/





































Текст
H+A(H+M)+H+.H(U) 15c
ELB-SCHL1FF
Edmund Lang Flachschleifmaschinen
Babenhausen/Hessen
Гидравлическая
система
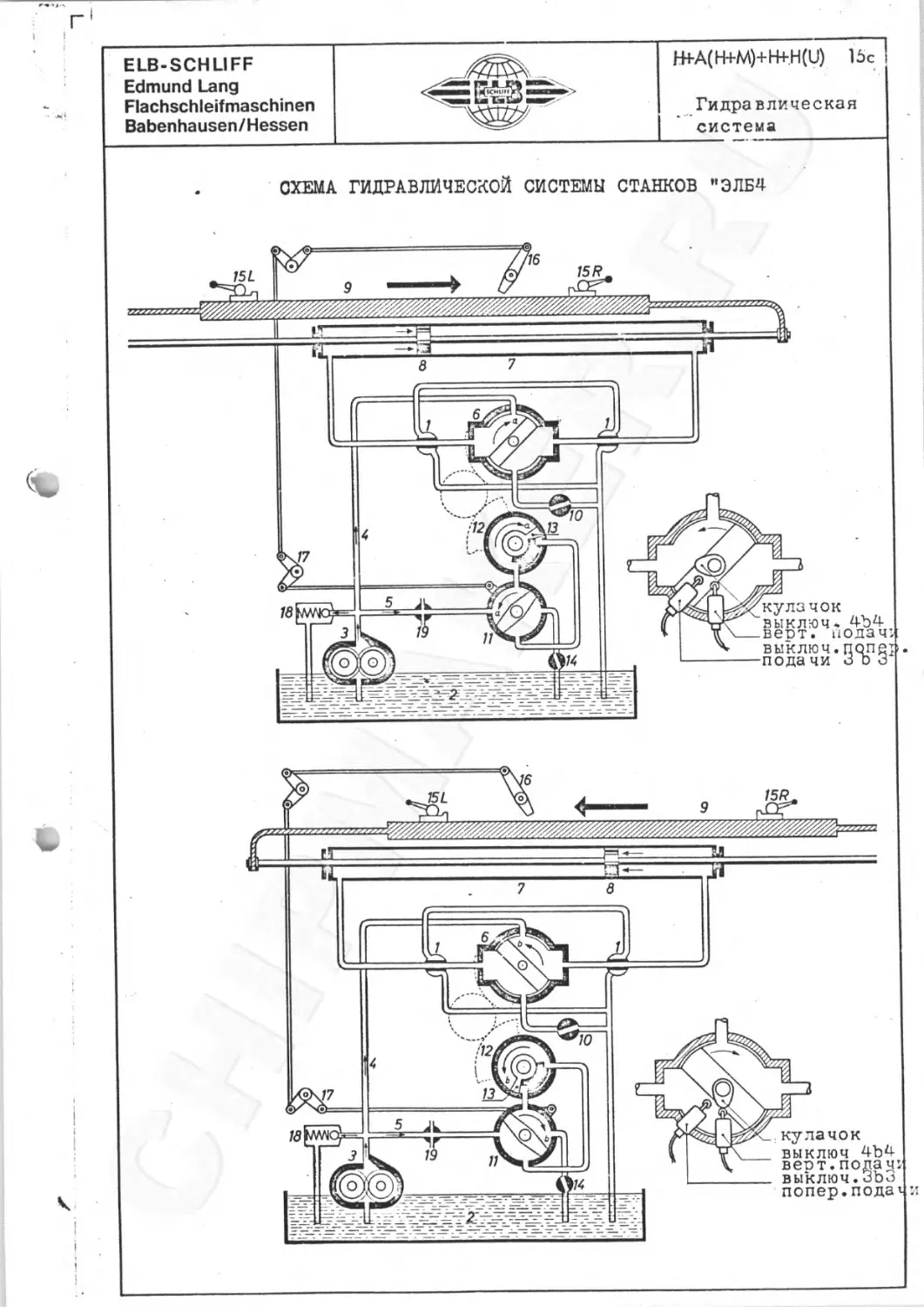
СХЕМА ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ СТАНКОВ "ЭЛБ4
15 R
3
12
13
кулачок
выключ 4ЪА
веот.подач
выключ.ЗЪЗ
попер.пода
кулачок
выключ.
верт. подач
выключ.попе
пода чи 3 о 3
□
ELB-SCHLIFF
Edmund Lang
Flachschleifmaschinen
Babenhausen/Hessen
H+A(H+M)+H(U) гц]5с
Гидравлическая
система станка
ОБРАЗ ДЕЙСТВИЯ ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ СТАНКОВ "ЭЛЬБ"
А Главные узлы В Расцветка гидросхемы
Гидронасос и маслофильтр 3 Масло под давлением - темнокрасное
Гидроблок управления 6,11,12 Отработавшее масло - светлокрасное
Гидроцилиндр 7 Масло отпущенное и
Поршень со штоком 8 в резервуара - бледнокрасное
Гидропроводы
Установка пускового рычага /1, стр 28/, он же выключающий,вверх
приводит оба вентиля 1 в рабочее положение и т.о. включает гидрав-
лическую систему на производство всзвратно-поступательного движения
стола, что происходит как описано ниже.
Вследствие открытия клапанов 1 шестеренчатый насос 3 нагнетает
масло из резервуара 2 в главный маслопровод а также в масло-
провод управления 5, по которому масло попадает в переключающий
золотник 11, а отсюда в цилиндрический золотник 12, где оно застав-
ляет заслонку 13 переместиться в крайнее положение "а". Движение
заслонки 13 передается, по механической передаче, заслонке,
реверсирующего золотника 6, которая также переходит в положение "а"
и тем самым открывает доступ маслу из главного маслопровода 4 в
левое надпоршневое пространство гидроцилиндра 7« Под давлением
масла поршень 8 получает движение вправо, которое передается поршне-
вым штоком шлифовальному столу: стол идет вправо.
При перемещении поршня вправо, отработавшее масло по другую сторону
поршня 8 возвращается в резервуар 2 через золотник 6 и клапан
регулирования скорости стола 10.
Отработавшее масло в пространстве по другую сторону заслонки 13
золотника 12 также возвращается в разервуар 2 через переключающий
золотник 11 и регулировочный клапан 14.
ELB-SCHLIFF
Edmund Lang
Flachschleifmaschinen
Babenhausen/Hessen
hH-A(H+M)+H(U) 15c
Гидравлическая
система станка
Во время движения стола вправо передвижной упор 15 наталкивается,
на реверсирующий рычаг 16, в результате чего заслонка переклю-
чающего золотника 11 переводится, по системе рычагов и тяг 17,
в положение Ъ. Масло течет по маслопроводу 5 через переключающий
золотник 11 в цилиндрический золотник 12 по другую сторону
заслонки 13, перемещая ее в положение b . Это движение опять
передается, механическим путем, заслонке, реверсирующего золотника
6, которая переставляется в положение b . В этом положении
заслонки масло под давлением из маслопровода 4 поступает в ревер-
сирующий золотник 6 при открытом правом выходе, ведущим к правому
надпоршневому пространству гидроцилиндра 7» Устремляющееся в него
масло гонит поршень 8 , а тем самым и стол, влево. Движение стола
влево продолжается пока передвижной упор 15 не переведет рычаг
16, в результате чего цикл описанный выше повторяется.
Клапан 10 /2, стр. 28/ служит для регулирования скорости стола.
Он находится в масловозвратном трубопроводе, чтобы поршень всегда
испытывал полное давление масла.
Регулирующий клапан 14 /5 стр. 28/ служит для регулирования
силы толчка при реверсировании стола, предоставляя установку
на мягкий или жесткий толчок при, соответственно, длинном или
коротком перебеге стола.
Редукционный клапан 18 /9» стр. 27/ служит для регулирования
давления во всей гидравлической системе, а также для выпуска
из нее во время переключений, излишка масла в резервуар 2
при сохранении надлежащего рабочего давления.
Питание маслом централизованной смазочной системы происходит
отбором масла из маслопровода управления 5 через распределитель 19.
ELB-SCHLIFF
Edmund Lang
Flachschleifmaschinen
Babenhausen/Hessen
16a
Шлифовальная
бабка
ШЛИФОВАЛЬНАЯ БАБКА
Шлифовальная бабка перемещается вниз и вверх по стойке и направля-
ющим рейкам, причем ось ходового винта 9 совпадает с осью, прохо-
дящей через центр тяжести бабки, что достигается с помощью уравно-
вешивающего груза. Направляющие шлифовальной бабки смазываются от
централизованной смазочной системы и не требуют особого ухода.
Ротор 12 приводного электродвигателя шлифовального круга смонтиро-
ван непосредственно на удлиненном шлифовальном шпинделе 1 будучи
закреплен на нем закрепительной муфтой 5 с правой резьбой. Открутив
этот винт, ротор может быть стянут со шпинделя в направлении от
круга.
Статор 11 э.двигателя привода шлифовального шпинделя встроен в кор-
пус бабки, в котором он центрируется и укрепляется с помощью 8
винтов 14. При монтировании статора необходимо обеспечить равномер-
ность величины зазора 13 по всей окружности /0,3 - 0,4 мм/. Винты
14 доступны после удаления уравновешивающего груза 17.
Подшипники 5 шлифовального шпинделя встроенные в шлифовальную
бабку изготовлены и отрегулированы на испытательном стенде таким
образом, что подрегулировка их радиального зазора не потребуеюя в
течение нескольких лет эксплуатации. По этой причине оба винта б
для регулирования радиального зазора пломбируются на заводе-изгото-
вителе, что затрудняет несведующим лицам самовольно переставлять их.
Если после нескольких лет эксплуатации потребуется подрегулировка
радиального зазора в подшипниках шпинделя, то советуется прибегнуть
к услугам нашего монтера-специалиста даже после истечения положен-
ного гарантийного срока.
Если при пуске станка в эксплуатацию не будут получены удовлетво-
рительные результаты в отношении чистоты поверхности, то тогда
следует сначала проверить состояние шлифовального круга прежде чем
искать дефект в подшипниковых опорах шлифовального шпинделя. Шпин—
дель, состоящий из азотированного материала, после азотирования
особенно тонко шлифуется и после окончательной доводки укладывается
в специальные подшипники, притертые машинным путем, в которых он
выверяется наиточнейшим образом.
Радиальный зазор
Специального типа подшипники скольжения 5 несут шлифовальный
шпиндель не всей поверхностью расточки, а только на трех ребрах "а"
ELB-SCHLIFF Edmund Lang Flachschleirmaschinen Babsnhausen/Hessen Г"» Ц-ГгЪ «•'•вият-ав 1 cr-viкив > чиа La \ iny 16b Шлифовальная бабка
/см.стр.57/. Равные по величине пространства "Ъ" - так называемые
карманы - расположенные между этими ребрами, играют роль смазочного
автомата. При вращении шпинделя в этих карманах создается разреже-
ние, за счет которого в карманы засасывается керосин, применяемый в
качестве смазки. Трубка 4, по которой всасывается керосин, располо-
жена так, что ее конец погружен в керосин под шпинделем при нормаль-
ном его уровне. Отработавший керосин возвращается в разервуар, т.о.
заключая свой кругооборот, благодаря которому, наряду со смазкой
шпинделя, происходит непрерывный отвод тепла из подшипников. Кероси-
новая пленка, образующаяся вокруг шпинделя, воспринимает установлен-
ный при монтаже радиальный зазор, фиксируя в процессе шлифования,
шлифовальный шпиндель в подшипниках по их теоретической осевой линии
Осевой зазор
После трехмесячного периода работы станка необходимо проверить
осевой зазор шлифовального шпинделя и в случае надобности подрегу-
лиовать его. Установленный на заводе-изготовителе осевой зазор сос-
тавляет 0,01 - 0,02 мм у шпиндельного конуса при замере от шлифозаль
ной бабки. Эта величина осевого зазора безусловно необходима, во
избежении заедания шлифовального шпинделя вследствие выделения тепла
при шлифовании, с чем следует считаться в особенности при 3000 об/мя
Для выполнения специальных шлифовочных операций, как-то шлифование
на упор, врезное шлифование и пр., является целесообразным уменьшить
осевой зазор в пределах допустимого. Установка зазора, быстро и
просто, производится следующим образом. Винт 18 справа, откручивается
против, а винт 19, слева, закручивается по часовой стрелке пока
упорный болт 20 опять не примкнет к винту, расположенному справа.
Переставление упорного болта чередуется с измерением осевого зазора
у торца шпиндельного конуса, для чего шпиндель нужно толкать то
взад, то вперед. Установив и проверив полученный осевой зазор, нужно
немного отпустить один из винтов 18 или 19, так чтобы упорный болт,
находящийся м.ежду этими винтами, имел примерно 0,1 мм люфта. При
слишком большем одновременном давлении установочных болтов на упор-
ный болт, установочный фланец может оказаться придавленным, что
поведет к перегреванию подшипника. Процесс переставления упорного
болта следующий:
Упорный болт 20, расположенный между установочными винтами 18 и 19,
ввинчен в установочный фланец 2. Перемещение этого болта вправо
навинчивает установочный фланец на втулку подшипника и тем самым
уменьшает осевой зазор между бронзовым упорным кольцом и буртиком
ELB-SCHLIFF 16c
Edmund Lana
Flachschleifmaschinen ' ' Шлифовальная
Babenhausen/Hessen оаока
на шлифовальном шпинделе. После нескольких лет эксплуатации, в
течение -которых неоднократно устанавливался осевой зазор, дальней-
шему установочному перемещению упорного болта может воспрепятство-
вать внутренняя чугунная стенка. В таком случае необходимо удалить
маленькую крышку, расположенную над упорным болтом, выкрутить от-
верткой упорный болт и затем ввинтить его в предусмотренное рядом
отверстие. Таким образом восстанавливается, в полной мере, устано-
вочный диапазон. При монтировании обратно снятой крышки важно
смазать уплотняющие поверхности уплотняющей массой, чтобы получить
полноценное уплотнение не пропускающее ни охлаждающей жидкости ни
наждачной пыли внутрь шпиндельных подшипников.
Производить установку осевого зазора разрешается только при нерабо-
тающем станке.
Уход за подшипниковыми опорами шлифовального шпинделя
К условиям, обеспечивающим сохранность подшипников шлифовального
шпинделя, следует в первую очередь отнести применение абсолютно чис-
того керосина, применяемого в светильных лампах. При шлифовании си-
ловым способом нередко шлифуют с большим количеством воды под напо-
рем, в результате чего, несмотря на хитроумно разработанную конструк-
цию лабиринтовых уплотнений, возникает опасность проникновения воды,
мало по малу, в по'дшипники и в резервуар с. керосином, что неизбежно
ведет к разрушению подшипников. Этому проникновению воды способстхзу-
ет отложение шлифовального ила на лабиринтовых уплотнениях и прикры-
вающих кольцах, собирающегося в этих местах в процессе работы и со
временем затвердевающего.
По этой причине необходимо еженедельно удалять прилипший наждачный
ил с упомянутых мест при снятом’ круге и фланце. Очень важно следить
за тем, чтобы сточное отверстие в нижней части наружного неподвиж-
ного прикрывающего кольца оставались открыто, чтобы проникшая в него
вода могла стекать вон.
образования конденсата в лабиринтовом пространстве, который
попадает в керосин, рекомендуется на промежутках времени не больше
чем три месяца менять керосин. Керосин сливать лучше всего через
дренажное отверстие, расположенное на дне, коробки шпиндельного узла,
для чего нужно вывинтить из отверстия дренажную пробку. Помимо этого
необходимо вывнтить пробки всасывающих трубок и вычистить их.
При заправке керосина отверстие в воздуховыпускном винте должно быть
открыто, а не закупорено грязью, чтобы вытесненный керосином воздух
мог свободно выходить из коробки шлифовальной бабки.
ELB-SCHLIFF
Edmund Lang
Flachschleifmaschinen
Babenhausen/Hessen
16’d
Шлифовальная
бабка
6)Винт для регулирования
радиального зазора
18 Правый винт для регу-
лирования осевого
зазора
19 Левый винт для регули-
рования осевого зазора
21 Конус шлифовального
шпинделя
22 Указатель уровня
керосина
23 Заправочное отверстие
24 Маховичок ручного
перемещения бабки
вертикально
2'5 Грибок микрометричес-
кой подачи на глубину
Подшипник шлифовального
шпинделя в разрезе
Механизм для установки
осевого зазора
19 3 18
1 Шлифовальный шпиндель
4 Трубка, всасывающая
керосин
5 Специальный подшипник
скольжения
а Ребро подшипника
Ъ Карман подшипника
1 Шлифовальный шпиндель
2 Установочный фланец
3 Упорный болт
18 Правый регулировочный
винт
19 Левый регулировочный
винт
14 15 16 17
1 Шлифовальный шпиндель
2 Переднее лабиринтовое
уплотнение
3 Упорный болт для регу-
лирования осевого
зазора
4 Трубка, всасывающая
керосин
5 Втулка подшипника
6 Винт для регулирования
радиального зазора
7 Резервуар с керосином
8 Дренажная пробка
9 Ходовой винт вертикаль-
ного движения бабки
10 Заднее лабиринтовое
уплотнение
11 Статор з.двигателя
привода шлифоваль-
ного шпинделя
12 Ротор э.двигателя
привода шлифоваль-
ного шпинделя
13 Воздушный зазор
14 Центрирующие и крепящие
винты статора
15 Закрепляющая муфта
16 Крепежный винт
17 Уравновешивающий груз
ELB-SCHLIFF
Edmund Lang
Flachcchleifmaschinen
Babenhausen/Hessen
H+A(H+M)+H(U) 17a
Централизованная
система смазки
Централизованная система смазки
Смазка частей станка, участвующих в его движениях,
поверхностей скольжения, а также шлифовального шпинделя происходит
автома тически.
В случае станков с гидравлическим приводом шлифовального стола
масло для смазки отбирается из резервуара в станине гидронасосом
и затем нагнетается, через маслораспределитель, к различным точкам
станка.
На станках с электромеханическим приводом шлифовального стола
для автоматической смазки предусмотрен масляный насос.
В обоих случаях масло подается к смазочным точкам станка без
давления; с них масло стекает, свободно или по трубам, обратно в
масляный резервуар в станине. Зта система смазки обеспечивает
образование равномерной пленки масла на всех движущихся частях.
На некоторых типах станков смазка направляющих шлифовальной бабки
и вертикального ходового винта происходит с помощью масленок.
Эти масленки с крышками расположены у верхней кромке шлифовальной
бабки и у гайки ходового винта на вершине стойки; их следует
пополнять маслом один или два раза в день.
Масло фильтруется на стороне всасывания насоса.
Маслораспределитель отрегулирован на заводе-изготовителе. В случае
неудовлетворительного снабжения маслом смазочных точек количество
масла, подаваемого к единичным пунктам, может быть отрегулировано
на соответствующих им регуляторах.
Гидравлическое масло (оно же смазочное), залитое в основание
станка, необходимо сменить не позже, чем 8 недель после взятия
станка в эксплуатацию. После этой первой смены масла достаточно
производить смену масла каждые 6 месяцев при работе в одну смену.
Уровень керосина в шпиндельной коробке для смазки подшипников
шпинделя необходимо проверять ежедневно по указателю уровня,
расположенного на коробке. Если керосин примет мутный молочный
цвет, то это означает, что в подшипники проникла вода, вопреки
наличию прецизионных лабиринтовых уплотнений. В таком случае
совершенно необходимо немедленно сменить керосин, так как иначе
неизбежно произойдет заедание подшипников шпинделя и шпиндель
станет непригодным.
Для сохранения подшипников рекомендуется производить смену
керосина каждые три месяца.
При наполнении шпиндельной коробки керосином, или при пополнении
заправленного в нее количества керосина, нельзя превышать метку
наивысшего уровня, так как весь керосин выйдет наружу через
лабиринтовые уплотнения, если будет превышен этот уровень.
> МАСЛОПРОВОДЫ KI
1 плоской направляющей
2 V-образной направляющей
3 ходовому винту вертикаль-
ного движения бабки и ее
направляющим
4 гайке ходового винта
поперечного движения стойки
5 правой направляющей стойки
6 левой направляющей стойки
А Метка уровня мдсла на внутренней
стенке передней станины
В Маслораспределитель с соплом
С Масляный фильтр
4х'С Смена керосина для смазки шпиндельных
подшипников 4 раза в год
1хП Проверка один раз в день уровня керосина
и пополнение до середины указателя если
нужно
2хС Смена гидравлического масла 2 раза в год
ТАБЛИЦА СМАЗОЧНЫХ МАТЕРИАЛОВ Н.+ М Стр. 17с
Порядок, в котором приведены смазочные вещества оазличных фипм, не ярдяется их распределением по
качеству.
Оборудование станка Гидравлический привод шлифовального стола Электромехани шлифовального ческиЙ привод стола Подшипники шлифовального шпинделя Скольжения Качения
Вид смазки и места смазки Автоматическая циркуля- ционная сказка механиз- мов вертикального пере- мещения шлифовальной бабки и гсриз v.'tp пьногс перемещения ш..ифоваль- ной стойки Автоматическая ц и р к у л я - циончая сказка механиз- мов вертикального пере- мещения шлифовальной бабки, горизонтального перемещения шлифоваль- ной стойки и опорных повеохностей шлиф.стола *.’ззевая смазка привод- ного вала шлифоваль- ного стола расположен- ного в самоустанавли- зающихся подшипниках Автомати- ческая цир- кулями окна > смазка Постоянная смазка *
Вязкость Точка капле- падения 56 ♦ 5 ест при 50°С 62+5 сст при 100F 56+5 сст при 5О°С 62 + 5 сст при 100F ок. 180° 52О°Ф (водоупорная) 2 сст/2г'°С 2 сст/68°Ф
Повторность смены смазки или масла Каждые 6 месяцев при эксплуатации в I смену Каждые 6 месяцев при эксплуатации в I смену Еженедельно при эксплуатации в I смен} Ежемесячно при эксплу? гации н I смену
Arol BS 36 BS 36 Fett Hl 2 Чистнй светильный керосин Постоянная смазка 1 1
Avia Avilup RSL 12-S Avilup RSL 12-S Mehrzweckfett или Multi Purpose Grease
BP Energol HP 20с Energol HP 20c Energrcose LS 2- ИЛИ Encrgrease RBB 2
Coltex Way Lubricant D Way Lubricant D Duro-Lith Grease 2 oder Multi-Motive Grease 2
Cevron Vistop Oel 14 x Way Lubricant 15 Dura-lith Grease 2 или Multi-Motive Grease 2
Condor Condorra SS 450 Condorra SS 550 Condor Fett 716
Esso 1 Febis К 4-8 oder К 53 Febis К 53 Beacon 2 ИЛИ Andok В
Fuchs Renolin MR 15 oder Renolin 2 Renep 2. Renolit FWA 160
Mobil Voculine 1409 Vactra II Mobilux 2 или » Gargoyte Fett 1200
s: ll Voltol Glcitol II или Tonna 33 Tonna 33 Alvania Fett 2 oder Fett F P 4
Sun Oil Co. Sun Lubway 300 Sunoco way 1 ubricant SAE 80 Sun Multi Fett 2
Texaco Way Lubricant D Way Lubricant D Multipurpose 2 odsr Glissando FL 20
N
19а
ELD-SCHLIFF
Edmund Lang
Flachschloifmaschinen
Babenhauson/Hessen
Устройство для шли ф о в а н и я с
охлаждением 010
Устройство для шлифования с охлаждением состоит из бака со встро-
енными в него направляющими пластинами, насоса для подачи охлаж-
дающей жидкости с электрическим приводом, брызгоотражающих щитов,
сопла, сточной канавки и трубо- и шланго-проводов.
В случае этого устройства очистка охлаждающей жидкости происходит
за счет седиментации грязи. Скорость седиментации понижается с
увеличением вязкости жидкости и повышается с увеличением разности
удельных весов жидкости и грязи.
Количество охлаждающей жидкости в запасном баке и величина отстой-
ника зависят от максимальной производительности станка.
Эффективность этого устройства уменьшается с увеличением загрязне-
ния, очищаемой жидкости, так как
Запасный бак
Поз. № Тип станка Вмест. бака л Ппоизвоп. насоса л/мин
1 ЗУ J,SW 4/2, S’" 4/5,SW 418,SW 624, Rubin Rubin 18, 24 85 60
2 sw 5 - sw 2o,swb 6 - s;vb 10 180 60
5 SW 06-SW 015,SWB 06-SWB 050,S'.VBD 10-SWBD 50 280 100
4 3WD 10 - SWD 50 350 100
5 SW3D 010 - SWBD 050 900 200
б SWD 010 - SWD 050,SWDD 10 - SWDD 50 1000 400
7 W 05 - W 012, В 06 - В 015 900 200/Затк
8 ID 010 - BD 015 1200 500/Зати
9 3WR 40 T - SWR 60 T 280 50
10 SWR 80 T - SWR 100 T 500 100
11 SWR 125 T - SWR 175 T 1000 200
12 SWR 100 1500 400
13 SF 3- 20, SF 3- 30 2000 400
14 SF 3- 40, SF 3- 50, SF 3- 60 4000 400
15 SF 5- 70, SF 3- 80 5000 400
ELB-SCHLIFF
Edmund Lang
Flachschleifmaschinen
Babenhausen/Hessen
NP - 19b -
Дополнительная
оснастка
:.остоянно-магнитный рильтр-автомат
постоянно-магнитный рильгр-автомаг служит для непрерывной
очистки охлаждающей жидкости ог железных частиц. Автоматический
магнитный отделитель встраивается нелосредсгзенно в бак охлаж-
дающей жидкости. Загрязненная охлаждающая жидкость, стекающая,
со станка, направляется в приемный бак. Магниты расположены в
виде барабана, который медленно вращается в потоке жидкости в
обратном ему направлении. Сечение пространства, через которое
течет жидкость, сужается а конус, благодаря чему даже мельчайшие
частицы приближаются к магнитному барабану и притягиваются к
нему. Мотки устранненых частиц зынрессовываются резиновым валком,
так что теряется только незначительное количество жидкости.
Выжатые мотки удаляются магнитным валиком и падают в сборник.
Счищенная жидкость протекает через водяной ящик с направляющими
лопастями. Насос подает охлаждающую жидкость по трубо- и шланго-
проьодам к разбрызгивающему соплу, из которого она бьет на
изделие. С изделия жидкость стекает по столу /с брызгоотражаю-
щими щитами/ и сточным канавкам в фильтр-автомат.
* m 1 ' ‘-Л о .т ? Getriebeplan /..^сДТ'Э-Глг? SW6VAII
Jrihuitetkiit №
Kuntfe
КИНЕМАТИЧЕСКАЯ СХЕМА Auftrc 7 Л 'г. 16.3 83 /74
Parm.-mrjqn.Fifterautomat___________
ПОСТОЯВ HOM А Г НИТ H В -1 ФИ Л Ы - А ВТ ОМ АТ
Л1- Motor ВВС х SQU 63 МВ 2
___ л- 2840 U/min,N = °/18 ^и/,380 50
Pl - Ритре Siemens 2 АВ 1 232-0 ХА *'
___ . ...._ л- 2800 U/min.Qs 40 //m/n,0,065<И< 380 V
Ft-Filter •
___- Diamantkijhlung s
Ml - эл. двигатель, Браун-Бовери, типа xS^U 65 MB 2
2840 об/мин, 0,18 квт, 380 в, 50 гц
Р1 - насосный агрегат, Сименс, типа 2 АВ 1 252-0 ХА
2800 об/мин, 0,065 квт, 380 в
F1 - фильтр
Охлаждение алмаза не предусмотрено
ELB-SCHLIFF Edmund Lang Fhch&chleifmaschinen Babenhausen/Hessen РЕКОМЕНДАЦИЯ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
Эмульсия Данкопал (Опал) ван Страатен 545 ЕС Dancopal (Opal) van Stnaaten 5^5 ES применяемая в следующих растворах: Для сталей и легированных сталей от 1 : 80 до 1 : 120 Для чугуна от 1 : 40 до 1 : 60 1 Изготовитель: Condor Mineralole Danco GmbH 46 Dortmund, Postfach 243, WestenhelIweg 58 Telef. 0231/141641 Van Straaten Chemical Company Spezialprodukte fUr die Metallbearbeitung 6000 Frankfurt/M., Am Hauptbahnhof 6
ELS-SCHLIFF
Edmund Lang
Fhchschloifina&chinen
Eabonhausen/Heeson
Прав, к а кругов на шлифовальных
станках "3 л б"
Для правки шлифовальных кругов на шлифовальных станках "Зльб"
применяются приспособления типа с принудительно ведомым алмазом.
Отношения диаметра шлифовального круга к размеру алмаза приведены
ниже:
Размер алмаза в каратах 0 шлиф. в мм круга 1
0,25 - 0,5 до 100
0,5 - 0,75 100 - 200
0,75 - 1,0 200 - 300
1,0 - 1,5 300 - 400
1,5 - 2,0 400 - 500
2,0 - 3,0 500 - 600
В противоположность правке накатыванием, в процессе правки алмазом
происходит резание зерна, а не выламывание его из связки.
При правке алмазом следует соблюдать следующие пункты:
1. Алмаз должен врезаться в круг под углом 3°- 10° к его осевой
линии, иначе он будет втягиваться в круг.
2. Скорость вращения шлифовального круга при правке должна быть
меньше, его рабочей скорости или в крайнем случае равной ей.
3. Правка круга должна происходить при постоянной подаче охлаж-
дающей жидкости; внезапное охлаждение алмаза нужно избегать во
избежание разрушения растрескиванием.
4. Режущая кромка алмаза должна быть острой; поэтому после нес-
кольких правок алмаз нужно подточить под угол 60°.
5. Глубина резания при правке не должна превышать 0,03 мм.
6. Алмаз должен сидеть крепко в оправе и в держателе.
Безупречная правка круга может быть получена только при
плавной подаче алмаза, в силу чего кругоправильные приспособления
снабжаются электрическим или гидравлическим приводом для подачи
алмаза в процессе правки.
Шероховатость или режущая способность шлифовального круга, а
значит и чистота поверхности изделия зависят от скорости правки.
Большая скорость правки ведет к большой шероховатости круга, а тем
самым и поверхности изделия и, наоборот, небольшая скорость правки
дает небольшую шероховатость круга и поверхности изделия.
ELB-SCHLIFF
Edmund Lang
F lachschleif masch i nen
Babenhausen/Hessen
Ручное приспособление для прямо-
линейной правки шлифовальных кругов
Это приспособление с каталожным номером 020 2 пристраивается на
боковой стороне шлифовальной бабки.
Алмаз в алмазодержателе с конусдм Морзе 0 укрепляется в пиноли в
наклонном положении под углом 5° к оси шлифовального круга.
За счет этого наклонного положения, после нескольких правок, можно
получить оструюокромку алмаза просто напросто повернув алмазо-
держатель на 60 .
Приспособление для правки кругов выверяется на заводе-изготовителе
относительно геометрии шлфиовального станка, на котором оно уста-
навливается. Т.о. корригирование выверки может быть произведено
только относительно шлифовального шпинделя. Для этого на конус шли-
фовального шпинделя помещается калибр для проверки конусов (конус
1 : 5)• По этому калибру посредством рукоятки проводится наконечник
индикатора, установленного с помощью магнитной стойки на пиноли,
в которой укрепляется алмазодержатель. Предусмотренные, слева и
справа, в задней базовой поверхности, регулировочные винты подкру-
чиваются соответствующим образом, до тех пор, пока индикатор не
будет показывать О на всех точках при перемещении по калибру.
Отрегулированное т.о. приспособление закрепляется в этом положении.
Процесс правки. Подача алмазной пиноли осуществляется посредством
находящейся на ней головки со шкалой с ценой деления = 0,01 мм.
При исходе всего хода подачи пиноли посредство!и головки, пиноль
ставится в исходное положение обратным вращением головки, отпус-
каются крепежные винты пиноли и она подается ближе к кругу, после
чего подача может происходить опять посредством головки.
Перемещение алмазной пиноли, укрепленной на правильной каретке,
происходит с помощью ручного рычага, присоединенного к пружине
растяжения, которая заставляет алмазную пиноль возвращаться всегда
в исходное положение.
ELB-SCHLIFF
Edmund Lang
Flachschleifmaschinen
Babenhausen/Hessen
Ручной угловой правильный аппарат
Этот угловой правильный прибор находится на рабочем
столе,используемый угловой правкой.
Через вращение ручного кривошипа достигают движение
правильных салазок над зубчатой редкой и малой
шестерней.
Регулировка угла с помощью шкалы и нонуса.
Правильный ход = 70 мм.
ELB-8CHLIFF
Edmund Lang
Flachschlelfmaschlnen
Babenhausen/Hessen
РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ
ПРИСПОСОБЛЕНИЯ ДЛЯ БАЛАНСИРОВКИ
ШЛИФОВАЛЬНЫХ КРУГОВ
1 Груз для регулирования чувствительности
2 Призма
3 Балансировочная рама
Л Опора для оправки с балансируемым телом
5 Рифленые регулировочные гайки
6 Горизонтальный указатель
7 Стопор для арретирования рамы
8 Перекидной груз
9 Уровень
10 Подставка
11 Отсчетное устройство с передвижным грузом
12 Регулировочный винт для выверки приспособления
13 Риска для маркирования направления дисбаланса
ELB-SCHLIFF
Edmund Lang
Flachschleinnaschinen
Babenhausen/Hessen
Таблица балансировочных оппавок
Оправки поставляются употребителем
Fig. 2
Размер Оправка Балансируемое тело
L mm d мм MM Смаке. кг В макс, нм В-'.акс, мм
0 100 6 7 i 200 70
1 178 15 15 20 320 140
1 1/2 288 20 30 35 350 230
2 288 30 30 150 620 230
2a 420 28 30 100 620 360
2b 348 30 30 100 620 300
2c 478 40 30 200 620 420
2f 448 45 30 150 620 390
2 fl 400 35 30 150 620 340
3 412 30 30 250 820 360
3 1 503 50 40 350 700 420
3 k 656 55 40 350 820 550
3 i 768 50 40 350 820 680
4 512 50 40 360 1120 440
4 a 512 50 40 - 300 1500 440
EL3-SCIILIFF
Edmund Lang
Flachschleiimaschinen
Eabenhauseii/i lessen
ПРИСПОСОБЛЕНИЕ ДЛЯ БАЛАНСИРОВКИ
"ГОФМАНЫ" типа NG
Это прецизионное балансировочное приспособление предназначено
для точного измерения величины и направления дисбаланса диско-
образных тел. Типы приспособлении NS, NG отличаются друг от
друга всего лишь метолом измерения величины дисбаланса.
1. Распаковка и монтаж приспособления для пользования
Подставка 10 и балансировочная рама 3 приспособления лежат
по отдельности в упаковочном ящике. Подставку нужно уста-
новить на наподдающейся плоской поверхности. Балансиро-
вочная рама кладется на подставку, уровнем 9 вперед, соблюдая
осторожность, чтобы не повредить призмы 2 и их опоры. Затем
производится выверка приспособления по уровню при помощи
регулировочного винта 12 при арретированной стопором 7 раме.
2. Проверка приспособления
3.
При свободной раме,т.е. отпущенном стопоре, уровень должен
стоять на нуле, если подставка была установлена правильно.
Если уровень не стоит на нуле, то нужно раскрепить рифленые
гайки 5 и уравновесить ими раму пока уровень не покажет О.
Отрегулировав, хорошо закрепить рифленые гайки. 3 случае
приспособлений с устройством для измерения величин, это
устройство должно стоять на нуле и перекидной груз 8 должен
быть откинут внутрь; в этом положении число на грузе пере-
вернуто верхом вниз .
Для помещения в прибор балансируемых тел необходимо
пользоваться надлежащими оправками. Балансируемое тело
должно насаживаться на оправку с легким натягом. Вкладывание
и выемка тела должны происходить при арретированной стопором
раме. Для сохранности призм и их опор необходимо очень
осторожно загружать детали в прибор, избегая малейших толчков
4. Регулирование чувствительности
На заводе-изготовителе каждый балансировочный прибор
юстируется на среднюю чувствительность, которая может быть
отрегулирована иначе. Перемещение груза 1 вверх увеличи-
вает чувствительность. При большей чувствительности процесс
прихождения рамы в состояние покоя длится дольше. Слишком
высокое положение груза вызывает тенденцию к качанию.
После регулирования чувствительности необходимо произвести
проверку по пункту 2.
5. Определение направления дисбаланса.
После укладки оправки с балансируемым телом в опоры 4 балан-
сировочной рамы эта рама освобождается и наблюдается уровень'.
При отклонении уровня в одну или другую сторону балансиру-
емое тело поворачивается вручную в сторону отклонения пока
уровень не будет показывать нуль. При каждом повороте тела
необходимо арретировать раму или поддерживать ее рукой. При
показании нуль дисбаланс направлен вертикально вниз.
ELB-SCHLIFF
Edmund Lang
Flachsclil&iimaschinen
Babenhauaun/Hessen
Для маркировки этого направления на балансируемом теле,
на подставке приспособления имеется красная риска. Мар-
кировку следует производить при арретированной раме. Для
поверки найденного направления центра тяжести тело может
быть повернуто точно на 180° в положение при котором центр
тяжести находится наверху. Также и в этом положении прис-
пособлении должно находится в равновесии на нуле. В про-
тивном случае нужно поправить метку направления дисбаланса.
6. Определение величины дисбаланса
Для этого тело поворачивается из положения, в котором
центр тяжести находится по вертикали внизу, по направлению
часовой стрелки на 90° к горизонтальному указателю слева.
Таким образом тяжелое место будет находиться на горизонтали
слева, а легкая сторона тела у правого указателя. В этом
положении тела на нем отмечаются с помощью указателей
тяжелая и легкая стороны. Определение величины дисбаланса
производится в зависимости от типа приспособления, как
описано ниже.
6а.Руководясь меткой на легкой стороне шлифовального круга
во фланец вставляют уравновешивающие сегменты (грузы)
против тяжелой стороны и распределяют их симметрично к этой
метке.
Затем, при горизонтальном положении меток, пробуют рав-
новесие. При перевесе тяжелой стороны сегменты расставляют
шире, а при перевесе легкой их ставят уже. Процесс повто-
ряют пока пузырек уровня не
нуля. Достигнув равновесия
будет колебаться по обе стороны
при горизонтальном положении
меток, проверяют равновесие в других положениях круга:
уровень должен всегда колебаться у нуля.
66.Балансировочные приспособления небольшого размера снабжены
передвижным и перекидным грузами для определения величины
дисбаланса. Передвижной груз переставляют поворотной кнопкой
из нулевого положения, пока уровень не встанет на нуль при
свободной раме. Величину дисбаланса отсчитывают на шкале
передвижного груза. Зта шкала обыкновенно градуирована в смг.
В случае недостаточности диапазона измерения этой шкалы,
перекидной груз устанавливают в положение,при котором можно
прочесть имеющееся на нем число. При откинутом грузе диапа-
зон измерения увеличивается на указанную числом величину.
На больших балансировочных приспособлениях вместо перекид-
ного груза имеется грубая шкала с переставным грузом для
увеличения диапазона измерения. Увеличение диапазона отсчи-
тывается со шкалы по положению переставного груза. Способ,
применяемый для уравновешивания масс, зависит от балансиру-
емого объекта. Прибегают к высверливанию материала на тяже-
лой стороне или добавлению массы на легкой. По заказу пос-
тавляются пособия, позволяющие производить балансировку целе-
устремленным способом. Шлифовальные круги с двумя или четырь-
мя балансирующими грузами помещают в балансировочное прис-
пособление без этих грузов для определения неуравновешенност:
ELB-SCHLIFF
Edmund Lang
Flachschleifmaschinen
Babenhausen/Hessen
Балансирование илиД'Овальных кругов а крепежных фланцах с
с кольцевыми пазами для балансировочных грузов
Пособия: транспортир и таблицы.
Для балансировки этих тел были созданы специальные пособия, которые
позволяют балансировать шлифовальные круги - быстро и надежно. 1ти
пособия состоят из транспортера, подходящего к кругу диаметра, и
таблиц для установки грузов на правильный угол, .иаметр, на котором
расположен паз для балансировочныхгрузов должен соответствовать
диаметру транспортира. С помощью таблиц каждый из любого числа
балансировочных грузов может быть установлен в необходимое для
равновесия положение.
Балансировка с помощью этих пособий производится по пунктам ниже.
I. Шлифовальный круг уравновешивается в балансировочном
приспособлении как описано.
2. По таблице находится угол, на который должны быть установлены
балансировочные грузы для устранения найденного в I. дисбаланса.
3. Балансировочные грузы устанавливаются на этот угол изакрепляются
стопорными винтами. Устаеовка на угол производится с помощью
транспортира, наложенного своим нулем на среднюю метку легкой
стороны круга.
4. Степень уравновешенности проверяется в нескольких положения
шлифовального круга в балансировочном приспособлении и если
нужно балансировка улучшается соответствующей перестановкой
грузов.
В случае шлифовальных кругов с тремя балансировочными грузами,
при большом дисбалансе третий груз может быть поставлен на среднюю
метку на легкой стороне, а при маленьких дисбалансах - на тяжелой
стороне. Расположение грузов и углы, на котооые они должны быть
установлены для устранения замеренного дисбаланса, берутся из
таблиц.
В запросе от нас таблиц необходимо указать следующие величины:
I. Средний диаметр паза для балансировочных грузов.
2. Число применяемых балансировочных грузов.
3. Вес одного балансировочного груза, включая стопорный винт.
Балансировочные грузы, применяемые для балансировки одного
шлифовального круга, должны быть одинакового веса.
груза грамм
Номограмма для
В5Н ИЯ
Шлифовальный круг до
балансирования
СО "И гл гл
с’ сГ 2- г-
сг о 5 сз
2 п- г- ।
й з со Ш ГГ С- О
w 2. С Е
Ф zj L.
= 3 «2 -П
~ CJ -J-] 3. v> '
Ф о
W ZT
ф з
= §
ELB-SCHLIFF Edmund Lang Flachschleifmaschinen i O': B.WKg».> 'кадета ivji Ex. Um/ iiu—
Babenhausen/Hcssen
К
сЗ
ч
05
05
7 b. о. нта, на 1 V 8 co .396 66.7° .3435 70’
о S
С 3-мя , M cos a = _ I .. 2 \ l. x MWPJiHSACiJ I когда дисбалан больше G х г алансирозочных сег г, в nacv, лежаще 40мм. Здесь - см 1 "~Ь Х М=5*О CM 1 W- <CM II ti о о ° I §§ 1 — cm i II e <n о о 8 и 2 О II 8*8 CM o> 1 II 3 о о § II 2 О fi । — см II е о о § и 5
\о< □ср
C 3 мя M . cos «= 2 (1- J грузиками ~ когда дисбаланс меньше G :< г Пример: переставляются 3 о ОР< ЕН 0) О ей OS 03 Д ГО хх нм £4ф 05 Р. ЕО G = 40 g: г = 12 cm СОЭ a = ’ ( 1 - - ) » ’ ( 1 - M = 100 cos n = -L (l _ ) = 0.396 66.7J * й о д i •Г. 1СМ II S § 2 М = 300 cos a = — (t — = 0.187 79.2’ 2 ' 450'
с5
Р<
II
tD
X
P
О
о
о
К
Н
ч
ts
о
0)
05
К
X
О
R
д
о5
О
IS
с.<
05
О
ЭХ
3
Н
д
сП
' Ц 7
УЛ
ELB-SCHLIFF
Edmund Lang
Flachschleifmaschinen
Babenhausen/Hessen
ZUBEHOR стр.3
Position 147
EndmaBwerte in mm fur 0 bis 45° zum Sinusschraubstock
РАЗМЕРЫ КОНЦЕВЫХ МЕР ДЛЯ УГЛОВ НАКЛОНА СИНУСНЫХ ТИСКОВ ОТ 0°Д0 45°
Grad 0’ 10’ 20' 30' 40' 50' 60'
0 0,000 0,290 0,581 0,872 1,163 1,454 1,745
1 1,774 2,036 2,326 2,617 2,908 3,192- 3,489
2 3,489 3,780 4,071 4,361 4,652 4,943 5,233
3 5,233 5.524 5,814 6,104 6,395 6,685 6,975
4 6,976 7,266 7,556 7,846 8.136 8,426 8,716
5 8,716 9,005 9,295 9,585 9,874 10,164 10,453
Г 10,453 10,742 11,031 11,320 11,609 11,898 12,187
7 12,187 12,476 12,764 13,053 13 341 13,629 13,917
8 13,917 14,205 14,493 14,781 15,069 15.356 15,643
9 15,643 15,931 16,218 16,505 16,792 17,078 17,365
10 17,365 17,651 17,937 18.224 18,510 18,795 19,081
11 19,081 19,366 19,652 19.937 20,222 20,507 20,791
12 20,791 21,076 21,360 21,644 21,928 22,212 22,495
13 22,495 22,778 23,062 23.345 23.627 23,910 24,192
14 24,192 24,474 24,756 25,038 25,320 25,601 25.882
15 25,882 26.163 26.443 26,724 27,004 27,284 27.564
16 27,564 27,843 28,123 28,402 28.680 28,959 29,237
17 29,237 29,515 29,793 30,071 30,348 30.625 30,902
18 30,902 31,178 31,454 31,730 32,006 32.282 32,557
19 32,557 32,832 33,106 33,381 33,655 33.929 34,202
20 34,202 34.475 34,748 35,021 35.293 35.565 35.837
21 35,837 36.108 36,379 36.650 36.921 37,191 37,461
22 37,461 37,730 37,999 38,268 38,537 38,805 39,073
23 39,073 39,341 39,608 39,875 40.141 40,408 40,674
24 40,674 40,939 41,205 41,469 41,734 41,998 42,262
25 42,262 42.525 42,788 43,051 43.313 43,575 43,837
26 43,837 44,098 44,359 44,620 44,880 45,140 45,399
27 45,396 45,658 45,917 46,175 46,433 46.690 46,947
28 46,947 47,204 47,460 47,716 47,971 48,226 48,481
29 48.481 48,735 48,989 49,242 49,495 49,748 50,000
30 50,000 50.252 50,503 50,754 51,004 51,254 51.504
31 51,504 51,753 52,002 52.250 52,498 52,745 52,992
32 52,992 53,238 53.484 53,730 53,975 54,220 54,464
33 54,464 54,708 54.951 55,194 55,436 55,678 55,919
34 55,919 56,160 56,401 56,641 56.880 57,119 57,358
35 57,358 57,477 57.833 58.070 58,307 58.543 58,779
36 58,779 59,014 59,248 59,482 59,716 59,949 60,181
37 60,182 60,414 60,645 60,876 61,107 61,337 61,566
38 61,566 61,795 62,024 62,251 62.479 62,706 62.932
39 62,932 63,158 63,383 63,608 63.832 64.056 64,279
40 64,279 64.501 64,723 64,945 65,166 65.386 65.606
41 65.606 65,825 66,044 66,262 66.480 66,697 66,913
42 66,913 67,129 67,344 67,559 67,773 67,987 68,200
43 68,200 68,412 68,624 68.835 69,046 69,256 69,466
44 69,466 69,675 69,883 70,091 70,298 70,505 70,711
лОО
концевая мера мм
,,x" ist EndmaO in mm
a nach Zeichnung oder Angabe
угол по чертежу или данным
X = sin а • 100
ELO-SCIILIFF
Edmund Lang
Flachschleifmaschinen
Babenhausfen/Hetisen
Стр.1
ОПИСАНИЕ УНИВЕРСАЛЬНОЙ СИНУСНОЙ ПЛИТЫ
Универсальная синусная плита может быть наклонена на любой
угол от О до 45 к горизонтали и может быть повернута вокруг
вертикальной оси на 360 . Этот прибор служит главным образом
для точного шлифования углов.
В качестве пособия применяются концевые меры.
Установка на угол
Сначала отпускаются стопорные винты после чего наклоняется плита.
Затем помещаются концевые меры на высоту "х" и фиксирующий винт
затягивается. Высота "х" высчитывается из
х - Sine*. 200
Зтот размер может быть взят из прилагаемой таблицы или вычислен
из формулы выше пользуясь тригонометрическими таблицами.
Поворачивание синусной плиты
В центре основания прибора имеется калибровое отверстие в котором
сидит втулка. Эта втулка закрепляется в пазу пазовым сухарем.
Синусная плита поворачивается вокруг этой втулки.
Синусная плита фиксируется посредством двух прихватов, которые
укрепляются в пазу стола пазовыми сухарями.
На обоих прихватах имеется нулевой штрих.
Угол поворота отсчитывается по шкале на основании прибора.
На синусной плите находятся прихваты и упоры для крепления и
выверки магнитной плиты. Кроме этого предусмотрены два винта
для крепления на столе синусной плиты.
Нормальные принадлежности
1 Опорная втулка
2 Прихваты для крепления синусной плиты на столе станка
2 Крепежных винта
2 Упора
2 Прихвата для крепления магнитной плиты на синусной
Специальные принадлежности
1 магнитная плита с постоянными магнитами, 7 мм, с рабочей
площадью 250 х 150 мм.
1 прецизионные станочные тиски, с шириной губок 125 мм и
расходом губок 100 мм.
Стр. 2
ELB-SCHLIFF
Edmund Lang
Babenhausen-H.
EndmaBwerte in mm fur 0 bis 45° zum SinuspEcmentrckser
РАЗМЕРЫ,КОБЦЕВЫХ МКР ДЛЯ УГЛОВ НАКЛОНА СИНУСНОЙ ПЛИТЫ ОТ 0° ДО 45°
Grd. 0' IO' 20' 30- 40' 50- 60-
_ 0 0,000 0,582 1,164 1,746 2,328 2,908 3,490
1 3.490 4,072 4,654 5,236 5,816 6,398 6,980
2 6,980 7,562 8,142 8,724 9,306 9,886 10,468
3 10,468 11,048 11,623 12,210 I2./90 13,370 13,952
4 13,952 14,532 15,112 15,692 16,272 16,852 17,432
5 17,432 18,010 18,590 19,170 19,748 20,328 20,906
6 20,906 21,484 22,062 22,640 23,218 23,796 24,374
7 24,374 24,952 25,528 26,106 26,682 27,258 27,834
8 27,834 28,410 28,936 29,562 30,138 30,712 31,286
9 31,286 31,862 32,436 33,010 33,534 34,156 34,730
10 34,730 35,302 35,874 36,443 37,018 37,590 38,162
11 38,162 38,732 39,304 39,874 40,444 41,014 41,582
12 41,582 42,152 42,720 43,238 43,856 44,424 44,990
13 44,990 45,556 46,124 46,690 47,254 47,820 48,384
14 48,384 48,943 49,512 50,076 50,640 51,202 51,764
15 51,764 52,326 52.846 53,448 54,003 54,568 55,128
16 55,128 55,686 56,246 56,804 57,360 57,918 53,474
17 58,474 59,030 59,536 60,142 60,696 61,250 61,804
18 61,004 62,356 62,903 63,460 64,012 64,564 65,114
19 65,114 65,664 66,212 66,762 67,310 67,858 68,404
20 68,404 60,950 69,496 70,042 70,536 71,130 71,674
21 71,674 72,216 72,758 73,300 73,842 74,382 74,922
22 74,922 75,460 75,993 76,536 77,074 77,610 73,146
23 73,146 78.632 79,216 79,750 80,234 80,816 81,348
24 81,343 81,878 82,403 82,938 83,468 83,996 84,524
25 84.524 85,050 85,576 86,102 86,626 87,150 87,674
26 37,674 88,196 83,718 89,240 89,760 90,280 90,798
27 90,793 91,316 91,334 92,350 92,866 93,380 93,894
28 93 894 94,408 94,920 95,432 95,942 96,452 96,962
29 96,962 97,470 97,978 93,484 98,990 99,496 100,000
30 100,600 100,504 101,006 101,503 102,008 102,503 103,008
31 103,003 103,506 104,004 104,500 104,996 105,490 105,984
32 105,984 106.476 106,968 107,460 107,950 108,440 108,928
33 108,923 109,416 109,902 110,383 1)0,872 111,356 111,838
34 111,833 112,320 112,802 113,232 113,760 114,238 114,716
35 114,716 115,192 115,666 1)6,140 116,614 117,086 117,558
36 117,553 118,023 118,496 118,964 119,432 119,898 120,364
37 120,364 120,828 121,290 121,752 122,214 122,674 123,132
38 123,132 123,590 124,048 124,502 124,953 125,412 125,864
39 125,864 126.316 126,766 127,216 127,664 128,112 128,558
40 128,553 129,002 129,446 129,890 130,332 130,772 131,212
41 131,212 131,650 132,088 132,524 132.960 133,394 133,326
42 133,826 134,253 134,688 135,118 135,546 135,974 136,400
43 136,400 136,824 137,248 137,670 138,092 138,512 138,932
44 138,932 139,350 139,766 140,182 140,596 141,010 141,422
концевая мера мм
„х" isl EndmaB in mm •
< У- nach Zchg. od Angobe
угол по чертежу или данным
x = sin 7. . 200
ELB-SCHLIFF Edmund Lang Babenhausen-H. xifSG Г-Я ’чалян La
EndmaBwerte m mmfikOb РАЗМЕРЫ,КОНЦЕВЫХ МЕР ДЛЯ УГЛОВ Н
Grd. О' Ю' 20'
0 0,000 0,582 1,164
1 3,490 4,072 4,654
2 6,980 7,562 8,142
3 10,468 11,048 11,623
4 13,952 14,532 15,112
5 17,432 18,010 18,590
6 20,906 21,484 22,062
7 24,374 24,952 25,528
8 27,834 28,410 28,936
9 31,236 31,862 32,436
10 34,730 35,302 35,874
11 38,162 38,732 39.304
12 41,582 42,152 42,720
13 44,990 45,556 46,124
14 48,384 48,943 49,512
15 51,764 52,326 52.8 <6
16 55,128 55,636 56,246
17 58,474 59,030 59,536
18 61 ,',04 62,356 62,903
19 65,114 65,664 66,212
20 68,404 60,950 69,496
21 71,674 72,216 72,758
22 74,922 75,460 75,998
23 73,146 78 632 79,216
24 81,348 81,878 82,403
25 84,524 85,050 85,576
26 87,674 88,196 83,718
27 90,793 91,316 91,834
28 93 894 94,408 94,920
29 96,962 97,470 97,978
30 100,000 100,504 101,006 .
31 103,003 103,506 104,004
32 105,984 106,476 106,968
33 108,928 109,416 109,902
34 111,833 112,320 112,802
35 114,716 115,192 115,666
36 117,553 118,023 118,496
37 120,364 120,828 121,290
38 123,132 123,590 124,048
39 125,864 126.316 126,766
40 128,553 129,002 129,446
41 131,212 131,650 132,088
42 133,826 134,253 134,688
43 136,400 136,824 137,248
44 138,932 139,350 139,766
Г X L К „х" is У- nach 7 У
’ В Г («инн;.. и Ся Г'-аи виги»' Стр.2
ms 45° zum SmuspEailrentraaer 1АКЛОНА СИНУСНОЙ ПЛИТЫ ОТ 0° ДО 45°
30' 40' 50' 60'
1,746 2,328 2,908 3,490
5,236 5,816 6,398 6,980
8,724 9,306 9,886 10,468
12,210 12,790 13,370 13,952
15,692 16,272 16,852 17,432
19,170 19,748 20,328 20,906
22,640 23,218 23,796 24,374
26,106 26,682 27,258 27,834
29,562 30,138 30,712 31,286
33,010 33,534 34,156 34,730
36,448 37,018 37,590 38,162
39,874 40,444 41,014 41,582
43,238 43,856 44,424 44,990
46,690 47,254 47,820 48’,384
50,076 50,640 51,202 51,764
53,448 54,003 54,568 55,123
56,804 57,360 57,918 53,474
60,142 60,696 61,250 61,804
63,460 64,012 64,564 65,114
66,762 67,310 67,858 68,404
70,042 70,536 71.130 71,674
73,300 73,842 74,382 74,922
76,536 77,074 77,610 73,146
79,750 80,284 80,816 81,348
32,938 83,468 83,996 84,524
86,102 86,626 87,150 87,674
89,240 89,760 90,280 90,798
92,350 92,866 93,380 93,894
95,432 95,942 96,452 96,962
98,484 98,990 99,496 100,000
101,503 102,008 102,503 103,008
104,500 104,996 105,490 105,934
107,460 107,950 108,440 108,928
110,383 110,872 111,356 111.838
113,232 113,760 114,238 114,716
116,140 116,614 117,086 117,558
118,964 119,432 119,898 120,364
121,752 122,214 122,674 123,132
124,502 124,958 125,412 125,864
127,216 127,664 128,112 128,558
129,390 130,332 130,772 131,212
132,524 132.960 133,394 133,826
135,118 135,546 135,974 136,400
137,670 138,092 138,512 138,932
140,182 140,596 141,010 141,422
«энцевая мера мм t EndmoO m mm x = sin a . 200 'chg. od. An^abe 7гол по чертежу или данным
ELB-SCHLIFF
Edmund Lang
Flachsciibifmaschinen
Babanhaucen/Hassen
Перевод надписей на чертеже синусной плиты
._№_лп_1ео_
Universal -Sinus-Plattentrager Универсальная синусная плита
S с hw е nkt е г е i с h
Диапазон углов наклона стола
Tischplatte
Стол синусной плиты
’ndir.assauflage
Подложенная концевая мера
G run dplatte
Основание
Drehbereich
Диапазон поворота стола
Klemmschrauben.
Крепежные винты
ELB-SCHLIFF
Edmund Lang
Flachschleifmaschinen
Babenhausen/Hessen
Стр.1
РУКОВОДСТВО ПО ПРИМЕНЕНО)
ГОРИЗОНТАЛЬНОЙ делительной головки
типа HTR
1) Прямое деление посредством делительного диска с пазами
и фиксатора.
Вывод фиксатора производится переводом рукоятки (4)вправо.
Затем шпиндель делительной головки (3) поворачивается рукой
посредством маховичка (5) в положение, соответствующее требу-
ющемуся делению. Фиксатор западает под давлением пружины.
Делительный шпиндель зажимается наклонением рукоятки (4) влево.
Специальные делительные диски с пазами по числу до 40, а также
с неравным делением поставляются по заказу. Во избежание не-
правильного деления для всех делительных дисков с пазами постав-
ляются прикрывающие диски, перекрывающие промежуточные деления,
например, в случае нормального делительного диска с 24 пазами
для прикрытия промежуточных делений 3, 4, 6, 8 и 12.
2) Деление по градусам с помощью шкалы 360° и нониуса
Для этой операции фиксатор должен оставаться выведенным. Вывод
фиксатора производится вытягиванием рифленой головки (9) и
поворотом ее на 180 . Затем фиксатор блокируется переводом
рукоятки (4) вправо пока не западет рифленая головка (9)«
Грубая уставка на желаемый угол делается поворотом дели-
тельного шпинделя посредством маховичка (5)» Точная установка
производится по шкале и нониусу путем нажатия головки (7) и
одновременного вращения приводкой головки (8), причем отсчет
угла возможен с точностью 1/20 = 3*. Установив угол делительный
шпиндель зажимается переводом рукоятки (4) вправо. Механизм
тонкой установки выходит из зацепления сразу после отпсукания
нажимной головки (7).
Переналадка на пазовое деление производится вытяги£анием
рифленой головки (9) и последующим поворотом ее на 180 — при
переведенной вправо и удерживаемой там рукоятке (4).
ELB-SCHLIFF Edmund Lang Flachschleifmaschinen Babenhausen/Hassen Стр. 2
3) Замена делительного диска с пазами или прикрывающего диска
Для этого нужно вывести и заблокировать фиксатор пользуясь
указаниями в параграфе 2. Сделав это, из маховичка (>) выни-
мается винт с внутренним шестигранником и после этого
стягивается маховичек с делительного шпинделя (3). Вывинтив
винты (6) с внутренним шестигранником снимается крышка корпуса
(2). Для удаления теперь видного делительного диска вывинчива-
ются винты с внутренним шестигранником, расположенные по бурти-
ку диска. Наконец делительный диск отжимается с конуса отжим-
ным винтом.
Прикрывающие диски насаживаются на буртик (посадка с
заданным допуском) делительного диска, на котором они закреп-
ляются тремя винтами.
4) Регулирование зазора в подшипниковых опорах шпинделя делительно-
голов ки "
Зазор в подшипниковых опорах шпинделя делительной головки
подлежит точной установке на требуемое значение на заводе-
изготовителе. Поэтому подрегулирование зазора может потребо-
ваться только после долгого срока службы или работы делительной
головки в тяжелых условиях.
Для установки зазора нужно удалить маховичек (5) со шпин-
деля (3) делительной головки, а также крышку (2) с корпуса (1).
Удаление этих деталей дает доступ к кольцевой гайке, рас-
положенной на конце делительного шпинделя (3), а также к втулке
с прорезью расположенной позади кольцевой гайки. Находящиеся в
кольцевой гайке три или четыре винты отпускаются, а также винт,
с внутренним шестигранником, расположенный на периферии втулки
с прорезью. Теперь посредством подкручивания кольцевой гайки
по часовой стрелке уменьшается зазор. В заключение крепко затя-
гиваются отпущенные раннее винты в кольцевой гайке и втулке с
прорезью.
5) Уход за делительной головкой
Ежедневно во все смазочные ниппели впрыскивается машинное
масло масляным.шприцем.
Условнне обозначения шлифовальных кругов по птевложению ИСО
О 1
О
А
О
3
6 2
2
2
V
1
О
6
5
нт. с
Твердое
Структура
связки
Абразив
А = корунд
С = карборунд
ЮА- нох »л. корунд
ЮА- корунд повыл.
чистоты
ОСА- элгитгокорун- ъысп. кечесть' белый
•+0А- электрокорун высш.качеств: роз СВОЕЙ
13А- спец, корунд
14А- спец, корунд
15А- спесь корун- да с каройдо. кремния
16 А- спец, корунд
ЮС- карбид крем- ния, зелены;:
ЮС- карбид крем- ни:, черный
20-180
0-600 очень
V. елкозерн
10 -24
;.о -60
елкозерн
п
J
D - Н
I - Р
Q - Z
сре дни;
твердый
00-06
07-09
плотная
средняя
пористая
V
а?.: и че скал
В - на кс с кус т-
венной смоле
R - резиновая
S - шеллачная
ей
. сизвопст-
ёнНЫЛ про-
ххх.. дог.о л!,к те л ?
бот кз
iексмсндусмые шлифовальные круги для плоского шлифования и ; S с h 1 е i F s с h е i b e n a us wa h 1 FtJr Flach- und Pг оFi1sch 1 e iFen nach 1 у о (. и л и р о б а к и я ISO-Normvorsch lag
WerkstoFF Шлифуемый материал г: алмазом Diamantieren • • • I. :-/ . •. ' . • . п : ’С П О.С иол с ! I и с, DiaFormieren-i.rr, - _г. г. и а ., о р . и с : v. л к пода ни стальным; г о ник . StahlproFi Irol le i .. no • ч л и гоааи с г.; ..: . зк:;.?: Diamant-ProFilrol le
Stahl ungehdrtet, unlegiert Сталь, лезакзл. ,нелсгир. Stahl gehdrtet Сталь, закаленная Schnellschnitt-Stahl Сталь, быстрорежущая Stahl rostFrei Сталь, нержавеющая Stahl auFgespritzt Сталь, нашприцованная universelie Stahlbearbeitung УиизюсаЛьное шлифова- ние сделен 30 А 060 1 10 V 30 А 060 G 10 V 30 А 060 G Ю V 10 С 060 Н 10 V 10 С 060 G 10 V 30 А 060 Н 10 V 30 А 080 Н 09 V 30 А 080 Е 09 V 30 А 080 F 09 V 10 С 080 G 09 V 10 С 080 F 09 V 30 А 080 F 09 V 30 А100 H 09 V 30 A 100 E 09 v 30 A 100 F 09 V 10 C 100 G 09 V 10 C 100 F 09 V 30 A 100 F 09 V 30 А 080 Н 11V 30 А 080 Е 11 V 30 А 080 F И V 10 С 080 G 11 V 10 С 080 F 11 V 30 А 080 F 11 V
HartguB SpharoguB Grau GuB Hartchrom Hartmetal 1 Messing KupFer Bronze Отбеленный чугун Чуген с шаровидным грфито- Сервыл чугун Твердый хром Твердый сплад Латунь Медь Бронза ЮС 060 G 10 V 20 А 046 Н 10 V 20 А 036 1 10 V 30 А 060 F 10 V 10 С 060 Е 10 V 10 С 060 Н 11 V 10 С 060 1 12 V 10 С 060 1 11 V 10 С 080 F 09 V 20 А 060 G 09 V 20 А 046 Н 090 V 30 А 080 Е 09 V 10 С 080 D 09 V 10 С 080 G 10 V 10 С 080 Н 11 V 10 С 080 Н 10 V 10C 100 F 09 V 20 A 080 G 09 V 20 A 060 H 09 V 30 A 100 E 09 V 10C 100 D 09 V 10 C 100 G 10 V 10 C 100 H 11 V 10 C 100 H 10 V 10 С 100 F 11 V 20 А 060 G 11 V 20 А 060 Н 11 V 30 А 080 Е 11 V 10 С 080 D 11 V 10 С 080 G 12 V 10 С 080 Н 13 V 10 С 080 Н 12 V
Kahle Gias Kunststeine Asbest Ba ke 1 i t Уголь Стекло Искусственный камень Асбест Бакелит 10 А 060 Н 12 V 10 С 060 G 10 V 10 С 060 G 10 V 10 А 060 Н 12 V 10 А 060 1 12 V 10 А 080 Н 10 V 10 С 080 F 10 V 10 С 080 F 10 V 10 А 080 G 10 V 10 А 080 Н 10 V 10 A 100 H 10 V 10 C 100 F 10 V 10 C 100 F 10 V 10 A 100 G 10 V 10 A 100 H 10 V 10 А 080 Н 12 V 10 С 080 F 12 V 10 С 080 F 12 V 10 А 080 G 12 V 10 А 080 Н 12 V
Aluminium u. Legierungen Zinku. Legierungen Leichtmetal le Алюминий и его сплавы Цинк и его сплавы Легкие металлы 10 С 060 1 12 V 10 С 060 1 12 V 10 С 080 Н 10 V 10 С 080 Н 10 V ЮС 100H 10 V 10 C 100 H 10 V 10 С 080 Н 12 V 10 С 080 Н 12 V
Es handelt sich hier urn eine nach praktischen ErFahrungen zusammengestellte Auswahl die in dieser Liste nicht erFaBt sind, mit einer genauen Schilderung der SchlciFauFgabe ; •;: • 3 ДОС ь ’:i i.’ o?.. я ’ :.’кС i- i v- . < no ;".T . h•? :.or . с эти*» пешчет, :.т ". о- ; отг- ’ • Bitte, wenden Sie sich bei AuFgabenstellungen, an uns. nr зк г ;:ческсгс о- .. . 3 с г./чае заданий гссь к кам за сот:, -с пу.гпо скисл. joro