/





































































Теги: руководство по эксплуатации станки деревообработка
Год: 1984




Текст
№*<
.
• U* <’r
- '• ’<
5 * >8> • •
i -
СТАНОК РЕЙСМУСОВЫЙ
ОДНОСТОРОННИЙ
CP6-9
Министерство станкостроительной^нструиснтальной проиышлс.шоети
ВПО е€ОЮЗДРЕВСТАНКО11РОМ>
Ставропольский станкостроительный завод .
«Красный металлист»
СТАНОК РЕЙСМУСОВЫЙ
ОДНОСТОРОННИЙ
СР6-9
• * •
Руководство по эксплуатации
СР6-9.00.000 РЭ
1984 г.
Руководство к станку не отражает
незначительных конструктивных изменений,
внесенных заводом-изготовителем
после подписания данного руководства
на выпуск в свет.
ГРк "°* РС#СМК°Я“Й односторонний МО.
дели СЮ 9 предназначен для продольной од;
owPXHHo™ft06₽060TKn “ ,,аЗЫе'’ *
хвойных 7™/ и* злп,говок «’ древесины
2олее 15% ,,НЬ,)1 "°Р<>А С вла«"оетыо не
, 1. ОБЩИЕ. СВЕДЕНИЯ О СТАНКЕ
t v1»; Климатическое lie
УХ Л 4 ио-ГОСТ 15150—Б9.
Станок предназначен для эксплуатации »
ве^ил7н“рХуемы^ИпЯ'‘М“Ж "ЛИ Охла*ЛМ“'« «
ни" РУ производствепных помете-
I
исполнение- станка —
Рис. J. Станок рейсмусовый односторонний
модели СР6-9
f
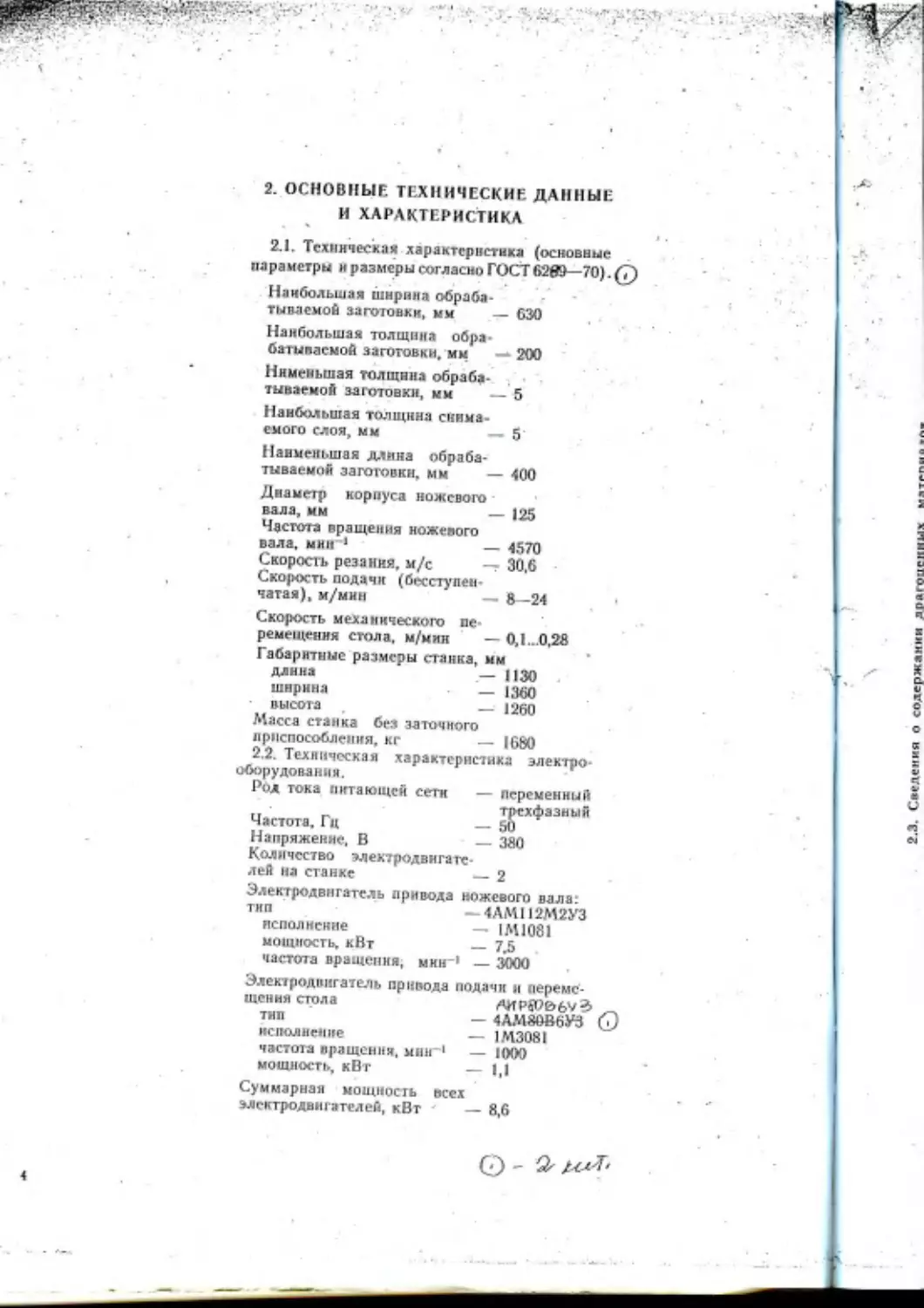
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
И ХАРАКТЕРИСТИКА
2.1. Техническая характеристика (основные
параметры и размеры согласно ГОСТ62ДО—70). (7)
Наибольшая ширина обраба-
тываемой заготовки, мм — 630
’ •
Наибольшая толщина обр.т
батывасмой заготовки, мм —• 200
Ннменьшая толщина обраба-
тываемой заготовки, мм — 5
Наибольшая толщина снима-
емого слоя, мм —5
Наименьшая длина обраба-
тываемой заготовки, мм — 400
Диаметр корпуса ножевого
вала, мм — 125
Частота вращения ножевого
вала, мни 1 — 4570
Скорость резания, м/с -• 30.6
Скорость подачи (бесступен-
чатая), м/мнн — 8-24
Скорость механического пе»
ремгщения стола, м/мин — 0,1..0,28
Габаритные размеры станка, мм
длина —ИЗО .
ширина — 13Ъ0
высота г — 1260
Масса станка без заточного
приспособления, кг — 1680
2.2. Техническая характеристика электро-
оборудовании.
Род тока питающей сети — переменный
трехфазнын
Частота, Гц — 50
Напряжение, В — 380
Количество электродвнгате-
лей на станке — 2
Электродвигатель привода ножевого вала:
— 4АМИ2М2УЗ
исполнение —. IM1081
мощность, кВт — 7.5
частота вращения, мин 1 — 3000
Электродвигатель привода подачи н переме-
щения стола
тип — 4АМ80В6УЗ 0
исполнение — 1M308I
частота вращения, мни-1 — 1000
мощность, кВт — |,1
Суммарная мощность всех
электродвигателей, кВт ' — 8,6
(V) - Q, /
4
2.3. Сведения о содержании драгоценных материалов
Т а.б л и к а 1
4 Наименование Обеим мемве Сборочные едннжды, комплексы, комплекты Масса В 1 QZT., г Масса о нэделяи. г Номер акта Пр!гм₽11ние
обозначение • -1 КОЛ DO HOZ.-JO киыиД, шт,
Серебро Выключатель АЕ-2Ш ЮРУЗ CP64.80.0I0 автсмлткчески! АЕ-202610РУЗ СР6-9.90.010 Выключатель путевой В П15-21623154 УЗ СР8-9.74.С8О Кнопки управления КМЕ 4510У2 СР8-980.020 КМЕ 45О1У2 СР6-9.80.0ЙЭ КМЕ 86О1У2 CPe-9.8Q.COO Микропереключатель МП2302У2 СРб-9.50.000 Переключатель ПЕ061, ПЕ-071 СР6-9.80.000 Пускатель магкитиый ПМЕ 071 СРБ-930010 ПМЕ 11Г СР&-9.Й0010 ПМЕ 211 CP5-9W010 Предохранитель ПРС-6 СРб-9.80.010 1 3.1 XI 2 1,95 3j9 2 ‘ 0L9 1Д . 1 - • 5 0,Св 0,4 * 0,08 0.08 2 0,06 0,16 - - 3 024 , 0,74 - 2 0,34 0,68 • 3 . 4 12.0 3 М 1М - • • I 9.94 9,94 3 . 0,22 0.88 .
49,вй
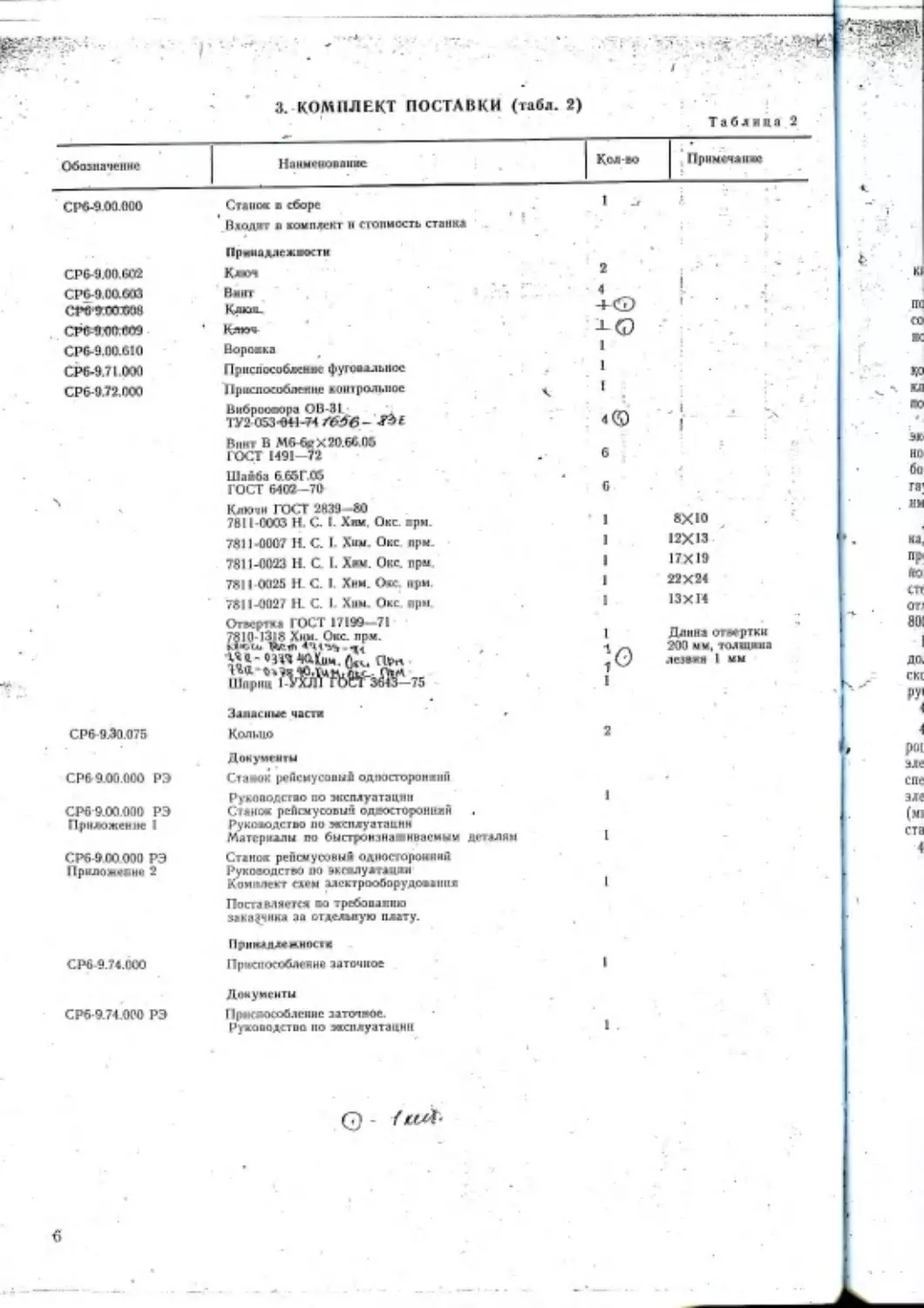
3. КОМПЛЕКТ ПОСТАВКИ (табл. 2)
Таблица 2
Обозначение Наименование Кол-во 1 ♦ Прнмсяанве 1 ° ' • ** *
С 1*6-900000 СР6-9.00 .602 ср^о.оабоз CTfl900WH 0*8-900 №9 . СРб-9.00.610 СРб-9.7 LOOO CP69.72.000 S % • Станок в сборе • •« Плодит в комплект н стоимость станка л • Прмнадлсжаскти Ключ Ни III , s ' • * - Клкл. 1/ — „ Воровка Приспособление фуговальное Приспособление понт рольное Виброоеора ОВ-31 ТУ2 OS3-641-74 /646- Впит В М6^?Х 20.60 06 ГОСТ 1491—72 Шайба 6 65Г Об ГОСТ 6402 -70 Ключи ГОСТ 2Н39 80 7811 0003 И. G 1. Хим Оке ирм. 7X11-0007 В. С. 1- Хим. Оке при. 7811-0023 В. С 1. Хам. Оке. пры 7X11 0025 Н С. 1. Хнм. О« ори 7811-0027 Н. С. 1 Хны Оке лрм Отвергал ГОСТ 17199-71 7810-1318 Хим. Оке. прм. М* u, <41 ъ->, «Х'””!?1»* п»« 1 2 4 XQ 1 I । 4ф 6 6 ’ 1 1 1 1 1 ;о 1 А 7 > । • * 1 « *-4. 1 & * г* • • < 8ХЮ 12X13 17X19 22X24 13X14 Длина отвертки 200 мм, гulmin лешим 1 мм
СР6930.075 Залас нме части • Кольцо 2
СР6 9.00.000 РЭ CP0 900 000 РЭ Приложение 1 <IPS 900 000 РЭ Приложеяи» 2 Документы Ставок рейсмусовый односторонний Руководство по эксплуатации Станок рейсмусовый одвостороннлн . РуК1»одство по эксплуатации Материалы по быстронзнажнвасмыи деталям Станок рейсмусовый од поста рои и кА Руководство по чкевлуатацкм Комплект едем алектрооборудованпл Поставляется во требованию заказчика ла отдельную плату. 1 1 1 »
СМ 9.74.000 ПрИ1МЛЛ«М.И0СЛв Приспособлений заточное 1 •
Документы
СР6-9.74.ОСЧ) РЭ Праилособлспис таточвое.
Руководство по эвсплуатацин I .
4. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
4.1. Требования к помещению для установ-
ки станка.
4.1.1, Станок предназначен для установки в
помещениях, соответствующих классу П—II
согласно «Правилам устройства электроуста-
новок».
4.1.2. В помещении должен быть цеховой
контур заземления, к которому станок под-
ключается при помощи узла заземления, рас-
положенного в нижней части станка. ‘
4.1.3. Помещение должно быть оборудовано
зксгаустерной системой для удаления древес
ной стружки и пыли, образующейся при ра-
боте станка. Для подключения к цеховой экс-
гаустсриой системе в верхней частя станка
имеется патрубок диаметром 170 мм.
Для обеспечения в зоне обслуживания стан-
ки, в соответствии с санитарными нормами,
предельно допустимой концентрации древес-
ной пыли не более 5 мг/м1. эксгаустериая си
стема цеха должна обеспечивать удаление
отходов обработки в количестве не менее
800 кг/ч.
Расчетное количество воздуха для этого
должно составлять не менее 1800 м’/ч, при
скорости воздуха в присоединительном пат-
рубке не менее 21 м/с.
4.2. Подготовка станка к работе.
4.2.1. Нормальное положение дверок элект-
рошкафа — закрытое. Открывание дверок
электрошкафа возможно только прн помощи
специального ключа. При открытых дверках
электрошьафа блокировочное устройство
(м и к ро выключатель) не позволяет включить
станок.
4.2.2. Нормальное положение дверок, за-
крывающих нишу с цепной и клиноременной
.передачами, — закрытое.
При открытых дверках блокировочное уст-
ройство (микровыключатель) не позволяет
включить станок.
4.2.3. Нормальное положение ограждения
ножевого вала (эксгаустериая воронка)
-закрытое прн помощи двух специальных вин-
тов.
Прн открытом ограждении блокировочное
устройство (микровыключатель) не позваля-
ст включим. СТаиок.
4.2.4 Нормальное положение ногтевой за-
щиты — кромки когтей должны быть ниже
плоскости резания на 2 мм (см. рис. 9).
ВНИМАНИЕ! Работать иа станке с подня-
той когтевой защитой запрещается!
4.2 5. Перед началом работы убедиться, «гго
заземление станка исправно, дверки электро-
шкафа, дверки ниши с цепной и клиноремен-
ной передачами и ограждение ножевого вала
находятся к закрытом положении.
4.3. Работа станка.
4.3.1. При смене ножей необходимо отклю-
чить станок вводным автоматическим выклю-
чателем. Смену кожей производить, соблюдая
Особую осторожность. так как ножи имеют
острозаточенное лезвие. Требования безопас-
ности при заточке ножей на поставляемом со
станком заточном приспособлении изложены
в «Руководстве по эксплуатации» заточного
приспособления.
4.3.2. Длина обрабатываемых заготовок дол-
жна быть не менее 400 мм. Разница в толщи-
не одновременно обрабатываемых заготовок
должна быть нс более 4ju^i. о
4 3.3. Прн отключение*- привод» подачи пе-
ребгг изделия составляет не более 0» мм. (О
i /./.•г':-.. • '7
7' '• I '5***г ’ ’• * >•’.
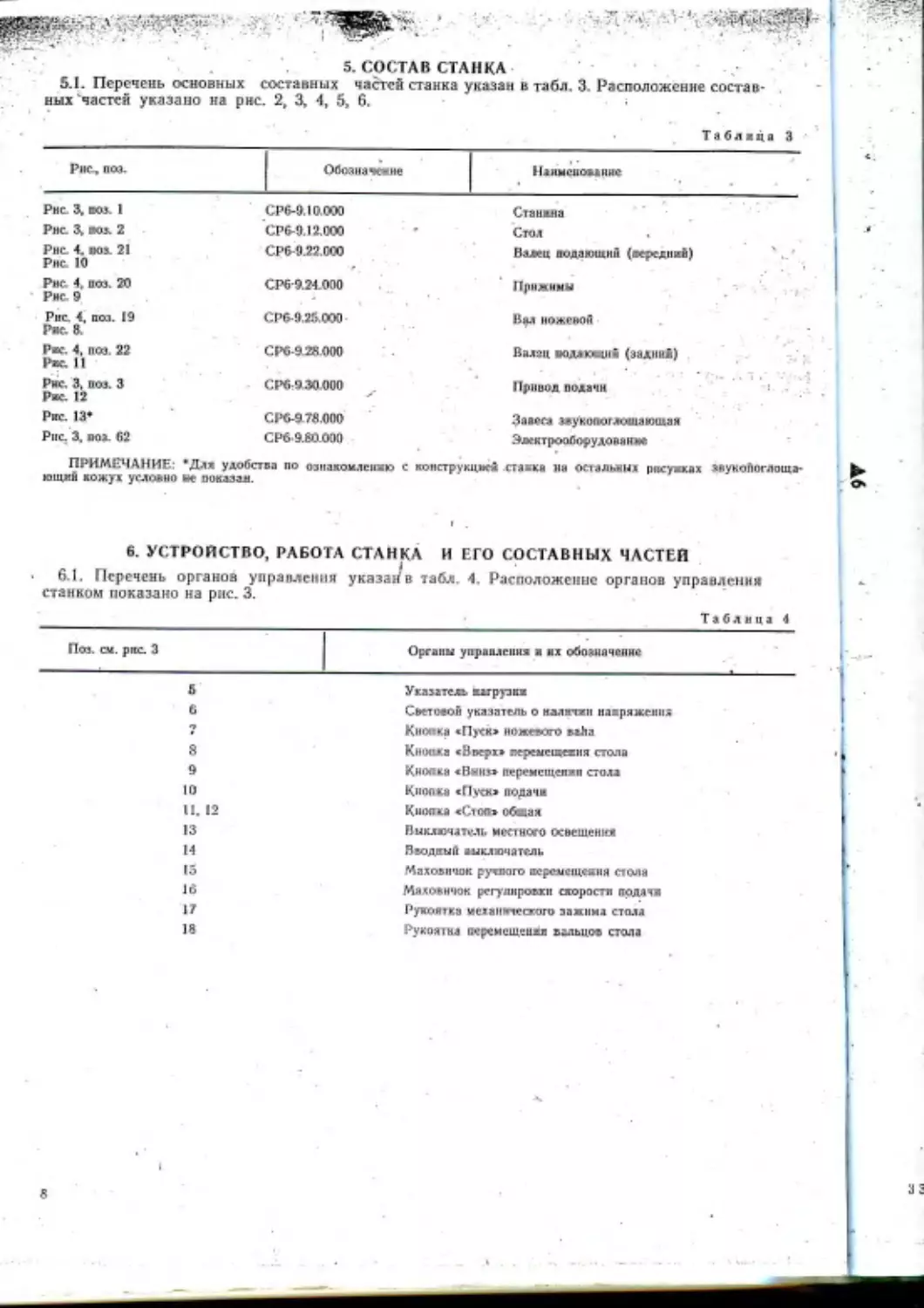
5. СОСТАВ СТАНКА
5.1. Перечень основных составных частей станка указам в табл. 3. Расположение состав-
ных частей указано на рнс. 2, 3, 4, 5, 6.
Таблица 3
Рис, пса. | Обол на «км не Нанмсиожапнс •
Рис 3» во». 1 СРв410000 Станина
Рнс. 3, воз. 2 СР6-9.12.000 Стол
Рнс. 4. вод 21 СРб-9.22 000 • Ч t
Валец пидаюшнп (вереди ин)
Рнс 10 •
Рнс 4, поз. 20 Рис 9 СР69.24.000 Прижимы * * *• “!•••
• < » г <
Рис 4, пои. 19 С.Р6-925000 Вял ноженой
Рае. 8. ♦
Рас. 4, поз. 22 Рмс. 1 1 СР6 92ЯООО Валяй мдахжттй (задний) • - в*
Рис. 3, поз. 3 СРв-930000 Привод подачн ’ • В It - ‘ •• ’• *1. .о* Л
Рас. 12 •
Рис. 13* СРб-9 78.000 Завеса звукотютлошаимиан
Рис. 3. иод 62 СР69.80000 ЭлектрооборудоАяиме •
ПРИМЕЧАНИЕ: ’Для удобства по ознакомлению с конструкцией станка ми остальных рпсужках жукобоглощ»-
клций кожух условно мс показал.
6. устройство, работа станка и его составных частей
1
6.1. Перечень органов управлении указан1 в табл. 4. Расположение органов управлении
станком показано на рнс. 3.
Таблица 4
Пот. си. рнс. 3 Органы упрапленмя а их оболнАченне
8’ Указатель итрркж
6 СветоиоА указатель о наличии накряжеинл
*» Кнопка «Пуск» ножевого ваЛа
8 Кнотта «Вверх» перемсикмия стола
9 Кнопка «Винт» перемстцепяп стола
10 Кнопка «Пуск» подачи
II. 12 Кнопка «Стол* обман
13 Виключатгль местного освешешся
14 Вводный выключатель
13 Маховичок руяиого асрсысщсяня пола
16 Мнховнчок регулировки скорости ПОДАЧИ
17 Рукоятка механичссгого зажима стола
18 Рукоятка псрсмсщсижл вальцов стола
з а
Mu Ла.
J
t- rr7U/9Q
Лереыеще^ие Лале>1^а^
3 3ml 1162
/7ода ч a
Гачка зал и да масла
f с мозга ccnpupoMj
изменение c^opoernu
пода чо
С* о & масла
/про мь/Злга ПОЛОСгтъу/
О с де ipe о и с
9
Тайлицр s
НоимгноЗоиае
6.2. Перечень графических символов, указанных напалке (табл. 5).
Символ
0^ 0 tl
~\(3
Отл-^^о черное поло ъ-е^ие
апгтара/тш
велнзче^^^ос па^о^счие
аппрраrr>Q
6.3. Схема кинематическая принципиальная
• (см. рнс. 6).
6,3.1. Кинематические цели станка осущест-
вляют следующие движения:
1) вращение ножевого вала;
2) вращение подающих вальцов;
’ 3) механическое и ручное перемещение сто-
ла;
4) ручную настройку скорости подачи,
6.4. Описание основных сборочных единиц.
6.4 I. Станина (см. рнс. 3, 4. 5, 6)
6.4.1.1. Станина 1 станка представляет жерт-
вую цельнолитую коробку, Внутри станины, в
центральной нише передней части станка,
установлен бесступенчатый привод подающих
вальцов и перемещен им стола 2.
Регулирование скорости подачи осуществ-
ляется при помощи маховичка 16. располо-
женного н левой части станины. В левой ни-
ше станины расположен электрошкаф. В пра-
вой нише станины размещены цепная переда-
ча 41 прнпода подающих вальцов н кднноре
меннЬя передача 46 привода ножевого вала.
6.4.2. Стол (см. рнс. 7).
6.4.2.1. Стол 1 — чугунный, прямоугольной
формы с направляющими 2 н 3. В столе рас-
положение два гладких вальца 4 и 5. Валец 5
— приводной. Вальцы смонтированы на кача-
ющихся кронштейнах 6. Выставка вальцов по
высоте относительно рабочей поверхности сто-
ла производится эксцентриковым механизмом
7, поворотом рукоятки 8.
Фиксация стола в заданном положении про-
изводится эксцентриковым зажимом поворо-
том рукоятки 9. -
6.4.3. Механизм перемещения стола*.
6.4.3.1. Механизм механического переме-
щения стола состоит из привода 3 (см. рис. 3),
цепной передачи 44 (рис. 5). распределитель
ного вала IX (см. рис. 2), конических пере
дач 23—24. 26—27 передач винт. — гайка
X 25, XI —28.
Ручное перемещение стола осуществляется
маховичком 15 (см. рис. 3), через кулачковую
муфту GO (см. рнс. ь), цепную передачу 59.
Для включения муфты необходимо нажать
на маховичок в осевом направлении.
6.4.4. Блок.
6.4.4.1. Верхняя часть станка 4 (ем рис. 3)
выполнена блочной конструкцией, в которой
размещены (см. рис. 4): ногтевая защита 23.
вальцы подающие - передний 21 и задний 22,
вал ножевой 19, прижимы 26, траверса 24 фу-
говального приспособления. В левой передней
инше блока размещено электропборудованне
пульта управления станком. В левой боковой
нише блока размещено тормозное устройство
ножевого вала, в правой нише — цепная пе-
редача верхних подающих вальцов и клипо-
ременная передача привода ножевого вала.
6.4.5. Вал ножевой (см. рнс. 8).
6.4.5 I. Корпус ножевого вала 1 цилиндри-
ческой формы имеет четыре лаза, размещен
ные параллельно осн вала, н которые уста-
навливаются прямые ножи • 7. Крепление но-
жей ПРОИЗВОДИТСЯ КЛИНЬЯМИ 6 U ВН1ПВМЯ 5.
Выставка ножей осуществляется впита мн 8
10
через гайки 9, Корпус ножевого вала монти-
руется на шарикоподшипниках 2, размещен-
ных в цилиндрических опорах 3 и 4. На стан-
ке ножевой вал устанавливается в расточках
блока 4 (см. рнс. 3). Вращение ножевого ва-
ла осуществляется от электродвигателя 47
(см, рис. 5) клиноременной передачей 46.
Электродвигатель установлен на качающейся
плите 49.
6 4.6. Прижимы (см. рис. 9). >
6.4.6.1. Передний прижим 1 служит для со-
здания подпора волокон древесины в месте
выхода ножа из материала и предупреждения
заколов.
Передний прижим — секционный. Прижим-
ная губка переднего прижима состоит из уз-
ких секций. давление каждой секции осущс-
' ствляется пружиной 3. Все секции размеща-
ются на оса
Задний прижим представляет собой сплош-
ную балку. Передний н заДний прижимы мон-
тируются на щеках 5 н 6 и имеют возмож-
ность поворачиваться на фланцах ножевого
вала относительно его осн.
6.4.7. Механизм подачи.
Механизм подачи станка — вальцовый.
Верхние подающие вальцы размещены в бло-
ке станка и состоят нз переднего секционного
21 и заднего гладкого 22 вальцов (см. рис. 4).
Нижние пальцы — гладкие и установлены
в столе (см. рнс. 7).
Секции I (рнс. 10) переднего подающею
вальца монтируются на валу 2. Вал 2 враща-
ется на шарикоподшипниках 3, установленных
в кронштейнах 4 и 5. Кронштейн 4 качается
на промежуточной втулке 6. установленной в
, блоке станка, кронштейн 5 — на втулке 7,
смонтированной в щеке 8. На валу 2 имеются
продольные прорези — канавки, в которых
размещаются упорные планки секционных
колец I.
Когтемя защита К) установлена на оси 11.
Подъем когте вой защиты производится пово-
ротом оси II. Пружина 12 возвращает когте-
вую защиту 10 в рабочее положение.
Задний подающий валец I (см. рис. 11) вы-
полнен гладким н вращается на шарикопод-
шипниках 2» установленных в кронштейнах 3
н 4. Кронштейн 4 жестко связан с осью 5, ко-
торая одним концом опирается во втулке 6,
уста поил ей ной в щеке 7, другим — во втулке
8. установленной в блоке станка.
Прижим верхних подающих вальцов к за-
готовке осуществляется тягами 27 к 32 (см.
рис. 4), усилие прижима регулируется винтом
30 и гайками 33, сжимающие пружины 29 и
34.
Вращение подающих вальцов и перемеще-
ние с¥ола вверх и вниз осуществляется от бес-
ступенчатого привода подачи 3 (см. рис. 3),
через цепные передачи 41 и 44 (см. рис. 5).
6.4.8. Привод подачи (см. рнг. 12).
6.4.8.1. Бесступенчатый привод подачи со
стоит из электродвигателя 1, механического
вариатора 2. редуктора 3» смонтированных на
одной плите 23.
Z. ’ ..* •
От электродвигателя 1 через муфту 24. ко-
нусный диск 4 вращение передается валу 5.
Далее через зубчатые передачи б, 7, 8, 9 и 12
вращение передается валу 10 и от звездочки
13 — цепной передаче 41. При включении
электромагнитных муфт 14 нлн 18 вращение
от вала 16 и звездочки 17 передается цепной
передаче 44 — происходит перемещение стола
вверх или вниз. Изменение частоты вращения
привода (т. е. получение необходимой скоро-
сти подач к) достигается перемещением конус-
ного диска 4 относительно контактного коль-
ца 20. Перемещение осуществляется махович-
ком 16 (см. рнс. 3).
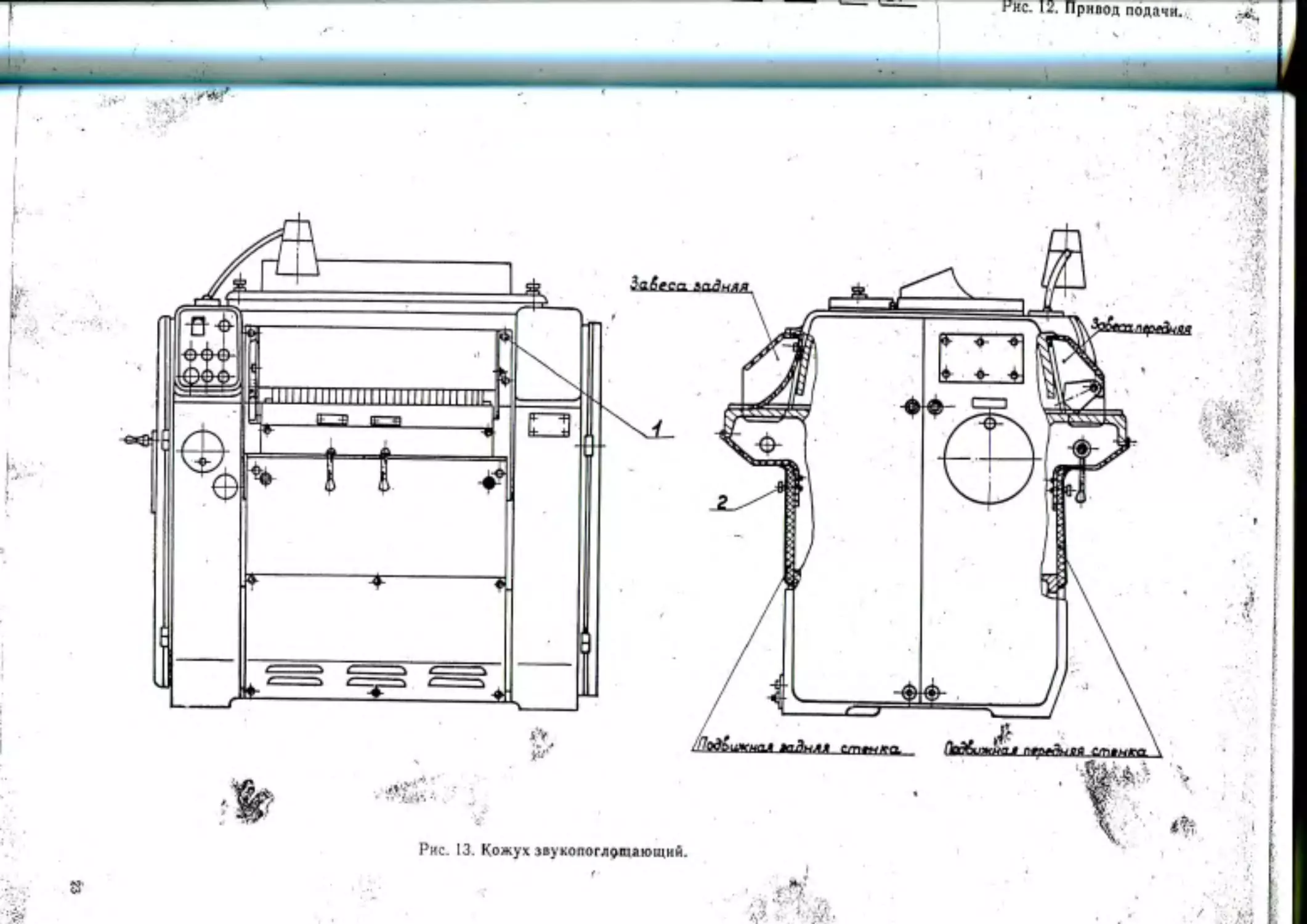
6.4,9. Завеса звукопоглощающая (рис. 13).
Для снижения уровня звука спереди и сза-
ди станка ' устанавливается звукопоглощаю-
щая завеса, передняя и задняя подвижные
стенки,
Завесы кренятся к блоку нйнтами 1. В пе-
редней завесе установлены подвижные секто-
ры. Внутренние стенки завесы облицованы
звукопоглощающим материалом. В задней за-
весе установлена штора из звукопоглощаю-
щего материала.
Передние и задние подвижные стенки кре-
пятся к столу винтами 2.
6.4.10. Принадлежности к станку.
6.4.10.1. Приспособление заточное.
Для заточки ножей, установленных л поже-
ним валу станка, служит заточное приспособ-
ление.
Все- вопросы, касающиеся эксплуатации н
работы заточного приспособления, см. в ру-
ководстве по эксплуатации СР6-9.74.000 РЭ.
6.4.10.2. Приспособление фуговальное (см.
ряс. 14).
Приспособление фуговальное предназначе-
но для доводки лезвий заточных ножей мелко-
зернистым абразивом с целью повышения ка- -
чсства режущей поверхности.
При вращении головки нониус кого устрой-
ств б по часовой стрелке или против часовой *
стрелки происходит перемещение пиноли 2 со
шлифовальным бруском 5 относительно кор-
пуса I. Величина перемещения фиксируется
делением ноняусного устройства. Цепа деле-
ния 0,1 мм.
6.4.10,3. Приспособленке контрольное (см. •
рис. 15).
Приспособление контрольное предназначено
для устанонкн режущих кромок ножей отно-
сительно оси вращения ножевого вала на диа-
метр резв инн 128.1.0,5 мм.
Приспособление контрольное состоит из
корпуса I, индикатора часового типа 2 и го-
ловки 3.
При устаионкс приспособления на корпус
ножевого вала происходит контакт головки 3
с лезвием ножа Разность показателей инди-
катора в крайних точках ножа не долхена пре-
вышать 0,05 мм.
Рис. 2. Схема кинематическая принципиальна»».
12
Рис. 4. Расположение составных частей и органов управления.
1<
Рнс 5. Расположение составных маетен и органов управления.
IS
’•О
3 Зе» 1162
гиг. о, Расположение составных частей и органов управления
Рис. 8. Вал ножевой.
Рис. 10. Валец подающий передний.
Рис. 12. Привод подачи
Рлс. 14. Приспособление фу (овальное.
Рнс. 15. Приспособленке контрольное.
4 Энс. 1НУ
25
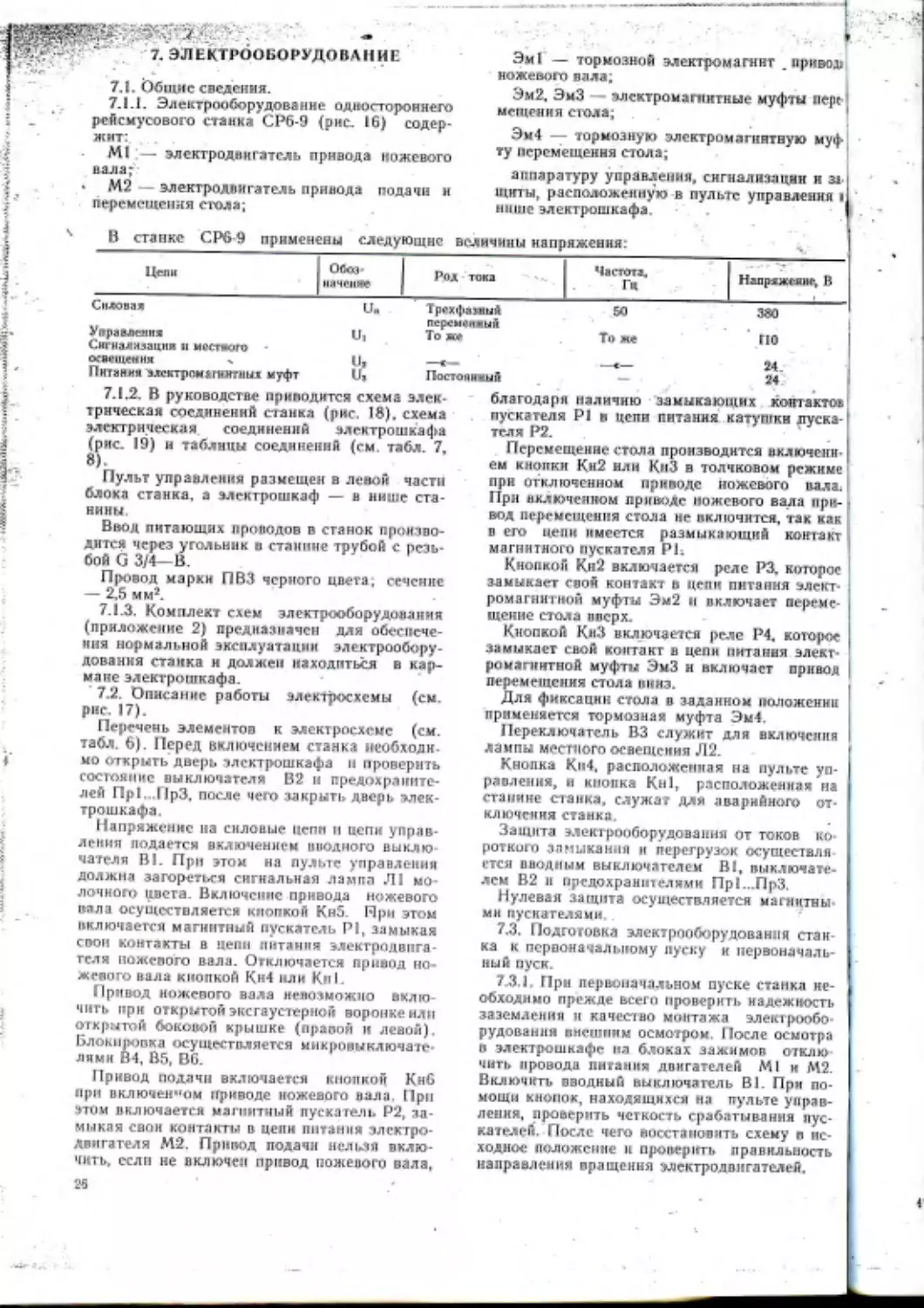
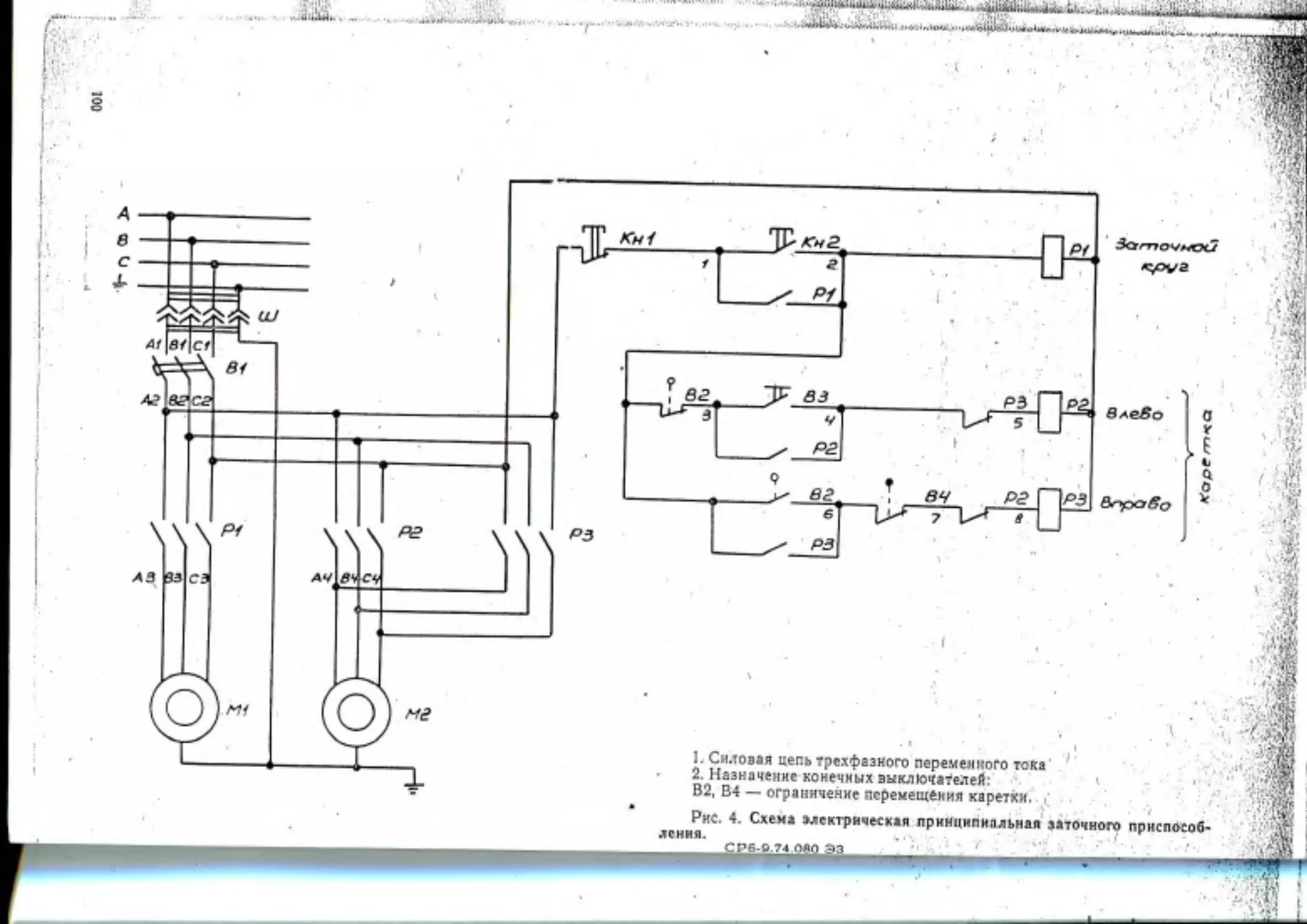
7. ЭЛЕКТРООБОРУДОВАНИЕ
7.1. Общие сведения.
7.1.1. Электрооборудование одностороннего
рейсмусового станка СРб-9 (рис. 16) содер-
жит:
Ml ;— электродвигатель привода ножевого
вала;
М2 — электродиигатель привода подачи и
перемещения сюда;
В станке СР6 9 применены следующие величины напряжения:
Цели ОДаг пячен ЯЯ Род така Частота. Гц Напряжение, IT
Силовая и. ТрсхфзяшА переыаияый 50 3*0
Управления Сигнализации и мостмиго - и. То же То же ПО
освещении * и» < 1 —<— 24.
Питании электромагнитных муфт и> Постоянный — . 24:
элек-
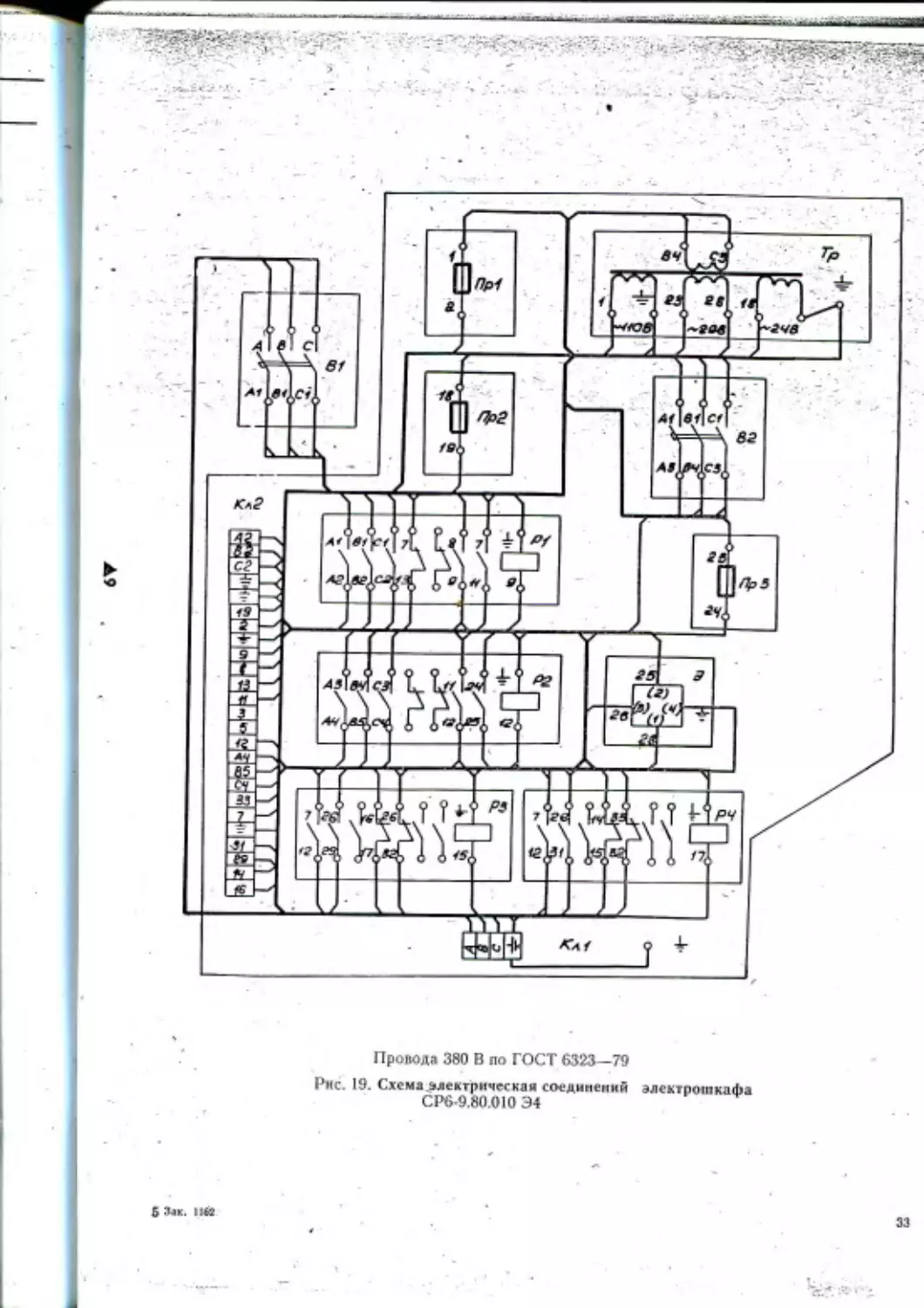
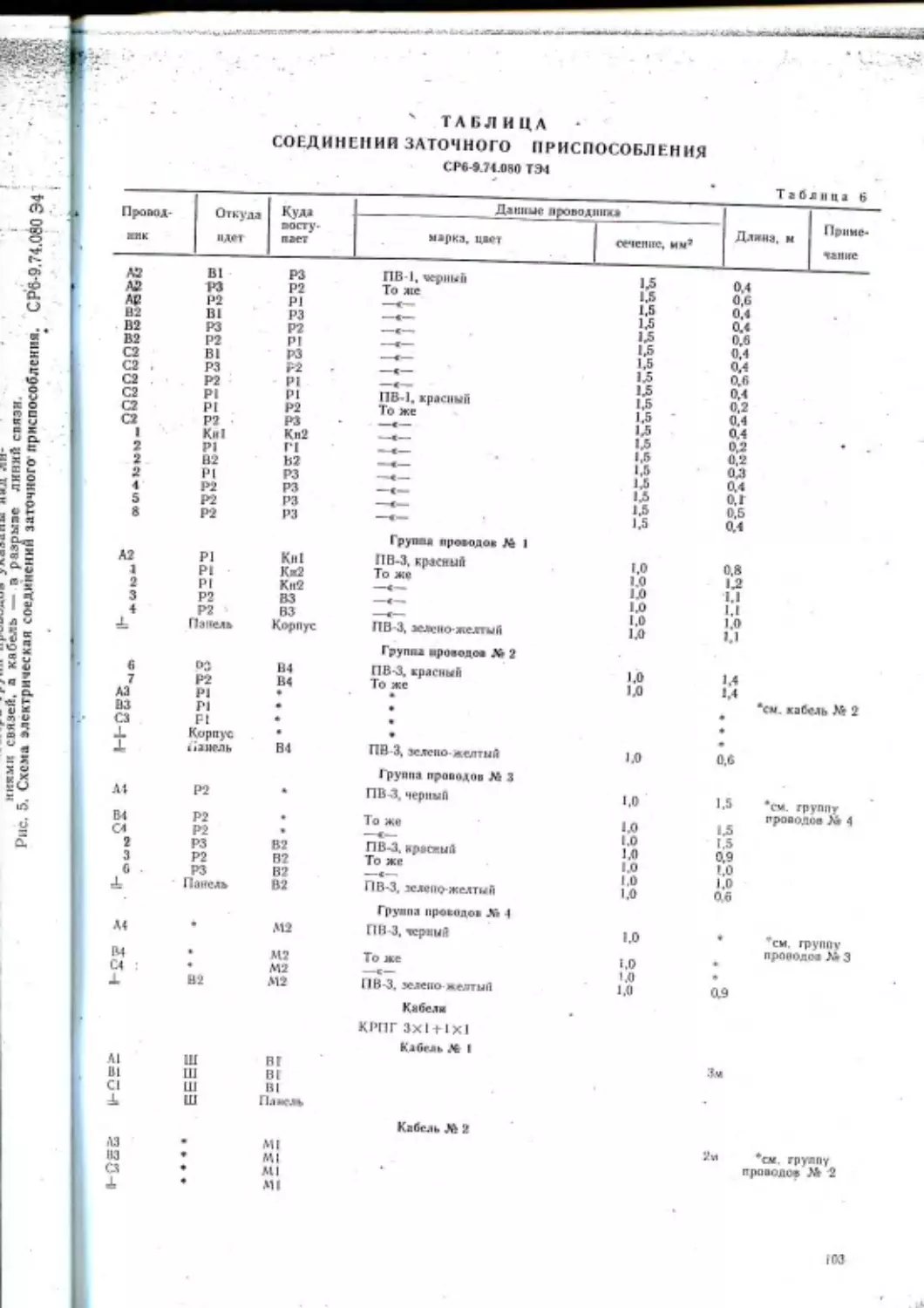
7.1.2. В руководстве приводится схема
трнческая соединений панка (рис. 18). схема
электрическая соединений электрошкафа
(рис. 19) и таблицы соединений (см табл. 7,
8).
Пульт управления размещен в левой части
блока станка, а электрошкаф — в нише ста-
нины.
Ввод питающих прополов в станок произво-
дится через угольник и станине трубой с резь-
бой G 3/4—В.
Провод марки ПВЗ черного цвета, сечение
— 2,5 мм2.
7.1.3. Комплект схем электрооборудования
(приложение 2) предназначен для обеспече-
ния нормальной эксплуатации электрообору-
дования станка н должен находиться в кар-
мане электрошкафа.
7.2. Описание работы электтмкхсмы (см.
рис. 17).
Перечень элементов к элсктросхеме (см.
табл. 6). Перед включением станка необходи-
мо открыть дверь члектрошкафа н проверить
состояние выключателя В2 и предохраните-
лей Пр1..,11рЗ, после чего закрыть дверь элек-
трошкафа.
Напряженно на силовые цепи и цепи управ-
ления подается включением вводного выклю
чателя В!. При этом на пульте управления
должна загореться сигнальная лампа Л1 мо
ночного цвета. Включение привода ножевого
вала осуществляется кнопкой Кн5. При этом
включается магнитный пускатель PI, замыкая
свои контакты в цели питания электродвига-
теля ножевого вала. Отключается привод но-
жевого вала кнопкой Кн4 или Kill.
Привод ножевого вала немолможио вклю-
чить при открытой эксгауперной воронке или
открытой боковой крышке (правой к левой).
Блокировка осуществляется микрпвыключате*
ля мн В4. В5, BG.
Привод подачи включается кнопкой Кнб
при включенном приводе ножевого нала, При
этом включается магнитный пускатель Р2, за-
мыкая свои контакты в цепи питания электро-
двигателя М2. Привод подачи нельзя вклю-
чить, если не включен привод ножевого вала.
Эм! — тормозной электромагнит .привоз)
ножевого вала;
Эм2, ЭмЗ — электро магнитные муфты пере ’
мещення стола; .
Эм4 — тормозную электромагнитную муф-
ту перемещения стола;
аппаратуру управления, сигнализации и зл
пипы, расположенную в пульте управления il *
нише электрошкафа.
наличню замыкающих контактов
Р1 в цепи питания катушки луска-
6лагодаря
пускателя
теля Р2.
Перемещение стали производится нключенн
ем кнопки Кн2 или КпЗ в толчковом режиме
при отключенном приводе ножевого вяла.
При включенном приводе ножевого вала при-
вод перемещения стола иг включится, так как
в его цени имеется размыкающий контакт
магнитного пускателя PL
Кнопкой Кн2 включается реле РЗ. которое
замыкает свой контакт в цепи пнтання элект-
ромагнитной муфты Эм2 и включает переме-
щение стола пперх.
Кнопкой КиЗ включается реле Р4. которое
замыкает свой контакт в цени питания элект-
ромагнитной муфты ЭмЗ и включает привод
перемещения стола вниз.
Для фиксации стола о заданном положении
применяется тормозная муфта Эм4.
Переключатель ВЗ служит для включения
лампы местного освещения Л2.
Кнопка Ки4, расположенная на пульте уп-
равления, и кнопка Кн1, расположенная на
станине станка, служат для аварийного от-
ключения станка.
Защита электрооборудования от токов ко-
роткого замыкания и перегрузок осуществля
ется вводным выключателем BI, выключате-
лем В2 и предохранителями Пр1...ПрЗ,
Нулевая защита осуществляется магнитны-
ми пускателями
7.3. Подготовка электрооборудования стан
ка к первоначальному пуску и первоначаль-
ный пуск.
7-3.1. При первоначальном пуске станка не-
обходимо прежде всего проверить надежность
заземлении н качество монтажа электрообо-
рудования внешним осмотром. После осмотра
в электрошкафе ил блоках зажимов отклк»
чить провода литания двигателей Ml и М2.
Вклинить вводный выключатель В1. При по-
мощи кнопок, находящихся на пульте управ-
ления, проверить четкость срабатывания пус-
кателей. После чего носстановнтъ схему н ис-
ходное положение н проверить правильность
направления вращения электродвигателей.
26
1. Силовая цепь трехфазного переменного тока.
2. Назначение конечных выключателей-,.
В4. В5 — блокировка боковых крышек;
В6 — блокировка эксгаустер кой воромкн. ,
3. Номера цепей, оканчивающиеся нулем, резерв-
ные.
Рис. 17. Схема электрическая принципиальная
СРб-9 80.000 ЭЗ. . . ,
/ . —
' •
* • • • , Д
________
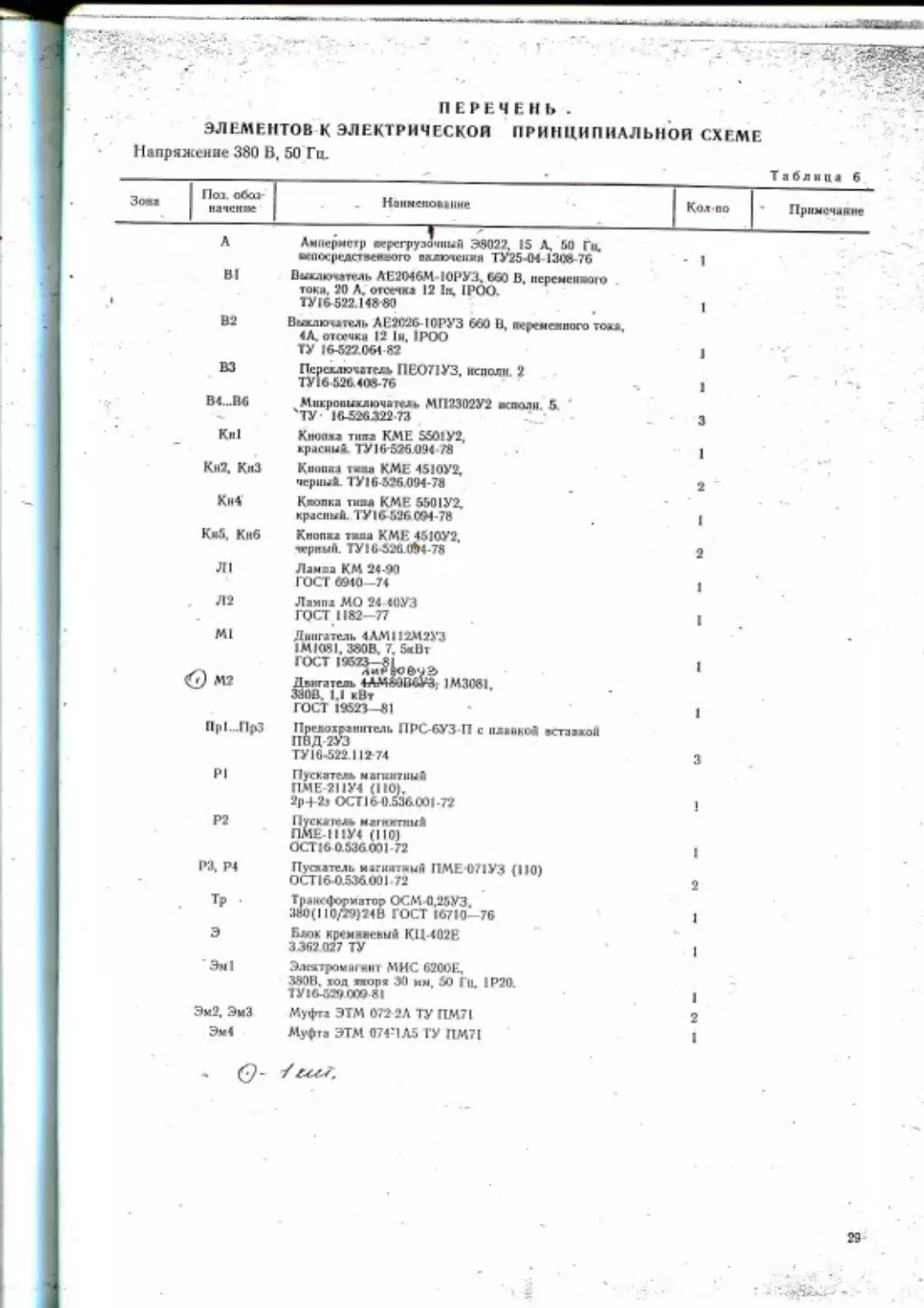
ПЕРЕЧЕНЬ .
ЭЛЕМЕНТОВ К ЭЛЕКТРИЧЕСКОЙ ПРИНЦИПИАЛЬНОЙ СХЕМЕ
Напряжение 380 В, 50 Гц.
Таблиц* б
3 1 Пои. обоз начсние Нанмеяомнне | Кол по Примечание
А Амперметр перегрузочный 38022, 15 А, 611 Гц, »||<> |1сдствея»ого включения ТУ 25-04 13(Ж 76 - 1 • ч
В1 Выключатель АЕ2О46М«ЮРУЗ, 660 В, псрсыспжно токи. 20 А, отсечка 12 Ik, 1РОО ТУ 16 522.148 80 1
В2 Выклюмтель АК2026 ЮРУЗ 660 В, ясремеяного то**, 4А отсечки 12 1н. IPOO
ТУ 16-522 064 82 1 1
ВЗ Переключатель ПЕО71УЗ. исцолн. 2 ТУ16 526408-76 1 1
В4...В6 Мнкроныключатель МП2302У2 жполн. 5 * ТУ 16-526322 73 3
Ки1 Кнопка типа КМЕ 5501У2, красммД ТУ 16 526 094 78 1
Кн2, КнЗ Кноппа тквм КМЕ 4510У2, черны! ТУ 16 526 094-78 2 "
Кн4 Иконка типа КМЕ 5501У2. красный. ТУ 16 526 094 78 1 * * а
КвГ>. Кнб Кнопка тжля КМЕ 451ОУ2, яерныб. ТУЮ 526.(814-78 2 *
Л1 Ламла КМ 24-90
• ГОСТ 6910-74 1
Л2 Лампа МО 24 40УЗ ГОСТ 1182 77 1
Ml Диигатсл!. 4АМП2М2УЗ IMI081, 380В, 7. 5кВт ГОСТ 19623-.? С*, | •
ДМРДО&Чл
М2 Двигатель ♦АМееЭПбУЗ. 1M306I, Й0В, 1,1 кВт ГОСТ 19523—81 1 •
Пр1...ПрЗ Прелохраннтс,11. ПРС-6УЗ-П с планкоА встаажоЛ ПОД 2УЗ
ТУ 16*522.112-74 3
р| Пускатель магшпннА П.МЕ 2НУ4 (П0>. 2р+2з ОСТ 16 0.536.001-72 J
Р2 Пуска гель магмктми* ПМ1. Н1У4 (II0J ОСП6 0.536001 72 1
РЗ, Р4 Пускатель иагнятнмй ПМЕ 071УЗ (ПО) OCTI6 0.536001 72 2
Тр • Трит-форматор ОСМ 0.25УЗ. 380(110/29)24В ГОСТ 16710-76 1
Э Блок кромигкый КЦ-4П2Е 3362 027 ТУ 1
Эя1 Электрон ж ян । МИС 620ОЕ, -VK1H. ход якоря 30 мм, АО Гц. IP20. ТУ164ОТГЮ0Я1 1
Эи 2, ЭиЗ Муфта ЭТМ 072 2Л ТУ ПМ7| 2
Эм 4 Муфта ЭТМ 074ИЛ5 ГУ ПМ71 1
Провода SSO В по ГОСТ 6323—79
Ряс. 18. Схема электрическая соединений станка
СР6-9.80.000 34.
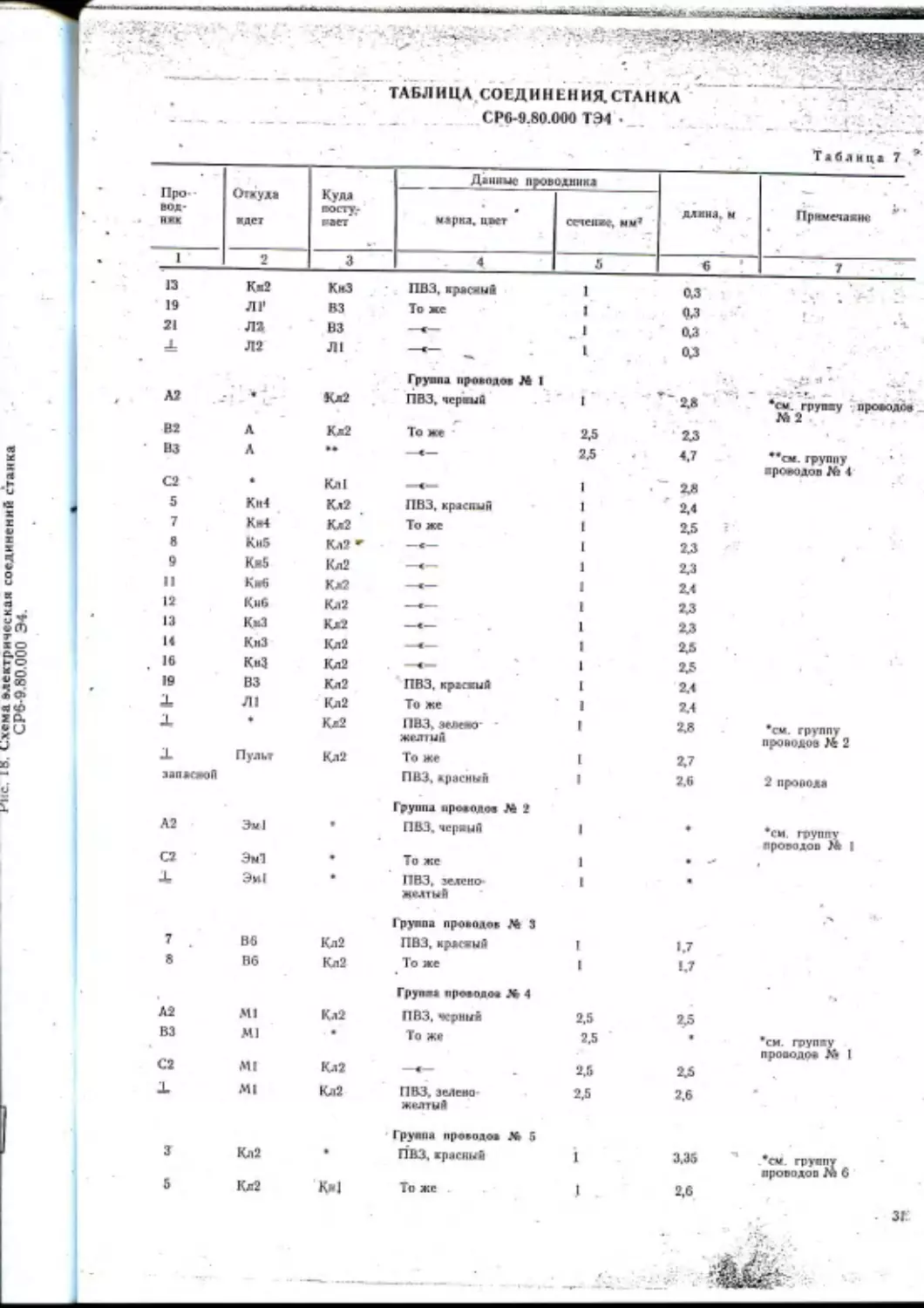
ТАБЛИЦА СОСДННЫ1ИЯ.СТАНКА СР6-9.80.000 ТЭ4 . Таблица 7
Про • вод- ник Откуда идет Куда жэсгу- с | Данные приводмнка длина, м V Прнмечакж:
марка, цвет • *4* сечена?, мм’
1 2 3 4 5 6 7
13 Кн2 КмЗ ПВЗ, красны! 1 оз 19 Л Г ВЗ То же 1 flj 31 Л2 * ВЗ 1 ' 0,3 X Л2 Л1 . —г- 1 | . 03 Группа проводов № 1 . i# ” •<-; • - - ’ ПВЗ, черный . - | 2,8 «сы группу • преподов № 2 . 82 Л Кл2 То же * 2,5 * 7,3 В® А —а— 2,5 « 4,7 _ • **сы. группу . • проводов № 4 С2 • Кл [ »« | 2,8 5 Кп4 Кл2 ПВЗ, красный | 2,4 7 КМ Кл2 То же 1 2,5 « 8 Кн5 Кл2*’ - —«— 1 2.3 9 КнЬ Кл2 — <— 1 2,3 ч КМ) Кд? 1 2.4 12 Кмб Кл2 —<— | ад 13 КмЗ Кд2 -«- . | 2.3 14 КмЗ Кл2 —«— 1 2,5 . 18 КмЗ Кл2 . —' 1 2Л 19 ВЗ Кл2 ПВЗ, краежый | 2.4 X Л1 Кл2 То же 1 2,4 X * Кд2 ПВЗ, эелеао 1 2.8 *см. группу жалтмА проводов № 2 X Пульт Кд2 То же 1 2,7 запаооП ПВЗ, красный I 2.6 2 провода Группа прооодоо № 2 А2 • Эм1 • ПВЗ. чсрвмЛ 1 ♦ *см группу лротюдоп М 1 С2 Эм! • То же 1 • ** « X Эи1 • ПВЗ, зелено' | • желтый • 1 руппа промолов М 3 7 , В6 Кд2 ПВЗ, крагпый | | j ® В6 Кл2 То же | |Д Группа прооодм М 4 ’ А2 Ml Ка2 ПВЗ, верны! 2.5 2^5 ВЗ Ml * То же 2,5 • ’см. группу проводом Х« | С* Ml М2 -о- . 2,5 2^5 X Ml М2 ПВЗ, зелено 2,5 2,6 жклтыА Группа проводом .4» 5 3 Кл2 • ПВЗ, мрасныв 1 3,35 группу проводоп Jv» б
I 2 3 1 • 5 6 .
• • ,Т‘*Ч
* • Трупа проколов № 6 •
3 • • В5 ПВЗ, красный 1 •
•см группу проводов № 5
> 4 Ml ♦ • В5 То же 0,75 •
» Группа проводов № 7 • •
29 М2 М5 ПВЗ, синий 1 2.G г ,, 4
31 М2 Клй То же 1 2.6 ’ •• • •• —
33 K<2 М5 —в— г 2.6 • . т
X Ml Коробка ПВЗ, зелено- 1 у 2,6 ъ •
• желтый
* % Трупа* проводов Л» 8
33 X MR коробка Эм 4 Эм 4 • . . 0.75 ... 0,75 • е *П|НЖОД МОДН1 в комплект
• г • ЭТМО74—1А5
Группа проводов М 9 •
29 M5 Эм 2 ПВЗ. снинй - 1 0,6 В
31 Кл5 ЭмЗ То же 1 . 0,6
Трулла проводов J4 10
2 М2 в< ПВЗ, красный 1 1.6
3 Кл2 В4 То же • 1 1,6
Группа приводов № И
A4 М2 Кл2 ПВЗ, черный 1 2.5
Bfi М2 М2 То же 1 2,5
C4 М2 М2 —<•— 1 2.5
X М2 Mi ПВЗ, лелгни- 1 2,6 X
желтый е
32
Провода 380 В по ГОСТ 6323—79
Рис. 19. Схема электрическая соединений алектрошкафа
СР6-9.80.010 34
Б Змс. ик
33
.ТА V ‘ ... . - 's - *’Л' - ТАБЛИЦА СОЕДИНЕНИЯ ЭЛЕКТРОШКАФА Ъ*6 «Л0.010 ТЭ4 •
• • • • » Табл in 8
Откуда Кудл • . посту Джины** нрожодннка
Провод* марал, цпст • • • •• Длина, м Примечание
ник идет паст сечение, мм7 •
• - Ж •
. Л Кл1 А1 ’ В1 Al Р1 А2 Р1 АЗ • - В2 .: А4 Р2 В Кл1 • .. ВГ .. _В1 < * „ ,Р1 * В2 • Р1 134 В2 В4 - В2 В5 Р2 С Кл1 CI П1 С1 Р1 С2 Р1 СЗ В2 а : В2 С4 Р2 г Т? ♦ < - 1 Itol * Л PI В| Р1 В2 Кл2 ’ * . Р2 . Кл2 ' В1 Р1. , В2 . Кл2 Р2 . .. V Bi- ni В2 . : Кл2 Р2 1&2 ПР1 К.12 Р2 ПВЗ. Черный То же IIBI. черный То же \ —«— ПВЗ, терний .* То же , ПВ1, .черный То же ПВЗ, черный То же . 1IB1, черный То же ПВ1, красный То же IIBI, зелено желтый 2.5 2^ * IJ5 1Д 1.5.. 1<5 2Л 2Л * ’4 : • 1Л" > 1J5 , М 1Л 2* 2.5 1Л 13 1.5 1.5 1Д 1.5 1.5 1.5 1.1 ол ал (1.4 ад 0.3 ' 1.3 ал • (№ 0.4 0.3 • ол од 13 0.5 ол 0.4 ОД ОД 0.3 од 0.4 0.15 • • t -% •
। Р2 Р4 То же 1.5 0.3 •
1 Р4 РЗ —<— 1.5 ОД .
JL РЗ Кд2 —«— гл од • •
X Тр PI —«— ГЛ ОД
7 РР PI ПВ1, красный ГЛ 0.15
7. PU Р4 То же ГЛ 0,5
7 Р4 РЗ —<— Г.5 0,2
7. РЗ Кд2 —«— ГЛ од
8 РГ Кл2 —«— ГЛ 012
9 Р1 PI ГЛ 0.15 •
*9 Р1 Кл2 • II м Г.5 0.3
11 Р1 Р2 —<— Г.5 ОД
11 Р? Кл2 —«— ГЛ 0.3
12 Р2 Р2 —«— ГЛ 0.15
12 Р2 Р4 —«— 1Л 014
12 Р4 РЗ —«— ГЛ 0.2
12 Р2 Кд2 —«— Г.5 0.5
13 PI К.12 —с— гл од
14 Р4 Кп2 —<— ГЛ 03
15 РЗ Р4 —«— ГЛ од
16 РЗ Кл2 —4— 1Л ОД
17 * РЗ Р4 —«— • 1Л 03
16 Тр Пр2 —«—• Г.5 0.3
19 Пр2 Кл2 —<— 1Л ад
J_ Тр КлЭ ПВ1, красный гл од
23 Тр Пр2 То же ГЛ 0.7
24 ПрЗ Р2 —<— ГЛ 0.3
25 P2i Э —<— гл од
26 РЗ РЗ ПВ1, синий гл 0.2
26 * 1*3 Р4 То же ГЛ 0,2
26 Р4 Э —<— ГЛ 0.2
28 Тр Э ПВ1, красный 1Л од
29 РЗ К.л2 ПВ1, синий Г.5 «л
31 Р4 Кл2 То же ГЛ 0,3
32 1*3 Р4 1Л 0.1’
33 Р4 КЛ2 —«— 1Л од
J. электро- шжлф КлГ ПВ1, WJWHO- жолтмй 1Л 0.4
X Э Кл2 То же 1Л 0.6
д. Кл! Кл2 —«— 1Л 1.0
X тр .Кл2 —<— 1Л 1.0
34
8. СИСТЕМА СМАЗКИ
8.1 . У катание по обслуживанию.
8.1 J. Перечень точек смазки стайка приве-
ден в табл. 9. Перед первоначальным пуском
станка необходимо в редуктор привода пода-
чи залить масло турбинное Ти. Контроль
уровня масла — по маслпуказателю.
Направляющие станины протереть ветошью
н нанести тонкий слой масла турбинное Tw
Во время эксплуатации станка производить
смазку точек станка согласно указаниям, при-
веденным в табл. 9, •* ,.Л‘ г.’
Особенно внимательно нужно следить за
состоянием смазки подшипников ножевого
вала.
Установившаяся избыточная температура
нагрева наружной поверхности корпусов под-
шипниковых опор ножевого вала не должна
превышать 55°С. Для остальных механизмов
эта температура не должна превышать Э0“С.
Перед фуювкой ножей на ножевом валу
необходимо предварительно протереть направ-
ляющую фуговального приспособления Ч по-
следующим нанесением тонкого ' слоя < масла j
турбинное Тй на контактирующую поверх-
ность. • ’ • • • . . <• •- •_
При смене масла в редукторе привода по»
дачи, перед заливкой свежего масла, реко-
мендуется промыть редуктор керосином или
бензином растворителем (уайт-спиритом). Пе-
ред зал инкой в редуктор масло должно быть
профильтровано.»
Цепи смазывать так. чтобы масло попало
-между шарнирами цепи. осями и роликами.
Рекомендуется одни раз в год цепи сни-
мать. промывать в керосине или бензнне-рас-
творнтсле (уайт-спирите) до полного удале-
ния старой смазки. , . . . ./ ’t-
затем цепн погружаются на один час в по-
догретое масло турбинное Т».
На место цепн устанавливать можно после
того, как с цепей стечет избыток масла.
9. ПОРЯДОК УСТАНОВКИ
9.1. Распаковка.
9.1.1. Во избежание повреждений деталей
стайка при распаковке вскрытие ящика про-
изводить и следующем порядке: в начале сни-
мается верхний щит ящика, а затем — боко-
вые.
После вскрытия упаковки следует прове-
рить наружное состояние узлов и деталей
станка, наличие всех принадлежностей и дру-
гих материалов согласно комплекту поставки.
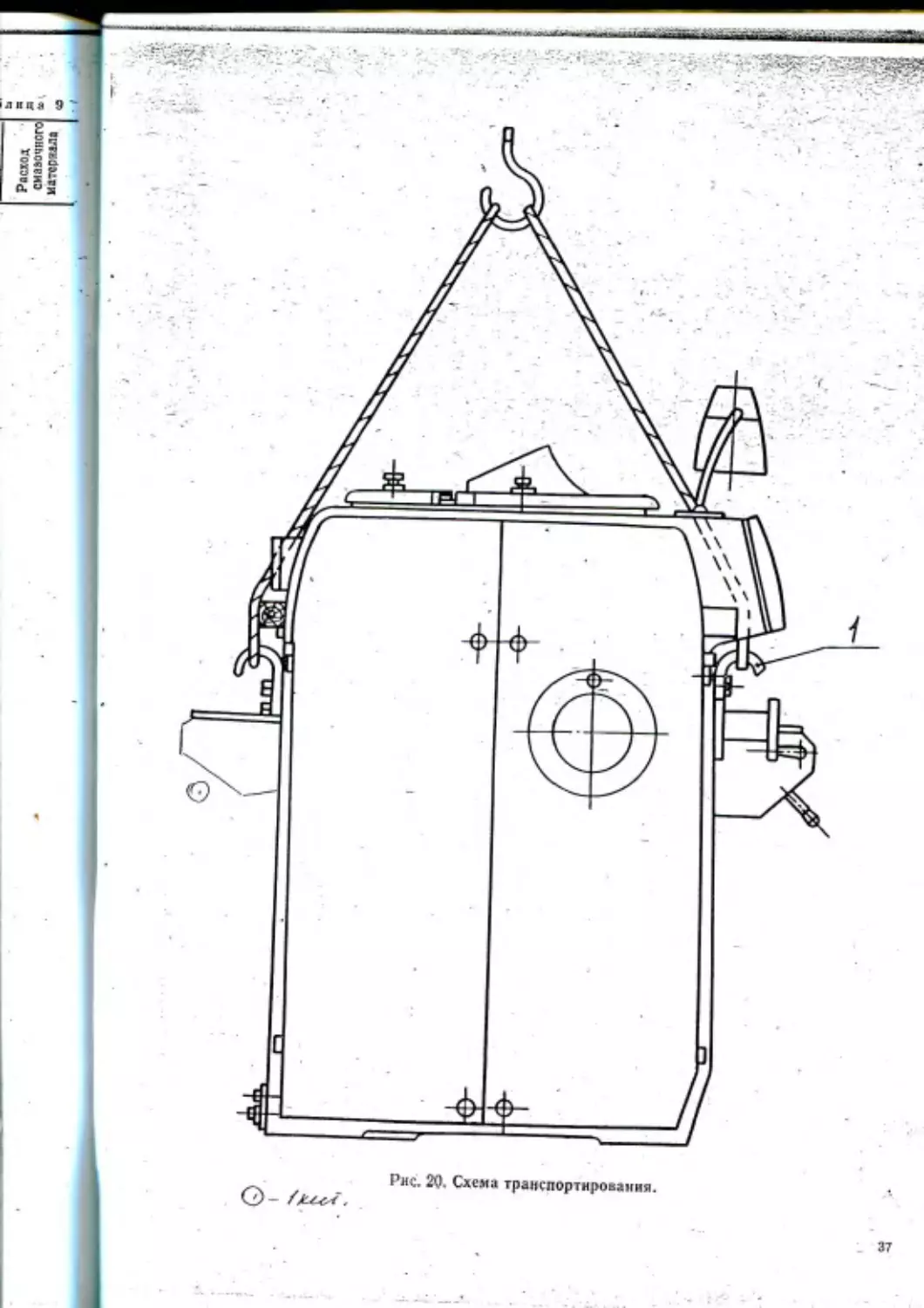
9.2. Транспортирование
9.2.1. При транспортировании станка соглас-
но схеме транспортирования (см. рнс. 20) ка-
наты (тросы) должны зачаливаться за имею-
щиеся на станке крюки. Во избежание по-
вреждения окрашенных поверхностей станка
в местах касания каната рекомендуется под-
кладывать деревянные бруски или другие мяг-
кие материалы.
Для улучшения внешнего вида после уста
ковки станка крюки (см. рнс. 20) рекоменду-
ется снять. Образовавшиеся отверстия за-
крыть винтами СР6 9.00.603, которые имеют-
ся в комплекте поставки станка.
9.3. Монтаж.
9.3.1. Перед установкой необходимо тща-
тельно очистить станок от антикоррозийных
покрытий, нанесенных на открытые, а также
закрытые кожухами, крышками необработан-
ные поверхности. Предварительная очистка
станка производится деревянной лопаточкой,
а оставшаяся смазка с наружных поверхно-
стей удаляется чистыми салфетками, смочен-
ными бензином-раствори гелем (уайт-спири-
том).
Во избежание коррозии механически обра-
ботанные поверхности покрыть тонким слоем
масла турбинное Т22-
Станок устанавливается на нибронзолнрую-
щнх опорах, которые имеются в комплекте ПО-
S'
ставки к станку, Эти опоры позволяют осуще-
ствлять пнброизоляцию и бесфундамснтную
установку станка непосредственно на пол
цеха.
Для установки станка на внбронэолирую-
щнх опорах необходимо:
I) отвинтить контргайки I;.
2) установить станок на виброопоры 2, про-
пустить болты 3 через отверстия в станине,
3) произнести выверку станка по рамному
уровню, проворачнная болт 3. шхле чего за-
тянуть контргайки 1 (см. рнс. 21).
Погрешность установки станка не должна
быть более 0,1 мм/м,
Спустя 3—4 дня после установки станка на
вмбронзплнруюшнх опорах необходимо произ-
вести повторную проверку точности установ-
ки станка. При необходимости следует про-
извести регулировку до указанной точности
установки.
ВНИМАНИЕ!.Контргайки 1 на ииброонорах
должны быть надежно затянуты с целью обе-
спечения длительного сохранения точности
установки станка.
Если потребитель устанавливает станок на
фундамент, то необходимо пользоваться схе-
• мой установки, приведенной на рнс. 21.
• Станок крепится к фундаменту четырьмя
фундаментными болтами. Диаметр болтов 16
мм.
Установку станка следует производить по
рамному уровню при помощи клиньев.
Погрешность установки станка не должна
быть более 0.1 мм/м. Окончательно выверен
ный станок подливается бетоном, л после его
затвердевания следует затянуть гайки фун
даментных болтов, ппоперяя положение стан-'
ка по уровню. Затяжку гаек производить рав
номерно н плавно.
35
. Табл ana 9'
Ряс 1 Прял оже II.- 1 Пол. Нанменоацтяе сказываемых •• точек я механичное Кул* входит Мяраа смазоч- ного мзтеря- вда • Пержодичпость смазки Расход с«яточного материала
Рис. 3 Паа. 3 Редуктор • • • Привод под*»- щнх вальцов я еремещения стола Млело Турбин- ым? Тв ГОСТ 32-74 Оджи рал в трм месяца
41, 42 Подшивники вариатора То же Смнзжа ЦИАТИМ 201 ' ГОСТ 6267 -74 Один раз в : три месяца
23. 24, 25 Подшнпнкки мехаинлмя ручного перемещенил стола Станина * То же То же
13» 14 43. 44. 45. Подшипники распределительного вала • “ Подшипника механизмов натя- жеяни цезей ч Л . -г* Один ря» в вгесть месяцев • То же •
15. 16. 17. 18, 19. 20. 21. 22 nciliiiHiuinrn внптоа пережг-щ-ииж Стола —«— ♦ •
И, 12. Подшипники механизма настроАкн скорости подачи —в— —«—
1» 2 Подшипники ножевого пяла Нал ножевой Смизка Литол-24 ГОСТ 21150 75 Один рал и месяц
7 8 Подшкпнжкн пальцов стола Стол Смазка ЦИД1ИЧ-201 ГОСТ 6267-74 /
Одни раз а шесть месяцем
3. 4, 5. 6. Подшя/iHmn перхжих водажжнх ВАЛЬЦОВ Переде нА п зад- ний поддаяцне и злых и То же То же
Напривллкшнае стола •ч Ста инна Масло турбин- ное Ти ГОСТ 32 -74 Ежемесячно •
Риг 10. поз. 6, 7 Рис. 11. 1100. 6, 8 Опоры кроиштеАибв верхних подлклижх внлъцон Блок Смяяиа гра- фитная ГОСТ 3333 МО Оджя раз п месяц
Рис. 7. ПО). 16 Опора рутиоА фиксации стола Стол То же То же
— Опора маховика канройкн скорости подячк Стпииыа —<— —с—
Рис. 2. •О) 23. 24, 26. 2? Колеса зубчатые конические То же Смазка ЦИАТИМ-201 ГОСТ «267 74 Одни раз в две недели
Рис 2, лол. 25. 28. X. XI Винти и гайки подъема стола Станина См алая ЦИАТИМ-201 ГОСТ 6267—74 Одни ряз в неделя)
Рис. 5» поз. 41, 44. Цепные передачи То же Масло турбин- ое Ти ГОСТ 32-74 Один раз и сутки
Рве. 6. поз. 59, 64. 65 Цепные передачи ручного пере- мещении стала и иастроПкя пороет* нодлчм —«— То же Оден раз в иг делло
— Остажаые неуказанные трущиеся поверх «ости —«— Смяякя ЦИАТИМ-201 Один раз п шесть месяцев ••
ГОСТ 6367-74
Расход
сиаэочнсго
иатсрядла
'90
9.3.2. Схема установки станка.
Рис. 21, .Установка станка на виброизолнрую-
щих опорах. Установка станка на фундамент.
JO. УКАЗАНИЕ ПО ТЕХНИЧЕСКОМУ
ОБСЛУЖИВАНИЮ. ЭКСПЛУАТАЦИИ
И РЕМОНТУ
101. Порядок работы.
10.1.1. Подготовка к первоначальному пуску
и первоначальный пуск.
Перед первоначальным пуском необходимо:
1) заземлить станок подключением к общей
цеховой системе заземления;
2) подключить станок к электросети, прове-
рив соответствие напряжения сети с электро-
оборудованием станка;
3) выполнить указания, наложенные в под-
разделах «Система смазки» н «Электрообору-
дование».
ВНИМАНИЕ! При отсутствии масла в мас-
лоуказателе привода подачи (см. .рнс. 3)
включение механизмов станка недопустимо;
4) ознакомиться с назначением рукояток и
кнопок управления (см. рнс. 3);
5) проверить от руки работу всех механиз-
мов станка.
Для первоначального пуска необходимо:
1) включить вводный выключатель, распо-
ложенный сзади станка. При этом на пульте
управления станка должна загореться сиг-
нальная лампа белого цвета;
2) включить привод ножевого вала кноп-
кой 7 (см. рис. 3).
3) после тою. как ножевой вал наберет пол-
ное число оборотов, включить привод подачи
кнопкой 10,
ВНИМАНИЕ? Включение привода подачи
возможно только при работающем ножевом
вале;
4) проверить работу механизма подачи на
всем диапазоне регулирования скорости пода-
чи,
5) отключи! ь привод ножевого вала кноп-
кой I! или 12, при этом должен отключиться
и привод подачи;
G) проверить работу механизма перемеще-
ния стола нажатием кнопки 8 пли 9.
ВНИМАНИЕ! Перемещение стола произво-
дить только при отключенном приводе ноже-
вого вала.
Убедившись в нормальной работе всех ме-
ханизмов стайка, приступают к настройке его
для работы.
10.1.2. Настройка станка ня толщину обра-
батываемой заготовки.
10.1.2.1 Настройка станка на толщину об-
рабатываемой заготовки производится следу-
ющим образом. Заготовка, поступившая на
обработку, измеряется штангенциркулем. Ру-
коятку 17 перемещают в крайнее нижнее по-
ложение, освобождая стол от механической
фиксации н направляющих станины. Нажимая
па кнопку 8 или 9, перемещают стол вверх
или вниз до тех пор, пока стрелка не совпадет
с нужным делением линейки отсчета. Рукоят-
кой 17 фиксируют стол и направляющих ста-
нины. Затем нажимают кнопку «Пуск» ноже-
вого вала. После того, как вал наберет пол
ное число оборотов, нажимают кнопку «Пуск*
подачи. Станок полностью включен. Далее,
пропустив заготовку через станок, измеряют
штангенциркулем или шаблоном и производят
точную настройку на толщину обрабатывае-
мой заготовки маховичком 15. Поворот махо-
вичка иа 1 деление даст перемещение стола
на 0,05 мм.
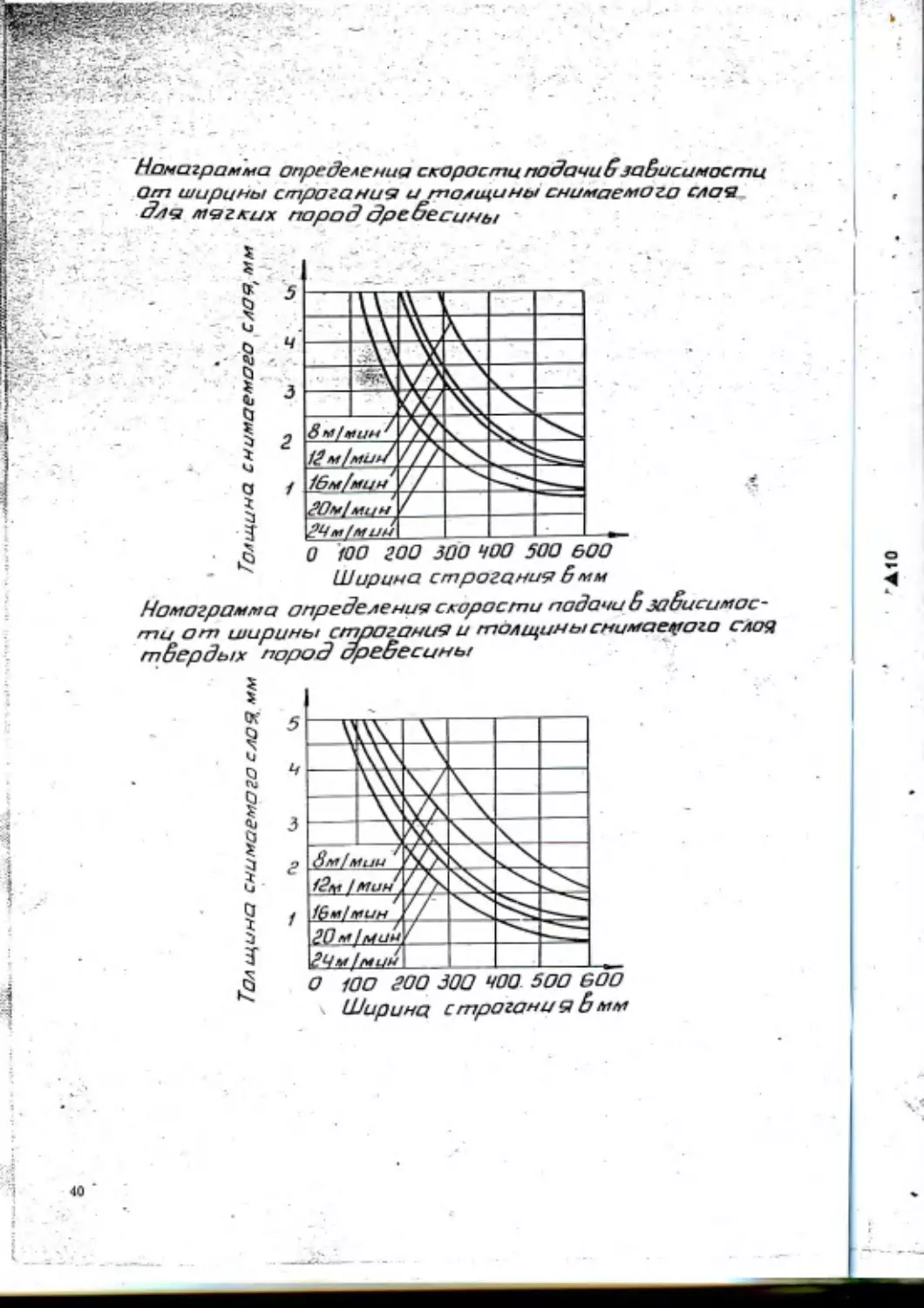
10,1.3. Выбор скорости подачи.
10.13.1. Скорость подачи в зависимости от
ширины строгания и толщины снимаемого
слоя для разных пород древесины должна вы
бнраться по номограммам (см. рис. 22).
Эти номограммы составлены из расчета,
что на резание расходуется полная мощность
установленного электродвигателя (7,5 кВт).
Пример выбора скорости подачи.
Требуется обработать на станке заготовку
шириной 250 мм, с припуском на обработку
3 мм. Материал — сосна в
По номограмме определении скорости пода-
чи для мягких пород древесины находим па-
раметры: 3 мм — толщина снимаемого ^лоя,-
250 мм — ширина строгания. Через зтЯ точ-
ки проводим прямые липни до их пересечения.
Точка пересечения находится в зоне кривых,
соответствующих скорости подачи 16 м/мии п
20 м/мнн, т. е где-то в пределах 19 м/хп
.Аналогично опредсляс1ся скорость подачи при
обработке заготовок из твердых порол древе-
сины по номограмме определения скорости по
дачи для твердых пород древесины.
Выбранную скорость подачи устанавливают
на станке маховичком 16 (см. рнс. 3)..
ВНИМАНИЕ! Изменение скорости подачи
производится только при работающей подаче.
10.1.4. Работа на станке
10.1.4.1. Работа на станке включает опера-
ции: подача заготовок и станок и прием из
станка обработанных заготовок. Длина заго-
товки должна быть не менее 400 мм. Одна
сторона заготовки должна быть профугована.
Профугованной стороной заготовка кладется
на стол станка. Подавать заготовки • в станок
можно по одной и napiними пи 3—4 штуки,
Прп выходе обработанных заготовок из стан-
ка они должны убираться подсобным рабо-
чим.
При играв номерной лолаче заготовок и с
разницей по толщине, превышающей 4 мм,
возможен выброс за гоп шок из зоны ножево-
го вала. При этом срабатывает ногтевая за
щита и заготовка плотно заклинивается меж
ду столом и когтями. Для освобождения заго-
товки необходимо опустить стол вниз н по-
воротом оси 45 (см. риг. 5) поднять ногте-
вую защиту. Заготовку вынуть на стопка и
произвести нагтройку станка на толщину об-
рабатываемой заготовки.
10.15. Наладка станка.
10.1.5.1. Установка, фуговка и снятие ножей.
При установке и снятии ножей на ножевом
валу необходимо соблюдать особую осторож-
ность, помня, что заточенные ножи имеют ост-
рые кромки и при контакте рук рабочего с
лезвиями ножей возможны глубокие порезы.
При установке ножей на ножевом валу не-
обходимо:
Нонаграмма определения скорости подачи 6зависимости
От ширины строгания и толщины снимаемого слоя
для мягких пород древесины '
О /00 200 300 ЧОО 500 600
Ширима строгания 6 мм
§
Номограмма определения скорости подачи о зависимос-
ти от ширины строгания и толщин ы снимаемого слоя
твердых пород древесины
(X'
S’
и
S
*.* I) выключить вводный выключателе снять
верхнюю крышку и эксгаусгерную воронку;
2) растормозить ножевой нал путем уста-
новки распорной деревянной планки между
тормозными колодками. Клинья 6 н ножи 7
вставить н пазы ножевого вала и винтами 5
(см. ряс. 8) слегка закрепить в ножевом валу;
./3) по контрольному приспособлению (см
рис. 15) выставнть'лезнмн ножей на диаметр
резан ня 128 мм. Разносы, показаний ннднка
юра в крайних точках ножа нс должна^быть
более 0,05 мм. Выставку ножей пронз|М)Днть
винтами 8 н'гзйками 9. После выставки мо-
Жей винты 5 окончательно затянуть;
4) установить эксгаустгриую воронку;
5) тормозное устройство ножевого вала
привести в исходное положение;
6) установить на балку фуговальное приспо-
собление, при этом фуговальный брусок не
должен касап»ся кромки ножа;
7) включить вводный выключатель;
8) включить привод ножевого пала п осто-
рожно, до появления первых искр, вращением
ноннусиой головки фуговального приспособ-
ления опустить на край ножа брусок.
Произвести 2—3 перемещения фуговально-
го приспособления вдоль направляющей бал
ки, подавая брусок в эону ножевого вала н
крайних положениях приспособления Подача
бруска в эону ножевого вала в крайних пола
жениях приспособлении. Подача бруска в зо
ну ножевого вала, от появления первых искр,
не должна превышать 0,2—0,3 мм.
Фуговку производить до получения сфуго-
ванных ленточек на всех лезвиях ножей. При
этом ширина ленточек не должна превышать
0,2—0,4 мм;
9) в крайнем положении фуговального при
спасобления общей кнопкой «Стоп» отклю-
чить привод ножевого вала и до волной оста
нопкн ножевого вала никаких действий нс
производить;
10) снять фуговальное приспособление с
балки;
II) установить крышку и закрепить ее на
станке.
Станок полностью гитов к работе.
Прм строгании заготовок на станке через
некоторое время (через 180—240 мин по дан
ным ГОСТ 6567— 75) происходит затупление
режущих кромок ножей.
Поэтому установленный комплект ножей
необходимо заменит», на вновь заточенный.
Для снятия ножей необходимо отпустить
винты 5 (см. рис. 8) и осторожно вынуть но-
жи.
ВНИМАНИЕ! Во избежание дисбаланса но
жевого вала следует соблюдать следующее:
диаметрально противоположные кожи долж-
ны быть уравновешены. Разность масс но-
жей не должна быть билсе 5±0,5 г.
10.1.6. Заточка поимей.
10.1,6.1. Заточка ножей производится на
специальном заточном приспособлении, по-
ставляемом со станком, в инструмент альпо-
зэточнон мастерской или в отдельном поме-
щении, отведенном для заточки инструмента.
Ответы на все вопросы, связанные с заточкой
нижей. изложены в руководстве по эксплуа--
тацин заточного приспособления, поставляе-
мого со станком.
10.1.7, Установка поддерживающих взльпов
стола.
10.1.7.1. Поддерживающие пальцы 4, 5 (см.
рис. 7) стола при обработке заготовок из дре-
весины устанавливают выше раГючей поверх-
ности стола на 0,1—0,4 мм. Меныпсе значение
соответствует обработке заготовок из твердых
пород древесины, большее — для обработки
заготовок из мягких пород древесины.^.’
Уста нон ка вальцов но высоте относительно
рабочей поверхности стили производится ру-
кояткой 8.
10,Г.8. Установка подающих вальцов н при-
жимов. • t
10,1.8.1. Подающие вальцы и прижимы уста-
навливаются согласно рис. 9.
10.2, Регулирование основных составных
частей гтанкЛ.
В процессе эксплуатации станка возникает
необходимость в регулировке отдельных узлов
и элементов с целью восстановления нх нор-
мальной работы.
10.2.1. Регулирование положения переднего
подающего вальца (см. рис. 4).
10.2.1.1. Регулирование положения передне-
го подающего вальца Относительно плоскости
резания производить нянтом 36, предкарител!»-
по ослабив гайку 35.
10.2.2. -Регулирование положений прижим-
ных элементов (см. рис. 4).
10.2,2.1. Установку переднего секционного
прижима -относительно плоскости резания про-
изводить вннгом 37, предварительно ослабив
гайку 38.
После установки гайку 38 затянуть.
Установку заднего прижима относительно
плоскости резан ил производить винтом 40,
предварительно ослабив гайку 39. После уста-
новки гайку 39 затянуть.
10.2 3. Регулирование положения заднего
подающего вальца (см. рис. 4).
10.2.3 .1, Регулирование положения правой
опоры заднего подающего вальца производить
с помощью тяги 26 и ганки 27, прсдвармтель,
но ослабив контргайку. После регулировки
контргайку затянуть. Регулирование положе-
ния левой опоры заднего подающего пальца
производить согласно и. 10,2.1.1.
10.2.4, Регулирование усилия прижима пе-
реднего подающего пальца (см. рис. 4).
10 2.4.1. При появлении пробуксовки загото-
вок требуется произвести регул и ров инне уси-
лия прижима верхнего подающего вальца. Ре-
гул нрава пне производить сжатием пружин 34
п гайками 33, предварительно ослабив контр
гайки. При этом стол должен находиться в
нижнем положении.
10.2.5, Регулирование стола (см. рис. 7).
10.2.5.1. Если неравномерность толщины за-
готовки, обработанной на станке, превышает
UJ5 мм, требуется произвести регулирование
рабочей поверхности стола относительно ци-
линдрической поверхности корпуса ножевого
вала Регулирование производить шнюротом
гаек 14 относительно винтов подъема, предва
р и только ослабив пинты 15. После регулиров-
ки винты 15 затянуть. Непараллельность ра-
бочей поверхности стола относительно цилин-
дрической поверхности корпуса ножевого ва-
ла не должна быть более 0,15/1000 мм. .
10.2,6. Регулирование привода подающих
вальцов и перемещения стола (см. рис. 12).
10.2.6.1. При несоответствии скорости пода
чи номограмме режимов резания (проскаль-
зывание, неравномерная подача) необходимо
произвести регулировку усилия прижатия ко-
нусного диска к кольцу. Регулировку произво-
дить сжатием пружин 21 гайками 22, предва-
рительно ослабни контргайки.
10.2.7. Регулирование натяжения клиновых
ремней привода ножевого нала (см. рнс. 5).
10.2.7,1. Регулирование.натяжения клино
вых ремней привода ножевого вала пронзво
днтся поворотом подмоторной плиты 49 вок- „
руг оси с помощью тяги 50 и гаек. При этом
гайки отпускаются. После регулировки натя-
жения ремней гайки затянуть.
-10.2.8. Регулирование натяжения цепи при-
вода подачи (см. рис. 5).
10,2.8.1, Регулирование натяжения цепи
привода подачи производить гайкой 52, пред
варнтельно.ослабив гайку 43. После рсгулн
ровки гайку 43 затянуть.
10.2.9. Регулирование тормоза ножевого ва-
ла (см. рнс. 6).
10.2.9.1, Если время остановки ножевого на-
ла превышает 6 с. с момента выключения
станка, необходимо произвести регулирование
тормоза ножевого вала. Время торможения
ножевого вала зависит от величины зазора
между диском 54 и тормозными лолодкамн 53
и усилим сжатия пружины 57. Зазор между
диском и тормозными колодками регулирует- ‘
ся винтами 56 и должен быть в пределах 0,4—
0,5 мм при верхнем расположении рычага 55. .
Усилие сжатия пружины 57 регулировать гай-
ками 58. Время торможения ножевого вала
должно быть в пределах 4—6 с.
При замене износившихся тормозных лент
*• новые ленты крепить к тормозным колодкам
медными или алюминиевыми заклепками.
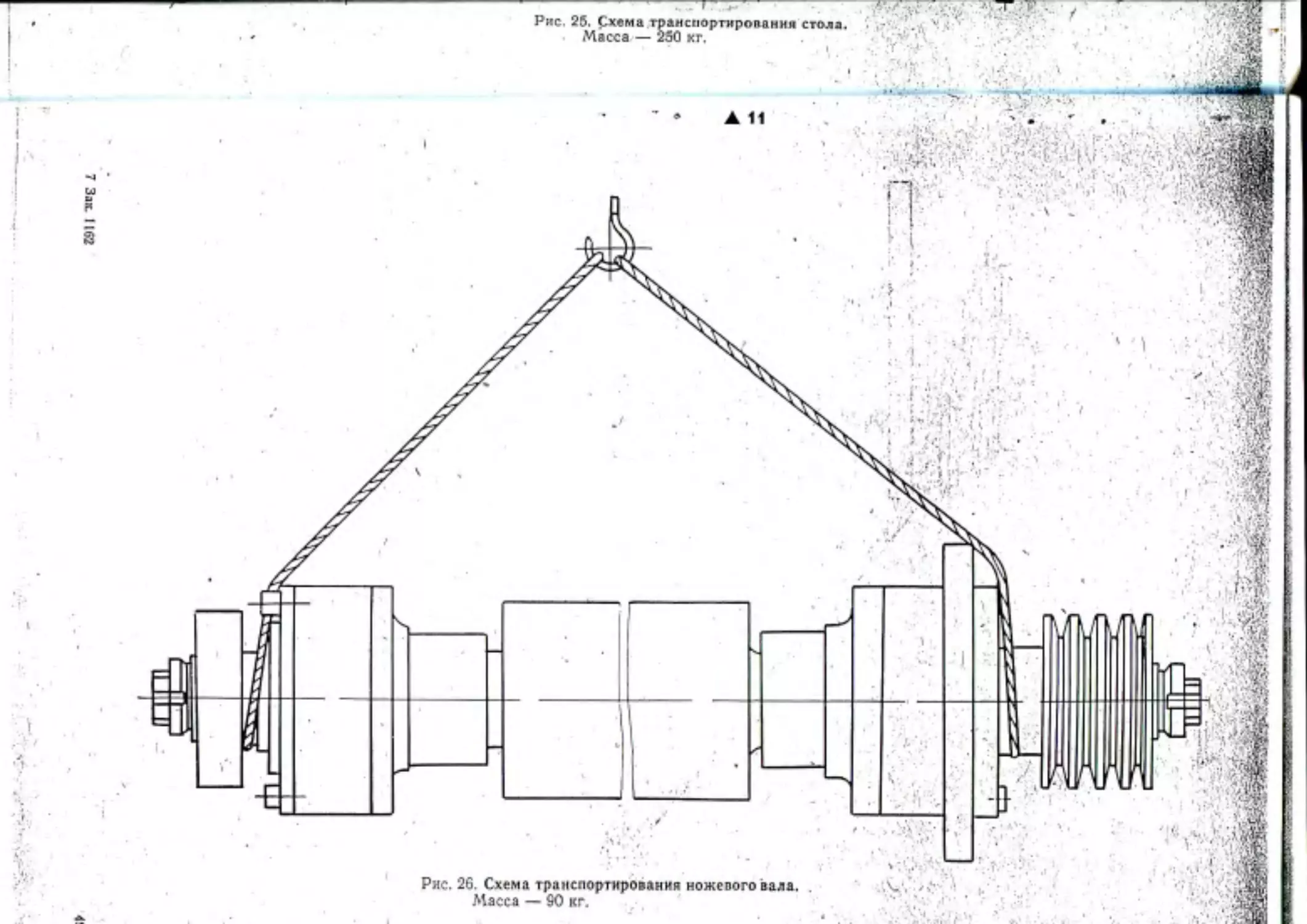
10.3. Схемы транспортирования отдельных
частей станка при ремонте показаны на ри-
сунках 23, 24, 25, 26, 27, 28 н 29.
42
J Напмежооаняс и обоаначежме составных частей Основам»* для сдачи • ремонт Дата
поступ- ления а ремонт выхода лэ ре- монта
1 л • • • 55 к
‘-е -5 с
* 3 2
10.4. Саеденяп о ремонте
Категория сложности ремсвта Ремонтный цикл ра- боты стай- ка а часах Вид ремомта Должность» фамилияи подпись ответственного лвша
проадаодна- вето ремонт II • . прння моего ремонт
9 • а • • • * 9 * V • • • • • а • а
* • • • 1 • •
• • 1 • а • t >
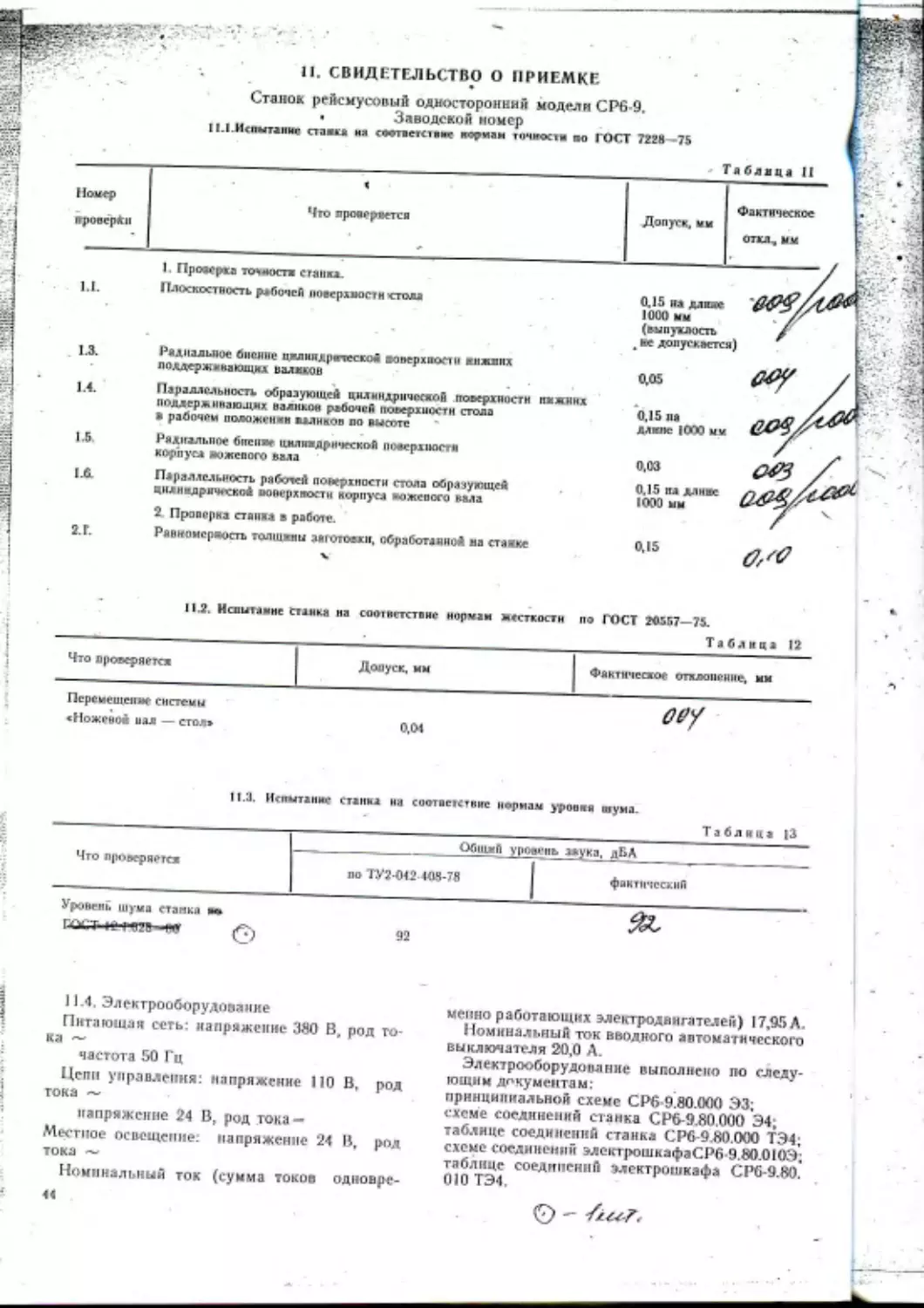
II. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Станок рейсмусовый односторонний модели СР6 9.
« Заводской номер
11.1. Испытание ставка ня сочтве«С1«ие нормам точности ио ГОСТ 7Z2H -75
Таблица II
Номер
проверки
< Что проверяется В Допуск, мм
Фактическое
cmui, мм
1. Проверка точности станса.
1.1. Плоскостность рибочеД поверхности стола
1.3. Радиальное бидоне цплнндрвческои оперхпопи кнжяпх поддержинакмцид валиков
1.4. Параллельность образующей цнлнндричосяпй поверхности нижних подлерж икающих валиком рабочей поверхности стола • рабочем положен пи валиков по высоте
1.5 Радиальное биение цнлиидрнческой поверхпоетм корпуса ножевого вала
1.6 Параллельность рабочей поверхности стола образующей цилнидрячтской поверхности корпуса ножевого кала
2 Проверка станка в работе.
2. Г. Равкомсрмостъ толщжны aaivToexn, обработанной па стяжке
0.05
0,15
0J5 иа длил»
1000 мм
(выпуклость
не допускается)
0,15 па
длкпе (ООО мм
0,03
0,15 па длнве
1000 мм
11.2. Испытание Станка иа соотигтстанс нормам местности по ГОСТ 20557—75.
Таблица 12
Что проверяется Допуск, мм Фактическое отклонение, мм
Перемещение системы «Ножевой пал — стол» 0.04 оеу
11.3. Испытание- станка ни соотяектиие нормам уровня шума.
Таблица |3
Что проверяется
ОбщмЛ уровень хкукз, дЬА
по ТУ2-О42 ШН-78
фактический
Уровень шума станка и*
92
114. Электрооборудование
Питающая сеть: напряжение 380 В, род то-
ка ~
частота 50 Гц
Цепи управления: напряжение 110 В, род
тока ~
напряжение 24 В, род тока —
Местное освещение, напряжение 24 В, род
тока ~
Номинальный ток (сумма токов одиовре-
14
менно работающих электродвигателей) 17,95 А.
Номинальный ток вводного автоматического
выключателя 20,0 А.
Электрооборуданлнне вы полнено по следу-
ющим документам:
принципиальной схеме СР6 9.80.000 33;
схеме соединений станка СР5-9.80.000 34;
таблице соединений станка СР6-9.80.000 I
схеме соединений электрошкзфаСРб 9.80.0103;
таблице соединений электрошкафа СР6-9.80.
010 ТЭ4.
* i
МММ
Ток, А
ягруг
М2 •
холос-
той ход
Привод ножевого
•: вада
Привод подачи
по схеме
—
* с. +
?. М1
Электрод в игл «едя
- Обен качен нс
• ' Назначение- Тиа • * Мсся- ПОСТк, кВт г Номи- наль- ный ток. А
4АМ112М2УЗ • 7,5 . 14.9 < V.
♦АМвеев» 1,1 з.об - о Г>
AMPto&fc'S'b 442 t(l—
выше, не превышает 0,1 Ом. , ’ /
- 11.5, Испытание станка на холостом ходу и
под нагрузкой в соответствии с требованиями
i технических условий. Д . - -
Станок испытан на холостом ходу н под на-
грузкой в соответствии с требованиями техни-
• ческнх условий. • •
11.6. Принадлежности и приспособление к <
стайку. •
Станок укомплектован согласно комплекту *
поставки.
Испытание повышенным напряжением про-
дшленной частоты проведено напряжением
Сопротивление изоляции проводов относи-
тельно земля ' *| О О
силовые цепн • МОм, V f Л
• . цепи управления МОм, v
Электрическое сопротивление между узлом
заземления н металличецеимн частями, кото-
рые могут оказаться под напряжением 42 В и
45
is_sa
<**->•**
Рис. 24. Схема транспортирования блока.
Масса — 42У,2 кг.
7 Зак. 1162
И **<*•-.;
11.7, Общее заключение по испытанию,станка, . , .л
На основании осмотра н проведенных испытаний ‘ станок признан > ?
годным жадсплултации. t
Ст/итК соответствует требованиям ГОСТ 25223—82 - 'г
ГОСТ'42^26.6 -77 и технических условий. •. -
ч/ + \Д
Jr/ Т книжек \*А , (дата • мп у ска)-
,о/ КОНГГОАЯ \5^
/ €>я
Начальнн/ ОТ К
• \
•• - • • - -
’ . . ^;4 • > > -• г,-
12. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
' ...... . .
Станок рейсмусовый односторонний модели СРЬ-9. заводской но-
мер • подвергнут консервации согласно требованиям, преду-
смотренным действующими нормативно техническими документами.
Дата консервации
CjMiK защиты без переконсервацнн I юд
По ГОСТ 9.014—78:
Вариант временной защиты ВЗ-1
Вариант внутреиисй упаковки ВУ-1
Категория условий хранения Ж
Консервацию произвел
Изделие после консервации принял
13. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА ПОСТАВЩИКА И ОТВЕТСТВЕННОСТЬ -
ПОТРЕБИТЕЛЯ . ' v
13.1. Гарантийный срок эксплуатации стан-
ка — 18 месяцев. Начало гарантийного срока
исчисляется со дня пуска станка и эксплуата-
цию, не позднее 6 месяцев для действующих
и 9 месяцев для вновь строящихся предприя-
тий. '
13.2. Срок службы станка до первого кали
тального ремонта —» 6,5 лет при двухсменной
работе станка.
13-3. Ресурс станка по точности нс менее
срока службы станка до первого среднего ре-
монта.
13.4 Завод-изготовитель гарантирует соот-
ветствие станка установленным требованиям
и обязуется безвозмездно заменять или ре
монтировать вышедший из строя станок к те-
некие всего срока гарантии при условии вы.-
полпенни потребителем , правил - хранений
транспортирования, монтажа и эксплуатации,^
приведенных п настоящем руководстве по экс- ’
плуатацнн. - ’ ' . . - i
1X5. Потребитель несет oiветственностъ за*
правильнбеть эксплуатации, технического об-
служивания и ремонта станка в соответствии
с настоящим руководством по эксплуатации и
системой ППР,
Руководство по эксплуатации к изделию нс
отражает незначительных конструктивных из-
менсний в изделиях, внесенных изготовителем
после подписания к выпуску н свет данного
руководства, а также изменений по комплек-
тующим изделиям и документации, поступаю-
щим с ними.
Руководство по эксплуатации
Материалы
по быстроизнашиваемым деталям
СР6-9.00.000 РЭ
8 Эмс. 1162
W
1.1. Назначение каталога дать сведения о
наиболее быстроизнашиваем их деталях, кото
рые могут выйти из строя в результате поте-
рн размеров в процессе эксплуатации или по-
ломок.
Приводится перечень этих деталей, с ука-
занием. в какой составрой части станка (но-
черте
чертс-
1. ВВЕДЕНИЕ
. мер позиции н обозначение сборочного
жа) установлены названные детали. .
Потребитель может по прилагаемым
жам изготовить вышедшую из строя деталь н
заменить ее.
В каталоге также даны сведения о подшип-
никах: схема расположения и перечень под*
шинников.
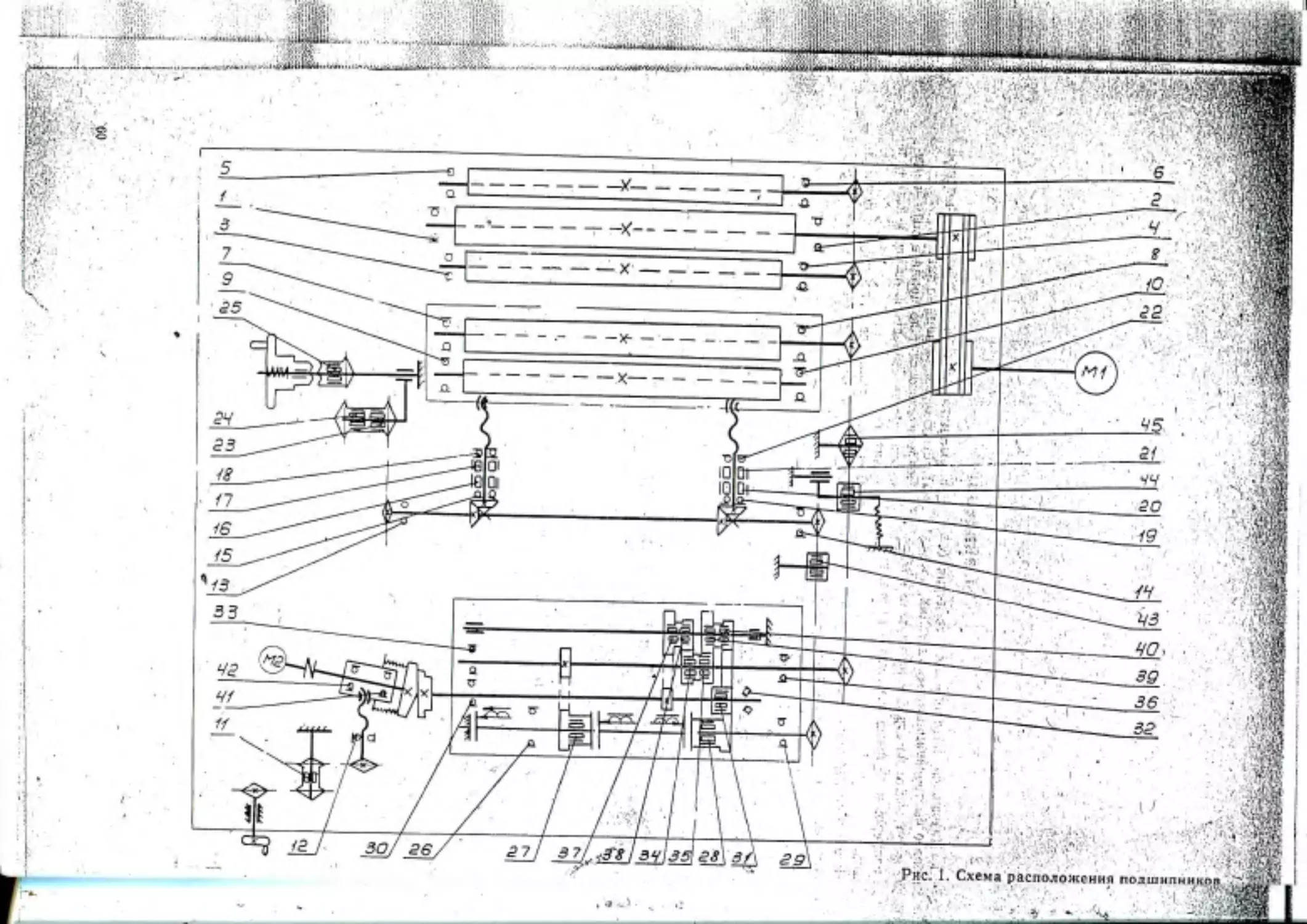
2. СХЕМА РАСПОЛОЖЕНИЯ ПОДШИПНИКОВ
2.1. Схема расположения подшипников приведена на рис. 1.
3. ПЕРЕЧЕНЬ ПОДШИПНИКОВ
3.1. Перечень подшипников, применяемых в станке, приведен в табл. 1.
4. ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ БЫСТРОИЗНАШИВАЕМЫХ ДЕТАЛЕЙ
4.1. Перечень чертежей быстроизнашиваемых деталей приведен в табл. 2.
- * ч: ’ * ЫК**: ' я
, Наименование ;v I Куда входит Поя. см. рис, | К ал-но
Подшипппк 362O5KJ ГОСТ 831—75 ПоДШШНЫК •МЗ/20 ГОСТ 4060 -78 Под1ишпшм 94.ОД ГОСТ 4060 78 ... • . **♦* ’ Ч • ч :•/ • . - J Под ШИП II ИЖ ЯЗ/ЗО 1 ОСТ 4060-78 - * л , Подшяглжк - 1207 ГОСТ 5720-75 Подшипник tfjfe ГОСТ 6874-75 _• Под шип и ни6й20б£ ГОСТ 7242-81 Подшипник 20<К ГОСТ 8338—75 Подшипник 205К ГОСТ 8338-75 Поллгиппкк 206К ГОСТ 8338 75 Подшипник 2О7К ГОСТ «338- 75 Подшипник 6 211 ГОСТ 8338-75 Подшипнна 212 ГОСТ 8338—75 Подшипник 3D6K • ГОСТ 8338 75 Подшипник 307 ГОСТ 8338 -75 • т Т • Редуктор . Редуктор Редуктор, мсхаинж натяжения . . цепей, . ‘ едок цепкой передаем, механизм ручного перемпцеиня стала Редуктор BiiWTM персмещетшя /* * л Валец подающий (.средний Валец подающий задний Нннт перемещен ня Вальцы стали Редуктор Винты регулировки скорости поддчн г Редуктор • • РсД)ЖТО|1 Редуктор Правая смори приподногр (шлы:а стола • Вад ножевой Вариатор Вал распределительный Нал рлспрсделителкиый 32 * 28 . 27, 34, 35. 37 38,39.40, 43. 44. 45 ' 11 ЧХ 24, 25 - 10. 17. 20. 21 « • > . - 3.4 5. 6 13, 18. 19, 22 7.9. 10 26. 33 1? 29 30 36 . 6 1. 2 41. 42 14 13 Г г: ” > г • • Г 4 !• ’ — ’ 14 • • • 4 5 у i 4 ** • 4 4 3 3 1 г • 1 • • л « 2 % л • и 5 1 1 а •
Cl
»•••' «« н
.
|* а г J
2 • 1
Обатченве Наниенсэанне Куда входдгт Поз. саг. кнкема*
•• * V ТИеескуга схему
1 2 3 4
СРб-Э.СО.ООб Заеэхочка Станки? 22. 32
СР6-9.10.0С7 Колесо а
коническое Станина 24. 27
СР6 9.10051 • Винт Станина X. XI
СР6-9.10С69 Зветлочка Станина 34
СР6-9.10.123 Ролик Станина Рис. 5, поз. 62
СР6-9 10.127 Ролик • Станина Рв^ 5, поз. 61
СРВ-9.12 012 Гайка Слоя 23. 26
CP8-9.20CG1 Лента Ълсж
i • -
СР6-9 22.005 Коготь . плен
СР6-9.22.024 Сепаратор Валец подающий Рис. 10, пох 13
—t • передний
СР6 9.22.013 Звездочка Вальцы Зв. 3?
CP5-9.22.0I0 Кольцо поившие верхнее, стол Валец ©одавший Рис. 10. вот 1
СР5-0.24 W8 .Прижим передний Прижимы Рис. 9, поз. 1
CPS 9.30.025 Шестерня Редуктор Рис. 12. мд. 12
СРв-9.30026 Шестерик Редуктор Рнс. 12. по». 25
СР6-9.30.027 Шестерня Редуктор Рве. 12, поз. 7,
СР6-930023 Шестерня ‘ Редуктор 8, 9 Рнс. 12. коз. 15
ем у зл 020 Ш«ст«епп Рилутггпр Рис. I2.>ai. 19
а
M lii
I
Приметите
Сал рис*
СЧ20 ГОСТ Hl2-79
Сталь 45
Сталь 45 «
ГОСТ 1050—74
Сталь 45
ГОСТ 1050-74
Сталь 45
ГОСТ 1060—74
Сталь 45
ГОСТ 1050-74
Сталь 45
ГОСТ 1050-74
Сталь 45
ГОСТ 1050-74
Сталь 45
ГОСТ 1050-74
Сталь 45
ГОСТ 1050-74
Сталь 45
ГОС-Т 1С6О-74’.
Сталь 45
ГОСТ 1050—74
дчс-ч
ГОСТ 1585-70
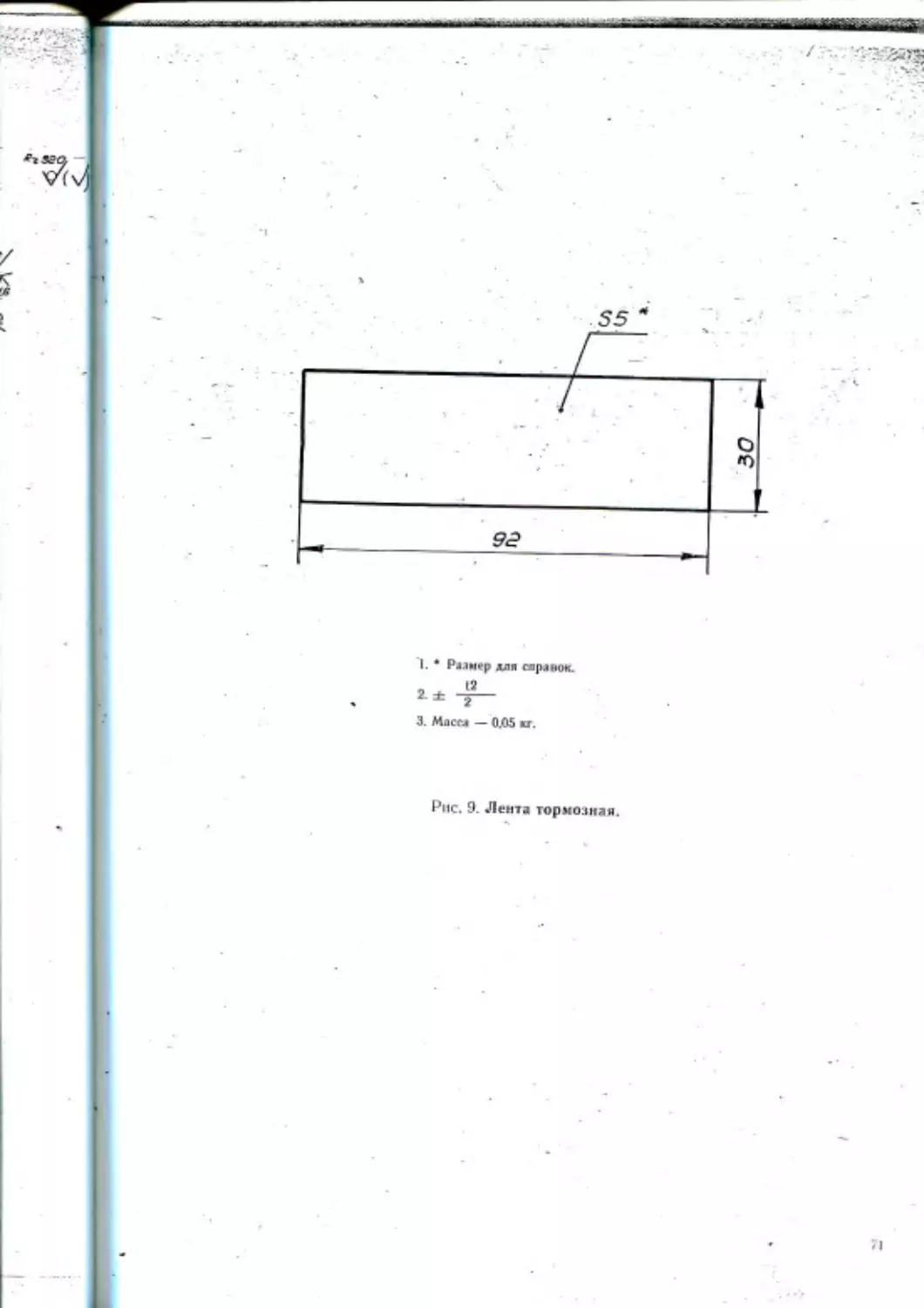
Лента асбестсаая
тормозная ЛАТ-2
5x30
ГОСТ 1198-78
L — 92 мм
Сталь 35Л’1
ГОСТ 977-75
Сталь 45
ГОСТ 1060-74
Сталь 45 t
ГОСТ 1050-74
Рнс. КОЛ*8О Матерям
5 6 7 1“
СР&-9.Э0С28 Шестсржя Редуктор Рже. 12, 000. 1Б 1
СР6-9Л0.029 Шестери» Редуктор Рис. 12, пог 19 Л
• % * • в А
1 2- 3 4 5
СР6-9.Э0.031 0 Колесо зубчатое Редуктор Рис 12, not). 6 20
CP6-9 30.032 Колесо • зубчатое • Редуктор Рис. 12, псэ. 26 21
СР6-9.Э0.008 Звездочка Привод подача Рис. 12. поз. 13 22
i CPM3Q.CC6 Звездочка Привод с>здачи Рис. 12. поз. 1? 23
C₽e43&C6S Диск Вариатор Рис 12, поз. 4 24
CP6-9.30.07s'1 Кольцо Редуктор Рис 12, эоз. 20 25
СР£-Кольцо Станина _ кокическсе (7) 046й>0 23, 26 26
3 вез дож» Стол 1910-35 СТП2-СИ2СО72 Рис. ?. псо. 17 27
1 т
Q -
ГОСТ 1060—74
Ci J. .1' .
ГОСТ I0&3—74
Сталь 45
ГОСТ 1050-74
Сталь 48 * *
ГОСТ 1050—74 Л .“• *
. * > •• ;
Сталь 45 *
ГОСТ 1080—74.
Сталь 45-• • *
ГОСТ 1060-74
Сталь 45 . -.
ГОСТ 1050-74
Сталь 35Я-1
ГОСТ 977-75
НСФЛ 50-110351IR
ГОСТ 1788-74
Сталь 43
ГОСТ 1050-74
Сталь 48
ГОСТ 1060-74
I
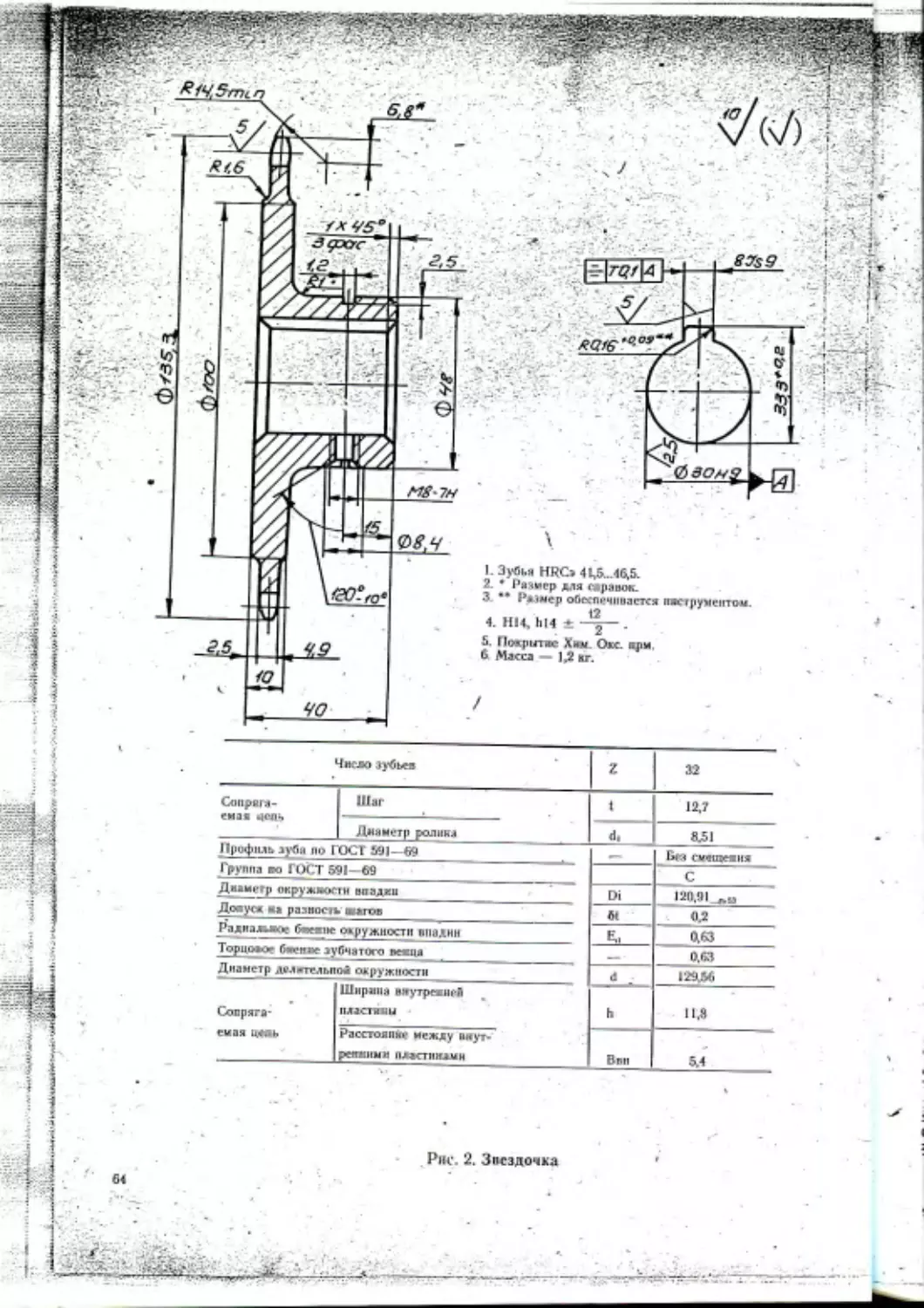
Число ij'Cvee г 32
Сопряга- емая цслн • Шаг t 12,?
Диаметр ролннл d. 8.51
профиль лубн по ГОСТ 591—69 Бел смеизеяня
Группа ж> ГОСТ 691-69 С
Диаметр окружжостн впадай - Di 120.Я1 лИ
Дооу<-< ма разноси. tv» то в 1Л 0.2
Радналывпебмеаве омружностп 1П8ДНН 0163
Торцовог бменле аубчвтиго мщв 0.63
Диаметр дел «тельной окружности d 12Ш
Сопряга- Шнрнпи нжутреаш-А властный h 11,3
екая цмь Расстояние между инут> ренмнми нлэстпнлмн . .. В во М
Рис. 2. Зосздочка
64
ВвешжнЛ ожрумноА модуль | П» 2 4
Число зубьев ~~т~ 27
1нп куба Прямой
ИсдодныЯ контур — ГОСТ 13П4-41
Коэффициент смешения X 0
Ксгзффиц1МН1т нзмеаежня тоннами зуЛя Хт 0
Угол делительного конуса а 5ВЧУ
Степень точности Ст в ЗГ ГОСТ |?бв—81
Внемняя постояяняя лорда Л Гм St3B
Высота до инешэей постояямиЯ хорды зуба Ил» 2.99
, «ЧежотуниЛ угол вередачн X 90*
Средний одружвой модуль Внешнее конусное расстояние Среднее конусное расстояние 3.4143
Re 64,8998
_R 55,3998
СрединЛ лмжгелысыЛ диаметр Угол вожусв вплавят d 92.1861
Ч 52*6'
J Втмншан высота эуО* he 8,80
Оболнлченнс чертежа оопря- жезтого зубчатого колеся tM+W)e=n 0
I. ИВ 223...241,
2L * Размер для слрлвок
3. ” Трсбовиния ж заготовке.
4 HK.hU. ±
Г», Поирнтнс Хнм Оке. при.
6. Мясся — 1,26 кг.
Р 3ml 1162
Рис. 3. Колесо коническое
> t
Л
<т<? f
Г. НВ 223 .241.
2. Класс то^оэстм ходового винта — 3 no ОСТ2 НЗЗ-2-74
3. Допускаеисс отклонят в пределах одного оборота на
один шаг 0,005 ми.
4. Начопленжая погрешность жата о прадедах длины
25 мм — О,СОВ мм, 50 мм — 0,01 мм, 100 ми —0.012 мм,
200 ми — 0.034 мм, 300 мм — 0,015 им.
5. Допускаемое отклонение пройкля 0,016 им.
$. Толшжжя мчала перв&А нитки должна быт» нс менее 1 мм, \
7^ Доп^-ся^ овальности я жонусообривостя поверхяогти А не;
• • t2 . \,М’ ’’*. ‘ ‘ ' '' ' ‘
ft. hU.dt—у-.'Л :
9. I
10.
tes
. J Л/ .
Чнед» зубьев г . 12
Сопряг* сидя цепь Шаг i 19,06
Диаметр ролика d, 11,91
Профиль зуба do ГОСТ 591-fl? Без сиеысеня
Групп* эо ГОСТ fHH—00 Диаметр окружности ипддии Допуск на ражостъ шагов С
Di 61ЛЗ-.Д
6t 0,16
Радиальное бнение окружности мадии En 0,5
Торцовое бнеяие зубжатого вениа 0Л
Диаметр делительной окружности d ?3,6О
I Зубья ТВЧ h La 2,5 ми; HRCs 4ГД 46,5
2 * Размер для справом
12
3 Н14, М4, ±~2------
1 Допуск овальности и ВЮНуСООбраЭНОСТН отя. Л
не Гюлсе 0.013 ии
5. Покрытие Хми. Owe при
в. Масса — 0.42 кг
Сопряг*-
ем ал цель
Шнр«П1й яиуЗрСИ-
цей пластины
Расстояние между
внутреиинмя
амгамма
Нин
12.10
Рис. 5. Звездочка.
I. НМ. Ы4. ±-y—»
. 2. Дом ус* стильности и конусообстиюстк ото. А нс вам*
0,012 мм.
3. Покрытие Хим. Оке. ври.
< 4. Масса 0.17 кг,
••7 4^1 ' •
Риг* h Р Али fed
12
Г. HI4. Ы4. ф .
2. Ломуск о*Ж1Ы1остн и коп)гообрлнпжти отп Л пг более
0,013 ми.
3. Исжритпс Хим. Оке при.
4- Мдеев — <1,25 кг.
Рис. 7. Ролнк.
I. Отл-ика 3 класса группы «<1> по ОСТ2 MT2I-2-76
2. Вид оглнаан — легкая,
3. Кит<гор«н 1мру>ч*их поверхмостин — 2,
4. Iky и л и иные лмгсАкис радиусы З...Л мы
5. Допускаемое отклонение а пределах одного оборота На
одни шаг 0.1Ю6 мм
6 Накопленная погрешность шлее а пределах длины 25 мм
О,ООН им, 50 мм — 0.01 мм, ICKI мм — 0.012 мы.
7 * Ратнер для спраник.
8. НН. Ы4, ± -у— .
9. Поирытпе меланичсска необрабатываемых поверхностей
эмаль HU ЗДб. светло салатвап 1У.УХЛ4.
10. Масел 1.5 кг.
Рис. 8. Гайка.
70
30
I. ♦ Размер для ся ранок.
3. Масел — 0.05 кг.
Рис. 9. Лепта тормозная.
I. Зубья HRC»3Ci5 46,5.
2L * Рд для cnpa вок.
3. Неукам ни I*» литейные радиусы 3 мм
4. 1114. hl4, ± .
5. Покрытие ХиМ. Оке арм.
Рис. 10. Коготь.
ЯП >*€ (U
’ | й-|то,/|4 Н
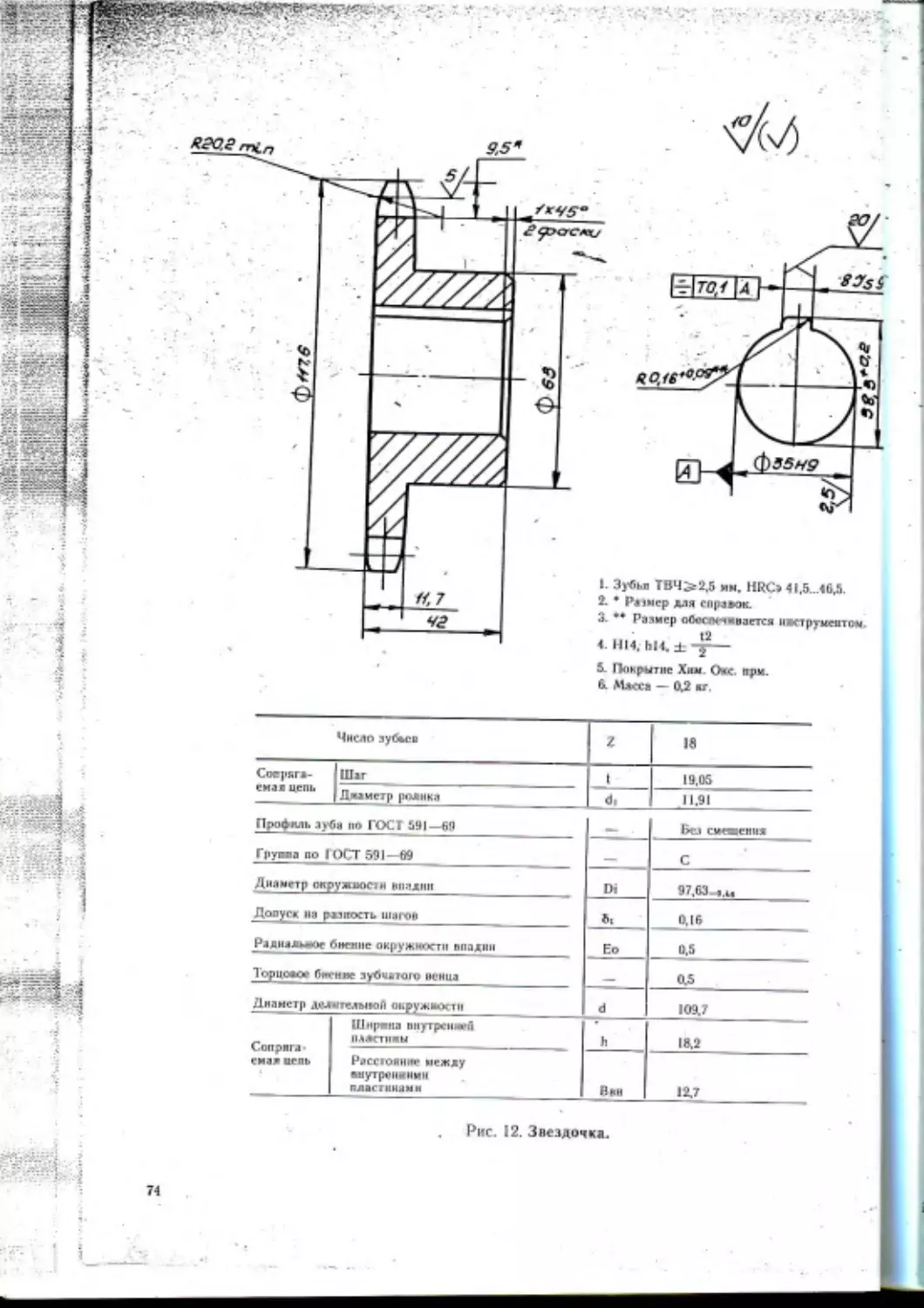
I. ЭубЬя ТВЧ>2,5 мм, HRC» 41.5...46Д
2. * Ример для справок.
3. •• Размер обое нет знается ивструмептом
4. HI4, h!4. ±-у—
Sl Покрытие Хим Онс при.
ь. Масса — 0,2 кг.
Число зубьев
Соерягл- смад пеги. Шаг 1 19,05
Диаметр ролика d, 11.Л
Профиль луба по ГОСТ 591—69 lx-j смешения
Груттла no I ОСТ 591- 69
Диаметр онружмопм ниилнн Di 97,63-a,u
Допуск на разность шагов 0,16
Раднялы«>е биение окружности впадин
1 орцомое Г|н».-нме ауОиатого ненца
Диаметр делмтелыаой окружное» и
109.7
Con para > смак цепь В Шн|иама пиутрснигй плостимы h 18,2
Рассюяннг между внутренними пласткнями Нвн 12,7
Рис. 12. Звездочка.
74
t. Кольцо noi. I — материал — Сталь 45 ГОСТ 1050—74.
2. Шпонка пад. 2 - материал - лист -Д^мий1^! 'м”~7<
VT. □ I Мь I 14037—79
3. • Размер ДЛ1 справок.
4. Н14.ЫС ± 4/
5. На шишках поз. 2 и на поверхности В браагн металла не
допу скаютсж.
6 Покрытие Хим. Оке при.
7. Масса — 0,9? кг.
• * _ * • 2
Ряс. 13. Кольцб наружное.
Модуль ГЛ 215
Число sy6tof _2 4<
Нормальны* мссодныА дитур — ГОСГ 13755 Л1
Коэффмцдеи г смешения X 0
Степеньточности Й-В ГОСТ 1643 -Я|
Дд имл общей нормали W М.’5 Зй
ДслительнмП диаметр d ПО
I • Трсбоьамня к заготовке. .
2 . •• Размер (Икч-петлвается нисгру ментом.
3 Зубья HRC» 41,5...46,5.
4 . HI4. Ы4. =t ~2~
5 Масса *— 16 кг.
Рис. 15, Шестерня.
П
I. • Требования к мготовке.
2. Зубья НйСэ И Л 46.5
3. 1114. ШМ. ± -V—
4. Мя<ча — 1.2 кг.
Рис. 16. Шестерня.
— । пи » rtrf I it мш и firi
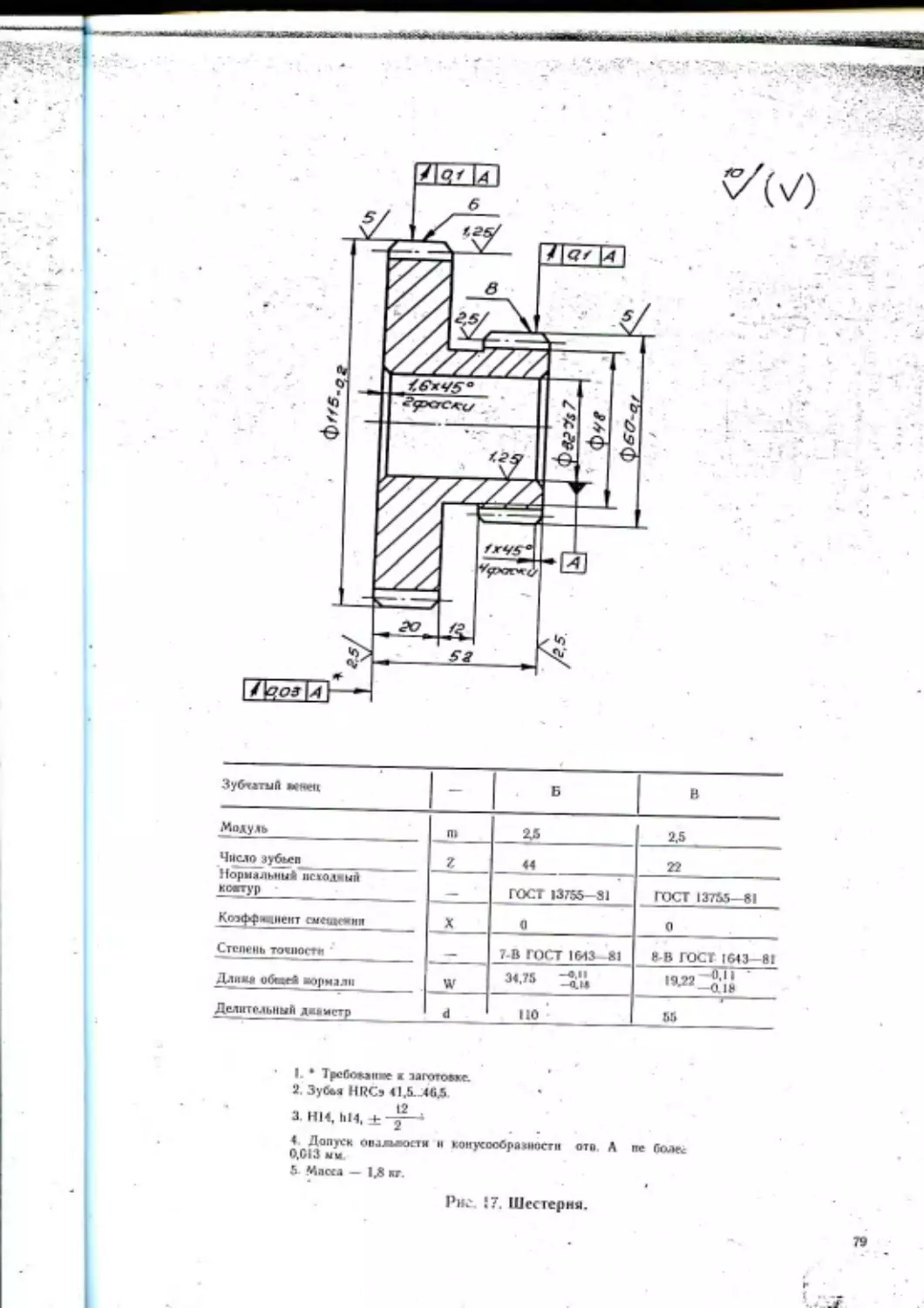
Зубтатый аянец — Б в
Модуль п» м 2.5
Число зубьсп _ Z 44 22
Нормальный псьолхын моитур • — ГОСТ 13755-31 ПОСТ 13755-31
Коэффициент см еще* ни X 0 (1
Степень томности • 7-В ГОСТ 151 Н В ГОСТ 1643-8!
Длим* обшей мормалн W HW 4Й
Делительный дм* и стр d но •
I . * Трсбомняе заготовке.
2 , Зубья HRCs 41.5.-465
3 H14, hM, ±-j—
< Допуск ооалыюсти и кинучосбря <ihkth отп A ne Гиътес
0.GI3 mu
5 Масса — 1,8 кг.
4 • 9
Рис, !7. Шестерка.
Модуль m 2.5
Число эуйхв Z 44
Нормальный мсдодиый контур Коэффициент гмежелня X ГОСТ 13755—81 . 0
Степень тпншхгтн 8-В ГОСТ 1643 -Й1
Длина общей нормали W
Делнтежмый дняы^тр d но
Рнс. 18. Шестерня.
7рсбо«м11*н к заготопне
2. Зубья HRCt 41Д..40Д
3. Поверяя. Б и Г вьастуаон HRCi 41Д..46Д
12
4. НИ, Ы4. ± -$-----
5 Л'жусх овальности и юнусообраамостн отв. Б we боле*
Д013 мм.
I* .Масса — 1.8 кг.
IM
Модуль п» 2.5
Число лубмев 7. 44
Нормадыаий исходный контур Коэффициент смещении ГОСТ 13755—81
X 0
Стемемь точности 5 В ГОСТ 1643- -ЛГ
ДДИ1Ы Обшей ЮрИШЕИ W —0,13 дм
Делительный диаметр <1 по
I, • Требования к яйготовке
2. Зубья HRCs <1,5...46,5.
3. Поверки. В и Г иыступов яйкалнть HRCs 4I.5...46.5
12
<• Н|4. IiI4. ±'-5-----
5 Дояусж овальности и конусообрллмости ото. Б не (Хысс
0,013 мм.
6 Маем — 1.ЯГ1 кг.
Рис. 19. Шестерни.
II Зак. IIG2
31
Модуля tn • 2Д %
Число эубвев Z 22
Нормальный исходной контур — ГОСТ 13755—81
Коэффициент смеяеяня X 0
Степень точности — 8 В ГОСТ 1643-51
Длина общей аормллн W 1^22_О |Н
ДслмпммшП диаметр d 55
I . * Требование к заготовке
2 •• Размер обеспетивветсн ниструмеятом.
3 . Зубьи HRC> 41.5...46,5.
12
4 HI4. Iil4. ± -j---- *
5 Масса — ОД кг
Рнс. 20 Колесо зубчатое.
4 Допуск мальносгч и комуоооГфкмосгл отп. А не более
0,013 мм.
S .Чесса — 1.4 а.
Рис. 21. Колесо зубчатое.
8J
Число лубма Z 14
Сопряги ееая цеп» Шаг 1 19,05
Диаметр ролика di 11.91
Профиль зуба во 1 ОСТ 591—G9 — Gej смешении
Група по ГОСТ 591 - 69 На нболыпаи корда С
|л ММ-ол
Допуск на разность шатии 6| O.lfi
Радиальное бнеяне окружности впадин Ео U
Торсовое бпеннс зубчатого венца — од
Диаметр дели те ль но ii окружности <1 55,51
Совряга ечия цепь Ширина внутренней властном h 18,2
Рисстоммне между • •«утренними Мастинами Бан п.1
I. Зубья ТВЧ h>2,5 им, НЯСэ 41Д.46.5.
2. * Размер для справок
3. *• Размер обсспеяммется ипструмеятом
4 НЮК ± -2______
5 Покрытие Хим Оке при,
6 Масса — 0,72 кг,
Рис 22. Звездочка.
Число зубьев Z 20
Сопряги Шаг t 12.7
гмия цепь Диаметр ролика d| 8,51
Профиль луб» по ГОСТ 591 69 — Бет CMctneiina
Группа по ГОСТ 591 -69 — C
Диаметр окружности ападпп Di _72ЛЗ-.Д
Допуо ма разность шагов ik 0116
Радиально биение окружности ппадп» Eo 0.5
Тприомн- биение .губчатого венца — 05
Диаметр делительной окружности d 81,18
Солрша- смая цепь Ширина виут|н-енсП и h пл
Расстояние между иутронмнмп пластинами Нин 5^40
I. Зубья ТВЧ h>i.S мм. НКС».41Д_4«Д
? * Рьтмеры для спряиик.
3 *• Рягмер обсспсчпалстсл ннструмептом.
12
4 . H14.HI4. ± -у-
5 . Покрытие Хим. Оке при.
6 Масса — 0Л4 кг.
Рис. 23, Знсздочка.
L то,,н«™ литья П ПО ГОСТ 200^-55
* Фэрмоючные уклоны по ГОСТ 3212-40.
3 Литерные раджузд 3. Л мм.
4.НЮН.± -у— ‘ tJ. ' '
леЛ’оГ^м°МХ“!1т' " ко"’сооеР>’"ост" пмерх* А не бо
УХЛ<₽"Т** п«'₽,ж- Е ~ НЦ.256 оте-мленае VII
Мясе* — 0,2 кг.
Рио. 04 Днем..
СППС-»алг1!АЖ У!!
I ' Ро1МС|М1 ДЛИ СП р Л Пик
I?
2 HI4. hl4. JL -j-
3. Млссл 0.1 кг.
Рис. 25 Колкцо.
«7
6
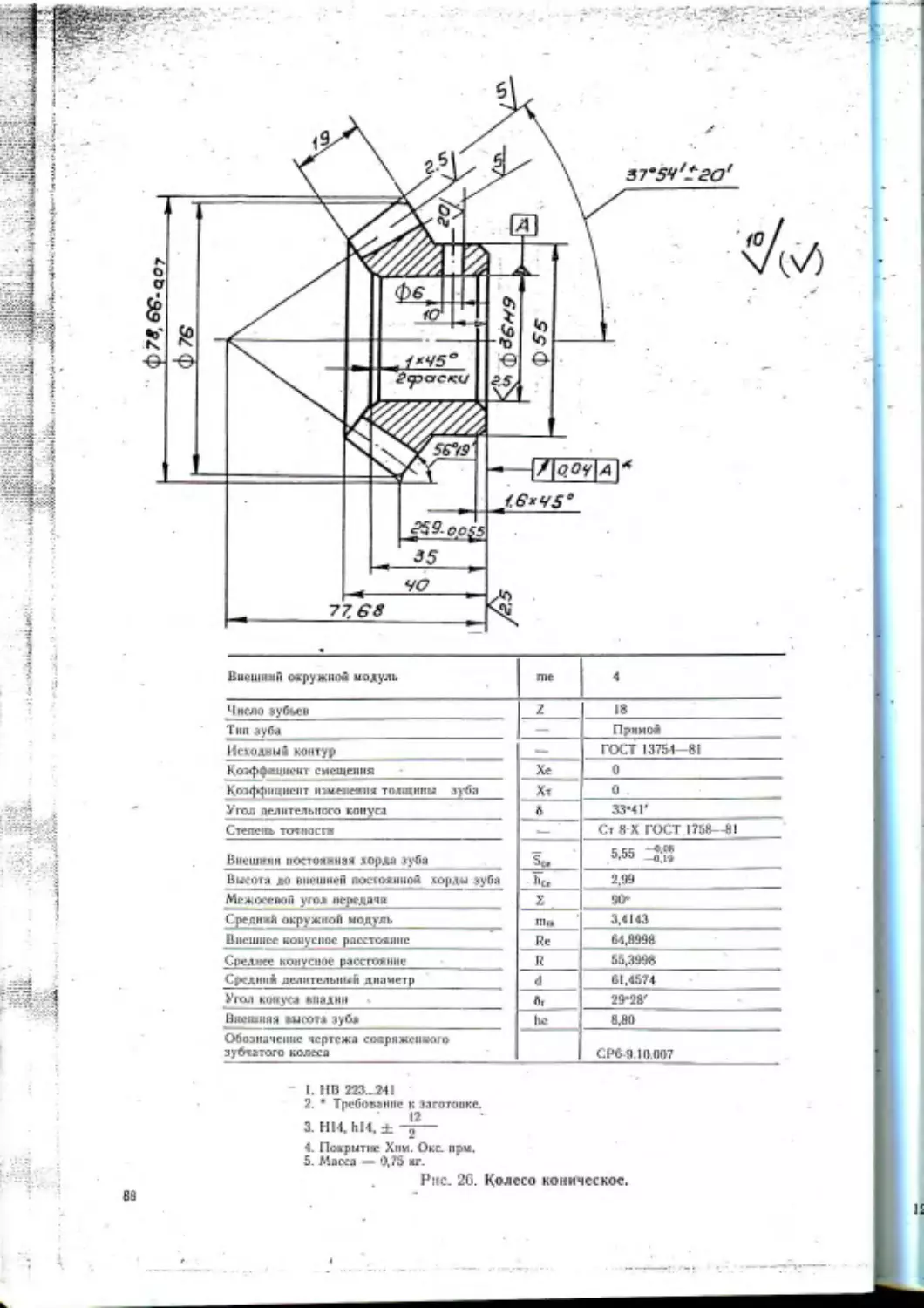
ВИСШНИЛ окружном модуль П1Г 4
Число аубьсн 2 18
1 ни . ,Г.< — Примой
НсъодныА контур ГОСТ I37M -81
кймрфжцисн! смешения Хе 0
Коэффициент тмамвия толшнны зуба Хт 0 .
Угод целительного конуса б 33’4 Г
Степень тот нас гм Ст Я X ГОСТ I7WU-HI
Внешний постояянаа лорда дуба 5 55 ,Э'ЭЭ -О.1Я
Высот я до анешияЛ лоетоанноА лорды зуба ,(с» 2,99
МгА1Жч*тк|Л угол передачи Е 90
Средней окружной модуль пи. 3,4143
Il'-.llli! 1.' < ИНГ р.И 11 • ИНГ Re М.ЙУЧН
Среднее кокуотое расстояние R 5&.ЗШ
Средни* делительный диаметр Угол конуса кнмднн d 6i t 29-28'
Внешняя высот* эуО* he 8,80
Обозначение чертежа соаряжснаого зубчатого колеся СР6 9 10 007
- I. НВ 223.241
2. • Требование к заготовке.
12
3. НН. ЬИ. ± ~2---
4. Подрытие Хни. Оке. при.
5. Масса — 0,7S мт.
Рис. 26. Колесо коническое.
88
-
Число зубьев Z 18
Сопряг а- сыня цепь Шаг 1 19,05
Диаметр ролика d| 11.91
Профиль зуба до ГОСТ 591 89 — Без смешеяня
Группа до ГОСТ 591 <И> — С
Два метр окружности опалин DI ?7,63 <Л<
Допуф на разность шагай At 410
Радиальное биение окружности ппаднн Со 0.5
Торцовое биение зубчатого венца Дням»гр деятельной ояружздегн —- ОД
d 109,70
Солрнга* свая цепь Ширина мнутрештеА плз ст кии _ b 18.2
Расстояние между aaiyipeirHHMH пластинами Ван 12.70
I. Зуба* НКСз 41Д 46Д
Я. • Размер для спрмтж.
3 •• Размер обесдечвамтся инструментом.
4. HI4, Ы4, ±Ц—
5. Покръгпк Хим. О«с. прм.
fl Масса — 0.2 кг.
Рис. 27. Звездочка.
12 Зля. 1162.
.89
Приспособление заточное
СРб-9.74.000
Руководство по эксплуатации
СРб-9.74.000 РЭ
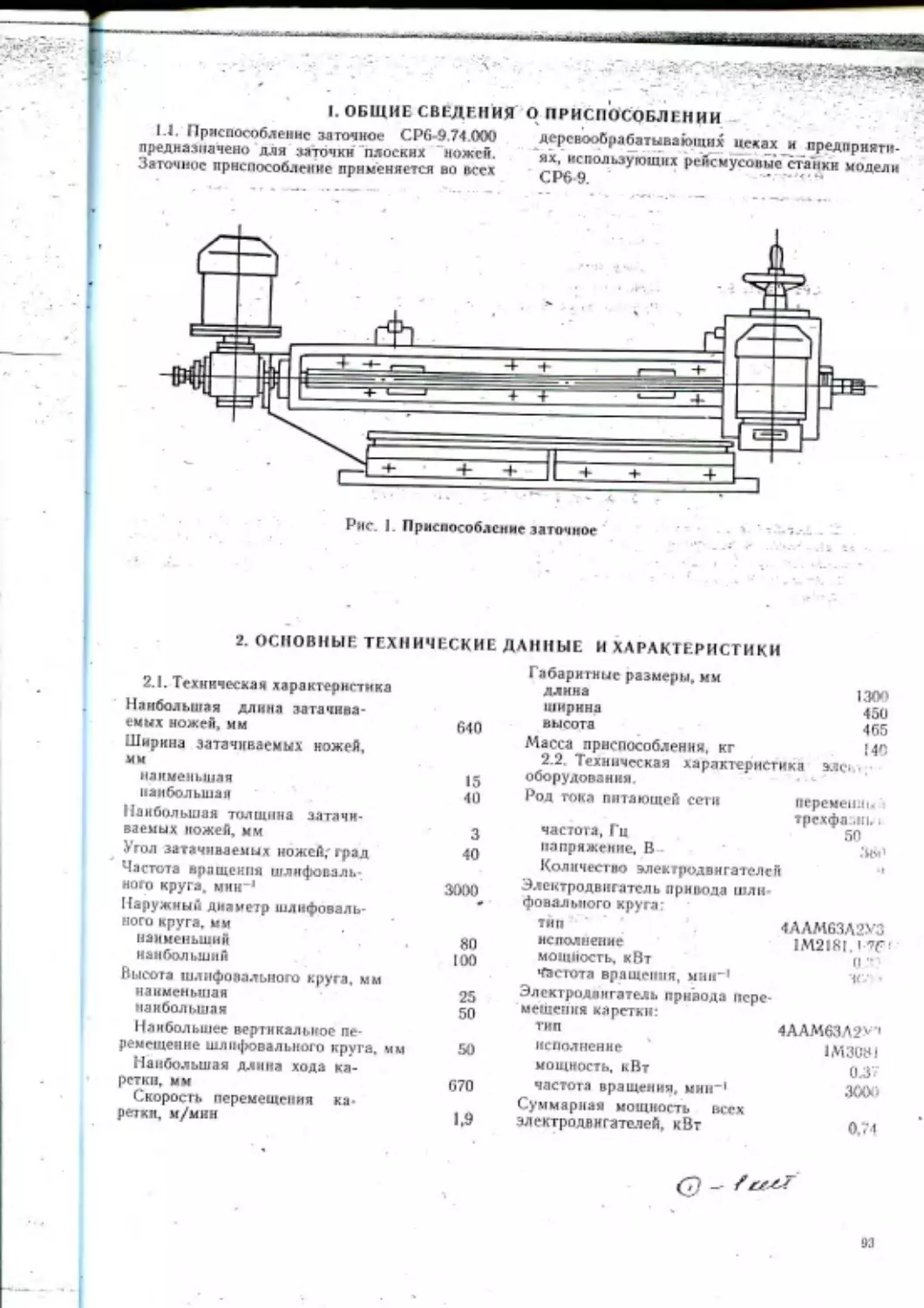
I. ОБЩИЕ СВЕДЕНИЯ О ПРИСПОСОБЛЕНИИ
1.1. Приспособление заточное CPG-9.74 ООО деревообрабатывающих цехах и предпрняти-
предналначено для латочки плоских ножей. ях, использующих рейсмусовые' станки модели
Заточное приспособление применяется во всех СР6 9
Рис. 1. Приспособление заточное
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
2.1. Техническин характеристика Габаритные размеры, мм
длина 1300
Наибольшая длина затачива- ширина 450
емых ножей, мм 640 высота 465
Ширина затачиваемых ножей, Масса приспособления, кг 14^
мм 2.2. 1ехннческая характеристика злее-
наименьшая 15 оборудования 4 • Ъ
наибольшая 40 Род тока питающей сети перемени i.
Наибольшая толщина затачи- трехфа .ш..
ваемых кожей, мм 3 частота, Гц 50
Угол затачиваемых ножей, град 40 напряжение. В .‘Нм1
Частота вращения шлифовали кого круга, мни"1 30D0 Количество электродвигателей Электродвигатель пришила шли- i ’ “
Наружный диаметр шлифоваль- * фовального круга: 4AAM63A2V3
ного круга, мм тип
наименьший 80 исполнение 1М218Г, ’ *Г
наибольший 100 мощность, кВт 0 v
Высота шлифовального круга, мм Частота вращения, мни**1 4(2 .
наименьшая 25 Электродвигатель привода пере-
наибольшая 50 мещения каретки:
Наибольшее вертикальное пе- тип 4AAM63A2V4
ремещение шлифовального круга, мм 50 исполнение 1M308J
Наибольшая длина хода ка- мощность. кВт 0-37
ретки, мм 670 частота вращения, мин-1 300-
Скорость перемещения ка- Суммарная мощность всех
ретки, м/мин 1.9 электродвигателей, кВт 0.74
3. КОМПЛЕКТ ПОСТАВКИ (табл. 1).
Ободиалевне Нанмегопапэе Кол-во Примечание
Приспособлен!не а сборе
Входит в комплект и стоимость
□риспоспблежмя
Документы
СР6 9.74 000 РЭ Приспособлена- шочлюе
Руководство по эксплуатация
4.1. В помещении должен быть цеховой кон-
тур заземления, к которому приспособление
подключается при помощи узла заземления,
расположенного а праной нижней части при-
способления.
4. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
• V.
4.2. Нормальное положение дверки злектрс!
шкафа — закрытое. Открывание дверки тле» I
трошкафа возможно только при помощи cnel
циальиого ключа
б. СОСТАВ ЗАТОЧНОГО ПРИСПОСОБЛЕНИЯ
5.1. Перечень составных частей приспособ* 5.2, Расположение составных частей указ!
лення указан в табл. 2. ио на рис. 2.
Таблиц* 2
Под. см. рис. 2 На именование Ободка чевне
I Кораус СР6-9.74 001
3 Траверсе СР6 974О02
4 Привод а*го*и0(0 круга
9 Ограждение СРв 9.74.020
10 Саджа км СР6 9.74.004
14 Салаакм СР6-9.74.003
15. 16 Привод перемещения каретки СР69,74010
17 Никт СР6 9.74.025
35 Электрооборудование С Рб-974.000
Рис. 2. Расположение составных частей и органов управления
6. устройство, работа приспособления
и его составных частей
6.1. Перечень органо» управления указам в 6.2. Расположение органов управления пр
табл. 3. , способасинем указано на рис. 2.
’*, • Таблица 3 •
Пол. см. рае. 2 Органы у пр* влей ня я их ил.1иа«>нве
31?
29
II
21
31
Цпопка «Пуск> мготного ЕрисзюслГмечип
Пермипочятсль перемещения мретян шдпфодллъного круга
Киоиаш «СГОП» общая « '...I- v .__Х=.
Рукоятка ручного нереыеиинп карсткн шлифояалымнп крута «Вверх», «Впил»
Киоска с Mexaiiarwchixo на ручиое перемещение -гкавепш
. шлифоаллынм о круга
Кнопка искан нчгский фиксация иреум! амифосгльниго крута
- с* ; ..
G.3. Перечень графических символов, ука-
занных на панели заточного приспособления
(табл; 4).
6.4. Схема кинематическая (рнс. 3). Кине-
матические цепи осуществляют следующие
движения:
а) вращение шлифовального круга;
б) механическое и ручное перемещение ка-
ретки шлифовального круга в горизонтальной
плоскости;
в) ручное перемещение шлифовального кру-
га в вертикальной плоскости.
6.5. Устройство приспособления (рис. 2).
На валу элект|м).чиигателя 4 через проме-
жуточную втулку 5 устанавливается шлифп*
вальный круг 6, который через шайбу 7 кре-
пится гайкой 8. Шлифовальный круг 6 закрыт
кольцевым ограждением 9, закрепленным на
электродвигателе 4. Электродвигатель 4 уста-
навливается на салазках 10. При вращении
' маховичка 11, закрепленного на винте 12, да!
жгние через гайку 13 перелается салазкам 10
Салазки с электродвигателем н заточим
кругом перемещаются в каретке 14 по bi
правляющим типа «ласточкин хвостэ. Нерене
шенне каретки 14 по траверсе 3 осуществляв
стен от электродвигателя 15 через червячный
редуктор 1G, винт 17, гайку 18. Крайние пм
ломания каретки 14 относительно траверсы ]
фиксируются конечными выключателями 19
При ручном перемещения каретки 14 трь|
буется отключить шариковую муфту 20. О:;
ключом не шариковой муфгы 20 осуществляем
ся вытягиванием кнопки 21 н поворотом ее м
90’ с фиксацией в прорезах гайки 22.
Установка ножей 23 осуществляется гайка
мн 25, имеющими возможность перемещена
при вращении винта 24. Зажим ножей осу-:,
ществляется планкой 2G при затяжке гайки 27
96
Таблица Ч
Син бол
Шл и cpaffал ьнь/и
^ахаёич дго аг
перемещение иилисро^
даль нога ^pu^cj
Отключение электродди-
гателей иол и сро дальнее
ново круга
Один
П Зле 1162.
97
7. ЭЛЕКТРООБОРУДОВЛН НЕ
7.1. Общие снедения.
7.1.1. Электрооборудование заточного при-
способлении содержит (см. рис. 4, табл. 5):
АП — электродвигатель шлифовального
круга;
М2 — электродвигатель привода каретки;
аппаратуру управления и защиты, располо-
женную на пульте управления н в нише элек-
трошкафа.
7.1.2. Заточное приспособление изготовлено
па напряжение питающей сети: трехфазный,
переменный, 50 Гц, 380 В.
В руководстве приводится схема электри-
ческая, схема соединений приспособления
(рис. 5 и табл. 6). Пульт управления разме-
щен в правой части станины заточного при-
способления \
Виод в заточное приспособление произво-
дится через отверстие с резьбой Q 1/2—В, в
станине кабелем КРПГЗ X1 + 1XI.
7.1.3. Для обеспечения нормальной эксплу-
атации электрооборудования приспособления
на внутренней стороне крышки электрошка-
фа устанонлена табличка с принципиальной
схемой.
7 2. Описание работы электросхемМ (см.
рис. 4).
Перечень элементов к электросхемс (гм.
табл. 5).
Перед включением заточного приспособле-
ния переключатель ВЛ, находящийся на пуль-
те управления, должен находиться в отклю-
ченном положении.
Напряжение на цепи заточного приспособ-
ления подастся включением вилки штепсель-
ного разъема в розетку.
Привод шлифовального круга включается
кнопкой Ки2. При этом включается магнит-
ной пускатель Р1, замыкая свои контакты в
цепи питания электрон iii ля М2.
Включение привода каретки происходит при
включенном приводе шлифовального круга
переключателем ВЗ. При включении переклю-
чателя ВЗ включается магнитный пускатель
Р2, замыкая свои контакты в силовой цепи.
Осуществляется перемещение каретки влево
до воздействия на конечный выключатель В2.
Магнитный пускатель Р2 отключается и вклю-
чается магнитный пускатель РЗ. Осуществля-
ется перемещение каретки вправо до воздей-
ствия на конечный выключатель В4 и цикл
работы заточного приспособления поверяет-
ся согласно описанному выше.
Чтобы обеспечить один цикл работы заточ-
ного приспособления, необходимо после вклю-
чения переключателя ВЗ в положение «Не-
прерывный цикл» игре ключ нт», его в положе-
ние «Единичный циклэ. При этом будет вы-
полнен один цикл работы, и каретка, придя
в исходное положение; остановится.
Кнопка Кн1, расположенная на пульте уп-
равления. служит для отключения заточного
приспособления в нормальном и аварийном
режимах.
Защита электрооборудования ог токов ко-
роткого замыкания и nepeq»y3OK осуществля-
ется выключателем BI.
Нулевая защита осуществляется магнитны
ми пускателями.
7.3. Подготовка электрооборудования к пер-
воначальному пуску и первоначальный пуск.
При первоначальном пуске заточного при-
способления необходимо проверил, надеж-
ность заземления и качество монтажа элект-
рооборудования внешним осмотром. После
осмотра отключить провода питания электро-
двигателей Ml и М2 от магнитных пускателей
PI. Р2. РЗ.
При помощи кнопок, переключателя, нахо-
дящихся на пульте управления, и криисвых
выключателей проверить четкость срабатыва
ния магнитных пускателей.
После проверки восстановить схему.
Направление крашения двигателя шлифо-
вального круга должно соответствовать стрел-
ке на кожухе шлифовального круга. Напрэн
ленне вращения электродвигателя привода ка-
ретки должно соответствовать перемещению
каретки согласно описанной выше электро-
схеме.
I
A
/’
i
0
V
:<l
Q
0
*
• 2. Назначение конечных выключателей:
B2, В4 — ограничение перемещения каретки. ।
Рис. 4. Схема электрическая принципиальная заточного приспособ
ления.
CP6-Q.74 олр эз
f
K"1
P3
8ле^о
pz.
vw.
рис. 4. Схема электрическая принципиальная заточного приспособ-
2. Номера групп проводов указаны над ли- ' .
нкями связей, а кабель — в разрыве линий связи.
Рис. 5. Схема электрическая соединений заточного прнспоеобления. СРв-9.74.080 34 '
v ТАБЛИЦА
СОЕДИНЕНИЯ ЗАТОЧНОГО ПРИСПОСОБЛЕНИЯ
СРО-9.74.ОЯ0 ТЭ4
пням к связей, а мебель — г» разрыве линяй связи.
Рис. 5. Схема электрическая соединении заточного приспособления. СРб-9.74.080 34
Таблица б
Про под кпк Откуда ПАП Куда посту- пает Данное проводника Длина, м Приме* чание
марка, цвет сечение, мм’
АЗ 01 РЗ ПВ 1, черно ii 1-5 04
•V РЗ Р2 То лге 1.5 0.G 0.4
АР Р2 PI < 1.5
В2 В1 РЗ •—<— 1-5 0.4
В2 РЗ Р? —с—* 1Л 0,6
02 Р2 PI —<— 1.5 0,4
С2 В1 W —<— 1.5 0.4
С2 . РЗ Р2 —<— 1-5 0.6
С2 . Р2 PI IJ5 0,4 0.2
С2 PI 1’1 110-1. красный 1.5
С2 Р1 Р2 То же 1.5 • 0.4
С2 РЗ РЗ —< — 1-5 0 4
1 Kill Кн2 > <— 1Л 0.2 В
2 PI 1*1 с 1.5 0,2
2 В2 Ь2 — 1.5 од
2 PI РЗ —*ф — 1Л 0,4
4 Р2 РЗ —<“ 1-5 0.1
5 Р2 РЗ — <«— 1.5 0.5
8 Р2 РЗ 1.5 0,4
Груши проводов № 1
А2 PI Kill IIВ-3, красный 1.0 0.8
1 Р1 Ки2 То же 1.0 1.2
2 PI Кп2 < 1Д 1.1
3 Р2 В-3 1.0 1.1
4 Р2 ВЗ 1.0 1 0
J., Панель Корпус ПВ 3, зелено-желтый 1.0 1.1
Группа мроволов .V 2
6 °3 04 ПВ-3. красный 1.0 1.4
7 Р2 04 То же 1Д 1.4
АЗ ЙЗ PI Г1 • • ф ф • ‘см кабель № 2
СЗ । : ф ф •
X Корпус ф ф •
X । имел к В1 ПВ 3, зелено желтый 1.0 0,6
Группа проводов № 3
At Р2 ф ПОД черный 1.0 1.5 ‘ем. группу
В4 Р2 • То же 1Д IJ5 проводив Ае 4
С4 Р2 • 1.0 1.5
2 РЗ 02 ПВ-3, красный 1.0 0’9
3 Р2 В? То же 1.0 1,0
6 . РЗ В2 1,0 1 0
X Панель 02 ПВ-3, зелено ж ел тин 1.0 06
Группа проколов Л» 1
А4 • .М2 ПВ-3, черный 1.0 • *см, группу
IM • М2 То же 1.0 ф проводов Л* 3
С4 : • М2 1.0 ф
X В2 .М2 ИВ-3, зелено мелтый 1.0 019
Кабели о
КРИГ 3XI1IXI
Кабель М 1
AI ш ВГ Зм
111 ш В1
CI ш В| О
X ш Г l.i мель Кабель Л 2
АЗ из а • • ф М| Ml All * 2м *см. группу проводив М 2
X ф All в
«03
8. СИСТЕМА СМАЗКИ
Перечень точек смазки приспособления при-
веден в табл. 7. Перед первоначальным пус-
ком приспособления необходимо в редуктор
привода механического перемете и ня каретки
шлифовального круга залить масло турбинное
Т» ГОСТ 32—74. Контроль уровня масла —
по маслоуказлтелю.
Направляющие каретки, салазок, винты пе-
ремещения протереть ветошью н нанести тон-
кий слой масла турбинное Та,
Во время эксплуатации приспособленвя про
- нзаюдить смазку точек приспособления сот
ласно указаниям» приведенным в табл. 7.
При смене масла в редукторе привода ме-
ханического перемещения каретки шпнфонзль
ного круга, перед заливкой свежего масла,
рекомендуется промыть редуктор Прооокш
или бснзином-растворн гелем (уайт-спиритом).
Перед заливкой в редуктор масло долж»к
быть предварительно профильтровано.
Таблица 7
1 мм • п.-п Сиазываемаи точка Куда - атоднт Смазочный материал Пержэдгаюстъ СМАЗКИ Расход сшазечхюго митернала
г Редуктор Пряспосиблежме заточное Масли турбин ние Tjj ГОСТ 32-74 Одна раз и три месяца * ♦
5 Подшипники пинта перемещения каретки • - То же Смазка ЦИАТИМ-201 ГОСТ 6267—74 Одни раз в три меспиа
3 Подтип ник винта жеремещежня еяламж —«— То же Одвя раз и и если 3
4 Налравляжминс клрепгм салазок —«— Масло тур- бинное Тц ГОСТ 32 74 Ежедневно
S Резьбовые поверхмости опитов —«— То же Ежедневно 4
0. ПОРЯДОК УСТАНОВКИ
9.1. Распаковка.
9.1.1. В связи с тем, что приспособление упа-
ковывается в один ящик со станком, требова-
ние по распаковке см. в руководстве по экс-
плуатации станка модели СР6 9.00 000 РЭ.
9.2. Транспортирование.
9.2.1 При транспортировании приспособле-
ния (см, рис. 6) канаты (тросы) должны за-
чаливаться за рымболты, которые ввинчнва
ются в предусмотренные ллн этого в приспо-
соблении отверстия. При транспортировании
к месту установки и опускав пн прнспособле
ине не должно подвергаться сильным толч-
кам.
9.3. Монтаж.
9.3.1. Схема установки приведена в разде-
ле «Паспорт» (рве. 7),
Перед установкой приспособление необхо-
димо тщательно очистить от антикоррозийных
покрытий. Предварительная очистка приспо-
собления производится деревянной лопаточ
кой, а оставшаяся смазка с наружных поверх-
ностей удаляется чистыми салфетками» смо-
ченными уайт-спиритом. Во избежание корро-
зии механически обработанные поверхности
покрыть тонким слоем турбинного масла Ти
ГОСТ 32 74. Приспособление устанавлива-
ется на верстак или фундамент и крепится
четырьмя фундаментными болтами. После ус-
тановки приспособление должно быть подсо-
единено к общей системе заземления. Для
этого с левой стороны приспособления преду-
смотрен болт заземления.
.C ~ ' '-f—~*1 — ; — —-—.---.я*чМшаааслкь«»—л-^*^яЛшшляошИйЛ^а^ё^,_'л: ’!*
. -
10. УКАЗАНИЕ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ
И РЕМОНТУ
IQ.1. Порядок работы.
16.1.1. Подготовка к первоначальному пус-
ку.
Перед первоначальным пуском необходимо:
I) ознакомиться с конструкцией и работой
приспособления, назначением органон управ-
ления (см. рис. 2);
2) заземлить заточное приспособление под-
ключением к общей цеховой системе зазем-
ления;
3) вывести каретку 14 в крайнее правое
положение;
4) затачиваемый нож разместить на осно-
вании приспособления и закрепить планками
26. При этом разность показаний крайних то-
чек ножа относительно плоскости «Г» не дол-
жна превышать 0.2 мм.
Установка ножа производится поворотом впи-
та 24;
5) маховичком И переместить шлифоваль-
ный круг в крайнее верхнее положение;
6) подключить приспособление к электросе-
ти, проверни соответствие напряжения сети и
алектрооборудонания приспособления. При
подключении приспособления к электросети
необходимо обеспечить вращение шлифовали
ного круга согласно стрелке на ограждении;
7) выполнить указания, изложенные в раз-
делах «Система смазки» и «Электрооборудо-
вание».
ВНИМАНИЕ! При отсутствии масла в мас-
лиуказателе привода механического переме
тения каретки шлифовального круга 16 вклю-
чение приспособления недопустимо;
8) для обеспечения механического переме-
щения каретки зафиксировать кнопку 21 в
прорези гайки 22;
9) перед началом работы переключатель
30 должен быть в положен ин «Непрерывный
цикл»,
10.1.2. Первоначальный пуск и работа на
заточном приспособлении.
При нажатии на кнопку «Пуск» шлнфовзль- ’
ный круг начинает вращаться, а каретка при-
способления начинает перемешаться влево
При достижении крайнего левого ' положения
каретка воздействует на выключатель 19 и
происходит перемещение каретки вправо до
воздействия на выключатель 36. Цикл работы
приспособления повторяется согласно опи-
санному выше.
Чтобы обеспечить один никл работы, необ
ходимо после установки переключателя 30 в
положение «Непрерывный цикл» переключить
его в положение «Единичный цикл», При
этом будет выполнен один цикл работы при-
способления, и каретка, придя в исходное по-
ложение, остановится. Заточка считается нор-
мальной, если при подаче шлифовального кру- •
га в пределах 0,05—0,10 мм на заточном но-
же нет завалов, выкрошенных мест, притуп-
ления и следов прижигав, а шероховатоггь
задней поверхности соответствует Ra 1,25 мкм.
ВНИМАНИЕ! При установке и снятии но-
жа в приспособление необходимо соблюдать
особую осторожность, помня, что заточенный
нож имеет острую кромку и при контакте рук
рабочего с лезвием ножа возможны порезы.
Во избежание дисбаланса ножевого вала раз- -
ность размеров ширины ножей, устанавливае-
мых на ножевом валу, не должна быть более
0,3 мм, а разность массы — не более 5 г н
комплекте.
Н Зак. 1162.
105
, Рис, 6. Схема транспорт кровки
Рис. 7. Установка приспособления
• £
8 * П II IT Q Г £
г.
г
I
к 9Z-VECH 1DOJ g0€ weHnminWofj
ос <1О43.<ГЭГ| SZ-HCT 1OOJ
4 химииmtfo|j
гс doHiKiivr situarpaxiujvdij oz-z»r,z 13QJ
• • - гогоо янаиниггоц
НК doiXAVJtj sz—«££« гкм
•* 10g УМН«ИП1ГО| I
1IITVX4 ГГХ>|
аяисвонлмигн
KHiiihVM aoMHHiiiimrroir чнаьэази toi
Наименование и обозначение
составных мастей
приспособления
10.3. СВЕДЕНИЯ О РЕМОНТЕ — - а . ’ Таблица 9
Основание для ежа ни в ремонт Дата Катего- рия слою* ногти ре- монта Ремонтный цикл рябо* ты прясло* собленхя ‘ в часах Вид ре- монта Должности фамилия н подпяс* . ответственного япца
поступле- ния 0 |Х- монт выхода ка ремонта
пронэводиацнго прмняяпгого • ремонт ремонт
зультаты испытаний.
11,1. Испытания заточного приспособления
на холостом долу и в работе.
. Приспособление заточное испытано на хо-
лостом ходу и в работе и отвечает всем предт.-
явленным к нему требованиям по СРь 9.74.000.
.. II .2. Электрооборудование.
Питающая сеть: напряжение 380 В; род
тока **
частота 50 Гц.
Цепи управления: напряжение 380 В; рад
’тока
Номинальный ток (сумма токов однонре
мен но работающих электродвигателей) 1,8ь А
Номинальный ток вводного автоматической
выключатели 2,0 А.
Электрооборудование ныпрлмено по следу
ющнм документам: " 1 4
принципиальной схеме СРб-9.74.080 ЭЗ,
схеме соединений СР6 9.080 Э4; ' - ’
таблице соединений СРб-9.74.080 ТЭ4. .
• 1 Я : • ’ I
Обозначение
• Назнлвенне
ВО схеме
Мощность.
кВт
Ном «жаль-
ный ток. А
ходос
той ход •
Jok. А
иагрулка
1А l Привод заточного круге
________________________________ 4ААМвЗА2УЗ 0,37
Привод лерсмсшснвя каретки
Испытание повышенным напряжением про-
мышленной частоты проведено:
напряжение В. •
Сопротивление изоляции проводов относк-
тельно земли: । л/)
силовые цепи Мом, * 5
цепи управления Мом,
Электрическое сопротивление между узлом
I частями при-
заземлени^ ^металлическими
/<з>, \ Сл
/ г-/ .
способления. которые могут оказаться под на
пряжением 42 В и выше, не превышает 0,1
Ома.
11.3 Общее заключение по испытанию за- -
точного приспособления.
На основании осмотра и проведенных испы- |
таннй приспособление заточное признано год-
ным к эксплуатации.
JZ (Site.
(дата лыпуско)
Главным инженер
(подпись!
12. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Приспособление заточное модели СР-9.74.000, завод-
ской 1н>мер подвергнуто консервации согласно
установленным требованиям, предусмотренным действу-
. ющнмн нормативно техническими документами.
Дата консервации «//> .19^.
Срок зашиты без переконсервации I год
погост 9,от -
* т
Вариант временной защиты
Вариант внутренней упаковки
Категория условий хранения -•
Консервацию произвел
Изделие после консервация принял
СОДЕРЖАНИЕ
Руководство do миплуатяцин СРВ 8.00.000 РЭ
Общее сведения о станке
Осмовные техннческно дяниые характеристика ....
Комплект поставка .......................
Укяляиае мер беэонлспосгм г ......
Состав станка .......................
Устройство работы станиц и его составных остей . ...
Электрообиртдоялнне ................
Система смазки •* ' • . . . .
Порядок у становии
Указание по техническому обслуживанию, мтсплуатацпи ремонту
Свидетельство о приемке ..................
Свидетельство о шйкермщм
Гарантийные обяхатгльспы (юсттвщина и отпететценность потребителя
.Матгрилли во быстрожомшиваемым деталям
Введение t ..... г • .
Схомд расположении подшипников ...................
ПЙ*чен>. полши,- пинии ...................
Перечень верIежей быгтрэнхнящквасми! деталей . . * .
Чертежи быстритсммшжваемид деталей .....
Приспособление заточное
Общие свеммня о приспособлении * • • •
(Кновиые тетннтоскне данные ц кярлктермстнкл...............
Комплект постлали ъ
Указан» мер безоплсностм . . . .
и нрпаюооблг ....
Устройство, работа приспособжмнп м сто составяил частей
Электрооборудование ......
Свстсма ‘смаакя ........
Порядок устамовкж .......................
Указания во техническому обслуживанкю я ремонту
Свидетельство о приемке .......................
Свидетельство о консервации ...................
3
3!»
35
39
41
54
55
59
.60
61
62, 63
64 ^89
94
96
99
101
104
105
НО
111
• Издательство «Стяпролольскаи правда», 1162—7000.