/




Текст
ОПИСАНИЕ
И РУК зодство ПО РЕМОНТУ
ЕЕВ?ИНОВЫХ НАСОСОВ
i л’ // -
RHK-12A и БНК-12Б
I *
’Ч
. . *
НК АП
ОБОРОНГИЗ
19 4 4
СОДЕРЖАНИЕ
Стр.
Введение...................................................... 2
I. Назначение и основные данные насоса.................... 3
II. Конструкция насоса и его деталей......................... 4
III. Принцип работы насоса.................................. 7
IV. Установка насоса на моторе.............................. 10
V. Неисправности насоса, их причины и способы устранения . . 13
VI. Ремонт насоса......................•.................. 15
1. Организация ремонта.................................. 15
2. Осмотр и разборка насоса............................ 21
3. Ремонт деталей насоса..................... .'....... 24
4. Сборка насоса -...................................... 30
VII Испытание насосов...................................... 37
VIII . Консервация и хранение насосов................... .... 42
Приложения:
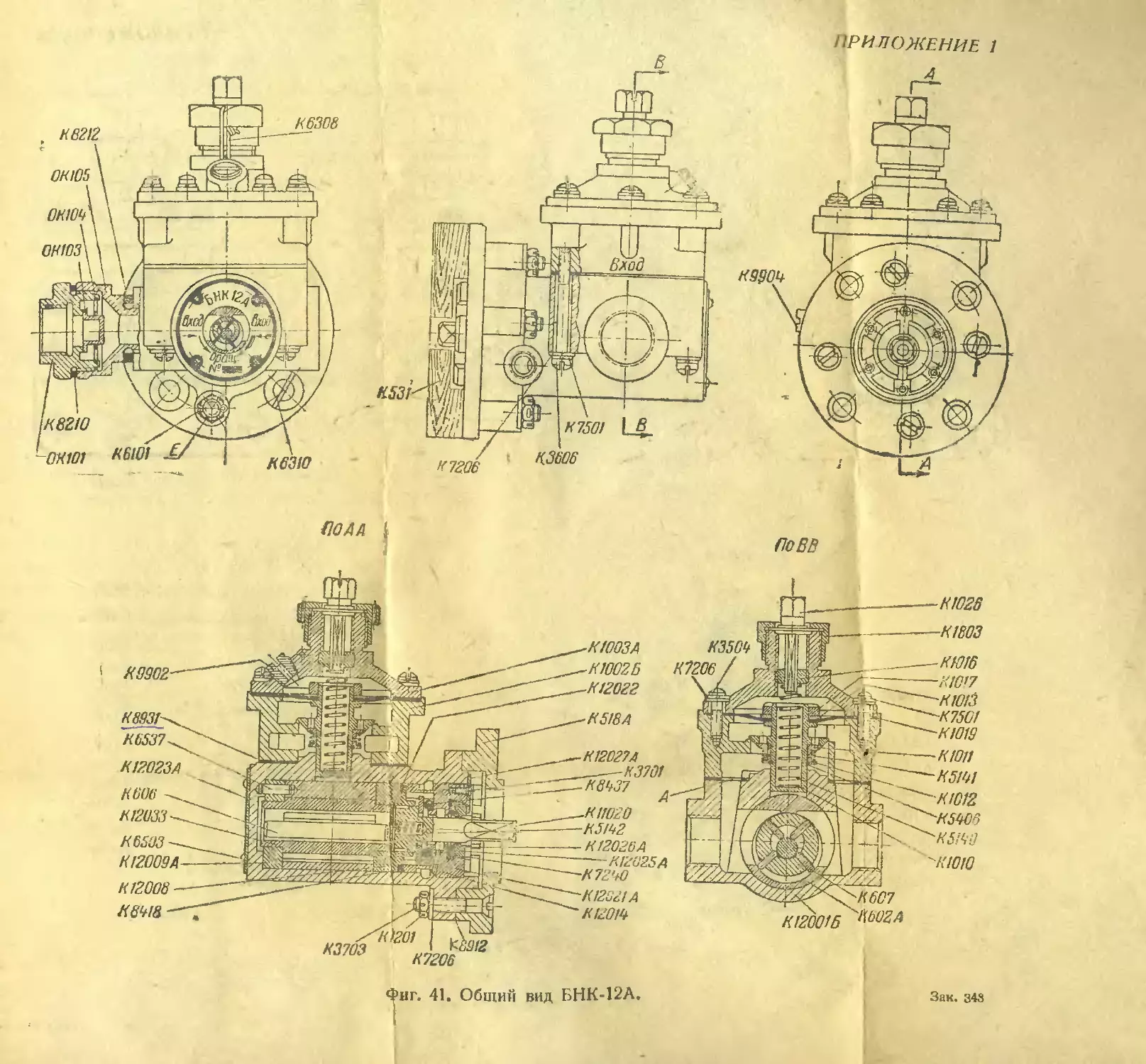
1. Общий вид БНТ 12А (фиг. 41) . ..................вклейка
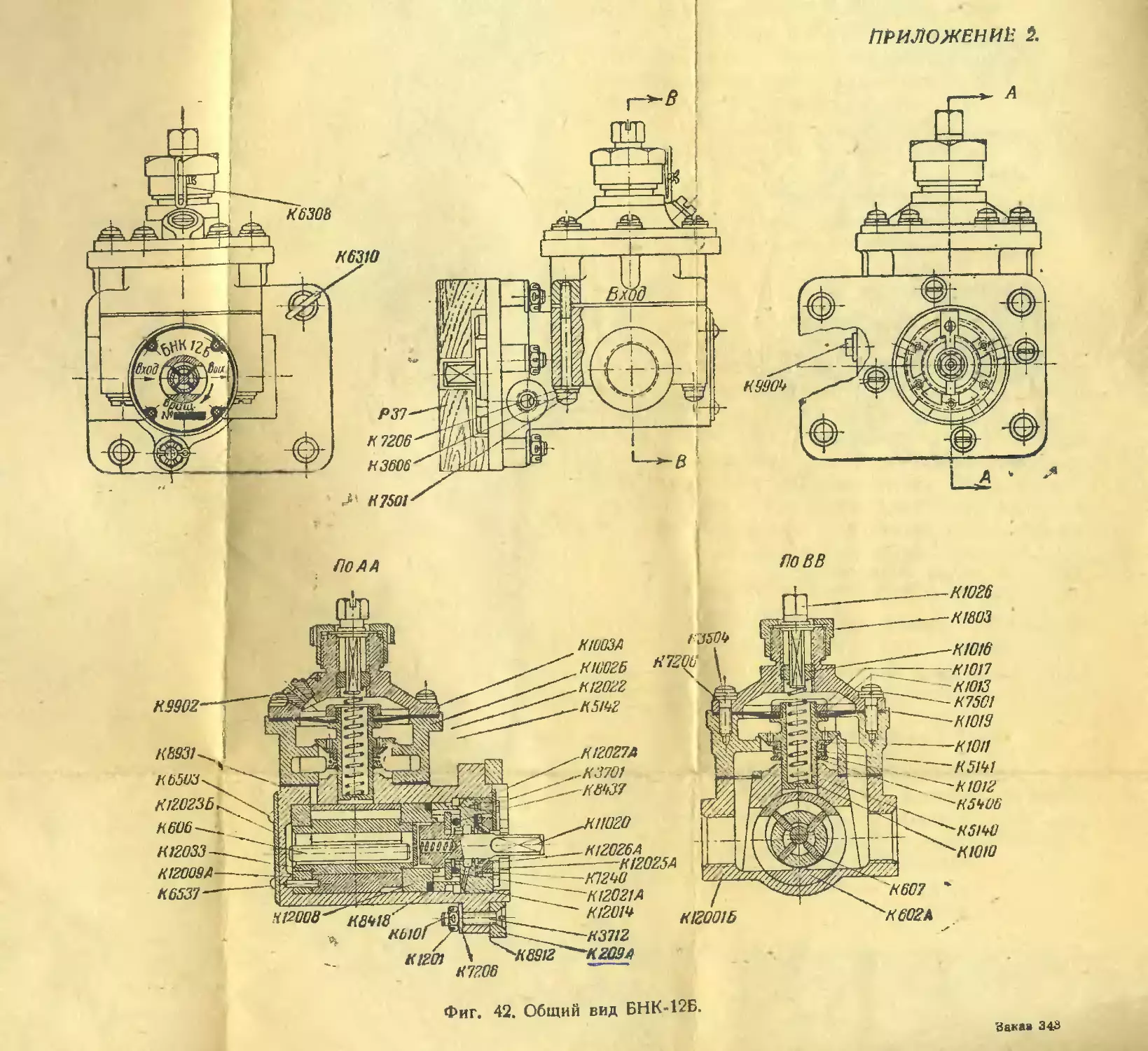
2. Общий вид БНК-12Б (фиг. 42)..................... ,
3. Таблица комплектовки насосов БНК-12А и БНК-12Б по мо-
торам .... ................................ 44
4. Спецификация деталей и материалов БНК-12А и БНК-12Б . 45
5. Спецификация деталей, 'поставляемых с насосами дня раз-
личных моторов............................................48
6. Таблица допусков и зазоров БНК-12А и БНК-12Б ..... 50
Редактор К. А.- Пономарева
Г536726. Подп. в печ. 25/II JS44 Г. Печ. л. З1/. + 2 вкл. Уч -авт. л. 4,6.
Тип. зн. в печ. л. 45000. Бесплатно. Зак. 343/7741
Типография ОСоронгиза
»• - '
Согласовано:
Заместитель начальника
УТЭ ВВС КА
генерал-майор Волков
72/J2I1191.2
ОПИСАНИЕ
И РУКОВОДСТВО ПО РЕМОНТУ
БЕНЗИНОВЫХ НАСОСОВ
БНК-12А и БНК-12Б
Составили СКО и ЭРО завода
И КАП it СССР
ГОСУДАРСТВЕННОЕ ИЗДАТЕЛЬСТВО ОБОРОННОЙ ПРОМЫШЛЕННОСТИ
Москва 1944
ВВЕДЕНИЕ
Настоящее описание и руководство по ремонту бензи-
новых насосов БНК-12А и БНК-12Б подготовлены к печати
по документации для насосов выпуска 1943 г. Насос БНК-12Б
является модификацией насосов БНК-12А и отличается от
него положением качающего узла, который' в БНК-12Б по-
вернут на 180° по отношению к положению качающего
узла в БНК-12А. Поэтому все ниже изложенное о насосе
БНК-12А в равной степени относится и к насосу БНК-12Б
Материалы, помещенные в книге, рассчитаны на озна-
комление среднего и младшего технического состава
ВВС КА и пр. организаций с основными принципами ра-
боты насоса, его эксплоатации и ремонта.
Технология ремонта построена здесь таким образом,
чтобы индивидуальной подгонкой сопрягаемых деталей
приблизить монтажные зазоры ремонтируемого насоса к
монтажным зазорам вновь изготовляемого. Предусмотрена
переборка и ремонт только сальниковой части и узла ре-
дукционного клапана насоса. Качающий узел в условиях
авиационных мастерских ремонтировать не рекомендуется,
так как для этого требуется специальное оборудование и
сложные приспособления, которыми авиамастерские не
располагают. Поэтому насосы, требующие переборки и ре-
монта качающих узлов, следует направлять на ремонтный
завод.
Все замечания по данному изданию высылать заводу
по адресу: г. Омск, п/ящ. № 38.
I. НАЗНАЧЕНИЕ И ОСНОВНЫЕ ДАННЫЕ НАСОСА
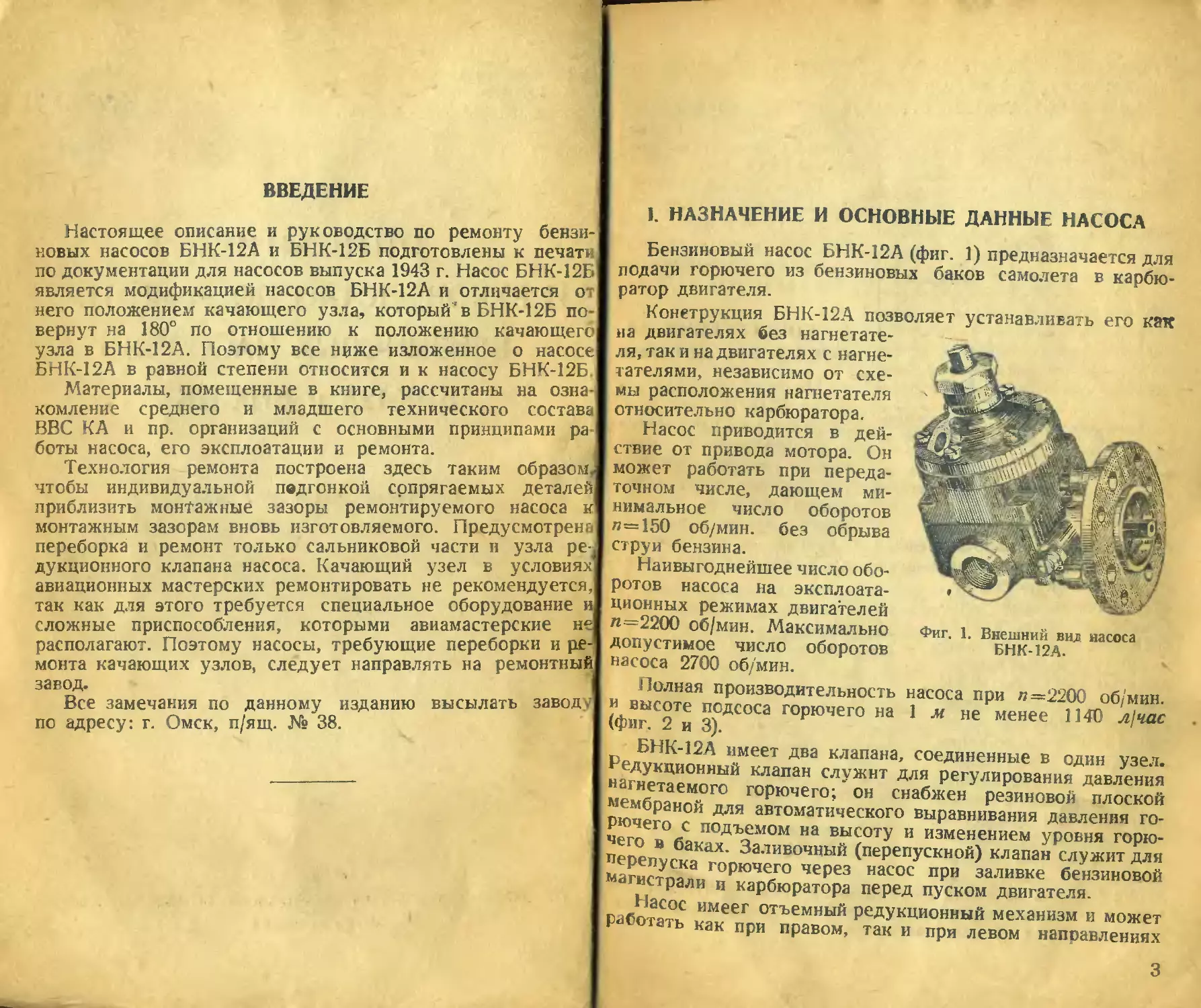
Фиг. 1. Внешний вид насоса
БНК-12А.
Бензиновый насос БНК-12А (фиг. 1) предназначается для
подачи горючего из бензиновых баков самолета в карбю-
ратор двигателя.
Конструкция БНК-12А позволяет устанавливать его как
на двигателях без нагнетате-
ля, так и на двигателях с нагне-
тателями, независимо от схе-
мы расположения нагнетателя
относительно карбюратора.
Насос приводится в дей-
ствие от привода мотора. Он
может работать при переда-
точном числе, дающем ми-
нимальное число оборотов
п=150 об/мин. без обрыва
струи бензина.
Наивыгоднейшее число обо-
ротов насоса на эксплоата-
ционных режимах двигателей
п=2200 об/мин. Максимально
допустимое число оборотов
насоса 2700 об/мин.
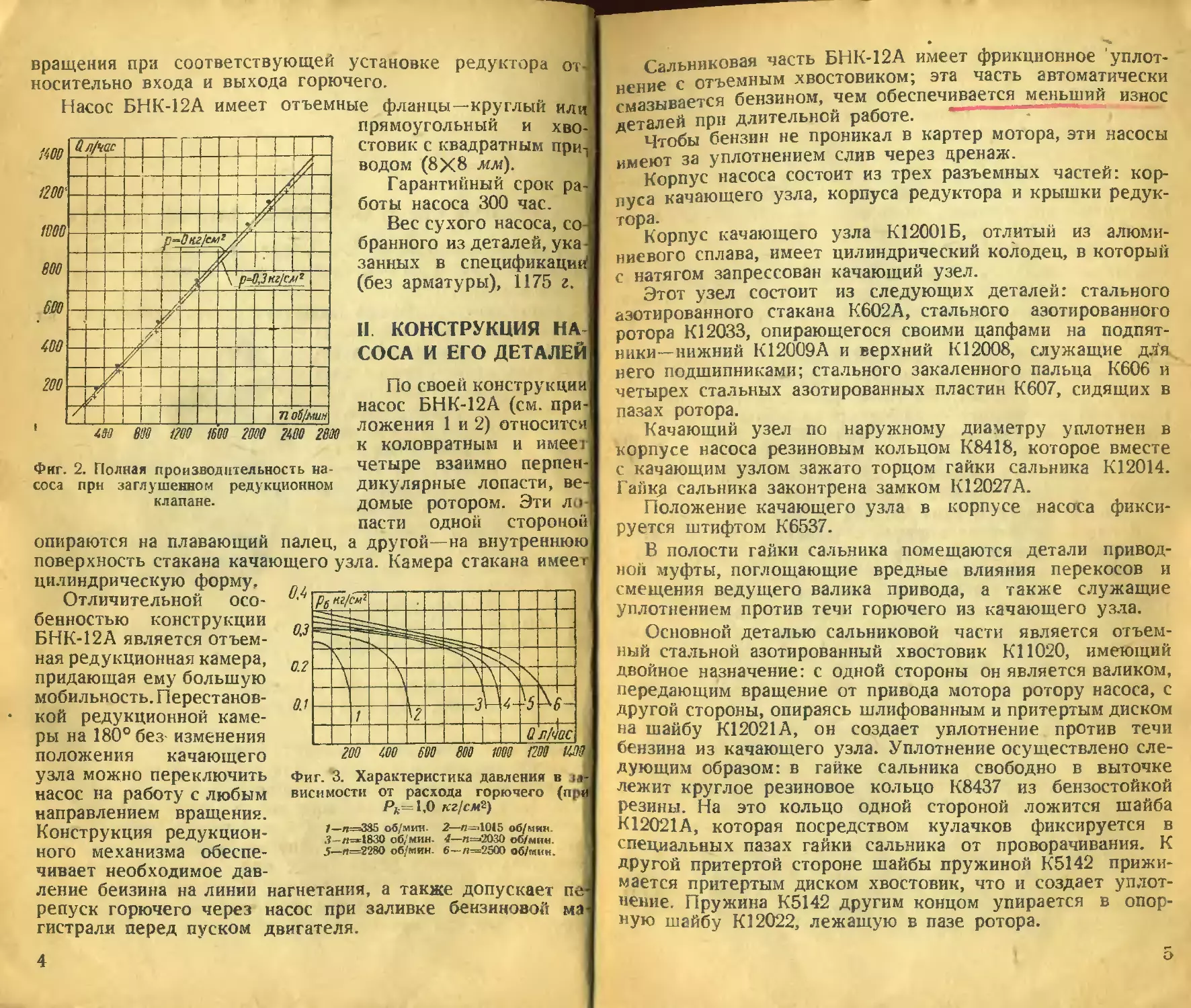
Полная производительность насоса при л =2200 об/мин.
и высоте подсоса горючего на 1 м не менее 1140 л1час
(фиг. 2 и 3).
БНК-12А имеет два клапана, соединенные в один узел.
Редукционный клапан служит для регулирования давления
нагнетаемого горючего; он снабжен резиновой плоской
мембраной для автоматического выравнивания давления го-
рючего с подъемом на высоту и изменением уровня горю-
чего в баках. Заливочный (перепускной) клапан служит для
перепуска горючего через насос при заливке бензиновой
магистрали и карбюратора перед пуском двигателя.
Насос имеет отъемный редукционный механизм и может
работать как при правом, так и при левом напоавлениях
3
вращения при соответствующей установке редуктора от-
носительно входа и выхода горючего.
Насос БНК-12А имеет отъемные фланцы—круглый или
прямоугольный и хво-
стовик с квадратным прит
водом (8X8 л/лг).
Гарантийный срок ра-
боты насоса 300 час.
Вес сухого насоса, со
бранного из деталей, ука
занных в спецификаций
(без арматуры), 1175 г.
Фиг. 2. Полная производительность на-
соса прн заглушенном редукционном
клапане.
II КОНСТРУКЦИЯ НА-
СОСА И ЕГО ДЕТАЛЕЙ
По своей конструкции
насос БНК-12А (см. при-
ложения 1 и 2) относится
к коловратным и имеет
четыре взаимно перпен-
дикулярные лопасти, ве-
домые ротором. Эти ло-
пасти одной стороной
а другой—на внутреннюю
опираются на плавающий палец,
поверхность стакана качающего узла. Камера стакана имеет
цилиндрическую форму.
Отличительной осо-
бенностью конструкции
БНК-12А является отъем-
ная редукционная камера,
придающая ему большую
мобильность. Перестанов-
кой редукционной каме-
ры на 180° без- изменения
положения качающего
узла можно переключить
насос на работу с любым
направлением вращения.
Конструкция редукцион-
ного механизма обеспе-
чивает необходимое дав-
ление бензина на линии нагнетания, а также допускает пе-
репуск горючего через насос при заливке бензиновой ма
гистрали перед пуском двигателя.
Фиг. 3. Характеристика давления в jJ
виси мости от расхода горючего (npi
Р*:=1,0 кг/см?)
t—n=3S5 об/мин- 2— л=4015 об/мин.
З л--Л830 об/мин- 4—л =2030 об/мин.
5—«—2280 об/мин. 6-/1=2500 об/мин.
Сальниковая часть БНК-12А имеет фрикционное ' уплот-
нив с отъемным хвостовиком; эта часть автоматически
смазывается бензином, чем обеспечивается меньший износ
деталей при длительной работе.
Чтобы бензин не проникал в картер мотора, эти насосы
имеют за уплотнением слив через дренаж.
Корпус насоса состоит из трех разъемных частей: кор-
пуса качающего узла, корпуса редуктора и крышки редук-
тора.
Корпус качающего узла К12001Б, отлитый из алюми-
ниевого сплава, имеет цилиндрический колодец, в который
с натягом запрессован качающий узел.
Этот узел состоит из следующих деталей: стального
азотированного стакана К602А, стального азотированного
ротора К12033, опирающегося своими цапфами на подпят-
ники—нижний К12009А и верхний К12008, служащие для
него подшипниками; стального закаленного пальца К606 и
четырех стальных азотированных пластин К607, сидящих в
пазах ротора.
Качающий узел по наружному диаметру уплотнен в
корпусе насоса резиновым кольцом К8418, которое вместе
с качающим узлом зажато торцом гайки сальника К12014.
Гай кд сальника законтрена замком К12027А.
Положение качающего узла в корпусе насоса фикси-
руется штифтом К6537.
В полости гайки сальника помещаются детали привод-
ной муфты, поглощающие вредные влияния перекосов и
смещения ведущего валика привода, а также служащие
уплотнением против течи горючего из качающего узла.
Основной деталью сальниковой части является отъем-
ный стальной азотированный хвостовик К11020, имеющий
двойное назначение: с одной стороны он является валиком,
передающим вращение от привода мотора ротору насоса, с
другой стороны, опираясь шлифованным и притертым диском
на шайбу К12021А, он создает уплотнение против течи
бензина из качающего узла. Уплотнение осуществлено сле-
дующим образом: в гайке сальника свободно в выточке
лежит круглое резиновое кольцо К8437 из бензостойкой
резины. На это кольцо одной стороной ложится шайба
К12021А, которая посредством кулачков фиксируется в
специальных пазах гайки сальника от проворачивания. К
другой притертой стороне шайбы пружиной К5142 прижи-
мается притертым диском хвостовик, что и создает уплот-
нение. Пружина К5142 другим концом упирается в опор-
ную шайбу К12022, лежащую в пазе ротора.
4
5
Резиновое кольцо К8437 (круглого сечения), на кото-
рое опираются все детали сальниковой части, прижатые
пружиной, поглощает возможные перекосы привода и
обеспечивает равномерный износ трущихся плоскостей
фрикционного уплотнения.
Для устранения утечки масла из привода мотора по
хвостовику KU020 (при работе насоса на моторе с приво-
дом, залитым маслом) в гайке сальника К12014 со стороны,
обращенной к приводу, помещена манжета КГ2026А из
бензомаслостойкой резиновой смеси. Манжета закреплена
зажимной гайкой К12025А.
Направление хвостовика во время работы обеспечивает-
ся соответствующей посадкой диска хвостовика по диа-
метру в отверстие подпятника, в котором работает цапфа
ротора.
Корпус качающего узла К12001Б имеет отъемные флан-
цы крепления насоса к мотору—круглый К518А или
прямоугольный К209А. Круглый фланец К518А крепится
к корпусу качающего узла четырьмя винтами К37031, а
прямоугольный—четырьмя винтами К3712. Между флан-
цем и корпусом ставится уплотнительная прокладка К8912
из маслоупорного паронита или вианиба 26. Отверстия
входа и выхода жидкости имеют резьбу 18X1,5 мм для
постановки арматуры типа AM под трубку 13X15 мм.
К плоскому фланцу корпуса качающего узла К12001Б,
имеющего направляющий буртик для корпуса редуктора и
направляющее отверстие для редукционного клапана, че-
тырьмя винтами К3606, контрящимися шайбами Гровера
К7501, прикреплен отлитый в кокиль из алюминиевого
сплава корпус редуктора К1002Б (у насосов, поставляемых
для М-100, М-103А и М-105 корпус редуктора —К12002Б)
Место разъема фланцев качающего узла и корпуса ре-
дуктора уплотнено прокладко.й К8931 из вулканизирован-
ного паронита.
С другой стороны корпус редуктора имеет круглый
фланец для крепления мембраны и седло редукционного
клапана, выполненного заодно с корпусом редуктора. Узел
редукционного клапана состоит из стального клапана К1010,
резиновой мембраны К1019, шайбы К1013, зажимной гайки
1 Для устранения расшатывания фланца при работе насоса на мото-
рах М-88 и М-88Б один винт крепления фланца К3703 в насосах, поста-
вляемых на указанные моторы, заменен винтом К12042, который входит
с натягом в отверстие фланца, развернутое совместно с отверстием в кор
пусе насоса. Под головки болтов, расположенных у бобышек, для слив-
ного штуцера ставится контровочная шайба К818.
6
К1017 дуралюминового заливочного клапана К1011, сТаль-
ой пружины заливочного клапана К5141, опорной шайбы
К1012 и стопорного кольца К5406.
Редукционный клапан входит цилиндрической частью в
направляющее отверстие корпуса качающего узла.
Мембрана зажимается крышкой редуктора KI003A по
круглому фланцу шестью винтами К3504, контрящимися
шайбами Гровера К7501.
В полой части редукционного клапана К1010 помещена
пружина К5140, одним торцом опирающаяся на донышко
редукционного клапана, другим—на регулирующий винт
К1016. Натяжение пружины К5140 регулируют поворотом го-
ловки регулирующего винта К1016. Когда достигнута оп-
ределенная регулировка редуктора, головку регулирую-
щего винта закрепляют колпачком К18ОЗ.
В крышку редуктора К1003А на резьбе Бриггса 1/8"
ввернута пробка К9902 с отверстием для сообщения с ат-
мосферой полости мембраны (пробка К9902 ставится у мо-
торов с карбюратором до нагнетателя и без нагнетателя).
В том случае, когда карбюратор мотора расположен за
нагнетателем, вместо пробки К9902 ставят штуцер—
уз. 481А6 для присоединения воздушной трубки к коллек-
тору нагнетателя.
III. ПРИНЦИП РАБОТЫ НАСОСА
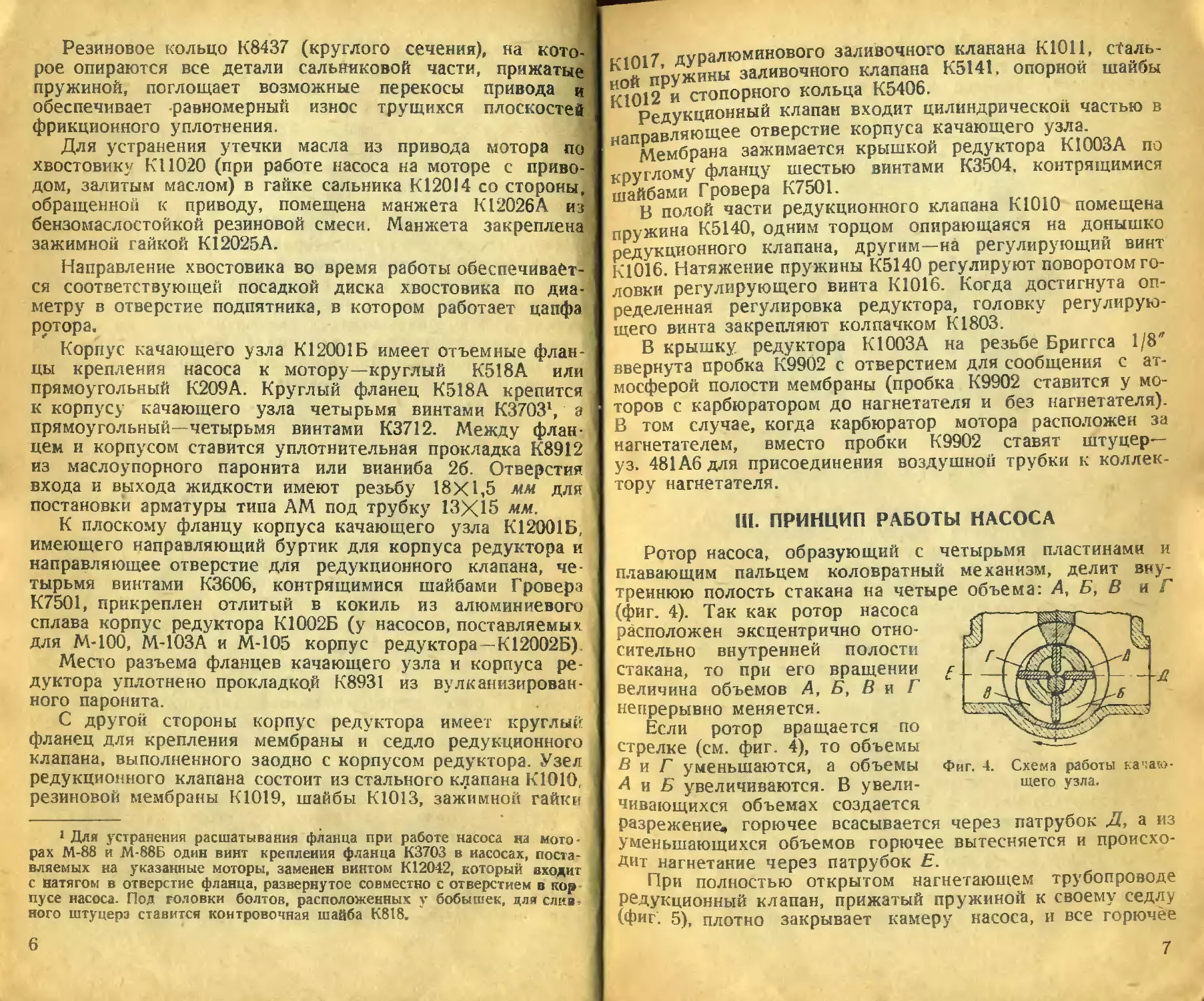
Ротор насоса, образующий с четырьмя пластинами и
плавающим пальцем коловратный механизм, делит вну-
треннюю полость стакана на четыре объема: А, Б, В и Г
(фиг. 4). Так как ротор насоса
расположен эксцентрично отно-
сительно внутренней полости
стакана, то при его вращении
величина объемов А, Б, В и Г
непрерывно меняется.
Если ротор вращается по
стрелке (см. фиг. 4), то объемы
В и Г уменьшаются, а объемы
А и Б увеличиваются. В увели-
чивающихся объемах создается
Разрежение, горючее всасывается через патрубок Д, а из
Уменьшающихся объемов горючее вытесняется и происхо-
дит нагнетание через патрубок Е.
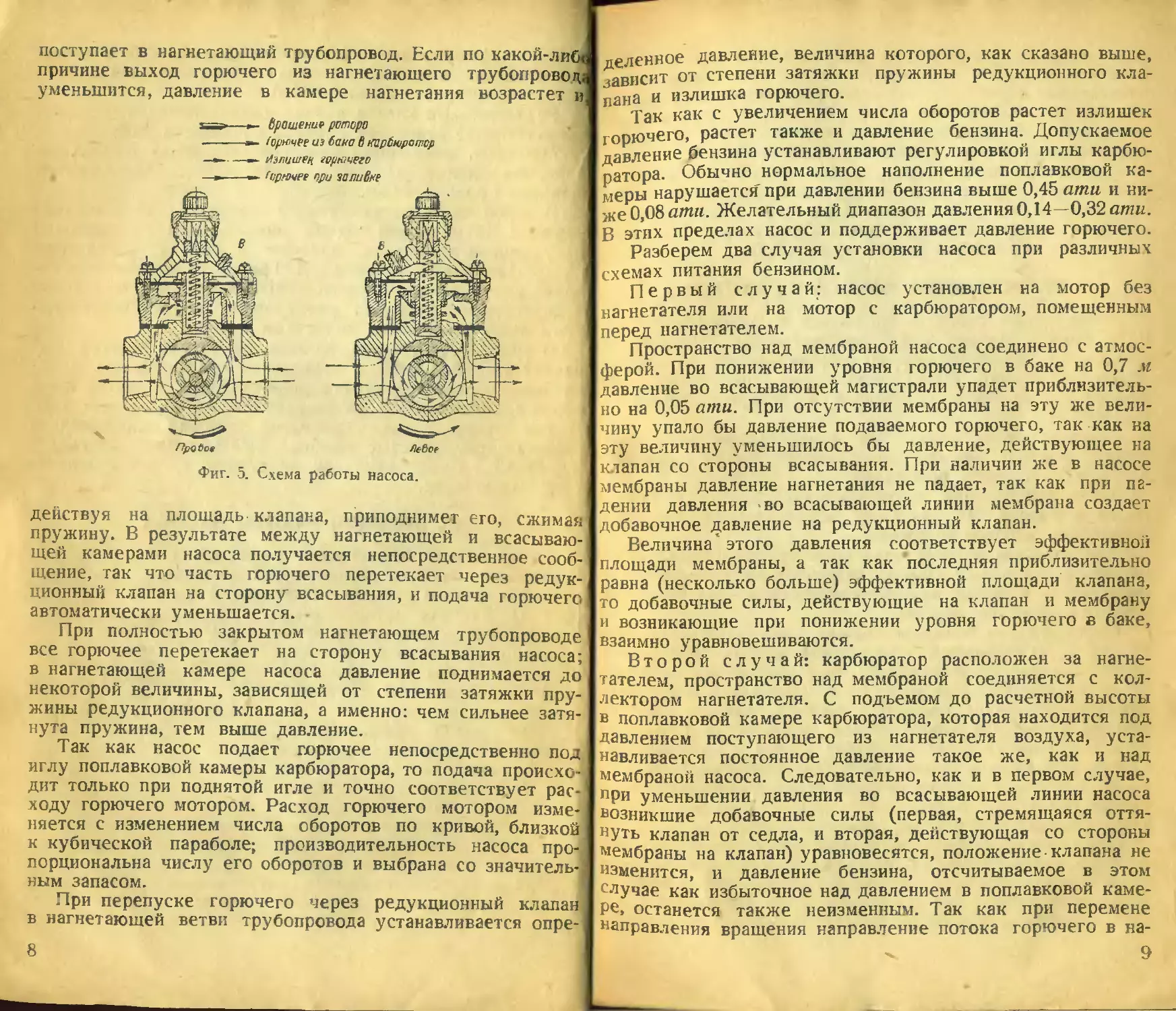
При полностью открытом нагнетающем трубопроводе
редукционный клапан, прижатый пружиной к своему седлу
(фиг. 5), плотно закрывает камеру насоса, и все горючее
7
поступает в нагнетающий трубопровод. Если по какой-либ<
причине выход горючего из нагнетающего трубопровод
уменьшится, давление в камере нагнетания возрастет и
—•— Вращение ротора
---—а- Гаркчее из (ано в карбюратор
» Излишек горючего
——----— гцрлчее при заливке
Про вое Левое
Фиг. 5. Схема работы насоса.
действуя на площадь клапана, приподнимет его, сжимая
пружину. В результате между нагнетающей и всасываю-
щей камерами насоса получается непосредственное сооб-
щение, так что часть горючего перетекает через редук-
ционный клапан на сторону всасывания, и подача горючего
автоматически уменьшается.
При полностью закрытом нагнетающем трубопроводе
все горючее перетекает на сторону всасывания насоса;
в нагнетающей камере насоса давление поднимается до
некоторой величины, зависящей от степени затяжки пру-
жины редукционного клапана, а именно: чем сильнее затя-
нута пружина, тем выше давление.
Так как насос подает горючее непосредственно под
иглу поплавковой камеры карбюратора, то подача происхо-
дит только при поднятой игле и точно соответствует рас-
ходу горючего мотором. Расход горючего мотором изме-
няется с изменением числа оборотов по кривой, близкой
к кубической параболе; производительность насоса про-
порциональна числу его оборотов и выбрана со значитель-
ным запасом.
При перепуске горючего через редукционный клапан
в нагнетающей ветви трубопровода устанавливается опре-
8
деленное давление, величина которого, как сказано выше,
зависит от степени затяжки пружины редукционного кла-
пана и излишка горючего.
Так как с увеличением числа оборотов растет излишек
горючего, растет также и давление бензина. Допускаемое
давление бензина устанавливают регулировкой иглы карбю-
ратора. Обычно нормальное наполнение поплавковой ка-
меры нарушается при давлении бензина выше 0,45 ати и ни-
же 0,08 ати. Желательный диапазон давления 0,14 -0,32 ати.
В этих пределах насос и поддерживает давление горючего.
Разберем два случая установки насоса при различных
схемах питания бензином.
Первый случай: насос установлен на мотор без
нагнетателя или на мотор с карбюратором, помещенным
перед нагнетателем.
Пространство над мембраной насоса соединено с атмос-
ферой. При понижении уровня горючего в баке на 0,7 м
давление во всасывающей магистрали упадет приблизитель-
но на 0,05 апш. При отсутствии мембраны на эту же вели-
чину упало бы давление подаваемого горючего, так как на
эту величину уменьшилось бы давление, действующее на
клапан со стороны всасывания. При наличии же в насосе
мембраны давление нагнетания не падает, так как при па-
дении давления во всасывающей линии мембрана создает
добавочное давление на редукционный клапан.
Величина этого давления соответствует эффективной
площади мембраны, а так как последняя приблизительно
равна (несколько больше) эффективной площади клапана,
то добавочные силы, действующие на клапан и мембрану
и возникающие при понижении уровня горючего в баке,
взаимно уравновешиваются.
Второй случай: карбюратор расположен за нагне-
тателем, пространство над мембраной соединяется с кол-
лектором нагнетателя. С подъемом до расчетной высоты
в поплавковой камере карбюратора, которая находится под
давлением поступающего из нагнетателя воздуха, уста-
навливается постоянное давление такое же, как и над
мембраной насоса. Следовательно, как и в первом случае,
при уменьшении давления во всасывающей линии насоса
возникшие добавочные силы (первая, стремящаяся оття-
нуть клапан от седла, и вторая, действующая со стороны
мембраны на клапан) уравновесятся, положение клапана не
изменится, и давление бензина, отсчитываемое в этом
случае как избыточное над давлением в поплавковой каме-
ре, останется также неизменным. Так как при перемене
направления вращения направление потока горючего в на-
- 9
сосе должно измениться, а редукционный клапан может
работать в одном положении только при определенном
направлении потока, то для перемены направления враще
ния насоса необходимо повернуть корпус редукционном
камеры на 180е, предварительно поменяв местами подвоз
всасывающего и нагнетающего трубопроводов.
Заливочный клапан предусмотрен на тот случай, если
ручной насос будет установлен перед насосом на основ
ной магистрали, т. е. заливка магистрали будет происхо
дить со стороны всасывания насоса. При заливке со сторонь
нагнетания заливочный клапан не работает.
IV. УСТАНОВКА НАСОСА НА МОТОРЕ
Насос может работать на моторе в любом положении.
Если привод мотора имеет прямоугольный стандартный
фланец, то для перемены положения насоса на мотор<
отъемный фланец К209А необходимо переставить. Это”
фланец может быть установлен в четыре позиции—че
рез 90°.
Соответственно этому при определенном положение
фланца привода мотора насос может быть установлен
в любое из четырех положений.
Такая конструкция насоса облегчает монтаж трубопро
водов к насосу, так как насос всегда можно поставит и
в наиболее удобное положение.
Для удобства подвода'воздушной трубки от коллектора
нагнетателя к насосу крышку редукционной камеры можно
переставить в любое из шести положений—под углом 60п
одно относительно другого.
Схема питания бензином должна быть по возможности
проста, с минимальным количеством кранов, тройников и
других соединений. Нарушение соединений на всасывающей
линии вызывает подсос воздуха и приводит к нарушению
нормальной подачи горючего, а также к падению давления
бензина и отказу в работе насоса. Неплотности в соедине
ниях на нагнетающей линии (от насоса к карбюратору
опасны в пожарном отношении вследствие течи бензина.
Во избежание подсоса воздуха агрегаты, имеющие про
кладки (фильтры, коллекторы и др.), необходимо ставить
ниже минимального уровня горючего в баках.
Центральный фильтр отстойника, от которого идет ма-
гистраль к всасывающему патрубку насоса, должен быть
расположен таким образом, чтобы горючее при любом его
количестве в баках как при стоянках, так и в полете само-
лета полностью заполняло фильтр. Для этого магистраль
10
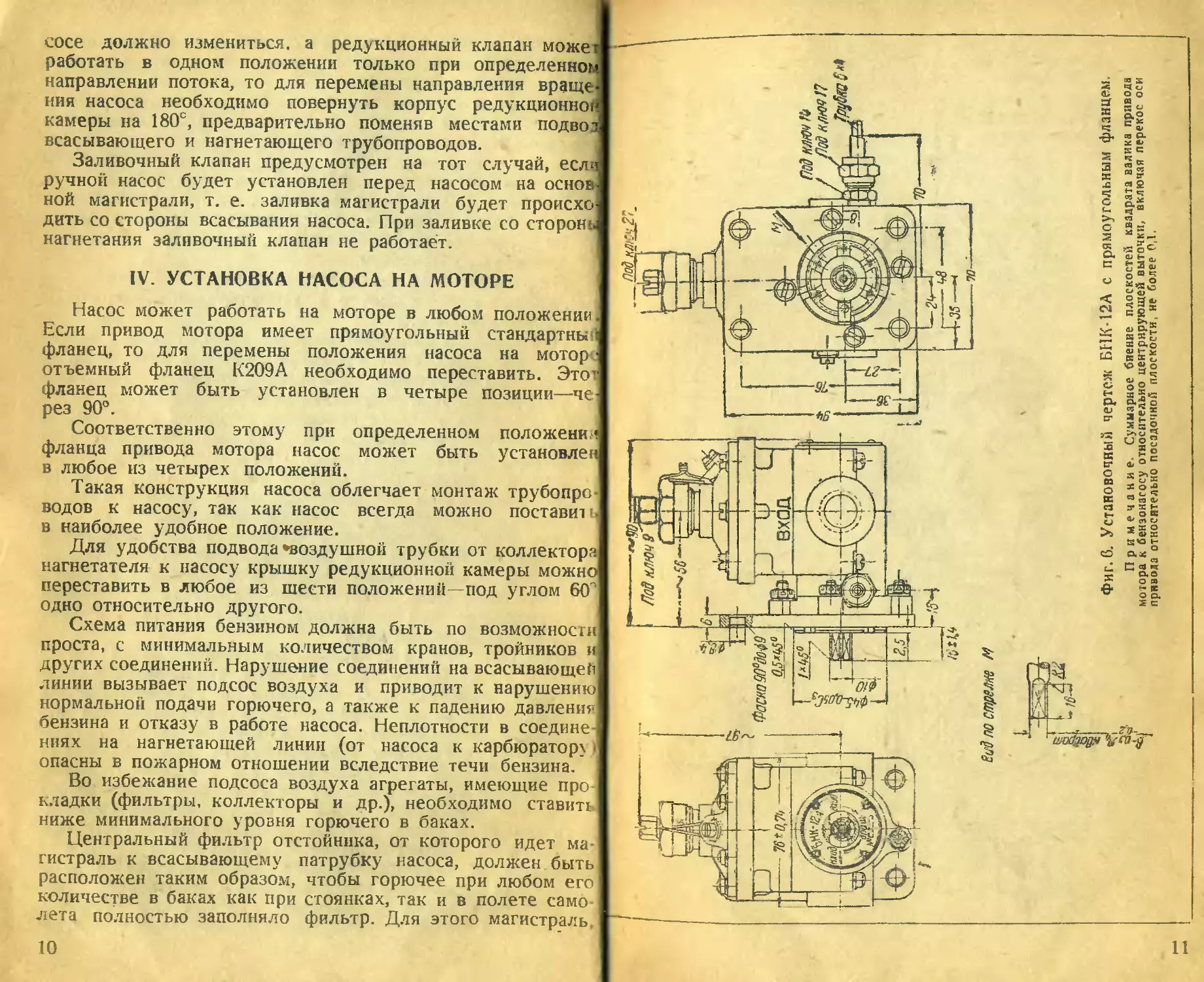
Фиг. 6. Установочный чертеж БНК-12А с прямоугольным фланцем.
Примечание. Суммарное биение плоскостей квадрата валика привода
мотора к бензонасосу относительно центрирующей выточки, включая перекос оси
привода относительно посадочной плоскости, не более 0,1.
11
12
.ая от баков к фильтру, должна иметь постоянный
’’„сходящий путь, магистраль же, идущая от фильтра
насосу, должна иметь постоянный восходящий путь—для
Естественного выхода воздуха и бензиновых паров.
Не допускается как на линии от бака до фильтра, так
и от фильтра до насоса установка вертикальных колен
гРубопроводов (сифонов), способствующих образованию па-
ровых и воздушных пробок/
Насос БНК-12А рассчитан на установку совместно с руч-
ным насосом для заливки, но во многих случаях соответ-
ствующим устройством схемы можно получить вполне надеж-
ную систему бензопитания без применения ручного насоса.
Рабочий режим насоса не должен выходить за пределы
п = 1700—2500 об/мин. Работа при п = 2500 об/мин. приво-
дит к быстрому износу насоса; при п=1700 об/мин. высо-
кие качества насоса используются не полностью, .так как
снижается его подсасывающая способность.
Схему установки насоса на моторе и схему бензопита-
ния необходимо консультировать с заводом-изготовителем.
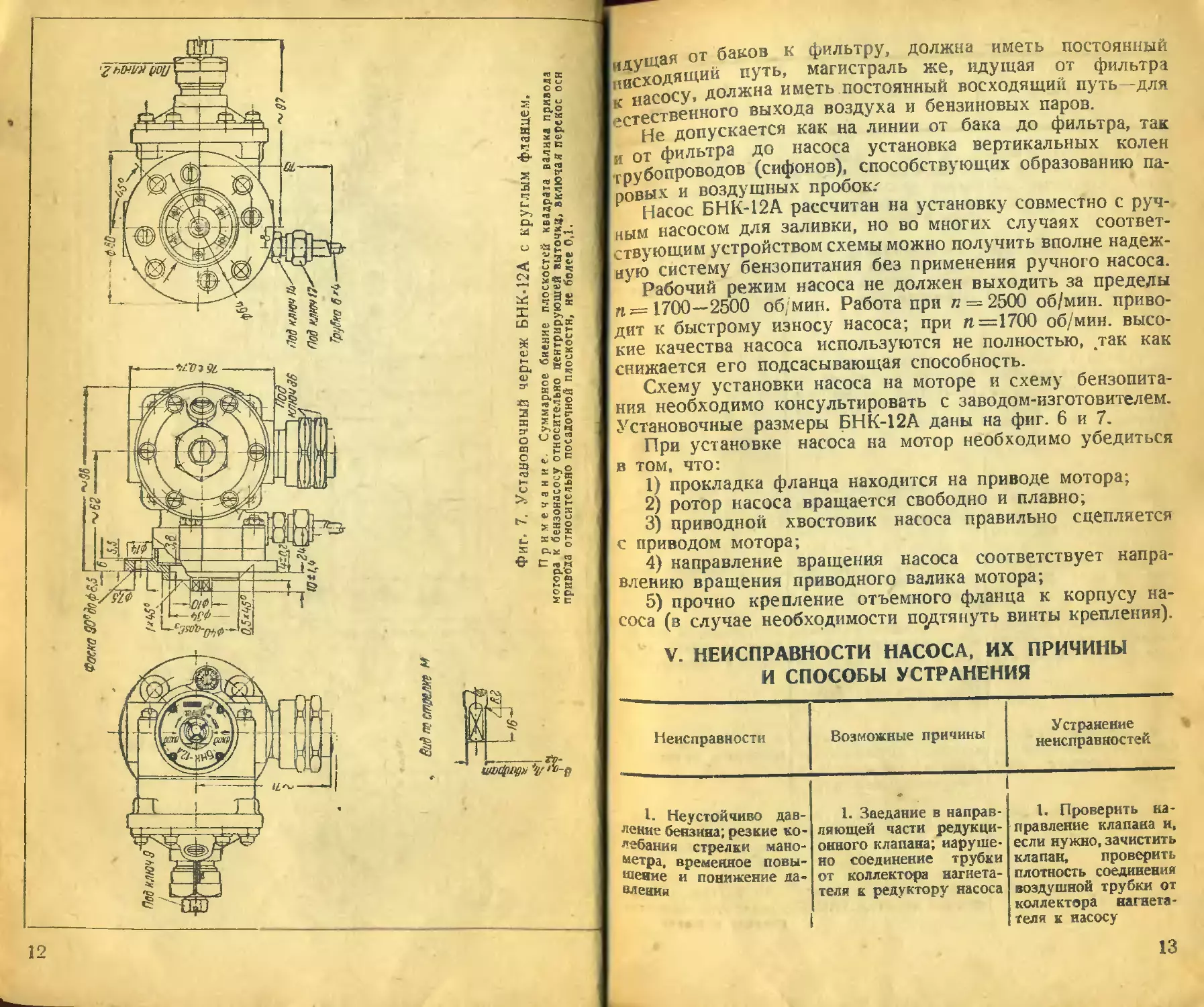
Установочные размеры БНК-12А даны на фиг. 6 и 7.
При установке насоса на мотор необходимо убедиться
в том, что:
1) прокладка фланца находится на приводе мотора;
2) ротор насоса вращается свободно и плавно;
3) приводной хвостовик насоса правильно сцепляется
с приводом мотора;
4) направление вращения насоса соответствует напра-
влению вращения приводного валика мотора;
5) прочно крепление отъемного фланца к корпусу на-
соса (в случае необходимости подтянуть винты крепления).
V. НЕИСПРАВНОСТИ НАСОСА, ИХ ПРИЧИНЫ
И СПОСОБЫ УСТРАНЕНИЯ
Неисправности Возможные причины Устранение неисправностей
1- Неустойчиво дав- ление бензина; резкие ко- "ебанив стрелки мано- метра, временное повы- шение и понижение да- вления 1. Заедание в направ- ляющей части редукци- онного клапана; наруше- но соединение трубки от коллектора нагнета- теля к редуктору насоса 1. Проверить на- правление клапана и, если нужно, зачистить клапан, проверить плотность соединения воздушной трубки ОТ коллектора нагнета- теля к насосу
13
— — — — — — — — — — — Продолжение
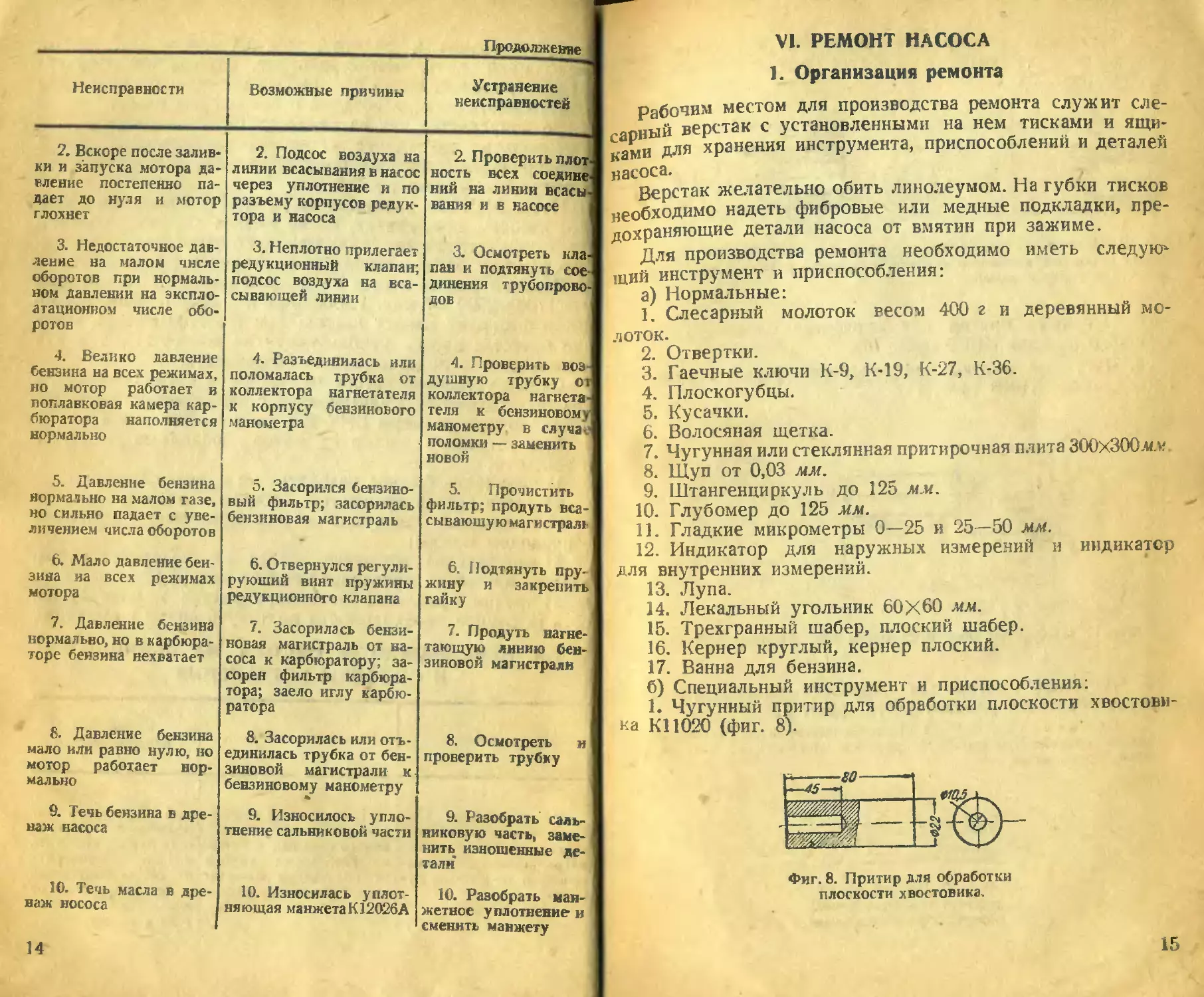
Неисправности Возможные причины Устранение неисправностей
2. Вскоре после залив- ки и запуска мотора да- вление постепенно па- дает до нуля и мотор глохнет 2. Подсос воздуха на линии всасывания в насос через уплотнение и по разъему корпусов редук- тора и насоса 2. Проверить плот ность всех соедине ний на линии всасы вания и в насосе
3. Недостаточное дав- ление на малом числе оборотов при нормаль- ном давлении на экспло- атационвом числе обо- ротов 3. Неплотно прилегает редукционный клапан; подсос воздуха на вса- сывающей линии 3. Осмотреть кла пан и подтянуть сое- динения трубопрово- дов
4. Велико давление бензина на всех режимах, но мотор работает и поплавковая камера кар- бюратора наполняется нормально 4. Разъединилась или поломалась трубка от коллектора нагнетателя к корпусу бензинового манометра 4. Проверить воз- душную трубку от коллектора нагнета- теля к бензиновому манометру в случае поломки — заменить новой
5. Давление бензина нормально на малом газе, но сильно падает с уве- личением числа оборотов 5. Засорился бензино- вый фильтр; засорилась бензиновая магистраль 5. Прочистить ' фильтр; продуть вса- сывающую магистраль
6. Мало давление бен- зина иа всех режимах мотора 6. Отвернулся регули- рующий винт пружины редукционного клапана 6. Подтянуть пру-1 жину и закрепить гайку
7. Давление бензина нормально, но в карбюра- торе бензина нехватает 7. Засорилась бензи- новая магистраль от на- соса к карбюратору; за- сорен фильтр карбюра- тора; заело иглу карбю- ратора 7. Продуть нагне- тающую линию бен- зиновой магистрали
8. Давление бензина мало или равно нулю, но мотор работает нор- мально 8. Засорилась или отъ- единилась трубка от бен- зиновой магистрали к бензиновому манометру 8. Осмотреть и проверить трубку
9. Течь бензина ь дре- наж насоса 9. Износилось упло- тнение сальниковой части 9. Разобрать саль- никовую часть, заме- нить изношенные де- тали
10. Течь масла в дре- наж нососа 10. Износилась уплот- няющая манжета К12026А 10. Разобрать ман- жетное уплотнение и сменить манжету
14
VI. РЕМОНТ НАСОСА
1. Организация ремонта
рабочим местом для производства ремонта служит сле-
арный верстак с установленными на нем тисками и ящи-
ками для хранения инструмента, приспособлений и деталей
насоса.
Верстак желательно обить линолеумом. На губки тисков
необходимо надеть фибровые или медные подкладки, пре-
дохраняющие детали насоса от вмятин при зажиме.
Для производства ремонта необходимо иметь следую*
щий инструмент и приспособления:
а) Нормальные:
1. Слесарный молоток весом 400 г и деревянный мо-
лоток.
2. Отвертки.
3. Гаечные ключи К-9, К-19, К-27, К-36.
4. Плоскогубцы.
5. Кусачки.
6. Волосяная щетка.
7. Чугунная или стеклянная притирочная плита ЗООхЗОО.м.и
8. Щуп от 0,03 мм.
9. Штангенциркуль до 125 мм.
10. Глубомер до 125 мм.
11. Гладкие микрометры 0—25 и 25—50 мм.
12. Индикатор для наружных измерений и индикатор
для внутренних измерений.
13. Лупа.
14. Лекальный угольник 60X60 мм.
15. Трехгранный шабер, плоский шабер.
16. Кернер круглый, кернер плоский.
17. Ванна для бензина.
б) Специальный инструмент и приспособления:
1. Чугунный притир для обработки плоскости хвостови-
ка К11020 (фиг. 8).
Фиг. 8. Притир для обработки
плоскости хвостовика.
15
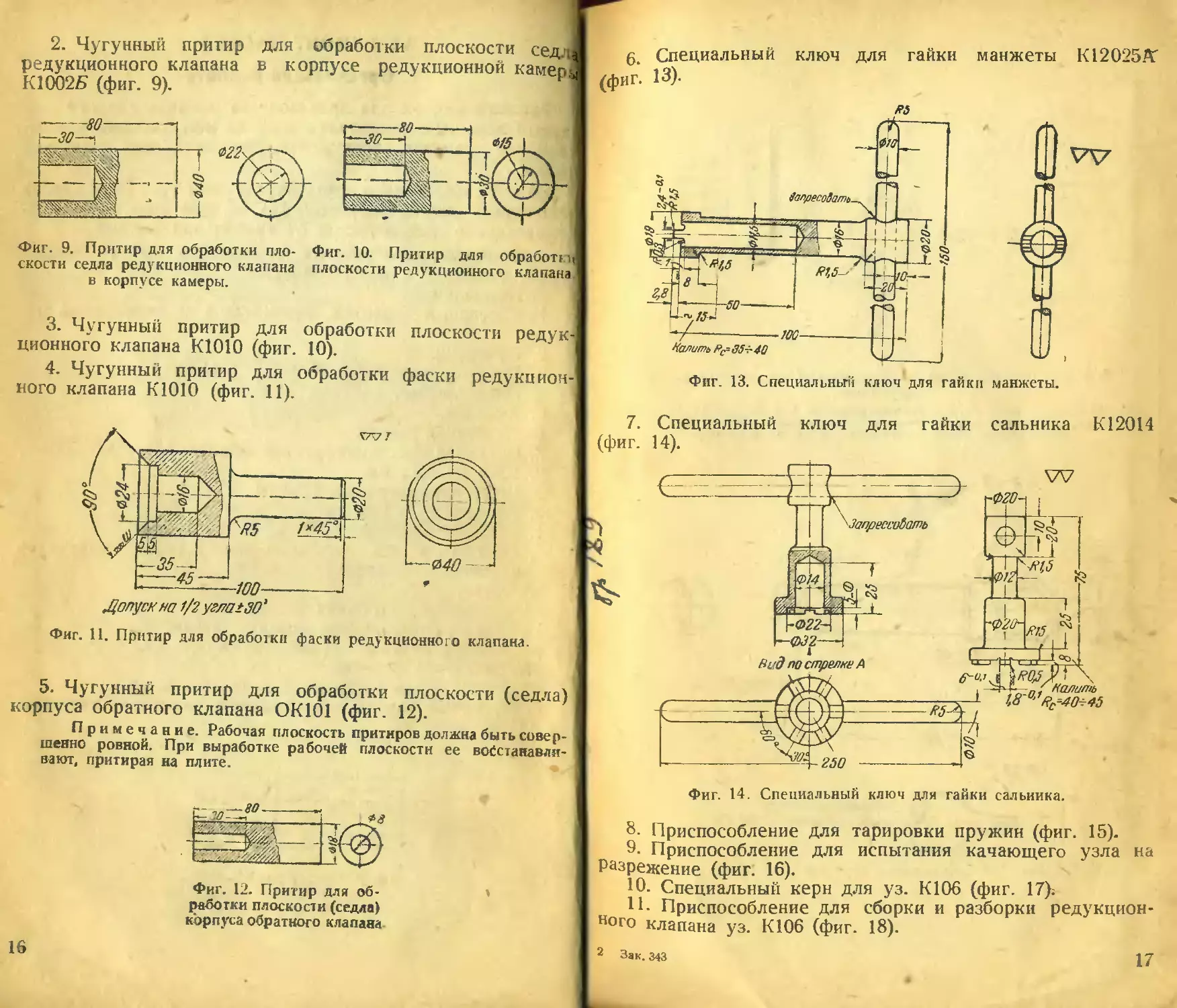
2. Чугунный притир для обработки плоскости сед.Л
редукционного клапана в корпусе редукционной камер!
К10025 (фиг. 9).
Фиг. 9. Притир для обработки пло- Фиг. 10. Притир для обработки
скости седла редукционного клапана плоскости редукционного клапана
в корпусе камеры.
3. Чугунный притир для обработки плоскости редук-
ционного клапана К1010 (фиг. 10).
4. Чугунный притир для обработки фаски редукцион-
ного клапана К1010 (фиг. II).
Лапуск па 1/2 ycaatdO'
Фиг. 11. Притир для обработки фаски редукционного клапана.
5. Чугунный притир для обработки плоскости (седла)
корпуса обратного клапана ОК101 (фиг. 12).
Примечание. Рабочая плоскость притиров должна быть совер-
шенно ровной. При выработке рабочей плоскости ее восстанавли-
вают, притирая на плите.
Фиг. 12. Притир для об-
работки плоскости (седла)
корпуса обратного клапана
16
манжеты K12025/V
б. Специальный ключ для ганки
(фиг. 13).
Фиг. 13. Специальный ключ для гайки манжеты.
Фиг. 14. Специальный ключ для гайки сальника.
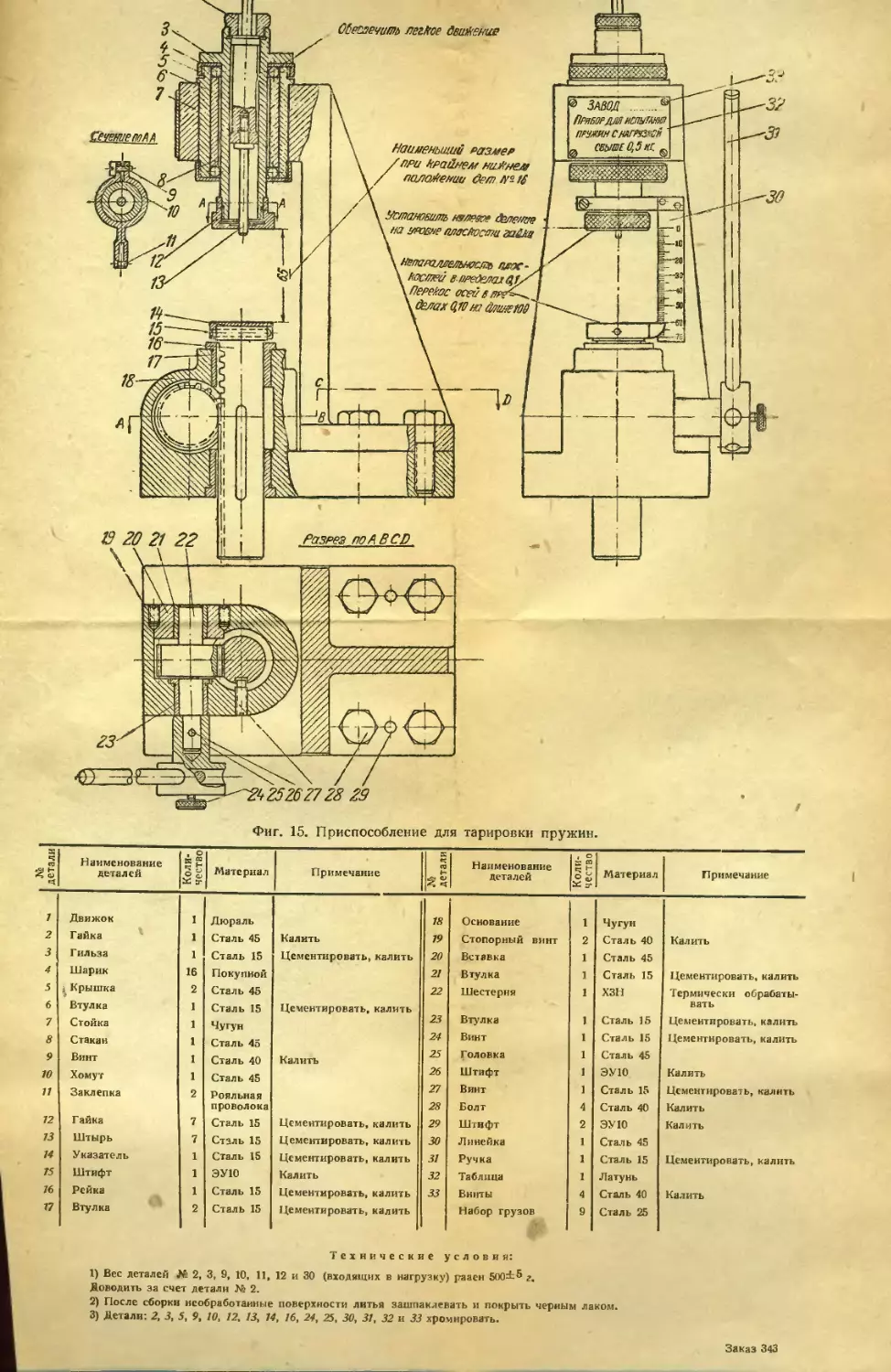
8. Приспособление для тарировки пружин (фиг. 15).
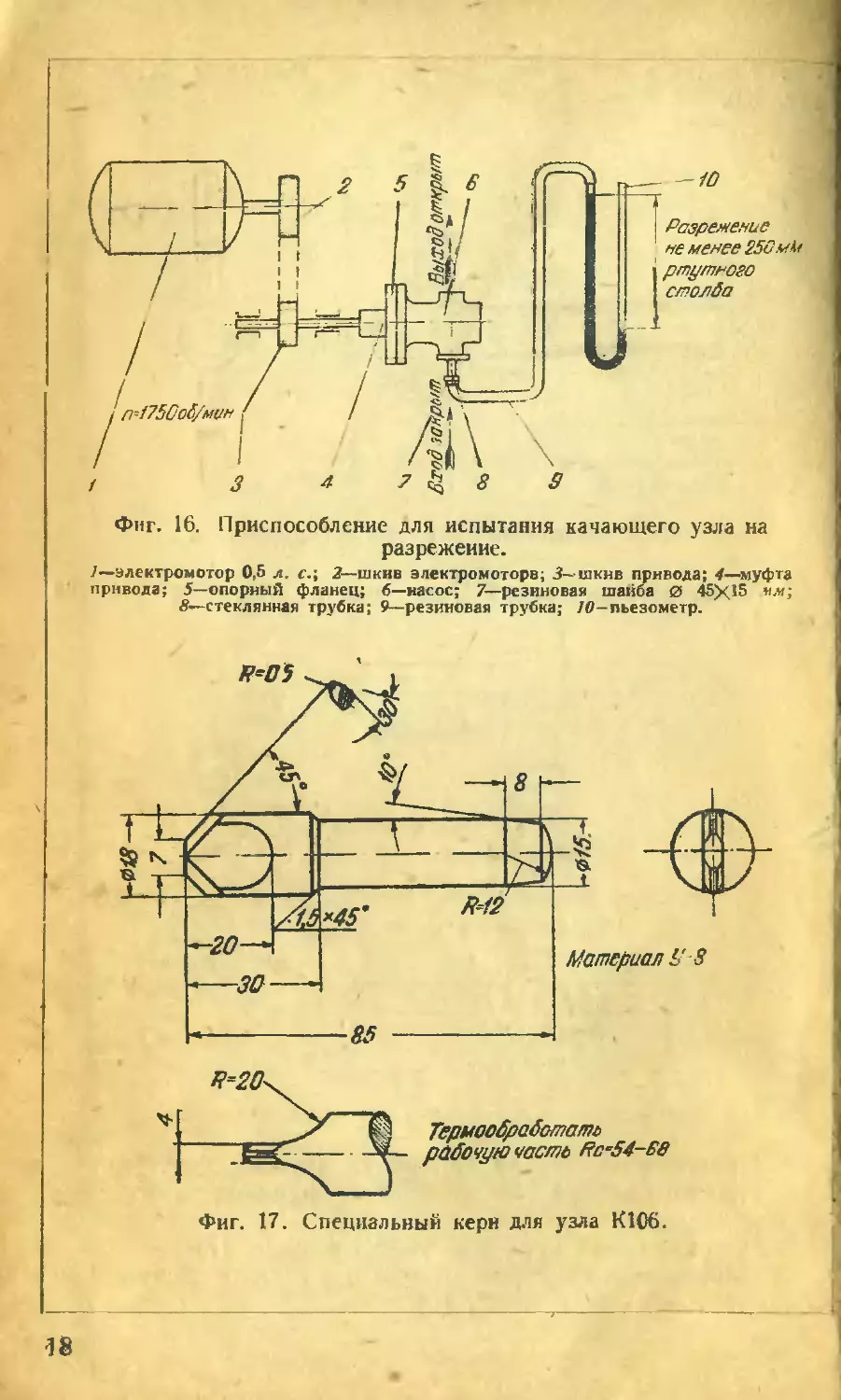
9. Приспособление для испытания качающего узла на
Разрежение (фиг. 16).
Ю. Специальный керн для уз. К106 (фиг. 17);
И- Приспособление для сборки и разборки редукцион-
ного клапана уз. К106 (фиг. 18).
2 Зак. 343 1 7
Фиг. 16. Приспособление для испытания качающего узла на
разрежение.
У—электромотор 0,5 л. с.; 2—шкив электромоторе; 3—шкив привода; 4—муфта
привода; 5—опорный фланец; 6—насос; 7—-резиновая шайба 0 45X15 «л;
стеклянная трубка; 9—резиновая трубка; 10— пьезометр.
Фиг. 17. Специальный керн для узла К106.
18
Обеспечить легкое движение
Сечение мм
Наименьший размер
ори крайнем ниРнем
положении бет не f£
3)
//
23
9€2
--2625262728 29
э
10
3.
о
Фиг. 15. Приспособление для тарировки пружин.
6
7
13
15
16
17
19 20 21 22
Нстановить налезое селение
па реювне плквостц гайка
нвтраллельнасть пдос-
в.ос/тхй в вееОелаа Gt
Перекос осей в
дела я (fflw dmaeWB
Разрез по В BCD
° ЗАВОД
Прибордля тыгж
ПРЗНИН С НЯГРУЖЙ
_ свыше 0,5 кг.
ЗУ
1 № 1 | детали| Наименование деталей Коли- чество Материал Примечание № детали Наименование деталей Коли- чество Материал Примечание
1 Движок 1 Дюраль 18 Основание 1 Чугун
2 Гайка 1 Сталь 45 Калить 19 Стопорный винт 2 Сталь 40 Калить
3 Гильза 1 Сталь 15 Цементировать, калить 20 Вставка 1 Сталь 45
4 Шарик 16 Покупной 21 Втулка 1 Сталь 15 Цементировать, калить
5 Крышка 2 Сталь 45 22 Шестерня 1 хзн Термически обрабаты-
6 Втулка 1 Сталь 15 Цементировать, калить вать
7 Стойка 1 Чугун 23 Втулка 1 Сталь 15 Цементировать, калить
8 Стакан 1 Сталь 45 24 Винт 1 Сталь 15 Цементировать, калить
9 Винт 1 Сталь 40 Калить 25 Головка 1 Сталь 45
10 Хомут 1 Сталь 45 26 Штифт 1 ЭУ10 Калить
11 Заклепка 2 Рояльная 27 Винт 1 Сталь 15 Цементировать, калить
проволока 28 Болт 4 Сталь 40 Калить
12 Гайка 7 Сталь 15 Цементировать, калить 29 Штифт 2 ЭУЮ Калить
13 Штырь 7 Сталь 15 Цементировать, калить 30 Линейка 1 Сталь 45
14 Указатель 1 Сталь 15 Цементировать, калить 31 Ручка 1 Сталь 15 Цементировать, калить
Т5 Штифт 1 ЭУ10 Калить 32 Таблица 1 Латунь
16 Рейка 1 Сталь 15 Цементировать, калить 33 Вннты 4 Сталь 40 Калить
17 Втулка 2 Сталь 15 Цементировать, калить Набор грузов 9 Сталь 25
Технические условия:
1) Вес деталей № 2, 3, 9, 10, 11, 12 и 30 (входящих в нагрузку) рааен 500±^ г<>
Доводить за счет детали № 2.
2) После сборки необработанные поверхности литья зашпаклевать и покрыть черным лаком.
3) Детали: 2, 3, 5, 9, 10, 12, 13, 14, 16, 24, 25, 30, 31, 32 и 33 хромировать.
Заказ 343
<1
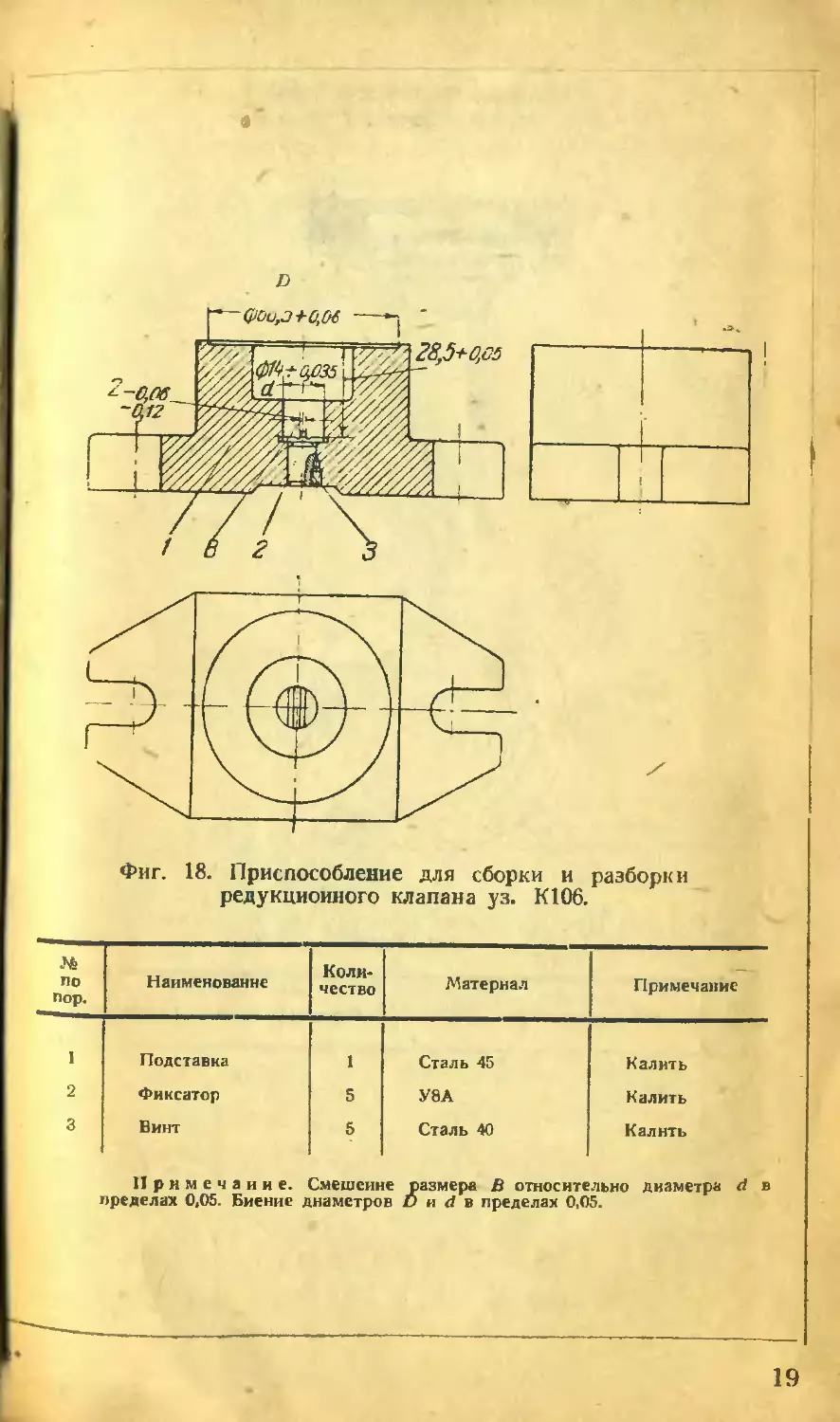
D
Фиг. 18. Приспособление для сборки и разборки
редукционного клапана уз. К106.
№ по пор. Наименование Коли- чество Материал Примечание
I Подставка 1 Сталь 45 Калить
2 Фиксатор S У8А Калить
3 Винт 5 Сталь 40 Калить
Примечание. Смешение
пределах 0,05. Биение диаметров
размера В относительно диаметра d в
D и d в пределах 0,05.
19
Разбальцеоаш), обеслетб свобод-
ное вращение детали №2
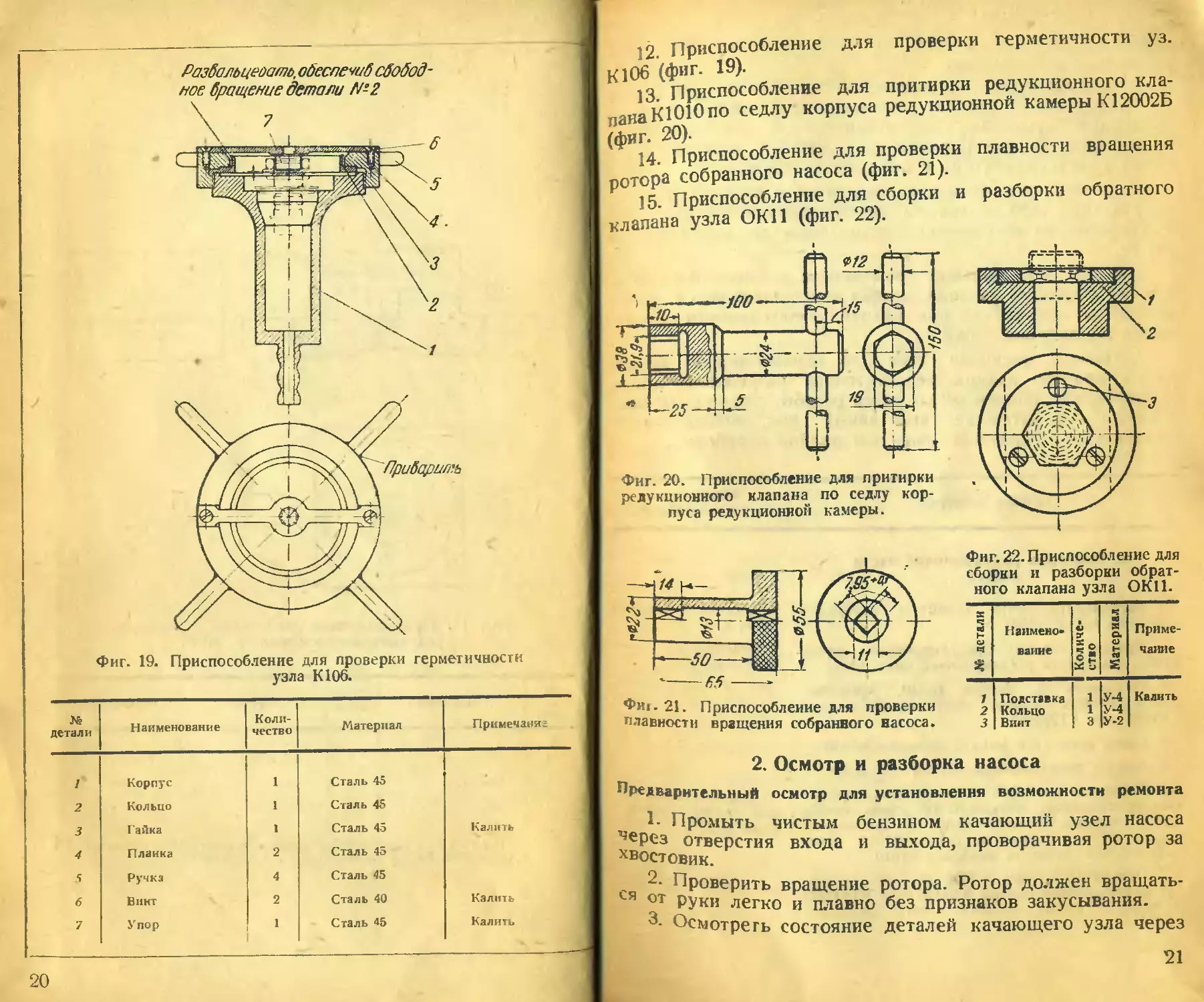
Фиг. 19. Приспособление для проверки герметичности
узла К106.
№ детали Наименование Коли- чество Материал Примечаний
1 Корпус 1 Сталь 45
2 Кольцо 1 Сталь 45
3 Гайка 1 Сталь 45 Калить
4 Планка 2 Сталь 45
5 Ручка 4 Сталь 45
6 Винт 2 Сталь 40 Калить
7 Упор 1 Сталь 45 Калить
20
12 Приспособление для проверки герметичности уз.
К106 (фиг. 19).
13 Приспособление для притирки редукционного кла-
пана К1010 по седлу корпуса редукционной камеры К12002Б
(фиг. 20).
14 . Приспособление для проверки плавности вращения
ротора собранного насоса (фиг. 21).
15 . Приспособление для сборки и разборки обратного
клапана узла ОКИ (фиг. 22).
Фиг. 20. Приспособление для притирки
редукционного клапана по седлу кор-
пуса редукционной камеры.
Фиг. 22. Приспособление для
сборки и разборки обрат-
ного клапана узла ОКИ.
Фи*. 21. Приспособление для проверки
плавности вращения собранного насоса.
Наимено-
вание
Приме-
чание
1 Полставка
2 Кольцо
3 Винт
Калить
2. Осмотр и разборка насоса
Предварительный осмотр для установления возможности ремонта
1- Промыть чистым бензином качающий узел насоса
срез отверстия входа и выхода, проворачивая ротор за
хвостовик.
с 2- Проверить вращение ротора. Ротор должен вращать-
<1[ Руки легко и плавно без признаков закусывания.
Осмотреть состояние деталей качающего узла через
21
отверстия входа и выхода, при этом не допускаются кор-
розия и надиры на них.
4. Для проверки на разрежение необходимо снять кор
пус редуктора с насоса, поставить на плоскость разъем j
резиновую прокладку без отверстий А для сообщения
камер (приложение 1) взамен дет. К8931 и установить об-
ратно корпус редуктора в прежнее положение.
5. Проверить разрежение, создаваемое качающим узлом
всухую при 1750 об/мин. на приспособлении (см. фиг. 16).
Разрежение на всасывании должно быть не менее 250 мм
рт. ст.
6. Насосы, отвечающие требованиям, изложенным в пп. 2,
3 и 5 настоящего раздела, можно восстанавливать в любых
ремонтных мастерских при наличии необходимого инстру-
мента и приспособлений.
7. Насосы, имеющие тугое или неравномерное враще-
ние, коррозию, надиры, недостаточное разрежение, явные
механические повреждения (срыв резьбы, трещины и пр.),
а также отработавшие гарантийный срок, необходимо на-
правлять на ремонтный завод для полной переборки.
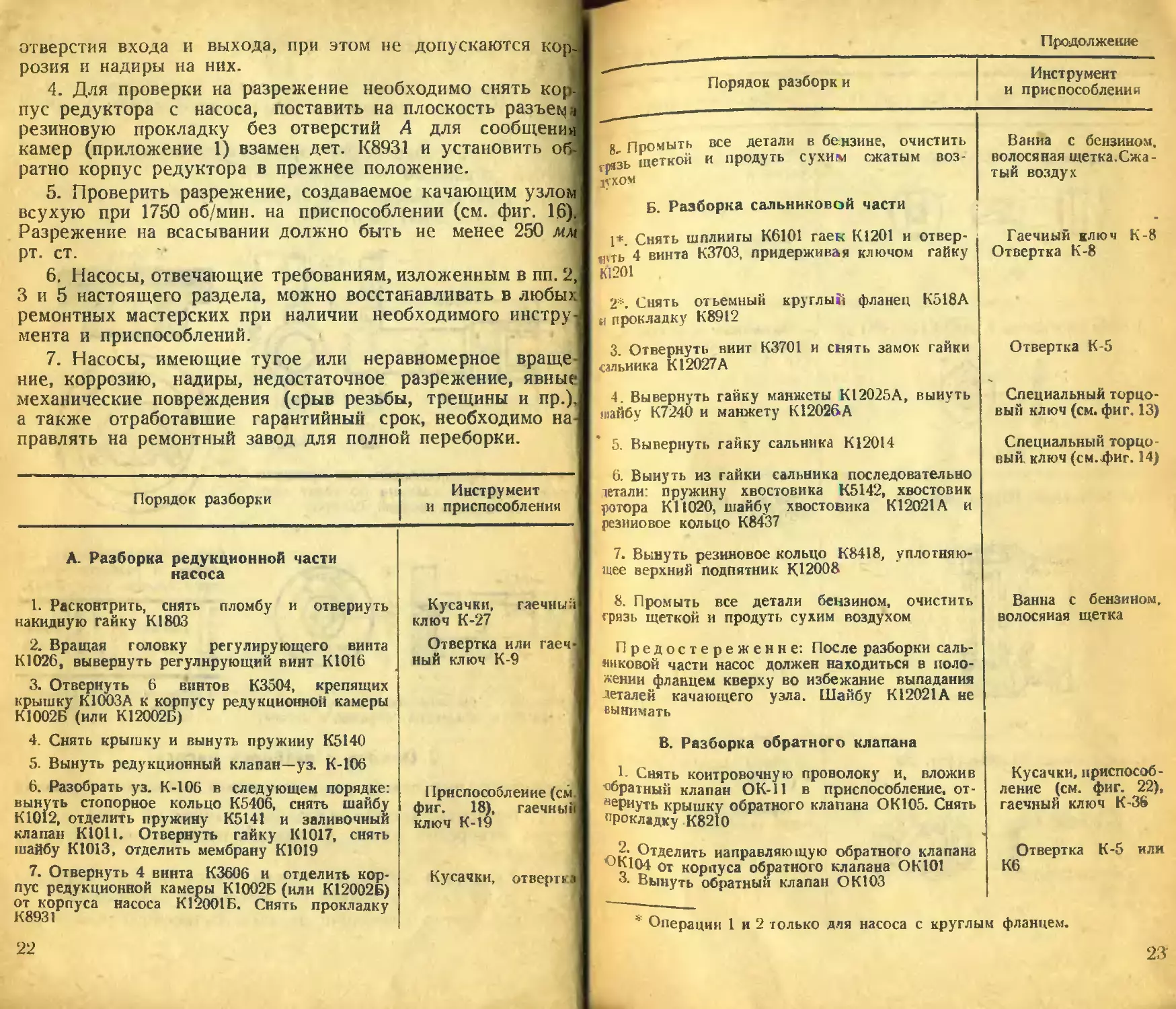
Порядок разборки
Инструмент
и приспособления
А. Разборка редукционной части
насоса
1. Расконтрить, снять пломбу и отвернуть
накидную гайку К1803
2. Вращая головку регулирующего винта
К1026, вывернуть регулирующий винт К1016
3. Отвернуть 6 винтов К3504, крепящих
крышку К1003А к корпусу редукционной камеры
К1002Б (или К12002Б)
4 Снять крышку и вынуть пружину К5140
5. Вынуть редукционный клапан—уз. К-106
6. Разобрать уз. К-106 в следующем порядке:
вынуть стопорное кольцо К5406, снять шайбу
К1012, отделить пружину К5141 и заливочный
клапан К1011. Отвернуть гайку К1017, снять
шайбу К1013, отделить мембрану К1019
7. Отвернуть 4 винта К3606 и отделить кор-
пус редукционной камеры К1002Б (или К12002Б)
от корпуса насоса К12001Б. Снять прокладку
Кусачки, гаечный
ключ К-27
Отвертка или гаеч-
ный ключ К-9
Приспособление (см
фиг. 18), гаечный
ключ К-19
Кусачки, отвертка
22
Продолжение
Порядок разборк и
Инструмент
и приспособления
8 Промыть все детали в бензине, очистить
ризь щеткой и продуть сухим сжатым воз-
Ц’ХОМ
Б. Разборка сальниковой части
1*. Снять шплинты К6101 гаек KI201 и отвер-
зть 4 винта К3703, придерживая ключом гайку
К1201
2*. Снять отъемный круглый фланец К518А
и прокладку К8912
3. Отвернуть виит К3701 и смять замок гайки
сальника К12027А
4. Вывернуть ганку манжеты К12025А, вынуть
шайбу К7240 и манжету К12026А
5. Вывернуть гайку сальника К12014
6. Вынуть из ганки сальника последовательно
тетали: пружину хвостовика К5142, хвостовик
ротора К11020, шайбу хвостовика К12021А и
резиновое кольцо К8437
7. Вынуть резиновое кольцо К8418, уплотняю-
щее верхний подпятник К12008
8. Промыть все детали бензином, очистить
грязь щеткой и продуть сухим воздухом
Предостережение: После разборки саль-
никовой части насос должен находиться в поло-
жении фланцем кверху во избежание выпадания
зеталей качающего узла. Шайбу К12021А не
вынимать
В. Разборка обратного клапана
1. Снять контровочную проволоку и, вложив
обратный клапан OK-II в приспособление, от-
аериуть крышку обратного клапана ОКЮ5. Снять
прокладку К8210
2- Отделить направляющую обратного клапана
L К104 от корпуса обратного клапана ОК 101
А Вынуть обратный клапан ОК103
Ванна с бензином,
волосяная щетка.Сжа-
тый воздух
Гаечиый ключ К-8
Отвертка К-8
Отвертка К-5
Специальный торцо-
вый ключ (см. фиг. 13)
Специальный торцо-
вый. ключ (см. фиг. 14)
Ванна с бензином,
волосяная щетка
Кусачки, приспособ-
ление (см. фиг. 22),
гаечный ключ К-36
Отвертка К-5 или
Кб
4 Операции 1 и 2 только для насоса с круглым фланцем.
23
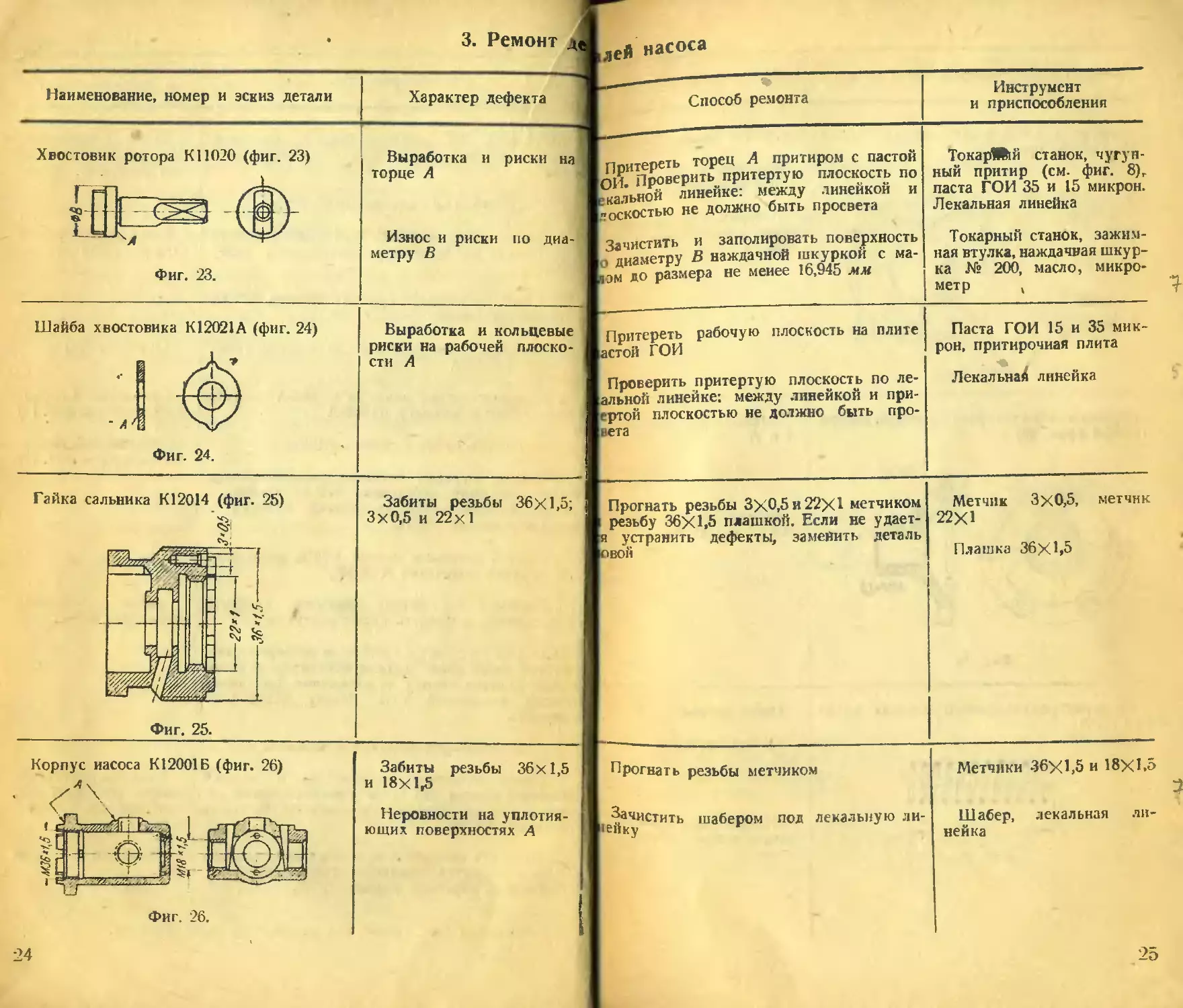
3. Ремонт J насоса
Хвостовик ротора К11020 (фиг. 23)
Фиг. 23.
Наименование, номер и эскиз детали
Характер дефекта Г_ ' » Способ ремонта Инструмент и приспособления
Выработка и риски на торце А Износ и риски по диа- метру В Ппитереть торец А притиром с пастой ли Проверить притертую плоскость по ркатьной линейке: между линейкой и -ос'костью не должно быть просвета Зачистить и заполировать поверхность L диаметру В наждачной шкуркой с ма- 1ЭМ ДО размера не меиее 16,945 мм Токарней станок, чугун- ный притир (см. фиг. 8), паста ГОИ 35 и 15 микрон. Лекальная линейка Токарный станок, зажим- ная втулка, наждачная шкур- ка № 200, масло, микро- метр ,
Шайба хвостовика К12021А (фиг. 24)
Фиг. 24.
Выработка и кольцевые
риски на рабочей плоско-
сти А
Притереть рабочую плоскость на плите
застой ГОИ
Проверить притертую плоскость по ле-
альной линейке: между линейкой и при-
ертой плоскостью не должно быть про-
бега
Паста ГОИ 15 и 35 мик-
рон, притирочная плита
Лекальная линейка
Гайка сальника К12014 (фиг. 25)
Фиг. 25.
Корпус иасоса К12001Б (фиг. 26)
Фиг. 26.
Забиты резьбы 36x1,5; 3x0,5 и 22x1 Прогнать резьбы 3x0,5 и 22X1 метчиком 1 резьбу 36X1,5 плашкой. Если не удает- я устранить дефекты, заменить деталь твой Метчик 3x0,5, метчик 22X1 Плашка 36X1,5
Забиты резьбы 36x1,5 f и 18x1,5 Неровности на уплотня- ющих поверхностях А 1 Прогнать резьбы метчиком це^ачистить шабером под лекальную ли- Метчики 36X1,5 и 18X1,5 Шабер, лекальная ли- нейка
Продолжение
Наименование, номер и эскиз детали
^Характер дефекта
Способ ремонта
Инструмент
и прислособления
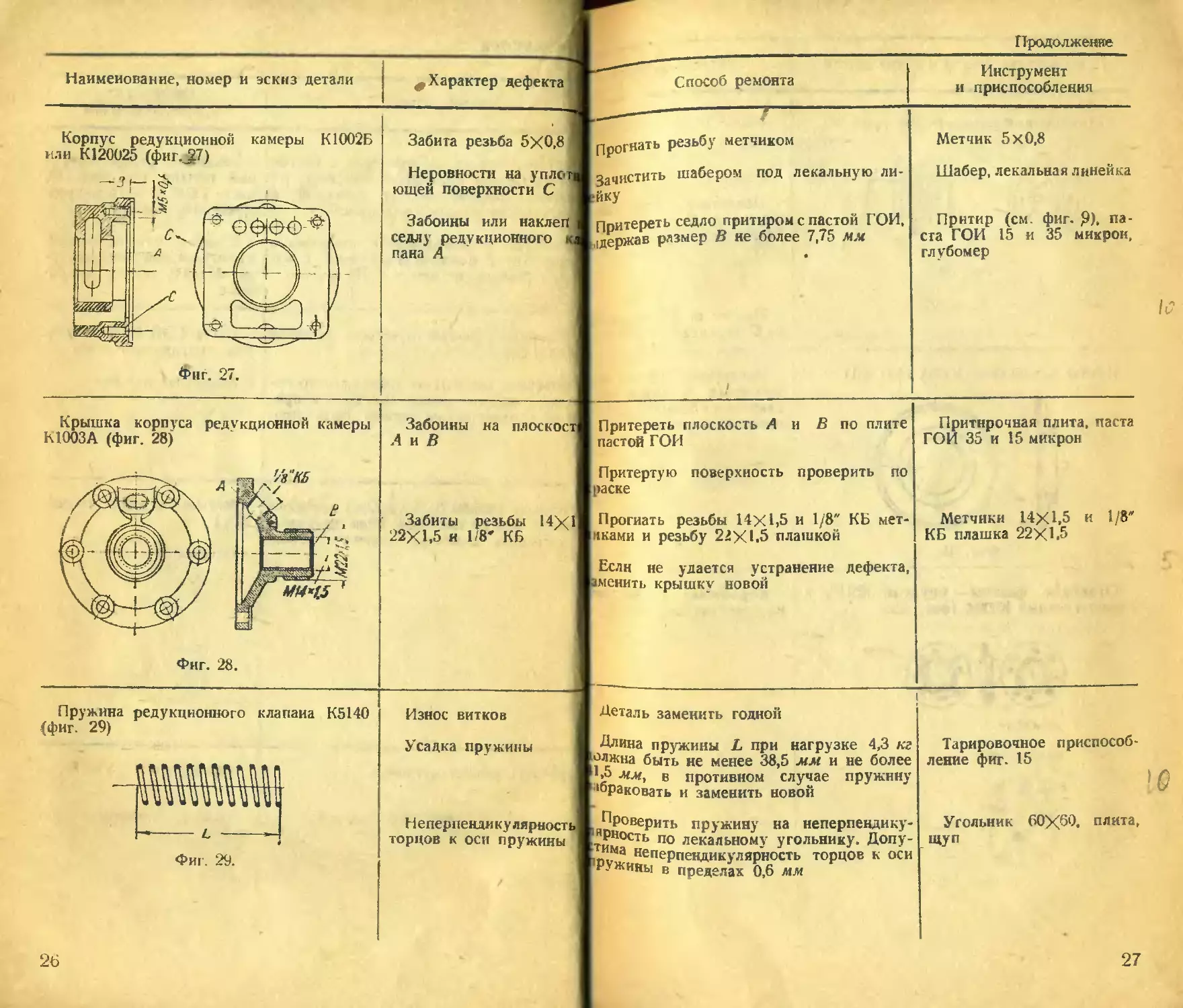
Корпус редукционной камеры К1002Б
или К120025 (фиг,_27)
Фиг. 27.
Крышка корпуса
К1003А (фиг. 28)
редукционной камеры
/а"КБ
№4*15
Фиг. 28.
Пружина редукционного клапана К5140
(фиг. 29)
— L —
Фиг. 29.
Забита резьба 5X0,8
Неровности на уплот
ющей поверхности С
Забоины или наклеп
седл> редукционного к
пана Л
Забоины на плоское
Л и В
Забиты резьбы 14X1
22X1,5 и 1/8' КБ
Износ витков
Усадка пружины
Неперпендикулярность
торцов к оси пружины
Прогнать резьбу метчиком
Зачистить шабером под лекальную ли-
гйку
Притереть седло притиром с пастой ГОИ,
одержав размер В не более 7,75 мм
Притереть плоскость Ли В по плите
пастой ГОИ
Притертую поверхность проверить по
раске
Прогнать резьбы 14X1,5 и 1/8" КБ мет-
иками и резьбу 22X1,5 плашкой
Если не удается устранение дефекта,
Вменить крышку новой
Деталь заменить годной
Длина пружины L при нагрузке 4,3 кг
должна быть не менее 38,5 мм и не более
мм, в противном случае пружину
'•браковать и заменить новой
Проверить ПРУЖИЯУ на неперпендику-
тим°СТЬ по лекальному угольнику. Допу-
iD Ма неперпендикулярность торцов к оси
ружины в пределах 0,6 мм
Метчик 5x0,8
Шабер, лекальная линейка
Притир (см. фиг- $), па-
ста ГОИ 15 и 35 микрон,
глубомер
Притирочная плита, паста
ГОИ 35 и 15 микрон
Метчики 14X1,5 и 1/8'
КБ плашка 22X1,5
Тарировочное приспособ-
ление фиг. 15
Угольник 60X60. плита,
щуп
26
27
Наименование, номер и эскиз детали
Характер дефекта
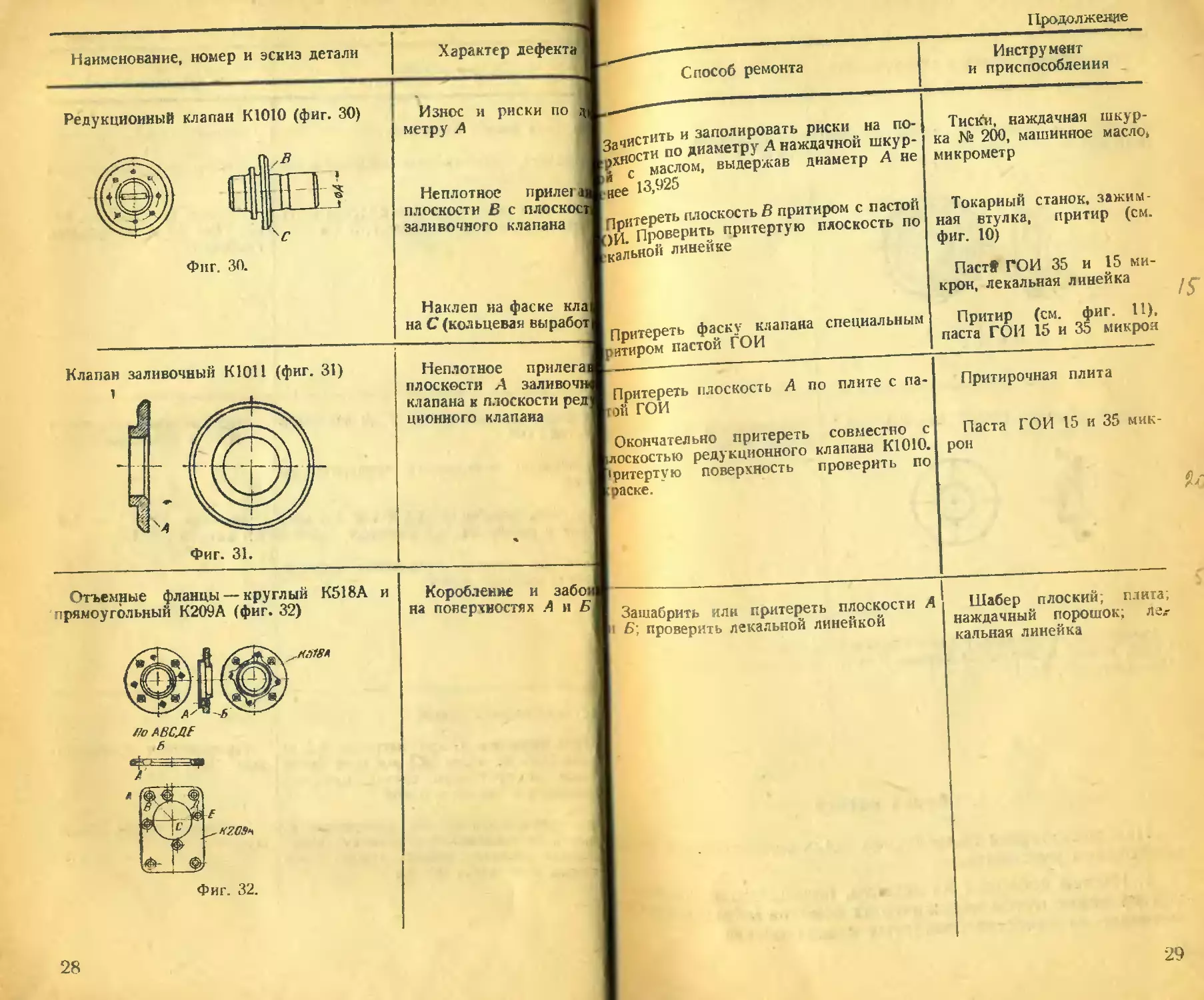
Редукционный клапан К1010 (фиг. 30)
Износ и риски по д
метру А
Фиг. 30.
Неплотное приле!
плоскости В с плоска
заливочного клапана
Наклеп на фаске
на С (кольцевая вы работ
Неплотное прил
плоскости А залиг
клапана к плоскости
иконного клапана
Отъемные фланцы — круглый К518А и
прямоугольный К209А (фиг. 32)
Коробление и забои
на поверхностях А и А
28
Продолжение
Способ ремонта Инструмент и приспособления
—-~~~~1 Чячистить и заполировать риски на по- >хности по диаметру А наждачной шкур- К с маслом, выдержав диаметр А не нее 13,925 Притереть плоскость В притиром с пастой )И. Проверить притертую плоскость по калькой линейке йритереть фаску клапана специальным итиром пастой ГОИ Тиски, наждачная шкур- ка № 200, машинное масло, микрометр Токарный станок, зажим- ная втулка, притир (см. фиг. 10) Паст# ГОИ 35 и 15 ми- крон, лекальная линейка Притир (см. фиг. 11), паста ГОИ 15 и 35 микрон
Притереть плоскость А по плите с па- яй ГОИ Окончательно притереть совместно с оскостью редукционного клапана К1010. эитертую поверхность проверить по аске. Притирочная плита Паста ГОИ 15 и 35 мик- рон %'
Зашабрить или притереть плоскости А Шабер плоский; плита;
Б: проверить лекальной линейкой наждачный порошок; ле.-
кальная линейка
29
Наименование, номер и эскиз детали
Характер дефекта
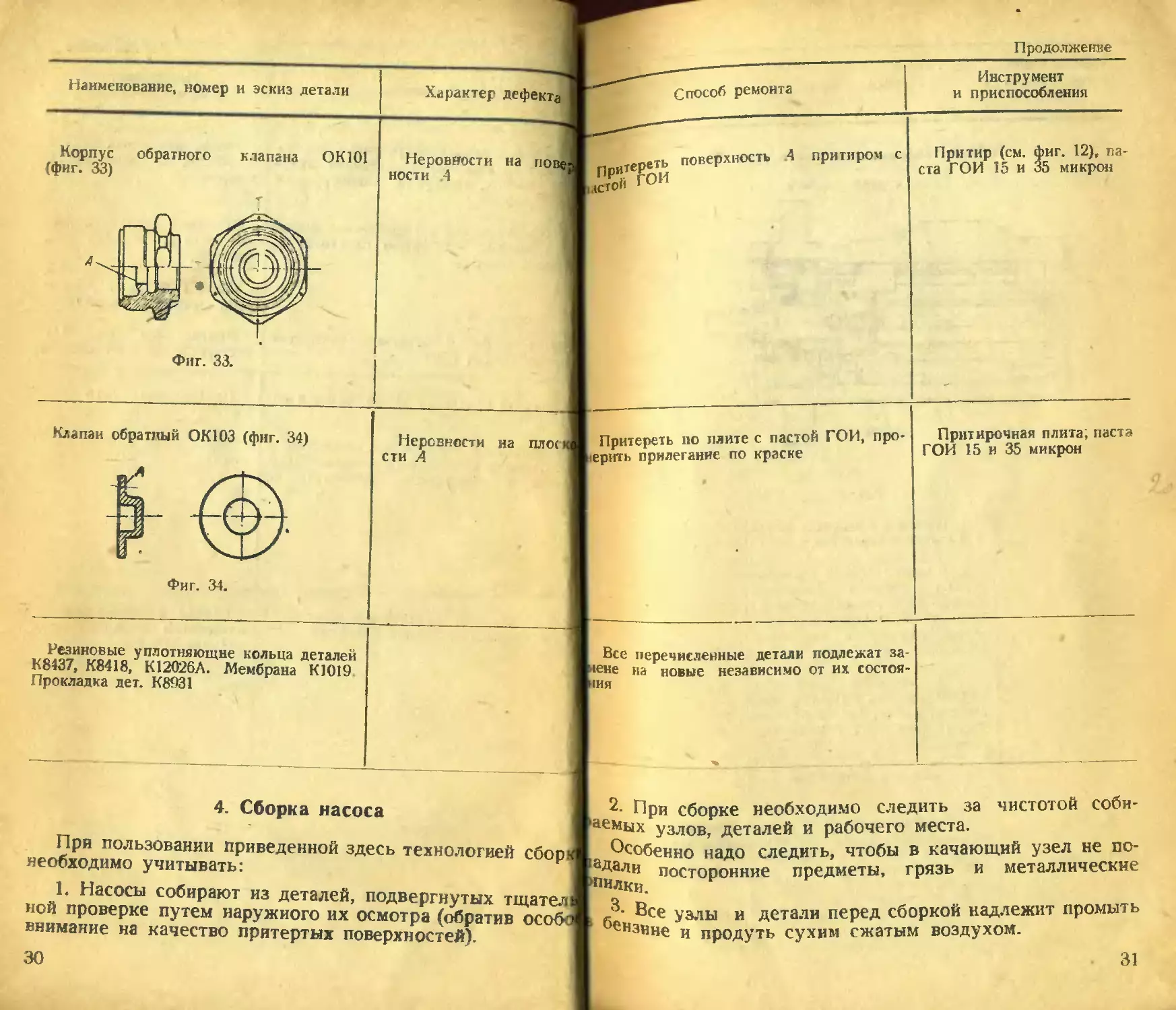
Корпус обратного клапана ОКЮ1
(фиг. 33)
Неровности на пове;
ности .4 1
Фиг. 33.
Клапан обратный ОКЮЗ (фиг. 34)
Неровности на плос
сти А
Резиновые уплотняющие кольца деталей
К8437, К8418, К12026А. Мембрана К1019
Прокладка дет. К8931
4. Сборка насоса
При пользовании приведенной здесь технологией сбор.1,
необходимо учитывать:
1. Насосы собирают из деталей, подвергнутых тгцател
ной проверке путем наружного их осмотра (обратив особе
внимание на качество притертых поверхностей).
30
Продолжение
Способ ремонта
Инструмент
и приспособления
Притереть поверхность 4
истой ГОИ
притиром с
Притир (см. фиг. 12), па-
ста ГОИ 15 и 35 микрон
Притереть по плите с пастой ГОИ, про- Притирочная плита; паста
ерить прилегание по краске ГОИ 15 и 35 микрон
Все перечисленные детали подлежат за-
мене на новые независимо от их состоя-
ния
2- При сборке необходимо следить за чистотой соби-
аемых узлов, деталей и рабочего места.
1ал^С°^енно над0 следить, чтобы в качающий узел не по-
посторонние предметы, грязь и металлические
, Все узлы и детали перед сборкой надлежит промыть
Вэнне и продуть сухим сжатым воздухом.
31
Наименование,
номер и эскиз
детали
Порядок сборки
Инстру мент
и приспособления
/К120278
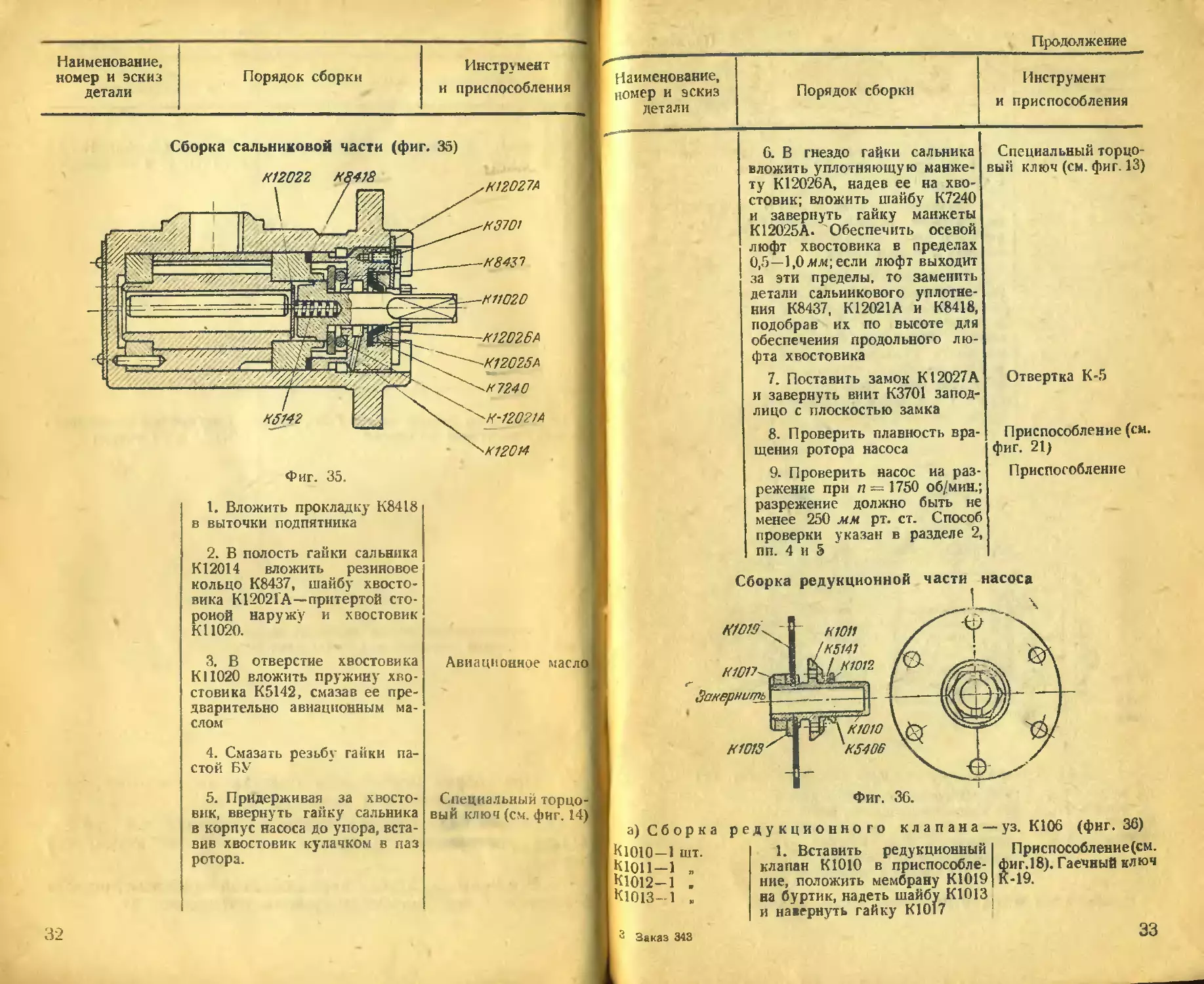
Сборка сальниковой части (фиг. 35)
/<12022 К8418
Фиг. 35.
1. Вложить прокладку К8418
в выточки подпятника
2. В полость гайки сальника
К12014 вложить резиновое
кольцо К8437, шайбу хвосто-
вика К1202ГА—притертой сто-
роной наружу и хвостовик
К11020.
3. В отверстие хвостовика
К11020 вложить пружину хво-
стовика К5142, смазав ее пре-
Авиациониое масло
дварительно авиационным ма-
слом
4. Смазать резьбу гайки па-
стой БУ
5. Придерживая за хвосто-
вик, ввернуть гайку сальника
в корпус насоса до упора, вста-
вив хвостовик кулачком в паз
ротора.
Специальный торцо
вый ключ (см. фиг. 14
32
Продолжение
Наименование,
номер и эскиз
детали
Порядок сборки
Инструмент
и приспособления
6. В гнездо гайки сальника
вложить уплотняющую манже-
ту К12026А, надев ее на хво-
стовик; вложить шайбу К7240
и завернуть гайку манжеты
К12025А. Обеспечить осевой
люфт хвостовика в пределах
0,5—1,0 мм; если люфт выходит
за эти пределы, то заменить
детали сальникового уплотне-
ния К8437, К12021А и К8418,
подобрав их по высоте для
обеспечения продольного лю-
фта хвостовика
7. Поставить замок К12О27А
и завернуть винт К3701 запод-
лицо с плоскостью замка
Специальный торцо-
вый ключ (см. фиг. 13)
Отвертка К-5
8. Проверить плавность вра-
щения ротора насоса
9. Проверить насос иа раз-
режение при п = 1750 об/мин.;
разрежение должно быть не
менее 250 мм рт. ст. Способ
проверки указан в разделе 2,
пп. 4 и 5
Приспособление (см.
фиг. 21)
Приспособление
а) Сборка
141010—1 шт.
К1011—1 „
К1012-1 .
К1013-1 ,
редукционного
1. Вставить редукционный
клапан К1010 bl
ние, положить мембрану К1019
на буртик, надеть шайбу K10J3
и навернуть гайку К1017
к л а п а н а — уз. К106 (фиг. 36)
1 Приспособление^,
приспособле- фиг. 18). Гаечный ключ
мбрану К1019 К-19.
Заказ 343
33
Продолж<
Наименование,
номер и эскиз
детали
Порядок сборки
Инструмент
и приспособления
К1017—1 шт,
КЮ19-1 .
К5141 —1 ,
К5406 1 .
2 Проверить герметичность
уз. К106 при давлении 2 ати
в -течение 5 мин.
3. Закрепить гайку К1017
специальным керном, раздав
верхнюю часть редукционного
клапана в шлицы гайки
4. На направляющую часть
редукционного клапана надеть
заливочный клапан К1011; на-
деть пружину К5141, опорную
шайбу К1012 и, сжав пружину,
поставить стопорное кольцо
К5406 в кольцевую выточку па
направляющей. Проверить на
просвет плотность прилегания
притертых плоскостей u
Приспособление ы
фиг. 16)
Керн специальный
(фиг. 17)
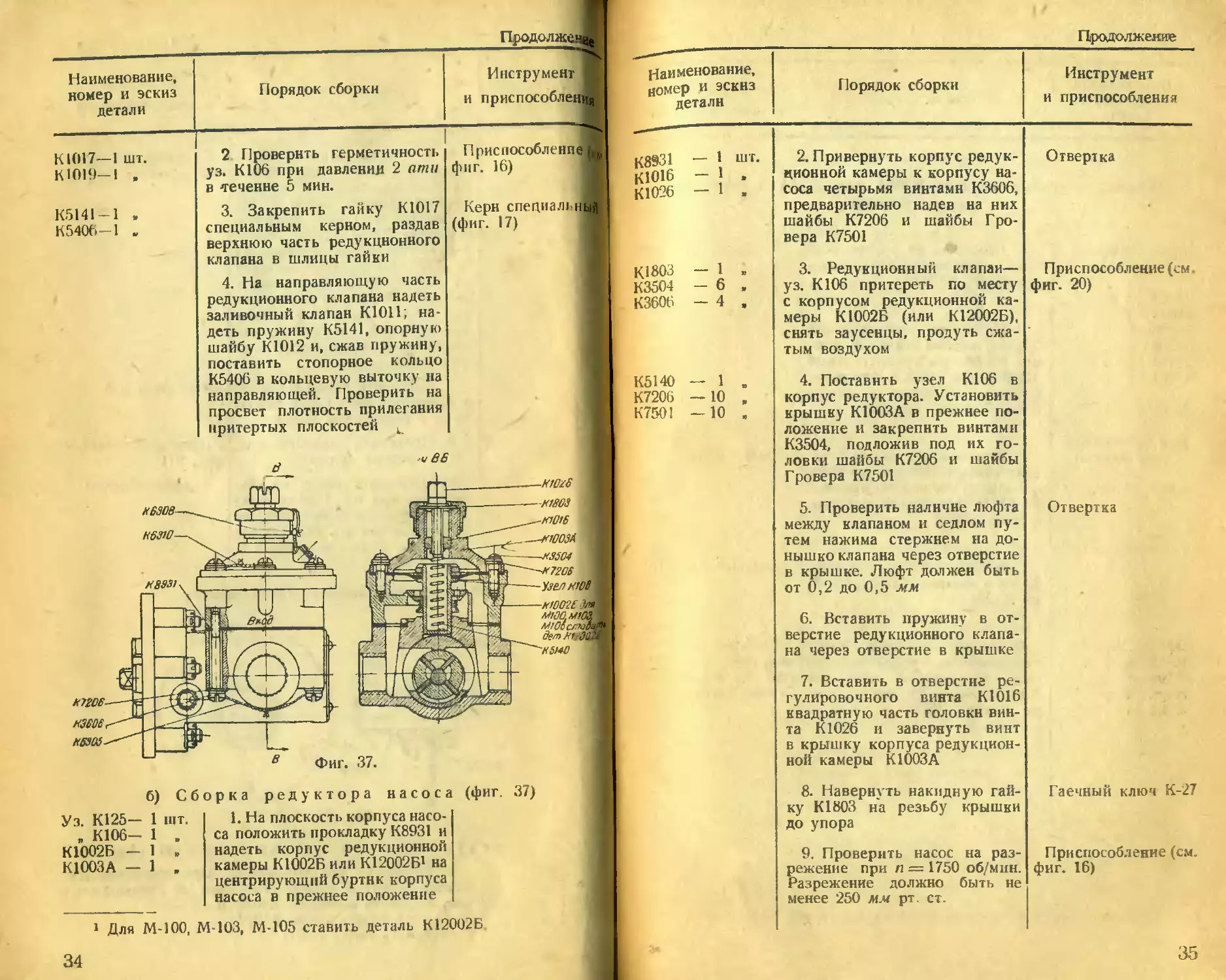
б) Сборка редуктора насоса (фиг. 37)
Уз. К125— 1 шт.
. К106- 1 ,
К1002Б — 1 „
К1003А — 1 .
1. На плоскость корпуса насо-
са положить прокладку К8931 и
надеть корпус редукционной
камеры К1002Б или К12002Б1 на
центрирующий буртнк корпуса
насоса в прежнее положение
1 Для М-100, М-103, М-105 ставить деталь К12ОО2Б
34
Продолжение
Наименование, номер и эскиз детали Порядок сборки Инструмент и приспособления
К8931 — 1 шт. 2. Привернуть корпус редук- Отвертка
К1016 - } . К1026 — 1 . К1803 - 1 «.ионной камеры к корпусу на- соса четырьмя винтами К3606, предварительно надев на них шайбы К7206 и шайбы Гро- вера К7501 3. Редукционный клапан— Приспособление (см.
К3504 - 6 , уз. К106 притереть по месту фиг. 20)
К3606 - 4 , К5140 — 1 , K720b —10 , К750! —10 , с корпусом редукционной ка- меры К1002Б (или К12002Б), снять заусенцы, продуть сжа- тым воздухом 4. Поставить узел К106 в корпус редуктора. Установить крышку К1003А в прежнее по- ложение и закрепить винтами К3504, подложив под их го- ловки шайбы К7206 и шайбы Гровера К7501 5. Проверить наличие люфта между клапаном и седлом пу- тем нажима стержнем на до- нышко клапана через отверстие в крышке. Люфт должен быть от 0,2 до 0,5 мм 6. Вставить пружину в от- верстие редукционного клапа- на через отверстие в крышке 7. Вставить в отверстие ре- гулировочного винта К1016 квадратную часть головки вин- та К1026 и завернуть винт в крышку корпуса редукцион- ной камеры К1003А 8. Навернуть накидную гай- ку К1803 на резьбу крышки до упора 9. Проверить насос на раз- режение при п — 1750 об/мин. Разрежение должно быть не менее 250 мм рт. ст. Отвертка Гаечный ключ К-27 Приспособление (см. фиг. 16)
35
Продолжение
Наименование, иомер и эскиз детали Порядок сборки Инструмент и приспособления 1
Сборка отъемных фланцев (К209А или К518А) с корпусом насоса К12001Б
Для круглого фланца: К518А—1 шт. К8912-1 . К3703-4 , К7206-4 . К6101-4 . К1201-4 , 1. Положив на фланец кор- пуса смазанную герметиком прокладку К8912 2. Надеть на центрирующий буртик фланца круглый фла- нец К518А или прямоугольный К209А так, чтобы отверстия фланцев совпадали с отвер- стиями фланца корпуса Герметик
Для прямоуголь- Отвертка К-7 Гаечный ключ К-9
кого фланца: К209А—1 шт. 3. Вставить в отверстия че- тыре винта К37031 для круглого фланца К518А или четыре вин- та К3712 для прямоугольного фланца К209А Положить четыре шайбы К7206 и завернуть четыре гай- ки K120I
К8912—1 шт. 4. Затянуть гайки К1201 Сверлильный ста-
К3712-4 . окончательно, через шлицы нок, сверло дна мет-
К7296-4 , гаек просверлить отверстия ром 1,5 мм, плоско-
К6101-4 . К1201-4 . для шплинтов. Вставить четы- ре шплинта К6101 и развести их концы 5. Продуть насос сжатым воздухом губцы, кусачки
1 Для моторов М-88 и М-88Б ставить один вит п К12042. -
36
Продолжение
Наименование,
иомер и эскиз
детали
Порядок сборки
Инструмент
и приспособления
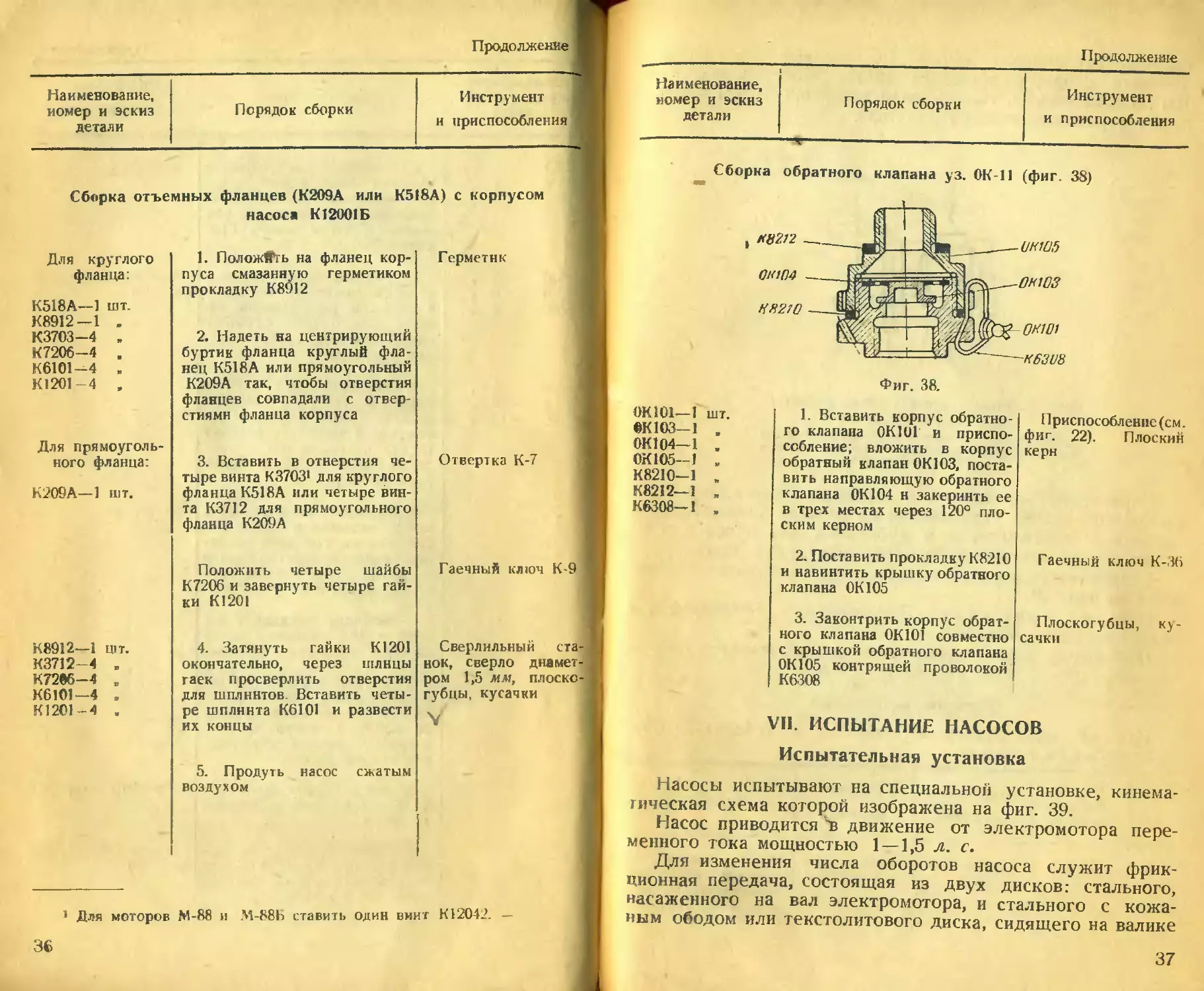
Сборка обратного клапана уз. ОК-11 (фиг. 38)
0К101—1 шт.
ек юз-1 .
ОК 104— 1 .
0К105-1 ,
К8210-1 .
К8212—1 ,
K6308-I ,
1. Вставить корпус обратно-
го клапана 0K1U1 и приспо-
собление; вложить в корпус
обратный клапан 0К103, поста-
вить направляющую обратного
клапана 0К104 н закеринть ее
в трех местах через 120° пло-
ским керном
2. Поставить прокладку К8210
и навинтить крышку обратного
клапана 0К105
3. Законтрить корпус обрат-
ного клапана 0К101 совместно
с крышкой обратного клапана
0К105 контрящей проволокой
К6308
П риспособленпе(см.
фиг. 22). Плоский
керн
Гаечный ключ К-Зб
Плоскогубцы, ку-
сачки
VII. ИСПЫТАНИЕ НАСОСОВ
Испытательная установка
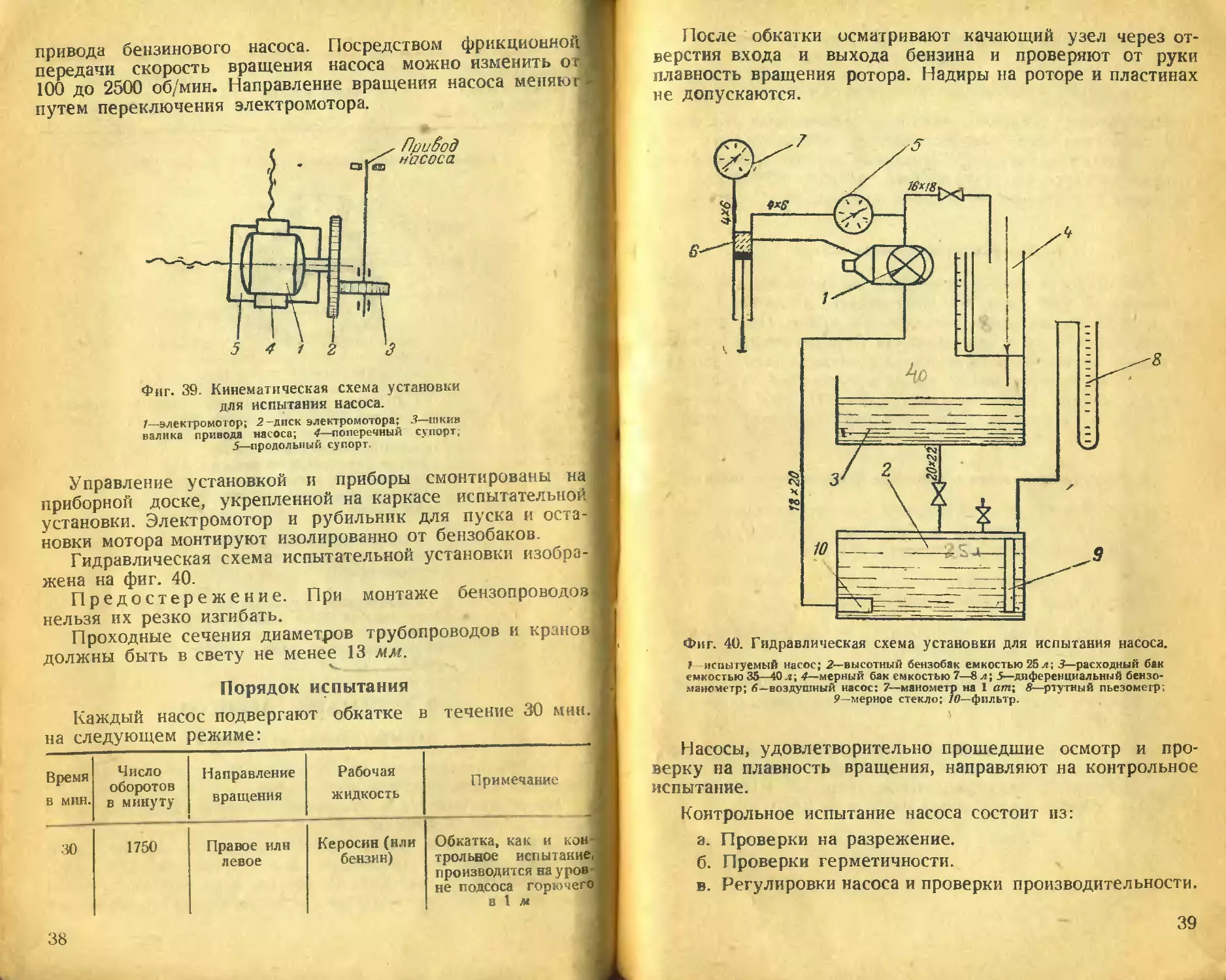
Насосы испытывают на специальной установке, кинема-
тическая схема которой изображена на фиг. 39.
Насос приводится ~в движение от электромотора пере-
менного тока мощностью 1 —1,5 л. с.
Для изменения числа оборотов насоса служит фрик-
ционная передача, состоящая из двух дисков: стального,
насаженного на вал электромотора, и стального с кожа-
ным ободом или текстолитового диска, сидящего на валике
37
привода бензинового насоса. Посредством фрикционной
передачи скорость вращения насоса можно изменить о г
100 до 2500 об/мин. Направление вращения насоса меняют
путем переключения электромотора.
Фиг. 39. Кинематическая схема установки
для испытания насоса.
7—электромотор; 2-диск электромотора; 3—шкив
валика привода насоса; 4—поперечный супорт;
5—продольный супорт.
Управление установкой и приборы смонтированы на
приборной доске, укрепленной на каркасе испытательной
установки. Электромотор и рубильник для пуска и оста-
новки мотора монтируют изолированно от бензобаков.
Гидравлическая схема испытательной установки изобра-
жена на фиг. 40.
Предостережение. При монтаже бензопроводов
нельзя их резко изгибать.
Проходные сечения диаметров трубопроводов и кранов
должны быть в свету не менее 13 мм.
Порядок испытания
Каждый насос подвергают обкатке в течение 30 мин.
на следующем режиме:
Время в мин. Число оборотов в минуту Направление вращения Рабочая жидкость Примечание
30 1750 Правое или левое Керосин(или бензин) Обкатка, как и кон- трольное испытание производится на уров- не подсоса горючего в 1 Л
38
После обкатки осматривают качающий узел через от-
верстия входа и выхода бензина и проверяют от руки
плавность вращения ротора. Надиры на роторе и пластинах
не допускаются.
Фиг. 40. Гидравлическая схема установки для испытания насоса.
? испытуемый насос; 2— высотный бензобак емкостью 25 л; 5—расходный бак
емкостью 35—40 л; 4—мерный бак емкостью 7—8 л; 5—диференци а льны й бензо-
манометр; б—воздушный насос: 7—манометр на 1 ат; 8—ртутный пьезометр;
9—мерное стекло; 10—фильтр.
Насосы, удовлетворительно прошедшие осмотр и про-
верку на плавность вращения, направляют на контрольное
испытание.
Контрольное испытание насоса состоит из:
а. Проверки на разрежение.
б. Проверки герметичности.
в. Регулировки насоса и проверки производительности.
39
L
А. Проверка полного разрежения, создаваемого качающим узлом
насоса
Насос перед испытанием промывают бензином.
Разрежение замеряют ртутным пьезометром или ваку- I
умметром, которые присоединяют к всасывающему пат^
рубку насоса. При п = 1750 об/мин полное разрежение, 1
создаваемое насосом, должно быть не ниже 250 мм рт. ст.
(пружина редукционного клапана должна быть затянута).
Б. Поверка герметичности насоса
Герметичность насоса проверяют во время работы насоса
в течение 5 мин. при « = 2300 об/мин, давлении 1,1 ати
при полностью закрытом дроссельном кране. При этом не
должно быть течи и просачивания бензина через стенки,
в стыках, по винтам и через сальниковую часть. Не должно
быть также просачивания масла в сальниковую часть из
привода мотора при температуре Т — 90—100°. Давление
на линии нагнетания регулируется редукционным клапаном
насоса.
«
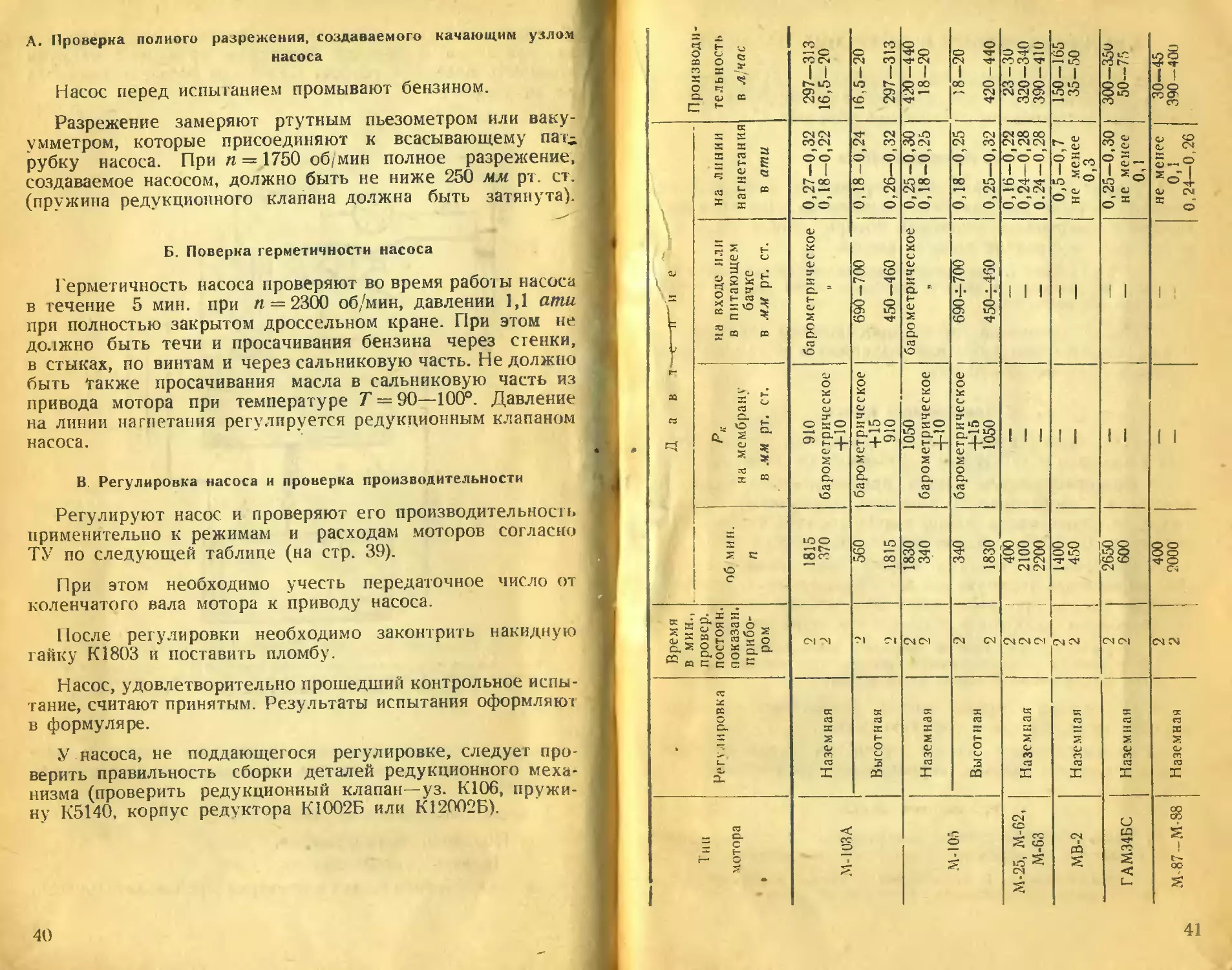
В Регулировка насоса и проверка производительности
Регулируют насос и проверяют его производительность
применительно к режимам и расходам моторов согласно
ТУ по следующей таблице (на стр. 39).
При этом необходимо учесть передаточное число от
коленчатого вала мотора к приводу насоса.
После регулировки необходимо законтрить накидную
гайку К1803 и поставить пломбу.
Насос, удовлетворительно прошедший контрольное испы-
тание, считают принятым. Результаты испытания оформляю!
в формуляре.
У насоса, не поддающегося регулировке, следует про- I
верить правильность сборки деталей редукционного меха-
низма (проверить редукционный клапан—уз. К106, пружи-
ну К5140, корпус редуктора К1002Б или К12ОО2Б).
40
41
VIII. КОНСЕРВАЦИЯ И ХРАНЕНИЕ НАСОСОВ
Все насосы, находящиеся на хранении как до ремонта
так и после него, для предохранения от коррозии должна
быть законсервированы следующим образом:
А. Промывка насоса
1. Перед консервацией насос промывают в чистом авиа
ционном бензине для удаления загрязнения. При этом необ
ходимо провертывать хвостовик ротора, чтобы были про-
мыты все внутренние полости насоса.
Примечание. При промывке необходимо следить, чтобы жид
кость не ^попадала в полость мембраны через штуцер подвода
воздуха от нагнетателя.
2. После промывки насос просушивают, обдувая Ьго
сухим сжатым воздухом или выдерживая в теплом поме-
щении в течение 30—40 мин.
Б. Замасливание насоса
1. Для замасливания насоса применяют смазку № 51
или авиамасло (ОСТ 11416) с добавкой 5% церезина.
2. Консервирующую бмазку предварительно надо про-
верить в лаборатории и получить заключение о ее при-
годности. Замасливать можно только горячей смазкой (тем-
пература 90—100°), совершенно не содержащей влаги.
3. Внутреннюю полость насоса замасливают, наливая
или впрыскивая горячую смазку обязательно в отверстие
выхода масла, при этом хвостовик ротора провертывают
на несколько оборотов в направлении, обратном рабочему.
Примечание. Если не соблюдать этого правила, то смазка
может попасть в редукционную камеру, что вызовет ненормаль-
ную работу насоса в период пуска мотора.
4. С внешней стороны насоса замасливают хвостовик
ротора, погружая его в горячую смазку.
5. У замасленного насоса отверстия входа и выхода
бензина следует закрыть деревянными заглушками.
В. Упаковка насоса
1. Замасленные агрегаты завертывают в пропарафинен-
ную бумагу и укладывают в коробки из картона.
Примечание. В прилагаемом к насосу формуляре должна
быть указана дата консервации и срок ее действия.
42
ПРИЛОЖЕНИЕ 1
ftoBB
flOAA
К12023/1
НБ537
H6503
28018
ноне
H12U33
И/2321A
НЕОН
23504
К7206
_—К3701
28037
A
К 12026 A
К1Ж125А
>К607
К12001Б '^02 А
КЮ26
К1В03
HtOfO
r!10t7
НЮ/3
К750!
К)01.j
К1011
25101
НЮ12
Н500^
Н5Н0
КЮЮ
иг 41. Общий вид БНК-12А.
Зак. 348
ЛоАА
«990Z
'11020
«КОЗА
кюогб
«ггогг
«5142
«/2014
«3712
К 209А
«12027А
«3701
«6437
K12Q1
«7206
Ч12008"'У
л «ыо
«1026
«1803
1(8931^.
«6503-^
К К.0235
«606-^
«12033
«12009А---
К6537-----"
ЛОВ В
«3504
Л'
«IZ0Z6A
----«12025А
—«7240
«120015
«607
К 602А
«5140
«1010
«1016
«1017
~«!013
«7501
«1019
«ЮН
«5141
«1012
«5406
Фиг. 42. Общий вид БНК-12Б.
Вака» 343
2. Коробки укладывают в плотные, сухие, чистые дере-
вянные ящики, выложенные внутри водонепроницаемым
материалом (руберойд или толь-кожа). Ящики должны быть
сделаны из сухого дерева с влажностью не более 18%.
Для длительного хранения насосов ящики должны быть
покрашены масляной краской или проолифены.
Категорически воспрещается
1. Упаковывать насосы в сырые или грязные ящики.
2. Упаковывать насосы с нарушенной или загрязненной
смазкой.
3. Применять для упаковки гигроскопические материалы
(вата, войлок, стружка). Если требуется мягкая подкладка
^заполнение коробки), то надо применять томпоны из струж-
ки, обернутой пропарафиненной бумагой.
Г. Хранение насосов во временных полевых складах
При хранении насосов во временных полевых складах
надо соблюдать следующие условия:
1. Помещение должно быть защищено от атмосферных
>садков, а также от проникновения в него газов, способ-
ных вызвать коррозию. Земляные полы в помещениях не-
опустимы.
2. Насосы следует хранить только в упаковке (в дере-
вянных ящиках).
3. Деревянные ящики устанавливать на брусках высо-
той 10—12 см и на расстоянии не менее 50 см друг от
друга.
4. Необходимо через каждые три месяца производить
выборочный осмотр насосов, для чего один из ящиков
отправлять в ближайший основной склад для осмотра.
Вопрос о возможности дальнейшего хранения насосов
решает специальная комиссия основного склада.
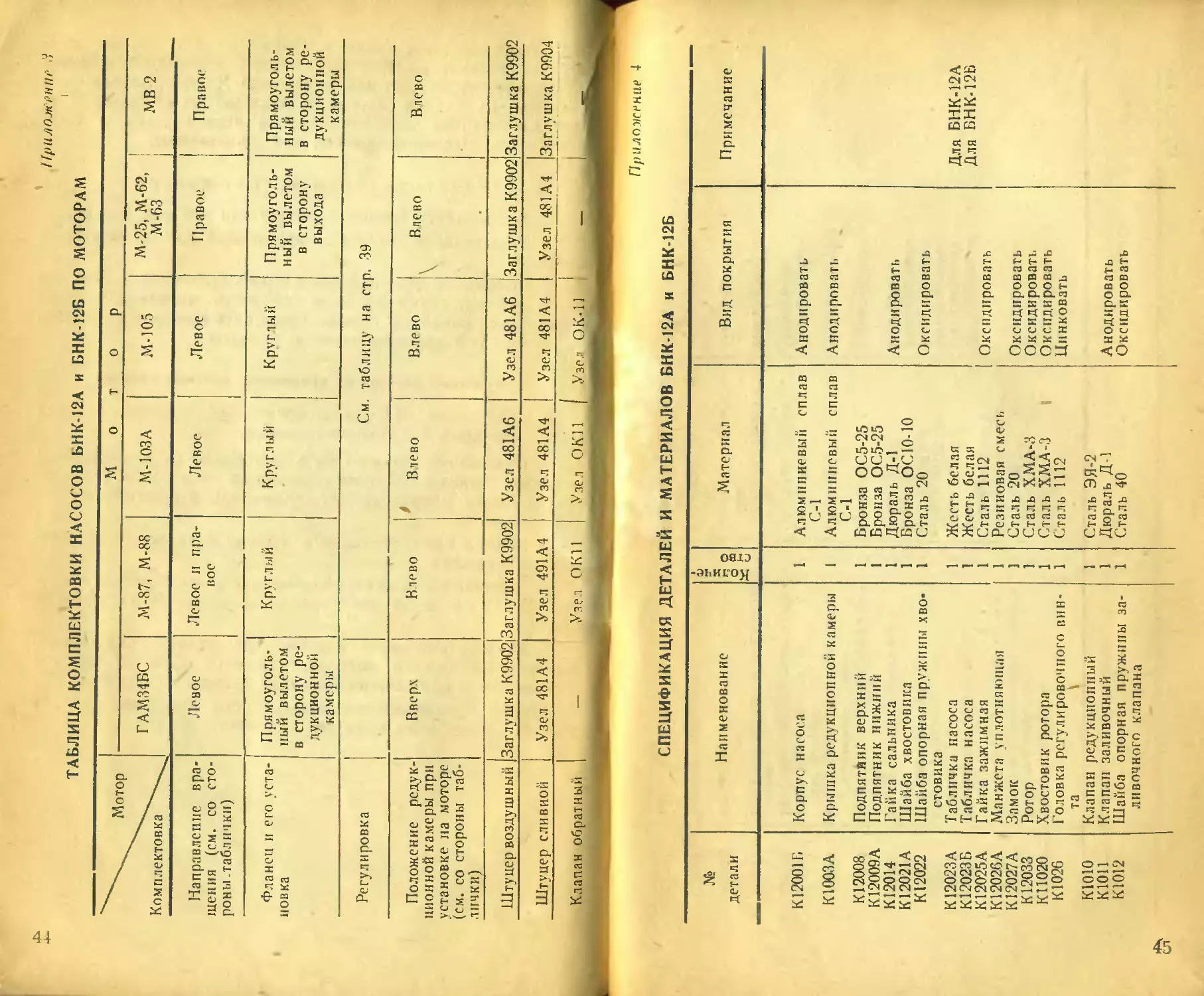
ТАБЛИЦА КОМПЛЕКТОВКИ НАСОСОВ БНК-12А и БНК-12Б ПО МОТОРАМ
Мотор Комплектовка М о тор
ГАМ34БС М-87, М-88 М-103А М-105 М-25, М-62, М-63 МВ 2
Направление вра- щения (см. со сто- роны.таблички) Левое Левое л пра- вое Левое Левое Правое Правое
Фланец и его уста- новка Прямоуголь- ный вылетом в сторону ре- дукционной ’камеры Круглый Круглый Круглый Прямоуголь- ный вылетом в сторону выхода Прямоуголь- ный вылетом в сторону ре- дукционной "камеры
Регулировка См таблицу на стр. 39
Положение редук- ционной камеры при установке на моторе (см. со стороны таб- лички) Вверх Влево Влево Влево Влево Влево
Штуцер воздушный Заглушка К9902 Заглушка К9902 Узел 48IA6 Узел 481А6 Заглушка К9902 Заглушка К9902
Штуцер сливной Узел 481А4 Узел 491А4 Узел 481А4 Узел 481А4 Узел 481А4 Заглушка К9904
Клапан обратный — Узел ОКИ Узел ОКИ । Узел_ОК-11 1
Приложение 4
СПЕЦИФИКАЦИЯ ДЕТАЛЕЙ И МАТЕРИАЛОВ БНК-12А и БНК-12Б
№ детали Наименование Количе- ство Материал Вид покрытия Примечание
К12001Б Корпус насоса 1 Алюминиевый сплав С-1 Анодировать
К1003А Крышка редукционной камеры 1 Алюминиевый сплав С-1 Бронза ОС5-25 Анодировать
К12008 Подпятник верхний 1
К12009А Подпятник нижний 1 Бронза ОС5-25
К12014 Гайка сальника 1 Дюраль Д-1 Анодировать
К12021А Шайба хвостовика 1 Бронза ОСЮ-Ю
К12022 Шайба опорная пружины хво- стовика 1 Сталь 20 Оксидировать
К12023А Табличка насоса 1 Жесть белая Для БНК-12А
К12023 Б Табличка насоса 1 Жесть белая Для БНК-12Б
К12025А Гайка зажимная 1 Сталь 1112 Оксидировать
К12026А Манжета уплотняющая 1 Резиновая смесь
К12027А Замок 1 Сталь 20 Оксидировать
К12033 Ротор 1 Сталь ХМА-3 Оксидировать
К11020 Хвостовик ротора 1 Сталь ХМА-3 Оксидировать
К1026 Головка регулировочного вин- та \ 1 Сталь 1112 Цинковать
К1010 Клапан редукционный 1 Сталь ЭЯ-2
К1011 Клапан заливочный 1 Дюраль Д 1 Анодировать
К1012 Шайба опорная пружины за- ливочного клапана 1 Сталь 40 Оксидировать
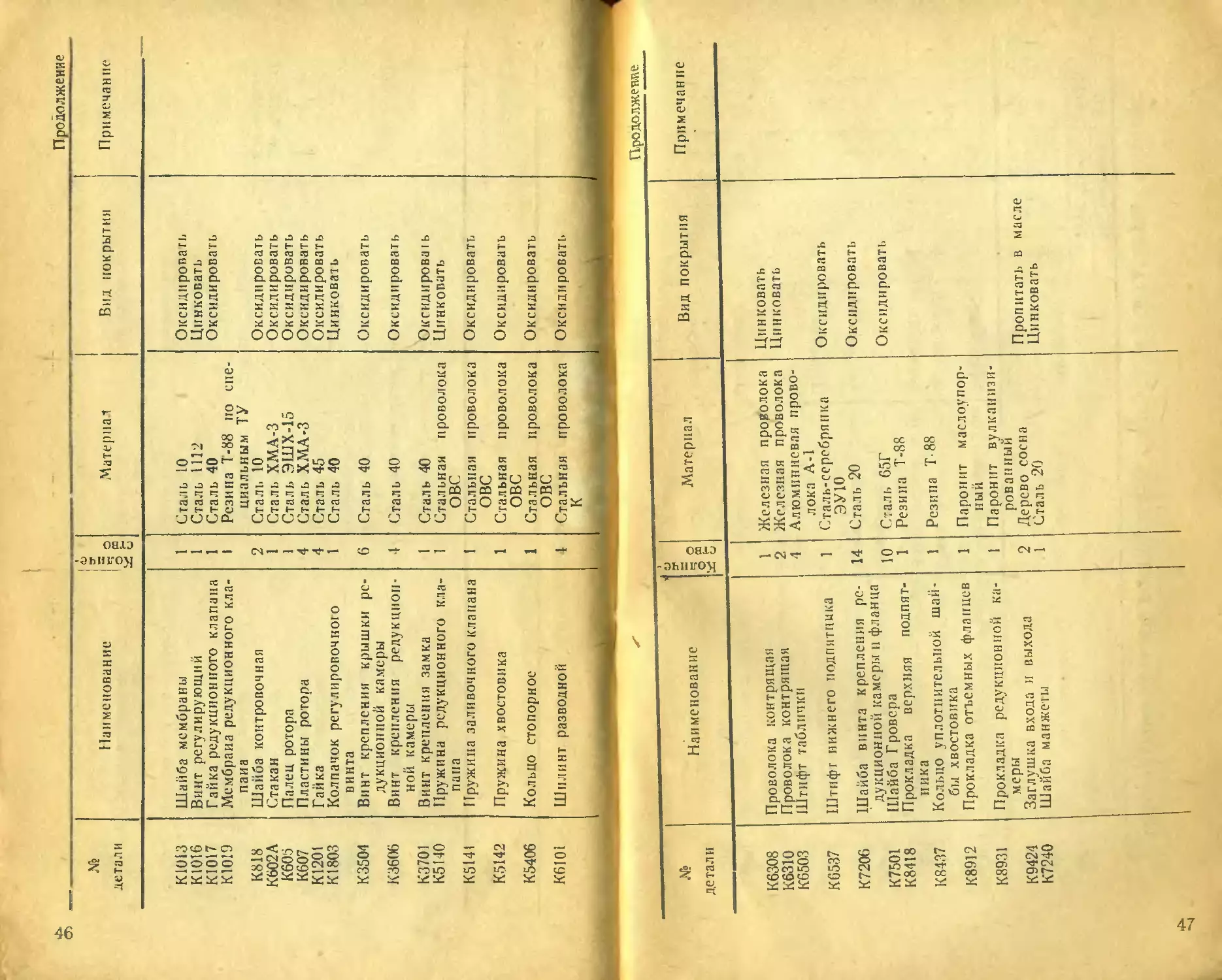
СП Продолжение
№ детали Наименование Количе- ство Матерна 1 Вид покрытия Примечание
К1013 Шайба мембраны 1 Сталь 10 Оксидировать
К1016 Винт регулирующий 1 Сталь 1112 Цинковать
К1017 К1019 Гайка редукционного клапана Мембрана редукционного кла- пана 1 1 Сталь 40 Резина Т-88 по спе- циальным ТУ Оксидировать
К818 Шайба контровочная 2 Сталь 10 Оксидировать
К602А Стакан 1 Сталь ХМА-3 Оксидировать
К608 Палец ротора 1 Сталь ЭШХ-15 Оксидировать
К607 Пластины ротора 4 Сталь ХМА-3 Оксидировать
К1201 Гайка 4 Сталь 45 Оксидировать
К1803 Колпачок регулировочною винта 1 Сталь 40 Цинковать
К3504 Винт крепления крышки ре- дукционной камеры 6 Сталь 40 Оксидировать
К3606 Винт крепления редукцион- ной камеры 1 Сталь 40 Оксидировать
КЗ 701 Винт крепления замка 1 Сталь 40 Окгидирова1ь
Кб 140 Пружина редукционного кла- пана 1 Стальная проволока ОВС Цинковать
K514I Пружина заливочного клапана 1 Стальная проволока ОВС Стальная проволока ОВС Стальная проволока ОВС Стальная проволока К Оксидировать
К5142 Пружина хвостовика 1 Оксидировать
К5406 Кольцо стопорное 1 Оксидировать
К6101 Шплинт разводной 1 Оксидировать
№ детали 1 Наименование Количе-1 ство I Материал Вид покрытия Примечание
К6308 К6310 К6503 К6537 К7206 К7501 К8418 К8437 К8912 К8931 К9424 К7240 Проволока контрящая Проволока контрящая Штифт таблички Штифт нижнего подпятника Шайба винта крепления ре- дукционной камеры и фланца Шайба Гровера Прокладка верхняя подпят- ника Кольцо уплотнительной шай- бы хвостовика Прокладка отъемных фланцев Прокладка редукционной ка- меры Заглушка входа и выхода Шайба манжеты 1 2 4 1 14 10 1 1 1 1 2 1 Железная проволока Железная проволока Алюминиевая прово- лока А-1 Сталь-серебрянка ЭУЮ Сталь 20 Сталь 65Г Резина Т-88 Резина Т-88 Паронит маслоупор- ный Паронит вулканизи- рованный Дерево сосна Сталь 20 Цинковать Цин ковать Оксидировать Оксидировать Оксидировать Пропитать в масле Цинковать
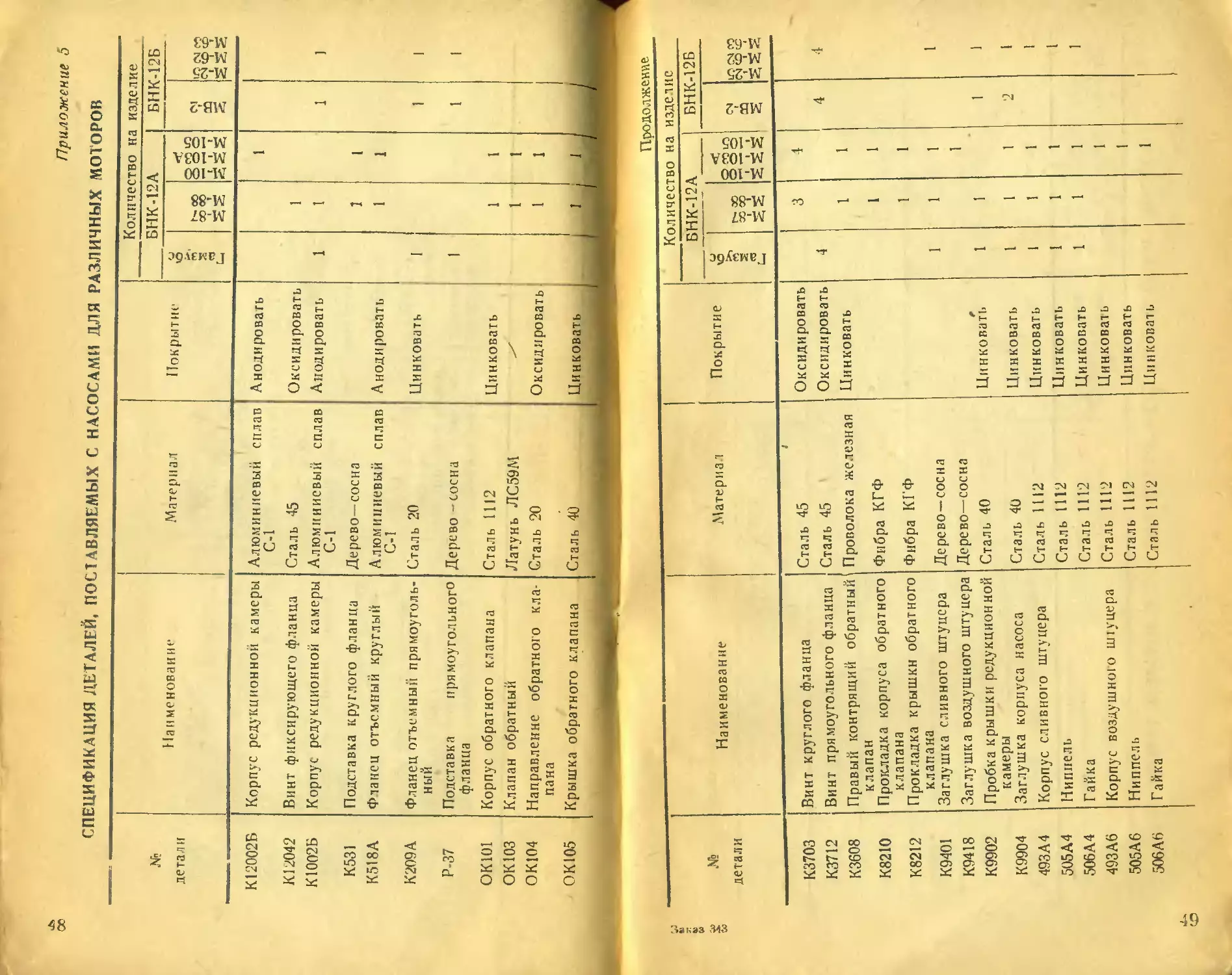
Приложение 5
СПЕЦИФИКАЦИЯ ДЕТАЛЕЙ, ПОСТАВЛЯЕМЫХ С НАСОСАМИ ДЛЯ РАЗЛИЧНЫХ МОТОРОВ
№ детал и Наименование Материал Покрытие Количество на изделие
БНК-12А БНК-12Б
Гамзхбс Г- 00 00 00 М-100 М-103 А. М-105 МВ-2 ю см со CM tO О
К12002Б Корпус редукционной камеры Алюминиевый сплав С-1 Анодировать 1
К12042 Винт фиксирующего ф 1анца Сталь 45 Оксидировать 1
К1002Б Корпус редукционной камеры Алюминиевый сплав С-1 Анодировать 1 1 1 1
К531 Подставка круглого фланца Дерево—сосна 1 1
К518А Фланец отъемный круглый Алюминиевый сплав С-1 Аноди ровать 1 1
К209А Фланец отъемный прямоуголь- ный Сталь 20 Цинковать 1 1 1
Р-37 Подставка прямоугольного фланца Дерево - сосна 1 1 1
ОКЮ1 Корпус обратного клапана Сталь 1112 Цинковать 1 1
ОКЮЗ Клапан обратный Латунь ЛС59М 1 1
ОКЮ4 Направление обратного кла- пана Сталь 20 Оксидировать 1 1
ОКЮ5 Крышка обратного клапана Сталь 40 Цинковать 1 1
________ Продолжение
№ детали Наименование Матерна т Покрытие Количество на изделие
БНК-12А БНК-12Б
Гамзубс 1 1 . — М-87 М-88 1 М-100 | М-103А М-105 1 МВ-2 Л см со мою
К3703 Винт круглого фланца 1 Сталь 45 Оксидировать 3 4
К3712 Винт прямоугольного фланца Сталь 45 Оксидировать 4 4 4
К3608 Правый контрящий обратный Проволока жетезная Цинковать 1 1
К8210 клапан Прокладка корпуса обратного Фибра КГФ 1 1
клапана Фибра КГФ 1
К8212 Прокладка крышки обратного
клапана Дерево—сос на 1 1 1 1
К9401 Заглушка сливного штуцера
К9418 Заглушка воздушного шт}цера Дерево—сосна 1 1
К9902 Пробка крышки редукционной Сталь 40 Цинковать 1 1 1
К9904 камеры Заглушка корпуса насоса Сталь чО Цинковать 1 1 1 2 1 1
493 А 4 Корпус сливного штуцера Сталь 1112 Цинковать 1 1 1 1 1 1 1
505А4 Ниппель Сталь 1112 Цинковать 1 1 1
506А4 Гайка Сталь ПГ2 Цинковать 1 1 1 1
493А6 Корпус воздушною илуцера Сталь 1П2 Цинкован 1
505А6 Ниппель Сталь 1112 Цинковать I
506А6 Гайка Сгаль ПГ2 Цинковая ь 1
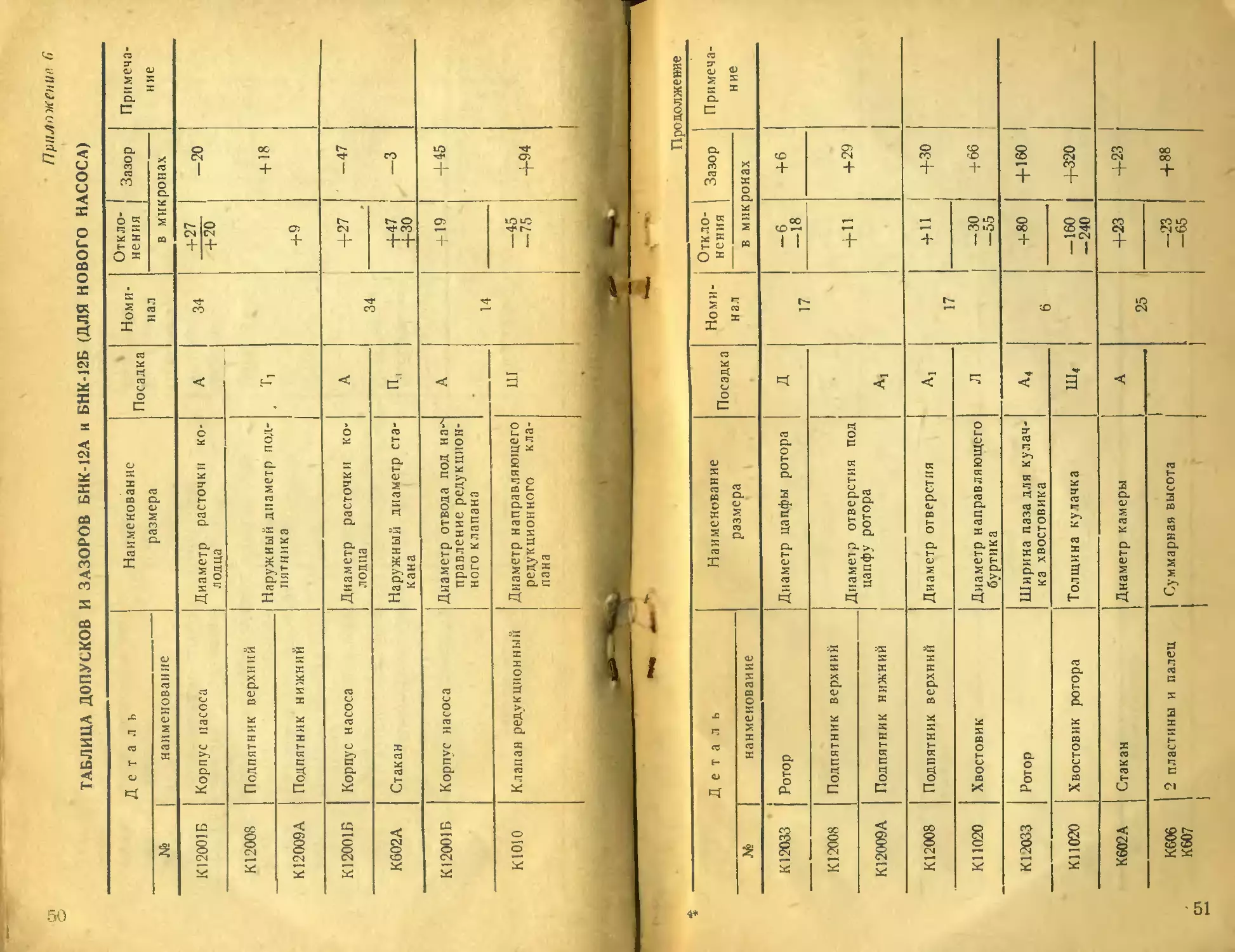
Приложение С>
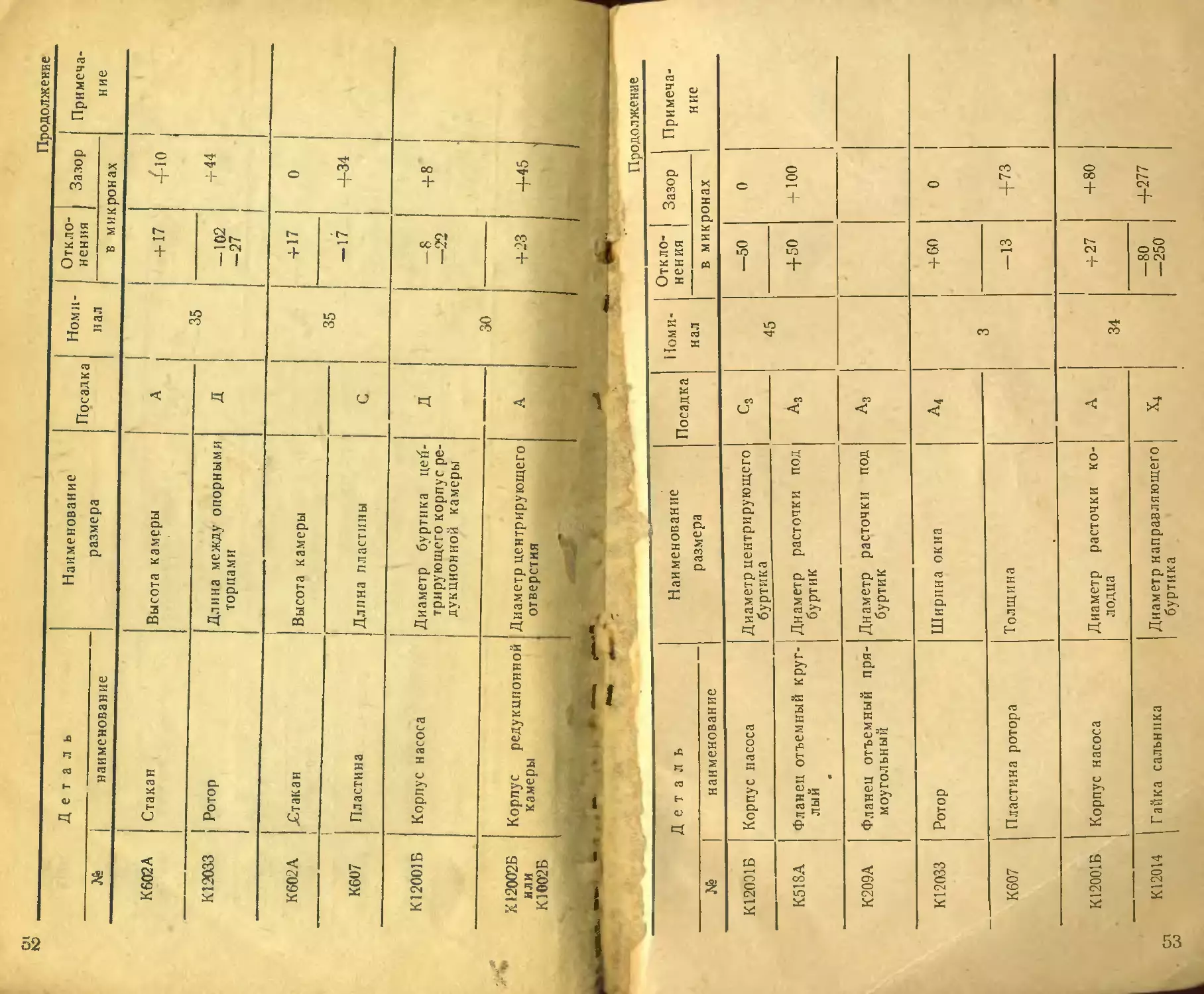
ТАБЛИЦА ДОПУСКОВ И ЗАЗОРОВ 6НК-12А и БНК-12Б (ДЛЯ НОВОГО НАСОСА)
Деталь Наименование размера Посадка Номи- нал Откло- нения Зазор Примеча- н не
№ наименование в микронах
К12001Б Корпус насоса Диаметр расточки ко* л одна А 34 +27 +20 -20
К12008 К12009А Подпятник верхний Подпятник нижний Наружный диаметр под- пятника . Ti +9 + 18
К12001Б Корпус насоса Диаметр расточки ко- лодца А 34 +27 -47
К602А Стакан Наружный диаметр ста- кана п. +47 +30 -3
К12001Б Корпус насоса Диаметр отвода под на-4 правление редукцион- ного клапана А 14 + 19 +45
KI010 Клапан редукционный Диаметр направляющего редукционного кла- пана Ш —45 -75 +94
Продолжение
Деталь Наименование размера Посадка Номи- нал Откло- нения Зазор Примеча- ние
№ наименование в микронах
К12033 Ротор Диаметр цапфы ротора Д 17 -6 -18 +6
К12008 Подпятник верхний Диаметр отверстия под цапфу ротора А] +11 +29
К12009А Подпятник нижний
К12008 Подпятник верхний Диаметр отверстия А] 17 + 11 +30 +66
К11020 Хвостовик Диаметр направляющего буртика Л -30 —55
К12033 Ротор Ширина паза для кулач- ка хвостовика А4 6 +80 +160 +320
К11020 Хвостовик ротора Толщина кулачка ш4 -160 -240
К602А Стакан Диаметр камеры А 25 +23 +23 +88
К606 К607 | 2 пластины и палец 1 Суммарная высота -23 -65
Cl
ю - Деталь Наименование размера Посадка Номи- нал Откло- нения П Зазор родолжение Примеча- ние
№ | наименование
в микронах
К602А Стакан Высота камеры А 35 + 17 -£10 + 44 1
К’2033 Ротор Длина между опорными торцами Д -102 -27
К602А Хтакан । Высота камеры 35 + 17 0 +-34
K6G7 ———————— Пластина Длина пластины С -17
К12001Б Корпус насоса Диаметр буртика цей- трирующе-о корпус ре- дукционной камеры д 30 -8 —22 +8 +-45
К12002Б или К1002Б Корпус редукционной камеры Диаметр центрирующего отверстия * А +23
' Продолжение
Деталь Наименование размера Посадка Коми- нал Откло- 1 нения | Зазор Примеча- ние
в микронах
№ наименование
К120Э1Б Корпус насоса Диаметр центрирующего буртика с3 45 —50 0 + 100
К518А Фланец отъемный круг- лый Диаметр расточки под буртик Аз +50
К209А Фланец отъемный пря- моугольный Диаметр расточки под буртик А3
К12ОЗЗ Ротор Ширина окна а4 3 — G0 0 +73
К607 Пластина ротора Толщина -13
К12001Б Корпус насоса Диаметр расточки ко- лодца 1 А 34 + 27 +80 +-277
К12014 Сл Гайка сальника Диаметр направляющего буртика х* —80 —250 |