/






















Текст
ДЕФЕКТЫ
СТАЛИ
ДЕФЕКТЫ
СТАЛИ
Под редакцией
С.М. Новокщеновой и М.И. Виноград
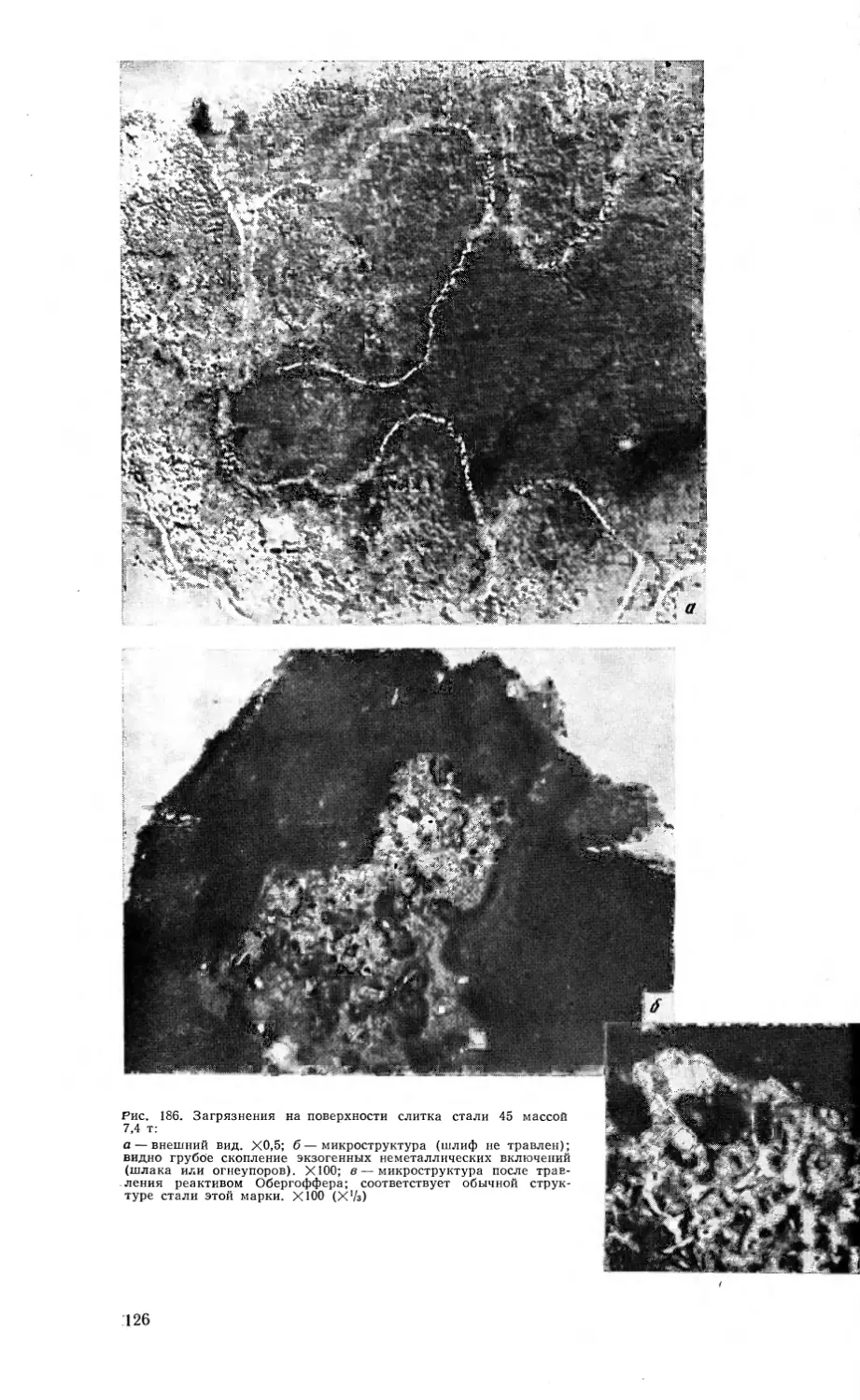
яме
МОСКВА ’’МЕТАЛЛУРГИЯ” 1984
УДК 669.1:620.19(083)
Авторский коллектив:
С. М. НОВОКЩЕНОВА, М. И. ВИНОГРАД, Б. А. КЛЫПИН,
М. А. ЛЮБИНСКАЯ, Л. Г. АПОЛОВНИКОВА, В. В. ПРАВОСУДОВИЧ,
3. М. КАЛИНИНА, Е. И. АКИМОВА, Е. П. МАТЕВОСЯН, А. Е. РУБЕНЧИК,
Г. М. КАЗИЧКИНА, Л. В. ЛОМОВА
Рецензент докт. техн, наук Д. Я. Поволоцкий
УДК 669.1:620.19(083)
Дефекты стали. Справ, изд. / Под ред. Новокщеновой С. М.,, Виноград М. И. —
М.: Металлургия, 1984. 199 с.
Обобщены и систематизированы данные о дефектах сталей и некоторых сплавов,
выплавляемых различными способами производства. Рассмотрены внутренние дефекты и
дефекты поверхности слитков, горячего проката и поковок. Приведены фотографии внеш-
него вида дефектов, их макро- и микроструктуры, указаны причины образования и меры
предупреждения. Описаны характерные признаки дефектов, облегчающие их иденти-
фикацию.
Предназначен для широкого круга инженерно-технических работников металлур-
гии, машиностроения и других отраслей промышленности, а также преподавателей и
студентов вузов. Ил. 401. Библиогр. список: .300 назв.
2605000000—076
Д -------------47—84
040(01)—84
© Издательство «Металлургия», 1984 г_
СОДЕРЖАНИЕ
Предисловие 4
Введение . . ... 6
1. Внутренние дефекты ................ 7
1.1. Усадочная раковина......... 7
1.2 Подусадочная ликвация . . . 7
1.3. Рослый слиток 8
1.4. Пузыри . . 8
1.5. Корочки 9
1.6. Осевая пористость и V-образная
ликвация . . . . 9
1.7. Межкристаллитные трещины, про-
слойки и сколы . . . . 10
1.8. Угловая ликвация и угловые тре-
щины . . 12
1.9. Ликвация в стали . 12
1.10. Ликвационный квадрат (круг) и
квадрат (круг) неоднородной тра-
вимости ....... 13
1.11. Точечная неоднородность ... 14
1.12. Точечно-пятнистая неоднородность 14
1.13. Пятнистая ликвация 15
1.14. Титановая неоднородность ... 16
1.15. Цериевая неоднородность ... 16
1.16. Свинцовая неоднородность 17
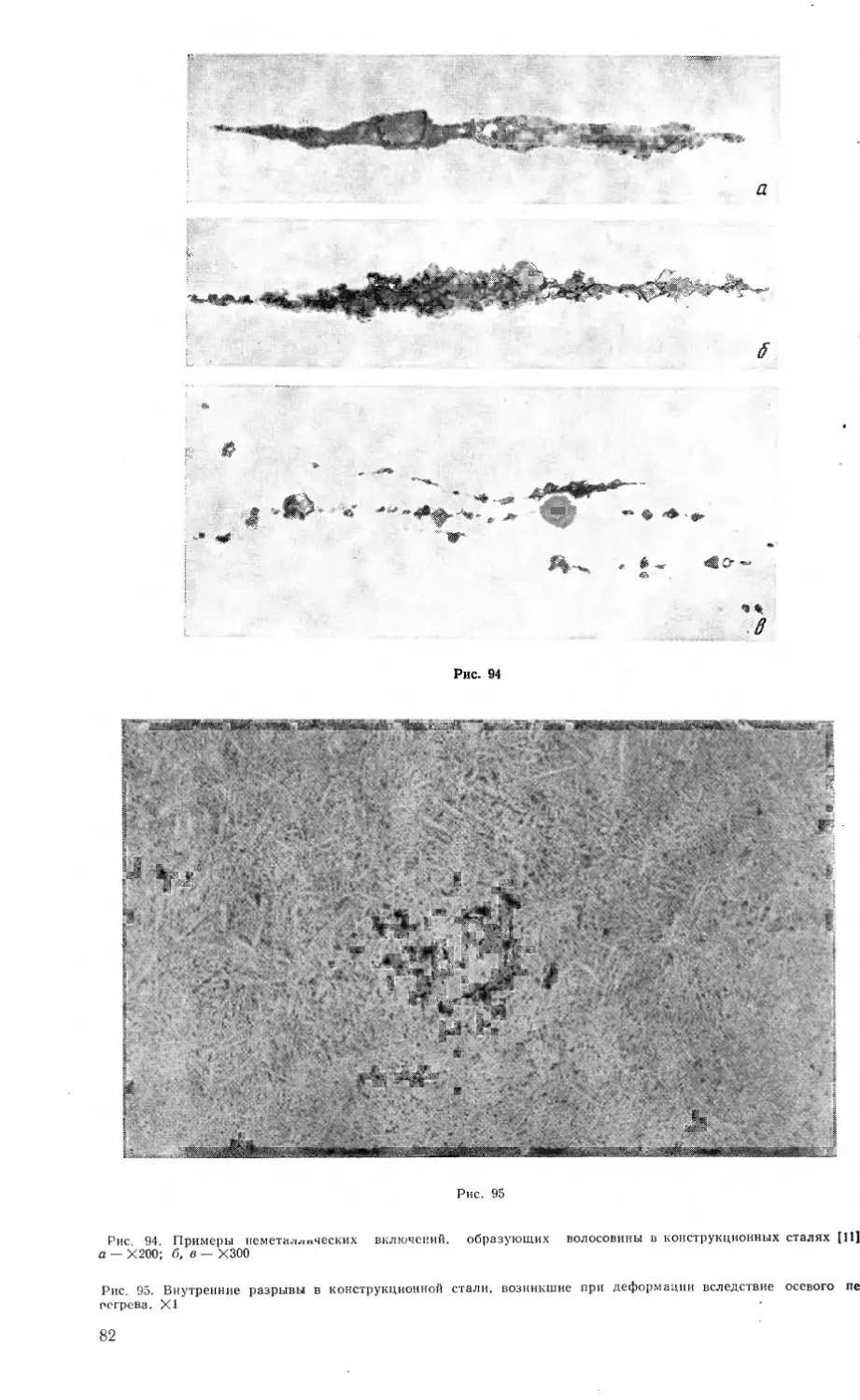
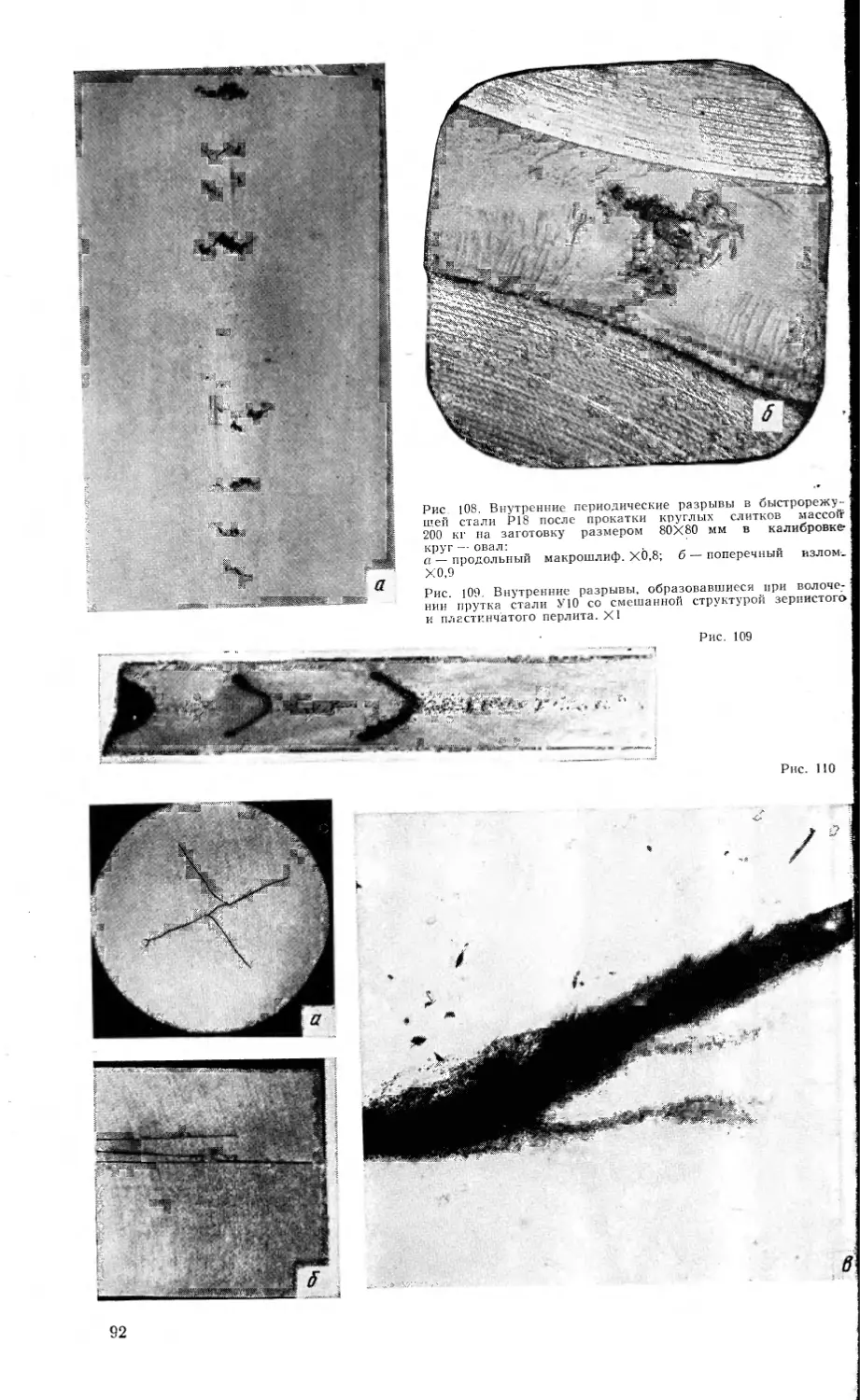
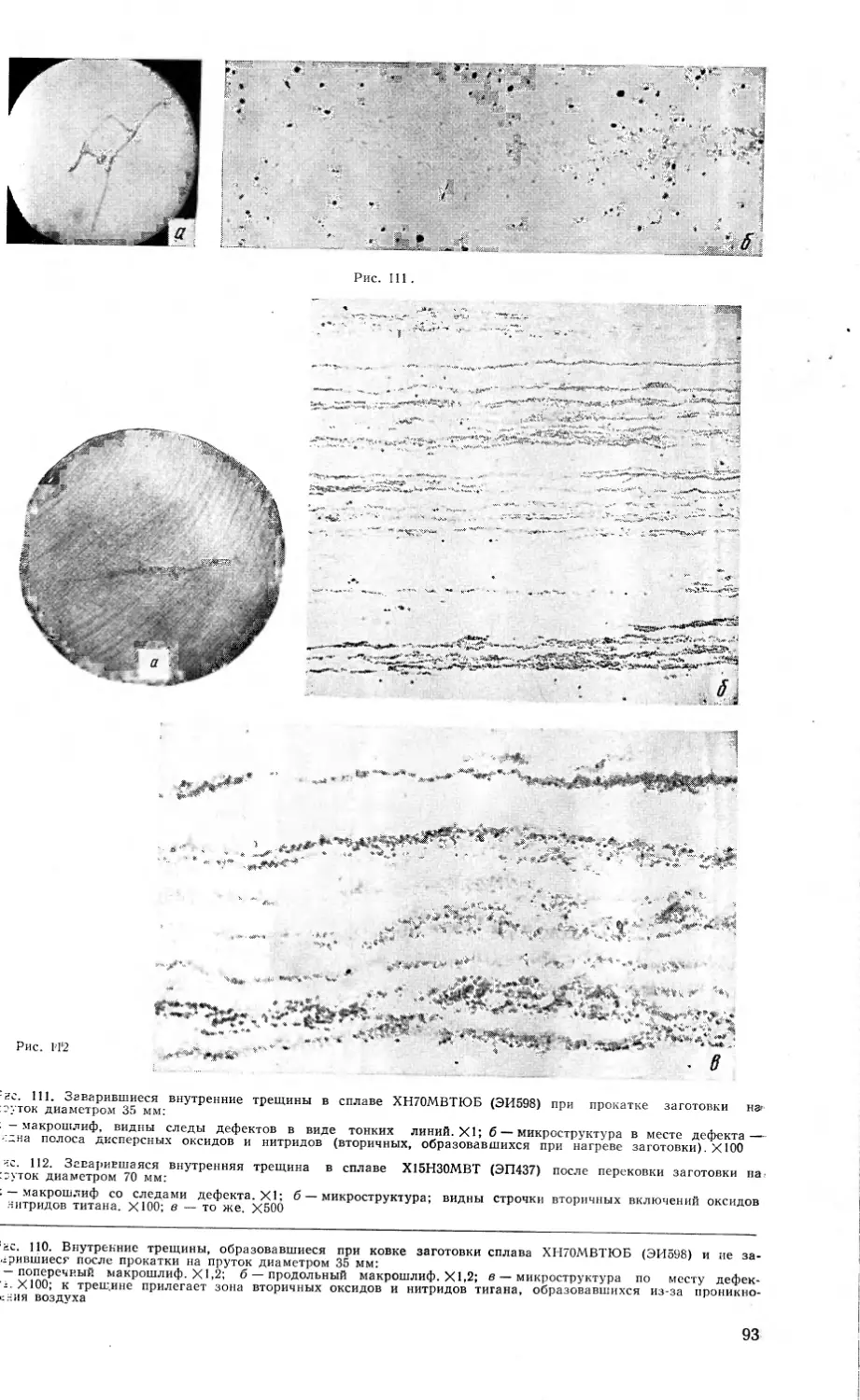
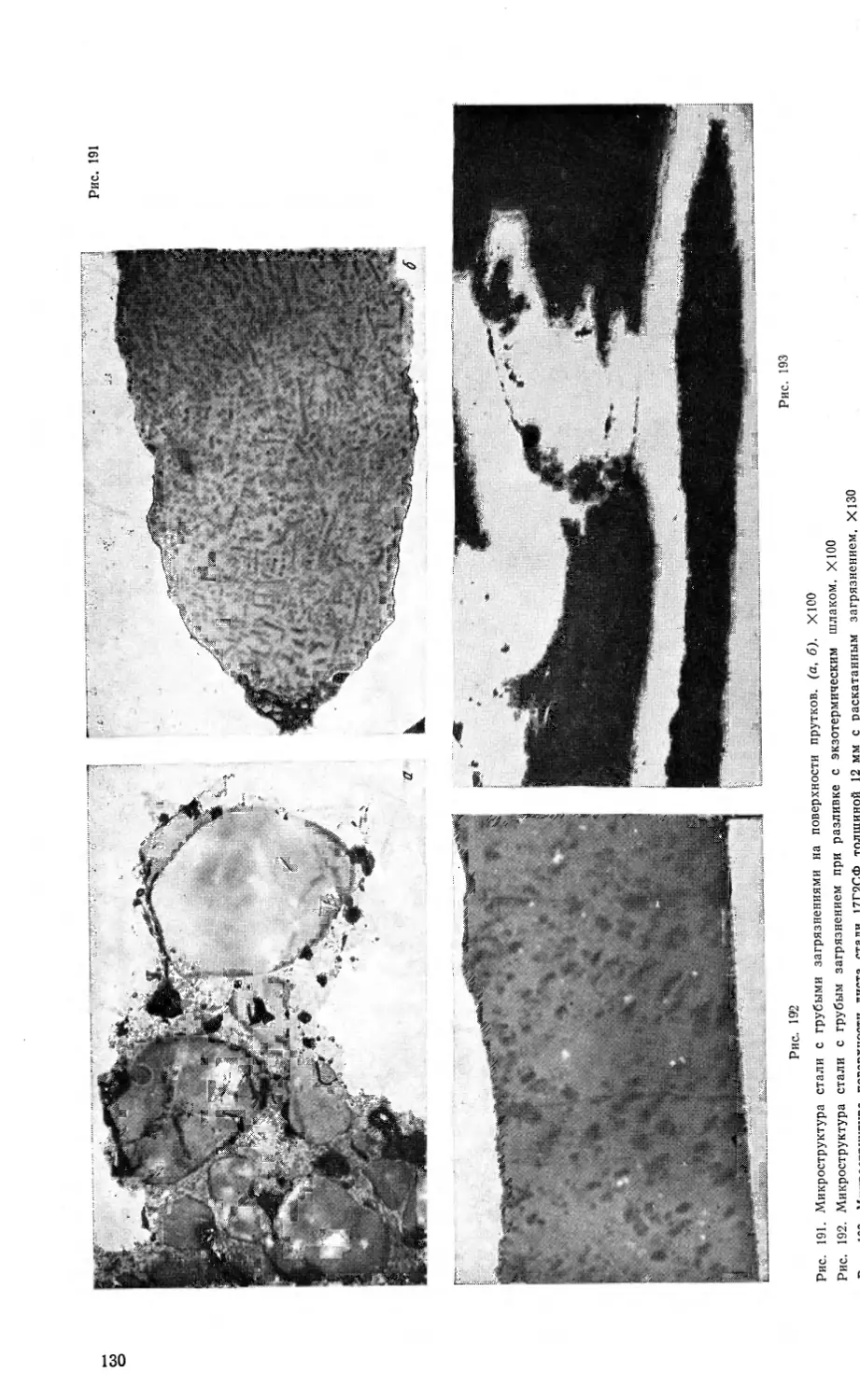
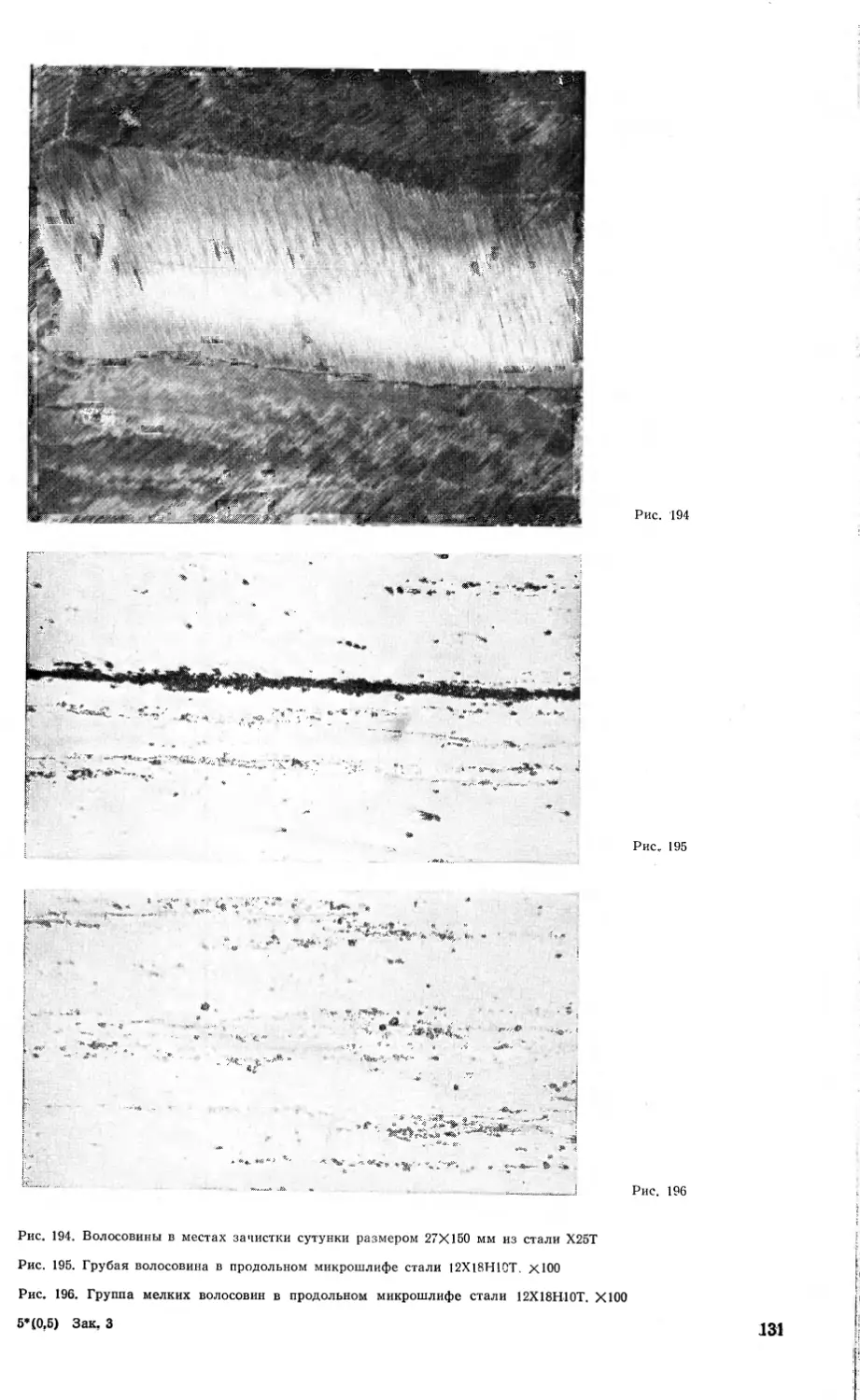
1.17. Загрязнения и волосовины ... 17
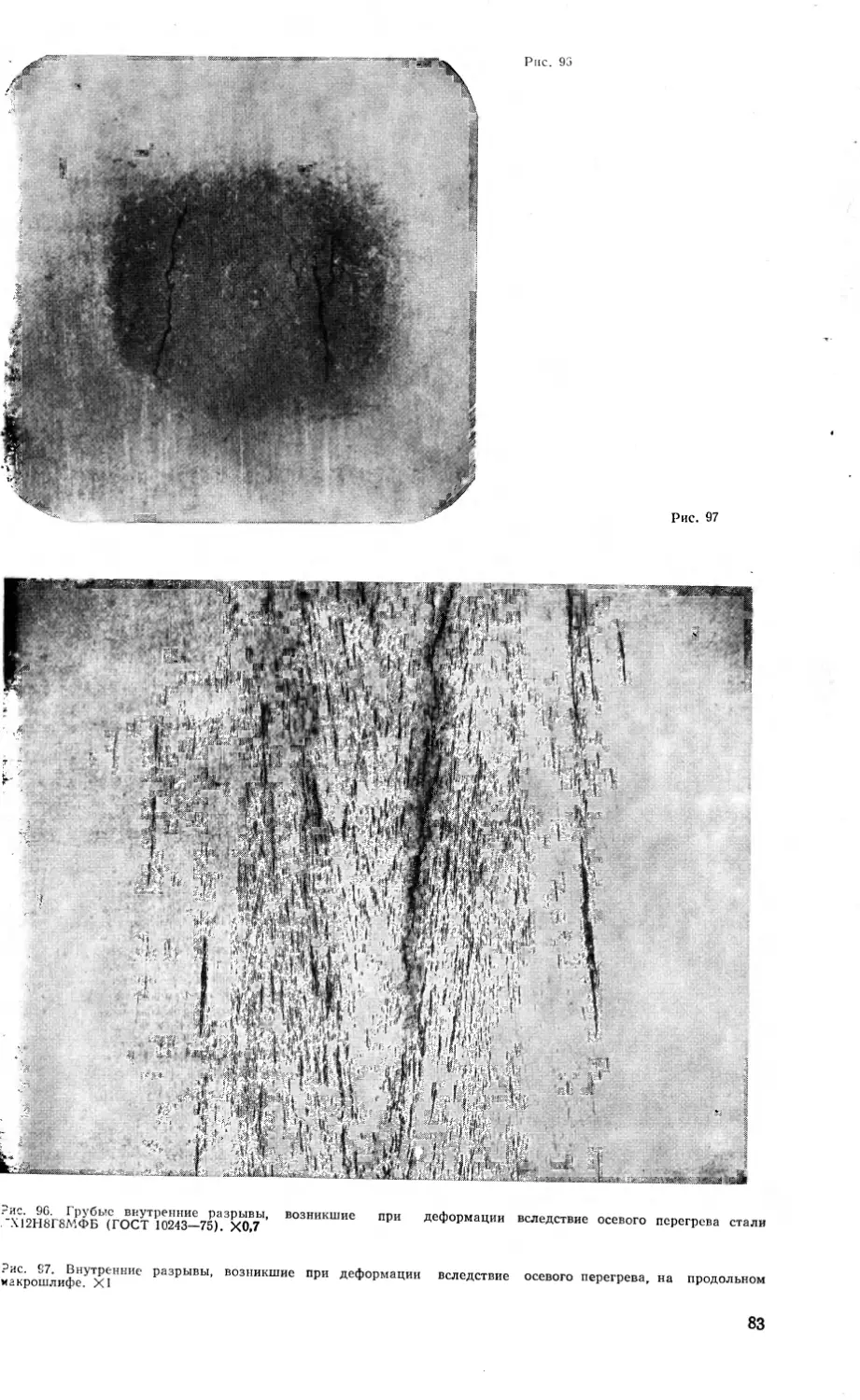
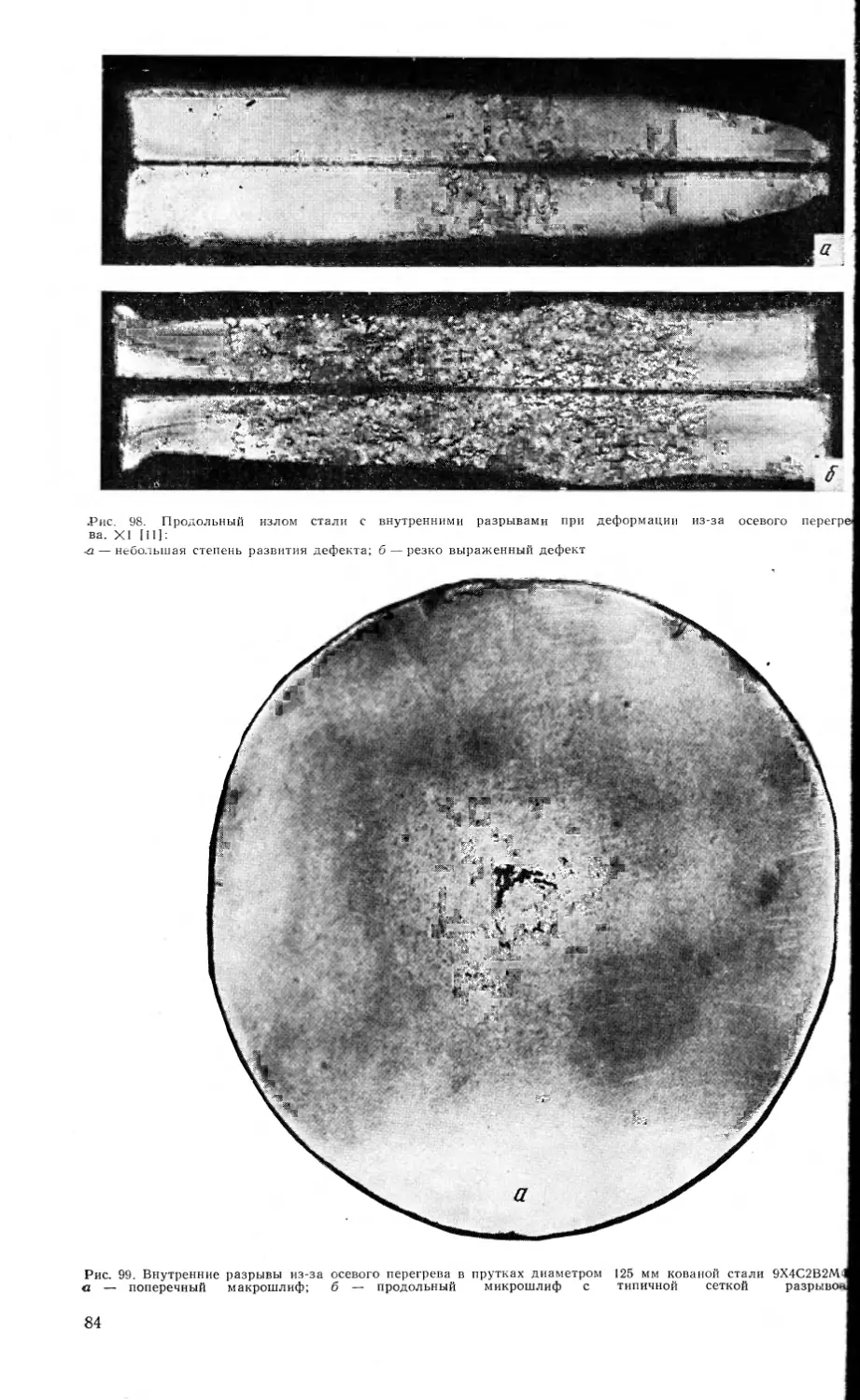
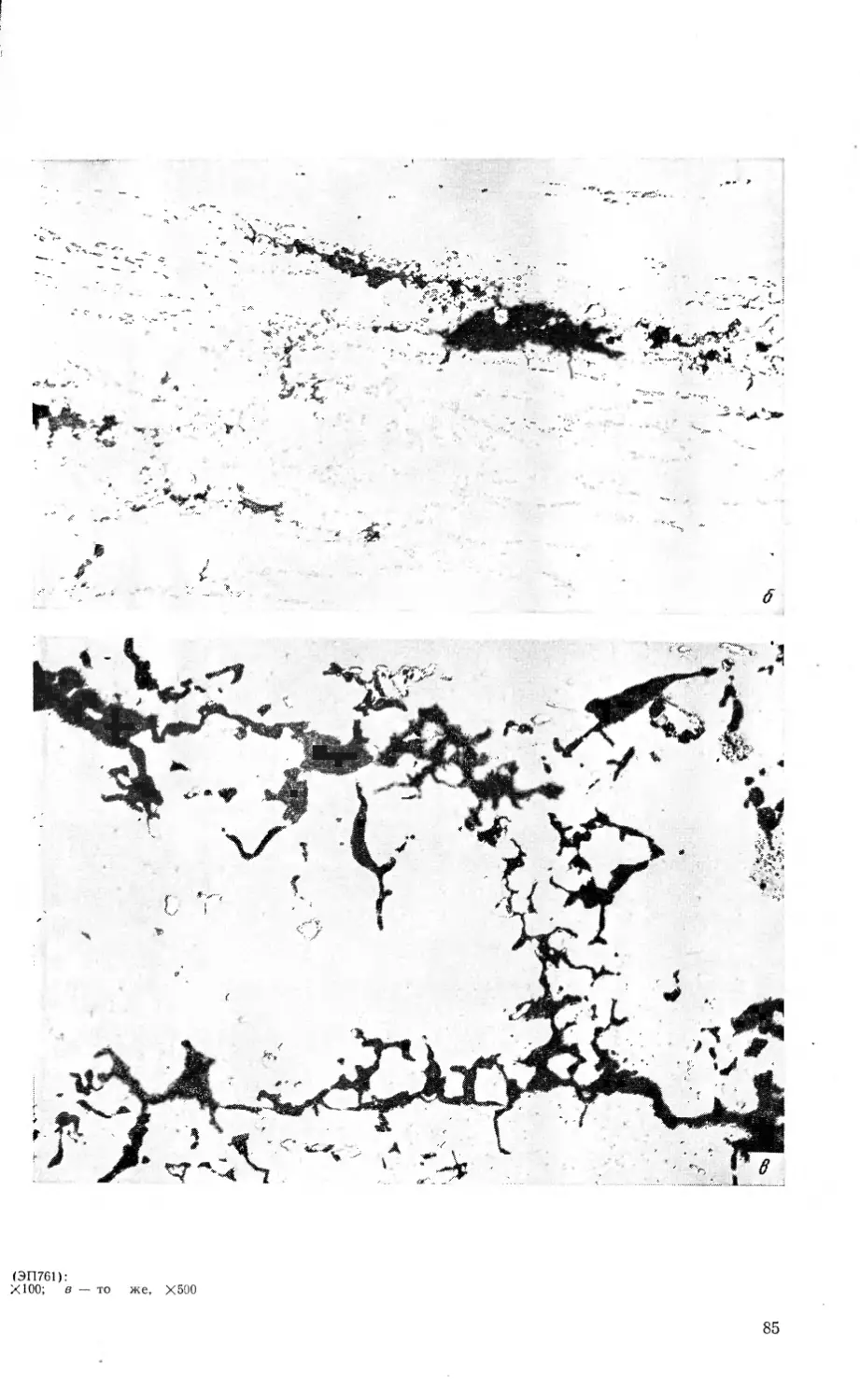
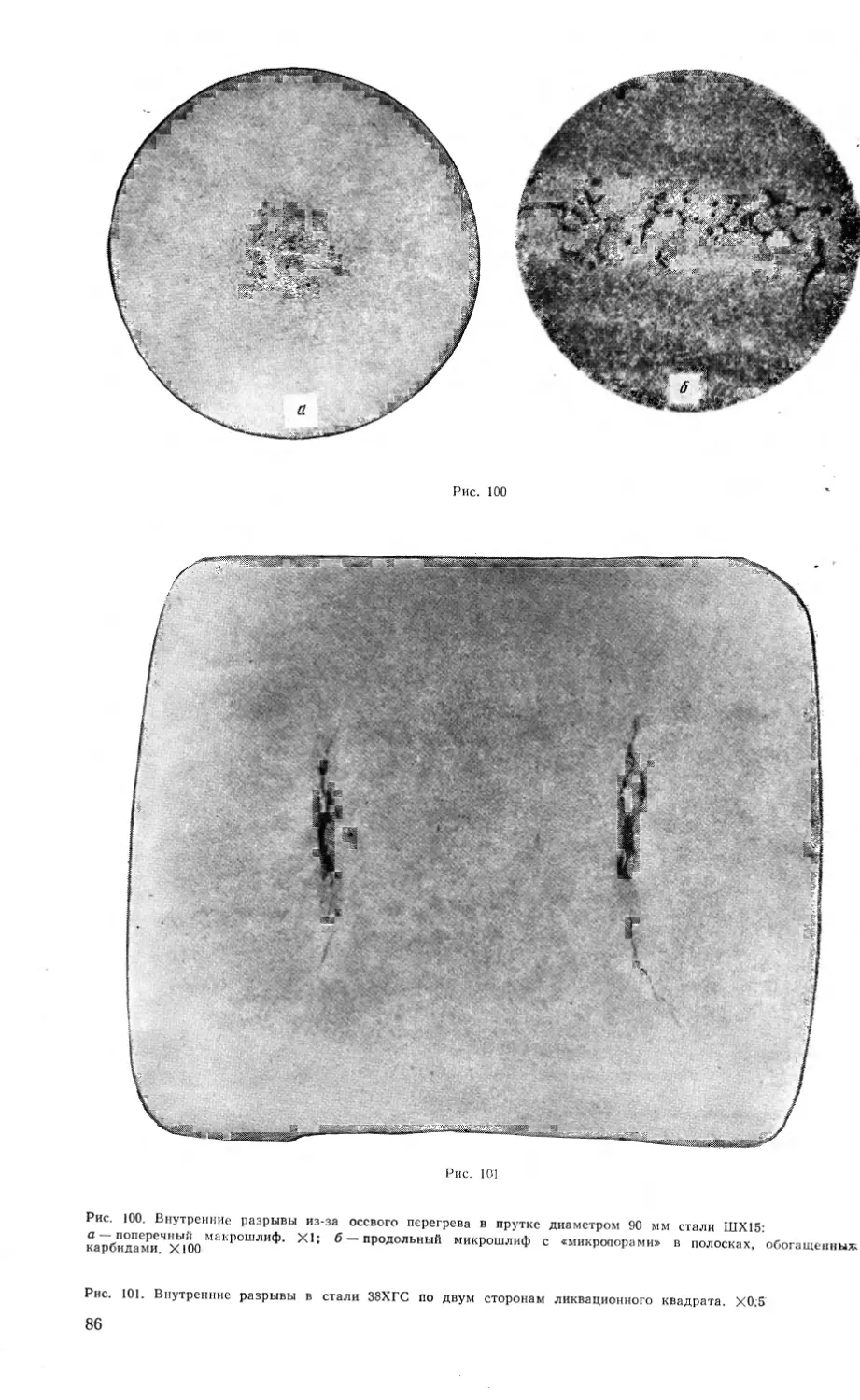
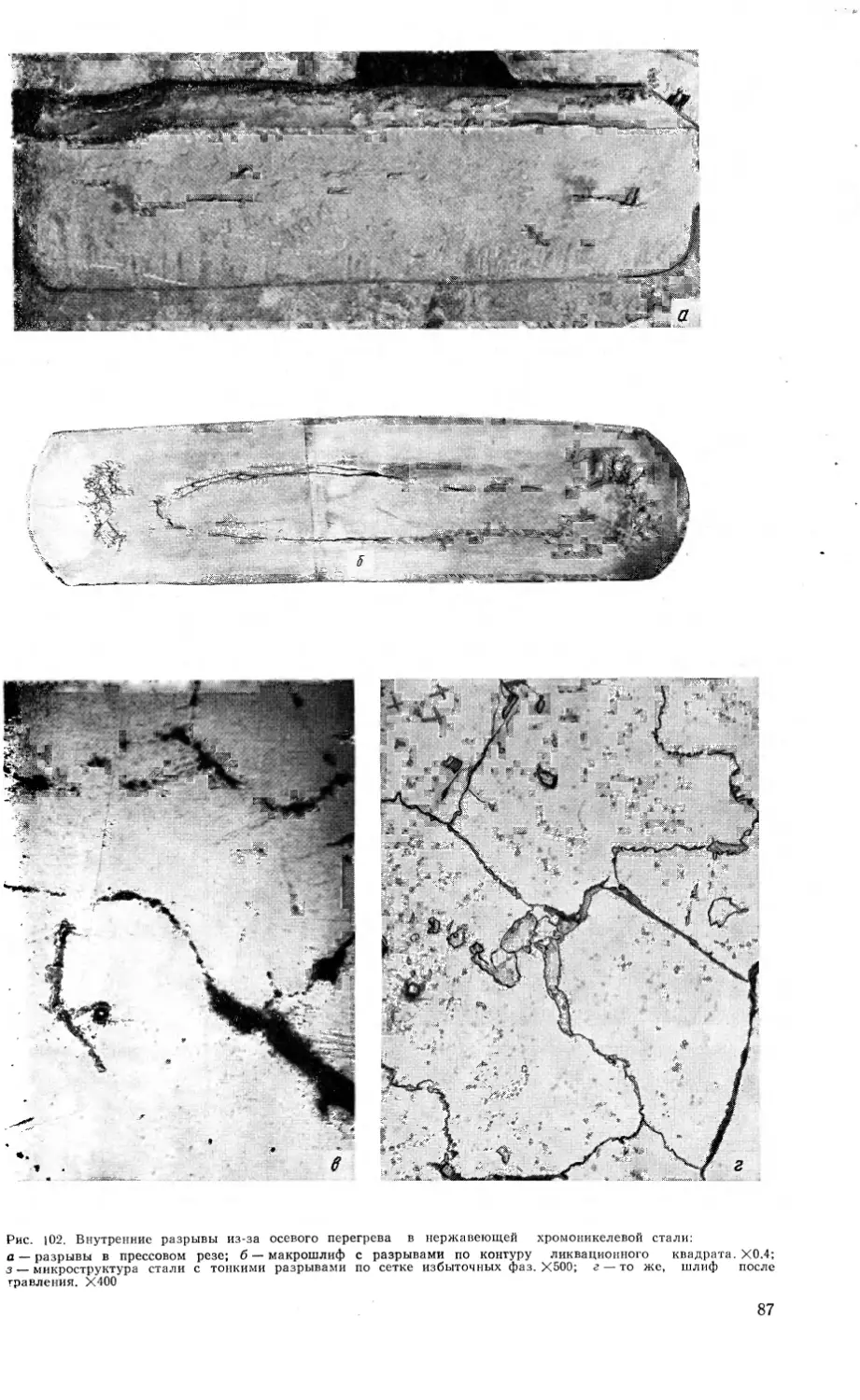
1.1- 8. Внутренние разрывы при деформа-
ции из-за перегрева осевой зоны . 18
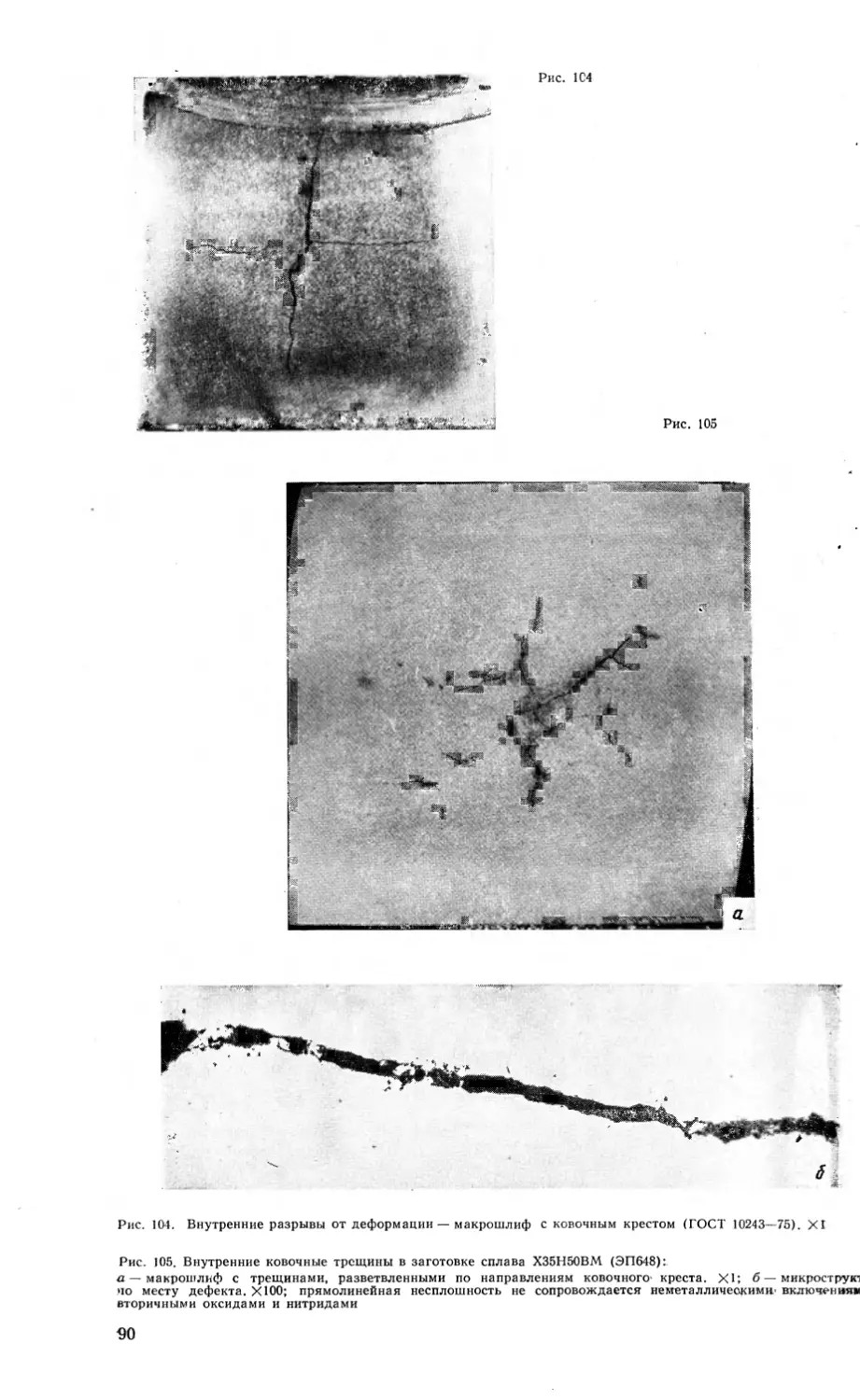
1.19. Внутренние трещины и разрывы от
деформации . . . 18
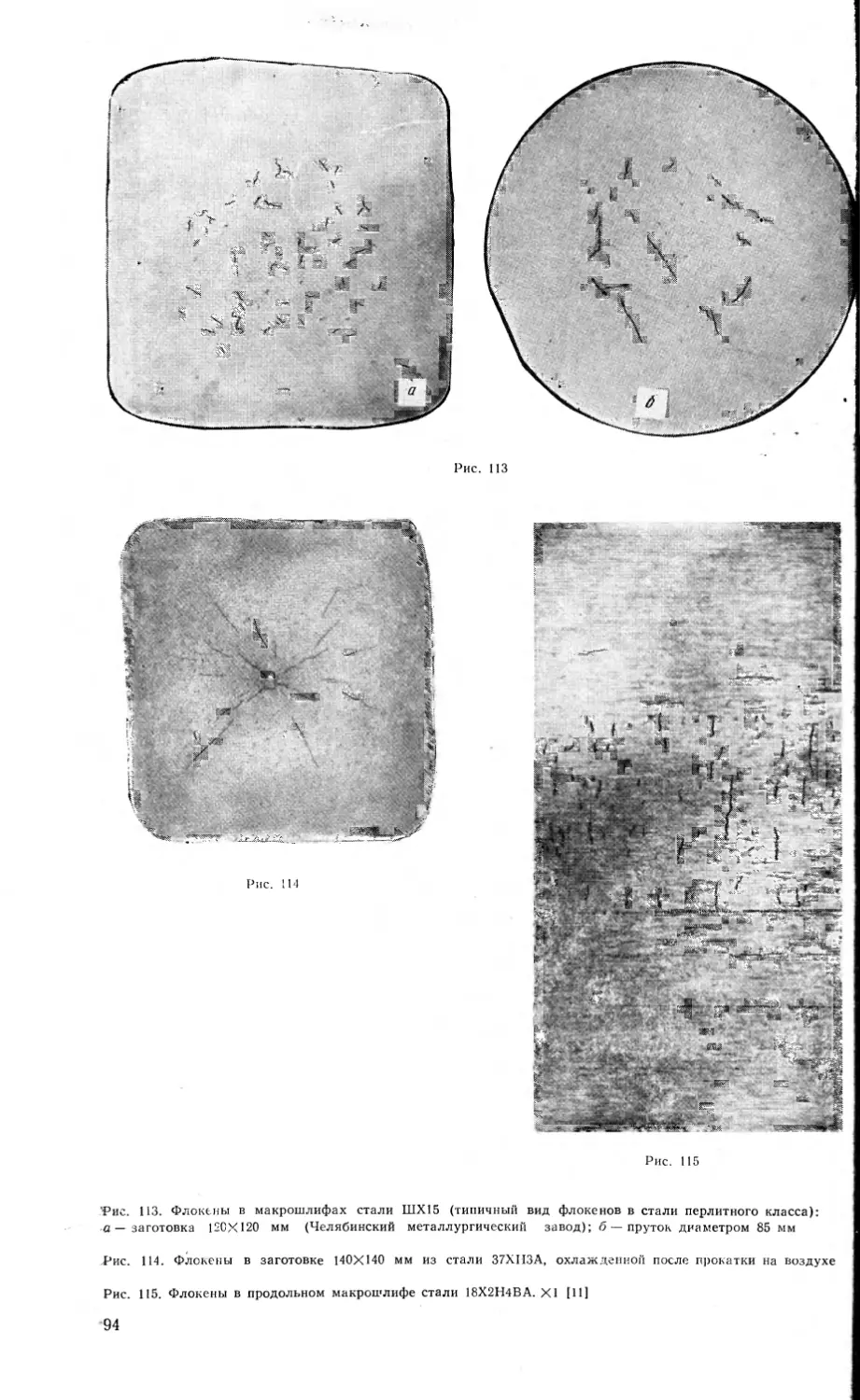
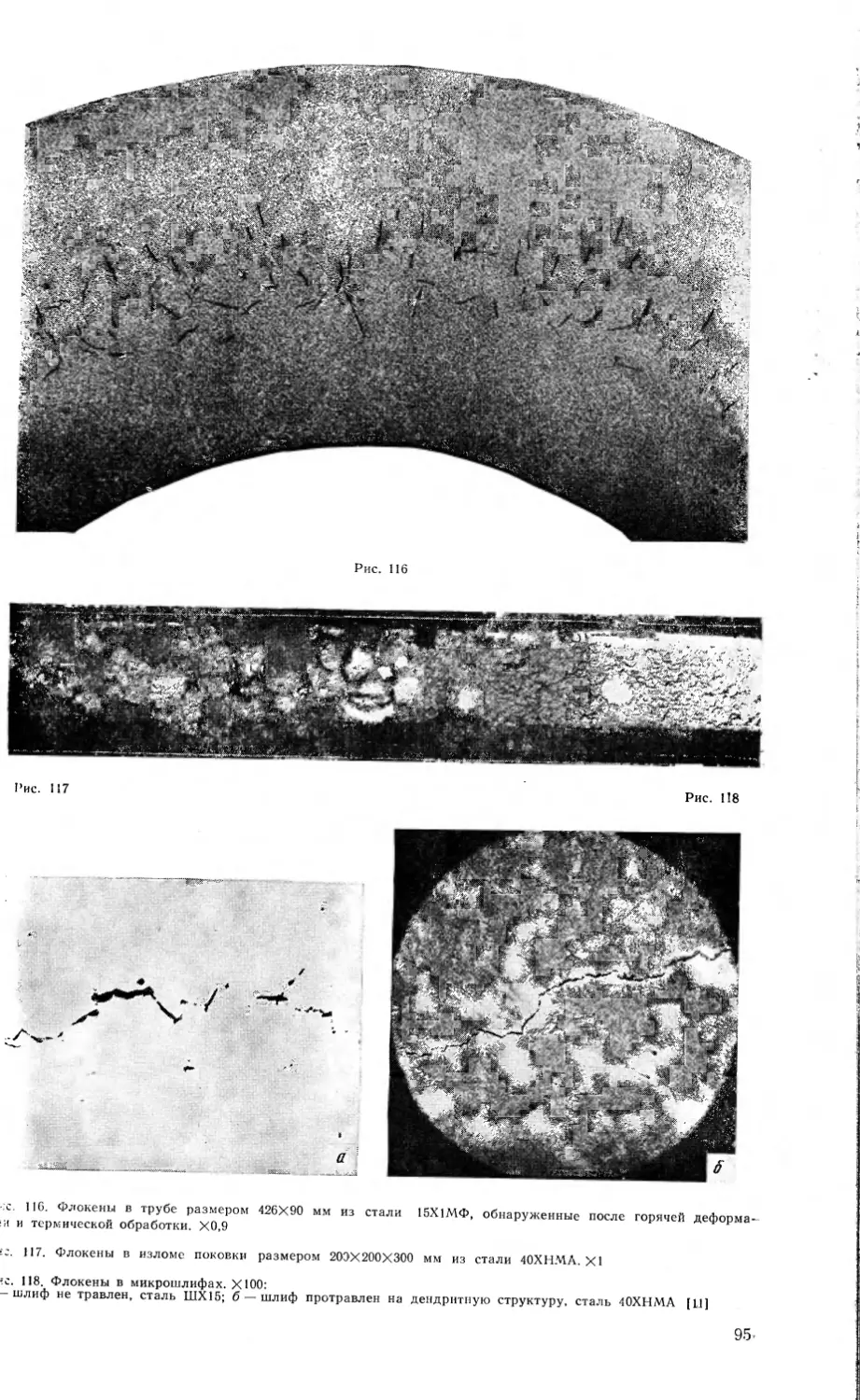
1.20. Флокены . 19
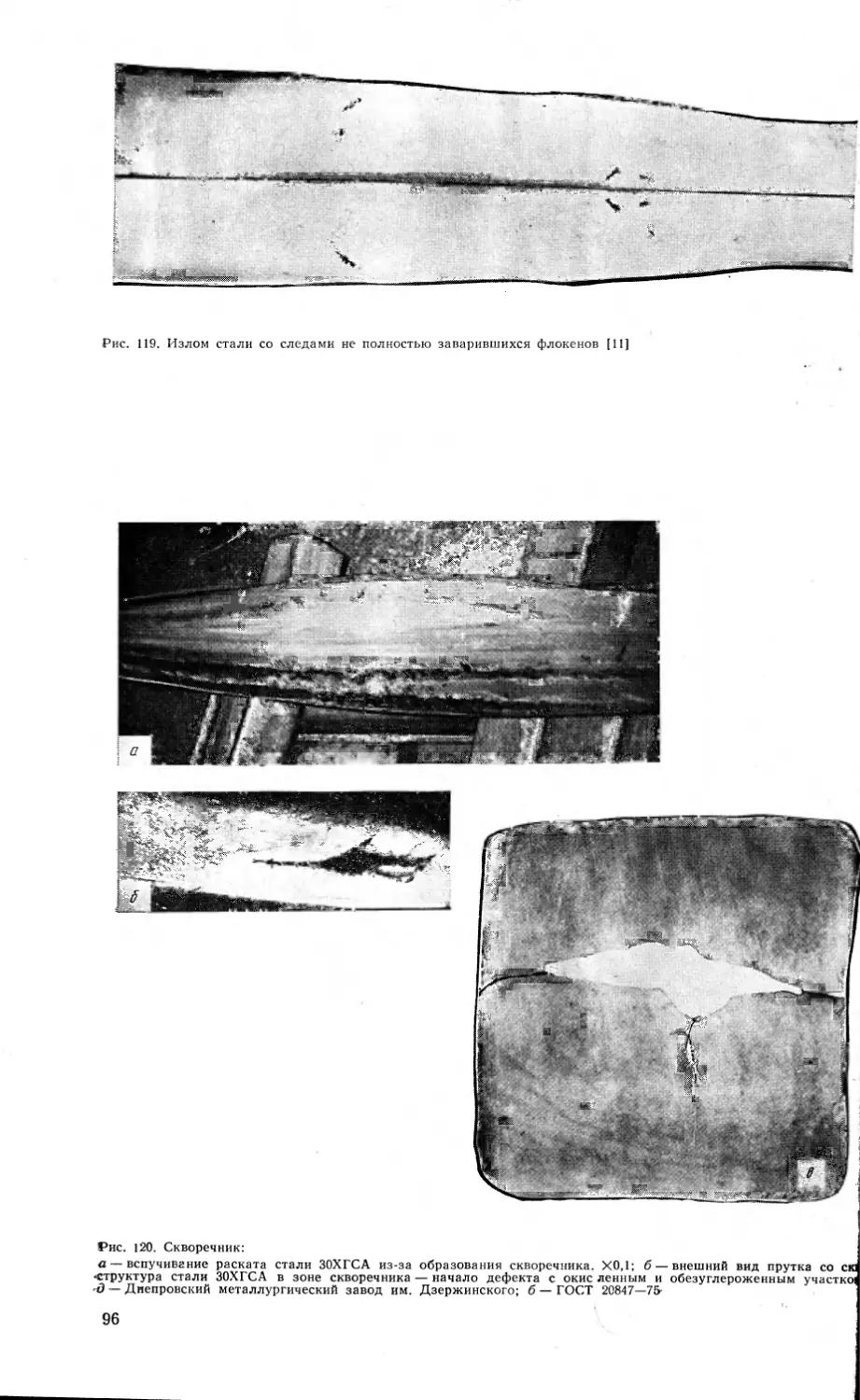
1.21. Скворечник.................... 20
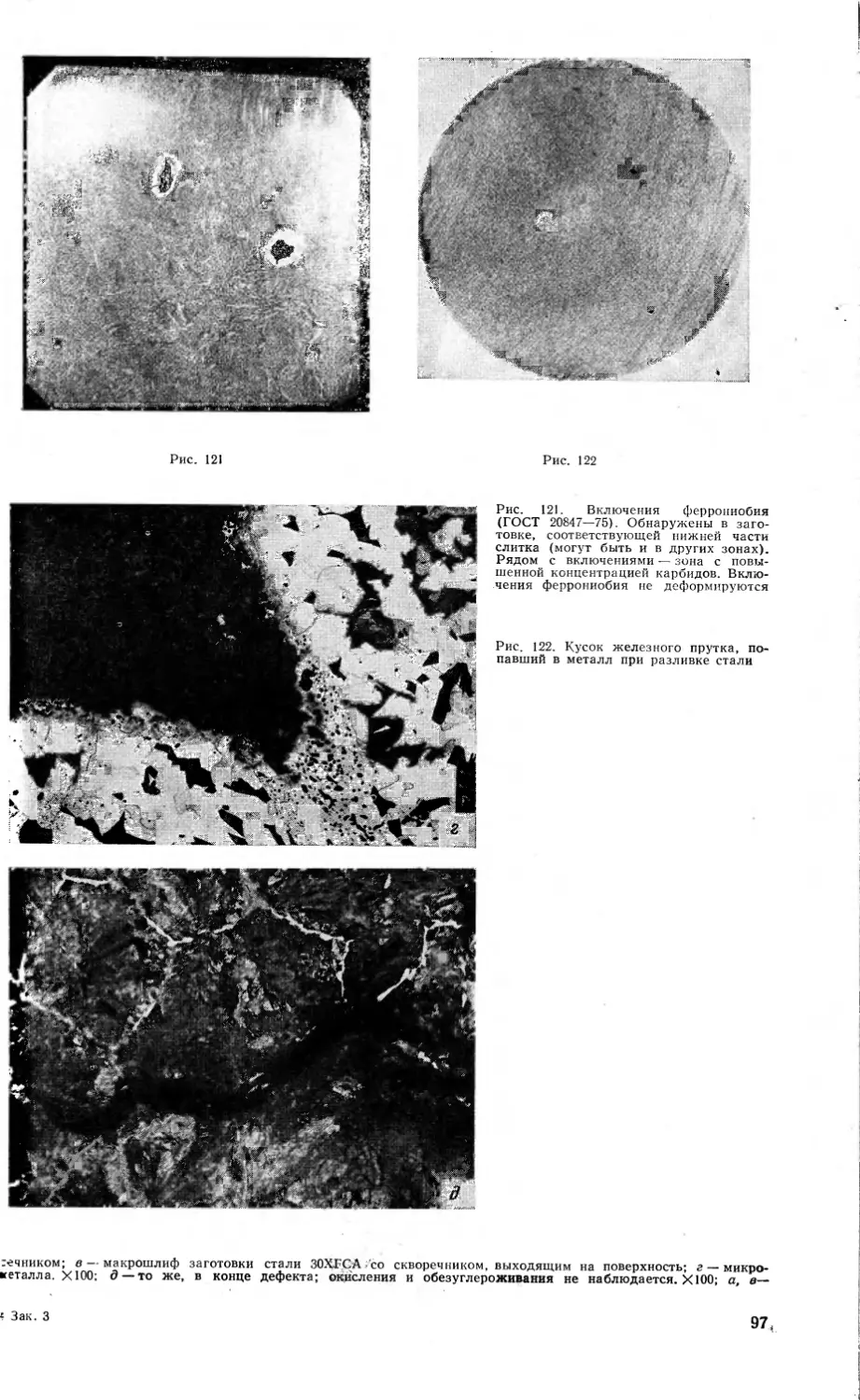
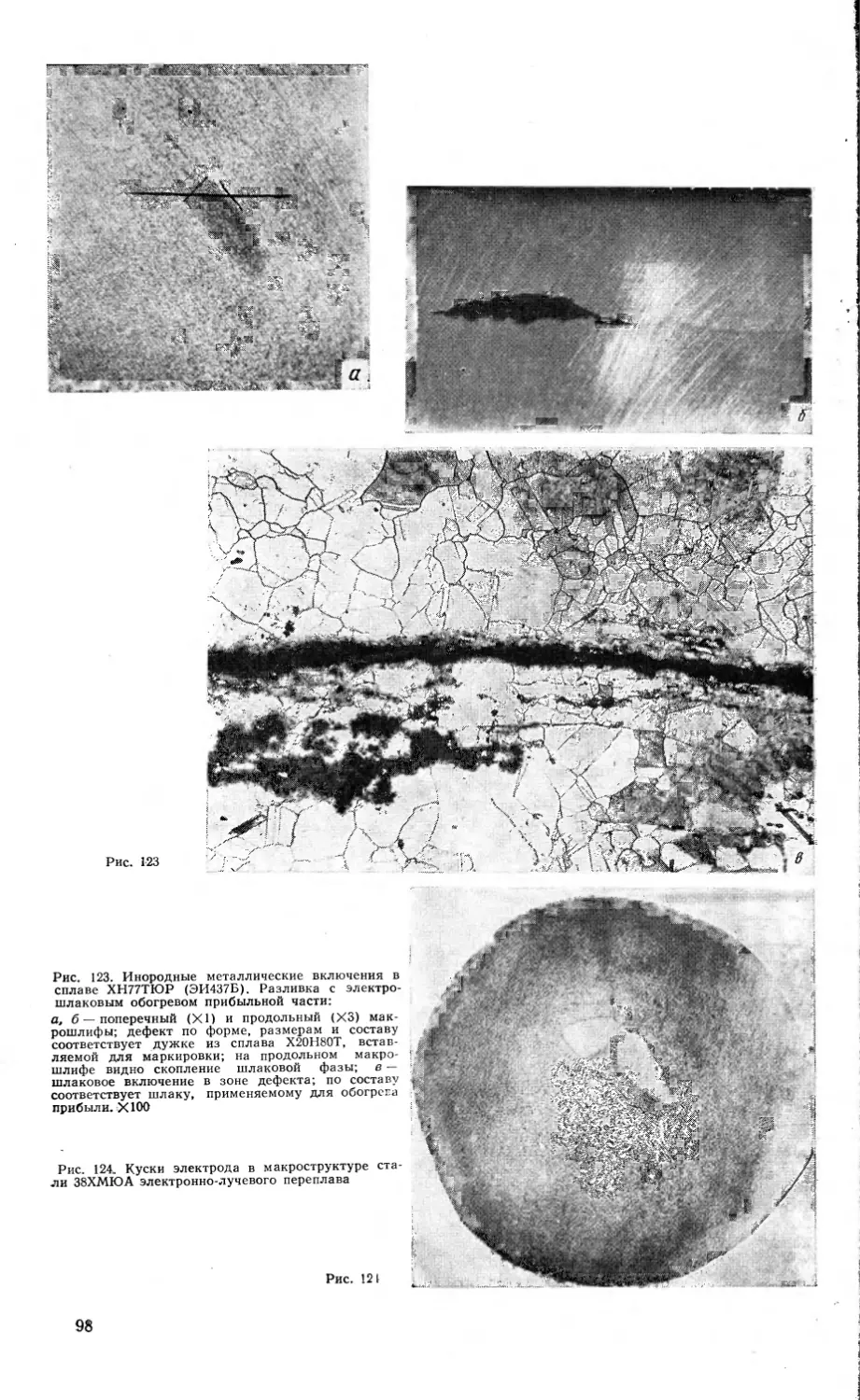
1.22. Инородные металлические. включе-
ния ..... . 21
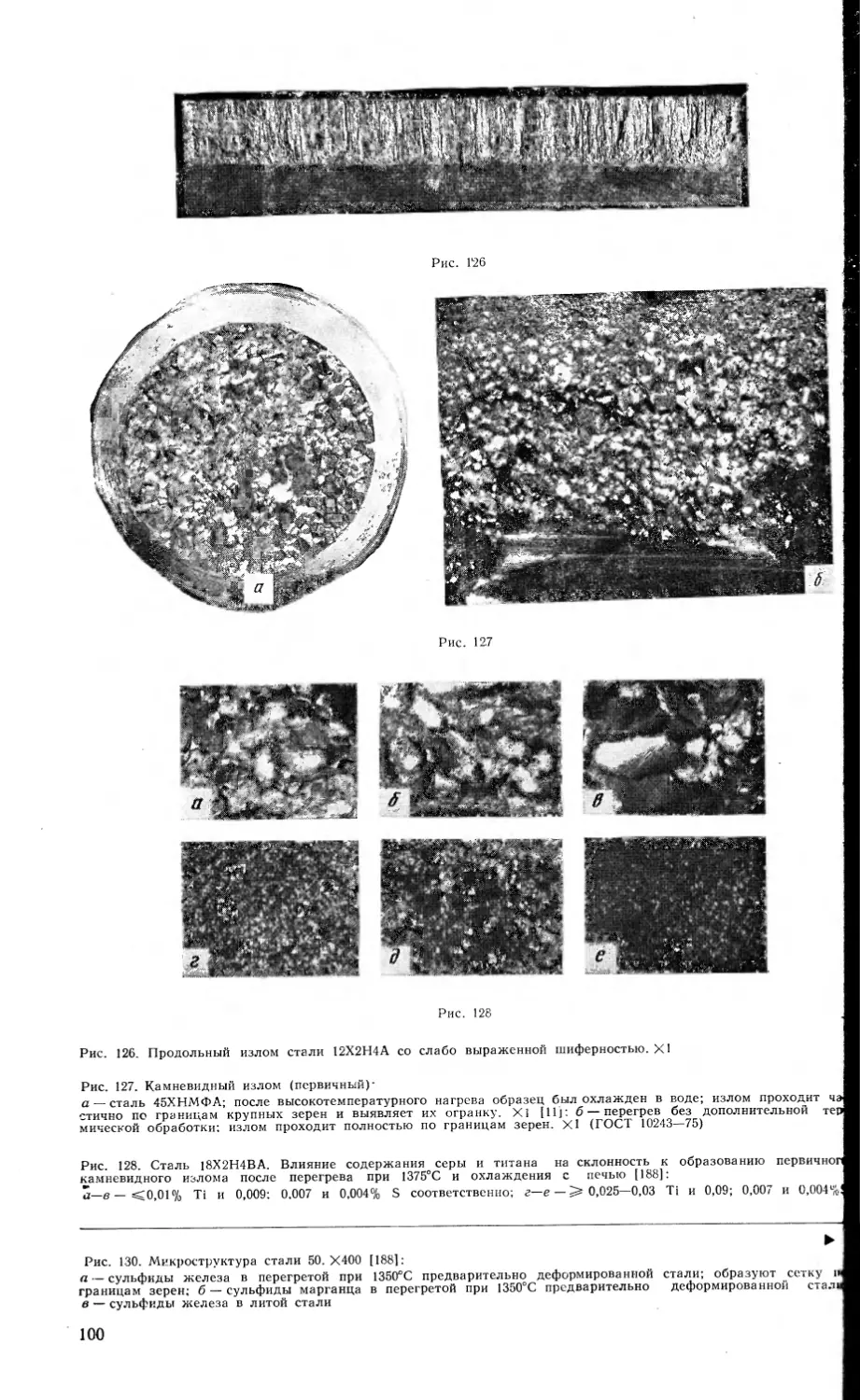
1.23. Шиферный излом . 21
1.24. Камневидный излом...............22
1.25. Нафталиновый излом 22
1.-26 . Черный излом ................. 23
1.27. Расщепления-вырывы..............23
1.28. Участки нерекристаллизованного
зерна . . . ........................ 23
1.29. Разнозернистая макроструктура 24
1.30. Частицы короны . . . 24
1.31. Электропробой в стали электрошла-
кового переплава ................... 25
1.32. Кристаллизационные слои .... 25
1.33. Остатки поджога от резки 26
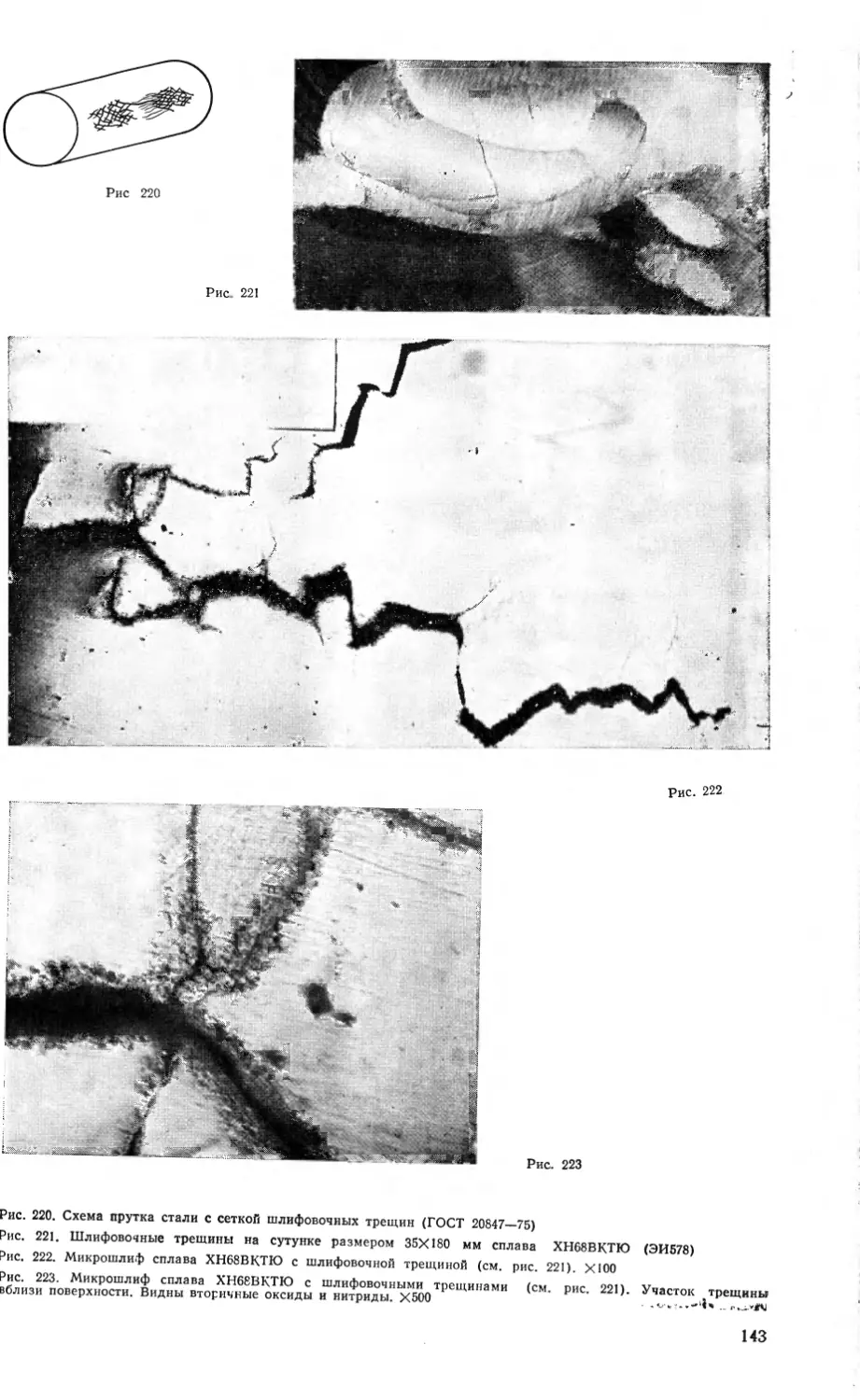
1.34. Шлифовочные трещины 26
1.35. Дефект рубки металла ..... 26
2. Дефекты поверхности 26
2.1. Пузыри в поверхностных слоях ме-
талла ...... 26
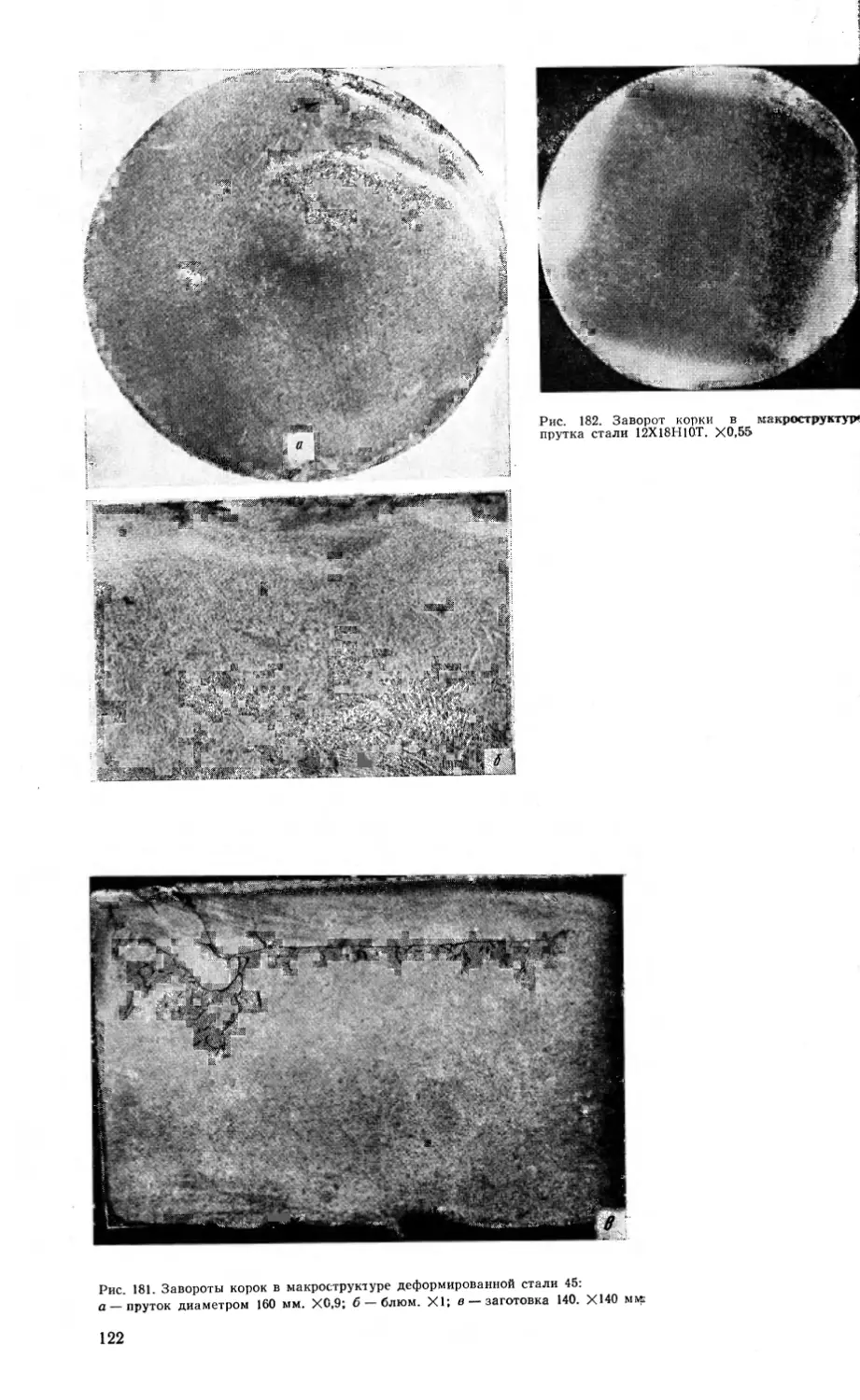
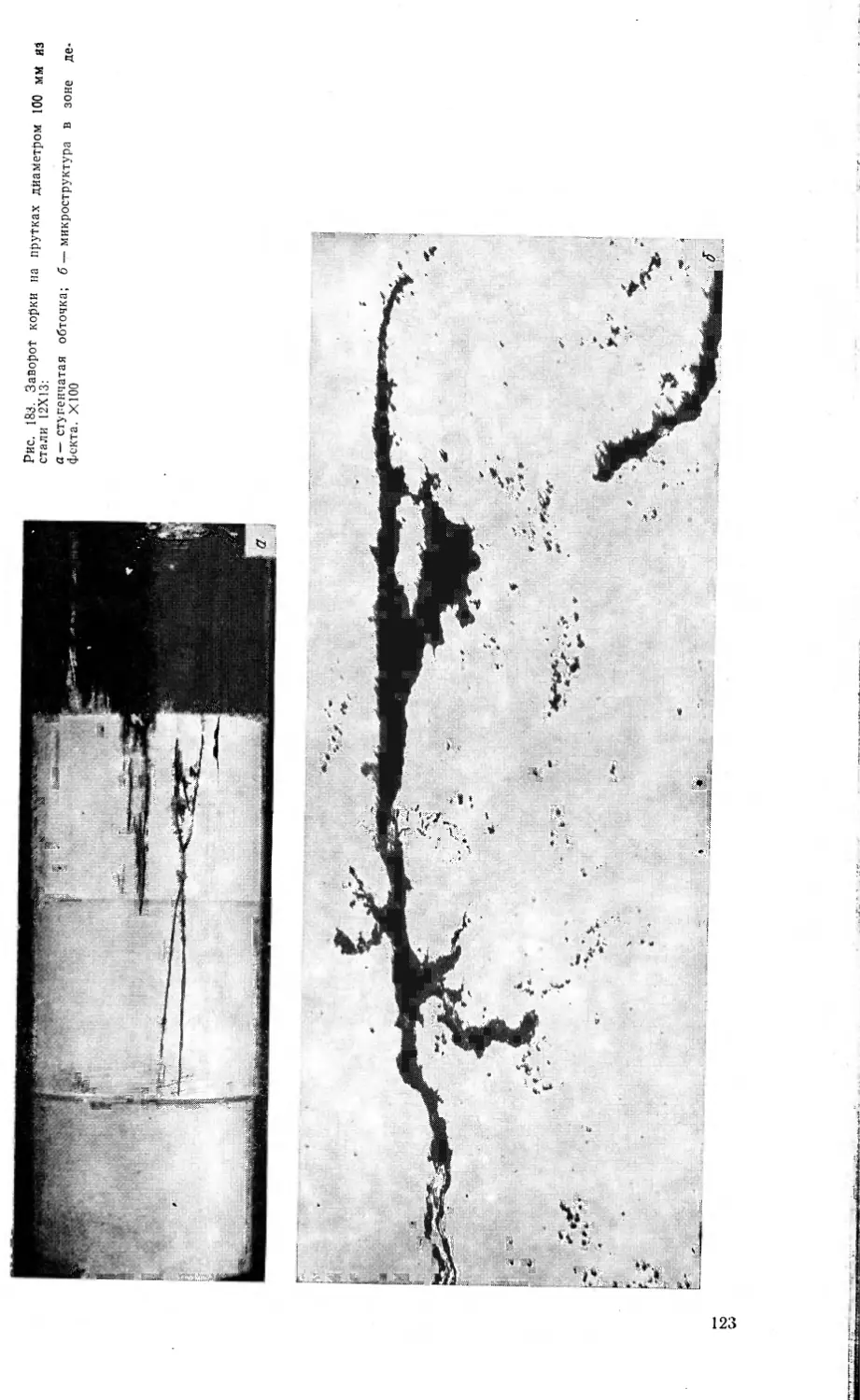
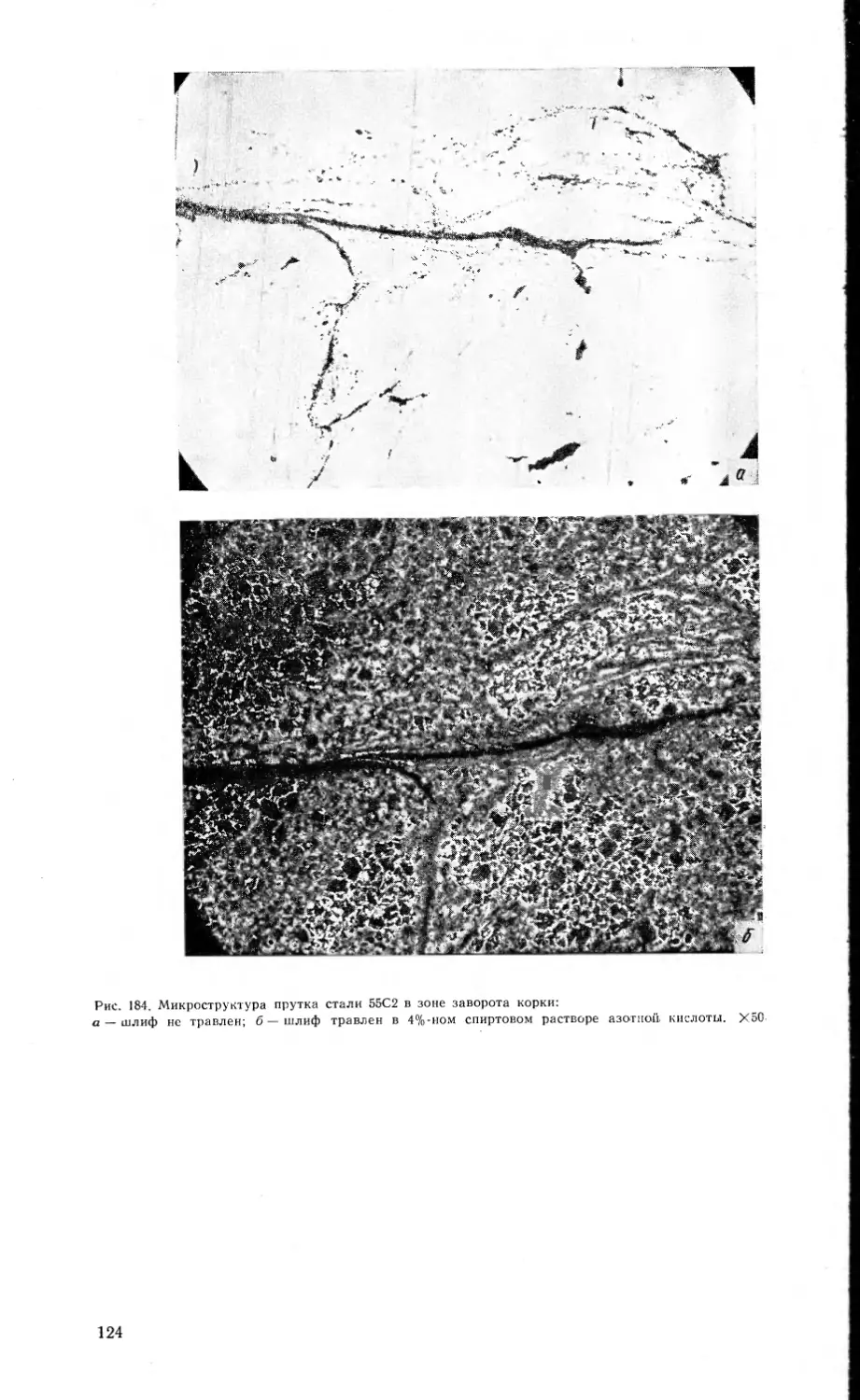
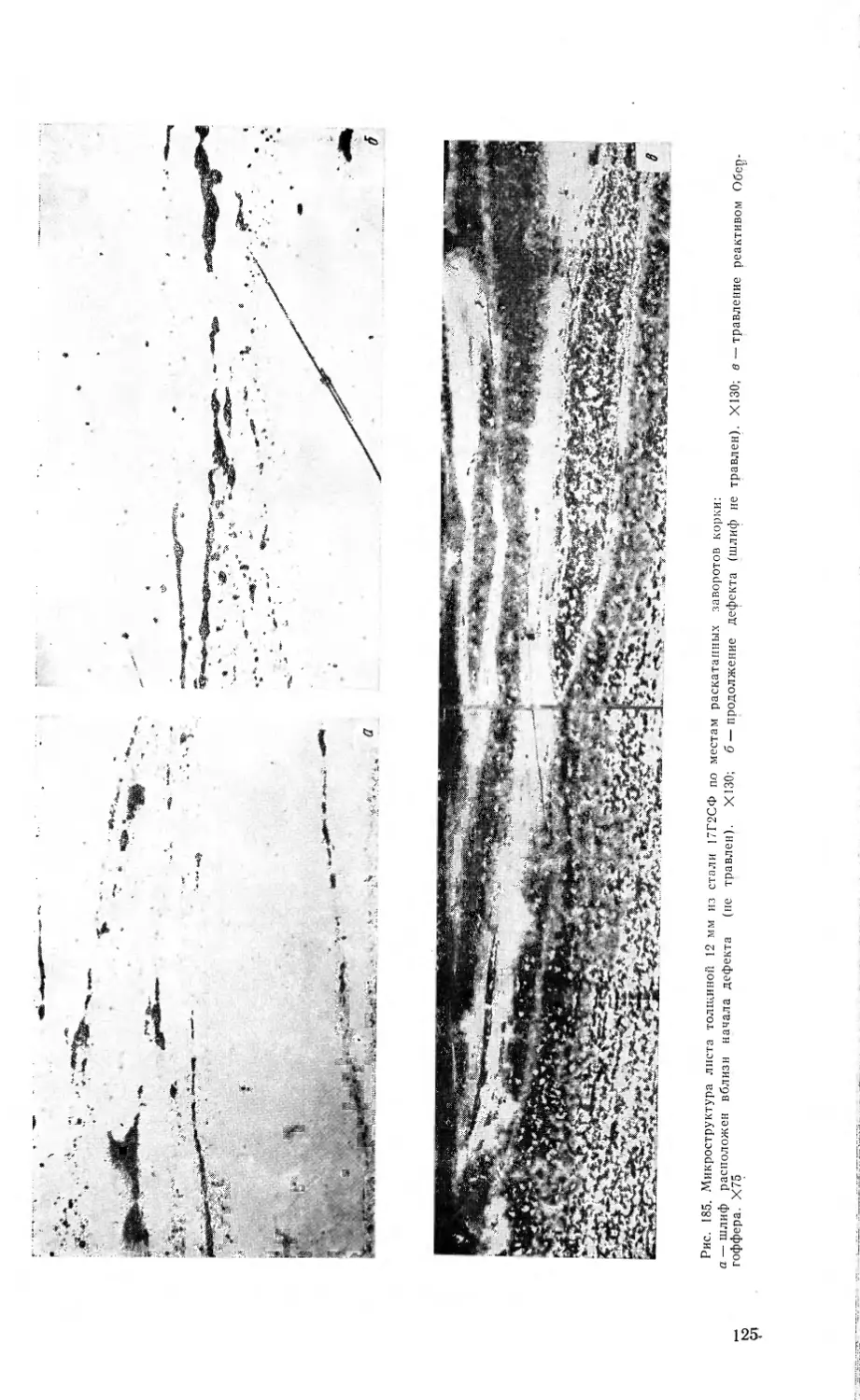
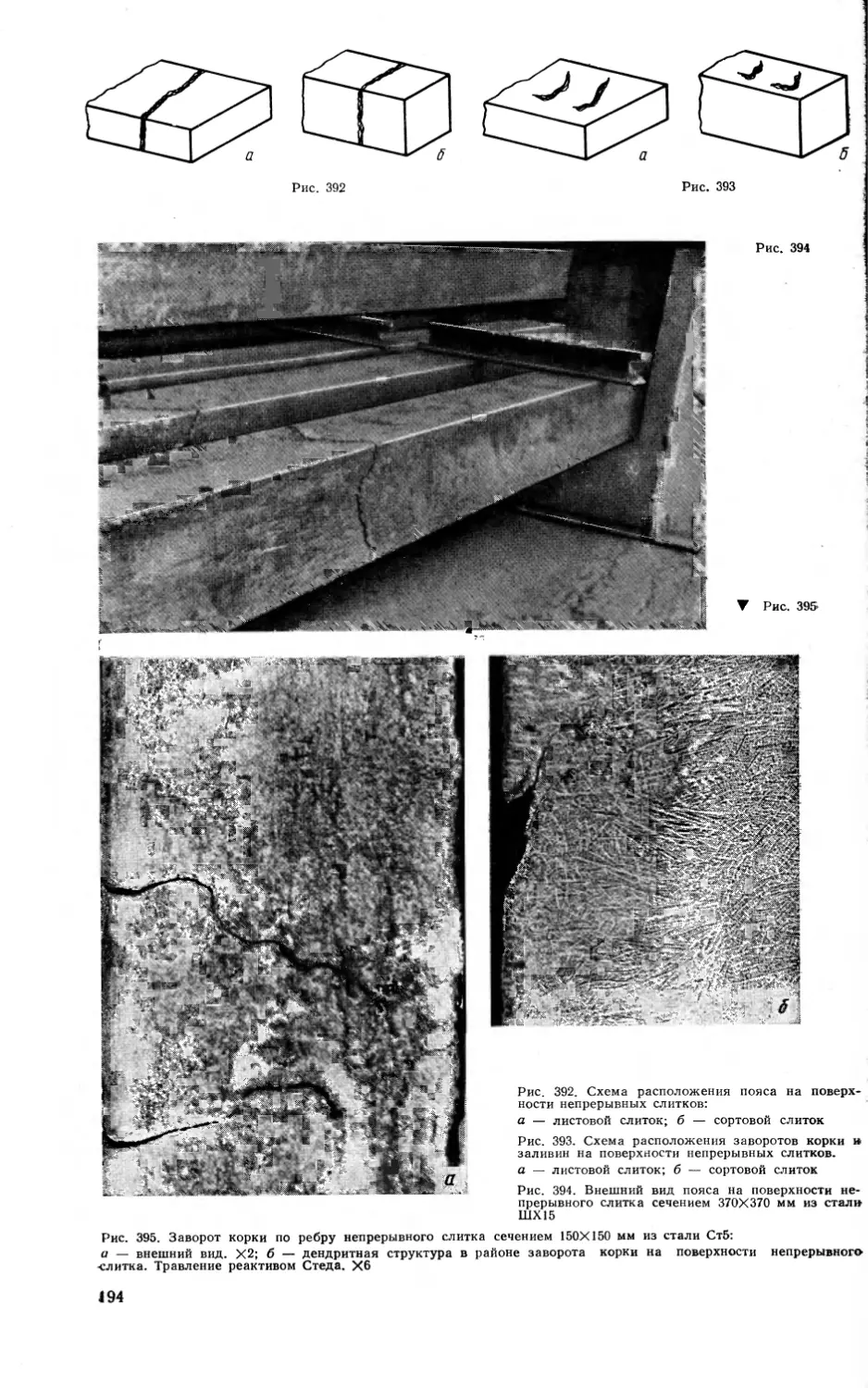
2.2. Завороты корки ... 28
2.3. Загрязнения и волосовины 28
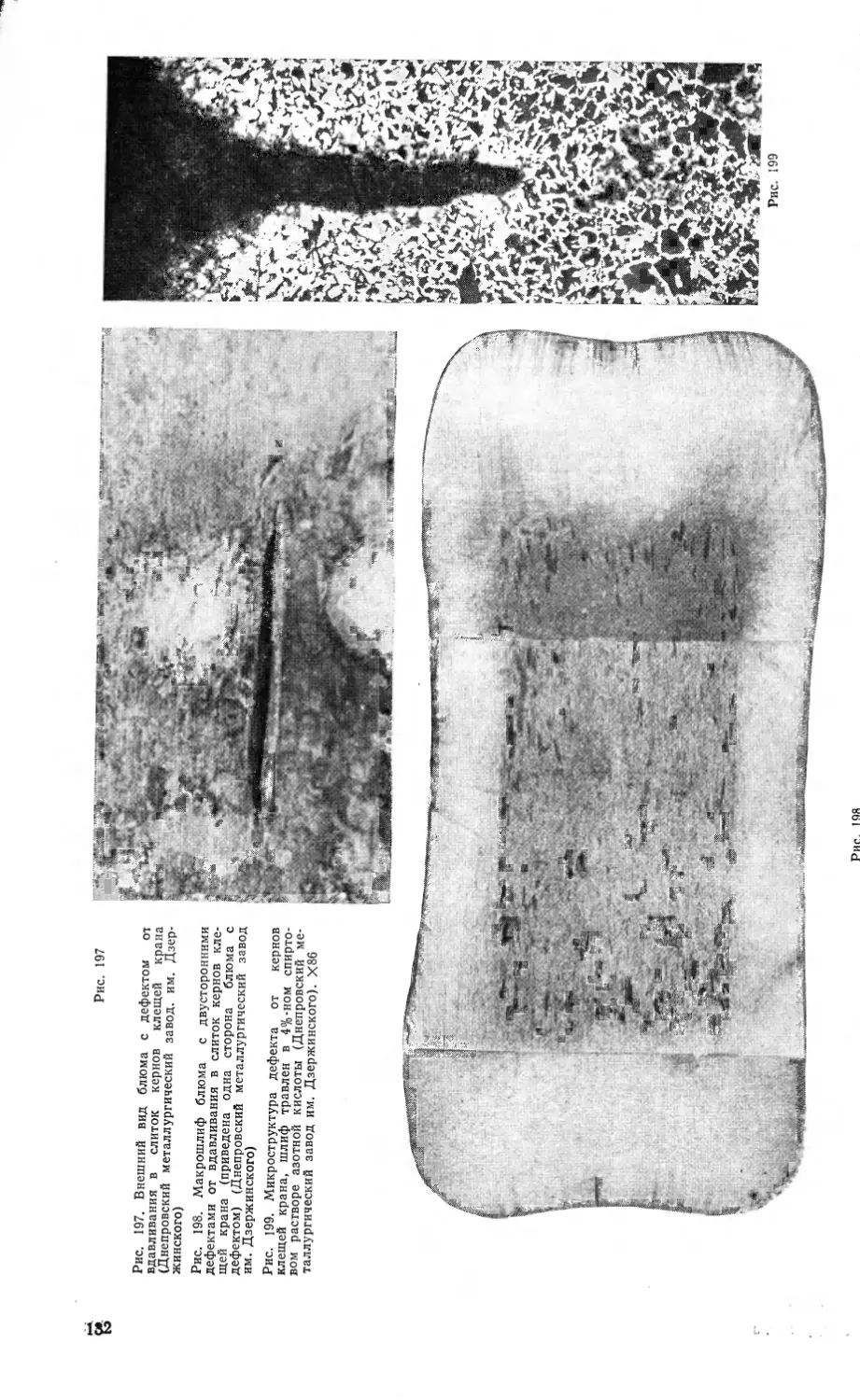
2.4. Дефекты от вдавливания в слиток
кернов клещей крана.................. 29
2.5. Трещины горячие (кристаллизаци-
онные) 29
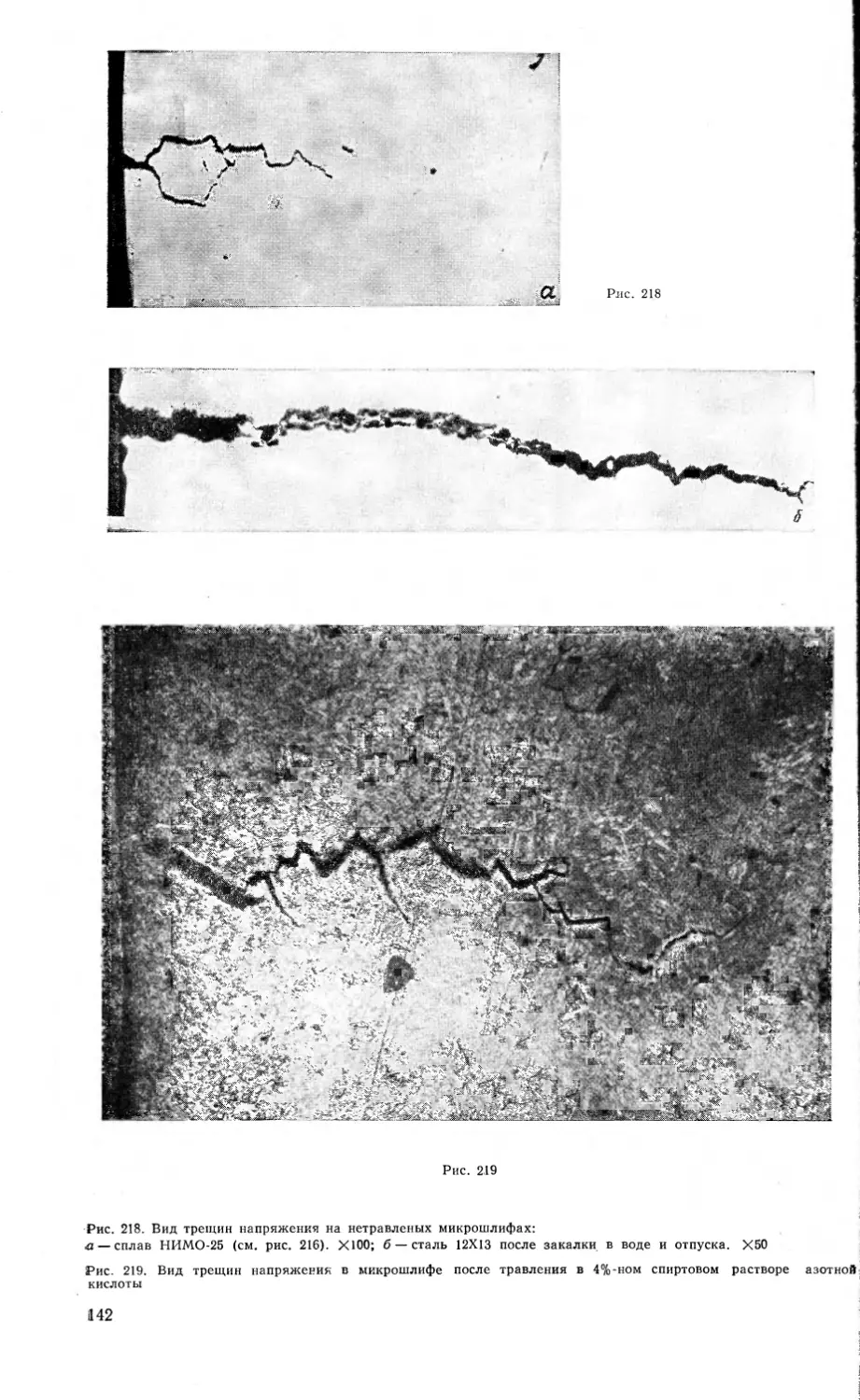
2.6. Трещины напряжения 30
2.7. Шлифовочные трещины . . 31
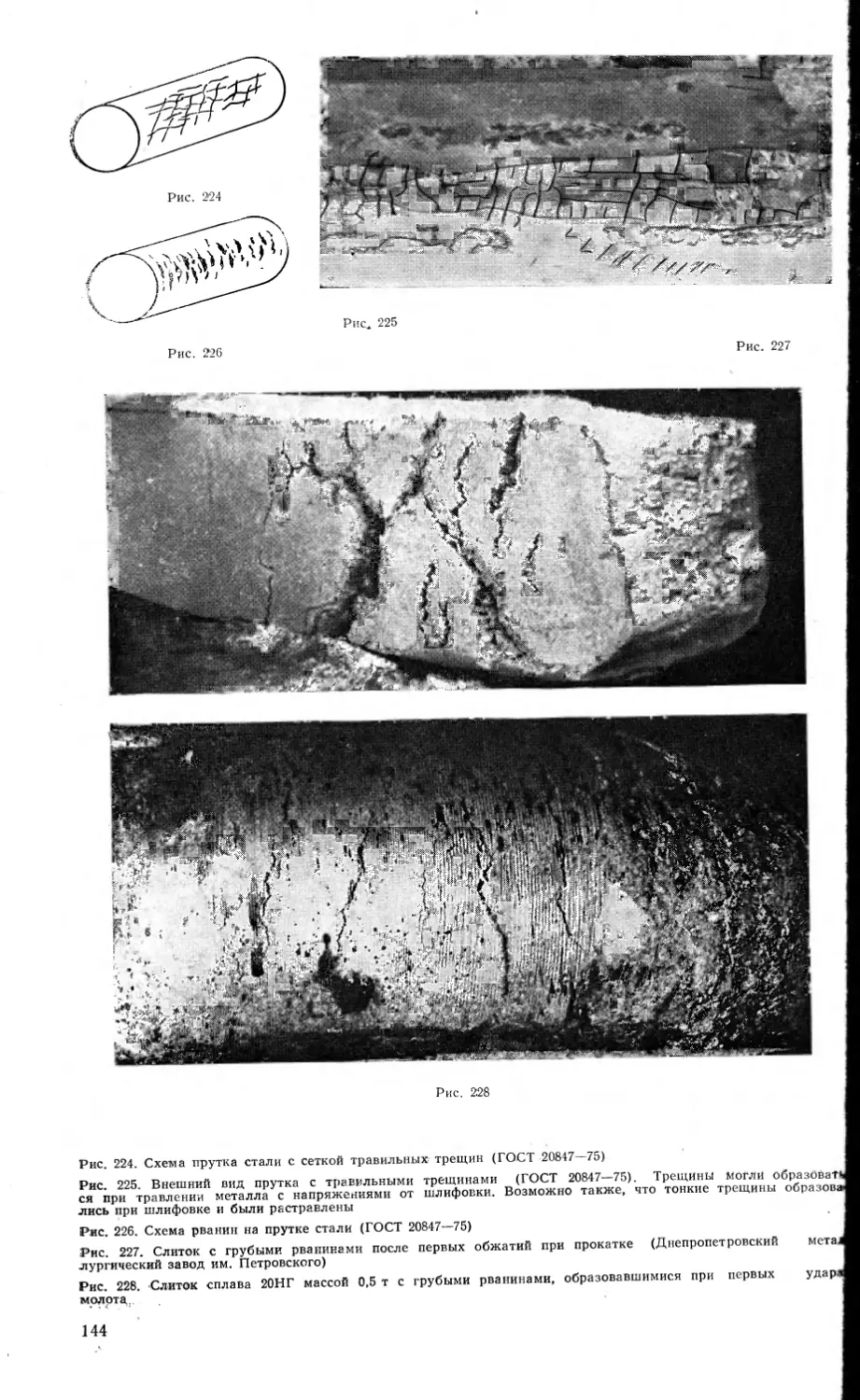
2.8. Травильные трещины.............. 32
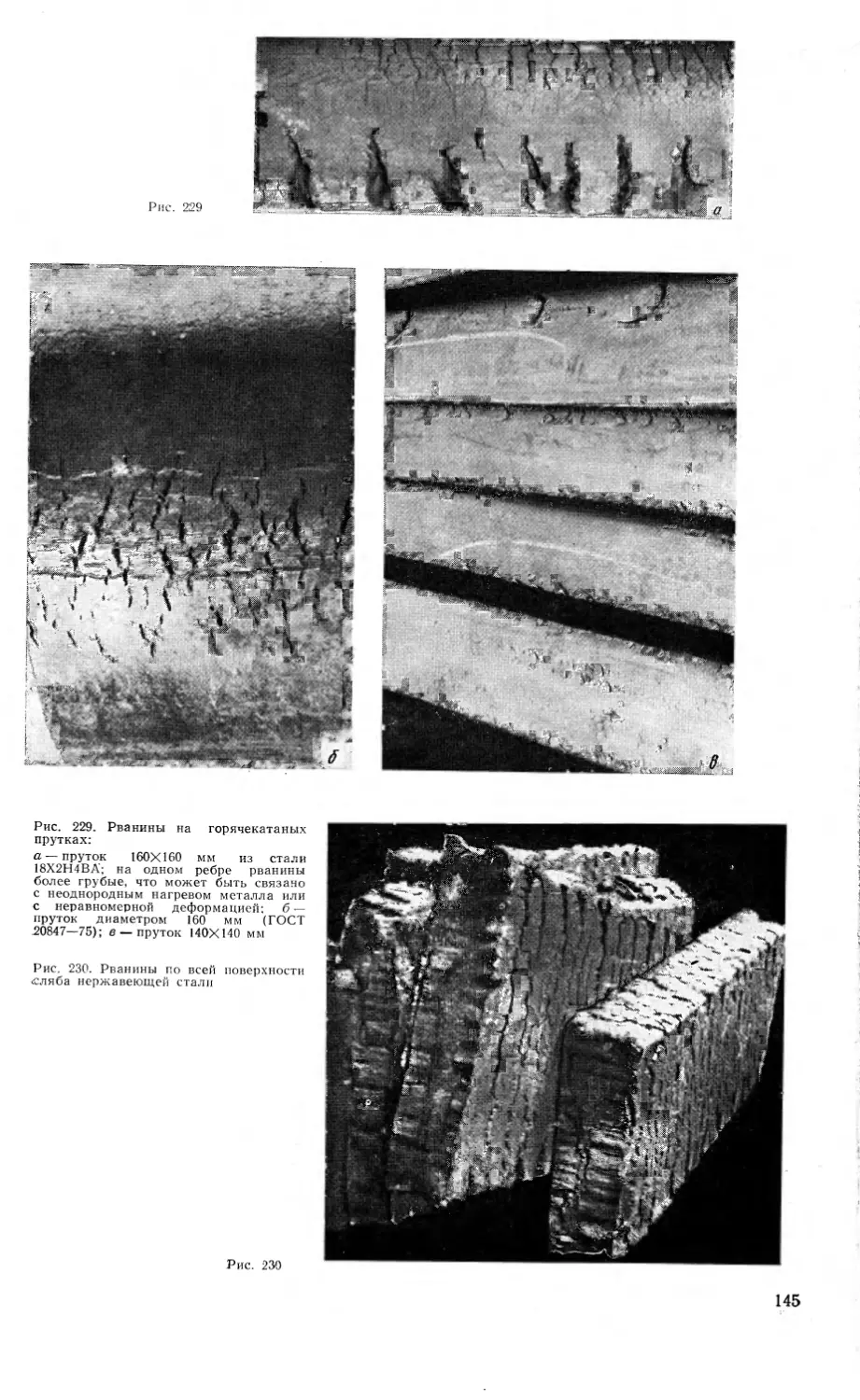
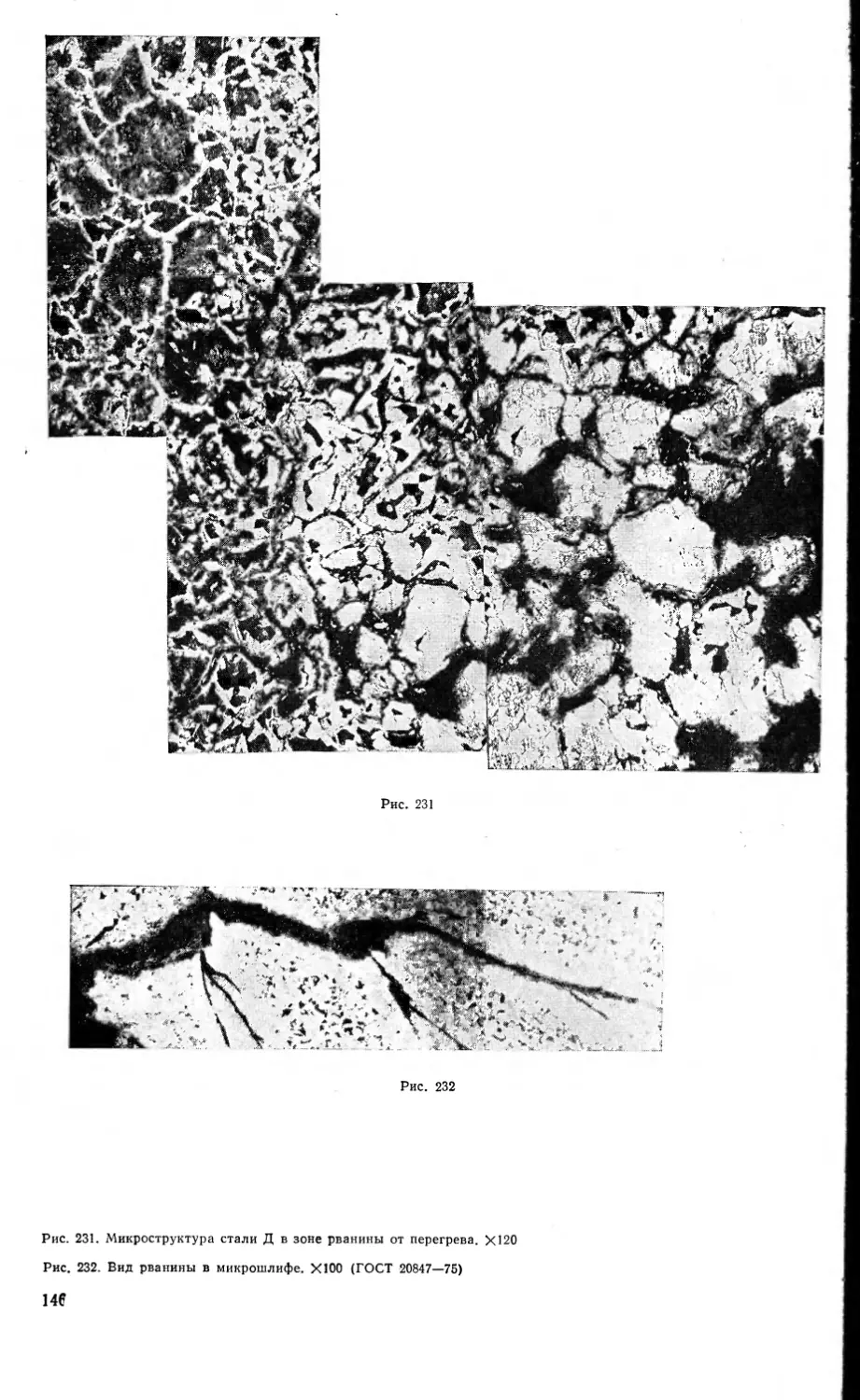
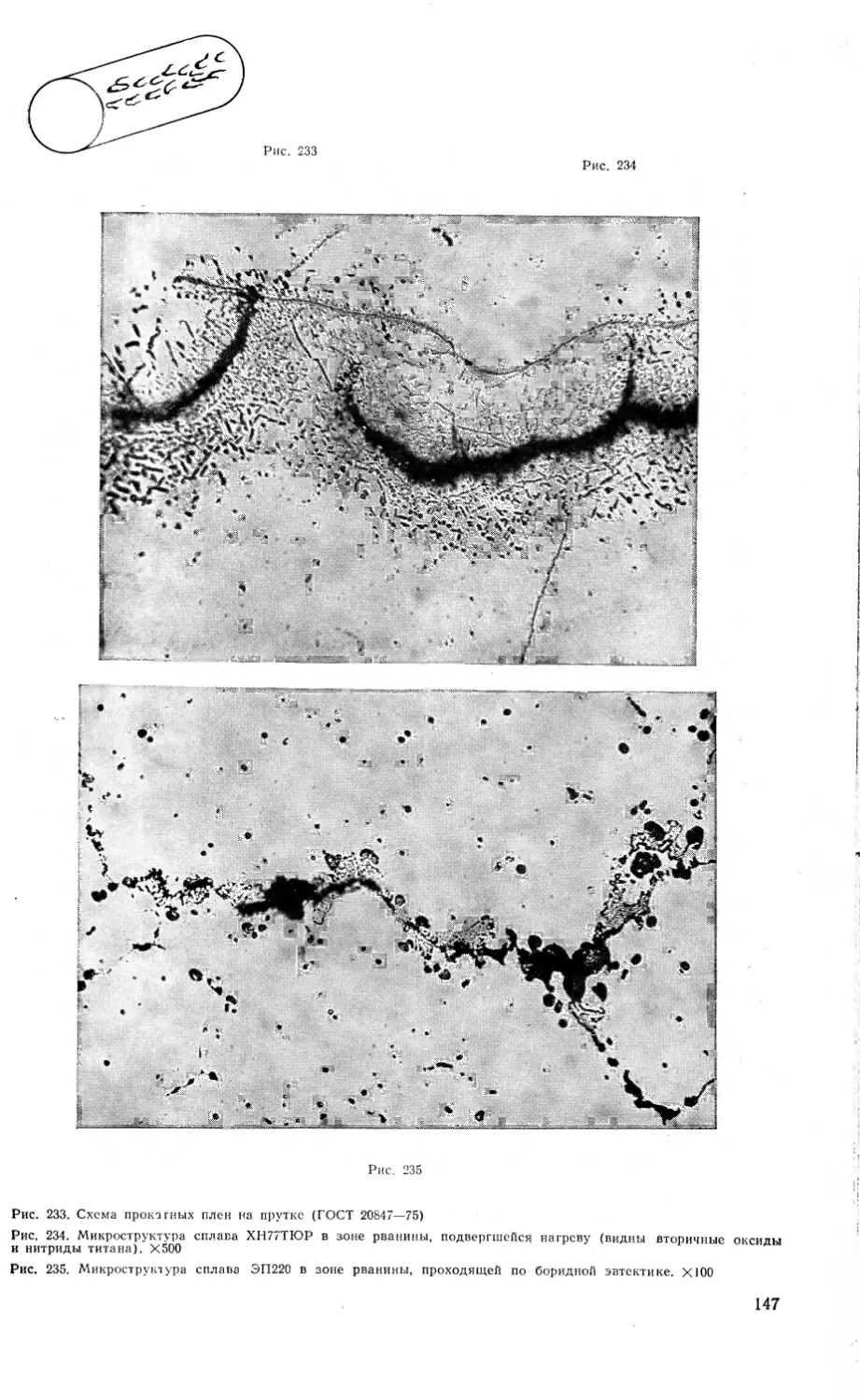
2.9. Рванины и прокатные плены 32
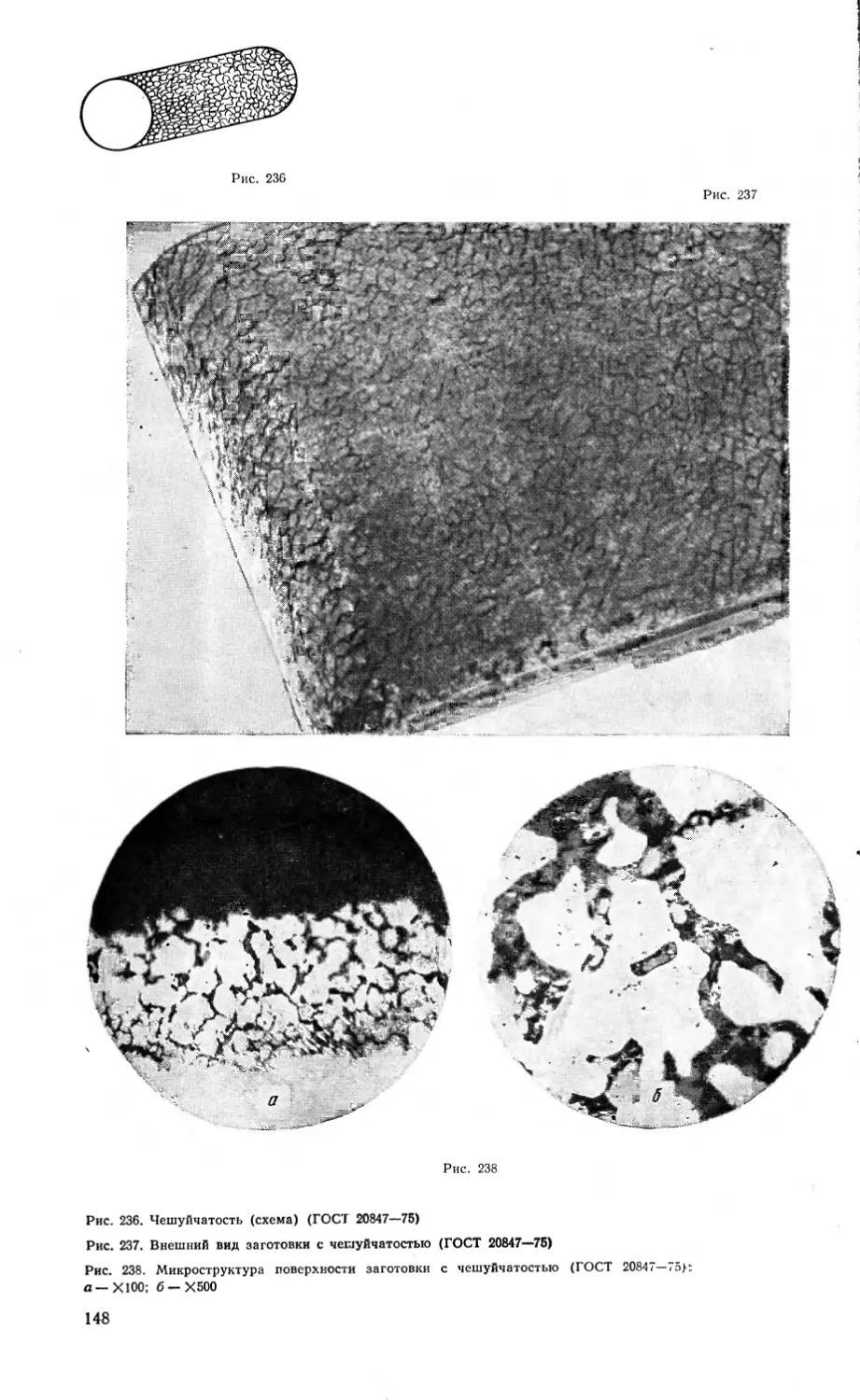
2.10. Чешуйчатость.................... 32
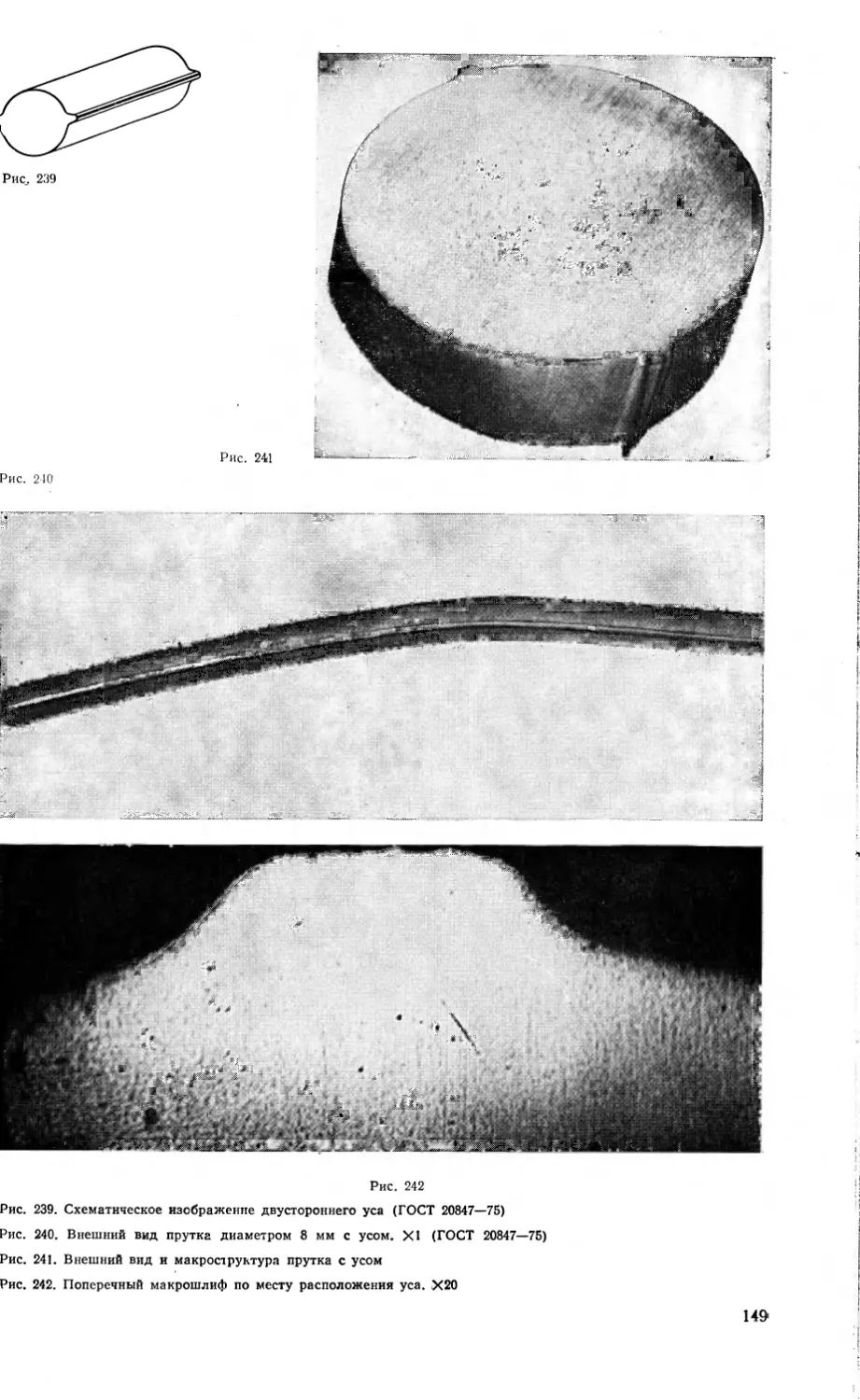
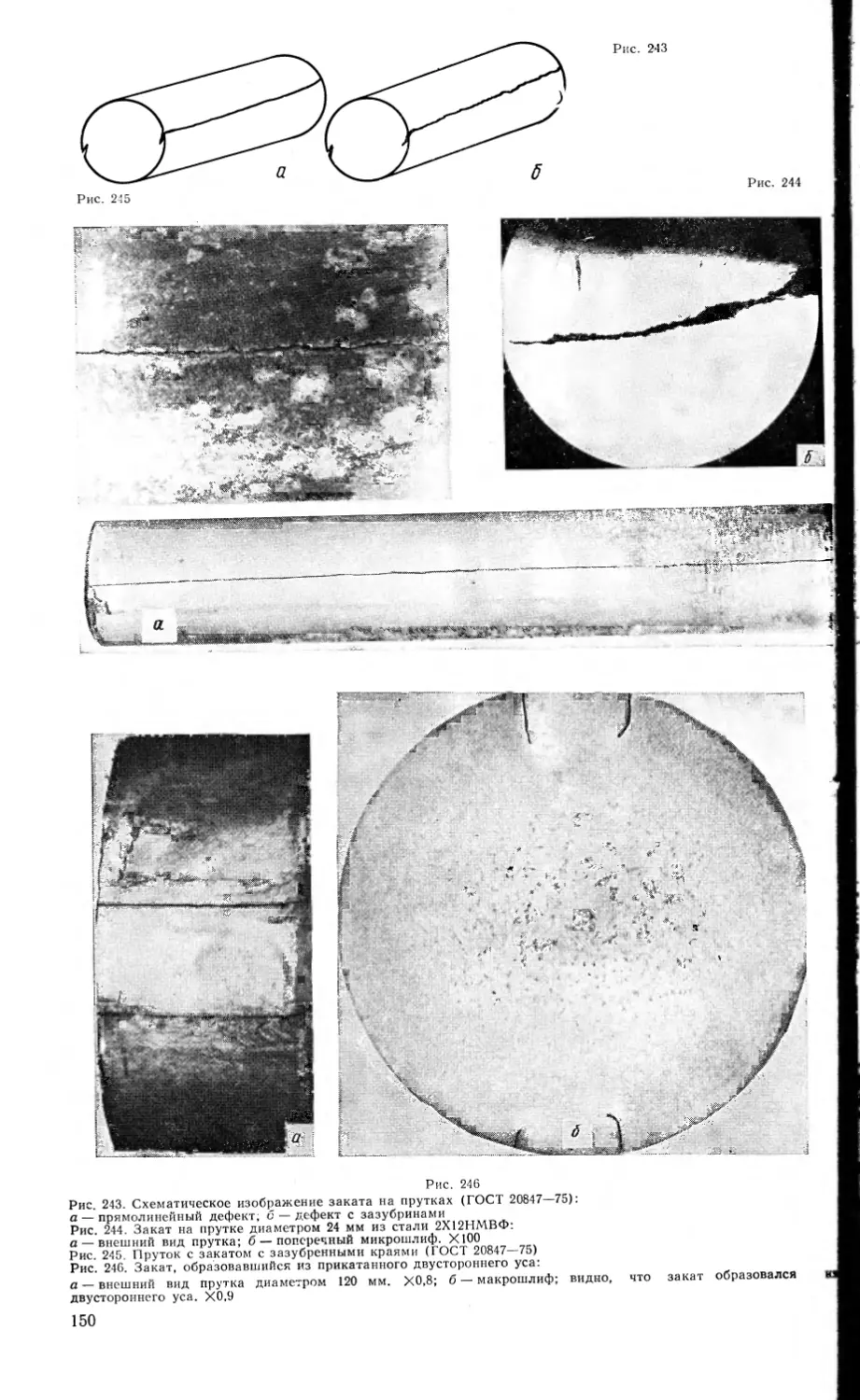
2.11. Ус . 33
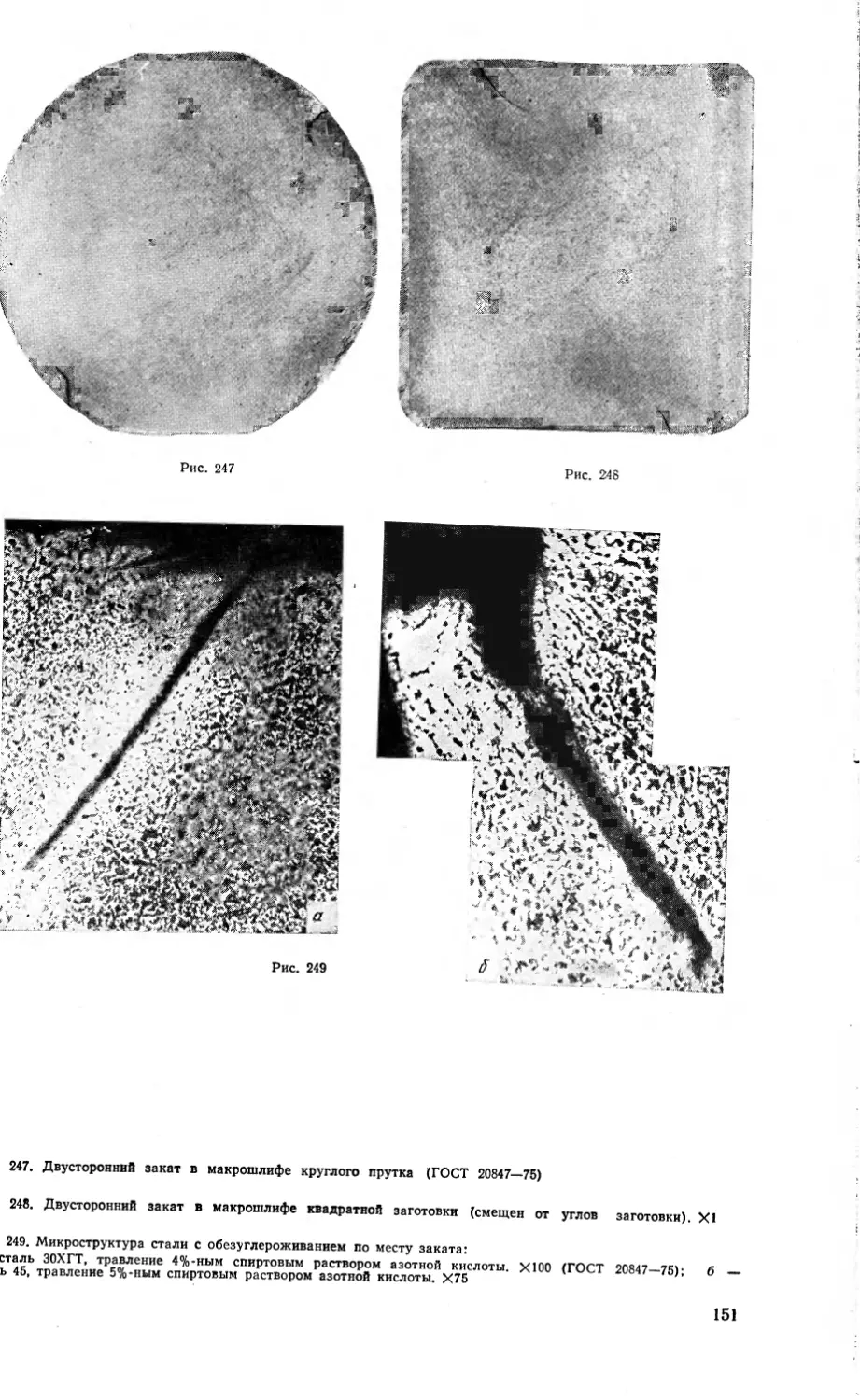
2.12. Закат . 33
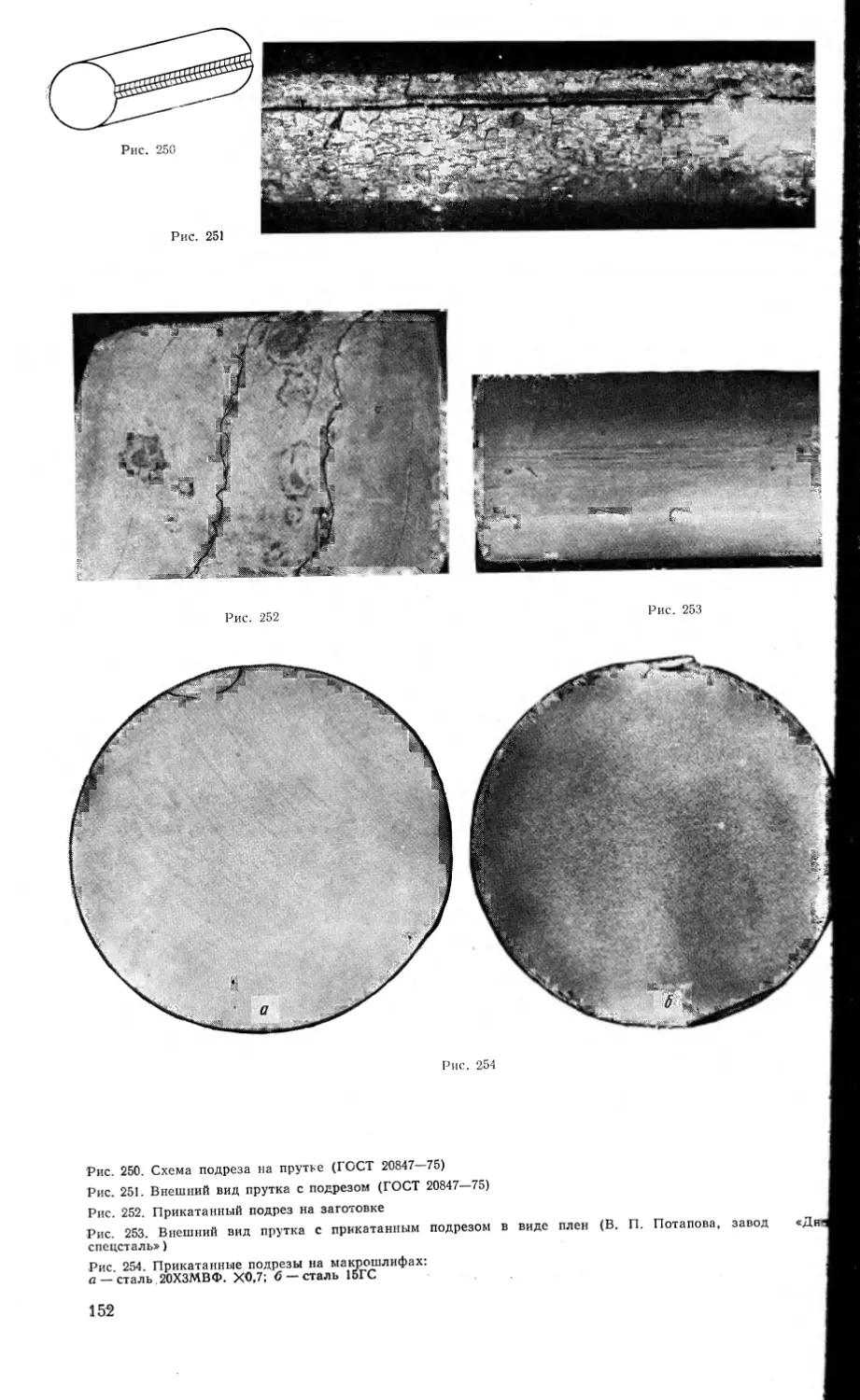
2.13. Подрез ... 33
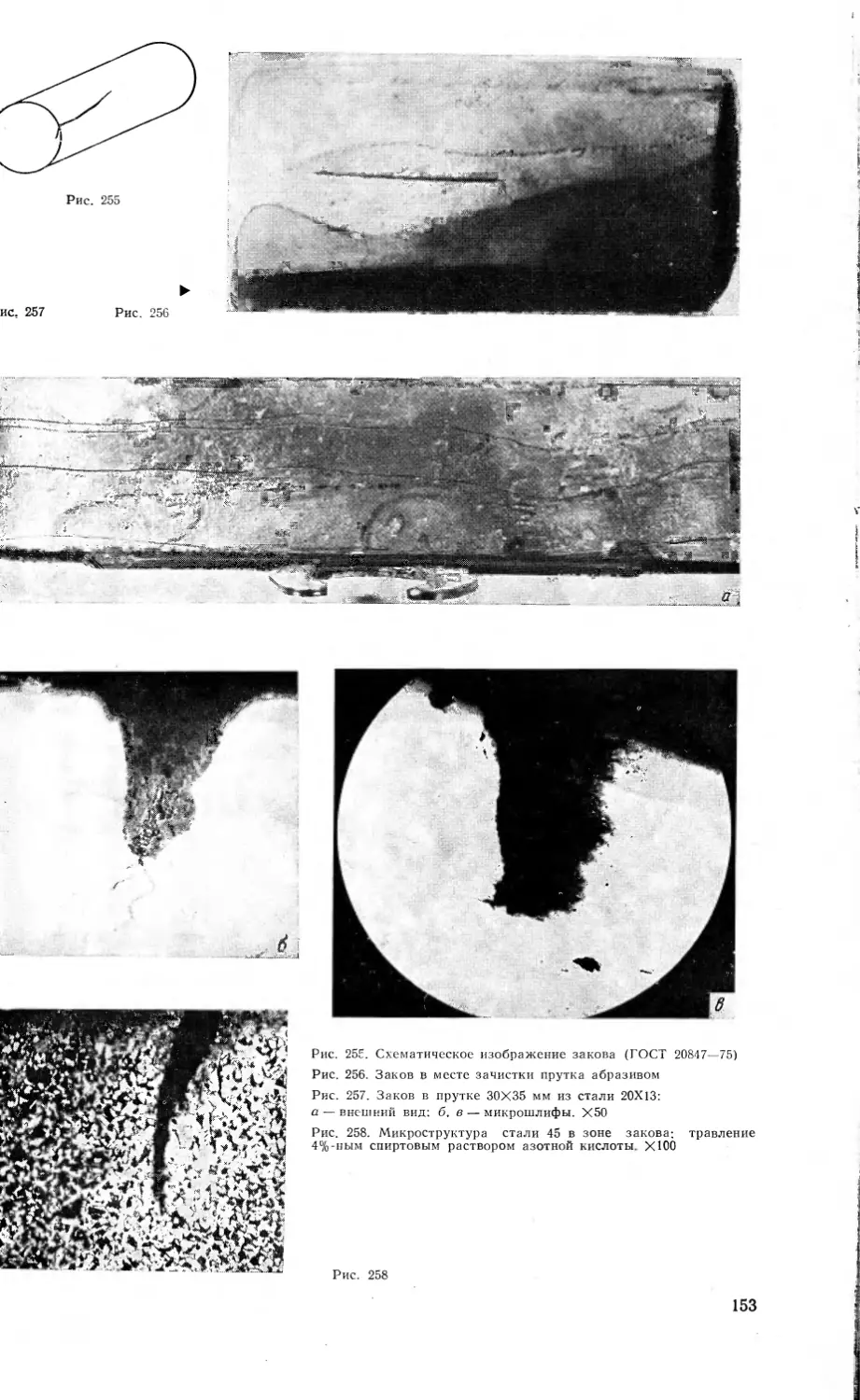
2.14. Заков 34
2.15. Морщины 34
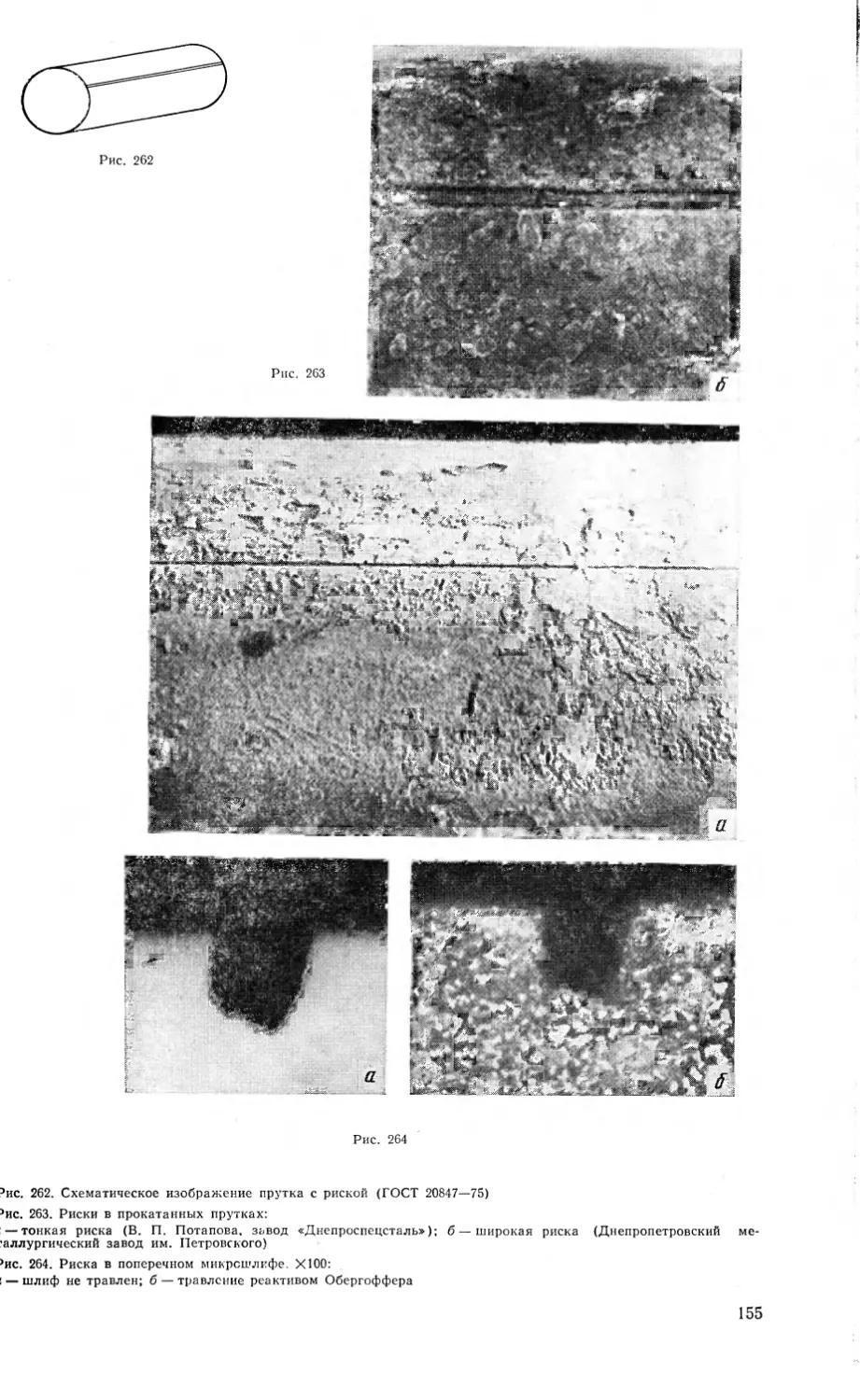
2.16. Риска . .. 34
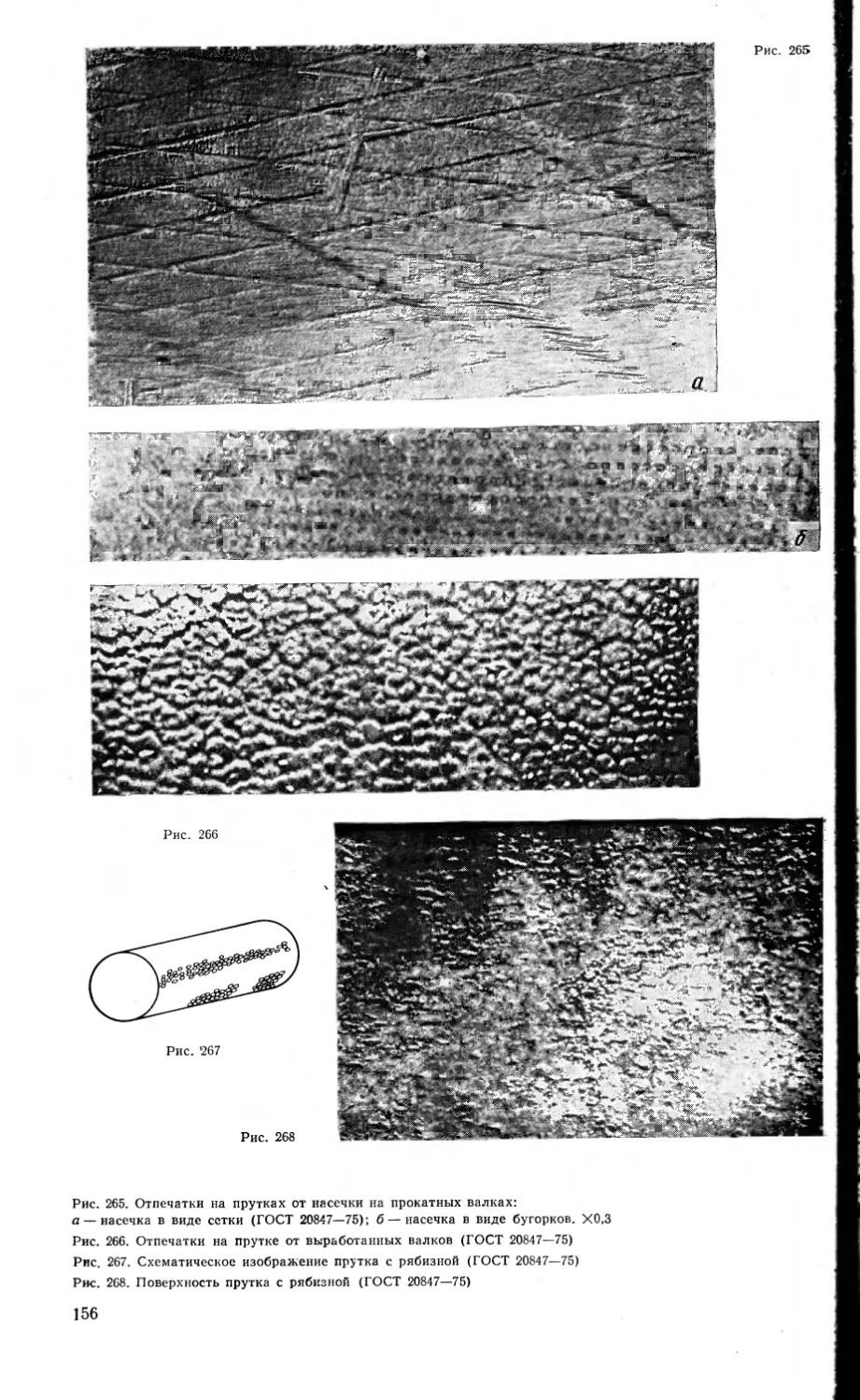
2.17. Отпечатки 34
2.18. Рябизна 34
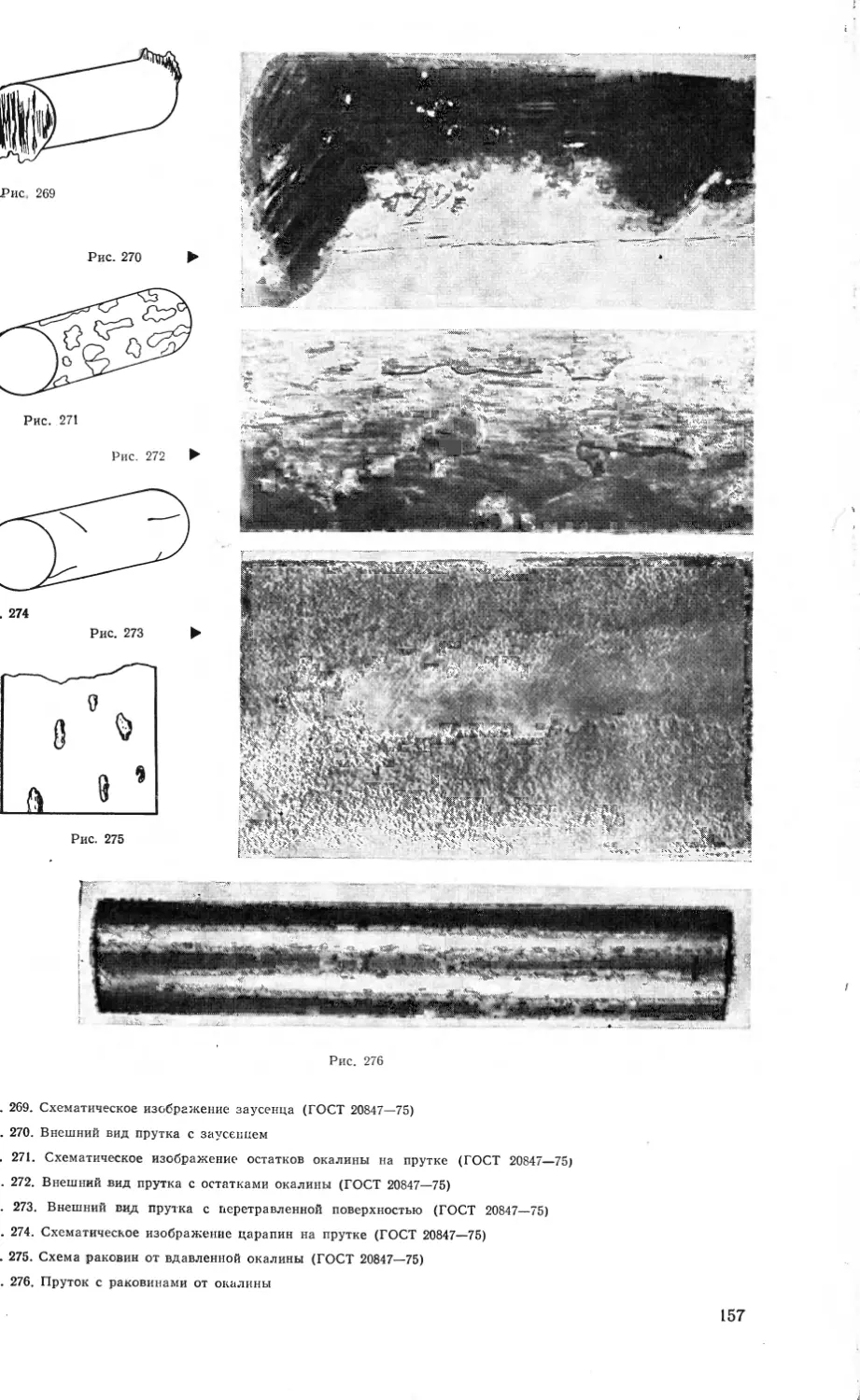
2.19. Заусенец . . . . 34
2.20. Остатки окалины ..... 34
2.21. Перетрав ......... 35
2.22. Царапина . . . . . ..... 35
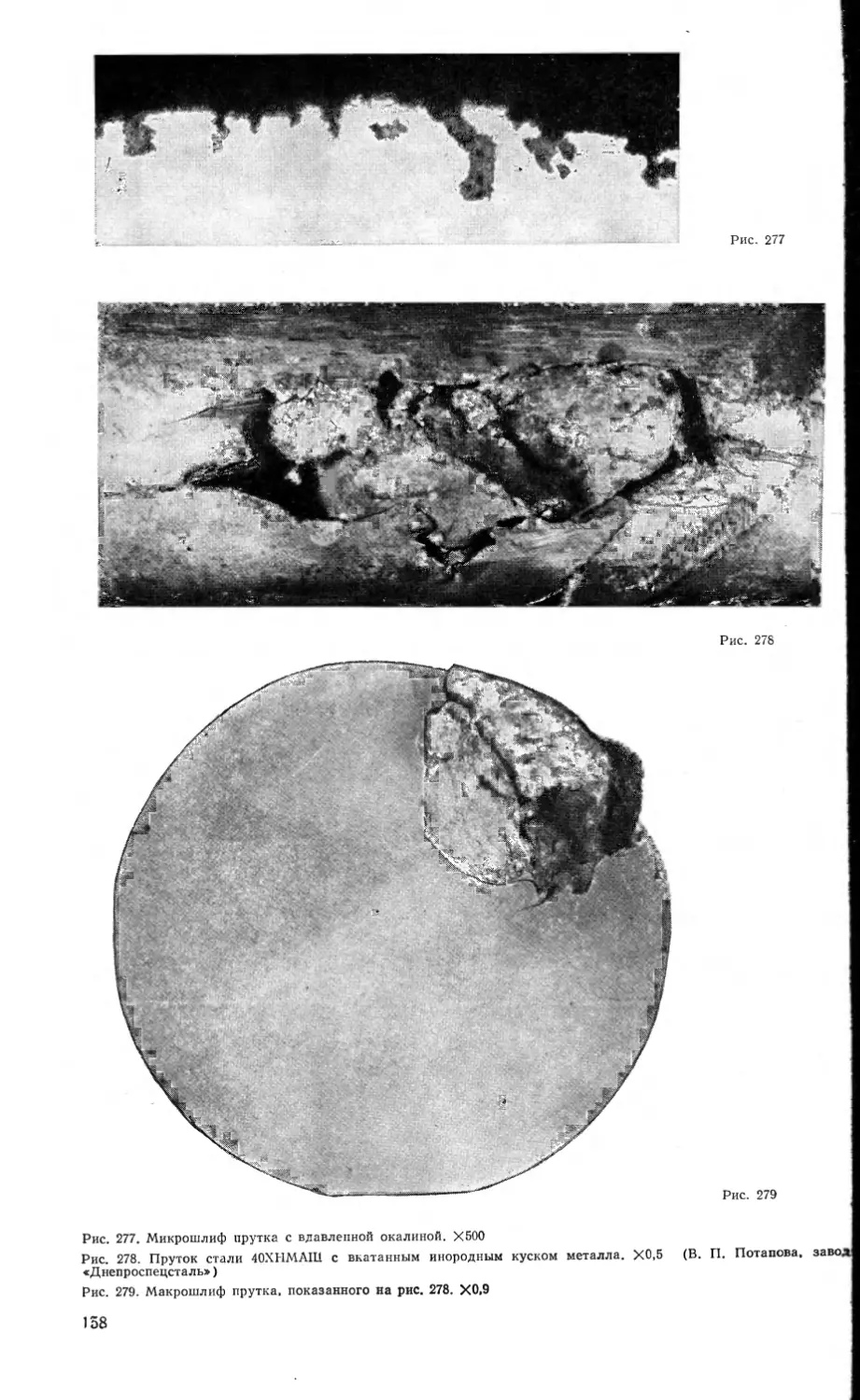
2.23. Раковины от вдавленной окалины 35
2.24. Вкатанный кусок металла .... 35
3. Дефекты стали непрерывной раз-
ливки .......................... . 35
3.1. Осевая пористость и осевая ликва-
ция ...... 35
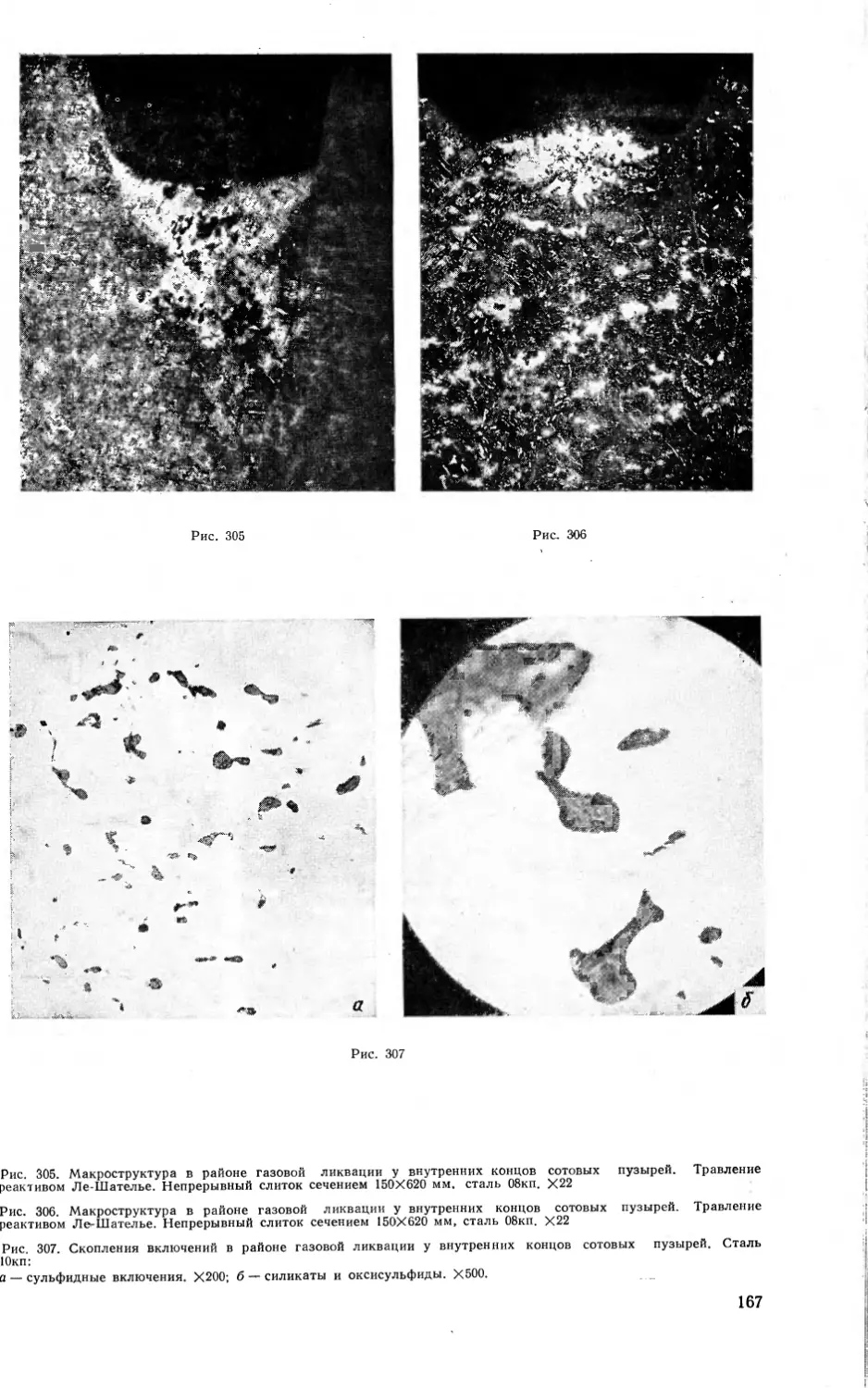
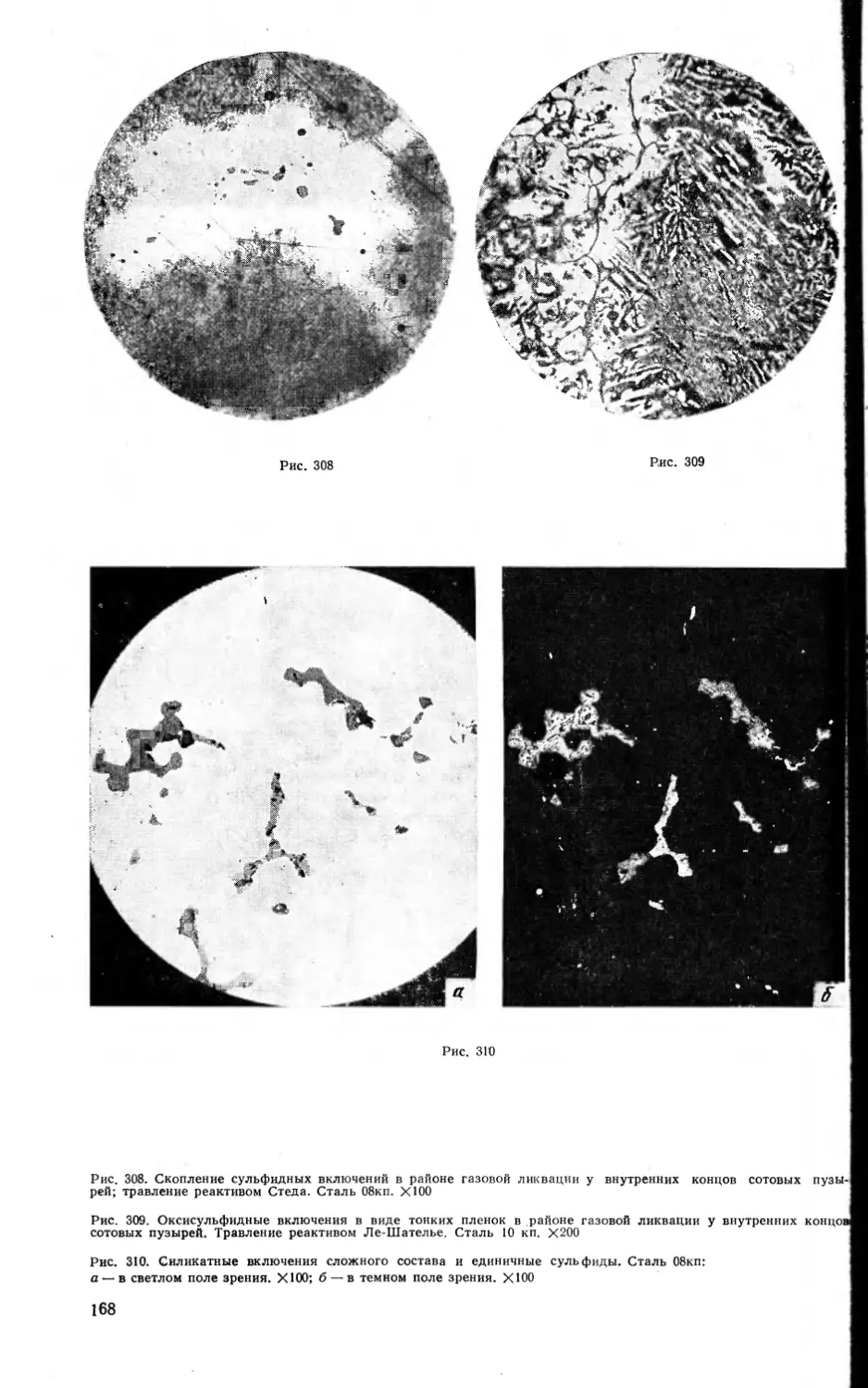
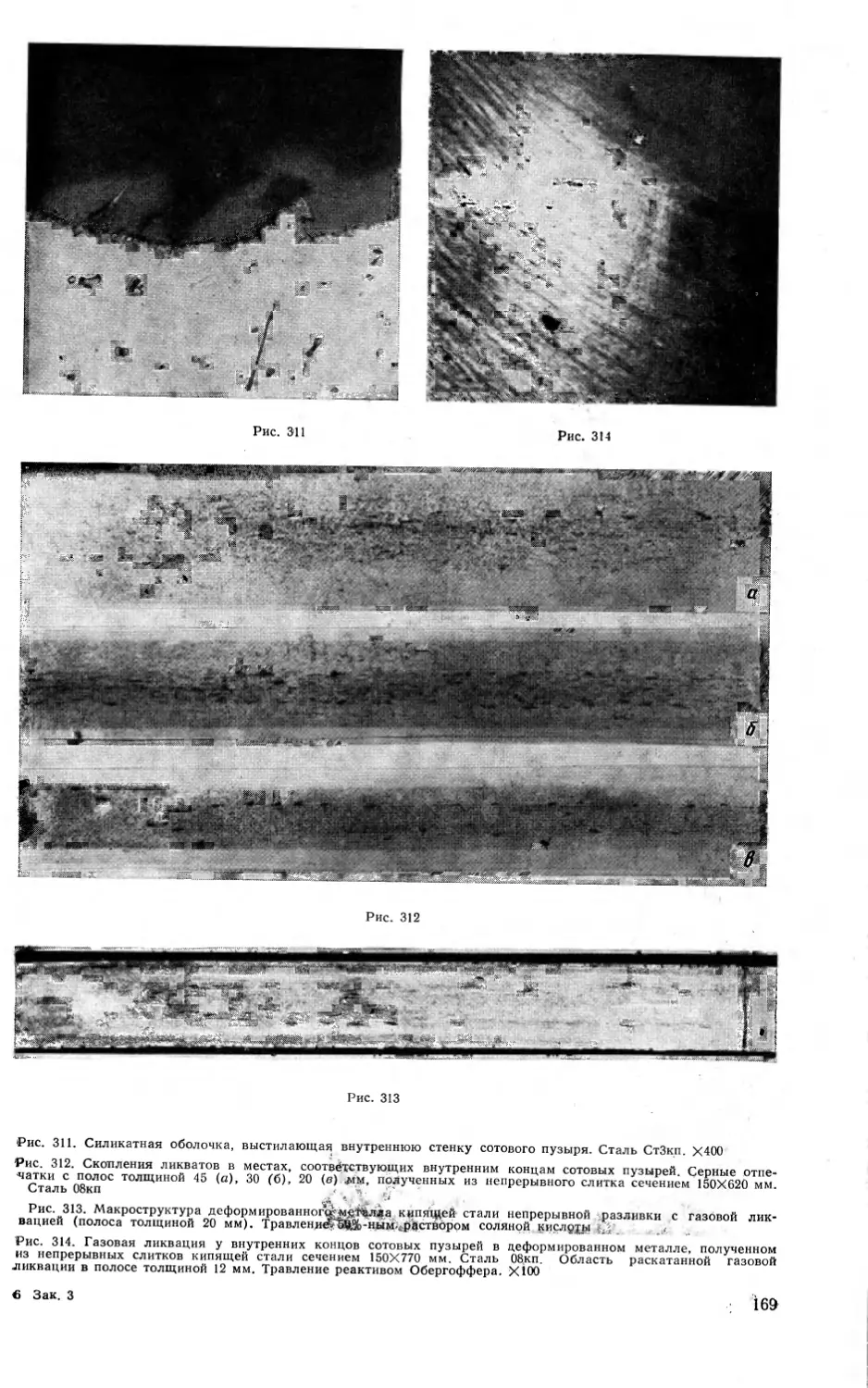
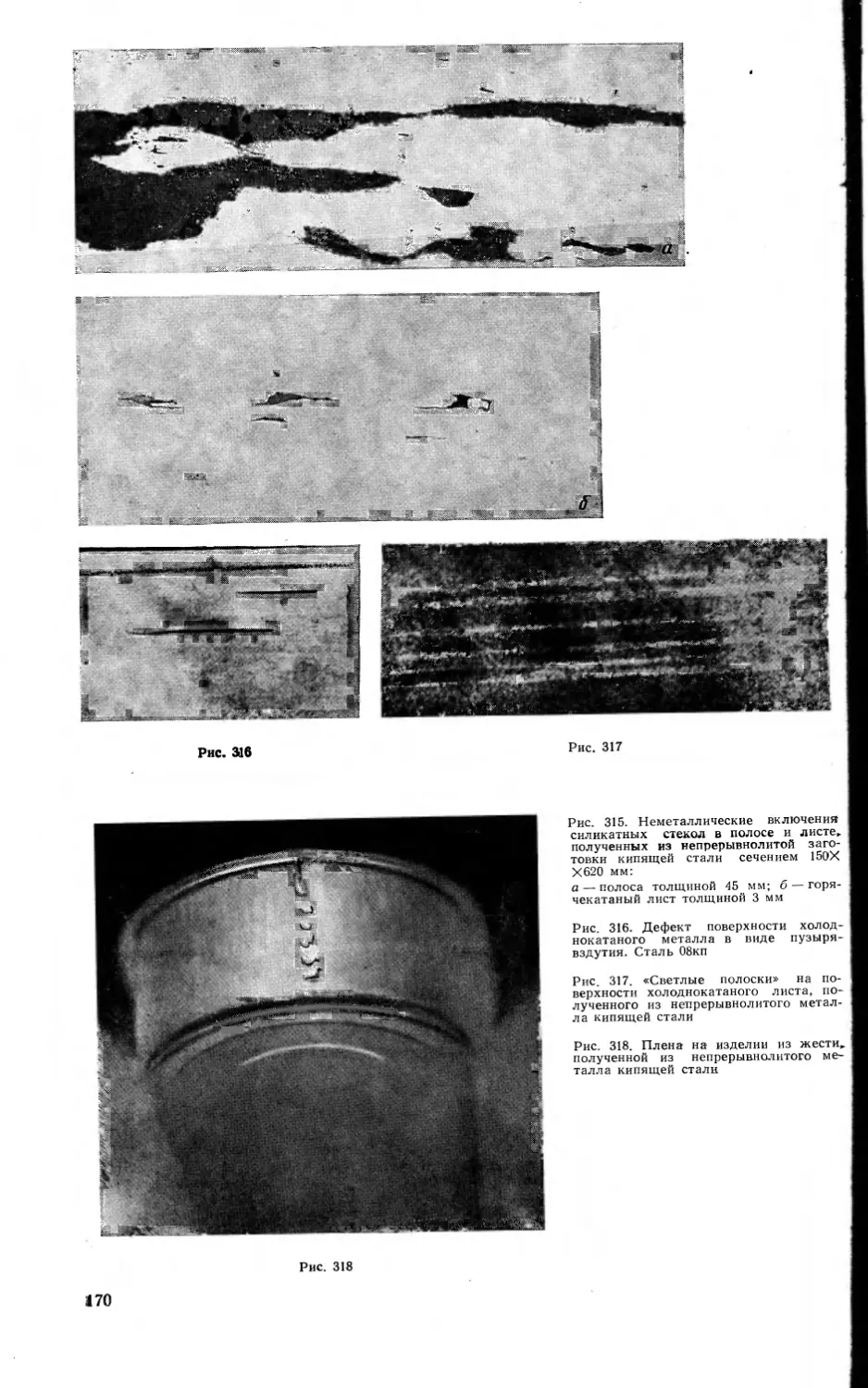
3.2. Газовая ликвация................. 37
3.3. Трещины 38
3.3.1. Внутренние трещины 38
3.3.2. Поверхностные трещины . , 39
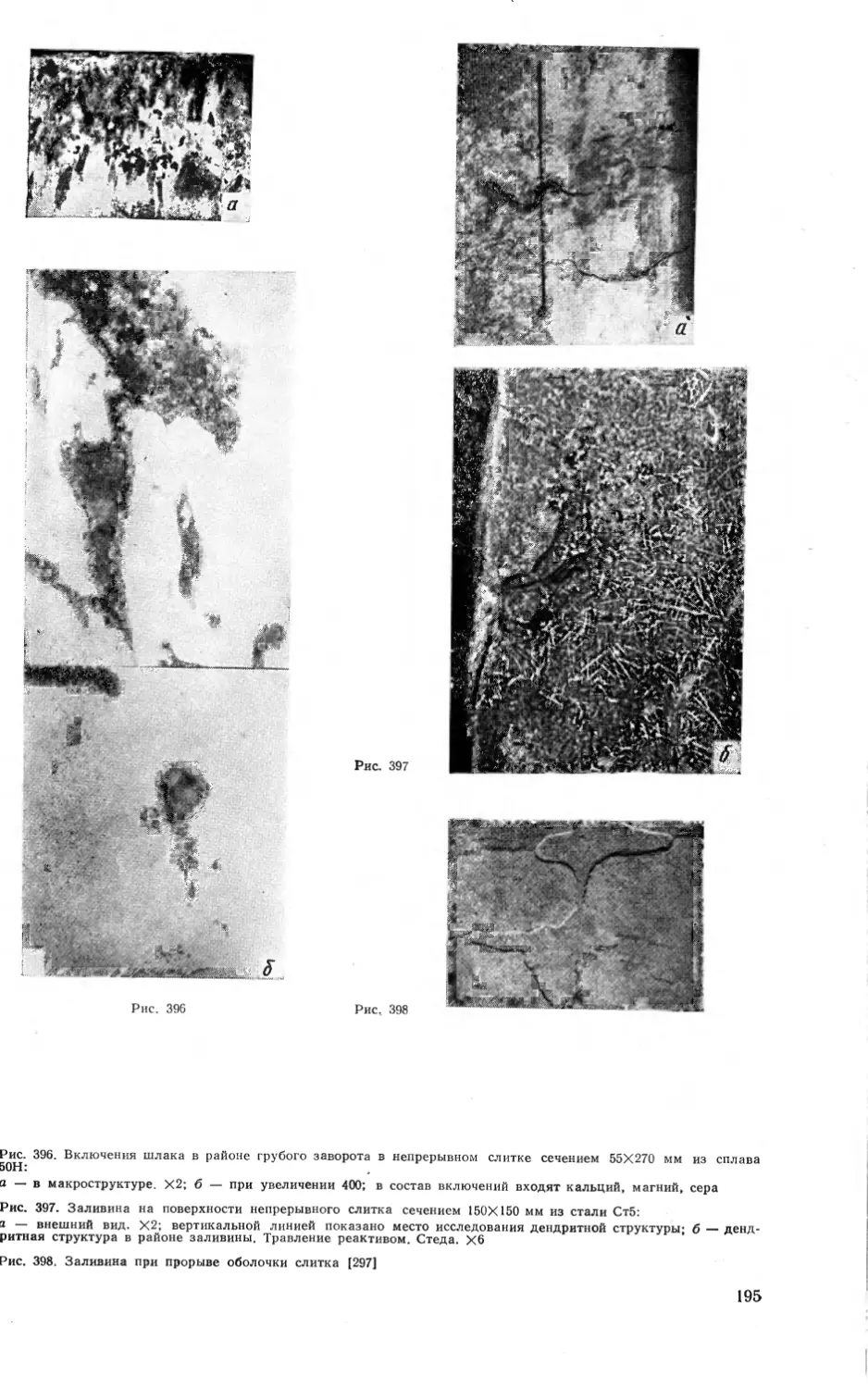
3.4. Загрязнения..................... 41
3.5. Пояса, завороты корки, заливины 43
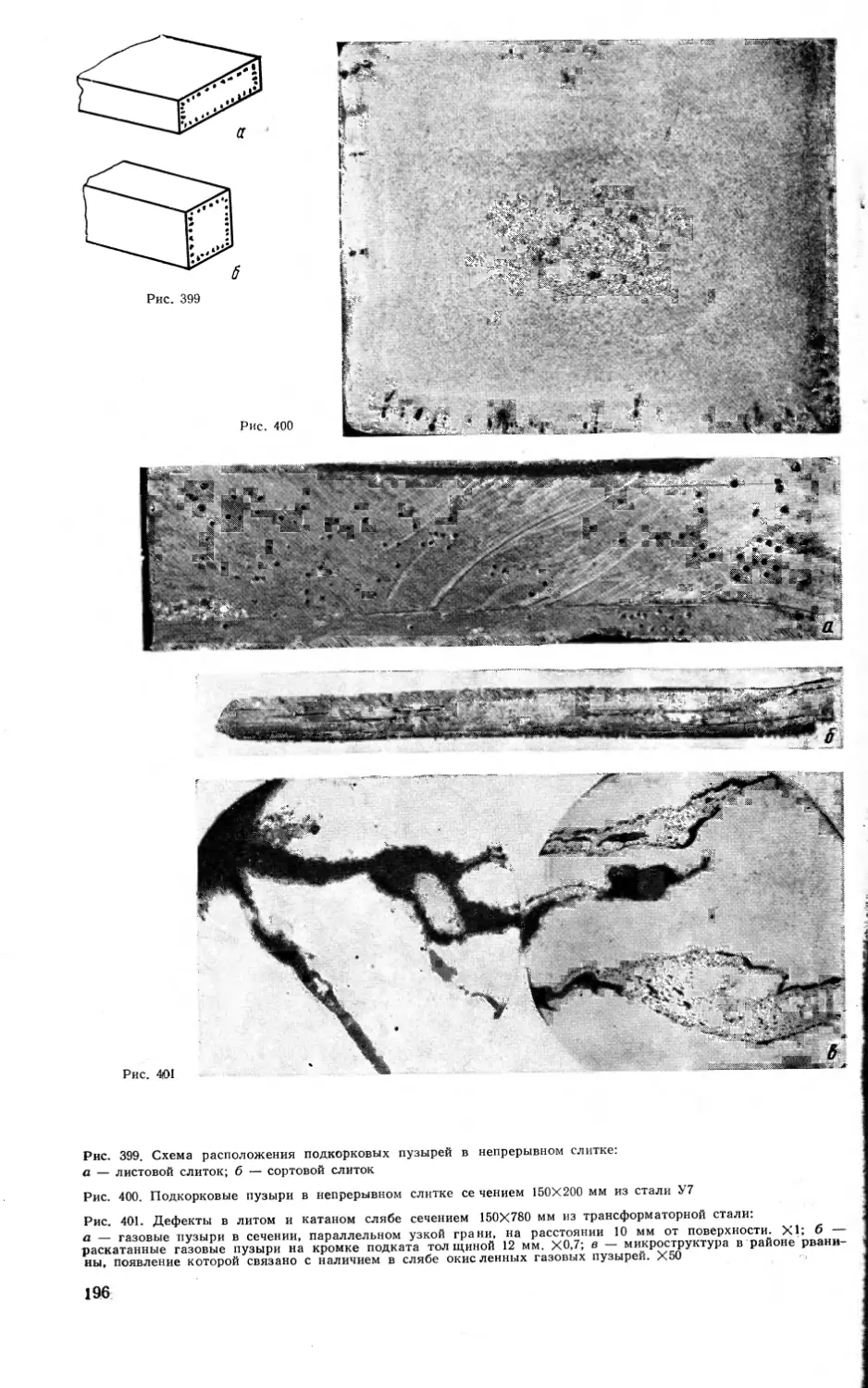
3.6. Подкорковые пузыри............... 43
Библиографический список........ 44
Атлас дефектов.................. 51
Предметный указатель........... 197
1* Зак. 3
":т ПРЕДИСЛОВИЕ
Повышение качества металла — одна из важнейших задач, постав-
ленных перед металлургами XXVI съездом КПСС. В качественные
показатели работы металлургии входит расширение сортамента вы-
пускаемой продукции, увеличение поставок металла высшей категории
качества, увеличение выпуска экономичных профилей проката, более
широкое внедрение рафинирующих переплавов и др.
На заводах-поставщиках и на заводах-потребителях металла
металлургическая продукция подвергается контролю, в задачи кото-
рого входит определение соответствия металла требованиям ГОСТов и
технических условий, в том числе в отношении дефектов и неоднород-
ности структуры, возникновение которых связано со сложностью ме-
таллургического производства, а иногда и с несоблюдением оптималь-
ных технологических режимов.
Для улучшения качества металла требуется разработка мероприя-
тий по устранению или уменьшению развития в нем дефектов, что
возможно лишь на основе правильной классификации дефектов и
знания условий их -образования. Правильная классификация дефек-
тов также служит основой для принятия решений об использовании
металла.
При подготовке настоящего справочника авторы ставили перед
собой цель обобщить и систематизировать имеющиеся материалы по
классификации дефектов литого, горячекатаного и кованого металла*
рассмотреть причины их образования, методы изучения и мероприя-
тия по предупреждению и уменьшению дефектов. Справочник должен
оказать научно-методическую, помощь сотрудникам контрольных и
металлографических лабораторий.
Описание некоторых дефектов и -методов их контроля приведено
в справочниках [1—3] и монографиях [4—11].
В отличие от ранее опубликованных книг по дефектам стали при
составлении настоящего справочника авторы стремились достаточно
полно подобрать иллюстративный материал (фотографии внешнего
вида дефектов, макро- и микроструктуры в зоне дефектов, изломов
и др.), чтобы показать характерные признаки каждого дефекта и их
видоизменения в зависимости от марки стали и вида металлопро-
дукции, а также от технологии производства. Такие иллюстрации*
снабженные указаниями о методах приготовления образцов, позволя-
ют быстро и надежно идентифицировать дефекты при контроле каче-
ства металлопродукции, отработке технологических процессов, прове-
дении арбитражных и других исследований.
В разделах 1 и 2 справочника рассмотрены внутренние и поверх-
ностные дефекты стали, характерные для металла, выплавленного в
мартеновских, электродуговых печах и кислородных конверторах и
разлитого в изложницы, а также для металла рафинирующих пере-
плавов.
В разделе 3 описаны внутренние и поверхностные дефекты метал-
ла, полученного методом непрерывной разливки. Выделение дефектов
непрерывнолитой стали в самостоятельный раздел обусловленно спе-
цифичностью этих дефектов и факторов, приводящих к их возникно-
вению. Материал этого раздела представляет собой первую попытку
обобщения данных, имеющихся в этой области.
Иллюстративный материал ко всем разделам помещен после раз-
дела 3.
В справочнике рассмотрены широко распространенные дефекты и
сравнительно редко встречающиеся.
При составлении справочника использованы материалы Централь-
ного научно-исследовательского института черной металлургии
им. И. П. Бардина, заводов «Электросталь» и «Красный Октябрь»*
Всесоюзного научно-исследовательского трубного института и ряда
4
-других металлургических заводов и институтов, а также стандарты
и литературные источники1.
Принятые в справочнике названия дефектов основаны на стандар-
тах ГОСТ 10243—75 (Сталь. Методы испытания и оценки макрострук-
туры), ГОСТ 20847—75 (Прутки, полосы и профили горячекатанные
и кованые из сталей и сплавов. Дефекты поверхности. Термины и
определения), ГОСТ 21014—75 (Листы и ленты стальные катаные.
Дефекты поверхности и формы. Термины и определения), ОСТ 14-38—
79 (Стали и сплавы. Макроструктура. Термины и определения) и
ГОСТ 22838—77 (Сплавы жаропрочные. Методы контроля и оценки
макроструктуры). Для стали непрерывного литья использованы тер-
мины и определения ОСТ 14-4—72 |[Сталь. Метод контроля макро-
структуры литой заготовки (слитка), полученной методом непрерыв-
ной разливки,].
Поскольку многие дефекты называют в практике по-разному, на-
ряду со стандартизированными терминами приводятся и другие, наи-
более часто употребляемые названия дефектов. В конце справочника
дан предметный указатель, облегчающий поиск соответствующей ин-
формации.
Авторы справочника не претендуют на исчерпывающую полноту
представленного материала, систематизированного впервые, и будут
весьма признательны за замечания и предложения.
Авторы выражают признательность проф. докт. техн, наук Д. Я. По-
волоцкому за ценные замечания, сделанные при рецензировании спра-
вочника. Авторы выражают глубокую благодарность Г. А. Файвиле-
вич, С. А. Киселевой, Г. П. Громовой, Ю. Е. Бембинеку, С. 3. Купря-
хиной, В. П. Потаповой, Г. Е. Мысиной, Я. Е. Гольдштейну, В. Я. Пен-
кину, Ю. Е. Кану, А. В. Лейтесу, В. В. Сливчанской, Н. А. Мироно-
вой, Л. Н.Тарасовой, А. П. Окенко, Е. И. Алышевой за помощь в
подборе материалов и Г. П. Казаковой, Ж. С. Гавриловой за помощь
в их оформлении.
1 Ссылки на источники заимствования даются только при использовании иллюстраций заводов и
институтов, не указанных в данном предисловии.
ВВЕДЕНИЕ
Многообразие дефектов сталей и сплавов* не всегда резко различаю-
щихся по внешнему виду, создает значительные трудности при их
идентификации в практической работе заводов. Эти трудности неред-
ко возрастают в связи с тем, что металл после возникновения дефек-
та подвергается горячей обработке давлением или термической обра-
ботке. Особенно сложно определять происхождение дефектов поверх-
ности, на которые при нагревах воздействует воздух или атмосфера
печи, что приводит к изменению химического состава поверхностного
слоя, окислению, обезуглероживанию, образованию в зоне дефекта
-оксидов, нитридов и других фаз. Достоверно определить вид и источ-
ник образования поверхностного дефекта удается лишь непосредствен-
но после его возникновения.
В связи с этим важно установить характерные признаки различ-
ных дефектов при использовании соответствующих методов контроля
и исследования ‘металла.
В современной практике используются следующие основные мето-
ды обнаружения и изучения поверхностных и внутренних дефектов:
1) внешний осмотр металла;
2) ультразвуковой контроль для выявления внутренних дефектов;
3) электромагнитные методы контроля для выявления поверхност-
ных дефектов;
4) местная зачистка поверхности;
5) осадка образцов, вырезанных из прутков для более четкого
выявления поверхностных дефектов;
6) ступенчатая обточка прутков для выявления волосовин;
7) исследование макроструктуры на поперечных и продольных
темплетах после травления в кислотах или специальных реактивах,
выявляющих неоднородность, а также путем снятия серных отпечат-
ков;
8) исследование продольных и поперечных изломов (визуальное
и методами световой и электронной микроскопии);
9) исследование нетравленых микрошлифов (для оценки загряз-
ненности неметаллическими включениями, выявления микропор и
микротрещин);
10) исследование микроструктуры после травления для выявления
структурных составляющих, обезуглероживания, величины зерна и
т. д.;
11) электронно-микроскопические методы исследования дисперс-
ных фаз, границ зерен и особенностей тонкой структуры металла в
зоне дефекта;
12) микрорентгеноспектральный анализ с целью определения со-
става неметаллических и инородных металлических включений, уча-
стков химической неоднородности;
13) рентгеноструктурный анализ;
: 14) петрографическое исследование неметаллических (включений.
Для достоверного установления причин образования дефекта часто
необходимо использовать комплекс методов. Так, при исследовании
дефектов сталеплавильного происхождения после изучения макро- и
микроструктуры необходимо просматривать под микроскопом нетрав-
леный микрошлиф. Получаемая при этом информация позволит огра-
ничить возможные причины дефекта. В случае обнаружения неметал-
лических включений последующее исследование их состава и струк-
туры методами •микрорентгенобпектрального анализа, электронной
микроскопии и петрографического анализа выявит источник загряз-
нения.
Комплексное определение происхождения дефектов, встречающих-
ся в металловедческой практике, дает возможность использовать
установленные эталоны и признаки дефекта.
6
— ВНУТРЕННИЕ ДЕФЕКТЫ
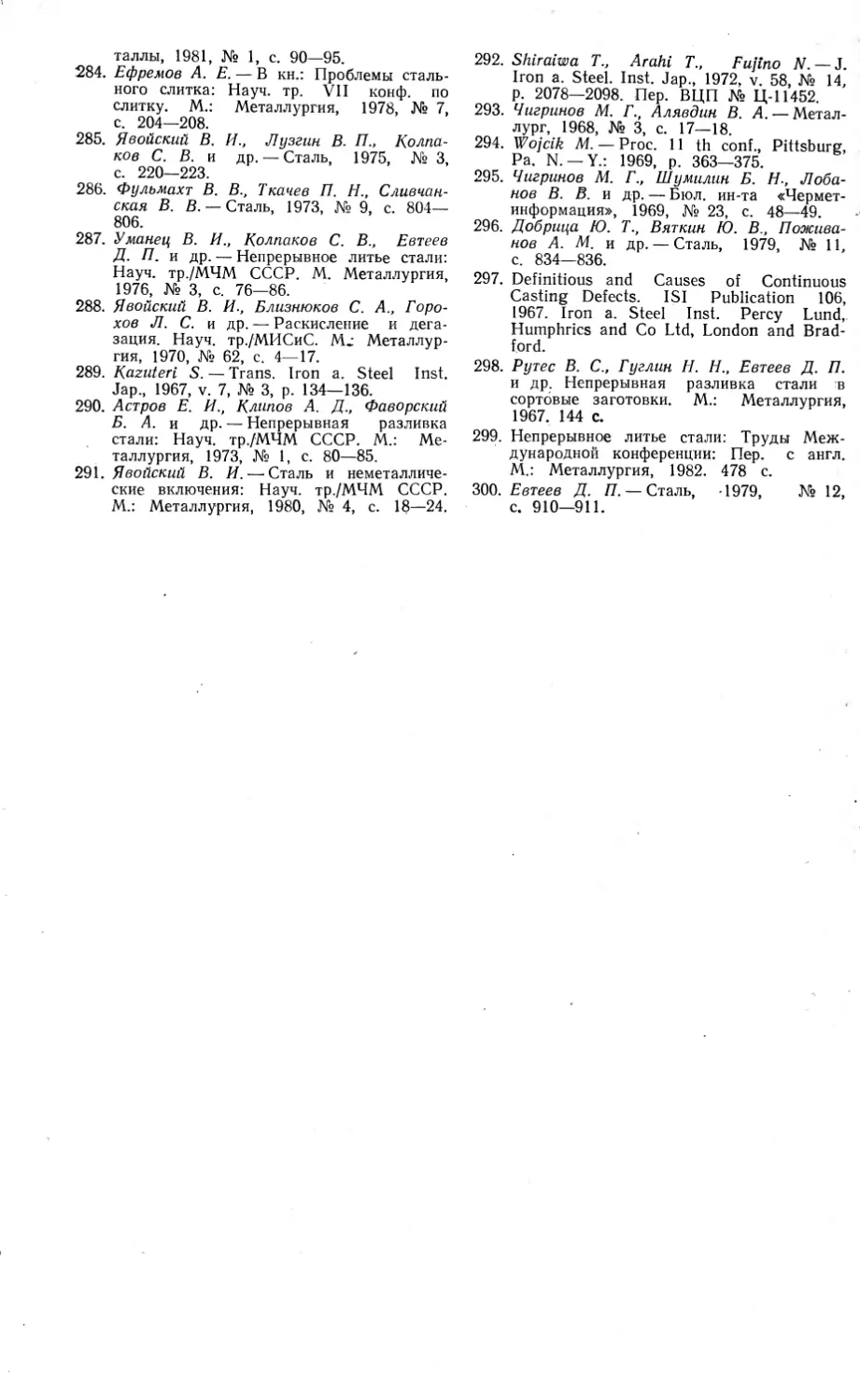
1.1. УСАДОЧНАЯ РАКОВИНА
[2,5—7,9, 11—23; 24,
с. 425—430]
Усадочная раковина представляет собой по-
лость, образовавшуюся вследствие уменьшения
объема жидкого металла при его затвердева-
нии.
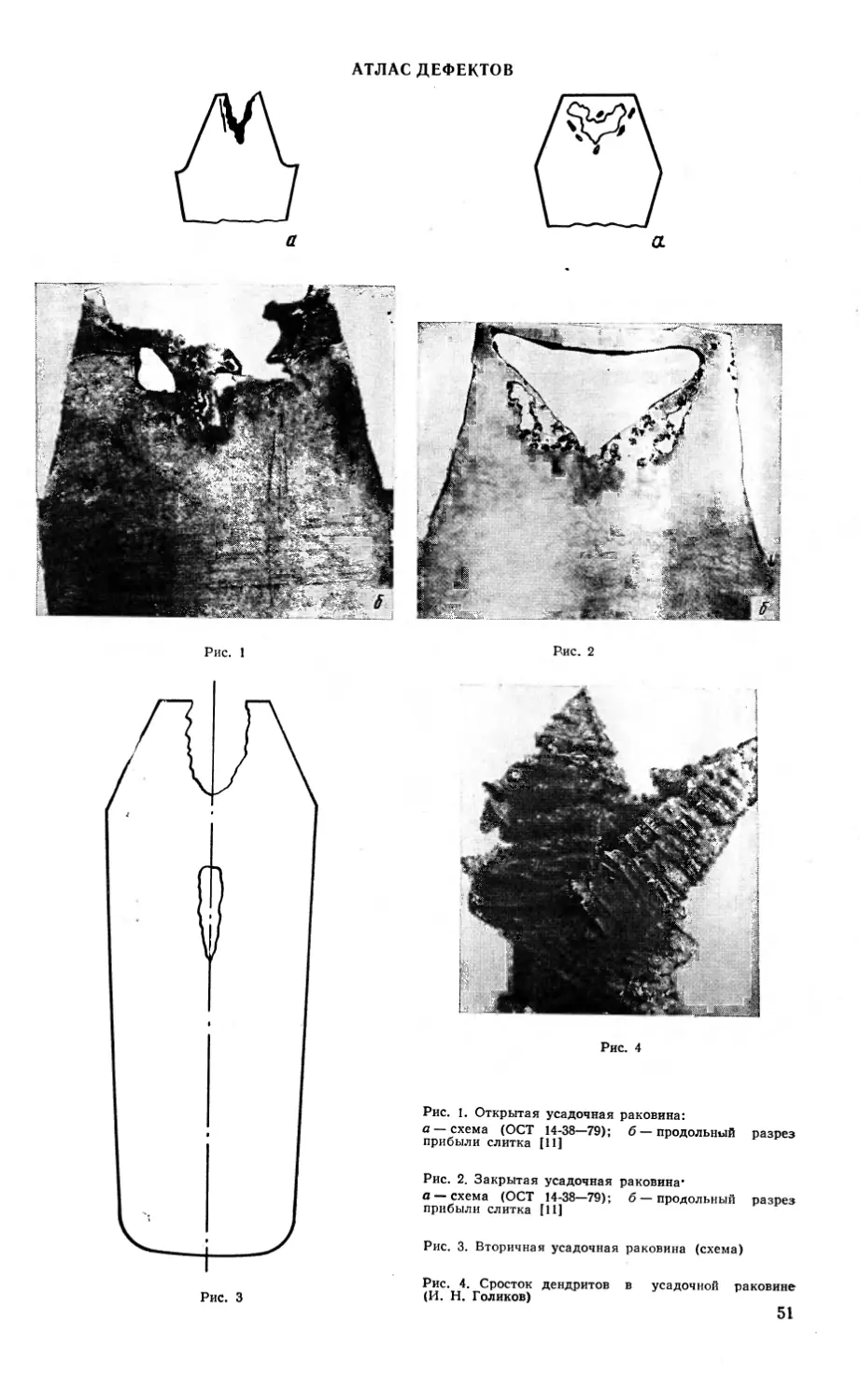
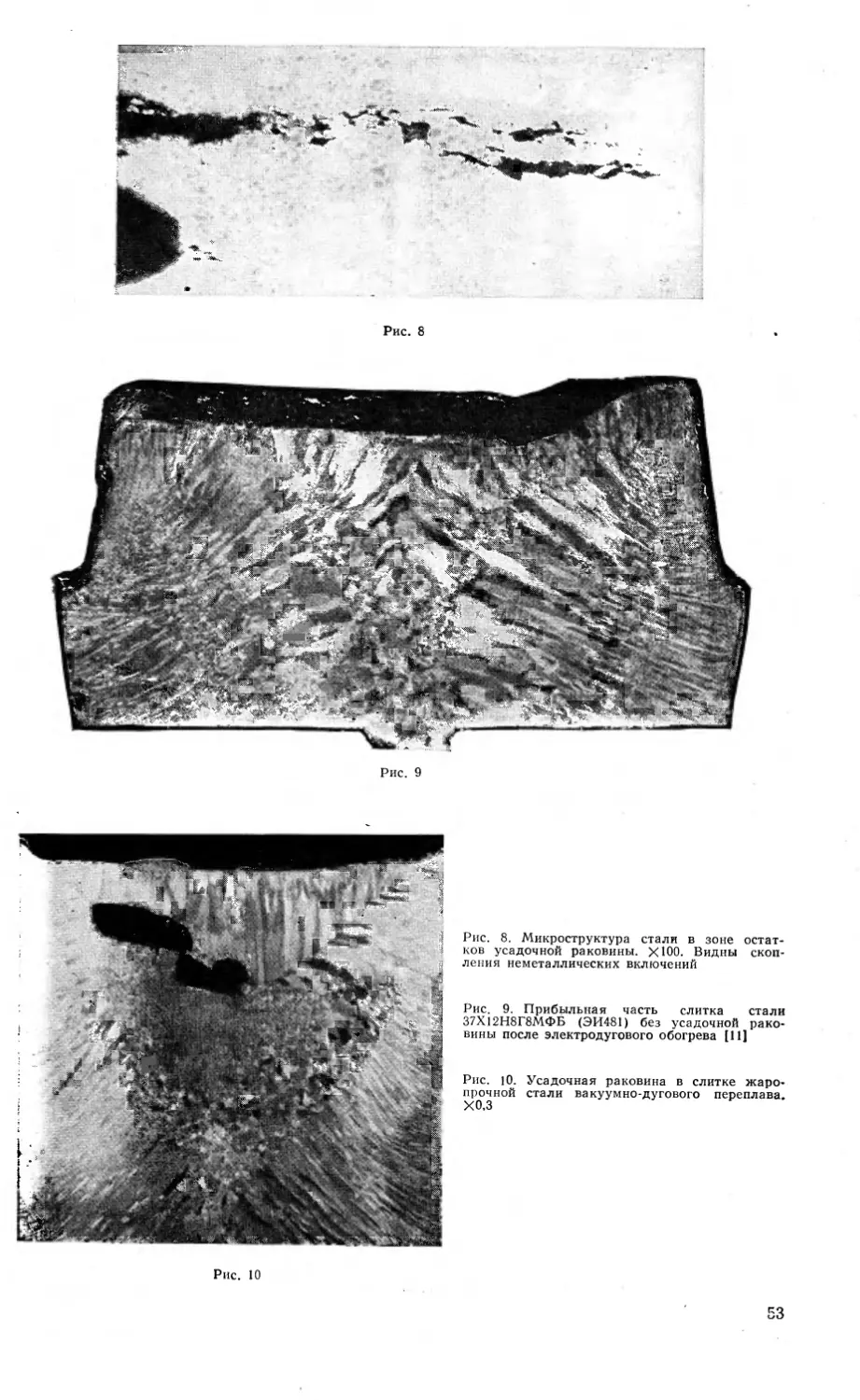
Различают следующие виды усадочной ра-
ковины в слитках: открытая усадочная рако-
вина (рис. 1); закрытая усадочная раковина
(рис. 2) и вторичная усадочная раковина
(рис. 3). Внутренняя поверхность усадочной
раковины неровная, с мелкими выступами и
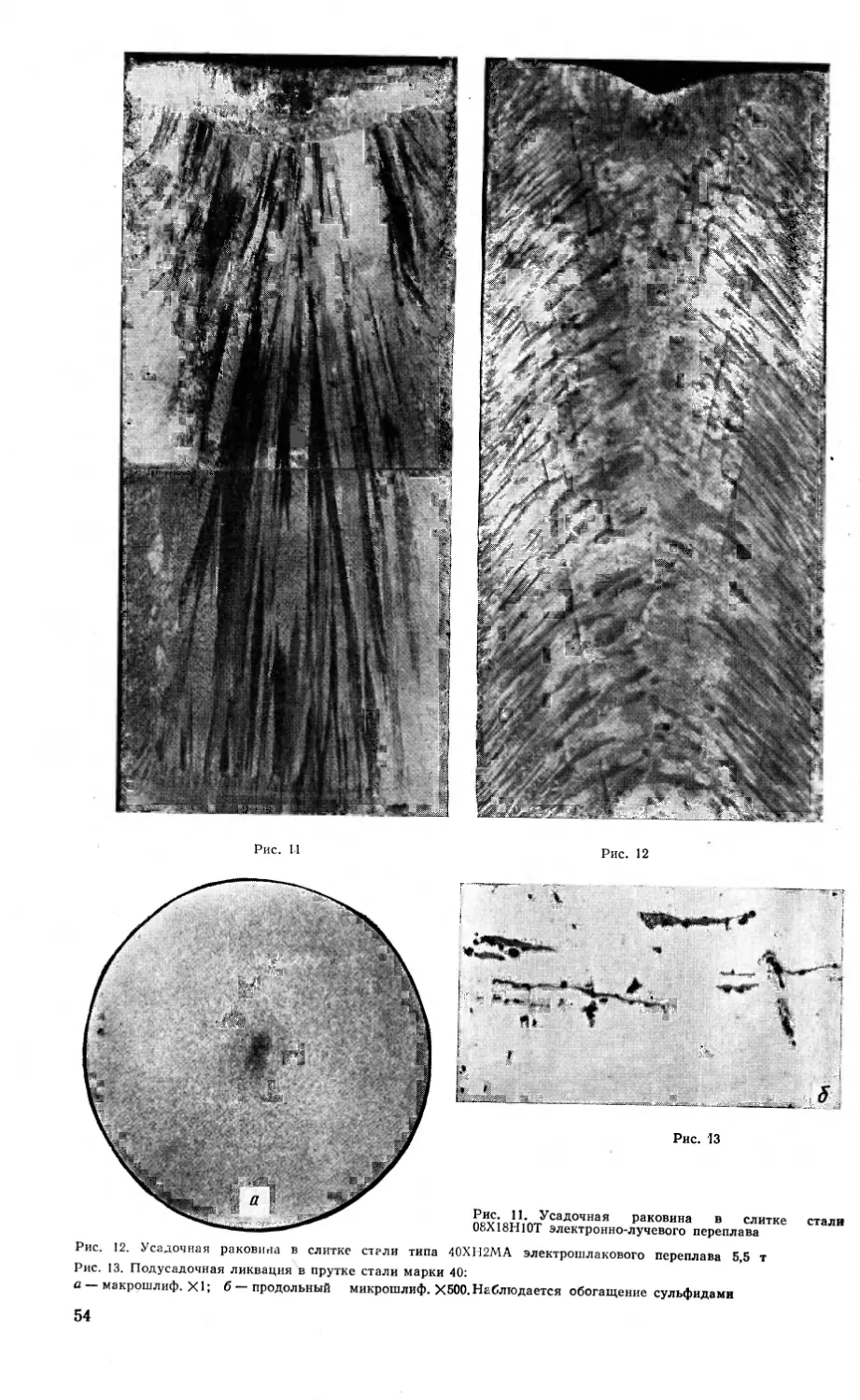
впадинами. Иногда в усадочных раковинах об-
наруживаются дендритные кристаллы или их
сростки (рис. 4). В закрытой и вторичной ра-
ковинах поверхность полости не окислена, а
в открытой покрыта пленкой оксидов вследст-
вие контакта металла с воздухом. Вторичная
усадочная раковина расположена ниже откры-
той и закрытой раковин и отделена от них
слоем обычно плотного металла, иногда назы-
ваемого мостом. В усадочной раковине скапли-
ваются неметаллические включения, всплыва-
ющие из жидкого металла на его поверх-
ность. Зона металла, прилегающая к полости
усадочной раковины, обогащена также углеро-
дом и ликвирующими примесями (серой, фос-
фором).
При производстве спокойных сталей усадоч-
ную раковину выводят в ’ прибыльную часть
слитков и удаляют при их горячей деформации.
В тех случаях, когда усадочная раковина не
загрязнена труднорастворимыми оксидами, она
может завариваться при высоких температурах
горячей деформации. Наличие таких оксидов,
как силикаты, алюминаты и др., затрудняет
свариваемость стенок раковины. Наиболее пол-
но усадочная раковина заваривается в кипя-
щей стали с минимальным содержанием крем-
ния.
В деформированной спокойной стали при не-
достаточной обрези прибыльной части слитка
встречается дефект, представляющий собой
остатки усадочной раковины. Этот дефект на
травленых поперечных макрошлифах имеет вид
мелких темных нарушений сплошности в
центре прутков крестообразной (рис. 5, а) или
прямолинейной (рис. 5, б) формы. В центре
макрошлифа деформированного металла с не-
большой степенью деформации можно иногда
наблюдать следы крупных дендритов (рис. 6).
В продольных изломах остатки усадочной ра-
ковины имеют вид темных полос в центре прут-
ков (рис. 7). На микрошлифах в зоне дефекта
наблюдаются скопления неметаллических вклю-
чений (рис. 8).
Причина образования усадочной раковины —
уменьшение объема металла при затвердевании.
При разливке стали в расширяющуюся кверху
изложницу не заполненная металлом полость
образуется в центре верхней части слитка, а
при разливке в изложницы, расширяющиеся
книзу, — в нижней части слитка. Усадка стали
увеличивается с расширением интервала тем-
ператур кристаллизации стали.
. Для предупреждения глубокого проникнове-
ния усадочной раковины 7 в слиток можно уве-
личивать его конусность и размеры прибыль-
ной части. Однако увеличение прибыльной части
экономически нецелесообразно, так как умень-
шается выход годного металла. Широко распро-
странены различные способы утепленйя и обо-
грева прибыльных частей слитков, позволяю-
щие уменьшить глубину усадочной раковины и
сократить отходы металла. Используются экзо-
термические засыпки или вставки, а также при-
меняется электродуговой обогрев металла в
прибыльной части слитков, позволяющий пол-
ностью устранить усадочную раковину (рис. 9).
Наиболее радикальный способ уменьшения
отходов металла, получающихся вследствие об-
резки прибыльных частей слитков, — непрерыв-
ное литье стали, находящее все более широкое
применение в черной металлургии.
При электрошлаковом, вакуумно-дуговом и
электронно-лучевом переплавах усадочную ра-
ковину выводят в верхнюю часть слитка, регу-
лируя электрический режим плавки. Усадоч-
ная раковина при этих процессах менее раз-
вита и отходы значительно меньше, чем при
разливке металла в изложницы (рис. 10—12).
1.2. ПОДУСАДОЧНАЯ ЛИКВАЦИЯ
{5, 11 — 13, 25]
Подусадочная ликвация представляет собой
расположенный под усадочной раковиной уча-
сток металла, обогащенный углеродом и лик-
вирующими примесями (серой, кислородом,
фосфором и др.).
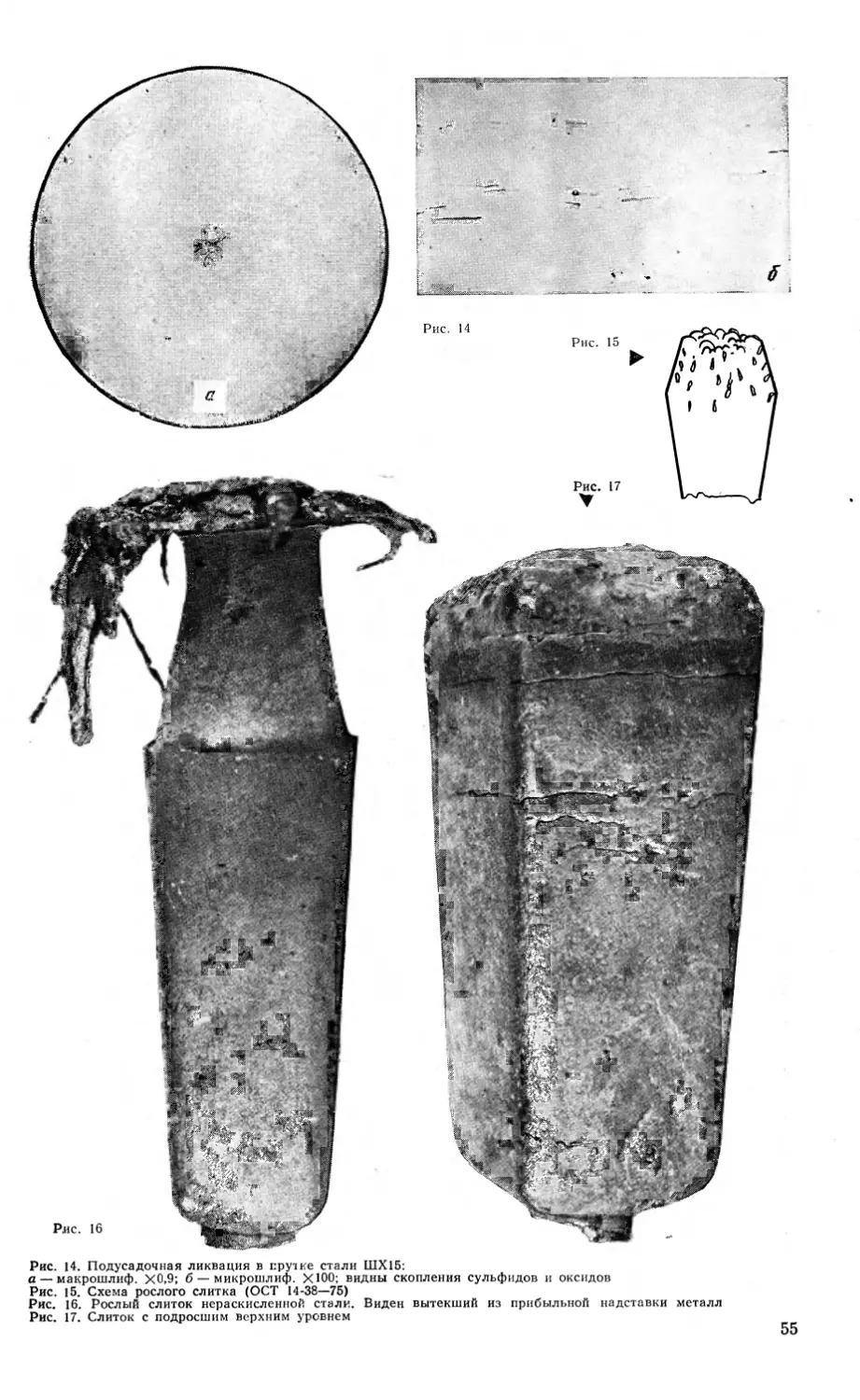
При травлении макрошлифов слитков дефект
выявляется в виде темно-травящегося участка,
примыкающего к низу прибыли. На травленых
поперечных макрошлифах деформированного-
металла дефект имеет вид темно-травящихся
полосок или пятен в центре прутков. Наруше-
ний сплошности на этих участках не наблюда-
ется (рис. 13, а и 14, а).
На микрошлифах, из зоны дефекта наблюда-
ются скопления сульфидов и оксидов (рис. 13. б
и 14,6). Структура после травления микрошли-
фов стали 40 в зоне дефекта — пластинчатый
перлит без участков феррита, в стали ШХ15 —
скопления карбидов в основной структуре.
Подусадочная ликвация проявляется тем ре' -
че, чем больше масса слитков. После дефор-
мации дефект полностью или частично удаля-
ется вместе с прибыльной частью слитков. Не-
удаленная подусадочная ликвация проявляет-
ся на поперечных макрошлифах, отобранных от
подголовных заготовок. Степень развития под-
усадочной ликвации оценивается по шкалам
ГОСТ 10243—75.
Причина образования дефекта — обогащение
последней порции затвердевающего металла
ликвирующими в жидкую фазу углеродом и
примесями (серой, фосфором). В сталях с
7
более широким интервалом температур затвер-
девания и с малой теплопроводностью подуса-
дочная ликвация выражена более резко. Сте-
пень развития дефекта может быть уменьшена
снижением массы слитков, но это нецелесооб-
разно, так как способствует увеличению отхо-
дов. Во избежание дефекта в деформированном
металле необходимо точно регулировать вели-
чину обрези прибыльной части, чтобы гаран-
тировать удаление зоны резко выраженной
подусадочной ликвации.
Дефект может встречаться в стали всех ма-
рок и при любых способах ее выплавки в слу-
чае разливки в изложницы.
1.3. РОСЛЫЙ слиток
([2, 11; 26, с. 348; 27—29]
Рослый слиток — это слиток со вспучиванием
верхней части, вызванным бурным выделением
газов при кристаллизации стали (рис. 15—17).
При рослости слитков образуются крупные
пузыри (свищи).
Причина образования рослого слитка — высо-
кое содержание газов (кислорода, азота, водо-
рода) в стали. В период ее кристаллизации
растворимость газов резко уменьшается и из-
быток их выделяется в атмосферу, при этом
жидкий металл выталкивается в верхнюю
часть слитка. Наиболее частая причина росло-
сти слитков — высокое содержание кислорода
(избыток кислорода выделяется в виде СО или
СО2), однако при легировании стали азотом
может наблюдаться «азотная» рослость.
Рослость может появляться у сталей всех ма-
рок при обычных способах выплавки. Чаще на-
блюдается у сталей кипящих и полуспокойных,
сильному газовыделению в которых способству-
ет высокая окисленность и большая скорость
разливки. В случае спокойных сталей рослость
может быть связана с недостаточным раскисле-
нием или с высоким содержанием азота или
водорода, а также с попаданием влаги при раз-
ливке.
Металл после рафинирующих переплавов и
выплавленный в вакуумных печах не подвер-
жен рослости. Предупреждение рослости слит-
ков рассмотрено в разделе 1.4.
1.4. ПУЗЫРИ [2, 11; 26,
с. 348—349; 27—53, 63]
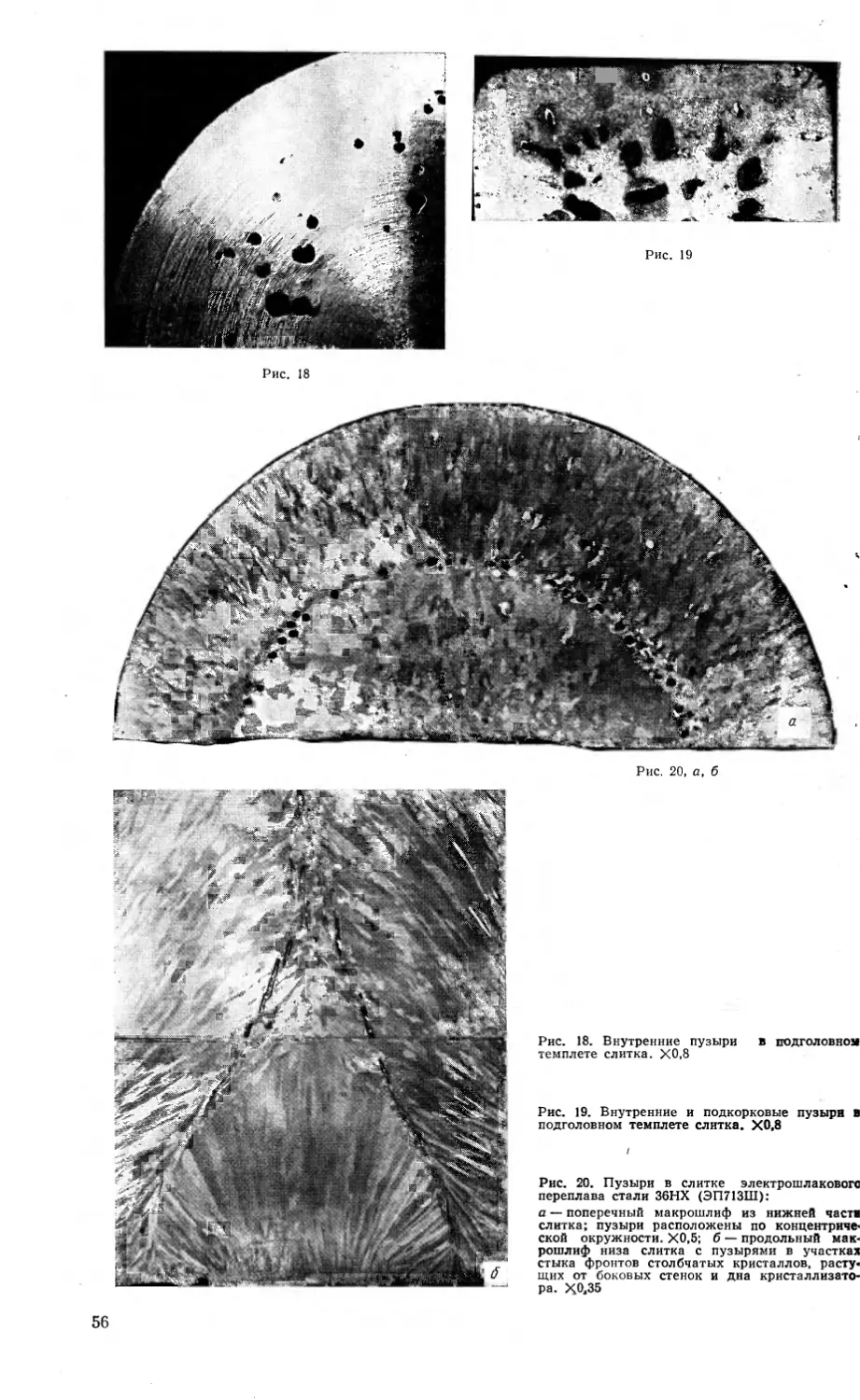
Пузыри в литом металле представляют собой
полости (округлые, овальные или продолгова-
тые— в виде каналов), образовавшиеся в ре-
зультате выделения газов при кристаллизации
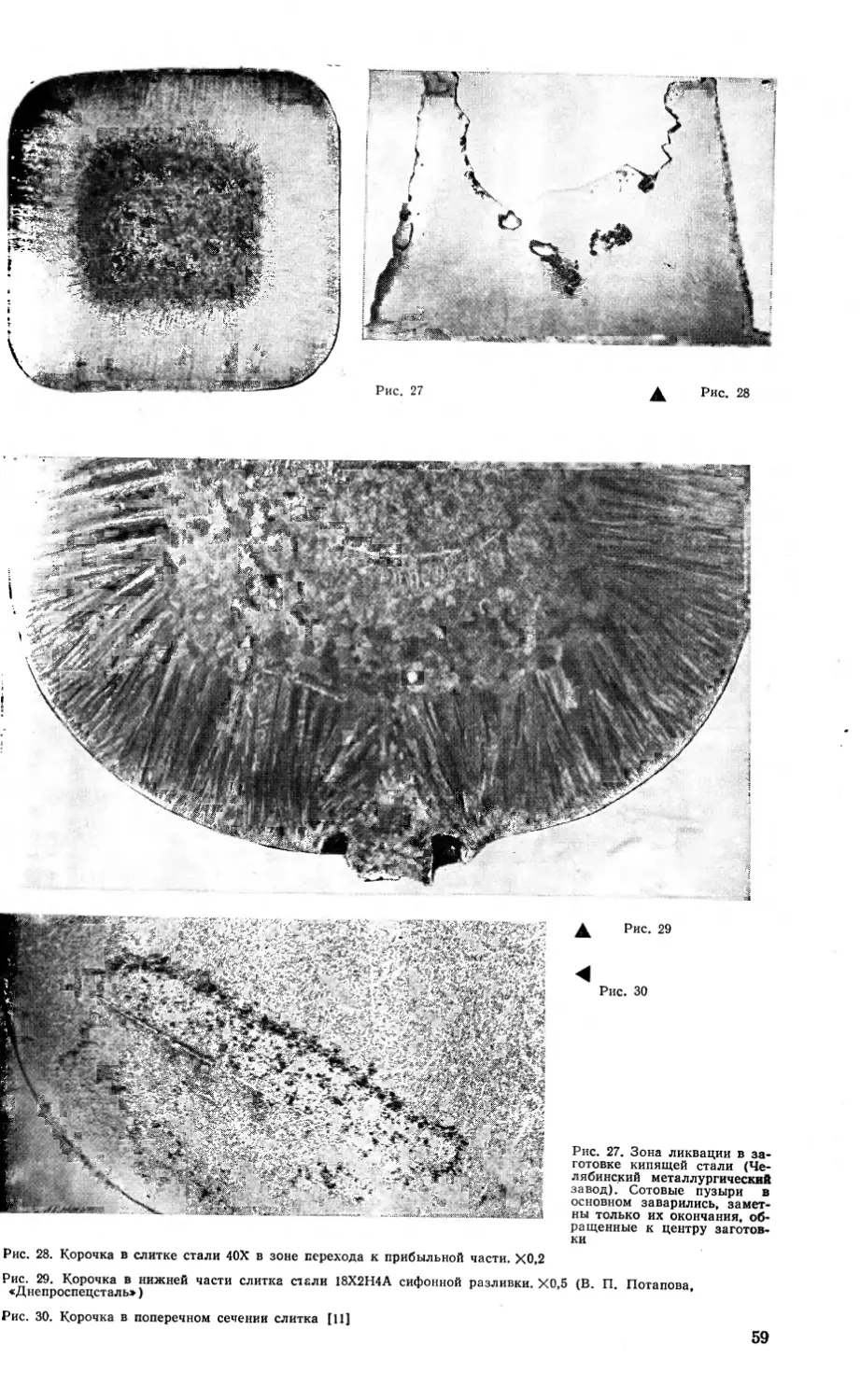
(рис. 18—27).
По расположению в слитках и литых слябах
пузыри могут быть:
1) внутренние, расположенные произвольно
по объему слитков; в спокойной стали преиму-
щественно в верхней части слитков, а в кипя-
щей — в средней по высоте и сечению зоне;
внутренние пузыри называются сотовыми, если
•они расположены группами в виде сот в зоне
столбчатых кристаллов кипящей стали и вы-
тянуты вдоль направления роста этих кристал-
лов.
2) подкорковые, расположенные у поверхно-
сти слитков и представляющие собой тонкие
извилистые каналы, часто выходящие на по-
верхность.
Внутренние пузыри могут быть еди-
ничными, сдвоенными или строенными (см.
8
рис. 18, 21). Поверхность пузырей гладкая,
блестящая или матовая.
Подкорковые пузыри наблюдаются в
спокойной и кипящей стали. Степень развития
подкорковых пузырей оценивается по шкалам
ГОСТ 10243—75.
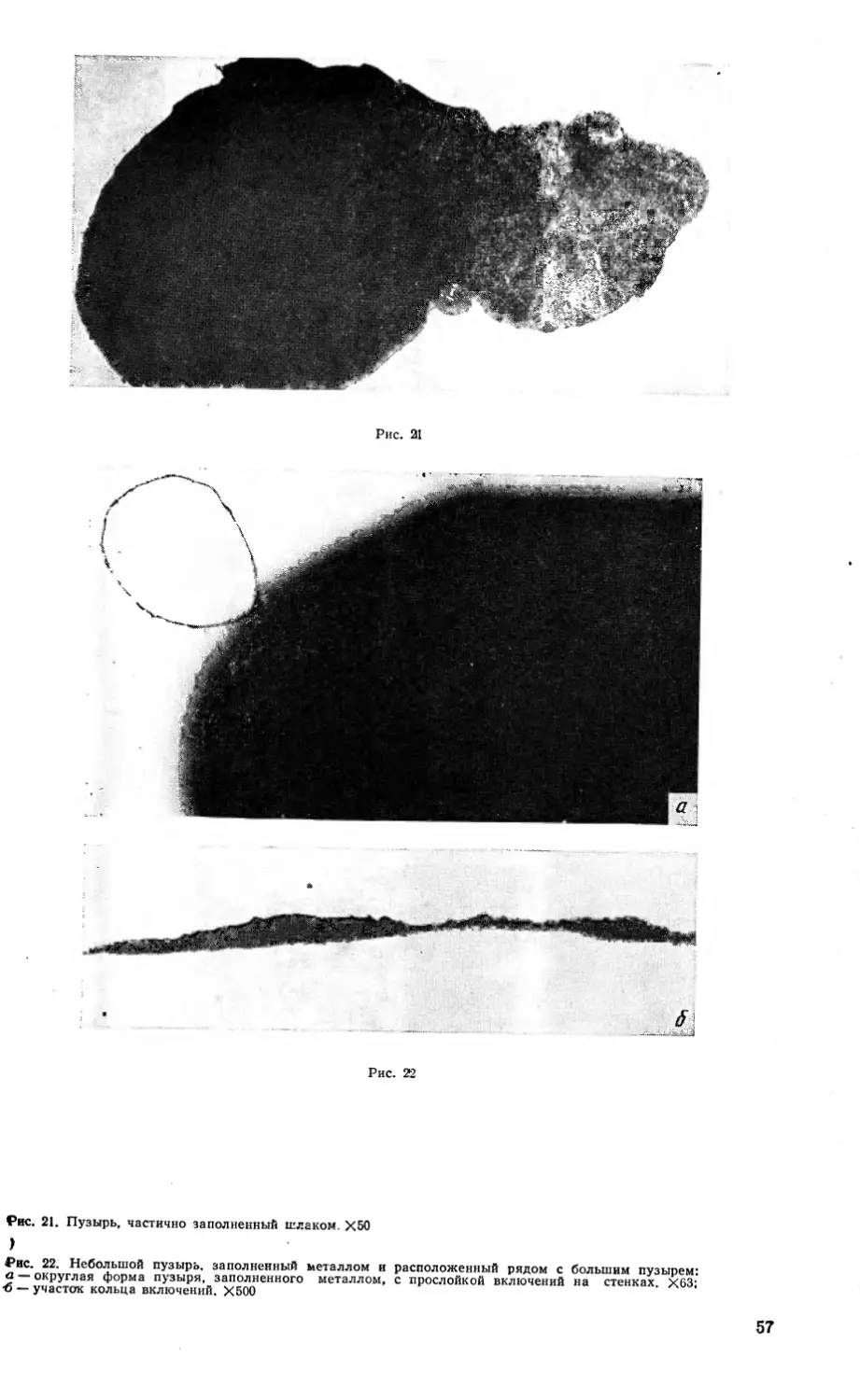
В пузырях встречаются неметаллические фа-
зы; они заполняют определенные участки пу-
зыря или отлагаются на его стенках (см.
рис. 21, 22).
У стенок пузырей кипящей стали могут рас-
полагаться оксиды железа и марганца, если со-
держание кремния в стали недостаточно для
образования силикатного стекла.
Горячая деформация приводит к завариванию
пузырей в том случае, если стенки их не содер-
жат стойких оксидов или силикатов, а содер-
жат только оксиды железа и марганца. Поэтому
в кипящей стали с низким содержанием крем-
ния сотовые пузыри, не загрязненные силикат-
ным стеклом, завариваются (см. рис. 27). Если
же в пузырях присутствует силикатное стекло
или другие стойкие оксиды, не растворяющие-
ся в металле при высокотемпературной дефор-
мации, то стенки пузыря сближаются и обра-
зуется тонкая прослойка оксидов. На попереч-
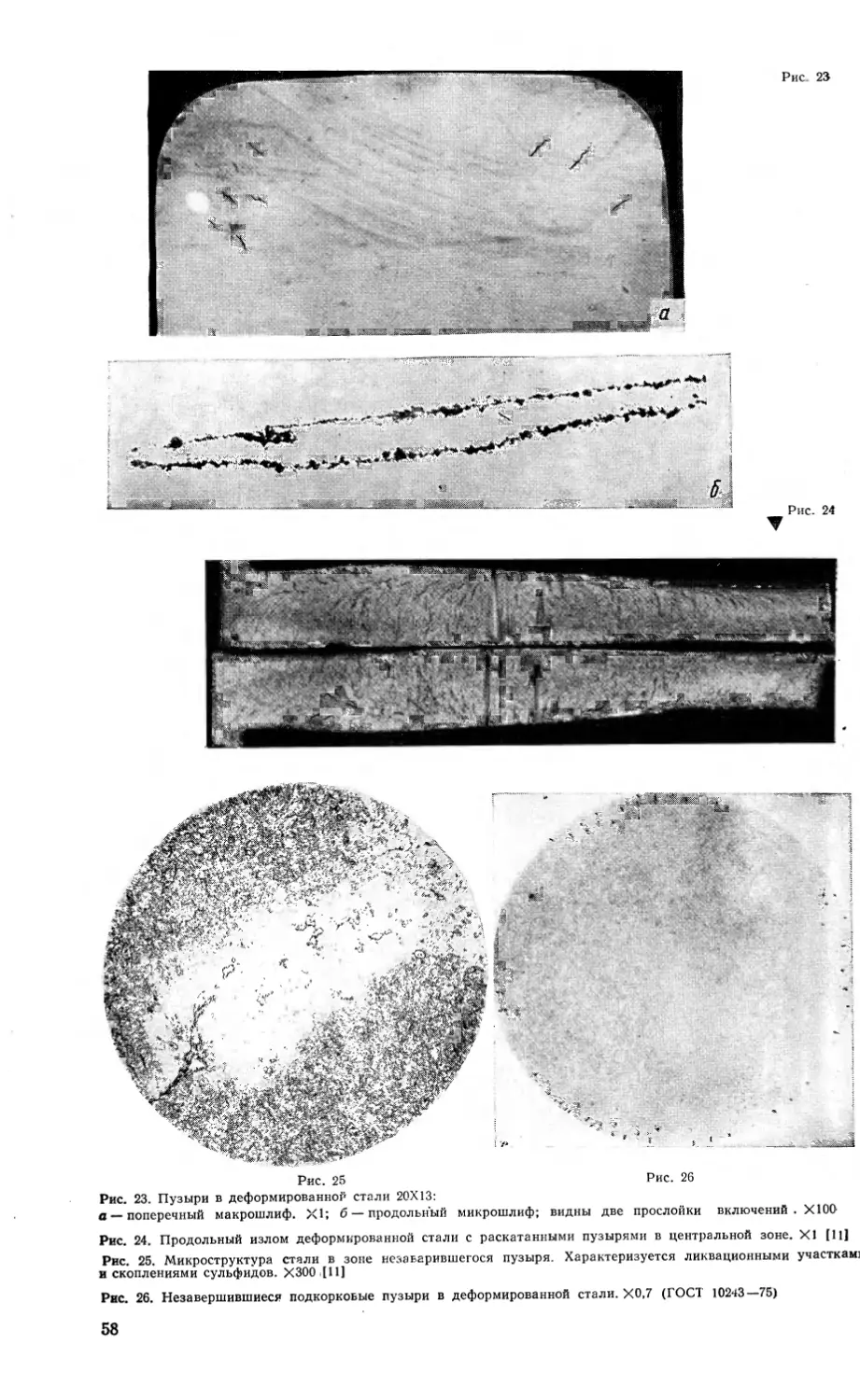
ных макрошлифах спокойной стали незаварив-
шиеся пузыри имеют вид тонких полосок (см.
рис. 23, а). В микроструктуре в этом случае
наблюдаются прослойки включений, соответ-
ствующие стенкам пузырей (см. рис. 23,6). Рас-
катанные пузыри в продольном изломе — см.
рис. 24.
Микроструктура в зоне, расположенной возле
незаварившегося пузыря, характеризуется лик-
вационными участками и скоплениями суль-
фидов (см. рис. 25).
Незаварившиеся подкорковые пузыри в по-
перечных макрошлифах деформированного ме-
талла имеют вид радиально направленных по-
лосок, расположенных у поверхности прутков
(см. рис. 26). Степень развития подкорковых
пузырей оценивается по шкалам ГОСТ
10243—75. В кипящей стали сотовые пузыри в
основном завариваются (см. рис. 27).
Газовые пузыри1 в литом металле образуются
вследствие выделения газов в период кристал-
лизации, поскольку их растворимость в твердом
металле значительно меньше, чем в жидком. Пу-
зыри газа, возникающие в объеме металла,
всплывают или частично фиксируются в затвер-
девающем металле. Сотовые пузыри образуются
в зоне столбчатых кристаллов, подкорковые пу-
зыри — в корковой зоне слитков, причем часто
с выходом на поверхность.
Пузыри могут формироваться различными га-
зами, а именно: оксидом углерода, азотом, во-
дородом, монооксидом кремния, а также пара-
ми легкоплавких металлов. Наиболее распро-
страненная причина возникновения пузырей —
высокая концентрация кислорода в жидком ме-
талле, который, будучи в избытке на начальных
стадиях затвердевания, образует с углеродом,
растворенным в жидком металле, оксид углеро-
да. В составе газов, выделяющихся при затвер-
девании кипящей стали, оксид углерода обычно
составляет 70—80%.
В пузырях, образующихся в спокойной стэ-<
ли, присутствуют также водород и азот. Воз-
можно, что первоначально возникают пузыри
оксида углерода, а затем образовавшаяся по-
лость заполняется азотом и водородом, диф-
1 Крупные газовые пузыри называют также сви-
щами.
фундирующими из прилегающих объемов твер-
дой стали.
В стали, легированной азотом, пузыри обра-
зуются вследствие резкого снижения его раст-
воримости при затвердевании, особенно если
кристаллизация начинается с б-, а не с у-желе-
за, так как d-железо растворяет азот в мень-
шей степени, чем у-железо. При этом в начале
кристаллизации азот может бурно выделяться,
что сопровождается ростом слитка (так назы-
ваемая азотная рослость).
При контакте жидкого металла с влагой об-
разуется водяной пар и происходит его диссо-
циация, в результате чего металл может насы-
щаться водородом и кислородом, что также
приводит к образованию пузырей (в случае на-
сыщения водородом может повышаться фло-
кеночувствительность стали).
Образование подкорковых пузырей часто
связано с состоянием стенок изложниц и по-
верхностных слоев жидкого металла. Эти пу-
зыри могут возникать при наличии шлака,
оксидов (окалины) или влаги в каналах си-
фонных проводок или на стенках изложниц.
Загрязнение стенок пузырей неметаллической
фазой (оксидами и силикатами) может быть
результатом выделения кислорода из неравно-
весного раствора и образования его соедине-
ний с железом, марганцем, кремнием на грани-
це раздела металл — газовая среда; кроме то-
го, на эту границу может перемещаться взвесь
жидких неметаллических включений.
Зоны, прилегающие к пузырям, по пути их
движения обогащаются ликватами (серой, фос-
фором, кислородом) и неметаллическими вклю-
чениями (сульфидами, оксидами, силикатами).
Условия формирования и признаки подкорко-
вых пузырей подробнее рассмотрены в соот-
ветствующем разделе поверхностных дефектов.
Пузыри могут встречаться в стали любых
марок и при всех методах производства.
Меры предупреждения образования пузырей
в спокойной стали определяются изложенными
выше причинами их возникновения и сводятся
к следующим:
1) полное раскисление металла; 2) примене-
ние хорошо просушенных материалов для ле-
гирования и шлакообразования; 3) просушка
разливочных устройств; 4) чистка изложниц от
окалины и другие приемы ограничения попада-
ния в металл влаги, оксидов и водорода.
Для предупреждения азотной рослости —
использование азотированных легирующих ма-
териалов в количествах, не превышающих рас-
творимости азота в твердом металле.
1.5. КОРОЧКИ |[2, 5, 8,11;
26, с. 374—377, 425—427; 54—59]
Корочки представляют собой участки металла,
загрязненные неметаллическими включениями;
располагаются в объеме слитков или у поверх-
ности. Могут быть темными или светлыми.
Темная корочка — дефект макрострук-
туры, представляющий собой участки различ-
ной формы, характеризующиеся плохой поли-
руемостью и повышенной травимостью из-за
наличия неметаллических включений и повы-
шенного содержания примесей (серы, фосфора
и др.). Чаще всего корочки привариваются в
месте стыка изложницы с прибыльной над-
ставкой (рис. 28), иногда располагаются в
нижней части (рис. 29), но могут быть и про-
извольно расположены по высоте слитков. В
поперечном сечении слитка корочка сопровож-
дается группой темных точек (рис. 30).
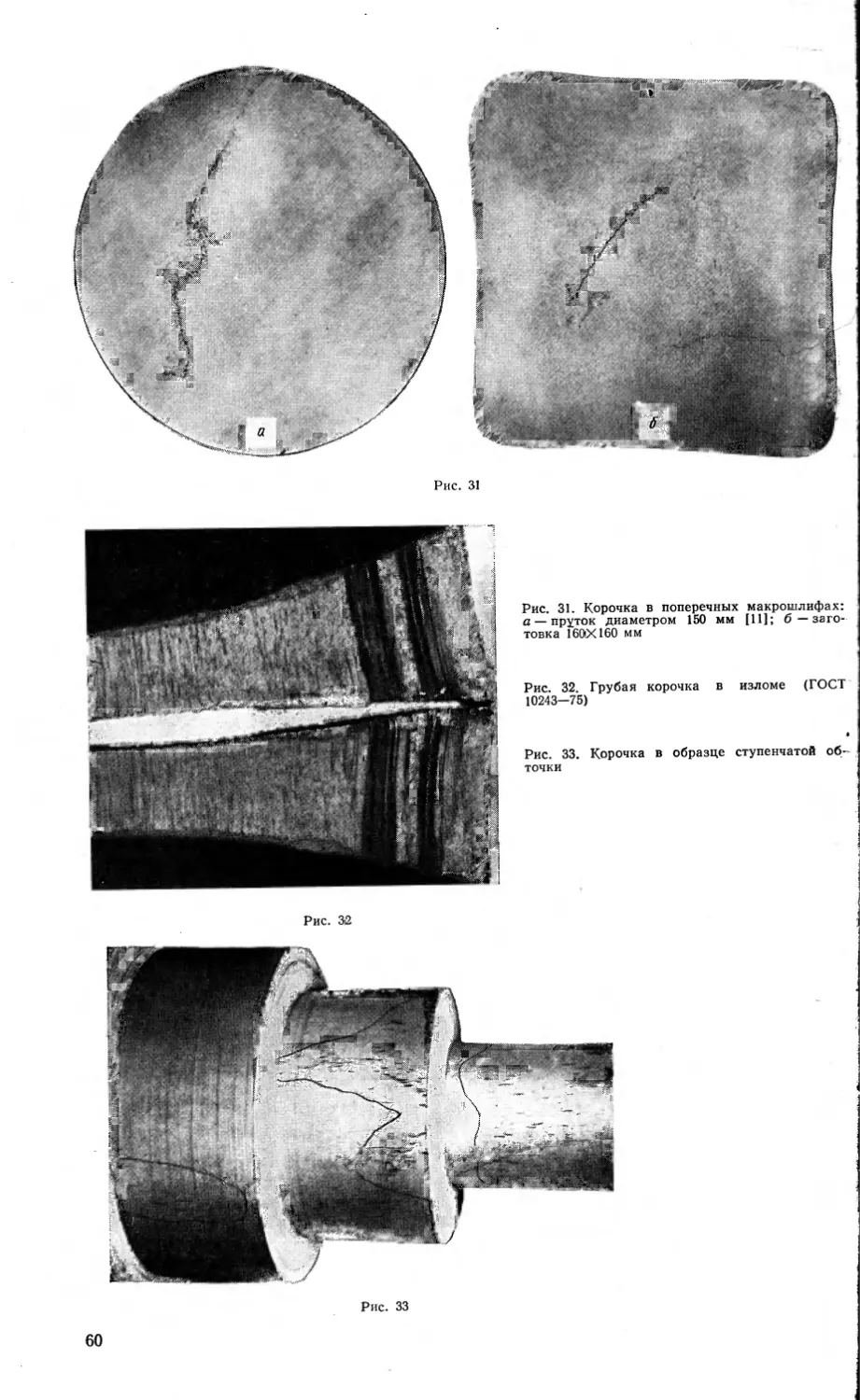
После прокатки темные корочки чаще всего»
обнаруживаются в подприбыльных штангах в
виде темных участков различной формы (рис.
31,а, б). В изломе корочки имеют вид отдель-
ных грубых строчек, чередующихся с нормаль-
ной зернистой структурой (рис. 32).
Для выявления корочек внутри металла ис-
пользуют также образцы ступенчатой обточки
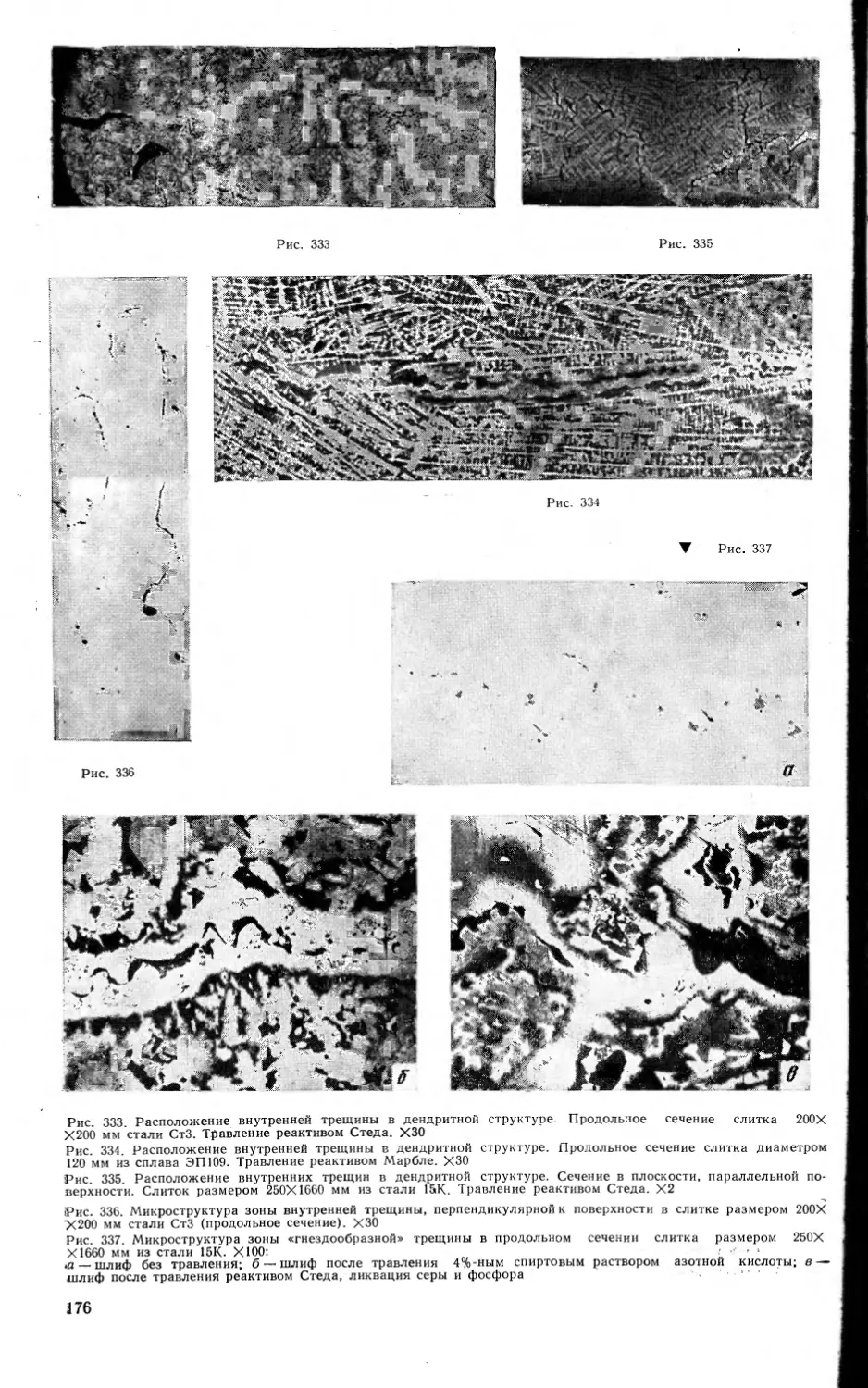
(рис. 33).
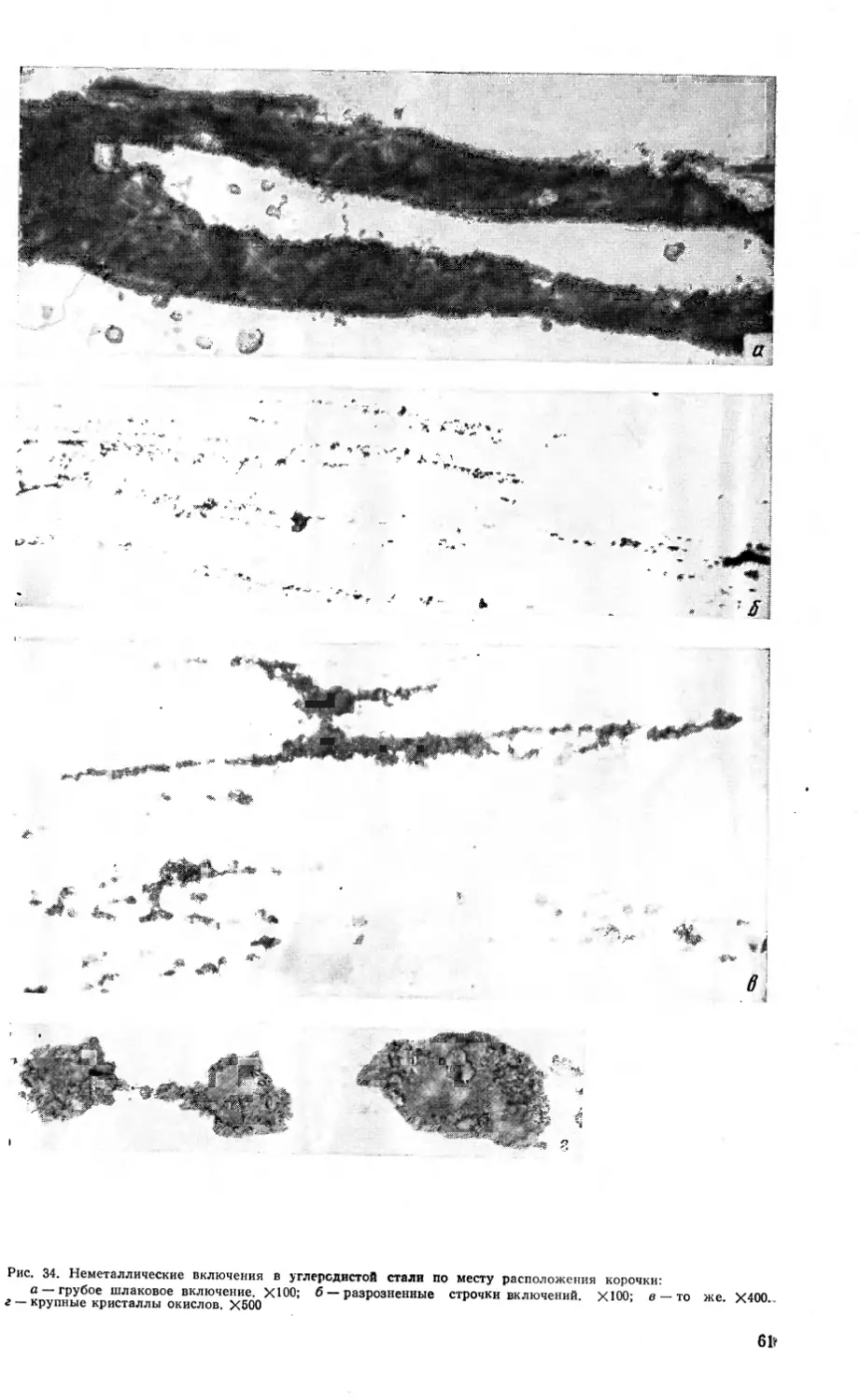
Состав неметаллических включений в короч-
ках зависит от состава шлаков и огнеупоров*
в основном это кислородные экзогенные вклю-
чения различной формы и расположения
(рис. 34).
Темные корочки образуются так. Корочки*
образовавшиеся на поверхности жидкого’ йе*-
талла, опускаясь, становятся «ловушка ми »идШт
всплывающих включений. На нижней поверх-
ности таких корок обнаруживается СЛОЙ Неме-
таллических включений преимущественйоэкзо-
генного происхождения. В случае, есЖчйОто-
нувшая корочка успевает расплавитьс^В' мес-
те ее расположения обнаруживается зо1¥а’скбгт-
ления включений. < •’
Случайное расположение корочек в слитке
не позволяет достаточно надежно выявлять их
и отбраковывать металл методом выборочного
контроля макроструктуры. Эффективный способ
обнаружения корочек в заготовке—100%-ный
ультразвуковой контроль.
Загрязнение металла корочками можно пред-
отвратить, регулируя скорость наполнения из-
ложниц, применяя при разливке экзотермиче-
ские смеси, используя изложницы с гладкими
и ровными стенками, а также путем разливки
оптимально нагретого (не холодного) металла.
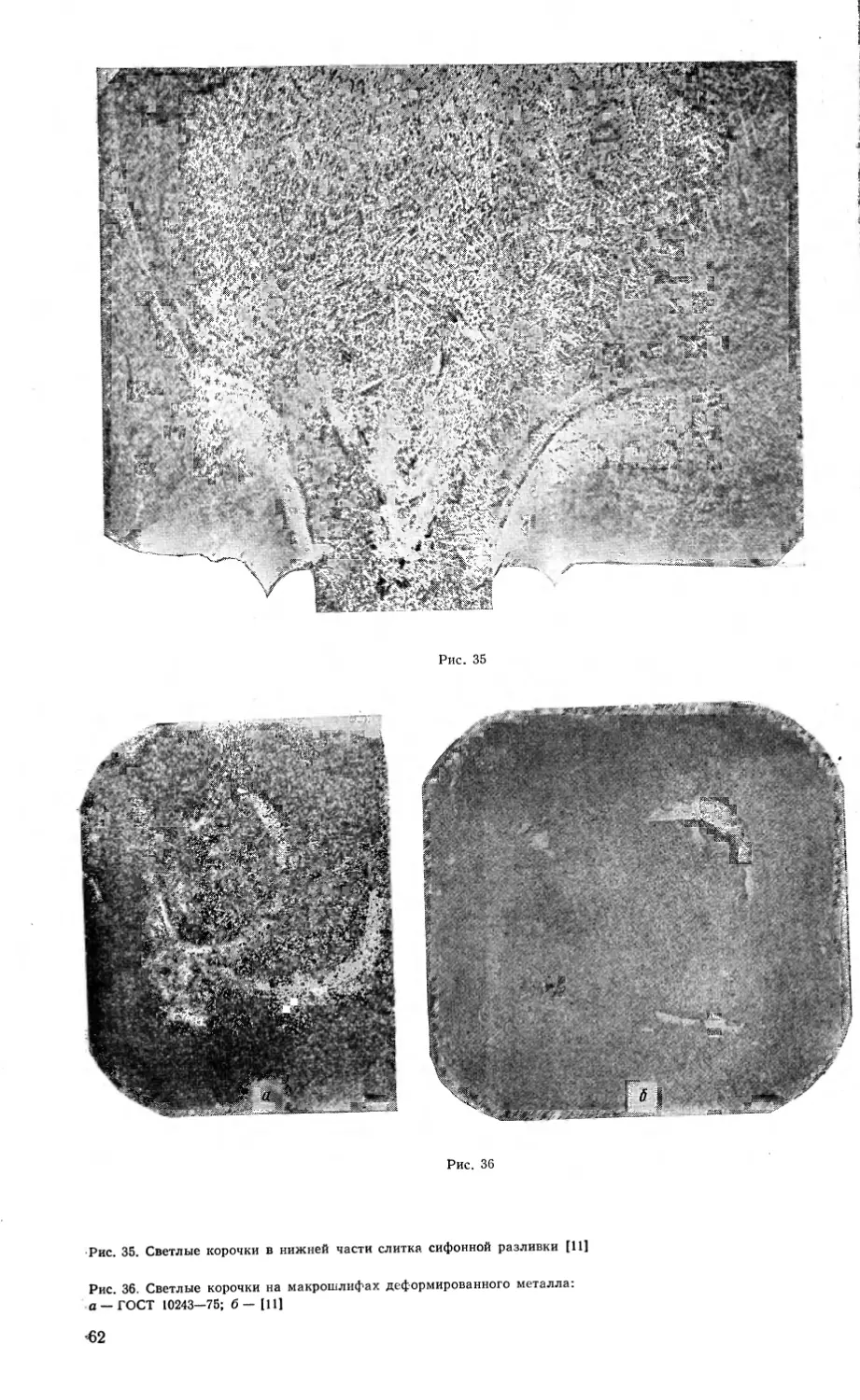
Светлая корочка — дефект макро-
структуры нижней части слитка; имеет вид
светлых полос или пятен скобообразной фор-
мы, сопровождающихся неметаллическими
включениями (рис. 35, 36). Дефект имеет по-
вышенную пористость.
Формирование светлых кольцевых корочек
связано с условиями разливки и кристаллиза-
ции металла в нижней части слитка, а именно:
а) с перерывами в разливке, из-за которых
металл, находящийся в сифонных проводках*
успевает окислиться и загустеть, а следующие
порции жидкого металла проталкивают его
в тело слитка; б) с медленной разливкой ме-
талла, имеющего низкую температуру.
В светлых корочках содержание углерода
меньше, чем в основном металле. В изломе по
месту залегания светлой корочки неоднород-
ность выявляется слабее, чем в случае темной
корочки. При наличии пористости в изломе
видны полоски неоднородности.
На микрошлифах в местах залегания свет-
лых корочек наблюдаются в основном оксиды
кристаллической формы (см. рис. 34,г). Сер-
нистые включения по месту дефекта не обна-
руживаются (при исследовании методом сер-
ных отпечатков).
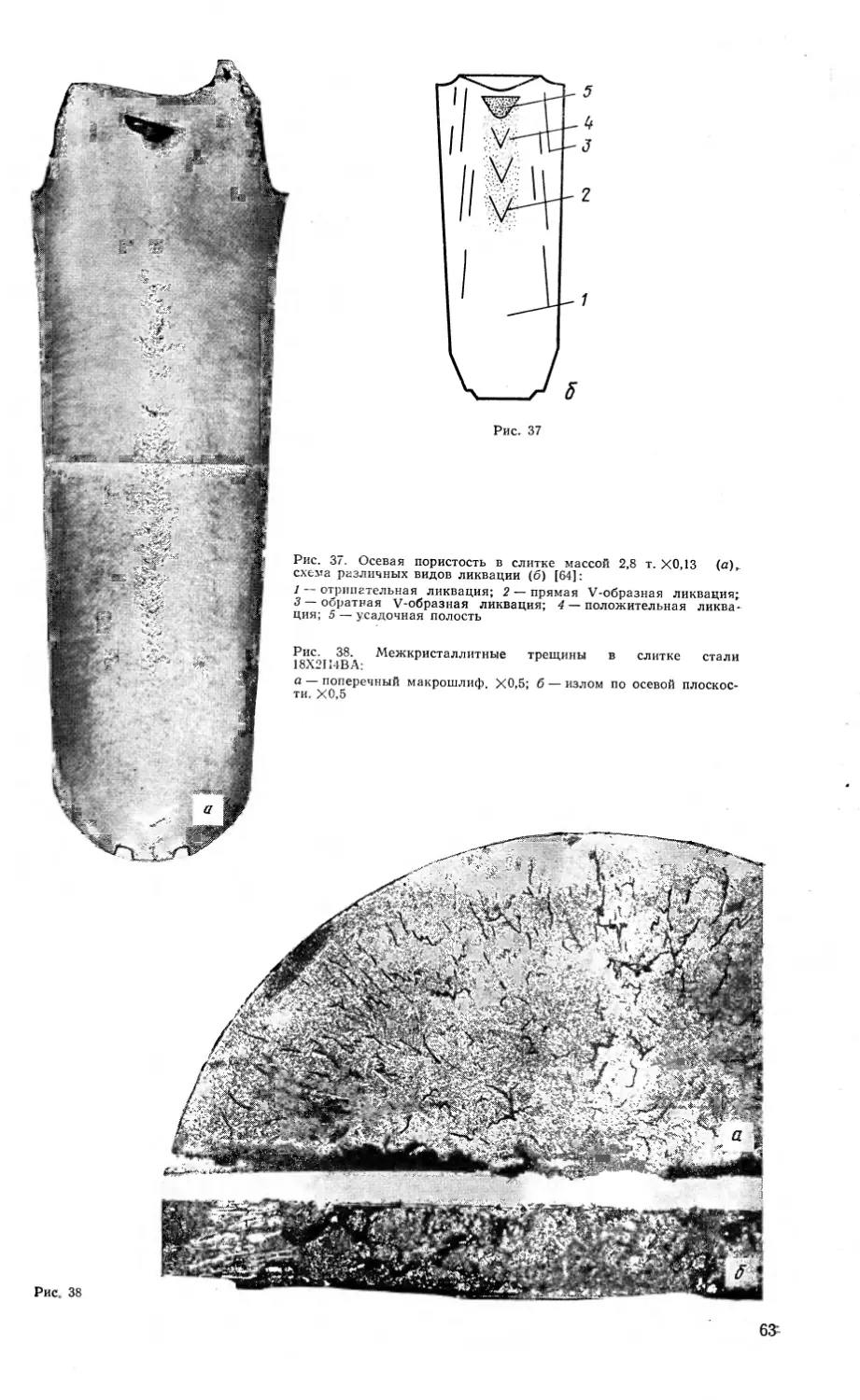
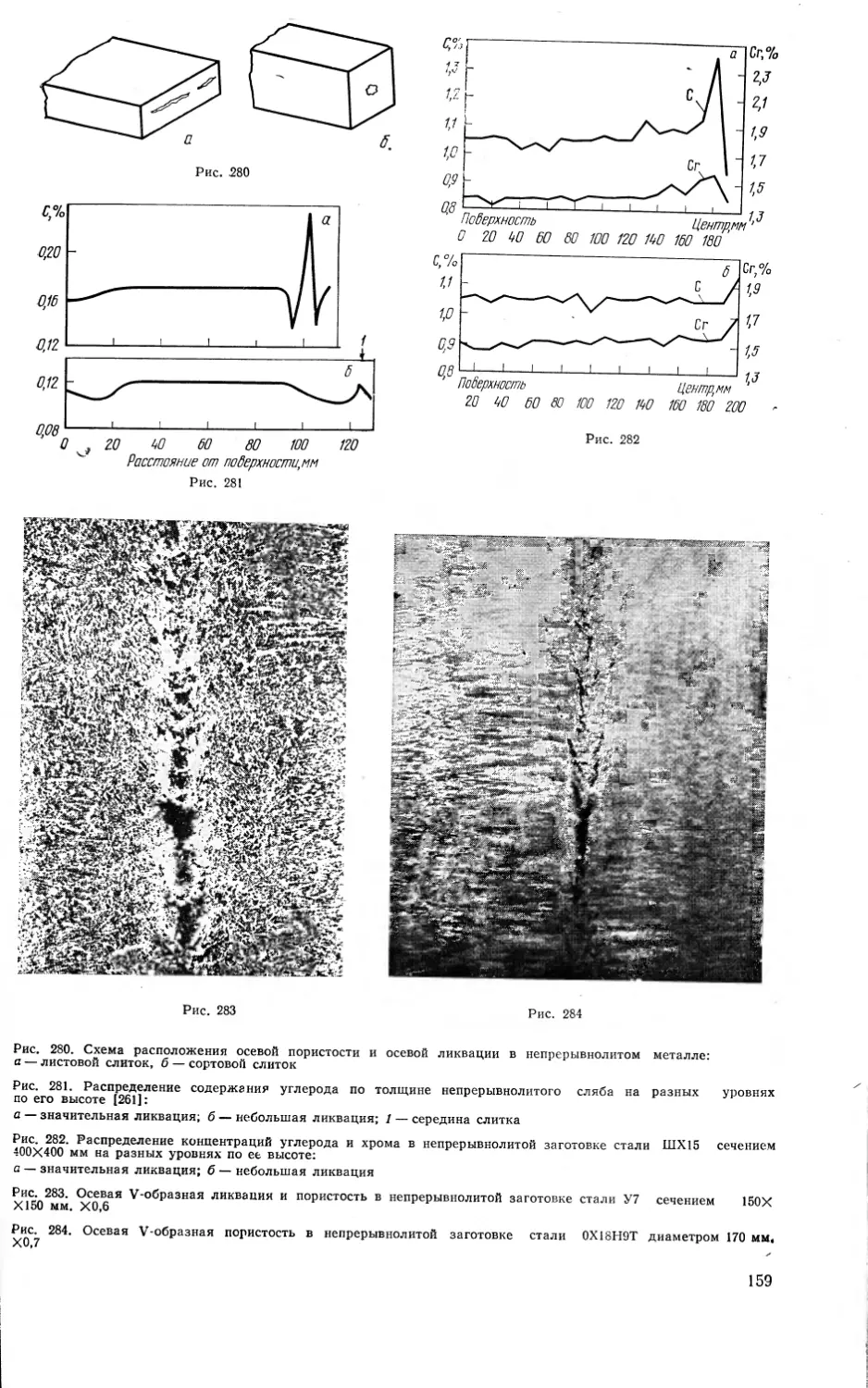
1.6. ОСЕВАЯ ПОРИСТОСТЬ И
V-ОБРАЗНАЯ ЛИКВАЦИЯ [5, 11,
12; 26 с. 179—182;
60—62, 64]
Осевая пористость — присутствие в осевой зо-
не слитка мелких пор усадочного происхожде-
ния. Располагается преимущественно в сред-
9
ней по высоте части слитка, до «моста» (зоны
плотного металла под прибылью); иногда со-
провождается межкристаллитными трещинами
(см. раздел 1.7) и неметаллическими включе-
ниями. На продольных микрошлифах слитков
выявляется в виде пор (рис. 37,а). Возникает
при затвердевании последних порций жидкого
металла в условиях недостаточного питания
жидким металлом.
При горячей деформации осевая пористость
слитков полностью заваривается. Присутству-
ющие в зоне осевой пористости неметалличе-
ские включения при горячей деформации об-
разуют строчки.
Осевая пористость может образоваться в
стали всех марок при разливке в изложницы.
В металле электрошлакового, вакуумно-дуго-
вого и электронно-лучевого переплавов с на-
правленной кристаллизацией осевая пористость
обычно не развивается.
Уменьшение осевой пористости достигается
разливкой стали в изложницы с большой ко-
нусностью и с меньшим отношением высоты
к диаметру, а также утеплением или обогре-
вом прибыльной части.
V-образная ликвация имеет вид темно-травя-
щихся участков (полос), обогащенных серой,
фосфором, углеродом и другими примесями.
Может быть прямой или обратной. На рис. 37,6
схематически показаны прямая и обратная
V-образная ликвация, а также зоны положи-
тельной и отрицательной ликвации. Обратная
V-образная ликвация называется также вне-
центренной ликвацией, Л-образной ликвацией
и шнурами внеосевой неоднородности. V-об-
разная ликвация может сопровождаться по-
рами.
Из осевой пористости или из V-образной не-
однородности слитков в деформированном ме-
талле может возникать дефект, называемый
центральной пористостью. К ней часто также
относят расположенные в центре прутков мел-
кие нарушения сплошности («микропоры»), об-
условленные разрывами при горячей деформа-
ции вследствие перегрева осевой зоны. Степень
развития центральной пористости оценивается
по шкале ГОСТ 10243—75.
В деформированном металле внецентренная
ликвация дает точечную неоднородность (см.
раздел 1.11). Дефект характерен для металла
с широким температурным интервалом кри-
сталлизации. Уменьшение дефекта достигается
снижением содержания примесей, увеличением
конусности слитков и утеплением их прибыль-
ных частей.
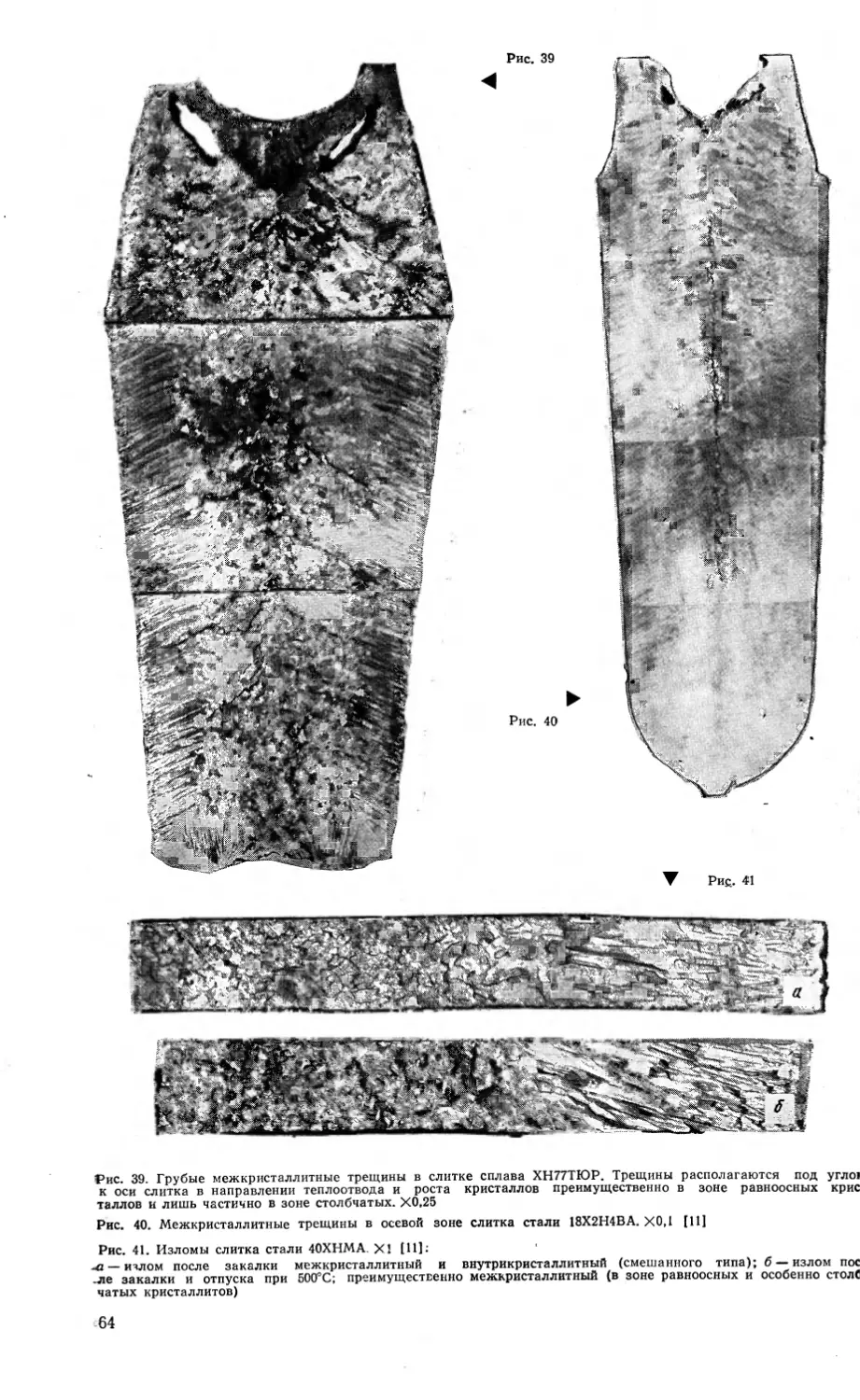
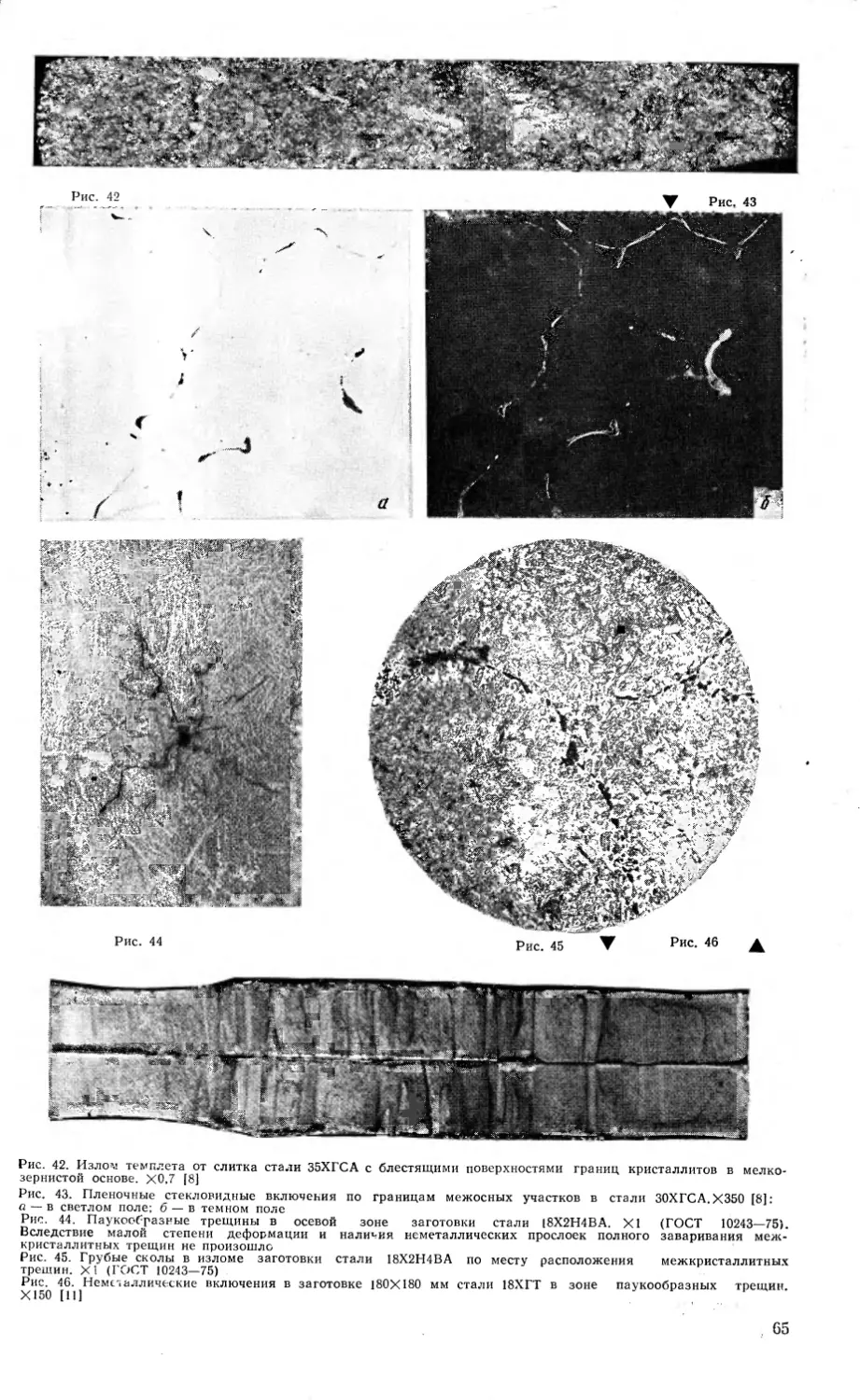
1.7. МЕЖКРИСТАЛЛИТНЫЕ
ТРЕЩИНЫ, ПРОСЛОЙКИ
И СКОЛЫ
;[1, 5, 8; 26, с. 179—182;
52, 65—80]
Межкристаллитные трещины представляют со-
бой тонкие нарушения сплошности, образующи-
еся по границам кристаллов при низкой проч-
ности этих границ вследствие усадочных, тер-
мических и структурных напряжений. Пони-
женная прочность границ кристаллов часто
связана с присутствием на них прослоек неме-
таллической фазы и ликватов. Располагаются
межкристаллитные трещины и прослойки преи-
мущественно в осевой зоне слитков, однако
встречаются и в зоне столбчатых кристаллов
1.0
и у поверхности, а иногда и по всему сечению
слитков (рис. 38—40).
Слитки с сильно развитыми межкристаллит-
ными трещинами при деформации (ковке, про-
катке) разрушаются. Однако столь высокая
степень развития дефекта встречается очень
редко.
Межкристаллитные трещины в литом метал-
ле после глубокого травления отличить от меж-
кристаллитных прослоек трудно, но обычно
последние тоньше, расположены по многим
границам кристаллитов и протравливаются в
меньшей степени.
В- изломах разрушившегося литого металла
можно отчетливо наблюдать участки границ
кристаллитов, по которым вследствие понижен-
ной их прочности произошло разрушение. Они
имеют гладкую блестящую поверхность (меж-
кристаллитный излом). Внутрикристаллитный
излом в отличие от межкристаллитного имеет
мелкокристаллическую структуру.
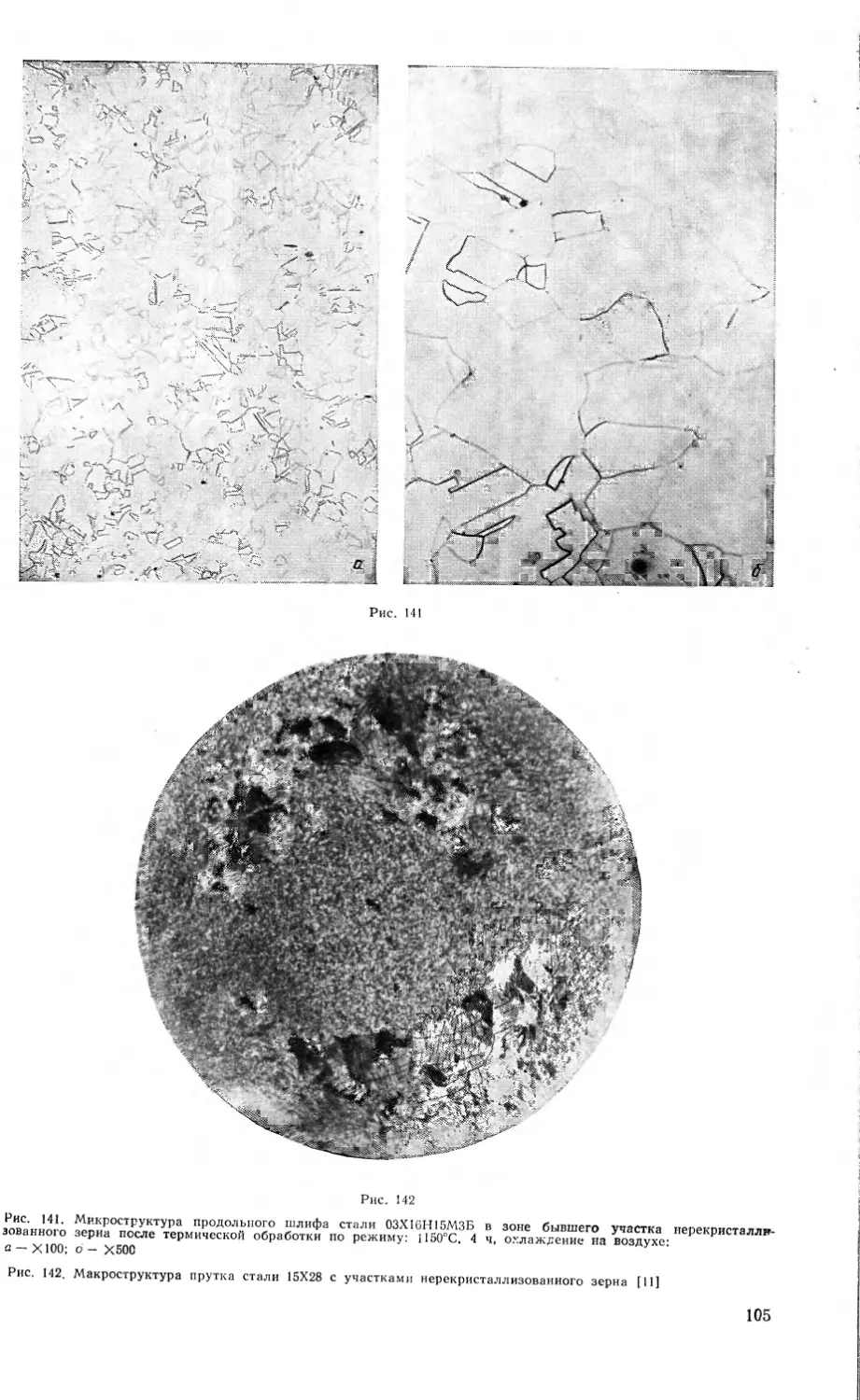
Изломы конструкционной стали обычно име-
ют смешанный вид с участками межкристал-
литного и внутрикристаллитного разрушения
(рис. 41 и 42). В закаленном состоянии преоб-
ладают смешанный вид излома (рис. 41,а), а
после закалки с высоким отпуском вследствие
повышенной вязкости стали излом проходит
преимущественно по границам кристаллитов,
особенно в зоне столбчатых кристаллов (рис.
41,6).
Исследованиями микроструктуры литого ме-
талла выявлено присутствие на границах крис-
таллитов прослоек в виде прозрачных пленок
стекловидной неметаллической фазы (рис. 43).
Микроспектральным исследованием гладких
блестящих границ кристаллитов установлено
обогащение их кремнием, кальцием и магнием.
В результате деформации с большой сте-
пенью обжатия межкристаллитные трешины
при небольшом их развитии могут заваривать-
ся частично или полностью. Заваривание тре-
щин ухудшается, если на границах кристалли-
тов имеются прослойки неметаллических фаз,
особенно пленочного характера.
На поперечных макрошлифах деформирован-
ного металла не полностью заварившиеся осе-
вые межкристаллитные трещины имеют вид
паукообразных трещин, расходящихся по ра-
диусам от оси слитка. Дефект этого вида иног-
да называют «паучком» (рис. 44). В продоль-
ном изломе деформированного металла неза-
варившиеся межкристаллитные трещины име-
ют вид сколов (рис. 45).
Участки излома со сколами имеют более
светлую матовую поверхность. В микрострук-
туре стали по месту расположения «паучк;»
наблюдаются прослойки неметаллических вклю-
чений (рис. 46), расположенные в виде се.ки
по границам кристаллитов.
Степень развития межкристаллитных трещин
оценивается по шкале ГОСТ 10243—75.
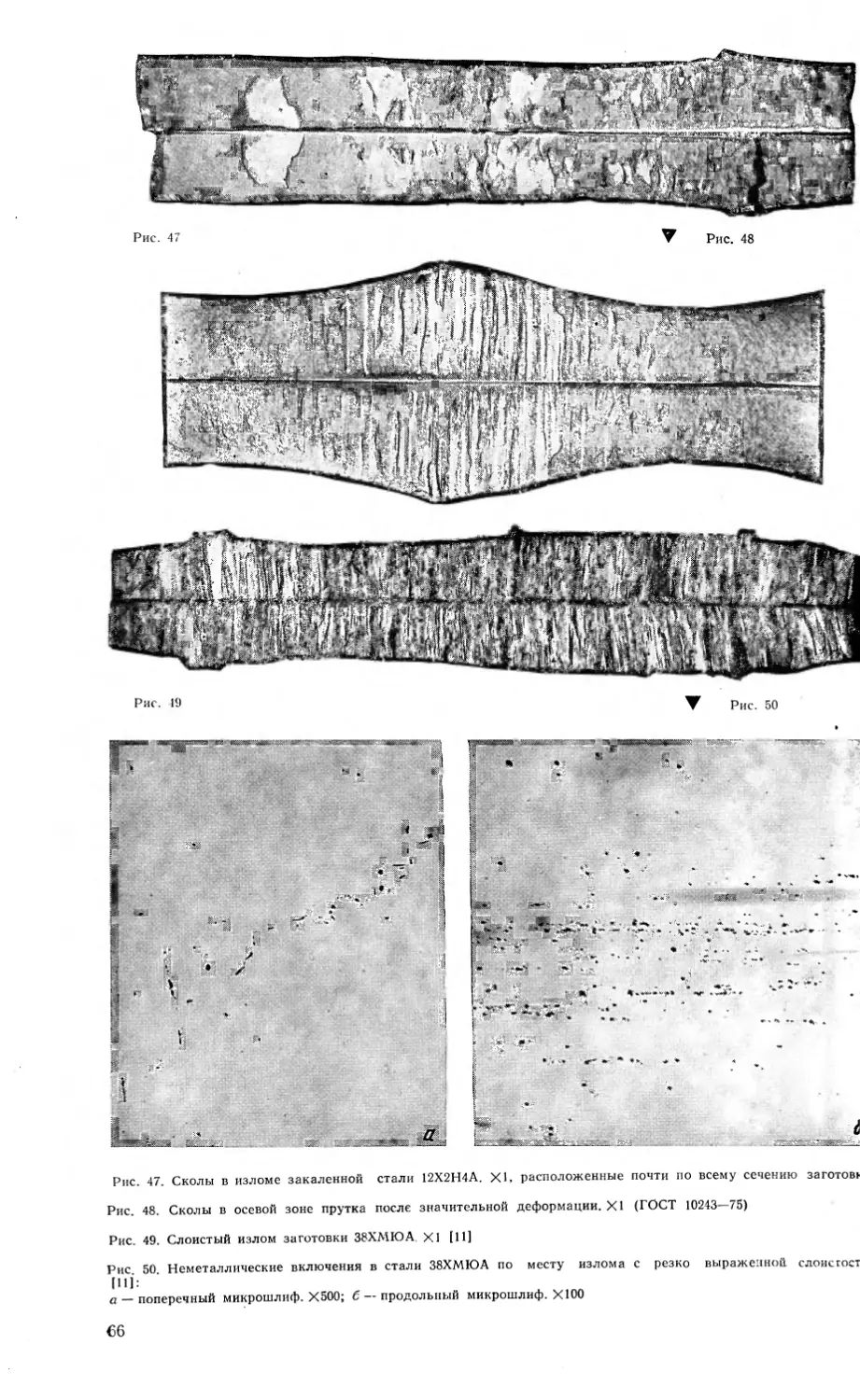
Тонкие межкристаллитные прослойки на мак-
рошлифах деформированного металла не об-
наруживаются. В продольных изломах закален-
ных темплетов межкристаллитные прослойки
выявляются в виде сколов, представляющих
собой светлые, матовые участки излома (рис.
47—49).
Дефект, представленный на рис. 49, называ-
ют слоистым изломом. На поперечных
микрошлифах при резко выраженной слоисто-
сти наблюдаются тонкие цепочки неметалличе-
ских включений (рис. 50,а), на продольных
микрошлифах (рис. 50,6) — строчки мелких
включений, ориентированных в направлении
деформации.
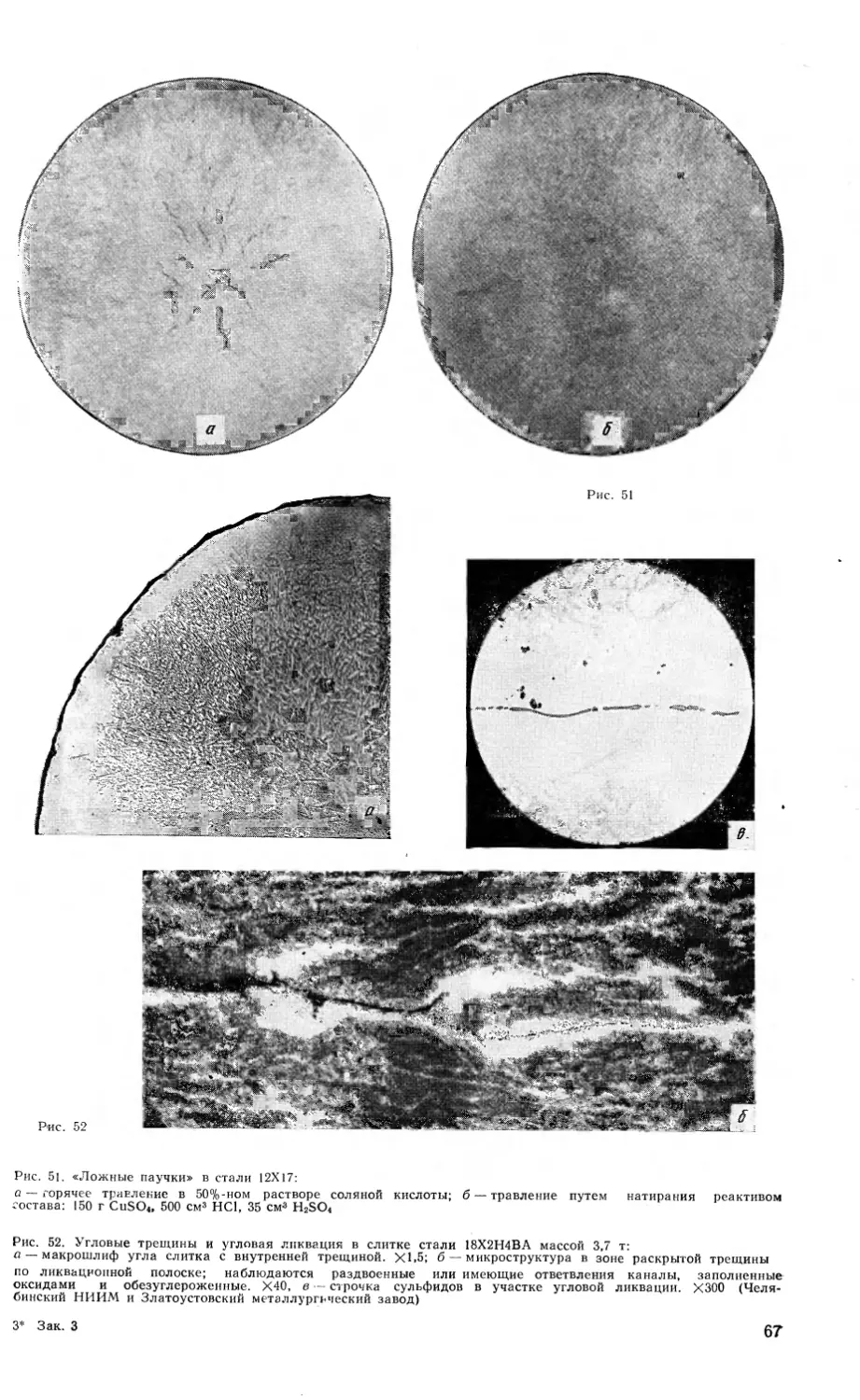
На поперечных макрошлифах иногда наблю-
даются так называемые ложные паучки (рис.
51,а), возникновение которых связано с рас-
травливанием металла вследствие структурной
неоднородности. После перешлифовки и трав-
ления в холодном реактиве состава 150 г CuSO4,
500 см3 НС1, 35 см3 H2SO4 (путем натирания)
никаких следов «паучка» не обнаруживается.
Исследование микроструктуры показало, что
«ложный паучок» вызван растравливанием
ферритных прослоек в ликвационных участках.
Причиной образования межкристаллитных
трещин являются усадочные напряжения (тер-
мические и структурные) в участках металла,
затвердевающего в последнюю очередь, при
малой прочности связи между кристаллитами,
которая особенно резко проявляется в присут-
ствии на их границах неметаллической фазы
(жидкие или стекловидные пленки, обладающие
очень низкой прочностью при температурах
кристаллизации). Межкристаллитные трещины
могут возникать при температуре конца за-
твердевания. При дальнейшем охлаждении
усадочные напряжения, особенно структурные,
могут приводить к развитию образовавшихся
трещин или вызывать появление новых трещин.
Выделение на границах кристаллитов неме-
таллической фазы является следствием ликва-
ционного обогащения жидкого металла у гра-
ниц оксидами (SiO, АЮ, TiO), сульфидами
(MnS, FeS), нитридами (A1N) и др., а также
результатом концентрации на границах крис-
таллитов неметаллических включений из всплы-
вающей взвеси. При затвердевании уменьша-
ется растворимость примесей и происходит
выделение на границах кристаллитов избыто-
чных фаз (оксидов, сульфидов, нитридов).
В жаропрочных сталях и сплавах трещины
могут появляться в интервале температур дис-
персионного твердения. В сталях мартенситно-
го класса межкристаллитные трещины могут
развиваться при температурах мартенситного
превращения или при последующем хранении
металла.
Причины образования сколов и слоистого
излома в основном те же, что и причины обра-
зования межкристаллитных трещин. Наличие
прослоек включений по границам кристаллитов
в случае сколов и слоистости может и не. при-
водить к образованию трещин, а лишь вызывать
ослабление прочности связи между кристалли-
тами. Возможно, что имеет значение сплош-
ность неметаллической фазы. В случае неме-
таллических включений пленочного вида созда-
ются более благоприятные условия для возни-
кновения трещин, так как нарушается метал-
лическая связь между кристаллитами. Если же
включения разрознены, то трещины не обра-
зуются, но в изломах проявляются сколы или
слоистость.
Работами последних лет установлено нали-
чие на поверхности сколов дисперсных вклю-
чений — нитридов и оксидов алюминия. Суще-
ствует предположение, что сколы — это грани-
цы кристаллитов, на которых выделяются суб-
оксиды алюминия, а из последних при охлаж-
дении образуются корунд и алюминий. Так как
места стыка соседних кристаллитов обогащены
примесями и затвердевают последними, в этих
vqacTKax могут возникать нитриды алюминия.
Особенно благопрятные условия для выделе-
ния нитридов алюминия создаются, по-види-
мому, в том случае, когда на границах крис-
таллитов появляется щелевидная трещина. Это-
подтверждается тем, что сколы особенно часто
наблюдаются в сталях, подверженных возник-
новению межкристаллитных трещин.
Межкристаллитные трещины и сколы наблю-
даются чаще всего в легированной конструк-
ционной стали, особенно при низком содержа-
нии углерода (<0,2%), а также в высоколе-
гированных жаропрочных и других сталях и
сплавах. Сколы и слоистость особенно резко-
проявляются в стали 38ХМЮА, легированной
алюминием, а также при раскислении легиро-
ванной конструкционной стали большими до-
зами алюминия. Межкристаллитные трещины
и сколы наблюдаются в металле, выплавлен-
ном в мартеновских и электродуговых печах..
Отмечается повышенная склонность к образе-
ванию изломов со сколами у конструкционной
стали, выплавляемой в электродуговых печах
на шихте с высоким содержанием легирован-
ных отходов.
Сколы в изломах встречаются также в кон-
струкционной легированной стали электрошла-
кового переплава.
В изломах закаленных и отпущенных слит-
ков стали типа 38ХНЗМФА, полученной элект-
рошлаковым переплавом и склонной к образо-
ванию трещин при горячей деформации, обна-
ружены сколы по границам кристаллитов.
Электронно-микроскопическим исследованием
на поверхности сколов выявлены различной
формы включения размером 0,3—0,4 и толщи-
ной 0,01—0,03 мкм, расположенные колония-
ми. На рентгеновском микроанализаторе «Ка-
мебакс» установлено, что эти включения пред-
ставляют собой комплексный сульфид марган-
ца и железа. Образование сульфида такого со-
става, несмотря на малое содержание серы в
металле электрошлакового переплава, возмож-
но вследствие условий кристаллизации, способ-
ствующих ликвации серы и обогащению ею
границ кристаллитов. Добавление в металл при
электрошлаковом переплаве силикокальция
уменьшает количество сколов в литом метал-
ле, а присадка РЗМ устраняет их полностью.
Для предупреждения межкристаллитных тре-
щин рекомендуется стали и сплавы выплавлять
в электродуговых печах на свежей шихте или
на шихте с небольшим количеством отходов,
применять продувку кислородом, стремиться к
минимальному содержанию серы и кислорода.
Для раскисления стали рекомендуется исполь-
зовать оптимальное количество алюминия. По-
лезное влияние в ряде случаев оказывает при-
менение для раскисления и десульфурации ли-
гатур с кальцием 'или магнием, РЗМ, неболь-
ших добавок титана (до 0,05%)-
Учитывая, что трещины могут возникать или
развиваться при остывании слитков, рекомен-
дуется слитки легированных сталей после вы-
грузки из изложниц сразу направлять, в нагре-
- вательные печи или колодцы, чтобы темпера-
тура их поверхности при посадке была доста-
точно высокой (не ниже 850°С). В тех случаях,
когда слитки не предназначены для посадки
на нагрев в горячем состоянии, необходимо
передавать их на отжиг или высокий отпуск
также с высокой температурой, не допуская
полного охлаждения. Увеличение степени де-
формации приводит к завариванию межкристал-
литных трещин и сколов. Хорошие результаты
получаются при применении большого суммар-
ного обжатия (12—15-кратного).
И
1.8. УГЛОВАЯ ЛИКВАЦИЯ
И УГЛОВЫЕ ТРЕЩИНЫ
{78, 79,81—83]
Угловая ликвация — это обогащенные ликвата-
ми узкие участки в углах слитков, возникаю-
щие на стыке двух направленных от стенок из-
ложницы фронтов кристаллизации.
Угловая трещина — разрыв от растягиваю-
щих напряжений по участкам угловой ликва-
ций, который может быть внутри слитка или
всходить на поверхйость по углам слитка
(рис. 52, 53).
* Угловые трещины встречаются обычно в
слитках большой массы.
В поперечных макрошлифах заготовок угло-
выё трещины обычно несколько смещены от
углов в сторону граней, что определяется схе-
мой деформации (рис. 54).
В структуре заготовок наблюдаются светлые
лицвационные полоски. Иногда эти полоски не
выходят на поверхность (рис. 55,а), в других
случаях при выходе их на поверхность наблю-
даются трещины (рис. 55,6).
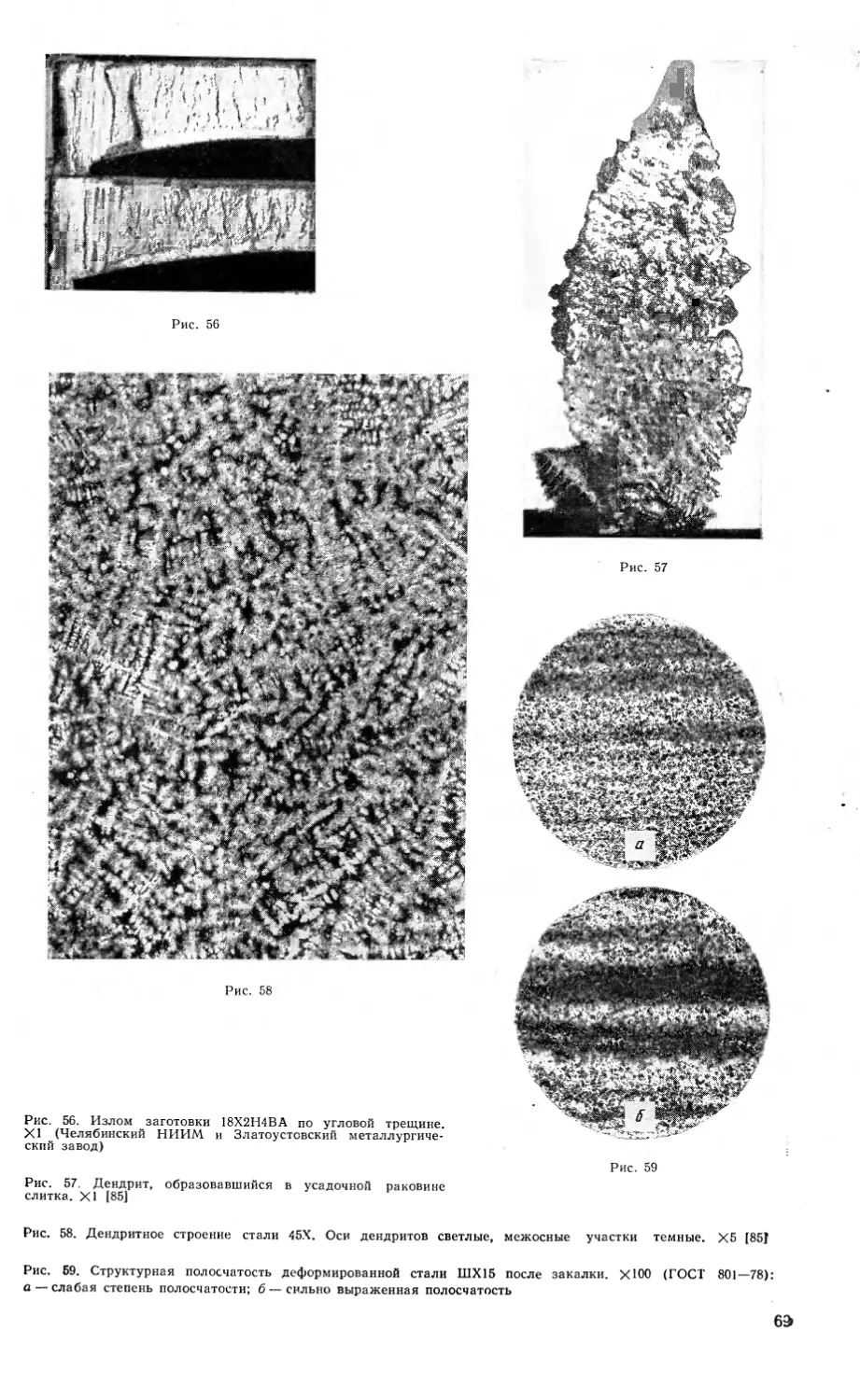
В изломах заготовок по угловым трещинам
у краев наблюдаются грубые сколы с матовой
поверхностью, сильно отличающейся от обще-
го фона кристаллического излома (рис. 56).
Иногда поверхности разрушения бывают окис-
лены. Дефекты наиболее развиты в нижней по-
ловине слитка.
Причина дефекта — обогащение ликватами
зоны соприкосновения фронтов кристаллизации,
распространяющихся от граней слитка к цент-
ру. В этой зоне накапливаются сера, фосфор,
кислород, а при затвердевании образуются
сульфидные и силикатные включения (послед-
ние, возможно, отталкиваются фронтом расту-
щих кристаллов). Здесь же наблюдаются так-
же мелкие несплошности усадочного происхож-
дения.
При наполнении изложницы металлом на-
ружные слои слитка затвердевают и вследст-
вие усадки отходят от стенки изложницы. В
этот период поверхностные слои металла ис-
пытывают значительные растягивающие напря-
жения вследствие гидростатического давления
столба жидкого металла. В результате ослаб-
ленный прослойками сульфидов и силикатов в
участках угловой ликвации слиток может раз-
рываться по линии стыка кристаллитов, т. е.
образуются угловые трещины — внутренние или
выходящие на поверхность.
Угловая ликвация и угловые трещины, • не
выходящие на поверхность слитков, при зна-
чительной деформации и при нескольких на-
гревах могут завариваться и рассасываться.
При этом уменьшаются скопления сульфидов.
В тех случаях, когда трещины выходят на по-
верхность слитков, они хорошо видны по их
углам; в этих случаях слитки подлежат забра-
кованию.
Угловая ликвация наблюдается главным об-
разом в конструкционных и нержавеющих
сталях.
Для предупреждения угловой ликвации сле-
дует снижать содержание в металле серы и
кислорода, уменьшать массу слитков. В целях
предотвращения трещин необходимо, кроме то-
го, снижать температуру жидкого металла на
разливке и уменьшать скорость разливки. По-
лезное влияние оказывают небольшие присадки
титана ( =С0,02%). Положительные результа-
ты дает применение специального режима раз-
ливки: вначале (до заполнения на 40% излож-
ницы) разливку ведут медленно, а затем уско-
ряют.
1.9. ЛИКВАЦИЯ В СТАЛИ
{5, 25, 84—105]
Ликвация представляет собой неоднородность
стали и сплавов по составу, образующуюся
при их затвердевании. Ликвацией называется
также процесс создания такой неоднородности.
Различают дендритную и зональную ликвации.
Дендритная ликвация — неоднород-
ность по составу осей и межосных участков
в объеме дендрита. Зональная ликва-
ция — неоднородность по составу различных
зон слитков.
В данном разделе рассмотрена дендритная
ликвация. Различные виды зональной ликвации
приведены в разделах 1.2, 1.6, 1.8, 1.10, 1.11.
Кристаллит литого металла неоднороден по
составу и состоит из сростков дендритов (ден-
дритных осей и межосных участков). Свобод-
но выросший в усадочной раковине сросток
дендритов показан на рис. 57.
При травлении макрошлифов литого метал-
ла специальными реактивами (Ле-Шателье,
Обергоффера и др.) вытравливается макро-
структура сложного дендритного строения, в
которой оси дендритов выглядят светлыми, а
межосные участки имеют вид темных проме-
жутков (рис. 58).
При деформации дендритное строение стали
изменяется. Оси дендритов располагаются
вдоль направления деформации и по мере уве-
личения степени обжатия, температуры и дли-
тельности нагрева уменьшается различие в со-
ставе осей и межосных участков. Поперечное
сечение их уменьшается, что облегчает воз-
можность диффузионного выравнивания соста-
ва. Однако полное выравнивание состава не
достигается и в микроструктуре деформирован-
ной стали сохраняются структурная полосча-
тость и карбидная ликвация. На рис. 59 при-
ведена структурная полосчатость стали ШХ15
различной степени развития. В образцах этой
стали после обычной закалки наблюдаются
расположенные рядом полосы мартенсита и
тростомартенсита (темные полосы). Оценка
степени карбидной ликвации и структурной
полосчатости стали ШХ15 осуществляется по
шкалам ГОСТ 801—78.
В аустенито-мартенситной стали ЭП310Ш
(1Х15Н4АМЗ) структурная неоднородность
проявляется в поперечных макрошлифах в виде
расходящихся от центра лучей (рис. 60, а). Та-
кая структура выявляется в состоянии поставки
после отжига с последующим отпуском. На
продольном микрошлифе при этом наблюдается
полосчатая структура, состоящая из полос
аустенита и мартенсита (рис. 61). После нор-
мализации от 1050°С структура становится од-
нородной и на поперечном макрошлифе лу-
чистое строение исчезает (рис. 60, б).
Причина дендритной ликвации — затвердева-
ние сталей и сплавов в некотором интервале
температур. В начале затвердевания образуют-
ся оси дендритов первого порядка, обогащен-
ные компонентами, имеющими более высокую
температуру затвердевания, затем (по мере по-
нижения температуры и изменения состава
расплава) перпендикулярно к первичным осям
образуются оси второго порядка и далее от-
ветвляются оси более высоких порядков. В пе-
12
риод кристаллизации в участках, расположен-
ных между осями дендритов, находится жид-
кость, обогащенная легкоплавкими примесями.
Жидкие участки затвердевают последними, ча-
сто с выделениями избыточных фаз или эвтектик.
Установлены следующие характерные особен-
ности дендритного роста кристаллов:
а) дендриты растут осями первого порядка в
сторону, противоположную направлению тепло-
отвода, затем по мере затруднения в росте осей
первого порядка образуются оси второго и
высших порядков;
б) оси дендрита имеют определенное кристал-
лографическое направление;
в) состав осей отличается от состава жидко-
го металла тем больше, чем медленнее идет
кристаллизация;
г) ветвление дендрита происходит через опре-
деленные промежутки времени, которые зависят
от состава и условий кристаллизации сплава;
частота ветвления тем выше, чем выше порядок
®етвей;
д) межосные участки затвердевают послед-
ними и отличаются от осей дендритов большей
плотностью дефектов структуры и кристалло-
графической ориентировкой. На шлифах меж-
осные участки занимают 20—30% площади
шлифа в зоне столбчатых кристаллов и 15—
20% в осевой зоне слитков.
При кристаллизации слитков, отлитых в
обычные изложницы, в поверхностном слое ме-
талла образуются очень мелкие оси дендритов,
состав которых почти не отличается от состава
межосных участков. За этим слоем затверде-
вает зона столбчатых кристаллитов, в которых
преобладает направление дендритных осей
1-го порядка от стенок изложницы к оси слит-
ка, т. е. в направлении, обратном теплоотводу.
В осевой зоне слитков кристаллизуются равно-
осные кристаллиты с дендритными осями про-
извольного направления.
При кристаллизации металла, наплавляемого
в металлические кристаллизаторы (электро-
шлаковый или вакуумно-дуговой переплав) оси
дендритов 1-го порядка направлены вдоль вы-
соты слитка и под углом к стенкам кристаллиза-
тора (рис. 62).
Формирование осей дендритов первого поряд-
ка при направленном теплоотводе приводит к
обогащению расплава легкоплавкими примеся-
ми, вследствие чего в конце зоны столбчатых
кристаллов, где развиты оси первого порядка,
накапливаются примеси (сера, углерод, кисло-
род, фосфор). Таким образом создается зональ-
ная ликвация. Такое же обогащение примесями
может происходить в подприбыльной части,
где располагается жидкий металл, затвердеваю-
щий в последнюю очередь.
Степень ликвации определяется диаграммой
состояния компонентов и скоростью кристал-
лизации и характеризуется коэффициентом
распределения, определяемым как отношение
содержания компонента в твердом металле к
содержанию его в жидком (до кристаллизации).
Наиболее сильно ликвирующие элементы име-
ют минимальное значение коэффициента рас-
пределения. Так, для железа, по данным [17],
коэффициент распределения углерода равен
0,13; серы 0,02; фосфора 0,13; кислорода 0,02;
азота 0,28; водорода 0,32; хрома 0,95; марган-
ца 0,84.
Степень дендритной ликвации различна в раз-
ных зонах кристаллизации. В корковой зоне
•она невелика, в зоне столбчатых кристаллов уве-
.личивается по мере перехода от начала зоны к
ее концу; в средней зоне равноосных кристал-
лов степень ликвации максимальна и мало из-
меняется от начала зоны равноосных кристал-
лов до центра слитка.
Дендритная ликвация наблюдается в обыч-
ных слитках, в литых слябах, в непрерывноли-
тых заготовках, а также в слитках рафинирую-
щих переплавов (ЭШП, ВДП, ЭЛП); степень
ее развития зависит от скорости кристаллиза-
ции. В слябах и непрерывнолитых заготовках
дендритная ликвация меньше, чем в слитках,
полученных обычной разливкой, и определяется
размером слябов и условиями их охлаждения.
Зональная ликвация в слитках ЭШП, ВПД,
ЭЛП почти не развивается вследствие направ-
ленной кристаллизации металла.
Меры предупреждения дендритной ликвации
мало эффективны. Полезным является использо-
вание слитков малой массы, однако это эко-
номически нецелесообразно и, кроме того, не
дает положительного эффекта, если уменьше-
ние массы слитков приводит к уменьшению
числа нагревов под горячую деформацию и,
следовательно, к снижению степени диффузион-
ного выравнивания состава.
Более эффективным способом уменьшения
дендритной ликвации является термическая
обработка при высокой температуре — гомоге-
низация. Нагрев стали или сплавов при 1100—
1280°С в течение 2—20 ч в зависимости от
марки стали и цели обработки может приводить
к существенному уменьшению степени ликва-
ции. Так, эффективны способы ступенчатой го-
могенизации стали ШХ15СГ, в значительной
степени снижающие структурную полосчатость.
1.10. ЛИКВАЦИОННЫЙ КВАДРАТ
(КРУГ) И КВАДРАТ (КРУГ)
НЕОДНОРОДНОЙ ТРАВИМОСТИ
{5, 6, 11, 106—109]
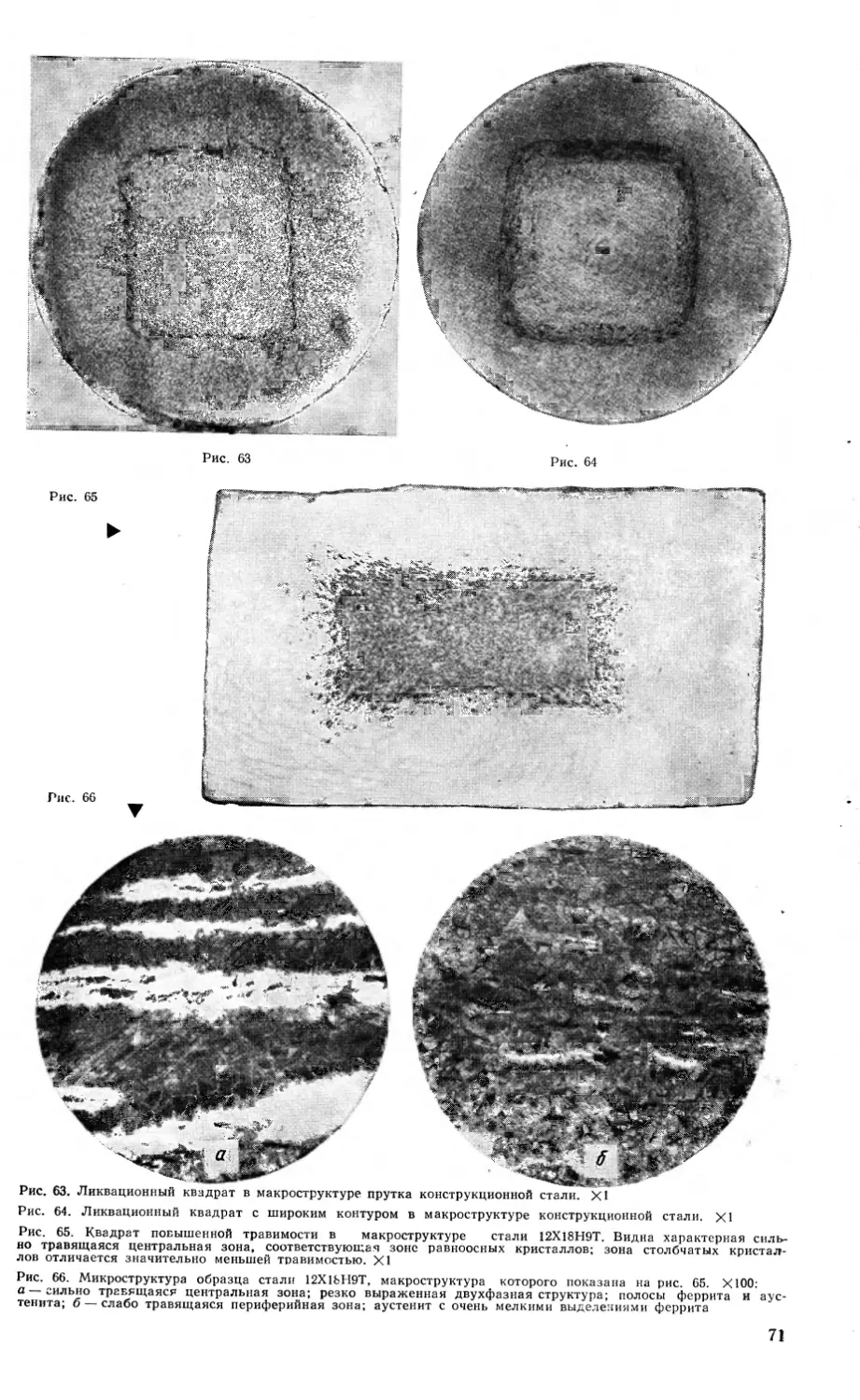
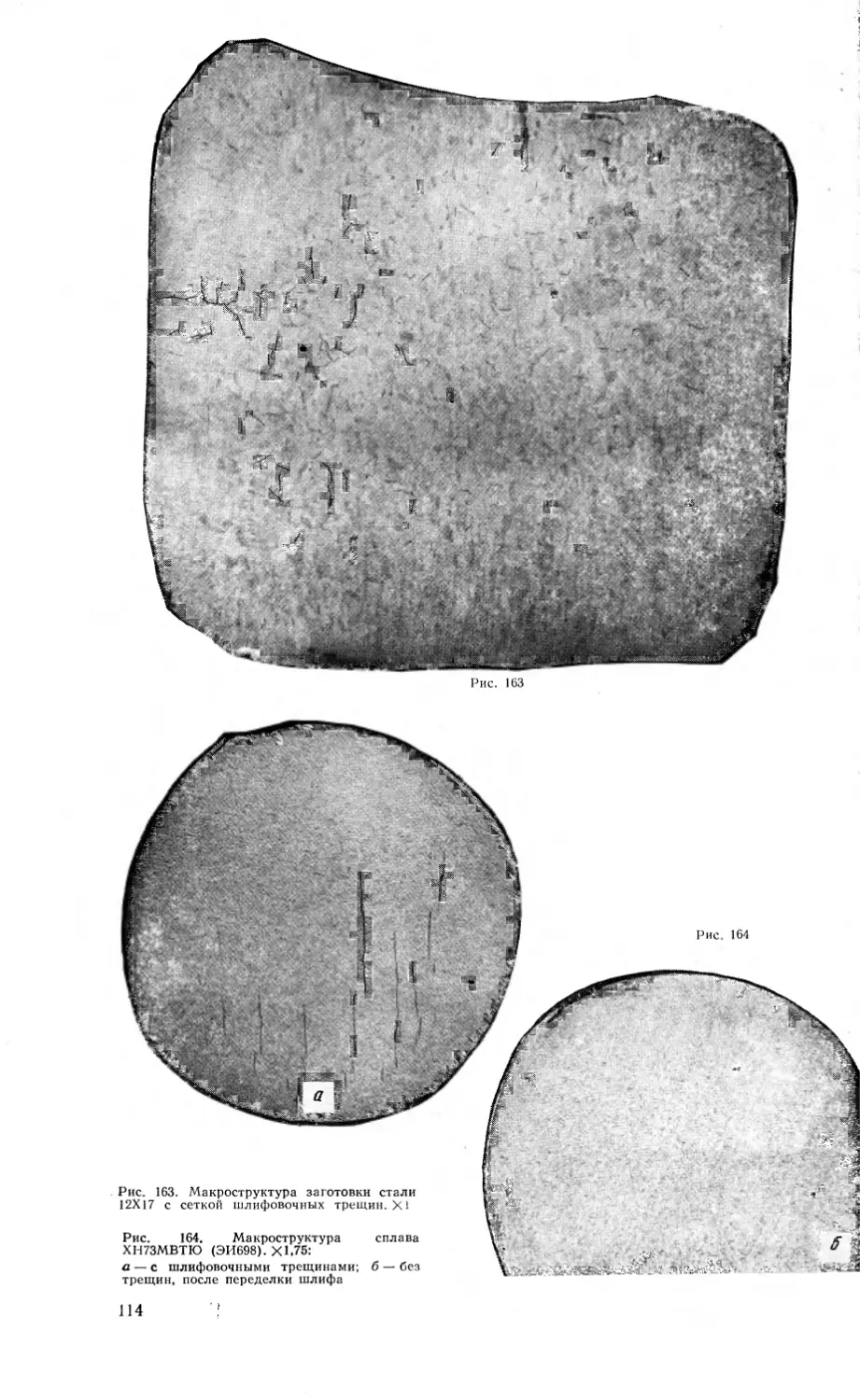
Ликвационный квадрат (или круг) — дефект,
выявляющийся в поперечных макрошлифах де-
формированного металла, представляет собой
структурную неоднородность в виде различно
травящихся зон, контуры которых повторяют
форму слитка. Располагается за зоной столбча-
тых кристаллов (рис. 63). Может иметь значи-
тельную ширину (рис. 64).
Степень развития ликвационного квадрата
оценивается по шкалам ГОСТ 10243—75 в за-
висимости от интенсивности травления, степени
замкнутости и ширины контура.
Причина образования ликвационного квадра-
та — зональная ликвация в сочетании с ден-
дритной. Примеси (фосфор, кислород, сера и
др.), а также углерод оттесняются к концу зоны
столбчатых кристаллов, обогащая слой жидкого
металла, расположенный за этой зоной.
Ликвационный квадрат может также возни-
кать или усиливаться при сотрясении или вибра-
ции слитка в период формирования зональной
ликвации. В этом случае может появиться двой-
ной ликвационный квадрат. В верхней и сред-
ней частях слитков ликвационный квадрат вы-
ражен резче, чем в нижней. Происходящая в
зоне повышенной концентрации примесей ден-
дритная ликвация приводит к резкому обога-
щению этими примесями межосных участков,
где выделяются сульфиды, оксиды, фосфиды и
др., вызывающие повышенную травимость. Чем
больше масса слитков и содержание в метал-
ле серы и^фосфора, тем резче проявляется 'лик-
вационный квадрат. Наиболее резко он прояв-
13
ляется у сталей с широким температурным ин-
тервалом затвердевания. В стали электрошла-
кового и вакуумно-дугового переплава ликва-
ционный квадрат встречается реже, в основном
в слитках большой массы, и выражен слабее;
образуется чаще в верхней части слитков.
Уменьшение ликвационного квадрата дости-
гается снижением содержания серы и других
примесей, а также понижением температуры
разливки стали и уменьшением массы слитков.
Проявлением различной степени дендритной
ликвации в различных зонах слитка является
квадрат повышенной травимости в нержавею-
щей аустенито-ферритной стали (рис. 65—67).
Микроструктура зоны повышенной травимости
характеризуется большим количеством более
крупных участков феррита по сравнению с
зоной пониженной травимости (рис. 66). Квад-
рат повышенной травимости, как и ликвацион-
ный квадрат, выражен более резко в верхней
части слитков (рис. 67).
На макрошлифах некоторых сталей (напри-
мер, 14Х17Н2) иногда наблюдается значи-
тельная травимость периферийной зоны и мень-
шая травимость центральной зоны. Такое раз-
личие типично для стали феррито-аустенитного
класса с преобладанием ферритной структуры.
Причиной появления ликвационного квадрата
неоднородной травимости в высоколегирован-
ных сталях является различная степень ден-
дритной ликвации в зонах слитка, охлаждаю-
щих с разной скоростью. Так, в случае стали
12Х18Н10Т более медленное охлаждение в цен-
тральной части (в зоне равноосных кристаллов)
в связи с увеличением степени дендритной лик-
вации приводит к образованию большего коли-
чества более крупных участков феррита, рас-
положенных в межосных пространствах. Нали-
чие квадрата повышенной или пониженной тра-
вимости в двухфазных сталях браковочным
признаком не является.
1.11. ТОЧЕЧНАЯ
НЕОДНОРОДНОСТЬ [5, 6, 11;
24, с. 93—98; 85, 106—112;
118, с. 43—48, с. 49—53,
с. 116—121]
Точечная неоднородность представляет собой
локальные скопления сульфидов, нитридов, ок-
сидов и карбидов, образующиеся при кристал-
лизации стали вследствие дендритной и отчасти
зональной ликвации примесей (С, S, N, О, Р
и др.).
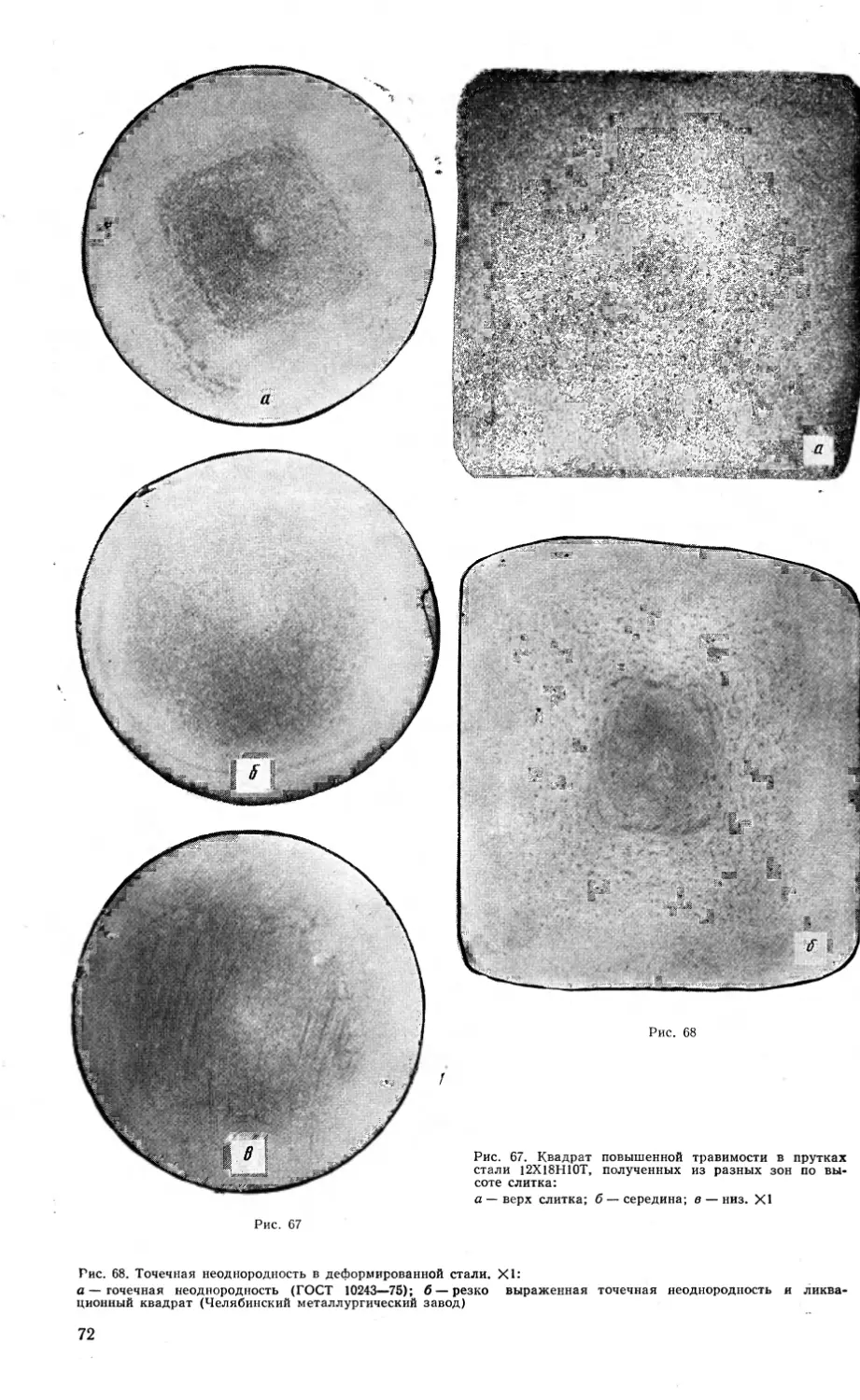
Свое название дефект получил по внешнему
виду на поперечных травленых макрошлифах
деформированного металла, где он выявляется в
виде темных пятен (точек), травящихся более
интенсивно по сравнению с остальной поверх-
ностью макрошлифа (рис. 68). Располагается
точечная неоднородность в средней части сече-
ния заготовок, преимущественно в конце зоны
столбчатых кристаллов и в начале зоны рав-
ноосных кристаллов.
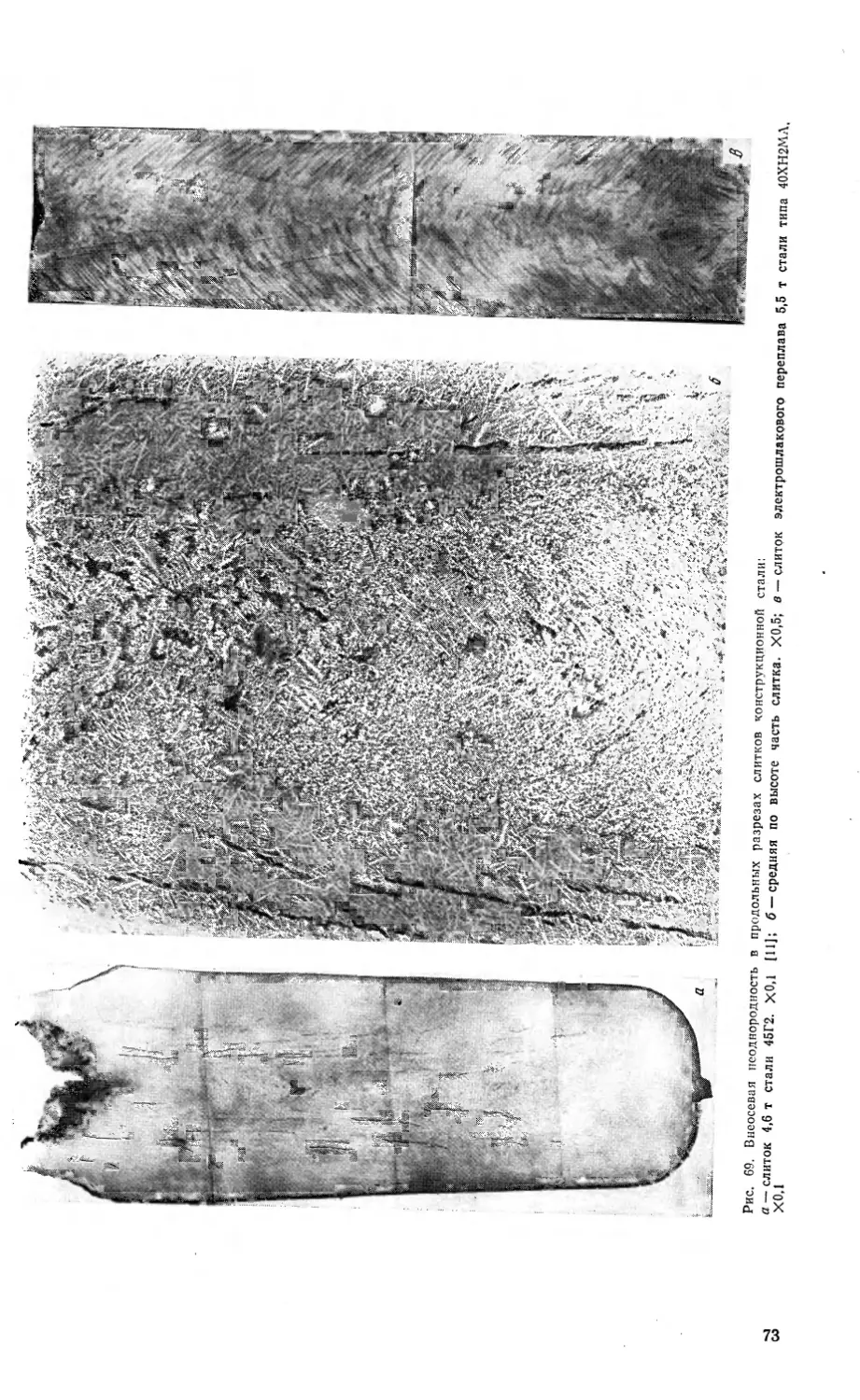
В продольных разрезах слитков точечная не-
однородность имеет вид ликвационных поло-
сок, направленных под небольшим углом к оси
слитка и называемых внеосевой неоднород-
ностью1 (рис. 69). В полосах внеосевой неод-
нородности и точках неоднородности располо-
жены скопления примесей (сульфиды, оксиды —
1 Дефект называется также шнуры или усы внеосе-
вой неоднородности.
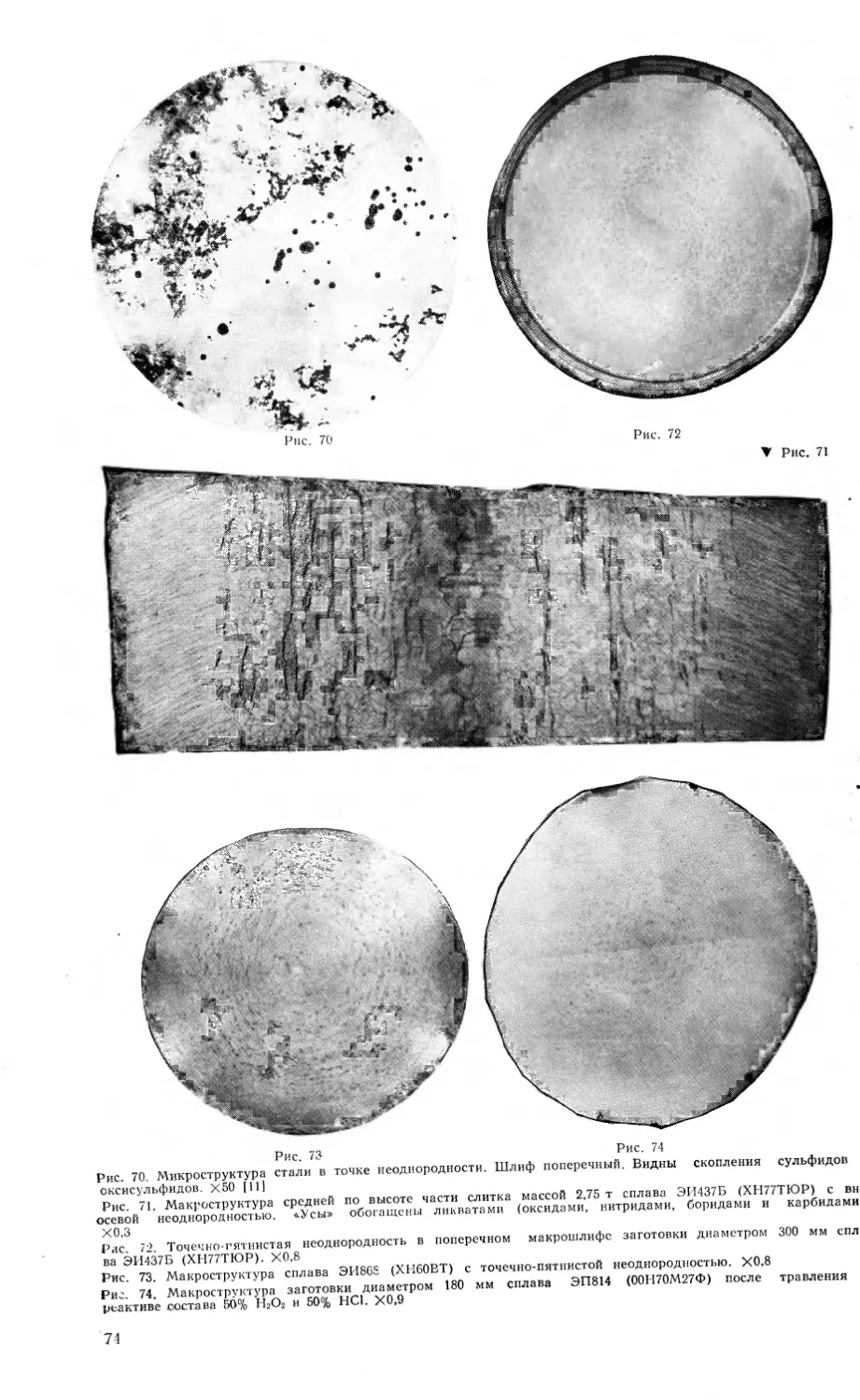
пленочные и скопления, фосфиды, карбиды, ни-
триды и другие фазы) — рис. 70. Степень раз-
вития точечной неоднородности оценивают по
шкалам ГОСТ 10243—75.
Механизм образования шнуров внеосевой не-
однородности состоит в том, что в слоях ме-
талла, обогащенных примесями вследствие зо-
нальной ликвации, развивается процесс ден-
дритной ликвации, приводящий к локальным
скоплениям примесей в межосных участках или
на стыке кристаллитов. Эти участки, обогащен-
ные кислородом, серой, азотом и углеродом,
сохраняют жидкую консистенцию (маточный
раствор) и тогда, когда металл вокруг них в
основном затвердел. Формирование шнуров
внеосевой неоднородности происходит в ре-
зультате стекания или всплывания маточ-
ной жидкости по каналам, которые образуют
усадочные поры или жидкие участки, располо-
женные один под другим.
В шнурах внеосевой неоднородности мелкие
усадочные поры при деформации завариваются,
а ликваты остаются и образуют точечную неод-
нородность.
Точечная неоднородность типична для низко-
и среднелегированных мало- и среднеуглеро-
дистых конструкционных сталей, в которых точ-
ки представляют собой преимущественно окси-
сульфиды и сульфиды. В подшипниковой стали
(ШХ15 и ШХ15СГ) в точках неоднородности
присутствуют, кроме того, карбиды.
Точечная неоднородность может возникать
при всех способах производства стали. Наибо-
лее резко она бывает выражена в прутках иа
слитков большой массы при высоком содержа-
нии в стали серы и других примесей.
В случае рафинирующих переплавов точеч-
ная неоднородность обычно выражена слабее
и зависит от размера слитков, содержания серы
и режима переплава металла.
Уменьшение точечной неоднородности дости-
гается снижением содержания в стали серы*
кислорода, фосфора, азота. Уменьшение массы
слитков не всегда целесообразно, так как при
этом ухудшаются показатели выхода годного.
1.12. ТОЧЕЧНО-ПЯТНИСТАЯ
НЕОДНОРОДНОСТЬ
[5, 113—117, 118, с. 43—48, с.
116—121, с. 157—163]
Т очечно-пятнистая неоднородность — типична
для высоколегированных жаропрочных сталей
и сплавов. В этих сплавах точечно-пятнистая
неоднородность представляет собой локальные
участки, обогащенные ликвирующими приме-
сями в виде избыточных фаз. Отличается от
точечной неоднородности большим размером и
числом точек, а также составом избыточных
фаз. В жаропрочных сталях и сплавах в точ-
ках-пятнах неоднородности присутствуют пре-
имущественно карбиды, карбонитриды, нитриды,,
бориды и интерметаллиды.
В слитках дефект имеет вид ликвационных
полосок внеосевой неоднородности, число кото-
рых значительно больше, чем в случае обычной
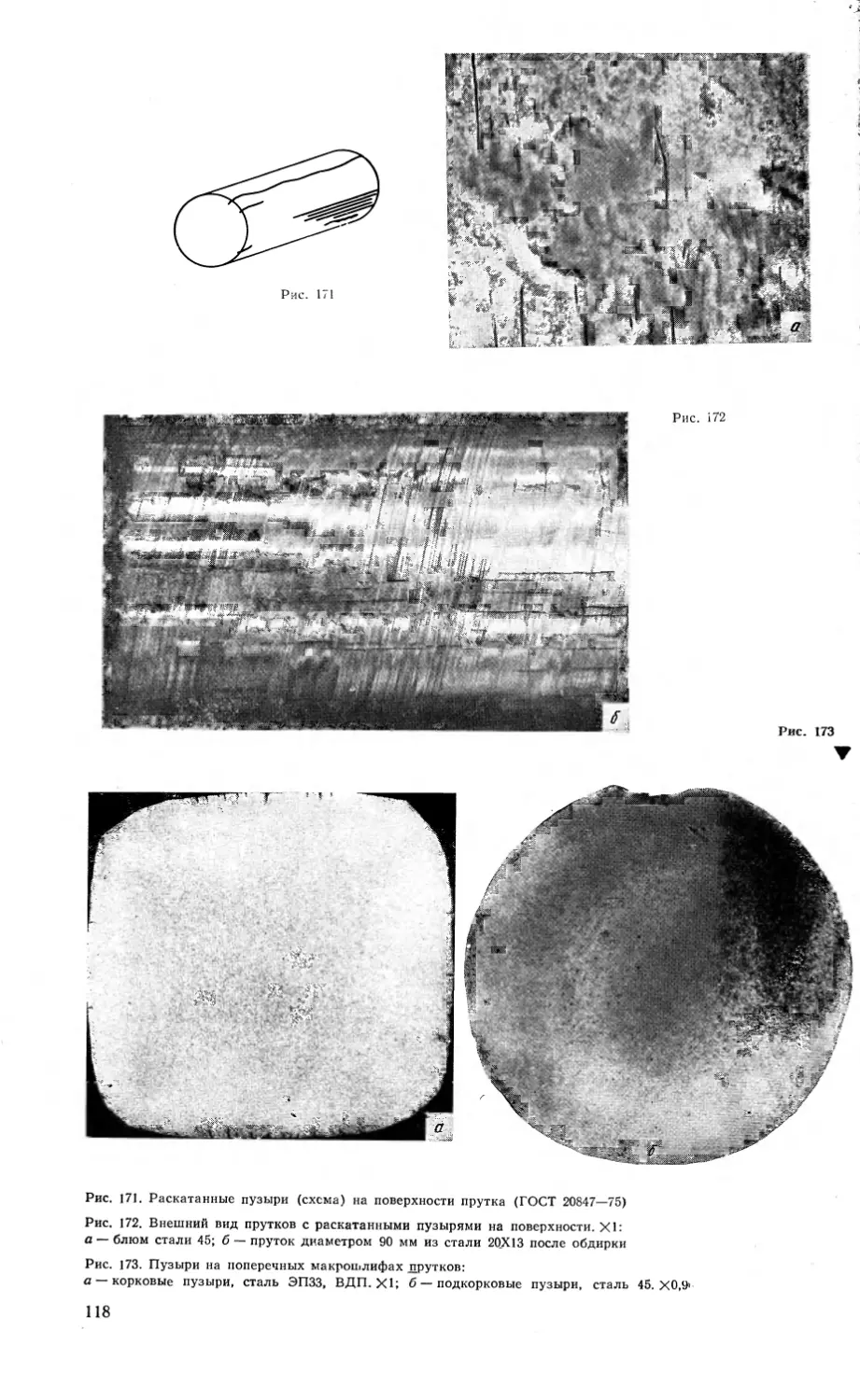
точечной неоднородности (рис. 71).
В деформированном металле точечно-пят-
нистая неоднородность (темно-травящиеся точ-
ки) располагается в средней части прутков
(рис. 72 и 73), соответствующей зоне равно-
осных кристаллов в слитках. При этом в узкой
центральной зоне точек неоднородности часто
несколько меньше (см. рис. 72). Дефект выяв-
ляется при травлении лишь некоторыми реакти-
вами. Так, в макроструктуре сплава ЭП814
(00Н70М27Ф) после травления в реактиве для
жаропрочных сплавов (150 г медного купоро-
са; 35 см3 серной кислоты; 500 см3 соляной
кислоты) точечно-пятнистая неоднородность не
наблюдается, а после травления того же макро-
шлифа в реактиве, состоящем из 50% Н2О2 и
50% НС1, дефект отчетливо виден (рис. 74).
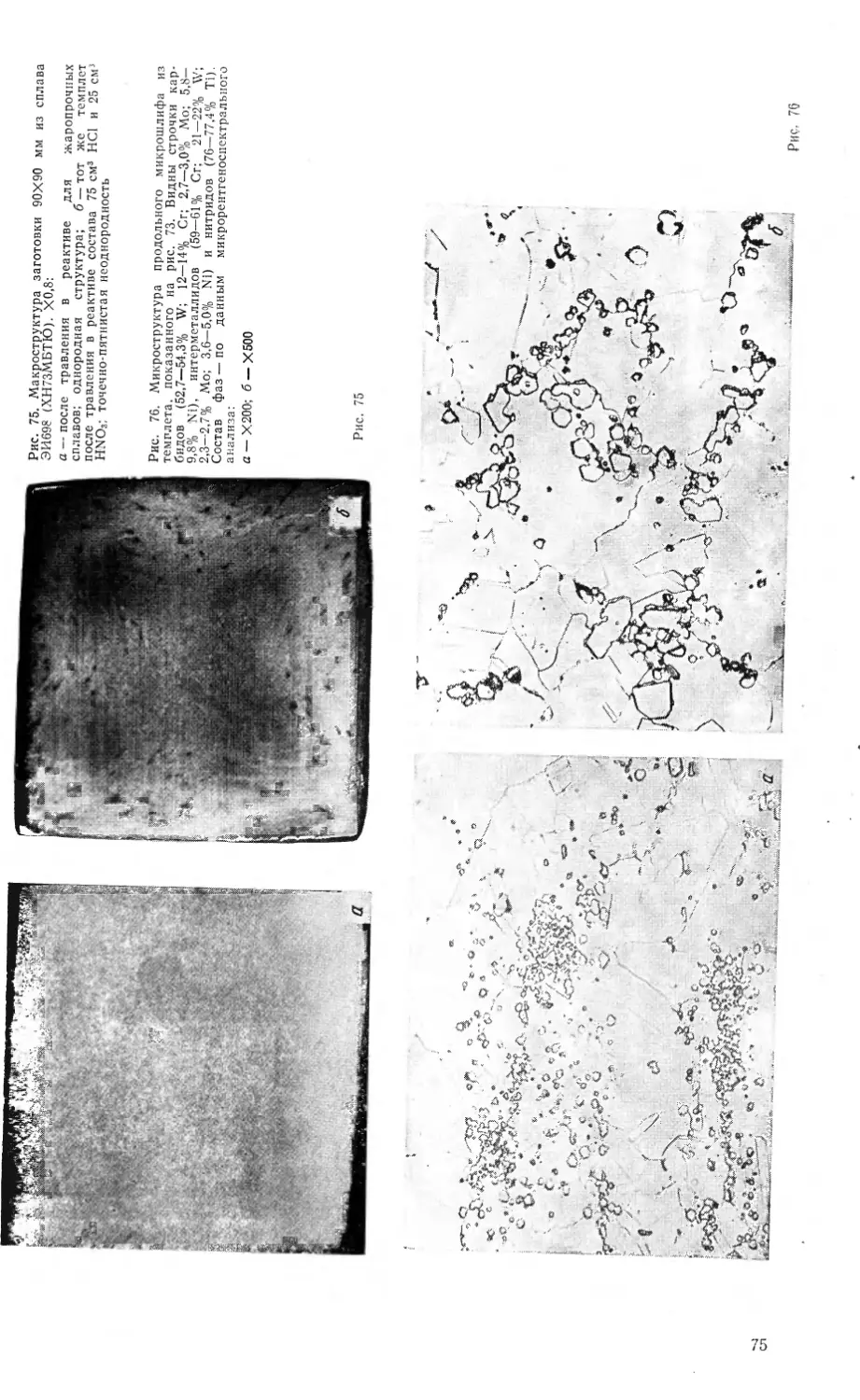
Вид макроструктур сплава ЭИ698 (ХН73МБТЮ)
после травления разными реактивами см.
рис. 75. Микроструктура точек неоднородно-
сти в продольном микрошлифе состоит из стро-
чек карбидов, интерметаллидов и нитридов
(рис. 76). '•
Различная степень развития точечно-пятни-
стой неоднородности в жаропрочных сплавах
после рафинирующих переплавов оценивается
по ГОСТ 22838—77.
Точечно-пятнистая неоднородность образуется
вследствие дендритной ликвации сплавов в пе-
риод их кристаллизации в области равноосных
кристаллов, где ликвация имеет наибольшее
развитие. Обусловлено это тем, что формирова-
ние межосных участков в рассматриваемой об-
ласти происходит в условиях замедленного ох-
лаждения с резко выраженной разделительной
диффузией, приводящей к значительному обо-
гащению межосных участков углеродом, азо-
том, кислородом, бором, серой и некоторыми
легирующими элементами (W, Мо, Сг). В этих
участках образуются избыточные фазы: кар-
биды, карбонитриды, бориды, сульфиды, окси-
ды, интерметаллиды, а при легировании сплавов
титаном и алюминием — нитриды и оксиды ти-
тана и алюминия. Возможно также оттеснение
в межосные участки при росте дендритов не-
которых избыточных фаз, образовавшихся в
жидком металле.
Локальные скопления избыточных фаз обу-
словливают повышенную травимость обогащен-
ных ими участков. При деформации скопления
избыточных фаз вытягиваются и в поперечных
макрошлифах имеют вид пятен без четких кон-
туров. По мере удаления от пятна неоднородно-
сти структура становится равномернее. Дефект
встречается при разных способах выплавки.
Меры предупреждения и устранения точеч-
но-пятнистой неоднородности мало эффективны,
так как этот дефект определяется в основном
составом стали и формируется в слитках пре-
имущественно крупных размеров. Некоторого
уменьшения точечно-пятнистой неоднородности
в легированных титаном сплавах можно до-
стичь, предохраняя струю металла при разлив-
ке от контакта с воздухом и тем самым умень-
шая поглощение металлом азота и кислорода.
Эффективным способом устранения дефекта
являются рафинирующие переплавы (ВДП,
ЭШП и др.).
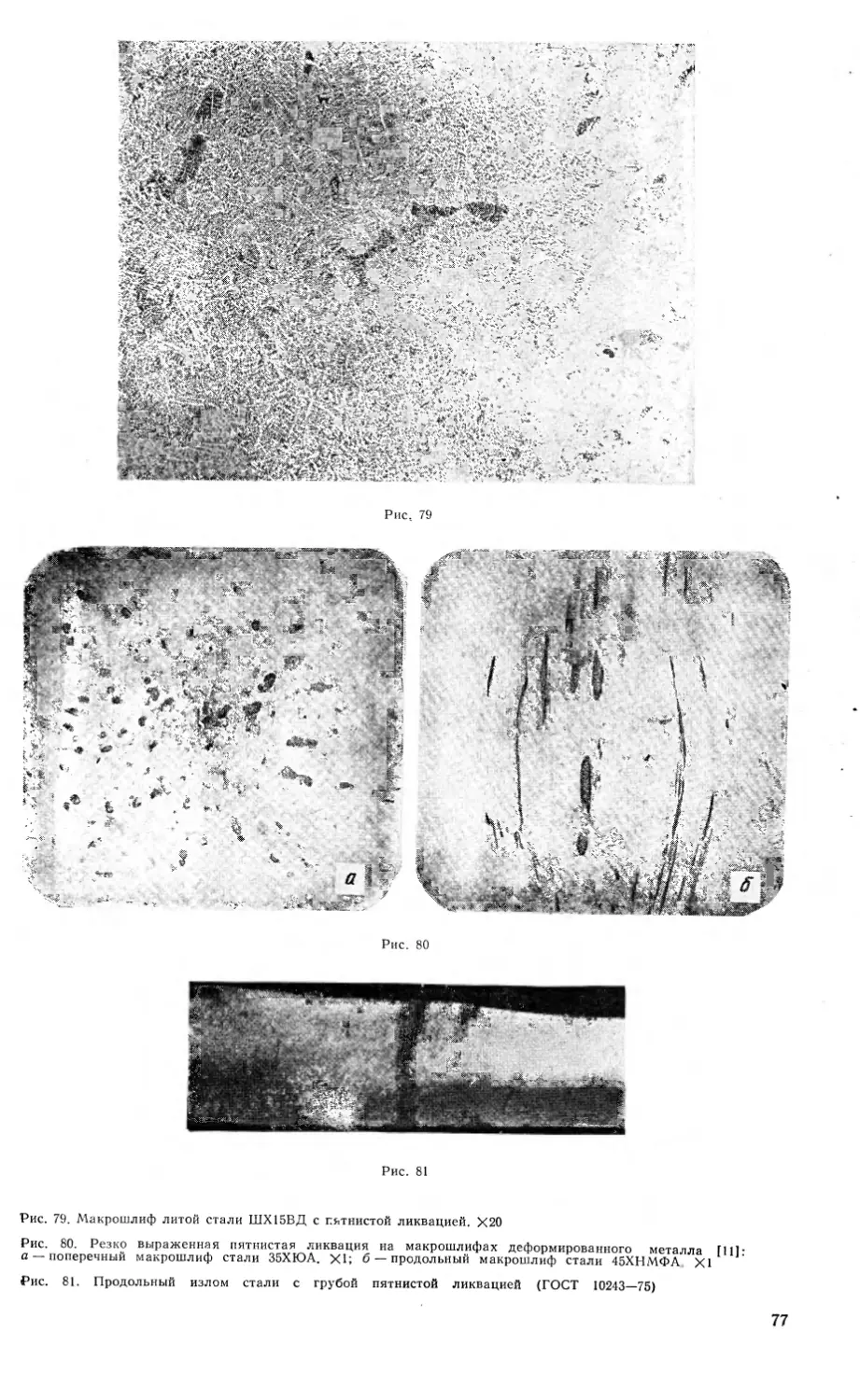
1.13. ПЯТНИСТАЯ ЛИКВАЦИЯ
[2, 5, 11; 24, с. 96—99;
113—115; 118, с. 43—48,
с. 116—121, с. 157—163;
119—126]
Пятнистая ликвация' представляет собой ло-
кальные скопления ликватов, расположенных в
полостях газовых пузырей. Отличается от то-
чечной неоднородности более крупными раз- 1 *
1 Пятнистую ликвацию иногда называют газовой
ликвацией.
мерами пятен и более резко очерченными кон-
турами, ограничивающими участки, обогащен-
ные ликватами.
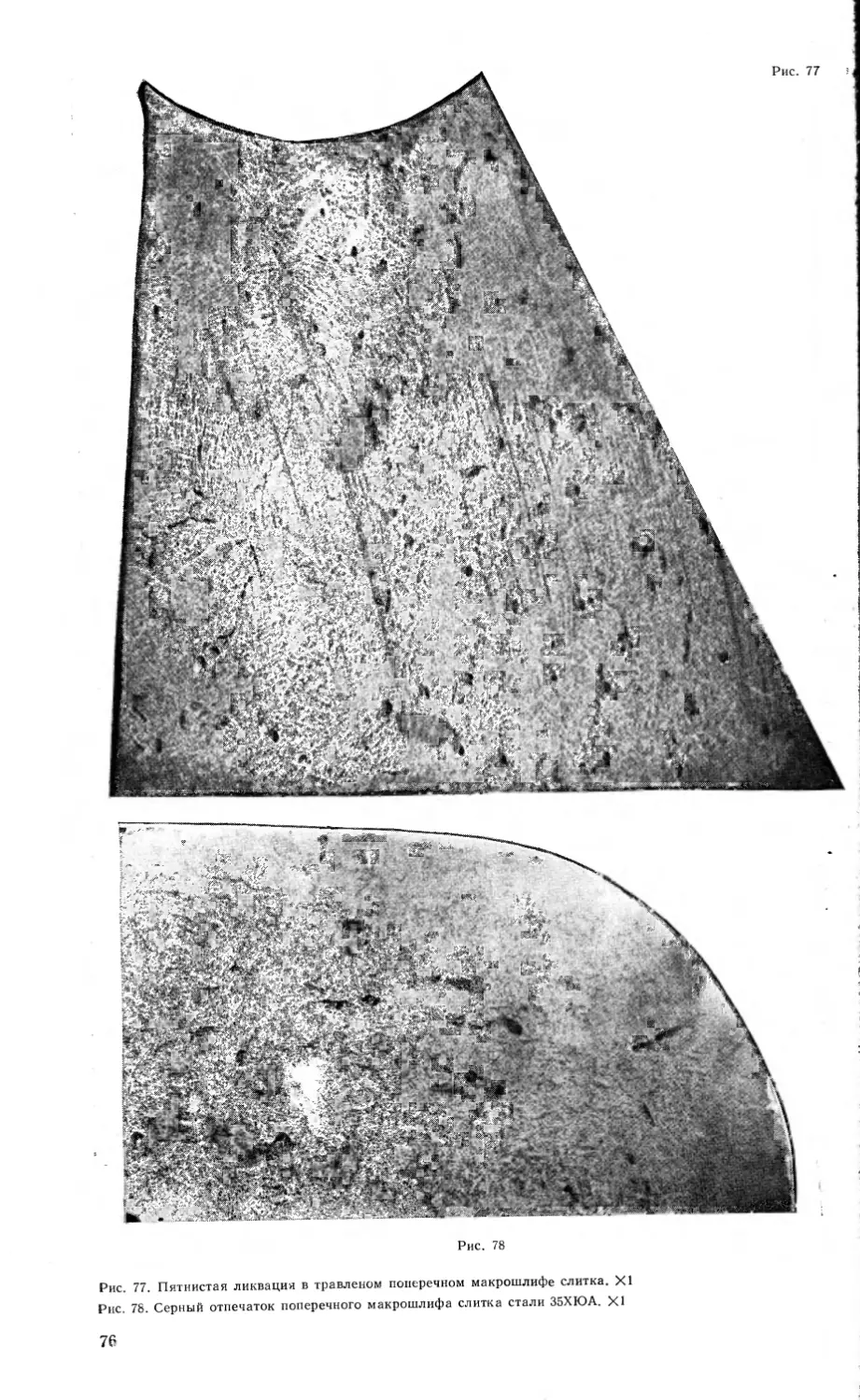
На поперечном макрошлифе литого металла
пятнистая ликвация имеет вид темных пятен
(рис. 77). Металл в местах пятнистой ликвации
отличается по составу от основного повышен-
ным содержанием углерода, серы, фосфора,
кислорода. На серном отпечатке отчетливо вид-
ны пятна неоднородности, обогащенные серой
(рис. 78). Металл в пятнах кристаллизуется
самостоятельно с малыми размерами тонких
осей дендритов и большим объемом межосных
участков, обогащенных ликватами (рис. 79).
На поперечных травленых макрошлифах де-
формированного металла дефект имеет вид тем-
ных пятен (рис. 80,а), а на продольных макро-
шлифах— вид вытянутых вдоль направления
деформации полос (рис. 80,6). Грубая пят-
нистая ликвация в продольном изломе иллю-
стрируется рис. 81.
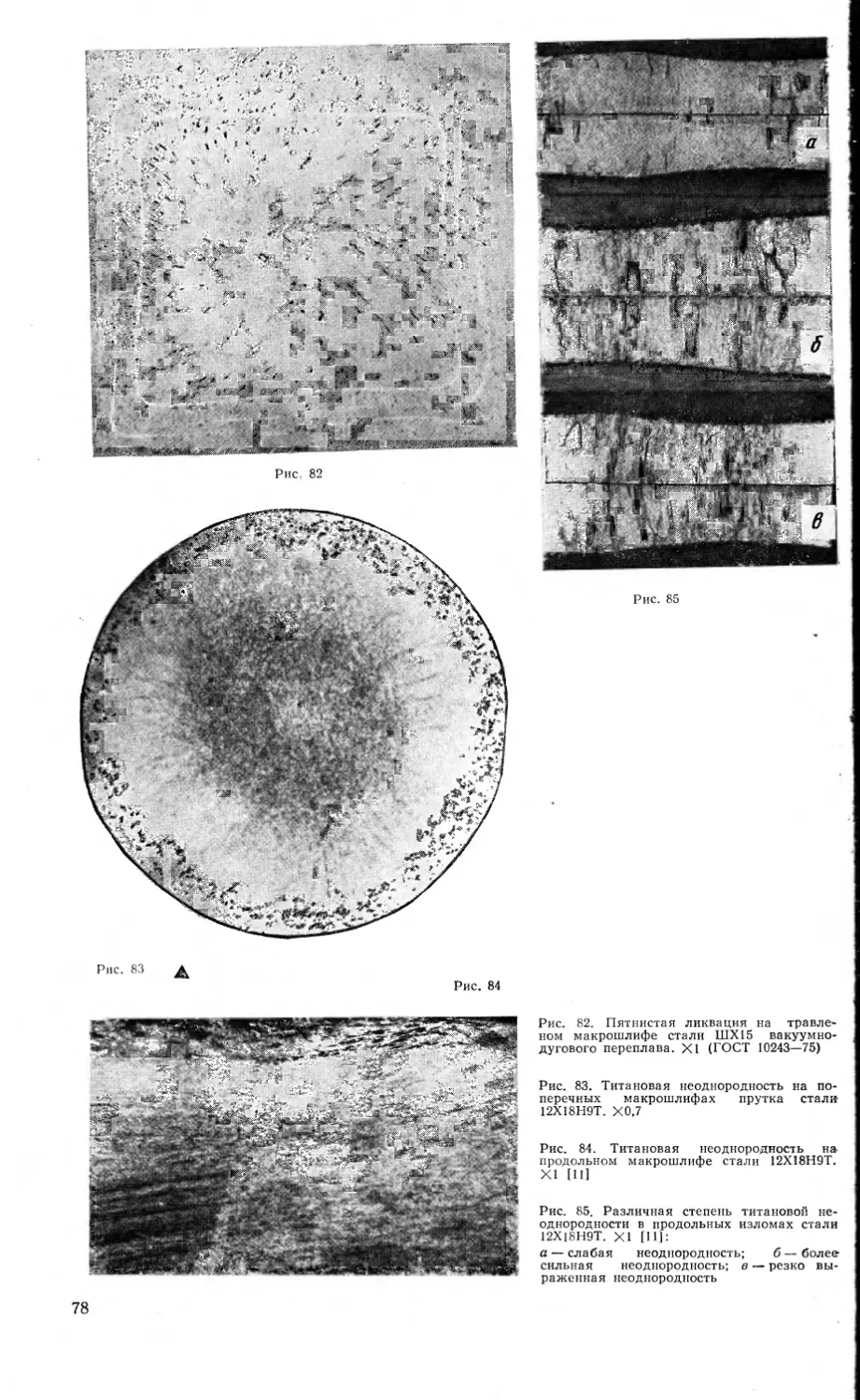
Пятнистая ликвация может быть ’общей,
т. е. расположенной по всему сечению прутков,
или краевой — расположенной вблизи поверх-
ности. При нарушении режима вакуумно-дуго-
вого переплава пятнистая ликвация имеет вид
пятен, разбросанных по всему сечению (рис. 82).
При микроисследовании в ликвационных
пятнах обнаруживаются скопления сульфидов,
оксидов, нитридов и карбидов. На границах
пятен могут располагаться шлаковые неметал-
лические включения.
Степень развития пятнистой ликвации оцени-
вается по шкалам ГОСТ 10243—75.
Пятнистая ликвация образуется в результа-
те ликвации газов и других примесей преиму-
щественно в верхней половине слитка и наибо-
лее резко выражена в подприбыльной части
слитка.
Причина возникновения пятнистой ликва-
ции — высокое содержание в металле газов,
приводящее к появлению пузырей. При кристал-
лизации стали газы могут выходить из пузырей
и в их полость может проникать металл, обога-
щенный ликватами. В процессе дальнейшего
охлаждения этот металл затвердевает при более
низкой температуре по сравнению с основным.
По-видимому, на стенках пузыря отлагается
тонкая пленка окислов (вероятно, кремнезе-
мистого стекла), которая препятствует диффу-
зионному выравниванию концентрации приме-
сей в пятне и в окружающем металле.
Наиболее склонны к пятнистой ликвации ста-
ли с высоким содержанием кремния и алюминия
(типа ЗОХГСА и 38ХМЮА), однако дефект
встречается и в других конструкционных и
инструментальных легированных сталях. В боль-
шей степени ему подвержены средне- и высоко-
углеродистые стали, причем дефект возникает
преимущественно в последних по ходу разлив-
ки слитках или сифонах. В конструкционных
сталях, не легированных кремнием, пятнистая
ликвация часто наблюдается тогда, когда со-
держание кремния в них находится на нижнем
пределе (<0,20%). Пятнистая ликвация воз-
можна в сталях как обычных способов выплав-
ки, так и рафинирующих переплавов. Во втором
случае дефект возникает при плохом качестве
электродов (много газов) и неотрегулированном
процессе переплава.
Меры предупреждения пятнистой ликвации:
уменьшение содержания газов, оптимальное
раскисление металла, использование свежей
шихты или шихты с малым содержанием отхо-
дов. Снижению склонности к пятнистой ликва-
ции способствует выплавка с продувкой кисло-
родом, применение прокаленных й просушенных
материалов, выпуск неперегретого металла.
Краевая пятнистая ликвация стали 38ХМЮА
была существенно снижена при изменении усло-
вий ввода алюминия. Вместо легирования алю-
минием в ковше, применявшегося ранее, была
введена технология легирования алюминием в
печи после полного скачивания печного шлака.
После легирования алюминием наводили све-
жий шлак из извести и шпата.
Для снижения склонности к пятнистой ликва-
ции целесообразно также применение неболь-
ших добавок титана, церия и других РЗМ, ва-
куумирование жидкой стали и продувка ее ар-
гоном в ковше.
1.14. ТИТАНОВАЯ
НЕОДНОРОДНОСТЬ [1, 5, 6, 11,
52,106,127]
Титановая неоднородность — местные скопле-
ния включений оксидов, сульфидов и нитридов
титана; встречается в сталях и сплавах, легиро-
ванных титаном.
Скопления включений могут быть разбросаны
по сечению слитков или прутков, в этом случае
дефект называют общей титановой неоднород-
ностью. При расположении скоплений включе-
ний у поверхности слитка или прутка дефект
называют краевой титановой неоднородностью
(рис. 83, 84). Чаще встречается краевая тита-
новая неоднородность.
В продольных изломах титановая неоднород-
ность имеет вид темно-серых полос, иногда с
золотистым блеском (рис. 85). В микрострукту-
ре по месту титановой неоднородности наблю-
даются скопления оксидов, сульфидов и нитри-
дов титана (рис. 86).
Общая титановая неоднородность образуется
вследствие контакта струи металла с воздухом
при разливке стали. В результате реакции ти-
тана с азотом и кислородом воздуха образуют-
ся нитриды и оксиды титана, которые вместе
со струей поступают в жидкий металл в излож-
нице и не успевают всплыть на поверхность.
Общая титановая неоднородность встречает-
ся редко. Точечные скопления нитридов в сред-
ней зоне обычно классифицируют как точечно-
пятнистую неоднородность. В прутках дефор-
мированного металла титановая неоднород-
ность выявляется в виде внутренних и поверх-
ностных волосовин.
Формирование краевой титановой неоднород-
ности имеет ряд особенностей. Она возникает
вследствие захвата жидким металлом корочки,
образующейся на поверхности металла при на-
полнении изложницы в результате контакта
зеркала металла с воздухом и, возможно, в
результате всплывания включений. В корочке
преобладают оксиды и нитриды титана. При на-
полнении изложницы титановая корочка оттес-
няется к ее стенкам. По мере заполнения из-
ложницы корочка может подниматься и иногда
застревает в теле слитка при переходе к при-
быльной части. Поэтому краевая титановая не-
однородность располагается преимущественно
в подприбыльной зоне. В тех случаях, когда
причиной титановой неоднородности является
образование корочки на зеркале металла, в
скоплениях включений оксидов и нитридов
титана встречаются и другие оксиды, всплы-
вающие к корочке.
В стали и сплавах рафинирующих перепла-
вов краевая титановая неоднородность в том
виде, в каком она встречается в слитках, отли-
тых в изложницы, не наблюдается. В металле1
вакуумно-дугового переплава могут быть ско-
пления нитридов и оксидов титана на поверх-
ности (см. в разделе дефекта «корона»).
Для предупреждения образования титановой
неоднородности рекомендуется уменьшать кон-
такт жидкого металла с воздухом. С этой целью
применяют разливку в атмосфере аргона в
уширенные прибыльные надставки и увеличива-
ют скорость разливки.
1.15. ЦЕРИЕВАЯ
НЕОДНОРОДНОСТЬ
[24, с. 547—550; 118,
с. 142—146; 128; 129,
с. 174—191; 130,
с. 161—166; 131 — 135]
Цериевая неоднородность — местные скопления
оксидов и сульфидов церия и сопутствующих
ему редкоземельных металлов.
На макрошлифах цериевая неоднородность
имеет вид темно-травящихся точек, пятен, поло-
сок, иногда разбросанных по всему сечению, а
иногда сосредоточенных у поверхности (рис. 87)
в виде местных скоплений.
На продольных макрошлифах, в изломах и на
продольных микрошлифах обнаруживаются вы-
тянутые вдоль направления деформации скопле-
ния оксидов и сульфидов церия и сопутствую-
щих РЗМ. В этих скоплениях присутствуют так-
же включения сложного состава (силикаты,
алюминаты и др.), видоизменившиеся под влия-
нием церия. Как и титановая неоднородность,
цериевая неоднородность часто наблюдается в
прутках из подприбыльной части слитков.
Иногда скопления включений с церием наблю-
даются в нижней части слитков.
Источники цериевой неоднородности могу?
быть различными:
а) церий может воздействовать на скопления
экзогенных включений (алюминатов, силикатов
и др.), восстанавливая из них алюминий, крем-
ний, железо и приводя к образованию скопле-
ний цериевых включений, часто в совокупности
с алюминатами и силикатами;
б) скопления включений РЗМ могут попадать
в металл вместе с добавками РЗМ, в которых
могут содержаться оксиды и сульфиды РЗМ;
в) скопления включений РЗМ могут также
возникать в результате воздействия РЗМ на
разливочные огнеупоры;
г) при введении РЗМ в значительных коли-
чествах в печь или в ковш вследствие контакта
струи металла с воздухом могут образовывать-
ся окислы РЗМ.
Скопления включений алюминатов и сили-
катов могут быть шлаковой пеной или распола-
гаться под корками. Вследствие высокой плот-
ности включений оксидов и сульфидов церия
всплывание их скоплений затруднено.
После введения РЗМ значительная часть шла-
ковой и огнеупорной взвеси включений тран-
сформируется под влиянием РЗМ и вследствие
замедленного всплывания остается в металле
Присутствующая в металле экзогенная взвесь
служит подложкой для формирования оксидоь
и сульфидов церия.
Цериевая неоднородность встречается в сталь
всех марок, при выплавке или разливке кото-
рой использовался церий. В металле рафини-
16
рующих переплавов цериевая неоднородность
не наблюдается.
Меры снижения цериевой неоднородности:
подбор оптимальных количеств добавок РЗМ и
оптимального режима раскисления металла пе-
ред введением РЗМ. С увеличением дозы РЗМ
цериевая неоднородность усиливается. Большое
влияние на степень цериевой неоднородности
оказывают также условия введения РЗМ (в
ковш, в изложницу и т. п.). При введении РЗМ
в изложницу цериевая неоднородность может
увеличиваться если металл содержит много эк-
зогенной взвеси. При большой загрязненности
металла хорошие результаты дает введение
РЗМ в струю металла.
1.16. СВИНЦОВАЯ
НЕОДНОРОДНОСТЬЮ, 136—138]
Свинцовая неоднородность представляет собой
местные скопления включений свинца, часто
сопровождаемые неметаллическими включения-
ми. Хорошо выявляется путем снятия свинцо-
вых отпечатков с макрошлифов (ГОСТ
10243—75). С этой целью плоскость темп лета
шлифуют, обезжиривают в 10 %-ном растворе
надсернокислого алюминия. Темплет выдержи-
вают до получения серой окраски, промывают
в проточной воде и после того, как серый на-
лет оказывается удаленным, высушивают. Бром-
серебряную фотобумагу для удаления солей се-
ребра замачивают в темноте в тиосульфате
натрия. Через 7—10 мин бумагу вынимают,
промывают в проточной воде и высушивают.
Перед снятием отпечатка подготовленную фо-
тобумагу замачивают в течение 5—7 мин в
5 %-ном водном растворе едкого натра, слегка
просушивают фильтровальной бумагой и на-
кладывают на образец эмульсионной стороной.
Протиркой ватным тампоном в течение 5 мин
обеспечивают плотный контакт фотобумаги с
поверхностью образца (не допуская ее сдвига).
Готовый отпечаток погружают на 10—15 с в
5%-ный раствор сульфида натрия. Отпечаток
промывают, высушивают, надписывают и при
необходимости фотографируют. При наличии
свинца отпечаток получается светло-коричневым
с темными пятнами в местах скоплений включе-
ний свинца. На отпечатках по Бреггу с попереч-
ных макрошлифов скопления свинца часто на-
блюдаются в краевой зоне (рис. 88). На не-
травленых микрошлифах включения свинца
светлые, сливаются с поверхностью металла, в
отраженном свете видны по контурам вокруг
них. Включения свинца часто окружают неме-
таллические включения (например, стекла). На
травленых шлифах включения свинца имеют
вид темных пятен (рис. 89).
Добавки свинца вводят в сталь для улучше-
ния ее обрабатываемости, поэтому включения
свинца не являются дефектами, если они рас-
пределены равномерно.
1.17. ЗАГРЯЗНЕНИЯ И
ВОЛОСОВИНЫ [1—5, 8, 11, 15, 37,
38, 79, 106, 135, 139—144; 145,
с. 56—71, с. 121—134; 146—155;
156, с. 63—77, с. 94—106; 157]
Дефект представляет собой скопления неметал-
лических включений, попадающих в металл из
внешних источников (шлак, огнеупоры, ферро-
сплавы, лигатуры и др.) или образующихся в
металле вследствие реакции раскислителей ц
десульфураторов с кислородом, серой, азотом
и взвесью включений.
Загрязнения стали бывают:
а) макроскопические, видимые невооружен-
ным глазом;
б) микроскопические, видимые с помощью,
световых микроскопов;
в) субмикроскопические, наблюдаемые в
электронных микроскопах при больших увели-
чениях.
В данном случае рассматриваются только за-
грязнения, относящиеся к макровключениям1.
Загрязнения в слитках располагаются произ-
вольно по высоте и сечению в виде скоплений
(рис. 90, 91, а). Наиболее загрязненной являет-
ся зона, расположенная на высоте 10—20% от
низа слитка. Часто загрязнения представляют
собой скопления шлака, не успевшего всплыть в,
прибыльную часть, или остатки расплавившихся
корочек, а также загрязнения, захваченные па^
дающими кристаллами.
В деформированном металле загрязнения вы-,
тягиваются вдоль направления деформации и(
образуют нитевидные дефекты, называемые
волосовинами (рис. 91,6). Волосовины могут,
быть в виде сплошных или прерывистых стро-
чек.
При микроанализе шлифов по месту располо-
жения волосовин выявляются строчки неметал-
лических включений (рис. 91, в и г). Небольшие.,
загрязнения имеют вид нитей, более крупные
при деформации раскатываются в полоску.
Для выявления внутренних волосовин часто,,,
используют ступенчатую обточку, при этом от-
четливо выявляются волосовины, расположен-
ные на различной глубине (рис. 92).
Примеры неметаллических включений, обра^
зующих волосовины, приведены на рис. 93 и 94.
На нетравленой поверхности продольных
макро- и микрошлифов невооруженным глазом,
отчетливо видны скопления оксидов и нитридов.
Скопления сульфидов выявляются после трав-
ления шлифов.
Волосовины могут иметь различную длину
(от 1 до 100 мм и более) и разное происхожде-.
ние. Длина волосовин зависит от степени де-
формации и от размера загрязнения.
По происхождению различают экзогенные^
эндогенные и экзоэндогенные загрязнения:
1) источники экзогенных загрязнений — футе?
ровка плавильных агрегатов, футеровка ков-
шей, шлак, разливочные огнеупоры, шихтовые
и легирующие материалы;
2) источники эндогенных загрязнений — фазы,
образующиеся при реакциях кислорода, серы и'
азота с компонентами, раскислителями и де-
су льфураторами, т. е. оксиды, сульфиды и ни-
триды;
3) источники экзоэндогенных загрязнений —_
продукты взаимодействия экзогенных включе-
ний с раскислителями, десульфураторами и ком-
понентами стали, а также компонентов стали с
воздухом; состав таких включений может быть
очень разнообразным и меняться от типичного
экзогенного до типичного эндогенного.
Волосовины в большинстве случаев представ-
ляют собой экзоэндогенные и экзогенные вклю-
чения.
В прутках стали волосовины наиболее часто
встречаются в поверхностной зоне и в осевой
1 Некоторые виды загрязнений рассмотрены в раз-
делах титановая и цериевая неоднородность (1.14 и
1.15).
17
зоне равноосных кристаллов. Темная корочка,
опускающаяся из верхней части слитка в ниж-
нюю, может быть зафиксирована на любой вы-
соте слитка, а вместе с ней фиксируются скоп-
ления включений. Обычно волосовины имеют в
своем составе силикаты, силикатные стекла,
алюминаты кальция, корунд, шпинели, оксиды
и нитриды титана. В поверхностной зоне прут-
ков волосовины часто образуются из шлака,
плавающего на поверхности металла в излож-
нице и оттесняемого к ее стенкам. Подробнее
см. раздел «Дефекты поверхности».
Волосовины могут встречаться в сталях всех
марок стали. На загрязненность стали волосо-
винами оказывает влияние способ выплавки: в
стали конверторной, мартеновской и электроду-
говой этот дефект всегда присутствует в боль-
лпем или меньшем количестве. В стали рафини-
рующих переплавов волосовин мало; отдель-
ные мелкие волосовины не превышают по дли-
не 1—мм.
Меры по снижению количества волосовин те
же, что и по снижению содержания неметалли-
ческих включений: использование высококаче-
ственных огнеупоров, чистых шихтовых мате-
риалов и легирующих, оптимальные условия
раскисления и десульфурации, устранение или
уменьшение контакта с воздухом, создание ус-
ловий для более полного всплывания неметал-
лических включений (легкоплавкие включения,
крупные слитки и др.).
1.18. ВНУТРЕННИЕ РАЗРЫВЫ ПРИ
ДЕФОРМАЦИИ ИЗ-ЗА ПЕРЕГРЕВА
ОСЕВОЙ ЗОНЫ [1, 2, 4—6, 11,
79—85, 158—161]
Внутренние разрывы образуются при горячей
деформации в осевой зоне прутков вследствие
ее перегрева.
Разрывы обычно бывают мелкие групповые
(рис. 95). однако при сильном перегреве наря-
ду с мелкими наблюдаются грубые разрывы
(рис. 96). В зоне мелких разрывов на макро-
шлифах наблюдается повышенная травимость.
Из-за темного цвета участков с разрывами
после травления дефект называют также «чер-
новины». Темный цвет участков с разрывами
является следствием окисления металла.
На продольных макрошлифах дефект имеет
вид темно-травящихся извилистых полосок
(рис. 97), а в продольных изломах — вид круп-
нозернистой структуры с мелкими разрывами
в осевой зоне (рис. 98).
На рис. 99 приведен пример дефекта в кова-
ной стали 9Х4С2В2МФ (ЭП761). На микрошли-
фе дефект представляет собой группы разрывов
(пор), расположенных часто в виде сетки или
полосок из групп мелких разрывов, вытянутых
вдоль направления деформации. В стали марок
ШХ15 и ШХ15СГ внутренние разрывы имеют
вид сильно травящейся осевой зоны макрошли-
фов (рис. 100). В продольных микрошлифах
наблюдаются мелкие поры, расположенные в
полосках, обогащенных карбидами, и называе-
мые «м и к р о п о р а м и». При дальнейшей го-
рячей деформации микропоры полностью зава-
риваются.
На рис. 101 приведен поперечный макрошлиф
стали 38ХГС. Разрывы проходят по ликвацион-
ному квадрату и направлены перпендикулярно
к направлению первого обжатия. Разрывы по
ликвационному контуру типичны для хромони-
келевой нержавеющей стали (рис. 102). Тон-
кие разрывы по границам зерен, наблюдаемые
в микроструктуре, обогащены сульфидами,
оксисульфидами и карбонитридами титана и -
другими легкоплавкими фазами. Здесь также
часто наблюдается повышенное содержание
а-фазы.
Образование разрывов от осевого перегрева
связано с зональной и дендритной ликвацией,
приводящей к обогащению отдельных участков
ликвирующими примесями, имеющими более
низкую температуру плавления по сравнению с
температурой затвердевания стали или сплава
среднего состава (карбидные, боридные эвтек-
тики, неметаллические включения и другие фа-
зы). При температуре нагрева слитков, превы-
шающей оптимальную, ликвационные участки,
расположенные преимущественно в междуос-
ных участках дендритов и на границах кристал-
лов в осевой зоне равноосных кристаллов и в
зоне точечной и точечно-пятнистой ликвации,
подплавляются или размягчаются. Вследствие
малой прочности этих участков при деформа-
ции образуются разрывы.
На образование дефекта оказывают влияние
состав стали, условия деформации, отчасти
степень дендритной ликвации и главным обра-
зом температура нагрева перед деформацией.
Разрывы от осевого перегрева наиболее часто
встречаются в высокоуглеродистых и высоколе-
гированных сталях и сплавах. В высокоуглеро-
дистых сталях разрывы обусловлены наличием
эвтектических участков с карбидами, в двух-
фазных нержавеющих сталях — присутствием
значительных количеств a-фазы, в жаропроч-
ных и высоколегированных сплавах — точечно-
пятнистой неоднородностью. Легкоплавкие, в
частности карбоборидные, эвтектики, распола-
гающиеся в ликвационных участках и пятнах,
могут быть участками локального разрушения.
Предупредить образование дефекта можно
путем снижения температуры нагрева металла
перед деформацией или частично путем умень-
шения степени деформации за один нагрев.
Уменьшать склонность к образованию дефек-
та, снижая степень дендритной ликвации путем
уменьшения массы слитков, в большинстве слу-
чаев нецелесообразно.
Внутренние разрывы в осевой зоне могут при
дальнейшей деформации завариваться, если при
нагреве к ним не было доступа воздуха
(рис. 103).
Дефект может возникать при деформации
металла, полученного любым способом, однако
при прочих равных условиях более склонен к
разрывам из-за осевого перегрева металл круп-
ных слитков и несколько меньше металл с ми-
нимальным содержанием серы и металл ЭШП.
1.19. ВНУТРЕННИЕ ТРЕЩИНЫ И
РАЗРЫВЫ ОТ ДЕФОРМАЦИИ
[1, 4, 10, 11, 158, 162]
Дефект образуется при деформации вследствие
высоких напряжений и малой пластичности ме-
талла. Располагается преимущественно в цен-
тральной зоне прутков.
Внутренние разрывы от деформации могут
различаться по внешнему виду в зависимости
от условий деформации.
Ковка прутков квадратной формы из круглых
слитков труднодеформируемых сталей и спла-
вов может приводить к образованию разрывов
в виде ковочного креста (рис. 104) или
разветвленных разрывов, расходящихся от цен-
18
тра (рис. 105, а). Иногда образуются прямоли-
нейные ступенчатые разрывы, параллельные од-
ной из граней (рис. 106, а). При обкатке трудно-
деформируемых сплавов на круг в плоских бой-
ках дефект может иметь вид округлого отвер-
стия (рис. 107).
Внутренние разрывы от деформации чаще
всего образуются при ковке, но могут возни-
кать и при прокатке в случае неблагоприятных
условий деформации, а также при холодном
волочении. При прокатке слитков быстрорежу-
щей стали в системе калибров круг — овал об-
разуются периодические по длине заготовок
внутренние разрывы (рис. 108).
Микроструктура дефекта, образовавшегося в
процессе горячей деформации (при исследова-
нии металла не подвергавшегося последующему
нагреву), нормальная; обезуглероживания и
вторичных оксидов по границам дефекта не на-
блюдается (см. рис. 105, б и 106,6).
Холодное волочение твердой и малопластич-
ной стали при больших обжатиях может вызы-
вать типичный дефект — внутренние разрывы
угловатой формы (рис. 109).
Последующая деформация не устраняет гру-
бых внутренних разрывов, если их поверхность
контактировала во время нагрева с воздухом
(рис. ПО, а, б). Разрывы в торцах заготовок
окисляются и обычно не завариваются. В
микроструктуре дефекта, не заварившегося при
последующей деформации, наблюдается выде-
ление вторичных оксидов и нитри-
дов по границе разрыва (рис. ПО, в).
При незначительном проникновении воздуха в
полость разрыва при нагреве последующая де-
формация приводит к частичному или полному
завариванию дефекта. Несплошности в макро-
структуре нет, но сохраняются контуры бывших
разрывов (рис. 111, а, 112, а), так как по быв-
шим границам разрывов располагаются дис-
персные вторичные оксиды и нитриды (111, б,
112,6,8).
Дефектам этого вида подвержены, как пра-
вило, труднодеформируемые сплавы и стали,
имеющие высокое сопротивление деформации и
низкую пластичность. Возникновению дефектов
способствует применение больших частных об-
жатий и отклонения от оптимальной температу-
ры деформации. Часто внутренние разрывы
возникают при ковке круглых профилей на
плоских бойках. Образованию внутренних раз-
рывов способствует низкая температура дефор-
мации. Температура, превышающая оптималь-
ную, также может приводить к образованию
внутренних разрывов, но в этом случае дефект
имеет иной вид (разветвленные, а не прямоли-
нейные разрывы), см. раздел 1.18.
При образовании дефекта на данном переде-
ле при микроисследовании не наблюдается не-
металлических включений. При последующем
нагреве в местах контакта с воздухом образу-
ются дисперсные включения оксидов и нитри-
дов, называемые вторичными. Присутствие та-
кого вида включений указывает на образование
дефекта на предшествующем переделе.
Методы выплавки стали и сплавов сущест-
венно влияют на образование внутренних раз-
рывов. С повышением пластичности стали и
сплавов возможность образования дефектов
уменьшается. Поэтому к образованию дефекта
менее склонны стали и сплавы, выплавленные
методами рафинирующих переплавов и стали,
и сплавы, модифицированные щелочноземель-
ными и редкоземельными элементами в опти-
мальных дозах.
1.20. ФЛОКЕНЫ [1, 2, 4, 5, 26,
с. 174—178 и с. 221—224; 38, 163—168,,
169, с. 72—76; 170—179; 257]
Флокены представляют собой тонкие разрывы
металла округлой или овальной формы, обра-
зующиеся вследствие структурных напряжений
в стали, насыщенной водородом; располагаются
в средней зоне слитков, поковок или прутков.
Обычно образуются в деформированном метал-
ле. В литом металле встречаются редко, преи-
мущественно в конструкционных сталях с вы-
соким содержанием легирующих элементов, на-
пример в стали ЗОХГСНА и других сталях пер-
лито-мартенситного и мартенситного классов.
В деформированном металле флокены выяв-
ляются на макрошлифах, в изломах и при’
ультразвуковом контроле проката и поковок.
На травленых макрошлифах флокены имеют
вид тонких трещин размером от 1 до 30 мм
(рис. 113—115), в редких случаях мцгут до-
стигать ~100 мм. Флокены небольшого раз-
мера типичны для сталей перлитного класса, а
больших размеров — для конструкционных ста-
лей мартенситного класса, особенно при дли-
тельном хранении их после горячей обработки
давлением без умягчающей термической обра-
ботки. Наиболее отчетливо флокены выявляют-
ся на травленых макрошлифах после выдерж-
ки их в течение нескольких часов на воздухе
вследствие вытекания на поверхность кислоты
из тонких трещинок. Плоскости флокенов обыч-
но ориентированы параллельно направлению
деформации или под небольшим углом к нему.
В полых изделиях флокены могут располагать-
ся в средней зоне стенки в том случае, если
они образовались при охлаждении после горя-
чей деформации или при термической обработ-
ке изделий (рис. 116).
В продольных изломах флокены имеют вид.
круглых или овальных пятен, отличающихся от
остального излома кристаллическим строением
(рис. 117). Поверхность флокена обычно бле-
стящая более крупнокристаллическая, резко вы-
деляющаяся на фоне матового, мелкозернисто-
го излома. При исследовании на микрошлифах
типичным признаком флокена является изви-
листый, зигзагообразный вид трещины
(рис. 118). Разрывы проходят преимуществен-
но по межосным участкам дендритов, обога-
щенных углеродом, легирующими элементами,
примесями и водородом (см. рис. 118,6). Фло-
кены обычно встречаются в прутках и поковках
после первого горячего передела (деформации).
При последующих горячих переделах флокено-
чувствительность стали понижается и вероят-
ность образования флокенов уменьшается.
Флокены образуются преимущественно в
процессе охлаждения стали после горячей де-
формации (наиболее часто) или после термиче-
ской обработки (реже), а также при последу-
ющем хранении металла. Возникают флокены в
процессе охлаждения при температуре 250°С и
ниже. В локальных участках появляются микро-
трещины, которые постепенно увеличиваются в
размерах. Причина образования флокенов —
наличие в металле водорода и высоких напря-
жений в локальных участках при значи-
тельной хрупкости металла в этих участках. Вы-
сокие напряжения в металле создаются вслед-
ствие структурных превращений, которые сум-
мируются с деформационными и термическими
напряжениями. По-видимому, значительные на-
пряжения могут вызываться пересыщением ме-
19
T2-L.L2 З ЗЛОрОДОМ. ХрупКОСТЬ ЛОКЗЛЬНЫХ уЧЗСТКОВ
металла (межосных) определяется легирован-
вйстъж), обогащением примесями и водородом.
Наяболее полный обзор существующих пред-
ставлений о механизме образования флокенов
врнведен в монографии Д. Я. Поволоцкого и
А. Н. Морозова [216]. Наиболее достоверны
представления о механизме образования флоке-
нов, которые основываются на процессе зональ-
ной и дендритной ликвации водорода. При ох-
..лаждении массивных прутков или поковок пер-
литное или мартенситное превращение начина-
ется у поверхности и постепенно распространя-
ется в глубь металла. В связи с меньшей раст-
воримостью водорода в перлите или мартенсите
по сравнению с аустенитом происходит диффу-
зионное перемещение водорода из поверхност-
ного слоя, где превращение уже успело про-
изойти, в центральную зону, в которой еще со-
храняется аустенит. Этот процесс зональной
ликвации водорода приводит к обогащению во-
дородом центральной зоны прутков или поко-
вок. Часть водорода с поверхности удаляется в
атмосферу. В конце зоны столбчатых и в зоне
равноосных кристаллов концентрация водорода
оказывается повышенной. В этих зонах созда-
ется, кроме того, повышенная концентрация во-
дорода в локальных межосных участках в связи
с дендритной ликвацией водорода, вызванной
неодновременным распадом аустенита в осевых
и межосных участках дендритов. Процесс ден-
дритной ликвации водорода протекает не в
твердо-жидком, а в твердом металле. Из осей
дендритов, в которых распад аустенита начи-
нается раньше, водород диффундирует в меж-
осные участки, в которых еще сохраняется
.аустенит. При последующем превращении в пер-
лит или мартенсит эти межосные участки будут
иметь значительно более высокую концентрацию
водорода по сравнению с осевыми участками,
занимающими примерно 85% объема стали. В
межосных участках, перенасыщенных водоро-
дом, возникают большие объемные напряжения,
особенно в том случае, если превращение в
межосных участках происходит при понижен-
ных температурах, при которых насыщение во-
дородом вызывает охрупчивание металла. Ми-
кротрещины могут возникать вследствие того,
что после окончания превращения будет прохо-
дить обратная диффузия водорода из пересы-
щенных им межосных участков в осевые и
объем межосных участков будет уменьшаться.
Такое уменьшение объема, по-видимому, может
приводить к образованию в межосных участках
микротрещин, развивающихся затем во флоке-
ны. Возможно, что к образованию микротрещин
могут приводить и напряжения сжатия, возни-
кающие в результате увеличения объемов меж-
осных участков при структурном превращении
в этих участках.
Установлено, что сталь может обладать фло-
кеночувствительностью при содержании водоро-
да более 2 см3 на 100 г металла. При меньшем
содержании водорода сталь не склонна к обра-
зованию флокенов в условиях обычного охлаж-
дения на воздухе.
Водород, определяющий флокеночувствитель-
ность стали, попадает в нее преимущественно
в процессе выплавки. Растворимость водорода
в жидкой стали значительно выше, чем в твер-
дой.
При атмосферном давлении растворимость
водорода в чистом железе составляет, %:
t, °C Растворимость
Жидкое же-
лезо . . . 1535 23,4
6-Fe 1535 7,85.
6-Fe 1400 6,75
y-iFe 1400 9,82
y-Fe . . 900 4,35
oc-Fe . . . 900 2,96
В жидком металле спокойной стали марте-
новской или кислородно-конверторной и элек-
тродуговой выплавки содержание водорода
после разливки находится обычно в пре-
делах 4—7 см3/100 г. При разливке с ва-
куумированием струи содержание водорода
снижается до 2,5 см3/100 г. Для снижения
содержания водорода до минимальных значе- \
ний применяют свежепрокаленную известь, про-
сушенные и прокаленные добавки и предохраня-
ют металл от попадания влаги из огнеупоров
при выпуске и разливке путем их просушки.
Так как в металле обычных методов выплавки
и разливки даже при оптимальных условиях
выплавки содержание водорода выше, чем это
необходимо для получения стали, не склонной
к образованию флокенов, при дальнейшем пе-
ределе стали принимаются меры, предупрежда-
ющие образование флокенов в готовой продук-
ции и снижающие флокеночувствительность ста-
ли. С этой целью применяют режимы замедлен-
ного охлаждения и специальные длительные
режимы термической обработки, гарантирую-
щие отсутствие флокенов после данного переде-
ла и даже полностью устраняющие флокено-
чувствительность стали. Флокены, образовав-
шиеся в заготовке, при последующей горячей
деформации обычно полностью завариваются.
Лишь в очень редких случаях при малой степе-
ни деформации могут оставаться следы не пол-
ностью заварившихся флокенов в виде мелких
полостей (рис. 119).
Флокены встречаются преимущественно в ле-
гированных конструкционных и Инструменталь-
ных сталях, в подшипниковых сталях и реже
в углеродистых сталях с содержанием >0,3 % С.
С повышением содержания легирующих элемен-
тов и углерода склонность к образованию фло-
кенов увеличивается. Наибольшей склонностью
к образованию флокенов обладают стали пер-
лито-мартенситного класса и легированные ста-
ли перлитного класса. Флокены могут возни-
кать в стали, выплавленной в электродуговых,
мартеновских печах и конверторах. При элек-
трошлаковом переплаве содержание водорода
может оставаться на том же уровне или изме-
няться в сторону повышения или понижения
(на 30%) в зависимости от состава шлака.
При вакуумно-дуговом переплаве содержа-
ние в стали водорода значительно понижается.
1.21. СКВОРЕЧНИК [1, 5, 9, 11]
Скворечник представляет собой раскрывшуюся
при деформации внутреннюю поперечную тер-
мическую трещину в слитках или заготовках. В
деформированном металле наблюдается замет-
ное вспучивание граней прутков (рис. 120,а)
из-за раскрытия трещины, которая может выхо-
дить на поверхность (рис. 120, б).
На макрошлифе наблюдается полость с раз-
рывами, выходящими на поверхность. Иногда
разрывы расположены по двум взаимно перпен-
дикулярным направлениям (рис. 120, в). Для
обнаружения скворечников, не выходящих на
поверхность, применяют ультразвуковой кон-
троль.
•20
На микрошлифах в зоне дефекта наблю-
даются обезуглероживание и окисление
(рис. 120,г), особенно резко выраженные, если
трещина раскрылась еще в период нагрева ме-
талла. В конце дефекта окисления и обезугле-
роживания может не быть (рис. 120, д).
Причина дефекта — образование внутренней
(обычно поперечной) трещины при нагреве хо-
лодных слитков или заготовок. В этом случае
наружные слои металла нагреваются довольно
быстро благодаря поглощению теплоты лучеис-
пускания от стенок разогретой печи, а внутрен-
ние— только за счет теплопроводности, причем
этот процесс идет медленно. Увеличение объе-
ма наружных слоев металла создает растяги-
вающие напряжения во внутренних холодных
частях слитков и заготовок, к тому же обла-
дающих значительной хрупкостью. Под воздей-
ствием этих напряжений, возникающих во вну-
тренней зоне слитка (или заготовки), про-
исходит разрыв металла. Иногда разрыв не
выходит на поверхность при нагреве, в этом
случае возле него не наблюдается обезуглеро-
живания. При деформации слитка или заго-
товки трещина обычно раскрывается, принимая
типичный вид ромбического разрыва.
Наиболее склонны к образованию скворечни-
ков высоко углеродистые стали (У 7—У12) и не-
которые легированные стали (ШХ15, ЗОХГСА,
37XH3A, 70X3 и др.). Особенно склонны
к образованию трещины стали заэвтектоид-
ного и ледебуритного классов. Стали аустенит-
ного класса не склонны к образованию сквореч-
ников. При посадке в печи или колодцы холод-
ных слитков и заготовок возможно образование
и продольных трещин. Иногда в печи слитки
или заготовки раскалываются на куски.
Способы выплавки стали не оказывают суще-
ственного влияния на склонность к образованию
скворечников. Дефект определяется составом,
структурой стали и условиями нагрева.
Меры по предупреждению дефекта — предва-
рительное умягчение стали путем термической
обработки и улучшение условий нагрева.
Рекомендуется:
а) не подвергать нагреву слишком холодные
слитки и заготовки;
б) температура печей (колодцев) при посад-
ке холодных слитков не должна превышать
700—800°С;
в) осуществлять медленный нагрев в интер-
вале 600—800°С.
После образования аустенита опасность воз-
никновения трещин при нагреве уменьшается.
Посадка в печи или колодцы предварительно
отожженных слитков и заготовок снижает ве-
роятность образования трещин.
1.22. ИНОРОДНЫЕ
МЕТАЛЛИЧЕСКИЕ ВКЛЮЧЕНИЯ
[5, 11,78]
Инородные, т. е. отличающиеся по составу и
структуре от основного металла, металлические
включения попадают в металл из внешних ис-
точников, которые могут быть весьма разнооб-
разными: ферросплавы и лигатуры (рис. 121);
затонувшие куски прутков (рис. 122) или мар-
кировочных дужек (рис. 123); всплывшие под-
кладки на дно изложниц при разливке сверху;
куски переплавляемых в электронно-лучевых
печах электродов (рис. 124); железо, образо-
вавшееся из термита в результате реакции его
восстановления из окалины — «белые пятна»
(рис. 125); инструмент и подкладки, внедрен-
ные в металл при деформации и др. Инородные
металлические включения обнаруживаются при
контроле макроструктуры или (наиболее до-
стоверно) при ультразвуковом контроле.
Включения тугоплавких ферросплавов или
лигатур (см. рис. 121) попадают в жидкий ме-
талл в том случае, если присадка производи-
лась мелкими кусками при наличии шлака. Эти
куски могут задерживаться в шлаке, а при
сливе металла в ковш попадать в металл, но
не растворяться из-за недостатка времени или
наличия шлаковой пленки. Иногда в результа-
те частичного растворения ферросплавов гра-
ницы включений не четко очерчены, в других
случаях по контуру металлических включений
наблюдаются шлаковые включения.
Для предупреждения дефекта рекомендуется
вводить тугоплавкие ферросплавы после ска-
чивания шлака (на чистое зеркало металла),
обеспечивая достаточное время для их раство-
рения, и тщательно перемешивать ванну. >
Маркировочные дужки (см. рис. 123) попа-
дают в слиток из прибыльной части, куда их
вставляют для маркировки при разливке с
электродуговым обогревом прибыли.
В случае раннего погружения дужки в ме-
талл, высокой температуры металла и шлака
концы дужки подплавляются и погружаются
в тело слитка, захватывая собой и шлак.
Для предупреждения дефекта рекомендует-
ся при электрошлаковом обогреве слитков ду-
жек не применять.
Попадание в металл кусков электрода (см.
рис. 124) возможно при электронно-лучевом
переплаве. Предупредить возникновение де-
фекта можно путем регулирования положения
электронного пучка по отношению к электроду
и выбором соответствующего режима наплав-
ления.
Дефект «белые пятна» возникает при приме-
нении в качестве засыпки для утепления при-
быльных частей слитка термита с высоким со-
держанием окалины. В результате восстанов-
ления окалины образуется железо, которое за-
твердевает при более высокой температуре,
чем температура разливаемой стали, и вслед-
ствие большей плотности опускается в глубь
металла. Дефект может располагаться в раз-
личных местах по высоте слитка. Рекоменду-
ется во избежание дефекта применять утепля-
ющие засыпки другого состава.
1.23. ШИФЕРНЫЙ ИЗЛОМ [1, 2, 4,
11; 169, с. 52—56; 180—183]
Шиферным изломом называют продольный дре-
вовидный излом деформированной стали, ха-
рактеризующийся грубоволокнистым строением
с обрывами групп волокон (рис. 126).
На продольных макрошлифах при травлении
реактивом Обергоффера наблюдается полосча-
тость.
Степень выявления шиферности в изломе за-
висит от предварительной термической обра-
ботки образцов. Наиболее резко шиферность
выявляется после закалки с высоким отпуском.
Следует отметить, что четко установленных
признаков для шиферного излома нет. В ГОСТ
10243—75 на макроструктуру стали отсутству-
ют зафиксированные эталоны вида шиферного
излома при разной степени его развития. По-
этому определение излома как шиферного име-
21
весьма субъективный характер и интерпре-
тируется разными авторами по-разному.
Причины образования шиферного излома —
загрязненность стали неметаллическими вклю-
чениями и полосчатость, связанная с дендрит-
ной ликвацией примесей и легирующих эле-
ментов.
При резком развитии шиферности могут сни-
жаться значения ударной вязкости, определя-
емые на поперечных образцах. Поэтому при
необходимости оценивают не шиферность в из-
ломе (что весьма субъективно), а ударную
вязкость на поперечных образцах.
В большей степени шиферность проявляется
в конструкционных, преимущественно легиро-
ванных сталях, выплавленных в электрических
печах, мартеновских печах и конверторах, и в
меньшей степени — в металле рафинирующих
переплавов.
Для предупреждения шиферности в изломе
следует применять оптимальные условия рас-
кисления и десульфурации, чтобы снизить со-
держание включений; кроме того, необходимо
принимать меры в целях уменьшения степени
дендритной ликвации.
1.24. КАМНЕВИДНЫЙ ИЗЛОМ
[1,4, 78, 79, 184—191]
Камневидным называют излом, имеющий ма-
товый оттенок, проходящий по границам зерен
и выявляющий их огранку. Наблюдается пос-
ле высокотемпературного нагрева (>1250°С)
деформированного металла.
Различают первичный камневидный из-
лом, наблюдаемый непосредственно после пе-
регрева и охлаждения (рис. 127), и устойчи-
вый камневидный излом, встречающийся после
перегрева и последующей термической обработ-
ки (нормализации, закалки с отпуском и др.).
Склонность к образованию камневидного
излома зависит * от остаточного содержания
раскислителя и присутствия в стали таких эле-
ментов, как сера, титан и др. (рис. 128, 129).
Механизм образования камневидного изло-
ма состоит в следующем. При нагреве до
1300—1350°С зерно аустенита вырастает до
значительных размеров (1—5 мм) и приобрета-
ет форму правильных полиэдров. При этих
температурах в нем растворяются карбидные
фазы, а также нитриды алюминия и сульфиды.
В связи с высокой поверхностной активностью
сера и азот адсорбируются на границах круп-
ных аустенитных зерен и образуют избыточные
фазы — пленки сульфидов железа и марганца
с преобладанием сульфида железа (рис. 130)
и нитридов алюминия, сохраняющиеся после
охлаждения на границах бывших зерен аусте-
нита. Это приводит к хрупкости металла при
ударном нагружении и излом проходит частич-
но или полностью по этим границам. Последу-
ющая термическая обработка (закалка с от-
пуском, нормализация и т. д.) не устраняет об-
разовавшихся при перегреве фаз и излом про-
ходит также по границам бывших аустенитных
зерен. В этом случае выявляется устойчи-
вый камневидный излом.
Камневидный излом встречается в сталях
различных марок, выплавляемых различными
методами. Наибольшую склонность к образо-
ванию устойчивого камневидного излома име-
ют стали с высоким содержанием серы при
низком содержании марганца (<0,Г%). В этом
случае в стали присутствуют железомарганце-
вые сульфиды с высоким содержанием железа,
более легкоплавкие и легкорастворимые по
сравнению с сульфидами марганца. Особенно
высокой склонностью к камневидному излому
обладает сталь с высоким содержанием алю-
миния (38ХМЮА).
Мартеновская сталь (обычно с небольшим
содержанием азота) при высоком отношении
содержания марганца к содержанию серы
(^ 50) не склонна к образованию устойчивого
камневидного излома.
Сталь, выплавляемая в электродуговых пе-
чах, более склонна к образованию устойчивого
камневидного излома по сравнению с марте-
новской и кислородно-конверторной сталью
вследствие более высокого содержания азота
и остаточного алюминия.
Сталь электрошлакового переплава склонна
к образованию устойчивого камневидного из-
лома при повышенном содержании азота и
алюминия. Сталь вакуумно-дугового переплава
менее склонна к устойчивому камневидному
излому.
В целях снижения склонности к камневид-
ному излому применяют малые добавки тита-
на (<0,05% Ti) и добавки РЗМ. При добавке
титана образуются его нитриды (не переходя-
щие в раствор при 1300—1350°С) и исключает-
ся возможность возникновения нитридов алю-
миния. Присадка РЗМ. связывает серу в стой-
кие сульфиды редкоземельных металлов.
Устойчивый камневидный излом не исправ-
ляется обычными режимами термической обра-
ботки. Некоторое ослабление камневидности
может быть достигнуто длительной гомогени-
зацией при 1050—1100°С. Дефект может быть
устранен горячей деформацией в условиях нор-
мального нагрева.
1.25. НАФТАЛИНОВЫЙ ИЗЛОМ
[1, 4, 180, 192—197]
Нафталиновым называют излом, проходящий
по телу крупных зерен (по кристаллографиче-
ским плоскостям) и отличающийся характер-
ным блеском, похожим на блеск кристаллов
нафталина. Этот блеск связан с различным на-
клоном кристаллографических плоскостей от-
дельных зерен по отношению к падающим
световым лучам (рис. 131, 132). Излом может
быть полностью или частично нафталиновым.
В последнем случае только часть поверхности
излома или отдельные зерна имеют нафтали-
новый блеск.
Нафталиновый излом связан с образованием
при перегреве крупных зерен аустенита, обла-
дающих определенной текстурой. При после-
дующем охлаждении продукты распада аусте-
нита (мартенсит, бейнит, перлит) наследуют
ориентировку и излом идет по кристаллогра-
фическим направлениям, связанным с тексту-
рой бывших аустенитных зерен.
Нафталиновый излом часто обнаруживается
после повторной закалки (особенно в перегре-
той стали) без промежуточного отжига. В
этом случае при повторном нагреве сохраня-
ются ориентировки, возникшие при предшест-
вующем нагреве, и создаются условия для ин-
тенсивного роста зерен аустенита.
Наиболее часто нафталиновый излом встре-
чается в сталях мартенситного класса, в част-
ности в быстрорежущей стали (см. рис. 132).
Такой вид излома характерен для металла
после повторных закалок.
22
В случае полностью нафталинового излома
существенно снижается ударная вязкость ста-
ли. Присутствие отдельных зерен с нафтали-
новым блеском на фоне вязкого излома обыч-
но мало сказывается на механических свой-
ствах.
Нафталиновый излом может встречаться в
стали, независимо от способа ее выплавки; мо-
жет быть исправлен отжигом.
1.26. ЧЕРНЫЙ ИЗЛОМ
[1, 4, 11, 198—200]
Черным называют излом темно-серого цвета,
связанный с присутствием выделений графита
в структуре высокоуглеродистых и легирован-
ных кремнием сталей (рис. 133).
Излом может быть темно-серым полностью
или в отдельных участках. Форма и располо-
жение этих участков зависят от условий полу-
чения излома (формы надреза и условий по-
ломки) и ют распределения графита. Дефект
отчетливо обнаруживается в поперечных из-
ломах.
В микроструктуре стали с черным изломом
наблюдаются выделения графита (рис. 134).
Образованию графита в структуре стали спо-
собствуют:
а) высокое содержание углерода и кремния;
б) отсутствие хрома (<0,05%);
в) низкая температура конца горячей дефор-
мации;
г) длительный отпуск при температуре не-
много ниже Асх (<700°С);
д) холодная деформация с последующим вы-
соким отпуском или отжигом;
е) значительные добавки алюминия для рас-
кисления;
ж) закалка с последующим отпуском при
700°С.
Для предупреждения образования черного
излома следует по возможности избегать пере-
численных выше условий и выплавлять угле-
родистую сталь с добавкой до 0,25% Сг.
К образованию черного излома склонны уг-
леродистые стали, содержащие ^0,7% С, и
стали с ^0,5% С при повышенном содержа-
нии кремния (>0,6%)- Легирование стали
кремнием, молибденом, вольфрамом и кобаль-
том способствует образованию черного изло-
ма, легирование хромом, ванадием и титаном
препятствует образованию этого дефекта.
Черный излом образуется в металле любых
способов выплавки. Наибольшей склонностью
к образованию черного излома отличается
сталь, выплавленная в печах с кислой футеров-
кой и раскисленная алюминием. В большинст-
ве случаев черный излом не поддается исправ-
лению. Иногда его можно устранить закалкой
с высокой температуры при значительной про-
должительности выдержки.
1.27. РАСЩЕПЛЕНИЯ-ВЫРЫВЫ
[1, 5, 11, 85, 162]
Расщепления-вырыгы имеют вид узких щелей,
выступов и углублений в поперечном изломе
прутков (рис. 135—137), термически обрабо-
танных на высокую вязкость, и связаны с по-
лосчатостью структуры (рис. 138), возникаю-
щей вследствие дендритной ликвации (см. 1.9).
В продольном изломе полосчатость проявляет-
ся в виде волокнистости.
Сопоставление влияния различных режимов
термической обработки на образование рас-
щеплений-вырывов (см. рис. 137) показывает,
что в случае конструкционной стали они наи-
более резко выявляются после закалки с от-
пуском. Закалка, нормализация и отжиг не
приводят к образованию значительных расщеп-
лений-вырывов. Образование расщеплений-вы-
рывов определяется составом и структурой
стали, поэтому они могут встречаться в сталях
любых методов производства. Преимуществен-
но наблюдаются в аустенитных сталях с кар-
бидами, в мало- и среднеуглеродистых легиро-
ванных конструкционных сталях, в стали мар-
тенсито-ферритного класса (12X13 и др.). На
образование расщеплений-вырывов влияют так-
же условия испытаний. Склонность к их воз-
никновению проявляется при определенной ско-
рости деформации, зависит от размеров и фор-
мы образца и надреза. Вследствие структурной
неоднородности, обусловленной дендритной
ликвацией, напряжения при изломе вызывают
локальные надрывы в менее прочных волокнах.
Эти надрывы затем сливаются в общее рас-
щепление-вырыв.
1.28. УЧАСТКИ
НЕРЕКРИСТАЛЛ ИЗОВАННОГО
ЗЕРНА [158, 162, 195, 201]
Участки перекристаллизованного зерна пред-
ставляют собой зоны структуры . деформиро-
ванного металла, вытянутые вдоль направления
деформации, в которых из-за задержки про-
цессов рекристаллизации отсутствуют границы
рекристаллизованных зерен. На макрошлифах
имеют вид светлых, блестящих нетравящихся
участков (рис. 139). Такие участки располага-
ются преимущественно в центральной части
прутков. На продольных микрошлифах обна-
руживается вытянутая вдоль деформации зо-
на однородной структуры, в которой не выяв-
ляются границы зерен (рис. 140).
Структура участков нерекристаллизованного
зерна аустенитной стали является метастабиль-
ной. После термической обработки; макрострук-
тура становится однородной и в бывших участ-
ках нерекристаллизованного зерна образуется
нормальная мелкозернистая структура, одина-
ковая по всему объему образца ^рис. 141).
Другой пример перекристаллизованных участ-
ков в стали ферритного класса — рис. 142.
Задержка рекристаллизации может быть вы-
звана несколькими причинами:
а) наличием крупных кристаллитов с одно-
родной ориентировкой в средней части слитков;
б) малой степенью деформации в средней
зоне прутков;
в) таким расположением кристаллографиче-
ских ориентировок отдельных кристаллитов или
их групп по отношению к направлению дефор-
мации, которое приводит к минимальной плот-
ности дефектов;
г) схемой деформации и др.
Рассмотренная особенность структуры про-
является у стали аустенитного или ферритного
класса.
Участки нерекристаллизованного зерна в за-
готовках полностью устраняются последующей
термической обработкой или деформацией.
23
1.29. РАЗНОЗЕРНИСТАЯ
МАКРОСТРУКТУРАМИ, 162, 192,
194, 195, 202—204]
Разнозернистая макроструктура представляет
собой структуру деформированного металла с
участками, имеющими резко различную вели-
чину зерна — крупные зерна в основной струк-
туре мелкого зерна. Участки неоднородного
зерна выявляются на макрошлифах или попе-
речных изломах. Разнозернистая макрострук-
тура может быть зональной. Крупное зерно
может наблюдаться в центре прутков, у по-
верхности прутков или образовывать зоны
различной конфигурации, связанные с услови-
ями деформации (рис. 143). Иногда зоны круп-
ного зерна наблюдаются на поверхности обто-
ченных и травленых образцов ступенчатой об-
точки (рис. 144).
Наиболее часто разнозернистость наблюдает-
ся в жаропрочных сталях аустенитного класса
и сплавах (рис. 145) после окончательной тер-
мической обработки. В этом случае разнозер-
нистость может быть зонально-полосчатой или
располагаться в определенных зонах поковок.
В примере, приведенном на рис. 145, зональная
неоднородность связана с условиями горячей
деформации, но проявилась лишь после терми-
ческой обработки.
Методы оценки макроструктуры жаропроч-
ных сплавов регламентируются ГОСТ 22838—77.
Причина различного роста зерна при терми-
ческой обработке — условия горячей деформа-
ции (степень обжатия и температурный ре-
жим). В участках металла, где не проходит
полной рекристаллизации, по окончании горя-
чей деформации образуется структура, состо-
ящая из зерен1 с малоугловыми границами.
При последующем нагреве в этих участках соз-
даются условия для образования крупных зе-
рен путем слияния групп мелких зерен с ма-
лыми разориентировками в одно крупное зер-
но. При этом идет процесс аннигиляции дисло-
каций и субграницы имевшихся зерен распада-
ются. Иногда в аномальных крупных зернах
остаются отдельные мелкие зерна, по-видимому,
имеющие большую разориентировку.
Аналогичная разнозернистость, но меньшей
степени развития наблюдается и в сталях пер-
литного и особенно мартенситного классов.
Разнозернистость можно предупредить, про-
водя деформацию в условиях, исключающих
применение критических степеней обжатия и
низкой температуры окончания горячей де-
формации. У сталей аустенитного и ферритно-
го класса склонность к образованию разнозер-
нистости можно устранить последующей де-
формацией, у сталей перлитного и мартенсит-
ного классов ее можно уменьшить путем при-
менения отжига с перекристаллизацией. Если
сталь подвергается окончательной термической
обработке при температуре ниже 850°С, то
склонность ее к разнозернистости можно умень-
шить, используя при выплавке небольшие до-
бавки элементов, образующих стойкие карби-
ды или нитриды, затрудняющие рост зерен.
Такими добавками могут быть алюминий, об-
разующий нитриды алюминия, а также титан,
ванадий, ниобий, образующие нитриды и стой-
кие карбиды.
1.30. ЧАСТИЦЫ КОРОНЫ [142, 205J
Частицы короны — дефект макроструктуры
слитка вакуумно-дугового переплава, чаще
всего имеющий на макрошлифах характерный
вид «улитки» или «спирали» (рис. 146,о, б),
иногда вид завитков, скобок или просто скоп-
лений и отдельных полосок (рис. 147). В изло-
ме частицы короны имеют вид замкнутых кон-
туров (рис. 148). Дефект представляет собой
упавшие в металл куски короны, сопровожда-
ющиеся скоплениями неметаллических включе-
ний (оксидов, нитридов и др.),. Корона — это-
кольцевой выступ над слитками, образующий-
ся на стенках кристаллизатора, из-за осаждения
на них паров металлов и газов, а также из-за
кристаллизации брызг металла и шлаковых
капель.
Расположение дефекта в*, слитке зависит от
формы и величины куска: короны. Кусочки раз-
мером 1—5 мм, как правило^ обнаруживаются
в периферийных участках на расстоянии при-
мерно 1/3 радиуса от поверхности слитка, бо-
лее крупные куски — на расстоянии примерно
V2 радиуса от поверхности слитка или ближе
к центру. Закономерности в расположении де-
фекта по высоте слитка не наблюдаются.
Исследованиями микроструктуры установле-
но, что дефект состоит из скоплений очень мел-
ких неметаллических включений золотисто-жел-
того цвета размером 0,5—1,5 мкм. Наряду с
ними встречаются единичные довольно крупные
включения нитридов титана розовато-желтого
цвета размером до 6 мкм. Наружный край де-
фекта чаще всего обрамлен цепочкой или плен-
кой оксидов темно-серого цвета (рис. 149,а, б).
Подобные цепочки оксидов встречаются и сре-
ди титановых скоплений, образующих дефект.
Иногда слои оксидов и нитридов титана чере-
дуются (рис. 150).
Микрорентгеноспектральный анализ состава
неметаллических включений (на микрозонде
«Камека») подтвердил, что основу дефекта со-
ставляют дисперсные выделения нитридов ти-
тана и оксидов алюминия, а также установил
присутствие магния, кальция в различных ком-
бинациях (А12О3 или шпинели типа MgO-Al2O3,
или сложная смесь фаз A1'2OS, MgO, CaO, TiO).
В зоне металла, где расположены включения,
образующие дефект, резко падает по сравне-
нию с матрицей содержание марганца, молиб-
дена, железа и кремния.
Металлографическое исследование структуры
короны и капель, осажденных на стенках кри-
сталлизатора, показало, что состав и форма
включений в них те же, что и в частицах ко-
роны, обнаруживаемых в готовом металле
(рис. 151,а, б).
Образуется дефект следующим образом.
При определенных условиях ВДП возможно
подплавление и падение в жидкую металличе-
скую ванну кусков короны, которые не успе-
вают расплавиться. Не расплавившаяся часть
короны в слитках и деформированном металле
выявляется в виде дефекта частицы короны.
Образованию дефекта способствует повы-
шенная газонасыщенность металла, нали-
чие несплошностей (осевой рыхлости, поверх-
ностных дефектов) и макровключений в рас-
ходуемых электродах, частая или устойчивая
ионизация, недостаточный зазор между расхо-
дуемым электродом и стенкой кристаллизатора,
ведение плавки при большой длине междуго-
вого промежутка.
24
Чтобы уменьшить вероятность попадания ко-
роны в жидкий металл, необходимо обеспечить
постоянство межэлектродного промежутка и
оптимальный зазор между стенкой кристалли-
затора и электродом, принимать специальные
технологические меры, обеспечивающие посто-
янство длины дуги в весьма узких пределах
(15—20 мм), повысить требования к качеству
расходуемых электродов.
1.31. ЭЛЕКТРОПРОБОЙ В СТАЛИ
ЭЛ ЕКТРОШЛАКОВОГО
ПЕРЕПЛАВА [15, 139, 141, 206, 207]
Дефект электрошлакового переплава пред-
ставляет собой заполненную шлаком полость
в слитке, распространяющуюся радиально от
его поверхности в глубину; диаметр полости
10—15 мм (рис.4 152). Электропробой заметен
на поверхности слитка и служит браковочным
признаком. Электропробой в заготовке дефор-
мированного металла показан на рис. 153. К
полости дефекта прилегает зона металла со
светлыми контурами кристаллизационных слоев.
Образуется электропробой вследствие плохо-
го контакта между кристаллизатором и поддо-
ном или при наличии изоляции между ними.
На участках, где корка металла близко подхо-
дит к стенке кристаллизатора, создается пере-
мычка и вследствие высокой температуры ме-
талл и шлак расплавляются. При этом жидкий
металл вытекает на поверхность слитка, а в
полость затекает шлак гарнисажа.
Дефект может быть в сталях любых марок.
.Электропробой типичен для электрошлакового
переплава и при других способах выплавки не
встречается. Для предупреждения дефекта не-
обходимы: хороший контакт поддона с крис-
таллизатором, гладкая поверхность кристалли-
затора, оптимальное количество и оптимальный
состав шлака для обеспечения достаточной
толщины гарнисажа.
1.32. КРИСТАЛЛИЗАЦИОННЫЕ
СЛОИ [14,15, 53; 118, с. 157—169;
139, 141, 142, 208—212]
Кристаллизационные слои представляют собой
неоднородность структуры, связанную с изме-
нением скорости кристаллизации металла при
рафинирующих переплавах.
Разновидности кристаллизационных слоев:
послойная кристаллизация, светлая полоска
(контур), светлое кольцо, участки пониженной
травимости.
Послойная кристаллизация (рис.
154, 155) характеризуется чередованием узких
светлых зон с зонами более темными. Светлые
зоны — участки затвердевания мелких дендри-
тов, темные — участки затвердевания более
крупных. Располагаются эти зоны по контуру
границы между жидкой и твердой фазами.
В деформированном металле на поперечных
макрошлифах послойная кристаллизация име-
ет вид светлых контуров, повторяющих частич-
но форму границы твердого и жидкого метал-
ла, иногда извилистых с отклонениями по глу-
бине расположения (рис. 156) . Послойная крис-
таллизация располагается чаще ближе к по-
верхности прутков, но иногда занимает все се-
чение прутка. Оценка степени развития дефек-
та производится по шкале ГОСТ 10243—75.
Балл возрастает с увеличением разницы в тра-
вимости полосок, их ширины, количества и глу-
бины залегания.
Светлая полоска (контур) пред-
ставляет собой яркую концентрическую полос-
ку металла пониженной травимости (рис. 157).
Форма полоски (круг, квадрат) определяется
конфигурацией кристаллизатора. Дефект оце-
нивается по шкале ГОСТ 10243—75. Балл воз-
растает с увеличением яркости и ширины по-
лоски, замкнутости контура и количества по-
лосок.
При небольшой выраженности и отсутствии
загрязнений послойная кристаллизация и свет-
лая полоска считаются допустимыми, так как
не оказывают заметного влияния на свойства.
Причиной послойной кристаллизации и свет-
лой полоски является колебание теплового ре-
жима наплавления, связанное с нарушением
баланса между поступлением тепла и теплоот-
водом. В момент перехода скорости кристалли-
зации от малой к большей образуются слои
мелких дендритов, повторяющие контур жид-
кой ванны. Одна из причин послойной кристал-
лизации и светлой полоски при вакуумно-ду-
говом переплаве — короткое замыкание в элек-
трической цепи. Нарушение электрического ре-
жима может быть обусловлено неудовлетво-
рительной подготовкой расходуемых электро-
дов (трещины и др.), приводящей к падению
кусков электрода в жидкую ванну. Наиболее
склонны к образованию послойной кристалли-
зации стали с широким температурным интер-
валом кристаллизации, в частности конструк-
ционные стали и стали ШХ15, ШХ15СГ. Наи-
большую склонность к образованию послойной
кристаллизации имеет металл вакуумно-дуго-
вого переплава, наименьшую — металл электро-
шлакового переплава.
Светлое кольцо (или квадрат) —
дефект макроструктуры осевой зоны. Форма
обусловлена контуром кристаллизатора. По
сравнению со светлой полоской светлое кольцо
(квадрат) имеет большую ширину и замкнутый
контур (рис. 158). Разновидностью дефекта
является светлое (серое) пятно в осевой зоне
подприбыльных заготовок. Дефекты обнару-
живаются при недостаточном удалении верх-
ней части слитков вакуумно-дугового или элек-
трошлакового переплава.
Причина дефекта— нестабильный режим вы-
ведения усадочной раковины слитка при окон-
чании процесса переплава.
Участки пониженной травимо-
сти (рис. 159) могут располагаться в разных
местах у поверхности прутков и могут сопро-
вождаться загрязнениями (неметаллическими
включениями) (рис. 160).
Дефект образуется вследствие особенностей
кристаллизации нижней части слитков электро-
шлакового и вакуумно-дугового переплава и
остается в прутках при недостаточной глубине
зачистки слитков или малой обрези прутков,
соответствующих нижней части слитков.
Для предупреждения образования кристал-
лизационных слоев ^послойной кристаллизации,
светлой полоски и др.) необходимо: подбирать
и соблюдать оптимальный электрический ре-
жим; обеспечивать четкую работу автоматики,
регулирующей стабильность оптимального теп-
лового режима по ходу плавки, использовать
электроды требуемого качества.
25
1.33. ОСТАТКИ ПОДЖОГА ОТ
РЕЗКИ [2, 11,213]
Дефект представляет собой темное пятно, от-
личающееся по травимости от основного ме-
талла, или углубление, частично заполненное
расплавленным металлом и шлаком, образовав-
шееся при резке на анодно-механических стан-
ках (рис. 161, 162).
Дефект следует удалять при изготовлении
макрошлифа. Присутствие остатков поджога
указывает на необходимость снятия более глу-
бокого слоя при подготовке макрошлифа к
травлению.
1.34. ШЛИФОВОЧНЫЕ ТРЕЩИНЫ
ГП] ,
Шлифовочные трещины представляют собой
сетку паутинообразных трещин или отдельные
трещины часто извилистой формы, образующие-
ся при шлифовании или резке абразивами ме-
талла, обладающего высокой твердостью, хруп-
костью и малой теплопроводностью.
Шлифовочные трещины могут образоваться
на макрошлифах при изготовлении их на шли-
фовальных станках (рис. 163; 164,<з; 165,<з).
После снятия поверхностного слоя металла и
переделки макрошлифа шлифовочных трещин
не обнаруживается (рис. 164,6). В микрошли-
фах выявляются тонкие извилистые трещины
(рис. 165,6 и 166). Обычная глубина трещин
0,05—0,5 мм. Часто трещины на поверхности
макрошлифов выявляются или образуются пос-
ле травления (рис. 167), в этом случае они на-
зываются шлифовочно-травильными.
Наибольшей склонностью к образованию
шлифовочных трещин обладают высокохроми-
стые стали, в том числе ферритного, феррито-
мартенситного, мартенсито-перлитного и мар-
тенситного классов, а также другие высоколе-
гированные стали и железо-никелевые и нике-
левые дисперсионнотвердеющие сплавы. Обра-
зование шлифовочных трещин зависит от ус-
ловий шлифования металла.
Предупредить образование шлифовочных
трещин можно применением термической обра-
ботки, снимающей напряжения, а также умень-'
шением скорости резания и глубины снятия
стружки.
Для устранения шлифовочных трещин на
макрошлифе снимают с плоскости шлифа1
стружку глубиной до 2 мм, повторно приготав-
ливают шлиф и травят его. В ряде случаев це-
лесообразно подвергнуть образец предваритель-
ному высокому отпуску для снятия напряже-
ний.
1.35. ДЕФЕКТ РУБКИ МЕТАЛЛА
[213, 258]
Дефект прессовой рубки холодного металла
представляет собой трещины или рваные вяз-
кие неровные изломы (рис. 168,а). Рваные не-
ровные изломы получаются при рубке прутков
углеродистой или легированной стали с низ-
ким содержанием углерода в том случае, если
на рубку поступает металл, не полностью ох-
лажденный до комнатной температуры. Внут-
ренние слои металла сохраняют еще относи-
тельно высокую температуру и излом из-за
большой вязкости получается с вырывами. Из-
лом с вырывами не связан с внутренними де-
фектами прутков: макроструктура стали плот-
ная, без дефектов (рис. 168,6).
При холодной рубке прутков на прессах или
резке на гильотинных ножницах иногда обра-
зуются трещины, располагающиеся примерно
перпендикулярно направлению движения режу-
щего инструмента (рис. 169).
Образование трешин обусловлено тем, что
металл поступил на резку в неотожженном со-
стоянии с высокой твердостью. Возникновению
трещин, возможно, могло способствовать не-
удовлетворительное состояние режущего инст-
румента.
Дефекты такого вида характерны для слу-
чая холодной резки металла с высокой твер-
достью в неотожженном состоянии.
2.
------ ДЕФЕКТЫ ПОВЕРХНОСТИ
2.1. ПУЗЫРИ В ПОВЕРХНОСТНЫХ
СЛОЯХ МЕТАЛЛА [1, 2, 5, 7, 9, 11;
26, с. 367—370; 378—381; 214,
217—218, 221—223]
Пузыри в поверхностных слоях металла обра-
зуются вследствие выделения избытка газов
при кристаллизации металла и представляют
собой полости, имеющие в поперечном сечении
округлую форму, а в продольном сечении фор-
му капсулы, ориентированной перпендикулярно
оси слитка.
Диаметр пузырей может достигать несколь-
ких миллиметров, протяженность — более 10—
12 мм. Располагаются дефекты, как правило,
группами в корковом слое слитка (поверхност-
ные пузыри) и под коркой (подкорковые пу-
зыри). Нередки случаи выхода пузырей на по-
верхность слитка в виде отверстий округлой
формы (рис. 170,а). Газовые пузыри могут
располагаться группами по всей поверхности
и высоте слитка и сопровождают, как правило,
такие дефекты на поверхности слитка, как
«сетка разгара», заворот корки, наплывы.
На макротемплетах пузыри имеют вид кап-
сул, чаще всего ориентированных в направле-
нии теплоотвода. В феррито-перлитных, пер-
литных и мартенситных сталях у концов пузы-
рей, размеры которых превышают глубину кор-
кового слоя, наблюдается ликвация фосфора и
серы, выявляемые на серных отпечатках и трав-
лением реактивами Обергоффера или Гейна.
Очень мелкие пузыри на серных отпечатках
имеют вид коричневых точек, на макрошлифах
после глубокого травления — темных точек.
На микрошлифах, вырезанных из слитков по
месту дефекта, обнаруживаются округлые пли
капсуловидные полости с гладкими стенками.
Внутри капсул — окалина, прилегающая к стен-
кам. Вокруг пузырей коркового слоя неметал-
лических включений не наблюдается, а за кон-
цами пузырей располагаются цепочки сульфи-
дов марганца и железа, а также иногда незна-
чительное количество мелких глобулярных ок-
сидов типа FeO, МпО и др. В ферритоперлит-
ных, перлитных и мартенситных сталях вокруг
этих пузырей травлением выявляется небэль-
26
шое обезуглероживание (рис. 170,6). Вокруг
подкорковых пузырей располагается зона с
ликватами легкоплавких компонентов (рис.
170,в). В аустенитных и ферритных сталях
структурной неоднородности не обнаруживает-
ся, форма дефектов и загрязненность анало-
гичны описанным выше.
В сортовом прокате раскатанные поверхно-
стные и подкорковые газовые пузыри имеют
вид прямолинейных продольных тонких тре-
щин с плотно сжатыми краями (рис. 171),
Иногда эти дефекты называют волосовинами,
но это неверно1: раскатанные газовые пузыри
отличаются от волосовин значительно большей
протяженностью и раскрытием, а также часто
большей глубиной, выявляемой при зачистке.
В прутках раскатанные пузыри располагаются
преимущественно группами (рис. 172, а, 6);
иногда могут встречаться отдельные раскатан-
ные пузыри.
Протяженность дефекта возрастает с увели-
чением степени вытяжки металла при дефор-
мации: на блюмах и слябах протяженность де-
фекта составляет обычно от 10 до 70 мм, на
сортовом прокате — до 1500 мм и более.
В изломе сортового проката раскатанные га-
зовые пузыри имеют вид темных продольных
углублений с гладкими окисленными стенками;
в поперечном сечении проката на серных отпе-
чатках и темплетах после глубокого травле-
ния — вид либо трещин с тупым или острым
концом (рис. 173,а), либо темных точек (рис.
173,6) в зависимости от величины дефекта.
Глубина залегания раскатанных подкорковых
пузырей может достигать нескольких милли-
метров, т. е. в готовом прокате они не всегда
выходят на поверхность (см. рис. 173,6).
Микроисследования показали, что в попере-
чном сечении сортового проката раскатанные
пузыри представляют собой характерные поло-
сти капсуловидной формы, расположенные под
различными углами к поверхности и заполнен-
ные окалиной. Степень сжатия стенок полостей
зависит от размеров исходных газовых пузы-
рей и при этом тем больше, чем больше сте-
пень вытяжки при деформации. Так, в блюмах
полости раскатанных пузырей менее сжаты
(рис. 174), чем в круглой заготовке диаметром
110 или 160 мм (рис. 175, 176). На продолже-
нии раскатанных корковых и подкорковых пу-
зырей обычно наблюдаются включения суль-
фидов (Fe, Mn)S, расположенные цепочкой,
а вокруг полостей — массивные скопления мел-
ких глобулярных окислов железа, марганца
и др.
В местах скопления оксидов вокруг полостей
располагается обезуглероженная зона, окай-
мленная перлитными зернами, имеющая харак-
терную форму мешка. В этой зоне у конца глу-
боких раскатанных корковых пузырей и вокруг
подкорковых газовых пузырей расположены
ликваты легкоплавких компонентов (фосфора,
марганца, мышьяка и др.).
Глубина дефектов в прокате может быть бо-
лее 10 мм. Протяженность «мешка» с ликвата-
ми, расположенного за раскрытой частью де-
фекта, часто больше, чем самой полости де-
фекта.
Форма полости дефектов и структурные из-
менения металла вокруг нее являются харак-
терными генетическими признаками газовых
1 Согласно ГОСТ 20847—75.
пузырей, сохраняющимися от слитка до гото-
вого проката. Наличие капсуловидной полости
с мешком феррита, окаймленной зернами пер-
лита, и наличие глобулярных оксидов вокруг
полости позволяет однозначно идентифициро-
вать дефект как газовые пузыри: наличие или
отсутствие ликвации легкоплавких компонентов
в ферритном мешке зависит от места образо-
вания пузыря в слитке.
Выделение газов из жидкого металла с об-
разованием пузырей может происходить по
двум причинам:
1. Высокая концентрация растворенного в
металле кислорода или азота. При высокой
концентрации кислорода протекает реакция
окисления углерода и выделяется оксид (и ди-
оксид) углерода. Меры предупреждения: глу-
бокое раскисление стали. При высокой концен-
трации азота выделяется молекулярный азот.
Пузыри азота могут образоваться только в
стали, легированной этим элементом. Меры
предупреждения: регулирование оптимальной
концентрации азота в стали. Высокая концен-
трация кислорода и азота обычно приводит к
образованию внутренних пузырей, но может
вызывать и образование подкорковых пузырей.
2. Поступление газов из внешних источников:
а) при применении обильной неравномерной
смазки для изложниц происходит ее выгорание
при разливке стали с образованием оксида уг-
лерода, который поступает в жидкий металл;
б) при применении неудовлетворительно очи-
щенных изложниц углерод при разливке стали
реагирует с окалиной, образуя оксид углерода;
в) при использовании влажных изложниц,
прибыльных надставок, утеплительных смесей
и сифонного припаса происходит взаимодейст-
вие влаги с жидким железом, при котором об-
разуются водород и кислород; последний в
свою очередь реагирует с углеродом, содержа-
щимся в стали, с образованием окиси углеро-
да; окись углерода и водород попадают в жид-
кий металл;
г) огнеупорные частицы сифонного припаса
увлекают за собой пузырьки газов;
д) заворот корки (см. 2.2) либо увлекает за
собой газы, либо приводит к образованию ок-
сида углерода;
е) при использовании изложниц с изъянами
стенок (трещины, углубления, сетка разгара)
возникают скопления влаги и смазочных ма-
териалов, при взаимодействии которых с жид-
ким металлом образуются газы, поступающие
в жидкий металл.
Меры предупреждения пузырей:
а) применение шихты, легирующих добавок
и шлакообразующих материалов с влажностью,
не превышающей допустимую;
б) соблюдение технологии разливки, тщатель-
ная подготовка составов и изложниц (приме-
нение высококачественных сухих сифонных при-
пасов и чистых отремонтированных, сухих,
правильно смазанных изложниц).
Предупреждение газовых пузырей в металле
вакуумно-дугового переплава достигается улуч-
шением качества электродов (уменьшением
загрязненности неметаллическими включениями
и газонасыщенности).
Поверхностные и подкорковые газовые пузыри
встречаются в сталях всех марок при всех спо-
собах их получения, лишь в металле ЭШП они
практически не наблюдаются.
27
2.2. ЗАВОРОТЫ КОРКИ [2, 5, 7, 9,
26, с. 214—217, 219, 224]
2.3. ЗАГРЯЗНЕНИЯ И
В О Л О СО В И Н Ы [ 1, 2, 5, 7„ 9, 215, 219
225, 226]
Дефект представляет собой завернувшиеся
корки металла, окислившиеся заливины и
брызги, расположенные у поверхности слитков
(рис. 177, а). Может располагаться в любом
месте по высоте слитка, но чаще встречается в
его нижней части. Иногда дефект не единичный,
а поражает всю поверхность слитка или зна-
чительную ее часть (рис. 178).
В деформированном металле дефект пред-
ставляет собой или разрывы, или частичное от-
слоение, образовавшееся в результате раскатки
завернувшихся корок или брызг. При горячей
деформации дефекты вытягиваются вдоль ее
направления (рис. 179). На поверхности прут-
ков дефект может иметь вид языкообразного
отслоения или разрыва, часто называемого
слиточной пленой, т. е. пленой, образо-
вавшейся из дефектов поверхности слитков,
(рис. 177, 6; 180, а), в отличие от прокатных
плен, образующихся при раскатке рванин.
На макрошлифах дефект образует светлые
участки, иногда серповидной формы, сопровож-
дающиеся скоплениями загрязнений (рис. 181,
182). На обточенных прутках имеет вид развет-
вленных пересекающихся трещин (рис. 183, а).
Дефект выявляется при осмотре поверхности
и может быть точно классифицирован на прут-
ках по внешнему виду и путем микроанализа.
Типичный вид раскатанных корок в микрострук-
туре— см. рис. 180,6; 183, 6; 184, 185. На ми-
крошлифе в зоне дефекта присутствуют круп-
ные скопления неметаллических включений. В
некоторых участках зоны, прилегающей к дефек-
ту, часто наблюдаются обезуглероживание и
окалина. Неметаллические включения характер-
ны для всплывающей «шлаковой пены». В их
составе могут быть шлак, огнеупоры, неметалли-
ческие включения из ферросплавов, продукты
раскисления и др. Корки окисленного и загряз-
ненного неметаллическими включениями метал-
ла образуются на поверхности жидкого металла
при наполнении изложниц. Если при разлийке
слой жидкого металла у стенок изложницы со-
храняется, то эти корки поднимаются в при-
быльную часть. В случае холодного металла
корки могут привариваться к стенке изложни-
цы и оставаться там после затвердевания дан-
ного участка металла. Периодические попереч-
ные завороты, опоясывающие слиток по всему
периметру (см. рис. 178), связаны с периодиче-
ским подстыванием слоев металла у стенки из-
ложницы и последующей заливкой этих слоев
жидким металлом.
Завороты корок, заливины, брызги могут
встречаться в металле всех марок стали при
любых способах разливки. Исключение состав-
ляет электрошлаковый переплав, при котором
поверхность слитка отделена от стенок кристал-
лизатора слоем шлакового гарнисажа.
Дефект очень часто встречается при разлив-
ке холодного металла, при медленной разлив-
ке, а также при разливке металла, отличающе-
гося большой вязкостью.
С целью предупреждения образования де-
фектов необходимо разливать хорошо нагретый
и раскисленный металл. Эффективное средство
предупреждения дефекта — разливка под жид-
ким синтетическим шлаком или шлакообразую-
щими смесями и брикетами.
Дефект представляет собой загрязнения поверх
ности слитков, прутков и других изделий неме
таллическими включениями (шлаком, огнеупо
рами, утепляющими смесями, оксидами и др.)
В слитках загрязнения на поверхности обна
руживаются при визуальном внешнем осмотре
Имеют вид пристывших или частично залиты:
металлом кусков или мелких частиц светло-се
рого, темно-серого или коричневого цвет;
(рис. 186, а). В макрошлифах слитков загрязне
ния имеют вид темных точек или пятен, распо
ложенных скоплениями у поверхност]
(рис. 187, а).
На нетравленых микрошлифах, вырезанные
из мест с дефектами, наблюдаются при это»
грубые неметаллические включения экзогенной
происхождения (рис. 186, б; 187,6). На травле
ных микрошлифах обезуглероживания возл<
дефекта, как правило, не наблюдает»
(рис. 186, в; 187, в). Оно может наблюдать»
лишь в том случае, если в полость дефекта про
никал кислород воздуха или в составе загряз
нения были оксиды железа (рис. 188).
Если слитки поступают на передел в холод
ном состоянии, то загрязнения подлежат уда
лению; для этого производят вырубку, зачистку
абразивами или обточку на станках их поверх-
ности. Если же слитки поступают на передел
в горячем состоянии без обработки поверхно-
сти, то загрязнения либо удаляются с окалиной
либо (при значительной глубине) проявляют»
на поверхности деформированного металла i
виде продольных дефектов (рис. 189, а; 190)
Примеры загрязнений поверхности деформи-
рованного металла — см. рис. 191—193.
В тех случаях, когда утепляющая смесь, по-
даваемая в изложницу в начале разливки н«
рассредотачивается, а запутывается в поверх-
ностных слоях металла, грубые экзогенные
включения (см. рис. 192) по составу соответст-
вуют этой смеси.
Мелкие загрязнения при деформации вытяги-
ваются в нитевидные дефекты, называемые во-
лосовинами (рис. 189,6; 194). Волосовины
выявляются на шлифованной или протравлен-
ной поверхности прутков, и могут быть единич-
ными или групповыми. На продольных микро-
шлифах волосовины представляют собой строч-
ки неметаллических включений (рис. 195, 196).
Загрязнения обычно представляют собой мно-
гофазные образования, иногда встречаются бо-
лее мелкие однофазные. Примером таких за-
грязнений могут быть волосовины, состоящие
из строчек корунда и др.
В большинстве случаев загрязнения имеют
экзогенное или экзоэндогенное происхождение.
Происхождение включений различного состава
подробно рассмотрено в разделе 1.17.
Обычно крупные загрязнения представляют
собой частицы шлака, огнеупоров и продуктов
их взаимодействия с раскислителями, а также
включения, образующиеся при контакте жидко-
го металла с воздухом. Протяженность волосо-
вин может быть различной при незначительной
глубине и ширине. Длина волосовины зависит
от размера загрязнения и от степени вытяжки »
возрастает с увеличением этих параметров.
Обычно особенно сильно загрязнены волосови-
28
нами стали, легированные титаном1. Характер-
ная особенность этих сталей — групповое рас-
положение нитевидных волосовин, распростра-
няющихся на значительную глубину. При мест-
ном шлифовании поверхности первоначально
наблюдавшиеся волосовины стачиваются и вме-
сто них выявляются новые, располагающиеся в
более глубоких слоях металла.
Загрязнения скапливаются на поверхности
слитков в результате захвата затвердевающим
металлом включений, всплывающих на, поверх-
ность жидкого металла, при заполнении из-
ложницы. Эта так называемая шлаковая
пена оттесняется струей металла к стенкам
изложниц и фиксируется в наружных слоях ме-
талла при его затвердевании. В наибольшей
степени волосовинами поражаются стали, ле-
гированные титаном, высокохромистые и высо-
комарганцовистые, а также стали, легированные
алюминием или раскисленные большими дозами
алюминия.
Поскольку загрязнения носят преимуществен-
но экзогенный характер и связаны со шлаком,
огнеупорами (печными и разливочными) или
образуются вследствие контакта с воздухом,
они наиболее часто встречаются в стали откры-
той выплавки. При рафинирующих переплавах
степень пораженности проката волосовинами
уменьшается. При вакуумно-дуговом переплаве
возможно некоторое загрязнение поверхности
слитка вследствие затвердевания при кристал-
лизации окисленных брызг металла или частиц
короны (см. 1.30). При электронно-лучевом пе-
реплаве количество загрязнений также резко
снижается.
Меры по улучшению качества металла, вы-
плавляемого в мартеновских и электродуговых
печах, а также в конверторах; использование
более качественных печных и разливочных огне-
упоров, создание условий для меньшего запуты-
вания шлака при сливе металла, выдержка ме-
талла в ковшах (для всплывания загрязнений),
разливка под жидкими шлаками, защита струи
металла от контакта с воздухом (аргоном, при
разливке в вакууме) и др.
2.4. ДЕФЕКТЫ ОТ ВДАВЛИВАНИЯ
В СЛИТОК КЕРНОВ КЛЕЩЕЙ
КРАНА
Дефект представляет собой раскатанные углуб-
ления на блюмах и слябах, образовавшиеся от
вдавливания острых кернов клещей крана в
горячие слитки при их транспортировке.
По виду дефект напоминает единичную чече-
вицеобразную, широко открытую, сравнительно
короткую трещину (рис. 197). В макрострук-
туре дефект имеет вид трещин, уходящих в
глубину на 30 мм и расположенных по середи-
не противоположных граней блюма (рис. 198).
На микрошлифах выявляется неглубокое обез-
углероживание по краям дефекта; структура
металла вблизи дефекта сравнительно мелко-
зернистая (рис. 199), что связано с деформа-
цией. Стенки дефекта гладкие, конец тупой,
закругленный. Дефект наиболее часто встреча-
ется в блюмах и слябах малоуглеродистой ста-
ли.
Для предупреждения дефекта рекомендуется
не применять слишком заостренных кернов.
1 См. раздел 1.14.
2.5. ТРЕЩИНЫ ГОРЯЧИЕ
(КРИСТАЛЛИЗАЦИОННЫЕ) [1,2,5,
7, 9, 11, 227—231, 232, с. 109—113; 233,
с. 120—123]
Горячая кристаллизационная трещина — изви-
листый окисленный разрыв металла, более ши-
рокий у поверхности и сужающийся вглубь, об-
разовавшийся в период кристаллизации метал-
ла вследствие растягивающих напряжений, пре-
вышающих прочность наружных слоев слитка.
Ширина раскрытых трещин на поверхности
может достигать нескольких миллиметров, глу-
бина — нескольких десятков миллиметров.
Горячие трещины могут быть поперечными
(трещины зависания) и продольными. Попереч-
ные трещины чаще всего располагаются в под-
головной (рис. 200) или донной части слитка.
Продольные трещины иногда могут быть пре-
рывистыми, в граненых слитках — угловыми;
располагаться могут по всей высоте изделия
(рис. 201). Изредка на гранях наблюдаются
комбинированные трещины, т. е. одни их участ-
ки направлены продольно или под углом к оси
слитка, а другие — поперек. Возможно нали-
чие трещин всех видов одновременно на одной
или всех гранях и в углах слитка. Излом по
трещинам сильно окислен.
В поперечных макрошлифах трещины имеют
извилистый, прерывистый ступенчатый характер
и располагаются в междендритных промежут-
ках. Наиболее широко раскрытый участок тре-
щин находится в корковом слое (рис. 202). Дли-
на ступенек (разрывов) несколько миллиметров,
расстояние между их концами 1,5—2 мм. Таким
образом, трещины состоят из нескольких разры-
вов, являющихся как бы продолжением друг
друга в глубину слитка и разделенных пере-
мычками из металла.
Травлением в медьсодержащих реактивах на
концах ступенек и в продолжении трещин обна-
руживается ликвация легкоплавких компонен-
тов (см. раздел. 1.8). Макрошлифы с трещина-
ми представлены на рис. 202.
В слитках сталей феррито-перлитного, перлит-
ного и мартенситного классов вокруг раскры-
тых участков трещин в корковом слое измене-
ния структуры отсутствуют или наблюдается
обезуглероживание с плавным переходом к нор-
мальной структуре. В подкорковых участках на
продолжении извилистых разрывов металла об-
наруживаются точечные окислы и цепочки суль-
фидных включений типа FeS-MnS (рис. 203).
Вокруг дефектов — узкая обезуглероженная зо-
на в окаймлении зерен перлита, обогащенная
легкоплавкими компонентами. По литератур-
ным данным, в ступеньках трещин обогащение
фосфором достигает 500%, а серой — 600% при
содержании их в стали 0,015 и 0,020% соответ-
ственно.
Раскатанные горячие трещины представляют
собой разрывы металла, ориентированные вдоль-
оси проката, под углом к ней или перпендику-
лярно в зависимости от ориентации и формы
исходного дефекта слитка (рис. 204).
Продольные раскатанные трещины — это про-
дольный узкий разрыв металла с плотно сжа-
тыми стенками и редкими ступеньками
(рис. 205, а). Поперечные и наклонные раска-
танные трещины представляют собой грубые
разрывы поперечной ориентации, часто языко-
образной формы, сопровождающиеся иногда
пленами (рис. 205, в — д; 211, а). Излом по
раскатанной трещине сильно окисленный.
29*
В поперечном сечении крупных изделий (на-
пример, блюмов, слябов) раскатанные трещины
после сравнительно небольших обжатий могут
еще сохранять ступенчатый характер. Однако
чем. больше степень продольной деформации
металла, тем более они приобретают вид тре-
щин с ответвлениями, так как ступеньки смы-
каются. При травлении феррито-перлитных, пер-
литных и мартенситных сталей медьсодержащи-
ми реактивами (типа Гейна, Обергоффера, Сте-
да) на концах ответвлений и в продолжении де-
фектов обнаруживается ликвация легкоплавких
компонентов. Глубина дефектов может дости-
гать нескольких десятков миллиметров (рис.
206 и 207). С увеличением степени продольной
вытяжки глубина дефектов уменьшается.
В поперечном сечении дефекты имеют харак-
терную форму: широкие у поверхности, сужива-
ются вглубь, стенки полостей извилисты. Чем
больше поперечный размер раската, тем шире
дефекты, являющиеся следствием раскатывания
.поперечных трещин. Концы полостей могут
иметь несколько ответвлений, постепенно утонь-
шающихся. Микроструктуры раскатанных го-
рячих трещин приведены на рис. 208—210.
Вокруг ветвей полостей обнаруживаются
скопления мелких глобулярных оксидов, на про-
должении их — цепочки сульфидов. В изделиях
.из феррито-перлитных, перлитных и мартенсит-
ных сталей вокруг дефектов наблюдается ярко
выраженная структурная неоднородность, мас-
сивное обезуглероживание у поверхности с
плавным переходом к нормальной структуре,
зона феррита в форме дорожек с окаймлением
из зерен перлита вокруг ответвлений, ликвация
.легкоплавких компонентов на концах феррит-
ных дорожек (ответвлений)—рис. 211,6. Го-
рячие трещины в слитках, отлитых под шла-
ком, встречаются реже, но в этом случае они
могут заполняться шлаком (рис. 212).
Форма полостей дефектов и структурные из-
менения металла вокруг них (ветвистая полость
с дорожками ликватов) — характерные генети-
ческие признаки горячих кристаллизационных-
трещин, которые сохраняются от слитка до го-
тового проката. Причина появления горячих
трещин в слитках — чаще всего температурные
напряжения, возникающие при определенных ус-
ловиях кристаллизации металла в изложнице.
Образование трещин предопределяют много-
численные технологические факторы, одновре-
менно вызывающие понижение механической
прочности первичной корочки и увеличение раз-
рывающих усилий в момент образования тре-
щин. Так, продольные трещины возникают
вследствие затрудненной усадки стали в попе-
речном сечении слитка и действия ферростати-
ческого давления на тонкую закристаллизовав-
шуюся корочку. Поперечные трещины возника-
ют в результате затрудненной усадки стали в
вертикальной плоскости граней (трещины за-
висания).
Из технологических факторов, вызывающих
трещинообразование, следует отметить:
1) перегрев жидкого металла, так как увели-
чивается перепад температур между наружны-
ми и внутренними слоями металла при охлаж-
. дении;
2) повышенную скорость разливки металла,
так как увеличивается возможность образова-
ния тонкой и неравномерной по толщине кор-
ки слитка;
3) повышенное содержание серы (0,035%),
так как уменьшается пластичность стали;
4) теплопроводность стали, так как чем ниже
теплопроводность, тем больше возрастают пе-
репад температур и разница в напряжениях в
наружном и внутренних слоях слитка;
5) способность затвердевающего металла к
линейной усадке, так как чем она больше, тем
более высокие напряжения возникают в наруж-
ных слоях слитка;
6) толщину и разнотолщинность коркового
слоя, образующегося на поверхности слитка,
так как чем меньше толщина и больше разно-
толщинность, тем меньше прочность наружных
слоев слитка;
7) подтеки металла в зазорах между излож-
ницей и прибыльной надставкой, затрудняющие
продольную усадку слитка;
8) подтеки металла между стаканчиком и
слитком, затрудняющие продольную усадку
слитка;
9) форму и высоту изложниц, так как в наи-
большей степени склонны к трещинообразова-
нию круглые слитки и в меньшей многогранные
или волнистые; чем выше слиток, тем больше
вероятность уменьшения прочности корки и уве-
личения напряжений, приводящих к разрывам;
10) марку стали: так, стали имеющие малый
температурный интервал затвердевания, более
склонны к трещинообразованию (стали 10, 20
и др.).
Для предупреждения и устранения дефектов
следует своевременно ремонтировать изложни-
цы, тщательно подгонять к ним прибыльные
надставки, применять оптимальные режимы
температуры и скорости разливки металла, про-
водить разливку под слоем жидкого шлака.
2.6. ТРЕЩИНЫ НАПРЯЖЕНИЯ
[1, 2, 4—7, 9, 11, 26, с. 403—407; 129,
с. 202—205; 220, 225, 234—240]
Дефект представляет собой направленную в
глубь металла, часто под прямым углом к по-
верхности, трещину, образующуюся вследствие
объемных изменений, связанных со структур-
ными превращениями или с нагревом и охлаж-
дением металла (рис. 214)/
Трещины напряжения образуются в слитках
и в деформированном металле при его пере-
делах и имеют ряд разновидностей. Наиболее
часто встречаются следующие:
1) трещины, образовавшиеся при охлаждении
стали, в процессе которого произошло мартен-
ситное превращение (рис. 213, 215, 217);
2) трещины, образовавшиеся при вылежива-
нии стали с матенситной структурой;
3) трещины, образовавшиеся при медленном
нагреве наклепанных дисперсионнотвердеющих
сплавов (рис. 216);
4) трещины, образовавшиеся при нагреве или
охлаждении высокохромистых сталей феррит-
ного класса, склонных к выделению о-фазы;
5) трещины, образовавшиеся при быстром
нагреве сталей с высокой твердостью и малой
пластичностью (см. также раздел 1.21).
Наиболее распространены трещины, образу-
ющиеся при охлаждении стали с образованием
мартенситной структуры (закалочные).
Трещины напряжения от структурных превра-
щений могут возникать в слитках сталей мар-
тенситного класса, разлитых в изложницы
(рис. 213, а) или переплавленных в кристаллиза-
торах (рис. 213, б).
Характерные признаки трещин напряжения на
нетравленых шлифах: расположение трещины
под прямым углом к поверхности, извилистый
30
характер, малая ширина, наличие мелких ответ-
влений, иногда раздвоенный конец (рис. 218).
Некоторое расширение трещины на рис. 218,6
связано с последующим отпуском металла. На
травленых шлифах трещины напряжения
(рис. 219) более широкие и часто распростра-
няются в мартенсите по границам бывших
аустенитных зерен.
Если трещины напряжения образуются на
последней операции охлаждения или нагрева, то
обезуглероживания и окисления по их грани-
цам не наблюдается. При дополнительном на-
греве после образования трещин по их грани-
цам, особенно в начале трещин, могут наблю-
даться окисление и обезуглероживание (в за-
висимости от температуры и продолжитель-
ности нагрева).
Причина возникновения трещин при охлаж-
дении стали с образованием мартенситной струк-
туры — увеличение объема металла при пре-
вращении аустенита в мартенсит. Это превра-
щение начинается с поверхности, а затем рас-
пространяется в глубь металла. Глубинные
участки металла, увеличиваясь в объеме, созда-
ют растягивающие напряжения в поверхност-
ных слоях, имеющих мартенситную структуру,
отличающуюся малой пластичностью и высокой
твердостью.
Возникающая на поверхности трещина может
углубляться. Часто трещины образуются при
вылеживании стали. Обычно это связано с тем,
что после охлаждения в стали сохраняется не-
которое количество непревращенного в мартен-
сит аустенита (до 10%), который при вылежи-
вании претерпевает распад, приводящий к тре-
щинам, вследствие дополнительного изменения
объема и понижения пластичности металла.
Иногда наблюдаются поверхностные неглубо-
кие трещины, вызванные наличием обезуглеро-
женного слоя на поверхности прутков стали,
закалившейся на воздухе. Изменение состава
наружных слоев по сравнению с внутренними
приводит к тому, что при неодновременном
структурном превращении возникают объемные
напряжения, вызывающие образование поверх-
ностных трещин.
Образование трещин напряжения при мартен-
ситном превращении зависит от состава стали
и режимов охлаждения металла и практически
не зависит от способа выплавки. Наиболее
склонны к трещинам напряжения, возникающим
при охлаждении после горячей деформации,
стали мартенситного и мартенсито-ферритного
классов. После ускоренного охлаждения (в во«
де, масле и других средах) появление трещин
наблюдается и у сталей перлитного класса.
Для предупреждения образования трещин
напряжения при мартенситном превращении
необходимо стали мартенситного класса после
горячей механической обработки охлаждать в
утепленных колодцах или ямах, передавать на
термическую обработку выше температуры мар-
тенситного превращения. При необходимости
длительного вылеживания сталь следует под-
вергать предварительному смягчающему отжи-
гу или отпуску.
Причиной образования трещин напряжения в
дисперсионнотвердеющих сталях и сплавах
также являются объемные напряжения и сни-
жение пластичности в процессе распада твер-
дого раствора. В этих сталях и сплавах трещи-
ны образуются при нагреве до 650—850°С вслед-
ствие интенсивного выделения упрочняющей
фазы в предварительно наклепанном металле.
При этих температурах еще не происходит пол-
ной рекристаллизации. Возможно образование
трещин и при охлаждении массивных изделий.
Для предупреждения образования трещин
при нагреве дисперсионнотвердеющих сталей и:
сплавов следует интервал температур выделе-
ния упрочняющей фазы проходить по возмож-
ности быстро до температуры растворения фазы
и рекристаллизации металла. Если из-за боль-
ших размеров изделий осуществить быстрый
нагрев сложно, то не следует допускать низкой
температуры окончания горячей деформации в
целях предупреждения наклепа.
В сталях ферритного и феррито-мартенситно-
го класса, главным образом высокохромистых,
причиной возникновения трещин напряжения
может быть выделение о-фазы в интервале тем-
ператур 750—850°С как при охлаждении, так
и при нагреве. Наряду с изменениями объема
в этом случае происходит охрупчивание метал-
ла. Для предупреждения трещин необходимо
избегать длительного пребывания стали при
температурах выделения о-фазы и обеспечивать
быстрое охлаждение ее от 850°С.
2.7. ШЛИФОВОЧНЫЕ ТРЕЩИНЫ
[1, 6, 11, 249]
Шлифовочные трещины представляют собой
сетку паутинообразных (рис. 220) или отдель-
ных произвольно направленных поверхностных
разрывов (рис. 221), образовавшихся при шли-
фовке металла, обладающего высокой твер-
достью, хрупкостью и малой теплопроводностью
(см. также раздел 1.34). Могут возникать при
шлифовке слитков и деформированного метал-
ла. Имеют небольшую глубину (до 1—2 мм),
но удалять их шлифованием обычно не удается,
так как при шлифовании возникают новые тре-
щины.
Металл в местах интенсивной шлифовки
вследствие разогрева часто бывает покрыт
пленкой оксидов, имеющей вид цветов побежа-
лости.
Микроанализ показывает, что шлифовочные
трещины очень тонкие, извилистые и распро-
страняются в глубь металла зигзагами или сту-
пеньками с ответвлениями. В металле, не под-
вергавшемся дополнительному нагреву, шли-
фовочные трещины, имеющие тонкое оконча-
ние, часто проходят по границам зерен и не-
сопровождаются окислением и обезуглерожива-
нием.
При микроструктурном исследовании шлифо-
вочная трещина в сплаве ХН68ВКТЮ, внешний
вид которой показана на рис. 221, представляет
собой разрыв, уходящий зигзагообразно в
глубь металла на ^2 мм (рис. 222). Особен-
ность этой трещины в том, что края ее вследст-
вие нагрева несколько разошлись и вблизи по-
верхности она сопровождается оксидами и
нитридами (так называемыми вторичными), об-
разовавшимися при последующем нагреве
(рис. 223).
Наибольшей склонностью к образованию
шлифовочных трещин обладают стали мартен-
ситного и ферритного (высокохромистые и хро-
моалюминиевые) классов, а также дисперсион-
нотвердеющие сплавы.
Образование шлифовочных трещин связано
со структурой металла и не связано со спосо-
бом его выплавки. Причина их возникновения —
местный разогрев металла, приводящий к ло-
кальному увеличению его объема. При после-
дующем охлаждении объем локальных зон
уменьшается и при температурах ниже 100°С,
ЗГ
когда металл становится хрупким, происходит
разрыв.
Для предупреждения образования шлифовоч-
ных трещин горячедеформированные стали
мартенситного класса подвергают перед шли-
фовкой смягчающей термической обработке.
Для сталей ферритного класса и дисперсионно-
твердеющих сплавов применяют термическую
'обработку для уменьшения напряжений, а шли-
фовку осуществляют по умеренным режимам.
2.8. ТРАВИЛЬНЫЕ ТРЕЩИНЫ [1,
11, 241, 257]
Травильные трещины представляют собой раз-
рывы, образовавшиеся при травлении металла
с внутренними напряжениями, вызванными
структурными превращениями или деформа-
цией; могут быть глубокими или мелкими. На-
пряженные закаленные изделия при травлении
иногда раскалываются на куски. Травильные
трещины иногда образуют поверхностную сетку,
подобную сетке шлифовочных трещин, но зна-
чительно более грубую (рис. 224, 225).
Это могут быть трещины, вызванные трав-
лением в местах с напряжениями от предшест-
вующего шлифования. Возможно также, что
тонкие трещины образовались при шлифова-
нии и были растравлены.
На микрошлифах травильные трещины вы-
глядят так же, как шлифовочные, но они значи-
тельно глубже и шире последних. Мелкие тра-
вильные трещины часто образуются при трав-
лении тонких горячекатаных прутков, если
сталь подкаливается при охлаждении с темпе-
ратуры окончания прокатки.
Причина образования травильных трещин —
•насыщения напряженного металла водородом,
выделяющимся при травлении.
К образованию травильных трещин склонны
стали мартенситного класса после горячей ме-
ханической обработки или перлитного класса,
но в закаленном состоянии. Стали ферритного
класса — высокохромистые и хромоалюминие-
вые — также склонны к образованию травиль-
ных трещин и в шлифованном виде их подвер-
гать травлению рекомендуется только после
смягчающего отпуска.
Применение ингибиторов при травлении пре-
дупреждает образование травильных трещин,
так как уменьшает интенсивность выделения
водорода.
2.9. РВАНИНЫ И ПРОКАТНЫЕ
ПЛЕНЫ fl, 2, 5, 7, 9, 11,24,
с. 521—524; 160, 216, 219, 242—248]
Рванины представляют собой раскрытые раз-
рывы, расположенные перпендикулярно или
под углом к направлению наибольшей вытяж-
ки металла; образуются при горячей деформа-
ции металла из-за пониженной пластичности
(рис. 226). Дефект образуется при горячей де-
формации малопластичного металла. При резко
пониженной пластичности металла возможно
образование грубых рванин после первого об-
жатия в валках (рис. 227) или при первых уда-
рах молота при ковке (рис. 228).
Рванины на прокате обычно расположены по-
лосами вдоль направления деформации, часто
периодически повторяясь (рис. 229). Углы за-
готовок обычно поражены дефектами в большей
степени, что может быть связано с неравномер-
‘ным нагревом металла и большей степенью де-
формации, а также их подстуживанием. При
прокатке слябов нержавеющих сталей рванина-
ми может быть поражена вся поверхность ме-
талла (рис. 230).
В момент образования разрывы обычно тон-
кие, но последующая деформация приводит к
их расширению.
В зоне рванин микроструктура обычно круп-
нозернистая и по границам зерен наблюдаются
разрывы, заполненные оксидами (рис. 231).
На поперечных микрошлифах рванины имеют
вид, показанный на рис. 232.
Деформация заготовок с рванинами приво-
дит к образованию на поверхности групповых
дефектов, называемых прокатными пле-
нами (схема на рис. 233). Они представляют
собой отслоения металла языкообразной фор-
мы, соединенные с основным металлом, и об-
разуются вследствие раскатки или расковки
рванин. Плены могут также образоваться в
местах грубой зачистки дефектов поверхности.
Нижняя поверхность плен окислена, и металл
под ней покрыт окалиной. На микрошлифах в
зоне дефекта можно наблюдать окисление и
обезуглероживание.
В сталях и сплавах, содержащих титан, по
рванинам и пленам могут располагаться окислы
и нитриды титана (рис. 234), образовавшиеся
в раскрытых разрывах при охлаждении (в ма-
лой степени) или при вторичном нагреве метал-
ла. В углеродистой стали по рванинам образу-
ется обезуглероженный слой.
Если рванины возникают до передела
(горячей деформации), то обезуглерожива-
ние и окисление в зоне дефекта могут отсутст-
вовать или быть незначительными.
Вызывающая образование рванин понижен-
ная пластичность металла при температурах
горячей деформации (если эта температура оп-
тимальна) может быть связана с технологией
выплавки, при которой в металле возникают
легкоплавкие или стекловидные прослойки, ос-
лабляющие прочность, особенно по границам
кристаллитов (рис. 235). Низкая пластичность
может быть также связана с двухфазной струк-
турой стали аустенито-ферритного класса. Осо-
бенно неблагоприятным является соотношение
фаз 40—60%.
При удовлетворительном качестве металла
рванины могут образоваться вследствие небла- "
гоприятных условий нагрева (перегрев, пере-
жог, неравномерный нагрев, недогрев) или де-
формации (большие степени обжатия, неопти-
мальная схема калибровки).
Особенно часто дефекты встречаются при
перегреве или недогреве перед деформацией вы-
соколегированных сталей и сплавов. Послед-
ние вследствие своего состава часто имеют низ-
кую пластичность и требуют особенно строгого
поддержания оптимальных режимов нагрева и
деформации.
Для предупреждения образования прокатных
плен заготовки с рванинами и другими дефек-
тами подвергают тщательной зачистке.
2.10. ЧЕШУЙЧАТОСТЬ [1, 2, 5, 6, 11,
250]
Чешуйчатость представляет собой отслоения и
разрывы в виде сетки, образовавшиеся при про-
катке из-за перегрева (пережога) или понижен-
ной пластичности металла периферийной зоны
32
(рис. 236). Чешуйчатостью может быть покрыта
вся поверхность проката или часть ее (рис. 237).
При пониженной пластичности периферий-
ной зоны в ней при первом обжатии возникают
мелкие разрывы, которые при последующих
проходах раскатываются в мелкие чешуйки
языкообразной формы, связанные с металлом.
Дефект подобен прокатным пленам, но отлича-
ется от них малой глубиной и большей степенью
поражения поверхности. На микрошлифах по-
верхностного слоя с резко выраженной чешуй-
чатостью видна сетка оксидов (рис. 238), обра-
зовавшихся по местам разрывов.
В том случае, если низкая пластичность по-
верхностного слоя металла связана с высокой
температурой нагрева поверхностного слоя пе-
ред выдачей металла на деформацию, границы
кристаллитов оплавляются и по ним при дефор-
мации возникают разрывы. Причиной чешуйча-
тости может быть также насыщение поверхно-
сти металла серой при нагреве в атмосфере, со-
держащей сернистые газы. Проникновение серы
в металл преимущественно по границам кри-
сталлитов приводит к образованию на этих гра-
ницах легкоплавких сульфидов, по которым
возникают разрывы.
Чешуйчатость встречается у низко- или сред-
неуглеродистых конструкционных сталей, в том
числе легированных, и у сталей, содержащих
более 0,25% Си.
Мероприятия по предупреждению дефекта:
соблюдение оптимальной температуры нагрева
стали перед деформацией (не допуская перегре-
ва и пережога поверхности), а также исполь-
зование печных атмосфер, не содержащих вы-
соких концентраций серы.
2.11. УС [1,2, 7, 9, 242]
Ус представляет собой продольный выступ с
одной стороны прутка или с двух диаметраль-
но противоположных его сторон (рис. 239—
241). Дефект имеет значительную протяжен-
ность и обычно распространяется на всю длину
прутка. Иногда дефект располагается на одном
конце прутка.
Резко выраженный двусторонний ус называют
также «л а м п а с о м». Переход уса к поверхно-
сти прутка обычно плавный (рис. 242).
Микроструктура стали в зоне дефекта не из-
меняется. Прокат с усом обычно бракуют и
лишь в редких случаях ус с заготовок удаляют
зачисткой.
Причины образования дефекта: а) перепол-
нение калибра из-за излишка металла (слишком
большое сечение заготовки); б) неправильная
калибровка и выработка предчистового калибра;
в) неправильная настройка калибров и армату-
ры валков; г) пониженная температура ме-
талла.
При последующей прокатке в процессе кан-
товки усы прикатываются к поверхности, обра-
зуя закаты.
Меры по предупреждению дефекта:
а) применение калибровки, гарантирующей
ют переполнения калибров;
б) правильная настройка валков и валковой
арматуры;
в) подача металла в калибр по центру;
г) использование калибров, не имеющих зна-
чительного износа;
д) соблюдение температурного режима нагре-
ва металла;
е) установка проводок по центру (без смеще-
ния).
2.12. ЗАКАТ [1, 2, 9, 215, 242, 243, 251,
252]
Закат представляет собой прикатанный прямо-
линейный продольный выступ с одной стороны
проката или с двух диаметрально противопо-
ложных его сторон (рис. 243, 244, а, 245). Де-
фект, как правило, проходит по всей длине
прутка . В случае приката большого уса дефект
может иметь вид двух параллельных линий
(рис. 246, а).
На поперечных макрошлифах и микрошлифах
видна характерная особенность заката — распо-
ложение под острым углом к поверхности ме-
талла (см. рис. 244 и рис. 247, 248). На микро-
шлифах характерный признак заката — это то,
что конец дефекта не разветвлен и огибается
волокном. Дефект заполнен окалиной, и металл
по его стенкам обезуглерожен (рис. 249). При
вдавливании грубого уса закат может распола-
гаться под прямым углом к поверхности и иметь
серповидный конец (рис. 246, б).
Закаты выявляются при внешнем осмотре
проката или при осадке образцов в горячем или
холодном состоянии. Под слоем прокатной ока-
лины тонкие закаты трудно различимы, по-
этому для их лучшего обнаружения применяют
абразивное светление прутков кольцами или
змейкой с шагом 20—30 см. Особенность зака-
та состоит в том, что в местах зачистки наблю-
даются отклонения от прямой линии, связан-
ные с распространением дефекта в глубь метал-
ла под острым углом. Иногда металл подверга-
ют травлению, но этот способ нежелателен, так
как может способствовать коррозии при по-
следующем хранении.
Дефект образуется при прокатке заготовок
или прутков с подрезами, усами, заусенцами и
другими продольными выступами; причины по-
явления усов и подрезов — см. разделы 2.11 и
2.13. Дефект может также получаться на кон-
це раскатов из-за неправильной задачи в ка-
либры. В последнем случае закат располагается
на концах раската. Закаты встречаются на про-
кате стали всех марок и способов производ-
ства.
2.13. ПОДРЕЗ [1,2,9,242] Ч
Подрез представляет собой продольное углуб-
ление по всей длине прутка или на отдельных
участках его поверхности, образовавшееся из-за
неправильной настройки валковой армату-
ры или одностороннего перекрытия калибра
(рис. 250—253).
Прикатанный подрез может иметь волнистый
или зазубренный край (см. рис. 252); возможны
мелкие отслоения вдоль прутка (рис. 253). На
макрошлифах прикатанный подрез имеет вид,
показанный на рис. 254.
Микроструктура металла в зоне прикатанного
подреза характеризуется обезуглероживанием и
наличием вкатанной окалины. Обезуглерожива-
ние часто бывает односторонним.
Подрез на квадратной и прямоугольной заго-
товках (блюм, сляб) возникает вследствие за-
дачи полосы на бурты валка или из-за смеще-
ния ручьев калибра. На профиле круглого се-
чения подрез образуется чаще всего в процессе
прокатки по схеме квадрат — овал: углы ква-
драта подрезаются при задаче в овал.
Основные меры, предупреждения: правильная
настройка валков, валковой арматуры, а так-
же устранение одностороннего перекрытия ка-
либров.
2 Зак. 3
33
2.14. ЗАКОВ [162, 242]
Заков представляет собой придавленный выступ,
образующийся при ковке из-за неравномерного
обжатия (рис. 255—257, а).
Заков на прутке имеет изогнутый волнистый
вид и может распространяться на значительное
расстояние вдоль прутка или быть коротким.
На нетравленых микрошлифах заков имеет
тупой конец, заполненный окалиной (рис. 257, б,
в). После травления микрошлифа в 5%-ном
спиртовом растворе азотной кислоты в зоне де-
фекта наблюдается обезуглероживание (рис.
258). Конец закова может огибаться волокном.
Причиной закова является неравномерное об-
жатие при ковке металла, приводящее к обра-
зованию местных складок, которые затем при-
ковываются к металлу.
Дефект особенно часто возникает при ковке
низкоуглеродистых сталей с высоким содержа-
нием хрома.
2.15. МОРЩИНЫ [1, 2, 9, 242, 253]
Морщины — дефект поверхности, представляю-
щий собой группу чередующихся продольных
углублений и выступов (рис. 259, 260).
Как правило, морщины располагаются по
всей длине блюмов или прутков, преимущест-
венно в зоне, соответствующей разъему вал-
ков. Глубина дефекта обычно не превышает
1,0 мм. Типичные признаки морщин в попереч-
ных микрошлифах — полости с гладкими стен-
ками и тупыми концами, частично заполнен-
ные окалиной. Степень обезуглероживания по-
верхности морщин обычно такая же, как и по-
верхности прутка (рис. 261,6).
Морщины могут возникать в процессе про-
катки при повышенных обжатиях боковых гра-
ней, а также при прокатке сплюснутого овала
на круг или вытянутого ромба на квадрат. На-
рушение режима кантовок также приводит к
образованию морщин. Для предупреждения де-
фекта рекомендуется также избегать работы на
сильно выработанных калибрах с наварами и
не допускать вдавливания окалины в металл.
При прокатке необходимо проверять поверх-
ность промежуточных профилей.
2.16. РИСКА [2, 9, 242]
Риска — прямолинейное продольное углубление
с закругленным или плоским дном, образовав-
шееся из-за царапания поверхности металла на-
варами и другими выступами на прокатной арма-
туре (рис. 262, 263). Риски могут быть тонкими
(рис. 263, а) и более широкими (рис. 263, б).
Распространяются риски обычно вдоль всего
прутка.
Характерный признак риски на поперечных
микрошлифах (рис. 264, а) — тупой широкий
конец и отсутствие обезуглероживания (рис.
264, б). Риска не сопровождается изменением
структуры и не содержит неметаллических
включений. В зоне металла, прилегающей к
риске, отсутствует ликвация.
Риски образуются большей частью при про-
катке низкоуглеродистой стали.
хМеры предупреждения — поддержание арма-
туры прокатных станов в хорошем состоянии
(отсутствие наваров и других дефектов).
2.17. ОТПЕЧАТКИ [254]
Отпечатки — дефект поверхности, представляю-
щий собой углубления или выступы, располо-
женные по всей поверхности металла или на от-
дельных ее участках (рис. 265, 266). Глубинг
или высота отпечатков, как правило, неболь
шая, и если отпечатки образуются на заготовке
то при последующих нагреве и деформации оня
обычно устраняются и металл приобретает глад-
кую поверхность. Единичные локальные отпе-
чатки могут возникать при наличии на валкая
местных углублений, вызванных выработкой
валков.
Меры предупреждения: наблюдение за состо-
янием валков и своевременная их замена.
2.18. РЯБИЗНА [.243, 254, 255]
Рябизна — дефект поверхности, представляю-
щий собой углубления от вдавленной окалины
образовавшиеся при ковке, прокатке или прав-
ке металла с толстым слоем окалины. Може1
занимать значительную поверхность, распола-
гаясь преимущественно отдельными участками
вдоль направления деформации. Выявляется
после удаления окалины (рис. 267, 268).
Рябизна образуется при деформации металле
с окалиной, плотно прилетающей к металлу в
не осыпающейся при первых обжатиях. При не-
большой степени деформации часто наблюдает
ся рябизна поверхности, связанная с вдавлива-
нием окалины при первых обжатиях.
Меры предупреждения: получение рыхлой
легко осыпающейся окалины, более полное сби-
вание окалины при первом обжатии и доста-
точная степень деформации для сглаживания
неровностей, полученных при первых обжа-
тиях.
2.19. ЗАУСЕНЕЦ [219]
Заусенец — дефект поверхности, представляю
щий собой острый в виде гребня выступ на кон-
це прутка, образовавшийся при резке металла
(рис. 269, 270).
Заусенец может образоваться при резке е
горячем и холодном состоянии, а также при
рубке горячего металла. Изменений в макро-
структуре и микроструктуре при образования
заусенца не происходит. Наблюдается лише
искривление волокна в зоне заусенца.
Причина образования заусенцев при резке —
неудовлетворительное состояние режущего ин-
струмента (тупой режущий инструмент, слиш-
ком большой зазор между ножами, перекосы
и др.). При рубке металла заусенцев избежать
трудно.
Для предупреждения и уменьшения заусенцев
необходимо поддерживать режущий инстру-
мент в хорошем состоянии. В отдельных слу-
чаях заусенцы зачищают абразивами.
2.20. ОСТАТКИ ОКАЛИНЫ [241, 256]
Остатки окалины — дефект поверхности, пред-
ставляющий собой окалину, не удаленную с от-
дельных участков прутков (рис. 271, 272).
Обычно этот дефект встречается в тех слу-
чаях, если травлению подвергается металл с
толстым слоем плотной окалины после отжи-
га. Остатки окалины могут наблюдаться также,
34
если при правке плотная окалина после отжига
ссыпается лишь частично.
Меры предупреждения:
а) уменьшение продолжительности и темпе-
ратуры отжига, получение более рыхлой ока-
лины;
б) удаление окалины с прутков путем замоч-
ки их в воде при достижении температуры,
меньшей Агх после отжига;
в) удаление окалины легкой правкой прутков
с изгибом, но без сильного давления, при кото--
ром окалина может вдавливаться и создавать
вмятины;
г) удаление окалины путем равномерного
стравливания в кислотах с применением инги-
биторов.
2.21. ПЕРЕТРАВ [241]
Перетрав — дефект поверхности, представляю-
щий собой местное или общее разъедание по-
верхности металла при травлении (рис. 273).
Травление обычно осуществляют для удале-
ния окалины, поэтому при трудном ее отделе-
нии (плотная окалина) приходится увеличивать
время пребывания металла в ванне, что часто
и приводит к перетраву поверхности на тех
участках, с которых окалина сошла раньше.
Другие причины — слишком высокая темпе-
ратура раствора, использование старых раство-
ров кислот, обогащенных солями железа, недо-
статочное наблюдение за режимом травления.
Важный способ предупреждения перетравли-
вания — разрыхление окалины перед травлени-
ем. В частности, для этой цели (см. раздел
2.20) при термической обработке (отжиге или
отпуске) применяют кратковременное охлажде-
ние проката в воде с температуры на 30—50°С
ниже Аг{ при отжиге или с температуры отпу-
ска. Разрушению окалины способствует также
правка прутков на валковых машинах. Приме-
нение при травлении ингибиторов снижает
опасность перетрава металла.
2.22. ЦАРАПИНА [9, 242]
Царапина — дефект, представляющий собой ка-
навку неправильной формы и произвольного на-
правления, образовавшуюся в результате ме-
ханических повреждений, в том числе при скла-
дировании и транспортировке металла (рис.
274).
Форма и протяженность дефекта могут быть
весьма разнообразны, Дефект иногда может
объединять несколько царапин. В поперечных
микрошлифах дефект имеет тупое дно, не со-
держит оксидов, не обезуглерожен и не имеет
других изменений микроструктуры.
Для предупреждения дефекта необходимо
тщательно соблюдать правила транспортиров-
ки и складирования металла. При небольшой
глубине царапину не считают браковочным
признаком, но она портит внешний вид металла.
2.23. РАКОВИНЫ ОТ ВДАВЛЕННОЙ
ОКАЛИНЫ [256]
Раковины от окалины — дефект поверхности в
виде отдельных углублений, иногда частично
вытянутых вдоль направления прокатки, обра-
зующихся при выпадении и вытравливании
вкатанной окалины (рис. 275 и 276).
Дефект образуется при горячей прокатке в
том случае, если окалина плохо сбивается в
первых проходах и вдавливается в металл при
дальнейших проходах. При больших обжатиях
окалина выкатывается, а при небольших мо-
жет частично оставаться на поверхности прут-
ков.
На поперечном микрошлифе видны мелкие
углубления, заполненные окалиной (рис. ,277).
Раковины от окалины могут также образо-
ваться при холодной правке проката, покры-
того окалиной после отжига на валковых пра-
вильных машинах. В этом случае раковины
располагаются дорожками вдоль прутков по
линии касания прутка с валками.
Дефект можно предупредить, улучшая усло-
вия сбивания окалины перед задачей металла
в валки при горячей деформации. В случае
правки в холодном состоянии отожженной или
отпущенной стали следует применять предва-
рительное кратковременное охлаждение в во-
де с температуры несколько ниже Ац после
отжига или с температуры отпуска для отсла-
ивания окалины.
Наиболее часто дефект встречается на прут-
ках стали ШХ15, предназначенных для калиб-
ровки. Эту сталь подвергают обычно длитель-
ному отжигу для получения требуемой струк-
туры, который рекомендуется заканчивать за-
мочкой в воде с 550—600°С, в результате чего
происходит интенсивное отскакивание окалины.
2.24. ВКАТАННЫЙ КУСОК
МЕТАЛЛА
Пруток стали 40ХН МАШ с вкатанным куском
металла, отличающегося по составу от основ-
ного металла, представлен на рис. 278. Макро-
шлиф этого прутка (рис. 279) выявил прива-
рившийся кусок инородного металла.
Причиной дефекта может быть кусок всплыв-
шей от поддона шайбы или скрапина, внедрив-
шаяся в металл при горячей деформации
слитка.
3
—- ДЕФЕКТЫ СТАЛИ НЕПРЕРЫВНОЙ РАЗЛИВКИ
3.1. ОСЕВАЯ ПОРИСТОСТЬ
И ОСЕВАЯ ЛИКВАЦИЯ [2, 84, 93,
259—264, 265, 299, с. 426—434; 300]
Эсевая пористость (рыхлость) — сосредоточе-
ние крупных и мелких пор вдоль теплового
центра слитка в зоне встречи фронтов затвер-
девания. Осевая ликвация — осевая химическая
^однородность, обогащение или обеднение
)севой зоны примесями (рис. 280).
* Зак. 3
Осевая пористость непрерывнолитой заготов-
ки может быть рассредоточенной, представля-
ющей собой усадочные поры небольшого сече-
ния, разбросанные по осевой зоне, и сосредо-
точенной — крупные усадочные поры, сконцен-
трированные по тепловому центру слитка, ко-
торые могут образовывать в осевой зоне не-
сплошности в виде усадочных полостей.
Осевая пористость и осевая ликвация тесно
связаны между собой. Пористость обычно со-
провождается ликвацией.
35
Осевая пористость и осевая ликвация выяв-
ляются на серных отпечатках и на темплетах
после глубокого травления.
Осевая неоднородность может быть нерав-
номерна по высоте непрерывнолитой заготовки
(рис. 281, 282).
При непрерывной разливке стали получают
развитие два основных вида осевой неоднород-
ности: V-образная (рис. 283—289) и «шнуро-
вая» (рис. 290, 291). Ликвация обоих видов
может сопровождаться отрицательной ликва-
цией.
В процессе горячей прокатки непрерывноли-
тых заготовок зона осевой ликвации трансфор-
мируется в ликвационные полосы повышенной
травимости различной интенсивности (рис. 292—
293). Грубые ликвационные полосы при опре-
деленных условиях могут приводить к рассло-
ению листа, труб и других изделий. Неодно-
родность горячекатаной стали в осевой зоне
по отношению к основному металлу сохраня-
ется. Так, коэффициент ликвации в трубной
стали типа 17ГС в отдельных случаях состав-
ляет по сере 3,8; по углероду 2,5; по фосфору
3,0. Структура ликвационной полосы значитель-
но отличается от структуры основного металла.
Содержание перлитной составляющей в ликва-
ционной полосе возрастает в зависимости от
интенсивности ликвации углерода (рис. 294,а),
иногда приводя к образованию структуры бей-
нита (рис. 294,6). В некоторых участках интен-
сивной осевой ликвации наблюдаются феррит-
ные полосы со скоплением сульфидов и окси-
сульфидов (рис. 294,в) и повышенным содер-
жанием фосфора. В обогащенных углеродом и
фосфором ликвационных полосках с грубыми
строчечными сульфидными включениями могут
происходить нарушения сплошности в осевой
зоне горячекатаной стали (рис. 295).
Оценка допустимой осевой ликвации некото-
рых видов продукции, в частности рулонной
стали для газопроводных труб, производится
по специально разработанным шкалам.
Осевая неоднородность обусловлена двумя
явлениями: ликвационным обогащением цент-
ральных зон примесями и усадкой осевой зоны
при затвердевании. Под действием усадочных
перемещений металл осевой зоны, находящий-
ся в двухфазном «кашеобразном» состоянии,
опускается вниз, в результате чего в осевой
зоне слитка возникает так называемая V-об-
разная ликвация.
Образование и степень развития осевой не-
однородности непрерывного слитка связаны с
особенностями его формирования, а также с
состоянием поддерживающих систем вторично-
го охлаждения УНРС.
Принципиальной особенностью формирования
осевой зоны непрерывного слитка является зна-
чительная протяженность лунки жидкого ме-
талла. Фронт кристаллизации по высоте слит-
ка сходится к концу затвердевания под очень
малым углом (рис. 296).
При кристаллизации непрерывного слитка не-
больших сечений с ограниченной протяжен-
ностью зоны двухфазного состояния образует-
ся протяженная зона столбчатых дендритов. В
процессе затвердевания по мере роста столбча-
тых дендритов жидкая фаза, обогащенная лик-
вирующими примесями, оттесняется к центру.
Происходит монотонное обогащение жидкой
фазы ликватами, имеющими более низкую тем-/
пературу плавления. Из-за различной скорости
роста столбчатых дендритов, обусловленной
неравномерностью фронта кристаллизации как
по периметру, так и по высоте слитка, столб-
чатые дендриты периодически образуют пере-
хваты, так называемые мосты (рис. 297). Ни-
же моста кристаллизация происходит при не-
достаточном питании жидким металлом. Ниж-
ний конусообразный участок лунки, отсечен-
ный от верхних питающих жидких слоев за- ;
твердевшим металлом, представляет собой об-
особленную зону кристаллизации. В этой зоне;
могут возникать крупные усадочные поры —
вторичные усадочные раковины. Поступающий
в эту зону жидкий металл, обогащенный лик-
ватами, имеющими пониженную температуру
плавления, образует грубую V-образную, или ‘
шнуровую, ликвацию, связанную часто с пали- '
чием осевой трещины. После образования «мос-
та» в нижележащую зону обособленной крис-
таллизации может экстрагироваться обогащен- |
ная примесями жидкость из междендритных
участков «моста», находящегося в двухфазном ?
состоянии. Оставшиеся участки дендритной j
структуры, состоящие в основном из дендрит- j
ных осей и менее загрязненных межосных уча- ;
стков создают зону отрицательной ликвации '
(см. рис. 283 и 290).
Непосредственно над «мостом» лунка жид-
кого металла некоторое время остается расши-
ренной; кристаллизация идет в условиях улуч-
шенного питания осевой зоны, образуя незна-
чительную V-образную ликвацию до тех порг
пока лунка жидкого металла не сужается и
снова создаются условия для образования
«мостов». Эта периодичность зависит, по-види-
мому, в основном от сечения непрерывного
слитка, скорости разливки, состояния поддер-
живающей системы непрерывного литья.
В слитках относительно крупного сечения
зона твердо-жидкого состояния в их центре
получает существенное развитие: образуется
структура с ограниченной зоной столбчатых
кристаллов и развитой зоной равноосных крис-
таллов в осевой зоне. Вероятность образования
«мостов» в этом случае уменьшается. Усадоч-
ная пористость оказывается рассредоточенной
в виде отдельных небольших пор, сопровожда-
ющихся незначительной V-образной ликвацией.
Таким образом, в зависимости от величины
и скорости усадки металла в осевой зоне, а эта
в свою очередь определяется маркой сталщ
скоростью разливки, интенсивностью вторично-
го охлаждения, профилем и размерами сечения
слитка и рядом других факторов, усадочные
пустоты приобретают различные формы и раз-
меры. В образующиеся пустоты проникает обо-
гащенный ликватами и более жидкоподвиж-
ный металл, имеющий более низкую темпера-
туру плавления. При этом образуется соответ-
ствующего вида ликвация: V-образная, раз-
личной интенсивности (см. рис. 286—288) и
«шнуровая» (см. рис. 290), часто представля-
ющая собой чередующиеся участки положитель-
ной ц отрицательной ликвации (см. рис. 283„
290). Более грубая шнуровая ликвация обра-
зуется вследствие заполнения осевой трещины
металлом, обогащенным ликватами (см. рис.
291).
Одним из условий, усиливающих осевую лик-
вацию, является изменение геометрии сечения
непрерывнолитой заготовки (раздутия) вслед-
ствие деформации слитка в поддерживающей
системе установки. Раздутия вызывают специ-
фические потоки в жидкой фазе, которые при-
водят к перераспределению легирующих эле-
ментов и примесей, образуя осевую ликвацию,.
36
причем с увеличением раздутия непрерывного
слитка осевая ликвация возрастает.
Осевая пористость и осевая ликвация в не-
прерывнолитых заготовках встречаются при
разливке стали практически всех марок.
Уменьшение осевой ликвации непрерывных
слитков высокоуглеродистых, трубных, легиро-
ванных хромоникелевых и других сталей мо-
жет быть достигнуто физико-химическим воз-
действием на процесс кристаллизации. Методы
активного воздействия на кристаллизацию и
структурообразование следующие: введение
инокуляторов в жидкую фазу, применение
ультразвука и перемешивание металла, в том
числе электромагнитное, использование нерас-
ходуемых холодильников, погружаемых в кри-
сталлизатор, продувка кристаллизующейся не-
прерывнолитой заготовки инертным газом.
Ужесточение технологических требований к
подготовке металла для разливки, снижение'
содержания в стали серы и фосфора, а также
стабильный процесс непрерывной разливки, на-
стройка всех узлов УНРС относительно техно-
логической оси в пределах допустимых откло-
нений позволяют значительно уменьшить сте-
пень развития осевой ликвации.
3.2. ГАЗОВАЯ ЛИКВАЦИЯ [35,
с. 13—25; 120, 266, 267]
Газовая ликвация — характерный дефект слит-
ка кипящей стали, представляющий собой
участки структурной и химической неоднород-
ности в виде стреловидной ликвации — так на-
зываемых каналов в зоне наружной корочки и
сегрегационных пятен у внутренних концов со-
товых пузырей.
«Каналы», наблюдаемые в зоне наружной
корочки слитка, на серном отпечатке выявля-
ются в виде ликвационных полосок (рис. 298).
На травленых темплетах «каналы» представ-
ляют собой цепочки пористости, видимой нево-
оруженным глазом, чередующейся с ликваци-
онными полосками в виде елочки (рис. 299,
300). Ликвационные полоски, пересекающие зо-
ну плотной корочки слитка, начинаются от са-
мой поверхности слитка и представляют собой
междендритные прослойки, служащие канала-
ми, по которым продвигается газ, образуя за-
тем зону сотовых пузырей.
При исследовании этих участков под микро-
скопом обнаружены микропоры и скопления
неметаллических включений в виде пленок, вы-
деляющихся по межосным участкам (рис. 301).
Иногда эти пленки очень тонкие и имеют вид
сетки. Грубые выделения включений образуют
участки эвтектического вида (рис. 302). В свет-
лом поле эти включения светло-серого или тем-
но-серого цвета, иногда с четко выраженной
двухфазностью, в темном поле — непрозрачны,
в поляризованном свете — изотропны. По со-
ставу они представляют собой кислородные
соединения железа и марганца, что подтверж-
дается спектральным и микрорентгеноспект-
ральным анализами включений на шлифах. В
состав этих включений входит и сера, которая
с оксидом железа образует твердые растворы.
Газовая ликвация у внутренних концов со-
товых пузырей выявляется на серных отпечат-
ках в виде сегрегационных пятен (рис. 303).
При исследовании макроструктуры ликвации
этого вида (рис. 304—306) отмечаются следу-
ющие особенности:
1. Газовая ликвация обнаруживается в виде
участков обособленной кристаллизации с по-
вышенной травимостью, обусловленной неод-
нородностью по составу ликвационного участ-
ка и основного металла. Кристаллическая
структура в этом месте характеризуется хоро-
шо развитыми дендритами с осями второго и
третьего порядков (см. рис. 304).
2. Форма внутренних концов сотовых пузы-
рей различна в зависимости от характера лик-
вации: там, где она резко выражена, конец пу-
зыря тупой, а иногда и вогнутый (см. рис. 305,
306).
3. Часто газовая ликвация выявляется в ви-
де нескольких зон с различным обогащением
металла примесями, связанных между собой
и центральной зоной слитка, что указывает на
периодичность этого процесса (см. рис. 304).
4. Газовая ликвация часто сопровождается
заметной невооруженным глазом пористостью,
примыкающей непосредственно к пузырю или
находящейся на границе сегрегационного пят-
на (см. рис. 305). При исследовании макро-
структуры обнаруживается, что эти 'области
связаны с кристаллизацией центральной зоны
слитка.
При понижении температуры объем газа,
заключенного в газовом пузыре, сокращается
значительно больше, чем объем самого пузыря,,
и маточный раствор между дендритами, обо-
гащенный ликватами, засасывается в пустую
полость, чему способствует также ферростати-
ческое давление. Расплав, занявший часть по-
лости пузыря, начинает кристаллизоваться са-
мостоятельно, так как доступ жидкого распла-
ва к пузырю прекращается. В полости пузыря
образуется подобие микрослитка; чистые ком-
поненты выделяются в виде мелких дендритов
и четко ограничивают объем, заполненный жид-
ким расплавом. Затем затвердевает и осталь-
ная часть, образуя поры вследствие усадки.
Наличие нескольких зон с различным обогаще-
нием металла связано с периодическим по-
ступлением ликватов в полость пузыря.
Ферростатическое давление, по-видимому,
оказывает большое влияние на ход этого про-
цесса, в верхней части слитка газовая ликва-
ция отсутствует, в то время как в остальной
части слитка она ярко выражена. Участки га-
зовой ликвации в сотовых пузырях загрязнены
неметаллическими включениями, главным обра-
зом сульфидами и оксисульфидами в виде от-
дельных групп и цепочек (рис. 307), располо-
женных по межосным участкам (рис. 308). Ча-
сто оксисульфидные включения выделяются в
виде тонких пленок, располагающихся по меж-
осным участкам, обусловливая иногда резкую
границу ликвационного участка (рис. 309).
Газовая ликвация обычно сопровождается
микропористостью с грубыми включениями
сложных железомарганцовистых кислородных
соединений и сложными включениями силикат-
ного типа: в светлом поле эти включения се-
рого цвета, в темном — красновато-бурого
(рис. 310). Микрорентгеноспектральный и спект-
ральный анализы подтверждают высокое со-
держание кремния и кислорода в этих включе-
ниях. В некоторых сотовых пузырях можно
наблюдать плотно прилегающую к внутренней
поверхности оболочку, состоящую из силикат-
ной массы с выделившейся в ней избыточной
фазой — закисью железа в виде тонких плас-
тин, ориентированных под определенным углом
(рис. 311).
37
На изломах, серных отпечатках и в макро-
структуре горячекатаного металла (в полосе
толщиной 12—70 мм) выявляются скопления
ликватов в местах, соответствующих внутрен-
ним концам сотовых пузырей (рис. 312, 313).
При металлографическом исследовании в этих
участках обнаружена неоднородность структу-
ры, представляющая собой раскатанные участ-
ки газовой ликвации сотовых пузырей (рис.
314). По границе таких областей наблюдаются
неметаллические включения оксисульфидного
характера. Кроме того, встречаются включения
силикатных стекол, имеющих своеобразную
форму, в виде острого угла, стороны которого
состоят из ряда прерывистых, почти парал-
лельно идущих строчек (рис. 315), и представ-
ляющих собой, по-видимому, внутреннюю обо-
лочку сотовых пузырей. Такие включения на-
блюдаются в горячекатаном листе на расстоя-
нии 4/з толщины листа от поверхности.
Включения подобной формы образуются, по-
видимому, в результате деформации силикат-
ных включений, расположенных в местах газо-
вой ликвации, или из силикатных оболочек на
внутренних концах газовых пузырей.
Газовая ликвация может быть причиной воз-
никновения дефектов поверхности горячеката-
ного и холоднокатаного листа и жести, полу-
ченных из кипящей стали, таких как пузырь-
вздутие (рис. 316), светлые полоски (рис. 317),
плена (рис. 318). Пузырь-вздутие возникает
в результате расслоения на расстоянии одной
трети толщины листа и сопровождается неме-
таллическими включениями, сложными сили-
катными стеклами. В районе светлых полосок
на расстоянии 0,04—0,1 мм от поверхности хо-
лоднокатаного листа обнаружены строчки не-
металлических включений сложных кислород-
ных соединений типа FeO-MnO и FeO-MnO-
• SiO2. В состав этих включений входят так-
же сера и фосфор (рис. 319). Электронно-мик-
роскопическое исследование показало, что по
границам зерен основного металла имеются
единичные мелкие включения оксидов (рис.
320,а), в то время как по границам зерен фер-
рита в зоне светлой полоски содержится зна-
чительное количество частиц FeS и FeP, что
свидетельствует о повышенном содержании се-
ры и фосфора в этих участках (рис. 320,6).
Возникновение светлых полосок на поверхно-
сти холоднокатаного листа связано с газовой
ликвацией в литом металле кипящей стали.
Газовую ликвацию в непрерывных слитках
кипящей стали можно уменьшить выплавкой
стали с окисленностью, обеспечивающей тре-
буемую интенсивность кипения металла в кри-
сталлизаторе за счет снижения содержания се-
ры и фосфора.
3.3. ТРЕЩИНЫ [2, 120, 259, 260, 268,
280, 299, с. 203—224]
Трещины представляют собой нарушение сплош-
ности в виде разрывов металла. Образование
трещин в непрерывном слитке связано с на-
пряжениями,, возникающими в процессе его
формирования, и обусловлено пониженной
прочностью и пластичностью стали в различ-
ных температурных интервалах. При формиро-
вании непрерывного слитка могут возникать
различного вида напряжения — термические,
усадочные, адгезионные — как результат дей-
ствия различных механических нагрузок, вы-
званных трением в кристаллизаторе, обжати-
ем валков, ферростатическим давлением, нару-
шением соосности технологических узлов, а
также как следствие разгиба слитков на ради-
альных установках. Кроме того, при формиро-
вании непрерывного слитка могут возникать
локальные напряжения, связанные с наличием
многократных фазовых превращений в опреде-
ленных его участках. Различают три темпера-
турные зоны пониженной прочности и пластич-
ности, где имеются благоприятные условия для
образования трещин.
1. Высокотемпературная зона хрупкости
вблизи точки плавления от температуры соли-
дуса до 1340°С. Низкие значения прочности и
пластичности в этой зоне связаны с наличием
в междендритных пространствах жидкой фа-
зы, затвердевающей при гораздо более низких
температурах, чем температура солидуса. В
них обнаружена ликвация серы, фосфора и
других элементов, коэффициент распределения
которых меньше единицы. Эти элементы и их
соединения концентрируются между ветвями
растущих дендритов. Низкая прочность и плас-
тичность в высокотемпературной области слу-
жат причиной образования большинства тре-
щин при непрерывной разливке стали.
2. Промежуточная зона хрупкости, зона ста-
бильной аустенитной структуры (900—1200°С).
Низкая пластичность стали в этой зоне связа-
на с наличием ликвационных легкоплавких
прослоек по границам аустенитного зерна
(сульфиды железа, цветные металлы).
3. Низкотемпературная зона хрупкости
(700—900°С). Хрупкость стали в этой зоне
может возникнуть в результате фазовых пре-
вращений при резком перепаде температур, а
также вследствие выделений дисперсных фаз
типа нитридов алюминия, ниобия, ванадия при
циклических чередованиях охлаждения и на-
грева в зоне вторичного охлаждения.
Трещины в непрерывном слитке делятся на
внутренние и поверхностные.
3.3.1. Внутренние трещины [2, 120,
259, 260, 268—270; 271, с. 49—62;
273—276, 297, 298]
Внутренние трещины представляют собой на-
рушение сплошности внутренних слоев металла
(рис. 321). В зависимости от расположения и
происхождения их подразделяют на трещины,
перпендикулярные поверхности слитка, трещи-
ны в районе искажения профиля слитка и осе-
вые трещины (рис. 322—332).
Трещины выявляются на серных отпечатках
в виде темных извилистых полосок и на темп-
летах после глубокого травления в виде не-
сплошностей.
Внутренние трещины представляют собой
надрывы, распространяющиеся по межосным
пространствам дендритной структуры, обога-
щенным ликватами, и сопровождающиеся скоп-
лениями сульфидов и ликвацией фосфора (рис.
333—337). Эти трещины являются кристалли-
зационными и образуются на границе твердой
и жидкой фаз (фронт кристаллизации) в ин-
тервале температур, при которых металл име-
ет минимальную пластичность и прочность.
Возникновение трещин связано с появлением
растягивающих напряжений, превышающих до-
пустимые, а степень развития трещин зависит
от величины этих напряжений, а также от со-
держания в металле ликвирующих элемен-
тов — серы, фосфора, кислорода и др.
38
Трещины, перпендикулярные поверхности
слитков в зависимости от причины (момента)
их возникновения, могут располагаться в три
ряда на различном расстоянии от поверхности
(см. рис. 322, 323). Трещины первого ряда на-
ходятся наиболее близко к поверхности; обра-
зуются они в кристаллизаторе, когда из-за
разогрева поверхности в наружных слоях .воз-
никают напряжения сжатия, а во внутренних —
напряжения растяжения. Трещины второго ря-
да расположены в промежуточной зоне попе-
речного сечения, дендритная структура кото-
рой характеризуется направленной кристалли-
зацией, и образуются в зоне вторичного ох-
лаждения. При интенсивном вторичном охлаж-
дении могут изменяться величина и темп усад-
ки, при этом затвердевшие наружные слои пре-
пятствуют усадке внутренних, в которых раз-
виваются напряжения растяжения. Разогрев
поверхности слитка, возникающий по какой-
либо причине в этой зоне, увеличивает растя-
гивающие напряжения и пораженность слитка
трещинами. Трещины третьего ряда, располо-
женные ближе к осевой зоне, образуются в
результате деформации не полностью затвер-
девшего слитка. Это трещины, возникающие
при обжатии слитка с жидкой сердцевиной
поддерживающими роликами или валками тя-
нущих клетей в УНРС. На поперечных темп-
летах криволинейных установок слитков тре-
щины выявляются в виде отдельных широких
скоплений, получивших название «гнездообраз-
ных» (сМ. рис. 324, 325).
Трещины искажения связаны с деформацией
профиля непрерывного слитка. В сортовом
слитке основным видом искажения является
ромбичность, приводящая к образованию угло-
вых трещин. Ромбичность возникает в верхней
части кристаллизатора.
Трещины в тупых и острых углах слитка об-
разуются в разное время. В тупых углах они
возникают в кристаллизаторе, так как в мо-
мент образования газового зазора между стен-
ками кристаллизатора и тупыми углами слит-
ка в последних возникают растягивающие на-
пряжения. Образование тупого угла сопровож-
дается искажением (прогибом) прилегающей
к нему части грани. Поэтому трещины, возни-
кающие в районе тупого угла, в основном на-
правлены перпендикулярно к граням и распо-
лагаются близко к вершине, иногда они углуб-
ляются в слиток по диагонали — по стыку рас-
тущих кристаллов (см. рис. 323). В районе ост-
рого угла трещины образуются позже — при
выходе слитка из кристаллизатора. Поэтому
они располагаются на большей глубине.
В прямоугольных слитках искажение про-
филя чаще всего связано с их раздутием по
широким граням, что вызывает прогиб узкой
грани, а также широкой грани вблизи ребра.
Соответственно в этих местах и образуются
внутренние трещины, перпендикулярные по-
верхности, иногда переходящие на диагональ
по стыку растущих кристаллов (см. рис. 327).
Осевые трещины образуются под действием
растягивающих напряжений, возникающих в
конце зоны затвердевания слитка. Напряжения
в этой зоне обусловлены в основном скоростью
разливки металла и режимом вторичного ох-
лаждения, а также состоянием узлов и меха-
низмов установки, в частности работой систе-
мы вторичного охлаждения. Если скорость
разливки металла высока, а вторичная систе-
ма охлаждения не обеспечивает постоянной ге-
ометрии слитка, возможно его раздутие в осе-
вой зоне и образование трещин, сопровожда-
ющихся грубой ликвацией. В отдельных слу-
чаях трещина заполняется металлом, обога-
щенным ликватами (см. рис. 291). Однако в
процессе дальнейших переделов, например при
автогенном резе по этому месту, может воз-
никнуть повторный разрыв.
В процессе прокатки непрерывнолитых заго-
товок с внутренними трещинами несплошности
устраняются; химическая же неоднородность,
сопровождающая трещины, проявляется в ви-
де участков повышенной травимости при лю-
бой степени обжатия (рис. 338, 339).
Рассмотренные трещины всех типов могут
возникнуть практически в слитках сталей всех
марок; наиболее чувствительны к образованию
трещин углеродистые стали, содержащие 0,17—
0,24% С.
Меры предупреждения — строгое соблюдение
заданных параметров технологии, к которым
относятся:
— регламентированное содержание вредных
примесей в металле;
— заданный для данной марки стали'темпе-
ратурный интервал разливки;
— подвод металла в кристаллизатор, исклю-
чающий местный или односторонний размыв
оболочки слитка;
— конструкция кристаллизатора, обеспечива-
ющая наиболее продолжительный контакт обо-
лочки слитка со стенками (оптимальная конус-
ность, «открытые углы», укороченные кристал-
лизаторы с приставками);
— режим вторичного охлаждения, обеспечи-
вающий равномерную температуру слитка и
заданное изменение расхода воды по длине
зоны в зависимости от скорости вытягивания;
— конструкция опорных и тянущих уст-
ройств (особенно на криволинейных машинах.),
исключающая деформацию оболочки не пол-
ностью затвердевшего слитка со скоростью и
величиной, не превышающими предельно до-
пустимых значений для данной группы сталей.
3.3.2. Поверхностные трещины
Продольные и поперечные трещины [260, 271,
с. 49—62; 272, 277, 297]
Схемы расположения трещин и их внешний
вид на слитках даны на рис. 340—345. Трещи-
ны делятся на продольные и поперечные. Они
располагаются по ужиминам, которые пред-
ставляют собой местные продольные или попе-
речные углубления на наружной поверхности
слитка.
Продольные трещины наиболее часто пора-
жают круглые и плоские слитки. В плоских
слитках они в основном проходят по середине
широкой грани. В квадратных слитках при
возникновении ромбичности трещины в боль-
шинстве случаев наблюдаются на ребрах со
стороны тупого угла.
Поперечные трещины образуются преимуще-
ственно в слитках квадратного и плоского се-
чений. На гранях трещины проходят по ужи-
минам (рис. 346), а на ребрах — по ослаблен-
ным местам, связанным с заворотом корки
(см. рис. 345). Трещины бывают широко от-
крытыми или тонкими в зависимости от вели-
чины деформации в поверхностном слое слитка.
Трещины распространяются по межосным
пространствам дендритной структуры, они со-
провождаются и заканчиваются скоплениями
ликватов (сульфидов, оксисульфидов и др.)
(рис. 347—348). Последнее свидетельствует о
39
том, что эти трещины являются кристаллиза-
ционными. Трещины образуются в кристалли-
заторе в оболочке слитка почти у мениска,
когда поверхность слитка находится в области
высокотемпературной хрупкости стали. Этому
способствует фазовое превращение 6-Fe->
~>y-Fe, протекающее со значительным умень-
шением объема. В глубь слитка трещины раз-
виваются прерывисто, что подтверждается пе-
риодичностью расположения в районе трещин
скоплений ликватов, в частности сульфидов
(см. рис. 348,6), проникающих с фронта крис-
таллизации.
Развитие трещин вглубь прекращается, как
правило, до выхода слитка из кристаллизато-
ра. Ликваты проникают в образующиеся тре-
щины в большинстве случаев из прилегающих
междендритных пространств под воздействием
капиллярных сил. При значительном расшире-
нии трещины металл может прорваться из жид-
кой сердцевины наружу — тогда образуются
наплывы на поверхности, если это происходит
в кристаллизаторе (см. рис. 343), или проры-
вы, если это происходит под кристаллизато-
ром. Образованию кристаллизационных поверх-
ностных трещин способствует неравномерность
фронта кристаллизации, обусловленная размы-
вающим действием струи металла, затруднен-
ной усадкой, дефектами в стенках кристалли-
затора, а также повышенным содержанием
ликвирующих элементов (серы, фосфора), оп-
ределяющим прочность и пластичность короч-
ки слитка непосредственно после кристаллиза-
ции.
В прокатанном металле трещины могут при-
водить к образованию на поверхности листа
плен (рис. 349). Микроструктура раскатанной
горячей трещины приведена на рис. 350. В тре-
щине располагаются окислы, а вокруг них име-
ется обезуглероженная зона.
Наиболее чувствительны к образованию кри-
сталлизационных наружных трещин стали с
содержанием 0,17—0,24% С. Трещины могут
быть удалены пологой вырубкой или огневой
зачисткой; при этом ширина зачищенных участ-
ков должна быть не менее пяти-шестикратной
глубины.
Для предупреждения образования кристал-
лизационных поверхностных трещин следует
соблюдать регламентированное содержание
вредных примесей в металле; соблюдать за-
данный для данной марки стали температур-
ный интервал разливки; обеспечивать подвод
металла в кристаллизатор, исключающий мест-
ный или односторонний размыв оболочки слит-
ка; систематически контролировать состояние
кристаллизатора; строго соблюдать технологи-
ческую ось УНРС; использовать качественную
шлаковую смесь.
Сетчатые трещины [276, 278—280; 281, с. 94—
98; 282—286, 297]
Сетчатые трещины — межзеренное нарушение
сплошности поверхности непрерывных слитков
(рис. 351); представляют собой взаимно пере-
секающиеся небольшие извилистые трещины,
проникающие на глубину 18—20 мм. Могут
«быть в виде локальных округлых участков —
так называемые паукообразные трещины (рис.
352—355) и в виде сетки (рис. 356). Послед-
ние, образуя ряды или полосы, распространя-
ются по длине или ширине в зависимости от
рельефа поверхности. Выявляются трещины
после удаления окалины с поверхности слитка.
Трещины располагаются как в межосных
участках, так и пересекают оси дендритов (рис.
357—358) и идут по границам первичного зер-
на аустенита (рис. 359). Первичное зерно аус-
тенита в районе трещин более крупнбе — соот-
ветствует номеру 1—2 (ГОСТ 5639—65) по
сравнению с номерами 3—5 в образцах без
трещин — и отличается большей травимостью
границ (рис. 360 и 361). В районе трещин в
большей или меньшей степени обнаруживают-
ся окисление металла (рис. 362), обезуглеро-
живание (рис. 363) и грубые выделения неме-
таллических включений округлого и пленочно-
го вида темно- и светло-серого цвета (рис.
364,а). По границам первичного зерна аустени-
та в стали 08Ю в районе трещин наблюдают-
ся также выделения структурно-свободного це-
ментита (рис. 364,6). В непрерывных слитках-
сталей перлитного класса (СтЗ, СтЗкп, 08кп,
17ГС) по границам первичного зерна аустени-
та иногда наблюдается проникновение меди
вследствие диффузии ее со стенок кристалли-
затора (рис. 365). В этом случае трещины име-
ют вид отдельных локальных участков (пауко-
образные трещины). В стали ферритного клас-
са проникновения меди в поверхностные слои
не наблюдается.
Электронно-микроскопические исследования
образцов стали 08Ю с трещинами показали,
что в зонах вблизи трещин поверхность разру-
шения загрязнена неметаллическими включени-
ями округлого и пленочного вида (рис. 366),
подобными пленочным включениям, наблюдае-
мым в световом микроскопе.
Часть сетчатых трещин не сопровождается
окислением и обезуглероживанием, а также
ликвацией серы. Микроструктура в районе этих
трещин отличается от бездефектного металла
м елкозер нистостью.
Причина образования сетчатых трещин —
усадочные, термические и адгезионные напря-'
жения, превышающие прочность границ пер-
вичного зерна, ослабленных неметаллической
фазой или легкоплавкими прослойками меди
или других цветных металлов. В зависимости
от температуры образования трещины более
или менее грубые, в большей или меньшей сте-
пени окислены и обезуглерожены. Возникают
сетчатые трещины в различных температурных
интервалах. Часть трещин может возникать в
кристаллизаторе, по-видимому, при 1250—
1350°С; это в основном паукообразные трещи-
ны, они имеют грубые окисленные края; обра-
зованию этих трещин может способствовать
диффундирующая по границам первичного зер-
на медь, которая сдирается слитком со стенок
кристаллизатора. Часть трещин образуется в
зоне вторичного охлаждения в интервале 900—
1200°С, края этих трещин в меньшей степени
окислены и обезуглерожены. Значительный тер-
мический удар при попадании слитка в зону
водяного вторичного охлаждения способствует
возникновению сетчатых трещин по ослаблен-
ным границам аустенитного зерна. При 650—
800°С трещины могут возникать в результате
многократных фазовых превращений в опреде-
ленных участках поверхностных слоев. В ста-
ли, содержащей алюминий, ниобий, ванадий,
возможно образование подобных трещин вслед-
ствие выделения по границам зерен неметал-
лических включений типа нитридов алюминия,
ниобия, ванадия.
При горячей деформации непрерывных слит-
ков с сетчатыми трещинами на поверхности
листа образуются грубые плены (рис. 367).
Уменьшению количества сетчатых трещин
40
способствуют: снижение температуры разлива-
емой стали, подбор соответствующей смазки
кристаллизатора и защитных смесей, создание
равномерного температурного поля на поверх-
ности слитка при разливке, факторы, способ-
ствующие повышению пластичности стали при
высоких температурах, снижение интенсивно-
сти водяного вторичного охлаждения поверх-
ности слитков, исключение циклических нагре-
вов и охлаждений поверхности слитка.
Поперечные трещины по складкам [283, 281,
с. 99—105; 287]
Трещины представляют собой нарушение
сплошности (прерывистое или сплошное), рас-
пространяющееся по складкам, образовавшим-
ся в результате возвратно-поступательного дви-
жения кристаллизатора. Внешний вид и рас-
положение дефекта на поверхности слитка —
см. рис. 368. Трещины выявляются методом
глубокого травления. При прокатке металла
поперечные трещины трансформируются в пле-
ны. Глубина проникновения трещин в слиток —
от 0,3 до 20 мм. У самой поверхности и по ме-
ре углубления внутрь слитка трещины пересе-
кают дендритные оси (рис. 369, 370). Прямо-
линейные ответвления этих трещин пересекают
вторичное зерно (рис. 371). Трещины слабо
окислены и обезуглероживания в их районе
практически не наблюдается. Расположение
трещин относительно дендритной и вторичной
структуры, а также небольшая степень их окис-
ления свидетельствуют об образовании дефек-
тов данного типа при относительно невысоких
температурах (в интервале 900—650°С). Пред-
посылки для снижения прочности по складкам
возникают при их формировании в кристалли-
заторе. Проявляется это в повышенной загряз-
ненности района складок ликватами, неметал-
лическими включениями (эндогенного и экзо-
генного происхождения), наличии микротре-
щин, заполненных ликватами (рис. 372). Все
факторы, приводящие к усилению ликвацион-
ных процессов и соответственно к ослаблению
границ зерна, вызывают понижение прочности
металла в районе складок: увеличение грубо-
сти складки (ее глубины и ширины); повыше-
ние содержания в стали ликвирующих элемен-
тов; выделение по границам зерен упрочняю-
щей фазы типа нитрида алюминия за счет цик-
лических изменений температур поверхности.
Поперечные трещины образуются под кристал-
лизатором.
Возникновение в поверхностных слоях слит-
ка растягивающих напряжений, направленных
вдоль слитка (напряжения изгиба и разгиба
или зависание слитка в брусьевой системе вто-
ричного охлаждения), приводит к образованию
поперечных трещин, распространяющихся по
складкам. При возникновении в корочке слит-
ка сложнонапряженного состояния в складках
могут образоваться одновременно поперечные
и сетчатые цепочкообразные трещины. Для
предупреждения образования поперечных тре-
щин должны строго соблюдаться заданные тех-
нологические параметры: оптимальный режим
возвратно-поступательного движения; опти-
мальный состав шлаковой смеси; режим вто-
ричного охлаждения, обеспечивающий равно-
мерную температуру поверхности по периметру
слитка и заданное изменение расхода воды по
длине зоны в зависимости от скорости вытяги-
вания; регламентированное содержание вред-
ных примесей в металле.
3.4. ЗАГРЯЗНЕНИЯ [120, 271,
с. 199—211; 288, 289, 290; 291, 292;
299, с. 362—377]
Загрязнения — неметаллические включения в
виде скоплений, пленок или единичных включе-
ний; встречаются в металле и на поверхности
слитка.
Возможность образования эндогенных неме-
таллических включений, связанных с раскисле-
нием, а также экзогенных, связанных с размы-
вом огнеупоров и затягиванием шлака, можно
уменьшить, применяя известные технологические
приемы. Снизить загрязненность стали включе-
ниями, образующимися в процессе кристаллиза-
ции, значительно труднее. Вместе с тем они яв-
ляются наиболее вредными, так как чаще всего
располагаются в виде пленок по границам зе-
рен, значительно снижая пластические харак-
теристики металла.
На загрязненность стали неметаллическими
включениями существенное влияние оказывают
особенности формирования слитка при непре-
рывной разливке. Большое отношение длины
непрерывного слитка к его толщине, приводя-
щее к увеличению глубины жидкой фазы, не-
прерывное опускание вниз жидкого металла вме-
сте с твердой кристаллической его оболочкой и
непрерывное наращивание сверху новых слоев
затрудняет процессы отстаивания и всплывания
неметаллических включений. Более длительный
контакт разливаемого металла с атмосферой
окружающего воздуха активизирует процессы
вторичного окисления стали в ходе разливки. В
то же время при непрерывной разливке ско-
рость кристаллизации выше, ширина двухфаз-
ной зоны и время пребывания металла в двух-
фазном состоянии меньше. В отличие от слитка,
отлитого в изложницу, каждое поперечное се-
чение непрерывнолитой заготовки по ее высоте
формируется при постоянных теплофизических
условиях. Эти отличия благоприятно сказыва-
ются на содержании и характере распределения
неметаллических включений в объеме непре-
рывнолитой заготовки. Степень загрязненности,
характер образующихся включений и распреде-
ление их в непрерывном слитке зависят от тех-
нологии выплавки й раскисления стали, условий
ее разливки и кристаллизации. Распределение
эндогенных неметаллических включений прак-
тически равномерно по всей высоте слитка, от-
литого при установившемся технологическом
режиме. Это обусловлено тем, что скорость кри-
сталлизации и протяженность структурных зон
по высоте непрерывного слитка практически не
изменяются.
Равномерное распределение неметаллических
включений является существенным преимуще-
ством непрерывного слитка, так как позволяет
улучшить однородность свойств в деформиро-
ванном металле.
Сравнительное исследование показало, что
меньшее содержание включений, образующихся
при кристаллизации стали, большая дисперс-
ность и более равномерное распределение их в
объеме непрерывнолитой заготовки обусловли-
вают более высокие характеристики пластич-
ности заготовки при высоких температурах, что
обеспечивает лучшую по сравнению с обыч-
ным слитком деформируемость металла. Более
высокие характеристики пластичности сохраня-
ются и в деформированном металле непрерыв-
ной разливки. Это особенно важно для трудно^
41
деформируемых сталей, например таких марок,
как Х23Н18 и 0Х23Н28МЗДЗТ.
Степень загрязненности непрерывных слит-
ков крупными неметаллическими включениями
может быть значительна. Схема пораженности
непрерывных слитков крупными шлаковыми
включениями показана на рис. 373. Основные
источники загрязнения непрерывных слитков
крупными неметаллическими включениями —
окисление незащищенных поверхностей жидко-
го металла, завороты корки, эрозия огнеупор-
ных материалов, затягивание шлака со струей
металла. Особенно возрастает степень загряз-
ненности слитков при непрерывном литье стали
с повышенным содержанием алюминия и тита-
на. С увеличением содержания алюминия в ста-
ли изменяются состав и количество неметалли-
ческих включений. При раскислении алюминием
в количестве 0,2—0,5 кг/т основным видом
включений в непрерывных слитках углеродистой
и низколегированной стали являются силикаты
и марганцевосиликатные стекла; при раскисле-
нии алюминием в количестве 1,0 кг/т образуют-
ся глинозем и алюмосиликаты, содержание
включений при этом уменьшается. Однако при
раскислении повышенным количеством алюми-
ния ухудшается качество поверхности
(рис. 374), увеличивается брак по наружным
шлаковым включениям, а в металле слитков по-
являются скопления неметаллических включе-
ний глинозема, алюминатов, нитридов алюми-
ния и др. (рис. 375—379).
Размер скоплений при недостаточно хоро-
шей защите металла от вторичного окисления
может достигать 1,0 мм. Групповые неметал-
лические включения представляют собой про-
дукты раскисления стали и эрозии огнеупоров
сталеразливочного и промежуточного ковшей, а
также шлак, подвергшийся воздействию алю-
миния. В непрерывнолитых заготовках высоко-
легированных сталей с титаном наблюдается
большое количество крупных групповых вклю-
чений, состоящих из единичных и пленочных
включений нитридов, карбонитридов, оксидов
титана и алюминия (рис. 380), поражающих по-
верхность и макроструктуру слитка. Оксиды и
нитриды титана вместе с его карбонитридами
образуют у зеркала металла скопления вклю-
чений в виде губки (рис. 381). Заворот в сли-
ток этой губки, заполненной металлом, приво-
дит к характерному дефекту, титанистой по-
ристости (рис. 382, 383).
Повышенная загрязненность продуктами эро-
зии огнеупорных материалов (в основном круп-
ные глобули силикатов сложного состава)
встречается в непрерывных слитках стали с по-
вышенной окисленностью, особенно в кипящих
сталях (рис. 384).
При применении защитных шлаковых сме-
сей можег повышаться загрязненность металла
непрерывной разливки крупными шлаковыми
включениями. Шлаковые включения, встречаю-
щиеся поверхности (рис. 385) и проникаю-
щие внутрь металла, являются многофазными,
преимущественно силикатного характера (рис.
386, 387). В состав экзогенных включений, об-
наруженных в непрерывных слитках нержаве-
ющей стали Х23Н18, входит CaF2, что подтвер-
ждает шлаковое происхождение включений. В
стали 0Х23Н28МЗДЗТ встречаются крупные
шлаковые включения глобулярной формы. В
их состав входят соединения CaO-TiO2 и
MgO-SiO2. В сортовых слитках крупные шла-
ковые включения встречаются чаще в районе
ребер, в плоских слитках — в районе узких
граней. Часто шлаковые включения обнаружи-
ваются в районе складок, возникающих на по-
верхности в результате возвратно-поступатель-
ного движения кристаллизатора. Загрязнен-
ность непрерывных слитков крупными шлако-
выми включениями зависит от состава за-
щитных смесей и может быть уменьшена при
определенных условиях технологии непрерывной
разливки (разливка под уровень металла и
правильно выбранный шаг качания кристалли-
затора) (рис. 388). При неудачном подборе
составляющих шлаковых смесей может значи-
тельно повышаться загрязненность крупными
(>>40 мкм) шлаковыми включениями. Наи-
большую загрязненность имеют плавки, отли-
тые с защитными смесями открытой струей, зна-
чительно меньше загрязненность плавок, отли-
тых со шлаковой смесью, но под уровень метал-
ла. Практически такая же загрязненность вклю-
чениями наблюдается у плавок, отлитых под
жидким парафином, однако в этом случае не
обеспечивается достаточно хорошее качество
поверхности.
При разливке под шлаком загрязненность
очень крупными шлаковыми включениями
(>200 мкм) снижается по сравнению с раз-
ливкой без защитного шлака.
При деформации стали с повышенным содер-
жанием алюминия и титана групповые вклю-
чения образуют в макроструктуре горячеката-
ного металла дефекты в виде полосок повы-
шенной травимости, протяженностью 0,5—
1,0 мм( рис. 389). При испытании цилиндриче-
ских образцов на осадку эти дефекты рас-
крываются в овальные трещины глубиной 2—,
3 мм. На поверхности холоднокатаного листа
крупные шлаковые включения могут образовы-
вать грубые плены (рис. 390) и надрывы
(рис. 391). Загрязнение непрерывных слитков
крупными шлаковыми включениями происходит
из-за нарушения технологии раскисления ста-
ли, прожигания стаканов промежуточных ков- •
шей, затягивания шлака из промежуточных
ковшей, низкого уровня металла в ковше, не-
достаточной глубины погружения стакана для
подвода металла под уровень, некачественной
шлаковой смеси, колебаний уровня металла в
кристаллизаторе.
Основные меры, позволяющие снизить загряз-
ненность непрерывных слитков крупными шла-
ковыми включениями: соблюдение порядка по-
дачи раскислителей в ковш и температурного
режима, применение более стойких огнеупор-
ных материалов в разливочном припасе, тща-
тельная подготовка промежуточных ковшей,
обеспечение необходимого погружения стакана
в металл, правильный подбор и применение
качественной шлакообразующей смеси и рав-
номерная подача ее в кристаллизатор, поддер-
жание постоянного уровня металла в проме-
жуточном ковше и кристаллизаторе.
Для снижения загрязненности групповыми
включениями необходимо обеспечить защиту
металла при раскислении его алюминием он
соприкосновения с воздухом на пути промежу«
точный ковш — кристаллизатор; при разливка
титансодержащей стали необходимо защищать,
металл на всем пути от сталеразливочного ков<
ша до кристаллизатора.
Подвод металла из промежуточного ковша к
кристаллизатор следует осуществлять чере:
погружаемый стакан под уровень металла, за
щищенного синтетическим шлаком. Дополни
тельное снижение загрязненности металла труп
42
повыми включениями может быть достигнуто
усовершенствованием технологии выплавки и
раскисления. Количество групповых включений
в стали с повышенным содержанием алюминия
значительно снижается при предварительном
раскислении металла в сталеплавильном агре-
гате и в ковше жидким алюминием или алю-
минием в виде проволоки по сравнению с рас-
кислением кусковым алюминием. Уменьшение
загрязненности нержавеющей стали с титаном
групповыми включениями достигается сниже-
нием содержания углерода, а следовательно, и
возможностью снижения в стали титана, а так-
же продувкой металла в ковше аргоном. Круп-
ные шлаковые включения с поверхности слитка
устраняют зачисткой на допустимую глубину.
3.5. ПОЯСА, ЗАВОРОТЫ КОРКИ,
ЗАЛ ИВИНЫ [120, 260, 297, 298]
Пояса, завороты корки, заливины (рис. 392,
393) — это дефекты поверхности, имеющие
практически одно и то же происхождение.
Различаются они степенью развития и являют-
ся следствием залива металла за закристалли-
зовавшуюся и отошедшую от стенки кристал-
лизатора оболочку слитка.
Пояс — грубый дефект, охватывающий прак-
тически весь периметр слитка (рис. 394). Поя-
са образуются из-за перерыва в подаче метал-
ла в кристаллизатор. Чрезмерно резкое пониже-
ние скорости разливки, особенно при низкой
температуре металла, также может привести к
образованию поясов (спаев). При этом верхний
край затвердевшей корки по всему периметру
кристаллизатора окисляется и при возобновле-
нии разливки в этом месте образуется пояс.
Пояс обычно является слабым местом в слит-
ке, так как одновременно с окислением по кон-
туру затвердевшей корки слитка происходит и
окисление мениска металла; образующаяся при
этом корка при возобновлении разливки рас-
плавляется в зоне образования пояса и загряз-
няет слиток.
Грубые пояса, как правило, не поддаются
зачистке и приводят к браку. Участки с грубы-
ми поясами удаляют при раскрое для прокатки.
Дефект этого вида на слитках непрерывной
разливки встречается очень редко.
Заворот корки получается в тех случаях,
когда образующаяся окисленная корка увле-
кается с мениска на поверхность слитка (рис.
395 и 396). Дефект возникает в основном при
разливке холодного металла, при низких ско-
ростях разливки, а также при неудовлетвори-
тельной смазке стенок кристаллизатора. Значи-
тельное развитие дефект получает при разливке
сталей с пониженной жидкотекучестью или со-
держащих легко окисляющиеся элементы —
титан, хром, алюминий. Особенно большие за-
труднения вызывает предупреждение заворотов
корки при разливке нержавеющей стали с ти-
таном, а также углеродистой и низколегирован-
ной сталей, для раскисления которых применя-
ют алюминий в количестве свыше 0,5 кг/т.
Для предупреждения заворотов корки при-
меняют защитные шлаковые смеси, а также ис-
пользуют защитную атмосферу из аргона, про-
пана или природного газа.
После прекращения подачи металла в кри-
сталлизатор происходит усадка корки по пе-
риферии слитка, в результате чего корка от-
ходит от стенок кристаллизатора, в первую оче-
редь в средней части граней. При возобновле-
нии разливки в зозор между коркой слитка и
стенкой кристаллизатора заливается металл,
образуя так называемые заливины (рис. 397).
Образование заливин наиболее вероятно при
перерывах в разливке холодного металла, не-
удовлетворительной смазке стенок кристаллиза-
тора, а также при недостаточной скорости раз-
ливки и колебаниях уровня металла в кристал-
лизаторе. Заливины образуются также в слу-
чае прорыва оболочки слитка (рис. 398).
Для предупреждения образования дефектов
необходимо: предотвращение затягивания ста-
канов промежуточных ковшей, поддержание
постоянного уровня металла в кристаллизато-
ре, обеспечение стабильной скорости разливки,
работа машин без резкого снижения скорости
вытягивания и остановок. Участок заготовки с
поясом бракуют. Завороты корки и заливины
устраняют зачисткой на допустимую глубину.
3.6. ПОДКОРКОВЫЕ ПУЗЫРИ [48,
120, 293—297, 299, с. 472—476]
Подкорковые пузыри (рис. 399) — дефект ма-
кроструктуры поверхностной зоны слитка ь
виде единичных или групповых пор и неболь-
ших пустот округлой или вытянутой формы,
заполненных газом, иногда выходящих на по-
верхность.
Пузыри располагаются по периметру непре-
рывных слитков в захоложенных участках. Наи-
большее количество пузырей наблюдается в
районе узких граней и углов, а также на стыке
кристаллитов, растущих от узких И широких
граней (рис. 400).
При деформации пузыри, близко расположен-
ные к поверхности, в результате окисления при
нагреве слитков могут не свариваться и выз-
вать образование волосовин, плен (в случае
единичных пузырей) или рванин (в случае
группового расположения крупных пузырей);
рис. 401.
Возникновение подкорковых пузырей в не-
прерывных слитках, как и в обычных, связано
чаще всего с недостаточным раскислением ме-
талла в процессе выплавки. К образованию
подкорковых пузырей также может привести
повышенное содержание влаги в защитной шла-
кообразующей смеси, прожигание стакана про-
межуточного ковша, завороты окисленной
корки.
Подкорковый пузырь может возникнуть прак-
тически в слитках стали всех марок.
Для предупреждения образования подкорко-
вых пузырей необходимо соблюдение режима
раскисления стали; поддержание температур-
ного режима выплавки и разливки, а также по-
стоянного уровня металла в кристаллизаторе;
обеспечение стабильной скорости разливки;
влажность шлакообразующей смеси для защи-
ты зеркала металла в кристаллизаторе не
должна превышать 0,3%.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Металловедение и термическая обработка
стали: Справочник. В 3-х т. 3-е изд. Т. 1. М.:
Металлургия, 1983. 351 с.
2. Атлас дефектов стали: Пер. с нем. М.: Ме-
таллургия, 1979. 188 с.
3. Фрактография и атлас фрактограмм: Пер.
с англ. М.: Металлургия, 1982. 489 с.
4. Г уд ре мон Э. Специальные стали. В 2-х т.
2-е изд. М.: Металлургия, 1966—1968.
1273 с.
5. Качество слитка спокойной стали/Колосов
М. И., Строганов А. И., Смирнов Ю. Д.»
Охримович Б. И. М.: Металлургия, 1973.
408 с.
6. Сперанский В. Т., Забалуев И. П. Контроль
качества электростали. М.: Металлургия,
1969. 200 с.
7. Смоляренко Д. А. Качество углеродистой
стали. 3-е изд. М.: Металлургия, 1977. 272 с.
8. Виноград М. И,, Громова Г. П. Включения
в легированных сталях и сплавах. М.: Ме-
таллургия, 1972. 216 с.
9. Отделка сортового проката/Шефтель Н. И.,
Мурзин И. И., Аршавский В. 3. и др. М.:
Металлургия, 1974. 408 с.
10. Дзугутов М. Я. Напряжения и разрывы
при обработке металлов давлением. 2-е изд.
М.: Металлургия, 1979. 280 с.
11. Калинина 3. М. Дефекты легированной
стали. М. — Свердловск: Металлургиздат,
1960. 247 с.
12. Ефимов В. А. Разливка и кристаллизация
стали. М.: Металлургия, 1976. 552 с.
13. Жидкие металлы и их затвердевание:
Пер. с англ. М.: Металлургиздат, 1962.
434 с.
14. Лейбензон С. А., Трегубенко В. Ф. Произ-
водство стали методом электрошлакового
переплава. М.: Металлургиздат, 1962. 207 с.
15. Латаш Ю. В., Медовар Б. И. Электро-
шлаковый переплав. М.: Металлургия,
1970, 239 с.
16. Усадочные процессы в металлах. — В кн.:
Труды III совещания по теории литейных
процессов. М.: Изд. АН СССР, 1960. 284 с.
17. Гуляев Б. Б. Затвердевание и неоднород-
ность стали. М.: Металлургиздат, 1950.
228 с.
18. Винокуров Г. В., Толстогузов Н. В.,
Гальперин Г. С., Михайлец С. Н- — Изв.
вузов. Черная металлургия, 1980, № 6, с.
30_зз
19. Kudlinski Z., Mazanek Т. — Hutn'ik, 1979,
т. 46, № 1, с. 1—9.
20. Китаев Е. М., Скворцов А. А. —Изв. ву-
зов. Черная металлургия, 1979, № 3, с.
32—36.
21. Казачков Е. А., Маку ров С. Л.— Изв.
вузов. Черная металлургия, 1979, № 3, с.
29—31.
22. Огурцов П. П., Сигарев И. К- — Разливка
стали в слитки и их качество: Науч.
тр./МЧМ СССР. М.: Металлургия, 1978.
№ 7, с. 18—23.
23. Баптизманский В. И., Коновалов К. С. и
до.— Изв. вузов. Черная металлургия,
1978, № 8, с. 43—46.
24. Проблемы стального слитка: Труды V
конференции по слитку. Металлургия, 1974.
25. Comon Г, Deloruce L, Bastien Р. — Rev.
niet. (France), 1973, v. 70, № 4, p. 251—
258.
26. Проблемы стального слитка: Сб. тр. IV
конф, по слитку. М.: Металлургия, 1969rf
648 с.
27. Иванов Б. С., Кондратьев А. И., Томи-
лин И. А. и др. — Изв. АН СССР. Металлы,
1972, № 6, с. 108—113.
28. Habel L., Steiger J. — Zitter-Giessereifors-
chung, 1972, Bd 24, № 4, S. 141—146.
29. Иванов Б. С., Кондратьев А. //., Томи-
лин И. A. — Изв. АН СССР. Металлы,
1973, № 2, с. 173—178.
30. Ойкс Г. Н., Парма В. — Сталь, 1971, № 6,
с. 499—505.
31. Зборовский А. А., Рабинович Е. И. — Изв.
вузов Черная металлургия, 1964, № 6, с.
56—61.
32. Nomura Hiroyuki, Mori KazumL — J.
Iron a. Steel Inst. Jap., 1978, v. 64, № 8,
p. 1143—1152.
33. Мисюра И. Г., Бродский С. С., Гор-
бань И. Г. и др. — Металлург, 1979, № 2,
с. 20—22.
34. Казачков Е. А., Ревтов Н. И. — Изв. ву-
зов. Черная металлургия, 1979, № 5, с.
42—45.
35. Виноград М. И„ Громова Г. П., Ицко-
вич Г. М. и др. — Новые методы испытаний
металлов: Науч. тр./ЦНИИЧМ. М.: Метал-
лургия, 1967, № 48, с. 13—25.
36. Parma V. — Okt. Sakctov rudara imet,
Bor, 1978, Saopstenja, T. 2. S. 1, p. 604—
614.
37. Включения и газы в сталях/Явой-
ский В. И., Близнюков С. А., Вишка-
рев А. Ф. и др. М.: Металлургия, 1979.
272 с.
38. Морозов А. И. Водород и азот в стали.
М.: Металлургия, 1968. 281 с.
39. Коновалов Р. П., Алымов А. А., Быков
Г. Д. и др. — Сталь, 1979, № 5, с. 341—343.
40. Фрейдензон Е. 3., Компаниец Г. М., Стам-
буле чик М. А., Исаев Н. И. — Сталь, 1972,
№ 8, с. 712—713.
41. Клемешов Г. А., Розторгуев В. Д., До-
рохов В. И. и др. — Металлург, 1979, № 2,
с. 26—27.
42. Хмелев И. И., Исаев В. Ф., Швед Ф.
Белов Б. Ф. — Сталь, 1969, № 9, с. 800. ч
43. Клемешов Г. А., Дорохов В. И., Розтор-
гуев В. Д. и др. — Сталь, 1976, № 6, с.
510—513.
44. Черкашина И. П., Подгородецкий А. А.,
Зеленская Д. П. и др. — Сталь, 1975, №1,
с. 75—77.
45. Nakagapa, Naritosi а. о. — J. Iron a. Ste-
el Inst: Jap., 1979, v. 65, № 11, p. 137.
46. Никольский В. С., Кубиков В. П., Пупы-
“1,на С. М. — Сталь, 1979, № 12, с. 914—
°!7.
Д'7 Ogino Kazumi, Nashiwaki Atsushi — J.
Iron a. Steel Inst. Jap., 1979, v. 65, № 14,
p. 1985—1990.
48. Кондратьев А. И., Иванов Б. C. — Сталь,
1970, № 11, c. 1039.
49. Иванов Б. С., Кондратьев А. И. — В кн.:
Теория металлургических процессов. М.:
Металлургия, 1975, № 3, с. 47—56.
50. Брежнева В. С., Шатунов В. Kft Куклев
В. Г., Шувалов М. Д, — В кн.: Теория
металлургических процессов. М.: Метал-
лургия, 1977, № 4, с. 107—111.
44
51. Ohno Satory, Uda Masahiro — J. Iron a.
Steel Inst. Jap., 1979, v. 65, № 10, p.
1561—1570.
52. Поволоцкий Д. Я., Петров А. К. Произ-
водство легированных сталей. М.: Ме-
таллургия, 1967. 211 с.
53. Сергеев А. Б„ Швед Ф. И., Тулин Н. А.
Вакуумный дуговой переплав конструк-
ционной стали. М.: Металлургия, 1974.
192 с.
54. Хасин Г. А., Посысаева Л. И., Вачугов
Г. А. и др. — Сталь, 1963, № 11, с. 1034—
1036.
55. Мерщий Н. П., Алферова К. С., Гарма-
шов В. Н. и др. — Металлург, 1968,
№ 2, с. 16—18.
56. Охримович Б. П., Петров А. К., Колосов
М. И., Хрустальное Л. А. — Теория и
практика металлургии: Науч. тр./НИИМ.
Челябинск: Южно-Уральское книжное
изд-во, 1967, № 9, с. 4.3,—52.
57. Охримович Б. П., Тищенко О. И., Фила-
тов С. И. и др. — Сталь, 1964, № 6, с.
540—544.
58. Кузнецов Д. И., Смирнов Ю. Д., Дани-
лов А. М. и др. — Бюл. ин-та «Чермет-
информация», 1965, № 4 (504), с. 27.
59. Юдин И. С., Критинин И. А., Данилов
П. М. и др. — Производство железнодо-
рожных рельсов и колес. Науч. тр./Укр-
НИИмет. Харьков: 1975, № 3, с. 125—
127.
60. Шевченко 3. А., Хитрик А. И., Спектор
Я. И. — Сталь, 1968, № 6, с. 546—547.
61. Собкин С. И., Бреус В. М., Фадеев И. Г.
и др. — Бюл. ин-та «Черметинформация»,
1971, № 3, с. 31—34.
62. Бреус В. М., Куценко А. Д., Никитская
В. А. и др. — Бюл. ин-та «Черметинфор-
мация», 1971, № 2, с. 44—45.
63. Nomura Hizoyuki. — Trans. Iron a. Steel
Inst. Jap:, 1979, v. 19, № 8, p. 496—503.
64. Оно А. Затвердевание металлов: Пер. с
японск. М.: Металлургия, 1980. 152 с.
65. Хасин Г. А., Маркелов А. И., Герасимов
Ю. В. и др. — Сталь, 1971, № 9, с. 843—
845.
66. Поволоцкий Д. Я., Катаргин А. Ю., Му-
хина 77. П. и др. — Сталь, 1969, № 11, с.
1003—1005.
67. Поволоцкий Д. Я., Катаргин А. Ю., Ко-
ролев Л. Г., Любимов В. Н. —Науч, тр./
/Челябинск, политехи, ин-т. Челябинск:
1969, № 53, с. 73—82.
68. Раев И. И., Иванов А. Г. — Сталь, 1968,
№ 6, с. 552—553.
69. Шелгаева А. В., Мысина Г. Е., Хорош
В. А. и др. — Сталь, 1969, № 5, с. 455—
456.
70. Вульфович М. С., Зубарева А. А., Хит-
рик А. И. и др. — Бюл. ин-та «Чермет-
информация», 1967, № 19, с. 42—43.
71. Антропов О. Ф., Малиновский Е. И.,
Чернявская С. Г. и др. — Бюл. ин-та
«Черметинформация», 1965, № 23, с. 39—
41.
72. Wright J. A., Quarrell A. J. — J. Jron а.
Steel Inst., 1962, v. 200, № 4, р. 299—
'307.
73. Никитин Б. М., Пирожкова В. П., Яков-
лев Н. Ф.— Сталь, 1974, № 9, с. 808—
810.
74. Магницкая Л. Г., Несмашный Е. В.—
Дефектоскопия, 1979, № 12, с. 15—19.
75. Цивирко Э. И., Шульте Ю. А., Данилов-
ский В. В., Бялик Г. А. — Металлургия и
коксохимия: Республиканский межведом-
ственный науч.-техн. сб./Мин-во высш, и
ср. спец, образов. УССР. Киев: 1980
№ 69, с. 14—19.
76. Малиночка Я. Н., Ковальчук Г. 3, Трос-
кунов Я. Л. —Изв. АН СССР, Металлы,
1972, № 1, с. 116—169.
77. Поволоцкий Д. Я., Рощин В. Е., Гриба-
нов В. П. и др. — В кн.: Современные
проблемы создания высококачественных
сталей и уменьшение отходов в черной
металлургии. Тезисы докладов на конфе-
ренции 25—27 ноября 1981 г. в Москве/
/МИСиС. М.: 1981, с. 11—12.
78. Электронно-микроскопическая фрактогра-
фия (альбом)/Под ред. Утевского Л. М.
М.: Металлургия, 1973. 44 с.
79. Явойский В. И., Рубенчик Ю. И., Окен-
ко А. П. Неметаллические включения и
свойства стали. М.: Металлургия, 1980.
176 с.
80. Мовчан Б. А. Границы кристаллитов в
литых металлах и сплавах. Киев: Техшка,
1970. 212 с.
81. Калинина 3. М., Лосева Л. Л. — Сталь
1972, № 2, с. 169—170.
82. Фрейдензон Е. 3., Компаниец Г. М.,
Шмонин И. А. и др. — Сталь, 1964, № 4,
с. 354—356.
83. Кокушкин Д. П., Компаниец Г. М., Шмо-
нин И. А. и др. — Технология производ-
ства черных металлов: Тр. Уральского
НИИ черной металлургии. М.: Металлур-
гия, 1966, выц., 4, с. 115—-118.
84. Хворинов Н. И. Кристаллизация и неод-
нородность стали. М.: Машгиз, 1958. 391 с.
85. Голиков И. Н. Дендритная ликвация в
стали. М.: Металлургиздат, 1958.
206 с.
86. Голиков И. Н., Масленков С. Б. Дендрит-
ная ликвация в сталях и сплавах. М.:
Металлургия, 1977. 224 с.
87. Чернявская С. Г., Малиновская Т. И.,
Мошкевич Л. Д. и Др. — Бюл. ин-та
«Черметинформация», 1966, № 24, с.
28—30.
88. Чернявская С. Г., Малиновская Т. И.,
Мошкевич Л. Д. и др. — Сталь, 1967,
№ 9, с. 841—843.
89. Чернявская С. Г., Малиновская Т. И.,
Мошкевич Л. Д. и др. — В кн.: Произ-
водство и исследование сталей и спла-
вов. М.: Металлургия, 1968, вып. 2, с.
116—121.
90. Журенков П. М^ Голиков И. Н.—
МиТОМ, 1964, № 5, с. 38—40.
91. Саратовкин Д. Д. Дендритная кристал-
лизация. 2-е изд. М.: Металлу|ргиздат,
1957 126 с.
92. Журенков П. М., Егоршина Т. В. — Изв.
АН СССР. ОТН. Металлургия и горное
дело, 1964, № 2, с. 105—109.
93. Масленков С. Б. Применение микрорент-
геноспектрального анализа. М.: Метал-
лургия, 1968. НО с.
94. Kepka М.. Barackova L.— Neue Hiitte,
1979, Bd 24, № 12, S. 478—479.
95. Казачков E. А., Ревтов H. И. — Изв. ву-
зов. Черная металлургия, 1980, № 1, с.
43—45.
96. Бакакин А. В., Тузов Э. Д., Гальперин
45
Г. С. и др. — Изв. вузов. Черная метал-
лургия, 1980, № 1, с. 46—48.
97. Судзуки Акира, Ивата Иосихиро, Тода
Харухико. J. Japan Inst. Metals, 1969,
v. 33, № 7, р. 839—844.
98. Peter W., Finkler H. — Arch. Eisenhiit-
tenw, 1967, Bd 38, № 10, S. 775—783.
99. Жалыбин В. И., Антропов Н. Г., Спектор
Я. И. и др. Производство электростали:
Тематический отраслевой сборник/НИИМ
МЧМ СССР. М.: Металлургия, 1978, № 7,
с. 81—85.
100. Арсентьев П. П., Аникин Ю. А., Баку-
менко В. Я. и др. — Изв. вузов. Черная
металлургия, 1979, № 5, с. 38—41.
101. Коновалов Р. И., Алымов А. А., Быков
Г. Д. и др. — Сталь, 1979, № 5, с. 341—
343.
102. Красикова С. И., Чернявская- С. Г., Су-
лименко В. А. — Металлургическая и
горнорудная промышленность: Научно-
технический сборник МЧМ УССР. Днеп-
ропетровск: 1980, № 1, с. 27—28.
103. Сербин А. П., Пургина Т. П., Романов
А. А. — Производство электростали. На-
уч. тр./МЧМ СССР. М.: Металлургия,
1980, № 8, с. 72—75.
104. Duraud-Charre М. — Bull. Cercle etud.
metaux, 1981, v. 14, № 16, p. 1—33.
105. Уразгильдеев A. X., Пронских C. И.,
Алымов А. А. и др. — Изв. вузов. Чер-
ная металлургия, 1981, № 9, с. 49—52.
106. Бородулин Г. Ж., Мошкевич Е. И. Не-
ржавеющая сталь. М.: Металлургия,
1973. 319 с.
107. Бабаков А. А., Карева Е. Н. — Сталь,
1954, № 8, с. 735—742.
108. Ota Kejiti, ИИ Kadzuro. — J. Iron a.
Steel Inst. Jap., 1979, v. 65, № 4, p. 470.
109. Киссина Л. Б., Талое H. П. — Сталь,
1964, № 3, с. 263—266.
110. Судзуки Акира, Нагата Хироюки, Нага-
ока Ютака, Хиросэ Кадзуо — J. Iron. а.
Steel Inst. Jap., 1979, v. 65, № 4, p.
126.
111. Рощин M. И., Уланова P. Д., Кильдю-
шев В. A. — Повышение качества отли-
вок и слитков. Горький: 1979, № 1, с.
22______25.
112. Pabst W., Kiesel К., Skuin R. — Kristal-
lisation Vortr. 6, Gemeinschaftskonf.
Berlin, 1968. Leipzig: 1969, S. 119—129.
113. Степанов В. П., Приданцев М. В., То-
пилин В. В., Дзугутов М. Я. — В кн.:
Физико-химические основы металлурги-
ческих процессов. М.: Металлургия, 1964,
с. 334—335.
114. Швед Ф. И., Смирнов Ю. Д., Хасин
Г. А. — Теория и практика металлургии.
Научн. тр./НИИМ. Челябинск: Южно-
Уральское книжное издательство, 1964,
№ 7, с. 59—68.
115. Приданцев М. В., Степанов В. П., Таль-
янцев В С. и др. — Изв. вузов АН
СССР. ОТН. Металлургия и горное де-
ло, 1964, № 6, с. 81—85.
116. Рыжиков А. А., Угланова Р. Д. Повы-
шение качества отливок и слитков. Горь-
кий: 1979, № 2 с. 13—17.
117. Малиночка Я. Н., Близнюкова Л. А.,
Яковлев Ю. Н. и др. — Изв. вузов. Чер-
ная металлургия 1978, № 9, с. 45—48.
118. Проблемы стального слитка. Труды III
конференции по слитку. М.: Металлур-
гия, 1969. 423 с.
119. Проничкин А. А., Косой Л. Ф., Тулии
Н. А. и др. — Бюл. ин-та «Черметинфор-
мация», 1974, № 8, с. 39—40.
120. Парабин В. В., Петров А. К-, Поволоц-
кий Д. Я. — Науч. тр./Челябинский по-
литехнический ин-т. Челябинск: 1969,,
№ 53, с. 83—89.
121. Карякин А. П., Швед Ф. И., Смирнов
Ю. Д. — Сталь, 1970, № 1, с. 62—64.
122. Парабин В. В., Любимов В. Н. — Сталь,
1967, № 8, с. 706.
123. Проничкин А. А., Косой Л. Ф., Пегов
В. Г., Хамин Ю. В. — Теория металлур-
гических процессов: Науч. тр./МЧМ СССР.
М.: Металлургия, 1975, № 3, с. 136—140.
124. Gould G. С. — Trans. AIME, 1965, v.
233, № 7, р. 1345—1351.
125. Смирнов Ю. Д., Швед Ф. И., Карякин
А. П., Парабина Г. И. —В кн.: Физико-
химические основы производства стали.
М.: Наука, 1974, с. 444—450.
126. Карякин А. В., Швед Ф. И., Смирнов
Ю. Д. — Теория и практика металлур-
гии: Науч. тр./НИИМ. Челябинск: Юж-
но-Уральское книжное изд-во, 1970, вып.
11, с. 186—189.
127. Кричевец М. И., Дубровин А. С., Куз-
нецов В. Л. — Теория и практика метал-
лургии: Науч.: тр./НИИМ. Челябинск:
Южно-Уральское кн.: изд-во, 1967, вып.
9, с. 222—226.
128. Аверин В. В. Металлургические методы
повышения качества стали. М.: Наука,
1979, с. 33—40.
129. Физико-химические и теплофизические
процессы кристаллизации стальных слит-
ков. Труды II конференции по слитку
(Киев, 1965 г.).: М. Металлургия, 1967.
508 с.
130. Чебурко В. В., Ищук Н. Я., Гарбуз В. А.
и др. — В кн.: Проблемы стального слит-
ка. Тр. VI конференции по слитку. М.:
Металлургия, 1976, с. 161—166.
131. Крещановский И. С., Сидоренко М. Ф.
Модифицирование стали. М.: Металлур-
гия, 1970. 296 с.
132. Гольдштейн Я. Е. Микролегирование
стали и чугуна. Свердловск: Машгиз,
1959. 176 с.
133. Воронова Н. А., Левин С. Л., Машинсон
И. 3., Покивайлов А. Я. — Металлургия
и коксохимия: Респ. межведом, научно- •
техн. сб. 1970, вып. 20, 30—33.
134. Филимонов С. Г., Павлов В. Г., Смир-
нов Ю. Д. и др. — Производство элект-
ростали: Тематический отраслевой сб.
НИИМ МЧМ СССР, 1980, № 8, с. 99-
ЮЗ.
135. Ицкович Г. М. Раскисление стали и мо-
дифицирование неметаллических вклю-
чений. М.: Металлургия, 1981, с. 295.
136. Заславский А. Я., Малыгин Ю. Д.,
Смирнов Ю. Д., Гусева 3. Ф.— Сталь, 1970,
№ 9. с. 841.
137. Заславский А. Я. — МиТОМ, 1980, № 11,
с. 68.
138. Морозов А. Н., Гольдштейн Я. Е.—
МиТОМ, 1980, № 11, с. 3—5.
139. Неметаллические включения и дефекты
в электрошлаковом слитке/Волков С. Е.,
Волков А. Е., Забалу ев Ю. И., Буря-
ковский Г. А. М.: Металлургия, 1979,
136 с.
140. Кулькова М. И., Седова Р. М., Окенко
46
А. П. и др. — Сталь, 1972, № 7, с. 646—
649.
141. Клюев М. М., Каблуковский А. Ф. Ме-
таллургия электрошлакового переплава.
М.: Металлургия, 1969. 256 с.
142. Рафинирующие переплавы стали и спла-
във!Бояршинов В. А-, Шалимов А. Г.,
Щербаков А. И. и др. М.: Металлургия,
1979. 304 с.
143. Голиков И. Н., Губин Г. В., Карклит
А. К. Перспективы развития технологии
черных металлов. М.: Металлургия,
1973. 568 с. 1
144. Виноград М. И. Включения в стали и
ее свойства. М.: Металлургиздат, 1963.
252 с.
145. Виноград М. И., Киселева С. А., Гро-
мова Г. П. — Сталь и неметаллические
включения: Науч. тр./МЧМ СССР. М.:
Металлургия, 1976, № 1, с. 114—134.
146. Шульте Ю. А. Неметаллические вклю-
чения в электростали. М.: Металлургия,
1964. 208 с.
147. Виноград М. И., Киселева С. А. —
Сталь, 1976, № 10, с. 899—903.
148. Калинников Е. С. Хладостойкая низко-
легированная сталь. М.: Металлургия,
1976. 288 с.
149. Бельченко Г. И., Губенко С. И. Неметал-
лические включения и качество стали.
Киев: Техшка, 1980. 168 с.
150. Кулькова М. Н., Рубенчик А. Е., Окен-
ко А. П. и др. — Бюл. ин-та «Черметин-
формация», 1971, № 15, с. 48—49.
151. Фрейдензон Е. 3., Компаниец Г. М., За-
туловская Е. 3. и др. — Сталь, 1966,
№ 6, с. 502—506.
152. Казаков А. А. Кислород в жидкой ста-
ли. М.: Металлургия, 1972. 199 с.
153. Jackt R.— Bull. Geol. Soc. Amer., 1979,
Part I, v. 90, № 12, p. 87—97.
154. Ковригин А. А., Мороз В. P. — Бюл.
ин-та «Черметинформация», 1970, № 1
(621), с. 48—49.
155. Малиночка Я. Н., Шмелев Ю. С., Оли-
хова М. А. и др. — Изв. АН СССР. Ме-
таллы, 1981, № 5, с. ПО—119.
156. Сталь и неметаллические включения:
Науч. тр./МЧМ СССР. М.: Металлур-
гия, 1978, № 3. 160 с.
157. Шувалова Е. Д., Виноград М. И., Ки-
селева С. А. и др. — Изв. АН СССР. Ме-
таллы, 1982, № 2, с. 15—20.
158. Дзугутов М. Я. Пластическая деформа-
ция высоколегированных сталей и спла-
вов. 2-е изд. М.: Металлургия, 1977.
480 с.
159. Воронцов В. К.. Клименко А. Ф., Рощин
М, В. и др. — Бюл. ин-та «Черметинфор-
мация». 1971, № 23, с. 43—44.
160. Сойников И. Ф., Поспелов И. А., Тра-
винин И И. и др. — Инструментальные и
подшгт 'ттгптэые стали. Науч. тр./МЧМ
СССР М • Металлургия, 1979, № А, с.
14—19.
161. Жалыбин В. И., Ершов Г. С.—Изв.
вузов. Черная металлургия, 1966, № 2,
с. 63—68.
162. Лошкарев В. Ф. Производство стальных
поковок. М.: Металлургиздат, 1953.
229 с.
163. Гельд П. В., Рябов Р. А. Водород в ме-
таллах и сплавах, М.: Металлургия,
1974. 270 с.
164. Дубовой В. Я. Флокены в стали. М.:
Металлургиздат, 1950. 331 с.
165. Поволоцкий Д. Я-, Морозов А. Н., Во-
дород и флокены в стали. М.: Метал-
лургиздат, 1959. 182 с.
166. Вороневич Б. М., Кубарев А. Т.— Бюл.
ин-та «Черметинформация», 1971, № 1,
с. 50—51.
167. Брайнин И. Е., Харченко В. М.—‘Изв.
вузов. Черная металлургия, 1960, № 10,
с. 139—142.
168. Склюев П. В., Александрова Н. Н., -Ти-
торов Б. Д. и др. — В кн.: Производство
крупных машин. М.: Машиностроение,
1974, вып. 23, с. 56—58.
169. Кирсанов В. М., Морозова Г. С., Куш-
нир Ю. Б. и др. Производство железнодо-
рожных рельсов и колес: Науч, тр./
УкрНИИмет. Харьков: 1976, № 4, с. 72—
76.
170. Степанов В. П.у Чернышева Л. Ф., Жит-
ков Н. К- — Металлург, 1975, № 9, с. 20—
21.
171. Гавришин А. Н. — Литейное производст-
во, 1978, № 2, с. 12—14.
172. Мороз Т. Т., Новохатский И. А., Арха-
ров В. И. и др. — ФММ, 1974, т. 37, № 4,
с. 796—802.
173. Ry all J. Е., Barret J. F., Dyert L. P. —
Metals Forum, 1979, v. 2, № 3, p. 174—182.
174. Шаповалов В. И. Влияние водорода на
структуру и свойства железоуглеродистых
сплавов. М.: Металлургия, 1982. 230 с.
175. Деконенко В. М., Еремина М. И-, Ванген-
гейм С. Д. — Изв. АН СССР. Металлы,
1978, № 1, с. 164—171.
176. Нахимов А. М. Оптимизация металлур-
гических процессов: Труды науч.-техн. кон-
ференции ЛДНТП. Завод «Большевик».
М.: Металлургия, 1970, вып. 4, с. 359—
364.
177. Староселецкий М. И., Липцен С. X., Хо-
лявко 3. И. и др. — Бюл. ин-та «Чер-
метинформация», 1971, № 21, с. 42—43.
178. Степанов В. П., Чернышева Л. Ф., Жит-
ков Н. К.—Металлург, 1975, № 9, с.
20—21.
179. Гольцов В. А., Мурадова Р. Г., Курин
А. П. и др. — Физико-химия материалов,
1981, т. 17, № 1, с. 113—115.
180. Фридман Я. Б., Гордеева Т. А., Зайцев
А. М. Строение и анализ изломов ме-
таллов. М.: Машгиз, 1960. 128 с.
181. Каптюг И. С., Голубев А. Я. Шиферный
излом и расслоения в стали. М.: Метал-
лургия, 1982. 88 с.
182. Антипин В. Г., Залетов Ю. Д. — Науч.
тр./Магнитогорский горно-металлургиче-
ский ин-т. Магнитогорск: 1975, вып. 13,
с. 64—69.
183. Векслер Н. А., Попова В. П., Чернявская
Л. С. и др. — Производство железнодо-
рожных рельсов и колес: Науч. тр./Укр-
НИИмет. Харьков: 1976, № 4, с. 52—56.
184. Садовский В. Д. Структурная наследст-
венность в стали. М.: Металлургия, 1973.
208 с.
185. Балаховская М. Б., Вертий И. А. — Сталь,
1969, № 6, с. 558—560.
186. Гольдштейн Я. Е., Лазарева М. П.—
Сталь, 1970, № 9, с. 841.
187. Гольдштейн Я. Е., Лазарева М. П. —
47
Изв. АН СССР. Металлы, 1973, № 2, с.
156—159.
188. Гольдштейн Я. Е., Муштакова Т. Л.—
МиТОМ, 1978, № 5, с. 70—74.
189. Stachura S. — Arch, hutnictwa, 1979, Bd
24, № 1, S. 141—152.
190. Shulz B.,Mc Mahon C. J. — Met Trans.,
1973, v. 4, № 10, p. 2485—2489.
191. Поволоцкий Д. Я. Алюминий в конструк-
ционной стали. М.: Металлургия, 1970.
. 129 с.
192. Гуляев А. П., Лещинская Н. П. — Ми-
ТОМ, 1963, № 9, с. 22—27.
193. Попандопуло А. Н., Мормулева М. А. —
МиТОМ, 1969, № 7, с. 9—12.
194. Загуляева С. В., Виноград М. И.—
МиТОМ, 1971, № 7, с. 2—4.
195. Горелик С. С. Рекристаллизация метал-
лов и сплавов. 2-е изд. М.: Металлур-
гия, 1978. 568 с.
196. Гуляев А. П. Металловедение. 5-е изд.
М.: Металлургия, 1977. 647 с.
197. Puber Josef, Sauer Helgo. — В кн.: Ge-
fiige und Bruch. Berlin — Stuttgart: 1977,
S. 356—366.
198. Култыгин В. С., Виноград М. И. — Сталь,
1946, № 1, с. 31—35.
199. Малинкина Е. И., Фадюшина М. Н.—
Свойства и термическая обработка ин-
струментальных сталей. М.: Машгиз,
1954, с. 55—70.
200. Хасин Г. А. — Сталь, 1954, № 11, с.
Ю29_______4033.
201. Мовчан Б. А. Гранины кристаллитов в
литых металлах н сплавах. Киев: Тех-
шка, 1970. 212 с.
202. Хасин Г. А., Богдашкин А. И.— Сталь,
1954, № 8, с. 732—735.
203. Виноград М. И., Зубрилова В. А. —Ме-
талловедение и термическая обработка.
Приложение к журналу «Сталь», 1958, с.
31—38.
204. Акимова А. П., Вильямс О. С., Лезинс-
*кая Е. Я. и др. Металлургическая и
горнорудная промышленность: Науч.-
техн. сб./МЧМ УССР. Днепропетровск:
1980, № 1, с. 20—22.
205. Топилин В. В., Берзина В. К — Сталь,
1979, № 12, с. 919—921.
206. Никитин Б. М„ Коваль А. Е. —•- Бюл. ин-
та «Черметинформация», 1966, № 16, с.
41—43.
207. Мироненко В. Л., Чернов В. Т. — Изв.
вузов. Черная металлургия, 1977, № 3,
с. 63—66.
208. Клюев М. М. Плазменно-дуговой пере-
плав. М.: Металлургия, 1980. 255 с.
209. Бережко Б. И„ Зимин *Г. Г., Карякин
А. П. и др. — Металлургия. Л.: Судо-
строение, 1970, № 13, с. 32—43.
210. Антропова Н. Г., Спектор Я. И., Антро-
пов О. Ф. и др. — Науч. тр./Челябинский
политехнический ин-т. Челябинск: 1973,
№ 116, с. 165—169.
211. Пориер Д. Р., Марабиан Р., Флеминге
М. С., Клейн X. Дж. — Проблемы спе-
циальной электрометаллургии. Киев:
Наукова думка, 1980, № 12, с. 44—60.
212. DIN 29995—80. Beircheibenpreifung von
umgeschmolzenen Stahlen Nickel- und
Kobaltlegierungen.
213. Косяк В. Я.— Проблемы прочности,
1981, № 2, с. 100—105.
214. Гуляев Г. И., Войцеленок С. Л. Качест-
во электросварных труб. М.: Металлур-
гия, 1978. 256 с.
215. Коваленко В. С., Чайка И. И., Левиц-
кая Г. И. — Металлургическая и горно-
рудная промышленность, 1977, № 2
(104), с. 82—83.
216. Правосудович В. В. — Разливка стали в
слитки и их качество: Науч. тр./МЧМ
СССР. М.: Металлургия, 198L № 9 с-
68—74.
217. Правосудович В. В. — Металлургическая
и горнорудная промышленность: Науч.-
техн. сб./МЧМ УССР. Киев: 1969,
№ 6, с. 41—45.
218. Правосудович В. В., Клюшник Ю. А.—
Металлургия и коксохимия: Науч.-техн.
сб./МЧМ УССР. Киев: 1966, № 6, с.
230—234.
219. Чайка И. И., Белоусова Н. Г., Кац Т. М.
и др. — Сталь, 1974, № 1, с. 70—72.
220. Цивирко Э. И., Бялик Г. А., Даниловс-
кий В. В., Улитенко А. Н.—Металлур-
гия и коксохимия. Киев: 1980, вып. 69,
с. 27—30.
221. Хмелев И. И., Швед Ф. И., Белов Б. Ф.
и др. — Теория и практика металлургии:
Науч. тр./НИИМ. Челябинск: Южно-
Уральское книжное изд-во, 1970, вып. 11,
с. 159—162.
222. Беда Н. И., Баптизманский В. И., Охот-
ский В. Б. и др. — Разливка стали в
слитки и их качество. М.: Металлургия,
1978, № 7, с. 75—78.
223. Черкашина Н. П., Подгородецкий А. А.,
Зеленская Д. П. и др. — Сталь, 1975,
№ 1, с. 75—77.
224. Петров А. К., Спектор Я. И., Лобарев
М, И. и др. — Сталь, 1971, № 11, с/
1041—1042.
225. Кулькова М. Н., Седова Р. М., Окенко*
А. П. и др. — Сталь, 1972, № 7, с. 646—
649.
226. Вульфович М. С., Френкель Г. М., Абра-
мов А. А., Лоза В. В. — Сталь, 1975,
№ 9, с. 811—812.
227. Шульте Ю. А., Гонтаренко В. И., Ци-
вирко Э. И., Данилевский В. В. — Науч.
тр./Челябинский политехнический ин-т,
1978, № 206, с. 118—124.
228. Давыдова Л. Н., Руссиян А. В., Калънер
Д. А., Суровова В. Н. — Сталь, 1966,
№ 1, с. 66—68.
229. Грузное А. К, Бигеев А. М., Селиванов
В. Н. и др. — Науч. тр./Магнитогорский
горнометаллургический ин-т, 1970, вып.
63, с. 88—95.
230. Прохоренко К. К., Верховцев Э. В.,
Ищук Н. Я. и др. Выплавка и разливка
качественных сталей. М.: Металлургия,
1964. 202 с.,
231. Николаев А. Г., Зевалкин Ф. Н., Загре-
бин Б. А. и др. —Бюл. ин-та «Чермет-
информация», 1968, № 1, с. 44—45.
232. Кузнецов С. И., Ферман Г. И., Смирнов
Л. А. и др. — Разливка стали в слитки
и их качество: Науч. тр./МЧМ. М.: Ме-
таллургия, 1975, № 4, с. 109—113.
233. Паляничка В. А., Дорохов В. И., Клеме-
шов Г. А. и др. — Бюл. ин-та «Чермет-
информация», 1972, № 17, с. 35.
234. Якцшечкин Е. И., Билько В. Г., Шейко
В. И. — Сталь, 1974, № 10, с. 905—906.
235. Дубровина А. Н., Любинская М. А., Не-
дашковская А. Н., Углова А. М. — Бюл-
48
ин-та «Черметинформация», 1965, № 3
(503), с. 43—45.
236. Малинкина Е. И. Образование трещин
при термической обработке стальных из-
делий. 2-е изд. М.: Машиностроение,
1965. 176 с.
237. Белоусов A. С., Деомидова А. А., Кры-
лова Л. И. и др. — Бюл. ин-та «Черметин-
формация», 1972, № 20, с. 14.
238. Забалуев Ю. И., Никитин Б. М., Яков-
лев Н. Ф. и др. — Металлургическая и
горнорудная .промышленность: Цауч.-про-
изв. сб., 1966, № 1 (37), с. 25—27.
239. Macherauch Е., Muller Н., Vohringer.
Bruchuntersuchungen u. Schadenklarung
Munchen — Berlin, 1976, S. 110—130.
240. Зубарева А. А., Мошкевич E. И., Пота-
пов В. Д., Король Л. Н. — Сталь, 1979,
№ 12, с. 917—919.
241. Ямпольский А. М. Травление металлов.
М.: Металлургия, 1980. 168 с.
242. Жадан В. Т., Осадчий А. Н., ъСтеценко
Н. В. Отделка и термическая обработка
сортового проката. М.: Металлургия,
1978. 190 с-
243. Владимиров С. M,f Шубаров В. Е,, Шил-
кин Ю. В. и др. — Сталь, 1978, № 6, с.
522—523.
244. Шин Р. Г., Ривкин А. А.—Изв. вузов.
Черная металлургия, 1968, № 1;, С.
91—94.
245. Мининзон Р. Д., Травинин В. И., Медве-
дева Н. И., Мошкевич Е. И. — Бюл. ин-
та «Черметинформация», 1966, № 20, с.
36—37.
246. Мининзон Р. Д.> Смоляков В. Ф. — Бюл.
ин-та «Черметинформация», 1973, № 12,
с. 36.
247. Морозов В. А., Мининзон Р. Д., Хитрик
А. И. и др. Металлургическая и горно-
рудная промышленность. Науч.-техн. и
произв. сб./МЧМ УССР, 1974, № 2 (86),
с. 17—18.
248. Lea С., Sawle К., Sellars С. М. — Phil.
Trans. Roy Soc. London, 1980, A 295,
№ 1413, p. 121.
249. El-Helieby S. O. A., Rowe G. W.— Me-
tals Technol., 1981, № 2, p. 58—66.
250. Подгайский M. C-, Уманская Г. Д., Коф-
тан Р. Л. и др. — Бюл. ин-та «Черметин-
формация», 1974, № 12, с. 50.
251. Чекмарев А. П., Машковцев Р. Р., Но-
сенко О. П, и др. — Обработка металлов
давлением: Науч, тр./Донецкий метал-
лургический институт. М.: Металлургия,
1967, № 53, с. 20—23.
252. Алферов К. С., Прилепский В. И., Игна-
тович А. И., Блащук Н. М. — Бюл. ин-
та «Черметинформация», 1969, № 13, с.
39—40.
253. Боровская В. А., Савиных, Н. Г., Тимо-
шенко В. И. — Сталь, 1975, № 8, с.
717—719.
254. Gilbertson W. F. — J. Iron a. Steel Inst.,
1965, v. 203, № 6, р. 553—561.
255. Николаев В. А.— Изв. вузов. Черная
металлургия, 1976, № 8, с. 80—81.
256. Владимиров Ю. В. Механическое удале-
ние окалины с поверхности мелкосортной
стали, катанки, проволоки за рубежом.
М.: Металлургия (Черметинформация),
1970. 98 с.
257. Inoue Akihisa, Hosoya Jochihiro, Masu-
moto Tsuyoshi. — Trans. Iron a. Steel
Inst. Jap., 1980, v. 20, № 7, p. 433—440..
258. Industrie—Anzeiger, 1976, v. 98, № 37»
p. 640—641.
259. Теория непрерывной разливки/Р#тес
В. С., Аскольдов В. И., Евтеев Д. II. и
др. М.: Металлургия, 1971. 1976, 294 с.
260. Сладкоштеев В. Т., Ахтырский В. И., По-
танин Р. В. Качество стали при непре-
рывной разливке. М.: Металлургия, 1964.
173 с.
261. Швертфегер К. — Черные металлы, 1978,..
№ 6—7, с. 3—11.
262. Аскольдов В. И., Либерман А. Л., Евте-
ев Д. Л. —Сталь, 1971, № 11, с. 996—998.
263. Лапотышкин Н. M,t Манохин А. И. —
Науч. тр./ЦНИИЧМ. М.: Металлургия,.
1969, № 69, с. 85—92.
264. Sasaki К.— J. Iron a. Steel Inst. Jap.,
1980, v. 66, № 1, р. 53—62. Перевод.
ВЦП № В-36611.
265. Манохин А. И. Получение однородной
стали. М.: Металлургия, 1978. 224 с.
266. Манохин А. И., Матевосян Е. П., Окен-
ко А. П., Громова Г. П. — Сталь, 1973,
№ 10, с. 937—938.
267. Сливчанская В. В., Ясичева С. А.—
Сталь, 1974, № 12, с. 1084—1086.
268. Brimacombe G. К., Sorimachi К.—Met
Trans., 1977, v. 813, Sept., p. 489—505.
Перевод ВЦП № 10263.
269. Suzuki G., Nakamura, Jasushi. — Bull.
Jap. Inst., 1979, v. 18, № 11, p. 748—754.
270. Frdber J. — Stahl u. Eisen, 1978, Bd 98,
№ 21, S. 1092—1098.
271. Непрерывная разливка стали: Труды
Первой всесоюзной конференции по не-
прерывной разливке стали. М.: Изд-во-
АН СССР, 1956, с. 499.
272. Лапотышкин Н. М., Лейтес А. В. Трещи-
ны в стальных слитках. М.: /Металлур-
гия, 1969. 112 с.
273. Brimacombe G. К., Weinberg F., How-
bolt Е. В. — Met. Trans., 1979, v. 10, № 2,
р. 279—292.
274. Hasegawa Morihiro, Maruhashi Shigeaku,..
Maranaka Intaka, Hoshi Tumio. — Nis-
shin Seiko Giho, 1979, № 41, p. 12—13.
275. Sorimachi Ken'ichi, Imai Takuyu, Mori-
woki Mitsuro. — J. Iron a. Steel Inst. Jap.,
1978, v. 64, № 4, p. 153—165.
276. Евтеев Д. П., Фульмахт В. В., Ткачев
П. Н. и др.—'Бюл. ин-та «Черметинфор-
мация», 1973, № 22, с. 38—39.
277. Tujii Hiromi, Ohashi Tetzuro, Huromoto
Takeshi. —Trans. Iron a. Steel Inst. Jap.,
1978, v. 18, № 8, p. 510—518.
278. Аскольдов В. И., Акимова Е. И., Ермо-
лаева Е. Л. —Сталь, 1970, № 11, с. 1003.
279. Манохин А. И., Матевосян Е. П., Носо-
ченко О. В. и др. — Бюл. ин-та «Чермет-
информация», 1972, № 9, с. 45—46.
280. Манохин А. И., Уманец В. И., Хохлов
В. И. и др. — Непрерывная разливка ста-
ли: Науч. тр./МЧМ СССР. М.: Метал-
лургия, 1973, № 1, с. 62—66.
281. Непрерывная разливка стали: Науч, тр./
МЧМ СССР. М.: Металлургия, 1974,
№ 2. 208 с.
282. Скок Ю. Я., Ефимов В. А., Лебедев В. И.
и др. — Непрерывная разливка стали:
Науч. тр./МЧМ СССР. М.: Металлургия,,
1981, № 7, с. 76—80.
283. Ермолаева Е. И., Урбанович Л. И., Уга-
рова С. П. и др. — Изв. АН СССР. Ме-
49
таллы, 1981, № 1, с. 90—95.
284. Ефремов А. Е. — В кн.: Проблемы сталь-
ного слитка: Науч. тр. VII конф, по
слитку. М.: Металлургия, 1978, № 7,
с. 204—208.
285. Явойский В. И., Лузгин В. П., Колпа-
ков С. В. и др. — Сталь, 1975, № 3,
с. 220—223.
286. Фульмахт В. В., Ткачев П. Н., Сливчан-
ская В. В. — Сталь, 1973, № 9, с. 804—
806.
287. Уманец В. И., Колпаков С. В., Евтеев
Д. П. и др. — Непрерывное литье стали:
Науч. тр./МЧМ СССР. М. Металлургия,
1976, № 3, с. 76—86.
288. Явойский В. И., Близнюков С. А., Горо-
хов Л. С. и др. — Раскисление и дега-
зация. Науч. тр./МИСиС. Mj Металлур-
гия, 1970, № 62, с. 4—17.
289. Kazuteri S. — Trans. Iron a. Steel Inst.
Jap., 1967, v. 7, № 3, p. 134—136.
290. Астров E. И., Клипов А. Д., Фаворский
Б. А. и др. — Непрерывная разливка
стали: Науч. тр./МЧМ СССР. М.: Ме-
таллургия, 1973, № 1, с. 80—85.
291. Явойский В. И.— Сталь и неметалличе-
ские включения: Науч. тр./МЧМ СССР.
М.: Металлургия, 1980, № 4, с. 18—24.
292. Shiraiwa Т., Arahi Т., Fujino N. — J.
Iron a. Steel. Inst. Jap., 1972. v. 58, № 14,
p. 2078—2098. Пер. ВЦП № Ц-11452.
293. Чигринов M. Г., Алявдин В. А. —Метал-
лург, 1968, № 3, с. 17—18.
294. Wojcik М. — Proc. 11 th conf., Pittsburg,
Pa. N. —Y.: 1969, p. 363—375.
295. Чигринов M. Г., Шумилин Б. H-, Лоба-
нов В. В. и др. — Бюл. ин-та «Чермет-
информация», 1969, № 23, с. 48—49.
296. Добрица Ю. Т., Вяткин Ю. В., Пожива-
нов А. М. и др. — Сталь, 1979, № 11,
с. 834—836.
297. Definitions and Causes of Continuous
Casting Defects. ISI Publication 106,
1967. Iron a. Steel Inst. Percy Lund,
Humphries and Co Ltd, London and Brad-
ford.
298. Рутес В. С., Гуглин H. H., Евтеев Д. П.
и др. Непрерывная разливка стали ъ
сортовые заготовки. М.: Металлургия,
1967. 144 с.
299. Непрерывное литье стали: Труды Меж-
дународной конференции: Пер. с англ.
М.: Металлургия, 1982. 478 с.
300. Евтеев Д. П. — Сталь, 1979, № 12,
с. 910—911.
АТЛАС ДЕФЕКТОВ
Рис. 4. Сросток дендритов в усадочной раковине
(И. Н. Голиков)
51
Рис. 3
Рис. 7
Тис. 5. Остатки усадочной раковины в макрошлифах прутка стали ШХ15 диаметром 90 мм
Рис. 6. Остатки усадочной раковины с дендритными кристаллитами в центре заготовки [11]
Рис. 7. Остатки усадочной раковины в продольном изломе [11]
52
Рис. 8
Рис. 9
Рис. 10
Рис. 8. Микроструктура стали в зоне остат-
ков усадочной раковины. Х100. Видны скоп-
ления неметаллических включений
Рис. 9. Прибыльная часть слитка стали
37Х12Н8Г8МФБ (ЭИ481) без усадочной рако-
вины после электро дугового обогрева [11]
Рис. 10. Усадочная раковина в слитке жаро-
прочной стали вакуумно-дугового переплава.
Х0,3
53
Рис. 11
Рис. 12
Рис. 12. Усадочная раковина в слитке стали типа 40ХН2МА электрошлакового переплава 5,5 т
Рис. 13. Подусадочная ликвация в прутке стали марки 40:
а — макрошлиф. XI; б —продольный микрошлиф. X500.Наблюдается обогащение сульфидами
Рис. 13
Рис. 11. Усадочная раковина в слитке стали
08Х18Н10Т электронно-лучевого переплава
54
Рис. 14. Подусадочная ликвация в прутке стали ШХ15:
а — макрошлиф. Х0,9; б — микрошлиф. ХЮО; видны скопления сульфидов и оксидов
Рис. 15. Схема рослого слитка (ОСТ 14-38—75)
Рис. 16. Рослый слиток нераскисленной стали. Виден вытекший из прибыльной надставки металл
Рис. 17. Слиток с подросшим верхним уровнем
55
Рис. 18
Рис. 20, а, б
Рис. 18. Внутренние пузыри в подголовном
темплете слитка. Х0,8
Рис. 19. Внутренние и подкорковые пузыри В
подголовном темплете слитка. Х0.8
Рис. 20. Пузыри в слитке электрошлаковогс
переплава стали 36НХ (ЭП713Ш):
а — поперечный макрошлиф из нижней частя
слитка; пузыри расположены по концентриче-
ской окружности. Х0.5; б — продольный мак-
рошлиф низа слитка с пузырями в участках
стыка фронтов столбчатых кристаллов, расту-
щих от боковых стенок и дна кристаллизато-
ра. Х0л35
56
Рис. 21
Рис. 22
Рис. 21. Пузырь, частично заполненный шлаком. Х50
)
Рис. 22. Небольшой пузырь, заполненный металлом и расположенный рядом с большим пузырем:
а — округлая форма пузыря, заполненного металлом, с прослойкой включений на стенках. Х63;
-6 — участок кольца включений. Х500
57
Рис. 23
Рис. 25 Рис. 26
Рис. 23. Пузыри в деформированной стали 20X13:
а —поперечный макрошлиф. XI; б — продольный микрошлиф; видны две прослойки включений . ХЮО
Рис. 24. Продольный излом деформированной стали с раскатанными пузырями в центральной зоне. XI [11]
Рис. 25. Микроструктура стали в зоне незаварившегося пузыря. Характеризуется ликвационными участкам]
и скоплениями сульфидов. Х300 [11]
Рис. 26. Незавершившиеся подкорковые пузыри в деформированной стали. Х0,7 (ГОСТ 10243—75)
58
Рис. 29
Рис. 28. Корочка в слитке стали 40Х в зоне перехода к
Рис. 30
Рис. 27. Зона ликвации в за-
готовке кипящей стали (Че-
лябинский металлургический
завод). Сотовые пузыри в
основном заварились, замет-
ны только их окончания, об-
ращенные к центру заготов-
ки
прибыльной части. Х0,2
Рис. 29. Корочка в нижней части слитка стали 18Х2Н4А сифонной разливки. Х0,5 (В. П. Потапова,
«Днепроспецсталь»)
Рис. 30. Корочка в поперечном сечении слитка [11]
59
Рис. 31
Рис. 32
Рис. 31. Корочка в поперечных макрошлифах:
а — пруток диаметром 150 мм [11]; б — заго-
товка 160X160 мм
Рис. 32. Грубая корочка в изломе (ГОСТ
10243-75)
Рис. 33. Корочка в образце ступенчатой об-
точки
Рис. 33
60
Рис. 34. Неметаллические включения в углеродистой стали по месту расположения корочки:
а — грубое шлаковое включение. ХЮО; б — разрозненные строчки включений. ХЮО; в — то же. Х400.
г — крупные кристаллы окислов. Х500
61?
Рис. 35
Рис. 36
Рис. 35. Светлые корочки в нижней части слитка сифонной разливки [11]
Рис. 36. Светлые корочки на макрошлифах деформированного металла:
а —ГОСТ 10243-75; б - [11]
62
2
Рис. 38. Межкристаллитные трещины в слитке стали
18X21 ИВА:
а — поперечный макрошлиф. Х0,5; б — излом по осевой плоскос-
ти. Х0,5
4
Я
Рис. 37
4
J
Рис. 37. Осевая пористость в слитке массой 2,8 т. Х0,13 (a)t.
схема различных видов ликвации (б) [64]:
1 — отрицательная ликвация; 2 — прямая V-образная ликвация;
3 — обратная V-образная ликвация; 4 — положительная ликва-
ция; 5 — усадочная полость
Рис. 38
63*
Рис. 39. Грубые межкристаллитные трещины в слитке сплава ХН77ТЮР. Трещины располагаются под углы
к оси слитка в направлении теплоотвода и роста кристаллов преимущественно в зоне равноосных крис
таллов и лишь частично в зоне столбчатых. Х0.25
Рис. 40. Межкристаллитные трещины в осевой зоне слитка стали 18Х2Н4ВА. ХОД [11]
Рис. 41. Изломы слитка стали 40ХНМА. XI [И]:
—излом после закалки межкристаллитный и внутрикристаллитный (смешанного типа); б — излом пос
-ле закалки и отпуска при 500°С; преимущественно межкристаллитный (в зоне равноосных и особенно столС
чатых кристаллитов)
64
Рис. 44
Рис. 42. Излом темплета от слитка стали 35ХГСА с блестящими поверхностями границ кристаллитов в мелко-
зернистой основе. Х0,7 [8]
Рис. 43. Пленочные стекловидные включения по границам межосных участков в стали 30ХГСА.Х350 [8]:
а — в светлом поле; б — в темном поле
Рис. 44. Паукообразные трещины в осевой зоне заготовки стали 18Х2Н4ВА. XI (ГОСТ 10243—75).
Вследствие малой степени деформации и наличия неметаллических прослоек полного заваривания меж-
кристаллитных трещин не произошло
Рис. 45. Грубые сколы в изломе заготовки стали 18Х2Н4ВА по месту расположения межкристаллитных
трещин. XI (ГОСТ 10243—75)
Рис. 46. Неметаллические включения в заготовке 180X180 мм стали 18ХГТ в зоне паукообразных трещин.
Х150 [11]
65
Рис. 47. Сколы в изломе закаленной стали 12Х2Н4А. XI, расположенные почти по всему сечению заготовь
Рис. 48. Сколы в осевой зоне прутка после значительной деформации. XI (ГОСТ 10243—75)
Рис. 49. Слоистый излом заготовки 38ХМЮА. XI [И]
Рис 50 Неметаллические включения в стали 38ХМЮА по месту излома с резко выраженной слоисгост
[И]:
а — поперечный микрошлиф. Х500; б — продольный микрошлиф. ХЮО
66
Рис. 51. «Ложные паучки» в стали 12X17:
а — горячее травление в 50%-ном растворе соляной кислоты; б — травление путем натирания реактивом
состава: 150 г CuSO4, 500 см3 НС1, 35 см3 H2SO4
Рис. 52. Угловые трещины и угловая ликвация в слитке стали 18Х2Н4ВА массой 3,7 т:
а — макрошлиф угла слитка с внутренней трещиной. Х1,5; б — микроструктура в зоне раскрытой трещины
по ликвациопной полоске; наблюдаются раздвоенные или имеющие ответвления каналы, заполненные
оксидами и обезуглероженные. Х40, в — строчка сульфидов в участке угловой ликвации. Х300 (Челя-
бинский НИИМ и Златоустовский металлургический завод)
3* Зак. 3
67
Рис. 53
Рис. 5-4
Рис. 55
Рис. 53. Угловая трещина, выходящая на поверхность, в макрошлифе слитка стали 12X18H9I. Х0.6
Рис. 54. Угловые трещины в заготовке углеродистой стали. Х0,5
Рис. 55. Угловая ликвация в заготовке стали 18Х2Н4ВА. Х12:
а — не перешедшая в трещину; б — перешедшая в трещину (Челябинский НИИМ и Златоустовс кий мета,
лургический завод)
68
Рис. 56
Рис. 58
Рис. 57
Рис. 56. Излом заготовки 18Х2Н4ВА по угловой трещине.
XI (Челябинский НИИМ и Златоустовский металлургиче-
ский завод)
Рис. 59
Рис. 57. Дендрит, образовавшийся в усадочной раковине
слитка. XI [85]
Рис. 58. Дендритное строение стали 45Х. Оси дендритов светлые, межосные участки темные. Х5 [85J
Рис. 59. Структурная полосчатость деформированной стали ШХ15 после закалки. ХЮО (ГОСТ 801—78):
а — слабая степень полосчатости; б — сильно выраженная полосчатость
69»
Рис. Cd
Рис. 62
Рис. 60. Макроструктура прутков стали ЭП310Ш (1Х15Н4АМЗ). XI:
а— в состоянии после отжига и отпуска (лучистая структура); б — после дополнительной нормализ^
ции 1050°С с охлаждением на воздухе (однородная структура)
Рис. 61. Полосчатая микроструктура продольного микрошлифа образца, показанного на рис. 60,а. ХЭ
Рис. 62. Продольный разрез слитка стали ШХ15, выплавленного в вакуумно-цуговой печи с кристаллизаторе
диаметром 100 мм. Х0,6
70
Рис. 65
Рис. 66
Рис. 63. Ликвационный квадрат в макроструктуре прутка конструкционной стали. XI
Рис. 64. Ликвационный квадрат с широким контуром в макроструктуре конструкционной стали. XI
Рис. 65. Квадрат повышенной травимости в макроструктуре стали 12Х18Н9Т. Видна характерная силь-
но травящаяся центральная зона, соответствующая зоне равноосных кристаллов; зона столбчатых кристал-
лов отличается значительно меньшей травимостью. XI
Рис. 66. Микроструктура образца стали 12Х18Н9Т, макроструктура которого показана на рис. 65. ХЮО:
а — сильно травящаяся центральная зона; резко выраженная двухфазная структура; полосы феррита и аус-
тенита; б — слабо травящаяся периферийная зона; аустенит с очень мелкими выделениями феррита
71
Рис. 67
Рис. 68. Точечная неоднородность в деформированной стали. XI:
а — точечная неоднородность (ГОСТ 10243—75); б — резко выраженная точечная неоднородность и ликва-
ционный квадрат (Челябинский металлургический завод)
72
Рис. 69. Внеосевая неоднородность в продольных разрезах слитков конструкционной стали:
а —слиток 4,6 т стали 45Г2. Х0,1 [11]; б — средняя по высоте часть слитка. Х0,5; в — слиток электрошлакового переплава 5,5 т стали типа 40XH2Mz\,
Рис. 73 Рис. 74
Рис. 70. Микроструктура стали в точке неоднородности. Шлиф поперечный. Видны скопления сульфидов
оксисульфидов. Х50 [И]
Рис. 71. Макроструктура средней по высоте части слитка массой 2,75 т сплава ЭИ437Б (ХН77ТЮР) с вн
осевой неоднородностью. «.Усы» обогащены ликватами (оксидами, нитридами, боридами и карбидами
Х0,3
Рис 72 Точечно-пятнистая неоднородность в поперечном макрошлифе заготовки диаметром 300 мм спл
ва ЭИ437Б (ХН77ТЮР). Х0,8
Рис. 73. Макроструктура сплава ЭИ868 (ХН60ВТ) с точечно-пятнистой неоднородностью. Х0.8
Рис. 74. Макроструктура заготовки диаметром 180 мм сплава ЭП814 (00Н70М27Ф) после травления
реактиве .состава 50% Н2О2 и 50% НС1. Х0,9
74
Рис. 75. Макроструктура заготовки 90X90 мм из сплава
ЭИ698 (ХН73МБТЮ). Х0,8:
а — после травления в реактиве для жаропрочных
сплавов; однородная структура; б — тот же темплет
после травления в реактиве состава 75 см3 НС1 и 25 см3
HNO3; точечно-пятнистая неоднородность
Рис. 76. Микроструктура продольного микрошлифа из
темплета. показанного на рис. 73. Видны строчки кар-
бидов (52,7—-54,3% W; 12—14% Ст; 2,7—3,0% Мо; 5,8-
9,8% Ni), интерметаллидов (59—61% Сг; 21—22% W;
2,3-2,7% Мо; 3,6—5,0% Ni) и нитридов (76—77,4% Ti).
Состав фаз — по данным микрорентгеноспектралыюго
анализа:
а — Х200; б —Х500
Рис. 75
₽ИС, 76
Рис. 77
Рис. 78
Рис. 77. Пятнистая ликвация в травленом поперечном макрошлифе слитка. XI
Рис. 78. Серный отпечаток поперечного макрошлифа слитка стали 35ХЮА. XI
76
Рис., 79
Рис. 80
Рис. 81
Рис. 79. Макрошлиф литой стали ШХ15ВД с пятнистой ликвацией. Х20
Рис. 80. Резко выраженная пятнистая ликвация на макрошлифах деформированного металла [11]:
а — поперечный макрошлиф стали 35ХЮА. XI; б — продольный макрошлиф стали 45ХНМФА XI
Рис. 81. Продольный излом стали с грубой пятнистой ликвацией (ГОСТ 10243—75)
77
Рис. 85
Рис. 82
Рис. 83 Д
Рис. 84
Рис. 82. Пятнистая ликвация на травле-
ном макрошлифе стали ШХ15 вакуумно-
дугового переплава. XI (ГОСТ 10243—75)
Рис. 83. Титановая неоднородность на по-
перечных макрошлифах прутка стали
12Х18Н9Т. Х0,7
Рис. 84. Титановая неоднородность на
продольном макрошлифе стали 12Х18Н9Т.
XI [11]
Рис. 85. Различная степень титановой не-
однородности в продольных изломах стали
12Х18Н9Т. XI [И]:
а — слабая неоднородность; б — более1
сильная неоднородность; в — резко вы-
раженная неоднородность
78
Рис. 86
Рис. 87
Рис. 86. Микроструктура стали 12Х18Н9Т с титановой
неоднородностью [11]:
а — продольный шлиф. ХЮО; б — поперечный шлиф.
Х250
Рис. 87. Цериевая неоднородность в макроструктуре
заготовки 250X250 мм стали 40ХН. Х0.5:
а — травление 50%-ным раствором НС1; б — серный от-
печаток (Челябинский металлургический завод)
Рис. 88. Свинцовая краевая неоднородность в конструк-
ционной стали со свинцом (свинцовый отпечаток). XL
Рис. 88
79
Рис. S
Рис. 89. Включения свинца в структуре стали [138]:
а—микрофрактограмма литой стали. Х8000; б — микрошлиф деформированной стали (частицы свинца 1
концам сульфидов марганца). Х600; в — микрофрактограмма деформированной стали. Х8000
стали ШХ15 с темными точками загрязнений неметаллическими включениями.
XI
Рис. 90. Макрошлиф
Рис. 91. Загрязнения в стали ЭИ726 (09Х14Н19В2БР1):
а — поперечный макрошлиф (загрязнение обведено кружком). XI; б—продольный макрошлиф с волос<
X100; г — то же. Х500
80
?ч: 93. Волосовины в микрошлифе стали 12Х18Н9Т. Х100
виной. Х0,5; в — скопление неметаллических включений по месту расположения загрязнения (см. рис. 91,а).
81
Рис. 94
Рис. 95
Рис 94 Примеры неметаллических включений, образующих волосовины в конструкционных сталях [11]
а - Х200; б, в — Х300
Рис. 95. Внутренние разрывы в конструкционной стали, возникшие при деформации вследствие осевого пе
регрева. XI
82
Рис. 97
при деформации вследствие осевого перегрева стали
ИС. 96. Грубые внутренние разрывы, возникшие
"Х12Н8Г8МФБ (ГОСТ 10243—75). Х0,7
97. Внутренние разрывы, возникшие при деформации вследствие осевого перегрева, на продольном
83
.Рис, 98. Продольный излом стали с внутренними разрывами при деформации из-за осевого перегре
ва. XI [11]:
zz — небольшая степень развития дефекта; б — резко выраженный дефект
Рис. 99. Внутренние разрывы из-за осевого перегрева в прутках диаметром 125 мм кованой стали 9Х4С2В2М4
а — поперечный макрошлиф; б — продольный микрошлиф с типичной сеткой разрывов
84
(ЭП761):
ХЮО; в — то же, Х500
85
Рис. 100
Рис. 101
ТО
Рис. 100. Внутренние разрывы из-за осевого перегрева в прутке диаметром 90 мм стали ШХ15:
а “ попеРечяь’и макрошлиф. XI; б — продольный микрошлиф с «микропорами» в полосках, обогащенныж
карбидами. ХЮ0
Рис. 101. Внутренние разрывы в стали 38ХГС по двум сторонам ликвационного квадрата. Х0,5
86
Рис. 102. Внутренние разрывы из-за осевого перегрева в нержавеющей хромоникелевой стали:
а — разрывы в прессовом резе; б — макрошлиф с разрывами по контуру ликвационного квадрата. Х0.4;
з — микроструктура стали с тонкими разрывами по сетке избыточных фаз. Х500; г — то же, шлиф после
травления. Х400
87
88
Рис. 103. Заваривание внутренних разрывов в сплаве Х15Н60 при деформации:
а — грубые разрывы в заготовке 125X125 мм. XI; б — микроструктура продольного микрошлифа из той же заготовки. ХЮО; в — макрошлифы по длине прутка размером 38Х
Х38 мм, полученного из заготовки 125X125 мм ковкой на 90X90 мм и прокаткой; дефект не заварился только в конце прутка вследствие окисления. XI
Рис. 104. Внутренние разрывы от деформации — макрошлиф с ковочным крестом (ГОСТ 10243—75). XI
Рис. 105. Внутренние ковочные трещины в заготовке сплава Х35Н50ВМ (ЭП648):
а — макрошлиф с трещинами, разветвленными по направлениям ковочного креста. XI; б — микрострук'
по месту дефекта. ХЮО; прямолинейная несплошность не сопровождается неметаллическими* включения»
вторичными оксидами и нитридами
90
Рис. 106. Внутренние ступенчатые трещины в
сплаве Х22Н65В5Ю2ТК (ЭП99):
а — макрошлиф. XI; б — микроструктура по
месту дефекта. Х50; прямолинейная несплош-
ность не сопровождается неметаллическими
включениями; извилистый конец трещины ха-
рактерен для низкой температуры окончания
деформации
Рис. 107. Внутренние разрывы, образовавшие-
ся при ковке (обкатке) в плоских бойках
прутков диаметром 340 мм из стали
37Х12Н8МФБ (ЭИ481). Образованию разрывов
способствовало присутствие в осевой зоне
скоплений карбидов в связи с дендритной
ликва’цией
Рис. 106
Рис. 107
91
Рис 108. Внутренние периодические разрывы в быстрорежу-
щей стали Р18 после прокатки круглых слитков массой5
200 кг на заготовку размером 80X80 мм в калибровка
круг — овал:
а — продольный макрошлиф. Х0,8; б — поперечный излом.
Х0.9
Рис. 109. Внутренние разрывы, образовавшиеся при волоче-
нии прутка стали У10 со смешанной структурой зернистого
и пластинчатого перлита. XI
Рис. 109
Рис. ПО
92
Рис. P1'2
ас. 111. Заварившиеся внутренние трещины в сплаве ХН70МВТЮБ (ЭИ598) при прокатке заготовки на*
?уток диаметром 35 мм:
-макрошлиф, видны следы дефектов в виде тонких линий. XI; б — микроструктура в месте дефекта —
-'-на полоса дисперсных оксидов и нитридов (вторичных, образовавшихся при нагреве заготовки). ХЮО
•с. 112. Заварившаяся внутренняя трещина в сплаве Х15Н30МВТ (ЭП437) после перековки заготовки на
□уток диаметром 70 мм:
— макрошлиф со следами дефекта. XI; б — микроструктура; видны строчки вторичных включений оксидов
нитридов титана. ХЮО; в — то же. Х500
>с. 110. Внутренние трещины, образовавшиеся при ковке заготовки сплава ХН70МВТЮБ (ЭИ598) и не за-
нрившиесг после прокатки на пруток диаметром 35 мм:
— поперечный макрошлиф. XI,2; б — продольный макрошлиф. XI,2; в — микроструктура по месту дефек*
ХЮО; к трещине прилегает зона вторичных оксидов и нитридов тигана, образовавшихся из-за проникно-
:ния воздуха
93
Рис. 115
Тис. 113. Флокены в макрошлифах стали ШХ15 (типичный вид флокенов в стали перлитного класса):
а — заготовка 120X120 мм (Челябинский металлургический завод); б — пруток диаметром 85 мм
Рис. 114. Флокены в заготовке 140X140 мм из стали 37XH3A, охлажденной после прокатки на воздухе
Рис. 115. Флокены в продольном макрошлифе стали 18Х2Н4ВА. XI [11]
94
Рис. 116
Рис. 117
Рис. II8
:с. 116. Флокены в трубе размером 426X90 мм из стали 15Х1МФ, обнаруженные после горячей деформа—
и и термической обработки. Х0,9
117. Флокены в изломе поковки размером 209X200X300 мм из стали 40ХНМА. XI
:с. 118. Флокены в микрошлифах. ХЮ0:
-шлиф не травлен, сталь ШХ15; б — шлиф протравлен на дендритную структуру, сталь 40ХНМА [1,1]
95’
Рис. 119. Излом стали со следами не полностью заварившихся флокенов [И]
Рис. 120. Скворечник:
а — вспучивание раската стали ЗОХГСА из-за образования скворечника. Х0,1; б — внешний вид прутка со сю
«структура стали ЗОХГСА в зоне скворечника — начало дефекта с окис ленным и обезуглероженным участков
•д — Днепровский металлургический завод им. Дзержинского; б — ГОСТ 20847—75-
96
Рис. 122
Рис. 121
Рис. 121. Включения феррониобия
(ГОСТ 20847—75). Обнаружены в заго-
товке, соответствующей нижней части
слитка (могут быть и в других зонах).
Рядом с включениями — зона с повы-
шенной концентрацией карбидов. Вклю-
чения феррониобия не деформируются
Рис. 122. Кусок железного прутка, по-
павший в металл при разливке стали
гечником; в — макрошлиф заготовки стали ЗОХГСАсо скворечником, выходящим на поверхность; г — микро-
кеталла. ХЮО; д — то же, в конце дефекта; окисления и обезуглероживания не наблюдается. ХЮО; а, в—
? Зак. 3 ду
Рис. 123. Инородные металлические включения в
сплаве ХН77ТЮР (ЭИ437Б). Разливка с электро-
шлаковым обогревом прибыльной части:
а, б — поперечный (XI) и продольный (ХЗ) мак-
рошлифы; дефект по форме, размерам и составу
соответствует дужке из сплава Х20Н80Т, встав-
ляемой для маркировки; на продольном макро-
шлифе видно скопление шлаковой фазы; в —
шлаковое включение в зоне дефекта; по составу
соответствует шлаку, применяемому для обогрева
прибыли. Х100
Рис. 124,. Куски электрода в макроструктуре ста-
ли 38ХМЮА электронно-лучевого переплава
Рис. 121
98
Рис. 125. Инородные металлические включения — «белые пятна» стали:
а — поперечный макрошлиф. XI (ГОСТ 10243—75); б — продольный макрошлиф; светлые участки, вытянутые
вдоль направления деформации. XI [11]; в — продольный закаленный излом; полоски крупнокристаллическо-
го строения. XI [11]; г — микроструктура границы «белого пятна» (участки феррита) и основного метал-
ла. X 500 [11]; д— поперечный микрошлиф с «белым пятном», на границе которого видны окислы. Х200 [11]
4* Зак. 3
99
Рис. Г26
Рис. 12.7
Рис. 128
Рис. 126. Продольный излом стали 12Х2Н4А со слабо выраженной шиферностыо. XI
Рис. 127. Камневидный излом (первичный)-
а — сталь 45ХНМФА; после высокотемпературного нагрева образец был охлажден в воде; излом проходит ч;
етично по границам крупных зерен и выявляет их огранку. XI [11]: б — перегрев без дополнительной те;
мической обработки: излом проходит полностью по границам зерен. Х1 (ГОСТ 10243—75)
Рис. 128. Сталь 18Х2Н4ВА. Влияние содержания серы и титана на склонность к образованию первичног
камневидного излома после перегрева при 1375°С и охлаждения с печью [188]:
а—в— <0,01% Ti и 0,009: 0,007 и 0,004% S соответственно: г—е — > 0,025—0,03 Ti и 0,09; 0,007 и 0,004%
Рис. 130. Микроструктура стали 50. Х400 [188]:
а — сульфиды железа в перегретой при 1350°С предварительно деформированной стали; образуют сетку и
границам зерен; б — сульфиды марганца в перегретой при 1350°С предварительно деформированной стал!
в — сульфиды железа в литой стали
100
Рис. 129. Сталь 50. Влияние раскисления (остаточного содержания раскислителя) на склонность к образова-
нию первичного (а—д) и устойчивого (е—к) камневидного излома [188]
Ш1
Рис. 131
Рис. 132
Рис. 133 у
Рис. 136
Рис. 133. Черный излом. XI
•а —сталь 65С2ВА после отжига [198], неоднородность излома свя-
зана с условиями поломки и местом расположения надрезов; б —
сталь У12 после закалки и отпуска при 700°С в течение 60 ч
Рис. 135. Расщепления-вырывы в поперечном изломе прутков стали 40Х15Н7Г7Ф2МС с кольцевым надр<
зом, способствующим образованию этого дефекта. XI (ГОСТ 10243—75) ,
Рис 136 Влияние формы надреза на образование вырывов в поперечном изломе прутков ста)
40Х12Н8Г8МФБ. XI [11]:
а — кольцевой надрез — в изломе грубый вырыв; б — односторонний надрез — в изломе мелкие надрывы
102
Рис. 134
Рис. 137
Рис. 134. Микроструктура стали У12 с черным изломом. Х200 [И]:
z — поперечный микрошлиф; б — продольный микрошлиф
эис. 137. Вид поперечного излома образцов разных марок стали после различных режимов термической об-
)аботки. XI [11]:
I —закалка; б — закалка с высоким отпуском; в — нормализация; г — отжиг; I— сталь 40Х; II— сталь
ЗОХГСА; III — сталь ЗЗХСА; IV — сталь 45
103
-< ''«fe «e^sr < fcx
10МН«К^Й^
г«-'‘"^уАл-x^v^a >У *• .♦*
Рис. 138
Рис. 139
Рис. 138. Микроструктура стали, склонной к образо-
ванию вырывов при поперечном изломе прутков.
ХЮО [11]:
а — сталь 45Х14Н14В2М (аустенит и карбидные по-
лосы); б — сталь 12ХНЗА (полосы мартенсита и фер-
рита)
Рис. 139. Макроструктура прутка диаметром 95 мм
из аустенитной нержавеющей стали ОЗХ16Н15МЗБ с
участками нерекристаллизованного зерна. Пруток
прокован из слитка вакуумно-дугового переплава ди-
аметром 320 мм
Рис. 140. Микроструктура продольного шлифа стали
ОЗХ16Н15МЗБ с участком нерекристаллизованного зер
на (см. рис. 139). Х500
Рис. 140
504
Рис. 141
Рис. 142
Рис. 141. Микроструктура продольного шлифа стали ОЗХ16Н15МЗБ в зоне бывшего участка перекристалли-
зованного зерна после термической обработки по режиму: 1150°С. 4 ч, охлаждение на воздухе:
а —ХЮО; о- Х50С
Рис. 142. Макроструктура прутка стали 15X28 с участками нерекристаллизованного зерна [11]
105
Рис. 143
Рис. '144
Рис. 145
Рис. 143. Зональная разнозернистость в изломах прутков стали 40Х9С2:
а — участки крупного зерна в различных зонах прутков. XI; б — крупное зерно у поверхности прутков
(111
Рис. 144. Зональная разнозернистость стали 40Х15Н7Г7Ф2МС на образце ступенчатой обточки (темпера-
конца прокатки ниже 800°С). Х0,8 [11]
Рис. 145. Разнозернистая структура продольных макрошлифов прутков из сплава ХН77ТЮР после закал>
старения. XI (ГОСТ 22838—77):
<а, б — диаметр 32 мм; в — диаметр 42 мм
106
Рис. 143
Рис. 147
Рис. 148
1с. 146. Частицы короны на макрошлифах. Х50:
-сплав ЭП99ВД, заготовка 90X90 мм (ГОСТ 22838—77); б — сплав ЭИ437БУ, заготовка 200X200 мм
ic. 147. Частицы короны на штамповках и дисках сплава ЭИ698ВД. XI:
- диск; б — штамповка
с. 148. Вид частиц короны в изломе сплава ЭИ437БУ. XI
107
Рис. 149. Скопления включений по месту дефекта «частицы <«ЭрОнЫ» в сплаве ЭИ698ВД:
<2 — скопления нитридов титана. Х500; б — скопления оксидов алюминия, кальция, магния внутри
ний нитридов титана. Х400
108
Рис. 150
Рис. 151
Рис. 150. Скопления включений слоями в зоне дефекта «частицы короны», заготовка 90X90 мм из
ЭП202. Х50
сплава
Рис. 151. Скопления включений по месту
л — микрошлиф кусочка гарниссажа. Х50;
дефекта «частицы короны» в сплаве ЭИ698ВД-.
б — микрошлиф капли, отобранной со стенки кристаллизатора. Х20
109
Рис. 154
Рис. 152
Рис. 155
Рис. 152. Электропробой в макроструктуре слитка (продольный разрез). Х0,6 [139]
Рис. 153. Электропробой в поперечном макрошлифе заготовки. XI
/ГОСТ 10243-75.
Рис. 154. Кристаллизационные слои (послойная кристаллизация) в слитке стали IIIX15 вакуумно-дугового*
переплава. XI
Рис. 155. Кристаллизационные слои (послойная кристаллизация) в верхней части опытного слигка стали?
ШХ15 вакуумно-дугового переплава. Наплавление проводилось при меняющемся электрическом режиме.
Х0.5
РИ';. 156
Рис. 157
Рис. 156. Кристаллизационные слои (послойная кристаллизация) в макрошлифе прутка
стали вакуумно-дугового переплава. XI (ГОСТ 10243—75)
конструкционной
Рис. 157. Резко выраженная светлая полоска в макрошлифе прутка. XI (ГОСТ 10243—75)
111
Рис. 159
Рис. 158
Рис. 158. Светлое кольцо в макрошлифе прутка от верхней части слитка XI (РОСТ 10243—75),
Рис. 159. Участки пониженной травимости в макрошлифе прутка. XI (ГОСТ 10243—75),
112
Рис. 162. Остатки поджога от реъл," сплав ЭИ893 (ХН70ВМТЮ):
а — макрошлиф. XI; б — микрошлиф без травления. ХЮО; в — микрошлиф после травления реактивом
Марбле. Х400: г — то же, виден слой направленного металла в шлак. Х800.
Рис. 160. Участки пониженной травимости с загрязнением неметаллическими включениями. XI (ГОСТ
10243—75)
Рис. 161. Остатки поджога от резки; сплав ЭИ698 (ХН73МБТЮ):
а — макрошлиф. XI; б — микрошлиф после травления реактивом Марбле (40 г медного купороса, 200 см3 со-
ляной кислоты. 200 см3 воды). Виден слой наплавленного металла. ХЮО
11&
Рис. 163
114
Рис. 1
Рис. 166
с. 165. Шлифовочные трещины в сплаве Х15Н5Д2Т (ЭП225):
-поперечный макрошлиф. XI; б — продольный микрошлиф: видна гонкая извилистая трещина гл'биной
..5 мм. ХЮО
с 166. Сетка шлифовочных трещин, проходящих преимущественно по границам зерен, на нетравленом
:<рошлифе. ХЮО (ГОСТ 20847—75)
с 167. Шлифовочно-травильные трещины на макрошлифе. XI (ГОСТ 10243—75)
115
Рис. 168
Рис. 169
З^ис. 168. Выгъгвы в центре прутка диаметром 180 мм из стали 20, образовавшиеся при рубке (Руставсш
металлургический завод):
а — излом; б — макрошлиф
Рис 169 Трещины образовавшиеся при холодной резке на гильотинных ножницах в неотожженных npj
ках '(а, б) диаметром 48 мм из стали 18ХГТ. Располагаются примерно перпендикулярно направлению движ
ния режущего инструмента
116
Рис. 170. Пузыри на поверхности слитка массой 7,4 т из стали 45:
а — пузыри на поверхности слитка (темные точки). Х0,5; б — микроструктура поперечного сечения пузыря,
травление реактивом Обергоффера. Х75; в — микроструктура в конце пузыря (травление реактивом Обер-
гоффера), видна светлая зона ликватов. Х50
117
Рис. 171
Рис. i72
Рис. 173
Рис. 171. Раскатанные пузыри (схема) на поверхности прутка (ГОСТ 20847—75)
Рис. 172. Внешний вид прутков с раскатанными пузырями на поверхности. XI:
а — блюм стали 45; б — пруток диаметром 90 мм из стали 20X13 после обдирки
Рис. 173. Пузыри на поперечных макрошлифах прутков:
а — корковые пузыри, сталь ЭПЗЗ, ВДП. XI; б — подкорковые пузыри, сталь 45. X 0,9*
118
»— Рис. 174. Пузыри й микроШлифах блюма ИЗ Стали 45. Х75:
S а — шлиф не травлен; б — травление 5%-ным спиртовым раствором азотной кислоты; в— травление реактивом Обергоффера
Рис. 175
Рис. 17Г
Рис. 175. Пузыри в микрошлифе прутка диаметром ЦО мм из стали 10 (травление 4%-ным спиртовым
вором азотной кислоты). ХЮО
Рис. 176. Микроструктура пузыря в прутке диаметром 160 мм из стали 20 (травление реактивом Обер
ра). ХЮО
Рис. 177. Завороты корки на стали 45:
а — внешний вид слитка массой 8,2 т; б — внешний вид блюма, прокатанного из слитка с метками
120
Рис. 178
Рис. 1В0
:. 178. Внешний вид слитка стали 12Х18Н10Т с заворотами корок на поверхности. Х0,2
с. 179. Схематическое изображение заворота корки на деформированном прутке (ГОСТ 20847—75)
180. Заворот корки на прутке диаметром 70 мм из стали ШХ15:
-внешний вид по месту заточки. Х0,9; б — микроструктура в зоне дефекта. ХЮО
ш
прутка стали 12Х18Н10Т. Х0,55
Рис. 182. Заворот корки в
Рис. 181. Завороты корок в макроструктуре деформированной стали 45:
а — пруток диаметром 160 мм. Х0,9; б — блюм. XI; в — заготовка 140. Х140 мж
122
обточка;
б — микроструктура в зоне де-
•Л-
Рйс. 183. ЗаЁороТ корки на прутках диаметром 100 мй иё
стали 12X13:
а — ступенчатая
Фскта. ХЮО
ГО
W
Г"О
Рис. 184. Микроструктура прутка стали 55С2 в зоне заворота корки:
а — шлиф не травлен; б — шлиф травлен в 4%-ном спиртовом растворе азотной кислоты. Х50
124
ssi
Рис. 185. Микроструктура листа толщиной 12 мм из
а — шлиф расположен вблизи начала дефекта (не
гоффера. Х75
стали 17Г2СФ по местам раскатанных заворотов корки:
травлен). Х130; б — продолжение дефекта (шлиф не травлен).
Х130; в — травление реактивом Обер-
126
- 187. Краевые загрязнения поверхности слитка стали 20X13 массой 0,6 т:
макрошлиф. Х0,5; б — микрошлиф (не травлен); видны грубые неметаллические загрязнения. Х200; в —
шлиф протравлен 4%-ным спиртовым раствором азотной кислоты. Х200
127
'ис. 188. Загрязнения в блюме из стали 45:
— макроструктура. Х2; б — микроструктура (шлиф не травлен), грубое экзогенное включение. X'
— то же, шлиф травлен в 4%-ном спиртовом растворе азотной кислоты; обезуглероженная каемка вокр
включения. Х75; г — то же, шлиф травлен реактивом Обергоффера. Х75
& ь
128
Рис. 189
Рис. 189. Схематическое изображение дефектов на прутках (ГОСТ 20847—75):
- — загрязнения; б — волосовины
Рис. 190. Внешний вид прутков с грубыми раскатанными загрязнениями:
2 — пруток стали ШХ15; б — блюм стали 45
5(0,5) Зак. 3
129
со
Рис. 191
Рис. 193
Рис. 192
Рис. 191. Микроструктура стали с грубыми загрязнениями на поверхности прутков, (а, б). ХЮО
Рис. 192. Микроструктура стали с грубым загрязнением при разливке с экзотермическим шлаком. ХЮО
— ...---------------- пилите л'гапы 17Г9Г.Ф толщиной 12 мм с раскатанным загрязнением. ХЮО
Рис. 194
Рис,. 195
Рис. 196
Рис. 194. Волосовины в местах зачистки сутунки размером 27X150 мм из стали Х25Т
Рис. 195. Грубая волосовина в продольном микрошлифе стали 12Х18Н10Т. ХЮО
Рис. 196. Группа мелких волосовин в продольном микрошлифе стали 12Х18Н10Т. ХЮО
5* (0,6) Зак. 3
1Э1
Рис. 197
Рис. 197. Внешний вид блюма с дефектом от
вдавливания в слиток кернов клещей крана
(Днепровский металлургический завод, им. Дзер-
жинского)
Рис. 198. Макрошлиф блюма с двусторонними
дефектами от вдавливания в слиток кернов кле-
щей крана (приведена одна сторона блюма с
дефектом) (Днепровский металлургический завод
им. Дзержинского)
Рис. 199. Микроструктура дефекта от кернов
клещей крана, шлиф травлен в 4%-ном спирто-
вом растворе азотной кислоты (Днепровский ме-
таллургический завод им. Дзержинского). Х86
Рис. 19Я
Рис. 199
Рис. 200
Рис. 201
Рис. 202
. 200. Поперечные трещины на литом электроде сплава ХН56ВМТЮ (ЭП199). Х0,3
201. Продольные и поперечные трещины на слитке стали 20 массой 7,4 т (белые точки —
ки перед прокаткой)
. 202. Продольная угловая трещина в поперечном макрошлифе слитка стали 20 массой 7,4 т. XI:
травление в 50%-ном растворе соляной кислоты; б — травление в реактиве Обергоффера
ак. 3
133
Рис. 203. Вид трещины в слитке (см. рис. 201) на поперечном микрошлифе. Х75:
а — вблизи поверхности слитка, шлиф не травлен; б — окончание трещины, шлиф не травлен; в —
трещины после травления реактивом Обергоффера
134
Рис. 204. Схематическое изображение раскатанной горячей трещины на деформированном прутке (ГОСТ
20847—75):
а — продольная трещина; б — поперечная или косая трещина
Рис. 205. Внешний вид раскатанных горячих трещин на прутках деформированного металла:
а — продольные трещины на блюме стали 20; б — продольная трещина на заготовке диаметром 125 мм из
стали 08ХЗГ2СМ; в — поперечная трещина на блюме из стали 20; г — косая трещина на блюме из стали 20
(ГОСТ 20847—75); д — поперечная трещина на слябе стали 12Х18Н9Т
5* Зак. 3
135
Рис 205
Рис. 206. Макроструктура раскатанной горячей трещины на блюме из стали 20. Травление реактив
Обергоффера. Х2
Рис. 207. Макроструктура раскатанной горячей трещины на прутке диаметром 160 мм из стали 20. Х0,9
136
Рис. 208. Микроструктура одного из участков раскатанной продольной трещины на блюме из стали 20, Х75;
14 а — шлиф не травлен; б — травление реактивом Обергоффера
Рис. 209. Микроструктура раскатанной горячей трещины на прутке диаметром 160 мм из стали 20. ХЮО:
а — шлиф травлен 4%-ным спиртовым раствором азотной кислоты; б — шлиф травлен реактивом Оберюффера
Рис. 211
Рис. 210
Рис. 210. Микроструктура раскатанной горячей трещины в стали 15ГС: шлиф травлен реактивом Обеогоф-
фера. ХЮО
Рис. 211. Раскатанная горячая поперечная трещина на листе толщиной 12 мм из стали 17ГС:
а — внешний вид; б — микроструктура: шлиф травлен реактивом Обергоффера. Х75
139
Рис. 2113
Рис. 21(2. Микроструктура раскатанной горячей трещины в прутке слитка, отлитого под шлаком. ХЮО:
а — шлиф не травлен; б — травление реактивом Обергоффера
Рис. 213. Трещины напряжения на слитках стали 37XH3A. Х0,1:
а — слиток обычной разливки; б — слиток электрошлакового переплава (ГОСТ 20847 75)
Рис. '316
Рис. 217
Рис. 214. Схемы трещин напряжения на прутках стали (ГОСТ 20847—75):
в —единичная трещина; б — прерывистая продольная трещина
Рис. 215. Трещины напряжения в прутках с мартенситной структурой:
лажлХя !,2aXBo,nvx₽e у3па7КаЛКИ ” В°Де “ 0ТПуска' Х0Л: 6 ~сталь Х23Н8 после г0Рячей Деформации и ох-
ЛЙЖДсНИл На ВОЗДуХс. z\v,/
п’е Трещины напряжения в прутке диаметром 6,5 мм калиброванного дисперсионнотвердеющего сплава
НИМО-25 после медленного нагрева для рекристаллизации. Х0,9
Рис. 217. Поперечный макрошлиф стали 09Х16Н4Б с трещинами напряжения. XI
141
Рис. 219
Рис. 218. Вид трещин напряжения на нетравленых микрошлифах:
л —сплав НИМО-25 (см. рис. 216). ХЮО; б — сталь 12X13 после закалки в воде и отпуска. Х50
Рис. 219. Вид трещин напряжения в микрошлифе после травления в 4%-ном спиртовом растворе
кислоты
142
Рис. 222
Рис. 220. Схема прутка стали с сеткой шлифовочных трещин (ГОСТ 20847—75)
эис. 221. Шлифовочные трещины на сутунке размером 35X180 мм сплава ХН68ВКТЮ
эис. 222. Микрошлиф сплава ХН68ВКТЮ с шлифовочной трещиной (см. рис. 221). ХЮО
5ис. 223. Микрошлиф сплава ХН68ВКТЮ с шлифовочными трещинами (см рис 221)
вблизи поверхности. Видны вторичные оксиды и нитриды. Х500
(ЭИ578)
Участок трещины
143
Рис. 226
Рисл 225
Рис. 227
Рис. 228
Рис. 224. Схема прутка стали с сеткой травильных трещин (ГОСТ 20847—75)
Рис. 225. Внешний вид прутка с травильными трещинами (ГОСТ 20847—75). Трещины Могли Образован
ся при травлении металла с напряжениями от шлифовки. Возможно также, что тонкие трещины образова
лись при шлифовке и были растравлены
Рис. 226. Схема рванин на прутке стали (ГОСТ 20847—75)
Рис. 227. Слиток с грубыми рванинами после первых обжатий при прокатке (Днепропетровский мета!
лургический завод им. Петровского)
Рис. 228. Слиток сплава 20НГ массой 0,5 т с грубыми рванинами, образовавшимися при первых ударл
молота..
144
Рис. 229. Рванины на горячекатаных
прутках:
а — пруток 160X160 мм из стали
18Х2Н4ВА; на одном ребре рванины
более грубые, что может быть связано
с неоднородным нагревом металла или
с неравномерной деформацией; б —
пруток диаметром 160 мм (ГОСТ
20847—75); в — пруток 140X140 мм
Рис. 230. Рванины по всей поверхности
<сляба нержавеющей стали
Рис. 230
145
Рис. 231
Рис. 232
Рис. 231. /Микроструктура стали Д в зоне рванины от перегрева. Х120
Рис. 232. Вид рванины в микрошлифе. ХЮО (ГОСТ 20847—75)
не
Рис. 233
Рис. 234
Рис. 235
Рис. 233. Схема прокатных плен на прутке (ГОСТ 20847—75)
Рис. 234. Микроструктура сплава ХН77ТЮР в зоне рванины, подвергшейся нагреву (видны вторичные оксиды
и нитриды титана). Х500
Рис. 235. Микроструктура сплава ЭП220 в зоне рванины, проходящей по боридной эвтектике. ХЮО
147
Рис. 236
Рис. 237
Рис. 238
Рис. 236. Чешуйчатость (схема) (ГОСТ 20847—75)
Рис. 237. Внешний вид заготовки с чешуйчатостью (ГОСТ 20847—75)
Рис. 238. Микроструктура поверхности заготовки с чешуйчатостью (ГОСТ 20847—75)::
а—ХЮО; б —Х500
148
Рис. 242
Рис. 239. Схематическое изображение двустороннего уса (ГОСТ 20847—75)
Рис. 240. Внешний вид прутка диаметром 8 мм с усом. XI (ГОСТ 20847—75)
Рис. 241. Внешний вид и макроструктура прутка с усом
Рис. 242. Поперечный макрошлиф по месту расположения уса. Х20
149*
Рис. 246
Рис. 243. Схематическое изображение заката на прутках (ГОСТ 20847—75):
а — прямолинейный дефект; б — дефект с зазубринами
Рис. 244. Закат на прутке диаметром 24 мм из стали 2Х12НМ.ВФ:
а — внешний вид прутка; б — поперечный микрошлиф. ХЮО
Рис. 245. Пруток с закатом с зазубренными краями (ГОСТ 20847—75)
Рис. 246. Закат, образовавшийся из прикатанного двустороннего уса:
а — внешний вид прутка диаметром 120 мм. Х0,8; б — макрошлиф; видно, что закат образовался
двустороннего уса. Х0,9
150
247. Двусторонний закат в макрошлифе круглого прутка (ГОСТ 20847—75)
248. Двусторонний закат в макрошлифе квадратной заготовки (смещен от углов заготовки). XI
249. Микроструктура стали с обезуглероживанием по месту заката:
:таль ЗОХГТ, травление 4%-ным спиртовым раствором азотной кислоты. ХЮО (ГОСТ 20847—75)* б —
ь 45, травление 5%-ным спиртовым раствором азотной кислоты. Х75
151
Рис. 254
'Рис. 250. Схема подреза на прутке (ГОСТ 20847—75)
Рис. 251. Внешний вид прутка с подрезом (ГОСТ 20847—75)
Рис. 252. Прикатанный подрез на заготовке
Рис. 253. Внешний вид прутка с прикатанным подрезом в виде плен (В. П. Потапова, завод «Д1
спецсталь»)
Рис 254. Прикатанные подрезы на макрошлифах:
а — сталь, 20ХЗМВФ. ХЮ,7; б — сталь 15ГС
152
Рис. 255. Схематическое изображение закова (ГОСТ 20847—75)
Рис. 256. Заков в месте зачистки прутка абразивом
Рис. 257. Заков в прутке 30X35 мм из стали 20X13:
а — внешний вид; б, в — микрошлифы. Х50
Рис. 258. Микроструктура стали 45 в зоне закова; травление
4%-ным спиртовым раствором азотной кислоты. ХЮО
Рис. 258
153
Рис. 259
Рис. 260
Рис. 259. Схематическое изображение прутка с морщинами (ГиСТ 20847—75)
Рис. 260. Морщины на поверхности заготовки
Рис. 261. Микрошлифы прутков с морщинами:
о —шлиф не травлен. Х50; б — шлиф травлен в 4%-ном спиртовом растворе азотной кислоты. ХЮО
(Днепропетровский металлургический завод им. Петровского)
154
Рис. 264
5ис. 262. Схематическое изображение прутка с риской (ГОСТ 20847—75)
’ис. 263. Риски в прокатанных прутках:
— тонкая риска (В. П. Потапова, завод «Днепроспецсталь»); б — широкая риска (Днепропетровский ме-
аллургический завод им. Петровского)
ис. 264. Риска в поперечном микрсшлифе. ХЮО:
— шлиф не травлен; б — травление реактивом Обергоффера
155
Рис. 266
Рис. ’267
Рис. 268
Рис. 265. Отпечатки на прутках от насечки на прокатных валках:
а — насечка в виде сетки (ГОСТ 20847—75); б — насечка в виде бугорков. Х0,3
Рис. 266. Отпечатки на прутке от выработанных валков (ГОСТ 20847—75)
Рис. 267. Схематическое изображение прутка с рябизной (ГОСТ 20847—75)
Рис. 268. Поверхность прутка с рябизной (ГОСТ 20847—75)
156
Рис 269
Рис. 275
Рис. 276
269. Схематическое изображение заусенца (ГОСТ 20847—75)
270. Внешний вид прутка с заусенцем
271. Схематическое изображение остатков окалины на прутке (ГОСТ 20847—75)
272. Внешний вид прутка с остатками окалины (ГОСТ 20847—75)
273. Внешний вид прутка с перетравленной поверхностью (ГОСТ 20847—75)
274. Схематическое изображение царапин на прутке (ГОСТ 20847—75)
275. Схема раковин от вдавленной окалины (ГОСТ 20847—75)
276. Пруток с раковинами от окалины
157
Рис. 277
Рис. 278
Рис. 277. Микрошлиф прутка с вдавленной окалиной. Х50О
Рис. 278. Пруток стали 40XHMAII! с вкатанным инородным куском металла. Х0,5 (В. П. Потапова, завол
«Днепроспецсталь»)
Рис. 279. Макрошлиф прутка, показанного на рис. 278. Х0,9
Рис. 279
158
Рис. 281
Рис. 282
Рис. 283
Рис. 284
Рис. 280. Схема расположения осевой пористости и осевой ликвации в непрерывнолитом металле:
а — листовой слиток, б — сортовой слиток
Рис. 281. Распределение содержания углерода по толщине непрерывнолитого сляба на разных уровнях
по его высоте [261]:
а — значительная ликвация; б — небольшая ликвация; 1 — середина слитка
Рис. 282. Распределение концентраций углерода и хрома в непрерывнолитой заготовке стали ШХ15 сечением
400X400 мм на разных уровнях по ее высоте:
а — значительная ликвация; б — небольшая ликвация
Рис. 283. Осевая V-образная ликвация и пористость в непрерывнолитой заготовке стали У7 сечением 150Х
Х150 мм. Х0,6
Рис. 284. Осевая V-образная пористость в непрерывнолитой заготовке стали 0Х18Н9Т диаметром 170 мм.
Х0,7
159
Рис. 285
Рис. 286
Рис. 287
Рис. 288
Рис. 285. Осевая ликвация и осевая пористость (V-образная) в непрерывнолитой заготовке стали ШХ15 сеч<
нием 280X320 мм. Х0,5
Рис. 286. Дендритная структура непрерывнолитой заготовки стали ШХ15 в участке осевой V-образной ла
вации. ХЗ; травление реактивом Стеда
Рис. 287. Эвтектические выделения карбидной и ледебуритной фазы в стали ШХ15 в участках осевс
V-образной ликвации. Х400
Рис. 288. Грубые эвтектические выделения карбидной и ледебуритной фазы в осевой зоне непрерывнолитс
заготовки стали ШХ15 сечением 280X320 мм. Х400
160
Рис. 289
Рис. 290
Рис 289. Осевая ликвация в непрерывнолитой заготовке стали 17Г1С сечением 250X1710 мм:
а — макрошлиф, травление 50%-ным раствором соляной кислоты. Х0,5; б — скопления сульфидов в осевой зо-
не, травление реактивом Стеда. XI15; в — скопления пленочных сульфидов, травление реактивом Стеда..
ХИ5
Рис. 290. Осевая «шнуровая» ликвация в непрерывнолитой заготовке стали У7 сечением 150X150 мм. Х0,7
161,
Рис. 291
Рис. 291. Непрерывнолитая заготовка стали 17Г1С <
чением 250X1660 мм:
а — осевая ликвация, образовавшаяся вследствие з
полнения осевой трещины металлом, обогащение
ликватами. ХОЛ; б — дендритная структура осев
зоны. Х2; в — микроструктура осевой зоны, трав/
ние 4%-ным спиртовым раствором азотной кислот
ние 4%-ным спиртовым
ХЮО
Рис. 292. Ликвационная
17 мм, полученном из
стали ШХ15 сечением 82X82 мм. Х2
полоса в прутке
непрерывнолитой
Рис. 292
162
Рис. 294
Рис. 293. Ликвационные полости в осевой зоне горячекатаного листа толщиной 9,0 мм, полученного из не-
прерывнолитого слаба стали 17Г1С сечением 250X1710 мм. Травление 50%-ным раствором соляной кислоты.
Рис. 294. Горячекатаный лист толщиной 9,0 мм, полученный из непрерывнолитого сляба стали 17Г1С. XI15:
а — ликвация углерода в осевой зоне, травление 3%-ным спиртовым раствором азотной кислоты; б — струк-
тура бейнита в осевой зоне, травление 3%-ным спиртовым раствором азотной кислоты; в — ферритная поло-
са, обогащенная фосфором, с включениями сульфидов и оксисульфидов в осевой зоне, травление реактивом
Стеда
163-
Рис. 295
Рис. 296
Рис. '297
*Рис. 295. Осевая зона горячекатанного листа стали 17Г1С, обогащенная углеродом и фосфором с грубыми
строчечными сульфидными и оксисульфидными включениями в месте расслоения трубы. Тр авление 3%-ным
'.спиртовым раствором азотной кислоты. XI15
гРис. 296. Форма нижней части жидкой лунки, зафиксированная свин цом
Рис. 297. Образование перемычек («мостов») вследствие неравномерного затвердевания (схема):
1 — рост зоны столбчатых кристаллов; 2 — ускоренный рост на отдельных участках; 3 — образование пере-
мычек; 4 — образование микропор и зон ликвации
164
Рис. 298
Рис. 299
Рис? 300
ис. 298. Газовая ликвация (каналы) в зоне наружной корочки непрерывнолитой заготовки кипящей стали
Окп. Серный отпечаток. ,Х0»5
ic. 299. Газовая ликвация (каналы) в зоне наружной корочки непре рывнолитой заготовки кипящей стали
) кп. Макроструктура. Травление реактивом Ле-Шателье. Х22
ис. 300. Газовая ликвация (каналы) в зоне наружной корочки непрерывного слитка стали 08кп. Дендрит-
ая структура. Травление реактивом Стеда. Х2,5
165
Рис. 30.1 ’ Рис- 302
Рис. 301. Микропоры со скоплением неметаллических включ,
пленочного вида в районе «каналов». Х400 (сталь с 0,08°л
0,32% Мп; 0,018% S; 0,018% Р)
Рис. 302. Неметаллические включения сложных кислород
соединений в районе «каналов». Х400 (сталь с 0,08% С; 0,
Мп; 0,017% S; 0,018% Р)
Рис. 303. Газовая ликвация у внутренних концов сотовых
зырей в непрерывном слитке сечением 150X620 мм. Серный
печаток (сталь с 0,08% С; 0,36% Мп; 0,023% S; 0,020% Р).
Рис. 304. Макроструктура в районе газовой ликвации у в.
ренних концов сотовых пузырей. Травление реактивом Ле-
телье. Непрерывный слиток сечением 150X620 мм, сталь (I
Х5
Рис. 304
Рис. 305
Рис. 306
Рис. 307
Рис. 305. Макроструктура в районе газовой ликвации у внутренних концов сотовых пузырей. Травление
зеактивом Ле-Шателье. Непрерывный слиток сечением 150X620 мм, сталь 08кп. Х22
Рис. 306. Макроструктура в районе газовой ликвации у внутренних концов сотовых пузырей. Травление
зеактивом Ле-Шателье. Непрерывный слиток сечением 150X620 мм, сталь 08кп. Х22
Рис. 307. Скопления включений в районе газовой ликвации у внутренних концов сотовых пузырей. Сталь
Юкп:
2 — сульфидные включения. Х200; б — силикаты и оксисульфиды. Х500.
167
I
Рис. 309
Рис. 308
Рис. 310
Рис. 308. Скопление сульфидных включений в районе газовой ликвации у внутренних
рей; травление реактивом Стеда. Сталь 08кп. ХЮО
концов сотовых пузы
Рис. 309. Оксисульфидные включения в виде тонких пленок в районе газовой ликвации
сотовых пузырей. Травление реактивом Ле-Шателье. Сталь 10 кп. Х200
у внутренних концо
Рис. 310. Силикатные включения сложного состава и единичные сульфиды. Сталь 08кп:
а — в светлом поле зрения. ХЮО; б — в темном поле зрения. ХЮО
168
Рис. 311
Рис. 314
Рис. 312
Рис. 313
Рис. 311. Силикатная оболочка, выстилающая внутреннюю стенку сотового пузыря. Сталь СтЗкп. Х400
Рис. 312. Скопления ликватов в местах, соответствующих внутренним концам сотовых пузырей. Серные отпе-
чатки с полос толщиной 45 (а), 30 (б), 20 (в), jam, полученных из непрерывного слитка сечением 150X620 мм.
Сталь 08кп у./Ч. А:
Рис. 313. Макроструктура деформ ированног^'М^ал^а кипящей- стали непрерывной разливки с газовой лик-
вацией (полоса толщиной 20 мм). Травленищ^Ш-ным^раствором соляной ^исл.д^
Рис. 314. Газовая ликвация у внутренних концов сотовых пузырей в деформированном металле, полученном
из непрерывных слитков кипящей стали сечением 150X770 мм. Сталь 08кп. Область раскатанной газовой
ликвации в полосе толщиной 12 мм. Травление реактивом Обергоффера. Х100
« Зак. 3 169
Рис. 317
Рис. 316
Рис. 318
Рис. 315. Неметаллические включения
силикатных стекол в полосе и листе,,
полученных из непрерывнолитой заго-
товки кипящей стали сечением 150Х
Х620 мм:
а — полоса толщиной 45 мм; б — горя-
чекатаный лист толщиной 3 мм
Рис. 316. Дефект поверхности холод-
нокатаного металла в виде пузыря-
вздутия. Сталь 08кп
Рис. 317. «Светлые полоски» на по-
верхности холоднокатаного листа, по-
лученного из непрерывнолитого метал-
ла кипящей стали
Рис. 318. Плена на изделии из жести,,
полученной из непрерывнолитого ме-
талла кипящей стали
170
,'''I
* л ш
ъ
*
®И
т
S
Рис. 319
Рис. 320
Рис. 321
7’
3$^
r^-SSr^?
f•*»*>>«•
Рис. 322
Рис. 319. Неметаллические включе-
ния сложных кислородных соеди-
нений в плоскости листа в районе
дефекта «светлые полоски». Х340
Рис. 320. Неметаллические включе-
ния у поверхности холоднокатано-
го листа. XI2000:
а — включения Fe3O4 в листе без
дефекта «светлые полоски»; б —
включения FeS и FeP по границам
зерен в районе дефекта «светлые
полоски»
Рис. 321. Схемы расположения тре-
щин в сечении:
а — листовой слиток; б — сортовой
слиток; 1 — трещины, перпендику-
лярные граням; 2 — трещины ис-
кажения; 3 — осевые трещины
Рис. 322. Внутренние трещины, пер-
пендикулярные граням в продоль-
ном сечении слитка 200X200 мм из
стали СтЗ (серный отпечаток). Х0.7:
а — трещины образовались в кри-
сталлизаторе в результате разогре-
ва оболочки слитка при отходе ее
от стенок кристаллизатора; б — трещины образовались в зоне вторичного охлаждения и усилены обжатием
валками первой тянущей клети; в — трещины образовались в результа ге обжатия слитка с жидкой сердцеви-
ной во второй тянущей клети; г — зона отрицательной ликвации, образовавшаяся за счет отсоса ликва-
тов с фронта кристаллизации в зону трещины (б)
6* Зак. 3
171
Рис. 323
Рис. 324
Рис. 323. Внутренние трещины в поперечном сечении слитка 200X200 мм из стали СтЗ (серный отпечаток). Х0,5г
а — трещины искажения в тупом углу слитка; б — трещины образовались в кристаллизаторе в результате-
разогрева оболочки слитка; в — трещины образовались в зоне вторичного охлаждения; г — зона отрицатель-
ной ликвации
Рис. 324. Внутренние трещины, образовавшиеся в результате деформации металла с жидкой сердцевиной в»
криволинейных установках. Макроструктура продольного сечения слитка 250X1660 мм, стали 15К. Х0,8:
а — трещины изгиба; б — трещины разгиба
172
рнс 325 Рис. 326
Рис. 325. Внутренние «гнездообразные»
трещины, образовавшиеся в результате де-
формации металла с жидкой сердцевиной
в криволинейных установках. Макрострук-
тура поперечного сечения слитка 250Х
Х1600 мм стали 15К. Х0,2
Рис. 326. Внутренние трещины искажения
в поперечном сечении слитка 250X1660 мм
стали 15К. Трещины перпендикулярны уз-
кой грани. Х0.4
Рис. 327. Внутренние трещины искажения,
перпендикулярные широким граням в по-
перечном сечении слитка 250X1660 мм ста-
ли 15К. Х0,4
Рис. 327
Рис. 328
Рис. 330
Рис, 329
Рис. 328. Осевая трещина в автогенном
резе по торцу слитка 250X1660 мм стали
17Г1С. Х0,5
Рис. 329. Осевая трещина в макрострукту-
ре слитка 250X1660 мм стали 15К- Х0,2
Рис. 330. Осевая трещина в макроструктуре
слитка 150X780 мм трансформаторной
стали. Х0,5
Рис. 331
Рис. 331. Осевая трещина в слитке 200X200 мм стали 0Х18Н9Т. Х0,5
Рис. 332. Осевая трещина в слитке диаметром 280 мм стали 0Х18Н10Т. Х0,4
175
Рис. 335
Рис. 333
Рис. 333. Расположение внутренней трещины в дендритной структуре. Продольное сечение слитка 200Х
Х200 мм стали СтЗ. Травление реактивом Стеда. ХЗО
Рис. 334. Расположение внутренней трещины в дендритной структуре. Продольное сечение слитка диаметром
120 мм из сплава ЭП109. Травление реактивом Марбле. ХЗО
Рис. 335. Расположение внутренних трещин в дендритной структуре. Сечение в плоскости, параллельной по-
верхности. Слиток размером 250X1660 мм из стали 15»К. Травление реактивом Стеда. Х2
Рис. 336. Микроструктура зоны внутренней трещины, перпендикулярной к поверхности в слитке размером 200Х
Х200 мм стали СтЗ (продольное сечение). ХЗО
Рис. 337. Микроструктура зоны «гнездообразной» трещины в продольном сечении слитка размером 250Х
Х1660 мм из стали 15К. ХЮО:
а— шлиф без травления; б — шлиф после травления 4%-ным спиртовым раствором азотной кислоты; в —
шлиф после травления реактивом Стеда, ликвация серы и фосфора
176
Рис. 341
Рис. 34'2
Рис. 343
Рис. 338. Макротемплет балочной заготовки с трещинами в промежуточной зоне, полученной из слитка раз-
мером 280X320 мм из стали У13
Рис. 339. Полоски повышенной травимости в макроструктуре после 20-кратного обжатия стали марки Ст5. Х>
Рис. 340. Схемы расположения продольных трещин на поверхности непрерывных слитков:
а — листовой слиток; б— сортовой слиток
Рис. 341. Вид тонкой прерывистой продольной трещины на широкой грани плоского слитка размером 250Х
Х1Б00 мм из стали СтЗ. Х0.5
Рис. 342. Вид продольной ребровой трещины в слитке размером 150X540 мм из стали 08кп
Рис. 343. Наплыв, образовавшийся при прорыве металла через трещину в кристаллизаторе. Х0,25
177
Рис. 345
Рис. 346
Рис. 344. Схемы расположения поперечных трещин на поверхности непрерывных слитков:
а — листовой слиток; б — сортовой слиток
Рис. 345. Вид поперечной ребровой трещины [297]
Рис. 346. Поперечная трещина в ужимине. Серный отпечаток с продольного темплета слитка 150X150 мм из
-стали У7. Х0,7
.178
Рис. 347. Поперечное сечение поверхностных продольных трещин, состоящих из отдельных надрывов, распо-
ложенных по межосным промежуткам дендритной структуры, в слитках, отлитых в кристаллизаторы с пря-
молинейной (а) и волнистой (б) формой широких граней. Слиток размером 150X600 мм из стали марки
СтЗ. Х4
Рис. 348. Сульфидные включения в районе микротрещин и пор в слитке размером 150X600 мм из стали мар-
ки СтЗ:
а — в районе продольной трещины. ХЗО; б —у кромки продольной трещины на расстоянии 12 мм от по-
верхности. Х400
179
Рис. 349
Рис. 350
Рис. 349. Вид раскатанной поверхностной трещины на рулонной полосе толщиной 12 мм из стали 17Г2СФБ.
XI ’ ’
Рис. 350. Микроструктура раскатанной трещины (см. рис. 349).
а — шлиф не травлен. ХЮО; б — травление реактивом Обергоффера. Х75
180
Рис. 351
Рис. 352
Рис. 354
Рис. 353
Фис. 351. Схема расположения сетчатых трещин
Рис. 352. Паукообразные трещины на поверхности не-
прерывного слитка сечением 250X1500 мм из стали
марки Юкп. Травление 50%-ным раствором соляной
кислоты при 7(ГС
Фис. 353. Паукообразные трещины на поверхности
непрерывного слитка сечением 250X1800 мм из ки-
пящей стали марки СтЗкп. Травление 50%-ным ра-
створом соляной кислоты при 7О'°С
Рис. 354. Паукообразные трещины на поверхности не-
прерывного слитка сечением 250X1800 мм из стали
марки СтЗ. Травление 50%-ным раствором соляной
кислоты при 70ьС
181
Рис. 357
Рис. 355. Паукообразные трещины на по-
верхности непрерывного слитка кипящей
стали после строжки
Рис. 356. Сетчатые трещины на поверхно-
сти непрерывного слитка сечением 175Х
Х1050 мм. Травление 50%-ным раствором
соляной кислоты при 70°С:
а — сталь 17ГС; б — сталь 08Ю
Рис. 357. Дендритная структура в районе
сетчатых трещин. Сталь 08JO. Травление
реактивом Стеда. ХЗ
Рис. 359 Рис. 369
Рис. 358. Распространение сетчатых трещин относительно дендритной структуры в непрерывном слитке стали
17Г2АФ. Травление реактивом Стеда. Х70
Рис. 359. Распространение сетчатых трещин по границам первичного зерна аустенита Х70 Травление
4%-ным спиртовым раствором азотной кислоты
Рис. 360. Первичное зерно аустенита в образцах с сетчатыми трещинами (номер 1)- сталь 08Ю Электооли-
тическое травление. ХЮО ’ * 1
183
Рис. 363
Рис. 362
Рис. 361. Первичное зерно аустенита в образцах без трещин (номер 3); сталь 08Ю. Электролитическое травле-
ние. ХЮО
Рис. 362. Окисление границ первичного зерна аустенита в районе сетчатых трещин. Шлиф в плоскости по-
верхности слитка; сталь 08Ю. ХЮО
Рис. 363. Микроструктура в районе сетчатых (паукообразных) трещин; сталь СтЗ. Травление 4%-ным спирто-
вым раствором азотной кислоты. XI15
184
Рис. 364
Рис. 365
Рис. 366
Рис. 367
Рис. 364. Микроструктура границ первичного зерна аустенита стали 08Ю в районе сетчатых трещин:
а, б — неметаллические включения. Х340; в — структурно-свободный цементит. Х450
Рис. 365. Свободная медь по границам первичного зерна аустенита в сетчатых (паукообразных) трещинах.
Сталь СтЗ. Х340
Рис. 366. Излом образцов стали 08Ю с сетчатыми трещинами. Х8000
Рис. 367. Плена на поверхности полосы кипящей стали СтЗкп толщиной 25 мм после деформации непрерывных
слитков с сетчатыми трещинами
185*
Рис. 368
'Рис. 368. Поперечные трещины на поверхности непрерывного слитка сечением 240X1800
08Г2ФЮ. Травление 50%-ным раствором соляной кислоты при 70°С. XI
мм из стали
Рис. 369. Вид поперечной трещины, пересекающей оси дендритов. Сталь 17Г2АФ. XJ00:
а — до травления; б— травление 4%-ным спиртовым раствором азотной кислоты
Рис. 370. Дендритная структура металла в районе поперечной трещины; слиток размером 240X1800 мм. Сталь
17Г2АФ. Травление реактивом Стеда. ХЗО
186
Рис. 371
Рис. 371. Ветвь трещины, пересекающая зер-
на вторичной структуры. Слиток размером'
200X1800 мм. Сталь 17Г2АФ. Травление 4%-
ным спиртовым раствором азотной кислоты.
Х400
Рис. 372. Дендритная структура поверхности
слитка размером 200X1800 мм:
а — складки типа «заворот» с повышенной
ликвацией вдоль завернувшейся корочки;
сталь 09Г2ФБ. Хб; б — складки типа «лунка»
с ликвационной лункой и микротрещинами,,
заполненными ликватами; сталь 17Г2АФ. Х10‘
Рис. 372
187
Рис. 376
Рис. 374
Рис. 377
Рис. 375
•Рис. 373. Схема расположения крупных неметаллических включений на поверхности непрерывного слитка:
а — листовой слиток; б — сортовой слиток
Рис. 374. Крупные неметаллические включения на поверхности непре рывного слитка размером 250X4500 мм
из стали СтЗ. Х0,8. Раскисление алюминием в количестве 1 кг/т
Рис. 375. Макровключения глинозема и алюмосиликатов (обведены кружками) в непрерывном слитке сече-
нием 175X4050 мм из стали 08Ю. Травление 50%-ным раствором соляной кислоты. Х0.35
Рис. 376. Включения глинозема в непрерывном слитке стали 08Ю. Х400. Раскисление кусковым алюми-
нием в струю металла
;Рис. 377. Неметаллические включения с алюминием, кальцием, магни ем в непрерывном слитке стали 20.
Х200
188
Рис. 378
Рис. 3f8. Нитриды алюминий и йлеНки окислов алюминия в полунепрерывном слитке диа-
метром 120 мм из сплава ЭП109 Х500
Рис. 379. Грубые скопления включений, содержащих алюминий, в полунепрерывном слитке
нержавеющей стали. ХЮО: а — включения алюмосиликатов в стали Х23Н18. Х400; б —
включения корунда и окисные пленки в стали 0Х23Н18МЗДЗТ. ХЮО.
Рис. 379
Рис. 380
Рис. 381
Рис. 382
Рис. 380. Включения с титаном в полунепрерывном слитке стали 0Х23Н18МЗДЗ. Х400: а — нитриды титана у
поверхности слитка; б — пленки оксидов и скопления нитридов титана в центральной зоне
^Рис^ 381. Скопление оксидов и нитридов титана у зеркала металла сплава ЭП929; слиток диаметром 120 мм.
Рис. 382. Титанистая пористость в полунепрерывном слитке стали 10Х18Н9Т диаметром 280 мм. Травление
реактивом М. В. Приданцева (50 мл Н2О; 50 мл НС1; 5 мл HNO3; 2,5 г хромпика)
190
Рис. 386
Рис. 383. Заворот корки в полунепрерывном слитке диаметром 170 мм из сплава ЭП598. X 2,5
Рис. .384. Сложные силикатные включения в непрерывном слитке кипящей стали СтЗкп:
а — Х400; б — Х250; в — сложное силикатное включение в непрерывном слитке стали СтЗ. Х250
Рис. 385. Грубые шлаковые включения алюмосиликатов у поверхности в макроструктуре полунепрерывного
слитка стали ЭП598 диаметром 170 мм. Х2,5
Рис. 386. Грубые шлаковые включения в полунепрерывном слитке размером 175X600 мм. Х400:
а—сталь 0Х23Н28М.ЗДЗТ; в состав включений входят сложные оксиды СаО-ТЮ2 и MgO-SiO2- б — сталь
Х23Н18
191
Рис. 388
Рис. 387
Рис. 389
I
I
Рис 387. Шлаковые включения в поверхностной зоне непрерывного слитка сечением 175X1050 мм из стали
08Ю
Рис. 388. Распределение неметаллических включений размером более 40 мкм по сечению непрерывных слитков
стали Ст5 сечением 150X450 мм, отлитых под шлаковыми смесями и жидким парафином; шаг качания кристал-
лизатора 20 мм:
а — плавки с защитными шлаковыми смесями разлиты открытой струей, среднее содержание включений
0,0010% (по объему); б — плавки с защитной шлаковой смесью разлиты под уровень, среднее содержание
включений 0,0007% (по объему); в — плавки разлиты под жидким парафином, среднее содержание включений
0,0007% (по объему)
Рис. 389. Загрязнения в листе толщиной 16 мм из стали Х23Н18:
а — полоски повышенной травимости в макроструктуре. Х0,6; б — строчки грубых неметаллических включе-
ний алюминатов по дефекту. Х400
192
Рис. 391
6'
si # I i
ft.. ...
Рис. 390. Дефекты поверхности холодноката-
ного листа, полученного из непрерывного слит-
ка стали 08ФКП:
а — плена; б — неметаллические включения
(оксиды, ванадиты) в районе плены. Х400
Рис. 391. Надрывы на поверхности холодно-
катаного листа, полученного из непрерывного
слитка кипящей стали:
а — вид поверхности; б — неметаллические
включения (сложные оксиды) в районе надры-
вов. Х120
Рис. 393
Рис. 392
Рис. 392. Схема расположения пояса на поверх-
ности непрерывных слитков:
а — листовой слиток; б — сортовой слиток
Рис. 393. Схема расположения заворотов корки и
заливин на поверхности непрерывных слитков.
а — листовой слиток; б — сортовой слиток
Рис. 394. Внешний вид пояса на поверхности не-
прерывного слитка сечением 370X370 мм из стал»
ШХ15
Рис. 395. Заворот корки по ребру непрерывного слитка сечением 150X150 мм из стали Ст5:
а — внешний вид. Х2; б — дендритная структура в районе заворота корки на поверхности непрерывного-
слитка. Травление реактивом Стеда. Х6
194
Рис. 396
Рис. 396. Включения шлака в районе грубого заворота в непрерывном слитке сечением 55X270 мм из сплава
ЮН:
2 — в макроструктуре. Х2; б — при увеличении 400; в состав включений входят кальций, магний, сера
Рис. 397. Заливина на поверхности непрерывного слитка сечением 150X150 мм из стали Ст5:
г — внешний вид. Х2; вертикальной линией показано место исследования дендритной структуры; б — денд-
ритная структура в районе заливины. Травление реактивом. Стеда. Х6
эис. 398. Заливина при прорыве оболочки слитка [297]
195
Рис. 399. Схема расположения подкорковых пузырей в непрерывном слитке:
а — листовой слиток; б — сортовой слиток
Рис. 400. Подкорковые пузыри в непрерывном слитке се чением 150X200 мм из стали У7
Рис. 401. Дефекты в литом и катаном слябе сечением 150X780 мм из трансформаторной стали:
а — газовые пузыри в сечении, параллельном узкой грани, на расстоянии 10 мм от поверхности. XI; б —
раскатанные газовые пузыри на кромке подката толщиной 12 мм. Х0,7; в — микроструктура в районе рвани-
ны, появление которой связано с наличием в слябе окисленных газовых пузырей. Х50
196
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Б
Белые пятна 21
В
Включения:
металлические инородные 2.1
неметаллические 41
— экзогенные 17, 2'8
— экзоэндогенные 17, 28
— эндогенные 17, 28
Волосовины внутренние 17
— поверхностные 28
Г
Гомогенизация 13
Графита выделения 23
д
Дендритные кристаллы 7
Дендритов оси 12, 13
— межосные участки 12
Дефекты от кернов клещей крана 29
— рубки металла 26
3
Завороты корок 28
----на слябах НРС 43
Загрязнения 17, 28
— на слябах НРС 41
Закат 33
Заков 34
Заливины на слябах НРС 43
Заусенец 34
И
Излом:
внутрикристаллитный 10
камневидный 22
— первичный 22
— устойчивый 22
нафталиновый 22
межкристаллитный 10
слоистый 10'
со сколами 10
черный 23
шиферный 21
К
Квадрат травимости неоднородной 14
----повышенной 14
----пониженной 14,25
Ковочный крест 18
Кольцо светлое 25
Корона 24
Короны частицы 24
Корочки 9, 43
— светлые 9
— темные 9
Кристаллизационные слои 25
Кристаллизация послойная 2'5
Л
Лампас 33
Ликвации степень 13
Ликвационный квадрат (круг) 13
Ликвация:
внецентренная (шпуры) 10, 36
дендритная 12, 13
газовая 37
— в слябах НРС 37
зональная 12
карбидная 12
А-образная 10
V-образная 10, 36
обратная 10
отрицательная 10, 36
подусадочная 7
положительная 10
пятнистая 15
угловая 12
М
Макроструктура разнозернистая 24
Микропоры 18
Морщины 34
Мост 36
Н
Нео д нор од ность:
внеосевая (шнуры) 14
свинцовая 17
осевая в слябах НРС 36
титановая краевая 16
— общая 16
точечная 14
точечно-пятнистая 14
цериевая 16
Нерекристаллизованное зерно (участки) 23
Нитриды вторичные 19
О
Окалина (остатки) 34
Оксиды вторичные 19
Отпечатки 34
П
Паучки 10
— ложные 11
Перетрав 35
Плены прокатные 32
— слиточные 42
Поджог от резки 26
Подрез 33
Полоска светлая 25
Полосчатость структурная 12
Пористость осевая 9, 35
—центральная 10
Прослойки межкристаллитные 10
Пояса на слябах НРС 43
Пузыри:
внутренние 8
корковые 26
поверхностные 26
подкорковые 8, 43
19Т
— на слябах НРС 43
раскатанные 27
сотовые 8
Р
Раковина усадочная:
вторичная 7
закрытая 7
(остатки) 7
открытая 7
Раковины от вдавленной окалины 35
Разрывы внутренние от деформации 18
— периодические 19
— при деформации из-за перегрева 18
Расщепления — вырывы 23
Рванины 32
Рекристаллизация 23
Риска 34
Рослость азотная 8
Рослый слиток 8
Рябизна 34
Свищи 8
Скворечник 20
Т
Травимость повышенная (участки) 14
-—пониженная 14
Трещины:
внутренние от деформации 38
— в слябах НРС 38
горячие (кристаллизационные) 29
— поперечные 29
---на слябах НРС 39
— продольные 29
на слябах НРС 39
— раскатанные 29
межкристаллитные 10
напряжения 30
паукообразные 10, 40
по складкам на слябах НРС 41
сетчатые на слябах НРС 40
травильные 32
угловые 12
шлифовочные в макрошлифах 26
— на поверхности прутков 31
шлифовочно-травильные 26
Ф
Флокены 19
Ц
Царапина 35
Ч
Черновины 18
Чешуйчатость 32
Э
Электропробой 25
Светлана Михайловна Новокщенова, Мария Ипполитовна Виноград, Борис Алексеевич
Клыпин, Мара Абрамовна Любинская, Людмила Георгиевна Аполовникова, Виктория
Валентиновна Правосудович, Зоя Михайловна Калинина, Екатерина Ивановна Акимова,
Елена Павловна Матевосян, Антонина Евгеньевна Рубенчик, Галина Михайловна Казич-
кина, Лидия Васильевна Ломова
ДЕФЕКТЫ СТАЛИ
СПРАВОЧНИК
Под ред. НОВОКЩЕНОВОЙ С. М., ВИНОГРАД М. И.
Редактор издательства Л. М. Гордон
Художественный редактор Ю. И. Смурыгин
Технический редактор Г. Б. Жарова
Корректоры Н. П. Сабко, Е. В. Якиманская
ИБ № 2001
Сдано в набор 21.12.83 Подписано в печать 24.02.84 Т-07020 Формат 70X1 Ов1/^-
Бумага типографская №,1,. Гарнитура литературная Печать высокая Усл; печ; л. 17,5
Усл. кр.-отт. 18,03 Уч.-изд. л. 20,0>1 Тираж 9000 экз. Заказ 3 Цена 1 р. 10 к. Изд: № 0351
Ордена Трудового Красного Знамени издательство «Металлургия», 119034, Москва, Г-34, 2-й Обы-
денский пер., д. 14
Подольский филиал ПО «Периодика» Союзполиграфпрома при Государственном комитете СССР по
делам издательств, полиграфии и книжной торговли, г. Подольск, ул. Кирова, д. 25