/





































































Теги: акт станки фрезерные станки
Год: 1962




Текст
СССР
Совет народного хозяйства Горьковского Экономического
административного района
ГЗФС
АКТ
ТЕХНИЧЕСКОЙ ПРИЕМКИ
КОНСОЛЬНО-ФРЕЗЕРНОГО
СТАНКА
Упаковочный лист
к станку тип 6М83, 6M83F №
МС и ИП
Завод фрезерных
станков
г. Горький
п/п Наименование № черт. Дет. Размер К-во Примечание.
В ящики НКА 50x70x900
1 Оправка без цапфы ПИ-641 ф50 1
2 Оправка торцевая ПИ-642 ф50 1 50x69.85
3 Оправка с цапфой ПИ-641 ьф32 1 В32х70х390
4 Шомпол шпинделя № 3x850 ПИ-651 * ! 1 М16хМ24х750
5 Пассатижи 466-2 . — 1 Г для демон-
6 Пассатижн 466-3 — 1 ( тажа [ зам. колец
7 Гаечный ключ 2-х стор. — 17x19 1
8 Гаечный ключ 2-х стор. — 22x24 1
6 Гаечный ключ 2-х стор. — 27x30 1
10 Гаечный ключ 2-х стор. — 32x36 1
11 Ключ однсст. торцевой ИН213 14 1
12 Спец, ключ И82845 — 1
13 Ключ со стержнем ПИ-643 40x16 1
14 Акт испытания станка — — 1 экзем.
15 Руководство станка — — 1 »»
16 Ключ 2-х суоронний — 36x41 1
17 Шприц — — 1
18 Аппарат местного освещен, и эл. насос- охлажд. установ- лены на станке. — — —
, Упаковщик
Тип. ГЗФС, зак. 375, тир. 5000.
I. ПРОВЕРКА СТАНКА НА ТОЧНОСТЬ по ГОСТ 13-54
Что проверяется
МЕТОД ПРОВЕРКИ
Допуск
Фактич.
Применяе-
мый
инструм.
Плоскостность ра-
бочей поверхности
стола.
Проверке
Прямолинейность
перемещения стола
в вертикальной пло-
скости в продоль-
ном и поперечном
направлениях.
На рабочую поверхность
стола по различным направле-
ниям кладется линейка прове-
рочной гранью на две калиб-
рованные плитки равной высо-
ты. Плитками и щупом изме-
ряется величина просвета меж-
ду нижней гранью линейки и
поверхностью стола.
2
На рабочей поверхности 0,04
стола в продольном и попереч- 1000 •
ном направлениях устанавли- на всей длине хода
ваются уровни. Стол переме- стола в продольном
щается поочередно по про- и поперечном на-
дольным и поперечным на- правлениях.
правляющим на всю длину хо-
да. Показания уровней наблю-
даются на всех длинах обоих
перемещений.
Проверка
отменена
Проверка 3
Взаимная перпен- I
днкулярность про-
дольного и попереч-
ного перемещения
стола в горизон-
тальной плоскости.
На рабочей поверхности
стола закрепляется угольник,
рабочие грани которого рас-
полагаются вертикально, а
одна из них выверяется парал-
лельно продольному или попе-
речному перемещению стола.
Измерение производится по
другой, расположенной к ней
под углом 90°, грани индика-
0,02 на длине
300 мм
0,03 на длине 100С
мм в любых направ-
лениях (Допускает-
ся только вогну-
тость)
Линейка,
щуп
плитки
Уровень
Угольник,
индикатор
3
Что проверяется МЕТОД ПРОВЕРКИ Допуск Фгктич. Применяе- мый инструм
тором, закрепленным в непод- вижной точке, при перемеще- • нии угольника вместе со сто- лом в направлении этой гра-
1 • ни. Измерение производится при закрепленной на станине консоли.
Проверка
Параллельность ра-
бочей поверхности
стола направлению
его продольного пе-
ремещения.
Индикатор
0,015,
0,020.
0,030,
0.040.
мм
мм
мм
мм
Индикатор закрепляется на
неподвижной части станка
так, чтобы его измерительный
стержень касался рабочей по-
верхности стола. Стол переме-
щается по продольным на-
правляющим на всю длину
хода. Консоль закреплена на
станине, а салазки на консоли.
На всей длине хода
стола:
до 300
до 500
до 1000
св. 1000
Проверка
Параллельность ра-
бочей поверхнбсти
стола направлению
его поперечного пе-
ремещения.
Индикатор закрепляется на
неподвижной части станка
так, чтобы его измерительный
стержень касался рабочей по-
верхности стола. Стол переме-
щается по поперечным направ-
ляющим на всю длину хода.
Консоль закрепляется на Ста-
лине.
длине хода
На всей
стола:
до 300 мм 0,02,
до 500 мм 0,03.
(стол может иметь
отклонения только к
станине)
Индикатор
О
4
Применяе-
мый
янструм.
Что проверяется
МЕТОЛ П Р О В Е Р К И
Допуск
Фактич.
Параллельность бо-
ковых сторон сред-
него паза стола на-
правлению его про-
дольного перемеще-
ния.
Осевое биение
шпинделя
Проверка
Рычажно-зубчатый индика-
тор закрепляется па непо-
движной' части станка так.
чтобы его измерительный ры-
чаг касался боковой стороны
среднего паза стола. Стол пе-
ремещается на всю длину про-
дольного хода.
Измерение производится по
обеим боковым сторонам сред-
него паза стэла.
На всей длине хода
стола:
до 300 мм 0,020,
до 500 мм 0,030,
до 1000 мм 0,035,
св. 1000 мм 0,040.
Проверка
В коническое отверстие |
шпинделя вставляется корот-
кая оправка с перпендикуляр-
ным к его оси торцем. Изме-
рительный стержень закреп-
ленного на неподвижной части
станка индикатора касается
торцевой поверхности оправки
у ее центра. Нормально затя-
нутый в осевом направлении
шпиндель приводится во вра-
Для станков с диа-
метром шейки
шпинделя под пе-
редний подшипник:
до 50 мм 0,010,
до 80 мм 0,015,
св. 80 мм 0,020.
Оправка,
индикатор
Индикатор
щение.
II р о в е р к
5
Что проверяется МЕТОД ПРОВЕРКИ Допуск Фактич. Применяе- мый инструм.
Биение торцевой
поверхности перед-
него конца фрезер-
ного шпинделя
Индикатор закрепляется на
неподвижной части станка
так, чтобы его измерительный
стержень касался торцевой
поверхности конца шпинделя
на возможно большем диа-
метре. Шпиндель приводится
во вращение.
Замеры производятся не ме-
нее чем в двух диаметрально
противоположных положениях
шпинделя. Погрешностью счи-
тается наибольшее показание
индикатора при разных заме-
рах.
Для станков с диа-' метром шейки шпинделя под пе- редний подшипник: до 50 мм 0,015, до 80 мм 0,020, Индикатор
св. 80 мм 0,025. Of 02, /
Проверка 9
Радиальное бие-
ние оси конического
отверстия шпинделя
Индикатор закрепляется на
неподвижной части станка так,
чтобы его измерительный
стержень касался цилиндри-
ческой поверхности, оправки,
вставленной коническим хво-
стом в коническое отверстие
шпинделя. Шпиндель приво-
дится во вращение. Измерение
производится у торца шпин-
деля и на расстоянии L от
торца шпинделя.
0,010 у торца шпин-
деля; 0,015 на рас-
стоянии L=150 мм
— для станков с
диаметром шейки
шпинделя до 50 мм;
0,020 на расстоянии
L = 300 мм — для
станков с диамет-
ром шейки шпинде-
ля свыше 50 мм.
O,0f
0,02.
Индикатор
оправка
Радиальное бйе-
ние наружной ци-
линдрической поса-
дочной поверхности
переднего конца
шпинделя
Проверка
Индикатор закрепляется на
неподвижной части станка так,
чтобы его измерительный
стержень касался наружной
поверхности переднего конца
шпинделя, центрирующей на-
садные фрезы.
Шпиндель приводится во
вращение.
Для станков с диа-
метром шейки
шпинделя под пе-
редний подшипник
до 50 мм 0,010,
св. 50 мм 0,015.
Индикатор
6
Что проверяется
МЕТОД ПРОВЕРКИ
Допуск
Фактич.
Применяе-
мый
инструм.
Проверка 11
Перпендикуляр-
ность оси вращения
горизонтального
шпинделя к средне-
му пазу стола
На шпинделе крепится ко-
ленчатая оправка с индикато-
ром так, чтобы его измери-
тельный стержень касался бо-
ковой поверхности комбиниро-
ванного сухаря, установленно-
го выступом в паз стола на
расстоянии 150 мм от оси
шпинделя. Проверка произ-
водится на одном и другом
конце стола. Шпиндель с
оправкой и индикатором пово-
рачивают, а комбинированный
сухарь передвигают в обрат-
ную сторону от оси шпинделя
на 150 мм и производят вто-
рой замер.
Проверка 12
Параллельность оси
вращения шпинделя
рабочей поверхно
сти стола
В коническое отверстие
шпинделя вставляется кониче-
ским хвостом цилиндрическая
оправка. Измерение произво-
дится индикатором, основание
стойки которого перемещается
по рабочей поверхности стола
перпендикулярно к оси оправ-
ки таким образом, чтобы его
измерительный стержень ка-
сался цилиндрической поверх-
ности снизу или сверху оправ-
ки сначала у торца шпинделя,
а потом на расстоянии L от
него. Каждое измерение про-
изводится по двум диамет-
рально противоположным CTO-
О.02 на длине L— '
= 150 мм — для
станков с шириной
стола до 160 мм;
0,03 на длине L =
= 300 мм — для
станков с шириной .
стола св. 160 мм
1 (свободный конец
оправки может от-
клоняться только
. вниз).
02)
Оправка,
индикатор
Что проверяется
МЕТОД ПРОВЕРКИ
Применяе-
мый
инструм.
Допуск
Фактй
Индикатор
с
ДО
на
станков
стола
0,015
плоскости,
станков с
стола св.
0,020 на
300 мм—в
плоско-
ронам оправки в ее данном
соединении со шпинделем, т. е.
после первого измерения
шпиндель вместе с оправкой
поворачивается на 180° По-
грешность каждого измерения
определяется средней арифме-
тической результатов обоих
' замеров, т. е. замеров по диа-
метрально противоположным
। сторонам оправки. Измерение
производится в верхнем и
I нижнем положении стола при
закрепленных на станине кон-
' соли и салазок на консоли.
П р о в е р к а
13
Перпендикуляр-
ность оси вращения
шпинделя к рабочей
поверхности стола
На шпинделе крепится ко-
ленчатая оправка с индикато-
ром, измерительный стержень
которого касается рабочей по-
верхности стола; При измере-
нии шпиндель вместе с инди-
катором поворачивается на
360°. При проверке консоль
закреплена на станине, а са-
лазки на консоли. Каждое из-
мерение производится в двух
полойсениях индикатора, сме-
щенных относительно шпинде-
ля на 180° в продольной п по-
перечной плоскостях. Погреш-
ность каждого измерения оп-
ределяется средней арифмети-
ческой результатов обоих за-
меров, т. е. замеров при диа-
метрально противоположных
положениях индикатора отно-
сительно шпинделя. Измере-
ние производится в верхнем и
нижнем положении как стола,
так и шпинделя (при переме-
щении фрезерной головки или
гильзы). В случае поворотной
фрезерной головки она уста-
навливается в нулевое поло-
| жение.
1. Для
шириной
160 мм:
диаметре 150 мм—в
продольной плоско,
сти; 0,020 на диа-
метре 150 мм'—в по-
перечной
2. Для
шириной
160 мм:
диаметре
продольной
сти; 0,030 на диамет-
ре 300 мм — в по-
перечной плоскости.
(В поперечной плос-
кости допускается
наклон только в
сторону станины).
я
Применяе-
мый
инструм
Что проверяется
МЕТОД ПРОВЕРКИ
Допуск
Фактич.
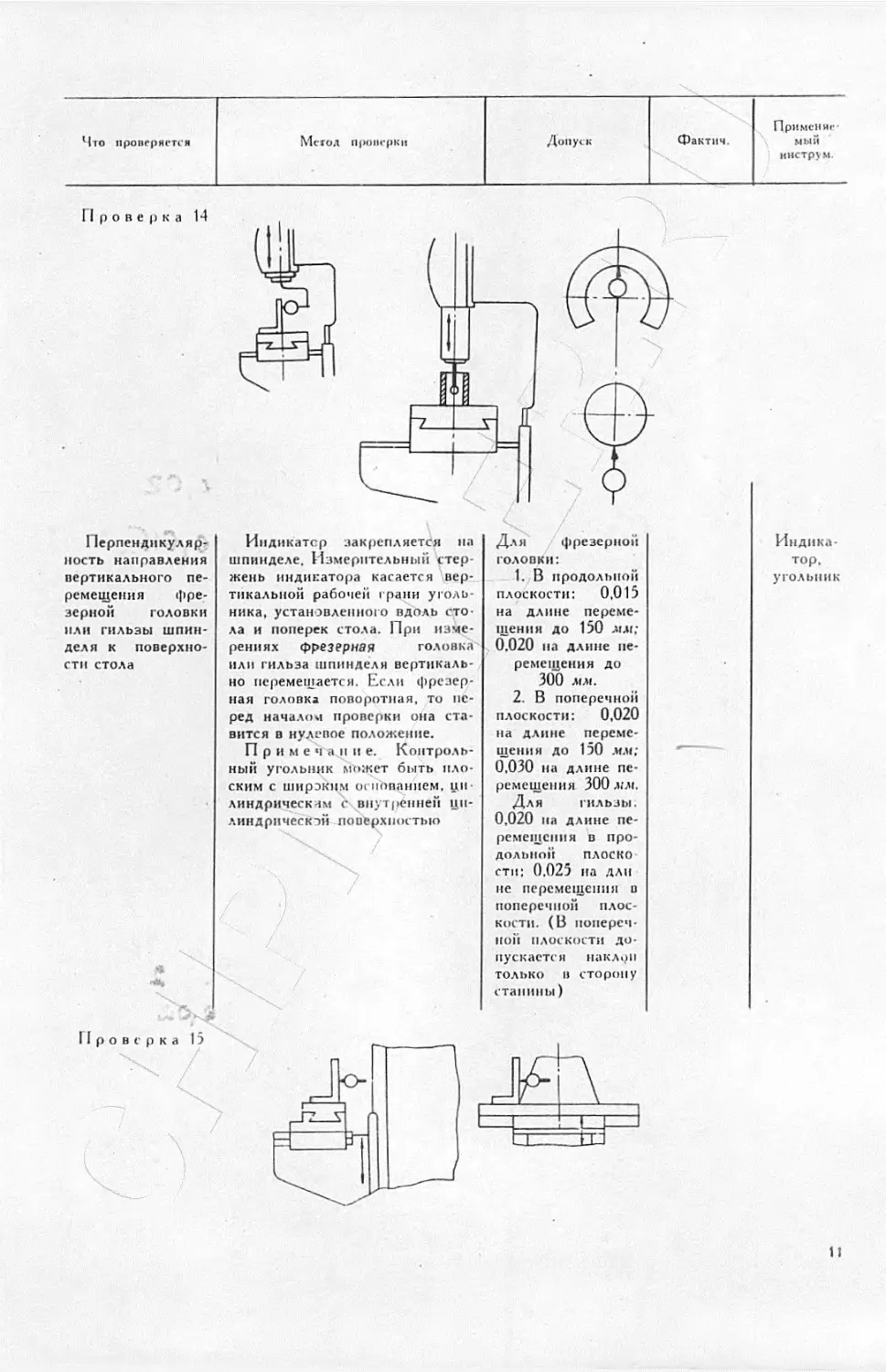
Перпендикуляр-
ность направления
вертикального пере-
мещения фрезерной
головки или гильзы
шпинделя к поверх-
ности стола.
Индикатор закрепляется на
шп и и д ел е Измер ител ьн ый
стержень индикатора касается
вертикальной рабочей грани
угольника, установленного
вдоль стола и поперек стола.
При измерениях фрезерная
головка или гильза шпинделя
вертикально перемещается.
Если фрезерная головка пово-
ротная, то перед началом про-
верки опа ставится в нулевое
положение.
Примечание. Контроль-
ный угольник может быть пло-
ским с широким основанием,
цилиндрическим с внутренней
цилиндрической поверхностью.
Для фрезерной го-
ловки:
1. В продольной
плоскости: 0,015 на
длине перемещения
до 150 мм; 0,020 па
длине перемещения
до 300 мм.
2. В поперечной
плоскости: 0,020 на
длине перемещения
до 150 мм; 0,030 на
длине перемещения
300 мм.
Для гильзы: 0,020
на длине перемеще-
ния в продольной
плоскости; 0,025 на
длине перемещения
в поперечной плос-
кости. (В попереч-
ной плоскости до-
пускается наклон
только в сторону
станины)
Индикатор,
угольник
9
Что проверяется
МЕТОД ПРОВЕРКИ Допуск Фактич. Применяе- мый инструм.
Перпендикуляр-
ность рабочей по-
верхности стола к
направлению верти-
кального перемеще-
ния консоли в про-
дольной и попереч-
ной плоскостях.
Индикатор закрепляется на
«неподвижной части станка так,
чтобы его измерительный
стержень касался вертикаль-
ной рабочей грани угольника,
установленного вдоль и попе-
рек стола. Консоль переме-
щается по направляющим ста-
нины.
П р и м е ч а и и е: Контроль-
ный угольник может быть пло-
ским с широким основанием,
цилиндрическим и т. д.
о
до
на
1. Для станков
шириной стола
160 мм: 0,015
длине 150 мм
вдоль продольной
оси стола; 0,020 на
длине 150 мм -
вдоль поперечной
оси стола.
2. Для станков с
шириной1 Стола св.
160 мм: 0,020 на
длине 300 мм —
вдоЛь продольной
оси стола; 0,03 на
длине 300 мм—
вдоль поперечной
оси стола. (В про-
дольной плоскости
отклонения могут
быть в обе стороны,
а в
плоскости
конец
может
только
станины).
0,02
о}о&
поперечной
верхний
угольника
отклоняться
в сторону
Проверка
Параллельность на-
правляющих хобота
оси вращения шпин-
деля в вертикаль-
ной и горизонталь-
ной плоскостях.
Индикатор закрепляется на
Специальной ползушке так,
чтобы его измерительный стер-
жень касался цилиндрической
поверхности оправки, встав-
лен пой в коническое отверстие
шпинделя. Ползушка с инди-
катором перемещается по на-
правляющим хобота. Измере-
ние производится- в вертикаль-
ной и горизонтальной плоско-
стях. В каждой из плоскостей
измерение производится по
двум диаметрально противо-
положным сторонам оправки,
для чего после первого изме-
рения шпиндель поворачивает-
ся на 180°. Погрешность опре-
деляется средней арифметиче- I
ской результатов обоих заме-
ров
0,015 на длине
150 мм — для стан-
ков с шириной сто-
ла до 160 мм.
0,025 на длине
300 мм — для стан-
ков с шириной сто-
ла св. 160 мм как в
вертикальной, так и
в горизонтальной
плоскостях.
О 0 2.S
Индикатор,
угольник
Индикатор,
оправка
)0
Что проверяется
МЕТОД ПРОВЕРКИ
Допуск
Фактич.
Применяе-
мый
инструм.
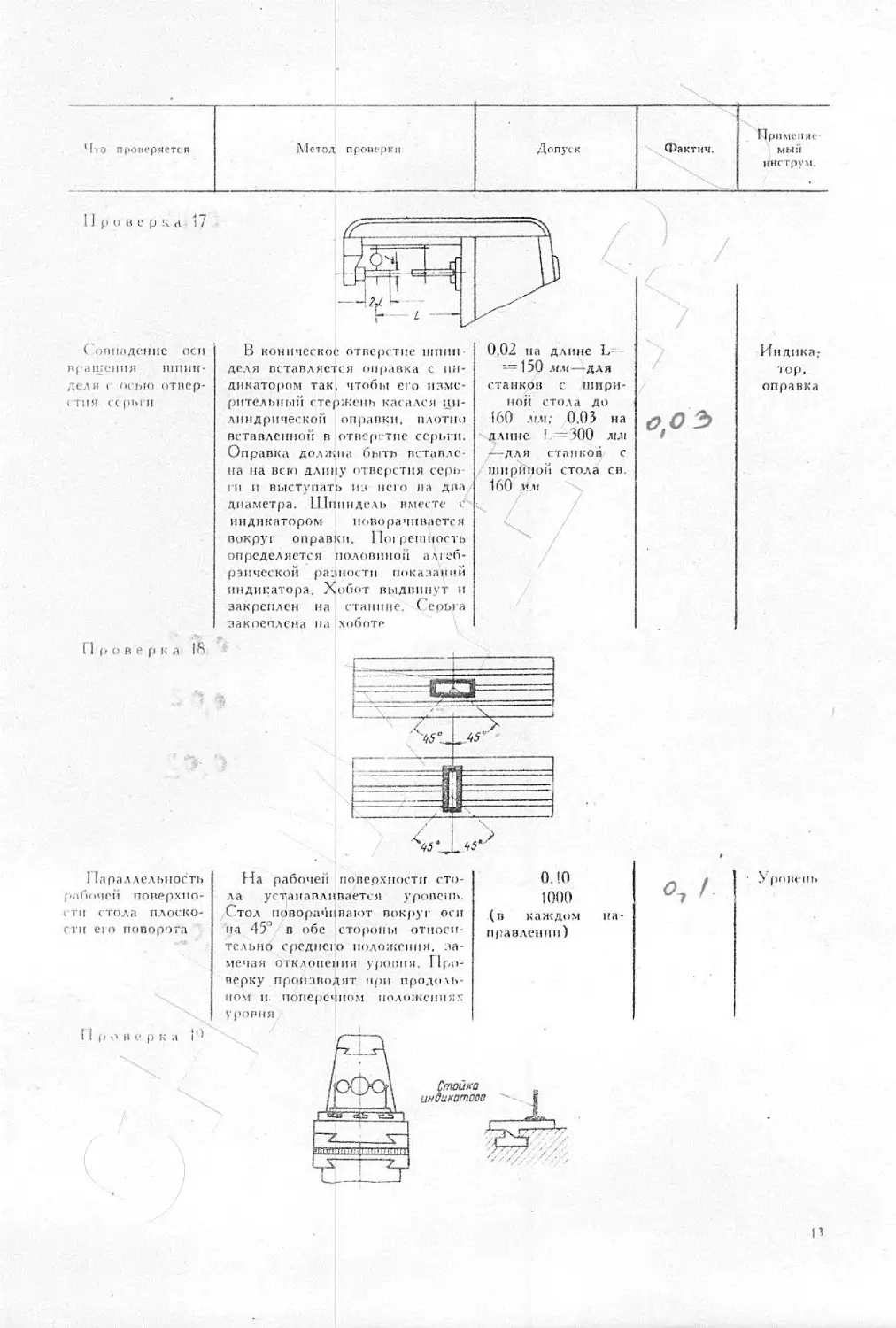
Проверка Г/
Совпадение оси
вращения шпинделя
с осью отверстия
серьги.
В коническое отверстие
шпинделя вставляется оправ-
ка с индикатором так, чтобы
его измерительный стержень
касался цилиндрической
оправки, плотно вставленной в
отверстие серьги. Оправка
должна быть вставлена на
всю длину отверстия серьги и
выступать из него на два диа-
метра. Шпиндель вместе с ин-
дикатором поворачивается
вокруг оправки. Погрешность
определяется половиной ал-
гебраической разности показа-
ний индикатора. Хобот выдви-
нут if закреплен на станине.
Серьга закреплена на хоботе.
0,02 на длине L=
= 150 мм—для стан-
ков с шириной сто-
ла до 160 мм; 0,03
на длине L =
= 300 мм—для стан-
ков с шириной сто-
ла св. 160 мм.
Проверка
Параллельность ра-
бочей поверхности
стола плоскости его
поворота.
Индикатор,
оправка
На рабочей поверхности сто-
ла устанавлизается уровень.
Стол поворачивают вокруг оси
на 45° в обе стороны относи-
тельно среднего положения,
замечая отклонения уровня.
Проверку производят при про-
дольном и поперечном поло-
жениях уровня.
о,ю_
1000
(в каждом направ-
лении).
Уровень
Проверка 19
И’.
Станки с шириной стола В Расстояние Л от оси шпинделя до рабочей поверхности стола — 320 160 400 180
Расстояние А1 от торца шпинделя до рабочей поверхности стола 200 224
Расстояние Л2 от торца шпинделя до точки приложения силы 80 95
Расстояние у от вертикальных направляющих станины до точки прило- жения силы 320 450
Расстояние у, от точки приложения силы до торца подшипника серьги 160 224
Расстояние у2 от вертикальных направляющих станины до первого паза стола Расстояние у3 от вертикальной оси шпинделя до первого паза стола 375 95 505 106
Диаметр D конусной части испытательной оправки в точке приложения силы 125 160
Диаметры цилиндрической части испытательной оправки d 65 75
60 70
Что проверяется v, Е Т О Д ПРОВЕРКИ Допуск Фактич ! Применяе- мый инструм.
Относительное перемещение под нагрузкой стола и оправки, закреплен- ной в шпинделе . 4 В отверстие шпинделя плот- но вставляется оправка и же- стко закрепляется с помощью шомпола. В станках с гори- зонтальным шпинделем на сво- бодный конец оправки наде- вается серьга и закрепляется на хоботе в заданном положе- нии. Хобот устанавливается за- подлицо с задней стенкой ста- нины. На столе жестко закреп- ляется устройство для созда- ния нагружающей силы Р, для измерения которой использу- ются рабочие динамометры. Станки с шириной стола 320 мм. При- лагаемая сила 1250 кг. Наибольшее до- пустимое перемеще- ние 0,6 мм. Станки с шириной стола 400 мм. При- лагаемая сила 2000 кг. Наибольшее до- пустимое перемеще- ние 0,75 мм.
14
Что проверяется MBH'ОД ПРОВЕРКИ Допуск Фактич. Применяе- мый инструм.
на
и
Перед каждым испытанием
хоботу с серьгой, консоли, са-
лазкам, столу и выдвижной
гильзе шпинделя сообщаются
перемещения с последующей
установкой их в заданное по-
ложение, а шпинделю— пово-
рот. При этом консоль подво-
дится в положение проверки
перемещением снизу вверх, са-
лазки—перемещением к зерка-
лу станины, хобот с серьгой—
перемещением от зеркала ста-
нины, а стог устанавливается
в среднее положение переме-
щением справа налево.
При испытании консоль, по-
воротный стол, хобот и вы-
движная гильза шпинделя за-
крепляются.
Между столом и оправкой
создается плавно возрастаю-
щая до заданного предела си-
ла Р, направление которой оп-
ределяется углами а=40°
между проекцией силы Р
горизонтальную плоскость
направлением продольной по-
дачи стола 3=30°—между на-
правлением силы Р и ее про-
екцией на горизонтальную
плоскость стола.
15
Что проверяется
МЕТОД ПРОВЕРКИ
Допуск
Фактич.
Применяе-
мый
инструм.
Нагружающая сила прила-
гается к конусной части диска
оправки с углом наклона об-
разующей к оси, равным
7 =34°—для станков с гори-
зонтальным шпинделем и уг-
лом ; 30°— для станков с
вертикальным шпинделем и
направлена через ось оправки.
Одновременно с помощью ин-
дикатора измеряется переме-
щение оправки относительно
стола в направлении попереч-
ной подачи.
Индикатор укрепляется на
устройстве для нагружения
или непосредственно на ст
так, чтобы его мерит’елы
штифт касался:
а) торца диска оправки в
точке, расположенной у его
периферии в горизонтальной
плоскости, проходящей через
ось оправки—на станках с го-
ризонтальным шпинделем.
б) образующей цилиндриче-
ского пояска, лежащей в пло-
скости, проходящей через ось
оправки и перпендикулярной
к зеркалу станийы—на стан-
ках с вертикальным шпинде-
лем. За величину относитель-
ных перемещений принимается
средняя арифметическая из
результатов испытаний-
11. ИСПЫТАНИЕ СТАНКА ПОД НАГРУЗКОЙ
Испытание станка под нагрузкой производилось в соответствии с методикой, разработанной
конструкторским отделом завода.
ЗАКЛЮЧЕНИЕ
Нормали и ГОСТы соблюдены.
Паспортные данные станка соответствуют.
Станок считается принятым и подлежит отгрузке потребителю.
Дата
I Начальник ОТК
Станок выполнен в соответствии с чертежами и техническими условиями.
Начальник цеха
Дзержинская тип. Заказ 2846, арт« 6-10000-е-5-4-1961
ТЕХНИЧЕСКОЙ ПРИЕМКИ
КОНСОЛЬНО-ФРЕЗЕРНОГО
СТАНКА
ВСЕСОЮЗНОЕ
ЭКСПОРТНО-ИМПОРТНОЕ ОБЪЕДИНЕНИЕ
„СТАНКОИМПОРТ"
С ('. С Р М О С К В А
СССР
СОВЕТ НАРОДНОГО ХОЗЯЙСТВА вол го-вя тс ко г о
ЭКОНОМИЧЕСКОГО РАЙОНА
ГЗФС
ТЕХНИЧЕСКОЙ ПРИЕМКИ
КОНСОЛЬНО-ФРЕЗЕРНОГО
СТАНКА
ТИП СТАНКА
I. 1!1Ч)ВЕРК,\ СТАНКА НА ТОЧНОСТЬ ПО ГОСТ 13-54
- -. Ч »•> pH. ь М Мен .1 UplHu pKlI г Д...П.К Фак 1 ич 1 1 pitмси нс мы и I11K 1р\ м.
[ I р О В Г р К а I
I 1лОСК<>(ТИОС ть
рабочей поверх-
ности стол.»
I I.» рабочую поверхность сто-
ла по различным направлениям
кладется линейка проверочной
гранью на две калиброванные
плитки равной высоты. I Нитка-
ми и щупом измеряется величи-
на просвета между нижней
гранью линейки и поверхностью
стола
0,03 па длине 1000
.м.ч в любых на-
правлениях (до-
пускается только
вогнутость)
О,б$
Про в е р к а 2
Линейка,
щуп,
и читки
11рямолиней-
ность перемеще-
ния стола в верти-
кальной плоскости
в продольном и
поперечном на-
правлениях
Пров е р к а 3
Взаимная пер-
пендикулярность
продольного и по-
перечного переме-
щения стола в го-
ризонтальной пло-
скости
На рабочей поверхности сто-
ла в продольном и поперечном
направлениях устанавливаются
уровни. Стол перемещается по-
очередно по продольным и по-
перечным направляющим на
всю длину хода. Показания
уровней наблюдаются на всех
длинах обоих перемещений
0.04
1000
па всей длине хода
стола в продоль-
ном и поперечном
направлениях
На рабочей поверхности сто-
ла закрепляется угольник, рабо-
чие грани которого распо-
лагаются вертикально, а одна
из них выверяется параллельно
продольному или поперечному
перемещению стола. Измерение
производится по другой, распо
ложечной к пей под углом 90",
грани индикатором, закренлен-
0,02 на длине
300 лг.н
1 IpoiiepKa
отменен.»
У ровень
Угольник,
индикатор
Что проверяется Метод проверки Допуск Фактнч. Применяе- мый инструм.
ным в неподвижной точке, при перемещении угольника вместе со столом в направлении этой грани. Измерение производится при закрепленной на станине консоли \
Параллельность
рабочей поверхно-
сти стола направ-
лению его про-
дольного переме-
щения
Индикатор закрепляется на
неподвижной части станка гак,
чтобы его измерительный стер-
жень касался рабочей поверх-
ности стола. Стол перемещает-
ся по продольным направляю-
щим на всю длину хода. Кон-
соль закреплена на станине, а
салазки на консоли
На всей длине хо
да стола:
до 300 леи 0,015
до 500 ,мл< 0,020
до 1000 мм 0,030
си. 1000 лги 0,040
Индика-
тор
Проверка 5
Параллельность
рабочей поверх-
ности стола на-
правлению его по-
перечного переме-
щения
Индикатор закрепляется на
неподвижной части станка так,
чтобы его измерительный стер-
жень касался рабочей поверхно-
сти стола. Стол перемещается по
поперечным направляющим на
всю длину хода. Консоль за-
крепляется на станине
На всей длине
хода стола:
до 300 мм 0.02
до 500 .им 0,03
(стол может иметь
отклонения только
к станине)
Индика-
тор
0,о 'S'
6
Что проверяется Метод проверки Допуск Фактич. Применяе- мый инструм.
Проверка 6
Параллельность
боковых сторон
среднего паза сто-
ла направлению
его продольного
перемещения
Рычажно-зубчатый индикатор
закрепляется на неподвижной
части станка так. чтобы его из-
мерительный рычаг касался бо-
ковой стороны среднего паза
стола. Стол перемещается на
всю длину продольного хода.
Измерение производится по
обеим боковым сторонам сред-
него паза стола
На всей длине хо-
да стола:
до 300 .ил< 0,020
до 500 лъи 0,030
до 1000 леи 0.035
св. 1000 мм 0,040
Индикатор
Проверка 7
Осевое биение
шпинделя
В коническое отверстие шпин-
деля вставляется короткая
оправка с перпендикулярным к
его оси торием. Измерительный
стержень закрепленного на не-
подвижной части станка инди-
катора касается торцевой по-
верхности оправки у ее центра.
Нормально затянутый в осевом
направлении шпиндель приво-
дится во вращение
Для станков с диа-
метром шейки
шпинделя под пе-
редний подшип-
ник:
до 50 лг.м 0,010
до 80 леи 0,015
св. 80 л(.и 0.020
Оправка,
индикатор
Проверка 8
7
Что проверяется Метод проверки Допуск Фактич. I ]рММГИИ< МЫ И инструм.
Биение торце- вой поверхности переднего конца фрезерного шпин- деля Индикатор закрепляется на неподвижной части станка так, чтобы его измерительный стер- жень касался торцевой поверх- ности конца шпинделя на воз- можно большем диаметре. Шпиндель приводится во вра- щение. Замеры производятся не ме- нее чем в двух диаметрально противоположных положениях шпинделя. Погрешностью счи- тается наибольшее показание индикатора при разных замерах Для станков с диаметром шейки шпинделя иод пе- редний подшип- ник: до 50 мм 0,0 15 до 80 мм 0.020 св. 80 0,025 / °- Q. Индика- тор
Проверка 9
Радиальное бие-
ние оси коническо-
го отверстия шпин-
деля
Индикатор закрепляется на
неподвижной части станка так,
чтобы его измерительный стер-
жень касался цилиндрической
поверхности, оправки, вставлен-
ной коническим хвостом в кони-
ческое отверстие шпинделя.
Шпиндель приводится во вра-
щение. Измерение производит-
ся у торца шпинделя и на рас-
стоянии L от торна щпинделя
0,010 у торца
шпинделя; 0,015
на расстоянии L—
150 леи — для стан-
ков с диаметром
шейки шпинделя
до 50 льм; 0,020 на
расстоянии L=
300 -ИЛ1 — для
станков с диамет-
ром шейки шпин-
деля свыше 50 Л1Л<
Индика-
тор,
оправка
е(0|
Проверка 10
Радиальное бие-
ние наружной ци-
линдрической по-
садочной поверх-
ности переднего
конца шпинделя
Индикатор закрепляется на
неподвижной части станка так,
чтобы его измерительный стер-
жень касался наружной поверх-
ности переднего конца шпин-
деля, центрирующей насадные
фрезы.
Шпиндель приводится во
вращение
Для станков с
диаметром шейки
шпинделя под пе-
редний подшип-
ник:
до 50 ЛМ! 0.010
св. 50 мм 0,015
Индика-
тор
8
Применят
мый
инструм.
Что промеряется
Метод проверки
Допуск
Фактич.
Проверка 11
Перпендикуляр-
ность оси враще-
ния горизонталь-
ного шпинделя к
среднему пазу сто-
ла
На шпинделе крепится колен-
чатая оправка с индикатором
так, чтобы его измерительный
стержень касался боковой по-
верхности комбинированного су-
харя, установленного выступом
в паз стола на расстоянии
150 л<л< от оси шпинделя. Про-
верка производится на одном и
другом конце стола. Шпиндель
с оправкой и индикатором по-
ворачивают, а комбинирован-
ный сухарь передвигают в об-
ратную сторону от оси шпин-
деля на 150 мм и производят
второй замер
0,02 на длине
• 300 мм
°,° 2-
Индика-
тор
Проверка 12
Параллельность
оси вращения
шпинделя рабочей
поверхности стола
В коническое отверстие шпин-
деля вставляется коническим
хвостом цилиндрическая оправ-
ка. Измерение производится
индикатором, основание стойки
которого перемещается по ра-
бочей поверхности стола пер-
пендикулярно к осп оправки та-
ким образом, чтобы его измери-
тельный стержень касался ци;
линдрпческой поверхности сни-
зу или сверху оправки сначала
у торца шпинделя, а потом на
расстоянии I- от него. Каждое
измерение производится по
двум диаметрально противопо-
0.02 на длине Е=
150 ЛМ( — для
станков с шириной
стола до 160 л!.м;
0,03 на длине L=
300 льм — для
станков с шириной
стола св. 160 лг.и
(свободный конец
оправки может от-
клоняться только
вниз)
с О 2.
!
Оправка,
индика-
тор
9
Что проверяется
Метод проверкв
Допуск
Фактич.
Прове р к а 13
I lepncH дикул ар-
ность оси враще-
ния шпинделя к
рабочей поверх-
ности стола
I IpilMHIR'*
мши
инструм
ложным сторонам оправки в ее (
данном соединении со ппшндс I
лем, т. е. после первого измере
нпи шпиндель вместе с оправкой
поворачивается на 180°. 1Io-
грешность каждого измерения
определяется средней арифмети-
ческой результатов обоих заме-
ров, т. с. замеров но диамет-
рально противоположным сто-
ронам оправки. Измерение
производится в верхнем и ниж-
нем положении стола при <а
крепленных на станине консоли
и салазок на консоли
На шпинделе крепится колен-
чатая оправка с индикатором,
измерительный стержень кото-
рого касается рабочей поверх-
ности стола. При измерении
шпиндель вместе с индикатором
поворачивается на 360'. При
проверке консоль закреплена на
станине, а салазки на консоли.
Каждое измерение производится
в двух положениях индикатора,
смещенных относительно шипи
деля на 180 в продольной и по-
перечной плоскостях. Погреш-
ность каждого измерения онре
делается средней арпфметмче
скоп результатов обоих заме-
ров. т. е. замеров при диамет-
рально противоположных поло-
жениях индикатора относитель-
но шпинделя. Измерение ирон I-
водится в верхнем и нижнем по-
ложении как стола, так и шпин-
деля (при перемещении фрезер-
ной головки или гильзы). В слу-
чае поворотной фрезерной i о-
ловки, она устанавливается в
нулевое положение
I. Для станков
< шириной стола
до 1б() льм: 0,015
и.| диаметре 150
.млг в продолык>1:
плоскости; 0.020
на диаметре 150
Л1.ч- в поперечной
плоскости.
2. Для станков
с шириной стола
св. 160 льч: 0.020
на диаметре
300 чл!—в про-
дольной плоско-
сти; 0,030 на диа-
метре 300 Л1Л1 — в
поперечной плос-
кости. (В попереч-
ной плос koi тн до-
пускается наклон
только в сторону
станины)
11ндпка-
тор
10
Примени»-
мый
инструм.
Что проверяется
Метод проверки
Допуск
Фактич.
Проверка 14
Перпендикуляр-
ность направления
вертикального пе-
ремещения Фре-
зерной головки
или гильзы шпин-
деля к поверхно-
сти стола
Проверка 15
Индикатор закрепляется на
шпинделе. Измерительный стер-
жень индикатора касается вер-
тикальной рабочей грани уголь-
ника, установленного вдоль сто-
ла и поперек стола. При изме-
рениях фрезерная головка
или гильза шпинделя вертикаль-
но перемещается. Если фрезер-
ная головка поворотная, то пе-
ред началом проверки она ста-
вится в нулевое положение.
П р и м е ч а и и е. Контроль-
ный угольник может быть пло-
ским с широким ос нованием, ци-
линдрическим с внутренней ци-
линдрической поверхностью
головки:
1. В продольной
плоскости: 0,015
на длине переме-
щения до 150 лис;
0.020 на длине пе-
ремещения до
300 мм.
2. В поперечной
плоскости: 0,020
на длине переме-
щения до 150 л<л<;
0,030 на длине пе-
ремещения 300 мм.
Для гильзы.
0,020 на длине пе-
ремещения в про-
дольной плоско
сти; 0.025 на дли
не перемещения в
поперечной плос-
кости. (В попереч-
ной плоскости до-
пускается наклон
только в сторону
станины)
Индика-
тор,
угольник
11
Что проверяется Метод проверки е Допуск Фактич. Применяе- мый инструм.
Перпендикуляр- ность рабочей по- верхности стола к направлению вер- тикального пере- мещения консоли в продольной и поперечной плос- костях • Индикатор закрепляется на неподвижной части станка так, чтобы его измерительный стер- жень касался вертикальной ра- бочей грани угольника, уста- новленного вдоль и поперек сто- ла. Консоль перемещается по направляющим станины. Примечание. Контроль- ный угольник может быть пло- ским с широким основанием, ци- линдрическим и т. д. ’ 1. Для станков с шириной стола до 160 мм: 0,015 на длине 150 мм — вдоль продольной оси стола; 0,020 на длине 150 мм — вдоль попереч- ной оси стола. 2. Для станков с шириной стола св. 160 Л/ЛС 0,020 на длине 300 мм — вдоль продоль- ной, осн стола; 0,03 на длине 300 м.ч — вдоль поперечной оси стола. (В продоль- ной плоскости от- клонения могут быть в обе сторо- ны, а в поперечной плоскости верхний коней угольника может отклонять- ся только в сторо- ну станины) 0,015" Индика- тор, угольник
Проверка 16
Параллельность
направляющих хо-
бота оси вращения
шпинделя в верти-
кальной и гори-
зонтальной плос-
костях
Индикатор закрепляется на
специальной ползушке так, что-
бы его измерительный стержень
касался цилиндрической поверх-
ности оправки, вставленной в
коническое отверстие шпинделя.
Ползушка с индикатором пере-
мещается по направляющим хо-
бота'. Измерение производится
в вертикальной и горизонталь-
ной плоскостях. В’ каждой из
плоскостей измерение произво-
дится по двум диаметрально
противоположным сторонам
оправки, для чего после первого
измерения шпиндель поворачи-
вается на 180°. Погрешность
определяется средней арифмети-
ческой результатов обоих заме-
ров
0.015 на длине
150 Л1Д1 — для
станков с шириной
стола до 160 Л1Л1:
0.025 на длине
300 мм — для
станков с шириной
стола св. 160 лсм
как в ’ вертикаль-
ной, так и в гори-
зонтальной плос-
костях
0,0 1
О yQZ
Индика-
тор,
оправка
12
Проверка 17
Совпадение оси
крашения шпин-
деля с осью отвер-
стия серьги
Прове р к а 18
11араллелыюсть
рабочей поверхно-
сти стола плоско-
сти его поворота
11 ров е р к а I'1
В коническое отверстие шипи
деля вставляется оправка с ин-
дикатором так, чтобы его изме-
рительный стержень касался ци-
линдрической оправки, плотно
вставленной в отверстие серьги.
Оправка должна быть вставле-
на на всю длину отверстия серь-
ги и выступать из него па два
диаметра. Шпиндель вместе с
индикатором поворачивается
вокруг оправки. Погрешность
определяется половиной алгеб-
раической разности показаний
индикатора. Хобот выдвинут и
закреплен на станине. (ерыа
закоеплена па хоботе
0.02 на длине L
= 150 мм—-для
станков с шири-
ной стола до
160 .ни; 0.03 на
длине. 1. "300 мм
г—для станков с
шириной стола св.
160 .и.и
/
Па рабочей поверхности сто-
ла устанавливается уровень.
Стол поворачивают вокруг оси
на 45п в обе стороны относи-
тельно среднего положения, за-
мечая отклонения уровня. Про-
верку производят при продоль-
ном и поперечном положениях
уровня
Индика;
тор,
оправка
0.10
1000
(в каждом
правлении)
на-
\ровепь
К
Что проверяется Метод проверки Допуск Фактич. Применяе- мы и инструм.
Совпадение осп вращения шпин деля с плоскостью симметрии средне го паза стола, по- вернутого парал- лельно оси шпин- деля «г '6 Проверка 20 1. Плоскостность обработанноГ1 на станке поверхно- сти. 2. Параллель- ность верхней об- работанной по- верхности основа- нию. 3. Перпендику- лярность боковых обработанных по верхностей основа НИЮ. 4. Взаимная пер- пендикулярность боковых (и тор» цевых) поверхно- стей между собой Стол поворачивают парал- лельно оси шпинделя и выве- ряют по среднему пазу. Измере- ние производится индикатором, основание стойки которого имеет выступ, прижимаемый к одной из боковых сторон сред- него паза стола, а измеритель- ный стержень касается боковой стороны контрольной оправки, вставленной в конусное отвер- стие шпинделя. Измерение про- изводится по обеим сторонам оправки от противоположных сторон паза стола. Погрешность определяется половиной алгеб- раической разности показаний индикатора обоих замеров Проверка обработанных по- верхностей образца производит- ся: 1 На плоскостность — с по- мощью линейки и концевых мер или индикатора; 2 . На параллельность поверх- ностей — с помощью индикато- ра; 3 и 4. На перпендикулярность поверхностей — с помощью угольника и концевых мер 0.15 / 1. 0.02 па длине 150 Л1Л<; 0,04 на длине 300 леи. 2. 0,02 на длине 150 леи, 0,04 на длине 300 леи. 3. 0,02 на длине 150 леи. 4. 0,02 на длине 150 мм; 0,03 на длине 300 леи. Об- работанные по- верхности не долж- ны иметь следов дробления. Приме- чание. Контроль на длине 300 мм осуществляется на образцах с дли- ной L .300 мм С, 12. 0,02 «,аг М2 в ,02 Индика- тор, оправка Индика- тор, угольник
14
Что проверяется
Проверка 21
Метод Проверки Допуск Фактич. 11рММ<*НН<г Mbiii инструм.
Станки с горизонтальным шпинделем с неповоротным
и поворотным столом
Станки с вертикальным н поворотным шпинделем
I. Индикатор для намерений относительных nepi.Meineiu.it
15
Станки с шириной стола В 320 400
Расстояние b от оси шпинделя до рабочей поверхности стола 160 130
Расстояние Ai от торца шпинделя до рабочей поверхности стола 200 224
Расстояние /72 от торца шпинделя до точки приложения силы 80 95
Расстояние у от вертикальных направляющих станины до точки прило- жения силы 320 450
Расстояние yi от точки приложения силы до торна подшипника серый 160 224
Расстояние у а от вертикальных направляющих станины до первого паза стола .375 505
Расстояние уз от вертикальной оси шпинделя до первою паза стола 95 106
Диаметр D конусной части испытательной оправки в точке приложения силы 125 160
Диаметры цилиндрической части испытательной оправки d 65 75
60 70
Что промеряется Метод проперки Допуск Фактич. Применяе- мый инструм.
Относительное перемещение под нагрузкой стола и оправки, закреп- ленной в шпинде- ле В отверстие шпинделя плот- но вставляется оправка и жест- ко закрепляется с помощью шомпола. В станках с горизон- тальным шпинделем на свобод- ный конец оправки наделается серьга и закрепляется на хобо- те в заданном положении. Хобот устанавливается за- подлицо с задней стенкой ста- нины. На столе жестко закрепляет- ся устройство для создания на- гружающей силы Р. для изме- рения которой используются рабочие динамометры. Станки с шири- ной стола 320 Л(Л1. Прилагаемая сила 1250 кг. Наиболь- шее допустимое перемещение 0.6 .м.м Станки с шири- ной стола 400 .и.м. Прилагаемая сила 2000 кг. Наиболь- шее допустимое перемещение 0.75 м.и д^ЧЬ
16
Что пpourрястея Метод проперки Допуск Фактич. Применяе- мый нЦструм.
Перед каждым испытанием хобота с серьгой, консоли, са- лазкам, столу II выдвижной гильзе шпинделя сообщаются перемещения с последующей установкой их в заданное поло- жение, а шпинделю—попорот. При этом консоль подводится в положение проперки перемеще- нием снизу вверх, салазки — пе- ремещением к зеркалу станины, хобот с серьгой — перемеще- нием от зеркала станины, а стол устанавливается в среднее поло- жение перемещением справа на- лево. При испытании консоль, по- воротный стол, хобот н выдвиж- ная гильза шпинделя закреп- ляются. Между столом и оправкой создается плавно возрастающая до заданного предела сила Р, направление которой опреде- ляется углами а 40’ — между проекцией силы Р па горизон- тальную плоскость и направле- нием продольной подачи стола //—30° -- между направлением силы Р и се проекцией на iopn- зоитальиую плоскость стола •
17
Что проверяется
Метод проверки Допуск Фактич.
для станков с
на
Нагружающая сила прила-
гается к конусной части диска
оправки с углом наклона, об-
разующей к оси равным }’ 34'
— для станков с горизонталь-
ным шпинделем и углом у 30J
вертикальным
шпинделем и направлена через
ось оправки. Одновременно с
помощью индикатора измеряет-
ся перемещение оправки относи-
тельно стола в направлении по-
перечной подачи.
Индикатор укрепляется
устройстве для нагружения или
непосредственно на столе
чтобы его мерительный штифт
касался:
а) торца диска оправки в точ-
ке, расположенной у его перифе
рии в горизонтальной плоско-
сти, проходящей через ось
оправки — на станках с гори-
зонтальным шпинделем;
б) образующей цилиндриче-
ского пояска, лежащей в плос-
кости, проходящей через ось
оправки и перпендикулярной к
зеркалу станины — на станках
с вертикальным шпинделем. За
величину относительных пере-
мещений принимается средняя
арифметическая из результатов
двух испытаний
ак
Применяя
мый
инструм.
18
II. ИСПЫТАНИЕ СТАНКА ПОД НАГРУЗКОЙ
Испытание станка под н.прузкой производилось и соответствии
конструкторским отделом завода
ме | од и кой. разработанной
3 А К Л Ю Ч Е Н 11 Е
Станок выполнен в соответствии с чертежами и техническими условиями.
Нормали и ГОСТы соблюдены.
Паспортные данные станка соответствуют.
Станок считается принятым и подлежит отгрузке потребителю.
Внештор! и'здат. Заказ № 3^0 У СТ.
10
Содержание рукододстба У 72 У/
; Обозначение раздетой даименобание раздехоё и их содержание /!ист
| 6МЗЗ-О-О1 Назначение и одхость применения станка
бм&з-о-ор РЬспокоёка и транспортировку. станка пг
6ддз-о- оз Фундамент станкаt монтаЖ: , устанрёка i
бмвз -о-ой Подготовка станка к первоначальному пуску L
6М83-0-05 Паспорт станка /с5
Схема органов управхениу i
Основные данные станка
Габарит рабочего пространстёа 3
Посадочные и присоединительные базы 3
станка
Годарит станка б пхане 3
Механика е/1адного д&ирсения
1 1 Механика подач А" •
бпвз-о- об 4- ' А Краткое. \описание станка /-/of
Сдирай Сид станка L
Краткое описание станка 2гв '
• Кинематическая схема
СпецисрикоуиЯ эхе мен той кинема - То \
тической схемы
6М&3-О-О7 А Паспорт эхектрооборудобания станка
'- ” '- ч< Описание дейстбия эхектросхемы /-7 \
... . Спецификация покупного эхектроодорудаёан 9-И
ч5 / Принципиахьная эхектросхема станка
'v Монтажная эхектросхеМа станка
бн^-'О-ОГ Общий ёид эхектрооборудобония станка (9 j
6033-0- 09 Смазка станка /-а
Схема смазка У
Указания по обсхужибонино смазочной S
\ системы станка - 1
Униёерсахьный консохьнр-
сррезерный станок
Составил б&якоё ^^/шф^коёод^т^О к СТ-КУ бМвЗ-О' С1)_
'^единим содержание t . <2 /
Hch.okdq -_-_ ~
Седерорание рукаёодстёа |
Обозна пение разделов Наименодоние разделов и их содерорант Лиат \
QM83- О- Ю Перёонс/чальный пуск станка f-2 j
6M&3-Q12 Ревул ироёрние станка
внвв- ВК Ведомость комплектации пр ин адлефсностес
Вмвз-о- 16 Схема рюсгюлоФсениЯ подииипникоё качения L *
СМ<33 -0-17 Спецификация подшипникоё качения /-<?
BMes-7-оозА Схема настройки на автоматический цикл. 1 —
6MQ5-Q- 1<3 Спецификация дыстроизнашиёаноицилея '•ML.
деталей и иертетси.
6М82-О2О О<д/ ((/ н'/ ёид оврааяедения с пыреструйск^ )
приемникам £.
" "
>
i
*' •'*•' ^х. •
X
''х.
5 дрдякоС /kjoWCcu Универсальный консольно - еррезернь/й станок 0&и№~М^МотермолЬ1 по запасным 1*лрйф1ч \й6етоля м к а танке/ сойерфсание В 1/7/JT ь«, - 3 3>-С\р 2
——
Назначение и оёласть применения станка
Унидерсальный консольно- фрезерный станок
модели 6М8Ф предназначен для фрезера даниЯ деталей
из стали, чугуна и цветных нега плод цилиндрическому
дискодыни г Фасонными, торцедыми и псльцеёыми
фрезами д условиях индивидуального и серийного
произдодсгёа. Благодаря Наличино полуавтоматических
U о&томатичёских цикл од станок норРёт услеиино
использоваться на радотах операционного характера
д поточных и автоматических линиях-
да станке маар но одрадатыдать ёертиканьнЫе
и горизонтальные плоскости, позы, углы, зудчотые
колеса и т.д. /':
Фрезерование зудчотых колес, разёертоку
спиралей , контура.кулочкоё и прочих деталей,
треду/оицих пёриадическдёо или непрерывного поёораю
докруг сёоей оси у прризёодится на данном станке
с применением делительной голодки или накладного
круглого стола.
именэицйися механизм ёыдора лнафта ё ёинтоёой
паре продольной подачи стола позволяет
производить ёстречное и попутное фрезерование \
на ёсек реысимах резания
Наидолёе эффективное использаёание с танкер'
достигается при оёрадатке деталей методом
скорое тного фрезеродания.
X С применением универсальной накладной и
долдёЫсной голода к значительна расизиряютсЯ
технологические ёозмо-Ыкности станка.
Л-и : УХ • -'Ъ • • - ? :'.Х ’ '
1— injI L- - ‘ I- - — — -М------ «> ill—1,11.
Сидел 11:яна\л>
I
рукододстдо (К станку 6М83
йосрвцддрйяксё значение и область БМ8ФО-О1
стетнка /
Распакоёка и транспортировка станка
/в месту назначения станок транспортируется В
содранном Виде Вместе с демонтированными маховиками
продольного и поперечного хода и рукояткой подъема
консоли. у пока ванными В один яицик.
Транспортировку станка В упакованном и распоко -
Ванном Виде следует производить согласно приведенных
в данном разделе схемам транспортировки.
Распаковку станка следует начинать со снятия
Верхней стенки ящика, а затем удалить доковые стенки.
При транспортировке распакованного станка
необходимо следить за сохранностью отдельных
Выступающих его частей и окраски станка от
повреждения их штропом, под Ветвями которого
/ ipu распаковке станка следует проверить нолике
Всех поставленных принадлежностей по спецификации
принадлежностей} приложенной к руководству данного
станка за Уs 6М8В- ВН.
1-дТРвРоспсковка и транс- ; QMddcO'OS
портировка станка ! к*. . /
^~г ' -п| - I >i । У •
Состоял срЪякоЬ
Подгогпсёка станка к пербоначольному
пуску
Антикоррозийные покрытия на обработанных'
неокрашенных поверхностях станка удалить апомоихьно
керосина или растборителя.
Заполнить резербуары маслам нарки „ индустриальное Зи
по ГОСТ /707’51 о следу ноте м количестве:
резербиар станины ЭОЛ- у
резербуары серег о. о л.
резербуар консоли 5Л.
резербуар салазок 1Л
точки станка-
После заполнения мослом резербуара салазок
смазать напраблЯноицие стола и салазок при помощи
ручного насоса, установленного на лебом торус салазок.
При работе с охлаждением б резербуар оснабания
станка к электросети необходимо обеспечить
соответствующее- брасуение шпинделя согласна
быбронным Эля работы фрезам. Геренеирение стола
долэ/сно собпадать с направлением поборота рукоятки
"С “ ' '• •
переключения подач.
Рукобюдстбо к станку Г>ё1вйд
'Составил бодяков вПуку. /двбУПодпотобка станка к 6М8Э-О- О
пеобоначальнсми писки / /
Заварит раЗочеео прострсзнстба. Посадочные
\ и присоединительные ЗазЬ/ С тан ha________
ёоБорит станка & .wane
28&S
2565
Strait Щршсб
Соступил. ;<
Вед. коде) Д
Нач. б’Ьрп ।
ШиШ «онстучор». Р^обоЭс^о^сГо^
/3,1 а/-ген
аслорт Стон/со
। бм83
'“6И83-&-О5!
’• Кол.
Лв>л
Основные данные ставка.
Основные размеры
.Упродление испанкам
длина
/600.
Стойки для
Продольное
Паидол 6 алее
перемещение Поперечной
стола /о мм.
Расстояние меЖс/у Т-ооуаз-
ными пазами стола 5 нм.
ООО
320
ЗергтикольНор ЗЗС
90.
Расстояние от зеркала
станины до оси стола
ё мм .7<
Наим.
230
370
30
ЗвО
raceтояние от оси и
.ля до ходе та б мм-
/90
•Г/аёорюты стола при сдёи
нутых до крайнего пало-
. Жжения салазках________
Цена деления щкалы
1 ,
Перемещение стом Пред 'ЪлеЯ ёер\
.на Z о дорог находи ка.
Консоли с ходотаН - - есть .
консоли с' Тпорнай плитой есть
нет
Копировальное устррйсгёо
Выключающие упоры
Одно позицией
1р<долн Поперен- Верток. Ородолы. Лзпереч .Верги к..
есть есть'- есть 6 нет Нет
Предохранение от гтерегрузки некониз мм' подач Продолы Попере< , Верток
есть .Сеть ес гь
'.0,03 ОрЗ 0,03
рукоятки ё мм.
; Цена деления
лимдод ё мм.
'/Скорость дыстрога 'Перемещения 6 мн/мин. 306X736’00 /000
Возмажность руч- t • < нога перемещения 'д < есть есть
Возможность фрезеробан. по подаче осп
Цстрайстёо {механизирующие и аёто-.
логизирующие , работу станка.
ларноео движения и подачи
= '9а^нс/мени.е ПриёоЭ слоёного движения Приёод Подачи
j * Л',..- j / -л; ' •-•- *->•- тип • ... /Асинхронный а Короткозамкнутым ротором 9О5д/й 90^^/
- Номинальное напряжение ё ё’оль гах 220^380 ддо / /360
- Мощность о килоёатгах ю г,8
.йисло адоратоё д минуту /4бо /teo
дтнаииение УГаксималь наго крутящего монет, К номинальному дз до
Вес .д кг. /70 .4?
ПрсглзЁодйтельнасть/^ 32
дополнительные данные о станке
Г- г
.Станок мОэ/сет-хрыть настроенно
гюлуаётомотичёекий или оотомотиче-
\скии (наятникоёый) циклы.
\Иа станке. ёолмоЖны механические
подачи и ускоренные перемещения
насос Уаьление b кг/см
_ Мощность электрс
охлаждения двигателя ё кёт
мощностьэлектро -
О. /23
оёсмателЯ ё мин. 2дОО
рунные подачи и част поенные переме-
щения стала б продольном, поперечном
\и вертикальном потреблениях.
Руководство к стег.чкь/ 5/163
лЬ'ЗХ.Гг > К
...Ш бМдз-о^оБ
Нассарт станка ~ ц_
' *' ' 'U”t' *
Механика главного с/виэ/сеная
урегулирование механизме! елавного двиа/сениЯ ступенчатое
* « 4^/сло оворатоё и мощности на сипинПеле станка-
1 I и О5озна<-/ение органоё настройки Пиело ос/оро- тов сипим- деля в минутр 2ффектиёнс/я моерноать на сипиндехе в Кё Т '»'3 j I й «У? * 805) О/>а5ые звенья в цепи г/юёнага двиаке- ния
Показания ног Ханое
При ис- пользова- нии на- нинальнос HOU-/HOCTU Зл/Зёиеат. Зап ус. ко- емся наиёрлее слаёым зёрнам
Полот/сение органов насгроики Прямее ёрасще- ние Обрати р ораире ние
у 3/,5°^/мин 31,6 31.5 8,7 5.3 170 " 0^ ииесгернЯ_ Z'2j£gaow
г 7/о и 4о 7/о ам . 7,06 /70 0,89 — //.——
3 со '-' 50 50 в,9 8.9 /70 9,39 —
66 " 63 63 8.9-^ 8,9 /37 0.89 —.//
\5 во •• во во 3 / 9,7 //О 0,91 — и
б 700 " /оо /ОО я/ 9,1 88.5 0.97
7 7г б " /26 /35 я/ 9,7 7.7 0.9/ 7У6 ёонО-//
в /во" /60 /50 85 8.9 & 0£9 Ъ/9 вала ё
9 гоо " гоо ноо 8,7 6,7 7/2.3 0,87 Z.-22 валаЦ
10 250 " 250 ПбЬ 98 8.7 53.8 0,91 гЧвёалоШ
// 3/5 “ 3/6>\ 8/5 3,/ 9.1 28 0,91 *~" *— 1/ •*•"”
/«? 7/00 " .4оо Т/оо 9/ 9.1 22.2 021
/3 500 ” 500 500 9,/ 9,f 17.7 0,91 ^88 вахагц
/7/ 630 " / 630 630 9.1 9,1 /4 0,9/ // *
/5 800 " 8СЮ 800 9,1 9.1 7/ 021 _— ff —
/6 /ооо" /ООО /ООО 8,9 85 8.65 0,89 ZH6 вала//
/7 /гзо" /350 /250 8,8 8.8 6,86 0,88 /9 вала']
/в 7600 " /600 /600 8,6 8,6 5.2 0,86 Z'22^axdi
Схема органов настроили мех- на зхсозозо 35иа/сениЯ
велекти/вная,
МПТ) ван ни
Во
Руководство к СТОН КМ (5/785
lu-lii/ffPacnoprn станка) 6М83 О 05
Механика елабноао .
Звиа/сения 5 н
уклкм>о^ .
.
ЗПЗ. — Механика подай |Ым>- i < ’-' л/! К'
, Регулирование ме/анигна подан 1 Ступенчатое
•.£l I Судари сто/о нм. £ мануту П уГ^7'‘‘Г
1 Обозначение органов настрой Подачи ' '* Тл
v Qj ?' Показатель нет лимбе л 7 •••
' к Vj Оадо:Жение оргсанов настройка Продольные Сопере иные Пер тикальн.
j Z 26 мн /.нин. 26 26 в
|<S* 3& 3/6 3/6 /0,6
3 /о 4о /33
60 60 /6,6
63 S3 р
1 во во во 26,6
7 юо /оо /оо 33,3
k /г 6 /26, /26 //6
\o /60 /60 /60 63,3
V fo \ 200 доо 200 666
= // 260 260 260 вз,з
7a 3/6 / 3/6 3/6 /06
/3 /оо /оо /оо
- /4 600 боо 600 /666 ,
/6 630 630 630 2/0
\/6 воо воо воо 266,6
\/7 /ООО /ООО /ООО 333 3
\/в /260 /260 ’ /260 4оо
ваибольичие усилия Проедал ь ноге в
HO рукоятке и .наха Пика/ не/анизмоё По пере чноео /2
ручного г/еремеи^рния с то л и 6 КГ. вертикаль наго /6
’ Сх&ма органо/. ’ настройки механизма подач
——*1— I, •" Се дек тиВная ’ч|
:y/vt ; ;•’•••.>; Ь.'АЧ’ УМ&З
О'-.ДV <! г ЛДЙШлГ(> KQ,'V^1 тукиоииа юи к с/анку с
водя Ков- th jll^JUACAA jli Паспорт станка 5НвЗ-О-ОС
Механика поо ’ К 5 6
—/4—
После предварительной подгатооки станка к пуску
необходимо: продерить подключение станка < кэлектро-
сетиj проверить работу ёсех рукояток станка-,
адкатоть станок вхолостую и под нагрузкой, уста- |
ноёиё самое низкое число оборотоё и наименьшую
подачуf постепенно переходя на долее ёысакие числа
одорстоё и подачи } и только после этого продерите
фос портные данные . да поломку обязанные с непра-
вильностью подключения атомка' к сети} а такаЛсе
поломки} могущие дозмикнутЬ из-за небреэ/сности
установки станка, ЗФС отдетстёенности не несег^
Паспортные хода лроберятЬ только при отсутствии
деталей и устрашал б (сбешидающаяфдеталь меэрду
ф' \
столом и зеркалом' станины } оградка с фрезой и т.п.) '>
сокращающих ход&.
Ё> сдязи с наличием лередееод перенеицаемых .
узлоё по инерции значение паспортного механического
поперечного хода уменьшено на деличину дозноэ/сных
/, Эля чего на салазках
’ :
кулачки.
Радочими ддиорениями станка яёляются дрочцение
шпинделя и перенеицение стола д продольном у
поперечном | и вертикальном направлениях.
Ручные перемещения стола, салазок, консоли могут
дыть как рабочими, так и установочными. На станке
ёозмоэрсньг механические дьютрь/е установочные
перемещения стола } салазок и консоли.
Станек моэ/сет дыть настроен на адтонагическиё
(маятникоёые ) или полуадтаматические циклы.
переаееоЬ гр -уелп
ограничительные
^3 .... . - —
С тсуноп соатосут из <z/?ec3//-oupx sp^nn
ЗруЛПСУЛ^/ СуУЮУУУ^ГСУ Bpynncy лЗЗ /ТрНСОУр)
Сррлпу/ЗзЛорсЗлс/ сггсростеи Вруппа^С/ло^ с^лсуз/ус/
^Ъу/7/7СУ//'//^аоб^то' лоску у группа^Q 3/x?/v/r?p< ЗБсруЗо
Зрупла/^3ЗороВлсу псрсл/1уу-3>ани& < . >
! ^рулпа/^9 Осс/юасЗениё
Ст анинО.
С^лсу/уо/усу стсунгтсу я£у&е/пс-$ базоВь/уп узло/р еЗ&
mo^mopty^omas) остсууЬлЬ/е узлЬ/ межснуаэупь/
СЛПСУ/УЛГСУ.
&нусг}р(у атсУчс/л<Ь/ стортс/роВсу/УСУ /тораЗ/тсу
o/kppQo/ne^^p/ne^nic^ ВВ р уусурс/ Зугя послужу
ЭлеЗтрооЗсруЗоВ&^ур а рЗзррВусар <3у?я /псуо/юг. |
<Sz?e<5bcz 0/77900*6/ сто/на^Ь/ рр с по лося
/торсхЗктсу п^р^ттуулс'У^ ^с/З} с лраВсху сгт^с^ооа'С/ ।
cj^e&mcsi о/г^о ^аРр^/ЗЗ^ор:/гр^/ау/та>а, при слр~ I
/лс/и /ус^тороЗ ст л-о/эо&А^е :
<сА-фро(сппеЗ <у насосу супсу^л^у3^ ^еР=1^^г ^сус-
раслС>У)ос^:&^ сггобсзт} /пое.у<л^ис/
npae/neipc/mbc^ улЗсрссЗсгпёсу/п по3оро>пэсу
/ту7/оеусу эсу с&^олЗз^рсу/-/^<-//т с уу^Зоо cn-7<opo^t>/
СЛ7СУАУ/ТСУ. (Ззас^З ослсу^су^Ъ/ пр^Зусг^отрзе.^ зсуаса^
осо5о/т>о' срс П-ЗОУрлЗ £УЗ /ТУгу^СУ 4/ 3>С/П/ПГ)СУ.
С/по/нс/Зо'. Зь/поуне/усу разЗе^З/у<о с ослоЗсу/уар/^
а сРрепУг&усу 3 ууу^ Зс^/гзсу^а ЗстуоЗсу/усуе скуо&ре/п&у-
/уо яЗур&гпоя рез^рЗуаро^ Зут$? occyioptcckafyoipeu
ассуЗлгоСппр Зу7Я су/с/Зсу гго/пороЗ 3 оо/уаЗсу/Ургу
- о/^^&р7ср/ оп7^ерол7ое.
В 3d. 3 УО1СГГ)<у ОС/уоЗа^УУ (У/^ecnncSfG/y эл^/тггзро^о-сас
^ислЗекпЪ/ ОасуаасЗе^иР.
/кфро&ксу споростеЗ c/^jeeny /Q we&fl о^орогу>оЗ аули^З^уу^
гВсЪгуУ>'УЗ^у^ от-3/,5 7ор^оЗр&/ус/ схулгу^Зсуу^
---------------------------——l_^e/rrrlBpQWQ^ jy^ectips.------
ГЗФС . 1-р: Чоде.п
Отдел сланного койструктури. ^Лу/гоЗоЗс/лЗо /г C/Z’O^j'- <5/V<S3
Сметами
Be лесист *
' Нач. <4’Л
ЦН^си
(УЗ.Уг, Злиао/^уае сл->сууу/тсу
/О •!"“ 5 J
Ке
'ЗКЗ.
/ Ipubod иипинаеля осуществляется от электро-
ддигателЯ переменного тока типа ПП5Р.У
мощностью Ю кдт. с числом адоротод /460 дУ/мин-
р мазка к а рас к и скоростей асущестбляется от
плунэ/серноео насоса} снантироданногр на далу L!
кородки скоростей.
дитсЯ при помощи коротки переключения скоростей.
Кородка подач ядляется самостоятельным узком,
смонтироданным с ледой стороны консоли и одеспечидое
получение /<3 различных дрЛичин подач
Указанные на л им де механизма переключения значения
подач относятся к продольными поперечным подачам
стола. Вертикальные ~ састадляют Уз от деличин
продольных.
порядке -•
Z /даэ{аать на кнопку грид ко механизма переключения
и потянуть ери до к на седя доотказа.
S. Подоротом Линда за еридак устанодитЬ тредуену ю
деличину подачи.
3. Плодным ддизрением дослать еридак дперед доотказа
и отпустить кнопку
д- Продерите надеуснасть фиксации гридка.
Неробка переключения
/ бородка переключения скоростей , ядкяющаяся
самостоятельным узлом, смантиродана на ледой
___4 . р. --.у..'. ; ? ; ' ''г jvJi .. ;<-
. г':'. Г’.Тф.С- : j-.;’ '-й? д(\.,
^•’e.: 1г .. Рукододстдо К СТОНКС/ 6М&3
брдякоб
Описание станка /о /
-/У-
; стенке станины и одеспечиВает получение /д скоро -
i ; - I
emeu иупинделя. ВС Я устаноВки р/селаемсоа скорости
‘ Вращения необходимо отвести рукоятку перекл ючения
Вниз и на себя до у пара и, Вращая л&мд Чисел
оборотсВ; поставить требуемое число протиё
указателя у затем пзаВно ВозВратить рукоятку В
первоначальное по/юрсение и засриксироВать её.
бе допускается перекзючёкие скоростей на ходу.
В случае Возможной неустрноВки рукоятки В
пер&оначальное полоаЯсение необходимо наорать на
кнопку " импульс ШПинЗе/19 ".
Срнсо/1 Ь - базоёый узел, сёъедин^тщии Все
узлы цепи подач и распределяющий дВиарение на
продольное, поперечное и Вертикальное нопраВл'ениЯ.
В передней нижнеи части консоли размещен
.электродвигатель подач типа бОВр-д мощностью
I д.З кВт. с числом) оборотоВ дёО од/мин.
С леВой стороны консоли крепится коробке подач}&
. Нишу проВои с.тороны ВмонтироВан электромагнит.
Включение Вертикальных и поперечных подач
ОсуицестВлЯотс.3 от кулачкоВых муерт, сдлокироВанных\
от одновременного Включения > кок меыаду содой, ток
и с рукояткой подъема консоли и махоВиком
пере неоцен ар салазок
Рукоятки Включения Вертикальных и поперечных
подач имеют пять различных полоэ+сений-
; • Среднее полоэ/сение соответствует прекращению!
механической подачи f'ручное перемещение консоли и
. 'Салазок)Полоэ/сение рукояток подпадает с направлением.
j псдоч : консоль ВВерх- Вниз и салазки на седя -от седя.
Заусим консо/iu на напраё/яющих станины
Производится рукояткой с прадой стороны консоли.
Выбор люсрта В напроёляюиуих консоли произво-
дится подтЯУской бокоВоза клина и пересисдродкои
пр иУсимных планок.
С мазка механизмод консоли осуиуестВляется
принудительно от плунусернаго насоса} распалоэ/аен-;
нога В ни Реней части консоли
Стоу и салазки
Стол перемеицается пр даем трем координатам:
по напраёляюицим салазок В продольном. Вместе с
салазками по нодра&гЯнпьцим консоли В поперечном
L' Вместе с консолью и\ салазками ро нопраВля/осрим
станины В дертикальном напраёлениЯХ. .
В сор им салазок на .консоли производится ддумЯ
пктцентрокоёь/ми заУсимами.
Продольный ход стола асуиуестдляется посредством
поры " Винт • зайка ' при Включении кулачковой нуерты
рукояткой продольного хода.
Рукоятка предоПЬнозо хода имеет три фиксирован-
ных полстУсения: подача Вправо "подача ВлеВо", "стоп /
доласусение рукоятки соВпадает с направлением
ддиУаениЯ стола.
РеВерОираёание происходит за счет изменения
направления оРекрениЯ электродвигателя подачи.
^аУсимх стола производится дВумя Винтами, дейатВуьо
и {уми через cmepafcHU со скосом на клин.
При реусине резания В автоматическом уикле
неоохадино пастаВить переключатель на дВерке
продай нииии электрооборудования В полоусение
г.:- и; ^;.л.7 г< РукоВодстдо к станку £>/7<33
ВрУямб GM830-O6
Описание: станка /О 6
„автоматический цикл" и подернуть переключатель '.
на переднем торце салазок ё полоэ/семие „ адтомати-
цоскае управление столон \ запереё этим кулачкоёую i
мусрту.
б продление с/ётоматическими ладами Стола
опуицестёляется посредством кулачкоб, укрепленных
д пазу передней плоскости стола.
Ии § каем случае нельзя останаёлиёать стол
<ч-.т№Дрэ> ЙЯ.
при аётоматическам цикле о момент поборота
збездочки, находящейся на оси рукоятки включения
.. -. • С - ' .• • ' •*•
продольного хода, т.к ё это гр момент рукоятка
электрически заблокирована и не работает, О случае
необходимости остсноба стал
молЯсно остановить только кнопкой „ стоп.
Перед пуском после такого останоёа необходимо
проёеритЬ Фиксацию зёездочки
На станке чаще ёсего производятся работы с
ручным управлением р при которых пере ключатель
5,
на ддерке праёои ниши электрооборудоёониЯ
стадится ё по лоэТсение „ ручное управление стелам г
и переключатель на переднем торце салазок б
прлотусениг л ручное управление столом /
Z3/7J7 ёольииеео удобстёа предусмотрено
дублираёомное управление столом.
Смазка механизмов стола и салазок осуицестёля-
ется от ручного насоса, располоз/сенного на ледом
торце салазок
_ Ох/1аэИ:дение
Система охлаэ/сдения ёклночает ё себя Электро- '
насос, резервуар с охлаа/сданоицеи э/сидкостьмо,
• •»о»‘» ч»у. цлъ • >г-. . ... * _/' * ч X. ~ ~ * Г~'-Х
Г?.!”': • ;
• Рукододстёо к станку 67753
5N83-O’O&
' Описание станка )л д
*3
—го—
труёопроёод и резиновый шланг с регулирующим
кранам, посредстёом которого регулируется
е
через корыто салазок и резиноёыР Милане о
основание станка.
При работе станка сдез охлаз/сдеНия насос
отклиочаетсЯ Ёыклнзчотелем } росполоЫсенным на
дверке леёаи нишо элект/РооёорудоёаниЯ.
PpUHod/lQp/CHOCCnu пОстаёляемые со
<
станком перечислены д' „ ведомости комплектации
принадлеэЮноете и , прцлооКеннои к рукоёодстёу
станка.
1
I
f3J«5 •
ГЛсИВЙЫ ЙуГС.Г^У
^рдяков
Руководство к станку <5У13В
бМвЗ-О-О5.
‘ST.Zf UПисание станка 10 3
СпецисрикацаЯ шкиёоо >. sySuambix колес, нерёякоВ, даек и Вимгпоё' ~ Р Р —
Наименоёоние УЗЛО i Ророока , скоростей
л/°//т по схеме 1 2 В 9 /5 6 7 Ж;- Р 1О
Число зудьеё„ U<4U 3Cf*0&O€> нуфта 27. 53 19 22 16 : 32/ 38 32 20 i
Модуль или шаг ё мм эмстич 3 3 ❖ ч Ч'\ /, t/ > 3 4 ’
Чм/по схеме 11 /2 7з И I /5 16 17. 18 .' tv '
\число зудьеё или , зохадоё 35" 27 17 37 \ t/б 26 38 69
'.Нодуль или иисхе ё ММ. 4 Р I 4 4 4
\ноименоёоние у ЗЛО РороЗка подач
\л/:л/* по схеме i ... J9_\ 20 21 22 23 25 26 27 28
Число зуВьеё „ или зоходоь муфта \нусрта ру.к>4- Хтреда- ЗЬгатР’ Гранил Чо //О ‘/За /8 35 24 з4
Модуль или ииае ё мм хода йч ’ прдачи 2,5 & Г..5 2, 5 2,5 2,5 2x^5
л/°У? по схеме 29 30 31 32 33 3^7 35 36 37 38
.Число зуВьеё - или зоходоь 4о 37 76 18 26 36 27 50 26 57 |
Модуль или шаг j S мм. 2,5 2,5 2,5 р5. г 2,^> 2,5 2 2 2
Ms/Ss по схеме 39 Ьо й1 ^3
число зубье S или Зочодоё 21 67 27 28 33 фрик- щиом
.Модуль или ииез ё ММ- 2,5 2 гз 2,5 2 5ЫСТр хода
• наименование У ЗЛО .. . Пенсов Ь
л/°л/? по схеме 45 ^6 7/7 4б ^9 50 5f 52 ,53 54
Число зуВьеё’ или ЗОХоЭоё 35 33 37 Чуапга ёключ. Муфте, ёклюи 33 1 1 22
. Модуль или шаг У мм. 2,5 3 Seprux. кода -тала 7^ а голо 6 6 -з :
Л?//° по схеме 1^5 55 57 58 59 • '. - х - •
Число зуВьеё - . : о .г 1 или захода ё С. з Р5 33 1 1
Модуль или шаг ё мм 2.Q1. 2,91 3 5 6
\ноименоёамие узлеа Сто/ и салазки
Л$х/е по схеме 51 62 63 6<7 55 65 67 6В 69 70
Число зу<5ье.ё или заходаё 18 1 ! /б- ' 18 18 3£7 нуфга / -К Чания прс- Эольноеа
Модуль или шаг б мм 4 6 ) 6 4 5 3 3 | 3 L - хаЗа стола
i л/г //? по схеме | 71 лг I 7‘3 7/
Число зуВьеё или Заходаё : 50 25 18 2^
1 модуль или шаг t _~£.. ”U5-ш.—ш !1В Ж, 1 г. ! г j.U;.
руко^одстбо кстанк/у бМвЗ
Составы браков. (?&
сои\,&Л
НаЧ.МОро
г iSUlHpaTK.oe описание, ст-ка 6М83-О-О6
уу/пСпецификаииб1 элементов— у
кинематической схемы 10 1и
напряжения do оаобо/иу Заказу. Напряжение 4е'
ли управления ~ <?7£, цепи /местного осёги^гни^^зе^
Включение а отключение осего эла.ктр>ооборудс>ёо-
ния от рукоятки „В&" на дёерке леёби/ ниии (под
нагрузкой Этой рукояткой отключать не разрешает-
ся^ Упраёление электродвигателе hi шпинделя - кнопочное
Выбор направления вращения шпинделя производи ~ся
реверсивным переключателей,, Г7Р>“Управление
Электродёигателегн подач - от рэл’ОЯтоп. С/меется
переключатель и ПУ" на три полосясения риюсЯлпка:
f. аётомо/гг>иче.скчи цикл
я подача рукояток
3 Лдоуг.лый стол
Электронасос длЯ охлаждающей жи^костч упраёляет-
С.Я от £ьгклночсгтеля,, 3&. Местное ос^ешение станка-
- £ык/>юч ателелч 18рс ‘
2 Описаний деистоия элекгросхегчь/.
>i Задача от рукояток (переключатель ,,ПУ
ё направлении
Направление ьрачценйя шпинделя роется реёерсиё”
ны/и переключателей,,ПР>" Шпиндель пускается кноп-
кой /t /КУ'' шпиндель, которая включает пускатель,, ГГШ.
Рукояткой, деистёуюиуей на путеёые переключатель/
конгандоаппарата„Укл'! включается пускатель „(7П (илн^пл^
электродвигателя подачи^тсз обеспечивает продольную.
подачу стола ^>праёо (или &ле£о]. Для поперечной и
вертикальной гюдач, и/чеется обитаю рукоятка ко
нандооппарата,, ЗкР", состоящего из дёух
ГЗФС
От,1ел главного конструктора.
Модедй.
7 '
UB11A
Нач
A/A-O^OgJCZ^O /VCOOO'AVzTy
_ Г)асппрт электроо- n6Z*7^3007А
<^>онка ifcl7Г । .i; 7
в/^^з
путевых §ыклю чат е#ей. Эта рукоятка кроме
нейтрального положения морет бить ус'тано Элена
в одна из следующих положении: „вперед},наз ад "
„ вверху" „ вниз d контакты котандос/ппирата,, ПРр "
действуют ты коре но пускатель ^П.П ПЛ "дви.г ате -
ли подач. "z ' ,'z .
При ра оратии кнопки„ 6РУ"или,7рУ''„ быстро" вклнл
ча ется пускатель „ПБ" электро mas. нита во/строго
мзда лЭд". др и этап получитсяВВи прение оо tkopoemb/o
дыстроео хода В тот направлении окотором перед
Этим Выла вклночена подача. При отпуокании кнопки
Sb/cmpb/u ход прекращается и/продал эры стоя двшренар
подачи. < /
дели подача недудет остановлена выводом, рукоят-
ки в нейтральное пилоорение рукой, то это вудел^вы -
полнено конребь/пи кулочкс/Mt/ деистВунэиуити яд
командоаппарать/ п /кр^илр дпр ‘аВтомитичеоки.
Быстрый ход B^HoSb/n направлении морена полу-
чить и при неподВиусно/п шпинделе, если ВыВраё ну ус -
ное направление рукояткой,, /.кр"оли,.2кр "начато
Затем кноп ку 7,dkP''uputl 7кд"
Дб/ьомагпсмес/уии цикл
/переключатель^ ПУ В пол трение В!
Дётоматичеакое управление применяется только
для продольного ос од а стола
При этом то ар но Выполнить следу/Ощйе. циклы:
/. правый с реверсот-
2.левый с реверсом^
3. маятниковый
П0ДЛ‘.
ГЗФС ’.
Отдел ’лаинчго конструктора
Руководство катанку
ХГ-И<
I .’.WJC.il-
i втвз
_______ ~^й.^Р7^д5с/ниЯ станка
4< Описание эл. схемы
*• » Ж11йр>। ।--- . ~ ~|цл TtWiTW 1^~тл in><niiT>aj'»M iri^r ща—С.1ПГ114'идТт тт.-.-- - • -
п6/П83-0-01А
кв ’><’т 2
Предварительно необходимо выполнить) сцепле-
ние кулачковой мусрты продольноео хода стала,
поставив валик теханическсес! переключения носа-
лазке станка вположение „ Ивтотати ческа е
управление','при Этот путевой о6/ключатело у kfeR^
встроенный в оалс/зку. замкнет цель „42-4/3 "
разреилыюицунэ работу на автоматическом цикле
и раз о ткнет уела,, кЗ-З /," иск л но ча юицую поперек но/ е
и вертикальные подачи.
Правый цикл с реверсом состоит из переключений/-,
с быстрого хода вправо на подачу вправо, -
сподачи вправо на быстрый ход влево,
сбыстроео хода Плев о на стоп.
Перед началом цикла контакт ЗкХР-2„43'26"
долэрен выть закрыт, что обеспечивает питание
пускателя „ ПБ'.‘
Если контакт,, 43-26 "не зс/kpb/m, то необходимо
сделать поворот втулки/звездочРи), сидящий навалу
рукоятки на один выступ.
При повороте рукоятки командоаппсхрата /Пр
вправо включится выстрь/и ход сто,па вправо, аналогич-
но происходит включение и влево.
Отключение быстрого хода происходит, когда в
нуорной точке пути стола откидной кулачок еде -
лает поворот звездочки на один выступ; при этом
контоктркЗ-26" котандоаппарата ЗкРраскроется,
электромаенит„ ЭБ"§удет отключен, и стол продол-
Усаагу д бирсе нии со скоростью рабочей подачи.
Оля получения реверса в нуусноиточке пути, при •
движении стола со скоростью рабочей подачи вправо нс/
быстрый ход влево, в пазу стала долэрнывыть установлен
Подои'’
Отдел тла'чюгр конструктора руководство к Станку
AToje.'s
6М8Ъ
~ -i ./у I J • ЛПаспорт длёктросбору- \ >квв]83-д-О1 А
/ А к. . . ^И^вования станка ---
лр-. Описание эл. схемы I к<‘ -/7
но/ рядом два кулачки.; первый для перевода рукоятки
командоалпаралпа из полоо/сения вправо в Рол орсени е
влево и второй-откидной кулачок- для откл/~оч г чуя по-
дачи впрс/оо и Оклночения быстрого хода.
когда первыи кулачок переводитр<укоялпку коман-
да а ппарата /К# в полоусениа влево, тампер ед момен-
том раскрытия конлпакта „ /З'/д/'олп ндрцат/ия от-
кидного кулачка на звездочку с вь'слпупа ту о команда-
аппарата ЗкД конлпа кт, РЗ-25 ’уэ/се за кры ва егпея,
что о8еслечива ет сс/мопилпокир пускалп е ля.. Л/7 при
переходе рукояткой неитоалЬнсес/лолоусония /см. в
Слоте диазролп гоу пер екл р чат е ля ЗкУ).
После перевода рукоятки 6 пололрание влево
откидной куле/чок повернет звёздочку на один выступ
и 3 котандоал/паралпо ЗЛ/7 контакт,, /3 -25 ‘раскры -
вается, олоключо/я пускатель/1/1-подаче/ вправо.
Закрытие к/3. коРлпс/ктс/,, 22 •2к'зс/те>'к&ет цепь литания
пуска тел Я,/?лЗи ддигатела реверсируется дднобр е/»ен-
но контакт ЗкР„ ^3-2д " Зкл/очает пускателб /^/5, после
\ .*>• •. \ >', tf •|2дт8Ди^к>У' 'gflg уж; ' >. • %>гХТ&зЬИДДЯ
чего стол идёт Зо/стро длеЗо.
Остан едка да/строео хода ёлеЗо происходит при пере-
code конуедь/т кулачкок рукоятки котзнддаппоралпа
/кд 3нейтральное лолосрение, 3которот пускатели 3/?"
отклноче/ет двигатель подачи иэлектрс/паенит У£.
Следует обратить дни мание, на неоёходи/я оста
проверки оаЬоть/ аЗтоталпичеакоео /цикле/ без pdpaSw-
тыбаетои детали, лпак как ou/uSku при настрой ре
тагулг) приёеолпи к Зклнзченино Зыстроео кода ЗтестС
подачи что моуселп Зь/зёалпа полотку инелпрутенлпо
Рад ото слеты при остальных циклах, аналогична
описанной.
РукободстЗо келпанку i
дел главного конструктора J < оРОЬд)
— 'и^^УЬторт длект роад ору ’ 63185-0'07А
(ЗблпЗ/ии^ л/ккр/довакиЯ станка i------------------7— л;
хкгх% Описание эл. схемь/
. * ин' II III «I II I i> HUI^ Rf ,»»«»>><» »>. 41 , Гм—ill ,1, «ЛР»- -ж -М!ч «М Яш I «Л емИМЫ<*М (1Й I4RI и ri т^ew»*тu4i^»м•^o• * ‘ -* <-
КЛИОченЫе
Для облегчения С(.;еп/>ения Зубье@> саеатерен,
имеется кнопка„ 5кд" „толчок" при нажзатии ко-
торой Эл. дёигатель сипинделя
поёоррчиоаетоя
тОЛЬКС» HQ HQ^OrCiQ^b/U </20/7.
Это обеспечивается посредством реле„РП}
которое становясь на самооиточие, розрыВает
сёоим контактом „ ЗЗ-З'? уепь путания пускате-
ля linuj't. При переключении Величины скорости
подачи имеется возможность Включать эл.д£и-
Ъатель подачи пускателем 1(ПП" с оомощью путе-
ёоао Включателя K8U, который дерыси т цепь пи-
тсниР пускателя „ПП" Замкнутой В то @>ремя}
когда ручка переключения находится £ыд£ину-
том на сеЗя поло^сенйи.
2. ГПор/моэ+се-ни/е. иипи/нделя.
Ори нос+сатии кнопки п31кУ петоп €е н,3- кон-
такт отключает пускатель nyj, и зл. двигатель
от сети отключается. В отключенной о5мотке
статора^ зогтухоюсрее поле ротора наводит
напряжение порядка Величины напряжения сети.
VmoSbf из5еы-соть пробоя селе^о^о^о ВыпрЯ'
мителяр последний Включается В <_$епь статора
только после снижзениЯ наведенного напря-
у/сения до малой
Соетпкил (
Вед. конст.'
ГЗФС
Отдел главном конструктора.
’ Модель
Паспорт элё^траобсрй ^^PJB3-QhC>7^
'^.Т'ё^^^аниЯ станка
Кол.
-"3 - —
величимы. контроль исчез новения наведенного
напряжения вы полня ет реле напряз/сеная PH-
когда реле PH обесточивается, то оно своим ИЗ.
контактом № 23-к Из аты кает цепь питания пуска-
теля ПТ, который подает в обмотку статора
постоянный лодтаеничиваюиций ток, темсать/м
тортазат драйвени е ротора.
По еле ос та но вки шпинделя кнопку,, стоп "от -
пускают, при это м пускатель ПТ отключает селе-
новый выпрямитель-
Процесс тортозрения двигателя длится при наи-
большей включенной скорости шпиндер я /5ОО°&/мин.
доЗп секунд, а при наиб ольш ей скорости шпинделя
3150 Ни„ ЭсП^ секунд.
БуНрс §ки.
/./-/ед опускаете я одновременное ёРлючение
рукояток кота ндоап пара глав кНН и 2НД так как
совместная работы в* по дач надо пуска епосЯ
кинематикой станка
2.6положении переключателя ПУ-автомати-
ческий цикл": а) недр пускаете я работа попереч-
ной и вертикальной подач; 5/ не допускае/т?ея
управление от кн on к и „быстра 7
5, вполшрении переключателя ПУ„ круглый стол"
не допускается работа продольной, поперечной
и вертикальной подач.
/5 Ь/едопускается рабочая подача во всех
направлениям, а тако/сь вращение круглого столе
при подключенном двигателе шпинделя.
От.-ел uauHCfo копструьгорз \Руксводство ксщ-ку < бквдЪ
Паспорт электрддёару -
Зования станка
6МЗЗ-о:07А ’
^СГДГПГЛ
В д. кейс
/н.1 ’
инструкция подключению зл&ктрооборудО'
'бони я стон ко в сеть.
При пуске станка 6 дкдплуагпаци ю необходима
сделать следующую лодгатоёкуЛлеРтродборудобания
/.Затянуть ёсе сслабсёииие контактные дин тыщ
проверить состояние контактов ёпатронах у предохранителей.
2Лри подключении ёёодных клемм станка, ксети необхо-
ди то убедиться бспаму то сделано лраёильное соединение раз
для дбиеателей.
3. При непраёиль но/п фазировании лолоз/Ьение рукоятки
расходится с напрадлениет хода стала ёрезультате чего кулач-
ки ограничивающие ход стола, не рейотбунот и доз/порсн и полом-
ка механизма.
Ч. Необходимо тщате ьно сууч&комиться с описанием электро-
схемы и настройки станка на абтом отеческие циклы.
^Заземление станка долэрно быть дылолнена заземляю-
щей шиной,соединяющей станок с общ ей системой заземления,
крепление шины делает сл сЧ заземления, который находится
ё осноёинии станка у таблички с изобрерсением знака заземле-
ния.
6. использоёаниеалекгпрооборудоёания станка снилря-рением
380ё. для сети 220$илунаоборотёозтофно только при замене тран-
схрор мотора для пата никщепеи у продлении, осёещения и динамическо-
го гпортоусения ел дёиеателя шпинделя. ПОькрсе неабходилла заме-
на ллектромаенота, постоянноео тока, обмотка которого
долз/сна сратЗететёоёатьналряг/сению сети, ^аличестёо селе-
нодых быпрями>'еля с сила токи пладких дета док щ нагребите 3
лей лггеплаёых реле долэрны строго соотбетстбодать напряусе-
нит сети.
'ёукододстдо катанку j 1
Отдел глазного конструктора ! 6М85
L.. ''ПаНортзНкНраоСору- кбНвЗ -О-О7А
Схб. 'ё^^оьания станка. ----------------7/7~\-----
Списание эл. схемы т ;
С. стили.' ,•
Вед. кон<&1
<h4>^
И? Г
9*3 . j
.1
t
Диаграммы состояния .контактоё
командоаппаратсё и переклнанатехёи..
устаноёленны к на станке
Диаграмма ~ состояния .контактов
реёерсиёного переклноиателя ЛР.
Ромера / О Пр '
кинтактоё ёлеёо • Отк/юч ёПроба.
лгу- /!/ё — • • ,ч V .‘У'/'.
ЛЗУ-/3.£
А//- /13£ X ф* :V
АзУ-А/Д х — 1—: _
Д ио грамм а состояния
контактов командаоппа-
ратаё /Р/1 и <2/КА
Чаименоё конто к то ё В/еёо Bnpa&j
ёперед ёёерх Стоп Чазад ёниз
1КА-/2К/Н —— — X X
1КА2;2М2 / X
/'ЧА 3,2К,ДЗ X —•.
МАУ;2КД-У •— X л
Диаграмма состояния
контсгктоё переключателя ПУ
Диаграмма, ^состояния
Контактоё кснандоаппа-
рота 34/
Наимено вание КОНГО с- тоё Подача при аётом- цикле Пере&и °уко$хк<. ча аёр. ход ?оиагр код при аётам- цикле
ЗКА,1 — X —
2КА2 — )(
Чаимена! Контакта 4ёта- Подача матин. оТрука- цикл я ток Круг- лый стол
7п 2 _5*
ПУЛ. — К —
Г)2-ё X X —
пу-з —/ — X
ПУ-/ — X —
пу-в — — X
ПУ-2 X X —•
ПУ-1 X —
Диаграмма, состояния
кон так то ё комачдаоапа-
рата У к/.
Чаингноё- Додача Аётоми-
от рука- контоктоё' я ток гическии цикл
^КА-1 ; '* ? — X
X
Рукаводсгпёо к сг-ку
Модель
эмвз
ГЗФС
Отдел (лааного конструктора.
Составил Вгд. конст. /На-i. owpo «« 1 1 Паспорт эхектрооёору- ,'с‘£ ££ ё. бУ-гдоёаниЯ станка. ‘ттлм» #9&/Описание .эд. схемы ^бЛвЗ'0‘07, ' /У Лист
vi/zi/. В Сёозна- чение ' Наименование э/ементоё заектрооНорудоПанс и кратк. техн, azap-к а '.^'й •" Тип 0 ^0 ш. За йод . 'азгрто- йит'Рль Приме- \ Чание
ТА-.. 1 Ш Нрсктродёигатех ь сипинНехя /Окёт, ^6Оа^/мин) 220/38О&. испрр у062-й - / ЯЭМЗ
у. 2 - п Зректродёигатехь приооЗа подачи д.Зкёт. МдО°^/мин. дРО/рвОо. исп.фг /Юйд-й t / 009/13 t
Электронасос ' нс 22 ^/мин. •3 ° ПП25Кёт.230О °^/мин У Заёод электро- насосов ' -1 .
, __ /Электромагнит .у Tepmez/c i > Эс> _. . постоянного тока (5Н8232АС '/У 1
\5 гкА Конечный £ык/1Нзчате/1Ь ВК-з// г Элек тро- станок
а 'ПКА.ЗКА. ° Х'Л'Х?, КВ Конечный ёык/1нзчаггпё/1Ь ВН- й// в Электра- станок ! -
7 f зку Кнопочный элемент с красным 'толкателем ку-{ £ НВЯ
л /ку,гку ° я&чку Кнопочный элемент а черным толкателем ЫЧ-1 НВА
9 //МО Крониатейн местного осёеирени^ К-2 У элекгро- с тонак
/о »• ii!- Комплект - из ^. -х панелей > а. электроаппарату рои на напряэ{сение для си- лоёои рери ЗдоВ, цепи ^рра^ления /37ёу ' Черт, s/г QM863ifl-Qi и 5Мв38Мйрс ?/ аппара- тура разных заёодоё
// 5С Выпрямители. . :.селеноёые 9ОВМ12^ 3 % 706
j
ГЗФС
| Отдел главного конструктора.
ЁСостаьйл
I ijeA' КРас'1'
j/На'Л <-?>ро
Рцх.ободстбо кст-ку \ 6M8B
' '^Паспорт электроо&о/
I ^6/183-0-07/
Кол. /У ; -Unci 9j
— 9>2-~
'• у Заименоёание элемент, электраоёорудо&ания и краткая техническая хгаракгперистика тип Зоёод изгото- витель Приме Чание
Е ту Трансформатор 7х о5моточнь/й ЭяЯ сети380£> напряо/сение обмоток ЗЗО//27/СО- 35- ЗО/Збб ТбСУ/ОС у ОС ОС
/-5 пр Переключател ь реёерси/Хмый ппг-бо/нг X тэв
/< ВВ Выключатель покетн- с креплением с с/пар- Рукоятки схема /37233 ВП-6О 1 2СЗС
1 \/'£ ВО Выключатель посети а креплениен со стар, рукоятки схема 2/372-3/ ВПВ-/О 1 веэс
! /<5 ПУ Переключатель пакета, с креплением со стар рукоятки схема ^/УоэТЗЪ ВП7МО £ 7Х/.ЭС
/7 PLU Магнитный пускатель а катуиикой на 1278 пп-зп 1
/8 пт Магнитный пускатель а катуиикай на /27ё- Па'3/1 £
/3 пп-пл 7аенитнь/й пускатель с катуиикой на /278. пни-гр 1 НВР
го ПБ Магнитный пускатель с катуиикой на /278. пни-i L нвн
г/ РУ Реле пронеа/суточное с катуиикой на 330 8. (\j 4\j i
гг РЛ Реле пранер/суточное с катуиикой на /2 78 РПв/11 1 зсэс
гз ргп-uj Реле. геолоёое с ногре- ВательН. элем. х/-2О трн-го L РВА
2/ Pm-п Руле теплоёае с негре- Ботелем л25 ТРН-8 1 НВА
2£ t Рт-о /—e/ie тепловое с наг ре- Ротелем х/2. О, В Г PH-8 L НВА
гв т Предохранитель трус)' чаты ей с плаёкой 8сга8- кой на 60а ПР2-6О В 2Х23С
г? гп Предохранится 0 трубчатый с плавкой ёстаёкой но /Ус/ пр г-/У вс/эо
Руксюо'дстёо
к станку
ГЗФС
Огиел главноги конструктора.
Составил
Вед, КОПС
еиисрикациЯ noKL/riHaz.
-----ялекхр.ааяи__—..—
Модель
5M8B
^БМвЗ-О-СПА
K'<wu - Ihc -j Л?
~ рСНОЯ ХО^РУ
зк-з.
— Л3~~
/Уд/ л/п лх 0° Наименование элементов электр ообордЭобаниЯ и краткая техническая оса рактеристика Тип Заоод изеога- ёитель Приме- чание
28 зп Предохранитель трубчатый с п/абкои ^стаёхои 2ба ПР2-6О / зсзо.)
гз inpp Предохраните/!и труб' Чатые а пха&каи ЗстаНкои на 6а пр/- К 3 зсэс
30 КН-/О/2 Кхеммник на /2 кяем/ч набор нь/и КН'/О у осэс
31 кн-ю/з Клеммник на /9 клемм наборный КН^О / ото.
32 кн/оод КН-25О8 Клеммник комдиниродан- нь/и на /7 клемм КН-/о КН- 23 / осзс
''33 КН-Ю/3 Клеммник наборный на /3 клемм. ннчо /
.з4 кн-/ооз ЧН-23/О кн-юап Клеммник Комбиниро - данный на /7клемм НН- /О КН- 26 нн- /о i 2000
3£ KH-SOO3 /Клеммник на 3 клеммы КН- 60 1 ocgo
36 КН26СП Клеммник наборный на клемме/ КН-26 L осэс
37 Ё>МО Переключатель. ny-aijn /
у ГЗФС
Отдел главного конструктора.
Рцко&одст&о
Модель
6МВЗ
Составил '
Вед. К0нсг.
^-/ —Паспорт электроабо^
2рр'°ъсггт-ка. Спериррикаамр
//.ул'лок. Э/7- Обор^аа §<аниЯ
Указания по обслуэТс ибани/-а смазочной ,
системы станка
*-.•"г’!'-’' •'. 1 .
I Q кач&отёе ^м&зоччсоасу материале*. примвня^гпся
нас/ю индустриальное „30'(маииинное „/7 ') ГОСГ77С7 ~б7
* с ёязкостью б усладных градусах 7энглеро)при 5о° с
• 3,<37-4,59 |
Перед пербоначольным пускам станка' необходимо
а) заполнить масляные рерербуары б станине 70, кон-
соли i, салазки 7 и серьгах 74 (рм схему, смазки станка)
i до рисок маслоу казател ей </,6,d,6i
’ 1 ’ ' . ,. ;* . , г' . - ' -Я '. ; ’. ’’
8) Заполнить точки 5и 73 маслом посредством ииприца
i б) смазать механизмы стола и салазок при помори
| 1
,. ручного насоса 4, сде. габ 3 качкоб 3 раза б смену.
I f
"р При .работе электродбиготелеи главного дбиусения
* ' - ' • ' ' ’ ’ . • ’ u - •— ' 'у : <•; .1 ’ . . у
J и подачи через указатели контроля поступления смазки
9 и 75 долп/сно протекай н масло.
В случае непоступлеуиЯ масла буказатели контроля
смазки работа на саранке недопустима Необходима
проверить работу нароеоё и устранить причину,
мешающую ндрмрлЬрому поступлению смазки.
I ; , _ ' ...
ЕЗсасыёание масла насосом коробки скоростей
L... \ 7
производится Через сетчатый фильтр ? росполоэ/сенныи
б ну три станины. Очистка его мопсет быть произведе-
на через праёое окно станины после снятия крыиики.
Переа перемещением стола, салазок и консоли
£
направляющие последних и ди нт поперечной подачи
необходимо смазать из ручной масленки.
По истечении трех месяреб после пуска станка
, ... —
j 5 жсо/iLfQmc^cfUHD рекомендуется сменить ncoc/ico
* резервуара х.
' \ /< »
' ' | .. -б. ГЙС ! I MculXf
r -дел j .«• г. к<>.|; . Рукододстбо к станку 6/983
'смазки станка ' ^6М83-О'О9
З^кохсбубииа^ казан up по о балу- -----------о
Уцчбм)ро 9маз.сист. \ с. а.
j ' ...— 39-
! Перёонача/!ьныи пуск станка
Перед перёонаиальным пуском станка долб/сны быть
ёьтолнены указания 3 изложенные ранее д раздела?*
„Подгатобка станка к пердо начальному пуску j„ Паспорх
электрооборудования станка "и „ Смазка станка ' Рекомен-
дуется следующий порядок пуска станка:
/ Производятся ручные перемеицения салазок, стола
< консоли, хобота.
Ручное перемещение стола произёобится махобикомё?
предёарительно ослабиё заоримы слала на салазках 32.
Причем, для перемещениу: стола нахоёиком необходимо
рукоятку продольного хода стала // поставить ё среднее
нейтральное положение, переключатель 3 поставить ё
положение „ Ручное упраёление столом ''
Ручное перемещение салазок асущестбляется нахст
г ёмком /3 при ослабленных зажимах 7.
I
5
х Подъем консоли осуществляется рукояткой 29,
предёарител ьно ослабиё заэ/симы /4, /б
Аля осуществления ручных перемещении столаt салазок
’ и консоли махоёикамщ 2^3 и рукояткой 29 последние
необходимо -рддать ёперед} чтобы кулачкобые полумурыы
г | находи код и рукаРтки ёоичли б зацепление с кулачками
| палумуерт балоё-
Ручное перемещение хобота осуществляется
поворотом сместиеранника /& гаечным ключом}
преддарительно ослабид заусинь/ /9.
2. ПстанаёлиёаетсЯ быбраннае число оборотоё
ихпинделя и деличина подачи стола.
Переключатель постаёить б полссусение „ ёключено"
s Кнопкой 22)д„иипиндель бключа/атся злоктрадбигатели
. :П __________________________________________________ !
гзфс й/r‘J д I aUs?:.
Отдел )лахного tfoikгрунт у' Рукоббдстбо К СТанку \ 6МЗВ
"Состав ПербаначаРьньН/ ^\^6МЗВ-Ор7Ь
..с,та»ка........................................... ' /
-----——
глаёноао дёирсемия и подачи.
। Папроёление ёраицения шпинделя дол Зана осот-
ёетстёоёать применяемым сррезам. L/зменение ёра-
иуения шпинделя произёодитсЯ реверсивным пере-
клночателем. д<3
Проверяется поступление смазки ^указателях
смазки Я, /S) наличие дало/аноео ураёнЯ масла ё
указателях 2,С,&,//.
кнопками 6 и д'/ „ Стоп " произёодится ёымлючение
электрадёиеателеи гЛаёноео дёизрения и подачи.
При рада те станка но холостых ходах праёеряетс
Vz.. • V‘N Л ‘'id' х *' •>•«•* '*
* деистёие кнопок упраёления и осёоиёаетсЯ
упраёление станком.
м
Рерупироёони^ станка
Регулирование отдельньсс узлов и э.^еиентоё
станка с цельно восстановления ил нормальной
работы производится следу нош им образом
J Реау/троёоние подшипников
шпинделя
1. Регулировка переднего подшипника производится
подиллифовкой 2* полуколец 1 /. } '*
••.• Для устранения радиального лккрта в о.о/мм.
„ ослукальцо й редшлифовр 3 на О,/ОММ.
f После подизлисровки и установки полуколец У
.подшипник затягивается гайкой 2.
Для доступа к гайке необходимо сдвинуть
хобот и снять крышку';зркро/ваняицухо верхнее окно станим.
2 Регулировка средних подшипников производится
' подшлифовкой колье а п с последуноецеи затяплскои
"одеиипникоб фланцем %
1L Рееумроёка механизма
дыстррго. хода стока
Усилие HOpfcuHa ' но диски фрикционной нуср-
moi при её ёклно нении за би сит от затяслски пру-
mcuHbf 2
Для регулировки необходимо снять крь/иику на
лебой стдррне консоли } бь/нуть шплинт и подтянуть
пруяясину 2 еайк'ои 1 Затем проверить степень затяарки
путем бклюиёния электромагнита.
Якорь не долоктен оцдитьсЯ до упора.
осле проверки затяжли заитлинтовать гайку и
Поставить крышку на несто 3 случае большого изна-
г Руководство К ст\
QM1&2
<^eUa.i<>J б^дко1 ДД Регулировстние.
атанк<а
-Я- __„>...... . - —
~бмвг: о- <2
Я 5 7 •
Г
•А подлип.
*. N» лодл
- Я2-
са дисков и осадки пружины необходимо рычаг 3
переставить вверх на один зуб-
ILL Регулировка подшипников серьги
гайкой 3, Затягивающих разрезные втулки 3 илид
или
в конические отверстия расточки серег •
Втулки 3 upt десрормируясь при .ватяжке} абжи-
манот цапфу фрезерной оправки й и вьбиранот
имеюицийся зазор.
Проверка регулировки производится путем об-
катки на наибольшем числе оборотов в течение 30+4рн.
причем температура нагрева втулок не должна
превышать '4о°С. При регулировке необходимо обратить
внимание на подачу смазки. Недостаточная подача
масла может привести к быстрому износу подшипнь
Ту Регулировки зазора между гайкой и
винтом продольной подачи
KCf.
Для выбора лмэсрто в винтовой паре продолб-
подачи применены две гайки, одна неподвижная,
другая 3 регулируется червяком 3. При регулировке
л/скрта необходимо ослабить резьбовую пробку /
отверткой повернуть вправо вал червяка в до выбора
зазора между гайкой и винтом. Затем завернуть до от-
каза пробку 1, Регулировка должна обеспечить плав-
ный ход и минимальный лнхрт винта
v Регулировка клина стола.
Регулировка производится винтом 3. Для
подтяжки клина необходима ослабить гайки /иЗ ,
ввернуть винт 3, подтянуть гайкой 3 клин до выбора
ной
ГЗФС
Отдел главного конструктора
Подпись
Составил 1
Вед. «obctj
10 I
’ЛииЛШа
Нач.
л ~ & .' Модель
Рукобсдство к сг^б^р^вгв
Регулирование ^ЗМвд ОРЙ
£L станка а д
. лкофта , после него законтрить еайку У
w Регулироёка клс/ньеё салазок и консоли
Регулировка производится винтом дуотик ко-
торого входит в поз клина 2. При ввинчивании винта!
в тело детали клин передвигается р выдирает
лнзсрт.
YU Регу^ироёка подшипнивР с/тюла
Регулировка производится гайкой 2, которая за-
тем законтриваетср контргайкой . Z При регулировке
необходимо создать в пади, с пнике незначительный
натяг йлнэсрт недопустим)
~vni Pesy/iupo&ca фрикциина и предохрани-
Г
тельной нурргЬь/ короёки подай
регулировки предохранительной му ср ты не-
вывернуть резьбовую пробку, находящуюся
коробки побдч под рукояткой управления и
о&эсодимо
в корпусе
вэнт б.
В отверстие .гайки ~/ вставить стержень так,
чтобы гайка не наела вроилаться. Повертывать за
Зубья ииестерню 3 в мрсном направлении (резьба правая),
подтягивая или ослабляя гайку 7. Пос не регулировки
гайки 7 завернуть до; отказа винт Q, при этом конец
винта должен войти в паз илестерни <5.
Для. компенсации износа фрикционных дисков не-
обходимо вынуть ииплинт 2 из отверстия в винте 3;
вывернут' вингуЗ] освободив гайку 4; повёртывая гайку 4
на втулк^ыб , компенсировать износ дисков /• завернуть
винт 3 в первоначальное положение; вставить ииплинт 2
6 отверстие винта и развести концы
-
Г>.* v* н *
N- nil jA<": "
ВвД- Knlirf
H«4 ъюрл
ГЛФС 2? О Р •' -i-.il Gnfdd
главною ко«дгрук1ора гуКООООСТОО К cm-KIJ &H<Sgf~'бИдЗГрв
Peey^jpoScHue омбР-очг
станка б а.. 3
ййш
Pf. Регулировка механизма; Зерт' сальной
и поперечной подачи '.v
При нечеткости работы рукоЯ/пкй . Исключения
поперечной и вертикальной подачи необходимо ослабеть
къйку 3 через отверстие , закрытое пробкой У} за шлиц
повернуть штифт с шариком <Р так} чтобы ё крайних
похождениях рукоятки не было заклинибанир. Пос хе
[законтрена. Для регулировке необхоп^мо убрать
пробку й и крышку консоли Йод центральным рычагом
после чего поставить их на места •
X Регцлиробка м^хегривнег / включения
Продольной подсади стола.
пробкой 3} пружины<Р~ пробкой б.
Пружина й обеспечивает надежное включение
кулачковой муфты прбдбльнрй подачи'. При профильной
регулировке муфта не должна прощелкиёать при
работе. Для регулировки пружины й необходимо
соединения с правкой ^3 и поборотом ключа подрееулиро-
бить пружину до требуемого усилия. Пружина д
обеспечивает фиксацию рукоятки продольного хода
стола б среднем и дёух крайних положениях, о также
отсечку рукоятки из крайнего положение б среднее .
^^егулиробка производится поджатием пружины
при помощд пробки {. Следует помнить 2 что чрезне^ чае
поджатие пружины <2 ослабляет дейстбие пружине}/ й
л
• '!
/}, ', ГЗФС
Отдел главною конструктора
' ,делъ &Й&Р
бюро 1
Рееулироёани& >:6ЙЗС~О~
станка
Кел 5
5. \n/n Обозначена e Ааиненобание кА с Примечен.
: Входят S комплект и стоимость станки
' ''s '.•>''' кЛ.1. < • / •.
’ б? Пи-б9М32* 7OX39C Опра 8к а с цапфой комплект
I 3 Пи-б9/А5ОХ 70x900 Опраёка без цапфы / комплект
ф HU-5^9 30 s/3 Опраёка для торц. Фрезь/ L комплект
о? PlU'66 1МЯМз*8&и Шомпол шпинделя £ кемпле к т
_<5 АГ-/77 Пассатижи
7 ДК- <78 Пассатижи £
; 8 Гост2839-6ё.<7*<9 Гаечныи клноч £
•б Г0СГ2839-б222*24 Ааечныи, ключ у
ю Гост2в39-6&27*ВО Гаечный и<лнэЧ £
// ГОСТ28 39-6232Л36 Гаечный ключ £
Ш ГОСТ 28395236 х 4/ Гаечнь/ и клнрч £
/3 6Н82- 00-30 Гаечныи ключ £ 1 комплект
!/❖ топи б93 СпперэКсень £
]/6 6Н82-ОП- ПС Спец. Ключ £
: /<5 ПЦ-бПЗ 40 . .. Ключ со стераКснем £
1 /7 ДА 683 Шприц для смазки £ ГОСТЗбЧ}-^
/>? бРЗОУПосТббз-Г Отёертка £
Принадлео/снсскрt постаё//яемь/е по особому доеоёору с заказчиком зи особу ко плоту
6Н8Р7-2ПА Рычаг 21 6 сборе
6/888-7-29.2 Кулачок £ Кулачки для
3 6М82- 7 293 А Пруо/сина 2 работы на
А 6Г ^88^73/28’60 (Штифт аётомати -
6 Нв^25Г1Н938/-бб Винт а ческом
<5 ПвГ7дст3927-62 Гайка 2 (маятника -
7 5/182-7-262 Кулачок / ёом) цикле.
в. 79t/6K22'A Винт 2)
9 Пи - 63 9/ Накладная цни8ерсалансгя гола Ска £
/о АДГ'/60 делительная еолобка £
0 Cnc'iai ГЗФС | -аел главного конструктора. Рукобобстбо К СТанКу\ Модель сназ
'Ф_ср8якоа (ТЬфмс-7 '^2б/бВедамост(> комплекта- N^//дЗ-z5^ |
В г .<._х o;ie HA4j fof>po |.
Принад/1е>ок:нс7С7е1_. Ке.>. / ! Лис? /
fy?L/n ПОС} ШОП - Hukcr Гомер pocp/un- Ци/л па стан- дср-д 8ст8агри/-п род ср и пни ка С)Я/М Тач- 40 С/и Место 9с7оноЬ1си позиции по схеме Чап на СТ-к
d Чоим &но ан д-Зра Ьала
203, 2сК /7 20 ^0 Z/7 Г // Кочсоль Чарсай к а падога / S2/ 43; 45
209 25 52 /5 А/ МороЪГса подач к/; 42; Г в; 47 4
2<й9 /Г=> 85 /^ // /ГонсорЬ, 27 -К-р
206 30 62 /6 Н 32 —
2/0 30 90 20 /-/ ГораТ/Га с/гора ст еа /
2/2 бо /Ю 22 /-/ 5:9 3
(X/ 'A 20 8 40 во /8 ~7Г~ Чансап5 72 9 / .
3Q5 25 62 /7 // Коробка пода>. 38:69 2
LL/ариГо- Поричип - h/uk pa- gucrfibubtu однорЯд- //b/и Гост 8338-57 807 35 80 2/ // Карой Га сГарос7&и 8:2. 2
60S Ао 90 23 И 2
309 ^5 /оо 25 п ~7; 8 2
3/0 50 //о 27 р /о у
3// 55 /20 29 Z/ /2 t
//07 35 /ОО ^5 Н б /
8/05 25 1/2 // н С 7 о я и сатктЗ/и 3*3^4 22; 23 4
8/08 //о 60 /3 // Ко нс о рЬ 5/
Зм/ 78 /6.. ~77~ Коробка подач кансар5 56 4
LL/apukanoguj. упорный адноргднЬ/ й Гаст , 6874-54 3//2 60 85 /7 // 35; _±_
8//3 65 9о /8 Ч СГтар Ко нс о л/э и салозЬи /7 2
3//S1 по /05 /9 /✓ 49 ../...
82 09 #5 73 20 ч /5; 2Г 2 ;
— т - 2007/06 60 65 /7,2 ч Консор5 28 / J
2007/07 35 62 /8,2 н 3/ /
7206 .30 62 /7,5 р /9 /
U 1L
Poflukonop- сисипник ka- i Нический ГЬа7 ззз-55 720в t/D 80 20 ч Консол/=> , Стоп и ca/taZku /6 2
Консол5
73 Об 30 72 2/ н 20 -/
(j/Ja, U-HJ <=tnb Га c> r—1 ouf. ПНЧ HO< 83 “11 -ona 4 p<. inopt /-3 9- эдс ^&2/Е> 75> /Зо 25 z3 Корейка с ко рост. Ж 2
ГЗФС
Модел ь
Отдел главного конструктора
г ...
H. J. кг не JfrjfcuuUMf
нА А,-А
емзъ
бМВЗО-П
Кол. 2 Лист /
Гт/Ч-^у
КЗ.
С?пециф, ика/цс/Я подшипников к а/<-/&.!-< а 9
тип Поуцнип - i Пикет Номер под шип ни к a no c~angop Гa nog/ Sa//o> JUniH a Pea . T) um uk.a> ъ Л/7ОСС тон- HOCTu Место <дс7с/н I-Ioumqho ^cth. узла гг У /V позиции по Схете. На/), на ста- нок.
| 1 3i&2/22 HO /74? 4s Й ftapabkcj скоростей /3 /
Р . и 9 оликопад .run ник pa UCf ЛЬ/нЬш &g*pf)gnbfi
ll.ZIL
род шип ник J4Z c'O/ltOUaTbtd Га с- 4ово- 4s 94?/2о 20 26 20 P PapdSkci писан C/ofl и аапаЗ/си /У, /8,36, ко, НИ 9_
9^2/зо 30 за 24 /коротка подан 4в 2
9^3/7a 4o -SO 58 \P КансалЬ 50 /
94з/г^> 25 32 2S И ГорР/Бка подан с7ол и салазки 2/; 2^; 26:37 .S
экз/чо 4o SO 38 4 КонсорЬ 33 /
ЙороВкст псуагн
rTZZZTF
J—'О Л и/а опад ^ипник с/ Soptouarrbtl Гост £/5 4о?4/СП 62 27 H з4/ /
Pofluk О еолЬчагб,! foc7 1&37O-SP 3*2^ Консорко 30 so
РукоЬодст faa к станку
.Модель
блгзз
ГЗФС
Отдел главного конструктора.
Вад. конст
Нач. бирс
Ни9
.Sviii
№ g/vaa-z?-/^
•i ппчепие
TinifTS
СО •
6/782' 7~ /02 ЗоуЗ< СУ
6/782-7-/76 i
-3/C3
.6/782'7-/03
67/82-7- /38
6/782-7-/751
КТ
ВЛД .hV*
.ат а.
По .цпс-ь г/«т»;
I ГЗФС
; Отдел гл. хсрсгр
/6/782-8-327) ./f<y/70'-//co&yp ^аота / 0m/2Х/Р//р^/^
- 6/782-//-39Г /Т/улслусобая /7</Фпу < / Ст/2/(/2Н^КбПро/са по
С'Ш,&ШС6//' Г/ружима 6 , ^^э'^7°£ое^:4
6/782-6-2/7/ /~О//ка
.6/783-6-62 Зи/у/т/
6/762-6 -/72
6//32-6/967? ТС/тс/с/угт/
3782-62.28 | С^с&суо£>
0//82-6275 :’ гул/сг
6/782'7-/0/ ! ёсУ/У/zO
Зс/&//С/
Об/ло/у/гс/
/ Su/^eroiyt ______
‘
' / --
cr.6s/-i76
:ГрСГ.^Э-6О/~
'3/т?85 ! "Г "
6г.65Г-7У/\ VGc/S339 &/5~ "
/ \ л i ОуСЗ-3^6/6 -" ...
7 ; ^тзз^вАв-"-
''А///с-776с/8ерссу/^ л
л/6/zz ^o/^co/f^Ho-qci^De- ЬГ7ОЭ-0-/8
П- • ИСЬ : Дига • ?/VC/j6°6. .
C^r^Ep^Sff^p^ , ;.. . ,7f0.
И:нгщ;:3е’-ё‘"‘ '
?/СЗ.
i тип \ПО^Шип- НиксУ Номер подшип чикс/ no сгандор Л1<_/ Га 75а/оит под ш а пн иксу &ИМ factcc ГОЧ- НО СТО Место ь (Q.7 аг/чоЬ к и Позиции по Схелте. кал. на ста- нок.
d -Z) Нет и ме. но her и. узла /)СУ
A , LL 9 3*- Dfiukonag иипник pa -/ar ftbptfuu ЪдкряднЬл. 3I&2I22. но /70 4s Й Hope'S Не/ скоростей /3 /
ЗЕ—й.
/lagt-uunHuk U с'ОлЕУЧОТЬГ Га ст Ново- 4s » <2 42/го 20 26 20 н. KapaSка ладач СТОЛ и capaiku /Ч, (8;36/ ко. 34 9
9^2/з о 30 за 24 И НораЗка iQQCf^ 48 2
^4з/ко 4о -SO 58 н /(Ьнсал£о SO
94з/гу~> 25 32 PS И ГорнЗБка подач с7ол и салаЗ^и 2/; 2/S; 28.37
д4з/ча 4с Е)О 38 КонсорЬ 33 /
1 Нор оЪк с/ лоср/ч
r-’O/iuKQnacj ^Чипник U ^ОлЬчагЬ/l kcT 4/6S7- 4Q 4о24/сп 4/^~ 02 2 7 н sh / —
i Po/iuf; иё>ОЛЬча7б,1 /ос~ <5870-sk 3*24 конеорЬ 30 so
Руко&одс7/Ьо к cranky ।
।
! I
Модель
e/vS3
Составил
ГЗФС
Отдел главного конструктора.
13 :д. kcvui :^}//2шасо<г ^^^^ЛНз.Поошипнсикойа ксгие-
Нач. бм>р<; i
N 6A7<33-Z?-/7