/































































































Похожие




Текст
Почта Stankien@yandex.ru
пзсо
ПОКРОВСКИЙ ЗАВОД СТАНОЧНОГО ОБОРУДОВАНИЯ
Наш сайт Sar-snab.ru
+79873302319 Илья
Хк^ои^^й^од., КРАСНЫМ ПРОЛЕТАРИИ
ил< ей. ci t/L-Jt,. С срр е -лс о в
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОМ
ИНСТРYMЕНТАЛЬНОиЪ РОМЫШЛЕ ННОСТИ
СССР
ТОКАРНО-
ВИНТОРЕЗНЫЙ
СТАНОК
МИНИСТЕРСТВО
СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ
ПРОМЫШЛЕННОСТИ СССР
ГЛАВСТАН КОПРОМ _________________
ОРДЕНА ЛЕНИНА
СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД .КРАСНЫЙ ПРОЛЕТАРИЙ*
имени А. И. ЕФРЕМОВА
ТОКАРНО-ВИНТОРЕЗНЫЙ
СТАНОК
модель 1А62
РУКОВОДСТВО
ПО УХОДУ И ОБСЛУЖИВАНИЮ
ЦЕНТРАЛЬНОЕ
МОСКВА------
БЮРО ТЕХНИЧЕСКО Й ИНФОРМАЦИИ
1955
По всем вопросам эксплуатации станка
обращаться
на станкостроительный завод
„Красный пролетарий" имени А. И. Ефремова,
г. Москва
ВВЕДЕНИЕ
Настоящее руководство предназначается для токарей, налад-
чиков, мастеров, цеховых механиков и ремонтных слесарей. Задача
его—оказать помощь при изучении токарного станка, модель
IA62, и содействовать наилучшему его использованию.
Руководство может быть также использовано в повседневной
производственной работе технологами, нормировщиками и руково-
дящими инженерно-техническими работниками цехов и отделов
завода.
От выпускавшегося ранее заводом «Красный пролетарий» стан-
ка, модель 1Д62М, новая, модернизированная модель 1А62 отли-
чается следующими изменениями:
1. Наибольшая скорость вращения шпинделя увеличена до 1200
оборотов в минуту.
Шпинделю сообщается 21 скорость при прямом вращении и 12
скоростей — при обратном.
2. Мощность электродвигателя главнот привода увеличена до
7,0 кет.
3. Передача плоским ремнем заменена клиноременной.
4. Число оборотов шпинделя устанавливается тремя рукоятка-
ми: одна рукоятка имеет круговое вращение, другая (включения
муфты перебора) фиксируется в двух положениях и третья (пере-
ключения блоков зубчатых колес, перебора) — в трех положениях.
Установка на необходимую скорость (число оборотов) враще-
ния шпинделя производится по соответствующим цифрам на диске
круговой рукоятки, без дополнительных таблиц.
5. Усилена фрикционная муфта.
6. Передняя шейка шпинделя установлена в специальном ре-
гулируемом двухрядном роликовом подшипнике.
7. Па переднем конце шпинделя имеется канавка для предо-
хранителей, предотвращающих самопроизвольное спадание патро-
на при остановке станка.
8. Направление подачи суппорта при нарезании резьб изменяет-
ся с помощью механизма реверса.
9. Конструкция коробки подач допускает прямое включение хо-
дового винта для нарезания точных резьб.
3
10. Чтобы предохранить от загрязнения механизм коробки по-
дач и улучшить его смазку, паз для управления ступенчатым кону-
сом закрыт.
II. На фартуке станка установлен лимб продольной подачи.
12. Задняя бабка значительно усилена. Диаметр пиноли увели-
чен до 70 леи, что позволяет применять достаточно жесткие' и на-
дежные вращающиеся центры.
13. Конструкция резцедержателя допускает поворот его одной
рукой на любой угол.
14. Конструкция неподвижного упора сделана более надежной.
15. Увеличена опорная поверхность передней бабки, дтя чего
расширены правая часть станины под передней бабкой и перед-
няя ножка.
16. На задней ножке станка установлен электронасос для по-
дачи охлаждающей жидкости из резервуара, расположенного вну-
три этой ножки.
Введенные изменения повышают производительность станка и
улучшают условия его обслуживания.
НАЗНАЧЕНИЕ СТАНКА
Универсальный токарно-винторезный станок, модель 1А62
(рис. 1), предназначен для выполнения самых разнообразных ра-
бот. в том числе для нарезания резьб: метрической, дюймовой, мо-
дульной и пнтчевой.
Рис. 1. Токзрно винторезный станок, модель 1А62
ХАРАКТЕРИСТИКА СТАНКА
Расстояние между центрами а мм.................. 750. 1000 и 1500
Наибольший диаметр точения над станиной в мм .... 400
Наибольший диаметр точения над суппортом в мм . . . 210
Наибольший диаметр обрабатываемого прутка в мм . . 36
Наибольшая длина точения в мм................• , 650; 900 и 1400
Передняя бабка
Размеры переднего подшипника шпинделя в мм..... 100X 150 X 37
Диаметр отверстия в шпинделе в мм................... 38
5
Конус передней части отверстия в шпинделе.......... Морзе № 5
Коиус втулки под центр шпинделя.................... Морзе № 4
Материал шпинделя................................ Ст. 45
Количество рабочих скоростей шпинделя ........... 21
Числа оборотов шпинделя в минуту при рабочем холе . 11,5 1200
Количество обратных скоростей шпинделя ........ 12
Числа оборотов шпинделя в минуту при обратном ходе . 18—1520
Число оборотов приводного шкива в минуту......... * 730
Размеры приводного шкива (диаметр X ширина) в мм . 260x93
Коробка подач
Передаточное число между шпинделем и коробкой подач 42 : 100
Количество продольных и поперечных подач......... 35
Продольные подачн суппорта на одни оборот шпинделя
в мм ........................ 0,082-1,59
Поперечные подачн суппорта на один оборот шпинделя
в мм............................................ 0,027—0,522
Число метрических резьб .... .................. 19
Величина шагов при метрической резьбе в мм....... 1 — 12
Число дюймовых резьб................................... 20
Число ниток на один дюйм при дюймовой резьбе .... 2—24
Число модульных резьб.................................. 10
Величина модульных резьб (в модулях)............. 0,50—3
Число пнтчевых резьб................................... 24
Величина питчевых резьб.......................... 7—95
Суппорт /
Вертикальное расстояние от оси шпинделя до основания
резца в мм....................................... 25
Наибольшие размеры державки резца (длина X ширина)
в ля ........................................... 25x25 •
Предельные углы поворота суппорта в градусах..... +45
Шаг винта поперечного суппорта в жж.............. 5
Одно деление шкалы поперечного винта соответствует
перемещению в мм................................ 0,05
Шаг винта верхнего суппорта в жи................. 5
Одно деление шкалы винта верхнего суппорта соответ*
ствует перемещению в жж......................... 0,05
Наибольший ход верхнего суппорта в жж............ 113 4
Наибольший поперечный ход суппорта в жж.......... 280
Наибольший продольный ход суппорта в жж.......... 650 ; 900; 1400
Одно деление шкалы лимба продольного хода суппорта
соответствует перемещению в ж.м............. 1 '
Фартук
Наружный диаметр ходового винта в жж............. 40
Шаг ходового винта в мм.......................... 12 I
Диаметр ходового вала в мм....................... 30 (
Модуль рейкн.......................................... 3
Длина зуба рейки в мм............................ 30
Материал рейки................................. Ст. 45
Задняя бабка
Диаметр пиноли бабки в мм............................ 70
Конус под центр бабки.............................. Морзе 4
Наибольшее перемещение пиноли в мм.................. 150
Перемещение задней бабки в поперечном направлении
"................................................... ±15
6 ’
Прикол станка
Род привода ..........................................
Мощность электродвигателя в кет.......................
Число оборотов электродвигателя в минуту .............
Размеп шкива электродвигатели (диаметр X ширина) в мм
Ремевь клиповой (размеры и ГОСТ)...........•..........
индивидуальный
электропривод
7
1440
130x93
Б2240
ГОСТ 1284—45
Число ремней .......................................
Насос для охлаждающей жидкости
Тип электронасоса........................................ ПА-22
Производительность в минуту вл....................... 22
Габарит и вес станка
Высота станка в мм.................................... 12J0
Площадь пола, занимаемая станком (длина х ширина),
в juju:
, при расстоянии между центрами 750 мм .... 25ЮХ1580
. , , .. 1000 ......... 2050X1580
1500 .......... 3170X1580
Вес «Заика (без электрооборудования) в кг.
I при расстоянии между центрами 750 мм .... 2045
* " ' ’ 1500 Z ’ • • • 2370
КИНЕМАТИЧЕСКАЯ СХЕМА СТАНКА
Цепь главного движения
Вращение изделия, закрепленного в патроне передней бабки
или в центрах, осуществляется от индивидуального электродвига-
теля) (рис. 2).
Движение от электродвигателя передается через клиноремен-
нук> передачу на приводной шкив и затем через зубчатые колеса
механизма коробки скоростей на шпиндель.
Число оборотов шпинделя изменяется путем передвижения по
шлицевым валикам блоков зубчатых колес 6—7, 11 13, 17—18,
19—20 при помощи рукояток А к Б (рис. 2 и 3) и переключения
зубчатых колес 24 или 26 посредством муфты 25 и рукоятки В.
21 различная скорость и 3 перекрывающиеся скорости от 11,5
до (200 оборотов в минуту при прямом ходе шпинделя осуществ-
ляются по следующим кинематическим цепям: от вала /, имеюще-
го 730 об/мин, вращение передается на вал // зубчатыми колеса-
ми и—6 или 2—7. Далее вращение передастся валу 111 переклю-
чающимся зубчатым блоком II -13, соответственно сцепляющимся
с зубч атыми колесами 8, 9 и 10. При включенном зубчатом колесе
26 от вала 111 зубчатыми колесами 14 и 26 вращение сообщается
шпинделю VI. При включенном колесе 24 зубчатыми колесами
15—17 или 16—18 движение передается валу IV, зубчатыми коле-
сами 19 22 или 20—21 — валу V и постоянно сцепленными зуб-
чатыми колесами 23—24 — шпинделю VI.
7
Рис 2. Кинематическая схема станка
51 1-я скорость: 730 • 20 S2 20 80 g.f2=li;5 Обман 80 64
2-я 730 • — 34 20 52 20 80 20 80 §-14,5 04 V
3-я 730 -fl 39 28 44 20 80 20 80 g-” •
4-я 730-^ 28 44 20 80 20 80 g“« V
5-я 7®-S 36 36 20 80 20 80 a-30 •
6-я 730.g 36 36 20 80 20 80 я"37'5 Ж
7-я 730 • — 39 20 52 50 50 20 ft §=46 64
8-я 730 • — 34 20 52 50 50 20 80 32=58 64 9
9-я 730 - 51 39 28 44 50 50 20 80 32=76 64 •
10-я 730 .55 34 28 44 50 50 20 80 32 OR 6Г96 *
11-я 730.51 39 36 36 50 50 3 8 §-'2° *
12-я 730-g 36 36 50 50 20 80 Й-180 W
13-я 730-51 39 20 52 50 50 50 50 32 1ЯИ ST184 l>‘
14-я 730 -55 34 20 52 50 50 50 50 §=231 61 r
15-я 730 • fl 39 28 44 50 50 50 50 я
16-я 730-56 34 28 44 50 50 50 50 g-®. V
17-я 730-Я 36 36 50 50 50 50 64
18-я 730 Я 36 36 50 50 50 50 600 64
19-я 730 - fl •ЗУ 20 52 50 50 =367
20-я 730-55 34 20 52 50 50 = 462
21-я 730 • -l 39 28 44 50 30 =607 V
9
Спеимфмкашвв ly'pianu а чарычвик шк ч.рвякоа, aauiva и гаек (см. рас 2)
Узел Передни я бабка
М по схеме 1 2 3 4 5 6 7 » 9 Ю 12 13 14 15 16* 17 18* 19* 20 21 22» 23 24 № К 27’
Чаем вубьсн или заходов и 51 50 24 36 34 и 28 20 36 • 52 35 50 20 50 80 .50 20 50 50 80 32 64 .ад 50 50 ш
Модуль кап шаг пиита п ям — 2,25 3 2.5 3,25 2,5 3 2,5
Угол ВИНТОВОЙ ДИНКИ 2545 20-27' 2SW
Ширина обода млн длина гайки в мм** 1$ 13 н 13 15 II 13 15 13 27 15 10 25 18 20 24 38 34 54
Материал Ст. «а Ст. 40Х
Термическая обработка твч ТВЧ ТВЧ
Твердость Я, 55 Я, 50 Н{ 50 Я, 55 Я, 50 R, 55 Я, 50 ЯеЫ
Узел
Г и т а р а
Коробка пода
М по схеме 28 29 30 31 32 33 34 35 36 37- 30 40 41 42 43 44 45 46 47' 48 49 50" 51* 52* 53 $4 55 W 57 58 69 60 61
Чисто хувьсп иля заторов .38 38 38 38 42 32 100 1KI 97 25 36 26 28 32 35 35 40 44 48 36 34 28 25 36 25 28 42 56 28 42 28 56 28 56
Модуль или шаг впита в мм 2 1.75 2 1.5 2 1.5 2 1.5
Ширима обода нам длина гайки в мм” 12 ж 12 16 14 17 15 14 13 14 It 14 12 13 14
Материал Ст. 40Х Ст. 45 Ст. 45 Ст. 40Х Ст. 45 Ст. 40Х Ст. 45 Ст. 40Х Ст 45
Термическая обработал ТВЧ ТВЧ
Твердость R, 50 • Я, 44 Я, 50
Узел Фартук Суппорт Задняя бабка • Зуб корригирооанныА
.4 по схеме 62 63 м 65 66 67 68 69 то 71 72 73 74» 75 76 77 78 79 80 81 82 83 84 85 86 87 88 .’Л зуб чатого колеса по схеме 16 Сдвиг профили М зуб- чатого колеса по сломе Сдвиг профили
Число зубьев или заводов 40 40 33 38 33 40 4 зал 30 21 50 23 60 12 Рейка 1 15 40 106 65 И 1 лев. 1 лев 1 1 1 лев. лев
Модуль их и шаг впита в мм 1.5 3 2 3 12 2 1 2 2 5 6 - 1,5 37 + 0.8
Угол ВИНТОВОЙ 1НЯПП 12*ЗГ 18 + 1.5 38 4- 1.2
Ширина обода или длина гайки в мм" 19 15 НО 24 16 15 40 111 22 8 15 1« 22 324-32 22 30 30 50 19 + 2 47 + 1.2
Материал Ст. 45 Ст. Ж Ст. 45 Афр. чуг. С». 45 СТ. аат. 40 Брон- да Ст. 45 Ст. 45 Бро я. ла Ст. 45 Афр. чуг. Ст. 45 Т 22 - 2 50 + М
Термическая обработка Цементации и вакалка ТВЧ 25 + 3.5 51 + 1.1
Твердость Я, 60 Я, 44 77 + 1.5 52 4- 0.8
• 74 + 0.354
*• Jля гаек — ллина а мм. ала винтов н чаоваков — внвлкий ливмаго в мм
Рис. 3. Коробка скоростей
22-я скорость 730 • • 5? =765 об,мин
34 44 59
23-я . 730 • 5’ . 36.50 955
39 Зб 50
Цепь подач
Продольное и поперечное перемещение суппорта производится
либо при помощи ходового вала XV111 через механизмы коробки
подач и фартука, либо при помощи ходового винта 76 и маточной
гайки 77 через механизм коробки подач, либо вручную через зуб-
чатые колеса механизма фартука 78, 73, 74 и рейку 75 махович-
ком 89.
Для нарезания точных резьб ходовой винт 76 может соединять-
ся напрямую с валом сменных зубчатых колес XII муфтами 90,
91 и 92.
Коробка подач получает движение через зубчатые колеса 25 и
27 (механизма коробки скоростей) и 28—36 (реверса и сменные
зубчатые колеса гитары).
Без использования звена увеличения шага посредством меха-
низма коробки подач через ходовой винт 76 с шагом 12 лл полу-
чаются следующие резьбы:
а) дюймовые от 2 до 24 ниток на 1";
б) метрические с шагом от Г до 12 лл;
в) модульные с модулями от 0,5 до 3;
г) пнтчевые с диаметральным шагом от 96 до 7.
При помощи механизма увеличения шага можно получить резь-
бы с увеличенным шагом, превышающим нормальный в 16 раз.
Через ходовой вал суппорту сообщаются продольные подачи от
0,082 до 1,59 мм (при сцеплении зубчатых колес 70 и 71 механиз-
ма фартука) и поперечные подачи от 0,027 до 0,52 мм (при сцеп-
лении зубчатых колес 70 и 81).
Цепь подач
50 38 38 42 25 32 34 25.36.28.28.28 40.40 4 24 23
50 ’ 38 ’ 38'100 ’ 36 ’ 34 ’ 25 * 36 ‘ ‘ 56 * 56 ’ 56 ‘ 40 ’ 40'30 ’ 50 ’ 69 '
. г. • 3 • 12=0,1 мм
Цепь метрической резьбы
50 38 38 42 25 32 34.25.36.28.28
50'38 ' 38 * 100‘35*54*28 36 55 56 56 ' мм
Цепь дюймовой резьбы
. /50 38 38 42 25 34.36.42.56 -4
25,4 1 (бО * 38 * 58 * 100 ‘ 36 * 32 2-5 42 28 12 ) “ !,ит/дюйм
10
Цепь модульной резьбы
I 50 38 38 32 25 32 34 25.36 .28 . Г2. 0 5 л-х
V ‘ 50 ’ 38'38 ’ 97'36 ’ 34 ’ 28 ’ 36 ' 25'42 ’ 56 '
Цепь питчевой резьбы
/50 38 38 32 28 34 36 42 56 12\=8
<50'38 ’ 33’97'34 ’ 32 ’ 25'42 ‘58’ )
Увеличенный шаг (метрической резьбы)
64 80 50 50 38 42 25 32 34 25 36 42 28 ,2=16 мм
32'20'50'50'38 ' 100'36 ’ 3*4'28 ’ 36'25'42 ' 56 '
64 80 80 50 38 « 25 32 34 25 36 42.28 . 12 64 Л(Л
32 ’ 20'20'50'38 ' 100'36 ’ 34 ’ 48 ’ 36'25 ' 42'66 ’
Напревление движения суппорта при нарезании левых резьб
изменяется перестановкой зубчатого колеса 31.
Поперечное перемещение суппорта вручную осуществляется
через винт 83 и гайку 84 рукояткой 93. Перемещение верхних са-
лазок 94 производится только вручную рукояткой 95 посредством
линта 85 и гайки 86.
Пиноль задней бабки также перемещается вручную махович
ь<>м 96 с помощью винта 87 и гайки 88.
КОНСТРУКЦИЯ СТАНКА
Станок состоит из следующих основных узлов: а) станины;
б) передней бабки (коробка скоростей); в) задней бабки; г) гита-
ры; д) коробки подач; е) фартука; ж) суппорта; з) люнетов.
СТАНИНА
Станина станка — чугунная с поперечными П-образными реб-
рами жесткости 1 (рис. 4) и двумя призматическими направляю-
Рис. 4. Профиль станины
щими. Передняя, усиленная направляющая 2 служит для переме-
щения суппорта, задняя 3 — для перемещения задней бабки.
Л
Передняя направляющая защищена от случайных забоин щит-
ком, который перемещается вместе с суппортом. Станина крепится
болтами к пустотелым чугунным ножкам.
ПЕРЕДНЯЯ БАБКА
(коробка скоростей)
Передняя бабка состоит из чугунного корпуса 1 (см. рис. 3),
плотно закрывающегося плоской крышкой 2.
Внутри корпуса смонтирован шестеренчатый механизм, пере-
дающий вращение шпинделю станка и цепи подач. Корпус уста-
навливается на левой части станины, прижимается к базовой вер-
тикальной плоскости а станины двумя винтами 3 и контрится
двумя винтами 4; к горизонтальной же плоскости в корпус крепит-
ся пятью винтами 6 и двумя прижимными планками 5.
Коробка скоростей приводится в движение от индивидуального
электродвигателя. Через клиноременную передачу вращение пере-
дается на приводной шкив 7 (рис. 5), смонтированный на шарико-
подшипниках на втулке 8, прикрепленной к корпусу передней баб-
ки. Благодаря этому усилия натяжения в ременной передаче вос-
принимаются через втулку' корпусом и не передаются приводному
валу 9, с которым шкив связан фланцем 10.
На правом валу 9 смонтирована двусторонняя фрикционная
дисковая муфта, с помощью которой осуществляется пуск, оста-
нов и изменение направления вращения шпинделя при включенном
электродвигателе.
Корпус муфты состоит из двух не связанных между собой по-
ловин: левой И и правой 12. Заодно с левой половиной корпуса
муфты выполнено двухвенцовое зубчатое колесо с числом зубьев
z = 56 и z=51, сообщающее прямой ход шпинделю, заодно с пра-
вой половиной корпуса муфты выполнено зубчатое колесо z=50,
сообщающее шпинделю обратный ход.
Обе половины корпуса муфты посажены на вал свободно и раз-
гружены от осевых усилий кольцами 13 и 14, имеющими шлицевые
отверстия и смонтированными на шлицевой части вала 9 таким об-
разом, что кольца 13 повернуты в кольцевых проточках вала пО
отношению к кольцам 14 на ширину шлица и удерживаются в этом
положении штифтом 15.
Обе половины муфты соединяются с валом фрикционными дис-
ками. На шлицевую часть вала надеты топкие стальные диски
двух типов, чередующиеся между собой. Одни из них сидят на ва-
лу 9 с зазором и входят выступами по наружному диаметру в про-
резь корпуса, другие, наоборот, имеют шлицевое соединение с ва-
лом и свободно входят в корпус.
При сжатии тех и других дисков возникающая между ними
сила трения приводит во вращение левую 11 или правую 12
части муфты и через зубчатые колеса 2=56, 2=51 или z = 50 —
механизм коробки скоростей и весь механизм станка.
Левая и правая части муфты включаются нажатием на их дис-
н нажимных гаек 16, навинченных на кольцо 17. Кольцо 17 соо-
бщено шпилькой с тягой 18, свободно передвигающейся внутри
устотелого вала 9. На правом конце тяги имеется паз, в который
ходит ушко коромысла 19. Муфта переключения 20, перемещаясь
ту пли другую сторону, наклоняет коромысло, которое, повора-
иваясь на оси, ушком передвигает тягу, а вместе с ней и коль-
о 17 с нажимными гайками 16.
Рис. 6. Механизм переключения муфты
При среднем положении кольца 17 фрикционная муфта выклю-
чена. Включение и выключение ее производится двумя рукоятка-
ми 1 (рис. 6), из которых одна расположена у коробки подач, а
|другая— с правой стороны фартука. Для включения муфты поль
зуются одной из этих рукояток в зависимости от места нахожде-
ния работающего у станка. От валика переключения 2 через ры-
чажный механизм '3 и зубчатое колесо 21 (рис. 7) движение сооб-
щается рейке 22 (см. рис. би 7). На левом $онце рейки укреплена
вилка 23, которая перемещает ьгуфту переключения 20.
Сила нажатия на диски регулируется изменением расстояния
между торцом нажимной гайки 16 и дисками (см. рис. 5). Чем
меньше расстояние, тем сильнее нажатие и тем большую мощность
передает муфта.
В случае буксования муфты на рабочем ходу (провертывание
«одного диска относительно другого во включенном положении) ее
13
Зак. 685
следует немедленно отрегулировать, так как от трения диски сил ,
ио нагреваются и нормальная работа станка нарушается (способ
регулирования муфты см. стр. 53).
Одновременно с выключением фрикционной муфты происходи!
торможение шпинделя. Механизм тормозного устройства помещен
внутри коробки скоростей. Диск 24 (см. рис. 5 и 7), закрепленный
на валу перебора, охвачен тормозной лентой 57, один конец кото-
рой прикреплен к регулировочному винту 26, другой — к рыча-
гу 25. Рычаг, отклоняясь под действием уступа рейки, натягивает
или ослабляет тормозную ленту, производя быстрое торможение
вала перебора п шпинделя.
Шпиндель станка 27 (см. рис. 5) - стальной, пустотелый. Пе-
редняя конусная шейка его вращается в специальном регулируе-
мом двухрядном роликовом подшипнике, получающем прпнуди-1
тельную смазку от особого плунжерного насоса, наружное кольцо'
подшипника имеет возможность поворота. Задняя шейка шпинделя i
вращается в коническом роликовом подшипнике. Осевая нагрузка
на шпиндель воспринимается упорным шарикоподшипником, naxo-J
дящимся у задней опоры шпинделя. На выступающей задней части
шпинделя нарезана резьба для закрепления пневматического ци-
линдра.
Изменение чисел оборотов шпинделя производится тремя руко-
ятками А, Б и В с передней стороны корпуса коробки скоростей.
Рукояткой А переключаются трехвенцовое зубчатое колесо 2#
и двухвенцовое 29 (см. рис. 5 и 7), причем осуществляется шест»»
различных комбинаций сцепления этих колес.
При круговом вращении рукоятки А сухарь 58, укрепленный в
торце зубчатого колеса 30 (см. рис. 5 и 7), скользя по вертикаль-
ному пазу вилки 31, принуждает ее, а вместе с ней и трехвенцовое
зубчатое колесо совершать продольное перемещение в ту пли дру-
|ую сторону.
Одновременно диск 32, вращаясь, обкатывает своей замкнутой,
неодинаково удаленной от центра канавкой ролик 33 двуплечего
рычага 34, принуждая последний поворачиваться относительно
осн 1 (см. рис. 5 и 7). При этом сухарь 35, укрепленный на боль-
шом плече рычага, скользя по пазу вилки 36, перемещает ее, а
вместе с ней и двухвенцовое зубчатое колесо 29 вдаль оси. За
один полный оборЬт рукоятки А двухвенцовое колесо 29 переходит
из одного крайнего наложения в другое и снова возвращается в
прежнее, в то время как трехвенцовое устанавливается в три раз-
ных положения за пол-оборота рукоятки.
Таким образом, за один оборот рукоятки А при включенном
зубчатом колесе 37 шпинделю сообщается шесть различных ско-
ростей— от 370 до 1200 об!мин, минуя зубчатые колеса перебора.
При включении зубчатого колеса 38 скорость шпинделя снижается
в 2,8 и 32 раза, в зависимости от наложения колес перебора 39 и 40,
а число скоростей увеличивается до 21.
11
Зубчатые колеса 37 и 38 переключаются муфтой 55 посредством
рукоятки В (см. рис. 5 и 8), а колеса перебора 39 и 40 (см рис
5 и 7) перемещаются рукояткой Б.
На конце длинного валика укреплен сектор 41 (см. рис. 7), ко-
торый, поворачиваясь, вначале входит пальцем 42 в прорезь план-
ки 43, прикрепленной к вилке 44, и передвигает зубчатое коле-
со 40. При дальнейшем повороте сектора 41 палец 42 выходит из
прорези планки 43, второй же палец — 45 входит в прорезь дру-
гой планки — 46, прикрепленной к вилке 47, и перемещает коле-
со 39.
Перемещающиеся зубчатые колеса устанавливаются в требу-
емое положение фиксированием переключающих вилок шариком,
западающим в проточку под действием пружины. Надежность
фиксирования регулируется стаканчиком 48.
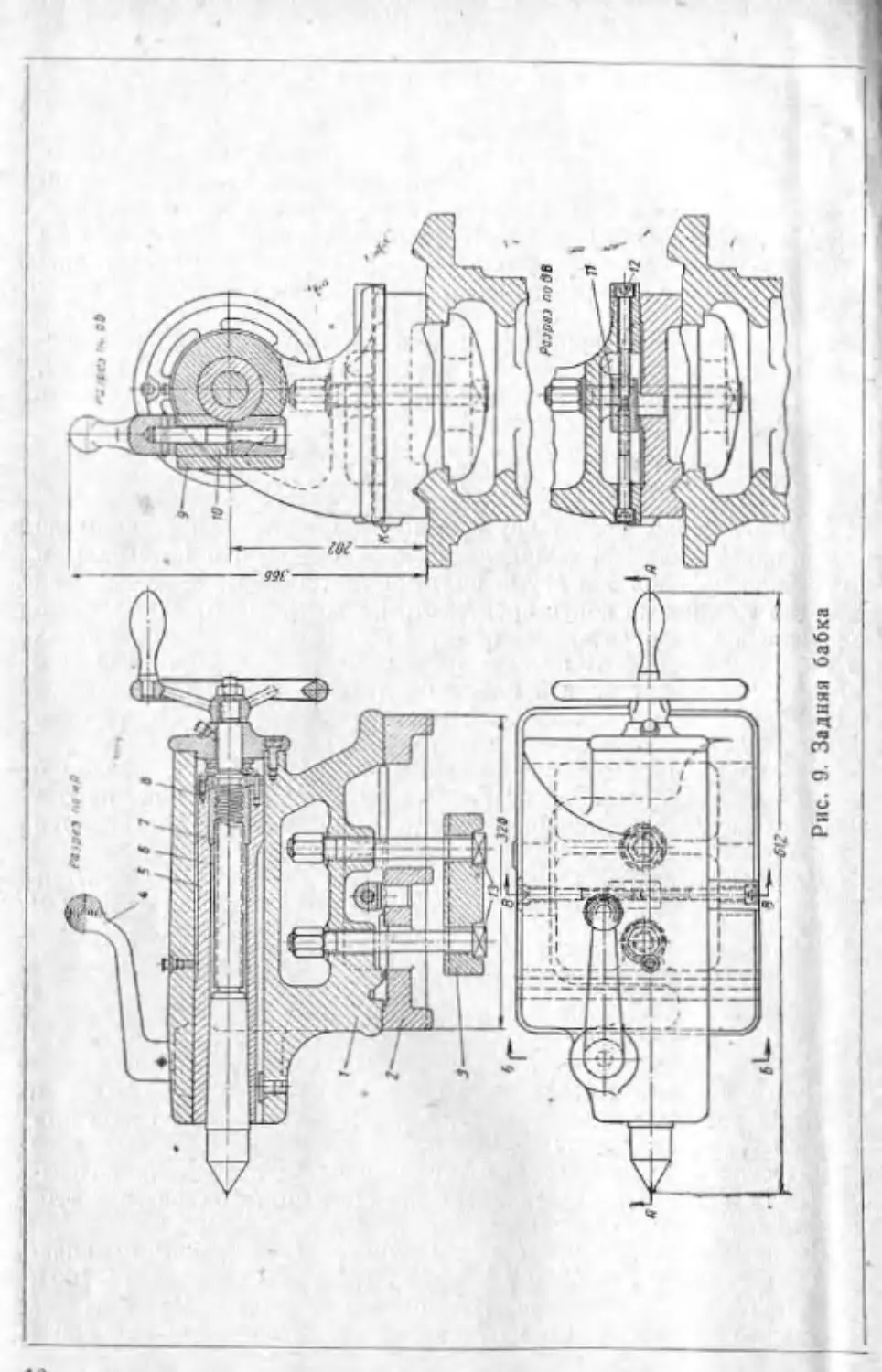
ЗАДНЯЯ БАБКА
Заднюю бабку можно вручную передвигать вдоль станины по
малой призматической направляющей и закрепить в необходимом
положении планкой 3 и двумя болтами 13 (рис. 9).
Для точения на конус предусмотрена возможность поперечного
перемещения корпуса задней бабки 1 по мостику 2 вперед и назад
от линии центров. Это перемещение осуществляется винтами 12 и
гайкой 11. Возврат задней бабки на линию центров производится
совмещением в одной плоскости платиков К корпуса и мостика.
Совмещение платиков определяется на ощупь.
Продольное перемещение пиноли 5 производится маховичком 8
гюсредсгвм винта 6 и гайки 7. В требуемом положении пиноль
крепится двумя зажимными втулками 9 и 10, которые стягиваются
рукояткой 4.
Для выталкивания центра из гнезда пиноли последнюю затяги-
вают в корпус бабки до упора, причем центр выжимается концом
винта.
ГИТАР,\
Гитара .служит дтя закрепления сменных зубчатых колес, пере-
дающих движение от коробки скоростей механизму подач.
Почти все стандартные метрические, дюймовые, модульные и
питчевые резьбы, а также подачи при обтачивании можно получить
двумя парами сменных зубчатых колес. Обтачивание и нарезание
метрических и дюймовых резьб производится зубчатыми колеса-
ми z=42 и г — 100, нарезание модульных и питчевых резьб — зуб-
чатыми колесами z — 32 и z = 97.
Сменные зубчатые колеса выполнены двухвенцОвыми: коле-
со а—с венцами z—42 и z=32, колесо в — с венцами г = 100и
z 97. Таким образом, при переходе с метрической резьбы на
модульную настройка гитары сводится к перевертыванию сменных
15
Римму пи мл . 1‘tijpej ив ЛИ
IU1. Pnpeia коробки скоростеВ
м «Л
Рис. 9. Задняя бабка
зубчатых колес айв (рис. 10) и передвижению в требуемое поло-
жение промежуточного колеса б.
В корпусе гитары расположен механизм реверсирования пода-
чн при нарезании резьб. Если рукоятка Г коробки скоростей (см.
рис. Зи 5) установлена на нормальный шаг, то при передаче дви-
жения через зубчатые колеса 1, 2 и 3 производится обтачивание и
нарезаются правые резьбы, а при передаче движения через коле-
са / и 3 нарезаются левые резьбы.
I Зубчатое колесо 3 переключается рукояткой Д. С переключением
рукоятки Г коробки скоростей на увеличенный шаг, а также при
прямом соединении ходового винта направление движения суп-
рорта меняется на обратное.
При точении с подачей более 1 ж.ч рукоятку Д установить в
[сложение для нарезания левых нормальных резьб.
Гитара защищена кожухом с отъемной крышкой для быстрой
ерсстановкн сменных зубчатых колес.
I КОРОБКА ПОДЛЧ
(обратимая)
Конструкция коробки подач (рис. 11) позволяет получи гь пере-
ючением зубчатых колес большое количество различных видов
зьб и подач. Переключение производится рукоятками, располо-
шными на крышке коробки подач; при этом колеса / и 2 сблоки-
ваны и переключаются одной рукояткой А. При переводе рукоят-
А на положение «метрическая резьба» колесо 1 перемещается
влево, а колесо 2 — вправо. Тогда движение с валика 3 передается
Iчерез зубчатые колеса 1 и 4 ступенчатому конусу, от которого через
Какидное колесо 5 и колесо б — валу 7, затем колесами 8, 9 и 2 —
•валу 10 и через механизм увеличения колесом 11 —ходовому винту
^либо ходовому валу.
При переводе рукоятки А на положение «дюймовая резьба»
^зубчатое колесо 1, перемещаясь вправо, входит в зацепление с
зубчатой муфтой 12. Одновременно зубчатое колесо 2 перемещает-
ся влево и входит в зацепление с колесом 13. В этом случае дви-
|Кепне передается по цепи: вал 3 — вал 7, далее через накидное
Еолесо 5 и ступенчатый конус — палу 14, затем через колеса 13
” 2 — валу 10, от которого тем же порядком, что и в первом слу-
чае, — на ходовой винт либо па ходовой вал.
Переключение блоков зубчатых колес 15 и /6’ механизма умно-
жения производится соответственно рукоятками Б и В.
Изменения шага в зависимости от положения зубчатых колее
механизма умножения приведены в табл. 1.
При переводе рукоятки А на положение «дюймовая резьба» и
Рукоятки В на «прямое включение винта» и при включенном ходо-
вом винте зубчатые колеса /, 15 и // соответственно входят в за-
цепление с муфтами 12, 17 и 18, и движение передается ходовому
нчнту, минуя механизм коробки подач
3»<u GSS
1 7
Фиг. 10. Гитара
Разрез пав Г
Разрез по А6
Разрез па if
зарез по/КЗ
Разрез по ЯМ
>ие. Н КорлСк» «од*ч
1Ш‘-
trap-
рпт
Я
Разрез по ИЛ
с i п РГ'А П'
\tSSSSti!^SSS!SSSS&^\
^заедав!.
г^й
Таблице I
Положение ।
рукояток I
""Б В
1 1
Il I
I II
II I
Работающие зубчатые
колеса
Передаточные
отношения
28 28
56 ’ 56
К
42 56
28 56
56 'а
42 56
42 28
J
4
1
2
1_
I
2
I
Нарезание точных резьб (метрических и модульных) произво-
дится в положении «прямое включение винта», минуя механизм
коробки подач, посредством подбора сменных зубчатых колес
по табл. 8.
ФАРТУК
Фартук предназначен для передачи движения от ходового винта
или ходового валика каретке и суппорту.
Блокирующий механизм фартука препятствует одновременному
включению ходового винта и ходового валика. Этот механизм
устроен следующим образом: на валике / (рис. 12) рукоятки
включения гайки ходового винта 2 укреплен рычаг 3, выступ ко-
торого входит в прорезь рычага 4, сидящего на валике 5 и вклю-
чающего продольную и поперечную подачн.
При включении гайки ходового винта выступ рычага 3 вой-
дет в прорезь рычага 4 и сделает невозможным включение про-
дольной и поперечной подач. Если же включена продольная
или поперечная подача, рычаг 4 передвигается по валику 5 и
находящаяся в нем прорезь сдвигается по отношению к высту-
пу рычага 3. При попытке включить гайку ходового винта вы-
ступ упрется в рычаг 4 и не даст возможности включить ее до
тех пор, пока не будет выключена продольная или поперечная
подача.
В левой части фартука помещен реверсивный механизм ’ для
изменения направления движения суппорта при обточке.
Кроме того, фартук снабжен механизмом падающего червяка
автоматически выключающего подачу при работе с непо-
движным упором, укрепленным на рейке станка. Одновременно
этот механизм предохраняет станок от поломок при перегрузке.
18
Падающий червяк работает следующим образом: от ходового
тика через зубчатые колеса и шарнир 6 движение передается
<илнку 7, свободно вращающемуся в чугунных втулках 8 че-
•1 рехзаходного червяка 9, правый конец которого снабжен вин-
товыми кулачками. На шлицевую часть валика 7 посажена муф
та 10 с такими же кулачками, как у червяка. Под действием
пружины 11 муфта 10 зацепляется своими кулачками за кулач-
ки червяка, передавая ему движение от валика 7. Натяжение
пружины И регулируется гайкой 12. Кронштейн 13, поддержи-
вающий червяк 9, может поворачиваться вокруг осн 14. В под-
нятом положении этот кронштейн удерживается прикрепленной
к нему планкой 15, опирающейся на рычаг 16.
При поднятом положении кронштейна 13 червяк 9 сцеплен
с червячной шестерней 18. Если суппорт встречает значительное
сопротивление (упор или слишком большое усилие резания), не
рассчитанное па отрегулированное нажатие пружины II, сила
нажатия ее на муфту 10 окажется недостаточной для вращения
червяка. Валик 7, продолжая вращаться и передавая вращение
муфте 10, заставит последнюю отжиматься от кулачков червя-
ка 9. Отжимаясь, муфта 10 будет поворачивать рычаг 16 вправо
и выведет его из-под опирающейся на него планки 15. Тогда ничем
не поддерживаемый кронштейн 13 вместе с валиком 7 и червяком 9
наклонится вниз под влиянием собственного веса и давления на
планку 15 пальца 17 и выведет червяк из зацепления с червячным
зубчатым колесом 18.
Зацепление червяка с колесом 18 включается рукояткой 19,
расположенной на передней стенке фартука. На оси маховичка
смонтирован лимб 20 продольного перемещения суппорта. Дели-
тельное кольцо лимба 21 получает свое вращение от реечного
зубчатого колеса 22 через колеса 23 и 24.
СУППОРТ
Суппорт предназначен для закрепления и подачи режущего
инструмента. Он состоит из четырех основных частей: каретки
(нижних салазок) /, нижней части 2, средней части (поворот-
ной) 3 и верхней части (верхних салазок) 4 (рис. 13).
Каретка / перемещается в продольном направлении по на-
правляющим станины как механически (от ходового винта или
ходового валика), так и вручную (при помощи маховичка, распо-
ложенного на фартуке).
Нижняя часть суппорта 2 перемещается по направляющим
каретки в поперечном направлении механически и вручную. Ме-
ханический привод осуществляется от фартука через зубчатые
колеса 20 и 21 (смонтированные в фартуке и каретке) на попе-
речный винт каретки 5, ручное перемещение — посредством ру-
коятки 6, укрепленной на конце винта 5.
2*
19
Рис. 12 Фартук
Средняя часть суппорта 3 может поворачиваться относительна
нижней части в обе стороны на 45° и закрепляться в требуемо^
положении двумя болтами 7 и гайками 8. Поворот суппорта про!
изводится при обтачивании конусов.
Верхняя часть суппорта 4, несущая па себе резцовую голов-}
ку 12, имеет только ручное перемещение но направляющим
средней части суппорта 3, осуществляемое рукояткой 9 через
винт 10 и гайку //.
Таким образом, благодаря независимому перемещению каж-
дой из основных частей, режущему инструменту можно сооб-
щать продольное, поперечное и комбинированное движение, а также
движение под утлом для точения на конус. Гайка ходового винта
нижней части поперечного суппорта сделана разрезной. Между
двумя ее половинами 13 и 14 входит клин 15. Втягивая клин /5
кверху винтом 16, можно раздвинуть обе части и тем самым выбрать
зазор между нитками гайки и винта, т. с. ликвидировать «мертвый
ход» винта, возникающий в результате износа ганки (рис. 14).
Рис. 14. Гайка регулируемая
Плавность хода каретки зависит от плотности прилегания пла-
нок 17 и 18 к нижним направляющим станины. Плавность хода ниж-
ней и верхней частей суппорта регулируется подтягиванием клинь-
ев 19 и 23 винтами 22 и 24.
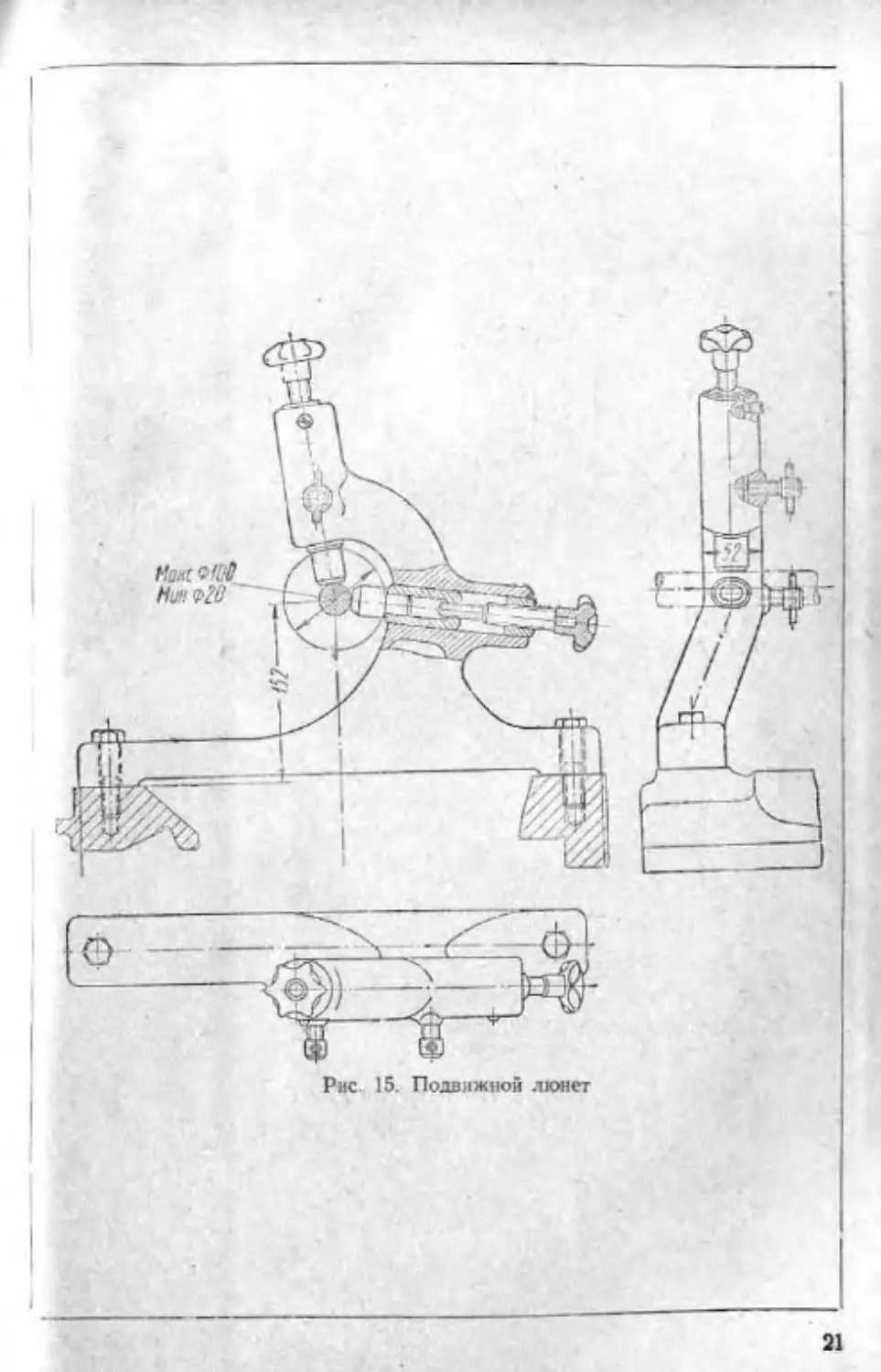
ЛЮНЕТЫ
Для обработки круглых деталей с большим отношением длины
к диаметру' употребляются люнеты (рис. 15 и 16). На станке имеется
два люнета: подвижной и неподвижный. Подвижной люнет крепится
на каретке и во время работы перемещается вдоль изделия, а непод-
вижный закрепляется на направляющих станины прихватом и бол-
том 2 с гайкой 3.
20
Рис 15. Подвижной люнет
22
ОХЛАЖДЕНИЕ РАБОЧЕГО ИНСТРУМЕНТА
2 Жидкость для охлаждения рабочего инструмента подается по
трубопроводу / электронасосом 2 (рис. 17) из резервуара 3 в зад-
ней ножке станка. Производительность насоса—22 л/мин.
В горизонтально расположенной над кареткой части трубопро-
вод снабжен сочленением 4, позволяющим поворачивать его и уста-
навливать в зависимости от местонахождения охлаждаемого инстру-
мента, а краном запирать или регулировать струю жидкости.
Стекающая после охлаждения жидкость вместе со стружкой
Впадает в корыто. В дне корыта над резервуаром имеется сетча-
,_я крышка 5, задерживающая стружку.
В одной половине резервуара, расположенной под сеткой, жид-
кость отстаивается и перетекает через перегородку 6 п другую по-
ловину, откуда засасывается насосом 2.
В зависимости от рода металла, способа обработки и желаемой
(чистоты обрабатываемой поверхности применяются различные
охлаждающие или смазывающие вещества.
В табл. 2 приведены данные о применении различных видов
охлаждения в соответствии с родом работы и обрабатываемым
материалом.
ЭЛЕКТРООБОРУДОВАНИЕ И УПРАВЛЕНИЕ
ЭЛЕКТРОДВИГАТЕЛЯМИ
ЭЛЕКТРОДВИГАТЕЛЬ ГЛАВНОГО ПРИВОДА
Для осуществления главного движения станка служит асинхрон-
ный электродвигатель с короткозамкнутым ротором типа А52-4,
нормального защищенного исполнения, на лапах (рис. 18).
ХАРАКТЕРИСТИКА ЭЛЕКТРОДВИГАТЕЛЯ
Мощность на валу в кет . . '....................... 7
Число оборотов при номинальной нагрузке в минуту . . 1440
К. п. д. при номинальной нагрузке в %..................87
cos р при номинальной нагрузке.......................0.87
Номинальная сила тока в амперах при напряжении 380 в . 14
Номинальная сила в амперах при напряжении 220 в . . 24,2
Электродвигатель устанавливается на качающейся плите сзади
ставка и соединяется с приводным шкивом передней бабки клиноре-
менной передачей (см. рис. 26).
ЭЛЕКТРОНАСОС
Для подачи охлаждающей эмульсии к инструменту служит
э-тектронасос типа ПА-22, изготовляемый заводом «Электронасос».
23
Охлаждение и смазка нистр;
Род работы
Обта- мер-,
чина- no-
il кс и вое
раста-
чивание
чис-
то-
вое
Нарезание
резьбы
О Б Р А DAT
Сталь Чугунное литье, ков- кий чугун
конструк- цмонная инструмен- тальная легирован- ная спе- циальная
1.4—б-про- центиая эмульсия из эмульсола 2. Сульфо- фрезол ИЗ легкого ми- нерального масла 1. 10-про- центная эмульсия из эмульсола 2. Сульфо- фрезол из легкого ми- нерального масла 3. То же с добавле- нием до40% раститель- ного жира 1. Сульфо- фрезол из легкого ми- нерального масла с до- бавлением до 8 % ра- стительного жира 2. Смесь 72% расти- тельного жира, 15'% керосина, 10% скипи- дара и 3% олеиновой кислоты 1. 4 — 10-процентная эмульсия из эмульсола 2. Сульфофрезол из легкого минерального масла 1. 10-процентная эмуль- сия из эмульсола 2. Сульфофрезол из легкого минерального масла 3. Тоже, с добавлением до 8% растительного жира 1. Сульфофрезол из легкого минерального масла с добавлением до 8% растительного жира 2. Легкое минеральное масло с добавлением 30% касторового масла. 3. Смесь 7'2% раститель- ного жира, 15% керо- сина, 10% скипидара и 3% олеиновой кис- лоты 4. Сульфофрезол, со- стоящий из 35% расти- тельного жира. 62% легких минеральных масел и 3% серы в порошке 1. 1-6-про- центная эмульсия из эмульсола 2. Всухую 1. 10-про- центная эмульсия из эмульсола 2. Сульфо- фрезол из легкого ми- нерального масла 1. Сульфо- фрезол из легкого ми- нерального масла 2. То же с добавле- нием 4—8% раститель- ного жира
1J В
Никель
1. Легко!
минераль
нос масло
2. Всухую
1. 10-про
центная
эмульсия из
эмульсола
2. Легкое
минераль-
ное масло
1. 10-про-
цеитная
эмульсия из
эмульсола
* Ватки рев, Физико-химическое действие охлаждающе-смазываю
№ 4, стр. 17—22.
24
Таблице 2
при холодной обработке металла*
м Ы 11 АТЕ РИЛ Л
\.тюминнй Дюралю- миний Силумин Медь Латунь и бронза Цинк
1. 10-ПрО- нснтпая «мульеия из чульсола 2. Легкое минераль- ное масло 1. 10-про- центпая эмульсия из эмульсола 2. Легкое минераль- ное масло 3. Всухую 1. 10-иро- цеитпая эмульсия из эмульсола 2. Легкое минераль- ное масло 3. Всухую 1. 4-про- центная эмульсия из эмульсола 2. Легкое минераль- ное масло 1. 4—5 про- центная эмульсия из эмульсола 2. Легкое минераль- ное масло 3. Всухую 1. 10-про- центная эмульсия из эмульсола 2. Легкое минераль- ное масло 3. Всухую
1. 10-процс СИЯ ИЗ 9 2. Легкое м ма 3. Kei 4. Вс итная эмуль- мульсола инералыюе ело тосин ухую 1. 10-про« цептиая эмульсия из эмульсола 2. Всухую 1. 10-nponei сия из э 2. Легкое м ма 3. Вс иная эмуль- иульсола ииеральнос ело ухую 1. 10-процснт- ная эмульсия из эмульсола 2. Всухую
1. 10-про- цептная «мульсия из эмульсола 2. Легкое минераль- ное масло 3. Легкое минераль- ное масло с добавле- нием 30% касторово- го масла 4. Смесь 72% расти- тельного жира, 15% керосина. 10% скипи- дара и 3% олеиновой кислоты 1 1. Легкое минераль- ное масло с добавле- нием 30% касторово- го масла 2. Смесь 70'/» расти- тельного жира, 15% керосина. 10скипи- дара и 3% олеиновой кислоты 1. 10-про- центная эмульсия из эмульсола 2. Легкое минераль- ное масло с добавле- нием 30% касторово- го масла 3. Смесь 72% расти- тельного жира, 15% керосина. 10% скипи- дара и 3% олеиновой кислоты 1. 10- про- центная эмульсия из эмульсола 2. Легкое минераль- ное масло с добавле- нием 70% касторо- вого масла 1. Легкое минераль- ное масло с добавле- нием 30% касторо- вого масла 1. 10-про- центная эмуль- сия из эмуль- сола
•Чих Жидкостей на процесс снятия стружки, .Станки и инструмент*, 194S,
25
О Б Р А Б А Т Ы В А
Род работы Сталь Чугунное литье, ков- кий чугун
монструК* ционная инструмси-. Л;™Р°паеП’ тальиая | циальная Никель
Сверление к зенкование 1.4—10-про- . центная эмульсии из эмульсола 2. Сульфо- фрезол из легкого минераль- ного масла 1. 4 — 10-процентиля эмульсия из эмульсола 2. Сульфофрезол из легкого минерального масла 3. То же с добавле- нием 4—8% раститель- ного жира 1. 4-10-про- центная эмульсия из эмульсола 2. Сульфо- фрезол из легкого минераль- ного масла 1. 4-10-про- центная эмульсия из эмульсола
Развертыва- ние 1. 4-10-про- центная эмульсия из эмульсола 2. Сульфо- фрез о л из легкого минераль- ного масла 1. 6—10-процентная эмульсия из эмульсола 2. Сульфофрезол из легкого минерального масла 3. То же, с добавлением 4»/. растительного жира 1.4—10-про- центная эмульсия из эмульсола 2. Сульфо- фрезол из легкого минераль- ного масла 1. 6-10-про- центная эмульсия из эмульсола 2. Легкое минераль- ное масло •
ХАРАКТЕРИСТИКА ЭЛЕКТРОДВИГАТЕЛЯ НАСОСА
Мощность на валу в кет ......... 0,125
Число оборотов в минуту при номинальной нагрузке . . 2800
К. п. д. при номинальной нагрузке в % •............62
cos ? при номинальной нагрузке.....................0,76
Номинальная сила тока в амперах при напряжении 380 в . 0,42
Номинальная сила тока в амперах при напряжении 220 в . 0,72
Электронасос устанавливается на задней ножке сзади станка.
ЭЛЕКТРИЧЕСКАЯ АППАРАТУРА
Электрическая аппаратура, расположенная в нише станка:
1. Магнитный пускатель (К1) типа МПК1, без кожуха, нере-
версивный, для управления электродвигателем главного привода,
Продолжение таблицы 2
' I М Ы II__________________________М А Т Е Р П А Л
Алюминий Дюралю- миний Силумин Медь Латунь и бронза Цинк
1. 10-про- центная эмульсия из эмульсола 2. Легкое минераль- ное масло 3. Легкое минераль- ное масло с добавле- нием 30% касторо- вого масла 4. Всухую 1. 10-про- нентная эмульсия нз эмульсола •2. Легкое минераль- ное масло 3. Легкое минераль- ное масло с добавле- нием 30>/. касторо- вого масла 1. 10-про- центнан эмульсия нз эмульсола 2. Легкое минераль- ное масло 3. Легкое минераль- ное масло с добавле- нием зо% касторо- вого масла 4. Керосин 1. 10-про- центная эмульсия из эмульсола I. 6—10-про- центная эмульсия из эмульсола 2. Легкое минераль- ное масло 1. 10-нро- цеятная эмульсия из эмульсола 2. Легкое минераль- ное масло 3 Керосин 1. 4—10-нро- центпвя эмульсия из эмульсола 2. Легкое минераль- ное масло 1. 10-про- центиая эмульсия из эмульсола 2. Легкое минераль- ное масло 3. Легкое минераль- ное масло с добавле- нием 30% касторо- вого масла 1. 6—10-процептная эмульсия из эмульсола 2. Легкое минеральное масло 3. Сульфофрезол из легкого минерального магла с добавлением ло 4'/» растительного жире
.готовленный заводом НВА. Катушка пускателя — на напряже-
ние 220 или 380 в, в зависимости от напряжения сети заказчика
2. Реле тепловое (РТГ) типа РТ-1, без кожуха, для защиты
электродвигателя главного привода от перегрузок. Нагревательные
элементы: при напряжении 380 в — на 14 а, при напряжении
220 в - на 24,2 а.
3. Реле тепловое (РТО) типа РТ-1, без кожуха, для защиты
электронасоса от перегрузок. Нагревательные элементы: при на-
пряжении 380 в — на 0,42 а, при напряжении 220 в — на 0,72 а.
Гепловое реле и нагревательные элементы изготовляются заводом
4. Пакетные выключатели: ВП-1 («линия») типа ВП-25, трехпо-
'юсные, до 25а, на два положения: «Белая точка» (включено) и
Красная точка» (отключено) для подачи напряжения на станок.
27
м&шчтп стояния Xd-12 —<
> 7nSm. A S2-4;
!HQt/№.220/3606
типа M -22, 0/25ябт
26Коб1мин -, 220/3606
Рис 18. Принципиальная и монтажные электрические схемы
ВП-2 («Насос») типа ВП-10, трехполюсный, до 10 я. на два
положения: «Белая точка» (включено) и «Красная точка» (отклю-
чено) для пуска и останова электронасоса.
ВП-3 («Освещение») типа ВП-10, двухполюсный, до 10 а, на
цва положения: «Белая точка» (включено) и «Красная точка» (от-
почено) для включения и отключения местного освещения.
В целях удобства эксплуатации станка рукоятки пакетных вы-
лючателен выведены на специальный щиток, расположенный на
„рышке коробки подач.
5. Трансформатор местного освещения (ТПО) типа ТП-50, мощ-
ностью 50 ва, напряжением 380/36 в или 220/36 в, в зависимости от
апряжения сети заказчика.
6. Плавкие предохранители (ПП-1. ПП-2) типа Н с резьбой Е-27,
:о 500 в, с плавкими вставками на 4 а.
Электрическая аппаратура, расположенная на
станке.
7. Кнопочная станция типа КС1-12 на две кнопки: «Пуск» и
«Стоп», без кожуха, встроенная в специальный чугунный корпус,
для пуска и останова главного электродвигателя. Станция распо-
ложена с передней стороны станка, у передней бабки.
8. Арматура местного освещения (540) укреплена на каретке
суппорта и служит для освещения рабочего места. Лампа местного
освещения с нормальным цоколем на напряжение 36 в.
ЭЛЕКТРОПРОВОДКА
Электропроводка на станке выполнена в газовых трубах и ме-
(аллорукавах для защиты от механических повреждений, воздей-
гвия влаги и прочих внешних причин.
РАБОТА ЭЛЕКТРОСХЕМЫ
(см. рис. 18)
Перед началом работы станка необходимо подключить его элек-
трическую часть к цеховой сети посредством пакетного выключи
1еля ВП-1.
Пуск главного электродвигателя осуществляется нажатием кноп-
ки «Пуск», которая замыкает цепь питания магнитной катушки
пускателя КН (3—4). Катушка под влиянием проходящего по ней
• ока притягивает сердечник якоря и замыкает механически связан-
ные с ним главные контакты и блок-контакты. При этом главные
контакты КГ подключают главный электродвигатель ДГ к сети,
а питание катушки контактора осуществляется через замкнувшийся
' лок-контакт КГ (2—3), что исключает дальнейшее нажатие кнопки
*Пуск».
29
Останов главного электродвигателя осуществляется нажатием
кнопки «Стоп», которая размыкает цепь катушки пускателя /С/
(5—4), вследствие чего сердечник якоря отпадает, размыкая все
контакты пускателя.
Пуск электронасоса производится поворотом рукоятки пакет но-,
го выключателя ВП-2 в положение «Белая точка» (включено), что
возможно только после пуска главного электродвигателя.
Останов электронасоса достигается поворотом рукоятки пакет-
ного выключателя ВП-2 в положение «Красная точка» (отключено).
Кроме того, останов электронасоса происходит одновременно с оста-
новом электродвигателя главного привода при нажатии кнопки
«Стоп».
Местное освещение включается поворотом рукоятки пакетного
выключателя RfT-З в положение «Белая точка» (включено). При
этом через трансформатор местного освещения ТПО лампа полу-
чает питание. Выключение местного освещения осуществляется пово-
ротом рукоятки пакетного выключателя ВП-3 в положение «Красная
точка» (отключено).
Защита электродвигателей от перегрузок производится тепловы-
ми реле, соответственно включенными в две фазы цепи главного
электродвигателя и электронасоса.
Нормально-закрытые блок-контакты теплового реле РТГ (глав-
ного электродвигателя) и РТО (электронасоса) включены последо-
вательно в цепь катушки пускателя главного кантактора КГ. При
срабатывании тепловых реле от нормально-закрытых блок-контактов
РТГ или РТО размыкаются и рвут цепь питания катушки контак- '
тора КГ (3—4), вследствие чего электродвигатели ДГ и ДО оста-
навливаются. Возврат блок-контактов репе в нормально-замкнутое
положение осуществляется нажимом соответствующих кнопок воз-
врата тепловых реле по истечении 2 минут с момента срабатывания
реле, чтобы могла остыть биметаллическая пластина. Кнопки нахо- ]
дятся на крышке ниши, расположенной сзади станка, в станине под
передней бабкой.
Нулевая защита электродвигателей осуществляется катушкой
контактора КГ, которая при понижении напряжения до 50—60%
отключает оба электродвигателя от сети.
Защита от коротких замыканий производится плавкими предо-
хранителями. Главный электродвигатель защищен предохраните-
лями, устанавливаемыми самим заказчиком, цепь управления —
предохранителями ПП-1, а цепь электронасоса — предохраните-
лями ПЧ-2.
Заземление станка осуществляется согласно правилам и нормам
техники безопасности. Для этого с торца станины со стороны пе-
редней бабки, в нижней ее части, имеется специальный болт с таб-
личкой: «Болт заземления», к которому следует присоединять за-
земляющий провод.
30
ОРГАНЫ УПРАВЛЕНИЯ СТАНКОМ
Во избежание аварии необходимо до эксплуатации станка гвер
до усвоить назначение всех органов управления (рис. 19).
Рис. 19. Схема управления станком
Назначение рукояток управления станком следующее:
Коробка скоростей. Рукоятки 1, 2 и 3 предназначены для уста-
новления числа оборотов шпинделя, рукоятка 4 — для увеличения
шага резьбы.
Рукоятку 1 с прикрепленным к ней диском 47 (см. рис. 3 и 5).
на котором нанесены числа оборотов шпинделя, поворачивают
в ту или другую сторону до тех пор, пока в рамку указателя 4'
(см. рис. 3 и 5) не войдет цифра требуемого числа оборотов
шпинделя.
После этого рукоятки 2 и 3 устанавливают против пятнышка,
соответствующего цвету пятнышка на рамке указателя. Перестав-
•ять рукоятки 1, 2, 3 и 4 можно только при выключенном фрик-
ционе.
Реверс. Рукоятка 5 служит для настройки на нарезание левой
или правой резьбы и устанавливается согласно указаниям поме-
ченной над ней таблицы. При точении с подачей более 1 мм ру-
коятку 5 установить в положение для нарезания левых нормаль-
ных резьб.
31
Коробка подач. Рукоятки 6, 7, 9 и 10 для настройки заданно,
подачи или шага резьбы устанавливаются в соответствии с таблЕ,
цен, находящейся на коробке подач. Рукоятка 8 предназначен^
для включения ходового винта или ходового валика. Переставляя
рукоятки коробки подач можно только на тихом ходу. Рукоятки
11 и 12 имеют своим назначением включение и реверсировашк
станка. При верхнем их положении получается прямой ход, при
нижнем положении — обратный ход, в среднем положении выклкй
чается фрикцион.
Фартук. Рукоятка 13 служит для реверсирования хода суппорта
при обтачивании, маховичок 14 — для передвижения каретки вруч<
ную, рукоятка 15 — для включения продольной или поперечной
подачи, рукоятка 16 — для включения и выключения механической
подачи, рукоятка 17 — для включения и выключения гайки ходо-
вого винта.
Рукоятки 15 и 17 сблокированы. Одновременное их включение
невозможно.
Суппорт. Рукоятка 18 осуществляет поперечную подачу суппор
вручную, рукоятка 19 — закрепление резцовой головки суппортА
причем необходимо следить, чтобы штифт совпадал с отверстием
в нижней плоскости резцедержателя. Рукоятка 20 позволяет пере-3
мешать верхнюю часть суппорта.
Задняя бабка. Рукояткой 21 производится закрепление пинолИ
задней бабки, маховичком 22 — передвижение пиноли задней
бабки.
Управление электроаппаратурой. Выключатель линии 23 слу-
жит для подключения и отключения станка от электросети, выклю-
чатель освещения 24 — дня включения и выключения местного осве-
щения, выключатель насоса 25 — для включения и выключения
электронасоса, кнопочная станция 26 — для пуска и останова элек-
тродвигателя главного привода.
СМАЗКА СТАНКА
Надежность работы станка в значительной степени зависит от
систематической и своевременной смазки всех трущихся его де-
талей.
Коробка скоростей. В корпус передней бабки заливается ма-
шинное масло «Л» до указателя высшего уровня масла (рис. 20),
Смазка механизмов передней бабки осуществлиеЛя путем раз-
брызгивания масла зубчатыми колесами во время работы станку
В фрикционную муфту и передний подшипник шпинделя масло
подается по маслопроводам плунжерным насосом 49 (см. рис. 8^
через пластинчатый фильтр 50. Задний подшипник снабжен фи
тильной смазкой.
Насос работает от эксцентрика 51, укрепленного на валу фрик
циона. Рычаг 52 одним концом прилегает к эксцентрику, другим -f
к плунжеру насоса, сообщая ему возвратно-поступательное движ*
кие (обратное движение достигается пружиной). За исправной р*
.32
Лотой насоса и фильтра, заключенных внутри корпуса коробки ско-
ростей, можно наблюдать через контрольный глазок, расположен-
ный на передней стенке корпуса передней бабки. Перед началом
работы необходимо прочистить фильтр, повернув несколько раз
рукоятку 53 (см. рис. 8).
Рис 20. Схема смазки станка
'-мену масла в коробке скоростей рекомендуется производить
" рвый раз после 10 дней работы, второй — после 20 дней и за-
тем — через каждые 30—45 дней.
, Спуск отработанного масла производится через отводную труб-
' (см. рис. 3). Затем необходимо тщательно промыть короб-
с'«тростей и фитили бензином или чистым керосином. При за-
!‘Ке масло предварительно фильтруется через сетку.
а
Ко
33
Коробка подач. В корпус коробки подач заливается машинное
масло «Л» до уровня маслоуказателя (см. рис. И). Механизм
ксробки подач смазывается разбрызгиванием масла зубчатыми
колесами. Кроме того, в верхней части корпуса коробки подач под
крышкой имеется резервуар для дополнительной фитильной смазки
механизма.
Смена масла внутри корпуса коробки подач, а также промывал
ние коробки и фитилей производятся в те же сроки, что и коробки]
скоростей. Резервуар для фитильной смазки в вёрхней части koJ
робки заливается по мере надобности.
Фартук. Для смазки падающего червяка масло заливается
в корпус фартука через отверстие во фланце 21 (см. рис. 12) дЫ
уровня нижнего края этого отверстия. Отработанное масло cnyl
с.кастся через нижнее окно, закрытое крышкой.
Все прочие смазываемые части механизма фартука получаю!
фитильную смазку из резервуаров, расположенных в верхней части
корпуса фартука. Заливка маслом этих резервуаров производится
раз в смену через два отверстия 21 и 22 в каретке (см. рис. 20). I
Для смазки подшипников зубчатых колес, реверсирующих дни!
жение суппорта, применяется вазелин (технический). Пополнение
им масленок 5 и 6 производится один раз в пять диен.
Суппорт. Па каретке нижней и верхней частей суппорта располо!
жены масленки 14, 15, 16, 17, 18, 19, 23, 24 и 25, смазывающие
все скользящие поверхности. В масленки добавляется машинное
масло «Л» один раз в смену. Направляющие верхней части суппор!
та смазываются один раз в смену.
Задняя бабка. Для смазки пиноли, винта и подшипника пред-]
усмотрены две масленки — 26 и 27, которые наполняются машин!
ным маслом «Л> один раз в смену.
Гитара. В резервуар корпуса гитары 4 (см. рис. 10) заливает-
ся машинное масло «Л» до уровня маслоуказателя 5. Разбрызги-
ванием этого масла зубчатыми колесами смазывается механизм ре-"
верса. Менять масло и промывать резервуар надо в те же сроки,-
что и для коробки скоростей. Масло сливается через нижнее от-
верстие, закрытое пробкой (см. рис. 10). Подшипник 7 промежу-
точного колеса 2 смазывается техническим вазелином, который до*
бавляется в масленку <8 один раз в пять дней.
Приводной шкив вращается на шариковых подшипниках. При
сборке станка они заполняются техническим вазелином в дости
точном количестве. Один раз в год эти подшипники необходим”
прочищать и наполнять свежим вазелином.
Ходовой винт. Смазка винта по всей длине производится ми
шинным маслом перед началом работы. Смазка опор ходового вши
та, ходового вала и валика переключения осуществляется черя
масленки 3, 4 и 10 машинным маслом «Л» один раз в смену. Г1оД
шнпник вертикального валика механизма переключения смазьЯ
вается через масленку 13 один раз в неделю машинным маслом «Л
(см. рис 20)
34
трЛНСПОРТИРОВКА, МОНТАЖ И ПРОБНЫЙ ПУСК СТАНКА
При погрузке и выгрузке ящика со станком ни в коем случае
||Сльзя сильно наклонять ящик в стороны, допускать удары дном
, 1П боками его, сильных сотрясений и рывков при опускании и
подъеме.
Кати погрузка и выгрузка упакованного в ящик станка произ-
водится по наклонной площадке и на катках, угол наклона пло-
щадки не должен превышать 15°. При этом не допускается: 1) под-
кладывать под ящик катки диаметром более 60—70 мм; 2) ставить
ящик на ребро, кантовать и сильно наклонять его.
Перед вскрытием упаковки станка следует проверить наружное
его состояние и наличие всех принадлежностей, руководствуясь
ведомостью комплектации станка.
Дли внутризаводской транспортировки распакованного станка
краном необходимо применять пеньковые канаты достаточной проч-
ности. При этом надо следить за тем, чтобы не были повреждены
выступающие части станка. Натянутые канаты не должны касать-
ся рычагов его или обработанных частей, для чего в соответству-
ющих местах под канаты подкладывают деревянные бруски.
Точность работы токарно-винторезного станка в значительной
мерс зависит от правильной его установки (монтажа). Станок уста-
навливается на фундамент и укрепляется анкерными болтами. Раз-
меры фундамента соответствуют размерам основания станка
(рис. 21).
Установку станка следует производить по уровню при помощи
клиньев (шириной 40—60 мм с углом уклона в 5°). Необходимая
точность установки в поперечном направлении — 0,02 на 1000 .я.я.
Расположение клиньев должно быть в середине передней и задней
ножек.
После выверки станка фундаментные болты заливают цемент-
ным раствором. Когда раствор затвердеет, следует затянуть ганки
фундаментных болтов, проверяя положение станка по уровню.
Затяжка болтов должна производиться равномерно и плавно; не-
правильная затяжка вызывает неточности в работе станка. Затем
подливают цементный раствор под ножки и производят отделку цо-
колей у ножек.
Перед пуском станка в работу необходимо:
1- Тщательно очистить от антикоррозийного покрытия обрабо-
танные поверхности станка, направляющие станины, каретки и суп-
порта, ходовой винт, ходовой вал, валик переключения, резце-
•'^РЖавку, зеркало фартука, зубчатые колеса гитары, пиноль зад-
ней бабки и т. п.
Антикоррозийный лак, нанесенный на обработанные поверх-
|.Остп станка, снимается следующим образом: поверхности станка
Дотираются ветошью или концами, смоченными ацетоном или
^‘юрителем для нитрокрасок (№ 646, 647, 649, 1001 и р. д. в.).
к ‘фи отсутствии вышеуказанных растворителей и в том случае,
•Ча данность покрытая антикоррозийным лаком не превышает
35
2—3 неделе, его можно смывать ветошью или концами, обильна
смоченными бензином или скипидаром.
При снятии лака рекомендуется предварительно смочить жим
костью всю очищаемую поверхность станка и через 3—5 мин. сни-
мать лак концами или ветошью. Лак, нанесенный на табличкм
удаляется концами или ветошью, смоченными растворителем, скм
лидаром или бензином. В том случае, если таблички покрыты роД
ным и тонким слоем лака, пе мешающим чтению, снимать антикор!
рознйное покрытие с них не рекомендуется.
Ни в коем случае нельзя употреблять для очистки станка
металлические предметы или наждачную бумагу.
Передвигать каретку, суппорт, пинать задней бабки и включать
станок до очистки поверхностей категорически запрещается.
2. Напатнить тавотом масленки 2. 5 и 6, расположенные на лм
вон стороне фартука и на гитаре (см. рнс. 20).
3. Снять крышки у двух масленок на каретке 19 и 24. поставите
фитили и напатнить маслом (см. рис. 20).
4. Поставить фитиль в отверстие заднего кронштейна 10 ходо!
вего винта и наполнить резервуар маслом (см. рис. 20).
5. Отвернуть пробки или винты для смазки и залить маслА
6. Снять верхнюю крышку коробки подач и напатнить коробки
маслом до середины глазка маслоуказателя, при этом проверите
прохождение масла через маслоотводные отверстия. Поставите
к отверстия фитили и заполнить верхний резервуар маслом.
ВНИМАНИЕ! Если масло не проходит через отверстия, — про!
чистить их проволокой. Особенно тщательно необходимо проверите
поступление масла в опоры ходового винта, ходового валика и нач
кидного рычага. Масло в верхнем резервуаре коробки подач попел!
пять по мере надобности, ио наполнение маслом резервуара на!
кидного рычага в положении 1 производить не реже одного раза
в неделю. Отсутствие смазки в опорах ходового винта, ходового
валика и накидного рычага может привести к аварии станка.
7. Залить коробку скоростей чистым маслом «Л> (8—10 лита
ров) до указания высшего уровня масла, укрепленного на внутрен-j
ней передней стенке корпуса. В отверстие задней опоры шпинделя
заложить фитиль (см. рнс. 20).
8. Залить в фартук 1,5—2 литра чистого машинного масли
(через отверстие во фланце 7 на правом торце корпуса) (см. рис. 20).
9. Снять крышку 1 и залить машинное масло «Л» в резервуар
корпуса сменных шестерен и реверса до середины глазка масгиН
указателя (см. рнс. 20).
10. Смазать чистым маслом «Л» направляющие станины, поверх-
ность ходового винта и валика 9 (см. рис. 20).
11. Подержать станок не менее трех дней в сухом помещении.,
чтобы из изоляции обмоток электродвигателей и проводов удалите
36 |
„лагу, воспринятую во время транспортировки, и тем повысить
^спротнвляемость изоляции.
12. Предварительно ознакомившись с назначением рукояток уп-
равления по схеме, помещенной в разделе «Органы управления
‘•Iанком», следует проверить от руки работу всех механизмов
станка.
РКЦ А в в Г
по tsts ms
Ю00 1650 HJ5 Ш т
то toss 765
6 -----------
Рис. 21 Фундамент станка
13. После подключения к сети станок необходимо включить на
'«нимальное число оборотов шпинделя и проверить на холостом
'оду работу’ масляного насоса через контрольный глазок, а затем
м°жпо приступать к настройке его для работы ♦.
Подводка к главному двигателю заводом не поставляется.
Подачи продольные и попереч)
Положение рукояток
Nt ступеней
Обозначение рукояток
на-
кид.
Гб)
1 1
2 2
т, 3 4
5 5
б 6
7 7
8 8
9 1
10 2
11 3
13 4
13 5
н 15 (> 7
16 8
17 1
18 2
Смен. зубч.
колеса гитары
Подача на I оборот
шпиндели
в мм
а
Б О) В (10) число зубьев продольная поперечная’
42 100 0,082 0,027
0/88 0,029
0,10 0,033
1 1 0,038
0,12 0,010
0,13 0,042
0.14 0,016
0,15 0,050
0.16 0,054
0,18 0,058
0,20 0.067 , |
0,23 0,075 ] ।
0.24 0,079 ]
0,25 • 0,084~<
0,28 0,092
0,30 0,10
г г< 0,33 0,11
0.35 0,12
Схема настройки гитары
38
,1.1 I оборот шпинделя
Таблица 3
1 № ступеней Положение рукояток Смен. зубч. колеса гитары Подача па 1 оборот шпинделя в мм
Обозначение рукояток а в
на- кид. (6) А (7) Б (9) В (Ю) число зубьев продольная поперечная
19 3 Метрическая 42 100 0,40 0,13
20 4 0.15 0,15
21_ 5 0,48 0,16
0 । - 1 -1 г. 1 0,50 0,17
0,55 0,18
24_ 8 0,60 0,20
25 1 0,65 0,22
26 2 0.71 0,23
27 3 0,80 0,27
28 4 0,91 0,30
29_ 5 n.ut, 0,32
30 6 1,00 0,33
31 32 7 1,11 0,37
8 1.21 0,40
Дюймовая
33 _ 3 1,28 0,41
34 2 1,46 0,48
35 1 1,59 0,52
Схема управлешь) коробки подач
39
Метрическ,
Р ы «1 а г н пере д 1
Рычаг <4)1
Нормальны й шаг
Рычаг (ЗД
Любое положение
Сменные зубчатые колеса Рычаги ко]
А Б 1 П 1 11 1
а а в 1
Шаг]
42 100 На мет- риче- ской резьбе 1 На- 2 3 КИД- 4 пой ? 6 рычаг 7 8 1 1.25 1.5 1,75 2 2.5 3 3.5 4 4.5 5 5,5 6 7 8 И 9 И 10 I 11 12 1
Схема настройки гитары
Формула настройки
iCM
i.t
iCM — передаточное отношение сменных зубчатых колес гитары;
i - общее передаточное отношение всех передач от шпинделя
до ходового винта;
t — шаг ходового винта в ,ч«;
tHap— шаг нарезаемой резьбы в мм.
40
Таблица 4
резьба
ней бабки
Увеличенный шаг
Оранжевый Зеленый
’ И о 1. и 1 о д а ч
и 1 1 п 1 1
I 11 ' 1 II
в мм
14 28 56 112
16 32 64 128
18 36 72 144
20 40 80 160
22 44 88 176
24 48 96 192
Схема управления коробки подач
41
Модульная
__________Рычаги___перед
Рычаг (4)
Нор мальный шаг_____]
Рычаг (3)
Л ю б о е
положС и и е
Сменные зубчатые колеса Рычаги к о
А Б 1 1! 1 н
а б В 1 II
М о
32 97 На мет- риче- ской резьбе 1 На- 2 3 кид- 4 ной | рычаг 7 0,5 1 1,25 1.5 1.75 2 2,25 2,5 2,75 3
Формула настройки
.- _ я • т • z
сы~ 'i-t '
'гм — передаточное отношение сменных зубчатых колес гитары;
i — общее передаточное отношение всех передач от шпиндели
до ходоиого винта;
f — шаг ходового винта в мм;
«—число ходов нарезаемой резьбы;
т — модуль В ММ.
резьба Таблица 5
ней бабки
_______Уве_л и ч е‘ и н ы й ш а г
Ораижсвый Зеленый
робки 11 о л а ч
п 1 1 1 П »
’ 1 " 1 1 «
дуль
3,25 6,5 13 26
3,5 7 14 28
. 4 8 16 32
•1,5 9 18 36
5 10 20 40
5,5 И 22 44
6 12 24 48
Схема управления коробки подач
43
Дюймовая Рычаги перед» Рычаг (4)
Нормальный шаг
Рычаг (3)
Любое положение
Сменные зубчатые колеса Рычаги к о i
А Б I 1 11 I п
а 9 В I 11
Число!
42 100 На дюй- мовой резьбе 1 На- 2 3 кид- 4 пой £ рычаг ' О 14 16 18 19 20 24 7 8 9 10 11 12 3'/< 3>.2 4 4</3 5 6 2 3
Схема настройки гитары
/еи - передаточное отношение сменных зубчатых колес гитары;
/ — общее передаточное отношение всех передач от шпинделя
до ходового винта;
/ — шаг ходового вппта в л.ч;
я —число питок нарезаемой резьбы па 1".
41
Таблица 6
резьба
ней бабки
Увеличенный шаг
Оранжевый Зеленый
робки подан_______________________
и I________I | п | ___________L
____1 | п | 1 | п
ниток на 1"
Схема управления коробки подач
45
________________Рычаги пере д
Р ы ч а г (4И
Нормаль и ы ft шаг
Рычаг (3)
Любое положение
Сменные зубчатые колеса Р ы ч а г и ко
А Б 1 I и
а 6 н 1 11
П и
32 • 97 На дюй- мовой резьбе 1 На- з 4 КИДНОЙ 5 рычаг 2 8 56 04 72 80 88 96 28 32 36 40 44 48 14 16 18 20 22 24 7 8 9 10 11 12
Схема настройки гитары
i передаточное отношение сменных зубчатых колес гитары;
i — обшее передаточное отношение всех передач от шпинделя
до ходового винта;
t— шаг ходовою пинта в .«м;
г—число ходов нарезаемой резьбы;
Р— нарезаемый шаг в питчах.
46
Таблица 7
резьба
и с й_бабки _ _ _
У и е л и ч е п и ы й ш а г
Схема управления коробки подач
47
Таблица
Настройка станка для нарезания точных резьб при прямом включен:
ходового винта
Мет р н ч е с к а я резьба
Рукоятка на бабке (4) на нормальном шаге Рукоятка на бабке (4) на увеличенном шаге
Шаг в мм Число зубьев зубчатых колес Шаг в мм Число зубьев зубчатый колес
а | б в | г а | б | я | г ]
Рукоятка на бабке (3) Оранжевый 14 _42*^ 108 42 112
16 108 42 lit 48
1.5 зй 108 42 112 18” 36 14 108 —1“•
1,75 42» 20 108 60 96
2 48 22»» 108 — 48
2,5 ИГ" 72 96 24 36 108 72“ 96i
3 36 28 28 108 — 96
3,5 28 32 100 — 96
100 JJ — с <т. Mil
4 32* 36 Moo — 96'
4,5 36 ;о 40 100 100 — 1 1 96
5 44 — 96
5,5 44 48 48 100 — 96 .
6 48 Зеленый | 56 42 108 42 112
Т~ 28 108 48 Й4 “ 48 108 42 112
8 32*
9 36 80 36 108 60 96
10 40
11 44 96 36 106 72 96
12 48 112 28 108 .—
128 32* ПЯТ — 96
144 36 100 — 96
160 I 100 — 96
176 44 100 — 93
. — 1 1 192 48 100 — 96
48
Продолжение таблицы 8
Модульная резьба
Рукоятка па бабке (4) па нормальном шаге Рукоятка па бабке (4) на увеличен* ном шаге
Модуль Число зубьев зубчатых колес Модуль Число зубьев зубчатых колес
а 1 6 в 1 г а 1 6 1 e 1 г
113 Оранжевый !
1 71 96 40 3,5** 71 96 70 113
1,25 50 4** 72 со 113 ~113
1.5 60 71 96 72 90
1 .76 7о 5” 71 75 из
2 72 60
2.25 9ft 90 6»* 71 72 90 113
2,5 72 75
3 72 90 8 71 96 40 из’
Сменные зубчатые колеса Л1-1.75 * Используются зубчатые ко- леса, установленные па станке • • Рукоятка на бабке (3)— белый Рукоятка на бабке (3]
10 71 96 50 113
*•
12 71 96 60 из
14 71 96 70 113
18 71 96 90 из
Зеленый
32 71 96 40 из
•10 71 96 50 из
48 71 96 60 из
Примечание. Формулы настройки см. стр. 5 паспорта станка
При небрежной транспортировке станка возможно смещение
коробки скоростей по станине. Поэтому перед эксплуатацией стан-
ка обязательно проверять точность установки передней бабки
утем чистовой проточки оправки, закрепленной в патроне (см.
пункт 19 акта технического испытания, присланного со станком).
Чистовая проточка на точность должна производиться при ре-
миме:
'• Зак. 635- 40
Диаметр оправки — 70—80 мм, сталь 45, вылет из патрона
300 мм.
Число оборотов шпинделя в минуту — 120—150.
Подача — 0,08—0,1 мм/об.
Глубина резания — 0,1 мм.
В том случае, если полученная точность не удовлетворяет тре-|
бованиям ГОСТ 42—40 (см. пункт 19 акта технического испыта-1
ния),необходимо отрегулировать положение коробки скоростей сле-
дующим образом.
Вывернуть контрвннты 4 (см. рис. 3), слегка ослабить винты (Я
крепящие переднюю бабку к станине, боковыми винтами 3 отрегули-
ровать точное ее положение па станине и законтрить винты 3 вин-
тами 4, после чего закрепить окончательно верхние винты 6 короб-З
ки скоростей. Последующая чистовая проточка оправки определяет
точность произведенной выверки передней бабки.
НАСТРОЙКА СТАНКА
Настройка цепи главного движения
Рис. 22. Рукоятки переключения скорости шпинделя
обрабатываемое изделие, надо установить требуемое число оборо-
тов его изменением положения рукояток 1, 2 и 3 (рнс. 22) при по-
мощи диска 5 с нанесенными на нем числами оборотов шпинделя.
НАСТРОЙКА ЦЕПИ ПОДАЧ
Различные подачи по ходовому валу и при нарезании резьб п
ходовому винту устанавливаются перестановкой сменных зубчаты
колес гитары и изменением положения рукояток коробки пода'
в соответствии с таблицей, укрепленной на верхней крышке.
50
Для нарезания метрических и дюймовых резьб и настройки при
обтачивании на гитаре устанавливаются зубчатые колеса а и в с
числом зубьев z 42 и z = 100. Для нарезания модульных и лит-
иевых резьб устанавливаются зубчатые колеса с z = 32 и г =97.
Величины подач и резьб и соответствующие положения смен-
ных зубчатых колес и рукояток коробки подач приведены в табл.
3. 4, 5, 6, 7 и 8.
Рис. 23. Сменные зубчатые колеса
Сменные зубчатые колеса устанавливаются работающими вен-
К мн внутрь к торцу гитары. При их установке палец 1 (рис. 23)
редвигается по пазу до зацепления зубчатого колеса 6 со смен-
ным зубчатым колесом а, затем закрепляется палец 1, ослабляется
• анка 2, гитара 3 поворачивается относительно оси / до зацепле-
ния зубчатых колес б и в, после чего закрепляется гайка 2.
Устанавливая рукоятку Д (см. рис. 23) по помещенной над ней
таблице, настраивают цепь подач па левую или правую резьбу.
ОБСЛУЖИВАНИЕ И РЕГУЛИРОВАНИЕ СТАНКА
При эксплуатации станка необходимо соблюдать следующие
правила:
1. Не допускается понижение уровня масла в передней бабке
же предела, установленного указателем, так как это может при-
сти к засасыванию воздуха в систему трубопровода масляного
!|г*соса и к недостаточному разбрызгиванию масла зубчатыми коле-
4»
51
сами; в результате шпиндель начнет дробить, фрикцион и шарико-
подшипники будут чрезмерно нагреваться. Дробление шпинделя
может появиться и при достаточном количестве масла в корпусе
передней бабки, в особенности па средних скоростях и малых по-
дачах. Для устранения этого дефекта надо прочистить фильтр я
правильно отрегулировать передний подшипник шпинделя. Регули-
рование остальных подшипников качения при ненормальном их на-
греве в работе необходимо производить регулировочными винта-
ми во фланцах подшипников.
2. Все смазочные места по схеме смазки должны регулярно за-
полняться чистым маслом.
3. Периодически промывать фильтр на нагнетающей трубке мае;
лопровода от плунжерного насоса.
4. Периодически очищать резервуар для охлаждающей жидко-
сти от грязи и стружки.
5. Периодически проверять натяжение ремней у главного при-
вода.
6. Поступление масла в передний подшипник шпинделя и фрик-
цион периодически проверять через смотровое окошко. При дли-
тельной стоянке станка необходимо вручную покачать плунжер на;
coca на полный его ход.
7. Ни в коем случае нельзя включать или переключать скорости
шпинделя на быстром ходу.
8. Пользоваться ходовым винтом можно только при нарезании
резьбы, но не при обтачивании.
9. Если работа производится с люнетом, не надо забывать смач
зывать в нем направляющие наконечники.
(‘ис. 24. Подшипники шпинделя
Регулировать надо следующие элементы станка: подшипник!
шпинделя, фрикционную муфту и тормоз передней бабки, пружину
падающего червяка, гайку поперечного суппорта, планку каретки,
клинья суппортов и натяжение ремня главного .привода.
Передний подшипник шпинделя регулируется гайкой 2 (рис. 24),
согласно инструкции (стр. 75). Ослабив стопорный винт 1, повс
ротом этой гайки осуществляют осевое перемещение конусной
52
внутреннего кольца 3. После регулирования затягивают стопорный
винт. Если гайка поворачивается вправо, происходит натяжение
подшипника, при повороте же влево он освобождается.
Задний подшипник шпинделя регулируется гайкой 5 таким же
образом.
Фрикционная муфта должна быть отрегулирована так, чтобы
обеспечивалась передача потребной мощности и исключался чрез-
мерный нагрев муфты. Регулирование производится нажимными
гайками 1 (рис. 25), навинченными на кольцо 3. Поворот нажим-
ных гаек возможен лишь тогда, когда защелка 2 вдавлена #в коль-
цо 3. После установки нажимной гайки в требуемое положение на-
до проследить, чтобы защелка вошла обратно в одну из прорезей
па гайке /.
Рис. 25. Фрикционная муфта
Тормоз. Если при выключении фрикциона и переходе с пря
•ого хода па обратный не происходит мгновенного торможения
шпинделя, надо отрегулировать тормоз натяжением тормозной
ленты 57 (см. рис. 7) гайками 60. После этого необходимо про-
верить, чтобы лента ослаблялась на диске 24 при включенном по-
ложении муфты. Регулирование тормоза следует производить при
включенном электродвигателе.
Пружина падающего червяка фартука регулируется гай-
кой 12 (см. рис. 12) с помощью специального ключа. В случае
и. выключения падающего червяка при перегрузке станка или
п т работе с упором необходимо ослабить нажатие пружины 11,
я-чернув гайку на несколько оборотов. Если падающий червяк
с; човыключается при небольшом сечении стружки, пружину
следует поджать гайкой 12, наблюдая, чтобы витки ее не каса-
лись плотно друг друга, ибо в противном случае отжим кулач-
ковой муфты 10 (см. рис. 12) при перегрузке окажется невозмож-
ным, что приведет к аварии станка.
Регулирование суппорта. В случае неравномерного перемеще-
ния каретки или пижней части суппорта, а также появления
Качки суппорта в направляющих необходимо отрегулировать планки
и клинья 18 и 19 (см. рис. 13) винтами 22 и 24.
53
tfff tj (Т'Лту
54
яд
Разрез м
Рис. 27. Патрон поводковый
При появлении «мертвого хода» винта поперечного суппорта
вследствие износа гайки надо подтянуть клин 15 (см. рис.
и 14) винтом 16, предварительно ослабив соседний задний винт,
и после выбора люфта вновь его затянуть.
Натяжение ремня главного привода регулируется измене-
нием межцентрового расстояния электродвигателя и приводного
шкива передней бабки путем изменения наклона подмоторной
плиты 1 гайками 2 (рис. 26).
Поводковый патрон. Чтобы затянуть поводковый патрон
при установке и отвернуть при снятии, задерживают вращение
патрона за балансир 1 при низких оборотах шпинделя (рис. 27).
Затем винтами 2 закрепляют прижимные планки 3, которые
своими зубьями входят в канавку 4 переднего конца шпинделя
(см. рис. 24).
Рис. 28. Упор продольного точения
Упор продольного точения. Для обтачивания изделий
определенную длину станок снабжен продольным упором (рис. 28),
дающим возможность автоматически выключать движение рабо-
чего инструмента. Упор 1 устанавливают на рейке 2 станины пред-
варительно по линейке и укрепляют винтом 3, затем рукояткой верх-
них салазок суппорта (см. рис. 13) производят точную установку
инструмента по нониусу лимба.
•
ОБСЛУЖИВАНИЕ ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА
Перед осмотром электроаппаратуры надо полностью отклю
чить станок от питающей сети.
При осмотре электродвигателей необходимо обратить
внима-
ние на подшипники и очищать сухой тряпкой и ручным мехом
обмотку двигателей от пыли и грязи.
Кроме того, не реже двух раз в год надо проверять шарико-
подшипники и заменять тавот или другое соответствующее
минеральное масло.
дует заменять их новыми.
В случае износа шарикоподшипников
еле
55
Промывание обмоток электродвигателей бензином или кероси-
ном не рекомендуется, так как это сопряжено с разъеданием
слоя изоляции и сокращением срока работы электродвигателей.
Не реже одного раза в декаду нужно проверять состояние
присоединенных проводов, подводящих ток к электродвигателям.
Во избежание перегрева и окисления контактов последние должны
быть плотно прижаты. Необходимо также регулярно проверять со-
стояние болта заземления.
Все детали электроаппаратуры должны быть чистыми. Изно-
сившиеся контакты надо своевременно заменять. Смазывать кон-
такты нельзя, так как это сокращает срок их службы.
При образовании на контактах медных капель или потемнения
они должны быть зачищены бархатным напильником или стеклян-
ным полотном.
Поверхности стыка сердечника якоря пускателя должны сма-
зываться машинным маслом и затем вытираться насухо во избе-
жание ржавчины (ржавчина вызывает усиленное гудение).
Электроаппаратура, вышедшая из строя, должна быть своевре-
менно заменена новой.
Хк^ои^^й^од., КРАСНЫМ ПРОЛЕТАРИИ
ил< ей. ci t/L-Jt,. С срр е -лс о в
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОМ
ИНСТРYMЕНТАЛЬНОиЪ РОМЫШЛЕ ННОСТИ
СССР
ТОКАРНО-
ВИНТОРЕЗНЫЙ
СТАНОК
er
Рнс. 29 Схема расположения подшипников
СПЕЦИФИКАЦИЯ ШЛРИКО- И РОЛИКОПОДШИПНИКОВ
(к рис. 29)
। № и» <х.: I 1СЛ4 МОрУЛДЬ I ГЛВВКД Группа ТОЧНОС7II Размер Количе- ство Место установки № по схеме расположе- ния иод- ши пинков Приме чанис
Шарикоподшипники радиальные однорядные
8 Н 8X22X7 1 Коробка скоростей . * К рыча- гу масля- ного насоса
204 н 20 '17хН 1 5/
205 И 25X52X15 3 Приклон 27.2831
•205 11 25 X52X15 3 Коробка подач . . . 3435,46
106 И 30X55X9 1 Приклон 26
106 Н 30X 55X9 2 Коробка подач . . . 40.41
206 н 30X 62X16 3 Приклон 25.2930
207 н 35x72x17 2 Коробка скоростей . 12.17
208 н 40X80X18 2 Коробка скоростей . 4.9
►
213 н 65X120x23 2 Коробка скоростей . 1.2
30) н 20x52x15 1 Фартук 50
307 н 35X 80X21 1 Коробка скоростей . 3
• Шарикоподшипники упорные однорядные
«105 н 25 X42X11 1 Фартук 52
8205 н 25X47X15 1 Задняя бабка .... 53
8107 в 35X53X12 1 Коробка подач . . . 38
8116 н 80X105X19 1 Коробка скоростей . 21
8118 н SOX 120X22 1 Коробка скоростей . 22
«215 в 75Х1ЮХ27 1 Коробка скоростей . 20
59
Продолжен Ив
по ОСТ млн норшль главк» Группа точности Размер Количе- ство Место установки № по схеме расположен ПИЯ под- шипников Приме- чан ив'
Роликоподшипники конические
7203 Н 17X40X13,5 7 Коробка подач . . . 33,36,37. 42.43.44.45
7204 Н 20X 47X15,5 1 Коробка скоростей . 7
7201 н 20X47X15,5 2 Коробка подач . . . 39,47
7203 н 25x52X16,5 1 Коробка скоростей . 16
7305 н 25X62X18,5 3 Коробка скоростей . 8,10,13
7307 н 35x 80x23 2 Коробка скоростей . 11,14
7308 и 40X90X25,5 1 Коробка скоростей . 15
7506 н 30x62x21,5 1 Коробка подач . . . 32
7514 в 70X125X33,5 1 Коробка скоростей . 19
7604 н 20X52X22,5 2 Коробка скоростей . 6,18 •
Роликоподшипники радиальные с витыми роликами
ЕН-5 1ГПЗ н 22X 37, 89 X36 без наруж. кольца 2 Фартук . 48,49
Роликоподшипники цилиндрические радиальные двухрядные
Спепиальн. № 3182120 А 100X150X37 1 Коробка скоростей . 23
спецификация принадлежностей
К СТАНКУ 1А62
№ 11 и i Наименование принадлежностей и приспособлений, входящих в комплект станка As стандар- тов ОСТ,ГОСТ. тип Размер, мощность, число оборо- тов и т. д. КОЛ7П70СТВО в комплект, млм штуках
Принадлежности, установленные на станке
1 Фланец к трехкулачковому пат- рону В собранном виде 0 242 мм 1
2 Втулка в шпинделе передней бабки ГОСТ 2577—44 Морзе № »/4 1
3 Центры передней и задней бабок ГОСТ 2573-44 Морзе № 4 2
4 Люнет неподвижный В собранном виде Наименьший 0 20 мм наибольший 0 100 мм 1
5 Люнет подвижной То же — 1
6 Упор продольного самохода • — 1
7 Насос охлаждения с трубопро- водом • ПА-22 п —2800 об/мин N—0,125 кет производит. 22 л мин 1
Инструмент и п р и и а д- лежпости, прилагаемые отдельным упаковочным местом в обще fi упаковке
8 Патрон трехкулачковый само- центрирующий ТС-240-1 За- вода приспо- соблений Наибольший 0 240 л.м 1
9 Патрон поводковый с пальцем В собранном виде — 1
10 Электродвигатель со шкивом ГОСТ 183-41 '186—41 л = 1440 об/мин К- 7 кет 0 130 мм 1
tl Ремни клиновидные ГОСТ 1284-45 Б’240 4
12 Подмоторпая плита — 1 I
61
Продолжение
* Наименование принадлежностей и приспособлений, входящих в комплект станка № стандар- тов ОСТ.ГОСТ. тип Размер, мощность, число оборо- тов и т. д. К<МНЧ«П|Ю 1 a KOMIMOCT. или ипуыи 1
13 Защитный кожух на шкивы 1 - — 1 1
14 Аппаратура местного освещения 1J
15 Ключ для трехкулачкового пат- рона Завода при- способлений — 1 1
16 Ключ торцовый для гайки, ре- гулирующей пружину падающего червяка 1 5-24x30 мм 1 1
17 Ключ для сжатия пружины па- дающего червяка М16 1
18 Ключ торцовый двусторонний для установки задней бабки в по- перечном направлении — 8ХЮ I (
19 Штопор для вытягивания шпиль- ки нз вилки фрикционной муфты — М8 1
20 Стержень — Г6Х1,7X100 1 ’
21 Ключ гаечный для крепления прижимной планки, сменных ше- стерен и регулирования тормоза гост 2839-45 14X17
22 Ключ гаечный для крепления поворотной части суппорта и под- вижного люнета ГОСТ 2839-45 19,«22 1 ,
23 Ключ для гаек, крепящих зад- нюю бабку и неподвижный люнет ГОСТ 2839 - 45 1 27X30 1 j
24 Ключ для гаек, регулирующих подшипники шпинделя ГОСТ 3106-46 100-110 135-145 1 ' т'
251 Ключ для винтов, крепящих ре- жущий инструмент ОСТ 4150 517-240 1
Отвертка для шурупов смазоч- ных отверстий 9X12 1
27> Ключ для крана охлаждения — 5X15 1 4
28 Ключ для шкафа электроаппа- ратуры — — 1
[12LJ Паспорт станка или руководство — 1 экз?
62
ЗАПАСНЫЕ ДЕТАЛИ СТАНКА
СПЕЦИФИКАЦИЯ ДЕТАЛЕЙ*
.4= рис. \ Наименование детали № детали или нормаль Материал Количе- ство Чистый вес в кг Приме- чание
30 Сухарь 311-162-2 Чуг. C4U. 1 0,093
31 Втулка 313-162-2 Бр. ОЦС6-6-3 1 0,9
32 Втулка 314-162-2 Бр. OUC6-6-3 1 0,92
33 Диск 353-162-2 Ст. 15 16 0,07 Т.0.15-05-60
34 Диск 354-162-2 Ст. 15 14 0,07 Т.0.15 05-60
Iй 1 Сухарь 34-11-2 Чуг. СМИ, 1 0,039
36 Втулка 368-162-2 Бр. ОЦС6-6-3 1 0,78
37 Втулка 377-162-2 Бр. ОЦС6-6 3 1 0.24
38 Лента тормозная 152-11-2 Ст. 65Г I 0,03
39 Лента буксовая 15-1-11-2 Феррадо 1
10 Гайка 5-11-4 Чуг. СЧЦ, 1 0,22
;| Г айка 4-11-5 Бр. ОЦС6-6-3 1 0,24
•12 Гайка 5-11-5 Бр. OUC6-6-3 1 0,21
13 Червячное зуб- чатое колесо Аб-11-6 Чуг. СЧНв 1 0.7
11 Втулка 327-162-8 Бр. ОЦС6-6-3 1 0,3
15 Центр упорный А4. С25-5 Ст. У9 1 0,737 Т.О. мест- ная У9В58
46 Гайка А117-11-6 Бр. ОЦС6-6-3 1 0,93
17 Винт к резце- держателю М16Х5О; К10-17 Ст. 45 8 0,0106 Т.О галоши ‘ и ХВОСТОВПКГ я4. -Mi 4'.
* Дополнительным комплектом к станку не прилагается.
63.
ЧЕРТЕЖИ ДЕТАЛЕЙ
Терци Л и 6 йимиЫ'быть Sjg- 0,1 на дли
инно параллельны не 50 тп
Рнс. 30. Сухарь
/'45
Иглы ЗаЯЦ/ПИПЬ
14S
(7,5'45
ЗатВерстия шесто-
вить после запрессов-
ки в дет. 321-162-2
Выдержать после
запрессовки 6 дет.
2^ згмег-гфыл
УМ>. Технические условия Доп.отк.вмм
1 Торец А не должен инет, ь доения относ. отв^ВМ после запрессовки о дет. 321-162-2 3,03
г с до Пл не доткен иметьд'иения отн.оси отв/яВМ О.рЗ
3 После .чпресспвки втулки шестерня не домна инето биения по нон. окружности 0,00
Рнс. 31. Втулка
Технические условий Допотк.бмм
1 Торец Дне должен иметь биения относ. отв. фООД после запрессовки в дет. 329-162 2 0,03
аЮОПл не допилен иметь биения отн.оси отШЮД 0,0 3~
3 После запрессовки втулки шестерня не должна иметь биения по на ч. окружности 0,04 L .
Рис. 32. Втулка
5 Зак. 683
65
' t \Снять заусенцы после штамповки
Рихтовать \
г
3 Цементировать, калить между плитами, отпустить
Глубина цементир. слоя 0,5мм. Твердость Rc-56-82
Рис. 33. Диск
7 Снять заусенцы после штамповки ~
2 Рихтовать
3 Цементир. калить межди плитами, отпустить
у лубина цементер. слояО,5мм.Т8ердость Лс-58-62
Рис. 3-4. Диск
-»н4ь«- Конабм для снами
В—---- 952х
NH АП. технические условия Липотм В мм
т v 5ZX не должен иметь биения стякитепмя) OCU DfTtD ф 9QA Q.Q?
г Торцыиинеягобиения отноеитс/нгно оси опб. ф 0.02
Рис. 36. Втулка
67
Рис. 37. Втулка
Рис. 38. Лента тормозная
68
Жал Технические услсиия Доаммдн*
1 Ось трапецеидальной нарезки дамп быть перпендикулярна оси корпуса о,огнаюо
Смещение отд трапецеидальной нарезки относительно оси корпуса 0,05
Рис. 40. Гайка
/1еВая однозакодная трапецеидальная резьба;
ща'е»5нн; uipan.2Z'4;OIO-tmSas. OCTZMO
Модель сделать общую; после обработки разрезать
Рис. 41. Гайка
Левая однородная трапецеидальная резьба;
шаг •Ьмм трап. 22*5; 0Ю-/ левая, 0СТ2+Ю
Модель сделать общую; после обработки разрезали
Рис. 42. Гайка
Рис. 43. Червячное зубчатое коаесо
70
Нпп
1
Технические ус побив
ФЗТД не должен иметь биение отно
сителъно оси отТерстиь 925 Д
0.02
Торцы не должны иметь биение
относительно оси отбеостие 925А
0,02
Рис. 44. Втулка
'*25,933
Технические условия
т с£бО*не^пяен иметь Таены отн.конуса
"’доткенбыть изеотдблён точно
Км__________________ ______________
~Г Конус ценеггра с LSO*ne доткеп иметь Тиенил отн. конуса
2~ Тьсус с ГоТТдолкен быть изготовлен точно_____
Т* При проверке центра по калибром: а)5еол конуса доткем
быть выполнен точно. бУДсткно быть равномерное ста-
рание краски (карандаша)______________________
цеостм.
0,005мн
хюг
выполнен точно. 6)Дсптно&ипь равномерное
’ краски (карандаша)
Рис. 45. Центр уИЪрный
71
ян/item *«f <r«Z IMwodto
Рис. 46. Гайка
ГеямввЛраЗыыа 'вляАч « гЗвствЗияа
1яяаяяС и пялус Thpietm, Яг •! 4<
ОнгвЗирвЯвяц
Рис. 47. Винт к резцедержателю
72
СМЕННЫЕ ЗУБЧАТЫЕ КОЛЕСА ДЛЯ НАРЕЗАНИЯ
ОСОБО ТОЧНЫХ РЕЗЬБ
(поставляются заводом по особому заказу)
M=f,75 Клеймить число Jtfluot и M-t,75
Материал-ст. 45 .
Рис. 48. Сменные зубчатые колеса я и г
V детали 345-162-8 346-162-8 348-162-8 350-162-8 351-162-8 355-162-8 360-162-8 362-162-8 363 162-8
Число зубьев? :’Ч 36 40 44 48 71 96 112 113
ДНО 49 63 70 77 84 124,25 168 196 197,75
Л 52,5 66,5 73,5 80,5 87,5 127,75 171,5 199,5 201,25
Ду — 55 60 70 110 150 180 180
Д-. — — 40 40 40 40 40 40 40
Вес в кг 0,38 0,54 0,64 0,75 0,87 1,69 3,01 4.00 4,10
Колич. в пол- ном наборе 1 1 1 1 2 1 1 1 1
Технические условия ’
Класс точности И
Толщина зуба (тапгенц. из- мерение) 8® сю — <и'0-96'81 90'0- 8“ СО 1 h о[*о—ЗС 1'2 90'0- ot'о—69'62 90'0- г:'о—б^'С) то'о- zi "0—09'99 40‘С- * UJ -0.07 72,51“0,13
Л ДНО » ° * X о в « £ х X 0,06 ".И, 0,06 0,06 0,06 0,07 0,07 0,07 0,07
Ф 3 s<= по торн. А 0.03 0,03 0,03 0,03 0,03 0,04 0.04 0,04 0,04
« 2 5 £ о £ 5’
И л 02 а? в о
СО Et 1
73
•4 «й Мнения не долж- но быть •ч е> w _ Sv- Н Е Г* О
*11 лтнна а (тан- . нзмер.) яя ч
Допускаем, клонение от- хо •
о 8 о 8 -0.06 24,23-°’10
О *8 О 8 -0.06 24,28“°’10
О 8 © 8 -0.06 29,64-О-Ю
о 1 е 2|3 —0.07 35,05“°’12
ф 2 1? —0.07 40,46“°’12
О о * 0,07 -0.07 40,51“°’12
о £ 10'0 —0.07 45,75“°12
о 2 р ъ -0.07 56,45“°"12
о 2 о 3 -0.07 56,6“°-12
е £ © 3 -0,07 67,22“°’!2
Колнч. в полном наборе Вес в кг Ь ta ДНО Число зубьев г
в— р л. 1 1 а сл О Ль О
о 8 1 1 г} 2J Ъ» ю
•• р S и о ф 2S сл g
— i 8 ф о ? 8 8
— 8 s'g 'О’ о
8 ф § 8 а
ь 8 ** 134,75 131.25 Сл
4- ю 8 ° 2 - сл 8
•0 £ 8 8 ъ> 8 8
Со S 8 У 1 192.5 i 8
2
л
•4
г
X
347-162-8
349-162-8
352-162-8
353-162-8
354-162-8
356-162-8
357-162-8
358-162-8
359-162-8
361-162-8
ИНСТРУКЦИЯ
по регулированию переднего подшипника шпинделя
токарно-винторезного станка, модель 1А62
(Утверждена заводом .Красный пролетарий")
Регулирование переднего подшипника производится следующим
образом: ослабить стопорный винт 1 в гайке 2, помещенной
внутри передней бабки (см. стр. 52—53 и рис. 24), подтянуть внут-
реннее кольцо подшипника 3 при помощи гайки 2, причем окон-
чательно гайка должна быть завернута легким ударом по ключу.
После регулирования подшипника следует проверить шпиндель
на радиальный отжим.
Для этого в коническое отверстие шпинделя нужно вставить
оправку с коническим хвостом и свободной длиной 300 мм, к цен-
трирующей шейке шпинделя подвести пуговку индикатора и за сво-
бодный конец оправки вручную отжать шпиндель.
При этом отклонение стрелки индикатора не должно превышать
0,01 мм.
Кроме того шпиндель должен легко провертываться вручную,
если муфту-шестерню 25 (см. кинематическую схему станка на
стр. 8 паспорта) поставить в среднее положение.
Затем необходимо законтрить гайку 2 стопорным винтом 1.
ПриЛозйежие к руководству по уходу и обслуживанию тоКарпо-вйнторезного станка, модель 1AG2
Министерство
станкостроительной
и инструментальной
промышленности
СССР
ПАСПОРТ
ИНВЕНТАРНЫЙ №
ТОКАРНОГО СТАНКА
Тип Токарно-вняторезякй Год выпуска Завод
Завод-изгото- витель .Красный пролетарий* Москва Время пуска станка в экс- плуатацию Цех
Модель 1А62 Класс точ- ности Н Место уста- новки
Заводский Кг Станок особо пригоден и приспособлен
15S0 мм; высота. . . . 1210 мм
Вес станка: 2045 кг
2105 .
2370 ,
Габарит: длина . . . 2510 зоч; ширина
2650 .
3170 ,
Основные данные
Основные размеры
Суппорт
Наибольший диаметр изделия, устанав-
ливаемого над станиной, мм
Расстояние между центрами, мм
тайна1
выемки
общая, ч.ч
“ Высота пептров, мм
________________ _ . ,
Размеры обрабатываемых изделий
Наи-
больший
диаметр
прутка, .«.и
над верхней частью суппорт!, мм 210
вад нижней частью суппорта, мм нет
в выемке, мм
Наибольшая длина обточки, мм
Шаг
метрической, мм
Наим
нарезае-
мой
дюймовой (число ни-
ток на 1")
резьбы
модульной, мм
нет
нет
Наиб.
65J
9.10
1400
750
1000
1500
Число резцов в резцедержателе 4
Наибольшие размеры державки резца, мм ширина 25
высота 25
Высота от опорйОТ поверхности резца до ливни центров, мм *
Цапбольшее paccwnuve от оси центров до кромки резцедержателя, мм , 228
Число суппортов пер.днях задних
1 нет
Число резцовых головок в суппорте 1 нет
Наибольшее перемещение, мм от руки продольп. поперечи.
650; 900; 14U0 280
по валику 650; 9 )0; 1400 280
по винту 650; 900; 140D пет
Выключающие упоры есть
нет
Быстрое перемещение, м!мин нет нет
Цепа одного деления лимба, мм 1 0,05
Суппорт
Шпиндель
Перемещение на один оборот
лимба, мм
1 продольное поперечное
300 5
Диаметр отверстия шпинделя, жж I 38
Конус: система Морзе № 5
Резцовые
салазки
Наибольший угол поворота в градусах ± 45
Цена одного деления шкалы поворота в градусах 1
Наибольшее перемещение, мм 113
Цена одного деления лимба, мм 0,05
Перемещение на один оборот лимба, мм 5
Резьбоуказагель
нет
есть
Предохранение от перегрузки
Блокировка
есть
•Эскиз суппорта
Торможение шпинделя
Блокировка
~ рукояток
Эскиз конца шпинделя
Задняя бабка
есть
Квнус: система Морзе № 4
150
Наибольшее перемещение пиноли, мм
Цепа одного деления шкалы перемещения пиноли, мм. лимейки нет
нониусе нет
Поперечное смещение, мм вперед 15
назад 15
Цена одного деления шкалы поперечного смещения, мм нет •
Принадлежности и приспособления
Для закрепления изделия
Патроны
! Вес,
Т и п
Диаметр
зажима,
ММ
Поводковый специальн. 23 ' найм. наиб
|_tL Кулачковые 1 3-х is самоцентр. *2.3 —
Люнеты подвижной (Лкрытый 12 20 80
неподвиж- ный закрытый 20 20 100
Зажим- ные цанги по наружному * диаметру по внутрсн- нет
мему дизметэд
Для закрепления инструмента
\
1
- г -
" --
Для настройки и обслуживания станка
Съемные" рукоятки нет
Сменные зубчатые колеса
Модуль 1,75 мм Ширина обода Диам. отверст. Материал- 16 мм 28 мм | Ст. 45
Число зубьев: 32, 42 97,100
Для специальных работ
Для настройки и обслуживания станка
Насос для Тип: электронасос ПЛ-22
к охлаждающей жидкости
Производительность, л]мин 22
Ключи специальные См. спецификацию нормал. принад- лежи. станка
«ч = *
ч «
X х О П5
s •=:
1—.
э
О ГТ
3 х
<и ПЗ
«г а
о о
о 2
v 3
О н
3 «
<J п
2 з
Е =<
Радиус ролика мм
Поперечное перемещение суппорта, мм
Число затылуемых зубьев
Возможность затылования
по конусу
Наибольший угол поворота в гра-
дусах _____
Шаг винтовой канавки при затыло-
вании, мм
Цена одного деления шка
лы поворота
Длин* лнменки,-.,
лиисЯки
нокяуса
] Подъемы эксцентриков, мм |
нет
нет
нет
найм.
нет
и«нб.
нет
нет ,
нет
—*“
нет
2.1ИК1 | цег
конусность нет
нет
Перечень материалов (описание, инструкция и т. п.)
к станку
1.
Акт испытания ст-ка
2. Специфик, иринадл.
3. Чертеж фундамента
4. Чертежи запаси, летал.
5. Специф. подшипников
6. Описание ст-ка
7. Электропаспорт
8. Схема смазки станка
9. Чертеж сменных зуб-
чатых колес
о
Габтнц а настройки станка для нарезки резьб
’ ы ч а г и передней, бабки
Рычаг (4)
Норм! (льный шаг Увеличенный шаг
Рычаг (3)
Любс >е положение Оранжевый Зеленый
См мн зуб тые ле ТВ- ! Рычаги коробки подач
е ЧВ- I Б I П I 1 | Н 1 11 1 1 11 1
ко- 1 СВ 1 R 1 1 11 1 1 П 1 1 п
а । в Л Метрическая резьба
Ш а г в мм
1
? 2 1,75 3,5 7 11 28 56 112
? л 1 2 1 8 16 32 64 128
42 IU0 - — 4.5 - 18 36 72 Н4
о Д 5
м ! ” 1,25 2.5 5 10 20 10 80 160
а — - 7 5.5 II 22^ +» 88
М в 1.5 3 6 12 21 18 96
О м Модульная резьба
Модуль
У 1 3,25 6,5 13 26
Q. Н s J ———- 1,75 3,5 7 II 28
О я з 3 0,5 1 2 4 8 16 32
пз •SB 5 2,25 4,5 9 18 36
г о _ X О
- - 1,25 2,5 5 10 20 40
~ 7 2,75 5,5 11 22 44
32 97 8 1.5 3 6 12 24 48
— Пнтчевая резьба
Питч
1
2 2 56 28 14 7 3.5 1,75 —
• 3. 3 64 32 16 8 4 2 1
Л 72 36 18 9 2,25
° г я 5 Ч - -—_—-
J w —яп- ЧУ 7ГГ- “Ж <~5" 2,5 1,25
= 1 88 11 22 11 2,75
в 96 48 24 12 6 3 1А, —
Дюймовая резьба
v
в
\ О
ж
2
42 100 х
з
1
Р* 14 7 3’\
3 4 16 18 8 9 4 2
5 6 20 10 5 —
7 11
8 24 12 6 3
Формулы настройки
1. На метрическую резьбу
1 нар
2. На дюймовую резьбу
; - 25,4 | '
г. л
3. На модульную резьбу
г. • т х
V.w i • t
4. На пнтчевую резьбу
I ’ 25,4 г. • г
!с.ч Р-it
где:
| — передаточное отношение сменных
зубчатых колес гитары;
/—общее передаточное отношение
всех передач от шпинделя до ход.
винта;
t шаг ходов, винта в лш;
—шаг нарез, резьбы в мм;
п _ число ниток парез, резьбы на Г;
дг модудьл м.и;
г -число ходов нарез, резьбы;
Р- нарезаемый шаг в питчах.
коробки подач и гитары
Эскиз управления
Число ниток на 1
Накидной я
Настройка станка для нарезания точных резьб при прямом включении ходового винта
г. шаге
Метрическая резьба
на бабке (4) на
на бабке (4) на нормальн. шаге
Шаг в лм ' Числа зубьев зубчатых колес Шаг в мм Числа зубьев зубчатых колес
а 0 в г а б | « 2
за бабке (3) •X 3 0 0> * Я 14 42* 108 42 112
16 48 108 42 ~Н2
1.5 35 42* 108 42 112 18** 35 108 — 48
1.75 20 22” 36 44 108 108- 60 __96_
48 60 96 —зг~ ГОГ-- *тгй« 96
3 36 72 28 28 108 — 96
3.5 28 Оч О 32 32 100 •в 96
4 32’ 100* 36 36 100_ — - 96
4.5 36 40 40 100 — 96
5 40 44 44 ГбО * 96
5,5 44 48 48 100 — 96
б 48 Рукоятка 1 Зеленый 56 42 108 42 "’112—
7 28 32* 108 48 64 48 108 42 112
8
9 36 80 36 108 _ 60 96
10 40
И 44 96. 36 108 72 96
12 48 112 28 108 — 96
128 32* 100 — 96
144 36 100 — 96
160 40 100 96
175 -И 100 — 96
192 48 100 — 96
Модульная резьба
Рукоятка на бабке (4) на нормаяьп. шаге Рукоятка на бабке (4) па увеличен, шаге
Модуль Числа зубьев зубчатых колес Модуль Числа зубьев зубчатых колес
а 1 6 в 1_2_ а б Л г
1 .96 40 3.5” 71 96 70 113
4*« 71 72 6&~ 113
1,25 50
1,6 . 71 3‘бЬ-'*"**** -.4- — 113 ->-*
5** 71 72 75 из
1,75
«X 3
_ 2 1 4’ 2 *9^ ? Ql) 6’* 71 •Т~ИэГ~
2.5 75 & О X «ч <2 Я X •8 X о X >. Зя. а о. О - : '
8 /1 ' х--с 4Щ & 113 t ’U d —• -
3 72 90
10 71 96 50 И3/г
\.мсдимс jyu'idibie килсха •Используются зубчатые колеса, установленные ва стайке. *• Рукоятка на бабке (3) —белый. -
12 71 96 50 ~Мз
14 71 96 70 f из
18 71 _ 96 7-90 из
Зеленый — —
32 Л 96 40 113
_
40 71 96 50 ш
48 71 96 60 из
Примечание. Формулы настройки си. стр. 5 паспорта станка
Привод
Род привода Индивидуальный электродвигатель Число оборотов в минуту Контрпривода вет
Приемного шкива станка 730
Электродвигатели Ремни и цепи
Назначение п„и.п. Привод насо- счика са охлажл- стенка жидкости Местонахож- дение Главный привод
Нормальные размеры рем- ней, цепей (№ стандарта и завод- изготовитель) Ремень клиновой Б2240 ГОСТ 1284 - 45 *
Число оборотов в минуту - Ступени
1 2 1 2 1 2
| 1440 2800
Мощность, кет 7 0,125 Число рядов (ремней, про- кладок плас- тин) 4
Инвентап- пый №
Материал
Подшипники шпинделя Муфты фрикционные
Передний Задний Упорный Местонахождение Главный привод
Тип Роликовый радиальп. двухряди. Роликов, копическ. Шариков, упорный
Тип Пластинчат.
Основные размеры, JK.W 100X1! J* Ji Класс 0X37 70Х125Х Х33>5 75X1 № 10X27 8215 с ,В‘ Размеры аозерсно- стей гре- шна, мм наименьший диаметр каиболыакй диаметр . 52 92 —
”, А* 7* 75П Класс ,В* Клас влтртгии
Число поверхностей трения 16
Материал
Материал поверхно- стей трения Сталь по стали
Гидравлические механизмы
Общие сведения Основные размеры насоса мотора или иялинлра
Тип Модель Диаметр статора, их ах игра, окружностей у плотня юшкх выступов, ЖЖ
Завод- изготови- тель и его место- нахождение Число ов/мин
Диаметр роликов или высота по.иушки, мм
Проиачол.,
~Д аллен на. ати — Ширина ролика ползушки, мм
Основные размеры насоса мотор» или QH-HKSpI Толщина лопастей, мм
Эксцентриситет или модуль, мм Угол иахлова лопасти, лксаа о градусах
Ширина лопасти, зубчатых колес, мм Сорт масла и вязкость
Число лопастей, поршеньков, зубьев Рабочей температура масла в градусах
£
Дата
Механизм подач
Привод станка
Дата
№
по
пор.
№
по
пор.
Механизм
главного движения
Изменение в станке
Г
капитальные ремонты
№
по Дата
пор.
Подпись
Кинематическая схема
Спецификации зубчатых и червячных колес, червяков, винтов и гаек
Узел Передняя в • в та Гита р Ji
М »»> елаш Число -тубьси ли ikXeaot 1 г 3 4 5 6 7 8 9 10 11 12 13 14 15 16” 17 18- 1 9” 20 21 22'. 23 24 й“| 26 27" ,28 29 30 31 32 33 —
56 51 50 24 36 34 39 28 2» 30 44 52 36 50 20 50 80 .50 20 50 30 80 32 64 50 1 50 50 1 38 38 38 38 42 32 100
Модуль илм Ш1Г *!«. ДД 2.25 3 2.5 3.25 I 2.5| 3 2.5 1 2 1.75
Ъ'гмл вамтойон л кам и 1 1 1 25**45 1 1 1 20*27' | |25'45'| 1
;11ир»и» г4о|*, ал* 15 13 14 13 15 14 13 1 15 | 13 27 18 | 16 | 28 | 18 | 20 | 24 | 3* | 34 | 51 | Л | 14 12 | 26 12 16
Матариал Ст. 40Х Ст. -40Х Ст. 40Х Ст. 45
T^JuAwrw" твч твч ТВЧ ТВЧ
Тмраооь R, 55 /гс5о Х?г 50 ₽,50 1 R,W | Яг 50
Узел Гитара Коробка подач Фартук
М по стене 35 36 37” 39 41) 41 42 43 44 45 46 47-* 48 49 50- 5!** 52- 53 54 55 и 87 | 59 50 G0 161 62 (Я <м 65 «О о/ Станок 1ЛЮ
Чмг*о »)0ь*ь май а алою а 100 97 25 36 25 28 32 36 .Я 4<1 44 48 36 31 28 25 36 25 28 42 5» » «42 28 50 28 4U 40 3» 38 33 40 4 лахг
Модуль нл* tntr ВМЯТ*, мм 1,75 2 1.5 2 | 1.5 2 1.5 1,5 3
Угол ваяквоЯ литов и 1 1 1 1 1.1 d м .1 £
16 15 14 13 14 18 1 14 1 12 1 13 14 Ст. 19 15 *
Материал Ст. 45|J-p\j Ст. 45 |Ст.^вХ ( Ст. И Ч4 Ст. 2VX Ст. 45
•15
Тарытоескла /-•рл«». 1** Т- твч i Цемент, и зап.
| Ь * Я 50 и со
Узел Фартук Суппорт , Зала га «>айь&| '*3 у 6 к в р р и г и р о 1» а и и Ы 1<
Н ио сх«к*« 69 70 72 73 74** 75 70 77 78 79 80 81 82 83 84 85 Н6 87 М8 М зубчато- го колеса по схеме Сдвиг профиля М зубчато- го колеса 1 пи схеме 1 Слои г профиля
Чаем ьубьса АЛИ мхельа 30 М 50 23 59 12 Рейки 1 1 15 40 06 65 20 1 дев. 1 лев. 1 I 1 лев 1 лев.
Мыуль Ын шаг вииг», лл 3 2 3 12 2 1 2 2 5 6 № -1.5 | 37 | ♦ 0.8
Угиа амигиМеД лммка 12X11' J 1 18 +«•* | 38 1 +1.2
Ширма <4оха, 24 15 15 18 » 40 | 111 «| 15 ь- 22 [ 32+ + 32 22 30 30 .50 1» । 47 1 + 1,2
Ма'сумал л фр чуг. Ст 45 Ст. 45 Ст. 45 Бр. Ст. 45 Афр. ч уг. ст. •15 Чу,.1 В 4*0,8
Терпки., ’ твч | 25 + 3.5 | 51 | +1.2
TaepiiMta Лг 44 27 + 1.5 ] 52 | +0.8
74 | +0,354
• Для гаек—длина л мм, для линтов и червяков—внешний диаметр в мм
6
Механика станка
Механизм главного движения
№ ступеней Положение рукояток, ремня Число оборотов шпинделя в минуту
(Обозначение рукояток, рения!
1 2 3 прямое вращен. обрати, вращен.
1 Зеленый! а Оран- жев, • в рамке указателя • ® ®| » Зеленый 11,5 18
2 14,5
3 19' 30
4 24
5 30 48
6 37,5
Оран- жев,
7 46 73
8 58
9 76 121
10 96
11 120 190
12 _1SQ
Голубой
13 j Зеленый 5 Оран- жев. § Голубой • Голубой 184 295
14 230
15 305 485
16 7 3 У X 380
17 480 760
18 600
19 Белый 370 590
20 460
21 610 970
22 Белый . Белый 770
23 960 1520
24 1200
Наиболь- ший допу- стимый крутящий момент на шпинделе, кгм Мощность на шпинделе, кет К. п. л. Наиболее слабое звено
по приводу ПО К1нбо- лее слабому ээему
120 5,9 1.42 0,75 Зубчатое колесо 19 . . >9 . . 19 . . 19 . 19
120 5,9 1,79 0,75
120 5,9 2,35 0,75
120 5,9 2,95 10,75
120 5,9 3,7 0,75
120 5,9 4,6 0,75
120 5,9 5,7 0,75
98 5,9 5,9 0,75 • Фрикционная муфта
75 5,9 5,9 0,75
59 5,9 5,9 0,75
47,5 5,9 5,9 0,75
38 5,9 5,9 0,75
31 5,9 5,9 0,75
24,5 5,9 5,9 0,75
18,8 5,9 5,9 0,75
14,8 5,9 5,9 0,75
12 • 5.9 5,9 0,75
8,9 5,5 5,5 0,7
17 6,4 6,4 0,82
13,4 6,2 6,2 0,8
9,4 5,9 5,9 0,75
7 5,5 5,5 0,7
5,3 5,2 5,2 0,67
4 4,9 4,9 0,63
Механизм подач
N’ ступеней Положение рукоя- ток, ремня Сменные зубчатые колеса гитары Подача на 1 оборот шпинделя, мм /пеней Положение рукоя- ток, ремня Сменные зубчатые колеса Гитары Подача на 1 оборот шпинделя. мм
(Обозначение рукояток, ремня) а 1 ' (Обозначение рукояток, ремня) а б
накид. (6) А (7) Б (9) в (10) (с числом зубьев) про- дольная попе- речная н * накид. (6) А (7) Б (9) в (10) (с числом зубьев) про- дольная попе- речная
1 1 0,082 0,027 19 3 0,40 0,13
? 9 А АУС n AOQ 0 45 0,15
— г 0,16
3 з 0.10 0,033 21 5 0,48
«Вж. к -м' ’ 1 ж
• 4. 4 0,11 0,038 22 6 ' .0,50 0,17
5 5 6.U 0,040 23 0,55 0,18
' 1— ' , 6 6 Метрическая 1 42 ТОО » 0,13“ Го; ой 24 8 Метричес II . « 100 0,60 0,20
7 7 0,14 0,046 25 1 II 0,65 (и.;;
_8 9 8 0,15 0,050 26 2 0,71 0,23
1 II 0.16 0,054 27 3 0,80 0,27
10 2 0,18 0,058 28 4 0,91 0,30
н 3 0,20 0,067 29 5 0,96 0,32
12 4 0,23 0,075 30 6 1 1,00 0,33
13 5 0,24 0,079 31 7 1,11 0,37
14 6 0,25 0,084 32 8 1,21 0,40
15 7 0,28 | 0,092 33 3 6 X к S “ 1,28 0,4!
16 к 0,30 0,10 34 2 1,46 0,48
_ 1 1 >
17 1 1 .11 0,33 | 0,11 35 1 1,59 | 0,52
18 2 I 0,35 1 0,12
Наибольшее усилие, допускаемое механизмом подач, в кг При нарезании резьб с увеличенным шагом до 192 мм сечение стружки брать не более 1 мм?. - продольное 360
520
поперечное
Схема управления
Спецификация рукояток управления
№ по пор. Наименование и назначение № по пор. Наименование и назначение
1 | Рукоятки для установки \ числа оборотов шпинделя 17 Рукоятка для включения тайки ходового винта
2 18 Рукоятка для поперечной подачи суп- порта вручную
3 19 Рукоятка для закрепления резцовой головки суппорта
4 Рукоятка для увеличения шага резьбы 20 Рукоятка для перемещения верхней части суппорта
5 Рукоятка для настройки ставка на нарезание резьб правой и левой 21 Рукоятка для крепления пиноли
6 Накидная рукоятка конуса 22 Маховичок для перемещения пииолп
7 Рукоятка А для настройки на нарезание резьб метрической и дюймовой 23 Выключатель липни
8 Рукоятка для включении 'лидишим-вшиа ходового валика 24 25 Выключатель освещения
9 Рукоятка £ для настройки подачи или шага резьбы Выключатель насоса
10 Рукоятка В для настройки подачи, шага резьбы и прямого включения ходового винта 26 Кнопочная станция пуска и останова глав- ного привода
11 । Рукоятки для включения и реверсирования J станка •
12
13 Рукоятка для реверсирования хода суппорта при обточке
14 Маховичок для перемещения каретки вруч- ную
15 Рукоятка для включения продольной и по- перечной подач и блокир. гайки ход. винта
16 Рукоятка для включения и выключения ме- ханической подачи
Дата и подпись Составил Проверил Утвердил Отдел или сектор
СОДЕРЖАНИЕ
Стр.
Введение....................................'...................
Назначение ставка ............................................
Характеристика ставка ........................................
Кинематическая схема станка ......... • .....................
Конструкция станка ...........................................
Станина .................................................
Передняя бабка (коробка скоростей) ......................
Задняя бабка ............................................
Гитара . ................................................
Коробка подач (обратимая) ...............................
Фартук ..................................................
Суппорт................................•.................
Люнеты.................................*.................
Охлаждение рабочего инструмента ..............................
Электрооборудование и управление электродвигателями ..........
Электродвигатель главного привода........................
Характеристика электродвигателя...................... . .
Электронасос ............................................
Характеристика электродвигателя насоса ..................
Электрическая аппаратура ................................
Электропроводка .........................................
Работа электросхемы .....................................
Органы управления станком ....................................
Смазка станка ................................................
Транспортировка, монтаж и пробный пуск станка ................
Настройка станка .............................................
Настройка цепи подач................... ......................
Обслуживание и регулирование станка...........................
Обслуживание электрооборудования станка ......................
Спецификация шарико* и роликоподшипников......................
Спецификация принадлежностей к станку 1А62....................
Запасные детали станка . .....................................
Сменные зубчатые колеса для нарезапия особо точных резьб . . .
Инструкция по регулированию переднего подшипника шпинделя
токарно-винторезного станка, модель 1А62......................
Паспорт станка ............................ • ..............
1
3
5
5
7
11
11
12
15
15
17
18
19
20
23
23
23
23
23
26
26
29
29
31
32 .
35
50
50
51
56 -
59
61
63
73
75.а
(вклад-
ка)
Л13О953 Подписано к печати 13, V111 1955 г. Тираж 10000 экз. Зак. 685
Бумага 60х92/1в. Объем п. л. + 6 вклеек +1 вкладка — З’Д п. л. =
= 8ув п. л, — 4»/1в б. л. Бесплатно.
Типография треста Росполиграфпром, г. Калуга, пл. Ленина, б.