограничений, внутренних
свойств системы и т. д. из всех теоретических мыслимых состоя-
ний практически реализуемыми оказывается меньшее число со-
стояний. Такое уменьшение числа возможных состояний есть
ограниченное разнообразие.
Всякий закон природы есть ограничение разнообразия, по-
скольку из всех мыслимых состояний, связываемых им объектов
он указывает область реально возможных их состояний, пара-
метров, форм и т. п.
Задача управления есть задача ограничения разнообразия,
ибо управление осуществляется с целью приведения системы в
26 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
некоторое заданное состояние и поддержания этого состояния.
У. Эшби сформулировал закон необходимого разнообразия, ко-
торый утверждает, что ограничение в поведении управляемого
объекта достигается только за счет увеличения разнообразия
воздействия органа управления. Или более лаконично: только
разнообразие может уничтожить разнообразие. Этот закон имеет
фундаментальное следствие, в частности, он устанавливает, что
эффективное управление в сложных системах неосуществимо с
помощью «простых средств».
г) Принцип «черного ящика».
«Черный ящик» — система, о внутреннем строении и поведе-
нии которой сведений нет, но существует возможность воздей-
ствовать на ее входы и воспринимать воздействия ее выходов.
Метод «черного ящика» заключается в том, что система изучает-
ся не как совокупность взаимодействующих элементов, а как не-
что целое (неделимое), взаимодействующее со средой на своих
входах и выходах. Метод «черного ящика» применим в различ-
ных ситуациях. Во-первых, конструкция системы может не ин-
тересовать наблюдателя, которому важно знать только поведе-
ние системы. Так, при пользовании телевизором новой марки
при отсутствии институциональных ограничений наблюдатель
устанавливает назначение того или иного регулятора по тому
воздействию, которое он оказывает на функционирование теле-
визора. В этом случае телевизор — «черный ящик»; изменение
положения регуляторов — входные воздействия; звук, изображе-
ние — выходы.
Во-вторых, этот способ используется при недоступности
внутренних процессов системы для исследования. Например,
изучение сертификации новых лекарственных средств.
В-третьих, метод «черного ящика» используется при исследо-
вании систем, все элементы и связи которых в принципе доступ-
ны, но либо многочисленны и сложны, что приводит к огромным
затратам времени и средств при непосредственном изучении,
либо такое изучение недопустимо по каким-либо соображениям.
Примерами могут служить проверка на готовность к эксплуата-
ции автоматической телефонной станции, которая проводится
путем «прозванивания», а не непосредственно проверкой всех
блоков, схем, и т. д., и проверка действия секретного прибора,
разбирать который в полевых условиях запрещено.
1.3. Системное взаимодействие структурных элементов...
27
Метод «черного ящика» заключается в следующем.
1. Предварительное наблюдение за взаимодействием системы
со средой, установление списка входных и выходных воздейст-
вий. Выявление существенных воздействий. Окончательный вы-
бор входов и выходов для исследования с учетом имеющихся
средств воздействия на систему и средств наблюдения за ее по-
ведением.
2. Воздействие на входы системы и регистрация ее выходов.
В процессе изучения наблюдатель и «черный ящик» образуют
систему с обратной связью. Первичные результаты исследования
представляют собой множество пар, состояние входа и состоя-
ние выхода.
3. Установление зависимости между входом и выходом сис-
темы.
Установление такой зависимости — однозначной или вероят-
ностной — возможно только в случае, если система в своем пове-
дении обнаруживает ограниченное разнообразие. По мере иссле-
дования системы и все более глубокого проникновения в суть
происходящих в ней процессов необходимость в использовании
принципа «черного ящика» отпадает.
д) Принцип моделирования.
Моделирование — создание моделей. Модель представляет
собой отображение каким-либо способом существенных харак-
теристик, процессов их взаимосвязей реальных систем. В основе
моделирования лежит принцип аналогии.
Аналогия — подобие, сходство предметов в каких-либо свой-
ствах, признаках, отношениях Убедившись в аналогичности двух
объектов, предполагают, что функции, свойства одного объекта
присущи другому, для которого они не установлены. Метод ана-
логий состоит в том, что изучается один объект — модель, а вы-
воды переносятся на другой — оригинал.
Модели создаются самые разные:
• графическая модель — объект, геометрически подобный
оригиналу (географическая карта);
• геометрическая — объект, подобный оригиналу по форме
(слепок);
• функциональная — объект, отображающий поведение ори-
гинала (любая действующая модель);
28 Г лава 1. Структурные элементы метрологии, стандартизации и сертификации
• символическая — выражается с помощью абстрактных сим-
волов (программа для ЭВМ);
• статистическая — описывает взаимосвязи между элемента-
ми, имеющие случайный характер (схема Бернулли);
• описательная (дескриптивная) — словесное описание,
сравнительные характеристики (различные определения);
• математическая — совокупность уравнений или неравенств,
таблицы, матрицы и другие способы описания оригинала.
Строятся также смешанные модели.
Модель как инструмент исследования позволяет на основе
регулирования исходными параметрами, предположениями про-
гнозировать поведение системы. Модель может быть использо-
вана в качестве инструмента для контроля над деятельностью
системы, в качестве средства обучения.
Кроме этого, модель является средством упрощения объекта
для его изучения, поскольку позволяет исследовать систему с
точки зрения ее существенных характеристик, абстрагируясь от
побочных влияний среды.
Среди методов упрощения моделей можно назвать:
• исключение из рассмотрения ряда переменных: а) исклю-
чение несущественных; б) агрегирование;
• изменение природы переменных: а) рассмотрение перемен-
ных как констант (например, путем замены случайной ве-
личины ее математическим ожиданием); б) рассмотрение
дискретных величин как непрерывных и наоборот;
• изменение характера связи между элементами, например,
замена нелинейных зависимостей на линейные;
• изменение ограничений — снятие или введение новых.
Моделирование — одно из важнейших средств кибернетиче-
ского подхода изучения состояния функционирования метроло-
гии, стандартизации и сертификации.
е) Принцип гомеостазиса.
Понятие гомеостазиса развил английский нейрофизиолог
кибернетик У. Росс Эшби, который определил гомеостазис как
способность системы сохранять в процессе взаимодействия со
средой значение существенных характеристик в некоторых за-
данных пределах. Гомеостатическая система устойчива и нахо-
дится в состоянии равновесия. Свойства устойчивости означают
целеустремленное поведение системы, выражающееся в стремле-
1.3. Системное взаимодействие структурных элементов...
29
нии не успокаиваться до тех пор, пока не достигнуто состояние
равновесия. Гомеостазис реализуется с помощью отрицательных
обратных связей и представляет собой одну из форм реализации
принципа обратной связи.
Гомеостазис метрологии, стандартизации и сертификации
предполагает согласованность между взаимодействием данных
систем и их саморегулированием в процессе приспособления
системы к институциональной среде.
Высший тип данных систем — самонастройка. Самонастрой-
ка представляет собой такой процесс адаптации системы, при
котором процесс перестройки внутренних связей происходит без
вмешательства извне. Гомеостазис метрологии, стандартизации
и сертификации должен учитывать не только соотношение тех-
нико-экономических факторов, но и соотношений интересов,
взаимодействующих структурных единиц.
В кибернетике, кроме рассмотренных, разработаны принци-
пы внешнего дополнения, отбора информации, оптимума и др.
В квазилинейном приближении целесообразно применение
к такой сложной системе взаимодействия принципа суперпози-
ции, по которому рассматривается по отдельности каждая систе-
ма метрологии, стандартизации и сертификации, а далее форми-
руется их взаимодействие.
С позиции непрерывного улучшения качества продукции, то-
варов и услуг процесс управления качеством метрологии, стан-
дартизации и сертификации можно представить в виде обобщен-
ной структурной схемы (рис. 1.3.2).
Рис. 1.3.2. Обобщенная структура качества метрологии, стандартизации и серти-
фикации: О — объект (система метрологии, стандартизации или сертификации);
ИР — институциональный регулятор; Ус — уставка (настройка) на заданный уро-
вень качества; х, у — вход и выход системы, соответственно
Система качества продукции, товаров или услуг обобщает и
использует системное взаимодействии метрологии, стандартиза-
ции и сертификации в структуре, показанной на рис. 1.3.3.
30 Глава 1. Структурные элементы метрологии, стандартизации и сертификации
Рис. 1.3.3. Обобщенная иерархическая структура системного взаимодействия
метрологии, стандартизации и сертификации как институтов качества: СМК —
систем менеджмента качества; М — система метрологии; СТ — система стандар-
тизации; СР — система сертификации; ИР — институциональный регулятор;
Ум, Уст, Уср — настройки системы метрологии, стандартизации и сертификации,
соответственно; I, II, III — уровни качества
Такая иерархия вполне оправданна, поскольку система
менеджмента качества измеряет процессы качества через степень
удовлетворения потребителей качеством продукции, товаров и
услуг.
Вопросы и задания для самопроверки
1. Какими параметрами характеризуются структурные элементы метрологии,
стандартизации и сертификации?
2. Каким образом формируется поле развития метрологии, стандартизации и
сертификации?
3. Охарактеризуйте метрологию, стандартизацию и сертификацию как динами-
ческие системы.
4. Какая типовая кривая характеризует состояние функционирования динами-
ческих систем «Метрология», «Стандартизация» и «Сертификация» как инсти-
тутов качества?
5. В чем сущность и различие структурных элементов метрологии, стандартиза-
ции и сертификации.
Глава 2
ПРАВОВАЯ БАЗА ГОСУДАРСТВЕННЫХ
И МЕЖГОСУДАРСТВЕННЫХ СИСТЕМ
МЕТРОЛОГИИ, СТАНДАРТИЗАЦИИ
И СЕРТИФИКАЦИИ
Учебные задачи
1. Обосновать формирование правовой базы государствен-
ных и межгосударственных систем метрологии, стандар-
тизации и сертификации.
2. Оценить качественные изменения технического законо-
дательства посредством правового поля метрологии.
3. Изучить эволюционное развитие государственной систе-
мы стандартизации как института качества.
4. Составить представление о наполнении правового поля
сертификации.
Тема главы
С позиций концепции сценарного моделирования систематизи-
рованы процессы формирования правовой базы государственных и
межгосударственных систем метрологии, стандартизации и сер-
тификации.
2.1. Правовая база государственных
и межгосударственных систем метрологии,
Стандартизации и сертификации
Правовая база состояния функционирования государствен-
ных и межгосударственных систем метрологии, стандартизации
И сертификации формируется в результате системного взаимо-
действия соответствующих правовых полей (рис 2.1 1)
32 Глава 2. Правовая база государственных и межгосударственных систем...
Рис. 2.1.1. Системное взаимодействие правовых полей: 7, 2, 3 — правовые поля
системы метрологии, стандартизации и сертификации, соответственно; П — пра-
вовое поле технического законодательства; Я1, Яг, Яз, Я — ядра качества полей
метрологии, стандартизации, сертификации и правового поля технического за-
конодательства, соответственно; 4—6 — связи; Oj, Ог, Оз, О — институциональ-
ные оболочки развития правовых полей систем метрологии, стандартизации,
сертификации и правового поля технического законодательства, соответственно
Ядро качества поля технического законодательства Я на-
страивает поля 1, 2, 3 (рис. 2.1.1) на снижение ассиметричности
правовой информации между государственным, межгосударст-
венным и международными институтами метрологии, стандар-
тизации и сертификации. Качество поля технического законода-
тельства определяется информацией отображения принципов
технического регулирования в правовых полях 1, 2, 3 (рис. 2.1.1),
удовлетворяющих требованиям международного права.
Законодательство РФ о техническом регулировании состоит
из Федерального закона от 27.12.2002 г. № 184-ФЗ «О техниче-
ском регулировании» и принимаемых в соответствии с ним фе-
деральных законов и иных нормативных правовых актов РФ.
В соответствии с данным законом под регулированием пони-
маются действия государства, организующие поведение на рын-
2.1. Правовая база государственных...
33
ке хозяйствующих субъектов. Объектами технического регулиро-
вания являются продукция, процессы жизненного цикла про-
дукции, работы и услуги.
Согласно Федеральному закону «О техническом регулирова-
нии» техническое регулирование представляет собой правовое ре-
гулирование отношений (рис. 2.1.1) в области установления, при-
менения и исполнения обязательных требований к продукции,
процессам производства эксплуатации, хранения, перевозки, реа-
лизации и утилизации (правовое поле метрологии 1 на рис. 2.1.1),
а также в области установления и применения на добровольной
основе требований к продукции, процессам производства, экс-
плуатации, хранения, перевозки, реализации и утилизации, вы-
полнению работ или услуг (правовое поле 2 стандартизации на
рис. 2.1.1) и правовое регулирование отношений в области оцен-
ки соответствия (правовое поле 3 сертификации на рис. 2.1.1).
Качество поля П Закона «О техническом регулировании»
формируется за счет соблюдения следующих принципов:
• применение единых институциональных1 правил установ-
ления требований к продукции или связанным с ними про-
цессам проектирования (по циклам Деминга) (включая
изыскания), производства, строительства, монтажа, налад-
ки, эксплуатации, хранения, перевозки, реализации и ути-
лизации, выполнению работ или оказанию услуг (реализа-
ция воспроизводственного цикла «производство — распре-
деление — обмен — потребление» в соответствии с «петлей»
качества);
• соответствия технического регулирования уровню развития
национальной экономики, развития материально-техниче-
ской базы, а также уровню научно-технического развития
(развитие соответствует S-образной кривой эволюционного
развития — авт. комментарий);
• независимости органов по аккредитации и сертификации от
изготовителей, продавцов, исполнителей и приобретателей1 2;
1 Техническое регулирование целесообразно анализировать и разви-
вать как институт качества
2 Приобретатель — институциональный термин — юридическое
или физическое лицо, которое приобрело право собственности (по
А. Н. Нестеренко — «пучок прав») на имущество, в том числе на про-
дукцию.
34 Г лава 2. Правовая база государственных и межгосударственных систем...
• единой системы и правил аккредитации;
• единства правил и методов исследования (испытаний) и
измерений для проведения процедур обязательной оценки
соответствия;
• единства применения требований технических регламентов
независимо от видов или особенностей сделок;
• недопустимости ограничения конкуренции при осуществ-
лении аккредитации и сертификации;
• недопустимости совмещения одним органом полномочий
аккредитации и сертификации;
• недопустимости внебюджетного финансирования государ-
ственного контроля (надзора) за соблюдением требований
технических регламентов;
• недопустимости одновременного возложения одних и тех
же полномочий на два или более органов государственно-
го контроля (надзора) за соблюдением технических регла-
ментов.
Вышеперечисленные принципы технического регулирования
обеспечивают качество Я (рис. 2.1) через безопасность (биологи-
ческую, механическую, взрывобезопасность, пожарную, про-
мышленную, термическую, химическую, электрическую, ядер-
ную, радиационную), эксплуатационную совместимость в части
обеспечения безопасности работы приборов и оборудования и
единство измерений. Данное качество реализуется через основ-
ной (базовый) структурный элемент правового поля техническо-
го регулирования — технический регламент как документ, кото-
рый принят международным договором РФ, ратифицированным
в порядке, установленном законодательством РФ, или федераль-
ным указом, или указом президента РФ, или постановлением
правительства РФ, и устанавливает обязательные для примене-
ния и исполнения требования к объектам технического регули-
рования продукции, в том числе к зданиям, строениям и соору-
жениям, процессам производства, эксплуатации, хранения, пе-
ревозки, реализации и утилизации.
Исходя из данного определения в качестве объектов техниче-
ского регулирования выступают продукция, в том числе здания,
строения и сооружения, процессы производства, эксплуатации,
хранения, перевозки, реализации и утилизации.
Закон «О техническом регулировании» четко определяет
цели применения технических регламентов, приводя их исчер-
2.1. Правовая база государственных... 35
Пывающий перечень и устанавливая правило о том, что приня-
тие технических регламентов в иных целях не допускается. Тех-
нические регламенты принимаются в следующих целях:
• защита жизни или здоровья граждан, имущества физиче-
ских или юридических лиц, государственного или муници-
пального имущества;
• охрана окружающей среды, жизни или здоровья животных
и растений;
• предупреждение действий, вводящих в заблуждение приоб-
ретателей.
Четкое установление целей технических регламентов важно
И в связи с тем, что со дня вступления в силу Закона о техниче-
ском регулировании и до вступления в силу соответствующих
^Технических регламентов (максимальный срок, отведенный на
их принятие, — семь лет), требования, установленные ранее
нормативными правовыми актами РФ и нормативными доку-
ментами федеральных органов исполнительной власти, подлежат
обязательному исполнению только в части, соответствующей
Ьриведенным целям.
Закон о техническом регулировании устанавливает правила
формирования содержания технических регламентов. Законода-
тельством предусмотрено принятие технических регламентов
двух видов:
। 1) общие технические регламенты, требования которых обя-
зательны для применения и соблюдения в отношении любых ви-
дов продукции, процессов производства, эксплуатации, хране-
ния, перевозки, реализации и утилизации;
2) специальные технические регламенты, требованиями ко-
торых учитываются технологические и иные особенности от-
дельных видов объектов технического регулирования. Они при-
нимаются только в тех случаях, когда с помощью общих регла-
ментов не могут быть достигнуты определенные для технических
регламентов цели.
Г' Законом о техническом регулировании подробно установлен
Порядок разработки, принятия, изменения и отмены техниче-
ского регламента.
В качестве основы для разработки проектов технических рег-
ламентов могут применяться международные и (или) националь-
ные стандарты.
36 Глава 2. Правовая база государственных и межгосударственных систем...
По общему правилу технический регламент принимается фе-
деральным законом. Из этого правила Закон о техническом ре-
гулировании предусматривает следующие исключения:
а) технический регламент может быть принят международ-
ным договором, подлежащим ратификации в порядке, установ-
ленном законодательством РФ;
б) до вступления в силу федерального закона о техническом
регламенте правительство РФ вправе издать постановление о со-
ответствующем техническом регламенте;
в) в исключительных случаях при возникновении обстоя-
тельств, приводящих к непосредственной угрозе жизни или здо-
ровью граждан, окружающей среде, жизни или здоровью живот-
ных и растений, и в случаях, если для обеспечения безопасности
продукции, процессов производства, эксплуатации, хранения,
перевозки, реализации и утилизации необходимо незамедлитель-
ное принятие соответствующего нормативного правового акта о
техническом регламенте. Президент РФ вправе издать техниче-
ский регламент без его публичного обсуждения.
Принимаемый федеральным законом или постановлением
правительства РФ, технический регламент вступает в силу не ра-
нее, чем через шесть месяцев со дня его официального опубли-
кования. Необходимые для применения соответствующего тех-
нического регламента правила и методы исследований, отбора
образцов и т. п. разрабатываются федеральными органами ис-
полнительной власти в течение шести месяцев со дня официаль-
ного опубликования технического регламента и утверждаются
Правительством РФ.
Со дня вступления в силу федерального закона о техниче-
ском регламенте соответствующий технический регламент, из-
данный указом президента РФ или постановлением правитель-
ства РФ, утрачивает силу.
Следует иметь в виду, что до вступления в силу соответствую-
щих технических регламентов требования к объектам техническо-
го регулирования (продукции, в том числе зданиям, строениям и
сооружениям, процессам производства, эксплуатации, хранения,
перевозки, реализации и утилизации) подлежат обязательному
исполнению только в части, соответствующей целям техническо-
го регулирования. Технические регламенты должны быть приня-
ты в течение семи лет со дня вступления в силу Закона «О техни-
ческом регулировании». Государственный контроль и надзор за
2.2. Качественные изменения технического законодательства...
37
соблюдением требований технических регламентов осуществля-
ются федеральными органами исполнительной власти, органами
исполнительной власти субъектов РФ, подведомственными им
государственными учреждениями, уполномоченными на прове-
дение государственного контроля и надзора законодательством
РФ. Объекты государственного контроля и надзора за соблюде-
нием требований технических регламентов, полномочия органов
в данной сфере определены нормами глав 6 и 7 Закона о техниче-
ском регулировании. За нарушение требований законодательст-
вом о техническом регулировании предусматривается граждан-
ско-правовая, административная и уголовная ответственность.
Кроме того, указанным Законом определены санкции оператив-
ного характера. Так, ст. 40 данного акта предусматривает прину-
дительный отзыв продукции по решению суда и информирование
о таком решении приобретателей через средства массовой инфор-
мации.
2.2. Качественные изменения технического
законодательства посредством правового поля
метрологии
Качественные изменения института технического регулиро-
вания (технического законодательства) оцениваются правовым
полем метрологии 1 (см. рис. 2.1.1), институциональные требова-
ния которого вошли составной частью, как часть целого, в техни-
ческое право, через систему единства измерений.
Единство измерений — состояние измерений, при котором
их результаты выражены в узаконенных единицах величин и по-
грешности измерений не выходят за узаконенные границы с за-
данной вероятностью (ст. 1 Закона РФ от 27.04.1993 г. № 4871-1
«Об обеспечении единства измерении»)
Защитить права и законные интересы предпринимателей и
потребителей, экономики в целом от отрицательных последст-
вий недостоверных результатов измерений призван Закон РФ
«Об обеспечении единства измерений», который и формирует
оболочку О] системы метрологии (см. рис. 2.1.1).
Обеспечение единства измерений в Российской Федерации
достигается следующими способами. Во-первых, к применению
38 Г лава 2. Правовая база государственных и межгосударственных систем...
допускаются лишь узаконенные единицы величин Международ-
ной системы единиц, принятой Генеральной конференцией по
мерам и весам. Наименования, обозначения и правила написа-
ния единиц величин, а также правила их применения на терри-
тории России устанавливает правительство РФ. Во-вторых, в ка-
честве исходных для воспроизведения и хранения единиц вели-
чин в целях передачи их размеров всем средствам измерений
данных величин используют государственные эталоны, признан-
ные решением уполномоченного на то государственного органа
в качестве исходных на территории Российской Федерации.
Деятельностью, направленной на обеспечение единства ве-
личин, занимается метрологическая служба. Государственная
метрологическая служба включает, помимо других структур, го-
сударственные научные метрологические центры, которые несут
ответственность за создание, совершенствование, хранение и
применение государственных эталонов величин. Метрологиче-
ские службы могут создаваться в органах управления и организа-
циях, если это необходимо для обеспечения требуемой точности
измерений.
Метрологические службы юридических лиц подлежат аккре-
дитации на право проверки средств измерений.
В целях проверки соблюдения установленных метрологиче-
ских правил и норм органы государственной метрологической
службы осуществляют государственный метрологический кон-
троль и надзор в соответствии с Положением об организации и
осуществлении государственного контроля и надзора в области
стандартизации, обеспечения единства измерений и обязатель-
ной сертификации, утвержденным Постановлением Правитель-
ства РФ от 16.05.2003 г. № 287.
Виды государственного метрологического контроля таковы:
1) утверждение типа средств измерений. Средство измере-
ний — это техническое устройство, предназначенное для измере-
ний. Средства измерений подвергаются обязательным испытани-
ям. Решение об утверждении типа средств измерений принимает-
ся Ростехрегулированием России и удостоверяется сертификатом.
Срок действия сертификата устанавливается при его выдаче. Ут-
вержденный тип средств измерений вносится в Государственный
реестр средств измерений, который ведет Ростехрегулирование
России;
2.2. Качественные изменения технического законодательства...
39
2) поверка средств измерений, в том числе эталонов. Повер-
ка средств измерений — это совокупность операций, выполняе-
мых органами государственной метрологической службы в целях
проверки соблюдения установленных метрологических правил и
норм. Допускаются продажа и выдача напрокат только поверен-
ных средств измерений. Положительные результаты поверки
удостоверяются поверительным клеймом или свидетельством;
3) лицензирование деятельности юридических и физических
лиц по изготовлению, ремонту, продаже и прокату средств изме-
рений.
Государственный метрологический надзор осуществляется:
1) за выпуском, состоянием и применением средств измере-
ний, за аттестованными методиками выполнения измерений,
эталонами единиц величин, соблюдением метрологических пра-
вил и норм;
2) за количеством товаров, отчуждаемых при совершении
торговых операций. В данном случае надзор проводится в целях
определения массы, объема, расхода или других величин, харак-
теризующих количество этих товаров;
3) за количеством фасованных товаров в упаковках любого
Вида при их расфасовке и продаже. Надзор осуществляется в
случаях, когда содержимое упаковки не может быть изменено
без ее вскрытия или деформации, а масса, объем, длина, пло-
щадь или иные величины, указывающие количество содержаще-
гося в упаковке товара, обозначены на ней. Государственный
метрологический контроль и надзор проводят должностные лица
Ростехрегулирования России. Их права и обязанности определе-
ны ст. 20 Закона РФ «Об обеспечении единства измерений».
Средства измерений, не подлежащие поверке, могут подвер-
гаться калибровке при выпуске из производства или ремонта,
цри ввозе по импорту, при эксплуатации, прокате и продаже.
Калибровка представляет собой совокупность операций, выпол-
няемых в целях определения и подтверждения действительных
значений метрологических характеристик и пригодности средств
Измерений к применению. Калибровка проводится метрологиче-
скими службами юридических лиц с использованием эталонов,
соподчиненных государственным эталонам единиц величин. Ре-
зультаты калибровки удостоверяются калибровочным знаком,
Наносимым на средства измерении, или сертификатом о калиб-
40 Г лава 2. Правовая база государственных и межгосударственных систем...
ровке. Кроме того, может производиться добровольная сертифи-
кация средств измерений.
Схема сценарного моделирования государственной и межго-
сударственной системы метрологии представлена на рис. 2.2.1.
Пространство между оболочками ИО] и ИО2 образует инсти-
туциональное кольцо гармонизации государственной системы
метрологии с учетом соответствующей парадигмы1 качества про-
дукции, работ и услуг.
Рис. 2.2.1. Схема сценарного моделирования государственной и межгосударст-
венной системы метрологии: 1, 2 /; п — метрологические службы; i= 1, п —
количество служб; а, б, в — метрологические центры; А, Б, Э, Ю, Я — межго-
сударственные и международные службы, центры и организации института мет-
рологии; ИО], ИО2 — институциональные оболочки, формирующие правовые
поля системы метрологии; ПМ — поле единства метрологии; Ядро — эталоны;
ЕВ — единицы величины
1 Парадигма качества характеризует устойчивое отображение качест-
ва на определенном историческом этапе развития общества.
2.3. Эволюционное развитие государственной системы...
41
2.3. Эволюционное развитие государственной системы
стандартизации как института качества
Наполнение правого поля П2 стандартизации (рис. 2.1.1) на
длительном историческом этапе S-образного развития государст-
венной системы стандартизации России приведено на рис. 2.3.1,
на котором также отображены «звезды» бифуркации поля 2
(см. рис. 2.1.1), характеризующие революционные изменения в
системе стандартизации как института качества. Качество стан-
Рис. 2.3.1. Эволюционное развитие государственной системы стандартизации
России, как института качества 1 — введение стандартных калибров пушечных
ядер, 2 — введение технических условий и проверка качества сырья (древесина,
лен, пенька и др), 3 — введение общесоюзных стандартов (ОСТ), 4 — введение
государственных общесоюзных стандартов (ГОСТ), 5 — утверждение Государст-
венной системы стандартизации (ГСС), 6 — разработка системы норматив-
но-технической документации, направленной на качество, 7 — гармонизация на-
циональной системы стандартизации в соответствии с международным правом,
8 — соглашение о проведении согласованной политики в области стандартиза-
ции, метрологии и сертификации стран СНГ, 9 — принятие Закона РФ «О стан-
дартизации», 10 — внедрение международных стандартов ИСО серии 9000,
11 — принятие Федерального закона «О техническом регулировании», 12 — вве-
дение стандартов «Стандартизация в Российской Федерации», 13 — преобразова-
ние государственной системы стандартизации ГСС в национальную НСС с из-
менением правового статуса системы с государственного на добровольный,
ПУР — прогнозируемый международный уровень развития
42 Глава 2. Правовая база государственных и межгосударственных систем...
дартизации отображается через следующие собственные характе-
ристики в форме принципов стандартизации:
• добровольного применения стандартов;
• максимального учета при разработке стандартов законных
интересов заинтересованных лиц;
• обеспечения условий для единообразного применения стан-
дартов;
• недопустимости установления таких стандартов, которые
противоречат техническим регламентам;
• применения международного стандарта как основы разра-
ботки национального стандарта, за исключением случаев,
когда такое применение признано невозможным вследствие
несоответствия требований международных стандартов кли-
матическим и географическим особенностям Российской
Федерации, техническим и (или) технологическим особен-
ностям или по иным основаниям либо Российская Федера-
ция в соответствии с установленными процедурами высту-
пала против принятия международного стандарта или от-
дельного его положения;
• недопустимости создания препятствий производству и об-
ращению продукции, выполнению работ и оказанию услуг
в большей степени, чем это минимально для выполнения
целей, указанных в ст. 11 Федерального закона «О техниче-
ском регулировании» (цели направлены на повышение ка-
чества жизни населения России);
• S-образного развития стандартов. Количественно качество
поля стандартизации характеризуется критериями точно-
сти, надежности, адаптивности и быстродействия. Точность
при этом характеризуется степенью приближения юридиче-
ских положений технического законодательства междуна-
родным нормам; надежность формируется степенью вос-
производимости правого поля стандартизации на пред-
приятиях, организациях, коммерческих и государственных
структурах и в обществе в целом. Адаптивность настраивает
поле 2 (рис. 2.1.1) к происходящим переменам мирового
института стандартизации и выступает в качестве параметра
настройки институционально-бенчмаркингового1 регулято-
1 Бенчмаркинг — продукт эволюционного развития концепции кон-
курентоспособности, предполагающий разработку программ улучшения
качества продукции, работы, услуг
2.3. Эволюционное развитие государственной системы...
43
ра национальной системы стандартизации. Быстродействие
характеризуется скоростью обращения к процедурам техни-
ческого законодательства с целью расчета экономического
или социального эффекта. Непосредственный экономиче-
ский эффект дают стандарты, ведущие к экономии ресур-
сов, повышению надежности, технической и информаци-
онной совместимости. Стандарты, направленные на повы-
шение качества жизни, обеспечивают социальный эффект.
Схема сценарного моделирования правового поля стандарти-
зации приведена на рис. 2.3.2.
Рис. 2.3.2. Схема сценарного моделирования правового поля стандартизации:
К — качество; Т, Н, Б, А — точность, надежность, быстродействие и адаптив-
ность, соответственно; О| — институциональная оболочка технического законо-
дательства; Oj — институциональная оболочка международного законодательст-
ва; 1 — национальные стандарты; 2 — стандарты предприятий и организаций;
3 — своды регламентов, норм, рекомендаций и правил; 4 — классификаторы;
й, б, ..., э, ю, я — компоненты международной системы стандартизации;
Я — ядро; П — правила взаимодействия
44 Глава 2. Правовая база государственных и межгосударственных систем...
Граф' структуры построения национальной системы стан-
дартизации как института качества приведен на рис. 2.3.3.
Рис. 2.3.3. Схема национальной структуры стандартизации в виде развивающего-
ся графа 1 — Федеральное агентство по техническому регулированию и метро-
логии, 2 — научно-исследовательские институты, 3 — технические комитеты
по стандартизации, 4—10 — межрегиональные территориальные управления,
11 — 17 — региональные службы по техническому регулированию и метрологии,
18—24 — службы технического регулирования и метрологии предприятий и орга-
низаций
1 Граф — отображение процесса целенаправленного развития сис-
темы
2.3. Эволюционное развитие государственной системы...
45
В структуру федерального агентства по техническому регули-
рованию и метрологии (Ростехрегулирование) входят 23 науч-
но-исследовательских института, 350 технических комитетов по
стандартизации, 7 межрегиональных территориальных управле-
ний (Центральное, г. Москвы; Северо-Западное, г. Санкт-Петер-
бурга; Южное, г. Ростова-на-Дону; Приволжское, г. Нижнего
Новгорода; Уральское, г. Екатеринбурга; Сибирское, г. Новоси-
бирска; Дальневосточное, г. Хабаровска), региональных центров
по техническому регулированию и метрологии в каждом субъекте
Российской Федерации.
В перспективе функции национального органа по стандарти-
зации и метрологии (Ростехрегулирования) предполагается с уче-
том законодательства по стандартизации зарубежных стан пере-
дать негосударственной организации — некоммерческому парт-
нерству в соответствии с разрабатываемым меморандумом или
договором.
Правовой базой межгосударственной системы стандартиза-
ции (МГСС) является Соглашение о проведении согласованной
политики в области стандартизации (1992 г.). В соответствии с
этим документом были признаны: действующие ГОСТы в качест-
ве межгосударственных стандартов; эталонная база бывшего
СССР как совместное достояние; необходимость двухсторонних
соглашений для взаимного признания систем стандартизации,
сертификации и метрологии. На межгосударственном уровне был
создан Межгосударственный совет по стандартизации, метроло-
гии и стандартизации (МГС). Основной рабочий орган МГС —
Бюро стандартов, метрологии и сертификации (г. Минск). Рабо-
чими органами МГС являются 200 межгосударственных техниче-
ских комитетов по стандартизации.
В результате деятельности МГС сохранены существовавшие
в СССР фонды нормативной документации и эталонная база
(около 25 000 государственных, 35 классификаторов технико-
экономической информации, 140 метрологических эталонов
единиц физических величин). Отдавая должное большой работе,
проводимой МГС в рамках СНГ, Международная организация
[по стандартизации ИСО признала МГС в качестве региональной
^организации по стандартизации с названием — Euro-Asian
fcouncil of Standartization, Metrology and Sertification (EASC). —
^вразийский совет по стандартизации, метрологии и сертифика-
ции [И. М. Лифиц].
46 Глава 2. Правовая база государственных и межгосударственных систем...
Для повышения быстродействия правовой базы по техниче-
скому регулированию в России создан Федеральный информаци-
онный фонд технических регламентов и стандартов (рис. 2.3.4).
Рис. 2.3.4. Управление информационным качеством фонда технических регла-
ментов и стандартов; 1 — федеральный информационный фонд технических
регламентов и стандартов; 2 — единая информационная система по техниче-
скому регулированию; Яц Я2, Я3 — ядра качества информации связанные, в
основном, со снижением трансакционных затрат1; О, — институциональная
оболочка федерального агентства по техническому регулированию и метроло-
гии; 3 — пользователи, как регулятор удовлетворения потребностей о докумен-
тах фонда и их копиями; 4 — международные и национальные организации по
стандартизации, оценке соответствия и аккредитации с соответствующей ин-
ституциональной оболочкой О2; 5 — информационные фонды федеральных ор-
ганов исполнительной власти в области технического регулирования с соответ-
ствующей институциональной оболочкой О3; У — установка (настройка) регу-
лятора 3; У], У2, — управляющие воздействия
1 Трансакционные затраты по Н. А. Нестеренко — издержки, свя-
занные с получением информационного качества, совершением сделок
и защитой прав собственности.
2.4. Правовое поле сертификации
47
2.4. Правовое поле сертификации
Наложение правового поля 3 (рис. 2.1.1) сертификации осу-
ществляется в соответствии со схемой сценарного моделирова-
ния системы сертификации как института качества (рис. 2.4.1).
Рис. 2.4.1. Формирование правового поля сертификации: 1 — ядро поля на базе
Информационного качества; 2, 3, 4, 5 — векторы качества по точности, надежно-
сти, адаптивности и быстродействия системы сертификации; О] — институцио-
нальная оболочка технического законодательства; Пк — поле качества; 6 — зако-
SOдaтeльныe акты РФ; 7 — подзаконные акты — постановления правительст-
1 РФ; 8 — основополагающие организационно-методические документы
(документы, действующие на национальном уровне и распространяющиеся на
все системы сертификации, и документы, созданные федеральными органами
исполнительной власти и действующие в рамках конкретных систем); 9 — орга-
низационно-методические документы, распространяющиеся на конкретные од-
нородные группы продукции и услуг и выполненные в виде правил и порядков;
Щ — классификаторы, перечни и номенклатуры; 11 — рекомендательные доку-
менты; 12 — справочные информационные материалы: а, б, ... ю, я — компонен-
та международного правового поля; О2 — институциональная оболочка между-
народного законодательства
48 Глава 2. Правовая база государственных и межгосударственных систем...
Структура построения национальной системы сертификации
соответствует структуре, изображенной на рис. 2.3.3, с дополни-
тельным включением в ветви развивающегося графа органов по
сертификации и испытательных лабораторий (центров).
Вопросы и задания для самопроверки
1. Дайте характеристику системного взаимодействия правовых полей метроло-
гии, стандартизации и сертификации.
2. Каким образом с помощью Федерального закона «О техническом регулирова-
нии» осуществляется правовое регулирование взаимоотношений в области
системного взаимодействия правовых полей метрологии, стандартизации и
сертификации?
3. Произведите классификацию принципов технического регулирования.
4. Какую функцию выполняет технический регламент в структуре правового
поля технического регулирования?
5. Используя схему сценарного моделирования, сформируйте геометрический
образ государственной и межгосударственной системы метрологии, стандар-
тизации и сертификации.
Глава 3
МЕЖДУНАРОДНОЕ И РЕГИОНАЛЬНОЕ
СОТРУДНИЧЕСТВО В ОБЛАСТИ МЕТРОЛОГИИ,
СТАНДАРТИЗАЦИИ И СЕРТИФИКАЦИИ
Учебные задачи
1. Обосновать степень влияния международного и регио-
нального сотрудничества в области метрологии, стандар-
тизации и сертификации на качество жизни.
2. Изучить устойчивость состояния функционирования сис-
тем метрологии, стандартизации и сертификации.
3. Выявить направления международного сотрудничества в
области метрологии, стандартизации и сертификации.
Тема главы
С позиций теории устойчивости выявлена партнерская сте-
пень влияния метрологии, стандартизации и сертификации на ме-
ждународное и региональное развитие.
3.1. Международное и региональное сотрудничество
^области метрологии, стандартизации и сертификации
If качество жизни
Международное и региональное сотрудничество в области
Системного взаимодействия метрологии, стандартизации и сер-
тификации направлено на решение задач повышения качества
йизни, которое признано международным сообществом одним
ИЗ главных показателей, характеризующих развитие стран и на-
родов. Процесс ориентации на качество товаров и услуг, нача-
50
Глава 3. Международное и региональное сотрудничество...
тый в XX веке, трансформировался в процесс создания систем
качества для всех аспектов жизни общества. Жизнеспособность
и конкурентоспособность стран на мировом рынке стали прове-
рять по фактору качества жизни. Типовая причинно-следствен-
ная диаграмма обеспечения качества жизни на примере устойчи-
вого развития региона России приведена на рис. 3.1.1. Для реа-
лизации указанных выше целей и оценки качества состояний
функционирования диаграммы рис. 3.1.1 требуется привлечение
базовых методологических подходов метрологии, стандартиза-
ции и сертификации на уровне международного и регионально-
го сотрудничества.
Более того, анализ и систематизация подходов к определе-
нию качества жизни позволяют рассматривать данное понятие с
трех сторон:
• условия жизнедеятельности;
• значимость жизни;
• самооценка жизнедеятельности.
В первом случае жизнь понимается как физические, соци-
альные, политические условия существования человека, населе-
ния. Говоря о значимости жизни, рассматривают, что сделали
отдельные выдающиеся личности для своих современников и
потомков. Качество или значимость жизни таких деятелей ис-
кусства и науки, как Н. М. Карамзин, К. Брюллов, А. Эйнштейн
бесспорно было очень высоким. Вместе с тем, не всегда извест-
но, нравилась ли их жизнь самим этим людям, как они ее оце-
нивали. Составляющая качества жизни в этом смысле — само-
ощущение или самооценка.
К аналогичному выводу о необходимости оценивать качество
жизни с трех различных точек зрения можно прийти, если при-
менить к «жизни» определение «качества», установленное стан-
дартом ИСО. В этом случае качество жизни — информация, с
которой совокупность собственных характеристик соответствует
институциональным требованиям. При этом следует иметь в ви-
ду потребности как человека, так и общества, которое состоит из
людей — предшественников, современников и потомков данно-
го человека. У всех них, как правило, требования к жизни раз-
личные. И, с третьей стороны, — потребности природы, частью
которой является данная жизнь, и законы, которые неизбежно
на эту жизнь распространяются.
я, т
Продолжительность
жизни
Продукты питания
Экология
Уровень
благосостояния
Работа
Жилищные условия
Культурный уровень
Персонал, включенный в процесс
формирования программы качества
Формирование
высокого
уровня
ответственности
Качество
медицинского
обслуживания
Уровень
заработной
платы
Обучение качеству
Система образования
Мотивация
Информационная
база
Качество жизни
Научный подход
к управлению
качеством жизни
Совершенствование
систем качества
в организациях
и на предприятиях
Планирование
и прогнозирование
качества жизни
Стандартный
анализ
качества жизни
Взаимоувязка
программы
качества жизни
с инвестиционными
программами
Применение
системы качества
в обучении
различным
специальностям
Объем
частных исследований
Уровень
благосостояния населения
Численность
населения
Уровень
заработной
платы
работников
образования
Финансирование
из бюджета
Культура
рынка
Уровень
заработной
платы
Образование
Уровень ВРП
на душу
населения
Уровень
занятости населения
3.1. Международное и региональное сотрудничество...
Методы управления
Качество образования
Экономическая деятельность
региона
Рис. 3.1.1. Причинно-следственная диаграмма обеспечения качества жизни. ВРП — валовой региональный продукт
52 Глава 3. Международное и региональное сотрудничество...
3.2. Устойчивость состояния функционирования системы
метрологии, стандартизации и сертификации
Метрология, стандартизация и сертификация как институты
качества должны функционировать по стратегии устойчивого
развития.
Согласно математической теории процесс развития любой
системы может быть описан векторным полем в фазовом про-
странстве, каждая точка которого задает состояние эволюциони-
рующей системы (реальное или идеальное возможное)1.
Точка, в которой состояние системы не изменяется с течени-
ем времени, называется равновесной. Устойчивые состояния
равновесия «притягивают» к себе фазовые кривые — кривые, об-
разованные последовательными состояниями процесса. Иначе
говоря, если система находится в состоянии устойчивого равно-
весия, то при возмущениях внешней среды, нарушающих равно-
весие системы, она возвращается к своему первоначальному со-
стоянию через определенный промежуток времени. Если возму-
щение внешней среды будет слишком сильным, фазовые кривые
системы могут «притянуть» другое состояние равновесия.
Устойчивость системы — это обобщающее понятие, которое
складывается из большой группы факторов. Потеря устойчиво-
сти в общем случае может произойти вследствие изменения па-
раметров системы (бифуркация), из-за наличия внешних воздей-
ствий (в частности, слишком значительных по величине или ка-
чественно несовместимых с системой) либо при нарушении
связей в системе, когда меняется структура последней (структур-
ная неустойчивость).
Таким образом, устойчивость определяется через способность
системы сохранять свое качество в условиях изменяющейся сре-
ды и внутренних трансформаций (случайных или преднамерен-
ных). Согласно теории систем качество измеряется с позиций це-
лей системы. Поддержание устойчивости составляет внутреннюю
цель системы, в отличие от внешней, характеризующей взаимоот-
ношения со средой. Следовательно, система должна быть органи-
зована так, чтобы обеспечить собственное выживание, стабиль-
1 Арнольд В. И. Обыкновенные дифференциальные уравнения. М.,
1971. Гл. 1.
3.2. Устойчивость состояния функционирования системы... 53
ность в динамичной среде и одновременно развитие, приближе-
ние к определенной цели.
Отмеченная деятельность составляет одно из основных про-
тиворечий в системе, разрешаемое через ее развитие. С одной
стороны, необходимость сохранения устойчивости наделяет сис-
тему свойством сопротивляемости к воздействиям, в том числе и
к управляющим. С другой стороны, потребность в целенаправ-
ленном движении к цели, совершенствовании обязывает систему
видоизменяться, формировать и реализовывать управляющие
функции. Более того, системность в приложении к сфере метро-
логии, стандартизации и сертификации носит более универсаль-
ный, нежели специальный характер. При этом можно констати-
ровать, что данный переход характеризуется представлением о
системе как определенном порядке, т. е. система рассматривает-
ся исключительно в ордическом смысле (order — порядок)1.
Метрология, стандартизация и сертификация как инстру-
менты качества относятся к классу искусственных систем, в ко-
торых значительное место занимает неупорядоченность. До не-
давнего времени при проектировании и моделировании таких
систем эту беспорядочность стремились либо устранить, либо
минимизировать. Однако в настоящее время все большую целе-
сообразность приобретает подход, согласно которому хаос, т. е.
беспорядок, имеет самостоятельное значение для обеспечения
Жизнестойкости систем1 2. Более того, без учета неупорядоченно-
сти практически невозможно построить надежную систему. Учи-
тывая это обстоятельство, некоторые исследователи3, обосновы-
вают положение о хаотических системах, в которых хаос также
По праву занимает место системообразующего фактора. К классу
1 Лопатников Л. И. Краткий экономико-математический словарь.
М.: Наука, 1979. С. 249. Управление социалистическим производством:
Словарь / Под ред. О. В. Козловой. М.: Экономика, 1983. С. 218. Фило-
софский словарь. Сокр. / Пер. с англ. Под ред. М. М. Розентэля. М.,
1961. Теория информации в биологии / Пер. с англ. Под ред. Л. А. Блю-
менталя, М., 1960. Могилевский В. Л. Методология системы. М.: Эконо-
мика, 1999. С. 8.
2 Малинецкий Г. Г. Хаос структуры, вычислительный эксперимент.
И: Наука, 1997.
I 3 Глейк Дж. Хаос. Создание новой науки. М.: Амфора, 2001. Приго-
рсин Н., Стенсерс Н. Порядок из хаоса. М.: Прогресс, 1982. Приго-
Жин Н. От существующего к возникающему. М.: Наука, 1985.
54
Глава 3. Международное и региональное сотрудничество...
таких систем относятся эволюционирующие системы, в которых
общее состояние их функционирования стабилизируется в рам-
ках упорядоченных действий, в то время как частям системы
обеспечивается достаточная автономность, гибкость и адаптив-
ность. Таким образом, именно части системы обеспечивают ди-
намизм развития, а консервативную роль играет системное ядро.
В данном случае можно предложить следующие хаордические
принципы, применяемые к системам метрологии, стандартиза-
ции и сертификации:
1) требование порядка (order) относится преимущественно к
форме системы, а допущение хаотичности — к ее межсистемно-
му функционированию;
2) в формировании структуры необходимо обеспечивать объ-
единение принципов эволюционности, в то время как в функ-
ционировании возможны качественные скачки;
3) при формировании хаордических систем возможно появ-
ление особого вида системной ассиметрии — хаордической, ко-
гда область упорядочения рассматривается как симметричная
неупорядоченность, при этом в пограничной зоне возникают
возможности получения хаордического синергетизма, т. е. эф-
фекта совместного действия упорядоченной и неупорядоченной
частей системы.
Система «Метрология» России, как институт качества, обла-
дает большей устойчивостью развития по сравнению с система-
ми «Стандартизация» и «Сертификация». На рис. 3.2.1 показана
кривая развития данной системы, которая в значительной степе-
ни приблизилась к уровню международной метрологии.
Рис. 3.2.1. S-образная кривая развития системы «Метрология»: 1 — кривая;
2 — уровень качества международной метрологии; Р — развитие; Т — время
3.2. Устойчивость состояния функционирования системы...
55
Этому способствовали интеграционные и гармонизационные
процессы международного и регионального сотрудничества и
партнерства. Так уже в 1875 г. Россия среди других 16 государств
подписала в Париже Метрическую конвенцию и вступила в чис-
ло членов Международного бюро мер и весов и Международного
комитета мер и весов. Метрологическими институтами Ростехре-
гулирования осуществляется ведение трех технических комите-
тов и 12 комиссий Международной организации законодатель-
ной метрологии и ИСО (1984 г.) Начиная с 1956 г Россия также
активно участвует в работе Организации сотрудничества метро-
логических учреждений для Центральной и Восточной Европы
(КООМЕТ).
Метрологами России разработаны 16 проектов международ-
ных документов по метрологии, 60 % тем КООМЕТ также разра-
батываются и реализуются с их помощью. Такой запас устойчиво-
сти гарантирует надежное состояние функционирования подсис-
темы «Метрология» России в рамках глобальной метрологической
Системы.
, Международная организация по стандартизации (ИСО), Ме-
ждународная электротехническая комиссия (МЭК) и междуна-
родный союз электросвязи (МСЭ) существенным образом влияют
Ца устойчивость S-образной кривой развития системы «Стандар-
(йизация» России с формированием характерных точек бифурка-
ции (рис. 3.2.2).
ЧИС. 3.2.2. Типовая кривая развития системы «Стандартизация» России 1 —
►“Образная кривая, 2 — точка бифуркации, ? — аттракторы, характеризующие
^Правление развития стандартизации, 4 — уровень качества международной
стандартизации
56
Глава 3. Международное и региональное сотрудничество...
Очередная точка бифуркации на кривой рис. 3.2.2 вызвана
принятием в 2002 г. Федерального закона от 27.12.2002 г.
№ 184-ФЗ «О техническом регулировании», действия которого
направлены на согласование (гармонизацию) системы «Стандар-
тизация» России с международной, региональными и прогрессив-
ными национальными системами стандартизации зарубежных
стран в целях максимального приближения кривой 1 рис. 3.2.2
к уровню стандартизации 4.
3.3. Направления межгосударственного сотрудничества
в области метрологии, стандартизации и сертификации
Ключевыми компонентами международного и регионального
сотрудничества в области стандартизации являются следующие
феномены: компьютеризация, информатизация, медиатизация,
консумеризация и виртуализация. Их системное взаимодействие
позволяет ускорить разработку и принятие международных стан-
дартов ИСО и МЭК в реальном масштабе времени на принципах
коммуникативности, гармонизации и комплементарности (взаи-
мозависимости, взаимообусловленности). Так, к началу 2007 г.
действовало более 15 тысяч международных стандартов ИСО,
5200 стандартов, технических отчетов и рекомендаций МЭК и
1,5 тысячи стандартов МСЭ. Основное внимание ИСО уделяется
разработке стандартов в области здравоохранения, экологии,
электроники, информационных технологий, телекоммуникаций
и нанотехнологий; в работе МЭК отмечается усиление направле-
ния по установлению и разработке требований к безопасности
бытовых электроприборов и машин. В настоящее время МСЭ иг-
рают лидирующую роль в области информационной безопасно-
сти и телемедицины.
В работе по международной стандартизации активное уча-
стие принимают межправительственные организации: Европей-
ская экономическая комиссия (стандартизация требований безо-
пасности автомототехники, правил электронного обмена данны-
ми, стандарты на мясо и др.); Международная торговая палата
(международные стандарты на пищевые продукты, международ-
ные правила толкования торговых терминов); ЮНЕСКО,
МАГАТЭ и др.
3.3. Направления межгосударственного сотрудничества...
57
В мире действует ряд региональных организаций: в Сканди-
навии, Латинской Америке, Арабском регионе, Африке, странах
ЕС. Состояние их функционирования сопровождается сетевым
взаимодействием с международными и национальными органи-
зациями по стандартизации в рамках наполнения международны-
ми стандартами вектора стратегии развития TQM (Total Quality
Management — глобальный менеджмент качества (рис. 3.3.1)).
Рис. 3.3.1. Конус развития международной стандартизации- 1 — основание кону-
са (база), сформированная институтом технического законодательства; 2 — ядро
феноменов качества стандартизации и информации; 3 — вектор TQM; 4 — спи-
раль развития стандартизации
Выделяют два способа применения международных стандар-
тов в практике национальной стандартизации: прямой (напри-
мер, МЭК 60634:1998) и косвенный — через национальный стан-
дарт (например, в России в соответствии со ст. 15 Федерального
закона «О техническом регулировании» «Применение междуна-
родного стандарта как основы разработки национального стан-
дарта...» разработан ГОСТ Р 52377—2004 (МЭК 60634:1998)).
По данным И. М. Лифица, средний уровень гармонизации
отечественных стандартов составляет 37 %, по отдельным секто-
рам промышленности он колеблется: от более чем 90 % по авто-
мобильной промышленности до 20 % по пищевой промышлен-
ности. В Германии и Великобритании средний уровень гармони-
зации стандартов, соответственно составляет 50 и 70 %.
Международное и региональное партнерство по сертифика-
ции снижает свою результативность вследствии неустойчивого
развития системы «Сертификация» России как института каче-
58
Глава 3. Международное и региональное сотрудничество...
ства. Это отображается посредством возникновения точек би-
фуркации, поле которых формирует аттракторы дальнейшего со-
вершенствования сертификации на типовой S-образной кривой
развития данной системы. Как система «Стандартизация» «Сер-
тификация» была подвергнута существенной гармонизации с ме-
ждународной сертификацией благодаря применению Федераль-
ного закона «О техническом регулировании». Вышеперечислен-
ными международными и региональными организациями по
стандартизации (ИСО, МЭК, МСЭ, Европейский комитет по
стандартизации (СЕН), Европейский комитет по стандартизации
в электротехнике (СЕН ЭЛЕК) и др.), разработаны и приняты
международные системы по сертификации, которые предусмат-
ривают сужение рамок обязательной сертификации, мощное
развитие добровольной сертификации, переход на декларирова-
ние как основную форму обязательного подтверждения качества
продукции, работ и услуг, организацию качественной аккредита-
ции органов по сертификации с целью признания сертификации
не только организациями-покупателями, но и страховыми и
банковскими компаниями.
Функционирование международных и региональных органи-
заций по метрологии, стандартизации и сертификации направ-
лено, прежде всего, на реализацию партнерских отношений для
достижения единых институциональных требований и ограниче-
ний по развитию национальных систем «Метрология», «Стан-
дартизация» и «Сертификация» как институтов качества.
Вопросы и задания для самопроверки
1. Какова основная цель развития систем метрологии, стандартизации и серти-
фикации?
2. Какой инструмент качества используется для оценки международного и ре-
гионального сотрудничества в области системного взаимодействия метроло-
гии, стандартизации и сертификации?
3. Дайте системную характеристику метрологии, стандартизации и сертифи-
кации.
4. Какая из систем «Метрология», «Стандартизация» и «Сертификация» облада-
ет большей устойчивостью к воздействиям институциональной среды?
5. Каким образом осуществляется гармонизация систем «Метрология», «Стан-
дартизация», «Сертификация» к международным уровням качества?
Глава 4
ОСНОВЫ ТЕОРИИ ИЗМЕРЕНИЙ
Учебные задачи
1. Изучить классификацию измерений и измерительных
приборов.
2. Изучить статические и динамические погрешности изме-
рений и методы их оценки.
3. Обосновать статические погрешности измерительных
приборов.
4. Составить представление о динамических характеристи-
ках и погрешностях приборов.
5. Изучить подходы к оптимальному проектированию изме-
рительного канала приборов.
6. Оценить методы определения погрешностей средств из-
мерений в реальных условиях эксплуатации.
7. Составить представление об определении погрешностей
измерительных каналов автоматических систем контроля.
Тема главы
Рассмотрены инструменты количественной оценки качествен-
ных преобразований развития систем «Метрология», «Стандарти-
зация» и «Сертификация» как институтов качества.
4.1. Классификация измерений и измерительных
приборов
Измерить какую-либо величину — значит сравнить ее с дру-
гой однородной величиной (мерой), принятой за единицу.
60
Г лава 4. Основы теории измерений
Число q, выражающее отношение измеряемой величины Q к
единице измерения U, называется числовым значением измеряе-
мой величины:
q=Q или Q=qU. (4.1.1)
Уравнение (4.1.1) является основным уравнением измерения:
его правая часть называется результатом измерения.
Результат измерения — всегда именованное число и состоит
из единицы измерения U, которая имеет свое наименование, и
числа q, показывающего, сколько раз данная единица содержит-
ся в измеряемой величине Q.
При измерении физических величин не всегда возможно не-
посредственно сравнивать измеряемую величину с мерой, и в
этих случаях измерение производится сравнением с какой-либо
другой физической величиной, однозначно связанной с изме-
ряемой (например, измерение температуры производится по ве-
личине электрического сопротивления).
Измерения делятся на прямые, косвенные и совокупные.
Прямыми измерениями называются такие, при которых значе-
ние измеряемой величины определяется непосредственным
сравнением ее с мерами или показаниями измерительных при-
боров, градуированных в выбранных единицах измерения.
Основные методы прямых измерений: непосредственного
определения, компенсационный (нулевой) и дифференциальный
(разностный).
Методом непосредственного определения значение измеряе-
мой величины прямо преобразуется в выходную величину при-
бора, т. е. приборы непосредственно показывают (или записыва-
ют) измеряемую величину. Метод непосредственного определе-
ния широко используется в приборах промышленного контроля.
Компенсационный (нулевой) метод состоит в уравновешива-
нии неизвестной измеряемой величины известной. Значение из-
меряемой величины находится после достижения равновесия по
значению уравновешивающей (известной) величины. Момент
равновесия фиксируется устройством или прибором, называе-
мым нуль-индикатором. К числу приборов, основанных на ком-
пенсационном методе, относятся потенциометры, уравновешен-
ные мосты, дифманометры с силовой компенсацией и др.
4.1. Классификация измерений и измерительных приборов
61
Компенсационный метод более точен, чем метод непосред-
ственного определения.
< Дифференциальный (разностный) метод заключается в том,
что прибором определяется разность между измеряемой и неко-
торой известной (образцовой) величиной, после чего измеряе-
мая величина находится путем алгебраического сложения.
Существенный признак прямого измерения — результат вы-
ражается в тех же единицах, что и измеряемая величина
Косвенными измерениями измеряемая величина определяется
не непосредственно, а на основании данных прямых измерений
величины, связанной с искомой определенным соотношением
Примеры косвенных измерений — определение плотности
по массе и объему или расхода по перепаду давления.
Косвенные измерения широко применяются в практике кон-
троля производственных процессов, когда прямые измерения
невозможны.
При совокупных измерениях числовые значения измеряемой
величины определяются путем решения ряда уравнений, полу-
денных из совокупности прямых измерений одной или несколь-
ких однородных величин.
» Совокупные измерения применяются в лабораторной и ис-
следовательской практике.
Измерения могут быть также классифицированы1
• по характеристике точности — равноточные (рз£д измере-
ний какой-либо величины, выполненных одинаковыми по
точности измерительными приборами в одних и тех же ус-
ловиях, в противном случае измерения признаются нерав-
ноточными);
• по числу измерений и роду измерений — однократные,
многократные;
• по отношению к изменению измеряемой величины: стати-
ческие (время = const) и динамические (время = vana);
• по выражению результата измерения, абсолютные (в еди-
ницах измеряемой величины) и относительные (в относи-
тельных единицах, как правило, в процентах)
Измерительными приборами называются устройства, служа-
щие для прямого или косвенного сравнения измеряемой величи-
ны с единицей измерения.
I При централизованном контроле любой измерительный при-
f6op (измерительная система) состоит из трех основных узлов.
62
Глава 4. Основы теории измерений
первичного преобразователя (в технической литературе встреча-
ется и термин датчик, употребленный в том же значении, что и
первичный преобразователь), канала связи и вторичного прибора.
Первичный преобразователь — измерительное устройство, ус-
тановленное на объекте измерения, преобразует контролируе-
мую величину в выходной сигнал, удобный для передачи по ка-
налу связи.
Первичные преобразователи весьма разнообразны как по
принципу действия, так и по характеру выходных сигналов; их
можно классифицировать по ряду признаков:
а) по виду контролируемой величины (преобразователи тем-
пературы, давления, расхода, уровня, плотности и т. п.);
б) по принципу действия (электрические, пневматические
и т. п.);
в) по виду и характеру выходного сигнала.
Выходные сигналы преобразователей могут быть непрерыв-
ными и прерывными (дискретными).
Важнейшая характеристика первичного преобразователя —
вид функциональной зависимости между изменениями контро-
лируемой величины и выходным сигналом преобразователя;
предпочтительна линейная зависимость.
Канал связи служит для передачи сигнала от первичного пре-
образователя к вторичному прибору. Если сигнал электриче-
ский, то в качестве канала связи используются электрические
провода или кабель. Для пневматических или гидравлических
сигналов используются металлические и пластмассовые трубки.
Наибольшее распространение в современных системах цен-
трализованного контроля получили электрические и пневмати-
ческие дистанционные передачи, причем пневматические сис-
темы применяются, главным образом, во взрыво- и пожаро-
опасных производствах, где применение электрических передач
затруднено.
Вторичный прибор — устройство, воспринимающее сигнал от
первичного преобразователя и выражающее его в численном
виде при помощи отсчетного устройства. Во многих случаях
один и тот же вторичный прибор может быть использован для
измерения различных параметров (разница будет лишь в градуи-
ровке шкалы).
Шкалы технических приборов обычно градуируются так,
чтобы показания их были численно равны отсчету. Например,
4.1. Классификация измерений и измерительных приборов
63
отсчету q = 50 по шкале ртутного термометра, градуированного
। °C, соответствует показание Q - 50. Единица измерения темпе-
ратуры U= 1 °C.
По способу отсчета измерительные приборы подразделяются
на следующие группы.
Приборы с ручной наводкой, у которых процесс измерения
осуществляется сравнением измеряемой величины с мерами или
образцами при непосредственном участии наблюдателя (весы с
гирями, оптический пирометр с исчезающей нитью).
Показывающие приборы указывают значение измеряемой ве-
личины в момент измерения на отсчетном устройстве.
Наиболее широко применяются шкаловые отсчетные уст-
ройства. Шкалы выполняются как неподвижными, так и под-
вижными; в последнем случае шкала перемещается относитель-
но неподвижного указателя. Отметки на шкалах располагаются
здоль прямой линии или по дуге окружности на плоской и ци-
линдрической поверхности циферблата.
На рис. 4.1.1 показаны наиболее типичные шкалы измери-
тельных приборов.
Рис. 4.1.1. Шкалы а — прямолинейная, б — дуговая, в — круговая равномерная,
г — профильная, д — барабанная, е — круговая неравномерная
64
Глава 4. Основы теории измерений
Положение указателя определяется углом поворота или ли-
нейным его перемещением от нуля или начала шкалы. Зависи-
мость между положением указателя и отсчетом называется ха-
рактеристикой шкалы.
Характеристика шкалы для приборов с угловым перемеще-
нием указателя (рис. 4.1.2) выражается уравнением.
4=/(ф),
где tp — угол поворота указателя от нулевой отметки шкалы,
а для безнулевых шкал — от начала шкалы; q — отсчет по шкале.
Рис. 4.1.2. Шкаловое отсчетное устройство с дуговой шкалой
Для приборов с прямолинейными шкалами (рис. 4.1.3)
q=f^N),
где N — линейное смещение указателя от нуля шкалы (для без-
нулевых шкал — от начала шкалы).
Рис. 4.1.3. Шкаловое отсчетное устройство с прямолинейной шкалой
Множитель 100 °C, помещенный на шкале рис. 4.1.3, указы-
вает, что при прочтении показания прибора надо величину, от-
меченную указателем, умножить на 100.
4.1. Классификация измерений и измерительных приборов 65
Линейное смещение указателя от нулевой отметки дуговых и
круговых шкал составляет:
7V= ф/?ш,
где 7?ш — радиус шкалы.
Равномерные шкалы имеют линейную характеристику вида
Ф / \
Q =-----(QB - QJ + <7н
Ф max
ИЛИ
У ,
---(<7в -^н) + ^н,
max
где #в и (?н — отсчеты, соответствующие верхнему (#в) и нижнему
(<7Н) пределам показаний прибора; tpmax — размах шкалы; А/П1ах —
длина шкалы.
Самопишущие (регистрирующие) приборы снабжаются при-
способлениями, автоматически записывающими на бумажной
ленте или диске текущее значение измеряемой величины во вре-
мени. Запись осуществляется пером в виде непрерывной линии
-Или печатным устройством с периодическим печатанием на бу-
мажной ленте числовых значений отсчетов. На одной бумажной
?знте могут быть записаны несколько измеряемых величин,
этом случае в прибор встраивается автоматический переклю-
чатель, последовательно подключающий к измерительной систе-
ме одну из нескольких точек измерения. На рис. 4.1.4 приведены
Схемы типичных регистрирующих устройств. Характеристики
Регистрирующих устройств аналогичны характеристикам шкало-
вых отсчетных устройств.
г Комбинированные приборы осуществляют показания и реги-
страцию измеряемой величины. Измерительные приборы могут
Снабжаться также дополнительными устройствами для сигнали-
тации (сигнализирующие приборы), регулирования измеряемой
величины (регулирующие приборы) и для других целей.
| Суммирующие (интегрирующие) приборы дают суммарное
значение измеряемой величины за определенный промежуток
Времени. Эти приборы снабжаются счетчиками, которые часто
страиваются в один корпус с показывающим или самопишу-
щим прибором, имея с ним одну измерительную систему.
бб
Глава 4. Основы теории измерений
Рис. 4.1.4. Регистрирующие устройства: а — с записью в полярных координатах
на дисковой диаграмме; б — с записью в прямоугольных координатах на ленточ-
ной диаграмме; в — с печатающим устройством
W 5 7 О
ОЗ 5 7 0 I
« 5 7 Г ♦
ft 5 12
dN .
dQ ’
<7ср
= rfO;
Чувствительностью измерительного прибора называется отно-
шение линейного или углового перемещения указателя к изме-
нению измеряемой величины, вызвавшему это перемещение.
ГГ С с
Линейная чувствительность S = или о -
с Аф с
угловая чувствительность 5у = или Sy
для приборов с дуговыми и круговыми шкалами чувстви-
тельность
S- 5уКш,
где AN и Atp — перемещение указателя; А 2 — изменение изме-
ряемой величины; Аш — радиус шкалы (см. рис. 4.1.2).
Чем больше чувствительность прибора, тем меньшую долю
измеряемой величины можно измерить. Величина чувствитель-
ности является мерой, при помощи которой сравниваются одно-
типные приборы.
Величина, обратная чувствительности (С), называется ценой
деления шкалы прибора, т. е.
с=Ае.
Аф
Диапазон измерения, как разница между верхним и нижним
пределом измерения, и порог чувствительности формируют пер-
4.2. Статические и динамические погрешности измерений 67
вую группу метрологических свойств прибора (в общем случае —
средства измерения), вторая группа свойств нацелена на повы-
шение качества измерений и соответствующих измерительных
приборов Интегрально это проявляется в точности измерений —
близостью к нулю погрешностей измерений и измерительного
прибора
4.2. Статические и динамические погрешности
измерений
Классификация погрешностей
Погрешностью экономического измерения (далее — измере-
ния) называется отклонение значения величины, найденное пу-
тем ее измерения (результат измерения) от истинного значения
1 измеряемой величины Погрешность измерения определяется
погрешностью средства измерения, применяемым методом из-
мерения, свойствами измеряемой величины и условиями прове-
дения измерений. Погрешности измерений делят на статические
1л динамические В соответствии с ГОСТ 16263—70 статические
погрешности измерений подразделяют на абсолютные, относи-
тельные, систематические, случайные, грубые, инструменталь-
ные и погрешность метода измерения.
Абсолютной погрешностью измерения \ называют погреш-
ность измерения, выраженную в единицах измеряемой величи-
ны, и определяют по формуле
Ах = хнзм - х,
। ИЗМ "
;#це хизм — значение, полученное при измерении; х — истинное
Значение измеряемой величины
I' Относительной погрешностью измерения Ах называют отно-
шение Ах к х и выражают, как правило, в процентах
Грубой погрешностью измерения называют погрешность, су-
щественно превышающую ожидаемую при данных условиях.
! Инструментальной погрешностью измерения называют состав-
ляющую погрешность, зависящую от погрешности применяемых
Средств измерений, технических средств, используемых при из-
68
Глава 4. Основы теории измерений
мерениях и имеющих нормированные метрологические характе-
ристики.
Погрешностью метода измерений называют составляющую
погрешности, происходящую от несовершенства метода измере-
ния, который характеризуется совокупностью приемов исполь-
зования принципов1 и средств измерений.
Рассмотрим более подробно случайные, систематические и
динамические погрешности измерений, которые характеризуют
качество измерений.
Случайные погрешности
Случайной погрешностью измерения Д называется составляю-
щая погрешности, изменяющаяся случайным образом при по-
вторных измерениях одной и той же величины. Основными при-
чинами, их вызывающими, являются:
1) наличие случайных погрешностей у применяемых при-
боров;
2) несоответствие между моделью объекта измерения и са-
мим реальным объектом;
3) колебания неинформативных параметров процесса изме-
рения;
4) ограниченные возможности чувств экспериментатора.
Случайные погрешности, подчиняющиеся статистическим
вероятностным закономерностям, проявляются в том, что по-
вторные измерения одной и той же величины в одних и тех же
условиях приводят к результатам, отличающимся один от дру-
гого.
Основной характеристикой А служит закон, устанавливаю-
щий соответствие между возможными значениями случайной
величины и вероятностями их появления. Поскольку А является
непрерывной случайной величиной, указанная характеристика
называется плотностью распределения (плотностью вероятно-
стей) р(А). Геометрически р(А) изображается кривой, форма ко-
торой зависит от характера распределения (рис. 4.2.1). Значение
функции р(А) позволяет, в частности, оценить вероятность по-
1 Принцип измерений определяется совокупностью физических яв-
лений, на которых основаны измерения.
4.2. Статические и динамические погрешности измерений
69
Рис. 4.2.1. Кривая плотности распределения
падания погрешности А в заданное поле допусков (на
рис. 4.2.1 — заштрихованная площадь)
р(Ан < А < Ав) = |p(A)flfA,
Дн
где Ан и Ав — нижняя и верхняя границы поля допусков А.
В практике измерений встречаются различные законы рас-
пределения А, однако наибольшее значение имеет нормальный
закон распределения р(А) (закон Гаусса). Объясняется это тем,
Что часто А представляет собой сумму большого числа независи-
мых и слабо зависимых случайных величин. По центральной
предельной теореме такая сумма погрешностей имеет нормаль-
ный закон распределения, хотя законы распределения отдельных
слагаемых могут отличаться от нормальных. Закон распределе-
ния суммы тем ближе к нормальному, чем больше число слагае-
мых и чем равномернее их вклад.
Формула, определяющая плотность вероятностей А распре-
деленной по нормальному закону, имеет вид:
р(А) = (1/л/2лсг)ехр
(А - М{А})2
2ст2
(4.2.1)
где Л/(А) = j A p(A)JA — математическое ожидание А, опреде-
ляющее ее среднее значение; J [А - JW{A}]2p(A)dA — диспер-
70
Глава 4. Основы теории измерений
сия А, характеризующая степень разброса А относительно сред-
него значения.
Из анализа формулы (4.2.1) видно, что кривая Гаусса сим-
метрична относительно Л/{А}, а максимальная р(А) = 1/(оТ2л)
(рис. 4.2.2); причем с увеличением о увеличивается вероятность
малых и уменьшается вероятность больших случайных погреш-
ностей (рис. 4.2.3).
Рис. 4.2.2. Кривая нормального закона распределения случайных погрешностей
Рис. 4.2.3. Кривые нормального закона распределения случайных погрешностей,
соответствующие трем значениям о
В ряде практических случаев необходимо знать вероятность
Ф(/) того, что погрешность А не будет отличаться от своего сред-
него значения больше, чем на величину L = 1<з (на рис. 4.2.2 —
заштрихованная площадь); причем, чем больше /, тем ближе Ф(/)
к единице. Для нормального закона распределения А
Л/{Л)+/а -J I 1
Ф(/)= jp(A)JA = -±=\е~Ч1. (4.2.2)
4.2. Статические и динамические погрешности измерений 71
----- ---------------------- ------------ ' ---------------------------'
Значения Ф(/), рассчитанные по формуле (4.1.2), при различ-
ных / приведены в табл. 4.2.1.
Таблица 4.2.1. Значения функции Ф(/)
1 Ф<7) / Ф(0 / Ф(/) / Ф</)
1,00 0,68 1,23 0,78 1,56 0,88 2,05 0,96
1,04 0,70 1,28 0,80 1,65 0,90 2,17 0,97
1,08 0,72 1,34 0,82 1,75 0,92 2,33 0,98
1,13 0,74 1,41 0,84 1,88 0,94 2,58 0,99
1,18 0,76 1,48 0,86 1,96 0,95
В практике измерений число проводимых опытов для опреде-
ления погрешностей конечно, поэтому характеристики М{А}, о и
сам закон распределения получают в виде оценок, которые сами
1вляются случайными величинами. Различают состоятельные,
яесмегценные и эффективные оценки. Оценка называется со-
стоятельной, если при ограниченном увеличении числа опытов
вероятность того, что А* = А, где А* — оценка погрешности, кото-
рая стремится к единице. Если среднее значение оценки М{А*}
)авно истинному значению А, то оценка называется несмещен-
ной; при этом, если закон распределения последней имеет мини-
мальную дисперсию, то такая оценка называется эффективной.
Оценку нормального закона распределения наиболее часто
)существляют с помощью критерия Пирсона %2 (хи-квадрат) по
следующей схеме (рис. 4.2.4).
1. Вычисляют %2 по формуле
х2 =«L(p* -р/)2/р/ -«р,)2/«р,; Хр* =1’
/=i /=i /=1
*де р; = mjn ир‘— теоретическая вероятность и ее оценка;
р/ — число благоприятных опытов; к — число интервалов раз-
биения А; п — общее число опытов.
2. Определяют число степеней свободы г= к - v, где v — чис-
Ю вычисленных параметров кривой р(А).
72
Глава 4. Основы теории измерений
Рис. 4.2.4. Кривая экспериментального закона распределения
3. По табл. 4.2.2 определяют вероятность того, что величи-
2
на % за счет чисто случайных причин может превысить значение,
вычисленное в п. 1.
Таблица 4 22 Зависимость критерия /2 от г и р
г D 2 Значения / при р равных
0,99 0,95 0 80 0,50 0,20 0,05 0,01
1 0,000 0,004 0,064 0,455 1,642 3,84 6,64
3 1,115 0,352 1,005 2,37 4,64 7,82 11,34
6 0,872 1,635 3,07 5,35 8,56 12,59 16,81
9 2,09 3,32 5,38 8,34 12,24 16,92 21,7
12 3,57 5,32 7,81 11,34 15,81 21,0 26,2
15 5,23 7,26 10,31 14,34 19,31 25,0 30,6
18 7,02 9,39 12,86 17,34 22,8 28,9 34,8
21 8,90 11,59 15,44 20,3 26,2 32,7 38,9
24 10,86 13,85 18,06 23,3 29,6 36,4 43,0
27 12,88 16,15 20,7 26,3 32,9 40,1 47,0
30 14,95 18,49 23,4 29,3 36,2 43,8 50,9
Примечание р — вероятность того, что расчетная величина %2 превыша-
ет значение х2, приведенное в таблице
4. Если эта вероятность мала (например, меньше 0,20), то ги-
потезу о том, что случайные погрешности А подчиняются нор-
мальному закону распределения р(Д) следует отбросить. В про-
4.2. Статические и динамические погрешности измерений
73
Тивном случае принятая гипотеза не противоречит данным эко-
номических измерений.
В практике измерений гипотезу о нормальности небольшой
группы наблюдений (и < 50) проверяют с помощью двух крите-
риев.
Критерий I. По данным измерений Д1? .., Д„ вычисляют па-
раметр d по формуле:
d
\ /=1 1 у/
где 5* =^£(Д, - Д*)2 уп; д’=^Д,у«.
Далее выбирают уровень значимости критерия qx и по
табл. 4.2.3 находят d и dx qi/2
Таблица 4 23 Значения ^-процентных точек распределения параметра d
| Число 9 измерений При q/2, % При (1 - q)/2, %
1 5 10 90 95 99
11 0,9359 0,9073 0,8899 0,7409 0,7153 0,6675
16 0,9137 0,8884 0,8733 0,7452 0,7236 0,6829
1 21 0,9001 0,8768 0,8631 0,7495 0,7304 0,6950
Г 26 0,8901 0,8686 0,8570 0,7530 0,7360 0,7040
1 31 0,8827 0,8625 0,8511 0,7559 0,7404 0,7110
36 0,8769 0,8578 0,8468 0,7583 0,7440 0,7167
41 0,8722 0,8540 0,8436 0,7604 0,7470 0,7216
46 0,8622 0,8508 0,8409 0,7621 0,7496 0,7256
51 0,8648 0,8481 0,8385 0,7636 0,7518 0,7291
Принимается, что гипотеза о нормальности по критерию I
не отвергается, если dx /2 d < dq , а в противном случае отвер-
гается.
Критерий II Данный критерий является дополнительным и
вводится для проверки «концов» распределения.
74
Глава 4. Основы теории измерений
Принимается, что гипотеза о нормальности по критерию II
не отвергается, если не более т разностей |Л, — А*| превзошли
га/ст, где za/ — верхняя 100а/2-процентная квантиль нормиро-
/2 /2
ванной функции Лапласа Ф(/); при этом а — определяется
по п и уровню значимости q как корень уравнения
т
1-£с‘(1-а)‘а"-‘ =?.
*=1
Для нахождения а по заданным и, q и т = 1 или 2 составлена
табл. 4.2.4.
т
Таблица 4.2.4. Значения а из уравнения 1 - ^С*(1 - a)* a"’* =q
к=1
п т Уровень значимости q, %
1 2 3
10 1 0,98 0,98 0,96
11-14 1 0,99 0,98 0,97
15-20 1 0,99 0,99 0,98
21-22 2 0,98 0,97 0,96
23 2 0,98 0,98 0,96
24-27 2 0,98 0,98 0,97
28-32 2 0,99 0,98 0,97
33-35 2 0,99 0,98 0,98
36-49 2 0,99 0,99 0,98
При 10 < п < 20 принимают т = 1. Если 50 > п > 20, то т = 2.
Если число разностей | А, - А*| больших превышает т, то ги-
/2
потеза о нормальности отвергается.
Гипотеза о нормальности принимается, если для проверяе-
мой группы данных выполняются оба критерия. Уровень значи-
мости составленного критерия q < qx + q2, где q{, q2 — уровни зна-
чимости критериев I и II.
4.2. Статические и динамические погрешности измерений
75
Обычно применяемые на практике оценки математического
ожидания и дисперсии погрешности А имеют вид:
Л/-(Л} = ^Да,2{Д} = |£[Д, -Л/‘{Д}]2!/(«-]),
Где п — число измерений.
При этом
ст<Лл} *СТ*{Д}Л/2Й.
Однако использованная в приведенных формулах замена ис-
тинных значений среднеквадратичного отклонения его оценкой
может привести при малом числе опытов к существенным ошиб-
кам. Для их устранения можно считать, что при нормальном
распределении А случайная погрешность
, t = 4п[М'{Ь} - М{А}]/сг*2{А}
‘Подчиняется закону распределения Стьюдента (табл. 4.2.5).
Таблица 4.2.5. Значения в, удовлетворяющие равенству 2[ S(t)dt = Р
\ о
I г Значения е при Ре, равных
0,1 0,3 0,5 0,7 0,9 0,95 0,99
1 1 0,158 0,510 1,000 1,936 6,31 12,71 63,7
1 6 0,131 0,404 0,718 1,134 1,943 2,45 4,71
11 0,129 0,396 0,697 1,088 1,796 2,20 3,11
16 0,128 0,392 0,690 1,071 1,746 2,12 2,92
21 0,127 0,391 0,686 1,063 1,721 2,08 2,83
26 0,127 0,390 0,684 1,058 1,706 2,06 2,78
40 0,126 0,388 0,681 1,050 1,684 2,02 2,70
00 0,126 0,385 0,674 1,086 1,645 1,96 2,58
Примечание. Р£ — вероятность того, что случайная величина t, распреде-
ленная по закону Стьюдента S(t) с г степенями свободы, не превосходит е
по абсолютному значению.
76
Глава 4. Основы теории измерений
В этом случае для заданного значения доверительной вероят-
ности Р и числа степеней свободы г = п - 1 можно найти вели-
чину доверительного интервала е для величины Л/{А}.
При расчете А экономических измерений необходимо также
обнаруживать с помощью известных критериев Зо, Шовине, Ро-
мановского случайные грубые погрешности, явно искажающие
результаты измерений. Если измерения имеют большие А, то не-
обходимо удостовериться в том, что получаемые результаты ста-
тистически подконтрольны и устойчивы, т. е. группируются во-
круг одного и того же центра М{А} и имеют одну и ту же дис-
персию о2 {А}.
Систематические погрешности
Систематической погрешностью измерений называется состав-
ляющая погрешности измерения, остающаяся постоянной или
закономерно изменяющаяся при повторных измерениях одной и
той же величины; последние, в свою очередь, подразделяют на
прогрессирующие, периодические и изменяющиеся по сложно-
му закону. Источниками систематических погрешностей могут
быть три компонента измерения: метод измерений, средства из-
мерений и экспериментатор. Соответственно этому принято раз-
личать систематические погрешности методические, инструмен-
тальные и личные.
Методические погрешности обусловлены следующими причи-
нами: несовершенством метода измерения; ограниченной точно-
стью формул; влиянием средств измерений на объект, свойство
которого измеряется; пороговым несоответствием модели и объ-
екта измерения.
Инструментальные систематические погрешности — погреш-
ности, вызванные несовершенством средств измерений (неточ-
ность градуировки шкалы измерительного прибора, дополни-
тельные и динамические погрешности и т. д.).
Личные систематические погрешности — систематические по-
грешности, связанные с индивидуальными особенностями экс-
периментатора.
В практике измерений причины проявления для системати-
ческих погрешностей типичны, и поэтому наиболее существен-
4.2. Статические и динамические погрешности измерений
77
цы постоянные погрешности, для устранения которых применя-
ет следующие методы:
1) замещения, обусловленные тем, что измеряемая величина
заменяется известной величиной так, что при этом в состоянии
И действии всех используемых средств измерений не происходит
никаких изменений;
2) противопоставления, при котором измерение выполняется
с двумя наблюдениями, приводимыми так, чтобы причина по-
стоянной погрешности оказывала разные, но известные по зако-
номерности воздействия на результаты наблюдений;
3) компенсации погрешности по знаку, суть которого состо-
ит в том, что измерение проводится с двумя наблюдениями, вы-
полненными так, чтобы постоянная систематическая погреш-
ность в результат каждого из них входила с разными знаками.
Для обнаружения и устранения изменяющихся систематиче-
ских погрешностей используют статистические методы, в част-
ности, методы Стьюдента, Фишера и Аббе, а также корреляци-
онный и регрессионный анализы.
При изучении систематических погрешностей на практике
Обычно решаются две задачи: нахождение поправок методами
корреляционного и регрессивного анализов; оценивание стати-
стическими методами границ систематических погрешностей с
учетом вида измерения (прямые, косвенные, совокупные или
совместные) по всем ее составляющим.
При решении второй задачи элементарные составляющие
систематической погрешности рассматривают как случайные ве-
тчины, распределенные по равномерному закону (рис. 4.2.5),
Рис. 4.2.5. Кривая равномерного распределения систематической
погрешности Дс
78 Глава 4. Основы теории измерений
а далее производят статистическое суммирование элементарных
погрешностей путем построения композиции их распределения
гистограмм.
Погрешности прямых измерений
Прямым называется измерение, при котором искомое значе-
ние величины находят непосредственно из опытных данных.
При этом применяются два способа представления результа-
та измерения: раздельное указание оценок границ систематиче-
ской погрешности и среднего квадратичного отклонения резуль-
тата измерения; указание оценки суммарной погрешности ре-
зультата измерения.
Раздельное указание составляющих возможно лишь для ста-
тистических измерений с целью выявления А, причем, расчет
погрешностей производится в следующей последовательности:
1. Определяют оценки измеряемой величины по среднему
арифметическому значению и среднему квадратическому откло-
нению наблюдений по формулам
(л -1),
где п — число измерений величины х.
2. Вычисляют оценку среднего квадратического отклонения
среднего арифметического:
о . = о/ 4п.
X '
3. Задают значение надежности среднего результата а и опре-
деляют коэффициент Стьюдента ta(n) для заданной надежности
а и числа наблюдений п (табл. 4.2.6).
4. Находят границы доверительного интервала (абсолютная
случайная погрешность результата измерений) Ах =/а(и)ох..
Если эта величина окажется сравнимой с величиной погрешно-
сти измерительного прибора, то в качестве границы доверитель-
ного интервала следует взять величину:
Ах = ф2а(п)с2х. +(KJ3)2V; Ка = ta (со),
где 5 — величина погрешности прибора.
4.2. Статические и динамические погрешности измерений
79
Таблица 42.6 Значения ^-процентных точек распределения Стьюдента
Число степеней свободы, к = п- 1 Уровень значимости <7 = (1-а) 100% Число степеней свободы, к = п - 1 Уровень значимости <7=(1-а) 100%
10 5 1 10 5 1
1 6,31 12,71 63,66 14 1,76 2,14 2,98
2 2,92 4,3 9,92 16 1,75 2,12 2,92
3 2,35 3,18 5,84 18 1,73 2,10 2,88
4 2,13 2,78 4,60 20 1,72 2,09 2,84
5 2,02 2,57 4,03 22 1,72 2,07 2,82
6 1,94 2,45 3,71 24 1,71 2,06 2,80
7 1,90 2,36 3,50 26 1,71 2,06 2,78
8 1,86 2,31 3,36 28 1,70 2,05 2,76
9 1,83 2,26 3,25 30 1,70 2,04 2,75
10 1,81 2,23 3,17 00 1,64 1,96 2,58
12 1,78 2,18 3,06
5. Оценивают относительную случайную погрешность пря-
мых измерений:
ё = [Дх/х‘] • 100 %.
6. Определяют доверительные границы постоянной система-
тической погрешности результата измерений в зависимости от
выбранного коэффициента надежности а (табл. 4.2.7)
N i=i
где т — число элементарных систематических погрешностей
прямых измерений, которые имеют равномерное распределение.
7. Оценивают границу общей погрешности д - Дх + 0.
8. Окончательный результат измерений записывают в виде
х = х ± Д.
80
Глава 4. Основы теории измерений
Таблица 4.2.7. Значения коэффициента к в зависимости от числа слагаемых систе-
матических погрешностей и доверительной вероятности
Число слагаемых, т Значение к при доверительной вероятности а
0,90 0,95 0,99 0,9973
2 0,97 1,10 1,27 1,34
3 0,96 1,12 1,37 1,50
4 * 1,12 1,41 1,58
5 * * 1,42 1,61
6 * * * 1,64
0,95 1,13 1,49 1,73
* Коэффициент к не вычисляется, так как 0 при данном п выходит за
пределы крайнего интервала.
При обыкновенных прямых измерениях, в отличие от стати-
стических, погрешности средств измерений не выявляются в
ходе измерения, но их надо учитывать при расчете погрешности
результата измерения; причем, метод измерения должен быть
изучен и методические погрешности либо заранее устранены,
либо должно быть известно, как их устранить.
Оценка прямых измерений с точным оцениванием погреш-
ностей производится по суммарной погрешности результата из-
мерения:
Гт \
д=ку Ед2, +д2’
V /=1
где Дс — составляющая систематической погрешности прямых
измерений; Д — случайная погрешность прямых измерений,
имеющая равномерное распределение.
Оценка обыкновенных прямых измерений с приближенным
оцениванием погрешностей рассчитывается в виде оценки гра-
ниц погрешностей:
/ т
ff^k
V 7-1
4.2. Статические и динамические погрешности измерений
81
где Hz — граница суммы равномерно распределенных центриро-
ванных случайных величин; 8Я — предел допускаемой основной
погрешности средства измерения; 8у — предел j-й дополнитель-
ной погрешности измерений.
Погрешности косвенных измерений
Косвенным называется измерение, при котором искомое зна-
чение величины находят на основании известной зависимости
Между этой величиной и величинами, подвергаемыми прямым
Измерениям, причем, исходными данными являются ряды ре-
зультатов прямых измерений аргументов, входящих в математи-
ческую функцию связи. Эти зависимости предварительно обра-
батываются по методике, изложенной выше.
При косвенных измерениях для вычисления погрешностей
исходят из предположений. Допустим, что искомая величина у
определяется непосредственно измеряемыми величинами — ар-
гументами х15 х2, ..., х„ функционально связана с ними
у=/(Х], х2, ..., х„ ..., х„), z =1, н (4.2.3)
Й аргументы не коррелированы.
Средняя квадратичная погрешность функции оу при одина-
ковой надежности всех измерений будет равна:
,___________
| I ", ТТ
/ = , (4-2.4)
t VZiVx, ')
J
Где ду/дх, — частная производная функции по х,; <зх — средняя
квадратическая погрешность непосредственно измеряемой вели-
чины х,.
J Подставляем в формулу (4.2.3) выражение (4.2.4), находим
Исолютную погрешность Ду, определяющую доверительный ин-
тервал для значения функции:
I z ГТ I 7 ГТ
у ,=1 {ОХ, ) у (-1 \ (jX1 )
82
Глава 4. Основы теории измерений
Учитывая /а(«)ох = Дх,, получаем:
v^f &У А
^=12 т~Лх'
\ti\dx, )
где Дх, — абсолютная погрешность непосредственно измеряемой
величины.
Относительная погрешность 5у = — может быть вычислена в
У
общем случае по формуле
= з Ё Л*2-
у7^\дх, )
(4.2.5)
При расчете погрешностей косвенных измерений необходи-
мо учитывать, что, если случайные погрешности результата из-
мерений меньше, чем погрешность измерительного прибора, то
за погрешность окончательного результата серии измерений
принимается приборная погрешность эксперимента. В этом слу-
чае последняя определяется по формуле (4.2.5), при этом вместо
Дх, ставят или половину цены наименьшего деления (в некото-
рых случаях цену деления) применяемых измерительных прибо-
ров или абсолютную погрешность прибора, определяемую по его
классу точности.
В практике измерений, когда аргументы функции (4.2.3)
коррелированы между собой, ее обычно линеаризуют и пред-
ставляют в виде:
У ~ , т Х2,...,т ) + £|^-Дх,; i = 1, п, (4.2.6)
ti дх,
где тх , тх, ..., тх„ — математические ожидания аргументов х,,
х2, ..., х3, J, хп.
Математическое ожидание функции (4.2.6)
~ту = f(mX},mX2, ..., тх ),
а дисперсия
/=i ) kj \ дх.
ду . . ;
-л— А: • 1=1, и,
дх, x'Xj
4.2. Статические и динамические погрешности измерений 83
Где D(x,) — дисперсия случайной величины х, (аргумент); кхх —
Корреляционный момент величин х, и ху; i < j обозначает, что
суммирование распространяется на все возможные попарные со-
четания случайных величин (х,, х2, ..., хи).
[Динамические погрешности
г Процесс измерения можно обобщенно представить в виде
Йохемы, приведенной на рис. 4.2.6.
е(г)
m(t)
{ x(t)
Ao
Ap(0
y(t)
Объект измерения
e(0
x(r)
Рис. 4.2.6. Схема процесса измерения. x(z) — изменяющаяся во времени изме-
ряемая величина; е(г) — аддитивные погрешности; Ар — оператор, описывающий
Искажение измеряемой величины вследствие погрешностей метода измерения;
ip — оператор, описывающий преобразование величины, которая действует на
Чувствительный элемент конкретного средства измерения, применяемого в экс-
перименте, М — оператор масштабирования; m(t) — погрешность процедуры
Сравнения с мерой, y(f) — результат измерения, e(t) = у(7) - x(t) — динамическая
погрешность
Погрешность e(t) в общем случае определяется по выраже-
е(/) = Ар[х(Г) + е0(Г)] + е(Г) - x(t),
ре e0(t) — погрешность, вызванная отличием оператора Ад от
циничного, причем e(t) существенным образом зависит от опе-
ратора Ар, например, в случае если Ар — линейный стационар-
<ый оператор, то расчет e(t) производится по формуле:
e(t) = j h(t - т)[х(т) + е0(т)]г/т + е(?) - х(/) =
о
= j h(t - т)е0(т)г/т + е(т) + j x(x)[h(t - т) - 6(/ - т)]г/т,
о о
Де h(t) — переходная характеристика средства измерения; 5(г) —
йльта-функция.
84
Глава 4. Основы теории измерений
На практике реализацию x(t) представляют двумя способами:
детерминированным и стохастическим. По первому способу
наибольшее распространение получила форма представления x(f)
в виде:
х(я, Г) =£я,ср,(О = ятф, a &V-,
1=0
где а — вектор варьируемых параметров; Va — допустимое замк-
нутое множество параметров; ср = [ср^Г), ср2(О, • ••, Ф«(0]т — ба-
зисные функции; т — знак транспонирования.
По второму способу необходимые сведения о величине x(f)
могут быть получены из анализа стохастического дифференци-
ального уравнения с постоянными коэффициентами в форме
Коши, либо путем задания характеристик стационарного случай-
ного процесса — автокорреляционной функции АЛ(т) или спек-
тральной плотности
1 00
Sx (со) = — f Rx (т) cos сот dx.
Я О
В качестве характеристики погрешности е(г) определяют дис-
персию а2, которая складывается из суммы дисперсий:
1) а2, зависящей от свойств измеряемой величины и вызван-
ной инерционностью средства измерения;
2) , отфильтрованной средством измерения погрешно-
сти е0(Г);
3)ст|, вызванной совместным действием инерционности
средства измерения и погрешности е(г);
4) о2, аддитивной погрешности e(z), характеристики которой
нормируются в составе характеристик статических погрешностей
в нормальных условиях.
Перечисленные дисперсии погрешности измерений не все-
гда могут быть получены, поэтому производится оценка а2:
а) при изменении измеряемой величины во временной об-
ласти
<а2х(К0 -I)2 + <(^0 -I)2,
1 г
где Ко ®-J |йр(т) - Ли(т)|с/т; Ли(т); Лр(т) — идеальная и реальная
о
переходные характеристики средства измерения;
4.2. Статические и динамические погрешности измерений
б) при изменении измеряемой величины в частотной области
а2е < М2с>2 + (Лтах/тс) Jsin2[cp(co)/2]5'x(co)c7co + ст2о + ст2,
где М = |1 - Л(ю)| — неравномерность амплитудно-частотной
^характеристики Л(со) средства измерения в рабочей полосе час-
тот [со,, со*]; ср(со) — фазо-частотная характеристика средства из-
мерения.
J В случае применения в измерительном процессе (рис. 4.1.6)
^Средства измерения, параметры которого изменяются во време-
ни, с математической моделью вида
y(t) -1 k(j)h(t - т)х(т)с/т + е(Г),
|де к(х) — изменяющийся во времени коэффициент усиления
средства измерения;
ст2 определяется по формуле
+ -1) + с2кк2р(т2х + ст2),
[е кр — реальный коэффициент усиления средства измере-
ны, о2к — дисперсия коэффициента усиления; тх — матема-
[ческое ожидание измеряемого процесса.
На практике параметры средства измерения
a^Va, beV-b,
Йе а, b — векторы варьируемых параметров средства измере-
ния; V-, Vb — допустимые замкнутые множества параметров
>ида
Г-=[«,,«*], Vb = [b,,b*],
Поэтому
2
< max
— f\к(а, b, » - 1|25л(со)dm + ст2.
2л:
86
Глава 4. Основы теории измерений
4.3. Статические погрешности приборов
Измерительным прибором (или просто прибором1) называют
средство измерений, служащее для выработки сигнала измери-
тельной информации в форме, доступной для непосредственно-
го восприятия наблюдателем. По форме выдачи информации
приборы подразделяют на аналоговые, показания которых явля-
ются непрерывной функцией измеряемой величины, и цифро-
вые, показания которых являются дискретными и представляют-
ся в цифровой форме, а по способу отсчета — на показывающие,
самопишущие, комбинированные, суммирующие и интегриру-
ющие.
Показывающие — это приборы, у которых значение измеряе-
мой величины указывается на отсчетном устройстве.
Самопишущие (регистрирующие') приборы снабжают приспо-
соблениями, автоматически записывающими на бумажной ленте
(или диске) текущее значение измеряемой величины во времени.
Комбинированные приборы одновременно показывают и реги-
стрируют измеряемую величину.
В суммирующем приборе показания функционально связаны с
суммой двух или нескольких величин, подводимых к нему по
различным каналам.
В интегрирующем приборе подводимая величина подвергает-
ся интегрированию во времени или другой независимой пере-
менной.
Классификация погрешностей
Погрешностью измерительного прибора является разность ме-
жду его показанием и истинным значением измеряемой величи-
ны. Погрешности приборов можно классифицировать по различ-
ным признакам: условиям и причинам появления погрешностей;
единице измеряемой величины; характеру связи между величи-
нами погрешности и измеряемой величиной; закономерности
появления погрешности при многократных испытаниях прибора.
По условиям появления погрешности подразделяются на
статистические и динамические. Статистические погрешности
1 В общем случае — средство измерения.
4.3. Статические погрешности приборов
87
появляются при установившемся режиме измерения, когда из-
меряемая величина и показания прибора сохраняют постоянные
значения. Динамические погрешности возникают при неустано-
вившемся режиме работы.
В зависимости от единицы измерения различают абсолют-
ные, относительные и приведенные погрешности.
Абсолютная погрешность прибора выражается в единицах изме-
ряемой величины х или выходного сигнала у прибора и равна раз-
ности между показанием прибора хп и истинным значением изме-
ряемой величины х Л = хп-х. Однако, поскольку истинное значе-
ние измеряемой величины остается практически неизвестным,
вместо него используют действительное значение измеряемой ве-
личины и А = а также Ду, приведенную к его выходу
&У = У- Уо,
|е у = /(х, а), х е [х*, х*], а е К- — фактический выходной сиг-
1Л прибора, соответствующий его реальной статической харак-
ристике; [х*, х*] — диапазон измерения х, ограниченный ми-
шальным х, и максимальным х* значениями; а = (п„ а2, ...,
) — вектор варьируемых параметров прибора; п — число пара-
ггров; Va — замкнутое допустимое множество параметров; у0 =
f(a, х0) — идеальный выходной сигнал прибора, соответст-
вующий его идеализированной (заданной) статической характе-
ристике; а е И-; х0 е [х0*, Хо ].
| При фиксированном значении измеряемой величины
е [х*, х*] в реальных условиях происходят изменения выходного
Сигнала прибора на величину Ду, вызванные такими источниками
погрешностей, как неконтролируемые изменения температуры,
Давления и влажности окружающей среды, колебание питающих
напряжений, воздействие дополнительных электрических и маг-
нитных полей и пр. Рассматривая малое приращение выходного
Сигнала Ду, вызванное перечисленными факторами, как диффе-
|>енциал функции у = /(х, а) х е [х,, х*]; а e Vd, нетрудно полу-
пить приближенную связь между погрешностями Д и Ду:
£у(х,£)д =
дх
-ду(х, а)/дх — чувствительность прибора.
88
Глава 4. Основы теории измерений
Относительная погрешность прибора равна отношению Д
или Ду к действительному значению х0 или выходного сигнала
прибора у0:
8Х = Д/х0 = Д(хп - Д) = Д
8у = Ду /у 0 « Ду/у; Ду/у 0 « 1.
Приведенная погрешность — отношение абсолютной погреш-
ности к нормирующему значению xN: 5П = Д/хЛ. Чаще всего xN =
= х* - х.. Величины 5Л, 8V, 8П обычно выражают в процентах.
В экономике применяют приборы для измерения лишь с оп-
ределенной заранее заданной точностью — основной погрешно-
стью, допускаемой нормами. Если прибор работает в условиях,
отличных от нормальных (температура окружающего воздуха
/=20 ± 5 °C, давление р= 101,325 ± 3,3 кПа), то возникает до-
полнительная погрешность, увеличивающая общую погрешность
прибора.
Обобщенной характеристикой прибора в статическом режи-
ме является класс точности. При изменении измеряемой вели-
чины х величина погрешности может изменяться:
Д = /’(х),
где F(x) — некоторая функция измеряемой величины.
В зависимости от характера функции F(x) погрешности де-
лятся на аддитивные и мультипликативные. В соответствии с
причинами появления выделяют методические, инструменталь-
ные и субъективные погрешности; по закономерностям появле-
ния при многократных испытаниях прибора различают погреш-
ности систематические и случайные.
В большинстве практически важных случаев статическую по-
грешность прибора Д можно представить в виде:
д = дс + д,
где Дс — постоянная или медленно изменяющаяся величина —
систематическая погрешность; Д — случайная погрешность,
среднее значение которой равно нулю.
4.3. Статические погрешности приборов 89
Полученное соотношение определяет модель погрешности
Прибора. Погрешность А, как сумма постоянной и случайной ве-
личин, является случайной величиной; поэтому для полной и
объективной характеристики точностных свойств приборов не-
обходимо пользоваться аппаратом теории случайных величин —
теорией вероятностей.
Рассмотрим более подробно аддитивные и мультипликатив-
ные погрешности, класс точности и вариацию прибора, шумы и
погрешности градуировки приборов, а также вопросы нормиро-
вания статических погрешностей измерительных приборов.
Аддитивные и мультипликативные погрешности
Основной характеристикой прибора, работающего в статиче-
ском режиме, является статическая характеристика у = f(x, а)‘,
J е V-, х е [х,, х*]. Аналитическое выражение статической харак-
теристики называют функцией преобразования, которая может
быть также задана в виде таблицы, графика или алгоритма, при-
чем при ее изменении возникают аддитивные и мультиплика-
тивные погрешности.
Погрешности, обусловленные смещением идеализированной
(заданной) характеристики прибора параллельно самой себе на
постоянную величину а0, называют аддитивными (рис. 4.3.1). При
этом уравнение реальной функции преобразования имеет вид:
У =Уо + «о = Ж a) + «o|a=consf
X
Рис. 4.3.1. Статическая характеристика прибора с аддитивной погрешностью
90
Глава 4. Основы теории измерений
Абсолютные погрешности такого прибора по величине соот-
ветственно на выходе и входе будут равны
* а ао ч дуц(а,х)
= Лх = ~——; у0(а,х)=-^—---------------------.
УЖ *)|a=const дХ
Причинами аддитивных погрешностей могут служить смеще-
ние нулевой точки, смещение с нуля стрелки не включенного
измерительного прибора, контактные ЭДС при работе на потен-
циометре и др.
Абсолютное значение аддитивной погрешности по величине
на выходе Ду = д0 = const, а относительное Ду = (я0/у) • Ю0 %’, при-
чем при у -> 0 Ду -> оо, а при у -> оо ду -> 0.
Погрешности прибора с линейной статической характери-
стикой, вызванные поворотом его характеристики на неполный
угол, что равносильно изменению чувствительности, называют
мультипликативными (рис. 4.3.2). Абсолютную погрешность на
выходе прибора (абсолютную погрешность чувствительности)
можно определить по выражению
Дм = У-Уо = (^-Ло)^ = М,
а относительную —
Д кх _ Д кх
Уо кйх
к-о>
где Дк.о — относительная погрешность чувствительности.
Рис. 4.3.2. Статическая характеристика линейного прибора с мультипликативной
погрешностью
4.3. Статические погрешности приборов
91
1 ----------- -------- —
При нелинейности функции преобразования (статической
характеристики) прибора поворот характеристики относительно
начала координат тоже приводит к изменению чувствительности
во всем диапазоне х. Однако это изменение, а также и возни-
кающие при этом погрешности будут сложными функциями ве-
личины х, вычисление их затруднительно, и поэтому при рас-
смотрении работы нелинейных измерительных приборов поня-
тием мультипликативной погрешности не пользуются.
Класс точности и вариация приборов
Классом точности измерительного прибора называют его обоб-
щенную характеристику, определяемую пределами допускаемых
основных и дополнительных погрешностей, а также другими
свойствами прибора, влияющими на точность, значения кото-
рых устанавливаются в стандартах на отдельные виды приборов.
Класс точности К,, характеризует свойства приборов в отно-
шении точности, но не является показателем точности измере-
ний, выполняемых с их помощью, так как точность зависит так-
же от метода измерений и условий их выполнения.
Пределы допускаемых основной и дополнительных погреш-
ностей приборов для каждого из К, устанавливаются в виде аб-
солютных и приведенных погрешностей.
Приборам, пределы допускаемых погрешностей которых вы-
ражаются в единицах измеряемой величины, присваиваются К,,
обозначенные порядковыми номерами, причем приборам с
большим значением допускаемых погрешностей устанавливают-
ся классы большего порядкового номера. В этом случае обозна-
чение К,, прибора не связано со значением предела допускаемой
погрешности, т. е. носит условный характер.
Приборам, пределы допускаемой основной погрешности ко-
торых задаются в виде приведенных относительных погрешно-
стей, присваиваются Кг, выбираемые из ряда
^ = (1; 1,5; 2,0; 2,5, 3,0; 4,0; 5,0; 6,0) 10", п= 1; 0; -2 ... (4.3 1)
Конкретные К, по (4.3.1) устанавливаются в стандартах на
отдельные виды приборов и указываются на их циферблатах.
Чем меньше число, обозначающее К,, прибора, тем меньше пре-
делы допускаемой основной погрешности. Классы точности
92
Глава 4. Основы теории измерений
приборов, нормируемых по приведенным погрешностям, имеют
связь с конкретным значением предела погрешности.
Под пределом допускаемой основной погрешности понимают
наибольшую без учета знака основную погрешность прибора,
при которой он может быть признан годным и допущен к при-
менению. Эту погрешность для краткости часто называют допус-
каемой основной погрешностью.
Пределом допускаемой дополнительной погрешности является
наибольшая без учета знака дополнительная погрешность, вызы-
ваемая изменением влияющей величины в пределах расширен-
ной области значений влияющих величин; принимают, напри-
мер, температуру окружающего воздуха от 5 до 50 °C или от -50
до 50 °C, относительную влажность воздуха от 30 до 80 % или от
30 до 98 % и т. д.
В некоторых случаях при нормировании пределов допускае-
мых дополнительных погрешностей приборов дается функцио-
нальная зависимость допускаемой дополнительной погрешности
от изменения влияющей величины.
В связи с вышеизложенным в практике измерений применя-
ют следующие формулы для расчета:
KI-6„,„JX.|00% = 4m"100%; (4.3.2)
X — X*
Kr = max6v/, i = 1, п, (4.3.3)
где 8П, Л — приведенная и абсолютная погрешности прибора;
5v/= 100(хп-хпн) — дополнительная погрешность прибора, вы-
званная изменением z-й влияющей величины на нормированное
отклонение или в пределах расширенной области значений
влияющих величин; хп — показание прибора в данной точке
шкалы; хпн — показание прибора в данной точке шкалы при
нормальных условиях эксплуатации прибора или нормальной
области значений влияющей величины (принимается за дейст-
вительное значение).
Постоянство показаний прибора характеризуется вариацией,
которая проявляется в неоднозначности хода статической харак-
теристики прибора при увеличении и уменьшении измеряемой
величины (рис. 4.3.3).
4.3. Статические погрешности приборов
93
Рис. 4.3.3. Неоднозначность хода статической характеристики
Наибольшая разность b =|у, — у,'| между выходными сигнала-
ми у, и у,' прибора, соответствующими одному и тому же дейст-
вительному значению измеряемой или входной величин xt, на-
зывается вариацией показаний прибора или выходного сигнала.
Вариацию можно также определить экспериментально при нор-
мальных условиях как наибольшую разность Ьх =|х, — х,'| дейст-
вительных значений измеряемых величин х, и х,' (см. рис. 4.3.3),
соответствующих одной и той же отметке шкалы прибора у, при
плавном подводе указателя вначале при увеличении, а затем при
уменьшении измеряемой величины.
На практике вариацию е выражают в процентах нормирую-
щего значения xN и определяют по формуле
6= - —- Ю0%. (4.3.4)
X -
Вариация показаний или выходного сигнала прибора обычно
нормируется в стандартах на отдельные виды или группы прибо-
ров в долях абсолютного значения допускаемой основной по-
грешности. Погрешность вариации связана с наличием механи-
ческого, теплового, электрического и магнитного гистерезиса;
она имеет систематическую и случайную составляющие.
При поверке приборов (операция сравнения показаний при-
бора с образцовыми для определения их погрешностей или по-
правок к их показаниям) вывод о пригодности к эксплуатации
осуществляется по следующему алгоритму:
1) сопоставляют рассчитанные по формулам (4.3.2)—(4.3.4)
значения е и К,, если е > Кг, то прибор не пригоден, а если е < Кт,
го выполняют следующий этап поверки;
94
Глава 4. Основы теории измерений
2) сопоставляют рассчитанное значение Кт по формулам
(4.3.2), (4.3.3) с БС,, помеченном на шкале прибора К^, если
Кт > К.[п, то прибор не пригоден, а если К, < К^, то прибор при-
знается годным.
Шумы и погрешности градуировки приборов
Наличие шумов и помех во всех элементах прибора вызыва-
ют случайные неповторяющиеся отклонения отдельных точек
статической характеристики прибора. Погрешность шума, как
правило, является нестационарной случайной функцией време-
ни, поэтому значения этой погрешности, определяемые в произ-
вольно взятые моменты времени, являются случайными величи-
нами (см. раздел 4.2) с математическим ожиданием, равным
нулю, и с некоторым средним квадратическим отклонением ош.
Закон распределения погрешности шума считают нормальным.
Погрешность шума носит аддитивный характер — ее аш не зави-
сит от величины х на входе прибора.
Представление функции преобразования прибора таблицей
или шкалой связано с появлением погрешности градуировки.
При попытке экспериментально определить характеристику пре-
образования получают ряд точек более или менее близких к пря-
мой линии, к параболе или к другой предполагаемой характери-
стике, определяющейся зависимостью у = f(x, а), хе[х.,х‘],
a &V-; а = (а}, ..., ап); = const, а2 = const, ..., ап = const. При по-
вторной градуировке получается другой ряд точек, не
совпадающий с первоначальным. Это обстоятельство заставило
ввести понятие нормальной градуировочной характеристики
преобразования, т. е. характеристики, которая приписывается
прибору, указывается в его паспорте и используется при произ-
водстве измерений с участием этого прибора. Отклонения реаль-
ной характеристики преобразования от нормальной приводят к
появлению погрешностей градуировки прибора, причем по ха-
рактеру проявления выделяют следующие их составляющие.
1. Систематическое отклонение реальной характеристики от
номинальной градуировочной, вызванное нелинейностью статиче-
ской характеристики. Закон изменения такой погрешности вдоль
шкалы известен, и ее можно учесть при получении результата из-
4.3. Статические погрешности приборов
95
мерения, если известна таблица поправок для каждой точки шка-
лы. Неудобства такого способа учета погрешности очевидны, по-
этому в современных приборах, если необходимо учитывать из-
вестные систематические погрешности, используют средства
вычислительной техники (микропроцессоры и микроЭВМ) для ав-
томатического введения соответствующих поправок в каждый ре-
зультат измерения. Проявляется и оценивается данная погреш-
ность как случайная составляющая погрешности (см. раздел 4.5).
2. Отклонение, вызванное не оптимальным выбором точек
Предполагаемой градуировочной характеристики прибора. По-
грешность градуировки связана как с конечной точностью изме-
рения образцового значения х и у, так и со способом передачи
Градуировочных значений прибору (например, со способом на-
несения шкалы и ее использования). Эта погрешность имеет сис-
тематическую и случайную составляющие (см. раздел 4.1).
Нормирование погрешностей приборов
Существуют два метода нормирования погрешностей изме-
рительных приборов:
1) детермированный, при котором нормируются основные и
дополнительные погрешности приборов (см. выше);
2) вероятностно-статический, при котором нормируются
следующие погрешности1:
• для систематической составляющей погрешности Дс — пре-
дел допускаемого значения Дс0, математическое ожидание
ЛГ(ДС) и среднее квадратическое отклонение (с.к.о.) ст(Дс);
• для случайной составляющей погрешности Д — предел до-
пускаемого значения с.к.о. сгд(Д), нормализованная авто-
корреляционная функция гд(Х) или спектральная плот-
ность 5Д (со);
• для погрешности Д — предел допускаемого значения До,
предел допускаемого значения До математического ожида-
ния М(Д) и (с.к.о.) сг(Д).
Все перечисленные погрешности должны указываться в нор-
мативно-технической документации на приборы.
1 Требования стандартов.
96
Глава 4. Основы теории измерений
В соответствии с ГОСТ 8.009—84 оценки статистических ха-
рактеристик с целью их нормирования осуществляют следую-
щим образом:
1. Определяют систематическую составляющую погрешно-
сти Дс конкретного экземпляра прибора в точке х диапазона из-
мерения:
Дс + ^б)
— (1 п — (1 "
где Д м = — £ Д „ ; А б = — Е д б,; п ~ число опытов при опре-
делении Дм и Дб; Дм и Дб — /-е значение погрешности при под-
ходе к точке х со стороны меньших и больших значений.
2. Определяют вариацию Ь* = |ДМ - Дб|.
3. Находят оценку математического ожидания Дс приборов
данного типа по значениям, полученным для каждого экземпля-
ра прибора:
W(Ac)=lf д;,
к ,=!
где к — число исследуемых приборов; Д*с — оценка системати-
ческой составляющей погрешности /-го прибора.
4. Проводят оценку с.к.о. Дс приборов данного типа:
а’(Дс) = -ЛТ(Дс)]г.
5. Проводят оценку с.к.о. погрешности Д в точке х диапазона
измерения конкретного прибора данного типа:
а‘(Л)= [1/(2л-1)] £(d„, -Дм)2+2Ж -Л6)2 •
6. Определяют значение нормализованной автокорреляцион-
ной функции:
л-Х/Го
га’(х> = , /(А' -Л),
(п-Х/Т0)Р (Д)
где п — число отсчетов погрешности при определении автокор-
реляционной функции; То — интервал времени между двумя по-
4.3. Статические погрешности приборов
97
следовательными отсчетами; Д = (1/л)^Д,; А, — /-я реализация
Z = 1
(отсчет) погрешности (для приборов, допускающих плавное из-
менение входной величины, отсчеты Д, проводят при подходе к
Данной точке диапазона изменения только с одной стороны):
О'(Д)=^-£(Л, -Д)г.
п - 1 ,=1
( Необходимо отметить, что автокорреляционная функция оп-
ределяется по точкам для дискретных значений аргумента Z.
Интервал времени, в течение которого проводится п отсчетов
При определении г , равен Т=(п- 1)Г0, где интервал времени
То должен удовлетворять неравенству Хтах/и < Т < X]; здесь
^тах — верхний предел диапазона аргумента X, в котором опре-
деляется гд(Х); Z] — первое после нулевого значение X..
< Математическое ожидание погрешности прибора при нор-
мальных условиях эксплуатации М(Д) = М(ДС), а при эксплу-
атации прибора в условиях, отличных от нормальных
Л/( Д) = Л/(ДС) + где \g(0 — функция влияния на результаты
Измерений физической величины £, не измеряемой данным при-
бором.
Среднее квадратичное отклонение погрешности приборов
Данного типа
о(д) = 7ст2<ас) + CTL(A) + (V12)Z>2 ,
Ьде значения <yD и bD берут из нормативно-технической докумен-
тации.
В ряде случаев влияющие величины изменяют значение
р.к.о. погрешности Д прибора и его вариацию. В этом случае вы-
ражение для погрешности сг(Д) имеет следующий вид:
о(Д) = 7<72(Ас) + [ор(Д) + уо(0]2 + (1/12)[60 + ув(0]2,
Где у о (£) и \|/ в (^) — соответствующие функции влияния физиче-
ской величины £ на с.к.о. случайной составляющей погрешно-
сти сг(Д) прибора и на его вариацию В.
98
Глава 4. Основы теории измерений
4.4. Динамические характеристики и погрешности
приборов
Общие положения
При измерениях в динамических условиях, т. е. при пере-
менном во времени значении измеряемой величины, возникают
динамические погрешности, обусловленные инерционностью
приборов, которые проявляются в том, что их показания отста-
ют от изменения измеряемой величины. Для оценки инерцион-
ности обычно вводят понятие динамических характеристик.
Прежде всего заметим, что для каждого прибора существует
свой оператор, т. е. закон, в соответствии с которым каждой
данной функции на его входе ставится в соответствие опреде-
ленная функция на его выходе. Именно оператором преобразо-
вания и определяется все многообразие динамических свойств,
присущих приборам, если конечно, этот оператор составлен с
учетом всех важных факторов и закономерностей, сопровождаю-
щих работу последних.
Аналоговый прибор называется линейным, если отношение
информативного параметра выходного сигнала к соответствую-
щему постоянному информативному параметру входного сигна-
ла и динамические характеристики, определяющие изменение
выходного1 сигнала вследствие изменений во времени информа-
тивного параметра входного сигнала в пределах требуемой точ-
ности, не зависят от информативного параметра входного сигна-
ла, в противном случае он называется нелинейным.
Прибор называется стационарным, если его динамические
свойства не изменяются с течением времени. Если такое измене-
ние имеет место, то прибор является нестационарным.
Следствием постоянства во времени динамических свойств
прибора является то, что процесс преобразования входных сиг-
налов обладает свойством инвариантности относительно сдвига
во времени входных сигналов. Таким образом, реакция стацио-
нарных приборов не зависит от момента приложения входных
сигналов, а зависит только от разности текущего времени и мо-
мента приложения входных сигналов.
1 В дальнейшем изложении для краткости — выходной и входной
сигналы, соответственно.
4.4. Динамические характеристики и погрешности приборов
99
I Нестационарные приборы не обладают указанным выше
Двойством инвариантности, их реакция зависит как от текущего
времени, так и от момента приложения входных сигналов.
| Вполне понятно, что нелинейные приборы могут быть как
Стационарными, так и нестационарными.
Приборы, будучи представленными одной из выше рассмот-
ренных групп, могут быть отнесены к приборам либо с сосредо-
точенными, либо с распределенными параметрами.
I1 Приборами с сосредоточенными параметрами называются та-
|кие, при учете взаимодействия которых с источником входного
Ьигнала и (или) устройством, подключенным, к его выходу, в
рределах требуемой точности можно пренебречь размерами вход-
ных и (или) выходных устройств и волновыми эффектами1. Их
Динамические свойства описываются обыкновенными диффе-
ренциальными уравнениями.
jf Приборами с распределенными параметрами называются та-
входы и сигналы которых непрерывно распределены вдоль
эторой линии или поверхности. Их динамические свойства
сываются дифференциальными уравнениями в частных про-
бных, интегральными, интегро-дифференциальными или
кциональными уравнениями.
Поскольку влияние динамических характеристик приборов
динамические свойства систем наиболее существенно для
’ем автоматического регулирования и управления различны-
ми финансово-экономическими показателями, где основные па-
раметры процессов являются строго детермированными функ-
1иями времени, то для практических случаев с достаточной сте-
енью точности и достоверности можно считать применяемые в
рактике приборы стационарными линейными с сосредоточен-
ыми параметрами. Далее, если это не будет оговорено особо,
ассматриваются динамические свойства только таких приборов.
Динамические характеристики приборов
Динамическими характеристиками приборов называются ха-
рактеристики их инерционных свойств, определяющие зависи-
мость выходного сигнала от меняющихся во времени величин:
1 Требование стандартов.
100
Глава 4. Основы теории измерений
параметров входного сигнала, внешних влияющих величин, на-
грузки1.
По признаку полноты описания динамических свойств динами-
ческие характеристики приборов разделяют на полные и частные.
Полной динамической характеристикой прибора называется
динамическая характеристика, однозначно определяющая изме-
нение его выходного сигнала при любом изменении во времени
входного сигнала или влияющей величины1 2. К ним относятся
дифференциальное уравнение, импульсная и переходная харак-
теристики, передаточная функция, совокупность амплитудно- и
фазочастотной характеристик.
Частной динамической характеристикой прибора называется
динамическая характеристика, представляющая собой параметр
или функционал полной динамической характеристики.
Импульсная и переходная
характеристики
Для характеристики динамических свойств приборов широко
используются переходные процессы, соответствующие типовым
входным сигналам. Наиболее распространенными переходными
временными характеристиками являются:
1) импульсная характеристика, которую в дальнейшем будем
обозначать к(а, /), показывающая реакцию прибора на единич-
ный мгновенный импульс 8(/), называемый делъта-функцией или
функцией Дирака (рис. 4.4.1) и удовлетворяющая условиям:
8(0 = 1°’7 n fc(0<* = i;
|оо, t - 0;
2) переходная характеристика, которую будем обозначать в
дальнейшем изложении h(a, t), показывающая, как изменяется
выходная величина у прибора при подаче на его вход сигнала в
виде единичной ступенчатой функции 1(f), называемой функцией
Хевисайда (рис. 4.4.2, а):
1 Требование стандартов.
2 Требование стандартов.
4.4. Динамические характеристики и погрешности приборов
101
8(0
Рис. 4.4.1 Дельта-функция и реакция на нее
h[u, /)|а _ const
в
Рис. 4.4.2. Единичная ступенчатая функция и реакции на нее
Между функциями 5(0 и 1(f), а также к(а, f) и h(a, t) сущест-
тот следующие взаимосвязи:
5(/) = /'(/); к(а, t) = h'(a, t);
1(f) = | 6(t)dt; h(a, t) = j k(a, t)dt.
о 0
В большинстве случаев практического применения приборов
качестве основной временной характеристики используется пе-
102
Г лава 4. Основы теории измерений
реходная характеристика h(a, t) (рис. 4.4.2, б, в), из которой мож-
но получить следующие частные динамические характеристики:
tn — постоянную времени при экспоненциальном изменении вы-
ходного сигнала h(a, t) (рис. 4.4.2, б), за которое последний дос-
тигает 0,632 установившегося значения h(a, Г)тах и определяемую
как проекцию касательной, проведенной в начале координат на
ось абсцисс; tn — постоянную времени для неэкспоненциального
характера изменения (рис. 4.4.2, в), определяемую как проекцию
на ось абсцисс касательной, проведенной в точке перегиба дина-
мической характеристики; / — время начала регистрирования,
прошедшее с момента изменения входного сигнала до заметного
изменения выходного; Тп — время переходного процесса, в тече-
ние которого показания входят в 5-процентную зону установив-
шегося значения, т. е. когда h(a, t) > 0,95 h(a, t)max; a = const; T —
полное время установления показаний от момента изменения
входного сигнала до момента установления постоянных показа-
ний прибора.
Передаточная функция
и амплитудно-фазовая характеристика
Для использования приборов в финансово-экономических
исследованиях бывает удобнее оперировать не с рассмотренны-
ми выше временными характеристиками (импульсными и пере-
ходными), а с так называемыми передаточными функциями, ко-
торые определяются с помощью преобразования Лапласа. Пре-
образование Лапласа L для функции f(f) можно записать в
следующем виде:
00
L[f(t)] = F(p)=\f(t)e->‘'dt, (4.4.1)
О
где р — оператор Лапласа.
Передаточной функцией прибора будем называть отношение
изображения по Лапласу его выходного сигнала к изображению
по Лапласу входного сигнала при нулевых начальных условиях
W(а, р) - -, а & Da = const. (4.4.2)
х(р)
(
4.4. Динамические характеристики и погрешности приборов
103
( При практических расчетах динамических свойств приборов
гделесообразно рассматривать частный случай передаточных
функций, определяемых уравнением (4.4.2) при р = iw.
( В этом случае преобразование Лапласа превращается в пре-
образование Фурье, и передаточная функция W(а, р) выражает-
ся в совокупность амплитудно- и фазочастотной характеристик
^амплитудно-фазовая характеристика — АФХ) W(а, /со), которая
дает представление о частотных свойствах прибора.
J В большинстве случаев можно ограничиться изучением част-
ной динамической характеристики — модуля комплексного чис-
ла АФХ )И^(а, /со)|, который получил название амплитудно-час-
тотной характеристики.
ц Амплитудно-частотная характеристика прибора определяет
спектр частот, пропускаемых этим прибором. Очевидно, что если
рн обладает большой инерционностью (запаздыванием), т. е.
имеет длительное время от момента изменения входного сигнала
на входе прибора до момента начала изменения выходных пока-
заний, то спектр его частот будет лежать в области низких частот
й, поэтому он не будет измерять параметры быстроменяющихся
процессов, содержащих высокочастотные составляющие.
। Функции h(a, f), к(а, t), W(a, р), ^(а, /со) приборов связаны
(между собой (табл. 4.4.1). Каждая из них может быть получена
Непосредственно из дифференциального уравнения; при этом
Предполагается, что вектор параметров а = а0 - const.
; В табл. 4.4.1 приняты обозначения: L — прямое преобразова-
ние Лапласа (4.11); — обратное преобразование Лапласа:
1 ст0
i"1 [/(/>)] = f(ty = -L
1де а0 — абсцисса абсолютной сходимости функций; F — прямое
^Преобразование Фурье:
' Л/(01 = Ж) =[/W
Г i
F — обратное преобразование Фурье:
к
- /”'[/(«»)] = f(f) = -L jf .
[ 2 71 J
104
Глава 4. Основы теории измерений
Таблица 4.4.1. Динамические характеристики приборов и связи между ними
Характеристики h{a, t) k(a, t) W(a, ia) /F(a, p)
А(д, /) — j k(a9 f)dt 0 F-^W(a, /to)] l)l L p J
к(а, t) dh(a, t) dt — F '[W(a, zro)] p)]
№(а, im) i(s)F[h(a, 0] F[k(a, /)] — p),p=i(£>
W(a, р) pL[h(a, /)] L[k(a, 01 W(a, im), p = Im —
Методы определения динамических
характеристик
Наиболее распространенными в практике динамических из-
мерений методами определения динамических характеристик
приборов являются аналитические и экспериментальные методы.
Аналитические методы предполагают нахождение дифферен-
циального уравнения, описывающего работу прибора в динами-
ческом режиме измерения с учетом всего комплекса физических
и физико-химических процессов, происходящих в приборе, а
также условий его работы.
В ряде случаев данная группа методов является весьма трудо-
емкой, поэтому на практике широко применяются эксперимен-
тальные методы изучения динамики.
В стандартах определены основные требования к методам
экспериментального определения динамических характеристик,
суть которых состоит в следующем.
При определении полных динамических характеристик пред-
почтение необходимо отдавать прямым методам, при которых на
вход прибора подается испытательный сигнал, позволяющий не-
посредственно по выходному сигналу определить искомую ха-
рактеристику.
Если невозможно воспроизвести с требуемой точностью ис-
пытательный сигнал, позволяющий найти полную динамиче-
скую характеристику непосредственно из опытных данных, то
4.4. Динамические характеристики и погрешности приборов 105
допускается ее определять пересчетом другой динамической ха-
рактеристики, найденной прямым методом.
При определении динамических характеристик приборов,
представляющих собой функции, вид которых известен, целесо-
образно определять экспериментально только коэффициенты
функций.
Анализ нестационарных линейных
приборов
Динамические свойства приборов определяются не только
структурной схемой, связывающей выходной сигнал с входным,
но и характером входящих в эту схему параметров а. Ясно, что
постоянство параметров в процессе эксплуатации, переменность
и характер их переменности — это основные моменты, которые
коренным образом могут изменить динамические свойства при-
боров, хотя структура оператора преобразования входного сигна-
ла может оставаться одной и той же
В ряде случаев практического применения входной сигнал
прибора измеряется в условиях, отличных от нормальных, по-
этому в анализ его динамических свойств необходимо вводить
влияющие величины, действующие на параметры, т. е. считать,
что a = a(q), где q — вектор влияющих величин.
Исследование влияния переменности параметров а на дина-
мические свойства прибора может быть произведено методами
теории чувствительности, которые являются наиболее просты-
ми, правда, далеко не самыми точными.
Теоретической основой методов чувствительности являются
классические методы теории возмущений, или, что то же самое,
методы малых параметров. Наиболее благоприятной основой для
применения методов теории чувствительности являются ситуа-
ции, при которых отклонения параметров a(q) от их номиналь-
ных значений a(q°) сравнительно малы.
Суть метода теории чувствительности заключается в сле-
дующем. Пусть в заданной структурной схеме прибора содер-
жится к параметров а,, а2, .. , ак, значения которых могут отли-
чаться от номинальных (т. е. при q =q°) а10, я2о> —> ако на вели-
чины ’ ^>ак- Тогда выходной сигнал такого прибора
будет функцией как времени, так и всех указанных параметров
106
Г лава 4. Основы теории измерений
y=f(t, а}, а2, ..., ак). Допустим, что отклонения 5а1, Sa2, 6ак
малы и при разложении функции y(t, а{, а2, ак) в ряд Тейло-
ра можно ограничиться изучением только линейных относи-
тельно 5а, членов.
При этом
y=f(t, а{, а2, ак)=у0 (t, «|0, «20, ам) +
у ду(/, at, а2, ..., ак)
Ь да,
- 110 ’
ак ~ ак0 ’
где у0 (t, а10, а20, ак0) — означает реакцию прибора со значе-
ниями параметров а, равными номинальным.
Функции
dy(t, ах, а2, ..., ак)
а\ ~ ho ’
ак =ак0
(4.4.3)
называются функциями чувствительности. Как видно, физиче-
ский смысл этих функций заключается в том, что они характе-
ризуют влияние отклонений параметров а от их номинальных
значений на величину выходного сигнала.
В том случае, когда ограничение линейными членами разло-
жения выходного сигнала в ряд Тейлора не дает ожидаемых ре-
зультатов, совершенно аналогично вводится понятие функции
чувствительности более высокого порядка. Например, функции
чувствительности второго порядка будут определяться следую-
щими выражениями:
Z^t)=dly('’ =Й1О;.„>Й4 =йм.
да,
Функции чувствительности могут быть определены также не-
посредственно из самих уравнений, описывающих динамику
приборов, для чего строятся новые уравнения — уравнения чув-
ствительности, причем, в большинстве случаев они оказываются
линейными независимо от структуры исходного уравнения.
На практике исследуется чувствительность не только самого
выходного сигнала прибора, но и всех его основных динамиче-
4.4. Динамические характеристики и погрешности приборов 107
ских характеристик. Следовательно, по аналогии с формулой
(4.4.4) для функций чувствительности динамических характери-
стик прибора имеем
~ . dh(t, «], а2, ..., ак),
Zh (0 =------=л|0, ак = ак0,
да,
„ . . dk(t, а}, а2, ..., ак),
Zk (0 ~ Т" ^1 •••’ ак ~ако1
да,
~ . dJ¥(p, ах, а2, ..., ак),
(Р) ~ ~ \a\-aW‘“’ak~akO-'
1 да,
~ дИДсо, at, a2, ..., ak),
(co) - \al-al0,...,ak-ak().
da,
Эти соотношения определяют собой функции чувствитель-
ности переходной характеристики, импульсной характеристики,
передаточной функции, АФХ, соответственно. Ясно, что если
известны аналитические выражения в замкнутой форме или в
явном виде для этих характеристик, то нахождение соответст-
вующих функций чувствительности не представляет собой осо-
бого труда. Однако, поскольку имеются взаимосвязи между ди-
намическими характеристиками (см. данные табл. 4.4.1), то для
нахождения всех функций чувствительности достаточно знания
хотя бы одной характеристики, причем в большинстве случаев
желательно — передаточной функции прибора.
Динамическая погрешность приборов
Динамические погрешности прибора возникают при неуста-
новившемся режиме измерения. Под динамической погрешно-
стью понимают ту часть погрешности прибора, которая добав-
ляется к статической погрешности в неустановившемся режиме
измерения. Таким образом, общая погрешность в динамическом
режиме равна сумме статической и динамической погрешно-
стей. В практике измерений применяют два способа нахожде-
ния динамической погрешности: экспериментальный и анали-
тический.
108
Г лава 4. Основы теории измерений
В первом случае скачкообразно на входе прибора изменяют
значение измеряемой величины, находят выходной сигнал (пе-
реходная характеристика h(a, /)) и по разности между показа-
ниями прибора и действительным значением измеряемой вели-
чины (при отсутствии статической погрешности показания) в
данный момент времени определяют динамическую погреш-
ность Да (см. рис. 4.4.2): Дг = Хё - х, где Хс — показание прибора в
динамических условиях; х — измеряемая величина.
Аналитически динамическую погрешность определяют по
формуле:
Д Д/) = FH{L{W(a °, p)[f(p, qQ) + t>(p, ?0)]}} - x(t),
где FH — символ функции, обратной номинальной статической
характеристике прибора при нормальных условиях эксплуатации;
q =q°', IF (а °. р) — передаточная функция; f(p, q°) — оператор-
ное выражение входного сигнала, преобразованного по Лапласу;
Др, <7 °) — операторное по Лапласу выражение погрешности при-
бора, приведенное к его входу, если Д5(/) определяется для нор-
мальных условий эксплуатации, то Др, q°) — основная допусти-
мая погрешность, если для рабочих условий, то Др, q°) —
погрешность в рабочих условиях эксплуатации.
4.5. Оптимальное проектирование измерительного
канала приборов
С позиций дефиниции определим измерительный канал
прибора как первичный измерительный преобразователь.
Критерии качества первичных измерительных преобразователей
приборов
Качество первичных измерительных преобразователей при-
боров оценивается на стадии их проектирования рядом показа-
телей, различных по своей природе, которые делятся в общем
случае на статические и динамические критерии.
Статические критерии, в свою очередь, подразделяют на
метрологические (пределы измерений, предел допускаемой ос-
4.5. Оптимальное проектирование измерительного канала приборов
109
новной приведенной погрешности, пределы допускаемых допол-
нительных приведенных погрешностей, вариация показаний,
стабильность измерения) и критерии надежности (вероятность
безотказной работы в течение определенного времени, интен-
сивность потока отказов).
К динамическим критериям качества относятся: динамиче-
ская погрешность; время начала реагирования, переходного про-
цесса и установления показаний; постоянные времени; метроло-
гическая надежность.
На практике перечисленные показатели качества нормиру-
ются стандартами и техническими условиями для определенных
групп первичных измерительных преобразователей. Получение
основных статических и динамических характеристик измери-
тельных преобразователей заданной структуры — главная задача
анализа, решив которую, переходят к задаче синтеза первичного
измерительного преобразователя по заранее выбранному крите-
рию качества, формализованному из статических или динамиче-
ских характеристик.
Задачи анализа и синтеза первичного измерительного
преобразователя
Допустим, что на основе предварительного анализа (эври-
стический синтез) образовано множество конкурирующих струк-
тур построения преобразователя Vk. Каждая из них характеризу-
ется вектором показателей качества:
~ Ш, Л ’ •••> к}’
где 5 — номер структуры.
На практике задача синтеза обычно разбивается на два этапа:
1) параметрический синтез, в результате которого определя-
ются оптимальные параметры а ° каждой структуры из множест-
ва Vk;
2) структурный синтез, в результате которого определяется
оптимальная структура.
Задача параметрического синтеза формулируется следующим
образом. Для заданной структуры построения первичного преоб-
ПО Глава 4. Основы теории измерений
разователя из множества Vk надо найти вектор оптимальных па-
раметров таким образом, чтобы некоторый заранее
выбранный из анализа экспертных оценок специалистов крите-
рий качества прибора I принял оптимальное значение:
1{а °) = opt 1(a)', а е D-, (4.5.1)
где D — область допускаемых решений;
D = {а :Ck(a)<Q, к = 1, т}; Ск(а) — функция ограничений
на параметры.
Областью поиска решений задачи (4.5.1) является область П =
= {а : а, >0, i = 1, п}, где я,., а* — минимальное и максимальное
значения z-ro параметра, причем П е R* = {а : at >0; z = 1, л},
где R* — множество неотрицательных решений задачи (4.5.1),
a R~ а Еп, где Еп — евклидово «-мерное пространство.
В квазистатическом режиме эксплуатации первичного изме-
рительного преобразователя прибора в качестве критерия пара-
метрического синтеза / целесообразно выбрать предельную вели-
чину из частных составляющих погрешности точности прибора
как метрологического показателя, отражающего его обобщенную
характеристику. В этом случае параметрический синтез произво-
дится по следующей методике.
1. Из анализа экспертных оценок специалистов выбирается
структура построения преобразователя.
2. Задаваясь параметрами а этой структуры, рассчитывают
статическую характеристику.
3. Производят линеаризацию статической характеристики
функций вида уап = Лх0 + 5, где коэффициенты А и В определя-
ются из условия:
пнп|№о, л(<7о)1 - А) -Я||, (4 5 2)
х0 е [х0*, xj]; а & Da.
4. Определяют погрешность линеаризации Дуср(х0, а) как
разницу между статической характеристикой и линеаризованной
статической характеристикой уап (4.5.2).
5. Рассчитывают основную погрешность первичного измери-
тельного преобразователя, состоящую из систематической и слу-
чайной составляющих. Например, для нормального закона рас-
4.5. Оптимальное проектирование измерительного канала приборов
111
пределения случайной составляющей погрешности основную
погрешность определяют по формуле:
80(х0, а) = шах
2^/П/Хо, °) + Аугр(х0, «)
В(х*0 -х0.)
(4.5.3)
%0 [Х0* 5 Xq ],
где Dy(x0,a) — дисперсия случайной составляющей погреш-
ности.
Однако на практике этот закон распределения неизвестен,
поэтому в качестве основной погрешности выбирают системати-
ческую составляющую погрешности (4.5.3), вызванную нелиней-
ностью статической характеристики преобразователя:
80(х0, а) = max
F[x0, a(g0)] -Лх0 - В
— х0*)
(4.5.4)
Хо е [х0* 5 Хо ].
6. Производят оценку приведенной дополнительной погреш-
ности измерения, вызванной отклонением V-влияющей величи-
ны от своего нормального номинального значения на регламен-
тированную величину в линейном приближении.
5 (х 5>
О у у**'0 > — НИХ 5 '
I ах dqv
+ у df}[x, a(q0)] 6ta,(9°)j Afly
da, dqv J5(xJ-x0)’
(4.5.5)
где x = /0(х0, qQ) — методическое преобразование измеряемой
величины; у = fx[x, я(<70)] — измерительное преобразование из-
меряемой величины; х — входной сигнал преобразователя.
Величину 8v(x0, п)можно также рассчитывать по прираще-
нию функции у = /[х, я(<? °)J:
ko> «(^°)] =
Лх0, а(д^ + Д^у] - Лх0, п(?0)]
£(х0 — ^-о*)
(4.5.6)
112
Глава 4. Основы теории измерений
7. Составляется критерий качества — величина наибольшей
из частных составляющих погрешностей, определяемых по фор-
мулам (4.5.3)—(4.5.6):
1(a) = тахХ76,(«), (4.5.7)
где Х7 — коэффициенты, учитывающие соотношение основной и
дополнительной погрешностей и определяемые по стандартам
на группы преобразователей.
8. С учетом (4.5.7) формулируется задача оптимального па-
раметрического синтеза. Для заданной структуры 5 из допусти-
мого множества параметров V- найти такие оптимальные пара-
метры aQ, чтобы
I(aQ) > min max X .5, (я) = min max f.(a);
(4.5.8)
a eV5; j e [0, m\.
9. Осуществляется решение задачи (4.5.8) методом математи-
ческого нелинейного программирования.
Из анализа задачи (4.5.8) можно получить ряд частных по-
становок. Например, если статическая характеристика сущест-
венно нелинейна при линейной градуировочной характеристике,
то доминирующей составляющей становится погрешность гра-
дуировки. В этом случае из выражения (4.5.7) можно получить:
/7-оч • F[x0, я(<7°)] - Лх0 - В
1(а ) = min max —уу-------------------- . (4.5.9)
Обычно в качестве критерия оптимальности при парамет-
рическом синтезе используется средняя чувствительность изме-
рения:
1(а °) = max A[a(q°)]; a fV,. (4.5.10)
где Л[я(<7°)] — определяется из условия (4.5.2).
Анализ постановок задач (4.5.8)—(4.5.10) позволяет сделать
следующие выводы. Задача (4.5.10) существенно проще для ре-
шения, чем (4.5.8)—(4.5.9), а критерий не противоречит крите-
рию (4.5.10), так как величина А входит в знаменатель всех его
составляющих. Однако от вектора а зависит не только знамена-
тель, но и числитель выражений 5,(я). Поэтому увеличение
4.5. Оптимальное проектирование измерительного канала приборов
ИЗ
средней чувствительности измерений сопровождается более зна-
чительным увеличением абсолютных погрешностей, в частности
градуировочных, вследствие увеличения погрешности.
После проведения параметрического синтеза решается зада-
ча структурного синтеза.
1. Из множества структур определяется множество допус-
тимых структур, у которых все показатели качества удовлетворя-
ют ограничениям вида:
-Гг < 0, г = 1, р\
НЛ -Л*)^0,
где Г — технические требования к первичному измерительному
пре образовател ю.
2. Из оставшегося множества структур построения преобра-
зователя выделяется множество так называемых неулучшаемых
структур Vn, которое содержит векторно несравнимые структу-
ры, и для выбора из него оптимальной структуры необходимо
Использовать условный критерий предпочтения.
г 3. Исходя из назначения первичного измерительного преоб-
разователя выбирается вид условного критерия предпочтения
ртруктуры. На практике целесообразно в качестве такого крите-
рия использовать экономическую эффективность структуры по
уравнению с преобразователем-аналогом, у которого показатели
качества строго совпадают с техническими требованиями.
4. Принимается, что экономический эффект от использова-
ния преобразователя-аналога в промышленности является ос-
новным, а структуры, показатели качества которых лучше, чем у
аналога, дают дополнительный эффект, рассчитываемый по фор-
муле
ДЭ(5) = £э, =^lr(Ir -Л‘),
г 1 г-1 ,-]
где 1Г — весовые коэффициенты, рассчитываемые на основе
Конкретной задачи экономического измерения.
5. Формируется задача структурного синтеза: из множества
Неулучшаемых структур VH определить структуру:
5° arg шах ДЭ(5); S е Vn.
114
Глава 4. Основы теории измерений
6. Перебором структур из множества VH находят структуру
5° е V„.
Выше рассмотренные критерии качества и постановки задач
анализа и синтеза характерны для рационального или оптималь-
ного проектирования первичных измерительных преобразовате-
лей на «жестких» структурах. Дефиниция экономических измере-
ний как технических, квазистатических и косвенных измерений
обосновывает использование для проектирования измерительно-
го канала прибора — статистических критериев качества, на базе
которых формируется векторный критерий качества.
Статистические критерии качества первичных измерительных
преобразователей микропроцессорного прибора
Обычно критерии оптимальности при синтезе математиче-
ских моделей первичных измерительных преобразователей вы-
бирают методами экспертных оценок, т. е. исходя из назначе-
ния, условий работы проектируемого микропроцессорного при-
бора МП с учетом существующих ограничений.
Для МП важнейшими критериями следует считать метроло-
гические, характеризующие точность проводимых с их помощью
измерений. В МП преобразования финансово-экономического
показателя зе0 в выходной сигнал первичного измерительного
преобразователя W в ряде случаев имеют статистический харак-
тер, обусловленный случайными помехами, влияющими факто-
рами, неопределяемыми параметрами объекта. Поэтому сиг-
нал Wв квазистатическом приближении1 является случайной ве-
личиной, и близость результата измерений ж0 (оценка величи-
ны ае0) к значению измеряемой величины ае0 целесообразно оце-
нивать статистическими критериями качества.
Исчерпывающей характеристикой погрешности Дзе0 = зё0 — ае0
является условная плотность вероятности /*(ж0/зе0), задание кото-
рой в каждой точке шкалы прибора практически невозможно.
Учитывая, что в зависимости от условий ае0 можно рассматривать
1 В общем случае вход и выход первичного измерительного преобра-
зователя (ПИП) рассматриваются как эргодические стационарные слу-
чайные процессы.
4.5. Оптимальное проектирование измерительного канала приборов 115
как неизвестную случайную величину, используем для оценки
качества случайной величины ж0 в смысле ее близости к ае0 кри-
терий условного р] (для неслучайных ае0) и среднего р2 (для слу-
чайных ае0) риска, получающиеся усреднением неубывающей,
симметричной относительно погрешности Дае0 функции потерь
П(Дае0):
р] = j ае(Дае0)Р(ж0/ае0)г/ж0;
Р2 = / Р|Л®о)d жо
где Р(ае0) — плотность распределения величины ае0.
Поскольку по стандартам одной из комплекса характери-
стик, применяемых при нормировании случайной составляю-
щей Д погрешности, является предел допускаемого ее среднего
квадратического отклонения, используем в дальнейших расчетах
в качестве П(Дае0) функцию вида
П(Дае0) = (Дае0)2.
С учетом этого критерий условного и среднего риска будут
иметь вид:
р, =Х2 =Д2С+<; (4.5.11)
р2 =|(Де+<т2)Лге0)</ге0, (4.5.12)
где Д с = Дае0 - Д — систематическая составляющая погрешности;
среднее квадратическое отклонение случайной составляю-
щей погрешности; X, — средняя квадратическая погрешность.
При Д. = 0 выражения (4.5.11) и (4.5.12) записываются сле-
дующим образом:
р, =а2д; (4.5.13)
Рг (4.5.14)
Метрологические показатели (4.5.13) и (4.5.14) зависят от па-
раметров и вида структуры первичного измерительного преобра-
зователя, что позволяет их использовать для решения оптимиза-
116
Глава 4. Основы теории измерений
ционных задач. В частности, критерий (4.5.13) обычно применя-
ется при структурной оптимизации, а критерий среднего риска
(4.5.14), не зависящий от измеряемой величины ае0, для оптими-
зации параметров структуры.
В общем случае выходной сигнал W зависит от измеряемой
величины ае0, параметров и условий работы преобразователя w,
неинформативных параметров анализируемого объекта хн и соб-
ственных шумов измерительной схемы Поэтому в квазистати-
ческом режиме статическая характеристика ПИП:
Ж=/(ае0, хп, w, I). (4.5.15)
В процессе измерения векторы хн, и, случайным образом
отклоняются от своих номинальных значений х = ), й = (и),
^ = ^=0', что обусловливает вероятностный характер сигнала
W и служит источником случайной погрешности Дае0(ДЖ).
При хн =Хп, w = й, £, = 0 выражение (4.5.15) определяет но-
минальную статическую характеристику первичного измеритель-
ного преобразователя:
W = /|(зе0, х, и).
Абсолютная погрешность измерений:
л л dW
Дае0 = б/ае0 = — ,
(4.5.16)
где 5] =б/1У/б/ае0 — номинальная чувствительность преобразова-
теля.
Поделив (4.5.16) на диапазон измерения D = аед - а?0 (ае^,
ае0 — соответственно верхняя и нижняя границы диапазона из-
мерения), получим выражение относительной приведенной по-
грешности:
&е0 = dW/SJ).
1 Здесь и далее по тексту символами и (..?) обозначены номиналь-
ные значения параметров или функций, равные их математическим
ожиданиям в момент градуировки.
4.5. Оптимальное проектирование измерительного канала приборов 117
Если отклонения Дхи = хн - хн, Дм = и - и и малы, то по-
лучаем:
। dW dW dW -
\W = W - W = dW\ = — Дхн + —— Дм +— Ac =
b dX" 11 du dt
dW ± 2_ dW dW -
----X..8X,, +-----ubu +—— L,
dxn " " du--------dt 4
где 8xH = Дхн /хп; 8м = Дм/м — относительные отклонения неин-
формативных параметров хп и и от номинальных значений.
При (8хп) = (8м) = = 0 (обозначает отсутствие систематиче-
ских погрешностей) выражение для дисперсии случайной по-
грешности первичного измерительного преобразователя запи-
шется в виде:
=Pi ={(Заео)2) =
(W
(4.5.17)
Подставляя (4.5.17) в (4.5.14), получим аналитическое выра-
жение для критерия среднего риска:
1 ж0
*4/
-----------bAj-----------(4.5.18)
3]
Анализ выражений (4.5.16)—(4.5.18) показывает, что увели-
чение чувствительности 5,, приводит к уменьшению характери-
стик случайной составляющей, так и к снижению общей по-
грешности Дае0 = Д + Дс, т. е. косвенным образом к уменьшению
систематической составляющей погрешности первичного изме-
рительного преобразователя. Таким образом, минимизация по-
казателя (4.5.18) и максимизация номинальной чувствительно-
сти приводят к снижению уровней случайной и систематической
^Погрешностей.
118
Глава 4. Основы теории измерений
Критерием максимальной чувствительности может служить
следующее выражение:
ОДХц, и) = £[ае0,, хи,и - 5'11ах]2 -> min, (4.5.19)
/=i «
где
5,7ах = max5,(ае0,, хи, й), ае0, е |ае5, ае0+|,
“ . . dw — (4.5.20)
5,(ае0,, хн, и) = —, i = 1, N
Для построения критерия (4.5.19) необходимо решить N
вспомогательных оптимизационных задач (4.5.20) и опреде-
лить максимальную чувствительность в каждой из точек
ае0/ g | явд, а©о |, т. е. функция ОДх^м) характеризует степень
близости чувствительности первичного измерительного преоб-
разователя в точках ае0, е |зе5, ае0+| к максимально возможной в
этих точках чувствительности.
Выбор модели структурной схемы первичного измерительно-
го преобразователя обычно не вызывает принципиальных труд-
ностей и осуществляется из конечного дискретного множества
вариантов построения преобразователя путем сопоставления для
каждой структуры значения показателя (4.5.13).
Задача векторной параметрической оптимизации
По своей природе задача параметрической оптимизации все-
гда многокритериальна, так как при проектировании нового
первичного измерительного преобразователя приходится учиты-
вать много различных требований, зачастую противоречащих
друг другу. Задача многокритериальной (векторной) оптимиза-
ции может быть сформулирована следующим образом.
Пусть задана модель структуры первичного измерительного
преобразователя и, следовательно, задана его статическая харак-
теристика в виде функции (4.5.15); это позволяет построить п
метрологических критериев качества преобразователя:
Л = г,ри, i = TTn,
где Г, — некоторый оператор, определенный на множестве зна-
чений функции (4.5.15).
4.5. Оптимальное проектирование измерительного канала приборов 119
Тогда задача оптимизации сводится к определению такого
вектора оптимальных параметров w° е £7°, что
Л(®о, хн, и °) = min/,(ae0, х„, и0), i = 1, п, (4.5.21)
где ае0 е (aes, ае0+);
Vй = {w|gy(w)>0, j=l, т}.
Задача (4.5.21) является задачей оптимизации первичного
преобразователя по векторному критерию I = {/, }f=1, для которой
характерна неопределенность целей, т. е. невозможность в боль-
шинстве случаев одновременно минимизировать (максимизиро-
вать) все компоненты векторного критерия. Неопределенность
целей требует привлечения дополнительных гипотез для того,
чтобы однозначно сформулировать цель проектирования. По-
этому при решении задачи (4.5.21) неформальные методы игра-
ют не меньшую роль, чем формальный математический аппарат.
В связи с этим решение задачи (4.5.22) целесообразно прово-
дить в два этапа.
- 1. Построение множества Парето (формальный этап).
2. Выбор оптимального решения на множестве Парето (не-
формальный этап).
По определению, точка й принадлежит множеству Парето
^(является эффективной, оптимальной по Парето), если во всем
допустимом множестве U° не найдется другой точки йх, для ко-
торой в системе неравенств
/,(ае0, хн, w°)< 7,(ае0, х„, й°), i = 1, л,
хотя бы одно неравенство строгое.
|4 Построение множества Парето позволяет исключить из ана-
лиза заведомо худшие варианты решений, проанализировать, на-
пример, влияние уменьшения (увеличения) одного из показате-
лей качества на значениях других.
j Второй этап решения задачи векторной оптимизации обыч-
но осуществляется с помощью экспертных оценок разработчи-
ков микропроцессорных приборов для проведния финансо-
во-экономических исследований.
120
Глава 4. Основы теории измерений
Алгоритм построения множество Парето
Одной из отличительных особенностей многокритериальных
задач по сравнению с однокритериальными является невозмож-
ность полностью формализовать процесс решения. Математиче-
ской формализации поддается лишь первый этап решения зада-
чи — построение множества Парето.
При этом показано, что если множество U0 выпукло и все
частные критерии оптимизации /, — выпуклые функции, то для
любой оптимальной по Парето точки wn е U0 существует такой
вектор X е Л, где Л = 4 Х|Х, >0; / = 1, л; ^Х, = 1 к что решение за-
I /=i J
дачи
Ух,/,(ае0, х„, и) min (4.5.23)
йе£/°
достигается в точке wn.
Данное утверждение позволяет строить множество Парето пу-
тем выбора различных значений коэффициентов X е Л и решения
для каждого из них экстремальной задачи (4.5.23). Однако в связи
с тем, что в большинстве случаев критерии /,(ае0, хи, й°); i = 1, п
являются сложными функциями й и размерность вектора й обыч-
но велика, построение множества Парето описанным выше спо-
собом требует больших затрат машинного времени.
На основе литературных данных для построения множества
Парето целесообразно выбрать метод, основанный на получе-
нии представительной части множества достижимости (множе-
ство Dp) и выделении из нее приближенно эффективных точек.
При этом множество достижимости определяется следующим
образом.
Каждой точке и eU° при фиксированном значении ае0 и но-
минальном значении вектора неинформативных параметров
объекта соотношения
Z, =/,(ае0, хн , w °), / = 1, п (4.5.24)
ставят в соответствие некоторую точку в пространстве критери-
ев. Соотношения (4.5.24) определяют отображение множества на
множество достижимости Д, причем Dp е Dz.
4.5. Оптимальное проектирование измерительного канала приборов
121
Приближенно эффективными точками множества Dz будем
называть точки, выбранные из Dp на основе определения (4.5.22)
эффективных точек. Очевидно, что приближенно эффективные
точки совпадают с эффективными точками, если совпадают мно-
жества Dp и Dv
Известно, что наилучшее представление о множестве дости-
жимости получается в том случае, если значения критериев
7,(ае0, х, и) вычислять в точках равномерно распределенных по-
следовательностей.
Для построения множества Dp будем использовать так назы-
ваемые ЛПт-последовательности, обладающие наилучшими ха-
рактеристиками равномерно распределенных последовательно-
стей.
Декартовы координаты в единичном п-мерном кубе точки
0/= {<7/у}"=1 такой последовательности можно вычислить следую-
щим образом.
По заданному номеру i определяются
т - 1 + [1п//1п2], (4.5.25)
а затем для j - 1, п
т Г 1 т 1
Че. (4.5.26)
k=l [±l=k J
В формулах (4.38), (4.39) символами [Z] и {Г} обозначены со-
ответственно целая и дробная часть.
С помощью (4.38), (4.39) рассчитываются координаты точки
й, = (/ ,...,/, ) в п-мерном параллелепипеде:
= aj+ (bj * а) ?</’ (4.5.27)
где аг — ограниченная на j-й варьируемый параметр первич-
ного измерительного преобразователя МП, т. е. а}< < Ьг
После получения М* точек Л ^-последовательности их ис-
пользуют для построения множества D, из которого, по опреде-
лению (4.5.22), выделяются приближенно эффективные точки,
являющиеся при М* -» оо точками множества Парето.
Для случаев двух критериев предлагаем следующий алгоритм
построения множества Парето.
122 Глава 4. Основы теории измерений
1. Вычисляются по формуле (4.5.27) координаты М точек й,
ЛПт-последовательности.
2. Определяются в точках й, значения критериев и /2, кото-
рые образуют соответственно массивы Yt и У2.
3. Одним из известных методов производится сортировка
массива по убыванию значений его членов, при этом необхо-
димо обеспечить, чтобы z-e члены массивов Ylf Y2 являлись зна-
чениями критериев Z( и 12 в одной и той же точке.
4. Для о = 1, М' -1 и ст, =о + 1, о + М * проверяется неравен-
ство
Y°'<Y°, (4.5.28)
где Y2', Y2 — соответственно о,-й и о-й члены массива У2.
Если неравенство (4.5.28) не выполняется ни для одного зна-
чения о(, то о-е члены У] и Y2 запоминаются соответственно в
массивах У3 и Y4. Последними в массивы У3, Y4 заносятся ЛГ-е
члены У,, У2. Нетрудно заметить, что члены массивов У3, Y4 явля-
ются координатами приближенно эффективных точек в про-
странстве критериев, т. е. удовлетворяют определению (4.5.22).
Как показали численные эксперименты, построение мно-
жества Парето по описанному алгоритму осуществляется в
1,5—2 раза быстрее, чем по определению (4.5.22). Выигрыш в
скорости достигается за счет использования хорошо разработан-
ных быстродействующих алгоритмов сортировок, причем он
возрастает с увеличением числа М. Кроме того, применение дан-
ного алгоритма значительно упрощает программную реализацию
построения приближенно эффективных точек.
4.6. Определение погрешности средств измерений
Реализация операционной схемы исследований диктует по-
вышенные требования к коррекции оценки погрешности эконо-
мических измерений Заниженная оценка погрешности измере-
ний ведет к увеличению брака продукции, неэкономичному рас-
ходованию материальных ресурсов, неправильным выводам при
научных исследованиях, ошибочным решениям при разработке
и испытаниях новой техники. Завышенная оценка погрешности
4.6. Определение погрешности средств измерений
123
приводит к необходимости применения более точных средств
измерений (СИ), что вызывает рост затрат на разработку, про-
мышленный выпуск и эксплуатацию СИ.
Основная тенденция развития современной практической мет-
рологии — стремление максимально приблизить оценку погреш-
ности измерений к ее действительному значению так, чтобы она
при этом оставалась в вероятностном смысле «оценкой сверху».
В общем случае погрешность измерений зависит от свойств
применяемых СИ, способов их использования (методик прове-
дения измерений), корректности калибровки и поверки СИ, ус-
ловий, в которых выполняются измерения, скорости (частоты)
определения измеряемых величин, алгоритмов вычислений, по-
грешности, вносимой оператором и др.
Далее в соответствии с действующими стандартами рассмот-
рена составляющая погрешность измерений, обусловленная
свойствами СИ (инструментальная составляющая погрешности),
приведены методы ее расчета в реальных условиях в пределах
рабочей области применения СИ с использованием нормируе-
мых метрологических характеристик (НМХ) и характеристик
влияющих величин и входного сигнала.
Общие сведения
Инструментальная погрешность. НМХ
Инструментальная погрешность в общем случае включает в
себя четыре составляющие:
• погрешность, обусловленная отличием действительной
функции преобразования СИ в нормальных условиях от
номинальной функции преобразования. Эта составляющая
погрешности называется основной погрешностью СИ;
• погрешность, обусловленная реакцией СИ на изменения
внешних влияющих величин и неинформативных парамет-
ров входного сигнала относительно их нормальных значе-
ний. Эта составляющая зависит как от свойств СИ, так и
от изменений влияющих величин и называется дополни-
тельной погрешностью СИ;
• погрешность, обусловленная реакцией СИ на скорость
(частоту) изменения входного сигнала. Эта составляющая,
124
Глава 4. Основы теории измерений
определяющая динамическую погрешность и режим изме-
нений, зависит как от динамических свойств СИ, так и от
частотного спектра входного сигнала и называется динами-
ческой погрешностью;
• погрешность, обусловленная взаимодействием СИ и объек-
та измерений. Эта составляющая зависит как от свойств
СИ, так и объекта изменений.
Для оценки инструментальной составляющей погрешности
измерений необходима информация о метрологических характе-
ристиках (MX) СИ. Сведения о MX СИ получают, как правило,
из нормативно-технических документов на СИ. Лишь в тех слу-
чаях, когда данных о НМХ недостаточно для эффективного ис-
пользования СИ, экспериментально исследуют конкретные эк-
земпляры СИ с целью определения их индивидуальных MX.
На базе информации о НМХ СИ решается ряд задач, связан-
ных с применением СИ, основными из которых являются оценка
инструментальной составляющей погрешности измерений и вы-
бор СИ. Решение этих задач базируется на взаимосвязи между
инструментальной составляющей погрешности измерений и
НМХ СИ с учетом характеристик влияющих величин, отражаю-
щих условия эксплуатации СИ, и характеристик входного сигнала
СИ, отражающих режим работы СИ (статический или динамиче-
ский). Характерной особенностью этой взаимосвязи является то,
что инструментальная составляющая погрешности измерений, в
свою очередь, содержит ряд указанных составляющих, и может
быть определена лишь как их объединение.
Эта взаимосвязь выражается в построении комплексов НМХ
в соответствии с принятой моделью СИ. Комплекс НМХ, уста-
новленный в нормативно-технических документах на СИ кон-
кретного типа, предназначен для использования в следующих
основных целях:
• определения результатов измерений, проводимых с приме-
нением любого экземпляра СИ данного типа;
• расчетного определения характеристик инструментальной
составляющей погрешности измерений, проводимых с ис-
пользованием любого экземпляра СИ данного типа;
• расчетного определения MX измерительных систем, в со-
став которых входит любой экземпляр СИ данного типа;
• оценка метрологической исправности СИ при их испыта-
ниях и поверке.
4.6. Определение погрешности средств измерений
125
Модели погрешности средств измерений
При расчетном определении инструментальной составляю-
щей погрешности измерений используется модель вида:
\ns,r = ЛМ1 * Д,я/, (4.6.1)
где символом * обозначено объединение погрешности \М1 СИ в
, реальных условиях применения и составляющей погрешности
( Д,„„ обусловленной взаимодействием СИ с объектом измерения.
Под объединением следует понимать применение к составляю-
щим погрешности измерений некоторого функционала, позво-
I ляющего рассчитать погрешность, обусловленную совместным
воздействием указанных составляющих. При этом под реальны-
’ ми условиями эксплуатации СИ понимают условия конкретного
применения СИ, составляющие часть или, в частном случае,
совпадающие с рабочими условиями, регламентированными в
нормативно-технической документации на СИ.
В соответствии со стандартом считается, что модель погреш-
ности СИ определенного типа в реальных условиях применения
Сможет иметь один из двух видов.
Модель вида I описывается выражением:
i
(Ам1)\ ~ ^os ^o^^^ci^dyn’ (4.6.2)
z=l
где Д05. — систематическая составляющая основной погрешно-
сти СИ; До — случайная составляющая основной погрешности
СИ; Дон — случайная составляющая основной погрешности,
обусловленная гистерезисом; — объединение дополни-
z-1
тельных погрешностей Дс/ СИ, обусловленных действием
влияющих величин и неинформативных параметров входного
; сигнала СИ; Adyn — динамическая погрешность СИ, обуслов-
ленная влиянием скорости (частоты) изменения входного сиг-
;нала СИ; / — число дополнительных погрешностей.
При этом Дм рассматривают как детермированную величину
для отдельного экземпляра СИ, но как случайную величину или
процесс для совокупности СИ данного типа. При расчете харак-
теристик погрешности СИ в реальных условиях применения
126
Глава 4. Основы теории измерений
(и при расчете характеристик инструментальной составляющей
погрешности измерений) составляющие Дс, и \dyn могут рассмат-
риваться как случайные величины (процессы) или как детерми-
нированные величины в зависимости от того, какие известны
характеристики реальных условий применения СИ и спектраль-
ные характеристики входного сигнала СИ.
Модель II имеет вид:
(Ал//)2 = (4-6.3)
/=1
где До — основная погрешность СИ (без разделения ее на со-
ставляющие, как в модели I); До = Аоу + Дон.
В обоих случаях число / составляющих Дс, должно быть рав-
но числу всех величин, существенно влияющих на погрешность
СИ в реальных условиях применения. При этом в зависимости
от свойств СИ данного типа и реальных условий его использова-
ния отдельные составляющие (модели I и II) или все составляю-
щие Дс, и (или) \dyn (модель II) могут отсутствовать.
Рассмотренные модели используются при выборе соответст-
вующего комплекса НМХ и лежат в основе методов расчета по-
грешностей измерений.
Модель I погрешности выбирается для таких СИ, при ис-
пользовании которых допускается превышение (изредка) дейст-
вительной погрешности измерений значения, рассчитанного по
НМХ СИ. При этом по комплексу НМХ могут быть рассчитаны
интервалы, в которых инструментальная составляющая погреш-
ности измерений находится с любой заданной вероятностью,
близкой к единице, но не равной ей.
В данном случае рассчитанный интервал охватывает подав-
ляющее большинство возможных действительных значений ин-
струментальной составляющей погрешности измерений, про-
водимых в реальных условиях. Небольшая часть значений по-
грешности, не охватываемая данным интервалом, определяется
задаваемой при расчете величиной вероятности. Приближая зна-
чение вероятности к единице (но не принимая ее равной едини-
це), можно получить вполне достоверные оценки инструмен-
тальной составляющей погрешности измерений.
При этом метод расчета погрешности должен заключаться в
статистическом объединении характеристик всех существенных
4.6. Определение погрешности средств измерений
127
составляющих модели I и составляющей Д,яГ Такой же метод
следует применять при расчете MX измерительных систем, в со-
став которых входят СИ данного типа.
Модель II погрешности выбирается для СИ, при использова-
нии которых в реальных условиях нельзя допустить, чтобы по-
грешность измерений хотя бы изредка превышала значение, рас-
считанное по НМХ СИ. В данном случае рассчитанный по ком-
плексу НМХ интервал погрешности будет представлять собой
грубую оценку сверху искомой инструментальной составляющей
погрешности измерений, охватывающую все возможные, в том
числе очень редко реализующиеся, значения погрешности. Для
подавляющего большинства измерений этот интервал будет су-
щественно превышать интервал, в котором действительно нахо-
дятся инструментальные составляющие погрешности измерений.
Требование равенства единице вероятности, с которой погреш-
ность находится в данном интервале, приводит практически к
значительно завышенным требованиям к MX СИ при заданной
точности измерений.
При использовании модели II метод расчета погрешности
состоит в арифметическом суммировании модулей наибольших
возможных значений всех существенных составляющих инстру-
ментальной составляющей погрешности измерений. Эти наи-
большие возможные значения являются границами интервалов,
в которых соответствующие составляющие погрешности нахо-
дятся с вероятностью, равной единице.
Методы расчета характеристик погрешности СИ в реальных
условиях эксплуатации
Общая характеристика методов
Методы, установленные стандартами, позволяют рассчитать
следующие характеристики погрешности СИ в реальных услови-
ях эксплуатации:
• математическое ожидание Л/[АСИ] и среднее квадратиче-
ское отклонение сг[Аси] погрешности СИ;
• нижнюю Дси н и верхнюю Дси в границы интервала, в кото-
ром с вероятностью Р находится погрешность СИ.
128
Глава 4. Основы теории измерений
В зависимости от задач измерений, экономической целесо-
образности и доступной исходной информации используется
один из двух методов.
Метод 1 включает расчет статистических моментов состав-
ляющих погрешности СИ и позволяет определить как Л/[ДСИ],
о[Дси], так и ДСИн, дси в- Этот метод дает более рациональную
(при числе составляющих погрешности СИ более трех) оценку
погрешности СИ за счет пренебрежения редко реализующимися
значениями погрешности, для чего назначается Р< 1.
Метод 2 состоит в расчете наибольших возможных значений
составляющих погрешности СИ и позволяет определить ДСИн и
Дси в при Р - 1. Этот метод дает грубую (при числе составляющих
погрешности СИ более трех), хотя и надежную оценку погреш-
ности СИ, включающую редко реализующиеся значения по-
грешности.
Метод 2 целесообразно использовать в следующих случаях:
• если хотя бы маловероятное нарушение требований к точ-
ности измерений может привести к серьезным отрицатель-
ным техническим или экономическим последствиям или
связано с угрозой здоровью и жизни людей;
• завышение требований к MX СИ, к которому ведет приме-
нение данного метода расчета при заданной норме точно-
сти измерений, и связанные с этим дополнительные затра-
ты не препятствуют использованию таких СИ.
В качестве исходных данных для расчета используются ком-
плексы НМХ СИ. НМХ указываются в нормативно технической
документации на СИ как характеристики любого экземпляра СИ
данного типа. Вместо этих характеристик в качестве исходных
данных могут использоваться индивидуальные СИ, определяе-
мые в результате исследования конкретного экземпляра СИ.
Метод 1
Исходные данные. В качестве исходных данных для расчета
характеристик погрешности СИ этим методом используются
следующие НМХ: математическое ожидание М[Д05] систематиче-
ской составляющей основной погрешности СИ; среднее квадра-
тичное отклонение о[Дад] систематической составляющей основ-
ной погрешности СИ; предел оДдД допускаемого среднего квад-
4.6. Определение погрешности средств измерений
129
ратического отклонения случайной составляющей основной
погрешности СИ; предел Нор допускаемой вариации СИ при
нормальных условиях; номинальная цена ц5/ единицы наимень-
шего разряда кода цифрового измерительного прибора (анало-
го-цифрового измерительного преобразователя); номинальные
функции влияния ^5 5/(У J = 1, 2, п на систематическую со-
ставляющей погрешности СИ; номинальные функции влияния
J = 1, 2, / на среднее квадратическое отклонение слу-
чайной составляющей погрешности СИ; номинальные функции
влияния J= L 2, к на вариацию СИ; одна из полных
динамических характеристик СИ — номинальная переходная ха-
рактеристика номинальная импульсная переходная харак-
теристика gsf(t), номинальная амплитудно-фазовая характеристи-
ка Gsf(j&), номинальная передаточная функция Gsf(s).
При этом характеристики влияющих величин могут быть
заданы в двух видах. Вид 1 — значения j= 1, 2, п влияю-
щих величин. Вид 2 — математические ожидания средние
Квадратические отклонения <*[£,], наименьшие сн/ и наиболь-
шие c(J/ значения влияющих величин, соответствующие реаль-
ным условиям эксплуатации СИ, j= 1, 2, ..., п(1, к).
Параметры входного сигнала задаются в виде спектральной
плотности 5v(co) или автокорреляционной функции Rx(x) входно-
го сигнала СИ, соответствующие реальным условиям эксплуа-
тации.
Алгоритм расчета по методу 1.
( 1. Для исходных данных о вида 1 математическое ожида-
ние Л/]Д] и о[Д£] статической составляющей погрешности СИ
При реальных значениях влияющих величин вычисляются соот-
ветственно по формулам:
1 п
л/[а51 = л/[Д„] + £у,ЛЭ <4-6-4)
ДД J =о2[Д0Д +
<МД° 1 +
J-I
+ 75 Н°р +
12
(4.6.5)
l^sf
12 ’
130
Глава 4. Основы теории измерений
2. Для исходных данных о влияющих величинах вида 2
М[AJ и су | А) определяются по формулам
ММ - MAJ + i>hw(Ql; (4.6.6)
7 = 1
Да J = о2[д0Д + £ Дуо.5Д7)] + стДа0 + £ч/ал> (£,)]
7=1 L 7=1
1
12
к
Нop + H.sfm j )
7=1
2 2
12 ’
где у Hsfm, у vsfm — наибольшие на интервале ^Hl < £у. < qBj номи-
нальные ФУНКЦИИ ВЛИЯНИЯ \|/ и Vas/C^y )-
При этом для линейных функций влияния Д) = Ks tfJ
(^j-^refj) выражения для M[vis/(^)] и 0[у5Д)] соответственно
имеют вид:
М[^(у] = К^(М[^] (4.6.7)
D[^s_sf(^]=K2s^2^J), (4.6.8)
где ^ref j — нормальное значение j-й влияющей величины; Kssfj —
номинальный коэффициент влияния на Д05.
Для вычисления приближенных значений МУмД)] и
Z>[yi5/(yi в слУчае линейных функций влияния имеем:
ШД] =v^(M[^]) + 0,5</(^[^])п2[^]; (4.6.9)
+ o^[v;.v(^k>])]2^4^7L <4-6-10)
где \|/'5/(M[^y]), — первая и вторая производные от
номинальной функции влияния \|/55Д) ПРИ Д
В обоих случаях при определении Л7[Д^] и ДД^] суммирова-
ние выполняется для п, link влияющих величин, для которых
нормированы MX у5.Д), 7=Ь 2, ..., п; уолД), j= 1, 2, ..., /;
j = 1, 2, ..., к и значения которых в момент измерения от-
личаются от установленных для данного СИ нормальных значе-
ний. Кроме того, принимается ц5/-= 0 для аналоговых СИ.
4.6. Определение погрешности средств измерений
131
। Примечания.
1 1. Если для СИ нормирован \osp допускаемых значений систематиче-
ской составляющей основной погрешности без указания значений Л/[Д05] и
|Сг[Д05] и нет оснований предполагать несимметричность и полимодальность
^.распределения указанной погрешности в пределах \osp, то допускается для
расчетов характеристик погрешности СИ пользоваться предположением
? M[AJ = 0, а а[Д05] = bosp/43.
" 2 Для СИ с индивидуальными метрологическими характеристиками
1для расчетов характеристик погрешности СИ принимается Л/[Д05] = 0 и
1<о[Д05] - Д5Ш/ТЗ, где ДОТ( — наибольшая возможная по абсолютной величине
даеисключенная систематическая составляющая погрешности СИ.
; 3. Если для у-й влияющей величины известны только ее наименьшее ^ну
ц наибольшее ^ву значения, соответствующие реальным условиям эксплуата-
ции СИ, и нет оснований выделить области предпочтительных значений в
‘Границах от ^ну до ^ву, несимметрично расположенные относительно центра
{интервала, определяемого указанными границами, то допускается пользо-
ваться предположением М\^\ = 0,5[^ну + £ву] и о[у = (£ну - ^ну)/(2л/3).
! 3. Дисперсия Дд^], приведенной к выходу динамической
составляющей погрешности \dyn аналогового СИ, вычисляется
(По формуле
! D[^„] = 2j |б>(Л,) - Gt/(y<o0)|23,x(<»)</a>> (4.6.11)
: °
{где (?5/(Усо0) — номинальная амплитудно-фазовая характеристика
{при нормальном значении со0 частоты.
Если в качестве характеристики входного сигнала задана его
Rx(t), то предварительно определяют 5х(со) по выражению
5x(co) = -L [Ях(т)е(4.6.12)
-00
В том случае, если заданы динамические характеристики в
виде Gsf(S) или gsf(f), или hsf(t), то предварительно осуществляют
преобразование этих функций в б^С/ю). При этом для Gsf(S) это
преобразование заключается в замене аргумента Д’ на усо, а для
gsf(t) и hsf(t) - Gsf(j&) определяется соответственно по формулам
= (4.6.13)
О
<Л/(» = hsf (t)e ~Jwtdt. (4.6.14)
о
132
Глава 4. Основы теории измерений
Приведенные методы расчета динамической погрешности
применимы для таких аналоговых СИ, которые могут рассмат-
риваться как линейные.
Динамическая погрешность цифровых СИ рассчитывается в
соответствии с рекомендациями «Нормирование и определение
динамических характеристик аналого-цифровых преобразовате-
лей мгновенного значения электрического напряжения и тока».
4. Определение характеристик погрешности СИ в реальных
условиях эксплуатации Л/[АСИ], о[Аси], АСИн и АСИв производится
соответственно по формулам
МЛси! = ЛЛ\]; (4.6.15)
н|Д,и| = 7О[Д5] + О[Д„,„]; (4.6.16)
Аси н = МАСИ] — ^[Аси] j (4.6.17)
^СИ в = МАси] + ^[Аси]. (4.6.18)
Значение К зависит от вида закона распределения погрешно-
сти Аси и выбранного значения вероятности Р.
В том случае, если закон распределения погрешности Аси
может быть отнесен к числу симметричных законов распределе-
ния с невозрастающей плотностью по мере удаления от центра
распределения, то в качестве К может быть принято Кср, график
зависимости которого от Р приведен на рис. 4.6.1.
Рис. 4.6.1. График зависимости коэффициента К от Р
4 б Определение погрешности средств измерений
133
Заштрихованная на рис. 4.6 1 область соответствует возмож-
ным значениям К. Разность между кривой К и любой из гра-
ничных кривых определяет погрешность коэффициента К , на-
пример, при Р- 0,95 эта погрешность лежит в пределах ±16 %,
а при Р = 0,99 — в пределах ±30 %.
Для грубых, ориентировочных расчетов, если закон распре-
деления Дси примерно удовлетворяет указанным требованиям,
значение К может быть определено по формуле
tf=0,5(P-0,5) для 0,8 < Р< 1. (4.6.19)
Эта формула дает значения К, несколько завышенные по от-
ношению к Кср.
В том случае, если для закона распределения Дси, удовлетво-
ряющего приведенным требованиям, известна оценка парамет-
ра Z, равного Z = Д/2а, где Д — основание усеченной функции
плотности распределения вероятностей (длина интервала по-
грешности, соответствующая Р= 1), то значения коэффициента
К могут быть выбраны по табл. 4.6.1, в которой также приведены
значения наибольшей относительной погрешности 6Л<.
Таблица 4 6 1 Взаимосвязь характеристик погрешности СИ
р Значения К (числитель) и 5д-, % (знаменатель)
2 3 4 5 6
0,90 1,6 7 1,7 25 1,5 40 1,2 65 —
0,95 1,7 8 2,0 25 2,1 40 2,0 45 1,9 55
0,98 1,8 8 2,2 25 2,5 40 2,7 45 2,7 50
Метод 2
Исходные данные. В качестве исходных данных при расчете
характеристик погрешности СИ методом 2 используются сле-
дующие НМХ: предел Дор допускаемых значений основной по-
134
Глава 4. Основы теории измерений
грешности СИ; наибольшие допускаемые изменения = 1,
2, п погрешности СИ, вызванные изменением влияющих ве-
личин в установленных пределах.
Характеристики влияющих величин могут быть заданы в
двух видах. Вид 1 — значения j= 1, 2, ..., п влияющих вели-
чин. Вид 2 — наименьшие £ну и наибольшие %ву, у = 1, 2, ..., п зна-
чения влияющих величин, соответствующие реальным условиям
эксплуатации.
Для описания входного сигнала применяются следующие ха-
рактеристики: нижняя ®н и верхняя ®в границы спектра частот
реального входного сигнала х СИ.
Кроме того, в качестве нормируемой динамической характе-
ристики при расчете используется номинальная амплитудно-
частотная характеристика ДДсо) СИ.
Алгоритм расчета по методу 2. В том случае, когда диапазон
изменения Д^еу-, влияющей величины, для которого нормирована
метрологическая характеристика ер(^), равен диапазону рабочих
условий применения СИ, наибольшее по абсолютной величине
возможное значение &cjln дополнительной погрешности СИ от
рассчитывается по формуле
А^еДИД), (4.6.20)
где
[0, если £,, = £ ,
[1, если ^у.
(4.6.21)
Если диапазон Д£,н/ равен лишь части диапазона рабочих ус-
ловий применения СИ, причем для любой части рабочих усло-
вий нормируется одно и то же значение е/у, то вычисля-
ется по формуле
У ^ref.j
(4.6.22)
Выражение (4.6.20) предполагает наихудший из всех возмож-
ных характер зависимости (ступенчатая функция) дополнитель-
ной погрешности СИ Дсу от в рабочей области значений
влияющей величины. Если в результате исследования определе-
4.6. Определение погрешности средств измерений
135
на функция влияния конкретного экземпляра СИ, то расчет \С]т
может выполняться с использованием этой функции. Например,
если в результате исследования установлен линейный характер
зависимости Дсу от то для расчета может быть использовано
выражение (4.6.22) вместо (4.6.21).
При определении значения по формулам (4.6.21) и
(4.6.22) для исходных данных вида 1 в качестве используются
конкретные значения влияющей величины, а для исходных дан-
ных вида 2 используется то из значений сн; или у, при котором
^6(у имеет наибольшее значение.
Оценка сверху относительного значения ddynm динамической
погрешности для СИ с линейной фазово-частотной характери-
стикой имеет вид:
где (со0) — номинальная амплитудно-частотная характеристи-
ка при нормальном значении со0 частоты; Лл/(т,7,) — номиналь-
ная амплитудно-частотная характеристика, отклоняющаяся на
интервале сон < сот < сов от значения Asf (со0).
При расчете данным методом нижняя ДСИн и верхняя ДСИв
границы интервала, в котором с вероятностью Р = 1 находится
погрешность СИ в реальных условиях эксплуатации, определя-
ются по формулам
АСИ в = &ор + ^^cjm + (4.6.24)
7 = 1
Асин = -Асив> (4.6.25)
где R — результат измерения.
При этом суммирование выполняется для п влияющих вели-
чин, для которых нормированы метрологические характеристи-
ки e/у, j = 1, 2, ..., п и значения которых в момент измерения
отличаются от установленных для данного СИ нормальных зна-
чений.
При расчетах с использованием рассмотренных методов все
Исходные данные должны быть приведены к одной и той же точ-
136
Глава 4. Основы теории измерений
ке схемы измерений: входу или выходу СИ и выражены в едини-
цах, обеспечивающих получение всех составляющих погрешно-
сти СИ в одних и тех же абсолютных или относительных (в долях
или процентах одного и того же значения измеряемой величины)
единицах.
4.7. Определение погрешности измерительных каналов
автоматических систем контроля
Сложность финансово-экономических задач требует созда-
ния системных средств измерения (СИ), которые позволяют
воспринимать и перерабатывать значительные объемы инфор-
мации.
К СИ такого типа относятся автоматические системы кон-
троля (АСК), структура которых диктуется конкретными усло-
виями применения. Определение метрологических характери-
стик измерительных каналов (ИК) АСК имеет особое значение,
так как они, как правило, определяют надежность последующей
обработки информации и, соответственно, корректность приня-
тия решений.
Ниже рассмотрены структуры АСК и их ИК, приведены су-
ществующие способы оценки погрешности ИК, структура кото-
рых не включает ЭВМ.
Функции и структура АСК
Функции АСК
АСК относятся к классу измерительных систем (ИС), в кото-
рых преобладает функция измерения, а функции обработки и
хранения информации, получаемой в процессе измерения, не-
значительны или полностью отсутствуют. Кроме того, специфи-
ческой функцией АСК является индикация отклонений измеряе-
мого экономического показателя от заданных границ в конкрет-
ном ИК и времени наступления события. Практически таких
границ (норм) может быть от одной до четырех: предупредитель-
4.7. Определение погрешности измерительных каналов... 137
ная «меньше», предупредительная «больше», аварийная «мень-
ше» и аварийная «больше».
Рассмотренные функции позволяют использовать АСК в ка-
честве составной части информационно-измерительных подсис-
тем АСУ финансово-экономических исследований.
Функциональная структура АСК
Основой для построения любых ИС, и в том числе АСК, яв-
ляется набор следующих функциональных элементов: первич-
ные измерительные преобразователи (ПП), элементы сравнения
(ЭС), меры (М) и элементы выдачи результата (ВР). Кроме того,
специфика АСК требует введения в структуру ИК элементов ин-
дикации отклонений (ЭИО) и норм (Н).
Сочетание этих элементов образует соответствующую струк-
туру АСК, которая определяется задачей экономического изме-
рения и свойствами финансово-экономического объекта (ОК).
При измерении разнородных экономических величин наибо-
лее распространены многоканальные АСК, или АСК с парал-
лельной структурой (рис. 4.7.1), и многоточечные АСК, или
АСК с параллельно-последовательной структурой (рис. 4.7.2),
в которую включен коммутатор каналов (К).
Многоканальные АСК содержат в каждом ИК полный на-
бор элементов, обладают высокой надежностью и быстродейст-
вием при одновременном получении результатов экономиче-
Рис. 4.7.1. АСК с параллельной структурой:
п — число ИК; т — число ЭИО
138
Глава 4. Основы теории измерений
Рис. 4.7.2. АСК с параллельно-последовательной структурой: п < N
ских измерений, а также дают возможность индивидуального
подбора СИ к измеряемым показателям, что в ряде случаев ис-
ключает необходимость унификации сигналов. К недостаткам
таких систем следует отнести достаточно высокую сложность и
стоимость.
АСК с параллельно-последовательной структурой, как пра-
вило, используют при организации контроля сложных объектов
с большим числом измеряемых финансово-экономических пока-
зателей.
Многократное последовательное применение отдельных эле-
ментов измерительного тракта при параллельном соединении
входных элементов И К приводит к минимальной сложности
АСК данной структуры. Их достоинством, кроме того, является
возможность наращивания числа И К за счет расширения функ-
ций измерительного коммутатора К. Недостатками этих АСК яв-
ляются снижение быстродействия при большом числе опраши-
ваемых каналов и точности, обусловленное введением в структу-
ру измерительных коммутаторов.
Промышленные АСК подразделяются на системы, кото-
рые осуществляют непрерывный контроль показателей объекта
(рис. 4.7.1), системы с дискретным последовательным контролем
этих показателей (рис. 4.7.2) и комбинированные системы
(рис. 4.7.3). Последние реализуются наиболее часто, так как при
этом особо важные показатели контролируются непрерывно, а
по всем остальным проводится дискретный последовательный
контроль. АСК с комбинированными структурами сочетают в
себе свойства обеих приведенных структур.
4.7. Определение погрешности измерительных каналов...
139
о
Гок?
пп,
BP, | -»|ЭС,1 [^ГэИОу! |
4
к
Рис. 4.7.3. АСК с комбинированной структурой:
/= 1, к\ 5, = 1, /; п = к + Г, j <
Техническая структура АСК
Измерение разнородных экономических величин требует на-
личия соответствующего числа мер. В этом смысле АСК следует
отнести к децентрализованным ИС, структура ИК которых
должна включать в себя определенный ряд элементов М соот-
ветственно числу измеряемых финансово-экономических пока-
зателей.
Техническая же структура АСК, как правило, является цен-
трализованной, не исключая при этом возможность независимо-
го использования одноканальных ИС (индивидуальный кон-
троль).
Интеграция достижений сенсорной, микроэлектронной и
микропроцессорной техники позволяет придать датчикам «интел-
лектуальность» и за счет этого улучшить характеристики и расши-
рить функциональные возможности не только самих датчиков, но
и системы, в которой они взаимодействуют. В этом случае воз-
можно размещение и распределение «интеллекта» как по ИК сис-
темы, так и его сосредоточение в ПП на месте измерения. Однако
техническая структура АСК при этом остается централизованной.
Различные варианты реализации технических структур АСК
и их ИК представлены на рис. 4.7.4.
Системы 1 и 2 (см. рис. 4.7.4) относятся к одноканальным
ИС индивидуального контроля. В системе 1 сигналы ПП посту-
пают на показывающие или самопишущие вторичные приборы
(ВП), которые могут также выполнять функцию индикации от-
140
Глава 4. Основы теории измерений
Рис. 4.7.4. Техническая структура АСК
клонений измеряемой экономической величины от установлен-
ных норм.
В системе 2 ВП устанавливают у финансово-экономического
объекта, и сигнал об отклонении показателя от заданных границ
поступает непосредственно на операторский пункт.
Система 3 является многоточечной АСК (см. рис. 4.7.2).
Системы такого типа часто используют при множественном
контроле однородных экономических величин. В этой системе
для измерения сигналов ПГТ применяется один показывающий
или самопишущий ВП. Коммутация его входных цепей осущест-
вляется ручным или автоматическим К, которые обычно встраи-
ваются в ВП.
В системе 4 унифицированные сигналы от ПП или норми-
рующих преобразователей (НП) поступают в К, с выхода которо-
го сигналы подаются либо на аналоговые многоканальные ВП,
либо после аналогово-цифрового преобразователя (АЦП) — на
цифровые индикаторы (ЦИ) или печатающие устройства (ПУ).
ЭС осуществляют сопоставление величин контролируемых
показателей с заданными значениями и при выходе определен-
ного показателя из области допустимых значений выдают сигнал
на устройства индикации отклонений.
4.7. Определение погрешности измерительных каналов... 141
Использование микроЭВМ позволяет так перестроить струк-
туру АСК, что часть функций (коммутация каналов, аналого-
во-цифровое преобразование, сравнение с нормой), выполняе-
мых отдельными элементами АСК, целесообразно передать ЭВМ.
Указанная система представлена структурой 5 (см. рис. 4.7.4).
В этом случае существенно изменяется форма и технические
средства представления информации, которая может выводится
на экраны дисплеев (Д). При этом на экранах могут быть пред-
ставлены статические изображения фрагментов финансово-эко-
номических схем, на которые накладывается информация о зна-
чениях измеряемых показателей.
В простейшем случае, как это видно из рис. 4.7.4, структура
ИК АСК может быть представлена в виде последовательной
цепи, состоящей из ПП, линии связи ЛС и ВП (рис. 4.7.5).
----ПП ---------► ЛС -------► ВП
Рис. 4.7.5. Структура ИК АСП: х — контролируемый показатель
Расширение функциональных возможностей АСК естествен-
но приводит к необходимости введения дополнительных эле-
ментов в ее структуру, таких, как функциональные преобразова-
тели (ФП) и устройства размножения сигналов (УРС). ФП могут
выполнять достаточно простые вычислительные процедуры в
аналоговой форме.
Различные промежуточные варианты сочетаний рассмот-
ренных элементов структуры ИК определяются условиями из-
мерения.
Способы оценки погрешности АСК
Анализ структурных схем ИК АСК показывает, что ИК, как
правило, представляет собой последовательную цепь преобразо-
вателей, каждый из которых в соответствии со стандартом имеет
нормируемые метрологические характеристики.
Рассмотрим два способа расчета погрешностей таких ИК.
Первый базируется на использовании предельных основных и
допустимых погрешностей СИ, а второй — на информации о
статистических характеристиках систематической и случайной
142
Глава 4. Основы теории измерений
составляющих погрешности, а также соответствующих функций
влияния на эти составляющие.
При этом считаем, что динамическая составляющая погреш-
ности СИ отсутствует.
Способ 1
В этом случае производится оценка пределов погрешностей
ИК по пределам допускаемых основных и дополнительных по-
грешностей СИ, входящих в ИК, определяемым их классом точ-
ности. При этом определяется максимальное значение погреш-
ности ИК. Величину этой погрешности находим из выражения:
8ик = л/8! +8] + ... + §£ (4.7.1)
где 5], 52, ..., 8„ — пределы допускаемых приведенных погрешно-
стей СИ, входящих в структуру ИК.
Использование данного способа корректно в том случае,
если предельные погрешности S„ S2, ..., 8п независимы и их зна-
чения соответствуют одинаковым доверительным вероятностям
при однотипных законах распределения.
Для большинства практических задач применение такого
способа оценки погрешности ИК дает удовлетворительные ре-
зультаты. Однако при наличии корреляции погрешностей СИ
одного ИК, вызванной изменением общей для этих СИ влияю-
щей величины, формула (4.7.1) не обеспечивает требуемой точ-
ности расчета погрешности ИК. Это обусловлено тем, что по-
грешности отдельных СИ одного И К могут иметь различные
знаки, что не исключает возможности появления результирую-
щей погрешности ИК, превышающей рассчитанную по выраже-
нию (4.7.1).
Способ 2
Использование этого способа позволяет рассчитать интерва-
лы, в которых погрешность ИК находится с заданной вероятно-
стью. Этот интервал охватывает подавляющее большинство воз-
можных действительных значений погрешности ИК в реальных
условиях. Часть значений погрешности, не охватываемых дан-
ным интервалом, определяется задаваемой при расчете величи-
4.7. Определение погрешности измерительных каналов...
143
ной вероятности. Способ заключается в статистическом объеди-
нении характеристик всех существенных составляющих погреш-
ности СИ И К. Общий подход заключается в следующем.
Математическое ожидание Л/[ДИК] и среднеквадратическое
отклонение о[Дик] погрешности ИК Дик, состоящего из несколь-
ких последовательно включенных СИ с коэффициентом преоб-
разования равным единице, соответственно имеет вид:
,W|A„J = £м[Дси,]; (4.7.2)
(=1
°[Лик) = 2>2[Лси,]> (4-7.3)
/=1
где Л/[Д СИ( ] и сг[Д СИ/ ] — математическое ожидание и среднеквад-
ратическое отклонение погрешности СИ, входящих в ИК.
М[ДСИ„] и о[ДСИй] при реальных значениях влияющих вели-
чин определяются по формулам
М[ДСИ,] = М[Д^; (4.7.4)
J + <4-7-5)
где £>[Д ] — дисперсия приведенной к выходу динамической
составляющей Д^й, аналогового СИ.
Для реализации этого способа по моделям (4.7.2)—(4.7.5) не-
обходима информация о рассматриваемых метрологических ха-
рактеристиках СИ, которая может быть получена из норматив-
но-технических документов для типа СИ, т. е. множества иден-
тичных СИ.
Определение погрешности преобразования
финансово-экономической информации
Внедрение информационных технологий в эконометрику
финансово-экономических исследований требует детального
рассмотрения преобразования показателя в типовом информа-
ционно-измерительном канале со структурой, показанной на
рис. 4.7.6, причем наиболее часто измеряемый показатель рас-
144
Глава 4 Основы теории измерений
e(Z)
Рис. 4.7.6. Структурная схема информационно-измерительного канала АСК
x(f), — входной и выходной сигналы, e(t) — эквивалентная помеха,
К — коммутатор, г(Г), z(jTq) — входной и выходной сигналы коммутатора
TQ — период квантования, z*(jTq) — оценка выходного сигнала аналого-цифро-
вого преобразователя
сматривается как эргодический стационарный случайный про-
цесс
Входной сигнал АСК z(f) содержит полезную составляю-
щую y(t) и аддитивную помеху, поэтому:
г(Г) = у(/) + е(Г). (4.7.6)
Непрерывная функция (4.7 6) преобразуется в коммутато-
ре К (см. рис 4 7.6) в последовательность импульсов, модулиро-
ванных по амплитуде функцией z(t) (рис. 4 7 7).
-I-------------------------------1------------------------------1------------------------------1-------------------------------1.
Рис. 4.7.7. Преобразование входного сигнала z(t)
4.7. Определение погрешности измерительных каналов...
145
Квантование сигнала z<JTq) коммутатора по уровню заключа-
ется в том, что формируется величина
г (/То) = \zF
z(JT0)
Аг
(4.7.7)
где Аг = (гтах - гт1П)/2" - шаг квантования по уровню; гтах и -
предельные значения величины z', — обозначение функции
«целая часть от числа q»; п — число разрядов в двоичном коде
чисел.
Полученное число вводится в ячейку ОЗУ системы
для исследований финансово-экономических показателей и в
дальнейшем представляет в ЭВМ значение функции x(i) в мо-
мент времени t=jT0.
Следовательно, первичная обработка исходной информации,
как правило, включает следующие этапы:
1. Определение оценки y(jT0) величины z(j7]}) по z{jTQy.
УОТ0) = гОТ0)-е(7Т0). (4.7.8)
2. Определение оценки измеренного показателя х(уТ0) по
градуированной характеристике ПП:
x(jTQ) = f0~l[y(jT0)]-, \t =jT0. (4.7.9)
3. Определение оценки измеряемого показателя в произволь-
ный момент времени jT0 < t <(j + 1)70:
х(О=Ф[х(7То)], (4.7.10)
pie Ф — функционал (экстраполирующая функция).
( Для использования выражений (4.7.8), (4.7.9) и (4.7.10) в
практике финансово-экономических исследований необходимо
^ценить погрешности квантования по уровню и по времени, оп-
ределяющие достоверность получаемой информации.
Оценка погрешности по уровню не превышает величины
я _ _ 1
О I — —
г -г 2"
'max 'mm
Квантование непрерывной функции z(t) во времени связано
с потерей информации и сопровождается изменением спектра
Глава 4. Основы теории измерений
функции z(t) от непрерывного до дискретного (решетчатого).
Применяя теорему Котельникова — Шеннона, можно показать,
что если функция z(t) имеет ограниченный спектр и частота
квантования удовлетворяет условию, что <о0 > 2юс (<о0 - 2п | То,
сос — частота среза), то с учетом использования «идеального»
фильтра, выходной сигнал которого будет иметь спектр, совпа-
дающий со спектром функции z(i), погрешностями пренебрега-
ют. При использовании реальных фильтров, например, с харак-
теристикой
z(j'TQ); jTQ <t<(j + 1)Т0;
0; t>(j + l)T0,
что соответствует модели экстраполятора нулевого порядка, воз-
никает погрешность экстраполяции: еэ(Г) = z(f) - z(t). С учетом
модели фильтра и для новой переменной т = t - jT0, получаем,
что еэ(т) = ДО) - Дт).
Для стационарной случайной функции z(t) математическое
ожидание погрешности е/t) равно нулю, а дисперсия этой по-
грешности определяется по формуле
Деэ(т)] = 2[^(0)-адЬ
где Rz(t) — автокорреляционная функция случайного процесса
z(f).
Для практического использования рекомендуется применять
выражение для расчета средней квадратической погрешности,
возникающей при квантовании сигнала Д/) по времени с перио-
дом TQ и последующим восстановлением функции z(t) экстрапо-
лятором нулевого порядка:
о[еэ(/)] = о2
2
П п
Применяя способ 1 оценки погрешности ИК АСК, можно
записать, что общая погрешность ои, вызванная потерей инфор-
мации при первичной обработке показателей в системах совре-
менных информационных технологий, равна ои = -Jo, + о2 •
kJ. Определение погрешности измерительных каналов... 147
Вопросы и задания для самопроверки
1. Проведите анализ классификационных принципов измерений и приборов.
2. Каким образом статические и динамические погрешности влияют на качество
измерений.
3. Каковы признаки классификации статических погрешностей приборов?
4. Почему динамические характеристики и погрешности приборов оказывают
влияние на управление системами «Метрология», «Стандартизация» и «Серти-
фикация»?
5. Что дает оптимальное проектирование измерительного канала средства из-
мерения?
6. Дайте характеристику режимов эксплуатации средств измерения параметров
качества систем «Метрология», «Стандартизация» и «Сертификация».
7. Оцените методы определения погрешности измерительных каналов автомати-
ческих систем контроля качества функционирования систем «Метрология»,
«Стандартизация» и «Сертификация».
Глава 5
ГОСУДАРСТВЕННАЯ СИСТЕМА ОБЕСПЕЧЕНИЯ
ЕДИНСТВА ИЗМЕРЕНИЙ
Учебные задачи
1. Обосновать роль Государственной системы обеспечения
единства измерений в развитии системы «Метрология».
2. Выявить ключевые собственные характеристики геомет-
рического образа Государственной системы обеспечения
единства измерений.
3. Изучить структуру построения Государственного метро-
логического контроля и надзора.
Тема главы
С позиций системного анализа выявлены основные направле-
ния развития Государственной системы обеспечения единства из-
мерений.
5.1. Государственная система обеспечения единства
измерений
Государственная система обеспечения единства измерений
(ГСИ) является подсистемой системы «Метрология» как инсти-
тута качества. Она, как правило, выполняет роль регулятора сис-
темы «Метрология» (рис. 5.1.1), обеспечивая в целом устойчи-
вость S-образной кривой развития системы.
Контроль, регулирование и управление состоянием функ-
ционирования подсистемы ГСИ обеспечивает агентство Рос-
техрегулирования. Полевое системное взаимодействие структу-
5.2. Геометрический образ государственной системы
149
Рис. 5.1.1. Взаимодействие системы «Метрология» и подсистемы ГСИ: / — сис-
тема «Метрология»; 2 — подсистема ГСИ; 3 — настройка регулятора на уровень
качества международной метрологии
Рис. 5.1.2. Взаимодействие полей структуры Российской системы измерений:
/ — поле измерительной техники; 2 — поле метрологии; 3 — поле потребляемой
измерительной информации; 4 — подсистема ГСИ, обеспечивающая качество
ззаимодействия полей; 1-2 утверждение типа испытания средств измерений;
2-3 — проверка и калибровка; 1-3 ремонт, калибровка и обслуживание
зы (компонентов) Российской системы измерений представле-
-ю на рис. 5.1.2'.
5.2. Геометрический образ государственной системы
эбеспечения единства измерений
Геометрический образ развития подсистемы ГСИ представ-
тен на рис. 5.2.1.
Институциональная оболочка 1 (рис. 5.2.1) функционирует в
соответствии с Конституцией РФ (п. «р» ст. 71), Законом об
)беспечении единства измерений; постановлением Правительст-
1 Исаев Л. К., Малинский В. Д. Метрология, стандартизация в серти-
фикации. М.: Изд-во стандартов, 1996.
150
Глава 5. Государственная система обеспечения единства измерений
я2 4
Рис. 5.2.1. Геометрический образ развития подсистемы ГСИ 1 — институцио-
нальная оболочка, 2 — техническая подсистема, 3 — организационно-экономи-
ческая подсистема, Я], Я2 — ядра информационного качества ГСИ и междуна-
родной системы обеспечения единства измерений с полем 4; 5 — спираль разви-
тия подсистемы ГСИ
ва РФ от 12.02.1994 г. № 100 «Об организации работ по стандар-
тизации, обеспечению единства измерений, сертификации про-
дукции и услуг», ГОСТ Р 8000—2000 «Государственная система
обеспечения единства измерений».
Данным институтом узаконены единицы величин и шкалы
измерений, терминология в области метрологии, способы и фор-
мы представления результатов измерений и характеристик их по-
грешностей, методы оценивания погрешностей измерений и
нормируемых метрологических характеристик средств измере-
ний, порядок разработки и аттестации методик проведения изме-
рений, порядок проверки, калибровки, испытаний и сертифика-
ции средств измерений. На практике, по мнению И. М. Лифица,
это дало возможность обеспечить качество функционирования
юридических и физических лиц по изготовлению и ремонту
средств измерений, поверочных, калиброванных, измеритель-
ных, испытательных и аналитических лабораторий, а также лабо-
раторий неразрушающего и радиационного контроля. Для устой-
чивого развития подсистемы ГСИ в России разработаны нацио-
нальные стандарты (ГОСТ, ГОСТ Р), правила по метрологии
(например, ПР 50-2-006—94. ГСИ. Проверка средств измерений.
Организация и порядок проведения), рекомендации метрологи-
ческих институтов (например, МИ 2277—93 «ГСИ. Система сер-
тификации средств измерений. Основные положения и порядок
5.3. Организация Государственного метрологического контроля...
151
проведения работ), инструкции, методические указания, руково-
дящие документы и др.
Техническая подсистема ГСИ 2 (рис. 5.2.1) включает в себя
здания, сооружения, средства измерений и испытательное обо-
рудование для проведения высокоточных измерений, спектр со-
ответствующих лабораторий, семейство эталонов, стандартных
образцов и стандартных справочных данных о физических кон-
стантах и свойствах веществ и материалов. Организационно-эко-
номическая подсистема ГСИ 3 формируется за счет качествен-
ного безубыточного функционирования метрологических служб:
государственной метрологической службы (метрологические
подразделения агентства Ростехрегулирования, государственные
научные метрологические центры — ВНИИ метрологической
службы (Москва), ВНИИ метрологии им. Д. И. Менделеева
(Санкт-Петербург), Уральский НИИ метрологии (г. Екатерин-
бург) и др.; ЦСМ в субъектах РФ), справочных метрологических
служб (Государственная служба времени, чистоты и определения
параметров вращения Земли, Государственная служба стандар-
тов, образцов состава и свойств веществ и материалов, Государ-
ственная служба стандартных справочных данных о физических
константах и свойствах веществ и материалов) и метрологиче-
ских служб федеральных органов исполнительной власти и юри-
дических лиц.
5.3. Организация Государственного метрологического
контроля и надзора
Федеральная служба по техническому регулированию и мет-
рологии осуществляет по принципу этапности Государственный
метрологический контроль и надзор (рис. 5.3.1).
В качестве объектов и субъектов государственного метроло-
гического контроля и надзора в соответствии со ст. 13 Федераль-
ного закона «Об обеспечении единства измерений» выступают
компоненты качества жизни: а) здравоохранение, ветеринария,
охрана окружающей среды, обеспечение безопасности; б) торго-
вые операции и взаимные расчеты между агентами рынка; в) го-
сударственные учетные операции; г) обеспечение обороны го-
сударства; д) геодезические, гидрометеорологические работы
152 Глава 5. Государственная система обеспечения единства измерений
Рис. 5.3.1. Структура построения государственного метрологического надзора и
контроля: 1 — федеральная служба Гостехрегулирование; 2 — объекты и субъек-
ты рынка; 3 — адресная и информационная шина надзора; 4 — шина управле-
ния; 5 — адресная и информационная шина контроля; Н, — надзор, i = , п — ко-
личество компонентов (операций) надзора; К, — контроль; j = , т — количество
компонентов (операций) контроля.
и банковские, налоговые, таможенные и почтовые операции;
е) продукция, поставляемая по государственным контрактам
(Федеральный Закон от 13.12.1994 г. № 60-ФЗ «О поставках про-
дукции для федеральных государственных нужд»); ж) испытания
и контроль качества продукции на соответствие институцио-
нальным требованиям системы «Стандартизация» и «Сертифи-
кация»; з) измерения, проводимые по требованию органов госу-
дарственного управления (суд, прокуратура, арбитраж и др.);
и) регистрация национальных и международных спортивных ре-
кордов.
Надзорные функции Д, / = (рис. 5.3.1) распределяются на
следующие компоненты структуры (рис. 5.3.1): 1) выпуск и со-
стояние функционирования средств измерений с учетом мето-
дик выполнения измерений, эталонов и метрологических инсти-
туциональных ограничений (правила и нормы); 2) количество
фасованных товаров; 3) количество отчуждаемых товаров с пере-
дачей «пучка прав» собственности1.
Государственный метрологический контроль Kj,j= включает,
как правило, следующие компоненты структуры (рис. 5.3.1):
1) утверждение типа средств измерений для новых типов средств
или ввоза по импорту через соответствующие сертификаты; 2) по-
1 «Пучок прав» собственности характеризует «Метрологию, стандар-
тизацию и сертификацию» как институты качества.
5.3. Организация Государственного метрологического контроля... 153
верку средств измерений и эталонов для признания их годности
или негодности к применению с выдачей свидетельства о поверке
с указанием межповерочных интервалов; 3) лицензирование дея-
тельности по изготовлению и ремонту с выдачей соответствую-
щей лицензии.
Вопросы и задания для самопроверки
1. Обоснуйте роль подсистемы «Государственная система обеспечения единства
измерений» в структуре управления системой «Метрология» как института
качества.
2. Каким образом осуществляется системное взаимодействие полей «Метроло-
гия», «Стандартизация» и «Сертификация»?
3. С помощью какого инструмента качества осуществляется контроль степени
развития подсистемы «Государственная система обеспечения единства изме-
рений»?
4. Дайте характеристику собственных компонентов структуры Государственного
метрологического надзора и контроля.
5. Назовите основные институциональные требования по организации и состоя-
нию функционирования Государственной системы обеспечения единства из-
мерений.
Глава 6
МЕТОДИЧЕСКИЕ ОСНОВЫ СТАНДАРТИЗАЦИИ
Учебные задачи
1. Обосновать организационно-экономический механизм
формирования методологии системы «Стандартизация».
2. Изучить процесс формирования кредо системы «Стандар-
тизация» посредством организационной культуры.
3. Составить представление об основных методах развития
системы «Стандартизация».
Тема главы
Приведено системное обоснование методических подходов к раз-
витию системы «Стандартизация»
6.1. Организационно-механический механизм
формирования методологии системы «Стандартизация»
Методологический механизм формирования, состояния
функционирования и развития системы «Стандартизация» как
института качества представлен на рис. 6.1.1.
Позиционирование рынка стандартов осуществляется с по-
зиций удовлетворения потребностей потребителей продукции и
услуг по модели сценарного моделирования (рис. 6.1.2).
Миссия (предназначение) стандартизации обусловлена со-
стоянием функционирования открытой хаордической динамиче-
ской системы «Стандартизация» как неформального института
качества. Это позволяет избежать институциональных ловушек,
присущие формальным институтам в процессе их эволюционно-
го развития по стратегии TQM, которые существенным образом
влияют на результативность и эффективность стандартизации по
критериям точности, надежности, гибкости и быстродействию.
6.1. Организационно-механический механизм...
155
Рис. 6.1.1. Схема методологического механизма системы «Стандартизация»;
1 — позиционирование рынка стандартов; 2 — миссия стандартизации; 3, 4 —
видение и кредо стандартизации; 5 — принципы стандартизации; 6 — методы
стандартизации; 7 — институциональный регулятор; 8, 9 — циклы Деминга —
исполнительные механизмы; 10—15— управленческие воздействия; У — уставка
регулятора
Рис. 6.1.2. Модель сценарного моделирования позиционирования рынка стан-
дартов: 1 — поле стандартов основного продукта или услуги (функции, дизайн,
физические характеристики, эффективность, упаковка); 2 — поле стандартов не-
осязаемых услуг (восприятие ценности, восприятие качества, название марки,
репутация, организация, корпоративный имидж, рекомендации и рекламации);
3 — поле стандартов сопутствующих услуг (допродажная подготовка, доставка,
доступность, совет, услуги во время продажи, дополнительные услуги, гарантии,
поручительства, финансирование, послепродажное обслуживание); 4 — феноме-
нология качества и информации; О|, О2, Оз — институциональные оболочки
156
Глава б. Методические основы стандартизации
Однако институциональные ловушки возникли и продолжают
возникать не только из-за неадекватного описания процессов
качества формальных институтов и механизмов принуждения к
исполнению их предписаний, но и в результате ограничений,
обусловленных неформальными институтами. Учитывать огра-
ничения последнего рода значительно сложнее, и неслучаен тот
факт, что в отличие от формальных институтов, неформальные
рамки деятельности практически не принимаются во внимание в
институциональном анализе. Неформальные институты наиме-
нее подтверждены волевым воздействиям, их изменения носят
крайне инерционный характер. По Веблену, «Институты — это
результат процессов, происходящих в прошлом, они приспособ-
лены к обстоятельствам прошлого... Привычный образ мышле-
ния имеет тенденцию продлевать свое существование неопреде-
ленно долго»1.
Миссия стандартизации заключается в установлении нефор-
мальных правил и характеристик в целях их добровольного
(партнерского) многократного использования, она направлена
на достижение упорядоченности в сферах производства и обра-
щения продукции и повышение конкурентоспособности продук-
ции, работ или услуг.
Видение стандартизации направлено на формирование и
обеспечение целеориентирования. Понятие цели применимо не
только к системе «Стандартизация» как институту качества, но и
к составляющим ее элементам, при этом важно, чтобы локаль-
ные цели отдельных элементов были согласованы с глобальной
целью повышения качества жизни. Процесс целеуказания связан
с формулировкой требований, предъявляемых к окончанию
управляемого этапа (см. рис. 6.1.1), либо эти требования должны
выполняться в определенный момент времени, либо, наконец,
желаемое состояние достигается в результате неуправляемого
движения, следующего за фазой управления. Помимо того, что
система «Стандартизация» функционирует как целеориентиро-
ванная система, на нее целесообразно распространение законо-
мерностей ценностно-оринтированной системы. Это может про-
изойти в том случае, когда нельзя осуществлять процесс целеука-
зания (ввиду неопределенности цели, невозможности выразить
состояние и других причин), здесь следует говорить о тенденциях
1 Институциональная экономика. М.: Инфра-М, 2007.
6.1. Организационно-механический механизм...
157
развития системы, которое проще увязывается с категорией цен-
ности. Тем самым понятие ценности заменяет понятие цели,
если последнее не поддается строгому описанию. В системном
смысле под системой «Стандартизация» будем понимать такую
совокупность составных частей — элементов, которая обладает
следующими свойствами:
1. Структурность — между элементами существуют связи, по
силе превосходящие связи этих элементов с элементами, не вхо-
дящими в данную совокупность, что позволяет выделить ее из
окружающей среды.
2. Иерархичность — каждый элемент совокупности (класте-
ра) может рассматриваться как система.
3. Коммуникативность — совокупность элементов может
рассматриваться как элемент более сложной системы (взаимоза-
висимость систем и среды).
4. Целостность — имеются качества, присущие совокупности
в целом, но несвойственные ее элементам по отдельности.
Для взаимодействия системы «Стандартизация» С, с между-
народной стандартизацией Су целесообразно представление ди-
намического взаимодействия состояний их функционирования
(рис. 6.1.З)1.
Рис. 6.1.3. Динамическое взаимодействие состояний функционирования
С, и Cj систем: СВ — вектор состояния
1 Могилевский В. Д. Методология систем: вербальный подход. М.:
Экономика, 1999.
158 Глава б. Методические основы стандартизации
На рис. 6.1.3 построена последовательность областей дости-
жимости систем с границами Г, и Г2 для моментов времени и Л
при известных начальных условиях. Продолжая процесс вычис-
лений границ, получим, что в некоторый момент времени /в
(встречи) множества достижимости коснутся друг друга. Это бу-
дет означать наличие двух оптимальных траекторий С ° (t) и С2°(Г),
при движении по которым за кратчайшее время будет достигнут
контакт систем.
6.2. Процесс формирования кредо системы
«Стандартизация»
Кредо системы «Стандартизация» формируется корпоратив-
ной культурой через организационную культуру (ОК) системы*.
ОК — реально существующее, хотя и двойственное, объек-
тивно-субъективное экономическое явление, определяющее и
влияющее на процесс функционирования и развития системы,
поведение ее членов; выступающее и как основа для формирова-
ния организационных образований, и как их продукт; имеющее
как позитивное влияние на эффективность деятельности, так и
негативное в качестве препятствия для разного рода нововведе-
ний. В связи с этим конкретизация многозначных и многосмы-
словых понятий «культура» и «управление» является непремен-
ным условием формирования категориального аппарата концеп-
ции ОК, исследование которого показывает, что в настоящий
период единого общепринятого понятия ОК не сформировано,
и, как многие понятия организационно-управленческих дисцип-
лин, оно не несет единственно верного толкования1 2. Более того,
теоретические основы ОК имеют ярко выраженный междисцип-
1 Грошев И. В., Емельянова П. В., Юрьев В. М. Организационная куль-
тура. М.: ЮНИТИ-ДАНА, 2004.
2 На сегодняшний день существует множество разнообразных дефи-
ниций и подходов к пониманию сущности и содержания ОК, причем ка-
ждый автор трактует это понятие исходя из своих исследовательских за-
дач. Безусловно, дать грамотное, краткое и то в же время достаточно ем-
кое определение любому широкому понятию или явлению очень трудно,
что связано, как правило, со сложностью явления ОК, исторической
эволюцией его содержания, пересечением с другими концепциями.
6.2. Процесс формирования кредо системы «Стандартизация» 159
линарный характер, и вследствие этого, как мы полагаем, еще
долго теория ОК будет оставаться одной из самых интересных,
популярных и вместе с тем противоречивых концепций в совре-
менных управленческих теориях. Это обусловлено множеством
причин. Во-первых, ОК из-за сложности и важности проблем ис-
следуется специалистами различных областей знаний и на раз-
ных уровнях. Во-вторых, одни исследователи делают основной
упор на теоретическое его осмысление, другие — на практиче-
ское. В-третьих, неоднозначен и изменчив предмет исследования
данной категории. Как следствие, поиск экономической истины
затрудняется. В-четвертых, существуют определенные недостат-
ки в методологическом аппарате, которые проявляются в отста-
вании теории ОК от российских реалий.
В качестве общих исходных теоретических положений, ха-
рактеризующих ОК как самостоятельную область исследования,
определяющих границы ее трактовки и раскрывающих суть и со-
держание данного экономического явления, выделено три груп-
пы определений: управленческого1, социально-психологического
и социально-философского применения. Проведенный анализ
содержательных трактовок позволяет говорить о формировании
в теории ОК ряда актуальных самостоятельных направлений ис-
следования, имеющих реальную эвристическую ценность для со-
временной теории и практики управления.
Обобщая различные точки зрения на структуру ОК, выделены
два измерения: горизонтальное и вертикальное. Горизонтальное
измерение характеризуется многообразием «культурных форм».
Вертикальное измерение задается категорией «уровень культуры»
(поверхностный и глубинный). Горизонтальные и вертикальные
элементы структуры ОК конгруэнтны природе субстанциональ-
ных и функциональных элементов общей культуры (соответст-
венно — характеристик самого процесса культурной деятельно-
сти, различных ее сторон и опредмеченных ценностей, норм).
Кроме того, в ряде исследований выделяется субъективная и
объективная, сильная и слабая, внутренняя и внешняя, офици-
1 С точки зрения теории менеджмента ОК может рассматриваться
как набор универсальных ценностей, выраженных в принципах ме-
неджмента, и национальных ценностей, объект исследования в менедж-
менте, уровень развития организации: стратегический ресурс, провод-
ник организационных изменений.
160
Глава 6. Методические основы стандартизации
ально и не официально проявляемая ОК. Это позволило прийти
к заключению, что одной из основных проблем исследования
структуры ОК является не только построение теоретической
структуры и описание ее элементов, а возможности ее апроба-
ции для последующего анализа культуры системы.
Позиционирование рассматриваемого явления ОК в контек-
сте сопряженных теоретических понятий («организационная»,
«корпоративная», «предпринимательская» культура, «климат в
организации», «культура производства», «корпоративный кли-
мат» и др.), позволяет установить, что их использование как
взаимозаменяемых понятий некорректно, поскольку объединя-
ются разные уровни явления культуры: уровень отдельной систе-
мы и уровень среды. Термины «корпоративная культура» и
«предпринимательская культура» целесообразно использовать в
исследованиях, объектом которых является культура соответст-
вующей среды, а в исследованиях, объектом которых является
культура локальных организаций, отмечать их тип — предприни-
мательский или корпоративный. Соответственно, и исследова-
ние предмета теории ОК («срез» явления культуры на уровне от-
дельной системы) может воспроизводиться на каждом из выде-
ленных типов системы.
Наличие ценностей в структуре деятельности системы, без
которых последние не могли бы устойчиво функционировать
(схема их формирования представлена на рис. 6.2.1), только до-
пускает осуществление управленческого воздействия, поскольку
ценностями невозможно управлять непосредственно.
Являясь системой ценностей, разделяемых большинством
членов системы, культура представляется тем самым мощным
интегративным и мотивационным средством в реализации целей
и миссии системы. Поскольку ценности обладают свойствами
целостности, т. е. способностью объединять различные интересы
в едином смысле, то обращение к ним в процессе разработки и
реализации целей становится тем интегрирующим моментом,
который воссоединяет интересы самой системы и общества с
интересами человеческих ресурсов.
Ценностная модель ОК (рис. 6.2.2) позволяет выявить внут-
реннюю сторону взаимосвязи личности и системы на основе ори-
ентации сотрудников на ценности, что создает теоретические
предпосылки исследования процесса управления организацион-
ными ценностями и разработки адекватных его механизмов.
6.2. Процесс формирования кредо системы «Стандартизация»
161
Рис. 6.2.1. Схема формирования ценностей ОК
Предложенная ценностная модель ОК отражает динамику куль-
турных комплексов и культурного пространства системы в целом,
характеризует природу составляющих рассматриваемого явления
и является базовой для разработки ценностно-ориентированного
механизма управления ОК. Категория «динамика» фиксирует об-
щие закономерности социокультурных изменений, происходя-
щих в системе.
Методологические основы ОК раскрываются как совокуп-
ность наиболее общих принципов, положений и методов иссле-
дования. В частности, структура исследования методологического
аппарата концепции ОК представляется как подчиненность со-
ставляющих научного исследования менеджмента ОК (рис. 6.2.3).
Использование ОК как теоретической, методологической и
методической основы концепции в отношении стандартизации
является следствием и результатом объективно существующих
особенностей деятельности: ориентация на изменения и разви-
тие; осуществление деятельности на свой риск; самостоятель-
ность и инициативность человеческих ресурсов; высокий уровень
162
Глава 6. Методические основы стандартизации
Рис. 6.2.2. Ценностная модель организационной культуры
владения как экономическими, так и неэкономическими средст-
вами для достижения экономического эффекта; деятельность ру-
ководителя и сотрудника от своего имени и под имущественную
ответственность. Выбор в качестве настоящего исследования ОК
в системе менеджмента обусловлен концептуально значимым об-
стоятельством: ОК — это одна из управленческих технологий, си-
нергетический эффект от применения которой возможен лишь
при достаточно развитом уровне всей системы менеджмента и на-
личия стратегического уровня управления. В ином случае невоз-
можно говорить о возникновении эффекта синергии, поскольку
нивелируется разница между собственно ОК и другим управлен-
ческим воздействием.
6.2. Процесс формирования кредо системы «Стандартизация»
163
Рис. 6.2.3. Структура подчиненности составляющих научного исследования
менеджмента ОК
В функциональном аспекте культура рассматривается как
динамичная, взаимосвязанная система, в которой изменение од-
них элементов влечет за собой изменение других. Именно ее по-
лифункциональное свойство и является тем определенным меха-
низмом, который, как мы полагаем, способствует эффективному
развитию стандартизации.
Исследование типологических разновидностей ОК в соотне-
сении с уровнем исследования стандартизации позволило выде-
лить два уровня: интерорганизационный (среда — система) и
интрорганизационный (индивид — организация), что не только
концептуализировало содержание ОК, но и позволило создать
определенную основу для ее анализа.
Методология стандартизации базируется на принципах
А. А. Давыдова1, сформулированных в виде постулатов, при этом
система «Стандартизации» рассматривается как социально-тех-
ническая система.
Постулат 1. Систематизирующие элементы системы «Стан-
дартизации» — это представители биологического вида Ното
Sapiens, обладающие психикой, генотипом и фенотипом (при-
жизненным опытом), креативностью и саморазвитием, возмож-
1 Давыдов А. А. Системная социология. М., 2006.
164
Глава 6. Методические основы стандартизации
ностями передвижения и партнерства и наличием других свойств,
направленных на сохранение безопасности и повышение качест-
ва жизни.
Постулат 2. Системопорождающие элементы в процессе со-
стояния функционирования сохраняют (уничтожают) и развива-
ют (создают) множество материальных (продукция, работы и ус-
луги) и идеальных (институциональные ограничения) взаимо-
связанных системообразующих элементов, которые в системе
«Стандартизация» образуются как производные (результирую-
щие) системы. Взаимодействие системопорождающих и систе-
мообразующих множеств элементов основано на механизме об-
ратной связи.
Постулат 3. В системе «Стандартизация» выделение систе-
мопорождающих и системообразующих элементов осуществля-
ется на базе социально-инженерной парадигмы.
Постулат 4. В системе «Стандартизация» действуют общест-
венные принципы и законы в рамках социально-инженерной па-
радигмы.
Постулат 5. Система «Стандартизация» развиваются в функ-
ционально-пространственно-временных координатах (Что? Где?
Когда?)
6.3. Методы развития системы «Стандартизация»
Реализация стратегии TQM в системе «Стандартизация» осу-
ществляется с помощью следующих основных методов:
1) упорядочение объектов стандартизации;
2) параметрическая стандартизация;
3) унификация продукции;
4) агрегатирование;
5) комплексная стандартизация;
6) опережающая стандартизация.
Системное взаимодействие элементов упорядочения объек-
тов стандартизации приведено на рис. 6.3.1.
Классификация объектов стандартизации заключается в рас-
положении объектов и понятий по классам и размерам в зависи-
мости от их общих признаков (например, Общероссийский клас-
сификатор промышленной и сельскохозяйственной продукции
6.3. Методы развития системы «Стандартизация»
165
Рис. 6.3.1. Системное взаимодействие элементов упорядочения объектов стан-
дартизации: 1 — система упорядочения объектов стандартизации; 2 — классифи-
кация; 3 — ранжирование; 4 — селекция; 5 — симплификация; 6 — типизация;
7 — оптимизация; 8 — институционально-бенчмаркинговый регулятор; 9 — на-
стройка регулятора; 10 — исполнительный механизм на базе циклов Деминга
PDCA и SDCA; 11—14 — управленческие воздействия
ОКП, универсальная десятичная система УДК и др.). Ранжиро-
вание направлено на кластеризацию объектов стандартизации.
Так, например, И. М. Лифицом выявлено, что при разработке
первого ГОСТ на алюминиевую штампованную посуду были
классифицированы и кластеризованы по вместимости выпускае-
мые в тот период кастрюли. Их оказалось 50 типоразмеров. Ана-
лиз показал, что номенклатуру можно сократить до 22 типораз-
меров, исключив дублирующие емкости. Были исключены емко-
сти 0,9; 1,3; 1,7, которые оказались лишними при наличии в
номенклатуре посуды емкостью 1,0 и 1,5 л.
Селекция объектов стандартизации направлена на отбор кон-
кретных объектов, которые признаются целесообразными для
дальнейшего производства и применяются в общественном про-
изводстве, охватывающем весь воспроизводственный цикл «про-
изводство — распределение — обмен — потребление». При этом
с помощью симплификации производится сокращение типов из-
166
Глава 6. Методические основы стандартизации
делий в рамках определенной номенклатуры до такого количест-
ва, которое является оптимальным для удовлетворения потреб-
ностей потребителей.
Типизация направлена на повышение качества и универсаль-
ности бенчмаркинговых типовых образцовых объектов стандар-
тизации: конструкций, институциональных правил (например,
типизация телевизионных экранов: УНТ-35; УНТ-47; УНТ-59).
Оптимизация объектов стандартизации предполагает реше-
ние оптимальной задачи по скалярным критериям качества: сте-
пени упорядочения К] или эффективности К2, либо по вектор-
ному критерию К=/(а1К1, В]К2), a^B^l. При этом в про-
странстве критериев К, и К2 (рис. 6.3.2) строится множество
неулучшаемых решений — множество Парето. Выбор оптималь-
ной точки на кривой 1 производится экспертами в области упо-
рядочения объектов стандартизации.
Рис. 6.3.2. Множество неулучшаемых решений: 1 — кривая решений
Объекты стандартизации характеризуются двумя группами
параметров: а) внешними измеряемыми физическими величина-
ми, зависящими от расположения внешних объектов и характери-
зующимися параметрами пространства, времени, силовых полей,
излучений (размерные, весовые и эргономические параметры);
б) внутренними — определяемыми физическими параметрами,
которые функционально связаны с движением молекул, атомов,
ионов, электронов, ядер, функциональных и молекулярных
групп, а также временем (производительность, энергетические
параметры и др.). Внешние и внутренние параметры формируют
параметрические ряды с позиций целесообразности и численного
значения параметров. Параметрические ряды объектов стандар-
6.3. Методы развития системы «Стандартизация»
167
тизации рекомендуется строить согласно системам предпочти-
тельных чисел: ряды R и Е.
Ряды R для линейных рядов в соответствии с ГОСТ построе-
ны в геометрической прогрессии со знаменателем <р, равным:
• <р = VW ~ 1,6 для ряда R5 = (1,00; 1,60; 2,50; 4,00; ...);
• Ф — 'VTO = 1,25 для ряда R10 = (1,00; 1,25; 1,60; 2,00; ...);
. ф = W =1,12 для ряда R20 = (1,00; 1,12; 1,25; 1,40; ...);
• ф = 4W= 1,06 для ряда R40 = (l,00; 1,06; 1,12; 1,18; ...);
• ф = 1,03 для ряда R80 = (1,00; 1,03; 1,06; 1,09; ...);
. ф = 1 л10 = 1,015 для ряда R160 = (1,00; 1,015; 1,03; 1,045; ...).
Ряды Е (в основном в радиоэлектронике) установлены Меж-
дународной электротехнической комиссией (МЭК) и имеют сле-
дующие значения знаменателя геометрической прогрессии:
• для ряда ЕЗф = V10 2,2 для ряда Ебф = VTO = 15;
• для ряда Е12ф = W) = 1,2 для ряда Е24ф = 2^/10 = 1,1.
Исследования И. М. Лифица показали, что, например, ряду
параметров машин по R5 должен соответствовать ряд парамет-
ров деталей R10, ряду параметров машин по R10 — ряд парамет-
ров деталей по R20, а ряды номинальных сопротивлений посто-
янных резистров и ряды номинальной емкости постоянных кон-
денсаторов выбираются по ряду Е6.
На рис. 6.3.3 приведена S-образная кривая развития метода
упорядочения.
Рис. 6.3.3. Кривая развития метода упорядочения: 1,2— состояние функциони-
рования метода упорядочения 1 до метода унификации продукции 2; Р — разви-
тие; t — время; УК] и УКг — уровни качества стандартизации
168 Глава 6. Методические основы стандартизации
Уровень качества УК2 (рис. 6.3.3) определяется показателем
уровня унификации Пун изделий или их составных частей:
П=—100%,
п
где п — общее количество типоразмеров изделий, шт; п0 — число
оригинальных (разработанных впервые, креативных) типоразме-
ров. При использовании данного показателя Пун, в основном,
применяется типоразмерная унификация, которая используется
в изделиях одинакового функционального назначения, отличаю-
щихся друг от друга числовым значением главного параметра.
Сокращение типоразмеров изделий увеличивает объем выпус-
каемой продукции: специализацию производства.
При создании различных изделий на основе геометрической
и функциональной взаимозаменяемости активно используется
метод агрегатирования, построенный на использовании незави-
симых сборочных единиц — агрегатов. Развитие данного метода
стандартизации нацелено на переход к модульному1 методу, ко-
торый широко распространен в радиоэлектронике и приборо-
строении.
По Ю. В. Димову, комплексная стандартизация — это стан-
дартизация, при которой осуществляется целенаправленное и
планомерное установление и применение системы взаимоувя-
занных требований как к самому объекту комплексной стандар-
тизации в целом и его основным элементам, так и к материаль-
ным и нематериальным факторам, влияющим на объект в целях
обеспечения оптимального решения конкретной проблемы; она
обеспечивает наиболее полное и оптимальное удовлетворение
требований (качество) заинтересованных организаций путем со-
гласования показателей взаимосвязанных компонентов, входя-
щих в объекты стандартизации и увязки сроков введения в дей-
ствие стандартов.
Комплексность стандартов достигается посредством органи-
зационно-экономического механизма, структура которого при-
ведена на рис. 6.3.4.
Процесс развития системы стандартизации достаточно полно
прослеживается в методе опережающей стандартизации. При
рассмотрении системы стандартизации как института качества в
1 Модуль — крупный агрегат.
6.3. Методы развития системы «Стандартизация»
169
Рис. 6.3.4. Механизм формирования комплексной стандартизации: 1 — позицио-
нирование рынка стандартов; 2 — миссия стандартов; 3, 4 — видение и кредо
стандартов; 5 — программа стандартизации: 6 — институционально-бенчмаркин-
говый регулятор; 7 — исполнительный механизм (объединенные циклы Деминга
PDCA и SDCA); 8—12 — управленческие воздействия; У — уставка регулятора
квазилинейном динамическом приближении ее реакция на из-
менения институциональных требований формирует непрерыв-
ность развития методов стандартизации (рис. 6.3.5).
Рис. 6.3.5. Схема развития методов стандартизации: И3 — изменение институ-
циональных требований; t — время; Р — развитие; 1 — ступенчатая функция воз-
действия; 2 — реакция системы стандартизации ССТ в виде семейства S-образ-
ных кривых
Развитие методов стандартизации по схеме рис. 6.3.5 предпо-
лагает разработку «предварительных» стандартов с закреплением
170 Глава б Методические основы стандартизации
в них креативных результатов НИР и НИОКР, а также (прогноз-
ных) стандартов с предварительными требованиями на перспек-
тивы, опережающими возможности традиционных технологиче-
ских и конструкционных требований.
Вопросы и задания для самопроверки
1. С позиций системного подхода составьте структуру формирования методоло-
гии системы «Стандартизация».
2. Каким образом осуществляется взаимодействие системы «Стандартизация» с
международной стандартизацией?
3. Приведите доказательства влияния организационной культуры на развитие
системы «Стандартизация».
4. Раскройте смысл принципов А. А. Давыдова, формирующих методологию
стандартизации.
5. В чем проявляется кластерный подход к классификации методов стандарти-
зации?
Глава 7
ОЦЕНКА СООТВЕТСТВИЯ ОБЪЕКТА
ТЕХНИЧЕСКОГО РЕГУЛИРОВАНИЯ
ИНСТИТУЦИОНАЛЬНЫМ ТРЕБОВАНИЯМ:
СЕРТИФИКАЦИЯ
Учебные задачи
1. Изучить схемы сертификации по характеристикам испы-
таний: жесткость (обратная величина гибкости), надеж-
ность (воспроизведение результатов испытаний) и за-
траты.
2. Составить представление о структурных элементах функ-
циональной схемы процесса сертификации.
3. Проанализировать базовые правила сертификации.
Тема главы
Систематизированы теоретические подходы к оценке соот-
ветствия объекта технического регулирования институциональ-
ным требованиям.
7.1. Схема сертификации
Оценка соответствия характеризует качество процесса серти-
фикации на основе информации отображения собственных ха-
рактеристик оценки (подтверждение соответствия, регистрация,
аккредитация, контроль и надзор), удовлетворяющих требования
рыночной конъюнктуры.
Подтверждение соответствия оформляется документальным
удостоверением определенного порядка: сертификатом или дек-
172 Глава 7. Оценка соответствия объекта технического регулирования...
ларацией о соответствии на партию, серию, группу, товаров1 и
знаком на каждую единицу товара.
В соответствии с Федеральным законом № 184-ФЗ «О тех-
ническом регулировании» система сертификации формируется
совокупностью правил выполнения работ по сертификации,
ее участников и правил функционирования системы сертифи-
кации.
Система сертификации выделяет схемы сертификации для
продукции, работ и услуг как формы сертификации, определяю-
щие совокупность действий, результаты которых рассматривают-
ся в качестве доказательства соответствия товаров институцио-
нальным требованиям.
Данные схемы сертификации России, разработанные по ре-
комендациям ИСО/МЭК, приведены в табл. 7.1.1 и 7.1.2.
Подтверждение соответствия на территории Российской Фе-
дерации осуществляется в обязательной или в добровольной
формах. Обязательная сертификация устанавливает степень со-
ответствия товаров институциональным требованиям (законы
технических регламентов, нормативные акты правительства РФ).
Это позволяет со стороны государства осуществлять контроль за
безопасностью товаров и услуг.
В соответствии со ст. 7 Закона РФ от 07.02.1992 г. № 2300-1
«О защите прав потребителей» перечни товаров (работ, услуг),
подлежащих обязательной сертификации утверждаются прави-
тельством РФ. На основании этих перечней разрабатывается и
вводится в действие постановлением Ростехрегулирования «Но-
менклатура продукции и услуг (работ)». Добровольная серти-
фикация проводится в соответствии с Законом «О техническом
регулировании» по инициативе заявителей (изготовители, про-
давцы, исполнители) в целях подтверждения соответствия това-
ров системам стандартизации и сертификации. Как правило,
объектом добровольной сертификации являются услуги. В свя-
зи с гармонизацией системы стандартизации и повышением ка-
чества ее функционирования в России наблюдается эволюци-
онный процесс перехода от обязательной сертификации к доб-
ровольной.
1 Товар — продукция, услуги, работы и системы менеджмента каче-
ства на соответствующих рынках.
Таблица 7. /. /. Схемы сертификации продукции
Номер схемы Испытания в аккредитован- ных испытательных лаборато- риях и другие способы доказа- тельства соответствия Проверка произ- водства (системы качества) Инспекционный контроль сертифи- цированной продукции (системы ка- чества, производства) Характеристика испытаний Выпуск продукции
жест- кость надеж- ность за- траты УП
1 Испытания типа — — + + + СВ
1а Испытания типа Анализ состоя- ния производ- ства — + + + СВ
2 Испытания типа — Испытания образцов, взятых у продавца + + + СВ
2а Испытания типа Анализ состоя- ния производ- ства Испытания образцов, взятых у продавца. Анализ состояния производства + + + СВ
3 Испытания типа — Испытания образцов, взятых у изготовителя + + + СВ
За Испытания типа Анализ состоя- ния производ- ства Испытания образцов, взятых у изготовителя. Анализ состоя- ния производства + + + СВ
4 Испытания типа — Испытания образцов, взятых у продавца. Испытания образ- цов, взятых у изготовителя. + + + СВ
4а Испытания типа Анализ состоя- ния производ- ства Испытания образцов, взятых у продавца. Испытания образ- цов, взятых у изготовителя. Анализ состояния производ- ства СВ
7.1. Схема сертификации
Окончание табл. 7. /
Номер схемы Испытания в аккредитован- ных испытательных лаборато- риях и другие способы доказа- тельства соответствия Проверка произ- водства (системы качества) Инспекционный контроль сертифи- цированной продукции (системы ка- чества, производства) Характеристика испытаний Выпуск продукции
жест- кость надеж- ность за- траты УП
5 Испытания типа Сертификация производства или сертифи- кация системы качества Контроль сертифицированной системы качества (производст- ва). Испытания образцов, взя- тых у продавца и (или) у изго- товителя +++ +++ СВ
6 Рассмотрение заявки-де- кларации (с прилагаемы- ми документами Сертификация системы каче- ства Контроль сертификационной системы качества ++ + +++ +++ св
7 Испытание партии — — +++ +++ +++ ПЕ
8 Испытание каждого об- разца — — +++ +++ +++ ПЕ
9 Рассмотрение заявки-де- кларации (с прилагаемы- ми документами) — — + + + ПЕ
9а Рассмотрение заявки-де- кларации (с прилагаемы- ми документами) Анализ состоя- ния производ- ства — + + + + СВ
10 Рассмотрение заявки-де- кларации (с прилагаемы- ми документами) — Испытания образцов, взятых у изготовителя и у продавца + + + СВ
10а Рассмотрение заявки-де- кларации (с прилагаемы- ми документами) Анализ состоя- ния производ- ства Испытания образцов, взятых у изготовителя и у продавца. Анализ состояния производства ++ ++ -Ы- СВ
174 Глава 7. Оценка соответствия объекта технического регулирования...
СВ — серийный выпуск продукции; ПЕ — партии продукции или единицы изделия; + — знак усиления
7.2. Структурные элементы функциональной схемы процесса сертификации 175
Таблица 7.1.2. Схема сертификации работ и услуг
Номер схемы Оценка выполне- ния работ, оказа- ния услуг Проверка (испыта- ния) результатов работ, услуг Инспекционный контроль сертифи- кационных работ и услуг Примечание
1 Оценка мас- терства испол- нителя работ и услуг Проверка (испы- тания) результа- тов работ и услуг Контроль мас- терства испол- нителя работ и услуг Услуги, оказывае- мые предприни- мателями и малы- ми предприятия- ми
2 Оценка про- цесса выполне- ния работ, ока- зания услуг Проверка (испы- тания) результа- тов работ и услуг Контроль мас- терства испол- нителя работ и услуг Оценка качества процессов выпол- нения работы и оказания услуг
3 Анализ состоя- ния производ- ства Проверка (испы- тания) результа- тов работ и услуг Контроль состо- яния производ- ства Производствен- ные услуги
4 Оценка орга- низации (пред- приятия) Проверка (испы- тания) результа- тов работ и услуг Контроль соот- ветствия уста- новленным тре- бованиям Аттестация пред- приятия или орга- низации
5 Оценка систе- мы качества Проверка (испы- тания) результа- тов работ и услуг Контроль систе- мы качества Опасные работы и услуги
6 Рассмотрение декларации о со- ответствии при- лагательным до- кументам Контроль каче- ства выполнения работ и оказания услуг Оценка уровня ка- чества работ и услуг малых предприятий
7 Оценка систе- мы качества Рассмотрение декларации о со- ответствии при- лагательным до- кументам Контроль систе- мы качества Подтверждение соответствия ра- бот и услуг требо- ваниям стандартов системы качества
7.2. Структурные элементы функциональной схемы
процесса сертификации
Основными участниками сертификации являются заявители,
органы по сертификации и испытательные лаборатории. Зако-
ном «О техническом регулировании» регламентируются права и
обязанности заявителя, функции органов по сертификации и
экспертов. Испытательные лаборатории осуществляют испыта-
ние конкретных товаров и соответствующих процессов качества,
176 Глава 7. Оценка соответствия объекта технического регулирования...
а также выдают протоколы испытаний для целей сертификации;
причем, если орган по сертификации аккредитован, то его име-
нуют сертификационным центром. Сертификация осуществля-
ется в рамках системы «Сертификация» и по выбранной схеме.
Обобщенная функциональная схема процесса сертификации по
Ю. В. Димову приведена на рис. 7.2.1, где отражены основные
правила и порядок проведения сертификации.
Рис. 7.2.1. Функциональная схема процесса сертификации: правила и порядок
7.3. Правила сертификации
177
Товар, на который выдан сертификат, маркируется знаком
соответствия, принятым в системе. На рис. 7.2.2, например, дано
изображение знаков соответствия в системе ГОСТ Р (сочетание
РСТ на знаке означает Р(оссийский) СТ(андарт)).
0000
а
Рис. 7.2.2. Знаки соответствия в системе ГОСТ: а — при обязательной сертифи-
кации; б — требованиям государственных стандартов; в — системы сертифика-
ции систем качества; г — при добровольной сертификации
Маркирование товара и документации знаком соответствия
осуществляет изготовитель (продавец) на базе соответствующей
лицензии, выданной органом сертификации. В соответствии со
схемой сертификации орган, выдавший сертификат и лицензию,
осуществляет периодический инспекционный контроль состоя-
ния функционирования товара.
7.3. Правила сертификации
Для практического использования И. М. Лифицом на основе
Закона «О техническом регулировании» систематизированы сле-
дующие базовые правила:
1. В качестве органа сертификации (ОС) или испытательной
лаборатории (ИЛ) допускаются организации независимо от их
организационно-правовых форм и форм собственности, если
они не являются изготовителями (продавцами, исполнителями)
и потребителями (покупателями) сертифицированного ими то-
вара при условии их аккредитации в установленном порядке.
2. Аккредитацию ОС и ИЛ организует и осуществляет Рос-
техрегулирование, федеральные органы исполнительной власти в
пределах своей компетенции на основе результатов их аттеста-
ции, как правило, комиссиями. Результаты аккредитации оформ-
ляются аттестатом аккредитации.
178 Глава 7. Оценка соответствия объекта технического регулирования...
3. Если в системе аккредитации несколько ОС одной и той
же продукции (услуги), то заявитель вправе провести сертифика-
цию в любом из них.
4. Сертификация отечественной и импортируемой продук-
ции проводится по одним и тем же правилам.
5. Сертификаты и аттестаты аккредитации в системах обяза-
тельной сертификации вступают в силу с даты их регистрации в
едином реестре.
Государственный реестр содержит сведения о ОС, ИЛ, утвер-
жденных системах сертификации однородной продукции (груп-
пы услуг), знаках соответствия, аттестованных экспертах, доку-
ментах, содержащих правила и рекомендации по сертификации.
6. Официальным языком является русский. Все документы
(заявки, протоколы, акты, аттестаты, сертификаты и т. п.) оформ-
ляются на русском языке.
7. При возникновении спорных вопросов в деятельности
участников сертификации заинтересованная сторона может по-
давать апелляцию в федеральный орган исполнительной власти
по техническому регулированию. Указанные органы рассматри-
вают вопросы, связанные с деятельностью участников работ по
сертификации, применению знаков соответствия, выдаче и от-
мене сертификатов и аттестатов аккредитации.
8. Сертификация проводится по схемам, установленным сис-
темами сертификации однородной продукции или группы услуг.
Для выполнения процедур сертификации органы по сертифи-
кации и испытательные лаборатории (институты качества) долж-
ны быть аккредитованы. Цели аккредитации, систематизирован-
ные в Законе «О техническом регулировании» нашли отражение в
стандартах ГОСТ Р серии 51000, гармонизированных с руково-
дствами ИСО/МЭК, европейскими стандартами серии EN 15000
и положениями Международной конференции по аккредитации
испытательных лабораторий. Процедуры, прописанные в Законе
«О техническом регулировании» позволяют: 1) подтверждать
компетентность органов по сертификации испытательных ла-
бораторий, выполняющих работы по проверке соответствия;
2) обеспечивать доверие изготовителей, продавцов и приобрета-
телей к деятельности вышеперечисленных институтов качества;
3) создавать условия для признания результатов системы серти-
фикации. Российская система аккредитации (РОСА) представля-
ет собой совокупность организаций, участвующих в деятельности
7.3. Правила сертификации
179
по аккредитации, аккредитованных органов по сертификации,
испытательных лабораторий, других субъектов и также установ-
ленных институциональных требований (законов, норм, правил,
процедур), которые определяют в целом состояние функциони-
рования данного института качества (рис. 7.3.1).
Рис. 7.3.1. Функциональная схема российской системы аккредитации (РОСА)
по ГОСТ Р 51000.1-95
Согласно порядку, установленном Федеральным законом от
08.08.2001 г. № 134-ФЗ «О защите юридических лиц индивиду-
альных предпринимателей при проведении государственного
контроля и надзора», государственный контроль и надзор с по-
мощью государственных инспекторов проводится в целях пред-
упреждения, выявления и пресечения нарушений обязательных
требований в области метрологии, стандартизации и сертифи-
кации, подтверждения соответствия, качества и безопасности
180 Глава 7. Оценка соответствия объекта технического регулирования...
продукции, работ и услуг. Проверке подлежат товары и соот-
ветствующие институциональные ограничения. По результатам
проверки государственные инспекторы выдают юридическим и
физическим лицам предписания.
Вопросы и задания для самопроверки
1. Какими собственными характеристиками отображается процесс качества сер-
тификации?
2. Назовите основные характеристики испытаний процесса сертификации.
3. Прокомментируйте миссию, видение и кредо участников сертификации.
4. Какую роль играет инспекционный контроль в процессе сертификации?
5. Проанализируйте базовые принципы сертификации и предложите пути их
развития.
Глава 8
ИСПЫТАНИЕ И КОНТРОЛЬ КАЧЕСТВА ТОВАРОВ
(ПРОДУКЦИИ, РАБОТ, УСЛУГ)
Учебные задачи
1. Изучить процедуры контроля и качества товаров.
2. Рассмотреть основные методы оценки уровня качества
продукции.
3. Составить представление и оценить результативность ме-
тодов управления качеством продукции.
Тема главы
С позиций концепции непрерывного улучшения качества продук-
ции систематизированы процедуры испытаний и контроля качест-
ва товаров.
8.1. Контроль и испытание качества товаров
Контроль и испытание качества товаров производятся по
специальным программам в аккредитованных испытательных ла-
бораториях: испытательных диагностических центрах (ИДЦ), ко-
торые высполняют следующие основные функции: 1) проводят
сертификационные испытания в своей области аккредитации;
2) постоянно поддерживают соответствие требованиям аккреди-
тации; 3) принимают на испытания для целей сертификации
только образцы, четко идентифицированные, как типовые, пред-
ставители сертифицируемой продукции изготовителя (поставщи-
ка); 4) заявляют об аккредитации только по тем испытаниям, по
которым ИДЦ соответствует требованиям, установленным ак-
кредитационным органом; 5) ведут учет всех предъявляемых пре-
тензий по результатам испытаний; 6) предоставляют заказчику
возможность наблюдения за проводимыми для него испытания-
182
Глава 8. Испытание и контроль качества товаров...
ми; 7) соблюдают установленные и (или) согласованные сроки
проведения испытаний; 8) уведомляют заказчика о намерении
поручить проведение части испытаний другой аккредитованной
лаборатории только с его согласия.
Функции взаимосвязи ИДЦ по Г. Р. Кремневу1 отображены
в схеме на рис. 8.1.1, а схема программных испытаний в ИДЦ
сертификации — на рис. 8.1.2.
Рис. 8.1.1. Функции и взаимосвязи ИДЦ
Рис. 8.1.2. Схема программных испытаний в ИДЦ сертификации
1 Кремнев Г. Р. Управление производительностью и качеством. М.:
Инфра-М, 1999.
8.1. Контроль и испытание качества товаров
183
Проведение испытаний товаров предусматривает условия их
осуществления (совокупность воздействующих факторов и/или
режимов функционирования и потребления товаров), а также
использование средств испытаний (испытательное оборудова-
ние) и средств измерений: технические устройства, измеритель-
ные приборы, вещества и материалы.
Испытание на функционирование осуществляется при условии
воздействия на товары определенных реальных или моделируемых
внешних факторов, а контроль — при нормальных климатических
условиях (температура / е [15 ч- 35] °C, относительная влажность
И7 g [45 ч- 75] %, атмосферное давление Р е [650 ч- 800] мм рт. ст.).
При испытаниях подвергается испытательным процессам выбор-
ка товаров, а при контроле — 100 % товаров. Испытания прово-
дятся по схеме программно-целевого планирования, а кон-
троль — на всех этапах жизненного цикла товаров. Для дока-
зательства соответствия товаров конкретному стандарту или
другому нормативному документу необходимо осуществление ко-
личественных процедур контроля или испытаний, сопровождаю-
щихся измерениями.
Измерение общетехнических (температура, давление, расход,
уровень) и аналитических (параметры состава или свойств това-
ров) параметров в процессе контроля и испытаний позволяют
определить значение параметров назначения товаров и принять
решение о выдаче сертификата соответствия.
Например, структура аналитического измерительного про-
цесса (рис. 8.1.3), который состоит из следующих основных ста-
дий (блоков): отбора 1, транспортирования 2 и преобразования 3
пробы, измерения параметров преобразованной пробы 4, обра-
ботки измерительной информации 5 и утилизации 6 пробы.
Рис. 8.1.3. Операционная схема аналитического измерительного процесса
184
Глава 8. Испытание и контроль качества товаров...
Испытательно-контрольные технологии принято отрабаты-
вать на специальных установках. Структура такой типовой уста-
новки приведена на рис. 8.1.4.
Рис. 8.1.4. Структура испытательно-контрольной установки: / — объект испыта-
ний; 2, 2' — блок воздействий; 3 — программный регулятор; П — программа ис-
пытаний; 4 — коммутатор; 5 — информационно-измерительная система; 6 — ре-
гулятор; 7 — циклы качества Деминга PDCA и SDCA (исполнительный меха-
низм); 8, 9 — управленческие воздействия; ПЭ — семейство преобразовательных
элементов (датчики); 10 — лицо, принимающее решение о соответствии товаров
установленным требованиям
На объект сертификации 1 (рис. 8.1.4) с помощью программ-
но-управляемого регулятором 3 блока воздействий 2' подаются
различные контролируемые блоком 2 воздействия. Отклики на
спектр воздействий измеряются датчиками ПЭ и подаются на
выход программно-управленческого коммутатора 4, сигналы с
которого в определенной последовательности обрабатываются
системой 5. В процессе измерений и идентификации парамет-
ров, характеризующих качество объекта 1 с помощью регулято-
ра 6 и циклов 7 происходит управление объектом 1 и состоянием
функционирования измерения, контроля и регулирования уров-
ня качества товаров.
8.2. Основные методы оценки уровня качества
продукции
В процессе управления качеством продукции промышленно-
го предприятия следует производить количественную оценку по-
казателей качества.
8.2. Основные методы оценки уровня качества продукции
185
В ходе исследования были проанализированы основные ме-
тоды оценки уровня качества продукции. Проведенная нами
систематизация позволила классифицировать их по двум при-
знакам:
а) по способам получения информации:
• измерительный;
• регистрационный;
• органолептический;
• расчетный;
б) по источникам получения информации:
• экспертный;
• традиционный;
• социологический.
Измерительный метод основан на информации, получаемой
с использованием измерительных приборов (применяется при
наличии реального объекта).
Регистрационный метод использует информацию, получае-
мую на основе подсчета (регистрации) числа определенных со-
бытий (например, количество брака за отчетный период, число
комплектующих в изделии и т. д.). Метод используется для
оценки показателей экономичности, технологичности, стандар-
тизации и унификации.
Органолептический метод базируется на информации, полу-
чаемой посредством использования органов чувств человека:
обоняния, осязания, вкуса, слуха, зрения. Метод применяется в
основном для оценки качества предметов широкого потребле-
ния, включая продукты питания (табачные, вино-водочные, пар-
фюмерные изделия), а также для определения эргономичности и
эстетичности продукции.
Расчетный метод использует теоретические или эксперимен-
тальные зависимости показателей качества продукции от ее па-
раметров. Применяется он при проектировании новых образцов
продукции до создания опытного образца для определения раз-
личных функциональных характеристик продукции.
При использовании традиционного метода информация о
показателях качества формируется в процессе испытаний про-
дукции в условиях, максимально приближенных к реальным.
Экспертный метод оценки качества продукции осуществля-
ется на основе решения, принимаемого группой экспертов,
включающей специалистов различных смежных областей.
186
Глава 8. Испытание и контроль качества товаров...
Социологический метод — это сбор и анализ мнений потен-
циальных потребителей о качестве продукции путем получения
интервью, заполнения анкет.
При оценке качества продукции учету подлежат три состав-
ляющие качества:
1) технический уровень, который обусловливает техническое
совершенство продукции;
2) качество изготовления;
3) качество эксплуатации.
В ходе исследования было выявлено, что при оценке уровня
качества продукции чаще всего используют метод аналогов.
При этом вначале формулируют цель такой оценки и определя-
ют соответствующую номенклатуру показателей качества. Затем
выбирают аналог продукции — «базовый образец», имеющий
одноименные показатели качества, и назначают метод сравне-
ния значений показателей. Далее находят значения показателей
качества рассматриваемой продукции и сравнивают их со зна-
чениями показателей качества аналога. По результатам сравне-
ния принимают решение о достигнутом уровне качества про-
дукции.
Оценку уровня качества продукции проводят при аттестации
продукции, при планировании работ по обеспечению качества,
при технической подготовке производства, при приемке продук-
ции представителями заказчика, при моральном и материаль-
ном стимулировании повышения качества продукции и в других
случаях.
При оценке уровня качества обычно используют отношения
соответствующих показателей. Уровень качества характеризуют
одним из трех способов:
• совокупностью относительных показателей качества;
• отношением значения обобщенного показателя качества к
соответствующему значению показателя аналога (базовому
значению);
• отнесением продукции к определенным категориям каче-
ства.
При оценке уровня качества большое значение имеет выбор
аналога. Если для сравнения будет выбрана недостаточно совер-
шенная продукция, можно получить необоснованно высокую
оценку уровня качества рассматриваемой продукции, на основе
которой может быть построена ошибочная техническая полити-
8.2. Основные методы оценки уровня качества продукции 187
ка. Вид аналога зависит от цели проведения оценки уровня ка-
чества.
Когда оценку уровня качества выпускаемой продукции про-
изводят с целью присвоения ей категории качества, как аналог
используют реально выпускаемую продукцию. К таким аналогам
необходимо предъявлять высокие требования, соответствующие
современному высшему уровню.
Когда оценку уровня качества производят с целью выбора
оптимального варианта проектируемой продукции, часто не уда-
ется подобрать реально существующие аналоги с высокими по-
казателями технического уровня. Тогда применяют продукцию,
планируемую к выпуску, которая находится на стадии рабочего
проектирования, изготовления опытного образца или опытной
партии. При этом не рекомендуется использовать предполагае-
мые образцы, еще не прошедшие инженерной обработки и ис-
пытаний. Информация о значениях показателей качества анало-
га должна быть достоверной.
При использовании в качестве аналога планируемой к выпус-
ку продукции приходится делать прогноз научно-технического
прогресса и изменения общественно-необходимых потребностей.
Как аналоги можно применять отечественные или зарубежные
стандарты и технические условия. При этом требуется техни-
ко-экономическое обоснование возможности и необходимости
достижения заданных в стандарте значений показателей качест-
ва. Кроме того, при использовании зарубежных стандартов долж-
на быть уверенность в том, что основная часть продукции в дан-
ной стране выпускается по принятому за аналог стандарту. Та-
ким образом, аналог следует выбирать после анализа и прогноза
мирового уровня качества рассматриваемой продукции.
Для оценки технического уровня качества продукции пред-
приятия используются (как и при оценке уровня конкурентоспо-
собности) дифференцированный, комплексный и смешанный
методы.
Дифференцированный метод оценки уровня качества состо-
ит в сопоставлении единичных показателей качества оценивае-
мой продукции с соответствующими единичными показателями
качества аналога. При этом методе вычисляют значения относи-
тельных показателей:
Qi = Pi/Pia
(8.2.1)
188
Глава 8. Испытание и контроль качества товаров...
ИЛИ
d^PJP. (8.2.2)
где Pt — значение показателя оцениваемой продукции;
Рт — значение базового показателя;
i = 1, ..., п (п — число показателей).
Из уравнений (8.2.1), (8.2.2) выбирают то, в котором увели-
чение q соответствует улучшению качества продукции: для про-
изводительности, мощности, точности выбирают (8.2.1), для ма-
териалоемкости, расхода горючего, содержания вредных приме-
сей — (8.2.2).
Номенклатура единичных показателей для оценки уровня
качества устанавливается отраслевыми методиками.
В ходе оценки уровня качества определяют, достигнут базо-
вый уровень в целом или нет, по каким показателям он достиг-
нут, по каким нет и т. п.
Если аналогом для сравнения являются значения показате-
лей, установленные нормативно-технической документацией, то
уровень качества изделия можно считать удовлетворительным,
лишь когда все значения qt > 1.
При сопоставлении значений показателей оцениваемой про-
дукции и аналога возможны случаи, когда часть значений qt > 1,
часть qt < 1. При этом необходимо все показатели разделить на
две группы. В первую группу должны войти показатели, отра-
жающие наиболее существенные свойства продукции, во вто-
рую — второстепенные показатели.
Если относительные показатели первой группы и большая
часть относительных показателей второй группы больше или
равны единице, то уровень качества оцениваемой продукции не
ниже базового.
Если для первой группы часть значений q, < 1, то необходимо
провести комплексную оценку уровня качества.
Ограничение для применения дифференцированного метода
оценки уровня качества заключается в том, что трудно прини-
мать решения по значениям многих единичных показателей ка-
чества.
Комплексный метод оценки уровня качества применяют, ко-
гда качество целесообразно характеризовать одним числом —
8.2. Основные методы оценки уровня качества продукции
189
значением обобщенного показателя качества. Существуют раз-
личные варианты метода.
1. Когда можно выделить главный показатель, характеризую-
щий основное значение изделия или продукта, иногда удается
построить функциональную зависимость обобщенного показате-
ля качества от единичных. При этом вычисляют значение обоб-
щенного показателя качества оцениваемой продукции и сопос-
тавляют с соответствующим значением аналога.
К рассматриваемому варианту метода относится оценка с по-
мощью интегрального показателя, который показывает, какой
полезный эффект приходится на каждый рубль затрат общества:
Кц= JV/(Sc + Sn), (8.2.3)
где W — суммарный полезный эффект;
5С — затраты на создание продукции (начальная стоимость);
5П — затраты на потребление (эксплуатацию) продукции.
Иногда используется обратное отношение затрат к полезно-
му эффекту:
kw = (Sc + S^/W\ (8.2.4)
По формулам (8.2.3), (8.2.4) вычисляют значения интеграль-
ного показателя для продукции со сроком службы (потребления)
до одного года. При больших сроках службы или потребления
необходимо учесть, что единовременные начальные затраты на
создание (приобретение) продукции могли бы давать доход в те-
чение Т лет (эксплуатации или хранения продукции) в другом
месте вложения. Это обычно учитывают приведением начальных
затрат к моменту приобретения или изготовления продукции.
При этом формула (8.2.4) примет вид:
= И7(5О(1 + ДУ+ 5П1), (8.2.5)
где Еп — коэффициент приведенных затрат, т. е. доля прироста
накоплений за год по отношению к накоплениям в начале года
(часто выбирают Ен = 0,12); 5П1 — затраты на эксплуатацию (по-
требление) продукции за Т лет.
2. В тех случаях, когда не удается построить функциональ-
ную зависимость исходя из основного назначения продукции,
иногда применяют метод среднего взвешенного арифметическо-
190
Глава 8. Испытание и контроль качества товаров...
го. Обобщенный относительный показатель qo6 вычисляется по
формуле:
1 п п
= Zb =1’
п ,=1 ,=i
(8.2.6)
где у — коэффициент весомости z-ro единичного относительно-
го показателя qt", п — количество единичных показателей, вклю-
чаемых в обобщенный показатель качества.
Этим методом целесообразно пользоваться лишь при не-
больших отклонениях Pt от Р1а, когда значения всех показателей
качества находятся в экономически и технически целесообраз-
ных пределах.
При больших отклонениях значений отдельных показателей
от базовых возможны случаи, когда значение обобщенного отно-
сительного показателя качества может быть высоким при малых
значениях отдельных важных показателей. В этом случае даль-
нейшую оценку уровня качества производить не рекомендуется.
Часто коэффициенты весомости выбирают так, чтобы их сум-
ма была равна единице или определенному числу (10, 40, 100).
Иногда один коэффициент принимают за 1, а остальные выража-
ют в долях единицы.
Коэффициенты весомости следует установить до проведения
оценки уровня качества. Обычно их значения устанавливаются
отраслевыми НИИ на определенный период времени эксперт-
ным методом и периодически пересматриваются.
По формуле, аналогичной (8.2.6), можно вычислять также
абсолютный обобщенный показатель качества Ро5 по п единич-
ным показателям Р„ z = 1, ..., п. При этом значения показателей
выражаются в баллах:
где Р' — среднее значение z-ro показателя качества в баллах (на-
ходится в результате работы экспертной комиссии).
При методе опросов имеется некоторая субъективность оцен-
ки коэффициентов весомости. Для исключения субъективности
предложено отказаться от метода опросов и выражать, например,
коэффициент весомости стоимостным отношением. При этом
методе в качестве показателей весомости применяют отношение
8.2. Основные методы оценки уровня качества продукции
191
стоимости S» приходящейся на /-й показатель, к общей стоимо-
сти изделия 50бщ.
Такое упрощение модели изделия (параметры изделия обыч-
но взаимозависимы) дает лишь приближенную оценку qo6 или Роб.
Для применения метода необходимо иметь достоверные зависи-
мости стоимости изделий от значений их показателей. Получить
такие зависимости обычно затруднительно.
Ограничения применения комплексного метода связаны с
тем, что обобщенный показатель качества может недостаточно
полно учитывать свойства продукции.
Когда неучтенные факторы оказываются существенными,
можно применить смешанный метод оценки уровня качества. Со-
гласно этому методу единичные показатели качества объединяют
в группы (например, показатели назначения, эргономические,
эстетические и т. п.) и для каждой группы определяют соответст-
вующий комплексный показатель. При этом отдельные наиболее
важные показатели не объединяют в группы, а используют как
единичные. С помощью полученных групп показателей качества
оценивают уровень качества дифференциальным методом.
Уровень качества продукции можно определить и с помо-
щью экспертных методов. Наиболее распространены экспертные
методы по признаку оценки предпочтений, в которых из сово-
купности объектов группа специалистов выбирает наилучший.
К экспертным методам по признаку оценки предпочтений
относятся:
• метод рангов;
• метод непосредственного оценивания;
• метод сопоставлений.
В методе рангов осуществляется ранжирование исследуемых
объектов в зависимости от их относительной значимости. Наи-
более предпочтительному объекту присваивается первый ранг,
наименее предпочтительному — последний ранг, равный коли-
честву исследуемых объектов.
Результирующие ранги объектов ранжирования по данным
опросов определяются как сумма рангов для каждого объекта.
В итоге первый ранг присваивается объекту, получившему наи-
меньшую сумму рангов.
Метод непосредственного оценивания (балльный метод) ис-
пользует упорядочение исследуемых объектов в зависимости от
их значимости путем приписывания баллов каждому из них.
192
Глава 8. Испытание и контроль качества товаров...
Диапазон шкалы оценок составляет от 0 до 1, до 5, до 10,
до 100. По результатам оценок определяются ранг и весомость
каждого исследуемого объекта.
Вес объекта оценивается по формуле
*, = Л„/£Л> <8.2.7)
где bt — вес у-го исследуемого объекта в соответствии с у-ми экс-
пертными оценками; Ау — оценка (в баллах) /-го исследуемого
объекта, присвоенная у-м экспертом.
Первый ранг присваивается объекту с наибольшим весом.
Балльный метод позволяет снизить влияние субъективных
факторов при принятии экспертных оценок.
Метод сопоставления осуществляется попарным сравнением.
Эксперт сопоставляет анализируемые объекты по их важности
попарно, устанавливая в каждой паре наиболее важный. Парное
сопоставление продолжается до выявления наилучшего объекта.
Общее количество пар сравнения:
А = Н(Н- 1)/2, (8.2.8)
где Н — количество исследуемых объектов.
Семь инструментов контроля качества являются необходи-
мыми и достаточными статистическими методами, применение
которых, по мнению К. Исикавы, помогает решить 95 % всех
проблем, возникающих на производстве:
1) контрольный листок;
2) диаграмма Парето;
3) причинно-следственная диаграмма (типа «рыбий скелет»);
4) гистограмма;
5) диаграмма разброса;
6) расслоение данных;
7) контрольная карта.
Диаграмма Парето (Pareto diagram), названная так по имени
ее автора, итальянского ученого-экономиста Парето, позволяет
наглядно представить величину потерь в зависимости от различ-
ных дефектов. Благодаря этому можно сначала сосредоточить
внимание на устранении тех дефектов, которые приводят к наи-
большим потерям. Диаграмма Парето представляет собой столб-
чатую диаграмму, в которой каждый столбик отражает относи-
8.2. Основные методы оценки уровня качества продукции
193
тельный вклад в проблему отдельного фактора, причем все они
расположены в убывающем порядке слева направо (рис. 8.2.1).
Различают два вида диаграмм Парето:
1. Диаграмма Парето по результатам деятельности предна-
значена для выявления главной проблемы и отражает нежела-
тельные результаты деятельности (дефекты, отказы, рекламации
и др.).
2. Диаграмма Парето по причинам отражает причины про-
блем, возникающих в ходе производства (рабочий, оборудова-
ние, сырье и другие).
Целесообразно пользоваться разными классификациями и
составлять несколько диаграмм Парето, чтобы уловить главную
суть проблемы, выявить немногочисленные существенно важ-
ные факторы, что и служит целью анализа Парето. После выяс-
нения причин и устранения дефектов вновь строится диаграмма
Парето с целью проверки эффективности принятых мер.
Причинно-следственная диаграмма (Cause and effect diagram)
применяется, как правило, при анализе дефектов, приводящих к
наибольшим потерям. Она позволяет выявить причины таких
дефектов и сосредоточиться на устранении этих причин. Здесь
анализируются четыре основных причинных фактора: человек,
машина (оборудование), материал и метод работ. При анализе
указанных факторов выявляются вторичные причины, приводя-
щие к дефектам и подлежащие устранению (рис. 8.2.2). Поэтому
для анализа дефектов и построения диаграммы необходимо оп-
194
Глава 8. Испытание и контроль качества товаров...
Рис. 8.2.2. Причинно-следственная диаграмма
ределить максимальное число причин, которые могут иметь от-
ношение к допущенным дефектам. Такую диаграмму предложил
К. Исикава в 1953 г. Ее называют также «ветвистой схемой ха-
рактерных факторов», диаграммой «рыбий скелет», причин и ре-
зультатов, «речных притоков», «деревом». Иногда ее еще называ-
ют диаграммой «шести М» — по составу шести основных факто-
ров: Man, Method, Material, Machine, Metrology, Media.
Диаграммы причин и результатов имеют универсальное при-
менение. Трудность метода заключается в том, что собранная
для решения проблем команда часто строит сложную диаграмму,
которая не всегда четко структурирована и не позволяет сделать
правильные выводы.
Метод гистограмм является эффективным инструментов об-
работки данных и предназначен для текущего контроля качества
в процессе производства, изучения возможностей технологиче-
ских процессов, анализа работы отдельных исполнителей и агре-
гатов.
Гистограмма (Histogram) представляет собой столбчатый
график и применяется для наглядного изображения распределе-
ния конкретных значений параметра по частоте повторения за
определенный период времени (неделя, месяц, год). При нане-
сении на график допустимых значений параметра можно опре-
делить, как часто этот параметр попадает в допустимый диапа-
зон или выходит за его пределы.
Гистограмма — инструмент, позволяющий зрительно оце-
нить закон распределения статистических данных.
Гистограмма также очень удобна для визуальной оценки рас-
положения статистических данных в пределах допуска. Чтобы
8.2. Основные методы оценки уровня качества продукции
195
оценить адекватность процесса требованиям потребителя, нужно
сравнить качество процесса с полем допуска, установленным
пользователем. Если имеется допуск, то на гистограмму наносят
верхнюю и нижнюю его границы в виде линий, перпендикуляр-
ных оси абсцисс, чтобы сравнить распределение параметра каче-
ства процесса с этими границами. Тогда можно увидеть, хорошо
ли располагается гистограмма внутри этих границ.
Если диаграмма Парето отражает только характеристики
продукции (типы дефектов, проблемы), то гистограмма, напро-
тив, имеет дело с измеряемыми данными (температура, толщи-
на) и их распределением. Типичная гистограмма представлена
на рис. 8.2.3.
Параметр
Рис. 8.2.3. Типичная гистограмма
Диаграмма разброса (Scatter diagram — корреляционная диа-
грамма) строится как график зависимости между двумя парамет-
рами. Это позволяет определить, есть ли взаимосвязь между эти-
ми параметрами (рис. 8.2.4). И если такая взаимосвязь существу-
ет, можно устранить отклонение одного параметра, воздействуя
на другой. При этом возможны положительная или отрицатель-
ная взаимосвязь, так и отсутствие какой-либо взаимосвязи.
Использование диаграммы разброса не ограничивается толь-
ко выявлением вида и тесноты связи между парами переменных.
Диаграмма разброса используется также для выявления причин-
но-следственных связей показателей качества и влияющих фак-
торов при анализе причинно-следственной диаграммы. Так,
196
Глава 8. Испытание и контроль качества товаров...
Параметр 2
Положительная
взаимосвязь Отрицательная
взаимосвязь
Взаимосвязь
отсутствует
Параметр 1
Рис. 8.2.4. Изображение диаграммы разброса
с помощью диаграммы разброса удобно наблюдать характер из-
менения параметров качества во времени при воздействии тех
или иных факторов.
Контрольная карта (Control chart) — это разновидность гра-
фика, который отличается наличием контрольных границ, обо-
значающих допустимый диапазон разброса характеристик в
обычных условиях течения процесса. Выход характеристик за
пределы контрольных границ означает нарушение стабильности
процесса и требует проведения анализа причин и принятия соот-
ветствующих мер.
Процесс считается контролируемым, если систематические
составляющие его погрешности регулярно выявляются и устра-
няются, а остаются только случайные составляющие погрешно-
стей, которые, как правило, распределяются в соответствии с
нормальным (гауссовским) законом распределения.
Контрольные карты графически отражают динамику процес-
са, т. е. изменение показателей во времени. На карте отмечен
диапазон неизбежного рассеивания, который лежит в пределах
верхней и нижней границ. С помощью этого метода можно опе-
ративно проследить начало дрейфа параметров по какому-либо
показателю качества в ходе технологического процесса, для того
чтобы проводить предупредительные меры и не допускать брака
готовой продукции (рис. 8.2.5).
Контрольная карта является одним из основных инструмен-
тов в обширном арсенале статистических методов контроля каче-
ства. Идея этого инструмента принадлежит американскому ста-
тистику Уолтеру Л. Шухарту. Первоначально контрольные карты
8.2. Основные методы оценки уровня качества продукции
197
Рис. 8.2.5. Внешний вид контрольной карты процесса: НКП — нижний кон-
трольный предел; СЛ — средняя линия; ВКП — верхний контрольный предел
использовались для регистрации результатов измерений требуе-
мых свойств продукции. Выход параметра за границы поля до-
пуска свидетельствовал о необходимости остановки производства
и проведении корректировки процесса в соответствии со знания-
ми специалиста, управляющего производством. Это давало ин-
формацию о том, кто, когда, на каком оборудовании получал
брак в прошлом. Однако в этом случае решение о корректировке
принималось уже после получения брака. Поэтому важно было
найти процедуру, которая накапливала бы информацию не толь-
ко для ретроспективного исследования, но и для использования
при принятии решений. Это предложение опубликовал амери-
канский статистик И. Пейдж в 1954 г. Карты, используемые при
принятии решений, называются кумулятивными.
Существуют два типа контрольных карт: один — для непре-
рывных значений, а второй — для дискретных.
Качество промышленной продукции подвержено вариации в
процессе производства, причины этого делят на два вида:
• случайная причина, неизбежно встречающаяся в любом
процессе;
• определенная причина, означающая, что существуют фак-
торы, которые могут быть изучены.
Таким образом, контрольные карты используются для выяв-
ления определенной причины, а не случайной.
Метод расслоения (послойный анализ — Stratification) при-
меняют для выяснения причин разброса характеристик изделий.
Существо метода заключается в разделении (расслоении) полу-
198
Глава 8. Испытание и контроль качества товаров...
ченных характеристик в зависимости от различных факторов:
квалификации работников, качества исходных материалов, ме-
тодов работ, характеристик оборудования и т. д. При этом опре-
деляется влияние того или иного фактора на характеристики из-
делия, что позволяет принять необходимые меры для устранения
их недопустимого разброса.
Стратификация — основа для других инструментов, таких
как анализ Парето или диаграммы разброса. Такое сочетание
инструментов делает их более мощными.
Графики используются для наглядности и облегчения пони-
мания взаимозависимости количественных величин или их из-
менений во времени. Чаще всего применяются линейные, круго-
вые, столбчатые и ленточные графики.
Контрольный листок — инструмент для сбора данных и ав-
томатического их упорядочения в целях облегчения дальнейшего
использования собранной информации.
Контрольный листок — бумажный бланк, на котором заранее
напечатаны контролируемые параметры, с тем чтобы можно было
легко и точно записать данные измерений. Его главное назначе-
ние двояко: облегчить процесс сбора данных, автоматически упо-
рядочить данные для упрощения их дальнейшего использования.
Сбор и регистрация данных — довольно сложный процесс.
Обычно чем больше людей обрабатывают данные, тем больше
вероятность появления ошибок в процессе записи. Поэтому
контрольный листок, на который можно заносить данные с по-
мощью пометок или простых символов, является наиболее удоб-
ным средством регистрации данных.
Существует множество типов и форм контрольных листков,
используемых на производстве. Они разрабатываются, прежде
всего, для сбора данных, а потом создаются модификации, под-
ходящие для поставленных целей и облегчающие сбор и регист-
рацию данных.
Последовательность применения семи методов может быть
различной в зависимости от цели, которая поставлена перед сис-
темой. Применяемая система не обязательно должна включать
все семь методов, их может быть меньше или больше (так как
существуют и другие статистические методы, например, методы
оценки качества). Однако «семь инструментов контроля качест-
ва» являются необходимыми и достаточными статистическими
методами.
8.3. Методы управления качеством продукции 199
Статистические методы — это то средство, которое необхо-
димо изучать, чтобы внедрить управление качеством. Они —
наиболее важная составляющая комплексной системы контроля
качества. Основное их назначение — контроль протекающего
процесса и предоставление участникам процесса фактов для его
корректировки и улучшения.
Статистические методы контроля качества в настоящее время
применяются не только в производстве, но и в планировании,
проектировании, маркетинге, материально-техническом снабже-
нии и т. д. Таким образом, статистические методы имеют обшир-
ный фронт применения.
Для обеспечения эффективности контроля, кроме примене-
ния конкретных методов, необходимо также иметь ввиду два об-
щих правила.
Во-первых, нужно, чтобы контроль охватывал все этапы ра-
бот: от исследований и проектирования до проведения испыта-
ний готовых изделий и надзора за их эксплуатацией. Во-вторых,
важно, чтобы основной объем контроля осуществлялся в виде са-
моконтроля, когда исполнители работ заинтересованы контроли-
ровать себя сами и могут устранить обнаруженные дефекты. При
этом должен сохраняться также и независимый контроль для про-
ведения инспекторских проверок, испытаний и приемки готовой
продукции. В каждом конкретном случае нужно постараться най-
ти оптимальное сочетание между этими двумя видами контроля.
8.3. Методы управления качеством продукции
Методы и средства управления качеством — это способы, ко-
торыми органы управления воздействуют на хозяйственный про-
цесс, обеспечивая достижение и поддержание необходимого уров-
ня качества. По нашему мнению, методы управления качеством
представляют собой способы и приемы осуществления управлен-
ческой деятельности и воздействие на управляемые объекты для
достижения поставленных целей в области качества.
Средства управления качеством могут включать:
• метрологические средства;
• средства связи и обработки информации; нормативную до-
кументацию.
200
Глава 8. Испытание и контроль качества товаров...
Проведенный анализ существующих методов управления ка-
чеством позволил сгруппировать их следующим образом:
• социально-психологические;
• экономические;
• организационно -технологические;
• административно-контрольные;
• нормативно-правовые.
Социально-психологические методы характеризуют способы
психологического воздействия на персонал для улучшения каче-
ства (мотивация, непрерывное обучение). Они относятся к спо-
собам воздействия на внутреннюю среду предприятия.
Экономические методы включают меры экономического ха-
рактера, применяемые как к отдельным сотрудникам, так и к
предприятию в целом для повышения качества (штрафы за брак,
премии и надбавки за хорошие результаты, страхование каче-
ства).
Организационно-технологические методы — это технологии
анализа качества.
Административно-контрольные методы — это методы регу-
лирования качества, базирующиеся на использовании различных
процедур выявления соответствия исследуемого объекта уста-
новленным требованиям (контроль, аудит, сертификация).
Нормативно-правовые методы — это различные способы и
формы нормативного регулирования (стандартизация, идентифи-
кация) и юридического воздействия для обеспечения качества
(действующее международное и национальное законодательство).
Наиболее часто в практике управления качеством использу-
ются экономические, организационно-распорядительные (адми-
нистративные) и социально-психологические методы.
Экономические методы реализуются путем создания эконо-
мических условий, побуждающих работников и коллективы под-
разделений и организаций систематически повышать и обеспе-
чивать необходимый уровень качества.
В группу экономических включают следующие методы:
• финансирование деятельности в области управления каче-
ством (кредитование разработок новаций, новых и модер-
низируемых видов продукции; ссуды, определение стоимо-
сти, калькуляция, соизмерение затрат и результатов);
• бизнес-планирование создания новых и модернизирован-
ных видов продукции и услуг;
8.3. Методы управления качеством продукции
201
• ценообразование на продукцию и услуги с учетом их уров-
ня качества;
• образование фондов экономического стимулирования ка-
чества, в том числе фондов поощрения и премирования за
качество;
• применение системы оплаты труда и материального поощ-
рения с учетом достигнутого качества на каждом рабочем
месте производственной системы и системы управления в
целом;
• использование экономических мер воздействия на постав-
щиков в зависимости от качества поставляемой ими про-
дукции.
Реализация этого метода может увеличить спрос и покупа-
тельские способности населения, что, соответственно, увеличи-
вает объемы реализации продукции и прибыль предприятий.
Объемы продаж увеличатся не только за счет повышения качества
продукции, но и из-за уменьшения себестоимости и увеличения
объемов производства, которые также окажутся вполне реальным
следствием производственных отношений, связанных с реализа-
цией данного метода.
С повышением качества продукции выигрыш потребителя
вначале растет быстро, а затем начинает неуклонно снижаться.
И наоборот, медленное увеличение затрат на производство и
эксплуатацию изделия с более высокими показателями качества
начинает прогрессивно возрастать. Оптимальным следует счи-
тать такой уровень качества, при котором разность между вы-
игрышем потребителя и затратами на изготовление будет наи-
большей.
По отношению к товарам народного потребления необходи-
мо учитывать и такие показатели, как соответствие моде, удовле-
творение эстетическим требованиям и др., что может в ряде слу-
чаев и удорожать эти изделия. В то же время нельзя считать, что
качество таких изделий совершенно не связано с экономической
эффективностью. Повысив уровень отдельных показателей каче-
ства, можно уменьшить количество потребляемых изделий, пре-
дотвратить образование сверхнормативных запасов на предпри-
ятиях и в торговой сети, сократить потребность в оборотных
средствах, обеспечить экономию общественного труда, увели-
чить серийность, массовость выпуска. Улучшение качества про-
дукции оказывает влияние на материалоемкость (экономия сы-
202
Глава 8. Испытание и контроль качества товаров...
рья, материалов, топлива, энергии); фондоемкость (экономия
основных и оборотных фондов); долговечность и надежность са-
мой продукции (повышение общих сроков службы, увеличение
межремонтных периодов).
Классификация затрат на качество — одна из главных задач,
от правильного решения которой зависит определение их соста-
ва и требований к организации учета, анализа и оценки. Основ-
ным требованием к классификации является наиболее полный
охват всех затрат, связанных с качеством продукции и влияющих
на него, а также полная характеристика, отражающая сложность
и многофакторный характер процесса формирования качества.
Поэтому классификация должна охватывать все стадии создания
и потребления продукции и в нее следует включать максимально
возможное число признаков (табл. 8.3.1).
Интерес представляет классификация затрат на обеспечение
качества продукции, предложенная А. Фейгенбаумом (рис. 8.3.1).
Японская модель кардинально отличается от рассмотренных
выше схем, так как в ее основу положена концепция, ориентиро-
ванная не на продукцию, а на обеспечение качества и оценки ее
результатов.
Рис. 8.3.1. Классификация затрат на обеспечение качества по А. Фейгенбауму
8.3. Методы управления качеством продукции
203
Таблица 8.3.1. Обобщенная классификация затрат на качество
Признак квалификации Классификационная группа затрат
По целевому назначению На улучшение качества. На обеспечение качества. На управление качеством
По экономическому характеру затрат Текущие. Единовременные
По виду затрат Производительные, непроизводительные
По методу определения Прямые, косвенные
По возможности учета Поддающиеся прямому учету. Не поддающиеся прямому учету. Те, которые экономически нецелесообразно учитывать
По стадиям жизненного цикла продукции На качество при разработке изделия. На качество при изготовлении изделия. На качество при использовании изделия
По отношению к производст- венному процессу На качество в основном производстве. На качество во вспомогательном производстве. На качество при обслуживании производства
По возможности оценки Планируемые и фактические
По характеру структуриро- вания По предприятию. По производству (цеху, участку). По видам продукции
По объемам формирования и учета Продукция. Процессы. Услуги
По виду учета Оперативный, аналитический, бухгалтерский, целевой
Поэтому расчеты затрат на обеспечение качества представля-
ют собой определение стоимости работ, цель которых — умень-
шение общих затрат путем увеличения стоимости мероприятий
по предупреждению несоответствий и дефектов. В результате
должны уменьшаться затраты на оценку качества и расходы,
обусловленные браком. Экономическая же эффективность оце-
204
Глава 8. Испытание и контроль качества товаров...
нивается путем сравнивания затрат с затратами, а не затрат с до-
ходами.
Концепция, предложенная японскими специалистами, явля-
ется более обоснованной (рис. 8.3.2). Предусмотренный ею под-
ход, который можно назвать «управленческим», позволяет разре-
шить тупиковую ситуацию, сложившуюся в экономических ис-
следованиях по проблеме затрат на качество, так как дает ответы
на принципиально важные вопросы: чем отличается себестои-
мость продукции от затрат на качество; какую долю в себестои-
мости занимают затраты на качество и т. п.
Рис. 8.3.2. Японский подход к классификации затрат
на обеспечение качества
Весьма важным является и то, что японская модель согласу-
ется с содержанием стандартов ИСО 9000, регламентирующих
требования к видам деятельности в рамках системы качества.
Поэтому «управленческое» направление определения затрат на
обеспечение качества в дальнейшем должно развиваться.
Структура доходов и затрат производителя продукта и место
в них затрат на качество представлены на рис. 8.3.3.
При анализе затрат на качество следует учитывать, что об-
щая стоимость качества включает затраты на соответствие и из-
держки на несоответствие (nonconformity), классификация кото-
рых приведена на рис. 8.3.4.
Затраты на превентивные действия — это затраты произво-
дителя на любые действия по предупреждению появления несо-
ответствий и дефектов, включая расходы на разработку, внедре-
ние и поддержание системы качества, обеспечивающие сниже-
ние риска потребителя получить продукт или услуги, не
соответствующие его ожиданиям.
Затраты на инспекцию — это затраты производителя на об-
наружение несоответствий и дефектности, возникающих в про-
8.3. Методы управления качеством продукции
205
Прибыль
Торговые затраты
Общие и административные
затраты
Постоянные и переменные
расходы
Неосновной труд
Неосновные материалы
Основной труд
Доходы
Затраты на проданную продукцию
Рис. 8.3.3. Структура доходов и затрат
>--------------------.
Затраты
на качество
/
Рис. 8.3.4. Основные составляющие затрат на качество
206
Глава 8. Испытание и контроль качества товаров...
цессе проектирования и производства или оказания услуг, с це-
лью их исключения до момента поступления продукта потреби-
телю или завершения оказываемых ему услуг. Очевидно, что
ошибки при производстве продукции или оказании услуг встре-
чаются у каждого производителя. Чтобы минимизировать число
ошибок, представляющих собой несоответствия требованиям
потребителя (дефектность), производитель вынужден организо-
вать систему их обнаружения, тратя часть своих «денежных»
средств на входной, текущий и выходной контроль продукции,
включая также затраты на приобретение и обслуживание необ-
ходимого контрольно-измерительного и испытательного обору-
дования. Эти затраты при работе любого производителя (а тем
более в условиях TQM) являются неизбежными.
Издержки на внутренний брак — затраты производителя на
устранение выявленных им в процессе производства или услуг
дефектов (как внутренних, так и внешних) с учетом затрат на из-
готовление качественной продукции взамен забракованной.
К ним относятся, например, затраты на производство выявлен-
ного брака и последующую его переработку, доработку конст-
рукции или проекта и т. п. Поэтому данные расходы производи-
теля являются его личными издержками, т. е. затратами, кото-
рые он не сможет вернуть в дальнейшем за счет потребителя.
Издержки на внешний брак — дополнительные затраты про-
изводителя на исправление несоответствий переданного потре-
бителю продукта или оказанных ему услуг по сравнению с тем,
что он ему обещал (гарантировал). К подобным затратам, напри-
мер, относятся: затраты на гарантийный ремонт; затраты на рас-
следование причин отказов; затраты на замену продуктов, отка-
завших в эксплуатации в течение гарантийного срока; потери в
цене из-за некачественной продукции, обнаруженной вне пред-
приятия, и т. д.
Этот брак выявляется самим потребителем, и поэтому, по-
мимо уровня издержек производителя, включает не только бес-
платную замену некачественного продукта и услуги качествен-
ными эквивалентами с последующим дополнительным контро-
лем с целью выявления причин несоответствия, но и штрафные
санкции. Производитель в глазах потребителя несет несоизмери-
мые моральные издержки, которые в соответствии с «эффектом
айсберга» могут принести ему непредсказуемые потери, вплоть
до его краха. Поэтому наличие издержек на внешний брак и их
8.3. Методы управления качеством продукции
207
высокий уровень по сравнению с конкурентами особенно опас-
ны для производителя.
Постоянное внимание нужно уделять не только затратам на
инспекцию, но в первую очередь — издержкам на несоответст-
вие. Именно на исправление брака приходится львиная часть
всех издержек.
Существуют полезные сравнения для соотношения общих
затрат на качество и их основных элементов. Во многих органи-
зациях, как уже отмечалось ранее, затраты на инспекцию в тече-
ние долгого времени предусматривались сметой расходов и яв-
лялись предметом для обсуждения. Однако анализ типичных
расходов на качество показывает, что затраты, связанные с де-
фектами, в несколько раз превышают затраты на инспекцию.
Это вызывает удивление большинства руководителей и приводит
к пересмотру приоритетов.
Подобно этому руководство часто открывает для себя, что
расходы на превентивные действия занимают значительно мень-
шую долю в общих затратах. Их инстинктивная реакция — рас-
смотреть более внимательно возможности усиления превентив-
ных мер. Соотношение между затратами, связанными с внутрен-
ним браком, и затратами, связанными с внешним браком, также
очень важно. Первые в основном указывают на необходимость
наличия программ совершенствования планирования и произ-
водства, тогда как последние — на необходимость совершенст-
вования конструкции и эксплуатационного обслуживания про-
дукции.
Относительные доли элементов затрат изменяются в широ-
ких пределах: от организаций различного профиля до однород-
ных организаций. Однако для многих случаев справедливы соот-
ношения, приведенные в табл. 8.3.2. Из табл. 8.3.2 видно, что
примерно 50...80 % всей стоимости качества составляют издерж-
ки на производство и последующее исправление брака. Поэтому
вместо того, чтобы искать «оптимальный уровень дефектности»,
соответствующий минимальному уровню затрат, производитель
должен сосредоточить свое внимание на полном исключении де-
фектов. Дефектность — это единственный враг производителя,
из-за которого он несет издержки в производстве, причем враг,
которого можно легко обнаружить и уничтожить. Именно по-
этому японцы ставят цель «нулевого дефекта», чтобы обеспечить
максимум прибыли. Это, конечно, не означает, что в любой си-
208 Глава 8. Испытание и контроль качества товаров...
Таблица 8.3.2. Относительные доли элементов затрат на качество
Элементы затрат на качество Доли от суммарных затрат, %
Издержки на внутренний брак 25.„40
Издержки на внешний брак 25.„40
Затраты на инспекцию 10...50
Превентивные затраты 0,5. .5
туации и в любое время издержки на соответствие у них близки
к нулевым. Когда, например, начинается работа над новой про-
дукцией, уровень ее дефектности, разумеется, выше, чем при
производстве освоенной продукции. При этом учитывается эф-
фективность затрат, включающих все факторы: затраты (общие,
а не только затраты на качество), доходы и долю рынка. С уче-
том эффективности затрат и мнения потребителя производитель
может пойти на временное повышение дефектности. Но «нуле-
вые дефекты» всегда должны быть его конечной целью. Лучше
потратить время на улучшение процесса, чем на поиски опти-
мальной точки, которая с улучшением процесса, как было отме-
чено выше, передвигается вправо и при этом быстрее, чем мож-
но ее точно определить.
Для того чтобы избежать неоправданных издержек, произво-
дитель должен делать, как говорят японцы, «правильные вещи
правильно, в нужное время, в нужном месте и с первого раза». Де-
лать правильные вещи (ценные для потребителя) правильно (хо-
рошо) является целью качества, исповедуемого TQM (рис. 8.3.5),
и в достижении этой цели производителю помогает объективная
и квалифицированная постатейная оценка затрат на качество.
Практическое использование оценок затрат на качество по-
зволяет:
1. Обеспечить управляемость как качеством в целом, так и
отдельными его элементами.
2. Согласовать понятия «качество» и «цели организации».
3. Обеспечить систему определения приоритетов и оценки
изменений.
4. Определить пути оптимального распределения управляе-
мых затрат на качество для получения максимальной прибыли.
8.3. Методы управления качеством продукции
209
Качество исполнения
(эффективность в получении
ценности)
Плохо
Делать неправильные вещи правильно Делать правильные вещи правильно
Делать неправильные вещи неправильно Делать правильные вещи неправильно
I ....... ~
Менее ценно
Ценно
Качество цели
(результативность
получения ценности)
Рис. 8.3.5. Базовая экономика качества
5. Повысить эффективность использования разного рода ре-
сурсов.
6. Постоянно подчеркивать важность точного выполнения
всех производственных задач.
7. Помогать внедрению новых производственных процессов.
Организационно-распорядительные методы управления ка-
чеством осуществляются посредством обязательных для испол-
нения директив, приказов и других предписаний, (институцио-
нальные требования) направленных на повышение и обеспече-
ние необходимого уровня качества.
В группу административных включают методы:
• регламентирования (общеорганизационного, функциональ-
ного, должностного, структурного);
• стандартизации (на основе стандартов различного уровня и
статуса);
• нормирования (на базе норм времени, численности, соот-
носительности);
• инструктирования (ознакомления, объяснения, совета,
предостережения);
210
Глава 8. Испытание и контроль качества товаров...
• приказы и распоряжения по управлению качеством; обес-
печение выполнения требований МС, ГОСТ и ТУ; кон-
троль за исполнением требований НТД, НМД и решений
по управлению и обеспечению качества; распорядительных
воздействий (на основе приказов, распоряжений, указаний,
постановлений, контроля исполнения и др.). Среди них от-
метим разработку и реализацию политики в области каче-
ства (миссия, видение, кредо), утверждаемую первыми ру-
ководителями организаций, обеспечение выполнения целе-
вых программ по качеству.
Политика в области качества является одной из важнейших
составных частей управления качеством. Данный документ дол-
жен быть первичным в составе документации при использова-
нии административных методов управления качеством. Это свя-
зано с необходимостью принятия ответственности высшим зве-
ном менеджеров за проведение политики в области качества, что
в принципе становится первоначальным при реализации систем-
ного управления качеством.
Применение организационно-распорядительных методов управ-
ления качеством обусловливает создание совокупности докумен-
тов различного статуса. При этом к каждому документу следует
предъявлять исключительно жесткие требования к качеству их
содержания, в противном случае данные методы управления ка-
чеством не могут полностью реализоваться в практике управле-
ния. В связи с этим к документам по управлению качеством
предъявляют следующие требования:
• логическая последовательность и четкость изложения ин-
формации;
• краткость, конкретность, простота и точность формули-
ровок, исключающих возможность неоднозначного трак-
тования;
• убедительность аргументации;
• информационная выразительность;
• достаточность и обоснованность;
• небольшой объем;
• малая изменчивость;
• качественная содержательность.
Социально-психологические методы основаны на использо-
вании группы факторов, влияющих на управление протекающи-
8.3. Методы управления качеством продукции
211
ми в трудовых коллективах социально-психологическими про-
цессами для достижения целей в области качества.
К социально-психологическим методам относятся следующие:
• способы повышения самодисциплины, ответственности,
инициативы и творческой активности каждого члена кол-
лектива;
• формы морального стимулирования работников для дости-
жения высокого качества результатов труда;
• приемы улучшения психологического климата в коллекти-
ве, включающие способы ликвидации конфликтов, рацио-
нальный стиль управления качеством, подбор и обеспече-
ния психологической совместимости сотрудников;
• приемы формирования мотивов трудовой деятельности
членов коллективов, направленных на достижение требуе-
мого качества;
• способы сохранения и развития традиций предприятия по
обеспечению необходимого качества.
Вместе с тем нельзя не отметить статистические методы, ко-
торые находят применение как при управлении, так и при обес-
печении качества, методы исследования управления качеством,
среди которых широко распространен экспертный, различные
методы квалиметрии и другие.
Статистические методы представляют собой взаимосвязан-
ный комплекс способов отслеживания качества и включают ста-
тистическое регулирование, статистический приемочный кон-
троль, статистический анализ, статистическую оценку качества.
Первые два метода можно отнести к основным, которые непо-
средственно используются при управлении качеством, а два по-
следних вспомогательным при решении задач двумя предыду-
щими.
Различаются две области применения статистических мето-
дов в производстве (рис. 8.3.6):
• при регулировании хода технологического процесса с целью
удержания его в заданных рамках (левая часть схемы);
• при приемке изготовленной продукции (правая часть
схемы).
Выгода, которую может получить производство от примене-
ния статистических методов, заключается в том, что, во-первых,
обеспечивается стабилизация технологического процесса при
минимальных затратах на контроль. Во-вторых, использование
212
Глава 8. Испытание и контроль качества товаров...
Рис. 8.3.6. Области применения статистических методов управления качеством
продухкпии
методов математической статистики позволяет наиболее быстро
оптимизировать режимы выполнения технологических опера-
ций, минимизируя отходы и улучшая характеристики готовых
изделий. В-третьих, статистические методы позволяют организо-
вать работу по приемке готовой продукции с минимальной тру-
доемкостью и с обеспечением заданных гарантий качества. По-
этому статистические методы являются важнейшим инструмен-
том системы управления качеством.
Рассмотренные методы используются в основном для анали-
за численных данных, что соответствует одному из принципов
системного управления качеством: опираться в принятии реше-
ний только на факты. Однако факты не всегда бывают числен-
ными по своей природе, и для принятия решения в этом случае
необходимо знание поведенческой науки, операционного анали-
за, теории оптимизации и статистики
Большая часть из рассмотренных методов управления каче-
ством широко применяется для преобразования требований по-
требителя в параметры качества ожидаемого им продукта и, со-
ответственно, в параметры качества процессов планирования,
разработки, производства, установки и совершенствования про-
дукта. Эта процедура преобразования требований потребителя
8.3. Методы управления качеством продукции
213
получила название развертывание функции качества (Quality
Function Deployment — QFD).
Развертывание функции качества является оригинальной
японской методологией, ставящей целью гарантировать качество
с самой первой стадии создания и развития нового продукта.
QFD — это систематизированный путь развертывания нужд
и пожеланий потребителя через развертывание функций и опе-
раций деятельности компании по обеспечению такого качества
на каждом этапе жизненного цикла вновь создаваемого продук-
та, которое бы гарантировало получение конечного результата,
соответствующего ожиданиям потребителя.
Именно на базе точной информации о требованиях потре-
бителей осуществляется процесс QFD, включающий пять эле-
ментов:
1. Уточнение требований потребителя предполагает ответ на
вопросы: Что требует потребитель от продукта? и Как продукт
будет использоваться потребителем?
2. Перевод требований потребителя в общие характеристики
продукта (параметры качества). Необходимо определить «Как
сделать?», т. е. воплотить в жизнь перечень пожеланий потреби-
телей («Что сделать?»): КАК? -> ЧТО?
3. Выявление насколько сильна связь между соответствую-
щими компонентами ЧТО и КАК.
4. Выбор цели, т. е. выбор таких значений параметров каче-
ства создаваемого продукта, которые, по мнению производителя,
не только будут соответствовать ожиданиям потребителя, но и
обеспечат конкурентоспособность создаваемого продукта.
5. Установление (по результатам опроса потребителей) рей-
тинга важности компонента «ЧТО» и на основе этих данных —
определение рейтинга важности соответствующих компонентов
«КАК».
Рассмотренные пять ключевых элементов являются фунда-
ментом QFD, от которых в большой степени зависят прочность
и долговечность того «дома качества», построенного производи-
телем в виде конечного продукта, которым воспользуется или не
воспользуется в зависимости от качества этого продукта буду-
щий его потребитель. В работе по развертыванию функции каче-
ства формы используемых матричных диаграмм действительно
напоминают дом, и поэтому их часто называют домом качества
(Quality House).
214
Г лава 8. Испытание и контроль качества товаров...
Концепция дома качества в общем виде представлена на
рис. 8.3.7, где показано назначение различных частей (комнат)
матричной диаграммы (дома). Содержание большинства комнат
дома качества, кроме корреляционной матрицы, составляют рас-
смотренные выше ключевые элементы QFD.
Корреляционная матрица, напоминающая по своей форме
крышу дома, заполняется символами, указывающими на поло-
жительную или отрицательную корреляционные связи между со-
ответствующими техническими характеристиками продукта с
позиций интересов потребителя.
Заполненная матричная диаграмма содержит важнейшую ин-
формацию, необходимую производителю для разработки новой
модели, учитывающей пожелания потребителя и конкурентоспо-
собность продукта на рынке. Поэтому дом качества также назы-
вают матрицей планирования продукта (Product Planning Matrix).
Матрица в виде дома качества позволяет не только формали-
зовать процедуру установления соответствия и значимости свя-
зей между входной информацией и выходными характеристика-
ми создаваемого продукта, но также принимать обоснованные
решения по управлению качеством процессов создания продук-
та, ожидаемого потребителем.
8.3. Методы управления качеством продукции
215
Таким образом, QFD используется для совершенствования
планирования продукта и процесса его производства в целях по-
вышения конкурентоспособности предприятия. Развертывая ка-
чество на начальных этапах жизненного цикла продукта в соот-
ветствии с нуждами и пожеланиями потребителя, удается избе-
жать (или свести к минимуму) корректировки качества продукта
после его появления на рынке, а, следовательно, обеспечить вы-
сокую ценность и одновременно относительно низкую стои-
мость продукта (за счет сведения к минимуму издержек на ис-
правление брака).
Вопросы и задания для самопроверки
1. Дайте характеристику функциям и связям состояния функционирования ис-
пытательных диагностических центров.
2. Что такое операционная схема аналитического измерительного процесса?
3. Какие основные блоки формируют структуру испытательно-контрольной ус-
тановки?
4. Приведите анализ и поясните результативность основных методов оценки
уровня качества продукции.
5. Какие методы управления качеством продукции наиболее распространены
для анализа хозяйственной деятельности предприятий и организаций?
Заключение
Качество (как информация отображения собственных харак-
теристик продукции, товаров, работ и услуг, удостоверяющих
требования рыночной конъюнктуры) идентифицируется в про-
цессе системного взаимодействия метрологии, стандартизации и
сертификации. При этом сами системы «Метрология», «Стандар-
тизация» и «Сертификация» развиваются как институты качества.
Институциональные резервы развития данных систем нацеле-
ны на достижение требований международных тенденций метро-
логии, стандартизации и сертификации. Это позволяет на прак-
тике реализовать инвариантность качества метрологии, стандар-
тизации и сертификации как институтов качества.
Развитие систем «Метрология», «Стандартизация», «Сертифи-
кация» должно восприниматься как изменение миссии, видения и
кредо, т. е. предназначения, целеполагания и корпоративной
культуры. Корпоративная культура формируется за счет организа-
ционной культуры метрологии, стандартизации и сертификации.
Отклонение качества системы «Метрология» от заданного по-
требителем значения тождественно нулю, поскольку по сравне-
нию с другими системами система «Метрология» обладает боль-
шей хаордической устойчивостью, развиваясь от состояния хаоса
к состоянию «порядок (order)».
Управление состоянием функционирования систем «Метро-
логия», «Стандартизация» и «Сертификация» как объектов, со-
держащих собственные характеристики качества, осуществляется
посредством институционально-бенчмаркинговых регуляторов,
настроенных на международный уровень качества метрологии,
стандартизации и сертификации. В качестве исполнительных
механизмов такого управления выступают системное взаимодей-
ствие циклов качества Деминга PDCA (планирование, работа,
контроль, действие) и SDCA (стандартизация, работа, контроль,
действие).
Заключение
217
Качество все прочнее завоевывает позиции в российской
экономике и несет в себе целый ряд преимуществ.
Во-первых, оно создает аппарат самонастраивания рыночных
процессов на запросы и изменения в обществе, что повышает
стабильность, сбалансированность и гибкость реагирования эко-
номики.
Во-вторых, дает блестящую систему самонаведения на вы-
полнение потребностей покупателей, так как в рыночной эконо-
мике побеждает тот, кто производит покупаемые, а не лишние
товары.
В-третьих, широкая экономическая интеграция требует, что-
бы качество стало языком международного общения, а методо-
логия управления качеством, принятая во всем мире, позволяет
легче войти в мировое хозяйственное пространство.
Испытание и контроль качества продукции, товаров, работ и
услуг способствуют решению перечисленных выше задач.
Литература
Основная литература
1. Герасимова Е. Б., Герасимов Б. И., Сизикин А. Ю. Управление
качеством / под. ред. Б. И. Герасимова. М.: ФОРУМ: ИНФРА-М,
2007.
2. Гончаров А. А., Копылов В. Д. Метрология, стандартизация и
сертификация: учеб, пособие. М.: Академия, 2007.
3. Димов Ю. В. Метрология, стандартизация и сертификация:
учебник для вузов. СПб.: Питер, 2004.
4. Исаев Л. К., Малинский В. Д. Метрология и стандартизация в
сертификации: учеб, пособие М.: Изд-во стандартов, 1996.
5. Институциональная экономика: учебник / под ред. А. Олей-
ника. М.: ИНФРА- М, 2007.
6. Лифиц И. М. Стандартизация, метрология и сертификация:
учебник. М.: Юрайт-Издат, 2007.
7. Разумов В. В., Соколинский В. М. Неоинституциолизм: Новая
модель экономического анализа. М.: Оргсервис-200, 2001.
8. Сюткин Г. Н., Семенов М. Ю. Сертификация безопасности и
качества услуг: учеб, пособие. М.: Дело и сервис, 2003.
Дополнительная литература
9. Азизов А. М., Гордое А. Н. Точность измерительных преобразо-
вателей. Л.: Энергия, Ленингр. отд-ние, 1975.
10. Браславский Д. А., Петров В. В Точность измерительных уст-
ройств. М.: Машиностроение, 1976.
11. Бренер М. Д., Солопченко Г. Н., Хрумало В. М. Методы опреде-
ления динамических характеристик средств измерений // Измере-
ния, контроль, автоматизация. 1979. Вып. 1.
Литература
Основная литература
1. Герасимова Е. Б., Герасимов Б. И., Сизикин А. Ю. Управление
качеством / под. ред. Б. И. Герасимова. М.: ФОРУМ: ИНФРА-М,
2007.
2. Гончаров А. А., Копылов В. Д. Метрология, стандартизация и
сертификация: учеб, пособие. М.: Академия, 2007.
3. Димов Ю. В. Метрология, стандартизация и сертификация:
учебник для вузов. СПб.: Питер, 2004.
4. Исаев Л. К., Малинский В. Д. Метрология и стандартизация в
сертификации: учеб, пособие М.: Изд-во стандартов, 1996.
5. Институциональная экономика: учебник / под ред. А. Олей-
ника. М.: ИНФРА- М, 2007.
6. Лифиц И. М. Стандартизация, метрология и сертификация:
учебник. М.: Юрайт-Издат, 2007.
7. Разумов В. В., Соколинский В. М. Неоинституциолизм: Новая
модель экономического анализа. М.: Оргсервис-200, 2001.
8. Сюткин Г. Н., Семенов М. Ю. Сертификация безопасности и
качества услуг: учеб, пособие. М.: Дело и сервис, 2003.
Дополнительная литература
9. Азизов А. М., Гордое А. Н. Точность измерительных преобразо-
вателей. Л.: Энергия, Ленингр. отд-ние, 1975.
10. Браславский Д. А., Петров В. В. Точность измерительных уст-
ройств. М.: Машиностроение, 1976.
11. Бренер М. Д., Солопченко Г. Н., Хрумало В. М. Методы опреде-
ления динамических характеристик средств измерений // Измере-
ния, контроль, автоматизация. 1979. Вып. 1.
Литература
219
12. Бурдун Г. Д., Марков Б. Н. Основы метрологии. М.: Стандар-
ты, 1975.
13. Воскрокнутов Н. Г., Евтихиев Н. И. Информационно-изме-
рительная техника. М.: Высшая школа, 1977.
14. Грановский В. А. Динамические измерения: Основы метроло-
гического обеспечения. Л.: Энергоатомиздат. Ленингр. отд-ние,
1984.
15. Грошев И. В., Емельянов П. В., Юрьев В. М. Организационная
культура. М.: ЮНИТИ-ДАНА, 2004.
16. Елисеева И. И., Чернов В. П., Эйсснер Ю. Н. Эконометрия. М.:
Финансы и статистика, 1997.
17. Иванцов А. И. Основы теории чувствительности измеритель-
ных устройств. М.: Стандарты, 1972.
18. Иванов В. С., Чекмарев В. В. Социальное партнерство и сете-
вые взаимодействия экономических субъектов. Ярославль: РИЦ
МУБиНТ, 2005.
19. Исаев В. В., Немчин А. М. Общая теория социально-экономи-
ческих систем: учеб, пособие. СПб.: Бизнес-пресса, 2002.
20. Казаков А. В. Методика оптимального параметрического
синтеза измерительного преобразователя. Научн.-техн. реф. сб.
НИИТЭХИМ. Автоматизация. М., 1975. Вып. 3.
21. Казаков А. В. О задаче оптимального проектирования (пара-
метрического синтеза) измерительного преобразователя. На-
учи.-техн. реф. Сб. НИИТЭХИМ. Автоматизация. М., 1975. Вып. 8.
22. Казаков А. В. Первичная обработка информации в информа-
ционной подсистеме АСУ ТП // Автоматизация технологических
процессов пищевых производств. М.: Агропромиздат, 1985.
23. Кини Л. Р., РайфаХ. Принятие решений при многих крите-
риях: предпочтения и замещения. М.: Радио и связь, 1981.
24. КнутД.Е. Искусство программирования для ЭВМ. Сорти-
ровка и поиск. Т.З. М.: Мир, 1978.
25. Кораблев И. В. Расчет и проектирование аналитических при-
боров на основе точностных критериев. М.: НИИТЭХИМ, 1982.
26. Кораблев И. В. Использование статистических методов при
проектировании и оптимизации эксплуатационных режимов анали-
тических приборов. М.: ЦНИИТЭнефтехим, 1983.
27. Костенко С. В. Выбор структуры измерительного устройства
по трем показателям качества. Научн.-техн. реф. сб. НИИТЭХИМ.
Автоматизация. М., 1981. Вып. 1.
Оглавление
Введение ............................................ 3
Глава 1. СТРУКТУРНЫЕ ЭЛЕМЕНТЫ МЕТРОЛОГИИ,
СТАНДАРТИЗАЦИИ И СЕРТИФИКАЦИИ ...................... 5
1.1. Модель структурных элементов метрологии,
стандартизации и сертификации................ 5
1.2. Классификация структурных элементов
метрологии, стандартизации и сертификации .... 10
1.3. Системное взаимодействие структурных
элементов метрологии, стандартизации
и сертификации ............................. 22
Глава 2. ПРАВОВАЯ БАЗА ГОСУДАРСТВЕННЫХ
И МЕЖГОСУДАРСТВЕННЫХ СИСТЕМ
МЕТРОЛОГИИ, СТАНДАРТИЗАЦИИ
И СЕРТИФИКАЦИИ .................................... 31
2.1. Правовая база государственных
и межгосударственных систем метрологии,
стандартизации и сертификации............... 31
2.2. Качественные изменения технического
законодательства посредством правового
поля метрологии............................. 37
2.3. Эволюционное развитие государственной
системы стандартизации как института качества . . 41
2.4. Правовое поле сертификации .............47
Глава 3. МЕЖДУНАРОДНОЕ И РЕГИОНАЛЬНОЕ
СОТРУДНИЧЕСТВО В ОБЛАСТИ
МЕТРОЛОГИИ, СТАНДАРТИЗАЦИИ
И СЕРТИФИКАЦИИ .....................................49
3.1. Международное и региональное сотрудничество
в области метрологии, стандартизации
и сертификации и качество жизни .............49
222
Оглавление
3.2. Устойчивость состояния функционирования
системы метрологии, стандартизации
и сертификации .............................. 52
3.3. Направления межгосударственного
сотрудничества в области метрологии,
стандартизации и сертификации................ 56
Глава 4. ОСНОВЫ ТЕОРИИ ИЗМЕРЕНИЙ..................... 59
4.1. Классификация измерений и измерительных
приборов..................................... 59
4.2. Статические и динамические погрешности
измерений.....................................67
4.3. Статические погрешности приборов.........86
4.4. Динамические характеристики и погрешности
приборов......................................98
4.5. Оптимальное проектирование измерительного
канала приборов .............................. 108
4.6. Определение погрешности средств
измерений................................... 122
4.7. Определение погрешности измерительных
каналов автоматических систем контроля ..... 136
Глава 5. ГОСУДАРСТВЕННАЯ СИСТЕМА
ОБЕСПЕЧЕНИЯ ЕДИНСТВА
ИЗМЕРЕНИЙ................................... 148
5.1. Государственная система обеспечения
единства измерений.......................... 148
5.2. Геометрический образ государственной
системы обеспечения единства измерений........ 149
5.3. Организация Государственного
метрологического контроля и надзора......... 151
Глава 6. МЕТОДИЧЕСКИЕ ОСНОВЫ
СТАНДАРТИЗАЦИИ...................................... 154
6.1. Организационно-механический механизм
формирования методологии системы
«Стандартизация» ........................... 154
6.2. Процесс формирования кредо
системы «Стандартизация» ................... 158
6.3. Методы развития системы «Стандартизация» ... 164
Оглавление
223
Глава 7. ОЦЕНКА СООТВЕТСТВИЯ ОБЪЕКТА
ТЕХНИЧЕСКОГО РЕГУЛИРОВАНИЯ
ИНСТИТУЦИОНАЛЬНЫМ ТРЕБОВАНИЯМ:
СЕРТИФИКАЦИЯ................................ 171
7.1. Схема сертификации..................... 171
7.2. Структурные элементы функциональной
схемы процесса сертификации ............. 175
7.3. Правила сертификации................... 177
Глава 8. ИСПЫТАНИЕ И КОНТРОЛЬ КАЧЕСТВА
ТОВАРОВ (ПРОДУКЦИИ, РАБОТ, УСЛУГ)................... 181
8.1. Контроль и испытание качества товаров . 181
8.2. Основные методы оценки уровня качества
продукции................................ 184
8.3. Методы управления качеством продукции.. 199
Заключение.......................................... 216
Литература.......................................... 218
Герасимова Елена Борисовна
Герасимов Борис Иванович
Метрология, стандартизация и сертификация
Учебное пособие
Редактор М. А. Кутепова
Корректор О. Н. Картамышева
Компьютерная верстка И. В. Кондратьевой
Дизайн обложки Л. Зарецкой
Сдано в набор 20.10.2007. Подписано в печать 04.12.2007. Формат 60x90/16
Печать офсетная. Гарнитура «Таймс». Усл. печ. л. 14,0. Уч.-изд. л. 14,5.
Бумага офсетная. Доп.тираж 2000 экз. Заказ № 7804.
Издательство «ФОРУМ»
101990, Москва — Центр, Колпачный пер., д. 9а
Тел./факс: (495) 625-32-07, 625-52-43
E-mail: mail@forum-books.ru
ЛР № 070824 от 21.01.93
Издательский Дом «ИНФРА-М»
127282, Москва, ул. Полярная, д. 31в
Тел.: (495) 380-05-40
Факс: (495) 363-92-12
E-mail: books@infra-m.ru
Http://www. infra-m.ru
По вопросам приобретения книг обращайтесь:
Отдел продаж «ИНФРА-М»'.
127282, Москва, ул. Полярная, д.31в,
тел.(495) 380-05-40 доб.252; факс (495) 363-9212;
e-mail: ati@infra-m.ru
отдел Книга-почтой'.
e-mail: podpiska@infra-m.ru; books@infra-m.ru
Проект «Мегабиблиотека России»'.
119019, Москва, ул. Моховая, д. 16 (кор.К, Российская
государственная библиотека), тел.(495) 695-9315,
e-mail: mohovaya@infra-m.ru
Отпечатано в ОАО «Можайский полиграфический комбинат».
143200, г. Можайск, ул. Мира, 93.
Герасимова Елена Борисовна-доктор экономических наук, банковский аудитор,
эксперт-аудитор в области внутреннего аудита систем менеджмента качества,
консультант по вопросам экономического анализа финансово-хозяйственной
деятельности коммерческих и кредитных организаций, специалист-аналитик в
области оценки кредитных рисков. Доцент кафедры «Экономический анализ и аудит»
Финансовой академии при Правительстве Российской Федерации, преподаватель-
консультант программы повышения квалификации руководителей и специалистов
учреждений и организаций Банка России, программы MBA - банковский менеджмент.
I Автор более 100 работ, посвященных вопросам экономического анализа и аудита
деятельности кредитных организаций, проблемам управления качеством банковского
бизнеса.
Герасимов Борис Иванович - доктор экономических наук, доктор технических наук,
профессор, заслуженный работник высшей школы Российской Федерации, академик
Международной Академии науки и практики организации производства, эксперт-аудитор
в области внутреннего аудита систем менеджмента качества, заведующий кафедрой
В «Экономический анализ», декан экономического факультета, директор института
«Экономика и управление производством» Тамбовского государственного технического
I университета.
Автор более 400 печатных работ, посвященных проблемам качества объектов микро-
и макроэкономики, бухгалтерского учета, анализа, аудита и финансово-кредитной
деятельности.
9 7859 I 1 342036