/


















































































































































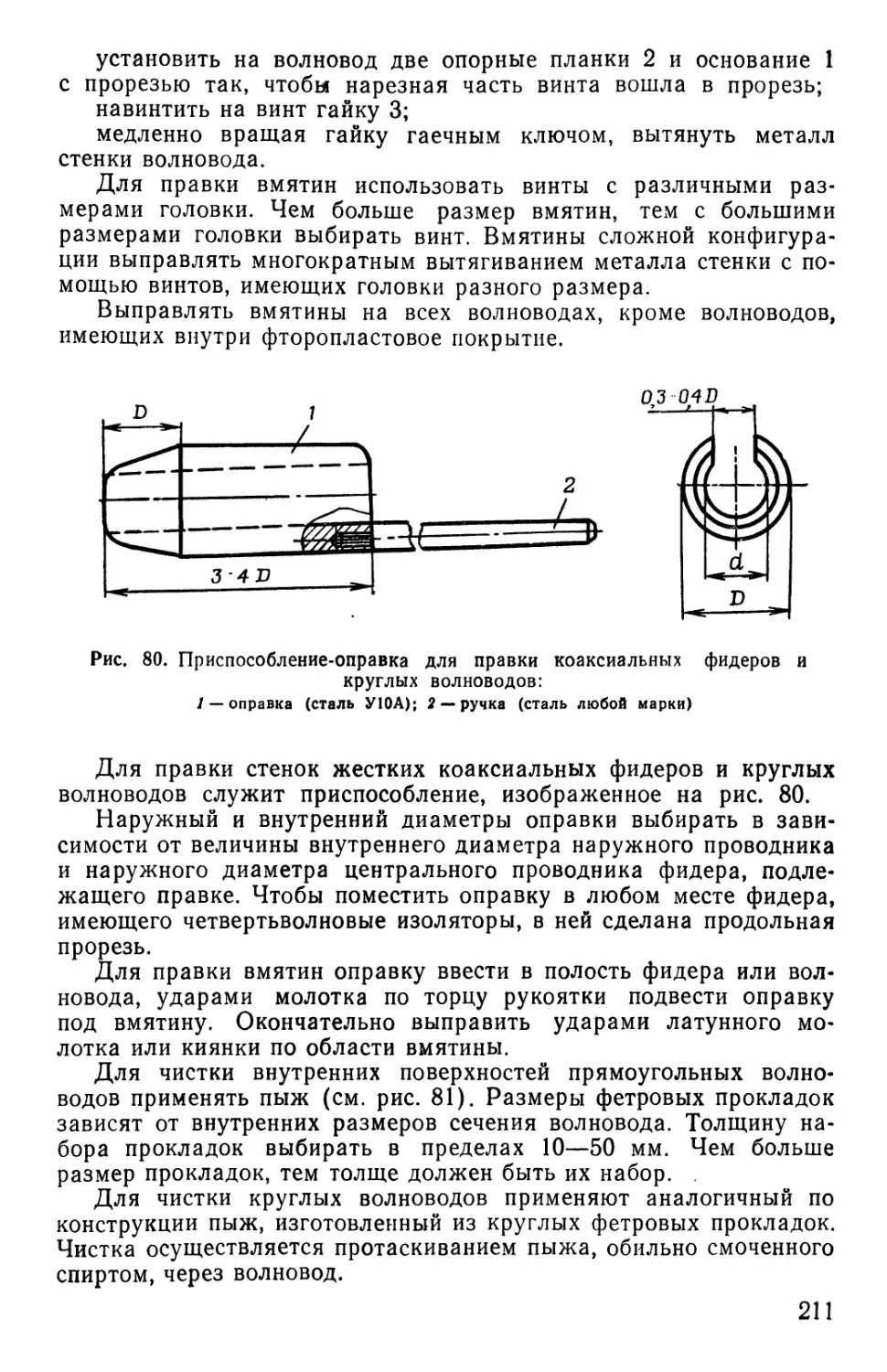























































































Теги: военное оборудование военная техника военное дело
Год: 1982
Похожие



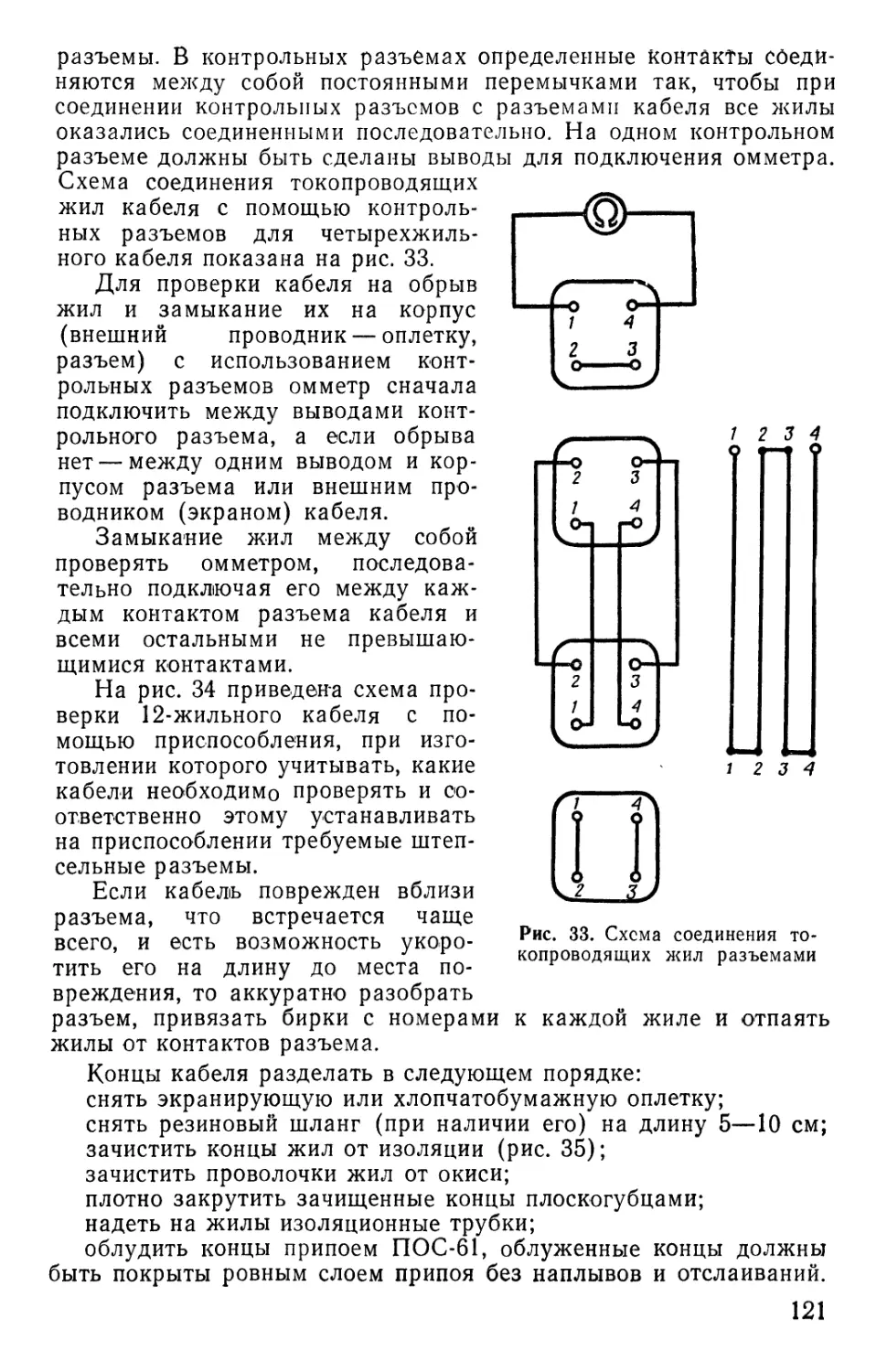
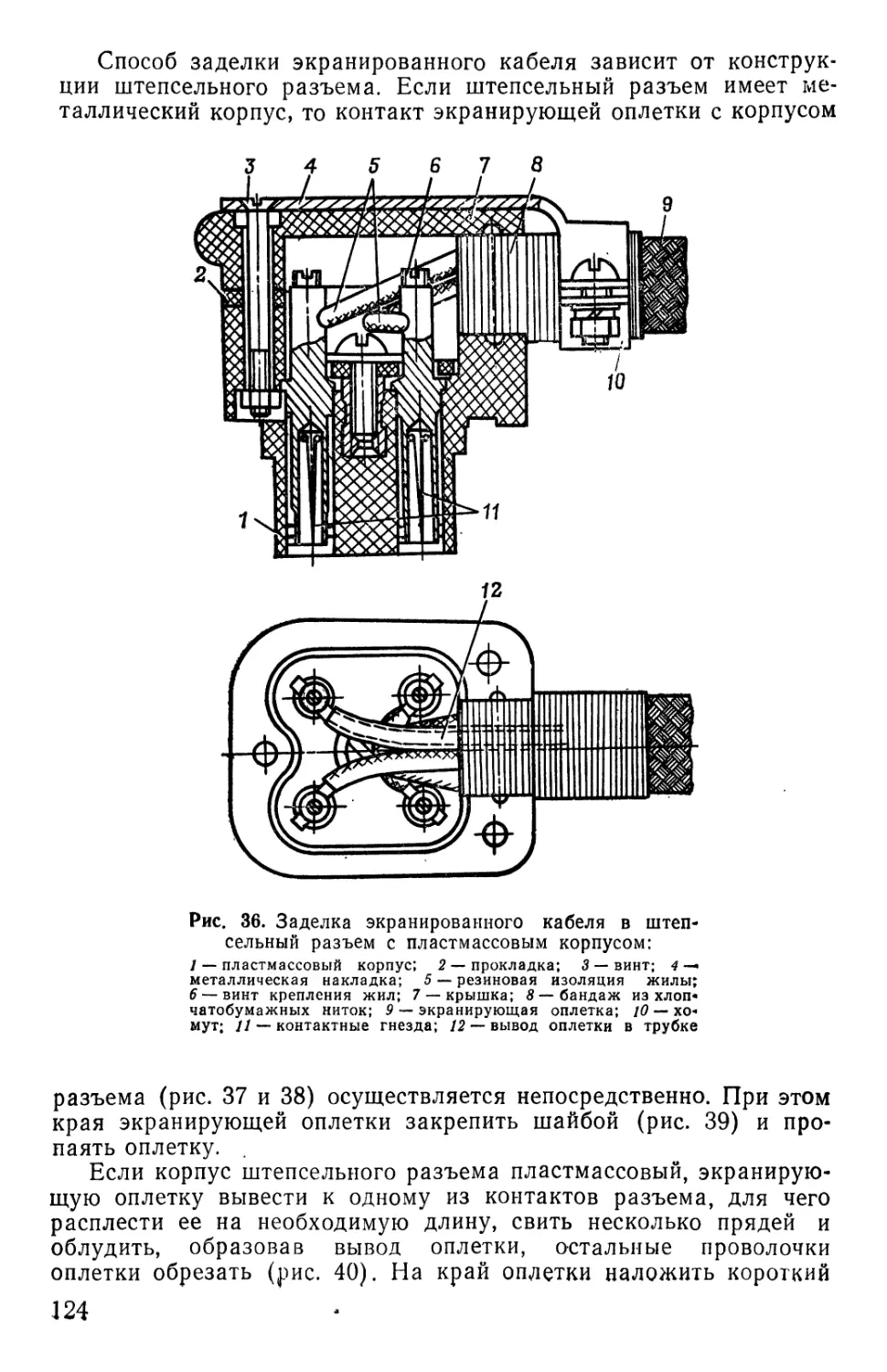
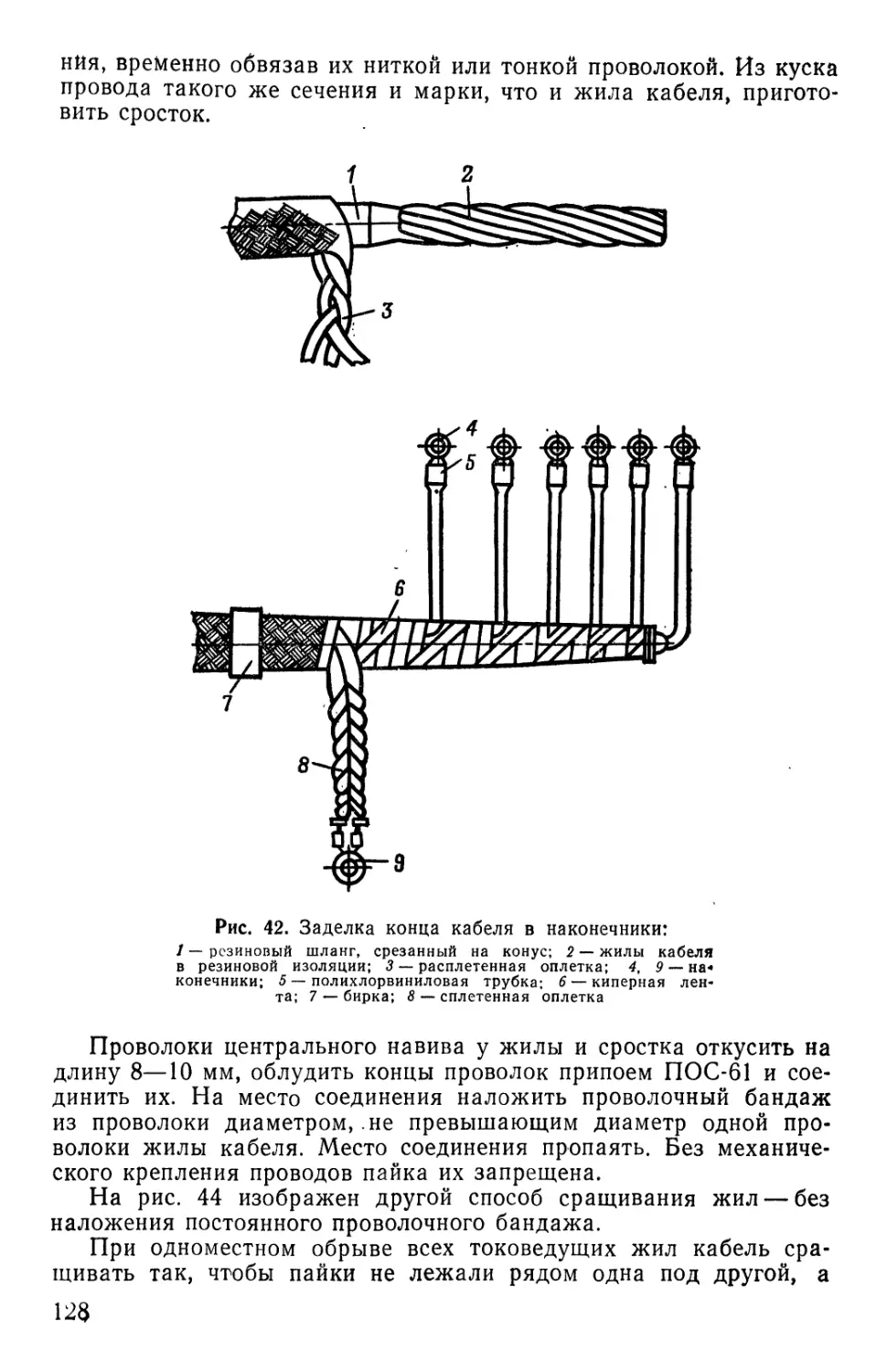
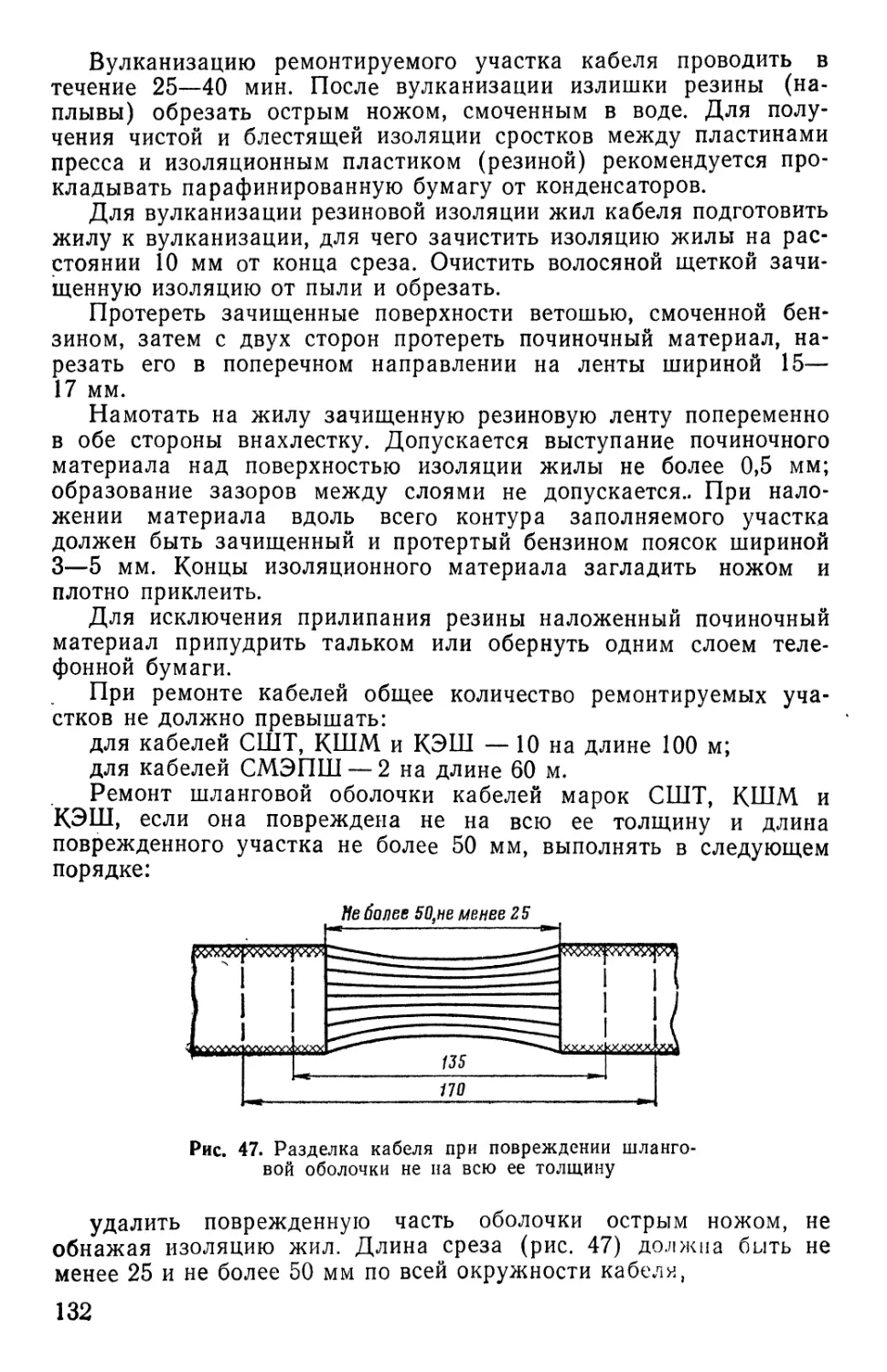
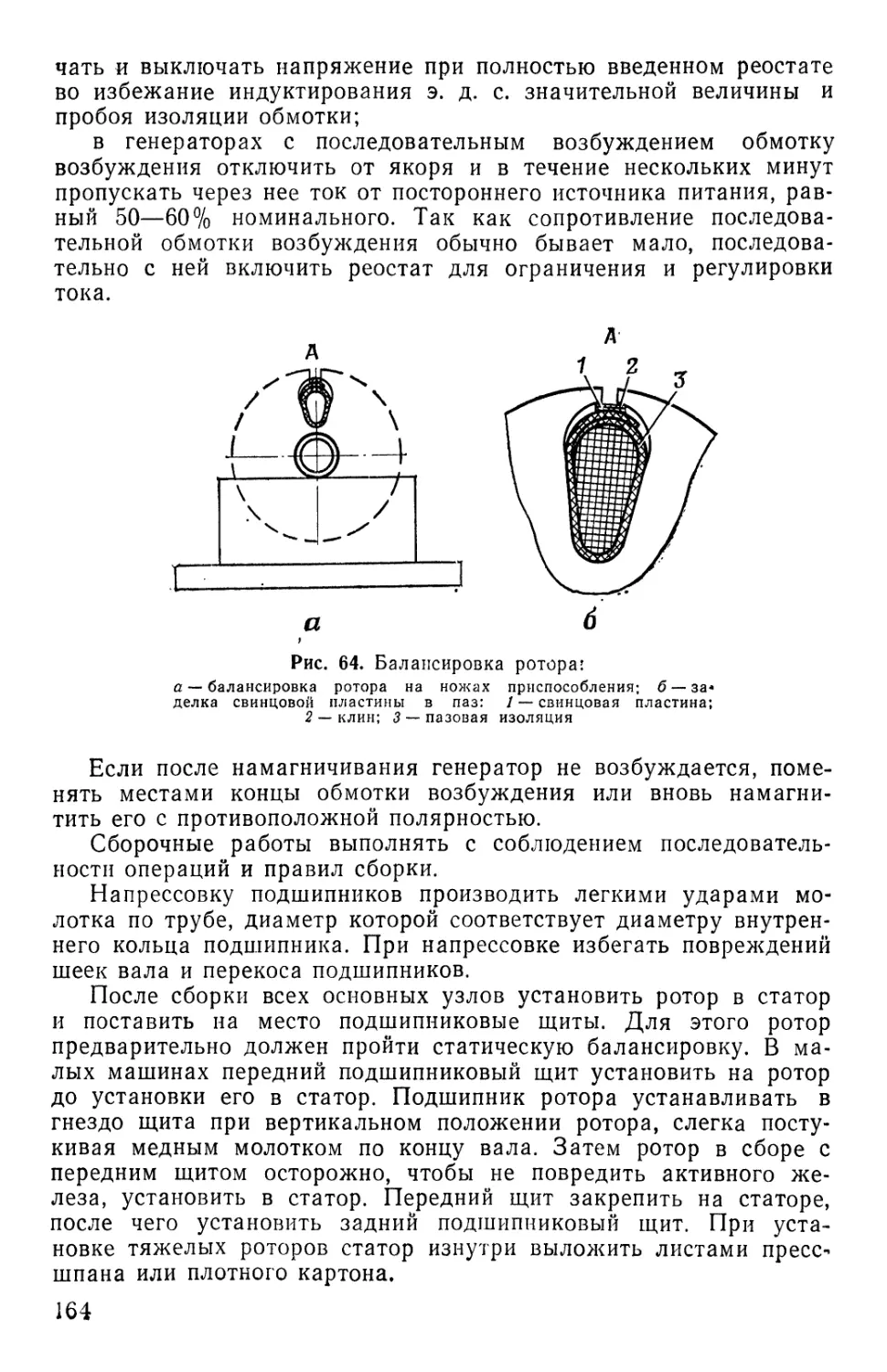
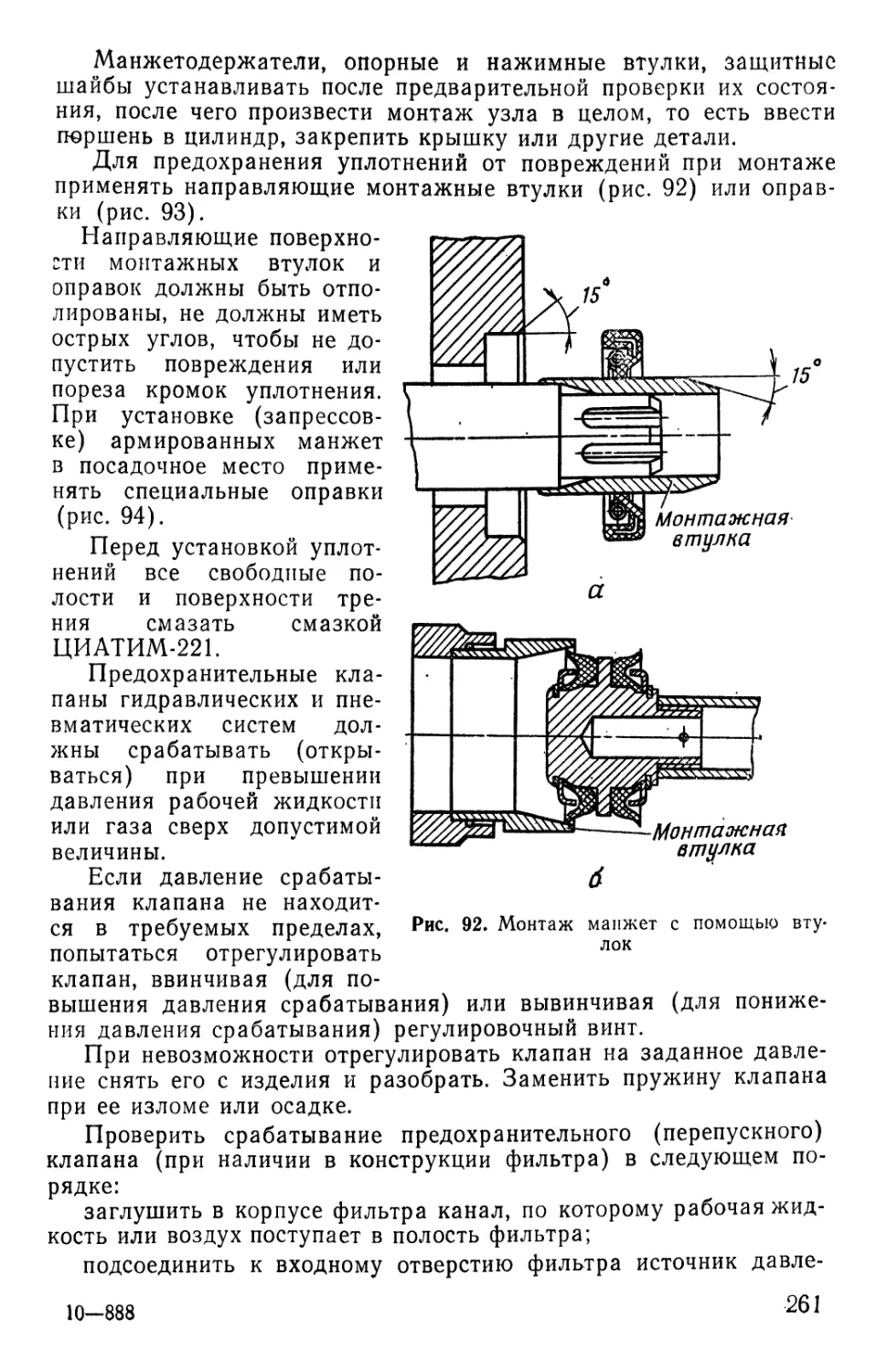
Текст
МИНИСТЕРСТВО ОБОРОНЫ СССР
РУКОВОДСТВО
ПО РЕМОНТУ ВООРУЖЕНИЯ
И ВОЕННОЙ ТЕХНИКИ
НА МЕСТАХ ЭКСПЛУАТАЦИИ
ЧАСТЬ I
МИНИСТЕРСТВО ОБОРОНЫ СССР
войска противовоздушной обороны
РУКОВОДСТВО
ПО РЕМОНТУ ВООРУЖЕНИЯ
И ВОЕННОЙ ТЕХНИКИ
НА МЕСТАХ ЭКСПЛУАТАЦИИ
8Б 611.022 СО
ЧАСТЬ I
Введено в действие приказом главнокомандующего
Войсками ПВО от 24.4 1981 года № 39
Ордена Трудового Красного Знамени
ВОЕННОЕ ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СССР
МОСКВА 1982
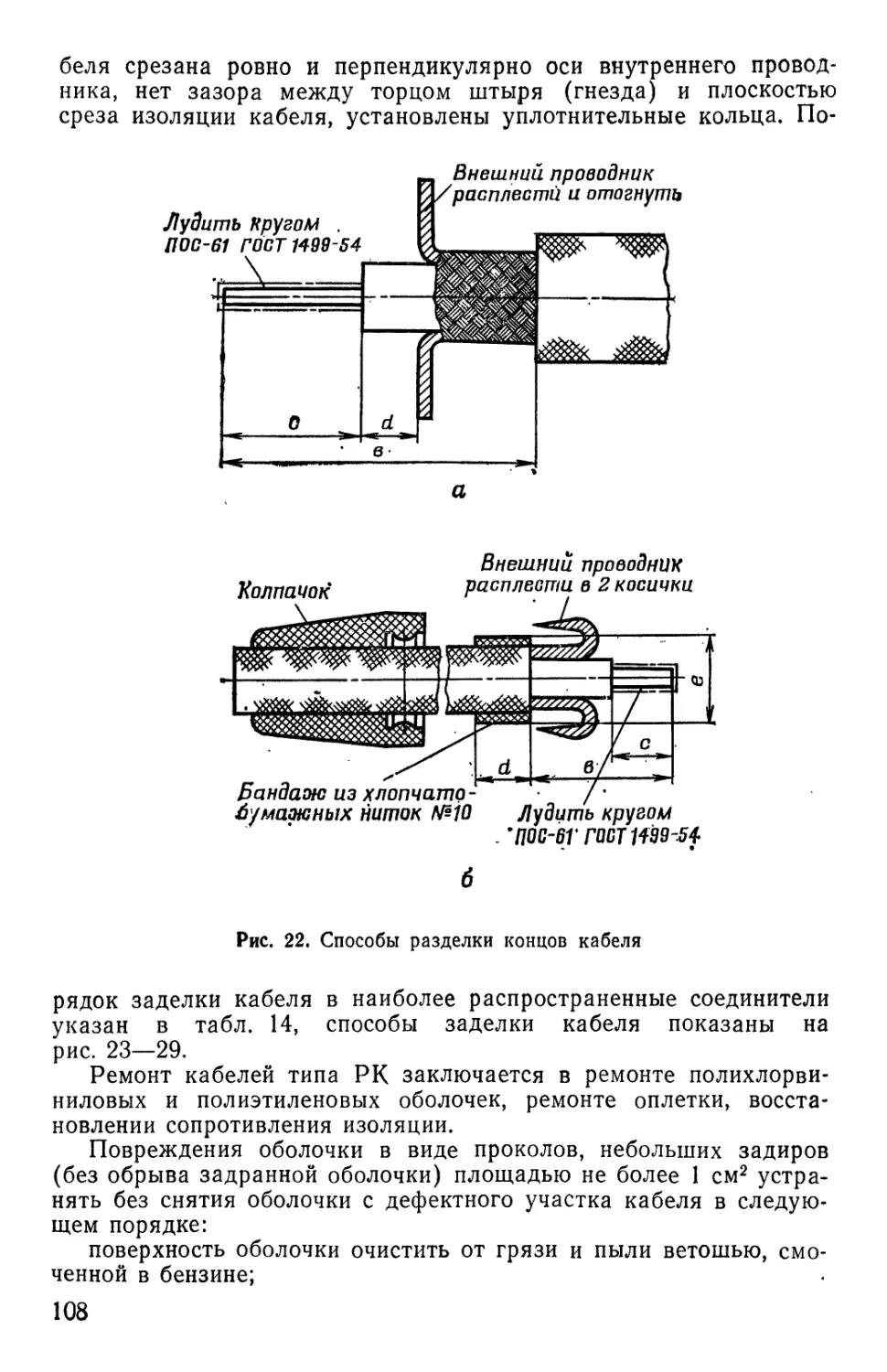
Настоящее Руководство по ремонту вооружения и военной техники на ме-
стах эксплуатации предназначено в качестве руководящего документа при ре-
монте на местах эксплуатации зенитно-ракетного и радиотехнического вооруже-
ния и автоматизированных систем управления.
Руководство состоит из двух частей. В части I содержатся общие указания
по организации ремонта па местах эксплуатации, определению технического
состояния изделия и его составных частей, технические требования на дефек-
тацию типовых сборок, узлов и комплектующих элементов, а также указания и
рекомендации по ремонту составных частей изделий и выполнению технологи-
ческих процессов и операций.
В части II приведены технологические инструкции и справочные мате|хиалы.
Руководство может быть использовано в качестве методического пособия
в процессе подготовки и практического обучения личного состава подразделе-
ний организации ремонта и способам восстановления аппаратуры на местах
эксплуатации.
ОГЛАВЛЕНИЕ
Стр.
1. Организация ремонта.................................................. 5
2. Указания мер безопасности .......................................... 6
2.1. Общие положения............................................... —
2.2. Меры безопасности при работе с электрорадиоаппаратурой . . 7
2.3. Меры безопасности при работе с источниками сверхвысокой
частоты и рентгеновского излучения.................................. 8
2.4. Меры безопасности при работе с грузоподъемными механизмами —
2.5. Меры безопасности при работе с ручным электроинструментом 9
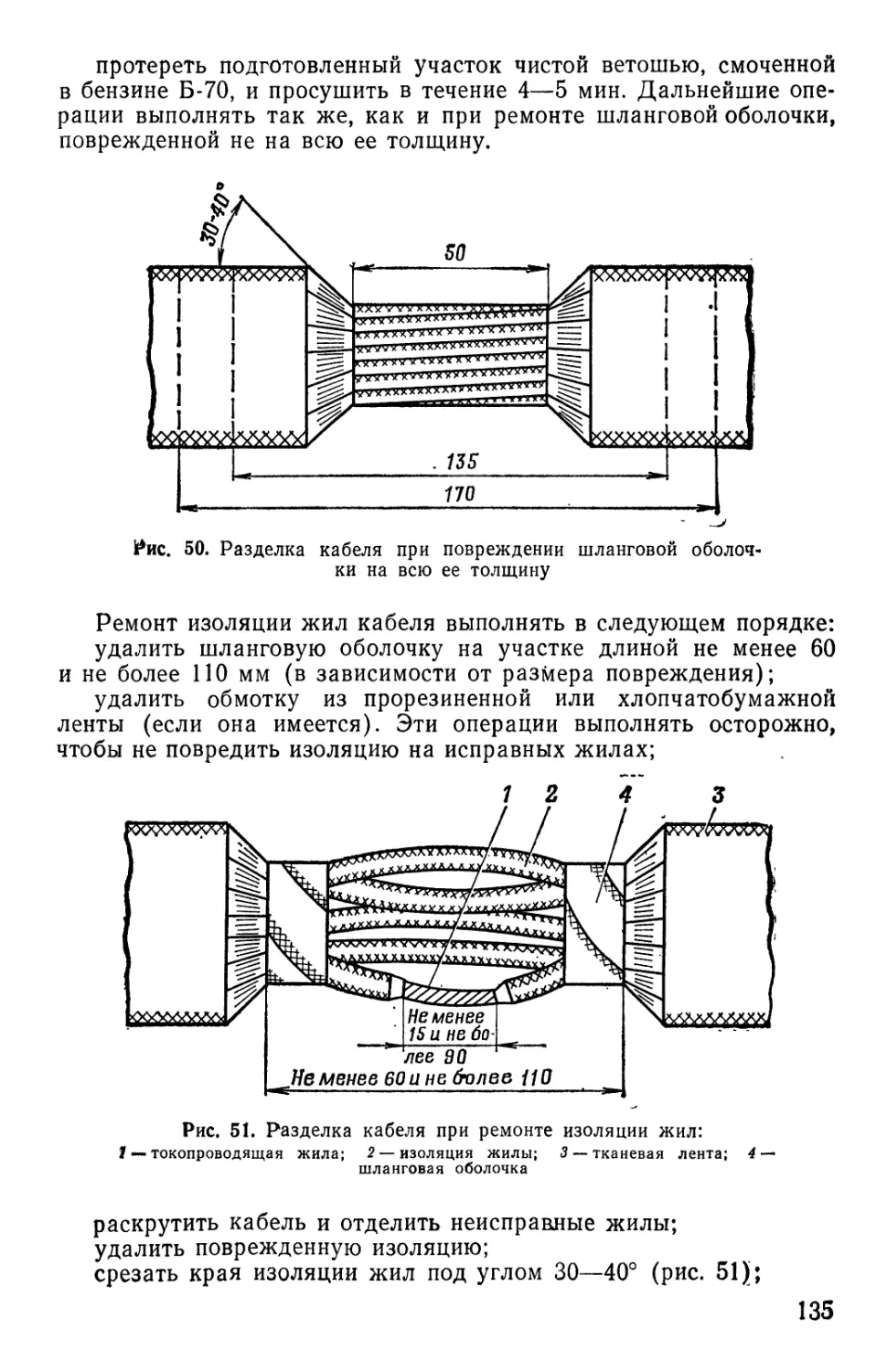
2.6. Меры безопасности при механической обработке и слесарно-
сборочных работах.................................................. 10
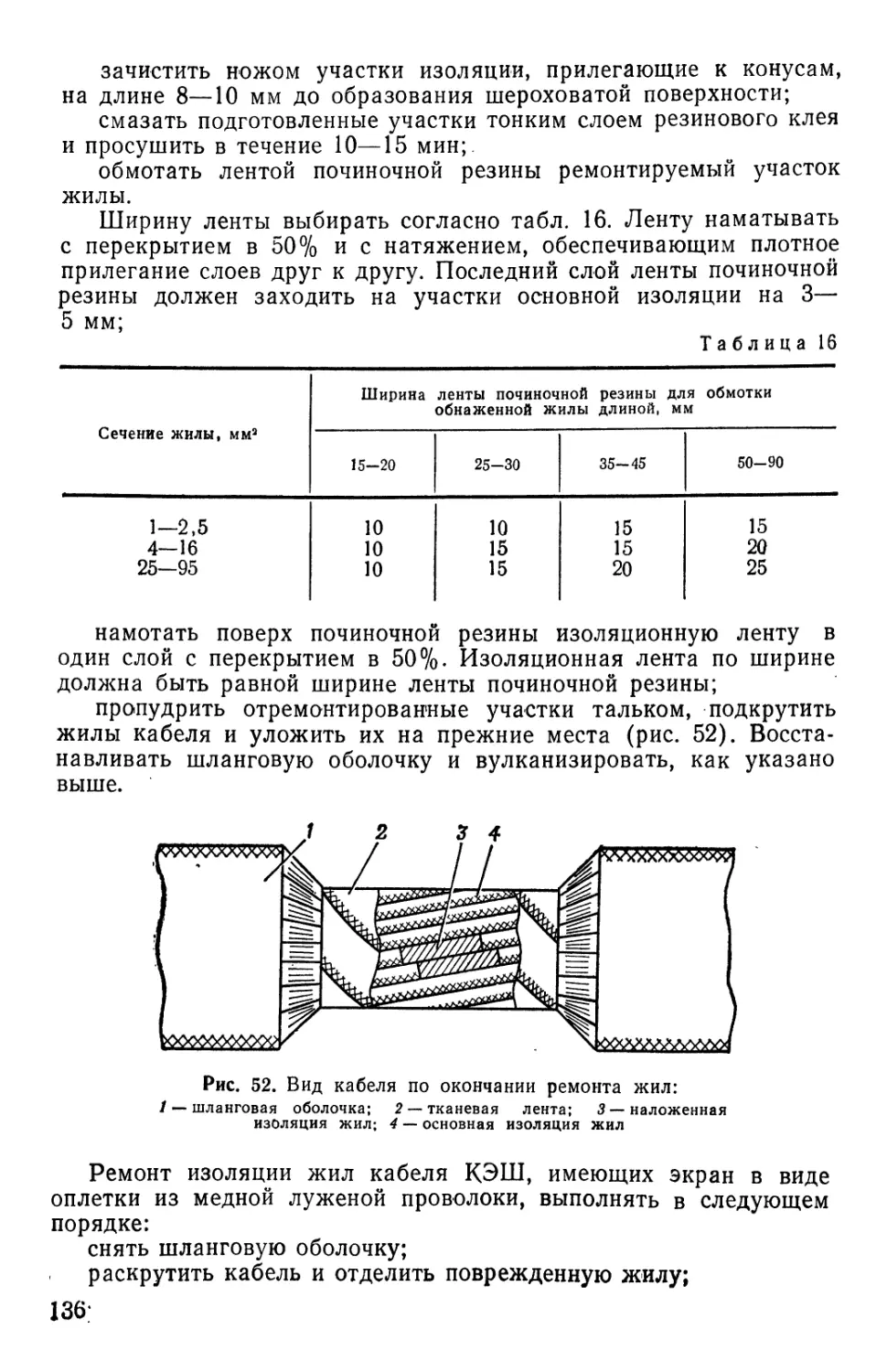
2.7. Меры безопасности при электрогазосварочных работах .... —
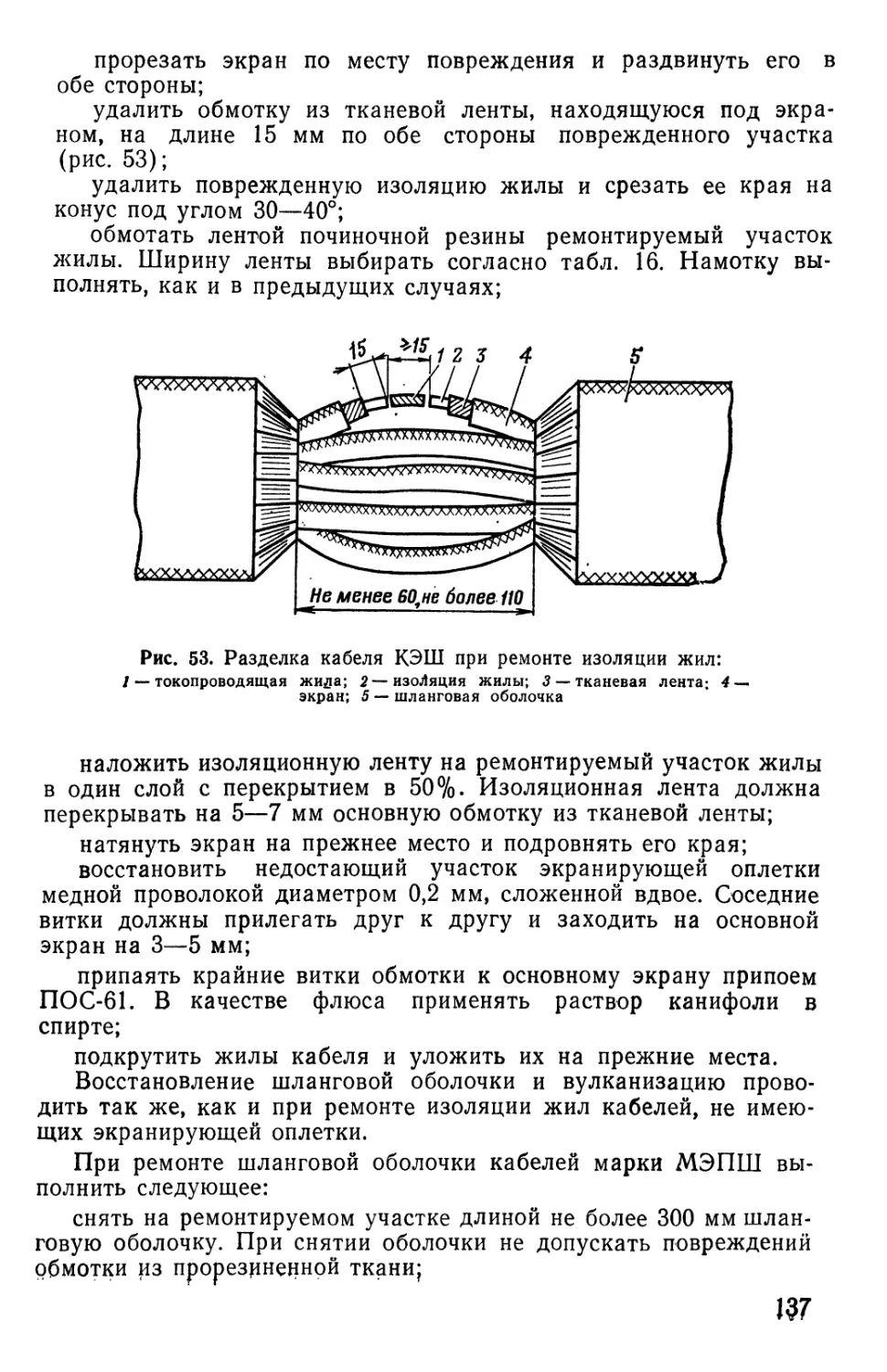
2.8. Меры безопасности при медницких и жестяницких работах . . 11
2.9. Меры безопасности при работах с сосудами, находящимися
под давлением................................................. —
2.10. Меры безопасности при работе с эпоксидными смолами и ядо-
витыми жидкостями............................................ 12
2.11. Меры безопасности при работах с лакокрасочными материалами 13
2.12. Меры безопасности при работах на агрегатах питания .... —
2.13. Меры безопасности при работе с аккумуляторами ...... 14
3. Дефектация изделия и его составных частей........................... —
3.1. Общие указания.................................................. —
3.2. Подготовка изделия к дефектации................................ 15
3.3. Дефектация изделия в собранном виде............................ 19
3.4. Дефектация составных частей изделия........................... 20
4. Демонтаж и разборка изделия и его составных частей ................. —
4.1. Общие указания................................................. —
4.2. Демонтаж аппаратуры .......................................... 27
4.3. Разборка шкафов .............................................. 28
4.4. Разборка электронных блоков.................................... —
4.5. Разборка механических и электромеханических узлов и блоков 29
5. Ремонт составных частей изделия.................................... 31
5.1. Общие указания........................................ —
5.2. Ремонт резисторов...................................... —
5.3. Ремонт конденсаторов.................................. 34
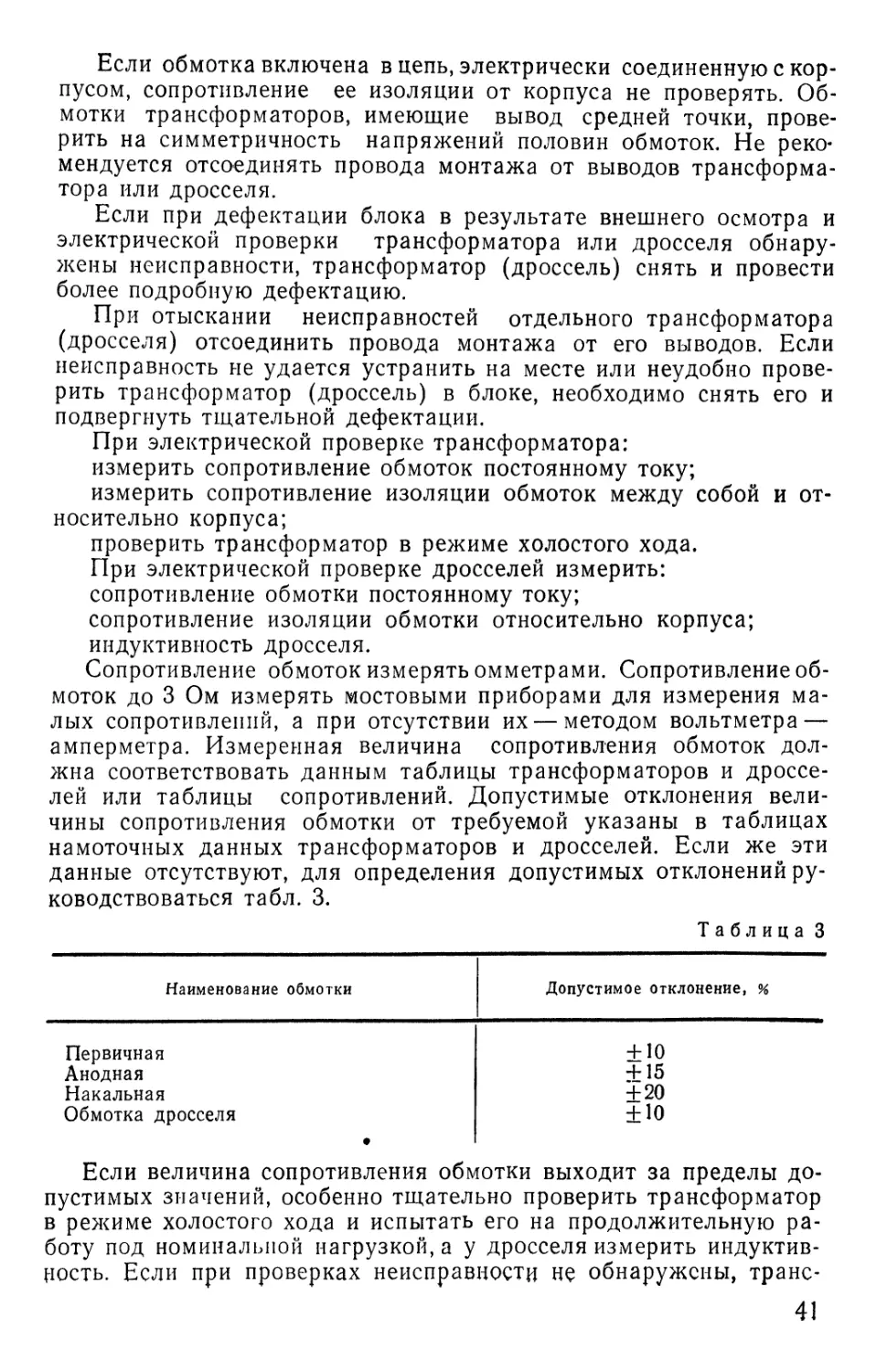
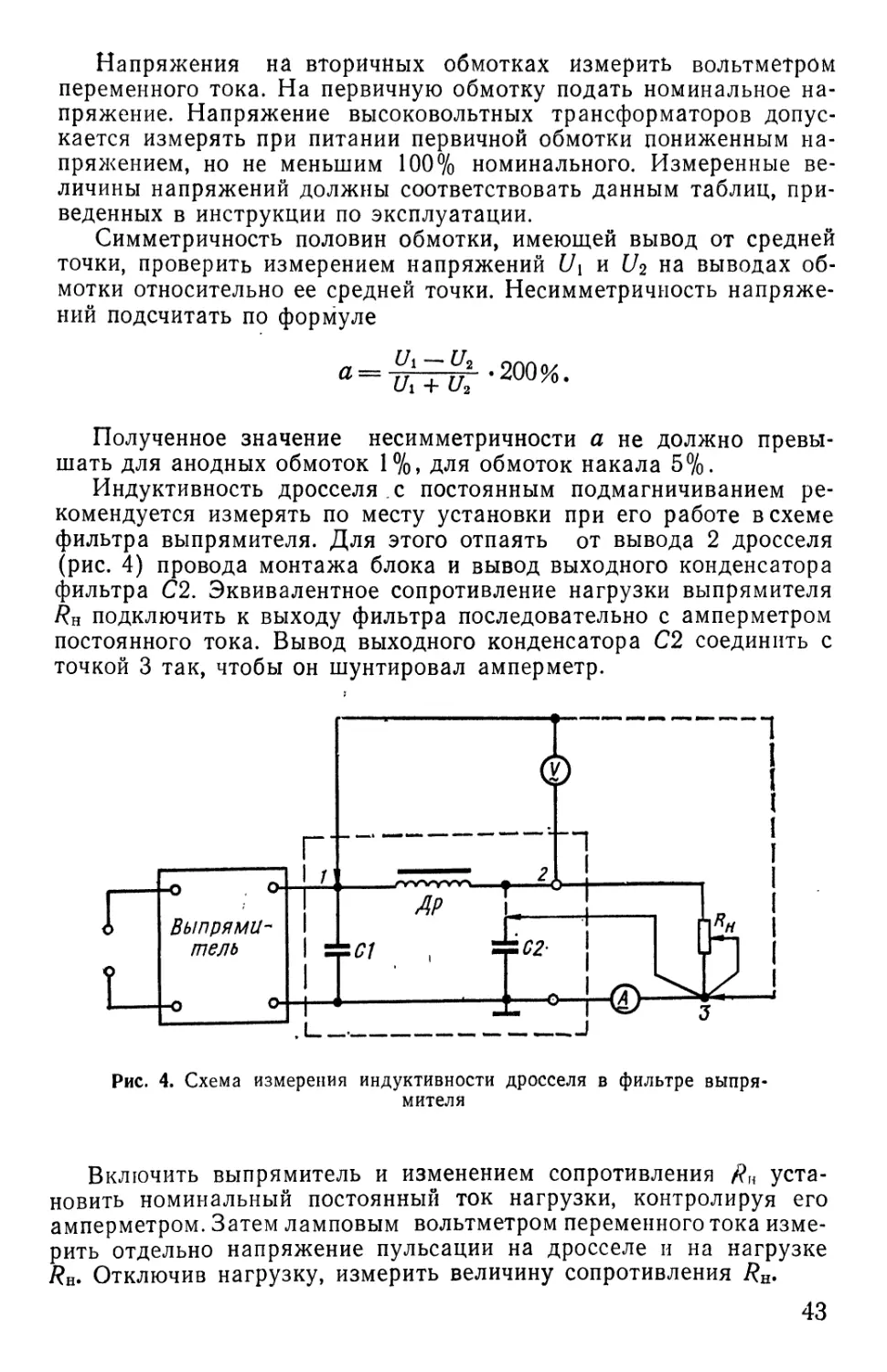
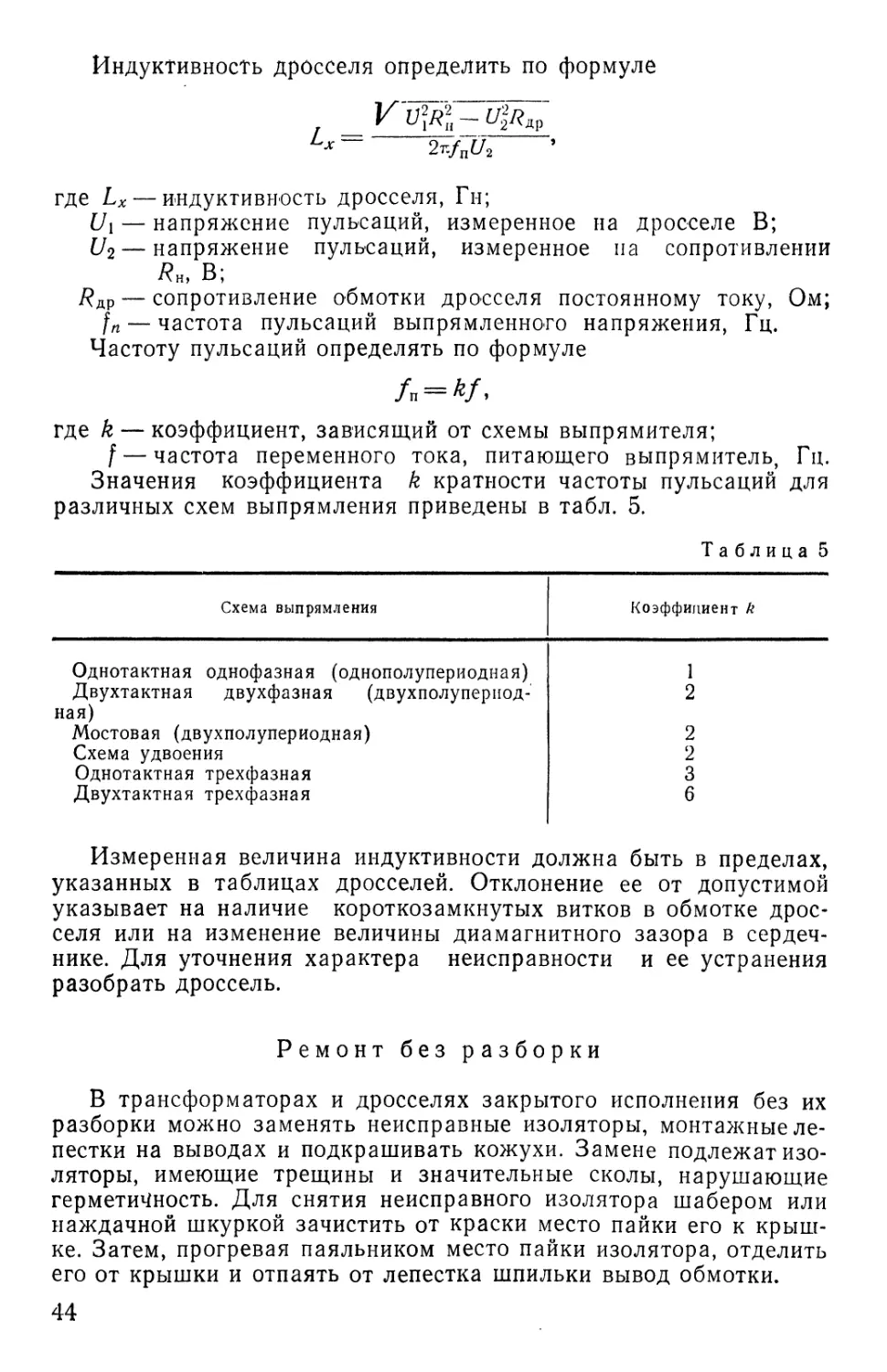
5.4. Ремонт трансформаторов и дросселей.................... 38
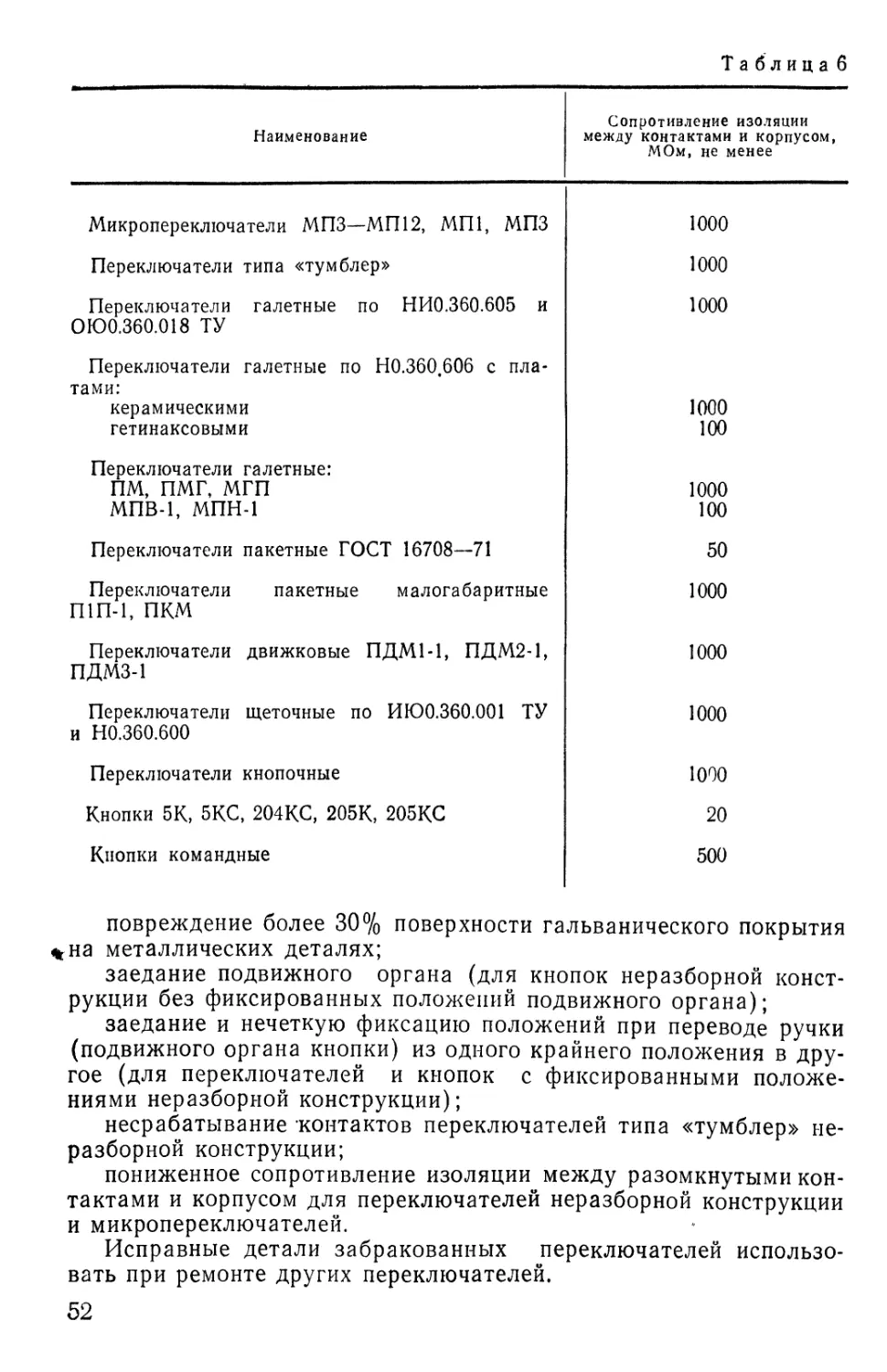
5.5. Ремонт переключателей, выключателей и кнопок......... 51
5.6. Ремонт держателей предохранителей и светосигнальной арматуры 54
5.7. Ремонт реле, контакторов, магнитных пускателей и автоматов 55
5.8. Ремонт угольных регуляторов..................................53
5.9. Ремонт пластмассовых, фарфоровых и керамических деталей 74
5.10. Ремонт селеновых выпрямителей................................ 82
5.11. Ремонт полупроводниковых приборов .......................... 88
I* 3
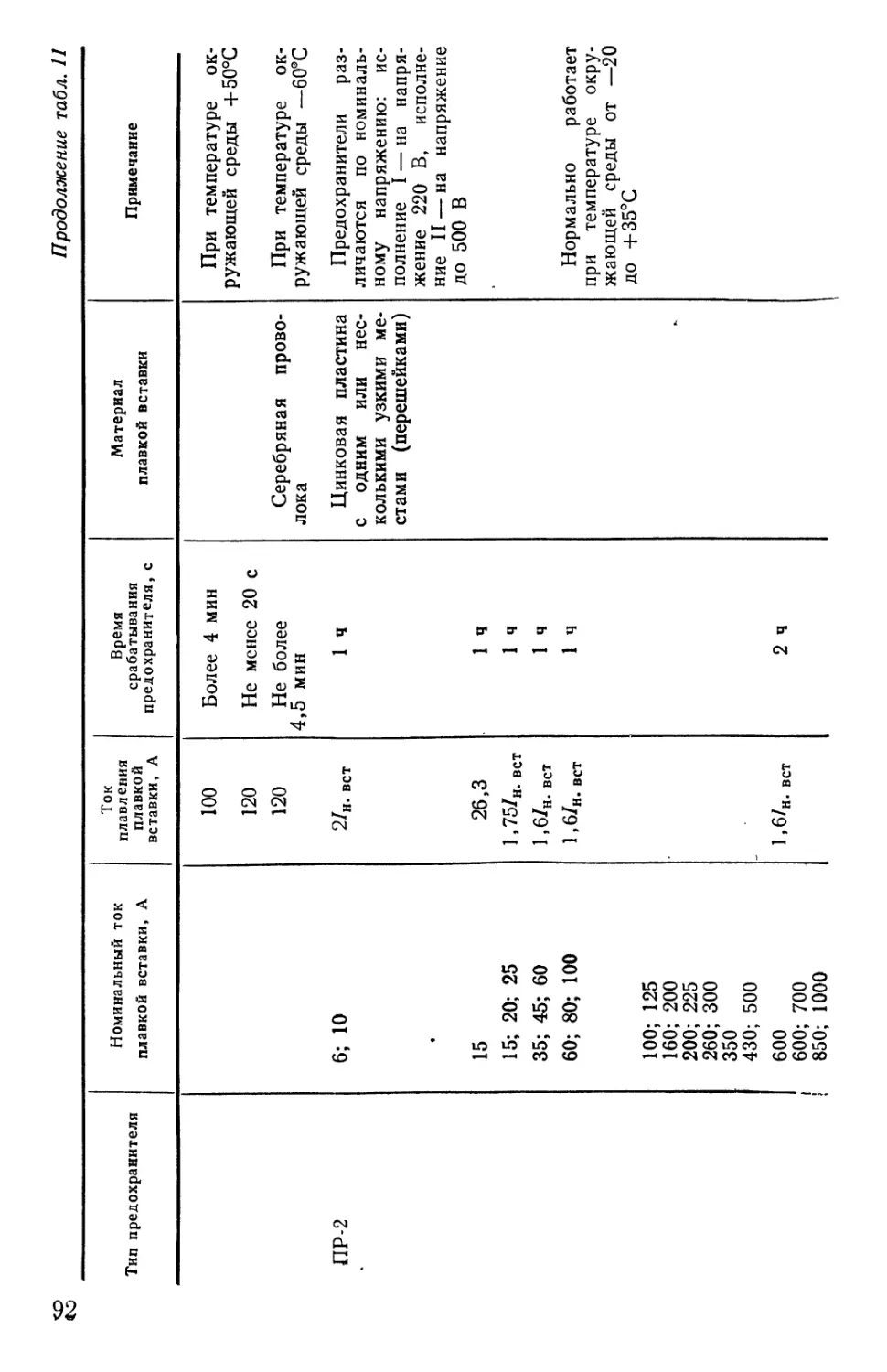
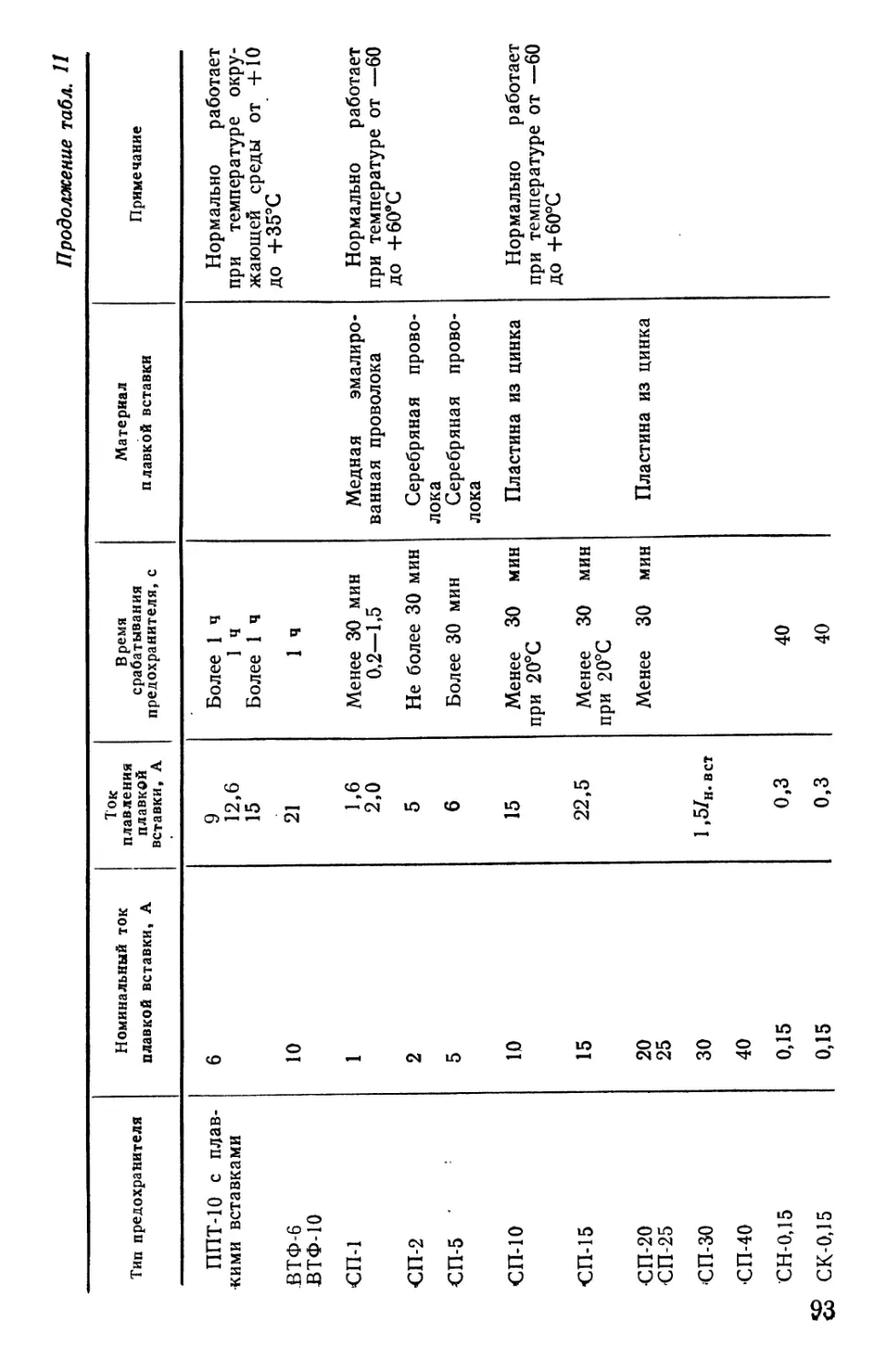
5.12. Восстановление плавких предохранителей ...................
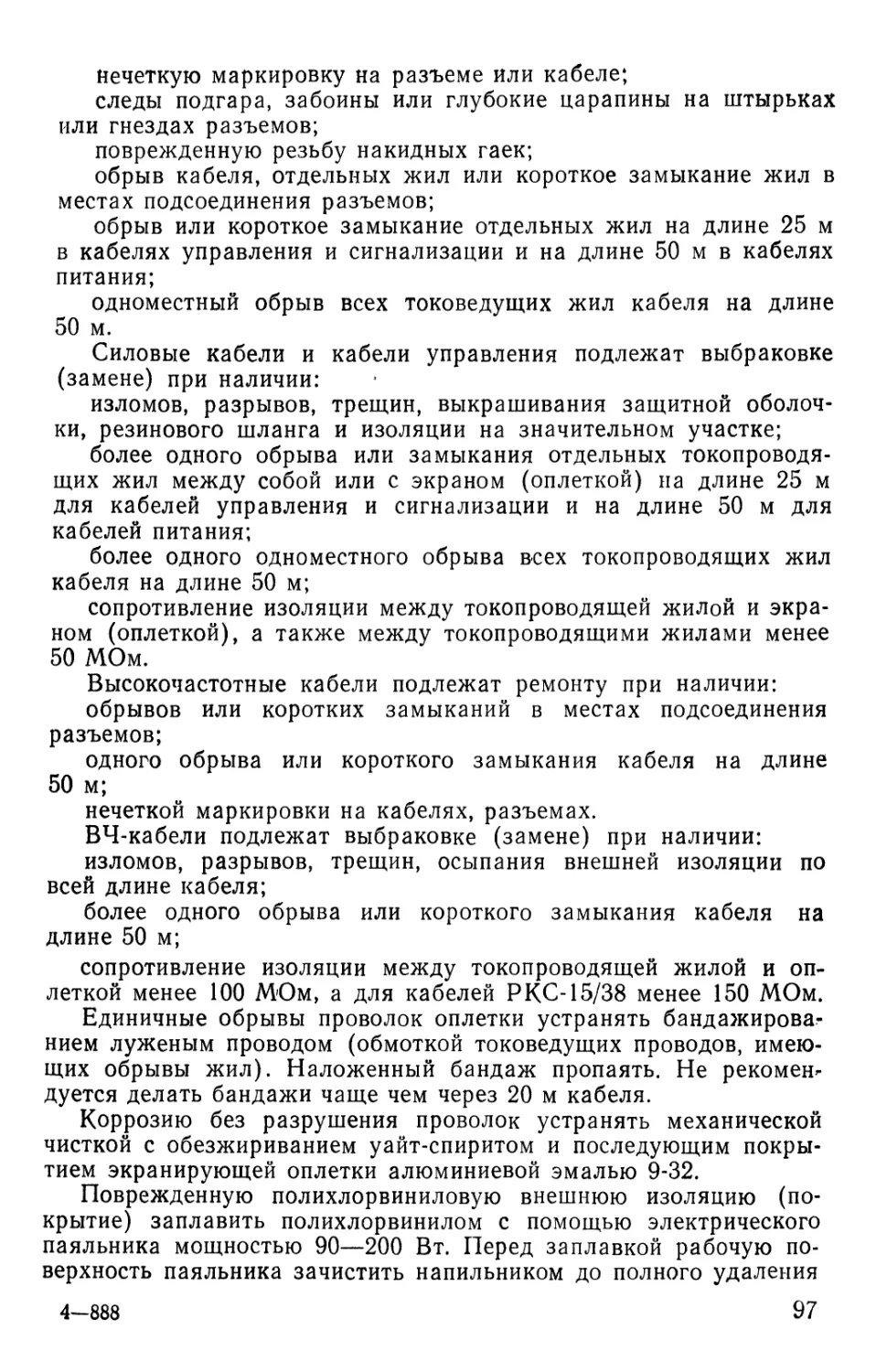
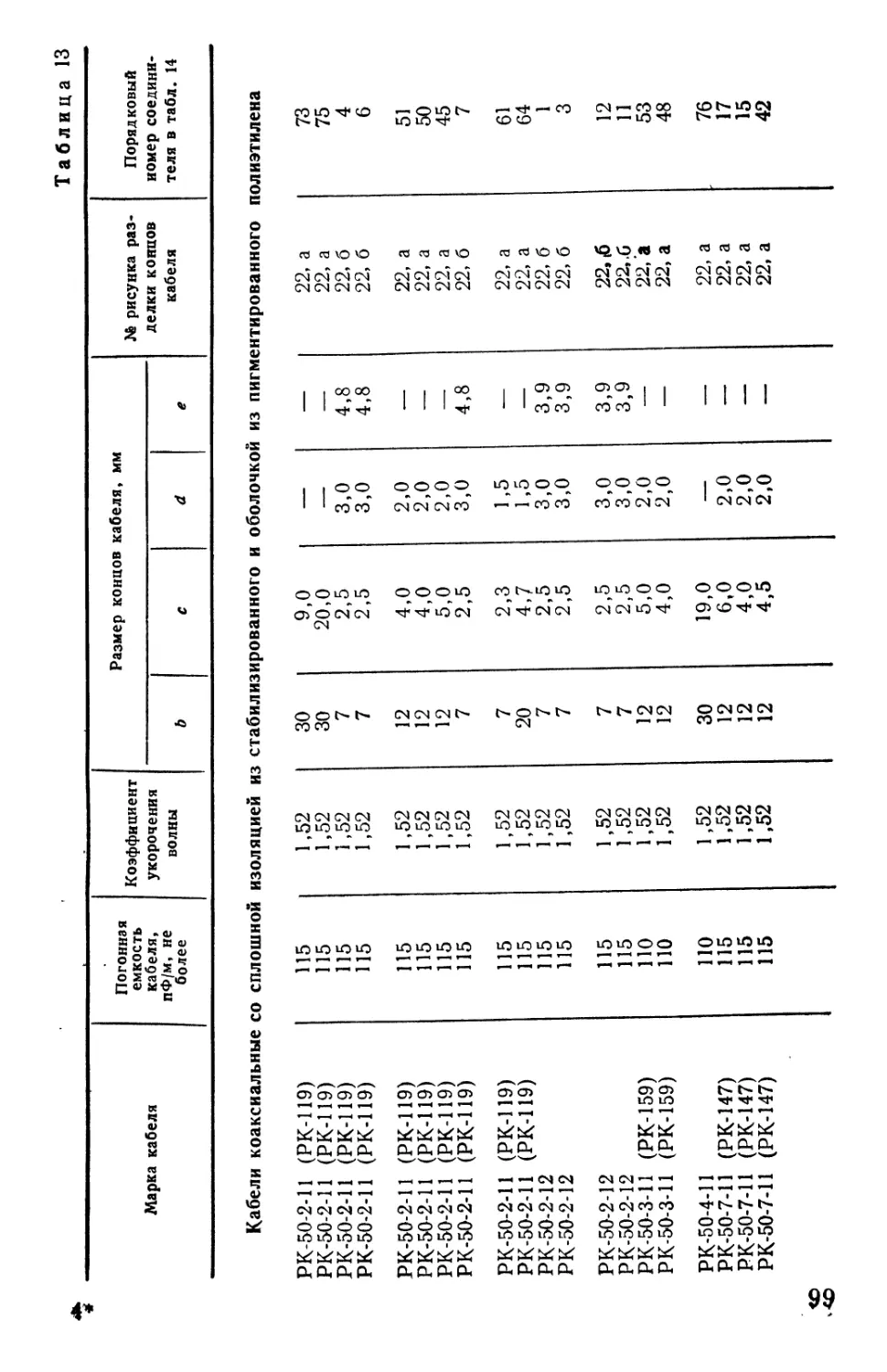
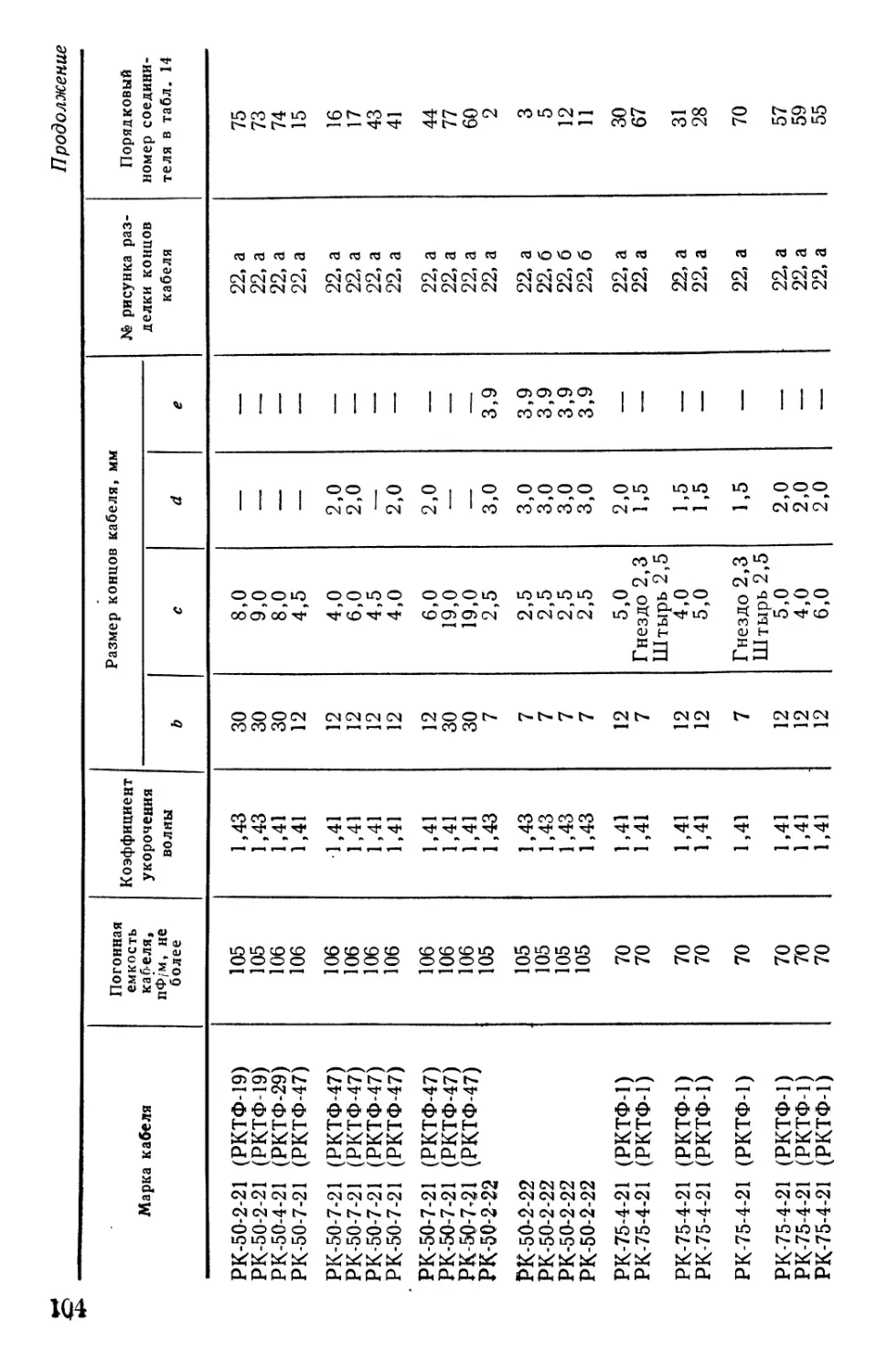
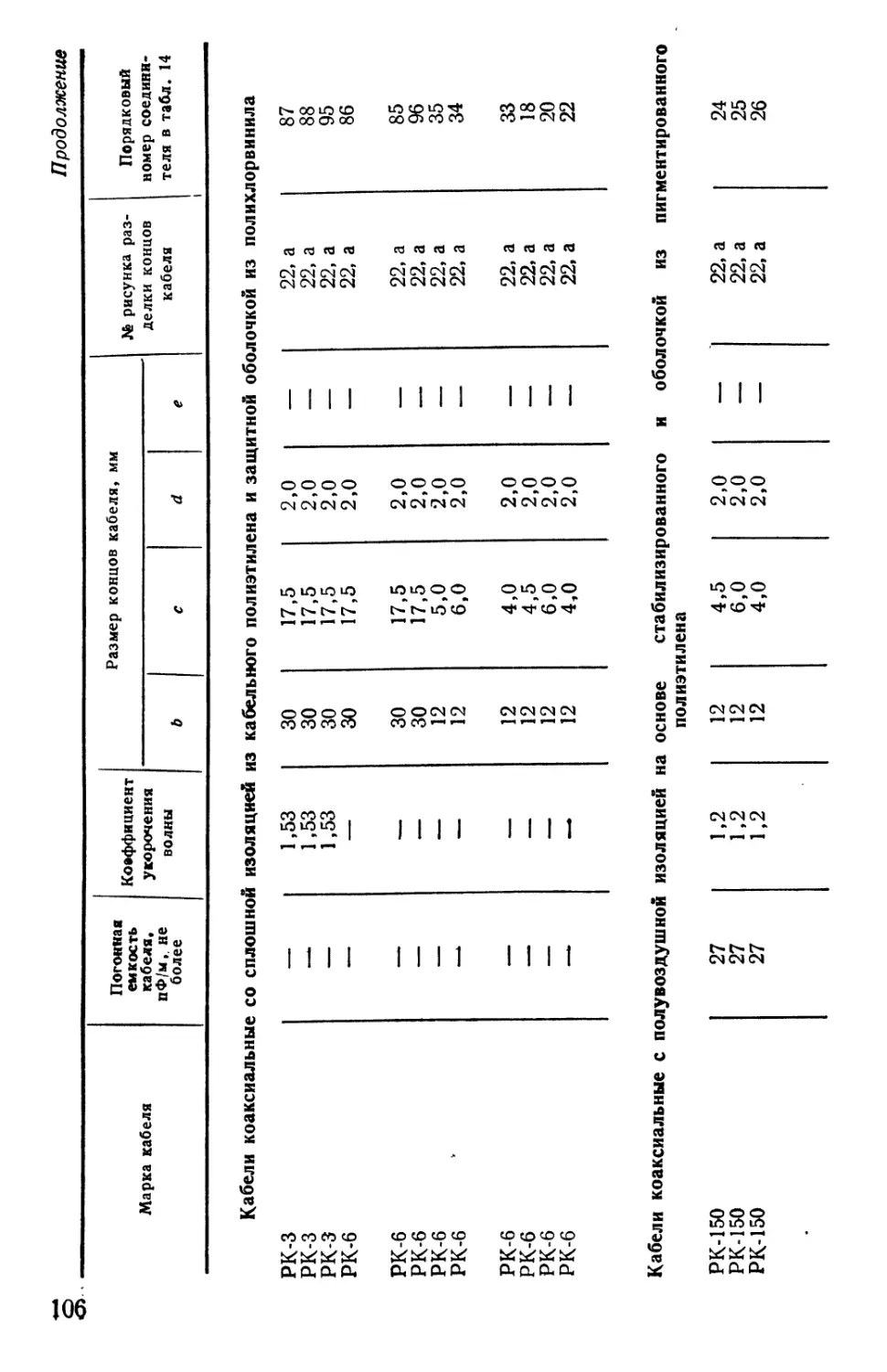
5.13. Ремонт кабелей ...........................................
5 14 Ремонт электрических машин .............................
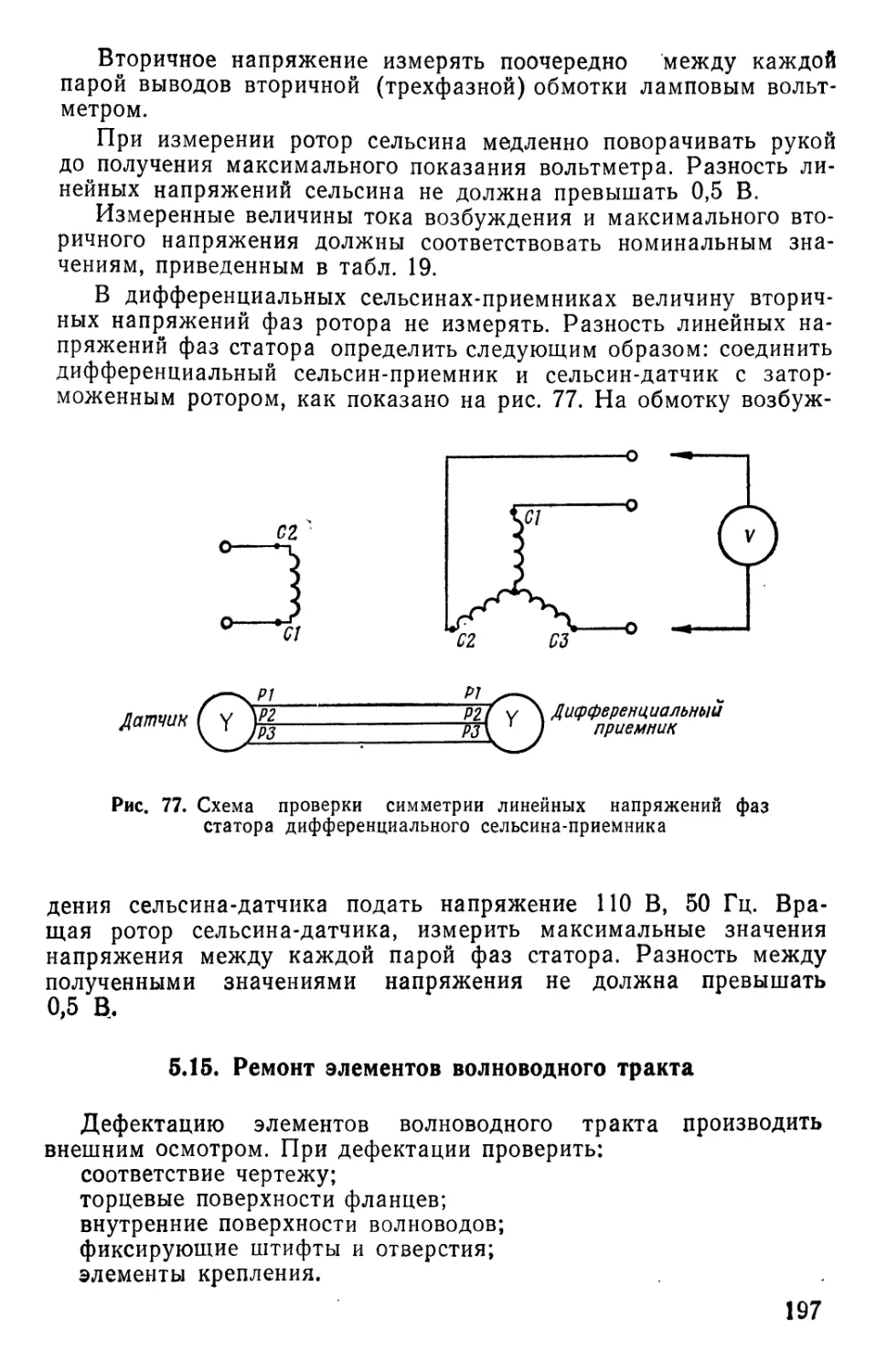
5J5* Ремонт элементов волноводного тракта ......................
5Л6. Ремонт элементов антенных систем...........................
5*17*. Ремонт средств измерений.................................
5.18. Ремонт кузовов ...........................................
5.19. Ремонт колесных ходов, ходовых частей и тормозных систем
5.20. Ремонт отопительно-вентиляционных установок типа ОВ-65 . .
5.21. Ремонт элементов гидравлических и пневматических устройств
5.22. Ремонт деталей зубчатых и червячных передач...............
5.23. Ремонт соединений ........................................
5.24. Ремонт сопрягаемых поверхностей осей (валов) с отверстиями
в деталях (втулках) ............................................
5.25. Ремонт подшипников качения................................
5.26. Ремонт пружин ............................................
5.27. Ремон; металлических изделий .............................
5.28. Ремонт деревянных изделий.................................
6. Сборка .........................................................
6.1. Общие указания.............................................
6.2. Сборка соединений..........................................
6.3. Штифтование деталей при сборке.............................
6.4. Штифтование цилиндрическими, коническими и специальными
штифтами .......................................................
17. Комплексная регулировка, настройка, проверка и испытание . . . .
7.1. Общие указания.............................................
7.2. Регулировка, настройка и проверка аппаратуры...............
7.3. Испытание изделия после ремонта............................
8. Допустимые отклонения от требований документации................
8.1. Покрытия ..................................................
8.2. Комплектующие изделия......................................
8.3. Керамические изделия.......................................
8.4. Комплектующие электрорадиоэлементы.........................
8.5. Крепежные изделия, шестерни................................
8.6. Резинотехнические изделия..................................
8.7. Кабели ....................................................
8.8. Кузова кабин (прицепов) ...................................
8.9. Материалы и изделия из них.................................
Стр.
94
95
139
197
213
218
219
230
240
249
266
271
279
281
284
305
306
308
310
312
314
315
316
317
318
321
322
323
1. ОРГАНИЗАЦИЯ РЕМОНТА
Ремонт вооружения и военной техники (В и ВТ) на местах экс-
плуатации заключается в восстановлении основных боевых ха-
рактеристик и тактико-технических параметров в объеме форму-
ляра на изделие в возможно более короткие сроки. Работы, не
влияющие на восстановление боевых характеристик изделия, вы-
полняются в ограниченном объеме по необходимости и возмож-
ностям войсковых частей после основных ремонтных работ.
Ремонт В и ВТ производится непосредственно на местах экс-
плуатации техники или на специально подготовленных для этой
цели площадках * силами расчетов, эксплуатирующих В и ВТ, с
привлечением специалистов служб вооружения части, сил и
средств подвижных ремонтных органов частей, соединений и
объединений, а также отдельных представителей стационарных
предприятий Войск ПВО.
Основным методом ремонта является агрегатный метод, при
котором неисправные или нестабильно работающие составные
части изделия заменяются новыми или отремонтированными, из
комплекта ЗИП или обменного фонда.
Организация ремонта В и ВТ на местах эксплуатации вклю-
чает:
анализ характера и степени повреждения изделия;
создание ремонтных бригад;
организацию доставки к месту ремонта ЗИП, материалов, не-
обходимой документации, инструмента, оборудования и аппара-
туры;
проведение ремонтных работ;
организацию контроля за полнотой и качеством ремонта.
В процессе ремонта В и ВТ на местах эксплуатации выполня,-
ются: дефектация изделия в сборе и его составных частей, демон-
таж и разборка аппаратуры (степень разборки определяется по
результатам дефектации), восстановление работоспособности от-
дельных блоков, агрегатов, узлов, слесарно-механические и
электрогазосварочные работы, замена составных частей изделия,
не подлежащих восстановлению по результатам дефектации,
сборка, настройка, регулировка и испытания отремонтированных
* Для защиты В и ВТ от атмосферных воздействий могут использоваться
палатки, свободные штатные сооружения.
5
составных частей и изделия в сборе, местное восстановление за-
щитных покрытий.
При ремонте В и ВТ на местах эксплуатации используется
штатная контрольно-измерительная аппаратура (КИА), инстру-
мент, приспособления и документация, входящая в состав ЗИП на
изделие.
Разрешается обезличивать узлы, блоки и агрегаты и устанав-
ливать их на изделия той же модификации, если их параметры
соответствуют требованиям эксплуатационной документации
(обязательны соответствующие записи в формуляре изделия
скрепленные подписями и печатью). Не допускается обезличива-
ние узлов и агрегатов, требующих индивидуальной подгонки и
сложной настройки, которую невозможно произвести на месте ре-
монта. При повреждении отдельных узлов заменяется весь агрегат
(блок). Отремонтированная на местах эксплуатации техника дол-
жна удовлетворять требованиям эксплуатационной документации
и быть пригодной к боевому применению.
2. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
2.1. Общие положения
Работы по ремонту В и ВТ на местах эксплуатации должны
выполняться в строгом соответствии с требованиями по технике
безопасности, изложенными в действующих руководящих и экс-
плуатационных документах на ремонтируемые изделия.
Ответственность за состояние и контроль соблюдения техники
безопасности возлагается на заместителя командира по техничес-
кой части и инженерно-технический состав, участвующий в ре-
монте.
К ремонтным работам допускается личный состав, прошедший
инструктаж и сдавший зачеты по мерам безопасности. Кроме
того, к ремонту техники, связанному с повышенной опасностью,
допускаются лица, обученные безопасным приемам и методам ра-
боты с применением электроэнергии или в условиях возможной
опасности поражения током и прошедшие дополнительный ин-
структаж на рабочем месте по электробезопасности. Им присва-
ивается 1-я квалификационная группа (если не требуется более
высокая). За организацию и учет инструктажа отвечает руково-
дитель ремонтных работ.
Техника, подлежащая ремонту, предварительно проверяется
на зараженность радиоактивными и отравляющими веществами.
В случае заражения изделие подвергается полной дезактивации
(дегазации и дезинфекции) в соответствии с действующими пра-
вилами.
При выполнении ремонтных работ пользоваться только исправ-
ным оборудованием, инструментом и приспособлениями, приме-
няя их строго по назначению.
6
2.2. Меры безопасности при работе
с электрорадиоаппаратурой
До включения напряжения, тщательно проверить правиль-
ность собранной схемы, надежность соединений, исправность
оборудования рабочего места и заземлить изделие, используя
штатные заземлители, если они в изделии предусмотрены.
При выполнении работ на аппаратуре, находящейся под на-
пряжением, использовать инструмент с изолированными рукоят-
ками. Рабочее место должно быть укомплектовано исправными
резиновыми ковриками, галошами, перчатками, проверенными на
электрическую прочность. Металлические каркасы рабочих мест
должны быть надежно заземлены.
Ремонтные работы в блоках, имеющих высокое напряжение
(свыше 500 В), производить только при выключенном питании
после разряда накопительных конденсаторов, имеющих большую
емкость. На рабочем месте должно быть предусмотрено устрой-
ство для быстрого выключения питания.
Измерительные приборы подключать хорошо изолированными
гибкими проводами с надежно присоединенными щупами или на-
конечниками. Щупы должны иметь изолированные ручки. Длина
щупов должна быть такой, чтобы руки операторов находились
на безопасном расстоянии от неизолированных токоведущих по-
верхностей (10—15 см).
При измерении напряжений по отношению к шасси блока (уз-
ла) пользоваться только одним щупом, подключая второй провод
от вольтметра к шасси с помощью постоянного соединения или
зажима типа «крокодил». Постоянное соединение выполнять под
клемму или надежной скруткой вокруг какой-либо металлической
неокрашенной детали, соединенной с шасси блока.
Запрещается:
подключать аппаратуру к внешнему (постороннему) источнику
тока, не убедившись в соответствии напряжения внешнего источ-
ника напряжению потребителей тока;
свертывать, развертывать, изменять схему кабельной сети, на-
ходящуюся под напряжением;
снимать при включенном питании защитные кожухи, боковые
защитные стенки, крышки и сетки ремонтируемой аппаратуры;
заменять при включенном питании лампы, предохранители я
другие детали, выполнять пайки, замыкать системы блокировки
искусственными закорачивающими перемычками, присоединять
приборы и кабели, прикасаться при включенном питании к анод-
ным колпачкам или штырькам ламп и оголенным проводам цепей
блоков, к незаземленным кожухам или металлическим деталям
приборов, соединенных с цепями высокого напряжения, чистить
и протирать блоки, заливать смазку;
применять в случае повреждения участка монтажа временные
соединения;
накрывать брезентом работающие электродвигатели;
7
нарушать установленный инструкцией по эксплуатации порядок
включения и выключения устройств;
применять самодельные вставки вместо предохранителей.
2.3. Меры безопасности при работе с источниками
сверхвысокой частоты и рентгеновского
излучения
При работе с источниками СВЧ и рентгеновского излучения
необходимо соблюдать требования действующих приказов, ин-
струкций и правил по технике безопасности.
Для снижения влияния излучения проводить следующие за-
щитные мероприятия:
ремонтировать и настраивать аппаратуру по возможности в •
режиме .работы на эквивалент антенны;
экранировать источники излучения заземленными металличес-
кими кожухами или сетками; экранировать отверстия в защитных
экранах для проводки труб, электрических кабелей, вентиляцион-
ных каналов;
применять индивидуальные средства защиты (костюмы из
специальной ткани, защитные очки и др.);
работать при закрытых дверях кабин.
Запрещается:
осматривать открытые концы волноводов и облучателей при
включенных передатчиках;
включать передающую аппаратуру при снятых, защитных ко-
жухах и раскрытых смотровых люках, дверках, а также при не-
исправной блокировке дверок;
находиться у блоков с электровакуумными приборами, рабо-
тающими на анодных напряжениях 8 кВ и более, при открытых
дверцах и крышках в шкафах, снятых кожухах и т. д.;
оставлять неплотно задвинутыми в ниши шкафов блоки пере-
дающей аппаратуры и питания;
работать с антенными устройствами при включенных передат-
чиках и находиться в зоне излучения антенны;
быть в процессе работы аппаратуры на расстоянии, более
близком от нее, чем это4 установлено инструкцией по эксплу-
атации;
находиться в помещении с высокочастотной аппаратурой по-
сторонним лицам.
2.4. Меры безопасности при работе
с грузоподъемными механизмами
К работе с грузоподъёмными механизмами допускаются'
только лица, имеющие удостоверение на право работы с ними.
На месте работ по подъему грузов, а также на самих грузо-
подъемных машинах должны находиться только лица, имеющие
прямое отношение к работе.
8
Грузоподъемные механизмы должны быть освидетельствованы
в соответствии с действующими положениями.
Груз крепить с учетом расположения центра тяжести.
Запрещается:
поднимать груз, вес которого превышает грузоподъемность
механизма;
поднимать груз, закрепленный за один рог двурогого крюка;
поднимать груз, засыпанный землей или примерзший к земле,
заложенный другими грузами, укрепленный болтами или залитый
бетоном;
освобождать грузоподъемной машиной защемленные грузом
стропы, канаты или цепи;
выравнивать поднимаемый или перемещаемый груз собствен-
ным весом, а также поправлять стропы с грузом на весу;
находиться под грузом, поддерживать груз руками во время
перемещения его грузоподъемными механизмами;
оставлять груз в подвешенном состоянии на грузовом канате
после окончания работ;
опускать груз на место, где не исключена возможность его
падения, опрокидывания или сползания;
подтягивать груз в горизонтальном направлении (волоком);
использовать грузоподъемные средства с истекшими сроками
технического освидетельствования;
поднимать спецгрузы без штатных траверс и такелажных
устройств.
Работу с грузоподъемными средствами должны выполнять не
менее двух человек.
2.5. Меры безопасности при работе с ручным
электроинструментом
Штатный переносной ручной электроинструмент (дрели, па-
яльники, пилы, шлифовальные машинки) применять на напряже-
ние 36 В и полностью исправным. В виде исключения допускается
применение электрифицированного инструмента на напряжение
до 220 В при надежном заземлении корпуса инструмента и ра-
боте в резиновых перчатках, диэлектрических галошах или на ре-
зиновом коврике.
Все токоведущие части электроинструмента должны быть за-
крыты и недоступны для касания с ними.
При работе с ручным электроинструментом принимать следую-
щие меры предосторожности:
надежно крепить подлежащие обработке детали;
не допускать попадания на инструмент и провода кислот, ще-
лочей и нефтепродуктов.
Запрещается:
работать электроинструментом на открытом воздухе под дож-
дем;
прокладывать токонесущие провода через проездные пути,
9
ацетиленовые и кислородные шланги, через острые углы металло-
конструкций;
допускать крутые изгибы, переломы в петлях токонесущих
проводов;
класть включенные электропаяльники на легковоспламеняю-
щиеся предметы;
оставлять включенный электроинструмент без присмотра.
2.6. Меры безопасности при механической
обработке и слесарно-сборочных работах
Все приспособления, применяемые для закрепления обрабаты-
ваемых деталей, должны обеспечивать их надежное крепление.
Гаечные ключи не должны иметь выработки зева и трещин,
должны соответствовать размерам гаек и болтов.
Молотки, зубила и крейцмейсели не должны иметь разбитых
бойков, рабочая кромка должна быть правильно заточена, без за-
усенцев и выкрошенности.
Для защиты глаз от отлетающих частиц металла (при рубке
зубилом, крейцмейселем и другим рубящим инструментом) ис-
пользовать защитные очки (из небьющегося стекла или сетчатые).
2.7. Меры безопасности при электрогазосварочных
работах
К сварочным работам допускаются только лица, твердо зна-
ющие правила техники безопасности.
Место сварочных работ оградить щитами (экранами). Сва-
рочные работы проводить на открытом воздухе или в местах, где
обеспечен отвод образующихся при сварке газов. Над сварочным
участком, находящимся на открытом воздухе, должен быть навес.
Сварщик должен работать только в защитной спецодежде из
плотного брезента, при газовой сварке — в маске или очках, при
электросварке — в маске или со щитом, снабженным стеклами-
светофильтрами марки ЭС-100 (при сварочном токе до 100 А),
SC-300 (при токе 100-300 А), ЭС-500 (при токе свыше 300 А).
Токоведущие части электрооборудования сварочных установок
должны быть закрыты, а корпуса сварочных машин надежно за-
землены.
Карбид кальция хранить и перевозить только в герметически
закрытых металлических сосудах с надписями КАРБИД. ПРЕДО-
ХРАНЯТЬ ОТ ВОДЫ И СЫРОСТИ. Работу по дроблению кар-
бида выполнять на открытом воздухе и обязательно в защитных
очках.
Баллоны со сжатым газом устанавливать на расстоянии не
менее 5 м от сварочной горелки.
Баллоны перевозить на специальных тележках или переносить
на носилках, оборудованных специальными гнездами по разме-
рам баллонов. На вентили должны быть навинчены колпачки.
10
Г}ри аргонодуговой сварке рукоятки газоэлектрических горе-
лок должны быть покрыты теплоизоляционным материалом. Ис-
крение между корпусом горелки и деталью не допускается.
Запрещается:
производить сварочные работы на расстоянии ближе чем 15 м
от легковоспламеняющихся или огнеопасных предметов и мате-
риалов;
сваривать изделия, находящиеся под давлением;
размельчать карбид на расстоянии менее 10 м от открытого
огня и сильно нагретых предметов;
сваривать детали, имеющие на поверхности легковоспламеня-
ющиеся жидкости и грязь;
работать с неисправными электродержателями и горелками;
проводить сварочные работы в дождливую погоду вне помеще-
ния, без навеса.
2.8. Меры безопасности при медницких
и жестяницких работах
Во избежание ожогов работы по обезжириванию, травлению
и пайке выполнять в спецодежде, соблюдая меры предосторожно-
сти при работе с кислотами.
В процессе работы пе допускать попадания воды на расплав-
ленный припой.
Если требующую охлаждения часть детали нельзя опустить в
резервуар с водой, то охлаждать эту часть мокрой тряпкой или
паклей, укрепленной на рукоятке.
Перед работой с паяльной лампой проверить герметичность
соединения горелки с корпусом, наличие предохранительного кол-
пака.
Запрещается:
наливать горючее в горящую лампу или при сильно нагретом
корпусе и горелке;
разбирать горящую лампу;
разжигать лампу путем подачи горючего через горелку;
чрезмерно накачивать лампу;
применять лампу, у которой просачивается газ через резьбу
горелки;
снимать горелку до полного спада давления;
охлаждать нагретые части радиаторов, баков и др. струей
воды.
2.9. Меры безопасности при работе с сосудами,
находящимися под давлением
Сосуды, работающие под давлением, должны периодически
подвергаться техническому освидетельствованию в соответствии
с действующими положениями.
Если в процессе работы окажется, что сосуд находится в ава-
11
рийном состоянии или имеет серьезные дефекты, вызывающие
сомнение в его прочности, то работу с таким сосудом прекратить.
Запрещается:
работать с сосудом, если истекли сроки его освидетельствова-
ния;
работать с сосудом, если появились признаки течи или про-
пуска газа, а также выхода жидкости через заклепочные швы в
виде мелкой пыли или капель;
работать с сосудами, имеющими неисправные или в неполном
количестве крепежные детали крышек и люков;
работать с неисправным манометром и при невозможности
определить давление по другим приборам;
ремонтировать сосуды, находящиеся под давлением.
2.10. Меры безопасности при работе
с эпоксидными смолами и ядовитыми жидкостями
Работы с эпоксидными смолами и ядовитыми жидкостями про-
изводить на открытом воздухе или в помещении с хорошей вен-
тиляцией.
При работе с эпоксидными смолами и отвердителями требу-
ется высокая аккуратность и строгое соблюдение мер безопас-
ности.
Все работающие с эпоксидными смолами должны быть обеспе-
чены спецодеждой, полиэтиленовыми перчатками на бязевой под-
кладке или кожаными полуперчатками. Рекомендуется также при-
менять для защиты рук специальные защитные пасты (ХИОТ-6,
ИЭД-1, «невидимые перчатки» и др.).
При попадании эпоксидного состава или отвердителя на кожу
рук немедленно удалить их тампоном, промыть кожу теплой во-
дой с мылом. Для очистки рук, значительно загрязненных эпок-
сидной смолой, разрешается использовать этилцеллозоль или ми-
нимальное количество ацетона.
Запрещается:
наносить эпоксидный состав незащищенной рукой;
использовать бензол, толуол и другие токсические раствори-
тели для очистки кожи рук от эпоксидных смол;
курить и применять открытый огонь.
К работе с ядовитыми жидкостями допускать только личный
состав, прошедший специальный инструктаж, а к работе, связан-
ной с этилированным бензином, — и медицинский осмотр.
Работать с ядовитыми жидкостями в специальной защитной
одежде: с кислотой — в очках, резиновых фартуках, сапогах и пер-
чатках, с этилированным бензином — в резиновых фартуках и
перчатках.
Бутыли с ядовитыми жидкостями транспортировать на тележ-
ках или носилках, в которых сделаны гнезда для корзин с буты-
лями.
На месте работы с кислотой необходимо иметь раствор питье-
12
вой соды для удаления и нейтрализации кислоты, попавшей на
тело или одежду, а на месте работы со щелочью — раствор бор-
ной кислоты.
Все работы, связанные с использованием агрессивных жид-
костей, должны выполняться не менее чем двумя лицами.
Чистку и другие работы внутри емкостей для компонентов
топлива производить только после тщательной промывки и про-
ветривания. Работать разрешается только в противогазах.
Ядовитые жидкости хранить в специальном помещении в со-
судах, имеющих четкие и яркие этикетки с надписью ЯД и назва-
нием жидкости.
Нельзя хранить в непосредственной близости вещества, кото-
рые могут вступить в химические соединения, сопровождающиеся
воспламенением, взрывом, образованием взрывоопасных смесей.
2.11. Меры безопасности при работе с
лакокрасочными материалами
Работу с лакокрасочными материалами проводить в местах
с хорошей вентиляцией или на открытом воздухе под навесом. Ря-
дом должны находиться огнетушители, ящики с песком, кошма,
железные ящики с плотно закрывающимися крышками для хране-
ния загрязненной растворителями и лакокрасочными материа-
лами ветоши.
Лакокрасочные материалы хранить на отдельных огороженных
площадках. При работе с лакокрасочными материалами приме-
нять респираторы или марлевые повязки. При перемешивании ла-
кокрасочных материалов в случае попадания на лицо немедленно
обратиться за медицинской помощью.
Запрещается:
в местах, где производится покраска и хранятся лакокрасоч-
ные материалы, курить, пользоваться паяльными лампами и всеми
видами горелок с открытым огнем, выполнять ремонтные работы
по металлу, применять образующий искры при ударе и трении
стальной инструмент;
применять ручные переносные лампы в местах, где произво-
дится распыление нитроцеллюлозных и перхлорвиниловых эма-
лей;
освещать внутри спичками или другими источниками огня ис-
пользованную тару (бочки, банки и т. п.);
по окончании работ оставлять несожженную загрязненную
лакокрасочными материалами ветошь.
2.12. Меры безопасности при работе
на агрегатах питания
Кузова с работающими в них агрегатами и отопительными
системами периодически проветривать для предохранения лич-
ного состава от отравления выхлопными газами двигателей, ото-
13
пителей и угарным газом печей. Не допускается просачивание
выхлопных газов через сочленения труб в кузовах автомашин.
Запрещается:
заправлять агрегаты питания горючим при работающем дви-
гателе;
снимать предохранительные устройства во время работы агре-
гатов, двигателей, преобразователей;
• отключать и подключать силовые кабели (разъемы и фишки)
под напряжением, принудительно замыкать и размыкать кон-
тактные системы реле и контакторов.
2.13. Меры безопасности при работе
с аккумуляторами
Зарядку кислотных и щелочных аккумуляторов производить в
отдельных друг от друга помещениях.
Для кислотных аккумуляторов готовить электролит только
в стеклянных, свинцовых или эбонитовых сосудах, а для щелоч-
ных— в стеклянных, свинцовых или железных. Для приготовления
электролита из твердых щелочей завернуть щелочь в чистую
хлопчатобумажную ткань и размельчить ее молотком; размель-
ченные куски засыпать в сосуд с водой небольшими порциями.
Заливать аккумуляторы электролитом через резиновый шланг,
причем бак с электролитом должен находиться выше заливаемых
аккумуляторов.
Все работы с кислотами и щелочами производить с соблюде-
нием правил техники безопасности.
3. ДЕФЕКТАЦИЯ ИЗДЕЛИЯ И ЕГО СОСТАВНЫХ ЧАСТЕЙ
3.1. Общие указания
Дефектация изделия производится с целью определения техни-
ческого состояния аппаратуры, принятия решения о возможности и
целесообразности ремонта изделия и отдельных его частей, выяв-
ления имеющихся неисправностей, определения необходимой сте-
пени разборки аппаратуры, определения объема ремонтных работ
и способов устранения повреждений и неисправностей, выявления
блоков и деталей, подлежащих замене исправными, определения
потребности в запасных частях, расходных материалах, инстру-
менте, приспособлениях, оборудовании и КИА, расчета и распре-
деления личного состава, требующегося для выполнения ремонт-
ных работ.
Дефектацию производить в два этапа: дефектацию изделия в
сборе и дефектацию его частей.
Дефектация изделия в сборе производится внешним осмот-
ром, на основании чего принимается решение о возможности и
целесообразности ремонта изделия и его частей.
14
Составные части изделия, предназначенные для ремонта, под-
вергаются дефектации внешним осмотром (при отсутствии явных
неисправностей и повреждений проверяются проворачиванием ме-
ханизмов вручную) и электрической проверкой (измерением со-
противления изоляции) при отключенных источниках питания и
под током.
По результатам дефектации узлы (блоки, механизмы) должны
быть разделены на следующие группы:
1. Годные (не требующие ремонта).
2. Требующие ремонта (ремонт которых на местах эксплуата-
ции возможен).
3. Негодные (ремонт которых на местах эксплуатации невоз-
можен).
Составные части изделия, входящие в первую группу, устанав-
ливать в изделие с последующей проверкой под током в составе из-
делия и настройкой.
Составные части изделия, входящие во вторую группу, ремон-
тировать на местах эксплуатации, проверять и устанавливать в из-
делие.
Составные части изделия, входящие в третью группу, брако-
вать, заменять новыми, негодные отправлять на стационарные ре-
монтные предприятия, затем использовать в качестве обменного
фонда.
3.2. Подготовка изделия к дефектации
Объем и последовательность выполнения работ по подготовке
изделия к дефектации определяются техническим состоянием из-
делия.
Перед началом дефектации изделие и его составные части
очистить от загрязнений. При необходимости подвергнуть дегаза-
ции, дезактивации.
Пыль и грязь с наружных поверхностей кузовов и ходовых ча-
стей кабин (прицепов) удалять водой.
Кабины, поступающие на мойку, должны иметь плотно закры-
тые двери, окна и вентиляционные люки, чтобы исключить попа-
дание воды внутрь кабины.
Если в наружной обшивке кабин имеются небольшие пробо-
ины, то их заглушить деревянными пробками. На большие про-
боины, трещины, неплотно закрывающиеся окна, двери и венти-
ляционные люки наложить пластыри из брезента, ткани АСТ-10
и др. Если повреждения кабины не дают возможности ее гермети-
зировать, то грязь удалить скребками, а затем очищенные поверх-
ности протереть влажной ветошью.
При мойке* и чистке ходовых частей и наружных поверхностей
кузовов кабин (прицепов) использовать:
моечную машину 8Т311 с комплектом шлангов, брандспойтами
или моечными пистолетами;
металлические и деревянные скребки;
15
волосяные щетки;
ветошь;
чистую воду;
сжатый воздух.
В процессе мойки загрязненные части кузова предварительно
смочить распыленной струей холодной или подогретой воды. По-
сле смачивания кузов протереть волосяными щетками, губками
или ветошью с непрерывной подачей воды. Сначала мыть кабину
сверху, постепенно переходя к нижней ее части. Сильно загряз-
ненные кузова и ходовые части кабин мыть струей высокого дав-
ления с использованием скребков.
После мойки обмытые части кабин протереть сухой чистой ве-
тошью или обдуть сухим сжатым воздухом давлением 1,5—
2 кгс/см2.
Рабочее место мойки кабин должно представлять собой ров-
ную площадку (желательно с эстакадой), размеры которой пре-
вышают размеры обслуживаемого объекта на 1,3—1,5 м. Моечную
площадку оборудовать сточными канавами и колодцами.
Чистку внутри кузова начинать с уборки. Для этого использо-
вать веники, волосяные щетки, деревянные скребки. Пылесосом
удалить пыль с аппаратуры, имущества и внутренних поверхостей
кузова кабины (прицепа), протереть влажной ветошью потолок,
стены, пол, арматуру и имущество. Наружные поверхности аппа-
ратуры, электромонтаж протереть бензином Б-70. С экранирован-
ных кабелей пыль и грязь удалять волосяной щеткой, а со шлан-
говых кабелей и кабелей с пропитанной хлопчатобумажной оплет-
кой— влажной ветошью; разъемы протереть тампоном, слегка
смоченным спиртом.
Для чистки электронных и волноводных блоков использовать:
компрессор;
шланг со штуцером;
пинцет;
монтерский нож;
отвертки;
деревянные и металлические скребки;
деревянные палочки разных размеров;
волосяную торцовую кисть;
флейцевую кисть;
бензин Б-70;
этиловый ректификованный спирт;
технически чистый скипидар;
медицинскую марлю;
обтирочную ветошь;
замшу;
фетр;
ученическую резинку;
шлифовальную шкурку на тканевой основе.
Пыль с блоков удалять продувкой их сжатым воздухом давле-
нием 2,2—3 кгс/см2, предварительно сняв электровакуумные при-
16
боры и прочие съемные элементы (крышки, кожухи и т.п.). Пы-
левые и жировые наслоения с аппаратуры удалять кистями и ве-
тошью. Для чистки использовать органические растворители:
спирт, бензин Б-70, скипидар.
Внутренние полости резонаторов, поверхности нагрузок, погло-
тителей, высоковольтные изоляторы, выводы, контакты, держа-
тели, ламповые панели, высоковольтный монтаж блоков подмоду-
ляторов, передающих систем, кольца токосъемников, гнезда креп-
ления разрядников, внутренние поверхности волноводов, аттенюа-
торов, фазовращателей, волноводных переходов, скруток, дрос-
сельные соединения волноводов, контакты концевых выключате-
лей, контакты и торцовые поверхности сердечников контакторов,
контакты реле всех типов, высокочастотные разъемы и фланцевые
соединения антенно-фидерных систем, контакты автоматов, теле-
фонных ключей, галетных переключателей, монтажных и переход-
ных плат, монтажных стоек, токосъемные кольца сельсинов, кол-
лекторы электрических машин, платы функциональных потенцио-
метров, контакты штепсельных высокочастотных разъемов и все
детали, имеющие серебряное покрытие, чистить спиртом.
Зубчатые колеса, подшипники, шасси, панели, стойки, пла-
стины контакторов, сетки и трубки воздушных фильтров, поверх-
ности шкафов, скользящие направляющие шкафов, контакты
штепсельных разъемов, детали редукторов, трущиеся части меха-
низмов волноводных блоков, наружные поверхности волноводов,
контакты ламповых панелей, жгуты и отдельные провода элект-
ромонтажа чистить бензином Б-70.
Контакты разъемов силовых кабелей, пайку монтажа, кон-
такты конденсаторов, дросселей, линий задержки, зубчатые ко-
леса механизмов, ролики концевых выключателей, подшипники
скольжения, потенциометры, контакты переключателей, автома-
тов, ламповых панелей и др. чистить ацетоном, избегая его попа-
дания на изоляцию проводов.
Поверхности конденсаторов, резисторов, переходных колодок и
т. д. чистить скипидаром.
Для чистки колец токосъемников, коллекторов электрических
машин, контактов реле использовать миткалевую и киперную
ленты.
Для чистки потемневших серебряных покрытий деталей при-
менять замшу и фетр.
Подгоревшие места токоведущих поверхностей чистить пастой
ГОИ и шлифовальной шкуркой.
При продувке и чистке блоков действовать осторожно, без лиш-
них усилий, чтобы не повредить электромонтаж. Сушить блоки на
воздухе в течение 15—20 мин. Для ускорения процессов сушки
продуть блоки сжатым воздухом давлением 2—3 кгс/см2.
При чистке механических узлов и блоков применять:
ванну для промывки деталей в бензине;
щетки, кисти, скребки;
ветошь;
17
бензин Б-70;
воду.
Редукторы, приводы, механизмы, установленные в электроме-
ханических и механических блоках, чистить согласно инструкции
по эксплуатации.
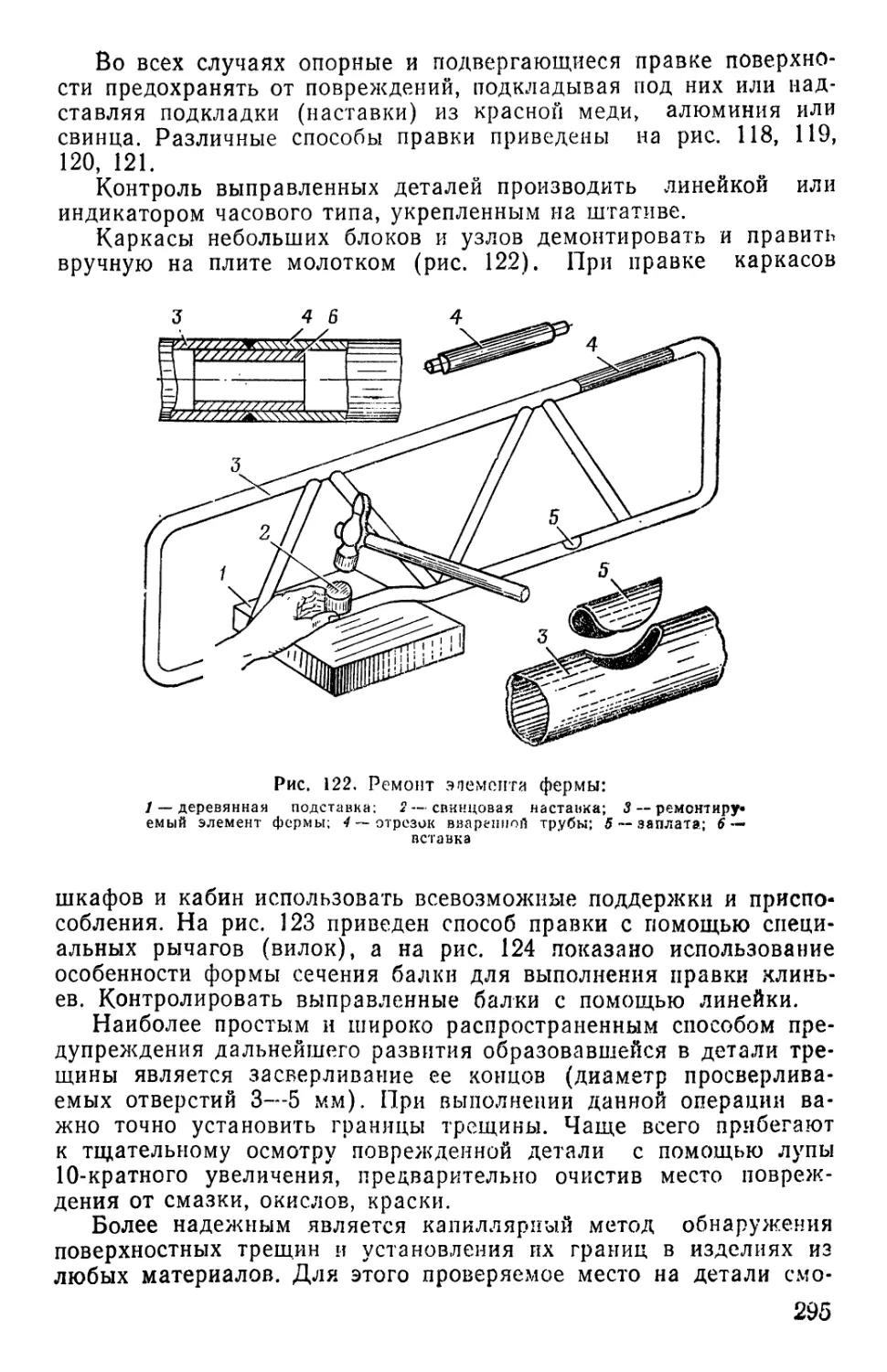
Рис. 1. Ванна для промывки деталей в бензине:
/ — металлическая ванна; 2 — смотровое окно; 3 — сливной кран; 4 —
боковой сливной кран; 5 — граница раздела бензина с водой; 6 — ме-
таллическая сетка; 7 — детали
Снятые с блоков редукторы, приводы, механизмы, блоки ше<
стерен, зубчатые колеса, подшипники и прочие детали, передаю-
щие движение, мыть в бензине или керосине.
Для промывки узлов и деталей целесообразно применять ванны
(рис. 1). Бак 1, выполненный из стальных листов, приварен к под-
ставке из угловой стали. Бак заполняется водой до определенной
отметки на смотровом окне 2, причем отметка проходит по оси
симметрии сливного крана 4. К внутренним стенкам бака не-
сколько выше уровня воды приварены уголки, на которые уклады-
вается сетка с грязными деталями 7. Сверху в бак заливается бен-
зина столько, чтобы им были покрыты все детали. После промывки
детали вместе с сеткой вынимают, а в ванну загружают следующую,
партию изделий. Частицы грязи, смазки и т. д., смытые с деталей,
осаждаются на дно ванны, затем удаляются вместе с водой через
сливной кран 3. Микрочастицы грязи, находящиеся во взвешенном
состоянии, постепенно оседают в бензине, опускаясь до границы
раздела бензина с водой 5. Затем открывается боковой сливной
кран и наиболее загрязненный объем бензина сливается. Так как
грязный слой бензина очень тонок, то залитого бензина обычно
хватает для промывки большого числа изделий. Отстаивание бен-
зина и накопление частиц грязи на границе раздела происходит
даже в процессе промывки, так как сетка препятствует взбалты-
ванию бензина, находящегося ниже ее уровня. Контроль уровней
бензина и воды и визуальное наблюдение за степенью загрязнен-
ности слоя раздела осуществляются через смотровое стекло. Реко-
мендуется добавлять в моющий раствор немного масла, которое
способствует концентрации мельчайших грязевых частиц в более
крупные, интенсивному их оседанию и легкому удалению из
ванны.
Перед сваркой, пайкой, склеиванием и покраской поверхности
очищать от ржавчины, окалины, старой краски и других загрязне-
ний металлическими щетками, шаберами, напильниками, наждач-
ной шкуркой. Поверхности, подлежащие сварке и пайке, чистить
до металлического блеска. Для удаления следов масел и жировых
пятен зачищенные поверхности протирать ветошью, смоченной в
уайт-спирите, ацетоне или бензине Б-70, с последующей протиркой
насухо чистой ветошью или обдувкой сжатым воздухом давлением
2—3 кгс/см2.
Качество подготовленных к дефектации поверхностей прове-
рять внешним осмотром.
3.3. Дефектация изделия в собранном виде
Внешний осмотр является первым и обязательным этапом де-
фектации.
При дефектации осмотреть все съемные радиотехнические, элек-
тромеханические и механические блоки и узлы, пульты, шкафы
и распределительные щиты, межблочные соединения и кабельные
разъемы, съемное вспомогательное оборудование, наружную и
внутреннюю обшивки, пол и ходовую часть кабин и кабельное хо-
зяйство.
Кроме того, при осмотре проверить комплектность и состояние
изделия без разборки, состояние антикоррозионных покрытий и
надежность механических креплений; установить возможность и
целесообразность проверки изделия под напряжением, а также оп-
ределить объем разборки изделия, необходимый для ремонта.
19
Проворачивать механизмы при проверке плавности движения
осторожно вручную.
Возможность включения аппаратуры изделия для электриче-
ской проверки определяется исправностью всех его систем. Особое
внимание обращать на состояние кабельных разъемов, антенно-
фидерной системы, изоляционных деталей в цепях высокого на-
пряжения, наличие всех электровакуумных приборов и на целость
электрического монтажа блоков. Вопрос о включении аппаратуры
в каждом конкретном случае решается на месте. При невозмож-
ности включения всего изделия включать аппаратуру по кабинам,
системам или шкафам, используя местное включение.
Целесообразность проверки изделия (его отдельных частей)
под напряжением определяется техническим состоянием изделия
(его частей), объемом и планом дальнейшего ремонта.
Мелкие неисправности устранять в процессе дефектации, от-
дельные сложные неисправности — заменой поврежденных блоков
исправными также при дефектации. Не устранять дефекты, кото-
рые не препятствуют нормальной работе изделия (например, по-
вреждение покрытия, вмятины и т. п.).
Электрическую проверку проводить после тщательного осмотра
и устранения обнаруженных неисправностей.
При электрической проверке:
включить изделие (или его отдельные части) в порядке, ука-
занном в инструкции по эксплуатации, обратив особое внимание
на работу цепей управления, блокировки и сигнализации;
убедиться в правильном включении аппаратуры изделия по по-
казаниям штатных индикаторных средств, сравнив их с данными,
указанными в инструкции по эксплуатации;
провести контроль функционирования изделия или его отдель-
ных частей и проверку электрических параметров в объеме полу-
годовых или предупредительных регламентных работ;
проверить работу всей вспомогательной аппаратуры (систем
блокировки, освещения, вентиляции, обогрева, связи и т.п.).
3.4. Дефектация составных частей изделия
После дефектации изделия в собранном виде демонтажу с из-
делия подлежат составные части:
признанные неисправными и ремонт которых невозможен или
подлежащие дефектации в разобранном виде;
техническое состояние которых невозможно определить на соб-
ранном изделии;
для их модернизации;
изделия, которые при ремонте подвергаются очередному тех-
ническому обслуживанию согласно указаниям .инструкции по экс-
плуатации.
Демонтаж составных частей и их разборку производить в по-
следовательности и с соблюдением требований, указанных в на-
стоящем Руководстве и в инструкции по эксплуатации изделия.
20
Неразъемные соединения, а также соединения, имеющие непод-
вижные посадки (прессовую, глухую и др.), без надобности не раз-
бирать.
Рекомендуется следующий порядок дефектации отдельной со-
ставной части изделия (механизма, блока, пульта):
внешний осмотр;
проверка электровакуумных и ионных приборов на испытателе
ламп;
измерение сопротивления изоляции;
проверка функционирования элементов (переключателей, кно-
пок и др.) и механизмов, параметров (мертвого хода, зазоров, уси-
лия на маховике или штурвале и т. д.) составной части без вклю-
чения напряжений питания;
проверка параметров составной части с включенными напря-
жениями питания;
частичная разборка составной части для смазки деталей и эле-
ментов и сборка.
Для определения причин неисправности, вызывающих отклоне-
ние параметров от нормальных, пользоваться таблицами (картами)
напряжений и сопротивлений. Если напряжение и сопротивление
в контрольных точках цепи не соответствуют значениям таблиц
(карт), то проверить элементы электрической цепи (резисторы,
конденсаторы и др,). Каскады, цепи и элементы, подлежащие про-
верке в первую очередь, указываются в инструкции по эксплуата-
ции.
Перед дефектацией все детали разобранных составных частей
очистить от грязи, смазки и ржавчины. Крупногабаритные детали
промывать уайт-спиритом, применяя обтирочный материал, кисти,
щетки. Малогабаритные детали мыть в ваннах с уайт-спиритом
или содовым раствором.
Детали, соприкасающиеся при эксплуатации с агрессивной
жидкостью, промывать согласно инструкции по эксплуатации изде-
лия.
Подшипники качения промывать в уайт-спирите, затем в бен-
зине Б-70 с веретенным маслом АУ.
При дефектации составных частей в разобранном виде:
проверить, нет ли трещин, изгиба, излома, срыва резьбы, за-
боин, ржавчины, повреждений сварных швов, наминов и т. п., нет
ли осадки или растяжения пружин, вызывающих нарушение ра-
боты механизма;
проверить, нет ли ослабления посадки или шаткости запрессо-
ванных втулок, осей, штифтов, шаткости в шпоночных и шлицевых
соединениях;
определить путем обмера деталей их износ, зазоры в сопря-
жениях в соответствии с инструкцией по эксплуатации;
составить перечень недостающих деталей и деталей, подлежа-
щих замене;
назначить способы ремонта.
Дефектами считать:
21
намины на неподвижных осях, валиках, чеках, пальцах, шпиль-
ках, кулачках, если они образуют ступеньки в местах перехода из
одного отверстия в другое, вызывающие неправильную работу ме-
ханизма;
намины и износ клапанов и конусов, при которых пропускается
запираемая жидкость или газ;
намины на стопорах, ограничителях, фиксаторах и в гнездах
для них, если они нарушают нормальное сопряжение (появление
ступенек, перекосов и т. п.);
износ крючков и удерживающих зубцов, если вследствие этого
они недостаточно удерживают соответствующие детали;
намины на катках, роликах, сферических опорах и т. п., если
они вызывают заедание или непроворачивание деталей;
намины на конусе, вызывающие шаткость конуса в гнезде.
При внешнем осмотре проверить наличие всех деталей, выя-
вить все неисправные узлы, детали и комплектующие элементы,
проверить состояние электрического монтажа и определить способ
устранения дефектов.
Труднодоступные места осматривать с помощью зеркала, при
необходимости освещая их переносной электролампой с рефлек-
тором.
Осмотр блоков начинать с осмотра передней панели, далее ли-
цевой панели шасси и в последнюю очередь осмотреть шасси со
стороны электромонтажа. Осмотр начинать с более крупных эле-
ментов и кончать более мелкими.
При внешнем осмотре механических узлов и механизмов про-
верить их на плавность движения, проворачивая вручную.
При проверке механических узлов измерять мертвые хода, би-
ения, моменты трения и трогания, крутящие моменты, величины
зазоров, люфтов и т. д. Эти измерения выполнять с помощью
стрелочных индикаторов, микрометров, штангенциркулей, граммо-
метров и других приборов и приспособлений в соответствии с инст-
рукциями по эксплуатации.
Электрическую проверку блоков при отключенных источниках
питания производить без ламп. При проверке измерить сопротив-
ление изоляции цепей блока мегаомметром и проверить парамет-
ры электронных ламп с помощью испытателя ламп.
Проверка блока под напряжением заключается в измерении
электрических параметров при вставленных лампах и подключен-
ных источниках питания. Питание можно подключать к блоку
только в том случае, если при электрической проверке блока с от-
ключенными источниками питания не выявлено неисправностей,
влияющих на его нормальную работу. В противном случае необхо-
димо предварительно устранить все обнаруженные дефекты. При
проверке сравнить осциллограммы блока по таблицам осцилло-
грамм и измерить электрические параметры согласно инструкции
по эксплуатации.
Условия проверки механических блоков и узлов в динамичес-
ком режиме указаны выше.
22
При поданных на блок питающих напряжениях в работающих
механизмах определить наличие посторонних шумов, чрезмерный
нагрев корпуса, течь масла из-под уплотнений и другие дефекты,
проявление которых невозможно в режиме статической про-
верки.
В процессе дефектации к электронным блокам предъявляются
следующие требования:
повреждения и деформация передней панели и шасси блока,
влияющие на его нормальную работу, не допускаются;
ручки блоков и невыпадающие винты крепления должны быть
исправными;
повреждения антикоррозионных покрытий и следы коррозии на
металлических частях блока, влияющие на эксплуатационные ха-
рактеристики изделий, не допускаются;
штепсельные и кабельные разъемы должны обеспечивать на-
дежное электрическое соединение. Контактные штыри и гнезда
разъемов не должны иметь механических повреждений, следов
подгаров и пробоев;
комплектующие элементы должны быть исправными, надежно
закрепленными;
маркировка на деталях, узлах и приборах должна быть ясно
различимой;
провода и жгуты не должны иметь обрывов, замыканий и по-
вреждения изоляции;
электромонтаж блока должен соответствовать принципиальной
и электромонтажной схемам;
параметры блока должны соответствовать требованиям инст-
рукции по эксплуатации.
При дефектации к высокочастотным блокам предъявляются
следующие требования:
на внешних поверхностях аттенюаторов, направленных ответ-
вителей диодных камер, объемных резонаторов не допускаются
погнутость, скручивание, сплющенность и вмятины глубиной бо-
лее 3 мм;
не допускается повреждение лакокрасочных покрытий и нали-
чие следов коррозии;
не допускается повреждение защитного покрытия на фланцах,
на внутренних стенках волноводов, объемных резонаторов в виде
глубоких царапин, подгара и отслоений;
механизмы блоков должны обеспечивать плавное и без заеда-
ний перемещение подвижных частей аттенюаторов, фазовращате-
лей и объемных резонаторов, а также надежное фиксирование их
в заданном положении;
блок должен соответствовать принципиальной, электромонтаж-
ной и кинематической схемам и требованиям инструкции по эксп-
луатации,
₽3
При дефектации к электромеханическим блокам предъявляются
следующие требования:
повреждения и деформация, влияющие на нормальную работу
блока, не допускаются;
повреждение антикоррозионных покрытий и следы коррозии
на металлических частях блока, влияющие на эксплуатационные
характеристики изделия, не допускаются;
в работающих механизмах не должно быть заеданий, толчков,
посторонних шумов и перегрева подшипников;
в зубчатых передачах не допускается износ зубьев, вызываю-
щий увеличение мертвого хода, а также наличие забоин, сколов,
трещин и других повреждений, уменьшающих их прочность и на-
рушающих плавность зацепления;
не допускается течь масла через прокладки, пробки и сальни-
ковые уплотнения;
на рабочих поверхностях шариков, роликов и колец подшипни-
ков качения не допускаются раковины, забоины, вмятины, глубо-
кие риски, царапины, выкрашивание или шелушение металла;
пружины должны обеспечивать быстрое и полное возвраще-
ние деталей в исходное положение. Изломы, трещины, надрывы
пружин не допускаются;
блок должен соответствовать принципиальной электромонтаж-
ной и кинематической схемам и требованиям инструкции по эксп-
луатации.
При дефектации к внутрикабинному оборудованию и имуще-
ству предъявляются следующие требования:
система ГГС должна обеспечивать хорошую слышимость. Уро-
вень фона не должен превышать величины, за которой наступает
искажение речи;
телефонные аппараты и цепи телефонной связи должны быть
исправными;
гальванические элементы, у которых напряжение на клеммах
при номинальной нагрузке составляет менее 0,85 В, подлежат за-
мене новыми;
обрыв и замыкание проводов, сколы и трещины на поверхности
плафонов и розеток, погнутость и другие повреждения, мешающие
функционированию деталей осветительной и сигнальной армату-
ры, не допускаются;
при открывании дверей кабин должно происходить переключе-
ние рабочего освещения на светомаскировочное;
сопротивление изоляции цепей освещения и сигнализации дол-
жно быть не менее 0,5 МОм (проверять мегаомметром М1101М на
500 В);
вентиляционные сетки должны быть исправными и надежно за-
крепленными;
воздухопроводы и крыльчатки вентиляторов не должны иметь
механических повреждений и деформации, влияющих на нормаль-
ную работу вентиляционной системы;
24
в работающих на электродвигателях вентиляторах посторонние
шумы и перегрев корпуса не допускаются.
При дефектации к межкабинным и внутрикабинным кабелям
предъявляются следующие требования:
на внешней оболочке кабеля не должно быть порезов, трещин,
осыпания изоляции;
хлопчатобумажная оплетка кабелей должна плотно облегать
провода, иметь гладкую поверхность без обрыва прядей, допу-
скаются обрывы отдельных нитей;
металлическая оплетка кабелей не должна иметь разрушений;
не допускаются короткие замыкания, обрывы жил и прядей эк-
ранирующей оплетки;
сопротивление изоляции кабелей и кабельных разъемов дол-
жно быть не менее 100 МОм.
На штепсельных и кабельных разъемах не должно быть:
загрязнения, подгорания или коррозии контактирующих поверх-
ностей штырьков или гнезд;
поломки замков;
поломки и погнутости штырьков;
сколов и трещин на деталях из пластмассы, если они влияют
на электрическую прочность;
разрушения изоляционных деталей из-за обгорания, старения
или механических воздействий;
вмятин на металлических корпусах, нарушающих нормальную
работу.
Кабели должны иметь четкую маркировку (на бирках или на
разъемах).
При дефектации к распределительным щитам и входным ко-
робкам предъявляются следующие требования:
на корпусах щитов и коробок не должно быть пробоев, разры-
вов, трещин и глубоких вмятин;
повреждение антикоррозионных покрытий и следы коррозии
на металлических частях щитов и коробок не допускаются;
завесы и крепеж должны быть исправными;
на уплотнительных резиновых прокладках не допускаются по-
рывы и трещины по всей площади;
штепсельные и кабельные разъемы должны быть исправными;
комплектующие элементы должны быть исправными, надежно
закрепленными;
провода и жгуты не должны иметь обрывов, замыканий и по-
вреждений изоляции;
электромонтаж щитов и коробок должен соответствовать прин-
ципиальной и электромонтажной схемам и требованиям эксплу-
атационной документации;
система кондиционирования должна обеспечивать поддержание
установленной температуры, агрегаты системы не должны иметь
утечки фреона и других повреждений, влияющих на нормальную
работу,
25
4. ДЕМОНТАЖ И РАЗБОРКА ИЗДЕЛИЯ
И ЕГО СОСТАВНЫХ ЧАСТЕЙ
4.1. Общие указания
Степень разборки изделия на составные части определяется ха-
рактером повреждений В и ВТ и сложностью ремонтных работ.
Разборку изделия и составных частей производить только по ре-
зультатам дефектации.
Демонтировать исправную аппаратуру из кабины в том случае,
если при ремонте кабины она мажет быть повреждена или необ-
ходимо обеспечить доступ к поврежденным элементам аппаратуры
или кабины.
Подетальная разборка допускается лишь для простых механиче-
ских узлов с целью уточнения места неисправности и замены неис-
правных деталей. Если для замены детали требуется сложная раз-
борка, следует заменить весь узел или блок, в который входит не-
исправная деталь.
Механические и электромеханические блоки допускается раз-
бирать на узлы, то есть поврежденные узлы с блока снимать и на
их место устанавливать аналогичные исправные. Сам узел раз-
борке не подлежит.
С электронных блоков снимать поврежденные узлы и комплек-
тующие элементы электромонтажа и заменять аналогичными ис-
правными при условии, что число неисправных элементов в ос-
новных функциональных цепях блока не превышает 10—15%. В
противном случае блок заменять исправным из ЗИП.
В процессе демонтажно-разборочных работ для сокращения
времени ремонта рекомендуется устранять несложные неисправ-
ности и повреждения путем замены или ремонта поврежденных уз-
лов и деталей. Замене подлежат неисправные или нестабильно ра-
ботающие элементы. Заменяющий элемент при этом должен быть
исправным, работоспособным и соответствовать заменяемому эле-
менту по номинальным параметрам, классу точности (или быть
выше по классу точности), габаритным, установочным, присоеди-
нительным размерам и другим характеристикам.
Для предупреждения неправильной установки сопрягаемых де-
талей при последующей сборке механизмов, редукторов, зубчатых,
червячных, винтовых и т. п. передач при разборке этих устройств
рекомендуется на демонтируемые детали наносить метки краской,
керном или делать неглубокие риски, позволяющие при сборке ус-
танавливать эти детали так же, как они сопрягались до разборки.
В нормально работающих механизмах, имеющих регулируемые
соединения, определить величины, характеризующие взаимное
расположение деталей (толщину и количество прокладок, регули-
руемые зазоры, положение узлов, шкал, рупоров антенн и др.), с
тем чтобы при последующей сборке облегчить регулировку меха-
низмов. Результаты измерений записать в ведомость дефектации.
26
В случае одновременного ремонта нескольких одинаковых ме-
ханизмов наносить на корпусах цифровые клейма.
Чтобы предохранить от случайного повреждения детали, узлы,
блоки и шасси, нужно положить на рабочее место подстилку из
мягкой ткани, войлока или резины.
Для отделения сопрягаемых деталей пользоваться проклад-
ками из мягкого металла, по которым наносить удары молотком,
применять выколотки из латуни или меди и специальные молотки
с бойками из мягких металлов, фибры, текстолита и т. п. Сталь-
ные выколотки применять для выбивания штифтов и страгивания
с места осей и валов, имеющих тугую посадку. Шпонки, втулки,
валики и другие детали, имеющие неподвижную посадку, отделять
только в том случае, если это необходимо для отделения других
деталей и сборок или для ремонта.
Снятые с изделия детали очистить от грязи и ржавчины и про-
мыть уайт-спиритом или бензином. Мелкие и средние детали про-
мывать в ваннах, крупные — с помощью ветоши, кистей и щеток.
Если при внешнем осмотре механизма, узла, блока неисправно-
стей, влияющих на рабочие параметры, не обнаружено, механизм,
узел, блок не разбирать.
Блоки, узлы, механизмы, требующие после разборки сложного
ремонта, в том числе сложной настройки с применением стендо-
вого оборудования, не разбирать, а заменять новыми из ЗИП или
обменного фонда.
Замененные неисправные блоки, узлы, механизмы отправлять
на стационарные ремонтные предприятия и после ремонта ис-
пользовать для пополнения обменного фонда.
4.2. Демонтаж аппаратуры
После дефектации изделия в собранном виде приступают к де-
монтажу аппаратуры для дефектации составных частей. Демонти-
руют только ту аппаратуру, которая требует ремонта или замены
по результатам дефектации или мешает демонтажу поврежден-
ных блоков, узлов, механизмов. Подходы к местам повреждений
в каждом конкретном случае определяют в зависимости от ха-
рактера и места повреждений. Подходы к местам повреждений
обшивки кабины можно обеспечить, демонтировав часть аппара-
туры из кабины (при необходимости и неповрежденной) или
вскрыв часть внутренней обшивки с теплоизоляцией.
Для ремонта передней и горизонтальной панелей блоков снять
часть узлов и деталей с панелей таким образом, чтобы обеспечить
доступ к поврежденным местам. После устранения повреждений
вскрытые по технологической необходимости места заделать.
При ремонте В и ВТ на местах эксплуатации разбирать жгуты
для изъятия и замены отдельных проводов не рекомендуется.
Провода, которые должны быть изъяты, отпаять от соответст-
вующих контактных лепестков, а их концы, выходящие из жгута,
27
обрезать. Новые провода укладывать рядом со старыми и за-
креплять нитками к жгуту.
При отпайке проводов от деталей, которые будут в дальней-
шем использованы в аппаратуре, необходимо соблюдать осторож-
ность, чтобы их не повредить. Разгибать концы проводов при от-
пайке от лепестков надо осторожно, не допуская перегибов лепест-
ка, которые могут привести к его поломке.
Если провод закреплен на лепестке настолько прочно, что при
разгибании его возникает опасность поломки лепестка, нужно от-
кусить провод вблизи лепестка, а оставшуюся часть провода уда-
лить, перекусив при отпайке его в одном или нескольких местах.
При замене в блоках отдельных элементов, узлов (реле, разъе-
мов, трансформаторов, переключателей, моторов, ламповых пане-
лей и т. п.) отсоединенные концы проводов помечать бирками во
избежание ошибок при монтаже.
Перед демонтажем аппаратуры питающие напряжения отклю-
чать.
4.3. Разборка шкафов
Разбирать шкафы, заменять неисправные узлы и блоки по ре-
зультатам дефектации в минимальном объеме работ, необходи-
мом для выявления и устранения неисправностей.
Дефектами, определяющими объем частичной разборки шкафа,
являются:
повреждение жгутов и отдельных проводов;
повреждения обшивки шкафа, нарушающие нормальную ра-
боту аппаратуры;
повреждение отдельных комплектующих элементов.
4.4. Разборка электронных блоков
С электронных блоков снимать поврежденные комплектующие
узлы и элементы электрорадиомонтажа и заменять аналогичными
исправными элементами. Если ремонт блока невозможен имею-
щимися силами и средствами, то % блок заменяётся исправным из
ЗИП или обменного фонда.
Дефектами, определяющими объем частичной разборки, яв-
ляются:
неисправность отдельных комплектующих элементов;
неисправность отдельных жгутов и проводов;
повреждение обшивок, панелей, шасси, доступ к которым для
дефектации и ремонта невозможен без снятия отдельных эле-
ментов, в том числе и неповрежденных.
Причинами полной разборки блока или узла могут быть сле-
дующие дефекты:
значительная ржавчина по всему шасси, удаление которой без
полной разборки невозможно;
повсеместное разрушение изоляции деталей и проводов, выз-
28
ванное перегревом, старением или воздействием химических ве-
ществ;
значительные механические повреждения шасси и деталей
блока.
При ремонте изделий на местах эксплуатации блоки и узлы,
подлежащие полной разборке и требующие после ремонта слож-
ной настройки с применением стендов и приспособлений, отсутст-
вующих в комплекте изделия, заменять исправными из ЗИП.
Электронные блоки разбирать с минимальным количеством
распаек жгутов, проводов и выводов элементов блока. В процессе
распайки выводов радиодеталей:
обработать выпаиваемый вывод флюсом;
прогреть место пайки и в момент расплавления припоя конец
вывода осторожно и быстро извлечь из отверстия с помощью пин-
цета;
остатки лака, сохранившиеся после выпайки выводов на ме-
стах паек, осторожно удалить жесткой волосяной кисточкой и там-
поном, смоченным в спирте;
удалить остатки припоя из монтажного отверстия.
4.5. Разборка механических и
электромеханических узлов и блоков
Разборка механизмов и электромеханических узлов и блоков
необходима в случае, если их рабочие параметры не удовлетво-
ряют требованиям эксплуатационной документации. Степень раз-
борки блоков определяется по результатам дефектации в зависи-
мости от необходимого ремонта или замены неисправных деталей
и элементов согласно ведомости дефектации.
При вывинчивании винтов, болтов или свинчивании гаек во из-
бежание срыва резьбы или скручивания деталей в процессе раз-
борки не применять чрезмерно больших усилий.
Для облегчения отвинчивания покрытых ржавчиной болтов, вин-
тов, гаек и других деталей с резьбой наложить на резьбовые сое-
динения ветошь, обильно смоченную керосином, или, если позволяют
размеры деталей, погрузить их в ванну с керосином на 1—2 ч. За-
тем, слегка обстукивая резьбовое соединение молотком, осторож-
но разъединить детали, вращая при заедании отвинчиваемую де-
таль в ту и другую сторону. Если и после этого невозможно
разъединить детали, рекомендуется быстро нагреть охватываю-
щую деталь паяльной лампой примерно до 200°С, защищая охва-
тываемую деталь от нагрева, и вновь попытаться отвинтить. Имею-
щуюся в механизмах жидкость предварительно полностью слить
(детали, смоченные горючей жидкостью, протереть насухо), за-
тем нагреть.
При срыве головки винта (болта) прорезать шлиц в винте и
вывинтить винт. Если нельзя прорезать шлиц, то просверлить в
центре винта отверстие меньшего диаметра, чем внутренний диа-
метр резьбы винта или болта, забить в отверстие стальной зака-
29
ленный трехгранный конический стержень так, чтобы его грани
врезались в тело винта. Вращая стержень, вывинтить винт. Если
и таким способом вывинтить винт не удается, то высверлить оста-
ток винта полностью и при повреждении резьбы перенарезать ее.
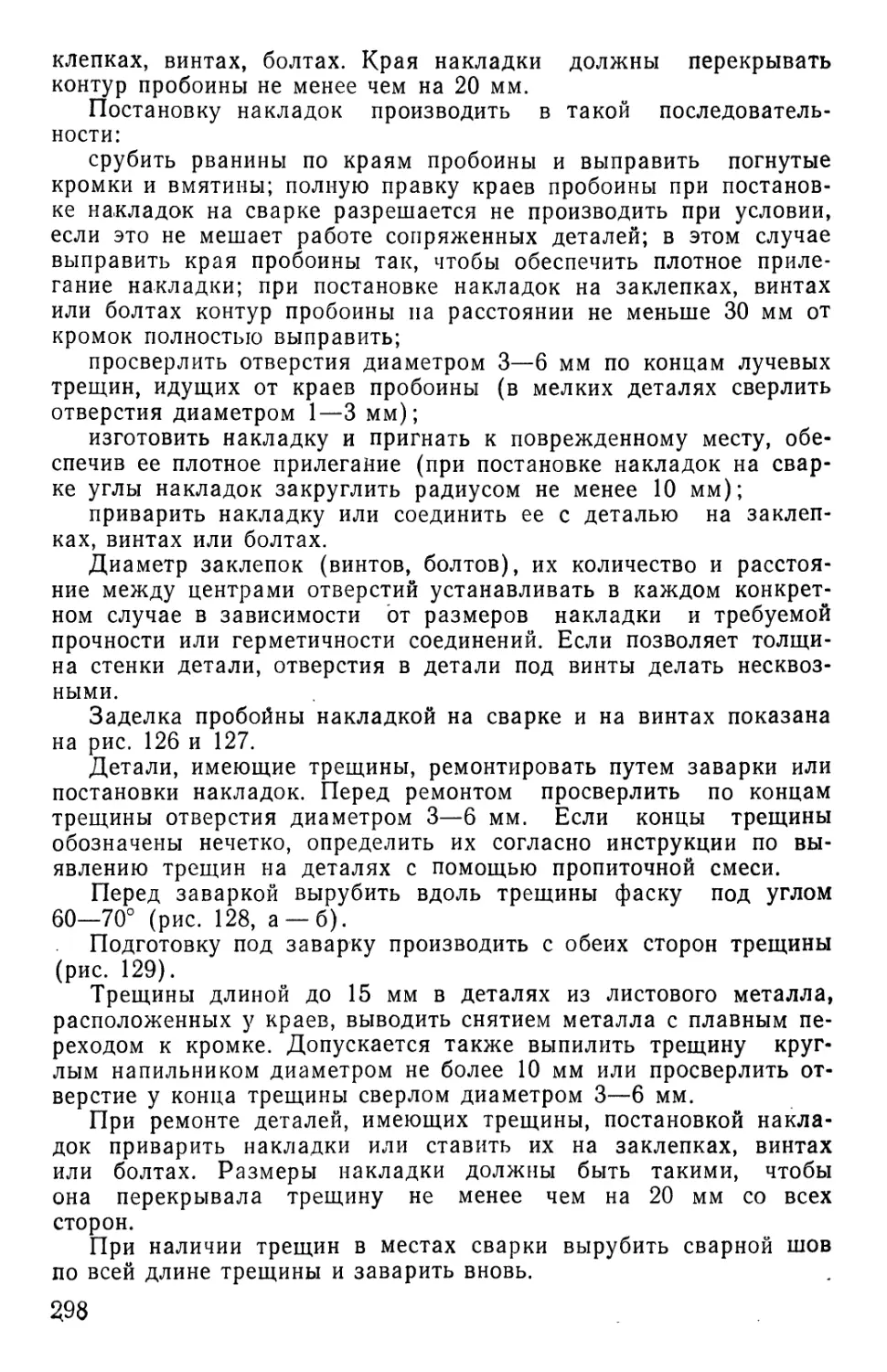
а
6
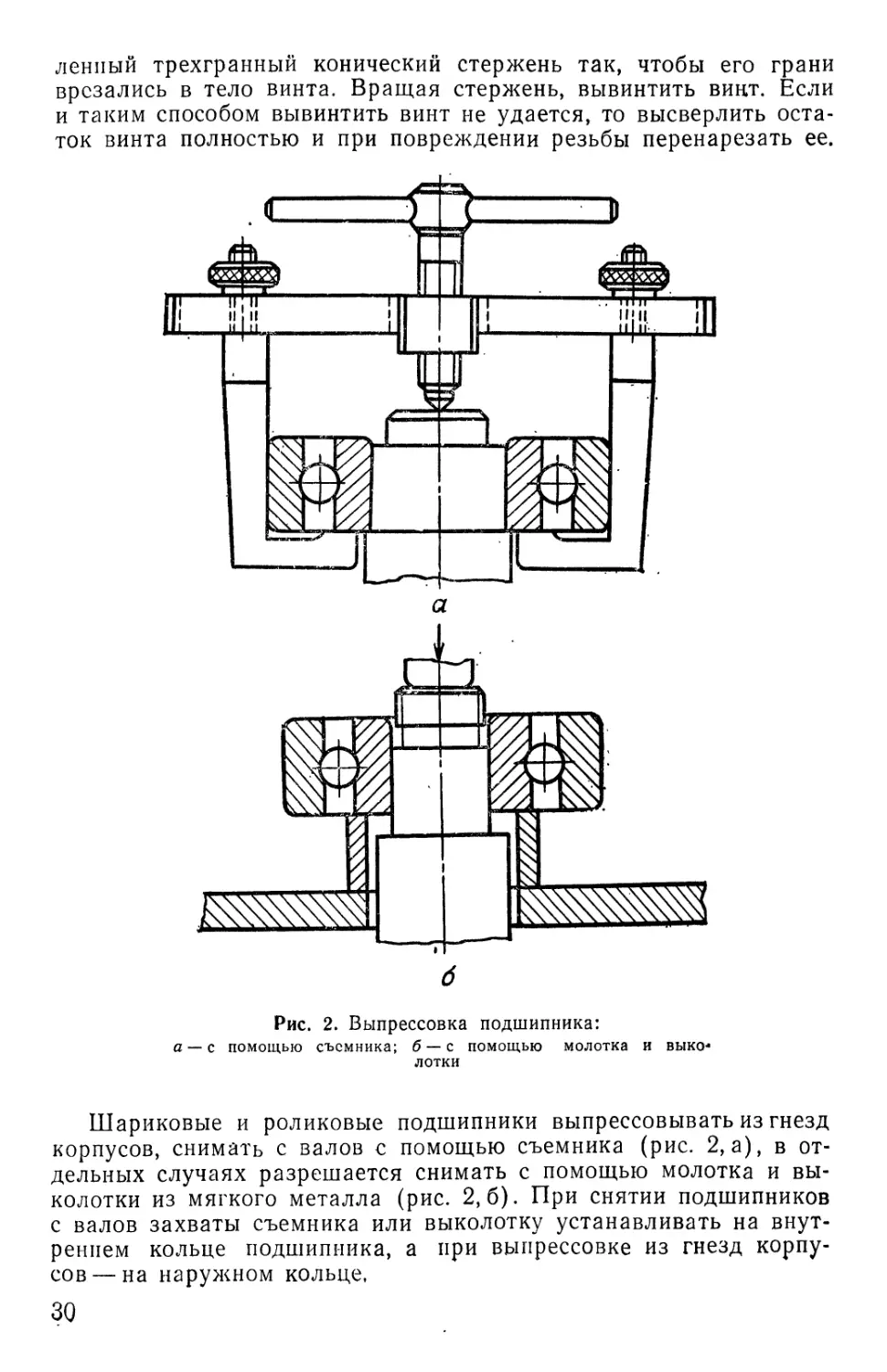
Рис. 2. Выпрессовка подшипника:
а —с помощью съемника; б —с помощью молотка и выко-
лотки
Шариковые и роликовые подшипники выпрессовывать из гнезд
корпусов, снимать с валов с помощью съемника (рис. 2, а), в от-
дельных случаях разрешается снимать с помощью молотка и вы-
колотки из мягкого металла (рис. 2,6). При снятии подшипников
с валов захваты съемника или выколотку устанавливать на внут-
реннем кольце подшипника, а при выпрессовке из гнезд корпу-
сов— на наружном кольце,
30
При выпрессовке подшипников из гнезд или при снятии их с
валов с помощью молотка и выколотки во избежание перекоса
подшипников, деформации посадочных мест и колец подшипников
наносить легкие удары молотком по выколотке, перемещая ее по-
сле каждого удара по периметру кольца.
Нагревать подшипники запрещается.
5. РЕМОНТ СОСТАВНЫХ ЧАСТЕЙ ИЗДЕЛИЯ
5.1. Общие указания
Ремонт изделия и его составных частей производить по ре-
зультатам дефектации. Ремонту подлежат те составные части,
ремонт которых возможен и целесообразен или которые не могут
быть заменены из-за отсутствия в ЗИП.
Замена неисправных деталей, сборочных единиц на изделиях
более старых модификаций аналогичными с изделий новых моди-
фикаций допускается при соответствии отремонтированной тех-
ники требованиям эксплуатационной документации.
Объем ремонтных работ определяется техническим состоянием
изделия, наличием ЗИП, времени на ремонт и подготовленных спе-
циалистов. Примерный перечень работ приведен в приложении 1
(ч. II).
Ремонтные работы выполняются в соответствии с типовыми
технологическими проц^,. и инструкциями.
Типовые технологические процессы, приведенные в настоящем
Руководстве, заключаются в дефектации, разборке, ремонте, сбор-
ке, регулировке, настройке, проверке, испытаниях и контроле ка-
чества ремонта.
Способ устранения неисправностей в каждом конкретном слу-
чае определяет лицо, ответственное за ремонт.
Контроль качества ремонта осуществляют ответственные за ре-
монт должностные лица в процессе восстановления или изготов-
ления деталей, сборки отдельных составных частей и изделия,
подготовки к проверке и испытаниям, в процессе регулировки, на-
стройки, проверки и испытаний изделия. Как правило, контроль
качества ремонта сводится к проверке того, соблюдены ли спо-
собы ремонта, все ли запланированные ремонтные работы выпол-
нены, соответствует ли изделие (его составные части) требова-
ниям эксплуатационной документации.
5.2. Ремонт резисторов
Резисторы дефектировать по месту установки в устройстве (бло-
ке, пульте и т. д.) внешним осмотром, опробованием и электриче-
ской проверкой. Внешним осмотром проверять внешний вид и со-
стояние покрытия резисторов. Опробованием проверять работу ре-
зисторов с деталями вращения или перемещения. Электрическую
31
проверку резисторов проводить косвенно при проверке сопротив-
ления изоляции цепей устройства и параметров устройства с вклю-
ченными напряжениями питания или при проверке устройства по
таблице или карте напряжений и сопротивлений. Сопротивление ре-
зисторов измерять омметрами и мегаомметрами с погрешностью
измерения в 2—3 раза меньшей, чем допустимое отклонение ве-
личины сопротивления, сопротивление изоляции — мегаомметрами
с погрешностью измерения не более ±20%.
Переменные проволочные
и непроволочные резисторы
Выбраковке подлежат резисторы, имеющие:
трещины, сколы на пластмассовом или керамическом корпусе,
влияющие на механическую прочность и снижающие величину со-
противления изоляции;
облом контактных выводов (лепестков), задействованных в
схеме блока;
неисправные цанговые зажимы, срыв резьбы втулки;
излом элементов крепления крышки к корпусу;
нарушение соединения между подвижным контактом и токо-
проводящим слоем, скачкообразное изменение величины сопротив-
ления или напряжения при вращении оси резистора из одного
крайнего положения в другое;
величину сопротивления между крайними выводами, не соот-
ветствующую допустимому отклонению;';
сопротивление изоляции между соединенными вместе выво-
дами и корпусом меньше допустимой величины;
повреждение металлической армировки, запрессованной в
пластмассовый или керамический корпус;
обугливание пластмассового каркаса от перегрева обмотки;
обрыв провода обмотки.
Исправные съемные детали забракованных резисторов исполь-
зовать при ремонте других резисторов.
Ремонтировать резисторы, имеющие:
поврежденный конец оси со шлицем, если невозможно
повертывать ось отверткой из ЗИП. Ось укоротить и пропилить
новый шлиц. Обработанную поверхность покрыть алюминиевой
краской или бесцветным цапонлаком;
коррозию металлических деталей, сколы, трещины корпуса из
пластмассы, не влияющие на механическую прочность. Детали
очистить от коррозии, покрыть алюминиевой краской или бесцвет-
ным цапонлаком.
Постоянные непровол очн ы е резисторы
Выбраковке подлежат резисторы, имеющие:
трещины, сколы в корпусе с повреждением токопроводящего
слоя;
32
шелушение и обугливание лакового или эмалевого покрытия
резисторов ВС, МЛТ, ОМЛТ (изменение цвета защитного покры-
тия в результате теплового воздействия электрической нагрузки
не является браковочным признаком, если величина сопротивле-
ния резистора находится в пределах допуска);
сколы на стеклокерамической оболочке объемных резисторов
ТВО, КОИ, ПЭВ, ПЭВТ;
повреждение серебряного контактного покрытия резисторов
УНУ;
повреждение токопроводящего слоя незащищенных резисторов
УНУ, УНУ-Ш, МУН;
нежесткое крепление контактных выводов колпачков, кроме хо-
мутиков с винтами, имеющих зазор на стяжку;
коррозию металлических деталей;
величину сопротивления, не соответствующую допустимому от-
клонению;
неприпаянные выводы менее 15 мм.
Резисторы, имеющие риски, царапины, точки на лакокрасоч-
ной поверхности, обнажающие, но не повреждающие токопрово-
дящий слой, ремонтировать: поверхность покрыть лаком СБ-1с
или ФЛ-582, затем сушить при температуре 60°С в течение 4 ч или
при температуре 18—23°С в течение 24 ч. Проверить сопротивле-
ние резистора.
Постоянные проволочные резисторы
закрытой конструкции
Выбраковке подлежат резисторы с защитой обмотки стекло-
эмалевой или другой несъемной изоляцией, имеющие:
повреждение защитного слоя с повреждением и без поврежде-
ния обмотки у теплостойких резисторов и в тропическом исполне-
нии;
обрыв гибких выводов, облом выводных пластинок;
обрыв обмотки;
величину сопротивления, не соответствующую допустимому от-
клонению;
неприпаянные гибкие выводы менее 15 мм.
Ремонт резисторов с поврежденным защитным слоем без по-
вреждения обмотки, за исключением теплостойких резисторов и ре-
зисторов в тропическом исполнении, аналогичен ремонту постоян-
ных непроволочных резисторов.
Резисторы, у которых отсутствует контакт между хомутиком и
проводом обмотки, сорвана резьба на крепежных деталях, ремон-
тировать: снять хомутик с винтом и гайкой, при необходимости
зыгнуть место контакта на хомутике, неисправные крепежные де-
тали заменить новыми.
2—888
33
Постоянные проволочные резисторы
открытой конструкции
Выбраковке подлежат резисторы, имеющие:
повреждение керамического или пластмассового каркаса;
излом выводов и других деталей, запрессованных в пластмас-
совый каркас.
Резисторы, обмотка которых открыта или защищена съемной
изоляцией из лакоткани, имеющие обрыв обмотки, сколы и тре-
щины корпуса (основания) из керамики, пластмассы и гетинакса,
не влияющие на механическую прочность, ремонтировать: намо-
тать новую обмотку, выдержав величину сопротивления в преде-
лах допуска.
5.3. Ремонт конденсаторов
Конденсаторы дефектировать по месту установки внешним ос-
мотром и электрической проверкой.
Внешним осмотром проверить:
целость корпусов, контактных выводов и их крепление в кор-
пусах конденсаторов;
целость изоляторов конденсаторов в металлических корпусах;
целость элементов крепления конденсаторов с металлическими
корпусами и крупногабаритных керамических конденсаторов;
состояние лакокрасочного покрытия металлических корпусов
конденсаторов;
состояние пластин, изолирующих деталей и выводов перемен-
ных конденсаторов; возможность вращения ротора конденсатора
без заедания.
При электрической проверке:
измерить сопротивление изоляции (только в случае, если при
проверке устройства обнаружено сопротивление изоляции цепи, в
которую входит конденсатор);
проверить, нет ли пробоя диэлектрика конденсатора, если во
время проверки устройства с включенными напряжениями питания
обнаружена неисправная цепь (или каскад), в которую входит
конденсатор.
Сопротивление изоляции измерить мегаомметром с погреш-
ностью не более 20%. Отсчет величины сопротивления проводить
через (60±5) с после подачи на конденсатор измерительного на-
пряжения.
Целость диэлектрика (наличие пробоя) проверить омметром
у конденсаторов с номинальным напряжением до 100 В и мега-
омметром— свыше 100 В.
Величина измерительного напряжения постоянного тока на вы-
ходе мегаомметра должна быть (100± 15) В для проверки конден-
саторов с номинальным напряжением от 100 до 500 В и (500±
±50) В для проверки конденсаторов с номинальным напряжением
500 В и выше.
34
Выбраковке подлежат конденсаторы, имеющие:
коррозию более 30% поверхности металлического корпуса;
трещины, расхождение швов, вздутие металлического корпуса;
течь из корпуса пропиточного состава и другие признаки нару-
шения герметичности конденсатора;
трещины, сколы, отпайку от корпуса (нежесткое крепление)
выводных изоляторов;
облом гибкого вывода, выводной шпильки;
срыв резьбы, нежесткое крепление контактных выводов;
на поверхности опрессованных конденсаторов (например,
КСО) трещины, сколы и вздутия, влияющие на механическую
прочность и сопротивление изоляции; !
трещины или раскол керамики у керамических конденсаторов;
сколы площадью более 3 мм2 или в сумме превышающие 1%
общей поверхности трубчатых, цилиндрических, горшковых и
кольцевых керамических конденсаторов диаметром 8 мм и более;
сколы любых размеров у керамических конденсаторов диаметром
меньше 8 мм;
трещины или раскол корпуса стеклянных, стеклоэмалевых и
стеклокерамических конденсаторов;
пробой диэлектрика;
сопротивление изоляции между выводами или между любым
выводом и корпусом меньше допустимой величины;
неприпаянные проволочные выводы меньше 15 мм.
Ремонту подлежат конденсаторы, имеющие:
повреждение лакокрасочного покрытия конденсатора в метал-
лическом корпусе, коррозию до 30% поверхности корпуса. По-
верхность зачистить, обезжирить и покрасить. «Разрешается при
покраске закрывать маркировку бумагой на тонком слое смазки;
погнутость несъемных металлических элементов крепления кон-
денсаторов (хомутиков, скоб фланцев). Поверхность выправить;
коррозию съемных крепежных деталей, , входящих в комплект
конденсатора (гаек выводов, стяжных хомутиков, винтов и гаек к
ним и т. д.). Восстановить гальваническое покрытие;
замыкание между подвижными и неподвижными пластинами
переменного конденсатора. Неисправность устранить правкой
изогнутых подвижных пластин. После правки проверить омметром
на отсутствие контакта между подвижными и неподвижными пла-
стинами при вращении оси конденсатора из одного крайнего поло-
жения в другое; -
загрязнение подшипников переменного конденсатора. Удалить
старую смазку и промыть подшипники растворителем с помощью
кисточки, просушить. Нанести новую смазку ЦИАТИМ-201.
Ремонту не подлежат керамические подстроечные конденса-
торы.
Замене подлежат конденсаторы, имеющие:
сколы, трещины на поверхности керамики;
повреждение выводов, деформацию шлица оси ротора;
повреждение маркировки;
2*
35
затруднение поворота ротора;
сопротивление изоляции менее 1000 Ом;
поломанные или значительно поврежденные пластины;
замыкание пластин.
Формовка электролитических конденсаторов
Электролитические конденсаторы в нерабочем состоянии рас-
формовываются, и у них увеличивается ток утечки. Устанавливать
такие конденсаторы в аппаратуру нельзя, поскольку в результате
большого тока утечки может измениться режим работы аппара-
туры. Кроме того, конденсатор, имеющий большой ток утечки, на-
гревается во время работы и может разорваться, что приведет
к повреждению монтажа аппаратуры.
Поэтому перед установкой электролитических конденсаторов,
находившихся на хранении более месяца, проверить их ток утечки
и при необходимости отформовать. Максимальный ток утечки оп-
ределять по формулам:
для конденсаторов К50-3, К50-ЗА и К50-ЗБ
Zy</«7C + /n, (I)
где К=0,2 и т = 3 при t/C^200 или 7< = 0,1 и т = 0 при [/С<200.
Ток утечки не должен быть более 1,5 мА;
для конденсаторов К50-6
/у 0,05 UС 3 мкА.
Ток утечки должен быть не более мА для f/C = 40 000 и не
более 3 мА для £7С>40 000;
для конденсаторов ЭС ток утечки должен быть равен или
меньше 1,5 мА. Ток утечки измерять при подключении конденса-
тора в цепь постоянного тока напряжением 12 В и отсчитывать че-
рез 1 мин после приложения напряжения. Перед измерением тока
утечки конденсатора, хранившегося месяц, его выдержать под на-
пряжением постоянного тока в течение 10 мин со сменой полярно-
сти через 5 мин. Если конденсатор хранился 6,12 и более месяцев,
то время выдержки соответственно должно быть равно 30, 60 и
180 мин;
ток утечки конденсаторов ЭМ, ЭТ, ЭТН определять по фор-
муле (1), где /<==0,2 и т=3 для конденсаторов типа ЭМ, а для
ЭТ и ЭТН /< = 0,05 и т = 0;
для конденсаторов КЭ и ЭГЦ ток утечки определять по фор-
муле (1), но при /< = 0,1 и т = 200, С<5 мкФ; /<=0,1 и т = 0,
С>50 мкФ; /< = 0,1 и m=100, С—8-4-50 мкФ;
для конденсаторов ЭТО-1 (ЭТО-С), ЭТО-3 /у = 2 мкА при
С^25 мкФ;
/у = 3 мкА при С=504-600 мкФ;
для конденсаторов ЭТО-2, ЭТО-4 /у = 20 мкА при С^25 мкФ;
/у^30 мкА при С = 504-600 мкФ;
для конденсаторов ЭТ где /< = 0,35 при /=100°С и
/<=0,05 при / = 20°С.
36
Конденсаторы, которые имеют ток утечки, не превышающий по-
луторакратного значения от максимально допустимого, можно
формовать путем подачи на них номинального рабочего напряже-
ния от источника питания в течение определенного времени. Кон-
денсаторы, имеющие ток утечки более допустимого, рекомендуется
формовать по схеме (рис. 3) следующим образом: подобрать элек-
тролитические конденсаторы в группы так, чтобы ток утечки од-
Источник
напряжения
постоянного
тона о
регулировкой
напряжения
Рис. 3. Схема формовки электролитических конденса-
торов
ного конденсатора от другого при номинальном рабочем напря-
жении отличался не более чем на 10%. Постепенно увеличивая на-
пряжение на выходе источника постоянного тока, следить за тем,
чтобы ток утечки, не превышал значений, определяемых по фор-
муле х
^Znom /max доп
где C/nom — номинальное значение напряжения на конденсаторе;
/max. доп — максимально допустимый ток утечки конденсатора.
После установки номинального значения напряжения на входе
формуемых конденсаторов их выдерживают в течение 10 мин при
хранении конденсаторов до одного месяца, 20 мин — до трёх меся-
цев и 30 мин — до шести месяцев.
Во время формовки группы конденсаторов их следует прове-
рять на нагрев, и если какой-либо из них перегревается, то его це-
лесообразно отсоединить от схемы и формовать отдельно. Степень
нагрева конденсаторов можно определять рукой, но предвари-
тельно отсоединить их от схемы и разрядить через сопротивление.
Предупреждение! Во время формовки особое внимание обра-
щать на меры безопасности. Нельзя замыкать выводы конденса-
тора, имеющего емкость более 100 мкФ и напряжение более 100 В,
так как расплавленный металл замыкаемого проводника, разле-
таясь во все стороны, может прожечь одежду и вызвать ожог кожи.
Конденсаторы большой емкости (более 100 мкФ) разряжать
только через сопротивление около 20 Ом на каждые 100 В рабо-
чего напряжения, что исключает образование искры.
37
Опыт показывает, что подформовку конденсаторов в аппара-
туре, находящейся на длительном хранении, необходимо произво-
дить периодическим ее включением во время технического обслу-
живания: на 10 мин включать аппаратуру при перерывах в ее ра-
боте до одного месяца; на 20 мин, если перерывы в работе состав-
ляют от одного до трех месяцев, и на 30 мин, если перерывы в ра-
боте составляют от трех до шести месяцев.
5.4. Ремонт трансформаторов и дросселей
В настоящем Руководстве рассматривается ремонт наиболее
распространенных трансформаторов (силовых, накальных, мало-
габаритных, импульсных, имеющих магнитопровод ленточной кон-
струкции, Ш-образные магнитопроводы и т. п.), а также низкоча-
стотных дросселей, применяемых в фильтрах блоков питания.
Трансформаторы, залитые эпоксидными компаундами, к которым
относятся и малогабаритные унифицированные трансформаторы с
магнитопроводом из пермаллоя, не пригодны к ремонту.
Дефектацию трансформаторов и дросселей производить внеш-
ним осмотром и измерением.
В зависимости от характера неисправностей и дефектов, выяв-
ленных при дефектации, трансформаторы и дроссели подлежат ре-
монту на месте или замене исправными с последующей отправкой
их в ремонт на стационарные предприятия.
Допускаются к эксплуатации трансформаторы и дроссели с не-
значительными трещинами и вмятинами на кожухе, не влияю-
щими на электрические параметры. Ниже приведены наиболее ча-
сто встречающиеся неисправности трансформаторов (табл. 1) и
дросселей (табл. 2).
Таблица 1
Признак неисправности Причина Способ выявления
Отсутствуют напряже- ния на всех вторичных обмотках Обрыв или замыкание меж- ду выводами в первичной об- мотке Проверить сопро- тивление первичной обмотки
Отсутствует напряже- ние на одной из вторич- ных обмоток Обрыв во вторичной ке обмот- Проверить сопро- тивление вторичной обмотки
Уменьшено напряже- ние на вторичной об- мотке Замыкание между витками вторичной обмотки или замы- кание обмотки на корпус в двух или более местах Проверить ток хо- лостого хода
Увеличены напряжения на всех вторичных об- мотках Замыкание между витками первичной обмотки или замы- кание ее на корпус в двух или более местах То же
38
Продолжение табл. 1
Признак неисправности Причина Способ выявления
Перегрев трансформа- тора Замыкание между витками в обмотках или обмоток на корпус в двух или более мес- тах. Замыкание между пласти- нами магнитопровода из-за плохой изоляции пластин или стяжных шпилек. Неплотная сборка (шихтовка) магнито- провода Проверить ток хо- лостого хода
Вытекание компаунда из кожуха герметизиро- ванного трансформатора при перегреве Механическое повреждение кожуха. Нарушение пайки крышки к кожуху Осмотреть кожух и место пайки крышки к кожуху
Усиленное гудение трансформатора Неплотная сборка магнито- провода трансформатора Осмотреть крепле- ние деталей кожуха, проверить плотность сборки магнитопрово- да (в трансформато- ре открытого испол- нения)
Таблица 2
Признак неисправности Причина Способ выявления
Отсутствует напряже- Обрыв намотки или наруше- Проверить сопро-
ние на выходе дросселя фильтра ние контакта в выводах Замыкание обмотки на кор- пус тивление обмотки между ее выводами Проверить сопро- тивление изоляции обмотки
Увеличена пульсация Замыкание между витками Проверить индук-
выпрямленного напряже- обмотки тивность дросселя
ния на выходе дросселя фильтра Зазор в сердечнике не соот- ветствует требуемому в ре- зультате некачественного пре- дыдущего ремонта (отсутству- ет или неправильно установле- на диамагнитная прокладка) Неплотная сборка магнито- провода при предыдущем ре- монте То же »
Перегрев дросселя Замыкание обмотки на кор- пус Проверить сопро- тивление изоляции обмотки
39
Аппаратура, заполненная маслом, должна быть вполне исправ-
на и содержаться в чистоте. Баки трансформаторов должны быть
плотно закрыты (течь масла в швах и прокладках, фланцах и сое-
динениях недопустима), фильтры, осушители и расширители —
вполне надежны и исправны.
Масло, не удовлетворяющее предъявленным к нему требова-
ниям, заменить. Перед заливкой удалить из бака старое масло,
очистить бак и трансформатор от загрязнений и отстоя, дважды
промыть их свежим маслом. Затем тщательно протереть отверстие
для заливки чистой неволокнистой салфеткой. Проверить электри-
ческую прочность вновь заливаемого масла, нет ли в нем влаги,
механических и химических примесей. Заливать масло следует в
чистом (незапыленном) сухом помещении до требуемого уровня.
Тару, используемую для хранения,транспортировки и заливки
масла, содержать в безукоризненной чистоте. Использовать при
заливке резиновые шланги и груши не разрешается, так как при
соприкасании с резиной масло загрязняется и портится.
В процессе эксплуатации периодически проверять уровень мас-
ла в баке трансформатора. При надобности доливать проверенное
масло, соблюдая те же правила, что и при замене его.
При внешнем осмотре проверить крепление трансформатора
(дросселя) к шасси блока и состояние кожуха, выводов и изоля-
торов, а также осмотреть пайки или места крепления проводов
монтажа к выводам.
Кожух трансформатора или дросселя закрытого исполнения не
должен иметь нарушения герметичности, которое может быть об-
наружено по вытеканию компаунда. Допускаются незначительные
вмятины кожуха, а также сколы керамических и стеклянных изо-
ляторов, не нарушающие герметичности и не ведущие к повышен-
ной утечке или пробою. Поверхностный пробой изоляторов можно
обнаружить по появлении на них копоти. Качание изоляторов в
гнездах недопустимо.
В трансформаторах открытого исполнения осмотреть все до-
ступные детали и убедиться в том, что магнитопровод плотно стя-
нут шпильками или скобами, обмотка не имеет поврежденной изо-
ляции, выводы хорошо изолированы, не имеют обрывов и на-
дежно прикреплены к лепесткам или клеммам платы трансформа-
тора или к деталям блока (в случае отсутствия клеммной платы).
На обмотках, покрытых лаком, не должно быть трещин и взду-
тий слоя лакового покрытия. Металлические детали не должны
иметь коррозии. Выводы и клеммы должны иметь четкую марки-
ровку.
Электрическую проверку трансформаторов и дросселей прово-
дить в процессе дефектации блока.
При электрической проверке в составе блока измерить:
сопротивление обмоток постоянному току;
сопротивление изоляции обмоток между собой и относительно
корпуса (только в случае необходимости);
напряжение на выводах обмоток.
40
Если обмотка включена в цепь, электрически соединенную с кор-
пусом, сопротивление ее изоляции от корпуса не проверять. Об-
мотки трансформаторов, имеющие вывод средней точки, прове-
рить на симметричность напряжений половин обмоток. Не реко-
мендуется отсоединять провода монтажа от выводов трансформа-
тора или дросселя.
Если при дефектации блока в результате внешнего осмотра и
электрической проверки трансформатора или дросселя обнару-
жены неисправности, трансформатор (дроссель) снять и провести
более подробную дефектацию.
При отыскании неисправностей отдельного трансформатора
(дросселя) отсоединить провода монтажа от его выводов. Если
неисправность не удается устранить на месте или неудобно прове-
рить трансформатор (дроссель) в блоке, необходимо снять его и
подвергнуть тщательной дефектации.
При электрической проверке трансформатора:
измерить сопротивление обмоток постоянному току;
измерить сопротивление изоляции обмоток между собой и от-
носительно корпуса;
проверить трансформатор в режиме холостого хода.
При электрической проверке дросселей измерить:
сопротивление обмотки постоянному току;
сопротивление изоляции обмотки относительно корпуса;
индуктивность дросселя.
Сопротивление обмоток измерять омметрами. Сопротивление об-
моток до 3 Ом измерять мостовыми приборами для измерения ма-
лых сопротивлений, а при отсутствии их — методом вольтметра —
амперметра. Измеренная величина сопротивления обмоток дол-
жна соответствовать данным таблицы трансформаторов и дроссе-
лей или таблицы сопротивлений. Допустимые отклонения вели-
чины сопротивления обмотки от требуемой указаны в таблицах
намоточных данных трансформаторов и дросселей. Если же эти
данные отсутствуют, для определения допустимых отклонений ру-
ководствоваться табл. 3.
Таблица 3
Наименование обмотки Допустимое отклонение, %
Первичная
Анодная
Накальная
Обмотка дросселя
±10
±15
±20
±10
Если величина сопротивления обмотки выходит за пределы до-
пустимых значений, особенно тщательно проверить трансформатор
в режиме холостого хода и испытать его на продолжительную ра-
боту под номинальной нагрузкой, а у дросселя измерить индуктив-
ность. Если при проверках неисправности не обнаружены, транс-
41
форматор или дроссель считать исправным и допустить к уста-
новке в блок. В случае отклонения измеренных величин от тре-
буемых или перегрева О'бмотки трансформатор или дроссель ра-
зобрать с целью определения характера неисправности.
Сопротивление изоляции между обмотками трансформатора из-
мерять в случае необходимости мегаомметром, последовательно
подключая его между выводами двух соседних обмоток, не соеди-
ненных между собой, а при измерении сопротивления изоляции
обмоток относительно корпуса — между корпусом (магнитопрово-
дом) и выводом одной из обмоток, который на время измерения
электрически соединяется с выводами всех других обмоток.
При определении величины сопротивления изоляции исходить
из следующего:
сопротивление изоляции для максимальных значений рабочего
напряжения цепи до 0,5 кВ должно быть не менее 20 МОм;
сопротивление изоляции для максимальных значений рабочего
напряжения цепи от 0,5 до 10 кВ должно быть не менее 100 МОм
на каждые полные или неполные 1000 В амплитудного напряже-
ния. Величину напряжения при измерении сопротивления изоля-
ции выбирать в зависимости от максимального рабочего напряже-
ния цепи по табл. 4.
Таблица 4
Максимальное рабочее напряжение, Вампл Напряжение постоянного тока, В
До 100 100-200
От 100 до 500 250—500
Свыше 500 800—1000
При проверке трансформатора в режиме холостого хода изме-
рить:
ток холостого хода;
напряжение на вторичных обмотках;
симметричность напряжений половин обмоток, имеющих вывод
средней точки.
Для проверки на первичную обмотку подать номинальное на-
пряжение номинальной частоты. Все вторичные обмотки при этом
должны быть разомкнуты.
Для измерения тока холостого хода в цепь первичной обмотки
включить амперметр. Величина измеряемого тока не должна пре-
вышать значения, указанного в таблице трансформаторов, имею-
щейся в эксплуатационной документации. Увеличение тока холо-
стого хода сверх допустимой величины свидетельствует о нали-
чии в обмотках короткозамкнутых витков, о замыкании пластин
магнитопровода между собой и со стяжными шпильками, о непол-
ной или неправильной сборке (шихтовке) магнитопровода,
42
Напряжения на вторичных обмотках измерить вольтметром
переменного тока. На первичную обмотку подать номинальное на-
пряжение. Напряжение высоковольтных трансформаторов допус-
кается измерять при питании первичной обмотки пониженным на-
пряжением, но не меньшим 100% номинального. Измеренные ве-
личины напряжений должны соответствовать данным таблиц, при-
веденных в инструкции по эксплуатации.
Симметричность половин обмотки, имеющей вывод от средней
точки, проверить измерением напряжений U\ и t/2 на выводах об-
мотки относительно ее средней точки. Несимметричность напряже-
ний подсчитать по формуле
Полученное значение несимметричности а не должно превы-
шать для анодных обмоток 1%, для обмоток накала 5%.
Индуктивность дросселя с постоянным подмагничиванием ре-
комендуется измерять по месту установки при его работе в схеме
фильтра выпрямителя. Для этого отпаять от вывода 2 дросселя
(рис. 4) провода монтажа блока и вывод выходного конденсатора
фильтра С2. Эквивалентное сопротивление нагрузки выпрямителя
Ан подключить к выходу фильтра последовательно с амперметром
постоянного тока. Вывод выходного конденсатора С2 соединить с
точкой 3 так, чтобы он шунтировал амперметр.
Рис. 4. Схема измерения индуктивности дросселя в фильтре выпря-
мителя
Включить выпрямитель и изменением сопротивления уста-
новить номинальный постоянный ток нагрузки, контролируя его
амперметром. Затем ламповым вольтметром переменного тока изме-
рить отдельно напряжение пульсации на дросселе и на нагрузке
/?н. Отключив нагрузку, измерить величину сопротивления /?н.
43
Индуктивность дросселя определить по формуле
Lx~ 2r.fnU2
где Lx — индуктивность дросселя, Гн;
Ui — напряжение пульсаций, измеренное на дросселе В;
U2— напряжение пульсаций, измеренное на сопротивлении
/?н, В;
/?др — сопротивление обмотки дросселя постоянному току, Ом;
fn — частота пульсаций выпрямленного напряжения, Гц.
Частоту пульсаций определять по формуле
fn=kf,
где k — коэффициент, зависящий от схемы выпрямителя;
f — частота переменного тока, питающего выпрямитель, Гц.
Значения коэффициента k кратности частоты пульсаций для
различных схем выпрямления приведены в табл. 5.
Таблица 5
Схема выпрямления
Однотактная однофазная (однополупериодная)
Двухтактная двухфазная (двухполупериод-
ная)
Мостовая (двухполупериодная)
Схема удвоения
Однотактная трехфазная
Двухтактная трехфазная
Коэффициент k
1
2
2
2
3
6
Измеренная величина индуктивности должна быть в пределах,
указанных в таблицах дросселей. Отклонение ее от допустимой
указывает на наличие короткозамкнутых витков в обмотке дрос-
селя или на изменение величины диамагнитного зазора в сердеч-
нике. Для уточнения характера неисправности и ее устранения
разобрать дроссель.
Ремонт без разборки
В трансформаторах и дросселях закрытого исполнения без их
разборки можно заменять неисправные изоляторы, монтажные ле-
пестки на выводах и подкрашивать кожухи. Замене подлежат изо-
ляторы, имеющие трещины и значительные сколы, нарушающие
герметичность. Для снятия неисправного изолятора шабером или
наждачной шкуркой зачистить от краски место пайки его к крыш-
ке. Затем, прогревая паяльником место пайки изолятора, отделить
его от крышки и отпаять от лепестка шпильки вывод обмотки.
44
Новый изолятор перед установкой облудить по металлизиро-
ванному пояску припоем ПОС-61, не допуская местного перегрева
изолятора. Предварительно равномерно прогреть стеклянные изо-
ляторы до температуры 120—150°С.
Затем припаять к шпильке вывод обмотки и установить изоля-
тор в гнезде крышки. Вокруг фланца положить нарезанный мел-
кими кусочками припой с канифолью и паяльником прогреть его
до плавления. Припой должен лечь ровным слоем вокруг фланца
и иметь ровное сцепление с фланцем изолятора и металлом
крышки. Припаивать изоляторы нужно быстро хорошо нагретым
паяльником, так как при длительном нагреве возможно растрески-
вание изоляторов. После установки изолятора место его пайки к
крышке закрасить краской.
В трансформаторах и дросселях открытого и полузакрытого
исполнения без йх разборки можно затягивать и заменять стяж-
ные шпильки, восстанавливать поврежденную изоляцию выводов,
укреплять выводные лепестки и заменять клеммные платы.
В случае разрушения изоляции вывода обмотки отпаять вывод
от лепестка клеммной платы, снять разрушенную изоляцию, нане-
сти на этот участок бакелитовый лак и надеть линоксиновую или
хлорвиниловую трубку, закрепив ее бандажом из ниток. Затем
вывод припаять к лепестку клеммной платы.
Поврежденную клеммную плату заменить новой. Новую плату
изготовить по образцу из гетинакса или текстолита и бакелизи-
ровать. После бакелизации укрепить на клеммной плате лепестки
для пайки выводов.
Ремонт с разборкой
С целью выявления причин неисправности и определения ха-
рактера дальнейшего ремонта необходима частичная разборка
трансформаторов и дросселей закрытого исполнения, заключаю-
щаяся в извлечении их из кожуха.
Перед разборкой расплавить и слить компаунд из кожуха. Для
этого счистить шабером слой краски в месте пайки пробок отвер-
стий для заливки компаунда, прогреть пробки по периметру доста-
точно мощным паяльником до расплавления припоя и вынуть
пробки. Трансформатор (дроссель) поместить в камеру, обеспечи-
вающую равномерный нагрев до температуры расплавления ком-
паунда. Трансформатор в камере расположить вниз отверстием
для заливки, подставив под отверстие противень для стекания ком-
паунда. В трансформаторах и дросселях, не имеющих пробок, рас-
паять и снять дно кожуха.
После удаления компаунда из кожуха счистить шабером слой
краски в месте пайки крышки к кожуху и, прогревая шов паяль-
ником до полного расплавления припоя, выпаять крышку из ко-
жуха. Чтобы предотвратить затвердение припоя во время рас-
пайки, разрешается подогревать место пайки в пламени паяльной
45
лампой, избегая при этом перегрева. После распайки вынуть
крышку с трансформатором (дросселем) из кожуха.
Проверка после частичной разборки включает внешний осмотр,
измерение сопротивления изоляции и сопротивления обмоток.
Понижение сопротивления изоляции, короткие замыкания и об-
рывы, обнаруженные при дефектации собранного трансформатора,
могут быть из-за пробоя проходных изоляторов, обрыва или на-
рушения контакта в местах пайки выводов обмотки к лепесткам
или шпилькам изоляторов и замыкания выводов между собой и
на корпус.
При внешнем осмотре особое внимание обращать на состояние
изоляции выводов, надежность их соединения (пайки) с лепест-
ками или шпильками изоляторов, а также на состояние самих изо-
ляторов.
В случае обнаружения пониженного сопротивления изоляции
отсоединить выводы неисправной обмотки от лепестков или шпи-
лек изоляторов и проверить отдельно сопротивление изоляции об-
мотки и проходных изоляторов. Изоляторы перед проверкой очи-
стить и протереть насухо чистой ветошью.
При отыскивании обрыва проверить контакт в местах соединения
выводов с лепестками и шпильками изоляторов. Если в резуль-
тате проверки окажется, что неисправность вызвана повреждением
обмотки или ее изоляции, произвести полную разборку в следую-
щем порядке:
отпаять выводы обмоток от лепестков изоляторов;
снять клеммную плату или крышку с'изоляторами;
очистить магнитопровод от компаунда, освободить его от стяж-
ных шпилек и расшихтовать (разобрать сердечник на отдельные
пластины).
Полная разборка допускается лишь в случае крайней необхо-
димости. При расшихтовке избегать повреждения пластин магни-
топровода.
Эмалированный провод пропитанных обмоток диаметром менее
0,5 мм обычно не используется для повторной намотки. Поэтому
перед разборкой магнитопровода с такой обмоткой разрезать ее
ножовочным полотном или ножом и удалить. Провод диаметром
более 0,5 мм можно использовать повторно, для чего смотать его
на пустую катушку. Разматывать провод нужно на намоточном
станке при малых оборотах, соблюдая осторожность, чтобы не по-
вредить изоляцию провода.
Если обмотка выполнена проводом в хлопчатобумажной или
шелковой изоляции, который может быть использован для повтор-
ной намотки, расшихтовать магнитопровод так, чтобы не повре-
дить изоляцию провода. Если магнитопровод не поддается раз-
борке, нагреть его до температуры плавления компаунда. Затем
отогнуть крайнюю пластину магнитопровода и удалить ее с по-
мощью ручных тисков или плоскогубцев. Аналогично удалить две-
три следующие пластины. Дальнейшая разборка не представляет
трудности.
46
Для выплавки заливочного компаунда можно использовать
электрическую плитку. В этом случае трансформатор, из которого
выплавляется компаунд, в закрытой посуде установить на плитку.
Детали после полной разборки трансформатора (дросселя)
проверить с целью определения их годности для использования во
вновь наматываемом трансформаторе (дросселе).
Трансформаторные пластины не должны иметь забоин, трещин,
погнутостей и повреждения изоляционного покрытия; щеки и
гильзы каркаса должны быть исправны и надежно соединены
между собой; крепежные детали и стяжные шпильки не должны
иметь коррозии, погнутостей, повреждений резьбы и шлицев;
угольники и стойки не должны иметь коррозии, деформации и по-
вреждения защитных покрытий. Неисправные детали, не подле-
жащие восстановлению, браковать и при сборке заменять но-
выми.
Трансформаторные пластины расшихтованного магнитопро-
вода очистить от остатков компаунда. Погнутые пластины выпра-
вить киянкой на гладкой плите. Коррозию с поверхности пластин
удалить шлифовальной шкуркой зернистостью 40—80 ГОСТ
5009—68. Пластины с поврежденным изоляционным покрытием
после очистки окунуть в бакелитовый лак, разведенный спиртом-
ректификатом до удельного веса 0,9—0,95 и нагретый до темпера-
туры 40°С. После окунания удалить излишки лака встряхиванием
пластин, просушить их на воздухе в течение 2 ч, затем в печи при
температуре НО—120°С в течение 5—6 ч. Если оборудования для
бакелизации нет, нанести кистью на одну сторону пластины баке-
литовый лак, разведенный в спирте-ректификате, и просушить на
воздухе в течение 8—10 ч.
Двустороннему покрытию подвергать половину всех пластин
магнитопровода, а одностороннему покрытию — все пластины.
Поврежденную резьбу стяжных шпилек исправить прогонкой
плашками. Сильно поврежденные шпильки перенарезать на резь-
бу меньшего размера или изготовить заново.
Поврежденную изоляцию стяжных шпилек заменить новой. Для
этого вырезать заготовку из электрокартона толщиной 0,1 мм или
кабельной бумаги, нанести слой бакелитового лака или казеино-
вого клея, затем заготовку навить на ненарезанную часть шпильки
и просушить при температуре 100—120°С в течение 2 ч. Шпильки
трансформаторов с рабочим напряжением выше 1 кВ изолировать
кабельной бумагой на казеиновом клее или бакелитовом лаке. Из-
готовление каркасов и намотку катушек производить согласно ин-
струкции по выполнению намоточных работ (приложение 2,
часть II).
После намотки и изолирования катушки трансформаторов и
дросселей шихтовать железом. Магнитопроводы трансформаторов
шихтуют, как правило, внахлестку, а дросселей, работающих с по-
стоянным подмагничиванием,— встык.
При шихтовке магнитопроводов внахлестку Ш-образные пла-
стины следует вставлять в окно поочередно с обеих сторон. За-
47
мыкающие пластины ставить встык с выступами Ш-образных пла-
стин.
Перед установкой последних пластин магнитопровода крайнюю
зашихтованную пластину сдвинуть к стенке гильзы каркаса. По-
следние пластины вставлять между крайней и остальными заших-
това'нными пластинами магнитопроводов. Допускается забивать
последние пластины киянкой.
В случае трудности шихтовки последних пластин разрешается
собирать их не внахлестку, а встык. Для этого три-четыре послед-
них пластины сложить вместе выступами в одну сторону и забить
в окно каркаса, после чего поставить на место замыкающие пла-
стины. Шихтовать нужно осторожно, не допуская повреждений
каркаса катушки и трансформаторных пластин.
При шихтовке магнитопроводов встык Ш-образные пластины
вставлять в окно каркаса с одной стороны. Шихтовка должна быть
плотной, качание пластин в пакете не допускается.
Пластины магнитопровода с двусторонней бакелизацией для
достижения требуемой толщины пакета при заданном числе пла-
стин укладывать, чередуя их через одну с небакелизированными.
Пластины с односторонней изоляцией бакелитовым лаком уклады-
вать изолированными поверхностями в одну сторону. После ших-
товки набранный пакет выровнять на металлической плите, по-
стукивая по его торцам деревянным молотком. При выравнивании
пакетов трансформаторов следить за тем, чтобы пластины пакета
вплотную, без зазора доходили до замыкающих пластин, но не на-
ходили одна на другую. Поверхность торцов пакета должна быть
ровной, а отверстия в пластинах под стяжные шпильки должны
совпадать. Выровненный пакет стянуть шпильками и проверить
его толщину, которая должна соответствовать данным таблицы
трансформаторов и дросселей.
В некоторых типах трансформаторов, сердечники которых на-
браны из пластин небольших размеров, пакет стягивать с помощью
полых шпилек с развальцованными концами. В случае необходи-
мости допускается замена полых шпилек шпильками с гайками.
Если пакет стягивается скобами, то их нужно изолировать от
магнитопровода прокладкой из электрокартона.
Дроссели, работающие с постоянным подмагничиванием, име-
ют сердечник с зазором, указанным в таблице дросселей. Требуе-
мый зазор в сердечнике достигается прокладкой из кабельной бу-
маги, листового текстолита или гетинакса соответствующей тол-
щины на стыке пластин. Величина зазора влияет на индуктивность
дросселя и поэтому должна строго соблюдаться. С увеличением
зазора (до некоторого предела) индуктивность дросселя при за-
данном токе подмагничивания увеличивается.
После сборки магнитопровода проверить, нет ли замыканий
обмотки на корпус (магнитопровод). Затем катушку с магнито-
проводом пропитать. При выполнении пропиточных работ руко-
водствоваться инструкцией по пропитке моточных изделий (прило-
жение 3, ч. II).
После пропитки и сушки прикрепить к магнитопроводу крышку
с изоляторами, выводы обмоток соединить с лепестками или
шпильками изоляторов (рис. 5). Там, где это предусмотрено, про-
извести пайку (если выводы не имеют наконечников).
Рис. 5. Способы крепления выводов к изоляторам:
а —крепление жестких проводов диаметром менее 0,8 мм и гибких проводов; б — креп-
ление жестких проводов к шпильке с отверстиями; в — крепление выводов к шпильке
с отверстиями
В трансформаторах и дросселях закрытого исполнения крышку
с магнитопроводом и катушкой установить в кожух и припаять
к нему по всему периметру. Затем залить компаунд через специ-
альное отверстие или через дно (в зависимости от конструкции ко-
жуха). По окончании заливки отверстие закрыть пробкой и за-
паять по краям припоем ПОС-ЗО. В кожух трансформаторов и
дросселей, не имеющих отверстия для заливки компаунда, впаять
дно.
Остывший трансформатор покрасить и нанести маркировку вы-
водов обмоток.
После ремонта трансформаторы и дроссели проверить в том
же объеме, что и при дефектации. Кроме того, трансформатор про-
верить на длительную работу в нормальных рабочих условиях,
если имеются расхождения величин сопротивлений обмоток или
тока холостого хода с данными таблицы трансформаторов и дрос-
селей. На длительную работу трансформатор испытывают непо-
средственно в блоке при номинальной нагрузке всех обмоток тран-
сформатора.
При испытании на первичную обмотку трансформатора по-
дать номинальное рабочее напряжение п измерить напряжение на
49
вторичных обмотках и ток, потребляемый трансформатором. Из-
меренные величины должны соответствовать данным таблицы
трансформаторов.
Если при испытании трансформатор заметно нагревается, из-
мерить превышение температуры обмотки над температурой окру-
жающего воздуха после 2—3 ч непрерывной работы.
Превышение температуры определять измерением сопротивле-
ния наиболее высокоомной обмотки трансформатора до и после
испытания на непрерывную работу (соответственно сопротивления
R\ и /?г). Перед испытанием измерить сопротивление R\ обмотки
и температуру t\ воздуха вблизи трансформатора. Затем вторич-
ные обмотки соединить с нагрузками, на первичную обмотку по-
дать номинальное напряжение. По истечении 2—3 ч непрерывной
работы напряжение и нагрузки отключить и вновь измерить со-
противление /?2 той же обмотки и температуру /г воздуха в поме-
щении.
Превышение температуры обмотки над температурой окру-
жающего воздуха определяется по формуле
е = (235 + ^) +^-^2.
где 0 — превышение температуры обмотки над температурой
окружающего воздуха.
Температура перегрева обмотки трансформатора относительно
окружающего воздуха не должна превышать 40°С.
Особенности ремонта импульсных
трансформаторов
Нормальная работа импульсных трансформаторов зависит не
только от качества стали магнитопровода и числа витков, но и от
правильности намотки межслойной изоляции и обмотки в целом.
При сборке импульсных трансформаторов с разрезными сер-
дечниками необходимо сохранять прежнюю величину зазора меж-
ду пластинами магнитопровода.
Обмотки трансформатора должны быть намотаны в последо-
вательности, указанной в руководстве по ремонту конкретного из-
делия. Нумерация обмоток должна соответствовать принципиаль-
ной схеме трансформатора.
После ремонта импульсного трансформатора измерить сопро-
тивление обмоток, изоляции обмоток, затем установить трансфор-
матор в исправный блок. Осциллографом со ждущей разверткой
проверить амплитуду и форму импульса на первичной и вторич-
ной обмотках трансформаторов. Наилучший способ проверки им-
пульсных трансформаторов состоит в том, что трансформатор ус-
танавливают в схему каскада и измеряют параметры импульсов,
которые при этом генерирует схема. Параметры должны соответ-
ствовать данным, указанным в эксплуатационной документации,
5Q
5.5. Ремонт переключателей, выключателей и кнопок
Переключатели, выключатели и кнопки дефектировать по ме*
сту установки внешним осмотром, опробованием и электрической
проверкой.
При внешнем осмотре проверить:
целость деталей из пластмассы, керамики и гетинакса, наличие
на них трещин, сколов;
целость контактных выводов и их крепление на корпусе;
состояние антикоррозионного покрытия металлических деталей.
При опробовании проверить:
возможность перевода ручки переключателя (подвижного ор-
гана кнопки) из одного крайнего положения в другое без заеда-
ний с четкой фиксацией каждого положения;
возвращение подвижной части кнопки в исходное положение
после прекращения давления на нее (для кнопок без фиксирован-
ных положений подвижного органа).
При электрической проверке:
измерить сопротивление изоляции между контактами и корпу-
сом (только в случае, если при проверке устройства обнаружено
пониженное сопротивление изоляции цепи, в которую входит пере-
ключатель) ;
проверить замыкание контактов, задействованных по схеме
устройства (совмещается с проверкой опробованием). При вклю-
ченном устройстве срабатывание контактов определять по загора-
нию сигнальных лампочек, появлению напряжений и т. д., при вы-
ключенном — омметром;
измерить сопротивление изоляции мегаомметрами с погреш-
ностью не более ±20% и напряжением 100—120 В для переклю-
чателей с рабочим напряжением до 100 В и 250—500 В для пере-
ключателей с рабочим напряжением от 100 до 500 В. Величины
сопротивления изоляции наиболее распространенных переключа-
телей, кнопок указаны в табл. 6.
Отдельно дефектировать переключатели, снятые для ремонта,
отремонтированные и новые переключатели. У новых переключа-
телей перед установкой проверить четкость фиксации каждого по-*
ложения, на отсутствие заедания при переключениях.
Выбраковке подлежат переключатели, выключатели и кнопки,
имеющие:
поломку пластмассовых деталей корпуса;
расслоение и вздутие на деталях из гетинакса;
сколы и надломы, влияющие на механическую прочность,
сквозные трещины по толщине материала на деталях из керамики,
пластмассы и гетинакса;
непрочное крепление или неисправность металлических дета-
лей, запрессованных в пластмассовые детали;
выгорание пластмассового корпуса и деталей контактной си-
стемы;
51
Таблица 6
Наименование Сопротивление изоляции между контактами и корпусом, МОм, не менее
Микропереключатели МПЗ—МП 12, МП1, МПЗ 1000
Переключатели типа «тумблер» 1000
Переключатели галетные по НИ0.360.605 и ОЮ0.360.018 ТУ 1000
Переключатели галетные по Н0.360.606 с пла- тами: керамическими гетинаксовыми 1000 100
Переключатели галетные: пм, пмг, мгп МПВ-1, МПН-1 1000 100
Переключатели пакетные ГОСТ 16708—71 50
Переключатели пакетные малогабаритные П1П-1, пкм 1000
Переключатели движковые ПДМ1-1, ПДМ2-1, ПДМЗ-1 1000
Переключатели щеточные по ИЮ0.360.001 ТУ и Н0.360.600 1000
Переключатели кнопочные 1000
Кнопки 5К, 5КС, 204КС, 205К, 205КС 20
Кнопки командные 500
повреждение более 30% поверхности гальванического покрытия
%на металлических деталях;
заедание подвижного органа (для кнопок неразборной конст-
рукции без фиксированных положений подвижного органа);
заедание и нечеткую фиксацию положений при переводе ручки
(подвижного органа кнопки) из одного крайнего положения в дру-
гое (для переключателей и кнопок с фиксированными положе-
ниями неразборной конструкции);
несрабатывание контактов переключателей типа «тумблер» не-
разборной конструкции;
пониженное сопротивление изоляции между разомкнутыми кон-
тактами и корпусом для переключателей неразборной конструкции
и микропереключателей.
Исправные детали забракованных переключателей использо-
вать при ремонте других переключателей.
52
Ремонту подлежат переключатели разборной конструкции,
имеющие все типы переключателей:
сколы и трещины на деталях из керамики, пластмассы и гети-
накса, не влияющие на механическую прочность переключателя;
повреждение до 30% поверхности гальванического покрытия на
металлических (нетокопровоДящих) деталях. Очистить деталь от
ржавчины, покрыть алюминиевой краской или бесцветным цапон-
лаком;
сопротивление изоляции между разомкнутыми контактами и
корпусом меньше требуемой величины. Изолирующие детали про-
мыть уайт-спиритом или ацетоном, высушить. Если при повторном
измерении величина сопротивления изоляции будет меньше тре-
буемой, переключатель браковать;
нагары на контактирующих поверхностях переключателей
(кроме галетных) и кнопок. Контактирующие поверхности очи-
стить замшей или шерстяной тряпкой с пастой ГОИ. Протереть по-
верхности салфеткой, смоченной в спирте. Незначительные на-
плывы и выгорание на контактах толщиной 1,5 мм и более допу-
скается зачищать надфилем с последующей полировкой пастой
ГОИ;
переключатели типа «тумблер»: заедание и нечеткую
фиксацию рычага при переходе из одного положения в другое.
Переключатель разобрать, пружину заменить. После сборки про-
верить четкость фиксации положения;
галетные переключатели: излом, нежесткое крепление
контактного лепестка. При изломе лепестка снять с переключа-
теля плату, рассверлить и снять заклепку и лепесток. Установить
новый лепесток и заклепку. Развальцевать заклепку. Установить
галету на переключатель. При нежестком креплении лепестка за-
менить заклепку;
повреждение резьбы (больше двух ниток) винта и гайки в
переключателе, разобранном для ремонта. Восстановить резьбу
или заменить винт и гайку;
нечеткую фиксацию при переводе ручки переключателя из
одного крайнего положения в другое. Разобрать переключатель,
осмотреть пружину и фиксирующий диск. Неисправные детали
заменить;
несрабатывающие контакты в каждой замкнутой паре. По-
догнуть губки контактных лепестков так, чтобы в нерабочем по-
ложении подвижного контакта между ними не было зазора. Если
губки контактных лепестков имеют остаточную деформацию
(утратили пружинящие свойства), заменить плату переключа-
теля;
пакетные переключатели: заедание при переводе ручки
переключателя из одного крайнего положения в другое, нечеткую
фиксацию каждого положения, несрабатывающие контакты. Разо-
брать переключатель, осмотреть детали. Неисправные пружину и
поводок заменить. Незначительные нагары на подвижных и не-
подвижных контактах зачистить, при значительном нагаре и оплав-
53
Ленин контакты и прокладку заменить. Собрать переключатель,
проверить четкость фиксации и замыкание (размыкание) контактов;
щеточные переключатели: одновременное замыкание
двух соседних контактов щеткой в фиксированном положении пе-
реключателя. Вывинтить стопорный винт; основание подвижного
контакта установить так, чтобы ось щетки проходила через ради-
альную ось неподвижного контакта; стопорный винт завинтить;
заедание при переводе ручки переключателя из одного край-
него положения в другое, нечеткую фиксацию каждого положе-
ния. Разобрать переключатель, осмотреть детали. Шпильки и
гайки с сорванной резьбой, платы с разрушенными выступами
между фиксирующими углублениями, основания с подвижными
щетками, в которых увеличено вследствие износа отверстие под
стопорный винт, заменить. Незначительные нагары на неподвиж*
ных контактах и щетках зачистить. Платы и щетки со следами
подгара и оплавления заменить. Собрать переключатель, про-
верить четкость фиксации положений и замыкания контактов;
излом лепестков неподвижных контактов, запрессованных в
плату. Заменить плату;
кнопочные переключатели и кнопки: заедание под-
вижного органа кнопки, незамкнутые контакты при нажатом под-
вижном органе, облом вывода. Разобрать переключатель (кноп-
ку), вывинтив нижнюю часть корпуса. Осмотреть подвижный и
неподвижный контакты, счистить нагар. Контакты с выгоревшей
поверхностью и сломанный вывод заменить (для замены контакта
и вывода осмотреть пружины. Неисправные пружины заменить.
Собрать переключатель (кнопку), проверить перемещение подвиж-
ного органа и замыкание контактов омметром.
5.6. Ремонт держателей предохранителей
и светосигнальной арматуры
Дефектировать держатели предохранителей и светосигналь-
ную арматуру внешним осмотром и измерением сопротивления
изоляции. Выбраковке подлежат держатели предохранителей,
имеющие:
ослабление губок;
незначительную коррозию на металлических деталях;
трещины и сломы на изолирующих деталях, влияющие на
электрическую и механическую прочность;
поломанные губки;
сорванную резьбу;
обугливание держателей;
сопротивление изоляции по отношению к f корпусу менее
100 МОм.
Ремонту подлежат только держатели предохранителей, имею-
щие незначительный нагар либо загрязнение металлических дета-
лей.
Загрязнение и нагар зачистить.
54
Допускается оставлять без ремонта держатели предохрани-
телей, имеющие царапины или незначительные сколы, не влия-
ющие на прочность крепления.
5.7. Ремонт реле, контакторов,
пускателей и автоматов
Дефектацию реле, контакторов, пускателей и автоматов вна-
чале выполнять непосредственно на изделии, блоке, узле внеш-
ним осмотром, опробованием и под током, предварительно очи-
стив от пыли и грязи и отключив напряжение от изделия, на ко-
тором будут выполняться работы.
Внешним осмотром проверить:
правильность и надежность механического крепления;
состояние предохранительного кожуха;
правильность и надежность подключения к электрической
схеме;
целость пружины и контактов;
чистоту поверхности контактов.
Опробованием проверить:
замыкание или размыкание контактов (контролировать нево-
оруженным глазом) при нажатии на якорь или исполнительную
часть подвижной системы;
состояние рабочих поверхностей участков перемещения по-
движных частей;
зазоры, люфты, четкость фиксации и крепление подвижных
частей.
Подключить ток и проверить:
замыкание и размыкание контактов по срабатыванию схемы;
плавность при срабатывании рабочих участков подвижных
частей.
Если при внешнем осмотре или опробовании обнаружены на-
рушения в работе электромагнитного устройства, то проверить
его отдельно от блока.
Технические характеристики реле, контакторов, автоматов и
т, п. приведены в приложении 4, часть II.
Реле
Осмотреть реле в блоке и проверить:
крепление на шасси блока;
состояние выводных штифтов;
крапление контактного мостика к магнитопроводу;
замыкание обоих рабочих контактов, расположенных на
каждой пластине, одновременно с нажатием на якорь;
места пайки выводов катушки к выводным штифтам;
состояние пластин неподвижных контактов, контактного мо-
стика, возвратной пружины;
зазор между рабочими контактами с помощью щупа;
55
давление контактов с помощью граммометра;
сопротивление изоляции пластин неподвижных контактов,
контактного мостика и обмотки катушки относительно корпуса
мегаомметром;
сопротивление катушки электромагнита омметром;
напряжение тока срабатывания и отпускания.
Если проверкой в блоке установлено, что реле неисправно,
разобрать реле.
Выбраковке подлежат реле, имеющие подгоревшие или дефор-
мированные нихромовые и биметаллические пластины.
Ремонту подлежат реле, имеющие:
обрыв или короткое замыкание витков в обмотке катушки
электромагнита. Отпаять выводы катушки от выводных штифтов,
отвинтить винт, снять якорь, отвинтить гайку, снять катушку,
перемотать катушку частично или полностью (см. приложение 2,
часть II);
пониженное сопротивление изоляции. Катушку электромагнита
просушить, протереть пластины неподвижных контактов марлей,
смоченной спиртом;
периодическое несрабатывание при токах перегрузки. Устра-
нить регулировкой зазора между рабочими контактами;
сломанную возвратную пружину. Пружину заменить новой
или изготовленной по образцу;
сломанные штифты катушки электромагнита. Отпаять выводы
катушки от штифтов. Спилить напильником старый штифт. Вы-
сверлить остатки штифта из гнезда платы и па его место устано-
вить новый штифт;
нарушение зазора между контактами. Установить зазор с
помощью щупа;
подгоревшие контакты. Очистить контакты шлифовальной
шкуркой зернистостью № 4 и протереть марлей, смоченной спир-
том или ацетоном;
разрегулированное давление контактов. Отрегулировать дав-
ление сгибанием пластин неподвижных контактов, контролируя
его граммометром; аналогично отрегулировать начало сраба-
тывания реле;
поврежденную коррозией рессорку. Следы коррозии удалить
шлифовальной шкуркой № 180—220 и смазать рассору тугоплав-
кой смазкой НК—50.
Контакторы и магнитные пускатели
Осмотреть контакторы и магнитные пускатели по месту уста-
новки и снятые с изделия. При внешнем осмотре проверить:
поверхности контактов;
смещение контактов стоек и мостика относительно друг друга,
не превышающее 1/3 диаметра контакта;
перемещение подвижной части магнитопровода и положение
ее относительно неподвижной часта,
56
При проверке снятых контакторов и пускателей:
измерить сопротивление изоляции мегаомметром на 500 В
между соседними неподвижными контактами;
измерить сопротивление изоляции мегаомметром на 500 В
между разомкнутыми подвижными и неподвижными контактами
каждой фазы;
измерить сопротивление изоляции мегаомметром на 500 В
между выводом катушки и магнитопроводом;
измерить омметром сопротивление обмотки;
проверить раствор контактов и контактное давление в каждой
контактной паре.
Проверить также начальное нажатие контактов динамометром
или граммометром в зависимости от конструкции:
установить магнитную систему так, чтобы контакты были ра-
зомкнуты;
проложить полоску тонкой папиросной бумаги между под-
вижным контактом и мостиком, на котором установлен подвижной
контакт, или между контактным мостиком и удерживающим
элементом мостика;
наложить петлю из нити или ленты на подвижной контакт по
линии соприкасания контактов или на мостик подвижного контакта
зацепить петлю крючком граммометра или динамометра;
медленно оттягивать граммометр за его рукоятку до тех пор,
пока контактный мостик не отойдет, вследствие чего можно бу-
дет свободно извлечь зажатую бумагу; в этот момент прочитать
показание динамометра.
При измерении нажатия необходимо следить за тем, чтобы ли-
ния нажатия была перпендикулярна плоскости касания контактов,
иначе возможны ошибки в отсчете.
Для измерения конечного нажатия включить катушку контак-
тора на номинальное напряжение или прижать магнитную систе-
му к сердечнику и заклинить ее.
Ремонту подлежат контакторы и пускатели, имеющие:
подгоревшие контакты. Незначительный нагар с контактов
удалить ветошью, смоченной спиртом. Контакты с небольшими
раковинами и толстым слоем нагара зачистить шлифовальной
шкуркой зернистостью № 4 и промыть спиртом;
обрыв или короткое замыкание витков катушки. Снять якорь,
предварительно отвинтив крепящие винты. Освободить выводные
концы катушки из-под винтов и снять катушку. Перемотать ка-
тушку согласно инструкции (см. приложение 2, часть II);
залипание подвижной части. У контакторов устранить чисткой
рабочих поверхностей торцов магнитопровода и контактов; у пу-
скателей снять зацепку штифта, вынуть штифт, снять траверсу.
Снять катушку, высвободив из-под винтов ее выводные концы.
Проверить щупом зазор между средними торцами магнитопро-
вода и отрегулировать его шлифовкой или шабрением. Собрать
пускатель и проверить;
57
непараллельное^ контактных шин. Устранить выравниванием
их при небольшом ослаблении крепящих винтов;
перекос совмещения подвижной части магнитопровода с не-
подвижной. Устранить путем разворота направляющих пластин.
Автоматы
При внешнем осмотре по месту установки снять с автомата
кожух и проверить:
состояние искрогасительных камер;
состояние пластмассового основания;
крепление пружины и рычага;
одновременное замыкание главных контактов при нажатии на
якорь;
способность главных контактов размыкаться при легком на-
жатии отверткой на один из рычагов;
давление контактов граммометром;
зазоры между контактами щупом.
Проверить усилие пружин:
электромагнита максимальной защиты нажатием ножки грам-
мометра на каждый рычаг в месте крепления пружин; отсчет
произвести при соприкасании якоря электромагнита с сердечником;
вал защиты во время измерения не должен иметь зацепления со
скобой защиты;
вала защиты нажатием ножки граммометра на рычаг в месте
крепления пружины; отсчет произвести в момент, когда вал за-
щиты не будет сцеплен с зубом скобы защиты;
скобы защиты нажатием ножки граммометра на скобу защиты
в месте крепления пружины до упора при выведенном зацеплении
зуба скобы защиты с лыской вала защиты;
якоря нажатием ножки граммометра на якорь в месте крепле-
ния возвратной пружины до соприкасания его с сердечником, при
этом планка должна быть в положении, обеспечивающем замы-
кание главных контактов, чтобы исключить противодействие пру-
жин контактов во время хода якоря.
При обнаружении неисправностей отсоединить от автомата
все провода, снять с шасси и тщательно проверить:
давление контактов, натяжение пружин и зазоры между кон-
тактами;
сопротивление обмотки главного электромагнита;
сопротивление изоляции между соединенными клеммами и
корпусом;
напряжение (ток) срабатывания;
влияние изменения напряжения на обмотке главного электро-
магнита в рабочих пределах на работу якоря.
Ремонту подлежат автоматы, имеющие:
нагар на контактах. Контакты зачистить шлифовальной шкур-
кой зернистостью № 4 и протереть марлей, смоченной
спиртом;
58
сопротивление изоляции токонесущих частей по отношению к
корпусу ниже 100 МОм. Осмотреть изоляцию монтажных прово-
дов, деталей из гетинакса или текстолита. Сопротивление изоляции
восстановить в зависимости от места повреждения заменой мон-
тажных проводов, пропиткой и сушкой катушки электромагнита,
бакелизацией деталей из текстолита или гетинакса;
периодическое несрабатывание. Устранить ремонтом или заме-
ной катушек электромагнитов и уменьшением зазора между яко-
рем и сердечником винтами;
вибрацию якоря главного электромагнита. Сместить коротко-
замкнутые витки в сторону якоря и установить электромагнит в
положение, обеспечивающее плотное соприкасание рабочей по-
верхности якоря с сердечником. При установке электромагнита
допускается использовать тонкие пластины из гетинакса или
электрокартона, которые подкладываются под сердечник электро-
магнита.
Для проверки несрабатывания реле необходимо пропустить
через реле номинальный ток; отрегулированное реле не должно
срабатывать в течение часа.
Для проверки срабатывания пропустить через реле ток, рав-
ный 1,2 номинального; отрегулированное реле должно сработать
в течение часа. Время возврата после срабатывания реле должно
быть не более 3 мин. Для проверки и регулировки реле необхо-
димо иметь источник переменного тока, позволяющий в течение
часа получать ток, превышающий в 1,2 номинальный ток реле.
Регулировать реле по схеме (рис. 6). Трансформатор 2 дол-
жен допускать прохождение максимальных регулировочных токов.
Если регулировочные токи менее 9 А, необходимость в этом тран-
сформаторе отпадает, реле 3 подключается непосредственно к
автотрансформатору 1.
Рис. 6. Схема регулировки тепловых реле:
/ — автотрансформатор ЛАТР-1; 2 — трансформатор; 3 — тепловое реле; 4 — си-
гнальная лампа
Для регулировки реле необходимо также иметь:
амперметр класса точности не хуже 1,5 со шкалой, соответ-
ствующей измеряемым токам срабатывания;
омметр или лампочку освещения для сигнализации момента
разрыва цепи контактов.
59
Регулировать реле следующим образом. Клеммы В и Г вклю-
чить в цепь нагрузки, питаемой от источника тока, или подклю-
чить к трансформатору 2. Нормально замкнутые контакты реле
(выводы А и Б) подключить к омметру или включить в цепь сиг-
нальной лампочки 4. Реле должно быть отключено от схемы
щита.
Регулировка реле разрешается только завинчиванием или от-
винчиванием гаек. При завинчивании время срабатывания реле
уменьшается, при отвинчивании возрастает. Верхним предельным
положением гайки является такое, при котором биметаллическая
пластинка располагается горизонтально по отношению к основа-
нию реле. Нижним предельным положением гайки является такое,
при котором обеспечивается надежное возвращение контактов в
замкнутое состояние.
Категорически запрещается подгибать или разгибать рессорку
и гнуть биметаллическую пластинку. После регулировки закрасить
гайки краской, закрыть реле крышкой, завинтить гайку и залить
ее краской.
Напряжение (ток) срабатывания проверить по схеме (рис. 7).
Плавно повышая напряжение (ток) питания, измерить величину, с
которой якорь притягивается к электромагниту, а контактные груп-
пы надежно срабатывают.
Величину напряжения (тока) срабатывания определить по сред-
нему арифметическому результатов четырех измерений. Напряже-
ние (ток) срабатывания реле постоянного тока проверить для
обоих направлений тока в обмотках.
Плавно снижая напряжение (ток) питания, измерить величину,
при которой якорь отлипает от электромагнита. Величину напря-
жения (тока) отпускания определить по среднему арифметиче-
скому результатов четырех измерений.
Совмещение подвижных контактов относительно неподвижных
определить визуально.
Начальное нажатие контактов определить граммометром, вста-
вив между подвижным контактом и его упором тонкую полоску
бумаги. К подвижному контакту в месте его соприкасания с не-
подвижным укрепить нить, которую соединить с граммометром.
Подвижный контакт оттянуть до освобождения бумажной по-
лоски. Стрелка граммометра укажет в этот момент величину на-
чального нажатия контактов. Линия натяжения нити должна быть
перпендикулярна плоскости касания контактов.
Конечное нажатие контактов определить граммометром, изме-
рив усилие, с которым надо оттянуть подвижной контакт до осво-
бождения зажатой между контактами полоски бумаги или до мо-
мента погасания сигнальной электролампы, включенной последо-
вательно с контактами, или до момента отклонения стрелки ом-
метра, если вместо электролампы включен омметр. Линия натя-
жения нити должна быть перпендикулярна плоскости касания кон-
тактов. Измерения вести после подачи на рабочую обмотку номи-
нального напряжения.
60
Совместный ход контактной пары (группы) проверить визу-
ально, нажимая на якорь или исполнительную часть подвижной
системы.
Сопротивление изоляции измерить мегаомметром, подключая
его поочередно между выводами и корпусом полностью отключен-
ного от схемы реле, контактора, пускателя или автомата.
-о
6,3 В ,50 Гц
-о
—о
.Сеть
-о
-о
Сеть
-о
Рис. 7. Схемы включения:
а —реле переменного тока; б —реле постоянного тока; в — ав-
томата защиты
Напряжение (ток) срабатывания и отпускания, а также на-
чальное нажатие контактов регулировать натяжением или ослаб-
лением возвратной пластины.
Конечное нажатие контактов определяется силой, с которой
якорь устройства притягивается к магнитопроводу (сердечнику ка-
тушки), а также упругими свойствами контактных пластин. Регу-
лировать конечное нажатие подгибанием контактных пластин
ключом (рис. 8).
61
Раствор контактов определить щупом.
После ремонта осмотреть реле, контактор, пускатель, автомат,
проверить качество внешней отделки и сборки, качество паек и
выводов, состояние катушек, изоляционных прокладок и контакт-
ных пластин. Проверить также сопротивление обмоток катушек и
сопротивление их изоляции, надежность включения и выключения
Рис. 8. Ключ для подгибания пластинчатых пружин
контактора или магнитного пускателя (3—4 раза). Допускается
слабое гудение магнитной системы. Включение должно происхо-
дить при напряжении, равном 80% номинального и выше.
Короткозамкнутые витки определить по местному нагреву по-
сле работы обмотки под номинальным напряжением.
Напряжение срабатывания проверить замыканием цепи после
установки заданной величины напряжения. При замыкании цепи
контактор должен сработать.
Напряжение отпускания проверить плавным понижением на-
пряжения до заданной величины.
Регулировать автоматы в следующем порядке.
Отрегулировать зазор между контактами:
отвинтить контргайку;
установить вращением винта требуемый зазор, контролируя его
щупом;
завинтить контргайку.
Установить зазор между блокировочными контактами, для
чего подогнуть пластины блокировочных контактов или ограничи-
вающие пружины ключом (см. рис. 8).
62
Отрегулировать давление главных и блокировочных контактов
винтом, проверить граммометром.
Отрегулировать начало срабатывания:
отвинтить контргайку;
вращая винт, добиться срабатывания автомата при подаче на
обмотку главного электромагнита рабочего напряжения;
завинтить контргайку.
Отрегулировать согласованное замыкание главных контактов,
для чего нажать на якорь электромагнита и, вращая винты, до-
биться одновременного замыкания главных контактов, причем за-
зор между контактами не должен отклоняться от допустимых ве-
личин.
После регулировки автомата смазать трущиеся детали (кроме
контактов) смазкой ЦИАТИМ-201. Резьбовые соединения элемен-
тов регулировок закрасить цветной нитроэмалью;
регулировку параметров реле, контакторов, пускателей, авто-
матов производить по паспортным (формулярным) данным на
каждое устройство соответственно.
5.8. Ремонт угольных регуляторов
Дефектацию угольных регуляторов проводить внешним осмот-
ром и электрической проверкой.
Если установлено, что ненормальная работа системы регулиро-
вания есть следствие неисправности угольного регулятора, осмот-
реть его и провести электрическую проверку.
Все работы по проверке и ремонту, за исключением замены ка-
тушек магнита и калибровки регуляторов, можно проводить без
снятия регулятора с агрегата питания.
Перед осмотром регуляторов типа РУН снять защитный ко-
жух, после чего проверить:
корпус и остальные детали, на которых не должно быть кор-
розии, трещин, вмятин и других механических повреждений;
угольные столбики, которые должны быть приблизительно оди-
наковыми по высоте и не должны иметь повреждений;
сжатие угольных столбиков тягой; оно должно быть равно-
мерным, при опущенном до упора якоре электромагнита угольные
шайбы должны быть расслаблены, а при поднятом якоре
сжаты.
гибкие проводники, соединяющие зажимы с серебряными шай-
бами, заложенными в угольных столбиках; они не должны ка-
саться металлических деталей и не должны быть туго натянуты;
в противном случае при расслаблении угольного столбика сереб-
ряные шайбы будут изгибаться и препятствовать полному рас-
слаблению;
нет ли касания между якорем и магнитопроводом при любых
положениях якоря;
63
Тип регулятора Род тока Номинальное напряжение, В Число витков на две катушки провода ПЭЛ
РУН-101 Постоянный 115 1220
РУН-101А » 230 3700
РУН-111 » 115 2080
РУН-121 230 4120
РУН-131 230 4120
РУН-131А 115 2500
РУН-141 > 230 5000
РУН-101 Переменный 115 1600
2000
РУН-101А » 230 3200
2000
РУН-111 115 2080
РУН-121 > 230 4120
115 1650
1800
230 3300
2800
РУН-131 » 115 2500
РУН-131А » 230 5000
РУН-141 > 115 2050
3600
230 4100
3600
Таблица 7
Диаметр провода, мм Сопротивление двух катушек, Ом Ток катушки, А Общий ток (с учетом шунта), А
0,64 11,8 0,530 0,655
0,41 48,6 0,265 0,317
0,80 11,2 0,650 0,800
0,55 46,0 0,330 0,400
0,55 46,0 0,330 0,400
0,80 14,6 0,650 0,800
0,55 6,2 0,330 0,400
0,51 16,0
0,31 66,0 0,600 .
0,35 64,0 0,300 —
0,31 64,6 —
0,80 11,2 0,650 —.
0,55 46,0 0,330 —.
0,59 14,6 0,800 __
0,41 61,5 — —.
0,41 62,0 —
0,41 64,5 0,400 -
0,80 14,6 0,650 —.
0,55 62,0 0,330 —.
0,67 26,5 — —.
0,44 72,2 0,800 —.
0,44 75,0 — —
0,44 79,0 0,400
величину воздушных зазоров между якорем и магнитопроВО-
дом; зазоры должны быть одинаковыми;
надежность крепления деталей, особенно плоских пружин;
поверхность эмалированных стержней, на которой не должно
быть трещин и сколов эмали;
состояние защитного покрытия электромагнита;
прочность крепления контактных лепестков обмотки электро-
магнита;
состояние внешней изоляции катушек электромагнита и соеди-
нительных проводников.
Порядок электрической проверки следующий:
измерить омметром сопротивление обмотки электромагнита
(табл. 7); если обнаружен обрыв или замыкание, обмотки разъе-
динить и проверить каждую отдельно;
измерить мегаомметром сопротивление изоляции; мегаомметр
подключать между корпусом и клеммами электромагнита, соеди-
ненными вместе; сопротивление изоляции должно быть не менее
5 МОм;
проверить, нет ли обрыва проводов, соединяющих клеммную
панель с обмоткой электромагнита и с колодкой для подключения
гибких проводников, идущих к серебряным шайбам в угольных
столбиках;
проверить надежность крепления якоря с рычагом на плоских
пружинах при трехкратном номинальном токе катушки регуля-
тора, который обеспечивается соответствующим повышением на-
пряжения; якорь установлен правильно, если он* при включении
трехкратного номинального тока не смещается в какую-либо сто-
рону от сердечника и на всем перемещении рычага зазоры между
якорем и сердечником остаются неизменными;
проверить сопротивление каждой параллельной ветви уголь-
ного столбика, при этом разница сопротивлений параллельных вет-
вей не должна превышать ±10% среднеарифметического значе-
ния; если имеется одна ветвь, разница между сопротивлениями от-
дельных столбиков также не должна превышать ±10% средне-
арифметического значения;
проверить минимальное и максимальное сопротивление уголь-
ных столбиков, величина которых указана на паспортной табличке
регулятора; сопротивление угольных столбиков и их параллель-
ных ветвей измерить методом вольтметра — амперметра притоке
не более 0,1 А; схема измерения приведена на рис. 9.
При измерении максимального сопротивления якорь электро-
магнита удерживать рукой в опущенном до упора положении. Ми-
нимальное сопротивление измерять при опущенном якоре. Несо-
ответствие сопротивлений угольных столбиков номинальным дан-
ным устранить их калибровкой:
проверить точность регулирования At/, которая должна быть
не хуже ±2% для РУН-101, 101 А, 111, 121 и ±2,5% для РУН-131,
131А и 141; в системах регулирования постоянного тока точность
3—888 65
регулирования проверить по схеме (рис. 10), в системах регулиро-
вания переменного тока — по схеме, приведенной на рис. 11. При-
боры для проверки должны иметь класс точности не хуже 1,0.
Рис. 9. Схема измерения сопротивления
угольных столбиков регулятора
Рис. 10. Схема калибровки уголь-
ного регулятора напряжения по-
стоянного тока
Рис. 11. Схема калибровки угольного регулятора напряжения перемен-
ного тока
Плавно изменяя напряжение, подводимое к исполнительной
схеме, установить якорь поочередно в крайние положения Umin и
Umax и подсчитать точность регулирования по формуле
± Umax-Umln . 1()0%>
Оmax Umin
где Umax — напряжение, при котором якорь втягивается до вер-
тикального упора;
Umin — напряжение, при котором якорь отходит до гори-
зонтального упора.
Если точность регулирования хуже номинальной, произвести
калибровку. Для установления характера неисправности осмот-
реть регулятор и произвести его электрическую проверку.
66
При внешнем осмотре проверить:
прочность крепления радиатора, на котором не должно быть
значительных сколов и трещин, превышающих 15% площади реб-
ра или заходящих далее половины его радиуса;
состояний проводников, которые не должны иметь поврежде-
ний;
наличие амортизаторов;
плотность прилегания основания магнитопровода к магнито-
проводу.
Электрическую проверку произвести в следующем порядке:
измерить омметром сопротивление обмотки электромагнита
(табл. 8);
Таблица 8
Тип регуля- тора Число вит- ков провода ПЭВ-2 Диаметр провода (медного), мм Диаметр провода с изоляцией, мм Сопротивле- ние, Ом Вес прово- да, кг
УРН-421 2000 0,33 0,38 45,5+4,5 0,19
УРН-422 2000 0,33 0,38 45,5+4,5 0,19
УРН-423 2000 0,33 0,38 45,5+4,5 0,19
УРН-211 Б 650 0,59 0,64 4,4+0,35 0,17
УРН-412 650 0,59 0,64 4,4+0,35 0,17
измерить мегаомметром сопротивление изоляции, которое дол-
жно быть не менее 1 МОм; мегаомметр подключать между выво-
дами катушки и угольного столбика, а также между выводами ка-
тушки и корпусом регулятора.
Ремонт угольных регуляторов производить следующим обра-
зом.
При обнаружении подгоревших или поломанных угольных
шайб столбик перебрать и неисправные шайбы заменить. Перед
разборкой столбики разжать, опустив якорь, вынуть изолирующий
стержень и отвинтить гайку. Во избежание засаливания нельзя
дотрагиваться руками до рабочей поверхности угольных шайб.
Неисправную катушку электромагнита перемотать, пользуясь
данными, приведенными в табл. 7, пропитать лаком № 447 и про-
сушить.
После перемотки измерить сопротивление катушки и ее изоля-
ции, а также проверить электрическую прочность изоляции напря-
жением 1500 В, 50 Гц в течение 1 мин с помощью модернизиро-
ванной установки ПИУ-1 или УПУ-1.
Внешнюю изоляцию катушки восстанавливать лакотканью или
киперной тесьмой. Лакоткань при намотке смазывать шеллачным
лаком. Киперную тесьму после намотки пропитать бакелитовым
лаком. Изоляцию выводов восстанавливать с помощью трубки
(хлорвиниловой или линоксиновой), которую надеть на выводы и
закрепить бандажом из ниток № 00 ГОСТ 6309—73. Бандаж по-
крыть бакелитовым лаком ГОСТ 901—78,
3* 67
Сопротивление изоляции катушки электромагнита восстанавли-
вать сушкой обмотки при температуре 60—80°С. Для сушки ис-
пользовать термостат, сушильный шкаф или мощные электро-
лампы. После сушки обмотку покрыть бакелитовым лаком. Если
продолжительной сушкой сопротивление изоляции повысить не
удается, катушку перемотать.
Поврежденную балансную пружину заменить новой.
Трещины и отколы на клеммной панели склеить клеем БФ.
Касание гибких проводников с металлическими деталями устра-
нить поворотом клеммных лепестков.
Изолирующие стержни, имеющие трещины или значительные
сколы (до 1/3 диаметра), заменить. Если скол незначительный,
повернуть стержень сколом наружу, чтобы он не препятствовал
перемещению шайб.
Калибровка угольных столбиков заключается в регулировке
подвижной части, обеспечивающей определенную минимальную и
максимальную величину сопротивления столбика. Для калиб-
ровки включить регулятор по схеме (см. рис. 10). Сопротивление
измерить методом вольтметра — амперметра при токе не более
0,1 А.
Для получения минимального сопротивления установить якорь
с помощью горизонтального стопорного винта в такое положение,
чтобы округление его профиля находилось над верхней плоскостью
сердечника на 1—2 мм. Такое положение якоря будет соответство-
вать примерно минимальному тяговому усилию. Затем с помощью
гайки установить требуемое минимальное сопротивление, опустить
якорь рукой и убедиться, что угольные столбики разжимаются.
С помощью вертикального стопорного винта установить требуемое
максимальное сопротивление.
В том случае, когда угольные столбики разделены серебря-
ными шайбами (соединение угольных столбиков имеет параллель-
ные ветви), измерить сопротивление каждой ветви. Разница изме-
рений не должна превышать ±10% среднеарифметического значе-
ния измеренных сопротивлений. Сопротивления выровнять пере-
становкой шайб из одной ветви в другую.
Источниками постоянного или переменного тока могут быть
агрегаты питания, обеспечивающие необходимое напряжение. Пе-
ред регулировкой убедиться в исправности элементов системы ре-
гулирования, входящих в схемы.
После включения питания схемы нажатием балансной пру-
жины с помощью регулировочной шпильки установить якорь в
среднее положение (при номинальном токе катушки). Если пре-
делы регулировки недостаточны, ослабить пружину, переставив ее
ушко в следующее нижнее отверстие пластинки.
Затем реостатом уставки установить номинальное напряжение
(115 или 230 В) на системе регулятора, сохраняя при этом номи-
нальный ток в обмотке электромагнита (натяжением или ослабле-
нием балансной пружины). Плавно изменяя напряжение, подводи-
мое к схеме, установить якорь поочередно в крайние положения,
68
причем якорь должен двигаться от одного упора до другого без рез-
ких скачков.
Рис. 12. Оправка для
нажимного винта
Записать величины напряжений, соответствующие крайним по-
ложениям якоря Umin и Umax, И ПОДСЧИТЗТЬ А (Л
Если точность регулирования ниже требуемой, необходима
дальнейшая настройка угольного регулятора, состоящая главным
образом в согласовании характеристик тяговой электромагнитной,
балансной пружины и реакции угольных столбиков.
Причинами недостаточно точной регу-
лировки напряжения чаще всего являются
усадка и подгар угольного столбика. Под-
гар столбика может вызвать также колеба-
ния напряжения без определенной перио-
дичности. При нормальной работе регуля-
тора отрегулировать его без снятия с агре-
гата. Если это не дает положительных ре-
зультатов, снять регулятор и заменить
угольный столбик (угольный регулятор сни-
мать с агрегата питания и при ремонте
электромагнита). Подгоревший угольный
столбик вынуть, перебрать и установить
следующим образом:
вывинтить стопорный и нажимной вин-
ты;
вставить внутрь столбика кусок прямой
проволоки диаметром 1—2 мм, длиной
100 мм и, удерживая ее рукой за другой
конец, наклонить регулятор так, чтобы все
шайбы угольного столбика вышли из фарфоровой трубки;
очистить от нагара плоскости неподвижного угольного кон-
такта, запрессованного в нажимной винт; для этого поставить оп-
равку (рис. 12) широкой стороной на плиту, покрытую стеклянной
шкуркой № 180—200 ГОСТ 10054—62, ввинтить в оправку нажим-
ной винт настолько, чтобы при перемещении оправки от руки по
шкурке на последней оставались следы угольной пыли; ввинтить
стопорный винт оправки и, слегка прижимая оправку, перемещать
ее рукой в разных направлениях, проворачивая одновременно во-
круг оси до тех пор, пока не исчезнут следы нагара на плоскости
контакта; если следы нагара остались, отпустить стопорный винт,
подвинтить на 5—10° нажимной винт, застопорить его и повторить
шлифовку; плоскость угольного контакта после шлифовки должна
выступать над торцом нажимного винта не менее чем на 2 мм;
специальным стержнем (рис. 13) из комплекта ЗИП агрегата
очистить от нагара плоскость подвижного угольного контакта,
впрессованного в плунжер; для этого повернуть угольный регуля-
тор в вертикальное положение скобой вниз, вставить снизу стер-
жень в фарфоровую трубку тем концом, на котором укреплена
стеклянная бумага, и, слегка прижимая ее к угольному контакту,
повернуть 5—10 раз;
69
вынуть стержень из трубки и удалить пыль из нее, постукивая
ручкой стержня по корпусу угольного регулятора, затем протереть
подвижной контакт войлоком, наклеенным на другом конце
стержня;
нанизать на проволоку набор шайб (исправных) угольного
столбика, не дотрагиваясь руками до их рабочей поверхности; ус-
тановить угольный регулятор так, чтобы скоба была выше элект-
ромагнита, а ось фарфоровой трубки составляла с горизонталью
угол, примерно равный 45°;
Рис. 13. Стержень для зачистки контактов угольного столбика
взять рукой один конец проволоки с нанизанными шайбами,
другой конец вставить в фарфоровую трубку и слегка шевелить
проволоку до тех пор, пока все шайбы не войдут в трубку; вынуть
проволоку; правильно вставленный столбик должен полностью по-
мещаться в трубке;
ввинтить в скобу нажимной винт до положения, в котором
угольный контакт нажимного винта полностью утоплен в фарфо-
ровой трубке.
Неисправную катушку электромагнита перемотать, пользуясь
данными, приведенными в табл. 8. Катушка подлежит перемотке
в случае внутреннего обрыва или наличия короткозамкнутых вит-
ков, обнаруживаемых по местному нагреву.
Намотку катушки, пайку выводов и изоляцию выполнять тща-
тельно, придерживаясь образца, в противном случае она не войдет
в магнитопровод; готовую катушку пропитать лаком № 447 ГОСТ
6244—70 и просушить.
Пониженное сопротивление изоляции катушки электромагнита
(менее 1 МОм) устранять так же, как и катушки регулятора типа
РУН.
После перемотки измерить сопротивление катушки и ее изоля-
ции, а также проверить электрическую прочность изоляции напря-
жением 1500 В, 50 Гц в течение 1 мин с помощью модернизиро-
ванной установки ПИУ-1 или УПУ-1М.
При настройке угольных регуляторов учитывать следующее:
если для втягивания якоря требуется непрерывное увеличение
напряжения, а для отпускания — непрерывное снижение, выходя-
щее за пределы требуемой точности регулирования (велика жест-
кость балансной пружины, якорь перемещается медленно), то для
70
уменьшения жесткости пружины переместить ее нижний конец
ближе к сердечнику. Перемещая конец балансной пружины, со-
хранять силу ее натяжения;
если якорь при значительных измерениях напряжения остается
в покое, а затем при последующем изменении напряжения перехо-
дит в ускоренное движение от одного упора к другому, конец ба-
лансной пружины для увеличения ее жесткости переместить даль-
ше от сердечника;
если якорь из верхнего положения втягивается плавно, а к
концу хода задерживается и требует чрезмерного повышения на-
пряжения, подогнуть вниз концы скобы. Наоборот, если к
концу хода скорость движения якоря резко нарастает, а при возв-
ращении требуется большое снижение напряжения для опускания
якоря, концы скобы отогнуть вверх;
если для втягивания из верхнего положения требуется значи-
тельно повысить напряжение, после чего якорь резко втягивается
и проходит большую часть хода (иногда до полного втягивания
без дальнейшего повышения напряжения), а затем при отпускании
его скорость резко нарастает и в конце хода слышен удар гори-
зонтального упорного винта о латунный угольник, опустить якорь с
помощью горизонтального стопорного винта и повторить калиб-
ровку, проверить точность регулирования и характер работы
угольного регулятора;
если при отпускании якоря в конце хода движение его стано-
вится вялым и требует значительного снижения напряжения (вы-
ходящего за пределы требуемой точности регулирования), не-
сколько приподнять якорь с помощью винта, повторить калибров-
ку, проверить точность регулирования и характер работы регуля-
тора;
в зависимости от характеристики угольных столбиков закреп-
ленные на рычаге угольники тяги можно перемещать на увеличе-
ние хода тяги (от плиты) или на уменьшение (к плите). Жела-
тельно использовать наибольший ход якоря. Если в процессе ка-
либровки производилось перемещение угольника тяги, то после
этой операции калибровку повторить полностью.
Для настройки угольный регулятор должен быть подключен к
схеме агрегата. Если система регулирования агрегата состоит из
двух регуляторов, то каждый из них настраивать в отдельности,
для чего замкнуть накоротко столбик того угольного регулятора,
который в данном случае регулировке не подлежит, отсоединить
сопротивление уравнительной схемы, находящееся в цепи возбуж-
дения, отсоединить и подключить реостат параллельно угольному
столбику настраиваемого регулятора для ограничения тока в цепи
угольного столбика. Величина сопротивления и ток реостата при-
водятся в инструкции по эксплуатации.
Настройку производить в следующем порядке:
поставить реостат установки в положение, соответствующее
минимальному напряжению генератора, а переключатель рода
регулирования — в положение АВТОМАТИЧЕСКОЕ;
71
запустить агрегат на холостом ходу (генераторне нагружен);
отпустить стопорный винт и медленно ввинчивать нажимной
винт, следя за напряжением генератора; при ввинчивании нажим-
ного винта напряжение генератора вначале возрастает до вели-
чины, превышающей номинальное значение, затем начинает
уменьшаться и, достигнув некоторой минимальной величины, сно-
ва увеличивается; нажимной винт установить в такое положение,
при котором напряжение генератора имеет минимальное значение,
а при дальнейшем включении винта увеличивается;
ввинтить стопорный винт регулятора;
поставить переключатель рода регулирования в положение
РУЧНОЕ, установить реостатом ручной регулировки номинальное
напряжение на генераторе и, если столбик менялся, переводить
переключатель 20—25 раз с положения РУЧНОЕ на АВТОМАТИ-
ЧЕСКОЕ и обратно для тренировки столбика; в положении АВ-
ТОМАТИЧЕСКОЕ убедиться в том, что небольшому повороту на-
жимного винта по-прежнему соответствует резкое увеличение на-
пряжения, в противном случае уточнить установку вин!*#;
по окончании регулировки вывинтить нажимной винт на 10—
15° и застопорить его винтом, который затем закрасить эмалью.
Настройку производить в рабочем положении регуляторов
(УРН-400 в горизонтальном, УРН-200 в вертикальном) переме-
щением сердечника и нажимного винта.
Рис. 14, Схема настройки угольного регулятора типа УРН
Для регулировки собрать схему (рис. 14). Каждый раз до пе-
ремещения сердечника или нажимного винта стопорные винты вы-
винтить, а после перемещения ввинтить.
72
Регулировку производить в следующем порядке:
установить величину шунтирующего сопротивления реостатом.
Сопротивление проверить омметром при отключенном столбике ре-
гулятора. Далее шунтирующее сопротивление отрегулировать так,
чтобы при максимальном сопротивлении угольного столбика ток
в цепи столбика находился в пределах (0,1 ±0,01) А. Сопротивле-
ние угольного столбика определяется по показаниям приборов ме-
тодом вольтметра— амперметра;
Шунтирующее сопротивле- 15 60
ние, Ом
Минимальное сопротивление 4,4 4,4
Ом Максимальное сопротивле- 120 120
ние /?2, Ом Ток катушки, А 0,9 0,3
4 75 15 15 30 30
1.1 5,5 1,1 1,1 2,2 2,2
30 150 30 30 60 60
0,9 0,3 0,3 0,3 0,3 0,3
подать на регулятор и плавно повышать напряжение потенцио-
метром до тех пор, пока якорь не притянется к магнитопроводу.
При этом ток в катушке может увеличиться в два раза больше
указанного выше. Положение якоря определить непосредственно
наблюдением или по мгновенному отклонению стрелки ампер-
метра в цепи катушки в момент перемещения якоря (у регулято-
ров обоих типов);
установить предварительно нажимной винт и снизить ток в ка-
тушке на 15—20%. Ввинчивать нажимной винт до тех пор, пока
сопротивление угольного столбика не будет лежать в пределах
4/?2 — Снизить потенциометром напряжение до нуля. Вышепе-
речисленные операции производить быстро во избежание чрезмер-
ного перегрева катушки. Регулятор УРН-400 при этом должен на-
ходиться в вертикальном положении. Во время дальнейшей на-
стройки положение регулятора горизонтальное;
проверить изменение тока в катушке при возрастании сопро-
тивления угольного столбика от R\ до /?2- Ориентировочный вид
кривой тока катушки приведен на рис. 15. Для проверки плавно
поднять потенциометром напряжение от нуля и записать показа-
ния амперметра в цепи катушки;
произвести регулировку, ввинтив нажимной винт, если ток Д
больше тока Д на 1,5%, или вывинтив его, если ток Д больше
гока /1 на 3%, после чего повторить проверку;
произвести регулировку, ввинтив сердечник, если ток / больше
тока Д на 1,5%, и вывинтив его, если ток Д больше тока 1\ на 3%.
Поворачивать сердечник на 10—20°, каждый раз проверяя
ток;
73
измерить гистерезис регулятора, для чего плавно изменить по-
тенциометром напряжение от нуля до величины, при которой со-
противление угольного столбика равно /?ь при этом записать ток
Л, а затем — до величины напряжения, при которой сопротивление
Рис. 15. Зависимость тока катушки от сопротивления уголь
ного столбика
столбика равно /?2, после чего уменьшать напряжение до получе-
ния сопротивления /?1 и записать новое значение тока /5. Сниже-
ние тока — /5 по отношению к току Ц не должно превышать
6—8%:
100% <6-8%.
Если гистерезис превышает 8%, регулятор заменить;
ввинтить после настройки регулятора нажимной винт на
10—15° и надежно ввинтить стопорные винты нажимного винта и
сердечника, после чего закрасить винты нитроэмалью.
5.9. Ремонт пластмассовых, фарфоровых
и керамических деталей
К ремонту допускаются детали, имеющие небольшие сколы и
царапины, не ослабляющие прочность детали и не ухудшающие ее
внешний вид. На защитных стеклах и на шкалах, изготовленных
из органического стекла, допускаются отдельные царапины, если
они не носят характера скоплений и не мешают производить оте-
74
четы. Допускаются также детали, имеющие небольшие трещины
длиной не более 5 мм на краях деталей из листовых материалов.
Треснувшие и изломанные детали подлежат замене или ре-
монту. Методы ремонта пластмассовых деталей зависят, как пра-
вило, не только от характера повреждения на деталях (изломы,
трещины, сколы и т. д.), но и от типа пластмассы (термореактив-
ная, термопластическая, слоистая), из которой изготовлены де-
тали.
В табл. 9 приведена методика приближенного определения
природы пластмасс и смол по поведению их в пламени и по за-
паху. Образец пластмассы в виде небольшого кусочка или прутка
держат в боковой части пламени газовой.горелки до тех пор, пока
она не загорится, но не более 10 с.
Таблица 9
Характерный признак Наименование материала.
Образец пластмассы не загорается, сохраняет свою форму и имеет запах формальдегида Термореактивная пласт- масса
Образец пластмассы загорается, но гаснет при удалении из пламени. Возникает зеленая зона пламени: запах горелой резины Термопластмасса Полихлоропрен
запах едкий, но не горелой резины Поливинилхлорид или его производные (перхлорви- нил, винипласт, винилит)
запах сладкий, черная зола Поливинилинденхлорид (саран)
Зеленой зоны пламени не возникает: запах горелого молока Галалит
искры из пламени и запах уксусной кислоты Ацетилцеллюлоза
Образец пластмассы горит после удаления из пламени. Горение весьма быстрое, пламя белое: запах камфары Целлулоид
запах камфары отсутствует Нитроцеллюлоза
В пламени преобладает голубой цвет, возмож- на белая верхушка: очень сильный сладковатый фруктовый запах Полиметилметакрилат (органическое стекло)
запах горящей соломы, пламя почти пол- ностью голубое, материал полностью раство- ряется в соляной кислоте Полиамидные смолы (капрон, нейлон, силон, перлон, энант и т. п.)
слабый, слегка сладковатый запах прогорк- лого масла или сыра Поливинилформаль
из пламени летят искры, пламя без искр, го- рение ровное и постоянное Ацетобутират целлюлозы (бутвар)
75
Продолжение табл. 9
Характерный признак
Наименование материала
Пламя окружено ярко-зеленой оболочкой, за-
пах горящей резины
Пламя окружено пурпурной оболочкой, го-
рение с искрами, запах уксусной кислоты
Пламя желто-белое:
запах прогорклого масла,или сыра
сладкий цветочный запах, пламя дымное
слабый, слегка сладковатый запах
Пламя окружено желто-зеленой оболочкой:
горение происходит с трудом, с образованием
искр, запах уксусной кислоты; сплавленная
горящая пластмасса, капая в воду, дает
темно-коричневые пенистые зернышки или
хлопья
горение идет легко, слегка сладкова-
тый запах; расплавленная горящая пластмас-
са, капая в воду, дает плоские диски, имею-
щие светло-коричневую окраску (если пласт-
масса была прозрачной) и мало отличающие-
ся от первоначальной окраски (если’ пласт-
масса была окрашенной)
Хлоркаучук
Поливинилацеталь
Ацетобутират целлюлозы
(этрол)
Полистирол
Поливинилформаль
(формвар)
Ацетилцеллюлоза
Этилцеллюлоза
Следует иметь в виду, что испытание пластмасс и смол на за-
пах при нагревании является методом субъективным и может дать
неточные результаты.
Ремонт термопластмасс заключается в основном в склеивании
или сварке.
Кроме того, при определении типа пластмассы нужно иметь в
виду следующее:
полиэтилен на холоде устойчив и устойчив к. действию органи-
ческих растворителей и концентрированной соляной кислоты, но
растворяется в толуоле и ксилоле при температуре выше 80°С;
фторопласты устойчивы к действию концентрированных кис-
лот и органических растворителей при повышенных температурах,
за исключением фторопласта-3, который несколько набухает в
этиловом эфире и трихлорэтилене;
полиамидные смолы растворяются в концентрированной соля-
ной и муравьиной кислотах и в феноле, но устойчивы к действию
толуола и ксилола при нагревании.
Детали из слоистых пластмасс ремонтировать склеиванием
(для неответственных деталей) или соединением с помощью зак-
лепок или винтов.
76
В связи с низкой теплостойкостью пластмасс применять только
холодную клепку металлических заклепок. Для уменьшения на-
грузок, возникающих при клепке, обычно используют не сплошные
металлические заклепки, а полые (трубчатые) из мягкой стали, а
также алюминиевые, латунные или медные. С тем чтобы распре-
делить нагрузки на большую площадь, применять полые заклепки
с увеличенной головкой или сплошные с шайбой, подкладываемой
под головку. Диаметр головки заклепки или шайбы должен быть
тем больше, чем ниже прочность полимерного материала на сжа-
тие.
Отверстия глубиной до 2 мм можно пробивать, а больше 2 мм
сверлить.
В случае соединения листов различной толщины заклепками,
имеющими потайные головки, головки расположить на стороне ли-
стов большей толщины, а при соединении заклепками с выступаю-
щими головками заклепки установить так, чтобы головки находи-
лись на стороне более тонкого листа.
При соединении пластмассовых изделий и некоторых других
материалов (кожи и т. п.) можно применять заклепки из термо-
пластмасс. Чаще всего применяют заклепки, изготовленные вы-
тяжкой винипластового стержня, нагретого до температуры 130°С,
после чего, не снимая нагрузки, стержень охладить, а затем разре-
зать на кусочки требуемой длины. Заклепки поместить в отвер-
стия соединяемых деталей и равномерно нагреть горячим возду-
хом или пламенем до температуры 130°С. В результате нагревания
заклепки уменьшатся в продольном и увеличатся в поперечном
направлениях. Но поскольку соединяемые детали ограничивают
расширение заклепок, то происходит стягивание деталей заклеп-
ками.
Заклепки больших размеров изготовлять аналогичным спосо-
бом из винипластовой трубки и устанавливать их так же, как и
сплошные заклепки.
Соединения на пластмассовых заклепках легко разъединить,
срубив головки заклепок. При этом скрепляемые детали обычно
не повреждаются. Слоистые пластики можно соединять заклеп-
ками любого типа. В связи с возможным выкрашиванием стенок
отверстия следует применять заклепки диаметром не более 4 мм.
Заклепки должны проходить через материал перпендикулярно к
его слоям.
Расстояние от оси металлических заклепок до краев соединяе-
мых деталей должно быть 2,5—3 диаметра заклепки.
Детали из пластмасс соединяются как с помощью резьбовых
пластмассовых деталей (втулки, трубы и т. п.), так и с помощью
промежуточных элементов (винтов, болтов, шурупов). Чаще приме-
няются соединения с промежуточными деталями, причем резьбо-
вые элементы выполняются как из металлов, так и из полимерных
материалов.
Для соединения хрупких материалов применяют обычно соеди-
нения со сквозным винтом или болтом, при этом под головку вин-
77
тд и под гайку необходимо устанавливать предохранительные под-
кладки или шайбы. Высокопрочные материалы (стеклопластики,
текстолит) допускается соединять без под.сладок. Если винт ввин-
чивается в деталь из пластмассы, то глубина резьбового отвер-
стия должна быть не менее 2,5 диаметра винта. Расстояние от
краев материала до оси винта должно быть не менее трех диа-
метров винта.
Резьбовые соединения деталей из пластмассы непрочны, поэто-
му их часто упрочняют, применяя параллельно склеивание де-
талей.
Сваривать можно только термопластические материалы, кото-
рые размягчаются при повышенной температуре; в размягченном
состоянии возможно их соединение. В некоторых случаях при
сварке пластмасс требуется наличие присадочного материала. Мо-
гут применяться два вида сварки: газовая и контактная.
Процесс сварки термопластов состоит в том, что соединяемые
детали, а при сварке с использованием присадочного материала
и присадочный пруток, нагреваются до перехода в вязкотекучее
состояние и при небольшом давлении соединяются между собой.
При высоких температурах термопластические материалы начи-
нают разлагаться и теряют механическую прочность и химическую
стойкость. Поэтому при сварке нагрев материала должен быть
возможно более кратковременным, а температура не должна пре-
вышать температуры разложения (или превышать ее на очень ко-
роткое время). Диаметр присадочного прутка не должен превы-
шать 4 мм, с тем чтобы его можно было быстро и равномерно про-
греть по всему сечению.
Сварка пластмасс обычными газовыми горелками очень труд-
на, так как температура пламени достигает 2000°С и выше. При
этой температуре пластмассы очень быстро разлагаются. В этом
случае сварку можно производить только косвенным нагревом воз-
духа через металлическую стенку, нагреваемую пламенем го-
релки.
В некоторых случаях, например, при повреждениях пластмас-
совых оболочек кабелей, рекомендуется производить сварку (пайку)
пластмассы заплавкой мест повреждения паяльником. Допу-
скается использовать в качестве наплавляемого материала куски
оболочки от аналогичного кабеля.
Контактная сварка в условиях ремонта применяется для свари-
вания тонких (пленочных) материалов. Сваривать можно паяль-
ником, утюгом или другим нагревателем при температуре 250—
300°С. Наиболее удобно сваривать пленки, накладывая их друг
на друга и сдавливая нагревателем. Во избежание прилипания пла-
стиката к нагретому металлу между ними целесообразно проло-
жить лист пергаментной бумаги (кальки). Если свариваемые
поверхности загрязнены, протереть их перед сваркой аце-
тоном.
Один из способов контактной сварки с помощью паяльника по-
казан на рис. 16. Пластикат нагревается паяльником 1, который
78
перемещается вдоль свариваемой линии. За нагревателем переме-
щается прижимной ролик 2.
Термопласты обладают свойствами растворимости, их склеива-
ние может быть произведено за счет размягчения материала соот-
ветствующим растворителем. С этой целью тщательно очищенные
и зашкуренные поверхности смазывают растворителем, после чего
соединяют и подвергают небольшому сжатию. Чаще в качестве
клея применяют не чистый растворитель, а раствор соответствую-
щей пластмассы, что позволяет получить более надежную склейку.
Рис. 16. Контактная сварка пластмасс:
/ — нагреватель (паяльник); 2 — прижимной роликз
3 — сварочный шов
Например, органическое стекло склеивается 3—5%’ раствором
опилок этого материала в муравьиной кислоте, ледяной уксусной
кислоте, дихлорэтане. Наилучшие результаты получаются с клеями
на уксусной и муравьиной кислотах, которые дают схватывание
шва за 10 мин. Прочность клеевого соединения около 120 кгс/см2.
Полистирол склеивать раствором этого же материала в бен-
золе. Склеиваемые детали выдержать в струбцинах или зажимах
под давлением 1—4 кгс/см2 в течение не менее 6 ч при комнатной
температуре. При необходимости произвести механическую обра-
ботку. Склеенные детали после снятия давления выдержать 24 ч.
Давление при склейке должно быть равномерным по всей склеи-
ваемой поверхности и достаточным для выжимания пузырьков
воздуха из клеевого слоя.
Полихлорвинидные пластмассы (винипласт, винилит и т. п.)
соединяют сваркой. В качестве клея для них может применяться
20% раствор перхлорвиниловой смолы в дихлорэтане. Следует
иметь в виду, что при работе с большинством клеев необходимо
строго соблюдать меры предосторожности против попадания их
на кожу и вдыхания паров растворителей.
Кроме клеев специальных для каждого вида пластмассы при-
меняются также универсальные клеи. Наиболее часто они приме-
79
няются при склеивании термореактивных пластмасс, которые не
поддаются растворению. Эпоксидный и полиуретановый клеи и
клеи типа БФ хорошо склеивают не только термореактивные
пластмассы, но и некоторые термопластические (органическое
стекло), а также металлы, стекло, фарфор, дерево, картон, бумагу,
фибру, кожу и т. п.
Марки клеев, их физико-механические показатели и техноло-
гия применения приведены в инструкции по склеиванию (прило-
жение 5, ч. II). Отдельные характеристики и способы применения
некоторых наиболее употребительных клеев приведены ниже.
Клей типа БФ применяется в тех случаях, когда требуется по-
вышенная теплостойкость клеевого шва и склеиваемых материа-
лов, работающих в сильно кислой среде Клей БФ-4 дает эластич-
ный и более устойчивый к вибрациям клеевой шов, стойкий к воз-
действию щелочей, допускает склеивание при более низких темпе-
ратурах, чем клей БФ-2. В связи с этим клей БФ-4 наиболее часто
применяется для склеивания органического стекла, кожи, древе-
сины, стекла и т. п. Перед склейкой поверхности деталей проте-
реть ацетоном или спиртом и высушить на воздухе, а поверхности
деталей из термореактивных пластмасс, текстолита, кожи, меди и
стали дополнительно перед протиранием зачистить наждачной бу-
магой.
Разбавителем клеев типа БФ служит спирт. Электроизоляци-
онные свойства и влагостойкость пленки клея БФ-2 несколько
выше, чем у БФ-4.
Полиуретановый клей ПУ-2 получается смешиванием двух ком-
понентов: дизоцианата и полиэфира. Время использования смеси
около 2 ч. Добавляя ацетон, можно продлить срок хранения гото-
вой смеси до 3—4 ч. Компоненты, предохраняют от проникновения
влаги. Прочность склейки клеем ПУ-2 не ниже, чем клеем БФ-2.
Преимуществами клея ПУ-2 по сравнению с клеями типа БФ яв-
ляются: возможность холодного отвердения, лучшая сопротивляе-
мость длительным нагрузкам, более высокая теплостойкость
(100—120°С). Вместе с тем клей ПУ-2 токсичен, прочность клее-
вого шва снижается при увлажнении.
Клей ПФЭ-2/10 отличается повышенной эластичностью и виб-
ростойкостью клеевого шва. Шов устойчив к действию бензина и
масла. Клей ПФЭ-2/10 отвердевает под давлением 2—5 кгс/см2
при температуре 125°С в течение 10 ч или при 155°С в течение
6—8 ч. Для холодного отвердения в клей добавляют отвердитель
в количестве 10% от веса сухого вещества. Выдерживают склеен-
ные детали под давлением 1,5—2 кгс/см2 при комнатной темпе-
ратуре в течение 0,5—1,5 ч, а затем двое-трое суток без давления.
Клей ПФЭ-2/10 склеивает пластмассы, стекло, металлы и другие
материалы.
Эпоксидные клеи характеризуются высокой прочностью шва,
они могут быть как горячего, так и холодного отвердения. Клеи
приготовляют перед употреблением путем смешивания эпоксидной
смолы с отвердителями. Большинство приготовленных эпоксидных
5Q
клеев может храниться от 1 до 24 ч, некоторые—до 6 месяцев.
Эпоксидные клеи применяются, как правило, для склеивания ме-
таллов, пластмасс, керамики, фарфора в любом сочетании друг
с другом.
В связи с отсутствием выделения летучих компонентов и ма-
лой усадкой эпоксидные клеи не требуют при отвердении повы-
шенного давления.
Поврежденные пластмассовые и керамические детали, рабо-
тающие при температуре не выше 100°С, могут быть восстанов-
лены с помощью стиракрила ТШ или ACT. Стиракрил приме-
няется при склеивании сломанных деталей, заделке раковин, ско-
лов, пор, трещин, вмятин, пробоин, для формирования профиля
и восстановления резьбы. Поверхности деталей, подлежащие вос-
становлению, обезжирить и очистить от загрязнения тампоном,
смоченным бензином Б-70 или ацетоном, и просушить в течение
15—20 мин при комнатной температуре.
Приготовить стиракрил в количестве, необходимом на 15—
20 мин работы. Для этого взвесить порошок и жидкость (раство-
ритель) в соотношении 1:0,75 для формования или в соотно-
шении 1 : 1 для склеивания, заделки пор, трещин и т. п. Порошок
высыпать в чистую фарфоровую или металлическую посуду и за-
лить жидкостью. Полученную массу размешать стеклянной палоч-
кой в течение 1—2 мин до получения однородной смеси. Смесь вы-
держать еще 1—2 мин, после чего она готова к употреблению.
Приготовлять стиракрил в вентилируемом или хорошо проветри-
ваемом помещении.
Нанести стиракрил на ремонтируемые места и с помощью
скальпеля произвести формовку детали до получения требуемого
профиля, а также заделать поры, трещины, раковины и т. п. Для
восстановления резьбового отверстия рассверлить его по диаметру
на 2—4 мм. Если отверстие сквозное, то для предотвращения вы-
текания стиракрила отверстие закрыть пробкой, крышкой или
пластилином. По резьбе винта прогнать плашку, зачистить резьбу
от заусенцев и смазать парафином. Вставить винт в отверстие
по центру и в зазор залить приготовленный стиракрил (рис. 17, а).
Если конструкция позволяет установить винт меньшего диаметра,
то сорванную резьбу отверстия можно не удалять, а достаточно
обезжирить ее, установить в отверстие винт и залить его стир-
акрилом (рис. 17, б).
При склеивании деталей стиракрил нанести на обе поверхно-
сти сплошным равномерным слоем и скрепить детали с помощью
тисков,. струбцин или других приспособлений. Излишки стирак-
рила удалить скальпелем. При сдавливании склеиваемых поверх-
ностей обеспечить равномерное давление 0,2—0,3 кгс/см2. При
этом следить, чтобы не было перекосов и сдвигов.
Отверстия (пробоины) ремонтировать, как показано на рис. 18.
При формовке профилей для придания массе стиракрила не-
обходимой формы рекомендуется пользоваться плотной бумагой
типа ватмана, дестью и т. п.; плоскости, образующие форму де-
8!
тали, изолировать от прилипания стиракрила, для чего смазать их
расплавленным парафином или силиконовым маслом.
Стиракрил не должен попадать на контактные соединения, на
резьбу и трущиеся поверхности. После склеивания или формовки
детали выдержать при нормальной температуре 12—15 ч. Не
Рис. 17. Ремонт резьбовых соединений с помо-
щью стиракрила:
а — с рассверливанием резьбового отверстия; б—без
рассверливания отверстия (установка винта меньшего
диаметра)
Рис. 18. Устранение
пробоин стиракрилом
ранее чем через 24 ч произвести доводку деталей до требуемой
формы механической обработки стиракрила (опиливанием, свер-
лением, шлифованием).
По окончании работы со стиракрилом руки вымыть с мылом.
Курить и пользоваться огнем при работе со стиракрилом за-
прещается.
5.10. Ремонт селеновых выпрямителей
Дефектацию селеновых выпрямителей проводить внешним ос-
мотром и проверкой электрических параметров. В зависимости
от дефекта выпрямитель выбраковывать или отправлять в ремонт.
Выбраковке подлежат выпрямители, имеющие:
заметное глазом искрение с поверхности селенового вентиля;
повреждения лакокрасочного покрытия на поверхности вен-
тилей, составляющие больше 20% их площади;
обломанные или расплющенные контакты;
закороченные вентили, если после прожига они не восстанав-
ливаются.
Ремонту подлежат селеновые выпрямители, имеющие;
недостаточно четкую маркировку;
82
небольшие повреждения внешнего покрытия вентилей (до
20%);
пробой и незначительное отслоение (менее 5%) поверхности
металлизированного покрытия сверху слоя селена селеновых шайб
(вентилей), если шайбы сняты и дефектируются отдельно;
загрязненные шайбы;
пробой отдельных вентилей.
Поврежденные вентили подлежат восстановлению или замене
новыми, чтобы не увеличилось обратное напряжение на остальные
вентили.
Поврежденные вентили рекомендуется восстанавливать элект-
рическим током, проходящим через вентиль в обратном направ-
лении, чтобы не повредить незакороченные участки восстанавли-
ваемого вентиля.
Ток, необходимый для выжигаю i закороченных участков, ре-
комендуется получать разрядом конденсаторов емкостью от 100
до 4000 мкФ, заряженных до предельно допустимого обратного
напряжения на элемент. Закороченн ie участки можно выжигать,
подключив непосредственно к вентилю напряжение от аккумуля-
торной батареи в запорном направлен .и.
Разбирать селеновые выпрямители только в случае крайней
необходимости. Если восстановить закороченные вентили не уда-
лось, заменить их исправным ч которые можно использовать от
ранее разобранных селеновых выпрямителей. Для замены надо
осторожно снять стяжную шпильку и, не рассыпая исправных,
склеенных краской вентилей, заменить неисправный.
Если вентиль для замены подобран от разобранных неисправ-
ных селеновых выпрямителей, то перед его установкой в новый
выпрямитель надо снять старую краску, если она имеется на
контактной поверхности вентиля, с помощью растворителя, напри-
мер, № 646 ГОСТ 18188—72. Госле сборки столба закрасить
замененную шайбу, подкрасить места повреждения краски
эмалью.
В процессе эксплуатации нельзя подтягивать или ослаблять
гайки, сжимающие элементы на стяжной шпильке. Усиление дав-
ления на элементы может вызвать увеличение обратных токов
выпрямителя, а ослабление давления нарушит контакт между
вентилями и вызовет местный перегрев их.
Селеновые выпрямители, установленные в неработающей ап-
паратуре, а также находящиеся на хранении более шести меся-
цев, особенно если в хранилище температура менее 5°С, надо
подвергать формовке. Вентили, не вмонтированные в аппаратуру,
можно формовать двумя способами: переменным и постоянным
напряжением.
Схема формовки селеноьых выпрямителей переменным на-
пряжением приведена на рис. 19.
83
Сопротивление нагрузки рассчитывать по формуле
^Обр^
где t/обр — допустимое обратное напряжение на один элемент, В;
п — количество элементов в плече;
/н — ток нагрузки, А.
Рис. 19. Схема формовки селеновых выпрямителей переменным напряжением
Формовать выпрямители в следующем порядке:
установить переменное напряжение
Z7'= (0,6-?-0,7) t/o6p«;
через 10—15 мин повысить установленное напряжение до ве-
личины С/"=17обр« и поддерживать его постоянным в тече-
ние 2 ч.
В процессе формовки поддерживать среднюю величину вы-
прямленного тока.
Формовка селеновых выпрямителей постоянным напряжением
наиболее удобна для ремонта на месте эксплуатации, поскольку
не требуется сопротивление нагрузки и регулятор переменного
напряжения, а постоянное (выпрямленное) напряжение можно
снять с любого выпрямителя. Формовку выпрямителей по этому
способу выполнять постоянным током по схеме, приведенной на
рис. 20, в следующем порядке:
не подключая напряжение переменного тока, подать на выход
селенового выпрямителя в соответствии с маркировкой обратное
напряжение ^ЛбрЯ. при котором обратный ток не превышает
предельно допустимый;
по мере спадания обратного тока увеличивать обратное напря-
жение, но не более U^n., не увеличивая обратный ток более
допустимого значения;
84
продолжать формовку в течение 2 ч; во время формовки не-
обходимо следить за нагревом селеновых вентилей, температура
которых при измерении термометром не должна превышать 65—
70°С, а при измерении термопарой 70—75°С.
О-
О
о-
Рис. 20. Схема формовки выпрямителей посто-
янным напряжением
Выпрямители, находившиеся на длительном хранении в нера-
бочем состоянии в аппаратуре, должны перед вводом в эксплуа-
тацию подвергаться формовке в течение 2 ч путем включения
номинального переменного напряжения по возможности без на-
грузки. При этом нагрузку снимать или путем снятия ряда ламп
(с наибольшим током потребления) или включением блоков, ко-
торые питаются от выпрямителя.
Любой вид выпрямителя путем перепайки его перемычек или
соединения с другими такими же выпрямителями может быть
превращен почти в любую схему выпрямления. Возможные ва-
рианты перекомпоновки приведены в табл. 10.
85
00
о
Вид выпрямителя
QJ —М-Ч>Н+ —ы—
Д -двуплечий выпрямитель —|>рЦ>|— -ь < Основное применение Вывода не подключается
£- единичный вентиль Й 1 is ’Основное применение
М~однофазный мост ги + Выводы''Соеди- няются параллель' но Выводы^ не подключаются
М~0ыпрямитвль7со средней течкой —
Т-трехфааный мост Си OJ Л» - Выводы~ооединя - ются параллельно Выводы^ не подключаются
ТаблицаЮ
Возможные схемы выпрямления
. Г4 1 Ь4 1 VI 1 И l ГИ И гч ГхП +
tW+ C\J -Г — г-м-4|«-л
<л-Й—г~ ъэ—£>£—1 г 1 •.rrr-v Лй । ’
Основное применение СП сЛ. • 1 ГМ - К1 - bd , Ld 1
—• Основное применение
Основное Щ^имвнеише
Такая конструктивная особенность селеновых выпрямителей
весьма удобна. Она позволяет широко использовать ограничен-
ное количество видов выпрямителей практически в любой схеме
выпрямления простой перепайкой перемычек и проводов. Поэтому
при ремонте радиоаппаратуры, пользуясь данными схем, приве-
денными в табл. 10, можно перемонтировать имеющиеся в ЗИП
изделия выпрямители и получить нужный выпрямитель для аппа-
ратуры.
При замене одних типов селеновых выпрямителей (как пра-
вило, снятых с производства) другими необходимо выполнять
следующие требования:
подводимые переменные напряжения обоих типов должны быть
примерно одинаковыми. При этом величина переменного напря-
жения (эффективное значение), приходящаяся на один элемент, не
должна превышать допустимой;
выпрямленный ток заменяющего типа выпрямителя должен
быть не менее выпрямленного тока заменяемого типа;
физические свойства, отражающие условия эксплуатации заме-
няющего типа выпрямителя, должны быть равны или лучше фи-
зических свойств заменяемого типа; например, выпрямители Се-
рии А могут быть заменены выпрямителями серии Г;
Рис. 21. Схемы проверки селеновых выпрямителей:
а—вентилей; б — двуплечих выпрямителей; в — выпрямителей со средней точкой; е —
выпрямителей, собранных по схеме однофазного моста; д — выпрямителей, собранных
ро схеме трехфазного моста
57
учитывать габаритные и установочные размеры.
Кроме указанного, необходимо учесть возможность перепайки
перемычек заменяющего выпрямителя для получения требуемых
параметров.
После ремонта селеновые выпрямители проверить по вели-
чине прямого падения напряжения в выпрямителе и по величине
выпрямленного тока. Схемы проверки селеновых выпрямителей
приведены на рис. 21.
Новые выпрямители перед установкой достаточно проверить
по величине выходного напряжения.
5.11. Ремонт полупроводниковых приборов
Дефектацию полупроводниковых приборов производить внеш-
ним осмотром и проверкой электрических параметров без отпайки
из монтажа или перед установкой в монтаж. У диодов проверить
состояние полупроводникового перехода, а у транзисторов — об-
ратный ток коллектора и коэффициент усиления по току а или р.
При внешнем осмотре проверить состояние лакокрасочного
покрытия, наличие маркировки, состояние выводов. В монтаже
выводы проверить на отсутствие короткого замыкания, правиль-
ность присоединения выводов полупроводникового прибора к точ-
кам монтажа.
Полупроводниковый прибор подлежит выбраковке, если его
рабочие электрические параметры не соответствуют паспортным
данным или если состояние выводов не позволяет установить его
в схему. Мощные полупроводниковые приборы также выбраковы-
ваются и при разрушенном теплоотводе.
Проверить полупроводниковые приборы без отпайки из мон-
тажа можно омметром, проверяя омическое сопротивление между
выводами, используя для этого, например, комбинированный при-
бор Ц4312. Такая упрощенная проверка предназначена только
для выявления короткого замыкания (пробоя) полупроводниковых
переходов. Пробой полупроводникового перехода характеризуется
или нулевым сопротивлением, или равенством сопротивлений в
прямом и обратном направлениях при измерении сопротивлений
между выводами полупроводникового прибора.
При проверке обязательно учитывать влияние шунтирующих
участков монтажа. Измерения производить приборами с рабочим
напряжением не выше рабочего напряжения (указанного в пас-
порте на каждый тип) полупроводникового прибора во избежа-
ние их пробоя при проверке.
Измерительные и смесительные диоды СВЧ проверять оммет-
ром не рекомендуется.
Паять полупроводниковые приборы оловянно-свинцовыми при-
поями ПОССу40-0,5, ПОС-61 в соответствии с инструкцией по пайке
мягкими и твердыми припоями (приложение 6? ч. II).
Тип предохранителя Номинальный ток плавкой вставки, А Ток плавления плавкой вставки, А
ПК 0,15; 0,25; 0,5 2/н. BGT
1 2
2; 3; 4; 5 2/н. в ст
СН-0,5 0,5 1
СК-0,5 0,5 1
ПН 0,25; 0,5; 1; 2; 3; 4; 5 2/н. вст
ПН-2 30; 40; 50 3-^Н. вст
60; 80; 100 з,з/н. вст
120; 150 57н. вст
200 920
300 1600
400; 500 ^Н. вст
600 2600
ПЦ 1 2
2; 3; 5 21и. вст
Таблица 11
Время срабатывания предохранителя, с Материал плавкой вставки Примечание
10 Стальная проволо- Длина предохранителя
ка 30; 45; 55 мм
10 Марганцовистони- келевая проволока
10 Медная проволока
20
20
10
10 Медная лента
10 Марганцово-нике- Длина предохранителя
левая проволока 30± 1 мм
10 Медная проволока
о
Тип предохранителя Номинальный ток плавкой вставки, А Ток плавления плавкой вставки, А
ПМ 0,15 0,3
0,25; 0,5 2/н. вст
1 2
2; 3; 4; 5 2/н. вст
ПДП-2 10 21
15 26
20 35
ПЦУ-6 1; 2; 4; 6 2-^н. вст
ПЦУ-20 10; 15; 20 2/н. вст
ПВ-2 2 3
ПВ-6 6 9
ПВ-20 20 30
ПВ-30 30 45
Продолжение табл. П
Время срабатывания предохранителя, с Материал плавкой вставки Примечание
10 Константановая проволока
10 Стальная проволо- Длина предохраните-
ка ля 20±1 мм
10
10 Медная проволока
1 ч Плавкая вставка за- полнена мелким кварце- вым песком
1 ч 1 ч
1 ч То же
1 ч
До 200 Медная посеребрен- ная проволока
До 20 Серебряная прово- Плавкая вставка за-
лока крытого типа
До 20
То же
Продолжение табл. 11
Тип предохранителя Номинальный ток плавкой вставки, А Ток плавления плавкой вставки, А Время срабатывания предохранителя, с Материал плавкой вставки Примечание
ПВ-40 40 60 До 65 Серебряная лока прово-
ПВ-50 50 75
ПВ-60АС 60 60 90 Более 10 мин От 20 с до 3 мин При температуре ок- ружающей среды ±20°С
60 90 Более 10 мин Более 20 с Серебряная лока прово- При температуре ок- ружающей среды +50°С
ПВ-80АС 80 . 90 80 120 Не более 12 мин Более 10 мин От 20 с до 2,5 мин При температуре ок- ружающей среды —60°С При температуре ок ружающей среды 4-20°С
80 120 Более 4 мин Более 20 с Серебряная лока прово- При температуре ок- ружающей среды —60°С
ПВ-100АС <о 100 120 100 120 Не более 8 мин Более 8 мин От 20 с до 2,5 мин При температуре ок- ружающей среды —60°С При температуре ок- ружающей среды +20°С
to
Продолжение табл. 11
Тип предохранителя Номинальный ток плавкой вставки, А Ток плавления плавкой вставки, А Время срабатывания предохранителя, с Материал плавкой вставки Примечание
ПР-2 1 6; 10 15 15; 20; 25 35; 45; 60 60; 80; 100 100; 125 160; 200 200; 225 260; 300 350 430; 500 600 600; 700 850; 1000 100 120 120 2^н. вст 26,3 1,75/н. вст 1 >в/н. вст 1 »о/н. вст 1 »6/н. вст Более 4 мин Не менее 20 с Не более 4,5 мин 1 ч 1 ч 1 ч 1 ч 1 ч 2 ч Серебряная прово- лока Цинковая пластина с одним или нес- колькими узкими ме- стами (перешейками) При температуре ок- ружающей среды +50°С При температуре ок- ружающей среды —60°С Предохранители раз- личаются по номиналь- ному напряжению: ис- полнение I — на напря- жение 220 В, исполне- ние II — на напряжение до 500 В Нормально работает при температуре окру- жающей среды от —20 до +35°С
Продолжение табл. Н
Тип предохранителя Номинальный ток плавкой вставки, А Ток плавления плавкой вставки, А Время срабатывания предохранителя, с
ППТ-10 с плав- кими вставками 6 9 12,6 15 Более 1 ч 1 ч Более 1 ч
ВТФ-6 ВТФ-10 10 21 1 ч
СП-1 1 1,6 2,0 Менее 30 мин 0,2—1,5
СП-2 2 5 Не более 30 мин
СП-5 5 6 Более 30 мин
СП-10 10 15 Менее 30 мин при 20°С
СП-15 15 22,5 Менее 30 мин при 20°С
•СП-20 СП-25 20 25 Менее 30 мин
СП-30 30 1 >5/н. в ст
СП-40 40
СН-0,15 0,15 0,3 40
g СК-0,15 0,15 0,3 40
Пластина из цинка
Материал плавкой вставки Примечание Нормально работает при температуре окру- жающей среды от + 10 до +35°С
Медная эмалиро- ванная проволока Нормально работает при температуре от —60 до + 60°С
Серебряная прово-
лока
Серебряная прово-
лока
Пластина из цинка Нормально работает при температуре от —60 до +60°С
Пайку производить в течение 2—3 с паяльником мощностью
не более 60 Вт с теплоотводом между корпусом прибора и местом
пайки.
В качестве теплоотвода рекомендуется применять пинцет с
плоскими медными губками шириной не менее 3 и толщиной не
менее 2 мм.
При соединении транзисторов с монтажом коллекторный вы-
вод должен присоединяться последним и отключаться первым.
Базовый вывод должен присоединяться первым и отключаться
последним.
5.12. Восстановление плавких предохранителей
Основными характеристиками плавких предохранителей при-
нято считать номинальный ток плавкой вставки, номинальный ток
предохранителя, ток плавления вставки, время срабатывания
предохранителя при токе плавления. Основные характери-
стики плавких предохранителей различных типов приведены в
табл. 11.
Восстановление предохранителей сводится к замене плавких
вставок исправными запасными или вновь изготовленными. За-
мена вставки возможна только в том случае, если известна вели-
чина номинального тока /н.вст сгоревшей плавкой вставки. При
этом необходимо помнить следующее:
величина номинального тока плавкой вставки задана режимом
работы цепи и изменению не подлежит;
при замене провода плавких вставок на другой (не предусмот-
ренный для данной плавкой вставки) время срабатывания предо-
хранителя изменяется, что может привести к отключению аппа-
ратуры или отказу ее;
если бесперебойность работы обеспечивается меньшей плав-
кой вставкой, то нельзя ставить большую. В связи с этим необхо-
димо сгоревшие провода плавких вставок заменять калиброван-
ными специальными проводами, придаваемыми к "плавким встав-
кам или рекомендуемыми для замены.
При восстановлении плавкой вставки предохранителей необ-
ходимо:
очистить от копоти и пыли контактные части и внутреннюю
поверхность патрона или стеклянной трубочки, в которых сгорела
плавкая вставка;
определить ток плавления плавкой вставки предохранителя
согласно табл. 11;
подобрать провод нужного диаметра (табл. 12) или по номи-
нальному току плавкой вставки подобрать нужный калиброванный
провод. Если же нет провода на указанный ток плавления, то
допускается применение проводов с меньшим током плавления,
соединенных параллельно,
94
Таблица 12
Диаметр провода, мм
Ток плавления, А медь алюминий никелин сталь олово свинец
0,3 0,022 0,043 —. —-
0,5 0,03 0,04 0,05 0,06 0,11 0,13
1 0,05 0,07 0,08 0,12 0,18 0,21
2 0,09 о,ю 0,13 0,19 0,29 0,33
3 0,11 0,14 0,18 0,25 0,38 0,43
4 0,14 0,17 0,22 0,30 0,46 0,52
5 0,16 0,19 0,25 0,35 0,53 0,60
6 0,18 0,22 0,28 0,40 0,60 0,68
7 0,20 0,25 0,32 0,45 0,66 0,75
8 0,22 0,27 0,34 0,48 0,73 0,82
9 0,24 0,29 0,37 0,52 0,79 0,89
10 0,25 0,31 0,39 0,55 0,85 0,95
15 0,32 0,40 0,52 0,72 1,12 1,25
20 0,39 0,48 0,62 0,87 1,35 1,52
25 0,46 0,56 0,73 1,00 1,56 1,75
30 0,52 0,64 0,81 1,15 1,77 1,98
35 0,58 0,70 0,91 1,26 1,95 2,20
40 0,63 0,77 0,99 1,38 2,14 2,44
45 0,68 0,83 1,08 1,50 2,30 2,65
50 0,73 0,89 1,15 1,60 2,45 2,78
60 0,82 1,00 1,30 1,80 2,80 3,15
70 0,91 1,10 1,43 2,00 3,10 3,50
80 1,00 1,22 1,57 2,20 3,40 3,80
90 1,08 1,32 1,69 2,38 3,64 4,10
100 1,15 1,42 1,82 2,55 3,90 4,40
120 1,31 1,60 2,05 2,85 4,45 5,00
140 1,45 1,78 2,28 3,18 4,92 5,50
160 1,59 1,94 2,48 3,46 5,38 6,00
180 1,72 2,10 2,69 3,75 5,82 6,50
200 . 1,84 2,25 2,89 4,05 6,20 7,00
225 1,99 2,45 3,15 4,40 6,75 7,60
250 2,14 2,60 3,35 4,70 7,25 8,10
275 2,20 2,80 3,55 5,00 7,70 8,70
300 2,40 2,95 3,78 5,30 8,20 9,20
Плавкие вставки предохранителей типов ПР-2, ППТ-10, СП-10,
СП-15, СП-25, СП-30, СП-40, ПДП-2, ПЦУ-6, ПЦУ-20, ПН-2
разрешается заменять только запасными вставками заводского
изготовления.
Категорически запрещается замена стандартной пластинчатой
плавкой вставки проволочной, если она даже рассчитана на тот
же номинальный ток.
5.13. Ремонт кабелей
чДефектацию кабелей проводить внешним осмотром и электри-
ческой проверкой.
Внешним осмотром проверить видимые механические повреж-
дения кабелей. Перед осмотром необходимо:
95
отсоединить штепсельные разъемы и наконечники кабелей от
источников электропитания;
закрыть отсоединенные штепсельные разъемы кабелей защит-
ными крышками;
отсоединить штепсельные разъемы и наконечники кабелей от
изделий и кабин;
закрыть крышками штепсельные разъемы;
вскрыть кабельные каналы (траншеи, короба);
извлечь подлежащий осмотру кабель;
подвесить кабель на изготовленные из подручных материалов
рогатки на высоте примерно 0,5 м от земли. Расстояние между
рогатками должно быть около 5 м;
очистить кабель и разъемы от загрязнений. Кабели со шлан-
говой оболочкой протереть влажной ветошью. Низкочастотные
разъемы протереть ветошью, смоченной бензином Б-70, высокоча-
стотные— хлопчатобумажной салфеткой, смоченной спиртом.
При осмотре кабелей проверить поверхность наружной изо-
ляции, слегка прогибая кабель. Особенно тщательно осмотреть
места соединений кабеля с разъемом.
Внимательно осмотреть ранее ремонтировавшиеся участки.
При осмотре разъемов проверить:
правильность сборки;
состояние контактных поверхностей штырьков и гнезд;
состояние корпуса и изоляционных деталей;
состояние резьбы крепежных деталей (винтов, скоб, гаек);
надежность пайки жил кабелей к разъемам.
Электрическую проверку на отсутствие коротких замыканий
и обрывов проводить с помощью ампервольтомметра.
Сопротивление изоляции между жилами, а также между жи-
лами и. корпусом разъема измерить мегаомметром на 500 В.
Если измерение сопротивления изоляции проводится при тем-
пературе окружающей среды, отличной от +20°С, то за величину
сопротивления изоляции принимается результат, вычисленный по
формуле
/?20 = Н'К,
где /?2о — сопротивление изоляции при температуре окружающей
среды 4-20°С;
/?'— сопротивление изоляции, измеренное при существующей
температуре окружающей среды;
к — поправочный температурный коэффициент (см. ниже).
Температура окружающей среды, °C...... 10 20 30 40
Поправочный коэффициент ............. 0,5 1,0 2,0 4,0
Подлежат ремонту силовые кабели и кабели управления
(КРПТ, РПШЭ, КШМ, НРШМ, КМВ, ШРПС, ШРПД), имею-
щие:
отдельные порезы или сквозные разрывы защитной оболочки
или резинового шланга;
96
нечеткую маркировку на разъеме или кабеле;
следы подгара, забоины или глубокие царапины на штырьках
или гнездах разъемов;
поврежденную резьбу накидных гаек;
обрыв кабеля, отдельных жил или короткое замыкание жил в
местах подсоединения разъемов;
обрыв или короткое замыкание отдельных жил на длине 25 м
в кабелях управления и сигнализации и на длине 50 м в кабелях
питания;
одноместный обрыв всех токоведущих жил кабеля на длине
50 м.
Силовые кабели и кабели управления подлежат выбраковке
(замене) при наличии:
изломов, разрывов, трещин, выкрашивания защитной оболоч-
ки, резинового шланга и изоляции на значительном участке;
более одного обрыва или замыкания отдельных токопроводя-
щих жил между собой или с экраном (оплеткой) на длине 25 м
для кабелей управления и сигнализации и на длине 50 м для
кабелей питания;
более одного одноместного обрыва всех токопроводящих жил
кабеля на длине 50 м;
сопротивление изоляции между токопроводящей жилой и экра-
ном (оплеткой), а также между токопроводящими жилами менее
50 МОм.
Высокочастотные кабели подлежат ремонту при наличии:
обрывов или коротких замыканий в местах подсоединения
разъемов;
одного обрыва или короткого замыкания кабеля на длине
50 м;
нечеткой маркировки на кабелях, разъемах.
ВЧ-кабели подлежат выбраковке (замене) при наличии:
изломов, разрывов, трещин, осыпания внешней изоляции по
всей длине кабеля;
более одного обрыва или короткого замыкания кабеля на
длине 50 м;
сопротивление изоляции между токопроводящей жилой и оп-
леткой менее 100 МОм, а для кабелей Р КС-15/38 менее 150 МОм.
Единичные обрывы проволок оплетки устранять бандажирова-
нием луженым проводом (обмоткой токоведущих проводов, имею-
щих обрывы жил). Наложенный бандаж пропаять. Не рекомен-
дуется делать бандажи чаще чем через 20 м кабеля.
Коррозию без разрушения проволок устранять механической
чисткой с обезжириванием уайт-спиритом и последующим покры-
тием экранирующей оплетки алюминиевой эмалью 9-32.
Поврежденную полихлорвиниловую внешнюю изоляцию (по-
крытие) заплавить полихлорвинилом с помощью электрического
паяльника мощностью 90—200 Вт. Перед заплавкой рабочую по-
верхность паяльника зачистить напильником до полного удаления
4-888 97
припоя. Заплавку внешних оболочек делать не более одной на
каждый метр кабеля. При большом количестве заплавок (бо-
лее 10) кабель заменить.
При заплавке края оболочки совместить с некоторым перекры-
тием и, надавливая паяльником на шов, заплавить его. Давление
не должно быть чрезмерным, чтобы не нарушать форму сечения
кабеля. Для перекрытия разрывов допускается использовать от-
резки оболочки такого же кабеля. После заплавки поврежденное
место туго обвернуть киперной лентой, наложить бандаж из ниток
№ 00, покрыть его бакелитовым лаком и просушить.
Кабели, имеющие обрывы жил внутри кабеля, заменить но-
выми, если не представляется возможным найти место обрыва.
Если имеется обрыв жилы или экрана возле разъема, то укоро-
тить кабель и заново заделать разъем. Кабели, размеры которых
подобраны по электрической длине, можно укорачивать только в
кратном отношении к длине волны проходящих электромагнитных
колебаний.
В радиочастотных кабелях применяется большое количество
соединителей (разъемов) самой различной конструкции (характе-
ристики наиболее распространенных из них приведены ниже). Не-
исправный разборный соединитель (разъем) отремонтировать. Для
этого отпаять жилу кабеля и внешний проводник (экран) с целью
выявления погнутых штырей, гнезд и т. д. Если ремонт возможен,
контактирующие детали (штырь, гнездо), корпус и изолятор сое-
динителя очистить от окислов и грязи, неисправные детали отре-
монтировать. При невозможности ремонта соединитель заменить.
Заделка концов кабеля в соединители включает в себя разделку
концов, припайку арматуры и сборку соединителей. Для каждого
типа соединителя требуется определенная разделка концов кабеля.
Концы разделывать в соответствии с табл. 13 и рис. 22 (а, б), где
приведены примеры разделки концов кабеля, или по образцу ста-
рого кабеля. При разделке концов жилы тщательно зачистить,
скрутить, если они состоят из нескольких проволок, и облудить
припоем ПОС-61.
Арматуру (штыри, гнезда и др.) припаять так, чтобы был
обеспечен надежный электрический контакт и механическая проч-
ность, а также исключена возможность короткого замыкания кон-
цов жил между собой или на экранирующую оплетку. Обратить
особое внимание на чистоту изоляции. Не допускается попадание
на изоляцию отрезанных проволочек или брызг припоя. Края
экрана обрезать ровно, чтобы не было торчащих концов прово-
локи, и припаять. После припайки арматуры соединитель смонти-
ровать.
Перед сборкой соединителей убедиться, что все детали исправ-
ны и не загрязнены, внутренний проводник заделываемого кабеля
не имеет обрывов, нет погнутых контактов в соединителе, изоля-
ционные детали не имеют забоин и сколов, не повреждено галь-
ваническое покрытие поверхностей, изоляция заделываемого ка-
98
Таблица 13
Марка кабеля Погонная емкость кабеля, пФ/м, не более Коэффициент укорочения волны Размер концов кабеля, мм № рисунка раз- делки КОНЦОВ кабеля Порядковый иомер соедини- теля в табл. 14
Ъ с d е
Кабели коаксиальные со сплошной изоляцией из стабилизированного и оболочкой из пигментированного полиэтилена
РК-50-2-11 (РК-119) РК-50-2-11 (РК-119) РК-50-2-11 (РК-119) РК-50-2-11 (РК-119) 115 115 115 115 1,52 1,52 1,52 1,52 30 30 7 7 9,0 20,0 2,5 2,5 3,0 3,0 4,8 4,8 22, а 22, а 22, б 22, б 73 75 4 6
РК-50-2-11 (РК-119) 115 1,52 12 4,0 2,0 — 22, а 51
РК-50-2-11 (РК-119) 115 1,52 12 4,0 2,0 — 22, а 50
РК-50-2-11 (РК-119) 115 1,52 12 5,0 2,0 — 22, а 45
РК-50-2-11 (РК-119) 115 1,52 7 2,5 3,0 4,8 22, б 7
РК-50-2-11 (РК-119) 115 1,52 7 2,3 1,5 — 22, а 61
РК-50-2-11 (РК-119) 115 1,52 20 4,7 1,5 — 22, а 64
РК-50-2-12 115 1,52 7 2,5 3,0 3,9 22, б 1
РК-50-2-12 115 1,52 7 2,5 3,0 3,9 22, б 3
РК-50-2-12 115 1,52 7 2,5 3,0 3,9 22,6 12
РК-50-2-12 115 1,52 7 2,5 3,0 3,9 22,6 11
РК-50-3-11 (РК-159) 110 1,52 12 5,0 2,0 — 22, а 53
РК-50-3-11 (РК-159) ПО 1,52 12 4,0 2,0 — 22, а 48
РК-50-4-11 НО 1,52 30 19,0 — — 22, а 76
РК-50-7-11 (РК-147) 115 1,52 12 6,0 2,0 — 22, а 17
РК-50-7-11 (РК-147) 115 1,52 12 4,0 2,0 —— 22, а 15
РК-50-7-11 (РК-147) 115 1,52 12 4,5 2,0 22, а 42
Продолжение
о
Марка кабеля Погонная емкость кабеля, пФ/м, не более Коэффициент укорочения волны Размер концов кабеля, мм № рисунка раз- делки концов кабеля Порядковый номер соедини- теля в табл. 14
b с а е
РК-50-7-11 (РК-147) 115 1,52 12 4,0 2,0 - 22, а 40
РК-50-7-11 (РК-147) 115 1,52 12 6,0 2.0 — 22, а 44
РК-50-7-11 (РК-147) 115 1,52 30 19,0 — — 22, а 77
РК-50-7-11 (РК-147) 115 1,52 30 8,0 — — 22, а 60
РК-50-7-11 (РК-147) 115 1,52 7 2,5 3,0 3,9 22, б 10
РК-50-7-11 (РК-147) 115 1,52 7 2,5 3,0 3,9 22, б 14
РК-50-7-11 (РК-147) 115 1,52 7 2,5 3,0 3,9 22, б 13
РК-75-4-11 (РК-101) 72 1,52 12 5,0 2,0 — 22, б 29
РК-75-4-11 (РК-Ю1) 72 1,52 20 4,7 1,5 22, б 72
РК-75-4-11 (РК-101) 72 1,52 12 6,0 2,0 — 22, б 28
РК-75-4-11 (РК-101) 72 1,52 12 4,0 1,5 — 22, а 32
РК-75-4-11 (РК-101) 72 1,52 7 2,5 1,5 — 22, а 69
РК-75-4-11 (РК-101) 72 1,52 12 5,0 2,0 22, а 56
РК-75-4-11 (РК-101) 72 1,52 12 4,0 2,0 22, а 59
РК-75-4-11 (РК-101) 72 1,52 12 6,0 2,0 — 22, а 55
РК-75-4-11 (РК-101) 72 1,52 30 11,0 — — 22, а 78
РК-75-4-11 (РК-101) 72 1,52 30 22,0 22, а 80
РК-75-4-11 (РК-Ю1) 72 1,52 7 2,3 1,5 22, а 66
РК-75-4-12 (РК-149) 76 1,52 12 5,0 2,0 22, а 29
РК-75-4-12 (РК-149) 76 1,52 12 6,0 2,0 — 22, а 28
РК-75-4-12 (РК-149) 76 1,52 12 4,0 2,0 - 22, а 31
РК-75-4-12 (РК-149) 76 1,52 12 5,0 2,0 __ 22, а 56
РК-75-4-12 (РК-149) 76 1,52 12 4,0 2,0 — 22, а 59
РК-75-4-12 (РК-149) 76 1,52 12 6,0 2,0 — 22, а 55
Продолжение
Марка кабеля Погонная емкость кабеля, пФ/м, не более Коэффициент укорочения волны Размер концов кабеля, мм № рисунка раз- делки концов кабеля Порядковый номер соедини- теля в табл. 14
b с а е
РК-75-4-12 (РК-149) 76 1,52 30 11,0 22, а 78
РК-75-4-12 (РК-149) 76 1,52 30 22,0 —. — 22, а 80
РК-75-9-12 75 1,52 12 5,0 2,0 — 22, а 35
РК-75-9-13 75 1,52 12 6,0 2,0 — 22, а 34
РК-75-9-13 75 1,52 12 4,0 2,0 — 22, а 33
РК-ЮО-7-11 (РК-102) 57 1,52 30 19,0 — — 22, а 83
РК-100-7-11 (РК-102) 57 1,52 30 7,0 — 22, а 84
Кабели коаксиальные со сплошной изоляцией из кабельного или стабилизированного полиэтилена и оболочкой из
полихлорвинилового пластика
РК-50-2-13 (РК-19) 115 1,52 7 2,5 3,0 4,8 22, б 7
РК-50-2-13 (РК-19) 115 1,52 7 2,5 3,0 4,8 22, б 4
РК-50-2-13 (РК-19) 115 1,52 7 2,5 3,0 4,8 22, б 6
РК-50-2-13 (РК-19) 115 1,52 12 4,0 2,0 — 22, б 51
РК-50-2-13 (РК-19) 115 1,52 12 4,0 2,0 — 22, б 50
РК-50-2-13 (РК-19) 115 1,52 12 5,0 2,0 — 22, б 45
РК-50-2-13 (РК-19) 115 1,52 30 20,0 — — 22, а 75
РК-50-3-13 (РК-55) 110 1,52 12 4,0 2,0 — 22, а 48
РК-50-3-13 (РК-55) 110 1,52 12 6,0 2,0 — 22, а 47
РК-50-3-13 (РК-55) НО 1,52 12 5,0 2,0 — 22, а 53
РК-50-7-15 (РК-47) 115 1,52 12 4,5 «— — 22, а 16
РК-50-7-15 (РК-47) 115 1,52 12 6,0 — — 22, а 17
о
Марка кабеля Погонная емкость ' кабеля, пФ/м, не более Коэффициент укорочения волны
ь
РК-50-7-15 (РК-47) 115 1,52 12
РК-50-7-15 (РК-47) 115 1,52 12
РК-50-7-15 (РК-147) 115 1,52 12
РК-50-7-15 (РК-147) 115 1,52 12
РК-50-7-15 (РК-47) 115 1,52 30
РК-50-7-15 (РК-47) 115 1,52 30
РК-50-7-.15 (РК-47) 115 1,52 30
РК-50-7-15 (РК-47) 115 1,52 30
РК?50-7-15 (РК-47) 115 1,52 30
РК-75-4-15 (РК-1) 76 1,52 12
РК-75-4-15 (РК-1) 76 1,52 12
РК-75-4-15 (РК-1) 76 1,52 12
РК-75-4-15 (РК-1) 76 1,52 12
РК-75-4-15 (РК-1) 76 1,52 12
РК-75-4-15 (РК-1) 76 1,52 12
РК-75-4-15 (РК-1) 76 1,52 30
РК-75-4-15 (РК-1) 76 1,52 30
РК-75-4-15 (РК-1) 76 1,52 30
РК-75-4-15 (РК-1) 76 1,52 30
РК-75-4-16 (РК-49) 76 1,52 12
РК-75-4-16 (РК-49) 76 1,52 12
РК-75-4-16 (РК-49) 76 1,52 12
РК-75-4-16 (РК-49) 76 1,52 12
РК-75-4-16 (РК-49) 76 1,52 12
Продолжение
Размер концов кабеля, мм № рисунка раз- делки концов кабеля Порядковый номер соедини- теля в табл. 14
с d е
4,0 22, а 15
12,0 6,5 — 22, а 42
4,0 — 22, а 40
6,0 — 22, а 44
19,0 1 — 22, а 77
8,0 — 22, а 60
17,5 —— 22, а 89
17,5 — — < 22, а 97
17,5 22, а 92
5,0 — 22, а 29
6,0 — — 22, а 27
4,0 — —? 22, а 31
5,0 22, а 56
6,0 — — 22, а 58
6,0 — 22, а 54
19,0 — — 22, а 78
8,0 — 22, а 80
17,5 — 22, а 90
17,5 — — 22, а 93
5,0 2,0 — 22, а 30
6,0 2,0 22, а 29
4,0 2,0 22, а 32
5,0 2,0 — 22, а 56
4,0 2,0 — 22, а 58
Продолжение
Марка кабеля Погонная емкость кабеля, пФ/м, не более Коэффициент укорочения волны Размер концов кабеля, мм № рисунка раз- делки концов кабеля Порядковый номер соедини- теля в табл. 14
b с d е
РК-75-4-16 (РК-49) 76 1,52 12 6,0 2,0 22, а 55
РК-75-4-16 (РК-49) 76 1,52 30 9,0 — 22, а 78
РК-75-4-16 (РК-49) 76 1,52 30 8,0 — 22, а 80
РК-100-7-13 (РК-2) 57 1,52 30 19,0 — — 22, а 83
РК-100-7-13 (РК-2) 57 1,52 30 7,0 22, а 84
РК-100-7-13 (РК-2) 57 1,52 30 17,5 — — 22, а 91
РК-100-7-13 57 1,52 30 17,5 — 22, а 94
РК-75-3-11 (РК-67) 60 1,19 7 2,5 1,5 — 22, а 68
РК-75-3-11 (РК-67) 60 1,19 7 2,5 1,5 - 22, а 71
РК-75-4-17 (РК-66) 60 1,21 30 19,0 — 22, а 79
РК-75-4-17 (РК-66) 60 1,21 30 7,0 — — 22, а 82
РК-100-4-11 50 1,2 12 5,0 — — 22, а 36
РК-100-4-11 50 1,2 12 4,0 — 22, а 39
РК-100-4-11 50 1,2 12 4,0 — — 22, а 38
Кабели коаксиальные со сплошной изоляцией из фторопласта и оболочкой из стеклонити теплостойкие
РК-50-2-21 (РКТФ-19) 105 1,43 7 2,3 1,5 — 22, а 62
РК-50-2-21 (РКТФ-19) 105 1,43 20 2,3 4,7 — 22, а 65
РК-50-2-21 (РКТФ-19) 105 1,43 7 2,5 3,0 4,8 22, а 4
РК-50-2-21 (РКТФ-19) 105 1,43 7 .2,5 1,5 22, а 63
РК-50.2-21 (РКТФ-19) 105 1,43 7 2,5 3,0 4,8 22,6 6
РК-50-2-21 (РКТФ-19) 105 1,43 12 4,0 — — 22, а 52
РК-50-2-21 (РКТФ-19) 105 1,43 12 4,0 — — 22, а 50
£ РК-50-2-21 Со (РКТФ-19) 105 1,43 12 5,0 — — 22, а 46
tr*
о
Марка кабеля Погонная емкость кабеля, пФ/м, не более Коэффициент укорочения волны
РК-50-2-21 (РКТФ-19) 105 1,43
РК-50-2-21 (РКТФ-19) 105 1,43
РК-50-4-21 (РКТФ-29) 106 1,41
РК-50-7-21 (РКТФ-47) 106 1,41
РК-50-7-21 (РКТФ-47) 106 1,41
РК-50-7-21 (РКТФ-47) 106 1,41
РК-50-7-21 (РКТФ-47) 106 1,41
РК-50-7-21 (РКТФ-47) 106 1,41
РК-50-7-21 (РКТФ-47) 106 1,41
РК-50-7-21 (РКТФ-47) 106 1,41
РК-50-7-21 (РКТФ-47) 106 1,41
РК-50-2-22 105 1,43
РК-50-2-22 105 1,43
РК-50-2-22 105 1,43
РК-50-2-22 105 1,43
РК-50-2-22 105 1,43
РК-75-4-21 (РКТФ-1) 70 1,41
РК-75-4-21 (РКТФ-1) 70 1,41
РК-75-4-21 (РКТФ-1) 70 1,41
РК-75-4-21 (РКТФ-1) 70 1,41
РК-75-4-21 (РКТФ-1) 70 1,41
РК-75-4-21 (РКТФ-1) 70 1,41
РК-75-4-21 (РКТФ-1) 70 1,41
РК-75-4-21 (РКТФ-1) 70 1,41
Продолжение
Размер концов кабеля, мм № рисунка раз- делки концов кабеля Порядковый номер соедини- теля в табл. 14
b с а е
30 8,0 22, а 75
30 9,0 — — 22, а 73
30 8,0 — — 22, а 74
12 4,5 — — 22, а 15
12 4,0 2,0 — 22, а 16
12 6,0 2,0 — 22, а 17
12 4,5 — — 22, а 43
12 4,0 2,0 — 22, а 41
12 6,0 2,0 — 22, а 44
30 19,0 —> — 22, а 77
30 19,0 — — 22, а 60
7 2,5 3,0 3,9 22, а 2
7 2,5 3,0 3,9 22, а 3
7 2,5 3,0 3,9 22, б 5
7 2,5 3,0 3,9 22, б 12
7 2,5 3,0 3,9 22, б 11
12 5,0 2,0 22, а 30
7 Гнездо 2,3 1,5 —. 22, а 67
Штырь 2,5
12 4,0 1,5 — 22, а 31
12 5,0 1,5 — 22, а 28
7 Гнездо 2,3 1,5 22, а 70
Штырь 2,5
12 5,0 2,0 — 22, а 57
12 4,0 2,0 — 22, а 59
12 6,0 2,0 22, а 55
Марка кабеля Погонная емкость кабеля, пФ/м, не более Коэффициент укорочения волны
ъ
РК-75-4-21 (РКТФ-1) 70 1,41 30
РК-75-4-21 (РКТФ-1) 70 1,41 30
РК-75-4-22 70 1,41 12
РК-75-4-22 70 1,41 12
РК-75-4-22 70 1,41 12
РК-75-4-22 70 1,41 12
РК-75-4-22 70 1,41 12
РК-75-4-22 70 1,41 12
РК-75-4-22 70 1,41 30
РК-75-4-22 70 1,41 30
РК-75-4-22 70 1,41 7
РК-75-2-22 70 1,41 7
РК-75-2-22 70 1,41 7
РК-75-2-22 70 1,41 7
РК-75-7-21 70 1,41 30
РК-75-7-21 70 1,41 7
РК-10О-7-21 (РКТФ-2) 50 1,41 30
РК-100-7-21 (РКТФ-2) 50 1,41 30
ся
Продолжение
Размер концов кабеля, мм № рисунка раз- делки концов кабеля Порядковый номер соедини- теля в табл. 14
с d е
19,0 22, а
8,0 — — 22, а 80
5,0 — — 22, а 30
4,0 2,0 — 22, а 32
5,0 2,0 22, а 28
5,0 2,0 — 22, а 57
4,0 2,0 — 22, а 59
6,0 2,0 — 22, а 55
19,0 22, а 82
1 8,0 — — 22, а 80
2,5 3,0 3,9 22, б 8
2,5 3,0 3,9 22, б 3
2,5 3,0 3,9 22, б 10
2,5 3,0 3,9 22,6 14
7,0 — — 22, а 81
2,5 3,0 3,9 22, б 13
19,0 22, а 83
7,0 — — 22, а 84
-
Продолжение
———----------------------... И.' » , .... ... — !
Марка кабеля Погонная емкость кабеля, пФ/м, не более Коэффициент укорочения волны Размер концов кабеля, мм № рисунка раз- делки концов кабеля Порядковый номер соедини- теля в табл. 14 ।
Ъ с d е
Кабели коаксиальные со сплошной изоляцией из кабельного полиэтилена и защитной оболочкой из полихлорвинила
РК-3 — 1,53 30 17,5 2,0 — 22, а 87
РК-3 1,53 30 17,5 2,0 — 22, а 88
РК-3 — 1,53 30 17,5 2,0 — 22, а 95
РК-6 — — 30 17,5 2,0 — 22, а 86
РК-6 30 17,5 2,0 22, а 85
РК-6 — — 30 17,5 2,0 22, а 96
РК-6 — — 12 5,0 2,0 22, а 35
РК-6 — 12 6,0 2,0 — 22, а 34
РК-6 12 4,0 2,0 22, а 33
РК-6 — — 12 4,5 2,0 — 22, а 18
РК-6 — — 12 6,0 2,0 — 22, а 20
РК-6 —* —* 12 4,0 2,0 — 22, а 22
Кабели коаксиальные с полувоздушной изоляцией на основе стабилизированного илена и оболочкой из пигментированного
полиэт
РК-150 27 1,2 12 4,5 2,0 - - 22, а 24
РК-150 27 1,2 12 6,0 2,0 — 22, а 25
РК-150 27 1,2 12 4,0 2,0 22, а 26
Продолжение
Марка кабеля Погонная емкость кабеля, пФ/м, не более Коэффициент укорочения волны Размер концов кабеля, мм № рисунка раз- делки концов кабеля Порядковый номер соедини- теля в табл. 14
Ъ с d е
Кабели коаксиальные со сплошной оболочкой из фторопласта-4 и оболочкой из стеклонити теплостойкие
РКТФ-6 101 1,41 12 4,5 2,0 — 22, а 19
РКТФ-6 101 1,41 12 4,0 2,0 —— 22, а 23
РКТФ-б 101 1,41 12 6,0 2,0 — 22, а 21
фторопласта-4 и оболочкой из стеклонити теплостойкие
Кабели коаксиальные с полувоздушной изоляцией на основе
РКТФ-56 50 1,15 12 5,0 2,0 — 22, а 37
РКТФ-56 50 1,15 12 4,0 2,0 — 22, а 39
РКТФ-56 50 1,15 12 6,0 2,0 — 22, а 38
Кабели коаксиальные с воздушной изоляцией на основе стабилизированного полиэтилена гибкие
РК-ОГ-1 —• — 7 , 2,5 3,0 3,9 22, б 2
РК-ОГ-Т —— — 7 2,5 3,0 3,9 22, б 3
РК-ОГ-Т — 7 2,5 3,0 3,9 22, б 1 5
О
беля срезана ровно и перпендикулярно оси внутреннего провод-
ника, нет зазора между торцом штыря (гнезда) и плоскостью
среза изоляции кабеля, установлены уплотнительные кольца. По-
Внешний проводник
Лудить Кругом .
ПОС-61 ГОСТ 1499-54
в-
а
Внешний проводник
Кппппипк расплести в 2 косички
ранааэю из хлопчато- / •
бумажных ниток №10 Лудить кругом
.'П0С-6Г ГОСТ 1499-54
6
Рис. 22. Способы разделки концов кабеля
рядок заделки кабеля в наиболее распространенные соединители
указан в табл. 14, способы заделки кабеля показаны на
рис. 23—29.
Ремонт кабелей типа РК заключается в ремонте полихлорви-
ниловых и полиэтиленовых оболочек, ремонте оплетки, восста-
новлении сопротивления изоляции.
Повреждения оболочки в виде проколов, небольших задиров
(без обрыва задранной оболочки) площадью не более 1 см2 устра-
нять без снятия оболочки с дефектного участка кабеля в следую-
щем порядке:
поверхность оболочки очистить от грязи и пыли ветошью, смо-
ченной в бензине;
108
4 ГОСТ 1499-70
Рис. 23. Заделка кабеля в радиочастотный соединитель:
а — подготовка кабеля к заделке в соединитель; б —заделка: / — колпа*
чок; 2 втулка; 3, 4 — изоляторы; 5 — штырь (гнездо): 6 — корпус;
1 — кабель
Рис. 24. Заделка кабеля в соединитель:
/ — изолятор; 2 — изолирующая шайба; 3 — конусная шайба?'
4 — соединитель; 5 — уплотнительное кольцо; 6 — шайба; 7 —
сухарь; 8 — зажимная втулка; 9 — кабель
109
ПО
Рис. 25. Заделка кабеля в соединитель:
/ — корпус соединителя; 2, 3- изоляторы; 4 — гнездо; 5 —
штырь (гнездо); 6 — конусная шайба; 7 — уплотнительное
кольцо; 8 — шайба; 9 — сухарь; 10 — зажимная втулка;
11 — кабель
Рис. 26. Заделка кабеля в соединитель:
/ — гайка; 2, 5—шайбы; 3 — кольцо; 4 — су-
харь; 6 — корпус соединителя; 7 — изолятор;
8 — штырь (гнездо); ^ — кабель
в э
to C4
Рис. 28. Заделка кабеля в коаксиальный соединитель:
/ — зажимная втулка; 2 — опорное кольцо; 3 — втулка; 4—корпус соеди-
нителя; 5 — штырь (гнездо); 6 — изолятор; 7 — разрезная втулка; 0 —
гайка; 9 — шайба; 10 — кабель
Рис. 29. Заделка кабеля в соединитель:
9, 3, 12 — втулки; 2, 5— шайбы; 4, // *- уплотнительные кольца]
6 — зажимная втулка; 7 —кабель; 8 —корпус с накидной гайкой]
9 — штырь (гнездо); 10 — изолятор
Соединитель
Розетка приборно-кабельная
То же
Розетка кабельная
То же
Вилка кабельная
То же
Розетка приборно-кабельная
То же
Розетка кабельная
Вилка кабельная
Вилка приборно-кабельная пря-
мая врубного соединения
Розетка приборно-кабельная
Вилка приборно-кабельная
Розетка приборно-кабельная
Вилка кабельная угловая
Розетка приборно-кабельная
Вилка кабельная прямая
Розетка приборно-кабельная
То же
Вилка кабельная прямая
То же
Вилка кабельная угловая
То же
Розетка приборно-кабельная
Вилка кабельная прямая
То же
Розетка приборно-кабельная
То же
Вилка кабельная угловая
То же
»
Вилка кабельная прямая
Розетка приборно-кабельная
Розетка приборно-кабельная с
байонетным соединением
Розетка приборно-кабельная
Вилка кабельная прямая
Вилка кабельная угловая с байо-
нетным соединением
Вилка кабельная угловая
То же
Розетка приборно-кабельная
То же
7 Обозначение / № рисунка заделки кабеля
СР-50-102Ф(РГЗР-2-4) 23
СР-5О-1ОЗФ(РГЗР-2-5) 23
СР-50-106Ф(РГ2Р-2-11) 23
СР-50-107Ф(РГ2Р-2-24) 23
СР-50-110Ф(РШ2-2-3) 23
СР-50-111Ф(РШ2Р-2-13) 23
СР-50-113Ф(РГЗР-2-23) 23
СР-75-1ОЗФ(РГЗР-2-8) 23
СР-75-106Ф(РГ2Р-2-14) • 23
СР-75-Ю9Ф(ОШ2Р-2-6) 23
СР-50-509Ф(РШЗР-2-9) 23
СР-50-519Ф(РГЗР-2-19) 23
СР-75-512Ф(РШЗР-2-12) 23
СР-75-522Ф(РГЗР-2-22) 23
СР-50-161П (ВР-161П) 24
СР-50-163П(ВР-163П) 24
СР-50-1б4П(ВР-164П) 24
СР-50-170П(ВР-170П) 24
СР-50-170Ф(ВР-170Ф)
СР-50-171П(ВР-171П) 24
СР-50-171Ф(ВР-171Ф) 24
СР-50-186П(ВР-186П) 25
СР-50-186Ф(ВР-186Ф) 25
СР-бО-ЗООП(ВР-ЗООП) 24
СР-бО-ЗОШ(ВР-ЗОШ) 24
СР-50-308П(ВР-308П) 24
СР-75-154П(ВР-154П) 24
СР-75-154Ф(ВР-154Ф) 24
СР-75-155ЩВР-155П) 24
СР-75-155Ф(ВР-155Ф) 24
СР-75-158(ВР-158П) 25
СР-75-158Ф(ВР-158Ф) 25
СР-75-160ЩВР-160П) 25
СР-75-167П(ВР-167П) 24
СР-75-168П(ВР-168П) 24
СР-50-32ЩВР-302П) 24
СР-50-32Ф(ВР-302Ф) 24
СР-бО-ЗЗФ(ВР-ЗОЗФ) 24
СР-50-34Ф(ВР-304Ф) 25
СР-50-61П(ВР-61П) 25
СР-50-61Ф (ВР-61Ф) 24.
СР-бО-бЗП(ВР-бЗП) 24
СР-бО-бЗФ(ВР-бЗФ) 24
112
Таблица 14
Последовательность сборки соединителя
Разделать кабель согласно рис. \22,б. Надеть колпачок 1 (рис. 23), на
внешний проводник кабеля надеть втулку 2 до упора в торец наружной обо-
лочки кабеля, расплести экран на две косички, уложить их в пазы втулки,
слегка натянув, припаять его ко втулке. Обкатать хвостовую часть втулки до
диаметра «г». На изоляцию кабеля надеть изолятор 3, предварительно надев
шайбу. На внутренний проводник кабеля надеть штырь (гнездо) 5 до упора в
торец изолятора 3 и в уплотненном состоянии припаять так, чтобы не возникло
зазора между изолятором и штырем (гнездом) 5. Вставить кабель в корпус
соединителя 6 До упора так, чтобы уступ штыря или торец гнезда был вровень
с соответствующим торцом изолятора. Вставить кабель в прорезь развальцовки,
затем подвинуть ее до упора в корпус 6. Завальцевать корпус 6 на втулке 2
так, чтобы не было прокручивания корпуса относительно втулки от руки.
Спаять корпус 6 со втулкой 2, надеть колпачок 1 на хвостовую часть втулки 2
до упора
Надрезать и снять наружную изоляцию кабеля на длине 12 мм (рис. 22).
Расчесать и выпрямить внешний проводник кабеля (оплетку). Надеть на ка-
бель детали 8, 6, 5, 3 (рис. 24). Шайбу 3 предварительно облудить, не допус-
кая попадания припоя на контактирующую поверхность. Равномерно распреде-
лить внешний проводник по пазам шайбы 3, обмотать луженой проволокой
диаметром 0,3 мм шайбу (2—3 витка), выступающие концы проволоки обрезать.
Припаять внешний проводник к шайбе 3. Отступить на 2 мм от торца шай-
бы 3, надрезать и снять внутреннюю изоляцию кабеля на расстоянии «б» мм
(рис. 22). Надеть изолирующую шайбу 2 (см. рис. 24). Припаять штырь (гнез-
до) к облуженному проводнику кабеля. Надеть изолятор 1. При пайке не до-
пускается оплавление изолирующей шайбы 2.
Уплотнительное кольцо 5, шайбу 6 поджать к детали 3 и вставить в кор-
пус соединителя 4.
Вложить в корпус 4 сухари 7, затянуть зажимную втулку 8 с усилием, ис-
ключающим продольный люфт кабеля относительно контакта конусной шайбы 3
с корпусом соединителя. Втулку контрить в резьбу краской, соответствующей
теплостойкости кабеля.
Заделку кабеля в угловые соединители (рис. 25) производить аналогично
заделке в прямые соединители с соблюдением тех же условий и требований.
Обратить особое внимание на сочленение штырь — гнездо внутри корпуса со-
единителя.
При заделке кабеля РК-3 в соединители СР-75-167П, СР-50-170П под изо-
лирующую шайбу 8 вместо 2 мм оставлять 4 и 3 мм соответственно
из
Соединитель Обозначение № рисунка заделки кабеля
Вилка кабельная прямая СР-50-64П(ВР-64П) 24
То же СР-50-74(ВР-74П) 24
» СР-50-74Ф(ВР-74Ф) 24
СР-50-76П(ВР-76П) 24
Вилка кабельная угловая СР-50-80П(ВР-80П) 25
То же СР-50-81П(ВР-81П) 25
СР-50-81Ф(ВР-81Ф) 25
Розетка приборно-кабельная СР-50-83П(ВР-83П) 24
То же СР-50-83Ф(ВР-83Ф) . « 24
СР-50-84П(ВР-84П) 24
Вилка кабельная прямая СР-75-54П(ВР-54П) 24
То же СР-75-54Ф(ВР-54Ф) 24
Розетка приборно-кабельная СР-75-55П(ВР-55П) 24
То же СР-75-55Ф(ВР-55Ф) 24
Вилка кабельная угловая СР-75-58П(ВР-58П) 25
То же СР-75-58Ф(ВР-58Ф) 25
Вилка приборно-кабельная прямая врубного соединения СР-50-504Ф(РШЗР-1-4) 25
Розетка кабельная прямая СР-50-275Ф(МВР-612) 26
То же СР-50-276Ф (МБР-614) 26
Вилка кабельная прямая СР-50-282Ф(МВР-620) 26
Розетка кабельная угловая СР-50-287Ф(МВР-628) 27
То же СР-50-288Ф(МВР-629) 27
Розетка кабельная прямая СР-75-278Ф(МВР-617) 26
То же СР-75-279Ф(МВР-618) 26
Розетка приборно-кабельная
Вилка кабельная прямая
То же
»
Розетка кабельная угловая
Вилка приборно-кабельная прямая
врубного соединения
То же
Розетка приборно-кабельная с бай-
онетным соединением
То же
»
»
Вилка приборно-кабельная пря-
мая
То же
СР-75-280Ф(МВР-619)
СР-75-284Ф(МВР-624)
СР-75-285Ф(МВР-626)
СР-75-286Ф(МВР-627)
СР-75-289Ф(МВР-631Ф)
СР-50-501Ф(РШЗР-1-1)
СР-50-503Ф(РШЗР-1-3)
СР-50-520Ф(РГЗР-1-1)
СР-50-521Ф(РГЗР-1-2)
СР-50-523Ф(РГЗР-1-4)
СР-75-501Ф(РГЗР-1-5)
СР-75-5ОЗФ(РГЗР-1-7)
СР-75-505Ф(РШЗР-1-5)
26
26
26
26
27
28
28
28
28
28
28
28
28
114
Продолжение табл. 14
Последовательность сборки соединителя
Разделать кабель согласно рис. 22. Расчесать и выпрямить внешний про-
водник. Надеть на кабель гайку 1, шайбу 2, кольцо 3 (рис. 26), наложить су-
хари 4, обжать их и припаять внешний проводник на длине конусной части
сухарей, выступающие концы обрезать. Надеть шайбу 5 на изоляцию кабеля,
на расстоянии 1,5 мм осторожно снять изоляцию. Длину внутреннего провод-
ника оставить 2,5 мм для пайки штыря и 2,3 мм для пайки гнезда и припаять
штырь (гнездо) к облуженному внутреннему проводнику кабеля.
Вставить штырь (гнездо) 8 в изолятор 7, вставить детали и кабель в кор-
пус соединителя 6 и затянуть гайку 1 с усилием, исключающим продольный
люфт кабеля относительно корпуса соединителя. Внешний проводник (экран)
кабеля припаять к корпусу соединителя с двух сторон
Заделку кабеля в угловые соединители (рис. 27) производить так же, но
со следующими изменениями:
исключить шайбу 5 (рис. 26); вставить изолятор 5 в корпус соединителя 4
(рис. 27), продеть внутренний проводник через него, вставить детали в корпус
соединителя, затем изолятор 6; затянуть зажимную гайку 1; внешний провод-
ник кабеля припаять к корпусу соединителя с двух сторон; внутренний провод-
ник кабеля обрезать на длине 2,3 мм и припаять к нему гнездо; надеть изоля-
тор 7 на гнездо. Ввернуть втулку 8 и затянуть ее ключом
Разделать кабель согласно рис. 22. Надеть на кабель зажимную втулку 1,
гайку 8, шайбу 9, опорное кольцо 2 (рис. 28). На внешний проводник кабеля
надеть втулку 3 до упора в торец наружной изоляции кабеля. На внутренний
проводник кабеля надеть штырь (гнездо) 5 до упора в торец изоляции кабеля,
припаять его. Для обеспечения плотного прилегания штыря (гнезда) к кабелю
можно подрезать жилу кабеля. Расплести, расправить, развести равномерно по
периметру кольца втулки 3 внешний проводник кабеля. Вставить кабель с при-
паянным штырем (гнездом) 5 в корпус соединителя 4 так, чтобы внутренняя
115
Соединитель Обозначение № рисунка заделки кабеля
Вилка приборно-кабельная СР-75-506Ф(РШЗР-1-6) 28
То же х СР-75-506Ф(РШЗР-1-7) 28
Розетка приборно-кабельная пря- мая СР-100-508Ф(РГЗР-1-9) 28
Вилка приборно-кабельная вруб- ного соединения СР-100-509Ф(РШЗР-1-9) 28
Розетка приборно-кабельная пря- мая ВР-200С 29
Вилка кабельная прямая ВР-201С 29
Розетка приборно-кабельная пря- мая ВР-204С 29
Вилка кабельная прямая ВР-205С 29
Розетка приборно-кабельная ВР-210С 29
Вилка кабельная прямая ВР-212С 29
То же ВР-213С 29
» ВР-214С 29
Вилка кабельная угловая ВР-215С 29
То же ВР-216С 29
» ВР-217С 29
» ВР-218С 29
> ВР-219С 29
Примечание. В
графе «Обозначение» в скобках приведено старое
116
Продолжение табл, 14
Последовательность сборки соединителя
изоляция кабеля вошла в соответствующее отверстие изолятора соединителя до
упора. Утопание штыря (гнезда) относительно торца изолятора не более 0,5 мм.
Расплетенный внешний проводник кабеля развести на втулку корпуса 4, закре-
пить проводник двумя-тремя витками медной луженой проволоки диаметром
0,3—0,4 мм в соответствующем пазу втулки корпуса, выступающие концы про-
волоки экрана кабеля обрезать. Навернуть гайку 8, продвинуть в нее до упора
опорное кольцо 2, шайбу 9 и затянуть втулку 1.
При заделке кабеля в соединители СР-50-520Ф следует до подпайки штыря
к внутреннему проводнику кабеля надеть разрезную втулку 7, на внутреннюю
изоляцию кабеля надеть дополнительный изолятор 6 так, чтобы изоляция кабеля
вошла до упора в соответствующее отверстие в изоляторе, припаять штырь
(гнездо) к внутреннему проводнику, затем продвинуть втулку 7 до упора в
торец изолятора 6 и аналогично заделать кабель в соединитель до конца
Надрезать и снять наружную изоляцию кабеля на длине 30 мм, не допус-
кая повреждения внешнего проводника. Расчесать внешний проводник кабеля,
надрезать и снять внутреннюю изоляцию кабеля на длине 17,5 мм, надеть на
кабель зажимную втулку 6, шайбу 5, уплотнительное кольцо 4, корпус с накид-
ной гайкой 8 (рис. 29), втулку 3, равномерно расположить внешний проводник
кабеля по втулке, выступающие концы проволок обрезать, припаять припоем
ПОС-61. Облудить внутренний проводник кабеля, надвинуть корпус с гайкой 8
в обратном направлении, вставить в него шайбу 2 и завернуть втулку 1 торцо-
вым ключом. На внутренний проводник надеть штырь (гнездо) 9 до упора в
торец изоляции кабеля и припаять его. Вставить изолятор 10, завернуть втул-
ку 12 торцовым ключом, надеть на нее резиновое уплотнительное кольцо 4,
шайбу 5 и затянуть зажимную втулку 6 гаечным ключом
обозначение соединителей.
117
очищенное место обмотать лентой, применяя для полихлорви-
ниловой оболочки полихлорвиниловую ленту с липким слоем, а
для полиэтиленовой оболочки — полиэтиленовую ленту без лип-
кого слоя. Обмотку производить с перекрытием не менее 30% в
3—4 слоя, отступив от краев повреждения на 20—30 мм. Ленту
изматывать с небольшим натяжением. Намотка не должна иметь
морщин, вздутий и отслоений.
Поврежденную оболочку площадью более 1 см2 ремонтиро-
вать в следующем порядке:
очистить поверхность оболочки от грязи и пыли ветошью, смо-
ченной в бензине;
Рис. 30. Разделка кабеля при ремон-
те оболочки:
/ — оболочка; 2 — внешний проводник;
А — hq менее 20 и не более 400 мм
Рис. 31. Схема намотки лент на раз-
деланный участок кабеля:
Л — но менее 20 и не более 400 мм; Б —
не менее 120 и не более 500 мм
срезать вкруговую оболочку (рис. 30) и подрезать края обо-
лочки на конус;
на обнаженный участок внешнего проводника намотать ленту
(для полихлорвиниловых оболочек — полихлорвиниловую с лип-
ким слоем, для полиэтиленовых —полиэтиленовую без липкого
слоя) до получения диаметра, равного наружному диаметру обо-
лочки (рис. 31, а);
намотать еще 3—4 слоя ленты (рис. 31, б), начиная и кончая
намотку на неповрежденной части оболочки на расстоянии 50 мм
от краев среза;
наложить на ремонтируемый участок обмотку в 2 слоя из
фторопластовой ленты так, чтобы она заходила на основную
оболочку на 40—50 мм. Каждый слой накладывать с перекрытием
не менее 30%. Конец фторопластовой ленты закрепить липкой
полихлорвиниловой лентой;
опустить обмотанный участок кабеля в ванночку с силиконовой
жидкостью, нагретой до 70°С, и выдерживать при этой температуре
2—3 мин;
вынуть кабель из ванночки, обтереть его чистой ветошью и
прогладить, обжимая рукой в хлопчатобумажной перчатке;
снять бандаж из фторопластовой ленты и осмотреть место ре-
118
монта. В случае недостаточной сварки слоев повторить вышепере-
численные операции.
При повреждении наложенной оболочки приварить края вновь
наложенной оболочки к основной оболочке горячим паяльником
с жалом шириной 10 мм через ленту из фторопласта.
Для ремонта оплетки необходимо очистить поверхность обо-
лочки от грязи ветошью, смоченной в бензине. Ножом обрезать
оболочку и обмотать лентой ПК-4 или лавсановой, если она
имеется. Подрезать края оболочки на конус (см. рис. 30).
При обрыве меньше 50% проволок оплетки произвести в месте
дефекта подмотку в виде спирали, виток к витку, из медной лу-
женой проволоки диаметром 0,2 мм. Концы проволоки припаять.
Восстановить обмотку из ленты ПК-4 или лавсана, если она
имеется в кабеле, навивая ее по спирали на внешний проводник.
Отремонтировать защитную оболочку по методике, приведен-
ной ниже.
При обрыве более 50% проволок оставшиеся проволоки оплетки
перерезать. Концы проволок оплетки пригладить, подстричь и под-
равнять ножницами. Закрепить кабель в тисках так, чтобы конец
оплетки, подлежащей соединению, выступал из губок не более
чем на 20 мм. Расстояние между концами оплетки, подлежащими
сращиванию, должно быть не более 10 мм.
Вырезать из медной фольги толщиной 0,05—0,1 мм пластинку
длиной 15 мм. Обернуть пластинку вокруг цилиндрической оп-
равки, имеющей диаметр на 0,1 мм меньше, чем диаметр изоля-
ции кабеля. Края пластинки должны перекрывать друг друга на
1 мм. Пролудить наружную поверхность втулки припоем ПОС-40.
Снять втулку с оправки и надеть на изоляцию кабеля. При-
паять шов втулки. Натянуть на нее оплетку примерно на 3—5 мм,
покрыть проволочки оплетки флюсом и припаять оплетку к фоль-
говой втулке в следующем порядке:
придерживая пинцетом края оплетки, нанести по кругу олово
для закрепления оплетки на втулке. Тампоном, смоченным в хо-
лодной воде, охлаждать участок пайки после каждого касания
паяльником;
смазать флюсом место пайки;
кратковременными касаниями паяльником с жалом шириной
3 мм припаять оплетку к втулке, охлаждая время от времени ме-
сто пайки тампоном, смоченным в холодной воде.
Надвинуть на фольговую втулку другой конец оплетки, под-
лежащей спайке, и припаять. Заполнить оловом канавку между
двумя припаянными оплетками кратковременными касаниями
паяльником. Плоским надфилем зачистить поверхность пайки, а
затем аккуратно обработать ее шкуркой.
Разобрать разъемы и убедиться в целости всех деталей. Все
внутренние поверхности деталей разъемов тщательно очистить от
грязи и пыли и протереть насухо чистой ветошью.
До сборки разъема измерить сопротивление изоляции кабеля
119
и, если оно в пределах нормы, собрать разъем и вновь измерить
сопротивление изоляции.
Если после чистки сопротивление изоляции продолжает оста-
ваться ниже нормы, отрубить концы кабеля (до 0,5 м с каждой
стороны), измерить сопротивление изоляции между жилами и,
если оно в пределах нормы, разделать концы кабеля, припаять
их к соответствующим разъемам. Измерить сопротивление изо-
ляции до и после сборки разъема. Если все перечисленные работы
положительных результатов не дали, кабель заменить.
При отсутствии на местах эксплуатации измерительных линий
изготовлению подлежат только кабели, которые не требуют под-
гонки электрической длины. Неисправные кабели, требующие под-
гонки электрической длины, заменять новыми из ЗИП.
Особенности ремонта низкочастотных
сигнальных и силовых кабелей
Для сокращения времени на проверку наличия обрывов и за-
мыканий применять контрольные штепсельные разъемы (рис. 32),
Рис. 32. Штепсельные разъемы кабеля с наде-
тыми на них контрольными разъемами
которые изготовляются силами мастерской. Для изготовления конт-
рольных разъемов можно использовать запасные штепсельные
120
Рис. 33. Схема соединения то-
копроводящих жил разъемами
к каждой жиле и отпаять
разъемы. В контрольных разъемах определенные контакты соеди-
няются между собой постоянными перемычками так, чтобы при
соединении контрольных разъемов с разъемами кабеля все жилы
оказались соединенными последовательно. На одном контрольном
разъеме должны быть сделаны выводы для подключения омметра.
Схема соединения токопроводящих
жил кабеля с помощью контроль-
ных разъемов для четырехжиль-
ного кабеля показана на рис. 33.
Для проверки кабеля на обрыв
жил и замыкание их на корпус
(внешний проводник — оплетку,
разъем) с использованием конт-
рольных разъемов омметр сначала
подключить между выводами конт-
рольного разъема, а если обрыва
нет — между одним выводом и кор-
пусом разъема или внешним про-
водником (экраном) кабеля.
Замыкание жил между собой
проверять омметром, последова-
тельно подключая его между каж-
дым контактом разъема кабеля и
всеми остальными не превышаю-
щимися контактами.
На рис. 34 приведена схема про-
верки 12-жильного кабеля с по-
мощью приспособления, при изго-
товлении которого учитывать, какие
кабели необходимо проверять и со-
ответственно этому устанавливать
на приспособлении требуемые штеп-
сельные разъемы.
Если кабель поврежден вблизи
разъема, что встречается чаще
всего, и есть возможность укоро-
тить его на длину до места по-
вреждения, то аккуратно разобрать
разъем, привязать бирки с номерами
жилы от контактов разъема.
Концы кабеля разделать в следующем порядке:
снять экранирующую или хлопчатобумажную оплетку;
снять резиновый шланг (при наличии его) на длину 5—10 см;
зачистить концы жил от изоляции (рис. 35);
зачистить проволочки жил от окиси;
плотно закрутить зачищенные концы плоскогубцами;
надеть на жилы изоляционные трубки;
облудить концы припоем ПОС-61, облуженные концы должны
быть покрыты ровным слоем припоя без наплывов и отслаиваний.
121
to
to
Рис. 34. Схема обнаружения обрыва жил кабеля:
1 — вилка; 2 — переключатель; 3 — штепсель; 4 — проверяемый кабель
В некоторых случаях (если размеры разделки кабеля неизве-
стны и если позволяет конструкция разъема) кабель следует раз-
делывать после заделки экранирующей оплетки. Заделка кабеля
должна удовлетворять следующим требованиям:
соединения жил кабеля с разъемом должны обеспечивать на-
дежный электрический контакт, кабель должен быть плотно затя-
Рис. 35. Разделка концов кабеля:
/ — внешний проводник (экранирующая оплетка); 2 — резино-
вый шланг; 3 — резиновая изоляция; 4 — внутренний провод-
ник (токопроводящая жила); 5 — скрученный проводник (то-
копроводящая жила)
нут в разъёме (при таком способе соединения кабеля с разъемом
жилы кабеля не несут механической нагрузки);
кабель в месте заделки должен быть предохранен от перети-
рания изоляции, скручивания и обрыва жил в результате изги-
бания его при эксплуатации, для этого на кабель должен быть на-
ложен бандаж (рис. 36) из хлопчатобумажных ниток № 00 или
надет отрезок резиновой трубки (рис. 37);
заделка кабеля должна быть такой, чтобы влага не попадала
внутрь разъема, резиновые уплотнительные прокладки (см. рис. 37
и 38) должны быть плотно поджаты;
заделка экранированного кабеля должна обеспечивать надеж-
ный контакт экранирующей оплетки с корпусом или с одним из
контактов разъема,
123
Способ заделки экранированного кабеля зависит от конструк-
ции штепсельного разъема. Если штепсельный разъем имеет ме-
таллический корпус, то контакт экранирующей оплетки с корпусом
Рис. 36. Заделка экранированного кабеля в штеп-
сельный разъем с пластмассовым корпусом:
1 — пластмассовый корпус; 2 — прокладка; 3 — винт; 4 —»
металлическая накладка; 5 — резиновая изоляция жилы;
6 — винт крепления жил; 7 — крышка; 8— бандаж из хлоп*
чатобумажных ниток; 9 — экранирующая оплетка; 10 — хо*
мут; // — контактные гнезда; 12 — вывод оплетки в трубке
разъема (рис. 37 и 38) осуществляется непосредственно. При этом
края экранирующей оплетки закрепить шайбой (рис. 39) и про-
паять оплетку.
Если корпус штепсельного разъема пластмассовый, экранирую-
щую оплетку вывести к одному из контактов разъема, для чего
расплести ее на необходимую длину, свить несколько прядей и
облудить, образовав вывод оплетки, остальные проволочки
оплетки обрезать (рис. 40). На край оплетки наложить короткий
124
Рис. 37. Заделка экранированного кабеля в
штепсельный разъем с разборным металлическим
корпусом:
1 — разборный металлический корпус; 2 — полихлорви-
ниловая трубка; 3 — резиновая прокладка; 4 — хомутик;
5 — резиновая трубка; 6 — экранирующая оплетка
(внешний проводник); 7 — бирка
Рис, 38. Заделка экранированного кабеля в штепсель-
ный разъем с металлическим корпусом:
/ — внешний проводник (экранирующая оплетка); 2 — бандаж
из хлопчатобумажных ниток; 3— брезентовый чехол; 4—об-*
мотка из киперной ленты; 5 — изоляционная лента; 6 — шай-
ба; 7 —пропаянный экран; 8 — корпус разъема; 9 — токопро-
водящая жила в резиновой изоляции; 10 — полихлорвиниловая
трубка; // — резиновая прокладка; 12 — шов
125
2
3
Рис. 39. Разделка экранирующей оплетки под шайбу:
/ — внешний проводник (экранирующая оплетка); 2 — гайка; 3 —
шайба; 4 — пропаянный экран; 5 — резиновый шланг; 6 — резино-
вая изоляция жил
5
Рлс. 40. Вывод экранирующей оплетки, составленный из
прядей:
/ — внешний проводник (экранирующая оплетка); 2 — вывод экранирую-
щей оплетки; 3 — резиновый шланг; 4 — резиновая изоляция жил ка-
беля; 5 — опаянный конец вывода; 6—бандаж из хлопчатобумажных
ниток; 7 — полихлорвиниловая трубка
126
(3—5 мм) однослойной бандаж из тонкой медной проволоки диа-
метром 0,1—0,5 мм и припаять припоем ПОС-61.
Вывод экранирующей оплетки можно сделать из куска про-
волоки, для чего намотать несколько витков на экранирующую
оплетку кабеля и припаять ее (рис. 41).
Рис. 41. Вывод экранирующей оплетки, полученный из допол-
нительного провода:
1 — внещний проводник (экранирующая оплетка); 2 — вывод; 3 —опаян-
ный конец вывода; 4 — бандаж из хлопчатобумажных ниток; 5—поли-
хлорвиниловая трубка
В обоих случаях на выводы надеть электроизоляционные
трубки. На края оплетки во избежание ее расплетения наложить
бандаж из хлопчатобумажных ниток № 00 и покрыть его баке-
литовым лаком. Вывод оплетки припаять или присоединить к со-
ответствующему контакту штепсельного разъема.
Для заделки жил кабеля в наконечники надеть на облуженные
концы жил наконечники (рис. 42), обжать их и припаять. На место
паек надвинуть электроизоляционные трубки, предварительно на-
детые на жилы кабеля. Оплетку у экранированных кабелей за-
плести, в жгут (косу), конец кабеля обмотать киперной лентой и
покрыть бакелитовым лаком.
Если место замыкания или обрыва жилы находится далеко от
разъема, в месте повреждения сделать круговой надрез металли-
ческой оплетки и сдвинуть ее в обе стороны от надреза. Резино-
вый шланг или оплетку из хлопчатобумажной пряжи аккуратно
разрезать вдоль кабеля на длину 120—150 мм, стараясь не задеть
жил. Вытянуть концы поврежденной жилы и снять с каждого
конца изоляцию на длину 35—40 мм (рис. 43). Концы жилы уко-
ротить на 15 мм, после чего расплести их на длину 10—15 мм и
зачистить, Закрепить проволоки жилы от дальнейшего расплете-
127
нйя, временно обвязав их ниткой или тонкой проволокой. Из куска
провода такого же сечения и марки, что и жила кабеля, пригото-
вить сросток.
Рис. 42. Заделка конца кабеля в наконечники:
1 — резиновый шланг, срезанный на конус; 2 — жилы кабеля
в резиновой изоляции; 3 — расплетенная оплетка; 4, 9 — на*
конечники; 5 — полихлорвиниловая трубка; 6 — киперная лен-
та; 7 — бирка; 8 — сплетенная оплетка
Проволоки центрального навива у жилы и сростка откусить на
длину 8—10 мм, облудить концы проволок припоем ПОС-61 и сое-
динить их. На место соединения наложить проволочный бандаж
из проволоки диаметром, .не превышающим диаметр одной про-
волоки жилы кабеля. Место соединения пропаять. Без механиче-
ского крепления проводов пайка их запрещена.
На рис. 44 изображен другой способ сращивания жил — без
наложения постоянного проволочного бандажа.
При одноместном обрыве всех токоведущих жил кабель сра-
щивать так, чтобы пайки не лежали рядом одна под другой, а
128
Зй~40
20-25
tmm.
50
Рис. 43. Сращивание жилы с наложением бандажа:
Z — внутренний проводник (оголенная токопроводящая жила); 2 — сро-
сток; 3 — пропаянный бандаж из проволоки на месте скрутки; 4 — рези-
новая изоляция •
888
129
Рис. 44. Сращивание жилы без наложения бандажа:
/ —’ токопроводящая жила; 2 — вставка; 3 — скрученный участок
Рис. 45. Шаблон для обрезания жил кабеля
130
жилы соединить так, чтобы при растяжении кабеля усилие на
них распределялось равномерно. Для этого укорачивать кабель
по шаблону (рис. 45). Номера укороченных жил должны соответ-
ствовать цифрам на шаблоне.
Поврежденную резиновую изоляцию оголенных жил, а также
резиновый шланг кабеля восстанавливать изоляционной лентой.
При этом последние два слоя рекомендуется накладывать с про-
питкой ее для склеивания резины.
При наличии установки для вулканизации резиновых изделий
наружный резиновый шланг кабеля вулканизировать следующим
образом:
Рис. 46. Разделка кабеля для вулканизации
вырезать поврежденный участок резинового шланга, не нару-
шая изоляции жил, края вырезанного места разделать под углом
15—20°, как показано на рис. 46;
щеткой из кардоленты, напильником или наждачной бумагой
зачистить резиновый шланг до получения шероховатой поверх-
ности на расстоянии 10—15 мм от края выреза;
очистить волосяной щеткой поверхности от пыли и покрыть
жилы одним слоем миткаля или изоляционной ленты;
протереть зачищенные поверхности и миткаль (изоляционную
ленту) ветошью, смоченной бензином Б-70, и просушить при тем-
пературе 15—30°С в течение 2—3 мин;
протереть с двух сторон ветошью, смоченной бензином Б-70,
починочный материал нарезать лентой шириной 15—30 мм и
плотно намотать, заполняя весь поврежденный участок, высту-
пание починочного материала над поверхностью шланга кабеля
должно быть не более 1—3 мм, причем не допускается образо-
вание воздушных пузырей между слоями. Починочный материал
накладывать так, чтобы вдоль всего контура заполняемого уча-
стка оставался зачищенный и протертый бензином поясок шири-
ной 4—6 мм;
прогреть приспособление (пресс с подогревом) для вулкани-
зации до температуры 140—150°С, после чего установить в него
кабель.
5*
131
Вулканизацию ремонтируемого участка кабеля проводить в
течение 25—40 мин. После вулканизации излишки резины (на-
плывы) обрезать острым ножом, смоченным в воде. Для полу-
чения чистой и блестящей изоляции сростков между пластинами
пресса и изоляционным пластиком (резиной) рекомендуется про-
кладывать парафинированную бумагу от конденсаторов.
Для вулканизации резиновой изоляции жил кабеля подготовить
жилу к вулканизации, для чего зачистить изоляцию жилы на рас-
стоянии 10 мм от конца среза. Очистить волосяной щеткой зачи-
щенную изоляцию от пыли и обрезать.
Протереть зачищенные поверхности ветошью, смоченной бен-
зином, затем с двух сторон протереть починочный материал, на-
резать его в поперечном направлении на ленты шириной 15—
17 мм.
Намотать на жилу зачищенную резиновую ленту попеременно
в обе стороны внахлестку. Допускается выступание починочного
материала над поверхностью изоляции жилы не более 0,5 мм;
образование зазоров между слоями не допускается.. При нало-
жении материала вдоль всего контура заполняемого участка
должен быть зачищенный и протертый бензином поясок шириной
3—5 мм. Концы изоляционного материала загладить ножом и
плотно приклеить.
Для исключения прилипания резины наложенный починочный
материал припудрить тальком или обернуть одним слоем теле-
фонной бумаги.
При ремонте кабелей общее количество ремонтируемых уча-
стков не должно превышать:
для кабелей СШТ, КШМ и КЭШ — 10 на длине 100 м;
для кабелей СМЭПШ — 2 на длине 60 м.
Ремонт шланговой оболочки кабелей марок СШТ, КШМ и
КЭШ, если она повреждена не на всю ее толщину и длина
поврежденного участка не более 50 мм, выполнять в следующем
порядке:
Не (шее 50,не менее 2 5
ПО
Рис. 47. Разделка кабеля при повреждении шланго-
вой оболочки не на всю ее толщину
удалить поврежденную часть оболочки острым ножом, не
обнажая изоляцию жил. Длина среза (рис. 47) должна быть не
менее 25 и не более 50 мм по всей окружности кабеля,
132
зачистить напильником до образования шероховатой поверх?
ности прилегающие участки неповрежденной оболочки. Длина под-
готовленного к ремонту участка должна быть 170 мм. При под-
готовке кабеля к вулканизации тщательно следить за чистотой
рук, иструмента, починочной резины, так как от чистоты мате-
риала и инструмента зависит качество вулканизации;
протереть подготовленный участок ветошью, смоченной бензи-
ном Б-70, и просушить в течение 4—5 мин;
разрезать починочную резину на ленты шириной 20—30 мм.
Резать резину в направлении, перпендикулярном длине резино-
вого полотна;
Рис. 48. Участок кабеля, подготовленный к вулканиза-
ции:
d — диаметр кабеля; Д — диаметр по намотке (Дв d 4-5)
протереть ленты починочной резины с двух сторон чистой ве-
тошью, смоченной бензином Б-70, и просушить в течение 4—5 мин;
обмотать починочной резиной (ширина ленты 20 мм) ремон-
тируемый участок кабеля. Ленту наматывать с перекрытием в
50% и с натяжением, обеспечивающим плотное прилегание слоев
друг к другу. Лента должна ложиться ровно, без складок и посте-
пенно заходить на конусные срезы шланговой оболочки. Ленту
наматывать до тех пор, пока толщина на участке 25—50 мм не
будет равной толщине неповрежденной шланговой оболочки. Ко-
нец резиновой ленты плотно прижать к нижележащим слоям;
обмотать починочной резиной (ширина ленты 30 мм) участок
размером 135 мм до диаметра, превышающего на 5 мм наружный
диаметр кабеля. Конец резиновой ленты плотно прижать к ни-
жележащим слоям;
смазать тонким слоем резинового клея зачищенную шерохо-
ватую поверхность оболочки на длине 15 мм (рис. 48) по обе
стороны ремонтируемого участка и просушить в течение 10—
15 мин;
выбрать пресс-форму, у которой диаметр входного отверстия
(рис. 49) равен наружному диаметру ремонтируемого кабеля. При
отсутствии такой пресс-формы взять другую с входным диаметром
отверстия больше диаметра кабеля. Кабель заложить в пресс-
форму и поместить ее в вулканизационный аппарат, нагретый до
133
температуры 140—150°С. Пресс-форму с кабелем выдержать в
вулканизационном аппарате при этой температуре в течение вре-
мени, указанного в табл. 15;
Таблица 15
Наружный диаметр кабеля, мм Время вулканизации при 140—150°С, мин
10—15 16—25 26—35 36—50 10 15 18 22
извлечь пресс-форму из аппарата, вынуть кабель из пресс-
формы и погрузить отремонтированный участок кабеля в бачок
с холодной водой на 5—7 мин;
удалить с отремонтированного участка кабеля образовавшийся
во время вулканизации облой;
протереть насухо чистой ветошью отремонтированный участок
кабеля и обмотать липкой полихлорвиниловой лентой в два слоя
Рис. 49. Пресс-форма для вулканизации:
d—диаметр входного отверстия; Д — диаметр
гнезда (Д=^+ 4)
с перекрытием в 50%.
Лента должна заходить
на основную шланговую
оболочку кабеля не ме-
нее чем на 15 мм по обе
стороны отремонтирован-
ного участка.
Ремонт шланговой обо-
лочки, если она повреж-
дена на всю ее толщину
или длина поврежденного
участка превышает 50 мм,
но не более ПО мм, вы-
полнять в следующем по-
рядке:
сделать на оболочке ножом два кольцевых и два продольных
надреза и удалить оболочку. Надрезы оболочки выполнять осто-
рожно, избегая повреждения изоляции жил;
удалить обмотку из тканевой ленты (если она есть и повреж-
дена) и намотать изоляционную ленту прорезиненной стороной
наружу. Обратную сторону ленты предварительно пропудрить
тальком. Ленту накладывать с небольшим натяжением в один
слой с перекрытием в 50%. Конец ленты приклеить резиновым
клеем;
срезать края шланговой оболочки на конус под углом 30—40°
(рис. 50) и зачистить напильником до образования шероховато-
сти прилегающие участки неповрежденной оболочки. Длина под-
готовленного к ремонту участка должна быть 170 мм;
134
протереть подготовленный участок чистой ветошью, смоченной
в бензине Б-70, и просушить в течение 4—5 мин. Дальнейшие опе-
рации выполнять так же, как и при ремонте шланговой оболочки,
поврежденной не на всю ее толщину.
Рис. 50. Разделка кабеля при повреждении шланговой оболоч-
ки на всю ее толщину
Ремонт изоляции жил кабеля выполнять в следующем порядке:
удалить шланговую оболочку на участке длиной не менее 60
и не более ПО мм (в зависимости от размера повреждения);
удалить обмотку из прорезиненной или хлопчатобумажной
ленты (если она имеется). Эти операции выполнять осторожно,
чтобы не повредить изоляцию на исправных жилах;
12 4 3
лее 90
Не менее 60 и не болев 110
Рис. 51. Разделка кабеля при ремонте изоляции жил:
1 — токопроводящая жила; 2 — изоляция жилы; 3 — тканевая лента; 4 —
шланговая оболочка
раскрутить кабель и отделить неисправные жилы;
удалить поврежденную изоляцию;
срезать края изоляции жил под углом 30—40° (рис. 51);
135
зачистить ножом участки изоляции, прилегающие к конусам,
на длине 8—10 мм до образования шероховатой поверхности;
смазать подготовленные участки тонким слоем резинового клея
и просушить в течение 10—15 мин;
обмотать лентой починочной резины ремонтируемый участок
жилы.
Ширину ленты выбирать согласно табл. 16. Ленту наматывать
с перекрытием в 50% и с натяжением, обеспечивающим плотное
прилегание слоев друг к другу. Последний слой ленты починочной
резины должен заходить на участки основной изоляции на 3—
5 мм;
Таблица 16
Сечение жилы, мм3 Ширина ленты починочной резины для обмотки обнаженной жилы длиной, мм
15-20 25-30 35-45 50-90
1—2,5 10 10 15 15
4-16 10 15 15 20
25—95 10 15 20 25
намотать поверх починочной резины изоляционную ленту в
один слой с перекрытием в 50%. Изоляционная лента по ширине
должна быть равной ширине ленты починочной резины;
пропудрить отремонтированные участки тальком, подкрутить
жилы кабеля и уложить их на прежние места (рис. 52). Восста-
навливать шланговую оболочку и вулканизировать, как указано
выше.
Рис. 52. Вид кабеля по окончании ремонта жил:
/ — шланговая оболочка; 2 — тканевая лента; 3—наложенная
изоляция жил; 4 — основная изоляция жил
Ремонт изоляции жил кабеля КЭШ, имеющих экран в виде
оплетки из медной луженой проволоки, выполнять в следующем
порядке:
снять шланговую оболочку;
раскрутить кабель и отделить поврежденную жилу;
136:
прорезать экран по месту повреждения и раздвинуть его в
обе стороны;
удалить обмотку из тканевой ленты, находящуюся под экра-
ном, на длине 15 мм по обе стороны поврежденного участка
(рис. 53);
удалить поврежденную изоляцию жилы и срезать ее края на
конус под углом 30—40°;
обмотать лентой починочной резины ремонтируемый участок
жилы. Ширину ленты выбирать согласно табл. 16. Намотку вы-
полнять, как и в предыдущих случаях;
Рис. 53. Разделка кабеля КЭШ при ремонте изоляции жил:
/ — токопроводящая жида; 2 — изоЛяция жилы; 3 — тканевая лента; 4 —
экран; 5 — шланговая оболочка
наложить изоляционную ленту на ремонтируемый участок жилы
в один слой с перекрытием в 50%. Изоляционная лента должна
перекрывать на 5—7 мм основную обмотку из тканевой ленты;
натянуть экран на прежнее место и подровнять его края;
восстановить недостающий участок экранирующей оплетки
медной проволокой диаметром 0,2 мм, сложенной вдвое. Соседние
витки должны прилегать друг к другу и заходить на основной
экран на 3—5 мм;
припаять крайние витки обмотки к основному экрану припоем
ПОС-61. В качестве флюса применять раствор канифоли в
спирте;
подкрутить жилы кабеля и уложить их на прежние места.
Восстановление шланговой оболочки и вулканизацию прово-
дить так же, как и при ремонте изоляции жил кабелей, не имею-
щих экранирующей оплетки.
При ремонте шланговой оболочки кабелей марки МЭПШ вы-
полнить следующее:
снять на ремонтируемом участке длиной не более 300 мм шлан-
говую оболочку. При снятии оболочки не допускать повреждений
обмотки из прорезцненнрй ткани;
ж
срезать края оболочки на конце под углом 20—30° (рис. 54);
обработать напильником коническую часть среза до получе-
ния шероховатой поверхности;
покрыть тонким слоем резинового клея шероховатую поверх-
ность и просушить в течение 10—15 мин;
нарезать починочную резину марки ПШ-1 лентами шириной,
равной диаметру ремонтируемого кабеля. Резать резину в направ-
лении, перпендикулярном длине резинового полотна;
Рис. 54. Ремонтируемый участок кабеля:
/ — бандаж; 2 — починочная резина; 2 — прорезиненная ткань; 4 — полиамидная
пленка; 5—шланговая оболочка; 6 — изолированные жилы
протереть ленты починочной резины с двух сторон чистой ве-
тошью, смоченной бензином Б-70, и просушить в течение 4—5 мин;
пропудрить тщательно ленты резины с двух сторон вулкани-
зующей смесью;
намотать резиновую ленту с небольшим натяжением и пере-
крытием в 50% по всей длине ремонтируемого участка. Намотку
резины производить только на срезанных конусах и между ними.
Диаметр намотанной резины должен соответствовать диаметру
основной шланговой оболочки;
наложить на починочную резину бандаж из прорезиненной
ткани в два-три слоя. Бандаж накладывать плотно с натяжением
и с перекрытием в 50%. Бандаж должен заходить на поврежден-
ную часть шланговой оболочки на 50—60 мм. Концы бандажа за-
вязать лентой из прорезиненной ткани;
погрузить ремонтируемую часть кабеля в бачок (рис. 55) с
кипящей водой и выдержать в течение 1,5 ч. При вулканизации
ремонтируемый участок кабеля не должен касаться дна и стенок
бачка;
вынуть кабель из бачка и снять бандаж из прорезиненной
ткани;
проверить качество вулканизации и обмотать отремонтирован-
ное место два раза полихлорвиниловой лентой с перекрытием в
138
50%. Лента должна заходить на основную оболочку кабеля на
10—15 мм.
Перекрутку жил кабеля устранить сгибанием и поворачива-
нием его в направлении, обратном направлению перекрутки. Если
это не дает эффекта, то снять шланговую оболочку на участке
перекрутки и выправить каждую
становить шланговую оболочку.
жилу отдельно, после чего вос-
3
Рис. 55. Бачок для вулканизации:
/ — крышка; 2 — асбестовая прокладка; 3 —
корпус бачка
После ремонта кабель проверить в том же объеме и последо-
вательности, как и при дефектации.
Кабели с отремонтированной изоляцией и со сростками жил
дополнительно испытать изгибанием на оправке (рис. 56), имею-
щей радиус, равный десяти диаметрам кабеля. Испытание изгиба-
нием выполнять по длине отремонтированного участка кабеля. Во
время изгибания не должно быть трещин, отслаиваний и обрывов
прядей оплетки, обрыва жил и короткого замыкания между ними.
В сомнительных случаях рекомендуется измерить сопротивление
изоляции.
5.14. Ремонт электрических машин
Дефектацию электрических машин производить внешним ос-
мотром и измерением на местах их установки или демонтиро-
ванных.
Основные наиболее часто встречающиеся дефекты и неисправ-
ности электрических машин приведены в табл. 17.
139
Признак неисправности Причина
Машины постоянного тока
Генератор не возбужда- ется или дает пониженное напряжение Неправильное направление враще- ния Недостаточная скорость вращения Потеря остаточного магнетизма в активном железе Неправильное включение обмотки возбуждения Замыкание во внешней цепи Обрыв цепи обмотки возбуждения Замыкание обмотки возбуждения на корпус или другие обмотки Замыкание между витками обмот- ки якоря или замыкание обмотки на корпус в двух или более местах Обрыв в обмотке якоря
Напряжение генератора сильно падает при нагруз- ке Неправильно установлены (сдви- нуты) щетки Плохой контакт в щетках и сое- динениях
Таблица 17
Способ выявления
Проверить направление вращения
Проверить скорость вращения
Проверить напряжение при разомкнутой обмотке воз-
буждения
Переключить обмотку возбуждения
Проверить сопротивление внешней цепи
Проверить сопротивление цепи обмотки возбуждения
Проверить сопротивление изоляции обмотки возбуж-
дения относительно корпуса и других обмоток
Проверить сопротивление изоляции обмотки якоря
относительно корпуса методом падения напряжения
Проверить, нет ли в обмотке якоря короткозамкну-
тых витков
Проверить обмотку якоря методом падения напряже-
ния
Проверить установку щеток по отметкам на траверсе
и щите машины. Сдвинуть щетки по направлению вра-
щения
Проверить на ощупь температуру щеток и соедине-
ний
Признак неисправности Причина
Двигатель не вращается при включенном питающем напряжении: без нагрузки под нагрузкой Двигатель не развивает номинального числа оборо- тов в минуту X Перегрузка генератора Снижение скорости вращения при- водного двигателя под нагрузкой Обрыв обмотки якоря или обмот- ки возбуждения Низкое напряжение питающей се-‘ ти (для двигателей с параллельным возбуждением) Велик противодействующий момент нагрузки Замыкание между витками или на корпус обмотки возбуждения или об- мотки якоря Загрязнение коллектора, плохой контакт в щетках Низкое напряжение питающей сети Перегрузка двигателя Замыкание между витками обмот- ки якоря
Продолжение
Способ выявления
Проверить величину тока в нагрузке генератора
Проверить скорость вращения генератора
Проверить сопротивление цепи и напряжение на яко-
ре и обмотке возбуждения
Проверить величину напряжения сети и пускового
тока
Проверить легкость хода вращаемого механизма
Проверить сопротивление изоляции обмоток относи-
тельно корпуса. Проверить, нет ли в обмотках коротко-
замкнутых витков
Осмотреть коллектор, проверить на ощупь степень
нагрева коллектора и щеток
Проверить напряжение сети
Проверить ток, потребляемый двигателем, и легкость
хода вращаемого механизма
Проверить обмотку якоря методом падения напряже-
ния
Ю
Причина
Признак неисправности
Неправильно установлены (сдвину- ты) щетки Плохой контакт в щетках
Двигатель развивает по- вышенное число оборотов в минуту Повышение напряжения питающей сети Перегрузка двигателя (для двига- телей с последовательным возбужде- нием) Неправильно установлены (сдвину- ты) щетки Замыкание обмотки возбуждения на корпус в двух или более местах
Двигатель не реверсиру- ется Сильный сдвиг щеток с нейтрали *
Искрение под щетками Неправильно установлены (сдвину- ты) щетки Щетки не пришлифованы к коллек- тору Заедание щеток в обойме щетко- держателя Щетки слабо или слишком сильно прижаты к коллектору
Продолжение
Способ выявления
Проверить установку щеток по отметкам на траверсе
и щите двигателя
Проверить на ощупь степень нагрева щеток
Проверить напряжение сети
Проверить ток, потребляемый двигателем
Проверить установку щеток по отметкам на траверсе
и щите двигателя
Проверить сопротивление изоляции обмотки относи-
тельно корпуса
Проверить установку щеток по отметкам на траверсе
и щите двигателя
Проверить установку щеток по отметкам на траверсе
и щите двигателя
Осмотреть рабочую поверхность щеток
Проверить легкость перемещения щеток в обойме
щеткодержателя
Проверить давление щеток на коллектор
Признак неисправности Причина
Перегрев: всей машины Механические неисправности кол- лектора (западают или выступают пластины, выступает изоляция меж- ду пластинами, повышенное биение и т. п.) Загрязнена поверхность коллектора Плохо припаяны выводы обмоток к пластинам коллектора Замыкание между витками или на корпус не менее чем в двух местах обмотки якоря. Обрыв обмотки яко- ря Неправильно подключены обмотки добавочных полюсов Перегрузка машины
якоря Замыкание между витками обмот- ки якоря Замыкание между пластинами па- кета якоря Трение якоря о полюсы
Продолжение
Способ выявления
Осмотреть коллектор. Проверить биение коллектора
Осмотреть коллектор, протереть его поверхность чис-
той салфеткой, смоченной спиртом или бензином
Проверить на ощупь нагрев паек. Восстановить де-
фектные пайки
Проверить сопротивление изоляции обмотки относи-
тельно корпуса. Проверить обмотку методом падения
напряжения
Поменять местами выводы обмоток добавочных по-
люсов
Проверить сопротивление нагрузки генератора, лег-
кость вращения механизма, приводимого в действие
двигателем, и ток, потребляемый двигателем
Методом падения напряжения проверить, нет ли в
обмотке короткозамкнутых витков
Проверить величину тока, потребляемого машиной на
холостом ходу в режиме двигателя
Проверить зазор между якорем и полюсами и лег-
кость вращения якоря
2--------------------------
Признак неисправности
коллектора
подшипников
Причина
Вибрация машин
Асинхронные двигатели
Ненагруженный двигатель
•не запускается
Механические неисправности кол-
лектора
Щетки слишком прижаты к кол-
лектору
Отсутствие или загрязнение смазки
Неправильная сборка (перекос)
подшипников, отсутствие осевого
люфта якоря
Износ подшипников
Не сбалансирован якорь
Повышение люфта якоря вследст-
вие износа или неправильной уста-
новки подшипников
Обрыв фазы обмотки статора трех-
фазного двигателя (при включении
фаз звездой) или фазы сети питаю-
щего напряжения
Обрыв цепи основной или вспомо-
гательной обмотки однофазного дви-
гателя
Одностороннее притяжение («при-
липание») ротора к статору вслед-
ствие сильного износа подшипников
Продолжение
Способ выявления
Осмотреть поверхность коллектора. Проверить биение
коллектора
Проверить нажатие щеток на коллектор
Проверить наличие и чистоту смазки подшипников
Проверить легкость вращения якоря
Проверить равномерность воздушного зазора. Про-
верить подшипники
Проверить балансировку якоря
Проверить радиальный люфт якоря и состояние под-
шипников
Проверить напряжение между фазами и сопротив-
ление фаз обмотки статора
Проверить сопротивление обмоток
Проверить равномерность воздушного зазора
Продолжение
Признак неисправности Причина Способ выявления
Двигатель не вращается при включении питающего напряжения и нагрузки. Вращающий момент двига- теля недостаточен Скорость вращения дви- гателя меньше номинальной Двигатель работает с по- ловинной скоростью Искрение под щетками, обгорание контактных ко- лец Пониженное напряжение питающей сети Обрыв фазы обмотки статора трех- фазного двигателя (при включении фаз треугольником) Пробой конденсатора однофазного двигателя Замыкание на корпус не менее чем в двух местах обмотки статора Обрыв в обмотке фазного ротора или плохой контакт в цепи ротора Перегрузка двигателя Пониженное напряжение питающей сети Плохой контакт в цепи ротора Обрыв в одной фазе обмотки ро- тора или нарушение контакта в од- ной из щеток Щетки плохо пришлифованы к кольцам Проверить напряжение между фазами питающей сети Проверить сопротивление фаз обмотки статора Проверить сопротивление изоляции конденсатора Проверить сопротивление изоляции обмотки относи- тельно корпуса Проверить сопротивление цепи ротора и сопротивле- ние фаз обмотки ротора Проверить легкость хода вращаемого механизма и токи, потребляемые двигателем Проверить величину напряжения питающей сети Проверить сопротивление цепи ротора Проверить сопротивление фаз обмотки и. надежность контактирования щеток Осмотреть поверхность щеток
о
Признак неисправности Причина
Щетки заедают в обойме щетко- держателя Щетки слабо прижаты к кольцам Повреждена поверхность контакт- ных колец Загрязнение контактных колец и щеток Замыкание между витками обмот- ки фазного ротора
Перегрев:
всей машины Перегрузка двигателя
ротора Повышенное напряжение питаю- щей сети Плохой контакт в цепи ротора Ухудшение вентиляции
обмотки статора Повышенное напряжение питаю- щей сети Обрыв одной из фаз обмотки ста- тора или сети питающего напряже- ния
контактных колец и ще- Щетки слишком сильно прижаты к
ток контактным кольцам Повреждение поверхности контакт- ных колец, биение их
Продолжение
Способ выявления
Проверить легкость скольжения щеток в обойме щет-
кодержателя
Проверить нажатие щеток на кольца
Осмотреть контактные кольца, в случае надобности
отшлифовать их
Осмотреть щетки и контактные кольца, протереть их
чистой салфеткой, смоченной в спирте или бензине
Проверить, нет ли в обмотке ротора короткозамкну-
тых витков
Проверить легкость хода вращаемого механизма и
токи, потребляемые двигателем
Проверить напряжение между фазами питающей сети
Проверить сопротивление ротора
Проверить вентиляционное устройство
Проверить напряжение между фазами питающей сети
Проверить сопротивление фаз обмотки статора и нап-
ряжение между фазами
Проверить нажатие щеток на контактные кольца
Осмотреть поверхность колец, проверить их биение
Признак неисправности
Причина
подшипников
Отсутствие или загрязнение смаз-
ки
Неправильная сборка (перекос под-
шипников, отсутствие осевого люф-
та вала)
Износ подшипников
Вибрация машины
Обрыв фазы обмотки ротора, вы-
зывающий асимметрию магнитного
поля
Повышенные люфты ротора вслед-
ствие износа или неправильной уста-
новки подшипников
Не сбалансирован ротор
Синхронные машины
Генератор на холостом
ходу не дает напряжения
Неисправен возбудитель
Короткое замыкание между кон-
тактными кольцами или между про-
водами, соединяющими возбудитель
с контактными кольцами
Обрыв цепи возбуждения
Продолжение
Способ выявления
Проверить наличие и чистоту смазки подшипников
Проверить легкость вращения ротора
Проверить равномерность воздушного зазора. Прове-
рить состояние подшипников
Проверить сопротивление фаз обмотки ротора
Проверить осевой радиальный люфт ротора, состоя-
ние подшипников
Проверить балансировку ротора
Проверить напряжение и ток возбуждения
Проверить цепь возбуждения и сопротивление меж-
ду контактными кольцами
Проверить цепь возбуждения и надежность контакта
в щетках
Продолжение
00
Признак неисправности Причина Способ выявления
Генератор на холостом ходу дает напряжение толь- ко между двумя фазами Обрыв в одной фазе обмотки ста- тора при соединении звездой или об- рыв в двух фазах обмотки при сое- динении треугольником Проверить сопротивление фаз обмотки
Генератор на холостом ходу дает пониженное нап- Неисправен возбудитель (малы напряжение и ток возбуждения) Проверить напряжение и ток возбуждения
ряжение Скорость вращения ротора генера- тора ниже номинальной Проверить скорость вращения ротора
Замыкание обмотки возбуждения на корпус не менее чем в двух мес- тах Проверить сопротивление изоляции обмотки дения относительно корпуса возбуж-
Понижение сопротивления изоля- ции обмотки статора Проверить сопротивление изоляции обмотки 1 относительно корпуса статора
Двигатель выпадает из синхронизма Неисправен возбудитель (мал ток возбуждения) или плохой контакт в цепи возбуждения Проверить ток возбуждения и сопротивление цепи возбуждения
Двигатель при асинхрон- ном пуске не увеличивает обороты или не достигает полных оборотов Обрыв в одной фазе сети питаю- щего напряжения или в обмотке ста- тора Пониженное напряжение питающей сети Проверить напряжение питания (все фазы) и сопро- тивление фаз обмотки статора Проверить величину напряжения питающей сети
Велик тормозящий момент нагруз- ки Проверить легкость хода вращаемого механизма и токи, потребляемые двигателем
Плохой контакт в пусковой обмот- ке Проверить сопротивление цепи пусковой обмотки
Признак неисправности Причина
Искрение под щетками и Щетки не пришлифованы к кон-
обгорание контактных ко- тактным кольцам
лец Щетки заедают в обоймах щетко- держателей Щетки слабо прижаты к кольцам Повреждение поверхности контакт- ных колец, повышенное биение их Загрязнение контактных колец и щеток Замыкание между витками обмот- ки ротора
Перегрев:
всей машины Перегрузка машины
ротора Замыкание между витками обмот- ки ротора или на корпус не менее чем в двух местах Скорость вращения ротора генера- тора ниже номинальной или напря- жение выше номинального
Продолжение
Способ выявления
Осмотреть и пришлифовать щетки
Проверить легкость скольжения щеток в обоймах
щеткодержателей
Проверить нажатие щеток на контактные кольца
Осмотреть контактные кольца, проверить их биение
Осмотреть контактные кольца и щетки, протереть их
чистой салфеткой, смоченной спиртом или бензином
Проверить, нет ли в обмотке ротора короткозамкну-
тых витков
Проверить сопротивление нагрузки генератора, лег-
кость хода вращаемого механизма и ток, потребляемый
двигателем
Проверить сопротивление изоляции обмотки ротора
относительно корпуса. Проверить, нет ли в обмотке ко-
роткозамкнутых витков
Проверить скорость вращения ротора и напряжение
генератора
Признак неисправности Причина
обмотки статора Перегрузка генератора
активного железа ста- Замыкание, между пластинами па-
тора кета статора или между стяжными болтами и активным железом
контактных колец и ще- Щетки слишком прижаты к кон-
ток тактным кольцам Замыкание между витками обмот- ки ротора
Вибрация машины Повреждение поверхности контакт- ных колец Не сбалансирован ротор Повышенные люфты ротора вслед- ствие износа или неправильной уста-
новки подшипников
Продолжение
Способ выявления
Проверить ток в нагрузке генератора или сопротив-
ление нагрузки
Проверить состояние пакета статора. Осмотреть изо-
ляцию стяжных болтов
Проверить нажатие щеток на контактные кольца
Проверить ток возбуждения. Проверить, нет ли в об-
мотке короткозамкнутых витков
Осмотреть и отшлифовать контактные кольца
Проверить балансировку ротора
Проверить осевой (радиальный) люфт ротора и со-
стояние подшипников
В зависимости от характера неисправностей, выявленных при
дефектации, электрические машины подлежат ремонту на местах
или замене исправными с последующей отправкой их в ремонт
на стационарные ремонтные предприятия.
Если доступ к машине затруднен, то дефектацию ее следует
производить только на основании электрических проверок.
Перед осмотром удалить пыль и грязь с наружных частей ма-
шины, снять предохранительные щитки и накладки, закрывающие
доступ к токоснимающему устройству.
При осмотре проверить состояние корпуса, подшипников щи-
тов, крышек и крепежных деталей, коллектора (контактных ко-
лец), щеткодержателей и щеток, выводов и панели с зажимами,
проверить также наличие и состояние смазки подшипников и лег-
кость вращения ротора (якоря) от руки.
Статоры
При внешнем осмотре статора проверить состояние наружной
изоляции статорных катушек и выводов. Изоляция не должна
иметь механических повреждений, следов пробоя и обгораний, а
также растрескивания слоя защитного лака. Места касания ка-
тушек с железом статора должны быть надежно изолированы.
При электрической проверке статора измерить:
сопротивление изоляции обмотки статора относительно корпуса
и других обмоток;
сопротивление обмотки.
Роторы
При внешнем осмотре обмотки ротора (якоря) проверить со-
стояние изоляции лобовых частей обмотки, обратив особое вни-
мание на состояние изоляции обмотки в местах вывода к коллек-
тору (контактным кольцам) и на надежность паек выводов сек-
ций к шлицам коллекторных пластин или к выводам контактных
колец. В местах пайки не должно быть излишков припоя, которые
могут вызвать замыкание между пластинами. Провод обмотки в
пазах должен быть надежно укреплен клиньями. Наиболее часто
изоляция обмотки повреждается в местах выхода секций из пазов
ротора, поэтому следует тщательно проверять состояние изоляции
в этих местах, исправность бандажей и плотность их укладки.
При электрической проверке якоря проверить:
сопротивление изоляции обмотки относительно корпуса;
сопротивление обмотки;
нет ли замыканий между витками.
Схема определения места замыкания обмотки на корпус в
коллекторных машинах приведена на рис. 57. Источником посто-
янного тока может служить аккумуляторная батарея напряжением
12—18 В. Напряжение подвести к диаметрально противополож-
151
ним пластинам коллектора в якоре с петлевой обмоткой или к
пластинам, расположенным на расстоянии одного полюсного де-
ления в якоре с волновой обмоткой. Ток обмотки регулировать
реостатом Л? (сопротивление 100—200 Ом). Ток не должен пре-
вышать 5—10 А. Милливольтметром на 50 мВ измерить падение
12-18В
Рис. 57. Схема определения места
замыкания обмотки якоря машины
постоянного тока на корпус
15-20В
Рис. 58. Схема проверки обмотки
якоря машины постоянного тока
методом падения напряжения
напряжения между корпусом якоря и пластиной коллектора. Па-
дение напряжения между пластиной, соединенной с секцией, замк-
нутой на корпус, и корпусом, будет наименьшим. Падение напря-
жения между пластинами коллектора измерить вольтметром (на-
пример, Ц4312, АВО-5М1 и т. п.), включая его вначале на предел
измерения 15—30 В, а затем переключая на более низкие пре-
делы.
Обрыв или замыкание между витками обмотки якоря коллек-
торной машины отыскивать методом падения напряжения
(рис. 58).
В случае обрыва в одной из секций обмотки падение напря-
жения между всеми парами соседних пластин данной параллель-
ной ветви будет равно нулю, а между пластинами, к которым
выведена поврежденная секция, приложенному напряжению. По-
этому вначале вольтметром с пределом измерения на 30 В нужно
бегло проверить напряжение между пластинами. Убедившись в
отсутствии обрывов в обмотке, милливольтметром измерить паде-
ние напряжения между каждой парой соседних пластин коллек-
тора. В исправной обмотке падения напряжения между любой
152
парой коллекторных пластин не должны отличаться больше чем
па 10%. Между пластинами, соединенными с секцией, имеющей
замыкание между витками, падение напряжения будет пони-
жено по сравнению с другими парами пластин.
Замыкание между витками в трехфазной обмотке ротора можно
обнаружить, подведя к контактным кольцам ротора трехфазное
пониженное (25—30% номинального) напряжение и измерив ли-
нейные токи. Если показание амперметра в одной фазе при сое-
динении фаз звездой больше, чем показания амперметра в двух
других фазах, значит, в фазе, по которой проходит больший ток,
имеются замыкания между витками. При соединении фаз тре-
угольником поврежденная фаза обнаружится по повышенному
показанию амперметра, измеряющего ток в проводах, между ко-
торыми включена эта фаза.
Коллектор
Дефектацию коллектора (контактных колец) производить
внешним осмотром, механической и при необходимости электри-
ческой проверкой. При внешнем осмотре проверить состояние ра-
бочей поверхности коллектора (контактных колец), которая
должна быть чистой, блестящей, однородного цвета, без царапин,
дорожек от щеток и следов подгорания. Коллектор не должен
иметь выступающих или западающих пластин, а также выступаю-
щей изоляции между пластинами. Запрессовка пластин должна
быть достаточно плотной. Плотность запрессовки проверяется лег-
кими ударами медного молотка по коллектору. У хорошо запрес-
сованного коллектора звук должен быть звонкий. -
При осмотре контактных колец обратить внимание на состоя-
ние изоляции между кольцами. Изоляция не должна иметь тре-
щин, сколов и следов подгорания или поверхностного пробоя.
Выходные пластины колец не должны быть отогнуты или сло-
маны.
Проверка радиального биения коллектора (контактных колец)
производится с помощью стрелочного индикатора в настольных
центрах или на токарном станке. Для этого следует закрепить
индикатор на стойке, ножку его подвести к поверхности коллек-
тора (кольца) перпендикулярно его образующей. Проворачивая
рукой вал машины, заметить максимальное и минимальное пока-
зания индикаторов. Разность этих показаний дает величину бие-
ния. Биение проверить в 3—4 точках по образующей коллек-
тора.
При проверке на токарном станке ротор установить в центрах
токарного станка, биение измерить индикатором. Допустимая ве-
личина радиального биения для коллектора 0,02—0,04 мм, для
контактных колец 0,2 мм.
Электрическую проверку коллектора производить в случае,
если при электрической проверке обмотки якоря обнаружены за-
153
мыкания на корпус. Перед проверкой отпаять выводы секций от
пластин коллектора и пометить их бирками. Затем измерить со-
противление изоляции пластин относительно корпуса и между
собой.
Если обнаружено замыкание пластин коллектора на корпус
необходимо заменить машину исправной.
Щеткодержатели и щетки
Дефектацию щеткодержателей и щеток производить внешним
осмотром.
При осмотре щеткодержателей открытого типа проверить со-
стояние корпуса, обоймы и пружины. Обойма радиального щет-
кодержателя должна быть установлена перпендикулярно к
поверхности коллектора или кольца на расстоянии 2—4 мм от
него.
Корпус щеткодержателя должен быть прочно закреплен на
пальце и не должен иметь погнутостей и забоин, нарушающих
правильность его установки. Обойма щеткодержателя не должна
иметь механических повреждений, затрудняющих свободное пере-
мещение в ней щетки. Щетка должна скользить в обойме сво-
бодно, но без качания. Допустимый зазор между щеткой и стен-
кой обоймы 0,2—0,3 мм.
Токопроводящие жгутики также не должны препятствовать
свободному перемещению щетки в обойме. Пружина щеткодер-
жателя должна обладать достаточной упругостью. Упругость пру-
жины проверяется измерением давления щеток на коллектор
(контактные кольца).
Силу нажатия щеток (упругость пружин) определяют с по-
мощью граммометра. Для этого крючок граммометра петлей из
нити соединить с деталью, прижимающей щетку к коллектору
(контактному кольцу). Нить не должна соприкасаться с непо-
движными деталями щеткодержателя. Между щеткой и поверх-
ностью коллектора (контактного кольца) проложить ленту из па-
пиросной бумаги. Оттягивая нить граммометром, определить силу
нажатия в момент, когда лента из папиросной бумаги начнет без
усилий проталкиваться между щеткой и коллектором (контакт-
ным кольцом). Измерения произвести несколько раз и найти сред-
нюю величину. Данные о силе нажатия щеток можно определить
по удельному нажатию щеток из табл. 18, которое должно быть в
пределах, приведенных в этой таблице. Чтобы определить, соот-
ветствует ли сила нажатия величине удельного давления, требуе-
мого для данной марки щетки, нужно разделить показание грам-
мометра на площадь сечения щетки. Если нажатие пружины не-
велико (несколько десятков граммов), момент отрыва щетки от
поверхности коллектора (контактного кольца) рекомендуется оп-
ределять с помощью сигнальной лампы или омметра, включен-
ного в цепь проверяемой щетки,
154
Группа щеток Марка Номинальная плотность тока, А/см2 Максимальная окружная скорость, м/с
Графитные гз 10—11 25
611М 10—12 40
Электрографитиро- ЭГ2А 10 45
ванные ЭГ4 12 40
ЭГ8 10 40
ЭГ14 10—11 40
ЭГ71 10—12 40
ЭГ74 10—15 50
Угольно-графитные Т2 6 10
Медно-графитные Ml 15 25
М3 12 20
Мб 15 25
М20 12 20
МГ 20 20
МГ2 20 20
МГ4 15 20
МГ64 20—25 25
МГС5 15 35
Си О1
Таблица 18
Удельное нажа- тие, г/см2 Область применения
200—250 200—250 Для генераторов и двигателей .с облегченными условиями коммутации
200—250 150—200 200—400 200—400 200—250 175—250 Для генераторов и двигателей со средними и затрудненными условия- ми коммутации и для контактных колец
200—250 Для генераторов и двигателей со средними условиями коммутации
150 -200 150—200 150—200 150—200 180—230 180—230 200—250 150—200 200—250 Для низковольтных генераторов и контактных колец
В машинах малой мощности нажатие пружины проверять
только после снятия машины с места установки.
У серводвигателей типа СЛ и тахогенераторов постоянного
тока нажатие щеток измерять граммометром, щуп которого под-
водить к упору пружины щеткодержателя через отверстие в регу-
лирующей втулке.
Нажатие пружин у машин этого типа окончательно регули-
ровать под номинальной нагрузкой, добиваясь минимального
искрения щеток.
При осмотре щеткодержателей закрытого типа проверить со-
стояние резьбы колпачка щеткодержателя и нет ли сколов и тре-
щин на колпачке.
У серводвигателей типа СЛ и тахогенераторов постоянного
тока проверить состояние резьбы обоймы и нажимной гайки. При
осмотре щеток проверить состояние их рабочей поверхности.
Щетки должны быть тщательно пришлифованы к коллектору
(контактным кольцам) и иметь блестящую, без царапин, сколов и
раковин рабочую поверхность. Износ щеток по высоте допускается
не более чем на 25—30% номинального размера. Токопроводящие
жгутики должны быть надежно закреплены в щетках и не должны
иметь обрывов жил.
Использование в одной машине щеток разных марок и раз-
меров не допускается.
При осмотре пакетов статора и ротора проверить их прес-
совку. Листы пакета должны плотно прилегать друг к другу,
стяжные шпильки (болты) должны быть туго затянуты. На по-
верхности пакета не должно быть коррозии, забоин, заусенцев и
следов трения ротора о статор. Разъемные полюсы должны быть
прочно прикреплены к ярму.
При дефектации произвести внешний осмотр корпуса станины,
вала ротора, подшипниковых щитов, крышек, фланцев и крепеж-
ных деталей. Указанные детали не должны иметь повреждения
защитного покрытия, коррозии, трещин, вмятин, забоин и других
механических повреждений. Винты и гайки должны быть туго
затянуты.
Если при дефектации потребовалось снять с вала шарикопод-
шипники, то при осмотре вала ротора особое внимание обратить
на состояние шеек вала. На шейках не должно быть коррозии,
ракойин, забоин, задиров и других механических повреждений.
Эксцентриситет и овальность шеек проверить стрелочным инди-
катором при установке ротора в центрах токарного станка. Эта
проверка производится только при полной исправности центровых
отверстий вала (при отсутствии забоин, смятия металла и т. п.).
Допустимая овальность шеек 0,2% диаметра вала. В случае
большего износа шеек или погнутости самого вала, о чем сви-
детельствует эксцентриситет шеек, машину направить в капи-
тальный ремонт.
Панели с зажимами (клеммные платы) не должны иметь ско-
лов, трещин, нарушающих электрическую прочность, и следов
156
обгорания или пробоя. Зажимы (клеммы) должны быть исправны.
Изоляция выводов не должна иметь повреждений. Маркировка
выводов должна быть четкой.
Смазку подшипников проверять после снятия крышек, закры-
вающих подшипники. При этом осмотреть гнезда подшипников и
сами подшипники. Смазка должна быть чистой, в гнездах не
должно быть излишней смазки. Не допускается выступание смаз-
ки в местах крепления крышек и через вентиляционные отвер-
стия.
Крепежные детали не должны иметь забитой резьбы или срыва
ее, головки винтов — развернутых шлицев, гайки и шестигранные
головки болтов и винтов — смятых граней.
Перед разборкой машину отсоединить от приводного двига-
теля или вращаемого механизма.
Снять машину с места, на котором она установлена. Двигатели
вентиляторов снимать вместе с крыльчаткой. Разбирать машину
рекомендуется на верстаке или столе, а тяжелые машины — на
низкой тележке, подставке или в крайнем случае на полу.
С помощью штатных съемников из ЗИП снять с вала машины
детали сочленения с приводным двигателем или вращаемым ме-
ханизмом.
Разборку машины начинать со снятия переднего подшипнико-
вого щита, установленного со стороны коллектора (колец). Для
этого отвести (или вывинтить) щеткодержатель, снять щетки и
отсоединить выводы обмоток от панели с зажимами.
Работу машин, не имеющих коллектора или контактных ко-
лец, начинать со снятия подшипникового щита, установленного
со стороны конца вала, не соединенного с механизмом. Для
этого ослабить и вывинтить болты, крепящие щит к станине. Во
избежание перекоса щита ослаблять болты равномерно. Затем
снять щит, поддерживая ротор и не допуская ударов ротора о
статор.
После снятия переднего щита между ротором и статором про-
ложить лист прессшпана или плотного картона для предохранения
активного железа ротора и статора от повреждений при дальней-
шей разборке.
Задний щит снимать аналогично переднему.
В некоторых машинах наружные кольца шарикоподшипников
крепятся с помощью фланцев и крышек. Перед снятием щитов
в таких машинах вывинтить шпильки, стягивающие фланцы, или
снять крышки.
Передний и задний щиты машин малой мощности во многих
случаях крепятся к корпусу машины с помощью стягивающих
шпилек, которые проходят снаружи или внутри машины. В таких
машинах передний и задний щиты снимают одновременно после
того, как будут вывинчены стягивающие шпильки.
После снятия щитов вывести ротор из статора, избегая трения
и ударов ротора о статор.
Статор и ротор уложить на подставки.
157
Шарикоподшипники с вала ротора снимать съемником лишь
в случае тщательной проверки, замены подшипников или повреж-
дения шеек вала.
После разборки все узлы и детали промыть, прочистить, из
гнезд подшипников удалить старую смазку.
Устранение неисправностей коллекторов и контактных колец
сводится к шлифовке их поверхности, проточке, продороживанию
коллекторов и подтягиванию их.
При наличии мелких царапин, нагара и темных пятен поверх-
ность коллектора (контактных колец) прошлифовать мелкой
стеклянной шкуркой, натянутой на деревянную колодку, имею-
щую вырез по диаметру коллектора (контактного кольца), на
ходу машины или при установке якоря (ротора) на токарном
станке. Скорость вращения шпинделя станка должна быть 250—
300 об/мин. При шлифовке коллектора на ходу машины не допу-
скается применение наждачной или карборундовой шкурки во из-
бежание попадания абразивной пыли в подшипники.
Окончательную шлифовку коллекторов производят при рабо-
тающей машине искусственной мелкозернистой пемзой, нанесен-
ной на войлок или фетр, натянутый на колодку. Колодку нужно
прижимать к коллектору между щетками. При этом одновременно
происходит шлифовка рабочей поверхности щеток.
После шлифовки коллектор (контактные кольца) и щеткодер-
жатели со щетками очистить от пыли мягкой волосяной щеткой
и продуть сжатым воздухом.
При наличии на поверхности коллектора (контактных колец)
глубоких царапин, забоин, дорожек от щеток и при повышенном
биении проточить коллектор (контактные кольца) на токарном
станке.
Проточка коллектора (контактных колец) в центрах токар-
ного станка допускается только в том случае, если эксцентриси-
тет шеек вала не превышает допустимого. Поэтому перед проточ-
кой проверить эксцентриситет шеек и в случае надобности под-
править центровые отверстия вала. Сборный коллектор перед про-
точкой подтянуть, затянув нажимную гайку, затем нагреть коллек-
тор в печи или паяльной лампой до температуры 100—110°С и
снова подтянуть. Подтягивать коллектор нужно осторожно, не при-
меняя больших усилий, которые могут привести к продавливанию
миканитового конуса и порче коллектора.
Протачивать хорошо заточенным резцом при скоростях реза-
ния не более 100—120 м,/мин и при подаче 0,05—0,1 мм. При про-
точке снимать минимальный слой металла, чтобы им не закрыло
промежутки между пластинами.
Если между пластинами коллектора выступает миканитовая
изоляция, удалить ее, продорожив коллектор ручной пилкой или
на токарном станке.
Ручную пилку изготовить из ножовочного полотна, обточен-
ного на наждачном круге до толщины, равной толщине изоляции
158
между пластинами или на 0,05—0,1 мм больше (рис. 59). При
продороживании пилку водить по линейке, уложенной парал-
лельно краю пластины. При этом выпилить весь миканит на глу-
бину 0,5 мм для машин мощностью 5—20 кВт и 1,5 мм — для
Рис. 59. Ручная пилка для продорожива
ния коллектора
машин мощностью свыше 20 кВт. Затем шабером или бархатным
напильником снять фаски под углом 45° с краев пластин на
ширину 0,5 мм (рис. 60).
Рис. 60. Продороживание коллектора:
а — правильно; б — неправильно
При. продороживании на токарном станке якорь машины уста-
новить и закрепить в центрах токарного станка. В суппорте за-
крепить специальный резец режущей кромкой влево.
Направляя резец в промежутки между пластинами коллектора
и передвигая суппорт вдоль коллектора, выбрать миканит между
пластинами. При одном проходе не следует выбирать слой мика-
нита толще 0,3—0,4 мм во избежание его растрескивания и
сдвига.
Резец для продороживании коллектора должен быть отрезного
типа с углом заточки 40°. Режущую часть заточить по ширине
промежутка между’ пластинами (рис. 61, а). Снимать фаску с
краев пластин после продороживании можно другим резцом, ре-
жущая часть которого заточена под углом 45° (рис. 61, б).
После продороживании прошлифовать коллектор способом,
описанным выше,
159
Пришлифовку щеток производить при наличии незначитель-
ных сколов, царапин и других мелких повреждений; рабочие по-
верхности щеток пришлифовать к коллектору (контактным коль-
Рис. 61. Заточка резцов для продорожива-
ния коллектора:
а —резец для продороживания; б — резец для
снятия фаски
цам) стеклянной шкуркой после установки щеток в щеткодер-
жатели. Применять карборундовую или наждачную шкурку не
допускается.
Пришлифовку начинать шкуркой крупных номеров, переходя к
более мелким. При этом шкурка должна прилегать к поверхности
коллектора (контактного кольца) обратной стороной (рис. 62).
Шкурку протягивать только в направлении вращения машины, а
для реверсивных машин — в обоих направлениях.
При шлифовке щетки должны прижиматься только пружиной
щеткодержателя. Прижимать щетки рукой запрещается!
160
После пришлифовки коллектор и Щеткодержатели со щетками
очистить от пыли мягкой волосяной щеткой и продуть сжатым
воздухом.
Окончательную пришлифовку щеток производить при работе
машины под нагрузкой. Рабочая поверхность щеток должна бы-
стро становиться блестящей.
Рис. 62. Пришлифовка щеток:
а — правильно; б — неправильно
Металлические щетки, применяемые в некоторых машинах, в
случае повреждения их поверхности опилить личным напильни-
ком. Хорошее прилегание металлической щетки к коллектору (кон-
тактному кольцу) восстановить опиловкой личным, а затем бар-
хатным напильником.
Замену негодных или изношенных щеток, а также щеток с
поврежденной арматурой (обрыв жил токопроводящих жгутиков,
выкрашивание щетки в месте крепления жгутика) заменять ком-
плектно новыми соответствующих марок, предусмотренных для
данной машины. Если щеток требуемой марки нет, разрешается
устанавливать щетки других марок, близкие по параметрам к
требуемым. Щетки выбирать согласно данным табл. 18.
Щетки требуемых марок, большие по размеру, можно приго-
нять путем опиловки личным напильником.
Устранение неисправностей щеткодержателей сводится к
правке погнутых деталей щеткодержателя или к их замене.
Погнутость корпуса или обоймы щеткодержателя устранять
правкой. Править обоймы клиновой оправкой, один из концов
которой служит шаблоном, заменяющим щетку и выполненным
по ее размерам. Щеткодержатели, имеющие трещины, надломы
корпуса или обоймы, заменять новыми.
При пониженном давлении щетки на коллектор (контактные
кольца) осмотреть пружину. Сломанную или потерявшую упру-
гость спиральную пружину заменить новой из ЗИП или изготов-
ленной по образцу из стальной пружинной проволоки. Если дав-
ление пружины регулируется, попытаться поджать ее до полу-
чения требуемого давления щетки.
Устранение неисправностей станин, подшипниковых щитов и
крышек сводится к заварке трещин, удалению коррозии, задиров
6— 888 161
и заусенцев на посадочных поверхностях и восстановлению по-
врежденных защитных покрытий.
Перед заваркой конец трещины засверлить сверлом диамет-
ром 3—5 мм. Диаметр сверла выбирать в зависимости от вели-
чины трещины и размеров детали. Трещины в чугуне заваривать
чугунным электродом с предварительным нагревом детали или
медным электродом в холодном состоянии. Забоины, задиры и
заусенцы с посадочных поверхностей удалить острым шабером
или личным напильником. Зачищенную поверхность после этого
отшлифовать шкуркой зернистостью № 16, 20 или 25.
Значительно изношенные или поврежденные посадочные по-
верхности восстанавливать при капитальном ремонте машины.
Коррозию с нерабочих поверхностей деталей удалять вручную
металлической щеткой и шлифовальной шкуркой зернистостью
№ 100—125 с последующим нанесением антикоррозионного лако-
красочного покрытия, а с посадочных поверхностей — шлифоваль-
ной шкуркой зернистостью № 16, 20, 25 или более мелкой. С де-
тали, имеющей форму тела вращения, коррозию рекомендуется
удалять на токарном станке.
Перед удалением коррозии с торцевой поверхности пакета
статора (полюсов) или ротора предварительно снять с очищаемой
поверхности слой защитного лакового покрытия, для чего про-
тереть ее ветошью, слегка смоченной ацетоном. Следует избегать
попадания ацетона на изоляцию обмоток. С очищенной от лака
поверхности коррозию удалить шлифовальной шкуркой зерни-
стостью № 100—120. После этого поверхность пакета очистить
от пыли мягкой волосяной щеткой, продуть сжатым воздухом,
протереть ветошью, смоченной бензином, и покрыть тонким слоем
грунта ГФ-020.
В обмотках полюсов электрических машин постоянного тока
могут быть следующие неисправности:
общее понижение сопротивления изоляции вследствие ее ста-
рения или длительного пребывания в условиях повышенной влаж-
ности;
обрыв провода обмотки;
замыкание между витками;
короткое замыкание витков обмотки на корпус вследствие
повреждения или пробоя изоляции.
Неисправности обмоток полюсов машин постоянного тока с
поврежденным наружным слоем изоляции катушки (без повреж-
дения изоляции провода) можно восстановить без перемотки об-
мотки. Для этого снять катушку со статора, покрыть электроизо-
ляционным лаком и просушить.
В обмотках якорей электрических машин постоянного тока
кроме перечисленных выше возможны следующие неисправности:
плохой контакт в местах пайки выводов секций к пластинам
коллектора;
замыкания между секциями, обусловленные замыканиями
между пластинами коллектора,
162
коллектор чистой ветошью,
Рис. 63. Приспособление для статиче-
ской балансировки роторов:
/ — плита; 2 — ножи; 3 — регулировочные вин-
ты; 4 — стопорящие винты
Контакт в местах пайки выводов секций к пластинам коллек-
тора восстанавливать путем прогрева паек паяльником с не-
большим количеством канифоли до полного расплавления припоя.
Замыкания между секциями, обусловленные замыканиями меж-
ду ^пластинами коллектора, могут быть вследствие неаккуратной
пайки или загрязнения пазов между пластинами угольно-медной
пылью от щеток. В первом случае удалить наплывы припоя в ме-
стах пайки, во втором — проч
смоченной бензином, а в слу-
чае надобности продорожить
коллектор.
Для удаления влаги, имею-
щейся в изоляции, обмотки
машин просушить горячим воз-
духом, инфракрасными луча-
ми (сушка внешним нагревом)
или током, пропускаемым че-
рез обмотки (сушка током),
руководствуясь инструкцией по
сушке обмоток.
Статическую балансировку
роторов производить с по-
мощью приспособления, пока-
занного на рис. 63. Баланси-
руемый ротор шейками вала
уложить на ножи 2, установ-
ленные на контрольной плите 1. Плиту предварительно установить
горизонтально. Ножи отгоризонтировать по уровню с помощью
регулировочных цинтов 3 и установить их строго параллельно
друг другу.
Если центр тяжести ротора смещен относительно его оси, то
при установке на ножи ротор будет проворачиваться всегда в
одно и то же определенное положение, соответствующее положе-
нию устойчивого равновесия. В этом положении на роторе мелом
отметить верхнюю точку А (рис. 64). В паз ротора, соответствую-
щий точке А, или в специальные канавки в нажимных шайбах
осторожно заделать свинцовую пластину. Затем ротор установить
на ножи и балансировку продолжать до тех пор, пока ротор не
будет оставаться на них в безразличном равновесии. Свинцовые
пластинки надежно укрепить в пазах.
Размагниченный генератор заново намагнитить от посторон-
него источника тока.
Для намагничивания генераторов необходимо:
в генераторах с параллельным возбуждением к обмотке воз-
буждения подвести постоянное напряжение от постороннего источ-
ника питания, например, от аккумуляторной батареи. С помощью
реостата установить в обмотке ток, равный 50—60% номинального
тока возбуждения. Ток пропускать через обмотку в течение не-
скольких минут, после чего источник питания отключить. Вклю-
6* 163
чать и выключать напряжение при полностью введенном реостате
во избежание индуктирования э. д. с. значительной величины и
пробоя изоляции обмотки;
в генераторах с последовательным возбуждением обмотку
возбуждения отключить от якоря и в течение нескольких минут
пропускать через нее ток от постороннего источника питания, рав-
ный 50—60% номинального. Так как сопротивление последова-
тельной обмотки возбуждения обычно бывает мало, последова-
тельно с ней включить реостат для ограничения и регулировки
тока.
Рис. 64. Балансировка ротора:
а — балансировка ротора на ножах приспособления; б — за-
делка свинцовой пластины в паз: 1 — свинцовая пластина;
2 — клин; 3 — пазовая изоляция
Если после намагничивания генератор не возбуждается, поме-
нять местами концы обмотки возбуждения или вновь намагни-
тить его с противоположной полярностью.
Сборочные работы выполнять с соблюдением последователь-
ности операций и правил сборки.
Напрессовку подшипников производить легкими ударами мо-
лотка по трубе, диаметр которой соответствует диаметру внутрен-
него кольца подшипника. При напрессовке избегать повреждений
шеек вала и перекоса подшипников.
После сборки всех основных узлов установить ротор в статор
и поставить на место подшипниковые щиты. Для этого ротор
предварительно должен пройти статическую балансировку. В ма-
лых машинах передний подшипниковый щит установить на ротор
до установки его в статор. Подшипник ротора устанавливать в
гнездо щита при вертикальном положении ротора, слегка посту-
кивая медным молотком по концу вала. Затем ротор в сборе с
передним щитом осторожно, чтобы не повредить активного же-
леза, установить в статор. Передний щит закрепить на статоре,
после чего установить задний подшипниковый щит. При уста-
новке тяжелых роторов статор изнутри выложить листами пресс-
шпана или плотного картона.
164
В больших машинах вначале установить задний подшипнико-
вый щит, который должен достаточно плотно садиться на цент-
рирующие штифты статора. При установке щита равномерно
подтягивать все болты (винты) крепления щита к станине.
Затем ротор установить в статор, поставить на место и при-
жать болтами передний подшипниковый щит. Смазать подшип-
ники, установить щеткодержатель со щетками и отрегулировать
давление щеток.
При сборке запрещается ударять стальным молотком по по-
верхности деталей во избежание забоин и снятия металла.
После сборки проверить:
легкость и равномерность вращения ротора; тугое вращение и
заедание указывают на перекос подшипников или подшипнико-
вых щитов в результате неправильной сборки;
зазор между ротором и статором; величину воздушного зазора
измерить с помощью щупов в четырех сдвинутых одна от другой
на 90° точках по окружности статора с обеих сторон его расточки;
измерив величины зазора, вычислить его среднеарифметическое
значение; каждая из величин зазора не должна отличаться от
среднеарифметического значения более чем на 10%;
осевую шаткость ротора; величина осевой шаткости не должна
превышать значений, приведенных для шарикоподшипников. По-
вышенная осевая шаткость, обусловленная износом посадочных
мест под подшипники, может быть устранена путем установки
прокладок из медной фольги в гнезда крышек под наружные
кольца подшипников. Отсутствие осевой шаткости указывает на
неправильную сборку машины.
После проверки качества механической сборки выводы обмо-
ток присоединить к панели в соответствии с маркировкой зажи-
мов; в машинах постоянного тока после этого установить щетки
на нейтраль.
У машин с дополнительными полюсами щетки должны также
находиться строго на нейтрали. Способ установки щеток по за-
водским рискам на траверсе и подшипниковом щите недостаточно
точен, поэтому устанавливать щетки на нейтраль рекомендуется
одним из следующих методов:
а) метод наибольшего напряжения генератора. Генератор
привести во вращение на холостом ходу с постоянным числом
оборотов при независимом и постоянном возбуждении. Щетки
передвигать до тех пор, пока вольтметр, подключенный к зажи-
мам якоря, не покажет наибольшего напряжения. Это положение
щеток соответствует нахождению их на нейтрали;
б) метод двигателя. Нагруженный двигатель пустить в ход и
измерить тахометром скорость вращения якоря. Затем, не изменяя
положения щеток, изменить полярность питающего напряжения и
пустить двигатель в другом направлении вращения. Для опреде-
ления нейтрали передвигать щетки до тех пор, пока скорость
вращения якоря не будет одинакова при обоих направлениях
вращения. При этом подводимое напряжение и величина тока
165
возбуждения должны быть строго неизменны в течение всей
регулировки;
в) индуктивный метод. К обмотке возбуждения неподвижной
машины подвести постоянный ток от постороннего источника
питания с напряжением 8—12 В. К зажимам якоря присоединить
милливольтметр на 45—60 мВ с добавочным сопротивлением для
напряжения 1,5—3 В. Желательно иметь милливольтметр с дву-
сторонней шкалой и нулем посередине. При замыкании и размы-
кании цепи возбуждения в якоре будет индуктироваться напря-
жение и стрелка милливольтметра начнет отклоняться в ту или
другую сторону в зависимости от положения щеток. При этом
щетки передвигать до тех пор, пока при включении и выключе-
нии тока возбуждения стрелка милливольтметра не перестанет
отклоняться. После этого снять добавочное сопротивление и уточ-
нить положение щеток по отсутствию отклонений стрелки мил-
ливольтметра. Это положение и соответствует нахождению щеток
на нейтрали. Данный метод является наиболее точным. После
установления щеток на нейтраль полностью собранную машину
при необходимости окрасить.
Из-за большого количества обмоток и выводных концов в
ЭМУ необходимо после ремонта тщательно проверить схемы сое-
динений обмоток и их полярность. Если выводы обмоток имеют
бирки, то выводы подключить к контактным щиткам в соответ-
ствии с маркировкой на бирках, в противном случае выводы об-
моток замаркировать.
Обмотки управления удобнее всего маркировать следующим
образом:
подключить одну из обмоток управления к источнику постоян-
ного тока через реостат и установить такой ток, чтобы при вра-
щении ротора можно было измерить напряжение на выходе
электромашинного усилителя;
обозначить концы обмоток знаками « + » и «—» в соответст-
вии с полярностью источника питания;
по отклонению вольтметра, подключенного к выходным выво-
дам ЭМУ, определить полярность выходных зажимов усилителя
и отметить их знаками « + » и «—~»;
подключить поочередно к источнику постоянного тока осталь-
ные обмотки управления и маркировать их аналогично первой
обмотке, если стрелка вольтметра, подключенного к выходным
зажимам ЭМУ, будет отклоняться в ту же сторону, как и для
первой обмотки управления.
Для того чтобы определить, правильно ли подключена ком-
пенсационная обмотка к контактам щитка, следует проделать
следующее: нагрузить ЭМУ на сопротивление, большее или рав-
ное номинальному. Подать на одну из управляющих обмоток
плавно изменяющееся напряжение постоянного тока, при этом
вольтметр, подключенный к выходу ЭМУ, при вращении якоря
должен изменять показания в соответствии с напряжением на
входе. Если с увеличением напряжения на входе напряжение на
166
Рис. 65. Схема установки ще-
ток короткозамкнутой цепи
ЭМУ на нейтраль
выходе будет стремиться к нулю, то это будет Свидетельствовать
о том, что компенсационная обмотка подключена неверно и ее
концы нужно поменять местами.
Добавочные полюсы продольного поля ЭМУ предназначены
для улучшения коммутации в цепи рабочего тока.
Для того чтобы проверить, пра-
вильно ли подключены выводы об-
моток добавочных полюсов, следует
нагрузить ЭМУ на сопротивление,
большее или равное номинальному,
включить электродвигатель ЭМУ и
подать напряжение постоянного то-
ка на одну из управляющих обмоток.
Если обмотка добавочных полю-
сов включена неправильно, то вы-
ходное напряжение не достигнет но-
минальной величины, а под щет-
ками продольного поля будет на-
блюдаться повышенное искрение.
В этом случае концы обмоток до-
бавочных полюсов следует поме-
нять местами.
Установка щеток требуется в
случае сбитой заводской настройки,
сильного искрения щеток, после
ремонта и разборки ЭМУ.
Щетки устанавливать на ней-
траль в таком порядке:
в разрыв короткозамкнутой (поперечно) цепи (рис. 65)
включить микроамперметр постоянного тока с нулем посередине
шкалы;
к одной из обмоток управления подключить гальванический
элемент;
при неподвижном якоре ЭМУ размыкать и замыкать цепь галь-
ванического элемента, наблюдая за отклонением стрелки микро-
амперметра;
одновременно с замыканием цепи гальванического элемента
смещать положение траверсы щеток сначала в одном направле-
нии, а затем в противоположном до тех пор, пока стрелка не
изменит направление отклонения и показание будет минималь-
ным. В этом положении щетки находятся на нейтрали.
В некоторых ЭМУ щетки следует сместить с нейтрали на 1—
2 мм по направлению вращения коллектора для улучшения ком-
мутации.
Компенсация продольной реакции якоря с помощью шунти-
рующего компенсационную обмотку реостата имеет важное зна-
чение для получения требуемых статических и динамических ха-
рактеристик и устойчивости работы ЭМУ.
167
Под степенью компенсации 0 понимают отношение
Г) _ Еко
V F ’
23 р я
где Еко— э. д. с., наводимая в якоре магнитным потоком ком-
пенсационной обмотки;
ЕрЯ — э. д. с., наводимая в якоре потоком продольной реакции
от рабочего тока нагрузки.
Э. д. с. Еко и Еря направлены навстречу друг другу и при 0 = 1
взаимно компенсируются.
Регулировать компенсацию ЭМУ в следующем порядке:
включить вольтметр в разрыв короткозамкнутой (поперечной)
цепи ЭМУ;
отключить от щеток продольной цепи компенсационную об-
мотку и обмотку добавочных полюсов;
от постоянного источника при вращающемся якоре пропустить
в продольную цепь якоря номинальный постоянный ток, отмечая
при этом показание вольтметра (рис. 66,а);
при той же скорости вращения якоря и разомкнутой продоль-
ной цепи его пропустить через компенсационную обмотку с шун-
тирующим ее реостатом номинальный ток якоря (рис. 66, б) и
регулировкой сопротивления реостата добиться первоначального
показания вольтметра. Это показание реостата соответствует сте-
пени компенсации 0=1.
Рис. 66. Схема установки степени компенсации ЭМУ:
а — ток пропускается через продольную цепь якоря; б — ток той же величины
пропускается через компенсационную обмотку
Обмотки управления при регулировке компенсации должны
быть разомкнуты. Важным условием правильной регулировки
степени компенсации является одинаковое направление вращения
якоря в обоих случаях эксперимента, при этом отклонение стрелки
вольтметра должно быть в одну и ту же сторону.
168
Для получения устойчивого режима работы ЭМУ должен ра-
ботать при некоторой компенсации (0<1); степень последней
можно характеризовать процентным изменением напряжения на
выходе ЭМУ от режима холостого хода до полной нагрузки при
номинальном токе управления. Обычно устанавливается такая
величина сопротивления, шунтирующего компенсационную об-
мотку, чтобы изменение напряжения составляло 10—15%.
Окончательную степень компенсации устанавливать при на-
стройке изделия.
Испытания машин производятся после внешнего осмотра и
проверки качества сборки отремонтированной машины и вклю-
чают:
измерение сопротивления обмоток;
измерение сопротивления изоляции токоведущих частей маши-
ны относительно корпуса и между собой;
проверку коэффициента трансформации асинхронных двига-
телей с фазным ротором;
испытание машины на холостом ходу;
испытание машины под нагрузкой.
Измерение сопротивления обмоток позволяет судить о пра-
вильности их выполнения, исправности обмоток и качестве паек
и соединений. Наиболее точный результат дают измерения сопро-
тивлений с помощью мостов, например, моста Е12-2Л. Если моста
нет, сопротивление обмоток более 1 Ом можно приближенно
измерить комбинированными приборами типов Ц4312, АВО-5М1
или им подобными.
Сопротивление статорных обмоток измерить на зажимах ма-
шины, сопротивление обмоток ротора — на его контактных коль-
цах. Сопротивление обмоток якорей коллекторных машин изме-
рить на двух коллекторных пластинах, отстоящих одна от другой
на одно полюсное деление по коллектору для якорей с волновой
обмоткой или на двух диаметрально противоположных пластинах
для якорей с петлевой обмоткой.
Отклонение измеренного сопротивления обмотки от паспорт-
ных данных не должно превышать ±5%.
При измерениях следует иметь в виду, что сопротивление об-
моток зависит от их температуры. Обычно паспортные значения
сопротивлений соответствуют измерениям при температуре 4-20°С.
Поэтому результат измерения, производившегося при иной тем-
пературе, необходимо привести к +20°С. Пересчет производить
по формуле
/э _________Rt______
^20~ 14- 0,004 — 20) *
где Т?2о — сопротивление, приведенное к температуре 20°С, Ом;
Rt— сопротивление, измеренное при температуре окружаю-
щей среды, Ом;
t — температура, при которой производилось измерение, °C*
169
Сопротивление изоляции токоведущих частей машины относи-
тельно корпуса и между собой измерять мегаомметром на 500 В.
Перед измерением отсоединить от зажимов машины все соеди-
нительные провода внешней цепи.
При измерении сопротивления изоляции токоведущих частей
машины относительно корпуса одну клемму мегаомметра подклю-
чить к оголенной поверхности корпуса, другую поочередно под-
ключать к зажимам (выводам) всех обмоток. При измерении
сопротивления изоляции между токоведущими частями машин
клеммы мегаомметра подключать поочередно к двум зажимам
(выводам) обмоток, не соединенным между собой электрически.
Допустимое сопротивление изоляции указано в паспорте ма-
шины и в справочниках.
Проверка коэффициента трансформации асинхронного двига-
теля с фазным ротором позволяет судить о правильности выпол-
нения обмоток статора и ротора и их исправности.
Для проверки к статору подвести номинальное напряжение и
при разомкнутой цепи неподвижного ротора измерить напряже-
ние между контактными кольцами ротора в двух-трех его положе-
ниях. Напряжения фаз ротора должны соответствовать паспорт-
ным данным и могут отличаться одно от другого не более чем на
2%. Понижение напряжения в одной из фаз ротора указывает
на наличие замыканий между витками или на неправильное сое-
динение катушек фазы.
Для проверки статорной обмотки напряжение подвести к коль-
цам ротора и при разомкнутых обмотках статора измерить напря-
жение на зажимах обмоток. Напряжения фаз должны соответство-
вать паспортным данным и могут отличаться одно от другого
не более чем на 2%.
Напряжение, подводимое к ротору, должно регулироваться в
пределах от нуля до номинального значения.
Перед пуском машины проверить наличие смазки в подшип-
никах, легкость вращения ротора.
Вращение ротора (якоря) от руки должно быть легким, с рав-
номерным усилием, без заеданий и стуков.
Испытание на холостом ходу позволяет проверить ряд вели-
чин, важных для работы машины, и судить о ее исправности.
Машины постоянного тока испытывать на холостом ходу в
режиме двигателя. Для испытания машину включать по схеме
двигателя с независимым возбуждением (рис. 67). Обмотку воз-
буждения питать от источника постоянного тока напряжением,
обеспечивающим полный рабочий ток в обмотках. Ток и число
оборотов холостого хода должны соответствовать паспортным
данным. Затем проверить нагрев подшипников и якоря, степень
искрения и надежность контакта в щетках, а также убедиться в
отсутствии вибрации машины.
Перегрев подшипников по сравнению с температурой окру-
жающего воздуха при испытании не должен превышать 20—
1Л)
306С. Температуру подшипников определить на ощупь. Якорь не
должен иметь местных перегревов, также определяемых на
ощупь. Искрение под щетками должно отсутствовать. Допускается
наличие слабого точечного искрения под небольшой частью щетки
приблизительно у половины всех щеток. Надежность контакта в
щетках определять по отсутствию их перегрева.
Продолжительность испытания на хо-
лостом ходу должна быть не менее
30 мин.
Асинхронные двигатели испытывать
на холостом ходу при питании напряже-
нием номинальной величины и номиналь-
ной частоты. При этом измерять токи
холостого хода во всех трех фазах и
число оборотов двигателя. Измеренные
величины должны соответствовать пас-
портным данным. Асимметрия токов в
фазах не должна превышать 5%. Сколь-
жение при холостом ходе не должно пре-
вышать 1—2%, т. е. измеренное число
оборотов не должно отличаться более
чем на 1—2% от синхронного числа обо-
60/
ротов, определяемого величиной п = ,
где р — число пар полюсов двигателя;
/ — частота напряжения питания.
Рис. 67. Схема включе-
ния электродвигателя
постоянного тока с не-
зависимым возбуждеии-
Затем проверить нагрев подшипни-
ков, надежность контакта в щетках и
плавность хода двигателя. Температура подшипников не должна
превышать температуру окружающего воздуха больше чем на 30°С.
Надежность контакта в щетках определять по отсутствию искре-
ния и перегрева щеток. При работе двигателя не должно быть
вибрации и шума.
Продолжительность испытания на холостом ходу должна быть
не менее 30 мин.
Синхронные машины на холостом ходу не испытываются.
Машину под нагрузкой испытывать после установки ее на ме-
сто в условиях, обеспечивающих номинальную нагрузку машины.
Работу машины проверять включением ее вместе с блоком или
узлом, в котором она установлена.
Для проверки работы генератора привести во вращение при-
водной двигатель и установить номинальное число оборотов. Из-
мерить напряжение генератора, ток нагрузки и частоту. Если
генератор трехфазный, проверить симметрию токов и напряже;
ний в фазах, а при необходимости — порядок чередования фаз.
Измеренные величины должны соответствовать паспортным
данным.
Для проверки работы двигателя подать на его зажимы (на
зажимы пусковой схемы) или на блок, в котором он установлен,
171
номинальное напряжение питания и проследить за пуском дви-
гателя.
Прослушать его работу. При нормальной работе не должны
прослушиваться повышенное гудение, ненормальные стуки и дру-
гие посторонние шумы. На ощупь определить, не перегревается ли
электродвигатель. При необходимости проверить ток, потребляе-
мый двигателем.
Кроме того, в процессе испытания непрерывно контролировать
температуру обмоток машины с помощью термометров или мето-
дом измерения сопротивления.
Метод измерения температуры обмоток термометром описан
выше. Этот метод не дает достаточно точных результатов, поэтому
рекомендуется измерять температуру обмотки методом измере-
ния сопротивления обмотки, который основан на зависимости
сопротивления меди от температуры и применим для всех обмо-
ток, причем для контроля температуры низкоомных обмоток не-
обходимо измерять их сопротивления с помощью мостовых при-
боров.
Перед испытанием машины измерить сопротивление и темпе-
ратуру обмотки. Температуру обмотки принять равной темпе-
ратуре окружающего воздуха (после испытания машину остано-
вить и сразу же измерить сопротивление проверяемой обмотки) и
определить по формуле
T=t+ ^~^ (235+ t),
где t — температура обмотки до испытания, °C;
Т — температура обмотки после испытания, °C;
Rt — сопротивление обмотки, измеренное до испытания, Ом;
RT — сопротивление обмотки, измеренное после испытания, Ом.
Температура обмотки не должна превышать 80—90°С. Сразу
же после окончания измерения проверить сопротивление изоля-
ции.
Величина сопротивления изоляции обмоток, измеренная при
рабочей температуре машины, не должна быть меньше величины,
приведенной в паспорте на машину или в справочниках.
Особенности ремонта сельсинов
и вращающихся трансформаторов
Классификация и номинальные данные сельсинов приведены в
табл. 19, вращающихся трансформаторов — в табл. 20.
В процессе эксплуатации сельсинов и вращающихся трансфор-
маторов вследствие естественного износа их, старения изоляции и
нарушения нормальных условий эксплуатации возможно появление
различного рода неисправностей, которые могут проявляться в
снижении точности работы сельсина или трансформатора, выпа-
172
дении из синхронизма сельсина, в перегреве машины или отдель-
ных ее частей, гудении при работе, искрении под щетками и т. д.
Характер некоторых неисправностей, их признаки и способы
выявления приведены в табл. 21.
При дефектации блока проверить имеющиеся в нем сельсины,
вращающиеся трансформаторы. Дефектацию производить внеш-
ним осмотром и проверкой работы их при включении блока или
изделия под напряжение.
При внешнем осмотре проверить крепление машины, состоя-
ние корпуса, крышек, клеммной колодки и выступающих концов
валика ротора.
У контактных сельсинов и вращающихся трансформаторов
проверить состояние контактных колец и щеток, у бесконтактных
сельсинов-приемников — крепление и состояние демпфера. При
осмотре убедиться в том, что на наружных поверхностях нет вмя-
тин, забоин, коррозии и нарушений защитных покрытий; все кре-
пящие винты и гайки, за исключением клеммных зажимов, завин-
чены до отказа и закрашены; клеммная колодка не имеет сколов,
трещин и следов обгорания, свободные концы валика ротора не
имеют коррозии, резьба исправна. У контактных сельсинов и вра-
щающихся трансформаторов контактные кольца должны быть от-
полированы, не должны иметь ‘механических повреждений поверх-
ности и следов подгорания; изоляция между кольцами не должна
иметь следов пробоя; щетки не должны быть прижаты к кольцам.
При включении блока под напряжение проверить работу ма-
шины методами, предусмотренными при эксплуатационной про-
верке блока и описанными в соответствующих руководствах.
При ненормальной работе машины ее необходимо снять с бло-
ка, произвести более подробную дефектацию и выяснить причины
неисправности.
Перед дефектацией снять машину с блока, для чего отсоеди-
нить провода от клеммной колодки и снять накладку, крепящую
корпус к шасси блока, затем с валика ротора снять шестерню,
сопрягающую ротор с приводным механизмом. Снятый сельсин
(трансформатор) дефектировать внешним осмотром, механиче-
ской и электрической проверками.
Внешний осмотр производить аналогично описанному выше при
дефектации по месту установки.
При осмотре контактных сельсинов, вращающихся трансфор-
маторов убедиться в том, что щетки прижаты к кольцам и ка-
саются их середины. У сельсинов СС-405 и ЭД-101 щетки, касаю-
щиеся одного кольца, должны быть сдвинуты не менее чем на ши-
рину щетки (рис. 68). Траверсы щеток не должны быть погнуты,
крепление траверс и выводных пластин к клеммной колодке дол-
жно быть надежным.
Механическая проверка сельсинов включает измерение:
радиальных биений концов валика ротора, контактных колец
и наружной поверхности корпуса относительно шеек валика ро-
тора;
173
Тип сельсина Электрические данные
к с «50
ток воз- потребляе- О ж д * X 0» ® tn
датчик приемник 3 в <v частота, Гн буждения, не более. мая мощ- ность, не более, S ® J 4 к « д и К QQ CJ ™ *
к о. с А Вт KS $ О О.® и о ® « н « ®S® g « 55 <ч 2
а S в £ о. а о.© VO
Контактные
сельсины
ДИ-150 ПО 500 0,29 4,4 47 0,5
ДИ-153 — по 500 0,29 4,4 47 0,5
— СС-150 по 500 0,19 2,6 47 0,5
— СС-153 по 500 0,19 2,6 47 0,5
ДИ-404 но 50 0,42 13,0 49 0,5
ДИ-414 — по 50 0,65 20,0 57 0,5
ДИ-424 — по 50 0,65 20,0 57 0,5
— СС-401 по 50 0,42 13,0 49 0,5
СС-402 по 50 0,38 13,0 49 0,5
— СС-404 но 50 0,42 13,0 50 0 5
СС-405 по 50 0,13 7,5 50 0,5
ДИ-423 — по 500 0,50 — 47 0,5
СС-408 55 50 0,70 13,0 45 0,5
ДИ-425 — 55 50 1,00 18,0 55 0,5
— СС-410 55 50 0,75 13,0 49 0,5
ДИ-500 — ПО 50 1,00 17,0 57 0,5
ДИ-501 ПО 50 0,70 15,0 57 0,5
ДИ-511 — ПО 50 1,00 18,0 57 0,5
ДИ-512 — ПО 50 1,00 18,0 57 0,5
ДИ-521 — ПО 50 1,50 28,0 55 0,5
СС-500 ПО 50 0,38 16,0 57 0,5
— С С-501 ПО 50 0,45 16,0 57 0,5
— ДС-500 ПО 50 0,45 13,0 55 0,5
— ЭД-501 57 50 — — •— —
ЭД-101 50 50 0,32 6,5 — —
ДИД-101 — 50 50 0,15 — 49 0,5
— НЭД-101 50 50 — —. — 0,5
НД-511 — ПО 50 1 ,00 15,0 57 0,5
НД-521 ПО 50 1,30 22,0 57 0,5
— НС-404 ПО 50 0,28 8,0 50 0,5
— НС-501 110 50 0,75 15,0 55 0,5
СГС-1 90/115 400 90
174
ND 00 Си Си н- 1 1 1+ Сп СО со СП 4^ 4^ 1+ [ 1+1+ со — —> ND ND ND l+g + !+ —> со со 20 20 20 12±3 4^ СП ОО gl+1+н- — со to 4+1 4+1 20—25 4+1 4^ Сп Сп ОО I++I+I+ •—* СО СО ND 4^ ОО 1+ 1 !+ 1 — ND нажатие щеток, г
90, 14, 30, 7, 10, 7, 80 ND СИ ND ND ND О ND ND Сп Сп Си Сп О О оо Сп Со — О <1 О Сп Со Со о о -4 -о СО СО — *-4 О О СП — О со со о о с возбу- ждением г о g
ООО О Сп О Сп ООО О оооо о ело О О О От От От О ОО СП Сп О О л> я
। > —* о 1 1 г-° СП — 0 0 0-4 ND СП ND ND ND О ND ND СП СП СП Сп ОООО Си Со — О -4 О Сп со СО О О —4 СО СО — -4 00 сп Со Со О О без воз- буждения "го
оо ООО Си ООО О оооо ОСЛО о ОО СЛОТ Спо О О СП ОТ ОО К
1 1 1 4^ 4^ 4^ ►P* Сп СП Сп Сп Сп ND । . 4^ 4^ ND ND ND kU. СО 1111 без ще-
1 ' СП ОООО ОООО О Сп । * О О СП От СпО О О 1111 ток 2
ND ОС О Сп | О О Си 1 ООО 160 ООО ND О ОО О СП Си О СП ОООО 1111 1811 о 220 220 160 81 1 1 о 5S 1 1 со макси- мальный статический момент, гем
10,0 50,0 6,0 2,0 6,0 10,0 20,0 10,0 17,0 1111 4,5 | O>N^ 00 о О *111 о 1,1 0,8 удельный
СО сп СП СИ О О ОО о оо о Сп Сп Сп СП оооо о о оо 500 500 1111 Сп СП Сп . 888 । 1111 . Сп । СО 1 81 8 синхронная ско- рость вращения, об/мин
Механические данные
0,020 0,020 0.020 0,020 оооо оооо ND ND — ND ОО Сп О 0—0 о оооо ND ND ND ND ОООО О ООО оооо ND ND ND ND оооо 0,020 0,020 0,020 0,020 0,020 0,020 0,020 0,020 0,020 0,020 0,020 0,020 ОООО ОООО ND ND ND ND ОООО вала о» я <т> я
оооо ОООО оооо оооо ОООО оооо оооо ОООО контакт- ф
<Сл оооо СО СП СП От оооо 050 015 050 050 0^0 0 сп СП Сп Си оооо ООО о СП СП Си Сп оооо ООО о Сп Сп Сп Си оооо оооо СП Сп Си Си ОООО Sr St Sr Sr ОООО 050 050 050 050 ных колец 2
Тип сельсина Электрические данные
к >«
0Q с « X ф
ток воз- потребляе- £ “ g к » <Ь> S м
датчик приемник 5 К <У £ частота, Гн буждения, не более, мая мощ- ность, не более, J3 О) Ч ООО sS - 4 « «J л g-9-CQ и л х .
К А Вт я s S о Х2 <v д д а»
е « О ® 2 f- со □ со Ч rt -Q га О
№ S 03 £ О.К схю
СГСМ-1 115 400 0,18 3,0 58 0,5
СМС-1 £0 115 400 — — 90 —
СМСМ-1 115 400 0,08 —. 58 —
— ЭД-204 100 400 — —. — 1,0
СДСМ-1А — 58 400 — — 58 ±0,5
Бесконтакт- ные сельсины
БД-160 110 400/500 0,43/0,35 10/7 100 1,0
БД-160 А — 180 400/500 — 10/7 96—104 1,0
Б Д-404А — 110 50 0,40 14/16 50 0,5
БД-404Б — 110 50 0,40 14/16 150 0,5
БД-500 — 127 50 0,45 18,0 150 0,5
БД-501 А — 110 50 1,20 25/27 55 0,5
БД-501 Б — 110 50 1,20 25/27 150 1,5
БС-151 ПО 400/500 0,30 7,5 100 1,0
БС-155 110 400/500 0,015 4,0’ 95 1,0
БС-404А ПО 50 0,40 11,0/12,5 50 0,5
БС-404Б ПО 50 0,40 11,0/12,5 150 1,5
— БС-405 ПО 50 0,09 2,0 36 0,5
Б С-405А ПО 50 0,09 2,0 36 0,5
— Б С-405 Б ПО 50 0,09 2,0 80 0,5
БС-500 127 50 0,45 18,0 55 0,5
— Б С-501 Л ПО 50 1,20 25,0/27,0 55 0,8
Б С-501 Б 110 50 1,20 25,0/27,0 150 1,5
ДБ С-500 — 127 50 0,45 18,0 55 0,5
ДБС-500Б ПО 50 0,55 19,0 150 0,5
176
П родолжение
Механические данные
осевой люфт сельсина, мм нажатие щеток, г момент трения, гем статический момент, гем синхронная ско- рость вращения, об/мин биение, мм
с во.збу- ждением 1 без воз- буждения без ще- ток макси- мальный удельный вала контакт- ных колец
14+1 . 45 1800 0,015 0,015
— 25+5 — — — 800 6,0 300 0,150 0,040
.— 2,5-2,8 — — — 45 6,0 500 0,015 0,015
— — 5,0 5,0 — 220 4,2 300 — —
— — — — — — — 500 •— —
0,05-0,10 2,5 2,0 300 0,020
— 3,5 3,0 JL. — — 60 —. —
0,05—0,10 15,0 12,0 — — — 500 0,020 —
0,05—0,10 — 15,0 12,0 — 240 4,5 500 0,020 —
0,05-0,10 20,0 12,0 — 500 0,020
0,05—0,10 35,0 20,0 — .— — 500 0,020 .—
0,05—0,10 — 35,0 15,0 — — — 500 0,020 ——
0,05—0,10 — 1,5 1,0 — 60 1,1 300 0,020 —
0,05—0,10 1,5 1,0 — — 0,620
0,05—0,10 — 10,0 7,5 — 240 4,5 500 0,020 —
0,05—0,10 10,0 12,5 — 240 4,0 500 0,620 и *
0,05-0,10 — 15,0 7,5 — — — 500 0,020 —
0,05—0,10 15,0 7,5 — — 500 0,020 ___
0,05-0,10 — 15,0 7,5 — — — 500 0,020 —
0,05—0,10 — 16,0 12,0 — 800 17,0 500 0,020
0,05—0,10 — 30,0 15,0 — 1800 32,0 500 0,020 —.
0,05-0,10 30,0 15,0 1800 32,0 500 0,020 —
0,05—0,10 —. 30,0 15,0 —— 1800 32,0 500 0,020
18,0 15,0 800 16,0 500 0,020
177
00
Вид транс- форматора Сборочный чертеж Габа- рит Номинальное напряжение обмотки воз- буждения, В Коэффи- циент трансфор- мации
ЛВТ И6 713 013 1 110/220 0,565
лвт И6 713 014 1 ПО 0,565
ЛВТ И6 713 042 1 110/220 0,565
МВТ И6 713 153 1 ПО 0,59
МВТ И6 773 152 1 110/220 0,6
МВТ И6 773 153 1 110/220 0,1
СКВТ И6 713 009 1 11Q/220 0,565
СКВТ И6 713 010 1 ПО 0,565
СКВТ И6 713 ОН 1 ПО 0,75
СКВТ И6 713 012 1 110/220 0,96
СКВТ И6 713 015 1 110/220 0,96
СКВТ И6 713 016 1 110/220 0,96
СКВТ И6 713 020 1 110 0,565
СКВТ И6 713.021 1 110/220 0,96
СКВТ И6 713 047 1 110/220 0,96
СКВТ И6 713 048 1 110/220 0,96
лвт И6 713 032 2 110/220 0,565
лвт И6 713 277 2 ПО 0,565
МВТ И6 713 036 2 110/220 0,59
Таблица 20
Сопроти- вление холостого хода при частоте 500 Гц, Ом Ток холо- стого хода при частоте 500 Гц,А Угол поворота Материал магнито- провода Тип кон- струкции
600 230 950 0,183 0,478 0,116 Трансформатор- ная сталь
270 700 0,407 0,157 Ограниченный Пермаллой I
600 0,183 Трансформатор- ная сталь
700 270 270 3000 3100 700 0,15Т 0,407 0,407 0,037 0,035 0,157 Неограниченный Пермаллой IV
270 1100 700 0,407 0,1 0,157 Ограниченный Пермаллой I
700 0,157 IV
950 440 950 0,116 0,25 0,116 Трансформатор- ная сталь
Вид транс- форматора Сборочный чертеж Габа- рит Номинальное напряжение обмотки воз- буждения, В Коэффи- циент трансфор- мации
МВТ Иб 713 С37 2 110/220 0,59
МВТ Иб 713 038 2 110/220 0,54
МВТ Иб 713 039 2 110/220 0,96
МВТ Иб 713 354 2 НО 0,565
МВТ Иб 713 355 2 110 0,15
МВТ И6 713 376 2 НО 0,15
МВТ Иб 713 379 2 110/229 0,1(12
СКВТ Иб 713 017 2 110/220 0,565
СКВТ Иб 713 018 2 110/220 0,565
СКВТ Иб 713 030 2 110/220 0,54
СКВТ Иб 713 031 2 110/220 0,96
СКВТ Иб 713 033 2 110/220 0,565
СКВТ Иб 713 034 1 110/220 0,54
СКВТ Иб 713 035 2 110/220 0,96
СКВТ Иб 713 043 2 110/220 0,95
СКВТ Иб 713 044 2 110/220 0,102
СКВТ Иб 713 049 2 110/220 0,95
СКВТ Иб 713 050 2 110/220 0,565
Н-A
Продолжение
Сопроти- вление холостого хода при частоте 500 Гц, Ом Ток холо- стого хода при частоте 500 Гц,А Угол поворота Материал магнито- провода Тип кон- струкции
1000 4100 4100 480 480 0,11 0,027 0,027 0,229 0,229 Неограниченный Пермаллой Трансформатор- ная сталь Ш
440 950 950 1000 4100 0,25 0,116 0,116 0,11 0,027
II
4100 0,027
1000 4100 4100 0,11 0,027 0,027 Ограниченный Пермаллой III
950 950 950 950 0,116 0,116 0,116 0,116 Неограниченный Трансформатор- ная сталь II IV
П родолжение
оо
о
Вид транс- форматора Сборочный чертеж Габа- рит Номинальное напряжение обмотки воз- буждения, В Коэффи- циент трансфор- мации Сопроти- вление холостого хода при частоте 500 Гц, Ом Ток холо- стого хода при частоте 500 Гц, А Угол поворота Материал магнито- провода Тип кон- струкции
сквт И6 713 204 2 НО 0,565 480 0,229 Неограниченный
сквт И6 713 205 2 110/220 0,95 1000 0,11 Пермаллой 11
сквт И6 713 206 2 110/220 0,95 юоо 0,11
сквт И6 713 229 2 ПО 0,565 440 0,25 Трансформатор-
ная сталь
сквт И6 713 254 2 по 0,565 480 0,229
сквт И6 713 255 2 110/220 0,95 1100 0,11 Ограниченный Пермаллой TIT
сквт И6 713 568 3 60 0,575 850 111
сквт И6 713 569 3 110 0,140 950 Трансформатор-
сквт И6 713 557 3 ПО 0,575 800 ная сталь
сквт И6 713 558 3 60 0,104 850 Неограниченный Пермаллой II
сквт И6 713 559 3 60 0,575 850
сквт И6 713 560 3 60 1,0 830
сквт И6 713 561 3 220 1,0 2100
сквт И6 713 597 3 110 0,575 800 Ограниченный Трансформатор- in
ная сталь
Примечание: В графе «Тип конструкции» цифры обозначают машиныз
I — на шарикоподшипниках с пружинными коллекторами;
II — на скользящих подшипниках с контактными кольцами;
III — на скользящих подшипниках с пружинными коллекторами;
IV — на шарикоподшипниках с контактными кольцами.
Таблица 21
Признак неисправности Причина Способ выявления
Уменьшение точности ус- тановки сельсина-приемни- ка Перекос подшипнико- вых крышек, вызываю- щий заедание ротора Проверить плавность вращения ротора от ру- ки
Выпадение сельсина-при- емника из синхронизма при быстром вращении датчика Погнутость валика ро- тора Проверить валик рото- ра с помощью индика- тора
Загрязнение подшип- ников Измерить момент тре- ния сельсина
Чрезмерное нажатие щеток на контактные кольца Проверить нажатие щеток
При вращении сельсина- датчика ротор сельсина- приемника не вращается Короткое замыкание между фазами трехфаз- ной обмотки датчика или приемника Проверить сопротив- ление трехфазной обмот- ки
Наблюдается сильное гу- дение сельсина Обрыв однофазной об- мотки ротора сельсина Проверить сопротивле- ние однофазной обмот- ки
При вращении сельсина- датчика на 3'60° ротор сель- сина-приемника колеблется. Сельсин сильно гудит Обрыв одной из фаз трехфазной обмотки дат- чика или «приемника Проверить сопротивле- ние фаз обмотки. Прове- рить контакт в щетках
При вращении сельсина- датчика наблюдаются «пе- рескоки» сельсина-приемни- ка с явно выраженными полюсами на 180° Обрыв однофазной об- мотки датчика или при- емника Проверить сопротивле- ние обмотки
Искрение под щетками контактного сельсина, вра- щающегося трансформато- ра Мало нажатие щеток на кольца Загрязнение контакт- ных колец или повреж- дение их поверхности Проверить давление щеток Осмотреть и промыть кольца
Сильное гудение машины Повышенный осевой люфт ротора Проверить осевой люфт ротора
Асимметрия воздушно- го зазора Проверить, не погнут ли валик ротора
181
Рис. 68. Установка щеток:
а — сельсинов типов СС-405 и ЭД-101; б — сельсинов
остальных типов
Рис. 69. Установка сельсинов на призму для проверки
радиальных люфтов
182
осевого люф~а ротора;
у бесконтактного сельсина биения торцевой части буртика со
стороны посадочного места сельсина и радиального зазора шари-
коподшипников у собранного сельсина;
момента трения невозбужденного сельсина;
усилия нажатия щеток на кольцах контактного сельсина.
Для измерения радиальных биений концов валика ротора и
контактных колец сельсины установить на призму (рис. 69), бес-
контактные сельсины на призму, имеющую канавку для
буртика корпуса. Ножку стрелочного индикатора подвести к поса-
дочной поверхности конца валика ротора или к поверхности кон-
тактного кольца. Медленно поворачивая ротор сельсина на 360°,
определить биение по разности максимального и минимального
показаний индикатора. Величина биения концов валика ротора и
контактных колец, вычисленная как среднее значение из трех
отсчетов, не должна превышать 0,02—0,05 мм.
Для измерения радиального биения наружной поверхности
корпуса, осевого люфта ротора и биения торцевой части буртика
установить сельсин центровыми отверстиями валика ротора
в центрах токарного станка или в настольных центрах.
При измерении радиального биения наружной поверхности
корпуса ножку индикатора подвести к цилиндрической поверхно-
сти корпуса и повернуть корпус на один полный оборот при не-
подвижном роторе. Биение определить как среднее значение из
трех отсчетов; величина биения не должна превышать 0,09 мм.
При измерении осевого люфта ротора ножку индикатора под-
вести к торцу крышки подшипника (передней или задней). Осевой
люфт ротора определить по разности показаний индикатора, соот-
ветствующих крайним положениям корпуса сельсина при покачи-
вании его в осевом направлении. Величина осевого люфта не дол-
жна превышать значений, приведенных в табл. 19.
При измерении биения торцевой части буртика корпуса бескон-
тактного сельсина ножку индикатора подвести перпендикулярно
к торцевой поверхности буртика. Повернув корпус сельсина при
неподвижном роторе на один полный оборот, определить биение
по разности максимального и минимального показаний индика-
тора. Величина биения не должна превышать 0,1 мм.
При измерении радиального зазора шарикоподшипников усо-
бранного бесконтактного сельсина установить сельсин центровыми
отверстиями валика ротора в центрах токарного станка или в на-
стольных центрах. Подвести ножку индикатора к поверхности кор-
пуса сельсина. Покачивая корпус сельсина в радиальном направ-
лении, определить радиальный зазор по разности максимального
и минимального показаний индикатора. Величина зазора не дол-
жна превышать 0,02 мм.
Момент трения проверить при установке сельсина на призму.
Закрепить на валик ротора сельсина шкив диаметром 20 мм.
Вокруг шкива на 2—3 оборота намотать нить с привязанной к ней
чашечкой для груза. Установить груз на чашечку и увеличивать
183
его до тех пор, пока шкив вместе с ротором не начнет вращаться.
Произведение радиуса шкива на вес груза (с учетом веса ча-
шечки), при котором нить полностью сматывается со шкива, равно
моменту трения невозбужденного сельсина. Величины моментов
трения приведены в табл. 19.
Нажатие щеток на кольца в контактных сельсинах измерить
с помощью стрелочного граммометра, а если его нет, то пружин-
ным граммометром. В последнем случае накинуть петлю из нити
на щеткодержатель у щетки и на крючок граммометра.
Рис. 70. Измерение нажатия щеток:
/ — изоляционная прокладка; 2 — проверяемая щетка; 3 — щетка, изолирован-
ная от кольца
Нажатие измерить в момент отрыва от поверхности кольца.
Момент отрыва щетки определить с помощью омметра, в качестве
которого можно использовать любой комбинированный прибор
(АВО-5М1, Ц4312 и др.). Омметр включать между клеммой,соеди-
ненной с проверяемой щеткой, и любой из двух других клемм ро-
тора (рис. 70). Под щетку 3, касающуюся того же кольца, что и
проверяемая, подложить изоляционную прокладку 1. В момент от-
рыва проверяемой щетки 2 от поверхности кольца омметр пока-
жет разрыв цепи. Измеренное таким образом нажатие щеток дол-
жно соответствовать данным табл. 19.
Механическая проверка вращающихся трансформаторов вклю-
чает измерение радиальных биений по наружному диаметру ста-
тора относительно вала ротора и шейки вала в подшипниках ц
давления щеток на контактные кольца.
ия
Измерения радиальных биений и давления щеток проводить
аналогично измерениям на контактных сельсинах.
Радиальные биения по наружному диаметру статора относи-
тельно вала ротора должны быть не более 0,05 мм для вращаю-
щихся трансформаторов 1-го и 2-го габаритов и не более 0,06 мм
для 3-го габарита; радиальные биения шейки вала в подшипни-
ках должны быть не более 0,02 мм для вращающихся трансфор-
маторов 1-го и 2-го габаритов и не более 0,03 мм для 3-го габа-
рита.
Величина давления щеток на контактные кольца должна соот-
ветствовать данным справочников.
Электрическая проверка включает:
измерение сопротивления обмоток;
измерение сопротивления изоляции обмоток между собой и
относительно корпуса;
проверку надежности контакта в щетках контактных сельсинов
и вращающихся трансформаторов.
Измерение сопротивления обмоток производить омметром, в
качестве которого можно использовать приборы АВО-5М1 или
Ц4312, подключая выводы прибора к выводам обмоток. При из-
мерении сопротивления трехфазных обмоток омметр подключать
поочередно к выводам двух фаз. При этом омметр будет показы-
вать сопротивление двух фаз, включенных последовательно. Резуль-
таты измерения должны соответствовать данным справочников.
По полученным значениям сопротивлений попарно измеряемых
фаз трехфазной обмотки определить сопротивление каждой фазы
по формулам:
Г) R1—2 —з--^?2~3 .
,
^?3 = ^1-3 ^1’
где /?ь Рз ~ сопротивление фаз обмотки;
/?1—2, з, Rz-з — сопротивления, измеренные соответственно ме-
жду выводами фаз 1—2, 1—3, 2—3.
Вычисленные значения /?ь /?2, /?з не должны отличаться одно
от другого более чем на 0,1 Ом у сельсинов БД-501А и БС-501А
и на 1 Ом у остальных сельсинов. Большие расхождения величин
сопротивления фаз свидетельствуют о наличии в обмотках замы-
каний между витками.
Измерение сопротивления изоляции обмоток между собой и
относительно корпуса производить мегаомметром на 500 В в хо-
лодном состоянии машины. Мегаомметр подключать между кор-
пусом и выводами обмоток при измерении сопротивления изоля-
ции их от корпуса или между выводами статорной и роторной об-
моток (между выводами обмотки возбуждения и обмотки статора
в бесконтактных сельсинах) при измерении сопротивления изоля-
ции между ними. Величина сопротивления изоляции, измеренная
185
при температуре (20±5)6С и относительной влажности окружаю*
щей среды 60—70%, должна быть не менее 100 МОм.
Проверку надежности контакта в щетках производить с по-
мощью омметра, в качестве которого использовать любой комби-
нированный прибор. Прибор подключать поочередно к выводам
/?1— /?2, —/?з, R2—R3 (или к выводам /?1—R2 сельсинов СС-405
и ЭД-101, имеющих однофазный ротор). Ротор вращать со ско-
ростью не более 1 об/мин и наблюдать за показаниями прибора,
которые не должны отклоняться от средних показаний более чем
на 10%. Повышение указанных отклонений свидетельствует о на-
рушении контакта в щетках.
Если при дефектации сельсина, трансформатора неисправностей
не обнаружено, то перед установкой в блок их подвергнуть испы-
таниям.
Если при дефектации машины в сборе не удалось обнаружить
причину ненормальной работы, то для выявления этой причины, а
также для ремонта отдельных деталей машину следует разобрать.
При вывинчивании винтов соблюдать осторожность, чтобы от-
вертка не соскочила и не повредила обмотку.
Контактные сельсины разбирать в следующем порядке:
отсоединить выводные концы обмотки статора от контактных
винтов клеммной колодки;
вывинтить винты и снять траверсу с клеммной колодкой;
выбить из валика ротора штифты, крепящие упорные втулки
шарикоподшипников;
вывинтить винты крепления задней крышки к корпусу и осто-
рожно снять заднюю крышку вместе с ротором, слегка постукивая
деревянным молотком в торец валика ротора со стороны передней
крышки (со стороны колец);
вывинтить винты крепления передней крышки к корпусу и снять
переднюю крышку;
вывинтить винты на задней крышке и снять крышку шарико-
подшипника;
выбить деревянным молотком ротор с шарикоподшипником из
задней крышки.
Шарикоподшипники снимать с валика ротора с помощью съем-
ника (рис. 71) только в случае необходимости их проверки или
замены.
Вращающиеся трансформаторы разбирать аналогично кон-
тактным сельсинам.
Бесконтактные сельсины БД-404А и БС-404А разбирать в сле-
дующем порядке:
в сельсине БС-404А отвинтить гайку крепления демпфера и
снять демпфер с валика ротора;
вывинтить винты крепления клеммной колодки и отвести ко-
лодку от крышки;
вывинтить винты крепления клемм в колодке, вынуть клеммы
из гнезд и отделить колодку;
вывинтить винты крепления крышки к корпусу;
186
выбить ротор с шарикоподшипниками и крышкой, осторожно
постукивая деревянным молотком по заднему концу валика ро-
тора со стороны крепления
демпфера;
выбить ротор с передним
шарикоподшипником из гнез-
да крышки, осторожно посту-
кивая деревянным молотком
по переднему концу валика
ротора;
вывинтить винты и снять
переднюю и заднюю крышки
шарикоподшипников.
Шарикоподшипники сни-
мать с валика ротора только
в случае необходимости их
проверки или замены. Для
этого выбить конические штиф-
ты крепления колец и снять
кольца. Шарикоподшипники
снимать с шеек вала с по-
мощью съемника.
Бесконтактные сельсины
БД-501 А и БС-501А разбирать
в следующем* порядке:
отвинтить гайки стяжных
болтов и вынуть болты;
выбить ротор с шарикопод-
шипниками и задней крышкой,
осторожно постукивая дере-
вянным молотком по концу
валика ротора со стороны пе-
редней крышки;
выбить ротор с шарикопод-
шипниками из задней крышки,
осторожно постукивая дере-
вянным молотком по заднему
концу валика ротора;
вывинтить винты крепле-
ния клеммной колодки и от-
вести колодку от передней
крышки;
вывинтить винты крепления
из гнезд и снять колодку;
снять переднюю крышку;
клемм к колодке, вынуть клеммы
Рис. 71. Съемник для снятия подшип-
ников сельсинов
вывинтить винты и снять крышки переднего и заднего шари-
коподшипников.
Шарикоподшипники для их проверки или замены снимать с ва-
лика ротора так же, как в сельсинах БД-404А и БС-501А.
187
Дальнейшая разборка бесконтактных сельсинов не допу-
скается.
После разборки узлы и детали подвергнуть дефектации. Де-
фектацию производить внешним осмотром, механической и элект-
рической проверками.
При внешнем осмотре проверить состояние пакета статора и
ротора, посадочных поверхностей крышек корпуса, а также со-
стояние шарикоподшипников.
В контактных сельсинах и вращающихся трансформаторах
проверить, кроме того, состояние траверсы, щеткодержателей;
в бесконтактных сельсинах БД-404А и БС-404А проверить исправ-
ность демпфера.
При проверке убедиться в том, что пакеты статора и ротора
не имеют нарушений слоя антикоррозионного покрытия, забоин,
заусенцев и ослабления прессовых пластин, которые должны плот-
но прилегать одна к другой; шейки ротора не имеют коррозии и
забоин; на посадочных поверхностях корпуса и крышек нет за-
боин, вмятин и других механических повреждений.
Траверса, контактные пластины и щеткодержатели усилен-
ных сельсинов должны обладать достаточной упругостью. Се-
ребряные щетки должны иметь полированную блестящую по-
верхность.
При повреждении покрытия ротора в процессе разборки необ-
ходимо поврежденные участки обезжирить, протерев их марлевым
тампоном, смоченным в бензине Б-70, после чего просушить и
подкрасить. Посадочные места шарикоподшипников очистить от
смазки бязью или марлей, увлажненной бензином.
При осмотре демпфера убедиться в том, что пружина крепле-
ния втулки плотно обжимает втулку и лежит в ее желобке, демп-
ферная пружина охватывает втулку и концы ее удерживаются
шайбой. Маховик должен проворачиваться относительно втулки
с некоторым усилием. На всех деталях демпфера не должно быть
коррозии и механических повреждений.
Механическая проверка включает проверку момента трения
подшипников и измерение биений пакета ротора и шеек валика.
Для проверки момента трения подшипник надеть внутренним
кольцом на оправку со стрелкой (рис. 72). Удерживая шарико-
подшипник рукой за наружное кольцо, отклонить стрелку в гори-
зонтальное положение. Размеры стрелки выбираются такими,
чтобы создавался момент, равный 0,4 гем. Отпущенная стрелка
должна вернуться в исходное (вертикальное) положение, свиде-
тельствующее о том, что момент трения подшипника не превышает
требуемой величины.
Шарикоподшипники, имеющие повреждения, повышенный осе-
вой и радиальный люфт или момент трения, превышающий 0,4 гем,
подлежат замене.
Для измерения биения пакета ротора и шеек валика ротор
установить в центрах токарного станка или в настольных цент-
рах. Биения измерять с помощью стрелочного индикатора, укреп-
188
ленного на стойке. Допустимая величина биения пакета ротора и
шеек валика 0,05 мм.
Если при дефектации машины были обнаружены неисправно-
сти, необходимо их устранить согласно указаниям, приведенным
ниже:
Рис. 72. Оправка для проверки момента трения
подшипников:
/ — винт; 2 — оправка; 3 — стрелка
повреждено гальваническое покрытие деталей. Неисправную
деталь заменить;
повреждена покраска поверхностей. Удалить старую краску и
покрасить вновь;
трещины в корпусе и крышках статора. Неисправную деталь
заменить;
разбита резьба на концах вала ротора. Прогнать резьбу плаш-
кой М4;
сколы на пресс-порошковых деталях, не влияющие на механик
ческую прочность. Отремонтировать с помощью стиракрила;
расколоты платы траверсы, Плату заменить;
189
окислены и имеют механические повреждения (царапины) кон-
тактные кольца. Полировать кольца до зеркального блеска па-
стой ГОИ, нанесенной на хлопчатобумажную ленту. При значи-
тельных повреждениях контактных колец (глубоких царапинах,
вмятинах, трещинах) сельсин (трансформатор) заменить;
занижено сопротивление изоляции токоведущих частей отно-
сительно корпуса, статорной и роторной обмоток между собой.
Просушить обмотку. Если сопротивление не повысится, пропитать
обмотку лаком;
повреждена изоляция выводных концов проводов. Заменить
изолирующие полихлорвиниловые трубки;
коррозия пакетов ротора или статора. Удалить коррозию мел-
кой шкуркой, обезжирить очищенную поверхность марлевым там-
поном, смоченным в бензине Б-70, и покрыть грунтом ГФ-020
ГОСТ 4056—63;
коррозия шарикоподшипников. Заменить шарикоподшипники
новыми;
повышен момент трения шарикоподшипника. Шарикоподшип-
ник промыть в бензине Б-70 и смазать смазкой ЦИАТИМ-201;
забоины и царапины на шейках валика ротора. Допускаются
незначительные царапины и забоины до 0,02 мм. Сельсины, транс-
форматоры, имеющие глубокие царапины и забоины, заменить;
увеличено радиальное биение пакета ротора, шеек валика и
контактных колец. Произвести рихтовку в центрах, шлифовку и
полировку контактных колец;
повреждена лакировка обмоток ротора (статора). Покрыть
лобовые части обмоток лаком БТ-99п ГОСТ 8017—56;
нарушена статическая балансировка ротора. Отбалансировать
ротор закладкой свинца в пазы;
недостаточная надежность контакта между щетками и кон-
тактными кольцами. Протереть контактные поверхности щеток и
контактные кольца спиртом.
Правку валика ротора производить в том случае, если при де-
фектации обнаружена его погнутость. Место погнутости устано-
вить с помощью индикатора. Если погнуты концы валика, то луч-
ше править его в собранном сельсине. Для этого на конец
валика навинтить гайку и легкими ударами молотка из мягкого
металла по гайке направить валик, проверяя его биение индикато-
ром. При повышенном биении шеек валика или пакета ротор уло-
жить шейками на деревянные подкладки и править легкими уда-
рами молотка по пакету ротора через прокладку из твердого де-
рева или текстолита, не допуская при этом повреждения обмотки
или изоляции колец.
При повышенном биении колец проточка их категорически за-
прещается. Биение устранять правкой валика ротора.
После правки вновь проверить биение шеек, пакета, колец и
концов валика ротора. Биение не должно превышать 0,05 мм.
Статическую балансировку ротора производить на приспособ-
лении, изображенном на рис. 64. Для балансировки выверить
190
плиту по уровню. Установив ножи горизонтально с помощью ре-
гулировочных винтов, поместить на них ротор. Проворачивая ро-
тор, определить, сохраняет ли он равновесие при всех положениях.
Если ротор не уравновешен, то он будет устанавливаться в опре-
деленное положение — в положение устойчивого равновесия. В этом
положении отметить на роторе верхнюю точку, противоположную
смещению центра тяжести. Для балансировки в паз (в контакт-
ных сельсинах) или в отверстие ротора (в бесконтактных сельси-
нах), соответствующие отмеченной верхней точке, осторожно заде-
лать свинцовую пластину и вновь проверить балансировку,
продолжая ее до тех пор, пока ротор не будет оставаться в рав-
новесии при любом положении. Свинцовые пластины надежно
укрепить в пазах или в отверстиях ротора.
Ремонт щеточных траверс и регулировка давления щеток про-
изводятся в случае выявления неисправностей траверс.
Возможны следующие неисправности щеток траверс:
трещины или поломка изоляционной платы;
обрыв резьбы или поломка клемм;
поломка или ослабление пружины щеткодержателя усилен-
ного сельсина.
Сломанную изоляционную плату заменить изготовленной по
образцу из гетинакса или текстолита с последующей пропиткой
электроизоляционным лаком.
Клеммы с сорванной резьбой или сломанные заменить изго-
товленными по образцу из латуни.
В случае поломки щеткодержателей сельсина малой мощности
изготовить новые щеткодержатели из твердокатаной фосфористой
бронзы ОФ6-6,5 ГОСТ 5017—74 толщиной 0,15 мм. Щетку вста-
вить в отверстие щеткодержателя и расклепать с нерабочей сто-
роны. После установки щетку отшлифовать тонкой крокусной бу-
магой и отполировать до зеркального блеска пастой ГОИ, нане-
сенной на хлопчатобумажную ленту.
Сломанную пружину щеткодержателя усиленного сельсина
заменить изготовленной по образцу из стальной углеродистой пру-
жинной проволоки ГОСТ 1071—67. Ослабевшую или растянув-
шуюся пружину укоротить на 2—3 витка.
Нажатие щеток на контактные кольца в сельсинах, вращаю-
щихся трансформаторах малой мощности регулировать подгиба-
нием пружинных щеткодержателей при вынутом роторе, в усилен-
ных сельсинах — путем укорочения или растяжения пружины
щеткодержателей. Регулировать нажатие щеток на контактных
кольцах с помощью лапки (рис. 73).
Детали и узлы, поступающие на сборку, должны быть прове-
рены и очищены от пыли. Ротор должен быть сбалансирован.
Сборку контактных сельсинов производить в такой последова-
тельности:
насадить на валик ротора защитные шайбы и шарикоподшип-
ники; напрессовать шарикоподшипники на валик ротора либо на
прессе с помощью оправки, либо в слесарных тисках легкими уда-
191
рами молотка по торцу трубки, в последнем Случае пакет (прй
вертикальном положении ротора) осторожно зажать в тисках че-
рез деревянные прокладки; на валик ротора надеть шарикопод-
шипник и трубку, опирающуюся на внутреннее кольцо подшип-
ника через латунную или медную шайбу;
Рис. 73. Регулировочная лапка
в сельсинах с разъемными полюсами установить в ярмо поло-
сы с насаженными на них статорными катушками и закрепить их
винтами; плотно прижать полосы к ярму с помощью оправки
(рис. 74), затем полюсы окончательно закрепить винтами, оправку
52
180____________
’ 280
Рис. 74. Оправка для установки полюсов
с насаженным на нее статором установить в центрах токарного
станка и с помощью индикатора проверить концентричность наруж-
ного диаметра статора относительно отверстия полюсов; допусти-
мый эксцентриситет 0,08 мм;
закрепить заднюю крышку к статору; во избежание перекоса
крышки винты затягивать равномерно;
192
установить ротор в статор и легкими ударами деревянного мо-
лотка в торец оси ротора осторожно, чтобы не повредить железо
ротора и статора, посадить подшипник в гнездо задней крышки,
совмещая отверстия под винты; проверить легкость вращения
ротора от руки;
установить переднюю крышку, равномерно подтягивая винты
ее крепления к статору;
смазать подшипники смазкой МВП или ЦИАТИМ-201 ГОСТ
9433—60;
проверить осевой люфт ротора с помощью индикатора (допу-
стимые величины осевых люфтов сельсинов приведены в табл. 19).
Если осевой люфт повышен, снять крышку подшипника в перед-
ней или задней крышке сельсина и установить в гнезда шарико-
подшипников регулировочные шайбы из медной или латунной
Рис. 75. Стенд для проверки статических моментов
сельсина-приемника:
/ — диск со шкалой; 2 — испытуемый сельсин; 3 — стрелка: 4 —
шкив; 5 — чашечка с грузом
фольги толщиной 0,05 мм (не более трех шайб); шайбы изгото-
вить по диаметру наружного кольца шарикоподшипников; после
регулировки осевого люфта проверить момент трения сельсина;
проверку производить на стенде (рис. 75) аналогично проверке
7—888 1 93
момента трения при дефектации сельсина; проверить с помощью
индикатора радиальное биение контактных колец, наружного диа-
метра статора и концов оси ротора.
Сборку бесконтактных сельсинов производить в такой после-
довательности:
насадить на валик ротора шарикоподшипники способом, опи-
санным выше;
установить на валик ротора кольца и заштифтовать их кони-
ческими штифтами; концы штифта не должны выступать больше
чем на 0,5 мм;
закрепить винтами крышки шарикоподшипников к крышкам
сельсина;
в сельсинах БД-501А и БС-501А пропустить выводы обмоток
через отверстие передней крышки и уложить их так, чтобы они
не попали под замок крышки, поставить крышку на место и за-
крепить ее к корпусу;
посадить ротор с шарикоподшипниками в гнездо крышки
(в гнездо задней крышки в сельсинах БД-501А и БС-501А) до
упора наружного кольца в крышку шарикоподшипника; установ-
ку производить легким постукиванием деревянным молотком по
концу валика ротора, не допуская перекоса шарикоподшипника
в гнезде крышки;
ввести ротор вместе с крышкой в статор сельсина и, легко
постукивая деревянным молотком по концу валика ротора, поса-
дить шарикоподшипник в гнездо корпуса сельсина (в гнездо пе-
редней крышки в сельсинах БД-501А и БС-501А) до упора на-
ружного кольца в крышку шарикоподшипника;
закрепить крышку сельсина к корпусу;
завести клеммы выводов в соответствующие гнезда клеммной
колодки и закрепить их винтами, при этом не должно быть пере-
крещивания и резких перегибов выводных концов;
закрепить клеммную колодку к крышке сельсина;
смазать шарикоподшипники смазкой ЦИАТИМ-201 ГОСТ
9433—60;
проверить осевой люфт ротора и момент трения сельсина; если
осевой люфт повышен, снять крышку переднего шарикоподшип-
ника и установить в гнездо регулировочные шайбы (не больше
трех шайб);
в сельсине БС-404А установить на валик ротора демпфер и
закрепить его гайкой;
проверить с помощью индикатора радиальное биение концов
валика ротора, наружной поверхности корпуса и торцевое биение
буртика корпуса.
Перед испытанием сельсинов, вращающихся трансформаторов
должны быть проверены качество сборки и механические пара-
метры.
Испытание включает проверку:
сопротивления изоляции токоведущих частей относительно
корпуса;
194
величины сопротивления обмоток статора и ротора;
момент трения возбужденного сельсина;
максимального и удельного статических моментов сельсинов-
приемников;
времени ускорения;
величины тока возбуждения и максимального вторичного на-
пряжения;
точности работы сельсинов.
Проверку сопротивления изоляции и сопротивления обмоток
производить так же, как и у электрических машин.
Для проверки момента трения установить сельсин на призме
или в приспособлении (рис. 76) и закрепить на валике ротора
сельсина шкив диаметром 20 мм. Вокруг шкива на 2—3 оборота
обернуть нить с привязанной к ней чашечкой для груза и подать
номинальное напряжение на обмотку возбуждения.
Установить груз на чашечку и увеличивать его до тех пор,
пока шкив вместе с ротором не начнет вращаться. Произведение
радиуса шкива на вес груза (с учетом веса чашечки), при кото-
ром нить полностью сматывается со шкива, равно моменту тре-
ния возбужденного сельсина. Полученный момент не должен пре-
вышать величин, указанных в табл. 19.
Для проверки максимального и удельного статических мо-
ментов испытуемый сельсин-приемник закрепить на стенде со шка-
лой, разделенной на 360° (цена деления 5°), затем подключить
к соответствующему сельсину-датчику, ротор которого затормо-
жен (см. рис. 75). На валике сельсина-приемника закрепить
стрелку и шкив диаметром 50 мм. К шкиву на нити подвесить
груз, создающий момент нагрузки. С увеличением груза будет уве-
личиваться угол рассогласования между сельсином-приемником и
сельсином-датчиком. Максимальный статический момент при-
емника соответствует максимальному углу рассогласования, после
достижения которого сельсин-приемник выходит из синхронизма.
Статический момент определяется произведением веса груза
на радиус шкива.
До определения удельного статического момента измерить
статический момент, соответствующий углу рассогласования 5°,
и разделить его на число градусов, равное пяти.
Измеренные номинальные величины максимального и удельного
статических моментов должны соответствовать данным табл. 19.
Время успокоения проверить следующим способом.
Испытуемый сельсин-приемник подключить к датчику, ротор
которого заторможен. На валике сельсина-приемника укрепить
стрелку 1 из листовой стали с нониусом (см. рис. 76), предвари-
тельно уравновешенную грузиком 2.
При включении напряжения отвести стрелку от согласован-
ного положения на угол, равный 179°, и затем отпустить ее. Время
колебаний ротора сельсина-приемника от момента отпускания
7* 195
стрелки до установки его в согласованное положение не должно
превышать 3 с. Для сельсина ЭД-101 время успокоения не долж-
но превышать 4 с.
Рис. 76. Стрелка с нониусомг
1 —- стрелка; 2 — грузик
Если время успокоения превышает приведенное выше значение,
вторично тщательно проверить сельсин, а также проверить по-
стоянство контакта в щетках и величину питающего напряжения.
Для измерения тока возбуждения включить в цепь возбуждения
амперметр и подать на обмотку возбуждения номинальное напря-
жение. Вторичная обмотка при этом должна быть разомкнута.
1У6
Вторичное напряжение измерять поочередно между каждой
парой выводов вторичной (трехфазной) обмотки ламповым вольт-
метром.
При измерении ротор сельсина медленно поворачивать рукой
до получения максимального показания вольтметра. Разность ли-
нейных напряжений сельсина не должна превышать 0,5 В.
Измеренные величины тока возбуждения и максимального вто-
ричного напряжения должны соответствовать номинальным зна-
чениям, приведенным в табл. 19.
В дифференциальных сельсинах-приемниках величину вторич-
ных напряжений фаз ротора не измерять. Разность линейных на-
пряжений фаз статора определить следующим образом: соединить
дифференциальный сельсин-приемник и сельсин-датчик с затор-
моженным ротором, как показано на рис. 77. На обмотку возбуж-
Рис. 77. Схема проверки симметрии линейных напряжений фаз
статора дифференциального сельсина-приемника
дения сельсина-датчика подать напряжение НО В, 50 Гц. Вра-
щая ротор сельсина-датчика, измерить максимальные значения
напряжения между каждой парой фаз статора. Разность между
полученными значениями напряжения не должна превышать
0,5 В_.
5.15. Ремонт элементов волноводного тракта
Дефектацию элементов волноводного тракта производить
внешним осмотром. При дефектации проверить:
соответствие чертежу;
торцевые поверхности фланцев;
внутренние поверхности волноводов;
фиксирующие штифты и отверстия;
элементы крепления.
197
На волноводах не допускаются:
забоины на поверхностях кольцевой канавки для уплотни-
тельного кольца;
ослабление крепления фланцев к трубке;
износ отверстия под фиксирующие штифты;
износ, растрескивание или разбухание резиновых прокладок;
заусенцы, загрязнение и нагар на рабочих поверхностях
секции волноводов;
неисправный крепеж;
повреждение покрытия на торцах фланцев в виде глубоких
царапин, подгара и отслоений;
погнутость, скручивание, сплющенность;
вмятины на стенках волноводов глубиной более 3 мм;
коррозия и повреждение лакокрасочных покрытий.
Элементы волноводного тракта подвергаются ремонту по ре-
зультатам дефектации. Виды работ следующие:
устранение вмятин;
восстановление лакокрасочных покрытий;
восстановление отверстия под фиксирующие штифты;
замена прокладок в стыках волноводов;
замена элементов крепления (болтов, гаек, шайб);
замена волноводов, не подлежащих восстановлению.
Волноводы, не подлежащие ремонту, заменять следующим об-
разом:
перекрыть подачу воздуха в неисправный канал;
отвинтить на несколько оборотов гайки, вынуть болты из пазов
фланцев с обеих сторон волновода и удалить дефектный волновод
из тракта;
установить новый волновод вместо дефектного, проверив на-
личие герметизирующих колец на фланцах и обеспечив совпаде-
ние цифровой маркировки на соединяемых концах волноводов;
скрепить фланцы волноводов болтами и гайками;
нанести на фланцы вновь установленного волновода риски в
соответствии с рисками на фланцах дефектного волновода;
заполнить волноводный тракт воздухом до номинального дав-
ления и проверить его параметры и герметичность согласно инст-
рукции по эксплуатации изделия.
При замене волновода не допускать повреждения серебря-
ного и палладиевого покрытий на фланцах и повреждения волно-
водных труб.
Взаимное расположение отдельных секций волноводов в трак-
тах приведено в инструкциях по эксплуатации изделий.
При ремонте блоков АФУ необходимо помнить:
ремонт блоков заменой узлов возможен только при условии,
что блок и устанавливаемый на него новый узел отвечают требо-
ваниям взаимозаменяемости;
блок АФУ устанавливать на подставки;
если снятый узел будет заменяться новым не сразу же после
разборки, то фланцы закрыть бязью.
19$
Электрические Параметры элементов волноводного тракта за-
висят главным образом от механических повреждений. Поэтому
ремонт элементов волноводного тракта сводится к устранению де-
формации, пайке, покраске, чистке.
При невозможности устранения механических повреждений
элементы волноводного тракта или волноводный тракт в комп-
лекте подлежат замене новыми из ЗИП.
Перечень ремонтируемых на местах эксплуатации элементов
волноводного тракта и дефектов, подлежащих устранению, приве-
ден в табл. 22.
Трубы и волноводы править вручную молотком из мягкого ме-
талла на оправках соответствующей формы.
Секции фидеров с повреждением пайки изоляторов и других
элементов, а также с вмятинами, не поддающимися выправлению,
заменить новыми. Заусенцы на рабочих поверхностях аккуратно
зачистить надфилем и отполировать пастой ГОИ; нанесенной на
фланель.
При наличии трещин и зазоров в местах пайки труб волново-
дов подпаять дефектные места припоем ПОС-61^ Перед пайкой
зачистить дефектное место шабером до основного металла, затем
протереть спиртом. Пайку производить паяльником, используя
спирто-канифольный флюс КФТ. После пайки; снять остатки
флюса растворителем, а места пайки покрыть лаком.
Если имеется износ в отверстиях под фиксирующие штифты, то
отверстия во фланцах рассверлить, затем развернуть до большего
диаметра. Эллипсное отверстие прошить прошивкой.
Например, если износилось отверстие 05А, ёго рассверлить
сверлом 05,8, развернуть разверткой 06А. При необходимости
такое отверстие прошивается прошивкой 6ШЗХ 6,5А7. Рассверлить
и развернуть отверстия по специальному кондуктору со сменными
втулками. В соответствии с размерами восстановленных отверстий
фланцев изготовить и заменить штифты.
Забоины и задиры с фланцев волноводов удалить шабером и
шлифовальной шкуркой № 6 с последующей шлифовкой дефект-
ных мест шкуркой № 400. Зачищенные места протереть спиртом и
покрыть лаком СБ-1с. При зачистке соблюдать осторожность,
чтобы не повредить гальваническое покрытие.
Для восстановления внешнего покрытия волноводов использо-
вать эмали ХВ-518 и ГФ-245.
Вмятины на плоскостях прямолинейных участков прямоуголь-
ных волноводов устранять с помощью клинового приспособления
(см. рис. 78), позволяющего править широкие стенки волновода
сечением не менее 35X10 мм и узкие стенки, ширина которых не
более 35 мм. Допустимая глубина вмятин, подлежащих правке,
не более 2 мм. Для правки вмятин приспособление вводить в
волновод до совпадения места впадины с серединой клина 3. Вра-
щая ручку 7 и тем самым передвигая клин относительно пла-
199
Наименование элемента волно- водной системы Технические требования Неисправность Метод обна- ружения
Прямоугольная волноводная сек- ция На поверхности не должно быть поврежде- ния покрытий, вмятин, прорывов стенок, следов коррозии и подгара Повреждение лакокрасочного покрытия Внешний осмотр
Не должно быть нару- шений герметичности на фланцах и в соедине- ниях паек фланцев Вмятины на стенках волново- дов Внешний осмотр
Следы коррозии на поверхности Внешний осмотр
Следы подгара на шлицах Внешний осмотр
Нарушение гер- метичности Внешний осмотр
Повреждение паек фланцев Внешний осмотр
Секция жест- ких коаксиальных фидеров и круг- лых волноводов На поверхности не должно быть поврежде- ния покрытия, вмятин, прорывов стенок, следов коррозии и подгара Повреждение лакокрасочного покрытия Внешний осмотр
Не должно быть нару- шений герметичности на фланцах и в соединени- ях, повреждения паек фланцев Вмятины на по- верхности
200
Таблица 22
Наименование приспособления, оборудования, инструмента Метод устранения Метод проверки после ремонта Неисправность, по которой ВОЛНО- ВОДНЫЙ элемент подлежит замене
Шабер, кисть Зачистка шабером, шлифовальной шкур- кой. Покраска кистью или окунанием Внешний осмотр Прорывы стенок, вмятины на реб- рах, скручивание волновода. Пов- реждение внут- реннего покрытия волновода (кроме лакокрасочного)
Приспособ- ления (рис. 78—80) и молоток Правка с помощью приспособлений Внешний осмотр
Пыж (рис.81), шабер Промывка спиртом с помощью пыжа. Зачистка наружных поверхностей шабе- ром, шлифовальной шкуркой Внешний осмотр
Паяльник * 200—600 Вт или горелка, шабер Зачистка шабером. Заполнение ракови- ны припоем ПОС-61, шабровка заподлицо Внешний осмотр
Замена уплотнения Внешний осмотр и опробование си- стемы под давле- нием с нанесением раствора мыла на место пайки
Шабер, паяльная лампа или горелка Пайка припоями ПСр-58, ПСр-70 Внешний осмотр и опробование си- стемы под давле- нием с нанесением раствора мыла на место пайки
Шабер, кисть Приспособ- ление (см. рис. 80), молоток Зачистка шабером или шлифовальной шкуркой. Покраска кистью или окунани- ем Правка ударами молотка после под- ведения приспособле- ния (оправки) под вмятину Внешний осмотр Внешний осмотр Прорывы стенок, скручивание сек- ции, излом. Пов- реждение внут- реннего покрытия (кроме лакокра- сочного)
w
Наименование элемента волно- вод ной системы Технические требования Неисправность Метод обна- ружения
Следы коррозии на поверхности
Следы подгара на фланцах
Нарушение уплотнения
Повреждение паек фланцев Внешний осмотр
Гибкий вод волно- На поверхности не должно быть поврежде- ния покрытий, вмятин, прорывов стенок, следов коррозии и подгара Повреждение лакокрасочного покрытия Внешний осмотр
Не должно быть нару- шения герметичности на фланцах и в соединени- ях, повреждений паек фланцев Следы коррозии на поверхности Внешний осмотр
Следы подгара на фланцах Внешний осмотр
Нарушение гер- метичности Внешний осмотр
?Q2
П родолжение
Наименование приспособления, оборудования, инструмента Метод устранения Метод проверки после ремонта Неисправность, по которой волно- водный элемент подлежит замене
Круглый пыж, шабер Промывка спиртом с помощью пыжа. Зачистка наружных поверхностей шабе- ром или шлифоваль- ной шкуркой Внешний осмотр
Шабер, паяльник 200—600 Вт, паяльная лампа Зачистка шабером, заполнение раковин припоем ПОС-61, шабровка заподлицо Внешний осмотр
Замена уплотнения Внешний осмотр и опробование системы под дав- лением с нанесе- нием раствора мы- ла на сочленение
Шабер, паяльная лампа или горелка Пайка припоями ПСр-45, ПСр-70 Внешний осмотр и опробование си- стемы под давле- нием с нанесением раствора мыла на место пайки
Шабер, кисть Зачистка шабером или шлифовальной шкуркой. Покраска кистью Внешний осмотр Повреждение внутреннего по- крытия (кроме лакокрасочного), вмятины, прорывы стенок
Шабер Промывка спиртом. Зачистка шабером или шлифовальной шкуркой Внешний осмотр
Шабер, паяльник 200—600 Вт, паяльная лампа или горелка Заполнение рако- вины припоем ПОС-61, шабровка заподлицо Внешний осмотр и опробование си- стемы под давле- нием с нанесением раствора мыла на сочленение
Шабер, паяльник 200—600 Вт, паяльная лампа Замена уплотнения Внешний осмотр и опробование си- стемы под давле- нием с нанесением раствора мыла на сочленение *
203
Наименование элемента волно- водной системы Технические требования Неисправность Метод обна- ружения
Волноводно- коаксиальное вра- щающееся соеди- нение Не должно быть пов- реждения лакокрасочно- го покрытия, вмятин и заусенцев на краях соч- леняющихся частей, сле- дов подгара, прорывов стенок, перекосов, смя- тых кромок сочленяю- щихся поверхностей Повреждения лакокрасочного покрытия Внешний осмотр
Заусенцы и вмятины на краях сочленяющихся частей Внешний осмотр
Следы подгара Внешний осмотр
Механический волнойодный пе- реключатель Не должно быть по- вреждения лакокрасоч- ного покрытия, следов подгара. Переключение должно быть без заеда- ний, с четкой фиксацией Повреждение лакокрасочного покрытия Внешний осмотр
Следы подгара на поверхностях Внешний осмотр
Нечеткая фикса- ция положений переключателя Опробо- вание
Циркулятор, вентиль На поверхности не должно быть поврежде- ния лакокрасочного пок- рытия, вмятин, пробоин, следов подгара. Ферри- товые пластины, элект- ромагнит или постоян- йый магнит должны иметь надежное крепле- ние. Сопротивление изо- ляции обмоток электро- Повреждение лакокрасочного покрытия Внешний осмотр
204
Продолжение
Наименование приспособления, оборудования, инструмента Метод устранения Метод проверки после ремонта Неисправность, по которой волно- водный элемент подлежит замене
Шабер, кисть Зачистка шабером или шлифовальной шкуркой. Покраска кистью Внешний осмотр Прорывы сте- нок, неустранимые вмятины и переко- сы, смятые кромки сочленяющихся поверхностей
Шабер, напильник, молоток, приспособление (см. рис. 80) Выправление вмя- тин молотком на оп- равке, зачистка зау- сенцев Внешний осмотр и измерение. КСВ при медленном вращении соедине- ния
Шабер, паяльник 200—600 Вт, паяльная лампа Зачистка шабером, заполнение раковины припоем ПОС-61, шабровка заподлицо Внешний осмотр
Шабер, кисть Зачистка шабером или шлифовальной шкуркой, покраска кистью Внешний осмотр
Шабер, паяльник 200—600 Вт, паяльная лампа или горелка Зачистка шабером, заполнение раковины припоем ПОС-61, шабровка заподлицо Внешний осмотр
Слесарный инструмент Ремонт фиксирую- щего механизма Опробование
Шабер, кисть Зачистка шабером или шлифовальной шкуркой. покраска кистью Внешний осмотр Вмятины на по- верхностях, пробо- ины, отклеивание ферритовых плас- тин, нарушение крепления элек- тромагнита или постоянного маг- нита. Снижение сопротивления изоляции обмоток
205
Наименование элемента волно- водной системы Технические требования Неисправность Метод обна- ружения
магнитов должно быть не менее установленного. Ферритовые пластины не должны иметь меха- нических повреждений Следы подгара на фланцах Внешний осмотр
Аттенюатор
Направленный
ответвитель
На поверхностях не
должно быть поврежде-
ния лакокрасочного по-
крытия, вмятин, пробо-
ин, следов подгара. Фер-
ритовая пластина дол-
жна быть без механи-
ческих повреждений и
иметь надежное крепле-
ние
поверхностях не
На
должно быть поврежде-
ния лакокрасочного по-
крытия, вмятин, про-
боин, следов подгара
Повреждение
лакокрасочного
покрытия
Следы подгара
на фланцах
Повреждение
лакокрасочного
покрытия
Внешний
осмотр
Внешний
осмотр
Внешний
осмотр
Вмятины на по-
верхностях
Внешний
осмотр
Эквивалент
антенны
Не должны быть смя-
ты ребра охлаждения,
поглощающие клинья не
должны иметь трещин и
сколов и должны быть
надежно закреплены
Следы подгара
на фланцах
Смятые ребра
охлаждения
Внешний
осмотр
Внешний
осмотр
206
Продолжение
Наименование приспособления, оборудования, инструмента Метод устранения Метод проверки после ремонта Неисправность, по которой волно- водный элемент подлежит замене
электромагнита (пробой), механи- ческие поврежде- ния ферритовых пластин
Шабер, паяльник 200—600 Вт, горелка или паяльная лампа Зачистка шабером, заполнение раковины припоем ПОС-61, шабровка заподлицо Внешний осмотр
Шабер, кисть Зачистка шабером или шлифовальной шкуркой, покраска кистью Внешний осмотр Вмятины на по- верхностях, про- боины, механичес- кие повреждения и отклеивание ферритовой плас- тины
Шабер, паяльник 200—600 Вт, горелка или паяльная лампа Заполнение ракови- ны припоем ПОС-61, шабровка заподлицо Внешний осмотр
Шабер, кисть Зачистка шабером или шлифовальной шкуркой, покраска кистью Внешний осмотр Прорывы сте- нок, вмятины на ребрах
Приспособле* ние (см. рис. 78 или 79.) Правка с помощью приспособлений Внешний осмотр
Шабер, паяльник 200—600 Вт, горелка или паяльная лампа Зачистка шабером, заполнение раковины припоем ПОС-61, шабровка заподлицо Внешний осмотр
Слесарный инструмент Правка смятых ре- бер Внешний осмотр Трещины и ско- лы в поглощаю- щих клиньях, на- рушение их креп- ления
207
Наименование элемента волно- водной системы Технические требования Неисправность Метод обна- ружения
Облучатель антенны Не должно быть вмя- тин на поверхностях, пробоин, нарушения гер- метичности, сколов и трещин на защитных колпачках Вмятины на по- верхностях Внешний осмотр
Нарушение гер- метичности Внешний осмотр
Трещины и ско- лы на защитных колпачках Внешний осмотр
Параболический отражатель Не должно быть за- метных отклонений кри- визны отражающей по- верхности от заданной, прорывов, вмятин, вспу- чиваний трубок (для решетчатых зеркал) Прорывы или пробоины на от- ражающей поверх- ности Внешний осмотр
Вмятины, вспу- чивания Внешний осмотр
Погнутость об- разующих трубча- тых ферм Внешний осмотр
Примечания: 1. При пользовании горелкой или паяльной лампой еле
покрытия на внутренней поверхности волновода, или повреждения паек фланца
2. Поврежденное внутреннее лакокрасочное покрытие высокочастотных узлов
зачистить место шабером или шлифовальной шкуркой, обезжирить спиртом,
залить внутреннюю полость волновода растворителем или смывкой, выдер
краски с помощью пыжа, после удаления следов краски очистить полость спир
краску внутрь волновода и, переворачивая волновод, покрасить поверхность)
208/
Продолжение
Наименование приспособления, оборудования, инструмента Метод устранения Метод проверки после ремонта Неисправность, по которой полно водный элемент • подлежит замене
Слесарный инструмент Правка вмятин Внешний осмотр Вмятины на ребрах, пробоины
Замена уплотнения или защитной плас- тины Опробование системы под дав- лением
Трещины заклеи- вать. В места сколов пенопластовых колпа- ков вклеивать пено- пласт полистироло- вым клеем на ди- хлорэтане Внешний осмотр
Слесарный инструмент Выровнять края прорыва, приклепать на место прорыва заплату из дюралю- миния. Оборванные проволоки сеточных отражателей заме- нить, укрепляя кон- цы на трубчатой ферме пайкой или сваркой. Правка пог- нутых, замена пов- режденных трубок Внешний осмотр Деформация от- ражателя, не под- лежащая правке. Изломы трубок отражающей по- верхности
Слесарный инструмент Выправить поверх- ность ударами дере- вянного или слесар- ного молотка на де- ревянной прокладке. Выправить ударами молотка или с по- мощью домкрата Внешний осмотр
Слесарный инструмент Участки, не под- дающиеся правке, вырезать и заменить трубками такого же диаметра
дить за тем, чтобы не было сильного перегрева, приводящего к выгоранию
и других элементов.
АВС восстанавливать одним из способов?
высушить и нанести слой нитрокраски с помощью кисти;
жать несколько минут, слить жидкость и очистить внутреннюю полость от
том, высушить и нанести слой нитрокраски методом окунания (залить нитро-
или с помощью пневматического распылителя.
209
стины 4, добиться полного выправления вмятины. Размеры осно-
вания, клина и пластины зависят от сечения волновода, подле-
жащего правке.
Рис. 78. Клиновое приспособление для правки волноводов:
/ — винт; 2 — основание; 3 — клин; “/ — пластина; 5 — запорное кольцо;
6 — рычаг; 7 — ручка
Вмятины глубиной 5 и диаметром 60 мм на плоскостях прямо-
угольных волноводов любого сечения на прямолинейных и закруг-
ленных участках можно править вытягиванием металла стенки с
помощью приспособления, изображенного на рис. 79.
Выправлять вмятины в следующем порядке:
Рис. 79. Приспособление для правки волноводов вытягиванием
вмятин:
/ — основание; 2 — опорная планка; 3 — гайка; 4, 5, 6, 7 — винты; 5-*
шайба; 9 — бобышка; 10 — планка
снять шабером краску с внешней поверхности волновода на
месте вмятины;
прогреть выправляемый участок волновода газовой горелкой,
паяльной лампой или паяльником мощностью 400—600 Вт;
залудить зачищенную поверхность припоем ПОС-61;
припаять головку винта к стенке волновода на 1цесте прогиба
(вмятины);
21Q
установить на волновод две опорные планки 2 и основание 1
с прорезью так, чтобы нарезная часть винта вошла в прорезь;
навинтить на винт гайку 3;
медленно вращая гайку гаечным ключом, вытянуть металл
стенки волновода.
Для правки вмятин использовать винты с различными раз-
мерами головки. Чем больше размер вмятин, тем с большими
размерами головки выбирать винт. Вмятины сложной конфигура-
ции выправлять многократным вытягиванием металла стенки с по-
мощью винтов, имеющих головки разного размера.
Выправлять вмятины на всех волноводах, кроме волноводов,
имеющих внутри фторопластовое покрытие.
Рис. 80. Приспособление-оправка для правки коаксиальных фидеров и
круглых волноводов:
/ — оправка (сталь У10А); 2 — ручка (сталь любой марки)
Для правки стенок жестких коаксиальных фидеров и круглых
волноводов служит приспособление, изображенное на рис. 80.
Наружный и внутренний диаметры оправки выбирать в зави-
симости от величины внутреннего диаметра наружного проводника
и наружного диаметра центрального проводника фидера, подле-
жащего правке. Чтобы поместить оправку в любом месте фидера,
имеющего четвертьволновые изоляторы, в ней сделана продольная
прорезь.
Для правки вмятин оправку ввести в полость фидера или вол-
новода, ударами молотка по торцу рукоятки подвести оправку
под вмятину. Окончательно выправить ударами латунного мо-
лотка или киянки по области вмятины.
Для чистки внутренних поверхностей прямоугольных волно-
водов применять пыж (см. рис. 81). Размеры фетровых прокладок
зависят от внутренних размеров сечения волновода. Толщину на-
бора прокладок выбирать в пределах 10—50 мм. Чем больше
размер прокладок, тем толще должен быть их набор. .
Для чистки круглых волноводов применяют аналогичный по
конструкции пыж, изготовленный из круглых фетровых прокладок.
Чистка осуществляется протаскиванием пыжа, обильно смоченного
спиртом, через волновод.
211
Восстанавливать внутренние поверхности волноводов в следу-
ющем порядке:
удалить с внутренней поверхнрсти волновода следы коррозии
хлопчатобумажным тампоном, смоченным в спирте. При значи-
тельной коррозии поверхность зачистить шлифовальной шкуркой;
тщательно обезжирить внутреннюю поверхность волновода
тампоном, смоченным в спирте;
Рис. 81. Пыж:
/—•шнур; 2 — винт; 3—металлическая прокладка; 4 — фетровая прокладка;
5 — гайка
протереть обезжиренные поверхности сухой хлопчатобумажной
салфеткой;
просушить волновод на воздухе в течение 15—30 мин;
закрыть герметично с помощью полихлорвиниловой липкой
ленты все отверстия волновода, кроме главного;
залить в волновод через открытое главное отверстие эмаль
ПФ-223, разведенную до необходимой вязкости* уайт-спиритом;
перед заливкой в волновод эмаль профильтровать через три
слоя марли;
закрыть главное отверстие полихлорвиниловой липкой лентой.
Выдержать волновод в спокойном состоянии 10—15 мин. Затем
медленно перевернуть его несколько раз и покачать до заполнения
углов и труднодоступных участков;
открыть отверстия волновода и слить эмаль. Установить вол-
новод в вертикальное положение и дать стечь избытку эмали в
* Вязкость эмали определить следующим образом:
на ровную обезжиренную поверхность металлической пластины нанести одну
каплю эмали;
установить пластину в вертикальное положение и дать капле свободно
стечь (длина потека при нормальной вязкости должна быть в пределах 30—
40 мм).
212
течение часа. С фланцев волновода удалить потеки эмали тампо-
ном, смоченным уайт-спиритом, и протереть сухой чистой хлоп-
чатобумажной салфеткой;
оставить волновод в вертикальном положении до полного вы-
сыхания эмали (при температуре 18—23°С эмаль сохнет в течение
48 ч).
После просушки проверить качество покрытия волновода. Не-
покрытые места покрасить повторно. На окрашенной поверхности
не должно быть вздутий, шелушения. Допускаются наплывы
эмали в труднодоступных местах.
Отремонтированные волноводы проверить на герметичность,
электрическую прочность и величину КСВ в составе волноводного
тракта изделия.
5.16. Ремонт элементов антенных систем
Дефектацию элементов антенных систем производить внешним
осмотром.
При дефектации проверить:
состояние отражателей, облучателей, ферм и кронштейнов;
рабочие поверхности рефлекторов, сканеры;
состояние высокочастотного токосъемника, изоляторов, транс-
форматоров антенно-мачтового устройства;
состояние вибраторов, основания изоляторов и четвертьволно-
вого стакана, контрольного диполя, высокочастотных фидеров
и разъемов;
элементы крепления антенных систем и антенно-мачтового
устройства;
направленные ответвители, тройники;
волноводные трансформаторы, заслонки;
детали фазовращателей (лимбы, пластины, ходовые винты,
траверсы, волноводы, фланцы, направляющие, крепежные детали
и т. п.);
детали антенных переключателей (крышки, корпусы, зубчатые
передачи, редукторы, разъемы, подшипники, прокладки, пружины,
втулки, роторы, контактные группы и т. д.);
детали аттенюаторов (поглощающие пластины, крышки, ручки,
винты, штоки, рейки, накладки, крепежные детали и т. п.);
детали резонаторов (крышки, корпусы, штоки поршней, лимбы,
крепежные детали и т. д.);
детали механизмов перестройки;
детали детекторных головок.
Основным видом соединений элементов антенно-фидерных
устройств являются болтовые соединения, при ремонте которых,
а также и при разборке и сборке блоков и узлов необходимо соб-
людать следующие правила:
блоки и узлы антенно-фидерных устройств ремонтировать в
условиях, исключающих проникновение в рабочие полости и попа-
213
дание на рабочие поверхности посторонних предметов, пыли,
грязи и атмосферных осадков;
при необходимости на узлы и детали, не имеющие фиксирую-
щих элементов, наносить краской или кернером установочные
метки;
если детали не разъединяются, выяснить и устранить причину,
препятствующую разборке, и только после этого продолжить ра-
боты;
герметик с соединений удалять ножом;
не допускать забоин и заусенцев, особенно на поверхностях
деталей, покрытых серебром или палладием;
не повреждать защитных покрытий;
перед сборкой все детали и отверстия тщательно осмотреть и
протереть сухой ветошью. Рабочие поверхности, покрытые сереб-
ром и палладием, обезжирить марлевым тампоном, смоченным в
спирте;
если резиновые уплотнения имеют повреждения, заменить их
новыми;
при ремонте обшивки заплаты и накладки устанавливать из
материала, соответствующего основному;
небольшая ошибка, небрежность, загрязнение рабочих поверх-
ностей или неточность при сборке приводят к несоответствию вы-
ходных параметров предъявляемым требованиям. Поэтому в про-
цессе сборки необходим технологический контроль, включающий
наружный осмотр и проверку с помощью измерительного инстру-
мента и приспособлений;
блоки и узлы антенно-фидерных устройств демонтировать для
ремонта и устанавливать после ремонта согласно инструкциям
по эксплуатации.
При повреждении наружной обшивки антенн часто нарушаются
геометрические формы рабочих поверхностей, каркасов, рабочей
щели узла, образованной внутренними обшивками двух спаренных
каркасов, что влияет на выходные параметры блоков. Если пов-
реждения рабочей и наружной обшивок не повлияли на параметры
блоков, ремонтировать только наружную обшивку непосредственно
на месте эксплуатации. Такой ремонт сводится к разделке повреж-
денных мест, удалению посторонних предметов из рабочей щели
и полостей каркасов и наложению заплат из соответствующего
листового металла или из ткани ACT-100 с последующей под-
краской.
Вмятины, не влияющие на характеристики антенны, на месте
эксплуатации рекомендуется только окрашивать, если повреждено
лакокрасочное покрытие.
Чтобы убедиться в целости геометрической формы рабочей об-
шивки, вырезать в наружной обшивке в зоне предполагаемого
повреждения лючок, осмотреть состояние рабочей обшивки. Если
повреждений не обнаружено, заклеить люк тканью ACT-100 и по-
красить.
214
Подходы к местам повреждений рабочей обшивки обеспечить
за счет вскрытия имеющихся лючков или вырезки специальных
окон (лючков) в наружной обшивке с последующей заделкой их.
Лючки вырезать и заделать в такой последовательности:
разметить контуры диаметром 120—150 мм против всех по-
вреждений таким образом, чтобы обеспечивался свободный под-
ход инструментом к подлежащей ремонту рабочей обшивке;
удалить наружную обшивку по размеченным контурам;
разделать все повреждения в рабочей обшивке;
удалить посторонние предметы из блока;
заделать все повреждения рабочей обшивки по методике, из-
ложенной ниже;
заделать отверстия в наружной обшивке.
На рабочие обшивки рефлекторов антенн заплаты ставить
встык в такой последовательности:
разметить и высверлить поврежденный участок сверлом диа-
метром 3—4 мм;
зачистить напильником или борфрезой с помощью пневмати-
ческой или электрической дрели кромки отверстия до размечен-
ного контура;
разметить и вырезать заплату по размерам разделанного от-
верстия, обеспечив зазор не более 0,5 мм; вырезать из этого
же материала накладку, оставив припуск 25—30 мм на каждую
сторону относительно размера заплаты;
склепать заклепками заплату и накладку, симметрично разме-
стив заплату на накладке; предварительно разметить и просвер-
лить в пакете отверстия диаметром 3 мм, раззенковав их со сто-
роны заплаты;
разметить отверстия на рабочей обшивке рефлектора для
крепления накладки;
наложить заплату на отверстие, обеспечив между торцами
заплаты и обшивки рефлектора зазор не более 0,5 мм;
просверлить по разметке три-четыре отверстия диаметром 3 мм
на равном удалении друг от друга по размеченному шву и пред-
варительно скрепить пакет фиксаторами;
просверлить остальные отверстия и приклепать накладку к
обшивке; фиксаторы заменить заклепками.
На наружной обшивке антенн могут быть повреждения в виде
вмятин, трещин и пробоин (табл. 23).
Вмятины на антеннах править вручную. Снятый с блока лист
обшивки положить на ровное массивное основание, выдавить вмя-
тину деревянным бруском усилием руки или ударами слесарного
молотка и после этого резиновым или деревянным молотком ра-
зогнать волнистость. Если лист обшивки сильно коробится, его
заменить новым, изготовленным по размерам заменяемого.
При незначительном повреждении наружного листа обшивки
его можно выправить, не снимая лист, а лишь обеспечив доступ
к его неисправной части с внутренней стороны через люк или
съемную (на вицтах) общивку. В этом случае вмятину править
215
to
ГУ' _
Наименование элементов антенной системы Технические требования Неисправность
Зеркало На поверхности не должно быть вмятин, пробоин, трещин, разрывов сетки про- водов, трубок, внеш- него каркаса, пов- реждения лакокрасоч- ных покрытий и кор- розии металла Вмятины на по- верхности зеркала Пробоины и тре- щины на поверх- ности зеркала Разрывы сетки проводов, порывы отдельных прово- дов Разрывы и де- формация трубок и внешнего карка- са зеркала антен- ны
Таблица 23
Метод обнаружения Приспособление, оборудование, инструмент Способ устранения Проверка после ремонта
Внешний осмотр Деревянные, рези- новые молотки, под- держки, монтировоч- ный пояс, приставная лестница Править с помощью деревянных или рези- новых молотков и поддержек, изготов- ленных из массивных брусков железа или свинца Внешний осмотр
Внешний осмотр Напильники разные, зубило слесарное, дрель, ножовка по металлу, штангенцир- куль, шаблон части зеркала, ножницы по металлу, молоток слесарный Поставить заплаты из того же материа- ла, что и зеркало ан- тенной системы Внешний осмотр
Внешний осмотр Кусачки боковые, дрель ручная, паяль- ная лампа, наждач- ная шкурка, плоский паяльник Материал для вос- становления сетки и отдельных проводов тот же, что и в зер- кале антенны Внешний осмотр
Внешний осмотр Ножовка по метал- лу, дрель ручная, мо- лоток слесарный, тис- ки настольные, на- пильники разные Обрезать повреж- денные трубки, сое- динить трубки с по- мощью вставок. Де- формированные труб- ки восстанавливать с помощью оправки Внешний осмотр
Наименование элементов антенной системы Технические требования Неисправность
Элементы Фермы, каркасы, Следы коррозии и повреждение лакокрасочного покрытия Вмятины, трещи-
силовых кронштейны и подко- ны и погнутость на
конструк- сы не должны иметь элементах силовых
ций трещин, погнутостей конструкций ан-
Рупорный и вмятин, мешающих нормальному сочле- нению при сборке Не должно быть коррозии металла и повреждения лако- красочного покрытия Внутренняя поверх- тенн Следы коррозии и повреждение ла- кокрасочного пок- рытия Вмятины, тре-
облучатель, ность рупорных облу- щины и погну-
линза чателей должна быть тость рупорных
217 ровной, гладкой, не иметь вмятин, углуб- лений Не должно быть коррозии металла и повреждения лако- красочного покрытия облучателей и линз Следы коррозии и повреждение ла- кокрасочного по- крытия
Продолжение
Метод обнаружения Приспособление, оборудование, инструмент Способ устранения Проверка после ремонта
Внешний осмотр Шабер, кисть Зачистка шабером, шлифовальной шкур- кой, покраска кистью Внешний осмотр
Внешний осмотр Плита рихтовочная, молоток, наставка бронзовая, клинья Правка вмятин и погнутости вручную Внешний осмотр
Внешний осмотр Шабер, кисть Зачистка шабером, шлифовальной шкур- кой, покраска кистью Внешний осмотр
Внешний осмотр Ножовка по метал- лу, дрель ручная, на- пильники разные, наждачная шкурка Внешний осмотр
Внешний осмотр Шабер, кисть, шли- фовальная шкурка Зачистка шабером, шлифовальной шкур- кой. Покраска кистью Внешний осмотр
деревянным молотком, поддерживая лист с обратной стороны
плоской металлической или деревянной поддержкой.
Устранение трещин и пробоин на обшивке сводится к правке
вмятин, разделке трещин и пробоин и установке на них заплат.
Многолучевые трещины и пробоины диаметром до 70 мм и одно-
лучевые трещины длиной до 100 мм заклеивать заплатами из
ткани АСТ-100.
Трещины и пробоины больших размеров заделывать соответ-
ствующими металлическими листами. Разделку трещин и про-
боин и наложение на них листов выполнять, как указано выше.
Подходы к месту клепки осуществлять через съемные люки и
обшивки. При отсутствии подходов к поврежденным местам ис-
пользовать взрывные заклепки, заклепки типа гайка-пистон и са-
монарезающиеся винты. Отремонтированный участок герметизи-
ровать тканью АСТ-100 и покрасить.
При повреждении силовых элементов каркаса( антенных
устройств, вызвавшем нарушение прочности в поврежденном ме-
сте или деформацию рабочей обшивки, не поддающуюся восста-
новлению, рекомендуется заменять целиком узел и блок.
При повреждении каркаса, не влияющем на конфигурацию
рабочей обшивки, каркас не ремонтировать, а ограничиться только
ремонтом рабочей и наружной обшивок.
Заменять блоки и узлы антенно-фидерных устройств при соблю-
дении следующих правил:
при замене принять меры к предупреждению падения блоков
и узлов;
перед монтажом детали и отверстия тщательно осмотреть и
протереть сухой ветошью;
при монтаже (демонтаже) волноводов и блоков цифровая мар-
кировка на концах волноводов и на блоках, а также на рым-бол-
тах (серьгах) и на плечах подвесок должна совпадать;
поврежденные узлы антенно-фидерного устройства, замена ко-
торых инструкцией по эксплуатации не предусмотрена, заменять
полностью исправным блоком.
5.17. Ремонт средств измерений
Применяемая измерительная аппаратура должна быть исправ-
ной и иметь действительный срок годности, установленный орга-
нами надзора за мерами и измерительными приборами. При по-
верках средств измерений руководствоваться государственными
стандартами, действующими инструкциями Комитета стандартов,
мер и измерительных приборов при Совете Министров СССР и
методическими указаниями Министерства обороны СССР.
Между сроками периодических поверок в зависимости от интен-
сивности эксплуатации средства измерений могут подвергаться по
усмотрению командира части внеочередной поверке.
Если в процессе эксплуатации производится ремонт средств
измерений с повреждением на них поверительного клейма, то
такая аппаратура должна быть подвергнута обязательной поверке.
218
Допустить к эксплуатации отремонтированные средства изме-
рений можно только после поверки их органами надзора за ме-
рами и измерительными приборами.
Результаты ремонта и поверки заносятся в формуляры аппа-
ратуры и заверяются подписью поверяющего, а на средство изме-
рений наносится клеймо. При поверке на функционирование ста-
вится подпись поверителя и дата поверки.
Дефектацию средств измерений производить внешним осмот-
ром, измерением и опробованием по месту установки. Дефектацию
и ремонт проводят выездные бригады ремонтных предприятий и
высококвалифицированные специалисты из состава расчета. Спе-
циалистам из состава расчета разрешается проводить дефектацию
внешним осмотром (без вскрытия прибора) и опробованием по
месту установки.
При внешнем осмотре прибора проверить:
наличие механических повреждений;
крепление, плавность управления и четкость фиксации ручек
управления и регулировки прибора, элементов монтажа;
исправность соединительных кабелей и шнура питания;
общую работоспособность прибора.
Определение технического состояния измерением заключается
в проверке исправности и определении погрешностей основных
выходных параметров средств измерений.
Ремонт средств измерений производится подвижными, стацио-
нарными ремонтными предприятиями, силами и средствами воин-
ских частей.
Ремонту подвергаются приборы:
радиоизмерительные, электроизмерительные, для измерения
давления и разрежения, времени и скорости, специального на-
значения (сервисные).
Ремонт приборов и установок специального назначения про-
изводится специалистами ремонтных предприятий, ремонтирую-
щими технику, для контроля параметров которой они предна-
значены.
Силами и средствами воинских частей выполняются такие виды
работ, при которых не требуется вскрытие средства измерения и
его послеремонтная проверка. Например, замена предохранителей,
сигнальных лампочек, светофильтров, ручек управления и регу-
лировки прибора, ремонт низкочастотных соединительных кабелей
и шнура питания, местное восстановление лакокрасочного покры-
тия.
При ремонте средств измерения руководствоваться техниче-
скими условиями, эксплуатационной документацией, а также дей-
ствующими приказами, инструкциями.
5.18. Ремонт кузовов
Дефектацию кузовов производить внешним осмотром. Пере-
чень проверок кузовов в собранном виде приведен в табл. 24.
219
Таблица 24
Что проверяется
Наличие пробоин, трещин
и вмятин на наружной об-
шивке
Наличие трещин и вмя-
тин на основании каркаса
кузова
Крепление стремянок и
переднего амортизационно-
го узла
Наличие трещин и надло-
мов на поперечных и про-
дольных брусьях оснований
Качание створок дверей
кузовов и кабин в закры-
том положении
Фиксация створок (пра-
вой или левой) защелкой
в закрытом положении
Фиксация створок двери
в открытом положении
Повреждение (разрыв,
трещины и структурное
разрушение) уплотнителей
окон
Фиксация шторки окон
Работа замков, запорных
устройств люков и шпинга-
летов
Технические требования
Пробоины и трещины на наружной обшивке
кузовов и кабин не допускаются. Допускаются
вмятины, не обезображивающие внешний вид и
не сопровождающиеся образованием трещин во-
круг вмятин
Трещины и вмятины на основании каркаса ку-
зова не допускаются
Ослабление крепления не допускается
Поперечные надломы, трещины, идущие вдоль
волокна на глубину более 1/3 ширины или тол-
щины бруса, а также трещины, идущие вдоль
волокна длиной более ’/ю длины бруса, не до-
пускаются
В закрытом положении двери качание створок
двери не допускается
Створка двери должна надежно удерживаться
защелкой в закрытом положении
Створка двери должна надежно фиксироваться
защелкой в открытом положении
Повреждение уплотнителей окон не допуска-
ется
Шторка окна должна надежно удерживаться
в нижнем опущенном положении. После снятия
с фиксатора шторка должна убираться в кожух
Отремонтированные замки должны удовлетво-
рять следующим требованиям:
при многократном открывании и закрывании зам-
ка ключом не должно быть заеданий;
при каждом обороте ключа должна быть на-
дежная фиксация положения засова;
при повороте ручки замка вниз защелка должна
утапливаться;
засов в выдвинутом положении не должен опу-
скаться под действием нагрузки 10—15 кг;
положение засова при открытой двери должно
быть заподлицо с поверхностью замочной сква-
жины;
220
Продолжение
Что проверяется
Технические требования
выступание или утопание засова не должно пре- вышать 0,5 мм
Легкость вращения ру- чек двери и фиксация их в горизонтальном положе- нии Вращение ручек двери при открывании и за- крывании створок двери и при установке ручки в положение для транспортировки должно быть без рывков и заеданий. Ручка под действием пружины должна фиксироваться в горизонталь- ном положении
Состояние пола и лино- леумного покрытия Деформация настила пола не допускается. Порывы, трещины и расслоение линолеума пола не допускаются
Состояние внутренней об- шивки кузовов и кабин Пробоины, трещины, расслоения фанеры об- шивки, сколы, ослабление крепления листов об- шивки, повреждение лакокрасочных покрытий не допускаются
Состояние лестницы Помятость, искривление лестницы не допус- кается. Лестница должна надежно крепиться в походном и рабочем положениях
Работа откидного порож- ка Откидной порожек должен надежно крепиться в поднятом положении. Повреждение резиновых уплотнений не допускается
Работа основного, ава- рийного и маскировочного освещения При закрытых створках двери и включенном выключателе ОСВЕЩЕНИЕ должны гореть все лампы основного освещения. При отключении ос- новного источника тока должны автоматически включаться лампы аварийного освещения. При открывании створки двери на расстоянии 25— 30 мм основное освещение должно гаснуть, а маскировочное загораться. При закрывании две- ри должно произойти переключение освещения на основное. При открытом положении двери должно гореть маскировочное освещение
Работа габаритных све- тильников При включении выключателя ГАБАРИТНЫЕ ОГНИ должны гореть габаритные светильники
Работа системы свето- сигнализации При включении тумблеров на пульте светосиг- нализации в кабине водителя должны загорать- ся соответствующие светильники на кузове (ка- бине) и лампочки на пульте
Работа системы пожаро- сигнализации При нажатии на контактный винт термоизве- щателя изолированной рукояткой отвертки (необ- ходимо прогнуть мембрану внутрь до упора кон- тактного винта в торец контактной вилки) дол- жен подаваться звуковой сигнал и должна за-
221
Продолжение
Что проверяется
Работа датчиков
ДТКМ-38 и ДТКБ-50
Работа электрических
грелок в ручном и авто-
матизированном режимах
Работа поворотного крон-
штейна запасного колеса
и крепление колеса к крон-
штейну
Технические требования
гораться сигнальная лампочка. Звуковой и све-
товой сигналы должны быть прерывистыми
Датчики должны обеспечивать поддержание за-
данной температуры в кузове
При установке переключателя в положение
АВТ. или РУЧН грелки должны нагреваться. В
автоматическом режиме грелки должны вклю-
чаться и выключаться в соответствии с инструк-
цией по эксплуатации
Кронштейн должен легко, усилием одного че-
ловека откидываться из походного положения в
рабочее и четко фиксироваться в указанных по-
ложениях. Работу поворотного кронштейна про-
верять без колеса
При дефектации кузова и его составных частей особое внима-
ние обратить на следующие дефекты:
повреждение внешней или внутренней обшивки стен или по-
толка, течь крышки; расшатанность каркаса кузова;
нарушение заклепочных соединений;
повреждение линолеумного покрытия пола;
повреждение лакокрасочных покрытий;
неплотное прилегание, перекос дверей, повреждение резиновых
уплотнений;
неисправность дверных замков, петель и блокировок;
нарушение целости оконных стекол, повреждение (изношен-
ность) выдвижных светомаскировочных шторок;
неисправность штепсельных разъемов входных коробок;
повреждение сварных корпусов входных коробок, неплотное
прилегание крышек;
повреждение крышек вентиляционных люков или их резиновых
уплотнений;
повреждение кабельных желобов, воздуховодов, вентиляцион-
ных шкафов;
неисправность системы сигнализации движения или системы
внутреннего освещения прицепа;
повреждение отражателей света;
неисправность держателя запасного колеса.
Если имеются признаки повреждения деталей под обшивкой
(трещины сварных швов стоек и шпангоутов коробчатого сечения
основания и каркаса, ослабление прочности заклепочных соеди-
нений и т. п.), осторожно вскрыть в этом месте обшивку и осмот-
реть состояние скрытых деталей.
222
Неисправности кузовов, не влияющие на работоспособность и
сохранность аппаратуры изделия, а также не влекущие за собой
дальнейшее разрушение кузова (например, вмятины на внешней
обшивке, незначительная погнутость балок основания), устра-
няются при ремонте изделия на стационарном ремонтном пред-
приятии.
Повреждение наружной обшивки из фанеры размером более
100X100 мм устранить следующим образом:
разметить заменяемый участок по осям стоек каркаса;
вырезать по разметке поврежденный участок фанеры с по-
мощью ножовки, стамески или сверла по осям стоек, не повреж-
дая их;
вырезать накладку из фанеры по размерам поврежденного
участка и подогнать ее по месту;
зачистить кромки фанеры от заусенцев и обезжирить их бен-
зином или растворителем;
заготовить металлическую полоску шириной 30—40, толщи-
ной 1 —1,5 мм, подогнать ее по участку и просверлить в ней от-
верстия с шагом 40—50 мм под шурупы 4X40 мм;
загрунтовать кромки и места прилегания фанеры грунтовкой
ГФ-020 ГОСТ 4056—63 с последующим креплением металлической
полоской и шурупами;
зачистить потеки грунта;
загрунтовать заделанный участок грунтовкой ГФ-020 и выдер-
жать не менее 6 ч;
покрасить участок в два слоя эмалью ХВ-518 с выдержкой
между покрытиями не менее 6 ч.
Для устранения повреждения обшивки размером менее 100Х
X 100 мм:
заготовить металлическую заплату толщиной 1 —1,5 мм, подо-
гнав ее по поврежденному месту так, чтобы она покрывала кромки
отверстия на 20—30 мм;
поставить заплату на грунте и закрепить ее шурупами диа-
метром 3,5—4 мм к брускам;
загрунтовать отремонтированный участок грунтовкой ГФ-020
и покрасить эмалью ХВ-518 в два слоя.
Пробоины в наружной обшивке из металла размером 100Х
Х100 мм устранить следующим образом:
обработать края пробоины так, чтобы получить правильную
форму;
изготовить разрезную подкладку по размерам пробоины с пе-
рекрытием краев на 15—20 мм;
просверлить в подкладке совместно с обшивкой отверстия диа-
метром 5,2 мм под заклепки (допускается применение заклепок
других диаметров) с шагом 30—50 мм;
установить разрезную подкладку с внутренней стороны обшив-
ки и приклепать ее к обшивке кузова;
изготовить накладку по размеру пробоины из того же материа-
ла, что и наружная обшивка (лист Д16АТ ГОСТ 12592—67);
223
приклеить накладку к разрезной подкладке клеем на основе
эпоксидных смол, установив ес на пробоине.
Для устранения пробоин в наружной обшивке из металла раз-
мером менее 100X100 мм:
обработать края пробоины так, чтобы получить правильную
форму;
изготовить накладку по форме пробоины из того же материа-
ла, что и наружная обшивка (лист Д16АТ ГОСТ 12592—67). На-
кладка должна перекрывать края пробоины на 15—20 мм;
приклеить накладку клеем на основе эпоксидных смол непо-
средственно к обшивке кузова.
При наличии трещин накладки ставить с перекрытием краев
трещин на 15—20 мм.
Пробоины в обшивке размером более 100X100 мм устранить
следующим образом:
обработать края пробоины;
изготовить накладку по форме пробоины из того же материа-
ла, что и наружная обшивка (лист Д16АТ ГОСТ 12592—67). На-
кладка должна перекрывать края пробоины на 15—20 мм;
просверлить в накладке совместно с обшивкой отверстия под
заклепки с шагом 30—50 мм. Отверстия под заклепки должны
обеспечивать постановку заклепок с натягом 0,01—0,02 мм;
установить накладку на пробоину и закрепить ее заклепками,
проложив между накладкой и обшивкой миткалевую ленту
(арт. 1102 ГОСТ 9858—61), пропитанную грунтовкой ФЛ-0,ЗЖ
ГОСТ 9109—59. Допускается прокладывать уплотнительную ленту
У-20А, не требующую пропитки. Постановку накладок разре-
шается производить и с помощью самонарезающихся винтов, ко-
торые должны располагаться по периметру накладки с шагом
50 мм.
Пробоины диаметром до 25 мм и глубокие вмятины на об-
шивке площадью до 400 см2 устранить следующим образом:
очистить с помощью смывки АФТ-1 поверхность вмятин и кром-
ки пробоин;
обдуть сжатым воздухом и обезжирить тампоном, смоченным
в уайт-спирите, очищенную поверхность и просушить в течение
10—15 мин;
загрунтовать поверхность и кромки пробоин грунтовкой ГФ-020;
нанести магнезиальную замазку с помощью шпателя до по-
лучения приблизительно ровной поверхности (магнезиальную за-
мазку можно наносить как на сухой, так и на невысохший грунт);
выдержать восстановленные места в течение 40—50 ч;
зашлифовать зашпаклеванные места и прогрунтовать грунтов-
кой ГФ-020;
выдержать до полного высыхания.
Магнезиальную замазку готовить следующим образом:
взвесить компоненты замазки (лак ПФ-170 с вязкостью 50 по
вискозиметру ВЗ-4—1,25; 25—30% раствор хлористого маг-
ния— 1; порошок магнезита — 2; асбест № 7, порошок — 1 вес. ч.);
224
ввести хлористый магний в лак небольшими порциями, по-
стоянно размешивая деревянной палочкой до получения однород-
ной массы. В полученную эмульсию засыпать порошок магнезита
и хорошо перемешать, после чего добавить асбест № 7 малыми
порциями и полученную массу перемешать до однородного со-
става.
При невозможности отремонтировать пробоину способами, ука-
занными выше, заменить весь лист обшивки. Для замены листа
наружной обшивки кузова или кабины снять в этом месте часть
внутренней обшивки и термоизоляцию. Укрепить новый лист за-
клепками или самонарезающимися винтами. Между листами и
каркасом кузова в местах стыка проложить миткалевую ленту.
Поврежденную термоизоляцию кузова или кабины заменить. В ка-
честве термоизоляции применить пенопласт или пергамин.
Отремонтированный участок обшивки покрыть грунтовкой
ГФ-020 и покрасить защитной эмалью ХВ-518.
Трещины на основании каркаса заварить электродом Э42 или
Э42А ГОСТ 9467—60. Сварные швы после сварки зачистить. Вмя-
тины на основании каркаса кузова править без нагрева.
При наличии на брусьях оснований поперечных надломов, тре-
щин, идущих вдоль волокна на глубину более 7з ширины или
толщины бруса, а также трещин, идущих вдоль волокна длиной
более 7ю длины бруса, брус подлежит замене.
Трещины, идущие вдоль волокна длиной менее 7ю длины бру-
са, а также сколы устранить в следующем порядке:
разделать место трещины (скола) до получения прямоуголь-
ного выреза;
изготовить вставку по размеру выреза;
зачистить поверхность шкуркой и приклеить вставку к детали
казеиновым клеем;
дополнительно привинтить вставку шурупами к детали;
зачистить вставку заподлицо.
Нарушение амортизации передней части кузовов может быть
вызвано изломом пружин или разрушением резиновых прокладок.
В этом случае прокладки и пружины заменить.
Качание створки двери в закрытом положении может быть
вызвано следующими неисправностями:
створка двери не устанавливается опорной частью на поверх-
ности клина. Проверить прилегание опорной поверхности к клину
по краске. Если опора не прилегает к клину, то с помощью винта
отрегулировать прилегание;
повреждение (разрывы, трещины, структурное разрушение)
уплотнителей. Заменить поврежденные уплотнители. Новые уплот-
нители допускается составлять из нескольких частей с длиной
каждой части не менее 300 мм. Допускается замена только по-
врежденных участков уплотнителя постановкой отрезков длиной
не менее 200 мм. Уплотнители наклеивать на каркасы и склеивать
между собой клеем 88Н. Проверить, нет ли зазоров между уплот-
няющей резиной и проемом двери. Для устранения зазоров допу-
8—888 225
СкаеТсй НОдгибать кромки наружной обшивки, не нарушая внеш-
него вида кузова или кабины;
износ стопорных защелок. Восстановить изношенную концевую
часть защелки наплавкой электродом Э42А и обработать.
Створки дверей не удерживаются защелками в закрытом и
открытом положениях в результате излома или осадки пружины,
износа стопорного зуба защелки, износа концевой части защелки.
Для устранения неисправности заменить пружину или восста-
новить зуб и концевую часть защелки наплавкой электродом Э42А
и обработать поверхность.
Повреждение уплотнителей окон (разрыв, трещины и структур-
ное разрушение) устраняется аналогично ремонту створок дверей.
Неисправности светомаскировочных шторок устранить. Если
после снятия с фиксатора шторка не убирается в кожух окна, за-
менить пружину.
При проверке замков и ручек встречаются следующие неис-
правности:
износ направляющего паза и направляющих засова и защелки;
износ профилированной поверхности засова и ключа;
осадка или поломка пружин, фиксаторов;
износ квадратной поверхности наружной ручки и рычага.
Для устранения перечисленных дефектов восстановить изно-
шенные поверхности наплавкой электродом Э42А и обработать
по месту. Детали, восстановление которых произвести невозмож-
но, заменить.
При наличии порывов пола заменить негодные участки лино-
леума. Раскрой новых листов линолеума производить при темпе-
ратуре не ниже +10°С. После раскроя линолеума по месту оста-
вить его в разложенном положении на ровной горизонтальной
площадке и дать выдержку перед приклейкой не менее суток. Ли-
нолеум клеить к полу казеиновым клеем ОБ. Перед приклеива-
нием линолеума проверить состояние настила пола. Не допу-
скается выступание над поверхностью досок потайных головок
болтов, винтов, гвоздей.
При наличии ступенчатости между досками настила в местах
замены линолеума для выравнивания пола допускается застру-
гивание отдельных мест с последующей шпаклевкой и нанесением
грунтовки ГФ-020. При наличии зазоров между досками заделку
зазоров производить деревянными рейками на казеиновом клее.
Приклеенную вставку и основной участок линолеума вокруг
вставки прибить к полу гвоздями длиной 12—15 мм с шагом
30 мм.
При незначительных расслоениях линолеума и несквозных тре-
щинах восстановить поврежденные участки эпоксидной смолой.
При расслоениях, гофрах и повреждениях лакокрасочных по-
крытий на внутренней обшивке кузовов негодные листы заменить.
Для замены листов применять соответствующий сорт и толщину
фанеры. Допускается применять склеенные листы фанеры. Склеи-
вать только по длине или ширине листа казеиновым клеем.
226
При постановке листов фанеры зазор в стыках не должен
превышать 4 мм.
Сдвиг кромок устанавливаемого листа обшивки по отношению
к старому допускается до 2 мм. Заменяемые листы фанеры кре-
пить к профилям (брускам) самонарезающимися винтами или шу-
рупами через пластины или шайбы. Провалы винтов или шурупов
в фанере не допускаются. При постановке винтов (шурупов) по
месту старой резьбы применять винты (шурупы) с ближайшим
большим размером.
Новый лист внутренней обшивки покрыть коричневой грун-
товкой ГФ-020, а затем покрасить по цвету краски внутренней об-
шивки. Бакелизированная фанера покраске не подлежит.
Ремонт лестниц и открытых порожков производится в случаях:
если лестница не удерживается защелкой в походном положе-
нии. Заменить пружину замка;
если лестница не удерживается в рабочем положении на осно-
вании кузовов. Заменить упоры. Упоры изготовить по образцу и
приварить их по месту электродом Э42А;
если происходит самопроизвольное открывание откидного по-
рожка. Заменить защелку или пружину;
если повреждены (трещины, разрывы и структурное разруше-
ние) резиновые уплотнители откидного порожка. Заменить не-
годные уплотнители.
При проверке систем освещения и сигнализации, датчиков
температуры и грелок встречаются следующие неисправности.
Не работают светильники общего освещения при закрытых
створках двери. Установить на главном щите все выключатели и
автомат защиты сети (АЗС) в положение ВЫКЛ., переключа-
тели — в нейтральное положение. Подсоединить кабель ввода ис-
точника тока к штепсельной вилке и подать напряжение на глав-
ный щит. На главном щите включить АЗС и тумблер ПЛАФОНЫ.
Закрыть заднюю дверь и проверить, горят ли лампы основного
освещения. Отключить кабель ввода источника тока от штепсель-
ной вилки, при этом автоматически должны включаться лампы
аварийного освещения.
Неисправности:
перегорели предохранители;
перегорели лампы основного или аварийного освещения;
неисправна (обрыв) электропроводка ламп основного или ава-
рийного освещения;
неисправна штепсельная вилка;
неисправен понижающий трансформатор;
неисправны концевые переключатели и автомат защиты сети.
Заменить неисправные элементы и устранить обрывы в элект-
ропроводке.
При открывании и закрывании двери не обеспечивается пере-
ключение маскировочного освещения на основное и наоборот. Уста-
новить створку двери на расстоянии 25—30 мм от закрытого по-
ложения и проверить, переключается ли основное освещение на
8* 227
маскировочное при открывании двери, а при закрывании — маски-
ровочное на основное. Проверить не менее пять раз. Если переклю-
чение не обеспечивается, отрегулировать дверной переключатель.
Неисправный дверной переключатель заменить.
Не работают габаритные светильники. На щитке приборов
включить тумблер ГАБАРИТНЫЕ ОГНИ. Должны загореться га-
баритные светильники соответствующего цвета, расположенные
на наружной обшивке.
Неисправности:
разряжен аккумулятор автомобиля (тягача);
неисправна (обрыв) электропроводка ламп габаритных све-
тильников;
перегорели лампы габаритных светильников;
неисправен тумблер ГАБАРИТНЫЕ ОГНИ.
Для устранения неисправностей необходимо подзарядить акку-
мулятор; устранить обрывы в электропроводке; заменить неисп-
равные элементы.
Не работают светильники световой сигнализации. На панели
световой сигнализации включить выключатели, при этом на па-
нели должны загореться сигнальные лампы соответствующего
цвета. Одновременно должны загореться лампы в светильниках,
расположенных на задней стенке кузова (кабины).
Неисправности: неисправен АЗС; неисправна (обрыв) электро-
проводка светильников; разряжен аккумулятор; перегорели
лампы светосигнализации и сигнальных фонарей на панели сиг-
нализации; неисправны выключатели на панели сигнализации. Спо-
собы устранения причин неисправностей те же, что и для габарит-
ных светильников.
Система пожарной сигнализации не срабатывает при замыка-
нии цепи термоизвещателя. При нажатии изолированной рукоят-
кой отвертки на мембрану термоизвещателя в кабине водителя
должна мигать сигнальная лампочка и прерывисто гудеть сигнал
автомобиля.
Неисправности:
неисправен АЗС. Заменить;
неисправен термоизвещатель. Отстыковать штепсельный разъем
от термоизвещателя; к контактам штепсельного разъема термоиз-
вещателя подключить тестер Ц4313 и нажать на мембрану термо-
извещателя. Тестер должен показывать короткозамкнутую цепь.
Если контакты не замыкаются, заменить термоизвещатель;
неисправно реле или конденсатор щита пожарной сигнализа-
ции. При исправных АЗС и термоизвещателе методом последова-
тельной замены конденсатора и реле определить неисправный эле-
мент и заменить его.
Не работают датчики ДТКМ-38 и ДТКБ-50. Включить в ра-
боту отопительно-вентиляционную установку ОВ-65 (030) или
электрические грелки и перевести их работу на автоматический
228
режим, если это предусмотрено инструкцией. Установить по шкале
датчиков ДТКМ-38 (ДТКБ-50) любую температуру в заданном
диапазоне. При достижении заданной температуры с соответст-
вующей точностью в кузове (кабине) контакты датчиков должны
разомкнуться и отключить ОВ-65 (030) или электрические грелки.
При снижении температуры ниже заданной контакты датчиков
должны разомкнуться и включить отопительную установку или
электрические грелки. Если автоматическое включение и отклю-
чение отопительных устройств не происходит, заменить датчик
ДТКМ-38 (ДТКБ-50).
Электрические грелки не работают при положениях переклю-
чателя РУЧН. или АВТ. Установить на щите переключатель в по-
ложение РУЧН. и проверить работу грелок в ручном режиме.
Перевести переключатель в положение АВТ. (если это предусмот-
рено в конструкции), установить по шкале датчиков любую тем-
пературу и проверить работу грелок в автоматическом режиме.
Электрические грелки должны поддерживать температуру в задан-
ном диапазоне.
Неисправности:.
неисправна (обрыв) электропроводка цепи питания грелок;
неисправен переключатель;
перегорели спирали нагревательных элементов.
Для устранения неисправностей проверить цепь питания грелок
ампервольтомметром, устранить обрывы и заменить негодные
элементы.
Запасное колесо не закрепляется кронштейном крепления на по-
воротном кронштейне.
Неисправности:
изгиб трубы кронштейна; выправить трубу кронштейна без
нагрева;
срыв резьбы шпильки кронштейна; удалить сварной шов, сое-
диняющий шпильку с пластиной, и вынуть шпильку с сорванной
резьбой; заменить шпильку.
Провисание поворотного кронштейна. Вращение поворотного
кронштейна без запасного колеса должно быть легким (от усилия
рук одного человека), без заеданий.
Неисправности:
провисание поворотного кронштейна на оси. Снять запасное
колесо с держателя и отсоединить держатель и кронштейн. Уста-
навливая поворотный кронштейн в положение крепления запас-
ного колеса по-походному, проверить легкость вхождения клина
правого кронштейна в клиновой паз основания кузова. При на-
личии смещения вниз клина кронштейна относительно клинового
паза основания кузова заменить шайбу;
износ втулок в сопряжении с осью. Снять поворотный крон-
штейн, измерить диаметры отверстий втулок и шеек оси. Разность
диаметров в каждом сопряжении должна быть не более 0,3 мм.
При разности диаметров более 0,3 мм заменить втулки.
229
Поворотный кронштейн не фиксируется в отведенном на 180°
положении. Отвести поворотный кронштейн в сторону на 180°.
В этом положении поворотный кронштейн должен фиксироваться
фиксатором.
Неисправности:
излом или растяжение пружины; заменить пружину;
износ рабочей поверхности фиксатора. Восстановить изно-
шенный конец фиксатора наплавкой и обработать.
Поворотный кронштейн не закрепляется в походном положе-
нии из-за износа или срыва резьбы откидного болта и гайки. От-
резать ножовкой поврежденную резьбовую часть откидного болта.
Изготовить и приварить новый хвостовик. Изготовить новую
гайку.
Отремонтированные кузова и кабины испытать:
на светонепроницаемость штор ~ путем помещения лампы мощ-
ностью 100 Вт внутрь кузова на уровне окна и на расстоянии 1 м
от него, при этом штора не должна просвечиваться;
на надежность работы замков, дверей и окон — путем пяти-
кратного открывания и закрывания их.
5.19. Ремонт колесных ходов, ходовых частей
и тормозных систем
Дефектацию колесных ходов, ходовых частей прицепов и тор-
мозных систем производить внешним осмотром, измерением и оп-
робованием от руки.
Ремонту подлежат ходовые части, имеющие:
нарушение герметичности гидравлического амортизатора (течь
жидкости из-под оси рычага и пробки амортизатора);
ослабление затяжки рессор хомутиками (стремянками);
торцевое биение колес или их тугое вращение;
давление воздуха в камерах шин колес, не соответствующее
норме, утечку воздуха из камер шин колес;
неисправность рессор или стабилизатора поперечной устойчи-
вости;
неполное затормаживание или оттормаживание колес пневма-
тической тормозной системы и ручным приводом тормоза;
утечку воздуха из пневматической тормозной системы;
неисправность механизма подъема передних и задних опор,
течь смазки в опорных устройствах;
следы коррозии на поверхностях узлов и деталей;
шелушение, отслоение, обесцвечивание лакокрасочных покры-
тий;
трещины балок основания.
К ходовым частям предъявляются следующие требования.
На ходовой части не должно быть повреждений и деформации,
снижающих ее прочность и влияющих на ее нормальную работу.
230
Ступицы колес должны свободно вращаться, но не иметь за-
метного биения.
Тормоза колес должны быть исправными.
Ход штока тормозной камеры не должен превышать 35 мм.
Шток должен перемещаться быстро и без заеданий. Валы раз-
жимных кулаков должны вращаться в кронштейне свободно, без
заеданий.
Стремянки крепления рессор должны быть надежно затянуты,
повреждения отдельных листов рессор не допускаются.
Тяги стабилизатора, рычаги торсионных валов и скобы дол-
жны быть надежно прикреплены к основанию кузова.
Амортизаторы должны быть исправными. Уровень рабочей
смеси в амортизаторах должен доходить до края наливного отвер-
стия.
Ручной привод тормоза должен быть исправным. Рычаг руч-
ного тормоза должен свободно, без заеданий, поворачиваться в го-
ризонтальной плоскости.
Пневмооборудование (соединительная головка, разобщитель-
ный кран, воздухораспределитель, воздушный баллон, кран отбора
воздуха и трубопроводы) должно быть исправным. Утечка воз-
духа из системы торможения не допускается.
Утечка воздуха из шин не допускается.
Электрооборудование должно быть исправным’. Сопротивле-
ние изоляции цепей электрооборудования должно быть не менее
10 МОм (проверить мегаомметром М1101М на 500 В).
Стоп-сигнал должен гореть при нажатии на тормозную педаль
тягача.
Лампочки заднего света и указателей поворота должны го-
реть при включении соответствующих переключателей в кабине
тягача (проверку производить совместно с тягачом путем не-
однократного включения и выключения сигнализации водите-
лем).
Седельно-сцепное устройство кабины должно быть исправным.
Защелка должна надежно фиксировать рукоятку. Кулак должен
свободно двигаться под действием пружины. Предохранитель са-
морасцепки должен свободно поворачиваться.
Опорные устройства кабины должны быть исправными. Муфты
передних опор должны легко вращаться заводной рукояткой.
Стопорные пальцы задних опор должны свободно входить в
совмещенные отверстия.
На установочных домкратах кабин механические поврежде-
ния и повреждения антикоррозионных покрытий не допускаются.
Перемещение домкратов должно быть свободным, без заеданий.
Усилие на рукоятку домкрата не должно превышать 20 кг при
нагрузке на домкрат, равной 5 т.
К повозке КЗУ-16к предъявляются следующие требования.
Деформация и повреждения, ослабляющие конструкцию и на-
рушающие нормальную работу повозки, не допускаются.
Величина зазора между верхней плоскостью шарового погона
231
и нижней плоскостью кольца при нагрузке 450—650 кг на сред-
ний погон должна быть не более 0,3 мм.
Величина, зазора между верхними ограничителями на рычагах
подрессоривания и головках осей при соприкасании нижних огра-
ничителей не должна превышать 38—44 мм.
Зазор между шиной передних колес и шарниром в крайних
положениях поворота колес должен быть не менее 5 мм. Вели-
чина шаткости переднего колеса при неподвижном стебле стрелы
допускается не более 35 мм по наибольшему радиусу колеса.
Угол поворота передних колес должен быть (45±1)°.
Зазор между тормозными барабанами и дисками не должен
превышать 0,2—0,6 мм.
Излом зубьев сектора и собачки ручного тормоза не допу-
скается.
При перекрытии доступа воздуха из питающей сети потеря
давления в ресивере не должна превышать 1 кг/см2 в минуту при
отторможенных и 2 кг/см2 в минуту при заторможенных ко-
лесах.
Время возвращения штоков тормозных камер в исходное по-
ложение не должно превышать 5 с.
При отключении пневмосети повозки от тягача должно обеспе-
чиваться одновременное торможение колес. При повторной по-
даче воздуха должно произойти оттормаживание колес. Не допу-
скается утечка воздуха через клапан с основанием (манжета, зо-
лотник, шайба и кольцо должны быть исправными).
Шины (гусматик) не должны иметь пробоин, вырывов, глубо-
ких трещин и других повреждений, уменьшающих прочность шин.
Домкраты должны обеспечивать плавную работу на всей длине
хода стакана.
Усилие на ручку домкрата не должно превышать 40 кг.
Откидной упор должен свободно, без заедания, вращаться во-
круг оси.
Система электрооборудования должна обеспечивать нормаль-
ное функционирование указательных сигналов. Сопротивление изо-
ляции цепей электрооборудования должно быть не менее 10 МОм
(проверить мегаомметром М1101М на 500 В). Шаткость корпуса
штепсельной вилки и обрывы проводов на допускаются.
Повреждения стекол и линз задних фонарей не допускаются.
К сети питания пневматического привода тормозов предъяв-
ляются следующие требования.
Сеть пневматического привода тормозов до торможения дол-
жна быть герметична. Утечка воздуха не допускается. Герметич-
ность проверить следующим образом:
вывинтить из воздушного баллона пробку, вместо прйбки ввин-
тить штуцер и затянуть его, обеспечив герметичность соедине-
ний;
ввинтить в штуцер манометр 0—25 кг/см2, для герметичности
соединения штуцера с манометром установить в штуцер уплотни-
тельную прокладку;
232
присоединить головку рукава к головке шланга, присоединен-
ного к баллону со сжатым воздухом, снабженному краном и ре-
дуктором;
установить рукоятку крана ручного управления тормозами
вдоль воздухопровода;
смочить мыльным раствором соединения: рукав с головкой и с
трубопроводом, кран ручного управления тормозами с трубопро-
водами, пробку крана ручного управления с корпусом крана,кла-
пан тормоза с трубопроводами, воздушный баллон с трубопрово-
дом;
открыть кран баллона и, наблюдая за показанием манометра,
довести давление в воздушном баллоне до величины, равной
штатному рабочему давлению в пневматическом приводе, после
чего закрыть кран баллона и проверить герметичность соедине-
ния замка, головок рукава и шланга и просачивается ли воздух
через соединения указанные выше (определяется по появлению
мыльных пузырьков), а также проверить по манометру падение
давления в воздушном баллоне.
Утечка воздуха через указанные соединения не допускается.
Падение давления допускается не более установленной вели-
чины.
Утечка воздуха из сети пневматического привода тормозов в
заторможенном положении не допускается. Проверить герметич-
ность следующим образом:
смочить мыльным раствором соединения крышек с корпусами
тормозных камер, тормозных камер с трубопроводами, тройника
с трубопроводами и рукавом, клапана тормоза с рукавом и тру-
бопроводом, воздушного баллона с трубопроводом;
открыть кран баллона и, наблюдая за показанием манометра,
довести давление в воздушном баллоне до величины, равной
штатному рабочему давлению в пневматическом приводе тормоза;
отсоединить головку рукава от головки шланга баллона со
сжатым воздухом;
проверить, просачивается ли воздух в указанных выше соеди-
нениях, а также проверить по манометру падение давления в воз-
душном баллоне. Утечка воздуха через указанные соединения не
допускается. Падение давления допускается не более установлен-
ной величины.
Неисправности:
недостаточно затянуто ниппельное соединение трубопроводов
накидной гайкой. Подтянуть ниппельное соединение накидной
гайкой;
смяты опорные поверхности ниппеля и гайки или повреждена
развальцованная часть трубы. Ниппель и гайку заменить. Отре-
зать развальцованный конец трубы, снять поврежденные ниппель
и гайку, установить на трубу новые гайку и ниппель и разваль-
цевать конец трубы по конусу ниппеля бородком (угол конуса бо-
родка должен соответствовать углу конуса ниппеля) или приспо-
соблением для развальцовки труб. Поврежденную развальцован-
233
ную часть трубы отрезать и развальцевать конец трубы, как ука-
зано выше;
излом или осадка пружины в пробке крана ручного управле-
ния. При утечке воздуха в сопряжении пробки крана с гнездом
корпуса разобрать кран и осмотреть пружину. При изломе или
осадке пружины заменить ее;
неплотное прилегание конуса пробки крана ручного управления
к гнезду корпуса. Если после замены пружины наблюдается
утечка воздуха в сопряжении пробки с гнездом корпуса крана,
удалить приподнятый металл и притереть конус пробки по гнезду
корпуса крана. После ремонта собрать кран и испытать его на
герметичность:
установить ручку крана в положение, соответствующее поло-
жению во время движения;
отверстие корпуса крана соединить через редуктор с балло-
ном со сжатым воздухом;
отверстие через трубопровод соединить с воздушным баллоном;
вывинтить из воздушного баллона пробку и вместо нее ввинтить
штуцер с манометром 0—25 кгс/см2;
отверстие в корпусе крана с резьбой К V4 заглушить пробкой;
смочить мыльным раствором соединения с корпусом крана;
зарядить баллон воздухом давлением 5,5 кгс/см2, перекрыть
подачу воздуха в баллон и выдержать систему под давлением
в течение 10 мин. Утечка воздуха в указанных выше соединениях
не допускается. Падение давления вследствие утечки воздуха че-
рез пробку крана допускается не более 0,5 кгс/см2 в течение всего
периода испытания;
повреждение (надрыв, прокол, выпучивание) рукава. Испытать
рукав на прочность водой давлением 15 кгс/см2 в течение 10 мин.
Просачивание воды, местные вздутия и разрывы рукава не допу-
скаются.
После гидравлического испытания испытать рукав на герметич-
ность воздушным давлением 10 кгс/см2 в течение 10 мин, заглу-
шив его заглушкой (рис. 82). Падение давления и появление пу-
зырьков воздуха в местах присоединения рукава не допускается.
При падении давления испытать рукав в водяной ванне воз-
душным давлением 6 кгс/см2 с целью выявления мест поврежде-
ния рукава. Поврежденный рукав отремонтировать и испытать его
воздушным давлением;
повреждение (надрыв, трещины) уплотнительного кольца сое-
динительной головки. Заменить уплотнительное кольцо; трещины
и разрывы диафрагмы тормозной камеры. Снять и разобрать тор-
мозную камеру, промыть детали (кроме диафрагмы) в бензине
Б-70. Диафрагму промыть водой, протереть насухо и осмотреть.
При наличии трещин и разрывов на диафрагме заменить ее.
При сборке тормозной камеры затяжку гаек, крепящих крыш-
ку к корпусу, производить равномерно. Затяжка должна обеспе-
чивать. герметичность без чрезмерного опрессовывания бортов диа^
фрагмы.
234
По окончании сборки тормозную камеру испытать на герметич-
ность воздушным давлением 7 кгс/см2 в течение 10 мин. При ис-
пытании места стыков и соединений камеры смочить мыльным
раствором. Утечка воздуха через стыки и соединения камеры не
допускается.
При подключении и отключении подачи воздуха шток тормоз-
ной камеры должен быстро, без заеданий, выдвигаться и возвра-
щаться в исходное положение;
повреждение (надрыв, трещины) уплотнительного кольца
штока поршня в клапане тормоза, уплотняющего кольца впуск-
ного клапана и уплотнительного кольца седла выпускного кла-
пана, манжеты поршня, а также излом или осадка распорного
кольца манжеты поршня и пружин. Если после устранения не-
исправности падение давления при проверке герметичности
пневматического привода тормозов до торможения и в затормо-
женном положении будет более величин, указанных в инструкции
по эксплуатации, то причиной утечки воздуха или повышенного
падения давления может быть повреждение уплотнительного и
уплотняющего колец, а также излом или осадка пружины. От-
соединить клапан тормоза от пневматического привода тормозов,
разобрать клапан и осмотреть детали.
При повреждении заменить уплотнительное и уплотняющее
кольца (изготовленными вновь), а также манжету и распорное
кольцо. При изломе или осадке пружин заменить их.
При замене уплотняющего кольца запрессовать его в гнездо
впускного клапана и обжать обжимкой с конусом 60°, обеспечив
диаметр не менее 18,5 мм. При выступании уплотняющего кольца
над торцом гнезда клапана подрезать торец уплотняющего кольца
заподлицо с торцом клапана.
Собрать клапан тормоза, все обработанные и неокрашенные
поверхности деталей, не соприкасающихся с резиновыми дета-
лями, смазать тонким слоем технического вазелина.
235
После сборки клапан испытать на герметичность:
снять с полуприцепа воздушный баллон и ввинтить в него
Г'.’^сто пробки штуцер с манометром 0—25 кгс/см2;
подсоединить клапан тормоза согласно схеме, указанной в ин-
струкции по эксплуатации. Один канал в корпусе клапана заглу-
ш' ть пробкой, а другой канал оставить открытым;
отрегулировать редуктор баллона на давление 8 кгс/см2 и за-
полнить баллон воздухом до давления 4,5—5 кгс/см2, определяе-
мого по манометру;
прекратить подачу воздуха в баллон, закрыв кран баллона, и
выдержать систему под указанным давлением в течение 8 мин, за
это время допускается падение давления не более 1 кгс/см2;
закрыть пробкой канал и заполнить баллон сжатым воздухом
до давления 4,5—5 кгс/см2;
отключить тормозной клапан от баллона, сообщив полость кла-
пана тормоза с атмосферой, и определить по манометру величину
падения давления в воздушном баллоне; допускается падение
давления не более 1 кгс/см2 за 2,5 мин;
трещины и пробоины в воздушном баллоне устранить.
После ремонта воздушный баллон испытать на прочность во-
дой давлением 12 кгс/см2 в течение 10 мин. Течь и пропуск воды
через сварные швы, а также потение не допускаются.
Выдержавший гидравлическое испытание воздушный баллон
испытать на герметичность воздухом давлением 8 кгс/см2 в тече-
ние 10 мин с обмыливанием всех сварных швов. Утечка воздуха
не допускается.
Проверку ручного привода тормозов производить следующим
образом:
разгрузить домкратами колесный ход изделия так, чтобы ко-
леса не касались земли;
вручную придать вращение колесам, затем ручным приводом
затормозить. Заторможенные колеса не должны вращаться от
усилия двух человек (на каждое колесо);
выключить тормоза ручным приводом тормозов. Колеса дол-
жны растормозиться, что проверяется поворотом колес вручную.
Колеса должны свободно вращаться.
Проверку торможения и растормаживания произвести не менее
трех раз.
Неисправности:
не отрегулированы тормоза и ручной привод тормозов.
Отрегулировать тормоза и ручной привод согласно инструк-
ции по эксплуатации;
излом или растяжение пружины колодок тормоза. Снять ко-
леса с оси колесного хода. Повернуть регулировочные рычаги так,
чтобы разжимные кулаки развели тормоза колодки, и отпустить
регулировочные рычаги. Под действием пружины колодки должны
энергично возвратиться в первоначальное положение. Если ко-
лодки не возвращаются в первоначальное положение (не стяги-
ваются пружиной), заменить пружину;
236
наличие смазки на фрикционных накладках тормозных коло-
док. Снять колеса и тормозные колодки с колесного хода. Про-
мыть фрикционные накладки бензином Б-70 и просушить;
износ фрикционных накладок тормозных колодок. Измерить
внутренний диаметр тормозного барабана, расстояние и толщину
фрикционных накладок. Внутренний диаметр тормозного барабана
должен быть не более 445 мм, расстояние — не более 44 мм, тол-
щина фрикционных накладок — не менее 12 мм. Расстояние изме-
рить в заторможенном положении тормозных колодок, одновре-
менно проверить состояние последних; трещины и сколы на колод-
ках не допускаются. Если внутренний диаметр более 445 мм,
барабан заменить. Если расстояние более 44 мм и толщина фрик-
ционной накладки более 12 мм, изготовить прокладки, поставить
их под изношенные фрикционные накладки и обработать накладки
одновременно на спаренных колодках. Если толщина накладок ме-
нее 12 мм, заменить фрикционные накладки новыми и обработать
их. После замены фрикционных накладок произвести регулировку
тормозов колес согласно инструкции по эксплуатации;
износ разжимных кулаков тормозов. Снять разжимные кулаки
и проверить, нет ли трещин и излома. Трещины и излом не допу-
скаются.
Проверить зазор между профильным шаблоном и профилем
разжимного кулака. Зазор должен быть не более 0,8 мм. При за-
зоре более 0,8 мм, трещинах и изломе заменить разжимной кулак.
* Проверку действия пневматического привода тормозов произ-
водить после проверки действия тормозов от ручного управления
и устранения причин, вызывающих ненормальную работу тормо-
зов.
Проверить действие пневматического привода тормозов:
разгрузить домкратами колесный ход изделия так, чтобы ко-
лесо не касалось земли;
к воздушному баллону присоединить манометр 0—25 кгс/см2;
присоединить головку рукава к головке шланга, присоединен-
ного к баллону со сжатым воздухом, снабженному краном и ре-
дуктором;
установить рукоятку крана ручного управления тормозами
вдоль воздухопровода;
открыть кран баллона со сжатым воздухом и довести давле-
ние в воздушном баллоне до величины, равной штатному рабочему
давлению в пневматическом приводе тормозов, после чего закрыть
кран баллона;
придать вращение колесам вручную;
затормозить колеса, отсоединив головку рукава изделия от го-
ловки шланга баллона со сжатым воздухом; колеса должны за-
тормозиться и оставаться заторможенными не менее 3 мин. Затор-
моженные колеса не должны проворачиваться от усилия двух че-
ловек (на каждое колесо);
растормозить колеса, для чего присоединить головку рукава
к головке шланга баллона со сжатым воздухом, открыть кран бал-
237
лона и довести давление в воздушном баллоне до величины штат-
ного давления; колеса должны растормозиться, что проверяется
проворачиванием колес вручную; колеса должны свободно вра-
щаться.
В процессе проверки действия пневматического привода тор-
мозов проследить за движением штоков в тормозных камерах.
При понижении давления в сети питания (торможение) штоки
должны энергично выходить из тормозных камер, а при повыше-
нии давления в сети питания (растормаживание) штоки должны
энергично возвратиться в исходное положение.
Проверить длину хода штока в тормозных камерах, а также
разность между величинами хода штоков правой и левой тормоз-
ных камер; длина хода штоков и разность между величинами
хода штоков должна находиться в пределах, указанных в инст-
рукции по эксплуатации.
Проверку затормаживания и растормаживания колес произ-
водить не менее 3 раз.
Неисправности:
излом или осадка пружины тормозной камеры. Если при про-
верке действия пневматическго привода тормозов штоки тормоз-
ных камер неэнергично возвращаются в исходное положение при
растормаживании колес, разобрать тормозные камеры и осмотреть
пружины. При изломе пружин или высоте их в свободном состоя-
нии менее величин, указанных в инструкции по эксплуатации, за-
менить пружины;
повреждение (надрыв, прокол, выпучивание) рукава. Методика
проверки и ремонта приведена выше.
При дефектации колесных ходов проверить плотность посадки
втулки в тормозной колодке легкими ударами молотка. При шат-
кости заменить втулку изготовленной вновь;
измерить диаметр отверстия втулки и диаметр оси. Разность
диаметров должна быть не более 0,5 мм. При разности диаметров
более 0,5 мм заменить втулку изготовленной вновь. Если после
замены втулки разность диаметров будет более 0,5 мм, заменить
ось;
измерить диаметр отверстия суппорта и диаметр оси. Разность
диаметров должна быть не более 0,5 мм. При разности диаметров
более 0,5 мм расточить отверстие в суппорте до диаметра 38+0>05 мм,
изготовить втулки из стали 40 ГОСТ 1050—60 (размеры втулок:
наружный диаметр 38фо,’об мм и длина 44 и 18 мм) и запрессо-
вать их в отверстия суппорта;
измерить диаметр отверстия втулок и шейки разжимного ку-
лака, правого и левого. Разность диаметров должна быть не более
0,5 мм. При разности диаметров более 0,5 мм заменить втулки
изготовленными вновь. Если после замены втулок разность диа-
метров будет более 0,5 мм, то заменить правый и левый разжим-
ные кулаки.
238
Проверить легкость вращения колес:
разгрузить домкратами колесный ход изделия так, чтобы ко-
леса не касались земли;
выключить ручным приводом тормоза и проверить вращение
колес от руки; колеса должны свободно вращаться; при враще-
нии не должно быть заметного осевого люфта.
Неисправности:
чрезмерно поджаты подшипники. Отрегулировать поджатие
подшипников согласно указаниям инструкции по эксплуатации;
излом подшипников. Заменить подшипники.
Проверить течь смазки из ступиц колес. Течь смазки не допу-
скается.
Неисправности:
повреждение прокладки крышки ступицы. Заменить прокладку
изготовленной вновь;
износ манжеты сальника ступицы и сальника маслоуловителя
тормозного барабана; смазка из ступицы просачивается через саль-
ники и попадает на поверхности фрикционных накладок и тормоз-
ного барабана. Заменить сальник и маслоуловитель.
Проверить посадку наружных колец подшипников в ступице и
внутренних колец этих подшипников на оси колесного хода:
снять ступицу колеса и опробовать рукой, нет ли шаткости на-
ружных колец подшипников в ступице. При шаткости вынуть на-
ружные кольца подшипников из ступицы и измерить диаметры
гнезд ступицы и наружных колец подшипников. Разность диамет-
ров в сопряжении гнезда ступицы с наружным кольцом подшип-
ника должна быть не более 0,06 мм, а в сопряжении гнезда сту-
пицы с наружным кольцом подшипника — не более 0,05 мм;
снять внутренние кольца подшипников с шеек полуосей оси
колесного хода. Измерить диаметры отверстий внутренних колец
подшипников и диаметры шеек полуосей.
Разность диаметров в сопряжении внутреннего кольца подшип-
ника с шейкой полуоси должна быть не более 0,15 мм, а в сопря-
жении внутреннего кольца подшипника с шейкой полуоси — не бо-
лее 0,12 мм.
При разности диаметров в сопряжениях ступицы с наружными
кольцами подшипников более указанных выше величин поставить
втулки в ступицу согласно инструкции по эксплуатации.
При разности диаметров в сопряжениях полуосей с внутрен-
ними кольцами подшипников более указанных выше величин по-
луоси подлежат капитальному ремонту.
Проверить посадку шпилек в ступице колеса, для чего снять
колесо со ступиц, свинтить на один-два оборота гайки со шпилек
и опробовать шпильки на шаткость легким обстукиванием шпилек.
Шаткость не допускается. При шаткости выбить шпильки из сту-
пицы. Измерить диаметры отверстий в ступице (для шпилек) и
диаметры шпилек.
Диаметр отверстий в ступице должен быть не более 20,12 ммй
а диаметры щпцлек — не менее 19?98 мм. При диаметре отверстий
239
в ступице более 20,12 мм поставить втулки в ступицу. При диа-
метре шпилек менее 19,98 мм заменить шпильки изготовленными
вновь.
Проверить состояние ступицы, тормозного барабана, диска и
обода колеса.
При наличии трещин и выколов на ступице и тормозном бара-
бане любого характера и расположения заменить ступицу и тор-
мозной барабан.
Трещины на диске, которые выходят из его центрального от-
верстия и проходят не более чем через три отверстия под шпиль-
ки крепления диска, заварить электродом Э42А и обработать свар-
ные швы заподлицо с плоскостью диска.
При наличии трещин в сварных швах, соединяющих обод с ди-
ском колеса, удалить поврежденные участки шва и заварить вновь
электродом Э42А при снятой покрышке.
При трещинах в диске более указанных величин, а также при
выколах на ободе или диске заменить колесо.
5.20. Ремонт отопительно-вентиляционных установок
типа ОВ-65
При внешнем осмотре установки ОВ-65 проверить:
комплектность;
состояние топливной системы;
состояние выхлопных трубопроводов;
состояние электромонтажа.
По возможности произвести запуск установки согласно инст-
рукции по эксплуатации и проверить герметичность:
соединений топливопровода с топливным бачком;
в местах уплотнений топливного насоса;
в местах соединений топливной трубки с топливным насосом.
Течь топлива не допускается.
Нагрев воздуха, выходящего из обогревателя, должен быть
не менее 95°С. Нагрев воздуха проверять ртутным термометром
на расстоянии 800 мм от задней крышки отопителя.
Установка при работе не должна издавать шум.
При установившемся режиме установка не должна дымить.
В подогреваемый воздух не должны попадать отработанные
газы.
При неработающей установке проверить включение топлив-
ного насоса путем поворота рукоятки переключения режимов 2—3
раза. Вилка муфты на режиме «Отопление» должна находиться
в среднем положении и не должна задевать за ведомый конус. При
неработающей установке проверить, не задевает ли крыльчатка
вентилятора за крышку. Одновременно проверить зазор по кольцу
между крыльчаткой и крышкой. Он должен находиться в пределах
1—2 мм.
Демонтаж ОВ-65 перед ремонтом производить в следующем
порядке:
240
отсоединить электропровода, питающие 4-клеммную соедини-
тельную панель, датчики, свечу накаливания, повесив на каждый
провод бирку с обозначением;
отсоединить топливопровод, подводящий топливо к насосу;
отсоединить всасывающий и отводящий воздухопроводы;
отвернуть винты крепления датчиков горения, перегрева и
снять датчики;
отсоединить трубопровод, отводящий отработанные газы, а
также резиновый шланг от дренажной трубки;
освободить отопитель от крепежных лент и извлечь его для
разборки.
Разобрать отопитель в следующем порядке. Отвернуть винты
крепления крышек (передней и задней) и снять крышки, затем
отвернуть винты крепления алюминиевых фланцев патрубков и
снять их. Вывернуть всасывающий патрубок, топливную трубку,
свечу накаливания, дренажную трубку. После этого отвернуть
винты, крепящие кожух, и снять кожух. Затем отвернуть 4 винта
и, покачивая за алюминиевый остов, отделить электромотор с топ-
ливным насосом, вентилятором и распылителем от теплообменника.
Отвернуть 3 винта, отделить остов с электромотором от алюминие-
вого кольца с насосом и распылителем. Затем отвернуть отража-
тель, снять распылитель и нагнетатель. После этого, отвернув
изогнутую медную трубку от корпуса, отделить насос от кольца
остова. Затем, отвернув 5 винтов насоса, снять чугунную плиту.
В процессе ремонта установки ОВ-65 удалить грязь, стружку,
промыть корпус и направляющую плиту в керосине, продуть сжа-
тым воздухом (при наличии сжатого воздуха) или протереть су-
хой ветошью. Промыть топливные трубки. Проверить плавность
(без рывков) вращения вала топливного насоса от руки. При зае-
дании вала топливного насоса проверить подшипники вала, чер-
вяк и червячное колесо топливного насоса. Дефектные подшипники
заменить. Дефекты червяка и червячного колеса насоса устранить
путем зачистки надфилем и произвести шлифовку микрошкуркой.
Промыть отремонтированные детали бензином и просушить.
При задевании вилки муфты в режиме «Отопление» за ведомый
конус подогнуть концы вилки и выправить тягу муфты без на-
грева. Проверить пружину конуса. При наличии излома или осад-
ки пружины конус заменить. При наличии износа резинового ко-
нуса ведущей муфты отделить оставшуюся резину от втулки и
изготовить конус по образцу из резины, приклеив клеем 88Н, или
же заменить конус ведущей муфты.
Удалить нагар на стенках теплообменника деревянными па-
лочками и промыть керосином, протереть сухой ветошью и просу-
шить.
Непригодные к дальнейшей эксплуатации детали заменить.
Обломанные наконечники проводов отпаять и удалить, подго-
товить концы проводов и припаять новые наконечники. Оборван-
ные провода электрического монтажа заменить. Провода выби-
рать согласно электромонтажной схеме. Поврежденную изоляцию
241
проводов восстановить путем намотки изоляционной ленты в 2
слоя и надевания сверху полихлорвиниловой трубки соответствую-
щего диаметра.
Смазать подшипники и червячную пару тугоплавкой смазкой
ЦИАТИМ-201.
Для сборки ОВ-65 установить чугунную плиту, ввернув 5 вин-
тов. Затягивать винты плиты по диагонали, равномерно. Прикре-
пить топливный насос к крышке, затем, заведя нагнетатель за
изогнутую трубку, поставить насос в кольцо остова и прикрепить
топливную трубку к корпусу насоса.
Установить распылитель на вал насоса, выдержав размер
(1,5±0,2) мм между концом трубки и внутренней стенкой распы-
лителя. Закрепить на вал отражатель, а на противоположный ко-
нец надеть пружину и ведомый конус муфты и этот узел с по-
мощью трех болтов М8 соединить с узлом остова и электродвига-
теля. Собранный узел проверить.
Проверить надежность сцепления муфты.
Отрегулировать положение вилки переключения муфты таким
образом, чтобы последняя была в среднем положении и на режиме
отопления не задевала за ведомый конус.
Установить размер (12±1,0) мм от конца шестигранника отра-
жателя до торца алюминиевого кольца остова, если необходимо,
подложить шайбы между нагнетателем и распылителем.
Запрессовать камеру сгорания до размера (15± 1,0) мм от
торца внутреннего цилиндра теплообменника до верхней кромки
камеры сгорания. При этом размер (15±1,0) мм должен быть
равномерным по всей окружности. Запрессовку производить де-
ревянной выколоткой по кромкам камеры сгорания, с тем чтобы
не нарушить конфигурацию лопаток и поверхности диффузора.
Подключить электродвигатель в цепь, подвести к топливному
насосу топливо: обратить внимание на то, чтобы не было подсоса
воздуха в теплопроводах, и проверить распыливание. Не должно
быть потеков топлива по медной изогнутой трубке и крупных ка-
пель. Затем проверить состояние асбестового шнура алюминиевого
кольца остова.
Обмазать асбестовый шнур суриком или бакелитовым лаком
с графитом и, вставив во внутренний цилиндр теплообменника,
закрепить четырьмя винтами электромотор с насосом, вентилято-
ром и распылителем к теплообменнику. Затем надеть кожух ото-
пителя и завернуть винты крепления кожуха. Завернуть всасываю-
щий патрубок, топливную и дренажную трубки. Закрепить пат-
рубки, завернув винты крепления алюминиевых фланцев патруб-
ков. Установить переднюю и заднюю крышки, завернуть винты
крепления крышек. Завернуть свечу накаливания. Электрический
монтаж установки ОВ-65 выполнить согласно монтажной
схеме.
Провода бандажировать по месту: обернуть электроизоляцион-
ной лакотканыо и наложить нитяной бандаж.
После ремонта установки ОВ-65 опробовать ее в работе. В про-
242
цессе опробования проверить надежность запуска установки и ра-
боту ее как в режиме «Отопление», так и в режиме «Вентиляция».
При проверке работы установки определить:
пусковые качества (время запуска);
потребляемый ток;
герметичность топливной системы;
нагрев воздуха;
характер горения при установившемся режиме.
Проверить запуск отопителя:
включить свечу накаливания нажатием кнопки включателя,
при этом контрольная спираль на щитке приборов должна нака-
ливаться до ярко-красного цвета;
по истечении 30 с после нажатия кнопки включателя включить
электродвигатель на частичный режим работы, установив пере-
ключатель на щитке приборов в положение !/2;
через 30 с после включения электродвигателя включить свечу
накаливания. Сигнальная лампочка на-пульте должна загореться
по истечении не более трех минут с момента пуска двигателя. По-
сле загорания сигнальной лампочки перевести электродвигатель
на полный режим, установив переключатель на щитке приборов
в положение 1.
Ток, потребляемый электродвигателем, определить ампермет-
ром кл. 1,5. Он должен быть не более 9 А на полном режиме и не
более 4,5 А на частичном, а на свече накаливания 14—16 А при
напряжении 4 В.
Не допускается падение напряжения на клеммах отопителя
ниже 11 В, а на свече накаливания 4 В. Топливом для испыта-
ния служит дизельное топливо ГОСТ 4749—49. Не допускается
подтекание топлива или подсос воздуха в топливопроводящей си-
стеме. •<"' ~
Начало горения определить по характерному шуму, сопутст-
вующему процессу горения, и наличию отработанных газов из вы-
хлопной трубы. Горение должно быть непрерывным и ровным.
В установившемся режиме работы, т. е. через 5—10 мин после
запуска, не должно быть дыма из выхлопной трубы, подтекания
топлива из всасывающего патрубка, попадания отработанных га-
зов в подогреваемый воздух и постороннего шума.
Работу установки в режиме «Отопление» проверить в течение
15 мин, в режиме «Вентиляция» — в течение 10 мин.
5.21. Ремонт элементов гидравлических и пневматических
устройств
Гидравлические и пневматические устройства должны удов-
летворять следующим техиическим требованиям:
перемещение подвижных частей изделия, приводимых в дви-
жение гидравлическим или пневматическим приводом, должно
происходить плавно, равномерно, без рывков и вибрации;
243
должно обеспечиваться плавное, без рывков и ударов, ревер*
сирование движения;
давление жидкости и газа в напорных магистралях должно
находиться в пределах, указанных в эксплуатационной докумен-
тации;
не допускается утечка жидкости и газа в соединениях дета-
лей и узлов.
Сосуды (баки, баллоны, котлы, цистерны, трубопроводы, кор-
пусы клапанов, редукторов, вентилей и т. д.), признанные неис-
правными при проверке на собранном изделии, после демонтажа
их с изделия должны быть испытаны на прочность и герметич-
ность сварных и других соединений, а также с целью выявления
возможных трещин.
Рабочие места, на которых производится сборка гидравличес-
ких и пневматических устройств, должны содержаться в чистоте.
На данном рабочем месте не допускается выполнение работ, свя-
занных со снятием стружки, и работ, не связанных со сборкой
гидравлических и пневматических устройств.
Работы по ремонту силовых цилиндров и гидродомкратов по-
становкой накладок и заваркой пробоин допускаются только в
военное время; в мирное время цилиндры подлежат замене.
При повреждении (трещинах, выколах, выпучивании, ракови-
нах и т. п.) слоя хрома у штоков и рабочих цилиндров гидравли-
ческих устройств заменить цилиндры и штоки. При отсутствии за-
пасных собранных цилиндров- допускается временная эксплуата-
ция цилиндров, имеющих повреждения хрома, при условии отсут-
ствия течи жидкости через уплотняющие или сальниковые уст-
ройства. При получении запасных цилиндров цилиндры с повреж-
денным слоем хрома заменить.
Компрессорные станции и индикаторы влажности, применяе-
мые при заправке баллонов воздухом и контроле его влажности,
должны быть исправными.
Перед заправкой баллонов шланги высокого давления продуть
сухим сжатым воздухом от компрессорной станции. При необхо-
димости допускается промывка шлангов бензином Б-70, после
чего:
продуть шланги сухим воздухом под давлением 10—20 кгс/см2
в течение 5—10 мин;
промыть ректификованным спиртом с последующей продувкой
сухим воздухом.
Перед испытанием штатные измерительные приборы (указате-
ли уровня, термометры, манометры и др.) с испытываемых узлов
должны быть сняты, а отверстия закрыты технологическими проб-
ками.
В военное время допускается производить расхромирование
цилиндров с последующей шлифовкой.
Проверку технического состояния гидравлических и пневмати-
ческих устройств (на собранном изделии) производить согласно
инструкции по эксплуатации. При обнаружении неисправности
244
в каком-либо узле гидро- или пневмоустройства необходимо уст-
ранить ее и только после этого переходить к проверке других
узлов.
При дефектации деталей и сборочных единиц гидравлических,
пневматических и гидропневматических устройств обращать осо-
бое внимание на состояние рабочих цилиндров, штоков, резьб для
крышек, корпусов, сальников и крепления штоков. Не допуска-
ется наличие ржавчины, повреждения хромового покрытия;
овальность и конусность штоков и цилиндров не должна превы-
шать допустимых пределов.
Характерные неисправности при работе гидравлических и пнев-
матических устройств следующие:
наличие воздуха в гидросистеме, характеризующееся неравно-
мерным, толчкообразным движением исполнительного механизма.
Наличие воздуха определяется по появлению пены на поверхно-
сти жидкости в емкости или дрожанию стрелки манометра в на-
порной магистрали;
нарушение регулировки предохранительного клапана (осадка
пружины). Давление срабатывания клапана становится равным
рабочему давлению во всасывающей магистрали, происходит пе-
риодическое открывание клапана и пропускание жидкости в
емкость;
неисправность гидравлического насоса (гидромотора), характе-
ризующаяся потерей мощности, большим временем запаздывания,
наличием автоколебаний и др.;
засорение всасывающего трубопровода, фильтра или сапуна;
наличие подсоса воздуха во всасывающем трубопроводе;
Рис. 83. Проверка центровки полумуфт:
1 —• угольник; 2 — щуп; п — радиальный зазор; со — угол поворота оси вала
Л нарушение установки (соосности) насоса и электродвигателя.
Валы насоса и электродвигателя должны быть строго сцентриро-
ваны. Допустимые величины несоосности валов менее 0,3 мм и
угла перекоса осей менее 1°.
Проверку соосности валов при соединении их муфтами произ-
водить с помощью угольника и щупа, как указано на рис. 83,
245
а в случае их отсутствия — непосредственно по поверхностям кон-
цов вала.
При проверке по полумуфтам валы установить так, чтобы тор-
цевые плоскости полумуфт были параллельны и расположены
концентрично. Для этого необходимо совпадение образующих
цилиндрических поверхностей обеих полумуфт и равенство зазо-
ров между их торцами в любом положении.
Рис. 84. Центровка валов по полумуфтам
Величину смещения х (рис. 84) с достаточной степенью точ-
ности можно определить по следующей формуле:
___mL.
х~ D'
т — тх— т2,
где L — расстояние между средними плоскостями подшипников;
D — диаметр полумуфты.
Полумуфта центрируемого вала смещается по окружности на
величину
где h — расстояние между торцом муфты и средней плоскостью
подшипника.
Измерение величины перекоса осей валов производить с по-
мощью квадранта. На изделиях, у которых гидравлический на-
сос с коробкой отбора мощности двигателя соединяется шлице-
вым валиком, должно быть обеспечено свободное (от усилия руки)
перемещение валика в осевом направлении;
ослабление крепления трубопроводов; трубопроводы должны
быть надежно закреплены в местах присоединения их к деталям
гидравлического привода и корпусу изделия без шаткости;
неисправности обратных клапанов, клапанов-замков, золотни-
ковых пар и золотниковых коробок.
246
Вмятины в воздушных цилиндрах допускаются, если отсутст-
вуют трещины или вмятины не мешают работе механизма.
Потемнение металла в местах соприкасания с воротниками,
манжетами и сальниками, ржавчина и повреждение хромовых
покрытий не допускаются.
Вмятины на трубопроводах глубиной не более 1/4 наружного
диаметра трубопровода допускаются. По всей длине трубопро-
вода допускается не более трех таких вмятин. Если вмятин
<J/~h (только для стальных
трубопроводов)
v
_____i
/ г
Одл уди ть припоем ПОССу 30'0,5
(только для медных и латун-
ных трубопроводов)
Рис. 85. Ремонт трубопроводов постановкой вставки:
/ — трубопровод; 2 — вставка
более трех, трубопроводы отрихтовать. Если отрихтовать невоз-
можно, поврежденный участок вырезать и соединить обе части
трубопровода с помощью сварки вставкой (рис. 85).
На трубопроводах допускается ремонт овальности в размере
не более 15% наружного диаметра трубопровода. Трубопроводы
с овальностью более 15% и при наличии вмятин править.
Проверить, нет ли изгиба штока. Для этого установить прове-
ряемый шток гладкими (без резьбы) концами на призмах, постав-
ленных на разметочной плите (рис. 86) или на верстаке (столе),
измерить максимальную величину биения и отметить направле-.
ние изгиба.
Наличие коррозии на внешних и внутренних поверхностях де-
талей и узлов не допускается.
Редукционные клапаны должны поддерживать постоянное дав-
ление рабочей жидкости на выходе клапана при возможном изме-
нении входного давления,
247.
Определение технического состояния фильтров (воздушных и
гидравлических) производить при проверке работы гидравличес-
кой и пневматической системы на собранном изделии.
На корпусе фильтра допускаются вмятины, если при этом не
образуются щели в местах соединения деталей. Вмятины, не
удовлетворяющие указанному требованию, должны быть выправ-
лены.
Рис. 86. Проверка биения штока:
/ — разметочная плита; 2 —призма; 3 — шток; 4 — индикатор
Трещины и пробоины на корпусе фильтров устранить.
Керамические фильтры подлежат замене при наличии трещин
и сколов глубиной более 3 мм.
На боковой поверхности керамического фильтра допускаются
риски, царапины, незначительные сколы (глубиной до 3 мм).
Фильтрующие элементы, изготовленные из сетки, заменять при
наличии разрывов сетки. Допускается изготовление фильтрующего
элемента по образцу, для чего вырезать ленту из такой же сетки
(с одинаковым размером ячейки) и припаять ее к корпусу фильт-
ра припоем ПОССу40 0,5. Места пайки зачистить металлической
щеткой, после чего промыть фильтр в бензине и продуть сжатым
воздухом. В топливных фильтрах не допускается погнутость плас-
тин фильтрующего элемента. Правку пластинчатых фильтрующих
элементов производить сжатием всего набора пластин с последую-
щей правкой каждой пластины тонким лезвием.
При наличии усадки по длине фильтрующих элементов в филь-
трах тонкой очистки топлива допускается установка под нижние
торцы шайб из картона. При загрязнении верхние слои пряжи
фильтрующего элемента снять и произвести намотку новых слоев
248
параллельными вйтками чистой хлопчатобумажной пряжи. Пряжу
навивать при натяжении нити в 0,3—0,4 кг до восстановления
нормального диаметра фильтрующего элемента.
Сальниковая набивка, воротники и уплотняющие кольца под-
лежат замене:
если перед разборкой наблюдалась утечка газа или жидкос-
ти, а посредством поджатия уплотняющих деталей эти дефекты
не устранялись и отсутствуют другие причины, их вызывающие;
если есть трещины, надрывы и вырывы на воротниках и уплот-
нительных кольцах.
Годные, но бывшие в употреблении уплотнительные кольца,
воротники и сальниковая набивка допускаются к дальнейшей экс-
плуатации.
Ремонтировать составные части гидравлической и пневматичес-
кой системы по результатам дефектации.
Для удаления воздуха из гидросистемы вывинтить пробки для
спуска воздуха и прокачать жидкость до вытекания ее из отвер-
стия сплошной струей. В механизмах, в которых отсутствуют
пробки для спуска воздуха, включить насос и на холостом ходу
в течение 3—5 мин прокачать жидкость до удаления из системы
воздуха.
Если в гидросистеме вновь окажется воздух, заменить сальни-
ковые уплотнения на валу гидронасоса, подтянуть крепежные де-
тали в соединениях трубопроводов во всасывающей (напорной)
магистрали и удалить воздух из гидросистемы, как указано выше.
После удаления воздуха из гидросистемы долить рабочую жид-
кость в емкость до нормы (при необходимости) и проверить плав-
ность движения испытательного механизма.
Регулировать предохранительный клапан с помощью пружины
(регулировочного винта). Если отрегулировать клапан невозмож-
но, заменить пружину, неисправный гидравлический насос (гид-
ромотор) заменить согласно инструкции по эксплуатации изделия.
При засорении всасывающих трубопроводов, фильтров и сапунов
снять указанные детали с изделия, промыть их уайт-спиритом или
бензином Б-70, продуть сжатым воздухом и установить на изде-
лие. При необходимости отфильтровать или заменить рабочую
жидкость.
При наличии подсоса воздуха во всасывающих трубопроводах
подтянуть крепежные детали всасывающего трубопровода в мес-
тах присоединения их к емкости с рабочей жидкостью или к на-
сосу. При необходимости заменить уплотнительные детали в ука-
занных соединениях.
При утечке жидкости или газа в соединениях деталей и узлов
с трубопроводами, а также в соединениях магистральных трубо-
проводов между собой поджать уплотнительные соединения или
затянуть крепежные детали. Если утечка ‘жидкости или газа не
прекратится, заменить уплотнительные детали.
Если причиной негерметичности соединений медных трубопро-
249
водой является повреждение развальцованной поверхности тру*
бопроводов (вмятины, забоины и др.), необходимо:
отрезать ножовкой поврежденную развальцованную часть тру-
бопровода;
отжечь конец трубки;
зачистить внутреннюю и наружную поверхности конца трубо-
провода мелкой наждачной шкуркой;
надеть на трубопровод ниппель и накидную гайку;
развальцевать конец трубопровода кернером или бородком.
При наличии разрывов, трещин или пробоин на трубопроводах
отремонтировать их.
При негерметичности фланцевых соединений арматуры, при за-
мене уплотнительных прокладок в этих соединениях проверить
состояние торцевых поверхностей выступов фланцев, которые под-
жимают уплотнительные прокладки. Намины, царапины и другие
дефекты на торцах выступов удалять снятием минимально необ-
ходимого слоя металла.
Контроль герметичности соединений пневмосистемы произво-
дить обмыливанием или по падению давления, проверяемому с
помощью манометров.
Установку соосности валов и угла перекоса осей осуществлять
с помощью регулировочных шайб, устанавливаемых под корпусы
проверяемых узлов. Если достичь величины допустимой соосности
валов и угла перекоса осей с помощью регулировочных шайб не
представляется возможным, заменить (отремонтировать) основа-
ние, на которое устанавливаются узлы.
При шаткости трубопроводов подтянуть накидные гайки.
Неисправные обратные клапаны, клапаны-замки, золотнико-
вые пары и золотниковые коробки подлежат замене новыми.
Ржавчину и потемнение на наружных и внутренних нехроми-
рованных поверхностях деталей удалить шлифовкой поврежден-
ных участков чистой ветошью или пеньковой веревкой. Можно
применить мелкий порошок древесного угля, смешанный с жид-
костью, которой заполняется данное гидравлическое устройство.
Вмятины, превышающие допустимые пределы, на медных тру-
бопроводах можно выправить, проталкивая под давлением жид-
кости стальной конический плунжер (рис. 87).
Наружный диаметр плунжера должен быть на 0,1—0,2 мм
меньше внутреннего диаметра трубопровода. Длина конической
части плунжера равна 1,5 диаметра трубопровода.
Править вмятины на медных трубопроводах в такой последова-
тельности:
прокачать жидкость через трубопровод, подлежащий правке;
вставить в трубопровод плунжер 5 конусом вперед и резино-
вую уплотнительную шайбу 4 толщиной 5 мм (для предотвраще-
ния протекания жидкости между плунжером и стенкой трубопро-
вода);
соединить накидную гайку 6 трубопровода с переходником 3;
опустить свободный конец трубопровода в бачок 7 и, создав
250
гидравлическое давление насосом 1, прогнать плунжер 5 вместе с
резиновой уплотнительной шайбой 4 по трубопроводу, выпрямляя
вмятины. Таким способом можно выправлять вмятины как на пря-
молинейных, так и на закругленных участках трубопровода. В
местах правки не допускаются гофры, овалы или раздутие трубо-
провода. На выправленной поверхности трубопроводов допуска-
ются следы инструмента.
Рис. 87. Приспособление для правки медных трубок:
/ — гидравлический насос (давление не менее 200 кгс/см2); 2 — манометр;
3 — переходник; 4 — резиновая шайба; 5 — плунжер; 6 — накидная гайка;
7 — бачок
Пробоины на трубопроводах диаметром до 25 мм устранить
постановкой вставок, для чего поврежденный участок вырезать
и соединить обе части трубопровода с помощью вставки. Пробои-
ны на трубопроводах диаметром свыше 25 мм заделать наклад-
ками, изготовленными из того же материала, что и трубопровод;
толщина накладки должна быть равна толщине стенки трубопро-
вода. Размеры накладки должны быть такими, чтобы она пере-
крывала пробоину на 10—15 мм. Накладку выгнуть по форме
трубопровода. Размеры пробоин, при которых допускается ста-
вить накладку, не должны превышать:
для трубопроводов диаметром 25—35 мм — 10Х 10 мм;
для трубопроводов диаметром 35—65 мм— 15X15 мм;
для трубопроводов диаметром 65—100 мм — 25X25 мм.
Трубопроводы, имеющие разрывы или пробоины более указан-
ных размеров, ремонтировать постановкой наставок. Медные или
латунные трубки соединить вставками, поставленными на припое
ПОССу 30-0,5 (см. рис. 85). Перед постановкой вставку и концы
трубки нагреть до 225—240°С.
Гибку трубопроводов можно производить холодным или горя-
чим способом, вручную или механическими средствами, с напол-
251
нением труб песком или без наполнения. Радиус закругления при
гибке должен быть не менее четырех наружных диаметров трубы.
При гибке труб с наполнителем в горячем состоянии наименьший
радиус изгиба должен быть 3—3,5 наружного диаметра трубопро-
вода. Гибку трубопровода с наполнением его песком производить
в следующем порядке:
заглушить один конец трубопровода деревянной пробкой;
заполнить трубопровод мелкозернистым песком, уплотняя пе-
сок в процессе заполнения трубопровода, для чего обстукивать
трубопровод деревянным молотком;
Рис. 88. Приспособление для ремонта резинового шланга (рукава):
1 — болт; 2 — хомут; 3 — вставка
заглушить другой конец трубопровода и произвести его гибку
по шаблону. Шаблон изготовить из проволоки, которую выгнуть по
заданному (или снятому с образца) профилю трубопровода. При
гибке стальных трубопроводов горячим способом изгибаемый уча-
сток трубопровода нагреть в горне или другом нагревательном
устройстве до вишнево-красного цвета, а места, не подлежащие
сгибу, смочить водой.
Гибку производить плавно, без рывков и с одного нагрева. Пос-
ле гибки и остывания высыпать из трубопровода песок, обстучать
трубопровод деревянным молотком для удаления остатков песка,
промыть трубопровод уайт-спиритом и продуть сухим сжатым
воздухом. Медные и латунные трубопроводы перед гибкой отжечь,
для чего нагреть место изгиба до темно-красного цвета и охладить
на воздухе или в воде. После остывания трубопровод заполнить
песком и гнуть по шаблону. Медные и латунные трубопроводы
диаметром до 12 мм допускается гнуть без наполнителя.
В полевых условиях можно ремонтировать заправочные и гид-
равлические шланги и рукава, воздушные шланги с рабочим дав-
лением до 25 кгс/см2.
Не подлежат ремонту шланги, у которых рукава имеют смя-
тие в радиальном направлении (остаточную деформацию), а так-
же шланги длиной менее 500 мм-, имеющие сквозные порывы в
любом месте рукава. Ремонт шлангов длиной более 500 мм допу-
скается производить в том случае, если после удаления повреж-
252
денного участка у короткого конца шланга остается участок ру-
кава длиной не менее 100 мм от места заделки его в гильзу.
При наличии сквозных порывов и разрывов, а также надрывов
глубиной более 2 мм рукава соединить с помощью вставок и стяж-
ных скоб (рис. 88 и 89). При проколах и надрывах глубиной не
более 2 мм наложить на шланг резиновый пластырь на резиновом
клее ГОСТ 2199—66, причем пластырь должен охватить шланг по
Рис. 89. Приспособление для ремонта резинотканевого шланга (ру-
кава) :
/ — стяжная скоба; 2 — гайка; 3 — вставка; 4 — болт; 5 — резинотканевый
рукав
окружности и перекрыть контур поврежденного участка по длине
на 5—8 мм. Поверх пластыря наложить прорезиненную изоляци-
онную ленту ГОСТ 2162—68 в три-четыре слоя (рис. 90).
Рис. 90. Ремонт резинотканевого шланга
Править шток в такой последовательности:
установить шток на приспособление для правки штоков так,
чтобы выправляемый участок штока находился между нижними
призмами; повернуть шток наибольшей выпуклостью к призме
винта и, медленно поворачивая винт, выправить изогнутый учас-
ток штока,
253
Ржавчину с внутренних поверхностей воздушных цилиндров
зачищать шлифовальной шкуркой, стальной щеткой и кардолен-
той (кроме рабочих цилиндров).
После удаления ржавчины на нехромированных поверхностях
штоков и цилиндров допускаются раковины со сглаженными кра-
ями и не выведенные при шлифовке царапины, если они не вызы-
вают ускоренного износа деталей (особенно уплотнителей) или
течи жидкости через уплотнения.
Потемневший слой хрома (кольца и пятна светло-желтого
цвета) промыть бензином или уайт-спиритом и протереть чистой
марлей или салфеткой. Если после этого потемнение не исчезнет,
вторично его не выводить. Применять для удаления потемнения
с хромированных поверхностей другие способы и материалы за-
прещается. На трущихся поверхностях цилиндров и штоков до-
пускаются не выведенные при шлифовке отдельные резцовины и
царапины, не вызывающие задирания или ускоренного износа во-
ротников и сальников, а также нарушения герметичности в соеди-
нениях.
В случае обнаружения на местах, подвергавшихся очистке,
незначительного разъедания слоя хрома в виде отдельных точек
сменить сальниковую набивку и воротники, соприкасающиеся с
указанными местами. Промыть поврежденные места уайт-спири-
том, протереть и смазать. Записать в формуляре изделия харак-
тер повреждения хромового покрытия.
Значительную ржавчину в нехромированных внешних плоско-
стях цилиндров удалить путем зачистки шлифовальной шкуркой
с последующим нанесением смазки.
После ремонта поршней или цилиндров определить зазор меж-
ду поршнем (рубашкой поршня) и полостью цилиндра:
измерить наружный диаметр поршня (рубашки поршня) по
двум взаимно перпендикулярным направлениям в двух-трех мес-
тах, результаты всех обмеров сложить и сумму разделить на их
количество, полученная величина является средним диаметром;
измерить внутренний диаметр цилиндра индикаторным нутро-
мером или микрометрическим штихмасом. Измерение производить
по двум взаимно перпендикулярным направлениям на всем рабо-
чем участке цилиндра через каждые 50 (при длине рабочего уча-
стка до 700 мм) или через 100 мм (при длине рабочего участка
более 700 мм). Первое измерение производить на расстоянии 10—
15 мм от начала рабочего участка цилиндра. Результаты всех об-
меров сложить и сумму разделить на их количество. Полученная
величина является средним диаметром полости цилиндра;
вычесть из величины среднего внутреннего диаметра цилиндра
величину среднего диаметра поршня (рубашки поршня). Раз-
ность диаметров будет средней величиной зазора между поршнем
(рубашкой поршня) и полостью цилиндра.
Если величина зазора между поршнем (рубашкой поршня) и
полостью цилиндра превышает допустимую величину, заменить
поршень или рубашку поршня.
254
В шариковых клапанах при износе гнезда (риски и царапины)
восстановить его зенкованием, заправив торец сверла под уг-
лом 120°. Зенкование производить до получения острых кромок
гнезда, после чего обжать гнездо штатным шариком. Ширина по-
яска должна быть равна 0,2—0,3 мм. В конических клапанах при
нарушении герметичности в сопряжении конуса клапана с гнездом
корпуса подрезать плоскость корпуса до образования острых кро-
мок на гнезде, вставить конус клапана в седло, обеспечив соос-
ность осей клапана и отверстия в корпусе. Нанося легкие удары
молотком по хвостовику клапана, добиться получения кругового
отпечатка на гнезде корпуса. Ширина отпечатка должна быть
равна 0,2—0,3 мм. При наличии вмятин и круговых рисок на кор-
пусе клапана прошлифовать конус клапана до выведения вмятин
и рисок или заменить клапан. После ремонта предохранительный
клапан установить на изделие и отрегулировать его на давление
срабатывания и опломбировать клапан.
Если давление на выходе редукционного клапана не
соответствует установленной величине, то произвести регу-
лировку клапана, ввинчивая или вывинчивая регулировочный
винт.
Если отрегулировать клапан не представляется возможным,
разобрать его и осмотреть пружину и клапан. В случае осадки
или излома пружины заменить ее. Проверить состояние коничес-
кой поверхности клапана.
При наличии вмятин или круговых рисок на конусе клапана
обработать коническую поверхность клапана до выведения вмя-
тин и рисок, а гнездо в корпусе — до получения острой кромки.
Регулировку клапана на рабочее давление производить с по-
мощью регулировочного винта на собранном изделии.
Просачивание жидкости или газа в сопряжении конуса шпин-
деля с гнездом, а также шпинделя с накидной гайкой не допус-
кается. При просачивании жидкости или газа в сопряжении шпин-
деля с накидной гайкой заменить уплотнительные кольца. Если
просачивается жидкость или газ в сопряжении конуса шпинделя
с острой кромкой гнезда, устранить неисправность подтягиванием
шпинделя штатным маховиком, прикладывая к нему усилие не
более 15 кг. Если подтягиванием шпинделя просачивание жидкос-
ти или газа не устраняется, выправить конус шпинделя шлифов-
кой его на токарном станке и подрезать зенкером или сверлом с
плоской заточкой дно гнезда под шпиндель до образования острой
кромки у канала для жидкости или газа. После этого пригнать
шпиндель по гнезду многократным завинчиванием его до отказа
с усилием на маховике 5—8 кг.
Для предохранения от попадания стружек внутрь канала для
жидкости перед подрезкой дна закрыть канал ветошью, после
удаления стружки из гнезда шпинделя вынуть ветошь из канала.
При незначительных наминах на конусах и сопряженных с ни-
ми конусных гнездах зачистить приподнятый металл и притереть
со шлифовальным порошком зернистостью № 180—240 и веретен-
255
йь1м маслом конус шпинделя по конусному гнезду, обеспечив
кольцевое прилегание конуса к гнезду по краске.
После ремонта собрать вентиль, обеспечив свободное переме-
щение шпинделя из одного крайнего положения в другое, и ис-
пытать на герметичность при закрытом и открытом вентиле.
Для использования бывших в употреблении кожаных колец
и воротников необходимо:
протереть кольца и воротники чистой сухой ветошью и погру-
зить на 10—15 мин в штатную для данного изделия жидкость,
нагретую до температуры 40—50°С; после промывки протереть их
чистой ветошью и просушить при комнатной температуре в тече-
ние 1,5—2 ч, предохраняя от попадания пыли и влаги;
пропитать кольца и воротники смесью, состоящей из 75% це-
резина ГОСТ 2488—73, 15% технического вазелина и 10% вере-
тенного масла АУ ГОСТ 1642—75 и нагретой до 65—70°С, погру-
зив их на 10—15 мин в ванну;
после пропитки кольца и воротники просушить, надев ворот-
ники на подворотниковые кольца.
Сальниковую набивку, бывшую в употреблении, промыть в во-
де, нагретой до 90—100°С, и после просушки пропитать в течение
15—20 мин в подогретой до 65—70°С смеси, состоящей из 75%
веретенного масла.
Бывшие в употреблении мед-
ные уплотняющие кольца перед
постановкой на место отжечь,
нагрев их до температуры 600—
650°С, и охладить в воде.
Новые медные уплотняющие
кольца ставить на место, как по-
казано на рис. 91. Уплотняющие
кольца, изготовленные из фторо*
пласта-4, допускаются к даль-
нейшей эксплуатации, если они
обеспечивают герметичность в со-
единениях, не имеют дефектов
(механических повреждений). Ре-
зиновые воротники перед сборкой
должны быть вымочены в жидко-
сти, которой заполняется данное
гидравлическое устройство, в те-
чение 24 ч. К сборке допускаются воротники, которые при выма-
чивании не разбухли. Кожаные воротники перед сборкой смачи-
вать рабочей жидкостью.
Промывку шланга пневматических систем производить путем
заполнения их бензином (спиртом) и выдержки в течение 2—
3 мин.
После подготовки шлангов подсоединить компрессорную стан-
цию к пневматической системе изделия и, не открывая баллонных
256
церезина, юи/0 вазелина и
Рис. 91. Положение уплотняю-
щего кольца до поджатия
вентилей, продуть трубопроводы пневматической системы соглас-
но инструкции по эксплуатации.
При соединении шлангов высокого давления компрессорной
станции с баллонами пневматической системы тщательно следить
за чистотой мест соединений, не допуская попадания внутрь гря-
зи и смазки.
Следить, чтобы поступающий в баллон воздух был очищен от
масла, пыли и других примесей и имел точку росы не выше вели-
чины, указанной в инструкции по эксплуатации. Перед каждой за-
правкой проверить воздух, выходящий из компрессорной станции,
индикатором влажности. Заправка баллонов пневматической си-
стемы загрязненным воздухом с наличием следов масла, влаги и
пыли категорически запрещается. После окончания работы со
шлангами их продуть в течение 1—2 мин чистым воздухом от
компрессорной станции и сразу же закрыть оба конца с уплотне-
ниями.
При регулировках и испытаниях в процессе ремонта в случае
обнаружения некондиционного (влажного) воздуха хотя бы в од-
ном из баллонов довести влажность воздуха до нормы, произведя
продувку пневматической системы от компрессорной станции:
понизить давление воздуха в баллонах примерно до 0,5 кгс/см2.
Снижать давление в баллонах, содержащих некондиционный воз-
дух, плавно, ступенями (чтобы успевал испаряться конденсат).
Для ускорения снижения давления допускается одновременный
подогрев баллонов (температура воздуха на выходе подогревате-
ля должна быть в пределах 80—100°С). В этом случае снижение
давления вести равномерно в течение 2—2,5 ч.
При подогреве давление воздуха в баллонах может повыситься
(особенно в начальный период), поэтому необходимо следить,
чтобы давление воздуха в баллонах не превысило величины, до
которой заряжаются баллоны данного изделия. Полное стравлива-
ние воздуха из баллонов не допускается;
закрыть (после давления воздуха в баллонах до 0,5 кгс/см2)
вентили на баллонах и дренажный вентиль пневматической сис-
темы;
подсоединить к изделию компрессорную станцию и индикатор
влажности; допускается индикатор влажности присоединять к
раздаточной колонке компрессорной станции;
продуть сухим воздухом все коммуникации пневматической
системы изделия и индикатора влажности в течение 10—15 мин;
открыть вентили на всех баллонах пневматической системы и
заправить их воздухом до рабочего давления; проверить точку
росы воздуха;
через 3—5 циклов (цикл включает в себя понижение давления
в баллонах до 0,5 кгс/см2 и заправку баллонов до рабочего давле-
ния). Кондиционность воздуха в баллонах повышается, и точка
росы достигает требуемой нормы (при условии, если внутренняя
поверхность баллонов чистая и отсутствуют пыль, масло и влага).
При проведении работ шланги, соединяющие компрессорную
i/29—888 257
станцию с баллонами изделия и индикатором влажности, не разъ-
единять, чтобы не допустить попадания атмосферного воздуха в
магистраль.
Если продувкой пневматической системы требуемая кондици-
онность воздуха не достигается, понизить давление в системе до
нуля, демонтировать баллоны с изделия, вывинтить из баллонов
вентили и заглушки и осмотреть внутреннюю поверхность балло-
нов на наличие воды, масла, коррозии и т. д.
При обнаружении внутри баллонов влаги или масла необхо-
димо-
слить накопившийся конденсат;
залить 5 л бензина Б-70, тщательно промыть стенки баллона
и слить;
залить 5 л спирта-ректификата, тщательно промыть стенки
баллона и слить;
прогреть баллон при температуре 40—80°С в течение 1 ч;
продуть баллон сухим воздухом под давлением 10—20 кгс/см2
в течение 1—2 мин;
разобрать баллонные вентили и при необходимости заменить
поврежденные детали;
установить на баллон вентиль и заглушку на свинцовом глете
ГОСТ 5539—73. При этом не допускать попадания глета внутрь
баллона;
снять воздушные фильтры, промыть их бензином Б-70 и спир-
том и продуть сухим сжатым воздухом;
при обнаружении в баллонах масла демонтировать с изделия
трубопроводы, промыть их бензином Б-70 и спиртом и продуть
сухим сжатым воздухом;
установить на изделие трубопроводы (если они демонтирова-
лись) и воздушные фильтры.
При обнаружении на внутренней поверхности баллонов и тру-
бопроводов коррозии произвести очистку и противокоррозионную
обработку ее.
Подготовить баллоны и трубопроводы согласно инструкции по
эксплуатации (трубопроводы снимать только те, по которым про-
изводится заправка баллонов воздухом и выдача высокого давле-
ния из пневматической системы);
вывинтить из баллонов вентили и заглушки и очистить резьбо-
вые отверстия баллонов и резьбу вентилей и заглушек от свинцо-
вого глета;
заглушить одну из горловин (для баллонов с двумя горлови-
нами) и один конец трубопровода.
Обезжирить внутренние поверхности баллонов и трубопрово-
дов:
- залить растворитель (30—40% емкости баллона, в трубопрово-
ды— до заполнения объема);
положить баллоны горизонтально на пол и перекатывать в те-
чение 5 мин; трубопроводы, заполненные растворителем, выдер-
жать в течение 5 мин;
258
слить из баллонов растворитель в емкости, снять заглушки и
продуть сухим сжатым воздухом.
Протравить внутренние поверхности баллонов и трубопроводов
раствором № 1 (приложение 7):
залить в баллоны и трубопроводы раствор для очистки внут-
ренних поверхностей (в баллоны — в таком количестве, чтобы
раствор не выливался из горловины при горизонтальном положе-
нии баллона, в трубопроводы—до заполнения объема).
Травление производить при температуре раствора не ниже
+ 15°С.
Время выдержки залитого раствора 1,5 ч, после чего слить его,
залить новый раствор и снова выдержать в течение 1,5 ч. Для
протравливания всей внутренней поверхности баллон периодичес-
ки перекатывать. После травления слить раствор в емкость и про-
мыть баллоны и трубопроводы чистой проточной водой в течение
5 мин.
Фосфатировать внутренние поверхности баллонов и трубопро-
водов раствором № 2:
залить в баллоны и трубопроводы раствор для холодного фос-
фатирования (после промывки и полного слива воды, не допуская
перерыва) в таком же количестве и порядке, как и при травлении;
залитые баллоны периодически перекатывать, чтобы все участки
поверхности находились в растворе не менее 30—40 мин;
слить раствор в емкость и просушить внутренние поверхности
баллона и трубопроводов сухим сжатым воздухом в течение 15—
20 мин, сняв предварительно заглушки; баллон при этом располо-
жить вертикально;
осмотреть внутреннюю поверхность баллонов с помощью лам-
почек.
После просушки на внутренней поверхности баллона должна
быть темная пленка со светло-серым налетом. Если после высы-
хания на поверхности будет обнаружен желтый налет (неполное
фосфатирование), операцию фосфатирования повторить, как ука-
зано выше, используя свежий раствор № 2. Пропитать внутрен-
нюю поверхность баллонов и трубопроводов раствором № 3:
залить в баллоны и трубопроводы раствор для пропитки фос-
фатного покрытия в таком же количестве, как при травлении и
фосфатировании;
полностью смочить внутреннюю поверхность баллонов перека-
тыванием их;
слить раствор в герметично закрываемую емкость;
установить баллоны вертикально, а трубопроводы таким обра-
зом, чтобы полностью стек раствор;
продуть баллоны и трубопроводы слабой струей сухого сжато-
го воздуха в течение 1 мин;
выдержать баллоны и трубопроводы на воздухе в течение 2 ч;
залить повторно в баллоны и трубопроводы раствор № 3 и
повторить операции пропитки, как указано выше;
удалить образовавшееся скопление раствора у горловины и
‘/,9* 259
на резьбовой части ветошью, смоченной растворителем № 646 и
намотанной на проволоку;
просушить баллоны и трубопроводы на воздухе при темпера-
туре 15—20°С в течение 6—8 ч, затем при 120°С в течение 4 ч
с последующим охлаждением на воздухе при температуре 18—
20°С. Если невозможно обеспечить сушку при температуре 120°С,
допускается производить ее при температуре 18—20°С в течение
72 ч.
Осмотреть с помощью лампочки внутреннюю поверхность бал-
лона, которая должна быть от светло-серого до темно-серого
цвета без потеков и пропусков.
После обработки внутренних поверхностей баллонов и трубо-
проводов произвести их сборку и монтаж на изделии (по возмож-
ности в кратчайшее время) согласно инструкции по эксплуата-
ции.
При сборке баллонов не допускать попадания внутрь баллона
свинцового глета, для чего не наносить свинцовый глет на три
крайние нитки резьбы вентиля и заглушки и резьбу горловины
баллона.
После плотного завинчивания вентиля и заглушки на горлови-
не должно остаться 2—5 свободных ниток резьбы.
Для сушки глета баллоны выдержать при температуре 18—•
20°С в течение 24 ч.
Воздушные фильтры должны быть тщательно промыты и про-
дуты сухим сжатым воздухом. После монтажа баллонов и трубо-
проводов на изделие проверить пневматическую систему на гер-
метичность и функционирование, а также проверить влажность
(точку росы) воздуха согласно инструкции по эксплуатации. Если
после первого заполнения баллонов до номинального давления
влажность воздуха будет не в норме, произвести продувку пнев-
матической системы.
Баллоны, прошедшие обработку, установить на изделие, при-
соединить компрессорную станцию и индикатор влажности и до-
биться требуемой кондиционности воздуха.
Перед постановкой уплотнений проверить сопрягаемые детали
и посадочное место, чтобы на них не было повреждений. Устра-
нить коррозионный налет, абразивные частицы, металлическую
стружку, грязь и т. д. Проверить размер уплотнения и убедиться,
что на рабочих поверхностях нет трещин, порезов и царапин. При
использовании монтажных втулок проверить, чтобы на них не
было царапин, рисок, выбоин и других повреждений. При установ-
ке армированных манжет с пружиной для вращающихся валов
предпочтительнее монтировать их на валу, так как при этом мож-
но следить за рабочей кромкой. Рабочая кромка манжеты при
снятой пружине должна плотно, без зазора прилегать к валу по
всей окружности. При установке уплотнение предохранять от пе-
рекосов, механических повреждений и порезов. Особенно предо-
хранять от появления царапин кромки манжет для валов, так как
возможна утечка жидкости или отказ механизма,
26Э
Манжетодержатели, опорные и нажимные втулки, защитные
шайбы устанавливать после предварительной проверки их состоя-
ния, после чего произвести монтаж узла в целом, то есть ввести
поршень в цилиндр, закрепить крышку или другие детали.
Для предохранения уплотнений от повреждений при монтаже
применять направляющие монтажные втулки (рис. 92) или оправ-
ки (рис. 93).
Направляющие поверхно-
сти монтажных втулок и
оправок должны быть отпо-
лированы, не должны иметь
острых углов, чтобы не до-
пустить повреждения или
пореза кромок уплотнения.
При установке (запрессов-
ке) армированных манжет
в посадочное место приме-
нять специальные оправки
(рис. 94).
Перед установкой уплот-
нений все свободные по-
лости и поверхности тре-
ния смазать смазкой
ЦИАТИМ-221.
Предохранительные кла-
паны гидравлических и пне-
вматических систем дол-
жны срабатывать (откры-
ваться) при превышении
давления рабочей жидкости
или газа сверх допустимой
величины.
Если давление срабаты-
вания клапана не находит-
ся в требуемых пределах,
попытаться отрегулировать
клапан, ввинчивая (для по-
вышения давления срабатывания) или вывинчивая (для пониже-
ния давления срабатывания) регулировочный винт.
При невозможности отрегулировать клапан на заданное давле-
ние снять его с изделия и разобрать. Заменить пружину клапана
при ее изломе или осадке.
Проверить срабатывание предохранительного (перепускного)
клапана (при наличии в конструкции фильтра) в следующем по-
рядке:
заглушить в корпусе фильтра канал, по которому рабочая жид-
кость или воздух поступает в полость фильтра;
подсоединить к входному отверстию фильтра источник давле-
10-888 261
ния (жидкости или воздуха), снабженный манометром, и опре-
делить давление срабатывания клапана.
Обратный клапан должен обеспечивать пропускание рабочей
жидкости в одном направлении и герметичность в сопряжении
шарика с гнездом корпуса при движении потока жидкости в об-
Рис. 94. Специальная оправка для запрессовки армированных
манжет
ратном направлении. При негерметичности клапана (наличие кру-
говых рисок на шарике, наминов и рисок на гнезде корпуса) об-
работать гнездо в корпусе зенкером до выведения рисок и нами-
нов снятием минимально необходимого слоя металла, после чего
подчеканить гнезда. Дефектный шарик заменить. Подчеканку
гнезда производить обстукиванием нового шарика, помещенного
262
в гнездо. Удары наносить молотком через медную или дюралю-
миниевую выколотку.
Если клапан не обеспечивает перекрытия седла при движении
потока жидкости в обратном направлении, заменить пружину.
Работу клапана проверить на собранном изделии.
Каждый окончательно собранный силовой цилиндр и гидро-
домкрат испытать на герметичность.
При испытании на герметичность воздухом для контроля утеч-
ки необходимо обмылить соединения силового цилиндра мыльной
пеной или погрузить в ванну с водой.
Для предотвращения выхода штоков цилиндров и гидродом-
кратов при испытании их на герметичность при необходимости за-
креплять штоки с помощью тросов, тяг и т. д.
Диаметр и тип троса, а также размеры тяг и крючков выби-
рать с пятикратным запасом прочности, исходя из давления, ко-
торым испытывают цилиндр.
Утечка жидкости или воздуха (азота) при испытании на гер-
метичность не допускается. При утечке необходимо:
дополнительно затянуть разъемные резьбовые соединения; если
утечка не прекращается, заменить негодные уплотняющие кольца;
перепаять резьбовые соединения, поставленные на припое,
бескислотным способом;
поджать поджимные втулки и гайки сальниковых уплотнений;
если после поджатия не остается запаса на дальнейшую регули-
ровку, заменить сальниковую набивку или поставить дополнитель-
ные кольца сальниковой набивки.
После устранения причин, вызывающих просачивание жидкос-
ти или утечку воздуха (азота), повторно испытать на герметич-
ность.
Силовые цилиндры и гидродомкраты, отремонтированные по-
средством сварки и правки вмятин, или с перенарезанной резьбой
должны быть испытаны на прочность гидравлическим давлением.
Величина давления и продолжительность испытания должны со-
ответствовать требованиям инструкции по эксплуатации. Перед
испытанием на прочность гидравлическим давлением и после не-
го обмерить цилиндры по внутреннему диаметру по двум взаимно
перпендикулярным направлениям в одних и тех же местах, для
чего на торцах цилиндров наносить риски, определяющие плоскос-
ти обмеров.
Разность обмеров в одних и тех же местах до испытаний и
после них не должна превышать 0,02 мм, т. е. должна быть в пре-
делах точности измерений. При большей разности обмеров дефор-
мированный цилиндр заменить. При испытании цилиндров на
прочность проверить, нет ли просачивания жидкости в местах
сварки. Просачивание жидкости не допускается. Места некачест-
венной сварки цилиндров, не имеющих хромового покрытия, выяв-
ленные в результате испытания на прочность, вырубить до полного
удаления дефектного шва, расчистить и вновь заварить. После за-
варки повторно испытать цилиндры на прочность.
10*
263
При гидравлических и пневматических испытаниях сосудов
испытательное давление выдерживать в течение 5 мин, после чего
давление снизить до рабочего, которое сохранять в течение всего
времени, необходимого для осмотра сосуда. Увеличивать давле- !
ние до испытательного и снижать его до рабочего плавно.
При гидравлических испытаниях производить осмотр и легкое
обстукивание сварных швов молотком весом от 0,5 до 1,5 кг, в за-
висимости от толщины стенки сосуда.
При пневматических испытаниях обстукивание сварных швов
молотком не допускается; герметичность сварных швов и разъем-
ных соединений проверить мыльным раствором.
При осмотре сосуда не допускается: потение, течь и пропуск
жидкости в виде капель (при гидравлическом испытании), появ- ;
Денис пузырьков воздуха (при пневматическом испытании). •
Проверять герметичность деталей и узлов пневматических уст-
ройств при отсутствии источника давления воздуха (баллона со <
сжатым воздухом или компрессорной станции) допускается на
собранном изделии при проверке функционирования пневматичес-
кой системы. При этом детали и узлы должны быть предваритель- >
но (до установки их на изделие) испытаны на прочность гидравли-
ческим давлением.
Детали гидравлических и пневматических устройств непосред-
ственно перед окончательной сборкой должны быть тщательно
промыты и просушены.
Проверить вентиль в закрытом состоянии:
ввинтить шпиндель по часовой стрелке до упора;
подать в боковой штуцер испытательное давление жидкости
или газа, величина которого указана в частном руководстве, и вы-
держать вентиль под давлением в течение 5 мин. Утечка жид-
кости или газа через оставшийся незаглушенным штуцер не до-
пускается.
Проверить вентиль в открытом состоянии:
вывинтить шпиндель против часовой стрелки до упора;
заглушить один штуцер вентиля;
подать во второй штуцер вентиля испытательное давление жид-
кости или газа и выдержать вентиль под давлением в течение
5 мин. Утечка жидкости или газа в сопряжении шпинделя с накид-
ной гайкой не допускается.
Если величина испытательного давления в инструкции по экс-
плуатации не приведена, принять его равным рабочему давлению
данной гидравлической или пневматической системы.
Трубопроводы, шланги и рукава после ремонта должны быть
испытаны на прочность гидравлическим давлением и на герметич-
ность давлением воздуха. Испытательное давление и время вы-
держки должны соответствовать величинам, указанным в частных
руководствах. Гидравлические испытания производить с исполь-
зованием ручного гидравлического насоса типа 1840 с маномет-
ром, пневматические — от воздушного баллона, снабженного ре-
дуктором и манометром.
264
.Перед испытанием произвести внешний осмотр трубопроводов,
шлангов и рукавов. Свободный конец испытываемого трубопрово-
да, шланга и рукава должен быть заглушен.
При испытании на герметичность воздухом трубопроводы,
шланги и рукава погрузить в ванну с водой; при отсутствии ванны
проверить обмыливанием.
При испытании проверить плотность присоединения к изделию
шлангов и рукавов, входящих в одиночный ЗИП.
Допускается соединять испытываемые трубопроводы, шланги
и рукава в единую ветвь или кольцо и испытывать одновременно,
если испытания производятся при одном режиме, в одной среде и
одинаковом времени выдержки.
После испытания трубопроводы, шланги и рукава, испытывае-
мые водой, продуть сжатым воздухом давлением 3 кгс/см2 в те-
чение 3 мин, а испытываемые керосином, маслом АГМ, АМГ-10
или дизельным топливом, промыть бензином Б-70 и продуть сжа-
тым воздухом в течение 3 мин.
Сосуды в зависимости от величины рабочего давления жидко-
сти или газа разделяются на сосуды, работающие под давлением
свыше 0,7 и ниже 0,7 кгс/см2.
Сосуды, работающие под давлением свыше 0,7 кгс/см2, дефек-
тировать и испытывать в соответствии с Правилами устройства и
безопасной эксплуатации сосудов, работающих под давлением,
Госгортехнадзора СССР, объявленными приказом Министра обо-
роны. Правила не распространяются на сосуды емкостью до 25 л,
у которых произведение емкости в литрах на рабочее давление в
атмосферах не превышает 200.
Сосуды (сварные, литые, кованые и клепаные), на которые
распространяются Правила Госгортехнадзора, испытывать гидрав-
лическим давлением согласно табл. 25.
Таблица 25
Наименование сосуда Давление, атм
рабочее Р испытательное
Все, кроме ли- тых То же Литые Ниже 5 5 и выше Независимо от давле- ния 1,5Р, но не менее 2 кгс/см2 1,25Р, но не менее Р+3 кгс/см2 1,25Р, но не менее 2 кгс/см2
Допуски на перекос и параллельное смещение осей при про-
верке соосности узлов оборудования приведены в табл. 26.
Допустимые отклонения центровки валов для машин ротацион-
ного типа приведены в табл. 27.
263
Таблица 26
Размеры в мм
Тип муфты Диаметр муфты Допуск
на перекос на 1 м длины на параллельное смещение
Зубчатая До 300 0,5 0,30
» 300—500 1,0 0,80
Пальцевая До 300 0,2 0,05
» 300—500 0,2 0,10
Упругая со змеевидной До 200 1,0 0,10
пружиной
» 200—400 1,0 0,20
Жесткая компенсирую- До 300 0,8 0,10
щая
300—500 1,2 0,20
Таблица 27
Размеры в мм
Тип муфты Отклонения
по торцу полумуфт, на диа- метре до 400 мм, не более по окружности полу- муфт, не более
Жесткая 0,02 0,03
Полужесткая 0,04 0,04
Эластичная 0,05 0,10
5.22. Ремонт деталей зубчатых и червячных передач
В тех случаях, когда при дефектации изделия или его состав-
ных частей будет выявлено, что фактические величины мертвых
ходов механизмов превышают допустимые или заметен износ
зубьев шестерен, червячного колеса и ниток червяка, измерить
толщину зубьев и шестерен, зубьев червячного колеса и ниток
червяка.
Измерять толщину зубьев (ниток червяка) штангензубомером
для двух-трех зубьев, расположенных по окружности под углом
120°. За толщину зубьев принимать среднее арифметическое трех
измерений (рис. 95).
Величину бокового зазора измерять щупом или прокатыва-
нием свинцовой пластинки между зубьями передачи:
свинцовую пластинку толщиной, превышающей возможный за-
зор в передаче на 20—30%, заложить между боковыми поверхно-
стями зубьев;
проворачивая зубчатые колеса, обжать пластинку, вынуть ее и
измерить наименьшую толщину пластинки. Этот размер и опреде-
ляет величину бокового зазора.
266
Величину бокового зазора конических передач определять, как
и в цилиндрических передачах, щупом или путем обжима свинцо-
вой пластинки, толщину которой измерять микрометром.
Рис. 95. Элементы зубчатого зацепления:
•У—толщина зуба; Сп—боковой зазор; ОЕП —окружность впадин;
Од — делительная (начальная) окружность; Ов - окружность высту-
пов
На зубьях колес и червяков не допускаются трещины, забои-
ны, намины и задиры с наплывом металла над рабочей поверх-
ностью зубьев.
Высоту наплывов измерять ви-
зуально на просвет между линей-
кой и рабочей поверхностью зубьев.
Конические шестерни подлежат
замене при зазоре в зацеплении
свыше предельного и не устрани-
мого регулировкой.
Дефекты в виде забоин и зади-
ров на рабочих поверхностях зубьев
удалить личным напильником и ша-
бером, снимая приподнятый металл
и не допуская искажения профиля
зубьев.
Поврежденные зубья цилиндри-
ческих и конических шестерен, реек
и секторов ремонтировать наплав-
кой металла с обработкой поверх-
ностей:
обработать поверхности зубьев до
удаления повреждений (рис. 96);
наплавить на поврежденные
зубья электродом Э50 слой металла
до полного восстановления, предва-
d
Рис. 96: Подготовка зубьев под
наплавку:
а — поврежденных по всей длине; б —
частично поврежденных
267
рительно предохранив поверхности смежных зубьев от брызг ме-
талла слоем замазки;
срубить наплывы и опилить торцы наплавленных участков
зубьев заподлицо с торцами неповрежденных зубьев:
Рис. 97. Шаблон для обработки профиля зуба шестерен:
а — цилиндрических; б — конических
изготовить из листовой стали любой марки шаблон по профилю
неповрежденных зубьев ремонтируемой шестерни (рис. 97, а).
Шаблон должен охватывать не менее двух неповрежденных
зубьев кроме ремонтируемых.
268
При ремонте конических шестерен, если зубья повреждены по
всей длине, изготовить два шаблона: один по образующей поверх-
ности внешнего, другой —
внутреннего дополнительно-
го конуса, причем каждый
шаблон выгнуть по соответ-
ствующей окружности шес-
терни (рис. 97, б):
сделать по исправному
участку свинцовый отпеча-
ток, охватывающий кроме Рис. 98. Опиловка зуба по разметке и
поврежденных зубьев не ме- шаблону
нее двух неповрежденных;
разметить профиль зубьев по шаблону;
опилить зубья по разметке и шаблону (рис. 98).
Рис. 99. Сверление отверстий под штыри:
а — разметка; б — щтырь
269
В конических шестернях зубья (если они обрабатываются по
всей длине) опилить по двум шаблонам (см. рис. 97) и оконча-
тельно подогнать по свинцовому отпечатку. Поверхности наплав-
ленной и неповрежденной частей зуба должны совпадать. В от-
дельных случаях для ремонта крупномодульных зубьев рекомен-
дуется использовать штыри с последующей обваркой. Для восста-
новления зубьев таким способом необходимо:
срубить остатки поврежденных зубьев заподлицо с впадинами
и опилить участок так, чтобы можно было просверлить отверстия
для штырей;
разметить и накернить необходимое количество отверстий для
штырей (рис. 99);
засверлить отверстия с припуском 0,1 мм по диаметру под раз-
вертку; развернуть отверстия на диаметр разверткой требуемо-
го диаметра и раззенковать под угол 90°, выточить необходимое
количество штырей из стали марки 40;
запрессовать штыри в отверстия (рис. 100). При запрессовке
штырей в глухие отверстия обеспечить возможность выхода воз-
духа из отверстия, для чего предварительно запилить лыску при-
Слециальная
замазка
Рис. 100. Постановка штырей
мерно на глубину 0,5 мм по всей длине запрессовываемой части
штыря;
зачистить торцевые поверхности зубьев заподлицо с плоскос-
тями детали;
изготовить шаблон по профилю неповрежденных зубьев;
разметить профиль зубьев по шаблону;
опилить зубья по разметке и шаблону.
27Q
Отремонтированные и правильно собранные зубчатые передачи
должны удовлетворять следующим требованиям:
шум нормально работающих зубчатых колес (без нагрузки)
должен быть без ударов, ровным и слабым;
включение и выключение шестерен механизмов передач долж-
ны быть плавными, без заеданий;
во время работы не должно происходить самопроизвольного
смещения шестерен; ощущение незначительных толчков зубьев
шестерен допускается.
При увеличенных зазорах между зубьями конических колес за-
цепление можно регулировать путем некоторого смещения колес
вдоль оси вала регулирующими гайками или прокладками.
Смещение производить до положения, соответствующего наи-
лучшим условиям зацепления.
5.23. Ремонт соединений
Резьбовые соединения. К резьбовым соединениям
предъявляются следующие основные требования:
на витках резьбы не должно быть смятия, задиров и других
дефектов, препятствующих навинчиванию или свинчиванию дета-
лей;
величина срыва резьбы на участке свинчивания с сопряженной
деталью (длина соприкасания поверхностей болта и гайки, изме-
ренная вдоль оси резьбы) не должна превышать:
5%—для резьб, соединяющих основные детали изделий;
10%—для резьб, испытывающих значительные переменные и
динамические осевые нагрузки (резьбовые крепления штоков и
контрштоков, корпусов сальников компенсаторов, цилиндров и
крышек гидропневматических устройств, деталей автоматики и тя-
говых устройств, концевые резьбы осей хода, винтов упора и т. п.);
25% —для резьб, не испытывающих значительных переменных
и динамических осевых нагрузок (резьбы крепления валиков, осей,
засовов и т. п.).
В резьбовых соединениях, где срыв резьбы допускается на ве-
личину 10 и 25% длины свинчивания, первый заходный виток не
учитывается. Допускается полный срыв этого витка.
На нерабочей части резьбовых сопряжений срыв резьбы допус-
кается, если он не препятствует навинчиванию и свинчиванию.
Изношенные крепежные резьбовые детали (болты, шпильки,
винты) обычно не восстанавливают, а заменяют новыми.
Шпильки заменяют новыми во всех случаях, когда они погну-
ты или у них повреждена резьба.
Смятие граней, срыв прорезей на винтах и болтах, затрудняю-
щие отвинчивание штатным инструментом, не допускаются.
Повреждекные резьбы ремонтировать, если это позволяет кон-
струкция. Забитую наружную резьбу исправить плашкой, трех-
гранным личным напильником, надфилем или шабером, а внут-
реннюю — метчиком или шабером крючкообразной формы, зато-
271
ценным по профилю резьбы; изогнутые концы витков крупных
резьб выправить и зачистить.
Срыв резьбы ремонтировать одним из следующих способов:
а) на деталях с сорванной резьбой в допустимых пределах по-
врежденные витки резьбы зачистить до полного удаления припод-
нятости металла, а острые кромки притупить для устранения воз-
можного заедания резьбы при навинчивании и свинчивании;
б) при срыве резьбы в отверстиях деталей допускается рас-
сверливать отверстия под резьбу ближайшего большего диаметра
(табл. 28) и нарезать метчиком новую резьбу (табл. 29) большего
диаметра.
Таблица 28
Размеры в мм
Шаг резьбы Диаметр отверстия Шаг резьбы Диаметр отверстия
номинал допуск номинал допуск
0,50 d —0,50 +0,10 3,00 d~ 3,13 + 0,31
0,75 d — 0,77 +0,15 3,50 d — 3,70 + 0,33
1,00 d — 1,04 +0,16 4,00 d — 4,23 +0,38
1,25 d — 1,30 +0,16 4,50 d — 4,75 +0,43
1,50 d— 1,55 +0,17 5,00 d —5,30 +0,48
1,75 tZ — 1,82 +0,20 5,50 d~ 5,85 +0,54
2,00 d — 2,10 +0,23 6,00 d — 6,38 +0,58
2,50 d — 2,64 +0,25
диаметр резьбы. Например, резьба
Примечание, d — номинальный
М10х1,5, диаметр отверстия 8,45+0*17.
Таблица 28а
Диаметр сверл
(Расчетный диаметр округляется до размеров, предусмотренных следующим
рядом диаметров сверл)
1,00 1,85 2,70 4,10 5,80 7,60 9,30 11,00 12,80 16,25 20,50
1,05 1,90 2,75 4,20 5,90 7,70 9,40 11,10 13,00 16,50 20,75
1,10 1,95 2,80 4,30 6,00 7,80 9,50 11,20 13,10 16,75 21,00
1,15 2,00 2,85 4,40 6,10 7,90 9,60 11,30 13,20 17,00 21,25
1,20 2,05 2,90 4,50 6,20 8,00 9,70 11,40 13,30 17,25 21,50
1,25 2,10 2,95 4,60 6,30 8,10 9,80 11,50 13,50 17,50 22,00
1,30 2,15 3,00 4,70 6,40 8,20 9,90 11,70 13,70 17,75 22,25
1,35 2,20 3,10 4,80 6,50 8,30 10,00 11,80 13,80 18,00 22,50
1,40 2,25 3,20 4,90 6,60 8,40 10,10 11,90 14,00 18,25 22,75
1,45 2,30 3,30 5,00 6,70 8,50 10,20 12,00 14,25 18,50 23,00
1,50 2,35 3,40 5,10 6,80 8,60 10,30 12,10 14,50 18,75 23,25
1,55 2,40 3,50 5,20 6,90 8,70 10,40 12,20 14,75 19,00 23,50
1,60 2,45 3,60 5,30 7,00 8,80 10,50 12,30 15,00 19,25 23,75
1,65 2,50 3,70 5,40 7,10 8,90 10,60 12,40 15,25 19,50 24,00
1,70 2,55 3,80 5,50 7,20 9,00 10,70 12,50 15,50 12,75 24,25
1,75 2,60 3,90 5,60 7,30 9,10 10,80 12,60 15,75 22,00 24,50
1,80 2,65 4,00 5,70 7,50 9,20 10,90 12,70 16,00 22,25 24,75
25.00
272
Таблица 29
Размеры в мм
Диаметр
развертки ГОСТ 7722-G5 сверла зенкера развертки ГОСТ 7722—G5 сверла зенкера
3,0 2,9 22,0 21,7
3,5 3,4 — 23,0 22,7
4,0 3,9 — 24,0 23,7 —
4,5 4,4 — 25,0 24,0 —
5,0 4,9 — 26,0 24,7 25,80
6,0 5,8 —— 27,0 25,0 26,80
7,0 6,8 — 28,0 26,0 27,80
8,0 7,8 — 30,0 28,0 29,80
9,0 8,8 — 32,0 30,0 31,75
10,0 9,8 — 33,0 31,0 32,75
11,0 10,8 -— 34,0 32,0 33,75
12,0 11,8 — 35,0 33,0 34,75
13,0 12,8 — 36,0 34,0 35,75
14,0 13,8 — 38,0 36,0 37,75
15,0 14,8 — 40,0 38,0 39,75
16,0 15,8 — 42,0 40,0 41,75
17,0 16,8 — 44,0 42,0 43,75
18,0 17,7 — 45,0 43,0 44,75
19,0 18,8 —. 46,0 44,0 45,75
20,0 19,7 — 48,0 46,0 47,75
21,0 20,7 — 50,0 48,0 49,75
Примечание. При обработке отверстий диаметром более
чала сверлить, затем зенкеровать и развернуть. При отсутствии
зенкера отверстие перед развертыванием можно расточить резцом.
25 мм сна-
требуемого
После рассверливания отверстия в корпусе и нарезания в нем
новой резьбы используют ступенчатые шпильки, имеющие резьбу
большего размера для завертывания в корпусе и резьбу нормаль-
ного диаметра для навинчивания гаек;
в) при срыве резьбы в отверстиях для стопорных винтов новые
отверстия сверлить и нарезать в сборке после регулировки меха-
низма (если это требуется) по имеющимся отверстиям в наруж-
ной детали или в новом месте, смещая отверстие по окружности
детали относительно старого отверстия; размеры (диаметр, шаг
резьбы, глубина) нового резьбового отверстия должны соответст-
вовать диаметрам прежнего отверстия;
г) сверлить и нарезать резьбовое отверстие в новом месте; ста-
рое отверстие заглушить;
д) раззенковать резьбовое отверстие на конус под заварку,
заварить, просверлить и нарезать метчиком резьбу нормального
размера;
е) поставить вставную втулку:
рассверлить отверстие для вставной втулки; диаметр отверстия
273
под втулку должен быть не менее 1,5 диаметра ремонтируемого
резьбового отверстия;
изготовить вставную втулку и подогнать ее по отверстию с
натягом так, чтобы она входила в отверстие под действием лег-
ких ударов молотка. Кромки втулки и отверстия должны быть об-
работаны под заварку;
поставить на место вставную втулку и приварить ее по пери-
метру;
совместить втулку и места приварки заподлицо с основной де-
талью;
рассверлить во втулке отверстие под резьбу и нарезать резь-
бу номинального размера;
ж) отремонтировать резьбу путем наплавки слоя металла с
последующей обработкой по размерам сопряженной детали:
сточить сорванную резьбу до основания (сорванные витки на-
ружной резьбы, не воспринимающие динамических нагрузок, пе-
ред наплавкой разрешается не удалять, но резьба должна быть
тщательно очищена от грязи, смазки и ржавчины и обезжирена);
наплавить слой металла с припуском на обработку;
проточить наплавленный участок и нарезать резьбу по сопря-
женной детали (ремонт резьбы наплавкой производить в том слу-
чае, если это не вызовет недопустимого снижения прочности или
коробления детали).
Во многих случаях отверстия с изношенной резьбой можно рас-
сверливать и ставить резьбовые переходные или сменные втулки
(ввертыши) с резьбой нормального размера.
При постановке переходных втулок должны быть соблюдены
следующие условия:
длину втулок делать не менее длины нарезанной части отвер-
стия с нормальной резьбой;
втулку туго завертывать и ставить на краске (сурике или бели-
лах) ;
наружный конец втулки не должен выступать за плоскость де-
тали;
для предохранения от проворачивания втулку и деталь рас-
кернить на глубину 1—1,5 мм в трех точках по окружности на ли-
нии их сопряжения или ставить стопорные винты (втулку можно
также крепить сваркой в трех точках).
Переходные резьбовые втулки обычно изготовляют из стали,
что увеличивает долговечность резьбового отверстия при ремонте
деталей из чугуна и алюминиевых сплавов.
Для сохранения расстояния между отверстиями и обеспечения
надлежащего их расположения на детали, для сверления отверстий
под резьбу применять кондукторы. В качестве кондуктора исполь-
зуются сопряженные детали (фланец, крышка). Через кондуктор
засверлить отверстия сверлом, диаметр которого равен диаметру
отверстия используемой в качестве кондуктора детали, то есть на-
метить центры отверстий под резьбу. После этого использовать
274
сверло меньшего диаметра, обеспечивающее получение необходи-
мого отверстия под резьбу.
В стальных деталях вместо постановки переходных резьбовых
втулок отверстие с поврежденной резьбой можно заварить: отвер-
стие рассверлить, срезая старую резьбу, заварить, а затем свер-
лить отверстие вновь и нарезать резьбу того же диаметра, что бы-
ла ранее.
Оборванные шпильки (болты, винты) извлечь из отверстий од-
ним из способов, приведенных в табл. 30.
Таблица 30
Инструмент
Технология извлечения шпильки
Бор закаленный коничес- кий. Стержень с острыми прямыми зубьями Просверлить в шпильке отверстие на глубину 10—12 мм; забить в него бор, который своими зубьями плотно сцепляется с телом шпильки; вращая бор, вывернуть шпильку
Отвертка В выступающем наружу конце шпильки пропи- лить ножовкой канавку-шлиц и вывернуть шпильку с помощью отвертки
Стальной пруток с резь- бой, обратной направле- нию резьбы шпильки В шпильке просверлить отверстие диаметром, равным примерно половине диаметра шпильки, и нарезать в нем резьбу, обратную направлению резьбы шпильки. Ввинтить в отверстие стальной пруток и вывернуть сломанную шпильку
Сверло Шпильку высверлить сверлом, диаметр кото- рого несколько больше диаметра резьбы, затем нарезать новую резьбу большего диаметра и по- ставить ступенчатую шпильку
Приваренный стальной пруток К концу шпильки, выступающему над поверх- ностью детали, приварить шайбу, к шайбе — стальной пруток и с его помощью вывернуть шпильку. Если конец шпильки выступает на 3 мм и более, то пруток можно приварить непо- средственно к нему
Приваренная гайка На выступающую над деталью часть шпильки наложить гайку и приварить ее к стержню шпильки электросваркой. Вращая гайку гаечным ключом, удалить сломавшуюся шпильку
После удаления поврежденных крепежных деталей выправить
и зачистить установочные и посадочные места.
Если ключ соскальзывает с граней гаек, головок болтов, вин-
тов и других деталей, наплавить на грани электродом Э42 слой ме-
талла, предварительно предохранив резьбу от брызг металла, и
обработать их под штатный ключ. Если на грани наплавить ме-
талл невозможно, то опилить их под разводной ключ или ключ
ближайшего меньшего размера так, чтобы не нарушалась проч-
ность детали, или заменить деталь.
275
При соскальзывании ключей вследствие разворота гнезд ци-
линдрической формы просверлить новые гнезда в других местах
или заварить старые и обработать вновь под размер ключа; гнез-
да другой формы расчистить, заварить и обработать под размер
ключа.
Для исправления прорези головки винта (детали) зажать винт
(деталь) в тиски с медными или алюминиевыми прокладками, ос-
торожно осадить приподнятый металл у краев прорези и прочис-
тить ее ножовкой соответствующей толщины; развод зубьев у по-
лотна ножовки должен быть сошлифован шлифовальным камнем.
При невозможности исправить прорезь указанным способом
прорезать новую перпендикулярно имеющейся или заменить де-
таль.
Среди множества способов восстановления резьбовых соеди-
нений одним из наиболее прогрессивных является применение
специальных вставок из высоколегированной стальной проволоки.
Такие вставки изготовляются из проволоки ромбического сечения.
Ромбический профиль получают холодным прокатыванием про-
волоки марки 12Х18Н9Т или 12Х18Н10Т ГОСТ 18143—72 (соот-
ветствующего диаметра) между двумя профилированными роли-
ками. Для изготовления вставки отрубить заготовку необходимой
длины и на токарном станке ее навить на резьбовую оправку. На
одном конце вставки выполнить технологический поводок, за кото-
рый специальным ключом ее ввернуть в резьбовое отверстие.
Вставки применяются двух типов: спиральные для резьбы со
скользящей посадкой (допуски по ГОСТ 16093—70) и самоконт-
рящиеся для резьбы с натягом. Самоконтрящаяся вставка имеет
один обжатый виток некруглой формы, который и создает за счет
сил упругости натяг в резьбовом соединении.
Восстановление изношенного резьбового отверстия заключает-
ся в рассверливании отверстия, нарезании и контроле новой резь-
бы большего размера (табл. 31), ввертывании спиральной встав-
ки, внутренняя резьба которой имеет требуемый номинальный
размер, удалении поводка и контроле внутренней резьбы* вставки.
Дефектация резьбового отверстия производится внешним ос-
мотром и с помощью резьбовых пробок. Резьбовое отверстие, у
которого обнаружено более двух витков сорванной (смятой) резь-
бы или в которое ввертывается пробка непроходного калибра,
подлежит ремонту.
Шпоночные и шлицевые соединения. В непод-
вижных шпоночных и шлицевых соединениях не допускается шат-
кость деталей.
В подвижных шпоночных и шлицевых соединениях не допус-
каются:
смятие и определяемый визуально износ шпонок, шпоноч-
ных пазов, зубьев шлицевых соединений;
задиры и забоины на боковых поверхностях пазов, шпонок и
зубьев;
заедания при передвижении подвижны^ деталей
§76
Таблица 31
Размер ремон- тируемого отверстия Диаметр под резьбу вставки, мм Размер резьбового отверстия под вставку
сверла отверстия
М 6X1,00 7,00 6,95 ю.зо м 8X1,00
М 8x1,25 8,80 8,70+0"20 М 1UX1,25
М 8X1,00 9,00 8,95 ю,20 М 10X1,00
М 10X1,50 10,50 10,43 ю.22 М 12X1,50
м 10x1,оо 11,00 10,95 ю.го М 12X1,00
М 12x1,75 12,25 12,20ю-п М 14X1,75
М 12x1,50 12,50 12,43 ю-22 М 14x1,50
М 12X1,00 13,00 12,95 +°-2о М 14X1,00
М 14X2,00 14,00 13,90 к>,зо М 16X2,00
М 14x1,50 14,50 14,431-0,22 М 16X1,50
М 14X1,25 14,75 14,70 ю,2о М 16X1,25
М 16X2,00 16,00 15,9Ою.зо М 18X2,00
М 16X1,50 16,50 16,43 < о.22 М 18X1,50
М 18X2,50 17,50 17,35+°,4о М 20X2,50
М 18X1,50 18,50 18,43 4 0.22 М 20X1,50
М 20X2,50 19,50 19,35юзо М 22x2,50
М 20X1,50 20,50 20,43 ю.22 М 22x1,50
М 22X2,50 21,50 21,35 «,4о М 24x2,50
М 22X1,50 22,50 22,43-ю-22 М 24x1,50
М 24X3,00 24,00 23,85 ю.4о М 27x3,00
М 24X2,00 25,00 24,90 ю-зо М 27x2,00
М 24X1,50 25,50 25,43 +°,22 М 27X1,50
При обнаружении смятия или заметного износа боковых по-
верхностей шпоночного паза обработать (увеличить) паз под уве-
личенную шпонку, не выходя из предельных размеров (табл. 32).
Шпонку подогнать по пазу и установить в паз легким ударом мо-
лотка. Если ширина шпоночного паза больше предельной, восста-
новить его наплавкой с последующей обработкой до номинально-
го размера фрезерованием или слесарным способом. Разрешается
Таблица 32
Размеры в мм
Диаметр вала (свыше — до) Ширина шпоночного паза
нормальная предельная
10—14 4 5,0
14—18 5 6,5
18-24 6 8,0
24—30 8 10,0
30—36 10 12,0
36-42 12 14,0
42-48 14 16,0
48-55 16 19,0
55-65 18 22,0
65—90 20 24,0
277
делать также новый паз, смещенный по отношению к старому на
90—120°.
Новые шпоночные пазы на валах изготовлять слесарным спо-
собом (произвести разметку, высверлить основную массу металла,
подлежащего удалению, остатки металла вырубить крейцмейселем
и зачистить напильником) или нарезанием шпоночной фрезой,
закрепленной на фрезерном приспособлении.
Параллельность шпоночного паза геометрической оси вала про-
верить рейсмусом на разметочной плите.
Забоины, смятины, отдельные царапины и риски, имеющиеся
на гранях и боковых поверхностях шпоночных пазов, удалить лич-
ным напильником или шабером.
Если шлицевой вал термически не обработан или обработан,
но имеет твердость не более 25НКС, то шаткость в шлицевом сое-
динении устранить:
заточить зубило; рабочая часть зубила должна иметь твердость
56—58 ИКС;
положить шлицевой вал на медную подкладку и, ударяя по
зубилу, раздать зубья в средней части по всей длине; расчеканку
зубьев производить несколькими проходами на глубину не менее
0,8 высоты зуба до увеличения ширины зуба на требуемый размер
с учетом необходимого припуска на обработку;
изношенные шлицы «раздать» затупленным зубилом. Ширина
шлицев увеличивается на 0,5—1 мм, что позволяет добиваться
требуемой скользящей посадки в шлицевом отверстии после соот-
ветствующей обработки по наружному диаметру и по боковым по-
верхностям;
в образованные желоба наплавить металл, форму шлица вы-
править по гребню и боковым поверхностям личным напильником
до обеспечения требуемого сопряжения с охватываемой деталью;
снять напильником приподнятый металл на гребне зуба и обра-
ботать вал по боковым поверхностям зубьев до обеспечения тре-
буемого сопряжения с охватывающей деталью.
Взаимную пригонку деталей шлицевого соединения произво-
дить при таком их расположении относительно друг друга, какое
необходимо при сборке деталей. При этом постановка деталей на
любой шлиц не обязательна.
При сборке шлицевых соединений, отремонтированных указан-
ным выше способом, обращать внимание на состояние внешних
фасок и закругление внутренних узлов шлицев (они должны соот-
ветствовать форме фасок и углов исправных шлицев).
Штифтовые соединения. Шаткость в штифтовых сое-
динениях не допускается. Изношенные отверстия в сопрягаемых
деталях для цилиндрических штифтов рассверлить и обработать
разверткой ближайшего размера. Отверстия под конические штиф-
ты обработать разверткой с конусностью 1:50, сняв минимальный
слой металла, до удаления следов выработки.
Развертывание отверстий под штифты увеличенного диаметра
производить вместе с сопрягаемыми деталями,
278
Конический штифт изготовлять по размерам отверстия.
Цилиндрический штифт изготовлять с посадкой.
Если диаметр отверстия под штифт увеличен до величины,
уменьшающей прочность соединения, просверлить отверстие в но-
вом месте так, чтобы оно не пересекало старое отверстие и чтобы
не нарушались прочность и взаимодействие деталей, развернуть
его под нормальный размер штифта и запрессовать штифт. Ста-
рое отверстие заглушить.
Заклепочные соединения. Заклепочные соединения
проверить наружным осмотром и постукиванием по головкам за-
клепок молотком: дребезжащий звук при обстукивании указывает
на неплотность соединения деталей.
В заклепочных соединениях не допускаются трещины, срез
головок, ослабление неподвижных соединений.
Для удаления заклепки в центре закладной головки сделать
кернером углубление, затем просверлить ее. Диаметр сверла
брать равным диаметру заклепки. При сверлении сверло не дол-
жно проходить на глубину, превышающую высоту закладной го-
ловки заклепки, и не должно соскакивать с головки, иначе может
быть повреждена обшивка. Сверло и заклепка должны быть со-
осны, чтобы исключить задевание сверлом за края отверстия и
увеличение его. После сверления вставить в отверстие соответст-
вующего диаметра пробойник или бородок, обломить головку и
вытолкнуть стержень заклепки.
Методика удаления одинакова для заклепок с полукруглыми
и потайными закладными головками. При замене негодных за-
клепок разрешается там, где это возможно, увеличивать отверстия
под ближайший диаметр заклепки.
В труднодоступных для клепки местах допускается ставить
вместо отдельных негодных заклепок болты, гайки которых долж-
ны быть надежно застопорены. Разрешается также подтяжка от-
дельных ослабленных заклепок.
При ослаблении заклепочных соединений по отдельным за-
клепкам нужно подтянуть эти заклепки: с помощью натяжки оса-
дить листы пакета, а затем переформировать головку заклепки.
5.24. Ремонт сопрягаемых поверхностей осей (валов)
с отверстиями в деталях (втулках)
Сопрягаемые поверхности валов и осей с втулками или с от-
верстиями в деталях подлежат ремонту в случае, если разность
диаметров сопрягаемых деталей (зазор) превышает предел, уста-
новленный частным руководством для данного сопряжения.
При нарушении посадок осей (валов) в узлах вследствие изно-
са отверстий подобрать оси (валы) с наибольшими размерами из
ЗИП или изготовить их по образцу с размерами по сопряженной
детали.
279
Работы по ремонту сопрягаемых поверхностей валов и осей с
втулками или с отверстиями в деталях выполнять с соблюдением
следующих требований:
валы (оси), которые имеют изгиб, перед наплавкой изношен-
ных поверхностей выправить; наплавку производить с обеспече-
нием необходимого припуска на последующую обработку; после
наплавки проверить прямолинейность
валов (осей) и, если необходимо,
выправить деталь так, чтобы при
установке на токарном станке биение
на исправных точно обработанных
участках не превышало предела, ука-
занного в частном руководстве; после
правки валы (оси) проверить на от-
сутствие трещин;
при обточке наплавленных поверх-
ностей валов (осей) должна быть
строго соблюдена правильная форма
галтелей, для чего применять резцы
соответствующего профиля;
Рис. 102. Оправка для запрес-
совки втулок
Рис. 101. Жимки для полировки валов
развертывание отверстий во втулках и деталях производить
разверткой ближайшего диаметра или раздвижной разверткой,
снимая минимальный слой металла;
чистовую расточку отверстий или обточку вала (оси) произво-
дить широким отделочным резцом; после обточки рабочую поверх-
ность вала там, где это требуется, шлифовать с помощью жимков
(рис. 101), выемки которых обтянуть кожей или вставить в них
шлифовальную шкурку, смазанную веретенным маслом; масленку
на жимках заполнить пастой ГОИ, разведенной машинным мас-
лом; жимки изготовить шириной меньше половины оси (вала);
смазочные канавки во втулках делать, строго выдерживая
форму, размеры и месторасположение их в соответствии с рисун-
ками частных руководств или по образцу; прямолинейные канав-
ки строгать расточным резцом на токарном станке, перемещая
суппорт вдоль линии центров станка; если таким способом канав-
280
ку обработать нельзя, то прорубить ее канавочнйком (узким зуби-
лом); после обработки канавок снять шабером приподнятый ме-
талл по краям канавок, новые канавки прочистить ершом, смо-
ченным в бензине, и продуть сжатым воздухом;
запрессовку втулок производить ударами молотка или кувал-
ды по специальной оправке (рис. 102); вначале (примерно на 0,3
длины сопряжения) запрессовку производить так, чтобы не вы-
звать перекоса деталей; перед запрессовкой детали смазать; после
запрессовки проверить, нет ли деформации или разрушения сопря-
женных деталей (выпучивания металла, трещин и т. д.) или шат-
кости втулок в местах посадки; шаткость проверить с помощью
молотка, слегка постукивая им по втулкам (указанные дефекты
не допускаются); в запрессованной втулке в случае необходимос-
ти просверлить через отверстие в корпусе отверстие для смазки;
проверить, сопряжена ли втулка с валом, и при необходимости
произвести пригонку, обеспечив требуемую посадку.
5.25. Ремонт подшипников качения
Перед дефектацией подшипников тщательно промыть их с
целью очистки от смазки и загрязнений. Промывку производить
последовательно в двух ваннах (бочках, противнях). В первой
ванне, заполненной уайт-спиритом, промывать предварительно, во
второй, заполненной автомобильным бензином и веретенным ма-
слом АУ (5—8% к объему) —окончательно.
Дефектацию подшипников качения производить осмотрохм и
вращением колец подшипника. Осмотр подшипников производить
в хорошо освещенном помещении. При искусственном освещении
между источником света и осматриваемым подшипником помес-
тить белую промасленную или пергаментную бумагу.
Легкость и плавность вращения подшипника проверить в гори-
зонтальном положении, вращая от руки наружное кольцо относи-
тельно неподвижного внутреннего кольца.
При торможении или заедании подшипник вторично промыть,
так как причиной его неудовлетворительной работы может быть
не удаленная при первой промывке грязь на дорожках качения
или в углублениях сепараторов.
Замене подлежат подшипники, имеющие:
стук, торможение или заедание (характерный металлический
шум при вращении подшипника допускается);
трещины и сколы на наружном и внутреннем кольцах, а так-
же на телах качения (шариках, роликах); незначительные сколы
на кольцах подшипников допускаются, если они не выходят на
беговые дорожки и не образуют трещин;
поломку сепараторов (надломы, сквозные трещины, излом ла-
пок и других частей);
цвета побежалости в любом месте подшипника. Темные пятна
на телах качения и на поверхностях колец, оставшиеся после за-
чистки ржавчины, допускаются;
281
раковины на беговых дорожках и на телах качения и вмяти-
ны, отпечатки от тел качения на беговых дорожках, если они вы-
зывают стук, заедание или торможение подшипника при враще-
нии от руки;
выкрашивание или шелушение металла (отставание металла
чешуйками) на телах качения и беговых дорожках;
износ с образованием уступов на телах качения и беговых до-
рожках;
разработку прорезей сепараторов конического роликоподшип-
ника, в результате которой выпадают ролики.
Ремонту подлежат подшипники, имеющие:
забоины, царапины и риски на телах качения и беговых до-
рожках. Зачистить приподнятый металл, обеспечив плавное и
легкое вращение подшипника от руки;
отслаивание хрома на посадочных поверхностях. Зачистить
места перехода от хромового покрытия к оголенной поверхности.
В результате зачистки должна обеспечиваться посадка под-
шипника на вал или в корпус с соблюдением требований, указан-
ных ниже:
изгиб отдельных лапок сепаратора радиального сферического
шарикоподшипника. Выправить погнутые лапки плоскогубцами,
обеспечив зазор между лапками и наружным кольцом подшип-
ника, а также симметричность расположения их по отношению к
остальным лапкам.
Упорные подшипники домкратов и других механизмов, работа-
ющих вручную, разрешается при отсутствии требуемых подшипни-
ков заменять кольцами, изготовленными из бронзы или чугуна.
Пример замены упорного подшипника домкрата кольцами по-
казан на рис. 103.
Посадочные места для подшипников на валу и в корпусе вос-
станавливать до нормального размера только в случае, если ве-
личина зазора между кольцами подшипника и соответствующим
местом посадки его на вал или корпус больше величины допуска.
Восстановление посадочных мест в зависимости от конструк-
ции деталей и условий работы механизма можно производить лу-
жением, наплавкой слоя металла на вал или на поверхность гнез-
да корпуса и постановкой втулок на вал или в гнездо корпуса.
Восстановить посадочные места лужением только в неответст-
венных и малонагруженных узлах в такой последовательности:
удалить с посадочных мест приподнятый металл и очистить
их для лужения;
облудить посадочные места припоем ПОССуЗО-0,5
ГОСТ 21930—76 бескислотным способом; толщина слоя полуды
должна быть минимальной;
обработать посадочные места до обеспечения требуемой по-
садки подшипника и напрессовать или запрессовать подшип-
ники;
зачистить наплывы припоя на нерабочих поверхностях запод-
лицо с основной поверхностью.
282
Рис. 103. Замена упорного под-
шипника домкрата кольцами
Рис. 104. Восстановление
посадочных мест на валу
Рис. 105. Напрессовка ша-
рикоподшипника на вал:
I — оправка; 2 — шарикопод-
шипник
Рис. 106. Напрессовка ша-
рикоподшипника на вал и
в гнездо:
/ — оправка; 2 — шайба
283
При восстановлении посадочных мест на валах во избежание
заклинивания подшипника на шейке вала следить за тем, чтобы
радиус перехода от шейки вала к заплечику был меньше радиуса
кольца подшипника (рис. 104).
Напрессовать подшипники на валы и запрессовать их в гнез-
да корпусов с помощью гидравлического или винтового пресса.
При отсутствии пресса следует применять оправку 1 (рис. 105).
При одновременной посадке подшипника на вал и гнездо прокла-
дывать между оправкой 1 (рис. 106) шайбу 2 с целью равно-
мерного распределения усилий на оба кольца подшипника.
Для облегчения посадки подшипника на шейку вала рекомен-
дуется нагреть подшипник в масляной ванне примерно до 100°С.
Если на валу имеется резьба достаточной длины, то ее можно
использовать для напрессовки подшипника, передавая усилие от
гайки к подшипнику через отрезок трубы.
Подшипник должен быть плотно допрессован до заплечика ва-
ла и до упорного заплечика корпуса.
5.26. Ремонт пружин
Пружины подлежат замене при наличии трещин, изломов или
если они не обеспечивают нормальной работы механизма вслед-
ствие осадки или растяжения.
При трещинах на крайнем витке или при изломе его сточить
виток и, если необходимо, загнуть конец пружины, придав ему
требуемую форму по образцу. Перед загибом отжечь конец пру-
жины, нагрев его паяльной лампой до 730—770°С; смежные вит-
ки обмотать асбестом ГОСТ 12871—67, смоченным в воде.
При осадке или поломке винтовых пружин, работающих па
сжатие, разрешается постановка под пружины дополнительных
стальных шайб. Если нет запасной пружины для замены неис-
правной, изготовить новую пружину согласно образцу. При первой
возможности осевшие или сломанные пружины заменить исправ-
ными.
5.27. Ремонт металлических изделий
Приподнятый металл в местах забоин и задиров зачистить ша-
бером или напильником в зависимости от требуемой чистоты по-
верхности. Оставшиеся в металле углубления, отдельные царапи-
ны и другие мелкие повреждения поверхности, не влияющие на
работу детали, не выводить.
При выполнении работ по устранению вмятин и изгибов дета-
лей руководствоваться следующим:
вмятины или изгиб деталей разрешается не устранять в тех
случаях, если они не препятствуют работе сопряженных деталей
и не нарушают их прочности;
приподнятый металл по краям вмятин или в местах изгиба
деталей зачистить заподлицо с остальной поверхностью детали.
Если вследствие зачистки может быть нарушена прочность дета-
ли, предварительно осадить приподнятый металл;
вмятины или изгиб деталей устранять без нагрева. Стальные
детали, не поддающиеся правке без нагрева, допускается править
с нагревом, если это не приведет к изменению свойств металла
детали; при этом правку детали производить по возможности за
один нагрев;
при правке предохранять детали от забоин и наминов, для
чего правку производить на торце деревянной колодки или на на-
ковальне с применением подкладки из цветного металла или на
соответствующих оправках. При этом удары наносить через про-
кладку из цветного металла или непосредственно медным молот-
ком или деревянным;
вмятины в пустотелых деталях со стенками толщиной до 3 мм,
для исправления которых не требуется тщательной правки, вы-
правлять на деревянной или металлической оправке, укрепленной
в тисках или на верстаке. Во избежание появления трещин вмяти-
ны выправлять осторожно, не наносить сильных ударов. При
правке рекомендуется применять гладилки, соответствующие про-
филям исправляемых деталей. Вмятины в пустотелых деталях
с толщиной стенок более 3 мм или вмятины, требующие тща-
тельной правки, выправлять разжимным приспособлением. После
правки пустотелых деталей допускается (там, где это необходи-
мо) зачистка внутренних стенок разверткой соответствующего ди-
аметра;
погнутые оси, валы и штанги править с помощью специально-
го приспособления (рис. 107).
Пустотелые детали перед исправлением изгибов во избежание
сплющивания и образования складок плотно набить сухим пес-
ком, закрыв отверстия деревянными пробками.
При сварке сломанных стальных деталей, а также при задел-
ке пробоин и трещин применять электроды, соответствующие
марке материала, а при сварке деталей из ковкого чугуна и цвет-
ных металлов— соответствующие присадочные материалы.
Сварные швы зачищать заподлицо с поверхностью соединяе-
мых деталей только в случае, если швы препятствуют сопряжению
или взаимодействию отремонтированной детали с другими деталя-
ми.
При ремонте деталей с применением вставок рекомендуется
изготовлять вставки из того же металла, из которого изготовле-
на ремонтируемая деталь.
Перед ремонтом сломанной детали разрушенный участок уда-
лить, а погнутые участки выправить.
Трубчатые детали соединять внутренними или наружными
вставками (рис. 108).
В зависимости от назначения детали внутреннюю вставку мо-
жно делать сплошной или трубчатой.
285
Рис. 107. Приспособление для правки штока:
/ — балка; 2, 3 — призмы; 4 — захват; 5, // — гайки; 6 — винт; 7 —
вороток; 8 — шайба; 9 — винт М8Х18; 10 — штифт; 12 — болт
а
6
Рис. 108. Соединение детали с помощью вставки:
а — внутренней; б—наружной: / — заваренное отверстие; 2 — тру»
ба; 3 — вставка
286
Вставку изготовлять соответствующих размеров, пригонять ее
по сопряженным местам без шаткости и приваривать по конту-
ру. Для увеличения прочности соединения просверлить отверстие
1 и заварить его.
таи секи вставки 7
Рис. 109. Ремонт трубчатой детали
Прочность соединения можно также увеличить за счет удли-
нения сварного шва, сделав соответствующие вырезы в ремонти-
руемой трубчатой детали. Способ такого соединения показан на
примере ремонта тяговой стрелы (рис. 109).
287
Стержни круглого сечения соединять встык с постановкой
вставки, если необходимо сохранить первоначальную длину дета-
ли (рис. ПО).
Зачистить
6
Рис. 110. Соединение детали встык с помощью вставки:
1 — стержень; 2 — вставка
Стержни прямоугольного сечения соединять вставками и на-
кладками так, как показано на рис. 111 и 112.
Детали из сортового проката соединять с помощью накладок.
Сломанные детали из ковкого чугуна или алюминиевых спла-
вов соединять, если это допускается конструкцией детали, с по-
мощью сварки с постановкой чугунных или алюминиевых вставок
или накладок, а также с помощью стальных накладок, постав-
ленных на заклепках (рис. 113).
Правка деформированных изделий в полевых условиях произ-
водится вручную на массивном основании деревянными, дюралю-
миниевыми, латунными, свинцовыми, резиновыми, фибровыми или
стальными молотками, в зависимости от материала, подлежащего
правке. Деревянные молотки обычно применяют при правке де-
талей, изготовленных из листов цветного металла, например,
алюминия, дюралюминия, магниевых сплавов и т. д.
288
Вставка
to
. .£99999^
I
a
Рис. 111. Соединение стержня прямоугольного сечения:
а — вставка; б — накладка
Рис. 112. Соединение стержня прямоуголь-
ного сечения с помощью вставки-накладки:
/ — стержень; 2 — вставка-накладка
289
Стальными молотками править детали из листов стали или
сильно покоробленные детали из листов цветных металлов, если
эти детали не поддаются правке деревянным молотком.
Дюралюминиевые, латунные, свинцовые, резиновые и фибро-
вые молотки используют при правке волноводов, коаксиальных
фидеров, рефлекторов и зеркал антенн.
д-д
Зачистить —
Рис. 113. Соединение детали с помощью стальной накладки:
/ — заклепка; 2 — накладка; 3 — деталь
В качестве оснований могут быть взяты рихтовальная плита,
наковальня, различной конфигурации поддержки, деревянные и
металлические оправки, призмы.
Кривизна опорной поверхности основания должна соответст-
вовать (или быть близкой) кривизне выпрямляемой поверхности
детали.
Для правки деталь положить на основание выпуклым мес-
том вверх и поддержку прикладывать к детали со стороны вмя-
тины. Для правки опорная поверхность основания должна иметь
большую кривизну выпуклости.
Удары молотка по деформированной детали должны быть ча-
стыми и несильными, особенно перед окончанием правки. После
каждого удара молотком нужно учитывать, какое действие он ока-
зал па деталь в месте удара и вокруг него.
290
Рис.
б
114. Поддержки для правки
плоскостей:
державкой, приваренной сбоку; б —
державкой, приваренной снизу
а — с
с
Нельзя наносить удары молотком по одному месту на детали
во избежание образования трещин и наклепа материала. Несколь-
ко ударов по одному и тому же месту могут привести к образо-
ванию нового выпуклого места. Молоток нужно держать в руке
крепко, в противном случае трудно добиться точных ударов и на
детали может получиться вмятина.
При правке деталей из тонкого листового материала удары
молотком наносить несильно и с особой аккуратностью и внима-
нием, потому что при неправильном ударе молотком боковые гра-
ни его сравнительно легко проби-
вают лист.
Перед правкой деформиро-
ванные места деталей рекомен-
дуется смазать машинным мас-
лом, чтобы выправленная по-
верхность была гладкой, ровной,
чистой, без забоин.
Если конструкции (из толсто-
листовой стали или сильно де-
формированные) не поддаются
правке в холодном состоянии,
правку выполнять после местного
нагрева деформированной по-
верхности пламенем газовой го-
релки. Следует обеспечить за-
щиту от перегрева деревянных
конструкций, электромонтажа и
лакокрасочных покрытий, распо-
ложенных вблизи места нагрева.
При невозможности осуществить правку деформированный
участок удалить и вместо него поставить заплату или деформи-
рованную деталь заменить исправной;
Стальные детали при температуре ниже 0°С править холодным
способом не следует, так как это может привести к их поломке.
Правку панелей, блоков, обшивок антенн, кабин, шкафов вы-
полнять молотками вручную. Если деформированная деталь де-
монтируется, то правку производить на рихтовальной плите или
оправке. В случае если правку производят на изделии, исполь-
зовать различного рода поддержки (рис. 114, 115).
Выправленные поверхности контролировать с помощью по-
верочной плиты, линейки или соответствующих шаблонов.
Валы, винты и аналогичные им детали невысокой точности
править молотками вручную на наковальне или с помощью рыча-
га (обрезка трубы) в тисках (рис. 116, 117).
Точные валы и винты править на призмах ручным винтовым
прессом или молотком. Валы и винты, имеющие центровые от-
верстия, удобно править в центрах металлорежущего станка, ис-
пользуя давильник из цветного металла, закрепленный в резце-
держателе станка, или скобу-пресс.
2J1
Рис. 115. Правка наружной стенки кабины:
/ — наружная обшивка; 2 — поддержка; 3 — теплоизоляция;
4 — внутренняя обшивка
Рис. 116. Правка винта:
1 — подставка из красной меди; 2 — наставка из красной меди:
3 — ремонтируемый винт; 4 — плита
292
Рис. 117. Правка рукоятки:
/ — тиски; 2—медная накладка; 3 — ремонтируемая рукоятка;
4 — рычаг (отрезок трубы)
Рис. 118. Правка валика?
; - винтовой пресс; «—призма; ремонтируемый валик: 4 ~ наставка ин
красной меди; $ <* индикатор ИЧ со штативом; прокладка из медной
фольга
293
4
1
Рис. 119. Правка винта:
/ — контрольная плита; 2 — подкладка из медной фольги;
3 — ремонтируемый винт; 4 — индикатор ИЧ со штативом;
5 — свинцовая наставка; 6 — призма
Рис. 120. Правка валика?
f ремонтируемый валик; 2 — да вильник
Рис. 121. Правка валика:
/ — ремонтируемый валик; 2 — скоба-пресс; 3 — на”
ставка из цветного металла
294
Во всех случаях опорные и подвергающиеся правке поверхно-
сти предохранять от повреждений, подкладывая под них или над-
ставляя подкладки (наставки) из красной меди, алюминия или
свинца. Различные способы правки приведены на рис. 118, 119,
120, 121.
Контроль выправленных деталей производить линейкой или
индикатором часового типа, укрепленным на штативе.
Каркасы небольших блоков и узлов демонтировать и править
вручную на плите молотком (рис. 122). При правке каркасов
Рис, 122. Ремонт эпемепта фермы:
/ — деревянная подставка: 2 — свинцовая наставка; 3 — ремонтиру*
емый элемент фермы; «/—отрезок вваренной трубы; 5 — заплата; 6 —
вставка
шкафов и кабин использовать всевозможные поддержки и приспо-
собления. На рис. 123 приведен способ правки с помощью специ-
альных рычагов (вилок), а на рис. 124 показано использование
особенности формы сечения балки для выполнения правки клинь-
ев. Контролировать выправленные балки с помощью линейки.
Наиболее простым и широко распространенным способом пре-
дупреждения дальнейшего развития образовавшейся в детали тре-
щины является засверливание ее концов (диаметр просверлива-
емых отверстий 3—5 мм). При выполнении данной операции ва-
жно точно установить границы трещины. Чаще всего прибегают
к тщательному осмотру поврежденной детали с помощью лупы
10-кратного увеличения, предварительно очистив место повреж-
дения от смазки, окислов, краски.
Более надежным является капиллярный метод обнаружения
поверхностных трещин и установления их границ в изделиях из
любых материалов. Для этого проверяемое место на детали смо-
295
Рис. 123. Правка балки:
1 — рычаг; 2 — ремонтируемая балка
Рис. 124. Правка балки:
1 — ремонтируемая балка; 2 — клин
296
чить керосином (мелкие изделия погрузить на 10—15 мин), за-
тем обтереть и покрыть тонким слоем мела, разведенного в воде.
Керосин, оставшийся в трещине, на меловой поверхности дает
заметную на белом фоне полосу, по которой можно судить об
очертании трещины и ее границах. Найденные концы трещины
отметить кернером. Отверстия диаметром 3—5 мм (в зависимости
от толщины детали в месте трещины) сверлить таким образом,
чтобы их центры отстояли от концов трещины на 1—3 мм.
Рис. 125. Заделка пробоин:
а — заклепкой; б — болтом с гайкой; в—штифтом; г — заваркой:
/—заклепка; 2 — гайка; 3—болт; 4 — шайба; 5 — штифт
Применение данного способа ремонта не обеспечивает восста-
новление прочности детали. Поэтому без дополнительных мер
(постановки накладок, заварки и т. п.) он может быть использо-
ван лишь в тех случаях, когда деталь имеет достаточный запас
прочности и не требуется герметичность.
Пробоины размером до 15 мм заделать болтом с гайкой, на-
резным штифтом или заклепкой (рис. 125, а — в).
Пробоины размером до 20 мм подготовить под заварку и за-
варить (рис. 125, г). Пробоины большего размера заделывать на-
кладками или вставками.
Постановку вставок производить в тех случаях, когда наклад-
ка будет препятствовать взаимодействию деталей или их монта-
жу. Толщина вставки или накладки должна быть примерно рав-
на толщине стенки ремонтируемой детали с учетом припуска на
обработку, если она требуется. Накладки ставить на сварке, а в
отдельных случаях, указанных в частных руководствах,— на за-
11—888 29/
клепках, винтах, болтах. Края накладки должны перекрывать
контур пробоины не менее чем на 20 мм.
Постановку накладок производить в такой последователь-
ности:
срубить рванины по краям пробоины и выправить погнутые
кромки и вмятины; полную правку краев пробоины при постанов-
ке накладок на сварке разрешается не производить при условии,
если это не мешает работе сопряженных деталей; в этом случае
выправить края пробоины так, чтобы обеспечить плотное приле-
гание накладки; при постановке накладок на заклепках, винтах
или болтах контур пробоины па расстоянии не меньше 30 мм от
кромок полностью выправить;
просверлить отверстия диаметром 3—6 мм по концам лучевых
трещин, идущих от краев пробоины (в мелких деталях сверлить
отверстия диаметром 1—3 мм);
изготовить накладку и пригнать к поврежденному месту, обе-
спечив ее плотное прилегание (при постановке накладок на свар-
ке углы накладок закруглить радиусом не менее 10 мм);
приварить накладку или соединить ее с деталью на заклеп-
ках, винтах или болтах.
Диаметр заклепок (винтов, болтов), их количество и расстоя-
ние между центрами отверстий устанавливать в каждом конкрет-
ном случае в зависимости от размеров накладки и требуемой
прочности или герметичности соединений. Если позволяет толщи-
на стенки детали, отверстия в детали под винты делать несквоз-
ными.
Заделка пробойны накладкой на сварке и на винтах показана
на рис. 126 и 127.
Детали, имеющие трещины, ремонтировать путем заварки или
постановки накладок. Перед ремонтом просверлить по концам
трещины отверстия диаметром 3—6 мм. Если концы трещины
обозначены нечетко, определить их согласно инструкции по вы-
явлению трещин на деталях с помощью пропиточной смеси.
Перед заваркой вырубить вдоль трещины фаску под углом
60—70° (рис. 128, а —б).
Подготовку под заварку производить с обеих сторон трещины
(рис. 129).
Трещины длиной до 15 мм в деталях из листового металла,
расположенных у краев, выводить снятием металла с плавным пе-
реходом к кромке. Допускается также выпилить трещину круг-
лым напильником диаметром не более 10 мм или просверлить от-
верстие у конца трещины сверлом диаметром 3—6 мм.
При ремонте деталей, имеющих трещины, постановкой накла-
док приварить накладки или ставить их на заклепках, винтах
или болтах. Размеры накладки должны быть такими, чтобы
она перекрывала трещину не менее чем на 20 мм со всех
сторон.
При наличии трещин в местах сварки вырубить сварной шов
по всей длине трещины и заварить вновь.
298
A-A
Накладка.... 20
Рис. 127. Заделка пробоин накладкой и винтом:
/ — винт; 2 — накладка; 3 — прокладка
299
U*
Детали из чугуна, имеющие трещины и пробоины, ремонтиро-
вать с помощью заварки или сварки с постановкой чугунных на-
кладок или вставок, а также с помощью стальных накладок, по-
ставленных на винтах или болтах.
Рис. 128. Заделка трещин:
а — сваркой; б — постановкой накладки
Детали из алюминиевых сплавов, имеющие трещины и пробо-
ины, ремонтировать с помощью заварки или сварки с постанов-
кой алюминиевых накладок или вставок, а также с помощью алю-
Q
ВО
Рис. 129. Подготовка де-
тали под заварку
ки трещин небольшой
(рис. 130).
миниевых или латунных накладок, по-
ставленных на заклепках, винтах или
болтах. Заклепки изготовлять из алю-
миния или меди.
Баки, корпусы редукторов и другие
устройства, содержащие жидкости или
смазки не под давлением и имеющие
пробоины и трещины, ремонтировать в
зависимости от их конструкции завар-
кой, постановкой накладок на сварке
или на винтах.
Штифтование трещин обеспечивает
восстановление герметичности трещин,
но не восстанавливает их прочность.
Штифтование применяется для задел-
длины в корпусах механических блоков
Работы по штифтованию трещин рекомендуется производить
в такой последовательности:
зачистить поверхность вокруг трещины и определить ее длину;
300
разметить и просверлить отверстия диаметром 5—6 мм вдоль
трещины на расстоянии 1,5 диаметра одно от другого; крайние от-
верстия просверлить в неповрежденном металле на расстоянии
0,5 диаметра от конца трещины;
нарезать резьбу в отверстиях;
отжечь медную проволоку и нарезать на ней резьбу;
ввернуть проволоку в нарезанные отверстия;
отрезать ножовкой или откусить острогубцами пруток прово-
локи, оставив над поверхностью
детали выступ высотой 1,5—
2 мм;
разметить отверстия в проме-
жутке. между установленными
штифтами, просверлить отвер-
стия, нарезать в них резьбу и
ввернуть проволоку (при сверле-
нии этих отверстий сверло дол-
жно захватывать металл соседних
штифтов на величину не менее
V4 диаметра штифта);
расчеканить выступающие ча-
сти штифтов и запилить их свер-
ху плоским напильником запод-
лицо с поверхностью детали;
при необходимости испытать
шов на герметичность.
К заделке трещин с помощью накладок, колец и бандажей
прибегают обычно, если требуется полностью восстановить проч-
ность сломанной или имеющей трещину детали (чугунной либо
дюралюминиевой) или восстановить одновременно ее прочность
и герметичность. К таким деталям относятся детали несущих
нагрузку конструкций: каркасы, шпангоуты, балки, рамы, кор-
пусы.
Накладки на чугунных и дюралюминиевых деталях крепить
винтами или болтами.
При соединении двух поломанных частей применять точные
болты. Для достижения одновременно надежной герметичности и
высокой прочности перед постановкой накладки штифтовать тре-
щины.
Для плотного прилегания накладки к детали поверхность по-
следней обработать на станке или вручную (опиловкой, шлифо-
ванием).
Для повышения герметичности накладку ставить на сурике.
Толщина накладки, если она ставится с одной стороны, должна
быть 0,8—1,0 толщины стенки в месте разрушения детали, а при
двусторонней накладке — 0,5 толщины стенки.
При креплении накладки заклепками число и порядок их рас-
положения принимаются в соответствии с нормами для прочных
и прочноплотных швов.
301
Накладки на поврежденные конструкции из стали привари-
вать. Накладки должны перекрывать контур трещины не менее
чем на 20 мм. Примеры ремонта деталей, имеющих трещины, по-
становкой накладок показаны на рис. 131. Если трещина образо-
валась в детали или на поверхности, имеющей форму тела вра-
6
Рис. 131. Примеры ремонта деталей, имеющих трещины:
а — накладками с двух сторон; б — накладками с одной стороны; в — поста*
новкой кольца
щения (ступицы, бобышки и т. п.), то ремонт может быть выпол-
нен напрессовкой бандажа или кольца (рис. 131, в). Трещины в
деталях, не испытывающих ударов, больших давлений и действия
высоких температур (более 200—300°С), можно заделывать с по-
мощью замазок.
Составы замазок, пригодных для заделки трещин в деталях,
работающих при температуре до 300°С и изготовленных из лю-
бых черных металлов, приведены в табл. 33,
302
Таблица 33
Составной элемент Количество элементов в вес. ч. для металлов, работающих при температуре
нормальной до 200—30Э°С
№ 1 № 2 № 1 № 2 № 3
Сурик свинцовый 2 12 — —
Белила свинцовые 2 •— — •— —
Глет свинцовый 1 — 4 — —
Мел отмученный —• 8 3 •— •—
Графит — 6 — 6 —
Известь гашеная — 3 — 3 —
Глина сухая молотая 1 — — — —
Соль сернобариевая — — — 8 2
Перекись марганца — — 1
Составные элементы в количестве, указанном в таблице, хоро-
шо перемешать в сухом виде, после чего добавить к ним льняную
олифу до получения консистенции густого теста. Массу растереть
и тщательно простучать молотком, в результате чего должна по-
лучиться пластичная замазка, не прилипающая к рукам.
Трещину слегка разделать и зачистить щеткой, после чего за-
мазку втереть в трещину шпателем и просушить в течение 1—2 ч,
прогревая ее слабым пламенем паяльной лампы. Сушить можно
без подогрева в сухом теплом помещении, увеличивая время суш-
ки до 1—2 суток.
Перед ремонтом эпоксидным клеем поверхность ремонтируе-
мой детали на 40—60 мм в обе стороны от трещин зачистить
шлифовальной шкуркой, стальной щеткой или механически обра-
ботать шлифовальной машинкой, напильником, шабером, фрезой.
Поверхность, подготовленная к склеиванию, должна быть шерохо-
ватой.
Трещины длиной до 150 мм разделать снятием кромок под уг-
лом 60—70° и глубиной 2—3 мм по всей длине (рис. 132, а).
По трещинам длиной 150—300 мм, расположенным на деталях
с толщиной стенки более 4 мм, просверлить отверстия с шагом
40—60 мм и нарезать в них резьбу М4 или М5. Резьба должна
захватывать обе кромки трещины.
В нарезанные отверстия ввинтить ввертыши, изготовленные
из меди или малоуглеродистой стали для металлических и из тек-
столита для пластмассовых деталей и предотвращающие переме-
щение кромок трещин относительно, друг друга при нагрузках и
вибрациях. Концы ввертышей срезать заподлицо с поверхностью
детали и после этого разделать кромки трещины под углом 60—
70° и глубиной до 3 мм по всей длине (рис. 132, б).
303
Рис. 132. Разделка трещин длиной (мм):
а ~ до 150; б — 150—300; в свыше 300
304
Для повышения механической прочности склеенного соедине-
ния оси отверстий должны быть наклонены под углом 10—15° к
поверхности детали.
Кроме того, по трещинам, расположенным на деталях с тол-
щиной стенок более 4 мм, просверлить отверстия с шагом 60—
80 мм и нарезать в них резьбу М4 или М5. В нарезанные отвер-
стия ввинтить ввертыши и срезать их концы заподлицо с поверх-
ностью детали.
После разделки трещин поверхности, подлежащие заделке
эпоксидными составами, обезжирить ацетоном или другим без-
жировым растворителем. Применять бензин не рекомендуется,
так как в бензине содержатся жировые вещества, ухудшающие
сцепляемость эпоксидного состава.
Эпоксидный клеевой состав наносить только на обезжиренную
сухую поверхность. При заделке трещин клеевой состав нанести
на всю подготовленную поверхность толщиной 3—4 мм, тщатель-
но втирая и выравнивая его шпателем. После этого деталь вы-
держивать в нормальных условиях до затвердевания клеевого со-
става.
Под накладки на винтах ставить прокладки из паронита или
прокладочного картона. Края пробоины, прокладку, внутреннюю
сторону накладки и нарезную часть винтов покрыть суриком
ГОСТ 8135—74, разведенным в олифе ГОСТ 7931—76. После ре-
монта проверить, нет ли просачивания рабочей жидкости или
смазки в отремонтированных местах; если просачивание имеется,
устранить его повторной заваркой, подтяжкой винтов или заме-
ной прокладки.
5.28. Ремонт деревянных изделий
В деревянных изделиях не допускаются трещины, сколы и
пробоины, нарушающие прочность деталей.
Шаткость закрепленной арматуры на деревянных деталях не
допускается.
Шаткость деталей деревянной арматуры, закрепленной гвоз-
дями, шурупами или клеем, не допускается.
Поврежденные места деревянных деталей ремонтировать пу-
тем постановки вклеек на клее ВИАМ-БЗ, который хорошо скле-
ивает промасленную древесину, дает прочный шов, водоупорен
и не поражается грибками. При отсутствии клея ВИАМ-БЗ по-
становку вклеек допускается производить на казеиновом клее
«Экстра» (В-107), который хорошо склеивает йепромасленную
древесину, дает прочный шов, устойчивый к атмосферным и тем-
пературным колебаниям. Допускается применение и других
клеев.
Склеивание промасленной древесины казеиновым клеем не до-
пускается.
Для постановки вклейки необходимо разделать вырез для
вклейки детали, изготовить вклейку, подогнать ее по месту, по*
305
ставить ее на клею в вырез и обработать, длина выреза для вклей-
ки в детали, а также длина вклейки выбирается в зависимости от
величины трещины или скола.
Для изготовления вклеек (пробок) могут быть использованы
бракованные (негодные) детали или дерево той же породы, из
которой изготовлена деталь; допускается постановка вклеек и из
других лиственных пород (березы, клена, вяза, дуба и бука).
При шаткости арматуры подтянуть (довинтить) винты или
шурупы; при наличии свободных отверстий в арматуре поставить
дополнительные винты, шурупы или гвозди.
Если шаткость указанным способом не устраняется, отделить
арматуру, рассверлить отверстие под винты (шурупы или гвозди)
сверлом диаметром на 6—8 мм больше диаметра винта на глу-
бину, превышающую длину шурупа на 2—5 мм (или насквозь для
винта); изготовить деревянную пробку по диаметру просверлен-
ного отверстия, вставить ее на клее в отверстие и обработать за-
подлицо с поверхностью деревянной детали, затем по отверстиям
в арматуре просверлить отверстия в пробке для винтов на 1 мм
менее диаметра винта, для шурупов — наполовину диаметра шу-
рупа и не более 3А длины шурупа; для гвоздей отверстия не свер-
лить. Закрепить арматуру шурупом (винтом, гвоздем) на деревян-
ной детали.
У тонкостенных изделий под металлическую арматуру поста-
вить и укрепить шурупами деревянные подкладки; подкладки раз-
решается ставить и с противоположной стороны детали, если они
не ухудшают внешний вид изделия и не препятствуют нормаль-
ной работе.
Во всех случаях на тонкостенных деревянных деталях метал-
лическую арматуру разрешается крепить винтами с гайками и ме-
таллическими шайбами.
Острые края сколов и валиков зачистить стеклянной шкур-
кой, при возможности эти места отремонтировать замазкой.
При трещинах более V4 длины детали заполнить трещину кле-
ем и стянуть деталь шпагатом или гвоздями; после высыхания
шпагат снять.
6. СБОРКА
6.1. Общие указания
Сборку блоков, узлов, агрегатов производить в полном соот-
ветствии с чертежами, требованиями настоящего Руководства,
функциональными, принципиальными схемами, техническими опи-
саниями и инструкциями по эксплуатации. Соблюдение всех спе-
циальных требований, оговоренных в схемах, технических описа-
ниях, инструкциях по эксплуатации, обязательно.
На сборку должны поступать исправные (новые из ЗИП или
отремонтированные) блоки, узлы и агрегаты.
306
Сборку агрегатов, блоков, узлов и изделия выполнять в усло-
виях, исключающих попадание пыли на детали.
При сборке использовать специальные приспособления и уст-
ройства, а также специальный и стандартный инструмент, исклю-
чающий повреждение узлов и деталей.
Все детали изделия, устанавливаемые на шасси блоков, проч-
но укреплять. Перекосы, качание, перемещения и проворачивание
закрепленных деталей не допускаются.
Вращающиеся ручки надежно крепить на осях. Выступание
стопорных винтов за габариты ручек, проворачивание и покачи-
вание ручек не допускается. Положение ручек при фиксации дол-
жно совпадать с соответствующими рисками.
Детали и узлы, передающие движение, и перемещающиеся де-
тали (каретки, втулки, ходовые гайки, поводки и т. д.), а также
переключатели, выключатели, кнопки, шланги ламподержателей,
держатели предохранителей не должны иметь заеданий, должны
вращаться плавно, без скачков.
На контактных поверхностях скользящих деталей (щетках,
кольцах, дисках и т. д.) не допускаются выбоины, вмятины и ца-
рапины.
Шплинты должны плотно сидеть в отверстиях и выступать
над прорезью гайки. Концы шплинтов аккуратно загнуть. Сто-
порные шайбы зажать гайками, а их усики должны плотно при-
легать к соответствующим граням гайки.
Прокладки (резиновые, войлочные или фетровые) должны
быть чистыми, гладкими, без расслоений, складок и вырезов,
плотно сидеть в посадочных канавках и гнездах. Коробление
прокладок не допускается. Вновь устанавливаемые фетровые или
войлочные сальниковые прокладки должны быть пропитаны соот-
ветствующими составами.
Стыковка узлов волноводного тракта (волноводов, вращаю-
щихся и поворотных сочленений) должна быть произведена без
значительных перекосов и натягов. Допускается несовпадение
штифтов с отверстиями стыкующихся фланцев волноводов по уг-
лу не более 3°.
Одновременно со сборкой узлов и механизмов производить их
смазку. Смазать узлы и механизмы заново. Перед нанесением
смазки рабочие поверхности механизмов предварительно подго-
товить. Отработанную, устаревшую смазку тщательно удалить с
рабочей поверхности промывкой бензином, ацетоном или другими
растворителями. Промытые поверхности обтереть чистой сухой
ветошью.
Для исключения возможности попадания на подготовленные
к смазке поверхности влаги или кислот, содержащихся в возду-
хе, смазка должна наноситься не позднее чем через 1—2 ч пос-
ле промывки и просушки.
Нельзя прикасаться к промытым поверхностям руками без
перчаток.
307
На подготовленную рабочую поверхность детали смазку нано-
сить плотным равномерным слоем на всю поверхность, без про-
пусков, пузырей и затеков.
В труднодоступных местах механизмов смазку наносить про-
ворачиванием механизма на несколько оборотов для того, чтобы
все поверхности деталей были покрыты смазкой. Количество смаз-
ки и качество ее нанесения проверить осмотром.
При сборке обратить внимание на правильность сочленения
узлов, подключения кабелей и соединения волноводов (коакси-
альных фидеров).
Некачественное соединение элементов высокочастотного трак-
та вызывает искрение между фланцами или разъемами, приводит
к увеличению КСВ тракта.
Перед сборкой обезжирить поверхности деталей, протерев их
чистой ветошью, смоченной в уайт-спирите, вытереть насухо и
смазать.
Указания по стопорению шпаклевкой (краской) резьбовых со-
единений даны в инструкции по эксплуатации.
Карданные валики между сборками и деталями должны сво-
бодно перемещаться вдоль прорезей карданных вилок или шлицев
от одного крайнего положения до другого.
Шум от движения деталей кинематической цепи механизма
должен быть монотонным.
После сборки узла или механизма проверить величину мертво-
го хода и статического момента, а в счетно-решающих механиз-
мах проверить и точность решения задач в соответствии с инст-
рукцией по эксплуатации.
6.2. Сборка соединений
Резьбовые соединения. Качество сборки резьбовых со-
единений зависит от правильности затяжки болтов и гаек, обес-
печения необходимых посадок, отсутствия перекосов и искривле-
ний болтов и шпилек, надежности стопорных устройств. Первые
три—четыре нитки завинчивать с незначительным усилием.
При заедании на этом участке детали разъединить, осмотреть
и завинчивание начать вновь только после устранения дефектов
резьбы. Гайки затягивать постепенно, сначала наполовину затяж-
ки, а затем окончательно.
При групповом креплении необходимо соблюдать определен-
ную последовательность затягивания гаек.
Окончательно завинчивать детали штатным ключом или от-
верткой без применения удлинителей и ударов. В ответственных
резьбовых соединениях величина момента затяжки достигается с
помощью тарированных ключей.
При завинчивании шпильки обеспечить плотную ее посадку в
тело детали и строгую перпендикулярность к той поверхности, в
которую она завинчивается. Завинчивать шпильки с помощью
двух гаек: глухой гайки с воротком или удлиненной с болтом.
308
После сборки предохранять детали от самоотвинчивайия.
В собранных резьбовых соединениях концы болтов должны
выходить из гаек на высоту не менее первого заходного витка;
величина максимального выступания болтов из гаек, расположен-
ных в местах работы расчета, не должна быть более половины
диаметра болта; в остальных местах — такой, чтобы не мешать
работе механизмов и не ухудшать внешнего вида изделия.
а
б
Рис. 133. Шпонки:
а — клиновая; б — призматическая
Для обеспечения нормального крепления допускается ставить
болты, винты, шпильки, штифты и т. п. длиннее заменяемых, ес-
ли детали утолщены при конструктивных изменениях или усили-
ваются при ремонте.
При несовпадении отверстий для шплинтов в болтах с проре-
зями в корончатых гайках допускается:
установка под гайку утолщенной шайбы или подрезка торца
гайки не более чем на один виток резьбы, если это не нарушает
прочности соединения и не препятствует взаимодействию дета-
лей;
309
сверление второго отверстия в болтах, при этом пересечение
просверленного отверстия со старым не допускается; расстояние
от центра отверстия до края болта должно быть не менее 1,5 ди-
аметра просверленного отверстия.
Шпоночные соединения. Перед сборкой шпоночных
соединений проверить поверхности собираемых деталей и устра-
нить забоины, заусенцы, задиры и другие дефекты. При тугих со-
единениях в случае необходимости нагревать охватывающую де-
таль. Сборку соединения контролировать покачиванием детали на
валу, перемещая ее вдоль вала.
При сборке соединений с помощью клиновой шпонки (рис. 133, а)
следить за тем, чтобы она плотно прилегала ко дну паза вала
и втулки, а по боковым стенкам имела зазоры. Уклоны на рабо-
чей поверхности шпонки и в пазе втулки должны совпадать, ина-
че деталь будет установлена на валу с перекосом.
Посадка призматической шпонки (рис. 133, б) в паз вала про-
изводится легкими ударами медного молотка, под прессом или с
помощью струбцин.
При посадке на вал сопряженной детали следить, чтобы по-
следняя не сидела на шпонке, а центрировалась исключительно
на цилиндрической или конусной поверхности вала. Между верх-
ней плоскостью шпонки и дном паза втулки должен быть зазор
не менее 0,1 мм.
6.3. Штифтование деталей при сборке
При сборке производится штифтование:
с использованием существующих отверстий под штифт без
дополнительной обработки;
с использованием существующих отверстий под штифт с до-
полнительным их развертыванием или рассверливанием;
со сверлением и развертыванием новых отверстий под штифт.
Штифтование с использованием существующих отверстий под
штифт без дополнительной обработки производить, если в про-
цессе ремонта и сборки штифтуемые детали не заменялись и их
взаимное расположение осталось прежним.
Если после произведенного в процессе ремонта взаимного
перемещения штифтуемых деталей несовпадение штифтовых от-
верстий не превышает V4 диаметра отверстия, развернуть (для
больших диаметров штифтов предварительно рассверлить) отвер-
стие до ближайшего большего размера под штифт и установить
новый штифт увеличенного диаметра. Развертывать существую-
щие отверстия до ближайшего размера также при ослаблении по-
садки штифта и если штифт был срезан. При несовпадении штиф-
товых отверстий более V4 диаметра, а также при штифтовании
замененных деталей просверлить новые отверстия.
Отверстия под штифты в корпусах или валиках сверлить че-
рез отверстия в закрепляемых деталях, если такие отверстия име-
ются.
310
Если диаметр штифта неизвестен, руководствоваться данными
табл. 34 для конических и табл. 35 для цилиндрических штиф-
тов. В этих таблицах диаметры штифтов даны в зависимости от
диаметра валиков для конических и от толщины штифтуемой де-
тали для цилиндрических штифтов. Для увеличения размеров су-
ществующих отверстий устанавливать штифты диаметром на од-
ну ступень больше указанного в таблицах.
Таблица 34
Размеры в мм
Диаметр валика
Конический штифт
3-4 5-6 7-9 10 — 12 14-18 20-22 25
Диаметр
1 1,5 2 3
Таблица 35
Размеры в мм
Цилиндри- ческий штифт Толщина штифтуемой детали
2 3 4-5 6-8 10-12 14-16 18-20 22-30
Диаметр 1 1,5 2 3 4 5 6 8
Диаметры сверл и разверток для обработки отверстий под ци-
линдрические и конические штифты указаны в табл. 36.
Размеры в мм
Таблица 36
Диаметр Длина конус- ной части сверла
штифта сверла развертки
под цилиндрические штифты в стальных деталях и под кони- ческие штифты в любых деталях под цилиндричес- кие штифты в силу- миновых деталях
1,0 0,9 0,8 1,0 0,2
1,5 1,4 1,3 1,5 0,3
2,0 1,9 1,8 2,0 0,3
3,0 2,9 2,8 3,0 0,4
4,0 3,9 3,7 4,0 0,5
5,0 4,9 4,7 5,0 0,6
6,0 5,8 5,7 6,0 0,7
8,0 7,8 7,7 8,0 0,9
10,0 9,8 9,7 10,0 1,0
311
При сверлении глухого отверстия под цилиндрический штифт
глубина отверстия должна быть больше длины штифта на длину
конусной части сверла.
Перед сверлением штифтуемые детали должны быть закреп-
лены одна относительно другой во избежание взаимного переме-
щения. Если сверлится отверстие в валике небольшого диаметра,
то для предохранения валика от изгиба применять подставки.
Если в валике уже имеется отверстие под штифт, но требуется
просверлить новое, новое отверстие сместить так, чтобы оно не
пересекало старое. Ось отверстия должна проходить через ось
валика и должна быть к ней перпендикулярна. В поперечном се-
чении отклонение отверстия от оси валика допускается 0,5 диа-
метра штифта, но не более 2 мм в продольном сечении; отклоне-
ние оси отверстия от перпендикуляра к оси валика допускается
1/3 диаметра штифта, но не более 1,5 мм. После сверления раз-
вернуть отверстия: под конические штифты одновременно в обе-
их деталях; >юд цилиндрические — одновременно в обеих деталях
только в случае, если обе детали изготовлены из стали. Если од-
на из деталей из алюминия или из его сплавов, то отверстие под
цилиндрический штифт развертывать только в стальной детали.
После развертывания притупить острые кромки отверстий, сняв
фаски 0,3X45° с помощью зенкера или шабера. Детали и узлы
после сверления и развертывания отверстий тщательно очистить
от смазки и стружки кистью или хлопчатобумажной салфеткой.
6.4. Штифтование цилиндрическими, коническими
и специальными штифтами
Запрессовку цилиндрических штифтов производить с помощью
молотка и медной (латунной или алюминиевой) выколотки. Во
избежание перекоса сначала наносить легкие удары по выколотке,
а более сильные удары допускаются лишь в конце запрессовки.
Штифт посадить (забить) так, чтобы торец был заподлицо с
поверхностью детали. Выступание штифта допускается не более
чем на величину фаски (сферы) штифта. Нижний конец штифта
не должен выступать над поверхностью корпуса; он должен быть
утоплен в отверстии корпуса не более чем на величину диаметра
штифта; рекомендуется, чтобы примерно 1/3 длины штифта нахо-
дилась в детали, а остальная часть — в корпусе.
Штифты, фиксирующие положение щитков и крышек, должны
быть посажены заподлицо с их поверхностями. Допускается вы-
ступание штифта не более 0,5 мм.
Конические штифты, устанавливаемые без пружинных колец,
должны быть посажены (забиты) так, чтобы выступание концов
штифта с обеих сторон штифтуемой детали было примерно оди-
наковым и не превышало 1,5 диаметра штифта; допускается не-
симметричность выступания концов штифта на величину не бо-
лее половины его диаметра.
Если конструкцией предусмотрено крепление конических штиф-
312
тов пружинными кольцами, то штифт посадить так, чтобы ко-
нец его с большим диаметром выступал над дном канавки для
пружинного кольца на величину фаски (сферы) штифта или был
на одном уровне с дном канавки; конец штифта с меньшим диа-
метром должен выступать над поверхностью дна не менее чем на
0,5 диаметра штифта. После штифтования в канавку на ступице
штифтуемой детали установить пружинное кольцо. Кольцо должно
Рис. 134. Штифтование специальным коническим штифтом
лежать на конце штифта с большим диаметром и фиксироваться
от проворачивания в канавке выступающим концом штифта с
меньшим диаметром.
Штифты не должны выбиваться от легкого удара молотком
по выколотке.
Штифтование специальными коническими штифтами произво-
дить аналогично штифтованию обычными с учетом следующих
указаний:
штифт с резьбовым концом на части штифта с большим диа-
метром должен быть посажен так, чтобы торец штифта утопал
в отверстии детали на 1—2 мм (рис. 134, а). Выступание торца
над поверхностью детали не допускается;
штифт с резьбовым концом на части штифта с меньшим диа-
метром должен быть посажен так, чтобы торец штифта был на
одном уровне с поверхностью закрепленной детали или утопал в
отверстии детали, но не более чем на 1 мм (рис. 134, б);
на резьбовой конец штифта навинтить до упора гайку с шай-
бой; при свинченной гайке штифт должен выпрессовываться от
слабых ударов молотка.
313
7. КОМПЛЕКСНАЯ РЕГУЛИРОВКА, НАСТРОЙКА,
ПРОВЕРКА И ИСПЫТАНИЕ
Внимание! Все работы, связанные с излучением высоко-
частотной энергии в пространство (включая и работу на эквива-
лент антенны), проводить с соблюдением требований действую-
щих приказов и инструкций по радиомаскировке.
7.1. Общие указания
Проверку и настройку изделий в комплексе производить пос-
ле того, как проверены и приведены в соответствие с техничес-
кими требованиями ее отдельные системы, блоки и узлы.
К комплексной проверке и настройке допускаются изделия,
укомплектованные всеми блоками, механизмами, узлами, исправ-
ными электровакуумными приборами и предохранителями согла-
сно формуляру.
Последовательность проверки параметров и настройки уста-
навливается конкретно для каждого типа изделий в соответствии
с инструкцией по эксплуатации.
Следует иметь в виду, что общую настройку изделия рекомен-
дуется начинать с тех систем, блоков и узлов, которые подверга-
лись ремонту.
7.2. Регулировка, настройка и проверка
аппаратуры
Регулировка, настройка и проверка аппаратуры проводится
с целью установления оптимальных значений параметров узлов,
блоков, систем и всей техники в целом.
Требования к параметрам и методика их проверки при регули-
ровке, настройке и проверке аппаратуры определяются инструк-
циями по эксплуатации на каждый тип В и ВТ.
К регулировке и настройке допускается аппаратура, укомплек-
тованная в соответствии с формулярами механизмами, узлами,
блоками и исправными съемными комплектующими электрорадио-
элементами.
Регулировка и настройка аппаратуры включает:
проверку перед включением;
включение и проверку функционирования;
окончательную регулировку и настройку.
Проверка аппаратуры перед включением проводится с целью
выявления неисправностей, которые могут привести к аварийно-
му режиму при включении.
Перед подачей питающих напряжений проверить:
укомплектованность всеми механизмами, узлами и блоками в
соответствии с формуляром;
наличие и правильность установки всех съемных комплекту-
ющих электрорадиоэлементов (предохранителей, сигнальных
лампочек и т. п.);
314
правильность подключения всех кабелей и разъемных соеди-
нений;
установку органов регулировок в начальное положение;
надежность крепления механизмов, узлов, блоков;
механическую исправность блокировок и других элементов ав-
томатики и защиты;
легкость вращения механизмов при опробовании вручную;
целость цепей питания.
Первое включение и проверку функционирования производить
по системам при автономном включении. Проверить исправность
(функционирование) аппаратуры по внешним признакам нормаль-
ной работы и устранить возможные неисправности.
Проверку функционирования производить по методике, изло-
женной в инструкциях по эксплуатации на каждый тип проверя-
емой аппаратуры. Рекомендуется начинать проверку функциони-
рования с блоков, узлов, систем, которые подвергались ремонту.
При окончательной настройке и регулировке производить ус-
тановку (настройку) оптимальных значений параметров узлов,
блоков, систем и всего изделия в целом в соответствии с инструк-
циями по эксплуатации к регламентным работам большой перио-
дичности и с требованиями руководств по ремонту. Последователь-
ность настройки и регулировки параметров устанавливается конк-
ретно для каждого типа В и ВТ, в зависимости от технологичес-
кого удобства проведения настроечных операций.
Результаты настройки и регулировки В и ВТ заносить в жур-
налы регламентных работ.
7.3. Испытание изделия после ремонта
Испытание В и ВТ проводить после окончания настройки и
регулировки с целью проверки работоспособности и стабильности
работы аппаратуры в установившемся температурном режиме.
Испытание включает в себя:
технологический прогон (8-часовая непрерывная работа в со*
ставе всего изделия данного типа);
контроль функционирования аппаратуры всего изделия в це-
лом перед технологическим прогоном и после него;
измерение основных параметров (определяемых руководства-
ми по ремонту на каждый тип В и ВТ) в начале, середине и кон-
це технологического прогона.
В процессе испытания допускается замена неисправных элек-
тровакуумных приборов, предохранителей, сигнальных и конт-
рольных ламп.
При смене электровакуумных приборов допускается подстрой-
ка аппаратуры органами регулировки.
Все неисправности, возникшие в процессе испытания, устра-
нить, после чего испытание продолжить. При повторном появле-
нии неисправности установить причину и устранить ее действие
в дальнейшем.
315
Результаты испытаний занести в протокол испытаний В и ВТ.
Все контрольно-измерительные и проверочные приборы, ис-
пользуемые при настройке, регулировке и испытании отремонти-
рованной техники, должны иметь технический паспорт и быть
проверены в установленном порядке.
8. ДОПУСТИМЫЕ ОТКЛОНЕНИЯ ОТ ТРЕБОВАНИИ
ДОКУМЕНТАЦИИ
8.1. Покрытия
Допускаются следующие отклонения от требований докумен-
тации по лакокрасочным и противокоррозионным покрытиям.
На всех окрашенных поверхностях допускаются матовые пят-
на, следы неравномерного распыления краски, мелкие волосяные
царапины и изменение цвета покрытия при слабом мелении.
На кузовах и прицепах допускаются отличия оттенков лако-
красочных покрытий восстановленных участков кузова относи-
тельно остальной его поверхности.
На волноводах допускается местное покрытие волноводов
эмалью А-14Ф (ПФ-223) вместо фторопластового, а также мест-
ные потертости серебряного покрытия на фланцах волноводов
общей площадью не более 3 см2 и мелкие царапины, забоины
без поднятия металла.
На посадочных поверхностях оксидированных деталей в ме-
ханических узлах допускаются потертости оксидной пленки.
На контактах высокочастотных разъемов допускается потем-
нение серебряных покрытий.
8.2. Комплектующие изделия
На комплектующих изделиях допускаются следующие откло-
нения:
поверхности трещин, сколы, не влияющие на сопротивление
изоляции и герметичность изделия;
незначительные царапины на поверхности изделия, вызванные
механической обработкой;
следы ремонта эпоксидными смолами;
установка изделий, отличающихся по конструкции от завод-
ских (наконечников, измерительных проводов, стоек крепления
селеновых столбиков, цепочек, инвентаря, осветительной армату-
ры кабин и т. п.), но не нарушающих эксплуатационных ка-
честв аппаратуры;
царапины и небольшие трещины на защитных стеклах элек-
тронно-лучевых трубок и шкал, на линейках и планшетах, не ме-
шающие работе и не уменьшающие прочность стекол;
на волноводах вмятины глубиной не более 3 мм;
на наружных обшивках антенн вмятины глубиной до 15 мм;
316
на передних панелях контрольно-измерительных приборов не-
значительные потертости;
износ щеток электродвигателей по высоте допускается не бо-
лее чем на 30% номинального размера.
Допускается использование запасных переходных контактов
(клемм) взамен неисправных основных с последующей их пере-
маркировкой и с обязательным внесением изменений в техниче-
скую документацию.
На платах с печатным монтажом допускаются:
наличие объемных проводников;
местное отслоение по периметру контактной площадки на пе-
чатных платах из фольгированного диэлектрика за счет усадки
припоя при остывании;
местное вздутие слоя металлизации в местах перехода кон-
тактных площадок в печатные проводники;
небольшие наплывы и потеки припоя по печатным проводни-
кам платы после пайки выводов радиодеталей и концов объемных
проводников;
местное подплавление не более 1—2 мм полихлорвиниловых
изоляционных трубок, надеваемых на выводы радиоэлементов.
8.3. Керамические изделия
На поверхности низковольтных керамических деталей допус-
каются сколы, раковины, следы лопнувших пузырей, размеры ко-
торых не превышают величин, указанных в табл. 37.
Таблица 37
Размер детали, мм Сколы Раковины и следы лопнувших пузырей
площадь, мм2 глубина, мм площадь, мм2 глубина, мм
До 10 От 10 до 20 От 20 до 50 От 50 до 100 Свыше 100 1,0 2,0 4,0 8,0 16,0 0,2 0,3 0,4 0,8 1,5 1,0 2,0 4,0 6,0 9,0 0,2 0,3 0,4 0,8 1,5
Допускаются также царапины глубиной не более 0,1 мм и
длиной не более длины детали на глазурованной и неглазуро-
ванной поверхностях, а также наплыв полимеризованного клея
после ремонта изделия.
На высоковольтных керамических изделиях допускаются цара-
пины на глазурованной поверхности, видимые невооруженным
глазом на деталях, работающих под напряжением до 3 кВ, дли-
ной до V2 длины детали, а на деталях, работающих под напря-
жением свыше 3 кВ — не более V4 длины детали.
На поверхности изоляторов высоковольтных выпрямителей
(до 30 кВ) допускаются сколы глазури, не влияющие на эксплу-
атационные характеристики изоляторов, а также царапины глуби-
ной не более 0,1 мм и раковины глубиной не более 0,4 мм.
317
8.4. Комплектующие электрорадиоэлементы
На корпусе резистора (сопротивления) типа ОВС, ВС, УЛИ,
БЛП, УЛМ, УНУ, МЛТ, ОМЛТ, если величина сопротивления на-
ходится в номинальных пределах, допускаются трещины, сколы,
не нарушающие целость токопроводящего слоя, а также измене-
ние цвета лакокрасочного покрытия в результате теплового воз-
действия.
На металлическом корпусе конденсаторов бумажных, слюдя-
ных, пленочных, металлопленочных, керамических, стеклоэмале-
вых, стеклянных и вакуумных постоянной емкости допускаются
вмятины глубиной до 0,5 мм при линейном размере конденсатора
более 40 мм.
На корпусе электролитических конденсаторов типа КЭ, ЭМ,
ЭПМ, К-50-ЗА, К-50-ЗБ, К-59-6, ЭТ, ЭТН, ЭТО диаметром 10—
15 мм допускаются вмятины и забоины глубиной до 0,5 мм, а на
корпусе конденсатора диаметром свыше 15 мм — глубиной до
1 мм.
Допускается установка равноценных и более совершенных
комплектующих изделий, имеющих соответствующие параметры
класса точности не ниже, чем у изделий, указанных на схеме:
резисторов БЛП и МГП группы А на резисторы БЛП и МГП
группы Б;
резисторов МЛТ на резисторы ОМЛТ (и наоборот) соответст-
вующих номиналов и допусков по классу точности;
резисторов ПКО на резисторы ПКВ соответствующих номи-
налов;
резисторов БЛП по ОЖО.467.062 ТУ и МГП ГОСТ 7113—66
на резисторы УЛИ по ОЖО.467.013 ТУ и ПТМН по ОЖО.467.503 ТУ
с аналогичными параметрами;
резисторов ППБ на резисторы ППБ-Е с аналогичными пара-
метрами;
резисторов БЛП по ОЖО.467.062 ТУ на резисторы БЛП по
УБ0.467.007 ТУ той же мощности, класса точности и ТКС с но-
минальными значениями согласно табл. 38.
Таблица 38
Номер ТУ Номинальная величина резисторов, кОм
ОЖО.467.062 ТУ 0,0619; 0,619; 0,816; 1,82; 2,1; 2,21; 2,71; 3,01; 3,32; 3,61; 3,92
УБ0.467.007 ТУ 0,062; 0,62; 0,82; 1,8; 2,0; 2,2; 2,7; 3,0; 3,3; 3,6; 3,9
ОЖО.467.062 ТУ 4,32; 5,11; 5,62; 6,19; 6,81; 8,16; 9,09; 22,1; 27,1; 30,1; 33,2
УБ0.467.007 ТУ 4,3; 5,1; 5,6; 6,2; 6,8; 8,2; 9,1; 22,0; 27,0; 30,0; 33,0
ОЖО.467.062 ТУ 36,1; 39,2; 43,2; 51,1; 56,2; 61,9; 68,1; 81,6; 90,9
УБ0.467.007 ТУ 36; 39; 43; 51; 56; 62; 68; 82; 91
318
резисторов СП-I и СП-П ГОСТ 5574—60, НОЖО.005.002 двух-
ваттных на резисторы СП-I и СП-П ГОСТ 5574—65 одноваттные
и наоборот;
резисторов СП-Ш и СП-IV ГОСТ 5574—60 'Л Вт на резисто-
ры СП-Ill и СП-IV ГОСТ 5574—65 1/0,5 Вт и наоборот;
конденсаторов КС на конденсаторы КСО и КТ соответствую-
щих номиналов, рабочих напряжений, классов точности и габари-
тов со значениями ТКЕ согласно табл. 39;
Таблица 39
Группа ТКЕ конденса- торов КС Группа ТКЕ конденсаторов
КСО кт
Р Г р
О г р
м г М
п В и Г М
конденсаторов СГМ на конденсаторы КСО соответствующих
номиналов рабочих напряжений, классов точности и групп
ТКЕ;
конденсаторов МБГП на конденсаторы ОМБГ соответствую-
щих номиналов, рабочих напряжений, классов точности и групп
ТКЕ;
конденсаторов КПК на конденсаторы ОКПК соответствующих
номиналов, классов точности, габаритов и групп ТКЕ;
конденсаторов КСОТ на конденсаторы соответствующих номи-
налов, рабочих напряжений, классов точности и групп ТКЕ;
реле МКУ-48 по паспорту и ТУ с индексом РУ на реле
МКУ-48 по паспорту и ТУ с индексом ВА. Например, реле
МКУ-48 РУ4.500.236, ГУ0.450.002 ТУ на реле МКУ-48 РА4.500.236,
РА0.450.002 ТУ;
реле времени ЭМРВ-27Б-1, вариант 13, на реле времени
ЭМРВ-27Б-1, вариант 12;
резонатора ПР2С-1±4-92-21 по ТЦ0.329.305 ТУ и БТ0.320.003 ТУ
на резонатор В1 ±4-92-21 МРТУ-11 по ТЦ0.329.305 ТУ и
БТ0.329.003 ТУ;
сельсинов БД-160А и БС-155А классов 0,1 и 2 на сельсины
БД-160А и БС-155А классов А и Б;
кварцевых приборов согласно табл. 40;
контактора ПФУ-22/П—IV-8C ТУ ДЕН СНХ 60023—58 на
контактор ПМФ МРТУ-5 647-7024—65;
телефонного ключа КТРО-П 1 п0 НИ0.360.600 на те-
лефонный ключ КТРО-П по НИ0.360.600;
переключателей и выключателей согласно табл. 41;
электрических машин согласно табл. 42.
319
Таблица 40
Установленный прибор Заменяющий прибор
тип ТУ тип ТУ
И1—И5 ГЦО.329.305 ТУ с протоколом согласования от 24/1—61 г. ПР2П-У1±1,5 И1-И5-91а МРТУ-11 ТЦ0.329.305 ТУ БТ0.329.003 ТУ
ИЮ ГЦ0.329.305 ТУ с протоколом согласования от 24/1—61 г. ПР2П-У1±1,5 И10-92а МРТУ-11 ТЦ0.329.305 ТУ БТ0.329.003 ТУ
Н1-Н5 ГЦ0.329.305 ТУ с протоколом согласования от 24/1—61 г. ПР2П-У1±1,5 Hl— Н5—916 МРТУ-11 ТЦ0.329.305 ТУ БТ0.329.003 ТУ
НЮ ГЦ0.329.305 ТУ с протоколом согласования от 24/1—61 г. ПР2П-У1±1,5 НЮ—109а МРТУ-11 ТЦ0.329.305 ТУ БТ0.329.003 ТУ
РПК ТЦ0.329.305 ТУ ВТ0.329.001 ТУ ПР2П-У1±2 10 000—15 МРТУ-11 ТЦ0.329.305 ТУ БТ0.329.003 ТУ
РПК-6Г ТЦ0.329.305 ТУ ВТ0.329.001 ТУ ПР2П-У1±2 10250—16 МРТУ-11 ТЦ0.329.305 ТУ БТ0.329.003 ТУ
320
Таблица 41
Установленный прибор Заменяющий прибор
тип ТУ тип ТУ
11П2Н ГЯ0.360.009 ТУ 11П2Н-К8 H0.360.006 ТУ
кв НГУ3.360.003 ТУ Т ВР0.360.007 ТУ
В-45 ТУ—44—56 В-45М МРТУ 16-526-016—66
ПП-45 ТУ—44—56 ПП-45М МРТУ 16-526-016—66
ПФМ45 ТУ ЛЕН СНХ ПМФ45 МРТУ
222222/XI с тре- мя фиксированны- ми положениями 45°—0—45° 60—133—59 222222/Х1-Д4 5-647-7024—65
А3114/5 ОБХ 522.000-59 А3114/5П МРТУ 16-526-010—65
321
Таблица 42
Установленный прибор Заменяющий прибор
тип ТУ, ГОСТ тип ТУ
Двигатели
АОЛ-31-4М2 ГОСТ 186—52 АОМ-22-4Щ2 ВТУ 620.3550—59
АОЛ-011/4 ГОСТ 8212—76 АПН-011/4 ВТУ ОРН.510.011
АОЛ-12/2 ГОСТ 8212—76 АПН-12/2 ВТУ ОРН.510.011
АДП-1 АБ.762.011 ТУ АДП-1 П ТУ 35-OMIC-2—62
АДП-123Б НЛЛ0.312.800 ГУ АДП-127 ТУ 35-OMIC-20—64
ДТ-75 ТУМ ОБИ510001 ДГ-75М СТУ 45-2230—64
МГ-30-400 ПКЗ. 128.001 ТУ МГ-30-400А ВБО.312.046 ТУ
Сельсины
БС-151 ЛЛЗ.154.001 ТУ БС-151НА К30.005.355 ТУ
БС-155 1 кл. ЛЛЗ.154.001 ТУ БС-155А 1 кл ЛШ0.301.005 ТУ
БС-155 2 кл. КЭ0.005.123 ТУ БС-155А 2 кл. ЛШ0.301.005 ТУ
БД-160 1 кл. КЭ0.005.123 ТУ БД-160А ЛШ0.301.005 ТУ
Вращающиеся трансформаторы
СКВТ-2 ИО.671.300 ТУ ВТ-2А
СКВТ-3 И0.671,254 ТУ ВТ-ЗА
Л Ш0.301.002 ТУ
ЛШ0.301.002 ТУ
322
Допускаются следующие незначительные отступления от элек-
тромонтажных схем в части прокладки отдельных проводов, их
распайки и расцветки:
прокладка отдельных новых проводов не строго по месту по-
врежденных проводов;
наложение отдельных проводов поверх жгутов;
пайка более тугоплавкими припоями (ПОС-40 вместо ПОС-60,
ПОС-ЗО вместо ПОС-40), за исключением распайки полупровод-
никовых приборов, которые распаиваются низкотемпературными
припоями;
соответствующая замена проводов красного цвета на розовый,
синего на черный, желтого на оранжевый, черного на фиолето-
вый, белого на серый или зеленый.
8.5. Крепежные изделия, шестерни
Допускается выкрашивание или срыв нитки резьбы на V4 дли-
ны витка, но не более чем у 10% витков, а в сумме не более дли-
ны одного витка. Виток захода не учитывается, он может быть
сорван полностью.
Допускаются винты с увеличенной шириной шлица до следую-
щего по ГОСТ размера.
При сборке допускается повторное применение годных пру-
жинных шайб ГОСТ 6402—70, наружный размер между усика-
ми должен быть не менее 1,5 толщины шайбы; круглых стопорных
шайб с наружным носком, гайки должны быть застопорены неде-
формированным участком шайбы; годных конических и цилиндри-
ческих штифтов.
Допускается шелушение на шестернях, выкрашивание, износ
(сколы) зубьев, не ухудшающие надежность и плавность зацеп-
ления.
8.6. Резинотехнические изделия
Допускаются поверхностные трещины на резинотканевых из-
делиях (тормозных шлангах, межшкафных воздуховодах, рука-
вах обдува клистронов/ шлангах системы заполнения волноводов
воздухом), не снижающие их механических свойств.
Допускаются трещины глубиной до одного слоя корда и по-
верхностная сетка трещин на покрышках ходовой части.
8.7. Кабели
На кабелях допускаются поверхностная сетка мелких трещин,
неглубокие царапины (риски) на поверхности оболочки кабелей,
не снижающие электрических и механических свойств кабелей.
Разрешается одно сращивание силовых (питания) кабелей на
участке 50 м.
323
На высокочастотных кабелях допускается укорочение геомет-
рической длины кабеля не более 1% для кабелей длиной до 10 м
и не более 2,5% для кабелей длиной свыше 10 м. При этом про-
цент укорочения устанавливать раздельно в каждом конкретном
случае (в зависимости от длины монтажного запаса и назначе-
ния обслуживаемой этим кабелем электрической цепи).
На низкочастотных кабелях допускается укорочение длины
кабеля не более 2% для кабелей длиной до 10 м и не более 5%
для кабелей длиной более 10 м, не вызывающие натяжения при
эксплуатации.
Разрешается использование до 50% резервных жил многожиль-
ного кабеля, при этом должна быть произведена отметка в тех-
нической документации.
8.8. Кузова кабин (прицепов)
На кузовах кабин (прицепов) допускаются следующие откло-
нения:
на внешней обшивке кузова аккуратно выполненные заплаты,
следы рихтовки вмятин и отдельные вмятины глубиной не более
10 и диаметром не более 150 мм. Число вмятин на каждой сто-
роне кузова не ограничено;
на внутренней обшивке кабины сколы, трещины, вмятины, не
подлежащие рихтовке *и не мешающие нормальной работе аппа-
ратуры и людей внутри кабины;
на линолеуме пола заплаты, подклеенные заподлицо.
8.9. Материалы и изделия из них
Разрешается применение материалов, имеющих соответству-
ющие характеристики не хуже, чем у материалов, указанных в
схемах, чертежах.
На брусках каркасов стен и окон, плинтусов, на отбойных
брусках допускаются сучки диаметром до 15 мм, если они не за-
нимают 1/3 сечения детали, непрерывные односторонние трещи-
ны глубиной не более 1/3 толщины детали; внутренняя темнина
в виде пятен и полос шириной до 15 мм и длиной не более Уб
длины детали.
На закладных брусках и досках допускаются твердые сучки и
трещины без ограничений, если они не нарушают целости детали,
а также выпадающие сучки размером не более 1/3 толщины
детали.
В местах шиповых соединений брусковых деталей сучки и тре-
щины не допускаются.
При ремонте внутренней обшивки разрешается применение из-
делий из березовой фанеры марки ФСФ сорта АВ.
На облицовочных деталях допускаются твердые сучки диа-
метром до 10 мм, а также выпадающие, рыхлые, в том числе вы-
ходящие из ребер и кромки сучки диаметром не более 10 мм.
324
В качестве теплоизоляции допускается вместо стекловаты при-
менять пенопласт марки ПС-4 ТУ МХП 678—54.
Разрешается замена шурупов и гвоздей большими или мень-
шими размерами (по ГОСТ) по длине и диаметру при условии,
что они не будут раскалывать и ослаблять конструкции.
При невозможности нанести маркировку на шасси, панели,
платы и т. д. допускается наносить без ущерба для фирменной
этикетки маркировочные знаки на поверхность самих элементов.
Разрешается маркировку завода-изготовителя на комплекту-
ющих изделиях не восстанавливать, если технические данные эле-
ментов находятся в пределах допусков или соответствуют специ-
фикации. Обозначение комплектующего изделия по принципиаль-
ной и монтажной схемам должно быть восстановлено.
ДЛЯ ЗАМЕТОК
ДЛЯ ЗАМЕТОК
РУКОВОДСТВО ПО РЕМОНТУ ВООРУЖЕНИЯ И ВОЕННОЙ ТЕХНИКИ
НА МЕСТАХ ЭКСПЛУАТАЦИИ
Редактор С. П. Матвеев
Редактор (литературный) Н. Б. Кузнецова-Морева
Технический редактор Т. Г. Пименова
Корректор Т. А. Голубева
Сдано в набор 29.12.81. * Подписано в печать 11.05.82.
Формат 60X90/16. Печ. л. 20,/а. Усл. печ. л. 20,5. Усл. кр. отт. 20,62. Уч.-изд. л. 21,91
Изд. № 13/8069 Бесплатно Зак. 888
Воениздат
103160. Москва, К-160
2-я типография Воениздата
191065, Ленинград, Д-65, Дворцовая пл., 10