/














































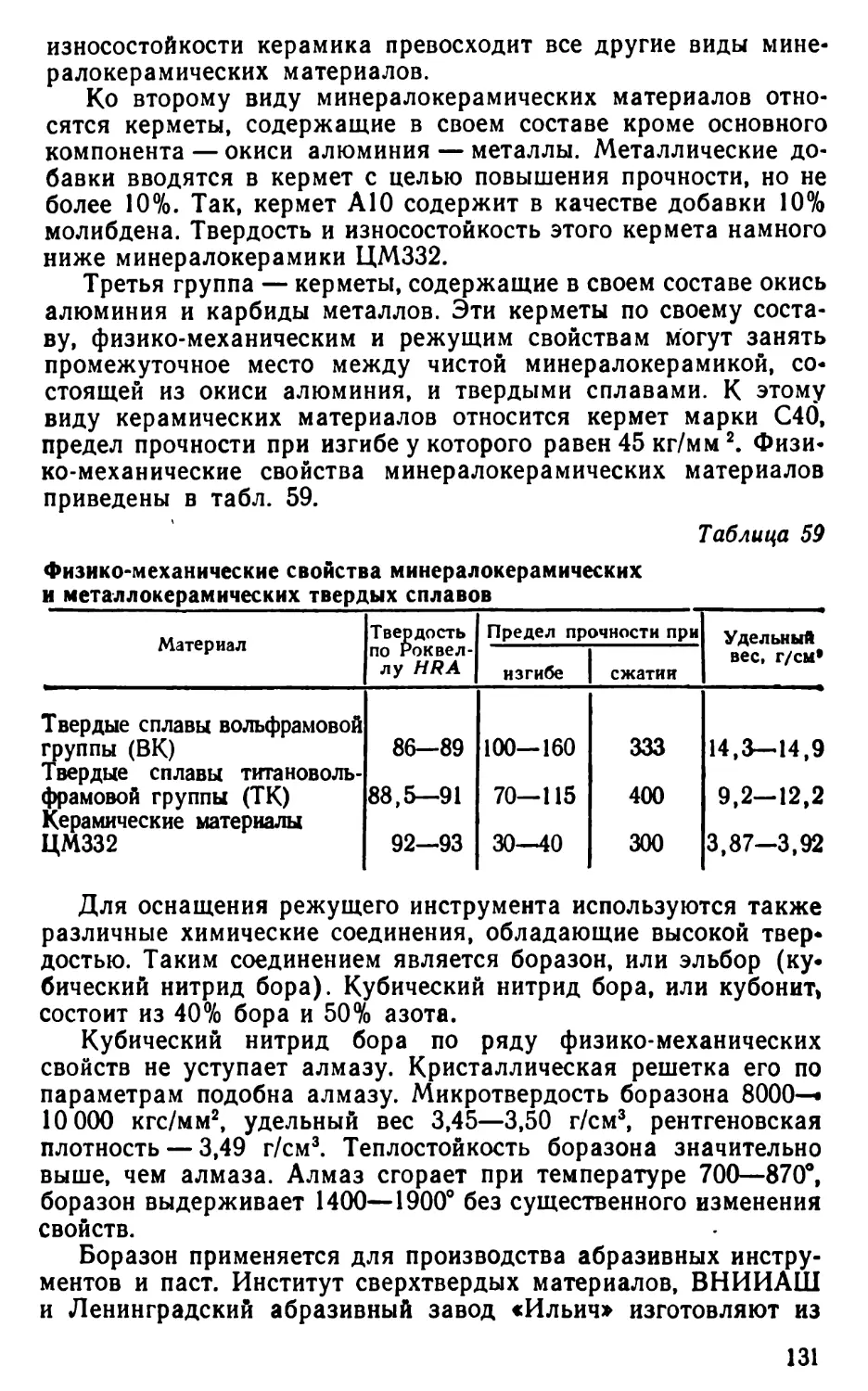


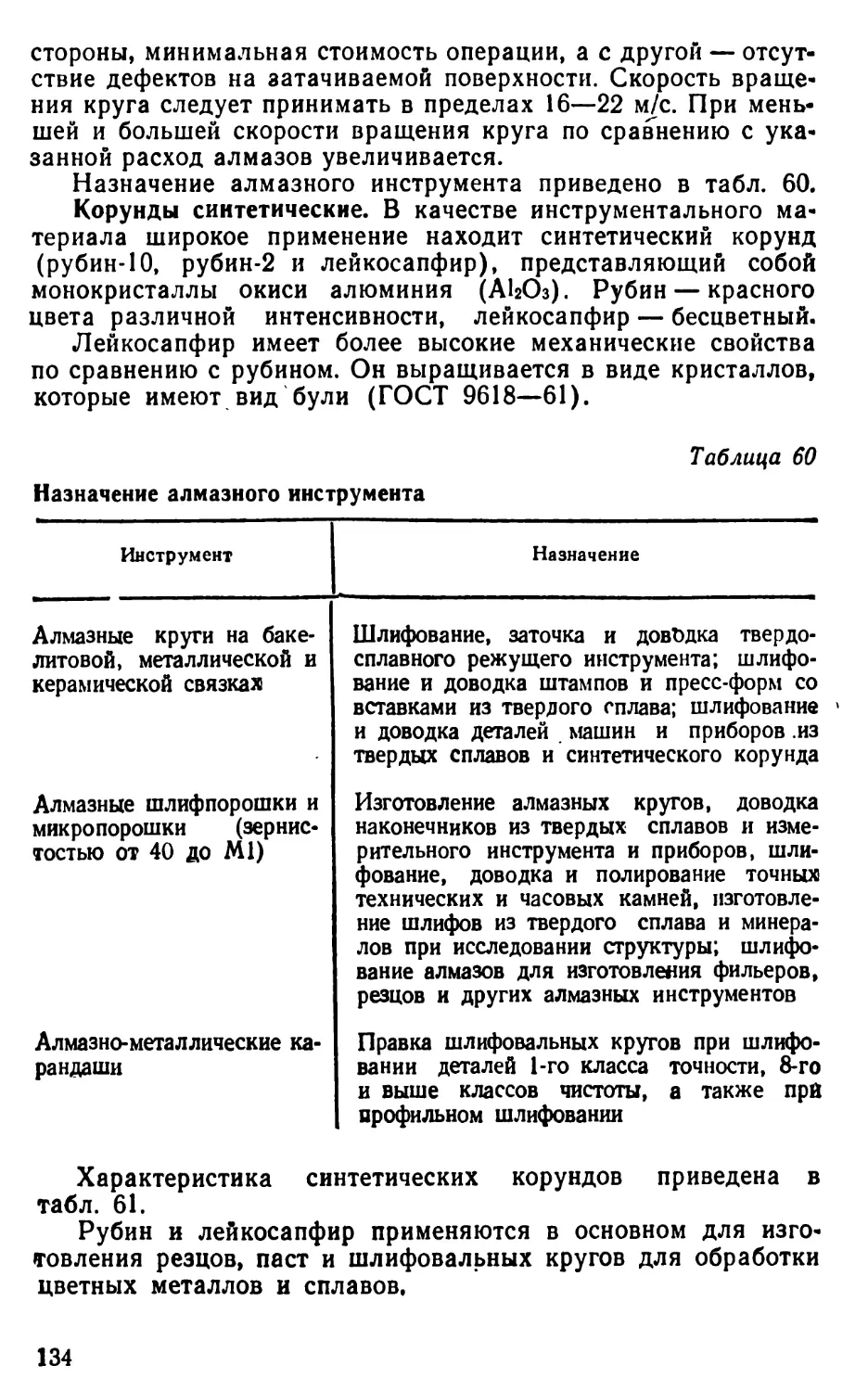

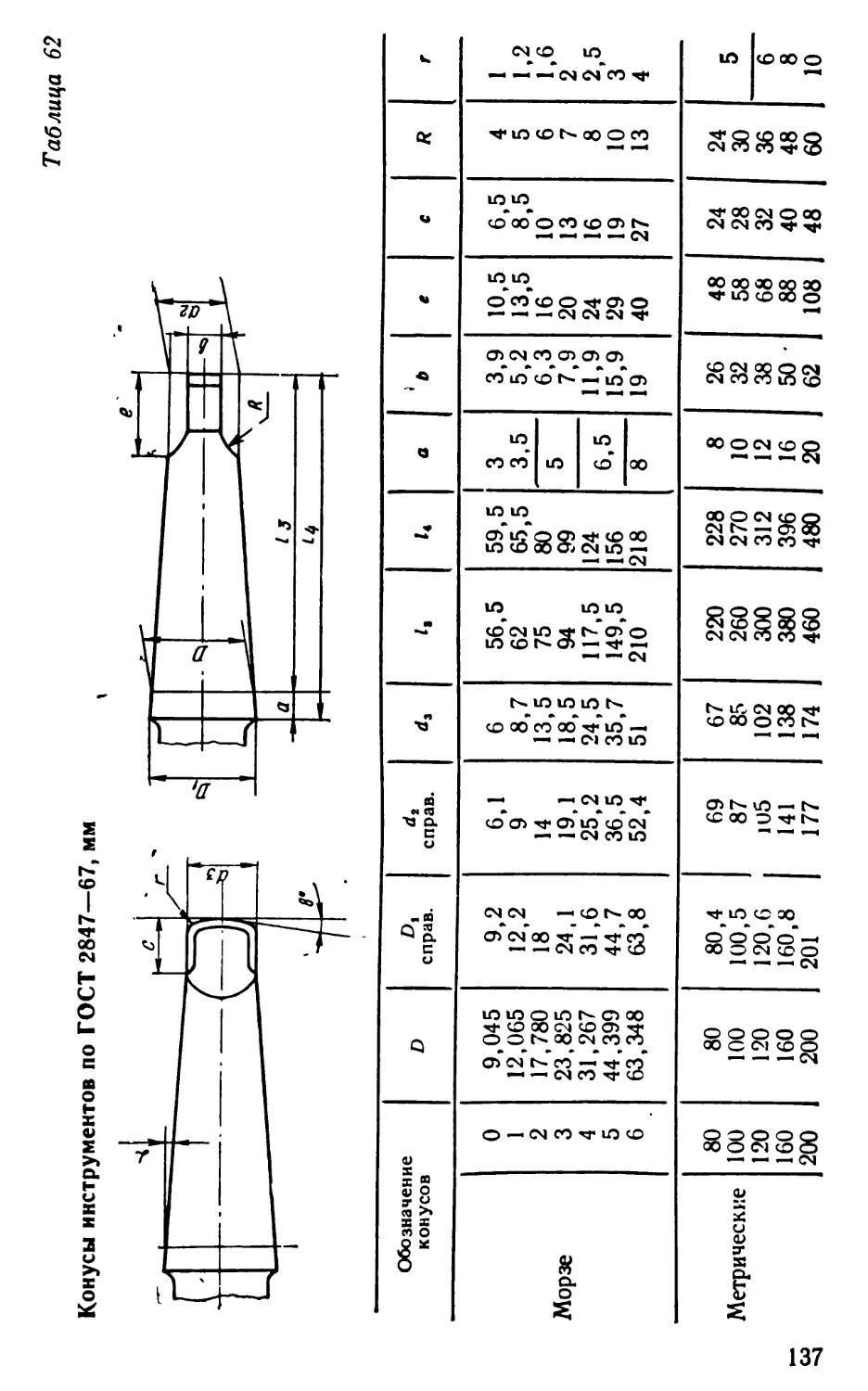













































































































Текст
6П4.6.08
К 68
УДК 621.757(031)
Рецензент канд. техн, наук Н. И. ЖИГАЛКО.
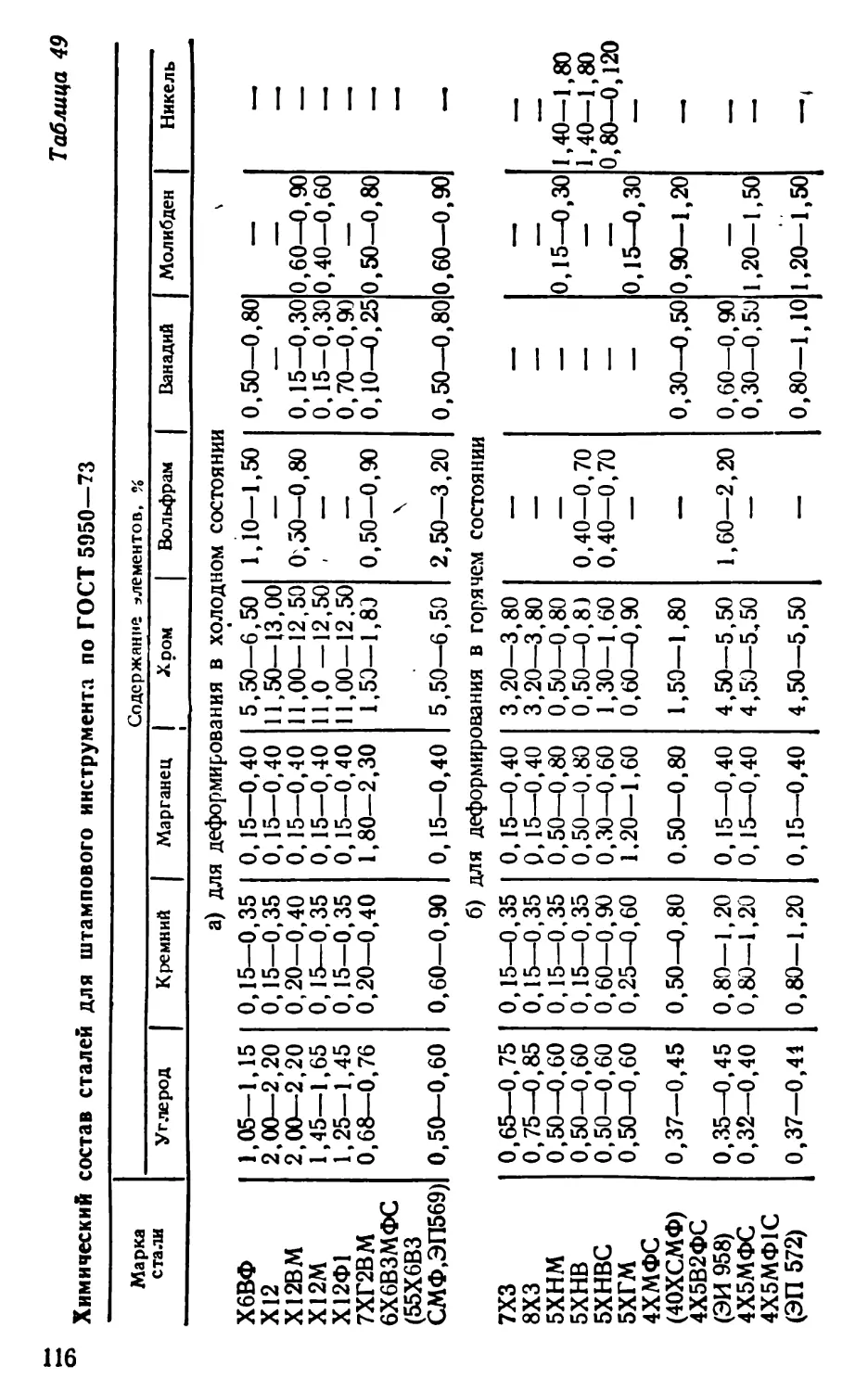
Справочник содержит сведения, необходимые при единичном и серийном
производстве инструмента и технологической оснастки в инструментальных
цехах машиностроительных заводов. Приведены основные данные по мате-
матике, черчению, допускам и посадкам, единицы измерения системы СИ,
данные по точности обработки и шероховатости поверхностей деталей станоч-
ных приспособлений и инструментов.
Даны рекомендации по применению материалов для изготовления техно-
логической оснастки. Описаны технологические процессы изготовления режу-
щего инструмента, а также приведены сведения по стандартизации техноло-
гической документации инструментального производства.
Справочник рассчитан на мастеров, технологов и квалифицированных
рабочих инструментальных цехов машиностроительных заводов.
g Издательство «Беларусь», 1976.
31304-174
М 301(05)-76
107-76
ПРЕДИСЛОВИЕ
Настоящий справочник включает материал, необходимый
работникам инструментальных цехов машиностроительных за-
водов.
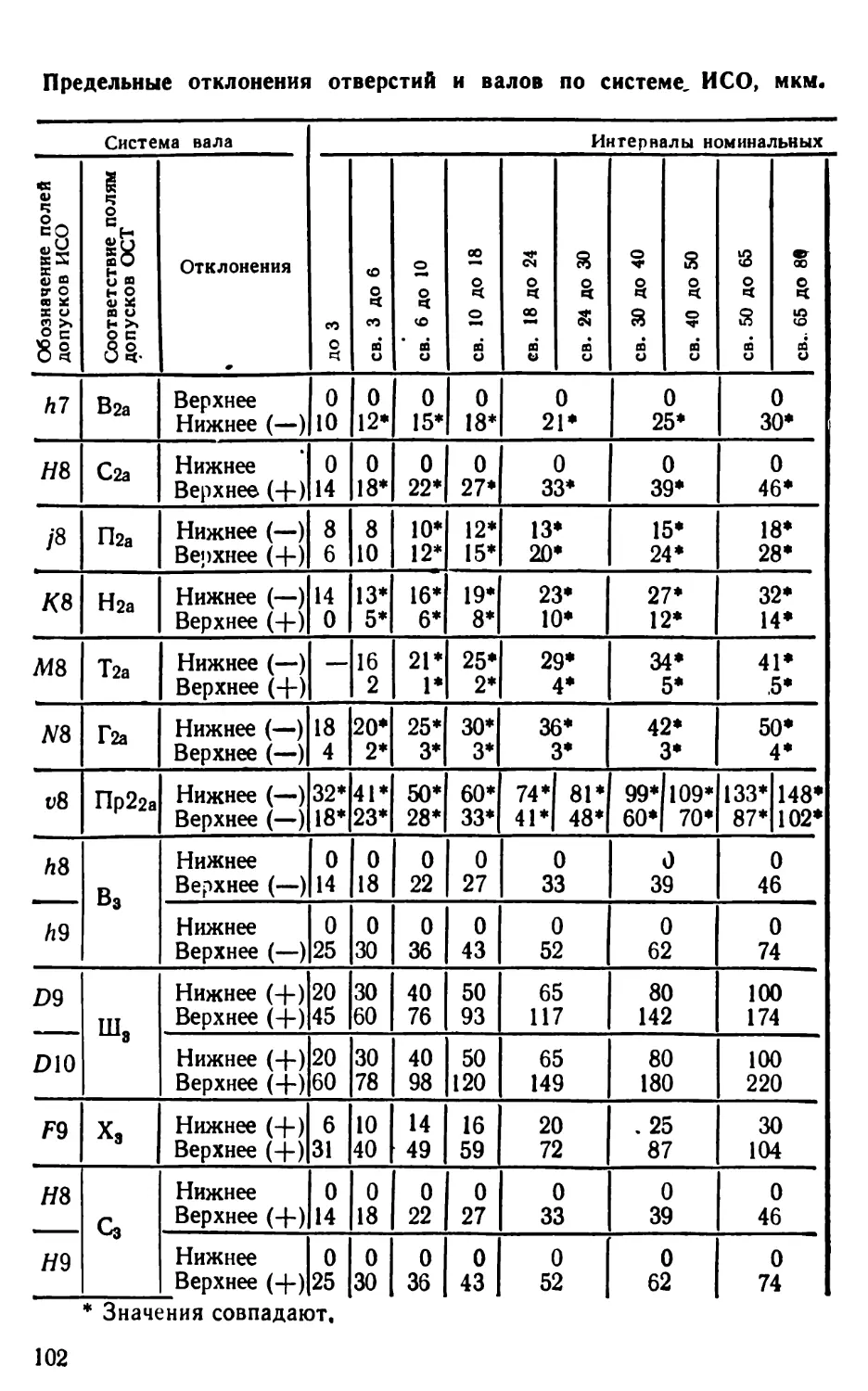
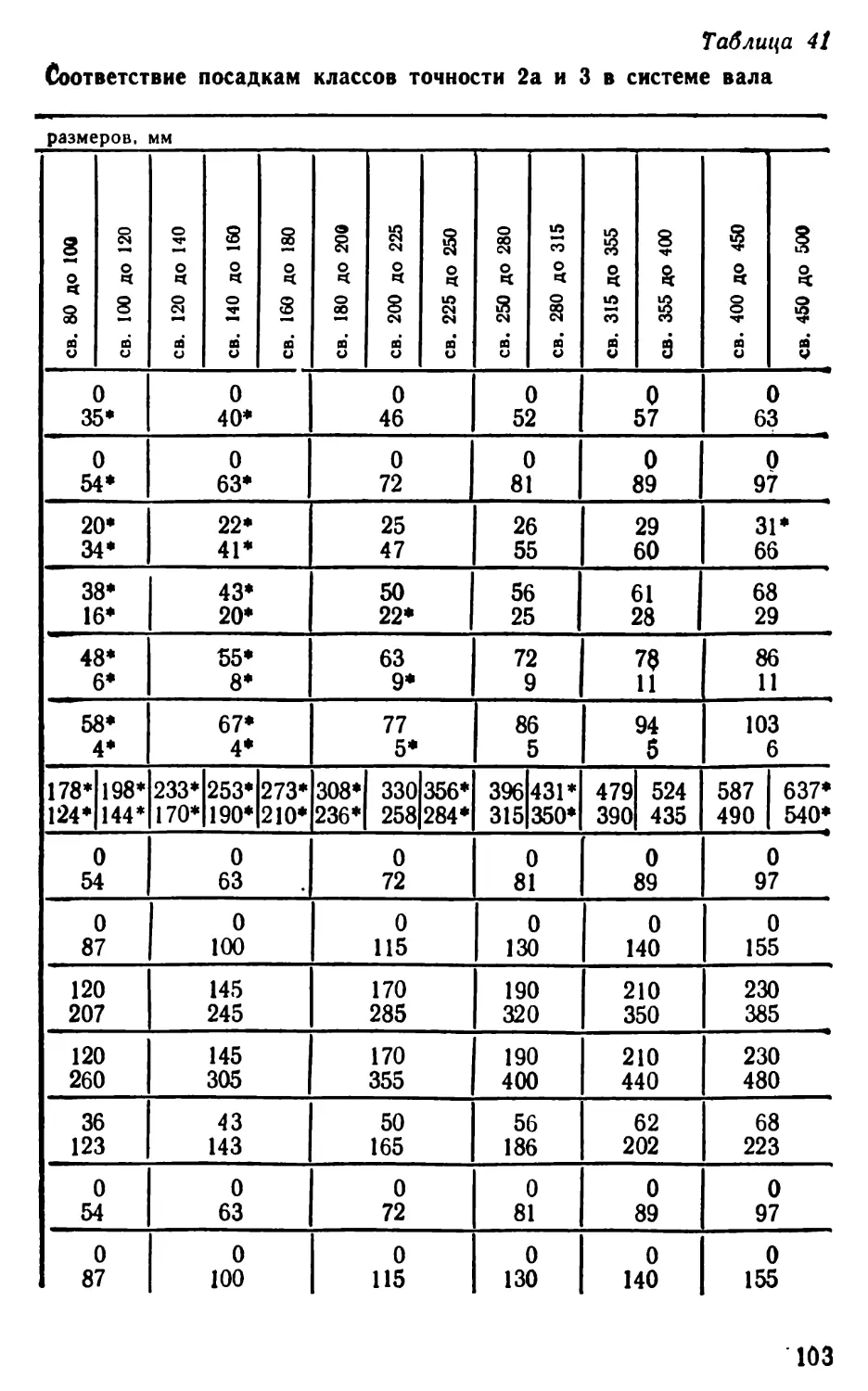
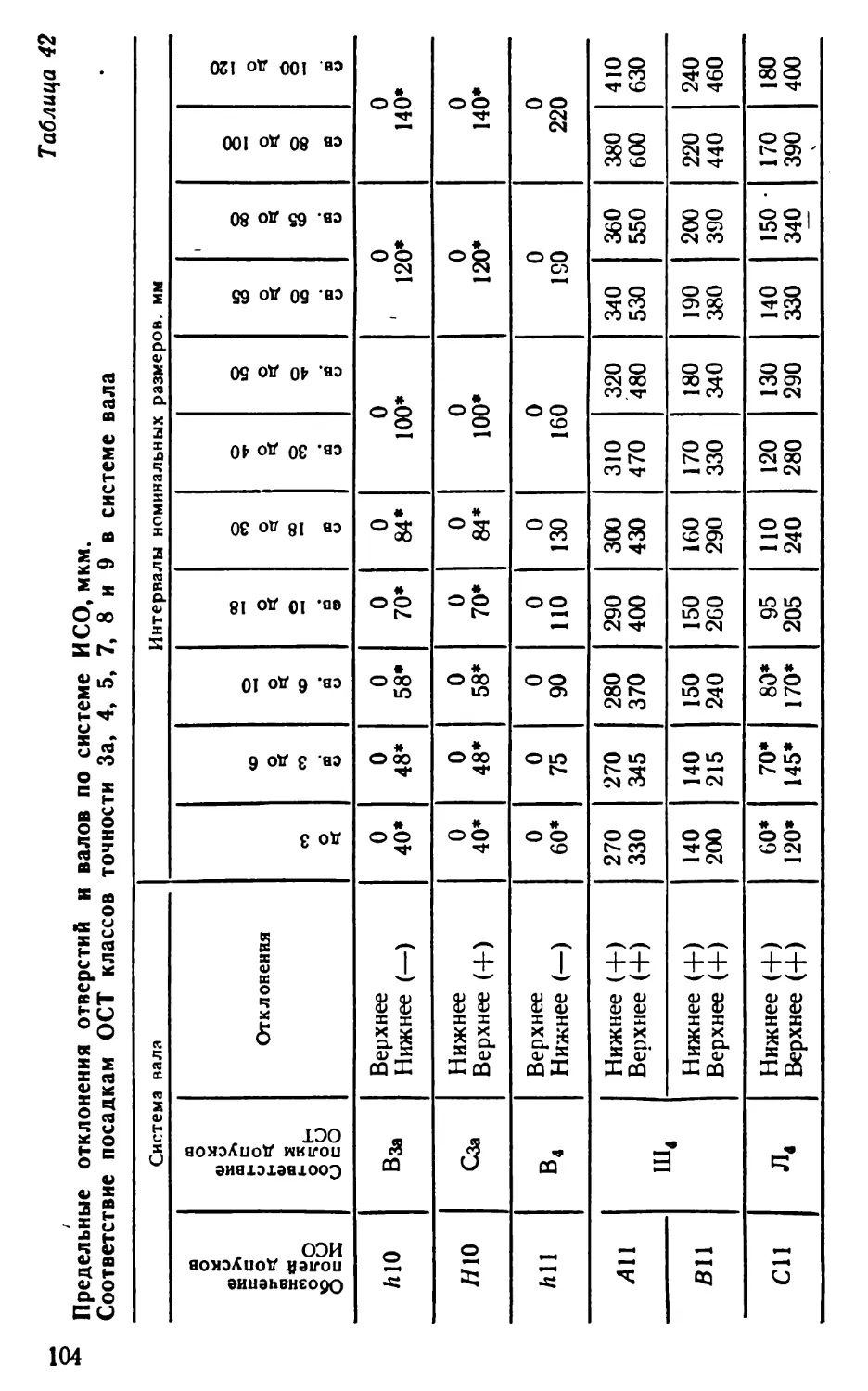
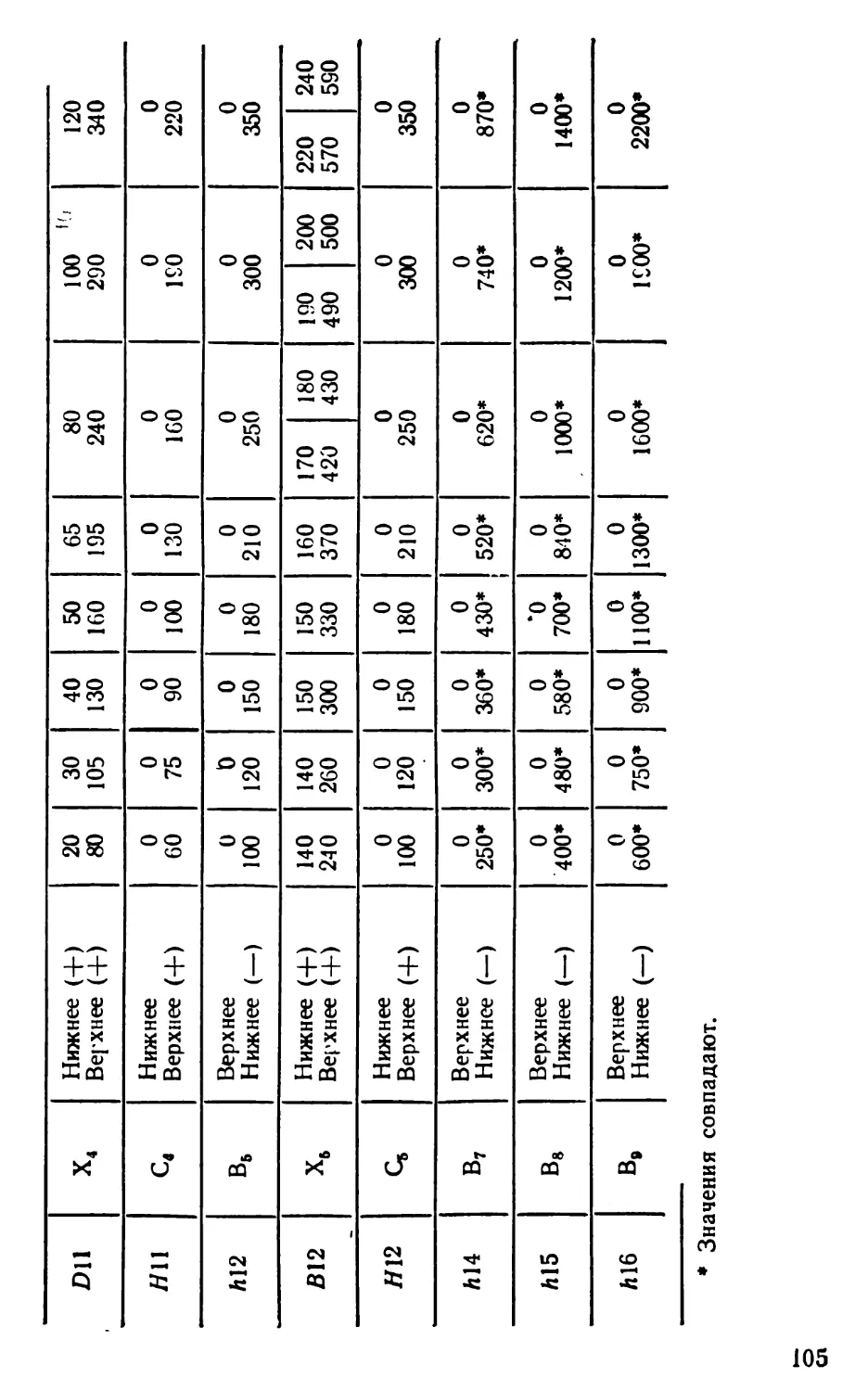
В нем приведены новые обозначения шероховатости и от-
клонений форм поверхностей, таблицы допусков и посадок как
по существующим ОСТам, так и по подготавливаемой к вне-
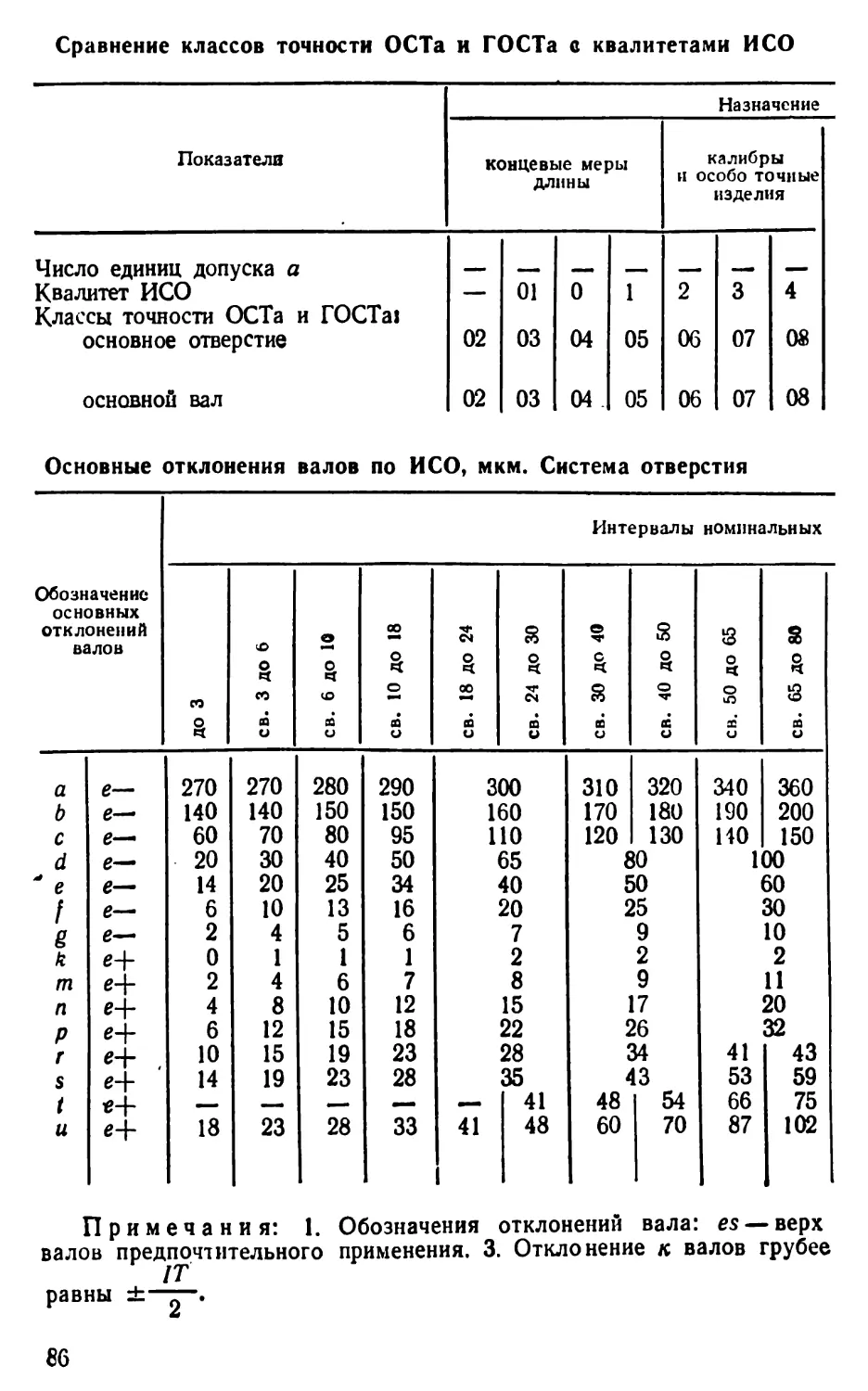
дрению системе допусков ИСО, а также их соотношение. Широ-
ко освещены вопросы экономики точности обработки деталей
технологической оснастки и инструмента на различном метал-
лообрабатывающем оборудовании. Приведены таблицы классов
шероховатости различных поверхностей технологической осна-
стки для литейного, холодно- и горячештамповочного производ-
ства, обработки металлов резанием, а также металлорежуще-
го и измерительного инструмента.
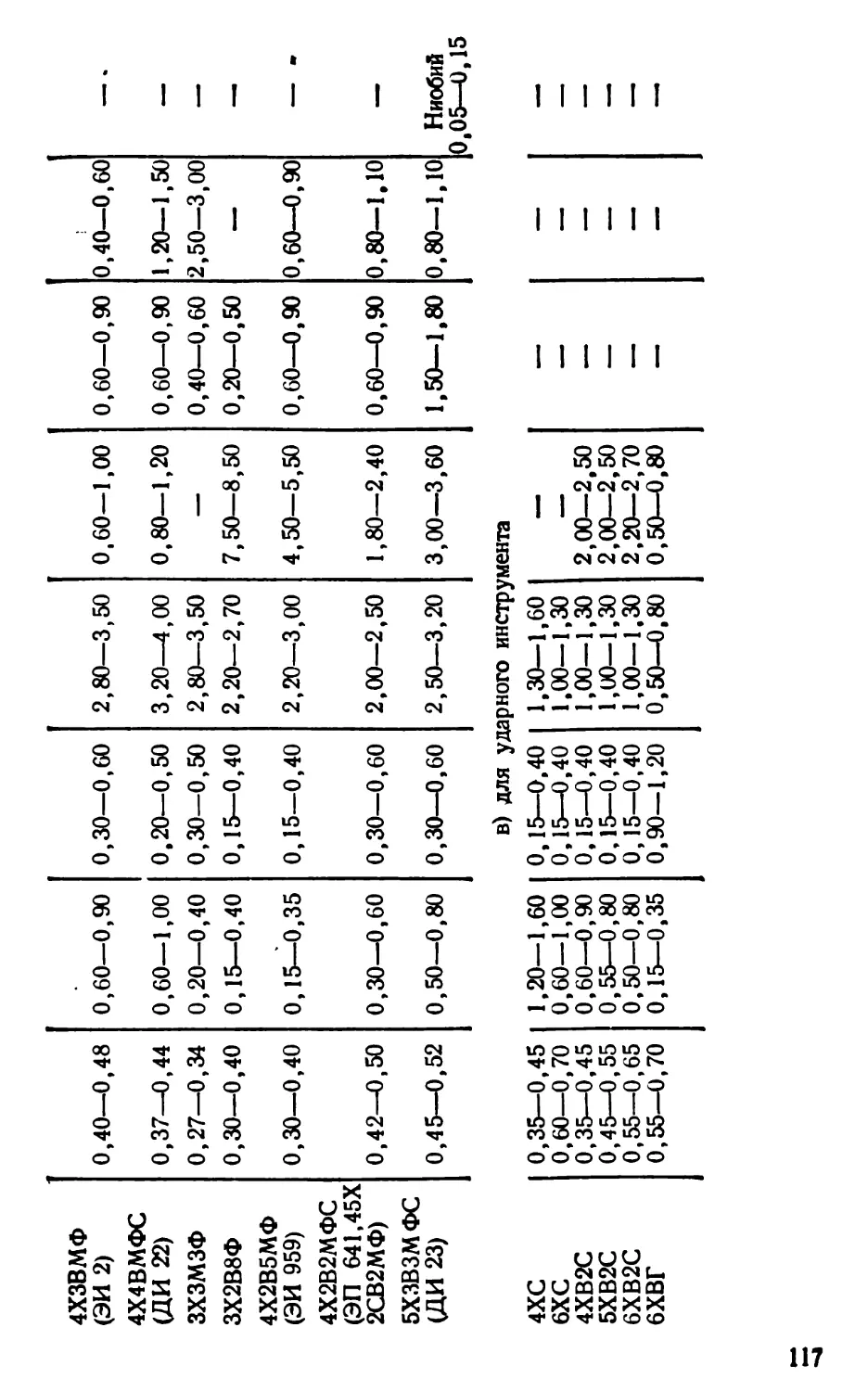
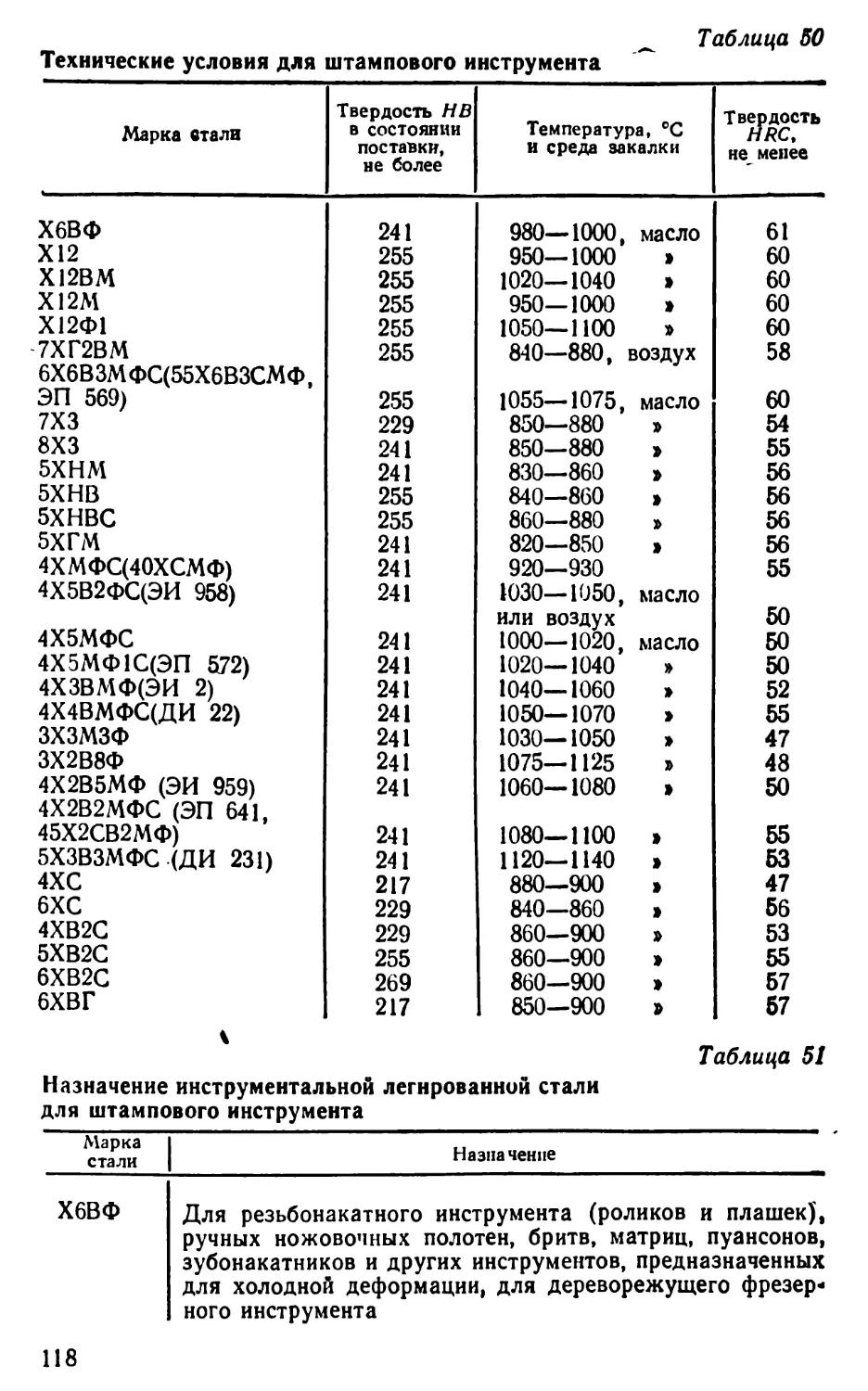
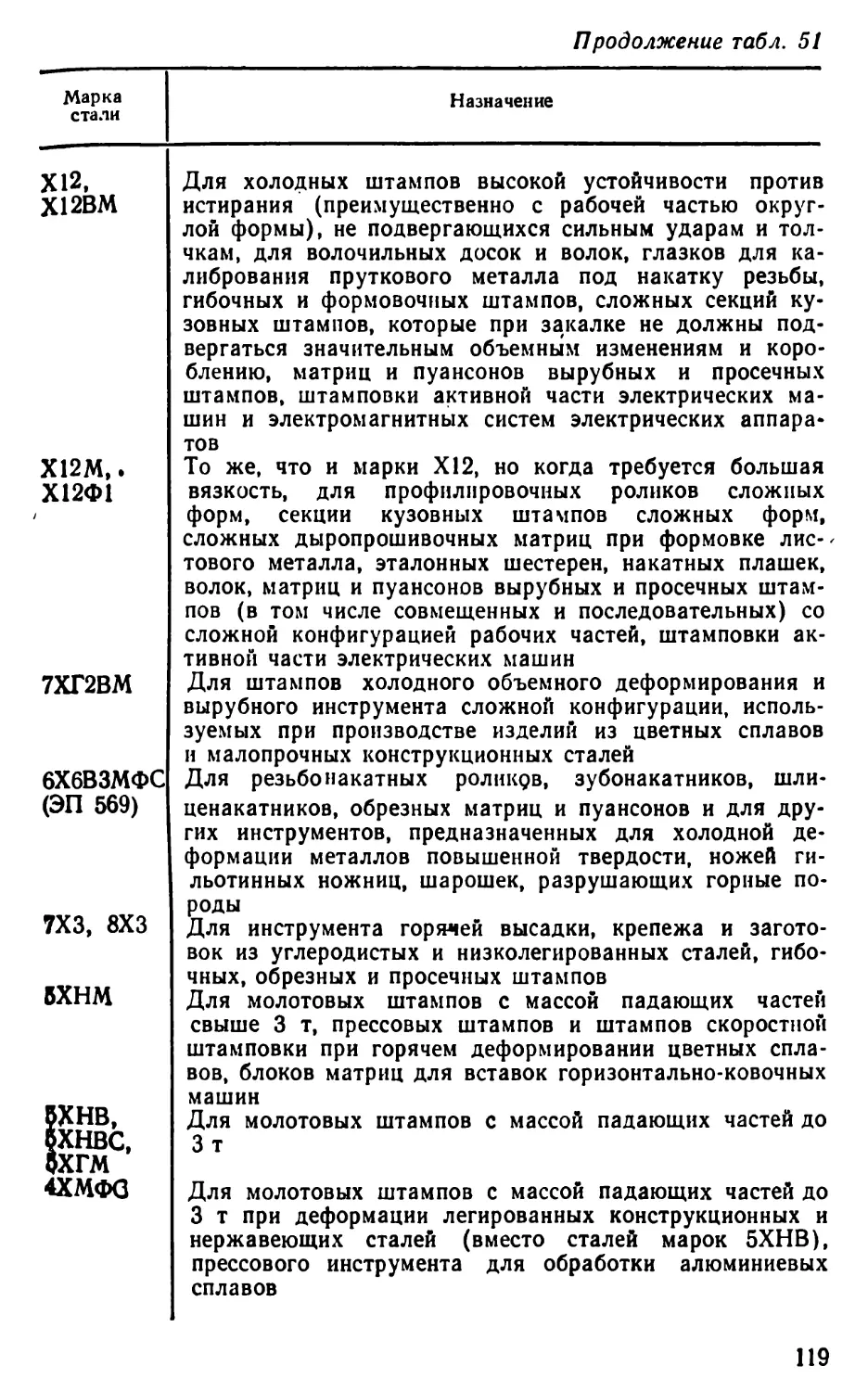
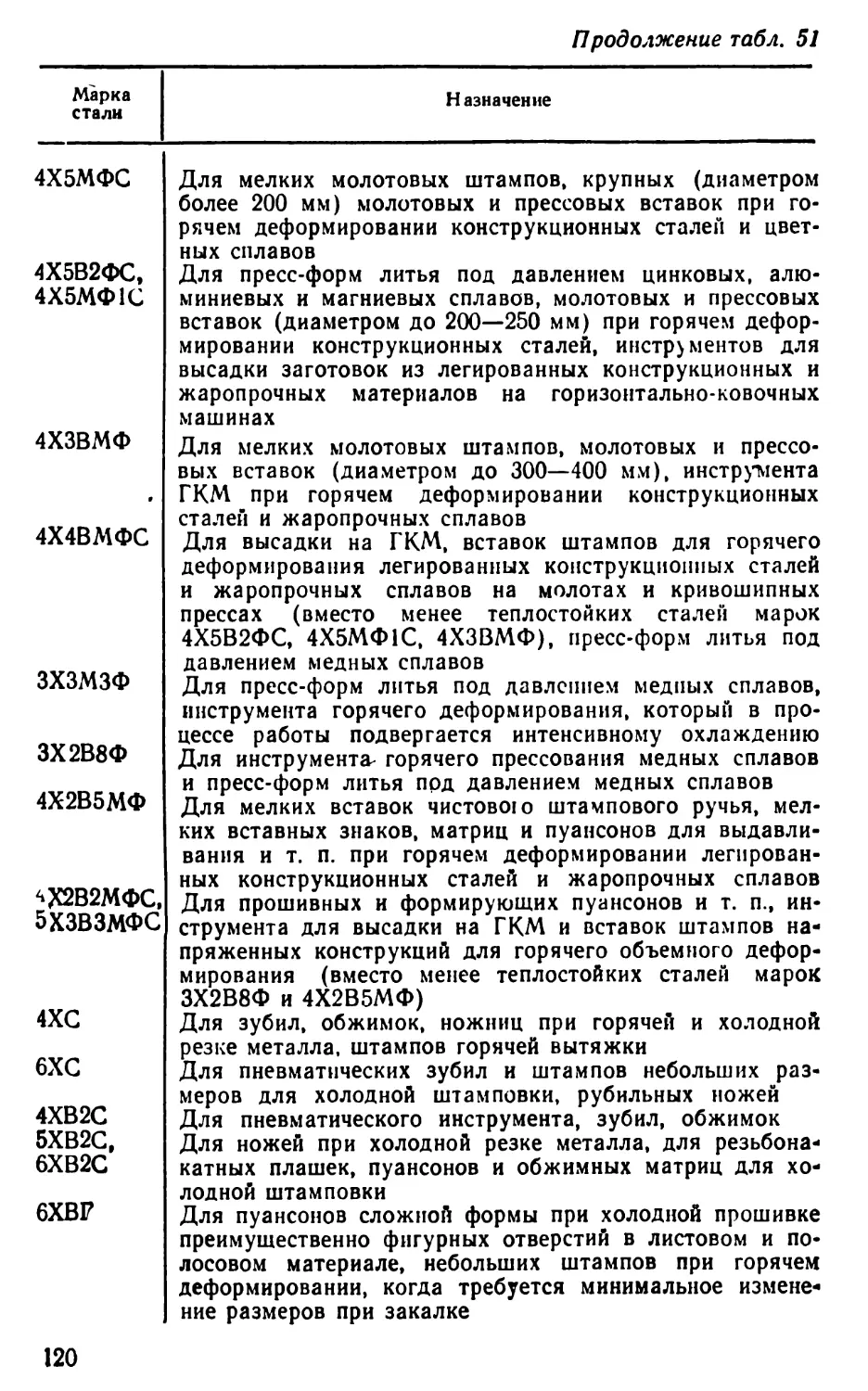
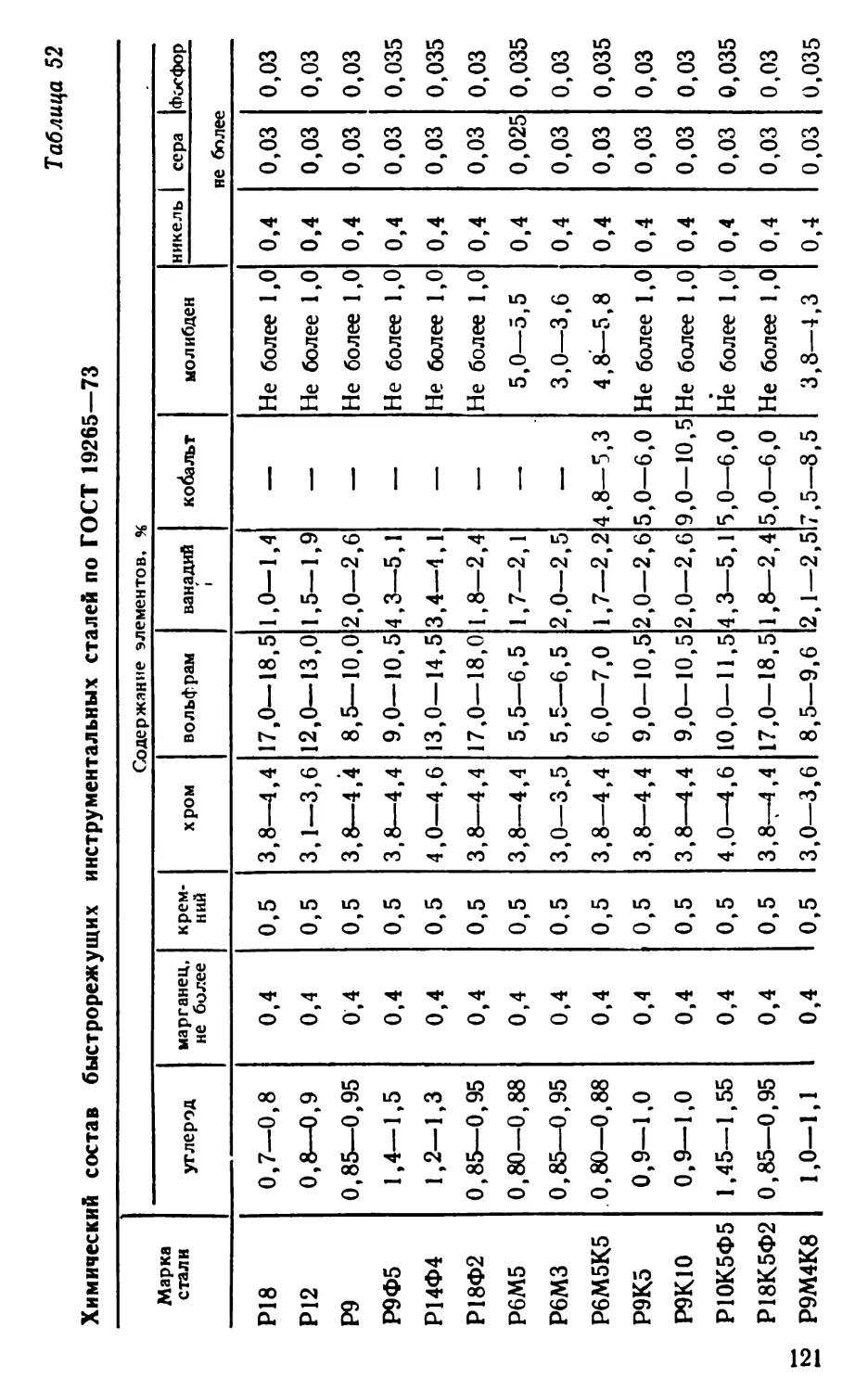
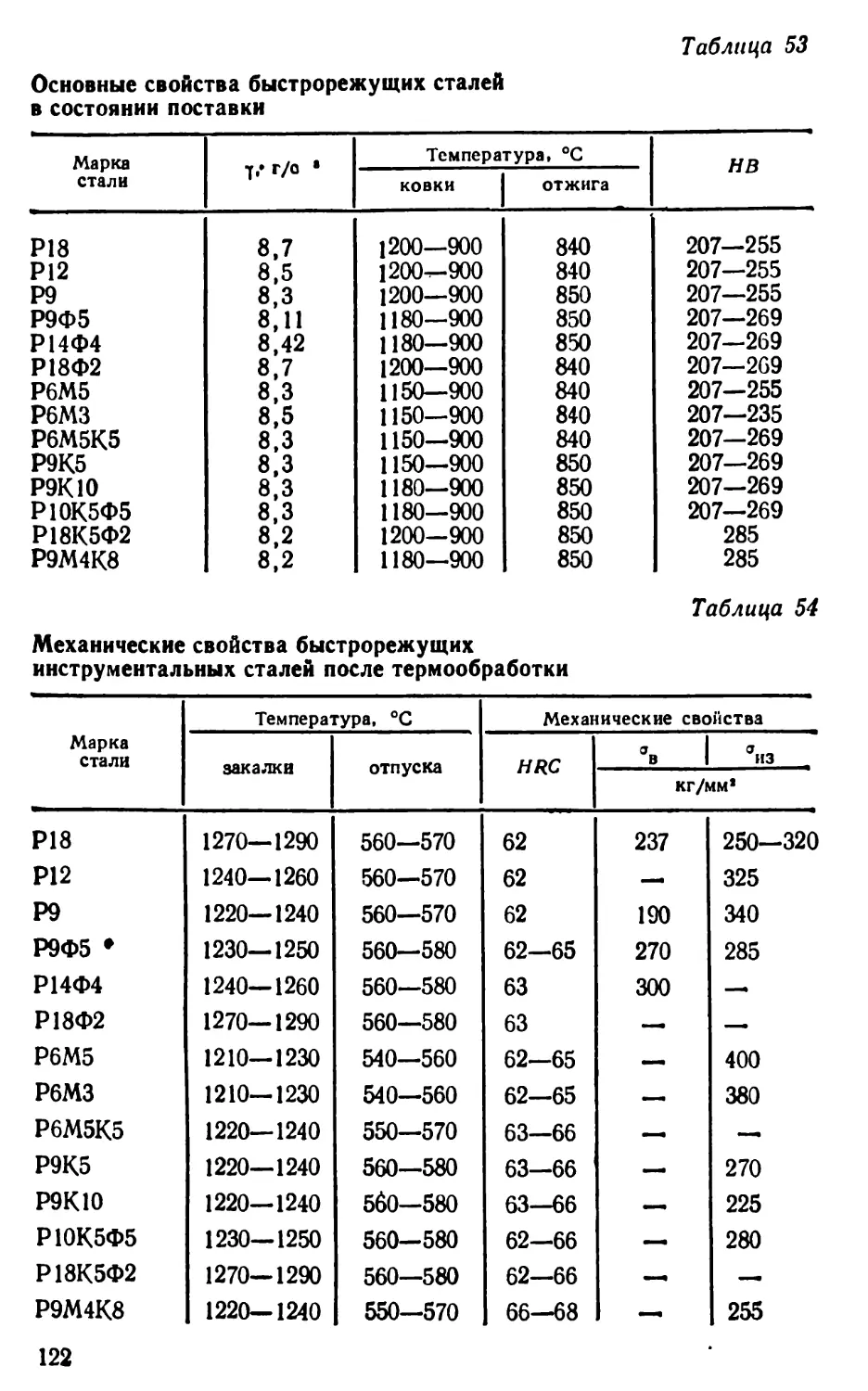
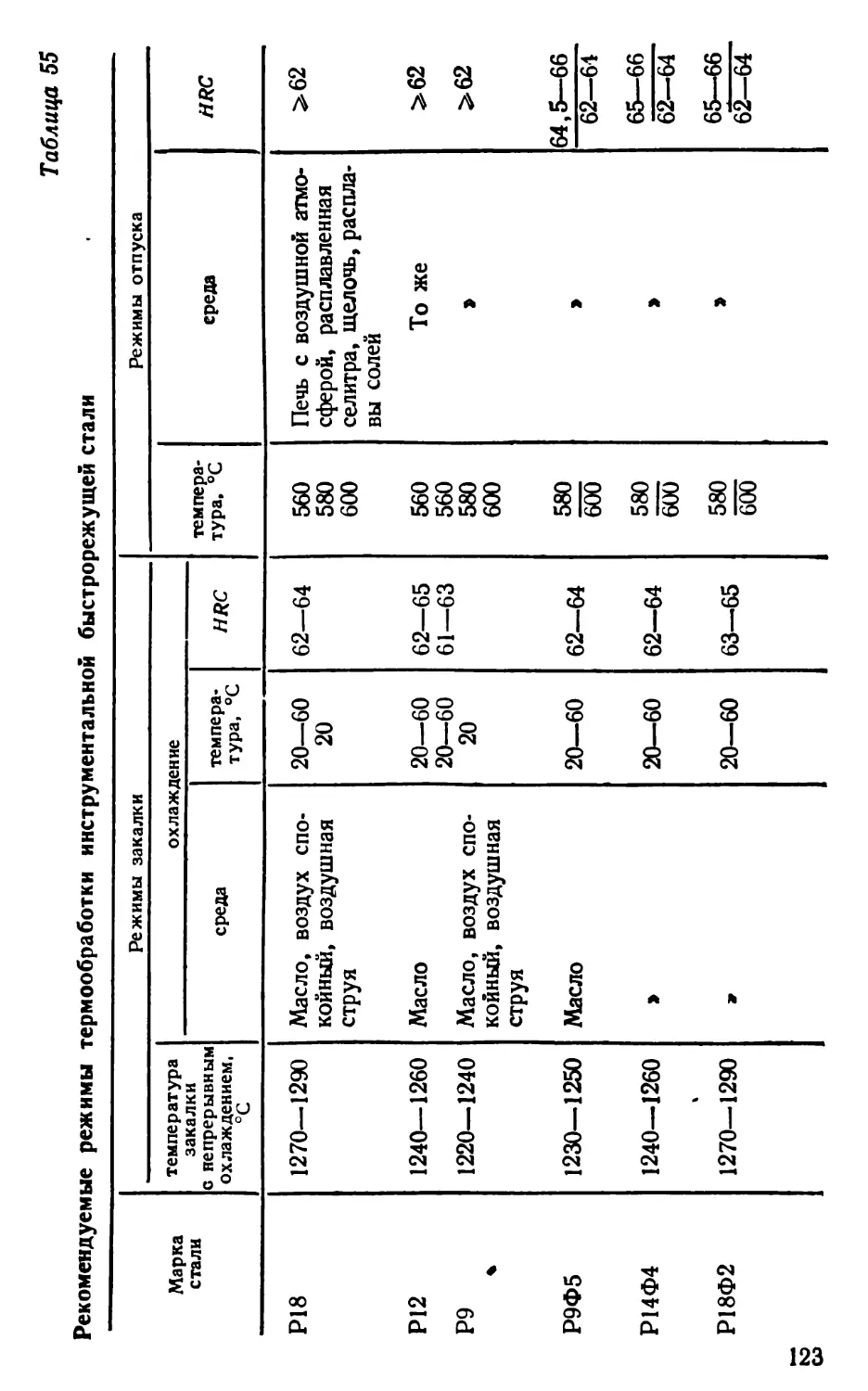
В разделе «Материалы, применяемые в инструментальном
производстве», даны таблицы химического состава, механиче-
ских свойств, режимов термообработки и назначения основных
материалов, применяемых для изготовления технологической
оснастки и инструмента. Наряду с широко распространенными
быстрорежущими сталями в таблицы включены вновь освоен-
ные металлургической промышленностью быстрорежущие ста-
ли нормальной и повышенной производительности, выпуск
которых постоянно увеличивается.
Ввиду того, что в рабочих чертежах режущего инструмента
присоединительные места выполняются без указания их раз-
меров, а дается лишь ссылка на соответствующий государст-
венный стандарт, в справочник включены таблицы присоедини-
тельных мест режущего инструмента, что значительно облегчит
работу по отысканию необходимых данных.
Большое место отведено технологическим процессам изго-
товления режущего инструмента, так как этот вид инструмента
наиболее часто изготовляется в инструментальных цехах маши-
3
ностроительных заводов. Технологические процессы даны для
различных видов производства: единичного (индивидуального)
и серийного с универсальным оборудованием, массового со
специальным автоматизированным оборудованием.
В справочнике содержатся также сведения по стандартиза-
ции технологической документации, обращающейся в инстру-
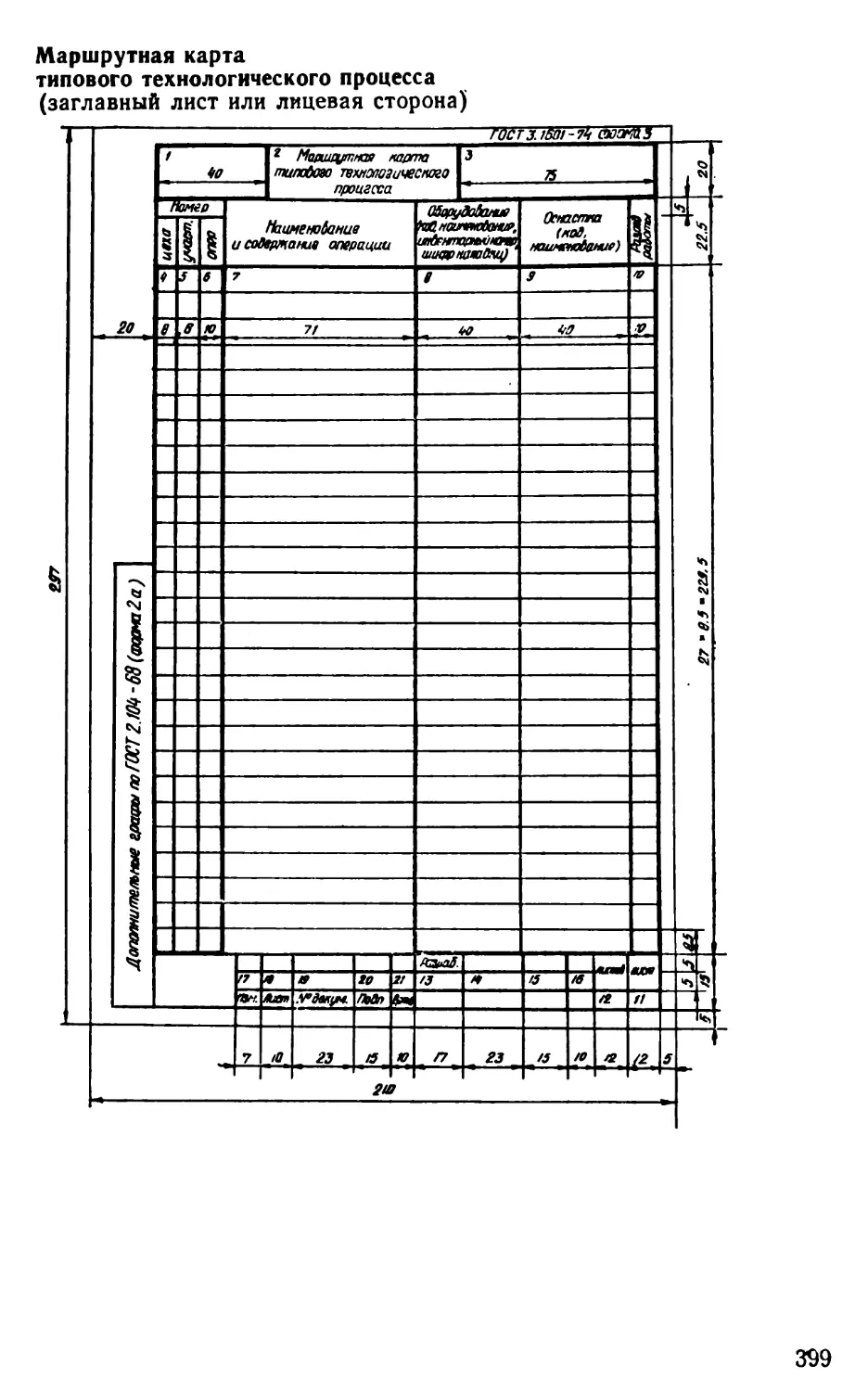
ментальных цехах, приведены формы технологических карт,
предусмотренные Единой системой технологической документа-
ции (ЕСТД), правила их оформления, условные обозначения
опор и зажимов, а также основные технологические термины и
их значения.
При работе над справочником учтены изменения в государ-
ственных стандартах, введенные на 1 января 1975 года.
ОБЩИЕ СВЕДЕНИЯ
Международная система единиц СИ
Госстандартом СССР в 1961 г. утвержден ГОСТ 9867—61
«Международная система единиц» для предпочтительного при-
менения во всех областях науки и техники.
Стандарт устанавливает сокращенное обозначение этой
системы русскими буквами СИ.
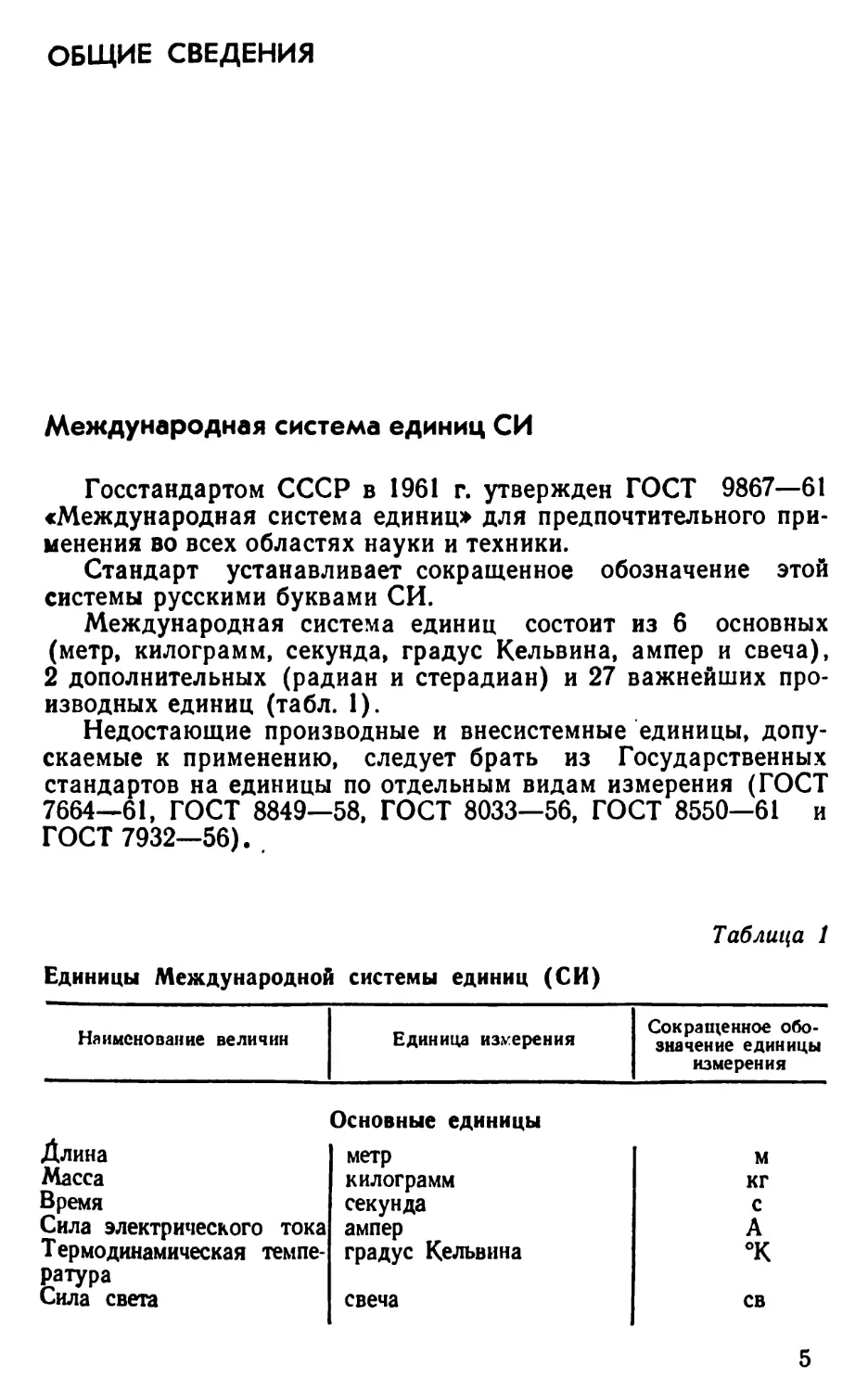
Международная система единиц состоит из 6 основных
(метр, килограмм, секунда, градус Кельвина, ампер и свеча),
2 дополнительных (радиан и стерадиан) и 27 важнейших про-
изводных единиц (табл. 1).
Недостающие производные и внесистемные единицы, допу-
скаемые к применению, следует брать из Государственных
стандартов на единицы по отдельным видам измерения (ГОСТ
7664—61, ГОСТ 8849—58, ГОСТ 8033—56, ГОСТ 8550—61 и
ГОСТ 7932—56). .
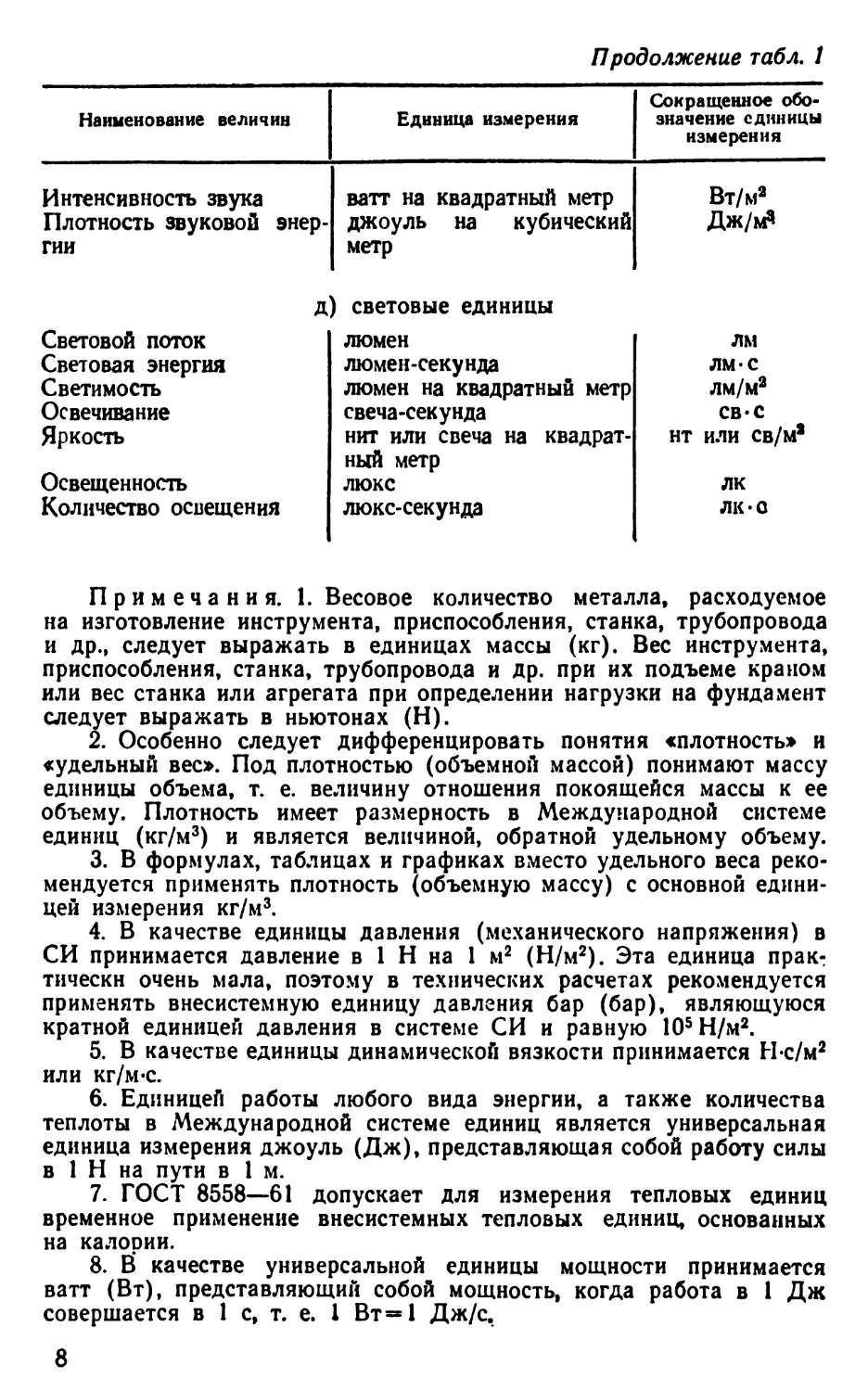
Единицы Международной системы единиц (СИ)
Таблица 1
Наименование величин Единица измерения Сокращенное обо- значение единицы измерения
Основные единицы
Длина метр М
Масса килограмм кг
Время секунда с
Сила электрического тока ампер А
Термодинамическая темпе- ратура градус Кельвина °К
Сила света свеча св
5
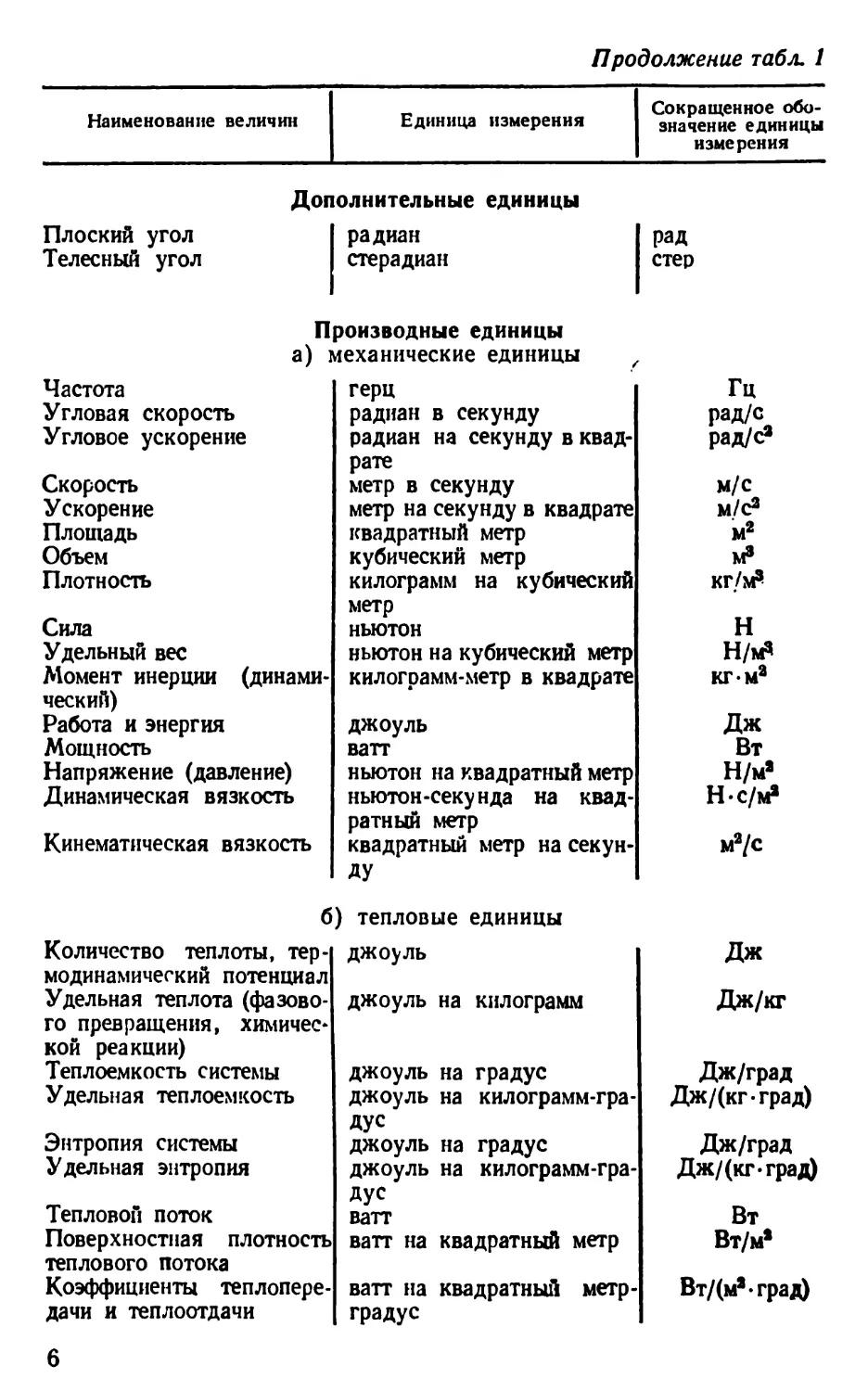
Продолжение табл, 1
Наименование величин Единица измерения Сокращенное обо- значение единицы измерения
Дополнительные единицы
Плоский угол Телесный угол радиан стерадиан рад стер
Производные единицы
а) механические единицы
Частота герц Гц
Угловая скорость Угловое ускорение радиан в секунду радиан на секунду в квад- рате метр в секунду метр на секунду в квадрате квадратный метр кубический метр килограмм на кубический метр ньютон ньютон на кубический метр килограмм-метр в квадрате рад/с рад/с1
Скорость Ускорение Площадь Объем Плотность Сила Удельный вес Момент инерции (динами- ческий) Работа и энергия Мощность Напряжение (давление) Динамическая вязкость Кинематическая вязкость м/с м/с3 м2 м3 кг/м3 н Н/м3 кгм3
джоуль ватт ньютон на квадратный метр ньютон-секунда на квад- ратный метр квадратный метр на секун- ДУ Дж Вт Н/м3 Н-с/м3 м2/с
б) тепловые единицы
Количество теплоты, тер- модинамический потенциал джоуль Дж
Удельная теплота (фазово- го превращения, химичес- кой реакции) джоуль на килограмм Дж/кг
Теплоемкость системы джоуль на градус Дж/град
Удельная теплоемкость джоуль на килограмм-гра- дус джоуль на градус Дж/(кгград)
Энтропия системы Дж/град
Удельная энтропия джоуль на килограмм-гра- дус Дж/(кг-град)
Тепловой поток ватт Вт
Поверхностная плотность теплового потока ватт на квадратный метр Вт/м*
Коэффициенты теплопере- дачи и теплоотдачи ватт на квадратный метр- градус Вт/(м,-град)
6
Продолжение табл. 1
Наименование величин Единица измерения Сокращенное обо- значение единицы измерения
Коэффициент теплопровод- ности ватт на метр-градус Вт/(м-град)
Коэффициент температуро- проводности квадратный метр на секун- ДУ м*/с
Температурный градиент градус на метр град/м
в) электрические и магнитные единицы
Работа и энергия джоуль Дж
Мощность ватт Вт
Количество электричества (электрический заряд) кулон или ампер-секунда Кл или А "С
Поток электрического сме- щения (поток электричес- кой индукции) кулон Кл
Электрическое смещение (электрическая индукция) кулон на квадратный метр Кл/м1
Разность электрических по- тенциалов, электрическое напряжение, электродви- жущая сила вольт В
Напряженность электри- ческого поля вольт на метр В/м
Электрическое сопротивле- ние ом Ом
Электрическая проводи- мость сименс сим
Электрическая емкость фарада Ф
Магнитный поток вебер Вб
Магнитная индукция тесла или вебер на квад- ратный метр тл или Вб/м2
Индуктивность и взаим- ная индуктивность генри Г
Магнитодвижущая сила и разность магнитных потен- циалов ампер или ампер-виток А или А-в
Напряженность магнитно- го поля г) г ампер на метр или ампер- виток на метр шустические единицы А/м или А «в/м
Звуковое давление ньютон на квадратный метр Н/м*
Объемная скорость кубический метр в секунду м®/с
Акустическое сопротивле- ние ньютон-секунда на метр в пятой степени Н • с/м5
Механическое сопротивле- ние ньютон-секунда на метр Н • с/м
7
Продолжение табл. 1
Наименование величин Единица измерения Сокращенное обо- значение единицы измерения
Интенсивность звука ватт на квадратный метр Вт/м2
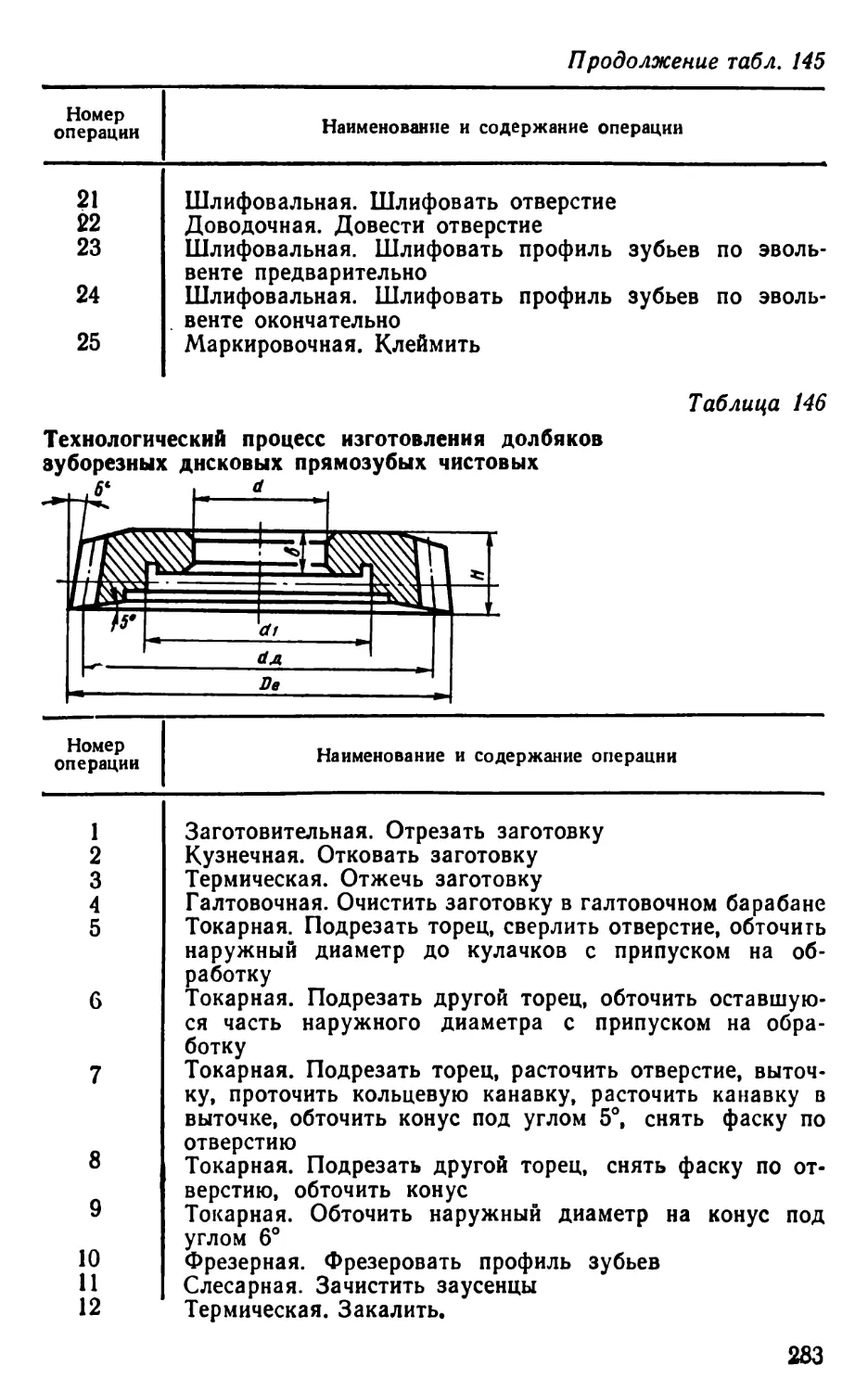
Плотность звуковой энер- джоуль на кубический Дж/м’
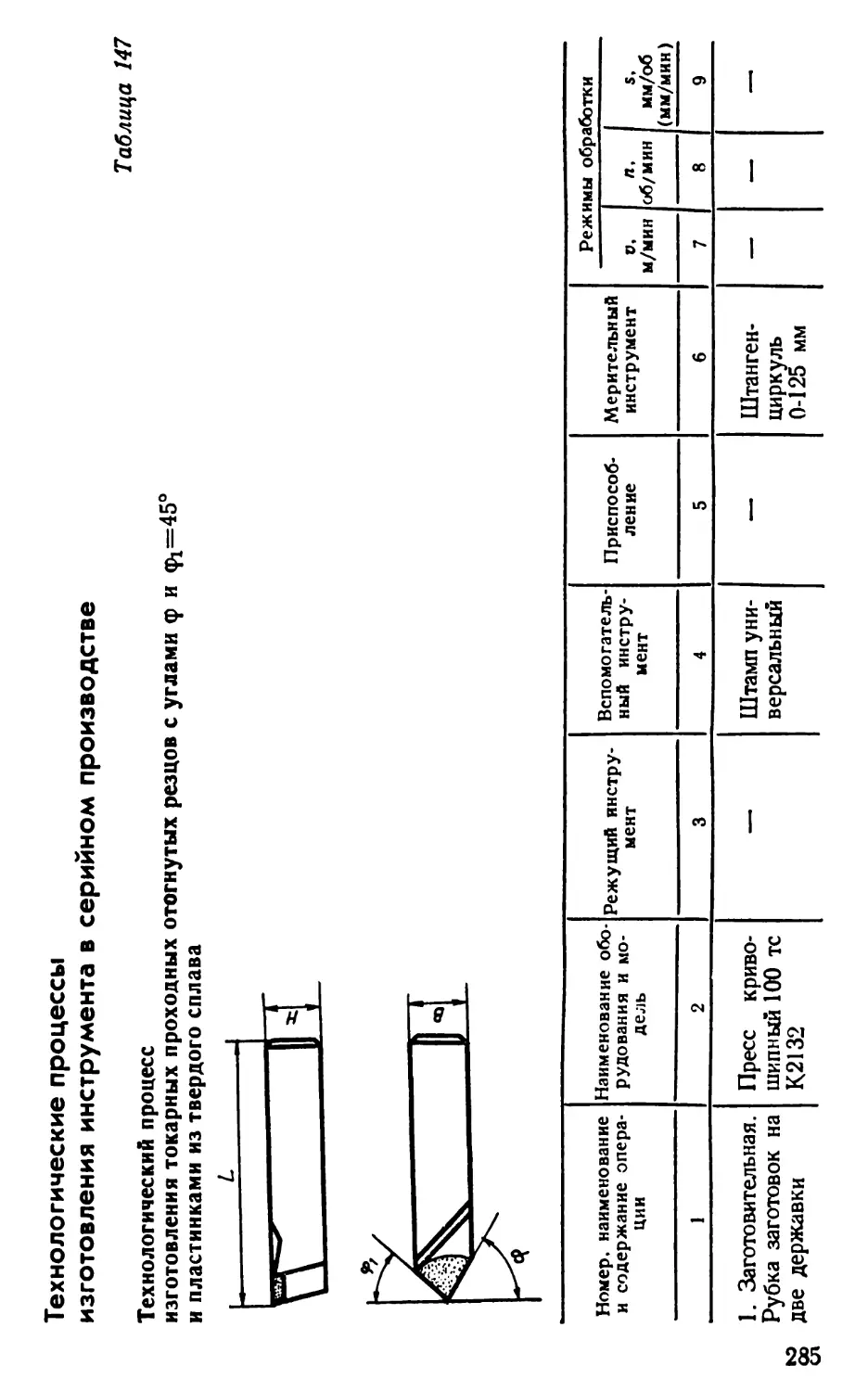
гни метр
д ) световые единицы
Световой поток люмен лм
Световая энергия люмен-секунда лм-с
Светимость люмен на квадратный метр лм/м2
Освечивание свеча-секунда св-с
Яркость нит или свеча на квадрат- ный метр нт или св/м2
Освещенность люкс лк
Количество освещения люкс-секунда ЛК* О
Примечания. 1. Весовое количество металла, расходуемое
на изготовление инструмента, приспособления, станка, трубопровода
и др., следует выражать в единицах массы (кг). Вес инструмента,
приспособления, станка, трубопровода и др. при их подъеме краном
или вес станка или агрегата при определении нагрузки на фундамент
следует выражать в ньютонах (Н).
2. Особенно следует дифференцировать понятия «плотность» и
«удельный вес». Под плотностью (объемной массой) понимают массу
единицы объема, т. е. величину отношения покоящейся массы к ее
объему. Плотность имеет размерность в Международной системе
единиц (кг/м3) и является величиной, обратной удельному объему.
3. В формулах, таблицах и графиках вместо удельного веса реко-
мендуется применять плотность (объемную массу) с основной едини-
цей измерения кг/м3.
4. В качестве единицы давления (механического напряжения) в
СИ принимается давление в 1 Н на 1 м2 (Н/м2). Эта единица прак:
тическн очень мала, поэтому в технических расчетах рекомендуется
применять внесистемную единицу давления бар (бар), являющуюся
кратной единицей давления в системе СИ и равную 105 Н/м2.
5. В качестве единицы динамической вязкости принимается Н-с/м2
или кг/м «с.
6. Единицей работы любого вида энергии, а также количества
теплоты в Международной системе единиц является универсальная
единица измерения джоуль (Дж), представляющая собой работу силы
в 1 Н на пути в 1 м.
7. ГОСТ 8558—61 допускает для измерения тепловых единиц
временное применение внесистемных тепловых единиц, основанных
на калории.
8. В качестве универсальной единицы мощности принимается
ватт (Вт), представляющий собой мощность, когда работа в 1 Дж
совершается в 1 с, т. е. 1 Вт=1 Дж/с.
8
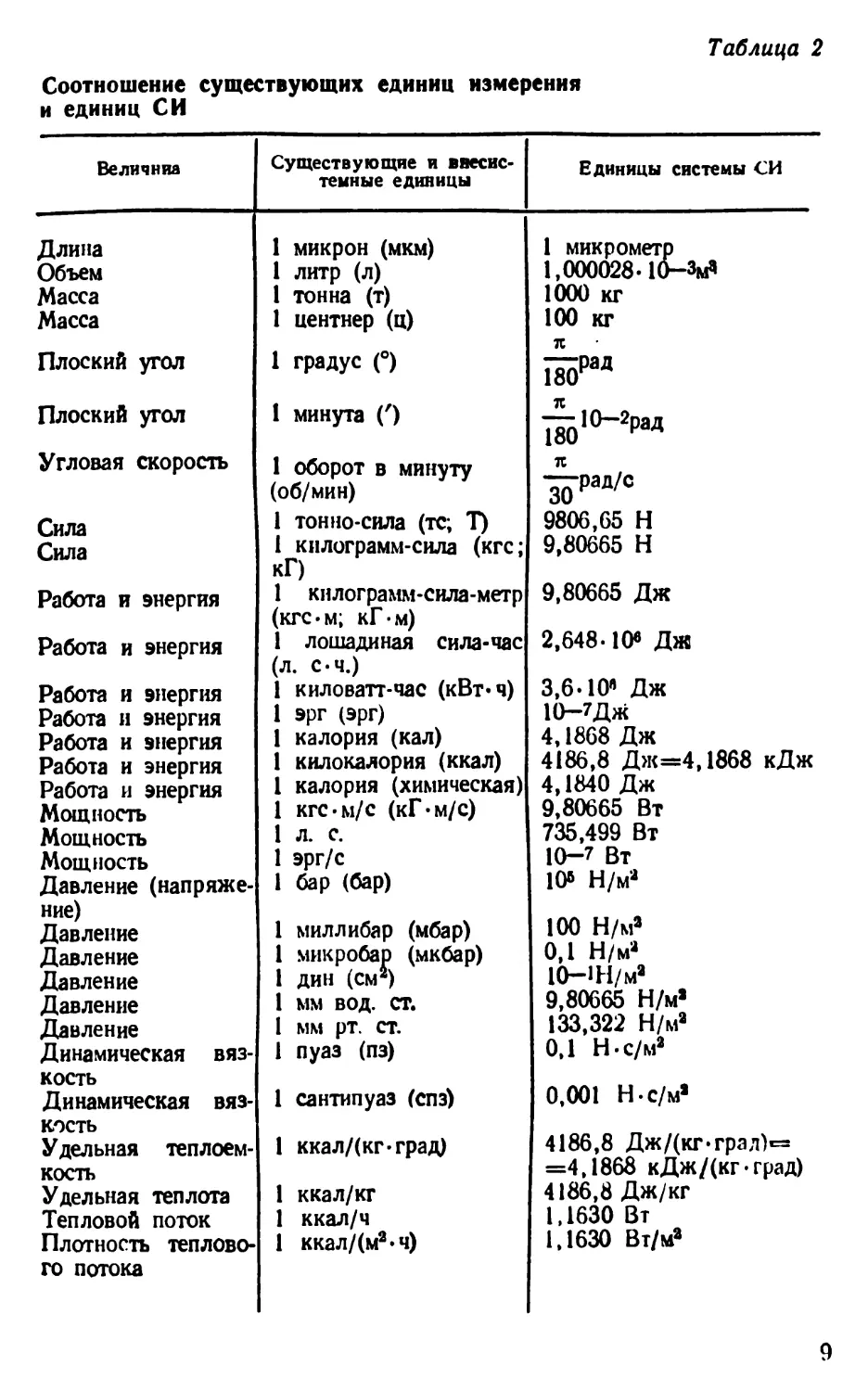
Таблица 2
Соотношение существующих единиц измерения
и единиц СИ
Величина Существующие и внесис- темные единицы Единицы системы СИ
Длина Объем Масса Масса Плоский угол 1 микрон (мкм) 1 литр (л) 1 тонна (т) 1 центнер (ц) 1 градус (°) 1 микрометр 1,000028- 10-ЗмЗ 1000 кг 100 кг
Плоский угол Угловая скорость Сила Сила 1 минута (') 1 оборот в минуту (об/мин) 1 тон но-сила (тс; Т) 1 килограмм-сила (кгс; кГ) 1 килограмм-сила-метр (кгс • м; кГ • м) 1 лошадиная сила-час (л. с-ч.) 1 киловатт-час (кВт.ч) 1 эрг (эрг) 1 калория (кал) 1 килокалория (ккал) 1 калория (химическая) 1 кгс-м/с (кГ-м/с) 1 л. с. 1 эрг/с 1 бар (бар) ^10-2раД ^Д/С 9806,65 Н 9,80665 Н
Работа и энергия Работа и энергия Работа и энергия Работа и энергия Работа и энергия Работа и энергия Работа и энергия Мощность Мощность Мощность Давление (напряже- ние) Давление Давление Давление Давление Давление Динамическая вяз- кость Динамическая вяз- кость Удельная теплоем- кость Удельная теплота Тепловой поток Плотность теплово- го потока 9,80665 Дж 2,648-10® Дж 3,6.10" Дж 10-7ДЖ 4,1868 Дж 4186,8 Дж=4,1868 кДж 4,1840 Дж 9,80665 Вт 735,499 Вт 10-7 Вт 10» Н/м‘а
1 миллибар (мбар) 1 микробар (мкбар) 1 дин (см*) 1 мм вод. ст. 1 мм рт. ст. 1 пуаз (пз) 1 сантипуаз (спз) 1 ккал/(кг-град) 1 ккал/кг 1 ккал/ч 1 ккал/(м2*ч) 100 Н/ма 0,1 Н/ма 10-1Н/ма 9,80665 Н/ма 133,322 Н/ма 0,1 Н. с/ма 0,001 Н-с/ма 4186,8 Дж/(кг.грал)« =4,1868 кДж/(кг*град) 4186,8 Дж/кг 1,1630 Вт 1,1630 Вт/ма
9
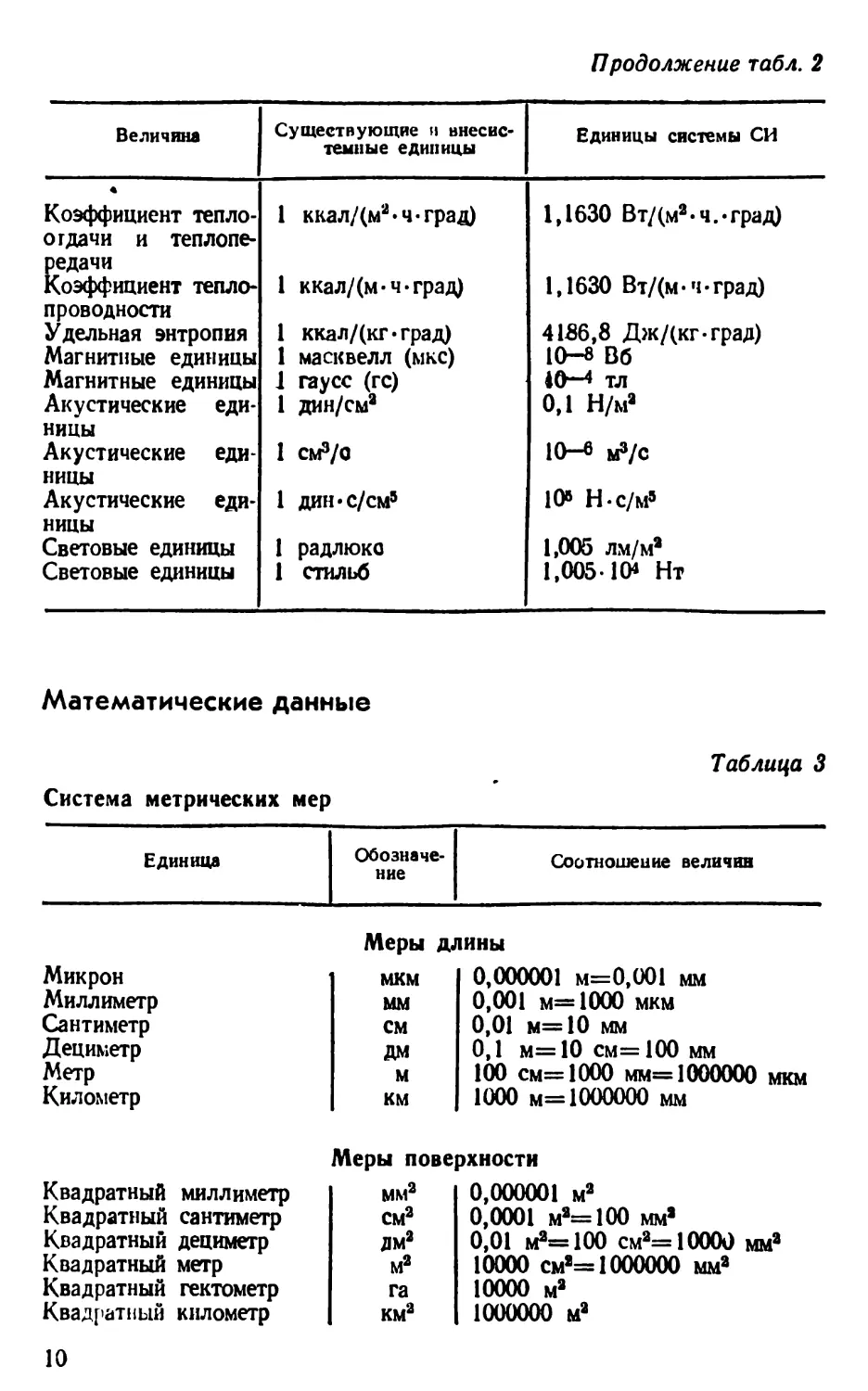
Продолжение табл. 2
Величина Существующие и внесис- темные единицы Единицы системы СИ
Коэффициент тепло- 1 ккал/(м2*ч-град) 1,1630 Вт/(м2«ч.«град)
отдачи и теплопе- редачи Коэффициент тепло- 1 ккал/(м-ч-град) 1,1630 Вт/(м*ч-град)
проводности Удельная энтропия 1 ккал/(кг«град) 4186,8 Дж/(кг-град)
Магнитные единицы 1 масквелл (мкс) 10-8 Вб
Магнитные единицы 1 гаусс (гс) 4О—4 тл
Акустические еди- 1 дин/сма 0,1 Н/м*
ницы Акустические еди- 1 СМ3/0 10-е цз/с
ницы Акустические еди- 1 дин-с/см5 10» Н-с/м’
ницы Световые единицы 1 радлюко 1,005 лм/ма
Световые единицы 1 стильб 1,005-IO Нт
Математические данные
Таблица 3
Система метрических мер
Единица Обозначе- ние Соотношение величин
Меры длины
Микрон мкм 0,000001 м=0,001 мм
Миллиметр мм 0,001 м=1000 мкм
Сантиметр см 0,01 м=10 мм
Дециметр ДМ 0,1 м=10 см =100 мм
Метр м 100 см=1000 мм =1000000 мкм
Километр км 1000 м= 1000000 мм
Меры поверхности
Квадратный миллиметр мма 0,000001 м»
Квадратный сантиметр сма 0,0001 м*=100 мм*
Квадратный дециметр дма 0,01 ма=100 см*= 10000 мм*
Квадратный метр м2 10000 см»— 1000000 мм*
Квадратный гектометр га 10000 м*
Квадратный километр км2 1000000 м*
10
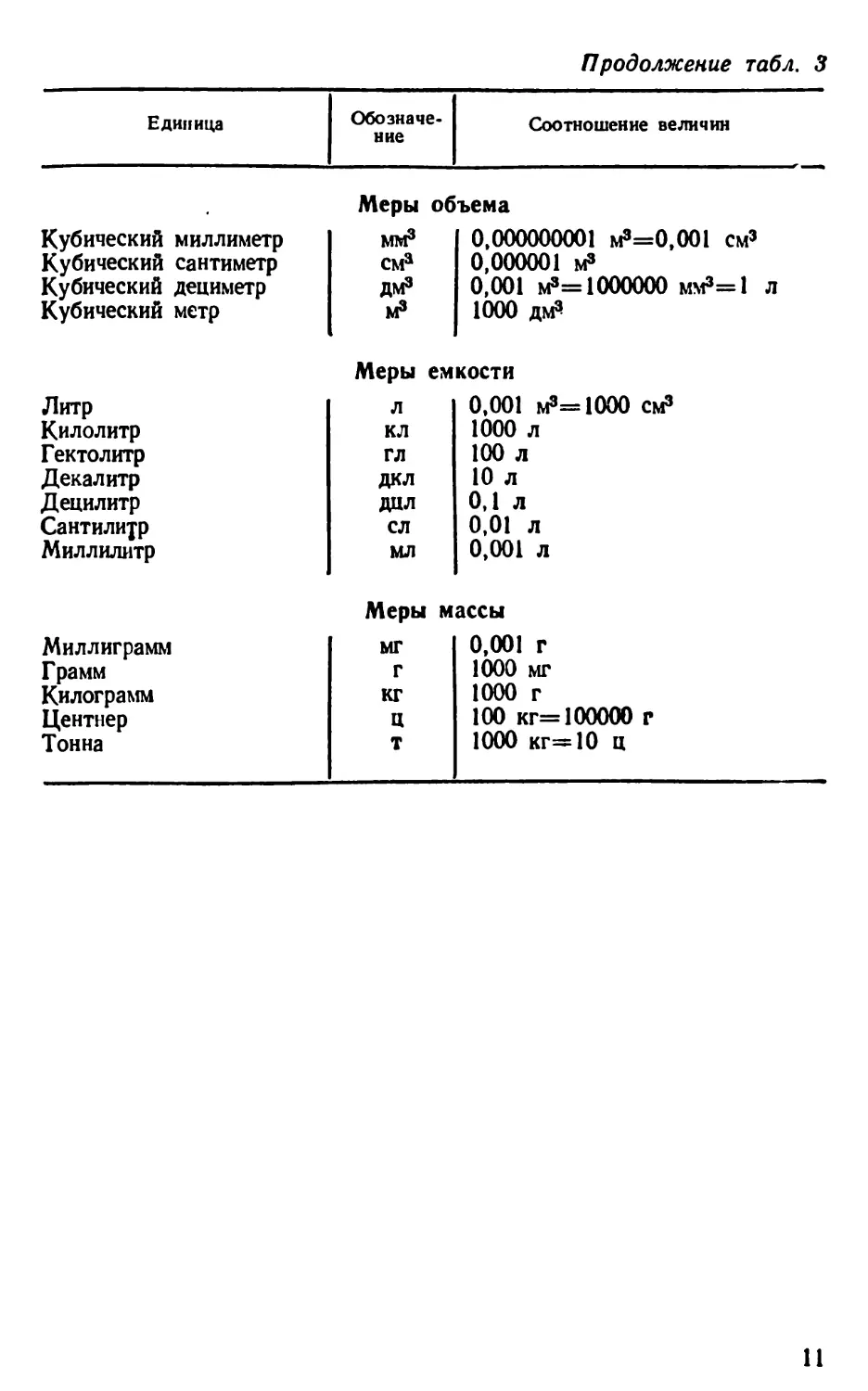
Продолжение табл. 3
Единица Обозначе- ние Соотношение величин
Кубический миллиметр Кубический сантиметр Кубический дециметр Кубический метр Меры об мм3 см3 дм3 м3 ъема 0,000000001 м3=0,001 см3 0,000001 м3 0,001 м3= 1000000 ммЗ=1 л 1000 дм3
Меры емкости
Литр л 0,001 м3=1000 см3
Килолитр кл 1000 л
Гектолитр гл 100 л
Декалитр дкл 10 л
Децилитр дцл 0,1 л
Сантилитр сл 0,01 л
Миллилитр мл 0,001 л
Меры массы
Миллиграмм мг 0,001 г
Грамм г 1000 мг
Килограмм кг 1000 г
Центнер Ц 100 кг= 100000 г
Тонна т 1000 кг==10 ц
11
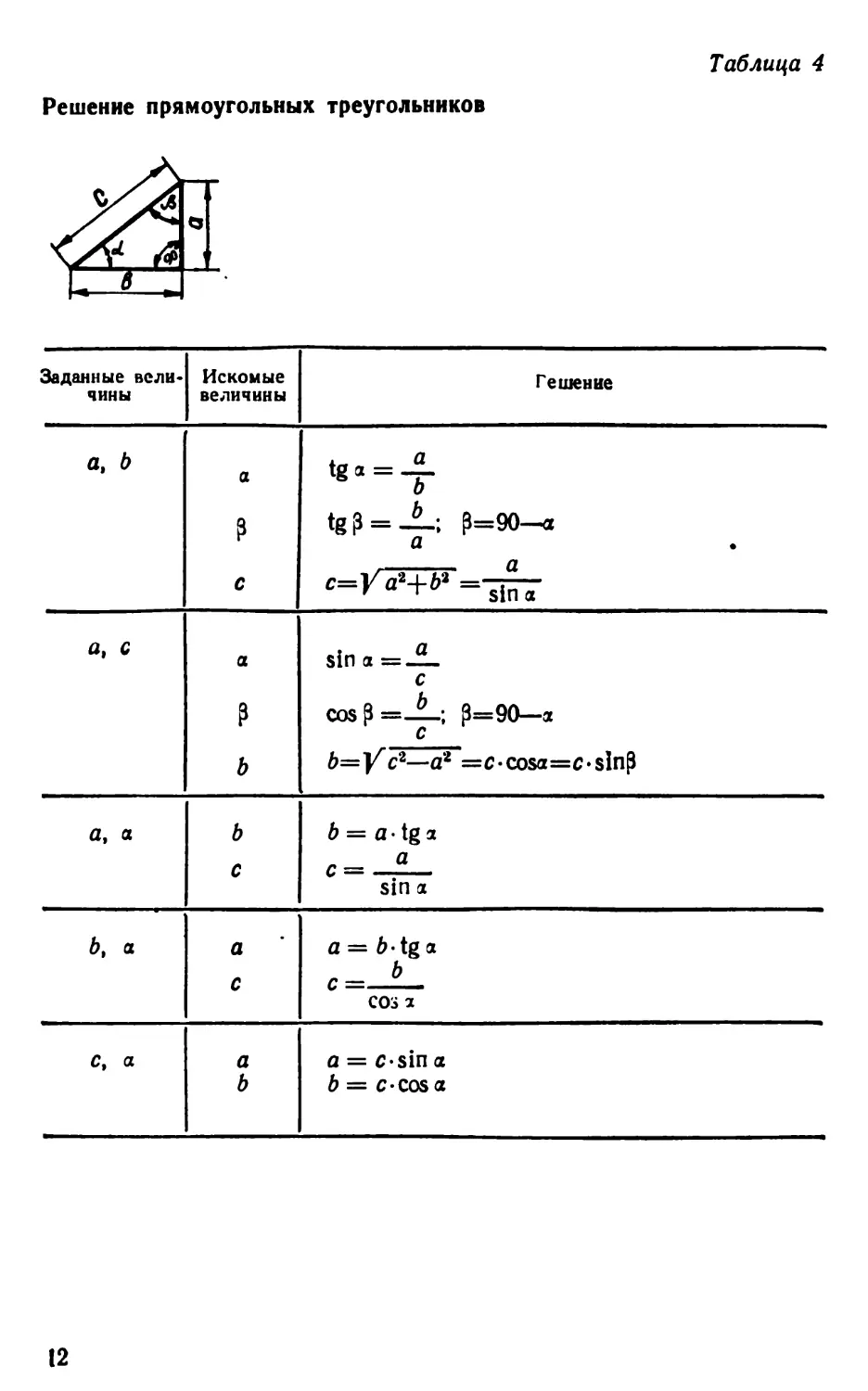
Таблица 4
Решение прямоугольных треугольников
Заданные вели- чины Искомые величины Гешение
а, b а ? с tg3 = —: 3=90—а а а
а, с а ? ь sin а = -fL с COS 3 =—\ 3=90— а с Ь=У сг—dl =c-cosa=c-sln3
а, а ь с b = а • tg л с=-1- Sin а
bt а а с о a II 11 О О I О' • м | Я
с, а а b а = c-sin а b = c-cosa
12
Таблица 5
Решение косоугольных треугольников
Заданные вели- чины Искомые величины Решение
а» Ь, у С а ₽ 1-й случай (общий) с = 2-a-fc-cosy , a-sinT , а-slny sin а- с • *«“-б-а-cos-r , п b-sin-f t л Ь-sin 7 sinp_- с ; tgp-a_6.C0S1
а, у ИЛИ а, а, а Ь с а= 180°-(?+7); 7=180°-(а+р); ?=180°-(a+7) ,,_a-sin р_ q-sinp sin a siii(P+y) с = n s^n 7_ e-sin у sin a sin(^-f-7)
а, д, а а>Ь ? 7 с 2-й случай л . л b-sina ₽<« sin р — а 7=180°-(а-|-р) п t а-sinv с—а-cos p-|-o-cos а— |П e — o-cosa-f- +У a2—£H-sina я
а, bt а Ь>а р 7 с 3-й случай. Треугольник не вполне опреде- лен, возможны два решения: л 6-sina р<€0° Sinp——; P>so° cosp=±/l-sin1 Р 7= 180°—(a-|-(3)<ft c=b • cosa ± У a2—b2 • sin2s
а, Ь, с а 7 ₽ § a § "CD —4 A II II II bo _|_ bo _|_ to 4- Ф 7®? 't®?’ 7s I O- I n 1 'S %
13
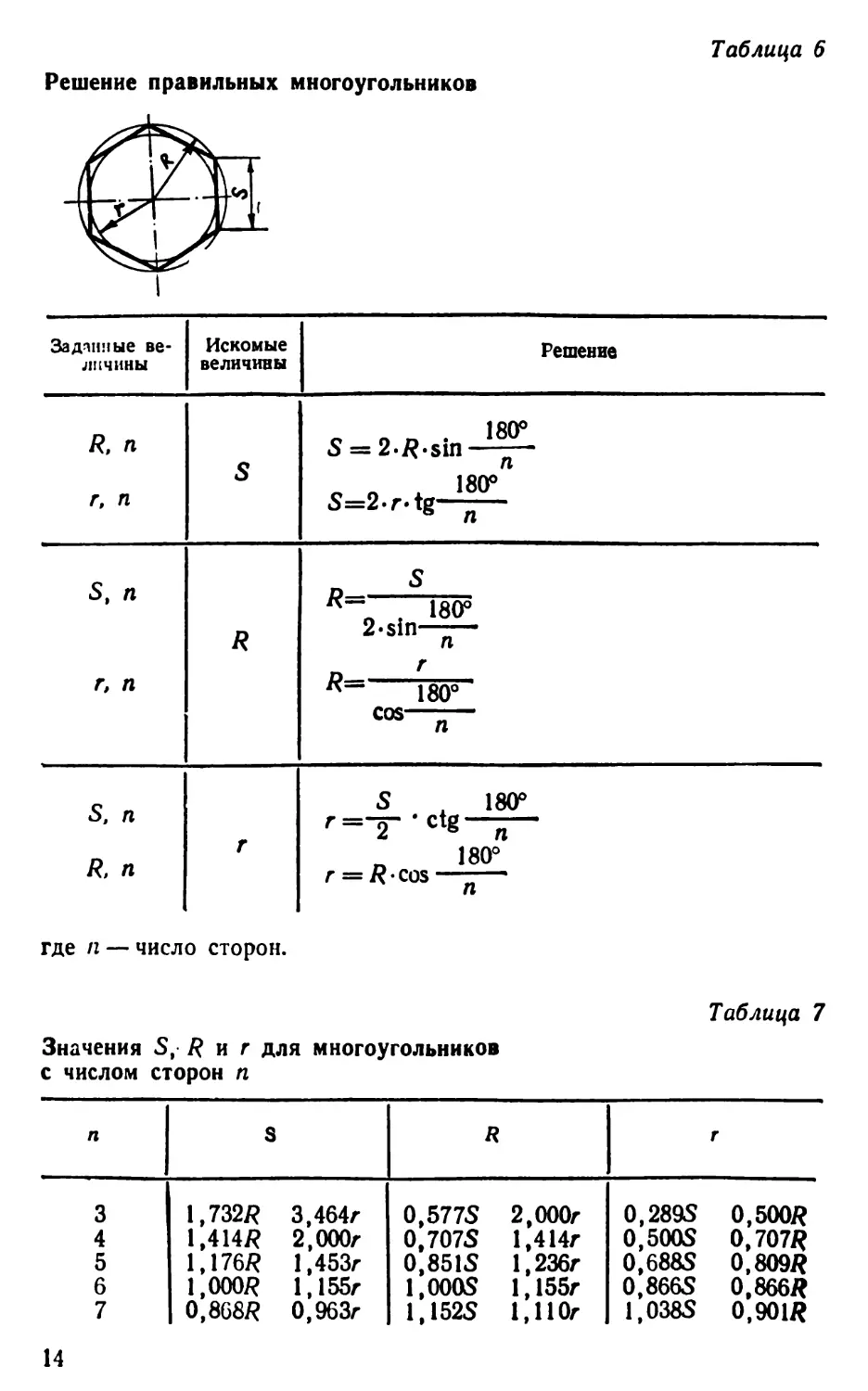
Таблица 6
Решение правильных многоугольников
Заданные ве- личины Искомые величины Решение
R. п г, п S о nr.. 18°° S = 2.fl.sin—~ о « х 180° S_2.r.tg-A
S, п г, п R n „ , •во9 2-sln— 180° eos “n
S. п R. п Г 5 , 180° r~2 ’Ctg n „ 180° r — Rcos n
где п — число сторон.
Значения S, fl и г для многоугольников
с числом сторон п
Таблица 7
n S R r
3 1,732/? 3,464г 0,5775 2,000r 0.289S 0,500/?
4 1,414/? 2,000r 0,7075 l,414r 0.500S 0,707/?
5 1,176/? 1,453г 0,8515 l,236r 0,6885 0,809/?
6 1,000/? l,155r 1,0005 l,155r 0.866S 0,866/?
7 0,868/? 0,963л 1,1525 1,110г 1,0385 0,901/?
14
Продолжение табл. 7
п S R Г
8 0,765/? 0,828г 1,3075 1,082г 1,2075 0,924/?
9 0,684/? 0,728 л 1,4625 1,064г 1,3745 0,940/?
10 0.618Л 0,650г 1,6185 1,052г 1,5395 0,951/?
11 0,564/? 0,587г 1,7755 1,042г 1,7035 0,960/?
12 0,518/? 0,536г 1,9325 1,035г 1.866S 0,966/?
16 0,390/? 0,398г 2.563S 1,020г 2,5635 0,981/?
20 0,313/? 0,317г 3,1965 1,013г 3,1575 0,988/?
24 0,261/? 0,268г 3,8315 1,009г 3,7985 0,991/?
32 0.196Л 0.197г 5,1015 1,005г 5,0775 0.995Л
48 0,131/? 0,131г 7,6455 1,002г 7.645S 0.998Л
64 0,098/? 0,098г 10,1905 1,001г 10,1785 0.999Л
Площади плоских геометрических фигур
Таблица 8
Эскиз Обозначения Площадь
! 2 3
Любой треугольник в а, с—стороны; а, р, 7—противолежащие углы; b—основание; Л—высота; *+Ж=180° , 2
Прямой треугольник в а, b—катеты; с—гипотенуза; а, р—противолежащие уг- лы; а-|“Р=90°; 2
Квадрат а—сторона; m—диагональ; _ tn2
а а 0=0,707 /и; /п=1,414а а — 2
15
Продолжение табл. 8
Прямоугольник и
параллелограмм
b—основание;
Л—высота
F=bh
Трапеция
а
а, b—параллельные сторо-
ны (основания);
Л—высота
_ а+Ь
F---2~Л
Правильный много- угольник а п—число сторон; г—радиус вписанного круга; а—сторона; R—радиус описанного кру- га (при л=6, /?=а); - 360° а—центральный угол ; 360° р—внешний угол ; п 7—внутренний угол 180—а с II
Кольцо D—наружный диаметр; d—внутренний диаметр; R—наружный радиус; г—внутренний радиус . (D*—(Р)
Круг
г—радиус;
d—диаметр;
L—длина окружности;
—=0,785^
16
Продолжение табл. 8
1 2 3
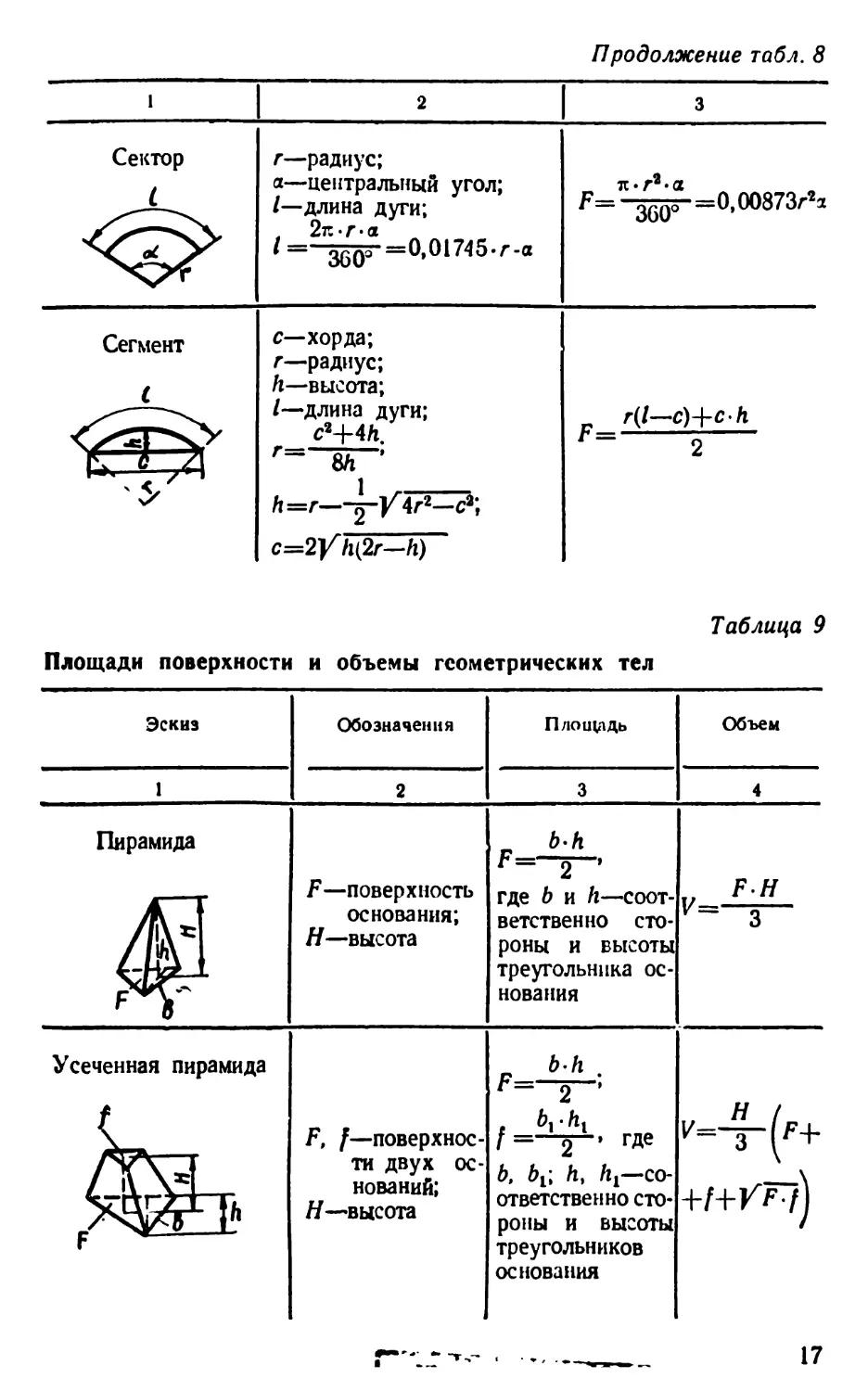
Сектор 1 г—радиус; а—центральный угол; /—длина дуги; 2пг-а / — 300°’“ 0,01745’Г-а F = =0,00873г2а
Сегмент С с—хорда; г—радиус; Л—высота; /—длина дуги; c2+4h. г~ 8Л ’ h=r—-^-У4гг-с’; с=2/Л(2г—й) r(Z—с)4-сй F~ 2
Таблица 9
Площади поверхности и объемы геометрических тел
Эскиз Обозначения Площадь Объем
1 2 3 4
Пирамида /fl F—поверхность основания; Н—высота 2 * где b и h—соот- ветственно сто- роны и высоты треугольника ос- нования
Усеченная пирамида /iCXM тЖгТ'1 F -L F, /—поверхнос- ти двух ос- нований; Я—высота F_±L; • /- 2 ’ где b, h, hi—со- ответственно сто- роны и высоты треугольников основания v=Jr(F+ +f+V"F~fj
17
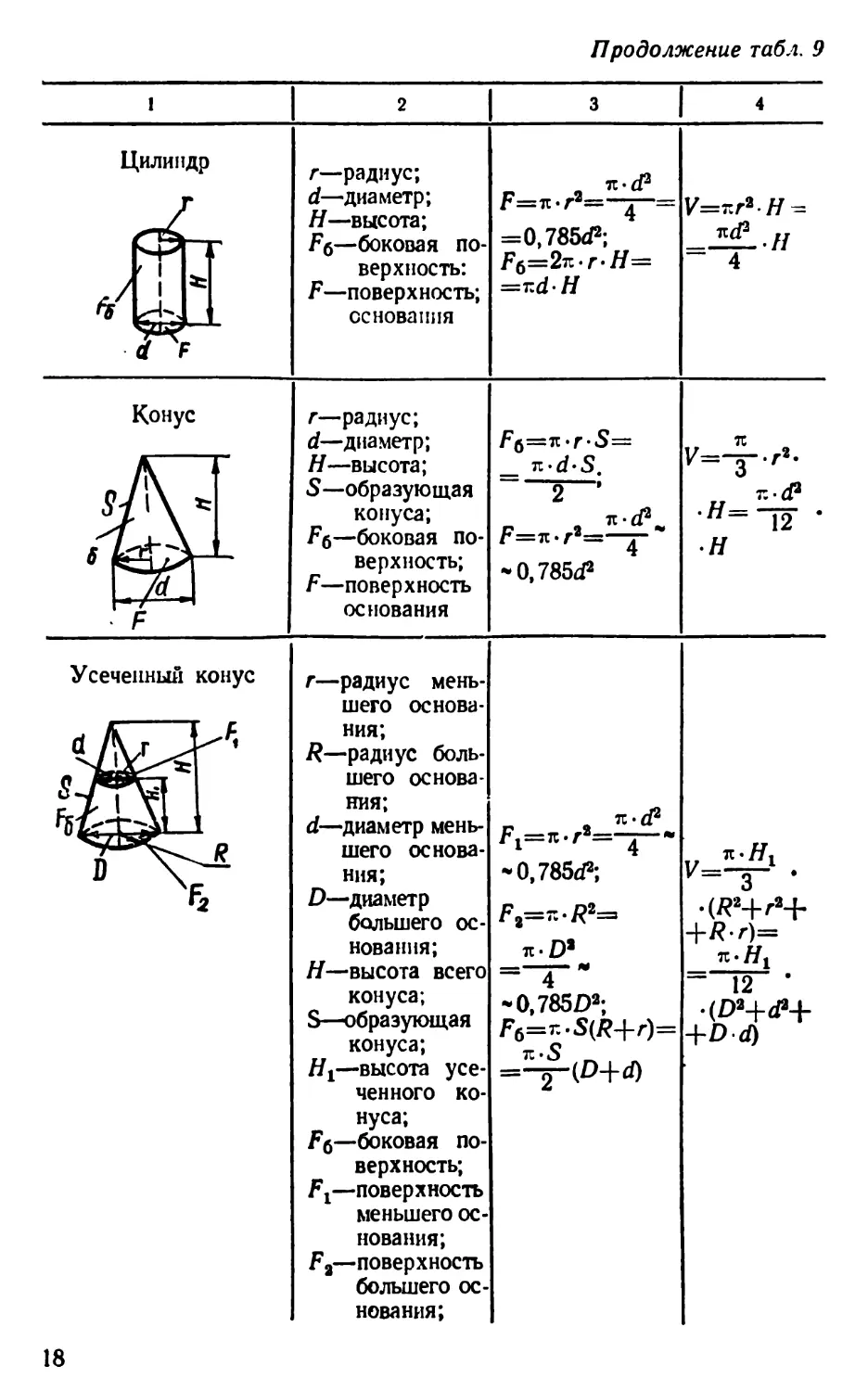
П родолжение табл. 9
1
Цилиндр
2 3 4
г—радиус; d—диаметр; И—высота; Гб—боковая по- верхность: Г—поверхность; п те-d3 F—«•>*— 4 - =0,7854?; Гб=2л./-.Я= = T.dH 11 и5 н
основания
Конус
г—радиус;
d—диаметр;
И—высота;
S—образующая
конуса;
Гб—боковая по-
верхность;
F—поверхность
основания
Гб=л-г$=
= к-d-S,
2 ’
=*-Г*=—
0,785а2
Усеченный конус
г—радиус мень- шего основа- ния; R—радиус боль- шего основа- ния; d—диаметр мень- шего основа- ния; ₽ 2 я<1’ Л-л-/-’- 4 - -0,7854?; v — 3
D—диаметр большего ос- нования; Н—высота всего конуса; S—образующая конуса; высота усе- ченного ко- нуса; Гб—боковая по- верхность; поверхность меньшего ос- нования; Га—поверхность большего ос- нования; Ft=r..R*= it-D* ~ 4 " -0,7850»; F6=r..S(J?+r)= ———^—4 О 1 .(/?»+<»+ 4-/?г)= n-Hi ~ 12 ' •(D«+d»+ +Dd)
— 2
18
Продолжение табл. 9
1 2 3 4
«-«.+-Й7-
Шар R—радиус; D—диаметр; F—поверхность о S о я । । « я II
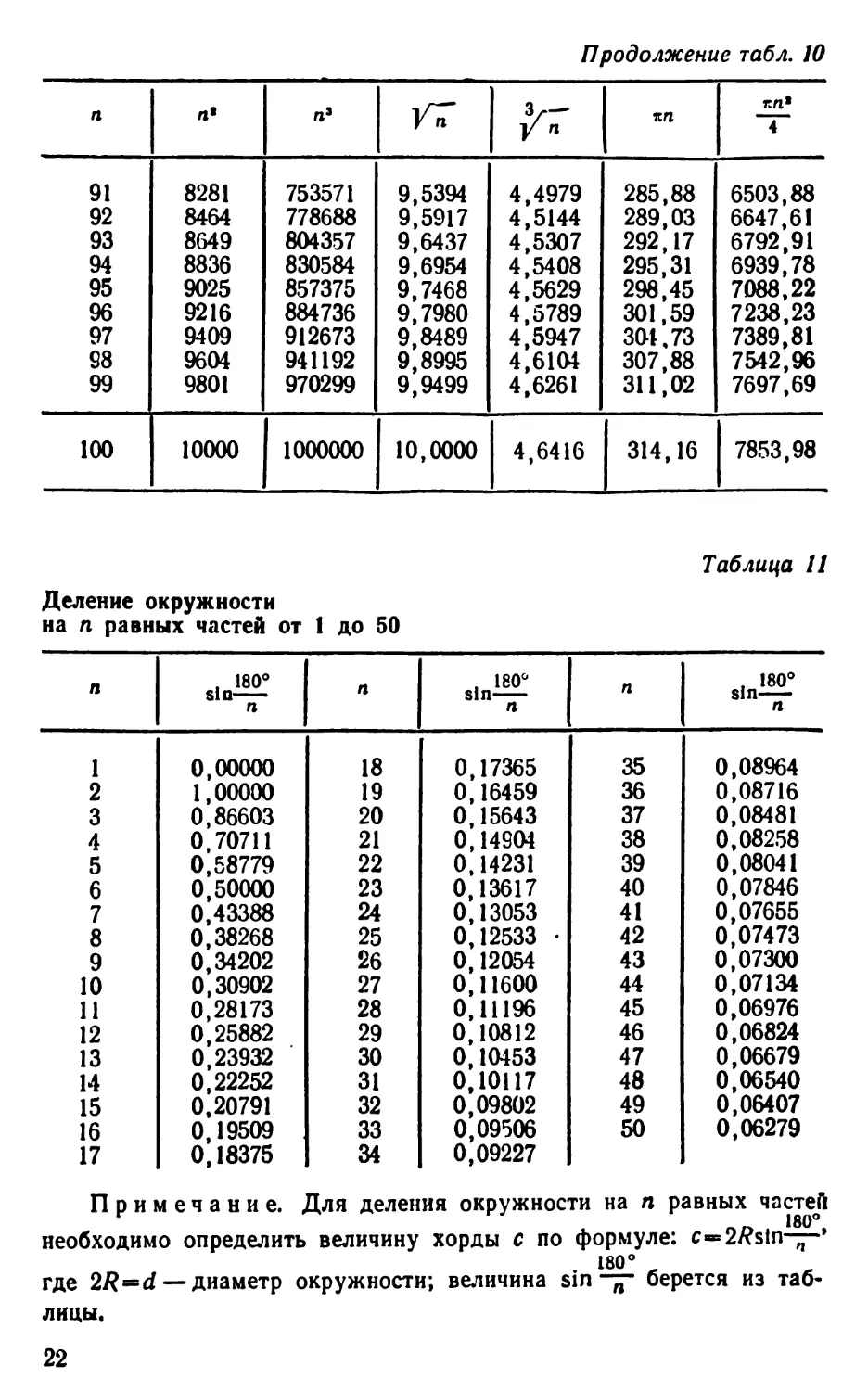
Таблица 10
Квадраты, кубы, корни квадратные и кубические,
длины окружностей, площади кругов
для чисел от 1 до 100
п а1 п* з,— ял ял» 4
1 1 1 1,0000 1,0000 3,142 0,7854
2 4 8 1,4142 1,2599 6,283 8,1416
3 9 27 1,7321 1,4422 9,425 7,0686
4 16 64 2,0000 1,5874 12,566 12,5664
5 25 125 2,2361 1,7100 15,708 19,6350
6 36 216 2,4495 1,8171 18,850 28,2743
7 49 343 2,6458 1,9129 21,991 38,4845
8 64 512 2,8284 2,0000 25,133 50,2655
9 81 729 3,0000 2,0801 28,274 73,6173
10 100 1000 3,1623 2,1544 31,416 78,5398
И 121 1331 3,3166 2,2240 34,558 95,033
12 144 1728 3,4611 2,2894 37,699 113,097
13 169 2197 3,6056 2,3513 40,841 132,732
14 196 2744 3,7417 2,4101 43,982 153,938
15 225 3375 3,8730 2,4662 47,124 176,715
16 256 4096 4,0000 2,5198 50,265 201,062
17 289 4913 4,1231 2,5713 53,407 226,980
18 324 5832 4,2426 2,6207 56,549 254,469
19 361 6859 4,3589 2,6684 59,690 283,529
20 400 8000 4,4721 2,7144 62,832 314,159
19
Продолжение табл. 10
п, п* Л3 Vn зг ял ЯЛ* 4
21 441 9261 4,5826 2,7589 65,973 346,361
22 484 10648 4,6904 2,8020 69,115 380,133
23 529 12167 4,7958 2,8439 72,257 415,476
24 576 13824 4,8990 2,8845 75,398 452,389
25 625 15625 5,0000 2,9240 78,540 490,874
26 676 17576 5,0990 2,9625 81,681 530,929
27 729 19683 5,1962 3,0000 84,823 572,555
28 29 784 841 21952 24389 5,2915 5,3852 3,0366 3,0723 87,955 91,106 615,752 660,520
30 900 27000 5,4772 3,1072 94,248 706,858
31 961 29791 5,5678 3,1414 97,389 754,768
32 1024 32768 5,6569 3,1748 100,531 804,248
33 1089 35937 5,7446 3,2075 103,673 855,299
34 1156 39304 5,8310 3,2396 106,814 907,920
35 1225 42875 5,9161 3,2711 109,956 962,113
36 1296 46656 6,0000 3,3019 113,097 1017,88
37 1369 50653 6,0828 3,3322 116,239 1075,21
38 1444 54872 6,1644 3,3620 119,381 1134,11
39 1521 59319 6,2450 3,3912 122,522 1194,59
40 1600 64000 6,3246 3,4200 125,66 1256,64
41 1681 68921 6,4031 3,4482 128,81 1320,25
42 1764 74088 6,4807 3,4760 131,95 1385,44
43 1849 79507 6,5574 3,5034 135,09 1452,20
44 1936 85184 6,6332 3,5303 138,23 1520,53
45 2025 91125 6,7082 3,5569 141,37 1590,43
4G 2116 97335 6,7823 3,5830 144,51 1661,90
47 2209 108823 6,8557 3,6088 147,65 1734,94
48 2304 110592 6,9282 3,6342 150,80 1809,56
49 2401 117549 7,0000 3,6593 153,94 1885,74
50 2500 125000 7,0711 3,6840 157,08 1963,50
51 2601 132651 7,1414 3,7084 160,22 2042,82
52 2704 140G08 7,2111 3,7325 163,36 2123*72
53 2809 148877 7,2801 3,7563 166,50 2206,18
54 2916 157464 7,3485 3,7798 169,65 2290,22
55 3025 166375 7,4162 3,8030 172,79 2375,83
20
Продолжение табл. 10
п п* п* /Г 3Z V п тел КП* 4
55 3136 175616 7,4833 3,8259 175,93 2463,01
57 3249 185193 7,5498 3,8455 179,07 2551,76
58 3364 195112 7,6158 3,8709 182,21 2642,08
59 3481 205379 7,6811 3,8930 185,35 2733,97
60 3600 216000 7,7460 3,9149 188,50 2827,43
61 3721 226981 7,8102 3,9365 191,64 2922,47
G2 3844 238328 7,8740 3,9575 174,78 3019,07
63 3969 250047 7,9373 3,9791 197,92 3117,25
64 4096 262144 8,0000 4,0000 201,03 3216,99
65 4225 274625 8,0623 4,0207 204,20 3318,31
66 4355 287496 8,0840 4,0412 207,35 3421,19
67 4489 300763 8,1754 4,0321 210,49 3525,65
68 4624 314432 8,2462 4,0817 213,63 3631,68
69 4761 328509 8,3036 4,1016 216,77 3739,28
70 4900 343000 8,3666 4,1213 219,91 3848,45
71 5041 357911 8,4261 4,1408 223,05 3059,19
72 5184 373248 8,4853 4,1602 226,19 4071,50
73 5329 389017 8,5440 4,1793 229,34 4185,39
74 5476 405224 8,6023 4,1983 232,48 4300,84
75 5625 421875 8,6603 4,2172 235,62 4417,86
76 5776 438976 8,7178 4,2358 238,76 4536,46
77 5929 456533 8,7750 4,2543 241,90 4656,63
78 6084 474552 8,8318 4,2727 245,04 4778,36
79 6241 493039 8,8882 4,2908 248,19 4901,67
80 6400 512000 8,9443 4,3089 251,33 5026,55
81 6561 531441 9,0000 4,3267 254,47 5153,00
82 6724 551368 9,0554 4,3445 257,61 5281,02
83 6889 571787 9,1104 4,3621 260,75 5410,61
84 7056 592764 9,1652 4,3795 263,89 5541,77
85 7225 614125 9,2195 4,3968 267,04 5674,50
86 7396 636056 9,2735 4,4140 270,18 5808,80
87 7569 658503 9,3274 4,4310 273,32 5944,68
88 7744 681472 9,3808 4,4480 276,46 6082,12
89 7921 704969 9,4340 4,4647 279,60 6221,14
90 | 8100 729000 | 9,4868 1 4,4814 282,74 6361,73
21
Продолжение табл. 10
п, п* п3 Vn* 3Z— V п т.п 4
91 8281 753571 9,5394 4,4979 285,88 6503,88
92 8464 778688 9,5917 4,5144 289,03 6647,61
93 8649 804357 9,6437 4,5307 292,17 6792,91
94 8836 830584 9,6954 4,5408 295,31 6939,78
95 9025 857375 9,7468 4,5629 298,45 7088,22
96 9216 884736 9,7980 4,5789 301,59 7238,23
97 9409 912673 9,8489 4,5947 301,73 7389,81
98 9604 941192 9,8995 4,6104 307,88 7542,96
99 9801 970299 9,9499 4,6261 311,02 7697,69
100 10000 1000000 10,0000 4,6416 314,16 7853,98
Таблица 11
Деление окружности
на п равных частей от 1 до 50
п , 180° sin п п , 180° sin п п , 180° sin— п
1 0,00000 18 0,17365 35 0,08964
2 1,00000 19 0,16459 36 0,08716
3 0,86603 20 0,15643 37 0,08481
4 0,70711 21 0,14904 38 0,08258
5 0,58779 22 0,14231 39 0,08041
6 0,50000 23 0,13617 40 0,07846
7 0,43388 24 0,13053 41 0,07655
8 0,38268 25 0,12533 • 42 0,07473
9 0,34202 26 0,12054 43 0,07300
10 0,30902 27 0,11600 44 0,07134
11 0,28173 28 0,11196 45 0,06976
12 0,25882 29 0,10812 46 0,06824
13 0,23932 30 0,10453 47 0,06679
14 0,22252 31 0,10117 48 0,06540
15 0,20791 32 0,09802 49 0,06407
16 17 0,19509 0,18375 33 34 0,09506 0,09227 50 0,06279
Примечание. Для деления окружности на п равных частей 1ОЛ°
необходимо определить величину хорды с по формуле: 180° . c=2/?sin—’
где 2/?=d лицы, 22 — диаметр окружности; величина sin — берется из таб-
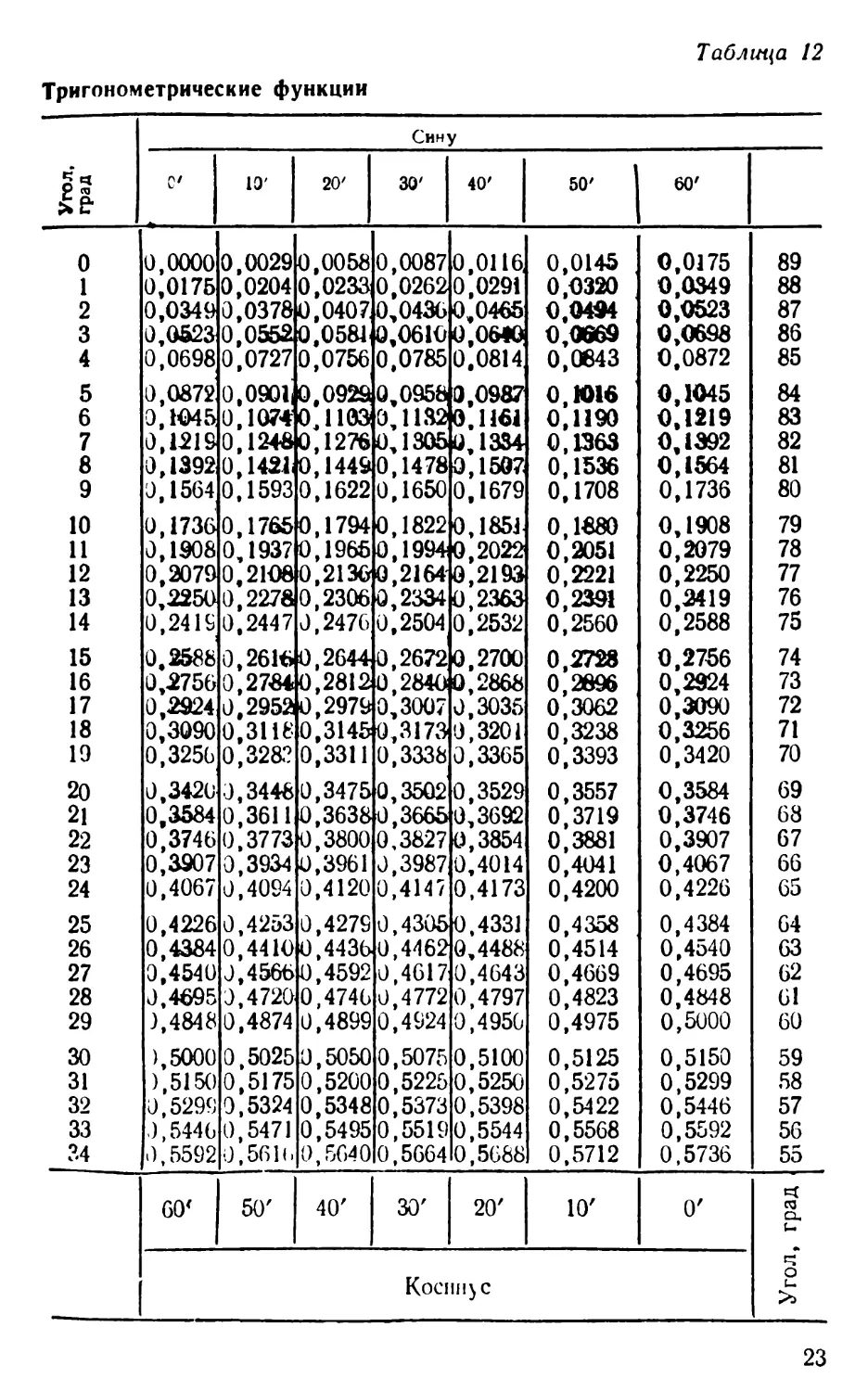
Таблица 12
Тригонометрические функции
Сину
Угол, град С7 10' 20х 30х 40х 50х 60х
0 0,0000 0,0029 0,0058 0,0087 0,0116 0,0145 0,0175 89
1 0,0175 0,0204 0,0233 0,0262 0,0291 0,0320 0,0349 88
2 0,0349 0,0378 0,0407 0,0436 0,0465 0,0494 0,0523 87
3 0,0623 0,0552 0,0581 0,0610 0,060 0,0669 0,0698 86
4 0,0698 0,0727 0,0756 0,0785 0,0814 0,0843 0,0872 85
5 0,0872 0,0901 0,0929 0,0958 0,0987 0.Ю16 0,1045 84
6 0,1045 0,1074 0,1103 0,1132 0.1161 0,1190 0,1219 83
7 0,1519 0,1248 0,1276 0,1305 0,1334 0,1363 0,1392 82
8 0,1392 0,1421 0,1449 0,1478 0,1507 0,1536 0,1564 81
9 0,1564 0,1593 0,1622 0,1650 0,1679 0,1708 0,1736 80
10 0,1736 0,1765 0,1794 0,1822 0,1851 0,1880 0,1908 79
11 0,1908 0,1937 0,1965 0,1994 0,2022 0,2051 0,2079 78
12 0,2079 0,2108 0,2136 0,2164 0,2193 0,2221 0,2250 77
13 0,2250 0,2278 0,2306 0,2334 0,2363 0,2391 0,2419 76
14 0,2419 0,2447 0,2476 0,2504 0,2532 0,2560 0,2588 75
15 0.2588 0,2616 0,2644 0,2672 0,2700 0,2728 0,2756 74
16 0,2756 0,2784 0,2812 0,2840 0,2868 0,2896 0,2924 73
17 0,2924 0,2952 0,2979 0,3007 0,3035 0,3062 0,3090 72
18 0,3090 0,3118 0,3145 0,3173 0,3201 0,3238 0,3256 71
19 0,3256 0,328? 0,3311 0,3338 0,3365 0,3393 0,3420 70
20 0,3420 0,3448 0,3475 0,3502 0,3529 0,3557 0,3584 69
21 0,3584 0,3611 0,3638 0,3665 0,3692 0,3719 0,3746 68
22 0,3746 0,3773 0,3800 0,3827 0,3854 0,3881 0,3907 67
23 0,3907 0,3934 0,3961 0,3987 0,4014 0,4041 0,4067 66
24 0,4067 0,4094 0,4120 0,4147 0,4173 0,4200 0,4226 65
25 0,4226 0,4253 0,4279 0,4305 0,4331 0,4358 0,4384 64
26 0,4384 0,4410 0,4436 0,4162 0,4488 0,4514 0,4540 63
27 0,4540 J,4566 0,4592 0,4617 0,4643 0,4669 0,4695 62
28 0,4695 0,4720 0,4746 0,4772 0,4797 0,4823 0,4848 61
29 ),4848 0,4874 0,4899 0,4924 0,4956 0,4975 0,5000 60
30 ),5000 0,5025 0,5050 0,5075 0,5100 0,5125 0,5150 59
31 ),5150 0,5175 0,5200 0,5225 0,5250 0,5275 0,5299 58
32 0,5299 0,5324 0,5348 0,5373 0,5398 0,5422 0,5446 57
33 0,5446 0,5471 0,5495 0,5519 0,5544 0,5568 0,5592 56
?4 0,5592 0,561с 0,5640 0,5664 0,5688 0,5712 0,5736 55
60' 50' 40' 30' 20' 10' 0' ► град
Косин}С Угол,
23
Продолжение табл. 12
Синус
Угол, град 0' 10х 20' 30' , 40' 60' 60'
35 0,5736 0,5760 0,5783 0,5807 0,5831 0,5854 0,5878 54
36 0,5878 0,5901 0,5925 0,5948 0,5972 0,5995 0,6018 53
37 0,6018 0,6041 0,6065 0,6088 0,6111 0,6134 0,6157 52
38 0,6157 0,6180 0,6202 0,6225 0,6248 0,6271 0,6293 51
39 0,6293 0,6316 0,6338 0,6361 0,6383 0,6406 0,6428 50
40 0,6428 0,6450 0,6472 0,6494 0,6517 0,6539 0,6561 49
41 0,6561 0,6583 0,6604 0,6626 0,6648 0,6670 0,6691 48
42 0,6691 0,6713 0,6734 0,6756 0,6777 0,6799 0,6820 47
43 0,6820 0,6841 0,6862 0,6884 0,6905 0,6926 0,6947 46
44 0,6947 0,6967 0,6988 0,7009 0,7030 0,7050 0,7071 45
45 0,7071 0,7092 0,7112 0,7133 0,7153 0,7173 0,7193 44
46 0,7193 0,7214 0,7234 0,7254 0,7274 0,7294 0,7314 43
47 0,7314 0,7333 0,7353 0,7373 0,7392 0,7412 0,7431 42
48 0,7431 3,7451 0,7470 0,7490 0,7509 0,7528 0,7547 41
49 0,7547 U,7566 0,7585 0,7604 0,7623 0,7642 0,7660 40
50 0,7660 0,7679 0,7698 0,7716 0,7735 0,7753 0,7771 39
51 0,7771 0,7790 0,7808 0,7826 0,7844 0,7862 0,7880 38
52 0,7880 0,7898 0,7916 0,7934 0,7951 0,7969 0,7986 37
53 0,7986 0,8004 J.8U21 0,8039 0,8056 0,8073 0,8090 36
54 0,8090 0,8107 0,8124 0,8141 0,8158 0,8175 0,8192 35
55 0,8192 0,8208 0,8225 0,8241 0,8258 0,8274 0,8290 34
56 0,8290 0,8307 0,8323 0,8339 0,8355 0,8371 0,8387 33
57 0,8387 0,8403 0,8418 0,8434 0,8450 0,8465 0,8480 32
58 0,8480 0,8496 0,8511 0,8526 0,8542 0,8557 0,8572 31
59 0,8572 0,8587 0,8601 0,8616 0,8631 0,8646 0,8660 30
60 0,8660 0,8675 0,8689 0,8704 0,8718 0,8732 0,8746 29
61 0,8746 0,8760 0,8774 0,8788 0,8802 0,8816 0,8829 28
62 0,8829 0,8843 0,8857 0,8870 0,8884 0,8897 0,8910 27
63 0,8910 0,8923 0,8936 0,8949 0,8962 0,8975 0,8988 26
64 0,8988 0,900) 0,9013 0,9026 0,9038 0,9051 0,9063 25
65 0,9063 0,9075 0,9088 0,9100 0,9112 0,9124 0,9135 24
66 0,9135 0,9147 0,9159 0,9171 0,9182 0,9194 0,9205 23
67 0,9205 0,9216 0,9228 0,9239 0,9250 0,9261 0,9272 22
68 0,9272 0,9283 0,9293 0,9304 0,9315 0,9325 0,9336 21
69 0,9336 0,9346 0,9356 С,9367 0,9377 0,9387 0,9397 20
60' 50' 40' 30' 20' 10' 0' й
Косинус >» U
24
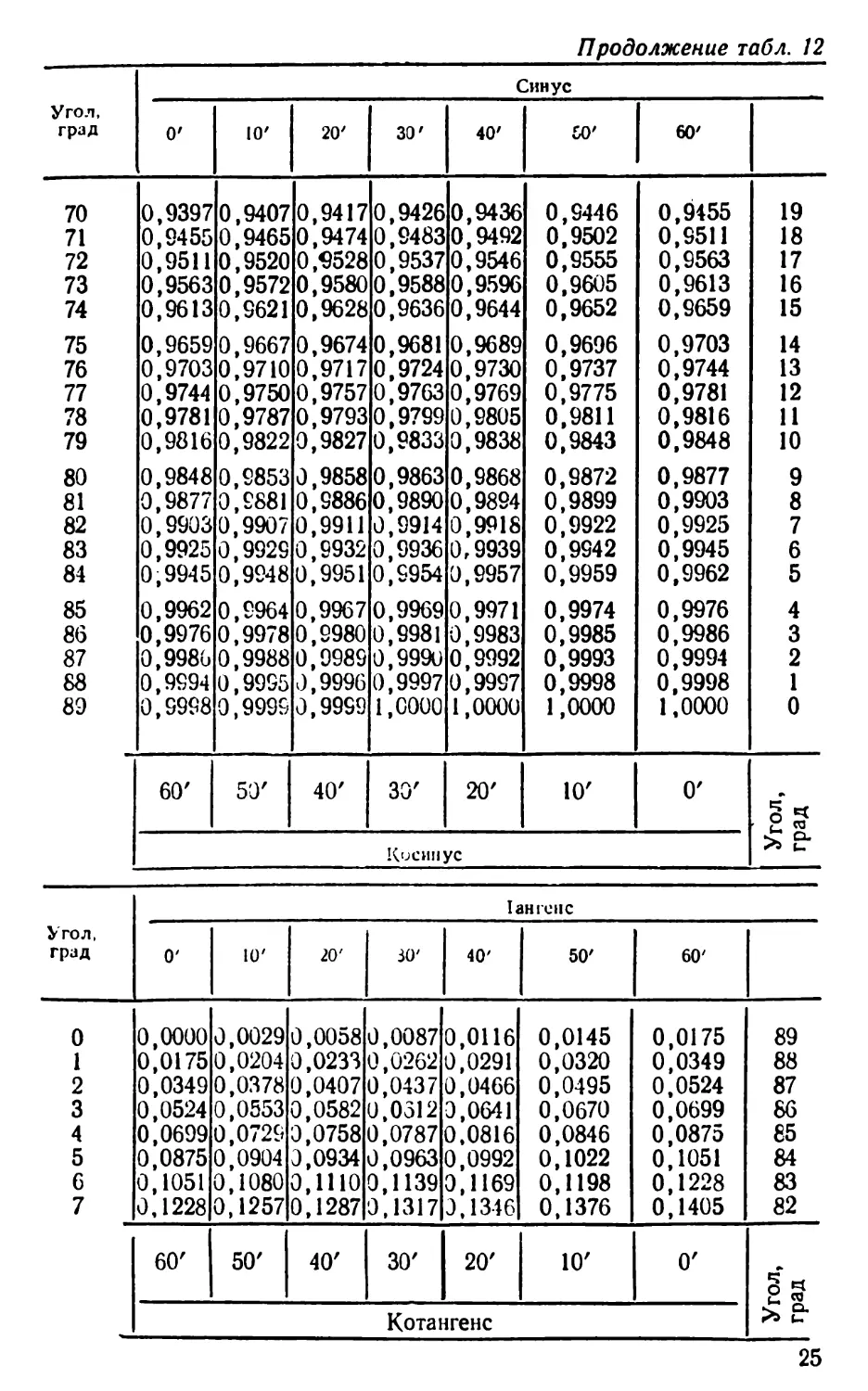
Продолжение табл. 12
Синус
Угол, град О' 10' 20' 30' 40' 50' 60'
70 0,9397 0,9407 0,9417 0,9426 0,9436 0,9446 0,9455 19
71 0,9455 0,9465 0,9474 0,9483 0,9492 0,9502 0,9511 18
72 0,9511 0,9520 0,9528 0,9537 0,9546 0,9555 0,9563 17
73 0,9563 0,9572 0,9580 0,9588 0,9596 0,9605 0,9613 16
74 0,9613 0,9621 0,9628 0,9636 0,9644 0,9652 0,9659 15
75 0,9659 0,9667 0,9674 0,9681 0,9689 0,9696 0,9703 14
76 0,9703 0,9710 0,9717 0,9724 0,9730 0,9737 0,9744 13
77 0,9744 0,9750 0,9757 0,9763 0,9769 0,9775 0,9781 12
78 0,9781 0,9787 0,9793 0,9799 0,9805 0,9811 0,9816 11
79 0,9816 0,9822 0,9827 0,9833 0,9838 0,9843 0,9848 10
80 0,9848 0,9853 0,9858 0,9863 0,9868 0,9872 0,9877 9
81 0,9877 0,9881 0,9886 0,9890 0,9894 0,9899 0,9903 8
82 0,9903 0,9907 0,9911 0,9914 0,9918 0,9922 0,9925 7
83 0,9925 0,9929 0,9932 0,9936 О,9939 0,9942 0,9945 6
84 0,9945 0,9948 0,9951 0,9954 0,9957 0,9959 0,9962 5
85 0,9962 0,9964 0,9967 0,9969 0,9971 0,9974 0,9976 4
86 0,9976 0,9978 0,9980 0,9981 0,9983 0,9985 0,9986 3
87 0,9986 0,9988 0,9989 0,9990 0,9992 0,9993 0,9994 2
88 0,9994 0,9995 0,9996 0,9997 0,9997 0,9998 0,9998 1
89 0,9998 0,9999 0,9999 1,0000 1,0000 1,0000 1,0000 0
60' 50' 40' 30' 20' 10' 0' • й
Кисинус £ £•
Тангенс
Угол, град 0' 10' 20' 30' 40' 50' 60'
0 0,0000 0,0029 0,0058 0,0087 0,0116 0,0145 0,0175 89
1 0,0175 0,0204 0,0233 0,0262 0,0291 0,0320 0,0349 88
2 0,0349 0,0378 0,0407 0,0437 0,0466 0,0495 0,0524 87
3 0,0524 0,0553 0,0582 0,0512 3,0641 0,0670 0,0699 86
4 0,0699 0,0729 0,0758 0,0787 0,0816 0,0846 0,0875 85
5 0,0875 0,0904 3,0934 0,0963 0,0992 0,1022 0,1051 84
6 0,1051 0,1080 0,1110 0,1139 0,1169 0,1198 0,1228 83
7 0,1228 0,1257 0,1287 0,1317 3,1346 0,1376 0,1405 82
60' 50' 40' 30' 20' 10' 0' Is
Котангенс >> е
25
Продолжение табл. 12
Тангенс
Угол, град О' 10' 20' 30' 40' 60' 60'
8 0,1405 0,1435 0,1465 0,1495 0,1524 0,1554 0,1584 81
9 0,1584 0,1614 0,1644 0,1673 0,1703 0,1733 0,1763 80
10 0,1763 0,1793 0,1823 0,1853 0,1883 0,1914 0,1944 79
11 0,1944 0,1974 0,2004 0,2035 0,2065 0,2095 0,2126 78
12 0,2126 0,2156 0,2186 0,2217 0,2247 0,2278 0,3209 77
13 0,2309 0,2339 0,2370 0,2401: 0,2432 0,2462 0,2493 76
14 0,2493 0,2524 0,2555 0,2586 0,2617 0,2648 0,2679 75
15 0,2679 0,2711 0,2742 0,2773 0,2805 0,2836 0,2867 74
16 0,2867 0,2899 0,2931 0,2962 0,2994 0,3026 0,3057 73
17 0,3057 0,3089 0,3121 0,3153 0,3185 0,3217 0,3249 72
18 0,3249 0,3281 0,3314 0,3346 0,3378 0,3411 0,3443 71
19 0,3443 0,3476 0,3508 0,3541 0,3574 0,3607 0,3640 70
20 0,3640 0,3673 0,3706 0,3739 0,3772 0,3805 0,3839 69
21 0,3839 0,3872 0,3906 0,3939 0,3973 0,4006 0,4040 68
22 0,4040 0,4074 0,4108 0,4142 0,4176 0,4210 0,4245 67
23 0,4245 0,4279 0,4314 0,4348 0,4383 0,4417 0,4452 66
24 0,4452 0,4487 0,4522 0,4557 0,4592 0,4628 0,4663 65
25 0,4663 0,4699 0,4734 0,4770 0,4806 0,4841 0,4877 64
26 0,4877 0,4913 0,4950 0,4986 0,5022 0,5059 0,5095 63
27 0,5095 0,5132 0,5169 0,5206 0,5243 0,5280 0,5317 62
28 0,5317 0,5354 0,5392 0,5430 0,5467 0,5505 0,5543 61
29 0,5543 0,5581 0,5619 0,5658 0,5696 0,5735 0,5774 60
30 0,5774 0,5812 0,5851 0,5890 0,5930 0,5969 0,6009 59
31 0,6009 0,6048 0,6088 0,6128 0,6168 0,6208 0,6249 58
32 0,6249 0,6289 0,6330 0,6371 0,6412 0,6453 0,6494 57
33 0,6494 0,6536 0,6577 0,6619 0,6661 0,6703 0,6745 56
34 0,6745 0,6787 0,6830 0,6873 0,6916 0,6959 0,7002 55
35 0,7002 0,7046 0,7089 0,7133 0,7177 0,7221 0,7265 54
36 0,7265 0,7310 0,7355 0,7400 0,7445 0,7490 0,7536 53
37 0,7536 0,7581 0,7627 0,7673 0,7720 0,7766 0,7813 52
38 0,7813 0,7860 0,7907 0,7954 0,8002 0,8050 0,8098 51
39 0,8098 0,8146 0,8195 0,8243 0,8292 0,8342 0,8391 50
40 0,8391 0,8441 0,8491 0,8541 0,8591 0,8642 0,8693 49
41 0,8693 0,8744 0,8796 0,8847 0,8899 0,8952 0,9004 48
42 0,9004 0,9057 0,9110 0,9163 0,9217 0,9271 0,9325 47
43 0,9325 0,9380 0,9435 0,9490 0,9545 0,9601 0,9657 46
44 0,9657 0,9713 0,9770 0,9827 0,9884 0,9942 1,0000 45
60' 50' 40' 30' 20' 10' 0' й
Котангенс
Продолжение табл. 12
Тангенс
Угол, град 0' 10' 20' 30' 40' 50' 60'
45 1,000 1,006 1,012 1,018 1,024 1,030 1,036 44
46 1,036 1,042 1,048 1,054 1,060 1,066 1,072 43
47 1,072 1,079 1,085 1,091 1,098 1,104 1,111 42
48 1,111 1,117 1,124 1,130 1,137 1,144 1,150 41
49 1,150 1,157 1,164 1,171 1,178 1,185 1,192 40
50 1,192 1,199 1,206 1,213 1,220 1,228 1,235 39
51 1,235 1,242 1,250 1,257 1,265 1,272 1,280 38
52 1,280 1,288 1,295 1,303 1,311 1,319 1,327 37
53 1,327 1,335 1,343 1,351 1,360 1,368 1,376 36
54 1,376 1,385 1,393 1,402 1,411 1,419 1,428 35
55 1,428 1,437 1,446 1,455 1,464 1,473 1,483 34
56 1,483 1,492 1,501 1,511 1,520 1,530 1,540 33
57 1,540 1,550 1,560 1,570 1,580 1,590 1,600 32
58 1,600 1,611 1,621 1,632 1,643 1,653 1,664 31
59 1,664 1,675 1,686 1,698 1,709 1,720 1,732 30
60 1,732 1,744 1,756 1,767 1,780 1,792 1,804 29
61 1,804 1,816 1,829 1,842 1,855 1,868 1,881 28
62 1,881 1,894 1,907 1,921 1,935 1,949 1,963 27
63 1,963 1,977 1,991 2,006 2,020 2,035 2,050 26
64 2,050 2,066 2,081 2,097 2,112 2,128 2,145 25
65 2,145 2,161 2,177 2,194 2,211 2,229 2,246 24
66 2,246 2,264 2,282 2,300 2,318 2,337 2,356 23
67 2,356 2,375 2,394 2,414 2,434 2,455 2,475 22
68 2,475 2,496 2,517 2,539 2,560 2,583 2,605 21
69 2,605 2,628 2,651 2,675 2,699 2,723 2,747 20
70 2,747 2,773 2,798 2,824 2,850 2,877 2,904 19
71 2,904 2,932 2,960 2,989 3,018 3,047 3,078 18
72 3,078 3,108 3,140 3,172 3,204 3,237 3,271 17
73 3,271 3,305 3,340 3,376 3,412 3,450 3,487 16
74 3,487 3,526 3,566 3,606 3,647 3,689 3,732 15
75 3,732 3,776 3,821 3,868 3,914 3,962 4,011 14
76 4,011 4,061 4,113 4,165 4,219 4,275 4,331 13
77 4,331 4,390 4,449 4,511 4,574 4,638 4,705 12
78 4,705 4,773 4,843 4,915 4,989 5,066 5,145 11
79 5,145 5,226 5,309 5,396 5,485 5,576 5,671 10
60' 50' 40' 30' 20' 10' 0' й
Котангенс
27
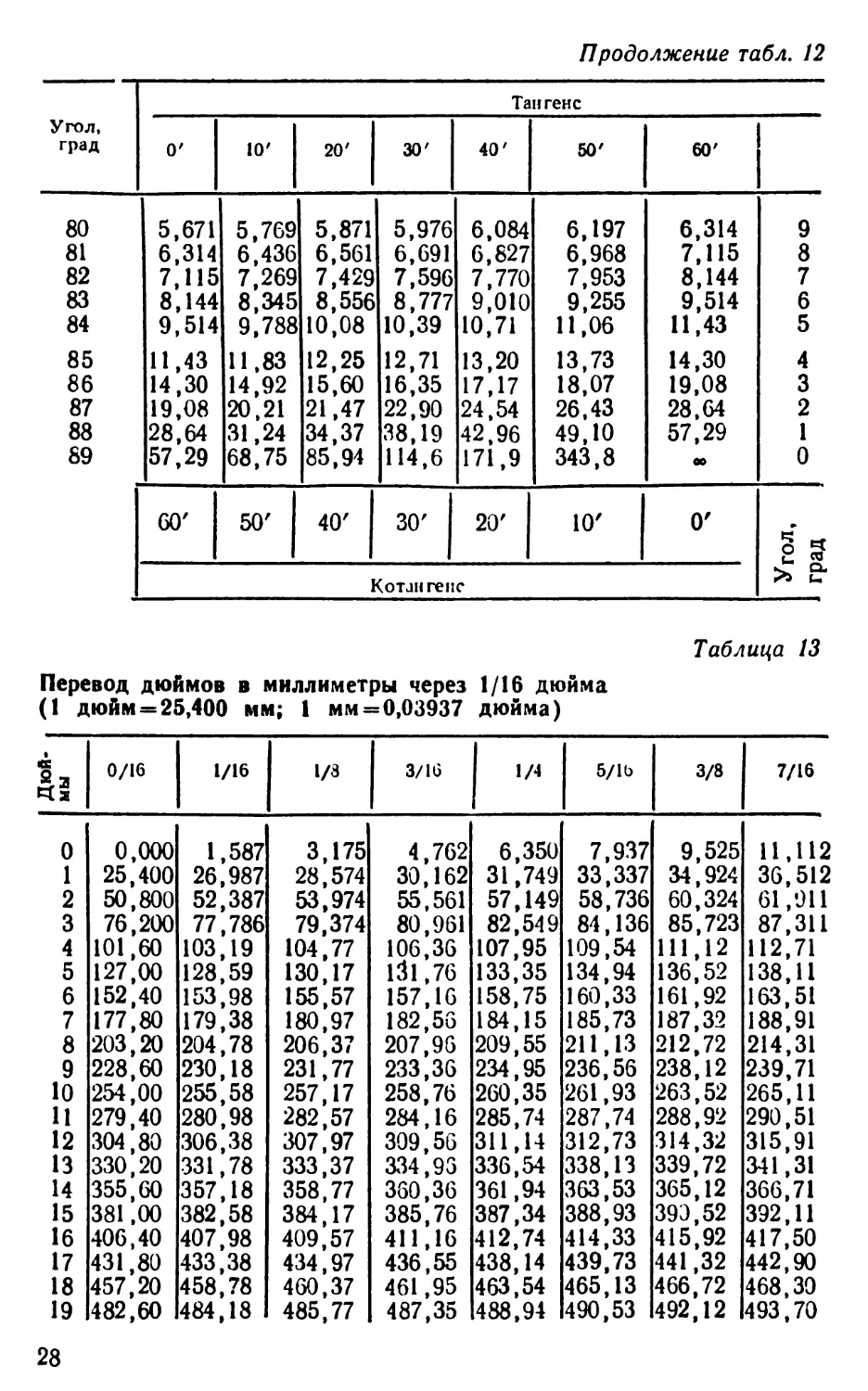
Продолжение табл. 12
Тангенс
Угол,
град О' 10 ' 20 ' 30 ' 40 ' 50 ' 60'
80 5,671 5,769 5,871 5,976 6,084 6,197 6,314 9
81 6,314 6,436 6,561 6,691 6,827 6,968 7,115 8
82 7,115 7,269 7,429 7,596 7,770 7,953 8,144 7
83 8,144 8,345 8,556 8,777 9,010 9,255 9,514 6
84 9,514 9,788 10,08 10,39 10,71 11,06 11,43 5
85 11,43 11,83 12,25 12,71 13,20 13,73 14,30 4
86 14,30 14,92 15,60 16,35 17,17 18,07 19,08 3
87 19,08 20,21 21,47 22,90 24,54 26,43 28,64 2
88 28,64 31,24 34,37 38,19 42,96 49,10 57,29 1
89 57,29 68,75 85,94 114,6 171,9 343,8 « 0
60' 50' 40' 30' 20' 10' О'
2 5
Котангенс
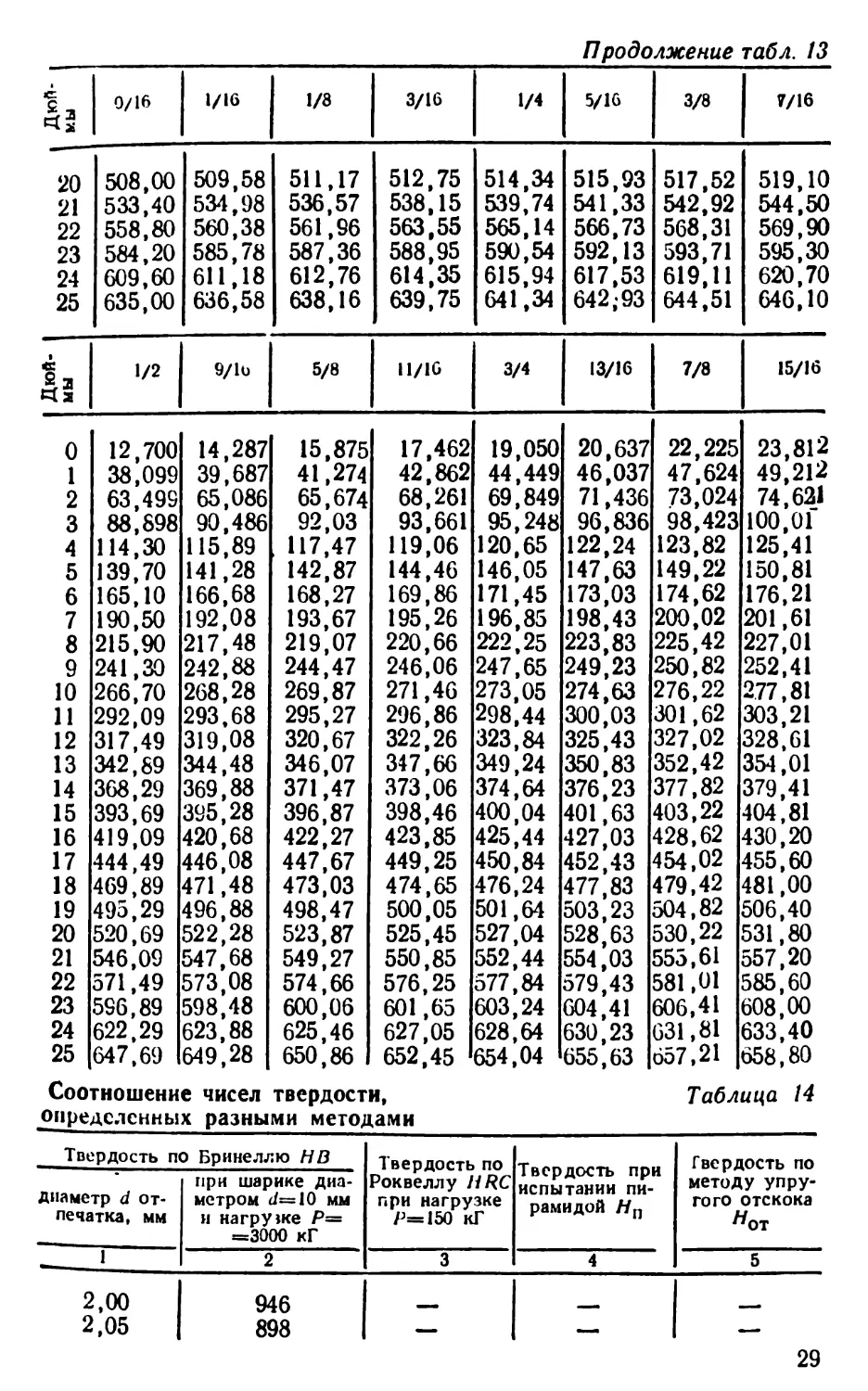
Таблица 13
Перевод дюймов в миллиметры через 1/16 дюйма
(1 дюйм = 25,400 мм; 1 мм = 0,03937 дюйма)
Дюй- мы 0/16 1/16 1/8 3/16 1/4 5/1Ь 3/8 7/16
0 0,000 1,587 3,175 4,762 6,350 7,937 9,525 11,112
1 25,400 26,987 28,574 30,162 31,749 33,337 34,924 36,512
2 50,800 52,387 53,974 55,561 57,149 58,736 60,324 61,911
3 76,200 77,786 79,374 80,961 82,549 84,136 85,723 87,311
4 101,60 103,19 104,77 106,36 107,95 109,54 111,12 112,71
5 127,00 128,59 130,17 131,76 133,35 134,94 136,52 138,11
6 152,40 153,98 155,57 157,16 158,75 160,33 161,92 163,51
7 177,80 179,38 180,97 182,56 184,15 185,73 187,32 188,91
8 203,20 204,78 206,37 207,96 209,55 211,13 212,72 214,31
9 228,60 230,18 231,77 233,36 234,95 236,56 238,12 239,71
10 254,00 255,58 257,17 258,76 260,35 261,93 263,52 265,11
И 279,40 280,98 282,57 284,16 285,74 287,74 288,92 290,51
12 304,80 306,38 307,97 309,56 311,14 312,73 314,32 315,91
13 330,20 331,78 333,37 334,93 336,54 338,13 339,72 341,31
14 355,60 357,18 358,77 360,36 361,94 363,53 365,12 366,71
15 381,00 382,58 384,17 385,76 387,34 388,93 390,52 392,11
16 406,40 407,98 409,57 411,16 412,74 414,33 415,92 417,50
17 431,80 433,38 434,97 436,55 438,14 439,73 441,32 442,90
18 457,20 458,78 460,37 461,95 463,54 465,13 466,72 468,30
19 482,60 484,18 485,77 487,35 488,94 490,53 492,12 493,70
28
Продолжение табл. 13
Дюй- мы 0/16 1/16 1/8 3/16 1/4 5/16 3/8 7/16
20 508,00 509,58 511,17 512,75 514,34 515,93 517,52 519,10
21 533 /0 534,98 536,57 538,15 539,74 541,33 542,92 544,50
22 558,80 560;38 561,96 563,55 565,14 566,73 568,31 569,90
23 584,20 585,78 587,36 588,95 590,54 592,13 593,71 595,30
24 609,60 611,18 612,76 614,35 615,94 617,53 619,11 620,70
25 635,00 636; 58 638,16 639,75 641,34 642,93 644,51 646,10
Дюй- мы 1/2 9/1о 5/8 11/16 3/4 13/16 7/8 15/16
0 12,700 14,287 15,875 17,462 19,050 20,637 22,225 23,812
1 38;099 39',687 41,274 42,862 44,449 46,037 47,624 49,212
2 63,499 65,086 65,674 68,261 69,849 71,436 73,024 74,621
3 88,898 90,486 92,03 93,661 95,248 96,836 98,423 100,01
4 114,30 115,89 117,47 119,06 120,65 122,24 123,82 125,41
5 139,70 141,28 142,87 144,46 146,05 147,63 149,22 150,81
6 165,10 166,68 168,27 169,86 171,45 173,03 174,62 176,21
7 190,50 192,08 193,67 195,26 196,85 198,43 200,02 201,61
8 215,90 217',48 219,07 220,66 222,25 223,83 225,42 227,01
9 241,30 242,88 244,47 246,06 247,65 249,23 250,82 252,41
10 266,70 268,28 269,87 271,46 273,05 274,63 276,22 277,81
11 292,09 293,68 295,27 296,86 298,44 300,03 301,62 303,21
12 317,49 319,08 320,67 322,26 323,84 325,43 327,02 328,61
13 342,89 344,48 346,07 347,66 349,24 350,83 352,42 354,01
14 368,29 369,88 371,47 373,06 374,64 376,23 377,82 379,41
15 393,69 395,28 396,87 398,46 400,04 401,63 403,22 404,81
16 419,09 420,68 422,27 423,85 425,44 427,03 428,62 430,20
17 444,49 446,08 447,67 449,25 450,84 452,43 454,02 455,60
18 469,89 471,48 473,03 474,65 476,24 477,83 479,42 481,00
19 495,29 496,88 498,47 500,05 501,64 503,23 504,82 506,40
20 520,69 522,28 523,87 525,45 527,04 528,63 530,22 531,80
21 546,09 547,68 549,27 550,85 552,44 554,03 555,61 557,20
22 571,49 573,08 574,66 576,25 577,84 579,43 581,01 585,60
23 596,89 598,48 600,06 601,65 603,24 604,41 606,41 608,00
24 622,29 623,88 625,46 627,05 628,64 630,23 631,81 633,40
25 647,69 649,28 650,86 652,45 654,04 655,63 657,21 658,80
Соотношение чисел твердости, Таблица 14
определенных разными методами
Твердость по Бринеллю НВ Твердость по Роквеллу HRC при нагрузке Г=150 кГ Твердость при испытании пи- рамидой Нп Твердость по методу упру- гого отскока ЯОт
Диаметр d от- печатка, мм при шарике диа- метром J=10 мм и на груше Р= =3000 кГ
_ 1 2 3 4 5
2,00 1 946
2,05 1 898 1 —
29
Продолжение табл. 14
I 2 3 1 4 5
2,10 875
2,15 817 — —
2,20 782 72 1220 107
2,25 744 69 1114 100
2,30 713 67 1021 96
2,35 683 65 940 92
2,40 652 63 867 88
2,45 627 61 803 85
2,50 600 59 746 81
2,55 578 58 694 78
2,60 555 56 649 75
2,65 532 54 606 72
2,70 512 52 587 70
2,75 495 51 551 68
2,80 477 49 534 66
2,85 460 48 502 64
2,90 444 47 474 61
2,95 430 45 460 59
3,00 415 44 435 57
3,05 402 43 423 55
3,10 387 41 401 53
3,15 375 40 390 52
3.20 364 39 380 50
3,25 351 38 361 49
3,30 340 37 344 47
3,35 332 36 335 46
3,40 321 35 320 45
3,45 311 34 312 44
3,50 302 33 305 42
3,55 293 31 291 41
3,60 286 30 285 40
3,65 277 29 278 39
3,70 269 28 272 38
3,75 262 27 261 37
3,80 255 26 255 36
3,85 248 25 250 36
3,90 241 24 240 35
3,95 235 23 235 34
4,00 228 22 226 33
4,05 223 21 221 33
4,10 217 20 217 32
4,15 212 19 213 31
4,20 207 18 209 30
4,25 202 — 201 30
4,30 196 — 197 29
4,35 192 —— 190 29
4,40 187 — 186 28
4,45 183 183 28
4,50 179 —• 177 27
30
П родолжение табл. 14
1 2 3 4 5
4,55 174 174 27
4,60 170 — 170 26
4,65 166 —. 166 26
4,70 163 — 163 25
4,75 159 — 159 25
4,80 156 — 156 24
4,85 153 — 153 24
4,90 149 — 149 23
4,95 146 — 146 23
5,00 143 — 143 22
5,05 140 —. 140 21
5,10 137 — 137 21
5,15 134 — 134 19
5,20 131 — 131 19
5,25 128 — 128 19
5,30 126 — 126 19
5,35 124 — 124 19
5,40 121 — 121 19
5,45 118 — 118 19
5,50 116 — 116 19
5,55 114 — 114 18
5,60 112 — 112 18
5,65 109 — 109 18
5,70 107 — 107 18
5,75 105 — 105 18
5,80 103 — 103 18
5,85 101 — 101 17
5,90 99 — 99 17
5,95 97 — 97 17
6,00 95 — 95 17
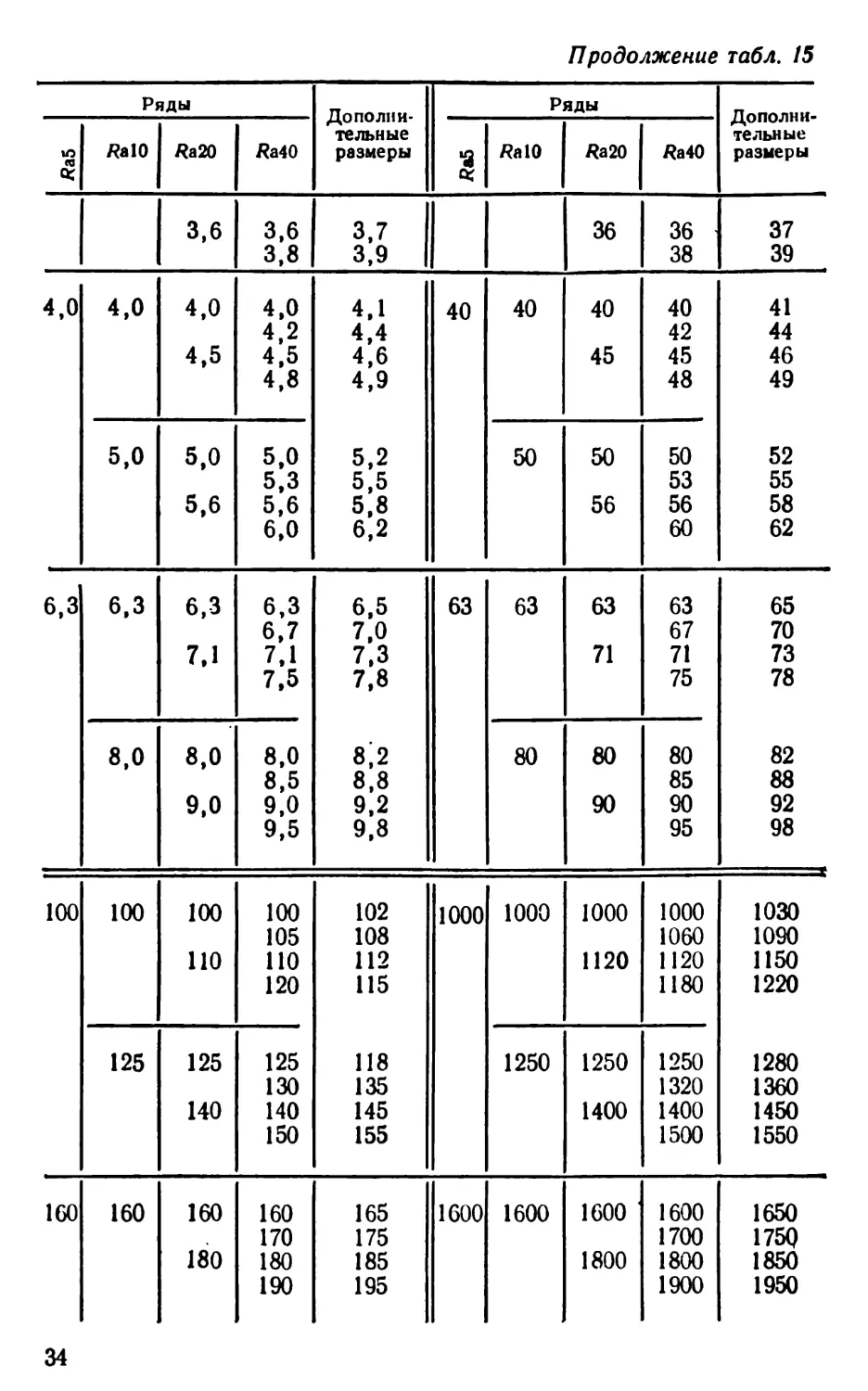
Таблица 15
Нормальные линейные размеры
(диаметры, длины, высоты и др.)
по ГОСТ 6636—69, мм
Ряды
Яа5 Яа5 ЯаЮ Яа20 Яа40 Яа5 ЯаЮ Яа20 /ыо
0,001 0,010 0,010 0,010 0,011 0,100 0,100 0,100 0,110 0,100 0,105 0,1Ю 0,115
0,012 0,012 0,012 0,120 0,120 0,120
31
Продолжение табл. 15
№5 №5 Ra 10 №20 №40 №5 №10 №20 №40
0,014 0,013 0,014 0,015 0,140 0,130 0,140 0,150
0,016 0,016 0,016 0,018 0,016 0,017 0,018 0,019 0,160 0,160 0,160 0,180 0,160 0,170 0,180 0,190
0,002 0,003 0,020 0,020 0,022 0,020 0,021 0,022 0,024 0,200 0,200 0,220 0,200 0,210 0,220 0,210
0,025 0,025 0,025 0,028 0,025 0,026 0,028 0,030 0,250 0,250 0,250 0,280 0,250 0,260 0,280 0,300
0,032 0,032 0,036 0,032 0,034 0,036 0,038 0,320 0,320 0,360 0,320 0,340 0,360 0,380
0,004 0,040 0,040 0,040 0,045 0,040 0,042 0,045 0,048 0,400 0,400 0,400 0,450 0,400 0,420 0,450 0,480
0,005 0,006 0,007 0,050 0,050 0,056 0,050 0,053 0,056 0,060 0,500 0,500 0,560 0,500 0,530 0,560 0,600
0,063 0,063 0,063 0,071 0,063 0,067 0,071 0,075 0,630 0,630 0,630 0,630 0,670 0,710 0,750
32
Продолжение табл. 15
Ряды
№5 №5 №10 №20 №40 №5 №Ю №20 №40
0,080 0,080 0,080 0,085 0,800 0,800 0,800 0,850
0,008
0,090 0,090 0,095 0,900 0,900 0,950
0,009
Ряды Дополни- тельные размеры Ряды Дополни- тельные размеры
СО №10 №20 №40 1 №10 №20 №40
1,0 1,0 1,0 1,1 1,00 1,05 1,Ю 1,15 10 10 10 11 10 10,5 И 11,5 10,2 10,8 П,2 11,8
1,2 1,2 1.4 1,2 1,3 1,4 1,5 1,25 1,35 1,45 1,55 12 12 14 12 13 14 15 12,5 13,5 14,5 15,5
1.6 1,6 1,6 1,8 1,6 1,7 1,8 1,9 1,65 1,75 1,85 1,95 16 16 16 18 16 17 18 19 16,5 17,5 18,5 19,5
2.0 2,0 2,2 2.0 2.1 2.2 2.4 2,05 2,15 2,30 20 20 22 20 21 22 24 20,5 21.5 23,0
2.5 2,5 2,5 2,8 2.5 2,6 2,8 з.о 2.7 2.9 3.1 25 25 25 28 25 26 28 30 27 29 31
3.2 3,2 3.2 3.4 з.з 3.5 32 32 32 34 33 35
2 Зак. 3089
33
Продолжение табл. 15
Ряды Дополни- тельные размеры Ряды Дополни- тельные размеры
ю CQ №10 №20 №40 *3 * №10 №20 №40
3,6 3,6 3,8 3,7 3,9 36 36 38 37 39
4,0 4,0 4,0 4,5 4,0 4,2 4,5 4,8 4,1 4,4 4,6 4,9 40 40 40 45 40 42 45 48 41 44 46 49
5,0 5,0 5,6 5,0 5,3 5,6 6,0 5,2 5,5 5,8 6,2 50 50 56 50 53 56 60 52 55 58 62
6,3 6,3 6,3 7,1 6,3 6,7 7,1 7,5 6,5 7,0 7,3 7,8 63 63 63 71 63 67 71 75 65 70 73 78
8,0 8,0 9,0 8,0 8,5 9,0 9,5 8*2 8,8 9,2 9,8 80 80 90 80 85 90 95 82 88 92 98
100 100 100 110 100 105 ПО 120 102 108 112 115 1000 1000 1000 1120 1000 1060 1120 1180 1030 1090 1150 1220
125 125 140 125 130 140 150 118 135 145 155 1250 1250 1400 1250 1320 1400 1500 1280 1360 1450 1550
160 160 160 180 160 170 180 190 165 175 185 195 1600 1600 1600 1800 1600 1700 1800 1900 1650 1750 1850 1950
34
Продолжение табл. 15
F яды Дополни- тельные размеры Ряды Дополни- тельные размеры
*cd ас о <? Я а 20 Яа40 Яа5 RalQ Яа20 Яа40
200 200 220 200 210 220 240 205 215 230 2000 2000 2240 2000 2120 2240 2360 2060 ‘ 2180 2300 2430
250 250 250 280 250 260 280 300 270 290 310 315 2500 2500 2500 2800 2500 2650 2800 3000 2580 2720 2900 3070
320 320 360 320 340 360 380 330 350 370 390 3150 3150 3550 3150 3350 3550 3750 3250 3450 3650 3870
400 400 400 450 400 420 450 480 410 440 460 490 4000 4000 4000 4500 4000 4250 4500 4750 4120 4370 4620 4870
500 500 560 500 530 560 600 515 545 580 615 5000 5000 5600 5000 5300 5600 6000 5150 5450 5800 6150
630 630 630 710 630 670 710 750 650 690 730 775 6300 6300 6300 7100 6300 6700 7100 7500 6500 6900 7300 7750
800 800 900 800 850 900 950 825 875 925 975 8000 8000 9000 8000 8500 9000 9500 8250 8750 9250 9750
10000 10000 10000 10000 10600 10300 10900
2*
85
Продолжение табл. 15
Ряды Дополни- тельные размеры Ряды Дополни- тельные размеры
3 о 5 №20 №40 №5 №10 №20 №40
11200 11200 11800 11500 12200 12800 13600 14500 15500
12500 12500 14000 12500 13200 14000 15000
16000 16000 16000 18000 16000 17000 18000 19000 16500 17500 18500 19500
20000 20000 20000
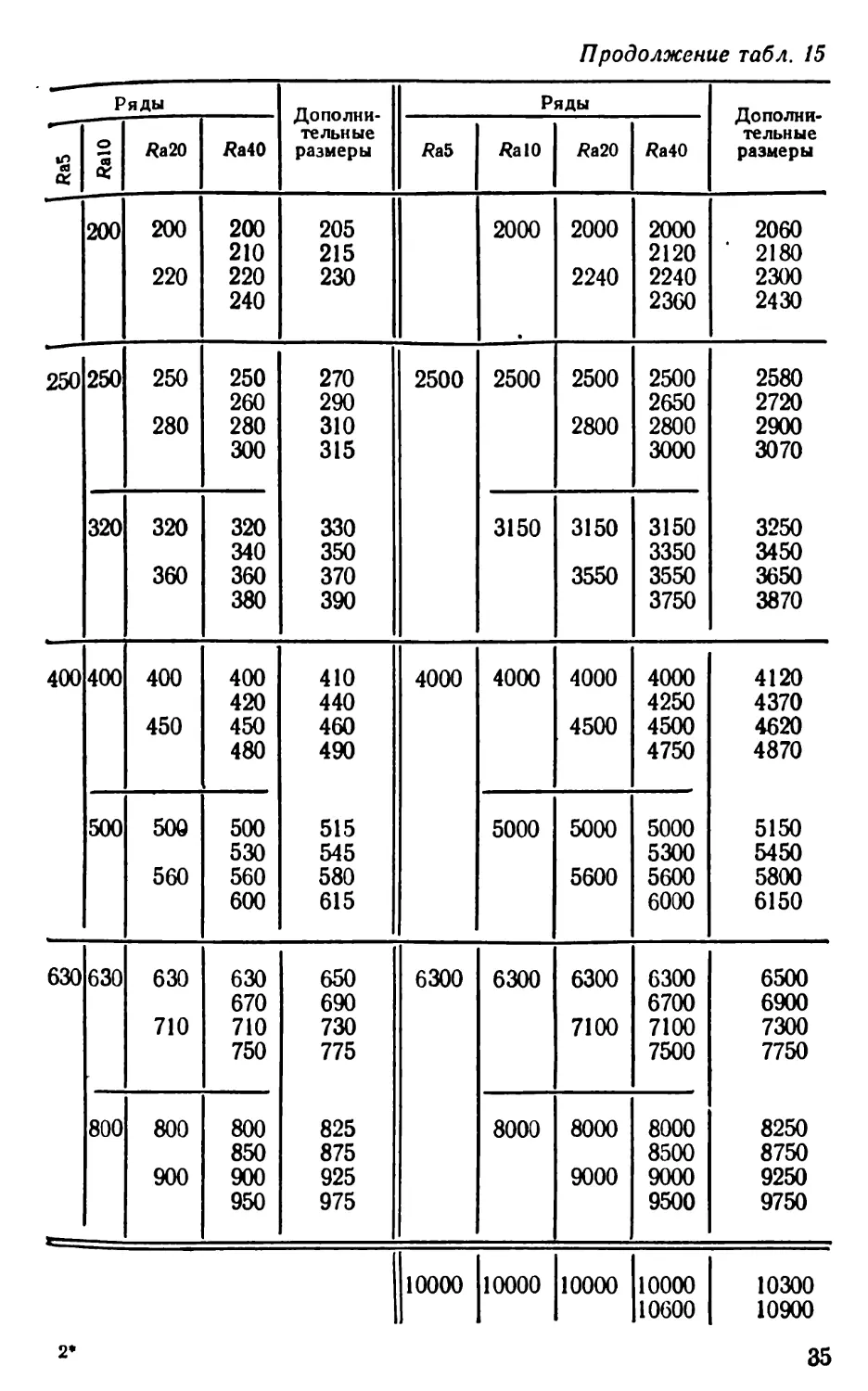
Примечание. При выборе размеров предпочтение следует
отдавать рядам с более крупной градацией (ряд 7?а5 предпочитать
ряду /?а10; ряд Ra 10 — ряду /?а20; ряд /?а20 — ряду /?а40).
Дополнительные размеры, приведенные в таблице, допускается
применять в отдельных, технически обоснованных случаях.
Условные обозначения на чертежах
и в технологической документации
Таблица 16
Примеры простановки на чертежах
предельных отклонений размеров по ГОСТ 2.307—68
Обозначение отклонения на чертеже детали Пояснение к обозначению отклонений на чертеже
^01004 д Основное отверстие 2-го класса точности с номинальным диаметром 100 мм. Система от-
- верстия
। ,0 /оодД|~| Основное отверстие 3-го класса точности с номинальным диаметром 100 мм. Система отверстия
36
Продолжение табл. 16
Обозначение отклонения на чертеже детали Пояснение к обозначению отклонений на чертеже
|.0/ооа । Основной вал 2-го класса точности с номинальным диаметром 100 мм. Сис- тема вала
Основной вал 3-го класса точности с номинальным диаметром 100 мм. Систе- ма вала
^0ЮоШг । [ ,0100^ । Допускаемые отклонения в числовых величинах
Допускаемые отклонения в числовых
yJJPOt0'2^ ^0100-02^ величинах с одним из отклонений, равным нулю
^0fOOH^ Обозначение отклонений для размеров детали в собранном виде. Напряженная посадка 2-го класса точ- ности в системе отверстия при номинальном - диаметре 100 мм
Примечание. На чертежах обозначение индекса 2-го класса
точности опускается, так как он является основным классом точности
системы допусков и посадок.
Условные обозначения отклонений формы
и расположения поверхностей по ГОСТ 2.308—68
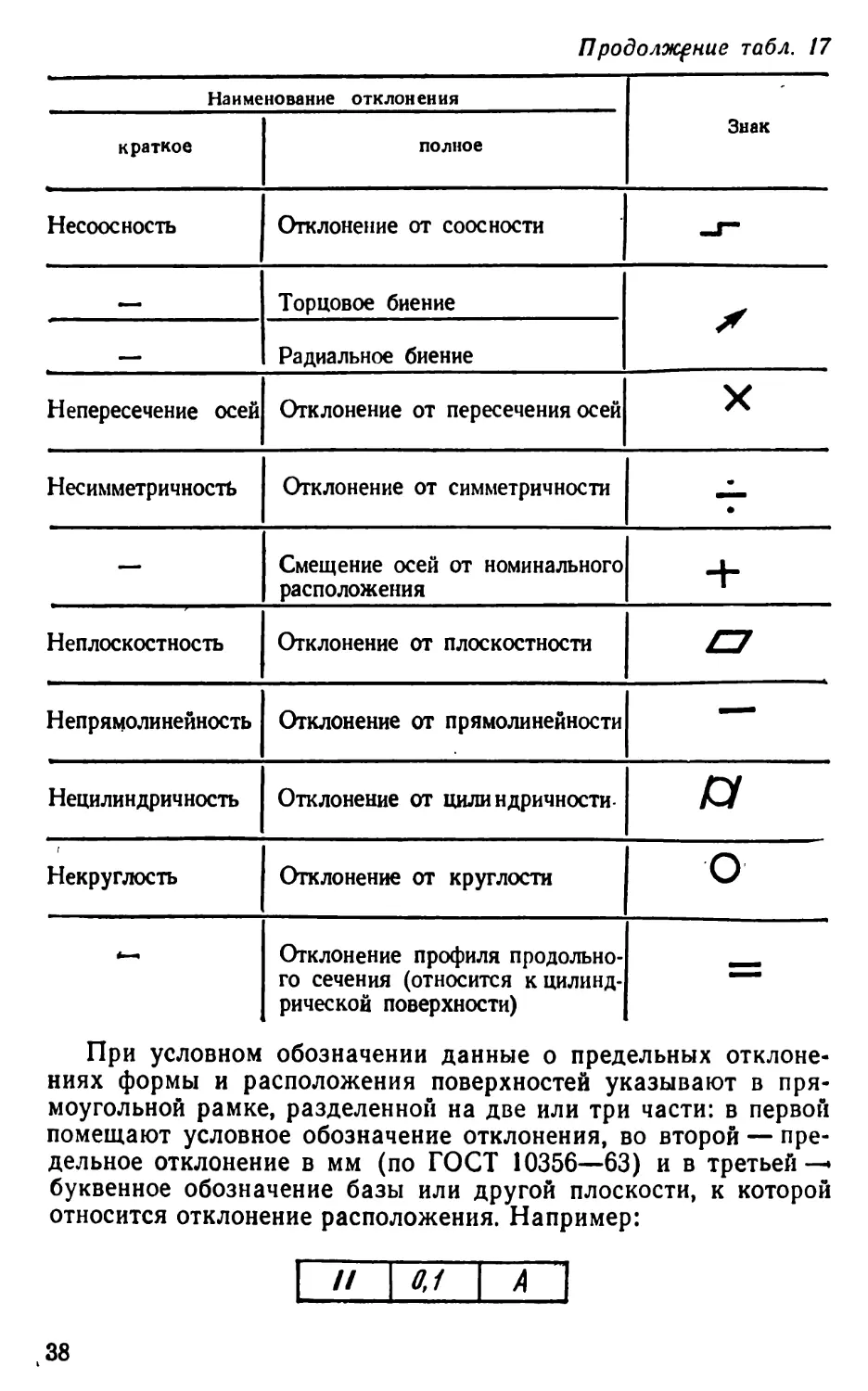
Таблица 17
Наименование отклонения Знак
краткое полное
Непа ра ллельность Отклонение от параллельности /7
Не перпендикуляр- ность 1 Отклонение от перпендикуляр- 1 ности 1
37
/7родолжрние табл. 17
Наименование отклонения Знак
краткое полное
Несоосность Отклонение от соосности «Г"
— Торцовое биение
—. Радиальное биение
Непересечение осей Отклонение от пересечения осей X
Несимметричность Отклонение от симметричности 9 •
— Смещение осей от номинального расположения
Неплоскостность Отклонение от плоскостности <7
Непрямолинейность Отклонение от прямолинейности —
Нецилин дричность Отклонение от цили ндричности
Некруглость Отклонение от круглости О
Отклонение профиля продольно- го сечения (относится к цилинд- рической поверхности)
При условном обозначении данные о предельных отклоне-
ниях формы и расположения поверхностей указывают в пря-
моугольной рамке, разделенной на две или три части: в первой
помещают условное обозначение отклонения, во второй — пре-
дельное отклонение в мм (по ГОСТ 10356—63) и в третьей—»
буквенное обозначение базы или другой плоскости, к которой
относится отклонение расположения. Например:
// 0,1 А
к38
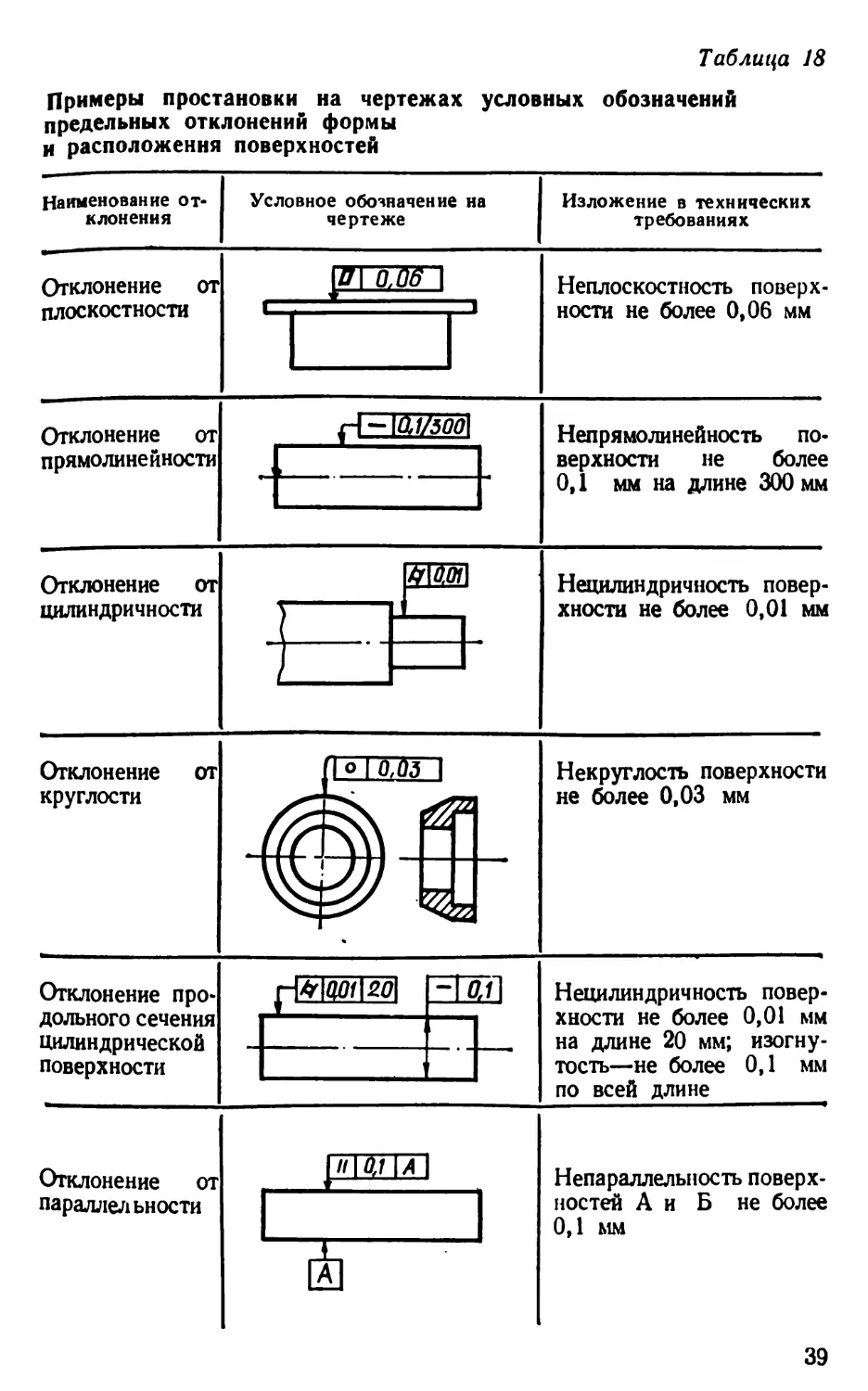
Таблица 18
Примеры простановки на чертежах условных обозначений
предельных отклонений формы
и расположения поверхностей
Наименование от*
клонения
Условное обозначение на
чертеже
Изложение в технических
требованиях
Отклонение от
плоскостности
Неплоскостность поверх-
ности не более 0,06 мм
Отклонение от
прямолинейности
Непрямолинейность по-
верхности не более
0,1 мм на длине 300 мм
Отклонение от
цилиндричности
Нецилиндричность повер-
хности не более 0,01 мм
Отклонение от
круглости
Некруглость поверхности
не более 0,03 мм
Отклонение про-
дольного сечения
Цилиндрической
поверхности
Нецилиндричность повер-
хности не более 0,01 мм
на длине 20 мм; изогну-
тость—не более 0,1 мм
по всей длине
Отклонение от
параллельности
Непараллельпость поверх-
ностей А и Б не более
0,1 мм
39
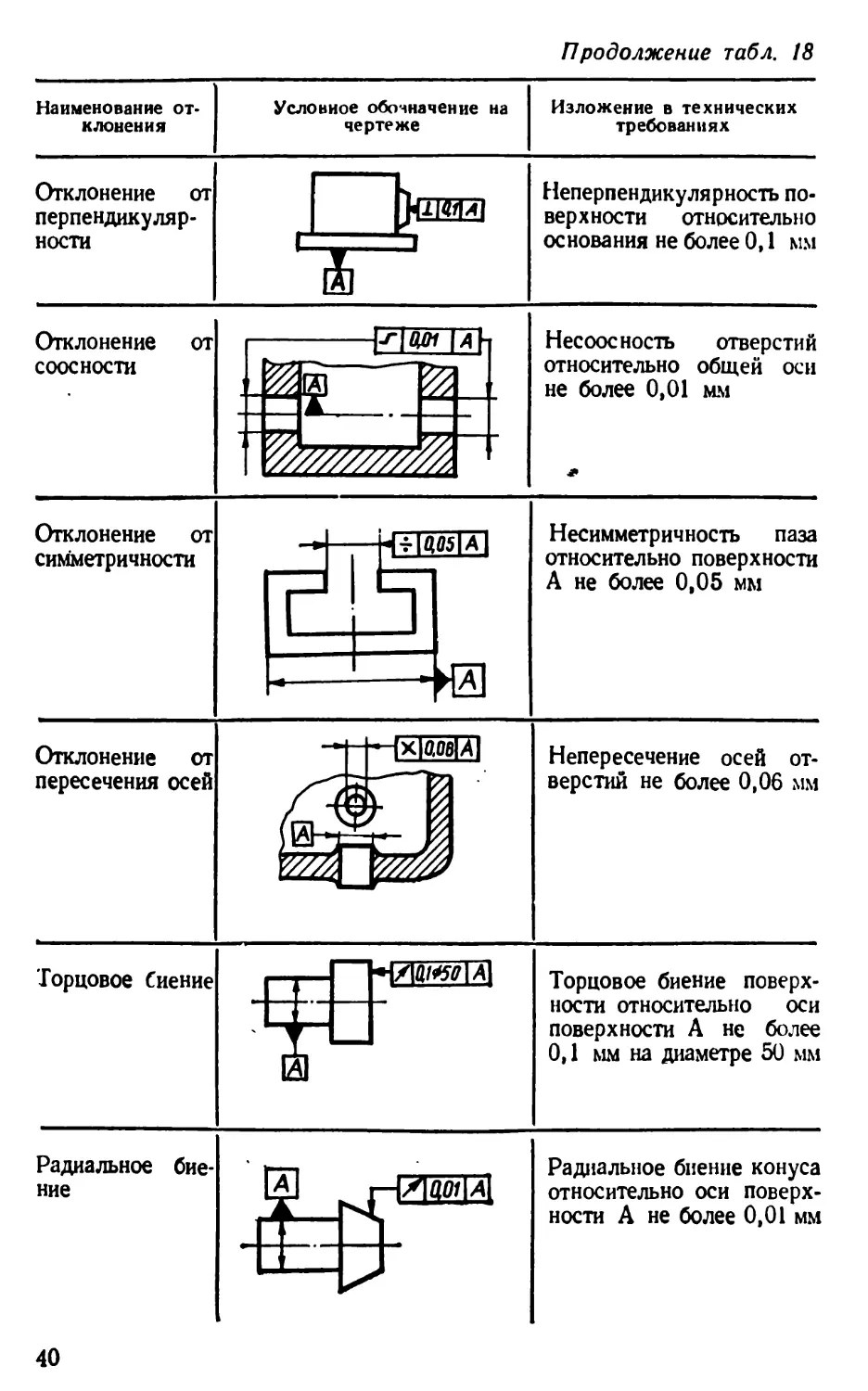
Продолжение табл. 18
Наименование от* клонения Условное обозначение на чертеже Изложение в технических требованиях
Отклонение от Ъ / мл Неперпендикулярность по-
перпендикуляр- ПЛ.1ЧЦА1 верхности относительно
nUVIH Шписании НС иОЛСс U, 1 ММ
Отклонение от Ими} Несоосность отверстий
соосности относительно общей оси
не более 0,01 мм *
Отклонение от —1—НБЖЗ Несимметричность паза
симметричности 1 1 относительно поверхности
к——40 А не более 0,05 мм
Отклонение от Непересечение осей от-
пересечения осей верстий не более 0,06 мм
Торцовое биение Торцовое биение поверх-
ности относительно оси
поверхности А не более 0,1 мм на диаметре 50 мм
Радиальное бие-
ние
Радиальное биение конуса
относительно оси поверх-
ности А не более 0,01 мм
40
Продолжение табл. 18
Наименование от-
клонения
Условное обозначение на
чертеже
Изложение в технических
требованиях
Смещение осей
от '‘номинального
расположения
Смещение осей отверстий
от номинального распо-
ложения не более 0,1 мм.
База—отверстие А
Примечание. Допустимые значения отклонений принимаются
по ГОСТ 10356—63.
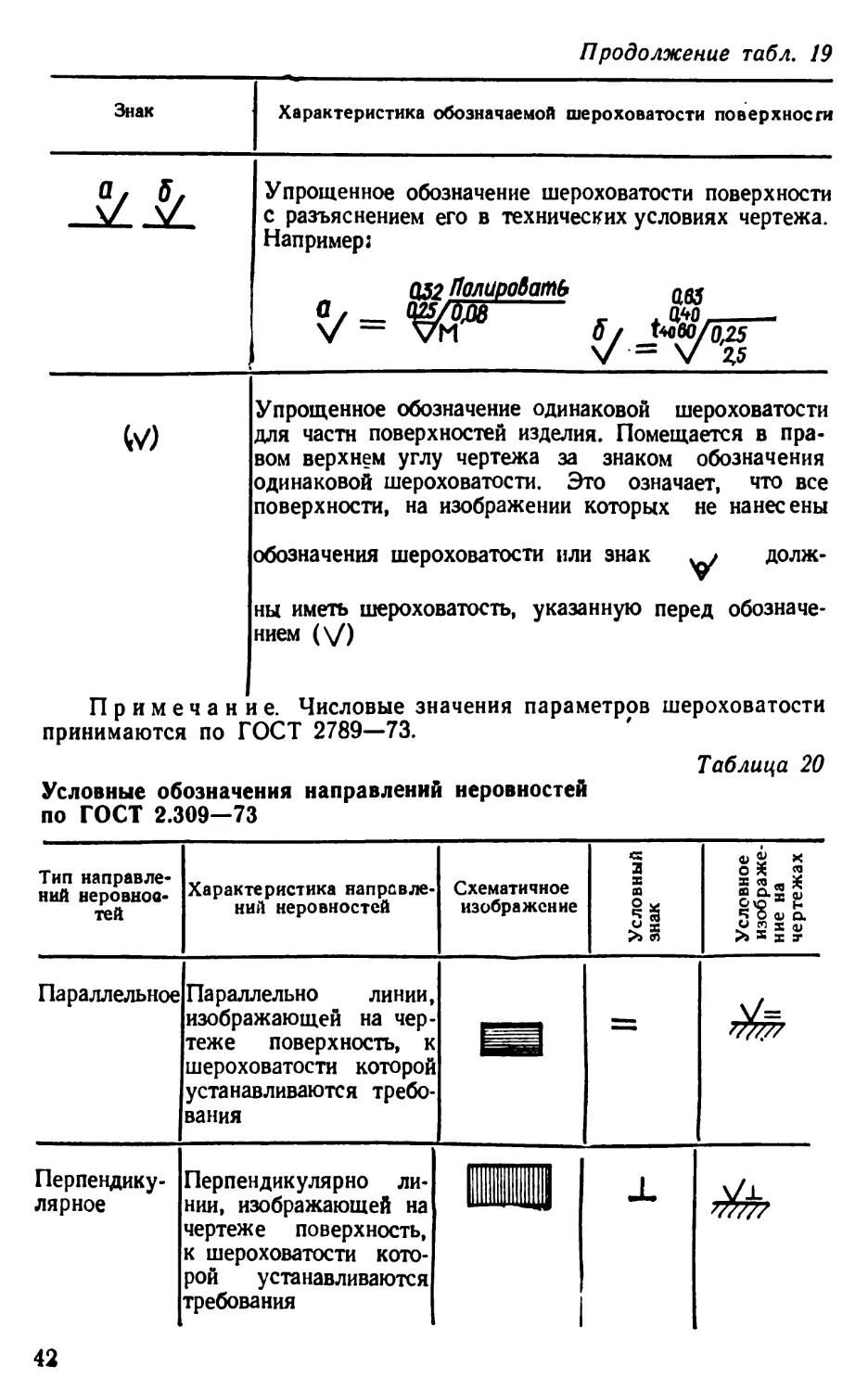
Условные обозначения шероховатости поверхности
по ГОСТ 2.309—73
Таблица 19
Знак Характеристика обозначаемой шероховатости поверхности
V Шероховатость поверхности, образованной без уда- ления слоя металла—литьем, ковкой, объемной штам- повкой, прокатом, волочением и т. п.; шероховатость поверхности, не обрабатываемой по данному чертежу
Шероховатость поверхности, образованной путем уда- ления слоя металла—точением, фрезерованием, свер- лением, шлифованием, полированием, травлением и т. п.
Шероховатость поверхности, вид обработки которой конструктором не устанавливается
Полиробать 0.025/ VM Шабрить Вид обработки поверхности, который является един- ственно применяемым для получения требуемого ка- чества, или если шероховатость поверхностей, изоб- ражения которых образуют контур, должна быть одинаковой
41
Продолжение табл. 19
Знак Характеристика обозначаемой шероховатости поверхносги
к° к? Упрощенное обозначение шероховатости поверхности с разъяснением его в технических условиях чертежа. Например: И V ~ VM S / t4ceo/^2s V = V Я5
м Упрощенное обозначение одинаковой шероховатости для части поверхностей изделия. Помещается в пра- вом верхнем углу чертежа за знаком обозначения одинаковой шероховатости. Это означает, что все поверхности, на изображении которых не нанесены обозначения шероховатости или знак долж- ны иметь шероховатость, указанную перед обозначе- нием (\/)
Примечание. Числовые значения параметров шероховатости
принимаются по ГОСТ 2789—73.
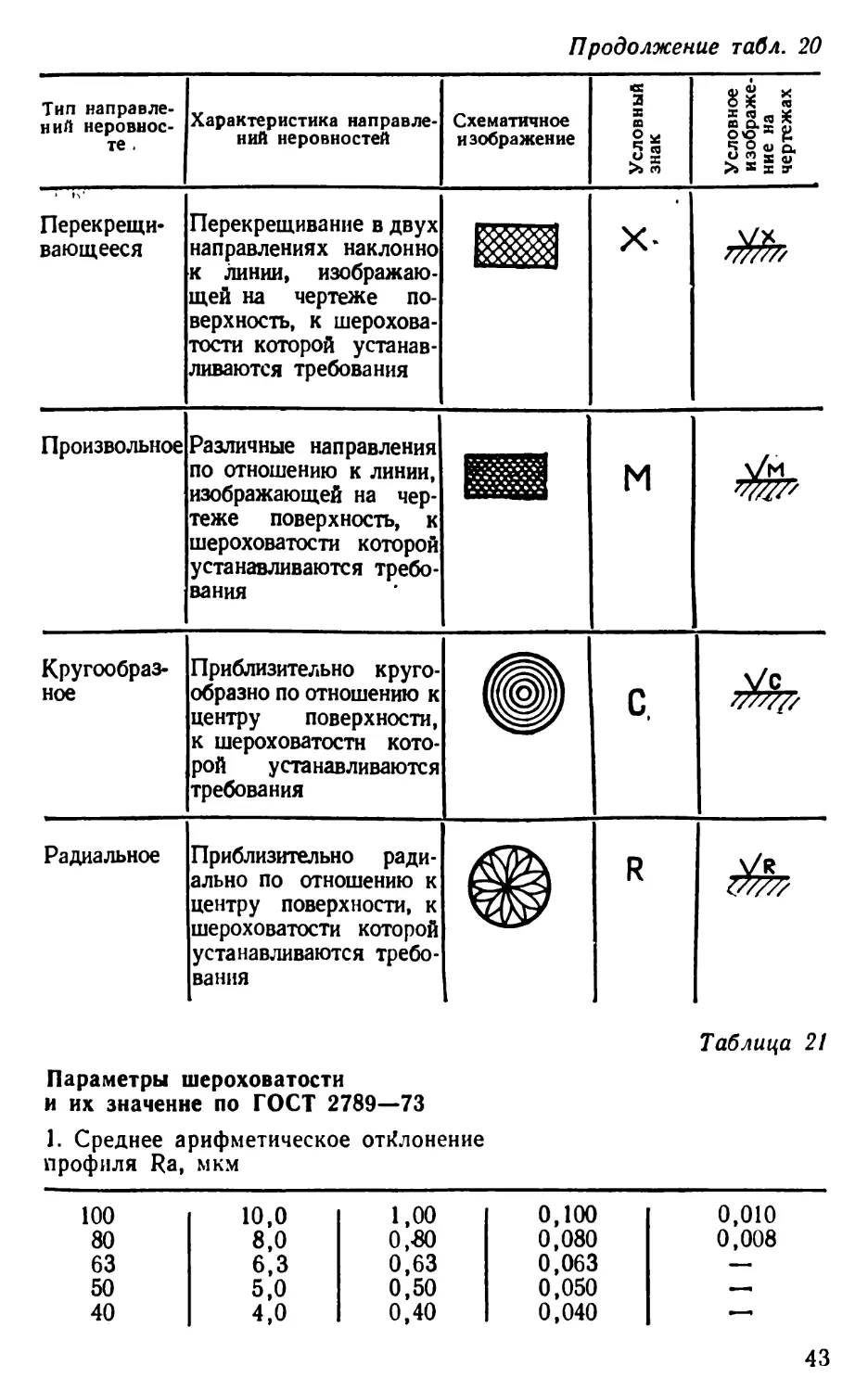
Таблица 20
Условные обозначения направлений неровностей
по ГОСТ 2.309—73
Тип направле- ний неровнос- тей Характеристика направле- ний неровностей Схематичное изображение Условный знак Условное изображе- ние на чертежах
Параллельное Параллельно линии, изображающей на чер- теже поверхность, к шероховатости которой устанавливаются требо- вания =
Перпендику- лярное Перпендикулярно ли- нии, изображающей на чертеже поверхность, к шероховатости кото- рой устанавливаются требования \/-L^
42
Продолжение табл. 20
Тип направле- ний неровнос- те . Характеристика направле- ний неровностей Схематичное изображение Условный знак Условное изображе- ние на чертежах
Перекрещи- вающееся Перекрещивание в двух направлениях наклонно к линии, изображаю- щей на чертеже по- верхность, к шерохова- тости которой устанав- ливаются требования X
Произвольное Различные направления по отношению к линии, изображающей на чер- теже поверхность, к шероховатости которой устанавливаются требо- вания м \/^
Кругообраз- ное Приблизительно круго- образно по отношению к центру поверхности, к шероховатости кото- рой устанавливаются требования о с,
Радиальное Приблизительно ради- ально по отношению к центру поверхности, к шероховатости которой устанавливаются требо- вания R
Таблица 21
Параметры шероховатости
и их значение по ГОСТ 2789—73
1. Среднее арифметическое отклонение
профиля Ra, мкм
100 10,0 1,00 0,100 0,010
80 8,0 0,-80 0,080 0,008
63 6,3 0,63 0,063 —-
50 5,0 0,50 0,050 --
40 4,0 0,40 0,040 —
43
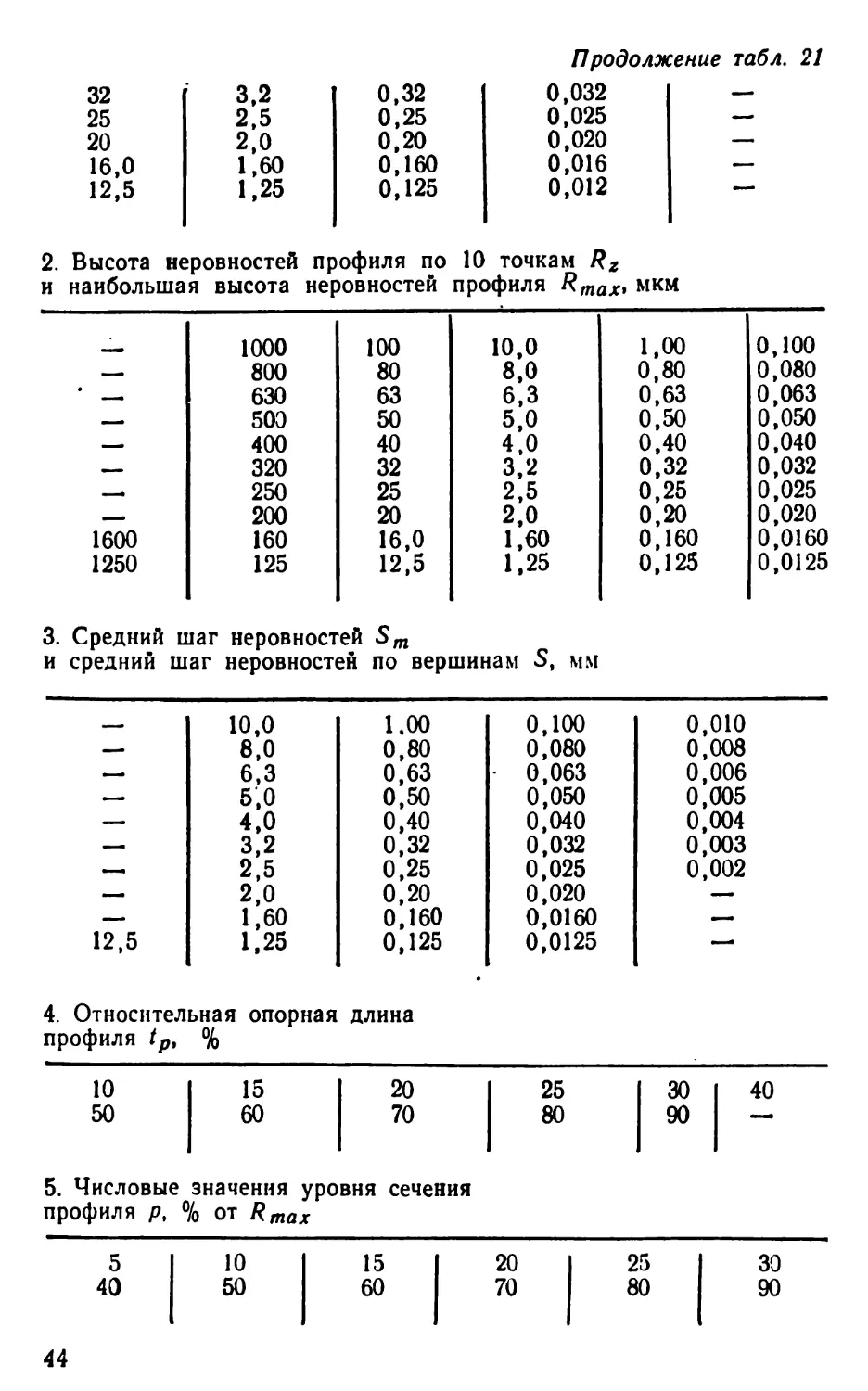
Продолжение табл. 21
32 3,2 0,32 0,032 —
25 2,5 0,25 0,025
20 2,0 0,20 0,020 —
16,0 1,60 0,160 0,016 —
12,5 1,25 0,125 0,012 —
2. Высота неровностей профиля по 10 точкам Rz
и наибольшая высота неровностей профиля Rmax> мкм
. 1000 100 10,0 1,00 0,100
800 80 8,0 0,80 0,080
—— 630 63 6,3 0,63 0,063
500 50 5,0 0,50 0,050
— 400 40 4,0 0,40 0,040
320 32 3,2 0,32 0,032
—_ 250 25 2,5 0,25 0,025
— 200 20 2,0 0,20 0,020
1600 160 16,0 1,60 0,160 0,0160
1250 125 12,5 1,25 0,125 0,0125
3. Средний шаг неровностей Sm
и средний шаг неровностей по вершинам S, мм
12,5 4. Относител профиля tp, 10,0 8,0 6,3 5,0 4,0 3,2 2,5 2,0 1,60 1,25 ьная опорная % 1,00 0,80 0,63 0,50 0,40 0,32 0,25 0,20 0,160 0,125 длина 0,100 0,080 0,063 0,050 0,040 0,032 0,025 0,020 0,0160 0,0125 0,010 0,008 0,006 0,005 0,004 0,003 0,002
10 50 15 60 20 70 I 25 80 30 90 40
5. Числовые значения уровня сечения
профиля р, % от Rmax
5 10
40 50
15
60
20
70
25
80
30
90
44
Продолжение табл. 21
6. Числовые значения
базовой длины /, мм
0,01
0,80
0,03
2,5
0,08
8,0
0,25
25
Структура обозначения шероховатости поверхности по
ГОСТ 2.309—73 приведена на рис. 1, размеры знаков шерохо-
ватости —на рис. 2.
Параметр (параметры)
Вид обработки поверхности и (или)
другие допопнитепоные указания
Паппа анола
базовая длина
по ГОСТ 2706-73
ЦспоВное обозначение
'налрайпгн& неровностей
Рис. 1. Структура обозначения шероховатостей поверхностей
Рис. 2. Знаки шероховатости
Высота А должна быть приблизительно равна применяемой
на чертеже высоте цифр размерных чисел; высота Н равна
(1,5...3)А.
Толщина линий знаков должна быть приблизительно равна
половине толщины сплошной основной линии, применяемой
на чертеже.
Размеры и толщина знака, помещаемого в правом верхнем
углу чертежа, должны быть приблизительно в 1,5 раза боль-
ше, чем знаков, нанесенных на изображении, а размеры знака,
взятого в скобки, должны быть одинаковыми с размерами
знаков, нанесенных на изображении.
45
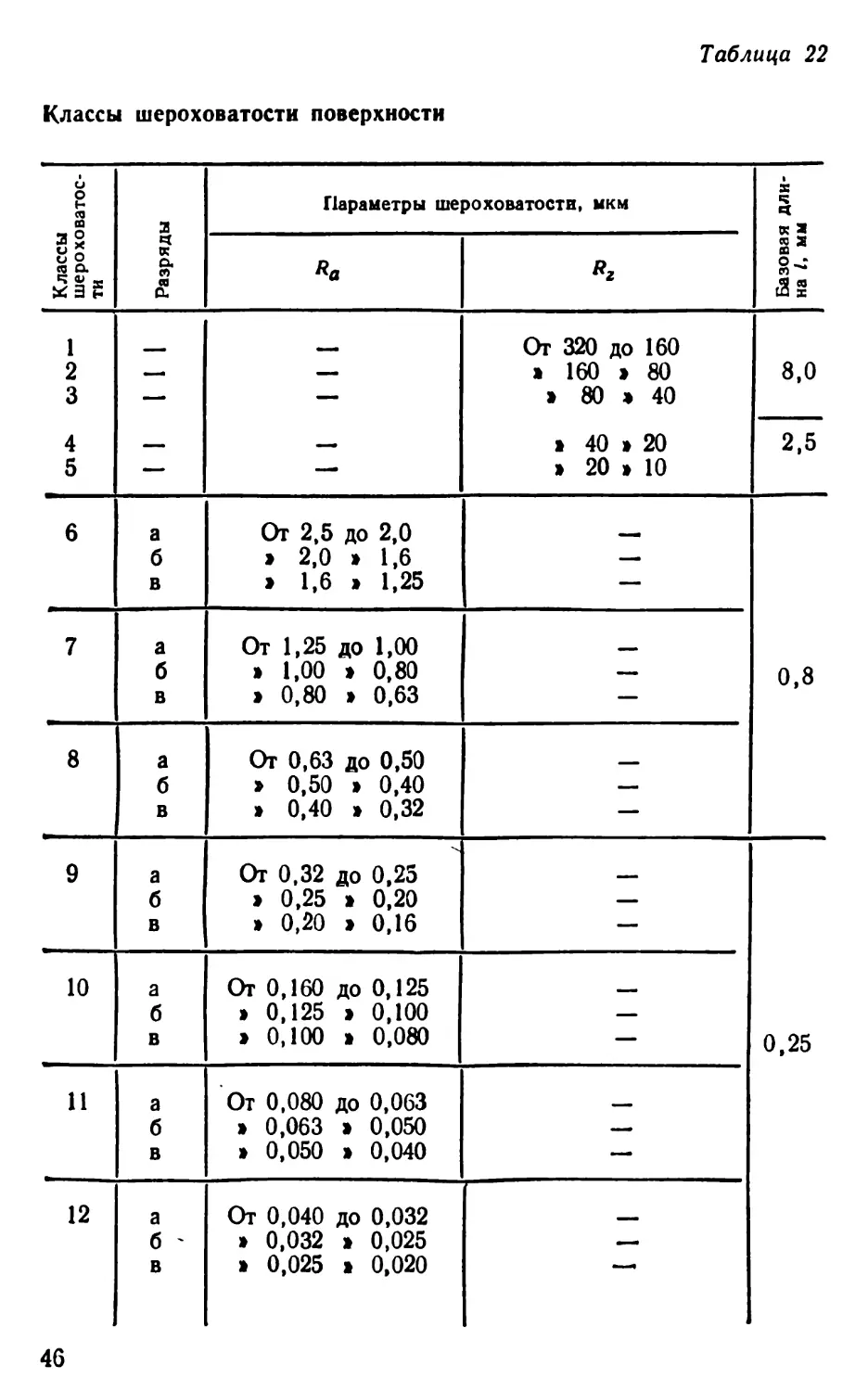
Таблица 22
Классы шероховатости поверхности
Классы шероховатос- ти Разряды Параметры шероховатости, мкм Базовая дли- на /, мм
1 - От 320 до 160
2 —i — » 160 > 80 8,0
3 — — > 80 а 40
4 > 40 > 20 2,5
5 — — » 20 » 10
6 а От 2,5 до 2,0 - -
б » 2,0 » 1,6 —
в » 1,6 > 1,25 —
7 а От 1,25 до 1,00
б » 1,00 > 0,80 — 0,8
в > 0,80 » 0,63 —
8 а От 0,63 до 0,50
б > 0,50 » 0,40 —
в » 0,40 » 0,32 —
9 а От 0,32 до 0,25
б » 0,25 » 0,20 —
в » 0,20 » 0,16 —
10 а От 0,160 до 0,125
б » 0,125 > 0,100 —
в > 0,100 » 0,080 — 0,25
И а От 0,080 до 0,063
б » 0,063 > 0,050 ——
в » 0,050 » 0,040 —
12 а От 0,040 до 0,032
б ' > 0,032 » 0,025 —
в » 0,025 > 0,020
46
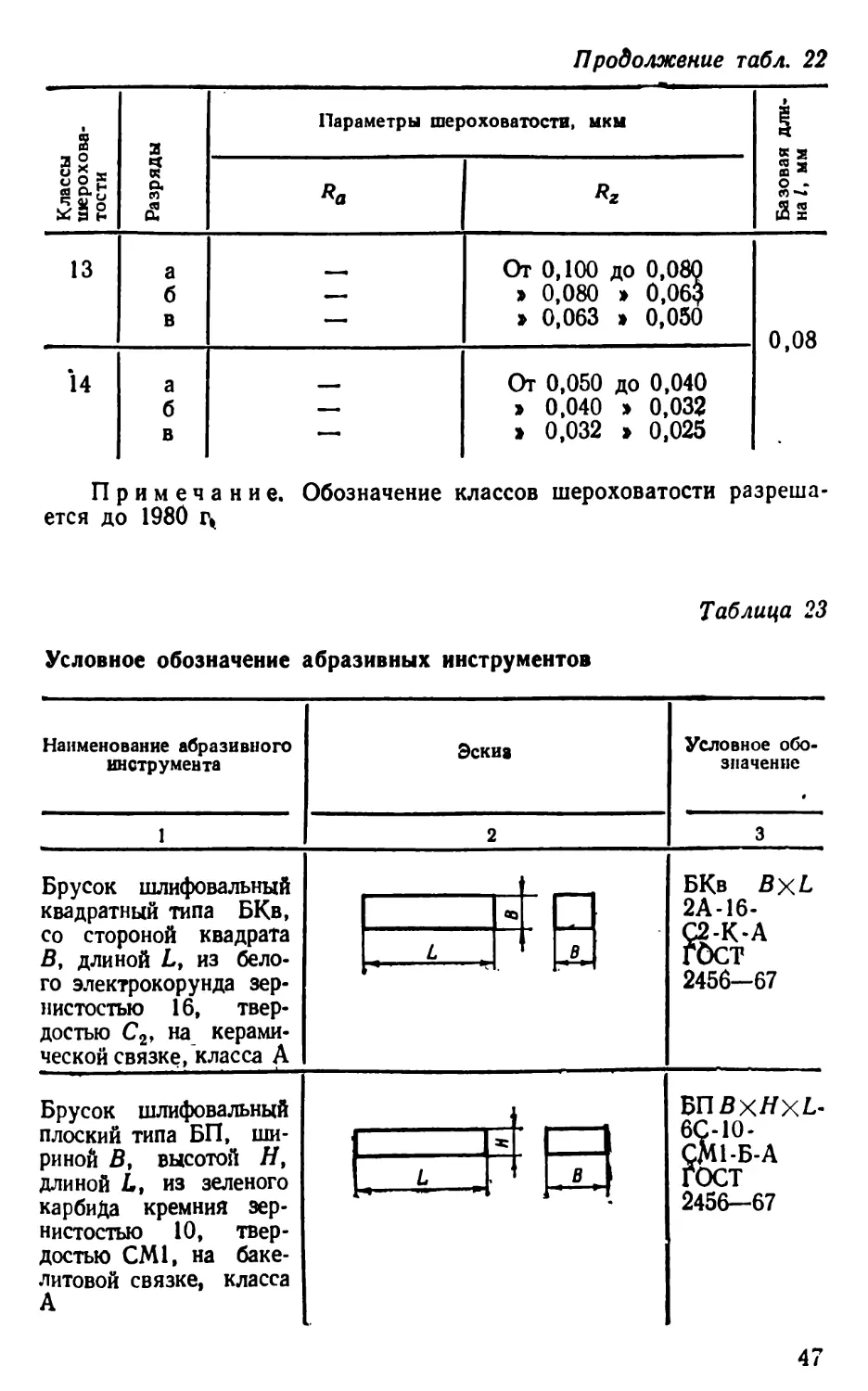
Продолжение табл. 22
Классы шерохова- тости Разряды Параметры шероховатости, мкм Базовая дли- на 1, мм
Кг
13 а б в — От 0,100 до 0,080 » 0,080 » 0,06$ » 0,063 » 0,050 0,08
14 а б в •— От 0,050 до 0,040 » 0,040 > 0,032 > 0,032 > 0,025
Примечание. Обозначение классов шероховатости разреша-
ется до 1980 i\
Таблица 23
Условное обозначение абразивных инструментов
Наименование абразивного
инструмента
Эскиз
Условное обо-
значение
Брусок шлифовальный
квадратный типа БКв,
со стороной квадрата
В, длиной L, из бело-
го электрокорунда зер-
нистостью 16, твер-
достью С 2, на керами -
ческой связке, класса А
БКв BxL
2А-16-
2456—67
Брусок шлифовальный
плоский типа БП, ши-
риной В, высотой Я,
длиной L, из зеленого
карбида кремния зер-
нистостью 10, твер-
достью СМ1, на баке-
литовой связке, класса
А
БПВхЯх/.-
6С-10-
СМ1-Б-А
ГОСТ
2456-67
47
Продолжение табл. 23
3
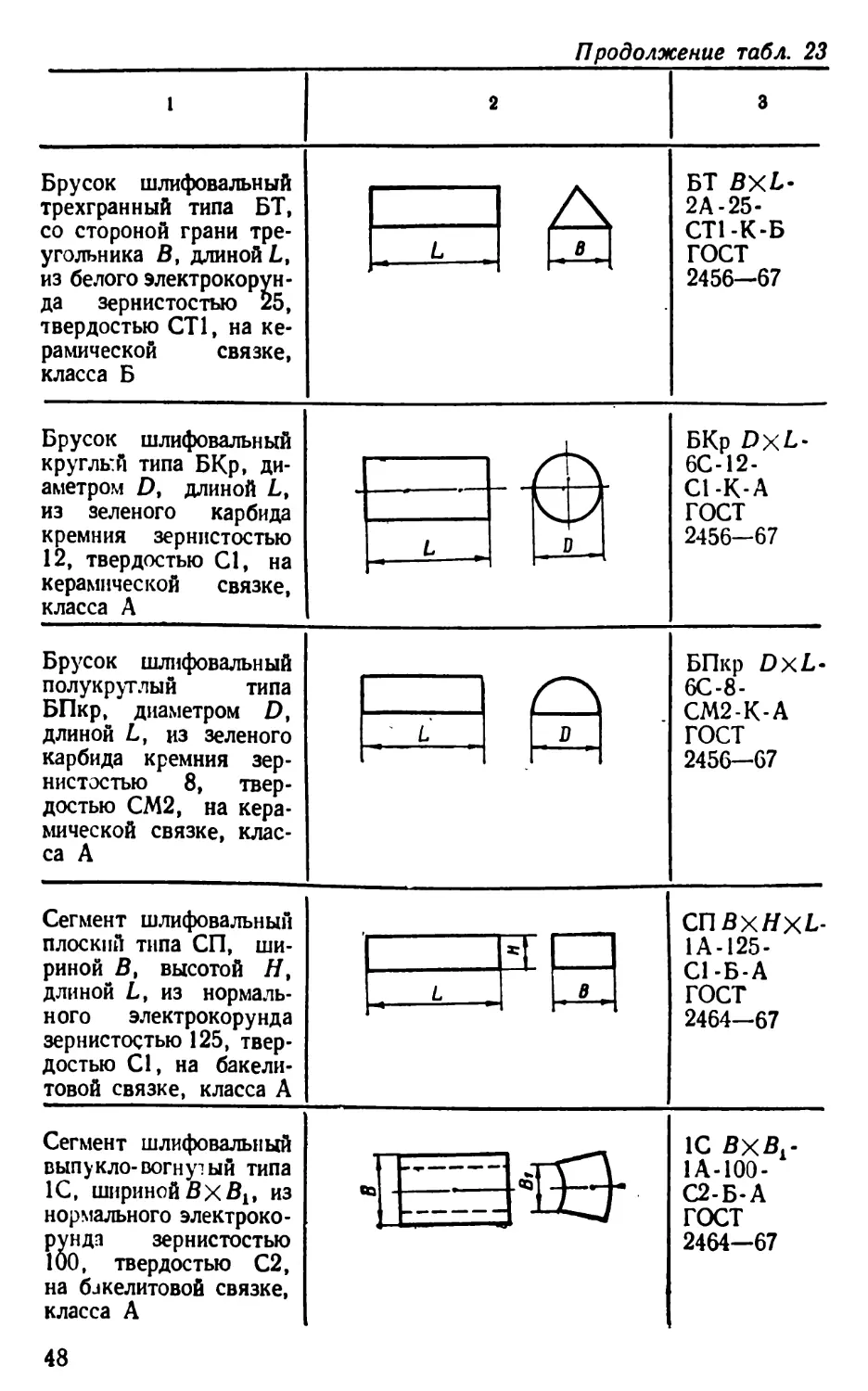
Брусок шлифовальный
трехгранный типа БТ,
со стороной грани тре-
угольника В, длиной L,
из белого электрокорун-
да зернистостью 25,
твердостью СТ1, на ке-
рамической связке,
класса Б
L
БТ BxL-
2А-25-
СТ1-К-Б
ГОСТ
2456—67
Брусок шлифовальный
круглый типа БКр, ди-
аметром D, длиной L,
из зеленого карбида
кремния зернистостью
12, твердостью С1, на
керамической связке,
класса А
БКр DXL-
6С-12-
С1-К-А
ГОСТ
2456—67
Брусок шлифовальный
полукруглый типа
БПкр, диаметром D,
длиной L, из зеленого
карбида кремния зер-
нистостью 8, твер-
достью СМ2, на кера-
мической связке, клас-
са А
БПкр DxL-
6С-8-
СМ2-К-А
ГОСТ
2456—67
Сегмент шлифовальный
плоский типа СП, ши-
риной В, высотой Я,
длиной L, из нормаль-
ного электрокорунда
зернистостью 125, твер-
достью С1, на бакели-
товой связке, класса А
В
СПВхЯхЬ-
1 А-125-
С1-Б-А
ГОСТ
2464—67
Сегмент шлифовальный
выпукло-вогнутый типа
1С, шириной Вх Bi, из
нормального электроко-
рунда зернистостью
100, твердостью С2,
на бакелитовой связке,
класса А
1С ВхВ.-
1А-100-
С2-Б-А
ГОСТ
2464-67
48
Продолжение табл. 23
1
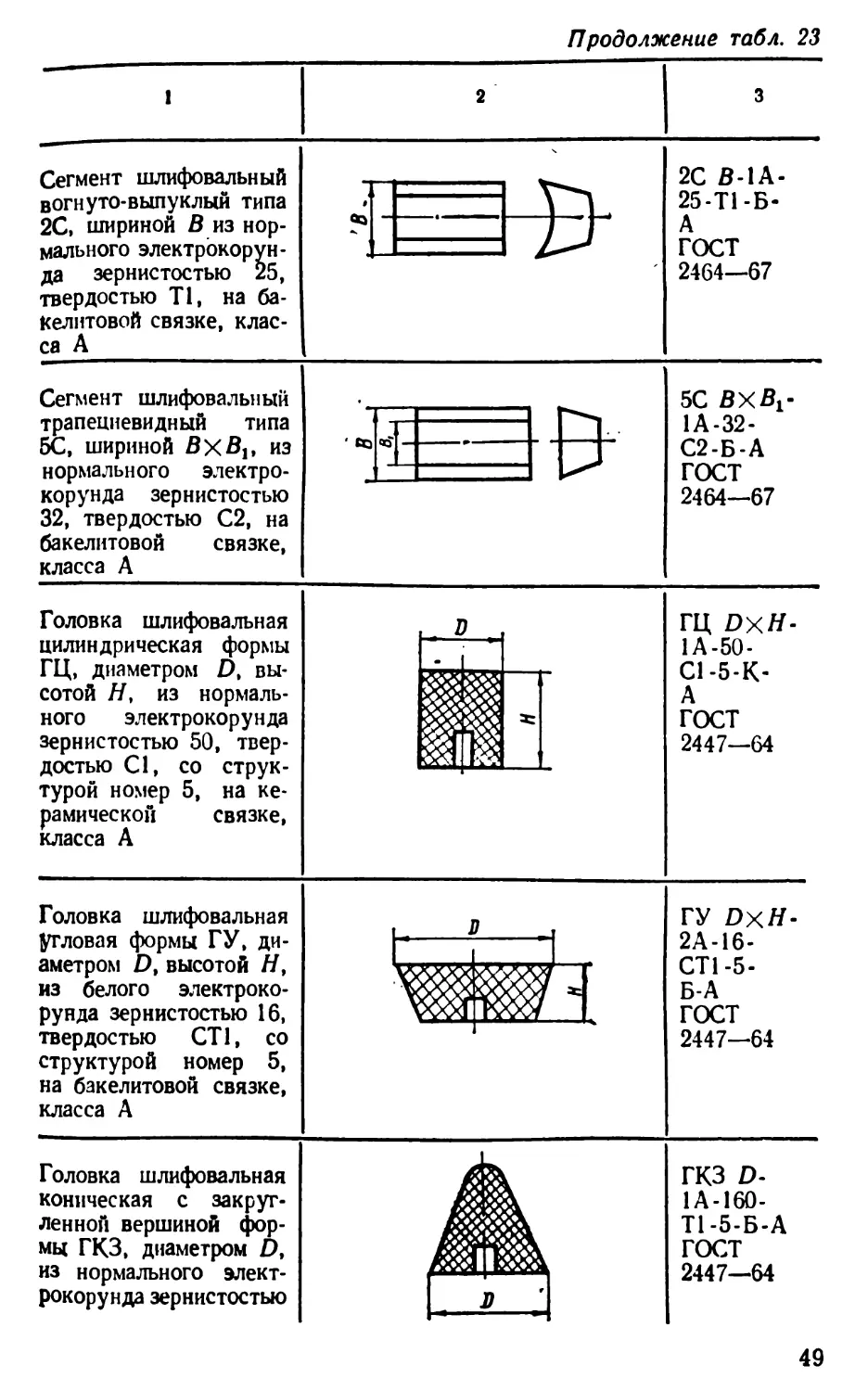
Сегмент шлифовальный вогнуто-выпуклый типа 2С, шириной В из нор- мального электрокорун- да зернистостью 25, твердостью Т1, на ба- келитовой связке, клас- са А 2С В-1А- 25-Т1-Б- А ГОСТ 2464—67
—
Сегмент шлифовальный трапециевидный типа 5С, шириной BxBv из нормального электро- корунда зернистостью 32, твердостью С2, на бакелитовой связке, класса А 5С BXBi- 1А-32- С2-Б-А ГОСТ 2464—67
' Со QQ
Головка шлифовальная
цилиндрическая формы
ГЦ, диаметром D, вы-
сотой Я, из нормаль-
ного электрокорунда
зернистостью 50, твер-
достью С1, со струк-
турой номер 5, на ке-
рамической связке,
класса А
Головка шлифовальная
угловая формы ГУ, ди-
аметром D, высотой Я,
из белого электроко-
рунда зернистостью 16,
твердостью СТ1, со
структурой номер 5,
на бакелитовой связке,
класса А
Головка шлифовальная
коническая с закруг-
ленной вершиной фор-
мы ГКЗ, диаметром D,
из нормального элект-
рокорунда зернистостью
D
ГЦ DxH-
1А-50-
С1-5-К-
А
ГОСТ
2447—64
ГУ ЛхЯ-
2А-16-
СТ1-5-
Б-А
ГОСТ
2447—64
ГКЗ D-
1А-160-
Т1-5-Б-А
ГОСТ
2447—64
49
Продолжение табл, 23
160, твердостью Т1,со
структурой номер 5, на
бакелитовой связке,
класса А
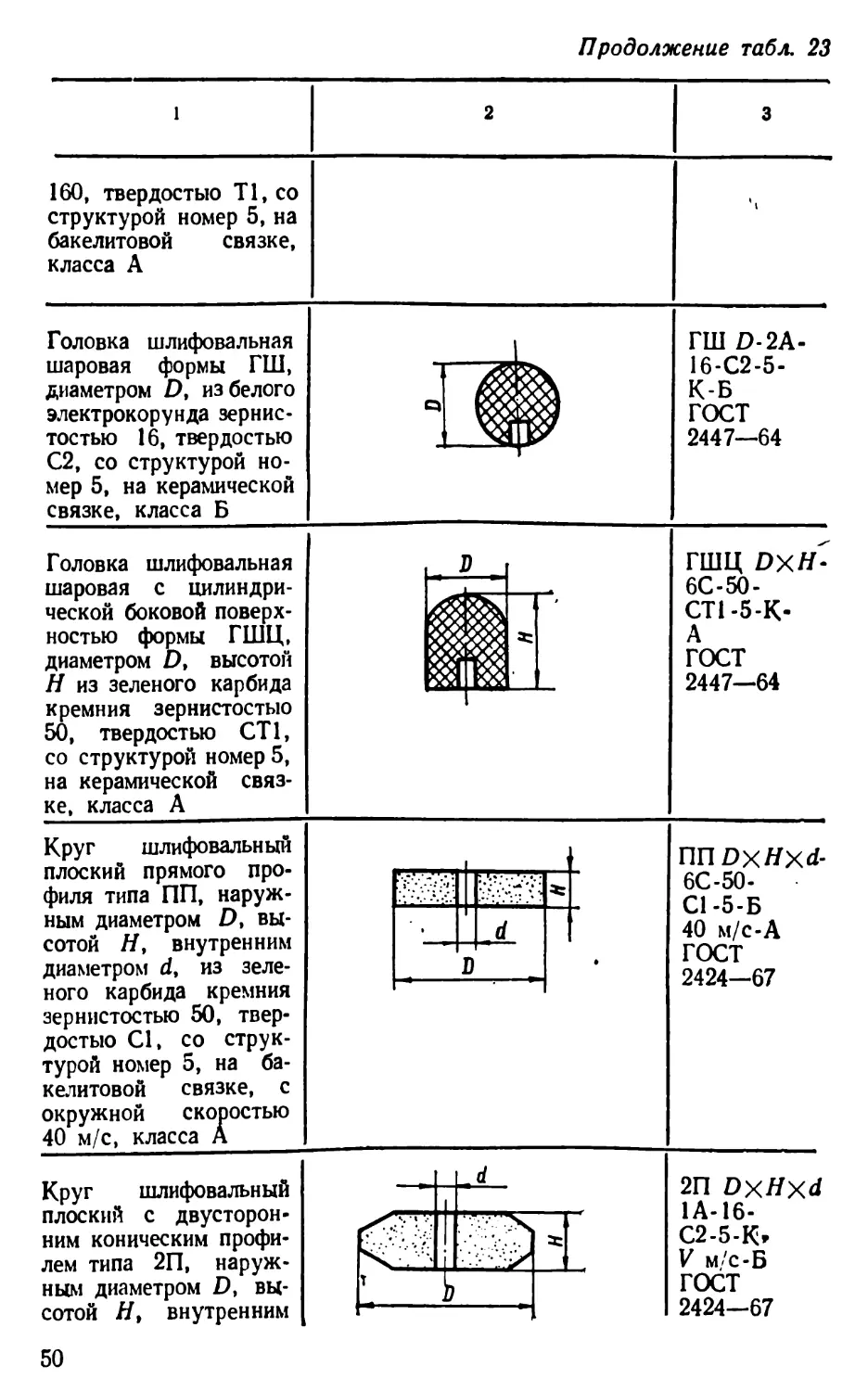
Головка шлифовальная
шаровая формы ГШ,
диаметром D, из белого
электрокорунда зернис-
тостью 16, твердостью
С2, со структурой но-
мер 5, на керамической
связке, класса Б
Головка шлифовальная
шаровая с цилиндри-
ческой боковой поверх-
ностью формы ГШЦ,
диаметром D, высотой
Н из зеленого карбида
кремния зернистостью
50, твердостью СТ1,
со структурой номер 5,
на керамической связ-
ке, класса А________
Круг шлифовальный
плоский прямого про-
филя типа ПП, наруж-
ным диаметром D, вы-
сотой Я, внутренним
диаметром dt из зеле-
ного карбида кремния
зернистостью 50, твер-
достью С1, со струк-
турой номер 5, на ба-
келитовой связке, с
окружной скоростью
40 м/с, класса А
Круг шлифовальный
плоский с двусторон-
ним коническим профи-
лем типа 2П, наруж-
ным диаметром D, вы-
сотой И, внутренним
D
ГШ D-2A-
16-С2-5-
К-Б
ГОСТ
2447—64
ГШЦ DXH-
6С-50-
СТ1-5-К-
А
ГОСТ
2447—64
nnDxHxd-
6С-50-
С1-5-Б
40 м/с-А
ГОСТ
2424—67
2П DxHxd
1 А-16-
С2-5-К»
V м/с-Б
ГОСТ
2424—67
50
Продолжение табл. 23
1 2 3
диаметром d, из нор- мального электрокорун- да зернистостью 16, твердостью С2, со структурой номер 5, на керамической связке, с окруиЛой скоростью V м/с, класса Б
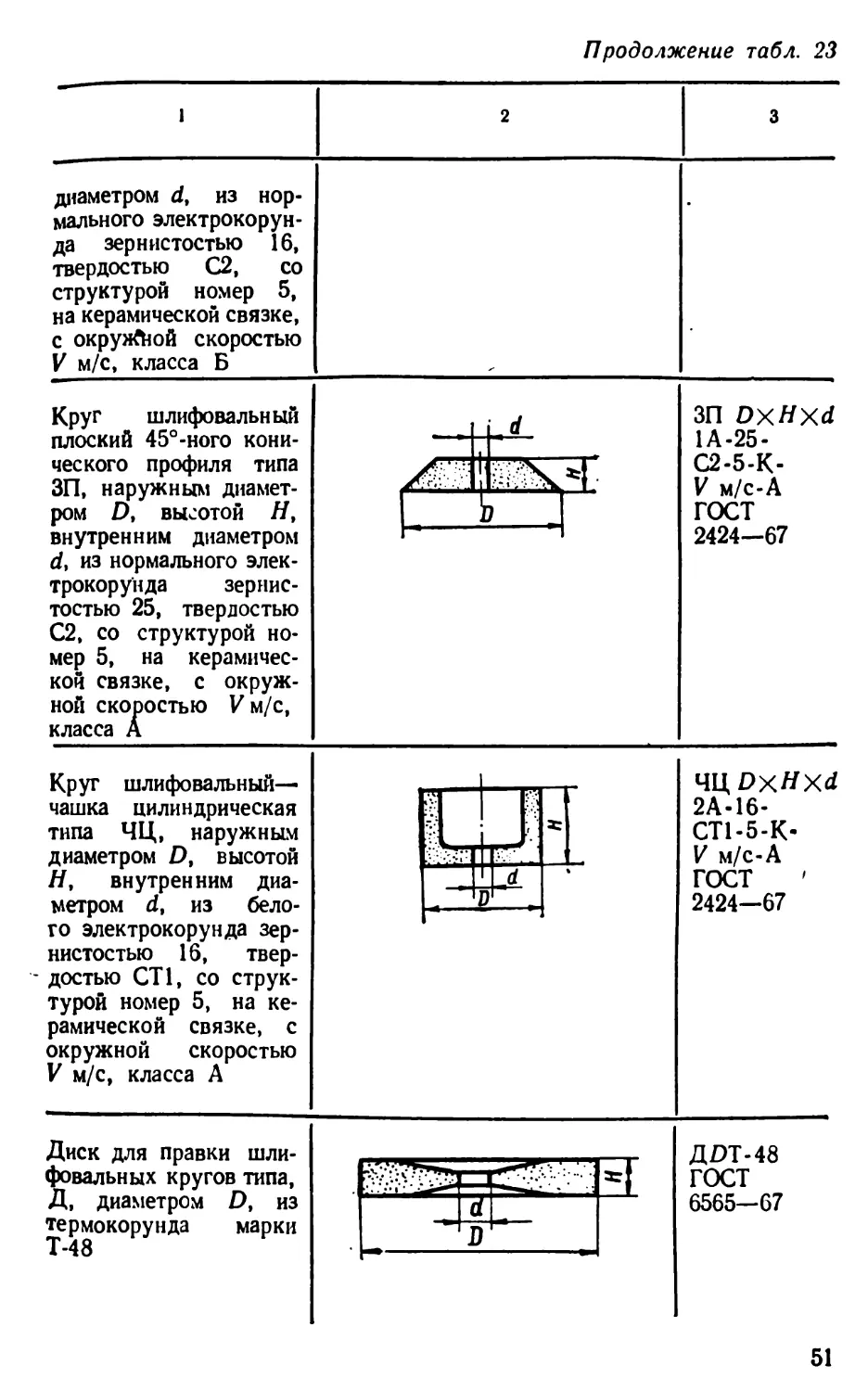
Круг шлифовальный
плоский 45°-ного кони-
ческого профиля типа
ЗП, наружным диамет-
ром D, высотой Н,
внутренним диаметром
dt из нормального элек-
трокорунда зернис-
тостью 25, твердостью
С2, со структурой но-
мер 5, на керамичес-
кой связке, с окруж-
ной скоростью V м/с,
класса А
Круг шлифовальный—
чашка цилиндрическая
типа ЧЦ, наружным
диаметром D, высотой
Я, внутренним диа-
метром dt из бело-
го электрокорунда зер-
нистостью 16, твер-
достью СТ1, со струк-
турой номер 5, на ке-
рамической связке, с
окружной скоростью
V м/с, класса А
Диск для правки шли-
фовальных кругов типа,
Д, диаметром D, из
термокорунда марки
Т-48
ЗП DxHxd
1А-25-
С2-5-К-
V м/с-А
ГОСТ
2424—67
ЧЦЯхЯх^
2А-16-
СТ1-5-К-
V м/с-А
ГОСТ
2424—67
ДЛТ-48
ГОСТ
6565-67
51
Продолжение табл. 23
1 2 3
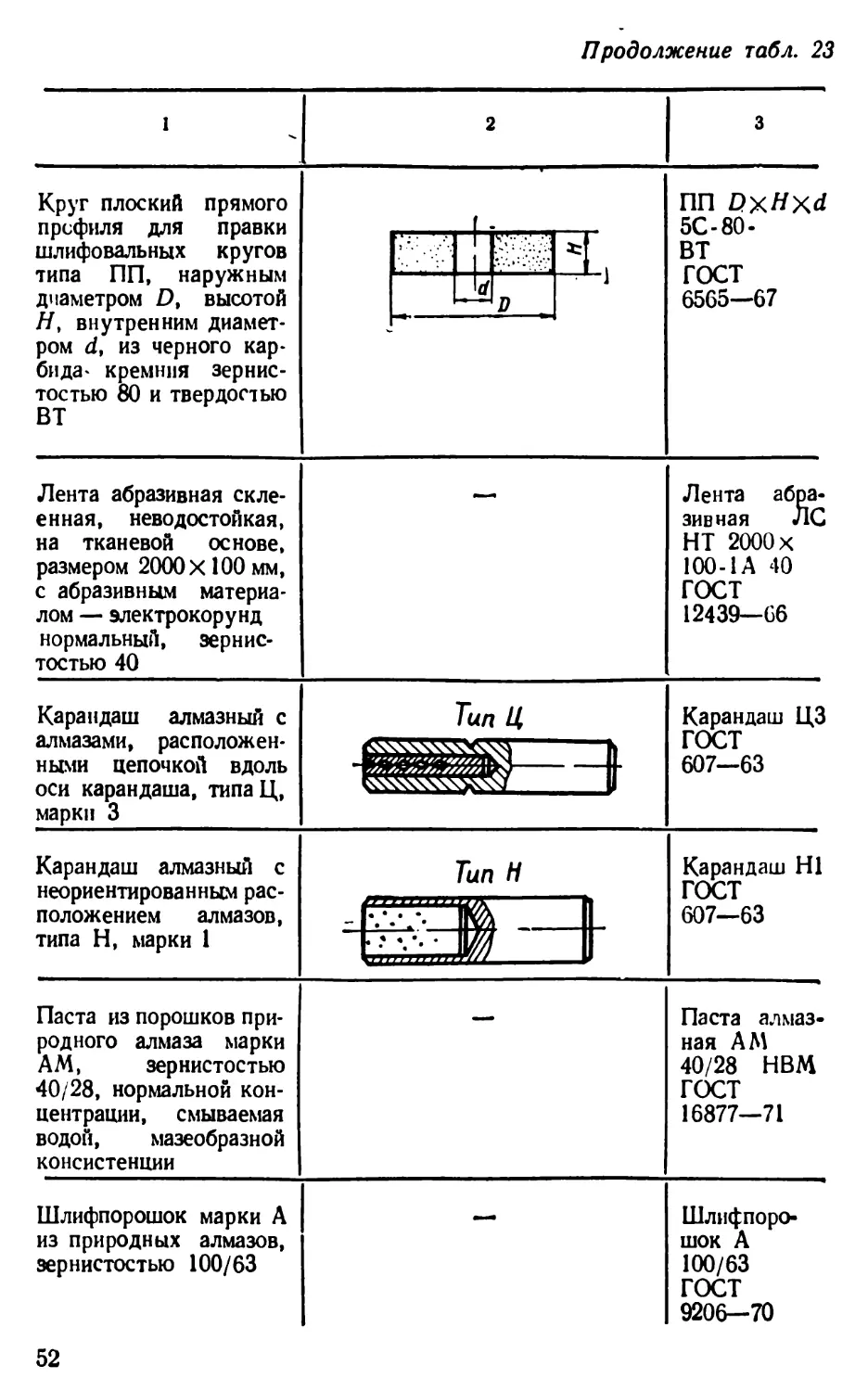
Круг плоский прямого профиля для правки шлифовальных кругов типа ПП, наружным диаметром D, высотой Я, внутренним диамет- ром d, из черного кар- бида' кремния зернис- тостью 80 и твердостью ВТ ПП DxHxd 5С-80- ВТ гост 6565—67
К 5:
л . 1
Лента абразивная скле- енная, неводостойкая, на тканевой основе, размером 2000 X 100 мм, с абразивным материа- лом — электрокорунд нормальный, зернис- тостью 40 — Лента абра- зивная ЛС НТ 2000 х 100-1А 40 ГОСТ 12439—G6
Карандаш алмазный с алмазами, расположен- ными цепочкой вдоль оси карандаша, типаЦ, марки 3 Тип U, Карандаш ЦЗ ГОСТ 607—63
Карандаш алмазный с неориентированным рас- положением алмазов, типа Н, марки 1 Тип Н Карандаш Н1 ГОСТ 607—63
Паста из порошков при- родного алмаза марки AM, зернистостью 40/28, нормальной кон- центрации, смываемая водой, мазеобразной консистенции — Паста алмаз- ная AM 40/28 НВМ ГОСТ 16877—71
Шлифпорошок марки А из природных алмазов, зернистостью 100/63 — Шлифпоро- шок А 100/63 ГОСТ 9206-70
52
Продолжение табл. 23
1 2 3
ШлифйОрощок марки АСО из синтетических алмазов, зернистостью 100/63 — Шлифпоро- цгок АСО 100/63 гост 9206—70
Микропорошок марки AM из природных ал- мазов, зернистостью 40/28 —• Микропоро- шок AM 40/28 ГОСТ 9206—70
Микропорошок марки АСН из синтетических алмазов, зернистостью 40/28 —• Микропоро- шок АСН 40/28 ГОСТ 9206—70
Надфиль алмазный плоский тупоносый формы АПлТ, длиной £=120 мм, покрытый порошком из синтети- ческих алмазов, марки АСР, зернистостью 63z50 2826-0002 АСР 63/50 ГОСТ 16607—71
Надфиль алмазный квадратный формы АКв, длиной L= 120 мм, шириной ^= 0,5 мм, покрытый по- рошком из природных алмазов, марки AM, зернистостью 60/40 533 2827-0004 AM 60/40 ГОСТ 16608—71
Надфиль алмазный круглый формы АКр, длиной L=120 мм, ди- аметром d=0,5 мм, по- крытый порошком из синтетических алмазов, марки АСР, зернис- тостью 100/80 2828-0004 ACPI 00/80 ГОСТ 16610—71
53
Продолжение табл. 23
1 2 3
Брусок ручной алмаз- ный плоский двусто- ронний формы АБД, В=8 мм, S=l,5 мм, из микропорошков син- тетических алмазов мар- ки АСМ, по ГОСТ 9206—70, зернистостью 40/28, с концентраци- ей алмазов 100 %, на органической связке марки Б1 Со В 1 2768-0326 АСМ 40/28- 100-Б1 ГОСТ 16595—71
•
То же, из микропорош- ков природных алмазов 2768-0326 AM 40/28- 100-Б1 ГОСТ 16595—71
Брусок ручной алмаз- ный круглый формы АБК, D=6 мм, S= 1 мм, из микропорош- ков синтетических ал- мазов, марки АСМ, по ГОСТ 9206—70, зер- нистостью 40/28, с концентрацией алмазов 100 %, на органичес- кой связке марки Б1 То же, из микропорош- ков природных алмазов S 2768-0380 АСМ 40/28- 100-Б1 ГОСТ 16595—71
2768-0380 AM 40/28- 100-Б1 ГОСТ 16595—71
Резец алмазный для профилирования червяч- ных абразивных кругов исполнения 1, для ди- апазона модулей от 0,4 до 0,5 мм Резец 3908- 0011 ГОСТ 17368-71
54
Продолжение табл. 23
2
3
Брусок хонинговальный
алмазный, В =12 мм,
Я=6 мм, L=100 мм,
г=60 мм, исполнения
1, из шлифпорошков
синтетических алмазов,
марки АСР, по ГОСТ
9206—70, зернистостью
80/63, с концентрацией
алмазов 100 %, на ме-
таллической связке мар-
ки Ml_______________
То же, из шлифпорош-
ков природных алмазов
27и8-0128-
1-АСР
80/63-100-
М1
гост
16606—71
2768-0128-
1 -А 80/63-
100-М1
ГОСТ
16606—71
Ролик алмазный для
правки абразивных кру-
гов, D=70 мм, Н=
10 мм
Ролик алмаз-
ный 3908—
0003
ГОСТ
16014—70
Круг отрезной алмаз-
ный диаметром D=
100 мм, толщиной ре-
жущей части Я=
0,6 мм, шириной ал-
мазного слоя S=5 мм,
из порошков природно-
го алмаза марки А, зер-
нистостью 63/50, с кон-
центрацией алмаза 50%,
на металлической связ-
ке М, исполнения 1
2726-0081
А 63/50
50М1
ГОСТ
10110—71
55
Продолжение табл. 23
1 2 3
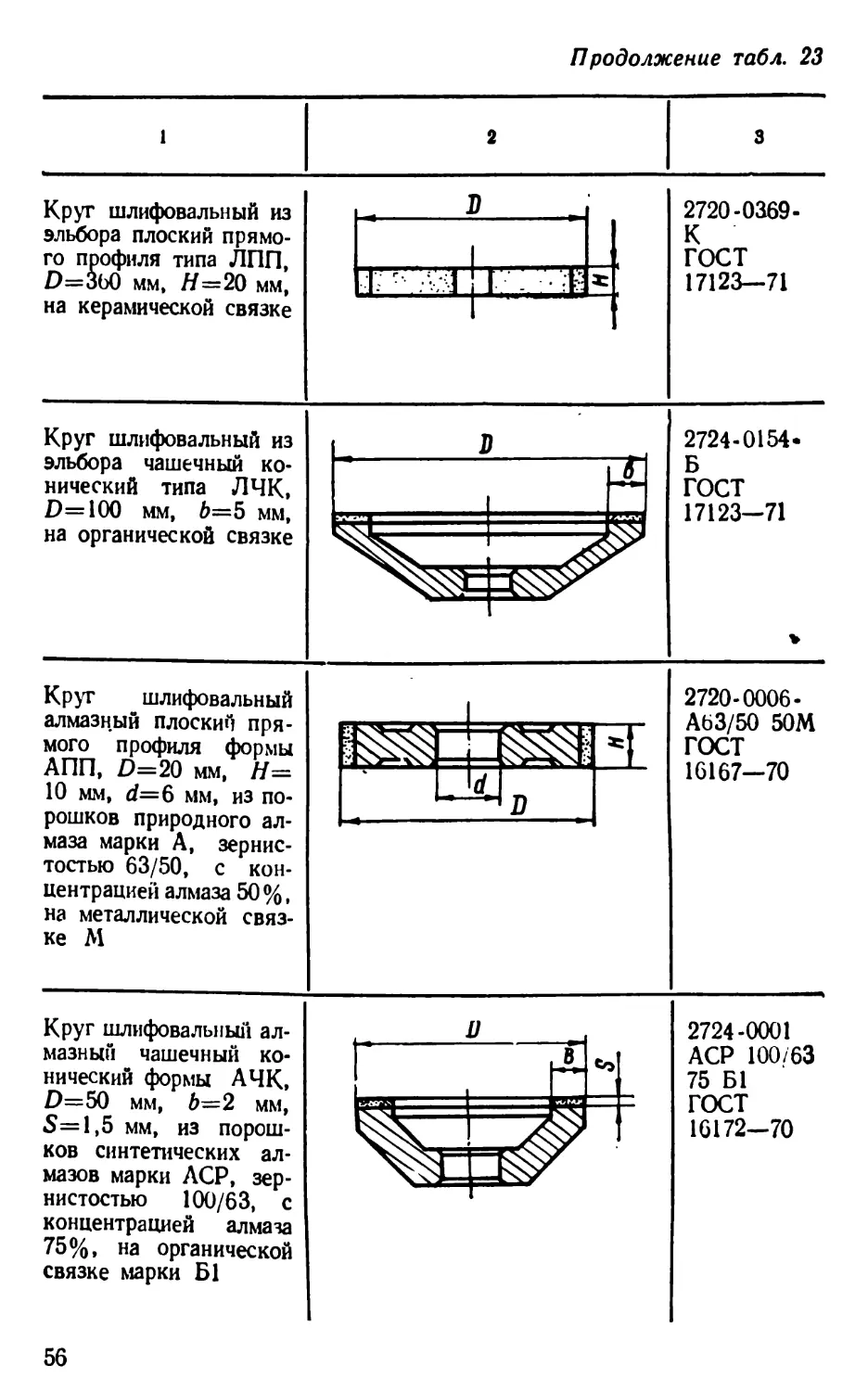
Круг шлифовальный из _ J - 2720-0369-
эльбора плоский прямо- к
го профиля типа ЛПП, D=360 мм, Я=20 мм, гост 17123—71
на керамической связке
Круг шлифовальный из
эльбора чашечный ко-
нический типа ЛЧК,
D=100 мм, 6=5 мм,
на органической связке
2724-0154-
Б
ГОСТ
17123—71
Круг шлифовальный
алмазный плоский пря-
мого профиля формы
АПП, £>=20 мм, //=
10 мм, d=6 мм, из по-
рошков природного ал-
маза марки А, зернис-
тостью 63/50, с кон-
центрацией алмаза 50 %,
на металлической связ-
ке М
2720-0006-
Ab3/50 50М
ГОСТ
16167—70
Круг шлифовальный ал-
мазный чашечный ко-
нический формы АЧК,
D=50 мм, 6=2 мм,
5=1,5 мм, из порош-
ков синтетических ал-
мазов марки АСР, зер-
нистостью 100/63, с
концентрацией алмаза
75%, на органической
связке марки Б1
2724-0001
АСР 100/63
75 Б1
ГОСТ
16172—70
56
Продолжение табл. 23
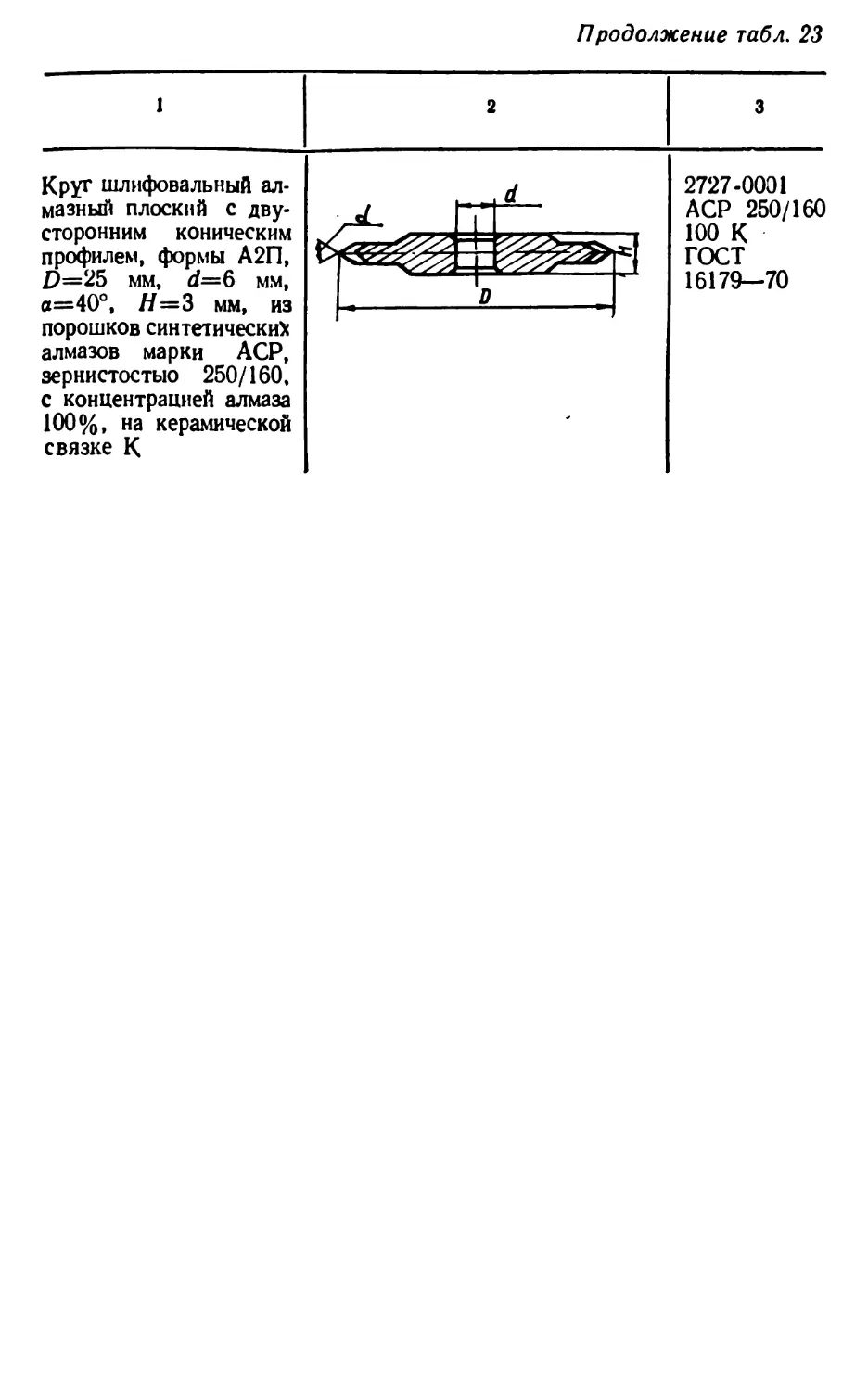
Круг шлифовальный ал-
мазный плоский с дву-
сторонним коническим
профилем, формы А2П,
D=25 мм, d=6 мм,
а=40°, Я=3 мм, из
порошков синтетически*
алмазов марки АСР,
зернистостью 250/160.
с концентрацией алмаза
100%, на керамической
связке К
2727-0001
АСР 250/160
100 К
ГОСТ
16179—70
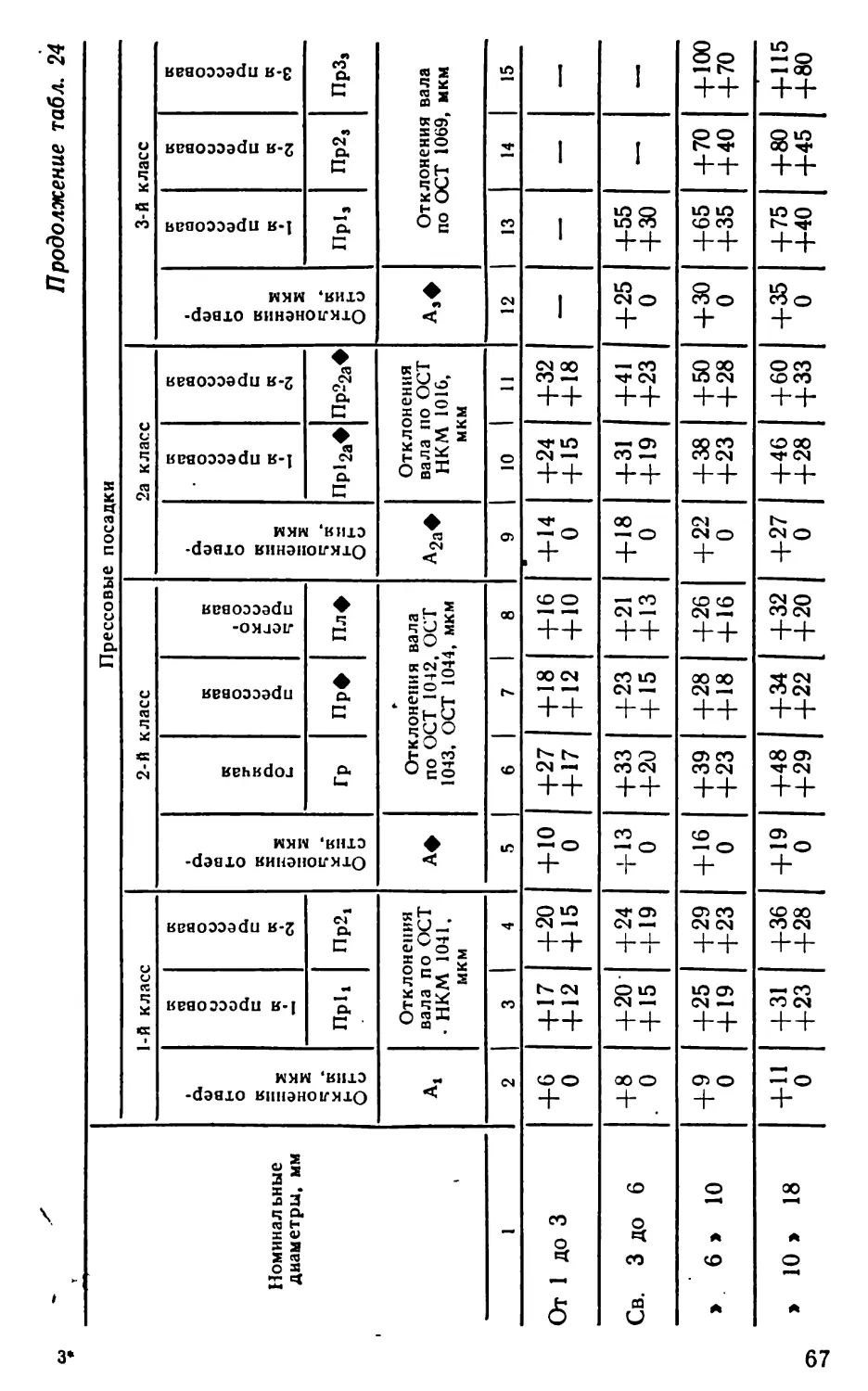
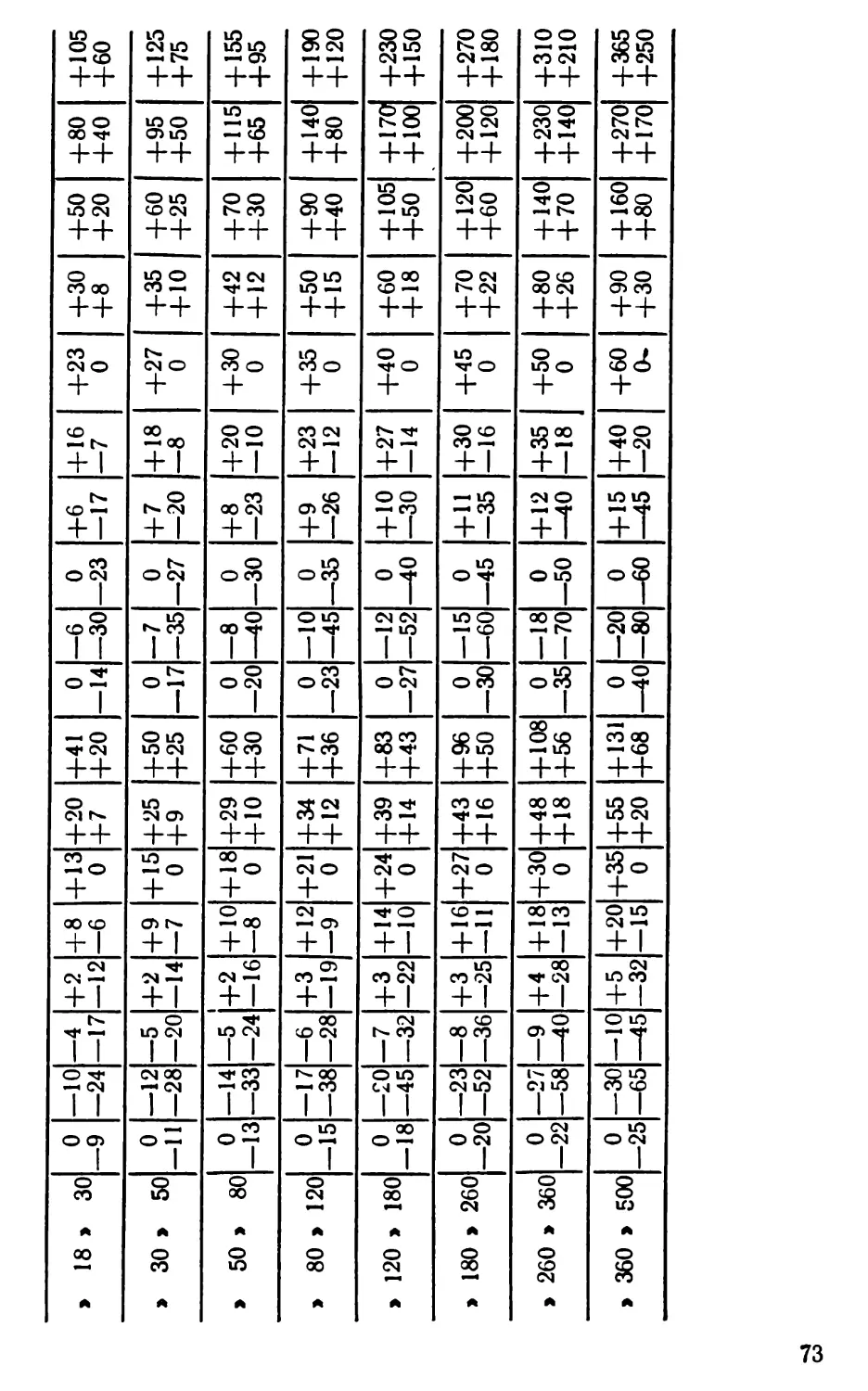
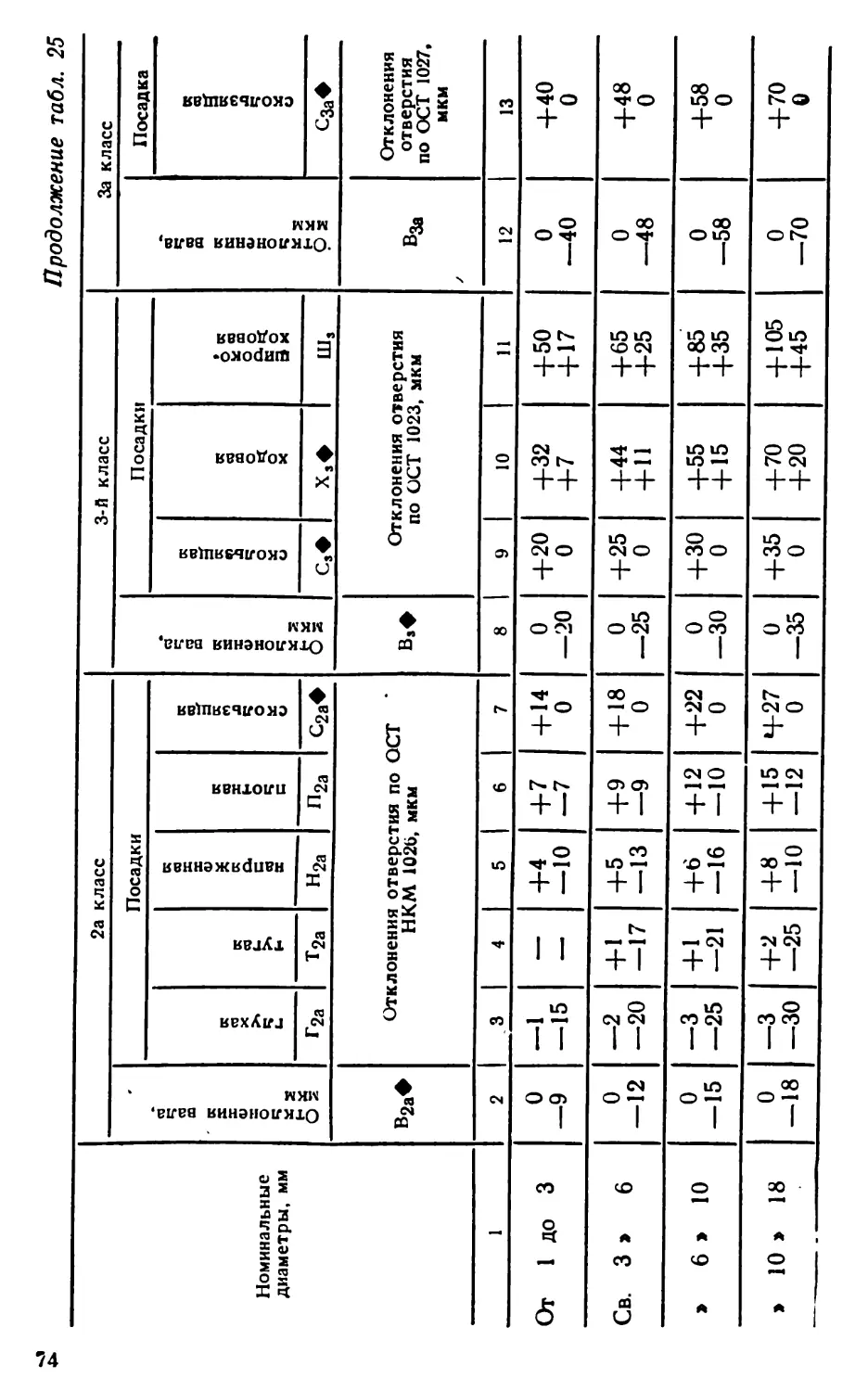
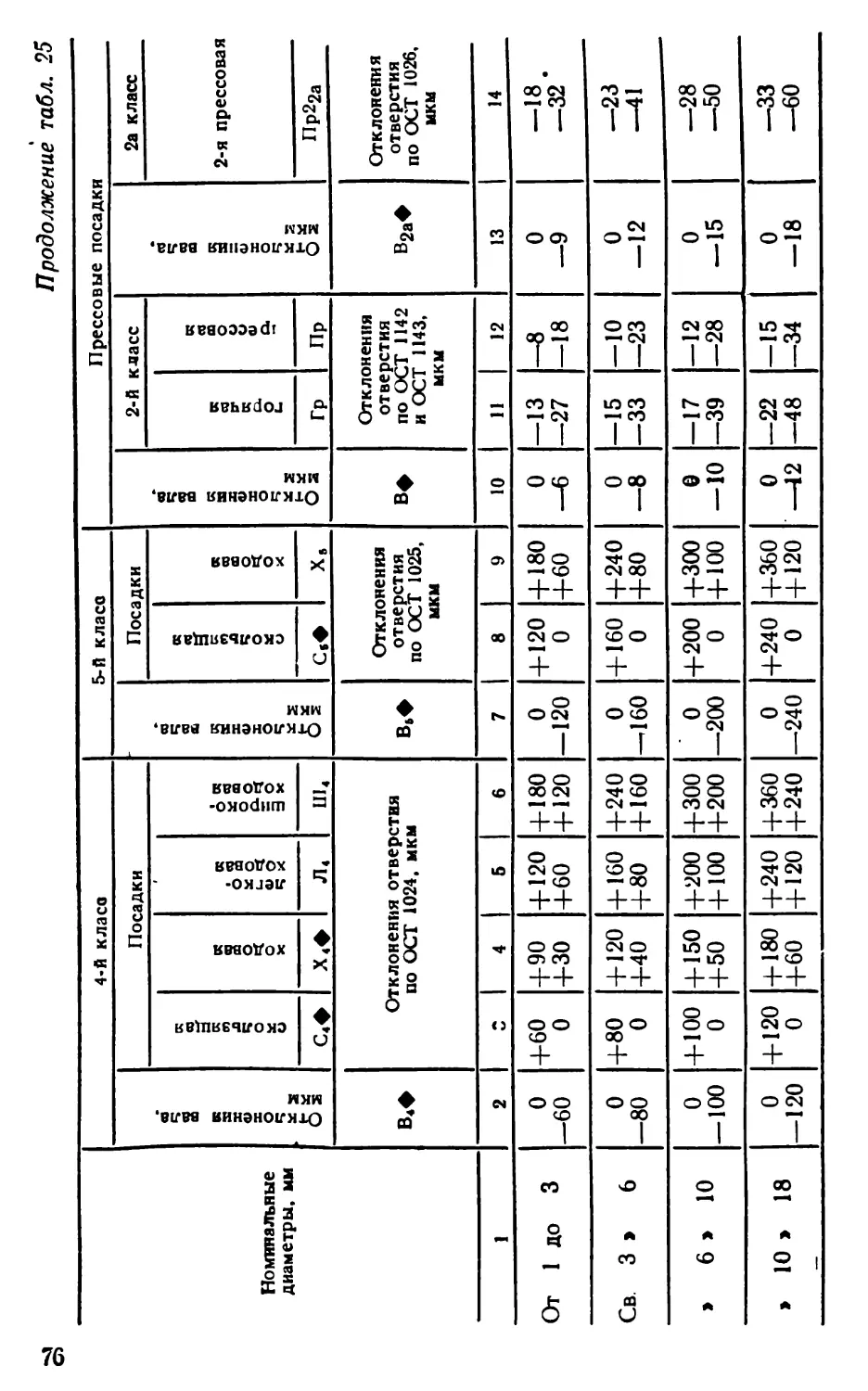
ДОПУСКИ И ПОСАДКИ
(основные определения допусков
и посадок по ГОСТ 7713—62)
Посадкой называется характер соединения деталей, опреде-
ляемый разностью диаметров отверстия и вала. Посадка ха-
рактеризует свободу относительного перемещения соединитель-
ных деталей или степень сопротивления их взаимному сме-
щению.
Посадки подразделяются на три группы’
а) посадки с зазором, при которых обеспечивается зазор в
соединении;
б) посадки с натягом, при которых обеспечивается натяг в
соединении;
в) переходные посадки, при которых возможны как натяги,
так и зазоры.
Посадки в системе отверстия и в системе вала группируют-
ся по классам точности. Для размеров соединений от 1 до
500 мм установлено И классов точности (1, 2, 2а, 3, За, 4, 5, 7,
8, 9 и 10).
Номинальным размером называется размер деталей, опре-
деленный исходя из расчета на прочность, жесткость и т. д., а
также выбранный из конструктивных или технологических со-
ображений. Номинальный размер одинаков для отверстия и
вала и должен быть округлен до ближайшего большего нор-
мального размера по ГОСТ 6636—60.
Действительным размером называется размер, определенный
с наивысшей практически достижимой степенью точности.
Установленные в результате измерения с заданной точно-
стью в производственных условиях наибольшие и наименьшие
значения размера называются наибольшим и наименьшим
предельными размерами.
Допуском размера называется разность между наибольшим
и наименьшим предельными размерами.
Полем допуска называется зона между наибольшим и наи-
меньшим предельными размерами; верхняя граница поля до-
58
пуска соответствует наибольшему, а нижняя — наименьшему
предельному размеру.
Зазором называется положительная разность между раз-
мерами отверстия и вала (размер отверстия больше размера
вала).
Натягом называется положительная разность между разме-
рами вала и отверстия до сборки деталей (размер вала больше
размера отверстия).
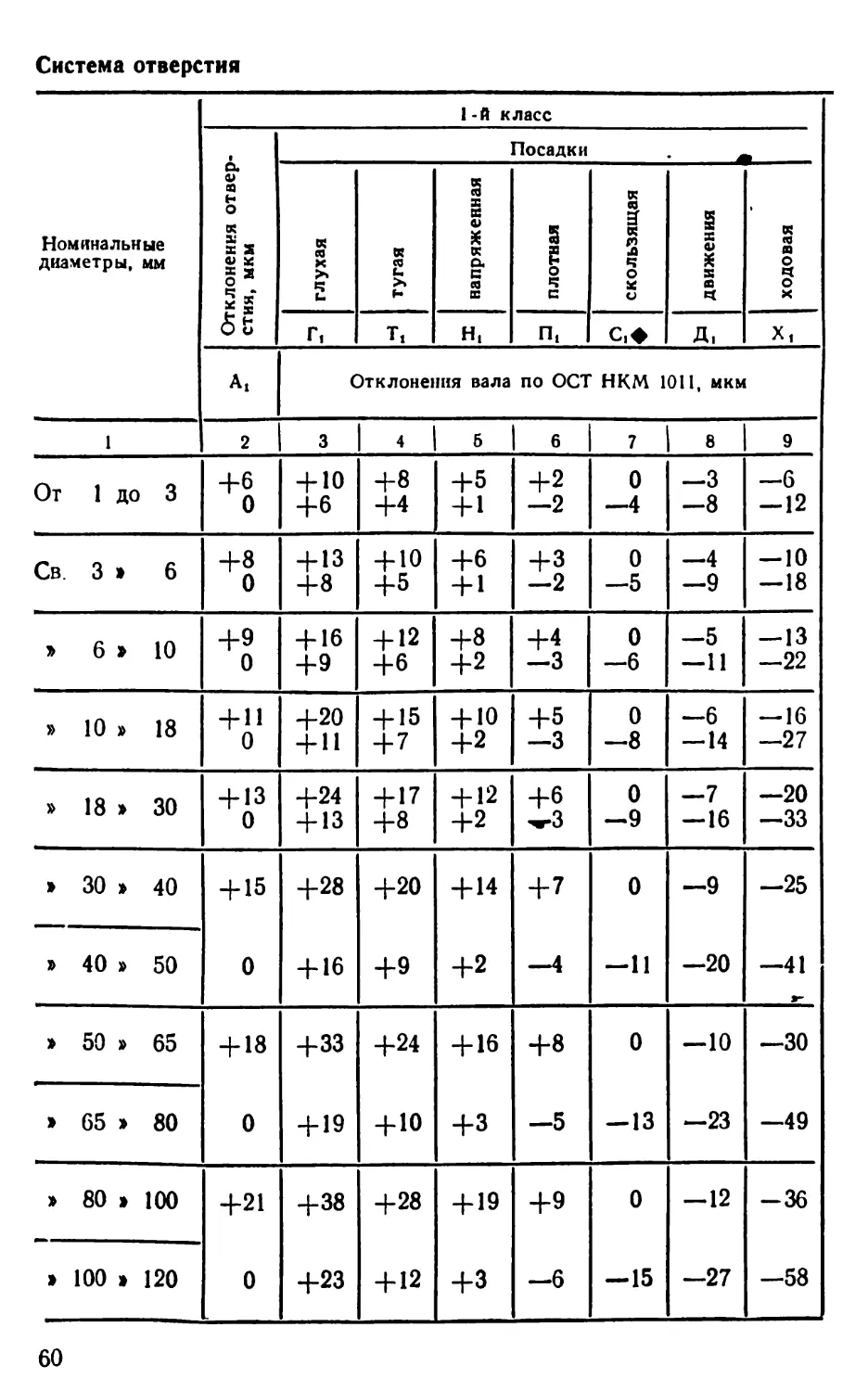
Система отверстия характеризуется тем, что в ней для всех
посадок одного класса точности при одинаковых номинальных
размерах предельные размеры отверстия остаются постоянны-
ми, причем нижнее отклонение отверстия равно нулю, а осу-
ществление разных посадок достигается за счет соответствую-
щего изменения предельных размеров вала.
Система вала характеризуется тем, что в ней для всех поса-
док одного класса точности при одинаковых номинальных раз-
мерах предельные размеры вала остаются постоянными, при-
чем верхнее отклонение вала равно нулю, а осуществление раз-
ных посадок достигается за счет соответствующего изменения
предельных размеров отверстия.
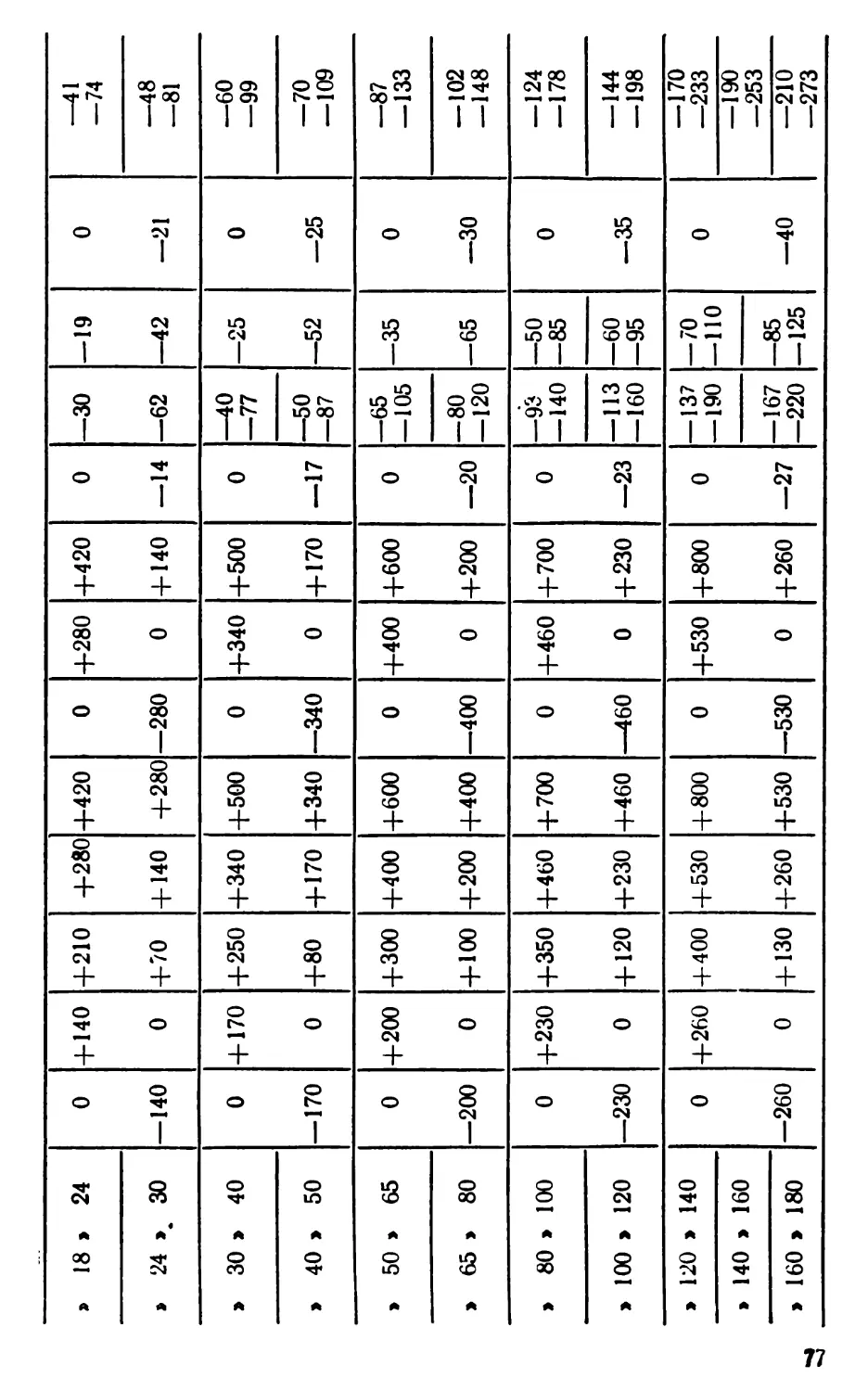
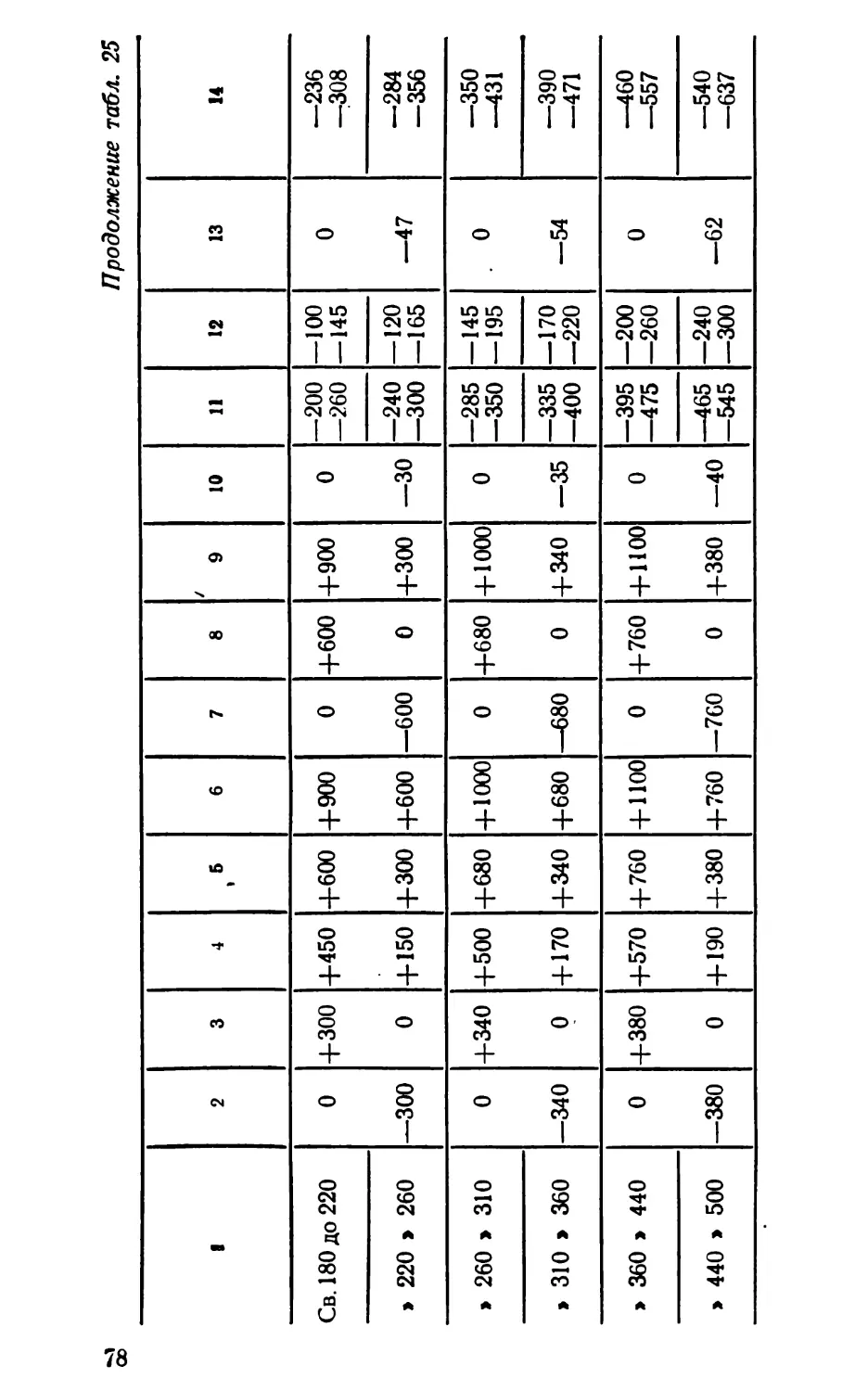
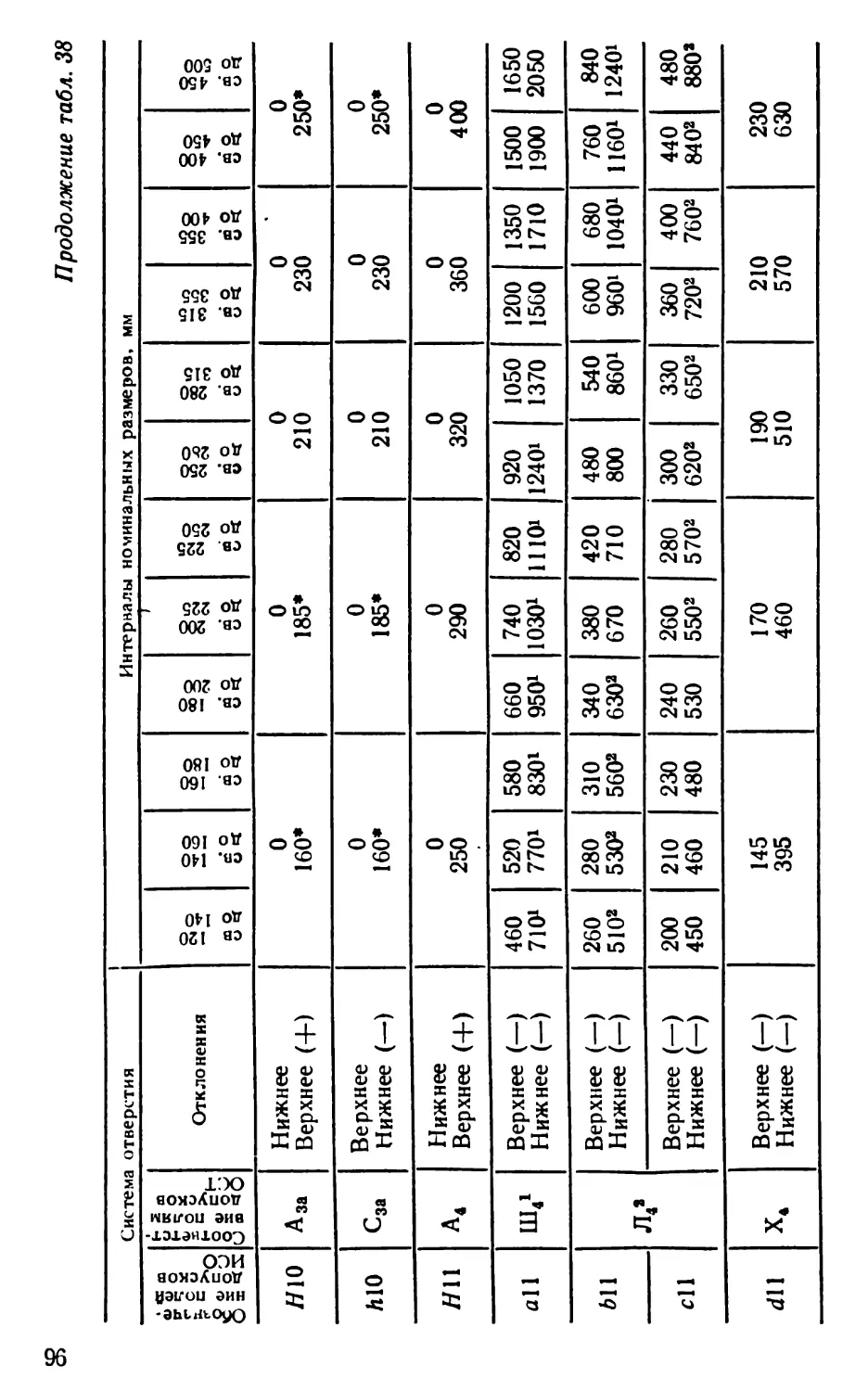
Система отверстия
Номинальные диаметры, мм 1-й класс
Отклонения отвер- стия, мкм Посадки
глухая тугая напряженная плотная скользящая движения ходовая
Г. Ti н, п. С,ф Д. X.
А, Отклонения вала по ОСТ НКМ 1011, мкм
1 2 3 4 б 6 7 8 9
От 1 до 3 +6 0 +10 +6 +8 +4 +5 + 1 +2 —2 0 —4 СО 00 1 1 —6 — 12
Св. 3 > 6 +8 0 + 13 +8 +ю +5 +6 + 1 +3 —2 0 —5 СТ) 1 1 — 10 — 18
> 6 > 10 +9 0 + 16 +9 + 12 +6 +8 +2 +4 —3 0 —6 1 1 >— СЛ — 13 —22
» 10 » 18 + Н 0 +20 + И + 15 +7 +ю +2 +5 —3 0 —8 1 1 —16 —27
» 18 » 30 + 13 0 +24 + 13 + 17 +8 + 12 +2 +6 ^3 0 —9 —7 —16 —20 —33
» 30 » 40 + 15 0 +28 + 16 +20 +9 +14 +2 +7 0 —11 —9 -20 —25 —41
» 40 » 50
» 50 » 65 + 18 0 4-33 + 19 +24 +ю + 16 +3 +8 —5 0 -13 —10 —23 —30 —49
» 65 » 80
» 80 » 100 +21 0 +38 +23 4-28 + 12 + 19 +3 +9 —6 0 -15 -12 —27 -36 —58
» 100 » 120
60
+35 0 +30 0 +27 0 +23 0 + 19 0 +16 0 + 13 0 + 10 0 О ♦v Отклонения отвер- стия, мкм
+ + S & 4- + to 4^ О О + + оо сл ++ — ср □I о +24 + 12 о о +16 +8 +13 +6 - Отклонения вала по ОСТ 1012, мкм -1 ♦ глухая Посадки
+ + t3 й + + о о + + cd to +23 +8 ++ 9+ 91 + + 13 +5 + + о ю н тугая
4- + СР ьо о + + СР tO СР + + w g + 17 +2 ++ to £ + 12 +2 1 + б+ ++ сЗ НФ 1 напряженная
1 + to Ю 1 + о о 1 + 00 00 -Lt 1 + СЛ СП 1 + сл сл + 4 —4 1 + СР СР * пф I плотная
1 to о ср 1 to о о 1 — ° 1 — о 1 ю° 1 о° 1 00 о 1 сл о сл Сф 1 скользящая
-15 —38 1 1 й £ —10 —27 1 1 to 00 to 1 1 S5 ° 1 1 сл 01 LL to 1 1 CD СР 35 ДФ 1 движения
СЛ О 1 1 ст> ср о о 1 1 СЛ to о сл u о о -16 -33 — 13 —27 — 10 —22 1 1 — 00 00 м Хф 1 ходовая
1 1 гг 00 to о сл 1- X о сл сл 1 1 00 сл сл о о о —30 -55 -23 —45 —17 —35 — 12 —25 оо 1 «и легкоходовая
1 1 СЛ о 1 1 •— СО ►и сл сл 1 1 сл сл 1 1 СО СТ> сл о -45 —75 —35 —60 —25 -45 — 18 —35 СО Е5 широко- ходовая
—180 —234 — 170 —224 — 150 — 196 — 140 — 186 о со I сл to СО О 1 CD О —но —143 -95 — 122 -80 — 102 —70 -88 -60 —74 О X теплоходовая
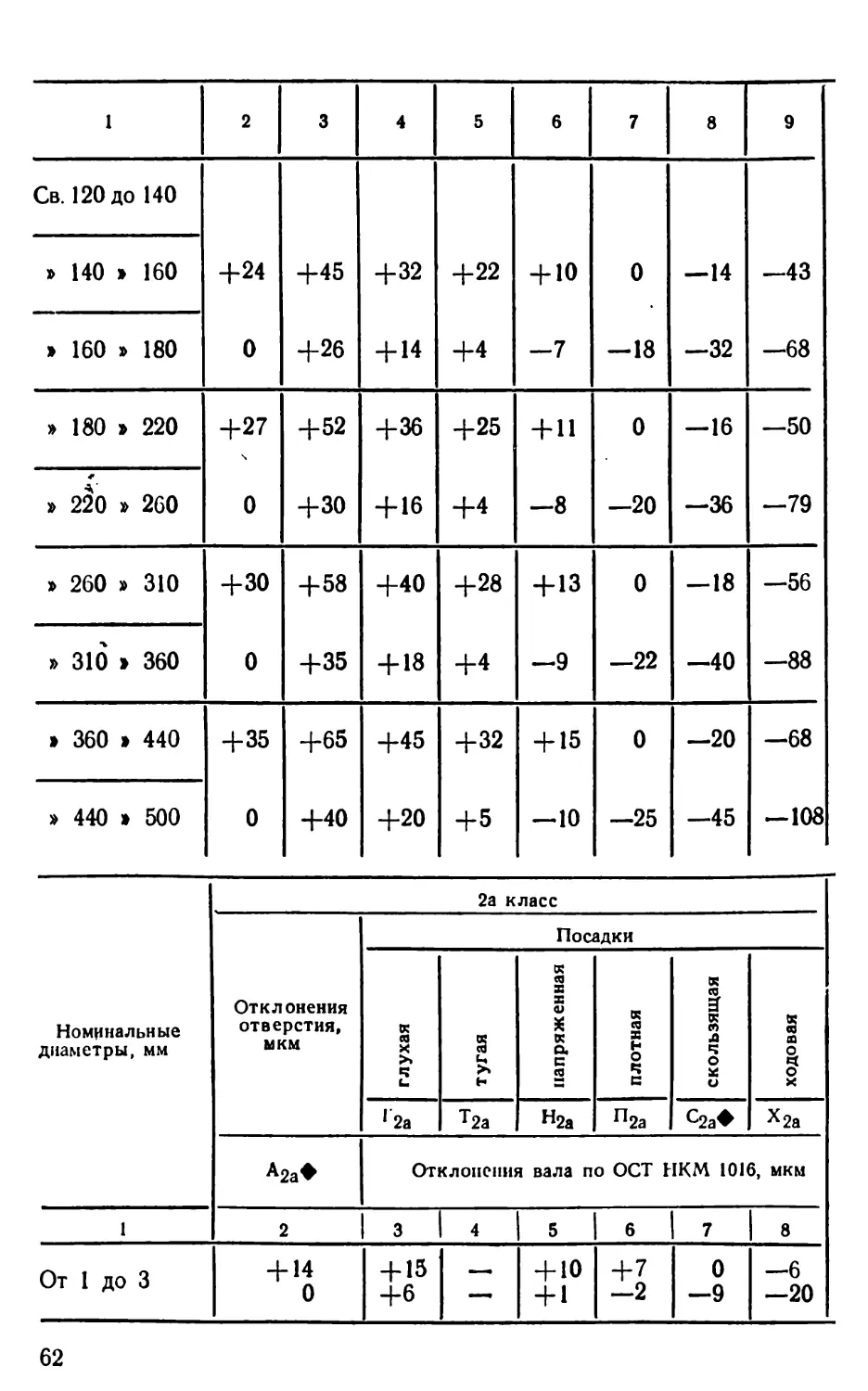
2-й класс
1 2 3 4 5 6 7 8 9
Св. 120 до 140 +24 0 +45 +26 +32 + 14 +22 +4 + 10 —7 0 —18 —14 —32 —43 —68
» 140 » 160
» 160 » 180
» 180 » 220 +27 0 +52 +30 +36 + 16 +25 +4 + 11 —8 0 -20 —16 —36 —50 —79
» 220 » 260
» 260 » 310 +30 0 +58 +35 +40 + 18 +28 +4 + 13 —9 0 —22 — 18 —40 —56 -88
» 316 > 360
» 360 » 440 +35 0 +65 +40 +45 +20 +32 +5 + 15 —10 0 —25 —20 —45 —68 —108
» 440 > 500
Номинальные диаметры, мм 2а класс
Отклонения отверстия, мкм Посадки
глухая тугая напряженная плотная скользящая ходовая
1 2а т2а н2а п2а Сга* Х2а
А2а* Отклонения вала по ОСТ НКМ 1016, мкм
1 2 3 1 4 5 6 7 8
От 1 до 3 + 14 0 + 15 +6 — +10 +1 +7 —2 1 со о —6 -20
62
Продолжение табл. 24
10 11 12 13 14 15 16 17 18 19 20
4-40 0 +52 +25 +40 + 13 +30 +4 + 14 —14 0 —27 -18 —45 —50 -90 — 100 — 155 -150 —210 g со о со см см см см II II
—230 —299
+45 +60 +45 +35 + 16 0 —22 —60 — 120 — 180 —260 —332
0 +30 + 15 +4 —16 —30 -52 — 105 — 180 —250 —290 —362
+50 +70 +50 +40 + 18 0 —26 —70 — 140 —210 —330 —411
0 +35 + 15 +4 -18 -35 —60 —125 -210 —290 —360 —441
+60 +80 +60 +45 +20 0 —30 -80 — 170 —250 —410 —507
0 +40 +20 +5 —20 —40 —70 —140 —245 —340 —480 —577
3-й класс За класс
Отклонения отверстия, мкм Посадки Отклонения отверстия, мкм Посадка
скользящая ходовая широко- ходовая скользящая
С3а
Отклонения вала по ОСТ НКМ 1017, мкм
С3ф Хяф Ш3ф
А3ф Отклонения вала по ОСТ 1013, мкм Аза*
9 10 11 12 13 14
+20 0 0 —20 1 1 й'1 1 1 +40 0 0 —40
63.
1 2 3 4 5 6 7 8
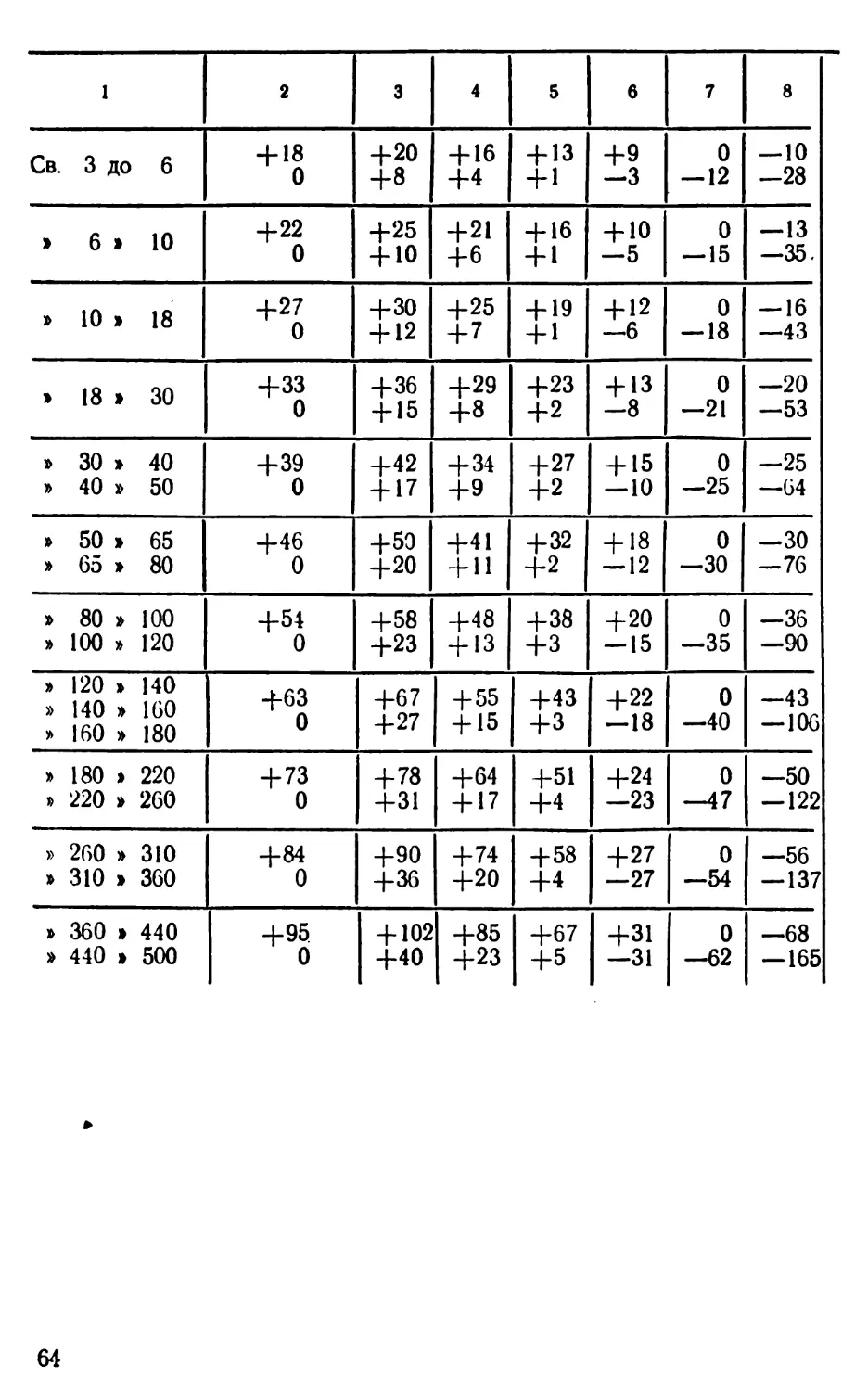
Св. 3 до 6 + 18 0 +20 +8 +16 +4 + 13 +1 +9 —3 0 -12 — 10 —28
» 6 » 10 +22 0 +25 +ю +21 +6 +16 +1 +ю —5 0 — 15 —13 —35.
» 10 » 18 +27 0 +30 + 12 +25 +7 + 19 + 1 + 12 —6 0 — 18 —16 —43
» 18 » 30 +33 0 +36 + 15 +29 +8 +23 +2 + 13 —8 0 -21 —20 -53
» 30 » 40 » 40 » 50 +39 0 +42 + 17 +34 +9 +27 +2 + 15 — 10 0 -25 -25 —64
» 50 > 65 » 65 » 80 +46 0 +50 +20 +41 + 11 +32 +2 + 18 — 12 0 —30 —30 —76
» 80 » 100 » 100 » 120 +54 0 +58 +23 +48 + 13 +38 +3 +20 — 15 0 —35 —36 —90
» 120 » 140 » 140 » 160 » 160 » 180 +63 0 +67 +27 +55 + 15 +43 +3 +22 —18 0 —40 —43 — 106
» 180 » 220 » 220 » 260 +73 0 +78 +31 +64 + 17 +51 +4 +24 —23 0 —50 — 122
» 260 » 310 » 310 » 360 +84 0 +90 +36 +74 +20 +58 +4 +27 —27 0 -54 —56 —137
» 360 » 440 » 440 » 500 +95 0 + 102 +40 +85 +23 +67 +5 +31 —31 0 —62 —68 — 165
64
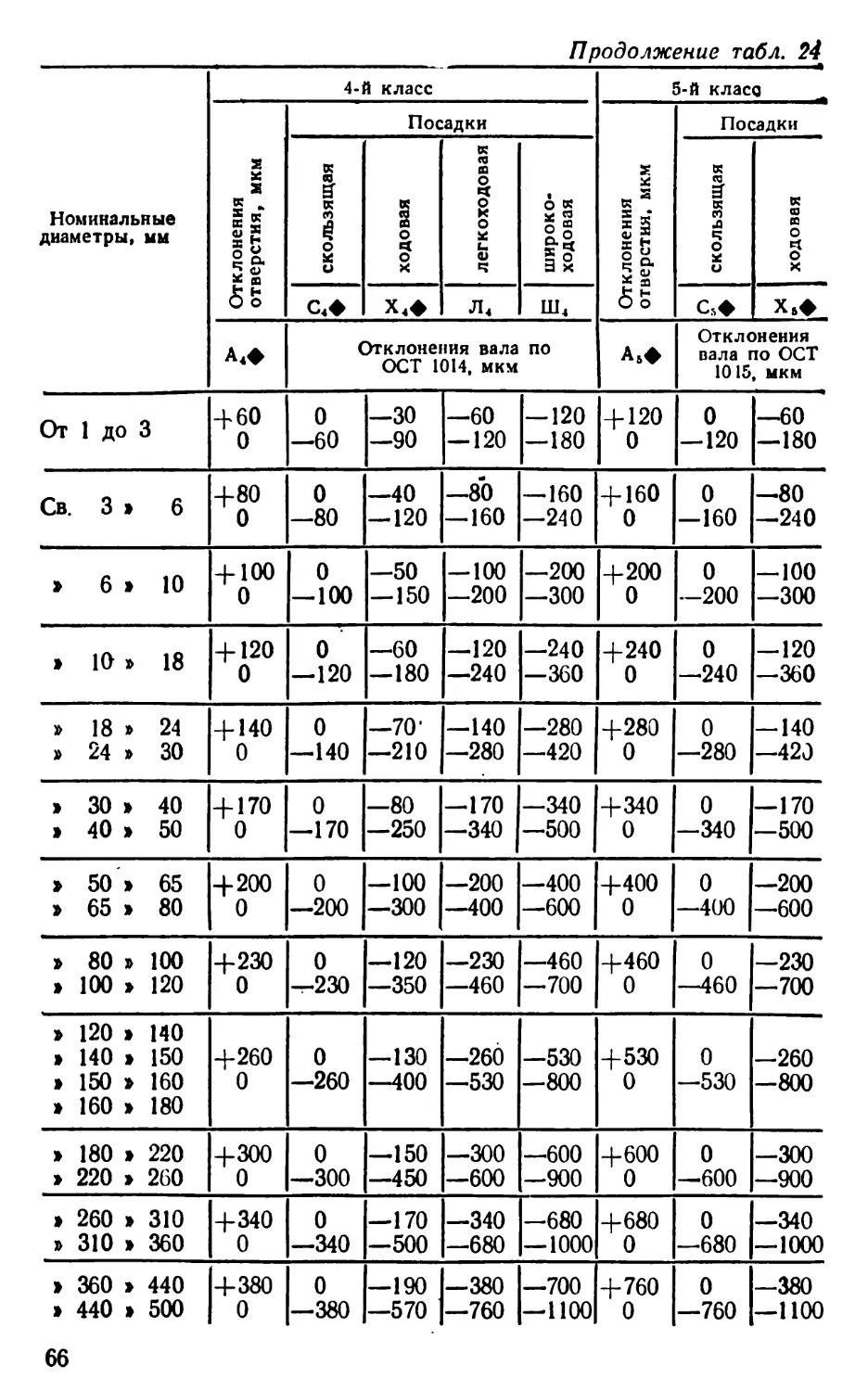
Продолжение табл. 24
9 10 И 12 13 14
+25 0 — 11 —25 +48 0
0 -25 —44 -65 0 —48
+30 0 — 15 —35 +58 0
0 —30 -55 —85 0 —58
+35 0 —20 —45 +70 0
0 —35 —70 —105 0 —70
+45 0 —25 —60 +84 0
0 -45 —85 — 130 0 —84
+50 0 —32 —75 + 100 0
0 -50 — 100 — 160 0 — 100
+60 0 —40 —95 + 120 0
0 —60 — 120 —195 0 — 120
+70 0 —50 — 120 + 140 0
0 —70 — 140 —235 0 — 140
+80 0 —60 — 150 + 160 0
0 -80 — 165 —285 0 — 160
+90 0 —75 — 180 + 185 0
0 —90 -195 —330 0 —185
+ 100 0 —90 —210 4-215 0
0 — 100 —225 —380 0 —215
+ 120 0 —105 —250 +250 0
0 — 120 —255 —440 0 —250
Зак. 3089
Продолжение табл. 24
Номинальные диаметры, мм 4-й класс 5-й класс _
Отклонения отверстия, мкм Посадки Отклонения отверстия, мкм Посадки
скользящая ходовая легкоходовая широко* ходовая скользящая ходовая
С4ф х4ф Л4 Ш4 Сйф
А4ф Отклонения вала по ОСТ 1014, мкм А6ф Отклонения вала по ОСТ 1015, мкм
От 1 ДО 3 +60 0 0 —60 —30 —90 -60 — 120 — 120 —180 + 120 0 0 —120 —60 —180
Св. 3 » 6 +80 0 0 —80 —40 — 120 —80 — 160 — 160 —240 + 160 0 0 —160 —80 -240
» 6 » 10 + 100 0 0 —100 —50 — 150 -100 —200 —200 —300 +200 0 0 —200 —100 —300
» 10 » 18 + 120 0 0 —120 —60 —180 —120 —240 —240 —360 +240 0 0 —240 — 120 -360
» 18 » 24 » 24 » 30 + 140 0 0 —140 —70’ —210 —140 —280 —280 —420 +280 0 0 —280 —140 —420
> 30 » 40 > 40 > 50 + 170 0 0 —170 —80 -250 —170 —340 —340 —500 +340 0 0 —340 —170 —500
> 50 > 65 » 65 » 80 +200 0 0 —200 —100 —300 —200 —400 —400 —600 +400 0 0 —400 —200 —600
» 80 » 100 > 100 > 120 +230 0 0 —230 —120 —350 —230 —460 —460 —700 +460 0 0 —460 —230 —700
» 120 » 140 » 140 > 150 » 150 » 160 » 160 » 180 +260 0 0 —260 —130 —400 —260 —530 —530 —800 +530 0 0 —530 -260 —800
» 180 > 220 > 220 » 260 +300 0 0 —300 —150 —450 —300 —600 —600 —900 +600 0 0 —600 §8 1 1
» 260 » 310 » 310 > 360 +340 0 0 —340 —170 —500 —340 —680 -680 — 1000 +680 0 0 —680 —340 —1000
» 360 > 440 » 440 » 500 +380 0 0 —380 —190 —570 —380 —760 —700 —1100 +760 0 0 —760 —380 —1100
66
29
«с
> 10 > 18 01 «9 « Св. 3 до 6 От 1 до 3 — Номинал ьные диаметры, мм
+11 0 +9 0 +8 . 0 0 9+ to > Отклонения отвер- стия, мкм
+31 +23 +25 1 + 19 +20 + 15 + 17 +12 GJ Отклс вала п • НКМ м Пр!» 1-я прессовая 1-й класс
"nd"go 00 Oi 4-4- ND ND оо co +24 + 19 +20 + 15 жения ю ОСТ 1041. км □ •0 to 2-я прессовая
+ 1Э 1 0 +16 0 4-13 0 0 01 + СЛ ♦V Отклонения отвер- стия, мкм
"boi <£) 00 "nd "go 00 <O 4-33 4-20 +27 +17 o> Отк. по О 1043. •и горячая to 2»
+34 +22 ++ 00 00 ++ — ND СЛ Q0 4-4" ND 00 -J лонения СТ 1042, ОСТ 104 Прф прессовая сласс д
GO О nd ++ ci О +21 + 13 o ci 00 вала , ОСТ 4, мкм Плф легко- прессовая о CD СТ
4" О ND 4-22 0 + 18 ° + 14 0 CO го* ьз ♦ Отклонения отвер- стия, мкм о а о
"boi 00 Ci 4—H ND CO GO 00 +31 + 19 +24 + 15 О Отклс вала г НКМ MF □ to3 ♦ 1-я прессовая 2а класс X S
4-4- 00 Ci 00 О Й +41 , +23 +32 + 18 жения ю ОСТ 1016, см □ to В ♦ 2-я прессовая
4-35 0 4-30 0 4- O ND СЛ 1 to > ♦ Отклонения отвер- стия, мкм
++ О СИ СЛ СЛ 4-55 4-30 1 w оО Ох 1-я прессовая СО
I +80 +45 +70 + 40 ] 1 X лонения СТ 1069 Пр23 2-я прессовая класс
+П5 I +80 ++ 1 1 СЛ вала , мкм ПрЗэ 3-я прессовая
Продолжение табл. 24
1 2 3 4 5 6 7
Св. 18 до 24 +13 +37 4-44 +23 462 +42
» 24 » 30 0 428 +35 0 439 +28
» 30 » 40 + 15 +45 +54 +27 +77 +50 + 52
» 40 > 50 0 +34 +43 0 +87 +60 +35
» 50 > 65 +18 +54 +41 466 453 430 + 105 +75 +65
> 65 » 80 0 +5'5 +43 +72 459 0 4120 490 445
» 80 » 100 4-21 4-66 486 435 4140 485
— +51 +71 4Ю5 460
» 100 » 12Э 0 469 494 о 4160 495
+54 479 4125 +70
Продолжение табл. 24
8 9 10 1 ' 13 14 15
+ 39 +33 +56 +74 +41 +45 +95 +100 +145
+25 0 +35 +81 +48 0 +50 +55 +100
+47 +39 +68 +99 +60 +50 + 110 4-115 +65 +165 +115
+30 0 +43 + 109 +70 0 +60 +125 +75 +175 +125
+55 +46 +83 +53 + 133 +87 +60 + 135 + 150 +90 +210 + 150
+35 0 +89 +59 + 148 + 102 0 +75 + 165 + 105 +225 +165
+70 +54 4 1'36 +71 +178 +124 +70 + 160 + 195 + 125 +260 + 190
+45 0 4-114 + 79 + 198 + 144 0 +90 +210 +140 +280 +210
» 120 » 140 +24 0 +81 +63 + 110 +92 4-40 0 + 190 + 150
» 140 > 150 » 150 > 160 +83 +65 -f-118 4-100
+220 +180
> 160 > 180 +86 +68 4-126 4-108
» 180 » 220 — — — +45 0 +260 +215
» 220 » 260 +300 +255
> 260 » 310 — — — +50 0 +350 +300
» 310 > 360 +400 +350
» 360 » 440 — — — +60 0 +475 +415
» 440 » 500 +545 +485
+ 110 +80 +85 +63 +132 +92 +233 + 170 +80 + 185 -1-105 +245 + 165 +325 +245
о +140 +253 0
+ 125 + 100 + 190 +200 + 120 +275 + 195 +355 +275
+95 + 148 + 108 +273 +210
+ 145 + 115 + 105 +73 + 168 + 122 +308 +236 +90 +230 +140 +325 +235 +410 +320
+ 165 + 135 +75 0 + 186 + 140 +356 +284 0 +250 +160 +365 +275 +450 +360
+ 195 + 160 + 135 +84 +222 + 170 +431 +350 + 100 +285 +185 +420 +320 +515 +415
+220 + 185 + 100 0 +242 + 190 +471 +390 0 +305 +205 +470 +370 +565 +465
+260 +220 + 170 +95 +283 +220 +557 +460 + 120 +360 +240 +550 +430 +670 +550
+300 +260 + 130 0 +315 +252 +637 +540 0 +395 +275 +620 +500 +740 +620
Продолжение табл. 24
Номиналы! не диаметры, мм Большие допуски
7-й клаев 8-й класс 9-й класс 10-й класс
Отвервтив ч <3 зсм» Отверстие ч (S г см8 Отверстие ч <3 см. Отверстие я С см10
А? в? Ag вв А, вв А10 В1О
Отклонения отверстия и вала по ОСТ 1010, мкм
1 2 3 4 5 6 7 8 9 10 11 12 13
От 1 до 3 +250 0 0 —250 + 120 —120 +400 0 0 —400 +200 —200 +600 0 0 —600 +300 —300 — — —
Св. 3 » 6 +300 0 0 —300 +150 —150 +480 0 0 —480 +750 0 0 —750 +400 —400 + 1200 0 0 —1200 +600 —600
> 6 » 10 4-360 0 0 —360 +200 —200 +580 0 0 —580 +300 —300 +900 0 0 —900 +500 —500 +1500 0 0 —1500 +700 —700
> 10 > 18 +430 0 0 —430 +700 0 0 —700 + 1100 0 0 —1100 + 1800 0 0 —1800 +900 —900
» 18 > 30 +520 0 0 —520 +300 +840 0 0 —840 +400 —400 + 1300 0 0 — 1300 +600 —600 +2100 0 0 —2100 + 1000 —1000
» 30 > 50 +620 0 0 —620 —300 + 1000 0 0 —1000 +500 —500 + 1600 0 0 —1600 +800 —800 +2500 0 0 —2500 + 1200 —1200
> 50 > 80 +740 0 0 —740 +400 —400 + 1200 0 0 —1200 +600 —600 + 1900 0 0 — 1900 + 1000 — 100ft +3000 0 0 —3000 + 1500 —1500
> 80 > 120 +870 0 0 —870 + 1400 0 0 —1400 +700 —700 +2200 0 0 —2200 + 1100 —1100 +3500 0 0 —3500 + 1700 —1700
> 120 > 180 + 1000 0 0 —1000 +500 —500 + 1600 0 0 — 1600 +800 —800 +2500 0 0 —2500 +1200 —1200 +4000 0 0 —4000 +2000 —2000
> 180 > 260 + 1150 0 0 — 1150 +600 —600 -1-1900 0 0 —1900 + 1000 —1000 +2900 0 0 —2900 +1500 —1500 +4600 0 0 —4600 *+2300 —2300
» 260 » 360 + 1350 0 0 —1350 + 700 —700 +2200 0 0 —2200 + 1100 —1100 +3300 0 0 —3300 +1700 —1700 +5400 0 0 —5400 +2700 —2700
» 360 » 500 + 1550 0 0 —1550 +800 —800 +2500 0 0 —2500 + 1200 —1200 +3800 0 0 —3800 +2000 —2000 +6300 0 0 —6300 +3000 —3000
ьо
Система вала
Номинальные диаметры, мм 1-й класс
Отклонения вала, мкм 1 ——. Посадки Отклонения вала, мкм i " 1
С1 глухая -Г* тугая I - напряженная □ Ф плотная о 4 скользящая - движения * ходовая
Отклонения отверстия по ОСТ НКМ 1021. мкм Вф
1 2 3 4 6 7 ь 9 10
От 1 до 3 0 —4 —4 — 10 —2 —8 +1 —5 +4 —2 + 6 0 +ю +3 +16 +6 0 - —6 -
Св. 3 > 6 0 —5 —5 — 13 —2 — 10 +1 —7 +5 —3 +8 0 + 12 +4 +22 +ю 1 оо о । ।
> 6 > 10 0 —6 1 1 —3 — 12 + 1 —8 +6 +9 0 + 14 +5 +28 + 13 0 - -10-
» 10 > 18 ОО о —8 —20 —4 — 15 + 1 —10 + 7 —5 + 11 0 + 17 +6 +34 + 16 0 - -12-
Таблица 25
2-й класс
Посадки
J глухая тугая напряженная плотная скользящая 1 движения ходовая легко- ходовая широко- ходовая
Гф Т Нф Пф Сф Д Хф Лф Ш
Откловения отверстия по ОСТ 1022, мкм
11 12 1з I I 14 15 1 1 16 1 И 18 19
-2 0 +3 +7 + 10 + 13 +22 +30 +38
-13 — 10 —7 —3 0 +3 +8 + 12 + 18
-3 0 +4 +9 +13 + 17 +27 +40 +50
-16 —13 —9 —4 0 +4 +ю + 17 +25
-4 0 +4 + И +16 +21 +33 +50 +65
-20 —16 —12 -5 0 +5 + 13 +23 +35
-5 0 +5 + 13 + 19 +25 +40 +60 +80
-24 — 19 —14 —6 0 +6 +16 +30 +45
» 18 » 30 0 —9 —10 —24 —4 —17 +2 —12 +8 —6 +13 0 +20 +7 +41 +20 0 —14 —6 —30 0 —23
» 30 » 50 0 —11 —12 —28 —5 —20 +2 —14 +9 —7 +15 0 +25 +9 +50 +25 0 —17 — 7 —35 0 —27
> 50 > 80 0 —13 —14 —33 —5 —24 +2 —16 + 10 —8 + 18 0 +29 + 10 +60 +30 0 —20 —8 —40 0 —30
» 80 » 120 0 —15 —17 —38 —6 —28 +3 —19 + 12 —9 +21 0 +34 + 12 +71 +36 0 —23 —10 0 —35
> 120 > 180 0 —18 —20 —45 —7 —32 —22 +14 —10 +24 0 +39 +14 +83 +43 0 —27 —12 —52 0 —40
> 180 » 260 0 —20 —23 —52 —8 —36 +3 —25 + 16 —И +27 0 +43 +16 +96 +50 0 —30 —15 —60 0 —45
> 260 » 360 0 —22 —27 —58 —9 —40 +4 —28 + 18 —13 +30 0 +48 +18 +108 +56 0 —35 —18 —70 0 —50
» 360 » 500 0 —25 —30 —65 — 10 +5 —32 +20 —15 +35 0 +55 +20 + 131 +68 0 —40 —20 —80 0 —60
оэ
+6 —17 +16 —7 +23 0 +30 +8 +50 +20 +80 +40 +105 +60
+7 + 18 +27 +35 +60 +95 +125
—20 —8 0 +10 +25 +50 +75
+8 +20 +30 +42 +70 + 115 + 155
—23 —10 0 + 12 +30 +65 +95
+9 +23 +3о +50 +90 +140 +190
—26 —12 0 +15 +40 +80 +120
+10 +27 +40 +60 + 105 + 170 +230
—30 —14 0 + 18 +50 + 100 +150
+11 +30 +45 +70 +120 +200 +270
—35 —16 0 +22 +60 +120 +180
+12 +35 +50 +80 + 140 +230 +310
—40 —18 0 +26 +70 +140 +210
+15 +40 +60 +90 + 160 +270 +365
-45 —20 0- +30 +80 + 170 +250
VL
> 10 > 18 » 6 > 10 Св. 3 » 6 От 1 до 3 — Номинальные диаметры, мм
1 оо ° 1 55° 1 ND ° CJD С кэ со to D9 ♦ Отклонения вала, мкм 2а класс |
1 1 СлЭ СлЭ О 1 1 ND 00 СЛ 1 1 ND ND О 1 1 сл оэ Отклонения отверстия по ОСТ НКМ 102b, мкм Г2а I глухая Посадки 1
1 + ND NL СЛ 1 + ND — L± 1 1 ф. W тугая
Lt о 1 + ост- I + Н- СЛ 00 Li о сл I ЕгН напряженная
|_+ ND СЛ |_+ О ND 1 + СО со Lt о> п2а 1 плотная
-F О ND +22 0 + 18 0 + 14 0 м ♦^Э скользящая
1 8е 1 00 О о 1 1 (vD О О 00 сс ♦ Отклонения вала, мкм 3-й класс |
+ О СлЭ сл + о оо о 4-25 0 + о nd о со Отклонения отверстия по ОСТ 1023, мкм О ♦ скользящая Посадки 1
"nd"->J О О ++ Н- сл сл сл 11 + +32 +7 о 1 ф‘х ходовая
++ 4—h 88. +65 +25 *t*CH о — Е широко- ходовая
1.0 о СЛ О оо 1 О оо 1 О О ьэ Вза / Отклонения вала, мкм За класс
4-70 0 4-58 0 + о 00 0 Ofr+ со Отклонения отверстия по ОСТ 1027, мкм I скользящая Посадка
Продолжение табл. 25
> 18 > 30 0 —21 —3 —36 +4 —29 +Ю —23 4-20 —13 4-33 0 0 —45 4-45 0 4-85 4-25 4-130 4-60 0 —84 +84 0
» 30 » 50 0 —25 —3 +5 —34 + 12 —27 +24 —15 +39 0 0 —50 4-50 0 4-100 4-32 +160 +75 0 —100 4-ioo 0
> 50 > 80 0 —30 —50 +5 + 14 —32 +28 —18 4-46 0 0 —60 4-60 0 + 120 +40 4-195 4~9э 0 —120 4-120 • 0
> 80,» 120 0 —35 —4 —58 +6 —48 + 16 —38 +34 —20 4-54 0 0 —70 4-70 0 4-140 4-50 4-235 4-120 0 —140 4-140 0
> 120 » 180 0 —40 —4 —67 +8 —55 4-20 —43 +41 —22 +63 0 0 —80 4-80 0 + 165 +60 4-285 4-150 0 —160 4-160 0
» 180 » 260 0^ —78 ^64 4-22 —51 4-49 —24 +73 0 0 —90 4-90 0 + 195 +75 4-330 4-180 0 —185 4-185 0
> 260 > 360 0 —54 1 1 +Ю —74 4-26 —58 +57 —27 4-84 0 0 —100 4-100 0 4-225 4-90 4-380 4-210 0 —215 4-215 0
> 360 > 500 0 —62 —7 —102 + Ю —85 4-28 —67 4-64 —31 4-95 0 0 —120 4-120 0 4-255 4-Ю5 +440 +250 0 —250 4-250 0
9Z
» 10 » 18 » 6 > 10 Св. 3 » 6 От 1 до 3 — Номинальные диаметры, мм
0 —120 001 — 0 1 оо о о 1 Ci о о N3 03 ♦ Отклонения вала, мкм I 4-йкласо
+ о ьо о 4-ЮО 0 + оо о о 0 09+ О Отклонения отверстия по ОСТ 1024. мкм 1 с.ф | скользящая | Посадки
+ 180 +60 ++ СЛ — о сл о О ND О +90 +30 Ф. 1 Х.ф ходовая
4-240 4-120 +200 + 100 08+ 091 + 09+ 021 + СЛ ь легко- ходовая
Н—h о о н—и ND 00 88 4-240 4-160 ++ о о о» Е * широко- ходовая
OfrZ— 0 ' 0 —200 £ Ci О О 1 К) о о ♦’а Отклонения вала, мкм | 5-й класс |
4-240 0 4-200 0 0 091 + + 120 0 00 Отклонения отверстия по ОСТ 1025, мкм 1 С,ф скользящая | Посадки |
++ ND О О О 001 + 00£+ 4-240 4-80 4-180 4-60 <0 X ходовая
1о ND 1 »— ф о оо о i) о о ♦а Отклонения вала, мкм Прессовые посадки
—22 —48 —17 —39 —15 —33 —13 —27 — Отклонения отверстия по ОСТ 1142 и ОСТ 1143, мкм •О горячая | 2-й класс |
1 1 СЛ —12 —28 — 10 —23 00 кэ 1 Пр фессовая
1о оо !о сл 1 sc 1 СО о оо со to D9 ♦ Отклонения вала, мкм
U о w 1 1 СЛ ND О 00 U 1 1 й оо £ Отклонения отверстия по ОСТ 1026, мкм | Пр22а 2-я прессовая 2а класс
Продолжение табл. 25
18 > 24 0 + 140 +210 +280 +420
» 24 ». 30 —140 0 +70 + 140 +280
» 30 > 40 0 + 170 +250 +340 +500
» 40 > 50 — 170 0 +80 + 170 +340
> 50 » 65 0 +200 +300 +400 +600
> 65 > 80 —200 0 + 100 +200 +400
» 80 » 100 0 +230 +350 +460 +700
> 100 > 120 —230 0 + 120 +230 +460
> 120 » 140 0 +260 +400 +530 +800
» 140 > 160
» 160 > 180 —260 0 + 130 +260 +530
0 +280 4-420 0 —30 — 19 0 —41 —74
—280 0 + 140 —14 —62 —42 —21 —48 —81
0 +340 +500 0 —40 —77 —25 0 —60 —99
—340 0 + 170 —17 —50 —87 —52 —25 —70 —109
0 +400 +600 0 —65 —105 —35 0 —87 —133
—400 0 4-200 —20 -80 —120 —65 —30 — 102 —148
0 +460 +700 0 о .СО М* » 1 1 —50 —85 0 —124 —178
—460 0 4-230 —23 —113 —160 —60 —95 —35 — 144 —198
0 +530 +800 0 — 137 — 190 — 70 —НО 0 —170 —233
—190
—167 —220 —253
—530 0 4-260 —27 —425 —40 —210 —273
оо
1 2 3 4 5 6 7
Св. 180 до 220 0 -f-зоо 4-450 4-600 4-900 0
» 220 > 260 —300 0 4-150 4-зоо 4-600 —600
» 260 » 310 0 4-340 4-500 4-680 4-1000 0
> 310 » 360 —340 0 4-170 4-340 4-680 —680
> 360 » 440 0 4-380 4-570 4-760 4-1Ю0 0
> 440 » 500 —380 0 4-190 4-380 4-760 —7G0
Продолжение табл. 25
8 / 9 10 11 12 13 14
+600 +900 0 —200 —260 —100 — 145 0 —236 —308
0 +300 —30 —240 —300 — 120 —165 —47 —284 —356
+680 + 1000 0 —285 —350 — 145 — 195 . 0 —350 —431
0 +340 —35 —335 —400 —170 —220 —54 —390 —471
+760 + 1100 0 —395 —475 —200 —260 0 —460 —557
0 +380 —40 —465 —545 —240 —300 —62 —540 —637
Предельные значения радиального биения, мкм
Таблица 26
Интервалы номиналь- ных диаметров, мм Степень точности
I п 111 IV V VI VI! VIII IX X
До 6 Св. 6 до 18 » 18 > 50 » 50 > 120 » 120 > 260 > 260 > 500 > 500 » 800 » 800 » 1250 » 1250 » 2000 Примечант оговариваются незав щим округлением ре L6 2 2,5 3 4 5 6 8 г. Для по исимым д< зультата д 2?5 3 4 5 6 8 10 12 лучения п эпуском, у (о ближай) 3 4 5 6 8 10 12 16 20 редельных казанные шего пред1 5 6 8 10 12 16 20 25 30 значений в. таблице ючтительн 8 10 12 16 20 25 30 40 50 несооснос величины ого числа 12 16 20 25 30 40 50 60 80 ти и неси должны приведе] 20 25 30 40 50 60 80 100 120 мметичнос уменьшат 1НОГО в 3 30 40 50 60 80 100 120 160 200 ти в случ ься вдвое ►той табл] 50 60 80 100 120 160 200 250 300 ае, есл с поел -те. 80 100 120 160 200 250 300 400 500 1И они 1едую-
о
s
Предельные отклонения от параллельности и перпендикулярности
и предельные значения торцового биения, мкм
Таблица 77
Интеовалы но ми нал ь- Степень точности
ных размеров, мм I II 111 IV V VI VII VIII IX X XI XII
До 10 0,4 0,6 1 1,6 2,5 4 6 10 16 25 40 60
Св. 10 ДО 25 0,6 1 1,6 2,5 4 6 10 16 25 40 60 100
» 25 » 60 1 1,6 2,5 4 6 10 16 25 40 60 100 160
» 60 в 160 1,6 2,5 4 6 10 16 25 40 60 100 160 250
в 160 » 400 2,5 4 6 10 16 25 40 60 100 160 250 400
> 400 в 1000 4 6 10 16 25 40 60 100 160 250 400 600
> 1000 в 2500 6 10 16 25 40 60 100 160 250 400 600 1000
> 2500 в 6300 10 16 25 40 60 100 160 250 400 600 1000 КОО
> 6300 в 10000 16 25 40 60 100 160 250 400 600 1000 1600 2500
Примечания: 1. Под номинальным размером понимается длина, на которой задается предельное от-
клонение от параллельности и перпендикулярности, или диаметр, на котором задается предельное торцовое
биение.
2. При отсутствии указаний о предельных отклонениях от параллельности эти отклонения ограничива-
ются полем допуска на расстояние между поверхностями, их осями или плоскостями симметрии.
Таблица 28
Предельные отклонения формы
цилиндрических поверхностей, мкм
Интервалы номинальных диаметров, мм Степень точности
I 11 ш IV V VI VII VIII IX X
До 6 0,3 0,5 0,8 1,2 2 3 5 8 12 20
Св.6 до 18 0,5 0.8 1,2 2 3 5 8 12 20 30
» 18 > 50 0,6 1,0 1,6 2.5 4 6 10 16 25 40
» 50» 120 0,8 1,2 2 3 5 8 12 20 30 50
120» 260 1,0 1,6 2,5 4 6 10 16 25 40 60
» 260 » 500 1,2 2,0 3 5 8 12 20 30 50 80
» 50Э» 800 1,6 2,5 4 6 10 16 25 40 60 100
» 800 » 1250 2.0 3,0 5 8 12 20 30 50 80 120
» 1250 »2000 2,5 4,0 6 10 16 25 40 60 100 160
Примечания: 1. Величины, приведенные в таблице, должны
непосредственно использоваться в качестве предельных значений
нецилиндричности, некруглости, отклонения профиля продольного
сечения, огранки, изогнутости. Для получения предельных значений
овальности, конусообразности, бочкообразности и седлообразности
указанные в таблице величины должны удваиваться с последующим
округлением результата до ближайшего предпочтительного числа,
приведенного в этой таблице.
2. При отсутствии указаний о предельных отклонениях формы
цилиндрических поверхностей эти отклонения ограничиваются полем
допуска на диаметр.
Предельные отклонения от плоскостности
и прямолинейности, мкм
Таблица 29
Интервалы номинальных длин, мм Степень точности
I И I HI 1 IV1 V Vi |vn |viii| IX X
До 10 0,25 0,4 0,6 1 1,6 2,5 4 6 10 16
Св. 10 до 25 0,4 0,6 1 1,6 2,5 4 6 10 16 25
» 25 » 60 0,6 1 1,6 2,5 4 6 10 16 25 40
» 60 » 160 1 1,6 2,5 4 6 10 16 25 40 60
» 160 » 400 1,6 2,5 4 6 10 16 25 40 60 100
» 400 » 1000 2,5 4 6 10 16 25 40 60 100 160
|000» 2500 4 6 10 16 25 40 60 100 160 250
2500» 6300 6 10 16 25 40 60 100 160 250 400
» 6300» юооо 10 16 25 40 60 100 160 250400 600
Примечание. Допускается нормирование плоскостности чис-
лом пятен на заданной площади при контроле «на краску».
81
to
Таблица 30
Обозначения основных отклонений отверстий и валов для посадок системы И СО
Примечание. Валы и отверстия а, Л, Ь, В предусмотрены только для диаметров более 1 мм; cd, CD, ef,
EF, fg, FG — только для диаметров до 10 мм; I, / — только в квалитётах 6 и 7; I, Т, v, V, у, Y — только для
/ 1Т\
диаметров более 24, 14 и 18 мм соответственно. Отклонения is, IS I равны ± — ]не являются основными.
Таблица 31
Сопоставление посадок ОСТ н ИСО
для размеров от 1 до 500 мм
Класс точности Соответствующие посадки
ОСТ ИСО OCT ИСО
в системе отверстия в системе вала
1 2 3 4 5
1 А1/Пр21 А1/Пр11 Ах/Гг Аг/Л А^И, А^П1 АрС1 Ах/Дх Ах/Х, Я6/«5 Я6/г5 Я6/п5 Нб/т5 Я6/Й5 Н6Ц5 H6/h5 H6/g5 HG'fQ G/Bi- T./Bi П1/В! С1/Вг Д1/В1 Xx/B, Я6/А5- Мб/hi K6'h3 I6/h5 Нб А5 G6Z 7i5 F6//t5
2 А/Гр А/Пр (1) А/Пл А/Г (1) А/Т А/Н (1) А/П (2,1) А/С (1) А/Д (1,2,3) А/Х А/Л (2,3) А/Ш А/ТХ H7!u7 Н7/гб H7/p8 H7/n6 H7/m6 H7/k6 H7/i6 H7/h6 H7/g6 H7/f7 H7/e8 H7/d8 H7/c8 Гр/в Пр/В г/в т/в н/в п/в с/в д/в х/в л/в ш/в U7;h7 S7/hb N7/h6 M7lh§ К7/Л6 . 77/Й6 Я7/Й6 G7/ft6 F7lh7 E7/h8 D7,h8
2а А2а/Г1р22а(1) А2а/Пр12а(1) А2а/Ца А2а/Т2а А2а/Н2а А2а/П2а А2а/С-2а А2а /Х2а H8'u8 H8/s7 H8!n7 H8/m7 H8/k7 H8/i7 H8/h7 H8/f8 Пр22а/В2а Гга/В2а Тга/В2а Н2^/В2а Пга/В2а См/В2а U8/H7 N8 h7 M8/h7 K8fh7 I8jh7 H8,h7
3 А3/Пр33 А3/Пр2з Аз/Пр13 Аз/С3(1) Аз/Х3(1.2) Аэ/Ш3 (1,2) H8lz7 H8/y7 H8/x7 H8/h8 Я8//9(е9) H8/d9 С3/В3 Х3/В3 Ш3/В3 H8,h8 F8(E8)/h9 D8, h9
83
Продолжение табл. 31
1 2 3 4 5
За Аза/Сза ЯЮ/dlO Сза/Вза D10/A10
4 А4/С4(1) А4/Х4 (1.2) А4/ л4 а4/ш4 Н\ 1/61 1 Н\\Щ\ 1 Я11/С11 (611) Я11/611(а11) с4/в4 х4/б4 л4/в4 ш4/в4 Я11/Л11 Dll/hll С11(В11)/Л11 В11(Л 1 1)/M 1
5 Аь/С, (1) А6/Х, (1) Я13'612 Я13/612 с,/в, Х./В, Я13/612 В13/612
Примечания: 1. Поля допусков и посадок классов точности
2а, За, 7, 8, 9, 10, а также посадок Пр2ь Пр1ь Дь Xi и ТХ полно-
стью совпадают с соответствующими посадками системы ИСО.
2. Посадки преимущественного применения, помеченные индек-
сами, означают:
(1) — допуски ИСО равны или меньше допусков ОСТ (до 40%)
с выходом не более 1 мкм по минимуму материала;
(2) — поле допуска ИСО выходит за поле допуска ОСТ не более
чем на 10%;
(3) — поле допуска ИСО выходит за поле допуска ОСТ на
10—25%. Обозначение двумя или тремя индексами одновременно
указывает на близость полей допусков ИСО и ОСТ по приведенным
выше критериям оценки.
3. В скобках указаны посадки ИСО, имеющие аналогичный
характер соединения.
4. Посадки Пр33, Пр13, Л4, Ш4, Пр23 лишь с большим прибли-
жением соответствуют указанным посадкам ИСО.
81
Величины основных допусков И СО, мкм
Интервалы
диаметров, мм
01 0 1 2 3 4 5 6
До 3 0,3 0,5 0,8 1,2 2,0 3 4 6
Св. 3 до 6 0,4 0,6 1,0 1,5 2,5 4 5 8
» 6 » 10 0,4 0,6 1,0 1.5 2,5 4 6 9
> 10 > 18 0,5 0,8 1,2 2 з,о 5 8 11
> 18 > 30 0,6 1,0 1,5 2,5 4,0 6 9 13
» 30 » 50 0,6 1,0 1,5 2,5 4,0 7 11 16
> 50 > 80 0,8 1,2 2,0 3,0 5,0 8 13 19
» 80 » 120 1,0 1,5 2,5 4,0 6,0 10 15 22
» 120 » 180 1,2 2,0 3,5 5,0 8,0 12 18 25
» 180 » 250 2,0 3,0 4,5 7,0 10 14 20 29
» 250 > 315 2,5 4,0 6,0 8,0 12 16 23 32
> 315 > 400 3,0 5,0, 7,0 9,0 13 18 25 36
» 400 » 500 4,0 6,0 8,0 10 15 20 27 40
do
Таблица '32
Квалитет
7 8 9 10 12 13 14 15 16 17 18
10 14 25 40 60 100 140 250 400 600 1000 1400
12 18 30 48 75 120 180 300 480 750 1200 1800
15 22 36 58 90 150 220 360 580 900 1500 2200
18 27 43 70 НО 180 270 430 700 1100 1800 2700
21 33 52 84 130 210 330 520 840 1300 2100 3300
25 39 62 100 160 250 390 620 1000 1600 2500 3900
30 46 74 120 190 300 460 740 1200 1900 3000 4600
35 54 87 140 220 350 540 870 1400 2200 3500 5400
40 63 100 160 250 400 630 1000 1600 2500 4000 6300
46 72 115 185 290 460 720 1150 1850 2900 4600 7200
52 81 130 210 320 520 810 1300 2100 3200 5200 8100
57 89 140 230 360 570 890 1400 2300 3600 5700 8900
63 97 155 250 400 630 970 1550 2500 4000 6300 9700
Сравнение классов точности ОСТа и ГОСТа а квалитетами ИСО
Назначение
Показатели
концевые меры
длины
калибры
и особо точные
изделия
Число единиц допуска а
Квалитет ИСО
Классы точности ОСТа и ГОСТа!
основное отверстие
основной вал
- 01
02 03
02 03
0 1
04 05
04 05
2 3
06 07
06 07
4
08
08
Основные отклонения валов по ИСО, мкм. Система отверстия
Интервалы номинальных
Обозначение
основных отклонений валов <£> о со сч 3 е 3 3 8
ч S § Ч ч ч ч о 8
со СО to о со Сч 8 О о ю 3
о Л 03 аз 03 ю и сс и (J аз
ч о О о и о
а е— 270 270 280 290 300 310 320 340 360
Ь е— 140 140 150 150 160 170 180 190 200
С е— 60 70 80 95 по 120 130 140 150
* d е— 20 30 40 50 65 80 100
“ е е— 14 20 25 34 40 50 60
f е— 6 10 13 16 20 2 15 30
g е— 2 4 5 6 7 9 10
ь е+ 0 1 1 1 2 2 2
т «+ 2 4 6 7 8 9 11
п е+ 4 8 10 12 15 7 20
Р е+ 6 12 15 18 22 26 32
г е+ . 10 15 19 23 28 И 41 43
S е+ 14 19 23 28 35 43 53 59
t «+ — —— — 41 48 54 66 75
и е+ 18 23 28 33 41 48 60 70 87 102
Примечания: 1. Обозначения отклонений вала: es —верх
валов предпочтительного применения. 3. Отклонение к валов грубее
IT
равны ±—
86
Таблица 33
допусков на
размеры сопрягаемых деталей
(для образования посадок)
неответственные размеры
(большие допуски)
7 5 10 6 16 7 25 8 40 9 64 10 100 И 160 12 250 13 400 14 640 15 1000 16 1600 17 2500 18
09 1 2 2а -1 2 1 1 За 4 5 — 7 8 9 10 11
1 2 2а -1 2 ||- За 4 — 5 — 7 8 9 10 1
Таблица 34
размеров, мм
S о 04 о 3 8 § 04 04 3 OI 3 С4 8 со 8 о 'Г §
О о о о о О о с ‘о о о о о
О ч ч ч Ч ч
R 3 § о сч о 1 § 8 OI 3 04 о 00 04 СО § § 3
00 а а и со (D ш ей а а ей а а а
о и о о о о о о ь ° У ь» о о
380 410 460 520 580 660 740 820 920 1050 1200 1350 1500 1650
220 240 260 280 310 340 380 420 480 540 600 680 760 840
170 180 200 210 230 240 260 280 300 330 360 400 440 480
120 145 170 190 210 230
72 85 100 ПО 125 135
36 43 50 56 62 68
12 14 15 17 18 20
3 3 4 4 4 5
13 15 17 20 21 23
23 27 31 34 37 40
37 43 50 56 62 68
51 54 63 65 68 77 80 84 94 98 108 114 126 132
71 79 92 100 108 122 130 140 158 170 190 208 232 252
91 104 122 134 146 166 180 196 218 240 268 294 330 360
124 144 170 190 210 236 258 284 315 350 390 435 490 540
нее, el—нижнее. 2. В таблице приведены основные отклонения
7-го квалитета равно нулю. 4. предельные отклонения валов is
87
Предельные отклонения отверстий и валов по системе ИСОу* мкм.
Система отверстия Интервалы номинальных
Обозначение полей допусков ИСО Соответствие полям допусков ОСТ Отклонения со S св. 3 до 6 св. 6 до 10 св. 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 65 св. 65 до 80
Н6 А, Нижнее Верхнее (+) 0 6* 0 8* 0 9* 0 11* 0 13* 0 16 0 19
/6 Xi Верхнее (—) Нижнее (—) 6* 12* 10* 18* 13* 22* 16* 27* 20* 33* 25* 41* 30* 49*
g5 д. Верхнее (—) Нижнее (—) 2 6 4* 9* 5* И* 6* 14* 7* 16* 9* 20* 10* 23*
h5 Q Верхнее Нижнее (—) 0 4* 0 5* 0 6* 0 8* 0 9* 0 11* 0 13*
15 П1 Верхнее (+) Нижнее (—) 2* 2* 3* 2* 4* 2 5* 3* 5 4 6 5 6 7
k5 Верхнее (+) Нижнее (+) 4 0 6* 1* 7 1 9 1 11 2 13 2 15 2
т5 L Верхнее (+) Нижнее (+) 6 2 9 4 12* 6* 15* 7* 17* 8* 20* 9* 24* 11
п5 Г1 Верхнее (+) Нижнее (+) 8 4 13* 8* 16* 10 20* 12 24* 15 28* 17 33* 20
г5 П1-1, Верхнее (+) Нижнее (+) 14 10 20* 15* 25* 19* 31* 23* 37* 28* 45* 34* 54* 41* 56* 43*
s5 np2j Верхнее (+) Нижнее (+) 18 14 24* 19* 29* 23* 36* 28* 44* 35* 54* 43* 65* 53* 72* 59*
* Значения совпадают.
88
Таблица 35
Соответствие посадкам ОСТ 1-го класса точности в системе отверстия
размеров, мм
св. 80 до 100 св. 100 до 120 св. 120 до 140 св. 140 до 160 св. 160 до 180 св. 180 до 200 св. 200 до 225 сп. 225 до 250 | св. 250 до 280 св. 280 до 315 св. 315 до 355 св. 355 до 400 св. 400 до 450 СВ. 450 до 500
21 э 2 0 25 0 29 - 0 32 0 16 0 40
36* 58* 43* 68* 50* 79* 56* 88* 62 98 68 108
12* 27* 14* 32* 15 35 17 40 18 43 20 47
0 15* 0 18* 0 20* 0 23 0 25 0 27
6 9 7 11 7 16 7 16 7 18 7 20
18 3* 21 3 24 4* 27 4 2 19 4 32 5
28* 13 33 15 37 17 43 20 46 21 50 23
38* 23 45* 27 51 31 57 34 62 37 67 40
66* 51* 69* 54* 81* 63* 83* 65* 86* 68* 97 77 100 80 104 84 117 94 121 98 133 108 139 114 153 126 159 132
86* 71* 94* 79* 110* 92* 118» 100* 126* 108* 142 122 150 130 160 140 181 158 193 170 215 190 233 208 259 232 279 252
89
Предельные отклонения отверстий и валов по системе пси, мкм.
Система отверстия Интервалы номинальных
Обозначение полей допусков ИСО ( Соответствие по- лям допусков ОСТ Отклонения со о св. 3 до 6 св. 6 до 10 св. 10 до 18 сч о со S3 W св. 24 до 30 св. 30 до 40 св. 40 до 50 св. 50 до 65 1 св. 65 до 80
Н7 А Нижнее Верхнее (+) 0 10* 0 12 0 15 0 18 0 21 0 25 0 30*
с8 ТХ Верхнее (—) Нижнее (—) 60* 74* 70* 88* 80* 102* 95* 122* по* 143* 120* 159* 130* 169* 140* 186* 150* 196*
d8 Ш Верхнее (—) Нижнее (—) 20 34 30 48 40 62 50 77 65 98 80 119 100 146
е8 Л Верхнее (—) Нижнее (—) 14 28 20 38 25 47 32 59 40* 73 50* 89 60 106
f7 X Верхнее (—) Нижнее (—) 6 16 10* 22* 13* 28 16* 34 20* 41 25* 50* 30* 60*
gb д Верхнее (—) Нижнее (—) 2 8 4* 12* 5* 14 6* 17 7 20 9 25 10 29
А6 с Верхнее Нижнее (—) 0 6* 0 8* 0 9 0 11 0 13 0 16 а 19
i6 п Верхнее (+) Нижнее (—) 4 2 6 2 7 2 8 3 9 4 11 5 12 7
/гб н Верхнее (+) Нижнее (+) 6 0 9е 1* 10 1 12 1 15 2 18 2 21 2
/пб т Верхнее (+) Нижнее (+) 8 2 12 4 15 6* 18 7* 21 8* 25 9 30 11
лб г Верхнее (-f-) Нижнее (+) 10 4 16* 8* 19 10* 23 12* 28 15* 33 17 39 20*
рб Пл* 1 Верхнее (+) Нижнее (+) 12 6 20 12 24 15 29 18 35 22 42 26 51 32
гб Пл Верхнее (+) Нижнее (+) 16 10 23 15 28 19 34 23 41 28 50 34 60 41 62 43
S6 Пр2 Верхнее (+) Нижнее (+) 20 14 27 19 32 23 39 28 48 35 59 43 /2 53 78 59
и7 Гр Верхнее <+) Нижнее (-{-) 28 18 35 23 43 28 51 33 69 48 85 । 60 | 95 70 117 87 132 102
* Значения совпадают.
1 Соответствие посадке Пл.
2 Соответствие посадке Пр.
90
Таблица Зв
Соответствие посадкам ОСТ 2-го класса точности в системе отверстия
размеров, мм
св. 80 до 100 св. 100 до 120 св. 120 до 140 св. 140 до 160 св. 160 до 180 св. 180 до 200 св. 200 до 225 св. 225 до 250 св. 250 до 280 св. 280 до 315 св. 315 до 355 св. 355 до 400 св. 400 до 450 св. 450 до 500
0 35* 0 40* 0 46 0 52 । 0 57 0 63
170* 224* 180* 234* 200* 263* 210* 273* 230* 293* 240 312 260 332 280 352 300 381 330 411 360 449 400 489 440 537 480 577
120 174 145 208 170 242 180 271 210 299 230 327
72 126 85 148 100 172 ПО 191 125 211 135 232
3G 71 43 83 50 96 56 108 62 119 68 131
12 34 14 39 15 44 17 49 18 54 20 60
0 22 0 25 0 29 31 ) 2 0 36 0 40
13 9 14* 11 16* 13 16 16 18 18 20 20
25 3 28 3 33 4 36 4 40 4 4»
35 13 40 15 46 17 52 20 । 57 И 63 23
45* 23* 52* 27 60* 31 66 34 73 37 80 40
59 37 68 43 79 50 88 56 18 52 108 68
73 51 76 54 88 63 90 65 93 68 106 77 109 80 113 84 126 94 130 98 144 108 150 114 166 126 172 132
93 71 101 79 117 92 125 100 133 108 151 122 159 130 169 140 190 158 202 170 226 190 244 208 ~27Г 232 292 252
159 124 179 144 210 170 230 190 250 210 282 236 304 258 330 284 367 315 402 1 350 | 447 390 492 435 553 490 603 540
91
Предельные отклонения отверстий и валов по системе ИСО, мкм.
Система отверстия Интервалы номинальных
толей О 3 по- 1ОСТ
х Is 5 х X СП >» О Е эответствш IM допусков Отклонения о 1. 3 до 6 о о 00 S о 1. 18 до 24 j. 24 до 30 1. 30 до 40 1. 40 до 50 1. 50 до 65 ). 65 до 80
ga и ч и о и о
/78 А2а Нижнее Верхнее (+) 0 14* 0 18* 0 22* 0 27* 0 33* 0 39* 0 46*
/8 Х2а Верхнее (—) Нижнее (—) 6* 20* 10* 28* 13* 35* 16* 43* 20* 53* 25* 64* 30* 76*
h7 С 2а Верхнее Нижнее (—) 0 10 0 12* 0 15* 0 18* 0 21* 0 25* 0 30*
17 П2а Верхнее (+) Нижнее (—) 6 4 8 4 10* 5* 12* 6* 13* 8* 15* 10* 18* 12*
k7 Н2а Верхнее (4-) Нижнее (+) 10* 0 13* 1* 16* 1* 19* 1* 23* 2* 27* 2* 32* 2*
ml Т2а Верхнее (-}-) Нижнее ( + ) — 16* 4* 21* 6* 25* 7* 29* 8* 34* 9* 4Р 11*
п7 Г2а Верхнее (+) Нижнее (+) 14 4 20* 8* 25* 10* 30* 12* 36* 15* 42* 17* 50* 20*
s7 Пр 12а Верхнее (+) Нижнее (+) 24* 14 31* 19* 38* 23* 46* 28* 56* 35* 68* 43* 83* 53* 89* 59*
«8 Пр 22а Верхнее (+) Нижнее (+) 32* 18* 41* 23* 50* 28* 60* 33* 74* 41* 81* 48* 99* 60* 109* 70* 133* 87* 148* 102
Н9 А3 Нижнее Верхнее (+) 0 25 0 30 0 36 0 43 0 52 0 62 0 74
Л9 Сз Верхнее Нижнее (—) 0 25 0 30 0 36 0 43 0 52 0 62 0 74
А8 Верхнее Нижнее (—) и 14 0 18 0 22 0 27 0 33 0 39 0 46
/9 X, Верхнее (—) Нижнее (—) 6 31 10 40 13 49 16 59 20 72 25 87 30 104
е9 — Верхнее (—) Нижнее (—) 14 39 20 50 25 61 32 75 40 92 50 112 60 ' 134
49 ш3 Верхнее (—) Нижнее (—) 20 45 30 I 60 1 40 76 50 93 65 117 80 I 142 | 100 174 .
* Значения совпадают.
92
л</1( Таблица 37
Соответствие посадкам ОСТ классов точности 2а и 3 в системе отверстия
размеров, мм
св. 80 до 100 св. 100 до 120 св. 120 до 140 8 о о и св. 160 до 180 св. 180 до 200 св. 200 до 225 св. 225 до 250 св. 250 до 280 св. 280 до 315 св. 315 до 355 св. 355 до 400 св. 400 до 450 св. 450 до 500
0 54* 0 63* 0 72 8 0 89 0 97
36* 90* 43* 106* 50* 122* 56* 137* 62 151 68* 165*
0 35* 0 40* 0 46 0 52 0 57 0 63
20* 15* 22* 18* 25 21 2 2( 5 29 28 - 31 32
38* 3* 43* 3* 50 4* 56 4 61 4 68 5
48* 13* 55* 15* 63 17 72 20* 78 21 8( 2: 3*
58* 23* 67* 27* 77 31* 86 34 94 37 103 40*
103* _71* 114* 79* 132* 92* 140* 100* 148* 108* 168* 122* 176* 130* 186* 140* 210 158 222* 170* 247 190* 265 208 295 232 315* 252*
178* 124* 198* 144* 233* 170* 253* 190* 273* 210* 308* 236* 330 258 355 284 396 315 431 350 479 390 524 435 587 490 637 540
0 87 0 100 0 115 0 130 0 140 0 155
0 87 0 100 0 115 0 130 0 140 0 155
0 54 0 63 0 72 0 81 0 89 0 97
36 123 43 143 50 165 56 186 62 202 (8 223
120 207 145 245 170 285 190 320 210 350 230 385
72 159 1 85 185 100 215 по 240 125 265 135 290
93
о Таблица 38
Предельные отклонения отверстий и валов по системе ИСО, мкм.
Соответствие посадкам ОСТ классов точности За, 4, 5, 7, 8 и 9 в системе отверстия
Система отверстия Интервалы номинальных размеров, мм
Обозначе- ние полей допусков ИСО Соответст- вие полям допусков ост Отклонения ДО 3 св. 3 до 6 св. 6 до 10 св. 10 до 18 св. 18 до 30 св. 30 до 40 3 < св. 50 до 65 св. 65 до 80 св. 80 ДО 100 св. 100 до 120
/710 А за Нижьеэ Верхнее (+) 0 40* 0 48* 0 58* 0 70* 0 84* 0 100* 0 120* 0 140*
ЛЮ Сза Верхнее Нижнее (—) 0 40* 0 48* 0 58* 0 70* 0 84* 0 100* 0 120* 0 140*
т\ А, Нижнее Верхнее (+) 0 60* 0 75 0 90 0 НО 0 130 0 160 0 190 0 220
all ш? Верхнее (—) Нижнее (—) 270 330 270 345 280 370' 290 4001 300 430‘ 310 4 7 О1 320 4801 340 5301 360 5501 380 6001 410 6301
dll л? Верхнее (—) Нижнее (—) 140 2001 140 2151 150 240? 150 2602 160 2902 170 3302 180 34 Ф 190 3802 200 3902 220 4402 240 4602
all Верхнее (—) Нижнее (—) 60* 1202* 70 1452 80 1702 95 205 НО 240 120 280 130 290 140 330 150 340 170 390 180 400
dll Верхнее (—) Нижнее (—) 20 80 30 105 40 130 50 160 65 195 80 , 240 100 290 . 120 340
hll Верхнее Нижнее (—) 0 60 0 75 0 60 0 НО 0 130 0 160 0 190 0 220
/712 А& Нижнее Верхнее (+) 0 100 0 120 0 150 0 180 0 210 0 250 0 300 0 350
/112 С, Верхнее Нижнее (—) 0 100 0 120 0 150 0 180 0 210 0 250 0 300 220 240 570 590
612 Хв Верхнее (+) Нижнее (+) 140 240 140 260 150 300 150 330 160 370 170 180 420 430 190 200 490 500 0 350
/714 а7 Нижнее Верхнее (+) 0 250* 0 300* 0 360* 0 430* 0 520* 0 620* 0 740* 0 870*
/715 Аа Нижнее Верхнее (+) 0 400* 0 480* 0 580* 0 700* 0 840* 0 1000* 0 1200* 0 1400*
/716 А9 Нижнее Верхнее (+) 0 600* 0 750* 0 900* 0 1100* 0 1300* 0 1600* 0 1900* 0 2200*
* Значения совпадают.
1 Соответствие посадке Ш4.
2 Соответствие посадке Л4.
Система отверстия
Обозначе- ние полей допусков ИСО Соответст- вие полям допусков ОСТ Отклонения св 120 до 140 св. 140 до 160 св. 160 до 180
/710 Аза Нижнее Верхнее (+) 0 160*
ЛЮ Сза Верхнее Нижнее (—) 0 160*
/711 А, Нижнее Верхнее (+) 0 250
all Ш41 Верхнее (—) Нижнее (—) 460 7101 520 7701 580 8301
611 л? Верхнее (—) Нижнее (—) 260 5102 280 5302 310 5602
all Верхнее (—) Нижнее (—) 200 450 210 460 230 480
dll х. Верхнее (—) Нижнее (—) 145 395
Продолжение табл. 38
Интервалы номинальных размеров, мм
св. 180 до 200 св. 200 до 225 - св. 225 до 250 св. 250 до 2Ь0 св. 280 до 315 св. 315 до 355 св. 355 до 400 св. 400 до 450 св. 450 до 500
0 185* 0 210 0 230 0 250*
0 185* 0 210 0 230 0 250*
0 290 0 320 0 360 0 400
660 9501 740 10301 820 1110» 920 1240' 1050 1370 1200 1560 1350 1710 1500 1900 1650 2050
340 6302 380 670 420 710 480 800 540 8601 600 9601 680 10401 760 11601 840 12401
240 530 260 5502 280 5702 300 6202 330 6502 360 7202 400 7602 440 84 О2 480 8802
170 460 190 510 210 570 230 630
Зак.
ЛИ С, Верхнее Нижнее (—) 0 250
//12 А& Нижнее Верхнее (+) 0 400
Л12 Q Верхнее Нижнее (—) 260 660 280 680 310 710
Ы2 х» Верхнее (+) Нижнее (+) 0 400
Я14 а7 Нижнее Верхнее (+) 0 1000*
//15 Ag Нижнее Верхнее (+) 0 1600*
Я16 А. Нижнее Верхнее (+) 0 2500*
• Значения совпадают.
1 Соответствие посадке 1Щ.
2 Соответствие посадке Л4.
3
0 290 0 320 0 360 0 400
0 460 0 520 0 570 0 630
340 380 420 800 840 880 480 1 540 10С0 1060 600 1170 680 1250 760 1390 840 1470
0 460 0 520 . 0 570 0 630
0 1150* 0 1300 0 1400 0 1550
0 1850 0 2100 0 2300 0 2500*
0 2900* 0 3200 0 3600 0 4000
Предельные отклонения отверстий и валов по системе ИСО, мкм.
Система вала Интервалы
Обозначение полей допусков ИСО Соответствие полям допусков ОСТ Отклонения со & ев. 3 до 6 св. 6 до 10 со о о вс св. 18 до 30
Л5 В1 Верхнее Нижнее (—) 0 4* 0 5* 0 6* 0 8* 0 9*
F7 Нижнее (+) Верхнее (+) 6* 16* 10* 22* 13» 28» 16* 34* 20» 41*
G6 Д1 Нижнее (+) Верхнее (+) 2 8 4* 12* 5* 14* 6* 17* 7* 20*
Я6 Cj Нижнее Верхнее (+) 0 6* 0 8* 0 9* 0 11* 0 13*
i6 nt Нижнее (—) Верхнее (+) 4 2 3» 5» 4* 5 5* 6 5 8*
Кб Ht Нижнее (—) Верхнее (+) 6 0 6 2 7 2 9 2 11 2*
ж L Нижнее (—) Верхнее (—) 8* 2* 9 1 12 3 15* 4* 17* 4*
N6 G Нижнее (—) Верхнее (—) 10» 4» 13» 5» 16* 7 20* 9 24* 11
* Значения совпадают.
68
Таблица 39
Соответствие посадкам ОСТ 1-го класса точности в системе вала
«*> ---------------------------------------------------------------
Номинальных размеров, мм _____________
св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 250 св. 250 до 315 1 св. 315 до 400 св. 400 до 500
0 0 0 0 0 0 0 0
11* 13* 15* 18* 20* 23 25 27
25* 30* 36* 43* 50* 56* 62 68*
50* 60* 71* 83* 96* 108* 119 . 131*
9* 10* 12* 14* 15 17 18 20*
25* 29* 34* 39* 44 49 54 60
0 0 0 0 0 0 0 0
16 19 22 25 29 32 36 40
6 6 6 7 7 7 7 7
10 13 16 18 22 25 29 33
13 15 18 21 24 27 29 32*
3 4 4 4 5 5 7 8
20* 24* 28* 33 37 41 46 50
4 5* 6* 8 8* 9* 10 10
28* 33* 38* 45* . 51 57 62 67
12* 14* 16 20* 22 25 26 27
99
Предельные отклонения отверстий и валов по системе ИСО, мкм.
Система вала Интервалы номинальных
Обозначение полей допусков ИСО Соответствие полям допусков ОСТ Отклонения со о св. 3 до 6 О g <о 8 св. 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 65 св. 65 до 80 св. 80 до 100 §; о о g
Л6 В Верхнее Нижнее (—) 0 6* 0 8* 0 9 0 11 0 13 0 16 0 19 0 22
D8 ш Нижнее (+) Верхнее (+) 20 34 30 48 40 62 50 77 65 98 80 119 100 146 120 174
Е8 л Нижнее (—) Верхнее (+) 14 28 20 38 25 47 32 59 40* 73 50* 89 60 106 72 126
F8 X Нижнее (+) Верхнее (+) 6 20 10* 28 13* 35 16* 43 20* 53 25* 64 30* 76 36 90
G7 д Нижнее (+) Верхнее (-}-.) 2 12 4* 16 5* ?0 . •6* 24 7 28 9 34 10 40 12 47
Н7 с Нижнее Верхнее (+) 0 10* 0 12 0 15 0 18 0 21 0 25 0 30* 0 35*
/7 п Нижнее (—) Верхнее (+) 6 4 6 6 7 8 8 10 9 12 11 14 12 18 13 22
К7 н Нижнее (—) Верхнее (+) 10 0 9* 3 10 5 12 6 15 6* 18 7* 21 9 25 10
М7 т Нижнее (—) Верхнее (—) 12 2 12 0 15 0 18 0 21 0 25 0 30* 0 35* 0
N7 г Нижнее (—) Верхнее (—) 14 4 16* 4 19 4* 23 5* 28 7 33 8 39 а 45* 10*
Р1 — Нижнее (—) Верхнее (—) 16 6 20 8 24 9 29 11 35 14‘ 42 17 51 21 59 24
R7 Пр* 1 Нижнее (—) Верхнее (—) 20 Ю1 23* 1Р 28* 131 31* 161 41 201 50 25» 60 30» 62 32' 73 38 76 41
57 Гр2 Нижнее (—) Верхнее (—) 24 I42 27 15 '2 32 17*,2 39 1 21 48 27 59 34 72 48 78 48 93 58' 101 66»
* Значения совпадают.
1 Соответствие посадке Пр.
2 Соответствие посадке Гр.
100
Таблица 40
Соответствие посадкам ОСТ 2-го класса точности в системе вала
размеров, мм
св. 120 до 140 св. 140 до 160 св. 160 до 180 св. 180 до 200 св. 200 до 225 св. 225 до 250 св. 250 до 280 св. 280 до 315 св. 315 до 355 св. 355 до 400 св. 400 до 450 св. 450 до 500
0 25 0 29 0 32 0 36 0 40*
145 208 170 242 190 271 210 299 230 327
85 148 100 172 ПО 191 125 214 135 222
43 106 50 122 56 137 62 151 68 165
14 54 15 61 17 ' 69 18 75 20 83
0 40* 0 46 0 52 0 57 0 63
14 26 16 ' 30 16 36 18 39 20 43
28 12 33 13 36 16 40 17 45 18
40* 0 46 0 52 0 57 0 63 0
52* 12* 60* 14 66 14 73 16 80* 17
68 28 79 33 88 36 98 41 108 45
88 48 90 50 93 53 106 60 109 63 113 67 126 74 130 78 144 87 150 93 166 103 172 109
117 77‘ I 125 1 85» 133 93» 151 105» 159 ИЗ1 169 123' 190 138» 202 150» 220 169» 244 187' 272 209» 292 229‘
101
Предельные отклонения отверстий и валов по системе, ИСО, мкм.
Система вала Интервалы номинальных
Обозначение полей допусков ИСО Соответствие полям допусков ОСТ Отклонения до 3 I св. 3 до 6 св. 6 до Ю св. 10 до 18 св. 18 до 24 св. 24 до 30 св. 30 до 40 св. 40 до 50 св. 50 до 65 св.. 65 до 89
hl В2а Верхнее Нижнее (—) 0 10 0 12» 0 15* 0 18* 0 21* 0 25* 0 30*
Н8 С2а Нижнее Верхнее (+) 0 14 0 18* 0 22* 0 27* 0 33* 0 39* 0 46*
1» П2а Нижнее (—) Верхнее (+) 8 6 8 10 10* 12* 12* 15* 13* 20* 15* 24* 18* 28*
KS Нга Нижнее (—) Верхнее (+) 14 0 13* 5* 16* 6* 19* 8* 23* 10* 27* 12* 32* 14*
М8 Т2а Нижнее (—) Верхнее (+) — 16 2 21* 1* 25* 2* 29» 4* 34* 5* 41* 5*
N8 Г2а Нижнее (—) Верхнее (—) 18 4 20* 2* 25* 3* 30* 3* 36* 3* 42* 3* 50* 4*
v8 Пр22а Нижнее (—) Верхнее (—) 32* 18* 41* 23* 50* 28* 60* 33* 74* 41* 81* 48* 99* 60* 109* 70* 133* 87* 148* 102*
h8 В3 Нижнее Верхнее (—) 0 14 0 18 0 22 0 27 0 33 0 39 0 46
Л9 Нижнее Верхнее (—) 0 25 0 30 0 36 0 43 0 52 0 62 0 74
D9 ш, Нижнее (+) Верхнее (+) 20 45 30 60 40 76 50 93 65 117 80 142 100 174
D10 Нижнее (+) Верхнее (+) 20 60 30 78 40 98 50 120 65 149 80 180 100 220
F9 х, Нижнее (+) Верхнее (-}-) 6 31 10 40 14 49 16 59 20 72 .25 87 30 104
Н8 Сз Нижнее Верхнее (+) 0 14 0 18 0 22 0 27 0 33 0 39 0 46
НЭ Нижнее Верхнее (+) 0 25 0 30 0 36 0 43 0 52 0 62 0 74
* Значения совпадают.
102
Таблица 41
Соответствие посадкам классов точности 2а и 3 в системе вала
размеров, мм
св. 80 до 100 св. 100 до 120 св. 120 до 140 св. 140 до 160 св. 160 до 180 1. св. 180 до 200 св. 200 до 225 св. 225 до 250 св. 250 до 280 св. 280 до 315 св. 315 до 355 св. 355 до 400 св. 400 до 450 св. 450 до 500
а 0 40* 0 46 0 52 0 57 0 63
0 54* 0 63* 0 72 0 81 0 89 0 97
20* 34* 22* 41* 25 47 26 55 29 60 ЗР 66
38* 16* 43* 20* 50 22* 56 25 61 28 68 29
48* 6* 55* 8* 63 9* 72 9 79 11 86 11
58* 4* 67* 4* 77 5* 86 5 94 5 103 6
178* 124* 198* 144* 233* 170* 253* 190* 273* 210* 308* 236* 330 258 356* 284* 396 315 431* 350* 479 390 524 435 587 490 637* 540*
& 0 1 0 63 0 72 0 81 0 89 0 97
0 87 0 100 0 115 0 130 0 140 0 155
120 207 145 245 170 285 190 320 210 350 230 385
120 260 145 305 170 355 190 400 210 440 230 480
36 123 43 143 50 165 56 186 62 202 68 223
5 0 1 0 63 0 72 8 0 1 0 89 0 97
0 87 0 100 0 115 0 130 0 140 0 155
103
н- Таблица 42
® Предельные отклонения отверстий и валов по системе ИСО, мкм.
Соответствие посадкам ОСТ классов точности За, 4, 5, 7, 8 и 9 в системе вала
Система вала Интервалы номинальных размеров, мм
Обозначение полей допусков ИСО Соответствие полям допусков ОСТ Отклонения до 3 св. 3 до 6 св. 6 до 10 ав. 10 до 18 св 18 до 30 св. 30 до 40 св. 40 до 50 св. 50 до 65 св. 65 до 80 св 80 до 100 св. 100 до 120
/НО В За Верхнее Нижнее (—) 0 40* 0 48* 0 58» 0 70» 0 84» 0 100» 0 ’ 120» 0 140*
Я10 Сза Нижнее Верхнее (+) 0 40* 0 48» 0 58* 0 70» 0 84* 0 100* 0 120» 0 140»
/111 В, Верхнее Нижнее (—) 0 60* 0 75 0 90 0 по 0 130 0 160 0 190 0 220
ли [И, Нижнее (+) Верхнее (-j-) 270 330 270 345 280 370 290 400 300 430 310 470 320 480 340 530 360 550 380 600 410 630
вп Нижнее (+) Верхнее (+) 140 200 140 215 150 240 150 2G0 160 290 170 330 180 340 190 380 200 390 220 440 240 460
СП Л, Нижнее (+) Верхнее (+) 60* 120» 70» 145» 80* 170* 95 205 НО 240 120 280 130 290 140 330 150 • 340 170 390 180 400
D11 х4 Нижнее (+) Верхнее (-{-) 20 80 30 105 40 130
/711 Нижнее Верхнее (+) 0 60 0 75 0 90
Л12 В6 Верхнее Нижнее (—) 0 100 0 120 0 150
В12 х& Нижнее (+) Верхнее (+) 140 240 140 260 150 300
/712 Q Нижнее Верхнее (+) 0 100 0 120 0 150
Л14 в, Верхнее Нижнее (—) 0 250* 0 300* 0 360*
Л15 в8 Верхнее Нижнее (—) 0 400* 0 480* 0 580*
Л16 В, Верхнее Нижнее (—) 0 600* 0 750* 0 900*
* Значения совпадают.
о
сл
50 160 65 195 80 240 100 290 120 340
0 0 0 0 0
100 130 1G0 190 220
0 0 0 0 0
180 210 250 300 350
150 160 170 180 190 200 220 240
330 370 420 430 490 500 570 590
0 0 0 0 0
180 210 250 300 350
0 0 0 0 0
430* 520* 620* 740* 870*
‘0 0 0 0 0
700* 840* 1000* 1200* 1400*
0 0 0 0 0
1100* 1300* 1600* 1900* 2200*
8 _______________________________
Система вала
Обозначение полей допусков ИСО Соответствие полям допусков ОСТ Отклонения св. 120 до 140 св. 140 до 160 св. 160 до 180
/110 В За Верхнее Нижнее (—) 0 160*
Я10 Сза Нижнее Верхнее (+) 0 160*
ЛИ в. Верхнее Нижнее (—) 0 250
ли Ш4 Нижнее (+) Верхнее (+) 460 710 520 770 580 830
S11 Нижнее (+) Верхнее (+) 260 510 280 530 310 560
СП л. Нижнее (+) Верхнее (+) 200 450 210 460 230 480
£>11 Х4 Нижнее (+) Верхнее (+) 145 395
Продолжение табл. 42
Интервалы номинальных размеров, мм
ев. 180 до 200 св. 200 до 225 св. 225 до 250 св. 250 до 280 св. 280 до 315 св. 315 до 355 св. 355 до 400 св. 400 до 450 св. 450 до 500
0 185* 0 210 0 230 0 250*
0 185* 0 210 0 230 0 250*
0 290 0 320 0 360 0 400
660 950 740 1030 820 1110 920 1240 1050 1370 1200 1560 1350 1710 1500 1900 1650 2050
340 630 380 670 420 710 480 800 540 860 600 960 680 1040 760 1160 840 1240
240 530 260 550 280 570 300 620- 330 650 360 720 400 760 440 840 480 880
170 460 190 510 210 570 230 630
ЯП С. Нижнее Верхнее (+) 0 250
М2 В6 Верхнее Нижнее (—) 0 400
В12 Хв Нижнее (+) Верхнее (-(-) 260 280 310 660 680 710
Я12 Сь Нижнее Верхнее (+) 0 400
Л14 в7 Верхнее Нижнее (—) 0 1000*
М5 В8 Верхнее Нижнее (—) 0 1600*
Л16 В, Верхнее Нижнее (—) 0 2500*
Значения совпадают.
о
0 290 0 320 0 360 0 400
0 460 0 520 0 570 0 630
340 800 380 840 420 880 480 1000 540 1160 600 1170 680 1250 760 1390 840 1470
0 460 0 520 0 570 0 630
0 1150* 0 1300 0 1400 0 1550*
0 1850 0 2100 0 2300 0 2500е
0 2900’ 0 3200 0 3600 0 4000
МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ
В ИНСТРУМЕНТАЛЬНОМ ПРОИЗВОДСТВЕ
Углеродистые
инструментальные стали
Углеродистые стали используются для изготовления инстру-
ментов всех видов — режущих, штамповых и измерительных.
Основными достоинствами углеродистых сталей по сравнению
с легированными и быстрорежущими являются: низкая твер-
дость в отожженном состоянии (НВ 180-200), позволяющая
использовать высокопроизводительные методы изготовления
инструмента (накатку, насечку); возможность закалки с низ-
ких температур (770—820° С); возможность несплошной закал-
ки, что важно в некоторых случаях для получения минимальной
поводки инструмента, а также некоторого запаса вязкости и
прочности; возможность получения после закалки малых коли-
честв остаточного аустенита; низкая стоимость.
Углеродистые стали используются для инструментов, не
подвергающихся в процессе работы нагреву до температур вы-
ше 150—200° С и не требующих при изготовлении значитель-
ного шлифования (инструменты для ручной работы: напиль-
ники, метчики, развертки, ножовки, топоры, стамески, слесарно-
монтажные и хирургические инструменты, штамповый инстру-
мент для деформирования в холодном состоянии, некоторые
измерительные инструменты).
Если инструмент подвергается в основном ударным нагруз-
кам (деревообрабатывающий инструмент, зубила, некоторые
штампы), то целесообразно применять доэвтектоидную сталь с
0,6—0,7% С, имеющую в рабочем состоянии трооститую струк-
туру.
Для режущего инструмента более целесообразна мартен-
ситная структура с избыточными карбидами, образующаяся в
эвтектоидных сталях с 0,9—1,20% С. Такая сталь имеет высо-
кую твердость, износостойкость и удовлетворительные механи-
ческие свойства.
Химический состав углеродистых инструментальных сталей
приведен в табл. 43, технические условия на инструментальную
108
углеродистую сталь — в табл. 44. В табл. 45 описано назначе-
ние инструментальных стглей.
Таблица 43
Химический состав инструментальных углеродистых сталей
для режущих инструментов по ГОСТ 1435—74
Марка сталл Содержание элементов, %
углерод марганец кремний сера | фосфор не более
Углеродистая высококачественная сталь
У7А 0,65—0,74 0,15—0,30 0,15—0,30 0,020 0,030
У8А 0,75-0,84 0,15—0,30 0,15—0,30 0,020 0,030
У8ГА 0,80—0,90 0,35—0,60 0,15—0,30 0,020 0,030
У9А 0,85—0,94 0,15—0,30 0,15—0,30 0,020 0,030
У10А 0,95—1,04 0,15—0,30 0,15—0,30 0,020 0,030
УНА 0,05—1,14 0,15-0,30 0,15—0.30 0,020 0,030
У12А 1,15—1,24 0,15—0,30 0,15-0,30 0,020 0,030
У13А 1,25—1,35 0,15—0,30 0,15—0,30 0,020 0,030
Углеродистая качс хтвенная сталь
У7 0,65—0,74 0,20—0,40 0.15—0,35 0,030 0,035
У8 0,75—0,84 0,20-0,40 0,15—0,35 0,030 0,035
У8Г 0,80-0,90 0,35—0,60 0,15—0,35 0,030 0,035
У9 0,85—0,94 0,15-0,35 0,15—0,35 0,030 0,035
У10 0,95—1,04 0,15—0,35 0,15—0,35 0,030 0,035
УН 1,05—1,14 0,15—0,35 0,15—0,35 0,030 0,035
У12 1,15-1,24 0,15—0,35 0,15—0,35 0,030 0,035
У13 1,25—1,35 0,15-0,35 0,15-0,35 0,030 0,035
Таблица 44
Технические условия на инструментальную углеродистую сталь
У Марка стали Твердость НВ в отож- женном со- стоянии, не более Температура за- калки в СС и ох- лаждающая среда Твердость Я ЯС после закалки в условиях рациональных режимов тер- мообработки Диаметр или толщи- на обезуг- лероженно- го слоя, мм Глубина обезуглеро- женного слоя, мм, не более
У7.У7А 187 800—820, вода 61—63 От 6 до 10 0,30
У8.У8А 187 780-800 » 61—63 Св. 10
до 16 0,40
У8Г, Св. 16
У8ГА 187 780—800 » 61-63 до 25 0,50
109
П родолжение табл. 44
^4арка стали Твердость НВ в отож- женном со- стоянии, не более Температура за- калки в °C и ох- лаждающая среда Твердость HRC после закалки в условиях рациональных режимов тер- мообработки Диаметр или толщи- на обезуг- лерожен- ного слоя, мм Глубина обезугле- роженного слоя, мм, не более
У9.У9А 192 760—780, вода 62—64 Св.25 до 40 0,60
У10.У10А 197 760—780 » 62—64 Св.40 до 60 0,75
^11, У11А 207 760—780 » 62—64 1,5% от
4Ч2,У12А 207 760-780 > 62—65 Св. 60 диаметра или тол-
У13.У13А 207 760—780 — щины
Таблица 45
{[азначение
нструментальных углеродистых сталей
Марка
Стали
Назначение
У7,У7А
У8.У8А,
У9.У9А
У10,
У10А,
У11,
УНА
У12,
У12А
У13,
У13А
Для зубил, стамесок, молотков, кувалд, кернеров, нож-
ниц для резки жести, пил по металлу и дереву, отверток,
резцов по меди и т. п.
Для зубил, ножниц по жести, пил продольных и диско-
вых, накатных роликов, отверток, плит и стержней для
форм литья под давлением цветных металлов
Для сверл малого диаметра, метчиков, разверток, плашек,
фрез малого диаметра, пил по металлу, ножовочных по-
лотен, зубил для насечки напильников и т. п.
W
Для спиральных сверл диаметром до 1 мм и выше, руч-
ных, машинных, конических и насадных разверток, мет-
чиков ручных, машинных, гаечных, плашек, роликов на-
катных, фрез с затылованным зубом, фрез червячных;
ножей к сборным фрезам, зенкеров насадных и с кониче-
ским хвостовиком, долбяков и гребенок, протяжек
Для напильников, бритвенйых ножей и лезвий, хирурги-
ческого инструмента, резцов, зубил для насечки напиль-
ников, шаберов и т. п.
ПО
Инструментальные
легированные стали
Инструментальные легированные стали по своему назначу
нию подразделяются на следующие группы и йодгруппы:
I — сталь для режущего и измерительного инструмента!
а — неглубокой прокаливаемости, б — глубокой прокаливав*
мости;
II — сталь для штампового инструмента:
а — для деформирования в холодном состоянии, б — для де<
формирования в горячем состоянии, в —для ударного инстру*
мента.
Инструментальные стали для режущего и измерительного
инструмента. Благодаря наличию легирующих элементов
хрома, вольфрама, ванадия, кремния и марганца — легировав
ные инструментальные стали по сравнению с углеродисто#
инструментальной обладают повышенной вязкостью в закален?
ном состоянии, более глубокой прокаливаемостью, меньшей
склонностью к деформациям и трещинам при закалке. Режу*
щие свойства легированных сталей примерно такие же, как И
углеродистых инструментальных, так как теплостойкость их
одинаковая — 200—250° С. Однако легирование имеет главной
своей целью повышение прокаливаемости в закаливаемой ст£
ли. Это в свою очередь позволяет использовать их для изготовь
ления инструментов больших сечений, применить закалку С
более умеренным охлаждением и уменьшить деформацию.
Химический состав инструментальных легированных сталей
для режущего и измерительного инструмента приведен в табл.
46, технические условия для режущего и измерительного инстру-
мента — в табл. 47. В табл. 48 описано назначение легирован*
ных сталей.
Инструментальные стали для штампового инструмента*
Штамповые стали для деформирования в холодном состояний
работают в разных условиях, следовательно, в различном нд*
пряженном состоянии. Нередко штампы используются в усло-
виях высоких напряжений в связи с применением прогрессив*
ных способов изготовления сталей холодным деформированием
и все большей потребностью сплавов и сталей как с высоким^
прочностными свойствами, а следовательно, с повышенным
сопротивлением деформированию, так и с более высокой истц»
рающей способностью. Многие штамповые стали при ужесто-
чении условий деформирования не обеспечивают необходимой
стойкости штампов. Это в первую очередь относится к условия^
деформирования методом выдавливания, калибровки, обработ*
ки металла импульсным методом, при котором вязкость сталей
должна быть повышенной, и т. д.
Стали, применяемые для штампов, деформирующих металл
при температуре свыше 1000° С, должны обладать высокой из*
111
Таблица 46
Химический состав легированных сталей для режущего и измерительного инструмента по ГОСТ 5950—73
Марка Содержание элементов, %
стали Углерод Кремний Марганец Хром Вольфрам Ванадий Молибден | Никель
а) стали неглубокой прокаливаемости
7ХФ 0,63—0,73 0,15—0,35 0,30—0,60 0,40—0,70 — 0,15—0,30 ——
8ХФ 0,70—0,80 0,15—0,35 0,15—0,40 0,40—0,70 — 0,15—0,30 —-
9ХФ 0,80—0,90 0,15—0,35 0,30—0,60 0,40—0,70 — 0,15—0,30 — —
ПХФ(ИХ) 1,05—1,15 0,15—0,35 0,40—0,70 0,40—0,70 — 0,15-0,30 — —-
13Х 1,25—1,40 0,15—0,35 0,30—0,60 0,40—0,70 — — —. —
ХВ4(ХВ5) 1,25—1,45 0,15—0,35 0,15—0,40 0,40—0,70 3,50—4,30 0,15—0,30 —
В2Ф 1,05—1,22 0,15—0,35 0,20—0,50 0,20—0,40 1,60—2,00 0,15—0,30 — —
• — ( >) стали глубокой прокаливаемости
9X1 (9Х) 0,80—0,95 0,25—0,45 0,15—0,40 1,40—1,70 —. — —— —
X 0,95—1,10 0,15—0,35 0,15—0,40 1.30—1,65 — —— —-
12X1 (120Х,
ЭП 430) 1,15—1,25 0,15—0,35 0,30—0,60 1,30—1,65 — — — —
9ХС 0,85—0,95 1,20—1,60 0,30—0,60 0,95—1,25 — — — ——
ХГС 0,95—1,05 0,40—0,70 0,85—1,25 1,30—1,65 — — — —
9ХВГ 0,85—0,95 0,15—0,35 0,90—1,20 0,50—0,80 0,50—0,80 — — ——
хвг 0,90—1,05 0,15—0,35 0,80—1,10 0,90—1,20 1,20—1,60 — — ——
хвсг 0,95-1,05 0,65—1,00 0,60—0,90 0,60—1,10 0,50—0,80 0,05—0,15 —
9Х5ВФ 0,85—1,00 0,15—0,40 0,15—0,40 4,50—5,50 0,80—1,20 0,15—0,30 — —
8Х6НФ1 (85Х6НФТ) 0,80—0,90 0,15—0,35 0,15—0,40 5,00—6,00 — 0,30—0,50 — 0,90—1,30
Титан
0,05—0,15
8Х4ВЗМЗФ2
(ЭП570) 0,75—0,85 0,15—0,40 0,15—0,40 3,50-4.50 2,50—3,20 1,90—2,50 2,50-|-3,00 —
Таблица 47
Технические условия для режущего
и измерительного инструмента
Марка стали Твердость НВ в состоянии поставки, не более Температура, °C, и среда закалки Твердость HRC, не менее
7ХФ 229 820—840, масло 58
800—820, вода 58
8ХФ 241. 830—860, масло 58
810—830, вода 58
9ХФ 241 850—880, масло 60
820—840, вода 60
ЦХФ(НХ) 229 810—830, масло 62
13Х 241 780—810, вода 64
ХВ4(ХВ5) 255 800—820 > 65
В2Ф 299 800—850 » 62
9X1 (9Х) 229 820—850, масло 62
X 229 840-860 » 62
12ХЦ120Х, ЭП 430) 241 850—870 > 62
9ХС 241 840—860 » 62
ХГС 241 820—860 » 62
9ХВГ 241 820—840 » 62
ХВГ 255 830—850 » 62
хвсг 241 840—860 » 62
9Х5ВФ 241 950-1000 » 58
8Х6НФТ
(85Х6НФТ) 241 950-1000 » 58
8Х4ВЗМЗФ2
(ЭП 570) 255 1150—1170 » 61
Таблица 48
Назначение инструментальной легированной стали
для режущего и измерительного инструмента
Марка стали Назначение
7ХФ Для деревообрабатывающих инструментов, а также для инструментов, работающих с ударными нагрузками (зу- бил, пуансонов)
8ХФ Для штемпелей при холодной работе, ножей при холод- ной резке металла, обрезных матриц и пуансонов при
9ХФ холодной обрезке заусенцев, кернеров Для рамных, ленточных, круглых строгальных пил, штемпелей при холодной работе, ножей при холодной резке металла, обрезных матриц и пуансонов при хо- лодной обрезке заусенцев, кернеров
113
Продолжение табл. 48
Марка стали Назначение
11ХФ Для метчиков н другого режущего инструмента диа« метром до 30 мм, закаливаемого с охлаждением в го- рячих средах
13Х Для бритвенных ножей и лезвий, острого хирургического инструмента, шаберов, гравировального инструмента
ХВ4 Для резцов и фрез при обработке с небольшой скоро- стью резания твердых металлов (валков с закаленной поверхностью), гравировальных резцов при очень напря- женной работе и т. д.
В2Ф 9X1 Для ленточных пил по металлу и ножовочных полотен Для валков холодной прокатки, дрессировочных валков, клейм, пробойников, холодновысадочных матриц и пуан- сонов, деревообрабатывающего инструмента
X Для зубил, применяемых для насечки напильников, очень твердых кулачков эксцентриков и пальцев, гладких ци- линдрических калибров и калиберных колец, токарных, строгальных и долбежных резцов в лекальных и ре- монтных мастерских
12X1 Для измерительного инструмента (плиток, калибров, ша- блонов)
9XG Для сверл, разверток, метчиков, плашек, гребенок, фрез, машинных штемпелей, клейм для холодных работ
хга Для валков холодной прокатки, холодновысадочных мат-
- риц и пуансонов, вырубных матриц небольших размеров (диаметром и толщиной до 70 мм). Сталь этой марки не может заменить сталь марок ХВГ, 9ХС, ХВСГ при изготовлении режущих инструментов
9ХВР Для резьбовых калибров, лекал сложной формы, слож- ных, весьма точных штампов для холодных работ, кото- рые при закалке не должны подвергаться значительным объемным изменениям и короблению
XBF Для измерительных режущих инструментов, для кото- рых повышенное коробление при закалке недопустимо, резьбовых калибров, протяжек, длинных метчиков, длин- ных разверток, плашек и другого вида специального инструмента, холодновысадочных матриц и пуансонов, технологической оснастки
XBCF Для круглых плашек, разверток и другого режущего инструмента
8Х6НФт 9Х5ВФ ’ Для ножей, применяемых для фрезерования древесины, строгальных пил и других деревообрабатывающих ин- струментов подобного типа (например, цельных фрез и т. п.)
114
Продолжение табл. 48
Марка стали Назначение
8Х4ВЗМЗФ2 Для ножей, применяемых для фрезерования древесины, и других деревообрабатывающих инструментов, рабо- тающих в тяжелых условиях с нагревом режущей кром- ки, для режущего (вырубного) инструмента при обра- ботке металла в холодном состоянии (для ножей трубо- разрубочных прессов, гильотинных и других ножниц), а также для инструмента холодной пластической дефор- мации (шлиценакатных роликов, пуансонов, матриц, на- катников и др.)
носостойкостью, хорошей теплопроводностью и сопротивлением
термической усталости. В угом случае, когда стали подвергаются
кратковременному нагреву и ударным нагрузкам, они должны
иметь большую вязкость. Поверхностный слой этих сталей
нагревается до 500—560° С, и поэтому они должны иметь твер-
дость HRC не ниже 40.
Химический состав инструментальных сталей для штампо-
вого инструмента приведен в табл. 49, технические условия для
штампового инструмента — в табл. 50. В табл. 51 описано на-
значение стали для штампового инструмента.
Быстрорежущие
инструментальные стали
Быстрорежущие стали имеют высокую твердость, прочность
и износостойкость, причем эти свойства они сохраняют при
температурах до 550—650° С, т. е. обладают высокой тепло-
стойкостью, что позволяет увеличивать скорость резания ин-
струментами из быстрорежущей стали в 2—4 раза.
Преимущества быстрорежущей стали проявляются главным
образом при обработке сравнительно твердых сталей с повы-
шенной скоростью резания.
Эти стали можно классифицировать в зависимости от хи-
мического состава, структуры, назначения и основного их
Свойства — красностойкости.
Пр химическому составу они подразделяются на: вольфра-
мовые, вольфрамомолибденовые, вольфрамокобальтовые, вольф-
{амованадиевые и стали с повышенным содержанием вана-
ия, дополнительно легированные кобальтом. На основании
химического состава производится также и маркировка быст-
рорежущих сталей. Все марки быстрорежущей стали имеют
6 обозначении первую букву Р (от слова «рапид» — скорость).
115
Таблица 49
Химический состав сталей для штампового инструмента по ГОСТ 5950—73
Марка Содержанке элементов, %
стали Углерод Кремний Марганец | Хром । | Вольфрам | Ванадий Молибден Никель
а) для деформирования в холодном состоянии
Х6ВФ 1,05—1,15 0,15—0,35 0,15—0,40 5,50—6,50 1,10—1,50 0,50—0,80 —
Х12 2,00—2,20 0,15—0,35 0,15—0,40 11,50—13,00 — — —
Х12ВМ 2,00—2,20 0,20—0,40 0,15—0,40 11,00—12,50 0,50—0,80 0,15—0,30 0,60—0,90
Х12М 1,45—1,65 0,15—0,35 0,15—0,40 11,0 —12,50 — 0,15-0,30 0,40—0,60
Х12Ф1 1,25—1,45 0,15—0,35 0,15—0,40 11,00—12.50 0,70—0,90 ——
7ХГ2ВМ 0,68—0,76 0,20—0,40 1,80—2,30 1,50—1,80 0,50—0,90 0,10—0,25 0,50—0,80
6Х6ВЗМФС —,
(55Х6ВЗ СМФ.ЭП569) 0,50—0,60 0,60—0,90 0,15—0,40 5,50—6,50 2,50—3,20 0,50—0,80 0,60—0,90
б) для деформирования в горяче:л состоянии
7X3 0,65—0,75 0,15—0,35 0,15—0,40 3,20—3,80 — ——
8X3 0,75—0,85 0,15—0,35 0,15—0,40 3,20—3,80 — — —
5ХНМ 0,50—0,60 0,15—0,35 0,50—0,80 0,50—0,80 — 0,15—0,30 1,40—1,80
5ХНВ 0,50—0,60 0,15—0,35 0,50—0,80 0,50—0.8J 0,40—0,70 — _- 1,40—1,80
5ХНВС 0,50—0,60 0,60—0,90 0,30—0,60 1,30—1.60 0,40—0,70 — 0,80—0,120
5ХГМ 4ХМФС 0,50—0,60 0,25—0,60 1,20—1,60 0,60—0,90 — — 0,15—0,30 —
(40ХСМФ) 4Х5В2ФС (ЭИ 958) 0,37—0,45 0,50—0,80 0,50—0,80 1,50—1,80 — 0,30—0,50 0,90—1,20 —
0,35—0,45 0,80—1,20 0,15—0,40 4,50—5,50 1,60—2,20 0,60—0,90
4Х5МФС 4Х5МФ1С 0,32—0,40 0,80—1,20 0,15—0,40 4,50—5.50 — 0,30—0,50 1,20—1,50 —
(ЭП 572) 0,37—0,41 0,80—1,20 0,15—0,40 4,50—5,50 — 0,80—1,10 1,20—1,50 — <
4ХЗВМФ (ЭИ 2) 0,40—0,48 0,60—0,90 0,30—0,60 2,80—3,50 0,60—1,00 0,60—0,90 0,40—0,60
4Х4ВМФС (ДИ 22) 0,37—0,44 0,60—1,00 0,20—0,50 3,20—4,00 0,80—1,20 0,60—0,90 1,20—1,50 —
ЗХЗМЗФ 0,27—0,34 0,20—0,40 0,30—0,50 2,80—3,50 — 0,40—0,60 2,50—3,00 —
ЗХ2В8Ф 0,30—0,40 0,15—0,40 0,15—0,40 2,20—2,70 7,50—8,50 0,20—0,50 — —
4Х2В5МФ (ЭИ 959) 0,30—0,40 0,15—0,35 0,15—0,40 2,20—3,00 4,50—5,50 0,60—0,90 0,60—0,90 —— W
4Х2В2МФС (ЭП 641,45Х 2СВ2МФ) 0,42—0,50 0,30—0,60 0,30—0,60 2,00—2,50 1,80—2,40 0,60—0,90 0,80—1,10
5ХЗВЗМФС (ДИ 23) 0,45—0,52 0,50—0,80 0,30—0,60 2,50—3,20 3,00—3,60 1,50—1,80 0,80—1,10 Ниобий
4ХС 0,35—0,45 1,20—1,60 в) для уд 0,15—0,40 арного инстру 1,30—1,60 мента 0,05-0,15
6ХС 0,60—0,70 0,60—1,00 0,15—0,40 1,00—1,30 — — —— —.
4ХВ2С 0,35—0,45 0,60—0,90 0,15—0,40 1,00—1,30 2,00—2,50 — — —
5ХВ2С 0,45—0,55 0,55—0,80 0,15—0,40 1,00—1,30 2,00—2,50 — —
6ХВ2С 0,55—0,65 0,50—0,80 0,15—0,40 1,00—1,30 2,20—2,70 — —। ——
6ХВГ 0,55—0,70 0,15—0,35 0,90—1,20 0,50—0,80 0,50—0,80 — — —•
Таблица ВО
Технические условия для штампового инструмента
Марка стали Твердость НВ в состоянии поставки, не более Температура, °C и среда закалки Твердость HRC, не менее
Х6ВФ 241 980—1000, масло 61
Х12 255 950—1000 » 60
Х12ВМ 255 1020—1040 » 60
Х12М 255 950—1000 > 60
Х12Ф1 255 1050—1100 » 60
7ХГ2ВМ 255 840—880, воздух 58
6Х6ВЗМФС(55Х6ВЗСМФ.
ЭП 569) 255 1055—1075, масло 60
7X3 229 850—880 » 54
8X3 241 850—880 » 55
5ХНМ 241 830—860 » 56
5ХНВ 255 840—860 » 56
5ХНВС 255 860—880 » 56
5ХГМ 241 820—850 » 56
4ХМФС(40ХСМФ) 241 920—930 55
4Х5В2ФС(ЭИ 958) 241 1030—1050, масло
или воздух 50
4Х5МФС 241 1000—1020, масло 50
4Х5МФ1С(ЭП 572) 241 1020—1040 50
4ХЗВМФ(ЭИ 2) 241 1040—1060 » 52
4Х4ВМФС(ДИ 22) 241 1050—1070 > 55
ЗХЗМЗФ 241 1030—1050 » 47
ЗХ2В8Ф 241 1075—1125 48
4Х2В5МФ (ЭИ 959) 241 1060—1080 » 50
4Х2В2МФС (ЭП 641.
45Х2СВ2МФ) 241 1080—1100 » 55
5ХЗВЗМФС (ДИ 231) 241 1120—1140 » 53
4ХС 217 880—900 » 47
6ХС 229 840—860 » 56
4ХВ2С 229 860—900 » 53
5ХВ2С 255 860—900 > 55
6ХВ2С 269 860—900 > 57
6ХВГ 217 850—900 57
%
Таблица 51
Назначение инструментальной легированной стали
для штампового инструмента
Марка
стали
Назпа ченпе
Х6ВФ
Для резьбонакатного инструмента (роликов и плашек),
ручных ножовочных полотен, бритв, матриц, пуансонов,
зубонакатников и других инструментов, предназначенных
для холодной деформации, для дереворежущего фрезер-
ного инструмента
118
Продолжение табл. 51
Марка
стали
Назначение
Х12,
Х12ВМ
Х12М,.
Х12Ф1
7ХГ2ВМ
6Х6ВЗМФС
(ЭП 569)
7X3, 8X3
5ХНМ
WHB,
ЖНВС,
1ХГМ
4ХМФС
Для холодных штампов высокой устойчивости против
истирания (преимущественно с рабочей частью округ-
лой формы), не подвергающихся сильным ударам и тол-
чкам, для волочильных досок и волок, глазков для ка-
либрования пруткового металла под накатку резьбы,
гибочных и формовочных штампов, сложных секций ку-
зовных штампов, которые при закалке не должны под-
вергаться значительным объемным изменениям и коро-
блению, матриц и пуансонов вырубных и просечных
штампов, штамповки активной части электрических ма-
шин и электромагнитных систем электрических аппара-
тов
То же, что и марки XI2, но когда требуется большая
вязкость, для профилировочных роликов сложных
форм, секции кузовных штампов сложных форм,
сложных дыропрошивочных матриц при формовке лис-
тового металла, эталонных шестерен, накатных плашек,
волок, матриц и пуансонов вырубных и просечных штам-
пов (в том числе совмещенных и последовательных) со
сложной конфигурацией рабочих частей, штамповки ак-
тивной части электрических машин
Для штампов холодного объемного деформирования и
вырубного инструмента сложной конфигурации, исполь-
зуемых при производстве изделий из цветных сплавов
и малопрочных конструкционных сталей
Для резьбонакатных роликрв, зубонакатников, шли-
ценакатников, обрезных матриц и пуансонов и для дру-
гих инструментов, предназначенных для холодной де-
формации металлов повышенной твердости, ножей ги-
льотинных ножниц, шарошек, разрушающих горные по-
роды
Для инструмента горячей высадки, крепежа и загото-
вок из углеродистых и низколегированных сталей, гибо-
чных, обрезных и просечных штампов
Для молотовых штампов с массой падающих частей
свыше 3 т, прессовых штампов и штампов скоростной
штамповки при горячем деформировании цветных спла-
вов, блоков матриц для вставок горизонтально-ковочных
машин
Для молотовых штампов с массой падающих частей до
Зт
Для молотовых штампов с массой падающих частей до
3 т при деформации легированных конструкционных и
нержавеющих сталей (вместо сталей марок 5ХНВ),
прессового инструмента для обработки алюминиевых
сплавов
119
П родолжение табл. 51
Марка стали Назначение
4Х5МФС Для мелких молотовых штампов, крупных (диаметром более 200 мм) молотовых и прессовых вставок при го- рячем деформировании конструкционных сталей и цвет-
4Х5В2ФС, 4Х5МФ1С ных сплавов Для пресс-форм литья под давлением цинковых, алю- миниевых и магниевых сплавов, молотовых и прессовых вставок (диаметром до 200—250 мм) при горячем дефор- мировании конструкционных сталей, инструментов для высадки заготовок из легированных конструкционных и жаропрочных материалов на горизонтально-ковочных
4ХЗВМФ машинах Для мелких молотовых штампов, молотовых и прессо- вых вставок (диаметром до 300—400 мм), инструмента ГКМ при горячем деформировании конструкционных
4Х4ВМФС сталей и жаропрочных сплавов Для высадки на ГКМ, вставок штампов для горячего деформирования легированных конструкционных сталей и жаропрочных сплавов на молотах и кривошипных прессах (вместо менее теплостойких сталей марок 4Х5В2ФС, 4Х5МФ1С, 4ХЗВМФ), пресс-форм литья под
ЗХЗМЗФ давлением медных сплавов Для пресс-форм литья под давлением медных сплавов, инструмента горячего деформирования, который в про-
ЗХ2В8Ф цессе работы подвергается интенсивному охлаждению Для инструмента- горячего прессования медных сплавов
4Х2В5МФ и пресс-форм литья под давлением медных сплавов Для мелких вставок чистовою штампового ручья, мел- ких вставных знаков, матриц и пуансонов для выдавли- вания и т. п. при горячем деформировании легирован-
^Х2В2МФС. 5ХЗВЗМФС ных конструкционных сталей и жаропрочных сплавов Для прошивных и формирующих пуансонов и т. п., ин- струмента для высадки на ГКМ и вставок штампов на- пряженных конструкций для горячего объемного дефор- мирования (вместо менее теплостойких сталей марок
4ХС ЗХ2В8Ф и 4Х2В5МФ) Для зубил, обжимок, ножниц при горячей и холодной
6ХС резке металла, штампов горячей вытяжки Для пневматических зубил и штампов небольших раз-
4ХВ2С 5ХВ2С, 6ХВ2С меров для холодной штамповки, рубильных ножей Для пневматического инструмента, зубил, обжимок Для ножей при холодной резке металла, для резьбона- катных плашек, пуансонов и обжимных матриц для хо-
6ХВР лодной штамповки Для пуансонов сложной формы при холодной прошивке преимущественно фигурных отверстий в листовом и по- лосовом материале, небольших штампов при горячем деформировании, когда требуется минимальное измене- ние размеров при закалке
120
Таблица 52
Химический состав быстрорежущих инструментальных сталей по ГОСТ 19265—73
Содержание элементов, %
Марка стали углерод марганец. крем- хром вольфрам ванадий кобальт молибден никель сера фосфор
не' более НИЙ не более
Р18 0,7—0,8 0,4 0,5 3,8—4,4 17,0—18,5 1,о—1,4 — Не более 1,0 0,4 0,03 0,03
Р12 0,8—0,9 0,4 0,5 3,1—3,6 12,0—13,0 1,5—1,9 — Не более 1,0 0,4 0,03 0,03
Р9 0,85—0,95 0,4 0,5 3,8—4,4 8,5—10,0 2,0—2,6 — Не более 1,0 0,4 0,03 0,03
Р9Ф5 1.4—1,5 0,4 0,5 3.8—4,4 9,0—10,5 4,3—5,1 — Не более 1,0 0,4 0,03 0,035
Р14Ф4 1,2—1,3 0,4 0,5 4,0—4,6 13,0—14,5 3,4—4,1 — Не более 1,0 0,4 0,03 0,035
Р18Ф2 0,85—0,95 0,4 0,5 3,8—4,4 17,0—18,0 1,8—2,4 — Не более 1,0 0,4 0,03 0,03
Р6М5 0,80—0,88 0,4 0,5 3,8—4,4 5,5—6,5 1.7—2,1 — 5,0—5,5 0,4 0,025 0,035
Р6МЗ 0,85—0,95 0,4 0,5 3,0—3,5 5,5—6,5 2,0—2,5 — 3,0—3,6 0,4 0,03 0,03
Р6М5К5 0,80—0,88 0,4 0.5 3,8—4,4 6,0—7,0 1.7—2,2 4,8—5,3 4,8—5,8 0,4 0,03 0,035
Р9К5 0,9—1,0 0,4 0,5 3,8—4,4 9,0—10,5 2,0—2,6 5,0—6,0 Не более 1,0 0,4 0,03 0,03
Р9КЮ 0,9—1,0 0,4 0,5 3,8—4,4 9,0—10,5 2,0—2,6 9,0—10,5 Не более 1,0 0,4 0,03 0,03
Р10К5Ф5 1,45—1,55 0,4 0,5 4,0—4,6 10,0—11,5 4,3—5,1 5,0—6,0 Не более 1,0 0,4 0,03 0,035
Р18К5Ф2 0,85—0,95 0,4 0,5 3,8-7-4,4 17,0—18,5 1,8—2,4 5,0—6,0 Не более 1,0 0,4 0,03 0,03
Р9М4К8 1,0—1,1 0,4 0,5 3,0—3,6 8,5—9,6 2,1—2,5 7,5—8,5 3,8—4,3 0,4 0,03 0,035
Таблица 53
Основные свойства быстрорежущих сталей
в состоянии поставки
Марка стали Ь'г/о • Температура, °C НВ
ковки отжига
Р18 8.7 1200—900 840 207—255
Р12 8,5 1200—900 840 207—255
Р9 8,3 1200—900 850 207—255
Р9Ф5 8,11 1180—900 850 207—269
Р14Ф4 8,42 1180—900 850 207—269
Р18Ф2 8,7 1200—900 840 207—269
Р6М5 8,3 1150—900 840 207—255
Р6МЗ 8,5 1150—900 840 207—235
Р6М5К5 8,3 1150—900 840 207—269
Р9К5 8,3 1150—900 850 207—269
Р9К10 8,3 1180—900 850 207—269
Р10К5Ф5 8,3 1180—900 850 207—269
Р18К5Ф2 8,2 1200—900 850 285
Р9М4К8 8,2 1180—900 850 285
Таблица 54
Механические свойства быстрорежущих
инструментальных сталей после термообработки
Марка стали Температура, °C Механические свойства
закалки отпуска HRC ’в 1 стиз
КГ/R 4М1
Р18 1270—1290 560—570 62 237 250—320
Р12 1240—1260 560—570 62 —• 325
Р9 1220—1240 560—570 62 190 340
Р9Ф5 ♦ 1230—1250 560—580 62—65 270 285
Р14Ф4 1240—1260 560—580 63 300
Р18Ф2 1270—1290 560—580 63 — —
Р6М5 1210—1230 540—560 62—65 — 400
Р6МЗ 1210—1230 540—560 62—65 — 380
Р6М5К5 1220—1240 550—570 63—66 — —.
Р9К5 1220—1240 560—580 63—66 — 270
Р9КЮ 1220—1240 560—580 63—66 — 225
Р10К5Ф5 1230—1250 560-580 62—66 — 280
Р18К5Ф2 1270—1290 560—580 62—66 —
Р9М4К8 1220—1240 550—570 66—68 255
122
Таблица 55
Рекомендуемые режимы термообработки инструментальной быстрорежущей стали
Марка стали Режимы закалки Режимы отпуска
температура закалки с непрерывным охлаждением, °C охлаждение темпера- тура, °C среда HRC
среда темпера- тура, °C HRC
Р18 1270—1290 Масло, воздух спо- койный, воздушная струя 20—60 20 62—64 560 580 600 Печь с воздушной атмо- сферой, расплавленная селитра, щелочь, распла- вы солей >62
Р12 Р9 % 1240—1260 1220—1240 Масло Масло, воздух спо- койный, воздушная струя 20—60 20—60 20 62—65 61—63 560 560 580 600 То же > >62 >62
Р9Ф5 1230—1250 Масло 9Л АП 62—64 580 64,5—66
600 62—64
Р14Ф4 1240—1260 » 20—60 62—64 580 600 » 65—66 62—64
Р18Ф2 1270—1290 9 20—60 63—65 580 600 » 65—66 62—64
Марка стали Режимы закалки
температура закалки с непрерывным охлаждением, °C охлаждение
среда темпера- тура, °C
Р6М5 1210—1230 Масло, расплавы со- 40—60
леи 450—550
Р6МЗ 1210—1230 Масло
20—60
Р6М5К5 1220—1240 Масло, расплавы со- 40—60
лей 450—550
Р9К5 1220—1240 Масло 20—60
Р9К10 1230—1240 > 20—60
Р10К5Ф5 1230—1250 > 20—60
Р18К5Ф2 1270—1290 > 20—60
Р9М4К8 1220—1240 Масло, расплавы со- 40—60
лей 450—550
Продолжение табл. 55
Режимы отпуска
HRC темпера- дура, °C среда HRC
62—65 540 Печь с воздушной ат- 62—65
560 мосферой, расплавленная 62—63
62—65 550 560 селитра, щелочь, рас- плавы солей » >63
63—66 550 570 > 64
63—66 560 580 » >63 s
62—64 580 600 580 600 580 600 550 570 > 65—66
62—64 62—64 65—67
63—65 * > 62—64 64,5—66
66—68 > 62—64 64 .
Таблица 56
Назначение быстрорежущей стали
Марка стали Назначение
Р18,Р12 Для всех видов режущего инструмента при обработке обычных конструкционных материалов
Р9 Для инструмента простой формы, не требующего боль- шого объема шлифовки, при обработке обычных кон- струкционных материалов
Р6МЗ Для инструмента небольших сечений, а также работаю- щего с ударными нагрузками при обработке обычных
Р6М5 конструкционных материалов То же, что и сталь марки Р18, предпочтительно для из- готовления резьбонарезного инструмента, работающего с ударными нагрузками
Р18Ф2 Для инструмента, применяемого при обработке материа- лов повышенной твердости и вязкости
Р14Ф4, Р9Ф5 Для инструмента, работающего со снятием небольшой стружки; для обработки материалов, обладающих абра- зивными свойствами в условиях нормального разогрева режущей кромки
Р18К5Ф2, Р9М4К8, Р6М5К5 Для инструмента, предназначенного для обработки вы- сокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки
Р10К5Ф5 Для инструмента, предназначенного для обработки вы- сокопрочных нержавеющих и жаропрочных сталей и сплавов, материалов, обладающих абразивными свойст- вами, в условиях повышенного разогрева режущей кромки
Р9К5 Для инструмента, предназначенного для обработки ста- лей и сплавов повышенной твердости и вязкости, для работы с ударом
Р9К10 Для инструмента, предназначенного для обработки не- ржавеющих и жаропрочных сталей и сплавов, сталей по- вышенной твердости и вязкости
Цифра, стоящая после этой буквы, обозначает содержание ос-
новного элемента — вольфрама. Наиболее широкое применение
в промышленности находят вольфрамовые стали. Они пригодны
для обработки сталей и чугунов с пределом прочности до 90—»
100 кгс/мм2 и‘твердостью 270—300 НВ.
Химический состав быстрорежущих инструментальных ста-
лей приведен в табл. 52, основные свойства — в табл. 53, ме-
125
ханические свойства после термообработки — в табл. 54, ре-
жимы термической обработки — в табл. 55, В табл. 56 описано
назначение быстрорежущих сталей,
Инструментальные
твердые сплавы
К твердым сплавам относится группа металлокерамических
сплавов, полученных методом порошковой металлургии из вы-
сокотвердых карбидов переходных мёталлов, сцементированных
металлом-связкой.
Основными эксплуатационными и технологическими требова-
ниями, предъявляемыми к твердым сплавам, являются: высо-
кая твердость в состоянии поставки, красностойкость и проч-
ность, способность сопротивляться ударным нагрузкам; ста-
бильность значений прочности, плотности и твердости для
данной марки и партии твердого сплава, малая склонность к
схватыванию (налипанию) с обрабатываемым материалом,
способность противостоять окислению при нагреве; легкость
осуществления процессов пайки (хорошее смачивание флюсом
и припоем, отсутствие склонности к образованию трещин);
технологичность изготовления (процессы получения карбидов,
прессования, спекания и др.); способность затачиваться. В ка-
честве исходных материалов при производстве твердых спла-
вов используют: окись вольфрама WO3 или вольфрамовую кис-
лоту H2WO4, двуокись титана ТЮг, окись кобальта СоО, окись
тантала ТагОб и др.
Процесс состоит из следующих операций: получение порош-
ков чистых металлов (в основном W и Со) путем восстановле-
ния окислов водородом и углеродом; получение порошков кар-
бидов нагреванием W, Ti или окислов ТЮ2 и ТагОб с сажей в
восстановительной атмосфере; приготовление смесей порошков
карбидов с порошками Со и тщательный размол смеси; введе-
ние в смесь порошков пластификаторов (каучук, парафин и др.)
и формование смеси путем прессования и механической обра-
ботки; спекание сформованных изделий в восстановительной
(чаще всего водородной) атмосфере или в вакууме при 1350—
1550 °C.
Промышленность выпускает твердые сплавы трех групп
(ГОСТ 3882—67).
Группа ВК — вольфрамокобальтовые (система WC —Со)
сплавы ВК2, ВК4, ВК8 и т. п. Цифра после буквы К означает
весовое содержание кобальта.
Группа ТК — титановольфрамокобальтовые (система WC —•
TiC — Со) сплавы Т5КЮ, Т10К6 и т. п. Цифра после бук-
вы Т означает весовое содержание карбида TiC, цифра после
буквы К — весовое содержание кобальта.
126 4
Группа ТТК — титанотанталовольфрамокобальтовые (си-
стема WC — TiC— ТаС — Со) сплавы ТТ7К12 и др. Цифра
после буквы Т указывает суммарное содержание карбидов TiC+
+ТаС, цифра после буквы К — содержание кобальта. Кроме
того, после обозначения сплава может стоять буква В — круп-
нозернистый сплав (размер зерен карбидов 3—5 мк) или М —•
мелкозернистый (размер зерен 0,1—1,5 мк).
Сплавы первой группы наиболее прочные. С увеличением
содержания кобальта повышается сопротивление ударным на-
грузкам, но уменьшается износостойкость.
Сплавы второй группы отличаются большей износостой-
костью, но менее прочны, чем сплавы первой группы. С увели-
чением содержания карбида титана увеличивается износостой-
кость, но уменьшается прочность.
Сплавы третьей группы имеют большую прочность по срав-
нению со сплавом WC — TiC — Со.
Удельный вес сплавов слагается из удельных весов компо-
нентов (удельный вес WC=15,7 г/см3, TiC=4,9 г/см3, Со=
= 8,3 г/см3).
Теплопроводность мало зависит от содержания кобальта
и снижается с повышением содержания TiC. Теплоемкость с
повышением содержания Со и TiC несколько увеличивается,
коэффициент линейного расширения а сильно зависит от со-
держания Со, при его увеличении с 3 до 30% а возрастает в
2 раза. С повышением TiC а увеличивается мало.
Модуль упругости твердых сплавов весьма высок. Он со-
ставляет 68000 кг/мм2 для сплава ВКЗ и уменьшается с уве-
личением Со до 47000 кг/мм2 (для сплава ВК20). Повышение
Таблица 57
Химический состав и физико-механические свойства
металлокерамических твердых сплавов
по ГОСТ 3882—67
Группа твер- дых сплавов Марка твердого сплава Ориентировочный состав сплава, % Предел проч- ное! и при изгибе, kf/mm2, не менее Удельный вес, г/см3 Твердость по Роквеллу HR А, не менее
карбид вольфра- ма кобальт карбид титана карбид тантала
1 2 1 3 4 1 5 1 6 1 7 8 1 9
Вольфра- ВК2 98 2 __ 100 15,0—15,4 90,0
мовая вкзм 97 3 —— — по 15,0—15,3 91,0
ВК4 96 4 —i 130 14,9—15,1 89,5
ВК6 94 6 — 135 14,6—15,0 88,5
ВК6М 94 6 — —. 130 14,8—15,0 90,0
ВК8 92 8 140 14,4—14,8 87,5
ВК8В 92 8 155 14,4—14,8 86,5
вкю 90 10 — — 150 14,2—14,6 87,0
127
Продолжение табл. 57
1 2 3 4 5 6 7 8 9
Титаиоволь- Т5КЮ 85 9 6 130 12,3—13.2 88,5
фрамовая Т14К8 78 8 14 — 115 11,2—12,0 89,5
Т15К6 79 6 15 — 110 11,0—11,7 90,0
Т5К12В 83 12 • 5 — 150 12,8—13,3 87,0
Т30К4 66 4 30 — 90 9,5—9,8 92.0
Тита нота нта- ловольфрамо- вая ТТ7К12 81 12 4 3 155 13,0—13,3 87,0
Таблица 58
Назначение основных марок твердых сплавов
Марка
сплава
Назначение
ВК2
ВКЗМ
ВК4
ВК4В,
ВК6В
ВК6
Для чистового, получистового и чистового с малым
сечением среза точения при непрерывном резании, для
окончательного нарезания резьбы резцами и разверты-
вании отверстий при обработке чугуна, цветных метал-
лов и их сплавов и неметаллических материалов
Для чистового, получистового и чистового с малым се-
чением среза точения серого чугуна, цементированных
углеродистых и закаленных углеродистых н легирован-
ных сталей и весьма твердых чугунов
Для чернового точения при непрерывном сечении сре-
за при непрерывном и прерывистом резании, чернового
и чистового фрезерования и рассверливания нормаль-
ных и глубоких отверстий, для чернового зенкерования,
отрезки резцами при обработке чугуна; цветных метал-
лов и их сплавов, неметаллических материалов, титана
и титановых сплавов
Для бурового инструмента
Для чернового точения при непрерывном резании, чис-
тового, получистового и чистового с малым сечением
среза точения при непрерывном резании, для предва-
рительного нарезания резьбы резцами и нарезания
резьбы вращающимися головками, для отрезки резца-
ми, чистового и получистового фрезерования сплошных
поверхностей, для рассверливания предварительно об-
работанных отверстий и чистового зенкерования при
обработке чугуна, цветных металлов и сплавов и неме-
таллических материалов
128
Продолжение табл. 58
Марка
сплава
ВК8
ВК8В
ВКЮ
ВК15
ВК20
ВКЗО
Т30К4
Т15К6
Т14К8
Т5КЮ
Назначение
Для чернового точения при неравномерном сечении сре-
за и прерывистом резании, строгания, чернового фрезе-
рования, сверления и чернового зенкерования при
обработке чугуна и цветных металлов, их сплавов и неме-
таллических материалов; в отдельных случаях допус-
кается также для углеродистых, легированных и труд-
нообрабатываемых сталей, для чернового точения
стальных поковок, штамповок и отливок по корке и
окалине
Для тяжелой черновой обработки жаропрочных спла-
вов
Для волочильного инструмента
Для штампового, отрезного и вытяжного инструмента,
горных работ с ударами
Для деталей машин и приборов, работающих в усло-
виях ударных нагрузок
Для деталей машин, работающих в условиях больших
ударных нагрузок, штамповых инструментов для горя-
чей высадки
Для чистового точения с малым сечением среза и раз-
вертывания отверстий при обработке углеродистых и
легированных сталей, для тонкого точения (типа алмаз-
ной обработки) закаленной стали, для чистового фрезе-
рования углеродистой и легированной стали
Для чернового, получистового и чистового точения при
непрерывном резании, чистового точения с малым сече-
нием среза при прерывистом резании, для нарезания
резьбы, получистового и чистового фрезерования сплош-
ных поверхностей, для рассверливания предварительно
обработанных отверстий и чистового зенкерования при
обработке углеродистых и легированных сталей
Для чернового точения при неравномерном сечении
среза и непрерывном резании, получистового и чистово-
го точения при прерывистом резании, для чернового фре-
зерования сплошных поверхностей, рассверливания ли-
тых поверхностей, чернового и чистового зенкерования
при обработке углеродистых и легированных сталей,
для развертывания отверстий в углеродистых и легиро-
ванных сталях
Для черновой обработки по корке стальных слитков,
фасонного точения, отрезки, строгания, для чернового
точения при непрерывном точении среза и прерывистом
резании, чернового фрезерования прерывистых поверх-
ностей и для сверления отверстий при обработке угле-
родистых и легированных сталей
5 Зак. 3089
129
Продолжение табл. 58
Марка сплава Назначение
Т5К12В Для тяжелого чернового точения стальных поковок, штамповок н отливок по корке с раковинами при нали- чии шлака, песка и различных неметаллических вклю- чений, при неравномерном сечении среза и наличии уда- ров
ТТ7К12 Для тяжелого чернового точения стальных поковок, штамповок и отливок по корке с раковинами при на- личии шлака, песка и различных неметаллических включений, при неравномерном сечении среза и нали- чии ударов, для тяжелого чернового фрезерования угле- родистых и легированных сталей, для обработки сталь- ны^деталей при низких скоростях резания
содержания TiC снижает модуль упругости до 45000 кг/мм2
для сплава Т30К4.
Химический состав и физико-механические свойства твердых
сплавов приведены в табл. 57, назначение твердых сплавов —*
в табл. 58.
Минералокерамические
и другие материалы
Твердый металлокерамический сплав, позволяющий рабо-
тать на высоких скоростях резания (до 500 м/мин и выше),
состоит из довольно дорогих и дефицитных элементов. Обра-
щает на себя внимание новый инструментальный материал —
минералокерамика, состоящая в основном из окиси алюминия
АЬОз с небольшой добавкой (0,5—1%) окиси магния MgO.
Минералокерамика по сравнению с обычным твердым спла-
вом имеет более высокую твердость (HRA 91 —95), красно-
стойкость и износостойкость. Инструмент, оснащенный пластин-
ками из минералокерамики, дает возможность работать со ско-
ростью резания 2000 м/мин при чистоте обработки выше, чем
у сталей и чугунов. В то же время минералокерамика отлича-
ется очень низкой прочностью — примерно в 4 раза ниже, чем
быстрорежущая сталь. Одним из путей повышения прочности
минералокерамики является создание керметов •— соединения
окиси алюминия и сложных карбидов вольфрама и молибдена.
Минералокерамические материалы могут быть классифици-
рованы в зависимости от их химического состава.
К первой группе минералокерамических режущих материа-
лов относится чистая оксидная керамика, содержащая в каче-
стве основного компонента окись алюминия. По твердости и
130
износостойкости керамика превосходит все другие виды мине-
ралокерамических материалов.
Ко второму виду минералокерамических материалов отно-
сятся керметы, содержащие в своем составе кроме основного
компонента — окиси алюминия — металлы. Металлические до-
бавки вводятся в кермет с целью повышения прочности, но не
более 10%. Так, кермет А10 содержит в качестве добавки 10%
молибдена. Твердость и износостойкость этого кермета намного
ниже минералокерамики ЦМ332.
Третья группа — керметы, содержащие в своем составе окись
алюминия и карбиды металлов. Эти керметы по своему соста-
ву, физико-механическим и режущим свойствам могут занять
промежуточное место между чистой минералокерамикой, со-
стоящей из окиси алюминия, и твердыми сплавами. К этому
виду керамических материалов относится кермет марки С40,
предел прочности при изгибе у которого равен 45 кг/мм2. Физи-
ко-механические свойства минералокерамических материалов
приведены в табл. 59.
Таблица 59
Физико-механические свойства минералокерамических
и металлокерамических твердых сплавов_____________________
Материал Твердость по Роквел- лу HR А Предел прочности при Удельный вес, г/см*
изгибе | | сжатии
Твердые сплавы вольфрамовой группы (ВК) Твердые сплавы титановоль- фрамовой группы (ТК) 86—89 100—160 333 14,3—14,9
88,5—91 70—115 400 9,2—12,2
Керамические материалы ЦМ332 92—93 30—40 300 3,87—3,92
Для оснащения режущего инструмента используются также
различные химические соединения, обладающие высокой твер-
достью. Таким соединением является боразон, или эльбор (ку-
бический нитрид бора). Кубический нитрид бора, или кубонит»
состоит из 40% бора и 50% азота.
Кубический нитрид бора по ряду физико-механических
свойств не уступает алмазу. Кристаллическая решетка его по
параметрам подобна алмазу. Микротвердость боразона 8000—»
10 000 кгс/мм2, удельный вес 3,45—3,50 г/см3, рентгеновская
плотность — 3,49 г/см3. Теплостойкость боразона значительно
выше, чем алмаза. Алмаз сгорает при температуре 700—870°,
боразон выдерживает 1400—1900° без существенного изменения
свойств.
Боразон применяется для производства абразивных инстру-
ментов и паст. Институт сверхтвердых материалов, ВНИИАШ
и Ленинградский абразивный завод «Ильич» изготовляют из
131
боразона некоторые типоразмеры шлифовальных кругов по го-
сударственному стандарту на круги из синтетических алмазов.
Институт сверхтвердых материалов выпускает боразонные
круги с зерном обычной (БО) и повышенной (БП) прочности
на органических связках Б1 и БЗ и на металлической связке
Ml, ВНИИАШ и завод «Ильич» — круги с зерном КНБ на
органической (КБ) и на керамической связках. Таким инстру-
ментом можно производить чистовую обработку обычных ста-
лей. Наибольшее влияние на шероховатость поверхности оказы-
вают глубина шлифования, ширина шлифуемой поверхности,
определяющая длину дуги контакта образца с кругом, и зер-
нистость круга. Влияние остальных параметров незначительно.
Износ кругов уменьшается примерно на 50%, а производитель-
ность увеличивается на 25—30%, шероховатость обработанной
поверхности соответствует 9—10-му классу чистоты. Для до-
водки инструмента из быстрорежущей стали без охлаждения
и с охлаждением следует применять боразонные круги на
органических связках Б1 и КБ зернистостью 8—10, с прочно-
стью зерна БО, БП и КНБ 100%-ной концентрации. При охлаж-
дении абразивной эмульсией можно применять круги на метал-
лической связке Ml.
Для достижения наилучшей чистоты поверхности, наимень-
ших структурных превращений в поверхностном слое и умень-
шения удельного расхода круга доводку и чистовую заточку
кругами из кубического нитрида бора следует проводить при
скоростях резания 23—27 м/с, продольной подаче 0,5—1,0 м/мин
и глубине шлифования 0,005—0,01 мм/дв. ход.
Алмазные инструменты. Алмазы и алмазные инструменты
широко используются в различных отраслях народного хозяй-
ства. Благодаря своим исключительным физико-механическим
свойствам алмаз является минералом, способствующим повы-
шению производительности процесса обработки металлов ре-
занием. По своему химическому составу алмаз является одной
из разновидностей углерода с удельным весом 3,5—3,6 г/см3.
По абсолютной твердости алмаз в 4—5 раз превосходит метал-
локерамические сплавы. Однако алмазы весьма хрупки, что,
естественно, сужает область их применения.
Для изготовления режущих инструментов применяются в
основном искусственные алмазы. Алмазные шлифпорошки вы-
пускаются следующих марок:
АСО — алмаз синтетический обычной прочности; предназна-
чается для паст и порошков;
АСР — алмаз синтетический повышенной прочности; ре-
комендуется для изготовления инструментов на керамической
и металлической связках;
АСВ — алмаз синтетический высокой прочности; рекомен-
дуется для изготовления инструментов на металлической связ-
ке, работающих при повышенных удельных нагрузках;
132
ACK — алмаз синтетический с меньшей хрупкостью и боль-
шей прочностью по сравнению с порошками марок АСО, АСР,
АСВ; рекомендуется для изготовления инструментов на метал-
лических связках, применяемых в особо тяжелых- условиях
(резка и обработка гранита, мрамора, известняка);
АСС — алмаз синтетический с наибольшей прочностью по
сравнению с порошками всех вышеуказанных марок; рекомен-
дуется для изготовления бурового инструмента, правки абра-
зивных кругов и резки корунда.
Кроме шлифпорошков отечественная промышленность изго-
тавливает алмазные микропорошки марок АСМ и АСН — из
синтетических алмазов, AM и АН — из природных алмазов.
Микропорошки марок ACM, AM обладают нормальной аб-
разивной способностью и рекомендуются для изготовления ин-
струмента, паст и суспензий, применяемых при обработке
твердых сплавов, стекла и других твердых материалов.
Микропорошки марок АСН, АН обладают повышенной аб-
разивной способностью и предназначены для изготовления
инструмента, паст, суспензий, применяемых при обработке
природных и синтетических алмазов, корундов, специальной
керамики и других сверхтвердых хрупких труднообрабатывае-
мых материалов.
Применение алмазной обработки наиболее эффективно при
доводке твердосплавного режущего инструмента. Преимущество
алмазной доводки по сравнению с доводкой пастами карбида
бора заключается в:
1) высокой производительности;
2) высокой точности исполнения геометрических парамет-
ров инструмента;
3) быстром съеме дефектных слоев, получающихся при
черновой заточке инструмента.
Алмазные круги наиболее целесообразно применять для
доводки инструмента. В ряде случаев их можно применять
и для заточки. При этом стойкость инструмента повышается
в 1,5—2 раза. Применение алмазных кругов на металлической
связке снижает стоимость заточки, однако с увеличением при-
пуска на заточку относительное снижение стоимости заточки
уменьшается. Поэтому доводку инструмента, особенно много-
лезвийного, следует проводить кругами на органической связ-
ке. Это позволяет работать без охлаждения, в результате чего
облегчается контроль процесса заточки и улучшаются условия
труда заточника, а также достигается более высокая чистота
обработанной поверхности. Для доводки следует применять
круги зернистостью АСЮ—АС5, когда требования к чистоте
поверхности соответствуют 9-му классу.
.При алмазной обработке в режиме заточки необходимо
применять круги на металлической связке. Режим заточки
должен быть выбран таким, чтобы обеспечивались, с одной
133
стороны, минимальная стоимость операции, а с другой — отсут-
ствие дефектов на затачиваемой поверхности. Скорость враще-
ния круга следует принимать в пределах 16—22 м/с. При мень-
шей и большей скорости вращения круга по сравнению с ука-
занной расход алмазов увеличивается.
Назначение алмазного инструмента приведено в табл. 60.
Корунды синтетические. В качестве инструментального ма-
териала широкое применение находит синтетический корунд
(рубин-10, рубин-2 и лейкосапфир), представляющий собой
монокристаллы окиси алюминия (АЬОз). Рубин — красного
цвета различной интенсивности, лейкосапфир — бесцветный.
Лейкосапфир имеет более высокие механические свойства
по сравнению с рубином. Он выращивается в виде кристаллов,
которые имеют вид були (ГОСТ 9618—61).
Таблица 60
Назначение алмазного инструмента
Инструмент Назначение
Алмазные круги на баке- литовой, металлической и керамической связках Шлифование, заточка и доводка твердо- сплавного режущего инструмента; шлифо- вание и доводка штампов и пресс-форм со вставками из твердого сплава; шлифование ' и доводка деталей машин и приборов .из твердых сплавов и синтетического корунда
Алмазные шлифпорошки и микропорошки (зернис- тостью от 40 до Ml) Изготовление алмазных кругов, доводка наконечников из твердых сплавов и изме- рительного инструмента и приборов, шли- фование, доводка и полирование точных технических и часовых камней, изготовле- ние шлифов из твердого сплава и минера- лов при исследовании структуры; шлифо- вание алмазов для изготовления фильеров, резцов и других алмазных инструментов
Алмазно-металлические ка- рандаши Правка шлифовальных кругов при шлифо- вании деталей 1-го класса точности, 8-го и выше классов чистоты, а также при профильном шлифовании
Характеристика синтетических корундов приведена в
табл. 61.
Рубин и лейкосапфир применяются в основном для изго-
товления резцов, паст и шлифовальных кругов для обработки
цветных металлов и сплавов.
134
Характеристика синтетических корундов
Показатели
Рубин-10
1-й сорт 2-й сорт З-й сорт
Внешний вид Цвет Диаметр се- редины полу- були, мм, не Полубули Г Полубули [о эталону и куски
менее Длина полу- були, мм, не 18 16 15
менее Вес куска, г, 35 32 30
не менее Ориентиров- ка главной кристаллогра- фической оси 10 10
к оси роста 3? 50—70° 50—70° 50—70°
Таблица 61
Нормы
Рубин-2 Лейкосапфир
1-й сорт 2- сорт 3-й сорт Высший сорт 1-й сорт 2-й сорт З-й сорт
Полубули Полубули и куски Полубули
п о эталону Бесив в' гный или с легка окр< зшенный
20 16 14 24 20 17 15
— — — 40 —- — —
— 14 14 — — 14 12
Не нормируется
ПРИСОЕДИНИТЕЛЬНЫЕ МЕСТА
РЕЖУЩЕГО ИНСТРУМЕНТА
В рабочей документации режущего инструмента обычно не
указываются размеры присоединительных мест, а дается только
ссылка на соответствующий государственный стандарт. В це-
лях обеспечения работников инструментальных цехов необхо-
димыми данными в справочник включены таблицы размеров
присоединительных мест режущего инструмента (табл. 62—83).
Таблица 62
Обозначение конусов D справ. d2 справ. d3 а ь е с R г
0 9,045 9,2 6,1 6 56,5 59,5 3 3,9 10,5 6,5 4 1
1 п 12,065 12,2 9 8,7 62 65,5 3,5 5,2 13,5 8,5 5 1,2
2 17,780 18 14 13,5 75 80 с 6,3 16 10 6 1,6
Морзе 3 23,825 24.1 19,1 18,5 94 99 0 7,9 20 13 7 2
4 31,267 31,6 25,2 24,5 117,5 124 Л R Н,9 24 16 8 2,5
5 44,399 44,7 36,5 35,7 149,5 156 0,0 15,9 29 19 10 3
6 63,348 63,8 52,4 51 210 218 8 19 40 27 13 4
80 80 80,4 69 67 220 228 8 26 48 24 24
Метрические 100 100 100,5 87 85 260 270 10 32 58 28 30 5
120 120 120,6 Ю5 102 300 312 12 38 68 32 36 6
160 160 160,8 141 138 380 396 16 50 * 88 40 48 8
200 200 201 177 174 460 480 20 62 108 48 60 10
Таблица 63
Формы концов конусов без лапок по ГОСТ 8747—67, мм
Обозначение конусов di (пред, откп. по А7) di dt I не менее
Метрические 4 6 —• — — — — —
0 1 6,4 8,0 8,5 3,5 1,53 —
2 10,5 12,5 13,2 4,5 1.9 —.
Морзе 3 13,0 15,0 17,0 6,0 2,3 0,6
4 17,0 20,0 22,0 8,0 3,2
5 21,0 26,0 30,0 10,0 5,5 1,1
6 25,0 31,0 36,0 11,0 6,6 1,4
Метрические 80 100 120 31,0 38,0 45,0 14,0 8,0 2,0
37,0 45,0 52,0 15,0 9,0
160 200 50,0 60,0 68,0 18,0 и.о 2,3
138
о
Таблица 65
Внутренние конусы (гнезда) по ГОСТ 2847—67, мм
о папкой с пФИМи goaanaau
Кйдсная чоть , Цитнврическай чаять
Обозначение конувов D dt h /« g h
4 Метрические 4 3 — 25 21 2,2 8
6 6 4,6 34 29 3,2 12
Продолжение табл. 65
Обозначение конусов D d, dt it g> h
0 9,045 6,7 — 52 49 3,9 15
1 12,065 9,7 7 56 52 5,2 19
2 17,780 14,9 11,5 67 62 6,3 22
Морзе 3 23,825 20,2 14 84 78 7,9 27
4 31,267 26,5 18 107 98 Н,9 32
5 44,399 38,2 23 135 125 15,9 38
6 63,348 54,6 27 188 177 19 47
80 80 71,5 33 202 186 26 52
100 100 90 240 220 32 60
Метрические 120 120 108,5 39 276 254 38 70
9 160 160 145,5 350 321 50 90
52
200 200 182,5 424 388 62 110
Таблица 66
Хвостовики инструментов с квадратом
по ГОСТ 9523—67, мм
Диаметр хвостовика d а Л е найм
наименьший наибольший предпочти- тельный
1 2 3 4 5 6
1,06 1,18 1,12 0,9 1,22
1,18 1,32 1,25 1,00 1,38
1,32 1,50 1,40 1,12 1,54
1,50 1,70 1,60 1,25 4 1,73
1,70 1,90 1,80 1,40 1,93
1,90 2,12 2,00 1,60 2,17
2,12 2,36 2,24 1,80 2,45
2,36 2,65 2,50 2,00 2,74
2,65 3,00 2,80 2.24 3,08
8,00 3,35 3,15 2,50 5 3,44
3,35 3,75 3,55 2,80 3,85
8,75 4,25 4,00 3,15 6 4,35
4,25 4.75 4,50 3,55 4,87
4,75 5,30 5,00 4,00 7 5,42
5,30 6,00 5.60 4,50 6,12
142
Продолжение табл. 6в
1 2 1 3 4 5 6
6,00 6,70 6,30 5,00 8 6,85
6,70 7,50 7,10 5,60 7,65
7,50 8,50 8,00 6,30 9 8,65
8,50 ч 9,50 9,00 7,10 10 9,65
9,50 10,60 10,00 8,00 11 10,78
10,60 11,80 11,20 9,00 12 11,98
11,80 13,20 12,50 10,00 13 13,38
13,20 15,00 14,00 11,20 14 15,18
15,00 17,00 16,00 12,50 16 17,18
17,00 19,00 18,00 14,00 18 19,21
19,00 21,20 20,00 16,00 20 21,41
21,20 23,60 22,40 18,00 22 23,81
23,60 26,50 25,00 20,00 24 26,71
26,50 30,00 28,00 22,40 26 30,21
30,00 33,50 31,50 25,00 28 33,75
33,50 37,50 35,50 28,00 31 37,75
37,50 42,50 40,00 31,50 31 42,75
42,50 47,50 45,00 35,50 38 47,75
47,50 53,00 50,00 40,00 42 53,30
53,00 60,00 56,00 45,00 46 60,30
60,00 67,00 63,00 50,00 51 67,30
67,00 75,00 71,00 56,00 56 75,30
75,00 85,00 80,00 63,00 62 85,35
85,00 95,00 90,00 71,00 68 95,35
95,00 106,00 100,00 80,00 75 106,35
из
Таблица 67
Хвостовики инструментов с лыской
по ГОСТ 9523—67, мм
Диаметр хвостовика d а л а
наименьший наибольший предпочти- тельный
1 2 3 4 5 6 7
1,90 2,12 2,00 1,60
2,12 2,36 2,24 1,80
2,36 2,65 2,50 2,00 3
2,65 3,00 2,80 2,24 6
3,00 3,35 3,15 2,50
3,35 3,75 3,55 2,80 —
3,75 4,25 4,00 3,15
4,25 4,75 4,50 3,55
4,75 5,30 5,00 4,00 5
5,30 6,00 5,60 4,50 8
6,00 6,70 6,30 5,00 0,5
6,70 7,50 7,10 5,60
144
Продолжение табл. 67
1 2 1 з 5 6 _L_
7,50 8,50 8,00 6,30
8,50 9,50 9,00 7,10
7 10 0,5
9,50 10,60 10,00 8,00
10,60 11,80 11,20 9,00
11,80 13,20 12,50 10,00
13,20 15,00 14,00 11,20
15,00 17,00 16,00 12,50 9 12
17,00 19,00 18,00 14,00
19,00 21,20 20,00 16,00 1,0
21,20 23,60 22,40 18,00
23,60 26,50 25,00 20,00 11
26,50 30,00 28,00 22,40
30,00 33,50 31,50 25,00 16
33,50 37,50 35,50 28,00 14
1,5
37,50. 42,50 40,00 31,50
145
Таблица 68
Крепление инструментов на цилиндрической оправке
и призматической шпонке по ГОСТ 9472—70, мм
Тип I
1 - инструмент; 2- опрабка; 3-шпонка
d* ** Л (пред, откл. поВ4) t (пред, откл. по С<) Ц (пред, вткл. по А7) г, не более rt, не более
8 2 2 6,7 8,9
10 3 3 8,2 11,5 0 J6 0,4
13 3 3 11,2 14,6
16 4 4 13,2 17,7 0,6
19 5 5 15,6 21,1
22 6 6 17,6 24,1 0 25 1,0
27 7 7 22,0 29,8
32 8 7 27,0 34,8
1,2
40 10 8 34,5 43,5
50 60 12 14 8 9 44,5 54 0 53,5 64 2 0,40 1,6
70 16 10 63^5 75^ 2,0
80 18 И 73,0 85,5
(24) 14 91,0 107,0 0,60 2,5
100 25
* Предельные отклонения диаметра отверстия по А ОСТ 1012
или Ai ОСТ 1011, диаметра оправки —по С ОСТ 1012 или С! ОСТ
1011.
** Предельные отклонения ширины шпоночного паза отверстия
по ГОСТ 7227—58, ширины шпоночного паза отверстия — по Х5 ОСТ
1025, ширины шпонки —по В4 ОСТ 1024.
Примечание. Размер, заключенный в скобки, применять не
рекомендуется*
146
Таблица 69
Крепление инструментов на цилиндрической оправке
и торцовой шпонке по ГОСТ 9472—70, мм
Тип 2 Исполнение t Исполнение Z
» / - инструмент • 2 ~ опраЬка
d* Ь (пред. откл. по С4) h (пред. откл. по С») Ьх (пред. откл. по А4) t (пред. откл. по А7) г, не более rt. не более с, не менее т
5 3 2 з,з 2,5 о»3 0.6 о,3
8 5 3.5 5,4 4 0,4 0.4
10 6 4 6,4 4.5 0.5 0.8 0.5
13 8 4.5 8,4 5 1
16 5 5,6 0,6 0,6
19
10 5,6 10,4 6,3 1.2
22
27 12 6.3 12,4 7 0,8 0.8 0,08
1,6
32 14 7 14,4 8
40 16 8 16,4 9
50 18 9 18,4 10 1 2 1
60 20 10 20,5 П.2
70 22 11,2 22, 5 12.5 1,2 2.5 1,2 о.1
80 24 12,5 24,5 14
1,6 1,6
100 14 16 3
* Предельные отклонения диаметра отверстия по А ОСТ 1012
или Ai ОСТ НКМ 1011, диаметра оправки —по С ОСТ 1012 или
йост НКМ 1011.
147
Таблица 70
оо
Крепление инструментов на конической оправке
и торцовой шпонке по ГОСТ 9472—70, мм
I зо Тип 5
1 -инструмент; 2-оправка;
d не менее а не более Ь (пред откл. по С4) Л (пред. откл. по С5) bt (пред. откл. по А4) г, не более rt. не более г, не более / (пред. откл. по А7) с, не менее т
8 10 13 16 0,10 1 3 3,5 3,3 о,з 0,6 1,65 3,7 о,з 0,06
4 4,6 4,3 2,15 4,8
0,12 1,2
5 5,6 5,4 0,4 2,7 5,6 0.4
6М
100 8 о 8 8 о й кэ ND ND и— ft.
о.з 0,25 0.20 0,16 не менее
со 2,5 ND 9*1 не более ft
nd 8 оо СП £ ND о оо -J Ci * (пред. откл. по С4)
о сл со ND со 00 00 00 Cl Z*9 h (пред. откл. по С.)
24,5 20,5 18,4 16,4 14,4 12,4 о 8,4 6,4 (пред. откл. по А4)
ND о оо 9*0 0,5 г. не более
2,5 ND Ci ’nd — о 00 rt, не более
12,25 10,25 9.2 8,2 ND 6,2 сл ND ND w 3,2 г|( не более
15,5 14,5 13,5 12,5 11,5 о 9,3 8,3 *4 t (пред. откл. по А7)
ND о оо о с> ’ 0,5 с, не менее
Го о о СО Э
Продолжение табл. 70
Таблица 71
Центровые отверстия с углом конуса 60°
по ГОСТ 14034—74, мм
D d di dt d3 (пред, откл. по А,) 1, не ме- нее 11 <у JT о. .<? с чу -.ос
номнн пред, откл.
2,0 (0,5) 1,06 0.8 0,48 ГМ —- __
2,5 (0,63) 1,32 — — 0,9 0,60 — ——
3 (0,8) 1,70 2,50 — 1,1 0,78 1,02
4 1,о 2,12 3,15 1,3 0,97 1,27 —
5 (1,25) 2,65 4,00 — 1,6 1,21 1,60 —
6 1,6 3,35 5,00 2,0 1,52 1,99 ——•
10 2,0 4,25 6,30 7,0 2,5 1,95 2,54 0,6
14 2,5 5,30 8,00 9,0 3,1 2,42 3,20 0.8
20 3,15 6,70 10,00 12,0 3,9 3,07 4,03 0,9
30 4 8,50 12,50 16,0 5,0 3,90 5,06 1.2
40 (5) 10,60 16,00 20,0 6,3 4,85 6,41 1.6
60 6,3 13,20 18,00 25,0 8,0 5,98 см8 7,36 1,8
80 (8) 17,00 22,40 32,0 10,1 7,79 9,35 2.0
100 10 21,20 28,00 36,0 12,8 9,70 11,66 2,5
120 12 25,40 33,00 _— 14,6 11,60 13,80
160 16 33;90 42,50 19,2 15,50 18,00 —«
240 20 42,40 51,60 25,0 19,40 22,00
360 25 53,00 63,30 —• 32,0 24,00 27,00 ——
* Размеры для справок.
Примечания: 1. Размеры, заключенные в скобки, применять
не рекомендуется.
2. Размеры D рекомендуемые.
150
Таблица 72
Центровые отверстия с углом конуса 75°
по ГОСТ 14034—74, мм
D d dt dt 1, не менее 1 l>
предельное откло- нение по СМю
120 8 23,3 30,2 10 10 12,0
180 12 36,6 45,4 15 16 18,5
260 20 60,0 70,3 22 26 29,0
360 30 91,4 105,0 32 40 44,0
500 40 120,0 137,0 43 52 57,0
800 50 150,0 170,5 52 65 71,0
1200 63 186,0 213,7 65 80 88,0
* Размеры для справок.
Примечание. Размеры D рекомендуемые.
151
Таблица 73
Центровые отверстия с дугообразной образующей
по ГОСТ 14034-74, мм
Форма /?
D d dt Z, не менее Г
наименьший наибольший
2 (0,5) 1,30 1.3 1,30 1,60
2,5 (0,63) 1,50 1.5 1,60 2,00
3 (0,8) 1,70 1,9 2,00 2,50
4 1 2,12 2,3 2,50 3,15
5 (1,25) 2,65 2,8 3,15 4.СЭ
6 1,6 3,35 3,5 4,00 5,00
10 2 4,25 4,4 5,00 6,30
14 2,5 5,30 5,5 6,30 8,00
20 3,15 6,70 7,0 8,00 10,00
30 4 8,50 8,9 10,00 12,50
40 (5) 10,60 П,2 12,50 16,00
G0 6,3 13,20 14,0 16,00 20,00
80 (8) 17,00 17,9 20,00 25,00
100 10 21,20 22,5 25,00 31,50
* Размеры для справок.
Примечания: 1. Размеры, заключенные в скобки, применять
не рекомендуется.
2. Размеры D рекомендуемые.
152
Центровые отверстия с метрической резьбой
по ГОСТ 14034—74, мм
Форма F Форма Н
D для форм d di (пред, откл. по А7) dt d9 /, не более Ц, (пред, откл. по СМв) не более /8 (пред, откл. по СМв) а
F 1 1 "
8 — М3 3,2 5 — 2,8 1,56 — —
10 16 М4 4,3 6,5 8,2 3,5 1,90 4,0 2,4
12,5 20 М5 5,3 8,0 И,4 4,5 2,30 5,5 3,3 60°
16 25 Мб 6,4 10,0 13,3 5,5 3,00 6,5 4,0
20 32 М8 8,4 12,5 16,0 7,0 3,50 8,0 4,5
СЛ СО 25 40 М10 п,о 15,6 19,8 9,0 4,00 10,2 5,2
Продолжение табл. 74
D для форм d dt (пред, откл. по А7) dt dt l, не более /1 (пред, откл. по СМв) не более /а (пред, откл. по СМв) а
F 1 я
32 50 М12 13,0 18,0 22,0 10,0 4,30 Н.2 5,5
40 63 М16 17,0 22,8 28,7 н,о 5,00 12,5 6,5
63 80 М20 21,0 28,0 33,0 12,5 6,00 14,0 7,5 60°
100 М24 25,0 36,0 43,0 14,0 9,50 16,0 11,5
160 мзо 31,0 44,8 51,8 18,0 12,00 20,0 14,0
250 М36 37,5 53,0 60,0 20,0 13,50 22,0 15,5
400 М42 43,5 59,7 70,5 22,0 14,00 25,0 17,0
630 М48 49,5 74,0 88,0 24,0 16,00 28,0 20,0
900 М56 58,0 85,6 99,5 27,0 18,00 31,0 22,0
М64 66,0 95,0 112,5 29,0 19,00 34,0 24,0 75°
М72 X 6 74,0 104,7 122,0 31,0 20,00 36,0 25,0
Св. 1200 М80Х 6 82,0 115,7 133,0 34,0 22,00 39,0 27,0
М100 X 6 102,0 140,0 160,0 36,0 24,00 42,0 30,0
* Размеры для справок.
Примечания: 1. Размеры D рекомендуемые.
2. Формы F и Н не должны применяться для режущего и вспомогательного инструмента с коническим
хвостовиком с конусностью 1:10, 1:7, 7:24, метрической и Морзе.
Таблица 75
Применение центровых отверстий
Форма центровых отверстий Применение
А В случаях, когда после обработки необходимость в цен- тровых отверстиях отпадает. В случаях, когда сохранность центровых отверстий в про- цессе их эксплуатации гарантируется соответствующей тер- мообработкой
В В случаях, когда центровые отверстия являются базой для многократного использования, а также когда центро- вые отверстия сохраняются в готовых изделиях
Т Для оправок и калибров-пробок
С Для крупных валов (назначение аналогично форме А)
Е Для крупных валов (назначение аналогично форме В)
л В случаях, когда требуется повышенная точность обра- ботки
F Н Для монтажных работ, транспортирования, хранения и термообработки деталей в вертикальном положении
155
Таблица 76
Втулки переходные короткие для инструментов с коническим
хвостовиком по ГОСТ 13598—68, мм
1 Обозначение втулок Конусы D Di (справ.) Dt L (пред. откл. по В») 1 (справ.) с । Масса, кр
Радиальное биение конусов, мм наружные внутренние
0,01 0.02 0,005
6100—0141 6100—0142 6100—0143 6100—0144 6100—0145 6100—0201 6100—0202 6100—0203 6100—0204 6100—0205 6100—0211 6100—0212 6100—0213 6100—0214 6100—0215 Морзе 2 Морзе 1 17,780 18,53 24,03 24,73 31,55 32,43 12,065 90 98 112 123 140 15,0 4,0 18,0 5,5 22,5 1,0 0,07 0,21 0,17 0,40 0,31
3 23,825
2 17,780
4 31,267
3 23,825
Продолжение табл. 76
Обозначение втулок Конусы D Dt (справ.) Dt L (пред. откл. по В,) 1 (справ.) с Масса, кг
Радиальное биение конусов, мм наружные внутренние
•.01 1 0.02 0.005
6100—0146 6100—0206 6100—0216 5 3 44,399 44,73 23,825 156 6,5 1,0 1,08
6100—0147 6100—0207 6100—0217 Морзе 4 45,47 31,267 170 20,5 1,5 0,93
6100—0148 6100—0208 6100—0218 6 63,348 63,76 91Я 2,89
6100—0149 6100—0209 6100—0219 Морзе 5 8,0 1,95
6102—0061 6102—0121 6102—0131 80 80 80,4 44,399 228 2,0 5,17
6102—0062 6102—0122 6102—0132 6 83,0 63,348 280 60,0 4,70
6102—0063 6102—0123 6102—0133 100 100 101,5 290 30,0 9,05
6102—0064 6102—0124 6102—0134 Метри- Метрические 80 103,0 80 320 60,0 2,5 7,80
6102—0065 6102—0125 6102—0135 ческие 120 Морзе 6 120 120,6 63,348 312 12,0 16,62
6102—0066 6102—0126 6102—0136 Метрические 80 80 12,16
6102—0067 6102—0127 6102-0137 100 123 100 360 60,0 3.0 10,69
~ Примечание. Для поверхностей внутренних конусов Морзе 1 и 2 допускается шероховатость 7-го
класса, по ГОСТ 2789—73.
Концы оправок с конусностью 7:24 по ГОСТ 836—72
(конус по ГОСТ 15945—70), мм
в -Н
Обозначение концов оправок с конусами £>i dt h Ai (пред, откл. ±0,4) It h
30 50 16 3 1.6 70 50 50 8
40 170 24 5 95 60 67 10
Таблица 17
t (пред, откл. —0,5) b г d dt не менее
16,0 16,1+0,18 — 17 л-0,290 1Z»4—0,360 М12 24
22,5 1 ок а—0,300 0 М16 30
СП
<о
Обозначение
концов
оправок
е конусами
45
50
55
60
65
70
Di
Л, (пред.
dt h откл. h
±0,4)
80 30
100 38
130 48
160 58
200 72
250 90
6
8
9
10
12
14
3,2
4,0
НО 70 86
130 90 105
168 130
210 ПО 165
250
206
10
12
300
160
256
Продолжение табл. 77
t (пред, откл. —0,5) ь г d d< 1Л, не менее
29,0 19,3+0.21 1 39 4—0,310 °- __ 0,410 М20 38
35,0 39,6z?;?{o
45,0 25,7+0.21 50 д—0,340 ^Л_О,46О М24 45
60,0 2 ел 9—0,340 DV’Z—0,4Ь0 МЗО 56
72,0 75,oz^
86,0 32,4+0*25 Q9 Q—0,370 0,510 М36 70
Концы оправок с конусом Морзе по ГОСТ 836—72
(конус по ГОСТ 2847—67), мм
Таблица 78
Обозначение концов оправок с конусами Dt d S (пред, откл. по Хв) h
2 24 MIO 19 10 40 24
3 40 М12 24 12 50 28
4 46 М16 32 15 60 32
Таблица 79
Конец оправки, мм
Обозначение кон- цов оправок о конусами по ГОСТ 15945 - 70 di /пред, откл. по А7) di / G не менее
30 13 15 17 6 2,3 0,6
40 17 20 22 8 3,2 0,6
45 21 26 30 10 5,5 1,1
50, 55 25 31 36 11 6,6 1,4
60 31 38 45 14 8 2
65 37 45 52 15 9 2
70 50 60 68 18 11 2,3
160
Таблица 80
6 Зак. 3089
Втулки переходные для центров по ГОСТ 18258—72
(v?
Обозначение втулок Конус наружный Конус внут- ренний Морзе Наружный конус
D D, d (пред откл. по С») а i
6101—0121 1 о 12,065 12,240 8 3,5 3
6101—0122 6101—0123 2 1 2 17,780 18,030 13 5,0 4
6101—0124 6101—0125 Морзе 3 23,825 24,076 18
6101—0126 4 1 31.267 31,605 24 6,5 5
Внутренний конус н
г а 3 „ -н о Q ОС «1 L Масса 10 ш кг
l°25z43* 9,000 6,7 1°29'27" 45 0,15
0,2 1°25'50я 0,60
12,065 9,7 1°25'43я 55 0,42
0,6 1°26'16" 17,78 15,0 1°25'50* 65 1,27 0,88
1,0 1029'16' 12,065 9,7 1°25'43' 70 3,25
to
Обозначение втулок Конус наружный Конус внут- ренний Морзе Наружный конус
D D, d (пред, откл по Св) а t
6101—0127 6101—0128 6101—0129 6101—0130 6101—0131 6101—0132 6101—0133 6101—0134 6102—0111 6102—0112 6102—0113 6102—0114 Морзе 4 2 3 2 3 4 3 4 5 5 31,267 31,605 24 6,5 5
5 44,399 44,741 35 6
6 63,348 63,760 52 8,0 7
Метри- ческий 80 80,000 80,400 65 8
6
100 120 100,000 120,000 100,500 120,600 85 100 10,0 12,0 10 И
Размеры для справок.
Продолжение табл. 80
Внутренний конус н
г а dt (пред. | откл. ПО Aft) ах L Масса 10 ш кг
1,0 1°29'1б* 17,780 23,825 15,0 20,5 1°25'50" 1О26'16" 70 75 2,58 1,75
2,5 1°30'26" 17,780 23,825 31,267 15,0 20,5 26,5 1°25'50" 1°26'16' 1°29'16" 85 95 100 7,81 7,56 5,49
4,0 ггэ'Зб'7 23,825 31,267 44,399 20,5 26,5 38,5 1°26'16" 1°29'16" 1°30'26" 110 130 21,67 19,15 16,62
5,0 6,0 44,399 38,5 1°30'26" 135 33,03
1°25'55" 63.348 55,0 1°29'36" 150 170 21,08 51,14 101,78
Таблица 81
Втулки переходные для концевых фрез с коническим
хвостовиком по ГОСТ 13789—68, мм
Обозначение втулок Конус Морзе d D D, (справ.) D2 (пред, откл. J по Сь) ь ci о> с 40 </) о е а dt dt /i t с Cl F Г1 Масса, кг
наруж- ный внут- ренний
6101—0071 6101—0072 3 1 12,065 23,825 24,1 24 80 22 5 9,7 19 15 12 7 1 1,0 0,5 1,0 — 0,6 0,18 0,11
14,9
2 17,780
31,267 31,6 30 90 27 6,5 25 20 9 1 1,0 0,32
6101—0073 4
0,5 0,20
20,2
6101—0074 3 23,825
Продолжение табл. 81
ел
•р»
Обозначение втулок Конус Морзе d D Dx (справ.) Р2(пред. откл. по Св) L о . с 'io ''So (floc
наруж- ный внут- ренний
6101—0075 5 2 17,780 44,399 44,7 42 110 36
6101—0076 3 23,825
6101—0077 4 31,267
6101—0078 6 3 23,825 63,348 63,8 60 130 55
6101—0079 4 31,267
6101—0080 5 44,399
а dt dt l h t c Ct r G Масса, кг
6,5 14,9 35,7 25 12 10 2 1,0 2 2,5 0,96
20,2 0,81
26,5 0,57
8 20,2 51 15 16 2,0 4,0 2,33
26,5 2,02
38,2 1.35
Морзе 1 и 2 допускается по 7-му классу,
Примечание. Шероховатость поверхностей конусов
ГОСТ 2789—73.
Таблица 82
Втулки переходные с конусностью 7:24 для концевых
фрез по ГОСТ 13790—68, мм
Обозначение втулок Номер конца шпин- деля Конус Морзе D D, L d dt i /i с г rt г» Масса, кг
6103—0001 2 2 17,780 44,45 70 45 115 14,9 — — 95 10 2,5 1 3 1 0,83
6103—0002 3 23,825 125 20,2 17 84 0,81
6103-0003 60 160 130 15 5 2,96
6103—0004 3 4 31,267 69,85 100 26,5 2,58
6103—0005 5 44,399 70 200 38,2 25 135 4,5 2 1 2 3,12
6103—0007 4а 107,95 160 80 250 — — 210 20 10 10,07
6103—0008 46 6 63,348 100 260 54,6 32 188 9,17
Примечание. Шероховатость поверхности конуса Морзе 2 допускается по 7-му классу, ГОСТ 2789—73.
8
Таблица 83
® Втулки переходные с конусностью 7:24 и торцовым па-
зом для фрезерных оправок по ГОСТ 13791—68, мм
L
Обозначение втулок Номер конца шпинделя Конус Морзе D d2 D, L d dx I G /> b (пред, откл. по A4) h c q r ri r2 Масса, кг
6103—0021 2 2 17,780 44,45 70 45 125 14,9 — — 95 10 19 10 2,5 1 3 1 0,88
6103—0022 3 23,825 140 20,2 17 84 24 12 0,89
6103—0023 3 69,85 100 60 170 130 15 5 3,14
6103—0024 4 31,267 26,5 32 15 4,5 2 1 2 2,67
6103—0026 4а; 46 107,95 160 70 260 210 20 10 10,55
Примечание. Шероховатость поверхности конуса Морзе 2 допускается по 7-му классу, ГОСТ 2789—73.
ТОЧНОСТЬ ОБРАБОТКИ ДЕТАЛЕЙ
СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ И ИНСТРУМЕНТОВ
Таблица 84
Шероховатость поверхности при механической обработке
Вид обработки Класс шерохова- тости Вид обработки Класс шерохова- тости
Обтачивание наружных торцовых поверхностей и Долбление стальных заготовок:
растачивание: черновое 2—3
грубое (обдирочное) 2—3 чистовое 4—6
получистовое 4—5 Нарезание наружной
чистовое резьбы:
отделочное (тонкое, плашкой 4—5
алмазное) 7—9 резцом, гребенкой, фрезой
Прорезка: 5—7
в один проход 3 Нарезание внутренней
в два прохода 4-5 резьбы:
Отрезка: метчиком 4—6
резцом 3 резцом, гребенкой,
дисковой пилой 1-3 фрезой 5—7
ножовочным полотном Фрезерование поверхностей цилиндрическими, торцо- 2—4, Обработка зубьев ко- лес: строгание кониче-
выми фрезами: ских колес 6—8
черновое 3-4 фрезерование зуб-
чистовое 5-6 чатых колес 6—8
тонкое Фрезерование скоростное: 7 Шевингование Шабрение: 7—9
черновое 6—7 чистовое (грубое) 7=40
чистовое Сверление отверстий диа- 7—8 тонкое Шлифование плоское:
метром, мм: до 15 чистовое 6—8
4—5 тонкое 9—10
свыше 15 3—4 Шлифование круглое:
Рассверливание 3-4 чистовое 6—8
Зенкерование чистовое 5—6 тонкое 9—10
Развертывание: Шлифование резьбы 8—11
получистовое 4-5 Суперфиниширование: 9—11
чистовое чистовое
тонкое 7—8 тонкое 10—12
Протягивание: двукратное 12—14
чистовое 5—7 Хонингование:
отделочное 8—10 среднее 8—9
Строгание стальных заго- товок: тонкое Притирка: 10—13
черновое 3—4 чистовая 6—9
чистовое тонкое 5—6 6—7 тонкая 7—11
167
Продолжение табл. 84
Вид обработки Класс шерохова- тости Вид обработки Класс шерохова- тости
Полирование: обычное тонкое Доводка механическая чистовая 7—10 10—12 8—10 Доводка ручная: предварительная чистовая отделочная 6—10 10—11 12-13
Примечание. Классы шероховатости поверхностей даны для
стали. При обработке цветных металлов и сплавов принимают на
один класс выше.
Таблица 85
Минимальные значения классов шероховатости поверхности
для различных классов точности н посадок (ориентировочные данные)
Класс точности Условное обозначение посадок Диаметр, мм
до 3 I <0 О СО св. 6 до 10 00 S о по св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 | св. 360 до 500 |
2 А 8 8 8 7 7 7 7 6 6 6 6 6
Пр 9 8 8 8 8
г, т, н, п, с, д 9 9 9 8 8 8 8 7 7 7 6 6
X 8 8 8 7 7 7 7 7 6 6 6 6
2а Ага» Г га» Пр2а> Т2а, H2ai Пга» ^га 8 7 7 7 6 6 6 6 5 5 5 5
3 A3. Пр13 7 7 7 7 6 6 6 6 6 6 5 5
с3, Х3 6 5 5 4 4
4 — — 6 6 5 5 5 5 4 4 4 4
с. 5
X. — • 5 5 5 5 4 4 3
л4 3 3
5 С., X. 5 1 5| б| 4 4 4 4 3 3 3 3 3
Примечание. Приведенные в таблице рекомендации не ис-
ключают возможности назначения и других классов шероховатости
при технических обоснованиях.
168
Таблица 86
Экономическая точность обработки наружных
и внутренних поверхностей на револьверных станках
и автоматах
Тип станка Вид обработки Класс точности
Диаметральные размеры
Токарно-револьверный с горизонтальной осью вра- щения револьверной го- ловки Получистовая по лимбу револь- верной головки или поперечно- му упору Чистовая: при использовании поперечных упоров1 револьверной головки при работе по лимбу при установке резцов на за- данный размер и положении револьверной головки на фик- саторе (защелке)2 4 4-3 4-3 3—За
Токарно-револьверный с вертикальной осью враще- ния револьверной головки Получистовая Чистовая 7—5
Токарно-револьверный автомат Чистовая 4—3 5-4
Многошпиндельный авто- мат
Линейные размеры (длины)
Токарно-револьверный с горизонтальной осью вра- щения револьверной го- ловки С применением передних упоров С применением задних упоров По задним упорам с ручной по- дачей (по стрелочному указателю) 7—5 5—4 5—4
Токарно-вевольверный о вертикальной осью вра- щения револьверной го- ловки По жестким упорам 5
169
Продолжение табл. 86
Тип станка Вид обработки Класс точности
Токарно-револьверный автомат — 5-4
Многошпиндельный авто- мат —1 5-4
1 Для установки упоров на необходимый размер их доводят до
выдвижного пальцевого фиксатора, закрепленного на основании суп*
порта револьверной головки.
2 При хорошем состоянии станка детали диаметром менее 30 мм
и небольшой длины могут быть обработаны по 2-му классу точности.
Таблица 87
Экономическая точность обработки наружных
цилиндрических поверхностей на продольио-токарных автоматах1
Параметры Класо точности размеров
Исходный материал 2а 2 3 4
Посадочный диаметр люнетной втулки 1 1 2 2
Обработанная поверхность 2 3—2а 4—За 5-4
1 Точность линейных размеров (длин) соответствует 4-му классу.
При хорошем состоянии станка и точном исполнении кулачков можно
получить 3-й класс.
Таблица 88
Экономическая точность растачивания цилиндрических
поверхностей на расточных и агрегатных станках
Тип ставка Класс точности размеров
диаметральных линейных (длин)
Агрегатный с выдвижными пинолями й ручной подачей 3 4
Агрегатный с механической подачей по специальным направляющим 2а—2 4—3
Алмазно-расточной 2—1 3
Координатно-расточной 2—1 3
170
Таблица 89
Экономическая точность обработки наружных цилиндрических поверхностей
Вид обработки Класс точности Допуск, мкм, при диаметре, мм
св. 1 до 3 св. 3 до 6 св. 6 до 10 св. 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 до 500
Обтачивание на токарных станках: черновое 5 120 160 200 240 280 340 400 460 530 600 680 760
чистовое 4 60 80 100 120 140 170 200 230 260 300 340 380
чистовое повышенной точности За 40 48 58 70 84 ЮО 120 140 160 185 215 250
тонкое 2 6 8 10 12 14 17 20 23 27 30 35 40
Шлифование: однократное 3 20 25 30 35 45 50 60 70 80 90 100 120
чистовое после одно- кратного 2а 9 12 15 18 21 25 30 35 40 47 54 62
повышенной точности 2 6 8 10 12 14 17 20 23 27 30 35 40
тонкое 1 4 5 6 8 9 11 13 15 18 20 22 25
Примечания: 1. Точность размеров дана для длины до 150 мм, при большей длине точность на один
класс ниже.
2 . Точность при бесцентровом шлифовании 2а — 4-го классов в зависимости от жесткости станка.
Таблица 90
Экономическая точность обработки внутренних цилиндрических поверхностей
Вад обработки Класс точности Допуск, мкм, при диаметре, мм
св. 1 до 3 св. 3 до 6 св. 6 до 10 св. 10 до 18 св. 18 до 30 св. 30 до 50 св. 60 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 1 св. 260 до 360 св. 360 до 500
Сверление: без кондуктора 5 120 160 200 240 280 340
по кондуктору 4 60 80 100 120 140 170 — — — — — —
Зенкерование и растачива- ние резцами: черновое 5 240 280 340 400 460 530 600 680 760
чистовое 4 — — — 120 140 170 200 230 260 300 340 380
чистовое повышенной точности За - - 70 84 100 120 140 160 185 215 250
тонкое 2 — — — 19 23 27 30 35 40 45 50 60
Развертывание: однократное стали 3 25 30 35 45 50 60 70 80 90 100 120
однократное чугуна и чистовое стали 2а — 18 22 27 33 40 46 54 63 — — —.
чистовое чугуна и по- вышенной точности стали 2 — 13 16 19 23 27 30 35 40 — — —
Продолжение табл, 90
Вид обработки Класс точности
ов. 1 до 3
повышенной точности чугуна 1 —
Шлифование: однократное 3
чистовое после одно- кратного 2а
чистовое повышенной точности 2
тонкое и хонингова- ние 1 —
Протягивание чистовое 2 —
Допуск, мкм, при диаметре, мм
св. 3 до 6 св. 6 до 10 св. 10 до 18 св. 18 до 30 Ов. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 до 500
8 9 11 13 15 18 21 24 — — —
25 30 35 45 50 60 70 80 90 100 120
18 22 27 33 39 46 54 63 73 84 95
13 16 19 23 27 30 35 40 45 50 60
8 9 11 13 15 18 21 24 27 30 35
13 16 19 23 27 30 35 40 45 50 60
Таблица 91
Экономическая точность обработки плоскостей
(шиадна до 300 мм, длина до 450 мм)
Вид обработки Класе точ- ности Допуск, мкм, при высоте (толщине) поверхности, мм
св. 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120
Фрезерование и строгание: черновое стали 5 240 280 340 400 460
черновое чугуна и чис- товое стали * 4 120 140 170 200 230
чистовое чугуна За 70 84 100 120 140
чистовое повышенной точ- ности: стали 3 35 45 50 60 70
чугуна 2а 18 21 25 30 35
Шлифование: однократное 3 35 45 50 60 70
чистовое после однократ- ного 2а 18 21 25 30 35
чистовое повышенной точ- ности 2 12 14 17 20 23
Таблица 92
Средняя экономическая точность
обработки поверхностей фасонной фрезой, мм
Длина поверх- ности, мм Ширина фрезы, мм
Черновая обработка Чистовая обработка
До 120 120—180 До 120 120—180
До 100 0,25 __ 0,10
100—300 0,35 0,45 0,15 0,20
300—600 0,45 0,50 0,20 0,25
Таблица 93
Средняя экономическая точность
обработки торцовых плоскостей, мм
(при обработке на полный диаметр и при измерении от базы
или обработанной параллельной плоскости)
Диаметр, мм Черновое обтачивание Чистовое обтачивание Шлифование Тонкое шлифование
До 50 0,15 0,07 0,03 0,020
50—120 0,20 0,10 0,04 0,025
120-260 0,25 0,13 0,05 0,030
260—500 0,40 0,20 0,07 0,035
174
Таблица 94
Экономическая точность
фрезерования выступов и пазов
Размеры, мм Погрешности размера в мкм при обработке выступов и пазов фрезой Размеры, мм Погрешности размера в мкм при обработке выступов и пазов фрезой
дисковой (класс точ- ности 5) торцовой (класс точ- ности 4) дисковой (класс точ- ности б) торцовой (класс точ- ности 4)
Св. 1 до 3* > 3 > 6 » 6 » 10 >10 >18 120 160 200 240 60 80 100 120 Св. 18 до 30 > 30 > 50 > 50 > 80 280 340 400 140 170 200
• Только для обработки по ширине.
Таблица 95
Экономическая точность обработки
при одновременном фрезеровании параллельных поверхностей
дисковыми фрезами
Расстояние между фрезами, мм Погрешность, мкм, при высоте поверх- ности, мм
до 50 св. 50 до 80 св. 80 до 120
До 100 50 60 80
Св. 100 60 80 100
Таблица 96
Экономическая точность обработки резьбы
Способ пол' чения резьбы Поле допуска резьбы по ГОСТ 16093—70 Класс точно- сти ходовой и отсчетной резьбы
На универсальных токарно-винторезных станках: призматическими и дисковыми одно- профильными резцами 4h 2-3
гребенками 4h 3
специальными головками и вихревым способом 4h 3-4
175
Продолжение табл. 96
Способ получения резьба Поле допуска оезьбы по ГОСТ 16093—70 Клава точно- ети ходовой и оточетной резьбы
На револьверных станках и револьверных
автоматах:
плашками, гребенками, резьбонарезны- ми головками, по резьбовым копирам
метчиками 8g —
На токарных автоматах плашками На сверлильных станках: 8g —
специальными изогнутыми и удлинен- ными метчиками в сквозных отверстиях (в гайках) 6Н
набором метчиков в глухих отверстиях 1Н —
На универсальных фрезерных и специаль- ных резьбофрезерных станках:
дисковой фрезой 6g 4
червячной фрезой 6g —
На специальных резьбофрезерных станках
групповой фрезой На шлифовальных станках: 6g —
однониточным дисковым кругом — 2
многониточным дисковым кругом 4h 3—4
бесцентровым шлифованием 6g —
Притирка резьбовыми притирами Накатывание: — 1
плоскими плашками, сегментом и ро- ликом, кольцом и роликом, профиль*
ными роликами 8g —
симметричное накатывание двумя про- фильными роликами с механической
подачей 6g —
симметричное накатывание двумя про- фильными роликами с гидравлической
подачей 4h. —
раскрывающейся роликовой головкой 6g—6g —
Таблица 97
Экономическая точность обработки пазов
и шпоночных канавок шпоночной торцовой фрезой
Ширина паза или шпо- ночной канавки, мм Погрешность, мкм, при обработке
черновой чистовой
6—10 100 30
10—18 150 40
18-30 200 50
176
Таблица 98
Экономическая точность различных способов
обеспечения параллельности оси отверстия плоскости
Вид обработки
Погрешность
а>—81, мм,
на длине
М00 мм
Сверление:
по разметке
по кондуктору
Растачивание на токарном станке при установке!
по разметке
на угольнике
Растачивание на расточном или фрезерном станке
0,3
0,1
0,1
0,05
0,05
Таблица 99
Экономическая точность расположения отверстий
с перпендикулярными осями
I
Вид обработки Погрешность, мм
неперпендику- лярность на длине /=100 мм ошибка в рас* стоянии между осями или не- скрещивание
Сверление: 1
по разметке 2
по кондуктору 0,1 0,5
177
Продолжение табл. 99
Вид обработки Погрешность, мм
неперпендику- лярность на длине /=з!00 мм ошибка в рас- стоянии между осями ялн не скрещивание
Растачивание на токарном станке на уголь- нике 0,1 0,2
Сверление на фрезерном станке с поворот- ным столом по лимбу 0,3 0,5
Растачивание на фрезерном станке с пово- ротным столом по лимбу 0,05 0,2
Растачивание на координатно-расточном станке 0,02 0,1
Сверление на фрезерном станке с делитель- ной головкой 0,3 0,5
Растачивание на фрезерном станке с дели- тельной головкой 0,1 0,5
Таблица 100
Экономическая точность различных способов
обеспечения прямолинейности оси отверстия
Погрешность, мм
Вид обработки
смещение Д
перекос на
длине /=100
мм
Сверление:
по разметке
по кондуктору
на токарном станке
Растачивание на токарном станке с одной
установки
Растачивание с двух установок на оправке
и в кулачках, а также на планшайбе и в
кулачках, не подвергнутых термической
обработке
То же, в самоцентрирующем патроне без
дополнительного центрирования
То же, при центрировании по индикатору
То же, при установке по разметке
1
0,2
0,2
0,1
0,05
0,5
0,1
2
0,5
0,1
0,2
0,1
0,05
0,5
0,2
2
178
Таблица 101
Экономическая точность различных способов
обеспечения перпендикулярности осн отверстия
к базовой плоскости
Вид обработки Погрешность Д, мм, на длине 1 = 100 мм
Сверление: по разметке 0,5
по кондуктору 0,1
Растачивание на токарном станке при установке! по разметке 1,0
по индикатору 0,5
Растачивание на вертикально-фрезерном станке при уста- новке детали на столе 0,05
Растачивание на горизонтально-фрезерном или расточном станке при установке детали на угольнике 0,08
Планетарное шлифование при установке детали в при- способлении 0,08
Таблица 102
Экономическая точность обеспечения расстояния
от оси отверстия до плоскости
/1М4
Вид обработки Погрешность Д, мм
Сверление по разметке отверстий диаметром, мм:
до 3 ±0,5
св. 3 до 6 ±0,6
>6 >10 ±0,8
>10 >18 ±0.9
>18 >30 ±1,0
Сверление по кондуктору отверстий диаметром, мм:
до 3 ±0,05
св. 3 до 6 ±0,06
> 6 > 10 ±0,07
>10 >18 ±0,08
> 18 > 30 ±0,09
Растачивание на расточном или фрезерном станке 0,3
179
Таблица 103
Экономическая точность расположения отверстий
с параллельными осями, мм
Вид обработки Погрешность расстояния а между центрами при обработке отверстий диаметром Непараллель- ность осей на длине /> 100 мм
ДО 3 св. 3 ДО 6 св. 6 до 10 св. 10 ДО 18 св. 18 до 30
Свободное сверление по раз- метке ±0.5 ±0.6 ±0.8 ±1.0 ±1.2 о,з
Сверление и развертывание по кондуктору — —— 0,1
Растачивание на токарном станке при установке на угольнике ±0.3 ±0.3 ±0,3 0,05
Растачивание на расточном станке при установке: по разметке ± 1 ± 1 ± 1 0,1
по штангенциркулю — — ±0,3 ±0,3 ±0,3 —
Планетарное шлифование — — ±0.1 ±0,1 ± 0,1 0,05
Таблица 104
Экономическая точность
обеспечения соосности поверхностей тел вращения
Вид обработки Эксцентриситет поверхностей А и В, мм
Обтачивание и шлифование наружной поверхности: в центрах с одной установки 0,015
с двух установок, центр шпинделя термически не обработанный, шлифованный 0,015
с двух установок, центр шпинделя закаленный и шлифованный 0,05
180
Продолжение табл. 104
Вид обработки Эксцентриситет поверхностей А и В, мм
Обтачивание или шлифование внутренней поверхности! на оправке, проточенной на месте на ранее изготовленной оправке, центр шпинделя шлифованный, закаленный и нешлифованный на ранее изготовленной оправке, центр шпинделя закаленный 0,025 0,03 0,075
Таблица 105
Классы точности и шероховатости
сопрягаемых поверхностей деталей станочных приспособлений
Характеристика поверхности Эскиз Величина харак- теризующего па- раметра, мм Класс точ- ности Класс шеро- хова- тости
Отверстия цилин- дрические посадоч- ные в стальных и чугунных деталях От 1 до 3 Св. 3 до 50 Св 50 до 500 1 9 8 7
От 1 до 10 Св. 10 до 180 Св. 180 до 500 2 8 7 6
От 1 до 18 Св. 18 до 360 Св. 360 до 500 3 7 6 5
От 1 до 10 Св. 10 до 120 Св. 120 до 500 4 6 5 4
От 1 до 18 Св. 18 до 500 5 5 4
181
Продолжение табл. 105
Характеристика поверхности Эскиз Величина харак- теризующего па- раметра, мм Класс точ- ности Класс шеро- хова- тости
Шейки стальных и чугунных валов ци- линдрические и ко- нические посадоч- ные От 1 до 3 Св. 3 до 30 Св. 30 до 500 1 10 9 8
1 От 1 до 10 Св. 10 до 120 Св. 120 до 500 2 9 8 7
— —— -
От 1 до 6 Св. 6 до 80 Св. 80 до 500 3 ? 6
От 1 до 3 Св. 3 до 30 Св. 30 до 500 4 7 6 5
От 1 до 6 Св. 6 до 80 Св. 80 до 500 5 6 5 4
Боковые поверхно- сти пазов . 6 . Св. 3 до 180 Св. 180 до 500 2 7 6
1 1 До 18 Св. 18 до 360 Св. 360 до 500 3 7 6 5
W/
До 10 Св. 10 до 500 4 6 5
Боковые поверхно- сти сухарей б До 10 Св. 10 до 50 2 8 7
До 18 Св. 18 до 500 3 7 6
До 30 Св. 30 до 500 4 6 5
Примечание. В зависимости от назначения сопрягаемых де-
талей допускается понижение качества поверхности на один класс
шероховатости против указанного.
182
Таблица 106
Классы точности и шероховатости поверхностей деталей станочных приспособлений
Характеристика поверхности Эскиз Поле допуска резь- бы по ГОСТ 16093— 70 или класс точ- ности поверхности Класс шерохова- тости
Поверхности профиля метрической, 4ft, 1 8
трубной, конической резьбы винта Винт XxxvvSi 6g, 2 7
8g, 3 6
Поверхности профиля метрической, 4Н5Н, 1 7
трубной, конической резьбы гайки 6Н, 2 6
7Н, 3 5
1 9
Поверхности профиля трапецеидаль- 2 8
ной резьбы ходовых винтов K///ZZ, Винт 3 7
3 6
1 8
Поверхности профиля трапецеидаль- 2 7
ной резьбы ходовых гаек К\\Ч\ ' X ч — 3 6
ЗХ 5
2
Продолжение табл. 106
Характеристика поверхности
Плоские подвижные
Поле допуска резь-
бы по ГОСТ 16093— Класс шерохова-
70 или класс точ- тоста
ности поверхности
2
з
4
5
7
6
5
Оси для плоских поверхностей
Отверстия для плоских поверхно-
стей
Характеристика поверхности
Внутренние подвижные поверхности
кондукторных втулок
Наружные подвижные
8
Продолжение табл. 106
Характеристика поверхности
Внутренние подвижные
Наружные неподвижные
Внутренние неподвижные
Продолжение табл. 106
Характеристика поверхности
Хвостовики и посадочные места оп
равок и державок
Хвостовики борштанг в поводковые
патроны жесткого крепления
Хвостовики борштанг в поводковые
патроны плавающего крепления
Хвостовики борштанг в патроны с ве-
дущими шариками жесткого крепле-
ния
П родолжение табл. 106
Эскиз Поле допуска резь- бы по ГОСТ 1Ь093— 70 или класс точ- ности поверхности Класс шерохова- тости
2 8
2 8
Свободные раз- 6
меры
2 8
Характеристика поверхности
Хвостовики борштанг в патроны с ве-
дущими шариками плавающего креп-
ления
Посадочные места цилиндрических
оправок и патронов для инструмен-
та
Конусы Морзе и метрический
Продолжение табл. 106
Продолжение табл. 106
Характеристика поверхности Эскиз Поле допуска резь- бы по ГОСТ 16093— 70 или класс точ- ности поверхности Класс шерохова- тости
Конусы 7:24 Jm 2 9
Отверстия для крепления инстру- мента в борштангах 5 7 6 5
Пазы для крепления расточных пластин и плавающих разверток j— 1- 2 3 7 6
Опорные плоскости державок для резцов 1 Свободные раз- меры 6
£
Продолжение табл. 106
Характеристика поверхности
Эскиз
Поле допуска резь-
бы по ГОСТ 10093—
70 или класс точ-
ности поверхности
Класс шерохова-
тости
Втулки зажимные
Цилиндрические и конические от-
верстия под штифты
2
3
7
6
Продолжение табл. 106
Характеристика поверхности Эскиз Поле допуска резь- бы по ГОСТ 16093— 70 или класс точ- ности поверхности Класс шерохова- тости
Рукоятки управления и зажимов
Наружные поверхности быстровра-
щающихся деталей
Шкалы и лимбы
Свободные раз-
меры
Свободные раз-
меры
Полировать
7
8
8
Характеристика поверхности
Эскиз
Корпусные и другие детали откры-
тые
Внутренние необрабатываемые по-
верхности корпусных деталей
Продолжение табл. 106
Поле допуска резь- бы по ГОСТ 16093— 70 или класс точ- ности поверхности Класс шерохова- тости
Свободные раз- меры 5
1
3
—
Шпаклевать, красить
Красить
Таблица 107
Классы шероховатости шабреных поверхностей деталей
станочных приспособлений
Характеристика по* верхности Эскиз Число пятен в квадрате 25x 25 мм (по краске) Класс шеро- ховатости
1 - —1 16—25 7
Шабреные 10—16 6
— 8—10 5
Таблица 108
Классы шероховатости установочных и сопрягаемых цилиндрических
и конических поверхностей деталей станочных приспособлений
Характеристика по- верхности Эскиз Радиаль- ное бие- ние, мк Наиболь- ший зазор в сопря- жении, мк Класа шеро- ховато- сти
Цилиндрические фикса- До 6 10
торы и отверстия для — Св. 6 до 20 9
них 1 Св. 20 8
hh^ih
Конические фиксаторы До 10 — 8
и отверстия для них Св. 10 7
Установочные центри-
рующие отверстия в До 6 9
шпинделях и втулках Св. 6 —— 8
цилиндрические и ко- До 10 7
нические
7 Зак. 3089
193
Таблица 109
Классы шероховатости посадочных поверхностей
под шарико- и роликоподшипники деталей
станочных приспособлений
Характеристика по-
верхности
Эскиз
Шейки валов под ша-
рико- и роликоподшип-
ники
Отверстия корпусных
деталей под шарико-и
роликоподшипники
Торцы валов и корпу-
сов под шарико-и ро-
ликоподшипники
Шейки валов под ша-
рикоподшипники упор-
ные
Торцы валов под ша-
рикоподшипники упор-
ные
Торцы корпусов под
шарикоподшипники
упорные
Класс точно- сти Класс ше- роховато- сти
С 9
В и А 8
Н и П 7 '
В, А и С 8
Н и П 7
В, А и С 7
Н и П 6
8
Все классы 7
6
Шейки валов под под- шипники игольчатые 9
Отверстия корпусов под подшипники игольчатые Все классы 8
Торцы валов под под- шипники игольчатые 7
194
195
Таблица 111
Классы шероховатости поверхностей деталей
станочных приспособлений
Характеристика
поверхности
Эскиз
Класс
шеро-
ховато-
сти
Опорные сфери-
ческие поверх-
ности для бол-
тов, винтов,
шайб и гаек
Отверстия под
болты и винты
Торцы свобод-
ные — декора-
тивная обработ-
ка
Торцы свобод-
ные — закрытые
поверхности
Опорные плос-
кие и конические
поверхности для
болтов, винтов,
шайб и гаек
5
196
Продолжение табл. Ill
Призматические
направляющие в
подвижных и не-
подвижных сое-
динениях (на-
ружные, внут-
ренние)
Поверхности
байонетных ме-
ханизмов
6
197
Продолжение табл. Ill
Характеристика
поверхности
Эскиз
Класс
шеро-
ховато-
сти
Центрирующие
конические на-
ружные
8
198:
Продолжение табл. 111
Характеристика
поверхности
Центрирующие
конические
внутренние
Класе
шеро-
ховато-
сти
7
Наружные ци-
линдрические
установочные
поверхности ба-
зирующих дета-
лей
Внутренние ци-
линдрические
установочные по-
верхности бази-
рующих деталей
Наружные кони-
ческие устано-
вочные поверх-
ности базирую-
щих деталей
Внутренние ко-
нические уста-
новочные поверх-
ности базирую-
щих деталей
199
Продолжение табл. Ill
Характеристика
поверхности
Эскиз
Класе
шеро-
ховато*
сти
Опорные сфери-
ческие поверх-
ности базирую-
щих деталей
7
Рабочие поверх-
ности зажимных
втулок
6
Рабочие поверх-
ности эксцент-
риков
7
200
Продолжение табл. Ill
Характеристика
поверхности
Эскиз
Класа
шеро-
ховато-
сти
Рабочие поверх-
ности роликов
Вращающиеся
конические втул-
ки для борштанг
Отверстия под
конические вра-
щающиеся втул-
ки
Плоскости щу-
пов
Поверхности
концевых витков
пружин
Шпонки пневма-
тических и гид-
равлических ци-
линдров, шейки
валов под уп-
лотнение
Рабочие поверх
ности копиров
8
8
8
7
5
8
201
Продолжение табл. 111
Характеристика
поверхности
Эскиз
Класс
, шеро-
ховато-
сти
Поверхность ци-
линдра под пор-
шневые кольца
и манжеты
9
Отверстия кони-
ческие в корпу-
сах пробковых
кранов
Пробки кранов
Прите-
реть, 8
Прите-
реть, 8
7
Внутренние по*
садочные места
цанг
Посадочные от-
верстия однорез*
цовых блоков
6
202
Продолжение табл. Ill
Характеристика
поверхности
Эскиз
Класс
шеро-
ховато-
сти
Торцовые по-
верхности съем-
ных откидных
шайб
7
Торцовые по-
верхности про-
межуточных и
упорных колец
Рабочие поверх-
ности призмати-
ческих и сегмен-
тных шпонок
Рабочие поверх-
ности пазов ва-
ла и втулки под
призматические
и сегментные
шпонки
б
Рабочие поверх-
ности клиновых
шпонок
Рабочие поверх-
ности пазов вала
и втулки под
клиновые шпон-
ки
203
Продолжение табл. 111.
Характеристика
поверхности
Нерабочие по-
верхности приз-
матических и
сегментных шпо-
нок
Нерабочие по-
верхности пазов
вала и втулки
под призматиче-
ские и сегмент-
ные шпонки
4
Нерабочие по-
верхности кли-
новых шпонок
Нерабочие по-
верхности пазов
вала и втулки
под клиновые
шпонки
Эскиз
Класс
шеро-
ховато-
сти
4
Таблица 112
Степени точности и классы шероховатости поверхностей
зубчатых зацеплений деталей станочных приспособлений
Характеристика поверхности Эскиз Степень точно- сти Класс шеро- ховато- сти
Боковые поверхно- сти зубьев цилин- дрических зубчатых колес с прямыми, косыми и шеврон- ными зубьями 5 6 7 8 9 8 7 6
Боковые поверхно- сти зубьев кониче- ских зубчатых ко- лес с прямыми, ко- сыми и круговыми зубьями 6 7 8 9 8 7 6 5
204
Продолжение табл. 112
Характеристика
поверхности
Эскиз
Степень
точно-
сти
класс'
шеро-
ховато-
сти
Боковые поверхно-
сти зубьев реек и
торцовые поверхно-
сти зубчатых колес
Боковые поверхно-
сти зубьев звездо-
чек для роликовых
и бесшумных цепей
Примечания: 1. Шероховатость поверхности по диаметру
впадин и червячных колес, червяков и звездочек рекомендуется такая
же, как и их рабочих профилей, или на один класс ниже против ука-
занного.
2. Шероховатость поверхности по диаметру выступов рекоменду-
ется в пределах 3—6 классов.
Классы шероховатости поверхностей инструмента
для обработки металлов резанием
Таблица 113
Характеристика инструмента или поверхности Эскиз Класс шеро- ховато- сти
Резцы
С пластинками из быстро-
режущей стали
9
205
Продолжение табл. 113
Характеристика инструмента
или поверхности
Эскиз
Класс
шеро-
ховато-
сти
С пластинками из быстро-
режущей стали и твердо-
го сплава
10
С пластинками из твердо-
го сплава для тонкого то-
чения
7
206
/7родолжение табл. 113
Характеристика инструмента иля поверхновти Эскиз Класс шеро- ховато- сти
Простые открытого креп- ления А| _АА В сос- тоянии пос- тавки
Аг|
/1 м ДА 5
То же к многорезцовым станкам J А-А 5
Закрытого крепления ав-
томатные и револьверные
7
Зенкеры
и
Зенкеры из инструмен-
тальной стали
А-А
расточные пластины
А-А
8
№
Продолжение табл. 113
Характеристика инструмента или поверхности Эскиз Класс шеро- ховато- сти
Зенкеры с пластинками из твердого сплава А~А 8
Пластины расточные из инструментальной стали и с пластинками из твердо- го сплава 4- 4 8
208
Продолжение табл. 113
С пластинами из твердого
сплава
6
8
209
Продолжение табл. 113
Характеристика инструмента или поверхности Эакиз Клас^ шеро- ховато- сти
Продолжение табл. 113
Характеристика инструмента ли поверхности Эскиз Класс шеро- ховато- сти
С пластинками из твердо- го сплава 3j Хвостовики: Д-Д 8 8
6Д Б
Z Б
1ементы
инструмента
— —
конические 9 ( — - 6
цилиндрические — 8
квадратные 6
ч д 7
протяжек )—— Ц
— у- “L 6
— А1
211
Продолжение табл. 113
212
Продолжение табл. 113
Характеристика инструмента или поверхности Эскиз Класс шеро- ховато- сти
Рифления у вставных ножей и в корпусах 6
Отверстия посадочные и поверхности торцовые
Отверстия посадочные:
долбяков, шеверов,
червячных фрез кл.АА
червячных фрез кл.А
червячных фрез к л. В
остальных инструмен-
тов в зависимости от
назначения
10
9
8
Поверхности торцовые:
долбяков, шеверов
червячных фрез
остальных инструмен-
тов
10
8
7
213
Таблица 114
Классы шероховатости поверхностей
измерительного инструмента
Характеристика калибров или поверхности Интервалы размеров Эскиз Класс шеро- ховато- сти
Нерегулируемые предельные гладкие калибры, пробки,
шайбы полные и неполные, нутромеры, скобы
Для проверки изделий 1-го класса точности, контркалибров 3-го класса и точнее От 0,1 до 100 Св. 100 > 360 > 360 > 500
Для проверки изделий 2-го и 2а классов точ- ности и посадки А3, В3, а также контрка- либров 4-го и более грубых классов точно- сти От 0,1 до 100' Св. 100 » 500
Для проверки изделий с посадками Х3, Ш3 и 4-го класса точности От 0,1 до 360 Св. 360 » 500
Для проверки изделий 5-го и более грубых классов точности От 0,1 до 100 Св. 100 » 500
Калибры резьбовые
Характеристика кали б*
ров или поверхности
Эскиз
12
Н
10
11
10
9
8
К пасс
шеро-
ховато-
сти
Профиль резьбы пробок и
колец для калибров 1—
3-го классов точности
9
• 214
Продолжение табл. 114
Характеристика калибров или поверхности Эскиз Класс шеро- ховато- сти
Наружный диаметр пробок и внутренний диаметр ко- лец с профилем: полным укороченным 9 7
Фаска наружного торца пробок — 8
Коиус вставок пробок — — - - 7
Впадины профиля резьбы и места перехода ее к гладким направляющим, торец и фаски пробок — L ж 6
Шероховатость нерабочих поверхностей, прилега- ющих к рабочим н не имеющих защитного по- крытия 4’ 6
Торец конуса вставок пробок .< л 'Т' 4
215
Продолжение табл. 114
Характеристика калибров
или поверхности
Эскиз
Класс
шеро-
ховато-
сти
Шаблоны для контроля размеров с предельными отклонениями
по 4-му и более грубым классам точности
Рабочие
Нерабочие
9
Примечание. Шероховатость нерабочих поверхностей ка-
либров, прилегающих к рабочим и не имеющих защитного антикор-
розийного покрытия, должна быть не ниже 7-го класса. Задние торцы
хвостовых пробок должны иметь шероховатость не ниже 6-го класса.
216
Таблица 115
Шероховатость поверхности деталей штампов
для холодного н горячего штампования
Характеристика поверхности Эскиз Класа шеро- ховато- сти
Штампы для холодного штампования
Просечные, обрезные и
пробивочные для обработ-
ки:
стали
цветных металлов
8
9
Гибочные для обработки:
стали
цветных металлов
8
9
Вытяжные для обработки
материала толщиной, мм:
до 0,5
св. 0,5
Фиксирующие, направляющие и опорные поверхности
Фиксирующие
217
Продолжение табл. 115
Характеристика поверхности
Эскиз
Класс
шеро-
ховато-
сти
Направляющие]
колонок
втулок
Опорные
Свободные, механически
обрабатываемые различных
видов штампов
5-4
Штампы для горячего штампования
218
Продолжение табл. 115
Характеристика поверхности
Эскиз
Опорные поверхности для:
фрикционных прессов
МОЛОТОВ
Поверхности разъемов
для:
фрикционных прессов
молотов
Призматические для:
фрикционных прессов
Класс
шеро-
ховато-
сти
1 1
п
I
_г"
1
219
Продолжение табл. 115
Характеристика поверхности Эскиз Класс шеро- ховато- •TH
МОЛОТОВ pF $• i J 1 I __p._ 6
Конические для молотов “7 V- 6
Рабочие у ножей 6
Мостики облойных кана- вок 7
Магазины облойных кана- вок 4
220
П родолжение табл. 115
Характеристика поверхности Эскиз Класс шеро- ховато- сти
Обрезные: режущего контура к 7
опорные 5
фиксирующие 7
Чеканочные:
рабочих плоскостных
штампов
рабочих объемных
штампов
опорные
7
9
7
221
/7родолжение табл. 115
Характеристика поверхности
Эскиз
Класе
шеро-
ховато-
сти
Нерабочие поверхности
штампов всех видов:
выемки под клещи в
ковочных штампах,
подкатных, гибочных,
пережимных, протяж-
ных ручьях и для
ножей
Рабочие поверхности вы-
саживающего контура пу-
ансонов и внутренние по-
верхности матриц
10
Опорные поверхности пу-
ансонов и матриц
Таблица 116
Шероховатость поверхностей деталей
литейных моделей
222
Продолжение табл. 116
Характеристи-
ка поверхности
Эскиз
Класс точ-
ности
Класс ше-
роховато-
сти
223
Продолжение табл. 129
Номер
операции
3
4
5
6
7
8
9
10
11
12
13
16
17
18
19
20
21
22
23
24
25
26
Наименование и содержание операции
Токарная. Подрезать торец рабочей части
Токарная. Подрезать торец хвостовой части
Галтовочная. Очистить заготовки в галтовочном барабане
Сварочная. Сварить заготовки встык
Термическая. Отжечь заготовку после сварки
Рихтовочная. Рихтовать
Дробеструйная. Очистить от окалины
Контрольная. Проверить заготовку на твердость
Токарная. Обточить сварочный шов
Токарная. Подрезать торцы, центровать с двух сторон
Токарная. Обточить конус Морзе
Токарная. Обточить рабочую часть и шейку
Токарная. Обточить рабочий конус
Фрезерная. Фрезеровать лапку
Фрезерная. Фрезеровать зубья
Слесарная. Зачистить заусенцы после фрезерования
Маркировочная. Клеймить
Термическая. Закалить, отпустить
Дробеструйная. Очистить от окалины
Слесарная. Зачистить центры
Заточная. Заточить передние поверхности зубьев
Шлифовальная. Шлифовать конус Морзе
Шлифовальная. Шлифовать режущую часть под углом
Заточная. Заточить задние поверхности зубьев
Таблица 130
Технологический процесс изготовления
разверток машинных насадных из быстрорежущей стали
Номер
операции
Наименование и содержание операции
1
2
Заготовительная. Отрезать заготовку
Токарная. Подрезать торцы в размер, сверлить, расто-
2G2
Продолжение табл. 130
Номер операции Наименование и содержание операции
чить, развернуть конусное отверстие, расточить выточку*
точить поверху под шлифование, обточить выступ и снять
фаску, обточить заборный конус и снять фаску
3 Фрезерная. Фрезеровать паз на торце
4 Фрезерная. Фрезеровать зубья по диаметру
5 Слесарная. Зачистить заусенцы после фрезерования
6 Маркировочная. Клеймить
7 Термическая. Закалить, отпустить
8 Дробеструйная. Очистить от окалины
9 Шлифовальная. Шлифовать конусное отверстие и торец
10 Заточная. Заточить передние поверхности зубьев
И Шлифовальная. Шлифовать рабочую поверхность
12 Шлифовальная. Шлифовать торец и фаску
13 Шлифовальная. Шлифовать обратный конус
14 Шлифовальная. Шлифовать заборный конус
15 Заточная. Шлифовать фаску
16 Заточная. Заточить заднюю поверхность окончательно
17 Заточная. Заточить заднюю поверхность по заборному
конусу и фаске
18 Доводочная. Довести зубья по цилиндрической части
19 Слесарная. Скруглить радиусы
Таблица 131
Технологический процесс изготовления
разверток машинных, оснащенных пластинками
из твердого сплава, с коническим хвостовиком
Номер
операции
1
2
3
4
5
Наименование и содержание операции
Заготовительная. Отрезать заготовку
Токарная. Подрезать торцы, центровать с двух сторон
Токарная. Обточить рабочую часть и хвостовик С при-
пуском на шлифование, шейку чисто
Фрезерная. Фрезеровать лапку
Фрезерная. Фрезеровать канавки зубьев, пазы под плас-
тинки
263
Таблица 117
Шероховатость поверхностей деталей литейной оснастки
Характеристика поверхности Эскиз Класе шеро- ховато- сти
Плиты
Подмодельные:
верхняя плоскость
5
нижняя плоскость:
машинная формовка
пескометная »
Подопочные алюминиевые, чугунные, стальные—верх- ние и нижние плоскости 3
Подпрессовочные — ниж-* няя поверхность 4
Сушильные: чугунные, алюминие- вые — верхняя плос- кость стальные сварные — верхняя плоскость WW3 7 4 В сос- тоянии пос- тавки
224
Продолжение табл. 117
Рабочая поверхность зам-
ков
Плоскости внешние:
ручная формовка
машинная >
8 Зак. 3089
225
Продолжение табл. 117
Характеристика поверхности
Эскиз
Класс
шеро-
ховато*
ст и
Поверхности направляю-
щих втулок и штырей
Поверхности, образующие
отливаемую деталь
Поверхности, образующие
литниковую систему
Плоскости установочные
4
226
Продолжение табл. 117
Направляющая часть ме-
таллических стержней,
вентиляционные пробки,
отверстия для них
6
Штыри направляющие, ко-
лонки, отверстия для них
227
Продолжение табл. 117
Характеристика поверхности Эскиз Класе шеро- ховато- сти
Выталкиватели и отвер- стия для них 7
Поверхности, образующие
рабочую полость формы и
литниковой системы
228
Продолжение табл. 117
Характеристика поверхности
Эскиз
Класс
шеро-
ховато-
сти
Стыковые поверхности
плиты толкателя с упор-
ной плитой, матриц с
обоймой и матриц с пли-
той в плоскости разъема
7
Опорные направляющих
пальцев, штырей, втулок,
рассекателей, колонок
Направляющие направля-
ющих пальцев, штырей,
втулок, рассекателей, ко-
лонок
Направляющая поверх-
ность литниковых втулок
Рабочая поверхность зам
ков
6
229
Продолжение табл. 117
Характеристика поверхности
Эскиз
Нерабочие поверхности
Класс
шеро-
ховато-
сти
4
Поверхности, образующие
контур модели
Поверхности, образующие
литниковую систему:
одногнездных пресс-
форм
многогнездных
ъ
6
7
Оснастка для центробежного литья
Поверхности, образующие
контур изделия
7
230
Продолжение табл. 117
Характеристика поверхности
Эскиз
Рабочая поверхность тол-
кателя
Опорная поверхность
крышки
Класс
шеро-
ховато-
сти
5
5
Ящики стержневые для изготовления оболочковых стержней
Вертикальные, образую-
щие контур стержня
Горизонтальные, образу-
ющие контур стержня
Плоскость разъема стерж-
невого ящика и соедине-
ния отъемных частей
231
Продолжение табл. 117
Характеристика поверхности
Эскиз
Класс
шеро-
ховато-
сти
Установочная плоскость
стержневого ящика
Нерабочие поверхности
В сос-
тоянии
пос-
тавки
' Таблица 118
Норты точности технологической оснастки для токарных операций
Наименование оснастки Вид операции Эскиз Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплуа- тации
Центры жесткие Черновая обработка — Радиальное биение 0,010 0,010 0,050 0,030
Чистовая обработка
Центры вращаю- щиеся То же 0,015 0,015 0,050 0,030
to
5S
Наименование оснастки Вид операции Эскиз
Центры жесткие и вращающиеся Черновая обработка
Чистовая обработка *
S КГ
ММ
Патроны кулач- ковые Чистовая обработка ч -Г^ Н <!,
Продолжение табл. 118
Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплуа- тации
Соосность в двух перпендикулярных плоскостях 0,010 0,050
150 150
0,010 0,050
150 150
Радиальное биение 0,020 0,040
0,025 0,050
Торцовое биение
Наименование
оснастки
Вид операции
Эскиз
Патроны мем-
бранные
Чистовая
обработка
Патроны цанго- вые КЗ й Обточка и подрезка
Продолжение табл. 118
Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплуа- тации
Радиальное биение 0,010 0,020
Торцовое биение 0,015 0,030
Радиальное биение 0,020 0,050
to
8?
Продолжение табл. 118
Наименование оснастки Вид операции Эскиз Проверяемый параметр Отклонение, мм
для новой осцастки максимально допустимое при эксплуа- тации
Оправки (шлице- вые и гладкие) Обточка и подрезка Радиальное биение 0,020 0,040
Торцовое биение Диаметр посадоч- ной поверхности: от 18 до 30 » 30 > 50 > 50 > 80
0,020 В пределах допуска, ука- занного в чертеже 0,040 —0,005 —0,008 —0,010
0 •
Примечания: 1. При проверке соосности центров контрольная оправка принимается длиной, равной длине
технологической оправки.
2. Отклонение посадочной поверхности при износе отсчитывается от нижнего предельного значения, указан-
ного в чертеже.
Нормы точности технологической оснастки для шлифовальных операций
Таблица 119
Наименование
оснастки
Вид операции
Эскиз
Ohpatea главная
Центры (пе-
редние и зад-
ние)
Наружное
шлифование
Оправки
Проверяемый параметр Отклонение, мм
дтя новой оснастки максимально допустимое при эксплу- атации
Радиальное биение 0,010 0,015
Соосность в двух перпендикулярных плоскостях 0,007 0,012
100 100
Радиальное биение Торцовое биение Диаметр посадочной поверхности: от 18 до 30 > 30 » 50 » 50 » 80 0,010 0,020 В пределах допуска, указанного в чертеже 0,010 0,020 —0,004 —0,007 —0,010
Продолжение табл. 119
Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплу- атации
Радиальное биение по- садочной поверхности 0,010 0,010
Радиальное биение сферы базовых паль- цев 0,020 0,030
У Торцовое биение сфе- ры базовых пальцев 0,020 0,030
Колебания шага базо- вых пальцев ±0,010 ±0,015
Диаметр посадочной поверхности: от 18 до 30 » 30 > 50 >50 >80 В пределах допуска, указанного —0,004
5" в чертеже —0,007 —0,010
Наименование
оснастки
Вид операции
Эскиз
ГО
3
Патроны
мембранные
Внутреннее
шлифование
Патроны
кулачковые с
базой по зубу
Продолжение табл. 119
Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплу- атации
Радиальное биение кулачков 0,010 0,015
Торцовое биение упо- ра 0,020 0,030
Радиальное биение сферы базовых паль- цев 0,020 0,030
5g Продолжение табл. 119
Наименование оснастки Вид операции Эскиз Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплу- атации
Патроны ку- лачковые с базой по зубу Внутреннее шлифование . ! Торцовое биение сферы базовых паль- цев Колебания шага базо- вых пальцев 0,020 ±0,010 0,030 ±0,015
fw'-ZS' 0
Примечания: 1. При проверке соосности центров контрольная оправка принимается длиной, равной
длине технологической оправки.
2. Отклонение посадочной поверхности при износе отсчитывается от нижнего предельного значения, указан-
ного в чертеже.
3. При проверке торцового биения сферы пальцев ось штифта индикатора располагается под углом 20—
25° к оси сферы пальцев.
Нормы точности технологической оснастки для зуборезных операций
Таблица 120
Наименование оснастки Вид операции Эскиз Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при 1зксплуа- тации
Оправки для установки деталей ьо Зубофреэеро- вание Радиальное биение по- садочной поверхности Торцовое биение уста- новочной базы Диаметр посадочной поверхности: от 18 до 30 > 30 » 50 в 50 > 80 > 80 > 120 >120 » 180 0,015 0,015 150 В пределах допуска, указанного в чертеже 0,025 0,030
Стоп 150 —0,005 —0,010 —0,015 —0,020 —0,025
_L_ зу&хррез. станка
7
242
Наименование Вид операции Эскиз
оснастки
Оправки для Зубофрезеро-
установки вание
фрезы
Шпиндель
Продолжение табл. 120
Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплуа- тации
Радиальное биение 0,015 0,020
ifh Торцовое биение 0,010 0,015
Наименование оснастки Вид операции Эскиз
Центры
(нижний и
верхний)
Фрезерова-
ние и долб-
ление
зубьев
СлЭ
Продолжение табл. 120
Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплуа- тации
Радиальное биение нижнего центра Соосность 0,010 0,010 0,015 0.020
150 150
244
Наименование оснастки Вид операции Эскиз
Оправки для
установки
деталей
Зубострога-
ние и фре-
зерование
конических
шестерен
Продолжение табл. 120
Отклонение, мм
Проверяемый параметр
максимально
для новой допустимое
оснастки при Эксплуа-
тации
Радиальное биение по-
садочной поверхности
Торцовое биение
Диаметр посадочной
поверхности:
от 18 до 50
> 50 » 120
> 120 » 180
0,015 0,010 0,025 0,020
В пределах —0,005
допуска, —0,008
указанного —0,012
в чертеже
Наименование
оснастки
Вид операции
Эскиз
Оправки для
установки
деталей
Долбление
зубьев и
шлиц шесте-
рен
Втулка пере-
ходная под
долбяк
ГО
СЛ
Продолжение табл. 120
Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплуа- тации
Радиальное биение Торцовое биение Диаметр посадочной поверхности: от 18 до 30 > 30 > 50 » 50 > 80 » 80 > 120 > 120 » 180 0,015 0,015 100 В пределах допуска, указанного в чертеже 0,025 0,030 100 -0,005 —0,010 —0,015 —0,020 —0,025
Радиальное биение Торцовое биение 0,005 0,005 0,005 0,005
Наименование оснастки Вид операции Эскиз
Оправки для установки деталей Черновое (предвари- тельное) зубофрезе- рование —
Черновое (предвари- тельное) зубострога- ние, зубо- протягива- ние —
Продолжение табл. 120
Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплуа- тации
Диаметр посадочной поверхности: от 18 до 30 > 30 > 50 » 50 » 80 » 80 » 120 » 120 » 180 В пределах допуска, указанного в чертеже —0,040 —0,055 —0,070 —0,085 —0,100
Диаметр посадочной поверхности: от 18 до 30 > 30 > 50 » 50 » 80 » 80 » 120 » 120 » 180 В пределах допуска, указанного в чертеже —0,040 —0,050 —0,060 —0,070 —0,085
Наименование
оснастки
Вид операции
Эскиз
Оправки для
установки де-
талей
Зубозакруг-
ление
Пальцевая
фреза
to
Продолжение табл. 120
Отклонение, мм
Проверяемый параметр для новой оснастки максимально допустимое при эксплуа- тации
Радиальное биение Торцовое биение Диаметр посадочной поверхности: от 18 до 30 > 30 > 50 > 50 > 80 » 80 >120 > 120 > 180 0,050 0,050 В пределах допуска, указанного в чертеже 0,100 0,100 —0,050 —0,050 —0,070 —0,070 —0,100
Биение цилиндриче- ской поверхности 0,010 * 0,030
s
00
Наименование
оснастки
Вид операции
Эскиз
Центры (ле-
вый и пра-
вый)
Шевингова-
ние
Опрабка
Г77777777777777777777777777ТГ/
Продолжение табл. 120
Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплуа- тации
Радиальное биение 0,003 0,006
Соосность в верти- 0,005 0,005
кальной плоскости 100 100
Соосность в горизон- тальной плоскости 0,010 0,010
100 100
Продолжение табл. 121
Проверяемый параметр Отклонение, мм
для новой оснастки максимально допустимое при эксплуа- тации
Радиальное биение Торцовое биение Диаметр посадочной поверхности: от 18 до 30 » 30 » 50 » 50 > 80 0,005 0,010 В пределах допуска, указанного на чертеже 0,008 0,020 —0,005 —0,007 —0,012
Радиальное биение Торцовое биение 0,005 0,005 0,007 0,007
re
8
Максимально допустимые величины износа инструмента
(по задней поверхности), мм
Наименование режущего инструмента Эскиз Характеристика режущего инструмента
1 2 3
Резцы про- ходные <f Быстрорежущие Твердосплавные Минералокерамические
Резцы фасон- ные I W \\ Быстрорежущие
Сверла 010—15 мм: быстрорежущие твердосплавные 015—25 мм: быстрорежущие твердосплавные 0>25 мм: быстрорежущие твердосплавные
Таблица 121
________Обрабатываемый материал__________
чугун|сталь
Характеристика обрабатываемой поверхности
черновая чистовая черновая чистовая
4 5 6 7
4,0 1,5—2,0 1,5—2,0 1,5—2,0
0,8—1,0 0,8—1,0 0,8—1,0 0,8—1,0
0,6 0,6 0,6 0,6
— — 0,8 0.5
0,6 0,8
0,4 — 0,6 —.
0,8 —. 1,0 —.
0,8 — 1,0
1,3 —. 1,5 —.
1,2 — 1,4 —
1 2 3
Зенкеры 020—30 мм: быстрорежущие твердосплавные 030—40 мм: быстрорежущие твердосплавные 040—50 мм: быстрорежущие твердосплавные
1
Развертки 1 i Быстрорежущие
я уд
Фрезы цилин- дрические Торцовые: быстрорежущие твердосплагные наборные трех- быстрорежущие сторонние: твердосплавные наборные двухсторонние твердо- сплавные
Фрезы заты- лованные д Радиусные: быстрорежущие твердосплавные Червячные быстрорежущие Шлицевые » Резьбовые »
Продолжение табл. 121
4 5 6 7
1,5 - 1,3
— 1,2 — 1,0
— 1,7 — 2,0
—. 1,5 — 1,8
—. 0,6 — 0,6
— 0,6 — 0,6
— — 0,6—0,8 0,3—0,5
1,5—2,0 0,3—0,5 1,5—2,0 0,3—0,5
1,5—2,0 1,5—2,0 1,0—1,2 1,0—1,2
— 0,4—0,6 — 0,4—0,6
— — — 1,0—1,2
— — — 1,0—1,2
- - 0,3—0,4
— — —— 0,3—0,4
0,6—0,8 0,2—0,4 1,0—1,5 0,2—0,4
—— —. — 0,5—0,8
— — — 0,2—0,4
1 2 3 4
Долбяки <3, /7/ Быстрорежущие —
Метчики А Машинные быстрорежущие Гаечные > —
Плашки АКМЕ Быстрорежущие —
Протяжки Круглые быстрорежущие Шлицевые > Шпоночные э —
Продолжение табл. 121
5 6 7
—• 0,8—1,0 0,1—0.12
0,2—0,4 — 0,3—0,6 0,2—0,6
— — 0,8—1,7
0,2 0,3 0,3 0,2 0,3 0,3
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА
В зависимости от количества изготавливаемого инструмента
и технологической оснастки, характера выпуска и степени по-
вторяемости в инструментальных цехах машиностроительных
заводов различают три типа производства: единичное (инди-
видуальное), серийное и массовое. Причем в одном цехе для
различных видов инструмента и технологической оснастки мо-
гут существовать различные типы производства.
Для каждого типа производства характерны свои техноло-
гические процессы.
В единичном (индивидуальном) производстве технологиче-
ские процессы разрабатываются без подробностей и отражают
лишь маршрутную технологию, т. е. дается перечень операций
с указанием поверхностей, подлежащих обработке на каждой
операции, и штучное время. Изготовление инструмента и тех-
нологической оснастки в единичном производстве предусматри-
вается на универсальном металлорежущем оборудовании. Для
заготовительных операций применяются дисковые пилы типа
«Геллер», для токарных операций — токарно-винторезные стан-
ки моделей 1И611П, 1А616, 1К62 и др., для фрезерных опера-
ций — универсально-фрезерные станки: вертикально-фрезерные
моделей 6Н11, 6Н11В, горизонтально-фрезерные моделей 6М80,
6А12П, 6А12Р и др., для шлифовальных операций — универ-
сальные круглошлифовальные станки модели ЗА151 и др.
При выполнении технологических операций в единичном
производстве используется универсальная технологическая ос-
настка: тиски с винтовым зажимом, тиски с пневматическим
зажимом, самоцентрирующие патроны, центры, поводки, дели-
тельные головки и др., резцы и торцовые фрезы с пластинками
из твердого сплава Т15К6, сверла, развертки, зенкера, метчики,
концевые, угловые и радиусные фрезы из стали Р18.
Оборудование, приспособления и инструмент в технологи-
ческих процессах единичного производства не указываются.
253
Технологические процессы изготовления инструмента в единич-
ном производстве приведены в таблицах 122—146. Нормы вре-
мени, поправочные коэффициенты к нормам штучного времени
в зависимости от числа обслуживаемых станков и от числа
деталей в партии следует брать по справочнику «Общемашино-
строительные типовые нормы времени на изготовление режу-
щего и измерительного инструмента». М., «Машиностроение»,
1975.
В серийном производстве технологические процессы разра-
батываются с расчленением на ряд операций, выполняемых на
различных станках обычно при одной установке детали. Изго-
товление инструмента и технологической оснастки производится
с использованием универсального и специального оборудования,
приспособлений и инструмента.
В технологических процессах серийного производства ин-
струмента и технологической оснастки указываются типы и
модели оборудования, приспособлений, инструмента и даются
режимы обработки. Технологические процессы изготовления
инструмента в серийном производстве приведены в таблицах
147—153.
В массовом производстве одинаковый инструмент изготав-
ливается в большом количестве и в течение длительного вре-
мени, при этом на каждом рабочем месте выполняется одна
операция. В массовом производстве широко используется спе-
циальное автоматизированное оборудование и технологическая
оснастка. Технологические процессы массового производства
инструмента приведены в таблицах 154—157.
Технологические процессы
изготовления инструмента в единичном производстве
Таблица 122
Технологический процесс изготовления резцов
токарных проходных прямых с пластинками из твердого сплава
Номер
операции
Наименование и содержание операции
1
2
Заготовительная. Отрезать заготовку
Галтовочная. Очистить заготовку в галтовочном барабане
254
Продолжение табл. 122
Номер операции Наименование и содержание операции
3 4 Фрезерная. Фрезеровать опорную поверхность Слесарная. Зачистить заусенцы на опорной поверхности
5 6 и снять фаски на торце державки Фрезерная. Фрезеровать главную заднюю поверхность Фрезерная. Фрезеровать вспомогательную заднюю по-
7 8 9 10 Фрезерная. Фрезеровать гнездо под пластинки Слесарная. Зачистить заусенцы на головке резца Маркировочная. Клеймить 11 знаков с подбором клейм Термическая. Припаять пластинку из твердого сплава на ТВЧ
11 12 13 14 Заточная. Снять излишки припоя Заточная. Заточить предварительно Заточная. Заточить окончательно Доводочная. Довести режущие кромки
Таблица 123
Технологический процесс изготовления
резцов токарных прорезных с пластинками
из твердого сплава
L
Номер
операции
1
2
2а
3
4
5
6
7
Наименование и содержание операции
Заготовительная. Отрезать заготовку
Кузнечная. Отковать головку резца
Термическая. Отжечь заготовку
Галтовочная. Очистить заготовку в галтовочном бара-
бане
Фрезерная. Фрезеровать опорную поверхность
Слесарная. Зачистить заусенцы на опорной поверхности
и снять фаски на торце державки
Фрезерная. Фрезеровать главную заднюю поверхность
Фрезерная. Фрезеровать две боковые поверхности на
размеры / и а
255
Продолжение табл. 123
Номер операции Наименование и содержание операции
8 9 10 11 Фрезерная. Фрезеровать гнездо под пластинки Слесарная. Зачистить заусенцы на головке резца Маркировочная. Клеймить 11 знаков с подбором клейм Термическая. Припаять пластинку из твердого сплава на ТВЧ
12 13 14 15 Заточная. Снять излишки припоя Заточная. Заточить предварительно Заточная. Заточить окончательно Доводочная. Довести режущие кромки
Таблица 124
Технологический процесс изготовления резцов
призматических сварных из быстрорежущей стали
Номер
операции
1
2
3
4
5
6
6а
7
8
9
10
11
Наименование и содержание операции
Заготовительная. Отрезать заготовку рабочей части
Заготовительная. Отрезать заготовку державки
Галтовочная. Очистить заготовки в галтовочном бара-
бане
Слесарная. Зачистить торцы под сварку
Сварочная. Сварить заготовки встык
Термическая. Отжечь заготовку после сварки
Заточная. Снять грат после сварки
Дробеструйная. Очистить от окалины
Строгальная. Строгать с четырех сторон с припуском
под шлифование, сделать фаски 1X45*
Разметочная. Разметить профиль резца
Строгальная. Строгать профиль
Фрезерная. Фрезеровать переднюю поверхность
256
Продолжение табл. 124
Номер
операции
Наименование и содержание операции
12
13
14
15
Маркировочная. Клеймить 11 знаков
Термическая. Закалить, отпустить
Дробеструйная. Очистить от окалнны
Шлифовальная. Шлифовать кругом, кроме опорного
торца
Таблица 125
Технологический процесс изготовления
ножей клиновых рифленых из быстрорежущей стали
к трехсторонним и торцовым насадным фрезам
h
Номер
операции
Наименование и содержание операции
1
2
3
4
5
6
7
8
9
Заготовительная. Отрезать заготовку
Шлифовальная. Шлифовать две плоскости в размер h
(одновременно по 4 шт.) предварительно
Фрезерная. Фрезеровать две плоскости в размер L (од-
новременно по 4 шт.) и зачистить заусенцы
Фрезерная. Разрезать заготовку в размер В (одновре-
менно по 4 шт.) и зачистить заусенцы
Фрезерная. Фрезеровать плоскость под углом 30° (одно-
временно по 2 шт.)
Фрезерная. Фрезеровать плоскость под углом 15° (одно-
временно по 2 шт.)
Фрезерная. Фрезеровать плоскость под углом 15° (одно-
временно по 2 шт.)
Фрезерная. Фрезеровать рифления на размер под углом
5°±5 (одновременно по 2 шт.)
Слесарная. Зачистить заусенцы после фрезерования
9 Зак. 3089
257
Продолжение табл. 125
Номер
операции
10
11
12
13
Наименование и содержание операции
Маркировочная. Клеймить
Термическая. Закалить, отпустить
Дробеструйная. Очистить от окалины
Шлифовальная. Шлифовать рабочую поверхность в раз*
мер q (по 50 шт.) окончательно
Таблица 126
Технологический процесс изготовления сверл спиральных,
оснащенных пластинками из твердого сплава,
с коническим хвостовиком
Номер операции Наименование и содержание операции
1 2 3 4 5 Заготовительная. Отрезать заготовку Галтовочная. Очистить заготовку в галтовочном барабане Токарная. Подрезать торцы, центровать с двух сторон Токарная. Обточить временный центр Токарная. Обточить рабочую часть с припуском под
6 шлифование, шейку чисто Токарная. Обточить хвостовик с припуском на шлифо- вание
7 8 9 10 11 12 13 14 15 16 17 18 Фрезерная. Фрезеровать лапку Фрезерная. Фрезеровать спиральные канавки Фрезерная. Фрезеровать спинки зубьев Фрезерная. Фрезеровать пазы под пластинки Слесарная. Зачистить заусенцы после фрезерования Слесарная. Собрать сверло с пластинками Маркировочная. Клеймить Термическая. Припаять пластинки Дробеструйная. Очистить от окалины Слесарная. Зачистить центры Рихтовочная. Рихтовать Заточная. Заточить пластинки из твердого сплава по
19 передней поверхности предварительно Шлифовальная. Шлифовать рабочую часть
258
Продолжение табл. 126
Номер операции Наименование и содержание операции
20 Шлифовальная. Шлифовать пластинки по наружному
21 22 23 24 25 26 диаметру Шлифовальная. Шлифовать хвостовую часть Заточная. Шлифовать канавки Заточная. Полировать канавки Заточная. Срезать временный центр Заточная. Шлифовать затылки Заточная. Заточить передние поверхности пластинок Окончательно
27 Заточная. Заточить задний угол по диаметру у плас- тинки
28 29 Заточная. Заточить задний угол по заборному конусу Заточная. Заточить перемычку
Таблица 127
Технологический процесс изготовления зенкеров спиральных
из быстрорежущей стали, сварных, с коническим хвостовиком
! Конус Морзб
Номер
операции
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Наименование и содержание операции
Заготовительная. Отрезать заготовку рабочей части
Заготовительная. Отрезать заготовку хвостовой части
Токарная. Подрезать торец рабочей части
Токарная. Подрезать торец хвостовой части
Галтовочная. Очистить заготовки в галтовочном барабане
Сварочная. Сварить заготовки встык
Термическая. Отжечь заготовку после сварки
Рихтовочная. Рихтовать
Дробеструйная. Очистить от окалины
Токарная. Обточить сварочный шов
Токарная. Подрезать торцы, центровать с двух сторон
Токарная. Обточить рабочую часть с припуском под
шлифование и шейку чисто, фаску и заборный конус
Токарная. Обточить конус Морзе
Фрезерная. Фрезеровать лапку
Фрезерная. Фрезеровать зубья по цилиндру
Фрезерная. Фрезеровать затыльную поверхность, остав-
ляя ленточку
259
Продолжение табл. 127
Номер операции Наименование и содержание операции
17 Слесарная. Зачистить заусенцы после фрезерования
18 Маркировочная. Клеймить
19 Термическая. Закалить
20 Рихтовочная. Рихтовать
21 Дробеструйная. Очистить от окалины
22 Слесарная. Зачистить центры
22а Шлифовальная. Шлифовать канавки
23 Полировальная. Полировать канавки
24 Шлифовальная. Шлифовать конус Морзе
25 Шлифовальная. Шлифовать диаметр рабочей части и
25а Шлифовальная. Шлифовать заборный конус и фаску
26 Заточная. Заточить передние поверхности зубьев
27 Заточная. Заточить задние поверхности зубьев
28 Шлифовальная. Шлифовать заднюю поверхность
Таблица 128
Технологический процесс изготовления зенкеров насадных,
оснащенных пластинками из твердого сплава
Номер
операции
Наименование и содержание операции
1
2
3
4
Заготовительная. Отрезать заготовку
Галтовочная. Очистить заготовку в галтовочном барабане
Токарная. Подрезать торец с одной стороны; проточить
наружный диаметр до кулачков; сверлить отверстие;
расточить отверстие на конус 1:30 с припуском под раз-
вертывание и шлифование; расточить кольцевую выточку
в отверстии чисто; снять фаску в отверстии под углом
45° на размер /, развернуть отверстие на конус 1:30 с
припуском под шлифование
Токарная. Обточить наружный диаметр с другого конца;
подрезать другой торец с припуском на обработку; снять
фаску в отверстии под углом 45° на размер
260
Продолжение табл. 128
Номер
операции
6
7
8
8а
9
10
И
12
13
14
15
16
17
18
19
20
21
Наименование и содержание операции
5
Токарная. Обточить наружный диаметр с припуском под
шлифование; подрезать другой торец в размер с при-
пуском под шлифование
Фрезерная. Фрезеровать паз на торце
Фрезерная. Фрезеровать зубья по цилиндру
Фрезерная. Фрезеровать заднюю поверхность зубьев по
цилиндру
Фрезерная. Фрезеровать зубья на торце
Фрезерная. Фрезеровать на торце заднюю поверхность
Фрезерная. Фрезеровать гнезда под пластинки
Слесарная. Зачистить заусенцы после фрезерования, за-
пилить в пазе фаски, подогнать пазы по пластинкам и
собрать под пайку
Маркировочная. Клеймить
Термическая. Припаять пластинки
Дробеструйная. Очистить от окалины
Шлифовальная. Шлифовать конусное отверстие
Заточная. Заточить передние поверхности зубьев по
цилиндру
Заточная. Заточить передние поверхности зубьев по торцу
Шлифовальная. Шлифовать диаметр рабочей части и
торец
Шлифовальная. Шлифовать другой торец в размер
Заточная. Заточить задние поверхности по цилиндру
пластинки из твердого сплава под углом 8 и 0,8°
Заточная. Заточить заднюю поверхность заборного ко-
нуса под углом 60 и 12°
Технологический процесс изготовления
зенковки угловой хвостовой (сварной)
Таблица 129
Номер
операции
Наименование и содержание операции
1
2
Заготовительная. Отрезать заготовку рабочей части
Заготовительная. Отрезать заготовку хвостовой части
261
Продолжение табл. 131
Номер операции Наименование и содержание операции
6 Слесарная. Зачистить заусенцы, припилить пазы под пластинки. Собрать пластинки с корпусом
7 8 9 10 11 12 13 Маркировочная. Клеймить Термическая. Припаять пластинки Термическая. Закалить хвостовик Дробеструйная. Очистить от окалины Рихтовочная. Рихтовать Притирочная. Зачистить центры Заточная. Заточить зубья по передней грани предва- рительно
14 Шлифовальная. Шлифовать рабочую часть предвари- тельно
15 16 Шлифовальная. Шлифовать хвостовик Заточная. Заточить зубья по задней поверхности пред- варительно
17 18 19 Шлифовальная. Шлифовать рабочую часть окончательно Шлифовальная. Шлифовать обратный конус Заточная. Заточить зубья по передней поверхности окон- чательно
20 Заточная. Заточить заднюю поверхность зуба по ци- линдру и заборной части окончательно
21 22 Доводочная. Довести зубья по цилиндрической части Слесарная. Скруглить радиусы
Таблица 132
Технологический процесс изготовления
метчиков машинно-ручных из быстрорежущей стали,
сварных, для метрической резьбы
Номер
операции
1
2
3
4
Наименование и содержание операции
Заготовительная. Отрезать заготовку рабочей части
Заготовительная. Отрезать заготовку хвостовой части
Галтовочная. Очистить заготовки в галтовочном барабане
Токарная. Подрезать торец, обточить конец рабочей части
под сварку до равенства диаметров
264
Продолжение табл. 132
Номер
операции
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Наименование и содержание операции
Токарная. Подрезать торец хвостовой части
Сварочная. Сварить заготовки встык
Термическая. Отжечь заготовку после сварки
Рихтовочная. Рихтовать
Дробеструйная. Очистить от окалины
Токарная. Обточить сварочный шов
Токарная. Подрезать торцы, центровать с двух концов
Токарная. Обточить хвостовую часть с припуском под
шлифование, канавку, риску, фаску
Токарная. Обточить диаметр dQ и заборный конус с при-
пуском под шлифование
Токарная. Нарезать резьбу под резьбошлифование
Фрезерная. Фрезеровать квадрат набором фрез
Фрезерная. Фрезеровать стружечные канавки
Слесарная. Зачистить заусенцы после фрезерования
Маркировочная. Клеймить
Термическая. Закалить, отпустить
Дробеструйная. Очистить от окалины
Слесарная. Зачистить центры
Рихтовочная. Рихтовать после термообработки
Шлифовальная. Шлифовать диаметр рабочей части
Шлифовальная. Шлифовать диаметр хвостовой части
Заточная. Шлифовать стружечные канавки
Резьбошлифовальная. Шлифовать резьбу
Заточная. Заточить передние поверхности
Заточная. Заточить заборный конус по задней поверх-
ности с затыловкой
Заточная. Полировать стружечные канавки
Термическая. Цианировать
265
Таблица 133
Технологический процесс изготовления
плашек круглых из стали 9ХС для метрической резьбы
Номер
операции
5
6
7
8
9
10
11
12
13
14
15
16
17
Наименование и содержание операции
1
2
3
4
Заготовительная. Отрезать заготовку
Токарная. Подрезать торец, центровать с одной стороны,
обточить диаметр с припуском под шлифование, нарезать
поштучно, снять фаски, сверлить отверстие
Токарная. Подрезать торец, расточить отверстие, расто-
чить заборный конус, подрезать другой торец, расточить
заборный конус, развернуть отверстие, нарезать резьбу
Фрезерная. Фрезеровать паз под углом 60° при D=20—
38 мм по 15 шт., D=45—65 мм по 10 шт., D свыше 65 мм
по 5 шт.
Сверлильная. Сверлить стружечные и крепежные от-
верстия
Слесарная. Запилить стружечные отверстия, зачистить
заусенцы
Затыловочная. Затыловать заборный конус
Слесарная. Калибровать резьбу метчиком
Термическая. Закалить
Термическая. Отпустить перемычку
Дробеструйная. Очистить от окалины
Шлифовальная. Шлифовать наружный диаметр
Шлифовальная. Шлифовать торцы
Размагнитить
Заточная. Заточить режущие поверхности с двух сторон
Доводочная. Калибровать резьбу
Слесарная. Маркировать
266
Таблица 134
Технологический процесс изготовления
роликов резьбонакатных из стали Х12Ф1
для накатки метрической резьбы
Номер
операции
1
2
3
4
6
7
8
9
10
11
12
13
14
15
16
17
18
Наименование и содержание операции
5
Заготовительная. Отрезать заготовку
Кузнечная. Отковать диск
Термическая. Отжечь поковку
Токарная. Подрезать торец, сверлить и рассверлить от-
верстие, обточить наружную поверхность с припуском
под дальнейшую обработку
Токарная. Подрезать торец, расточить отверстие, обто-
чить наружную поверхность с припуском под шлифо-
вание, снять фаски на наружных и внутренних поверх-
ностях
Долбежная. Долбить шпоночный паз
Слесарная. Зачистить заусенцы и снять фаски
Термическая. Закалить и отпустить
Дробеструйная. Очистить от окалины
Шлифовальная. Шлифовать отверстие с припуском под
доводку и торец
Шлифовальная. Шлифовать другой торец в размер В
Размагнитить
Доводочная. Довести отверстие
Шлифовальная. Шлифовать наружную поверхность комп-
лектно по два ролика и заклеймить одним номером
Шлифовальная. Шлифовать фаски
Резьбошлифовальная. Шлифовать резьбу
Промывочная. Промыть керосином и обдуть воздухом
Маркировочная. Клеймить
267
Таблица 135
Технологический процесс изготовления
фрез шпоночных из быстрорежущей стали,
сварных, с коническим хвостовиком
Номер
операции
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
19
20
21
22
23
24
25
Наименование и содержание операции
Заготовительная. Отрезать заготовку рабочей части
Заготовительная. Отрезать заготовку хвостовой части
Галтовочная. Очистить заготовки в галтовочном барабане
Токарная. Обточить уступ под сварку
Сварочная. Сварить заготовки встык
Термическая. Отжечь заготовку после сварки
Рихтовочная. Рихтовать
Галтовочная. Очистить заготовку после термообработки
Токарная. Снять грат после сварки
Токарная. Подрезать торцы и центровать с двух сторон
с учетом технологического центра
Токарная. Сверлить, рассверлить, зенковать отверстие
под резьбу и нарезать резьбу в хвостовике
Токарная. Обточить конус Морзе с припуском под шли-
фование
Токарная. Обточить рабочую часть с припуском под
шлифование, шейку чисто, технологический центр
Фрезерная. Фрезеровать зубья на цилиндрической по*
верхности
Фрезерная. Фрезеровать заднюю поверхность
Слесарная. Зачистить заусенцы после фрезерования
Маркировочная. Клеймить 12 знаков
Термическая. Закалить, отпустить
Дробеструйная. Очистить от окалины
Рихтовочная. Рихтовать после термообработки
Слесарная. Зачистить центры
Слесарная. Калибровать резьбу в хвостовой части после
термообработки
Заточная. Заточить передние поверхности зубьев
Шлифовальная. Шлифовать рабочую часть
Шлифовальная. Шлифовать конус Морзе
268
Продолжение табл. 135
Номер
операции
26
27
28
29
30
31
32
Наименование и содержание операции
Заточная. Заточить задние поверхности зубьев на ци-
линдрической части
Заточная. Срезать технологический центр
Заточная. Прорезать зубья на торце
Заточная. Заточить фаску
Заточная. Заточить заднюю поверхность на торце
Слесарная. Закруглить острые кромки переходов
Термическая. Цианировать
Таблица 136
Технологический процесс изготовления
фрез затылованных для стружечных канавок сверл
Номер
операции
1
2
3
4
5
Наименование и содержание операции
6
7
8
Заготовительная. Отрезать заготовку
Кузнечная. Отковать заготовку
Термическая. Отжечь заготовку
Галтовочная. Очистить заготовку в галтовочном барабане
Токарная. Подрезать торец с припуском под шлифование,
сверлить отверстие, расточить отверстие с припуском под
развертывание и шлифование, выточку чисто, снять фас-
ку, развернуть отверстие, обточить наружную поверх-
ность предварительно
Токарная. Подрезать другой торец с припуском под шли-
фование, снять фаску в отверстии, обточить оставшуюся
часть наружной поверхности
Шлифовальная. Шлифовать на плоскошлифовальном
станке два торца
Токарная. Обточить конус и радиус г2 под затылование
269
Продолжение табл. 136
Номер
операции
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
Наименование и содержание операция
Токарная. Обточить наружную поверхность до радиуса
Г1 под затылование
Долбежная. Долбить шпоночный паз
Слесарная. Зачистить заусенцы и снять фаски у шпоноч-
ного паза
Фрезерная. Фрезеровать зубья по наружной поверхности
на оправке по 15 шт.
Фрезерная. Фрезеровать скос у основания зубьев с одной
стороны
Фрезерная. Фрезеровать скос у основания зубьев с дру-
гой стороны
Слесарная. Зачистить заусенцы после фрезерования
Затыловочная. Затыловать зубья по профилю
Маркировочная. Клеймить
Термическая. Закалить
Дробеструйная. Очистить от окалины
Рихтовочная. Рихтовать
Шлифовальная. Шлифовать торец на плоскошлифоваль-
ном станке
Шлифовальная. Шлифовать другой торец на плоско-
шлифовальном станке
Размагнитить
Шлифовальная. Шлифовать отверстие
Заточная. Заточить передние поверхности зубьев под
углом 10°
Заточная. Нанести риски на зубьях через зуб
Термическая. Цианировать
Таблица 137
Технологический процесс изготовления фрез
торцовых насадных с мелким зубом с креплением на торцовой
и продольной шпонках
Номер
операции
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Наименование и содержание операции
Заготовительная. Отрезать заготовку
Токарная. Подрезать торец, сверлить отверстие диамет-
ром D, обточить наружную поверхность предварительно
Токарная. Подрезать другой торец, обточить оставшуюся
часть наружной поверхности предварительно
Токарная. Подрезать торец, расточить отверстие диамет-
ром d с припуском под развертывание, канавку диамет-
ром d2. Расточить выточки диаметром снять фаски
1X45°, развернуть отверстие диаметром d с припуском
под шлифование
Шлифовальная. Шлифовать другой торец
Токарная. Обточить наружную поверхность (3—4 шт.)
на оправке под шлифование
Токарная. Снять фаски в отверстии 1X45°
Долбежная. Долбить шпоночный паз
Фрезерная. Фрезеровать шпоночный паз
Фрезерная. Фрезеровать канавки зубьев (3—4 шт.)
Фрезерная. Фрезеровать задние поверхности зубьев
Фрезерная. Фрезеровать зубья на торце
Слесарная. Зачистить заусенцы и снять фаски у шпоноч-
ного паза
Термическая. Закалить
Дробеструйная. Очистить от окалины
Шлифовальная. Шлифовать отверстие, торец выточки
d\, наружный торец
Шлифовальная. Шлифовать другой торец
Размагнитить
Заточная. Заточить переднюю поверхность зубьев, за-
точить переднюю поверхность зубьев на торце
Шлифовальная. Шлифовать наружную поверхность
271
Продолжение табл. 137
Номер
операции
Наименование и содержание операции
21
22
23
24
25
26
Шлифовальная. Шлифовать поднутрение торца под углом
2°, шлифовать фаски 1X45° по вершинам зубьев
Заточная. Заточить задние поверхности зубьев
Заточная. Заточить задние поверхности зубьев на торце
Заточная. Заточить задние поверхности зубьев на фаске
Маркировочная. Клеймить
Термическая. Цианировать
Технологический процесс изготовления
фрез отрезных с мелким зубом
Таблица 138
Номер
операции
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Наименование и содержание операции
Разметочная. Разметить лист
Сверлильная. Сверлить центровые отверстия. Вырезать
заготовки
Рихтовочная. Рихтовать заготовки с подогревом
Шлифовальная. Шлифовать на плоскошлифовальном
станке оба торца предварительно
Токарная. Рассверлить отверстие под шлифование
Токарная. Обточить наружную поверхность на оправке
по 20—100 шт.
Долбежная. Долбить шпоночный паз
Фрезерная. Фрезеровать зубья
Слесарная. Зачистить заусенцы
Термическая. Закалить
Дробеструйная. Очистить от окалины
Рихтовочная. Рихтовать
Шлифовальная. Шлифовать оба торца предварительно
Шлифовальная. Шлифовать отверстие
Шлифовальная. Шлифовать наружную поверхность
272
Продолжение табл. 138
Номер
операции
Наименование и содержание операции
16 Шлифовальная. Шлифовать оба торца окончательно в
17 18 19 20 21 22 раоМСр заточная. Заточить передние и задние поверхности зубьев Шлифовальная. Шлифовать поднутрение с двух сторон Слесарная. Притупить острые кромки по отверстию • Размагнитить Маркировочная. Клеймить Термическая. Цианировать
Таблица 139
Технологический процесс изготовления
фрез червячных для шлицевых валов
с эвольвентным профилем
Номер
операции
1
2
3
4
5
6
7
8
9
10
Наименование и содержание операции
Заготовительная. Отрезать заготовку
Кузнечная. Отковать заготовку
Термическая. Отжечь заготовку
Галтовочная. Очистить заготовку в галтовочном барабане
Токарная. Подрезать торец, сверлить отверстие, рас-
сверлить отверстие диаметром 40 мм, обточить наруж-
ную поверхность с припуском на обработку
Токарная. Подрезать другой торец, обточить оставшуюся
часть наружной поверхности с припуском на обработку
Токарная. Подрезать торец, расточить отверстие и вы-
точку, снять фаску, развернуть отверстие под шлифование
Токарная. Подрезать другой торец, снять фаску
Токарная. Обточить наружную поверхность с припуском
под затылование, обточить буртик с образованием ра-
диуса и снять фаски с одной стороны
Токарная. Обточить буртик с образованием радиуса и
снять фаски с другой стороны
273
Продолжение табл. 139
Номер операции Наименование и содержание операции
11 12 Долбежная. Долбить шпоночный паз Слесарная. Зачистить заусенцы и снять фаски на торцах шпоночного паза
13 14 15 16 17 18 19 20 Токарная. Нарезать червяк (фрезой) Фрезерная. Фрезеровать канавки по цилиндру Слесарная. Зачистить заусенцы после фрезерования Маркировочная. Клеймить Термическая. Нормализовать Дробеструйная. Очистить от окалины Шлифовальная. Шлифовать отверстие предварительно Шлифовальная. Шлифовать торец предварительно с од* ной стороны
21 Шлифовальная. Шлифовать торец предварительно с дру- гой стороны
22 Заточная. Заточить переднюю поверхность предвари- тельно
23 24 Токарная. Затыловать профиль зубьев Фрезерная. Срезать неполную нитку зубьев с одной стороны
25 Фрезерная. Срезать неполную нитку зубьев с другой стороны
26 27 28 29 30 Термическая. Закалить Дробеструйная. Очистить от окалины Шлифовальная. Шлифовать отверстие Доводочная. Довести отверстие Шлифовальная. Шлифовать буртик с радиусом и торец буртика с одной стороны
31 Шлифовальная. Шлифовать буртик с радиусом и торец буртика с другой стороны
32 33 34 35 Заточная. Заточить передние поверхности зубьев Шлифовальная. Шлифовать профиль зубьев Термическая. Цианировать Контрольная. Испытать фрезу нарезкой зубьев на кольце
274
Таблица 140
Технологический процесс
изготовления корпуса червячной фрезы
L
Номер
операции
1
2
3
4
5
6
7
8
9
10
И
12
13
Наименование и содержание операции
Заготовительная. Отрезать заготовку
Галтовочная. Очистить заготовку в галтовочном барабане
Токарная. Подрезать торец, сверлить отверстие, обточить
наружную поверхность с припуском на обработку
Токарная. Подрезать другой торец, обточить оставшуюся
часть наружной поверхности с припуском иа обработку
Токарная. Подрезать торец, расточить отверстие и две
выточки, снять фаску, развернуть отверстие под шлифо-
вание
Токарная. Подрезать другой торец, расточить выточку
с другой стороны, снять фаску в отверстии
Токарная. Обточить на оправке наружную поверхность
окончательно, проточку под резьбу, снять фаску на про-
точке, проточить канавку для выхода резца, обточить
скос под углом 10°
Токарная. Обточить на оправке проточку под резьбу,
снять фаску на проточке, проточить канавку для выхода
резца, обточить скос под углом 10°
Токарная. Нарезать резьбу с одной стороны
Токарная. Нарезать резьбу с другой стороны
Шлифовальная. Шлифовать торец на оправке с одной
стороны
Шлифовальная. Шлифовать торец на оправке с другой
стороны
Долбежная. Долбить шпоночный паз
275
Продолжение табл. 140
Номер операции Наименование и содержание операции
14 Слесарная. Зачистить заусенцы и снять фаски на торцах шпоночного паза
15 16 Токарная. Нарезать профиль зуба Фрезерная. Фрезеровать пазы и затылки зубьев под
17 18 углом 30° одновременно Слесарная. Зачистить заусенцы после фрезерования Фрезерная. Срезать неполную нитку зубьев с одной сто-
19 Фрезерная. Срезать неполную нитку зубьев с другой
20 21 22 23 стороны Маркировочная. Клеймить Термическая. Закалить Дробеструйная. Очистить от окалины Шлифовальная. Шлифовать отверстие с припуском иа доводку
24 25 Доводочная. Довести отверстие Шлифовальная. Шлифовать торец на оправке с одной
26 Шлифовальная. Шлифовать торец на оправке с другой стороны
27 28 Шлифовальная. Шлифовать пазы Слесарная. Притупить острые кромки переходов
Таблица 141
Технологический процесс
изготовления реек для сборных червячных фрез
L-0,01 (Ом комплекта)
Номер
операции
1
2
3
4
Наименование и содержание операции
Заготовительная. Отрезать заготовку
Кузнечная. Отковать заготовку
Термическая. Отжечь заготовку
Фрезерная. Фрезеровать плоскость h с припуском с одной
стороны (комплектом)
276
Продолжение табл. 141
Номер
операции
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
Наименование и содержание операции
Фрезерная. Фрезеровать плоскость h с припуском с дру-
гой стороны (комплектом)
Фрезерная. Фрезеровать плоскость в размер 9,5 мм с
припуском с одной стороны (комплектом)
Фрезерная. Фрезеровать плоскость в размер 9,5 мм с
припуском с другой стороны (комплектом)
Шлифовальная. Шлифовать плоскость в размер 9,5 мм с
припуском с одной стороны (комплектом)
Шлифовальная. Шлифовать плоскость в размер 9,5 мм с
припуском с другой стороны (комплектом)
Шлифовальная. Шлифовать одну сторону плоскости h с
припуском с одной стороны (комплектом)
Размагнитить
Фрезерная. Фрезеровать базовый конус под углом 10°
с одной стороны (комплектом)
Фрезерная. Фрезеровать базовый конус под углом 10°
с другой стороны (комплектом)
Фрезерная. Фрезеровать занижение с шлифовальной сто-
роны (комплектом)
Заточная. Заточить фаски на основании
Маркировочная. Клеймить номера реек (комплектом)
Слесарная. Собрать и разобрать рейки
Токарная. Подрезать базовый конус 10° с одной стороны
комплекта (в корпусе)
Токарная. Подрезать базовый конус 10° с другой стороны
комплекта (в корпусе)
Слесарная. Собрать и разобрать рейки с корпусом
Токарная. Фрезеровать профиль зубьев на рейках
Токарная. Затыловать профиль зубьев
Фрезерная. Срезать неполную нитку зубьев с одной
стороны
Фрезерная. Срезать неполную нитку зубьев с другой
стороны
Слесарная. Связать рейку комплектом
Термическая. Закалить
Дробеструйная. Очистить от окалины
Шлифовальная. Шлифовать плоскость в размер 9,5 мм
с припуском с одной стороны
Шлифовальная. Шлифовать плоскость в размер 9,5 мм
с припуском с другой стороны
Шлифовальная. Шлифовать основание рейки с припуском
под затылование (комплектом)
Размагнитить
277
Таблица 142
Технологический процесс сборки червячной фрезы
Номер операции Наименование и содержание операции
1 2 Слесарная. Собрать и разобрать рейки 3 из корпуса 2 Шлифовальная. Шлифовать базовый конус под углом 10° с одной стороны
3 Шлифовальная. Шлифовать базовый конус под углом 10° с другой стороны
4 5 6 Шлифовальная. Шлифовать один торец на оправке Шлифовальная. Шлифовать другой торец на оправке Слесарная. Собрать рейки 3 в корпус 2 и закрепить гайками 1 и 4
7 8 9 Доводочная. Довести отверстие Шлифовальная. Шлифовать профиль зубьев Заточная. Заточить передние поверхности зубьев
278
Таблица 143
Технологический процесс изготовления
протяжки шпоночной с фасочными зубьями
Номер операции Наименование и содержание операции
1 2 3 4 5 6 7 8 9 Заготовительная. Отрезать заготовку Кузнечная. Отковать заготовку Галтовочная. Очистить заготовку в галтовочном барабане Термическая. Отжечь заготовку Рихтовочная. Рихтовать Фрезерная. Фрезеровать торцы в размер Фрезерная. Фрезеровать две узкие поверхности Фрезерная. Фрезеровать две широкие поверхности Фрезерная. Фрезеровать пазы на замковой части и конус,
10 11 12 13 14 15 16 17 18 фрезеровать две фаски Фрезерная. Фрезеровать переднее направление Фрезерная. Фрезеровать рабочую поверхность на конус Фрезерная. Фрезеровать профиль зубьев Слесарная. Зачистить заусенцы и снять фаски на торце Фрезерная. Фрезеровать уступы Термическая. Закалить Дробеструйная. Очистить от окалины Рихтовочная. Рихтовать Шлифовальная. Шлифовать две широкие плоскости пред* варительно
19 Заточная. Заточить передние поверхности и спинки
20 зубьев Шлифовальная. Шлифовать две широкие плоскости окон- чательно
21 22 23 Шлифовальная. Шлифовать узкую опорную поверхность Шлифовальная. Шлифовать зубья поверху Шлифовальная. Шлифовать переднее направление по- верху
24 25 Шлифовальная. Шлифовать уступы с двух сторон Шлифовальная. Шлифовать фаски на опорной плоскости с двух сторон
26 Шлифовальная. Шлифовать фаску у переднего направ-
27 ления с двух сторон Шлифовальная. Шлифовать калибрующие зубья и заднее направление
279
Продолжение табл. 143
Номер
операции
28
29
30
31
32
33
34
Наименование и содержание операции
Шлифовальная. Шлифовать заднюю поверхность калиб-
рующих зубьев
Шлифовальная. Шлифовать заднюю поверхность режу-
щих зубьев
Шлифовальная. Шлифовать стружкоделительные канавки
Доводочная. Довести заднюю поверхность зубьев
Шлифовальная. Шлифовать замковый паз и конус, шли-
фовать фаски на торце замковой части
Размагнитить
Маркировочная. Клеймить
Таблица 144
Технологический процесс изготовления
протяжки шлицевой комбинированной переменного резания
с центрованием по наружному диаметру
Номер
операции
1
2
3
4
5
6
7
8
9
10
11
Наименование и содержание операции
Заготовительная. Отрезать заготовку рабочей части
Заготовительная. Отрезать заготовку хвостовой части
Галтовочная. Очистить заготовки в галтовочном барабане
Токарная. Подрезать торец с одной стороны, обточить
уступ у рабочей части под сварку
Сварочная. Сварить заготовки встык
Термическая. Отжечь заготовку после сварки
Токарная. Снять грат после сварки
Токарная. Подлезать торцы и центровать с двух сторон
Рихтовочная. Рихтовать
Токарная. Обточить наружный диаметр и заднее направ-
ление, снять фаску
Токарная. Обточить замковую часть и шейку, снять
фаску
280
Продолжение табл. 144
Номер
операции
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
Наименование и содержание операции
Токарная. Обточить диаметр рабочей части на конус
и конус под круглые зубья
Токарная. Обточить заходный конус
Токарная. Обточить переднее направление и диаметры
калибрующих частей
Токарная. Нарезать профиль зубьев с шагом t
Токарная. Нарезать профиль зубьев с шагом t\
Токарная. Обточить зубья по переднему углу и спинке
с шагом t
Токарная. Обточить зубья по переднему углу и спинке
с шагом
Фрезерная. Фрезеровать шлицы на зубьях и заднем на-
правлении
Термическая. Закалить
Дробеструйная. Очистить от окалины
Слесарная. Очистить и шлифовать центры
Рихтовочная. Рихтовать
Заточная. Заточить передние поверхности и спинки
зубьев предварительно
Шлифовальная. Шлифовать место под люнет, замковую
часть, переднее и заднее направление
Шлифовальная. Шлифовать диаметры фасочных, шли-
цевых и круглых зубьев по конусу
Шлифовальная. Шлифовать заходный конус
Шлифовальная. Шлифовать по диаметру каждый зуб
в размер
Шлифовальная. Шлифовать калибрующие зубья круглые
и шлицевые
Шлифовальная. Шлифовать черновые и переходные зубья
по заднему углу
Шлифовальная. Шлифовать чистовые зубья по заднему
углу
Шлифовальная. Шлифовать калибрующие зубья по зад-
нему углу
Шлифовальная. Шлифовать шлицы на фасочных зубьях
Шлифовальная. Шлифовать шлицы и поднутрение по
шлицам
Шлифовальная. Шлифовать выкружки на фасочных и
шлицевых зубьях
Заточная. Заточить передние поверхности и спинки зубь-
ев окончательно
Доводочная. Довести задние поверхности зубьев
Маркировочная. Клеймить
281
Таблица 145
Технологический процесс
изготовления шеверов дисковых модульных
Номер
операции
1
2
3
4
5
6
7
9
10
11
12
13
14
15
16
17
18
19
2Q
Наименование и содержание операции
8
Заготовительная. Отрезать заготовку
Кузнечная. Отковать заготовку с отверстием
Термическая. Отжечь заготовку
Галтовочная. Очистить заготовку в галтовочном барабане
Токарная. Подрезать торец, расточить отверстие, обто-
чить наружную поверхность предварительно
Токарная. Подрезать другой торец, обточить оставшуюся
часть наружной поверхности предварительно
Токарная. Подрезать торец, занижение на торце, расто-
чить отверстие с припуском под развертывание и шли-
фование, снять фаску, развернуть отверстие, расточить
выточку на торце
Токарная. Подрезать другой торец, обточить занижение
на торце, снять фаску по отверстию, расточить выточку
на торце
Токарная. Обточить на оправке наружную поверхность
(по 5 шт.)
Шлифовальная. Шлифовать торцы предварительно
Шлифовальная. Шлифовать наружную поверхность (по
5 шт.)
Долбежная. Долбить шпоночный паз
Фрезерная. Фрезеровать профиль зубьев
Сверлильная. Сверлить отверстия по кондуктору
Долбежная. Долбить канавки на зубьях с одной стороны
Долбежная. Долбить канавки на зубьях с другой стороны
Термическая. Закалить
Дробеструйная. Очистить от окалины
Шлифовальная. Шлифовать один торец окончательно
Шлифовальная. Шлифовать другой торец окончательно
282
Продолжение табл. 145
Номер
операции
21
22
23
24
25
Наименование и содержание операции
Шлифовальная. Шлифовать отверстие
Доводочная. Довести отверстие
Шлифовальная. Шлифовать профиль зубьев по эволь-
венте предварительно
Шлифовальная. Шлифовать профиль зубьев по эволь-
венте окончательно
Маркировочная. Клеймить
Таблица 146
Технологический процесс изготовления долбяков
зуборезных дисковых прямозубых чистовых
Номер
операции
1
2
3
4
5
8
9
10
11
12
Наименование и содержание операции
G
7
Заготовительная. Отрезать заготовку
Кузнечная. Отковать заготовку
Термическая. Отжечь заготовку
Галтовочная. Очистить заготовку в галтовочном барабане
Токарная. Подрезать торец, сверлить отверстие, обточить
наружный диаметр до кулачков с припуском на об-
работку
Токарная. Подрезать другой торец, обточить оставшую-
ся часть наружного диаметра с припуском на обра-
ботку
Токарная. Подрезать торец, расточить отверстие, выточ-
ку, проточить кольцевую канавку, расточить канавку в
выточке, обточить конус под углом 5°, снять фаску по
отверстию
Токарная. Подрезать другой торец, снять фаску по от-
верстию, обточить конус
Токарная. Обточить наружный диаметр на конус под
углом 6°
Фрезерная. Фрезеровать профиль зубьев
Слесарная. Зачистить заусенцы
Термическая. Закалить.
283
Продолжение табл. 146
Номер операции Наименование и содержание операции
13 14 , Дробеструйная. Очистить от окалины Шлифовальная. Шлифовать зубья по передней поверх* ности
15 16 17 18 19 20 21 22 Шлифовальная. Шлифовать опорный торец Размагнитить Притирочная. Притереть опорный торец Шлифовальная. Шлифовать отверстие Шлифовальная. Шлифовать внутренний торец Доводочная. Довести отверстие Доводочная. Довести внутренний торец Шлифовальная. Шлифовать передний угол предвари* тельно
23 24 Шлифовальная. Шлифовать задний угол предварительно Шлифовальная. Шлифовать профиль зубьев предвари- тельно
25 26 27 28 29 Шлифовальная. Шлифовать профиль зубьев окончательно Шлифовальная. Шлифовать задний угол окончательно Шлифовальная. Снять фаски на вершине зубьев Маркировочная. Клеймить Полировальная. Полировать профиль зубьев и опорный
30 торец Шлифовальная. Шлифовать передний угол окончательно
Технологические процессы
изготовления инструмента в серийном производстве
Технологический процесс
изготовления токарных проходных отогнутых резцов с углами ф и ф1=45°
и пластинками из твердого сплава
Таблица 147
Номер, наименование и содержание опера- ции Наименование обо- рудования и мо- дель Режущий инстру- мент Вспомогатель- ный инстру- мент Приспособ- ление Мерительный инструмент Режимы обработки
V, м/мин п, об/мин S. мм/об (мм/мин)
1 2 3 4 5 6 7 8 9
1. Заготовительная. Рубка заготовок на g две державки Пресс криво- шипный 100 тс К2132 — Штамп уни- версальный — Штанген- циркуль 0-125 мм — — —
286
1 2 3
2. Нагрев 3. Штамповочная. Штамповать за- готовку на две державки 4. Разделительная. Разломать заго- товку на две державки 5. Галтовочная. Очистить поков- ки от окалины и коррозии 6. Слесарная. За- чистить остатки перемычки пос- ле разлома, за- усенцы и задние грани. Снять на торце грани 1X45° (160 тс КБ-262) Высокочастот- ная установка МГЗ-208АК Пресс криво- шипный 160 тс КБ-262 (250 тс КА-264) Галтовочный барабан Точи льно-шли- фовальный ста- нок ЗБ634 Круг шлифо- вальный ПП 400X40X127 2А-СТ2- СТз-Б
Продолжение табл. 147
4 5 6 7 8 9
— Индуктор Оптический пирометр — — —
— Блок-штамп, сменные на- ладки Штанген- циркуль 0-125 мм — — —
— Приспособ- ление спе- циальное — — — —
—- — — —• — —
— — — — — —
Продолжение табл. 147
1 2 3 4 5 6 7 8 9
7. Фрезерная. Фре- зеровать опор- ную плоскость (одновременно обрабатывается от 84 до 144 ин- струментов) Карусельно- фрезерный ста- нок 621 MCI Фреза торцо- вая 0160 мм 2214-0005,90° Т15К6* Оправка к фрезе 050 6222-0040* Приспособ- ление гид- равлическое многомест- ное много- позицион- ное Скоба ГОСТ 2216—43, плита по- верочная Ш1 400Х Х400, ГОСТ 10909—64 301 600 475
8. Шлифовальная. Шлифовать опорную плос- кость (одновре- менно обрабаты- вается от 53 до 100 инструментов) Плоскошлифо- вальный ста- нок ЗБ756 Круг сегмент- ный шлифо- вальный 0450 5С85Э5 24-36- С1-СТ156, ГОСТ 2424—67 Демагнити- затор Штанген- циркуль 0-125 мм ГОСТ 166—63 11 м/с 10 0,017
9. Виброобработка. Зачистить заусе- нцы и приту- пить острые кромки Виброабразив- ная установка
машино-
* Обозначение инструмента или приспособления по соответствующему стандарту или нормалям
строения МН 74-62 — МН 81-62,
ю
s
1 2 3
10. Фрезерная. Фрезеровать пе- реднюю поверх- ность (одновре- менно обраба- тывается от 5 до 13 инстру- ментов) Горизонтально- фрезерный ста- нок 6Н82 Фреза дисковая трехсторонняя 0100 мм 2241-0005 Т15К6
11. Фрезерная. Фрезеровать гнездо под пластинку твер- дого сплава (одновременно обрабатывается от 5 до 13 ин- струментов) То же То же
12. Слесарная. За- чистить заусе- нцы после фрезерования Точильный ста- нок двусто- ронний ЗБ623
13. Контрольная Стол контроль- ный
Продолжение табл. 147
4 6 6 7 8 9
Оправка к фрезе 027 мм 6225-0072 Тиски двух- поворотные Шаблон 219 700 475
То же То же » 219 700 475
— — — — — —
— — Контрольная плита, штангенцир- куль — — —
10 Зак. 3089
1 2 3
14? Моечная. Про- Моечно-су-
мыть и обезжи- рить поверх- ность гнезда под пластинку шильный агре- гат 1
15. Пайка. Пайка пластинки твер- дого сплава Установка ТВЧ ЛЗ-67 f г
16. Маркировочная. Клеймильный Набор твердо-
Клеймить зна- ки маркировки станок СИ-01 сплавных клейм
17. Заточная. Зато- Станок для Алмазный круг
чить переднюю электролитичес- АЧК150Х20Х
поверхность по кого затачива- Х32 М5 100—
пластинке твер- ния резцов 150% АСВ8-
дого сплава ЗБ23 (ЗА64М) АСВ12, ГОСТ 9770—61
18. Заточная. За- точить главную заднюю поверх- ность по плас- То же То же
Продолжение табл. 147
4 5 6 7 8 9
— — 1 — — —
— Индуктор петлевой, стол, стер- жень для фискации — Т=10 Ток а 1,6—1 Ток с 0,3—4 Напру 8,0— зо°с кода ?,0А етки ),6А |жение 8,2 кВ анода
Клеймодер- жатель —• — — — —
Втулка с шайбой для крепления круга Приспособ- ление для доводки и заточки резцов двухъярус- ное Скоба ГОСТ 2216—68, угломер, эталон чис- тоты ГОСТ 9378—60 2 м/с 2900 Ручная
То же То же Угломер, эталон чис- тоты ГОСТ 9378-60 2 м/с 2900 »
8
1 2 3
тинке твердого сплава 19. Заточная. За- Станок для Алмазный круг
точить вспомо- гательную зад- нюю (внеш- нюю) поверх- ность по пластинке твердого спла- ва 20. Заточная. Зато- электролити- ческого затачи- вания резцов ЗБ23 (ЗА64М) То же АЧК 150 х Х20Х32 М5 100—150% АСВ8-АСВ12, ГОСТ 9770—61 То же
чить вспомога- тельную заднюю (внутреннюю) поверхность по пластинке твер- дого сплава 21. Доводочная. Станок для Алмазный круг
Довести режу- щую кромку ’ по передней электролити- ческого зата- чивания рез- АЧК 150х X20x32 М5 100—150%
поверхности цов ЗБ23 (ЗА64М) АСВ8-АСВ12, ГОСТ 9770—61
Продолжение табл. 147
4 6 6 7 8 9
Втулка с шайбой для крепления круга Приспособ- ление для доводки и заточки рез- цов двухъ- ярусное Угломер, эталон чис- тоты ГОСТ 9378—60 2 м/с 2900 Ручная
То же То же То же 2 м/с 2900 >
Втулка с шайбой для крепления круга f Приспособ- ление для доводки и заточки резцов двухъярус- ное Штанген- циркуль 0-125 мм ГОСТ 166—63, угломер, эталон чис- тоты ГОСТ 9378—60 1,5 м/с 2400 >
1 2 3
22. Доводочная. . Довести режу- щую кромку по главной зад- ней поверхно- сти То же То же
23. Доводочная. Довести радиу- сы при верши- не резца Станок для электролити- ческого затачи- вания резцов ЗБ23 (ЗА64М) Алмазный круг АЧК 150 х X20x32 М5 100—150% АСВ8-АСВ12, ГОСТ 9770—61
24. Моечная. Про- мыть, сушить Моечно-сушиль- $ный агрегат —
25. Контрольная Контрольный стол •
Продолжение табл. 147
4 5 6 7 8 9
То же То же То же 1,5 м/с 2400 »
Втулка с шайбой для крепления круга Приспособ- ление для доводки и заточки резцов двухъярус- ное Штанген- циркуль 0-125 мм ГОСТ 166—63, угломер, эталон чис- тоты ГОСТ 9378—60 1,5 м/с 2400 >
— — — — — —
Приспособ- ление спе- циальное для провер- ки прочно- сти сцепле- ния плас- тин с дер- жавкой Контрольная плита, штангенцир- куль, элек- тромагнит- ный индук- тивный де- фектоскоп, эталон резца
CO
to
Таблица 148
Технологический процесс изготовления спиральных сверл
с цилиндрическим хвостовиком диаметром до 8 мм
____1—'
Номер, наименование и содержание операции Наименование обо- рудования и мо- дель Режущий инстру- мент Вспомогатель- ный инстру- мент Приспособ- ление Мерительный инструмент Режимы обработки
о, м/мин п, об/мин S, мм/об (мм/мин)
1 2 3 4 5 6 7 8 9
1. Заготовитель- ная. Очистить пруток сереб- рянки от смазки 2. Заготовитель- Верстак сле- сарный Токарно-отрез- Резец отрезной Резцедер- Цанга за- Штанген- 41,0 1600 0,2
ная. Отрезать заготовку с од- новременной проточкой ко- нуса 2ф=120° с двух сторон 3. Заготовительная. ной полуавто- мат СИ-02 Точильный специальный Круг шлифо- жатель жимная, упор, гиль- за направ- ляющая циркуль 0-125 мм, угломер ик= 19 пк Ручная
Зачистить сле- ды обламыва- ния с двух сторон станок 332А вальный ПП 250x16 x 75 14А-40-С2-5К м/с 1500
I
2
3
ьо
S
4. Фрезерная.
Фрезероватьпо-
водок сверла
5. Фрезерная.
Фрезеровать ка-
навки и спинки
сверла с увели-
чением сердце-
вины 1,4.-1 ,8мм
в направлении
к хвостовику
на каждые 100мм
длины сверла
Шлифовальная.
Шлифовать
предварительно
по наружному
диаметру
Маркировочная.
Клеймить номи-
нальный диа-
метр, марку
6.
7.
Горизонтально-
фрезерный ста-
нок 6М82
Сверло-фре-
зерный авто-
мат 6790
Бесцентрово-
шлифовальный
станок ЗГ182
Станок для
клеймения
круглых изде-i
лий
Две фрезы дис-
ковые двусто-
ронние
Фреза для ка-
навки, фреза
для спинки
Круг шлифо-
вальный ПП
350x150x127
14А-4О-СТ1-5К
Набор клейм
Продолжение табл 148
4 б 6 7 8 9
Оправка для фрез, промежу- точные кольца Приспособ- ление для фрезерова- ния повод- ков Калибр для проверки смещения поводка, штанген- циркуль 0-125 мм 50 200 (140)
Оправки для фрез Цанга за- жимная, втулка на- правляющая Штанген- циркуль 0-200 мм, стенкомер индикатор- ный 40 463 (65)
Клеймодер- жатель Ролики под- держиваю- щие Микрометр 0-25 мм Сравнитель- ный эталон Яв.К= Лв.к = Лш.к= 4° ЛОО об =2000 с >/мин Мб/мин
Продолжение табл. 148
ьо
CD
1 2 3 4 Б 6 7 8 9
стали сверла, товарный знак завода-изгото- вителя 8. Контрольная. Проверить: диаметр сверла; увеличение сердцевины 1.4...1,8 мм в направле- нии к хво- стовику на каждые 100 мм дли- ны сверла; радиальное биение ра- бочей части относитель- но оси хво- стовика не более 0,12 мм — — — Микрометр 0-25 мм, стенкомер индикатор- ный, при- бор для контроля биения К1-1» — — —
* Шифр специальных средств контроля здесь и далее по «Альбому специальных средств контроля
размерных параметров сверл» (М., ВНИИ, 1967).
i' 2 3
9. Термическая. Электрические —..
Обеспечить твердость рабо- чей части: сверл диа- метром до 5 мм 62...64 печи-ванны
HRC; сверл диа- метром вы ше 5 мм 62...65 HRC; хвостовика 30...45 HRC (од- новременно обрабаты- вается 50 инструмен- тов) Гидроабразив-
10. Гидроабразив- • - -
ная. Очистить поверхности сверл после ная установка
Продолжение табл. 148
4 5 6 7 8 9
Приспособ- ления для закалки и отпуска Прибор для проверки твердости
— — —
to
1 2 3 4
термической об- работки (одно- временно обра- батывается 300—500 инст- рументов) 11. Рихтовочная. Рихтовать свер- ла. Кривизна на всей длине не более 0,12 мм (одно- временно обра- батывается 20—30 инстру- ментов) 12. Полировальная. Полировать стружечные канавки 13. Шлифовальная. Шлифовать окончательно по наружному диамерту с об- ратной конус- ностью 0,03... Установка для рихтовки про- катыванием Универсально- заточной станок ЗА64М Бесцентрово- шлифовальный станок ЗГ182 Круг полиро- вальный ПП 125x6x32 13А-40-ВТ1-ЗГК Круг шлифо- вальный ПП 350X150X127 14А-25-С1-6К, круг ведущий ПП 250Х150Х Х127 —
Продолжение табл, 148
5 6 7 8 9
— Контроль- ная плита, индикатор- ная стойка
— Эталон чис- тоты по- верхности VK= 26 м/с 4020 Ручная
Микрометр 0-25 мм ®в.к= Лв.к = Лш.к = 1° -75 об/ =2000 с мин )б/мин
1 2 3
0,08 мм на каж- дые 100 мм длины сверла 14. Заточная. За- точить сверло по задней по- верхности. Осе- вое биение ре- жущих кромок не должно пре- вышать 0,10 мм 15. Контрольная Универсально- заточной ста- нок ЗА64М Стол ОТК 14А-25-СТ2-6Б Круг из эльбо- ра 2724-0158-Б ГОСТ 17123—71
I
Продолжение табл. 148
4 6 6 7 8 9
— Универсаль- ная головка Шаблон К Ю-4, эта- лон чисто- ты, прибор для конт- роля сим- метричнос- ти КЮ-8 Ок= 25 м/с 4020 >
§
Технологический процесс изготовления спиральных сверл
с коническим хвостовиком диаметром свыше 10 до 20 мм
Таблица 149
Наименование обо- рудования и мо- дель Вспомогатель- ный инстру- мент Режимы обработки
Номер, наименование и содержание операции Режущий инстру- мент Приспособ- ление Мерительный инструмент V, м/мин п, об/мин S, мм/об (мм/мин)
1 2 3 4 5 6 7 8 9
1. Заготовитель- ная. Отрубить заготовку для рабочей части из стали марки Р6М5 2. Заготовитель- ная. Отрубить заготовку для хвостовой час- ти из стали марки 45Х (40Х) Пресс криво- шипный КВ-235 То же Пуансон 2 Штамп » — Штанген- циркуль 0-125 мм То же МИН дв, ход о5 мин
Продолжение табл. 149
1 2 3 4 5 6 7 8 9
3. Галтовочная. Галтовать заго- товки рабочей и хвостовой частей (одно- временно обра- батывается 5С0 инструментов) Галтовочный барабан — —- —
4*. Токарная. Об- точить цапфу под сварку на заготовке для хвостовой (или рабочей) части 5. Комплектовоч- ная. Комплек- товать заготов- ки рабочей и хвостовой час- тей для сварки Токарный ста- нок 1К62 Слесарный верстак Резец с меха- ническим креп- лением трех- гранной плас- тинки Т5К10 Резцедер- жатель Цанговый ’патрой* Штанген- циркуль 0-125 мм 46 1050 0,3
* В зависимости от соотношения диаметров заготовок рабочей и хвостовой частей цапфа обтачивается на
заготовке большего диаметра в размер заготовки меньшего диаметра. При равных диаметрах заготовок опера-
цию допускается не выполнять.
§
1 2 3
6. Сварочная. Сварить заго- товки. Смеще- ние осей сва- риваемых час- тей не более 0,2 мм 7. Термическая. Отжечь заго- товки после сварки (одно- временно обра- батывается 500 инструментов) 8. Контрольная. Проверить прочность свар- ки «на отбой» 5% 9. Токарная. Снять грат, об- разованный при сварке, запод- лицо с поверх- ностью заго- товки Машина для сварки трени- ем МСТ-35 Шахтная печь Слесарный верстак Токарный ста- нок МФ-116А 'Я f Резец проход- ной прямой Т5К10
Продолжение табл. 149
4 5 6 7 8 9
1 I □0 Цанги для рабочей и хвостовой частей, упоры Штанген- циркуль 0-300 мм
Резцедер- жатель Патрон пневмати- ческий Штанген- циркуль 0-125 мм 47 900 0,31
1 8 3 4
10. Рихтовочная. Рихтовать за- готовки (кри- визна не более 0,5 мм) Пресс ручной винтовой — —
11 Контрольная. Проверить: кривизна должна быть не бо- лее 0,5 мм (5%); сме- щение осей сваренных частей должно быть не бо- лее 0,2 мм (5%) Контрольная плита
12. Фрезерная. Фрезеровать торец с одной стороны; фре- зеровать торец с другой сто- роны (одновре- менно обраба- Горизонтально- фрезерный ста- нок 6Н82 Фреза со встав- ными ножами Оправка
Продолжение табл. 149
6 6 7 8 9
— Щуп, конт- рольная плита
— Щуп
Пневмати- ческое при- способление Штанген- циркуль 0-300 мм 50 125 (150)
1 2 3
тывается 6 ин- струментов)
13. Галтовочная. Галтовать заго- товки (одно- временно обра- батывается 500 инструментов) Галтовочный барабан
14. Центровочная. Центровать за- готовку со сто- роны хвостовой части Настольно- сверлильный станок НС-12А Сверло центро- вочное комби- нированное
15. Токарная. Об- точить конус 90° со стороны рабочей части Токарно-вин- торезный ста- нок 1А616 Резец с меха- ническим креп- лением четы- рехгранной пластинки Т5КЮ
16. Токарная: обточить предвари- тельно ра- бочую часть; обточить предвари- То же (То же
Продолжение табл. 149
4 5 6 7 8 9
— —*
Патрон Специаль- ное приспо- собление Штанген- циркуль 0-125 мм 9 540 Ручная
Резцедер- жатель Цанговый патрон Угломер 42 900
> г Штанген- циркуль 0-125 мм 47 900 0.2
2
1
3
тельно хво- стовую часть 17. Токарная. Об- Токарный по- Резец с меха-
точить рабочую часть оконча- тельно луавтомат КТ-16 ническим креп- лением трех- гранной плас- тинки Т5КЮ
18. Токарная. Об- точить лапку хвостовика, хвостовик под конус, шейку для маркиров- ки, шейку, (или буртик) для выхода круга оконча- тельно Токарный по- луавтомат КТ-15 То же
19. Шлифовальная. Шлифовать ра- бочую часть предварительно Круглошлифо- вальный ста- нок ЗБ151П Круг шлифо- вальный пвд 600 x 63 x 305 14А40 СТ1 5К
20. Маркировочная. Клеймить обо- го значение свер- § ла, номиналь- Станок для клеймения круглых из- делий Набор клейм
Продолжение табл. 149
4 б 6 7 8 9
Резцедер- жатель Патрон по- водковый, центр обрат- ный враща- ющийся Штанген- циркуль 0-200 мм 68 1020 0,15
» Патрон по- водковый, центр пря- мой враща- ющийся Штанген- циркуль 0-200 мм, втулка для контроля конуса Морзе 90 1365 0,15
Клеймодер- жатель Центр пря- мой, центр обратный, поводок Ролики под- держиваю- щие Микрометр 0-25 мм Сравнитель- ный эталон цк=37 м/с пк= = 1200 0,05
1 2 3
ный диаметр, марку стали ра- бочей части, товарный знак завода-изгото- вителя )
21. Фрезерная. Горизонтально- Фрезы для
Фрезеровать фрезерный ста- нок '6Н82 фрезерования
лапку хвосто- вика лапок сверл
22. Фрезерная. Сверло-фрезер- Фреза для
Фрезеровать ка- ный полуавто- спинки, фреза
навки и спинки сверла с увели- чением сердце- вины 1,4...1,8 мм в направ- лении к хвос- товику на каж- дые 100 мм длины сверла мат 6791В для канавки
23. Слесарная. За- Слесарный Напильник круг
чистить заусе- нпы на рабо- верстак лый, напилы^иь плоский
Продолжение табл. 149
4 5 6 7 8 9
Оправка для фрез, про- межуточные кольца Приспособ- ление для фр зерова- ния лапок Штанген- циркуль, 0-125 мм, калибр для проверки смещения лапок 50 200 (140)
Оправки Втулка на- Штанген- 38 560 (80,5)
для фрез правляющая циркуль 0-200 мм, стенкомер индикатор- ный
8
СИ
! 2 3
бочей части сверла 24. Контрольная. Стол ОТК
Проверить: диаметр сверла; увеличение сердцевины ,8 мм в направ- лении к хвостовику на каждые 100 мм длины свер- ла; радиальное биение ра- бочей час- ти относи- тельно оси хвостовика не более 0,16 мм 25 Термическая. Электрические
Обеспечить твердость: печи-ванны
Продолжение табл. 149
4 5 6 7 8 9
—- — Микрометр 0-25 мм, стенкомер индикатор- ный, прибор для контро- ля биения кы
— Приспособ- ление для закалки и Прибор для проверки твердости
£_____________________________________
1 2 3 4
рабочей части 62...65 HRC\ хвостовика 30...45 HRC (одновре- менно об- рабатывает- ся 30 ин- струментов) )
26. Гидроабразивная. Очистить по- верхности сверл после термичес- кой обработки (одновременно обрабатывается 300—500 ин- струментов) 27. Центровочная. Зачистить цент- ровое отверстие на торце хвос- товика Гидроабразив- ная установка
Настольно- сверлильный станок НС-12А Зенковка твер- досплавная Патрон
28. Рихтовочная. Рихтовать свер- ла. Биение ра- Слесарный верстак —
Продолжение табл. 149
5 6 7 8 9
отпуска —
Приспособ- ление приз- матическое Центры Контрольная плита» стой- ка с инди- 9 540 Ручная
1 2 3
бочей части от- носительно оси хвостовика не более 0,16 мм 29. Полировальная. Полировать стружечные ка- навки 30. Шлифовальная. Шлифовать хво- стовик Универсально- заточной ста- нок ЗА64М Круглошлифо- вальный станок ЗБ151П Круг полиро- вальный ПП 150x10x32 13А 20 ВТ1 згк Круг шлифо- вальный ПВД 600x63x305 14А 25 Cl 6К
31. Шлифовальная. Шлифовать окончательно по рабочей час- ти с образова- нием обратной конусности 0,04...0,10 мм на каждые 100 мм длины сверла 32. Заточная. Зато- чить сверло по задней поверх- То же Универсально- заточной ста- нок ЗА64М То же Круг из эльбо- ра 2724-0158-Б ГОСТ 17123-71
Продолжение табл. 149
4 5 6 7 8 9
катором
— — Эталон чис- тоты ик=31 м/с 4020 Ручная
— Центр пря- мой, центр обратный, поводок То же Калибр- втулка на конус Мор- зе, эталон чистоты Микрометр 0-25 мм ик=37 м/с ик=37 м/с лк= = 1200 X Пк= = 1200 0,01 0,0086
— Универсаль- ная головка Шаблон К10-4, эта- лон чисто- ик=31 м/с 4020 Ручная
8
оо _______________________________________________________
1 2 3 4
ности. Осевое биение режу- щих кромок не должно превы- шать 0,2 мм 33. Заточная. Под- точить попереч- ную кромку 34. Контрольная. Универсально- заточной ста- нок ЗА64М Стол ОТК Круг из эль- бора 2720-0355-Б ГОСТ 17123—71 —
Продолжение табл. 149
5 6 7 8 9
— ты, прибор для конт- роля сим- метричнос- ти К10- 8 Штанген- циркуль 0-125 мм, эталон чис- тоты, шаб- лон КЮ-4 ик=31 м/с 4020 >
Таблица 150
Технологический процесс
изготовления спиральных сверл с коническим хвостови-
ком, оснащенных пластинками из твердого сплава
8
Номер, наименование и содержание опера- ции Наименование обо- рудования и мо- дель Режущий инстру- мент Вспомогатель- ный инстру- мент Приспособле- ние Мерительный инструмент Режимы обработки
о» м/мин п, об/мин S, мм/об (мм/мин)
1 2 3 4 5 6 7 8 9
1. Заготовительная. Отрубить заго- товку для кор- пуса сверла из стали марки 9ХС Пресс механи- ческий КА-235 Пуансон Штамп к — Штанген- циркуль 0-300 мм ое ДВ- Х°Д мин
2. Фрезерная: фрезеровать торец с од- ной сторо- ны; фрезеровать торец с другой сто- роны (од- новременно Горизонтально- фрезерный ста- нок 6Н82 Фреза со встав- ными ножами Оправка Пневмати- ческое при- способление То же 50 125 (150)
'‘Ji
о 1 2 3
обрабатыва- ется 6 ин- струментов)
3. Галтовочная. Галтовать заго- товки (одновре- менно обраба- тывается 500 инструментов) Галтовочный барабан
4. Рихтовочная. Рихтовать заго- товки (кривиз- на не более 0,5 мм) Пресс ручной винтовой
5. Центровочная. Настолько- Сверло центро-
Центровать со сверлильный вочное комби-
стороны хво- стовика станок НС-12А нированное
6. Токарная. Под- Токарный ста- Резец с меха-
резать торец со стороны рабо- чей части с об- разованием на- ружного цент- ра под углом 118°±3° нок МФ-116А ническим креп- лением* трех- гранной плас- тинки Т5КЮ
Продолжение табл. 150
4 5 6 7 8 9
— Стойка с индикато- ром, конт- рольная плита
Патрон Специальное приспособ- ление Штанген- циркуль 0-125 мм 9 540 Ручная
Резцедер- жатель Патрон пневмати- ческий Угломер, штанген- циркуль 0-300 мм 59 900 0,1
1 2 3
7. Токарная. Об- точить рабочую часть Токарный по- луавтомат КТ-16 То же
8. Токарная. Об- точить лапку хво- стовика, хвосто- вик под конус, шейку для марки- ровки, шейку (или буртик) для вы- хода круга Токарный по- луавтомат КТ-15 ъ
9. Шлифовальная. Круглошлифо- Круг шлщ}ю-
Шлифовать ра- вальный ста- вальный 11вД
бочую часть предваритель- но нок ЗБ151П 600 x 63 x 305 14А-40-СТ1-5К
10. Маркировочная. Клеймить обо- значение свер- ла, номиналь- ный диаметр, марку твердого сплава, товарный знак завода-из- готовителя Станок для клеймения круглых изде- лий Набор клейм
Продолжение табл. 150
4 5 6 7 8 9
2> Поводко- вый патрон,* центр об- ратный вра- щающийся Поводковый патрон, центр пря- мой вра- щающийся Штанген- циркуль 0-200 мм Штанген- циркуль 0-200 мм, угломер, втулка для конуса Морзе * 90 90 1365 1365 0,2 0,2
— Поводок, центр пря- мой, центр обратный Микрометр 0-25 мм ик=37 м/с лк= = 1200 0,05
Клеймодер- жатель Ролики под- держива- ющие Сравнитель- ный эталон
03
to
1 2 3
11. Фрезерная. Горизонтально- Фрезы для фре-
Фрезеровать фрезерный ста- зерования ла-
лапку хвосто- вика нок 6Н82 пок сверл
12. Фрезерная. Сверло-фрезер- Фреза для ка-
Фрезеровать ка- ный полуавто- навки, фреза
навки и спинки сверла с увели- чением сердце- вины 1,4...1,8 мм в направлении к хвостовику на каждые 100 мм длины сверла мат 6791В для спинки
13 Фрезерная. Горизонтально- Фреза диско-
Фрезеровать Иаз фрезерный ста- вая трехсто-
под пластинку нок 6М82 роиняя
14. Слесарная. За- Слесарный в^р- Напильник круг-
чистить заусен- цы на рабочей стак лый, напильник плоский
Продолжение табл. 150
4 5 6 7 8 9
Оправка для фрез, про- межуточ- ные кольца Приспособ- ление для фрезерова- ния лапок сверл Штанген- циркуль 0-125 мм, калибр для проверки смещения лапок 50 200 (140)
Оправки для фрез Втулка на- правляющая Штанген- циркуль 0-200 мм, стенкомер индикатор- ный 35 250 (60)
Оп разка Специаль- ное приспо- собление ♦ Штанген- циркуль 0-125 мм, калибр для проверки смещения паза 40 160 (П2)
1 2 3
части и лапке сверла 15. Слесарная. Со- То же Напильник
брать корпус сверла с плас- тинкой из твер- дого сплава 16. Термическая. Установка плоский
Припаять плас- тинку из твер- дого сплава (одновременно обрабатывается 10 инструмен- тов) 17. Термическая. ТВЧ Электрические
Обеспечить твердость: корпуса сверла 56...62 HRC\ хвостовика 30...45 HRC (од- новременно обраба1ы- печи-ванны
Продолжение табл. 150
5
6 7 8
9
Прибор для
проверки
твердости
w
1 2 3 4
вается 30 инструмен- тов) Примеча- ние. На конце корпуса за плас- тинкой допус- кается пониже- ние твердости на 10 HRC на участке не бо- лее двух длин пластинки 18. Центровочная. Настольно- Зенковка твер- Патрон
Зачистить цент- ровое отвер- стие на торце хвостовика 19. Рихтовочная. сверлильный станок НС-12А Слесарный досплавная
Рихтовать свер- ла. Биение ра- бочей части от- носительно оси хвостовика не более 0,2 мм верстак
Продолжение табл. 150
5 6 7 8 9
Призмати- ческое при- способление '— 9 540 Ручная
Центры Контроль- ная плита, стойка с индикато- ром •
Продолжение табл. 150
1 2 3 4 5 6 7 8 9
20. Шлифовальная. Очистить ка- навки от при- поя и шлифо- вать пластинку по передней грани предва- рительно с об- разованием пе- реднего угла Универсально- заточной ста- нок ЗА64М Шлифовальный круг 1Т 150X X 16x32 63С 12 СМ1 8К Универсаль- ная голов- ка, упор Эталон чис- тоты, угло- мер ик=15 м/с 2000 >
21. Шлифовальная. Шлифовать конус рабочей части под уг- лом 118°±3° Круглошлифо- вальный ста- нок ЗБ151П Круг шлифо- валь ный ПВД 600 х X63x305 63С 12 СМ1 8К Патрон пневматичес- кий, цанга Угломер ик=37 м/с лк= = 1200 (1.06)
22. Шлифовальная. Шлифовать пластинку по диаметру пред- То же То же Центр пря- мой, центр обратный, поводок Микрометр 0-25 мм ик = =37 м/с Лк = = 1200 (1.06)
варительни 23. Шлифовальная. Заточить задний угол, выдержав размеры ленточ- ки по диаметру w пластинки Ел Универсально- заточной ста- нок ЗА64М Круг алмазный 2725-0013 АСП 100/80 100 МВ1 ГОСТ 16175-70 Центр пря- мой, центр обратный, упор Штанген- циркуль 0-125 мм, угломер № = =31 м/с 4020 Ручная
оэ
1 2 3
24. Шлифовальная. Заточить плас- тинку по перед- ней поверхно- сти окончатель- но Универсально- заточной ста- нок ЗА64М Круг алмазный 2725-0013 АСО 80/63 100 МВ1 ГОСТ 16175-70
25. Полировальная Полировать стружечные ка- навки То же Круг полиро- вальный ПП 150x10x32 13А-20-ВТ1-ЗГК
26 Шлифовальная. Шлифовать хво- стовик Круглошлифо- вальный ста- нок ЗБ151П Круг шлифо- вальный ПВД 600 x 63 x 305 14А-25-С1-6К
27. Шлифовальная. Шлифовать пластинку по диаметру окон- чательно с об- разованием об- ратной конус- ности 0,05 ... 0,08 мм на длине нластин- км То же Круг алмазный 2720-0068 АСО 80/63 100 МВ1 ГОСТ 16167-70
Продолжение табл. 150
4 б 6 7 8 9
— Универсаль- ная голов- ка, упор Эталон чис- тоты Ок = =31 м/с 4020 Ручная
— — То же Ок = =31 м/с 4020 »
— Центр пря- мой, центр обратный, поводок Калибр- втулка на конус Мор- зе, эталон чистоты Ок = =37 м/с Пк = = 1200 0,01
То же Микрометр 0-25 мм, эталон чис- тоты Ок = =37 м/с Лк = = 1200 (1.06)
1 2 3
28. Шлифовальная. Шлифовать кор- пус сверла в размер, равный диаметру в кон- це пластинки > Круг шлифо- вальный ПВД 600 x 63 x 305 14А 25 Cl 6К
29. Заточная. Зато- Универсально- Круг алмазный 2724-0038 АСО
чить сверло по заточной ста-
задней поверх- ности. Осевое биение режу- щих кромок не должно пре- вышать 0,15 мм нок ЗА64М 80/63 100 МВ1 ГОСТ 16172—70
30. Заточная. Под- точить попереч- ную кромку То же Круг шлифо- вальный 4П 150x8x32 63С 12СМ1 8К
31. Контрольная Стол ОТК
СР
Продолжение табл. 150
4 5 6 7 8 9
— » То же Ск = =37 м/с Лк = =1200 0,0086
— Универсаль- ная голов- ка Шаблон К10-4, эта- лон чисто- ты, прибор для контро- ля симмет- ричности КЮ-8 Ук = =31 м/с 4020 Ручная
Штанген- циркуль 0-125 мм, эталон чис- тоты, шаб- лон КЮ-4 Ок = =31 м/с 4020 >
co
00
Технологический процесс
изготовления спиральных сверл
для глубокого сверления (шнековых) с коническим
хвостовиком
Таблица 151
Номер, наименование и содержание опера- ции Наименование обо- рудования и мо- дель Вспомогатель- ный инстру- мент Режимы обработки
Режущий инстру- мент Приспособле- ние Мерительный инструмент V, м/мин п, об/мин s, об/миц (мм/мин)
I 2 3 4 5 6 7 8 9
А 1. Заготовительная. Огрубить заго- товку для ра- бочей части из стали марки Р18 2. Заготовитель- ная. Огрубить заготовку для хвостовой час- ти из стали марки 45Х (40Х) Пресс механи- ческий КА-235 То же Пуансон э Штамп — Штанген- циркуль 0-200 мм То же 85- 85 ДВ. ход мин ДВ. ход мин
Продолжение табл. 151
1 2 3 4 5 6 7 8 9
3. Галтовочная. Галтовать заго- товки для ра- бочей части (одновременно обрабатывается 500 инстру- ментов) 4. Галтовочная. Галтовать заго- товки для хвос- товой части (од- новременно об- рабатывается 500 инструмен- тов) 5* Токарная. Об- точить цапфу под сварку на заготовке для хвостовой (или раббчей) части Галтовочный барабан То же Токарный ста- нок МФ-116А Резец с меха- ническим креп- лением трех- гранной плас- тинки Т5К10 Резцедер- жатель Патрон пневмати- ческий Штанген- циркуль 0-125 мм f 55 800 0,2
* В зависимости от соотношения диаметров заготовок рабочей и хвостовой частей цапфа обтачивается
ср на заготовке большего диаметра в размер заготовки меньшего диаметра. При равных диаметрах заготовок опе-
Z рацию допускается не выполнять.
1 2 3
6. Комплектовоч- ная. Комплек- товать заготов- ки для сварки Слесарный верстак —
7. Сварочная. Сварить рабо- чую и хвосто- вую части. Смещение осей привариваемых частей не бо- лее 0,2 мм Машина для сварки трени- ем МФ-327
8. Термическая. Отжечь заго- товки после сварки (одно- временно обра- батывается 500 инструментов) Шахтная печь
9 Контрольная. Проверить прочность свар- ки «на отбой» (5%) 10. Токарная. Слесарный верстак
Токарно-винто- Резец проход-
Снять грат, об- разованный при резный станок 1А616 ной прямой Г5К1О
Продолжение табл. 151
4 5 6 7 8 9
— Цанги для рабочей и хвостоьой частей, упо- ры Штанген- циркуль 0-300 мм
Резцедер- жатель Патрон пневмати- ческий — 53 900 0,2
Зак. 3080
1 2 3 4
сварке, запод- лицо с поверх- ностью заготов- ки 11. Рихтовочная. Пресс ручной
Рихтовать за- готовки (кри- визна не более 0,6 мм) 12. Контрольная. винтовой Контрольная
Проверить: кривизна должна быть не бо- лее 0,6 мм (5%); смещение осей сва- ренных час- тей должно быть не бо- лее 0.2 мм (5%) 13. Фрезерная: плита Горизонтально- Фреза со Оправка
фрезеровать торец с од- фрезерный ста- нок 6Н82 вставными но- жами
Продолжение табл. 151
5 6 7 8 9
—• Щуп, пли- та контроль- ная
Щуп
Пневмати- ческое при- способление Штанген- циркуль 0-300 мм 50 125 (150)
to
1 2 3 4
ной сторо- ны; фрезеровать торец с другой сто- роны (од- новременно обрабаты- вается 6 инструмен-
тов) 14. Галтовочная. Галтовать заго- товки (одновре- менно обраба- тывается 500 Галтовочный барабан —
инструментов) 15. Центровочная: Вертикально- Сверло центро- Патроя
центровать сверлильный вочное комби-
заготовку с одной сто- роны; центровать заготовку с другой стороны станок 2А125 нированное
Продолжение табл. 151
5 6 7 8 9
—
Специальное приспособ- ление Штанген- циркуль 0-125 мм 9 540 Ручная
1
2
3
16. Рихтовочная. Пресс ручной винтовой —
Рихтовать заго- товки
17. Токарная: обточить предвари- тельно ра- бочую часть; обточить предвари- тельно хво- стовую часть Токарно-винто- резный станок 1А616 Резец с меха- ническим креп- лением трех- гранной плас- тинки Т5КЮ
18. Токарная. Об- точить времен- ный центр по наружному диа- метру и рабо- чую часть окон- чательно То же То же
19. со to w Токарная. Об- точить лапку хвостовика, хвостовик под конус, шейку для маркиров- > >
Продолжение табл. 151
4 б 6 7 8 9
Центры Стойка с индикато-
Резцедер- жатель Патрон по- водковый, центр вра- щающийся, люнет ром Штанген- циркуль 0-200 мм, линейка 1000 мм 45 900 0,2
> То же То же 83 1200 0,2
> > Штанген- циркуль 0-125 мм, втулка для контроля 83 1200 0,2
8
i 2 3
ки, шейку (или буртик) для вы- хода круга окон- чательно 20. Шлифовальная. Шлифовать ра- бочую часть предварительно 21. Маркировочная. Клеймить обо- значение сверла, номинальный диаметр, марку стали рабочей части, товар- ный знак заво- да-изготовителя 22. Фрезерная. Фрезеровать стружечные ка- навки с посто- янным разме- ром сердцеви- ны сверла на всей длине ра- бочей части Круглошлифо- вальный ста- нок ЗБ151П Станок для клеймения круглых изде- лий Универсально- сверло-фрезер- ный полуавто- мат БС-211 К^рут шлифо- вальный ПВД 600 X 63 X 305 14А 40 СТ1 5К Набор клейм Фреза для стружечных канавок
Продолжение табл. 151
4 Б 6 7 8 9
конуса Морзе
— Центры, по- водок, лю- нет Микрометр 0-25 мм VK = =37 м/с Пк = 1200 0,05
Клеймодер- жатель Ролики под- держиваю- щие Сравнитель- ный эталон
Оправка для фрезы Цанга, втулка на- правляющая Штанген- циркуль 0-200 мм, линейка 1000 мм, стенкомер индикатор- ный 33 153 (60]
I
2
3
23 Фг езерная.
Фрезеровать
лапку хвосто-
вика
Горизонтально-
фр езер»’ый ста-
нок 6М82
Фрезы для
фрезерования
лапок сверл
21 Слесарная. За- Слесарный верстак Напильник круглый, на-
чистить заусен-
25. цы на рабо- чей части и лапке Термическая. Электрические пильник пло- ский
GO ЬО СП Обеспечить твердость: рабочей части 62... 65 HRC\ хвостовика 30...45 HRC (одновре- менно об- рабатывает- ся 30 ин- струментов) печи-ванны
Продолжение табл. 151
4 6 6 7 8 9
Оправка для фрез, про- межуток. ые кольца Приспособ- ление для фрезерова- ния лапок Штанген- циркуль 0-125 мм, калибр для проверки смещения лапки 43 160 (112)
— Приспособ* ление для закалки и отпуска Прибор для проверки твердости
1 2 3 4
26. Гидроабразив- ная. Очистить поверхности сверл после . термической об- работки (одно- временно обра- батывается 300—500 ин- струментов) 27. Центровочная. Зачистить цент- ровые отверстия с двух сторон Гидроабразив- ная установка —“
Вертикально- сверлильный станок 2А125 Зенковка твер- досплавная Патрон
28. Рихтовочная. Рихтовать свер- ла. Кривизна рабочей части не более 0,3 мм. Биение хвосто- вика относи- тельно рабочей части не более 0,2 мм Пресс ручной винтовой
29. Полировальная. Полировать Универсально- заточной ста- нок ЗА64М Круг полиро- вальный ПП 150x10x32 —
Продолжение табл. 151
б 6 7 8 9
Призмати- ческое при- способление — 9 540 Ручная
Центры Плита конт- рольная, щуп, стой- ка с инди- катором
— Эталон чис- тоты Ок = =31 м/с 4020 У
1 2 3
стружечные ка- навки 30. Шлифовальная. Шлифовать хвостовик 31. Шлифовальная. Шлифовать ра- бочую часть окончательно с образованием сбратной ко- нусности 0,03... 0,05 мм на каждые 100 мм длины сверла 32. Отрезная. От- резать времен- ный центр 33. Заточная. За- точить сверло по передним поверхностям Круглошлифо- вальный станок ЗБ151П То же Универсально- заточной ста- нок ЗА64М То же 13А 20 ВТ1 згк Круг шлифо- вальный пвд 600x63x305 14А 25 Cl 6К То же Круг шлифо- вальный Д 150x1,5x32 15А 25 Cl 5В Круг из эльбо- ра 272Г-0106-Б ГОСТ 17123—71
Продолжение табл. 151
4 5 6 7 8 9
— Центры, по- водок, лю- нет Калибр-втул- ка на конус Морзе, эта- лон чистоты Ок = =37 м/с Лк = = 1200 0,01
То же Микрометр 0-25 мм, эталон чис- тоты ик = =37 м/с Лк = = 1200 0,0086
— Тиски Линейка 1000 мм Ок = =31 м/с 4020 Ручная
« Универсаль- ная головка Штанген- циркуль 0-125 мм, угломер, ра- диусомер, эталон чис- тоты Ок = =31 м/с 4020 >
П родолжение табл. 151
оэ ьо
оо 1 2 3 4
34. Заточная. За- точить сверло по задним по- верхностям. Осевое биение режущих кро- мок не должно превышать 0,2 мм Технологический пр У ниверсально- заточной ста- нок ЗА64М оцесс Круг из эль- бора 2724-1066-Б ГОСТ 17123—71
изготовления ступенчатых сверл с коническим хвостовиком
5 6 7 8 9
Универсаль- ная головка Шаблон К10-4, эта- лон чисто- ты, прибор для конт- роля сим- метричнос- ти К10-8 Пк = =31 м/с 4020 Ручная
Таблица 152
Номер, наименование и содержание опера- ции Наименование обо- рудования и мо- дель Режущий инстру- мент Вспомогатель- ный инстру- мент Приспособле- ние Мерительный инструмент Режимы обработки
о. М/МИН л. об/мин S. мм/об (мм/мин)
1 2 3 4 5 6 7 8 9
1. Заготовитель- ная. Отрубить заготовку для Пресс механи- ческий КА-235 Пуансон Штамп — Штанген- циркуль 0-125 мм 21В^_ХОД_ мин
2
рабочей части из стали марки Р6М5 2. Заготовитель- То же
ная. Отрубить
3. заготовку для хвостовой час- ти из стали марки 45Х (40Х) Галтовочная. Галтовочный
Галтовать заго- барабан
4. товки для ра- бочей части (одновременно обрабатывается 500 инструмен- тов) Галтовочная. То же
со к? О Галтовать заго- товки для хво- стовой части (одновременно обрабатывается 500 инструмен- тов)
Продолжение табл. 152
3 4 5 6 7 8 9
> > Штанген- < ДВ. ХОД
— — циркуль 0-200 мм < мин
— —
Продолжение табл. 152
1 2 3 4 б 6 7 8 9
5. * Токарная. Об- точить цапфу под сварку на заготовке для хвостовой (или рабочей) части 6. Комплектовоч- ная. Комплек- товать заготов- ки для сварки 7. Сварочная. Сварить рабо- чую и хвосто- вую части. Смещение осей свариваемых частей не более 0,2 мм 8. Термическая. Отжечь заготов- ки после сварки (одновременно обрабатывается Токарный ста- нок МФ-116А Слесарный вер- стак Машина для сварки трени- ем МСТ-35 Шахтная печь Резец с меха- ническим креп- лением трех- гранной плас- тинки Т5КЮ Резцедер- жатель Патрон пневмати- ческий Цанги для рабочей и хвостовой частей, упо- ры Штанген- циркуль 0-125 мм Штанген- циркуль 0-300 мм 58 600 о,3
* В зависимости от соотношения диаметров заготовок рабочей и хвостовой части цапфа обтачивается на
заготовке большего диаметра в размер заготовки меньшего диаметра. При равных диаметрах заготовок опера-
цию допускается не выполнять.
1 2 3
500 инструмен- тов) 9. Контрольная. Проверить проч- ность сварки на «отбой> (5%) Слесарный вер- стак —
10. Токарная. Снять грат, об- разованный при сварке, запод- лицо с поверх- ностью заготов- ки Токарно-винто- резный станок 1А616 Резец проход- ной прямой Т5К10
11. Рихтовочная. Рихтовать за- готовки (кри- визна не более 0,5 мм) Пресс ручной винтовой
12. Контрольная. Проверить: кривизна должна быть не бо- лее 0,5 мм (5%); оз смещение £2 осей сва- Контрольная плита • i
Продолжение табл. 152
4 5 6 7 8 9
Резцедер- жатель Патрон пневмати- ческий — 51 900 0,31
— •* — Щуп, кон- трольная плита
Щуп
GO
й
1 2 3
ренных час- тей должно быть не бо- лее 0,2 мм (5%)
13. Фрезерная: Горизонтально- Фреза со встав-
фрезеровать торец с од- ной сторо- ны; фрезеровать торец с другой сто- роны (одновременно обрабатывается 6 инструментов) фрезерный станок 6Н82 ными ножами
14. Галтовочная. Галтовать за- готовки (одно- временно обра- батывается 500 инструментов) Галтовочный барабан
15. Центровочная: Настольно- Сверло центро-
центровать сверлилы ый вочное комби-
заготовку с одной станок НС-12А нированное
Продолжение табл. 152
4 б 6 7 8 9
Оправка Пневмати- ческое при- способление Штанген- циркуль 0-300 мм 50 125 (150)
Патрон Специальное приспссоб- ление Штанген- циркуль 0-200 мм 9 540 Ручная
1 2 3
стороны; центровать заготовку с другой стороны
16. Токарная: Токарно-винто- Резец с меха-
обточить резный станок ническим креп-
предвари- тельно ра- бочую часть, обточить предвари- тельно хво- стовую часть 1А616 леиием трех- гранной плас- тинки Т5КЮ
17. Токарная. Об- точить оконча- тельно времен- ный центр, меньший и больший диа- метры рабочей части Токарный по- луавтомат КТ-16 То же
18 Токарная. Об- точить оконча- тельно лапку Токарный по- луавтомат КТ-15 3
Продолжение табл. 152
4 Б б 7 8 9
Резцедер- жатель Цанговый патрон, центр То же 47 900 0,2
» Патрон по- водковый, центр вра- щающийся > 68 1020 0,15
> То же Штанген- циркуль 0-200 мм, 90 1365 0,15
i 2 8
хвостовика, хвостовик под конус, шейку для маркиров- ки, шейку (или буртик) для выхода круга 19. Токарная. Про- точить канавку под выход шли- фовального кру- га на меньшем диаметре рабо- чей части 20. Маркировочная. Клеймить обо- значение свер- ла, меньший диаметр и мар- ку стали рабо- чей части, то- варный знак предприятия- изготовителя 21. Фрезерная. Фрезеровать стружечные ка- Токарно-винто- резный станок 1А616 Станок для клеймения круглых изде- лий Горизонтально- фрезерный ста- нок 6М82 Резец канавоч- ный Набор клейм Фреза для ка- навок
Продолжение табл. 152
4 б 6 7 8 9
втулка для контроля конуса Морзе
Резцедер- жатель Цанговый патрон, центр Штанген- циркуль 0-125 мм 47 900 Ручная
Клеймодер- жатель Ролики под- держива- ющие Сравнитель- ный эталон
Оправка для фрезы Патрон по- водковый, центр прямой Штанген- циркуль 0-200 мм, 31 200 (80)
2
навки на мень-
шем и большем диаметрах ра- бочей части с увеличением сердцевины 1,4...1,8 мм, в направлении к хвостовику на каждые 100 мм длины сверла 22. Фрезерная. То же Фреза для спи-
Фрезеровать спинки зуба на большем диа- метре рабочей части 23. Фрезерная. > нок То же
Фрезеровать спинки зуба на меньшем диа- метре рабочей части 24. Фрезерная. Горизонтально- Фрезы для фре-
Фрезеровать фрезерный зерования ла-
лапку хвосто- станок 6М82 пок сверл
й вика
Продолжение табл. 152
4 5 в 7 8 9
стенкомер индикатор- ный
То же То же Штанген- циркуль 0-200 мм 31 200 (80)
> > > 31 200 (80)
Оправка для фрез, промежуточ- ные кольца Приспособ- ление для фрезерова- ния лапок Штанген- циркуль 0-125 мм, калибр для проверки смещения лапок 52 200 (140)
co 8? .
1 1 3
25. Слесарная. За- чистить заусе- нцы на рабо- чей части и лап- ке сверла 26 Термическая Обеспечить твердость: рабочей час- ти 62... 65 HRC; хвостовика 30... 45 HRC (од- новременно обрабаты- вается 30 инструмен- тов) 27. Гидроабразивная. Очистить по- верхности сверл после термичес- кой обработки Слесарный верстак Электрические печи-ванны Гидроабразив- ная установка Напильник круглый, на- пильник пло- ский
Продолжение табл. 152
4 б 6 7 8 9
—» Приспособ- ление для закалки и отпуска Прибор для проверки твердости
— — —
1 2 3 4
(одновременно обрабатывается 300—500 ин-
28. струментов) Центровочная. Настолько- Зенковка твер- Патрон
Зачистить цент- сверлильный досплавная
ровые отвер- стия с двух станок НС-12А
29. v ivputi Рихтовочная. Слесарный
Рихтовать свер- ла. Биение ра- верстак
бочей части от- носительно оси хвостовика не более 0,25 мм Круг полиро- вальный ПП
30. Полировальная. Универсально- —
Полировать заточной ста-
стружечные ка- навки нок ЗА64М 150x10x32 13А 20 ВТ1 згк
31. Шлифовальная. Круглошлифо- Круг шлифо- вальный ПВД —
Шлифовать хво- вальный Ста-
стовик нок ЗБ151П 600 x 63 x 305 14А 25 Cl 6К
Продолжение табл. 152
6 6 7 8 9
Призмати- ческое при- способление — 9 540 Ручная
Центры Контроль- ная плита, стойка с индикато- ром
— Эталон чис- тоты «к=31 м/с 4020 >
Центры, поводок Калибр- втулка на конус Мор- зе, эталон чистоты ок=37 м/с =Ггоо 0,01
СлЭ
g
1 в 3
32. Шлифовальная. Шлифовать меньший диа- метр рабочей части, обеспе- чив обратную конусность Круглошлифо- вальный ста- нок ЗБ151П Круг шлифо- вальный ПВД 600x63x305 14А 25 Cl 6К
33. Шлифовальная. Шлифовать больший диа- метр рабочей части, обеспе- чив обратную конусность То же То же
34 Шлифовальная. Занизить недо- фрезерованный участок на спинке меньше- го диаметра ра- бочей части Универсально- заточной ста- нок ЗА64М Круг шлифо- вальный ПП 150x10x32 14А 25 Cl 6К
35 Отрезная. От- резать времен- ный центр То же Круг шлифо- вальный Д 150x1,5х Х32 15А 25 Cl 5В
Продолжение табл. 152
4 Б б 7 8 9
— — Микрометр 0-25 мм ик=37 м/с =Ггоо (1.06)
— — То же ик=37 м/с ^Угоо 0,01
— Центры, упор Штанген- циркуль 0-125 мм ок=31 м/с 4020 Ручная
— Тиски Штанген- циркуль 0-300 мм ок=31 м/с 4020 >
1 2 3
36. Заточная. За- точить сверло по задним по- верхностям на меньшем и боль- шем диаметрах рабочей части. Осевое биение режущих кро- мок не должно превышать 0,2 мм 37. Заточная. Под- точить попереч- ную кромку 38. Контрольная > > Стол ОТК Круг из эльбо- ра 2727-0166-Б ГОСТ 17123—71 Круг из эльбо- ра 2720-0355-Б ГОСТ 17123—71
G3
CO
Продолжение табл. 152
4 5 6 7 8 9
Универсаль- ная головка Шаблон К10-4, эта- лон чисто- ты, прибор для контро- ля симмет- ричности КЮ-8 ок=31 м/с 4020 Ручная
— — Штанген- циркуль 0-125 мм, эталон чис- тоты, шаб- лон КЮ-4 рк=31 м/с 4020 »
К
Технологический процесс изготовления центровочных комбинированных сверл
с коническим хвостовиком
Таблица. 153
Номер, наименование и содержание опера- ции Наименование обо- рудования и модель Режущий инстру- мент Вспомогатель- ный инстру- мент Приспособ- ление Мерительный инструмент Режимы обработки
с, м/мин п, об/мин S. мм/об (мм/ мин)
i 2 3 4 . 5 6 7 8 9
1. Заготовительная. Отрубить заго- товку для рабо- чей части из стали Р6М5 2. Заготовительная. Отрубить заго- товку для хвос- товой части из стали 45Х(40Х) 3. Галтовочная. Гал- товать заготовки для рабочей час- ти (одновремен- но обрабатыва- ется 500 ин- струментов) Пресс механи- ческий КА-235 То же Галтовочный ба- рабан Пуансон » — > Штамп » — Штангенцир- куль 0- 125 мм Штангенцир- куль 0- 200 мм 85ДВ-Х°Д мин д^дв-ход мин
Продолжение табл. 153
1 2 3 4 5 6 7 8 •
4. Галтовочная. Галтовать заго- товки для хвос- товой части (од- новременно обра- батывается 500 инструментов) 5*. Токарная. Об- То же Токарный ста- Резец с меха- —• Патрон пнев- Штанген- 53 600 0,3
точить цапфу под сварку на заго- товке для хвос- товой (или рабо- чей) части 6. Комплектовоч- ная. Комплекто- вать заготовки для сварки 7. Сварочная. Сва- рить рабочую и хвостовую части. Смещение осей не более 0,2 мм нок МФ-116А Слесарный вер- стак Машина для сварки трением МСТ-35 ническим креп- лением трех- гранной плас- тинки Т5КЮ — магический Цанги для хвостовой и рабочей час- тей, упоры циркуль 0-125 мм Штанген- циркуль 0-300 мм
* В зависимости от соотношения диаметров заготовок рабочей н хвостовой частей цапфа обтачивается на
заготовке большего диаметра в размер заготовки меньшего диаметра. При равных диаметрах заготовок опера-
;± цию допускается не выполнять.
оэ
to
1 2 3
8. Термическая. От- жечь заготовки после сварки (од- новременно обра- батывается 500 инструментов) Шахтная печь —
9. Контрольная. Проверить проч- ность сварки «на отбой» (5%) Слесарный вер- стак > — j
10г Токарная. Снять Токарный ста- Резец проход-
грат, образован- ный при сварке, заподлицо с по- верхностью заго- товки нок МФ-116А ной прямой Т5КЮ
11. Рихтовочная. Рихтовать заго- товки (кривизна не более 0,5 мм) Пресс ручной винтовой
12. Контрольная. Проверить: смещение сва- ренных частей не более 0,2 мм (5%); 1 Контрольная плита
Продолжение табл. 153
4 5 6 7 8 9
ч Резцедер- жатель Патрон пневматичес- кий Штанген- циркуль 0-125 мм 68 900 0,31
— — Щуп, кон- трольная плита
•— Щуп
1
2
3
кривизна не бо- лее 0,5 мм (5%) 13. Фрезерная: Горизонтально- Фреза со встав-
фрезеровать то- фрезерный ста- ными ножами
рец с одной сторонк; фрезеровать то- рец с другой стороны нок 6Н82
(одновременно обрабатывается
6 инструментов) Т4. Галтовочная. Галтовочный ба- • •—•у
Галтовать заго- рабан
товки (одновре- менно обраба- тывается 500
инструментов) 15. Центровочная: центровать за- готовку с одной Настольно-свер- лильный станок НС-12А Сверло центро- вочное комбини- рованное
стороны; центровать за- готовку с дру- •
гой стороны
X со
Продолжение табл. 153
4 5 6 7 8 9
Оправка Пневмати- ческое при- способление Штанген- циркуль 0-300 мм 50 125 (150)
Патрон Специальное приспособ- ление Штанген- циркуль 0-125 мм 9 540 Ручная
к
1 2 3
16. Токарная: обточить пред- варительно ра- бочую часть; обточить пред- варительно хвостовую часть Токарно-винто- резный станок 1А616 Резец с механи- ческим крепле- нием трехграи- ной пластинки Т5КЮ
17. Токарная. Об- точить рабочую часть оконча- , тельно Токарный полу- автомат КТ-16 То же
18. Токарная. Об- точить лапку хвостовика, хвостовик под конус, шейку Д1я маркировки, шейку (или бур- тик) для выхо- да круга окон- чательно Токарный полу- автомат КТ-15 ъ
19. Токарная. Об- точить профиль сверла под за- тылование Токарный ста- нок МФ-116А >
Продолжение табл. 153
4 Б 6 7 8 9
Резцедер- жатель Цанговый патрон Штанген- циркуль 0-125 мм 47 900 0,2
» Патрон по- водковый, центр вра- щающийся То же 68 1020 0,15
> То же Штанген- циркуль 0-125 мм, втулка для контроля конуса Мор- зе 90 1365 0,15
» > Штанген- циркуль 0-125 мм, угломер 51 900 0,1
1
2
3
20. Токарная. От- То же Резец специаль
резать времен- ный центр со стороны рабочей части с одно- временным об- разованием угла при вершине 120° ный (угол I плане ф=60°)
21. Маркировочная. Клеймить обоз- начение сверла, диаметр, марку стали рабочей части, товарный знак завода - изготовителя Станок для клеймения круг- лых изделий Набор клейм
22. Фрезерная. Фре- Горизонтально- Фреза одноут
зеровать стру- жечные канав- ки. Утолщение сердцевины в направлении к хвостовику на 5 мм длины w должно быть g; 0,25 мм фрезерный ста- нок 6М82 ловая
Продолжение табл. 153
4 5 б 7 8 9
> Патрон пневмати- ческий То же 8,5 500 0,05
Клеймодер- жатель Ролики под- держиваю- щие Сравнитель- ный эталон
Оправка Патрон поводковый, центр Штанген- циркуль 0- 125 мм, уг- ломер, стен- комер инди- каторный 25 125 (50)
co
CD
1 2 3
23. <Цзезерная. Фре- Горизонтально- Фрезы для фре-
зеровать ланку хвостовика 24. Слесарная. За- чистить заусен- цы на рабочей части и лапке хвостовика 25. Контрольная. Проверить: диаметр свер- ла; линейные раз- меры; утолщение сердцевины по направлению к хвостовику 0,25 мм на 5 мм длины; радиальное би- ение рабочей части относи- фрезерный ста- нок 6МВ2 Слесарный вер- стак Стол ОТК 4 ) зерования ла- пок сверл Напильник круглый, на- пильник плос- кий
Продолжение табл. 153
4 5 6 7 8 9
Оправка для фрез, про- межуточные кольца Приспособ- ление для фрезерова- ния лапок Штангенцир- куль 0-125 мм, калибр для провер- ки смещения лапки 45 160 (И2)
— Микрометр 0-25 мм, штангенцир- куль 0-300 мм, стенкомер индикатор- ный
— — Прибор для контроля би- ения КД-1
1 2 3 4
тельно оси хвостовика не более 0,16 мм 26. Термическая. Электрические
Обеспечить твердость: рабочей части 62...65 HRC\ хвостовика 30...45 HRC (одновременно обрабатывается 30 инструмен- тов) 27. Гидроабразивная. печв ванны Гидроабразив-
Очистить по- верхности сверл после термичес- кой обработки (одновременно обрабатывается 300—500 инст- рументов) 28. Центровочная. ная установка Настольно-свер- Зенковка твер- Патрон
Зачистить цент- ровое отверстие лильный станок НС-12А досплавная
Продолжение табл, 153
б 6 7 8 9
Приспособ- ление для закалки и от- пуска Прибор для проверки твердости • 9 540 Ручная
СаЭ
00
1 2 3
на торце хвос- товика 29. Рихтовочная. Слесарный вер-
Рихтовать свер- ла. Биение ра- бочей части от- носительно оси хвостовика не более 0,16 мм 30. Шлифовальная. стак Круглошлифо- Круг шлифо-
Шлифовать хвостовик 31. Шлифовальная. вальный станок ЗБ151П То же вальный ПВД 600 x 63 x 305 14А 25 Cl 6К Круг шлифо-
Шлифовать ци- линдрический участок рабочей части сверла 32. Затыловочная. Затыловочный вальный ПВД 600 x 63 x 305 14А 25 Cl 6К Круг шлифо-
Зат ыловать сверловочную и зенковочную части сверла. Биение относи- тельно оси хвое- станок 1Б811 вальный ПП 200x40x75 15А 25 Cl 6К
Продолжение табл. 153
б 6 7 8 9
Центры Контрольная плита, стой- ка с индика- тором
Центр пря- Калибр- vK= Лк = 0,01
мой, центр обратный, поводок втулка на конус Мор- зе, эталон чистоты 37 м/с 1200
Центр пря- Микрометр Ок = Лк = 0,0085
мой, центр обратный, поводок 0- 25 мм, эталон чис- тоты 37 м/с 1200
Втулка пе- Микрометр Ок = Лк = 0,0086
реходная 0-25 мм, эталон чис- тоты, при- бор для кон- троля бие- ния К1-1 10 м/с 900
1 2 3
товика не бо- лее 0,04 мм 33. Заточная. Зато- Универсально- Круг из эльбо-
чить сверло по передней поверх ности. Разность нирины перьев не должна пре- вышать 0,1 мм 34. Заточная. Зато- заточной ста- нок ЗА64М То же ра 2727-0106-Б ГОСТ 17123—71 То же
чить сверловоч- ную часть по задней поверх- ности. Осевое биение режущих кромок не бо- лее 0,03 мм 35. Контрольная Стол ОТК
Прадолжение табл. 153
4 5 6 7 8 9
— Универсаль- ная головка, упор Микрометр 0- 25 мм, эталон чис- тоты VK = 21 м/с 2000 Ручная
Эталон чис- тоты, шаб- лон КЮ-4, прибор для контроля симметрич- ности К10-8 vK = 21 м/с 2000 >
g Технологические процессы
изготовления инструмента в массовом производстве
Таблица 154
Унифицированный операционный технологический процесс производства
хвостовых цельных зенкеров диаметром 10—30 мм, тип 1 по ГОСТ 12489—71
1 Номер опера- | ции Наименование и со- держание операции Эскиз и технические требования Наименование обору- дования и инструмен- та Режимы обработки топер, мин
V S
1 2 3 4 5 6 7
1 Отрезная. Отрезать заготовку рабочей части jli* Абразивно-отрез- ной автомат моде- ли СИ-030. Шлифовальный круг Д 400х4х 32 2А 50/40 СТ1/СТ2-5-К-80 м'с-А, ГОСТ 2424—67 80 м/с 4—6 мм/с 0,1—0,18
2 Отрезная. Отрезать заготовку хвосто- вой части 3.
^4
3 Галтовочная. Очис- тить под свар- ку рабочую и хвос- товую части Одновременно галтуется 500—800 кг заготовок со средней массой 0,5 кг Галтовочный бара- бан л—25 об/мин, Тр^дт-- 60 мин 0,03—0,1
2
3
Комплектовочная.
Комплектовать за-
готовки под сварку
Токарная. Обто-
чить ступень под
сварку у заготовки
большего диаметра
6
Сварочная. Сва-
рить заготовки
8?
Продолжение табл. 154
4 б 6 7
Комплектовочный стол — — 0,05
Специальный полу- автомат модели ВТ-12. Резцовая головка с механи- ческим креплением пластинки из твер- дого сплава Т5К10 120 м/мин 0,3 мм/об 0,35
Машины для свар- ки трением моде- а) МФ-327 (л= 1500 об/мин) для 010— 20 мм б) МФ-341 (л= 1000 об/мин) для 021—30 мм а) ^разогр—0,17 мин, Руд* разогр= 15 кГ/мм2, /ОС=0,025 мин, Руд. Ос= 20 кГ/мм2; б) ^разогр=0»24 мин, ^уд* разогр=15 кГ/мм2, /^=0,05 мин, Руд« ос=50 кГ/мм2 0,32— 0,45
Продолжение табл. 154
1 2 3 4 5 6 7
7 Термическая. От- жечь сварную за- готовку fyubaa оямиаа , 2 Печь шахтная мо- дели Ш100; вели- чина садки 800 кг Тсадки=24 Ч 0,03
f-нагроЬ: tv 2-Mvme: 3-аитЛия»
8 Сортировочная. Сортировать заго- товки по типораз- мерам после отжи- га г—. — — 0,07
9 Токарная. Снять сварочный грат ov . 3 Специальный полу- автомат модели ВТ-12 Резцовая головка с механическим креп- лением пластинки твердого сплава Т5КЮ 120 м/мин 0,3 мм/об 0,35
10 Правильная. Пра- вить । Биение заготовок, исключая влияние овальности (не более): | Пневмопресс моде- ли АЛ-309 | - — 0,1—0,15
12 Зак. 3089
I 2 3
на рабочей части: при d<30 мм—0,4 мм при d>30 мм—0,5 мм на хвостовой части: при d<30 мм—1,6 мм при d>30 мм—2,0 мм
11
Токарная. Центро-
вать торны с двух
сторон с одновре-
менной подрезкой
со стороны хвосто-
вой части под уг-
лом 8*
8?
Продолжение табл. 164
4 5 6 7
Торцеподрезной по- луавтомат модели ВТ-13 Сверло центровоч- ное радиусное, тип 4, ГОСТ 14952—69 Державка с меха- ническим креплени- ем пластинки твер- дого сплава Т5КЮ 24 м/мин 0,04 0,48—
^z?zr 80 м/мин мм/об 0,57
£
3
12
Токарная. Прото-
чить рабочую часть
и заборный конус
Продолжение табл. 154
4 5 6 7
Токарный полуав- томат модели СИ-035 Резец проходной левый с механичес- ким креплением пластинки твердо- го сплава Т15К6 90 м/мин / 0,30 0,65— 0,95
То же мм/об 0,65—1,6
2
3
14
Фрезерная. Фрезе-
ровать стружечные
канавки на четырех
изделиях одновре-
менно
to
Продолжение табл. 154
4 5 6 1
у Фрезерный полуав- томат модели СИ-017 Фрезы для канавки и спинки (комплект из четырех штук, 0 75 мм, Z=18) 40 м/мин 0,032 мм/зуб 1,1—3,1
г Ашо Т;шэ Фрезерный полуав- томат модели 6В-12 Фрезы для лапок (комплект из двух штук№2, 090 мм, Z=24) 45 м/мин 0,07 мм/зуб 0,13— 0,28
8?
О
1 2 3
16 Слесарная. Снять заусенцы после фрезерования зуба и лапки —
17 Маркировочная. Клеймить _л t _Hi я •
18 Термическая. Закалить Отпустить Выварить Травить Нейтрализовать Пассивировать Подкалить лапку Промыть
Продолжение табл. 154
4 б 6 7
Верстак слесарный Напильник А200 № 2 и В160 № 2 ГОСТ 1465—69 । — 0,1—0,2
Клеймильный полу- автомат модели 36А Клейма твердо- сплавные ВК20 30 дв. ходов/мин 0,04
Полуавтоматичес- кий агрегат для комплексной тер- мообработки Т, °C: 1220—1240 580—590 80—90 25—40 90—95 90—95 860—880 15—20 0,2—0,7
1
3
19 Зачистная. Зачис-
тить центровые от-
верстия со сторо-
ны хвостовой и ра-
бочей частей
Продолжение табл. 154
4 б 6 7
Вертикально-свер- лильный станок мо- дели 2Н118. Зенковка твердо- сплавная радиусная 20 м/мин ол мм/ об 0,17—0,2
к Универсально-за- точной станок мо- дели ЗВ642. Шлифовальный круг 2725—0073 А63/50 100М. ГОСТ 16177—70 40 м/с 1,5— 2 м/мин 0,3—0,6
8
Ос
Продолжение табл. 154
4 5 6 7
Круглошлифоваль- ный полуавтомат модели ЗА151. Шлифовальный круг ПВД 600 X 75 X 305-1А-25/16- СТ1-СТ2-5-К-35 м/с-А, ГОСТ 24М—67 Окр=35 м/с, Пдет==^00 об/мин Для КМ 1—2 5врез= 0,005 мм/об Для КМ 3—4 snp=2 м/мин, /= 0,015 мм/лед стела 0,76— 1,25
Круглошлифоваль- ный полуавтомат модели ЗА151. Шлифовальный круг ПП бООхбЗх 305-1А 25/16-СТ4- СТ2-5-К-35 м/с-А» ГОСТ 2424—67 snp= 2 м/мин, /=0,015 мм/ход стола 1,2—1,7
23
Заточная. Заточить
режущую поверх-
ность под углом
30° с задним углом
8°
co
П родолжение табл. 154
4 5 6 7
У ниверсально-за- точной станок мо- дели ЗА64Д. Шлифовальный круг 2724-0028 АСР 100/63 75 Б1, ГОСТ 16172—70 35 м/с 1,5—2 м/мин 0,35— 0,53
1—2 м/мин 0,2—0,45
1 2 3
25 Химико-термичес- кая. Промыть Сушить Циа пировать Охладить Выварить Промыть Пассивировать
26 Контрольная. Ис- пытать на работо- способность (2% из партии, но не ме- нее 5 шт.) Количество обрабо- танных отверстий 10 Глубина эенкерова- иия: для диаметров до 22 мм—25 для диаметров до 30 мм—35
Продолжение табл. 154
4 5 6 7
Полуавтоматичес - кий агрегат Т, °C: 85—95 300—350 555 20 85-95 85—95 60—70 0,1—0,4
Сверлильный ста-
нок модели 1А135
22,5 м/мин 0,2
мм/зуб
19,3 > 0,23»
Продолжение табл 154
1 2 3 4 5 6 7
27 Упаковочная. Про- вести антикорро- зийную обработку и упаковать Ванна, стол — — 0,3—1,0 2Т0Пер= =8—15 мин
Примечания: L Операции № 1—10, 12—19 и 25—27 являются общими для сварного концевого или
хвостового инструмента типа ^«валики*.
2. Для инструментов с пряными канавками операция Кг 14 может производиться на полуавтомате модели
6В-2.
3. Для инструментов с Dpa6 <16 мм операцию № 14 целесообразно производить на полуавтомате моде-
ли 6В-6.
4. Материал режущей части зенкера — сталь Р6М5 (ГОСТ 19265—73), материал хвостовой части — сталь
45 (ГОСТ 1050-74).
Таблица 155
Унифицированный операционный технологический процесс
производства насадных цельных разверток
диаметром 25—52 мм по ГОСТ 1672—71
Номер операции Наименование и содержание операции Эскиз и технические требования Наименование станка и инструмента Режимы обработки Топер» мин.
о *
1 * 3 4 5 ь 7
1 Отрезная. Отрезать заготовку Токарно-отрезной по- луавтомат модели МК-244. Резец отрез- ной Ь=4 мм 20 м/мин 0,2 мм/об 0,28—0,6
НА
2 Шлифовальная. Снять остаток после отрез- ки с одной стороны czA Y—I Т очильно-шлифоваль- ный станок. Шлифовальный круг ПП500 Х63Х 127-2 А 24-СТ1-5-К-20 м/с-Б, ГОСТ 2424—67 20 м/с Ручная 0,1
2
3
3
Токарная. Обработать
отверстие и первый
торец
Позиция VI:
снять деталь,
установить заго-
товку
Позиция I:
центровать
подрезать тррец
предварительно
Позиция И:
сверлить
проточить по на-
ружному диамет-
ру предваритель-
но
Продолжение табл. 155
4 5 6 7
Токарный полуавто- мат модели 1А240П-6.
Сверло спиральное 2ф = 90°. Резец подрезной Т15К6 15 м/мин 35 > $пр = 0,13 мм/об $поп =0,09 мм/об М-1»47
Сверло спиральное Резец проходной Т15К6 15 м/мин 35 > «пр = 0,13 мм/об S юп = 0,09 мм/об
-
GO
£
Позиция III:
сверлить насквозь
проточить по на-
ружному диамет-
ру на длину
подрезать торец
в размер^
Позиция IV:
развернуть ко-
нусное отверстие
предварительно
проточить сту-
пень
снять фаску
Продолжение табл. 155
4 | 5 6 7
г Сверло спиральное Резец проходной Т15К6 15 м/мин $пр = 0,13 мм/ об
1 Резец подрезной Т15К6 35 > snon = 0,09 мм/об 1,1—1,47
Развертка коническая черновая Резец проходной Т15К6 8 > snp = 0»2 мм/об
Резец фасонный 35 > snon = 0,04 мм/об
3
Позиция V:
развернуть ко-
нусное отверстие
окончательно
4
Токарная Обработать
второй торец и на-
ружный диаметр
Позиция VI:
снять деталь,
установить заго-
товку
Позиция I:
подрезать тореп
предварительно
8?
сл
Продолжение табл. 155
4 5 ь 7
Развертка коническая чистовая 8 м/мин snp = 0,2 мм/об 1,1—1,47
Токарный полуавто- мат модели 1А240П-6 —
Резец подрезной Т15К6 47 м/мин snon в 0,09 мм/об 0,8—1,05
Позиция III
проточить по на-
ружному диамет-
ру предваритель-
но
Позиция Ш1
подрезать тореп
окончательно
Позиция IV!
проточить по на-
ружному диамет-
ру окончательно
проточить фаску
Продолжение табл. 155
4 Is! b 1 7
Резец Т15К6 проходной «пр = 0,14 мм/об
Резец Т15К6 подрезной 47 м/мин snon = 0,09 мм/об 0,8—1.05
Резец ф Т15К6 = 45° «пр = 0» 14 мм/об
Резец Т15К6 проходной
«I____________2___________I_______________1
Позиция V: зенковать фаску в отверстии под углом 45° —U
5 Токарная. Обточить по наружному диа- метру окончательно Подрезать торец рабо- чей части и подпра- вить фаску г — %
1 зс=—. *
6 Токарная. Подрезать тореп хвостовой части и подправить фаску $
Продолжение табл. 155
1 5 6 7
Зенковка 20 м/мин 0,14 мм/об 0,8—1,05
Токарно-револьверный станок модели 1341 Резец проходной пря- мой Т15К6 120 м/мин snp = 0,2 мм/об $пол = 0,1 мм/об 0,79— —1,23
Токарный полуавто- мат модели КТ-60 Резец проходной пря- мой Т15К6 0,1 мм/об 2,0—2,4
§
1 2 3
7 Расточная. Расточить выточку 1 д |
1
в Фрезерная. Фрезеро- вать шпоночный паз
г- । h- 1 л 1 "Г* г <
к '
Продолжение табл. 155
< 5 6 г
Специальный токар- ный модернизирован- ный полуавтомат на базе автомата модели КТ-60 Резей расточной Т15К6 80 м/мин 0,1 мм/об 0,94— —1,0
Фрезерный полуавто- мат модели 6В-2 Фреза дисковая 36 м/мин 200 мм/мин 0,73— -1,5
I
2
3
9
Фрезерная. Фрезеро-
вать стружечные ка-
навки на восьми из-
делиях одновременно
10
Слесарная. Зачистить
заусенцы после фрезе-
рования.
Снять фаску на реб-
рах шпоночного паза
11
Маркировочная. Клей-
мить
§
Продолжение табл. 155
4 б 6 7
у 1 Фрезерный полуавто- мат модели 6В-2МР Фрезы угловые 070. z == 20 (комплект из 8 штук) 44 м/мин 250 мм/мин 0,43— —0,41
Слесарный верстак. Напильник № 1—2, В = 125 — — 0,65— —0,73
Пресс П472А. Клейма твердосплав- ные ВК20 — — 0,2— —0,26
СлЗ
О
2
3
12 Термическая. Закалить Отпустить Выварить Травить Дробеструить Промыть —•
13
Шлифовальная. Шли-
фовать отверстие
14
Шлифовальная. Шли-
фовать по наружному
диаметру предвари-
тельно
Продолжение табл. 155
4 5 6 1 7
Полуавтоматический агрегат для комплекс- ной термообработки Т, °C: 1260—1280 560 80—90 25—40 0.5—1,0
15—20
В нутришлифовальный полуавтомат модели ЗА225. Шлифовальный круг ПП32х 10х 10-2А-16- СТ1-5-Б-18 м/с-А, ГОСТ 2424—67 окр=18 м/с °изд= = 25 м/мин snp = = 4 м/мин, $поп = 0*01 мм/дв. ход 1,87— —2,08
Круглошлифовальный станок модели ЗБ 153. Шлифовальный круг ПП350Х40Х 127-2А- 25/40-СМ1 /СМ2-5-К- 35 м/с-А, ГОСТ 2424—67 °кр = == 35 м/с, иизд = =25 м/мин snp = 1 м/мин 0,76— —0,98
2
3
С*э
15
Шлифовальная. Шли-
фовать по наружному
диаметру с припус-
ком под окончатель-
ное шлифование
16 Заточная. Заточить
передние поверхности
зубьев
17
Заточная. Заточить
задние поверхности
зубьев на калибрую-
щей части под углом
а«=8±2°
Продолжение табл. 155
* 5 6 7
Круглошлифовальный станок модели ЗБ 153. Шлифовальный круг ПП350 Х40Х 127-6С- 50-СТ1-5-К-35 м/с-А, ГОСТ 2424—67 о KD=35 м/с. °изд=20 м/мин 5ир=4 м/мин 0,85— —1.22
Заточной станок мо- дели ЗА64Д. Шлифовальный круг 1Т2725-0040 А63/50. 100 М, ГОСТ16176—70 40 м/с 5ПР=Ю м/мин 1.5— —2,07
Заточной станок мо- дели ЗА64Д. Шлифовальный круг ЧК 150Х50Х32-2А-. -16/25 СМ1/СМ2-5- К-25 м/с-А, ГОСТ 2424—67 25 м/с $пр = 4 м/мин, 5ЛОП==0,04 мм/дв. ход 1.0—1.1
К)
1 2 1 3
18 Заточная. Заточить задние поверхности зубьев на заборном конусе предваритель- но под углом а=8± ±2° л— г ж cj Д
19
20
Заточная. Заточить
задние поверхности
зубьев на заборном
конусе окончательно
под углом а=8±2°
Шлифовальная. Шли-
фовать обратный ко-
нус на калибрующей
части
Продолжение табл. 155
6 6 7
Заточной станок мо- дели ЗА64Д. Шлифовальный круг ЧК 150х50х32-2А- 16/25-СМ1/СМ2-5-К- 25 м/с-А, ГОСТ 2424—67 25 м/с 8^=4 м/мин 0,67— —0,73
Заточной станок мо- дели ЗА64Д. Шлифовальный круг 2724-0028 АСР 100/63 75Б1, ГОСТ 16172—70 4 м/с Snp = 1 м/мин 1,78— —2,07
Круглошлифовальный станок модели ЗБ153У. Шлифовальный круг ПП 350x40 X 127-6С- 8/6МЗ/СМ1-5-Б- 20 м/с-А, t ГОСТ 2424—67 20 м/с 0,65
1 2 3
21 Шлифовальная. Шли- фовать зубья разверт- ки по наружному ди- аметру окончательно - С*
22 Химико-термичесхая. Промыть Сушить Циа пировать Охладить Выварить Промыть Пассивировать —
23 w 3 Контрольная. Испы- тать на работоспособ- ность (не менее 20 от- верстий глубиной 2d)
Продолжение табл. 155
4 5 б 1 7
Кр углошлифовальный станок модели ЗБ 153. Шлифовальный круг 2720-0150 А63/50 юок, ГОСТ 16167—70 35 м/с Snp^. = 1 м/мин Глубина резания /=0,03 мм 1,13— —1.54
Полуавтоматический агрегат Т, °C: 85—90 300—350 555 20 85—95 85—95 60—70 0,05—0,4
Вертикально-сверлиль- ный станок модели 2А135 Номиналь- ный диаметр развертки и, м/мин S, мм/зуб
20—30 I 30—50 | 9,2 7.9 0,12 0,14
00
Продолжение табл. 155
1 2 3 1 4 5 | 6 7
24 Упаковочная. Провес- ти антикоррозийную обработку и упако- вать — — Ванна, стол 0.4— 1,0
2Топер = =20—28 мин
Примечание. Материал развертки — сталь Р18 (ГОСТ 19265—73).
Унифицированный операционный технологический процесс
производства дисковых трехсторонних фрез с разнонаправленными зубьями
диаметром 63—100 мм по ГОСТ 9474—73______________
Таблица 156
о
сл
I Номер 1 | операции | Наименование и содержание операции Эскиз и технические условия Наименование станка и инструмента Режимы обработки ^опер’мин.
V 1 »
1 2 •> 4 5 6 7
1 Отрезная. Отрезать заготовку «1 g Абразивно-отрезной полуавтомат модели МФ-332. Круг абразивный Д 400 X 4x32-2А- 50/32 СТ1/СТ2-5-Б-50 м/с-А, ГОСТ 2424—67 50 м/с 360 мм/мин 0,21— —0,32
— <*ч=|
t L
2 Термическая. Нагреть заготовку под штам- повку — Пламенная нагрева- тельная печь Тнагр =950— 1150°С 0,1
3 Штамповочная. Штам- повать заготовку: оса- дить, ковать в кольцо, выбить из кольца [ ^Молот | Ковочный молот мо- дели М-132 — —'
।—rfe-j
Кольцо Заготовка
to 1 2 3
4 Термическая. Отжечь заготовку £Т
Ьч 1 - vttatp < 100гра0/ч; 3-V4M4.< < 50 tpad/ч
5 Галтовочная. Галто- вать заготовки —
6 Токарная. Обработать отверстие и первый торец Позиция VI: снять деталь, ус- тановить заготов- ку Позиция I: центровать подрезать торец предварительно
at»
Продолжение табл. 156
4 5 6 7
Шахтная электропечь Тотж = = 860°С 1,5—3,5
Галтовочный барабан п = 25 об/мин 0,02— —0,15
Токарный полуавто- мат модели 1А240П-6
Специальное сверло 2<р = 90° Резец специальный Т15К6 17,5 м^мин 43 » 0,1 мм/об 0,1 » 0,4—0,6
J 2 3
Позиция II: сверлить отвер- стие —
-Хз
Позиция III:
проточить выточ-
ку
подрезать дно
выточки
co
Продолжение табл, 156
4 5 6 7
f з- Сверло специальное 13 м/мин 0,1 мм/об
— Резцы специальные Т15К6 22 » 0,1 > 0,4—0,6
оэ
00
6
Позиция IV:
развернуть отвер-
стие предвари-
тельно
подрезать торец
окончательно
Позиция V:
развернуть отвер-
стие окончательно
7
Токарная. Обработать
второй торец
Позиция VI:
снять деталь, ус-
тановить заготовку
Продолжение табл. 156
5 6 7
Развертка специальная Резец специальный Т15К6 Развертка специаль- ная 12,2 м/мин 12,2 > 0,1 мм/об 0,1 > 0,4—0,6
Токарный полуавто- мат модели 1А240П-6 — — 0,4—0,6
1 2
3
CO
Позиция I:
проточить по на-
ружному диамет-
РУ
Позиция II:
подрезать торец
окончательно
Позиция III:
проточить канав-
ку на торце
Продолжение табл. 156
4 5 6 7
Резец Т15К6 специальный 43 м/мин 0,1 мм/об
То же 43 » 0,1 > 0,4—0,6
) ? > / 25 > 0,1 >
§
Позиция IV:
подрезать дно вы-
точки
Позиция V:
снять фаску в
отверстии
Продолжение табл. 156
6 '6 '
Резец специальный Т15К6 25 м/мин 0,1 мм/об 0,4—0,6
f > 25 > 0.1 >
г.
1
й
1 2 3
8 Маркировочная. Клей- мить Место маркирорки
9 Протяжная. Протя- нуть шпоночный паз 1 J ЗидА ло&еркуто
10 Токарная. Проточить по наружному диамет- ру пакетом £
«S 0
Продолжение табл. 156
4 5 6 7
Пресс П472А. Набор твердосплавных клейм ВК20 — — 0,1
Г оризонтально-про- тяжной полуавтомат модели 7A5I0. Про- тяжка шпоночная с фасонными зубьями 4 м/мин 0,02 мм/зуб 0,12—0,4
Токарный полуавто- мат модели КТ-60. Резей 11А-16Х25Х Х140Т15К6, ГОСТ 6743—61 126 м/мин 0,3 мм/об 0,05— —0,12
ОО
to
I
3
11 Слесарная. Снять
фаски на торцовых
ребрах шпоночного
паза
Зачистить заусенцы
вдоль продольных ре-
бер шпоночного паза
12
Фрезерная. Фрезеро-
вать лезые стружеч-
ные канавки на ци-
линдрической части
13
Фрезерная. Фрезеро-
вать правые стружеч-
ные канавки на ци-
линдрической части
f/W/AW
Продолжение табл. 156
4 5 6 7
Верстак слесарный. Напильники В160 № 2, В200 № 2, ГОСТ 1465—69 ' — — 0,1— 0,2
— Фрезерный полуавто- мат модели СИ-017Н. Комплект из четырех канавочных фрез 28,3 м/мин 120 мм/мин 1,15— -2.4
1 2 3
14 Фрезерная. Фрезеро- вать правые стружеч- ные канавки на торце /, [|
15 Фрезерная. Фрезеро- вать левые стружеч- ные канавки на торце т
16 Слесарная. Зачистить заусенцы после фре- зерования —
17 Термическая. Закалить Отпустить Выварить Травить Дробеструить Промыть
Продолжение табл. 156
ь 6 7
Фрезерный полуавто- мат модели СИ-016. Комплект фрез 15 м/мин 150 мм/мин 0,7—1,0
То же 15 м/мин 150 мм/мин 0,7—1,0
Верстак слесарный. Напильники А200 № 2, В160 № 2, ГОСТ 1465—69 — — 0,1—0,2
Полуавтоматический агрегат для комплекс- ной термообработки Т, °C: 1280—1240 560 80-90 25—40 0,3—0,в
15- 20
18
Шлифовальная. Шли-
фовать отверстие
Шлифовать первый
торец
19
Шлифовальная. Шли-
фовать второй торец
Продолжение табл. 156
♦ > 1 6 1 7
Внутришлифовальный полуавтомат модели ЗА227. Шлифовальный круг ПП 20х20х6-2А- 40/25 CM 1/СМ2-5-К- 25 м/с-А, ГОСТ 2424—67 окр=25 м/с %р = 3 М/мин %«=0,003 мм/об 1.2-1.7
Шлифовальный круг ЧК 150х50х32-2А- 40/25-СМ1/СМ2-5-К- 25 м/с-А, ГОСТ 2424—67 лизд=400 об/мин
Плоскошлифовальный станок модели 3756. Шлифовальные сег- менты 5С 100х 85 2А- 50/40 СМ 1/СМ2-К-А, ГОСТ 2464—67 68 м/с 0,02 мм/об 0,1—0,13
1ак. 3039
* 2 3 1
20 Заточная. Заточить зубья по передней поверхности с левым наклоном
21 Заточная. Заточить зубья по передней по- верхности с правым наклоном
22 Заточная. Заточить зубья с правым на- клоном по задней по- верхности J А-А
Продолжение табл. 156
Заточной станок мо-
дели ЗАь4Д.
Шлифовальный круг
2725-0040 А 63/50
100 М,
ГОСТ 16176—70
40 м/с
^пр—3
м/мин,
snon=®’^
vm/дв. код
0,125—
-0,3
Заточной станок мо-
дели ЗАС4Д.
Шлифовальный круг
2724—0022 АСР
100/63 100 М,
ГОСТ 16172—70
%
о
2
3
23
24
Заточная. Заточить
зубья с левым накло-
ном по задней поверх-
ности
Шлифовальная. Шли-
фовать опорные торцы
Продолжение табл. 156
4 i ft I 6 I 7
Заточной станок мо- дели ЗА64Д. Шлифовальный круг 2724-0022 АСР 100/63 100 М, ГОСТ 16172—70 40 м/с Snp=3 м/мин, $ПОП=0, 1 мм/дв. ход 0,125— —0,3
В н утришл ифоваль ныи полуавтомат модели ЗА227. Шлифовальный круг ПВ40Х40Х 13-2А- 25/16 CM 1/СМ2-5-К- 25 м/с-А ГОСТ 2424— 67 25 м/с 0,01 мм/об 0,4—0,6
2
3
25
26
Заточная. Заточить по
задней поверхности
торцовые зубья
Заточная. Заточить
заднюю поверхность
на фасках зубьев
§
Продолжение табл. 156
Заточной станок мо- дели ЗА64Д. Шлифовальный круг 2724-0022 АСР 100/63 100 М, ГОСТ 16172—70 40 м/с snp — 3 м/мин, snon = 0,1 мм/дв, ход 0,125— —0,3
е*э
s
jj 2 1 3
27 Химико-термическая. Промыть Сушить Цианировать Охладить Выварить Промыть Пассивировать —•
28 Контрольная. Испы- тать фрезы на работо- способность —
Продолжение табл. 156
1 < 1 6 1 6 Т
Полуавтоматический агрегат Т, °C: 80—95 300—350 555 20 85-95 85-95 60—70 0,05— —0,45
Г оризонтально-фре- зерный станок модели 6Н81Г При глубине фрезерова- ния 10 мм и длине 500 мм для фрез
диаметром, мм s, мм/зуб I V, м/мин |
при мелком зубе о о X X J3 О) х 5 ю cxd С S 0)
63 80 0,06— 0,08 0,08— -0.1 40
100 0,08— —0.1 0,1— —0,12 38
Продолжение табл. 156
со
-1 2 1 3 1 4 5 1 6 7
29 Уни про сече Упаковочная. Провес- ти антикоррозийную обработку и упако- вать Примечание. Мг фицированный операци изводства плоских резь !нием 9Х 20, 10Х 25, Н иериал фрезы — быстрореж юнный технологический проц< бонарезных гребенок 5 X 40 мм по ГОСТ 2287—61 Ванна, стол ущая сталь Р6М5 (1 5СС ГОСТ 19265—73). Та 1,1—1,3 STonep— 12-25 мин блица 157
1 Номер 1 операции Наименование и содержание операции Эскиз и технические условия Наименование станка и инструмента Режимы обработки » 1 » ^опер’мин
1 2 3 4 5 6 7
1 Отрезная. Разрезать полосы на заготовки (Я 5 Отрезной станок мо- дели 8А66. Дисковая пила 710 X 72; В=6, ГОСТ 4047—52 15,1 м/мин 2 мм/об 0,27— —0,67
—
-
—
31
i 2 3
2 Шлифовальная. Шли- фовать плоскость А в размер Hv Шлифовать плоскость В в размер //2. Размагнитить, промыть в
1 < -J5®
А А
3 Шлифовальная. Шли- фовать ребро пакетом. Размагнитить, промыть
QQ
г
4 Фрезерная. Фрезеро- вать упорные плос- кости пакетом \ \ \У\
Продолжение табл. 157
♦ 5 6 1 1
Плоскошлифова льн ый полуавтомат модели ЗБ756. Сегменты абразивные 5С 100Х85-5С-50- СМ1-Б-А или 5С-80- СМ2-Б-А, ГОСТ 2464—67 25 м/с 0,05 мм/об стола 3,36— —1,07
Плоскошлифова льн ый полуавтомат модели ЗБ756. Сегменты абразивные 5С 100Х85-2А-50- СМ1-Б-А, ГОСТ 2464—67 0,04— 0,25
Вертикально-фрезер- ный станок модели 6М12П. Фреза торцовая насад- ная, оснащенная пя- тигранными пластин- ками Т15К6, 0 160 мм 2 = 10 180 м/мин 3 мм/мин 0,17— —0,70
СР
11 2 3
5 Фрезерная. Фрезеро- вать ласточкин хвост; зачистить заусенцы и очистить от стружки
6
Фрезерная. Фрезеро-
вать резьбовые и не-
полную нитки, про-
мыть в керосине и
продуть воздухом
7 Маркировочная. Клей- мить 51 сч|
I 4- 1мм Л. ЯПИИ"
f 5 ,4, -4-- 4, 4
Продолжение табл. 157
4 1 5 1 6 1 7
Фрезерный полуавто- мат модели 6В-2 Фрезы одноуглорые Напильник А250, ГОСТ 1465—69 27 — 35 м/мпн 60—88 мм/мин 0,19— —0,64
Фрезерный полуавто- мат модели 6В-2 Фрезы резьбовые твер- досплавные Т5КЮ, 065, z= 12 (комп- лект из двух фрез) 35 м/мин 100—170 мм/мин 0,27— —1,60
Клеймильный автомат модели СИ-022 Клейма машинные твердосплавные ВК20 28 ходов/мин 0,10— —0,33
392
1 I 3
8
Фрезерная. Фрезеро-
вать заборную часть
9
Фрезерная. £ резеро-
вать переднюю по-
верхность под углом
Продолжение табл. 157
1 4 5 6 7
Фрезерный полуавто- мат модели 6В-2 Фреза дисковая 31 м/мин 300 мм/мин 0,14— —0,37
Фрезерный полуавто- мат модели 6В-2 Фрезы дисковые трех- сторонние 0,07— —0,44
• 1 2 3
10 Термическая (закалка).. Закалить Отпустить
Выварить Травить Дробеструшъ Промыть
11
12
Шлифовальная. Шли-
фовать заборную часть
Шлифовальная. Шли-
фовать торец А в
размер
Шлифовать торец В
в размер
Продолжение табл. 157
4 5 6
Полуавтоматический агрегат для комплек- сной термообработки Т, °C: 1220—1240 560 80-90 25-40 20 0,1—0,25
Плоскошлифоваль ный станок модели ЗБ 722 Шлифовальный круг ПП 350x40 х 127-2 А- 25 М2-5-К-30 м/с-А, ГОСТ 2424—67 30 м/с 24 мм/ход 0,29— —0,53
У ниьерсально-заточ- ной станок модели ЗА64Д. Шлифовальный Kpyi ЧЦ 150х20х32-2А- 40-М2-5-К-30 м/с-А, ГОСТ 2424—67 snon=0,05 мм/дв. ход, ^=1,5—2 мм/мин 0,16— —0,36
03
£
1 1 ? 3
13 Заточная. Заточить переднюю поверхность под углом 7 предва- рительно y///7)L -
14 Заточная. Заточить переднюю поверхность под углом 7 оконча- тельно ujnz y^A-A^^W''
15 Зачистная. Очистить профиль резьбы на всей длине гребенки .f—-
Продолжение табл. 157
1 4 1 S 1 6 7
У ниверсаль но-заточ- ной станок модели ЗА64Д. Шлифовальный круг ЧК 150х50х32-2А- 25-СМ2-5-К-30м/с-А, ГОСТ 2464—67 30 м/с Snon=0,05 мм/дв. ход, $пр=1 >5—2 м/мин 0,29— —0,66
У ниверсально-заточ- ной станок модели ЗА64Д. Шлифовальный круг 2724-0022 АСР 100/63 100 М, ГОСТ 16172—70 40 м/с $поп=0,03 мм/дв. ход, $пр= 1—1,5 м/мин 0,09— —0,32
Точильно-шлифоваль- ный станок. Крацевальные щетки — — 0,05— —0,36
2
3
16 Химико-термическая. Промыть Сушить Цианировать Охладить Выварить Промыть Пассивировать
17 Комплектовочная. Группировать гребен- ки по пср
18 Комплектойочная. Комплектовать: по шагу резьбы по номерам комплекта по йср —
Продолжение табл. 157
• ° 7
Полуавтоматический агрегат Т, °C: 85—95 300—350 555 20 85—95 85—95 60—70 0,12— —0,36
Комплектовочный стол — — 0,05— —0,12
Комплектовочный стол — — 0,15— —0,4
§
Продолжим табл. 757
1 2 3 4 5 6 7
19 Контрольная. Испы- тать гребенки на ра- ботоспособность Обрабатываемый материал: сталь 40 (30 шт.) 6—9 м/мин — —
20 Упаковочная. Провес- ти антикоррозийную обработку и упако- вать — Ванна, стол — — 0,25— —0,6 2Топер= =3,15— —10 мин
Примечание. Материал гребенок — сталь Р6М5 (ГОСТ 19265—73).
СТАНДАРТИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
ИНСТРУМЕНТАЛЬНОГО ПРОИЗВОДСТВА
Многообразие технологических процессов в инструменталь-
ном производстве является одним из существенных факторов,
препятствующих совершенствованию и типизации технологиче-
ской оснастки и механизации обработки технологической доку-
ментации. В целях устранения этого недостатка Госстандартом
СССР совместно с отраслевыми институтами разработан и в
1974 году утвержден ГОСТ 3.1601—74 «Единая система тех-
нологической документации. Правила оформления документов,
обращающихся в ремонтных и инструментальных цехах».
Этим стандартом устанавливаются следующие технологиче-
ские документы, разрабатываемые и применяемые в инстру-
ментальных цехах: маршрутная карта технологического процес-
са; маршрутная карта типового технологического процесса;
ведомость деталей (сборочных единиц) к типовому технологи-
ческому процессу.
Маршрутная карта технологического процесса содержит
описание процесса изготовления средств технического оснаще-
ния в технологической последовательности. Она может состав-
ляться на формах 1 (с. 398) и 1а или 2 и 1а. Формы 1 и 2 явля-
ются заглавными листами или лицевыми сторонами маршрут-
ной карты и отличаются тем, что в форме 1 предусмотрено
место для эскиза детали, а в форме 2 эскиз не предусмотрен.
Форма 1а является последующим листом или оборотной сторо-
ной маршрутной карты и не имеет первых десяти граф, харак-
теризующих деталь, материал и вид заготовки. Графы форм
следует заполнить в соответствии с табл. 158.
Маршрутная карта типового технологического процесса
включает описание технологического процесса на каждый тип
деталей (сборочных единиц) средств технического оснащения,
объединенных на основе сходства формы и возможности изго-
товления по единому технологическому процессу. Она состоит
из двух форм — 3 (с. 399) и За. В форме За отсутствуют графы
1, 2 и 3. Графы форм заполняются в соответствии с табл. 159.
397
00
Маршрутная карта
типового технологического процесса
(заглавный лист или лицевая сторона)
27 *0.5 *225.5____________________________________________________________________ \_22,5
399
Ведомость деталей (сборочных единиц) к типовому технологическому процессу
(заглавный лист или лицевая сторона)
Маршрутную карту типового технологического процесса сле-
дует применять совместно с ведомостью деталей (сборочных
единиц).
Ведомость деталей (сборочных единиц) к типовому техно-
логическому процессу предназначена для записи трудовых и ма-
териальных нормативов на детали (сборочные единицы), изго-
товляемые по типовому технологическому процессу. Она со-
стоит из двух форм — 4 (с. 400) и 4а. В форме 4а отсутствуют
графы 1, 2 и 3. Гарфы форм заполняются в соответствии с
табл. 160.
При необходимости на технологическом документе виз
должностных лиц их размещают на поле для подшивки за-
главного листа. ГОСТ 3. 1601—74 допускает при необходимо-
сти использовать в инструментальных цехах формы технологи-
ческих документов, предназначенных для основного производ-
ства.
Правила хранения технологической документации, обра-
щающейся в инструментальных цехах, устанавливаются отрас-
левыми нормативно-техническими документами.
В целях единообразия терминологии в области технологиче-
ских процессов ГОСТ 3.1109—73 установлены основные терми-
ны и их определения (табл. 161).
Единые условные графические обозначения опор и зажимов,
применяемых в технологической документации, установлены
ГОСТ 3.1107—73 и приведены в табл. 162 и 163.
Примеры нанесения знаков базирования даны в табл. 164,
а выполнения схем установок изделий — в табл. 165.
Таблица 158
Правила заполнения граф маршрутной карты
технологического процесса по ГОСТ 3.1601—74
Номер
графы
1
2
3
4
5
6
Содержание графы
Код предприятия (организации) — разработчика техно-
логического документа. Допускается указывать наимено-
вание и индекс предприятия (организации) — разработ-
чика
Наименование технологического документа
Обозначение и наименование детали (сборочной едини-
цы) или средств технологического оснащения по кон-
структорскому документу. Вместо обозначения допуска-
ется записывать иомер позиций детали (сборочной еди-
ницы) по конструкторскому документу
Код изготовляемых или ремонтируемых средств техно-
логического оснащения
Код и наименование материала. Допускается указывать
марку материала
Профиль и размеры заготовки
Продолжение табл. 158
Номер
графы
Содержание графы
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Норма расхода материала. Допускается графу не за-
полнять
Код или номер заказа на изготовление или ремонт
средств технологического оснащения
Количество деталей (сборочных единиц) или средств
технологического оснащения, изготовляемых или ремон-
тируемых по заказу
Номер технологического документа (слепыша), запол-
ненного типографским способом и имеющего постоянную
информацию по содержанию технологического процесса,
операций в технологической последовательности в зависи-
мости от технологических признаков изготовляемых или
ремонтируемых деталей (сборочных единиц) или средств
технологического оснащения
Номер цеха, в котором выполняется операция (процесс)
Номер участка или рабочего места
Номер операции (процесса) в технологической последо-
вательности изготовления или ремонта изделия, включая
контроль и перемещения
Наименование и содержание операции (процесса). При
необходимости перед наименованием операции (процесса)
указывают обозначения документов, содержащих описа-
ние операции (процесса) или дополнительных требований
к выполнению. Допускается указывать технические тре-
бования
Код, наименование (модель), инвентарный номер и шифр
технологической наладки технологического оборудования.
Запись данных производят в порядке перечисления на
отдельных строках. Допускается не указывать наимено-
вание (модель), инвентарный номер и шифр технологи-
ческой наладки
Код и наименование технологической оснастки. Допус-
кается не указывать наименование
Количество изготовляемых или ремонтируемых деталей
(сборочных единиц) или средств технического оснащения
Разряд работы, выполняемой на операции
Норма штучно-калькуляционного времени
Расценка штучно-калькуляционного времени
Порядковый номер листа документа
Общее количество листов документа
Характер работы, выполняемой лицами, подписывающи-
ми документ
Фамилии лиц, подписавших документ
402
Продолжение табл. 158
Номер
графы
25
26
Содержание графы
Подписи лиц, фамилии которых указаны в графе 24
Дата подписания документа
27—31 Заполнение граф производят по ГОСТ 2.503—74
Эскиз (для формы 1)
Примечание. Допускается использовать маршрутную карту
в качестве сопроводительного документа. В этом случае данные сле-
дует записывать в виде дроби:
в графе 17 — в числителе указывают количество изготовляемых
или ремонтных деталей (сборочных единиц), в знаменателе — коли-
чество деталей, принятых ОТК;
в графе 18 — в числителе указывают разряд работы, выполняемой
на операции, в знаменателе — табельный номер рабочего;
в графе 19 — в числителе указывают норму штучно-калькуляци-
онного времени, в знаменателе — дату приемки детали ОТК;
в графе 20 — в числителе указывают расценку штучно-калькуля-
ционного времени, в знаменателе — подпись (штамп) ОТК.
Таблица 159
Правила заполнения граф маршрутной карты
типового технологического процесса по ГОСТ 3.1601—74
Номер
графы
Содержание графы
Код предприятия (организации)— разработчика техно-
2
3
логического документа. Допускается указывать наимено-
вание и индекс предприятия (организации) — разработ-
чика
Наименование технологического документа
Обозначение и наименование типового технологического
4
5
6
процесса. Допускается указывать номер стандарта или
нормативно-технической документации на изготовляемые
стандартные детали
Номер цеха, в котором выполняется операция (процесс)
Номер участка или рабочего места
Номер операции (процесса) в технологической последо-
вательности изготовления или ремонта изделия, включая
контроль и перемещения
Наименование и содержание операции (процесса). При
необходимости перед наименованием операции (процесса)
указывают обозначения документов, содержащих описа-
ние операции (процесса) или дополнительных требований
к выполнению. Допускается указывать технические тре-
бования
403
Продолжение табл. 159
Номер
графы
9
10
11—21
Содержание графы
Код, наименование (модель), инвентарный номер и шифр
технологической наладки технологического оборудования.
Запись данных производят в порядке перечисления на
отдельных строках. Допускается не указывать наимено-
вание (модель), инвентарный номер и шифр технологи-
ческой наладки
Код и наименование технологической оснастки. Допуска-
ется не указывать наименование
Разряд работы, выполняемой на операции
Заполняются так же, как графы 21—31 форм 1 и 2
Таблица 160
Правила заполнения граф ведомости деталей (сборочных единиц)
к типовому технологическому процессу по ГОСТ 3.1601—74
Номер
графы
1
2
3
4
5
6
7
8
9
10
11
12-22
Содержание графы
Код предприятия (организации) — разработчика техно-
логического документа. Допускается указывать наиме-
нование и индекс предприятия (организации) — разра-
ботчика
Наименование технологического документа
Обозначение и наименование типового технологического
процесса. Допускается указывать номер стандарта или
нормативно-технической документации на изготовляемые
стандартные детали
Обозначение и наименование детали (сборочной едини-
цы) по конструкторскому документу, стандарту или
нормативно-техническому документу. Допускается не
указывать наименование
Код и наименование материала. Допускается указывать
марку материала
Профиль и размеры заготовки
Норма расхода материала. Допускается графу не за-
полнять
Количество изготовляемых или ремонтируемых деталей
(сборочных единиц)
Код и наименование технологической оснастки. Допуска-
ется не указывать наименование
Номер операции по маршрутной карте
Норма штучно-калькуляционного времени. Допускается
записывать данные в виде дроби. В числителе указывают
норму штучно-калькуляционного времени, в знаменате-
ле — расценку штучно-калькуляционного времени
Заполняются так же, как графы 21—31 форм I и 2
404
Таблица 161
Основные технологические термины и определения
Термин Определение
Общие понятия
Технологический процесс Часть производственного процесса, включающая действия по изменению и последующему опреде-
Технологическая операция лению состояния предмета производства Законченная часть технологического процесса, выполняемая на одном рабочем месте Объекты производства
Изделие Полуфабрикат По ГОСТ 17102—71 Изделие предприятия-поставщика, подлежащее до-
Заготовка полнительной обработке или сборке Предмет производства, из которого путем измене- ния формы, размеров, чистоты поверхности и свойств материала изготовляют деталь или неразъ-
Исходная заготовка емную сборочную единицу Заготовка перед первой технологической опера- цией
Основной материал Вспомогательный ма- териал Материал исходной заготовки Материал, расходуемый при выполнении техноло- гического процесса дополнительно к основному материалу. Примечание. Вспомогательными могут быть материалы, расходуемые при нанесении покрытия, пропитке, сварке, пайке, закалке и т. д.
Комплектующее из- делие Изделие предприятия-поставщика, применяемое как составная часть изделия, выпускаемого дру- гим предприятием Примечание. Составными частями изделия могут быть детали и сборочные единицы (ГОСТ 2.101—68)
П р оизводствен н ая партия Группа заготовок одного наименования и типо- размера, запускаемых в обработку одновременно или непрерывно в течение определенного интерва- ла времени
Операционная пар- тия Производственная партия или ее часть, поступа- ющая на рабочее место для выполнения техноло- гической операции
Сборочный комплект Группа составных частей изделия, которые необ- ходимо подать на рабочее место для сборки из- делия или его составной части
405
Продолжение табл. 161
Термин Определение
Задел Производственный запас заготовок или составных частей изделия для обеспечения бесперебойного выполнения технологического процесса
Типовое изделие Изделие, принадлежащее к группе близких по конструкции изделий и обладающее наибольшим количеством конструктивных и технологических признаков этой группы
Технологические процессы и операции
Проектный техноло-
гический процесс
Рабочий технологи-
ческий процесс
Единичный техноло-
гический процесс
Ндп. Специальный
технологический
процесс
Типовой технологи-
ческий процесс
Стандартный техно-
логический процесс
Временный техноло-
гический процесс
Ндп. Обходной тех-
нологический про-
цесс
Перспективный тех-
нологический про-
цесс
Маршрутный техно-
логический процесс
Операционный тех-
нологический про-
цесс
Технологический процесс, выполняемый по пред-
варительному проекту технологической докумен-
тации
Технологический процесс, выполняемый по рабо-
чей технологической и (или) конструкторской до-
кументации
Технологический процесс, относящийся к издели-
ям одного наименования, типоразмера и исполне-
ния, независимо от типа производства
Технологический процесс, характеризующийся
единством содержания и последовательности боль-
шинства технологических операций и переходов
для группы изделий с общими конструктивными
признаками
Технологический процесс, установленный стандар-
том
Технологический процесс, применяющийся на
предприятии в течение ограниченного периода
времени из-за отсутствия надлежащего оборудо-
вания или в связи с аварией до замены на более
современный
Технологический процесс, соответствующий сов-
ременным достижениям науки и техники, методы
и средства осуществления которого полностью
или частично предстоит освоить на предприятии
Технологический процесс, выполняемый по доку-
ментации, в которой содержание операций изла-
гается без указания переходов и режимов обра-
ботки
Технологический процесс, выполняемый по доку-
ментации, в которой содержание операций изла-
гается с указанием переходов и режимов обра-
ботки
406
Продолжение табл. 161
Термин
Маршрутно-опера-
ционный технологи-
ческий процесс
Типовая технологи-
ческая операция
Определение
Технологический процесс, выполняемый по доку-
ментации, в которой содержание отдельных опе-
раций излагается без указаний переходов и ре-
жимов обработки
Технологическая операция, характеризующаяся
единством содержания и последовательности тех-
нологических переходов для группы изделий с
общими конструктивными признаками
Части технологических процессов по методу выполнения
Формообразование
Литье
Формование
Г альванопластика
Обработка
Обработка резанием
Обработка давлени-
ем
Термическая обра
ботка
Электрофизическая
обработка
Электрохимическая
обработка
Изготовление заготовки или изделия из жидких,
порошкообразных или волокнистых материалов
Формообразование из жидкого материала путем
заполнения им полости заданной формы и разме-
ров с последующим затвердеванием
Формообразование из порошкообразного или во-
локнистого материала путем заполнения им по-
лости заданной формы и размеров с последую-
щим сжатием
Формообразование из жидкого материала путем
осаждения металла из раствора под действием
электрического тока
Заданное изменение формы, размеров, чистоты
поверхности или свойств заготовки при выполне-
нии технологического процесса
Обработка, заключающаяся в образовании новых
поверхностей путем деформирования и последую-
щего отделения поверхностных слоев материала
с образованием стружки
Обработка, заключающаяся в пластическом де-
формировании или разделении материала заготов-
ки без образования стружки
Примечание. Примерами обработки давле-
нием являются ковка, штамповка, накатывание
и т. д
Обработка, заключающаяся в изменении структу-
ры и свойств материала заготовки вследствие теп-
ловых воздействий
Обработка, заключающаяся в изменении формы,
размеров и чистоты поверхности заготовки путем
использования электрических разрядов, магнито-
стрикционного эффекта, электронного или опти-
ческого излучения, плазменной струи
Обработка, заключающаяся в изменении формы,
размеров и чистоты поверхности заготовки вслед»
407
Продолжение табл. 161
Термин
Нанесение покрытия
Сборка
Сварка
Пайка
Клепка
Склеивание
Узловая сборка
Общая сборка
Контроль качества
продукции
Ремонт
Определение
ствие растворения ее материала в электролите
под действием электрического тока
Обработка, заключающаяся в образовании на за-
готовке поверхностного слоя из заданного ино-
родного материала
Примечание. Примерами нанесения покры-
тия являются окраска, анодирование, оксидиро-
вание, металлизация и т. д.
Образование разъемных или неразъемных соеди-
нений составных частей заготовки или изделия
Примечание. Примерами сборки являются
сварка, пайка, клепка и т. д.
По ГОСТ 2601—44
По ГОСТ 17325—71
Образование неразъемных соединений при помощи
заклепок
Образование неразъемных соединений при помощи
клея
Сборка, объектом которой является составная
часть изделия
Сборка, объектом которой является изделие в це-
лом
По ГОСТ 15467—70
По ГОСТ 18322—73
Элементы технологических операций
Установ
Технологический пе-
реход
Вспомогательный пе-
реход
Рабочий ход
Часть технологической операции, выполняемая
при неизменном закреплении обрабатываемых за-
готовок или собираемой сборочной единицы
Законченная часть технологической операции, ха-
рактеризующаяся постоянством применяемого ин-
струмента и поверхностей, образуемых обработ-
кой или соединяемых при сборке
Законченная часть технологической операции,
состоящая из действий человека и (или) оборудо-
вания, которые не сопровождаются изменением
формы, размеров и чистоты поверхностей, но не-
обходимы для выполнения технологического пе-
рехода
Примечание. Примерами вспомогательных
переходов являются установка заготовки, смена
инструмента и т. д.
Законченная часть технологического перехода, со-
408
Продолжение табл. 161
Термин Определение
стоящая из однократного перемещения инструмен- та относительно заготовки, сопровождаемого изме- нением формы, размеров, чистоты поверхности или свойств заготовки
Вспомогательный ход Законченная часть технологического перехода, состоящая из однократного перемещения инстру- мента относительно заготовки, не сопровождаемо- го изменением формы, размеров, чистоты поверх- ности или свойств заготовки, но необходимого
Позиция для выполнения рабочего хода Фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или со- бираемой сборочной единицей совместно с прис- пособлением относительно инструмента или непод- вижной части оборудования для выполнения оп- ределенной части операции
Средства Технологическое оборудование выполнения технологического процесса Орудия производства, в которых для выполнения определенной части технологического процесса размещаются материалы или заготовки, средства воздействия на них и, при необходимости, источ- ники энергии Примечание. Примерами технологического оборудования являются литейные машины, прес- сы, станки, печи, гальванические ванны, разме- точные плиты, испытательные стенды и т. д.
Технологическая ос- настка Орудия производства, добавляемые к технологи- ческому оборудованию для выполнения опреде- ленной части технологического процесса Примечание. Примерами технологической оснастки являются режущий инстумент, штампы, приспособления, калибры, пресс-формы, модели, литейные формы, стержневые ящики и т. д.
Подналадка Дополнительная регулировка технологического оборудования и (или) оснастки в процессе работы для восстановления достигнутых при наладке зна- чений параметров
Характеристики технологического процесса
Цикл технологичес-
кой операции
Интервал календарного времени от начала до
конца периодически повторяющейся операции не-
зависимо от числа одновременно изготовляемых
изделий
409
П родолжение табл. 161
Термин Определение
Такт выпуска Интервал времени, через который периодически производится выпуск изделий определенного наи-
Ритм выпуска менования, типоразмера и исполнения Количество изделий определенного наименования, типоразмера и исполнения, выпускаемых в едини цу времени
Таблица 162
Условные обозначения опор
Наименование Обозначение
Вид спереди | Вид сверху
Опоры подвижные, установочно-зажимные устройства, патроны
Центры вращающиеся "У"
Центры плавающие
Опоры регулируемые, само- устанавливающиеся, подво- димые, одиночные 7^ -ф-
Опоры сблокированные -ф ф“
Опоры призматического типа 0—0
Опоры плавающие 0
Патроны двух-, трех-и четы- рехкулачковые, цанговые оп- равки разжимные
410
П родолжение табл. 162
Наименование Обозначение
Вид спереди | Вид сверху
Патроны шариковые, роли- ковые
Патроны поводковые
Люнеты
Опоры неподвижные
Центры гладкие "V*
Центры рифленые
Штыри, пальцы, пластины • /\ -ф-
Опоры цилиндрические "Vi "V7
Опоры конические "Vi "V7
Опоры призматического типа П- |~|
Люнеты "V"
Опоры съемные =0с
Примечание. Для упрощения эскиза допускается обозначать
любые опоры знаком .
411
Таблица 163
Условные обозначения зажимов
Наименование Обозначение
Вид спереди 1 Вид сверху
Зажим одиночный (механи- ческий) 0
Зажим сблокированный двой- ной (механический)
Зажим гидравлический
Зажим пневматический
Зажим магнитный и электро- магнитный ED.
Примечание. Для упрощения эскиза допускается обозначать
любые зажимы знаком 9*
Таблица 164
Примеры нанесения знаков базирования изделий
412
Продолжение табл. 164
Наименование Нанесениз знаков базирования
Центр вращающийся —
Центр обратный -
Центр поводковый — Л/
Люнет подвижный 1 1
Люнет неподвижный
Патрон двух-, трех- или четырехку- лачковый i — •
Патрон пневматический
Патрон гидравлический
413
Продолжение табл 164
Наименование
Нанесение знаков базирования
Патрон магнитный и электромаг-
нитный
Таблица 165
Примеры выполнения схем установок изделий
Описание способа установки Схема обозначения
С упорным и вращающимся цент-
рами, в поводковом патроне и в
подвижном люнете
С рифленым и упорным центрами
С упорным и плавающим центрами,
в поводковом патроне и в непо-
движном люнете
В тисках с опорой на плоскость
В призмах с опорой на плоскость
На разжимной цилиндрической оп-
равке с упором в торец
7//////////т
414
ЛИТЕРАТУРА
Барсов А. П. Технология инструментального производства. М.,
«Машиностроение», 1967.
Гулько М. М. Металлы и материалы. Киев, Машгиз, 1960.
Денисов П. С. Допуски и посадки. М., Изд-во Комитета стан-
дартов, мер и измерительных приборов при Совете Министров СССР,
1970.
Данилевский В. В. Справочник молодого машиностроителя.
М., «Высшая школа», 1973.
Допуски и посадки. М., Изд-во стандартов, 1973.
К е л о г л у Ю. и др. Краткий металловедческий справочник.
Кишинев, «Картя Молдовеняскэ», 1969.
К а ч е р В. А. Материалы режущих инструментов. Харьков,
«Прапор», 1970.
Краткий справочник по машиностроительным материалам. Под
редакцией В. М. Раскатова. М., Машгиз, 1963.
Ординарцев И. А. и др. Автоматизация производства режу-
щего инструмента. Л., «Машиностроение», 1972.
Общемашиностроительные типовые нормы времени на изготов-
ление режущего и измерительного инструмента. М., «Машинострое-
ние», 1974 (ЦБПНТ при НИИТруда).
Палей М. М. Технология производства режущего инструмента.
М., Машгиз, 1963.
Рекомендация ИСО/Р286 «Система допусков и посадок ИСО».
Часть 1. Общие сведения. Допуски и отклонения. М., Изд-во стандар-
тов, 1972.
Рекомендация ИСО/Р1829 «Отбор полей допусков для общего
применения». М., Изд-во стандартов, 1972.
Руководящий материал «Шероховатость поверхности деталей
технологической оснастки». М., Оргстанкинпром, 1967.
Рекомендации по выбору марок быстрорежущих сталей для изго-
товления режущего инструмента и режимам их обработки. Одесса,
ПКТИ, 1970.
Типовые технологические процессы изготовления режущего ин-
струмента. Одесса, ПКТИ, 1970.
Якушев А. П. Взаимозаменяемость, стандартизация и техни-
ческие измерения. М., «Машиностроение», 1974,
415
СОДЕРЖАНИЕ
Предисловие .» • . • ; . .................................. 3
Общие сведения............................................. 5
Международная система единиц СИ........................ 5
Математические данные..................................10
Условные обозначения на чертежах и в технологической
документации...........................................36
Допуски и посадки..........................................58
Материалы, применяемые в инструментальном производстве 108
Углеродистые инструментальные стали...................108
Инструментальные легированные стали...................111
Быстрорежущие инструментальные стали..................115
Инструментальные твердые сплавы.......................126
Минералокерамические и другие материалы...............130
Присоединительные места режущего инструмента . . . . 136
Точность обработки деталей станочных приспособлений и инст-
рументов .................................................167
Технологические процессы изготовления инструмента . . . 253
Технологические процессы изготовления инструмента в
единичном производстве................................254
Технологические процессы изготовления инструмента в
серийном производстве.................................285
Технологические процессы изготовления инструмента в
массовом производстве.................................350
Стандартизация технологических документов инструменталь-
ного производства....................................... 397
Литература............................................... 415
Виталий Аркадьевич Королев,
Павел Михайлович Зотов,
Лев Симхович Марголин t
Справочник инструментальщика
Редактор Л. Б. В а н ч у к. Художник О. И. Романцов. Художествен-
ный редактор Р. В. К о н д р а д. Технический редактор М. А. Ш а б а-
линская. Корректор Р. Ц. Карасик.
АТ 10723. Сдано в набор 11/III 1976 г. Подп. к печати 5/VIII 1976 г. Тираж
55 000 экз. Формат 84Х108’/з2. Бумага газет. Усл. печ. л. 21,84. Уч.-изд. л. 11,5.
Зак. 3089. Цена 56 коп.
Издательство «Беларусь» Государственного комитета Совета Министров Бе-
лорусской ССР по делам издательств, полиграфии и книжной торговпи.
Минск. Ленинский проспект, 79.
Полиграфический комбинат нм. Я Коласа Государственного комитета Совета
Министров Белорусской ССР по делам издательств, полиграфии и кния^!0И
торговли. Минск, Красная, 23.
В. А. КОРОЛЕВ, П. ИЗОТОВ, Л. С. МАРГОЛИН
справочник
инструментальщика
ИЗДАТЕЛЬСТВО "БЕЛАРУСЬ* МИНСК 1976