/












Теги: руководство по эксплуатации электроника электротехника
Год: 1988




Текст
ПОЗИЦИОННОЕ ЦИФРОВОЕ УСТРОЙСТВО УПРАВЛЕНИЯ
ЛЮ М О PNC 63
СПОСОБ УПОТРЕБЛЕНИЯ
Май 1988,
Вер. 1.3.
430 090 037 R
СОХРАНЯЕМ ЗА СОБОЙ ПРаВО НА ИЗМЕНЕНИЯ
БЕЗ ПРЕДВАРИТЕЛЬНЫХ ПРЕДУПРЕЖДЕНИЙ!
ЛЮМО PNC 63
УКАЗАТЕЛЬ
1. Технические данные .................................... 4
2. Элементы для обслуживания и изложения ................. 6
3. Тастатура ............................................. 8
4. Режим работы "ВРУЧНУЮ" ................................ 9
5. Режим работы "МЕПО" ................................... 9
6. Режим работы "ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ" ................ 10
7. Режим работы "АВТОМАТИЧЕСКИ" ......................... 10
8. Обслуживание ......................................... 12
9. Стирание запоминающего устройства .................... 13
10. Определение параметров системы ....................... 15
10.1. Система координатов (положение оси, направленность оси,
движение, прибор/обрабатываемый) ........................... 17
10.2. Затемнение.быстро изменяющихся чисел ................. 18
10.3. Допуски позиционирования ............................. 19
10.4. Выбор безусловного перехода программы в следующий
блок программы с помощью внешней команды ..................... 20
10.5. Выбор настроенного значения допуска позиционирования
в виде условия для окончания программного блока .............. 20
10.6. Измененеие положительного направления исчисления
в отдельной оси .............................................. 21
10.7. блокировка клавиш "ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА"КУПИ-
РОВАНИЕ?, "ВОСПРОИЗВЕДЕНИЕ" в режиме "ВРУЧНУЮ" ........ 21
11. Предварительная установка абсолютных значений позиций
в отдельных осьях ..................................... 23
11.1. Нулирование ............................................ 23
11.2. Предварительная установка .............................. 23
11.3. Поверка системы ....................................... 24.2
11.4. Программная предварительная установка абсолютного
значения позиции ............................................. 28
12. Базисный импульс RI .................................... 29
13. изложение абсолютных т.е. относительных значений по-
ложений оси .................................................. 31
14. Возмещение размеров приборов ........................... 32
15. ненатянутость намоточных шпинделей ..................... 35
16. сложение ............................................... 37
17. применяемая программа .................................. 38
17.1. Вписывание позиционного программного блока N ....... 39
17.2. Програмирование пропуска частей применяемой программы 41
2
430 090 037 R
17.3. нрограмирование подпрограмм и повторение определенной
части программы ................................................. 4 2
18. ВОСПРОИЗВЕДЕНИЕ (исполнение по образцу ................. 44
19. мнемоническая схема .................................... 46
20. Выполнение программы ................................... 46
21. Вводные и выводные команды ............................. 50
21.1. переход программы в следующий программный блок с пот
мощью внешней команды ......................................... 51
22. Присоединительная схема ................................ 55
23. Употреоление симметричных выключателей +Х, + У, +Z ..... 58
24. Диагностика/устройства аварийной сигнализации .......... 59
25. Измерительные датчики .................................. 60
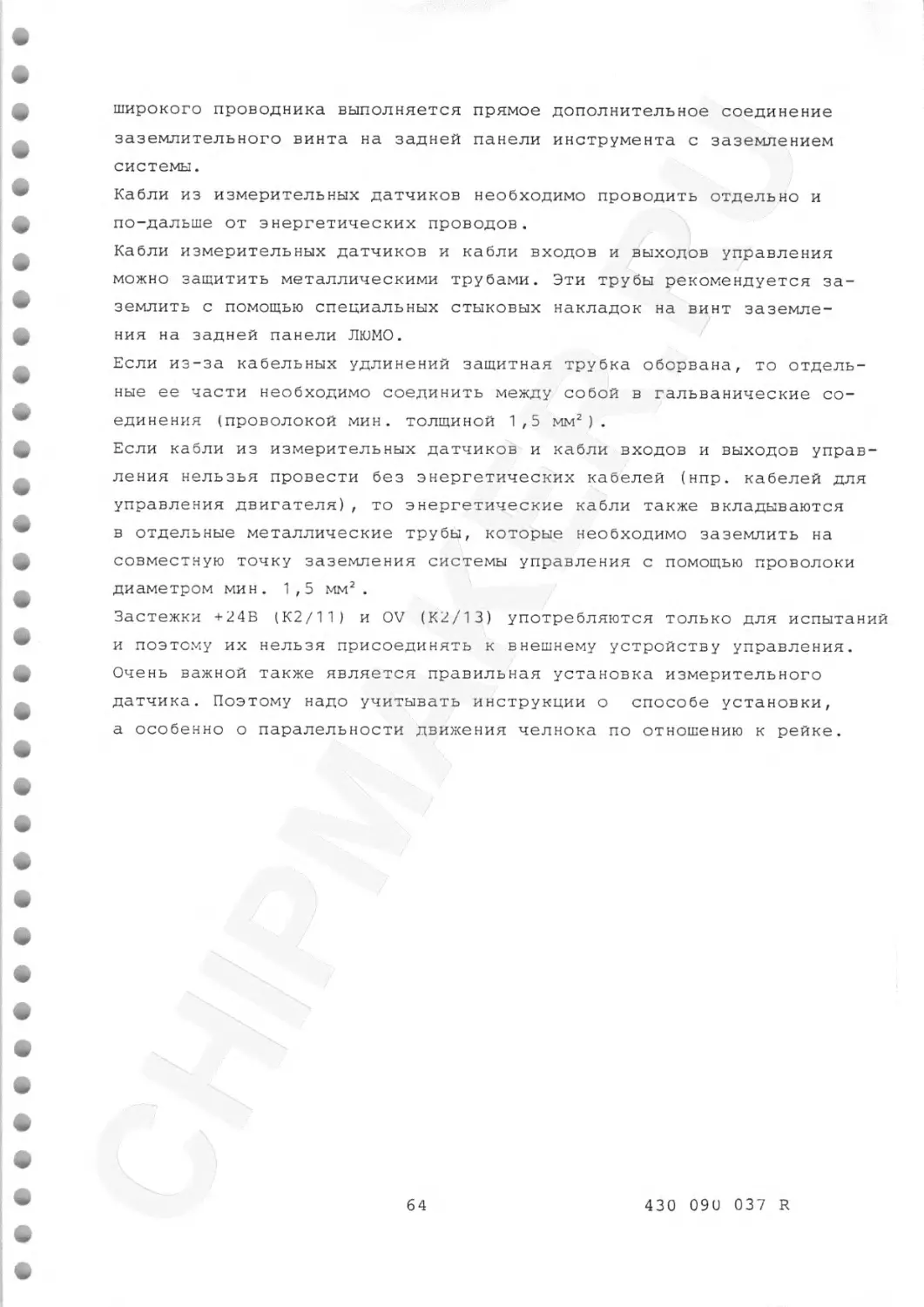
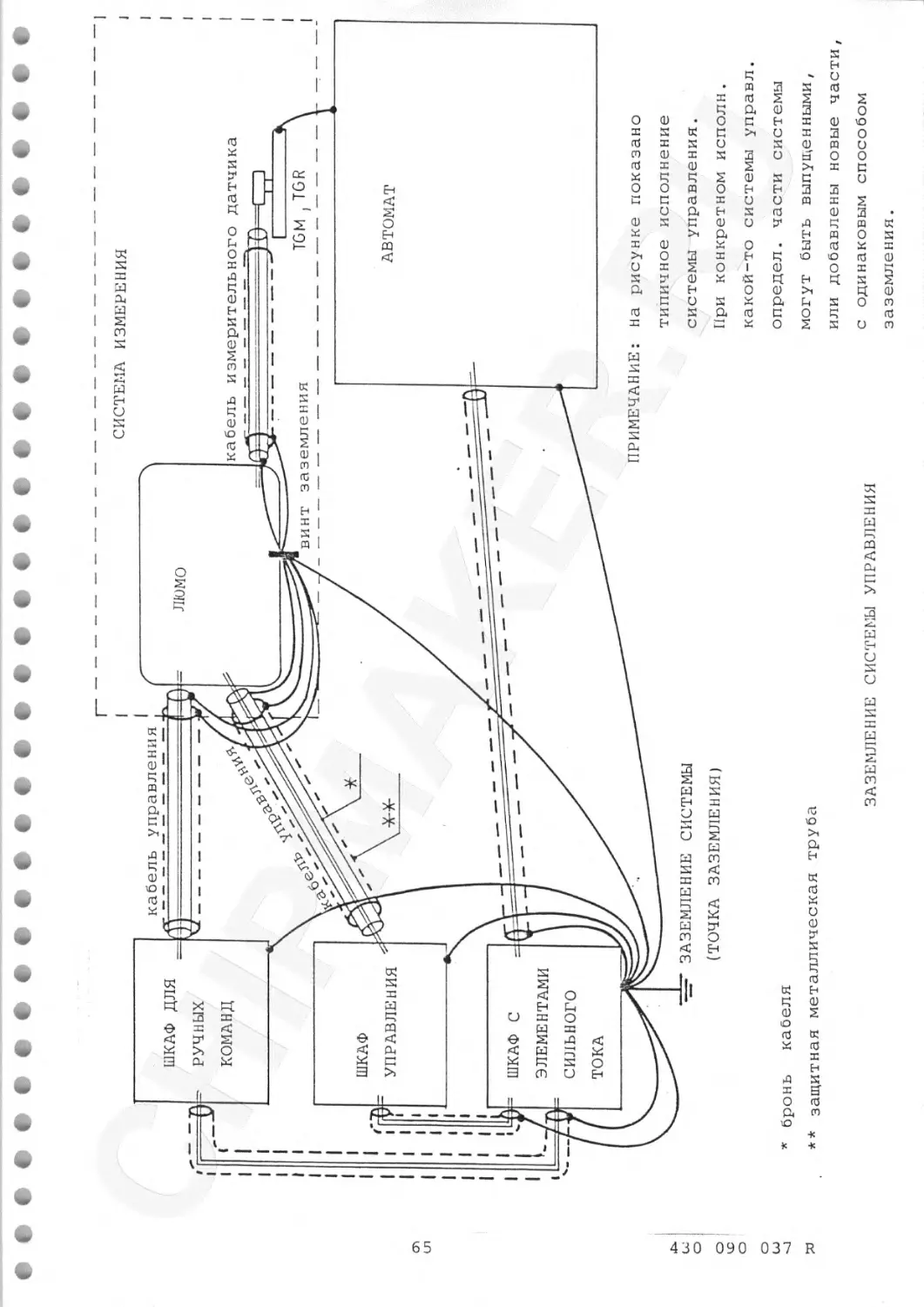
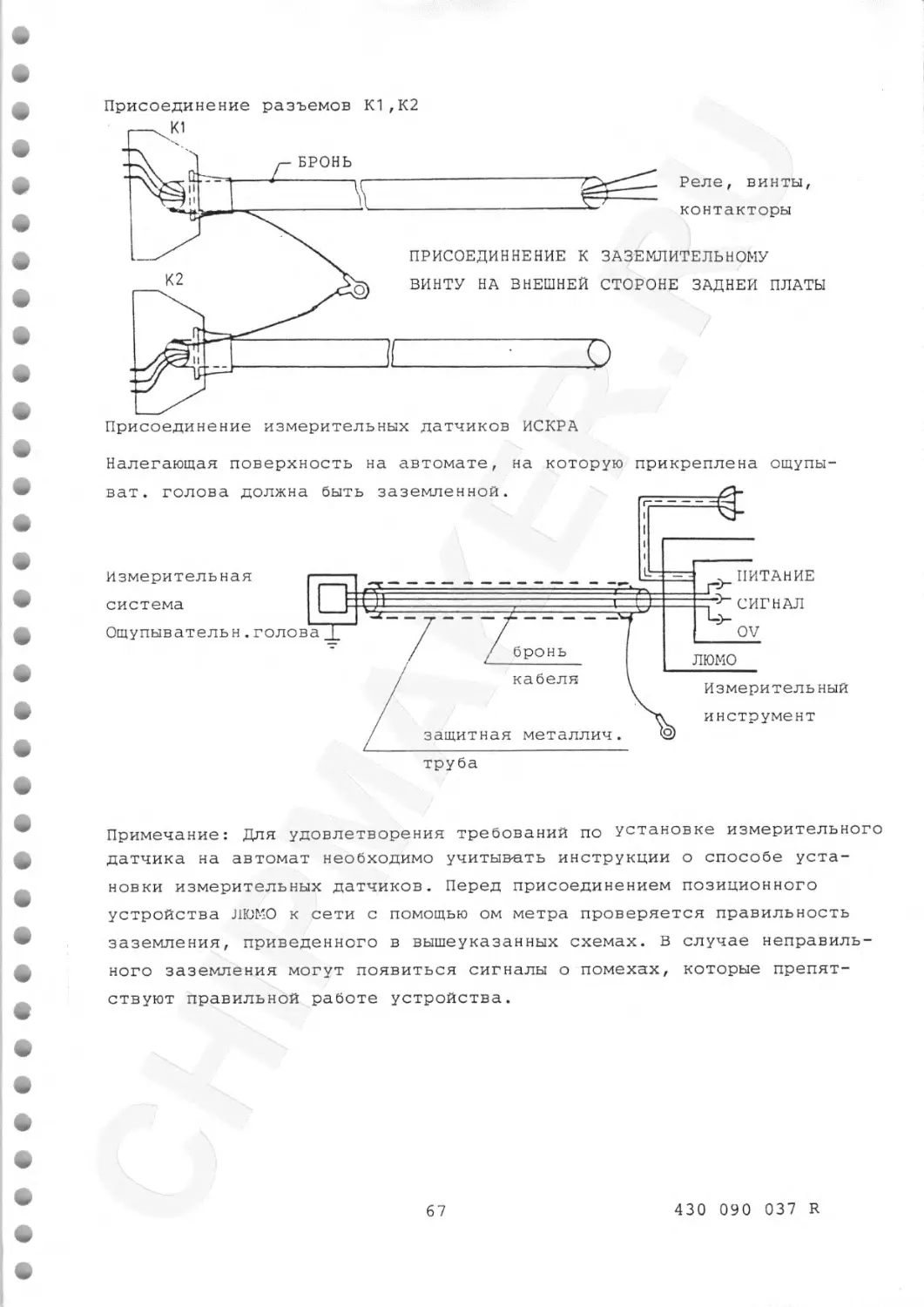
26. Спосоо присоединения ................................... 63
27. Диагностика ошибок в устройстве ЛЮМО ....................73
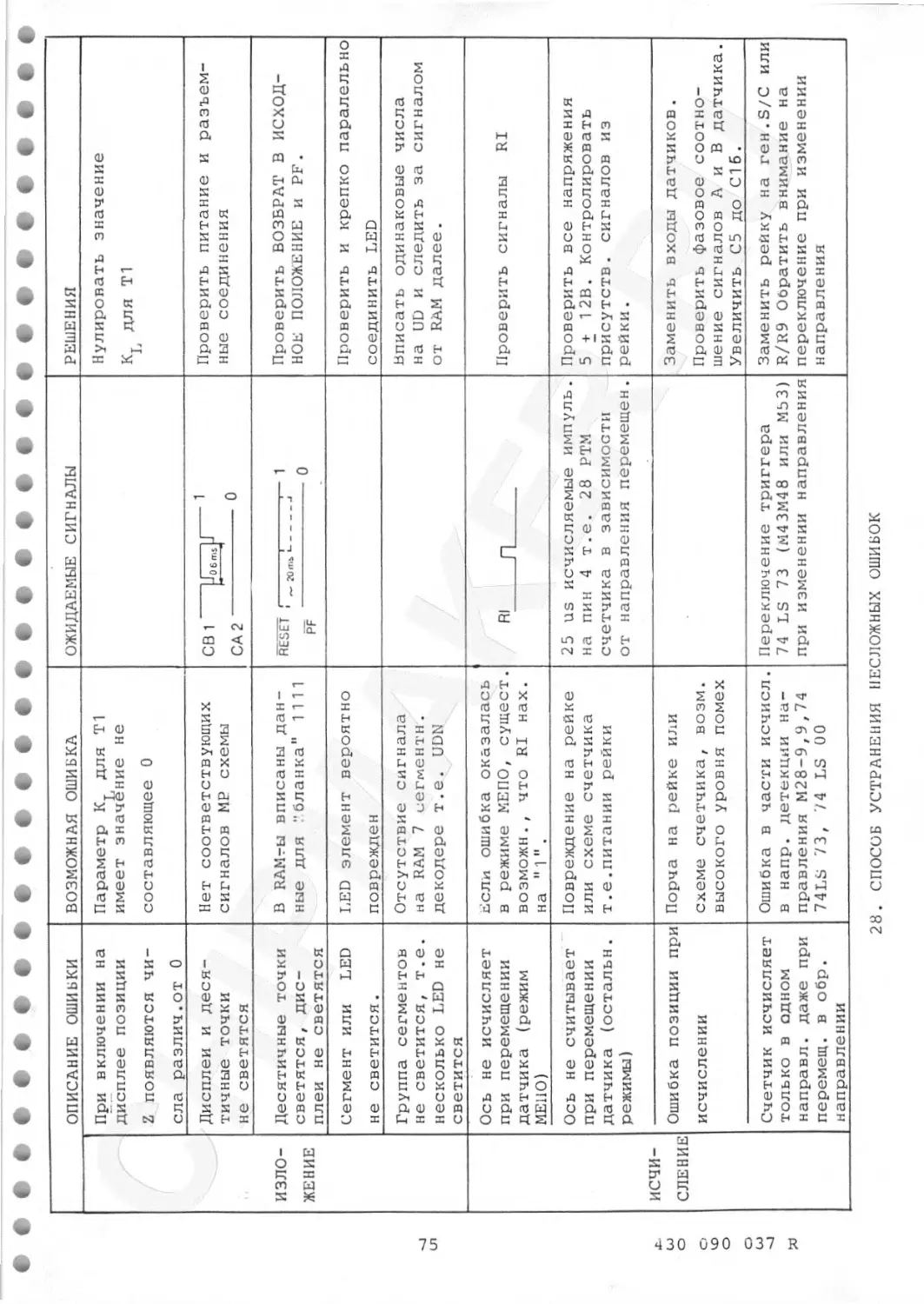
28. Спосоо устранения несложных ошибок ..................... 75
29. Перечень запасных элементов для сервисирования ......... 77
30. Технические данные, необходимые для выбора ЛЮМО ...... 78
31. Размеры ................................................ 79
3
430 090 037 R
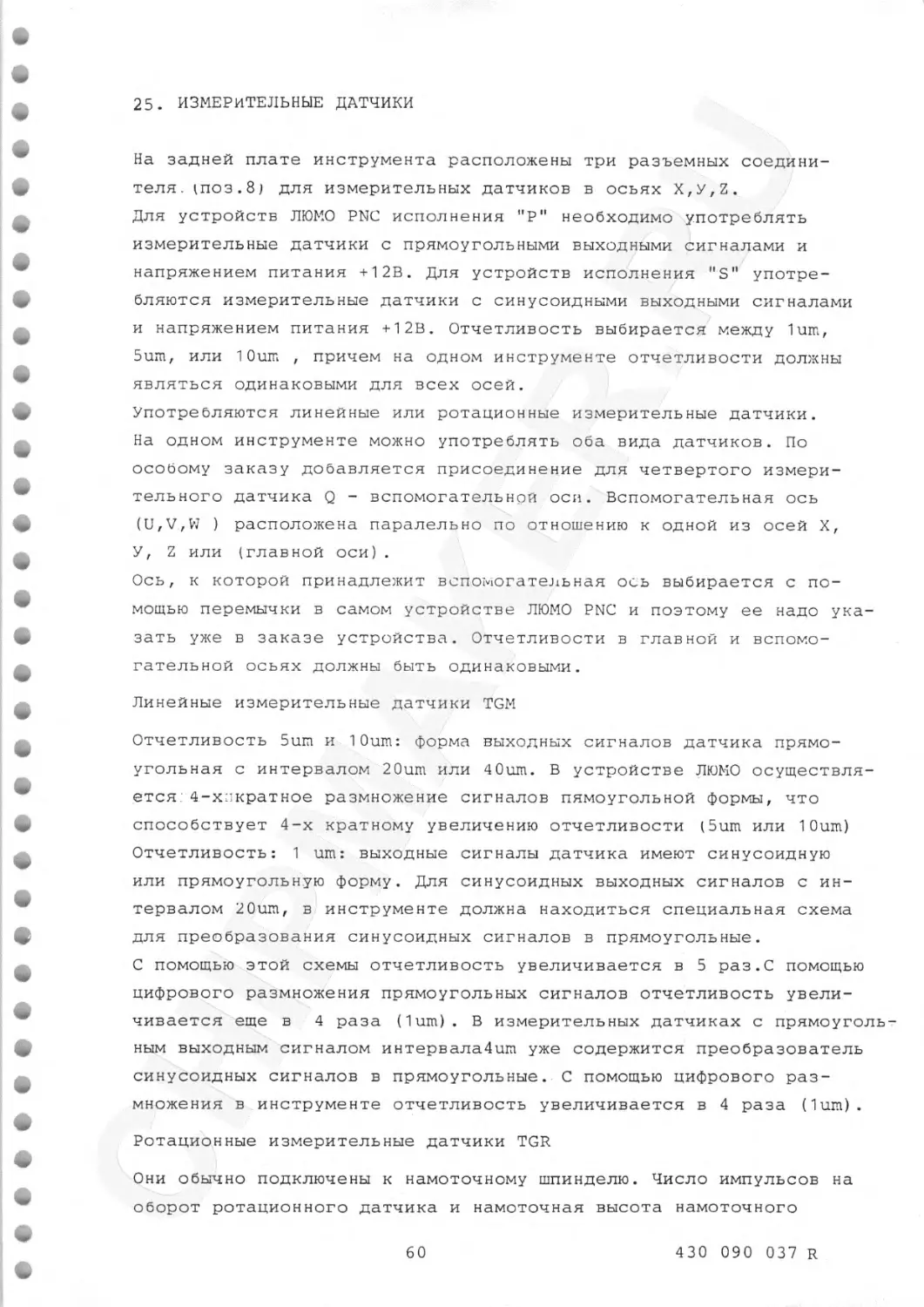
1. ТЕХНИЧЕСКИЕ ДАННЫЕ
1. Число осей 3 (X, У, Z) .
2. Поверка позиции с помощью инкрементальных линейных или ротацион-
ных измерительных датчиков с четкостью 1 um, 5 um или 10 urn.
Выходные сигналы датчиков для четкостей 5 игл и 10 um имеют прямо-
угольную форму. Выходные сигналы для четкости 1 um имеют синусо-
идные или прямоугольные формы. Датчики также имеют базисные пункты.
3. цифровое изложение действительных значений позиций для осей X, У, Z:
7-сегментный LED индикатор, зеленого цвета, высотой в 18 мм.
4. Область измерения:
- при четкости 1 шп:+ 9999,999 мм,
- при четкости 5 шп:+ 9999,995 мм,
- при четкости10 шп:+ 9999,99 мм
5. вводы измерительных датчиков: 3 (X,y,Z) и один вспомогательный (по
отдельному заказу) для вспомогательной оси , действующей паралельно к
главной оси, которой может являться любая из осей X,y,Z.
6. Универсальное изложение: 7-сегментный LED индикатор, красного цвета,
вы сотой 7,6мм.
7. Вписывание одной или более применяемых программ в запоминающее устрой-
ство (макс.число 99 программных блоков)
8. Возможность програмирования программных скачков и повторений програм-
мы (макс. 999 повторений). Возможность вложения циклов подпрограмм
(макс. 30 уровней).
9. Входы управления:
- СТАРТ программы,
- КЕ - внешнее условие для переключения программного блока,
- ПРЕРЫВАНИЕ программы,
- внешние базисные импульсы для всех трех осей (исполнение Т),
- три входа для прибора, или
- два входа для прибора и вход для перехода программы в следующий
программный блок с помощью внешней команды (если для прибора упо-
требляются только 2 входа).
10.Входное напряжение: уровень включения (Н) 18В <и>30В
уровень выключения(L) OB <U>3B
входной ток 6 мА<^1}10 мА
Минимальная продолжительность сигнала 100 мс
4
430 090 037 R
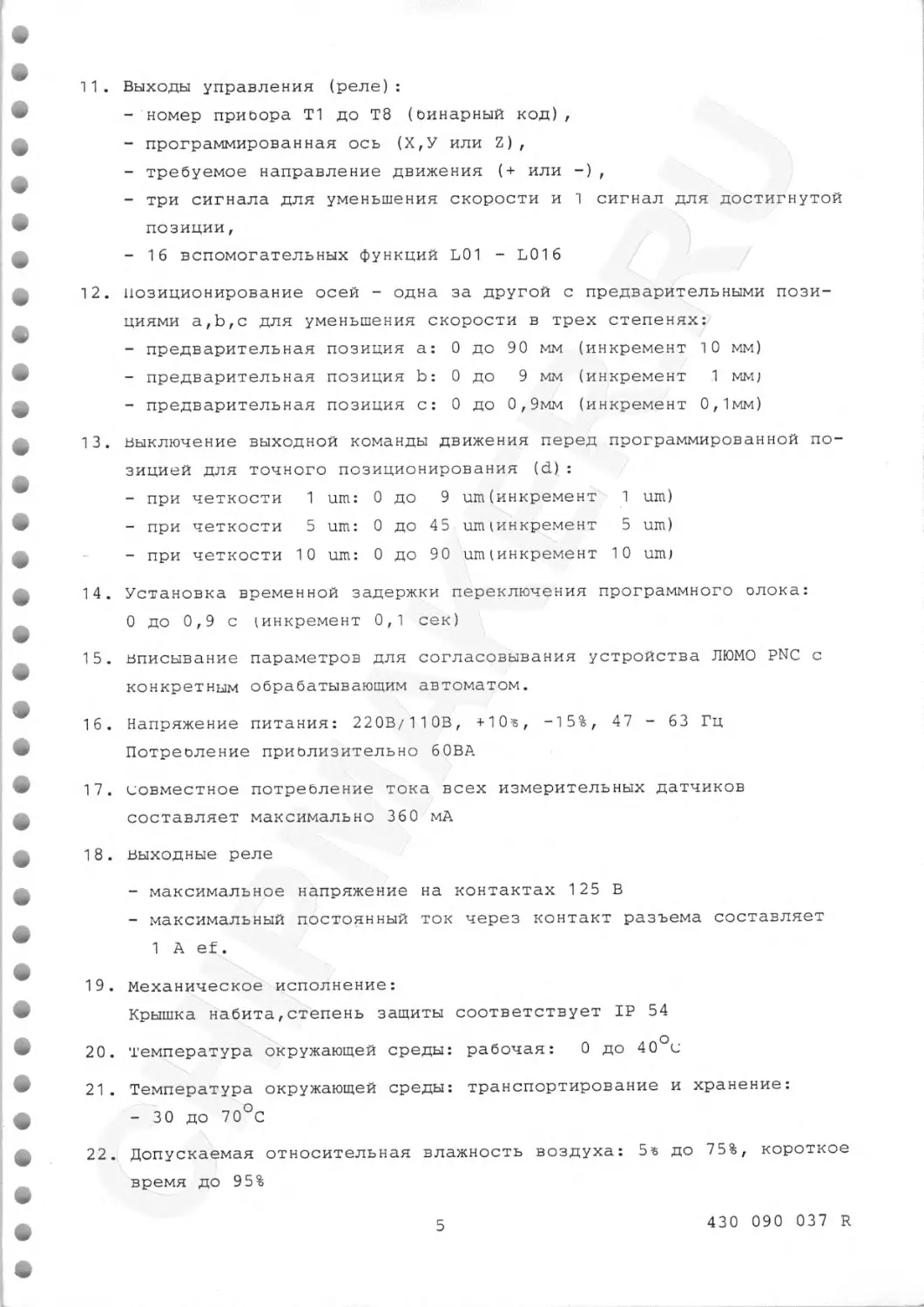
11. Выходы управления (реле):
- номер прибора Т1 до Т8 (бинарный код),
- программированная ось (Х,У или Z),
- требуемое направление движения (+ или -),
- три сигнала для уменьшения скорости и 1 сигнал для достигнутой
позиции,
- 16 вспомогательных функций L01 - L016
12. позиционирование осей - одна за другой с предварительными пози-
циями а,Ь,с для уменьшения скорости в трех степенях:
- предварительная позиция а: 0 до 90 мм (инкремент 10 мм)
- предварительная позиция Ь: 0 до 9 мм (инкремент 1 мм;
- предварительная позиция с: 0 до 0,9мм (инкремент 0,1мм)
13. Выключение выходной команды движения перед программированной по-
зицией для точного позиционирования (d):
при четкости 1 um: 0 до 9 um(инкремент 1 um)
при четкости 5 urn: 0 ДО 45 um(инкремент 5 um)
при четкости 1 0 um: 0 ДО 90 um(инкремент 1 0 um;
14. Установка временной задержки переключения программного олока:
0 до 0,9 с (инкремент 0,1 сек)
15. вписывание параметров для согласовывания устройства ЛЮМО PNC с
конкретным обрабатывающим автоматом.
16. Напряжение питания: 220В/110В, +10«, -15%, 47 - 63 Гц
Потребление приблизительно 60ВА
17. совместное потреоление тока всех измерительных датчиков
составляет максимально 360 мА
18. выходные реле
- максимальное напряжение на контактах 125 В
- максимальный постоянный ток через контакт разъема составляет
1 A ef.
19. Механическое исполнение:
Крышка набита,степень защиты соответствует IP 54
20. температура окружающей среды: рабочая: 0 до 40°с
21. Температура окружающей среды: транспортирование и хранение:
- 30 до 70°С
22. Допускаемая относительная влажность воздуха: 5« до 75%, короткое
время до 95%
5
430 090 037 R
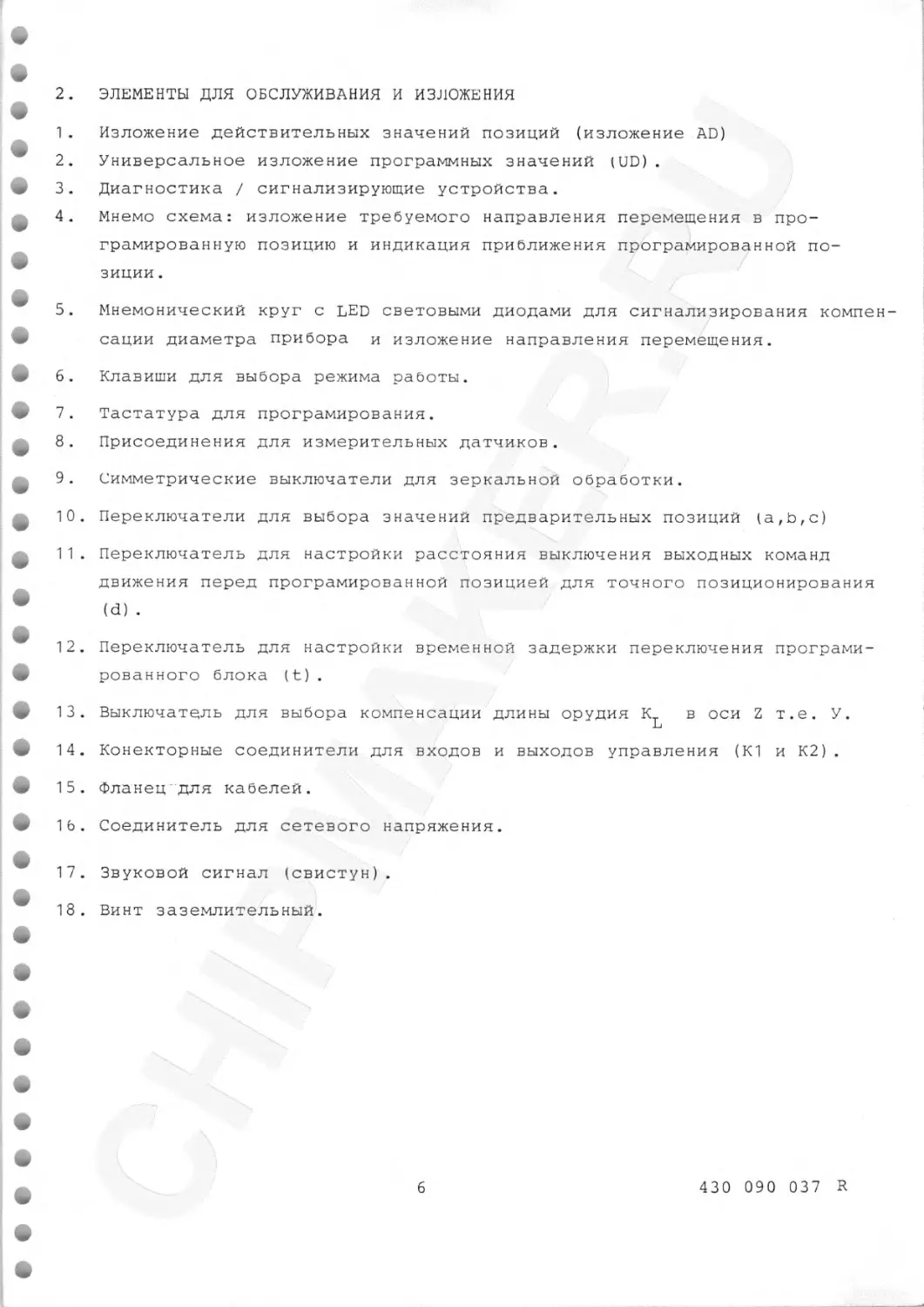
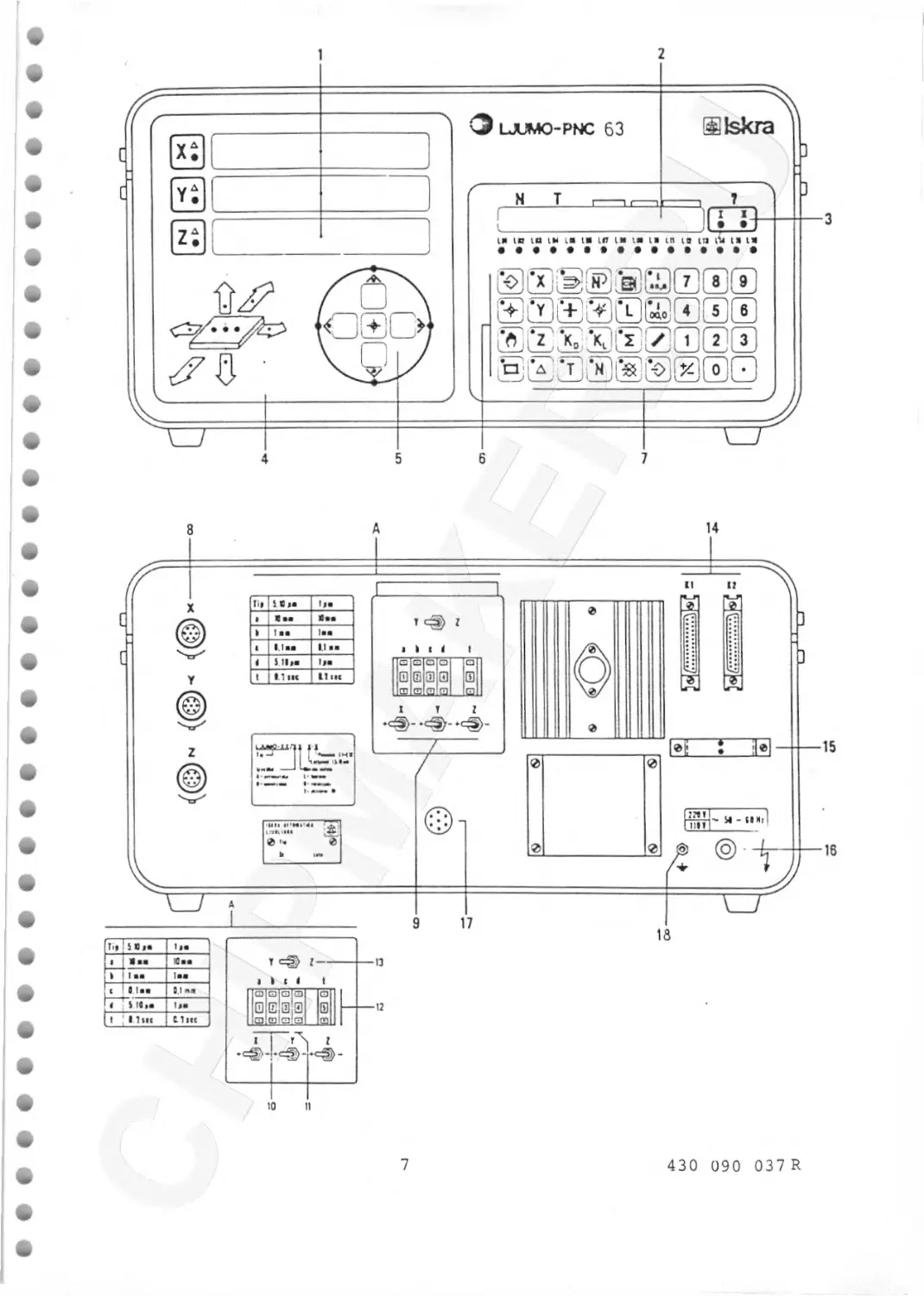
2. ЭЛЕМЕНТЫ ДЛЯ ОБСЛУЖИВАНИЯ И ИЗЛОЖЕНИЯ
1. Изложение действительных значений позиций (изложение AD)
2. Универсальное изложение программных значений (UD).
3. Диагностика / сигнализирующие устройства.
4. Мнемо схема: изложение требуемого направления перемещения в про-
грамированную позицию и индикация приближения програмированной по-
зиции .
5. Мнемонический круг с LED световыми диодами для сигнализирования компен-
сации диаметра прибора и изложение направления перемещения.
6. Клавиши для выбора режима работы.
7. Тастатура для програмирования.
8. Присоединения для измерительных датчиков.
9. Симметрические выключатели для зеркальной обработки.
10. Переключатели для выбора значений предварительных позиций (а,Ь,с)
11. Переключатель для настройки расстояния выключения выходных команд
движения перед програмированной позицией для точного позиционирования
(d) .
12. Переключатель для настройки временной задержки переключения програми-
рованного блока (t).
13. Выключатель для выбора компенсации длины орудия К в оси Z т.е. У.
±J
14. Конекторные соединители для входов и выходов управления (К1 и К2) .
15. Фланец для кабелей.
16. Соединитель для сетевого напряжения.
17. Звуковой сигнал (свистун).
18. Винт заземлительный.
6
430 090 037 R
10 II
7
430 090 037R
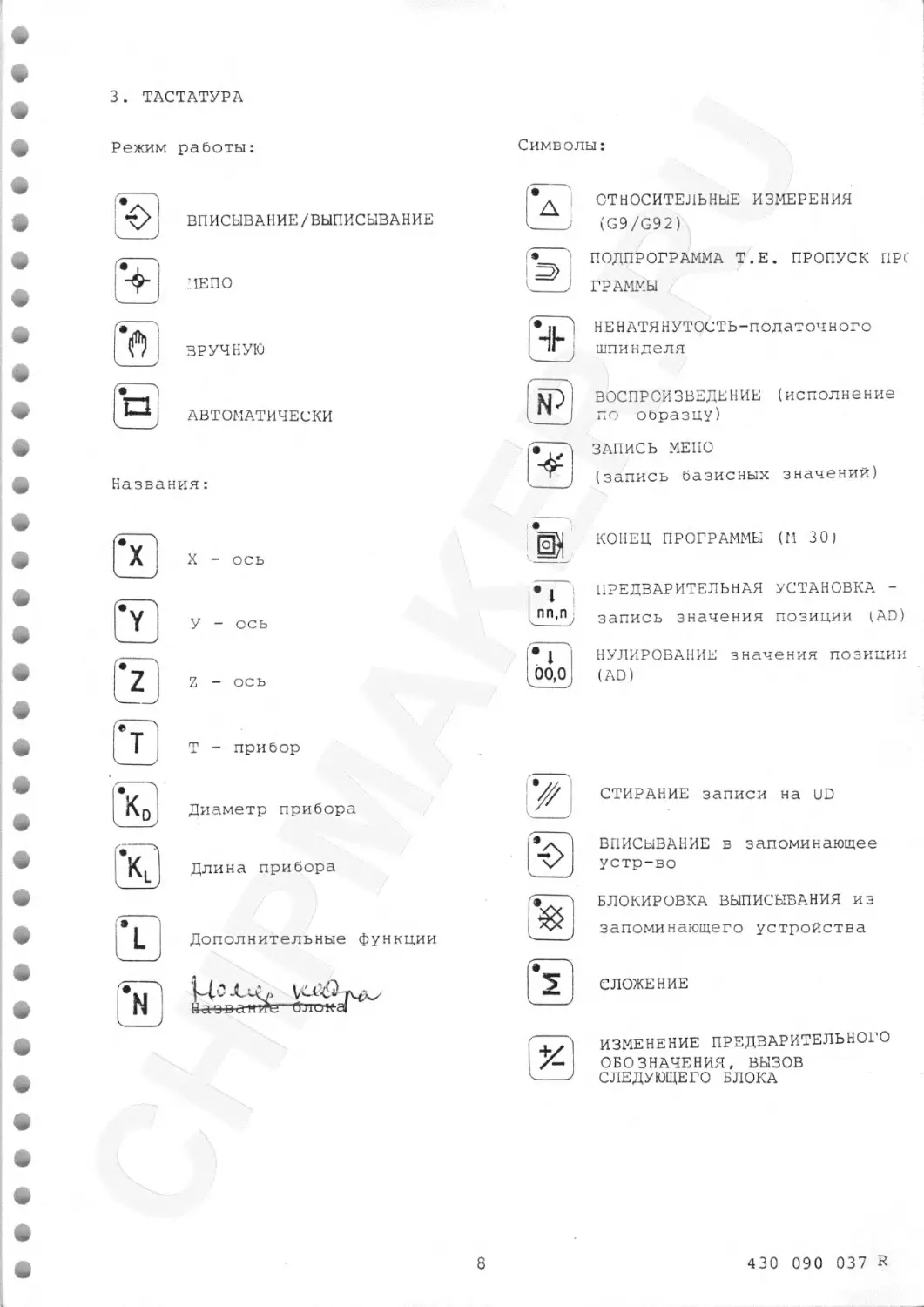
3. ТАСТАТУРА
Режим работы:
Символы:
ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ
ЧЕПО
ВРУЧНУЮ
АВТОМАТИЧЕСКИ
Названия:
ОТНОСИТЕЛЬНЫЕ ИЗМЕРЕНИЯ
(G9/G92)
ПОДПРОГРАММА Т.Е. ПРОПУСК ПРС
ГРАММЫ
НЕНАТЯНУТОСТЬ-податочного
шпинделя
ВОСПРОИЗВЕДЕНИЕ (исполнение
по образцу)
ЗАПИСЬ МЕНО
(запись базисных значений)
X - ось
У - ось
Z - ось
Т - прибор
Диаметр прибора
Длина прибора
Дополнительные функции
’I
пп-п
/А
• I
00,0
КОНЕЦ ПРОГРАММЫ (М 30)
ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА -
запись значения позиции (AD)
НУЛИРОВАНИЕ значения позиции
(AD)
СТИРАНИЕ записи на UD
ВПИСЫВАНИЕ в запоминающее
устр-во
БЛОКИРОВКА ВЫПИСЫВАНИЯ из
запоминающего устройства
СЛОЖЕНИЕ
3
ИЗМЕНЕНИЕ ПРЕДВАРИТЕЛЬНОГО
ОБОЗНАЧЕНИЯ, ВЫЗОВ
СЛЕДУЮЩЕГО БЛОКА
8
430 090 037 R
4. РЕЖИМ ДВИЖЕНИЯ ВРУЧНУЮ
Устройство действует в качестве измерителя позиции. На индикаторах AD
излагаются моментальные абсолютные или относительные значения позиций
во всех трех осьях X, У и Z вместе.
С помощью выбранного числового значения на универсальном индикаторе UD
и клавиши ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА можно произвольно менять числовое
значение позиции (абсолютное или относительное) выбранной оси.
В режиме работы ВРУЧНУЮ можно выбрать следующее: желаемый прибор Т,
корректуру прибора (мнемонический круг), вспомогательные функции L,
программный блок N, а также проверять предварительно вписанное содержание
программы пользователя.
Осмотр уже вписанных значений НЕНАТЯНУТОСТЬ, МЕПО и параметров системы
в N00 можно осуществлять только в режиме работы ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ.
Активной также является функция ВОСПРОИЗВЕДЕНИЕ (исполнение по образцу) .
Во время исполнения образцового изделия с помощью выше упомянутой функции
в запоминающее устройство (N) можно вписывать все позиции, достигнутые
в процессе обработки. Программу можно дополнить функциями Т и L.
В режиме работы ВРУЧНУЮ на универсальный индикатор UD можно вписывать лю-
бое содержание одного блока. После активирования команды СТАРТ этот блок
автоматически выполняется. Содержание блока, указывающееся на индикаторе
UD не вписывается в запоминающее устройство (N).
Программный блок, предварительно вписанный с помощью функции ВОСПРОИЗВЕДЕ-
НИЕ или в режиме ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ выполняется в режиме ВРУЧНУЮ.
Это проводится с помощью выбора программного блока N и активирования
команды СТАРТ. Таким образом выполняется изделие по отдельным фазам.
Клавиши ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА, НУЛИРОВАНИЕ, ВОСПРОИЗВЕДЕНИЕ являющиеся
исполнительными клавишами в режиме работы ВРУЧНУЮ, в режиме ВПИСЫВАНИЕ/ВЫ-
ПИСЫВАНИЕ, в блоке N00 можно блокировать таким образом, что в режиме ра-
боты ВРУЧНУЮ они становятся неактивными.
5. РЕЖИМ ДВИЖЕНИЯ МЕПО
Этот режим работы предназначен для предварительной установки абсолютных
значений позиций в отдельных осьях с помощью функции "Поверка системы".
При включении питательного напряжения автоматически включается режим дви-
жения МЕПО. При включении напряжения начинают пульсировать сигнальные лам-
почки при указании X, У и Z на индикаторе AD, сигнализирующие неправильность
указанных абсолютных значений позиций в отдельных осьях, т.е. неповерен-
9
430 090 037 R
ность системы. Только в этом режиме работы является активным базисный ,
сигнал RI из измерительного датчика. Этим выполняется поверка системы,
а именно:
- определение абсолютного значения позиции по базисному импульсу и записы-
вание этого значения в запоминающее устройство (базисное значение); или
- предварительная установка абсолютного значения позиции с базисным зна-
чением из запоминающего устройства по базисному импульсу.
6. РЕЖИМ ДВИЖЕНИЯ ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ
С помощью режима обеспечивается вписывание программы с тастатурой. Вписан-
ную программу можно пересмотреть по отдельным программным блокам N. Но, при
этом нельзя активировать клавиши БЛОКИРОВКА ВЫПИСЫВАНИЯ.
Программа пользователя разделена на программные блоки с названием N и двух-
декадный номер блока.
Позиционный программный блок содержит:
- желаемую ось позиционирования X или У или Z,
- абсолютное или относительное значение позиции,
- номер прибора Т,
- компенсацию диаметра прибора KD на прибор Т,
- вспомогательные функции L.
Вместо данных о позиции в программный блок можно вписать команду для про-
пуска части программы пользователя или команду для прыжка в подпрограмму,
т.е. команду для повтроения определенной части программы. Программа за-
канчивается командой ОКОНЧАНИЕ ПРОГРАММЫ (М 30).
Кроме программы пользователя также вписываются:
- данные о размерах прибора для компенсации,
- данные о ненатянутости намоточных шпинделей,
- абсолютные значения позиций по базисному импульсу (базисные значения),
- параметры системы в блок N00.
Посредством вписывания новых данных или стирания данных на универсальном
индикаторе UD изменяются программа и данные.
7. РЕЖИМ ДВИЖЕНИЯ АВТОМАТИЧЕСКИ
Этот режим обеспечивает автоматическое выполнение вписанной программы поль-
зователя .
Влияние на исполнение программы проводится с помощью следующих команд:
- СТАРТ, условие для выполнения программного блока,
- КЕ, условие для переключения на следующий программный блок,
10
430 090 037 R
- ПРЕРЫВАНИЕ для прерывания исполнения программы и возврата на начало
программы.
Посредством выбора начального програхммного блока N и продолжительных
команд СТАРТ и КЕ активируется автоматическое выполнение вписанной потре-
w бительной программы от начала до конца программы. При исполнении на UD
w указывается целокупное содержание блока, находящегося в режиме исполнения.
На абсолютном индикаторе AD указывается удаленность до програмированной
позиции для рабочей оси и абсолютные позиции для остальных двух осей.
Переключение из одного программного блока на следующий блок может выпол-
няться с временной задержкой или без нее, что настраивается на переключа-
теле "т" в пределах от 0 до 0,9 сек (Диффер. 0,1 сек.) .
Если в позиционном программном блоке находится команда ОКОНЧАНИЕ ПРОГРАММЫ,
* то программа, после окончания этого блока, переходит на начало программы
Ц и останавливается.
Во время позиционирования в програмированную позицию на выходах появляются
сигналы управления для:
- програмированной оси X или У или Z,
w - требуем. направления движения ("+" или ,
- сигналов для- предварительных позиций а, Ь, с
- сигнала для достигнутой позиции d,
- кода програхмирован . прибора Т,
- вспомогательных функций L.
1 1
430 090 037 R
8. ОБСЛУЖИВАНИЕ
Инструмент выполнен в водонепроницаемом исполнении (IP 54). Для активи-
w рования клавиш нужно минимальное движение. Одновременно с активированием
w клавиши запускается короткий звуковой сигнал. В некоторых клавишах рас-
положены сигнальные лампочки (LED), обозначающие активированность кла-
виши. Значительностью некоторых клавиш является стирание функции при
'* повторном активировании (нпр, L, Kq, К^).
* Программный блок N: Для вписывания нужен адрес N и соответствующее двухде-
ф кадное число (нпр. N01) . Область от N01 до N99(.
Блок N00 употребляется для параметрирования системы и поэтому не является
программным блоком.
Прибор Т: Адрес - это Т, к которому принадлежит однодекадное число (нпр.Т5).
** Область от Т1 до Т8.
Вспомогательные функции L: Адрес L, к которому всегда принадлежит двухде-
w кадное число (нпр. L03). Область от L01 до L16.
w С помощью клавиш МЕПО, НЕНАТЯНУТОСТЬ, К и Кт активируется только особый
D Lj
сектор запоминающего устройства. Для их записывания нужны еще адрес и но-
мер :
МЕПО: адрес для осей X, У или Z и максимального семидекадного числа с при-
• знаком;
ф НЕНАТЯНУТОСТЬ: адрес для осей X, У или Z и число дифференциалов - макс.999.
К и К : данное для прибора Т1 до Т8 и максимальное семидекадное число
D L
с признаком.
С помощью клавиш X, У и Z выбираются оси, а с помощью клавиши ОТНОСИТЕЛЬ-
НЫЕ ИЗМЕРЕНИЯ показ абсолютного или относительного значения позиции.
* Активирование клавиши ОТНОСИТЕЛЬНЫЕ ИЗМЕРЕНИЯ (светится лампочка) обо-
w значает показ относительных значений.
Область цифровых значений:
- при четкости 1 um+nnnn.nnn
- при четкости 5 um+nnnn.nnn причем последнее десятичное место 0 или 5,
а если печатаются другие числа, то они окружаются на 0 (0,1,2,3 и 4) или
на 5 (Ь,6,7,8 и 9),
- при четкости 10 um+nnnnn.nn
Клавиша +/- является переменной и обеспечивает изменение признака (" + " или
II _ II )
Числа выписываются с правой на левую сторону, а после вписывания деся-
тичной точки с левой на правую сторону.
1 2
430 090 037 R
Примеры:
123.04 клавиша: указание на UD:
1 1
2 1 2
3 1 23
• 1 23.
0 123.0
4 123.04
0.15 клавиша: указание на UD:
• 0.
1 0.1
5 0.15
340 клавиша: указание на UD:
3 3
4 34
0 340
Клавиша ВПИСЫВАНИЕ: В режиме работы ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ при печатании
адреса и числа зажигается лампочка в клавише ВПИСЫВАНИЕ, что обозначает,
что данные вписываются в интерфейс и содержание в запоминающем устр-ве
еще не изменилось. При активировании клавиши ВПИСЫВАНИЕ гаснет лампочка
в клавише и содержание интерфейса переписывается в запоминающее устрой-
ство .
9. СТИРАНИЕ ЗАПОМИНАЮЩЕГО УСТРОЙСТВА
Запоминающее устройство разделено на несколько секторов:
- блок N00 (параметры системы),
- сектор программ пользовательных (N),
- сектор размеров прибора Кп и Кт,
- сектор ненатянутости намоточных шпинделей,
- сектор базисных значений.
Запоминающее устройство стирается по отдельным секторам. Стирание па-
мяти выполняется только в режиме работы ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ).
Блок N00, употребляющийся для параметрирования системы не стирается.
Старое значение перекрывается вписыванием нового .
1 3
430 090 037 R
ВЫПИСЫВАНИЕ
Зажигается лампочка в
О
Зажигается лампочка в
РЕЖИМ ДВИЖЕНИЯ: ВПИСЫВАНИЕ/
клавише
• 1 • 1
00,0 Ч У 00,0 V /
00,0
• 1 • 1
00,0 ' 00,0
00,0
клавише и в клавише
для ВПИСЫВАНИЯ
N
Гаснут все лампочки
L Сектор базисных значений
Сектор ненатянутости
L Сектор размеров прибора
- Сектор размеров прибора
_ Частичное стирание потребит.памяти (от
блока N1Q до включ. блока N25)
Стирание целокупной памяти пользов. (между
блоками N01 и N99)
1 4
430 090 037 К
10. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ СИСТЕМЫ
В блоке NOO определяются параметры системы для конкретного оора-
батывающего автомата. Это обозначает, что выбирается следующее:
- положение оси X,y,Z
- направленность оси (+,-/,
- движение прибора или движение обрабатываемого в отдельной оси,
- затемнение быстро изменяющихся чисел и выбор предела затемнения
- допуск позиционирования,
- выбор безусловного перехода программы в следующий программный блок
с помощью внешней команды,
- выбор установленного значения допуска позиционирования в виде усло-
вия для окончания программного олока,
- изменение положительного направления исчисления в отдельной оси,
- олокировка клавиш "ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА", "НУЛИРОВАНИЕ",
"ВОСПРОИЗВЕДЕНИЕ"в режиме работы ВРУЧНУЮ.
+ /_, 1,2,3
01 -03
1 5
430 090 037 R
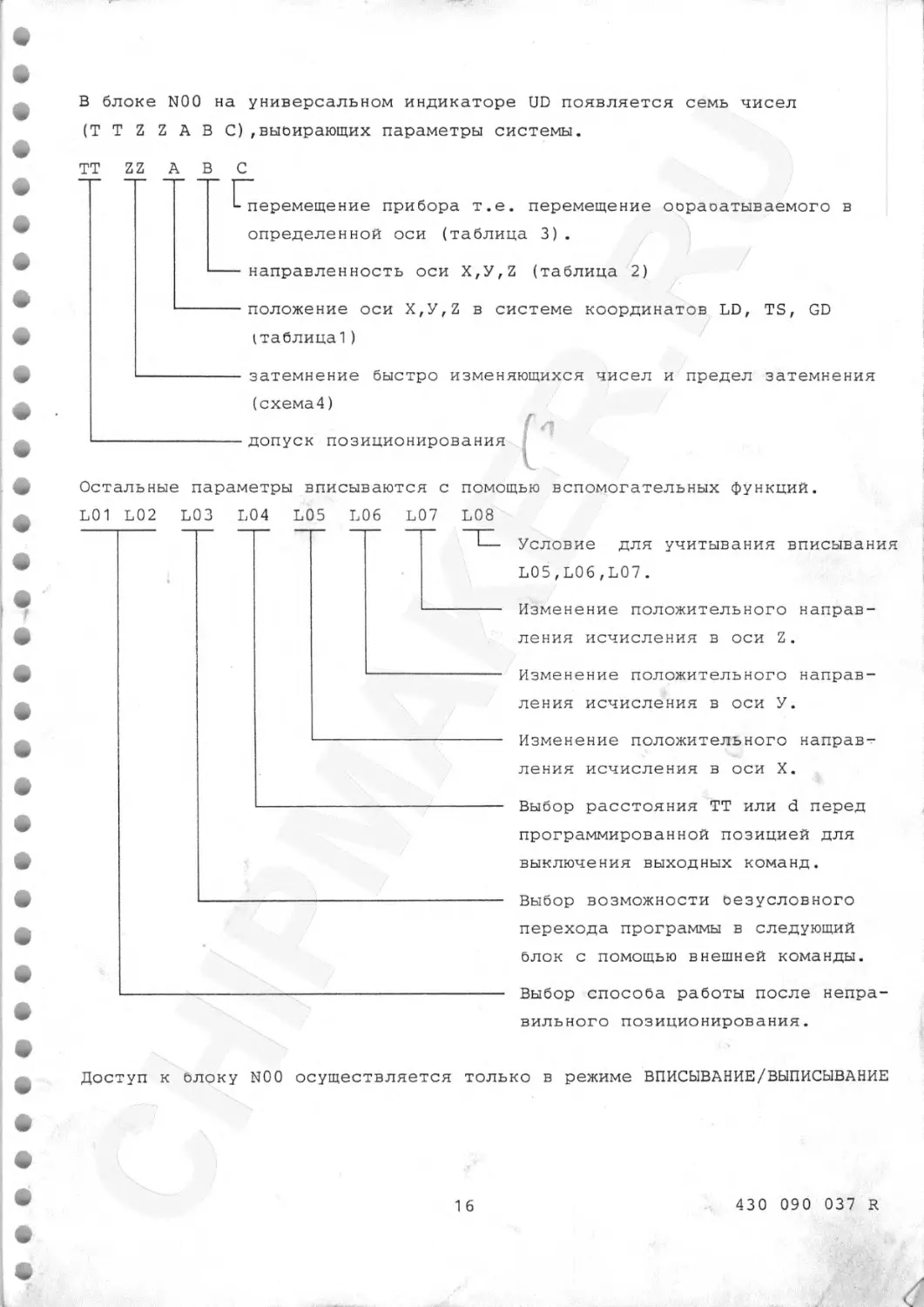
В блоке N00 на универсальном индикаторе UD появляется семь чисел
(Т Т Z Z А В С),выбирающих параметры системы.
ТТ ZZ А В С
^-"перемещение прибора т.е. перемещение оораоатываемого в
определенной оси (таблица 3).
---направленность оси X,y,Z (таблица 2)
------положение оси X,y,Z в системе координатов LD, TS, GD
I таблица 1)
---------- затемнение быстро изменяющихся чисел и предел затемнения
(схема4)
--------------допуск позиционирования '
Остальные параметры вписываются с помощью вспомогательных функций.
L01 L02 L03 L04 L05 L06 L07 L08
I— Условие для учитывания вписывания
L05,L06,L07.
------- Изменение положительного направ-
ления исчисления в оси Z.
------------ Изменение положительного направ-
ления исчисления в оси У.
----------------- Изменение положительного направ-
ления исчисления в оси X.
---------------------- Выбор расстояния ТТ или d перед
программированной позицией для
выключения выходных команд.
--------------------------- Выбор возможности безусловного
перехода программы в следующий
блок с помощью внешней команды.
----------------------------------- Выбор способа работы после непра-
вильного позиционирования.
Доступ к блоку N00 осуществляется только в режиме ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ
1 6
430 090 037 R
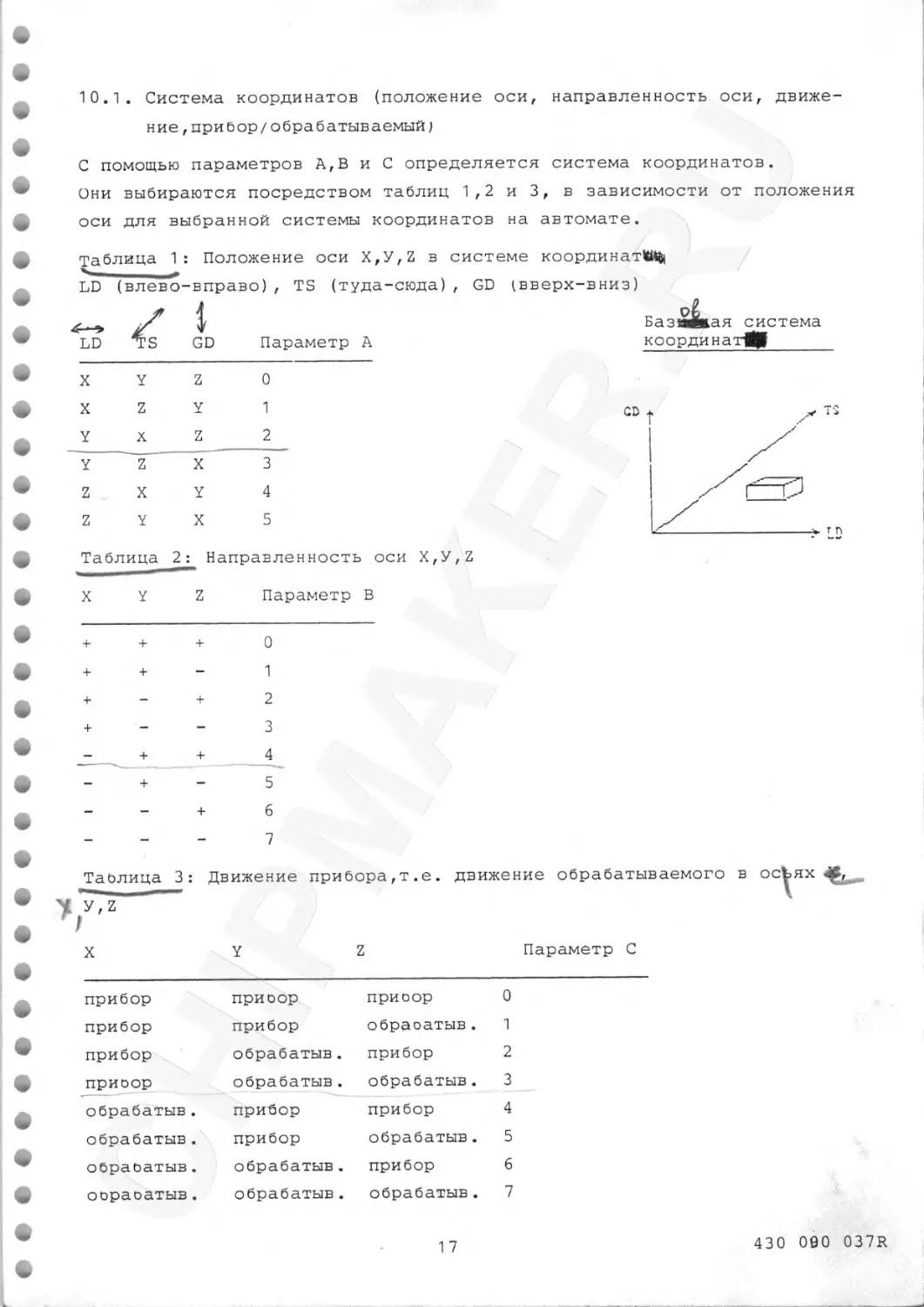
10.1. Система координатов (положение оси, направленность оси, движе-
ние,прибор/обрабатываемый/
С помощью параметров А,В и С определяется система координатов.
Они выбираются посредством таблиц 1,2 и 3, в зависимости от положения
оси для выбранной системы координатов на автомате.
Таблица 1: Положение оси X,y,Z в системе координате^
GD (вверх-вниз)
LD LD (влево-вправс >) , TS (туда-сюда Параметр А
& GD
X Y Z 0
X Z Y 1
Y X Z 2
Y Z X 3
Z X Y 4
Z Y X 5
Таблица 2: Направленность оси X,
X Y Z Параметр В
+ + + 0
+ + - 1
+ - + 2
+ - - 3
- + + 4
- + - 5
- - + 6
- - - 7
Таблица 3: Движение прибора,т.е.
У, Z
Баз
ая система
движение обрабатываемого в ос'
X Y Z
прибор прибор прибор 0
прибор прибор обрабатыв. 1
прибор обрабатыв. прибор 2
прибор обрабатыв. обрабатыв. 3
обрабатыв. прибор прибор 4
обрабатыв. прибор обрабатыв. 5
обрабатыв. обрабатыв. прибор 6
обраоатыв. обрабатыв. обрабатыв. 7
Параметр С
17
430 000 037R
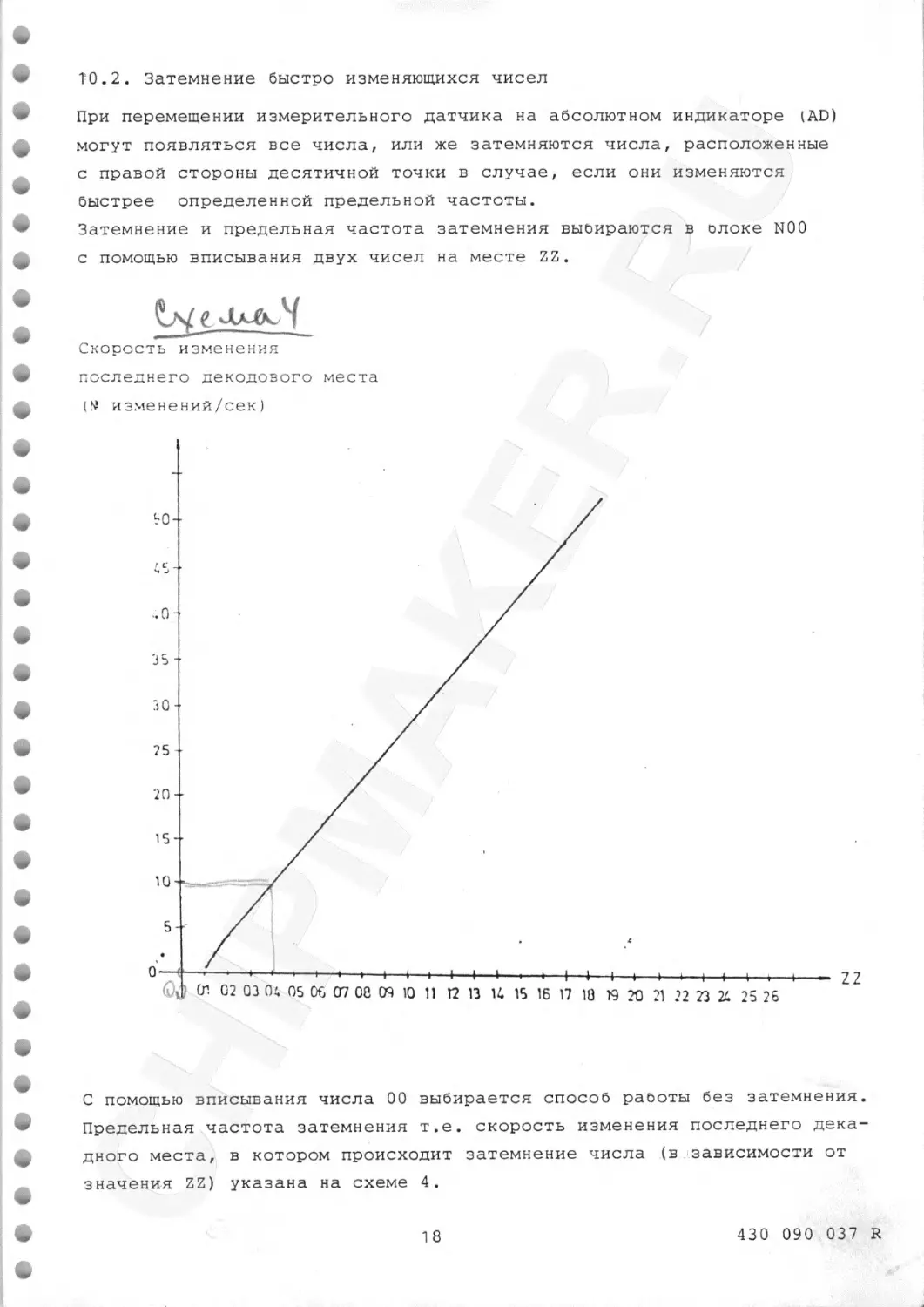
TO.2. Затемнение быстро изменяющихся чисел
При перемещении измерительного датчика на абсолютном индикаторе (AD)
могут появляться все числа, или же затемняются числа, расположенные
с правой стороны десятичной точки в случае, если они изменяются
быстрее определенной предельной частоты.
Затемнение и предельная частота затемнения выбираются в блоке N00
с помощью вписывания двух чисел на месте ZZ.
е Ллж. '(
Скорость изменения
последнего декодозого места
(9 изменений/сек)
С помощью вписывания числа 00 выбирается способ работы без затемнения.
Предельная частота затемнения т.е. скорость изменения последнего дека-
дного места, в котором происходит затемнение числа (в зависимости от
значения ZZ) указана на схеме 4.
1 8
430 090 037 R
10.3. Допуски позиционирования | I
Из-за различных усидчивостей автомата в отдельных осьях в автома-
тическом режиме работы машины может появиться неточное позициониро-
вание в программном блоке. Позволенный допуск позиционирования, а
именно позволенная удаленность действительной позиции от программиро-
ванной позиции при окончании программного блока выбирается в блоке N00
с помощью вписывания двух чисел на месте ТТ.Эти два числ^ определяют
* JwK-U it
допускаемую ошибку позиционирования, выраженную в инкрементах. Действи-
тельное расстояние от программированной позиции зависит от отчетливости
измерительного датчика:
- при четкости 1 um , 1 инкремент обозначает расстояние 1 um,
- при четкости 5 um , 1 инкремент обозначает расстояние 5 um,
- при четкости 10 um, 1 инкремент обозначает расстояние 10 um.
Что должно случиться, если при окончании программного блока удален-
ность от программированной позиции окажется больше настроенного допуска
набирается с помощью вписывания вспомогательных функций L01, L02
в блоке N00.
L02 L01
выключена выключена Продолжение программы
выключена включена Останов программы
включена выключена Автоматический возврат
или
включена
Продолжение программы:
Программа продолжает выполняться нормально, несмотря на ошибку в пози-
ционировании, которая оказалась оольше настроенного допуска.
Останов программы:
Выполнение программы останавливается, если ошибка в позиционировании
больше настроенного допуска. Световой диод LED II (поз.З) пульсирует.
Программа продолжается с помощью выключения и включения команды СТАРТ.
Если ошибка в позиционировании больше настроенного числа инкрементов
на переключателе d (поз.12), то устройство до конца выполняет програм-
мный блок, в котором произошло ошибочное позиционирование. В случае,
если ошибка меньше или соответствует настроенному числу инкрементов
на переключателе d, программа продолжается в следующем программном блоке
после переключения команды СТАРТ, при включении команды для безуслов-
ного перехода программы в следующий программный блок программа продол-
1 9
430 090 037 R
жает выполняться в следующем программном блоке. Световой диод LED II
пульсирует до начала выполнения следующего программного блока. Про-
грамму можно перервать с помощью включения команды ПРЕРЫВАНИЕ про-
граммы .
Автоматический возврат:
В случае, если ошибка в позиционировании больше настроенного допуска
и больше настроенного числа инкрементов на переключателе d, устройство
сообщает о ошибке в позиционировании (световой диод LED II пульсирует)
и автоматически возвращается на программированную позицию. Если ошибка
в позиционировании больше настроенного допуска и меньше или соответ-
ствует настроенному числу инкрементов d, устройство сообщает о ошибке
в позиционировании и ожидает выключение и включение команды СТАРТ.
После этого программа продолжает выполняться в следующем программном
блоке. Световой диод LED II пульсирует до переключения в следующий
программный блок.
'10.4. выбор безусловного перехода программы в следующий программный
блок с помощью внешней команды
В блоке параметров N00 с помощью вспомогательной функции L03 выбирается
следующее:
L03 выключена: Выбирается способ работы, обеспечивающий 7 навязанных
приборов.
L03 включена: Выбирается способ работы, обеспечивающий 3 навязанные
прибора. Третий вход для прибора употребляется в ка-
честве входа для безусловного перехода программы в сле-
дующий программный блок.
10.5. Выбор установленного значения допусков позиционирования в виде
условия для окончания программного блока.
При грубой обработке обрабатываемого в виде условия для окончания
программного блока (в виде расстояния для выключения выходных команд
перед программированной позицией) можно выбрать вместо числа на пере-
ключателе d, вписанное число инкрементов ТТ (допуски позиционирования).
это выполняется с помощью вписывания вспомогательной функции L04 в N00.
L04 выключена: выключение выходных команд при расстоянии d перед про-
граммированной позицией.
L04 включена: Выключение выходных команд при расстоянии ТТ перед
программированной позицией.
20
430 090 037 R
Если в вспомогательном олоке N00 вписана вспомогательная функция Ь04,то
при автоматическом возврате т.е. останове программы вместо установ-
ленного расстояния на переключателе d учитывается вписанное число ТТ.
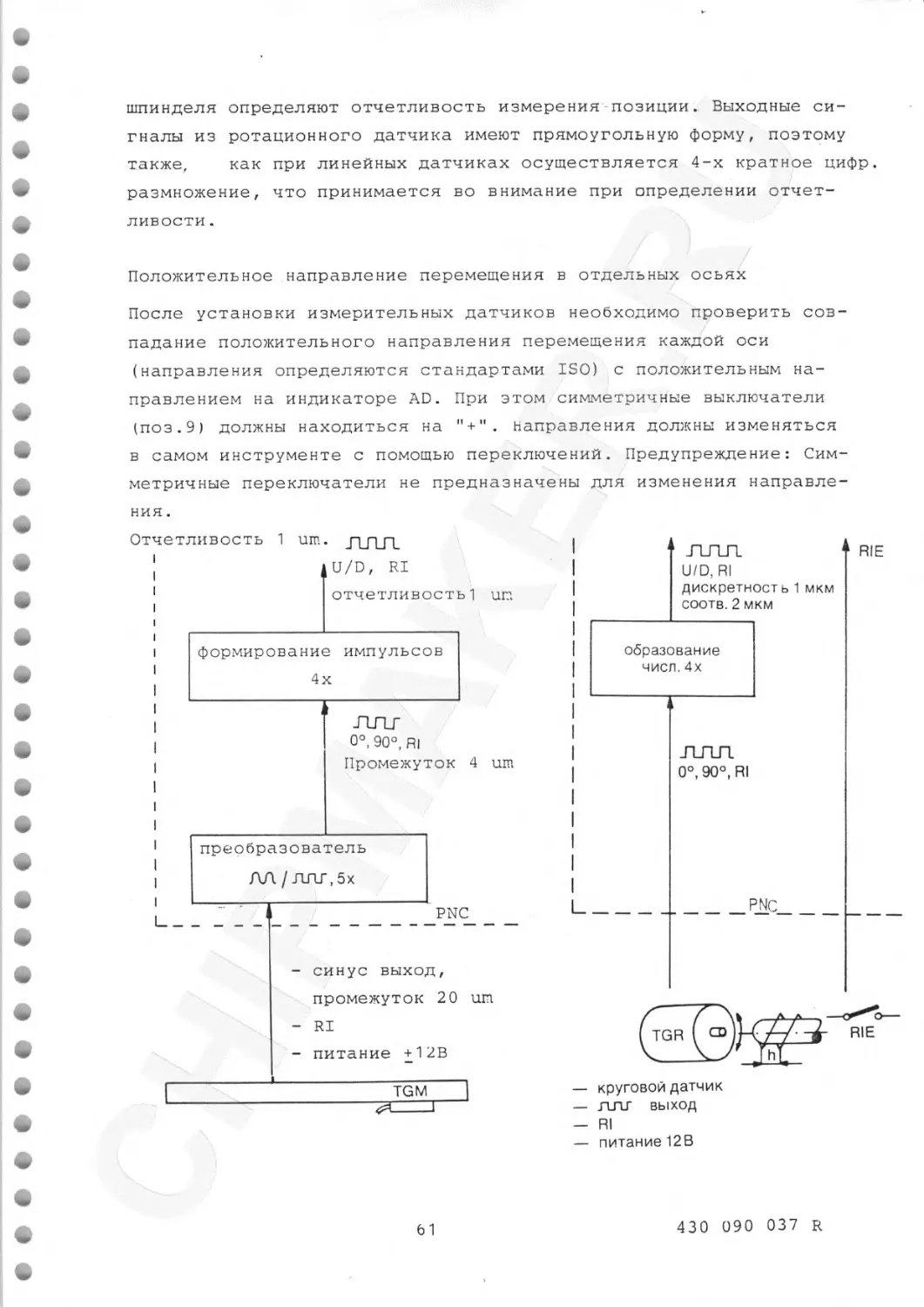
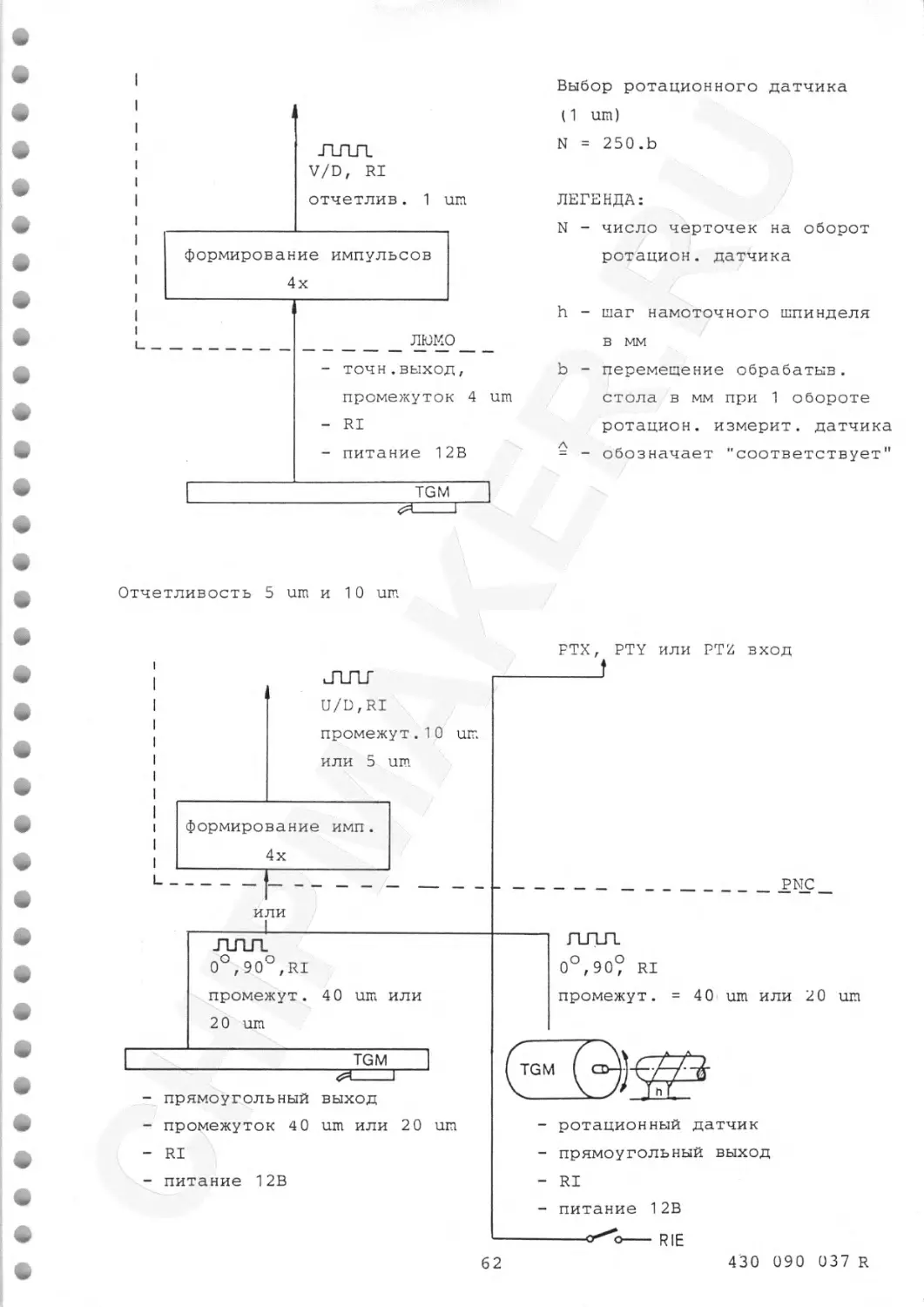
10.6. изменение положительного направления исчисления в отдельной оси
Положительному направлению движения в отдельной оси должно соответство-
вать увеличивание значения на индикаторе соответствующей оси, а отрица-
тельному направлению движения должно соответствовать уменьшение значе-
ния на AD. Если выше упомянутое не достигается,то в этой оси неооходимо
изменить направление положительного исчисления, это достигается с по-
мощью вписывания вспомогательных функций L05, L06, L07 в блок N00.
- с помощью внисывания L05 изменяется направление положительного исчи-
сления в оси X,
- с помощью вписывания L06 изменяется направление положительного исчи-
сления в оси У,
- с помощью вписывания L07 изменяется направление положительного исчи-
сления в оси Z.
Для защиты от неумышленного изменения положительного направления исчи-
сления перед этим необходимо вписать еще и вспомогательную функцию L08
в N00 (L08 в N00 должна быть вписанной для учитывания вписанных L05,L06,
L07). после каждого изменения положительного направления исчисления
устройство необходимо снова поверить.
10.7. Блокировка клавиш ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА, НУЛИРОВАНИЕ, ВОС-
ПРОИЗВЕДЕНИЕ в режиме работы "ВРУЧНУЮ".
Клавиши ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА, НУЛИРОВАНИЕ, ВОСПРОИЗВЕДЕНИЕ в ре-
жиме ВРУЧНУЮ являющиеся исполнительными клавишами,блокируются таким
образом, что в режиме работы ВРУЧНУЮ они становятся неактивными.
Это выполняется в блоке N00 с помощью вписывания признака "минус" (-).
Деблокировка клавиш выполняется с помощью вписывания признака "плюс" (+)
в блоке N00.
Пример определения параметров системы:
желаемое положение координатных осей для нашего автомата:
Сдачей ли-вост-ь 5 um.
В оси X перемещается оорабатываемое,
в ос^ях У и Z перемещается прибор.
Затемнение оыстро изменяющихся чисел не
желаемо.Допуски позиционирования - 15 um.
В случае ошибочного позиционирования автомат
21
430 090 037 R
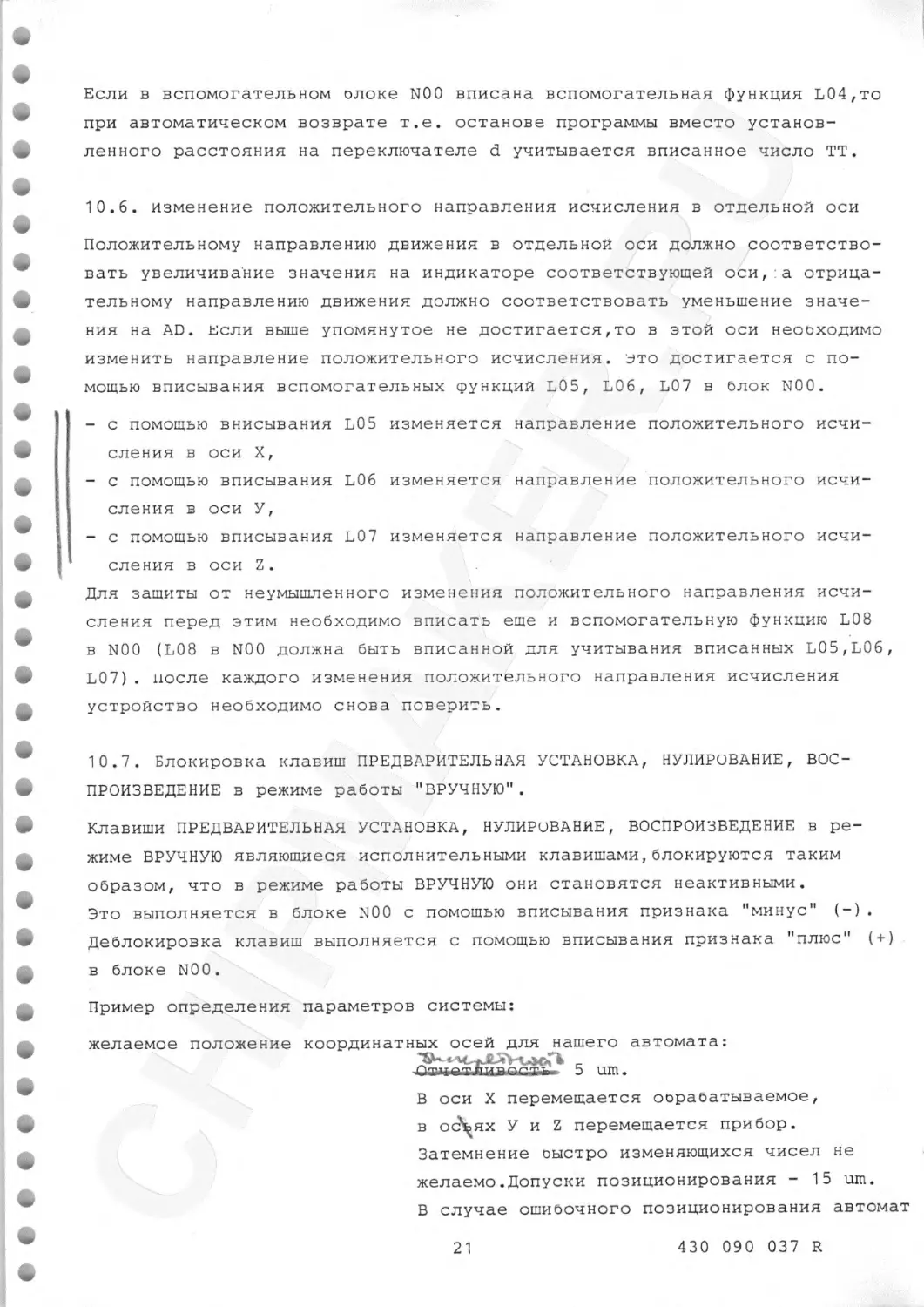
нашу систему координатов
должен остановиться и дожидаться посреднит
чества на нем занятого рабочего.
В этом случае желаем употребить возможность
безусловного перехода программы в следу-
ющий программный блок с помощью внешней
команды.
сопоставляем системе координатов LD, TS, GD.
Мы видим, что в оси LD расположена ось У, в оси TS- ось Z и в оси GD
ось X: Поэтому выбираем параметр А=3 (таблица 1).
Параметр В выбираем из таблицы 2 (направленность оси). Ось У является
положительной осью (+), а ось Z отрицательной осью (-). Ось X также
является отрицательной осью, так как в этой оси перемещается обрабаты-
ваемое .
Это соответствует параметру В=5
Параметр С выбираем смотря на перемещение прибора и перемещение обра-
батываемого в определенных ос^ях (таблица 3).
В этом случае в ос^ях Z и У перемещается прибор,а в оси X - обраба-
тываемое .
Это соответствует:параметру С=4.
'Гак как в этом случае не нуждаемся в затемнении быстро изменяющихся
чисел, то в качестве параметра ZZ выбираем 00.
Максимальный допуск позиционирования составляет 15 um. Это при отчетли-
вости 5 um соответствует инкременту 3. Поэтому параметр ТТ=03.
Таким образом в блок N00 вписываем код: 0300354
Так как желаем, чтобы автомат после ошибочного позиционирования остано-
вился, то в блок N00 необходимо вписать вспомогательную функцию L01
(L02 должна быть выключенной).
Так как желаем употребить возможность безусловного перехода программы
в следующий программный блок с помощью внешней команды, в блок N00
необходимо вписать еще и вспомогательную функцию L03.
22
430 090 037 R
11. ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА АБСОЛЮТНЫХ ЗНАЧЕНИЙ ПОЗИЦИИ В
ОТДЕЛЬНЫХ ОСЬЯХ
Действительное значение позиции и аосолютное значение, указанное на
AD должны оыть одинаковыми. Если они не одинаковы, то числовые зна-
чения на индикаторе AD исправляются с помощью клавиши ПРЕДВАРИТЕЛЬНАЯ
УСТАНОВКА и клавиши НУЛИРОВАНИЕ.Таким ооразом настраивается значение
абсолютного счетчиказначений позиций в отдельных осьях.
Внимание! Указанное значение позиции на AD уже принимает во внимание
размеры прибора.
Предварительная установка абсолютных значений позиций выполняется
в режимах работы ВРУЧНУЮ, МЕПО или АВТОМАТИЧЕСКИ.
Предварительная установка абсолютных значений позиций в отдельных осьях
достигается в режиме работы ВРУЧНУЮ с помощью функций: НУЛИРОВАНИЕ и
ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА,в режиме работы МЕПО с помощью поверки си-
стемы, в режиме работы АВТОМАТИЧЕСКИ с помощью программной предустанов-
ки аосолютного значения позиции.
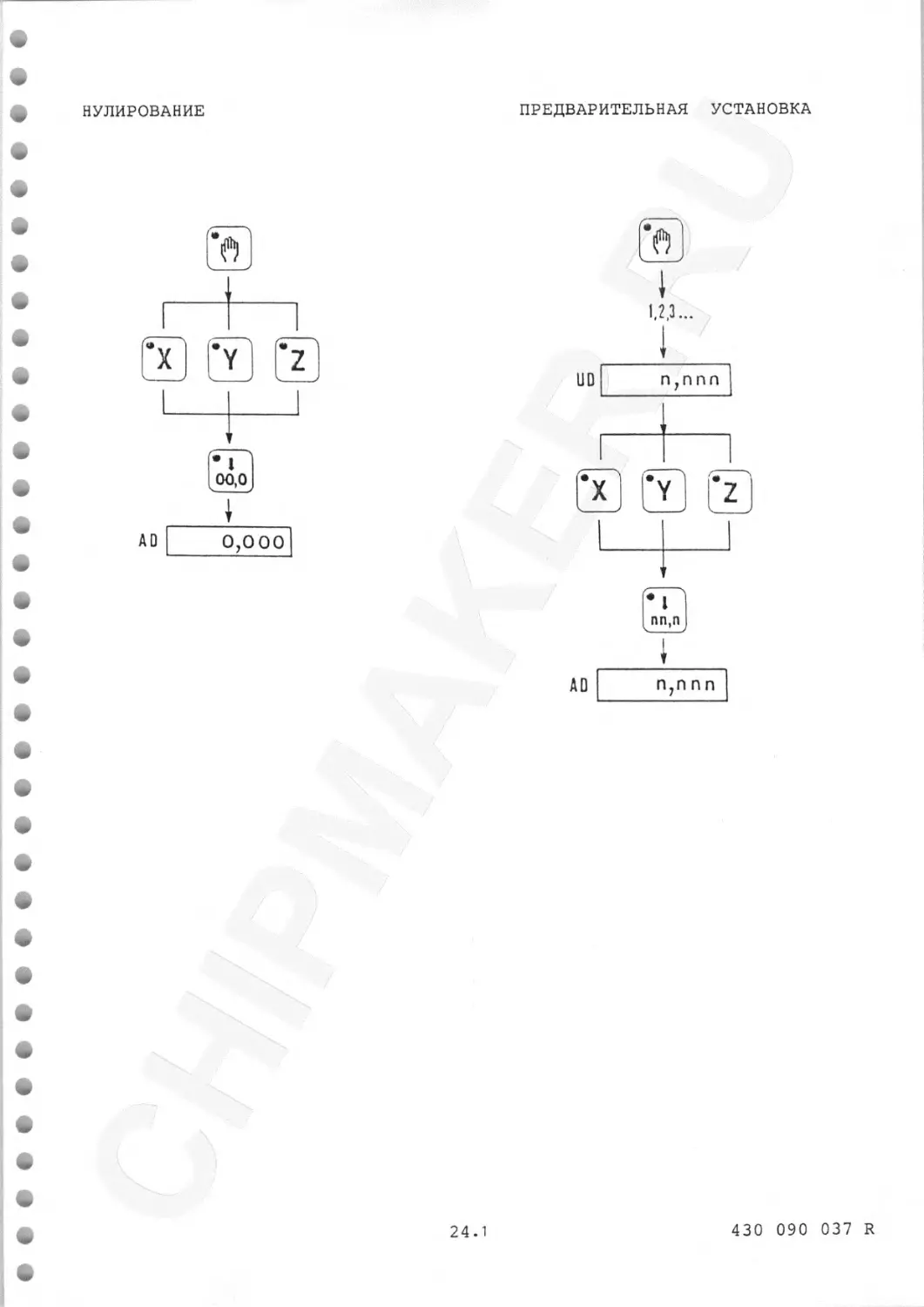
11.1. НУЛИРОВАНИЕ
Позиция, в которой находимся в данный момент является исходной точкой
координатной системы (значение позиции составляет ноль;. При выборе
оси (X,y,Z) и активировании клавиши НУЛИРОВАНИЕ (при этом не должна све-
тится лампочка ОТНОСИТЕЛЬНЫЕ ИЗМЕРЕНИЯ) индикация на индикаторе AD
останавливается на значении ноль. НУЛИРОВАНИЕ необходимо провести для
каждой оси отдельно.
11.2. ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА
Нам известно значение позиции, в которой мы находимся в данный момент.
Это известное нам значение печатаем с помощью цифровой тастатуры на
универсальный индикатор UD. С помощью выбора оси (X,y,Z) и активиро-
вания клавиши ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА числовое значение перемещается
из UD на индикатор AD для принадлежащей оси. Предварительная установка
нужна для каждой оси отдельно.
23
430 090 037 R
НУЛИРОВАНИЕ
ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА
24.1
430 090 037 R
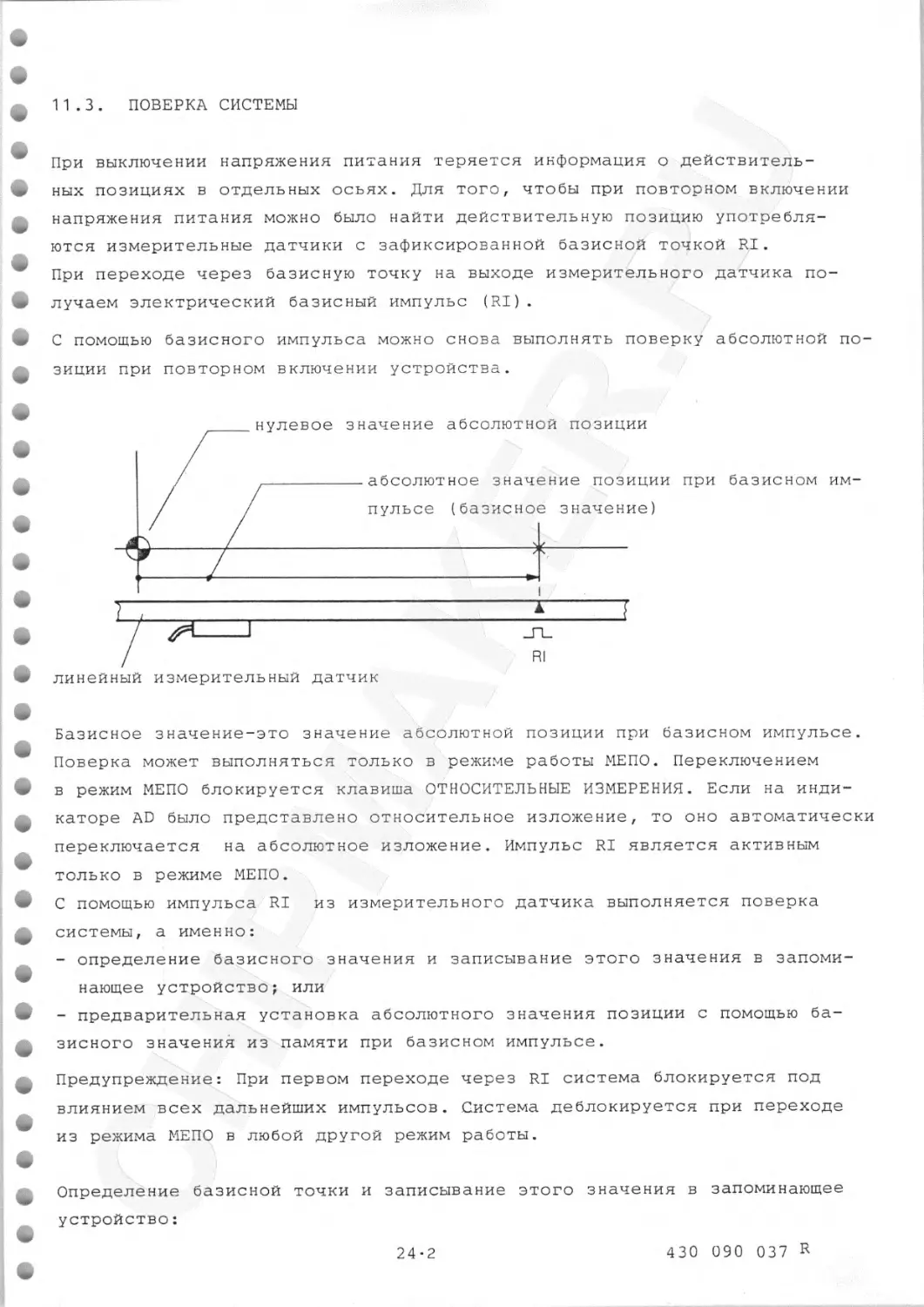
11.3. ПОВЕРКА СИСТЕМЫ
При выключении напряжения питания теряется информация о действитель-
ных позициях в отдельных осьях. Для того, чтобы при повторном включении
напряжения питания можно было найти действительную позицию употребля-
ются измерительные датчики с зафиксированной базисной точкой RI.
При переходе через базисную точку на выходе измерительного датчика по-
лучаем электрический базисный импульс (RI).
С помощью базисного импульса можно снова выполнять поверку абсолютной по-
зиции при повторном включении устройства.
линейный измерительный датчик
Базисное значение-это значение абсолютной позиции при базисном импульсе.
Поверка может выполняться только в режиме работы МЕПО. Переключением
в режим МЕПО блокируется клавиша ОТНОСИТЕЛЬНЫЕ ИЗМЕРЕНИЯ. Если на инди-
каторе AD было представлено относительное изложение, то оно автоматически
переключается на абсолютное изложение. Импульс RI является активным
только в режиме МЕПО.
С помощью импульса RI из измерительного датчика выполняется поверка
системы, а именно:
- определение базисного значения и записывание этого значения в запоми-
нающее устройство; или
- предварительная установка абсолютного значения позиции с помощью ба-
зисного значения из памяти при базисном импульсе.
Предупреждение: При первом переходе через RI система блокируется под
влиянием всех дальнейших импульсов. Система деблокируется при переходе
из режима МЕПО в любой другой режим работы.
Определение базисной точки и записывание этого значения в запоминающее
устройство:
24-2
430 090 037 R
Прибор настраиваем на известное положение, которое может являться ну-
лем или любым известным значением. С помощью клавиши НУЛИРОВАНИЕ т.е.
ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА настраиваем счетчик абсолютных значений по-
зиции на это значение. Оно также указывается на индикаторе AD , а в абсо-
лютный счетчик вписывается значение, которое уже принимает во внимание
размер выбранного прибора (размер прибора вписывается заранее).
После этого выполняется сдвиг по направлению к базисной точке. При появле-
нии базисного импульса изложение на AD останавливается, а абсолютный счет-
чик продолжает исчисление.
Значение указанное на AD является базисным значением, принимающим во вни-
мание размер выбранного прибора.
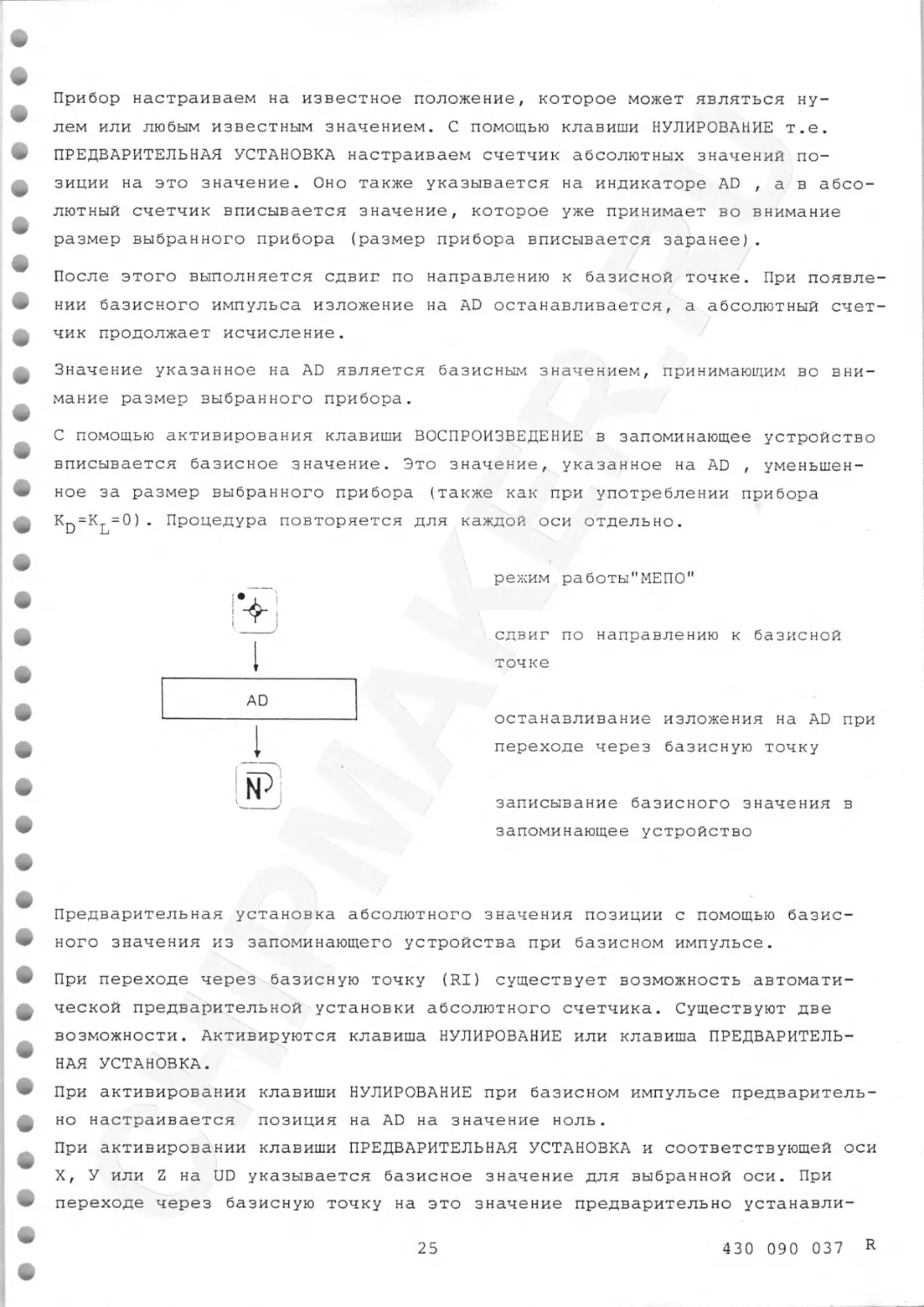
С помощью активирования клавиши ВОСПРОИЗВЕДЕНИЕ в запоминающее устройство
вписывается базисное значение. Это значение, указанное на AD , уменьшен-
ное за размер выбранного прибора (также как при употреблении прибора
КП=К=О). Процедура повторяется для каждой оси отдельно,
и ъ
режим работьГМЕПО"
сдвиг по направлению к базисной
точке
останавливание изложения на AD при
переходе через базисную точку
записывание базисного значения в
запоминающее устройство
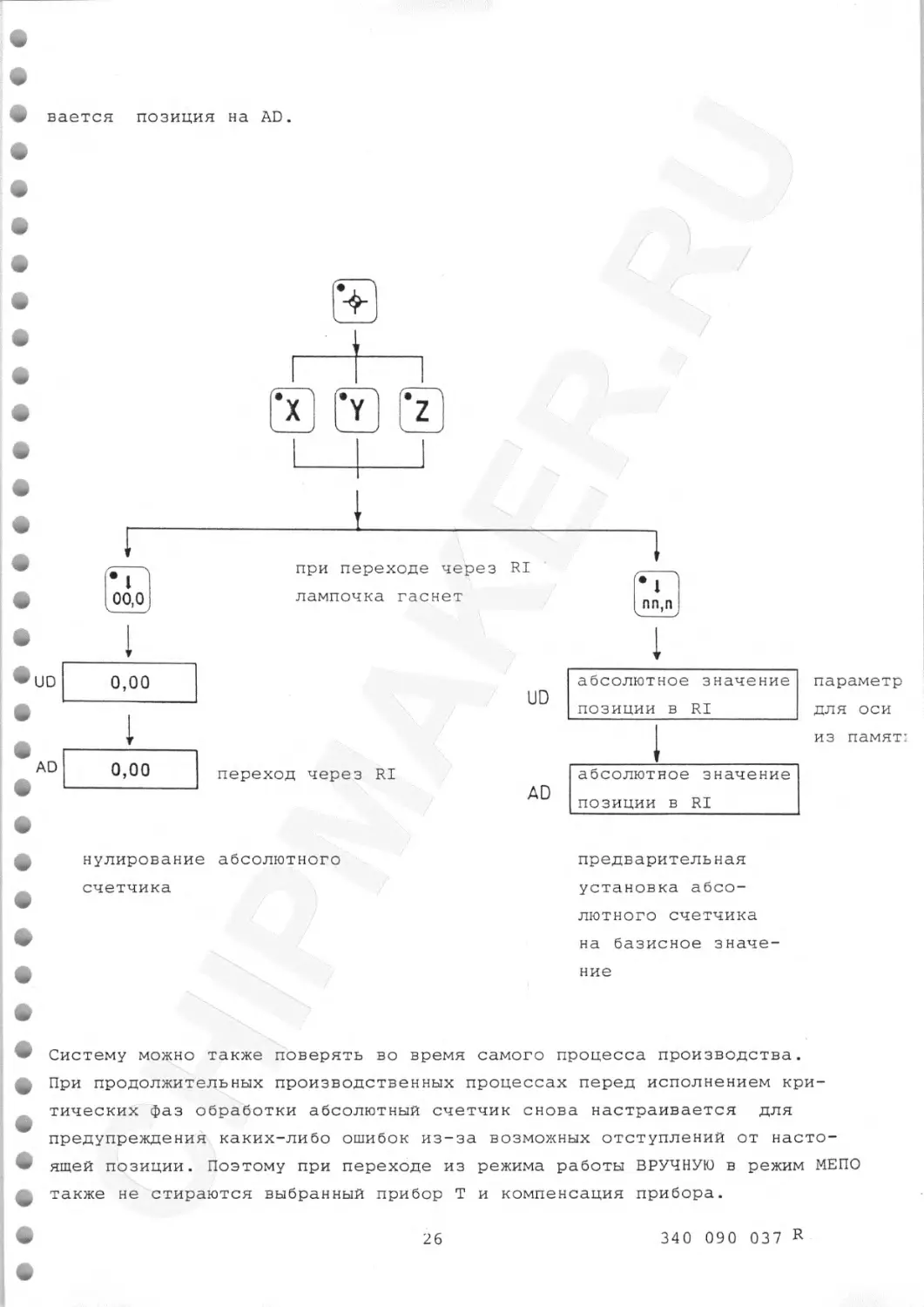
Предварительная установка абсолютного значения позиции с помощью базис-
ного значения из запоминающего устройства при базисном импульсе.
При переходе через базисную точку (RI) существует возможность автомати-
ческой предварительной установки абсолютного счетчика. Существуют две
возможности. Активируются клавиша НУЛИРОВАНИЕ или клавиша ПРЕДВАРИТЕЛЬ-
НАЯ УСТАНОВКА.
При активировании клавиши НУЛИРОВАНИЕ при базисном импульсе предваритель-
но настраивается позиция на AD на значение ноль.
При активировании клавиши ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА и соответствующей оси
X, У или Z на UD указывается базисное значение для выбранной оси. При
переходе через базисную точку на это значение предварительно устанавли-
25
430 090 037 R
вается позиция на AD.
при переходе через RI
00,0
лампочка гаснет
пп,п
переход через RI
UD
AD
абсолютное значение
позиции в RI
абсолютное значение
позиции в RI
параметр
для оси
из памят:
нулирование абсолютного
предварительная
счетчика
установка абсо-
лютного счетчика
на базисное значе-
ние
Систему можно также поверять во время самого
процесса производства.
w При продолжительных производственных процессах перед исполнением кри-
тических фаз обработки абсолютный счетчик снова настраивается для
* предупреждения каких-либо ошибок из-за возможных отступлений от насто-
* ящей позиции. Поэтому при переходе из режима работы ВРУЧНУЮ в режим МЕПО
также не стираются выбранный прибор Т и компенсация прибора.
• 26 340 090 037 R
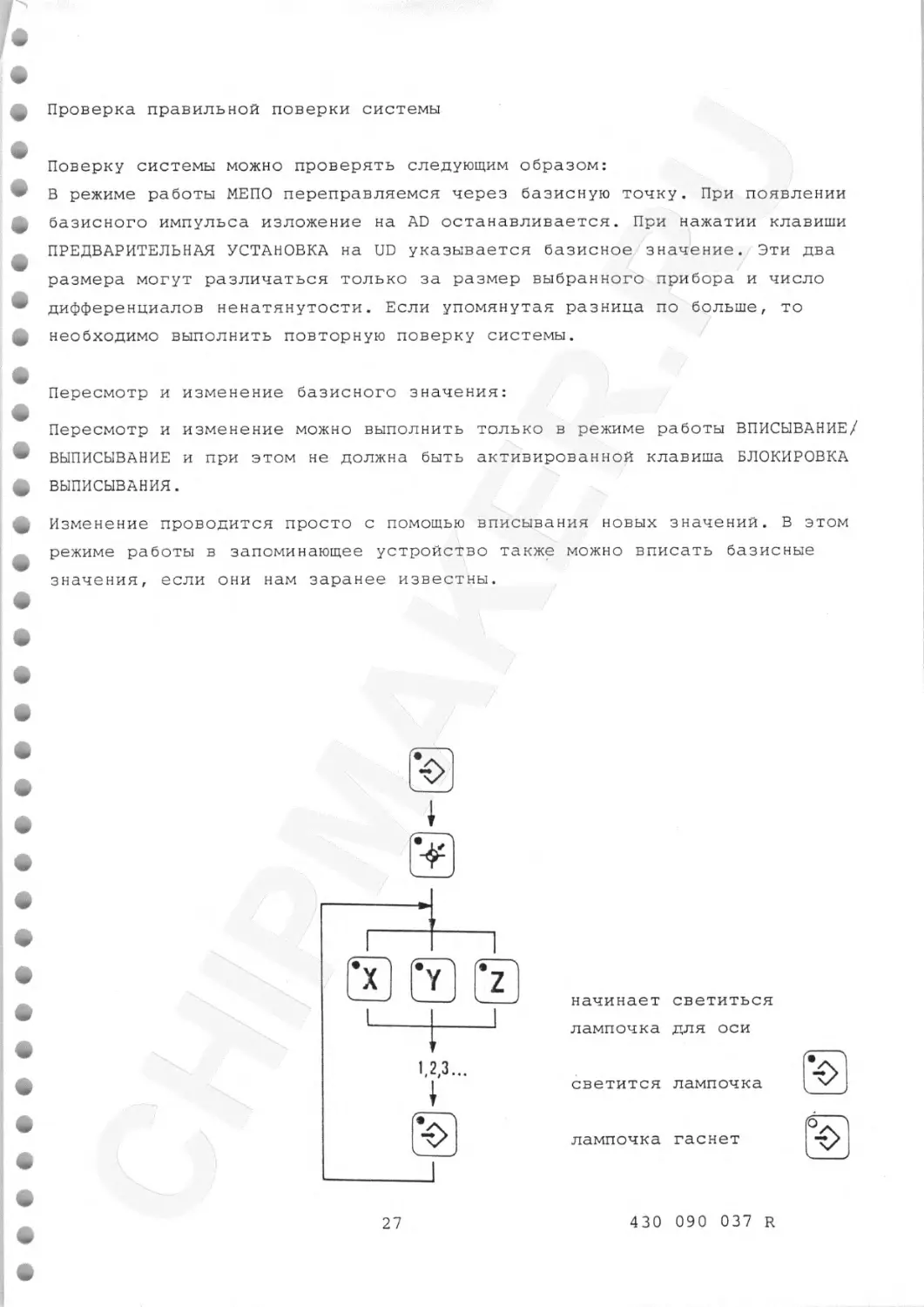
Проверка правильной поверки системы
Поверку системы можно проверять следующим образом:
В режиме работы МЕПО переправляемся через базисную точку. При появлении
базисного импульса изложение на AD останавливается. При нажатии клавиши
ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА на UD указывается базисное значение. Эти два
размера могут различаться только за размер выбранного прибора и число
дифференциалов ненатянутости. Если упомянутая разница по больше, то
w необходимо выполнить повторную поверку системы.
Пересмотр и изменение базисного значения:
Пересмотр и изменение можно выполнить только в режиме работы ВПИСЫВАНИЕ/
'** ВЫПИСЫВАНИЕ и при этом не должна быть активированной клавиша БЛОКИРОВКА
ВЫПИСЫВАНИЯ.
Изменение проводится просто с помощью вписывания новых значений. В этом
режиме работы в запоминающее устройство также можно вписать базисные
значения, если они нам заранее известны.
начинает светиться
лампочка для оси
светится лампочка
лампочка гаснет
27
430 090 037 R
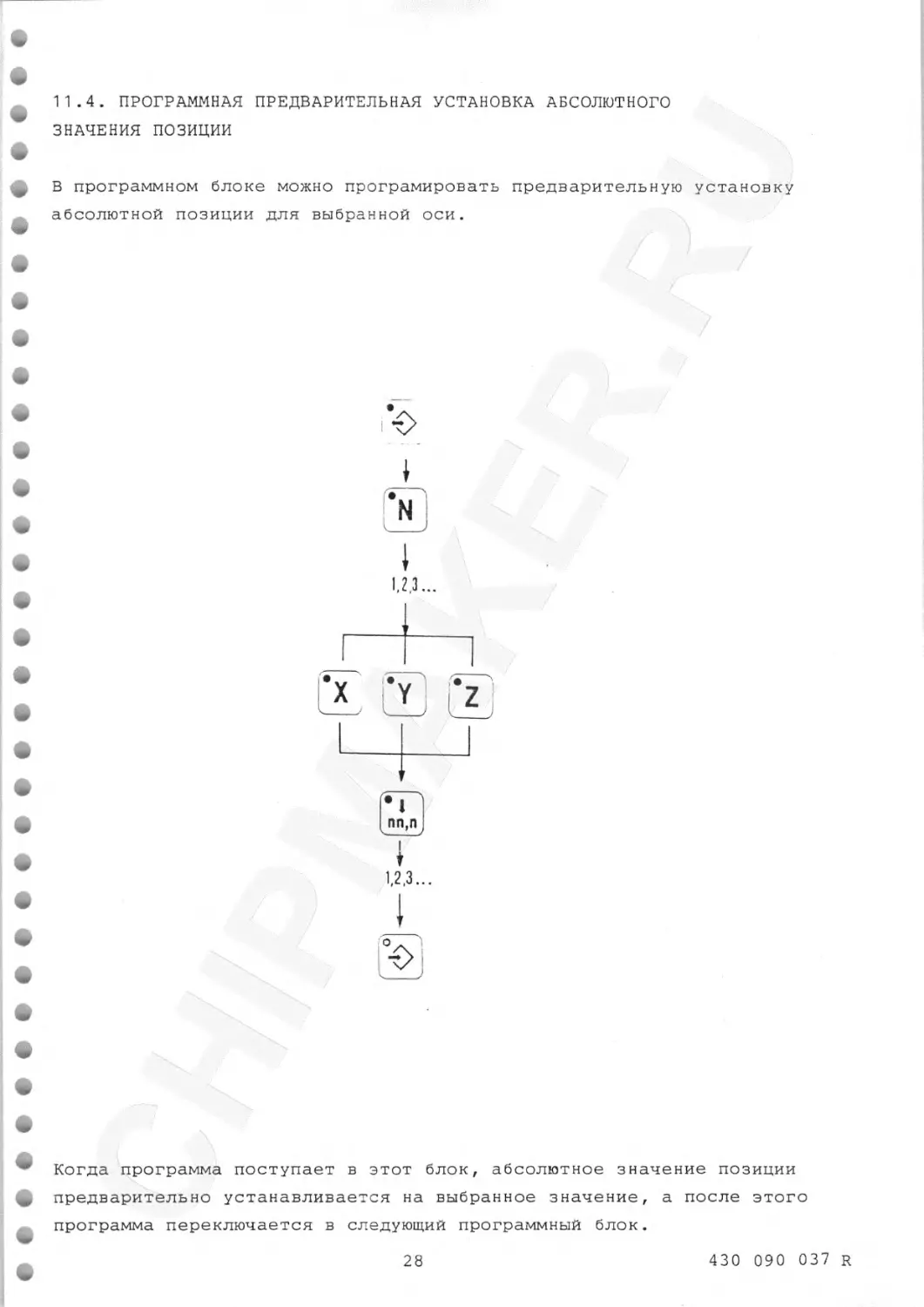
11.4 . ПРОГРАММНАЯ ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА АБСОЛЮТНОГО
ЗНАЧЕНИЯ ПОЗИЦИИ
В программном блоке можно програмировать предварительную установку
абсолютной позиции для выбранной оси.
1
1,2.3...
* I
пп,п
1,2,3...
Когда программа поступает в этот блок, абсолютное значение позиции
предварительно устанавливается на выбранное значение, а после этого
программа переключается в следующий програгимный блок.
28
430 090 037 R
12. БАЗИСНАЯ ТОЧКА (RI)
Для поверки системы в режиме работы МЕПО надо употреблять датчики,
имеющие зафиксированную базисную точку, при переходе которой получаем
электрический импульс RI.
а) При употреблении линейных датчиков базисная точка обычно расположена
в середине измерительной области. По особому заказу базисная точка может
находиться на левом или правом конце области измерения.
Такое исполнение обозначено знаком L (присоединительные зажимы для
внешнего RI остаются открытыми).
Ь) При употреблении ротационных датчиков линейное движение преобразовы-
вается в ротацию через намоточный шпиндель (намоточной высоты h).
Ротационные измерительные датчики с нулевым импульсом при каждом обо-
роте подают по одному электрическому импульсу. Суппорт, т.е. обраба-
батывающий стол при каждом обороте измерительного датчика переме-
щается за расстояние Ь.
Если желаем употребить нулевой импульс в качестве базисного импульса,
то нам нужен дополнительный выключатель, определяющий который из
нулевых импульсов является базисным импульсом. Этот дополнительный
выключатель, обозначенный знаком RIE может являться грубым выключа-
телем и быть включенным до тех пор пока не захватит одного нулевого
импульса.
b ... сдвиг обрабатывающего стола при одном обороте ротационного
измерительного датчика.
b > RIE включено > 4х отчетливость
RI
Это исполнение имеет обозначение R
29
430 090 037 R
с) Третьее исполнение обозначает употребление внешнего выключателя
для базисного импульса. Этот внешний выключатель должен являться
прецизионным выключателем. Местоположение базисного выключателя
по отношению к импульсам из измерительного датчика не является
важным, важной является только ширина этого импульса:
1 дифференциал <RI < 2 дифференциала
На конекторе К2 предусмотрены зажимы для присоединения внешних
базисных выключателей.
Это исполнение обозначено знаком Т.
Употребление вида базисных импульсов зависит от повязок в устройстве
ЛЮМО, которые встраиваются производщиком по заказу пользователя.
30
430 090 037 R
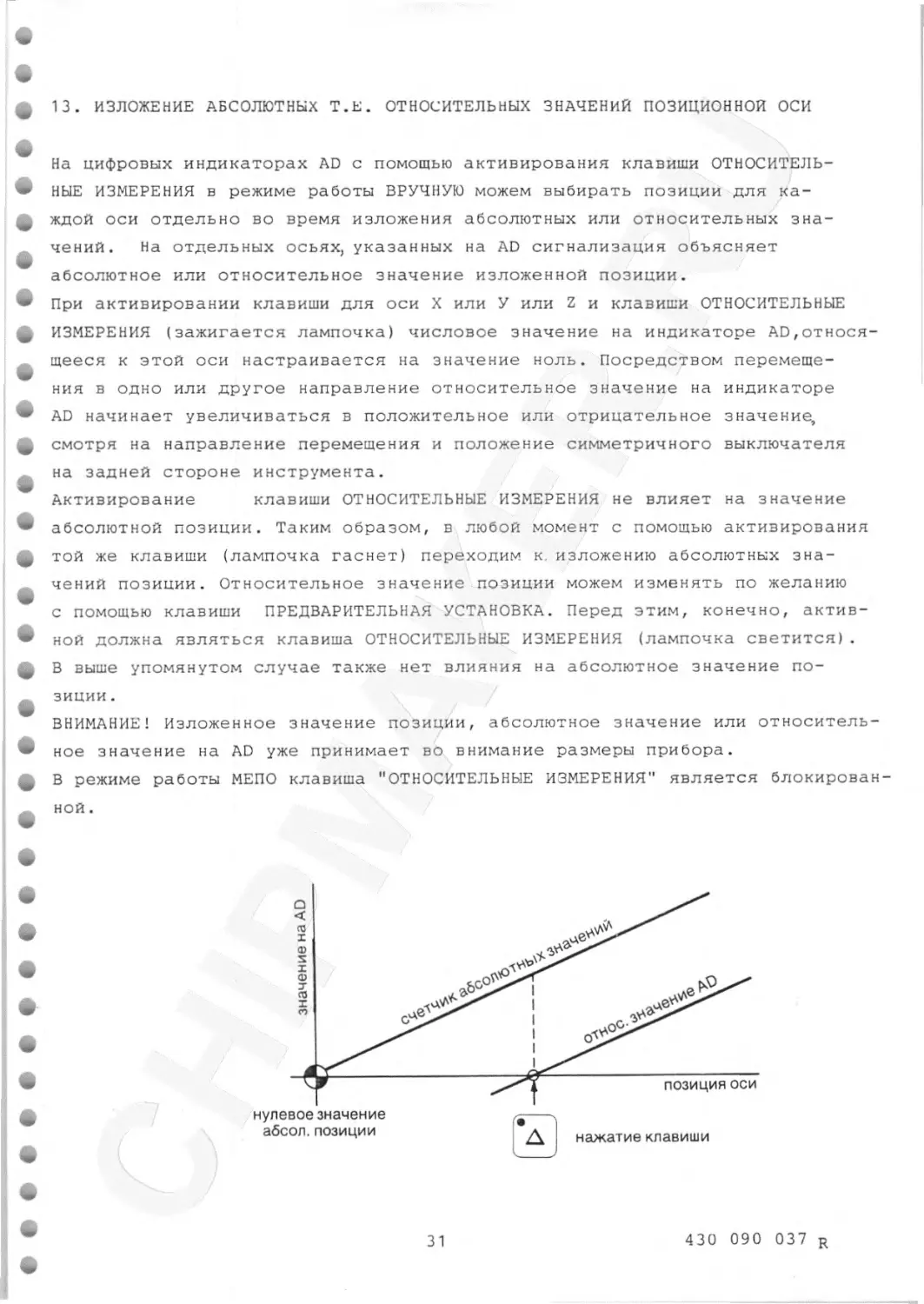
13. ИЗЛОЖЕНИЕ АБСОЛЮТНЫХ Т.Е. ОТНОСИТЕЛЬНЫХ ЗНАЧЕНИЙ ПОЗИЦИОННОЙ ОСИ
На цифровых индикаторах AD с помощью активирования клавиши ОТНОСИТЕЛЬ-
НЫЕ ИЗМЕРЕНИЯ в режиме работы ВРУЧНУЮ можем выбирать позиции для ка-
ждой оси отдельно во время изложения абсолютных или относительных зна-
чений. На отдельных осьях, указанных на AD сигнализация объясняет
абсолютное или относительное значение изложенной позиции.
При активировании клавиши для оси X или У или Z и клавиши ОТНОСИТЕЛЬНЫЕ
ИЗМЕРЕНИЯ (зажигается лампочка) числовое значение на индикаторе AD,относя-
щееся к этой оси настраивается на значение ноль. Посредством перемеще-
ния в одно или другое направление относительное значение на индикаторе
AD начинает увеличиваться в положительное или отрицательное значение,
смотря на направление перемещения и положение симметричного выключателя
на задней стороне инструмента.
Активирование клавиши ОТНОСИТЕЛЬНЫЕ ИЗМЕРЕНИЯ не влияет на значение
абсолютной позиции. Таким образом, в любой момент с помощью активирования
той же клавиши (лампочка гаснет) переходим к. изложению абсолютных зна-
чений позиции. Относительное значение позиции можем изменять по желанию
с помощью клавиши ПРЕДВАРИТЕЛЬНАЯ УСТАНОВКА. Перед этим, конечно, актив-
ной должна являться клавиша ОТНОСИТЕЛЬНЫЕ ИЗМЕРЕНИЯ (лампочка светится).
В выше упомянутом случае также нет влияния на абсолютное значение по-
зиции .
ВНИМАНИЕ! Изложенное значение позиции, абсолютное значение или относитель-
ное значение на AD уже принимает во внимание размеры прибора.
В режиме работы МЕПО клавиша "ОТНОСИТЕЛЬНЫЕ ИЗМЕРЕНИЯ" является блокирован-
ной .
31
430 090 037 R
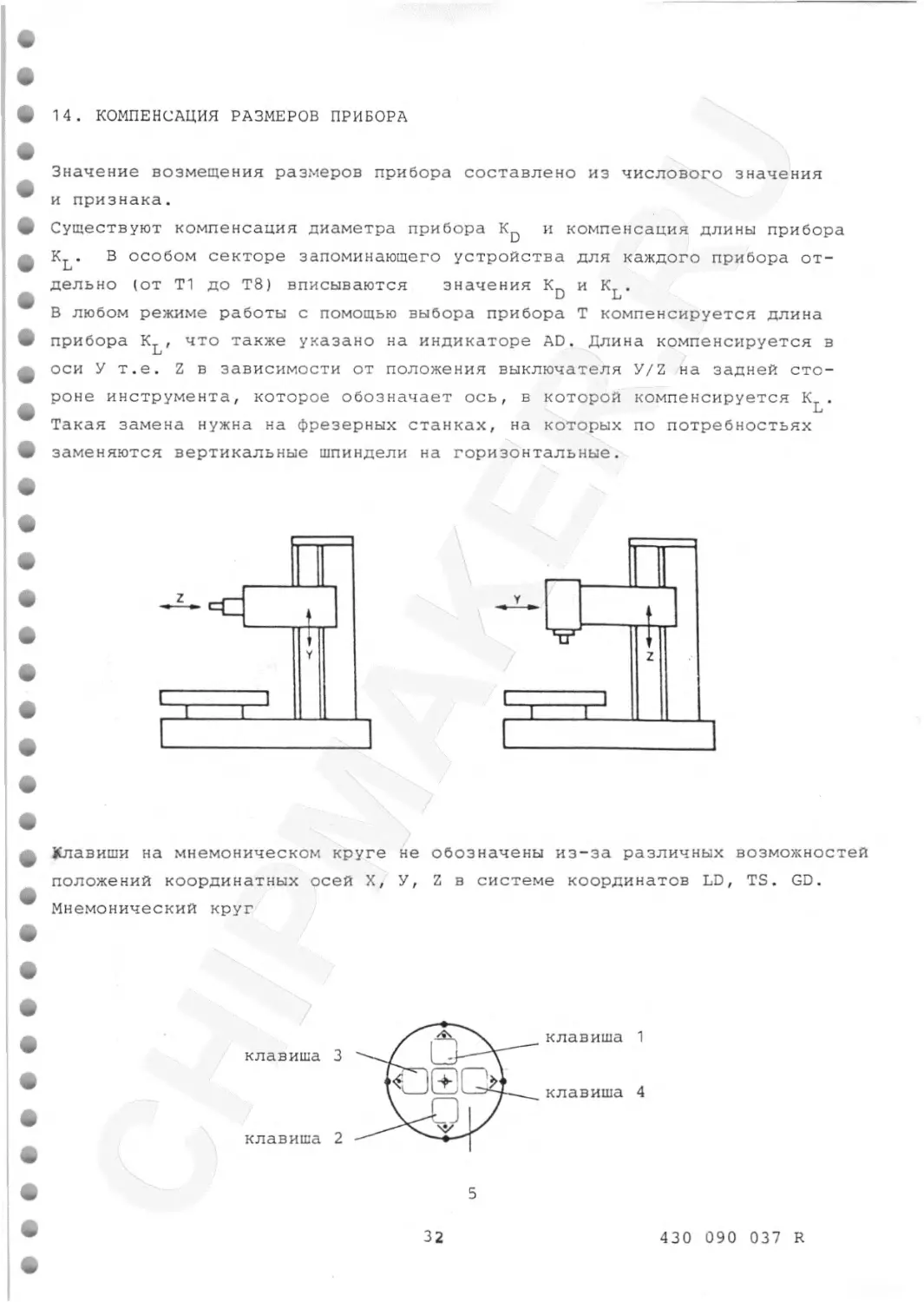
• 14. КОМПЕНСАЦИЯ РАЗМЕРОВ ПРИБОРА
Значение возмещения размеров прибора составлено из числового значения
* и признака.
ф Существуют компенсация диаметра прибора KD и компенсация длины прибора
•Кт. В особом секторе запоминающего устройства для каждого прибора от-
Lu
дельно (от Т1 до Т8) вписываются значения Кп и К .
В любом режиме работы с помощью выбора прибора Т компенсируется длина
Йг прибора Кт, что также указано на индикаторе AD. Длина компенсируется в
оси У т.е. Z в зависимости от положения выключателя У/Z на задней сто-
роне инструмента, которое обозначает ось, в которой компенсируется К .
Такая замена нужна на фрезерных станках, на которых по потребностьях
ф заменяются вертикальные шпиндели на горизонтальные.
Клавиши на мнемоническом круге
не обозначены из-за различных возможностей
положений координатных осей X
У, Zb системе координатов LD, TS. GD.
Мнемонический круг
клавиша 1
клавиша 4
5
32
430 090 037 R
Диаметр прибора может возмещаться в двух осьях:
- в оси X и У (выключатель 13 в положении Z), или
- в оси X и Z (выключатель 13 в положении У).
Компенсация диаметра прибора выбирается с помощью клавиш на мнемо-
ническом круге (поз.5). Мнемонический круг представляет собой диаметр
прибора, на ободе которого находятся сигнальные лампочки. Если на ободе
не светится никакая лампочка, то нет компенсации диаметра прибора, а
значение позиции относится к центальной части прибора. С помощью акти-
вирования клавиши в мнемоническом круге также зажигается соответствующая
сигнальная лампочка на ободе круга и позиция компенсируется на +KQ/2 т.е.
К^/2. При активировании середней клавиши в круге стирается компенсация
диаметра прибора, что также указывается на индикаторе AD.
Если ось X расположена на оси LD , то диаметр прибора KQ компенсируется
в оси X с помощью клавиши 3 и клавиши 4. С помощью клавиш 1 и 2 компен-
сируется диаметр прибора KD в оси У или Z в зависимости от положения
выключателя 13.
Если ось X расположена в оси TS или в оси GD, то диаметр прибора ком-
пенсируется в оси X с помощью клавиши 1 и клавиши 2. С помощью клавиш
3 и 4 компенсируется диаметр прибора KQ в оси У или Z в зависимости от по-
ложения выключателя 13.
Компенсацию диаметра прибора можно также употреблять в
работы.
При вписывании программ также вписывается состояние на
круге. Таким образом в отдельные блоки можно вписывать
аметра приборов.
ручном режиме
мнемоническом
компенсации ди-
13
12
10 11
33
430 090 037
R
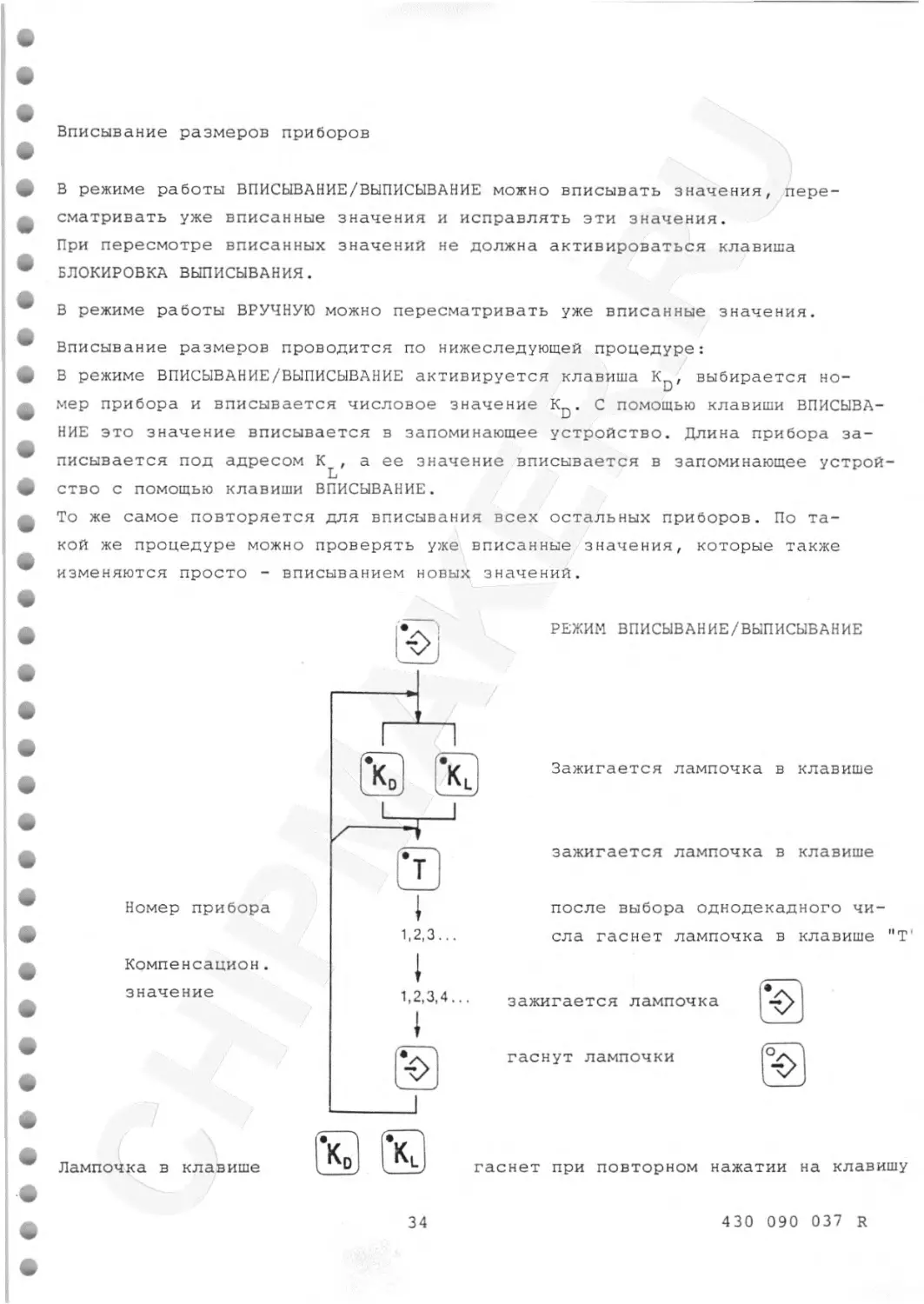
Вписывание размеров приборов
В режиме работы ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ можно вписывать значения, пере-
сматривать уже вписанные значения и исправлять эти значения.
При пересмотре вписанных значений не должна активироваться клавиша
БЛОКИРОВКА ВЫПИСЫВАНИЯ.
В режиме работы ВРУЧНУЮ можно пересматривать уже вписанные значения.
Вписывание размеров проводится по нижеследующей процедуре:
В режиме ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ активируется клавиша К^, выбирается но-
мер прибора и вписывается числовое значение KQ. С помощью клавиши ВПИСЫВА-
НИЕ это значение вписывается в запоминающее устройство. Длина прибора за-
писывается под адресом К^, а ее значение вписывается в запоминающее устрой-
ство с помощью клавиши ВПИСЫВАНИЕ.
То же самое повторяется для вписывания всех остальных приборов. По та-
кой же процедуре можно проверять уже вписанные значения, которые также
изменяются просто - вписыванием новых значений.
РЕЖИМ ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ
Номер прибора
Компенсацион.
значение
Лампочка в клавише
Зажигается лампочка в клавише
зажигается лампочка в клавише
после выбора однодекадного чи-
сла гаснет лампочка в клавише "Т1
зажигается лампочка
гаснут лампочки
гаснет при повторном нажатии на клавишу
34
430 090 037 R
15. НЕНАТЯНУТОСТЬ НАМОТОЧНЫХ ШПИНДЕЛЕЙ
При преобразовании вращения в линейное движение могут появиться нена-
тянутое™ между отдельными механическими частьями (намоточный шпиндель
- гайка). Если позиция измеряется с помощью ротационных измерительных
датчиков, упомянутая ненатянутость укажется в качестве ошибки позиции
при каждом изменении направления перемещения.
В особый сектор запоминающего устройства можно для каждой оси отдельно
вписать величину ненатянутости. Это значение автоматически принимается
во внимание при каждом изменении направления движения. После включения
устройства и его поверки, начинает действовать компенсация ненатянутости
с помощью базисного импульса. При этом очень важным является перемещение
на большее число дифференциалов, вписанного зазора - для компенсации за-
зора. Компенсация зазора начинает действовать после переборки через ба-
зисную точку и расстояние больше вписанного зазора. После выключения
устройства необходимо выполнить поверку системы посредством переборки
через базисную точку в том же направлении.
В мнемоническом круге, в стрелках находятся сигнальные лампочки, которые
показывают направление перемещения. При изменении направления зажигается
лампочка, сигнализирующая новое направление перемещения, в то время как
на индикаторе AD указывается старое значение до тех пор пока ненатяну-
тость не скомпензируется. Компенсация действует в всех режимах работы
при выполненной поверка системы.
Функцией зажигания сигнальных лампочек является запоминающая функция, что
обозначает, что при переходе движения на другую ось все еще светится
лампочка направления из предыдущей оси. Эта функция является очень важной
во время РУЧНОГО позиционирования так, как обеспечивает постоянный кон-
троль ненатянутости во всех осьях.
Вписывание величины ненатянутости
В режиме работы ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ можно вписывать значения для
ненатянутости каждой оси отдельно и проверять и изменять вписанные
значения. При этом не должна активироваться клавиша БЛОКИРОВКА ВЫПИСЫ-
ВАНИЯ.
Ненатянутость вписывается в дифференциальных приростах. В зависимости от
отчетливости 1 дифференциал обозначает 1 um, 5 um или 10 um.Максималь-
ное значение ненатянутости составляет 999 дифференциалов.
35
430 090 037 R
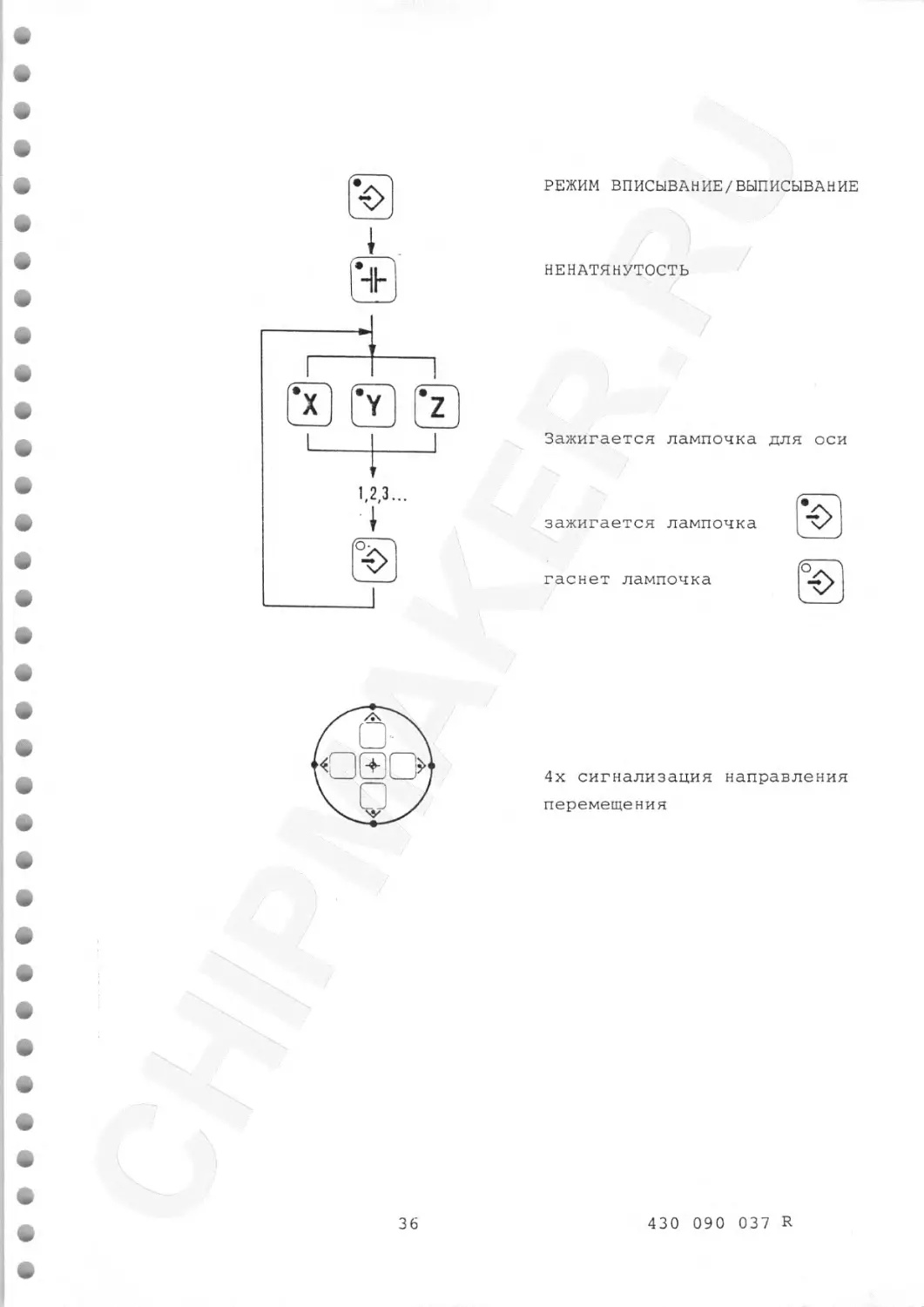
РЕЖИМ ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ
НЕНАТЯНУТОСТЬ
Зажигается лампочка для оси
зажигается лампочка
гаснет лампочка
4х сигнализация направления
перемещения
36
430 090 037 R
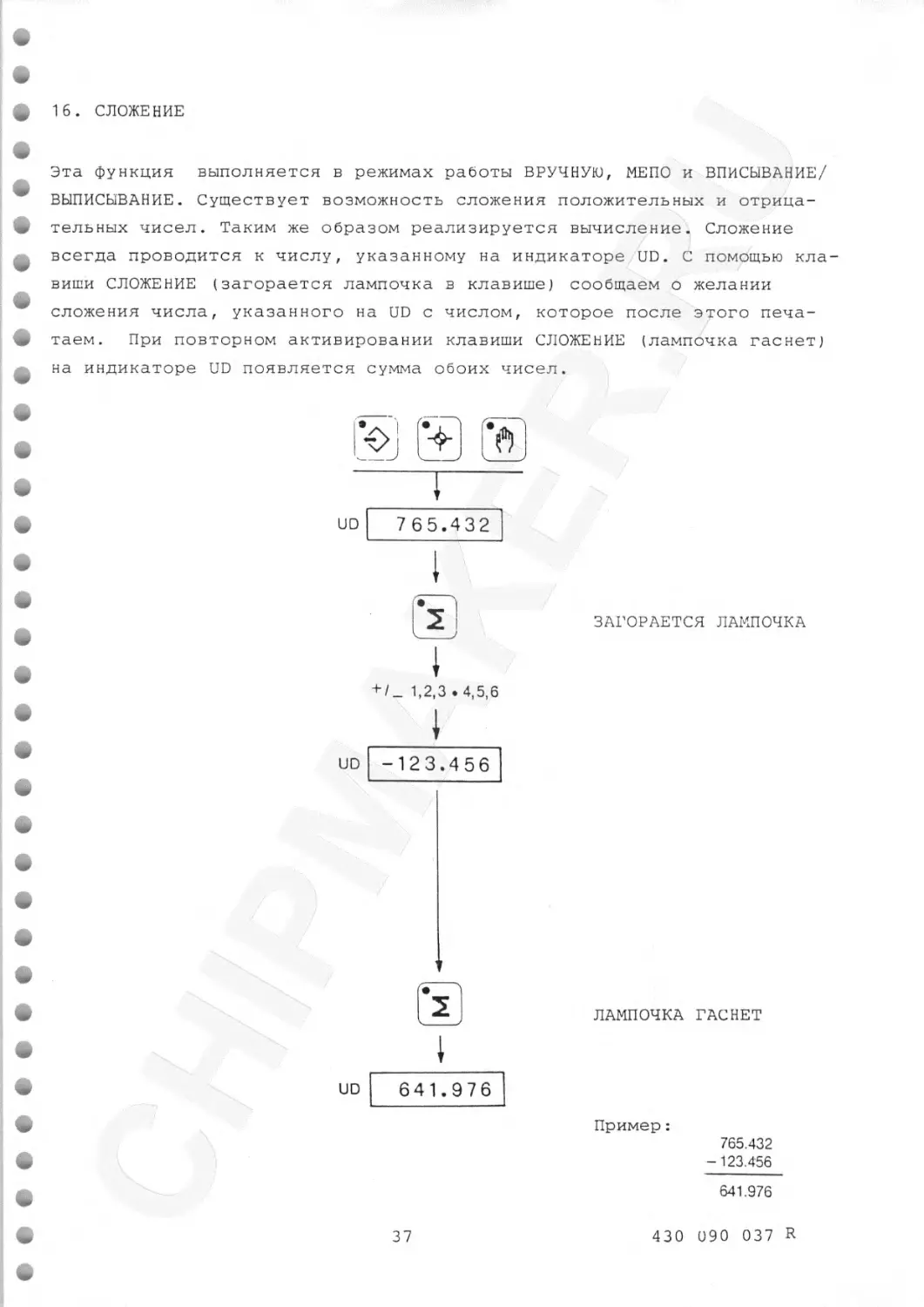
16. СЛОЖЕНИЕ
Эта функция выполняется в режимах работы ВРУЧНУЮ, МЕПО и ВПИСЫВАНИЕ/
ВЫПИСЫВАНИЕ. Существует возможность сложения положительных и отрица-
тельных чисел. Таким же образом реализируется вычисление. Сложение
всегда проводится к числу, указанному на индикаторе UD. С помощью кла-
виши СЛОЖЕНИЕ (загорается лампочка в клавише) сообщаем о желании
сложения числа, указанного на UD с числом, которое после этого печа-
таем. При повторном активировании клавиши СЛОЖЕНИЕ (лампочка гаснет)
на индикаторе UD появляется сумма обоих чисел.
UD 7 65.432
ЗАГОРАЕТСЯ ЛАМПОЧКА
+ /_ 1,2,3.4,5,6
I
UD -123.456
2
\__У
I
U О 641.976
ЛАМПОЧКА ГАСНЕТ
Пример:
765.432
-123.456
641.976
37
430 090 037 R
17. ПОТРЕБИТЕЛЬНАЯ ПРОГРАММА
Потребительная программа составлена из программных блоков, со-
держащих адресМ и двухдекадный номер блока (нпр. N01, N15). В за-
поминающее устройство можно вписать максим. 99 программных блоков
( от N01 до N99).
Потребительная программа вписывается в режиме работы ВПИСЫВАНИЕ/
ВЫПИСЫВАНИЕ с помощью тастатуры, а в режиме работы ВРУЧНУЮ с помощью
функции ВОСПРОИЗВЕДЕНИЕ. Вписывание программы посредством функции
ВОСПРОИЗВЕДЕНИЕ в блоке параметров N00 предупреждается таким образом,
что в режиме работы ВРУЧНУЮ эта функция становится неактивной. Для
первого блока программы можно выбрать любой адрес от N01 далее.
В позиционном программном блоке содержится:
- желаемая ось позиционирования (х или У или (|j),
- абсолютное значение точки позиционирования или,
относительное расстояние до точки позиционирования,
- компенсация размеров прибора,
- номер прибора Т (Т1 до Т8),
- вспомогательные функции L (L01 до L16).
Последовательность вписывания определенных слов внутри блока явля-
ется произвольной. Вместо данных о желаемой оконечной позиции в про-
граммный блок можно вписывать команду для пропуска части потреби-
тельной программы или команду для пропуска в подпрограмму т.е. ко-
манду для повторения определенной части программы. Программа заве-
ршается обозначением КОНЕЦ ПРОГРАММЫ 1М30), которое может нахо-
диться только в позиционном программном блоке или функционировать
в самостоятельном виде.
В запоминающее устройство можно одновременно вписать несколько про-
грамм, но каждую необходимо окончить обозначением КОНЕЦ ПРОГРАММЫ.
Содержание целокупного программного блока также указано на инди-
каторе UD. Целокупное изложение содержания блока облегчает про-
грамирование и уменьшает появление ошибок во время програмирования,
так как обычно содержание одного программного блока также явля-
ется одной из технологических фаз обработки.
Содержание программного блока, вписанное с помощью клавиш, которое
указывается на UD сохраняется в интерфейсе. В клавише ВПИСЫВАНИЕ
светится диод LED. При нажатии клавиши ВПИСЫВАНИЕ (лампочка гаснет)
содержание из интерфейса переписывается на адрес N запоминающего
устройства. Возможные данные’, предварительно внесенные в этот
38
430 090 037R
адрес переписываются вместе с новыми данными.
На индикаторе UD указывается блок N+1.С помощью клавиш N и + /-
номер блока увеличивается на один: N-^> N+1, а содержание моментально
переписывается в интерфейс и указывается на табло.
В каждый блок необходимо вписать все слова, не исключая тех, которые
были вписаны уже в предыдущий блок, нпр. Т или L. Если разница ме-
жду содержаниями предыдущего и нового блоков является незначитель-
ной, то необходимо активировать клавишу БЛОКИРОВКА ВЫПИСЫВАНИЯ.
Если клавиша является активированной (светится сигнальная лампочка
в клавише), при переходе из адреса N в адрес N+1 содержание преды-
дущего блока сохраняется в интерфейсе, а наряду с этим также на та-
бло. Это содержание исправляется и с помощью клавиши ВПИСЫВАНИЕ
записывается на новый адрес N+1.
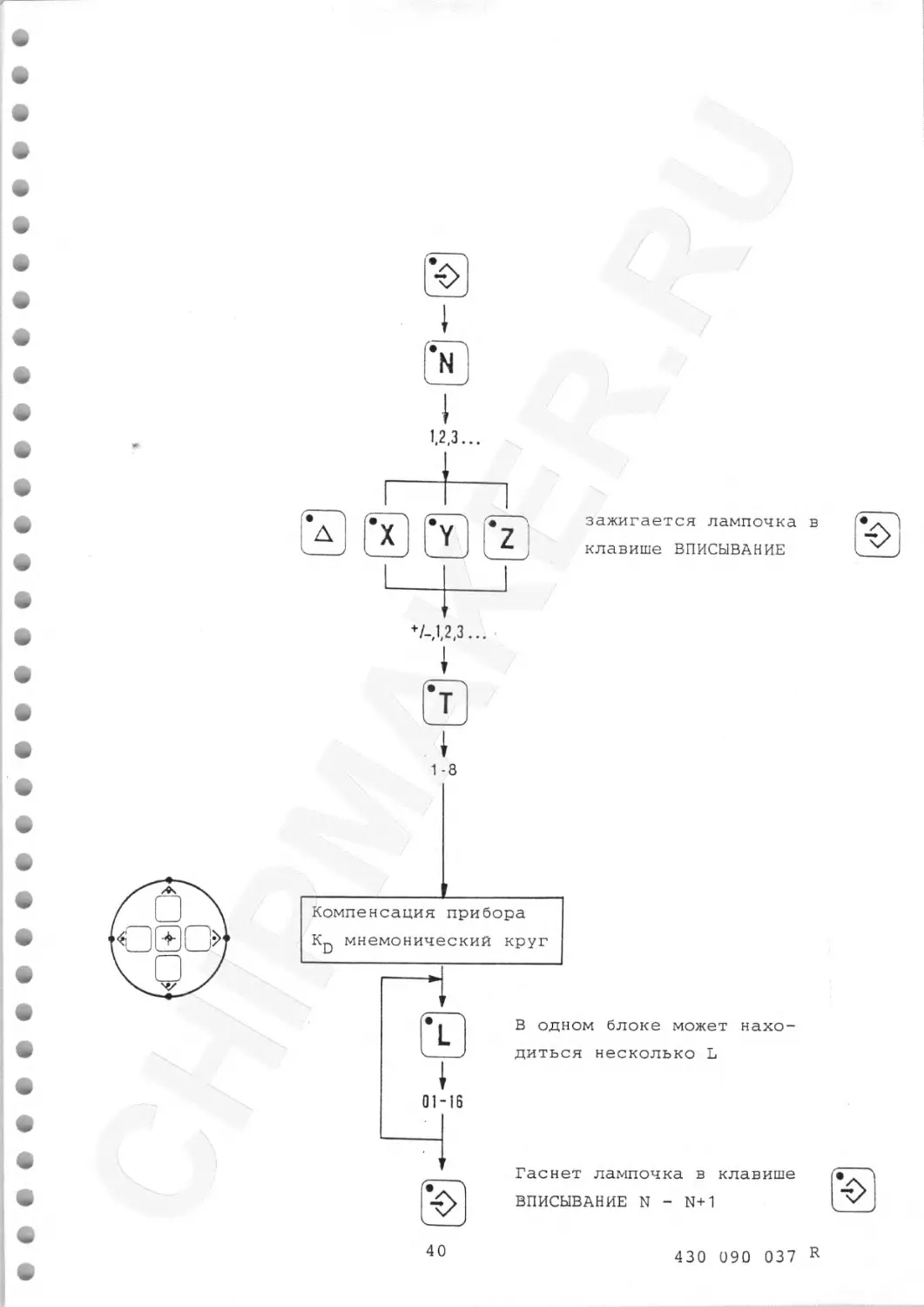
17.1. Вписывание позиционного программного блока N.
39
430 090 037 R
зажигается лампочка в
клавише ВПИСЫВАНИЕ
40
430 090 037 R
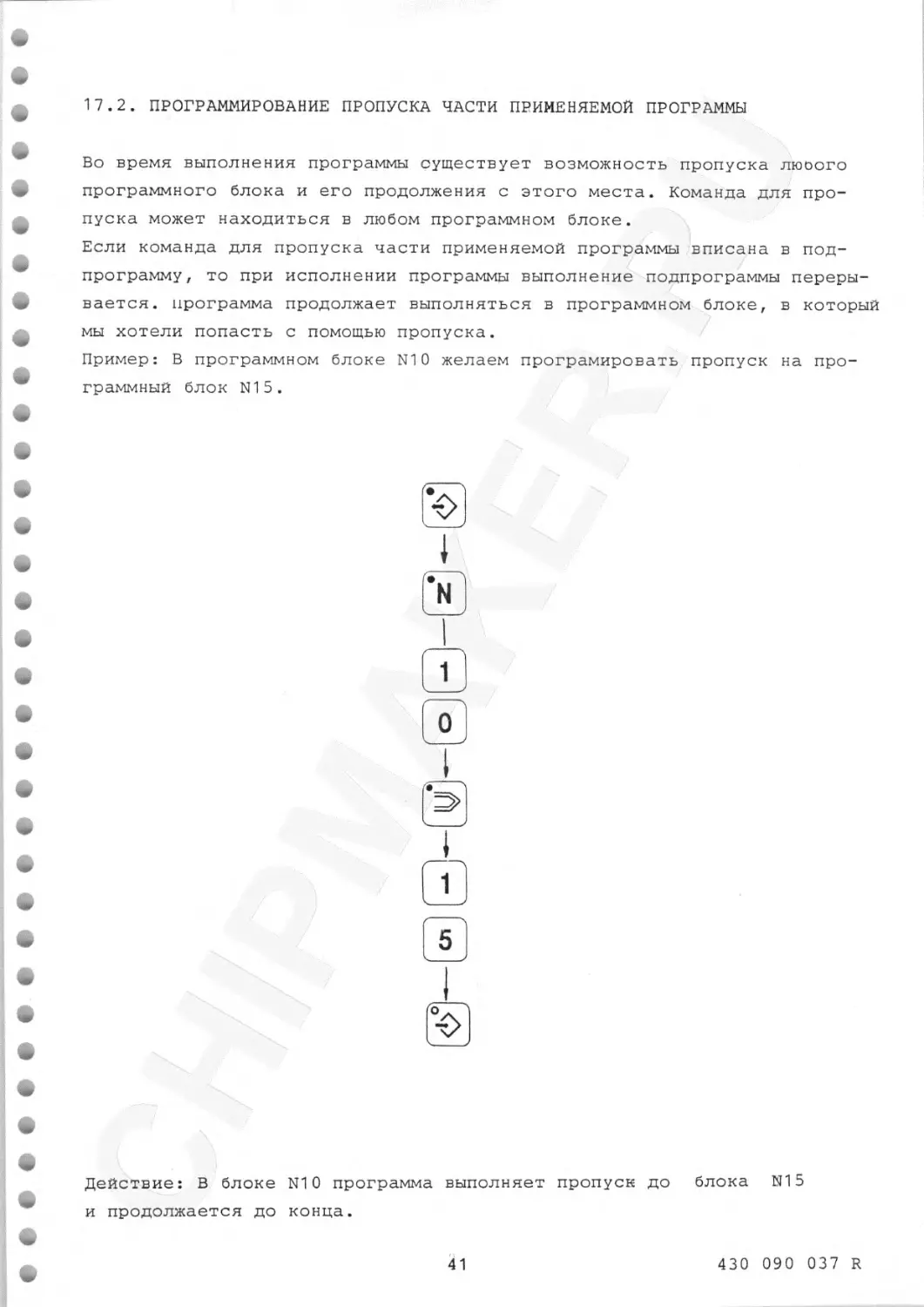
17.2. ПРОГРАММИРОВАНИЕ ПРОПУСКА ЧАСТИ ПРИМЕНЯЕМОЙ ПРОГРАММЫ
Во время выполнения программы существует возможность пропуска люоого
программного блока и его продолжения с этого места. Команда для про-
пуска может находиться в любом программном блоке.
Если команда для пропуска части применяемой программы вписана в под-
программу, то при исполнении программы выполнение подпрограммы переры-
вается. программа продолжает выполняться в программном блоке, в который
мы хотели попасть с помощью пропуска.
Пример: В программном блоке N10 желаем програмировать пропуск на про-
граммный блок N15.
Действие: В блоке N10 программа выполняет пропуск до блока N15
и продолжается до конца.
41
430 090 037 R
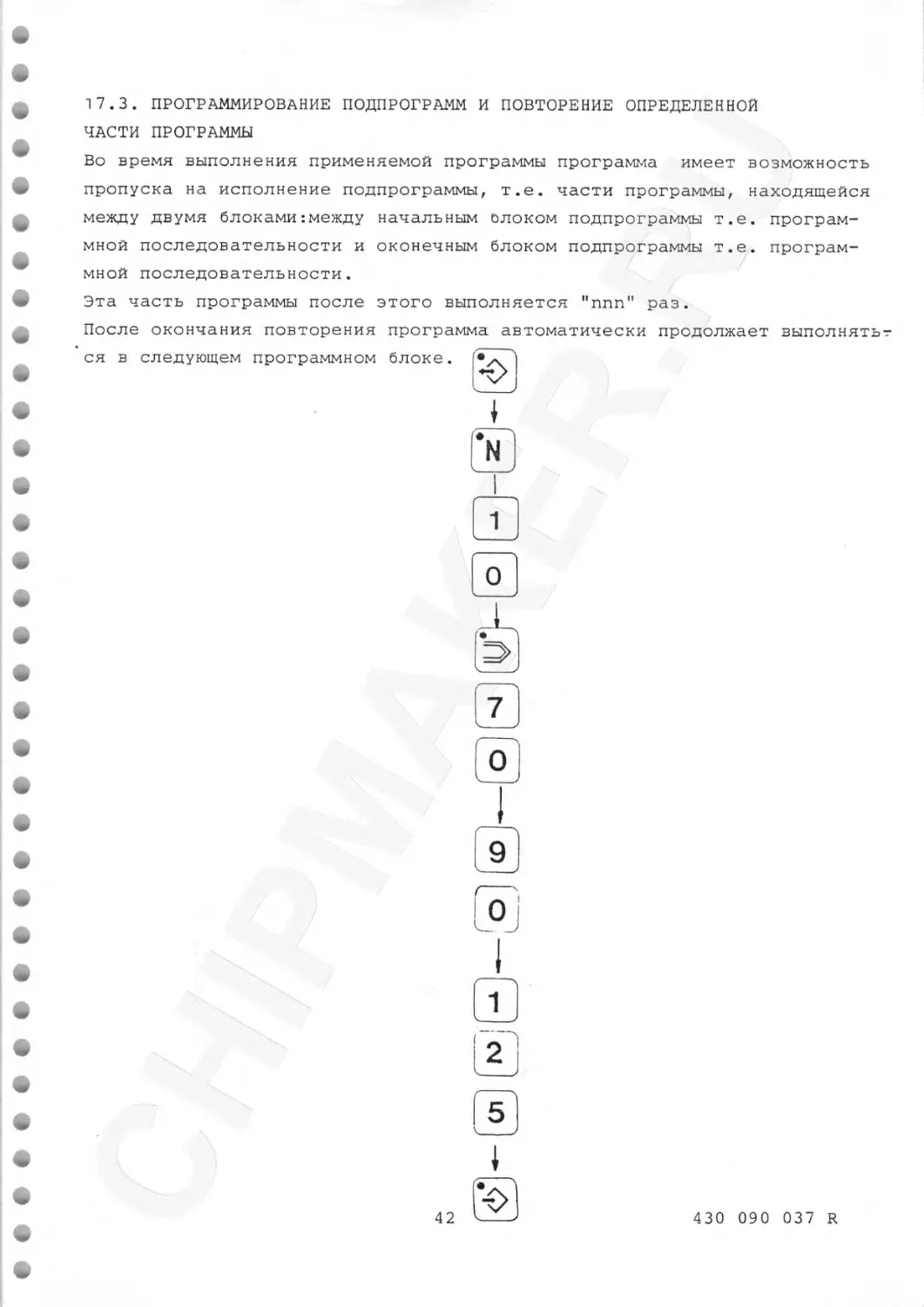
17.3. ПРОГРАММИРОВАНИЕ ПОДПРОГРАММ И ПОВТОРЕНИЕ ОПРЕДЕЛЕННОЙ
ЧАСТИ ПРОГРАММЫ
Во время выполнения применяемой программы программа имеет возможность
пропуска на исполнение подпрограммы, т.е. части программы, находящейся
между двумя блоками:между начальным блоком подпрограммы т.е. програм-
мной последовательности и оконечным блоком подпрограммы т.е. програм-
мной последовательности.
Эта часть программы после этого выполняется "ппп" раз.
После окончания повторения программа автоматически продолжает выполнять-r
ся в следующем программном блоке.
42
430 090 037 R
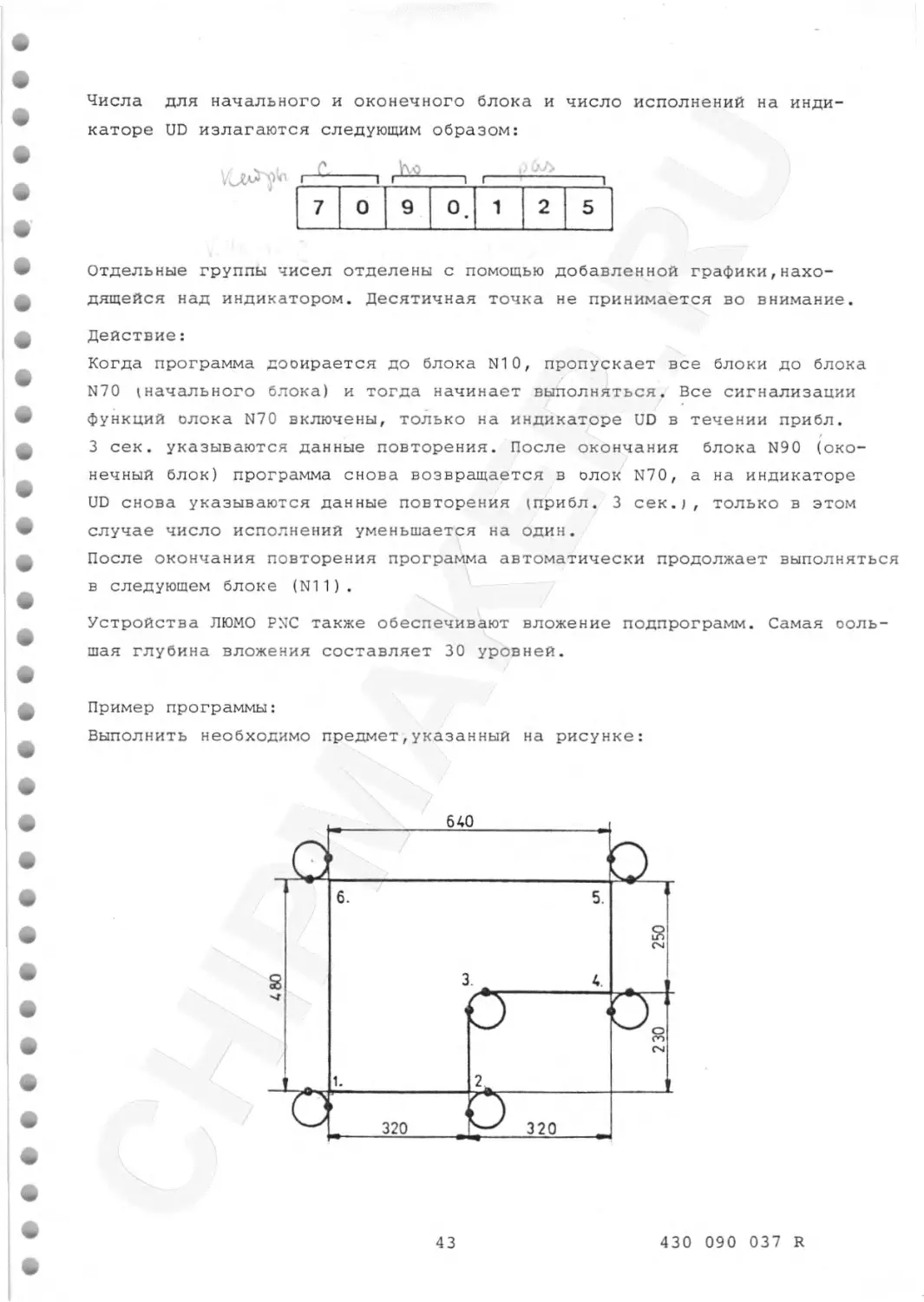
Числа для начального и оконечного блока и число исполнений на инди-
каторе UD излагаются следующим образом:
Отдельные группы чисел отделены с помощью добавленной графики,нахо-
дящейся над индикатором. Десятичная точка не принимается во внимание.
Действие:
Когда программа дооирается до блока N10, пропускает все блоки до блока
N70 (начального блока) и тогда начинает выполняться. Все сигнализации
функций олока N70 включены, только на индикаторе UD в течении прибл.
3 сек. указываются данные повторения. После окончания блока N90 (око-
нечный блок) программа снова возвращается в олок N70, а на индикаторе
UD снова указываются данные повторения (прибл. 3 сек.), только в этом
случае число исполнений уменьшается на один.
После окончания повторения программа автоматически продолжает выполняться
в следующем блоке (N11).
Устройства ЛЮМО PNC также обеспечивают вложение подпрограмм. Самая ооль-
шая глубина вложения составляет 30 уровней.
Пример программы:
Выполнить необходимо предмет,указанный на рисунке:
43
430 090 037 R
Выбираем прибор нпр. Т12. Если диаметр еще не вписан, то вписы-
ваем диаметр выбранного прибора.
Систему координатов настраиваем на исходную точку предмета. Это
выполняем таким образом, что прибор подводим к точке 1 (на предмете),
нажимаем клавишу 1 и клавишу 4 в мнемоническом круге и затем с пот
мощью клавиши НУЛИРОВАНИЕ нулируем индикацию в оси X и У. Эту си-
стему координатов сохраняем с помощью функции поверки в режиме ра-
боты МЕПО.
Программа:
N01 X 320.000 Т2 С
N02 Y 230.000 Т2 О
N03 X 640.000 Т2 О
N04 Y 480.000 Т2 Q
N05 X 0.000 Т2 Q
N06 Y 0.000 Т2 О МЗО
Программу также можно записать в относительных измерениях
N01 X 320.000 Т2 О
N02 Y 230.000 Т2 О
N03 X 320.000 Т2 О
N04 A Y 250.000 Т2 О
N05 АХ -640.000 Т2 ф
N06 AY -480.000 Т2 (*> МЗО
Перед исполнением программы прибор необходимо подвести к точке 1
(на предмете).
18. ВОСПРОИЗВЕДЕНИЕ (выполнение по образцу)
Кроме вписывания программы с помощью тастатуры, программу также мо-
жно составлять и вписывать во время исполнения образцового изделия.
Это обеспечивается функцией ВОСПРОИЗВЕДЕНИЕ в режиме работы ВРУ-
ЧНУЮ.
Режим работы ВРУЧНУЮ:
Сперва необходимо выбрать число блока Ы,при появлении которого должно
начаться исполнение программы. Выбор можно проводить от блока N01
далее. Перед началом выполнения образцового изделия необходимо вы-
брать ось, прибор, компенсацию диаметра прибора и функции L. После
этого начинается обработка первой фазы. Перемещение по направлению к
требуемой позиции контролируется посредством индикатора AD в отно-
сительных или абсолютных координатах. После окончания первой фазы
обработки с помощью активирования клавиши ВОСПРОИЗВЕДЕНИЕ
44
430 090 037 R
данные о позиции, приборе и компенсации диаметра прибора и
функции L вписываются в запоминающее устройство на адрес N. При
этом в запоминающее устройство вписываются абсолютные значения
без компенсации диаметра прибора (т.е. с К = кт =0), что явля-
и ъ
ется очень важным, так как размеры прибора можно изменять допол-
нительно, в то время как программа остается одинаковой. Процедура
повторяется до конца обработки образца. Программа проверяется,
по необходимости дополняется (в режиме ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ)
командами для пропуска или повторения и оканчивается обозначением
КОНЕЦ ПРОГРАММЫ.
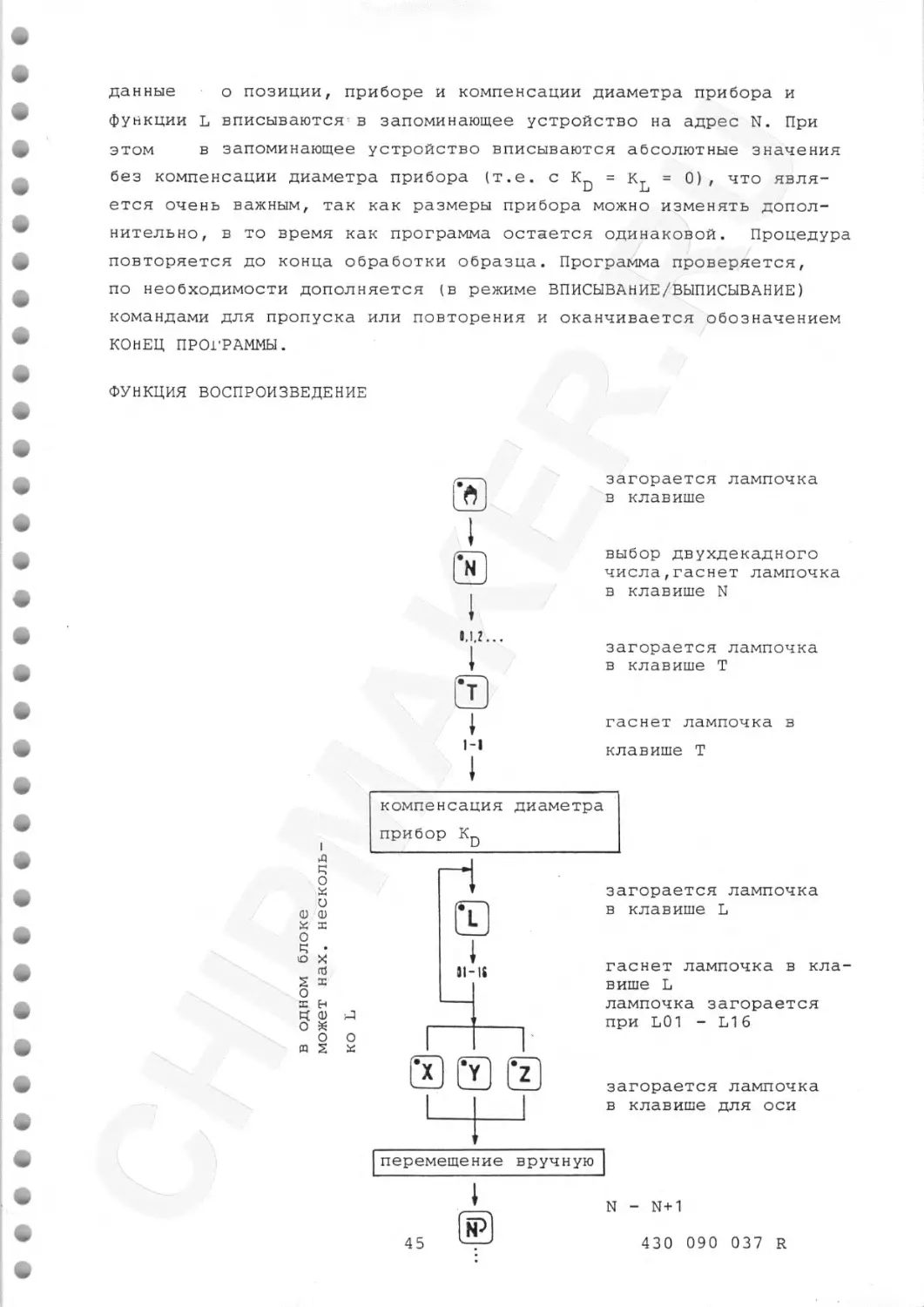
ФУНКЦИЯ ВОСПРОИЗВЕДЕНИЕ
загорается лампочка
в клавише
выбор двухдекадного
числа,гаснет лампочка
в клавише N
загорается лампочка
в клавише Т
гаснет лампочка в
клавише Т
компенсация диаметра
о
а
о
ю
I
л
е;
о
х
о
(D
X
прибор KD
х
Ч
О
я
Н
О)
о
S
загорается лампочка
в клавише L
гаснет лампочка в кла-
више L
лампочка загорается
при L01 - L16
загорается лампочка
X
я
х
в клавише для оси
перемещение вручную
N - N+1
430 090 037 R
45
19. МНЕМОНИЧЕСКАЯ СХЕМА
В режиме АВТОМАТИЧЕСКИ и при исполнении одного блока ВРУЧНУЮ мне-
моническая схема указывает требуемое направление перемещения и при-
ближения програмированной позиции. Эта схема является особенно по-
лезной при позиционировании вручную в режиме "пилотное управление".
Графическая схема показывает все три направления перемещения в
пространстве. Стрелки для направлений перемещения выполнены без
обозначений + X, + У, + Z. Для обслуживающего , находящегося возле
автомата эти обозначения осей не являются важными, в то время как
более важными являются стрелки направлений перемещения, а встроенные
в них сигнальные лампочки должни указывать правильное направление
перемещения в пространстве. Обслуживающий легче понимает такие ко-
манды, как: влево-вправо, вперед-назад, вверх-вниз, что также должны
обозначать стрелки в мнемонической схеме.
Положения осей X, У и Z для определенных обрабатываемых автоматов
определены посредством международных предписаний. Положение осей
X, У и Z для конкретного обрабатывающего автомата выбирается с
помощью параметрирования системы в блоке N00.
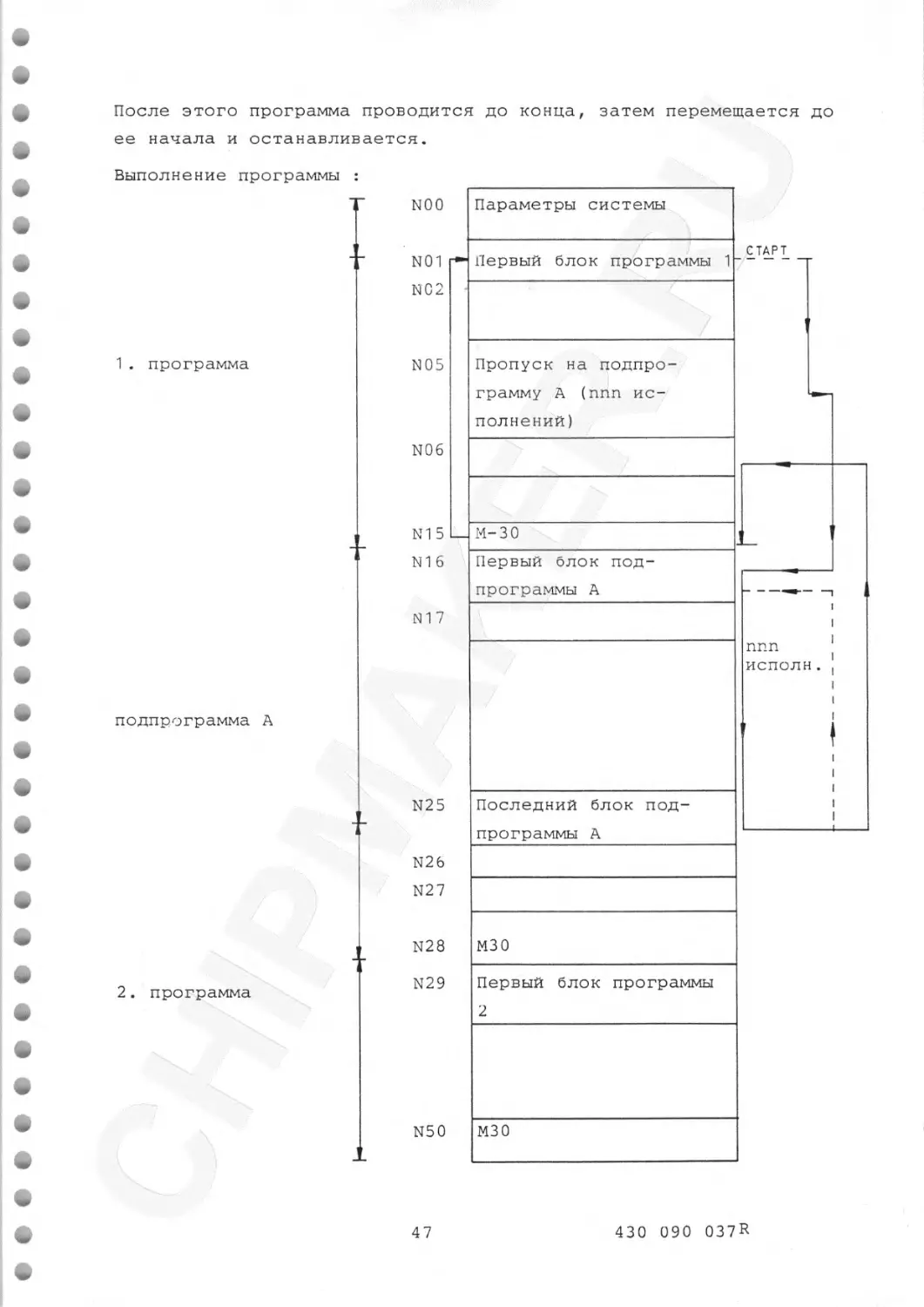
20. ВЫПОЛНЕНИЕ ПРОГРАММЫ
В программное запоминающее устройство можно одновременно записать
несколько программ, причем каждая из них должна оканчиваться обо-
значением КОНЕЦ ПРОГРАММЫ-МЗО. Предварительным выбором начального N
блока определяется, которая из записанных программ будет проводить-
ся первой.
В программное запоминающее устройство можно одновременно записать
несколько подпрограмм т.е. программных частей, которые можно выпол-
нять с помощью любой программы.
После команды для пропуска на подпрограмму программа продолжается
на первом программном блоке подпрограммы. После исполнения требуе-
мых выполнений подпрограммы, программа перемещается на первый блок
программы после команды пропуск на подпрограмму.
46
430 090 037 R
После этого программа проводится до конца, затем перемещается до
ее начала и останавливается.
Выполнение программы :
1. программа
подпрограмма А
2. программа
4 7
430 090 037R
Первый блок N желаемой программы выбирается в режиме работы ВРУ-
ЧНУЮ или ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ, а затем переключается в режим
работы АВТОМАТИЧЕСКИ: После выбора блока N на UD указывается цело-
купное содержание блока. После активирования команды СТАРТ на AD
для програмированной оси указывается расстояние до програмированной
позиции с признаком. На AD остается индикация для других двух осей,
т.е. индикация абсолютного значения позиции. После этого на мнемо-
нической схеме (4) зажигаются соответствующие лампочки, показывающие
требуемое направление перемещения.
Звуковые сигналы
Во время исполнения программы пользователя всегда активируется
звуковой сигнал:
- после активирования команды СТАРТ,
- при достижении програмированной позиции,
- при переключении на новый программный блок.
Пилотное управление
Смотря на направление движения, указанное на мнемонической схеме
начинаем ручное перемещение. Приближение к желаемой програмирован-
ной позиции проверяем с помощью индикатора AD, на котором цифровое
значение должно уменьшаться до нуля. При приближении к желаемой
позиции в мнемонической схеме сперва зажигается одна, а затем две
лампочки и на-конец начинают пульсировать все три лампочки.
При поступлении на желаемую позицию постоянно горят все три лам-
почки и активируется короткое звуковое сообщение.
После истечения времени "т" программа автоматически переключается на
следующий блок, содержание которого снова развидно на табло. Целокуп-
ная процедура повторяется.
Таким образом до окончания программы на табло одно за другим поя-
вляются содержания блоков, включая инструкции по требуемым опера-
циям. В таком виде шаг за шагом исполняется ведение обслуживающего
через целокупную программу.
Автоматы с электрическим управлением приводов.
С помощью программы обеспечивается автоматизация производственного
процесса. Выбираются два способа выполнения программы:
а) Работа "блок за блоком". С помощью непродолжительного активирования
управляющего ввода СТАРТ (миним. 100 мс) выполняются все операции
одного блока. Программа останавливается в начале нового блока.
Для обработки следующего блока необходимо снова активировать ввод
48
430 090 037 R
СТАРТ.
b) Автоматическая обработка целокупной программы.
С помощью продолжительного активирования ввода СТАРТ запускается
автоматическая обработка целокупной программы от ее начала до
конца.
Если во время проведения программы команда КЕ становится неактив-
ной, то переход на следующий блок не исполняется, а программа пе-
рерывается на конце выполненного блока.
Выполнение одного блока в режиме работы ВРУЧНУЮ
В режиме работы ВРУЧНУЮ на универсальный индикатор UD может впи-
сываться любое содержание одного блока. После активирования команды
СТАРТ этот блок автоматически выполняется. Содержание блока не впи-
сывается в запоминающее устройство. (N).
Кроме этого также может исполняться программный блок, вписываемый
в относительных измерениях. После исполнения блока на абсолютном
изложении AD появляется абсолютное значение позиции, а в клавише
ОТНОСИТЕЛЬНЫЕ ИЗМЕРЕНИЯ загорается лампочка. Этот блок может пов-
торятся неограниченно при повторном активировании команды СТАРТ.
Предварительно вписанный программный блок (с помощью функции ВОС-
ПРОИЗВЕДЕНИЕ или в режиме ВПИСЫВАНИЕ/ВЫПИСЫВАНИЕ можно выполнить
в режиме ВРУЧНУЮ. Программный блок выполняется с помощью выбора
программного блока N и активирования команды СТАРТ. Компенсация
ошибки в сложении не предусмотрена. Если желаем перервать выполне-
ние программы, активируем команду СТИРАНИЕ программы.
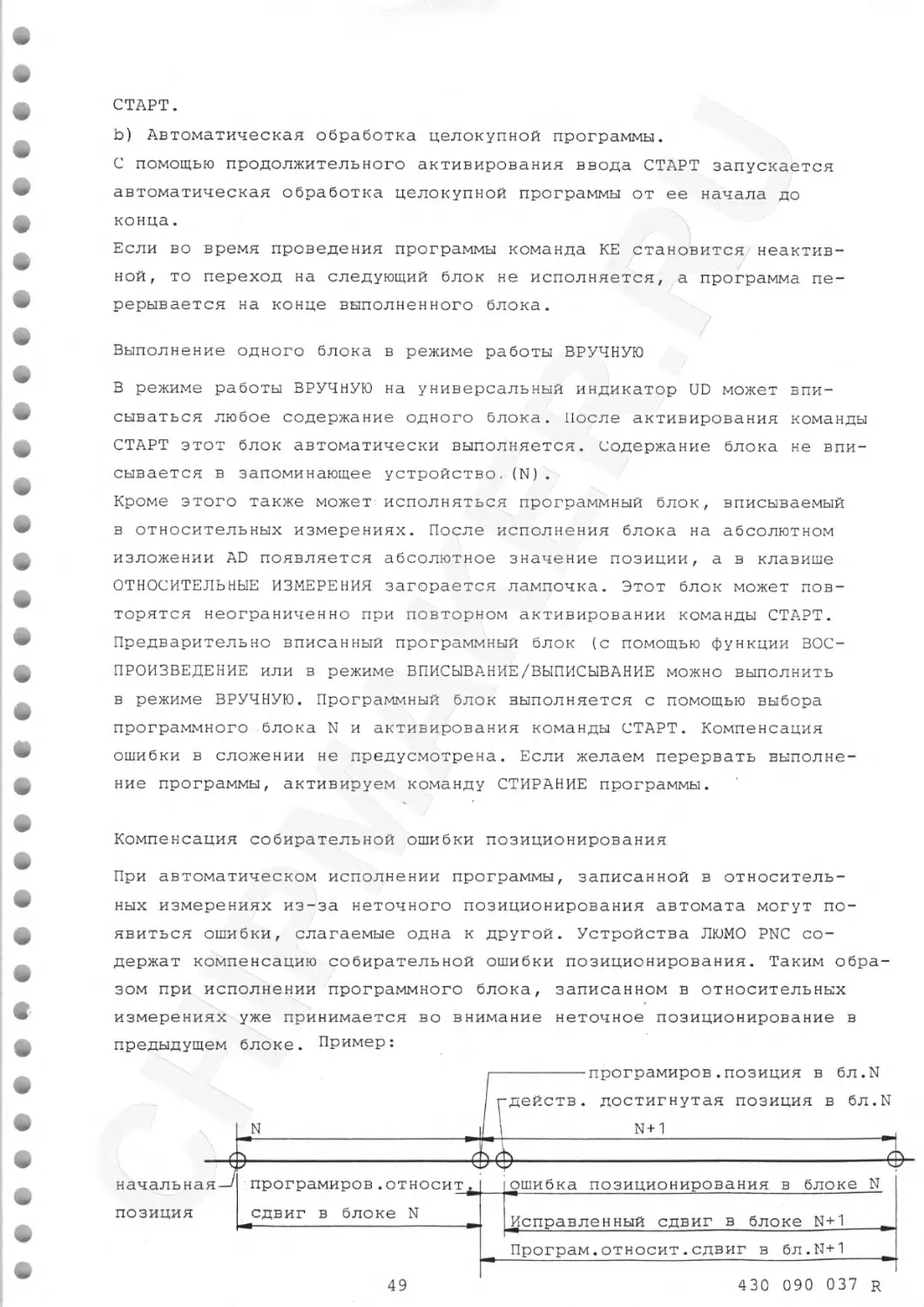
Компенсация собирательной ошибки позиционирования
При автоматическом исполнении программы, записанной в относитель-
ных измерениях из-за неточного позиционирования автомата могут по-
явиться ошибки, слагаемые одна к другой. Устройства ЛЮМО PNC со-
держат компенсацию собирательной ошибки позиционирования. Таким обра-
зом при исполнении программного блока, записанном в относительных
измерениях уже принимается во внимание неточное позиционирование в
предыдущем блоке. Пример:
।--------програмиров .позиция в бл.М
/ гдейств. достигнутая позиция в бл-N
N I N+1
> А (1 Г-
D CDC програмиров .относится ошибка позиционирования в блоке N
сдвиг в блоке N Исправленный сдвиг в блоке N+1 _
49
430 090 037 R
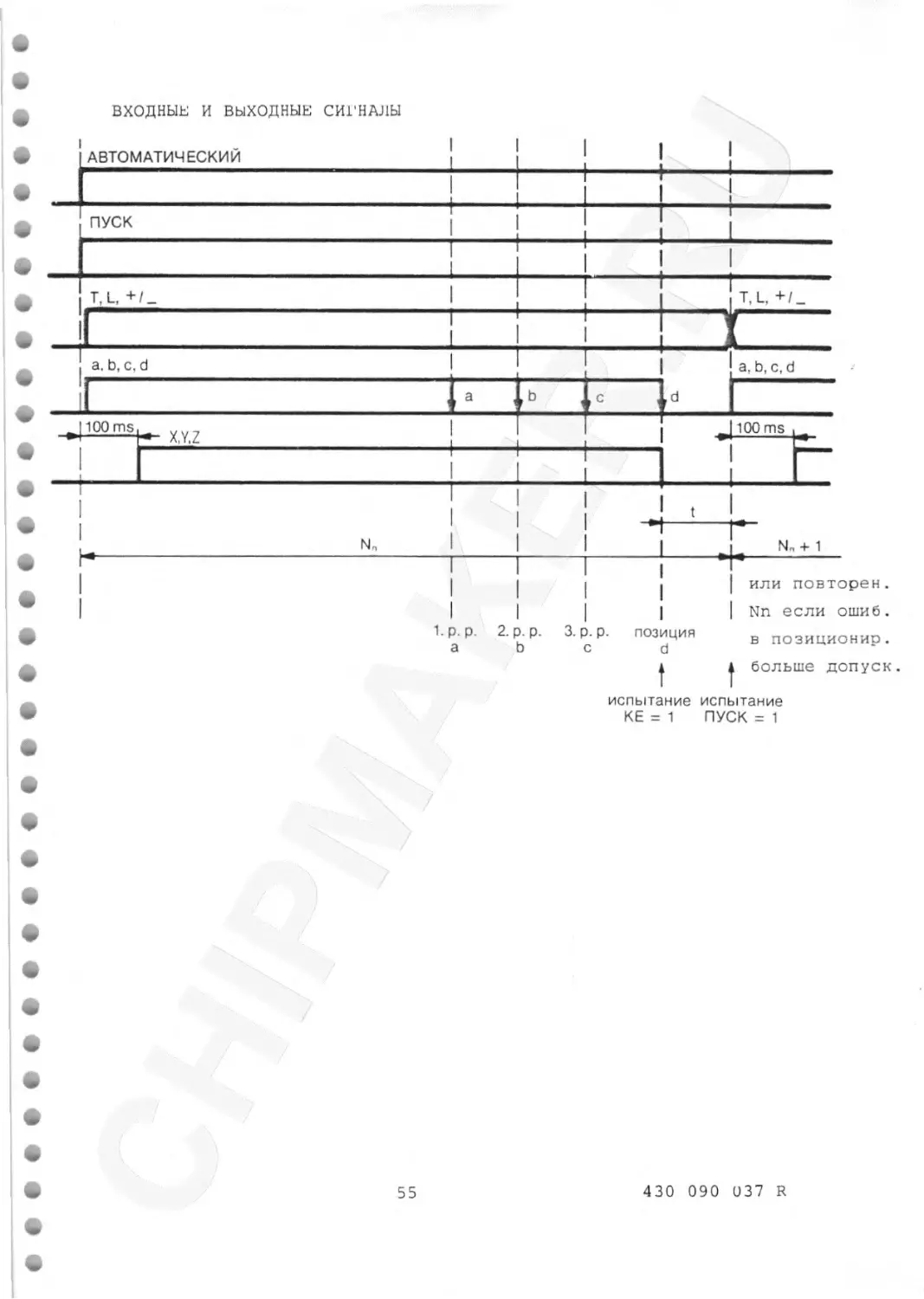
21. ВХОДНЫЕ И ВЫХОДНЫЕ КОМАНДЫ
На проведение программы можно повлиять с помощью входных сигналов
СТАРТ, П^РЕРЫВАНИЕ прграммы, КЕ и с помощью входа для безусловного
перехода программы в следующий программный блок, при его выборе в
блоке параметров N00.
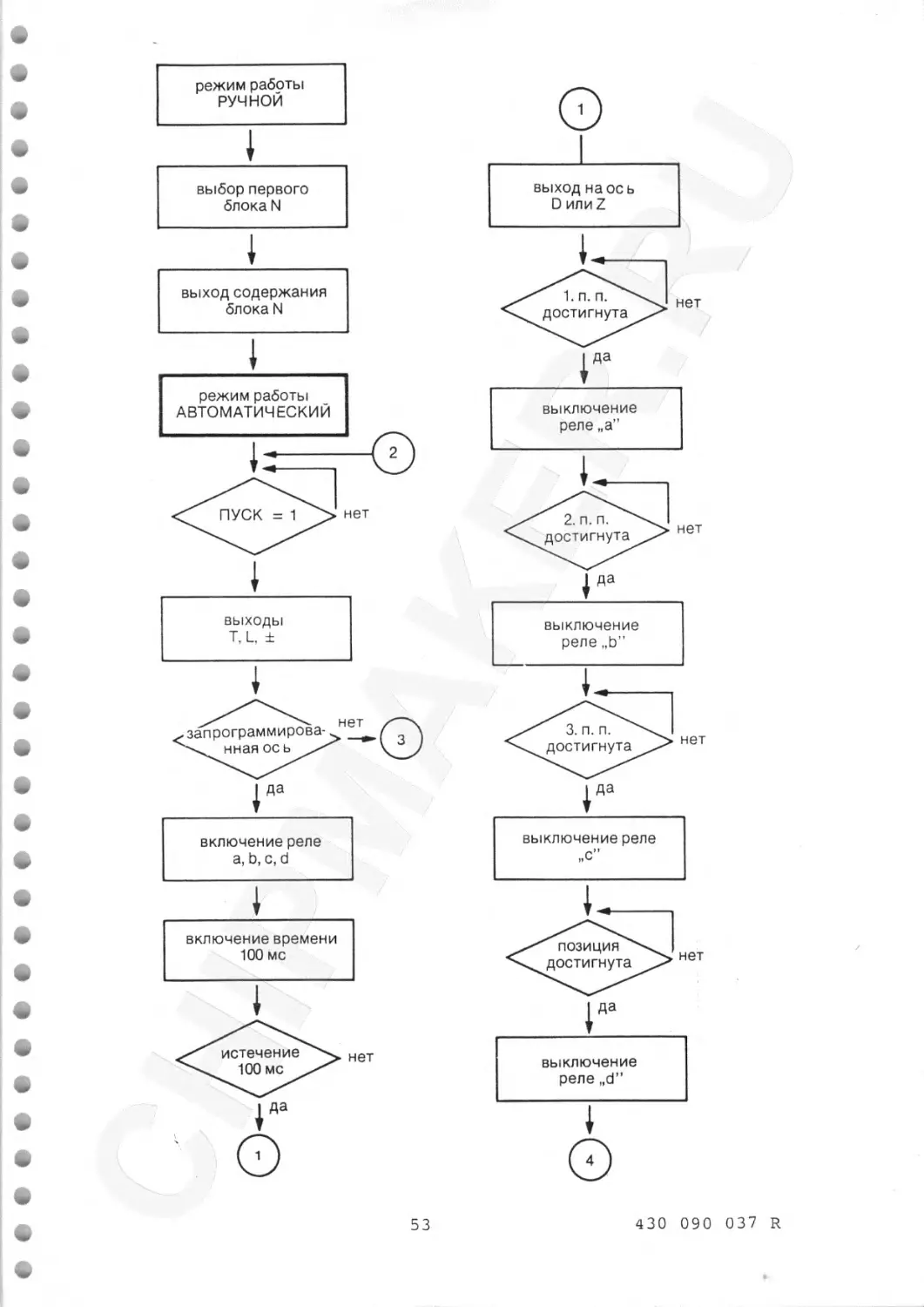
на нижеследующих страницах приведена диаграмма продолжения обработки
позиционного программного блока во время автоматического выполне-
ния программы. Программный блок содержит информацию о положении точки
позиционирования (ось и значение позиции) и параметры Т и L.
После активирования команды СТАРТ начинается исполнение содержания
программного блока, указанного на универсальном индикаторе (UD).
На выходе получаем сигналы управления с временной задержкой несколь-
ких милисекунд:
- номер прибора (Т),
- вспомогательные функции (L) и
т требуемое направление перемещения (+/-)
Включаются реле a, b, с, d и с задержкой 100 мс на выходе появля-
ется команда для требуемой оси.
На абсолютном индикаторе AD для рабочей оси указывается расстояние
до цели, т.е. програмированного значения позиции.
Одновременно с приближ.к цели,при достижении предварительных позиций
(которые настраиваются на кодированных выключателях - поз.10)
выключаются реле "а", "Ь", "с". Об этом также сигнализируют лампочки
LD1, LD2, LD3, расположенные на мнемонической схеме. При достижении
програмированной позиции, т.е. "d" дифференциалов перед програмиро-
ванной позицией (поз.11) выключается реле "d".
Для подтверждения выполнения внешних операций, програмируемых с по-
мощью вспомогательных функций L , внешняя логика должна быть прое-
ктированной для подачи сигнала КЕ="1". Это является внешним условием
для переключения программного блока N в N+1.
Если в каком-нибудь программном блоке не было выполнено програмиро-
вание точки позиционирования, то реле "а", "Ь", "с" и "d" не вклю-
чаются, а устройство ожидает только подтверждение КЕ="1".
Во время исполнения содержания программного блока устройство ожи-
дает подтверждение достигнутой позиции (внутреннее подтверждение)
и КЕ (внешнее подтверждение). От перехода программы на следующий
программный блок эти два условия являются проводниками в соответствии
с процедурой задержки, настроенной с помощью переключателя т (поз.12)
Теперь испытывается активность команды СТАРТ и если она является актив-
ной , начинается исполнение нового программного блока.
50
430 090 037 R
Если в программный блок введено обозначение КОиЕЦ ПРОГРАММЫ (МЗО),
то программа после пополнения этого программного блока перемещается
в первый блок программы и останавливается. При этом не получаем
выходных команд для первого блока.
Если желаем повторить программу, то ее нужно п/рервать и снова
активировать команду СТАРТ.
Если желаем перервать программу во время ее исполнения, то употре-
бляем команду П^РЕРЫВАНИЕ программы.
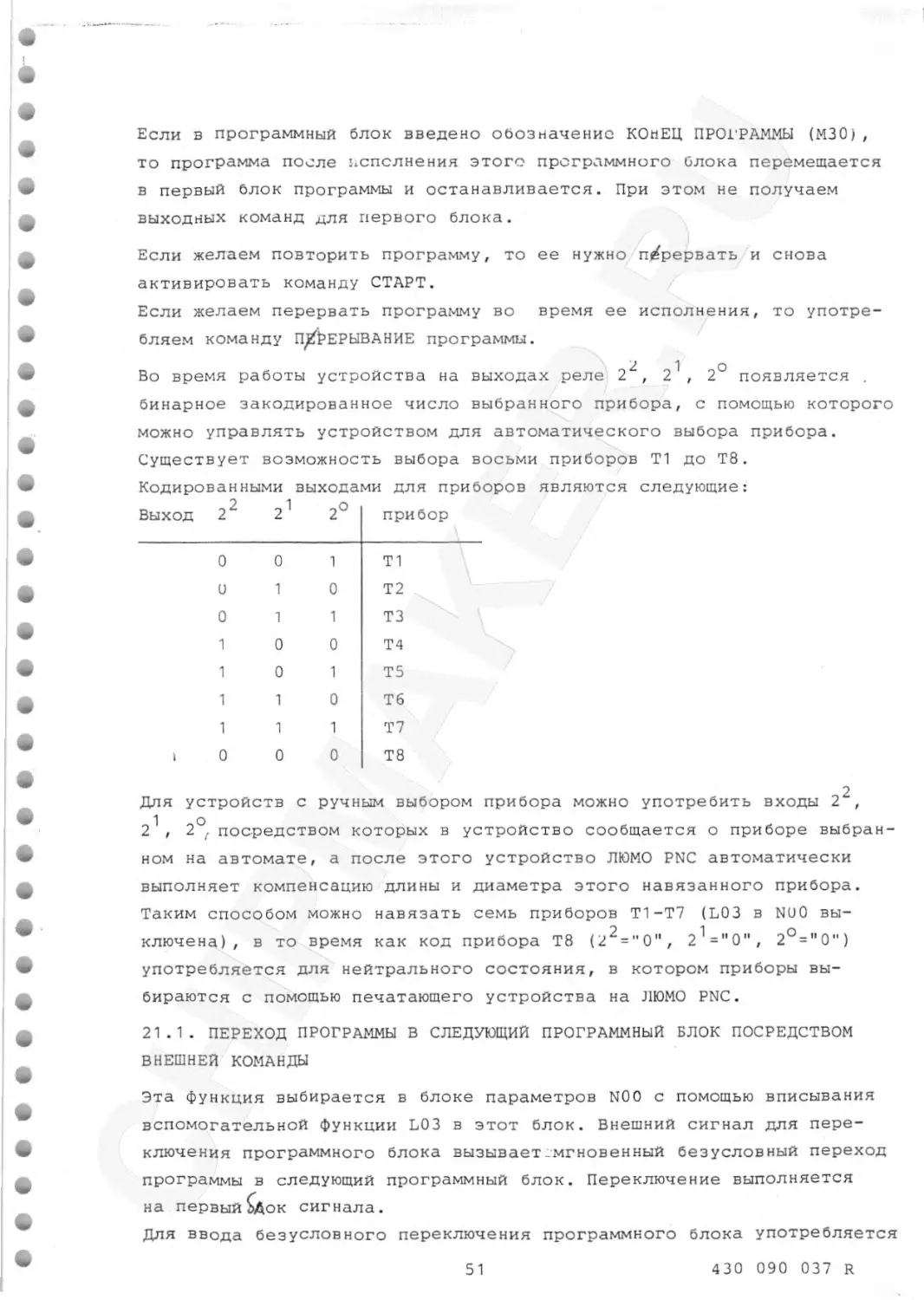
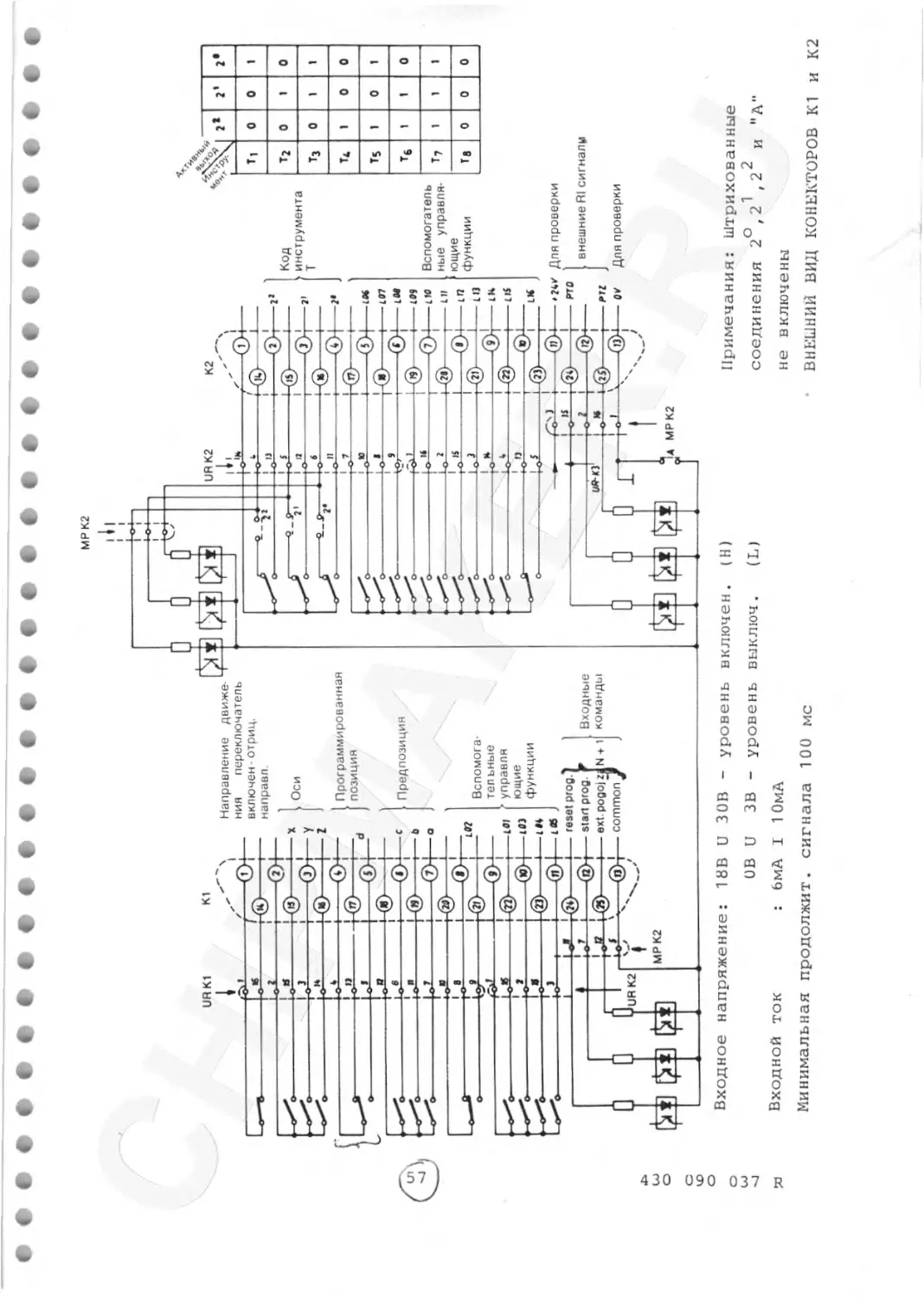
Во время работы устройства на выходах реле 22, 2 1 , 2° появляется .
бинарное закодированное число выбранного прибора, с помощью которого
можно управлять устройством для автоматического выбора прибора.
Существует возможность выбора восьми приборов Т1 до Т8.
Кодированными выходами для приборов являются следующие:
Выход 2 2 21 2° прибор
0 0 1 Т1
0 1 0 Т2
0 1 1 ТЗ
1 0 0 Т4
1 0 1 Т5
1 1 0 Тб
1 1 1 Т7
0 0 0 Т8
2
Для устройств с ручным выбором прибора можно употребить входы 2 ,
21, 2°, посредством которых в устройство сообщается о приборе выбран-
ном на автомате, а после этого устройство ЛЮМО PNC автоматически
выполняет компенсацию длины и диаметра этого навязанного прибора.
Таким способом можно навязать семь приборов Т1-Т7 (L03 в NU0 вы-
ключена) , в то время как код прибора Т8 (22="0", 2^="0", 2°="0")
употребляется для нейтрального состояния, в котором приборы вы-
бираются с помощью печатающего устройства на ЛЮМО PNC.
21.1. ПЕРЕХОД ПРОГРАММЫ В СЛЕДУЮЩИЙ ПРОГРАММНЫЙ БЛОК ПОСРЕДСТВОМ
ВНЕШНЕЙ КОМАНДЫ
Эта функция выбирается в блоке параметров N00 с помощью вписывания
вспомогательной функции L03 в этот блок. Внешний сигнал для пере-
ключения программного блока вызывает мгновенный безусловный переход
программы в следующий программный блок. Переключение выполняется
на первый$Док сигнала.
Для ввода безусловного переключения программного блока употребляется
51
430 090 037 R
2
вход 2 . Остальные входы употребляются для выбора прибора. Таким
образом можно навязать только 3 прибора Т1-ТЗ, в то время как со-
стояние 2 ="0", 2° = '.'О" употребляется для нейтрального состояния,
в котором выбираются приборы посредством печатающего устройства
на аппарате ЛЮМО.
52
430 090 037 R
режим работы
РУЧНОЙ
о
выбор первого
блока N
выход содержания
блока N
включение реле
а, Ь, с, d
Да
выключение
реле ,,d”
I
53
430 090 037 R
пропуск в старт времени
первый блок "т"
программы
!
КОНЕЦ
54
430 090 037 R
ВХОДНЫЕ И ВЫХОДНЫЕ СИГНАЛЫ
1 АВТОМАТИЧЕСКИЙ
1
ПУСК
1
Т, L, +/_ 1 - т, L, +/
I !
1 а. Ь, с, d rd а, Ь, с, d
1а 1ь Iе
1100 ms V V 7 Г 100 ms
—'1 a,Y,Z
!
I N„ +1
1-1 э. р. 2. р. р. 3. р. р. позиция а b с d t испытание ист КЕ = 1 ПУ( или повторен. Nn если ошиб. в позиционир. 1 больше допуск. знание Ж = 1
55
430 090 037 R
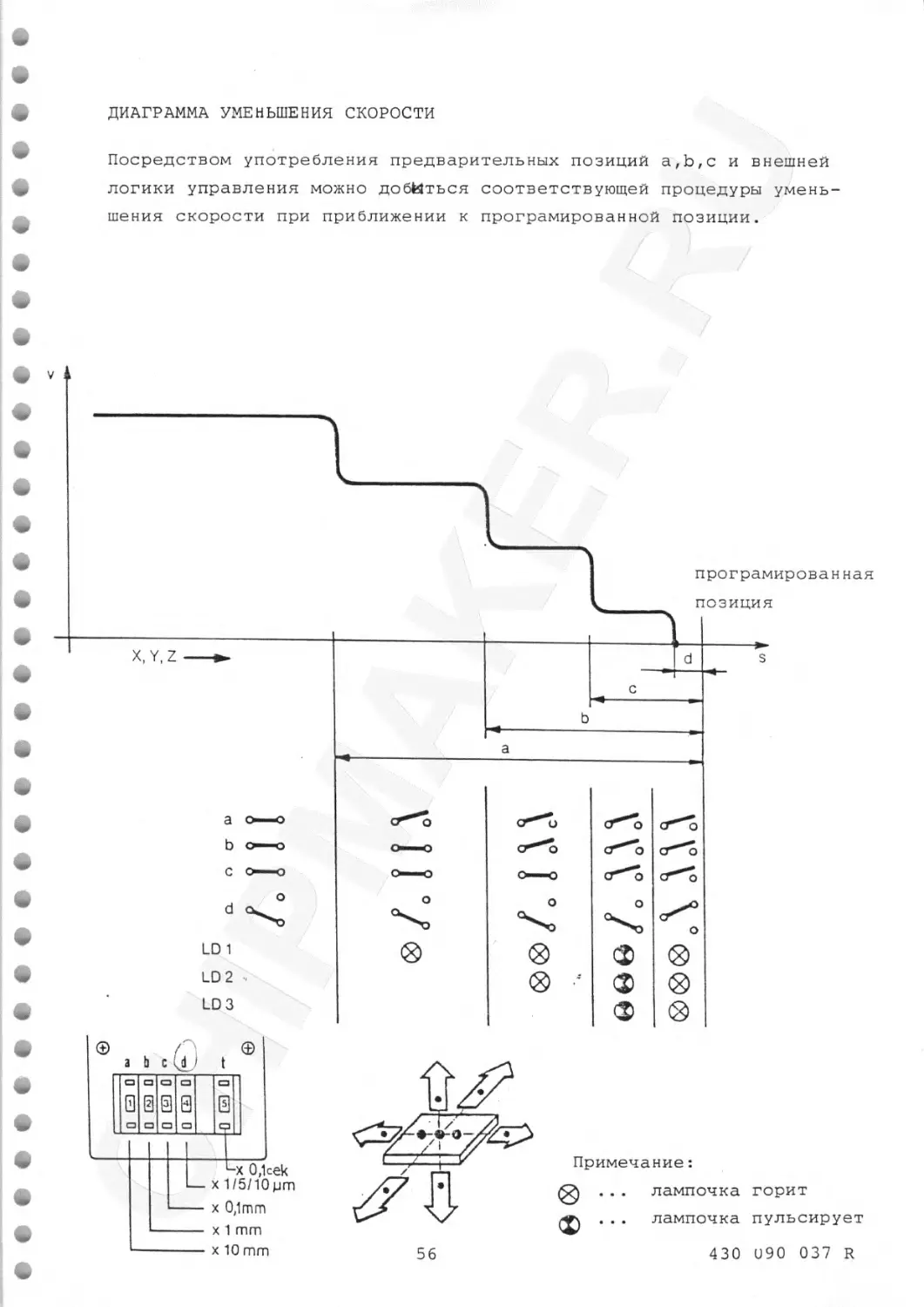
ДИАГРАММА УМЕНЬШЕНИЯ СКОРОСТИ
Посредством употребления предварительных позиций а,Ь,с и внешней
логики управления можно добИться соответствующей процедуры умень-
шения скорости при приближении к програмированной позиции.
URK1
Оси
UR К2
МРК2
Вспомога-
тел ьные
управля
ющие
функции
Программированная
позиция
Направление движе-
ния переключатель
включен • отриц.
направо.
Предпозиция
1И
ioi
юз
in
105
reset prog.'
start prog,
ext.pogoi z<
common J
N + 1
Входные
команды
430 090 037
Входное напряжение: 18В
ов
и
ЗОВ
и
ЗВ
Входной ток
ЬмА
I
1 ОмА
МРК2
URK2
П5
LK
Для проверки
внешние RI сигналу
Uft-КЗ
Для проверки
|Д МРК2
РГ1
о*
Код
инструмента
♦24*
РТО
L07
LM
LK
I»
L1I
Ln
Вспомогатель
ные управля-
ющие
функции
J. 2» 2* 2*
Т: 0 0 1
*2 0 1 0
тз 0 1 1
Т* 1 0 0
Т5 > 0 1
т6 1 1 0
Т7 1 1 1
Т8 0 0 0
уровень включен. (Н)
уровень выключ
(L)
Примечания: Штрихованные
соединения 2°,21,22 и "А"
не включены
Минимальная продолжит, сигнала 100 мс
ВНЕШНИЙ ВИД КОНЕКТОРОВ К1 и К2
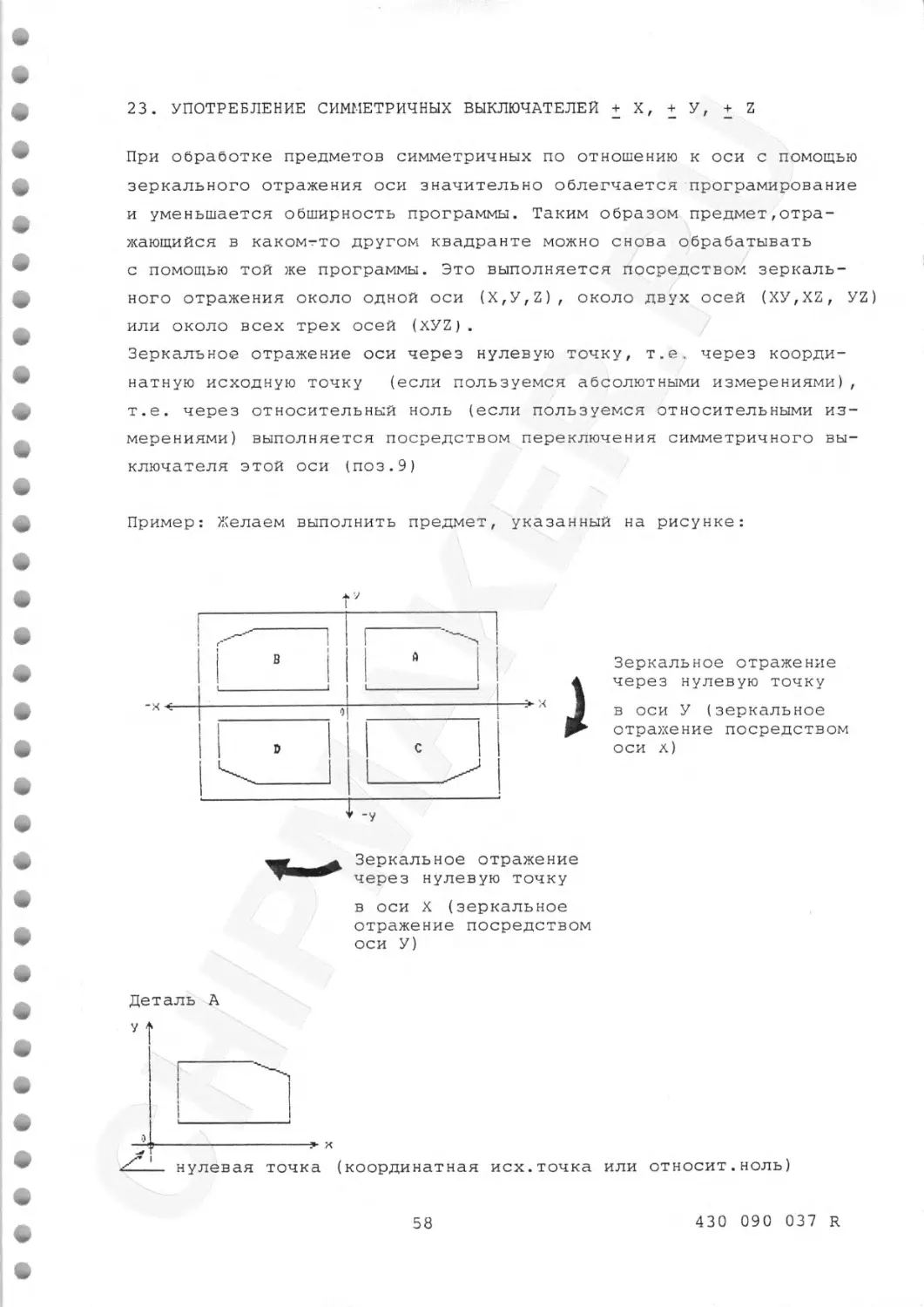
23. УПОТРЕБЛЕНИЕ СИММЕТРИЧНЫХ ВЫКЛЮЧАТЕЛЕЙ + X, + У, + Z
При обработке предметов симметричных по отношению к оси с помощью
зеркального отражения оси значительно облегчается програмирование
и уменьшается обширность программы. Таким образом предмет,отра-
жающийся в каком-то другом квадранте можно снова обрабатывать
с помощью той же программы. Это выполняется посредством зеркаль-
ного отражения около одной оси (X,У,Z), около двух осей (xy,XZ, yz)
или около всех трех осей (xyZ).
Зеркальное отражение оси через нулевую точку, т.е. через коорди-
натную исходную точку (если пользуемся абсолютными измерениями),
т.е. через относительный ноль (если пользуемся относительными из-
мерениями) выполняется посредством переключения симметричного вы-
ключателя этой оси (поз.9)
Пример: Желаем выполнить предмет, указанный на рисунке:
Зеркальное отражение
через нулевую точку
в оси У (зеркальное
отражение посредством
оси х)
Зеркальное отражение
через нулевую точку
в оси X (зеркальное
отражение посредством
оси У)
Деталь А
у
------------> х
нулевая точка
координатная исх.точка или
относит.ноль)
58
430 090 037 R
Записываем программу для выполнения детали А. Программу можно
записать в относительных или абсолютных измерениях. После испол-
нения программы, т.е. после выполнения детали А можно приступить
к выполнению детали В с помощью переключения симметричного выклю-
чателя + X и повторного запуска программы.
Деталь С выполняется с помощью зеркального отражения детали А
через нулевую точку в оси У (зеркальное отражение через ось х).
Деталь D выполняется с помощью зеркального отражения детали В
через нулевую точку оси У или с помощью зеркального отражения
детали С через нулевую точку оси X.
После выполнения всех деталей симметрические выключатели переклю-
чаем в исходное положение.
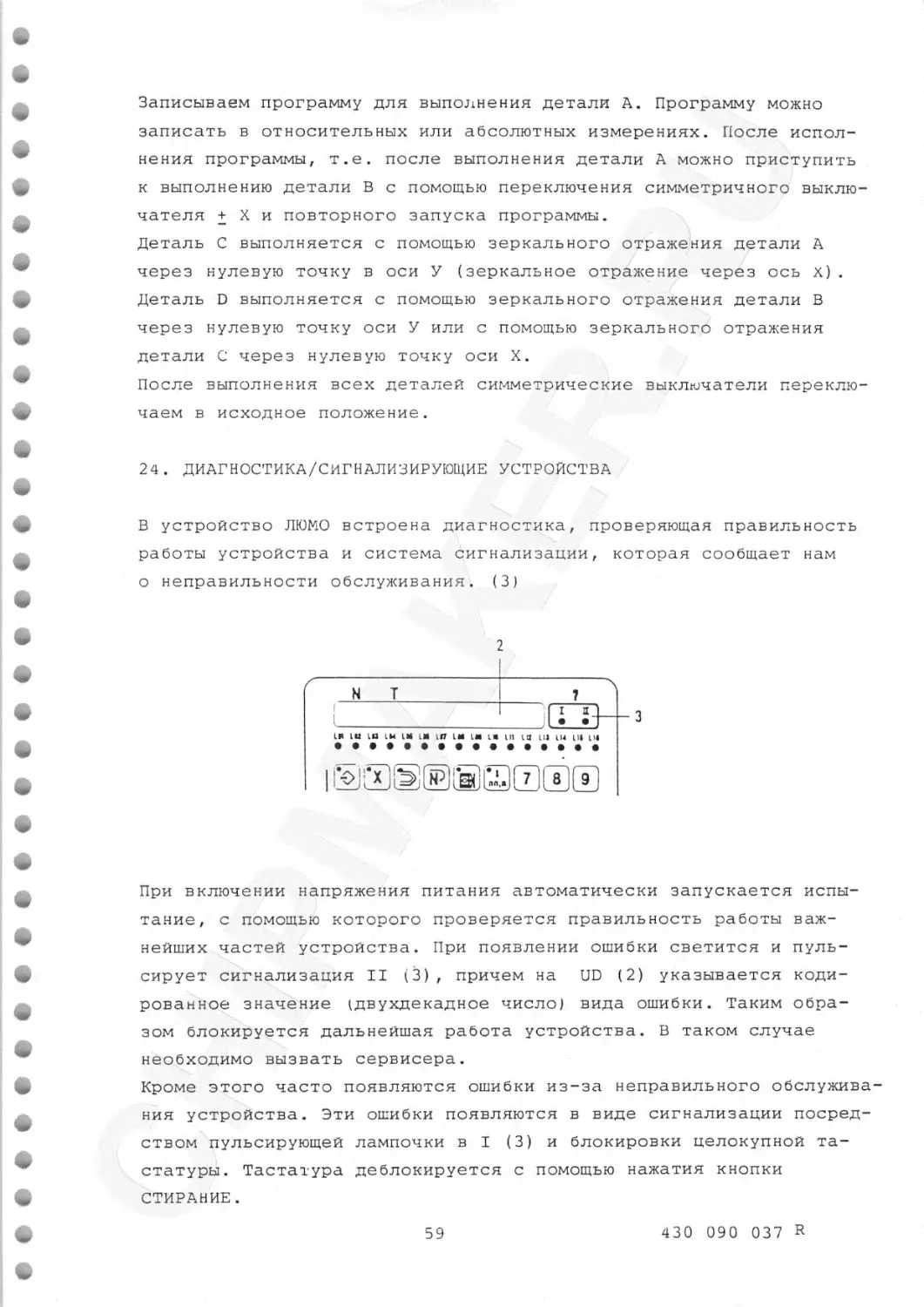
24. ДИАГНОСТИКА/СИГНАЛИЗИРУЮЩИЕ УСТРОЙСТВА
В устройство ЛЮМО встроена диагностика, проверяющая правильность
работы устройства и система сигнализации, которая сообщает нам
о неправильности обслуживания. (3)
При включении напряжения питания автоматически запускается испы-
тание, с помощью которого проверяется правильность работы важ-
нейших частей устройства. При появлении ошибки светится и пуль-
сирует сигнализация II (3) , причем на UD (2) указывается коди-
рованное значение ^двухдекадное число) вида ошибки. Таким обра-
зом блокируется дальнейшая работа устройства. В таком случае
необходимо вызвать сервисера.
Кроме этого часто появляются ошибки из-за неправильного обслужива-
ния устройства. Эти ошибки появляются в виде сигнализации посред-
ством пульсирующей лампочки в I (3) и блокировки целокупной та-
статуры. Тастатура деблокируется с помощью нажатия кнопки
СТИРАНИЕ.
59
430 090 037 R
25. ИЗМЕРИТЕЛЬНЫЕ ДАТЧИКИ
На задней плате инструмента расположены три разъемных соедини-
теля. (поз.8) для измерительных датчиков в осьях X,y,Z.
Для устройств ЛЮМО PNC исполнения "Р" необходимо употреблять
измерительные датчики с прямоугольными выходными сигналами и
напряжением питания +12В. Для устройств исполнения "S" употре-
бляются измерительные датчики с синусоидными выходными сигналами
и напряжением питания +12В. Отчетливость выбирается между 1um,
5um, или 1Oum , причем на одном инструменте отчетливости должны
являться одинаковыми для всех осей.
Употребляются линейные или ротационные измерительные датчики.
На одном инструменте можно употреблять оба вида датчиков. По
особому заказу добавляется присоединение для четвертого измери-
тельного датчика Q - вспомогательной оси. Вспомогательная ось
(U,V,W ) расположена паралельно по отношению к одной из осей X,
У, Z или (главной оси).
Ось, к которой принадлежит вспомогательная ось выбирается с по-
мощью перемычки в самом устройстве ЛЮМО PNC и поэтому ее надо ука-
зать уже в заказе устройства. Отчетливости в главной и вспомо-
гательной осьях должны быть одинаковыми.
Линейные измерительные датчики TGM
Отчетливость 5um и 10um: форма выходных сигналов датчика прямо-
угольная с интервалом 20um или 4 Own. В устройстве ЛЮМО осуществля-
ется 4-х;;кратное размножение сигналов пямоугольной формы, что
способствует 4-х кратному увеличению отчетливости (5um или 10шп)
Отчетливость: 1 um: выходные сигналы датчика имеют синусоидную
или прямоугольную форму. Для синусоидных выходных сигналов с ин-
тервалом 20um, в инструменте должна находиться специальная схема
для преобразования синусоидных сигналов в прямоугольные.
С помощью этой схемы отчетливость увеличивается в 5 раз.С помощью
цифрового размножения прямоугольных сигналов отчетливость увели-
чивается еще в 4 раза (1um). В измерительных датчиках с прямоуголь-
ным выходным сигналом интервалаДит уже содержится преобразователь
синусоидных сигналов в прямоугольные. С помощью цифрового раз-
множения в инструменте отчетливость увеличивается в 4 раза (1um).
Ротационные измерительные датчики TGR
Они обычно подключены к намоточному шпинделю. Число импульсов на
оборот ротационного датчика и намоточная высота намоточного
60
430 090 037 R
шпинделя определяют отчетливость измерения позиции. Выходные си-
гналы из ротационного датчика имеют прямоугольную форму, поэтому
также, как при линейных датчиках осуществляется 4-х кратное цифр,
размножение, что принимается во внимание при определении отчет-
ливости .
Положительное направление перемещения в отдельных осьях
После установки измерительных датчиков необходимо проверить сов-
ладание положительного направления перемещения каждой оси
(направления определяются стандартами ISO) с положительным на-
правлением на индикаторе AD. При этом симметричные выключатели
(поз.9) должны находиться на " + ". направления должны изменяться
в самом инструменте с помощью переключений. Предупреждение: Сим-
метричные переключатели не предназначены для изменения направле-
ния .
Отчетливость 1 um. _П_П_П_
— круговой датчик
— гии" выход
— RI
— питание 12В
61
430 090 037 R
лл_п_
V/D, RI
отчетлив. 1 um
формирование импульсов
4х
ЛЮМО_
- точн.выход,
промежуток 4 um
- RI
- питание 12В
TGM
------------1---
Выбор ротационного датчика
(1 um)
N = 250. Ь
ЛЕГЕНДА:
N - число черточек на оборот
ротацион. датчика
h - шаг намоточного шпинделя
в мм
b - перемещение обрабатыв.
стола в мм при 1 обороте
ротацион. измерит, датчика
= - обозначает "соответствует"
Отчетливость 5 um и 10 um
JUV
U/D,RI
промежут.10 um
или 5 um
РТХ, PTY или PTZ вход
____!
i формирование имп.
4х
L J------fl---------. _ .
ИЛИ
ЛП_П_
0°,90°,RI
промежут. 40 um или
2 0 um
TGM
- прямоугольный выход
- промежуток 40 um или 20 um
- RI
- питание 12В
_____________________PNC_
л_п_п.
0°,90? RI
промежут. = 40 um или 20 um
- ротационный датчик
- прямоугольный выход
- RI
- питание 12В
----------- RIE
62
430 090 037 R
Выбор линейного датчика:
Выбор ротационного датчика:
Отчетливость 10 um: Отчетливость 10 um:
Промежуток 40 um N = 25.Р
Отчетливость 5 um: Отчетливость 5 um:
Промежуток 20 um N = 50.Ь
26. СПОСОБ ПРИСОЕДИНЕНИЯ
Измерительные инструменты ЛЮМО PNC предусмотрены для работы в
сложных промышленных обстоятельствах в качестве оборудования для
различных обрабатывающих автоматов. Так как в таких рабочих средах
существует возможность появления сильных электромагнитных влияний,
в инструменты встраивается несколько видов защит, которые значи-
тельно увеличивают надежность их работы. Несмотря на встроенные за-
щитные устройства,особое внимание надо обратить на установку инстру-
ментов. При этом следует учитывать, что надежность работы измери-
тельной системы зависит от влияний измерительного инструмента, изме-
рительных датчиков и автомата - источника помех (а также рядом нахо-
дящихся автоматов).
Схема заземления:
Правильное заземление системы существенно влияет на надежную работу.
Все устройства системы управления (измерительный инструмент ЛЮМО
PNC, шкаф с ручными командами, шкаф сильного тока, автомат и.т.п.)
должны быть заземлены звездообразно на одной единственной точке за-
земления, выполненной в соответствии с действующими предписаниями
о заземлении машин.
Измерительный инструмент должен быть заземленным только в одной то-
чке, т.е. заземлительном винте на корпусе инструмента. Инструмент
оборудован шукко штеккером с заземлительным проводником, внутри
ЛЮМО присоединенным на заземлительный винт.
Шукко штеккер должен быть посредством шукко штепсельной розетки прямо
и кратчайшим путем присоединен к заземлению системы. При этом для при-
соединения употребляется наиболее широкий проводник (мин. 1,5мм2).
Смотря на надежность работы и помехоустойчивость неприемлемым явля-
ется заземление автомата на точку заземления и подключение инстру-
мента на шукко штепсельную розетку, заземленную в другом от этой
точки удаленном месте. В случае появления трудностей с помощью более
63
430 090 037 R
широкого проводника выполняется прямое дополнительное соединение
заземлительного винта на задней панели инструмента с заземлением
системы.
Кабли из измерительных датчиков необходимо проводить отдельно и
по-дальше от энергетических проводов.
Кабли измерительных датчиков и кабли входов и выходов управления
можно защитить металлическими трубами. Эти трубы рекомендуется за-
землить с помощью специальных стыковых накладок на винт заземле-
ния на задней панели ЛЮМО.
Если из-за кабельных удлинений защитная трубка оборвана, то отдель-
ные ее части необходимо соединить между собой в гальванические со-
единения (проволокой мин. толщиной 1,5 мм2).
Если кабли из измерительных датчиков и кабли входов и выходов управ-
ления нельзья провести без энергетических кабелей (нпр. кабелей для
управления двигателя), то энергетические кабли также вкладываются
в отдельные металлические трубы, которые необходимо заземлить на
совместную точку заземления системы управления с помощью проволоки
диаметром мин. 1,5 мм2.
Застежки + 24Б (К2/11) и 0V (К2/13) употребляются только для испытаний
и поэтому их нельзя присоединять к внешнему устройству управления.
Очень важной также является правильная установка измерительного
датчика. Поэтому надо учитывать инструкции о способе установки,
а особенно о паралельности движения челнока по отношению к рейке.
64
430 090 037 R
430 090 037
СИСТЕМА ИЗМЕРЕНИЯ
I
•=• ЗАЗЕМЛЕНИЕ СИСТЕМЫ
системы управления.
(ТОЧКА ЗАЗЕМЛЕНИЯ)
При конкретном исполн.
какой-то системы управл.
* бронь кабеля
** защитная металлическая труба
определ. части системы
могут быть выпущенными,
или добавлены новые части,
ЗАЗЕМЛЕНИЕ СИСТЕМЫ УПРАВЛЕНИЯ
с одинаковым способом
заземления.
СТ
О'»
430 090 037
ЛЮМО
Присоединение разъемов К1,К2
Присоединение измерительных датчиков ИСКРА
Налегающая поверхность на автомате, на которую прикреплена ощупы-
ват. голова должна быть заземленной.
Измерительная -------
система -------------
Ощупывательн.голова J_
труба
Примечание: Для удовлетворения требований по установке измерительного
датчика на автомат необходимо учитывать инструкции о способе уста-
новки измерительных датчиков. Перед присоединением позиционного
устройства ЛЮМО к сети с помощью ом метра проверяется правильность
заземления, приведенного в вышеуказанных схемах. В случае неправиль-
ного заземления могут появиться сигналы о помехах, которые препят-
ствуют правильной работе устройства.
67
430 090 037 R
Удушение источников помех
Электромеханич. элементы такие как: реле, электромагнитные винты
и контакторы, встроенные в автомат (а также в соседние автоматы)
являются сильным источником электромагнитных помех. Их можно умень-
шить с помощью соответственных элементов для удушения, которые
присоединяютя паралельно источникам помех.
Пример удушения помех:
---н----
=-------0------'GND
Применяется для
небольших реле по-
стоянного тока
---------0--—IGND
Z-D член удушения
для реле постоян.
тока, ддя которого
нужно короткое
время отделения
RC-член для реле и
двигателя перемен-
ного тока
RC-член удушения
помех на выклю-
чателях
Присоединение 1 фаз.
двигателя перемен,
тока
Присоединение 3-фаз.
двигателя перемен.
тока
Определение размеров для элементов удушения R,C диода и Зенер диода
Напряжение на грузе Сопротивление Кондензатор Диод Z- диод
24В - 1N4004 BZY 20
98В - 1N4004 BZY 30
60В - 1N4004 BZY 36
125В - 220 5 Вт 2,0UF400/600B
250В - 220 5 Вт 0,5UF1000В
110В 220 1 Вт 0,5uF400/600B
220В 220 5 Вт 0,1uF1000В
440В 220 5 Вт 0,1uF2000B
68
430 090 037 R
Напряжение Z диода выбирается произвольно. Чем более короткое вре-
мя отделения желаем, тем более высокое напряжение выбираем.
Что касается мощности, надо учитывать, что в верхнем ее значении,
продолжающемся по несколько мс она соответствует 1реле х изенер.
Более подробные рекомендации по удушению помех указаны в стандарте
IEC для встройки интерфейсов (публикация 550).
Технические данные батарей для питания RAM-a
Название: Ni Cd батарея - МЕМРАС 60 DK 3,6В
Характеристики: Емкость 60 мАЬ при опорожнении с 6 мА (0,1C1QA)
напряжение ячеек составляет 1,2В для приблизит. 80% времени опоро-
жнения .
Характеристика опорожнения при + 20°С
1 = 0,1 С qA (6 mA)
2 = 0,2 Cq0А (12 mA)
3 = 3,0 C1QA (18 mA)
Потребление CMOS RAM-а HM 6116 составляет макс. 50 uA
Характеристика автоматического опорожнения без нагрузки в зависи-
мости от температуры и времени.
69
430 090 037 R
Характеристика потери емкости из-за старения
Схема размеров
Данные для заказа:
КЕМОРАС батареи 60 DK - 3,6В № 05625 303 059
Произведших: VARTA Batterie AG
Производщик: Consumer Batterie Div.
Am.Leineuter 51
D-3000 HANNOVER 21, GERMANY
Телефон: 0511/7903770
Телекс: 921175
70
430 090 037 R
Дополнительное фильтрирование измерительных входов
Ощутительность к помехам уменьшается увеличением С на входных
фильтрах RC.
Измерительные рейки и ротационные датчики с прямоугольными вы-
Максимальная (м/мин) скорость Величина С (nF)
1 0 um 5 um 1 um
60 30 6 2п2
2b 1 2 2,5 4п7
5 2;5 0,5 27п
Кондензатор обозначенный знаком С является одним из кондензаторов
от С 5 до С19 на печатной плате МР.
Измерительные рейки и ротационные датчики с синусоидными выходными
сигналами
71
430 090 037 R
Максимальная скорость (м/мин) Величина С (nF)
1 UIP.
b 1 00
3 220
1 560
Кондензатор обозначен знаком С и является одним из кондензаторов С1,
С2,СЗ (Х,У,3)на печатной плате SR.
72
430 090 037 R
27. ДИАГНОСТИКА ОШИБОК В УСТРОЙСТВЕ ЛЮМО
Программное оборудование устройства ЛЮМО PNC содержит программу
для испытывания некоторых интегральных схем и некоторых функций.
Установленные ошибки выписываются на универсальном индикаторе UD.
Первые шесть обозначений сообщают о том, что индикатор употре-
бляется для указания ошибок, а последние 2 места (хх) употребля-
ются для номера ошибки.
Значение указанных чисел следующее:
10 - 18 ошибка в элементах PIA (установлена во время испытания
РТА при включении)
20 промежуток между деблокированными импульсами из инди-
каторной панели составляет более 10 мс.
21 на 1 деблокированный импульс не доходит 13 часовых импуль-
сов .
22 RI ошибка на оси X
23 RI ошибка на оси У.
24 RI ошибка на оси Z (эти три ошибки появляются, когда по-
лучаем требование из-за импульса RI несмотря на запрещение
таких прекращений.
25 РТМ счетчик 3 IRQ на оси X.
2 6 РТМ счетчик 3 IRQ на оси У.-
27. РТМ счетчик 3 IRQ на оси Z (эти три ошибки появляются
когда’один из счетчиков в отдельной РТМ схеме сообщает
о своем заполнении, что обычно не случается при правиль-
ной работе.
30-38 в течении предписанного времени не состоялось IRQ на счет-
чиках в РТМ 1, РТМ 2, РТМ 3. При включении возлагаются
определенные значения в отдельные счетчики и проверяется
получение сообщения о опоражнивании счетчика в предписан-
ных промежутках времени.
39-41 слишком рано состоялось IRQ на РТМ 1, РТМ 2, РТМ 3
48 - 49 паритетная ошибка в схеме EPROM. В каждой' схеме EPROM в на-
чале содержится 256 паритетных слогов, в которых записан
паритетный код всех слогов программы. Если любая из запи-
санных информаций изменяется, это установится паритетным
испытанием при включении устройства.
73
430 090 037 R
5U
ошибка в параметрах при испытании EPROM
74
430 090 037 r
430 090 037
ОПИСАНИЕ ОШИБКИ ВОЗМОЖНАЯ ОШИБКА ОЖИДАЕМЫЕ СИГНАЛЫ РЕШЕНИЯ
ИЗЛО- ЖЕНИЕ При включении на дисплее позиции Z появляются чи- сла различ.от 0 Параметр К для Т1 имеет значение не составляющее 0 Нулировать значение К^ для Т1
Дисплеи и деся- тичные точки не светятся Нет соответствующих сигналов МР схемы СВ 1 Jo6ms -I СА2 0 Проверить питание и разъем- ные соединения
Десятичные точки светятся, дис- плеи не светятся В RAM-гы вписаны дан- ные для !'бланка" 1111 RESET I ' I 1 • ~ 20 п>*> — J PF ° Проверить ВОЗВРАТ В ИСХОД- НОЕ ПОЛОЖЕНИЕ и PF.
Сегмент или LED не светится. LED элемент вероятно поврежден Проверить и крепко паралельно соединить LED
Группа сегментов не светится, т.е. несколько LED не светится Отсутствие сигнала на RAM 7 сегментн. декодере т.е. UDN Вписать одинаковые числа на UD и следить за сигналом от RAM далее.
ИСЧИ- СЛЕНИЕ Ось не исчисляет при перемещении датчика (режим МЕНО) Если ошибка оказалась в режиме МЕПО, сущест. возможн., что RI нах. на "1". Ri П Проверить сигналы RI
Ось не считывает при перемещении датчика (остальн. режимы) Повреждение на рейке или схеме счетчика т.е.питании рейки 25 us исчисляемые импуль. на пин 4 т.е. 28 РТМ счетчика в зависимости от направления перемещен. Проверить все напряжения 5 + 12В. Контролировать присутств. сигналов из рейки.
Ошибка позиции при исчислении Порча на рейке или схеме счетчика, возм. высокого уровня помех Заменить входы датчиков. Проверить фазовое соотно- шение сигналов А и В датчика. Увеличить С5 до С16.
Счетчик исчисляет только в одном направл. даже при перемещ. в обр. направлении Ошибка в части исчисл. в напр. детекции на- правления М28-9,9,74 74LS 73, 74 LS 00 Переключение триггера 74 LS 73 (М43М48 или М53) при изменении направления Заменить рейку на ген.Б/С или R/R9 Обратить внимание на переключение при изменении направления
28. СПОСОБ УСТРАНЕНИЯ НЕСЛОЖНЫХ ОШИБОК
430 090 037
ОПИСАНИЕ ОШИБКИ ВОЗМОЖНАЯ ОШИБКА ОЖИДАЕМЫЕ СИГНАЛЫ РЕШЕНИЯ
Ошибка позиции при переходе через RI из разл.направлений в режиме МЕПО RI импульсов не- . сколько или имп. слишком широкий. Возможность ошибки в исчислении Г " I А в RI Проверить разницу м/у долгим и коротким переход-.- через RI проверить появлен. ошибки в исчислении или в форме RI.
Контакт реле управл произвольного вых. реле не работает Порча на реле,со- единении реле К1,К2 или на логичном со- ставе 74LS256-UDN 2982, управляют, реле С помощью симмулятора про- верить ошибку и следить за сигналом от ячеек памяти 74LS256 к выходу
КОМАНДЫ УПРАВ- Сигнал управления СТАРТ, ВЫБОР ПРОГР. не детектир. в реж. @ И fftj Слабый оптический состав или слишком низкое напряжение управления Частота числит.импуль. должна быть меньше 70Гц М 69 71 pin 5 \£|J Вставить испытательный EPROM и проверить команды на дисплее. Возможн. проверк. с пом. осцилоскопа без испыт. EPROM-a. Проверять сигнал (М69-71 конт.5) а авт. режиме.
ЛЕ НИЯ Последняя позиция- -совпадение не детектиров. Слишком большая скорость перемещ. в обл.последней пред.позиции Уменьшить скорость в мед- ленном ходе
Значения предвар. позиций не соотв. Порча на кодовых выключ.,оптическ. составе или М39 Вставить испытательный EPROM. Проверить значение чисел кодовых выключат, и выписки на дисплее
Некоторые клавиши нельзя детектир. Вертикаль или го- ризонталь матрик. тастатуры без ко- нтакта с разъемом на DP карточке пин 8 пин 1-6 Проверить отзыв сигнала на выходе и входах в 74 LS 30. Нажатием клавиши вызывается повышение напряж. конт.8 с "0"на"1"
Ни одной клавиши нельзя детектир. Одна из клавиш замкнута.Возможн. порчи на 74LS30. Если клавиша все входы 74L на уровне "1" не нажим. S30 нах. Выключить тастатуру и проверить напряжение на входах 74 LS 30,которые должны наход. на ”1".
29. ПЕРЕЧЕНЬ ЗАПАСНЫХ ЭЛЕМЕНТОВ ДЛЯ СЕРВИСИРОВАНИЯ
К устройству добавлен малый набор (для 5 штук) и большой набор
запасных частей (20 штук). При заказе можно получить комплектные
наборы или отдельные позиции в рамках набора.
Малый набор запасных частей
Название Тип Код $ штук
Вставка (предохр.) РО 315 В 001 921 322 10
сказатель HDSP 8603 001 964 803 2
Указатель TIL 313 001 964 814 1
Диод. зел. (свет.) LED 0 3 001 963 228 3
Диод красн. (свет.) LED 03 001 963 215 .1 0
Переключ.+/—Х,У, z PR 11 1А/ 250B 001 953 114 5
Оптическ.соедин. RH 11 A1 001 964 709 5
Реле PR 15 TFM 04DK 001 605 090 1 0
Большой набор запасных частей
Название Тип Код $ штук
Модуль SR 1 um 430 048 472 1
Модуль UR 430 048 400 1
Модуль DP 51 430 082 140 1
Модуль MP 430 048 423 1
Разъем X,У, 7 пол. 001 923 729 2
Разъем М(К1,К2) TMC-P-25 L 001 923 121 2
Разъем F(К1,К2) TMC-S-25 L 001 923 122 2
Кодир.выключатели - 430 048 266 1
Трансформатор - 430 111 158 1
Плитчат.кабель 16x0,08 1 71-16 001 914 605 2 м
Вставка (предохр.) V PO 315 В 001 921 322 10
Указатель VHPSP 8603 001 964 803 1
Указатель TIL 313 001 964 814 1
Диод зелен. (свет.) м LED 03 001 964 228 3
Диод красн. - LED 03 001 964 215 1 0
Переключ.+/-X,У,Z 'Z PR 1 1 ZV 1 А/
250B 009 953 114 5
77
430 090 037 R
Оптическ.соедин. RH 1 1 А1 001 964 709 5
Реле PR 15 TFM 04DK 421 605 090 20
Винт М4х1 2 001 712 230 20
Резинов.дистанц. 430 038 250 20
Прибор для сервисирования и присоединения
Название Тип Код № штук
Симулятор 430 048 279 1
Разъем К7 430 048 260 1
Генератор син/кос 430 048 270 1
Генератор R/R90 430 048 264 1
Разъем К25 430 048 686 1
30. ТЕХНИЧЕСКИЕ ДАННЫЕ НЕОБХОДИМЫЕ ДЛЯ ВЫБОРА ЛЮМО
1. Напряжение питания
220 В перемен, или 110 В перемен.
Выбор выполняется в инструменте посредством перевязки
2. Вид измерительного датчика и RI
На одном инструменте можно употребить линейные и ротационные датчики.
В качестве базисной точки можно употреблять следующие исполнения
базисных импульсов RI:
L - линейный измерительный датчик. RI с точностью определен на са-
мом датчике.
R - ротационный датчик; для определения сигнала RI нужен дополнитель-
ный, грубый выключатель, который присоединяется через разъем К2
Т - если при употреблении линейного или ротационного датчика не же-
лаем пользоваться его импульсом для RI, а вместо этого для RI
употребляем внешний прецизионный выключатель. Так, нпр. этот
выключатель можно перемещать по специальных направляющих механизмах
вдоль оси и таким образом изменять место базисной точки.
Для исполнения L,R, Т нужны перевязки внутри инструмента, которые
выполняются только производщиком.
3. Отчетливость: 1 шп, 5 um, 10 um
На одном инструменте должны быть одинаковыми отчетливости для всех осей.
78
430 090 037 R
31. РАЗМЕРЫ
ЛЕГЕНДА:
Выходной сигнал
Р - прямоугольный
S - синусоидный
Система измерения:
R - ротационная
L - линейная
Т - внешний RI
Запоминающее устройство Е хххх
Отчетливость 1 ,5,10 um
Исполнение:
А - автоматическое
79
430 090 037 R
Iskra Ц
Искра-Автоматика Любляна, г. ITл-”:а "тегче 156,
тел. (П61) 572-331, телекс: 31301 yu iskcsa