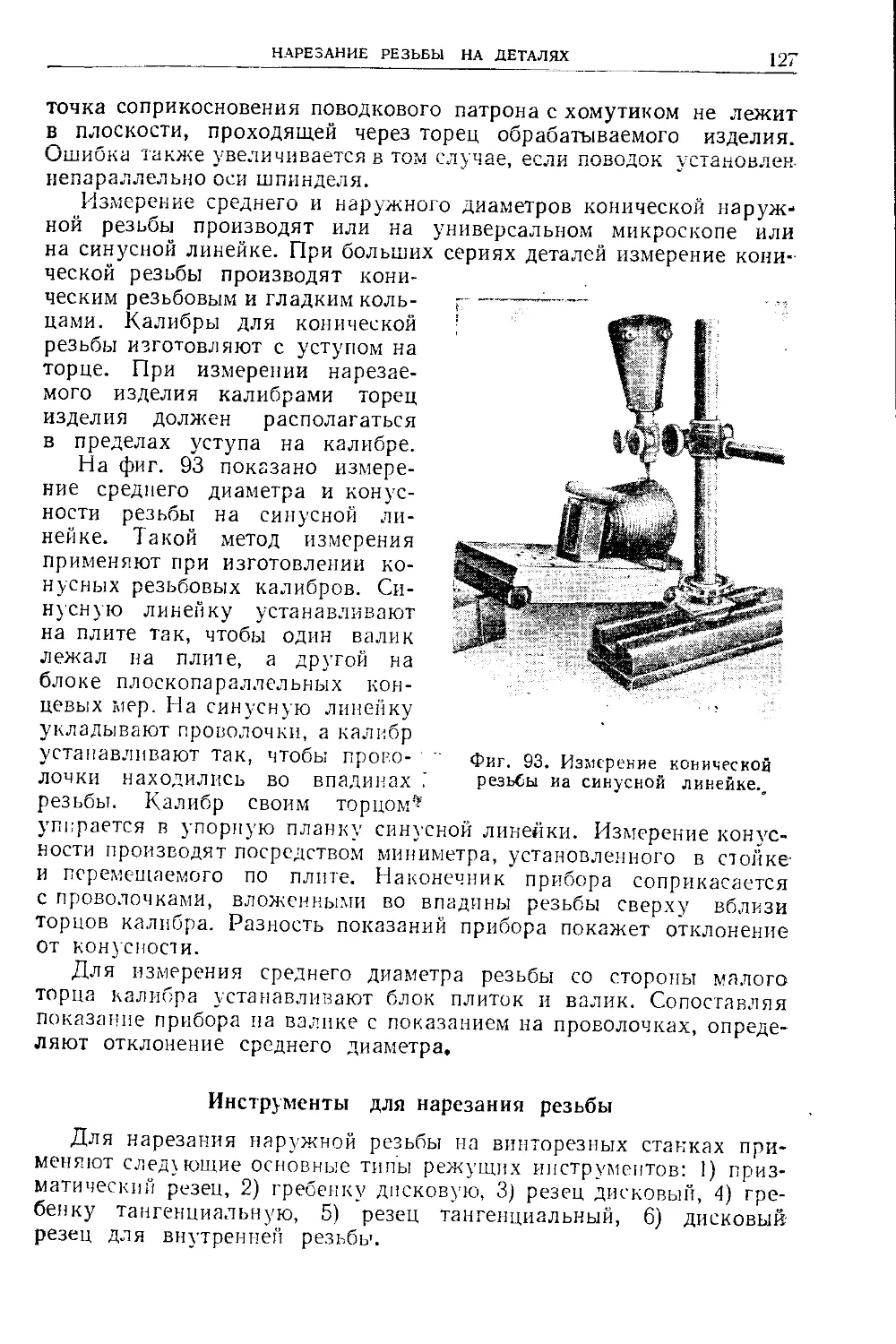
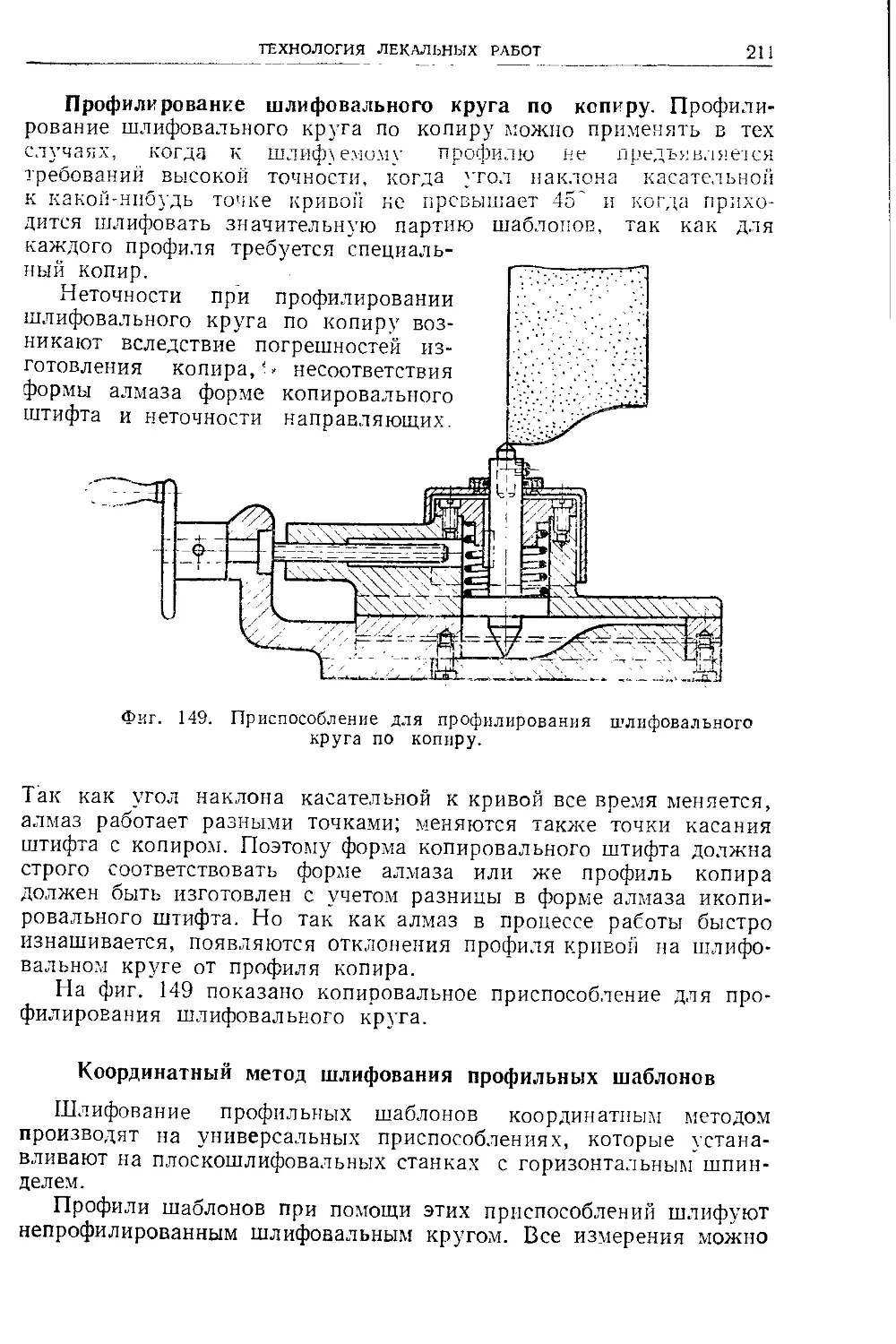
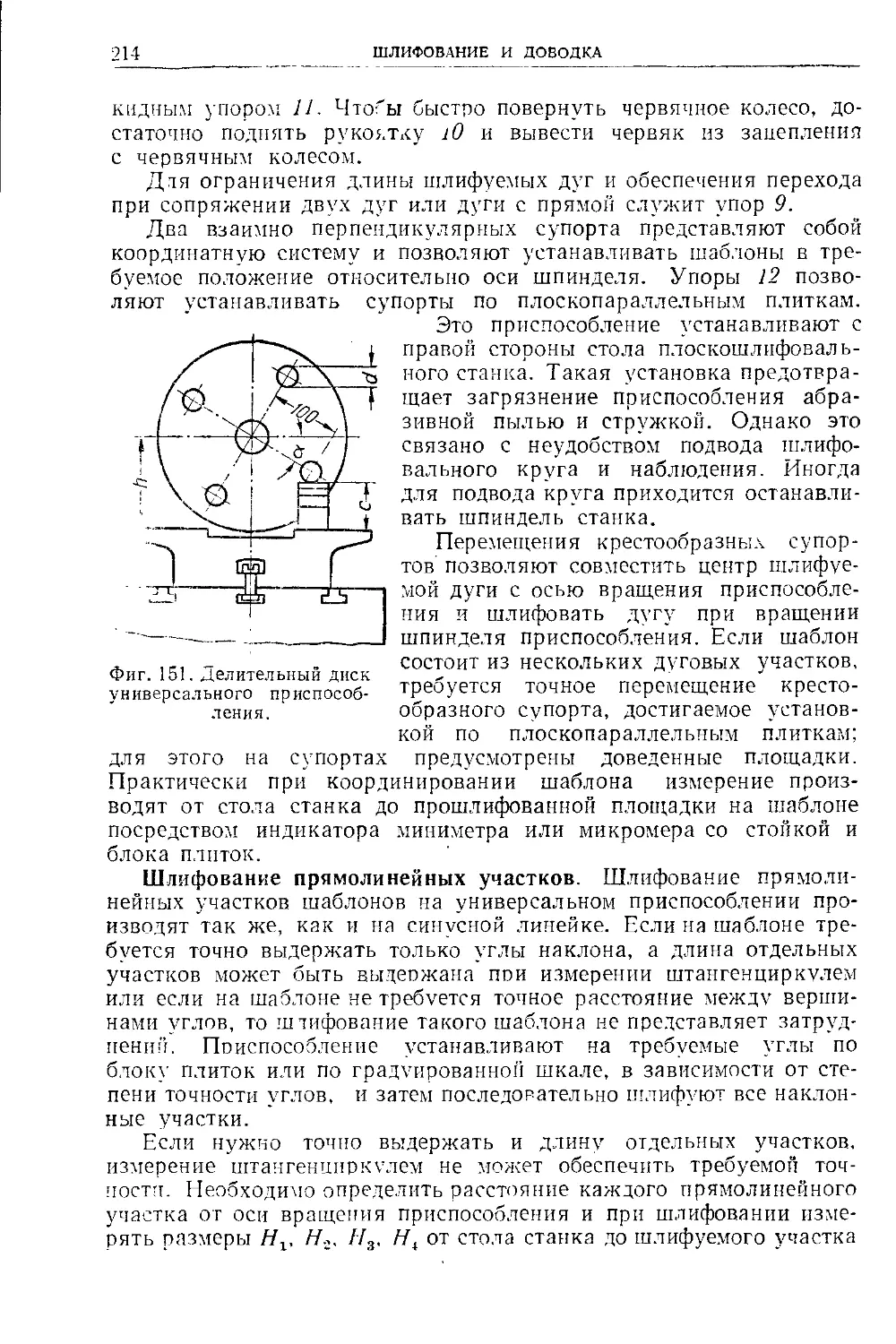
/























































































































































































































































































































































































Текст
А. Л. ЧЕСТНОВ
канд. техн, наук
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ИЗМЕРИТЕЛЬНЫХ
ИНСТРУМЕНТОВ
И ПРИБОРОВ
Рекомендовано в качестве учебного пособия
для станкостроительных
и инструментальных техникумов
ОУЗ Министерства станкостроения СССР
| аду- ? -,Р
j Ркулф. tif-H
•\ .1 .отека
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1952
В книге изложены методы изготовления измери-
тельных инструментов и деталей измерительных при-
боров. В первой части изложены основные сведения
из технологии машиностроения, методы получения
заготовок и технология механической обработки на
металлорежущих станках. Во второй части изложены
методы термической обработки, шлифование и до-
водка измерительных инструментов, методы получения
делений и способы повышения износоустойчивости.
В третьей части дано описание технологических про-
цессов типовых деталей измерительных инструментов
и приборов.
Книга предназначена для мастеров и технологов,
связанных с изготовлением измерительных средств, и
студентов техникумов инструментальной специальности..
Рецензенты: инж. Я. В. Оснас
и канд. техн, наук доц. А. М. Ведмицкий
Редактор канд. техн, наук доц. А. Я. Ростовых
Редакция .металлообработки и станкостроения
Зав. редакцией Р. Д. БЕЙЗЕЛЬМАН
ВВЕДЕНИЕ
Технология изготовления измерительных инструментов и при-
боров является одной из областей технологии машиностроения.
За годы сталинских пятилеток в Советском Союзе была создана
отечественная технология производства измерительных инструментов
и приборов. В создании этой технологии активное участие принимали
советские ученые, инженеры, изобретатели, мастера и стахановцы.
Основная особенность отечественного инструментального про-
изводства состоит в том, что оно развивалось на научной основе,
с учетом достижений технологии машиностроения. В процессе ос-
воения производства разрабатывались подробные технологические
процессы, чертежи приспособлений и специальных режущих и из-
мерительных инструментов.
Технология машиностроения является прикладной наукой, ко-
торая создана трудами советских ученых на основе достижений
отечественной науки и опыта работы советских машиностроительных
предприятий.
Советскими учеными акад. И. В. Гребенщиковым и чл.-корр.
АН СССР В. Д. Кузнецовым сделан крупный вклад в науку: раскрыта
сущность физико-химических явлений при обработке металлов.
Большое значение имеют работы лауреата Сталинской премии
акад. В. П. Линника и др. в области исследования микрогеометрии
поверхности после механической обработки.
Советскими учеными созданы конструкции приборов для опреде-
ления микротвердости. Широкое применение этих приборов в научно-
исследовательских работах дало возможность изучить изменение
свойств тончайших поверхностных слоев металла после различных
видов механической обработки, исследовать твердость структурных
составляющих стали, чугуна и различных сплавов, твердость кар-
бидов, применяемых при изготовлении твердых сплавов, и твердость
абразивных материалов.
Советскими учеными и конструкторами созданы высокопроиз-
водительные металлообрабатывающие станки и автоматы, новейшие
измерительные приборы и автоматы для контроля деталей в массовом
производстве, а также автоматические линии, цехи и заводы.
Рост машиностроения за годы сталинских пятилеток сопрово-
ждался развитием передовой техники как в создании новых машин,
так и в технологии изготовления этих машин. Развитие техники,
в свою очередь, обусловило повышение требований к качеству обра-
ботки поверхностей трения деталей машин, к точности изготовления
4
ВВЕДЕНИЕ
деталей, к их прочности, а также вызвало необходимость повышения
производительности обработки. В связи с этим .широкое развитие
получили научно-исследовательские работы в области качества по-
верхностей деталей машин, в области метрологии и приборостроения,
термической и химико-термической обработки, работы по изучению
физики твердого тела и методов высокоскоростной обработки ме-
таллов. Широкое развитие получили отечественное станкостроение
и автомотостроение.
В связи с развитием массового машиностроения широкое рас-
пространение получают крупносерийное и массовое производства,
при которых особое значение приобретает тщательная разработка
технологических процессов обработки деталей и сборки машин.
Технологический процесс является основой деятельности пред-
приятия и служит для планирования производства, снабжения основ-
ными и вспомогательными материалами, инструментом и приспосо-
блениями. По технологическим картам производят пооперацион-
ную обработку деталей и сборку машин.
Соблюдение утвержденного технологического процесса является
основой деятельности всякого социалистического предприятия.
ЧАСТЬ ПЕРВАЯ
Глава 1
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
1. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Технологическим процессом обработки детали называется сово-
купность действий, связанных с изменением формы и свойств ма-
териала обрабатываемой детали от момента поступления заготовки
в обработку до получения готовой детали.
Исходными материалами для проектирования технологического
процесса служат рабочие чертежи и технические условия на изделие,
а также данные о количестве изделий, подлежащих изготовлению.
Прежде чем приступить к проектированию технологического про-
цесса на каждую деталь, технолог изучает назначение каждого узла
и детали в работе механизма и взаимодействие деталей и узлов.
После этого разрабатывают последовательность сборочных работ
и методы обеспечения требуемой точности. При этом определяют,
нет ли необходимости производить механическую обработку отдель-
ных деталей в собранном виде.
При выявлении таких деталей предусматривают припуски на
механическую обработку их в собранном виде.
При проектировании технологического процесса сборки выявляют
базы для обработки, которые должны быть подготовлены при изго-
товлении отдельных деталей. Как будет показано далее, правильный
выбор баз имеет большое значение для обеспечения требуемой точ-
ности деталей, узлов и изделия в целом.
После такой предварительной проработки технологии сборки
приступают к проектированию технологического процесса на ка-
ждую деталь.
Характер технологического процесса определяется типом про-
изводства. При единичном производстве, в котором изделия изго-
товляют единицами и производство их не повторяется, технологи-
ческий процесс подробно не разрабатывается, а составляется марш-
рутный технологический процесс, в котором указываются порядок
операций, оборудование, инструмент, приспособления и нормы вре-
мени. Оборудование в этом случае применяют универсальное, обес-
печивающее возможность выполнения различных операций на од-
ном станке. Например, универсальный фрезерный станок позволяет
6 ОСНОВНЫЕ СНЕДЕНИЯ НВ ТЕХНОЛОГИИ МХШИНОСТРОЕНИЯ
выполнять: горизонтальное и вертикальное фрезерование, нареза-
ние зубьев, фрезерование спиралей и пр.
При единичном производстве невыгодно расчленять операции
и поэтому стремятся к возможно большему их объединению. Форма
карты маршрутной технологии, применяемой при единичном про-
изводстве, показана в приложении 1.
При серийном производстве разрабатывается развернутый тех-
нологический процесс. В технологическом процессе операции по
возможности расчленяют. Для повышения производительности труда
технологический процесс оснащается специальными приспособле-
ниями и инструментом.
В технологических картах изображают эскизы с размерами
и допусками на каждую операцию. Оборудование выбирается не-
универсальное, так как при закреплении универсальных станков
за отдельными операциями универсальность станков становится
излишней и не используется.
В технологических картах указываются операции, переходы,
установки, режимы работы, приспособления и инструмент.
В массовом и поточном производствах технологический процесс
разрабатывается еще более подробно. Расчленение операций должно
быть еще более детальным. На базе расчлененных операций создаются
специализированные станки, которые выполняют все время одну
операцию или групп}' операций, предусмотренных технологическим
процессом.
Станки размещаются в порядке последовательности техноло-
гического процесса. К операциям предъявляется требование со-
ответствия или кратности времени, необходимого для их выполне-
ния, с тем чтобы можно было создать ритм в производстве. Эта
задача является очень сложной, и обычно окончательная отработка
технологии поточного производства осуществляется на базе дей-
ствующего производства, на основании фотографий, снятых со всех
операций.
Высшей формой организации производства является автома-
тизированное производство — автоматические линии, автомати-
ческие цехи и автоматические заводы. Эта форма производства
в настоящее время начала развиваться и имеет большое будущее.
Автоматизированное производство является следующей, более
высокой ступенью развития поточного производства. При поточном
производстве применяют специализированное оборудование, транс-
портировка деталей механизирована, но управление станками вы-
полняют рабочие. При автоматизированном производстве работают
специальные станки-автоматы, выполняющие автоматически все
операции и передающие детали от одного автомата к другому. Та-
ким образом, все автоматы оказываются связанными в одну непре-
рывную цепь от начала обработки до окончательной отделки. При
этом автоматизируются не только операции по механической обра-
ботке, но и литейные операции, операции термической обработки,
операции по контролю качества и размеров детали, вплоть до упа-
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ковки и подсчета выпущенных и забракованных деталей. Некоторые
из автоматов снабжаются автоматическими подналадчиками, ко-
торые автоматически устраняю! возможности возникновения брака
в процессе производства.
В функции обслуживающего персонала при автоматическом про-
изводстве входит общее наблюдение за работой автоматических ли-
ний, наладка автоматов, ремонт и устранение неполадок в процессе
производства.
Составление технологического процесса для серийного произ-
водства требует от технолога хороших знаний по обработке метал-
лов и производственного опыта. Поэтому наряду с теоретическими
знаниями технолог должен получить необходимый минимум произ-
водственной практики для того, чтобы уметь быстро и правильно
выбрать рациональный вариант обработки той или иной детали.
Технологический процесс изготовления детали расчленяется на
операции.
Операцией называется часть технологического процесса,
выполняемая на одном рабочем месте и охватывающая собой все по-
следовательные действия оборудования и рабочего по обработке
одной детали или нескольких обрабатываемых одновременно де-
талей. Операция может быть выполнена за одну или несколько
установок.
У становкой называется часть операции, выполняемая при
неизменном закреплении детали.
Деталь, находясь в неизменном закреплении в приспособлении,
может менять свое положение относительно оборудования, на ко-
тором производится обработка.
Позицией называется каждое из различных положений
детали относительно оборудования, на котором производится работа,
при неизменном закреплении детали.
При обработке детали на многошпиндельном токарном автомате
или полуавтомате при каждом повороте шпиндельного барабана или
поворотного стола деталь занимает новую позицию.
Переходом называется часть операции, выполняемая од-
ним инструментом или одновременно работающим комплектом ин-
струментов, при неизменном режиме резания.
При механической обработке переход может быть выполнен за
один или несколько непосредственно следующих друг за другом
проходов.
Проходом называется часть перехода, во время которого
с обрабатываемой поверхности детали снимается один слой металла.
Черновое и чистовое обтачивание валика, выполняемое после-
довательно одним и тем же резцом, представляет собой один переход
за два прохода, так как по окончании чернового обтачивания резец
возвращается в исходное положение и при чистовом обтачивании
снимается новый слой металла. При выполнении чистового обта-
чивания другим резцом будем иметь два перехода по одному про-
ходу каждым резцом.
8
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
В технологической карте в графе «Наименование переходов» за-
писываются все переходы, которые необходимо выполнить в данной
операции.
Независимые рабочие приемы — такие, как «Установить деталь»,
«Перевернуть деталь», «Снять деталь», — не входящие ни в один
из переходов, записывают как переходы, но нумеруют отдельно
или вовсе не нумеруют.
При разработке технологического процесса для единичного про-
изводства составляется маршрутная технология. На каждую де-
таль выписывается одна карта на одном или нескольких листах.
Каждая строчка в карте соответствует операции. Для каждой опера-
ции указывается цех, где она выполняется, станок, количество одно-
временно обрабатываемых деталей, разряд работы и время обработки.
На заводах, производящих контрольно-измерительные инстру-
менты и приборы, технологическая документация для серийного
производства состоит из технологического процесса, нормировочных
и инструментальных карт, чертежей приспособлений, режущих
и измерительных инструментов.
Технологический процесс для серийного производства разраба-
тывается на операционных картах, которые составляются на ка-
ждую операцию. В операционной карте указывается цех, в котором
выполняется данная операция, изображается операционный эскиз,
указываются переходы, оборудование, приспособления, режущий и
измерительный инструмент, режим работы и расчетная норма времени.
Форма операционной карты и пример ее заполнения даны в при-
ложении 2.
Нормировочные карты служат специально для целей нормирова-
ния и составляются на каждое изделие в целом. В нормировочных
картах для каждой детали указываются: наименование операций,
цех, станок, разряд работы и норма времени.
Инструментальные карты (спецификации) содержат списки при-
способлений и инструмента. Эти карты заполняются на основании
операционных карт.
Операционный эскиз это рабочий чертеж, специально предна-
значенный для выполнения одной определенной операции. На нем
приводятся только те размеры, которые необходимы для выполнения
данной операции.
Для облегчения чтения операционных карт возле эскиза детали
обычно изображают эскизы режущих инструментов, которыми вы-
полняется данная операция. Возле эскизов инструментов ставятся
номера, соответствующие номерам переходов.
Важным обстоятельством является согласование размеров и тех-
нологических баз. Размеры должны ставиться в соответствии с вы-
бранными технологическими базами.
На эскизах обрабатываемой детали, которые приводятся в тех-
нологических картах, проставляют размеры с допусками на обраба-
тываемую в данной операции поверхность детали. Размеры назна-
чаются с учетом припусков на все последующие операции.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Припуском называется слой металла, который оставляют
для последующей обработки детали, представляющий собой разность
размеров, получающуюся в результате оорасотки.
Операционным допуске м называется отклонение
размера, которое разрешается при обработке данного элемента
детали. Величина операционного допуска равна разности между
наибольшим и наименьшим припуском на последующую опе-
рацию.
Деталь, изготовленная по верхнему предельному размеру, будет
иметь наибольший припуск на последующую обработку, а изго-
товленная по нижнему предельному размеру — будет иметь наимень-
ший припуск.
Выбор баз является одним из важнейших этапов в разработке-
технологического процесса. Неправильный выбор базы может по-
влечь неточность изготовления детали.
Технологической базой называется поверхность
или сочетание поверхностей, при помощи которых определяется
положение детали при установке ее на станке, в приспособлении
или на рабочем месте.
На операционном эскизе базы указываются условными обозна-
чениями. Размеры на операционном эскизе проставляются от ука-
занных на эскизе базовых поверхностей. Выбор технологических
баз должен быть осуществлен так, чтобы были обеспечены требования,,
предъявляемые к детали, как, например: обеспечение параллельности
или перпендикулярности поверхностей, концентричность, соблю-
дение точности ответственных размеров и др.
На однотипные изделия разрабатывают типовые технологические
процессы. При этом большое значение имеет правильность классифи-
кации технологических процессов для осуществления комплексного-
решения.
Типизация позволяет упорядочить разработку технологических
процессов и улучшить постановку технического нормирования,
сократить цикл подготовки производства и облегчить организацию
производства.
Технико-экономическая эффективность технологического про-
цесса в основном определяется характером производства. Чем выше-
форма организации производственного процесса, тем выше технико-
экономическая эффективность технологического процесса. Пока-
зателями эффективности технологического процесса являются
производительность труда и качество выпускаемой продукции.
При единичном производстве работа выполняется на универ-
сальном оборудовании высококвалифицированными рабочими,
оснащенность технологического процесса специальными приспо-
соблениями и инструментом мала, отсутствуют механизация и авто-
матизация. В результате этого, как правило, процент ручных
работ велик.
Наиболее высокая производительность труда имеет место при
массово-поточном и автоматизированном производствах.
о
10 ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Перевод изготовления микрометров на поточное производство
привел к снижению времени изготовления до 3,2 час. на один
микрометр вместо 8,5 час. при серийном производстве. Выпуск
микрометров при поточном производстве увеличился в несколько
раз. .
Приведенный пример показывает, насколько технико-экономи-
ческая эффективность поточного производства выше серийного про-
изводства.
Для оценки технико-экономической эффективности технологиче-
ского процесса служат следующие показатели:
А. Себестоимость изделия, слагающаяся из стоимости материа-
лов, производственной заработной платы и накладных расходов.
Б. Выпуск изделий на одного рабочего.
Б. Коэфициент механизации процесса, характеризующий отно-
шение времени станочных работ к общей затрате времени на изделие.
Чем выше механизация и автоматизация технологического процесса,
тем ближе этот коэфициент к единице.
Г. Коэфициент загрузки оборудования, характеризующий исполь-
зование оборудования по времени.
Основными способами повышения производительности труда
являются следующие:
1. Применение горячей и холодной штамповки, сварки, высадки
и т. п.
2. Механизация ручных работ. „
3. Рациональная организация рабочего места, предусматриваю-
щая предварительную подготовку работы и рабочего места, свое-
временное и четкое обслуживание его в процессе работы и наиболее
совершенную его планировку и содержание.
4. Применение инструментов из твердых сплавов и высокоско-
ростных режимов резания, при которых достигается максимальное
использование станков по мощности, наиболее эффективное исполь-
зование инструмента и максимальное сокращение затраты машин-
ного времени.
5. Применение многоместных приспособлений и специальных ин-
струментов, ускоряющих процесс обработки.
6. Максимальное сокращение вспомогательного времени за счет
применения специальных приспособлений, поворотных столов, ма-
газинной загрузки, автоматизации станков, механизации контроля
деталей и т. п.
7. Одновременная обработка на нескольких станках и совмеще-
ние профессий.
8. Применение поточных методов механической обработки и сборки
изделий.
9. Научное изучение и внедрение приемов работы по методу
инж. Ковалева и старшего мастера завода «Фрезер» т. Рыбака.
10. Организация коллективной стахановской работы по методу
лауреата Сталинской премии старшего мастера завода „Калибр11
т. Российского.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
11
Большое значение для создания эффективного в технико-эконо-
мическом отношении технологического процесса имеет технологич-
ность конструкции изделия. Принцип создания технологичной
конструкции изделия состоит в том, что при разработке конструк-
ции в равной степени учитываются как условия эксплуатации, так
и требования, предъявляемые производством.
Для осуществления принципа технологичной конструкции не-
обходима тесная связь в работе конструктора, создающего конструк-
цию изделия, и технолога, создающего технологический процесс.
Правильный выбор решений при создании технологичной кон-
струкции зависит от характера и масштаба производства. Конструк-
ция, технологичная в условиях единичного производства, может
оказаться нетехнологичной в условиях массового производства,
и наоборот.
Основные мероприятия по технологической рационализации
конструкции изделий следующие:
1. Стандартизация и унификация изделий, узлов, деталей и эле-
ментов деталей. Унификация облегчает использование стандартного
инструмента, сокращает количество специального инструмента и при-
способлений и создает базу для типизации технологических про-
цессов.
2. Правильный выбор метода получения заготовки (литье в ме-
таллические формы, отливки из ковкого чугуна, литье под давле-
нием, горячая и холодная штамповка, применение пластмасс и др.).
Правильный выбор заготовки не только уменьшает ее стоимость,
но также сокращает объем механической обработки, расход металла
и т. п.
3. Создание деталей наиболее рациональной формы с целью умень-
шения трудоемкости механической обработки.
4. Рациональная простановка допусков и размеров на деталях
с учетом требований технологического процесса.
5. Применение компенсаторов, позволяющих расширять допу-
ски на отдельных деталях за счет последующей совместной обработки
или выполнения одной из деталей (компенсатора) с размерами,
компенсирующими фактические отклонения других сопряженных
деталей.
Тесная связь технолога с действующим производством, со ста-
хановцами и мастерами помогает технологу в создании более
эффективного технологического процесса. В действующем производ-
стве в работ}' по рационализации технологического процесса вклю-
чается большой коллектив рабочих, наладчиков, мастеров. В
результате непрерывной рационализаторской деятельности техноло-
гический процесс все время совершенствуется, что обеспечивает
постоянный рост производительности труда Большое значение имеет
непосредственная связь технолога с передовыми стахановками и про-
ведение совместной работы по рационализации технологического
процесса. Это обогащает знания технолога и дает ему возможность
учитывать в работе новые достижения стахановцев.
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
2. ТОЧНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
На точность обработки деталей на металлорежущих станках
влияют следующие основные факторы:
1. Погрешности станков, вызываемые неточностью направляющих
станины, наличием зазоров в подшипниках, овальностью шпинделей,
неперпендикулярностью или непараллельностыо осей, неточностью
ходовых винтов и т. п.
2. Деформация деталей станка обрабатываемой детали и инстру-
мента во время обработки под влиянием усилий резания.
3. Неточность в установке детали на станке или в приспособлении
недостаточно прочное закрепление детали или, наоборот, деформация
детали вследствие закрепления с чрезмерным усилием, неправильное
положение детали по отношению к оси шпинделя и т. п.
4. Ошибки в измерениях детали при обработке, связанные с не-
точностью инструмента, влиянием температуры и т. д.
5. Деформация вследствие наличия в детали внутренних напря-
жений, которая появляется после снятия наружной корки.
6. Неточности, связанные с погрешностью установки инструмента,
неточностью его изготовления и изнашиванием инструмента во время
работы.
7. Состояние поверхности после обработки, оказывающее влия-
ние на точность измерения.
8. Ошибки исполнителя работы.
Ниже рассматриваются главнейшие из перечисленных выше фак-
торов, влияющих на точность обработки.
Неточность станка в ненагруженном состоянии
Неточность станка в ненагруженном состоянии главным обра-
зом зависит от неточностей, допущенных при сборке, и неточностей
главнейших деталей и узлов станка. Эти погрешности иногда называют
^геометрическими» погрешностями станка, так как к ним относятся
неточности формы главнейших деталей станка и их взаимного рас-
положения: плоскостность, цилиндричность, параллельность и пер-
пендикулярность осей и плоскостей, концентричность, соосность
и т. п.
Величины перечисленных погрешностей определяются путем
испытания станка в ненагруженном состоянии, при неподвижном
положении его частей или при медленном (от руки) их перемещении.
Нормы точности и методы испытания станков стандартизованы.
Проверку станков осуществляют при помощи приспособлений с ин-
дикаторами, точных линеек, уровней и ряда других приборов.
В ненагруженном состоянии радиальное биение шпинделей то-
карных и фрезерных станков у конца шпинделя допускается не бо-
лее 0,01—0,015 леи. Параллельность оси шпинделя токарных стан-
ков к направлению движения каретки на длине 300 мм в горизон-
тальной плоскости допускается не более 0,01—0,015 мм, в вертикаль-
ной плоскости — не более 0,02—0,03 мм.
ТОЧНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
13
Прямолинейность и параллельность направляющих токарных
и продольнострогальных станков на длине 1000 мм допускается не
более 0,02 мм и на всей длине не более 0,05—0,08 мм.
Прямолинейность продольных направляющих и столов фрезер-
ных станков на длине 1000 мм допускается не более 0,03—0,04 мм.
Параллельность и перпендикулярность столов относительно шпин-
деля фрезерных станков на длине 300 мм допускается не более 0,02—
0,03 мм (в зависимости от размеров станков;.
Влияние деформации станка, инструмента
и обрабатываемой детали на точность обработки
При обработке изделий на станках важную роль играет жесткость
упругой системы станок — деталь — инструмент. Под жесткостью
понимается способность системы оказывать сопротивление действию
сил, стремящихся ее деформировать.
Под действием усилия резания и других сил (например, усилия
зажима) происходит деформация деталей станка, обрабатываемой
детали и режущего инструмента, вследствие чего форма и размеры
обрабатываемой детали изменяются, вызывая отклонение от правиль-
ной геометрической формы (овальность, конусность и др.).
Жесткость упругой системы станок — деталь — инструмент свя-
зана также с возможностью появления вибраций при резании, что
может ограничить режимы резания.
Повышая жесткость системы, можно повысить режимы резания
без опасения снижения точности обработки или возникновения ви-
браций.
Жесткость станка зависит от конструкции станка и от качества
сборки. Вибрации могут возникать от того, что подшипники непра-
вильно отрегулированы или недостаточно затянуты направляющие
супорта. Эти дефекты устраняются путем регулирования станка.
Жесткость детали в процессе обработки может быть повышена
путем применения люнетов или рационального расположения опор
при установке детали на станке.
На фиг. 1 показан пример обработки детали на токарном станке
в центрах с применением подвижного люнета. Для вала, устано-
вленного в центрах токарного станка, величину деформации можно
определить по формуле изгиба балки, свободно лежащей на двух
опорах. На фиг. 2 показано действие усилий при обтачивании вала.
Максимальный прогиб детали при обтачивании без люнета может быть
подсчитан по следующей формуле:
л Р&
ЛГ ~ 48£7 ’
где Дг — максимальный прогиб детали;
Р — радиальная составляющая усилия резания;
I — длина детали;
Е — модуль упругости;
/ — момент инерции.
14 ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Из этой формулы видно, что деформация детали пропорциональна
длине детали в третьей степени, т. е. если одна деталь длиннее другой
в 2 раза, то при одном и том же диаметре детали и усилии резания
прогиб будет в 8 раз больше.
Фиг. 1. Обтачивание вала в центрах с применением подвижного
люнета.
Прогиб детали при обтачивании вызывает увеличение диаметра
детали в средней части. Это увеличение приблизительно равно удво-
енной величине деформации (2Дг). Из приведенного примера видно.
Фиг. 2. Деформация вала при обтачивании
в центрах без люнета.
действием радиальной составляющей усилия
какое большое значение имеет
установка люнетов при об-
тачивании длинных деталей
в центрах.
Обтачивание детали, за-
жатой в патроне и не имею-
щей опоры на другом конце,
вызывает деформацию, боль-
шую, чем при обтачивании
в центрах. В этом случае
выступающий;} из патрона
конец детали можно рассма-
тривать как балку, заделан-
ную у одного конца , (фиг. 3).
Максимальный прогиб под.
по формуле
резания определяется
. . _ Р-Р
~ 3EI '
Из сопоставления приведенных формул видно, что при обработке
в патроне величина деформации в 16 раз больше, чем при обработке
ТОЧНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
15
в центрах деталей одинаковой длины и диаметра, изготовленных
из одинакового материала.
Усилия резания, возникающие при обработке деталей, вызы-
вают деформацию не только обрабатываемой детали, но также станка
и инструмента.
Из фиг. 2 видно, что радиальная составляющая усилия резания
при обтачивании детали в центрах вызывает деформацию (отжим)
задней и передней бабок. Величина отжима задней и передней бабок
зависит от их конструкции и в процессе обработки детали не является
постоянной.
В начале обтачивания все усилие воспринимается задней бабкой;
когда резец находится в средней части детали, усилие распределяется
между передней и задней бабками; в конце обтачивания усилие вос-
принимается главным образом передней бабкой. По сравнению с про-
гибом детали деформации задней и передней бабки обычно бывают
незначительны. Для нового токарного станка с высотой центров 200мм
отжим шпинделя при нагрузке 200 кг не должен превышать 0,02.ил<,
отжим пиноли задней бабки— 0,04 мм и отжим супорта — 0,03 мм.
Для увеличения жесткости станка при фрезеровании на гори-
зонтально-фрезерных станках применяют дополнительное крепле-
ние кронштейна и поперечного стола (фиг. 4). Такое дополнитель-
ное крепление производят после того как стол станка устано-
влен в требуемое положение для выполнения заданного размера
детали.
Жесткость инструмента и приспособлений обеспечивается со-
ответствующей конструкцией их и, в случае надобности, путем со-
здания дополнительных опор. Например, на расточных станках
при растачивании глубоких отверстий применяют борштанги с опо-
рой на противоположном конце. На револьверных станках для умень-
шения отжима инструмента на револьверной головке укрепляется
скалка, которая направляется во втулке, закрепленной на перед-
ней бабке (фиг. 5).
Применение дополнительных опор позволяет значительно умень-
шить деформацию при обработке деталей и повысить точность об-
работки.
Деформации детали при закреплении
При закреплении детали происходит деформация как самой
детали, так и поверхностных неровностей, которыми деталь со-
прикасается с установочными поверхностями станка и приспособ-
ления.
В некоторых случаях на точность обработки может оказать влияние
деформация стола станка или приспособления при закреплении
детали.
При закреплении тонкостенных втулок в трехкулачковом па-
троне они легко деформируются, принимая некруглую форму.
Такая деталь, обработанная в деформированном состоянии, после
i6 ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Фиг. 4. Дополнительное
крепление кронштейна на
фрезерном станке.
Дополнительное крелление
кронштейна
Фиг. 3. Деформация вала при
обтачивании в патроне.
Фиг. 5. Дополнительная направляющая для револь-
верной головки.
ТОЧНОСТЬ механической обработки
17
снятия со станка принимает первоначальную форму, вследствие
чего обработанное отверстие становится некпуглым.
На фиг. 6 показана деформация втулки или кольца при зажиме
в трехкулачковом патроне (с); после растачивания отверстие
имеет правильную форму (б), после освобождения деталь при-
нимает первоначальную форму и отверстие оказывается искажен-
ным (в).
Особенно сильно влияют деформации на точность обработки
при закреплении длинных рам, плит, линеек и т. п. Даже массив-
ные детали такого рода теряют правильную форму при зажиме.
При закреплении таких деталей необходимо обеспечивать возможно
меньшее искажение формы детали.
При закреплении рамы на столе строгального станка расположе-
ние прижимных планок следует выбирать так, чтобы они находи-
лись вблизи точек опоры рамы
на столе. Если деталь в месте j I
закрепления не имеет опоры, X //Т\\
то, во избежание возникновения ( —L
деформации при закреплении, в Д~\У ; XX. \ ! УJ
местах установки зажимных хДУ Хдх '
планок под деталь подклады- а) $)
вают клиновые подкладки. Фиг. g Деформация детали при обра-
При обраоотке точных дета- ботке в патроне.
Уф^лей выбор величины усилия
'зажима имеет особенно важное значение. Когда точные детали
"Cj закрепляются в центрах станка, усилие задней бабки станка, пере-
даваемое через центр, вызывает сжатие детали.
У— Если деталь представляет собой точный винт с микрометрической
резьбой, то деформация сжатия может вызывать погрешность в шаге
резьбы, так как после освобождения заднего центра винт примет
первоначальные размеры и шаг винта будет больше. Величина по-
грешности в шаге резьбы на длине I от действия зажима задней бабки
выражается следующей формулой:
5 E-F
>.ч.
тавзт f
. .OTCKdf
где As — погрешность шага резьбы на длине Z;
Р — усилие зажима задней бабки;
I — длина нормированного участка резьбы;
Е — модуль упругости;
F — сечение винта по внутреннему диаметру резьбы.
Если усилие зажима задней бабки постоянно, то неточность от
деформации сжатия может быть устранена посредством регулиро-
вания коррекционной линейки. Поэтому у прецизионных винторез-
ных станков, на которых нарезаются точные резьбы, иногда центр
задней бабки делается пружинным, что обеспечивает постоянство
усилия зажима.
Честнов
18
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Температурные деформации
При механической обработке деталей высокой точности на точ-
ность изготовления влияют температурные деформации как обра-
батываемой детали, так и деформации деталей станка, вызываемые
нагревом. Источниками этих деформаций являются: 1) нагрев от
тепла, выделяющегося при механической обработке, 2) нагрев де-
талей станка вследствие трения и 3) непостоянство температуры по-
мещения.
В ряде случаев нагрев детали в пооцессе обработки влияет только
на продолжительность выдержки детали перед ее измерением и,
таким образом, удлиняет цикл изготовления. К таким деталям от-
носятся детали простой формы, например, гладкие калибры. После
шлифования или механической доводки калибры выдерживают
определенное время перед каждым измерением и только тогда, когда
температура калибра будет нормальной, можно измерить его фак-
тический размер.
Но не во всех случаях нагрев обрабатываемой детали влияет
только на продолжительность выдержки перед измерением. При
обработке деталей сложной формы нагрев в процессе обработки может
вызывать неисправимый брак. К таким деталям относятся, например,
микрометрические винты, резьбовые калибры, шаблоны, точные
зубчатые колеса и ряд других. В процессе обработки этих деталей
одновременно происходит образование требуемой формы детали
(например, диаметра и шага резьбы при резьбошлифовании) и поэтому
нагрев может вызвать погрешности, которые уже нельзя будет
исправить.
Величина погрешностей, вызванная деформацией вследствие на-
грева при обработке, может быть определена по следующей формуле:
Д/ = I Д (t — tg),
где Д/ — температурная погрешность;
/ — размер обрабатываемой детали;
к — коэфициент линейного расширения;
(t— t0) — температура нагрева во время обработки.
Для того чтобы обеспечить требуемую точность обработки
деталей сложной конфигурации, нельзя допускать чрезмерного
нагрева их при обработке.
Некоторые виды производства измерительных инструментов тре-
буют особых температурных условий. К этим производствам отно-
сятся: производство плоскопараллельных концевых мер, оптических
измерительных приборов и плоских стеклянных пластин, нанесе-
ние делений на деталях измерительных инструментов и некоторые
другие. Особых температурных условий требует также выполне-
ние линейных измерений перечисленных изделий, а также контроль
калибров и измерительных приборов.
Перечисленные виды работ нельзя выполнять в помещениях,
где температура непостоянна и не соответствует нормальной темпе-
точность механической обработки
19
ратуре, установленной ОСТ 85002-39. Чем выше точность измерения
и чем больше размер изделия, тем меньше величина допустимого
отклонения температуры помещения от нормальной температуры 20°.
Ограничения в колебаниях температуры помещения относительно
нормальной температуры, установленной по ОСТ при выполнении
точных измерений, вызваны тем, что измеряемые детали и измери-
тельные инструменты изменяют свои размеры при изменении темпе-
ратуры неодинаково.
Из приведенной формулы видно, что деформация при изменении
температуры зависит от размера детали, коэфициента линейного
расширения и отклонения от нормальной температуры. Казалось бы,
что при измерении размера детали отклонение температуры поме-
щения от нормальной не должно иметь значения, так как деталь
и измерительный прибор имеют одинаковую температуру. Но это
не так. Коэфициент линейного расширения даже для одного и того
же материала не является постоянным, и различие в величине коэ-
фициентов линейного расширения средства измерения и детали вы-
зовет различную величину их деформации, вследствие чего измерение
окажется неточным.
При измерении деталей из цветных металлов (бронзы, алюминия
и т. п.) соблюдение требуемой температуры помещения имеет осо-
бенно важное значение, так как коэфициент линейного расширения
цветных металлов значительно отличается от стали.
В производственных помещениях при изготовлении точных из-
делий также приходится производить точные измерения, и поэтому
к помещениям предъявляются требования постоянства температуры.
Кроме этого, температура помещения оказывает влияние на техно-
логический процесс изготовления и на точность работы станков.
Опыт производства плоскопараллельных концевых мер длины пока-
зывает, что при колебаниях температуры помещений происходит
деформация доводочных плит, в результате чего нарушается их пло-
скостность и при доводке появляется брак.
Влияние износа станка и инструмента на точность обработки
Эксплуатация оборудования неизбежно связана с его изнашива-
нием. В первую очередь изнашиваются те детали, которые испыты-
вают наибольшие удельные нагрузки при относительном перемещении
этих деталей друг по другу. На износ деталей станка большое влия-
ние оказывают содержание станка в чистоте, своевременные промывка
и смазка. Присутствие абразивной пыли вызывает особенно сильный
износ трущихся деталей станка, в особенности, если они ничем не
предохранены от ее попадания.
Смазку станка необходимо производить тем маслом, которое
указано в инструкции. Неправильная и несвоевременная смазка
приводит к преждевременному износу станка и неисправностям ра-
боты последнего.
Износ подшипников и шпинделя станка приводит к появлению
биения шпинделя, так как износ обычно происходит неравномерно
20
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
по поверхностям трения. Биение шпинделя вызывает неточность
геометрической формы обрабатываемой детали. Кроме того, износ
шпинделя и подшипников нарушает величину смазочного зазора,
что может привести к появлению вибраций.
Износ направляющих станины токарного станка происходит
неравномерно, больше там, где чаще перемещается супорт. Поэтому
направляющие в средней части получают вогнутость. В результате
износа направляющих центр задней бабки опускается и появляется
несовпадение центров задней и передней бабок. Износ направляющих
супорта вызывает искривление траектории резца в горизонтальной
плоскости; несовпадение центров и искривление траектории резца
вызывают погрешности геометрической формы обрабатываемых де-
талей. Износ режущего инструмента при обработке деталей на станках
происходит значительно быстрее, чем износ деталей станка, и по-
этому оказывает еще большее влияние на точность обработки.
В процессе обработки режущий инструмент изнашивается как
по передней, так и по задней граням. На точность обработки главным
образом влияет износ по задней грани. При износе резца по задней
грани на 0,01 мм диаметр обтачиваемой детали увеличивается на
0,02 мм. При обработке партии деталей износ инструмента заметно
влияет на постепенное изменение размеров поочередно обрабаты-
ваемых деталей, если обработку производят с одной и той же уста-
новки инструмента.
При значительных размерах детали износ резца влияет на форму
детали. Например при обтачивании длинного вала или растачива-
нии глубокого цилиндрического отверстия вследствие износа резца
получается конусность.
Износ режущего инструмента зависит от ряда факторов: мате-
риала и углов резания инструмента, материала обрабатываемых
деталей, режима резания и др.
Наблюдения за износом режущих инструментов из быстроре-
жущей стали показали, что при возрастании скорости резания при
одном и том же пути резания (1000 .и) износ сначала возрастает
и при некоторой скорости достигает максимума (при скорости 25—
30 м/мин). При дальнейшем увеличении скорости резания износ
уменьшается и достигает минимума при скорости 50—60 м!мин [16].
Если принять износ резцов, изготовленных из быстрорежущей
стали, при точении мягкой стали со скоростью резания 25—35 м!мин
за единицу, то при обтачивании стали средней твердости износ рез-
цов будет в 1,5 раза больше, а при обтачивании твердой стали при
той же скорости резания — в 5 раз больше.
Резцы с пластинками из твердого сплава имеют минимальный
износ при высоких скоростях резания — 150—200 м!мин.
При изнашивании режущего инструмента происходит изменение
размера обрабатываемой детали не только вследствие уменьшения
размера инструмента, но и вследствие того, что притупление режущей
кромки влечет за собой постепенное увеличение радиальной соста-
вляющей усилия резания, а следовательно, возрастание деформаций
ТОЧНОСТЬ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
21
станка, детали и инструмента, что в свою очередь вызывает допол-
нительное изменение размера обрабатываемой детали. Изменение
размера оорабатываедюи детали вследствие отжима при затуплении
режущей кромки резпа в некоторых случаях может иметь большее
значение, чем уменьшение размера самого инструмента.
Средняя экономическая точность различных видов обработки
При разработке технологического процесса механической обра-
ботки технологу приходится руководствоваться средней экономиче-
ской точностью обработки. Для каждой операции средняя экономи-
ческая точность различна и зависит от многих факторов.
Средней экономической точностью называется
точность, получаемая в нормальных производственных условиях,
т. е. при работе на исправных станках, с применением необходимых
приспособлений, режущего и измерительного инструмента, при
нормальной квалификации рабочих, соответствующей характеру ра-
боты, и при нормальной затрате времени.
Требуемая степень точности обработки на различных станках
достигается различными способами. Например, точность обработки
отверстий по 2-му классу достигается чистовыми развертками, про-
тягиванием, шлифованием, доводкой. Отверстия по 3-му классу
точности обрабатывают сверлением с последующим чистовым раз-
вертыванием, такую же точность можно получить чистовым резцом
при наличии исправных станков и при тщательной работе. Эту же
точность можно получить шлифованием, и притом более эконо-
мично.
Отверстие 4-го класса точности получают расточкой чистовым
резцом на токарном или револьверном станке или сверлением при
помощи кондуктора. Отверстие 5-го класса точности можно полу-
чить чистовым сверлением или чистовой расточкой на револьверных,
токарных, сверлильных станках и автоматах.
При обработке валов по 2-му классу точности применяется шли-
фование после предварительной обработки на токарных или револь-
верных станках.
Обработка валов по 1-му классу точности достигается предвари-
тельным и окончательным шлифованием при малой подаче.
Для обработки валов по 3-му классу точности при серийном
проиводстве наиболее экономичным способом является шлифование.
Обработку валов по 4-му классу точности производят на токарных
или револьверных станках и автоматах с применением отделочных
резцов.
Обработка валов по 5-му классу точности сравнительно легко
достигается на токарных и револьверных станках. Обработку длин-
ных валов приходится вести с применением поддерживающих при-
способлений и отделочных резцов.
На основании опытных данных ниже приводятся средние вели-
чины экономической точности различных методов обработки.
22
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
В табл. 1—5 даны величины средней экономической точности
для обработки валов, отверстий и плоскостей.
Таблица 1
Средняя экономическая точность обработки валов в мм
Диаметр валов в мм Предварительное обгачизание Чистовое обтачивание Шлифование чистовое
Длина валов r мм
до 100 юо-600 600 -1200 до 100 009—001 । 600-1200 О «ч 100-600 600-1200
От 5 до 10 0,15 0,1 . 0,015
10 , 30 0,18 0,25 0.35 0,07 0,12 0,18 0,02 0,03 0.04
зо , 80 0.25 0,35 0,45 0,12 0,15 0,20 0,03 0,05 0,04
80 , 180 0,35 0,40 0,50 0,15 0,20 0,25 0,04 0,05 0.05
» 180 , ЗОЭ 0,40 0,50 0,60 0,22 0,25 0,30 0,05 0,05 0,05
Таблица 2
Средняя экономическая точность обработки отверстий в мм
Диаметр отверстий в мм Черновая обработка резцом или зенкером Чистовая обработка резцом или зенкером Сверление Черновое разверты- вание или черновое шлифова- ние Чистовое разверты- вание или чистовое шлифова- ние Алмазное растачива- ние ।
без кон- дуктора по кондук- тору
До 10 0,15 0,1 0,03 0,015
От 10 до 30 0,20 0,10 0,25 0,20 0.05 0,03 — ।
. 30 , 80 0,30 0,15 0,35 0,30 0,05-0,07 0,03-0,04 0,01
. 8 । . 180 0,4') 0.20 — — 0,08 0 05 0,015-0,02
, 180 „ 300 0,50 0.25 — — 0,10 0,05 0,025
Таблица 3
Средняя экономическая точность обработки плоскостей
в мм
Длина поверхности в мм Ширина поверхносеи до 2С0 мм
Строгание или фрезерование предварительное Строгание или фрезерование чистовое Шлифование
До 100 0,25 0,12 0,02
От 100 до 500 0,40 0,18 0,03-0,08
. £00 , 1000 0,50 0,25 0,05-0,10 |
точность механической обработки
23
Приведенные таблицы средней экономической точности меха-
нической обработки могут служить руководящими данными при
назначении операционных допусков на механическую оораоотку.
Таблица 4
Средняя экономическая точность обработки торцевых
плоскостей (при базировании от обработанной параллельной
плоскости) в м м
Диаметр При черновом обтачивании При чистовом обтачивании При шлифова- нии
До 100 0,18 0,08 0,025
От 100 до 300 ' 0,30 0,15 0,035
, 300 , too 0,50 0,25 0,045
В технологических картах величины допусков на операционные
размеры, как правило, должны проставляться по ОСТ для того,
чтобы можно было пользоваться обычными предельными калибрами
(там, где они применимы). Поэтому
допуск выбирают того класса по
ОСТ для данного размера, вели-
чина которого ближе подходит
к приведенным в таблицах значе-
ниям средней экономической точ-
ности обработки.
Для удобства пользования
обычно составляют таблицу до-
пусков на операционные разме-
ры, причем величины допусков
для валов соответствуют допу-
стимым отклонениям основного
вала, а для отверстий — допусти-
мым отклонениям основного от-
Таблица 5
Средняя экономическая точность
обработки параллельных.
плоскостей при одновременном
фрезеровании дисковыми фрезами
в мм
Ширина поверхности Высота поверхности
до 75 до 150
До 100 0,14 0,20
От 10Э до 300 0,20 0,25
верстия.
В табл. 6 приведены допуски по ОСТ для 1—9-го классов точ-
ности.
В технологических картах указываются измерительные инстру-
менты и приборы, которыми надлежит пользоваться при контроле
данной детали. В тех случаях, когда пользоваться обычными кали-
брами или приборами невозможно, в технологической карте указы-
вается специальный измерительный инструмент или специальное
измерительное приспособление.
При пользовании измерительными инструментами и приборами
необходимо учитывать предельные погрешности методов измере-
ния, обусловливающие применение этих измерительных средств.
24
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Таблица 6
Таблица допусков по ОСТ (в мк)
х. Посадка Интервал размеров в мм Класс точности
1 1 2 2 3|3a|4 5|7|8|9,
-с. +А, -с +А -с3 -^-Aj — А.?-» -С, -J-A, "с -В, -вв -г-А-э 7В9 ; Д-Aj
1— 3 4 6 6 10 20 40 60 120 2'0 400 600
3— 6 f) 8 8 13 2> 48 80 160 390 480 750
6- 10 6 9 10 16 30 58 100 200 36 580 9 )0
10— 18 8 11 12 19 3) 70 120 240 430 700 1100
18- 30 9 13 14 23 45 84 140 280 5 20 840 130»
30— 50 11 Г> 17 27 50 100 170 340 620 10)0 1600
5.0— 80 13 18 20 30 60 120 2)0 40 > 740 120(1 1900
80-120 15 21 23 35 7<> 140 230 410 87и 1400 220J
120 -130 1 21 27 40 8'1 160 260 530 10) 160) 2 .00
180-260 20 27 30 45 9 О 185 31 ы 600 но 1900 2900
260—360 22 3') 35 50 100 21 > 340 680 1350 22)0 3300
360 -500 25 35 40 60 120 250 380 760 1550 2о00 3800
Необходимо помнить, что погрешности измерительных приборов зави-
сят от интервала измеряемых размеров и далеко не всегда совпадают
с величиной отсчета по шкале. Например, погрешность индикатора
2-го класса точности на всем пределе измерения, равном 10 мм,
может достигать 0,03 мм при цене одного деления шкалы, равной
0,01 мм. Даже в пределах нормированного участка шкалы погреш-
ность индикатора 2-го класса точности превышает величину деления
шкалы.
Погрешность измерения при помощи штангенциркуля также зна-
чительно превышает величину отсчета по нониусу. Это необходимо
иметь в виду при назначении штангенциркуля для измерения как
операционных, так и окончательных размеров обрабатываемых де-
талей.
В вопросе назначения измерительных средств часто допускаются
грубые ошибки. Например, в технологической карте указывается
размер 50,4_о,э и для измерения назначается штангенциркуль с но-
ниусом 0,1 мм. Погрешность такого штангенциркуля при наружных
измерениях ±0,16 мм, а при внутренних ±0,23 мм и, следова-
тельно, погрешность измерения ошибочно назначенного инструмента
не может обеспечить изготовления детали с указанным допуском
(—0,2л1.и). Подобные ошибки встречаются довольно часто и не только
при назначении штангенциркулей, но и других измерительных
средств.
При назначении средств измерений необходимо руководствоваться
таблицей допустимых погрешностей измерения [31].
Руководствуясь этой таблицей, определяют допустимую погреш
ность измерения и затем, пользуясь характеристикой точности
точность механической обработки
25
различных методов измерения, назначают метод измерения, т. е.
тип измерительного прибора, его класс, класс или разряд концевых
мер. если измерение приходится производить относительным мето-
дом.
Определение погрешностей обработки методом
математической статистики
На неточность обработки влияет ряд факторов, о которых го-
ворилось ранее. Каждый из факторов оказывает свое влияние на
погрешность обработки. Некоторые из этих факторов подчиняются
определенным законам и создают систематические по-
грешности. Некоторые факторы не подчиняются никакой за-
кономерности и создают случайные погрешности.
Если вся партия деталей обрабатывается одной разверткой и эта
развертка имеет неправильный размер, то погрешность, получаемая
при обработке этой разверткой, является систематической.
Развертка в процессе обработки изнашивается, вследствие чего
диаметры отверстий последовательно обрабатываемых деталей умень-
шаются; эта погрешность также является систематической, так как
изменение диаметров отверстий подчиняется некоторой закономер-
ности .
К числу систематических погрешностей относятся погрешности,
получаемые вследствие неточности станка, инструмента и приспо-
собления, деформаций станка, детали и инструмента в процессе
обработки, а также погрешности, связанные с нагревом в процессе
обработки, и др.
Случайными погрешностями называются такие погрешности,
которые для различных деталей обрабатываемой партии имеют раз-
личное значение. Эти погрешности вызываются факторами, которые
сами подвержены колебаниям случайного характера или же действию
большого числа факторов, влияние которых на процесс обработки
носит случайный характер. К числу случайных погрешностей от-
носятся погрешности, получаемые в результате колебания припуска
на обработку, влияния различной твердости обрабатываемого
материала, неточности установки инструмента по лимбу и др.
Случайные погрешности вызывают рассеивание размеров дета-
лей в партии. Размеры деталей оказываются выполненными в раз-
личных участках поля допуска — часть деталей имеет размеры в се-
редине поля допуска, часть — ближе к верхнему пределу и часть —
ближе к нижнему пределу.
Если измерить все детали в партии, подсчитать количество де-
талей с одинаковым размером и построить кривую в координатах,
откладывая по оси ординат число деталей с одинаковыми размерами
(частота случаев), а по оси абсцисс величину допуска в процентах,
то полученная кривая будет называться кривой распре-
деления.
На фиг. 7 изображена кривая распределения, полученная при
измерении партии деталей в количестве 100 шт., обработанных на
26
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
станке. Такой вид кривой распределения обычно бывает тогда, когда
получение размеров зависит от рабочего. Максимум кривой смещен
от середины поля допуска к проходной стороне, так как рабочий
стремится получить размер ближе к
безопасному пределу (к про-
ходной стороне), чтобы иметь
меньше брака.
Грубые ошибки, напри-
мер, такие как ошибка рабо-
чего при измерении микро-
метром на целый миллиметр,
не учитываются и исклю-
чаются из рассмотрения при
построении кривой распре-
деления. При влиянии только
случайных погрешностей кри-
вая распределения имеет сим-
метричную форму. Система-
тическая погрешность, по-
стоянная в пределах партии,
на форму кривой распределе-
ния влияния не оказывает —
Фиг. 7. Кривая распределения размеров она вызывает только смеще-
в поле допуска. ние всей КрИВОй в направле-
нии оси абсцисс.
Наблюдение за действующим производством и построение кри-
вых распределения позволяет изучить влияние случайных и систе-
матических погрешностей. На основании этих наблюдений принимают
меры к устранению влияния системати-
ческих погрешностей.
Выявление влияния случайных погре-
шностей позволяет с достаточным основа-
нием предположить, что если операция
будет выполняться в тех же условиях,
в которых она выполнялась ранее, то
кривая распределения будет иметь при-
близительно такую же форму.
Установить характер кривой распре-
деления и степень влияния всех действую-
щих факторов можно только после измере-
ния большого количества обработанных
деталей. Распределение размеров в партии
обрабатываемых деталей при влиянии
случайных погрешностей подчиняется закону нормального
распределения. Кривая нормального распределения имеет
симметричную форму.
На фиг. 8 изображены различные виды кривых нормального
распределения. Все эти кривые имеют максимум при х = 0; в дан-
ном случае начало координат находится,, в середине поля рас-
Фиг. 8. Кривые нормаль-
ного распределения при раз-
личных значениях средне-
кв а др атичес кого от клон сн и я.
точность механической обработки
27
сеивания. Уравнение кривой нормального распределения имеет
следующий вид:
у — @
где а — среднеквадратическое отклонение, характеризующее рас-
сеивание размеров;
е — основание натуральных логарифмов.
Кривая нормального распределения простирается в обе стороны
в бесконечность, ассимптотически приближаясь к оси абсцисс.
При нормальном распределении максимальное количество оди-
наковых деталей в партии оказывается при среднем размере.
Средний размер детали в партии равен среднему арифметическому
из размеров всех деталей:
г\ __WiDi 4- т2Р2 + + ткг)
где £>i, D2, . • . DK— размеры отдельных групп деталей;
тх, т2, ...тх— число деталей в каждой группе;
п— тх + ги2+ . . -\-тк — общее число деталей;
к — число групп.
Среднее квадратическое отклонение о определяется по формуле
//'m1x? + m.2xl+...+ ткх2к
п
__ р/ mi (D1 — Pip 2 Н~ тг (£г — Pip}~ + • • • + тк (Рк — Ptp'l-
где хх, х2,...,хк — отклонение размеров от среднего арифметического
в каждой группе деталей;
п — число измеренных деталей.
Из уравнения кривой нормального распределения видно, что
среднеквадратическое отклонение является единственным параме-
тром, определяющих форму кривой нормального распределения. На
фиг. 8 изображены три кривых нормального распределения: при
а = Ч2, а = 1 и о =2. Чем меньше среднеквадратическое отклоне-
ние, тем менее растянута кривая — рассеивание меньше, чем больше о,
тем кривая более растянута — рассеивание размеров выражено
резче. Таким образом, величина среднеквадратического отклоне-
ния определяет рассеивание, т. е. степень влияния случайных по-
грешностей.
Кривая нормального распределения при х=+3з почти сливается
с осью абсцисс, поэтому принимают, что предельное отклонение раз-
меров от среднего размера в данной партии равно +3<з.
28
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Определение погрешностей обработки методом математической
статистики производят следующим образом:
1) все изготовленные и измеренные детали разбивают на группы
с одинаковым размером (точнее, с размерами, находящимися в одном
интервале поля допуска);
2) подсчитывают число деталей в каждой группе;
3) определяют средний размер детали;
4) определяют среднеквадратическое отклонение.
Получив значения среднего размера детали и величину средне-
квадратического отклонения, можно сделать вывод о точности об-
работки деталей на данной операции. Если средний размер детали
не совпадает с серединой допуска, это значит, что имеются система-
тические погрешности, которые необходимо выявить и устранить.
Если среднеквадратическая погрешность не превышает ]/6 допуска
на изготовление, то точность выполнения данной операции соответ-
ствует требованиям. Если же окажется, что среднеквадратическое
отклонение значительно превышает }/к часть допуска, то это озна-
чает, что точность выполнения данной операции не соответствует
требованиям. Случайные погрешности, имеющиеся при выполнении
данной операции, слишком велики и необходимо или изменить ме-
тод обработки, или перенести выполнение данной операции на бо-
лее точный станок.
Знание закона распределения размеров в поле допуска позво-
ляет вести контроль путем выборок, т. е. проверять работу станков
через определенные промежутки времени и таким образом сократить
затраты на контроль.
Методы настройки станков на размер
Настройку станков на выполнение требуемых размеров обраба-
тываемой детали выполняет рабочий, изготовляющий эти детали,
или же наладчик — при серийном и массовом производствах. В том
и в другом случаях правильность настройки зависит от опытности
исполнителя.
При единичном производстве настройку станка на получение
требуемого размера детали производят по методу пробных про-
ходов, сопровождаемых измерением детали с последующей кор-
ректировкой размера. В данном случае точность настройки зависит
от точности измерения и точности установки инструмента по лимбу.
Обычно цена деления лимба токарного станка соответствует пере-
мещению резца на 0,05 мм. На прецизионных станках цена деления
лимба бывает 0,02 или 0,01 мм.
На шлифовальных станках корректировка размеров с помощью
лимба обеспечивается с точностью до 5 мк.
Работа по методу пробных проходов состоит в том, что рабочий
в начале каждого прохода устанавливает инструмент „на стружку”,
т. е. подводит его к детали и обрабатывает сначала небольшой уча-
сток поверхности. Полученный размер измеряют, после чего установку
инструмента корректируют по делениям лимба или же по показаниям
точность механической обработки
29
индикатора. После того как положение инструмента откорректиро-
вано. обрабатывают всю поверхность.
Ввиду того, что глубина резания на участке, на котором произ-
водились пробные проходы, и на остальной обрабатываемой поверх-
ности неодинакова, возникает погрешность обработки. Точную об-
работку обычно производят в несколько проходов, причем при
каждом последующем проходе положение инструмента корректи-
руется на основании тщательного измерения детали после оконча-
ния предшествующего прохода. В данном случае достижение вы-
сокой точности ограничивается возможностью инструмента снимать
тонкую стружку.
Инструмент с металлическим лезвием может удалять слои ме-
талла не менее определенной толщины. Как бы ни был хорошо за-
точен резец, режущая кромка его всегда немного притуплена. Спо-
собность инструмента сохранять остроту режущей кромки является
одним из важнейших факторов при выполнении прецизионных работ.
Опыт нарезания микрометрической резьбы показывает, что острота
режущей кромки, инструмента зависит от материала инструмента.
Резцы из твердого сплава даже после их доводки не имеют острой
режущей кромки. Вследствие высокой твердости и хрупкости твер-
дого сплава острый край режущей кромки выкрашивается при за-
точке или при обработке. У резцов из быстрорежущей стали режущая
кромка притупляется меньше, чем у резцов из твердого сплава. Наи-
лучшие результаты при нарезании микрометрических резьб пока-
зали резцы из углеродистой стали У12А и из стали марки ХВ5.
У резцов, изготовленных из этих марок стали, можно получить наи-
более острую режущую кромку, вследствие чего достигаются тре-
буемая точность обработки и чистота поверхности.
В серийном и массовом производствах основным методом является
работа на настроенных станках. При этом отпадает необходимость
в пробных проходах и, следовательно, сокращается время на обра-
ботку. Получение точных размеров путем настройки не связано со
снятием тонких слоев стружки. Даже при снятии сравнительно
толстого слоя металла можно путем тщательного регулирования по-
лучить точный размер, если условия выполнения операции остаются
постоянными.
Настройку станка обычно производят так, что обрабатываемую
деталь и инструмент устанавливают во вполне определенное поло-
жение для обработки всей партии или до затупления инструмента.
Перемещение инструмента относительно детали ограничивается спе-
циальными упорами.
При работе профильным инструментом (фасонными резцами, фа-
сонными фрезами и т. д.) особое внимание обращают на правильность
установки инструмента. Например, при нарезании точной резьбы
установку резца производят по оптическому приспособлению, чтобы
получить симметричный профиль резьбы.
При работе таким инструментом, как развертка или зенкер,
настройка сводится к правильной установке инструмента, чтобы
30
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
обеспечить получение требуемого размера. Если инструмент, например,
зенкер, будет установлен неточно, то отверстие будет получаться
большего размера, чем требуется.
При работе наборами инструментов (фрез, резцов ит. п.) настройка
может быть весьма сложной. В таких случаях иногда применяют ша-
блоны, облегчающие настройку.
При точении ступенчатых деталей применяют упоры, которые
позволяют обрабатывать несколько участков по длине последова-
тельно. На фиг. 9 показан упор, укрепляемый на станине токарного
Фиг. 9. Обработка по упору на токар-
ном станке.
Фиг. 10. Лимб механиз-
ма подачи шлифоваль-
ного станка.
станка. Такие упоры применяют на станках, имеющих падающий
червяк. Когда супорт дойдет до упора, подача автоматически вы-
ключается. Пользуясь таким упором, можно обтачивать многосту-
пенчатые детали, — для этого применяют размерные плитки, ко-
торые укладывают между супортом и упором. Длина этих плиток
делается равной длине ступеней.
При ручной подаче часто применяют индикаторные упоры,
которые обеспечивают высокую точность работы.
При работе на шлифовальных станках обычно замечают по де-
лениям лимба, когда деталь достигает требуемого размера. При
обработке следующих деталей шлифовальный круг подают до тех
пор, пока указатель не дойдет до прежнего деления. Это значительно
облегчает работу, так как сокращается количество измерений детали
в процессе обработки.
Если деталь имеет несколько ступеней, то можно сначала про-
шлифовать на всех деталях партии одну ступень, потом вторую и т. д.,
пользуясь вышеописанным методом. Деталь при этом приходится
несколько раз снимать и ставить на станок. На некоторых шлифоваль-
ных станках имеются специальные лимбы, которые приспособлены для
шлифования ступенчатых валиков (фиг. 10). Рядом с лимбом, имеющим
точность механической обработки
31
деления, укрепляется кольцо с канавкой по окружности в виде ла-
сточкина хвоста, г этой канавке перемешаются сухари А. укрепля-
емые в требуемом положении при помощи винтов, при шлифовании
эти сухари упираются в откидной упор, и шлифовщик сразу
видит, до какого положения нужно подавать шлифовальный круг
при обработке каждой ступени. При износе шлифовального круга
кольцо поворачивают относительно винта подачи на несколько де-
лений лимба, без изменения положения сухарей, и таким образом
все диаметры приводят к требуемому
Фиг. 11. Приспособление для 'измерения
в процессе шлифования.
Фиг. 12. Приспособление для из-
мерения и автоматического управ-
ления шлифовальным станком.
облегчает работу, но необходимость в измерении детали при при-
ближении размера к окончательному не исключается.
Стремление повысить точность процесса шлифования и снизить
трудоемкость привело к созданию специальных приборов для не-
посредственного измерения обрабатываемых деталей на ходу станка.
На фиг. И показан индикаторный прибор для измерения наруж-
ных размеров во время шлифования. Прибор шарнирно закреплен
на кожухе шлифовального круга. Регулируемые штифты 1 и 2
устанавливаются так, чтобы измерительный стержень <3 находился в
диаметральном сечении. Перемещение измерительного стержня
передается индикатору 4. Применение такого прибора значительно
ускоряет процесс шлифования.
Возможность измерения деталей в процессе обработки позволяет
втоматизировать работу станков. Для этого измерительный прибор
32
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
снабжают электроконтактным устройством или индуктивным датчи-
ком. При достижении требуемого размера измерительный прибор
через специальный усилитель управляет механизмом подачи. На
фиг. 12 показан прибор для автоматического управления станком
при шлифовании.
3. КАЧЕСТВО ПОВЕРХНОСТИ ПОСЛЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Состояние поверхностного слоя металлов
Качество поверхности определяется физико-механическими свой-
ствами поверхностного слоя металла и степенью гладкости поверх-
ности.
Качество поверхностного слоя металла зависит от свойств ме-
талла и метода механической обработки. Под воздействием режущих
граней инструмента поверхностный слой металла претерпевает зна-
чительные пластические деформации. Чем больше усилия, с которыми
инструмент воздействует на обрабатываемую поверхность, тем глубже
распространяется зона пластических деформаций в поверхностном
слое металла. Поэтому его свойства оказываются отличными от свойств
остальной массы металла. Металл в поверхностном слое оказывается
наклепанным, его твердость повышена и в нем возникают внутренние
напряжения.
На глубину проникновения пластических деформаций влияют
метод обработки, режим резания и свойства обрабатываемого ма-
териала.
По опытам проф. В. А. Кривоухова при большой подаче (0,6 мм)
и глубине резания 4 мм толщина наклепанного слоя доходила до 1 мм.
При легких режимах резания толщина наклепанного слоя не пре-
восходит нескольких сотых миллиметра.
При повышении глубины резания и подачи толщина наклепан-
ного слоя увеличивается, при повышении же скорости резания —
уменьшается.
В процессе шлифования также происходят изменения в поверх-
ностном слое металла. При шлифовании происходит повышение тем-
пературы в поверхностном слое.
Абразивные зерна шлифовального круга имеют отрицательные
углы резания, вследствие чего возникают большие мгновенные
напряжения в местах контакта зерен с поверхностью металла. Шли-
фование происходит при больших скоростях — 25—50 м/сек, т. е.
при скоростях, приблизительно в 50—100 раз более высоких, чем
применяемые обычно при обтачивании. Каждое зерно снимает очень
тонкий слой металла. Искры, образующиеся при шлифовании, сви-
детельствуют о том, что температура отрываемых частиц металла
при шлифовании достигает приблизительно 10003.
Эти особенности процесса шлифования оказывают большое влия-
ние на состояние поверхностного слоя металла после шлифования.
Рентгенографический анализ показывает, что при шлифовании де-
КАЧЕСТВО ПОВЕРХНОСТИ ПОСЛЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
33
талей из инструментальной стали в тонком поверхностном слое
образуется аустенит, т. е. при шлифовании происходит закалка
тончайшего поверхностного слоя, юлщина этого слоя измеряется
сотыми долями микрона.
Под воздействием абразивных зерен происходит наклеп поверх-
ностного слоя, но вследствие высокой температуры в верхней части
слоя наклеп устраняется. Если наклеп распространяется на большую
глубину, чем температурное воздействие, то на некоторой глубине
поверхностного слоя может сохраниться металл в наклепанном со-
стоянии.
В зависимости от режима шлифования можно получить совер-
шенно различные свойства поверхностного слоя металла. Непра-
вильно выбранный режим шлифования приводит к такому повыше-
нию температуры на поверхности, что образуются так называемые
«прижоги». При шлифовании закаленных деталей в местах прижо-
гов твердость вследствие отпуска низкая.
При правильно выбранном режиме шлифования прижогов не
должно быть, и в поверхностном слое не должно происходить
отпуска.
С появлением приборов для определения микротвердости стало
возможным определение твердост л тончайшего слоя на поверхности
металла после шлифования и других видов обработки.
Чистота поверхности после механической обработки
В процессе механической обработки на поверхности образуются
неровности. Величина и характер неровностей зависят от метода
обработки, режима резания, геометрии режущего инструмента, струк-
туры металла и вибраций
при резании. Поверхности,
обработанные резцом, фрезой
и другими инструментами,
имеющими металлическое лез-
вие, имеют шероховатость,
различную в продольном
(в направлении скорости
резания) и в поперечном
направлении.
Но фиг. 13 показано об-
разование продольной а и по-
перечной б шероховатости при
обтачивании и строгании.
Продольная шероховатость
Фиг. 13. Продольная и поперечная
шероховатость.
получается вследствие колебаний
усилия резания при резании. Эти колебания могут вызвать вибрации,
и тогда продольная шероховатость увеличивается. Образование
нароста в процессе резания также влияет на продольную шерохо-
ватость, так как нарост периодически срывается, образуя вырывы
на поверхности. Вследствие трения задней грани режущего
3 Честнов 1698
ОСНОВНЫЕ СВЕДЕНИЯ III IL.VHO.lOrill! МАШИНОСТРОЕНИЯ
инструмента по обрабатываемой поверхности также могут образо-
вываться надиры.
Вибрации могут возникать от колебаний, передаваемых от других
машин, находящихся поблизости. Они часто бывают при установке
станков на слабых перекрытиях. Поэтому станки высокой точности
всегда устанавливают на фундаментах.
Вибрации могут вызываться несбалансированностью частей
станка или вращением обрабатываемой! детали. При шлифовании
особенно важно, чтобы обойма со шлифовальным кругом была
хорошо сбалансирована.
Вибрации возникают при прерывистом процессе резания, вызы-
ваемом последовательностью работы зубьев инструмента. Такие
вибрации возникают в начале фрезерования, при заходе фрезы, когда
с обрабатываемой деталью одновременно соприкасается не более
одного зуба.
При обтачивании вязких материалов могут возникать автоко-
лебания. На образование автоколебаний оказывают влияние как
процесс резания, так и жесткость упругой системы станок — деталь —
инструмент. Некоторое притупление резца часто способствует пре-
кращению этих колебаний.
Устранение вибраций достигается прежде всего за счет повышения
жесткости системы, устранения зазоров в подшипниках и направля-
ющих.
Опыт показывает, что слабое закрепление резца, слабое за-
крепление центра задней бабки, плохое закрепление детали в па-
троне и т. п. служат причиной возникновения вибраций.
На чистоту обработки большое влияние оказывают охлаждающие
жидкости, применяемые при механической обработке. Охлаждающие
жидкости обладают смазывающими свойствами и при резании облег-
чают скольжение стружки по передней грани резца, а также умень-
шают трение задней грани резца о поверхность обрабатываемой де-
тали. Действие смазывающих жидкостей дает возможность устранить
надиры, которые образуются от трения задней грани резца, и таким
образом получить чистую поверхность после механической обработки.
Особенно большое влияние смазывающие жидкости оказывают при
нарезании точных резьб; невозможно получить резьбу высокой точ-
ности и с хорошим профилем, если не будет применена надлежащая
смазка.
Поперечная шероховатость при точении, строгании и торцевом
фрезеровании зависит от радиуса закругления режущей кромки
п величины подачи. Па фиг. 14 показана поперечная шероховатость
на обточенной поверхности. Высота гребешков может быть подсчи-
тана по формуле
h = г (1 — cos — '2г sin2 ,
до г—радиус закругления резца;
я — центральный угол.
Центральный угол а можно определить по формуле
sin
S
где s — подача.
Заменяя в приведенной формуле
величину
допустимо при малы:: углах а, получим
а 7 , - а
sin — на 1 9 sin-. , что
4 *2
Фиг. 14. Поперечная шеро-
ховатость послеобтачивания.
s2
8г
h = 2г (
\ 4г
Волнистая и шероховатая
Величина гребешков, подсчитанная по
этой формуле, близко совпадает с действи-
тельной только при больших подачах.
При малых подачах действительная вы-
сота гребешков получается больше, чем
подсчитанная по формуле, так как неров-
ности увеличиваются вследствие пластиче-
ской деформации металла при резании.
. Шероховатость поверхности характеризуется наличием на нейсрав-
нительно небольших неровностей, расположенных в некоторой опре-
деленной последовательности. Различают шероховатость и волни-
стость поверхности. На фиг. 15
показано различие между вол-
нистостью и шероховатостью
поверхности. Волнистость яв-
ляется следствием погрешно-
стей, возникающих при обра-
ботке, которые определяют точ-
ность обработки; биение фрезы
при фрезеровании создает волны
на поверхности; наличие зазо-
ров в подшипниках и направ-
ляющих станка вызывает также
волнистость обработанной по-
верхности.
Классификация чистоты
поверхностей
Как было показано на
фиг. 15, шероховатость поверх-
ности является одной из харак-
теристик качества обработки поверхности. Только наряду с вол-
нистостью шероховатость может дать полную характеристику
качества обработки поверхности.
Классификация и обозначения чистоты поверхностей стандарти-
зованы ГОСТ 2789-51.
Волнистая и чистая
Ровная и шероховатая
Чистая и ровная
Фиг. 15, Шероховатость и волнистость
поверхности.
3b
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Чистота поверхности по этому стандарту определяется одним из
следующих параметров:
а) среднеквадратическим отклонением микронеровностей — Нск.
б) средней высотой микронеровностей Нср.
Среднее квадратическое отклонение микронеровностей опре-
деляется как квадратный корень из среднего квадрата расстояний
точек профиля поверхности до его средней линии.
На фиг. 16 показан профиль микронеровностей поверхности.
Средняя линия профиля неровностей делит профиль таким образом,
--------------------------- д ------------------
Фиг. 16. Профиль микронеровностей поверхности.
что площади по обеим сторонам от этой линии до контура профиля
равны между собой:
Л + F.2 - ... Д- Fn = 5, + К2 -г • •. 4- sn.
Если профиль микронеровностей выражен в координатах hl,
то величина среднего квадратического отклонения может быть
по формуле
определена
Среднее квадратическое отклонение микронеровностей следует
определять при помощи приборов, дающих непосредственный от-
счет Пск. Допускается подсчет Нск по профилограммам по инструк-
ции Комитета по делам мер и измерительных приборов при Совете
Л^инистров СССР. Средняя высота микронсровностсй определяется
как среднее арифметическое высот •микронеровностей И от гребня
до дна впадины (фиг. 16):
Нгр = 4-(/71 + Я2+---+Нп).
При определении Нср отдельные, явно выпадающие из ряда, зна-
чения Н не учитываются.
Введение в стандарт классификации чистоты поверхностей сред-
него квадратического отклонения //„передней высоты неровностейНср
продиктовано тем, что ряд приборов для контроля чистоты поверх-
ностей показывает среднее квадратическое отклонение, приче.м эти
приборы являются наиболее производительными, а ряд приборов
позволяет определять высоту профиля неровностей.
КАЧЕСТВО ПОВЕРХНОСТИ ПОСЛЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ 37
Для контроля чистоты поверхности применяют следующие при-
боры, получившие наиболее широкое распространение
1, Профилометр Киселева — прибор, основанный на измерении
поверхностных неровностей путем ощупывания при помети алмаз-
ной иглы. Частота и амплитуда колебаний иглы зависят от шага
и высоты неровностей. Прибор имеет электрическую схему и на-
страивается по эталону. Стрелка прибора показывает средне-
квадратическое отклонение.
2. Пневматический прибор для контроля чистоты — основан на
изменении расхода воздуха при прикладывании сопла к поверхно-
стям с различней высотой неровностей. Прибор настраивается по
эталону и показывает среднеквадратическое отклонение.
3. Двойной микроскоп акад. Линника В. П. — оптический при-
бор, действие которого основано на использовании метода «свето-
вого сечения*.
При помощи двойного микроскопа определяют высоту неров-
ностей Нср. Двойной микроскоп применяют для измерения неров-
ностей в диапазоне Нср = З-т-70 мк-
4. Микроинтерферометр акад. Линника В. П. — оптический
прибор, в котором использован метод измерения при помощи на-
блюдения явления интерференции света. Микроинтерферометр слу-
жит для исследования наиболее чистых поверхностей. На нем можно
измерять неровности с высотой Нср от 0,03 до 2 мк.
Преимуществом оптических приборов — двойного микроскопа
и микроинтерферометра является то, что в них можно наблюдать
форму неровностей исследуемой поверхности.
5. Профилограф оптико-механический, предназначенный для
получения прсфилограммы поверхностных неровностей. Он основан
на ощупывании поверхности при помощи алмазной иглы. При по-
мощи ошического рычага профиль поверхности записывается на
фотографической ленте в увеличенном виде. На профилограмме
увеличение по высоте больше, чем по длине. Оптико-механические
профилографы имеют тот недостаток, что вследствие инерционности
они значительно искажают высоту профиля. Из этой группы при-
боров нашли применение оптико-механические профилографы кон-
струкции Аммона и Левина.
Из перечисленных выше приборов наиболее производительными
являются профилометр Киселева и пневматический прибор для
контроля чистоты.
Оптические приборы (двойной микроскоп и интерферометр) ме-
нее производительны и применяются главным образом в лаборатор-
ных условиях. Профилографы находят применение также только
в лабораторных условиях.
В производственных условиях контроль чистоты производят по
рабочим образцам чистоты путем сравнения обработанной поверх-
ности с этими образцами.
По ГОСТ 2789 51 чистота поверхности классифицируется по клас-
сам и разрядам. Назначение чистоты поверхностей производят по
38
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
шкале классов чистоты. Шкалу разрядов чистоты применяют только
в особых случаях, при необходимости более точного разграничения.
В табл. 7 приведены обозначения классов чистоты и значения сред-
него квадратического отклонения микронеровностей или средней
высоты микронеровностей в соответствии с ГОСТ 2789-51.
Таблица 7
Классификация и обозначения чистоты поверхности
по классам
Класс Обозначение Иск В мк Нср в мк
1 VI Св. 125 до 200
2 V2 — „ 63 , 125
3 V3 •— . 40 , 63
4 W4 „ 20 „ 40
5 VV5 Св. 3,2 до 6,3 —
6 VV6 . 1.6 ,, 3,2 —
7 VW7 . 0,8 , 1,6 —
8 VVV8 , 0,4 . 0,8 —
9 WV9 „ 0,2 » 0,4 —
10 VVVV10 « 0,1 » 0,2
11 VVW11 „ (),():> „ 0,1 —
12 VVW12 , 0,025 , 0,05 —
13 VWV13 — Св. 0,06 до 0,12
14 VWV14 -— , 0,06
Для классов 1 — 4 чистота поверхности определяется средней вы-
сотой микронеровностей, для классов 5—12 — средним квадрати-
ческим отклонением и для классов 13 и 14 опять средней высотой
микронеровностей. Такое разграничение вызвано тем, что для гру-
бых и особо чистых поверхностей интегральные приборы для оценки
шероховатости непригодны.
По соглашению сторон (изготовителя и потребителя) допускается
оценка поверхностей классов 5 -12 не по Нск, а по Нср по табл. 7а.
Таблица 7а
Класс Z 6 7 8
Нср в мк Св. 10 до 20 Св. 6,3 до 10 Св. 3,2 до 6,3 Св. 1,6 до 3.2
Класс 9 10 И 12
Нср в мк Св. 0,8 до 1,6 Св. 0,5 до 0,8 Св. 0,25 до 0,5 Св. 0,12 до 0,25.
КАЧЕСТВО ПОВЕРХНОСТИ ПОСЛЕ ЧЕХ 'ОНИЧЕ С КОП ОБРАБОТКИ
39
При необходимости в особо мелкой градации степеней чистоты
ускается разделение классов 6—14 на разрядит по табл. 8
1 ай. ища 8
Классификация и обозначения чистоты поверхностей
по разрядам (для классов 6—14)
Разряд Обозначения Нск в Ilin ь
ба VV6a ! Св. 2,5 до 3,2
66 W66 , 2 ,. 2,5 —
6в W6b „ 1,6 . 2 — -
! 7а ; 7б 7в WV7a VW76 ( VW7B Св. 1,25 до 1,6 ; —
1 ' „ 0,8 i 1.25 1
8а : WV8a Св. 0,63 ди (),8
86 VVV86 „ 0,5 0,63
8в VVV8b 1 0,4 „ 0,5 —
? 9а VVV9a Св. 0,32 0,4
; 9б WV96 0,25 „ 0,32
j 9в 1 VW9b 0,2 ., 0,25
10а VVVVlOa Св. 0,16 „ 0,2 —
: юб WV\/106 .. 0,125 „ 0,16
10в VVWIOb 0,1 0,125
1 На WWlla Св. 0,08 , 0,1
1 116 WW116 , 0,063 0,08 _.
' 11В VWV11B „ 0,05 „ 0,063 ! —
। 12а WWl’a Св. 0,04 ,, 0,05
1 126 VVVV126 „ 0,032 ,, 0,04 .—
। 12в WW12b , 0,025 „ 0,032
13а VVW13a Св. 0,1 до 0,12
' 136 VWV136 . .. 0,08 , 0,1 ।
13в । WW13B — „ 0,06 „ 0,08
1 I 14а VWV14a 1 Св. 0,03 , 0,06 1
1 146 VVWU6 — . о.оз : i
Обозначения степеней чистоты по табл. 9 и 10 (по классам или
разрядам) ограничивают только верхний предел Нск или Нср, на-
пример, VVVS обозначает поверхность с Нск не более 0,8 мк.
В тех случаях, когда чистота должна быть в пределах одного или
40
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
нескольких классов или разрядов, в обозначении указывают два
номера классов или разрядов, ограничивающих допустимую чи-
стоту, например: обозначение VW9—9 указывает, что чистота
должна быть в пределах класса 9 (Нск должно быть не менее 0,2
и не более 0,4 лк); обозначение VV795—vW\710a указывает,
что НСк Должно быть больше 0,16 и не более 0,32 мк.
Поверхности, к которым не предъявляют особых требований
в отношении чистоты, обозначают знаком с\з. В случае необходимости
допускается к обозначению чистоты добавлять указание о способе
ее получения, например:
Развертывание Опиловка
WVg VV~6------
Контроль чистоты при помощи измерительных приборов необ-
ходимо производить в направлении, которое дает наибольшее зна-
чение НСк или Нер, если в технических условиях на данное изделие
не указано определенное направление измерения микронеровностей.
Таблица 9
Чистота поверхности при различных методах обработки
Методы обработки Нск в мк Нер в мк Класс по ГОСТ
Черновое обтачивание, строгание или растачи- ванне 40-200 1—3
Чистовое обтачивание, строгание или растачи- вание — 6,3—40 4—6*
Тонкое обтачивание или растачивание (алмаз- ное) 0,2-1,6 — 7-9
Черновое фрезерование — 20-200 1-4
Чистовое фрезерование 0,8—6,3 — 5-7
Предварительное развертывание 0,8—1,6 7
Чистовое развертывание 0,2 - 0,8 —— 8-9
Протягивание 0,4-1,6 — 7-8
Шлифование: грубое .... 0,8-3,2 — 6-7
чистовое 0,4--0,8 — 8
тонкое 0,1-0,4 — 9-10
Суперфиниш Доводка: грубая 0,04—0,2 — 10—12а
0,1-0,2 — 10
чистовая 0,05—0,1 — 11
тонкая — 0,03—0,25 ,12*—14а
Полирование: грубое 0,05—0,1 — И
топкое • — 0,06-0.25 12*—13
зеркальное — До 0,06 14
Примечание. В классах, отмеченных знаком *, чистота поверх-
ности дана в значениях Нср.
КАЧЕСТВО ПОВЕРХНОСТИ ПОСЛЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
41
Длина, на которой производят измерения Нск или Нср, должна
охватывать не менее пяти гребней и должна быть:
при чистоте по классам 1-4 не менее 3 мм
8-12 , . 1 ,
В табл. 9 приведены ориентировочные данные по чистоте обра-
ботки поверхностей, достигаемой при различных видах обработки.
Чистота рабочих поверхностей измерительных инструментов
и приборов
Рабочие поверхности измерительных инструментов принято об-
рабатывать с высокой степенью чистоты. В производстве измеритель-
ных инструментов этому вопросу было придано особое значение раньше,
чем в какой-либо другой области машиностроения. Предъявление
высоких требований к чистоте рабочих поверхностей измерительных
инструментов в первую очередь связано с высокой точностью и
необходимостью обеспечить износоустойчивость.
Точные измерения калибров не могут быть выполнены, если ра-
бочие поверхности недостаточно чисто обработаны.
Из практики эксплуатации машин известно, что в период прира-
ботки, когда происходит сглаживание поверхностных неровностей,
износ происходит особенно интенсивно. В настоящее время шлифо-
вание уже не считается операцией, обеспечивающей высокое качество
поверхностей трения деталей машин, и все шире после него применяют
дополнительную обработку, обеспечивающую более высокую степень
чистоты поверхности.
При производстве калибров и измерительных инструментов шли-
фование рабочих поверхностей как окончательную операцию при-
меняют сравнительно редко; в большинстве случаев после шлифо-
вания применяют доводку.
Раньше доводку применяли как операцию, обеспечивающую по-
лучение более высокой точности, которой нельзя было достигнуть
шлифованием. Современные шлифовальные станки позволяют по-
лучить точность, необходимую при изготовлении калибров 3-го
и более грубых классов точности, но все же доводку этих калибров
производят для получения более высокого качества поверхности.
Сопоставление износа калибров при шлифованных и доведенных
рабочих поверхностях показало, что процесс изнашивания имеет
различный характер. При шлифовальных поверхностях калибров
происходит зацепление и срезание неровностей в начальный период
работы, неровности от шлифования постепенно сглаживаются.
В продуктах износа имеются металлические частицы. При доведен-
ных поверхностях калибров срезания неровностей не наблюдается,
и процесс изнашивания происходит преимущественно за счет сди-
рания пленок окислов и непрерывного их образования, вследствие
трения и воздействия окружающей атмосферы.
42 ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ М ХШИНОСТРОЕНИЯ
Таблица 10
Чистота рабочих поверхностей измерительных инструментов
Наименование инструмента или прибора Основные характеристики инструментов или при- боров Наименование нормируе- мой поверхности Классы чисто- ты поверхно- сти по ГОСТ 2789-51 Наибол ыпее значение Нск в м к Наибольшее । значение НСр в мк
Плоскопа- раллельные концевые меры длины 0, 1 и 2-й классы до 100 мм | Измерительные ! поверхности 14а I 0,06
0, 1 н 2-й классы св. 100 мм доЗООО; 3 и 4-й классы до 2000 мм Измерительные поверхности 1 Зв 1 0,08
Причадлеж- ности к пло- скопарал- лельным концевым мерам длины Наборы принадлеж- ностей для проверки размеров до 500 им Поверхность боко- виков и вкладышей основания,сопрягаю- щихся с измеритель- ной поверхностью концевых мер 13 0,12
Все контркалибры и калибры для валов и отверстий с до- пуск. по 1,2 и 3 кл. и точнее (1-я сте- пень отделки) Измерительные поверхности е 0,05 |
Гладкие ка- либры для валов и от- верстий Калибры для валов и отверстий с допу- сками по Х3, Шз, Сза и 4 кл. точности (2-я степень отдел- ки) Измерительные поверхности и »д
Калибры для валов и отверстий с допу- сками по 5 и более грубых кл. точности (3-я степень отделки) Измерительные поверхности 9 0,4 i Ж
Гладкие калибры для конусов инструмента Все размеры нор- мальной и повышен- ной точности Измерительные поверхности пробок 12 0,05
Измерительные I поверхности втулок ю ! 0,2 I
КАЧЕСТВО ПОВЕРХНОСТИ ПОСЛЕ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Продолжение табл. 10 1 Z. £ ~ । Наименование i Основные харавтерк<ти»%я наименование нормируе- ! i 1 3 инструмента ; инструментов пни мой поверхности о = • © = : или прибора приборов 1 v = c - i: i , i :^.^|Г=г| = йв.
| ! ' [ Рабочие калибры для > контроля болтов и ' Резьбовые ; гаек 1—3 кл, точ. Стороны профиля | 10 ' 0,2 j По наружному ! о i (u 1 диаметру пробок ।
[ калибры 1 (пробки с ко- нусными хвостовика- ми и коль- ца) ности По внутреннему ' « 1 OR диаметру колец 1
Контркалибры для Стороны профиля ' И . 0,1 <
; 1—3 кл. точности По наружному 1 9 ' 04 диаметру пробок i 1
Проволочки 1 Все размеры 0-го | Измерительные ' класса । поверхности ' ' . । 0,12;
Все размеры 1-го | То же | 12 1 0>05 класса t 1
i Штанген- циркули Штангенциркули с величиной отсчета по нониусу 0,1 мм Измерительные по- • верхности губок для 1 10 i 0,2 наружных измерений 1 । i
i 1 Штангенциркули * ! с величиной отсчета Измерительные ,, по нониусу 0,02 и поверхности г ’ 0,05 мм j ; ' 0,1 1 !
Гладкие микрометры Микрометры с ценой деления 0,01 мм до 100 мм 1 Измерительные по- ; верхности микровин-' 13 та и пятки 1 0,12
Микрометры с це- ной деления 0,01 мм свыше 100 мм Измерительные по- ; верхности микро- 12 i 0,05 । : винта и пятки
Рычажные микрометры Рычажные микро- метры с ценой деле- ния 0,002 мм и с пределом измерения до 50 мм Измерительные поверхности пятки и микровинта 13 ; — 1 012
Измерительные поверхности пятки и микровинта, арми- рованные твердым сплавом 12 0,05
44
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Доведенные поверхности по сравнению со шлифованными имеют
также то преимущество, что они являются более устойчивыми про-
тив коррозии. В углублениях между неровностями на шлифованных
поверхностях имеются микроскопические трещины, которые способ-
ствуют развитию процесса коррозии.
Для того, чтобы обеспечить сцепление плоскопараллельных кон-
цевых мер, их рабочие поверхности должны иметь ровную плоскость
с высокой степенью чистоты отделки. Высокие требования к чистоте
рабочих поверхностей плоскопараллельных концевых мер необ-
ходимы также для измерения их размеров интерференционным ме-
тодом, который позволяет производить наиболее точные измерения
в длинах световых волн.
Самую высокую степень чистоты имеют оптические поверхности:
поверхность линз, призм, оптических пластин и др. Даже на самых
точных измерительных инструментах — плоскопараллельных кон-
цевых мерах — рабочие поверхности обрабатывают со значительно
меньшей чистотой, чем оптические поверхности. Для их обработки
применяют доводку, образующую тонкие продольные штрихи; чи-
стота поверхности соответствует классу чистоты 14а по ГОСТ 2789-5Г,
наибольшая средняя высота микронеровностей Нср — 0,06 мк.
Такую отделку рабочих поверхностей концевых мер применяют
для того, чтобы не было очень сильного сцепления концевых мер;
кроме того, при оптической чистоте поверхности незначительное
повреждение или попадание тончайшей пыли, имеющейся в воздухе,
вызвало бы нарушение сцепления концевых мер и, таким образом,
привело бы к преждевременному износу.
Рабочие поверхности гладких калибров для валов и отверстий
имеют три степени отделки, соответствующие 12-му, 11-му и 9-му
классам чистоты. Отделку по 12-му классу чистоты применяют для
контркалибров и калибров 3-го класса точности и более точных (А,
А3, В, В?).
Отделку по 11-му классу чистоты применяют для калибров
4-го класса точности и калибров с допусками по Х3, Ш3 и С3а.
Отделку по 9в классу чистоты применяют для калибров 5-го
и более грубых классов точности.
В табл. 10 приведены нормы чистоты рабочих поверхностей наи-
более распространенных измерительных инструментов.
4. БАЗИРОВАНИЕ ДЕТАЛЕЙ ПРИ ОБРАБОТКЕ
И КОНСТРУИРОВАНИЕ ПРИСПОСОБЛЕНИЙ
Выбор установочных поверхностей (баз)
Выбор метода базирования детали в процессе обработки является
одним из важнейших этапов проектирования технологического про-
цесса. Часто неправильное решение этого вопроса влечет за собой
брак в обработке деталей и необходимость внесения изменений в
технологический процесс, что бывает связано с переделкой приспо-
соблений.
БАЗИРОВАНИЕ ДЕТ ТЛЕЙ ПРИ ОБРАБОТКЕ
Базы для обработки детали должны быть выбраны так. чтобы обес-
печить требуемую точность детали и надежность ее закрепления
перед обработкой.
При единичном производстве детали устанавливают непосред-
ственно на столе станка или в универсальных приспособлениях,
причем производят выверку положения детали относительно стола
станка и инструмента. Выверка положения детали требует много
времени, иногда больше, чем вся обработка детали. Такой метод уста-
новки деталей применяют в тех случаях, когда невыгодно изготовлять
Фиг. 17. Шесть степеней свободы
тела в пространстве.
специальные приспособления
или же при больших размерах
детален. Сложные детали перед
обработкой размечают.
Фиг. 18. Схема базирования
детали.
Перед разметкой деталь покрывают меловой краской. Когда краска
высохнет, деталь устанавливают на разметочной плите в призме,
на угольнике или на вспомогательном кубике и прикрепляют при-
жимной планкой. Разметку производят при помсщи штангенрейс-
маса, угольника, циркуля, штангенциркуля с острыми губками
и других инструментов. Для того, чтобы линии разметки не стирались
при обработке на всей длине нанесенных линий, наносят точки при
помощи керна, что дает возможность проверять правильность произ-
веденной обработки по разметке.
При серийном и крупносерийном производствах детали закрепляют
в специальных приспособлениях, в которых предусматривают уста-
новочные поверхности для базирования детали.
Тело в пространстве имеет шесть степеней свободы: три возмож-
ных перемещения вдоль трех произвольно выбранных взаимно пер-
пендикулярных осей координат х, у и г (фиг. 17), и три возможных
вращения относительно тех же осей. Ограничение каждой из шести
степеней свободы может быть произведено путем прижатия детали
к соответственно расположенной неподвижной точке приспособле-
ния. Каждая неподвижная одноточечная опора ограничивает одну
степень свободы — перемещение по направлению нормали к поверх-
ности тела в точке опоры. Для того, чтобы ограничить все шесть
16
ОСНОВНЫЕ СВЕДЕНИЯ и; ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
степеней свободы, деталь должна базироваться на шесть опорных точек.
Эти шесть точек должны быть расположены в системе прямоугольных
координат следующим образом: в плоскости ху — три опорные точки
(/, 2, 3), в плоскости yz — две точки (4, 5) и в плоскости xz — одна
точка (6) (фиг. 18). Это правило называется правилом шести
точек.
При излишнем числе неподвижных опор деталь будет опираться
не на все опоры или же будет деформирована действием зажима и,
таким образом, прижата к излишней неподвижной опоре.
При обработке деталь должна быть прижата одновременно ко
всем шести опорным точкам. Направление усилий прижима пока-
зано стрелками на фиг. 18. Усилие прижима Рг должно быть
Фиг. 19. Базирование детали в призме.
направлено на три опорные точки, находящиеся в плоскости ху.
Усилия прижима Р2 и Ря должны быть меньше усилия Р±. Усилия Р2
и Р3 обычно предназначаются для того, чтобы дослать деталь до
опорных точек 4, 5 и 6, а усилие Р± является главным зажимным
усилием.
В тех случаях, когда невозможно осуществить зажим детали
усилием Pj вследствие того, что с этой стороны должна быть произ-
ведена обработка, главным зажимающим усилием является усилие Р2,
а усилие Р3 предназначается для того, чтобы дослать деталь до опор-
ной точки 6. Для того, чтобы дослать деталь до опорных точек 1,
2 и 3 после закрепления детали усилием Р2, по детали ударяют мо-
лотком. Такой способ применяют при закреплении деталей на фре-
зерных и строгальных станках.
Цилиндрические детали обычно устанавливают в призме (фиг. 19, а).
Базирование детали в призме дает возможность ограничить четыре
степени свободы 1, 2, 3, 4 (фиг. 19, б), поэтому две степени свободы
остаются не ограниченными: перемещение вдоль оси и вращение во-
круг оси. Для того, чтобы ограничить эти две степени свободы, не-
обходимо поставить упор 5 и шпонку 6.
Базирующие поверхности на обрабатываемой детали разделяются
на основные (конструктивные) и технологические. Основными ба-
зами называют те базы, которые ориентируют деталь при работе
Г> \ ЗИГ' II. ХНИ1 ,1Е1Л 1LI! ’0'11 •>14 \Ь'И1£ 47
ее в механизме. Если за базу при обработке принимается поверхность,
которая совсем не требуется для работы детали в механизме, или тре-
ОуСТСЯ С ООЛСС Групон СТСЧеНЬЮ 'IОЧНОС111, 1ЙКИС Ос13Ы ИЗЗЫВпЮТ ВСПО"
могатсльными базами.
В качестве баз при точной обработке следует по возможности
выбирать основные базы, а не вспомогательные, так как только при
этом можно достигнуть обработки с минимальной погрешностью.
Вспомогательные базы всегда вносят дополнительные погрешности.
На чертежах ответственные размеры с допусками обычно проста-
вляют от основных баз, поэтому в качестве базы следует выбирать
ту поверхность, от которой проставлен размер с допуском.
Базирующие поверхности следует выбирать так, чтобы деформа-
ции детали от зажимающего усилия и усилия резания были мини-
мальными. Поэтому базирующие поверхности должны быть так рас-
положены, чтобы они воспринимали усилие резания и усилие зажима
и находились ближе к обрабатываемым поверхностям.
В серийном производстве при обработке деталей на металлоре-
жущих станках применяют приспособления, которые дают следующие
преимущества:
1. Возможность устранить разметку деталей перед обработкой,
так как в приспособлении деталь устанавливают на выбранные ба-
зовые поверхности.
2. Сокращение времени на установку, выверку и закрепление
детали, что повышает производительность труда за счет сокращения
вспомогательного времени.
3. Возможность увеличения числа одновременно обрабатывае-
мых деталей за счет применения многоместных приспособлений.
4. Обеспечение точности обработки деталей.
5. Возможность организации многостаночного обслуживания.
6. Возможность совмещения основного и вспомогательного вре-
мени при применении поворотных столов, на которых устанавливают
два приспособления. Пока в одном приспособлении производят об-
работку, из другого вынимают готовые детали и закрепляют новые.
7. Возможность автоматизации и полу автоматизации механической
обработки за счет применения автоматизированных приспособле-
ний (например, приспособление для фрезерования зубьев трещотки
микрометра, см. фиг. 223), приспособлений непрерывного действия
(см. фиг. 68), бункеров для автоматической загрузки и др.
Опорные элементы приспособлений
Неподвижные опоры в приспособлениях выполняют в виде опор-
ных штырей, опорных пластин, опорных поверхностей или призм,
установочных пальцев, упорных штифтов и др.
Опорные штыри в приспособлениях являются одноточечными
опорами. Опорная поверхность штырей делается сферической или
плоской. Конструкции опорных штырей приведены на фиг. 20 а, б.
При базировании детали по черным неровным поверхностям
48
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
применяют штыри со сферической опорной поверхностью (фиг. 20, а).
При базировании по обработанным поверхностям во избежание вмятин
на поверхности детали применяют штыри с плоской опорной по-
верхностью (фиг. 20, б). Опорные штыри запрессовывают в корпус
приспособления с применением глухой посадки 2-го класса точности.
Для замены изношенных опорных штырей посадочные отверстия
в стенке корпуса делают сквозными.
Если деталь базируется поверхностью на три штыря, то опорные
поверхности штырей по возможности следует шлифовать после за-
прессовывания, чтобы все они были на одном уровне. Опорные
пластины применяют вместо одноточечных опор в тех случаях,
когда обрабатывают тяжелые детали со значительными усилиями
резания. Конструкция пластин показана на фиг. 20, в. Пластины
прикрепляют к стенкам корпуса при помощи винтов с утопленной
головкой. Применение опорных пластин в приспособлениях допу-
скается в тех случаях, когда базирующие поверхности детали до-
статочно точно обработаны и при зажиме не возникают упругие
деформации детали.
Для деталей небольших размеров, базовые поверхности которых
обработаны, в приспособлениях делают плоские опорные поверх-
ности. Плоская опорная поверхность заменяет три точечных опоры.
Для установки прямоугольной детали в приспособлении с плоскими
опорами деталь должна опираться на поверхность, другой стороной
прижиматься к уступу в виде узкой продольной площадки, а третья
сторона детали должна прижиматься к опорному штырю (фиг. 20, г).
Если на поверхности yz сделать не узкую опорную площадку, а по-
верхность, равную высоте детали, то базирование будет неточным.
Обрабатываемая деталь всегда будет иметь отклонение от пря-
БАЗИРОВАНИЕ ДЕТАЛЕЙ ПРИ ОБРАБОТКЕ
19
мого угла в ту или другую сторону; в приспособлении также
будет некоторое отклонение от прямого угла и, следовательно,
оораоатываемые детали будут прижиматься к оазовой поверхности yz
то верхним, то нижним ребром, в зависимости от того, в какую сто-
рону имеется погрешность угла. Это будет сопровождаться . неточ-
ностью обработки.
Регулируемые опоры применяют в тех случаях, когда необхо-
димо регулировать положение опорных точек. Конструкции регу-
лируемых опор показаны на фиг. 20, д. Регулирование опор бывает
необходимо тогда, когда отдельные партии заготовок имеют откло-
нения в размерах.
Причиной таких от-
клонений при холод-
ной и горячей штам-
повке может быть
износ штампов.
Установочные
пальцы применяют
тогда, когда деталь
базируется по отвер-
стию. Опорной по-
верхностью устано-
вочного пальца яв-
ляется его цилиндри- Фиг. 21. Установочные пальцы,
ческая поверхность
(фиг. 21, а). Установочный палец ограничивает две степени сво-
боды. При установке детали на два установочных пальца один из
этих пальцев должен быть сделан с двухсторонним срезом, как
показано на фиг. 21, б. Срезанные пальцы применяются также
в тех случаях, когда базами являются отверстие и боковая поверх-
ность (фиг. 21, в).
Срезанный палец ограничивает одну степень свободы. Если в слу-
чае, показанном на фиг. 21, в, поставить несрезанный палец, то ока-
жется, что будет ограничено не шесть, а семь степеней свободы:
три степени свободы будет ограничивать нижняя плоскость, две
степени — боковая плоскость и две степени — палец. Так как рас-
стояние от центра отверстия до боковой плоскости у детали может
иметь колебания в пределах допуска, то при базировании на несре-
занный палец деталь или не будет полностью прилегать к боковой
опорной плоскости, или же будет невозможно установить ее в при-
способлении, если размер от центра отверстия до боковой плоскости
у детали будет больше, чем на приспособлении. Применение срезан-
ного пальца позволяет устранить этот недостаток, так как при на-
личии небольшого зазора по диаметру между пальцем и отверстием
Деталь может перемещаться в ту и другую сторону в направлении
среза.
Призмы применяют для базирования цилиндрических деталей
и изготовляют преимущественно с углом 90°. При базировании
4 Честнов 1698
.50
основные сведения из технологии Машиностроения
в призме ось цилиндрической детали устанавливается всегда в пло-
скости симметрии призмы и не зависит от отклонений в размерах
диаметра детали, но расстояние центров деталей от основания призмы
будет изменяться в зависимости от отклонения диаметра и от вели-
чины угла призмы (фиг. 22).
Если в цилиндрической детали нужно просверлить отверстие,
которое должно проходить через центр детали, деталь нужно уста-
новить в призме так, чтобы ось отверстия совпадала с плоскостью
симметрии призмы.
Помимо .неподвижных опор в приспособлениях применяются
также вспомогательные подвижные опоры, предназначаемые для
Фиг. 23. Конструкция
подвижной опоры.
Фиг. 22. Погрешности при
базировании в призме.
уменьшения деформаций детали в процессе обработки. Не всегда
возможно принять за базы те поверхности детали, которые распола-
гаются близко к обрабатываемой поверхности. В этих случаях уста-
навливают дополнительные подвижные опоры, которые не должны
нарушать положения детали, занятого ею при базировании на не-
подвижных опорах. Применение подвижных опор особенно необхо-
димо при обработке недостаточно жестких деталей.
Конструкция подвижной опоры показана на фиг. 23. Когда де-
таль устанавливают в приспособлении, винт отвертывают, и под дей-
ствием пружины подвижная опора слегка прижимается к обраба-
тываемой детали. Закрепление стопорного винта производят после
того как деталь посредством зажимов будет прижата к неподвижным
опорам.
Зажимные устройства
Зажимные устройства бывают ручные, пневматические, гидра-
влические и электрические. Зажимные устройства в приспособле-
ниях необходимо конструировать так, чтобы они не деформировали
деталь при зажиме. Для этого зажимные устройства должны быть
расположены так, чтобы зажимные усилия создавали в обрабаты-
ваемой детали только напряжения сжатия. Назначение зажимных
устройств состоит в том, чтобы создать надежное прилегание обра-
батываемой детали к неподвижным опорам приспособления и, та-
ким образом, обеспечить правильное базирование и устойчивое по-
базирование детален При обработке М
ложение детали в приспособлении при обработке. В самоцентрирую-
щих приспособлениях, как, например, в токарных патронах, зажим-
ные элементы являются одновременно и опорными элементами.
Наиболее распространенными видами ручных зажимных устройств
являются: 1) винтовые зажимы, 2) прижимные планки (прихваты)
и 3) эксцентриковые зажимы.
Простейшая конструкция винтового зажима показана на фиг. 24.
Во избежание износа резьбы в корпусе приспособления в корпус
вставляют стальную втулку, служащую гайкой к винту. Передача
усилия зажима на деталь осуществляется при помощи винта, ко-
торый приводят во вращение ключом или рукояткой. Если поверх-
ность детали, с которой соприкасается винт, обработана не оконча-
тельно и усилие зажима не вызывает значительного смятия детали,
торец винта делают сферической формы и закаливают. Для того,
чтобы избежать смятия детали при больших уси-
лиях, на конце винта устанавливают качаю-
щуюся закаленную пяту.
При сферическом торце винта зажимное уси-
лие винта Р можно определить по следующей
формуле:
Фиг. 24. Винтовой
зажим.
что при зажиме
где Q— усилие рабочего в кг (до 16 кг);
I — длина рукоятки или ключа в мм;
гср—средний радиус резьбы в мм;
а — угол подъема резьбы;
® — Угол трения резьбы.
Недостатком винтового зажима является то,
усилие трения, возникающее на торце винта, может смещать деталь
и нарушать правильность ее установки.
На фиг. 25, а, б показаны конструкции прижимных планок (при-
хватов). Для определения усилия зажима, передаваемого зажимным
винтом, необходимо учитывать соотношение плеч прижимной планки.
На зажиме, показанном на фиг. 25, б, зажимное усилие будет вдвое
меньше, чем усилие, развиваемое гайкой. В прижимных планках
делают удлиненное отверстие, позволяющее после освобождения
винта отодвинуть планку и снять деталь (фиг. 25, а).
Для того, чтобы прижимная планка одновременно прижимала
обрабатываемую деталь к двум взаимно перпендикулярным опорам,
применяют конструкцию, показанную на фиг. 25, б. В этой кон-
струкции ось вращения планки расположена так, что при зажиме
усилие зажима действует на обе опорные поверхности. Эксцентри-
ковые зажимы требуют для зажима и освобождения детали в не-
сколько раз меньше времени, чем винтовые, поэтому их называют
быстродействующими зажимами. Для эксцентрикового зажима коле-
бания размеров зажимаемых деталей допускаются в небольших пре-
делах, тогда как для винтовых зажимов это не имеет значения.
52
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Простейшим зажимным эксцентриком является диск, посажен-
ный эксцентрично на ось вращения, показанный на фиг. 26. Рас-
стояние между центром диска и осью его вращения является эксцен-
триситетом эксцентрика. Действие эксцентрикового зажима основано
на самоторможении в зажатом состоянии. Эксцентрик должен быть
так рассчитан, чтобы обеспечить надежный зажим обрабатываемой
детали и невозможность случайного освобождения ее во время об-
работки.
Фиг. 25. Прижимные план-
ки (прихваты).
Фиг. 26. Схема эксцентрикового зажима
Чтобы обеспечить самоторможение, угол подъема кривой экс-
центрика в точке соприкосновения должен быть не более угла тре-
ния. При определении величины эксцентриситета и диаметра диска
исходят из условия самоторможения и величины колебания разме-
ров зажимаемой детали. Так как коэфициент трения для стальных
поверхностей можно принять равным 0,1, условие самоторможения
эксцентрика в положении, изображенном на фиг. 26, будет выражаться
следующим образом:
а < ср,
Из треугольника АС^О : ё = R . tga; так как tga <0,1, то
е<0,1
БАЗИРОВАНИЕ ДЕТАЛЕН ПРИ ОБРАБОТКЕ
S3
где а— угол между нормалью к поверхности скольжения и прямой,
соединяющей ось вращения эксцентрика с точкой каса-
ния;
ф — угол трения;
R — радиус эксцентрика в точке касания;
е — эксцентриситет;
Р — усилие зажима эксцентрика;
F — сила трения (см. фиг. 26).
В данном случае мы не учитывали грения в подшипниках эксцен-
трика, которое будет усиливать самоторможение.
При повороте эксцентрика в направлении зажима (на фиг. 26
указано стрелкой) величина угла а постепенно уменьшается и, сле-
27. Конструкция эксцен-
трикового зажима.
довательно. самоторможение увели-
чивается. Угол а бывает максималь-
ным в положении, показанном на
чертеже; при повороте эксцентрика
в ту или другую сторону угол а
уменьшается.
i гол поворота эксцентрика обыч-
но бывает не более 90°, поэтому рабо-
чую высоту подъема эксцентрика фиг.
принимают равной величине эксцен-
триситета е. При больших размерах
эксцентрика нерабочие участки его срезают. При необходимости
иметь большую величину подъема эксцентрика увеличивают радиус
эксцентрика
Зажимное усилие эксцентрикового зажима Р можно определить
по следующей формуле:
р =________________
(а+?1 )+г tg ’
где Q — усилие рабочего в кг;
I — длина рукоятки в мм',
R — радиус эксцентрика;
QI
г — радиус шипа;
а — угол подъема спирали эксцентрика;
и ф2 — углы трения эксцентрика о зажимаемую поверхность и в
шипе эксцентрика.
По мере поворота эксцентрика в направлении зажима угол а
все время уменьшается, поэтому усилие зажима возрастает и бывает
максимальным, когда линия центров эксцентрика становится пер-
пендикулярно к поверхности зажима.
На фиг. 27 показана конструкция эксцентрикового зажима.
Ввиду того, что высота подъема эксцентриков мала, необходимо
предусматривать возможность регулирования положения эксцен-
трика и зажимной рукоятки в момент зажима. Если необходимо,
чтобы прижимная планка поднималась выше для удобства установки
и съема обрабатываемой детали, в соответствующем месте эксцен-
трика делают срез.
54
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Конструкции приспособлений
Корпусы приспособлений изготовляют:
а) из чугунных отливок, специально для каждого приспособления;
б) сварными из отдельных стальных деталей и сортовой стали;
в) из стальных поковок, специально изготовленных для каждого
приспособления;
г) из нормализованных деталей (плит, угольников, нормализо-
ванных отливок и др.).
При серийном и массовом производствах наиболее рационально
корпусы приспособлений изготовлять из чугунных отливок, отли-
ваемых для каждого приспособления особо. Литому корпусу может
быть придана любая форма, что особенно важно при изготовлении
приспособлений сложной конфигурации.
Сварные корпусы удобны при простых формах приспособлений.
Они дешевле литых корпусов, так как большинство заготовок для
сварного приспособления обычно получают путем газовой резки.
Обработка заготовок проста, так как они имеют несложную конфи-
гурацию. Перед сваркой основные детали приспособления скрепляют
винтами, что значительно облегчает сварку. После сварки, с целью
избежания коробления и для устранения внутренних напряжений,
возникающих при сварке, корпусы подвергают отжигу.
Приспособления из стальных поковок изготовляют в тех случаях,
когда при обработке в корпусе возникают большие напряжения.
Стальные кованые корпусы являются наиболее дорогими, поэтому
применение сварных приспособлений в комбинации со стальными
деталями, полученными из поковок, значительно рациональнее.
Изготовление корпусов приспособлений из нормализованных де-
талей наиболее рационально Отдельные детали корпусов можно
заранее изготовить путем отливки. В этом случае не требуется
изготовлять модели для каждого приспособления и в то же время
используются преимущества изготовления корпусов из отливок.
На фиг. 28 дан чертеж приспособления с винтовым зажимом для
фрезерования рамок штангенциркулей одновременно двумя наборами
фрез. В приспособлении закрепляют одновременно 40 деталей.
Базами для установки деталей являются опорная планка 1,
ограничивающая три степени свободы, и три опорные точки по кон-
туру рамки.
Приспособление устанавливают на станке так, чтобы усилие
резания при фрезеровании было направлено на упорную планку /,
а не на прихваты 2 и 3. Зажимные устройства для закрепления де-
талей должны находиться со стороны рабочего места.
На нижней поверхности корпуса приспособления в пазу укре-
плены два сухаря. Эти сухари входят в паз на столе фрезерного
станка и обеспечивают правильное положение приспособления на
столе.
На фиг. 29 показан разрез многоместного приспособления с бы-
стродействующими эксцентриковыми зажимами. Ось эксцентрика 1
БАЗИРОВАНИЕ ДЕТАЛЕЙ ПРИ ОБРАБОТКЕ
56
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
располагается на конце рычага 2. который может поворачиваться
относительно оси 3. При повороте рукоятки вверх эксцентрик силой
трения и горизонтальной составляющей зажимного усилия толкает
прижимную планку 4 влево, вследствие чего обрабатываемая деталь
прижимается к уступу. В то же время прижимная планка 4 будет
прижимать деталь к нижней базовой поверхности. Так как рычаг 2
может свободно поворачиваться относительно оси 5, то он посреди
Фиг. 30. Многоместное приспособление с’вин-
товым зажимом для обработки цилиндриче-
ских деталей.
части приспособления предохранены
попадания эмульсии. При опускании
поднимает прихват 5.
ством упора 9 переместит
вниз прихват 5. Таким
образом, деталь окажется
прижатой с двух сторон.
Регулирование положения
J эксцентрика и рукоятки
производится гайкой 7
Болт 6 может повора-
чиваться относительно оси
8. Действием плоской пру-
жины 10 он прижимается
к противоположной сто-
роне выреза в рычаге 2,
поэтому при опускании
рукоятки вниз прижимная
планка отодвигается впра-
во для облегчения извле-
чения детали. Внутренние
резиновыми щетками от
рукоятки вниз пружина И
На фиг. 30 показано приспособление для шлифования скосов
на вставках регулируемых скоб. Закрепление деталей производится
винтовым зажимом. Корпус приспособления имеет вертикальные
прорезы, оканчивающиеся отверстиями. Перемычки между отвер-
стиями создают пружинящее действие секций. Отверстия для уста-
ОТЛИ1КИ ИЗ ЧУГУНА И ЦВЕТНЫХ МЕТАЛЛОВ
новки деталей делают по ходовой посадке. При затягивании гайки
секции изгибаются и зажимают детали. Для того, чтобы изгиб сек-
ЦИИ бЫ.П (>О. iCC рс,ВI)О?.।Ср гт п1 PI. В i рсДпСИ Ч2СТИ ПрИСК0('0О«ЛСНИЯ ДС‘~
лают более широкую секцию, чем остальные. Таким образом, при
зажиме болта крайние секции получают наклон по направлению
к середине приспособления, что дает меньшую погрешность бази-
рования по сравнению с односторонним наклоном всех секций.
Г лава II
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
Метод выполнения заготовок для изготовления деталей машин,
приборов и измерительных инструментов в большинстве случаев
определяется конструкцией детали, техническими требованиями
к материалу детали и типом производства (массовое, серийное или
единичное). Конструктор, разрабатывая конструкцию детали, дол-
жен учитывать требования как конструкции, так и технологии, а сле-
довательно, и метод получения заготовки. Для правильного решения
вопроса о выборе метода получения заготовки в сложных случаях
принимается совместное решение конструктора и технолога.
Детали сложной конструкции целесообразнее отливать, чем
ковать или штамповать, так как ковка сложных деталей вызывает
значительные затруднения. Крупные детали обычно отливают или
куют, так как штамповать их не представляется возможным. Штам-
повка крупных деталей связана с применением молотов и прессов
большой мощности, а также штампов больших размеров.
При крупносерийном и массовом производствах заготовки вы-
годно получать путем горячей штамповки. Заготовки для плоских
деталей целесообразно получать путем холодной штамповки.
Точные отливки можно получать посредством применения ма-
шинной! формовки по металлическим моделям или путем литья
в постоянные формы. Ручная формовка по деревянным моделям не
обеспечит высокой точности отливок.
Количество изделий, подлежащих изготовлению, в ряде случаев
определяет целесообразность изготовления деталей путем механи-
ческой обработки, а не штамповки. Выбор способа изготовления
детали в этом случае решается на основе экономических соображе-
ний. Принимается тот способ получения заготовки, при котором
себестоимость детали наименьшая.
1. ОТЛИВКИ ИЗ ЧУГУНА И ЦВЕТНЫХ МЕТАЛЛОВ
Литье в землю
Детали, отлитые из чугуна и цветных металлов, широко приме-
няют при изготовлении измерительных приборов и инструментов.
В большинстве измерительных приборов корпусы, каретки, крон-
штейны, стойки и другие детали изготовляют из чугунных отливок.
58
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
Поверочные плиты, угловые плиты, поверочные линейки-мостики
трехгранные линейки, призмы больших размеров и др. изготовляют
также из чугуна. Корпусы регулируемых скоб крупных размеров
изготовляют из ковкого чугуна.
Для изготовления ответственных деталей приборов и измеритель-
ных инструментов применяют главным образом высококачественный
серый чугун по ГОСТ 1412-48. В тех случаях, когда деталь имеет
форму, которая легко поддается деформациям при остывании от-
ливки (например, корпус регулируемой скобы), применяют ковкий
чугун. Ковкий чугун получают путем томления отливок в печах,
при котором происходит выгорание углерода и чугун становится
вязким. Отливки из ковкого чугуна не ломки и их можно править
в холодном состоянии.
Отливку всех перечисленных выше деталей производят в земля-
ные формы, за исключением поверочных плит, которые отливают
в комбинированные формы. По техническим условиям на поверочные
плиты рабочая поверхность плит должна иметь высокую твердость—
150—210 Нв. Чугун на рабочей поверхности должен быть плотным,
мелкозернистым и не иметь раковин.
При отливке чугунных деталей ответственные поверхности обычно
располагают внизу формы, так как в верхней части отливки чаще
всего образуются раковины, пористость и другие дефекты.
Поверочные плиты тоже отливают так, чтобы рабочая поверх-
ность была внизу, а ребра вверху, но это не обеспечивает получения
высокого качества чугуна на рабочей поверхности, и поэтому в ниж-
ней части формы помещается стальная плита, которая как бы вы-
полняет роль кокиля.
Формовку крупных деталей производят по деревянным моделям,
формовку скоб — по металлическим моделям.
Основным преимуществом литья в землю является то, что за-
траты на оснастку незначительны. Недостатками литья в землю
являются: 1) низкая производительность в связи с трудоемкой опе-
рацией формовки и 2) невысокая точность размеров отливаемых
деталей в результате неточности изготовления моделей и стержней,
коробления деревянных моделей, погрешностей при сборке формы
(смещение стержней, несовпадение опок), деформации отливки при
остывании вследствие неравномерности усадки.
Точность отливок при машинной формовке бывает выше, чем
при ручной. После отливки в землю поверхность отливок имеет
твердую корку с пригоревшим песком, которая быстро затупляет
режущий инструмент при механической обработке.
При отливке в землю толщина стенок отливок бывает не менее
следующих значений, приведенных в табл. 11.
Припуски на механическую обработку литых деталей зависят
от размера детали, метода формования и расположения поверхности
при отливке. Поверхности, расположенные в верхней части формы,
должны иметь припуск больше, чем в нижней, так как в верхней части
отливки могут быть раковины, пористость и другие дефекты. При-
ОТЛИВКИ ИЗ ЧУГУНА И ЦВЕТНЫХ МЕТАЛЛОВ
59
Таблица II
Минимальная толщина стенок при отливке в землю
1 Минимальная толщина стенок в мм
! ' .мелких деталей средних деталей
I ’ Серый чугун . . . 3-5 8-10
। Ковкий чугун . . . 2,5—4 6—8
| Бронза, латунь . . . 2,5—3,5 5-7
пуски на механическую обработку литых деталей при формовании
по деревянным и .металлическим моделям приведены в табл. 12.
Таблица 12
Припуски на механическую обработку отливок из серого чугуна
Группа припусков
первая вторая третья
Наибольший размер отливки в мм Массовое производство Серийное производство Единичное производств’)
Наибольший припуск на обработку в ММ
11ростые отливки : Сложные : отливки Простые О1ЛИВК и Слоя ные отливки П рогтые ОГЛИВ-Jt Сложные отливки
До 200 Св. 200 до 300 » 30 J . 500 ,, 500 „ 8(Ю • . . 801 , 1200 „ 1200 „ 1800 , 1800 , 26'4 , 2600 . 3800 „ 3800 „ 5тОЭ . 5400 3 1 3 3 i 3 з ! 4 3 ! 5 4 , 6 •> i 7 6 J 8 Z Z ! з 3 4 5 6 7 8 9 10 12 4 5 6 8 9 10 11 12 16 4 5 i 6 7 8 9 10 И 12 16 5 6 8 ! 9 10 И 12 14 16 20
Примечание. Припуски дтны одинаковые поверхностей (по положению при заливке'.; для припуски первой и второй групп следует заменять второй и третьей. Припуски третьей группы для назначаются сообразно технологии литья. для нижних и боковых верхних поверхностей по следующей группе— верхних поверхностей
Литье в металлические формы
Литье в металлические формы наиболее целесообразно применять
при серийном и массовом производстве деталей средней сложности
из цветных сплавов и чугуна. Точность размеров, получаемых при
отливке в металлические формы, примерно соответствует 5-му классу
точности.
60
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
При отливке деталей из цветных металлов применяются метал-
лические формы и стержни; для отливок из чугуна применяют ком-
бинацию металлической формы с земляными стержнями.
Литье в металлические формы имеет следующие преимущества
по сравнению с литьем в землю:
1. Высокая производительность вследствие отсутствия трудоем-
кой операции формовки.
2. Возможность получения отливок по 4-му и 5-му классам точ-
ности.
3. Получение чистой поверхности отливок.
4. Улучшение механических свойств металла вследствие уско-
ренного процесса кристаллизации, вызываемого охлаждающим дей-
ствием стенок формы.
Отливкой в металлические формы трудно получить деталь слож-
ной конфигурации, так как выступающие части детали тормозят
усадку и затрудняют выбивание отливки из формы. Для облегчения
вынимания отливки из формы на боковых стенках формы делают
уклоны от 1 до 3° в зависимости от глубины фермы.
Внутренние стенки формы перед заливкой окрашиваются спе-
циальным составом. Окрашивание имеет целью улучшить условия
заполнения формы металлом и устранить приваривание металла
к стенкам формы. Слой краски играет роль теплоизоляционного
покрытия. Покрытие наносят пульверизатором или- кистью.
Перед заливкой металла форму подогревают газовыми горел-
ками. Чем сложнее отливка, тем выше должна быть температура
формы.
При отливке в металлические формы алюминиевых сплавов
температура подогрева формы обычно бывает в пределах 150—300°.
Вынимание отливки из формы производят после того, как отливка
затвердела, но не остыла полностью.
При отливке деталей небольших размеров металлическую форму
изготовляют многоместной — для одновременной отливки несколь-
ких деталей. Для того, чтобы получить лучшее качество отливки,
в форме делается широкий центральный канал, который служит
Таблица 13
Припуски на обработку деталей, отливаемых в металчичзс'ие формы
Положение обрабатываемой поверхности Размер в леи Припуск в мм
Поверхности с уклоном До 56 50-150 Св. 150 1,5 2 2,5
Поверхности без уклона До 50 50-150 Св. 150 1 1,5 2
ОТЛИВКИ ИЗ ЧУГУНА И ЦВЕТНЫХ МЕТАЛЛОВ
61
«питателем», а по обе стороны от канала помещаются формы для
деталей. Детали из цветных сплавов, отлитые в металлическую форму,
имеют чистую поверхность и ооычно у них обрабатывают только по*
садочные мести и поверхности, на которых не допускаются уклоны.
Припуски на механическую обработку деталей из цветных сплавов,
отливаемых в металлические формы, приведены в табл. 13.
Посредством отливки в металлические формы изготовляют мно-
гие детали измерительных приборов (корпусы, защитные кожухи,
движки и др.).
Литье псд давлением
Литьем под давлением называют отливку в металлическую пресс-
форму, в которую расплавленный металл поступает под давлением.
Для литья под давлением применяют специальные машины. По кон-
струкции эти машины разделяются на два типа: поршневые и ком-
прессорные.
При работе на поршневых машинах расплавленный металл из
печи вручную (ковшом) заливают в машину, и затем под действием
поршня металл проталкивается в прессформу. В поршневых машинах
давление значительно выше, чем в компрессорных, и поэтому детали
получаются более высокого качества.
В компрессорных машинах расплавленный металл находится
под действием сжатого воздуха (поступающего от компрессора)
и давлением воздуха проталкивается в прессформу. Производитель-
ность компрессорных машин выше, чем поршневых.
Поршневые машины применяют при отливке деталей из алюми-
ниевых, медных, магниевых, цинковых, свинцовых и оловянистых
сплавов. Компрессорные машины в основном применяются для от-
ливки цинковых, свинцовых и оловянистых сплавов. Такое разде-
ление в применении поршневых и компрессорных машин объясняется
тем, что поршневые машины вследствие более высокого давления
допускают более низкую температуру металла, поступающего в пресс-
форму, и обеспечивают хорошее заполнение формы. Компрессорные
машины вследствие низкого давления требуют высокой температуры
расплавленного металла, что может повлечь приваривание отливки
к прессформе.
В прессформе для литья под давлением делаются специальные
выталкиватели для вынимания отливки из формы после того, как
она затвердеет.
В тех случаях, когда сплавы из цветных металлов не удовлетво-
ряют требованиям прочности или износостойкости, в отдельные
места отливаемой детали можно вставлять стальные или бронзовые
втулки. Эти втулки вставляют в прессформу перед заливкой, и когда
деталь будет отлита, втулки окажутся в отливке.
Примером такой детали может служить корпус индикатора, фиг.31.
Корпус 1 этой детали отливается из цинкового или алюминиевого
сплава. Гильза 2 и направляющая втулка 4 не могут быть сделаны
из этого сплава. Индикатор крепят за гильзу 2 в различных
62
методы ВЫПОЛНЕНИЯ ЗАГОТОВОК
приспособлениях при измерении. Гильза должна быть изготовлена из
стали во избежание износа.
Направляющие втулки 3 и 4 должны быть сделаны из бронзы,
так как в них перемещается рейка индикатора, а ход рейки должен
быть легким и плавным при минимальном зазоре между рейкой и на-
правляющими втулками.
В прессформу перед заливкой вставляется готовая стальная
гильза 2 с запрессованной в нее бронзовой втулкой 3 и верхняя на-
правляющая бронзовая втулка 4. На посадоч-
ных местах гильзы 2 и втулки 4 делаются не-
большие канавки для увеличения прочности
соединения их с корпусом отливки. При от-
ливке посадочные места втулок заливаются
расплавленным металлом корпуса и после осты-
вания очень прочно с ним соединяются.
Применение такого метода отливки выгодно
тем, что отпадает много механических опера-
ций по обработке отверстий в корпусе под
запрессовку,и прочность соединения оказывается
более высокой, чем при запрессовке этих дета-
лей в отдельно отлитый корпус.
Для облегчения вынимания отливок из
прессформы на стенках прессформы делаются
уклоны от 20' до 1° для наружных поверхно-
стей и от 30' до 1,5° для внутренних поверх-
ностей.
Точность размеров деталей, получаемых при литье под давлением,
соответствует 4—5-му классам.
Литье по восковым моделям
Новый метод литья мелких деталей, носящий название литья
по восковым моделям, вследствие простоты и несложности обору-
дования получил широкое применение при изготовлении фасонных
деталей для измерительных приборов.
Способ литья по восковым моделям состоит в следующем. От-
ливают восковую модель, по которой изготовляют огнеупорную
форму из особой массы. Путем нагрева формы выплавляют восковую
модель, и расплавленный воск вытекает из формы. Форму прокали-
вают и в полученную после выплавления воска полость заливают
жидкий металл. После охлаждения отливку выбивают из формы,
очищают поверхность отливки от остатков формы и удаляют литники.
Восковые модели изготовляют в специальных прессформах, сде-
ланных из легкоплавких сплавов путем отливки по металлической
модели. Металлическую модель отливаемой детали вдавливают в бы-
стросхватывающийся цемент на половину высоты (до плоскости
разъема) и отливают верхнюю часть прессформы.
Размеры металлической модели должны быть выполнены с учетом
усадки и с припусками на механическую обработку.
ОТЛИВКп ИЗ ЧУГУНА и ЦВЕТНЫХ МЕТАЛЛОВ
63
Воздух ______________,
Фиг. 32. Приспособления для
заполнения прессформы восковой
массой:
1 — электронагреватель: 2 — вод*; 3 — во-
сковая масса: 4 — прессфсрма; 5 — мано-
метр.
Если наружные поверхности детали не подлежат обработке
и можно пренебречь величиной усадки, то в некоторых случаях
в качестве металлической модели можно использовать готовую де-
таль, изготовленную путем механической обработки. Плоскости
разъема прессформы зачищают и высверливают в ней отверстия для
центрирующих штифтов. Далее из нижней части прессформы уда-
ляют цемент и в такой же последовательности изготовляют вторую
половину прессформы.
При отсутствии металлической
модели прессформу можно изгото-
вить путем механической обработки.
Восковые модели изготовляют из
восковых масс, состоящих из кани-
фоли, пчелиного воска и парафина
или же из парафина, смолы, церезина
и стеарина. Применяют также и дру-
гие составы. Восковую массу распла-
вляют в специальном приспособле-
нии (фиг. 32), которое одновременно
служит для заполнения прессформы
расплавленной массой. Расплавлен-
ная восковая масса поступает в пресс-
форму под давлением до 3 ка/слг.
После охлаждения прессформу
разбирают и осторожно вынимают из
нее восковую модель.
Если размеры отливаемых дета-
лей небольшие, то восковые модели
собирают в блоки по нескольку дета-
лей и соединяют их литниковой
системой (также изготовленной из
восковой массы). Весь блок с литниками скрашивают путем
погружения в специальный состав, состоящий из 90% маршалита, 7%
каолина и 3% графита, разведенных в связывающем составе из 20%
жидкого стекла и 80% воды. После окрашивания восковые модели
опыливают просушенным кварцевым песком и просушивают. Затем
зосковые модели, соединенные в блоки, помещают в опоку и запол-
няют формовочной землей. Полученную таким образом форму обрыз-
гивают из пульверизатора жидким стеклом, сушат на воздухе, а
затем выплавляют воск, для чего нагревают ее до 100—120° в
сушильном шкафу. Из сушильного шкафа форму переносят в печь
а, постепенно нагревая, прокаливают при 809—850°. При этой
температуре остатки воска выгорают.
Металл плавят в высокочастотных печах. Расплавленный металл
заливают в горячую форму. Преимуществом этого метода является то,
что для плавки используют отходы производства (стружку, лом и др.)
литье по восковым моделям получило широкое применение при
чяглтовленпи измерительных ииструцрнтоп и приборов. Этим
64
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
методохМ получают стальные заготовки мелких и средних деталей
приборов для внутренних измерений, корпусы индикаторов и др
Поверхность деталей после отливки по восковым моделям по-
лучается чистая и ровная. Точность размеров отливок соответствует
4-му классу. Метод литья по восковым моделям часто называют
«прецизионным литьем».
2. ГОРЯЧАЯ КОВКА И ШТАМПОВКА
Горячую ковку заготовок производят на молотах для свободной
ковки. Этот метод получения заготовок применяют при изготовлении
Фиг. 33. Операции свободной ковки:
а) вытяжка, ff'i осадка, в) прошивка,
г) гибка, о) раздача на оправке (рас-
катка), е) ковка в подкладных
штампах.
заготовок больших размеров и при
единичном или мелкосерийном
производстве. Нагрев заготовок
перед копкой производят в пламен-
ных печах.
Основные кузнечные операции,
выполняемые при свободной ковке
(фиг. 33), следующие:
а) вытяжка, б) осадка, в) про-
шивка, г) гибка, д) раздача на
оправке (раскатка), е) ковка в
подкладных штампах.
Вытяжку применяют для по-
лучения заготовки с меньшей пло-
щадью сечения, чем исходный
материал.
При ударе молота площадь
поперечного сечения уменьшается
за счет удлинения заготовки, при
-лом происходит увеличение ши-
рины заготовки. Для того, чтобы
получить прямоугольную поковку
требуемого сечения, в процессе
ковки ее поворачивают на 90“
(кантуют).
Осадку применяют для получе-
ния заготовки с большей площадью
поперечного сечения, чем исход-
ный материал. При изготовлении
поковки путем осадки длина за-
готовки не должна превышать ее диаметра более чем в 2,5—3 раза,
чтобы при осадке не происходило продольного изгиба.
Прошивку производят для получения в заготовке отверстия тре-
буемого диаметра. Перед прошивкой заготовку обычно ссаживают.
Гибка заготовок сопровождается обычно образованием утяжки
в месте закругления. В случаях, когда утяжка не допускается.
при протяжке заготовки в месте, где должен быть изгиб, делают хтол-
щение
ГОРЯЧАЯ КОВКА li ШТАМПОВКА
Рубку заготовок производят при помощи кузнечного зубила или
топора (для крупных заготовок). При кузнечной рубке нельзя по-
лучить ровного торца, перпендикулярного оси заготовки.
Раздачу на оправке применяют при ковке крупных колец. В за-
готовке сначала прошивают отверстие и затем производят раздачу
на оправке. При раздаче на оправке происходит увеличение диа-
метра за счет уменьшения толщины стенок. Диаметр оправки бе-
рется меньше диаметра отверстия, концы оправки опираются на
подставку.
При нагревании заготовок в процессе ковки происходит угар
металла. На поверхности заготовки образуется окалина. Величина
угара обычно составляет 1,5—2% от веса нагреваемого металла за
один нагрев.
При изготовлении заготовок из инструментальной стали следует
учитывать, что в процессе ковки происходит обезуглероживание
поверхностного слоя.
Свободную ковку крупных поковок производят на гидравлических
прессах. Процесс ковки на прессе отличается от ковки на молоте.
Пресс работает статически — медленным нажимом; молот работает
динамически — ударом.
Припуски на механическую обработку после свободной ковки
назначают в зависимости от размеров и сложности поковки. Для
поковок, изготовляемых из конструкционной стали, припуск берется
меньше, чем для поковок, изготовляемых из инструментальной стали.
Припуски на механическую обработку поковок после свободной
ковки приведены в табл. 14.
Таблица 14
Припуски на механическую обработк}7 покозок после свободной
ковки В
Диаметр Z) или ширина Н детали в мм
Длина До
детали в .v.u L
______ а i b I
Св. э0 до 100 | Св. 100 до 150 | Св. 150 до 200 | Св. 200 до 250
6±2 9±2 8±3 12±3
7 -2,5 10±2 9±3 14 ? 3
10±3 15±з112±4 18-4
11±3 16 = ЗИЗ-4 19-4
До 2.50 5±1,5 8^1,5
Св. 250до500 6 ±2,5 9±2
Горячую штамповку производят на штамповочных молотах в штам-
пах. Штамп для горячей штамповки состоит из двух кубиков, в ко-
торых выполнена требуемая форма детали. Нижний кубик штампа
5 Честнов 169о
66
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
неподвижно крепится на плите молота, а верхний кубик — на бабе
молота.
Преимуществом горячей штамповки является высокая произ-
водительность, возможность выдерживать размеры детали по 5—
7-му классам точности и возможность получения поверхностей, не
требующих механической обработки. Горячую штамповку можно
6)
Фиг. 34. Последовательность штам-
повки скобы микрометра.
производить в открытых и закры-
тых штампах.
Открытыми штампами
называются такие, в которых по
линии разъема делается зазор для
выхода излишнего металла и при
штамповке получается облой по
контуру детали. Обрезку облоя
обычно производят в холодном
виде на эксцентриковых прессах
в специальных штампах.
При штамповке в открытых
штампах не требуется точно выдер-
живать вес заготовки под штам-
повку и имеется возможность про-
изводить штамповку из прутка.
Закрытыми штампами на-
зываются такие штампы, в которых
нет зазора и канавки для выхода
излишнего металла. Штамповку
в закрытых штампах производят
из заранее изготовленных заго-
товок, вес которых необходимо
точно выдерживать. В закрытых
штампах производить штамповку
из прутка не представляется воз-
можным.
Точность штамповки в закрытых штампах выше, чем в открытых
штампах. Закрытые штампы применяют преимущественно при штам-
повке деталей из цветных металлов.
Для того, чтобы после штамповки деталь можно было вынуть
из штампа, в штампах предусматриваются штамповочные уклоны.
Для наружных поверхностей детали штамповочный уклон делается
6—10°, для внутренних поверхностей—8—12°. Если поверхности
детали после горячей штамповки не обрабатываются, то уклоны пре-
дусматриваются в конструкции детали. Если поверхности подлежат
механической обработке, то наличие уклонов предусматривается
при назначении припусков на обработку.
На фиг. 34 показана последовательность горячей штамповки
в открытом штампе заготовки для скобы микрометра. Штамповка
производится из прутка. В штампе предусматривается подгото-
вительный «ручей» для гибки прутка, который располагается с бо-
Холодная штамповка
67
ковой стороны кубиков. В средней части кубиков выполняется форма
заготовки скобы, вокруг контура которой делаются зазор и канавка
1 П О Г1А ТГ» G С~ Г/ » Н Г 1 МПГШ kl U' \ HU V НО По П «□ 1ГЧТ // unxiz UVi I "СТ СТ'ГТА X < A ‘J Г I Т1П
yl* I /. V W V /1 . Ч-< >4 р » J V I* V I VO Oil XJ1 IX X VI1MVU .-A4- «1U1V J "Il V7Z1Y X1 " fiy Ul V I J * VU II li /1
от прутка отштампованной заготовки. Пруток нагревают на длину
500—800 мм и с одного нагрева штампуют несколько заготовок.
Такой способ горячей штамповки является наиболее производи-
тельным.
Припуски на механическую обработку после горячей штамповки
приведены в табл. 15.
Таблица 13
Припуски на механическую обработку стальных штамповок в мм
(на диаметр или толщину)
Длина или В направлении плоскости разъема В направлении, перпендикулярном плоскости разъема
В ,'1Л! Высота или диаметр детали в ли;
ДО 2Г> от 25 до 50 до 25 от 25 ди 50
До 150 4 -ОЛ 4.5±л s 3.0+1’5 3,5тг
От 150 до 250 4-5±Jj 5.0±Й 3.5+2 4,0+2
„ 250 „ 300 5.0ТЬ 5.5tg, 8 4,0+2’5 4,5+2’5
„ 300 . 350 5’5— 0,8 6.0+^J 4,5+2’5 5.0+2’5
3. ХОЛОДНАЯ ШТАМПОВКА
Холодную штамповку производят на эксцентриковых или кри-
вошипных прессах при помощи штампов. Различают следующие
основные виды холодной штамповки: 1) вырубка и пробивка, 2) вы-
тяжка.
Холодную штамповку производят из листа или ленты. Листы
перед штамповкой разрезают на полосы и правят на фрикционном
прессе.
Основными преимуществами холодной штамповки являются:
1) высокая производительность, 2) отсутствие надобности в рабочих
высокой квалификации (кроме наладчиков), 3) возможность автома-
тизации процесса, 4) постоянство формы отштампованных деталей.
Холодная штамповка является одной из самых высокопроизво-
дительных операций в обработке металлов. При крупносерийном
и массовом производствах применение холодной штамповки является
наиболее рациональным методом повышения производительности
труда.
Во многих случаях заготовки после холодной штамповки (вы-
рубки) могут быть получены с припусками под шлифование контура,
исключая промежуточные операции по обработке контура (фрезе-
рование, строгание и пр.).
68
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
Вырубка и пробивка
Вырубку и пробивку применяют как метод получения плоских
заготовок для деталей измерительных инструментов и приборов
и как метод получения готовых деталей, не требующих механической
обработки по контуру. При изготовлении деталей толщиной менее 1 мм
(плоские пружины, пластины, шайбы и пр.) обработка по контуру
обычно заключается в снятии заусенцев или зачистке. При изгото-
влении деталей толщиной от 1,5 до 8 мм заготовки после штамповки
в подавляющем большинстве случаев обрабатывают по контуру.
Вырубной штамп состоит из матрицы и пуансона. Матрица укре-
пляется на плите пресса, а пуансон — на ползуне. В матрице де-
лается отверстие по форме детали, а пуансон делается так, чтобы он
проходил через отверстие в матрице с некоторым зазором. Величина
зазора зависит от толщины металла, из которого производится штам-
повка. Пуансон и матрица изготовляются из инструментальной
стали (обычно У8А или У10А) и закаливаются на твердость 58—
60 Нрс.
Вырубленная деталь падает через отверстие матрицы, а лента
или полоса, из которой произведена вырубка, плотно удерживается
на пуансоне; чтобы снять ленту или полосу с пуансона, в штампе
предусматривается съемник. При штамповке пуансон должен про-
ходить через матрицу с одинаковым зазором по контуру, поэтому
в штампах делаются направляющие для пуансона. В зависимости
от конструкции направляющих штампы бывают двух типов: 1) с на-
правляющей в съемнике и 2) с направляющими колонками.
На фиг. 35 показан штамп с направляющей в съемнике. В этом
случае направляющая плита является также и съемником. Основные
детали штампа показаны на фигуре. Защелка служит для ограниче-
ния подачи ленты и позволяет выдерживать заданный шаг и величину
перемычек при штамповке.
На фиг. 36 показан вырубной штамп с колонками. Штампы с ко-
лонками применяют для выполнения точной штамповки, так как
колонки создают хорошее направление для пуансона. Колонки 1
запрессовываются в подушку 2. В пуансонодержатель 3 запрессо-
вываются каленые направляющие втулки 4. Съемник 5 находится
под действием пружин, и когда пуансон 6 входит в матрицу 7, пру-
жины сжимаются. При обратном ходе пружины разжимаются и стал-
кивают ленту с пуансона. Хвостовик штампа с колонками шарнирно
крепится с ползуном пресса, чтобы не создавать перекоса пуансоно-
держателя относительно колонок.
Для экономии металла при штамповке большое значение имеет
правильное расположение вырубаемых в полосе деталей. На фиг. 37
приведены примеры расположения деталей различных конфигура-
ций при штамповке. При штамповке деталей треугольной формы,
Т-образной формы (фиг. 37, а, б) и многорядном раскрое (фиг. 37, в),
если позволяет мощность пресса, штампы делают двухпуансонными.
На фигурах расположение пуансонов показано штриховкой. Если
ХОЛОДНАЯ ШТАМПОВКА
69
Фиг. 35. Штамп с направляющей в съемнике:
/ — подушка; 2 — матрица; 3 — направляющая пластина; 4— направляющая плита;
5 — защелка; 6 — пружина; 7 — пуансон; 8 — пуансонодержатель; 9 — упорна i
пластина; 10 —верхняя плита; //—хвостовик.
а)
б)
70
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
же мощность пресса не позволяет сделать двухпуансонный штамп,
то штамповать приходится через шаг и пропускать полосу второй
раз, после поворота ее обратной стороной.
На фиг. 37, г, д, показано расположение заготовок угольников
при штамповке. Штамповку таких деталей можно производить как
с перемычкой (г), так и без перемычки (д). Штамповка без перемычки
выгодна тем, что для нее требуется меньшее усилие, так как умень-
шаются длина контура одновременного среза и расход металла.
Точность штамповки без перемычки ниже, чем при штамповке с пе-
ремычкой, так как в этом случае размер детали будет., зависеть от
того, насколько точно полоса будет прижата к упору.
3-й переход 2-й переход 1-й переход Деталь
полоса
Фиг 38. Последовательность штамповки колеса |Изме-
рительного прибора.
Когда требуется отштамповать сложную деталь, при штамповке
которой необходимо производить как вырубку, так и пробивку от-
веостий, применяют комбинированные последовательные штампы.
Штамповку такой детали разделяют на несколько переходов, ко-
торые выполняются одновременно за один ход пресса.
На фиг. 38 показана схема последовательной пробивки и вырубки
колеса измерительного прибора. Первый пуансон пробивает централь-
ное отверстие и четыре отверстия между спицами колеса; второй пу-
ансон пробивает остальные четыре отверстия между спицами и тре-
тий пуансон вырубает колесо по контуру. Ввиду того, что все три
пуансона работают одновременно, за один ход пресса получается
готовая деталь.
Число переходов при последовательной штамповке зависит от
расположения и формы отверстий. В данном случае пробивать все
отверстия одним пуансоном нельзя, так как в матрице между отвер-
стиями будут тонкие стенки и она не выдержит усилий при штам-
повке. Разделение штамповки на переходы, как показано на фиг. 38,
дает возможность изготовить матрицу с толстыми стенками.
Последовательная штамповка удобна при небольшом размере
деталей. Крупные детали таким способом штамповать затруднительно
вследствие того, что габаритные размеры штампа будут очень боль-
шими. В этом случае при толщине штампуемых деталей более 2,5 мл
штамповку производят в несколько операций, а при толщине ме-
нее 2,5 мм применяют комбинированные штампы совмещенного дей-
ствия, в которых вырубка и пробивка производятся за один переход.
ХОЛОДНАЯ ШТАМПОВКА
71
На фиг. 39 показан комбинированный штамп совмещенного дей-
ствия для штамповки кольца. Матрица 1 неподвижно укреплена
в подушке штампа. Пуансон делается сборным из кольца 2 и внутрен-
него пуансона 3. Между внутренним пуансоном и кольцом помещается
выталкиватель 4. Съемник 5 находится под действием пружин и укре-
пляется на подушке штампа.
При штамповке отход проваливается в отверстие в матрице,
отштампованное кольцо помещается между кольцом 2 и внутренним
Деталь
Фиг. 39. Совмещенный штамп
пуансоном 3. Во время обратного хода пресса отштампованная деталь
выталкивается выталкивателем 4, а лента снимается с матрицы съем-
ником 5. Отштампованное кольцо выдвигается из штампа вместе
с лентой.
Штамповка в штампах совмещенного действия позволяет получать
детали более высокой точности, чем в штампах последовательного
действия.
Качество среза при вырубке и пробивке зависит от толщины и твер-
дости материала, из которого штампуют, и от величины зазора между
пуансоном и матрицей. Чем больше толщина штампуемого материала,
тем больше должен быть зазор. В табл. 16 приведены зазоры между
матрицей и пуансоном вырубных штампов (разность размеров ма-
трицы и пуансона).
Если зазор превышает размеры, приведенные в табл. 17, полу-
чается изгиб вырубаемой детали и большой перекос поверхности
среза. Если зазор меньше, — на детали образуется заусенец с не-
ровным краем.
72
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
Таблица 16
Зазоры между пуансоном и матрицей вырубных штампов
Толщина материала Здзир в м.ч Толщина материала Зазор в лг.и
для латуни и мягкой стали для твердой стали для латуни и мягкой стали для твердой стали
0,2 0,01 0,02 3.5 0,18 0,25
0,5 0,02 0,035 1 4,0 0,2 0,28
1,0 0,05 0,07 1 4,5 0.23 0,32
1,5 0,075 0,10 1 5,0 0,25 0,35
2,0 0,10 0,14 । 5,5 0,28 0,39
0.13 0,18 6,0 0,30 0,42
3,0 0,15 0,21 7,0 0,35 0,49
Размер вырубаемой детали получается по размеру матрицы,
поэтому зазор делается обычно за счет уменьшения размера пуансона.
Размер отверстия при пробивке получается по размеру пуансона,
поэтому при пробивке зазор делается за счет увеличения размера
матрицы.
При назначении припуска на обработку деталей по контуру после
штамповки необходимо учитывать величину перекоса поверхности
среза и завал (утяжку) края заготовки.
Чем больше толщина штампуемой детали, тем больше радиус
закругления на краях детали.
Вытяжка
Пустотелые детали из листового материала получают вытяжкой
в штампах на кривошипных прессах простого или двойного'действия.
Заготовку под вытяжку вырубают из листа. Для вытяжки применяют
мягкую сталь, латунь или биметалл.
Твердая сталь для вытяжки непригодна.
Вытяжные штампы состоят из пуансона
1 (фиг. 40), предназначенного для про-
давливания детали через матрицу, при-
жимного кольца 2, служащего для устра-
нения складок при вытяжке, и матрицы 3,
через которую продавливается деталь. При
неглубоких вытяжках применяют штампы
без прижимного кольца. В матрице де-
лают кольцевую выточку для центриро-
вания заготовки. На кромках матрицы и
пуансона делают закругления для облегчения деформации металла
при вытягивании.
У матрицы внизу делают выемку, чтобы вытянутая деталь, слегка
расширившаяся вследствие своей упругости, при обратном ходе
пуансона была сдвинута с пуансона краем этой выемки. На прессах
ОТРЕЗКА ЗАГОТОВОК
двойного действия прижим заготовки производится прессом. При-
жимное кольцо сначала надавливает на заготовку, лежащую на ма-
трице, и стоит в таком положении вовремя процесса вытягивания.
Вытяжка глубоких деталей производится в несколько приемов.
Сначала вытягивается заготовка большего диаметра и меньшей
глубины; при последующих операциях диаметр вытяжки уменьшается,
а глубина увеличивается, пока не будет получена вытяжка требуе-
мых диаметра и длины. При второй и всех последующих вытяжках
штампы применяются без прижима. При количестве операций более
трех обычно производят межоперационный отжиг заготовок, так
как при вытяжке происходит наклепывание материала и на деталях
могут образоваться трещины или обрывы.
4. ОТРЕЗКА ЗАГОТОВОК
Сортамент сталей по профилям, видам обработки и маркам стали
очень обширен, поэтому на каждом заводе проводится унификация
марок и профилей с тем, чтобы по возможности уменьшить номен-
клатуру материалов, потребляемых заводом.
Сортамент и марки стали, потребляемые
и массового производства, при унификации
ные, а для деталей мелкосерийного и единич-
ного производства применяют по возможно-
сти те же профили и марки сталей, кото-
рые необходимы для серийного и массового
производства.
Заготовки из сортового материала обычно
отрезают в заготовительном цехе, откуда
они поступают на обработку в механические
цехи.
Заготовки из листового материала раз-
резают на пресс-ножницах или гильотинных
ножницах. Пресс-ножницы имеют короткие
для деталей серийного
принимают как оспов-
Фиг. 41. Резка на гиль-
отинных ножницах.
ножи, и на них длинные заготовки при-
ходится отрезать за несколько приемов. Гильотинные ножницы
имеют длинные ножи, так что на них можно отрезать от листа
полосы за один ход ножниц.
На фиг. 41 показано расположение ножей и упоров при отрезке
на ножницах. Лист укладывают на стол 1 и упирают в упор 2, ко-
торый устанавливают так, чтобы получить требуемую ширину по-
лосы. Нижний укрепленный на столе нож 3 неподвижен, верхний
нож 4 — подвижный. При рабочем ходе ножниц верхний нож опу-
скается вниз и отрезает заготовку. Ввиду того, что при отрезке лист
стремится приподняться от стола, над столом устанавливают непо-
движный упор 5. При отрезке на гильотинных ножницах, вследствие
наклонного расположения верхнего ножа, происходят изгиб и
скручивание отрезаемой заготовки. Поэтому заготовки после отре-
зания необходимо править на фрикционном прессе.
74
ЧЕГОЛЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
Пресс-ножницы предназначаются главным образом для отрезки
полосовой и круглой стали. При отрезке круглых прутков на за-
готовках получается большой скос по торцу и смятие на концах
по наружному диаметру. Чтобы уменьшить влияние этих дефектов,
ножи изготовляют с полукруглыми выемками, соответствующими
размеру отрезаемого прутка, и изготовляют буфер, который позволяет
уменьшить перекос торца при отрезке.
Для разрезки листов толщиной до 4 мм применяют роликовые
ножницы, схема работы которых показана на фиг. 42. На роликовых
Фиг. 42. Резка на роликовых
ножницах.
ножницах можно производить вырезку
криволинейных заготовок по разметке,
а при наличии приспособления с вра-
щающимся столом можно вырезать из
квадратных заготовок круглые заго-
товки различного диаметра.
Разрезку прутков и валов произво-
дят на приводных ножовках, дисковых,
ленточных и фрикционных пилах, на
станках с тонким шлифовальным кру-
гом и на токарно-отрезных станках.
На приводной ножовке заготовки
отрезают ножовочным полотном, кото-
рое получает возвратно-поступательное
перемещение от механического привода.
Режущие зубья на полотне направ-
лены в одну сторону, поэтому полотно
прижимается к заготовке только во
время рабочего хода, а при обратном ходе приподнимается ги-
дравлическим механизмом. Вследствие этого износ ножогочного
полотна уменьшается, а производительность ножовки увеличивается.
По сравнению с другими отрезными станками ножовки имеют
низкую производительность, но обслуживание их очень просто;
одновременно можно работать на нескольких (5—6) ножовках.
Преимуществом ножовки является го, что ширина пропила значи-
тельно меньше, чем при отрезке дисковыми пилами, а следовательно,
потеря материала мала.
Отрезные станки с дисковыми пилами широко применяют для
разрезки прокатного материала, валов, прутков, поковок, балок
разных профилей и др.
Дисковая пила представляет собой диск с режущими зубьями.
Так как изготовление пил большого диаметра целиком из быстро-
режущей стали нерационально, пилы изготовляют составными.
Диск делают из углеродистой стали и к нему приклепывают зубчатые
сегменты из быстрорежущей стали. Иногда пилы изготовляют со
вставными зубьями из быстрорежущей стали.
Ввиду того, что нагрузка на зубья при отрезке изменяется по
мере прохождения пилы (например, при отрезании круглого прутка
или профильной балки), при равномерной подаче происходят резкие
01 РЕЗКА ЗАГОТОВОК
изменения усилий резания. Эти изменения отрицательно отражаются
на работе станка. Для того, чтобы избежать этого, новейшие отрезные
станки снаожают гидравлической подачей. Механизм гидравлической
подачи имеет то преимущество перед механическим, что дает воз-
Фиг. 43. Пила с гидравлическим механизмом подачи
и зажима.
можность плавно изменять величину подачи и точно ее устанавливать
вследствие чего работа протекает значительно спокойнее.
На фиг. 43 показана схема устройства отрезного станка с гидра-
влической подачей и гидравлическим зажимным приспособлением.
Ленточные пилы применяют главным
образом для отрезки и разрезки цветных
металлов. Ленточная пила представляет
бесконечную ленту толщиной 1 — 1,5 мм,
с зубьями. Схема ленточной пилы пока-
зана на фиг. 44.
Фрикционной или беззубой пилой на-
зывается тонкий стальной диск, вращаю-
щийся от электродвигателя. Диск вра-
щается с большой скоростью и вследствие
трения нагревает частицы металла в про-
резе до температуры плавления. Расплав-
ленный металл удаляется из прореза
самим же диском, охлаждаемым возду-
хом и водой.
Резка металла шлифовальным кругом
является также очень производительной
операцией. Шлифовальные круги применяются эластичные, толщи-
ной 2—3 мм и диаметром 300—400 мм, поэтому потеря металла на
прорез бывает незначительной.
Разрезка фрикционными пилами и шлифовальными кругами
имеет то преимущество, что на них можно разрезать стальные прутки
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
с высокой твердостью, которые невозможно разрезать на обыкновен-
ных отрезных станках.
Токарно-отрезные станки применяются для разрезки по длине
круглых прутков, валов и труб. Передняя бабка токарно-отрезного
станка имеет пустотелый шпиндель, приспособленный для отрезки
прутков диаметром до 150 мм. По обоим концам шпинделя распо-
ложены самоцентрирующие зажимные патроны, позволяющие за-
жимать пруток в двух местах. Токарно-отрезные станки имеют два
супорта — передний и задний, позволяющие одновременно работать
двумя резцами. Для увеличения производительности токарно-от-
резные станки имеют устройство, допускающее работу при постоянной
скорости резания. Чтобы сохранить постоянную скорость резания
на этих станках при приближении резцов к центру, число оборо-
тов шпинделя все время увеличивается.
Недостатком токарно-отрезных станков является широкий про-
рез — 3—10 мм, что вызывает большие отходы материала.
5. ПРИПУСКИ И МЕЖОПЕРАЦИОННЫЕ ДОПУСКИ
Величину припуска на последующую операцию назначают с уче-
том размеров обрабатываемой детали, погрешностей геометрической
формы, получаемых при обработке детали на данной операции,
толщины поврежденного слоя, деформации детали на промежуточных
операциях (например, при термической обработке), погрешностей
базирования и др. Следует принимать по возможности наименьший
припуск, но такой, чтобы не удорожать стоимости обработки и обес-
печить получение требуемой точности детали. При недостаточном
припуске после обработки на последующей операции останутся следы
обработки предыдущей операции, и изделие будет забраковано.
Назначение слишком больших припусков влечет увеличение
расхода металла и трудоемкости обработки, в особенности на таких
операциях, как шлифование и доводка.
Величина припуска для каждой детали должна назначаться
сообразно конструкции детали, методам обработки, масштабам
производства и пр. Приводимые в таблицах величины припусков
не могут быть применены абсолютно для всех случаев. Эти величины
припусков составлены на основании опыта работы и поэтому могут
служить лишь ориентировочными данными. Величина припусков
в единичном и массовом производствах различна. При единичном
производстве припуски обычно бывают больше, чем при массовом.
Это объясняется тем, что при массовом производстве применяются
специализированные станки, производство оснащают специальными
приспособлениями и измерительными приборами и более строго
ссушествляют пссперапгснный контроль. При массовом производ-
стве большие припуски будут вызывать непроизводительные затраты
времени на обработку, тогда как при единичном производстве обычно
назначаются повышенные припуски для избежания появления слу-
чайного брака.
ПРИПУСКИ И МЕЖОПЕРЛИИОННЫЕ ДОПУСКИ
77
-Допуск на изготовление
заготовки
Допуск на доводку
Фиг. 45. Схема припусков и допусков
Минимальный припуск Минимальный
на шлифование припуск на
Минимальный припуск на
предварительную обработку
Допуск на предварительную
обработку
Допуск на шлифование
Нормали на операционные припуски составляют обычно на осно-
вании заводского опыта. Величины припусков могут (ыть также
опосделёны рисчсто?*!, путем суммировзния толщины дефектного слоя,
величины поверхностных неровностей, погрешностей геометрической
формы, деформаций детали на
промежуточных операциях и др.
Однако арифметическое сум-
мирование дает неправильный
результат, так как не все фак-
торы являются постоянными и
влияние их не проявляется
одновременно. Поэтому рас-
четные величины обычно кор-
ректируют, сопоставляя их с
опытными данными.
При назначении припусков
на изготовление измерительных
инструментов необходимо учи-
тывать величину обезуглеро-
женного слоя, который всегда
получается на горячекатанных
и кованых заготовках. При изготовлении калибров из калибро-
ванных прутков величина обезуглероженного слоя не учитывается,
так как в процессе калибровки прутков значительная часть этого
слоя удаляется.
Таблица 17 Величины обезуглероженного
Величина обезуглероженного
слоя у гопячекатанной
инструментальной стали
Диаметр или толщина в мм Наибольшая величина обезуглероженного слоя на диаметр или толщину в мм
6— 15 0,9
16- 30 1,2
31— 50 1,7
52— 70 2,2
75-100 2,7
105-150 3,5
слоя на горячекатанных заготов-
ках из инструментальной стали
приведены в табл. 17.
Типовая схема расположения
припусков и допусков на обра-
ботку измерительных инструментов
приведена на фиг. 45. Общий при-
пуск на обработку изделия скла-
дывается из припусков на предва-
рительную обработку, на шлифо-
вание и на доводку. Ввиду того,
что величина припуска на доводку
обычно бывает мала по сравнению
с припусками на предварительную
обработку и шлифование, при на-
значении суммарного припуска ее не учитывают.
Фактический припуск на каждую последующую опе-
рацию складывается из трех величин: 1) минимального припуска,
2) части неиспользованного допуска на данной операции и 3) части
использованного допуска на последующей операции. Учитывать
последнюю составную часть припуска следует только в тех случаях,
когда допуск на последующей операции составляет значительную
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
часть по отношению к величине припуска. Например, при доводке
калибров 4-го класса точности допуск на исполнительный размер
калибра больше величины припуска на доводку, поэтому в данном
случае следует учитывать возможность использования этого допуска.
Минимальный припуск при обработке наружных поверх-
ностей равен разности между наименьшим размером детали на
данной спсрации и наибольшим размером на последующей операции.
Величина минимального припуска должна быть так выбрана, чтобы
гарантировать изготовление детали без брака.
Максимальный припуск равен сумме минимального
припуска и допусков данной и последующей операций. При обра-
ботке наружных поверхностей максимальный припуск равен раз-
ности между наибольшим размером детали на данной операции и
наименьшим размером на последующей операции.
Допуски на операционные размеры назначают с учетом эконо-
мической точности, достигаемой на данной операции. Для удобства
пользования в таблицах припусков приводятся значения, соответ-
ствующие сумме минимального припуска и допуска на изготовление.
Таблица 18
Припуски на обтачивание валов из проката на диаметр в мм
Холоднокатанные прутки Холоднокатанные прут-
Интервал диаметров Горячекатанные прутки (без последующего шлифов ян и я) ки(с последующей закал- кой и шлифованием)
Отношение дли» ! к диаметру детали мм
В ЛГ и до 4 св. 4 до 8 св. 8 до 12 до 4 св. 4 до 8 св. 8 до 12 до 4 I св. 4 ! до 8 св. 8 до 12
4—10 •) 9 3 1 1 1,5 1,5 1 1 1,5 9
10-20 2 9 3 1 1,5 2 1,5 2,0 2,5
20-30 3 3 4 1,5 2,0 9 2,0 2.5 2,5
30—40 3 4 5 2 2,0 2,5 2,5 ! 2,5 3,0
40—50 3 4 5 2 2.5 2,5 2,5 3,0 3,0
50—70 4 5 5 — — — 1 —
70—100 5 5 5 — — __ —
Таблица 19
Припуски на чистовое обтачивание валов после чернового в мм
Интервал диаметров в мм Длина обрабатываемой детали в мм Допуски на диаметр в мм
до 1С0 ioo-зоо 300 500 500—1000 для точных размеров для грубых ра шеров
Св. 6 до 18 0,8 1 1,2
„ 13 . Ю 1 1,9 1,4 1,6
. 50 „ 120 1.2 1,4 1.6 1.3 5-й класс 7-й класс
120 , 260 1.4 1,6 1,8 о
. 260 , 500 1.6 1,8 2 -
ЭКОНОМИЯ МЕТАЛЛА
79
При изготовлении деталей из сортовой стали величину припуска
следует округлять и подбирать размер проката, имеющийся в ГОСТ.
Таблица 20
Припуски па шлифование валоз после чистового обтачивания
Характер детален | Интервалы длин валов в мм
незак. ленные | до 40Э—8»0 | 800-1500
за аливаемые | до 200 2'0-5(0 | свыше Я00 на обработку (п » 4-му классу)
' Интервалы диаметров в мм | Припуск в мм на диаметр
До 10 0,25 0,30 -0,10
j Св. 10 до 18 1 0,30 0.35 0,45 —0,12
18 „ 30 ' 0,35 0,40 0,55 - 0,14
30 , 50 0,40 0,50 0,65 -0,17
50 , 80 | 0,50 0.60 0,75 -0,20
80 „ 120 I 0,60 0,70 0,85 -0,23
' ,, 1 ’9 , 180 0,65 0,80 1,00 -0,.6
i 180 „ 260 ! — 0,90 1,10 -о.зо
! ” L6) , 300 ! — — 1,25 —0,34
Таблица 21
Припуски на обработку плоских поверхностей
на сторону
Длина плоскости в мм Чистовое фрезеро- вание и строгание в мм Шлифование
Ширине плоскостей в мм
до 100 сзыше 100 до 200 свыше 200
До 100 1.0 0,25
Св. 100 до 250 1,5 ОД 0,35 —
, 250 , ,500 1,5 0,35 0,40 0,45
„ 500 2,0 0,4 0,45 0,5
6. ЭКОНОМИЯ МЕТАЛЛА
Экономное расходование металлов является важнейшей народно-
хозяйственной задачей. Технологический процесс изготовления
изделий должен быть разработан так, чтобы он являлся наивыгод-
нейшим не только по производительности труда, но и обеспечивал
минимальный расход металла. Мероприятия по снижению расхода
металлов должны учитываться как при проектировании техноло-
гического процесса, так и при конструировании изделия.
so
МЕТОДЫ ВЫПОЛНЕНИЯ ЗАГОТОВОК
Из мероприятий по экономии металла наиболее важны следующие:
1. Повышение износостойкости деталей. Чем меньше износ де-
талей, тем меньше затраты металла на изготовление запасных де-
талей. Восполнение износа машин и инструмента ежегодно требует
сотен тысяч тонн металла. Поэтому проблема борьбы с износом в ма-
шинах является одной из важнейших проблем народного хозяйства.
2. Борьба с коррозией. Коррозия металлов также является одной
из главнейших причин чрезмерного расхода металлов. Защита ме-
талла от коррозии путем антикоррозионных покрытий и система-
тическое восстановление этих покрытий являются мероприятиями
по экономии металла.
3. Замена цветных металлов черными. Цветные металлы дефи-
цитны и значительно дороже черных, поэтому замена цветных ме-
таллов черными металлами или заменителями является важнейшим
мероприятием по экономии металлов.
4. Применение сварных конструкций позволяет значительно
уменьшить вес изделий и отходы в производстве и таким образом
обеспечить экономию металла.
5. Применение отливок при изготовлении деталей вместо сплош-
ных заготовок.
6. Применения горячей и холодной штамповки.
7. Применение литья в металлические формы, литья под давле-
лением и литья по восковым моделям.
8. Замена металлических деталей деталями из пластмасс.
9. Уменьшение припусков на обработку.
10. Снижение брака в производстве.
И. Использование отходов производства.
12. Снижение угара металла при нагреве в процессе ковки и го-
рячей штамповки.
13. Учет расходуемого металла.
Учет расходуемого металла является важным мероприятием по
экономии металла. Для того, чтобы надлежащим образом поставить
учет расходуемого материала, необходимо правильно подсчитать
норму расхода металла и учесть отходы при получении заготовки.
Отходы при получении заготовок из сортового материала сле-
дующие :
1. Отходы от каждого обрабатываемого прутка или полосы на
зажим (остаток после отрезки последней заготовки в патроне, в цанге
и пр.).
На автоматах отходы на зажим составляют от 50 до 150 мм.
На автоматах, кроме зажимной цанги, имеется подающая цанга,
поэтому автомат может работать только тогда, когда пруток нахо-
дится как в зажимной, так и в подающей цангах.
На револьверных станках отходы на зажим составляют от 30
до 60 мм в зависимости от диаметра прутка. На токарных станках
отходы на зажим равны 15—30 мм.
2. Отходы вследствие некратности длины прутка или полосы по
отношению к длине заготовки. Величину отходов на некратность
ЭКОНОМИЯ МЕТАЛЛА
61
в среднем принимают равной половине длины заготовки (для заго-
товок длиной не более 200 мм).
3. Расход металла иа наладку револьверных станков и авто-
матов.
При наладке револьверных станков и автоматов, изготовляющих
детали из прутка, первые 2—3 детали уходят в брак вследствие не-
обходимости пробы работы станка. Контроль наладки и наладку
остальных металлорежущих станков следует производить на забра-
кованных деталях и отходах.
4. Отходы на отрезку и подрезку торца заготовки. За длину за-
готовки обычно принимают длину детали, получаемую после первой
операции, поэтому ширина прореза, получаемая при отрезании за-
готовок на отрезных станках, дисковых пилах, ножовках, а также
при изготовлении деталей на револьверных станках и автоматах из
прутка, должна учитываться, как отходы при получении заготовки.
При изготовлении деталей на револьверных станках учитывают
также припуск на подрезку торца. Величины отходов на отрезку
и припуски на подрезку торца приведены в табл. 22.
Таблица 22
Отход на отрезку и припуски иа подрезку торца
Диаметр или ширина мате- риала в мм Отход на отрезку (ширина прореза) в мм Величина при- пуска на под- резку одного торца
Отрезка на ножовке Отрезка на диско- вой пиле Отрезка на токарном и револьверном станках Отрезка на фрезерном станке диско- вой фрезой
отрезным резцом ДИСКОВЫМ резцом при автомати- ческой подаче
До ГО 2,5 4,0 2.0 2,0 2,0 0,5
20 30 2,5 4,0 3,0 2,5 2,0 0,8
30—45 2,5 4,0 3,0 з.о 2,0 1
45-75 2,5 4,0 4,0 3,5 — 1.5
75—100 2,5 4,0 5,0 — — 2
100—125 2,5 7,0 5,0 — — 2
125—150 2,5 7,0 6,0 — -— 2,5
Отходы при получении заготовок учитывают путем введения
поправочного коэфициента к весу заготовок. При подсчете расхода
металла на 1000 шт. изделий вес заготовок умножают на поправоч-
ный коэфициент.
Определение поправочного коэфициента, учитывающего отходы
при получении заготовки, производится по следующей формуле:
. _ | 4____ । 1 + Ь + а
I I 2, — (k 4- т I "Г” iV J I ’
где / — поправочный коэфициент;
L — длина прутка, поступающего для обработки на станок
(длинные прутки до поступления на станок разрезают);
6 Часзнов
«2
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
k — отходы металла от каждого прутка на зажим;
т — отходы вследствие некратности полезной части прутка по
отношению к длине заготовки;
z — число деталей, расходуемых при наладке (учитывается
только для автоматной и сложной револьверной обработки);
У — величина партии деталей, изготовляемых,сводной наладки;
I — длина заготовки после отрезки;
Ь — отходы на отрезку одной детали;
а — припуск на подрезку первого торца заготовки (учитывается
только при револьверной обработке).
При изготовлении заготовок из круглых прутков определение
расхода металла на 1000 деталей производится по формуле
где d — диаметр прутка в мм;
I — длина заготовки после отрезки в мм;
7 — удельный вес;
f — поправочный коэфициент.
Ниже приводится пример определения расхода металла на 1000
заготовок для гладких пробок, изготовляемых на прутковом
(люнетном) автомате.
Диаметр прутка d = 9 мм; длина заготовки после отрезки 1=
= 25,5 мм; длина прутка £,=2500 мм; отходы на зажим /г = 120 мм;
отходы на некратность т = 13 мм; расход деталей при наладке
г = 3 шт., величина партии /V —1000 шт., ширина отрезного резца
6 = 2 мм.
1 2500 j 3 | 25,5 + 2________. .
J [ 2.э00 -- (120 4- 1 о) +100б i * “25.? “ ‘1й
Расход металла на 1000 шт. заготовок
г л-92-25,5-7,8 . 1QC. 1 . .
G -------------1'135 = 14’4 кг-
Глава III
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ
СТАНКАХ
1. обработка деталей вращения
Обработку деталей вращения производят главным образом на
токарно-винторезных станках, а также на револьверных, многорез-
цовых и карусельных станках, токарно-револьверных автоматах
и др. На всех перечисленных типах станков главным рабочим дви-
жением является вращение обрабатываемой детали, определяющее
скорость резания при обработке. Движение инструмента является
вспомогательным и определяет величину подачи, т. е. перемещение
инструмента за один оборот изделия.
ОБРАБОТКА ДЕТАЛЕЙ ВРАЩЕНИЯ
83
Обработка на токарно-винторезных станках
На токарно-винторезных станках можно выполнять следующие
операции: 1) обтачивание по наружному диаметру цилиндрических
и конических деталей, 2) растачивание цилиндрических и конических
отверстий, 3) подрезание торцов, 4) нарезание наружной и внутрен-
ней резьбы, 5) накатывание, 6) снятие фасок и протачивание канавок,
7) обтачивание фасонных поверхностей при помощи фасонных рез-
цов или копиров, 8) центрование, 9) сверление, зенкование, развер-
тывание и др.
На фиг. 46 показан токарно-винторезный станок завода «Красный
пролетарий». Обрабатываемые на токарном станке изделия закрепляют
Фиг. 46. Токарный станок.
или в самоцентрирующем патроне, имеющемся на шпинделе станка,
или в центрах станка. Токарные станки небольших размеров иногда
имеют цанговый зажим. Специальные приспособления для закрепле-
ния деталей на токарном станке или навинчивают на шпиндель станка,
так же как самоцентрирующий патрон, или же делают приспособле-
ние с коническим хвостом, который вставляется в отверстие шпин-
деля станка.
Резцы для обработки изделий закрепляют в четырехрезцовой
державке на супорте станка. Сверла, зенкеры и развертки устана-
вливают в шпинделе задней бабки, поэтому обработку ими можно
производить только в том случае, когда изделие закреплено в па-
троне или в цанге.
При обработке длинных деталей на токарном станке применяют
люнеты. Люнеты бывают неподвижные и подвижные. Неподвижный
люнет устанавливают на станине станка, а подвижной — на супорте
станка. Люнеты создают дополнительные точки опоры и предохра-
няют деталь от прогиба во время обработки. Неподвижные люнеты
применяют также тогда, когда приходится растачивать отверстие
в торце длинного вала.
*
84
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Длинные цилиндрические и ступенчатые детали обрабатывают
в центрах. Перед обработкой заготовку центруют на специальном
центровальном станке, а иногда, при небольших партиях, на токар-
ном или сверлильном станках. Центровые отверстия являются базой
для токарной обработки, для последующих операций (например,
шлифования) и для проверки деталей на биение. Поэтому центровые
отверстия должны быть точно выполнены, так как неправильное
выполнение центровых отверстий может повлечь за собой брак де-
тали.
На фиг. 47 показаны три типа центровых отверстий по ОСТ 3725.
Тип А — центровое отверстие без предохранительного конуса,
Тип В
Фиг. 47. Центровые отверстия.
Фиг. '48. Черновое обтачи-
вание ступенчатых валов.
тип Б—центровое отверстие с предохранительным конусом и тип В—
центровое отверстие с предохранительным конусом и с резьбой для
крепежного винта.
Обтачивание деталей обычно разделяется на две операции:
черновое и чистовое обтачивание. При черновом обтачивании
удаляют основную часть припуска при больших глубине резания
и подаче. Вследствие биения необработанной заготовки и больших
усилий резания точность такой обработки низка. При массовой
обработке деталей черновое обтачивание следует производить на
отдельном мощном станке.
Предварительное (черновое) обтачивание вала из прокатной
заготовки можно выполнять различными способами. На фиг. 48, а,
б, в показаны три схемы обработки ступенчатого вала. При обработке
ступенчатого вала по схеме а каждая ступень обтачивается, начиная
с торца, и вся обработка выполняется в три прохода. При обработке
по схеме б первая ступень обтачивается в два прохода, вторая и третья
ступени обрабатываются каждая за один проход. При обработке
по схеме в за первый проход обтачивается третья ступень, начиная
ОБРАБОТКА ДЕТАЛЕЙ ВРАЩЕНИЯ
от торца; за второй проход — первая ступень и за третий проход
обтачивается вторая ступень. На фиг. 48 порядок проходов обозна-
чен цифрами.
Выбор той или другой схемы обработки зависит от величины
припуска и соотношений в размерах ступеней по диаметру и длине.
Наивыгоднейшим вариантом будет тот, при котором время обработки
минимальное.
На фиг. 49 показано окончательное обтачивание валика. Резцом 1
обтачивают поверхность диаметром D,; резцом 2 обтачивают поверх-
ности диаметром D2 и £>3, а также под-
резают торцы на конце валика и на________
ступенях; резцом 3 протачивают канав,
ки, затем резцом 1 снимают фаски и
резцом 4 нарезают резьбу.
В серийном производстве обтачи
вание ступенчатых валиков расчленяют
по переходам с тем, чтобы каждый раз
не затрачивать времени на установку
инструмента. Каждый переход выпол-
няют у всей партии деталей. Обработка
партией по переходам значительно по-
вышает производительность, так как
закрепление в хомутик следующей де-
Фиг. 49. Чисювое обтачивание
ступенчатого вала.
тали можно производить во время
обтачивания предыдущей детали. Для
этого нужно иметь два хомутика.
Короткие детали, поковки или отливки при обработке на токар-
ном станке закрепляют в патроне или на планшайбе.
Цилиндрические детали закрепляют в трехкулачковом само-
центрирующем патроне. При этом вначале деталь закрепляют слегка,
включают вращение шпинделя на небольшой скорости и проверяют
«биение» детали (эксцентричность закрепления). Если деталь <бьет»,
то патрон освобождают, заготовку немного поворачивают и снова
закрепляют. Таким образом добиваются установки детали без за-
метного биения.
В тех случаях, когда деталь закрепляется в патроне за обрабо-
танную часть и требуется выдержать концентричность, обработку
производят в патроне с сырыми (незакаленными) кулачками. Ку-
лачки растачивают по детали после установки патрона на станок.
Детали крупных размеров закрепляют в четырехкулачковых
патронах с независимыми кулачками. Каждый кулачок можно пере-
мешать отдельным винтом, независимо от других. При закреплении
детали в четырехкулачковом патроне биение ее устраняют посред-
ством регулирования кулачков.
Когда базой при расточке отверстия должна служить поверхность,
параллельная оси отверстия, то на планшайбе закрепляют угольник
и деталь устанавливают на нем (фиг. 50). У такой детали перед расточ-
кой должно быть прострогано основание и прикреплена крышка.
86
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
При закреплении таких деталей нарушается балансировка план-
шайбы, что может вызвать вибрации и износ подшипников станка.
Фиг. 50. Установка кронштейна на
токарном станке.
Чтобы избежать нарушения балан-
сировки на планшайбе, закрепляют
противовес, уравновешивающий
вес угольника и детали.
Обработку конических деталей
на токарных станках можно вы-
полнить одним из следующих
методов:
1) При небольшой конусности
и большой длине конуса обтачи-
вание на конус достигается путем
смещения задней бабки (фиг. 51, а).
Величину смещения задней
бабки а можно подсчитать по сле-
дующей формуле:
a^L • sina,
где a — половина угла конуса
при вершине;
L — длина обрабатываемой
детали.
Настройка станка на обтачивание конуса посредством смещения
задней бабки может быть постоянной для всей партии деталей только
в том случае, если длина всех
деталей одинакова.
Фиг. 51. Методы обтачивания конусов.
После определения величины а заднюю бабку смещают на эту
величину и производят пробное обтачивание конуса; дальнейшую
ОБРАБОТКА ДЕТАЛЕН ВРАЩЕНИЯ «"
регулировку положения задней бабки производят в зависимости
от результатов измерения конуса после пробного обтачивания.
0'1 НО OTOtJI/OV U*<Gir«tl!T>V Т/П ! tv О 1 г V Тг\ Птг«тАТ1«',г т п тп : n г. . i t 7г> т т л т — Z—X
4, у д iu v i uii пыл . /1 jvi< кадхд.х’! -л ьип V < П Y £\_» t'li’intrlP.j , i1 ci Ч11С и М И С Пй ГХ1—’ “
н\с производят при помощи этой линейки. Конусную линейку' уста-
навливают на требуемый угол. При перемещении продольного су-
порта конусная линейка сообщает перемещение поперечному су-
порту, который связан с ползуном, скользящим по линейке (фиг. 51, б).
Ввиду того, что величина поворота конусной линейки ограни-
чена, при помощи этой линейки обычно можно обтачивать конусные
детали с углом при вершине не более 30°.
Определение угла поворота конусной линейки при обтачивании
конического изделия производится по формуле
где а. — угол поворота конусной линейки;
D — наибольший диаметр конуса;
d — наименьший диаметр конуса;
I—длина конической части детали.
3) Короткие конические детали обтачивают посредством поворота
резцовой каретки супорта на требуемый угол (фиг. 51, в). При та-
ком методе обтачивания конусов подачу можно производить только
вручную, так как резцовая каретка не имеет механической подачи.
При обтачивании и растачивании конических деталей необхо-
димо следить за тем, чтобы резец находился на уровне оси вращения
шпинделя. Если резец будет установлен выше или ниже центра вра-
щения, образующая конуса будет криволинейная и нельзя будет
получить 1очный конус.
Обтачивание фасонных деталей на токарных станках может
быть выполнено или фасонным резцом или при помощи специаль-
ного приспособления с копиром. Мелкие фасонные детали обычно
обтачивают фасонными резцами, а крупные — по копиру.
При сверлении и растачивании отверстий изделие закрепляют
в самоцентрирующем патроне. Перед сверлением на торце детали
необходимо наметить центр, так как сверло не может само установиться
точно по центру и отверстие может сместиться с оси детали. Наметку
центра делают после подрезания торца специальным трехзубым зен-
кером с углом 90° или коротким сверлом, заточенным под 90°. На-
метку центра можно делать также резцом, для этого после подрезания
торца в центре детали углом резца делают углубление.
Чем меньше диаметр отверстия и больше его длина, тем труднее
просверлить отверстие в центре детали. При сверлении глубоких
отверстий происходит увод сверла — отклонение его от оси вращения
детали, даже если перед сверлением сделана наметка центра.
Увод сверла при сверлении зависит от многих факторов, главные
из них следующие: несимметричная заточка сверла, закрепление
сверла со смещением относительно оси вращения, притупление свер-
ла во время сверления, неоднородность материала обрабатываемого
88
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
изделия, продольный изгиб сверла при сверлении и др. При про-
ектировании технологического процесса обработки эти особенности
сверления необходимо учитывать.
Для того чтобы получить отверстие в центре детали, концентрич-
ное по отношению к другим поверхностям, обработанным в данной
операции, необходимо отверстие после сверления расточить при не-
изменной установке детали. Растачивание дает возможность устра-
нить как увод, так и искривление отверстия после сверления. Если
отверстие имеет большую длину и малый диаметр, после сверления
отверстие необходимо зенковать. Зенкер режет торцевыми зубьями,
Фиг. 52. Зенкование отвер-
стия после сверления.
Фиг. 53. Сверление пушечным
сверлом.
расположенными под 90° к оси отверстия, поэтому не создается бо-
ковых усилий, отжимающих зенкер, и после зенкования отверстие
становится концентричным оси и прямолинейным (фиг. 52). При зен-
ковании глубоких отверстий все же могут создаваться условия для
смещения отверстия, но в значительно меньшей степени, чем при
сверлении. Растачивание отверстия обеспечивает значительно более
высокую точность расположения отверстия относительно оси из-
делия, чем зенкование.
Сверление глубоких отверстий (при отношении > 12) производят
специальными сверлами, которые называются пушечными сверлами
(фиг. 53). Эти сверла имеют одну режущую грань и одну канавку
для отвода стружки, обычно прямую, а не спиральную. Перед тем
как сверлить деталь пушечным сверлом, в ней необходимо расточить
неглубокое отверстие, равное диаметру пушечного сверла; это от-
верстие служит направлением при сверлении.
Растачивание ступенчатых отверстий производят обычно с одной
установки детали, чтобы обеспечить концентричность отверстий.
Если длина отверстия превышает диаметр более чем в 8 раз,
то при сверлении обычными спиральными сверлами увод сверла полу-
чается значительным, поэтому принимают следующий порядок обра-
ботки деталей с такими отверстиями. Отверстие сверлят в заготовке,
ОБРАБОТКА ДЕТАЧЕЯ ВРАЩЕНИЯ
S<)
а затем деталь устанавливают в центрах и обтачивают по наружному
диаметру. При такой обработке влияние увода сверла устраняется,
а остается только искривление отверстия. После оотачивания по
наружному диаметру окончательно обрабатывают отверстие и затем,
в случае необходимости, на оправке окончательно обрабатывают по
наружному диаметру.
Фиг. 54. Конструкции разжимных оправок.
Для обработки деталей с диаметром отверстия менее 10 мм при-
меняют неразжимные оправки, рабочую поверхность которых делают
с небольшим конусом (конусность 0,001—0,0005). При обработке
на таких оправках отверстия в деталях должны быть развернуты
по 2-му классу точности. Вместо конических оправок в этом случае
применяют также оправки цилиндрические, на которых деталь за-
крепляется в торец гайкой.
Фиг. 55. Качающаяся державка для разверток.
Для обработки деталей с диаметром отверстия более 10 мм при-
меняют разжимные оправки. Конструкция разжимных оправок при-
ведена на фиг. 54. На фиг. 54, а показана разжимная оправка, уста-
навливаемая в конус шпинделя и разжимаемая посредством конуса.
На фиг. 54, б показана разжимная оправка, разжим которой осуще-
ствляется центром задней бабки, при этом в заднюю бабку вставляют
вращающийся центр.
Развертывание отверстий на токарном станке производят с при-
менением качающейся державки. Качающуюся державку устана-
вливают в отверстие шпинделя задней бабки и в нем закрепляют
развертку. Конструкция качающейся державки показана на фиг. 55.
Применение такой державки вызвано тем, что развертку трудно уста-
новить точно по оси вращения детали, а при неточной установке
развертка будет «разбивать» отверстие и поэтому получить точное
отверстие невозможно. При использовании качающейся державки
развертка будет устанавливаться по оси отверстия.
89
90
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Высокая производительность труда при токарной обработке мо-
жет быть достигнута за счет следующих основных мероприятий:
1) Применения скоростных методов обработки. Скоростными ме-
тодами обработки металлов резанием называются такие методы, при
которых достигаются высокие скорости резания. Высокие режимы
резания осуществляются за счет применения инструментов из твер-
дых сплавов и новой геометрии лезвий (отрицательных передних
углов).
Для скоростного обтачивания стальных изделий наибольшее рас-
пространение получил твердый сплав марки Т15К6. Для скоростного
обтачивания чугуна применяют твердый сплав марки ВК8.
При скоростном обтачивании часто бывает необходимо приме-
нять вращающийся центр в задней бабке, а в целях надежности
закрепления детали применяют трехкулачные патроны.
2) Сокращения холостых ходов и вспомогательных времен за счет:
а) ускоренного подвода и отвода инструмента, б) выполнения вспо-
могательных приемов во время машинного времени, в) использования
при работе продольного и поперечного лимбов для установки резцов
в требуемое положение, г) применения стружколомов, д) рациональ-
ного построения порядка обработки, предусматривающего макси-
мальное сокращение как рабочих, так и холостых ходов продольного
и поперечного супортов, и др.
3) Применения одновременной обработки детали несколькими
резцами и использования фасонных резцов.
4) Применения быстродействующих пневматических зажимных
устройств.
5) Рациональной организации рабочего места.
Применение метода скоростного обтачивания при изготовлении
деталей значительно повышает производительность труда.
Обработка на револьверных станках
Обработку на револьверных станках производят как из прутка,
так и из отдельных заготовок и применяют главным образом при
серийном производстве.
Основное отличие работы револьверного станка от токарного за-
ключается в том, что на револьверном станке все инструменты при
наладке устанавливаются в требуемое положение и перемещения
их ограничены упорами. Это дает возможность изготовлять всю
партию деталей с одной настройки револьверного станка, пока не
затупятся инструменты.
Простейший револьверный станок для работы из прутка, име-
ющий револьверную головку с вертикальной осью, показан на
фиг. 56.
Настройку револьверных станков обычно производит квалифици-
рованный наладчик. Ввиду того, что все инструменты устанавливаются
по упорам, серийную работу на револьверных станках могут выпол-
нять рабочие низкой квалификации.
обработка деталей вращения
91
Для того, чтобы повысить производительность работы на револь-
верном станке, применяют специальные державки, которые позво-
ляют обрабатывать деталь сразу несколькими инструментами. На-
пример, можно одновременно сверлить отверстие и обтачивать по
наружному диаметру, обтачи-
вать двумя резцами, обтачивать
и снимать фаску и т. п.
На фиг. 57 показаны типы
державок для закрепления рез-
цов в револьверной головке.
На фиг. 58 показана револь-
верная обработка установочной
гайки микрометра. Обработку
производят из заготовки, полу-
ченной на автомате. Порядок
обработки на револьверном
станке следующий: 1) навер-
нуть на оправку; 2) обточить
диаметр ll,9_0,i2; 3) обточить
диаметр 4,8; 4) подрезать торец;
5) наметить центр; 6) выточить
кольцевую выемку диаметром
10+0’2; 7) обточить диаметр
Фиг. 57. Типы державок для резцов.
4,5-0,048 •
При изготовлении из прутка
деталей, имеющих накатку, накатывание производят также на ре-
вольверном станке, но при этом необходимо выполнять строго
определенный порядок переходов.
92
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Ввиду того, что при накатывании возникают большие усилия,
деталь может изменить положение в цанге или патроне и появится
Фиг. 58. Обработка на револьверном станке.
биение уже обработанных поверхностей. Чтобы накатывание не
влияло на точность обработки, накатывать следует или в самом на-
чале обработки, или перед отрезкой.
Обработка на многорезцовых станках
Обработку на многорезцовых станках применяют в серийном
и массовом производствах. Как показывает название, на этих стан-
ках обработку производят одновременно несколькими резцами.
На многорезцовом станке име-
ются два супорта — передний,
имеющий продольное рабочее
движение, предназначенный для
продольного обтачивания дета-
ли, и задний, имеющий только
поперечное движение и пред-
назначенный для подрезки тор-
Фиг. 59. Обтачивание ступенчатого вали- ЦОВ, прорезания канавок и для
ка на многорезцовом станке. обтачивания фасонными рез-
цами. У станков с большим
расстоянием между центрами имеются две пары супортов — два
передних и два задних. Движения супортов на многорезцовых
станках автоматизированы. После обработки каждой детали супорты
механически возвращаются в исходное положение; рабочему прихо-
дится только устанавливать и снимать детали и пускать в ход
станок. Обрабатываемые детали зажимаются в центрах или на
оправках
ОБРАБОТКА ДЕТАЛЕЙ ВРАЩЕНИЯ
93
На фиг. 59 показано предварительное обтачивание ступенчатого
валика одновременно тремя резцами за один проход. Все три резца
ззжимзют в спсцизльнои дсожавке. Такой спосоо оопдботки можно
применять в том случае, когда длина ступеней имеет следующее со-
отношение: а задняя бабка станка имеет специальную кон-
струкцию, допускающую свободный проход резцов.
Резцом 1 обтачивают валик по всей длине. Резцом 2 снимают вто-
рой слой металла на длине /2+/8; резец 2 расположен от резца 1
Фиг. 60. Обработка барабана микрометра на многорезцовом станке.
на расстоянии Резец 3 снимает третий слой металла на длине /8
и расположен от резца 2 на расстоянии /2.
Если разница между ступенями небольшая и резцом 3 можно
снимать весь припуск за один проход, обтачивание такого валика
можно производить путем поперечного врезания с последующей
продольной подачей. В этом случае затрата времени будет меньше,
так как длина продольного перемещения супорта для обработки
всего валика будет равна 1г,
На фиг. 60 показана настройка многорезцового станка для обта-
чивания барабана микрометра.
Резец, установленный на переднем супорте, обтачивает деталь
по диаметру 2O,3_o,i4 и конус с углом 16°. Фасонный резец,
установленный на заднем супорте, протачивает канавку диаме-
тром 19,3—0.28 и снимает фаску 1X45°. При накатывании диа-
метр детали увеличивается, поэтому после накатывания размер
будет 20,540,2.
Станки с автоматическим движением супортов называются много-
резцовыми полуавтоматами.
94 МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Обработка на токарных автоматах
Токарные автоматы по числу шпинделей бывают одношпиндель-
ные и многошпиндельные.
Одношпиндельные автоматы разделяются на продольно-фасон-
ные и револьверные.
Автоматы продольно-фасонного точения
применяются для изготовления из калиброванных прутков деталей
небольших диаметров и относительно большой длины. Пруток за-
крепляют в шпинделе, который в процессе обработки получает
продольное перемещение и поддерживается неподвижным люнетом.
Супорты получают только поперечное перемещение. Продольное
движение шпинделя и поперечные перемещения супортов управляются
кулачками. В зависимости от формы кулачков можно обрабатывать
гладкие, ступенчатые, конические и фасонные детали, не применяя
фасонных резцов, путем координирования продольного движения
шпинделя и поперечных перемещений резцов.
Эти станки получили широкое применение при изготовлении за-
готовок для калибров малых диаметров и мелких деталей измери-
тельных приборов. При наличии приспособления для нарезания
резьбы на этих автоматах можно изготовлять детали с резьбой.
Токарно-револьверные автоматы моделей 1112,
1118, 1136 и др. применяют для изготовления более крупных и слож-
ных деталей. В номерах моделей последние две цифры указывают
максимальный диаметр обрабатываемого прутка. На этих автоматах
инструменты закрепляются в револьверной головке и в поперечных
супортах. При работе автомата револьверная головка и поперечные
супорты совершают следующий цикл работы: 1) быстрый подход
от исходного положения к месту обработки, 2) рабочий ход с рабочей
подачей и 3) быстрый отход в исходное положение.
Перемещения револьверной головки и супортов осуществляются
криволинейными кулачками. Поворот револьверной головки про-
исходит автоматически при действии кулачков, устанавливаемых
на распределительном валике. Кинематическая схема револьверного
автомата показана на фиг. 61.
В шпинделе автомата посредством цангового зажима закрепляют
калиброванный пруток требуемого диаметра. После изготовления
каждой детали пруток освобождается, автоматически подается до
упора и опять закрепляется. Таким образом, если автомат налажен,
он может работать без рабочего до тех пор, пока не потребуется
установка нового прутка.
Для каждой детали, изготовляемой на автомате, необходимо
рассчитать и изготовить комплект кулачков.
Револьверные автоматы имеют обратное вращение шпинделя
по сравнению с токарными и револьверными станками и поэтому для
них требуются левые резцы, сверла и зенкеры с левой спиралью.
Сделано это для облегчения нарезания резьбы. При нарезании резьбы
скорость вращения шпинделя должна быть меньше, чем при обтачи-
ОБРАБОТКА ДЕТАЛЕЙ ВРАЩЕНИЯ
95
вании. При переключении скорости перед нарезанием резьбы од-
новременно изменяется и направление вращения. После того как
резьба будет нарезана, автомат опять переключается на прежнюю
скорость и при этом плашка начинает сходить с нарезанной резьбы,
так как направление вращения шпинделя также изменяется.
Многошпиндельные автоматы отличаются от револьверных авто-
матов тем, что в них смена позиций происходит не за счет поворота
Фиг. 61. Кинематическая схема револьверного автомата:
1 — вспомогательный вал; 2 —- распределительный вал; 3 — кулачок верхнего супорта; 4 — кулачок
ваднего супорта; 5 — кулачок переднего супорта; 6 — сменные колеса; 7 — кулачок револьверной
головки; 8 — зубчатый сектор; 9 — револьверная головка; 10 — сменные колеса для изменения
скоростей шпинделя.
револьверной головки, а за счет поворота шпиндельного блока
с обрабатываемыми деталями. Автоматы бывают четырехшпиндель-
ными, шестишпиндельными и восьмишпиндельными. После каждого
перехода шпиндельный блок поворачивается на угол, зависящий от
числа шпинделей (при четырех шпинделях угол поворота равен 90е,
при шести — 60° и т. д.).
Во все шпиндели вставляются прутки, зажимаемые цангами.
За полный оборот шпиндельного блока совершается полный цикл
обработки детали. В каждом положении выполняется определенный
переход. Головка с инструментами после каждого перемещения
шпиндельного блока совершает движение взад и вперед по следую-
щему циклу: 1) быстрый подход, 2) рабочая подача, 3) быстрый отход
96
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
в исходное положение. Против одного из шпинделей закреплен
упор, против остальных шпинделей закреплены инструменты в той
последовательности, которая требуется при обработке. Вследствие
поворота шпиндельного блока все прутки, вставленные в шпиндели,
подвергаются поочередно обработке всеми инструментами, пока на
последней позиции готовая деталь не будет отрезана от прутка.
Продолжительность обработки одной детали на одношпиндельном
автомате равна сумме времен, требующихся для выполнения отдель-
ных переходов; продолжительность обработки на многошпиндельном
автомате равна продолжительности наиболее длительного перехода,
так как все остальные переходы будут произведены параллельно
с наиболее длительным.
После введения поточно-массового производства измерительных
инструментов многошпиндельные автоматы нашли широкое приме-
нение в инструментальной промышленности. На многошпиндельных
автоматах изготовляют заготовки для деталей микрометров, заготовки
для гладких и резьбовых калибров, ручки и др.
2. ОБРАБОТКА ПЛОСКИХ ДЕТАЛЕЙ
Обработка плоских деталей инструментами с металлическим лез-
вием может быть произведена строганием, фрезерованием или про-
тягиванием. Эти три метода нашли широкое применение как в машино-
строении, так и при изготовлении измерительных инструментов.
Наряду с этим все большее распространение получает обдирочное
плоское шлифование плоскостей как операция, которая при опреде-
ленных условиях может заменить строгание или фрезерование.
Несмотря на то, что все перечисленные методы обработки плоских
поверхностей могут заменять друг друга, каждый из методов
является наиболее рациональным в разных случаях.
Строгание плоскостей применяют преимущественно для обработки
крупных и длинных деталей, на которых имеются большие припуски,
фрезерование — для средних и мелких деталей, протягивание —
для небольших деталей при массовом производстве.
Строгание
Строгание производят на продольно-строгальных или на попе-
речно-строгальных станках. В этих станках детали или резцу сооб-
щается возвратно-поступательное движение. Снятие стружки про-
исходит во время хода в одном направлении, обратный же ход
остается холостым. В связи с этим строгание является менее сс-
вершенным процессом, чем обтачивание или фрезерование, при ко-
торых снятие стружки происходит непрерывно. На продольно-стро-
гальных станках возвратно-поступательное движение получает стол
с закрепленными на нем обрабатываемыми деталями. Поперечная
подача происходит за счет перемещения резцового супорта.
На поперечно-строгальных станках (шепингах) возвратно-по-
ступательное движение получает резец, закрепленный в долбяке.
ОБРАБОТКА ПЛОСКИХ ДЕТАЛЕЙ
)7
Обрабатываемая деталь закрепляется на столе и получает попереч-
ную подачу. Поперечно-строгальный станок показан на фиг. 62.
-доюсжные станки также относятся к классу строгальных стан-
коз. На должбежных станках долбяк движется возвратно-поступа-
течьно в вертикальной плоскости. Деталь закрепляется на столе,
который получает движение подачи в горизонтальной плоскости
в двух взаимно перпендикулярных направлениях. Долбежные станки
Фиг. 62. Поперечно-строгальный станок (шепинг).
применяют при единичном производстве для обработки квадратных,
прямоугольных и других видов сквозных отверстий, а также для
изготовления шпоночных канавок в отверстиях.
На фиг. 63 показано крепление резца и детали при строгании
на продольно-строгальном станке. Резцедержатели у строгальных
станков изготовляют так, чтобы при обратном ходе резец не прижи-
мался к детали и не притуплялся. За счет поворота резцедержателя
относительно оси вращения О (фиг 63) резец легко скользит по де-
тали при обратном ходе; при рабочем же ходе резцедержатель уси-
лием резания прижимается к супорту.
Небольшие детали призматической формы закрепляют в станоч-
ных тисках. Крупные детали закрепляют прижимными планками
к столу станка или в специальных приспособлениях.
На фиг. 64. а, б, в и г показаны конструкции прижимов, приме-
няемых при креплении деталей на продольно-строгальных станках.
Для того, чтобы наиболее производительно использовать строгальные
станки, нужно полностью загружать стол обрабатываемыми деталями
7 Честнов 1698
98
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
и использовать при обработке одновременно два, а иногда и три су-
порта. В этом случае машинное время бывает большим и можно одно-
временно работать на нескольких станках.
При строгании крупных литых или сварных деталей следует
особое внимание обращать на правильность их крепления. Такие
детали легко могут изогнуться при закреплении, когда же деталь
будет обработана и освобождена от прижимов, она примет прежнюю
форму, а обработанная поверхность искривится.
Фиг. 63. Обработка на продольно-строгальном станке.
Большое влияние на точность строгания оказывают внутренние
напряжения в отливках. Если в детали имеются внутренние напря-
жения, то при строгании, вследствие удаления слоя металла,
нарушается равновесие внутренних напряжений и деталь будет
деформироваться. Для устранения внутренних напряжений произ-
водят отжиг стальных деталей и искусственное или естественное
старение чугунных отливок.
Строгание, так же как и обтачивание, разделяется на черновое
и чистовое. Чистовое строгание производят или с малой подачей
или же резцами с широким лезвием при большой подаче. Подача
при чистовых проходах широким резцом при строгании чугуна
берется равной 10 и даже 25 мм.
При строгании широко применяют резцы с пластинками из
твердых сплавов, однако преимущества таких резцов здесь не могут
быть полностью использованы, так как возвратно-поступательное
ОБРАБОТКА ПЛОСКИХ ДЕТАЛЕЙ
99
движение ограничивает возможность увеличения скорости резания.
При изменении направления движения стола возникают большие
инерционные силы. Сияй инерции пропорциональна квадрату ско-
рости. Поэтому при больших скоростях при изменении направле-
ния движения стола будут иметь место сильные удары и вибрация,
а также большие непроизводительные потери энергии.
В современных строгальных станках увеличение скоростей до-
стигается за счет применения гидравлического привода, но и при
г)
Фиг. 64. Закрепление обрабатываемых деталей на столе продольно-
строгального станка.
этом скорости резания все же значительно ниже, чем при обтачи*
вании или фрезеровании. Это является одним из основных недо-
статков строгальных станков.
Фрезерование
Фрезерование отличается от обтачивания и строгания тем, что
при этом виде обработки резание происходит не резцом, а мноп-
лезвийным вращающимся инструментом, называемым фрезой. Дви-
жение подачи при фрезеровании осуществляется за счет перемеще-
ния обрабатываемой детали.
По своему назначению фрезерные станки разделяются на сле-
дующие группы: 1) горизонтально-фрезерные, 2) универсально-фрезер-
ные, 3) вертикально-фрезерные и 4) продольно-фрезерные.
На фрезерных станках фреза получает вращение от шпинделя,
а обрабатываемая деталь устанавливается на столе станка. На
фиг. 65 показан горизонтально-фрезерный станок.
У горизонтально-фрезерных станков шпиндель расположен гори-
зонтально. На оправку станка можно устанавливать цилиндри-
*
НЮ
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
ческие, трехсторонние, прорезные или фасонные фрезы. Непосред-
ственно в шпиндель станка можно устанавливать концевые или
торцевые фрезы с коническими хвостами.
Стол простого горизонтально-фрезерного станка во время фре-
зерования может перемещаться только в направлении, перпенди-
кулярном оправке. Универсально-фрезерные станки отличаются
от обычных горизонтально-фрезерных станков тем, что они имеют
поворотный стол, который можно устанавливать под углом к оси
Фиг. 65. Горизонтально-фрезерный станок.
шпинделя, что позволяет
производить на нем фрезе-
рование винтовых поверх-
ностей при применении уни-
версальной делительной го-
ловки.
У вертикально-фрезерных
станков шпиндель распо-
ложен вертикально; стол
устроен так же, как у гори-
зонтально-фрезерных стан-
ков. На вертикально-фрезер-
ных станках преимуществен-
но работают торцевыми фре-
зами и фрезерными голов-
ками со вставными зубьями,
но при пользовании корот-
кой оправкой можно рабо-
тать также цилиндрическими,
прорезными и фасонными
фрезами.
Продольно-фрезерные станки бывают двухшпиндельные, трех-
шпиндельные, а иногда и четырехшпиндельные. Их применяют пре-
имущественно в крупносерийном производстве для обработки круп-
ных деталей. . J
Современные горизонтально-фрезерные станки изготовляют как
с механической, так и с гидравлической подачей стола. Преиму-
ществом гидравлического механизма подачи является то, что он
позволяет плавно регулировать величину подачи, а также изменять
подачу в процессе обработки детали. Необходимость в этом может
встретиться тогда, когда нагрузка на фрезу в процессе обработки
меняется.
Для серийного производства изготовляют горизонтально-фре-
зерные станки с полуавтоматическим циклом работы механизма
подачи. После закрепления детали и включения станка происходит
быстрый подвод обрабатываемой детали к фрезе и автоматическое
переключение на рабочую подачу. После того как деталь будет обра-
ботана, вращение фрезы автоматически выключается, и включается
ускоренный обратный ход стола. Стол останавливается для того,
чтобы можно было снять обработанную деталь и закрепить новую.
ОБРАБОТКА ПЛОСКИХ ДЕТАЛЕЙ
101
Полуавтоматический механизм подачи позволяет значительно
повысить производительность фрезерования и облегчает многоста-
НОЧНОё О^СЛ'’ЖИВЯНИС.
Закрепление деталей при фрезеровании производится или в ста-
ночных тисках или в специальных приспособлениях.
Тиски и приспособления должны быть точно установлены по
отношению к оси шпинделя станка. Для этой цели на опорной пло-
скости тисков и приспособлений врезают сухари, которые при
установке на столе входят в паз. Для того, чтобы проверить пра-
вильность установки тисков, нужно неподвижную губку подвести
к оправке и проверить, параллельна ли она оправке. Если тиски
устанавливаются перпендикулярно оправке, то положение их можно
проверить с помощью угольника.
Такая проверка имеет значение в том случае, когда обрабаты-
вают фасонные детали, торцевые поверхности или детали с пазами.
При обработке плоских поверхностей цилиндрическими фрезами
имеет значение только перпендикулярность опорной поверхности
неподвижной губки тисков к поверхности стола станка. Если базо-
вая поверхность тисков будет неперпендикулярна столу, то при
фрезеровании нельзя будет получить деталь с прямым углом.
Для того, чтобы на фрезерном станке изготовить деталь прямо-
угольного сечения, обработку следует производить в строго опре-
деленной последовательности. Нужно иметь в виду, что подвижная
губка тисков не может служить базовой плоскостью при обработке,
так как в направляющих тисков имеются зазоры и при закреплении
летали подвижная губка перекашивается.
На фиг. 66 показана последовательность фрезерования детали
с прямоугольным сечением. Вначале фрезеруют одну из поверхно-
стей 1, которая в дальнейшем служит базой. Затем деталь устана-
вливают так, чтобы обработанная поверхность 1 была прижата
к неподвижной губке, и фрезеруют поверхность 2. Поверхность 4
фрезеруют от той же базовой плоскости 1 и, наконец, фрезеруют
поверхность 3, причем базовой поверхностью может служить одна
из поверхностей 2 или 4. Во всех случаях обрабатываемая деталь
должна быть прижата к нижней опорной планке. Для этой цели
деталь сначала зажимают не крепко, затем ударами молотка при-
жимают ее к опорной планке и после этого окончательно закреп-
ляют.
На фрезерных станках возможности выполнения высокопроиз-
водительных операций значительно шире, чем на строгальных
станках. Путем фрезерования наборами фрез одновременно обра-
батывают несколько поверхностей. На фиг. 67, а — о показаны случаи
применения фрезерования различными фрезами. Наборы фрез можно
применять для одновременного фрезерования двух торцов, для
фрезерования нескольких пазов, для фрезерования ступенчатых
деталей и др. На фиг. 67 показано также фрезерование деталей фа-
сонными фрезами. Фасонные фрезы изготовляют с затылованными
зубьями, вследствие чего при переточке профиль не изменяется.
102
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Фиг. 66. Последовательность фрезерования прямоугольной детали.
Фиг. 67. Виды фрезерования.
ОБРАБОТКА ПЛОСКИХ ДЕТАЛЕН
103
Фиг. 68. Непрерывное фрезерование
на Круглом столе.
. 68 показана схема непрерывного
Для повышения производительности труда при фрезеровании
в серийном производстве применяют поворотные столы, на которых
устанавливают одновременно два приспособления или же одно при-
способление, рассчитанное на двухстороннюю установку деталей.
В процессе обработки деталей, зажатых в одном приспособлении,
производится съем и закрепление деталей во втором приспособлении.
Когда детали в первом приспособлении будут обработаны, стол
станка возвращается в исходное положение, и поворотный стол
поворачивается на 180°. При применении поворотных столов почти
все вспомогательное время
перекрывается машинным.
В массовом производстве
применяется метод непрерыв-
ного фрезерования на вер-
тикально-фрезерных станках
с круглым столом. По окруж-
ности круглого стола раз-
мещены приспособления для
закрепления деталей. Фреза
обрабатывает детали во время
непрерывного вращения сто-
ла с закрепленными на нем
деталями. Съем обработанных
и установку новых деталей
производят с противополож-
ной от фрезы стороны стола во
время его вращения. На фиг
.фрезерования.
Закрепление деталей при фрезеровании в массовом производстве
занимает у рабочего много времени. Чтобы сократить время на за-
крепление деталей, применяют быстродействующие зажимные при-
способления. На фиг. 69 показано быстродействующее зажимное
приспособление для фрезерования паза в рамках штангенциркуля.
В этом приспособлении действием одной ручки одновременно зажи-
мают детали двумя прихватами и досылают до опорной поверх-
ности.
На фиг. 70 показано приспособление для одновременного фре-
зерования сорока рамок штангенциркуля.
Фрезерование поверхностей крупных деталей обычно произ-
водят на вертикально-фрезерных станках фрезерными головками
со вставными резцами. Такие головки изготовляют с пластинками
из твердого сплава и допускают фрезерование с большими скоро-
стями резания.
Замена строгания поверочных чугунных плит скоростным фре-
зерованием резко увеличила производительность труда. Фрезеро-
вание плит производят фрезерными головками диаметром 300 мм
при скорости резания 130 м/мин и подаче 300 мм/мин. Передний
угол у резцов фрезерной головки равен 0°.
НИ Vi
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Введение скоростного фрезерования произвело переворот в тех-
нологии обработки плоских поверхностей. Применение твердосплав-
ных фрез с новой геометрией режущих лезвий позволило обраба-
Фпг. 69. Приспособление с быстродействующим зажимом.J
тывать стальные детали при скоростях резания 100—300 м/мин.
Скоростное фрезерование обеспечивает высокую степень чистоты
Фиг. 70. Фрезерование рамок штанген-
циркуля в многоместном приспособлении.
поверхности.
Ввиду того, что при боль-
ших скоростях на обработку
отрицательно влияет неравно-
мерность вращения шпинделя
(вследствие изменения нагрузки
на фрезу), при скоростном фре-
зеровании на шпиндель станка
устанавливают маховик.
Чистота поверхности при
фрезеровании зависит от точ-
ности изготовления фрезы, точ-
ности ее установки на оправке
(биения фрезы), числа зубьев
фрезы, величины подвчи при
фрезеровании, числа оборотов
фрезы и глубины резания. На фиг. 71 схематически показаны влия-
ние неточности заточки фрезы (а> и влияние биения фрезы на
оправке (б) на чистоту поверхности после фрезерования.
Если у фрезы один зуб (5-й на фиг. 71, а) заточен так, что он
выступает над остальными на величину на поверхности изделия
ОБРАБОТКА ПЛОСКИХ ДЕТАЛЕЙ
105
после фрезерования будут оставаться углубления (впадины)" длина
которых I может быть определена по формуле
впадинами
уступающего зуба f.
:0 равно величине подачи
где d — диаметр фрезы.
f — высота выступающего зуба над поверхностью остальных
зубьев.
Глубина этих впадин будет равна высоте г
Расстояние между соседними
на один оборот фрезы. При
величине f = 0,01 мм и диа-
метре фрезы d = 50 мм дли-
на впадин I = 1,4 мм. Если
подача на один оборот фрезы
равна или меньше I, то вся
поверхность изделия будет
покрыта углублениями,обра-
зованными выступающим
зубом. При отсутствии вы-
ступающих зубьев,что бывает
очень редко, на фрезерован-
ной поверхности остаются не-
ровности от каждого зуба
фрезы. Шаг этих неровнос-
тей s2 равен величине подачи
на зуб.
Если фреза эксцентрично
сутановлена на оправке
(фиг. 71,6), то при фрезеро-
вании на поверхности изде-
лия образуются впадины,
глубина которых равна
удвоенному эксцентриситету
(2 е), а шаг равен величине
величине подачи на один оборот фрезы
Фиг. 71. Образование неровностей
на поверхности при ^фрезеровании.
подачи на один оборот фрезы. При
s0 < 2,8 Vde
глубина впадин становится меньше 2е.
Обдирочное шлифование
Для предварительной обработки плоских деталей наряду со стро-
ганием и фрезерованием применяют обдирочное плоское шлифо-
вание на мощных плоскошлифовальных станках с вертикальным
шпинделем. На таких станках вместо шлифовального круга устано-
влена обойма большого диаметра с закрепленными в ней абра-
зивными сегментами, которые работают торцевыми поверхностями.
Производительность обдирочного шлифования при припусках не бо-
лее 1,5 мм на сторону может быть выше строгания и фрезерования
106
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
но при этом затрачивается большое количество энергии и абра-
зивов. Поэтому обдирочное шлифование еще не может заменить
строгания и фрезерования. Но преимущество обдирочного шлифо-
вания перед строганием и фрезерованием состоит в том, что после
него можно получить детали с параллельными поверхностями, так
как при шлифовании детали закрепляются на магнитной плите.
Получение параллельных плоских деталей весьма важно в серий-
ном и массовом производствах, когда на последующих операциях
детали необходимо обрабатывать пакетами.
Если зажать в приспособлении много плоских деталей, которые
имеют непараллельные плоские поверхности, то первые детали,
прилегающие к базовой поверхности приспособления или к непо-
движной губке тисков, будут занимать при обработке правильное
положение, остальные же детали будут наклонены в ту или другую
сторону вследствие накопления погрешностей от непараллельности,
и при фрезеровании обработанные поверхности эих деталей ока-
жутся неперпендикулярными к боковым поверхностям.
Применение обдирочного плоского шлифования устраняет этот
недостаток, поэтому все плоские детали, которые должны закре-
пляться по нескольку штук в приспособлениях, перед фрезерова-
нием подвергают обдирочному шлифованию боковых поверхностей.
3. ОБРАБОТКА НА СВЕРЛИЛЬНЫХ И РАСТОЧНЫХ СТАНКАХ
На сверлильных станках производят сверление и зенкование
отверстий, торцов и различных видов углублений для головок
фигЛ'72. Конструкции кон-
дукторных втулок:
а-цилиндрическая постоянная: ци-
линдрическая по'тояииая с буртиком;
в — сменная.
винтов. В серийном и массовом произ-
водствах при сверлении отверстий в об-
рабатываемых деталях применяют спе-
циальные приспособления, называемые
кондукторами. Методы базиро-
вания и закрепления деталей в кондук-
торах те же, что и при других видах
обработки. В корпус кондуктора за-
прессовывают кондукторные втулки,
которые служат направлением Для
сверла. При необходимости сверлить
отверстия с нескольких сторон детали
кондуктор проектируют так, чтобы его
можно было устанавливать на столе
сверлильного станка в различных по-
ложениях.
На фиг. 72 показаны конструкции
кондукторных втулок. Цилиндрические
постоянные втулки (фиг. 72, а, б) при-
меняют в тех случаях, когда после
сверления отверстия не требуется рассверливать или зенковать.
В случае необходимости рассверливать или зенковать отверстия
применяют сменные втулки (фиг. 72, s).
ОБРАБОТКА НА СВЕРЛИЛЬНЫХ И РАСТОЧНЫХ СТАНКАХ
107
а) б)
Фиг. 73. Обработка зенкерами.
При единичном производстве отверстия в деталях сверлят по
разметке. В центре отверстия делают углубление керном для того,
, ПГМ1 ОГ1ОП ЧОГТТ1Г1 ОПОПЧО ТТАПОЧО Г» паитп Л'ГГ» АГЧ Г'ТТТ СТ
Ч 1 l_HJ Г»( ИМИ СоС или lOJilduU О иСи I и С/ 1 DVM С» ii/4
Для зенкования торцевых поверхностей бобышек (фиг. 73, и)
или углублений под головки винтов (фиг. 73, б) применяют спе-
циальные зенкеры. Зенкеры делают с направляющим хвостом,
который входит в просверленное отверстие.
В случае необходимости развертывания на сверлильном станке,
развертку закрепляют в качающейся державке (см. фиг. 55). Качаю-
щуюся державку приме-
няют только в случае
развертывания отвер-
стий в тяжелых деталях
или при закреплении
детали на столе свер-
лильного станка. При
развертывании легких
деталей, которые сво-
бодно лежат на столе
станка, развертку за-
крепляют в обыкновен-
ном патроне или вста-
вляют в шпиндель
станка с переходной
конусной втулкой, если у
Для сверления отверс
тельных приборов применяют настольно-сверлильные станки. На
фиг. 74 показан настольно-сверлильный станок для сверления
отверстий под цапфы трибов в платине и кронштейнах индикатора.
В столе станка имеется центрирующее приспособление, стержень
которого точно совпадает с осью шпинделя. На стол станка устана-
вливают кондуктор так, чтобы в нижнее отверстие кондуктора
вошел стержень центрирующего приспособления (фиг. 75). Пла-
тину с установленным на ней кронштейном вставляют в кондуктор
так, чтобы центрирующий штифт на стержне вошел в отверстие
в платине, что обеспечивает расположение этого отверстия точно
по оси шпинделя станка. Через кондукторную втулку сверлят
отверстие в кронштейне.
Чтобы избежать прогиба кронштейна при сверлении от усилия
резания, под кронштейн устанавливают подкладку.
Отверстия в крупных деталях растачивают на расточных стан-
ках. Растачиванием называется обработка отверстий при помощи
развертки имеется конусный хвост.
тий малых диаметров в деталях измери-
расточных резцов или резцов, установленных в расточных оправ-
ках или скалках. На фиг. 76 показан горизонтально-расточной
станок. Обрабатываемые детали устанавливают на столе станка.
Стол станка может поворачиваться таким образом, чтобы каждая сто-
рона обрабатываемой детали могла бы быть обращена к шпинделю
станка. В крупных деталях отверстия диаметром свыше 25 мм
108
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Фиг. 74. Настольно-сверлильный станок.
обработка на сверлильных и расточных станках
109
получают при отливке. Расточку таких отверстий производят резцами.
Если в детали необходимо расточить глубокое отверстие или отвер-
р двух противопэло^кных стенках дзтэли» которые дэлнены нзхо~
диться на одной оси, резец закрепляют в борштанге. Один конец
борштанги закрепляется в шпинделе станка, а другой конец входит
во втулку, расположенную на задней стойке станка. Это позволяет
уменьшить отжим борштанги и повысить точность обработки.
Стол горизонтально-расточного станка может перемещаться вдоль
станины, параллельно оси борштанги и перпендикулярно к ней. Это
дает возможность раста-
чивать отверстия на за-
данном расстоянии друг
от друга.
Растачивание отверстий
в корпусах кондукторов,
в измерительных приспо-
соблениях и шаблонах
производят на специаль-
ных координатно-расточ-
ных станках. На фиг. 77
показан координатно-рас-
точной станок. Станок
снабжен'точными шкалами
и оптической системой для
отсчета перемещений и
установки стола по коор-
динатам. Станок оборудо-
ван бесступенчатым при-
водом, дающим возможность получения любого числа 'оборотов
шпинделя в известных пределах.
Для установки горизонтального или наклонного стола по оси
вращения шпинделя применяется центровочный уровень, показан-
ный на фиг. 78. Центровочный уровень устанавливают в центрах,
расположенных в шпинделе и в центральном отверстии стола. При
установке наклонного стола применяют центр с шариком. В центро-
вочном уровне имеется ампула. Если центровочный уровень, уста-
новленный в центрах, поворачивать относительно оси, то при несо-
впадении центров пузырек воздуха будет перемещаться, если же оси
стола и шпинделя совпадают, то при вращении уровня пузырек
воздуха будет оставаться неподвижным.
Для установки оси шпинделя по центру уже расточенного отвер-
стия применяют индикаторное приспособление, показанное на
фиг. 79. При больших диаметрах отверстий стержень 2 индикатора /
непосредственно соприкасается с поверхностью отверстия, при малых
диаметрах отверстий с поверхностью отверстия соприкасается рыча-
жок 3. При совпадении оси шпинделя с центром отверстия, если
приспособление поворачивать относительно оси шпинделя, стрелка
индикатора остается неподвижной.
ПО МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
I
Фиг. 76. Горизонтально-расточной станок
ОБРАБОТКА НА СВЕРЛИЛЬНЫХ И РАСТОЧНЫХ СТАНКАХ
Фиг. 77. Коорлинатно расточной станок
Фиг. 79. Индикаторное при-
способление для центрирования
отверстия.
Уровень для центрирования
стола и шпинделя.
11J
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Для установки шпинделя станка на определенное расстояние
от грани обрабатываемой детали или относительно нанесенных
на детали рисок применяют оптический микроскоп с перекрестием,
который устанавливается в шпиндель станка.
На координатно-расточных станках можно работать сверлами,
резцами и зенкерами, причем сверлить отверстия на этих станках
можно диаметром не более 15 мм. Если требуется сверлить отвер-
стие большего диаметра, предварительное сверление следует произ-
водить на других станках, чтобы не нарушать точности работы
координатно-расточного станка.
На координатно-расточных станках можно производить точную
разметку и наносить штрихи; эти станки применяются также для
контроля деталей. Координатно-расточные станки имеют точные
круглые столы с устройством для точных отсчетов углов поворота,
позволяющие работать не только в системе прямоугольных коорди-
нат, но также и в системе полярных координат, которые приме-
няются при растачивании отверстий, расположенных по окружности.
4. ОБРАБОТКА ПРОТЯГИВАНИЕМ
Протягивание применяют в крупносерийном и массовом произ-
водствах. В качестве инструмента при обработке протягиванием
служат протяжки Протяжки изготовляют по профилю обра-
батываемой поверхности детали. Станки для протягивания приме-
няют как с механическим, так и с гидравлическим приводом и
делятся на две группы: горизонтальные и вертикальные. В механи-
ческих станках перемещение протяжки осуществляют или посред-
ством зубчатой рейки и зубчатого колеса, или посредством одного
или двух ходовых винтов с гайками. В гидравлических протяжных
станках тяговое усилие передается через скалку, связанную с порш-
нем, перемещающуюся в цилиндре под действием поступающего
в цилиндр масла.
Наибольшее применение протягивание получило для обработки
фасонных отверстий, шпоночных канавок в отверстиях, шлицевых
отверстий и др.
Протяжки для протягивания отверстий имеют направляющую,
режущую и калибрующую части. Если весь припуск нельзя снять
одной протяжкой, применяют несколько протяжек, работающих
последовательно одна за другой.
В массовом производстве применяют протягивание цилиндри-
ческих точных отверстий вместо развертывания. На фиг. 80 пока-
зано протягивание отверстия в барабане микрометра. Ввиду того,
что разжимающие усилия при протягивании бывают велики, тонко*
стенные детали при протягивании упруго деформируются, и после
того как протяжка пройдет через изделие, отверстие уменьшается.
Это вызывает необходимость для каждого отдельного случая уста-
навливать свой размер протяжки с тем, чтобы компенсировать
з ел ичи и у деформации.
ОБРАБОТКА ПРОТЯГИВАНИЕМ
ИЗ
На фиг. 81 показано протягивание шпоночной канавки в калибре-
насадке. В корпусе протяжного станка зажимается переходная
пружинящая втулка, в которую вставлена оправка. Оправка сде-
лана так. чтобы на нее свободно надевалась деталь, в которой нужно
лро:ян\зь шпоночичю канавкл. К оправке прорезав паз, злу-
Фш. 80. При1Я1 иванис отверстия в барабане микрометр
Фиг. 81. Протягивание шпоноч-
ной канавки в насадке.
получаемая за счет сдновре-
жащий направлением для протяжки. Усилие протягивания воспри-
нимается уступом оправки, к которому прижимается торец протя-
гиваемой детали. Торец уступа на оправке и базовый торен детали
должны быть точно обработаны и
перпендикулярны оси. Если торец
детали перекошен относительно оси
отверстия, то протягиваемое отвер-
стие будет неточным, оно сместится
относительно оси детали и может
произойти поломка протяжки.
В массовом производстве широ-
кое распространение получило про-
тягивание наружных плоских по-
верхностей вместо фрезерования.
Главнейшие преимущества протяги-
вания перед фрезерованием следую-
щие:
1) высокая производительность,
ценного резания всей обрабатываемой поверхности зубьями про-
тяжки;
2) высокая точность, достигаемая в результате наличия кали-
брующих зубьев, снимающих очень малый припуск и тооошо сохра-
няющих свои размеры;
3) высокая стойкость инструмента.
8
гнпн!:
114
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
5. НАРЕЗАНИЕ ЗУБЬЕВ КОЛЕС И ТРИБОВ
В производстве измерительных инструментов и приборов изго-
товляют преимущественно прямозубые зубчатые колеса с эволь-
вентным профилем.
Зубчатые колеса и трибы, работающие в измерительных прибо-
рах, служат для передачи движения от измерительного стержня
к стрелке.
В таких передачах большое значение имеет точность передаточ-
ного отношения не только на всем ходе измерительного стержня,
но и при малых перемещениях последнего. Поэтому метод изгото-
вления зубчатых колес должен гарантировать правильность эволь-
вентного профиля зубьев в таких передачах.
Зубья на зубчатых колесах и трибах нарезают следующими!
основными методами: методом копирования и методом обкатки.
Фрезерование зубьев методом копирования
Фрезерование зубчатых колес методом копирования производят
на обычном или специальном фрезерном станке дисковой модуль-
ной фрезой. На фиг. 82 показана схема фрезерования зубьев по ме-
тоду копирования. На столе станка в центрах делительной головки
Фиг. 82. Нарезание зуб-
чатых колес методом ко-
пирования.
закрепляют заготовку фрезеруемого зубча-
того колеса. На шпинделе станка закрепляют
модульную фрезу, которая за один продоль-
ный ход стола фрезерует промежуток между
двумя соседними зубьями. После возвраще-
ния стола в исходное положение делитель-
ную головку поворачивают на требуемый
угол и таким образом последовательно фре-
зеруют все зубья колеса. Точность шага
нарезанного зубчатого колеса зависит от
точности делительного приспособления.
Модульную фрезу изготовляют так, что
профиль ее соответствует эвольвенте. Нс
ввиду того, что для каждого колеса с разным
числом зубьев, при одном и том же модуле,
эвольвента имеет различную форму, а иметь,
отдельную фрезу для каждого числа зубьев
невозможно, модульные фрезы изготовляют наборами по 8, 15 или
по 26 шт. каждого модуля. Таким образом, каждая фреза пред-
назначается для нескольких колес с различными числами зубьев.
Это вызывает неточность профиля изготовленного колеса (отклоне-
ние от эвольвенты). Кроме того, модульные фрезы трудно изгото-
вить с эвольвентиым профилем. Эти фрезы изготовляют затылован-
ными, причем затылование производят специальным фасонным рез-
цом. После закалки профиль модульных фрез не шлифуют. Вообще
метод копирования применяют только для тех зубчатых колес и три-
НАРЕЗАНИЕ ЗУБЬЕВ КОЛЕС И ТРИБОВ Ц5
бов, для которых неточность передаточного отношения при малых
углах поворота не имеет значения.
Нарезание зубьев модульными фрезами производят в два про*
хода: 1-й проход черновой, 2-й — чистовой.
Фрезерование зубьев методом обкатки
Наиболее совершенным и производительным способом нарезания
зубьев является нарезание методом обкатки. Этот метод дает воз-
можность получать высокую точность как профиля, так и шага
нарезаемых зубьев. Зубчатые колеса с эвольвентным профилем
сохраняют правильность зацепления при соединении между собою
колес с любым числом зубьев, а также с рейкой данного модуля.
Следовательно, если зубчатые колеса будут нарезаться инструмен-
том типа рейки, причем при нарезании будет воспроизводиться про-
дольное перемещение рейки (гребенки) и вращательное движение
нарезаемой заготовки, какое имеет место в работе зацепления, то
таким инструментом можно нарезать колеса с любым числом зубьев
при данном модуле.
Вместо рейки (гребенки) может быть применен инструмент типа
зубчатого колеса (долбяк). В этом случае при выполнении зубьев
должно воспроизводиться вращательное движение обрабатываемого
колеса и вращательное движение инструмента (долбяка). Для наре-
зания зубчатых колес по методу обкатки изготовляют специальные
зуборезные станки. Существует три типа таких станков:
1. Зубофрезерные станки для нарезания цилиндрических прямо-
зубых, цилиндрических косозубых и червячных зубчатых колес,
работающие червячной фрезой.
2. Зубодолбежные станки для нарезания цилиндрических зуб-
чатых колес с прямым и косым зубом, работающие долбяком.
3. Зубодолбежные станки для нарезания цилиндрических зуб-
чатых колес с прямым и косым зубом, работающие гребенкой.
На зубофрезерных станках инструментом служит червячная
фреза. Вращение червячной фрезы является рабочим движением.
Зубья червячной фрезы в осевом сечении имеют форму рейки. Во
время вращения червячной фрезы профиль рейки в осевом сечении
все время перемещается вдоль оси. Если во время нарезания обра-
батываемое колесо будет вращаться с такой же окружной скоростью,
с какой перемещается профиль рейки в осевом сечении червячной
фрезы, то будет соблюдаться принцип обкатки и мы получим колесо
с эвольвентным профилем.
На фиг. 83 показана схема нарезания зубчатого колеса червяч-
ной фрезой. Фреза может быть как однозаходная, так и многозаход-
ная. При нарезании прямозубых колес фрезерную головку устана-
вливают на угол, равный углу подъема винтовой линии фрезы. Это
делается для того, чтобы направление винтовой линии фрезы в месте
соприкосновения с нарезаемым зубчатым колесом совпадало с на-
правлением зубьев колеса.
Пб
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Одной червячной фрезой можно нарезать колеса с любым числом
зубьев данного модуля. Настройка делительной цепи станка при
нарезании прямозубых колес рассчитывается по формуле
k = = -L
Пф и
где k — передаточное отношение делительной цепи;
пи — число оборотов нарезаемого колеса;
— число оборотов фрезы;
I — число ходов червячной фрезы;
Za — число зубьев нарезаемого колеса.
Перемещение супорта с фрезой за время одного оборота наре-
заемого колеса является подачей при зубофрезеровании. Для регу-
Фиг. 83. Нарезание зубчатых колес червячной фрезой.
лирования подачи на станках имеется отдельная цепь настройки.
Зубофрезерные станки широко применяют при изготовлении
зубчатых колес и трибов для измерительных инструментов (инди-
каторов, рычажно-зубчатых приборов и др.). Ввиду того, что детали
этих приборов мелки и изготовляются в больших количествах, для
них изготовляют специальные зубофрезерные станки с полуавто-
матическим циклом работы. Вручную производят смену заготовки,
возвращение распределительного вала в исходное положение и пуск
станка в работу. На фиг. 84 показана кинематическая схема зубо-
фрезерного полуавтомата с вертикальным шпинделем изделия.
На таком полуавтомате нарезают трибы и зубчатые колеса диа-
метром не более 40 мм.
Движение от электродвигателя 4 через шкивы 1 и 2, винтовые
колеса Z18 = 24, Z1;, = 20, Z2o =15, Z21 = 15 передается шпин-
делю 16 червячной фрезы. Изменение скорости вращения фрезы
осуществляется сменой шкивов 1 и 2.
НАРЕЗАНИЕ ЗУБЬЕВ КОЛЕС И ТРИБОВ
117
Число оборотов фрезы Пф, в зависимости от числа оборотов элек-
тродвигателя пи, выражается формулой
— Пм j '* '/
<4 ^-19^21
где dj и — диаметры шкивов 1 и 2;
т( — коэфициент проскальзывания.
Фиг. 84. Кинематическая схема полуавтомата для нарезания
зубчатых колес и трибов.
Уравнение настройки делительной цепи, из которого опреде-
ляются числа зубьев колес для настройки гитары обката, имеет
следующий вид:
Zi
1 оборот фрезы х ~
Z?o Z18 Z* Zj Z14
где Za, Zfc, Zf, Zd — числа зубьев колес гитары;
i — число ходов червяка фрезы (обычяо для фрез,
применяемых в приборостроении, I = 1);
Zu — число зубьев нарезаемого зубчатого колеса или
триба;
Z15 — 5; Zu = 50.
Решая уравнение настройки, получим формулу для подбора
колес гитары:
Za Zc 12
Zj Z, Za
118
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Подача осуществляется за счет вертикального перемещения
шпинделя изделия 13, который получает движение от кулачка 8
через рычаг 11 и упорную шайбу 12. Кулачок 8 сидит на распре-
делительном валу, который получает вращение от шпинделя изде-
лия. . Распределительный вал делает один оборот за цикл нарезания
зубьев одного изделия. Скорость вращения распределительного
вала зависит от скорости вращения шпинделя изделия и настройки
гитары подачи. Уравнение настройки цепи подач имеет следующий
вид:
1 оборот заготовкиХ~ ~ = s,
Zig Zy Z^ Zcj (J/j
где Hs — шаг спирали кулачка = 27 мм;
^4 = 1 — отношение плеч рычага И;
Od
s — перемещение шпинделя изделия за один его оборот (по-
дача);
Z9=100, Z10=l.
Решая уравнение настройки цепи подач, получим формулу для
подбора колес гитары подачи:
Ze Zs _ s
Zf-Z^~2,T
Кулачок 6 управляет подводом и отводом фрезы в горизонталь-
ном направлении. Супорт 17 находится под действием пружин 3
и получает движение от кулачка 6 через рычаг 5. При пуске станка
фреза автоматически приближается к обрабатываемой детали и оста-
навливается в определенном положении. После нарезания зубьев
на заготовке фреза автоматически отходит от изделия и станок
автоматически выключается.
Рукоятка 7 предназначена для возвращения шпинделя в исход-
ное положение вручную, после снятия готовой детали.
На зубодолбежных станках, работающих инструментом типа
зубчатого колеса — долбяком, можно выполнять те же работы,
что и на зубофрезерных станках, за исключением изготовления
червячных зубчатых колес. На фиг. 85 показан принцип обкатки
при обработке зубчатого колеса долбяком.
Преимуществом Зтих станков является то, что на них можно
нарезать зубья у блоков колес. При нарезании зубьев червячной
фрезой нужно иметь свободный выход для фрезы не менее половины
диаметра фрезы. При нарезании долбяком для выхода достаточно
иметь канавку 5—6 мм. Долбяк имеет возвратно-поступательное
движение вдоль своей оси, являющееся рабочим движением. Чтобы
во время обратного хода не тупились зубья долбяка, обрабатываемая
деталь автоматически отходит от инструмента при обратном его
ходе.
При начале обработки колеса долбяк врезается в заготовку
за счет автоматической подачи по направлению к оси заготовки
до требуемой глубины.
НАРЕЗАНИЕ РЕЗЬБЫ НА ДЕТАЛЯХ
119
Преимуществом этих станков является также то, что на них можно
обрабатывать колеса с внутренним зацеплением.
Зубодолбежные станки, работающие гребенкой, работают на
том же принципе, что и станки, работающие долбяком. На фиг. 86
показан принцип обкатки при обработке колеса гребенкой. Гре-
бенка получает возвратно-поступательное движение в вертикаль-
ном направлении, а обрабатываемое колесо вращается и переме-
щается вдоль гребенки (обкаты-
вается по рейке). После нареза-
ния одного, двух или трех зубьев
стол с нарезаемым колесом воз-
вращается в исходное положение,
колесо поворачивается и продол-
жается обработка следующих
Фиг. 86. Нарезание зубчатых
колес гребенкой.
Фиг. 85. Нарезание зубчатых
колес долбяком.
Горизонтальная и круговая подачи прерывистые, осуществляются
они во время холостого хода гребенки.
Фрезы, долбяки и гребенки изготовляют из быстрорежущей
стали.
6. НАРЕЗАНИЕ РЕЗЬБЫ НА ДЕТАЛЯХ ИЗМЕРИТЕЛЬНЫХ
ИНСТРУМЕНТОВ И ПРИБОРОВ
Методы нарезания резьбы
Для нарезания резьбы на деталях измерительных инструментов
и приборов применяют следующие основные методы:
1) нарезание резьбы на прецизионных винторезных станках,
2) накатывание резьбы,
3) фрезерование резьбы,
4) нарезание резьбы метчиками и плашками,
5) вихревое нарезание резьбы.
Выбор метода нарезания резьбы зависит от точности нарезаемой
резьбы и от масштабов производства. Нарезание резьбы на преци-
зионных винторезных станках выполняют в том случае, когда изго-
товляют точные микрометрические винты для измерительных
IX» МЕХАНИЧЕСКАЯ ОБРАБОТКА НЛ МЕТ\ЛЛОРЕЖУЩИХ СТАНКАХ
приборов. При изготовлении калибров этот метод применяют в тех
случаях, когда после нарезания резьбы и закалки производят до-
водку резьбы (при изготовлении резьбовых пробок с шагом резьбы
до 0,35 мм и при изготовлении резьбовых колец). Накатывание
резьбы применяют при массовом производстве винтов, болтов,
резьбовых шпилек и др. В настоящее время накатывание резьбы
применяют также при массовом производстве точных резьб, напри-
мер, накатывание резьбы на метчиках и на микрометрических вин-
тах микрометров.
Фрезерование резьбы применяют при нарезании крепежных
и мелких метрических резьб, а также при изготовлении калибров.
На резьбовых калибрах-пробках фрезерование применяется для
предварительного нарезания резьбы перед закалкой.
Нарезание резьбы метчиками и плашками производят при изго-
товлении деталей на револьверных станках или вручную, а также
при изготовлении винтов на автоматах. Этим методом нарезают пре-
имущественно крепежные и мелкие метрические резьбы. Специаль-
ными метчиками нарезают резьбу в резьбовых кольцах диаметром
до 10 мм, которые невозможно нарезать гребенками.
Вихревое нарезание является новым методом нарезания резьбы
с большими скоростями резания. Этот метод применяют при мас-
совом производстве резьбовых деталей невысокой точности.
Нарезание резьбы на прецизионных винторезных станках
Нарезание точных резьб на деталях измерительных инструмен-
тов и приборов производят на прецизионных винторезных станках
и винторезных полуавтоматах. Прецизионные винторезные станки
имеют следующие особенности, отличающие их от обычных токарно-
винторезных станков.
Прецизионные винторезные станки имеют: точный шпиндель,
радиальное и осевое биение которого не более 0,002 мм\ точный
ходовой винт с осевым биением не более 0,002 мм. Настройку на
шаг на прецизионных винторезных станках производят при помогай
сменных зубчатых колес (гитары), причем шпиндель и ходовой
винт непосредственно связываются гитарой без каких-либо проме-
жуточных звеньев, так как каждое звено будет вносить дополни-
тельную погрешность. На прецизионных станках никогда не бывает
коробки подач, так как передаточные зубчатые колеса коробки
будут вносить свою погрешность в цепь настройки на шаг резьбы.
На прецизионных станках имеется линейка для корригирования
шага резьбы.
Полуавтоматические резьбонарезные станки снабжаются меха-
низмами автоматической подачи, автоматического переключения
станка на прямой и обратный ход и автоматического подвода и от-
вода резца.
Ввиду того, что подача при нарезании точных резьб мала, наре-
зание резьбы требует большого числа проходов. Полуавтоматиче-
НАРЕЗАНИЕ РЕЗЬБЫ НА ДЕТАЛЯХ
ГН
ские станки для этого случая особенно эффективны, так как при
работе на них един рабочий может обслуживать несколько станков.
На фиг. 87 показана схема прецизионного винторезного станка
пвт-5 Станок имеет прямой рабочий и обратный — холостой ход.
Фиг. 87. Схема прецизионного винторезного станка ПВТ-5.
Обратный ход ускоренный, в 4 раза превышающий скорость рабо-
чего хода. Переключение с прямого на обратный ход происходит
при помощи муфты, которая может переключаться как вручную.
так и механически. В отличие от обычных токарно-винторезных
станков ходовой винт на этом станке помещается внутри станины
и защищен от попадания на него стружки.
На фиг. 88 показан внешний вид станка ПВТ-5. Супорт станка
имеет приспособление для быстрого отвода резца от изделия без
поворота рукоятки микрометрического винта. Для этого нужно
рукоятку 1 опустить вниз и после возврата супорта в исходное
122
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
положение этой рукояткой опять подвести резец к изделию. Подача
осуществляется микрометрическим винтом, имеющим лимб 2 с деле-
ниями 0,01 мм. Лимб продольных салазок 3 также имеет деления
0,01 мм. Он предназначен для попадания резцом в резьбу, если при-
ходится нарезать предварительно нарезанные винты.
При нарезании левой резьбы тяга 4 переставляется из нижнего
положения в верхнее, и таким образом рычаг 5 оказывается выклю-
ченным.
Настройку винторезного станка на требуемый шаг резьбы про-
изводят посредством подбора сменных колес. Уравнение настройки
станка для нарезания резьбы имеет следующий вид:
Z Z
1 оборот шпинделя X • =Д- • Sxe = S,
d
где Za, Z4, Zc, Zd — числа зубьев сменных зубчатых колес;
— шаг резьбы ходового винта;
S — шаг нарезаемой резьбы.
Из уравнения настройки получим формулу для подбора смен-
ных зубчатых колес:
Za Zc __ S
Zb Zd
Если ходовой винт имеет дюймовую резьбу, которая обозначается
•числом ниток на дюйм (и), формулу для подбора сменных зубчатых
колес можно преобразовать, подставив в нее значение
с 25.4 _ 127
ха п 5п ’
получим
Za Zr __ 5nS
z;’Z7‘_'i27 ’
где n — число ниток на 1 дюйм резьбы ходового винта;
S — шаг нарезаемой резьбы.
При нарезании многозаходной резьбы настройка станка должна
производиться по шагу спирали резьбы, который равен шагу резьбы,
умноженному на число ходов.
Нарезание многозаходной резьбы производят по каждому ходу
отдельно. После нарезания одного хода станок переключают на на-
резание следующего хода. Переключение можно производить сле-
дующими тремя методами:
1. Посредством делительного приспособления, устанавливаемого
гто тттптттг ПО ТТЛ отоптло Ппрпо иапло'шпа МОМ/ПАГП QOVOTO nnw ПАМПГПГДГ
11 Cl Ullintl^K-vlL. V l till l\u. j iMVi.lv Iiupvjuinui nu/iifV''1 ujyn hwhivlU,/!
делительного приспособления нарезаемую деталь поворачивают на
часть окружности, соответствующую числу ходов резьбы. При
двухходовой резьбе обрабатываемую деталь следует поворачивать
на 180°, при трехходовой — на 120° и т. д.
2. При помощи сменных колес. После нарезания каждого захода
колеса гитары расцепляют и шпиндель станка поворачивают на
НАРЕЗАНИЕ РЕЗЬБЫ НА ДЕТАЛЯХ
123
часть оборота, соответствующую числу ходов. Отсчет производят
по числу зубьев колеса, находящегося иа шпинделе станка. Для
этого при подборе колес нужно предусмотреть, чтобы на шпинделе
было такое колесо, число зуоьев которого делится на число ходов
нарезаемой резьбы. Чтобы не вносить дополнительных погрешностей,
расцепление колес следует производить не за счет отвода всей гитары,
а за счет освобождения и смещения одного из колес в осевом напра-
влении. В этом случае межцентровое расстояние не изменяется
и поэтому точность деления будет выше.
3. При помощи перемещения резцовой каретки по плоскопарал-
лельным концевым мерам. Для этой цели на супорте станка укре-
пляют приспособление для установки индикатора. Ввиду того, что
точность индикатора недостаточна при непосредственном отсчете
перемещения каретки по индикатору, под наконечник индикатора
подкладывают концевую меру, равную шагу резьбы, которую после
установки индикатора вынимают и производят перемещение каретки.
Корригирование шага резьбы
Высокие требования, предъявляемые к точности резьбы на изме-
рительных инструментах, привели к необходимости изготовлять
прецизионные резьбонарезные станки с устройствами для корриги-
рования шага резьбы. Для того, чтобы станок обеспечивал требуе-
мую точность нарезания резьбы, точность ходового винта и ряда
других деталей станка должна быть выше, чем точность нарезаемой
резьбы, но так как изготовить ходовые винты станков с высокой
точностью представляет большие затруднения, на этих станках
делают коррекционные линейки.
На фиг. 89 показана схема коррекционной линейки станка ПВТ-5.
Принцип работы коррекционной линейки состоит в том, что во
время перемещения супорта при вращении ходового винта маточ-
ная гайка получает небольшой поворот в ту или другую сторону,
позволяющий компенсировать погрешность как ходового винта,
так и зубчатых колес. При повороте гайки в сторону, противопо-
ложную вращению ходового винта, супорт получает дополнитель-
ное перемещение, и шаг нарезаемой резьбы увеличится. При пово-
роте гайки в ту же сторону, в которую вращается ходовой винт,
движение супорта замедляется, и шаг резьбы уменьшится. Поворот
маточной гайки в ту или другую сторону осуществляется при помоши
линейки 1, которая укрепляется сзади станка. В пазу линейки по-
мещается ролик 2, связанный с дугообразным рычагом 3, который
укреплен на маточной гайке 4. При движении супорта ролик сколь-
зит по пазу линейки и, в зависимости от направления паза в данном
месте линейки, маточная гайка поворачивается, замедляя или уско-
ряя движение супорта при нарезании резьбы.
Коррекционная линейка, показанная на Лиг. 89, позволяет
исправлять как местные, так и постоянные ошибки шага. Местными
ошибками называются такие ошибки, которые имеются на длине
)2< МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
одного или нескольких витков, затем исчезают или появляются
с обратным знаком. Постоянными ошибками называются такие,
которые в любом месте винта имеют одинаковое значение и, таким
образом, складываясь, дают значительные погрешности на всей
длине нарезаемой резьбы.
Для того, чтобы компенсировать местные ошибки шага резьбы,
паз коррекционной линейки делают криволинейным. Профиль паза
коррекционной линейки выполняют таким образом, чтобы на каждом
Резец
Фиг. 89. Коррекционная линейка прецизионного винто-
резного станка.
участке резьбы ролик линейки опускался или поднимался на вели-
чину. необходимую для устранения имеющихся погрешностей.
Для того, чтобы компенсировать постоянные по величине и знаку
ошибки шага резьбы, вся коррекционная линейка может поворачи-
ваться относительно оси вращения 5. Для этого нужно отвернуть
болт, закрепляющий линейку, и переместить ее по шкале 6 на тре-
буемую величину.
Если на станке заменяют ходовой винт, то коррекционную ли-
нейку тоже следует заменить.
На некоторых прецизионных винторезных станках коррекцион-
ная линейка компенсирует только постоянные ошибки, не исправляя
местных ошибок. Такая линейка отличается от только что описан-
ной тем, что паз для ролика делают не криволинейным, а прямо-
линейным и корригирование шага производят только посредством
поворота всей линейки. На этих станках требования к точности
ходового винта выше. Ввиду того, что местные ошибки в этом слу-
чае исправлять нельзя, местные погрешности шага ходового винт;,
не должны превышать допусков, установленных для точности работы
станка.
НАРЕЗАНИЕ РЕЗЬБЫ НА ДЕТАЛЯХ
На фиг. 90 показан механизм автоматической подачи и коррек-
ционная линейка полуавтоматического прецизионного винторезного
станка. Этот станок имеет автоматическое переключение шпинделя
с прямого на обратный ход, автоматические отвод и подвод резца
к детали и автоматическую подачу, осуществляемую посредством
храпового механизма. При перемещении супорта вправо рычаг 1
соприкасается с переставным кулачком 2, при этом рычаг повора-
чивается вокруг оси, вследствие чего собачка 3 поднимается и пово-
рачивает храповое колесо,
поперечной подачи.
Число зубьев, на кото-
рое поворачивается хра-
повое колесо, регули-
руют посредством уста-
новочного винта 7. Ря-
дом с микрометриче-
ским винтом установлен
ограничительный винт
4, который является
ограничителем глубины
нарезки. Когда изделие
будет иметь требуемый!
размер, ограничитель-
ный винг 4 доходит до
упора, и дальнейшая
подача прекращается.
Коррекционная ли-
нейка на этом станке
насаженное на микрометрический винт
Фиг. 90. Коррекционная линейка и механизм
подачи прецизионного винторезного полуавтомата.
расположена ниже хо-
дового винта. На гайке ходового винта укреплен рычаг 5, который
при продольном перемещении супорта нижним концом скользит
в прямолинейном пазу линейки 6. Устанавливая линейку 6 под
углом к направлению движения супорта, можно компенсировать
ошибки шага, так как при движении супорта рычаг 5 будет повора-
чивать гайку ходового винта в ту сторону, в которую повернута
линейка 6.
Нарезание конической резьбы
Нарезание конической резьбы производят на станках, имеющих
конусную линейку. Биссектриса профиля конической резьбы со-
гласно стандартам, принятым в СССР, перпендикулярна оси резьбы.
Шаг измеряется в направлении, параллельном оси резьбы. На
фиг. 91, а, б показаны метод нарезания конической резьбы и ее
профиль. Средний диаметр конической резьбы в каждом сечении,
перпендикулярном оси, имеет разную величину, поэтому на кони-
ческой резьбе задается плоскость измерения на расстоянии а от
торца. В плоскости измерения указывают величины наружного,
среднего и внутреннего диаметров резьбы.
126
МЕХАНИЧЕСКАЯ обработка на металлорежущих станках
Ввиду того, что не у каждого токарного станка имеется конусная
линейка, нарезание наружной конусной резьбы иногда производя?
в центрах посредством смещения задней бабки, как показано на
фиг. 92. Получить точную резьбу при этом методе невозможно и его
только для грубых
для предварительного
Чем больше угол ко-
30 — —
применяют
резьб или
нарезания.
а) У
Фиг. 91. Нарезание конической резьбы.
нуса, тем больше "неточность получаемой резьбы. При настройке
станка на шаг резьбы необходимо произвести расчет шага в на-
правлении L.образующей. конуса и по нему подбирать сменные
колеса. Шаг резьбы в направ-
лении образующей подсчиты-
вают по
Фиг. 92. Погрешности при нарезании
конической резьбы со смещением задней
бабки станка.
формуле
= ——
1 COS а
где 5.
а
таг резьбы в направ-
лении образующей;
шаг резьбы в направ-
лении оси изделия; .
половина угла при
вершине конуса.
Точка соприкосновения хо
мутика с поводковым патро-"
ном при нарезании конической резьбы со смещением задней бабки
не остается постоянной. Поэтому обрабатываемая деталь при рав-
номерном вращении шпинделя получает во время каждого оборота
неравномерное вращение и, так как супорт движется равномерно,
получается «пьяная» резьба (фиг. 92). Ошибка будет больше, если
НАРЕЗАНИЕ РЕЗЬБЫ НА ДЕТАЛЯХ
127
Фиг. 93. Измерение конической
резьбы иа синусной линейке..
точка соприкосновения поводкового патрона с хомутиком не лежит
в плоскости, проходящей через торец обрабатываемого изделия.
Ошибка также увеличивается в том случае, если поводок установлен-
непараллельно оси шпинделя.
Измерение среднего и наружного диаметров конической наруж-
ной резьбы производят или на универсальном микроскопе или
на синусной линейке. При больших сериях деталей измерение кони-
ческой резьбы производят кони-
ческим резьбовым и гладким коль-
цами. Калибры для конической
резьбы изготовляют с уступом на
торце. При измерении нарезае-
мого изделия калибрами торец
изделия должен располагаться
в пределах уступа на калибре.
На фиг. 93 показано измере-
ние среднего диаметра и конус-
ности резьбы на синусной ли-
нейке. Такой метод измерения
применяют при изготовлении ко-
нусных резьбовых калибров. Си-
нусную линейку устанавливают
на плите так, чтобы один валик
лежал на плите, а другой на
блоке плоскопараллельных кон-
цевых мер. На синусную линейку
укладывают проволочки, а калибр
устанавливают так, чтобы прово-
лочки находились во впадинах
резьбы. Калибр своим торцом^
упирается в упорную планку синусной линейки. Измерение конус-
ности производят посредством миниметра, установленного в стойке-
и перемещаемого по плите. Наконечник прибора соприкасается
с проволочками, вложенными во впадины резьбы сверху вблизи
торцов калибра. Разность показаний прибора покажет отклонение
от конусности.
Для измерения среднего диаметра резьбы со стороны малого
торца калибра устанавливают блок плиток и валик. Сопоставляя
показание прибора на валике с показанием на проволочках, опреде-
ляют отклонение среднего диаметра.
Инструменты для нарезания резьбы
Для нарезания наружной резьбы на винторезных станках при-
меняют следующие основные типы режущих инструментов: 1) приз-
матический резец, 2) гребенку дисковую, 3) резец дисковый, 4) гре-
бенку тангенциальную, 5) резец тангенциальный, 6) дисковый
резец для внутренней резьбы.
МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНК.СК
На фиг. 94 показаны примеры применения этих инструментов.
Нарезание резьбы разделяется на предварительное и оконча-
тельное. Это деление позволяет получить резьбу с чистым профилем
и требуемой точности. Для предварительного нарезания применяют
более производительные инструменты — гребенки, для окончатель-
ного нарезания точной резьбы применяют резцы — дисковые, тан-
генциальные или призматические. Такое деление вызвано тем, что
получить точный угол профиля на многозубых инструментах (гре-
бенках) труднее, чем на однозубых инструментах(резцах). Резец
можно довести по всем режущим граням с требуемой точностью,
а у гребенок обычно профиль шлифуют и поэтому они менее
точны.
При предварительном нарезании резьбы призматическим резцом
часто применяют резцы с уменьшенным углом профиля. Если тре-
буется нарезать резьбу с углом профиля 6СЕ, резец для предвари-
тельного нарезания изготовляют с углом профиля 40—45э. Эго
делают для того, чтобы уменьшить нагрузку на вершине чистового
резца, имеющей меньшую стойкость.
Дисковые и тангенциальные гребенки, так же как и резцы,
имеют то преимущество перед призматическими резцами, что они
затачиваются только по передней грани и поэтому более удобны
з эксплуатации. Они более долговечны, так как допускают большое
число переточек.
Призматические резцы применяют для нарезания специальных
резьб, изготовляемых в небольших количествах.
При серийном производстве призматические резцы применяют
в том случае, когда их изготовляют с пластинками из твердого
сплава.
Для нарезания внутренней резьбы применяют призматические
резцы, дисковые резцы и дисковые гребенки. Отличие дисковых
гребенок для нарезания внутренней резьбы состоит в том, что они
имеют такое же направление винтовой линейки резьбы, как и у на-
резаемой детали, тогда как гребенки для наружной резьбы имеют
обратное направление Для нарезания правой наружной резьбы
гребенка должна иметь левый подъем резьбы.
Для нарезания резьбы с мелким шагом применяют гребенки
с шагом резьбы, в два раза большим, чем шаг нарезаемой резьбы.
В этом случае зубья гребенки попадают во впадины нарезаемой
резьбы через один шаг. Так как гребенка за один оборот детали пере-
местится на величину, равную шагу нарезаемой резьбы, то приме-
нение гребенки с большим шагом, но кратным шагу нарезаемой
резьбы, вполне допустимо. Эго дает возможность облегчить изго-
товление гребенок, так как шлифовать гребенки с крупным шагом
легче и они будут иметь более точный угол профиля. Кроме того,
применение гребенок для нарезания ряда резьб с тагами, кратными
шагу резьбы’ детали, дает возможность сократить комплект гре-
бенок.
НАРЕЗАНИЕ РЕЗЬБЫ НА ДЕТАЛЯХ
129
Фиг. 94. Конструкция резцов и гребенок для нарезания
резьбы:
/ — призматический резец; 2 — тангенциальная гребенка; 3 — танген-
циальный резец; 4 — дисковая гребенка; 5—дисковый резьбовой резец;
6 —дисковый резец для внутренней резьбы»
9 Честнов 1698
130
МЕХАНИЧЕСКАЯ обработка на металлорежущих станках
Накатывание резьбы
Накатывание резьбы . производят плоскими’ резьбовыми плаш-
ками или круглыми резьбовыми роликами. На фиг. 95'^ схемати-
чески показано накатывание резьбы плашками (а) и роликами (б).
Накатывание плашками применяют при изготовлении грубых^резьб
(болтов, винтов и др.), а накатывание круглыми.;роликами —-.при
изготовлении точной резьбы (метчиков, микровинтов и?др.).
При накатывании ^плоскими плашками заготовку закладывают
между плашками в положение, показанное на фиг. 95, а, в это время
заготовку поддерживает специальный держатель. При перемещении
а) S)
Фиг. 95. Накатывание^резьбы.
подвижной плашки деталь прокатывается между плашками и выпа-
дает с противоположной стороны. Угол подъема резьбы на плашках
равен углу подъема резьбы детали.
При накатывании роликами заготовку закладывают между роли-
ками на направляющую планку. Один из роликов может переме-
щаться по направлению к детали под действием гидравлического
механизма подачи. При вращении роликов заготовка получает вра-
щение от роликов, при этом материал заготовки вдавливается в
резьбу роликов вследствие пластической деформации. После нака-
тывания наружный диаметр резьбы становится больше диаметра
заготовки. Для того, чтобы получить заданные размеры резьбы после
накатывания, диаметр заготовки должен быть рассчитан, проверен
опытом и точно выполнен. Расчет диаметра заготовки под накаты-
вание производят по формуле
d3U2 ~ -у "Ь ’
где dQ — наружный диаметр резьбы;
d1 — внутренний диаметр резьбы.
Окончательный размер заготовки под накатывание корректируют
по результатам накатывания опытной партии.
Угол подъема резьбы на роликах должен быть равен углу подъема
резьбы на детали. Так как шаг резьбы на ролике и на детали одина-
ков, то получение такой же величины угла подъема резьбы на ро-
лике, как на детали, достигается путем изготовления многозаходных
роликов. Число заходов резьбы на роликах равно Отношению сред-
него диаметра резьбы ролика к среднему диаметру резьбы детали.
НАРЕЗАНИЕ РЕЗЬБЫ НА ДЕТАЛЯХ
131
резьбой. Многопрофильная
Фиг. 96. Фрезерование резьбы.
Накатные ролики и плашки изготовляют из легированной инст-
рументальной стали XI2M, Для накатывания микрометрической
резьбы накатные ролики должны быть изготовлены с высокой точ-
ностью. Отверстие и торцы у роликов должны быть доведены, тор-
цевые поверхности должны быть перпендикулярны оси роликов.
Резьбу на роликах следует шлифовать на наиболее точных резьбо-
шлифовальных станках.
Фрезерование резьбы
Фрезерование резьбы производят на специальных резьбофрезер-
ных станках. Резьбу можно фрезеровать как однопрофильной, так
и многопрофильной фрезой. Многопрофильные фрезы для фрезеро-
вания резьбы изготовляют с кольцевой
резьбовая фреза состоит как бы из
набора однопрофильных фрез, находя-
щихся на расстоянии друг от друга,
равном шагу резьбы. Детали с большой
длиной резьбы обычно фрезеруют одно-
профильной фрезой, а короткие дета-
ли — многопрофильной фрезой. Много-
профильную резьбовую фрезу делают
длиннее детали на 3 шага, что дает
возможность фрезеровать резьбу на
детали за 2,2 оборота детали. Во время
первого оборота происходит предварительное фрезерование, а во
время второго — окончательное; 0,2 оборота необходимы для
врезания фрезы и перекрытия. Врезание на глубину резьбы про-
изводится на ходу станка при ручной поперечной подаче.
Фрезерование резьбы происходит во время вращения обраба-
тываемой детали; в это время фреза, вращаясь, перемещается вдоль
оси детали. Продольное перемещение фрезы за один оборот детали
равно шагу фрезеруемой резьбы. На фиг. 96 показана схема фрезе-
рования резьбы многопрофильной фрезой.
Фрезы для фрезерования резьбы делают затылованными с шлифо-
ванным профилем. Шлифование профиля резьбовых фрез произ-
водят на затыловочном станке.
При фрезеровании резьбы возникают большие усилия, вслед-
ствие чего трудно получить высокую точность резьбы. Поэтому фре-
зерование резьбы применяют при изготовлении деталей, имеющих
крепежную или мелкую метрическую резьбу, а также как предвари-
тельную операцию при изготовлении резьбовых калибров.
Вихревое нарезание резьбы
Процесс вихревого нарезания резьбы осуществляют при помощи
быстро вращающегося резца с пластинкой из твердого сплава.
Резец закрепляют в специальной головке, которая может быть
установлена на супорте токарного станка.
*
132 МЕХАНИЧЕСКАЯ ОБРАБОТКА НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
На фиг. 97, а н б приведены схемы вихревого нарезания наруж-
ной и внутренней резьбы. При нарезании наружной резьбы деталь
может быть закреплена в центрах станка или в патроне. Головка
получает вращение от специального привода. При вращении го-
ловки резец описывает окружность, диаметр которой больше диа-
метра детали. Резец соприкасается с обрабатываемой деталью по
дуге и за каждый оборот головки прорезает на детали канавку,
имеющую профиль резьбы. При вращении детали и перемещении
Фиг. 97. Вихревое нарезание наружной (а) и внутренней
(б) резьбы.
вращающейся головки вдоль оси детали на величину шага резьбы
за каждый оборот детали, на последней будет образовываться резьба.
Скорость резания, соответствующая скоростц вращения резца,
при вихревом нарезании — от 150 до 450 мЫин. Охлаждающие
жидкости при вихревом нарезании резьбы не применяют.
При нарезании внутренней резьбы'деталь закрепляют в патроне.
Резец закрепляют в оправке головки, которую также устана-
вливают на супорте станка.
Как при наружном, так и при внутреннем вихревом нарезании
резьбы головку повертывают относительно оси детали на величину
угла подъема резьбы.
Вихревое нарезание резьбы можно производить на токарных,
резьбонарезных или резьбофрезерных станках при помощи специаль-
ных приспособлений. Производительность при вихревом резьбо-
нарезании в 2—3 раза выше, чем при резьбофрезеровании.
ЧАСТЬ ВТОРАЯ
Глава IV
МАТЕРИАЛЫ ДЛЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
И ИХ ТЕРМИЧЕСКАЯ ОБРАБОТКА
1. ТРЕБОВАНИЯ- ПРЕДЪЯВЛЯЕМЫЕ К МАТЕРИАЛАМ
ДЛЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
Материалы, из которых изготовляют калибры и детали измери-
тельных инструментов, должны удовлетворять ряду требований,
предусматриваемых техническими условиями. Эти требования выте-
кают из условий эксплуатации и назначения измерительных инстру-
ментов. К числу основных требований относятся следующие:
1. Материал должен обладать коэфициентом линейного расши-
рения, близким по величине коэфициенту линейного расширения
материала измеряемых деталей. Это уменьшает ошибки измерения
от несоблюдения установленной температуры, при которой произ-
водят измерение.
2. Материал должен обеспечивать неизменность формы и разме-
ров измерительного инструмента с течением времени. Многие мате-
риалы таким свойством не обладают. Например, цинковые и некото-
рые другие сплавы цветных металлов, некоторые марки легирован-
ных сталей, дерево, пластмассы и ряд других материалов изменяют
свои размеры с течением времени и для изготовления измеритель-
ных инструментов не пригодны, если не принять специальных мер
к предотвращению деформаций.
о. Рабочие поверхности измерительных инструментов должны
быть изготовлены из такого материала, который в условиях эксплуа-
тации обеспечивает хорошую износостойкость.
4. Материал должен хорошо закаливаться с минимальными
деформациями и обеспечивать требуемую твердость.
5. Материал должен обладать хорошим сопротивлением корро-
зии. Измерительные инструменты, долгое время находящиеся в экс-
плуатации или на хранении, не должны корродировать.
6. Материал должен хорошо обрабатываться, чтобы при до-
водке обеспечить требуемую чистоту отделки рабочих поверхностей.
2. ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ И ИХ НАЗНАЧЕНИЕ
Для изготовления калибров и деталей измерительных инстру-
ментов применяют следующие марки стали:
1) цементуемые углеродистые стали марок 15, 20;
2) углеродистые инструментальные стали У8А, УЮА, У12А;
134
МАТЕРИАЛЫ ДЛЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
3) легированные инструментальные стали X и ХГ;
4) высокохромистая сталь Х12;
5) азотируемые стали 35ХЮА, 35ХМЮА.
В табл. 23 приведен химический состав перечисленных выше
сталей.
Таблица 23
Химический состав сталей, применяемых для изготовления калибров
и деталей измерительных инструментов
Марки стали Химический состав в °/0 Стандарт
с Сг Мп SI NI s р Прочие легиру- ющие элементы
не б олее
Сталь 15 (цементу- емая) 0,10- -0,20 <0,3 0,35— —0,65 0,17— —0,37 <0.30 0,045 0,045 — гост в- 1050-41
У8А 0,75— -0,85 <0,2 0,25- -0,35 <0,30 < 0,25 0,03 0,03 — ГОСТ В- 1435-42
У10А 0,95— —1,09 <0,2 0,15- -0,25 <0,30 <0,25 0,03 0,03 — То же
У12А 1,10— —1,25 <0,2 0,15— -0.25 <0,30 < 0,25 0,03 0,03 —
X 0,95— -1,10 1.3— -1,6 <0,4 <0,35 <0,25 0,03 0,03 — гост 14958-39
ХГ 1,30- -1,50 1,3— -1,6 0,45— -0,70 <0,35 <0,25 0,03 0,03 — То же
Х12 2,0- —2,3 11,5— -13,00 <0,35 <0,4 <0,35 0,03 0,03 —
35ХЮА 0,30- —0,40 1,35— -1,65 0,30— —0,60 0,17— -0,37 <0,5 0,03 0,035 Алюминий 0,65—1,25 остнктп 7124
35ХМЮА 0,30— -0,38 1.35— -1,65 0,30— —0,60 0,17- -0,37 <0,5 0,03 0,035 Алюминий 0,75—1,10 Молибден 0,4-0,60 То же
Цементуемые стали применяют для изготовления скоб, шабло-
нов и деталей приборов, у которых должна быть закалена только
часть поверхности.
Цементация является длительной и дорогой операцией терми-
ческой обработки, поэтому изготовление инструментов из цемен-
туемых сталей следует применять только тогда, когда это необхо-
димо. Скобы изготовляют из цементуемой стали потому, что горя-
чая штамповка высокоуглеродистой стали вызывает значительные
технологические трудности. Шаблоны изготовляют из цементуемой
стали для того, чтобы в них после закалки оставалась мягкая сердце-
вина, при наличии которой шаблоны можно править. В некоторых
деталях бывает необходимо после закалки производить сверление
или расточку. В этом случае деталь изготовляют из цементуемой
стали; после цементации удаляют цементованный слой в тех местах,
ОСОБЕННОСТИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТОВ 135
где поверхности должны остаться незакаленными, и затем деталь
закаливают.
Вместо удатения цементованного слоя час^о пе^е^ цементацией
применяют омеднение тех поверхностей, которые не должны цемен-
товаться. Слой меди препятствует цементации, и после закалки
омедненные места остаются незакаленными.
Применение закалки токами высокой частоты позволило во
многих случаях отказаться от применения цементации и изгото-
влять детали из углеродистой инструментальной стали с последую-
щей поверхностной закалкой.
Инструментальные углеродистые стали применяют для изгото-
вления следующих измерительных инструментов:
1) У8А — шаблонов, деталей штангенциркулей и калибров,
которые подвергают хромированию;
2) У10А — гладких и резьбовых калибров;
3) У12А — микрометрических винтов и пяток микрометров,
установочных калибров, сферических штихмасов и др.
Легированные инструментальные стали марок X и ХГ полу-
чили наибольшее применение для изготовления измерительных
инструментов. Объясняется это тем, что эти стали закаливают в масло
и они дают малые деформации. Из сталей X и ХГ изготовляют глад-
кие и резьбовые калибры-пробки и кольца, установочные калибры,
измерительные стержни и др. Плоскопараллельные концевые меры
изготовляют из стали марки X.
Недостатком сталей марок X и ХГ является то, что при закалке
в них получается значительное количество остаточного аустенита,
который вызывает изменение размеров калибров во время их службы.
Высокохромистую сталь Х12 применяют для деталей измери-
тельных приборов в тех случаях, когда износ происходит на неболь-
ших участках поверхности и вызывает нарушение точности, как
например, в призмах миниметров.
Азотируемые стали 35ХМЮА и 35ХЮА применяют для изгото-
вления сложных калибров и шаблонов, которые после закалки
не представляется возможным шлифовать.
Азотированные инструменты обладают лучшей стабильностью
размеров, чем инструменты из закаленной стали. Сердцевина азо-
тированных инструментов остается мягкой и имеет устойчивую
структуру; внутренние напряжения также меньше, чем при закалке,
вследствие медленного охлаждения после азотирования.
3 ОСОБЕННОСТИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
При изготовлении измерительных инструментов применяют сле-
дующие основные виды термической обработки: отжиг, нормализа-
цию, улучшение, закалку, отпуск, старение и обработку холодом.
Отжиг применяют после ковки и горячей штамповки заго-
товок. Отжиг предназначается для понижения твердости заготовок.
Заготовки после ковки или горячей штамповки имеют высокую
136
МАТЕРИАЛЫ ДЛЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
твердость, в особенности, если их изготовляют из инструменталь-
ных сталей, и в таком состоянии их нельзя передавать на механи-
ческую обработку. Отжиг применяют также для устранения вну-
тренних напряжений, возникающих в деталях при ковке, горячей
штамповке, прокатке и др.
При нагреве детали до температуры ковки сталь становится пла-
стичной и внутренние напряжения полностью отсутствуют. При
охлаждении наружной поверхности детали ниже 500° наружные
слои постепенно переходят из пластичного состояния в упругое.
Поскольку температура наружных слоев ниже, чем внутренних,
они уменьшаются в объеме быстрее, чем внутренние слои, находя-
щиеся в пластичном состоянии. При этом появляются напряжения
растяжения в поверхностных слоях.
Когда сердцевина детали охладится ниже 500°, она тоже пере-
ходит в упругое состояние. В это время наружные слои уже при-
обрели значительную упругость, и при дальнейшем охлаждении
в детали появляются напряжения. Когда наружные слои охладятся
до температуры окружающей среды, внутренние слои еще продол-
жают охлаждаться и уменьшаться в объеме. Наружные слои пре-
пятствуют уменьшению объема внутренних слоев и поэтому в на-
ружных слоях возникают напряжения сжатия, а во внутренних
слоях — напряжения растяжения. Напряжения достигают наиболь-
шего значения при полном охлаждении детали.
При горячей! штамповке напряжения возникают также вслед-
ствие того, что наружные слои охлаждаются значительно быстрее
вследствие соприкосновения со штампом, а также оттого, что про-
цесс деформирования при штамповке часто продолжается и тогда,
когда наружные слои детали уже приобрели упругость вследствие
охлаждения.
Отжиг производится в термических печах и состоит из нагрева
стали выше критической точки Xq с последующим медленным охла-
ждением с печью.
Заготовки из стали марок 15 и 20 после штамповки обычно не
подвергают отжигу, так как они имеют низкую твердость, а если
их отжечь, то они становятся настолько вязкими, что затрудняется
их механическая обработка.
Нормализация состоит в нагреве стали до температуры
выше критической точки Ас3 с последующим охлаждением в спокой-
ном воздухе. Нормализацию применяют для понижения твердости
заготовок из среднеуглеродистой стали (марок 20 и 40) вместо отжига,
но после нормализации твердость будет выше, чем после отжига.
Улучшение применяют для деталей из высокоуглероди-
стых и легированных сталей для лучшей их обрабатываемости.
Этому процессу подвергают главным образом детали, на которых не-
обходимо нарезать точную резьбу (микрометрические винты, резьбо-
вые кольца и др.).
Улучшение состоит из закалки и отпуска при высокой темпера-
туре. Ввиду того, что по структуре стали очень трудно установить,
ОСОБЕННОСТИ ТЕРМИЧЕСКОЙ обработки инструментов
137
хороню ли она будет обрабатываться, улучшение часто проверяют
посредством пробы на обрабатываемость. Из печи, в которой произ-
водят высокий отпуск, отпирают несколько деталей для пробы на
обрабатываемость (нарезают на них резьбу). Если проба даст удовлет-
ворительные результаты, печь разгружают, если нет, то производят
дополнительный отпуск и повторную пробу.
Лабораторные исследования обрабатываемости микровинтов из
стали У12А показали, что наиболее чистая резьба, нарезанная рез-
цом, получается при структуре стали, представляющей мелкозер-
нистый перлит.
Закалку производят для придания измерительным инстру-
ментам высокой твердости. Закалка состоит из нагрева выше крити-
ческой точки Ас3 для доэвтектоидной и выше точки Асг для за-
эвтектоидной стали с последующим охлаждением с большой
скоростью.
Для нагрева деталей измерительных инструментов при закалке
применяют следующие основные методы: 1) нагрев в термических
газовых или электрических печах, 2) нагрев в соляных ваннах,
3) нагрев в свинцовых ваннах, 4) нагрев пропусканием электри-
ческого тока (нагрев сопротивлением), 5) нагрев токами высокой
частоты (индукционный нагрев).
В термических печах нагревают под закалку гладкие и резьбо-
вые калибры, калибры для конусов, многие детали приборов и ин-
струментов, ио этот вид закалки постепенно вытесняется закалкой
с нагревом токами высокой частоты. Для некоторых видов изделий
закалка с нагревом в термических печах является наиболее произ-
водительным и рациональным методом. Например, гладкие калибры
размером до 50 мм рациональнее закаливать в термических печах,
так как получаемые при этом деформации не затрудняют шлифо-
вание, а сам процесс закалки производительнее, чем на высокочастот-
ной установке. Для резьбовых калибров, наоборот, рациональнее
производить закалку с нагревом токами высокой частоты, так как
деформации при этом способе значительно меньше и можно значи-
тельно уменьшить припуски на резьбошлифование.
Наиболее совершенными термическими печами для закалки изме-
рительных инструментов являются печи с защитной атмосферой.
При нагреве в этих печах детали не обезуглероживаются и после
закалки имеют чистую поверхность.
Нагрев в соляных ваннах применяют тогда, когда при закалке
нужно получить как можно меньшую деформацию. Соляная ванна
имеет равномерную температуру и равномерно нагревает деталь
со всех сторон, что способствует уменьшению деформаций. Суще-
ствуют составы соляных ванн, которые совершенно не обезуглеро-
живают поверхности металла, и детали после закалки имеют чистую
поверхность. В соляных ваннах рекомендуется производить нагрев
под закалку резьбовых колец, плоскопараллельных концевых мер
и различных мелких деталей, которые после закалки не обрабаты-
вают.
138 МАТЕРИАЛЫ ДЛЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
Нагрев в свинцовых ваннах применяют главным образом тогда,
когда необходимо закалить деталь частично и получить резкий
переход от закаленной части к незакаленной. Закалка с нагревом
в свинцовых ваннах почти полностью вытеснена поверхностной
закалкой с нагревом т. в. ч.
Нагрев пропусканием электрического тока применяют для длин-
ных, тонких деталей, имеющих равномерное сечение,— проволочек
для измерения резьбы и гладких калибров диаметром менее 3 мм.
Для закалки этим методом берется проволока (серебрянка) требуе-
мого диаметра длиной приблизительно в 1 м. Этот пруток закре-
пляют в специальном закалочном приспособлении. Через натянутую
проволоку пропускают электрический ток; силу тока регулируют
посредством реостата. После достижения требуемой температуры
нагрева проволоку в натянутом состоянии опускают в бачок с мас-
лом, затем вынимают и производят отпуск также пропусканием
тока.
После закалки и отпуска закаленную проволоку разрезают на
заготовки требуемой длины, которые поступают на механическую
обработку.
4. ЗАКАЛКА С НАГРЕВОМ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ
Поверхностный нагрев токами высокой частоты основан на том,
что ток высокой частоты проходит только по поверхности и совер-
шенно не проходит внутрь детали, через которую его пропускают.
Существует два способа нагрева токами высокой частоты: индук-
ционный нагрев и нагрев непосредственным включением.
Для большинства деталей применяют индукционный нагрев.
Деталь помещают внутри одновиткового или многовиткового индук-
тора, через который проходит ток высокой частоты. При этом в де-
тали индуктируется также ток высокой частоты, который, как уже
было сказано выше, проходит по поверхности детали и нагревает
ее до температуры закалки.
Глубина проникновения тока, а следовательно, и толщина нагре-
того слоя зависят от частоты тока. Чем выше частота тока, тем меньше
глубина закаленного слоя.
Ламповые генераторы имеют частоту до 300 000 гц, а машинные
генераторы — до 5000 гц, поэтому на установках с машинными
генераторами глубина закалки получается больше.
Применение поверхностной закалки с нагревом токами высокой
частоты вместо сквозной закалки способствует повышению стабиль-
ности размеров калибров, так как толщина закаленного слоя не-
большая (2—3 мм), а незакаленная сердцевина имеет устойчивую
структуру.
Для закалки резьбовых пробок диаметром до 50 мм применяется
индуктор упрощенной конструкции, показанный на фиг. 98. Пробку
устанавливают в центрах приспособления так, чтобы рабочая часть
находилась в индукторе. Ввиду того, что мощности генератора до-
статочно для одновременного нагрева всей поверхности, подлежа-
ЗАКАЛКА С НАГРЕВОМ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ 139
щей закалке, вертикального перемещения калибра во время нагрева
не требуется и нагревается одновременно вся рабочая поверхность
калибра. Во время закалки калибр вращается с числом оборотов
300—400 в минуту.
Индуктор изготовляют из полосы красной меди толщиной 4—5 мм,
которую изгибают, как показано на фиг. 98. Ширина полосы соот-
ветствует высоте индуктора и берется на 2—3 мм меньше длины
Фиг. 98. Индуктор для закалки
т. в. ч. калибров диаметром до 50 мм.
рабочей части калибра «'для'; того,
чтобы .Избежать перегрева краев
Фиг. 99. Индуктор для закалки т. в. ч-
калибров диаметром от 50 до 100 мм'
калибра. Зазор между внутренним диаметром индуктора и наруж-
ным диаметром калибра 1,5—Зллг на сторону.
Так как длительность нагрева калибра невелика, сам индуктор
разогреться не успевает, и поэтому специального охлаждения индук-
тора не производится. Для охлаждения калибра после нагрева его
до требуемой температуры к индуктору с диаметрально противо-
положных сторон припаивают медью две воронки, оканчивающиеся
патрубками. В стенках индуктора, под воронками, до припайки
последних, сверлят отверстия диаметром 1—1,2 мм. К патрубкам
по резиновым шлангам подводят воду. Когда калибр нагреется
до требуемой температуры, нагрев выключают и пускают воду,
которая, проходя через отверстия в стенках индуктора, охлаждает
калибр. Ввиду того, что калибр во время охлаждения вращается,
при достаточно мощном напоре воды, вся поверхность пробки охла-
ждается равномерно.
Для закалки калибров диаметром свыше 50 мм применяют индук-
торы с кольцевым резервуаром для воды. На фиг. 99 показана кон-
140
МАТЕРИАЛЫ ДЛЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
струкция такого индуктора. Нагрев калибров этого размера требует
значительно большего времени, и поэтому необходимо производить
охлаждение как кольцевой части индуктора, так и щечек. Кольце-
вая часть индуктора охлаждается при охлаждении детали, когда
вода заполняет кольцевой резервуар. Для охлаждения щечек к их
боковым сторонам припаивают изогнутые и сплющенные трубки,
через которые непрерывно течет вода.
В кольцевой резервуар поступает вода, которая проходит через
отверстия, просверленные в стенках медного кольца. Толщина
Фиг. 100. Индуктор для закалки
ников.
этого кольца 4 — 5 мм.
Для облегчения изго-
товления отверстий их
делают ступенчатыми.
В красной меди трудно
сверлить отверстия ма-
лого диаметра, поэтому
сначала сверлят отвер-
стия диаметром 2,5 лш,
на глубину полови-
ны толщины стенки, а
затем диаметром 1 —
Щечки припаивают
к внутреннему кольцу
в месте его разреза. Стенки кольцевого резервуара и щечки изго-
товляют из красной меди, стенки — толщиной 1 мм, щечки —
2 мм.
В зависимости от размера индуктора, к кольцевому резервуару
припаивают один или два патрубка для подвода воды.
Иногда у резьбовых пробок со стороны заднего торца бывает
буртик. Закалка таких пробок с нагревом токами высокой частоты
значительно сложнее. Резьбовая часть калибра и рабочий торец
буртика необходимо нагревать до требуемой температуры в одно
и то же время. При настройке приходится регулировать расстояние
от торца индуктора до торца буртика, чтобы нагрев происходил
одновременно.
Для охлаждения буртика во внутреннем кольце индуктора рас-
тачивают фаску, в которой сверлят наклонные отверстия.
После нагрева поверхности калибра до требуемой температуры
генератор выключается и одновременно, автоматически, включается
электромагнитный гидроклапан, через который в индуктор посту-
пает вода для охлаждения детали.
На фиг. 100 показан индуктор для закалки угольников. Этот
индуктор изготовлен из медной трубки и изогнут так, что он охва-
тывает весь рабочий контур угольника. Угольник нижней боковой
поверхностью опирается на керамическое основание.
По трубке непрерывно протекает вода и охлаждает индуктор.
После нагрева рабочего контура угольника до требуемой темпера-
ЗАКАЛКА С НАГРЕВОМ ЮКАМИ ВЫСОКОЙ ЧАСТО 1Ы
141
Фиг. 101. Индуктор для закалки
т. в. ч. резьбовых колец.
туры угольник вынимают из индуктора и охлаждают в масляной
ванне. Применение индуктора без разбрызгивателя упрощает его изго-
товление, но вызывает неудобство в работе в связи с тем, что нагре-
тую деталь нужно быстро переносить из индуктора в масляную
ванну. Однако опыт применения таких индукторов показал, что
ими можно пользоваться при закалке плоских деталей в крупно-
серийном производстве.
На фиг. 101 показан индуктор
для закалки резьбовых колец. Ин-
дуктор изготовлен из медной трубки,
изогнутой в спирали. По трубке не-
прерывно протекает вода. Разбрыз-
гиватель помещается ниже индук-
тора. Когда кольцо нагревается до
требуемой температуры, приспособ-
ление опускается вниз, и кольцо
начинает охлаждаться. Во время
нагрева и охлаждения кольцо вра-
щается.
Закалка с нагревом т. в. ч.
сопровождается появлением в зака-
ливаемом изделии больших внут-
ренних напряжений. Быстрый нагрев
поверхности изделия до температуры
закалки вызывает температурное
увеличение объема нагретого слоя.
В это время сердцевина изделия
остается ненагретой, что вызывает
деформацию наружного слоя, кото-
рый в нагретом состоянии обладает высокой пластичностью.
Последующее охлаждение при закалке фиксирует поверхностный
слой в деформированном (сжатом) состоянии. После охлаждения,
когда объем поверхностного слоя опять уменьшится, в закален-
ном слое появятся растягивающие напряжения, — закаленный
слой будет стремиться сжать сердцевину. После закалки резьбо-
вых калибров-насадок диаметром 64 мм были случаи, когда на-
пряжения в поверхностном слое разрывали тело насадки по ра-
диальному сечению с образованием трещины, которая на периферии
достигала ширины 3 мм. Если напряжения в поверхностном слое
не достигают величин, могущих вызвать разрушение, то они все же
вызывают значительные деформации сжатия. Вследствие этих на-
пряжений изделия после закалки т. в. ч. обычно уменьшаются
в размерах. При закалке резьбовых колец диаметром 120 мм умень-
шение диаметра резьбы достигало 0,2—0,3 мм. Поэтому применение
закалки т. в. ч. по сравнению с обычными методами закалки требует
изменения операционных размеров деталей.
Влияние внутренних напряжений, возникающих при закалке
т. в. ч., на стабильность размеров калибров в эксплуатации еще
142
МАТЕРИАЛЫ ДЛЯ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
недостаточно изучено. Опыт показывает, что на деталях сложной
формы, имеющих малую жесткость, внутренние напряжения с тече-
нием времени вызывают деформации, выражающиеся в искривлении
деталей. На деталях же простейшей формы (калибры-пробки) дефор-
маций, вызываемых внутренними напряжениями, не наблюдалось.
При обычных методах термической обработки наличие внутрен-
них напряжений является неизбежным вследствие неравномерности
охлаждения при закалке. Отпуск калибров после закалки ослабляет
внутренние напряжения, но не устраняет их полностью. После
закалки с нагревом т. в. ч. калибры проходят отпуск с тем же режи-
мом, как и после обычной закалки.
Можно сделать вывод, что внутренние напряжения, образую-
щиеся при высокочастотной закалке, для калибров простейшей
формы не опасны, но необходимо, чтобы они не нарушали механи-
ческой прочности.
Приведенные примеры закалки измерительных инструментов
с нагревом т. в. ч. показывают, что в этой области имеются широ-
кие возможности, которые еще недостаточно исследованы. Регули-
рование скорости нагрева, изменение толщины закаленного слоя
и регулирование скорости охлаждения за счет мощности душа и тем-
пературы воды дают возможность управлять процессом закалки,
что является преимуществом по сравнению с закалкой в термиче-
ских печах.
5. ОТПУСК, СТАРЕНИЕ И ОБРАБОТКА ХОЛОДОМ
После закалки все измерительные инструменты проходят отпуск.
Отпуск состоит в нагреве закаленных инструментов до 150° в тече-
ние 3 час. Обычно отпуск производят в масляных ваннах с электри-
ческим нагревом; постоянство температуры в этих ваннах регули-
руется автоматически.
После закалки в деталях возникают большие внутренние напря-
жения, иногда достигающие предела прочности детали. Поэтому
после закалки детали должны поступать на отпуск без замедления,
так как в противном случае они могут растрескаться.
Внутренние напряжения возникают вследствие структурных
превращений и неравномерности охлаждения при закалке. Удель-
ные объемы структурных составляющих стали неодинаковы. Наи-
больший удельный объем имеет мартенсит, наименьший — аусте-
нит. Перлит и троостит занимают промежуточное положение. При
закалке образуется мартенсит, поэтому объем изделий увеличивается.
Вследствие разницы в скоростях охлаждения поверхности и
сердцевины закалка может быть разной в разных точках изделия.
Поэтому наряду с изменением объема происходит и искажение формы.
Отпуск не устраняет полностью внутренних напряжений, а лишь
уменьшает их и способствует уравновешиванию напряжений.
Образующийся при закалке измерительных инструментов оста-
точный аустенит отрицательно влияет на стабильность размеров
инструмента в эксплуатации. Вследствие своей неустойчивости
ОТПУСК. СТАРЕНИЕ И ОБРАБОТКА ХОЛОДОМ
1 13
остаточный аустенит с течением времени может распадаться, посте-
пенно превращаясь в мартенсит. Ввиду того, что аустенит имеет
меньший объем, чем мартенсит, процесс распада аустенита сопро-
вождается увеличением объема. Это увеличение объема выводит
из строя измерительные инструменты вследствие нарушения их
размеров. Кроме того, остаточный аустенит отрицательно влияет
на твердость закаленной стали, так как он имеет меньшую твердость,
чем мартенсит.
Свойство стали изменять объем
и размеры с течением времени на-
зывается «старением».
Наличие легирующих элементов
в стали оказывает сильное влияние
на поведение стали при термической
обработке, на ее структуру и твер-
дость. На фиг. 102 показано влия-
ние различных легирующих элемен-
тов на количество остаточного аус-
тенита в закаленной стали. Марга-
нец оказывает наибольшее влияние
на процент остаточного аустенита.
При содержании в стали 5% мар-
ганца после закалки в ней может
быть 100% аустенита. По степени
влияния на количество остаточного
аустенита за марганцем следует
хром, а затем никель. Остальные
элементы при малых содержаниях
Содержание легирующего элемента
Фиг. 102. Влияние легирующих
элементов на количество остаточ-
ного аустенита в стали.
также оказывают значительное влияние на процент остаточного
аустенита, хотя это влияние незначительно изменяется с возраста-
нием содержания легирующего элемента.
Чем больше процент остаточного аустенита в закаленной стали,
тем больше изменяются в эксплуатации размеры измерительного
инструмента, изготовленного из этой стали.
Технологический процесс термической обработки измерительных
инструментов должен быть построен так, чтобы готовые инструменты
обладали наибольшей стабильностью размеров. Стабильности разме-
ров достигают режимом термической обработки и режимом старения.
Применяют два метода закалки измерительных инструментов.
Первый метод предусматривает получение устойчивого остаточного
аустенита, который не распадается с течением времени, чем и дости-
гается стабильность размеров. Количество остаточного аустенита
и интенсивность его распада в большой мере зависят от режима тер-
мической обработки. Несоблюдение температуры нагрева и темпе-
ратуры закалочного масла при закалке хромистой стали вызывает
нестабильность размеров измерительных инструментов.
Исследование стабильности калибров из хромистой стали при
различных режимах закалки показало, что при соблюдении
144
ШЛИФОВАНИЕ И ДОВОДКА
закалочной температуры, температуры закалочного масла и при
применении дополнительного охлаждения калибров в проточной воде,
непосредственно после охлаждения в масле, можно обеспечить
удовлетворительную стабильность калибров в эксплуатации.
Второй метод предусматривает наиболее полный распад аусте-
нита при термической обработке. Этот метод дает более надежные
результаты, чем первый, и применяется при изготовлении плоско-
параллельных концевых мер.
После закалки с охлаждением в масле плоскопараллельные
концевые меры дополнительно охлаждают в ванне с жидким кисло-
родом (температура — 182°). Обработку в жидком кислороде про-
изводят непосредственно после закалки. Наблюдения за изменением
размеров плоскопараллельных концевых мер в течение года пока-
зали хорошую стабильность размеров после введения этого техно-
логического процесса.
Термическая обработка измерительных инструментов при низ-
ких температурах называется обработкой холодом.
Обработку холодом производят не только путем охлаждения в жид-
ком кислороде, но и путем охлаждения в специальных холодильных
установках. Ввиду того, что значительная часть остаточного аусте-
нита распадается при охлаждении до — 70°, в холодильных установ-
ках обычно обрабатывают измерительные инструменты при темпе-
ратуре — 70®.
После закалки и охлаждения в проточной воде или в жидком
кислороде производится отпуск. Для измерительных инструментов
отпуск совмещается с искусственным старением, поэтому длитель-
ность отпуска увеличена до 3 час. для всех измерительных инстру-
ментов, за исключением калибров сложной формы и плоскопарал-
лельных концевых мер. Плоскопараллельные концевые .меры
проходят искусственное старение в течение 12 час.
Старение бывает естественным и искусственным. При естествен-
ном старении изделия после закалки длительное время лежат на
складах для того, чтобы в них до окончательного изготовления
произошли структурные превращения, связанные с изменением
размеров. Длительность вылеживания зависит от точности инстру-
ментов и колеблется от 6 мес. до 2,5 лет. Ввиду большой длитель-
ности процесса естественное старение калибров в настоящее время
не применяют и заменяют его искусственным старением.
Глава V
ШЛИФОВАНИЕ И ДОВОДКА
После закалки рабочие поверхности калибров и измерительных
инструментов шлифуют и доводят. В производстве измерительных
инструментов эти две операции являются основными и к ним предъ-
является ряд требований, обусловленных точностью и качеством
рабочих поверхностей калибров и измерительных инструментов.
ШЛИФОВАНИЕ
145
При шлифовании должны быть достигнуты правильная геометри-
ческая форма и требуемый размер детали с припуском на доводку.
Шлифование позволяет исправить дс<Ьопмации детали, получае-
мые при термической обработке, и этим облегчает процесс доводки.
Доводка предназначается для достижения требуемой точности
и чистоты поверхности детали. В отдельных случаях доводка должна
обеспечивать также получение геометрической формы, более точ-
ной чем форма, которую можно получить при шлифовании.
1. ШЛИФОВАНИЕ
Шлифованием называется обработка абразивным кругом, вра-
щающимся с большой скоростью.
Шлифовальный круг состоит из абразивных зерен, связанных
веществом, которое называется связкой. Шлифовальный круг режет
зернами, представляющими собой отдельные резцы, беспорядочно
расположенные на поверхности круга. Большое количество зерен
на поверхности шлифовального круга позволяет производить ра-
боту резания при очень тонкой стружке, что дает возможность
получать более чистую поверхность по сравнению с другими видами
обработки.
Особенностью шлифовального круга является его способность
во время работы самозатачиваться. Самозатачивание происходит
путем выкрашивания затупившихся зерен под действием возрос-
шего усилия резания вследствие затупления зерна.
Особенностью шлифования является возможность обрабатывать
материалы высокой твердости, обеспечивая высокую точность обра-
ботки. Различные виды работ, выполняемых при шлифовании,
требуют применения шлифовальных кругов различной характери-
стики. В зависимости от механических свойств обрабатываемых
материалов требуются круги, различные по материалу зерен, их
величине, твердости связки, материалу связки и структуре располо-
жения зерен.
Абразивные материалы
Абразивным материалом называется минерал естественного или
искусственного происхождения, обладающий высокой твердостью,
острые грани зерен которого используют как режущие элементы.
Зерна абразивного материала не должны быть слишком хрупкими,
чтобы обеспечить устойчивость против усилий, возникающих при
резании.
Естественными абразивными материалами являются наждак,
корунд и кварц.
Наждак представляет собой горную породу, состоящую из смеси
корунда и окиси железа. Окись железа является вредной примесью,
сильно понижающей качество режущих зерен. До появления искус-
ственных абразивных материалов шлифовальные круги изготовля-
лись из наждака. В настоящее время наждак применяется только
10 Честнов 1698
146 ШЛИФОВАНИЕ И ДОВОДКА
для приготовления абразивных порошков и при изготовлении на-
ждачной бумаги.
Корунд по химическому составу представляет окись алюминия
(А12О3) и по твердости уступает только карбиду кремния, карбиду
бора и алмазу. Корунд содержит 90—95% кристаллической окиси
алюминия. Корунд менее хрупок, чем наждак, и является более
качественным шлифующим материалом. Корунд в чистом виде
встречается редко и принадлежит к драгоценным камням, известным
под названиями сапфира и рубина.
Естественный корунд применяют для изготовления кругов для
заточки инструментов и для изготовления шлифовальных порошков.
Для шлифовальных кругов корунд имеет ограниченное применение
вследствие того, что его зерна более хрупки, чем зерна искус-
ственного корунда, и поэтому шлифовальные круги из него менее
производительны.
Кварц (песчаник) представляет кристаллизованную кремнекис-
лоту (S10J. Он обладает невысокой твердостью и не хрупок. При-
меняется главным образом при пескоструйной обработке.
Искусственными абразивными материалами являются электро-
корунд н карборунд. Электрокорундом называется корунд, полу-
чаемый путем электрической плавки боксита. Боксит состоит из
глинозема, кремнезема и окиси железа. Боксит в смеси с коксом
плавится в корундовых печах посредством электродуговой плавки.
Содержание окиси алюминия в искусственном корунде обычно
составляет 86—91%, в лучших сортах 96—99%.
Электрокорунд имеет кристаллическое строение, цвет его — от
темнокоричневого до светлорозового и белого. Чем меньше приме-
сей, тем электрокорунд светлее.
С увеличением содержания окиси алюминия твердость электро-
корунда повышается, но в то же время повышается и хрупкость.
Поэтому высшие copra электрокорунда с содержанием окиси алю-
миния 99% (корракс), как более твердые и хрупкие, применяются
для тонкого шлифования сталей высокой твердости. Для грубого
шлифования и для шлифования более мягких сталей применяют,
вследствие меньшей стоимости и меньшей хрупкости, обыкновенный
электрокорунд с содержанием 86—91% окиси алюминия.
Карборунд по своему составу представляет карбид кремния
(SiC). В естественном виде он не встречается и получается путем
плавки кварцевого песка и кокса в электрических дуговых печах.
Кристаллы карборунда имеют черную, темносинюю или зеле-
ную окраску. Карборунд очень тверд (тверже его только карбид
бора и алмаз), и зерна его имеют очень острые грани. Недостатком
карборунда является его высокая хрупкость, зерна его легко рас-
щепляются. Поэтому карборунд применяют при обработке материа-
лов с небольшим сопротивлением разрыву: чугуна, алюминия,
латуни и др.
В табл. 24 указано назначение шлифовальных кругов в зависи-
мости от материала зерен.
ШЛИФОВАНИЕ
147
Таблица 24
Химический состав и назначение абразивных материалов
Наименование Хими- ческий состав Содержа- ние Б riQ Обоз- наче- ние Цвет Назначение
Электроко- рунд нор- мальный AljOg £6-91 э От серо-корич- невого до тем- нокоричневого и от розового до темнокрас- ного Грубое шлифо- вание изделий нз закаленной и незакаленной стали
Корунд AlgOg До 95 Е Серый Для производ- ства микро- порошков и шлнфпо ошков
Электроко- рунд выс- ший сорт (корракс) А12О8 96—99 ЭБ Белый, светло- розовый Точное шлифо- вание изделий из закаленной и незакаленной стали
Карборунд SiC Не ме- нее 95 кч Черный Шлифование чу- гуна бронзы, алюминия и др.
Карборунд- экстра SiC Не ме- нее 97 КЗ Зеленый Шлифование твердых спла- вов
Для оценки твердости абразивных материалов и минералов ранее
применялась шкала твердости Мооса. Но эта шкала оказывается
слишком грубой и не позволяет точно разграничить абразивные
материалы, применяемые в металлообработке, по их твердости.
На основании изучения микротвердости минералов лауреатом Ста-
линской премии проф. М. М. Хрущовым разработана новая шкала
твердости [20]. Эта шкала дает возможность более точно классифи-
цировать твердые материалы и позволяет оценивать твердость
минералов в единицах микротвердости, определяемых посредством
вдавливания алмазной пирамиды. Числа твердости, определяемые
методом вдавливания, характеризуют напряжение на единицу
поверхности отпечатка, полученного от вдавливания алмазной пира-
миды с квадратным основанием и углом при вершине между
гранями 136°.
Класс твердости минералов по шкале М. М. Хрущова выра-
жается через микротвердость следующей формулой:
«
3 ~~
^о = 0.7 j/ Н.
Шкала твердости проф. М. М. Хрущова не связана с какими-
либо эталонами твердости. Одни и те же минералы, различаю-
щиеся по содержанию примесей или месторождением, могут
148
ШЛИФОВАНИЕ И ДОВОДКА
значительно различаться по своей твердости, в то время как согласно
шкале Мооса каждому эталонному минералу присвоен свой номер
твердости. Так, например, по Моосу твердость корунда равна 9,
в то время как класс твердости по шкале М. М. Хрущова для
корундов различного происхождения может быть от 8,7 до 9,1.
Для большинства минералов, за исключением алмаза, классы
твердости, подсчитанные по приведенной выше формуле, и твер-
дость по Моосу близки между .собой, как это видно из сопоста-
вления в табл. 25.
Таблица 25
Твердость минералов по шкале проф. М. М. Хрущова
Материал Класс твер- дости по шкале Хрущова Число твердости Н (микро- твердость) в /сг|.ил«г № по шкале Мооса Материал Класс твер- дости по шкале Хрущова 7/0 Число твердости Н (микро- твердость) в кг\л.'М2 № по шкале Мооса
Тальк . . . 0,9 2.4 1 Кварц . . . 7,3 1 120 7
Гипс . . . 2,3 36 2 Топаз . . . 7,9 1427 8
Кальцит . . 3,3 109 3 Корунд . . 8,9 2 060 9
Флюорит 4 189 4 Карборунд 10,1 3 000 —
Апатит . . 5,7 536 5 Карбид бора 11,8 4 800 —
Ортолказ . б,э 795 6 АлМаЗ • • • 15,1 10060 10
Из приведенной таблицы видно, что по твердости алмаз значи-
тельно отличается от корунда, тогда как по шкале Мооса корунд
и алмаз отличались по твердости только на единицу. Многие абра-
зивные материалы высокой твердости, занимающие место между
корундом и алмазом, по шкале Мооса получали одинаковую оценку,
несмотря на фактически различную твердость и, следовательно,
различную абразивную способность.
Шкала твердости проф. М. М. Хрущова дает возможность пра-
вильно оценить твердость абразивных материалов.
Зернистость шлифовального круга характеризуется величиной
зерен. Зернистость обозначается номерами от 10 до 320. Номер зер-
нистости обозначает число отверстий, приходящихся на 25 мм длины
сита, через которое просеиваются зерна. Чем больше номер зерни-
стости, тем меньше размер зерен.
Размеры зерен, соответствующие различным номерам зернистости,
приведены в табл. 26.
Зернистость шлифовального круга выбирают в зависимости от
характера шлифования и от требуемой чисто-цд поверхности. Для
обдирочного плоского шлифования применяют круги зернистостью
16—36. Для предварительного и окончательного круглого шлифо-
вания применяют круги зернистостью 36—60. При шлифовании
фасонных поверхностей профилированными кругами применяют
круги зернистостью 60—100. Для шлифования резьбы применяют
круги зернистостью 120—320.
ШЛИФОВАНИЕ
149
Таблица 26
Зернистость абразивных материалов
№ зерен Размер зерен ' основной | фракции в мм Ху зерен Размер зерен 1 Размер зерен основной фракции В Л.М
основной фракции в мм о t n g и
10 2,30-2,00
12 2,00—1,70 46 0,42-0,355 120 0,125-0,105
14 1,70-1,40 54 0,355—0,30 150 0,105 0,0'5
16 1,40—1,20 60 0,30—0,25 180 0,' 85-0,075
20 1,20—1,00 70 0 25- 0,21 220 0,075 0,063
24 0,85-0,70 80 0.21-0,18 240 0,063—'. ,0:3
30 0,70—0,60 90 0.18-0,15 280 0 053-(',042
36 40 0,60-0,50 0,50-0,42 100 0,15-0,125 320 0,042 0,028
При обработке мягких и вязких материалов применяют крупно-
зернистые круги, так как при этом круги не так быстро «засали-
ваются».
Твердость шлифовального круга определяется не твердостью
абразивных зерен, а прочностью связки, удерживающей зерна
в круге. Чем выше твердость связки, тем больше сопротивление
зерен отрыву. Выбирать твердость круга следует так, чтобы обеспе-
чить самозатачивание круга во время шлифования. Когда зерно
притупится, усилие резания на нем возрастает, и под действием
возросшего усилия притупленное зерно выкрашивается, а вместо
него вступает в работу новое зерно. Если круг будет очень твердым,
затупившиеся зерна будут удерживаться в круге, круг будет «заса-
ливаться» и «прижигать» шлифуемую деталь. При недостаточной
твердости круга абразивные зерна будут отрываться раньше, чем
притупятся, и круг будет быстро изнашиваться. Для каждого вида
работ должна быть подобрана твердость связки, соответствующая
возникаемым при работе усилиям. Ввиду того, что величина усилий,
воздействующих на зерно, зависит не только от свойств обрабаты-
ваемого материала, но и от режима шлифования, выбор твердости
круга также зависит от режима шлифования.
При обработке мягких материалов зерна притупляются медлен-
нее, поэтому круг должен быть более твердым. Кроме того, при ре-
зании мягких материалов происходят пластические деформации,
вследствие чего усилие резания, приходящееся на каждое зерно,
увеличивается, поэтому круг должен быть твердым.
При обработке твердых материалов зерна притупляются быстрее
и усилие резания, приходящееся на каждое зерно, меньше, так как
твердый материал меньше пластически деформируется, следовательно,
круг для шлифования твердых материалов должен быть мягче.
При шлифовании очень вязких материалов, например, мало-
углеродистой отожженной стали (марки 15, 20) твердым кругом
происходит налипание материала на круг возле отдельных зерен
1.50 ШЛИФОВАНИЕ И ДОВОДКА
и поверхность после шлифования получается очень грубой. В этих
случаях необходимо шлифовать мягкими кругами. Нагрузка на
зерно при налипании возрастает и если это зерно будет выкраши-
ваться, то поверхность после шлифования будет чистой.
При выборе твердости круга необходимо учитывать длину дуги
соприкосновения шлифовального круга с деталью. Чем больше дуга
соприкосновения, тем длительнее соприкосновение каждого зерна с
деталью и тем больше выделяется тепла и скапливается стружки
у каждого зерна. При большой дуге соприкосновения необходимо
шлифовать с меньшей глубиной резания и, следовательно, усилие
резания на каждое зерно будет меньше и поэтому круг должен
быть мягче.
Самая большая дуга соприкосновения бывает при плоском шлифо-
вании торцом круга и при внутреннем шлифовании. Меньшая —
при плоском шлифовании периферией круга и самая малая — при
наружном круглом шлифовании.
Для всех случаев шлифования периферией круга длина дуги
соприкосновения увеличивается с увеличением диаметра круга
и глубины резания. Чем больше окружная скорость шлифоваль-
ного круга, тем меньше усилие резания, приходящееся на каждое
зерно при одной и той же глубине резания и подаче. Поэтому при-
тупившиеся зерна должны выкрашиваться при меньшем усилии,
и следовательно, чем больше скорость шлифования, тем мягче дол-
жен быть круг. Этим свойством пользуются для улучшения качества
шлифования. Когда круг для данной работы слишком мягок,
скорость увеличивают; когда слишком тверд — скорость умень-
шают, если возможно регулировать скорость круга на станке.
При работе с постоянным числом оборотов шпинделя, по мере
изнашивания круга, круг становится как бы мягче. Это зависит
только оттого, что с уменьшением диаметра уменьшается окружная
скорость.
Величина зерен также оказывает влияние на твердость шлифо-
вального круга. Чем мельче зерна, тем прочнее они удерживаются
связкой (при одной и той же твердости связки). Следовательно,
чем меньше зерна, тем мягче должен быть шлифовальный круг.
Из сказанного выше вытекают следующие основные правила
по выбору твердости шлифовального круга:
1) Чем тверже обрабатываемый материал, тем мягче должен
быть круг.
2) Для мягких и вязких материалов следует применять мягкие
круги.
3) Чем больше площадь соприкосновения, тем мягче должен
быть круг.
4) Во избежание прижогов на поверхности детали нужно приме-
нять мягкие круги.
5) Чем больше окружная скорость круга, тем мягче должен быть
круг.
6) Чем мельче зерна, тем мягче должен быть круг.
ШЛИФОВАНИЕ
151
В качестве материалов для связки применяют различные глины,
шпат, каучук, шеллак, окисленное масло. Эти материалы имеют
спосооность идявиться ил и спскяться ппи определение И ТС М П С р 8 *•
туре и пои охлаждении затвердевать, удерживая зерна шлифующих
материалов от выпадения. В зависимости от состава связывающих
веществ круги разделяются на керамические, бакелитовые, вулка-
нитовые и магнезиальные.
У кругов с керамической связкой связывающий материал со-
стоит из огнеупорной глины, каолина, полевого шпата, талька и др.
Керамические круги при изготовлении подвергают отжигу. Круги
с керамической связкой отличаются достаточной пористостью, шли-
фующие зерна при правильной работе не засаливаются и вследствие
этого легко режут шлифуемый материал. Керамические круги
дают возможность применять охлаждение при шлифовании без
опасения разрушить сам круг. Вследствие хорошего распределения
связки эти круги наиболее устойчивы при тяжелых работах.
Бакелитовые и вулканитовые круги относятся к кругам с расти-
тельной связкой. В качестве связки применяются бакелит и кау-
чук. Эти круги отличаются от керамических тем, что их не подвер-
гают обжигу, а достаточную прочность они приобретают после сушки
или вулканизации.
Вулканитовые круги могут быть изготовлены очень тонкими,
вследствие большой эластичности связки, и не боятся боковых
ударов.
Вулканитовые круги применяют главным образом для раз-
резки металла и для разных прорезных работ. Недостатком этих
кругов является их недостаточная пористость, вследствие чего они
при работе быстро засаливаются и издают запах горелой резины.
С применением бакелитовой связки изготовляются сегменты, риф-
леные и полировальные круги.
Условные обозначения твердости шлифовальных кругов 'приве-
Дены в табл. 27.
Таблица 27
152
ШЛИФОВАНИЕ И ДОВОДКА
Крепление и балансировка шлифовального круга
Шлифовальный круг устанавливают на шпиндель шлифовальной
бабки станка. Перед установкой круга на шпиндель круг закре-
пляют во фланцах и балансируют. Круг во фланцах должен быть
закреплен прочно, но так, чтобы не было прогиба круга в плоскости
торца и не было одностороннего зажима. При неправильном закре-
плении круг может треснуть и разорваться при работе. Для того,
чтобы круг был надежно закреплен, на опорные поверхности флан-
Фиг. 103. Приспо-
собление для балан-
сировки шлифоваль-
ных кругов.
шарикоподшипниках
цев ставят кольца из плотного картона или
кожи.
После закрепления крута во фланцах про-
изводят балансировку. Для этой цели на
торцевой стороне одного из фланцев имеется
кольцевая выточка в форме ласточкина хвоста.
В эту выточку вставлены два груза, которые
можно перемешать по кольцевой выточке и
закреплять в требуемом положении. Круг с
фланцами надевают на оправку и устанавли-
вают на приспособлении для балансировки.
Приспособления для балансировки шлифо-
вальных кругов бывают двух типов, отличаю-
щихся конструкцией опор для оправки. Опоры
выполняют в виде двух цилиндрических ва-
ликов, установленных горизонтально и на одном
уровне, или в виде четырех дисков, соединен-
ных попарно, Эти диски устанавливаются на
и легко вращаются. В последней конструкции
сопротивление перекатыванию меньше, чем при установке на цилин-
дрических валиках, и поэтому может быть достигнута более высо-
кая точность балансировки.
На фиг. 103 показано приспособление для балансировки шлифо-
вальных кругов с дисковыми опорами. Шлифовальный круг с оправ-
кой устанавливают на приспособление и легким поворотом приводят
во вращательное движение. Когда круг остановится, замечают,
какой частью он повернут вниз. Это повторяют несколько раз. Если
круг останавливается все время в одном положении, значит, нижняя
часть круга тяжелее и для устранения дисбаланса необходимо пере-
двинуть грузы вверх по кольцевой канавке. После перестановки
грузов опять производят балансировку и продолжают регулировать
положение грузов до тех пор, пока круг после вращения не начнет
останавливаться в любом положении.
Для большей точности круг следует балансировать два раза —
первый раз после закрепления во фланцах и второй раз — после
предварительной правки, так как при правке нового круга балан-
сировка может быть нарушена.
ШЛИФОВАНИЕ
153
Правка абразивных кругов
13 процессе работы шлифовальный круг самозатачивается, а сле-
довательно, изнашивается. Износ происходит неравномерно, и по-
этому круг теряет правильную форму и точность шлифования умень-
шается.
Для того чтобы придать кругу правильную форму, необходимо
производить его периодическую правку. Если круг выбран слиш-
ком твердым, режущие зерна притупляются и «засаливаются».
Для того чтобы восстановить режущую способность круга, его
также необходимо периодически править.
Чем больше отклонение твердости крута от требуемой как в сто-
рону увеличения, так и в сторону уменьшения твердости, тем чаще
необходимо править круг.
Правку шлифовального круга производят алмазом или специаль-
ными приспособлениями, основанными на принципе безалмазной
правки. Ввиду того, что алмазы дефицитны и дороги, в настоящее
время широкое распространение получила безалмазная правка
шлифовальных кругов. Приспособления для безалмазной правки
изготовляют различных конструкций. Рабочими элементами в этих
приспособлениях служат стальные рифленые кольца, абразивные
кружки или твердый сплав.
На фиг. 104 показано приспособление для безалмазной правки
стальными рифлеными кольцами. Кольца устанавливаются на
оправке, которая свободно вращается на шарикоподшипниках,
закрепленных в корпусе приспособления. Приспособление устана-
вливается на столе шлифовального станка и подводится к шлифо-
вальному кругу. Когда кольца прижмутся к шлифовальному кругу,
они начинают быстро вращаться. При соприкосновении колец с кру-
гом абразивные зерна выкрашиваются и происходит правка круга.
Во время правки стол все время передвигают параллельно оси круга.
Подача при правке производится посредством механизма подачи
станка. Правка должна производиться с охлаждением.
На фиг. 105 показано приспособление для безалмазной правки;
в этом приспособлении вместо рифленых стальных колец установлен
шлифовальный круг такого же диаметра, как и кольца. Для правки
применяют шлифовальные круги карборунд-экстра, причем твер-
дость круга для правки должна быть выше твердости круга на станке.
Ось круга в приспособлении повернута относительно оси шпин-
деля станка на 3—5°; когда круг для правки или рифленые кольца
приспособления прижимаются к кругу станка, направления вра-
щения их не совпадают, что способствует улучшению правки.
На фиг. 106 показано приспособление для безалмазной правки,
в котором применен диск из твердого сплава. Это приспособление
сделано в виде оправки, которую можно устанавливать в зажимных
приспособлениях на различных шлифовальных станках. Кольцо
из твердого сплава обладает высокой стойкостью, поэтому можно
производить правку только одним кольцом, а не набором колец,
Фиг. 104. Приспособле-
ние для правки шлифо-
вального круга набором
рифленых колец
ШЛИФОВАНИЕ И ДОВОДКА
Фиг. 105. Приспособление для правки
шлифовального круга абразивным
кругом.
ШЛИФОВАНИЕ
155
как в приспособлении, показанном на фиг. 104. При правке одним
кольцом возникают меньшие усилия, так как уменьшается площадь
CUH РИ КОСНОВе НИ и, ВС Л с ДС1В ИС ЧСВО ТОЧНОСТИ i J1 * йВ НИ 3 Н 3 ЧИ1С ьн и*
выше, чем при правке набором колец. Вместо сплошных колец из
твердого сплава применяют также ролики, оснащенные крошкой
из твердого сплава.
На фиг. 107 показано
приспособление для прав-
ки круга на плоскошлифо-
вальном станке. Шпин-
дель приспособления рас-
положен наклонно под
углом 45° и может свободно
вращаться на радиально-
упорных шарикоподшип-
никах. На конце шпинделя
припаяна круглая плас-
тинка из твердого сплава.
Когда пластинка своим
скосом прижимается к
шлифовальному кругу,
шпиндель начинает вра-
щаться и происходит прав-
ка круга.
Безалмазная правка
шлифовальных кругов по
точности и качеству по-
верхности после правки
значительноуступает прав-
ке алмазом. Поэтому без-
алмазную правку не при-
меняют для правки резь-
бошлифовальных кругов Фиг. 106. Приспособление для правки шлифо-
для окончательного шли- Бального круга диском из твердого сплава,
фования резьбовых калиб-
ров и при шлифовании особо точных деталей, у которых допуски
на изготовление не превышают 8 мк. и чистота поверхности не грубее
9-го класса по ГОСТ 2789-51. В этих случаях обычно применяют
правку кругов алмазом.
В зависимости от размеров шлифовальных кругов и характера
работы для правки алмазом применяют алмазы, зачеканенные
в оправу, или «алмазные карандаши». В «алмазном карандаше»
алмазные зерна залиты медным сплавом и находятся внутри каран-
даша. При правке карандаш срабатывается и по мере износа и
выкрашивания отдельных зерен вступают в работу новые зерна,
лежащие ниже. Контроль алмазных карандашей и учет износа
зерен алмаза производят путем просвечивания рентгеновыми лу-
чами.
156
ШЛИФОВАНИЕ И ДОВОДКА
Для правки шлифовальных кругов диаметром до 250 мм и всех
размеров резьбошлифовальных кругов, а также для профилирова-
ния кругов при шлифовании фасонных деталей применяют алмазы,
зачеканенные в оправку.
Для правки шлифовальных кругов больших размеров (на кругло-
шлифовальных, бесцентровошлифовальных и плоскошлифовальных
станках) применяют «алмазные карандаши».
При правке шлифовального круга алмазом оправка алмаза
должна быть прочно закреплена и не должна иметь вибраций, так
как алмаз может расколоться.
Круг перед правкой алмазом
должен быть предварительно
выправлен приспособлением для
безалмазной правки
куском карборундового
Фиг. 107. Приспособление для правки
шлифовального круга стержнем с пла-
стинкой из твердого сплава.
или же
круга.
Фиг. 108. Положение алмаза
при правке шлифовального
круга.
Правку алмазом необходимо производить при обильном охлажде-
нии, так как перегрев алмаза может вызвать растрескивание.
Перемещение стола при правке должно быть плавным и произ-
водиться вручную. Глубина подачи не должна превышать 0,03—
0,05 мм.
Оправку с алмазом закрепляют в специальном приспособлении,
которое на некоторых круглошлифовальных станках крепят на
задней бабке, а на плоскошлифовальных станках — на столе станка.
Крепление алмаза в приспособлении производят не перпендикулярно
к касательной шлифовального круга, а под углом 10—15°, как
показано на фиг. 108. При таком расположении алмаза по отношению
к вращению шлифовального круга алмаз оказывается более устой-
чивым. Расположение алмаза под углом удобно также тем, что при
притуплении какой-либо грани алмаза оправку можно повер-
нуть и производить правку другой, еще не притупившейся стороной
алмаза.
ШЛИФОВАНИЕ
157
Круглое шлифование
К круглому шлифованию относят: шлифование наружных
ГГ лпр FV V TJ ТТ Т1 П TJ IJ TTFVTI TT£>r»TZTT Y IX TZ <4 ТТ Т Т ТТЛ. г* ХГ тт V ттт тт тгДчлчт» о т тттл
xv-ix 'ivvixnA n iwri n ЧсСгшл ДС1с1«/1им, XXlvillVpUOanriC
внутренних поверхностей цилиндрических и конических деталей
(внутреннее шлифование) и бесцентровое шлифование наружных
и внутренних цилиндрических поверхностей. При применении про-
филированных шлифовальных кругов во всех перечисленных выше
случаях можно шлифовать детали вращения с фасонным профилем
в осевом сечении.
Шлифование наружных поверхностей цилиндрических и кони-
ческих круглых деталей производят на круглошлифовальных стан-
ках, простых или универсальных, в зависимости от формы детали.
Круглошлифовальный станок показан на фиг. 109.
Обрабатываемую деталь устанавливают в центрах станка или же
закрепляют в цанге или специальном приспособлении и приводят
во вращение от шпинделя передней бабки станка. При шлифовании
в центрах точность шлифования в большой мере зависит от состоя-
ния центровых отверстий на шлифуемой детали и от точности цен-
тров станка. Перед тем как шлифовать точную деталь в центрах, необ-
ходимо прошлифовать центровые отверстия или же зачистить их
зенкером из твердого сплава, а при особо точном шлифовании необ-
ходимо произвести притирку центровых отверстий.
Шлифование центровых отверстий или зачистку их зенкером
из твердого сплава производят на центрошлифовальных станках.
Для того, чтобы центровые отверстия были соосны, необходимо,
чтобы при шлифовании одного центрового отверстия второе центро-
вое отверстие опиралось на неподвижный центр.
Для того, чтобы при круглом шлифовании в центрах биение
шпинделя передней бабки не влияло на точность шлифования, на
большинстве круглошлифовальных станков шлифование деталей
производят при неподвижном переднем и заднем центрах («от соб-
ственных центров»). Вращение детали при шлифовании происходит
от поводкового патрона, вращающегося на неподвижном шпинделе.
Этот способ шлифования обеспечивает получение наиболее пра-
вильной геометрической формы детали (минимальное биение и
овальность).
Скорость шлифовального круга на большинстве станков
является постоянной и равна 30 м!сек. При скоростном шлифова-
нии применяются более прочные круги, чем при обычном шлифо-
вании, позволяющие повысить скорость шлифовального круга до
50 м:сек. Скорость вращения детали при шлифовании зависит от
диаметра детали и применяется от 10 до 50 м/мин. Продольная
подача и глубина резания зависят от метода шлифования.
При обычном методе шлифования продольная подача sx
бывает 0,5—0,8 ширины круга на один оборот изделия при предва-
рительном шлифовании и 0,2—0,5 ширины круга—при окончательном
шлифовании. Глубина резания при этом методе = 0,005 — 0,02 мм
158
ШЛИФОВАНИЕ И ДОВОДКА
Фиг. 109. Круглошлнфовальный станок.
ШЛИФОВАНИЕ
159
на каждый проход (фиг. ПО, а). Этот метод шлифования является
высокопроизводительным, но не обеспечивает получения высокой
точности и при изготовлении измерительных инструментов О0ЫЧН0
применяется только при предварительном шлифовании. Вследствие
большой продольной подачи почти все режущие зерна, располо-
женные на периферии круга, имеют большую нагрузку и поэтому
Фиг. ПО. Методы шлифо-
вания:
а — обычный метод; б — метод
врезания; в—глубинный метод.
круг быстро изнашивается. При шлифовании с малой глубиной
резания и большой подачей невозможно шлифовать партию изделий
с одной установки круга на глубину, поэтому для каждой детали
необходимо затрачивать много времени на дополнительные про-
ходы и измерения для получения точного размера детали.
Шлифование методом врезания заключается в шлифо-
вании широким кругом, который может шлифовать деталь сразу по
всей длине (фиг. 110,6). Шлифование методом врезания произво-
дится без продольной подачи; поперечная подача круга t на глубину
производится периодически, через 2—3 оборота детали. Шлифование
методом врезания является самым производительным, но приме-
нение его ограничено, так как достигнуть высокой точности при
этом методе затруднительно по тем же соображениям, которые были
160
ШЛИФОВАНИЕ И ДОВОДКА
приведены выше. При шлифовании калибров этот метод можно
применять только для предварительного шлифования.
Глубинный метод шлифования заключается в снятии
всего припуска за один проход (фиг. НО, в). Шлифовальный круг
устанавливают на глубину резания, равную припуску на сторону
(от 0,1 до 0,3 мм), и шлифование производят при малой продольной
подаче. В процессе шлифования на круге образуется скос в виде
«заборного конуса». Такой скос углом в 2° можно сделать на круге
перед шлифованием путем заправки алмазом. Иногда производят
ступенчатую заправку шлифовального круга для того, чтобы весь
припуск снимать в один проход. Это также относится к глубинному
методу шлифования. При искусственной заправке ступеней на
шлифовальном круге в процессе шлифования ступени теряют свою
первоначальную форму и образуется скос.
На фиг. ПО, а и в показано сечение стружки при обычном и при
глубинном методе шлифования. При обычном способе шлифования
слой металла удаляют постепенно, причем за каждый проход сни-
мают слой толщиной при подаче sx. Число проходов определяют
путем деления припуска h на глубину резания tx.
При глубинном методе шлифования весь припуск А удаляют
за один проход. При угле скоса а и продольной подаче s2 толщина
снимаемой стружки определяется по формуле
/2 — si sin а-
Преимуществом глубинного метода шлифования является то,
что резание, в основном, производится той частью круга, на которой
образовался скос, а остальная часть круга только зачищает шлифуе-
мую поверхность. Как уже было сказано ранее, режим резания при
шлифовании оказывает влияние на самозатачивание крута. Если
зерна шлифовального круга имеют большую нагрузку на скосе
и очень мало нагружены на цилиндрической части круга, то само-
затачивание будет происходить только на скосе, а остальная часть
круга почти не будет изнашиваться. Такие условия работы шлифо-
вального круга являются наиболее благоприятными для получения
высокой точности при шлифовании, и поэтому глубинный метод
шлифования получил широкое применение при изготовлении изме-
рительных инструментов.
Шлифование конических деталей с небольшим углом конуса
можно производить на простом круглошлифовальном станке. Для
этого стол круглошлифовального станка поворачивается на требуе-
мый угол по шкале. Угол поворота стола обычно не превосходит 15°.
После установки угла поворота стола по шкале с поверхности детали
сошлифовывают тонкий слой («как чисто») и затем измеряют угол
конуса на детали посредством конического калибра-втулки по краске
или же путем измерения угла на синусной линейке. В зависимости
от результатов измерения производят более точное регулирование
угла поворота стола и повторяют измерение, пока не получат угол
конуса на детали с требуемой точностью.
ШЛИФОВАНИЕ
io!
На фиг. Ill, а показано шлифование конической детали на про-
стом круглошлифовальном станке.
Конические детали с большим углом конуса нельзя шлифовать
на простых круглошлифовальных станках. Шлифование таких дета-
лей производят на универсальных станках, на которых бабка шли-
фовального круга может поворачиваться. В этом случае стол станка
устанавливают так, чтобы линия центров была параллельна напра-
вляющим стола, и по шкале на корпусе шлифовальной бабки уста-
навливаютугол поворота шпинделя шлифовального круга (фиг. 111,6).
Шлифование отверстий производят как на специальных внутри-
шлифовальных станках, так и на универсальных круглошлифоваль-
Фиг. 111. Шлифование конических деталей.
ных станках, имеющих приспособление для внутреннего шлифо-
вания.
Для закрепления обрабатываемой детали на внутришлифоваль-
ном станке обычно пользуются самоцентрирующим патроном с ре-
гулируемыми кулачками. Перед шлифованием отверстия деталь
должна быть точно установлена, чтобы припуск был равномерно
снят со всей внутренней поверхности детали, так как при неправиль-
ной установке могут остаться черные места. Установку детали про-
изводят посредством регулирования кулачков, а биение детали про-
веряют индикатором с рычагом для внутренних измерений.
Диаметр круга при внутреннем шлифовании берут в пределах
0,6—0,8 от диаметра отверстия. При малых диаметрах отверстий
шлифование затрудняется, так как круг должен делать большое
число оборотов, чтобы обеспечить требуемую скорость шлифования,
а шпиндель для внутреннего шлифования не может обеспечить вы-
сокой скорости. Шпиндели для внутреннего шлифования обычно
делают съемными и меняюг в зависимости от диаметра и длины шли-
фуемого отверстия. Шлифовальный круг можно закреплять как на
конце шпинделя (при шлифовании отверстий с диаметром, большим,
чем диаметр корпуса), так и на специальных удлинителях, которые
навинчивают на конец шпинделя. Удлинители делают разного диа-
метра и длины для шлифования отверстий различного размера.
Шпиндели с ременным приводом могут выдержать скорость не
более 15 000 об/мин. Такие шпиндели при шлифовании отверстий
11 Честнов 1698
162
ШЛИФОВАНИЕ И ДОВОДКА
Фиг. 112. Внутреннее шлифование.
диаметром до 10 мм могут обеспечить скорость шлифования не
более 6 м/сек.
На фиг. 112 показано расположение шлифовального круга и
изделия при внутреннем шлифовании. Направления вращения изде-
лия и круга должны быть противоположны. Как уже упоминалось,
длина дуги соприкоснове-
ния круга с изделием при
внутреннем шлифовании
зависит от соотношения
диаметра круга и диаметра
отверстия. Выгоднее рабо-
тать кругами возможно
большего диаметра, но при
этом будет возрастать ра-
диальное усилие, отжимающее шпиндель. Поэтому при шлифовании
глубоких отверстий диаметр круга должен быть меньше, чем при
шлифовании неглубоких отверстий.
Фиг. 113. Индикаторный нутромер.
При внутреннем шлифовании продольное перемещение изделия
должно быть так отрегулировано посредством упоров, чтобы в край-
них положениях круг выходил из отверстия не более чем на поло-
вину своей ширины.
Измерение отверстий при шлифовании на внутришлифовальных
станках производят посредством предельных калибров или индика-
торных нутромеров (фиг. 113). Индикаторный нутромер позволяет
ШЛИФОВАНИЕ
163
измерить отверстие в любом месте по длине детали, что является
преимуществом по сравнению с измерением калибрами, так как
если деталь имеет обратный конус, то проверить ее калибром, пока
она не снята со станка, невозможно.
Стол внутркшлифовального станка может поворачиваться в го-
ризонтальной плоскости, что позволяет производить точную на-
стройку станка при шлифовании цилиндрических деталей, а также
устанавливать стол на требуемый угол при шлифовании конических
деталей. Правильность установки станка на конус проверяют конус-
ной пробкой по краске при шлифовании детали.
Для того, чтобы коническое отверстие имело правильную геоме-
трическую форму, необходимо, чтобы ось шлифовального шпинделя
находилась в одной горизонтальной плоскости с осью изделия.
При расположении оси шлифовального круга ниже или выше центра
вращения изделия образующая конуса будет непрямолинейна. Если
рассечь конус плоскостью, проходящей ниже оси, то в сечении будет
гипербола. Следовательно, для того, чтобы в осевом сечении образую-
щая конуса была прямолинейна, необходимо, чтобы при установке
круга ниже центра траектория продольного движения представляла
гиперболу. В этом случае после шлифования коническое отверстие
будет иметь правильную геометрическую форму. Но так как траек-
тория продольного движения представляет прямую линию, то, сле-
довательно, при установке круга ниже центра в этом сечении будет
не гипербола, а прямая и поэтому образующая конуса в осевом сече-
нии будет представлять кривую линию. При установке шлифоваль-
ного круга выше или ниже центра изделия коническое отверстие
будет иметь выпуклость в середине.
Для того, чтобы можно было точно установить шлифовальный
круг по оси вращения изделия, на внутришлифовальных станках
шлифовальный шпиндель закрепляется внутри эксцентричной
втулки. Путем поворота этой втулки можно точно отрегулировать
положение оси шлифовального шпинделя. Необходимость точной
установки оси шлифовального шпинделя относительно оси изделия
при внутреннем шлифовании вызывается тем, что при небольшом
смещении центра круга точка касания становится намного ниже
центра.
Как видно из треугольников АО^В и 020гС (фиг. 114, а),
величина смещения точки касания А относительно оси изделия выра-
жается формулой:
и R
И = а ъ---,
R — г ’
где Н—смещение точки касания круга с изделием относительно
оси изделия;
а — смещение оси круга относительно оси дзделия;
R — радиус шлифуемого отверстия;
г — радиус шлифовального круга.
161
ШЛИФОВАНИЕ И ДОВОДКА
Из приведенной формулы вытекает, что чем больше диаметр круга,
тем больше смещение точки касания. Если принять, что диаметр
круга равен 0,8 диаметра отверстия, то
7/ U0.2,/ 5а'
т. е. смещение точки касания круга с изделием в 5 раз больше, чем
смещение оси круга относительно оси изделия. На фиг. 114, а и б
Фиг. 114. Смещение точки касания круга'с изделием при внутрен-
нем шлифовании.
показано смещение точки касания круга с изделием при различных
диаметрах кругов, но при одном и том же смещении центра круга.
При бесцентровом шлифовании детали, подлежащие обработке,
закладывают между двумя шлифовальными кругами, расположен-
ными один против другого, как показано на фиг. 115. Один круг
Фиг. 115. Бесцентровое шлифование.
имеет больший диаметр и вращается с окружной скоростью 30
35 м'сек — этот круг является шлифующим. Другой круг имеет
меньший диаметр и вращается со значительно меньшей скоростью.
Этот круг сообщает изделию вращение и перемещает его в продоль-
ном направлении;,он называется подающим (или ведущим) кругом.
При шлифовании изделие опирается на нож, помещающийся
между кругами. Нож имеет скос, который обращен в сторон \
ШЛИФОВАНИЕ
165
ведущего круга и поэтому прижимает изделие к этому кругу. Ввиду
того, что нож быстро изнашивается, рабочую поверхность его
наплавляют сормайтом.
D-.iAnTOTj Tin рлоттптттплпгхтттпиЖппо чгт'лдт отониб» Л Ю51/ ПЛ VP! Г»’ТПМ
ж aUuiCHb па ОСм. 1Д<_ П 1 pV/i_> 4ji_Li«jiu мрчд и ед < 1 от т 4J1V1 ciaiine
продольной подачи («на проход») или методом поперечной подачи.
При шлифовании методом продольной подачи подающий круг
устанавливают под углом к оси шлифующего круга, вследствие
чего обрабатываемое изделие не только вращается, но и перемещается
в продольном направлении. Как видно из фиг. 115, окружная ско-
рость подающего круга vgK может быть разложена на две составляю-
щие: перпендикулярную оси обрабаты-
ваемого изделия, которая равна окружной
скорости вращения изделия ии, и парал-
лельную оси обрабатываемого изделия,
которая равна скорости подачи snp. Из
фигуры видно, что скорость вращения
изделия равна
Vu = VeK COS а,
а скорость подачи равна
^пр ^вк sin Ct,
Фиг. 116. Огранка на изде-
где а угол наклона подающего круга. лии после бесцентрового
Скорость вращения изделия при бесцен- шлифования.^
тровом шлифовании регулируют посред-
ством изменения скорости подающего круга. Изменяя угол наклона
подающего круга, можно регулировать величину продольной подачи.
Методом продольной подачи можно шлифовать только цилиндриче-
ские изделия, не имеющие выступов.
Для того, чтобы подающий круг соприкасался с поверхностью
обрабатываемого изделия не в одной точке, а по всей длине, правку
этого круга следует производить после установки его на требуемый
угол.
В серийном производстве шлифование методом продольной по-
дачи является самым производительным методом шлифования.
Расстояние между подающим и шлифующим кругом устанавливают
на требуемый размер и всю партию деталей пропускают между
кругами. Затем производят подачу — уменьшают расстояние между
шлифующим и подающим кругами и опять всю партию деталей про-
пускают между кругами. В зависимости от требуемой точности бес-
центровое шлифование производят в 3—7 проходов. При массовом
производстве бесцентровошлифовальные станки устанавливают
один за другим по количеству проходов, и деталь, пройдя через ряд
станков, выходит окончательно отшлифованной.
При окончательном шлифовании подача на каждый проход равна
0,02—0,03 мм.
Если обрабатываемую деталь при бесцентровом шлифовании
расположить так, чтобы ее центр находился на прямой, соединяю-
166
ШЛИФОВАНИЕ И ДОВОДКА
щей центры шлифующего и ведущего кругов, то деталь может полу-
чить не круглую форму, а будет иметь огранку, как показано на
фиг. 116. При измерении такой детали микрометром обнаружить
огранку нельзя, так как во всех диаметральных направлениях
деталь будет иметь одинаковый размер. Но такая деталь не может
войти в кольцо, размер которого будет равен размеру, показывае-
мому микрометром, так как она имеет некруглую форму. Для того,
чтобы проверить, имеет ли деталь огранку, ее измеряют в призме
индикатором или миниметром, поворачивая в разные положения.
Устранить огранку можно путем установки ножа так, чтобы центр
детали находился выше линии центров кругов. Обычно нож уста-
навливают так, чтобы центр детали был выше линии центров на по-
ловину диаметра детали, но не более чем на 15 мм.
Шлифование методом поперечной подачи применяют в тех слу-
чаях, когда деталь имеет выступы на поверхности, препятствующие
продольному перемещению ее между кругами, или же деталь имеет
круглую, но не цилиндрическую форму (конус или фасонный про-
филь). В этих случаях деталь закладывают между шлифовальными
кругами и производят непрерывную поперечную подачу за счет
перемещения подающего круга. Подающий круг устанавливают
прямо, без наклона. Поперечную подачу производят до тех пор,
пока будет достигнут требуемый диаметр детали, причем обычно
пользуются упором, который имеется на лимбе подающего круга.
При шлифовании конусных деталей подающий круг заправляют
на конус, а нож устанавливают наклонно. Шлифование производят
методом поперечной подачи.
Для того чтобы на бесцентровошлифовальном станке шлифовать
фасонные детали, шлифующий и подающий круги заправляют по
копиру для получения фасонного профиля. На ноже тоже выпол-
няется фасонный профиль.
Бесцентровое шлифование деталей малых размеров можно про-
изводить на круглошлифовальных станках с применением специаль-
ного приспособления.
Плоское шлифование
Плоское шлифование производят на плоскошлифовальных стан-
ках, которые по принципу работы разделяются на две группы:
1) плоскошлифовальные станки, работающие торцом круга, и 2) пло-
скошлифовальные станки, работающие периферией (цилиндриче-
ской поверхностью) шлифовального круга.
Плоско шлифовальные станки, работающие торцом круга, обычно
бывают с вертикальным шпинделем. На шпинделе станка закрепляют
кольцевой шлифовальный круг или обойму с абразивными сегмен-
тами. Такие станки изготовляют большой мощности и применяют
для предварительного шлифования плоских поверхностей.
При шлифовании торцом чашечного круга или обоймой с абразив-
ными сегментами ширина шлифуемой детали бывает меньше диа-
метра круга и поэтому при шлифовании отпадает необходимость
ШЛИФОВАНИЕ
167
в поперечной подаче. Шлифовальный чашечный круг или обойма
с абразивными сегментами перекрывают всю ширину шлифуемой
Фиг.
в)
117. Плоское шлифование
торцом круга.
с деталью будет тем больше, чем
больше ширина шлифуемой детали.
Режим шлифования определяется в
этом случае глубиной резания и
скоростью продольного перемещения
стола станка.
Плоскошлифовальные станки с
вертикальным шпинделем бывают с
прямоугольным столом, который в
процессе шлифования имеет про-
дольное возвратно-поступательное
движение (фиг. 117, а), или с круг-
лым столом (фиг. 117, б), который
во время шлифования непрерывно
вращается.
Плоскошлифовальные станки с
круглым столом бывают одношпин-
дельные и двухшпиндельные. У двух-
шпиндельного станка один шпиндель
предназначается для предваритель-
ного, другой —• для окончательного
шлифования. Схема работы двух-
шпиндельного плоскошлифовального
станка показана на фиг. 117, б. На'
таких станках можно работать при
непрерывной загрузке стола станка
во время работы. Съем деталей можно производить посредством
упорной планки, установленной под углом на столе станка.
Фиг. 118. Плоское шлифование периферией круга.
Плоскошлифовальные станки, работающие периферией круга,
обычно бывают с горизонтальным шпинделем.
Стол для установки обрабатываемых деталей может быть прямо-
угольным (фиг. 118, а) или круглым. Станки с круглым столом
выполняются как с горизонтально расположенной рабочей поверх-
ШЛИФОВАНИЕ И ДОВОДКА
ностью стола (фиг. 118, б), так и с вертикально расположенной ра-
бочей поверхностью (фиг. 118, в).
В производстве измерительных инструментов преимущественно
применяют плоскошлифовальные станки с прямоугольным столом.
В процессе шлифования стол с деталями движется возвратно-
поступательно в направлении, перпендикулярном к оси шлифоваль-
ного круга (фиг. 118, а). Поперечная подача осуществляется за счет
поперечного перемещения или шлифовальной бабки или же стола
с деталями за каждый ход стола.
Крепление деталей при плоском шлифовании производится по-
средством магнитных плит или магнитных столов. Магнитная плита
б'
Фиг. 119. Электромагнитные плиты.
устанавливается на стол
плоскошлифовального
станка. Питание маг-
нита производится пос-
тоянным током, для
чего на участке плоско-
шлифовальных станков
ставят умформер, пре-
образующий перемен-
ный ток в постоянный.
Некоторые плоскошли-
фовальные станки имеют
ламповые выпрямители,
в этом случае отпадает
необходимость в умформере. Электромагнитные плиты имеют раз-
личное устройство в зависимости от размеров и мощности станка.
На фиг. 119, а показана схема электромагнитной плиты для легких
работ. В этой конструкции плиты сердечники закрепляются в
крышке плиты посредством заливки немагнитным металлом, кото-
рый изолирует их от крышки, а нижние концы- сердечников соеди-
нены попарно. На каждый сердечник надевается катушка с элек-
трообмоткой.
Для того чтобы предохранить электрообмотку от попадания
охлаждающей жидкости, внутреннюю часть плиты заливают пара-
фином.
В электромагнитных плитах для тяжелых работ сердечники за-
крепляются в корпусе плиты путем сварки. На фиг. 119, б показана
плита с одним большим сердечником, закрепленным в корпусе плиты.
На этот сердечник надевается одна общая катушка с электрообмот-
кой. Полюса закреплены в крышке плиты посредством заливки
немагнитным металлом. Нижние концы полюсов прижимаются
к сердечнику.
Для легких работ применяют также плиты с постоянными ма-
гнитами. На этих плитах имеется рукоятка для выключения и включе-
ния плиты. Посредством этой рукоятки магниты перемещаются в про-
дольном направлении. При выключенной плите магниты оказываются
замкнутыми и тогда можно снимать и устанавливать обрабатываемые
ШЛИФОВАНИЕ
детали. При включенной плите магниты соединяются с полюсами
в коышке плиты и притягивают изделия.
В плоскошлпфовальных станках с вращающимся электромагнит-
ным столом посредством скользящих контактов включена бывает
только та часть электромагнитного стола, которая находится в зоне
работы шлифовальных шпинделей, а остальная часть выключена,
что обеспечивает возможность съема и установки новых деталей
при непрерывном шлифовании.
Для того чтобы плоские поверхности обрабатываемых деталей'
были параллельны, поверхность магнитной плиты после установки
и закрепления ее на станке шлифуют. Так как при шлифовании
магнитная плита нагревается от тепла, выделяемого электромагни-
тами, и происходит деформация, шлифовать поверхность плиты
следует тогда, когда плита прогрелась.
Для выполнения грубых обдирочных работ, зачистки облоя после
горячей штамповки, снятия заусенцев и др. применяют шлифоваль-
ные станки без механической подачи стола. Работу на этих станках,
производят вручную, обрабатываемую деталь устанавливают на столе
и прижимают к шлифовальному кругу. Такие станки изготовляют как
с горизонтальным (фиг. 117, в), так и с вертикальным шпинделями.
Режим резания и характеристика абразива при предварительном
шлифовании плоскостей торцом круга или кругом с абразивными
сегментами зависят от величины шлифуемой поверхности. Если
детали покрывают всю поверхность магнитной плиты и вся поверх-
ность деталей подлежит шлифованию, то скорость движения стола-
бывает 6—8 м/мин, а глубина резания 0,01—0,005 мм/ход. При
шлифовании несплошных поверхностей (например, плоскостей
штампованных регулируемых скоб) скорость движения стола 8—
12 м/мин, а глубина резания 0,03—0,015 мм/ход.
При грубом шлифовании плоских поверхностей точность полу-
чаемых размеров не превышает 4—5-го классов точности. Для до-
стижения более высокой точности глубина резания должна быть,
не более 0,002 мм за каждый ход стола.
При шлифовании периферией круга достигается значительно-
более высокая точность, чем при шлифовании торцом круга, поэтому
такой метод применяют для окончательного точного шлифования
деталей измерительных инструментов. Методы шлифования пери-
ферией круга те же, что и при круглом шлифовании: 1) шлифование-
с большой поперечной подачей и малой глубиной резания, 2) шлифо-
вание глубинным методом — с большой глубиной резания и малой
поперечной подачей и 3) шлифование методом врезания — шлифо-
вание широким кругом, перекрывающим ширину детали. При
шлифовании с большой поперечной подачей глубину резания выби-
рают в пределах 0,015—0,005 мм, а поперечную подачу 0,5—0,8
ширины круга за ход при предварительном шлифовании и 0,2—•
0,3 ширины круга — при окончательном шлифовании. При глубин-
ном методе глубину резания выбирают в пределах 0,2—0,1 мм,.
а поперечную подачу 0,5—1,2 мм за ход.
170
ШЛИФОВАНИЕ И ДОВОДКА
Скорость движения стола на станках с возвратно-п ступатель-
ным движением стола не превышает 20 м/мин, так как при больших
скоростях при перемене направления движения получаются удары,
вызывающие вибрацию станка. Скорость движения стола при пред-
варительном шлифовании 12—20 м/мин, а при чистовых проходах
8—10 м/мин.
При плоском шлифовании в обрабатываемых деталях возникают
напряжения вследствие одностороннего съема металла, односторон-
него нагрева и наклепа, приводящие к деформации детали при
обработке. Особенно большие деформации происходят при шлифова-
нии длинных и тонких деталей — как закаленных, так и незакален-
ных. Для того чтобы напряжения, возникающие в поверхностном
«слое металла, уравновешивались, при плоском шлифовании тонких
деталей несколько раз производят перекладывание деталей с одной
стороны на другую и поочередно шлифуют обе стороны детали. Но
этого часто бывает недостаточно, и для уменьшения деформаций при
шлифовании приходится специально изменять режим шлифования.
Для уменьшения нагрева применяют более мягкие круги, окруж-
ную скорость круга уменьшают за счет применения круга малого
диаметра, скорость движения стола увеличивают до максимальной,
шлифование производят с малой глубиной резания и при обильном
•охлаждении.
Шлифование резьбы
Методы шлифования резьбы. Шлифование резьбы производят
на резьбошлифовальных станках. Шлифовальный круг заправляют
на требуемый угол, соответствующий углу профиля резьбы. В прин-
ципе шлифование резьбы производят так же, как и нарезание резьбы
резцом. Отличие состоит только в том, что на резьбошлифовальных
станках обрабатываемая деталь вращается и перемещается в осевом
направлении относительно неподвижной бабки шлифовального круга,
а на токарных станках нарезаемая деталь вращается, а резец, уста-
новленный на супорте, получает продольное перемещение.
Шлифовать резьбу можно и на токарном станке. Для этого
на супорт станка ставят резьбошлифовальное приспособление,
показанное на фиг. 120, и тогда кинематика процесса шлифования
резьбы имеет полную аналогию с процессом нарезания резцом.
Резьбошлифовальные станки изготовляют различных конструк-
ций в зависимости от назначения. Высокие требования к точности
шага шлифуемой резьбы привели к попыткам создать конструкции
резьбошлифовальных станков, отличные от принципиальной схемы
винторезного станка. Ввиду того, что сменные колеса вносят допол-
нительные погрешности к погрешностям ходового винта, имеются
конструкции резьбошлифовальных станков, в которых применяют
сменные ходовые винты для каждого шага шлифуемой резьбы. Для
этих станков изготовляют набор точных ходовых винтов с гайками.
При настройке станка на требуемый шаг на станке устанавливают
винт и гайку с соответствующим шагом. Деталь закрепляют в цен-
ШЛИФОВАНИЕ
171
трах стола. Шпиндель передней бабки приводит во вращение деталь
и сменный ходовой винт. Гайка винта закрепляется в неподвижной
части станка. Во время шлифования ходовой винт сообщает про-
дольное перемещение столу с деталью, равное величине шага резьбы
на каждый оборот детали. Па таком станке можно шлифовать резьбу
при вращении детали в обе стороны за счет переключения направле-
ния вращения шпинделя передней бабки, что позволяет сэкономить
время на холостой ход для возвращения детали в исходное положе-
ние.
Подачу на глубину резания и отвод круга от детали производят
поперечным перемещением бабки шлифовального круга.
Фиг. 120. Приспособление для шлифования резьбы
на токарно-винторезном станке.
Недостатками таких станков являются: 1) необходимость иметь
большое количество сменных ходовых винтов с гайками и 2) невоз-
можность корригировать шаг резьбы в случае неточности шага на-
резки ходового винта.
Другой попыткой уменьшить погрешности шага шлифуемой
резьбы является конструкция резьбошлифовального станка, в кото-
ром вместо ходового винта продольное перемещение изделия осуще-
ствляется посредством копира. Для каждого шага резьбы необхо-
димы сменные копиры. Обрабатываемая деталь получает вращение
от шпинделя передней бабки. Шпиндель передней бабки через
зубчатые колеса и червячную передачу связан с барабаном, на кото-
ром устанавливаются сменные копиры.
Недостатки таких станков заключаются в следующем: 1) необ-
ходимость иметь специальные станки для шлифования на копире
архимедовой спирали, 2) большие погрешности передаточных звеньев
от шпинделя передней бабки до барабана с копиром и 3) необходи-
I"1
ШЛИФОВАНИЕ И ДОВОДКА
мость иметь копиры не только для каждого шага*шлиф\емой резьбы,
но и для каждой длины шлифуемой резьбы. Вследствие этих недо-
статков данные станки не получили широкого распространения
и их применяют только при шлифовании однотипных деталей.
Наиболее распространенными резьбошлифовальными станками
являются станки с постоянным ходовым винтом и сменными колесами
Фиг. 121. Резьбошлифовальный станок.
для настройки станка на требуемый шаг. На фиг. 121 показан внеш-
ний вид такого резьбошлифовального станка. Движение от привода
передается шпинделю передней бабки. Деталь закрепляется в цен-
трах станка и приводится во вращение шпинделем передней бабки.
От шпинделя передней бабки движение передается через сменные
колеса на ходовой винт. Подбор сменных колес для настройки станка
на шаг производится так же, как на токарно-винторезном станке.
Подача на глубину резания на резьбошлифовальных станках
осуществляется, как и на всех шлифовальных станках, посредством
поперечного перемещения бабки шлифовального круга. При этом
у резьбошлифовальных станков это перемещение осуществляется
ШЛИФОВАНИЕ
при помощи точного механизма поперечной подачи. Механизм по-
перечной подачи не рационально использовать для вывода шли-
фовального круга из резьбы после каждого прохода, так кар; это
будет занима!ь много времени.
Шлифовать резьбу пои вращении детали в обе стороны на стан
ках с постоянным ходовым винтом без специального устройства
невозможно, так как в сменных колесах, соединяющих шпиндель
передней бабки с ходовым винтом, имеются зазоры, создающие мерт-
вый ход при переключении направления вращения детали. В связи
по УВ
Фиг. 122. Механизм отвода стола с изделием на резьбошлифовальном станке.
•с этим на резьбошлифовальных станках имеется отдельный механизм
для вывода шлифовального круга из резьбы после каждого прохода,
который позволяет не нарушать установку механизма поперечной
подачи на глубину резания. Вывод шлифовального круга из резьбы
может быть осуществлен посредством отвода бабки шлифовального
круга при помощи дополнительного механизма, не связанного с ме-
ханизмом подачи, или же посредством отвода стола, на котором уста-
навливают изделие. На фиг. 122 показан механизм отвода стола от
шлифовального круга резьбошлифовалыюго станка.
Качающийся стол станка закреплен в центрах 1 так, что при
повороте его относительно этих центров деталь может быть прибли-
жена или отведена от шлифовального круга. Качающийся стол имеет
опору 2, которая при продольном перемещении стола с деталью
скользит по линейке 3. Ручка 4 соединена с эксцентриком 5, который
поворачивается на 180°. При повороте ручки вправо деталь будет
соприкасаться с кругом; при повороте влево — отходить от него.
На качающемся столе 6 перемещается стол детали 7, который
получает движение от ходового винта 8.
При шлифовании резьбы шлифовальный круг должен быть по-
вернут так, чтобы он совпадал с направлением подъема винтовой
.линии резьбы.
174
ШЛИФОВАНИЕ И ДОВОДКА
Установка шлифовального круга на угол подъема резьбы произ-
водится посредством поворота стола с деталью. Резьбошлифоваль-
ный станок, показанный на фиг. 121, имеет поворотный стол. Основа-
ние 9 (фиг. 122), на котором закреплен качающийся стол, может
поворачиваться и устанавливаться на требуемый угол по шкале 10.
Завод внутришлифовальных станков изготовляет универсальные
резьбошлифовальные станки ММ-582 оригинальной конструкции,,
предназначаемые для шлифования резьбы режущих и измеритель-
ных инструментов.
Шлифование резьбы многониточным кругом. Для того, чтобы
повысить производительность труда при шлифовании резьбы, при-
меняют шлифование многониточным кругом. Такой метод применяют
главным образом при шлифовании резьбы на деталях, имеющих
короткую длину нарезанной части (обычно не более 40 мм). Ширина
Фиг. 123. Шлифование резьбы многониточным кругом.
шлифовального круга должна быть больше длины шлифуемой резьбы
на 3—4 шага (фиг. 123, а). На шлифовальном круге делается коль-
цевая резьба с требуемым шагом. При шлифовании резьбы шлифо-
вальный круг одновременно соприкасается со всеми витками резьбы
детали. Для шлифования резьбы на детали бывает достаточно 2,2
оборота детали (первый оборот — предварительное шлифование и
второй оборот — окончательное).
Подвод детали к шлифовальному кругу производят плавно,
чтобы не появились прижоги. Во время подвода детали к кругу
должны быть включены вращение детали и перемещение стола от
ходового винта. Если подводить деталь к кругу при выключенном
ее вращении, то на резьбе появляются зарезы. После первого обо-
рота детали производится подача на глубину резания для второго —
чистового прохода; подача также должна производиться во время
вращения детали. Вследствие того, что подвод детали к кругу и по-
дача производятся во время вращения детали, на шлифование тре-
буется не 2, а 2,2 оборота.
Профилирование многониточного шлифовального круга на боль-
шинстве станков производят посредством накатывания кольцевой
резьбы стальным роликом (фиг. 123, б). Ролик для накатывания
резьбы изготовляют из закаленной стали. На ролике нарезана коль-
" I.WT.". 1ИИГ
175
цевая резьба с требуемым шагом и углом профиля и по всей окруж-
ности прорезаны спиральные канавки с неравномерным шагом или же
по всей поверхности резьбы ролика просверлены отверстия.!Ролик
устянавливзстся нз шзрикоподшипникзх в приспособлении С ЗЗД-
ней стороны шлифовального круга. При накатывании ролик при-
жимается к шлифовальному кругу, а круг приводится в медленное
вращение и заставляет вращаться ролик. Витки ролика постепенно
выкрашивают на поверхности круга канавки и на круге образуется
кольцевая резьба. На некоторых резьбошлифовальных станках
имеется механический привод для медленного вращения шлифоваль-
Фиг. 124. Схема приспособления для профилирования
алмазом многониточного круга.
ного круга при накатывании. Если нет механического привода для
медленного вращения, то при накатывании шлифовальный круг
приводят во вращение вручную посредством рукоятки, надеваемой
на конец шпинделя.
Правку многониточного шлифовального круга для восстановле-
ния изношенного профиля в процессе шлифования производят тем
же роликом.
На некоторых резьбошлифовальных станках имеются специаль-
ные приспособления для прсфилирования многониточного шлифо-
вального круга алмазом. Для нарезания кольцевой резьбы на шли-
фовальном круге применяют специально граненый алмаз. Угол про-
филя на алмазе меньше угла профиля резьбы. Для профилирования
круга с углем профиля 60° применяют алмаз с углом 40—45°. Алмаз
при профилировании режет только своей вершиной.
Приспособление монтируют на столе станка, обычно в задней
бабке. Профилирование производят после настройки станка на тре-
буемый шаг. При профилировании стол перемещается от ходового
винта.
Схема работы приспособления показана на фиг. 124. От ходо-
вого винта ] движение через сменные колеса передается на шпоноч-
ный валик 2, который приводит во вращение кулачок 3. Кулачок 3
ШЛИФОВАНИЕ И ДОВОДКА
имеет симметричные профили подъема и спуска, точно шлифован-
ные и имеющие форму архимедовой спирали. Число оборотов ку-
лачка равно числу оборотов шпинделя передней бабки, т. е. при
перемещении стола на один шаг кулачок сделает один оборот. Кула-
чок 3 сообщает алмазу равномерное возвратно-поступательное пере-
мещение в направлении, перпендикулярном перемещению стола.
Кулачок 3 для каждого шага и угла профиля имеет различный подъем
архимедовой спирали. При перемещении стола станка на 0,5 шага
алмаз равномерно переместится на величину, равную теоретической
высоте профиля резьбы. За это время вершина алмаза очертит одну
сторону профиля резьбы под требуемый угол. При продвижении
стола еще на 0,5 шага алмаз переместится в обратном направлении
и вершина его очертит вторую сторону профиля резьбы. Таким обра-
зом, алмаз нарезает на шлифовальном круге кольцевую резьбу.
На обычных резьбошлифовальных станках также можно про-
филировать широкий шлифовальный круг алмазом. На фиг. 125
показано приспособление для нарезания кольцевой резьбы на шли-
фовальном круге. Приспособление устанавливают в центрах станка.
Корпус приспособления 1 для предотвращения от проворачивания
опирается на станину. Кулачок 2, имеющий форму двух встречных
архимедовых спиралей, приводится во вращение поводком перед-
ней бабки. Кулачок поворачивает рычаг 3, который передает дви-
жение рычагу 4. На конце рычага 4 закрепляется передвижной
алмазодержатель 5. Посредством увеличения или уменьшения длины
плеча можно регулировать величину угла резьбы, профилируемой
на шлифовальном круге.
После профилирования круга приспособление снимают и в цен-
трах устанавливают обрабатываемые детали.
Профилирование многониточного шлифовального круга алмазом
позволяет получить более высокую точность угла резьбы, чем при
накатывании. Но ввиду того, что алмаз работает только одной точ-
кой, он быстро притупляется, и поэтому точность угла профиля
резьбы при этом методе правки обычно бывает недостаточна для
шлифования точных резьб (например, для окончательного шлифо-
вания резьбовых калибров). Шлифование широким кругом при-
меняют при изготовлении метчиков, фрез, при предварительном
шлифовании калибров и при шлифовании резьбы у различных де-
талей.
Шлифование резьбы однониточным кругом. Резьбы наиболее
высокой точности шлифуют однониточными (узкими) шлифоваль-
ными кругами. Узкий шлифовальный круг можно точнее заправить
на требуемый угол.
Ввиду того, что площадь соприкосновения у узкого круга с де-
талью меньше, чем у широкого, отжимающие усилия также будут
меньше, чем при работе широким кругом. Как будет показано ниже,
на точность шлифования большое влияние оказывает температура
нагрева детали. Нагрев детали при шлифовании узким кругом во
много раз меньше, чем при шлифовании широким кругом. Все это
Честнов IGOS
Фиг. 125. Приспособление к резьбошлифовальному станку для профилирования многониточного круга алмазом
ШЛИФОВАНИЕ
17s
ШЛИФОВАНИЕ И ДОВОДКА
обеспечивает достижение более высокой точности при шлифовании
однониточным кругом.
Приспособление для правки однониточного резьбошлифовального
круга показано на фиг. 126. Это приспособление устанавливается
сзади шлифовального круга. На корпусе приспособления 1 имеется
поворотная каретка 2, которая может свободно поворачиваться
относительно вертикальной оси. Поворот каретки 2 ограничен
регулируемыми упорами 3, установленными с обеих сторон на кор-
пусе приспособления 1. В поворотной каретке имеется валик 4
Фиг. 126. Приспособление для профилирования узкого, однониточ-
ного круга для шлифования резьбы.
с закрепленным на нем держателем алмаза 5. Валик 4 приводится
во вращение рукояткой 6 через колеса 7 и 8. Поворачивая рукоятку 6
в ту и в другую сторону, мы будем сообщать качающиеся движения
алмазу 9. Таким образом, при крайних положениях каретки запра-
вляют поочередно обе стороны профиля шлифовального круга.
Посредством регулирования упоров 3 достигается требуемая точ-
ность угла профиля. Предварительно упоры устанавливают по шкале,
имеющейся на корпусе приспособления. Окончательное регулиро-
вание упоров производится по результатам измерения шлифован-
ной резьбы на микроскопе. Подача алмаза при правке круга осуще-
ствляется посредством поворота барабана 10, который перемещает
валик 4 в осевом направлении.
Точность шага шлифуемой резьбы зависит от точности переме-
щения стола с деталью во время шлифования резьбы и от точности
работы шпинделя шлифовального круга. Шпиндельная бабка резьбо-
шлифовального станка имеет более сложную конструкцию, чем
у обычных круглошлифовальных станков. Для того, чтобы при шли-
ШЛИФОВАНИЕ
179
фовании резьбы получить точный шаг, необходимо, чтобы шпиндель
резьбошлифовального станка не имел осевых перемещений во время
шлифования. На фиг. 127 показан разрез шпингелыюй бабки резьбо-
шлифовального станка. Шпиндель 1 находится под действием пру-
жины 2, которая все время прижимает шпиндель к подпятнику о.
Подшипники шпинделя резьбошлифовального станка должны
обладать малым зазором (2—3 мк), что обеспечивает высокую точ-
ность работы и отсутствие вибрации при шлифовании резьбы.
Шпиндели некоторых резьбошлифовальных станков работают
на специальных прецизионных шарикоподшипниках. Недостатком
этих станков является то, что регулирование таких шпинделей при
износе очень сложно.
Точность резьбы при резьбошлифовании зависит не только от
точности станка, но и от температурных деформаций как обрабаты-
ваемой детали, так и деталей станка.
При шлифовании резьбы одновременно образуется средний диа-
метр и шаг резьбы детали. Если деталь в процессе обработки сильно
нагревается, то шаг резьбы, на который настроен резьбошлифоваль-
ный станок, будет выполнен на детали, имеющей увеличенные раз-
меры вследствие нагрева. После снятия детали со станка и охлажде-
ния шаг уменьшится. Если средний диаметр резьбы будет близок
к окончательному размеру, то деталь окажется браком вследствие
погрешности в шаге резьбы.
Допуск на неточность шага резьбовых калибров l-ro и 2-го клас-
сов точности, а также контрольных калибров при длине резьбы
1Н0
ШЛИФОВАНИЕ И ДОВОДКА
калибра от 30 до 50 мм равен 6 мк. Неточность шага при шлифовании
резьбы складывается из многих погрешностей: неточности шага
резьбы ходового винта станка, неточности передаточного отношения
колес гитары неточности шпинделя станка и др. Следовательно,
неточность шага резьбы, вызываемая нагревом калибра в процессе
шлифования, может составлять только часть от общего допуска
на шаг резьбы. Предположим, что эта часть составляет 1/3 от общего
допуска и определим допустимый нагрев калибра при шлифовании
по формуле
Коэфициент линейного расширения для стали k = 11,5-10 ®;
AS в нашем случае равна 2 мк, длина калибра — 50 мм',
t-t^---------------л- = 3,5°.
0 50-11,5-10-°
Из приведенного примера видно, какие требования следует предъ-
являть к режиму шлифования для того, чтобы обеспечить нагрев
калибра не более 3,5°. Процесс шлифования связан с большим выде-
лением тепла и поэтому влияние температурных деформаций часто
является причиной брака резьбовых калибров по шагу при шлифо-
вании резьбы.
В целях уменьшения нагрева деталей при шлифовании приме-
няют обильное охлаждение, но ввиду того, что при шлифовании
выделяется много тепла, сама охлаждающая жидкость нагревается,
и это может также вызвать нагрев детали выше допустимого.
Для уменьшения нагрева калибров при шлифовании резьбы на
высокопроизводительных резьбошлифэвальных станках иногда уста-
навливают холодильники с автоматическим регулированием, кото-
рые позволяют поддерживать в процессе работы требуемую темпера-
туру охлаждающей жидкости.
Уменьшению брака из-за температурных расширений способ-
ствует также метод шлифования резьбовых калибров «партий по
проходам», применяемый при серийном производстве. Каждый про-
ход производят поочередно на всей партии калибров, причем хо?ду-
тики с калибров не снимают. При таком методе шлифования имеется
достаточно времени для охлаждения калибра после каждого про-
хода, а при окончательном проходе нагрев бывает небольшой, так
как снимается малый слой металла.
Нагрев деталей станка вследствие трения также оказывает вли-
яние на точность механической обработки. Особенно сильно эго влия-
ние проявляется в начале работы, после пуска станка, когда темпе-
ратура деталей станка еще не установилась. Наиболее чувствитель-
ными к изменению температуры являются шпиндели резьбошлифэ-
вальных станков. Пока шпиндель и подшипник не нагрелись до
определенной температуры, зазор между ними не соответствует
той величине, на которую он был отрегулирован при установившейся
ШЛИФОВАНИЕ ]S1
температуре, и поэтому шпиндель работает ненормально, что отра-
жается на точности работы станка и качестве обрабатываемой по-
верхности.
Если при неустаповившейся температуре шпинделя начать
шлифование резьбы, то постепенный нагрев шпинделя и подпятника
будет вызывать неточности в шаге резьбы детали. Эта неточность
оудет тем больше, чем больше длина шлифуемой резьбы, так как
за большее время шлифования участок шпинделя I от подпятника до
шлифовального круга (см. фиг. 127) и подпятник получат большее
изменение в размере вследствие нагрева.
Из приведенных примеров видно, как велико значение деформа-
ций деталей станка от нагрева при работе на прецизионных металло-
обрабатывающих станках.
Чтобы исключить влияние нагрева деталей станка на точность
обработки, применяют выдержку в течение определенного времени
после пуска станка, пока температура его узлов не примет постоян-
ной величины. Установившаяся температура подшипников шлифо-
вальных станков равна 50—60°. Температура шпинделя отличается
от температуры подшипника, так как условия отвода тепла у шпин-
деля и подшипника различные.
Прецизионные станки обычно пускают на холостой ход за 15—
30 мин. для того, чтобы их детали приняли к началу работы постоян-
ную температуру. При коротких перерывах в работе шпиндели
резьбошлифовальных станков обычно работают вхолостую для того,
чтобы не нарушалось температурное равновесие деталей.
При установившейся температуре нагрев деталей станка не ока-
зывает влияния на точность обработки.
Условия работы шлифовального круга при шлифовании резьбы
значительно отличаются от условий работы обычного шлифоваль-
ного круга. Резьбошлкфсвальный круг должен обеспечить требуе-
мую точность угла профиля резьбы и геобходимую ширину площадки
по внутреннему диаметру резьбы. Вершина резьбошлифовального
круга при шлифовании резьбы находится в наиболее тяжелых усло-
виях и с нее начинается притупление круга и искажение угла про-
филя. Чтобы обеспечить более высокую стойкость круга и в особен-
ности его вершины, для шлифования резьбы обычно применяют мелко-
зернистые шлифовальные круги (зернистостью 120—320). Чем
меньше шаг шлифуемой резьбы и чем острее должна быть впадина
по внутреннему диаметру, тем мелкозернистое должен быть круг.
Стойкость вершины профиля круга ограничивает возможость шли-
фования резьбы с малыми шагами. Поэтому резьбовые калибры с ша-
гом до 0,35 мм не шлифуют, а нарезают до закалки и после закалки
доводят притирами.
Скорость резания при шлифовании резьбы бывает выше, чем
при обычном шлифовании. В зависимости от прочности круга на
разрыв применяют скорости шлифования резьб от 30 до 50 м!сек.
Керр: верование шага при шлифовании резьбы. На резьбошли-
фовальных станках имеется дополнительная гитара для установки
182
ШЛИФОВАНИЕ И ДОВОДКА
коррекционных зубчатых колес, которая включается в том случае,
когда при шлифовании точность шага не соответствует требованиям.
Набор коррекционных зубчатых колес дает взможность изме-
нить передаточное отношение цепи зубчатых колес между шпинде-
лем и ходовым винтом и получить поправку, компенсирующую не-
точность шага резьбы. Включение коррекционного набора зубчатых
колес показано на фиг. 128.
Формула для подсчета сменных
зубчатых колес для настройки станка
на требуемый шаг резьбы может быть
написана в следующем виде:
zd ~ 1‘27'Л-
Если обозначить
отношение
передаточное
коррекционных зубчатых
Фиг. 128. Схема включения коррекционного набора шестерен
которую дают коррекционные зуб-
включении коррекционного набора
следующий вид:
-ЩД.Ч Д- AS'l
колес через k, а поправку в шаге,
чатые колеса, через AS', то при
зубчатых колес формула примет
Zb zd
Если разделить почленно эти формулы, получим
А= 1 + .
ще k — передаточное отношение коррекционных зубчатых колес;
AS' — погрешность шага, отнесенная к одному витку;
S — шаг нарезаемой резьбы.
ШЛИФОВАНИЕ
183
Погрешность шага резьбы обычно определяется и задается как
допуск на длине 25 мм, обозначив ее через AS и подставив в фор-
МУЛУ вместо AS \ ПОЛУЧИМ!
1 < ,
—-
где AS — погрешность шага на длине 25 мм.
Если погрешность шага шлифуемой резьбы равна 5 мк на длине
25 мм, то подставив это значение в формулу с обратным знаком,
получим передаточное число набора коррекционных зубчатых колес:
k= 1 = 1,0002.
Посредством приближенного подбора зубчатых колес опреде-
ляются числа зубьев набора коррекционных зубчатых колес.
В табл. 28 приведены наборы коррекционных зубчатых колес, под-
считанные для различных погрешностей шага на основании изло-
женного выше вывода.
Таблица 28
На&оры коррекционных колес
Изменение шага на длине 25 мм в мк + 2 + з + 4 4-5 + 7 + 8 + 9 4-ю
Наборы кор- рекционных колес 111-111 110-112 91-91 90-92 79-79 78-80 71 -71 70-72 64-64 63-65 60-60 59-61 56-56 57-55 .53-53 54-52 50-50 51 -49
Примечание. Коррекция со знаком минус получается посред-
ством установки наборов в обратном положении.
Корригирование шага резьбы набором сменных зубчатых колес
позволяет исправить только такие погрешности шага, которые имеют
постоянную величину и знак (+ или —) на всей длине шлифуемой
резьбы. Местные погрешности шага или погрешности переменного
знака можно корригировать только при помощи коррекционной
линейки с криволинейным профилем (см. фиг. 89).
Коррекционные наборы сменных зубчатых колес с успехом
можно применять в тех случаях, когда ходовой винт имеет постоян-
ную и однозначную погрешность шага, или в тех случаях, когда
приходится шлифовать резьбу на коротких деталях, так как на
коротких участках ходового винта станка наиболее вероятна по-
грешность только одного знака.
Вместо корригирования шага путем включения дополнительной
гитары можно рекомендовать метод корригирования шага посред-
ством изменения набора сменных зубчатых колес.
18!
ШЛИФОВАНИЕ И ДОВОДКА
На большинстве винторезных и резьбошлифовальных станков
ходовой винт имеет дюймовый шаг резьбы. Если формулу для под-
бора сменных зубчатых колес написать в следующем виде:
Za . Zc __ П -S _ 125
zb ~zd ~ 25 ' 127 ’
то можно изменять передаточное отношение гитары путем замены
отношения ~ следующими отношениями, которые вносят указан-
ные ниже изменения шага резьбы на длине 25 мм:
65
66
125
127
61
02
60
61
+ 0,015 + 0,009 + 0,003 0 —0,003 — 0,001 -<0.016
Корригирование шага, резьбы сменными зубчатыми колесами
применяют при шлифовании резьбы резьбовых калибров.
Шлифование конусной резьбы. Шлифование наружной конус-
ной резьбы производят или на специальных резьбошлифовальных
станках, или на станках с качающимся столом. У станков с качаю-
щимся столом опора качающегося стола скользит по линейке, кото-
рая может быть установлена на требуемый угол, и тогда в процессе
шлифования деталь будет постепенно отходить от шлифовального
круга, что дает возможность получить конусную резьбу на детали
(см. фиг. 122). Ввиду того, что отход детали от круга осуществляется
посредством поворота качающегося стола относительно неподвижных
центров, происходит искривление образующей конуса и создается
дополнительная погрешность в шаге резьбы. При малых углах
конуса шлифуемой резьбы эти погрешности малы и ими можно
пренебречь, поэтому на станках с качающимся столом обычно шли-
фуют конусную резьбу с конусностью не более 1/]с. Если же тре-
буется шлифовать конусную резьбу с конусностью большей, чем х/16
(например. J/4), а других станков в распоряжении не имеется, то
для этой цели можно приспособить станки с качающимся столом.
Для этого необходимо определить, какое получается искажение
образующей конуса по среднему диаметру при данной настройке
станка. Настройку станка на требуемую конусность производят
путем установки специальной конусной линейки, позволяющей
увеличить угол наклона. После настройки станка на требуемый угол
конуса производят предварительное шлифование профиля резьбы
и затем измерение угла конуса и прямолинейности образующей на
синусной линейке. По результатам измерения прямолинейности
образующей определяют, какую нужно сделать кривизну на поверх-
ности конусной линейки, чтобы образующая конуса на детали была
прямолинейна. Требуемая кривизна рабочей части линейки дости-
гается посредством доводки.
На фиг. 129, а и б, показана схема шлифования конусной резьбы
на резьбошлифовальных станках с качающимся столом, На фиг. 129, а
ШЛИФОВАНИЕ
185
ь Процессе шлицсеппея ^рсхо^ит
и вызывает искривление образую-
Фиг. 129. Схема шлифования конусной
резьбы на резьбошлифовальном станке
с качающимся столом.
изображено положение качающегося стола и детали относительно
шлифовального круга в начале шлифования резьбы. На фиг. 129,6
изображено положение стола и детали в конце шлицевания. Из сопо-
ставления этих фигур можно видеть, ЧТО ЛИВИЯ ссприкнсснсвения
шлифовального круга с деталы
не параллельно оси детали, чт<
щей конуса детали. Кроме того,
как видно из фиг. 129, б, при
таком методе шлифования ко-
нусной резьбыпроисходит также
искажение шага резьбы. Вслед-
ствие дополнительного поворота
детали при наклоне качаю-
щегося стола точка соприкос-
новения круга с деталью сме-
щается на величину кп, что
вызывает погрешность в шаге
на всей длине резьбы:
AS = kn tg а;
kn = -j- — OB (1 — cos р);
откуда
Д8=-- —OBd — cosp/j tga,
где AS — погрешность шага
резьбы на всей длине;
D—наибольший диаметр
конуса по среднему
диаметру резьбы;
О В — расстояние между
центрами качающе-
гося стола и центрами
детали;
3 — угол поворота качающегося стола в градусах;
рр — угол поворота качающегося стола в радианах;
а — угол подъема резьбы.
Угол поворота качающегося стела определяется из формулы
sin 8 =
D — d
2 0В ’
где D — наибольший диаметр конуса по среднему диаметру резьбы;
d—наименьший диаметр конуса по среднему диаметру резьбы.
При настройке ставка на шаг резьбы необходимо ввести коррек-
ционный набор колес, компенсирующий погрешность шага.
Шлифование конусной резьбы можно производить на обычном
токарно-винторезном станке с конусной линейкой, если на супорте
Выбор шлифовальных кругов при йзготбвлении измерительных инструментов
Характеристика
обрабатываемой
поверхности
Таблица 2У
Эскиз Материал Вид 1 I Размер Характеристика круга
шлифования | изделия В ММ Зер- нистость Твердость Род абра- зива Связиа
I. Круглое наружное шлифование периферией круга
Непрерывная поверх- ность по диаметру и по длине, например: 1) гладкие вставки 21 конусные кали- бры-пробки 1 Закаленная сталь Предвари- тельное 0 3—10 10-100 60 46 СМ2 СМ1 ЭБ К 1
Оконча- тельное 0 3-10 10-100 60 46—60 СМ1 СМ1
Прерывистая поверх- ность по диаметру, например: 1) неполные глад- кие пробки 2) неполные листо- вые калибры Незакален- ная сталь Предвари- тельное 50--300 46 СМ2 ЭБ 1 1 К
_У-/ - . 1 1
м- Закаленная сталь Оконча- тельное 50 -300 46-60 СМ1
11рерывистая поверх- ность по длине — — Закаленная сталь Предвари- тельное и оконча- тельное 46-60 СМ1-СМ2 ЭБ к
ШЛИФОВАНИЕ И ДОВОДКА
С радиусом.закруглспия между 'цилиндриче- ской или конической ! и торцевой поверх- ностью, например, ка- либры-вставки Фасонная поверхность г. 1 ; Д • °- Закаленная сталь Закаленная сталь Оконча- тельное 3—100 46—60 60—80 СМ1 СМ2 э ЭБ к к к к
Фаски, например, у ка- либров-пробок Е! Незакален- ная сталь Закаленная сталь — 46-60 46—60 С1 СМ2-С1 э
Сфера или торец, на- пример: 1) сферические вставки 2) жесткий штих- мас (И ЕД Незакален- ная сталь Закаленная сталь Предвари- тельное Оконча- тельное 46—60 60 СМ1—СМ2 ______ СМ1 ЭБ
Сквозная цилиндриче- ская и коническая поверхность, непре- рывная по длине, на- пример: 1) Установочные кольца для раз- верток //. Kpyzj гое внутренн Закаленная сталь ее шлифоаан Предвари- тельное ие 0 5—50 0 50—120 60 46 СМ1—СМ2 СМ 1—СМ2 ЭВ к
Оконча- тельное 0 5—50 0 50—120 60 60 СМ1 СМ1
ШЛИФОВАНИЕ
Продолжение табл. 29
Характеристнка обрабатываемой поверишь ти Эскиз Материал Вид шлифования Размер изделия в мм Зер- нистость Характеристика Твердость круг а Род абра- зива Связка
Внутренняя цилиндри- ческая и торцевая по- верхности -I •— i ,/V' -Ml Незакален- ная сталь Предвари- тельное и оконча- тельное GO СМ2 ЭБ к
Закаленная сталь 60 СМ1
III. Плоское обдирочное шлифование торцом круга
!
Обдирочное шлифова-
ние, например,
контура скоб
Сплошные поверхности
i
Незакален- ная сталь Предвари- тельное и оконча- тельное 24—36 Cl—С2 э Б
— •- у . 1 , ,1 ,Г Закаленная сталь То же 24-36 СМ2 С1
Назакален- ная сталь Меньше 3 мм 24 СМ2-С1 э Б
Закаленная сталь 36 СМ1
1 Назакален- ная сталь Больше 3 мм 24 Cl—С2
—
. Закаленная сталь » ‘24—36 СМ1
ШЛИФОВАНИЕ И ДОВОДКА
I Незакален-
I пая сталь
Несплошные поверх- сталь
ности |г,:1 - j—d-d Незакалеп- пая сталь
Закаленная сталь
I
I
I Торцевые поверхности i
। Незакален-
I пая сталь
; Закаленная
сталь
Малая поверхность со-
прикосновения изде-
лия с кругом
Закаленная
сталь
» V » Меньше 3 мм Больше 3 мм 24 СМ2—С1 Э Б
36 СМ1-СМ2 СМ2-С1
24
36 СМ1-СМ2
•
я 36—46 СМ2—С1
—- — ЭБ Б
и 46 СМ1- СМ2
1 i 1 I 1 1 1 60 СМ1-СМ2 ЭБ к
ШЛИФОВАНИЕ
Характеристика
обрабатываемой
поверхности
Продолжение табл. 29
Материал Гид i 1 «мер шлифования !> изделия 1 в мм Характеристика круга Род абра- зива Связка
Зер- нистость Твердость
IV. Плоское шлифование периферией круга
Толщина изделий от 1
до 5 мм, например:
1) угольники
2) шаблоны
3) штанги штанген-
циркуля
i
| Толщина изделий от
5 мм и выше
Окончательное шлифо-
вание рабочих поверх-
ностей инструментов I
высокой точности, на- ;
пример, концевые
меры
Незакален- ная сталь Предвари- тельное и оконча- тельное i 46 СМ2—Cl ЭБ К
Закаленная сталь То же 46 МЗ-СМ1
Незакален- иая сталь 36—46 С1-С2 ЭБ К
Закаленная сталь 46 СМ2
Закаленная сталь 36 М3 ЭБ К
ШЛИФОВАНИЕ И ДОВОДКА
i Ребристая прерывистая
j поверхность с распо-
I ложением ребер попе-
рек шлифования, иа-
। пример:
1) штанги
2) шаблоны
Ребристая поверхность i
с расположением ре-
бер вдоль шлифова-
I ния, например,
штанги штангеп- '
; циркуля
Поверхность без острых
углублений
Незакален-
ная сталь
i
Закаленная
сталь
I
Незакален-
пая сталь
Закаленная
сталь
Незакален
ная сталь
Закаленная
сталь
Поверхность с острыми
углублениями
Незакален-
ная сталь
Закаленная
сталь
тельное 36—46 С1-С2
Оконча- тельное 46 СМ2 Э К
Предвари- тельное 46 СМ2
Оконча- тельное 46 СМ1-СМ2
Предвари- тельное 36 СМ2-С1
Оконча- тельное 46 СМ1-СМ2 Э ; К
Предвари- тельное 36 СМ1-СМ2
Оконча- тельное 46 СМ1
Предвари- тельное и оконча- тельное 46—60 СМ2 - С1 ЭВ к
То же 60 СМ1—СМ2
46 СМ 1-СМ2 ЭВ к
60—80 СМ2-С1
ШЛИФОВАНИЕ
Продолжение табл. 29
I
Характери лика оораоатынасмий Эскиз поверхности Материал Вид шлифования Размер изделия в мм Характеристика круга
Зер- нистость Твердость Род абра- зива Связка
Радиусные поверхности (соответственно ради- “4^»^ vcy круга) t_ . 0 Незакален- ная сталь Предвари- тельное и оконча- тельное - - 46-60 CMI—СМ2 ЭБ к к
Закаленная сталь То же 60 СМ 1-СМ2
! Мут Радиусные поверхности [ С \ (соответственно ради- | \ \ усу круга) с острыми СП кромками 0/'У Х„ - - _Е7 Незакален- ная сталь 46--60 СМ1-СМ2 Э
ШЛИФОВАНИЕ И ДОВОДКА
Прорезка узких пазов 1-0М П-1 1’0,3-0,8\П-1,5 ; i ISO—ICO CMI Закаленная! . J20 150 CMI yg j, сталь 100—120 CMI 80-100 CMI 1
1-0,8-1,5 h‘2
1-1,.5-3,0 h-3
‘ . i ! ! ' . ill I
Честнов
О।резка и прорезка Резьбовые калибры- пробки Шлифование наружного диаметра резьбовых калибров Шлифование заходов резьбы резьбовых ка- либров || ~1 J Шлифоваш Закаленная сталь Закаленная сталь Закаленная сталь ie резьбы Предвари- тельное и оконча- тельное 'Го же и 0,4—0,8 »о М28 С2 ЭВ -)Б ЭВ ЭБ В ,< к к к
/.‘/'Л////У \ А и
-J Г 1—/а 1 -1,5 2 320 270 С2 С1
2 5-4 230 СМ1
4 5—5 200 СМ1
1 5,5—6 1,5- 3 3,5—6 170 60--80 46—60 80 СМ1 С1 - СМ2 С1 СМ2 С1
ШЛИФОВАНИЕ
ШЛИФОВАНИЕ II ДОВОДИ \
станка установить приспособление для шлифования резьбы. В этом
случае не возникают указанные выше погрешности шага резьбы
и отсутствует искривление прямолинейности образующей конуса.
Недостатком этого способа является то, что производительность
шлифования будет во много раз ниже, чем на резьбошлифовальном
станке.
Шлифование резьбовых конических калибров больших диаметров
(до 500 мм), применяемых для проверки конусной резьбы труб, муфт
и замков в нефтяной промышленности, производят на специальных
Фиг. 130. Резьбошлифовальный станок для калибров диаме-
тром до 500 мм.
станках. На фиг. 130 показан станок для шлифования наружной и
внутренней, цилиндрической и конической резьбы диаметром до
500 мм. Настройку станка на конус производят посредством поворота
конусной линейки, расположенной в столе станка.
Для шлифования внутренней резьбы вместо шлифовальной бабки
для наружной резьбы устанавливают шлифовальную бабку для
внутренней резьбы. На станке имеется подъемное приспособление,
позволяющее менять шлифовальные бабки.
Шлифование наружного диаметра конусной резьбы пробки и
внутреннего диаметра резьбы кольца производят после шлифования
резьбы по среднему диаметру.
Ввиду того, что по мере перемещения плоскости измерения вдоль
оси резьбы размеры среднего, наружного и внутреннего диаметров
все время изменяются, при изготовлении деталей е конусной резьбой
можно выдерживать требуемый размер среднего диаметра за счет
последующей обработки торцевых поверхностей. Поэтому при изго-
товлении конусных калибров на заготовке предусматривают припуск
по длине для обработки торцов после окончательного шлифования
ТГ.МЮ.ЮГИЯ ЛЕКАЛЬНЫХ ЮГ.ОТ
резьбы. Окончательную обработку торцов производят после шлифо-
вания и измерения резьбы. В зависимости от данных измерения под-
считываю! ве.тнчп'л слия lieiзола, которая должна быть снята с ка
ждот'о торна для получения требуемого расстояния плоскости изме-
рения от торца. Допуск на расстояние плоскости измерения от торна
зависти от допуска на средний диаметр и от конусности резьбы
Величину допуск;! определяют по формуле
\ Д Ы->ср
К '
где допуск на средний диаметр:
К — конусность.
Из формулы видно, что чем меньше конусность резьбы, тем больше?
допуск на расстояние плоскости измерения от торца.
Выбор шлифовальных кругов при изготовлении
измерительных инструментов
В табл. 29 приведены характеристики шлифовальных кругов
(зернистость, твердость, род абразива и связка), применяемых при
изготовлении измерительных инструментов. Род связки обозначен
условными буквами: К --керамическая, Б — бакелитовая, В вул-
канитовая.
2. ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
Изготовление профильных шаблонов до настоящего времени на
многих предприятиях все еще производится методом ручной лекаль-
ной работы. Слесари-лекальщики вручную обрабатывают шаблоны
перед термической обработкой и после закалки доводят профиль
шаблонов также вручную. Контур шаблона разбивается на ряд
участков, состоящих из простейших элементов. На шаблоне выби-
рают участки, которые служат базой для измерения. Эти участки
обрабатывают в первую очередь, и от них производят измерение
всех элементов профиля шаблона. Для этой цели изготовляют вспо-
могательные шаблоны — «выработки», которые позволяют произ-
водить измерение каждого участка профиля шаблона от выбранных
базовых поверхностей. Изготовление шаблонов методом ручной
лекальной работы является трудоемким процессом, поэтому в на-
стоящее время ручные лекальные работы по возможности механизи-
руют, шлифуют профильные шаблоны на плоскошлифовальных
станках. Методы шлифования профильных шаблонов можно клас-
сифицировать следующим образом:
1) шлифование с применением тисков и синусных линеек;
2) шлифование профильным шлифовальным кругом;
3) координатный метод шлифования на универсальных приспо-
соблениях;
4) шлифование на специальных профилешлифовальных стан-
ках.
19-)
ШЛИФОВАНИЕ И ДОВОДКА
Шлифование профильных шаблонов с применением тисков
и синусных линеек
Шлифование шаблонов, профиль которых состоит из прямо-
линейных участков, наклоненных под различными углами, произ-
водят на плоскошлифовальных станках с горизонтальным шпин-
делем. При этом применяют шлифовальные тиски в комбинации
с магнитными призмами (переводниками) и синусными линейками.
Фиг. 131. Тиски для лекальных работ.
Шаблоны в тисках можно устанавливать от заранее прошли-
фованной на шаблонах базы или же путем выверки шаблонов
индикатором или рейсмусом.
Тиски для лекальных работ должны быть точно изготовлены.
На фиг. 131, а показана конструкция шлифовальных тисков. Не-
подвижная губка и гайка винта составляют одно целое с основа-
нием тисков. Подвижная губка с помощью винта перемещается по
направляющим. Направляющие применяют различной формы: в виде
ласточкина хвоста (фиг. 131, а), призматические (фиг. 131, б) и пря-
моугольные (фиг. 131, в). Направляющие должны обеспечивать парал-
лельность губок в том случае, когда усилие винта действует не
в плоскости шаблона (при зажиме обрабатываемых деталей краем
губок тисков).
В основании тисков имеется ряд отверстий с резьбой для креп-
ления тисков винтами к различным приспособлениям. Губки и осно-
вание тисков закалены и точно отшлифованы. Опорная поверхность
неподвижной губки должна быть перпендикулярна относительно
основания и боковых сторон, а боковые стороны тисков должны
быть перпендикулярны к основанию и параллельны между собой.
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
197
В неподвижной губке тисков делают отверстие для установки
точного штифта, который можно применять при измерении наклон-
ных участков шаблона.
применение угловых ма!нит-
ных призм и тисков позволяет
шлифовать на шаблонах наклон-
ные участки с углами, для кото-
рых эти призмы изготовлены.
Обычно в призмах можно шлифо-
вать шаблоны с углами 15, 30,
45, 60 и 75°.
Такая призма (фиг. 132) со-
стоит из бронзового корпуса, в
который запрессованы железные
отожженные сердечники, служа-
щие проводниками магнитного
потока.
Призмы могут быть изготов-
лены также из латунных и желез-
ных прокладок, склепанных мед-
ными заклепками. Железные про-
кладки должны находиться про-
тив полюсов магнитной плиты.
Фиг. 132. Магнитная призма.
На фиг. 133 показано шлифование наклонных участков шабло-
нов с применением магнитной призмы. Установка такого шаблона
Фиг, 133. Шлифование наклонных участков шаблонов.
на требуемый угол наклона определяется наклоном призмы, по-
этому при шлифовании угол не измеряется.
i9?5
ШЛИФОВАНИЕ И ДОВОДКА
Для обеспечения заданной длины участков приходится изме-
рять эти длины штангенциркулем. Если же штангенциркуль не
обеспечивает требуемой точности, измерение производят посред-
ством индикатора в стойке, блока плиток и регулируемого Усти-
нова. При этом измеряют расстояния от шлифуемых участков до
штифта в неподвижной губке тисков.
Для определения величины блока плиток необходимо задаться
размерами / и hL и подсчитать размер /г,,. Проектируя известные
величины на направление раз-
мера, который определяется,
получим треугольники авс и
асо, из которых находим:
/?, Aj cos а. 4- (I — /Д sin 7..
Регулируемый установ под-
нимают по индикатору до уровня
штифта на тисках, затем на
него устанавливают блок пли-
ток С. Как видно из чертежа,
размер блока плиток
где d— диаметр измеритель-
ного штифта.
Размеры блоков плиток для
измерения величины /, hx и К.,
определяют аналогичным мето-
дом.
. г. „ При установке шаблонов в
тисках их неооходимо распо-
ложить так, чтобы по размерам I, hx, /г, и hs были предусмотрены
необходимые припуски па шлифование. При применении синус-
ной линейки и тисков можно шлифовать прямолинейные участки
на профильных шаблонах под различными углами наклона.
Простейшую синусную линейку (фиг. 134) применяют главным
образом для измерения углов, но при отсутствии специальных
синусных линеек ее используют также и для шлифования.
Синусная линейка состоит из столика, двух роликов и упорных
планок. Основные детали синусной линейки закалены и тщательно
отшлифованы; ролики и опорные уступы столика доведены.
Разница в диаметрах валиков не должна превышать 11,002 мм.
Рабочая поверхность столика должна быть отшлифована строго
параллельно осям роликов, а оси роликов должны находиться
в одной плоскости.
Синусные линейки делают различной ширины — в пределах
от 40 до 120 мм. В столике предусматривают отверстия для креп-
ления различных приспособлений и деталей.
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
i00
Установку синусной линейки на требуемый угол производят
по плоскопараллельным плиткам.
Ьеличпну олока плиток при расстоянии меж.и осями роликов
pugij.'n.i юо .и.и. подсчитывают по формуле
С - 100 sin а,
)й линейки возрастает с уве-
сю линейку устанавливают по
Фиг. 135. Установка тисков на си-
нусной линейке.
где С — размер блока плиток;
1 — угол установки.
Погрешность установки синусш
личением угла а. Поэтому синусн
плиткам до угла, не превышаю-
щего 45°, а при больших углах
пользуются дополнительной сталь-
ной призмой (фиг. 135) или по-
ворачивают тиски на 90°•
Иногда для получения точных
значений углы, близкие к 45°,
устанавливают также с дополни-
тельной угловой призмой в 15°
или 30°.
Вследствие недостаточного кон-
такта синусной линейки с маг-
нитной плитой устойчивость ее на
плите получается не вполне до-
статочной, поэтому с торцов уста-
навливают упорные планки или
угольник (фиг. 135). Надежное
крепление на магнитной плите
обеспечивают при помощи спе-
циальной шарнирной синусной
линейки.
На фиг. 136 показана шар-
нирная синусная линейка. Шар-
нир этой линейки устроен следую-
щим образом. В основании закреп-
лены три точно прошлифованные и
а в столике — две втулки (2 и 4)
фованной и доведенной оси.
На призме столика против втулок, закрепленных в основании,
имеются выборки. На призме основания также имеются выборки,
расположенные против втулок, закрепленных- в столике. На торцах
столика и основании линейки имеются резьбовые отверстия для
крепления синусной линейки после установки ее на требуемый
угол посредством соединительных планок.
На фиг. 137 показана установка шарнирной синусной линейки
п тисков при шлифовании профильных шаблонов, а на фиг. 138
другая конструкция шарнирной синусной линейки. Чтобы можно
было очищать шарнир от пыли и пользоваться синусной линейкой
доведенные втулки (/, 3, 5),
. Втулки вращаются на шли-
200
ШЛИФОВАНИЕ И ДОВОДКА
Фиг. 136. Шарнирная синусная линейка.
Фиг. 137. Шлифование шаблонов на синусной линейке.
1 • 11' 11! 111' IIH1111Ц:1
ТЕХНОЛОГИЙ ЛЕКАЛЬНЫХ РАБОТ
01
для измерения, в конструкции предусмотрена возможность отде-
ления линейки от основания.
Яинсику крепят иа основании слетуютпим ооря.зом. После уста-
новки линейки на требуемый угол ролик, прилегающий к осно-
ванию, прижимается в угол посредством шарнирной планки и
винта, смонтированных воспевании. С другой стороны столик и осно-
вание скрепляют соединительными планками. Форма соедини-
тельных планок выбрана с таким расчетом, чтобы при всех положе-
ниях линейки концы планок не выступали над рабочей поверх-
ностью столика.
Упорная планка на линейке сделана так, чтобы ее опорная
плоскость совпадала с осью ролика, что облегчает расчеты при
пользовании линейкой для измерения. Основание линейки длиннее
столика, что позволяет устанавливать на основании блок плиток
для измерений при шлифовании.
Шлифование шаблонов методом профилирования шлифовального
круга
Получение фасонных профилей шаблонов посредством шлифо-
вания профилированными шлифовальными кругами является наи-
более производительным методом обработки. Требуемый профиль
шлифовального круга получается значительно легче и быстрее
по сравнению с другими видами режущего инструмента (фасонные
резцы, фасонные фрезы и пр.). Большим недостатком фасонных
20'2 ШЛИФОВМП IE И ДОВОДКА
шлифовальных кругов является сравнительно малая их стойкость.
Однако восстановить изношенный профиль круга можно сравни-
тельно легко. Точность работы профилированными шлифоваль-
ными кругами значительно выше, чем у остальных видов фасонного
инструмента. Преимущество фасонного шлифовального круга со-
стоит в том, что он профилируется на месте и неточность установки
исключается.
В большинстве случаев профилирование шлифовальных кругов
производят алмазом, а иногда методом накатывания роликом (ана-
логично накатыванию резьбошлифовальных многониточных кругов).
Способ накатывания обеспечивает меньшую точность по сравнению
с профилированием алмазом; стойкость кругов также получается
значительно ниже. Накатывание производят за счет выкраши-
вания зерен шлифовального круга, поэтому рабочая поверхность
получается недостаточно гладкой, в работе участвует меньшее коли-
чество зерен, что вызывает повышенный износ круга.
Если центральный угол шлифуемой дуги при шлифовании
профилированным кругом приближается к 180°, то наблюдается
«разбивание» профиля (отклонение размеров изделия в сторону
обработки). Величину разбивания необходимо учитывать при профи-
лировании круга. Если требуется шлифовать выпуклую дугу, то
при шлифовании радиус круга увеличивают на величину разои-
вания; при вогнутой дуге радиус соответственно уменьшают. Вели-
чина разбивания колеблется в пределах 0,01—0,02 мм при цен-
тральном угле дуги, близком к 180°. Разбивание зависит от осевого
зазора шпинделя, от биения шлифовального круга, от регулиро-
вания подшипников шпинделя и пр.
Для профилирования шлифовальных кругов применяются сле-
дующие типы приспособлений:
1) приспособления, позволяющие профилировать только дуго-
вые профили;
2) синусные линейки или синусные кубики для профилирования
наклонных участков;
3) универсальные приспособления;
4) приспособления для профилирования шлифовальных кругов
по копиру.
Крепление шаблонов при шлифовании профилированными кру-
гами производят в тисках. При необходимости расположить ша-
блоны под некоторым наклоном тиски устанавливают на синусной
линейке.
Приспособления для профилирования шлифовальных кругов.
Для профилирования шлифовальных кругов на плоскошлифоваль-
ных станках с гидравлическим продольным ходом стола, не имеющих
ручного перемещения, используют приспособление, показанное на
фиг. 139.
Приспособление устанавливают на магнитную плиту. С помощью
его можно профилировать как выпуклые, так и вогнутые дуги.
Величина радиуса устанавливается посредством изменения вылета
ТЕХНОЛОГИЯ ,ЧГК\ЛЬНЫХ РАБОТ
203
державки 1. в которой закреплен алмаз 2. Державка устанавли-
вается по калиброванной оправке 3. Когда алмаз касается калибро-
BclHH'J'I С'ПpidBKil, ilct ДсрЖЙВКС J ПС’ ПрОИЗВОЛЬНОМV О.ТПКУ плиток
устанавливается и закрепляется кольцо 4. Е> таком положении
п рис» ю соо. Юнис- о казы вас гея \ с 1 а нов ле- н ным н а радиус, равный
радиусу калиброванной оправки.
Фиг. 139. Приспособление с горизонтальным шпинде-
лем для профилирования шлифовального круга.
Для установки приспособления на требуемый радиус державку
с алмазом устанавливают по другому блоку плиток С, рассчитан-
ному по формулам:
для профилирования выпуклой дуги
C^L-^+R-
для профилирования вогнутой дуги
С., = L - ф - R;
где Cj и С., — размеры блоков плиток для установки приспособле-
ния на требуемый радиус;
L размер произвольного блока плиток, по которому
производилась установка кольца 4\
d — диаметр калиброванной оправки;
R — радиус, который необходимо получить на шлифо-
вальном круге.
Подача при профилировании производится за счет вертикаль-
ной подачи шлифовального круга. Установка приспособления
должна быть произведена так, чтобы движение алмаза было
204
ШЛИФОВАНИЕ И ДОВОДКА
в вертикальной плоскости, проходящей через ось вращения шлифоваль-
ного круга. Так как продольное перемещение стола осуществляется
гидравлически, точная установка приспособления представляет зна-
чительные затруднения. При совмещении алмаза с осью вращения
шлифовального круга приходится прибегать к перемещению при-
способления по магнитной плите.
На станках с ручным продольным ходом стола для профилиро-
вания шлифовального круга по радиусу применяют приспособле-
ние, показанное на фиг. 140.
Фиг. 140. Приспособление с вертикальным шпинде-
лем для профилирования шлифовального круга.
Принцип настройки и работы этого приспособления тот же.
что и приспособления, показанного на фиг. 139. Конструктивное
отличие заключается в том, что ось вращения этого гриспосо-
бления расположена вертикально. Подача при профилировании про-
изводится за счет продольного перемещения стола станка.
Во избежание искажения профиля шлифовального круга алмаз
устанавливают точно по центру круга.
Применять это приспособление на плоскошлифовальных станках
с гидравлическим продольным ходом стола нельзя, так как невоз-
можно осуществлять подачу и подводить алмаз к шлифовальному
кругу, потому что эти перемещения необходимо производить вручную.
Это приспособление пригодно только для станков с ручным продоль-
ным ходом стола.
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
205
линеикой или индикатором со стойкой.
Фиг. 141. Профилирование на шлифовальном
круге выпуклых дуг малых радиусов.
Сложные контуры шаблонов, состоящие из сопряжений дуго-
вых и прямолинейных участков, шлифуют профилированными шли-
фовальными кругам!* по участкам. Ввиду значительной сложности
шлифовальный круг не профилируют сразу для шлифования не-
скольких участков.
При шлифовании сложного контура шаблона по участкам ка-
ждый последующий участок приходится выдерживать на опреде-
ленном расстоянии от предыдущего или от заранее прошлифованной
базы. Для этого размеры в вертикальной плоскости измеряют бло-
ком плиток и лекальной
В горизонтальной пло-
скости размеры выдержи-
ваются точной установкой
шаблонов относительно
профилированного шлифо-
вального круга, которая
достигается поперечным
перемещением стола. С этой
целью при профилирова-
нии шлифовального круга
на нем предусматривают
базы для измерения.
Профилирование выпуклых дуг. Приспособления, показанные
на фиг. 139 и 140, позволяют профилировать на шлифовальном
круге выпуклые дуги с центральным углом 180° и более.
Чтобы отшлифовать дуговой участок шаблона (фиг. 141, а),
необходимо перед шлифованием шлифовальный круг установить так,
чтобы был выдержан размер L от центра дуги до заданной грани,
которая уже прошлифована. Поэтому шлифовальный круг про-
филируют с таким расчетом, чтобы алмазом был заправлен также
и торец шлифовального круга, который служит базой при уста-
новке. После профилирования шлифовального круга стол станка
устанавливают так, чтобы торец шлифовального круга находился
ла расстоянии I от заданной грани шаблона:
l- L -R.
где I — размер блока плиток;
L — заданное расстояние от центра дуги до базы;
R — радиус дуги с учетом разбивания (если центральный угол
дуги близок к 180°).
Установка производится по блоку плиток, причем шпиндель
при установке должен быть остановлен. Из соображений экономии
при установке применяют изношенные плитки.
Если требуется профилировать шлифовальный круг, показан-
ный на фиг. 141, б и 141, в, необходимо сначала заправить его по
радиусу, чтобы дуга выходила на торцевую сторону круга, а затем
заправить второй торец в размер А.
206
ШЛИФОВАНИЕ И ДОВОДКА
Измерение в этом случае производят микрометром. Когда необ-
ходимо заправить шлифовальный круг по дуге е большим радиусом,
приведенный выше способ неприемлем. В этом случае профили-
рование производят следующим образом. Сначала правят торец
шлифовального круга и стол станка устанавливают в поперечном
направлении так, чтобы был выдержан размер I от упора на маг-
нитной плите до торца шлифовального круга.
। Размер / рассчитывают таким образом,
° _ чтобы при установке профилировочного при-
Q. : способления по упору на магнитной плите
ч/ > ось вращения приспособления находилась на
——L——_ расстоянии а от торца шлифовального круга
-----„----7(фиг. 142)
Фиг. 142. Профили-
рование на шлифо-
вальном круге выпук-
лых дуг больших
радиусов.
I = L — а,
L — расстояние
где / — размер блока плиток, по которому
производят установку стола относи-
тельно торца шлифовального круга;
от оси вращения приспособления до боковой
стороны, прилегающей к упору магнитной плиты;
а — расстояние от центра дуги до торца шлифовального
круга.
После установки приспособления производят
профилирование шлифовального круга по тре-
буемому радиусу.
Если шлифуемая дуга имеет свободный
выход в обе стороны (размеры а и b — сво-
бодные, см. фиг. 142), можно не править тор-
цевые стороны шлифовального круга, а уста-
навливать тиски с шаблонами по плиткам до
упора магнитной плиты так, чтобы был выдер-
жан размер до центра шлифуемой дуги.
Профилирование вогнутых дуг. Вогнутые
дуги с центральным углом 180° нельзя профи-
лировать на шлифовальном круге, так как
диаметр державки, в которой закреплен алмаз,
ограничивает центральный угол профилируе-
мой дуги.
Фиг. 143. Профили-
рование на шлифо-
вальном круге вогну-
тых дуг.
Как видно из фиг. 143, максимальный
профилировать на шлифовальном круге,
угол дуги, которую можно
определится по формуле
а
а =-- 180° — 2>; sin 23
R
где d — диаметр державки, в которой закреплен алмаз;
R — радиус профилируемой дуги;
а — величина зазора между державкой и шлифовальным кру-
гом в крайнем положении и запас на выход алмаза.
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
Следовательно, шлифование внешнего дугового контура ша-
блона с центральным углом 180е нельзя выполнить за один
Шлифование шаблона, показанного на фиг. 144, а, производят
В ПрИС?ьа. Ciici 'lu. id
тисками поворачивают и
Чюбы выдержать
требуемое расстояние от
базы до центра дуги,
торец шлифовального
круга правят и размер
а (фиг, 144, б) контро-
лируют при помощи
плиток, лекальной ли- ~
нейки и специального
валика. Если требуется
изготовить и контрша-
блон, то для измерения
вместо валика приме-
няют притир для до-
водки контршаблона.
Если для установки
шлифовального круга
необходимо пользовать-
ся вторым торцом, пра-
вят второй торец круга
шлифую! одну сюрон_\, заюм шаблон
шлифуют вторую^сторону.
Фиг. 144. Установ-
ка детали относи-
тельно круга при
шлифовании (а, в)
и контроль про-
филя круга (б).
С
и измеряют ширину
круга. Установка круга для шлифования второй стороны ша-
блона показана на фиг. 144, в.
Если для измерения расстояния от центра дуги до торца шли-
фовального круга невозможно применить специальный валик, при
профилировании можно прибегнуть к установке
"Г профилировочного приспособления по упору
• магнитной плиты, как и при профилировании
. ; выпуклых дуг.
Если требуется профилировать круг, пока-
J.KytvN I занный на фиг. 145, сначала профилируют
.-Я-д " Дугу, а затем круг правят по наружному
диаметру до получения размера I. Контроль
Фиг. 145. Контроль выполняют специальным валиком и линейкой.
профиля круга. Профилирование круга для шлифования
наклонных прямолинейных участков. Когда
шлифование прямолинейных наклонных участков не может быть
выполнено на синусной линейке вследствие невозможности подвода
шлифовального круга, применяют профилированный круг. Про-
филирование шлифовального круга под требуемый угол производят
с применением синусной линейки (фиг. 146. а) или синусного кубика
(фиг. 146, б).
20s
ШЛИФОВАНИЕ И ДОВОДКА
Алмаз закрепляют в державке и перемещают по наклонной
плоскости синусной линейки или наклонной планке, установлен-
ной на синусном кубике, вручную.
При профилировании следует иметь в виду, что движение ал-
маза должно быть в вертикальной плоскости, проходящей через
ось вращения шлифовального круга, так как в противном случае
будет происходить искажение угла, а также искривление образую-
щей шлифовального круга.
Фиг. 146. Профилирование круга для шлифования наклонных прямоли-
нейных участков.
Универсальные приспособления для профилирования шлифо-
вальных кругов. Универсальные приспособления предназначены
для профилирования на шлифовальных кругах выпуклых и вогну-
тых дуг, сложных профилей и сопряжений дуг с прямолинейными
и дуговыми участками.
Профилирование шлифовального круга на несколько участков
приемлемо в большинстве случаев на шаблонах небольшого габа-
рита. Восстановление сложного профиля требует значительно
больше времени, а износ шлифовального круга сильно увеличи-
вается вследствие неравномерного износа отдельных участков,
в особенности при наличии выступающих углов.
На фиг. 147 показано универсальное приспособление для про-
филирования шлифовальных кругов.
Державка с алмазом закрепляется в стойке 1. Установка при-
способления на требуемую величину радиуса производится за счет
изменения вылета державки, как и в приспособлении, показанном
на фиг. 140. Стойка 1 установлена на супорте 2, который переме-
щается посредством винта 3 и может быть зафиксирован в централь-
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
209
ном положении штифтом 4. Супорт 2 смонтирован на вращающемся
столе 5. Вращение стола производят вручную рукояткой 6. В тре-
буемом положении стол фиксируется винтом 7.
Стол устанавливают на требуемый угол при помощи градуи-
рованной шкалы или по синусной линейке 8. Плитки устанавли-
вают между переставным штифтом 9 и линейкой. Наличие двух
линеек позволяет ограничивать вращение стола в пределах тре-
буемого центрального угла при профилировании сопряженных дуг.
Фиг. 147. Универсальное приспо-
собление для профилирования
шлифовальных кругов.
Вращающийся стол установлен на двух крестообразно располо'
женных су портах 10 и И. При перемещении супорты можно уста-
навливать по плоскопараллельным плиткам, для чего на приспо-
соблении имеются упорные планки 12 и измерительные штифты 13.
Точные перемещения супортов 10 и 11 предусмотрены для про-
филирования шлифовального круга по контуру из сопряжений
дуговых и прямолинейных участков. Супорт 10 используется также
для осуществления подачи при профилировании. Для получения
точных сопряжений необходимо зачеканить алмаз так, чтобы его
рабочая точка совпадала с осью оправки.
На фиг. 148, а показано профилирование шлифовального круга
универсальным приспособлением.
14 Честнов М98
210
ШЛИФОВАНИЕ И ДОВОДКА
На фиг. 148, б показано применение универсального приспо-
собления для профилирования шлифовального круга по дуге
с радиусом R = 1000 мм. На приспособлении установлена вспомо-
гательная штанга, на которой закреплена стойка с алмазом. Для
Фиг. 148. Профилирование шлифовальных кругов с применением универсаль-
ного приспособления.
того чтобы получить круг требуемой ширины, на шпинделе станка
одновременно установлены два чашечных шлифовальных круга тор-
цами друг к другу. Вследствие небольшого перекоса торцов кругов
на шлифуемой детали не остается следа от стыка торцов шлифо-
вальных кругов.
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
211
Профилирование шлифовального круга по копиру. Профили-
рование шлифовального круга по копиру можно применять в тех
случаях. когда к шлиф\ e.viu.viv профилю не предъявляется
требований высокой точности, когда угол наклона касательной
к какой-нибудь точке кривой нс превышает 45 и когда прихо-
дится шлифовать значительную партию шаблонов, так как для
каждого профиля требуется специаль-
ный копир.
Неточности при профилировании
шлифовального круга по копиру воз- •Л;.; ' <у/•
никают вследствие погрешностей из-
готовления копира,'» несоответствия
Фиг. 149. Приспособление для профилирования шлифовального
круга по копиру.
Так как угол наклона касательной к кривой все время меняется,
алмаз работает разными точками; меняются также точки касания
штифта с копиром. Поэтому форма копировального штифта должна
строго соответствовать форме алмаза или же профиль копира
должен быть изготовлен с учетом разницы в форме алмаза икопи-
ровального штифта. Но так как алмаз в процессе работы быстро
изнашивается, появляются отклонения профиля кривой на шлифо-
вальном круге от профиля копира.
На фиг. 149 показано копировальное приспособление для про-
филирования шлифовального круга.
Координатный метод шлифования профильных шаблонов
Шлифование профильных шаблонов координатным методом
производят на универсальных приспособлениях, которые устана-
вливают на плоскошлифовальных станках с горизонтальным шпин-
делем.
Профили шаблонов при помощи этих приспособлений шлифуют
непрофилированным шлифовальным кругом. Все измерения можно
212
ШЛИФОВАНИЕ И ДОВОДКА
производить универсальным методом и поэтому не требуется при-
менения контршаблонов или выработок.
На универсально-шлифовальных приспособлениях можно шли-
фовать профильные шаблоны, состоящие из наклонных прямоли-
нейных участков, сопряжения дуг различных радиусов, а также
профили, представляющие собой различные кривые (парабола,
эвольвента, архимедова и логарифмическая спираль и пр.).
При шлифовании дуговых участков центр дуги совмещается
с осью вращения приспособления, шлифовальный круг подводится
к шлифуемой дуге, и шлифование производится за счет вращения
стола приспособления (круговой подачи) во время возвратно-посту-
пательного движения стола плоскошлифовального станка.
Обработку шаблонов с профилями сложных кривых производят
по точкам, координаты которых заранее рассчитаны. Изготовление
таких шаблонов требует больших затрат времени и высокой квали-
фикации шлифовщика.
Применять универсально-шлифовальные приспособления для
шлифования сложных кривых рекомендуется только в тех случаях,
когда нет специальных станков или специальных приспособлений
(например, станки и приспособления для шлифования эвольвент-
ных профилей методом обкатки или станки для шлифования архи-
медовых спиралей и др.).
Шаблоны со сложным профилем, к некоторым участкам которого
нельзя подвести шлифовальный круг, не могут быть отшлифованы
на универсально-шлифовальном приспособлении.
На фиг. 150 показано универсальное приспособление для шли-
фования шаблонов. Основанием приспособления является алюми-
ниевый корпус 1, в подшипниках которого помещен пустотелый
шпиндель 2. На шпинделе закреплены делительный диск 3, чер-
вячное колесо 4 и два крестообразно расположенных супорта 5
и 6. К супорту б прикреплены тиски для закрепления подлежащих
шлифованию шаблонов. В делительном диске 3 закреплены четыре
ролика <?, расположенные под углом 90°. На диске, по его наруж-
ному диаметру, имеется градуированная шкала. Делительный диск
служит для установки шаблонов при шлифовании прямолинейных
участков под различными углами наклона. Установку делитель-
ного диска производят по плоскопараллельным плиткам. Плитки
устанавливают на точно прошлифованную и доведенную площадку 7.
Расстояние от центров роликов до оси вращения шпинделя равнс
100 мм (фиг. 151). Определяют величину блока плиток по формуле
Х-, 1 1 4
С = п — sin а-----у-.
Наличие четырех роликов на делительном диске позволяет уста-
навливать любые углы в пределах 360° при установке блока плиток
в пределах 45°.
Червячное колесо 4 (см. фиг. 150) сцепляется с червяком, один
конец которого закреплен шарнирно, а другой поддерживается от-
I
I
11 1 8 7 -? 11
Фиг. 150. Универсальное приспособление для шлифования профильных шаблонов.
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
I
214
ШЛИФОВАНИЕ И ДОВОДКА
Фиг. 151. Делительный диск
универсального приспособ-
ления.
для этого на супортах
кидным упором 11. Чтобы быстро повернуть червячное колесо, до-
статочно поднять рукоятку 10 и вывести червяк из зацепления
с червячным колесом.
Дтя ограничения длины шлифуемых дуг и обеспечения перехода
при сопряжении двух дуг или дуги с прямой служит упор 9.
Два взаимно перпендикулярных супорта представляют собой
координатную систему и позволяют устанавливать шаблоны в тре-
буемое положение относительно оси шпинделя. Упоры 12 позво-
ляют устанавливать супорты по плоскопараллельным плиткам.
Это приспособление устанавливают с
правой стороны стола плоскошлифоваль-
ного станка. Такая установка предотвра-
щает загрязнение приспособления абра-
зивной пылью и стружкой. Однако это
связано с неудобством подвода шлифо-
вального круга и наблюдения. Иногда
для подвода круга приходится останавли-
вать шпиндель станка.
Перемещения крестообразных супор-
тов позволяют совместить центр шлифуе-
мой дуги с осью вращения приспособле-
ния и шлифовать дугу при вращении
шпинделя приспособления. Если шаблон
состоит из нескольких дуговых участков,
требуется точное перемещение кресто-
образного супорта, достигаемое установ-
кой по плоскопараллельным плиткам;
предусмотрены доведенные площадки.
Практически при координировании шаблона измерение произ-
водят от стола станка до прошлифованной площадки на шаблоне
посредством индикатора миниметра или микромера со стойкой и
блока плиток.
Шлифование прямолинейных участков. Шлифование прямоли-
нейных участков шаблонов на универсальном приспособлении про-
изводят так же, как и на синусной линейке. Если на шаблоне тре-
буется точно выдержать только углы наклона, а длина отдельных
участков может быть выдержана пои измерении штангенциркулем
или если на шаблоне не требуется точное расстояние между верши-
нами углов, то шлифование такого шаблона не представляет затруд-
нений. Поиспособление устанавливают на требуемые углы по
блоку плиток или по градуированной шкале, в зависимости от сте-
пени точности углов, и затем последогательно шлифуют все наклон-
ные участки.
Если нужно точно выдержать и длину отдельных участков,
измерение штангенциркулем не может обеспечить требуемой точ-
ности. Необходимо определить расстояние каждого прямолинейного
участка от оси вращения приспособления и при шлифовании изме-
рять размеры Нг, Н2. //3. //4 от стола станка до шлифуемого участка
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
215
с помощью блока плиток и индикатора или микромера со стойкой
(фиг. 152). Размер
/Д = Ру-,4,
где Р — расстояние от стола станка до оси вращения приспособле-
ния, которое должно быть точно измерено.
Для определения размеров от участков до осн вращения при-
способления сначала необходимо задаться координатами центра
Фиг. 152. Шлифование прямолинейных участков
шаблонов на универсальном приспособлении.
вращения на шаблоне. В приведенном примере выгодно задаться
размерами А и on и в зависимости от них определить размеры of
и ор. Вычисление производят посредством проектирования изве-
стных величии на направление размера, который требуется опреде-
лить. В данном случае расчет производится по формулам:
из треугольников опп и стп (фиг. 153. а)
of = on cos а + (.4 — /J sin я;
из треугольников от и nsd
ор — on cos ? + (/2 — Я; sin
Перед шлифованием шаблон слеует установить так, чтобы ось
вращения приспособления находилась на расстоянии А от участка ab
216
ШЛИФОВАНИЕ И ДОВОДКА'
И на расстоянии on от участка cd (с учетом припуска на шлифо-
вание). Установку производят за счет перемещения взаимноперпен-
дикулярных супортов.
При шлифовании сложных профилей после установки следует
проверить припуск на шлифование на всех участках профиля путем
измерения размеров Нг, Н2. Н3 и Hi во всех положениях, в которых
будет производиться шлифование.
Шлифование шаблона, показанного на фиг. 153, а, начинают
с участка ab, затем шлифуют участки cd, be и de.
Чтобы выдержать в пределах заданных допусков длину участ-
ков /+д/> и /~д\(фиг. 153,6), необходимо произвести расчет допусков.
Фиг. 153. Определение расстояний от прямолинейных участков шаблоиа’до оси
вращения приспособления.
Если расчет производят во время шлифования детали, то допуски
подсчитывают без затруднений. Подсчет размеров of и ор в этом
случае следует производить после того как будут прошлифованы
участки ab и cd и подставить в формулы фактические размеры А
и on, полученные после шлифования.
Определение допусков на размеры of и ор может быть произ-
ведено подстановкой в формулы минимального и максимального
размеров 1Х и /2. Для упрощения допуски следует подсчитывать по
формулам.
ДЯ2 = — Д/j sin а,
ДН4 = — Д/2 sin р.
Недостаток этого способа состоит в том, что подсчет необходимо
производить в процессе шлифования.
Таким образом, при шлифовании выдерживают следующие раз-
меры:
Я2 = (Р + о/Г4//!,
^4 = (Р+ор)-д'"‘.
Соблюдение допусков по длине при малых углах наклона тре-
бует значительного уменьшения допусков на размеры от стола станка
до шлифуемой площадки.
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
217
Фиг. 154. Шлифование шаблона
с внутренним углом на универсаль-
ном приспособлении.
При малых углах наклона измерение рациональнее выполнять
при помощи штангенциркуля с острыми губками, устанавливая его
по плоскопараллельным плиткам и предварительно рассчитав
длину каждого участка.
На фиг. 152 показано шлифование шаблона, состоящего из
прямолинейных участков с разными углами наклона. Как было
указано ранее, такие шаблоны могут быть отшлифованы на синус-
ных линейках или синусных кубиках, следовательно, универсаль-
ное приспособление может их
В практике часто встречаются
шаблоны, имеющие наряду с кри-
волинейными участками и прямо-
линейные, наклоненные под раз-
личными углами. Поэтому при
работе на универсальном приспо-
соблении шлифовщик расходует
много времени на вычисления.
Приведенный пример не может
охватить всех случаев расчета,
но методика остается той же.
Иногда шлифуемый участок ока-
зывается ниже оси вращения при-
способления (фиг. 153, в). Проек-
тируя размер /4—А на направление размера, который требуется
определить, получим треугольник огт, откуда
гт = (/4 — Д) sin у.
Из треугольника kmti имеем
km = С cos 7.
Искомый р азмер
Е = гт — km,
или, после подстановки значений для гт и km,
Е = (Ц — Д) sin 7 — С cos 7.
В данном случае
Н = Р-Е.
Шлифование шаблонов с внешними и внутренними тупыми углами
на универсальном приспособлении не представляет затруднений
в пределах всего интервала от 90 до 180°.
Шлифование внутренних углов, меньших 90°, может быть про-
изведено только торцевой частью шлифовального круга. Наимень-
ший предел внутреннего угла, который может быть отшлифован,
зависит от угла заточки шлифовального круга и от глубины шаблона,
так как при большой глубине увеличивается погрешность вследствие
отжима шлифовального круга. Как показано на фиг 154, внутрен-
218
ШЛИФОВАНИЕ И ДОВОДКА
мм.
Фиг. 155. Шлифование
выпуклых дуг.
ний острый угол шлифуют или с перестановкой шлифовального
круга, или с перестановкой самого шаблона другой стороной.
Шаблон может быть переставлен с помощью специальной оправки
для шлифования симметричных шаблонов (см. фиг. 161).
Установить приспособление на требуемый угол можно по синус-
ной линейке или по градуированной шкале в зависимости от тре-
буемой точности.
Шлифование дуговых профилей. На универсальном приспосо-
блении радиусные шаблоны можно шлифовать, начиная с радиуса
предел радиуса вогнутой дуги определяется
остротой заточки шлифовального круга, а
наибольший радиус зависит от высоты оси
вращения приспособления над плоскостью
стола станка и габарита самого шаблона.
Наибольший радиус выпуклой дуги, ко-
торая может быть отшлифована на универ-
сальном приспособлении, зависит от высоты
подъема шлифовального круга над осью
вращения приспособления.
Шлифование дуговых профилей шаблонов
производят следующим образом. Центр дуги
шаблона совмещается с осью вращения стола
приспособления за счет перемещения кресто-
образно расположенных супортов. Установку проверяют при помощи
индикатора со стойкой и блока плиток. Расстояние от стола до
дуги (фиг. 155) при установке шаблона должно быть равно:
H=P+R + \r — для выпуклой дуги,
Н — Р — /? + Аг — для вогнутой дуги,
где Р — расстояние от оси вращения приспособления до стола;
R — радиус шлифуемой дуги;
Аг — припуск на шлифование.
На многих шаблонах величина припуска может быть определена
шлифовщиком при установке шаблона в приспособлении.
Шлифование выпуклых дуг производят плоскими кругами пря-
мого профиля. При выполнении таких работ стол вращают вручную
при помощи червяка. Если нет места для выхода шлифовального
круга, стол с приспособлением смещают в сторону так, чтобы круг
не мог врезаться в следующий участок (фиг. 155).
Как было указано выше, измерение производят микромером
или индикатором со стойкой, установленных по блоку плиток. Для
облегчения набора блока применяют длинную концевую меру круг-
лого сечения, к которой притирают плитки до требуемого размера.
Установку микромера или индикатора на требуемый размер по
блоку плиток выполняют на отдельной плите, поэтому ставить на
стол станка блок плиток необязательно.
Если подход шлифовального круга к шлифуемой дуге ограничен
остальной частью контура шаблона, дугу можно шлифовать по
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
219
участкам при смещении круга относительно оси вращения приспо-
собления. На фиг. 156 показано шлифование таких шаблонов. Сна-
чала шлифуют участок дуги ьс путем вращения стола приспосооле-
ния. Затем шлифуют участок ab, выдерживая размер I (фиг. 156, а).
Для проверки размера I стол приспособления (или шпиндель) пово-
рачивают на90э, и измерение производят тем же методом (фиг. 156, в).
Дли шлифования второй половины шаблона устанавливают дру-
гой шлифовальный круг и шлифуют участки дуги cd и de с соблюде-
нием размера L (фиг. 156, б).
Предельный центральный угол вогнутой дуги, которая может
быть отшлифована при центральном положении шлифовального
круга, зависит от радиуса и размеров шлифовального круга.
_____:
Фиг. 156. Шлифование выпуклой дуги по участкам.
Величину предельного центрального угла на фиг. 157 а можно
выразить формулами:
а = 180° - 2i; sin ? = --,
К
где а — максимальный центральный угол;
В — ширина шлифовального круга;
а — величина врезания и перебега шлифовального круга;
b — минимальный зазор между шлифовальным кругом и ша-
блоном в крайнем положении.
Из формулы видно, что при центральном положении шлифоваль-
ного круга вогнутую дугу с центральным углом 180° отшлифовать
нельзя. Шлифование такой дуги возможно по участкам при смещен-
ном положении круга (фиг. 157, б).
Из сказанного следует, что дуги небольших радиусов в большин-
стве случаев рациональнее шлифовать профилированными кру-
гами.
Шлифование сопряженных дуг. При шлифовании сопряженных
дуг большое значение имеет возможность свободного выхода шли-
фовального круга в точках сопряжения. Если выпуклая дуга со-
пряжена с одним или двумя прямолинейными участками, свободный
выход в точках сопряжения невозможен (фиг. 158). В этом случае
220
ШЛИФОВАНИЕ И ДОВОДКА
при шлифовании дуги вращение стола должно быть строго ограни-
чено в соответствии с центральным углом дуги.
Шаблон, показанный на фиг. 158, а, шлифуют в следующем по-
рядке. При установке шаблона центр дуги совмещают с осью враще-
ния приспособления, затем предварительно шлифуют прямолиней-
ные участки под требуемым углом. На окончательное шлифование
оставляют припуск 0,03—0,05 мм.
Дугу шлифуют при ограниченном вращении стола в пределах
центрального угла дуги. После шлифования дуги окончательно
шлифуют прямолинейные участки при той же установке круга по
высоте. Измерение производят индикатором или микромером со
стойкой.
Фиг. 158. Шлифование дуги, сопряженной
с прямолинейными участками.
При сопряжении вог-
нутой дуги с прямолиней-
ными участками (фиг.
158, б) шлифование сле-
дует начинать с дуги, так
как имеется свободный
выход шлифовального кру-
га в обе стороны. После
шлифования дуги шли-
фуют прямолинейные уча-
стки, выдерживая требуе-
мый угол и расстояние от
оси вращения приспособления, равное величине радиуса. Правиль-
ность сопряжения проверяют лекальной линейкой или путем наблю-
дения за стружкой (по искрению в точке сопряжения).
Шлифование двух сопряженных дуг производят следующим обра-
зом. Сначала шлифуют дугу, для чего центр дуги 0х совмещают
с осью вращения приспособления (фиг. 159, а); затем с осью вра-
щения приспособления совмещают центр второй дуги 02 за счет
перемещения крестообразно расположенных супортов: первого —
на величину 1г, второго — на величину /2. Измерение производят
тем же методом от заранее прошлифованных граней шаблона. Шли-
фование второй дуги производят при ограниченном вращении стола
приспособления, чтобы избежать врезания шлифовального круга
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
221
в точках сопряжения. Правильность сопряжения достигается изме-
рением радиусов и наблюдением за стружкой в точках сопряжения.
Вращение стола приспособления можно ограничить по заранее рас-
считанному центральному углу выпуклой
дуги, но для этого необходимо, чтобы точка
касания шлифовального круга со шлифуе-
мой дугой всегда лежала в вертикальной
плоскости, проходящей через ось вращения
приспособления. В противном случае дос-
тигнуть требуемой точности сопряжения
невозможно.
а)
Фиг. 160. Шлифование
сопряженных дуг.
Фнг. 161. Приспособление для шлифования симме-
тричных шаблонов.
Шлифование шаблона, показанного на фиг. 159, б, следует начи-
нать с дуги Rx, а затем шлифовать дуги Д2 и /?3. Совмещение цен-
тров дуг с осью вращения приспособления и измерения производят
указанным выше спо-
собом.
Шлифование шаб-
лона, показанного на
фиг. 160, а, следует
начинать с дуг ра-
диусами Rr Затем
нужно совместить
центр дуги с осью
вращения приспособ-
ления и проверить
правильность совме-
щения путем измере-
ния размеров /?2; при
повороте стола на угол а размеры Д, должны быть одинаковыми.
После этого шлифуют дугу Д2.
Шлифование шаблона, показанного на фиг. 160, б, следует на-
чинать с дуги R,, я затем шлифовать дуги Д2 и Rs.
Для облегчения шлифования симметричных шаблонов на при-
способлении устанавливают специальную оправку с призмой (фиг.161).
ШЛИФОВАНИЕ И ДОВОДКА
Шаблоны располагают симметрично относительно оси призмы,
для чего перед установкой шаблонов призму устанавливают симме-
трично относительно оси приспособления за счет перемещения кре-
стообразно расположенных супортов.
При примеьении такой оправки можно, прошлифовав одну сто-
рону шаблона, повернуть призму на 180° и шлифовать вторую,
не перестанавливая супортов.
Точность универсальных приспособлений для шлифования ша-
блонов. При шлифовании на универсальном приспособлении каждый
Фиг. 162. Измерение расстояния от
стола до базовой грани при коорди-
нировании шаблона.
участок шаблона может быть из-
мерен, поэтому практически из-
нос шлифовального круга не влия-
ет на точность изготовления шаб-
лонов. В пределах одного участка
шаблона износ круга оказывает
некоторое влияние на правиль-
ность геометрической формы дуги
или прямолинейного участка, но
при чистовых проходах эта по-
грешность может быть сведена к
минимуму.
Точность обработки углового
профиля зависит от точности уста-
новки стола приспособления или
шпинделя на требуемый угол.
Установка по плоскопараллельным плиткам может обеспечить
точность угла до 10", а по градуированной шкале и нониусу —
до 30".
Погрешность измерения при шлифовании зависит от применяе-
мых измерительных приборов. Неточность установки крестообразно
расположенных супортов вызывает погрешность в расстоянии между
центрами дуговых участков шаблона.
Как было отмечено, измерение при установке супортов произ-
водят от прошлифованных граней шаблона посредством блока пли-
ток и индикатора (или микромера) со стойкой. В данном случае на
неточность установки супортов влияет не только погрешность изме-
рительных приборов, но и погрешность углового отсчета, если
измерение производят не в плоскости, проходящей через ось приспо-
собления.
Как показано на фиг. 162, размер А измеряют на расстоянии I
от оси вращения приспособления, следовательно, погрешность уста-
новки супорта зависит от погрешности установки угла (90°), рас-
стояния I и неточности измерительных приборов.
Чтобы уменьшить влияние погрешности углового отсчета на из-
мерение при установке стола приспособления, следует пользоваться
нониусом на червяке (или устанавливать по плиткам) н произво-
дить измерения по возможности ближе к вертикальной плоскости,
проходящей через ось приспособления.
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
При установке супортов и при всех измерениях перемещения
должны быть направлены — одно параллельно, а другие перпен-
дикулярно плоскости стола станка.
Расстояние между центрами шлифуемых дуг на шйолонзх может
быть выдержано в среднем с точностью 0,01—0,015 мм в зависимости
оть сложности и размера шаблона.
Согласно исследованиям измерительной лаборатории Бюро взаимо-
заменяемости МСС, погрешность в измерении расстояний между
центрами дуг на универсальном микроскопе значительно превышает
неточность обработки. Отсюда следует, что проверку профильных
Фиг. 163. Чистота поверхности при шлифовании криволинейных
участков.
шаблонов следует производить на тех же приспособлениях, на кото-
рых шлифуют шаблоны, или на специальных приспособлениях коор-
динатного типа.
Чистота поверхности при шлифовании криволинейных участков
на универсальном приспособлении. Чистота поверхности при шли-
фовании криволинейных участков зависит от кривизны участка,
от подачи и от формы шлифовального круга.
При шлифовании выпуклых кривых применяют круг прямого
профиля. В этом случае кривую заменяют рядом отрезков, каса-
тельных к ней. Чем больше касательных провести на данном отрезке
кривой, а следовательно, чем меньше угловая подача при шлифова-
нии, тем меньше выступы на поверхности кривой от пересечения
соседних касательных (фиг. 163, а).
Величина гребешков из треугольника оас может быть выражена
формулой
Д = оа — ос.
Для упрощения расчета, принимая оа — R, получим
Д = R — R cos-y = R ( 1 — cos -у ,
224
ШЛИФОВАНИЕ И ДОВОДКА
откуда
о Д
cos-j- = 1 — д~,
где © — угловая подача;
А — величина гребешков;
R — радиус кривой.
Длину касательной можно определить из следующей формулы:
s = 2R sin -у .
Для ориентировки при выборе подачи в табл. 30 дана зависи-
мость чистоты поверхности от угловых подач.
Таблица 30
Высота неровно- стей 4 в як Шаг не- ровностей Радиус кривой R в лги
3 15 20 30 50 so 100
1,5 Зс40' 2°50' 2°0' Г 38' Г25' 1Т0' <Г52' 0°42' 0с37 !
S ММ 0,15 0,35 0,43 0,5 0.6 0,75 0,95 ! 1,1 ;
3 50 4° 3° 2° 10' 2° 1°40' 1°15' 1’ 50’
S .мм 0,25 0,35 0,5 0,57 0,7 0,87 1,1 1,4 1,5
5 'f 7°30' 6°40' 3°20' 2°50' 2°30' 2°10' 1с40' 1°25' 1с10'
S мм 0,4 0,45 0,64 0,75 0,9 i 1,1 1,4 2,0 2,0
Вогнутые кривые (фиг. 163,6) шлифуют заправленным по радиусу
шлифовальным кругом, поэтому высота гребешков (выступов) за-
висит также и от радиуса шлифовального круга. Высота гребеш-
ков Д из трегульника О2Ьс может быть выражена формулой
А = г — г- cos а = г (1 — cos а),
откуда
, д
cos а = 1---------------------------.
г
Из треугольника О-fie имеем
be = R- sin -5-.
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
225
Из треугольника О2Ьс имеем
Ьс = г- sin а,
откуда
f г . г / , ( , Д -.2
sin 7 =Rsma^R |/ !-(] “7; :
sin
s = 27? • sin ;
где ® — угловая подача;
Д — высота гребешков;
г — радиус заточки шлифовального круга;
R — радиус шлифуемой кривой;
s — подача вдоль кривой.
Зависимость угловых подач от чистоты поверхности для вогнутых
дуг дана в табл. 31
Как видно пз табл. 30 и 31, для получения чистоты поверхности
в пределах 3 мк можно применять значительные подачи. Величину
Таблица 31
Высота неровно- стей д мк Шаг не- ровностей Радиус кривой Р в мм
3 5 10 15 29 30 50 80 100
3 - т 4°16' 3°20' 2'20' Г44' Г34' 1-16' 34- 42' 38'
5 мм 0,22 0,29 0,44 0,45 0,54 0,66 0,78 1,0 1,1
5 ¥ 5°30' 4Я16' 3° 2с20' 2° 1°38' 1=10' 54' 50'
5 ММ 0,29 0,37 0,54 0,6 0,7 0,85 1,0 1,26 1,42
Радиус шлифо- вального круга г = 0,7 R г = О67? г = 0,5 R
подачи определяет не чистота поверхности, а режим резания,
поэтому практически при шлифовании дуг окружностей подачи
берутся значительно меньшие, а следовательно, и неровности
шлифованной поверхности меньше 3 мк.
15 Честнов 1698
226
ШЛИФОВАНИЕ и ДОВОДКА
Если приходится шлифовать криволинейные профили по коор-
динатам точек, подачи следует выбирать в зависимости от требуемой
чистоты поверхности.
Универсальное приспсссбление для координатного шлифования
и профилирования шлифовального круга. В приспособлении, по-
казанном на фиг. 150, не предусматривается возможность шлифо-
вании шаблонов профилированным кругом. Это обстоятельство во
многих случаях усложняет работу на универсальных приспосо-
блениях, так как шаблоны с глубоким профилем (открытые
Фиг. 164. Универ-
сальное приспо-
собление для ко-
ординатного шли-
фования и профи-
лирования шлифо-
вального круга.
проймы) значительно легче шлифовать профилированными кру-
гами. В некоторых случаях такие шаблоны невозможно изгото-
вить методом координатного шлифования.
На фиг. 164 показано Приспособление, которое позволяет шли-
фовать шаблоны как плоским кругом прямого профиля, так и про-
филированным кругом, причем профилирование круга производят
на этом же приспособлении.
Приспособление состоит из двух точных призм 1 и 2 и скобы 3
с шипами, опирающимися на призмы. В средней части скобы 3 расто-
чено отверстие для вертикального столика 4, который можно вы-
двигать на требуемую высоту и закреплять зажимом 5. На столик 4
устанавливается поперечный столик 6, на котором закрепляют шли-
фуемые шаблоны.
К одному из шипов скобы прикреплена синусная линейка 7
с тремя роликами. Ролик 8 расположен под углом 90° к роликам 14
и 15. Наличие трех роликов, расположенных под углом 90°, позво-
ляет производить установку любого угла в пределах 180° с помощью
блока плиток в пределах угла 45°, считая от горизонтальной оси.
С противоположной стороны синусной линейки на призме 2
укреплен зубчатый сектор 9, а на шипе скобы рычаг 10, в отверстие
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
которого сставляется зубчатое колесо 11 с маховичком 12. При
вращении маховичка скоба поворачивается относительно пси
шипов.
Приспособление устанавливают на магнитной плите плоскошли-
фовального станка. Шлифование прямолинейных и дуговых участков
шаблонов производят так же, как на универсальных приспособле-
ниях. Центры шлифуемых дуг совмещаются с осью вращения при-
способления за счет установки вертикального столика 4 и попереч-
ного столика 6. Измерение производят индикатором в стойке или
микромером, причем приспособление снимают со станка и устана-
„ ". ; участки шлифуют за счет вращения
вливают на плиту. Дуговые
скобы с помощью махо-
вичка 12.
Для получения точ-
ного сопряжения дуг
при шлифовании на
приспособлении преду-
сматривают державку7 с
алмазом 13, при помощи
которой шлифовальный
круг правят по выпук-
лой дуге. При этом а1
центр дуги оудет совпа- фиг 165. Профилирование сопряженных участ-
дать с осью вращения ков на шлифовальном круге,
приспособления; ра-"
диус дуги на шлифовальном круге должен быть меньше радиуса
дуги на шаблоне. Следовательно, при шлифовании точка касания
шлифовального круга с дуговым участком шаблона будет лежать
в вертикальной плоскости, проход; щей через ось вращения прй-
способления, что обеспечивает получение точного сопряжения при
ограничении вращения приспособления в пределах центрального
угла шлифуемой дуги.
Если шлифовать профиль шаблона крутом прямого профиля не-
возможно, это же приспособление можно использовать для профили-
рования’ круга. Для этого столик со шлифуемыми шаблонами сни-
мают, и в отверстие столика 4 устанавливают оправку с алмазом.
Таким образом на шлифовальном круге можно профилировать во-
гнутые и выпуклые дуги, как и в приспособлении, изобра ном
~На фиг. 139. Алмаз устанавливают на требуемый радиус, пери <щая
столик 4 (фиг. 164), причем измерение производят индикатором или
микромером со стойкой и блоком плиток.
Если на шлифовальном круге требуется профилировать угол,
приспособление устанавливают на требуемый угол по синусной ли-
нейке и по столику перемещают специальную державку с алмазом
(фиг. 165, а).
Для профилирования сопряженных дут необходимо, чтобы алмаз
был установлен точно по оси вращения приспособления. Чтобы кон-
тролировать правильность установки алмаза, в одном из шипов
228
ШЛИФОВАНИЕ И ДОВОДКА
скобы предусматривают отверстие для установки специальной
трубки микроскопа.
Когда алмаз установлен по оси вращения приспособления, выпук-
лые дуги можно профилировать при ограниченном вращении
приспособления в пределах центрального угла профилируемой дуги’
При профилировании вогнутых дуг ограничивать вращение приспо-
собления не нужно, так как алмаз имеет свободный выход.
Подача при профилировании достигается опусканием шлифо-
вального круга.
Круг, показанный на фиг. 165, б, профилируют следующим обра-
зом. Сначала профилируют дугу радиусом для чего приспосо-
бление устанавливают по упору магнитной плиты. При послед-
нем проходе необходимо заметить положение шлифовального круга
по индикатору, имеющемуся на плоскошлифовальном станке.
Для профилирования дуги R2 необходимо установить приспо-
собление по плиткам на расстоянии /2 ступора, что обеспечит выдер-
живание требуемого расстояния между центрами в горизонтальной
плоскости.
Для соблюдения расстояния между центрами в вертикальной
плоскости при профилировании дуги /?2 головку шлифовального
станка опускают на величину /г, что контролируется показанием
установленного на ней индикатора.
Поворот приспособления ограничивается установкой блока пли-
ток под один из роликов синусной линейки. Расчет блока плиток
производят по центральному углу дуги.
Круг, показанный на фиг. 165, а, профилируют следующим об-
разом. После предварительной правки круга профилируют наклон-
ный участок, для чего приспособление устанавливают на требуемый
угол. На столик помещают подвижную державку с алмазом, причем
точно выдерживают расстояние от оси вращения приспособления
до алмаза, равное величине радиуса. После профилирования наклон-
ного участка приступают к профилированию по радиусу. Столик
с алмазом устанавливают так, чтобы был выдержан размер R от
алмаза до оси вращения приспособления. Опускание шлифоваль-
ного круга при профилировании по радиусу производят до -положе-
ния, в котором было закончено профилирование наклонного участка.
При профилировании дуги точное сопряжение получают за счет
ограничения угла поворота приспособления (см. фиг. 164) по блоку
плиток.
Размер блока плиток определяют по формуле
С = Р — 100- sin я,
где Р — расстояние от плиты до оси вращения приспособления.
На фиг. 166 показано профилирование шлифовального круга
универсальным приспособлением.
Точность шлифования профилированными кругами ниже, чем
кругами прямого профиля (координатным методом).
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
229
При работе профилированными кругами на точность влияет
отжим круга, в особенности, если давление направлено на торец его
и приходится тонким кругом шлифовать глубокие профили.
Фиг. 166. Профилирование шлифовального круга универсаль-
ным приспособлением.
Если шаблоны после шлифования необходимо доводить, то при-
тиры для доводки этих шаблонов могут быть отшлифованы также на
универсальных приспособлениях.
Шлифование дуг с большими радиусами
Выпуклые дуги с большими радиусами шлифуют на плоскошли-
фовальном станке с приспособлением, показанным на фиг. 167.
Приспособление состоит из плиты 1, которая одним концом опирается
на специальную подставку, а другим лежит на магнитной плите
станка. На плите 1 закреплены ось 2 и две направляющие планки,
на которые укладывают вращающуюся вокруг оси 2 планку 3.
На плите 3 установлена призма 4, в которой закрепляется ось 2
так, чтобы была обеспечена возможность вращения верхней плиты.
На втором конце плиты 3 помещают обрабатываемую деталь.
Шлифование производят торцом шлифовального круга. Верх-
няя плита вращается вручную. Подача при шлифовании осуще-
ствляется за счет поперечного перемещения; стола станка.
Так как вращение верхней плиты вручную затруднительно, на
этом приспособлении шлифуют только копир для приспособления,
показанного на фиг. 169, и шлифование деталей производят мето-
дом копирования также на плоскошлифовальном станке.
230
ШЛИФОВАНИЕ И ДОВОДКА
Фиг. 167. Приспособление для шлифования выпуклых дуг большого радиуса
(до 1000 мм).
Фиг. 168. Приспособление для шлифования выпуклых и вогнутых дуг с радиусом
до 3 м.
ТЕХНОЛОГИЯ ЛЕКАЛЬНЫХ РАБОТ
231
Вогнутые и выпуклые дуги больших радиусов (2 и 3 л) шлифуют
в приспособлении, показанном на фиг. 168.
Приспособление устанавливают па п.тоскошлифовальиый станок
с длиной стола 5 м и шлифование производят кругом, установлен-
ным на шлифовальной головке с вертикальной осью.
Приспособление состоит из сварной фермы и двух супортов 1
и 2. На супорте 1 закреплена ось вращения фермы. Супорт 2 поддер-
живает второй конец фермы и при помощи поводка сообщает ей вра-
щательное движение относительно оси. закрепленной на супорте 1.
Деталь устанавливают на приспособлении и прижимают планками.
Супорт 1 предназначен для осуществления подачи во время шли-
фования. Величину радиуса измеряют определением размера от шли-
фуемой дуги до специального контрольного штифта.
Приспособление для шлифования по копиру
на плоскошлифовальном станке
Копировальное приспособление (фиг. 169) к плоскошлифоваль-
ному станку состоит из угольника 1. который устанавливают на
столе станка. На угольнике имеется ось 2, вокруг которой свободно
вращается плита <3. На одном конце плиты прикреплены копир 4
и шлифуемая деталь 5, а на другом — штанга 6 с грузом 7.
На корпусе подшипника станка закреплен кронштейн 8, в па-
зах которого при помощи винта 9 перемещается планка 10 с роли-
ком 11.
Груз 7 прижимает плиту с копиром к ролику, следовательно,
во время движения стола станка плита будет поворачиваться от-
носительно оси вращения 2, и шлифовальный круг будет восйроиз-
водить профиль копира на детали.
На этом приспособлении можно шлифовать шаблоны, профиль
которых состоит из выпуклых и вогнутых дуг больших радиусов,
232
ШЛИФОВАНИЕ" "И ДОВОДКА- '
сопряжений дуговых и прямолинейных участков, -параболические
шаблоны и др.
Радиусы вогнутых дуг шлифуемого шаблона должны быть больше
радиуса шлифовального круга, а на кривой не должно быть крутых
подъемов.
Необходимо, чтобы при окончательном шлифовании диаметр
шлифовального круга был равен диаметру ролика и чтобы они на-
ходились на одной горизонтальной оси. Разница в-диаметрах шли-
фовального круга и ролика или несовпадение осей вызывают иска-
жение профиля шлифуемых кривых.
При шлифовании дуг больших радиусов, вследствие указанных
выше неточностей, возможны отклонение в величине радиуса и иска-
жение геометрической формы дуги. Если имеется расхождение только
в диаметрах ролика и шлифовального круга, а оси их совпадают,
возможно отклонение только в величине радиуса дуги.
При начале шлифования ролик должен быть опущен ниже оси
шлифовального круга на величину припуска. В процессе шлифова-
ния подача осуществляется подниманием ролика вверх с помощью
винта 9. Длина копира должна быть больше, чем длина шлифуе-
мого шаблона, чтобы при выходе шлифовального круга копир со-
прикасался с роликом.
При шлифовании сложной кривой, например, параболического
шаблона, копир изготовляют следующим способом. По координатам
точек кривой на плоскошлифовальном станке шлифуют ступенчатый
копир, затем на ступеньки натягивают стальную ленту посредством
Фиг. 170. Схема оптического профи-
лешлифовального станка с пантографом:
/ — профиль обрабатываемой детали; 2— микро-
скоп; 3—шлифовальный круг; 4 — неподвижная
точка пантографа; 5 — обводной штифт; 6 — чер-
теж профиля детали, увеличенный в 50 раз;
* . 7 — поле зрения микроскопа.
• работы профилешлифовального
станка с пантографом. На столе станка укрепляют чертеж профиля
детали, увеличенного в 50 раз. Иглу длинного плеча пантографа
специального зажима. При шли-
фовании ступенек учитывают
толщину ленты.
Шлифование шаблонов на про-
филешлифовальных станках
Для шлифования профилей
шаблонов и резцов изготовляют
профилешлифовальные станки,
которые позволяют шлифовать
профиль по чертежу, увеличен-
ному в 50 раз. Профилешли-
фовальные станки бывают двух
конструкций: 1) оптические
профилешлифовальные станки
с пантографом и 2) оптические
профилешлифовальные станки
с экраном.
Fla фиг. 170 показана схема
устанавливают на линии чертежа. На коротком плече пантографа
доводка' йзМВ№тЕлБНМХ"йН'струментов
установлен микроскоп, в поле зрения кбтброго нахОДятся часть про-
филя шлифуемой детали и шлифовальный круг.' При перемещений
иглы ио чертежу перекрестие ?»
уменьшенное перемещение Пере-
крестие поля микроскопа отмечает
точку на профиле детали, до ко-
торой должен дойти шлифоваль-
ный круг. Перемещая иглу по
чертежу и совмещая каждую точку
профиля детали с центром поля
зрения микроскопа за счет со-
шлифовывания припуска, обходят
весь профиль, подлежащий шли-
фованию. Недостатком такого
станка является то, что во время
работы необходимо непрерывно
наблюдать в микроскоп, отчего
утомляется зрение.
На фиг. 171 показан оптиче-
ский профилешлифовальный ста-
нок с экраном. На экране станка
укрепляют чертеж профиля шли-
фуемой' детали, вычерченный на
прозрачной бумаге с увеличением
в 50 раз. Профиль шлифуемой
детали специальным оптическим
устройством проектируется на этом
же экране с увеличением в 50 раз.
а совершает подооноё же, но
Фиг. 171. Оптический профилешли-
фовальный станок с экраном мо-
дели 395.
Шлифовальную головку вручную
перемещают вдоль контура шли-
фуемой детали до совмещения кон-
тура детали с чертежом.
Шлифовальную головку можно наклонить на требуемый угол,
что дает возможность шлифовать фасонные резцы с различными
задними углами.
3. ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
Доводка является окончательной операцией при изготовлении
большинства измерительных инструментов. Применение доводки
как окончательной операции вызвано тем, что шлифование не может
обеспечить требуемой точности размеров детали и требуемого каче-
ства поверхности. В последнем случае вместо доводки иногда при-
меняют полирование, но при этом необходимо, чтобы требуемая
точность размеров и формы детали была достигнута при шлифовании.
В этом случае необходимо обеспечить, чтобы в процессе шлифования
поверхностный слой не был отпущен и не было бы прижогов, удалить
которые с поверхности при полировании нельзя.
231
ШЛИФОВАНИЕ И ДОВОДКА
Доводку применяют также в тех случаях, когда после закалки
произвести шлифование невозможно. Ранее профильные шаблоны
подвергали слесарной обработке до закалки, а после закалки про-
изводили ручную доводку контура шаблона. В связи с изготовле-
нием специализированных станков и разработкой новых методов
обработки деталей операций ручной доводки становится все
меньше и меньше. Только резьбовые кольца и некоторые виды слож-
ных шаблонов до настоящего времени доводят непосредственно
после закалки.
Доводка деталей непосредственно после закалки является весьма
трудоемким процессом, так как при этом приходится удалять зна-
чительные припуски (до 0,1 мм) вследствие необходимости испра-
влять деформации изделия, получаемые при закалке.
Доводку применяют для получения точных измерительных по-
верхностей измерительных инструментов и приборов, к которым
предъявляют требование притираемости — сцепления друг с дру-
гом или со стеклянными плоскими пластинами, применяемыми для
интерференционных измерений.
Притираемость плоскопараллельных концевых мер друг к другу
дает возможность составлять блоки требуемого размера. Для того,
чтобы обеспечить притираемость концевых мер, поверхности их
должны быть точно доведены.
От измерительных поверхностей большинства измерительных
инструментов не требуется свойства притирания, но рабочая поверх-
ность их должна быть тщательно обработана и иметь зеркальный
вид. Чем выше точность измерительного инструмента, тем точнее
и чище должна быть обработана рабочая поверхность. Чем чище по-
верхность калибра, тем меньше погрешность при измерении его на
универсальных измерительных приборах и, следовательно, тем
точнее можно его изготовить. Чем выше качество обработки поверх-
ности калибров, тем лучше они противостоят износу и меньше
подвергаются коррозии.
При изготовлении калибров 1, 2, и 3-го классов точности шли-
фованием нельзя обеспечить получения окончательного размера
калибров, так как точность работы механизмов подачи на кругло-
шлифовальных станках бывает не выше 5 мк; шлифованная поверх-
ность является слишком грубой для такой точности; и шлифоваль-
ный круг не в состоянии снимать слои металла толщиной менее
1 мк. В этом случае для окончательной обработки калибров при-
меняют доводку, обеспечивающую получение требуемой точности
и качества отделки рабочей поверхности.
Полирование применяют в тех случаях, когда требуемая точность
достигнута при предварительной обработке и когда поверхности
детали необходимо придать блестящий или зеркальный вид.
Полированием называют такой процесс обработки, кото-
рый применяют для улучшения чистоты поверхности — придания
ей блестящего, зевкатьного вица. В машиностроении этот процесс
применяют для обработки поверхностей с целью придания им деко-
ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
235
ративного вида, а также для обработки поверхностей деталей с целью
уменьшения потерь на трение.
Доводкой называют такой процесс окончательной обработки,
при котором, наряду с получением высококачественной поверх-
ности, устраняются неточности предыдущей обработки и дости-
гается требуемый размер обрабатываемой детали. При доводке
применяют твердые абразивные материалы, при помощи которых
снимаются значительные слои материала для исправления дефек-
тов поверхности и размеров обрабатываемой детали. В качестве
инструмента при доводке приме-
няют притиры, на поверхность
которых наносятся абразивный
порошок или доводочная паста.
Притир должен иметь точно вы-
полненные размеры и форму, чтобы
передать их на обрабатываемую
деталь.
Процесс доводки поверхностей
металлов является промежуточным
процессом между шлифованием и
полированием.
При шлифовании происходит
резание металла твердыми абра-
зивными зернами. Каждое абра-
зивное зерно, соприкасаясь с обра-
батываемой поверхностью, цара- фиг. 172. Микронеровности на по-
лает ее и снимает тонкую стружку. верхности после шлифования. Увели-
Шлифование происходит при боль- чение 330.
шой скорости резания и при ма-
лой нагрузке на каждое зерно, поэтому поверхность после шлифова-
ния имеет мелкие штрихи в направлении вращения шлифовального
круга. На фиг. 172 показана фотография микронеровностей шлифо-
ванной поверхности, снятая на интерференционном микроскопе
при увеличении 330. По изгибу интерференционных полос можно
определить высоту неровностей на поверхности. Для этого нужно
подсчитать, какое «исло полос укладывается в высоте изгиба какой-
либо одной полосы и умножить это число на 0,3 мк. Для приведен-
ной на фиг. 172 поверхности средняя высота неровностей равна
1,5 мк.
Процесс полирования металла акад. И. В. Гребенщиков опреде-
ляет как процесс непрерывного образования и сдирания пленок оки-
слов металла с полируемой поверхности. Полирование в присутствии
серы происходит значительно интенсивнее, так как сера соединяется
с полируемым металлом и дает сернистые соединения, которые за-
тем легко отрываются от поверхности металла. Поэтому в составе
полировальных паст содержится сера. При полировании большое
значение имеет не твердость абразивных зерен, которые присутствуют
в полировальных пастах, а их адсорбционная способность.
236
ШЛИФОВАНИЕ И 'ДОВОДКА
Государственным/ оптическим институтом -(ГОИ) разработаны
составы доводочных и полировальных паст (так называемые пасты
ГОИ). Абразивным материалом в этих листах является окись хрома.
В состав паст входят олеиновая и стеариновая кислоты, являющиеся
поверхностно-активными веществами, которые ускоряют процесс
полирования. При полировании пасту наносят на круги из эластич-
ного материала (кожи; сукна, дерева и др.), вращающиеся с большой
скоростью— 15—25 mJcck. Ввиду того, что при полировании сгла-
живают поверхностные неровности и поверхности только придают
блеск, размер и геометрическая форма изделия остаются практи-
чески без изменения. Это позволяет применять большие скорости,
так как нагрев изделия при полировании не влияет на точность
выполнения данной операции.
Вследствие того, что абразивный материал нанесен на мягкое
основание, его зерна не царапают полируемую поверхность, а спо-
собствуют только сдиранию пленок окислов.
Доводку рабочих поверхностей измерительных инструментов
производят на притирах, которые изготовляют из чугуна, красной
меди, мягкой стали, стекла и др. Поверхность притира точно обра-
батывают и на нее наносят абразивный материал. В качестве абразив-
ного материала применяют электрокорундовые порошки (минут-
ники) различной зернистости или пасты ГОИ. Поверхность при-
тира шаржируют абразивным порошком (абразивный порошок вти-
рают в поверхность притира) и затем производят доводку.
В качестве смазки при доводке применяют керосин с добавкой
стеарина или масла (при предварительной доводке).
В начале доводки поверхностные неровности обрабатываемой
детали соприкасаются с поверхностью притира на малой площади,
вследствие чего возникают высокие контактные давления. В этот
период процесс доводки является преимущественно процессом аб-
разивного резания. По мере увеличения площади контакта обра-
батываемой поверхности с притиром уменьшается фактическое удель-
ное давление. Абразивные зерна снимают все более и более тонкие
слои, и наконец, толщина снимаемого слоя не превышает толщины
слоев окислов, образующихся на поверхности металла. Тончайший
слой смазки между притиром и деталью оказывает большое влияние
на процесс доводки. Чем меньше размер абразивных зерен, тем
тоньше должен быть слой смазки. Вязкость смазки также имеет
большое влияние на доводку — чети больше вязкость, тем толще
будет смазочный слой при одном и том же удельном давлении. Если
к керосину, который применяют при окончательной доводке высоко-
дисперсным абразивным порошком, примешано масло, то процесс
доводки может совсем прекратиться, так как толщина смазочного
слоя в этом случае может быть больше величины абразивных зерен
и зерна не будут соприкасаться с поверхностью детали/
Процесс окончательной доводки наиболее близок к полирова-
нию — абразивные зерна снимают только слои окислов, не затра-
гивая основного металла. При окончательной доводке поверхность
ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
237
приобретает блеск, но на ней имеются тонкие штрихи в направле-
нии обработки. На фиг. 173 дана фотография микронеровностей на
концевой мере, снятая на интерференционном микроскопе. Средняя
высота неровностей на поверхности этой концевой меры не превы-
шает 0,06 мк, что соответствует 14-му классу чистоты по
ГОСТ 2789-51.
Материал притира должен быть мягче материала доводимой де-
тали. Абразивные зерна, находясь между двух поверхностей, пере-
мещающихся друг относительно друга, вдавятся в поверхность при-
тира, имеющего меньшую твер-
дость, чем поверхность доводимого
материала. Зерна будут удержи-
ваться в поверхности притира и
снимать тонкие слои металла или
окислов с поверхности доводимого
изделия. Ввиду того, что поверх-
ность притира является твердой
(а не эластичной, как это бывает
при полировании), притир будет
производить обработку только тех
мест на детали, которые сопри-
касаются с его поверхностью, т. е.
будет удалять с детали выступаю-
щие неровности. Поэтому при
доводке можно получить более
точную геометрическую форму
обрабатываемой детали по срав-
нению с поверхностью, которую
Фиг. 173. Микронеровности на по-
верхности концевой меры. Увели-
чение 330.
деталь имела до доводки.
• Доводку подразделяют на ручную и механическую. Ручную до-
водку производят в тех случаях, когда детали изготовляют малыми
партиями или Же невозможно осуществить механическую доводку
вследствие сложности формы деталей.
Ручной доводкой называют такой метод доводки, при котором
рабочий непрерывно участвует в выполнении операции. Поэтому
к ручной доводке относятся также и те методы доводки, при которых
обрабатываемая деталь получает движение механическим путем,
а притир держит в руках рабочий (например, доводка цилиндрических
деталей), или же наоборот — притир вращается, а деталь находится
в руках рабочего (например, доводка колец).
Механической доводкой называют такой метод доводки, при кото-
ром не требуется непрерывного участия рабочего в выполнении опе-
рации. Обрабатываемые детали закладываются в машину и выни-
маются рабочим, а весь процесс доводки механизирован.
Преимущества механической доводки перед ручной не только
в повышении производительности, но и в более высоком каче-
стве поверхности. При механической доводке происходит на-
клеп поверхностного слоя, вследствие чего увеличивается твердость
2 58
ШЛИФОВАНИЕ И ДОВОДКА
тонкого поверхностного слоя. На фиг. 174 показан график измене-
ния микротвердости поверхностного слоя гладкого калибра-пробки
„г/мм2 после механической доводки. Микротвердость опре-
,’(да деляли с различными нагрузками от 10 до 200 г на
приборе ПМГ-3. При испытании малой нагрузкой
(20 г) микротвердость равна 1150 кг,,км2', при увели-
ИКГ
е
%jooo-
Чо
$
Сз
3-
* w
чении нагрузки микротвердость уменьшается и при-
ближается к твердости основного металла. Следова-
тельно. тонкий поверхностный слой имеет более
высокую твердость, чем основной металл.
Наблюдения за износом калиб-
ров в эксплуатации также пока-
зали, что калибры после механиче-
ской доводки имеют более высокую
600-
i020 50 юо гоо г
Нагрузка
Фиг. 174. Изменение микротвер-
дости поверхности калибра при
испытании с различными нагруз-
ками.
износостойкость, чем калибры после
ручной доводки.
Доводка плоских деталей
Ручную доводку плоских калиб-
ров производят на плоских прити-
рочных плитах. Поверхность плит
шаржируют абразивным порошком,
а обрабатываемую деталь вручную
перемещают по плите, но так, чтобы
деталь не двигалась по одному и тому же месту плиты. Для того,
чтобы получить точную плоскость и хорошую поверхность, необхо-
димо, чтобы направления штрихов все время пересекались и деталь
возможно равномернее перемещалась по всей поверхности плиты во
избежание местного износа плиты.
В зависимости от чистоты поверхности, которую требуется полу-
чить на обрабатываемой детали, при доводке применяют абразив-
ные порошки различной зернистости. Чем точнее должна быть пло-
скость обрабатываемой детали, тем точнее должна быть плоскость
притирочной плиты.
Для получения точной плоскости в процессе притирки доводоч-
ные плиты должны удовлетворять следующим требованиям:
1. Плиты должны быть жесткими для избежания деформаций.
Плиты без ребер жесткости при недостаточной толщине не могут
обеспечить требуемой плоскостности деталей.
2. Рабочие поверхности плит после шабрения их по контроль-
ной плите следует притирать методом трех плит для получения гео-
метрически правильной плоскости.
3. При изменении температуры рабочая поверхность плит дефор-
мируется, поэтому температура помещения, где производят притирку
плит, и температура помещения, где производят доводку деталей,
должны быть одинаковы. Разница температур допускается не более 1°.
4. В.процессе доводки деталей плиты необходимо периодически
подвергать правке для устранения неравномерного износа рабочих
ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
239
поверхностей. Правку плит производят посредством притирки
методом трех плит.
5. Материал притирочных плит должен быть проверен на каче-
ство шаржировки и подобран так, чтобы абразивные зерна удержи-
вались на поверхности плиты.
Притирку плит производят с абразивным порошком электро-
корунд М14 или с пастой ГОИ 40 мк. На плиты наносят тонкий слой
стеарина, 20—30 капель керосина и тонкий слой абразивного по-
рошка. Плиты накладывают друг на друга и притирают за счет воз-
вратно-поступательного перемещения верхней плиты и вращения ее
относительно нижней плиты. Притирку производят до получения
плотного прилегания поверхностей, которое характеризуется за-
трудненным перемещением.
Если притереть друг к другу две плиты, то поверхности их будут
представлять сферы. Верхняя плита обычно имеет вогнутость, а
нижняя — выпуклость. Для получения правильной плоскости при-
тирку производят, как и при шабровке, методом трех плит, кроме
того, предусматривают перекладывание верхней плиты на место
нижней плиты. Сильно изношенные плиты предварительно сле-
дует притирать с абразивным порошком М28 и М20.
При притирке плит рабочие поверхности их шаржируют — абра-
зивный порошок плотно удерживается на плите. При окончатель-
ной доводке излишек абразивного порошка удаляют путем про-
тирания ватой. При доводке деталей плита должна быть сухой
и свободного абразива на ней не должно быть.
В процессе доводки абразивные зерна затупляются и требуется
повторная шаржировка. До тех пор, пока плита не износится, шар-
жировку производят втиранием абразивного порошка специальной
стальной растиркой; при этом на плите делают несколько штрихов
куском стеарина, наносят тонкий слой абразивного порошка и не-
сколько капель керосина. После шаржировки поверхность плиты
протирают ватой. Изношенные плиты должны поступать на повтор-
ную притирку методом трех плит.
Для получения чистоты поверхности деталей по 10-му и 11-му клас-
сам (ГОСТ 2789-51) следует производить предварительную и оконча-
тельную доводку. Предварительную доводку необходимо произво-
дить на плитах, шаржированных абразивным порошком Ml4 или
пастой ГОИ 40 мк, а окончательную — на плитах, шаржированных
абразивным порошком М10 или пастой ГОИ 7—10 мк.
Если требуется получить поверхность более высокого класса
чистоты, то применяют большее количество операций доводки, при
которых последовательно уменьшается величина зерен абразивного
порошка (М7, М5, 1000').
Механическую доводку плоских деталей можно выполнять на
доводочных станках с вращающимися плитами, на станках с непо-
движными плитами, но с перемещающимися обоймами для деталей
и на специальных доводочных станках, предназначенных для опре-
деленных деталей или изделий.
240
ШЛИФОВАНИЕ И ' ДОВОДКА
При механической доводке деталей, имеющих две параллельные
плоскости, одновременно доводят обе плоскости у нескольких дета-
лей, устанавливаемых на станке. Детали помещают в обойме между
Фиг; 175. Доводочный станок
с вращающимися плитами.
плитами. Существуют два метода
доводки плоскопараллельных дета-
лей: между вращающимися в разные
стороны плитами и между неподвиж-
ными плитами. В первом случае
рабочим движением является дви-
жение притирочных плит, а обойма
совершает только колебательные
движения для осуществления пере-
сечения штрихов (путаный штрих).
Колебательные движения обоймы в
этом случае являются вспомогатель-
ным движением. Во втором случае
обойма с деталями осуществляет как
рабочее [движение, так щперемеще-
ние детали для пересечения штрихов.
Движение обоймы, осуществляю-,
щее пересечение штрихов, должно
быть рассчитано так, чтобы следы
от движения деталей по плите или
совсем не совпадали, или же совпа-
дали через значительное число дви-
жений по другим местам. Это дости-
гается путем создания некратности
отношения чисел оборотов механиз-
мов рабочего и вспомогательного движений. На фиг. 175 показан
доводочный станок с вращающимися плитами. Плиты вращаются
в разные стороны, а обойма при :
помощи двух эксцентриков совер-
шает колебательные движения.
Величину колебательного движе-
ния обоймы, регулируют посред-
ством изменения эксцентриси-
тета. Для исключения повторения
движения детали по одним и тем
же местам плиты в механизме
станка предусмотрена некратность
отношения числа оборотов эксцен-
триков к числу оборотов доводоч-
ных плит. Для обеспечения более
Фиг. 176. Планетарная обойма для
доводки плоских изделий.
равномерной доводки На таких
станках иногда применяют обойму более сложной конструкции.
В обойме (фиг. 176) делают круглые отверстия с зубьями для
внутреннего зацепления. В эти отверстия вставляют диски с на-
ружными зубьями, имеющие диаметр,, меньший чем диаметр отвер-
ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
241
стий в обойме. В центре дисков имеются гнезда для установки обра-
батываемых деталей. Такое устройство обоймы дополнительно обес-
печивает медленное вращение обрабатываемой детали в процессе
доводки.
Несмотря на применение сложной обоймы, станки с вращаю-
щимися доводочными плитами все же не обеспечивают получения
при доводке на них деталей особо высокой точности, как, например,
плоскопараллельных концевых
мер.
Для доводки плоскопарал-
лельных концевых мер приме-
няются станки с неподвиж-
ными плитами, на которых
можно производить окончатель-
ную доводку. На фиг. 177
показан внешний вид доводоч-
ного станка конструкции лау-
реата Сталинской премии Д. С.
Семенова. Между двумя не-
подвижными прямоугольными
плитами возвратно-поступа-
тельно перемещаются стальные
ленты, в которых сделаны гнез-
да для установки обрабатывае-
мых ‘деталей. Для устранения
боковых давлений на плиты
ленты с деталями движутся
через одну в противоположные
стороны.
Давление на плиты осуще-
ствляют путем винтового пресса
Фиг. 177. Доводочный^станок конструк-
ции Д. С. Семенова.
и контролируют по показаниям манометра или пружинного динамо-
метра. Винтовой пресс размещен в кронштейне, который при
установке деталей в гнезда на лентах отводится в сторону вместе
с верхней плитой. Помимо рабочего возвратно-поступательного
продольного перемещения ленты имеют боковое вспомогательное
перемещение. Это позволяет при доводке использовать всю
поверхность доводочных плит и избежать скольжения изделий по
одним и тем же местам плиты.
Скорость движения лент на станке можно регулировать посред-
ством коробки скоростей в пределах от 8 до 22 м!мин. Удельное
давление при доводке плоских деталей обычно бывает в пределах
1,2—1,6 кг/см-.
Притирку и шаржирование доводочных плит можно осуществлять
на этом же станке. Для этой цели ленты снимают и тросы прикре-
пляют к верхней плите, которую кладут непосредственно на нижнюю
плиту. При работе станка верхняя плита получает продольные и по-
перечные перемещения.
16 Честнов 1698
242
ШЛИФОВАНИЕ И ДОВОДКА
Притирку и шаржирование доводочных плит можно производить
также на специальном станке конструкции Е. С. Жданова. На этом
станке верхняя плита получает возвратно-поступательные пере-
мещения как в продольном, так и в поперечном направлении. Ниж-
нюю плиту можно поворачивать вручную или механически.
Доводка круглых деталей
Ручную доводку круглых деталей применяют в том случае, когда
изготовляют небольшие партии изделий различных размеров или же
на изделии имеются выступы или впадины, не позволяющие произ-
водить механическую доводку.
При единичном изготовлении гладких калибров доводку их
производят вручную. Калибр закрепляют в патроне доводочной
головки, вращающемся в процессе доводки. Доводку производят
Фиг. 178. Доводка калибров-пробок на доводочной
головке.
плоским притиром, который шаржируют абразивным порошком.
Притир вручную прижимают к обрабатываемой поверхности и пере-
мещают возвратно-поступательно, равномерно по всей рабочей по-
верхности калибра (фиг. 178).
Предварительную доводку производят чугунным притиром, шар-
жированным электрокорундовым порошком М10 (120'). Окончатель-
ную доводку производят стеклянным притиром с пастой ГОИ 2 мк.
Окружная скорость вращения детали при доводке 15—25 м.-мин.
Доводку круглой детали плоским притиром можно производить
только тогда, когда деталь до доводки уже имеет правильную гео-
метрическую форму (конусность и овальность в пределах устано-
вленных допусков) и на детали нет канавок или впадин. Если при
доводке нужно получить более точную геометрическую форму детали
или нужно доводить деталь с канавками, то в этих случаях необхо-
димо пользоваться кольцевыми притирами.
Доводку гладких колец производят на разжимном цилиндриче-
ском притире, который закрепляют в патроне доводочной головки.
Кольцо во время доводки все время поворачивают вручную и пере-
мещают вдоль притира (фиг. 179). Ввиду того, что при внутреннем
шлифовании колец точность ниже, чем при наружном шлифовании,
на доводку колец приходится оставлять значительно больший при-
пуск и предварительную доводку производить с абразивным порош-
ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
243
Фиг. 179. Доводка калибров-
колец на доводочной головке.
!.м как на верхней, так
ком М20 пли М14 (30' или 60'). Окончательную доводку колец произ-
водят с абразивным порошком М10 (120').
При доводке колец притир смачивают керосином или маслом
и на него наносят тонкий слой порошка, который в процессе доводки
равномерно распределяется по поверхности притира.
Механическую доводку круглых деталей производят на дово-
дочных станках с вращающимися плитами. Детали устанавливают
в обойме между плитами, причем ось их располагается под некото-
рым углом к радиальной линии обоймы ОВ (фиг. 180). При доводке
круглых изделий верхняя и нижняя плиты имеют различные ско-
рости вращения. Если бы плиты имели
одинаковую скорость вращения, то
детали между плитами вращались бы
с той же окружной скоростью, какую
имеют плиты в зоне касания с деталью
и, вследствие отсутствия скольжения,
процесс доводки не мог бы осущест-
вляться. При неодинаковой скорости
вращения верхней и нижней плит про-
исходит скольжение плит по поверх-
ности детали. Скорость этого сколь-
жения равна половине разности ско-
ростей плит в зоне касания их с де-
талью, если скольжение будет одияак
и на нижней плите. Поэтому скорость вращения плит при доводке
круглых деталей значительно больше, чем при доводке плоских
деталей.
Обойма с деталями совершает колебательные движения так же.
как и при доводке плоских деталей, поэтому на поверхности дове-
денной детали видны мелкие короткие штрихи в различных напра-
влениях.
На станках с вращающимися плитами абразив подается в виде
эмульсии, которая поступает по шлангу от специального насоса.
Состав эмульсии: на 10 л керосина 1 кг электрокорундового порошка,
2,5 л гарного масла и 250 г стеарина. При доводке гладких калибров-
пробок применяется электрокорундовый порошок М10 (120').
На фиг. 180 показана обойма для установки гладких пробок.
В обойму вставляют рамки, которые имеют ось вращения АВ. Рамка
может свободно поворачиваться вверх и вниз относительно этой
оси. Калибры закрепляют в центрах рамок. Центры смещены отно-
сительно оси поворота рамок. При доводке в этой обойме калибры
не перекашиваются и занимают такое положение, при котором
происходит равномерное касание их с плитами. Качающиеся рамки
дают возможность сообщать калибрам колебательные движения,
не вызывая давления на калибры в вертикальной плоскости.
Таким методом доводят гладкие пробки диаметром от 14 до 100 мм.
При доводке в обойму закладывают одновременно от 8 до 20 кали-
бров, в зависимости от их размеров. Перед установкой на станок
244
ШЛИФОВАНИЕ И ДОВОДКА
калибры подбирают по размерам так, чтобы диаметры их отличались
не более чем на 3 мк. При таком подборе размеров все калибры,
установленные в обойму, начинают доводиться одновременно, что
позволяет затрачивать меньше времени для достижения требуемой
чистоты поверхности и исполнительного размера.
При механической доводке круглых деталей погрешности гео-
метрической формы не могут быть исправлены (огранка, конусность,
овальность и т. д.), поэтому шлифование рабочей поверхности дета-
лей должно быть выполнено так, чтобы эти погрешности были в пре-
делах 0,5 допуска на исполнительный размер детали.
Верхняя плита доводочного станка с вращающимися плитами
закреплена на шпинделе шарнирно (см. фиг. 175). Если плиты при-
Фиг. 180. Обойма для
доводки калибров-про-
бок на доводочном стан-
ке с вращающимися
плитами.
вести в соприкосновение, то верхняя плита прижмется к нижней
по всей поверхности. Шарнирное крепление одной из плит обеспе-
чивает равномерное распределение давления на деталь в процессе
доводки. Нижняя плита закреплена на вращающемся столе станка.
Шпиндель верхней плиты помещается в кронштейне, который может
поворачиваться относительно колонки станка. Это позволяет отво-
дить кронштейн с верхней плитой в сторону при установке и снятии
детали. Подъем и опускание верхней плиты производят посредством
маховичка на кронштейне; этим же маховичком создается давление
на плиту при доводке. Верхний шпиндель закрепляют стопором,
и станок производит доводку без участия рабочего.
Для того, чтобы детали после доводки имели точную геометри-
ческую форму и требуемую чистоту поверхности, доводочные плиты
должны иметь точную плоскость, и поверхность их должна быть
шаржирована абразивным микропорошком соответствующей харак-
теристики. Если плиты неточные (изношены или имеют грубообра-
ботанную поверхность), на поверхности деталей будут завалы и не-
ровности. В связи с неравномерным износом плит в процессе доводки
периодически производят правку плит. Детали и обойму снимают
со станка, отверстие для стока абразивной эмульсии плотно закры-
вают пробкой для того, чтобы абразивный порошок, употребляемый
ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
245
при правке, не попал в бак с эмульсией для доводки. Грубую при-
тирку плит производят крупнозернистым доводочным порошком
220 или 240 с керосином. Плиты приводят в соприкосновение и вклю-
чают их вращение. Верхняя плита прижимается к нижней собствен-
ным весом. Верхней плите сообщают колебательные движения
в поперечном направлении за счет поворота кронштейна станка
вручную в ту и другую сторону на небольшой угол. Притирку про-
изводят до тех пор, пока с поверхности плит не будут удалены все
местные дефекты. Затем плиты промывают керосином и производят
притирку с грубой пастой ГОИ (35—40 мк) до получения ровной
блестящей поверхности. После этого плиты и стол станка тщательно
Фиг. 181. Схема станка для механической доводки калибров-пробок малых
диаметров.
промывают и протирают, чтобы удалить абразив, с которым произ-
водили притирку.
Окончательную притирку плит производят с эмульсией, при-
меняемой при доводке деталей, с тем чтобы шаржировать плиты
микропорошком требуемой характеристики. Для окончательной
притирки устанавливают специальную обойму с отверстиями по
окружности, в которые вставляют чугунные шайбы одинаковой
высоты со строго параллельными плоскостями. Шайбы прижимаются
одновременно к обеим плитам, так же как доводимые детали. При-
тирку производят на ходу станка.
Механическую доводку калибров диаметром менее 14 мм произ-
водят на станке конструкции тт. Исаева и ААакарова с прямоуголь-
ными плитами, схема которого показана на фиг. 181.
Нижняя плита получает возвратно-поступательное движение
от кривошипно-шатунного механизма. Верхняя плита при доводке
остается неподвижной. Между плитами помещают фанерную обойму
с косыми прорезами для установки доводимых деталей. Для уста-
новки деталей верхнюю плиту отводят в сторону. При доводке
верхнюю плиту прижимают к деталям посредством винта.
Г При работе станка обойма движется возвратно-поступательно,
но путь ее движения в два раза меньше пути нижней плиты. Нали-
346
ШЛИФОВАНИЕ И ДОВОДКА
чие косых прорезов в обойме вызывает боковые перемещения дета-
лей при доводке. Чтобы обойма не смещалась в стороны, по бокам
сделаны направляющие планки.
При окончательной доводке к верхней и нижней плитам при-
крепляют стеклянные пластины, рабочие поверхности которых
притерты. Стеклянные притиры при доводке с 10-микронной пастой
ГОИ дают возможность получить зеркальную поверхность.
Доводка резьбовых деталей
притирами, наружный
Фиг. 182. Притир для доводки
наружной резьбы.
диаметр
Для доводки резьбовых деталей применяют разжимные чугун-
ные притиры. Резьбу по среднему диаметру доводят резьбовыми
наружной резьбы и внутренний
диаметр внутренней резьбы дово-
дят гладкими притирами. Притир
для доводки наружной резьбы
показан на фиг. 182. Деталь за-
крепляют в патроне реверсивной
доводочной головки. Реверсивный
механизм позволяет осуществлять
прямое и обратное вращение
детали. Переключение с прямого
на обратный ход производят по-
средством ножной педали.
На деталь наносят несколько
капель масла и равномерно рас-
пределяют его по виткам резьбы, затем на поверхность детали
наносят абразивный порошок и навинчивают притир. Во время
доводки притир держат
Переключение вра-
щения головки произво-
дят в тот момент, когда
притир доходит до края
детали.
После доводки резь-
бы по среднему диаме-
тру доводят наружный
диаметр. Таким образом
производят доводку
резьбовых калибров-
пробок с мелкими ша-
гами резьбы, которые-
в руках и медленно поворачивают его.
Фиг. 183. Притир для доводки внутренней резьбы.
невозможно шлифовать на резьбошлифовальных станках. Резьбо-
вые калибры, на которых резьба шлифована, обычно не доводят,
а полируют, так как резьбошлифовальные станки дают возмож-
ность получить требуемую точность после шлифования.
Резьбовые кольца доводят на разжимных притирах, конструкция
которых показана на фиг. 183. Притир закрепляют в патроне ревер-
сивной доводочной головки. Доводимое кольцо держат в руках
ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
247
и медленно его поворачивают для равномерного распределения абра-
зивного материала.
Ввид\' того, что пои доводке резьбовых колец приходится уда-
лять значительные припуски, в качестве абразивного материала
для предварительной доводки применяют карбид бора. Для смазки
при доводке резьбовых колец применяют осерненное масло. При-
сутствие серы при доводке способствует образованию сульфидных
пленок и ускоряет процесс доводки.
Окончательную доводку производят с электрокорундовым ми-
нутником М10 (120') и с тонкой пастой ГОИ 2 мк.
Фиг. 184. Механическая доводка резьбовых колец.
Профиль резьбы на резьбовых притирах быстро изнашивается,
нарушается правильность угла и шага. Чтобы повысить износо-
стойкость резьбовых притиров, в качестве материала для притиров
применяют перлитный чугун твердостью 160—200 Нв.
Резьбу на резьбовых притирах для доводки колец нарезают
на точных токарно-винторезных станках или шлифуют на резьбо-
шлифовальных станках. Точность резьбы притира должна быть
выше точности детали, только при этом условии можно получить
деталь требуемой точности. Допуски на половину угла профиля
и на шаг резьбы притиров обычно устанавливают на 30—50% меньше,
чем на обрабатываемой детали. Допуск на половину угла профиля
устанавливают только в минус, так как при износе притира угол
профиля увеличивается. Точность резьбы на притирах проверяют
на универсальном микроскопе.
Изготовление притиров для доводки наружной резьбы пред-
ставляет значительные трудности в связи с тем, что притиры для
резьб диаметром менее 12 мм приходится нарезать метчиками,
а для резьб диаметром свыше 12 мм — гребенками на токарно-
248
ШЛИФОВАНИЕ И ДОВОДКА
винторезных станках. Для того, чтобы получить на притирах резьбу
требуемой точности, метчики или гребенки должны быть изгото-
влены с еще более высокой точностью. Для изготовления притиров
с внутренней резьбой выделяют наиболее точные токарно-винторез-
ные станки.
Предварительную доводку обычно производят уже изношенными
притирами, а новые притиры применяют для окончательной доводки.
Это дает возможность повысить степень использования притиров.
Канд. техн, наук Ю. А. Лещенко разработан специальный полу-
автоматический станок для доводки резьбовых колец (фиг. 184).
На этом станке одновременно можно доводить два кольца. Кольца
навинчивают на резьбовые притиры. Кольца и притиры на этом
станке вращаются в противоположные стороны. Реверсирование
производится автоматически. Особенностью станка является нали-
чие механического разжима притиров в процессе доводки, причем
величину давления можно регулировать. Станок автоматически
выключается после выполнения требуемого числа проходов.
Абразивные материалы для доводки
Для доводки деталей измерительных инструментов применяют
тонко размолотые и отмученные абразивные порошки. В качестве
абразивных материалов для приготовления доводочных порошков
применяют: корунд, электрокорунд, карборунд, карбид бора, окись
хрома, окись железа (крокус) и др.
Электрокорунд, карборунд и карбид бора являются твердыми
абразивными материалами и при доводке деталей из закаленной
стали могут производить абразивное резание. Окись хрома и окись
железа являются мягкими абразивными материалами; при приме-
нении этих материалов процесс доводки происходит преимуще-
ственно путем образования и удаления пленок окислов с поверхности
металла.
Абразивные порошки, применявшиеся при доводке, раньше на-
зывались минутниками. Такое название связано с тем, что после
размалывания абразивного материала производилось отмучивание
порошков. Отмучиванием называется операция разделения размо-
лотого порошка на группы по величине зерен, причем эти группы
обозначаются временем в минутах, необходимым для осаждения
порошка после взмучивания его в воде. Скорость осаждения абра-
зивной частицы в воде прямо пропорциональна квадрату ее диа-
метра. Поэтому крупные частицы осаждаются быстрее, а мелкие
медленнее.
Отмучивание производят следующим образом. Абразивный поро-
шок взмучивают в высоком баке с водой. Затем через определенный
промежуток времени (например, 30 мин.) сливают часть воды через
отверстие, находящееся на расстоянии 1 м от уровня воды в баке.
В этой воде будут находиться частицы, которые не успели пройти
за 30 МИН. столб воды высотой в 1 м. После осаждения этих частиц
ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
249
и просушивания получают абразивный порошок, который раньше
назывался тридцатиминутником. В настоящее время применяют
и другие методы разделения абразивных порошков ня группы,
поэтому абразивные порошки, получаемые отмучиванием, называют
микропорошками и обозначают размером зерен в микронах (напри-
мер М28). Абразивные порошки, получаемые путем размалывания и
просеивания через сито, называют шлифпорошками и обозначают но-
мером зернистости, так же, как абразивные зерна для шлифовальных
кругов. Абразивные порошки с размером зерен более 28 мк полу-
чают путем просеивания, а с размером менее 28 мк — путем отму-
чивания.
После просеивания, так же как и после отмучивания, получают
абразивные порошки, в которых не все зерна одинаковы, а попа-
даются зерна более крупные и более мелкие, чем основная масса
зерен. Зерна, соответствующие размеру, установленному для дан-
ного номера порошка, называются основной фракцией. В микро-
порошках содержание основной фракции колеблется от 40 до 65%.
В табл. 32 приведена классификация абразивных порошков для
доводки.
Таблица 32
Зернистость абразивных порошков
Наименование Обозначение Размер зерен основной
порошков № зерен зерен в ми- фракции
В мк
220 3 75—63
Шлифпорошки 240 280 3 5 63—53 53—42
320 10 42—28
М28 15 28—20
М20 30 20—14
М14 60 14-10
мю 120 10—7
Микропорошки М7 240 7-5
М5 480 5-3,5
— 1000 3.5-2,5
— 2003 2.5—1,7
— 3000 1,7—1
Величину зерна абразивных порошков измеряют на микроскопе.
Для этой цели применяют биологический микроскоп, в который
вставляют микронную шкалу, позволяющую при наблюдении в ми-
кроскоп производить измерение размера зерен.
Окись хрома и окись железа применяют при доводке как в виде
порошков, так и в виде паст, приготовленных из этих порошков.
Для доводки и полирования поверхностей стальных деталей широ-
кое распространение получили пасты Государственного оптического
250
ШЛИФОВАНИЕ И ДОВОДКА
института (пасты ГОИ). Окись железа (крокус) применяют преиму-
щественно для полирования оптических стекол.
Окись хрома получают при прокаливании двухромовокислого
калия с серой. Чем выше температура прокаливания, тем выше абра-
зивная способность окиси хрома.
Несмотря на то, что при прокаливании сера выгорает, все же
в окиси хрома остаются мельчайшие частицы серы, которые при
доводке реагируют с металлом и образуют сульфидную пленку
(соединение металла с серой). Сульфидная пленка образуется интен-
сивнее, чем пленка окислов, и легче удаляется с поверхности ме-
талла. Поэтому в присутствии серы процесс доводки проходит зна-
чительно интенсивнее. Пасты ГОИ выпускают трех сортов: грубую,
среднюю и тонкую. Грубая паста содержит окись хрома, прокален-
ную при 1600° С, средняя паста — окись хрома, прокаленную при
1200°С, и тонкая паста — окись хрома, прокаленную при 600° С.
В состав пасты входит также 10% стеарина, 5—10% жира и 2%
керосина. Кроме перечисленных, в различные сорта паст входят
и другие компоненты.
Абразивная способность пасты характеризуется слоем металла
в микронах, снимаемым при доводке с этой пастой, причем длина
пути скольжения образца принята равной 40 м. Грубые пасты сни-
мают слой металла от 17 до 40 мк, средние пасты — от 8 до 16 мк
и тонкие пасты от 1 до 7 мк. Абразивную способность пасты указы-
вают на этикетке.
Качество абразивных материалов, применяемых при доводке,
характеризуется абразивной способностью и стойкостью. Абразив-
ная способность определяется величиной снятого слоя металла
при одном и том же пути скольжения и одинаковой нагрузке. Стой-
кость абразивного материала определяют величиной снятого слоя
металла до износа абразивных зерен (до потери режущих свойств).
Абразивная способность и стойкость зерен зависят от сорта
абразивного материала, его твердости, механических свойств и формы
зерен.
Зерна карборунда имеют высокую твердость, но хрупки. При
доводке с карборундовым порошком зерна быстро разрушаются,
и поэтому производительность доводки оказывается низкой.
Зерна корунда имеют меньшую твердость. Электрокорунд белый
и нормальный электрокорунд являются наиболее эффективными
абразивными материалами для доводки стальных закаленных изде-
лий. Наряду с высокой производительностью электрокорунд обес-
печивает хорошее качество поверхности. Вследствие благоприятной
формы его зерен на доводимой поверхности образуются ровные
штрихи, и поверхность получается блестящей.
Карбид бора является наиболее производительным абразивным
материалом для доводки. Зерна карбида бора обладают очень высо-
кой твердостью (уступают только алмазу) и имеют острые грани.
При доводке с порошком карбида бора поверхность не получается
блестящей, поэтому его применяют главным образом для предва-
ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
251
рительной доводки в тех случаях, когда необходимо удалять боль-
шие припуски (например, при доводке резьбовых колет;) и при до-
водке твердых сплавов.
Зерна окиси хрома, прокаленной при самой высокой темпера-
туре (1600°), имеют твердость значительно ниже корунда. Окись
хрома имеет самую низкую стойкость из всех перечисленных выше
абразивных материалов. Зерна окиси хрома быстро притупляются
и уменьшается химическая активность пасты; поэтому пасты ГОИ
не следует применять при механической доводке. После нескольких
движений обрабатываемой детали по плите, шаржированной пастой
ГОИ, зерна притупляются, и пасту нужно наносить повторно. Вслед-
ствие этого пасту ГОИ (грубую) применяют только при ручной
доводке, когда частое нанесение пасты на притир не вызывает затруд-
нений.
Тонкие пасты ГОИ имеют еще меньшую твердость, чем грубые
пасты, и их применяют только для окончательной отделки доводи-
мых деталей с целью придания поверхности блеска.
Материалы для притиров
Материал притиров для доводки деталей измерительных инстру-
ментов выбирают в зависимости от размеров и формы обрабатывае-
мой детали. Для большинства деталей измерительных инструментов
притиры изготовляют из чугуна. В тех случаях, когда ппитиры
имеют сечение малого размера, например, для доводки резьбовых
колец диаметром менее 5 мм, притипы из чугуна будут ломаться,
и поэтому их изготовляют из мягкой стали или красной меди.
Для окончательной доводки гладких изделий пастой ГОИ при-
меняют стеклянные притиры, изготовляемые из зеркального стекла
или из стекла «Пирекс».
Твердость материала притира должна находиться в определен-
ном соотношении с твердостью доводимой детали. Абразивные зерна
должны при одном и том же давлении на них погружаться в поверх-
ность притира настолько, чтобы удерживаться в ней и снимать слой
металла определенной толщины с доводимой детали. Если материал
притира выбран слишком мягким, то абразивные зерна будут вда-
вливаться в поверхность притипа при малом усилии, которого будет
недостаточно, чтобы производить абразивное резание повепхности
доводимой детали. Следовательно, чем выше твердость обрабатывае-
мой детали, тем выше должна быть твердость притира.
Твердость поитира следует выбирать также в зависимости от
величины абразивных зерен. При доводке с крупнозернистыми
абразивными порошками твердость притира должна быть меньше,
чем при доводке с мелкозернистыми порошками, так как чем круп-
нее зерно, тем большее требуется усилие для того, чтобы оно вда-
вилось в поверхность притира.
Для окончательной доводки притиры должны иметь меньшую
твердость. Абразивные порошки состоят из зерен различной вели-
чины. При доводке на твердых притирах крупные зерна будут
252
ШЛИФОВАНИЕ И ДОВОДКА
делать глубокие штрихи на доводимой поверхности и поверхность
детали будет иметь грубую отделку. На притирах малой твердости
небольшое количество крупных зерен, имеющихся в порошке,
погрузится в поверхность притира, и на поверхности детали не будет
Фиг. 185. Структура чугуна. Увеличение 630.
грубых штрихов.
Наиболее распро-
страненным материа-
лом для притиров яв-
ляется чугун. Струк-
тура чугуна неодно-
родна. На фиг. 185
показана структура
серого чугуна, со-
стоящая из перлита,
свободного графита,
феррита и фосфидной
эвтектики (увеличе-
ние 630).
Самой мягкой
структурной состав-
ляющей чугуна яв-
ляется свободный гра-
фит. Зерна более
крупные, чем основ-
ная фракция абра-
зивного порошка,
вдавливаются в гра-
фитовые включения и
не оказывают отри-
цательного влияния
на процесс доводки.
Перлит и феррит
хорошо шаржируют-
ся абразивным по-
рошком. Перлит бо-
лее тверд по сравне-
нию с ферритом и поэтому количественное соотношение этих струк-
тур в чугуне притиров определяет качество притира и его назначение.
Перлитный чугун имеет большое количество перлита. Притиры
из этого чугуна тверды и применимы в тех случаях, когда поверх-
ность их в процессе доводки нагружена неравномерно и вследствие
этого возможен неравномерный износ притира. Перлитный чугун
более устойчив против износа и поэтому его применяют для прити-
ров сложной формы, где чаще встречается неравномерное давление
на поверхность притира. Из перлитного чугуна изготовляют резь-
бовые притиры, притиры с фасонным профилем для шаблонов и др.
Ферритный чугун применяют преимущественно для изготовления
притиров, предназначенных для окончательной доводки. Из феррит-
ДОВОДКА ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
253
ного чугуна изготовляют плиты для механической доводки плоско-
параллельных концевых мер.
С(рИ ДН й 51 ЭВ ТС КТИ Кй 5т ВЛ 51С ТСН самой ТВС р До И СТр VKTV р нои
составляющей чугуна. Чугун с наличием фосфидной эвтектики наи-
более благоприятен для притиров, так как мелкие включения фос-
фидной эвтектики являются абразивным материалом и ускоряют
процесс доводки.
В табл. 33 приведена твер-
дость структурных составляющих
чугуна. Из этой таблицы видно,
что твердость фосфидной эвтектики
1350 кг!мм2, тогда как твердость
закаленной инструментальной ста-
ли обычно бывает в пределах
700—800 HD. Таким образом, ча-
стицы фосфидной эвтектики, ока-
завшиеся на поверхности притира,
будут резать поверхность зака-
ленной стали.
Таблица 33
Микротвердость структурных
составляющих чугуна
Наименование структур- ных элементов Микротвер- дость в кг\мм-
Феррит 180
Перлит Фосфидная эвтек- 300—400
тика 1350
В процессе притирки доводочных чугунных плит частицы фос-
фидной эвтектики выступают на поверхности плит, так как более
мягкие структурные составляющие чугуна быстрее удаляются
с поверхности при притирке с абразивным порошком.
Чугунные плиты, предназначенные в качестве притиров для
механической доводки, обычно отбирают из партии отливок по воз-
можности с большим содержанием фосфидной эвтектики.
Глава VI
НАНЕСЕНИЕ ДЕЛЕНИЙ И ЗНАКОВ НА ДЕТАЛЯХ
ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ И ПРИБОРОВ
Шкалы измерительных инструментов по конструкции подразде-
ляются на плоские линейные, плоские круговые, цилиндрические
круговые и конические круговые.
Плоские линейные шкалы наносят на масштабных линейках,
на штангах штангенциркулей, на оптических линейках измеритель-
ных микроскопов и др.
Плоские круговые шкалы наносят на угломерных инструментах,
на циферблатах индикаторов, на оптических круговых столах и др.
Цилиндрические и конические круговые шкалы наносят на лимбах
и на барабанах различных измерительных инструментов и приборов.
В производстве измерительных инструментов и приборов при-
меняют следующие основные методы нанесения делений на шкалах:
1) нанесение делений шкалы на делительной машине, 2) фотомехани-
ческий метод нанесения делений, 3) литографский метод нанесения
254 НАНЕСЕНИЕ ДЕЛЕНИИ И ЗНАКОВ НА ДЕТАЛЯХ ИНСТРУМЕНТОВ
делений шкалы, 4) нанесение делений, штрихов и знаков шкал
методом давления. Выбор того или иного метода нанесения деле-
ний зависит от требуемой точности и масштаба производства.
На делительной машине нанесение делений выполняется посред-
ством последовательного нанесения отдельных штрихов. При фото-
механическом методе и литографском методе деления наносят
посредством копирования с клише или негатива одновременно всех
штрихов шкалы, а также и надписей. Метод копирования произво-
дительнее, чем метод последовательного нанесения штрихов,
и применим главным образом в марсовом производстве.
Штамповку делений применяют в тех случаях, когда шкала, на
которой наносятся деления, изготовлена из незакаленной стали
или латуни и точность делений не превышает 0,05 мм на 100 мм
длины шкалы.
1. НАНЕСЕНИЕ ДЕЛЕНИЙ НА ДЕЛИТЕЛЬНЫХ МАШИНАХ
Деления наиболее точных шкал наносят на делительных маши-
нах. На делительных машинах изготовляют также клише для лито-
графского метода и негативы для фотографирования делений.
По способу нанесения делений делительные машины разделяются
на резцовые и фотоделительные. На резцовых делительных маши-
нах штрихи наносятся резцом, на фотоделительных — посредством
светового луча, движение которого фотографируется на светочув-
ствительном слое шкалы.
По назначению делительные машины разделяются на продольно-
делительные и круговые. Продольно-делительные машины предна-
значаются для нанесения штрихов линейных шкал, а круговые дели-
тельные машины — для нанесения штрихов на плоской, конической
и цилиндрической поверхностях круговых шкал.
На фиг. 186 показана резцовая продольно-делительная машина.
Стол машины свободно перемещается по направляющим станины.
Точный микрометрический винт получает угловые перемещения oi
храпового механизма и сообщает периодические перемещения микро-
метрической гайке, которая упирается в стол и сообщает ему про-
дольные перемещения на величину, равную расстоянию между
штрихами шкалы, на которой наносят деления.
После того как деления будут нанесены на всей длине шкалы,
стол необходимо возвратить в исходное положение, чтобы наносить
деления на следующей детали. Для этой цели микрометрическую
гайку делают раскрывающейся на шарнире. Микрометрическую
гайку можно снять с ходового винта и установить в исходное поло-
жение, а затем вручную переместить стол также в исходное поло-
жение.
Микрометрический винт у продольно-делительных машин обычно
имеет микрометрическую резьбу с шагом 2 мм.
Настройку делительной машины на требуемый интервал между
штрихами шкалы производят посредством храпового механизма.
НАНЕСЕНИЕ ДЕЛЕНИЙ НА ДЕЛИТЕЛЬНЫХ МАШИНАХ
показанного на фиг. 187. Цепь одним концом укреплена на криво-
шипе, а другой конец ее укреплен в барабане, внутри которого
помешается плоская спиральная пружина. Эта пружина все время
натягивает цепь и возвращает ее в исходное положение после того
как ее переместит кривошип. При вращении кривошипа цепь
сообщает диску возвратно-вращательное движение.
Фиг. 186. Продольно-делительная машина.
На конце микрометрического винта насажено храповое колесо.
Храповая собачка укреплена на диске. При повороте диска со-
бачка зацепляет зубья храпового колеса и поворачивает его вместе
с винтом. Ограничение углов поворота храпового колеса осуще-
ствляется посредством фрикционного механизма и упора на диске.
Длину хода цепи регулируют посредством изменения плеча криво-
шипа.
Расчет числа зубьев храповика, соответствующих угловому
повороту микрометрического винта за один ход машины производят
по формуле
где zK — число зубьев на храповом колесе;
t щК — расстояние между делениями на шкале;
s«„ — шаг резьбы микрометрического винта.
В периоды остановки стола с деталью резец, закрепленный
в резцовой головке, наносит штрихи. На столе можно закреплять
256 НАНЕСЕНИЕ ДЕЛЕНИИ И ЗНАКОВ НА ДЕТАЛЯХ ИНСТРУМЕНТОВ
Фиг. 187. Храповой механизм делитель-
ной машины.
относительно осей вращения 6. Эти
одну, две или четыре детали и наносить деления на них одновре-
менно. Для этой цели на машину устанавливают двухрезцовую
головку, которая позволяет наносить деления одновременно на двух
шкалах. Если на машину установить две двухрезцовых головки,
то одновременно можно наносить деления на четырех шкалах.
На фиг. 188 показана конструкция двухрезцовой головки про-
дольно-делительной машины. В периоды остановки стола тяга,
укрепленная на кривошип-
ном валу машины, сообщает
движение качающемуся ры-
чагу 1 резцовой головки. На
этом же валу имеется криво-
шип, сообщающий движение
через цепь и храповой ме-
ханизм микрометрическому
винту машины. Кривошипы
закреплены под углом друг
к другу, что обеспечивает
координацию движений стола
машины и резцового супорта.
Качающийся рычаг 1 по-
средством фрикциона соеди-
нен с осью головки 2, на
которой насажено зубчатое
колесо 3. Зубчатое колесо 3
зацепляется с рейкой 4, ко-
торая может перемещаться в
направляющих на супорте 8.
В нижней части рейки сде-
ланы два клиновых выреза,
которые при перемещении
рейки поворачивают рычаги 5
рычаги одновременно подни-
мают две рамки 7, в которых закрепляются резцы. Рамки закре-
плены в центрах на супорте 8 и находятся под действием пружин 9.
Обе рамки смещены друг относительно друга, чтобы можно было
наносить штрихи одновременно на двух рядом лежащих шкалах.
При опускании рычага 1 вниз зубчатое колесо <3 переместит
рейку 4 вправо, вследствие чего рычаги 5 повернутся и оба резца,
закрепленные в головке, поднимутся вверх. Рейка 4 упрется в супорт
и переместит его вправо. Таким образом, произойдет холостой ход.
При обратном движении рычага 1 рейка 4 передвинется в обратном
направлении, вследствие чего резцы опустятся и придут в сопри-
косновение с деталями, на которые наносятся деления. При даль-
нейшем движении рейка 4 упрется в супорт с другой стороны и пе-
реместит его вправо. Таким образом произойдет рабочий ход.
Движения супорта ограничены регулировочными винтами 10,
которые упираются в сменные шайбы 11. Шайбы 11 сидят на одной
НАНЕСЕНИЕ ДЕЛЕНИИ НА ДЕЛИТЕЛЬНЫХ МАШИНАХ £57
17 Честнов 1698
Фиг. 188. Двухрезиовая головка для делшельной машины.
258
НАНЕСЕНИЕ ДЕЛЕНИИ И ЗНАКОВ НА ДЕТАЛЯХ ИНСТРУМЕНТОВ
Фиг. 189. Механизм корригирования дели-
тельной машины.
оси с храповыми колесами и при каждом ходе супорта поворачи-
ваются посредством собачек, укрепленных на секторе 12. Сектор 12
укреплен на оси головки 2 посредством фрикциона.
В шайбах 11 имеются углубления, в которые входят упорные
винты 10, вследствие чего через каждые 5 и 10 делений наносятся
удлиненные штрихи.
На делительных машинах имеются две коррекционные линейки,
позволяющие устранять влияние температуры помещения и ошибки
делительного механизма (ша-
га^ микрометрического винта.
И храпового колеса).
Механизм корригирова-
ния; , делительной машины
показан на фиг. 189. Этот ме-
ханизм располагается между
разъемной гайкой и столом
машины. Компенсирование
ошибок осуществляется по-
средством _ промежуточного
винта и гайки. Винт коррек-
ционного механизма соеди-
нен с рычагом, а гайка через
зубчатое колесо и рейку со-
единена со стержнем. Рычаг
находится под действием
пружины, которая прижи-
мает его к коррекционной
линейке, а стержень прижи-
мается к температурной ли-
нейке. При нанесении деле-
ний стол перемещается вдоль станины, в это время рычаг и стер-
жень будут скользить по линейкам. Коррекционная линейка имеет
криволинейный профиль, а температурная линейка имеет прямо-
линейное ребро, по которому скользит стержень.
Температурную линейку можно поворачивать на некоторый угол
к направлению движения стола в ту и другую сторону. Величину утла
отсчитывают по шкале и нониусу. Посредством поворота линейки
можно устранять погрешности, постоянные по величине и знаку. Если
деления на всей длине шкалы имеют одинаковую погрешность в плюс,
то линейку нужно установить так, чтобы связанная со стержнем
гайка в процессе перемещения стола машины навинчивалась на винт,
связанный с рычагом, и таким образом уменьшала бы расстояние
между разъемной гайкой и столом машины. При повороте линейки
в другую сторону можно компенсировать таким же образом и мину-
совые погрешности. Посредством этой линейки можно компенсировать
погрешности, возникающие вследствие изменения температуры в по-
мещении. Если температура помещения меньше или больше 20°,
а деления приходится наносить на шкале, которая изготовлена
НАНЕСЕНИЕ ДЕЛЕНИИ НА ДЕЛИТЕЛЬНЫХ МАШИНАХ
259
из материала, имеющего коэфициент линейного расширения, отли-
чающийся от коэфициента линейного расширения материала микро-
метрического винта, то посредством линейки можно компенсировать
погрешности, возникающие вследствие различного температурного
расширения винта и шкалы. Поэтому эту линейку называют тем-
пературной линейкой.
Коррекционная линейка предназначена для компенсации местных
погрешностей. Эта линейка позволяет компенсировать погрешности,
различные по величине и по знаку, вследствие чего она и имеет
криволинейный профиль. Профиль коррекционной линейки строят
на основании результатов проверки точности работы делительной
машины. Зная погрешность машины в каждой точке на всей длине
хода машины, можно построить профиль коррекционной линейки.
Если обозначить:
Д — погрешность машины в каждой точке в мм;
I — расстояние от оси коррекционного механизма до линейки
(плечо рычага) в мм;
s — шаг резьбы коррекционного механизма в мм, то высота
профиля кривой коррекционной линейки в каждой точке может
быть подсчитана по следующей формуле:
Так как местные ошибки микрометрического винта обычно бы- ,
вают небольшими, то можно пользоваться также приближенной
формулой
h^2~l —.
.s
Точность работы делительной машины проверяют с помощью
образцовой штриховой линейки и микроскопа, устанавливаемого
на машине. Для того чтобы можно было пользоваться короткими
образцовыми линейками, на машину устанавливают два микроскопа
на расстоянии, равном длине образцовой линейки. Микроскопы
устанавливают так, чтобы в них были видны крайние штрихи образ-
цовой линейки. Делительный механизм машины устанавливают так,
чтобы перемещения стола были равны расстоянию между штрихами
образцовой линейки. Точность перемещений стола проверяют на
медленном ходу машины. Отсчет отклонений производят по окуляр-
ному микрометру микроскопа.
Корригирование машины можно производить также по резуль-
татам измерения шкалы, нанесенной на машине. В этом случае
измерение производят на универсальном микроскопе или же полы»
зуются двумя микроскопами, установленными на машине, и изме-
ряют полученную шкалу путем сравнения с образцовой шкалой.
Делительные машины для круговых делений отличаются ст
линейных тем, что у них имеется или поворотный круглый стол
или же поворотный шпиндель. Шпиндель круговой делительной
260
НАНЕСЕНИЕ ДЕЛЕНИИ И ЗНАКОВ НА ДЕТАЛЯХ ИНСТРУМЕНТОВ
машины можно устанавливать под различными углами, что дает
возможность наносить круговые деления как на цилиндрической,
так и на конической поверхностях.
Угловые перемещения стола или шпинделя осуществляются
червячной передачей, которая получает движение от храпового
механизма так же, как и в продольно-делительных машинах.
Если деления приходится наносить на закаленной детали, то
поверхность шкалы перед нанесением делений покрывают лаком,
затем наносят штрихи по лаку так, чтобы слой лака был прорезан
до металла. После этого штрихи травят, погружая шкалу в раствор
азотной и уксусной кислот. Не покрытые лаком штрихи протра-
вливаются. Затем шкалу промывают проточной водой и нейтрали-
зуют в 5/о-ном растворе едкого натра, после чего смывают лак.
Фотоделительные машины вместо резцовых головок имеют так
называемый «фотошкалограф». «Фотошкалограф» осуществляет фото-
графирование штриха за штрихом на шкале с нанесенным свето-
чувствительным слоем, после чего шкалу подвергают фотографи-
ческой обработке.
2. ФОТОМЕХАНИЧЕСКИЙ МЕТОД НАНЕСЕНИЯ ДЕЛЕНИЙ
При фотомеханическом методе нанесения делений поверхность
изделия покрывают светочувствительной эмульсией и через диа-
позитив производят фотографирование штрихов и надписей. Пре-
имуществом этого метода является возможность получения одинако-
вых по точности копий с диапозитива. При использовании точно
изготовленных диапозитивов можно избежать брака по неточности
расстояний между штрихами.
Диапозитивы изготовляют из стекла, покрытого светочувстви-
тельным слоем (могут быть использованы фотопластинки). Штрихи
на образцовом диапозитиве наносят на фотоделительной машине.
<3 образцового диапозитива изготовляют негатив, на котором также
фотографируют цифры и надписи, имеющиеся на шкале. С получен-
ного таким образом негатива изготовляют рабочие диапозитивы.
Рабочие диапозитивы служат недолго, так как светочувствитель-
ный слой на них стирается от соприкосновения с деталями.
Светочувствительная эмульсия, которой покрывают поверхность
детали, представляет коллоидный раствор желатина с дубящим
раствором двухромовокислой соли аммония или калия.
Перед покрытием эмульсией поверхность детали обезжиривают
венской известью, промывают в воде, протирают и сушат. Затем
поверхность, где должна образоваться гикала, покрывают свето-
чувствительной эмульсией, и детали устанавливают на диск центри-
фуги. При вращении диска на детали остается тонкий, ровный
слой эмульсии, а излишки под действием центробежной силы сте-
кают. Сушка слоя эмульсии производится при 45—50° С в течение
10—12 мин.
Светокопирование шкалы с диапозитива производят в специаль-
ной раме, показанной на фиг. 190. Рама состоит из двух раскрываю-
ЛНЮГРАФСКИИ МЕТОД НАНЕСЕНИЯ ДЕЛЕНИЙ
261
щихся половин. В одной половине имеется стекло, а в другой —
ррзттнз. Диапозитивы устанавливают на стекле, на них накладывают
детали и герметически закрывают резиной. Из пространства между
стеклом и резиной при помощи механического насоса выкачиваю^
воздух. Вследствие образования вакуума резина плотно прижимает
детали и диапозитивы к стеклу. Рама укреплена на стойке таким
образом, что может быть установлена
установке деталей раму поворачи-
вают стеклом вниз. Стойка переме-
щается на колесах и может быть
удалена или приближена к источнику
света. После установки деталей раму
ставят вертикально и приближают
ее к мощному источнику света, со-
стоящему из нескольких ртутных или
кварцевых ламп. Продолжитель-
ность выдержки 15—20 мин.
Проявление производят в ванне
со спиртом. Шкалу окрашивают рас-
твором метилвиолета, чтобы слой
эмульсии был фиолетового цвета.
Это дает возможность вести наблю-
дение за проявлением. При осве-
щении в светокопировальной раме
свет действует на всю поверхность
в требуемое положение. При
Фиг. 190. Светокопировальная
рама.
На фиолетовом фоне шкалы
шкалы, за исключением штрихов и
надписей, которые на диапозитиве
черные. Во время проявления в
спирте слой эмульсии, на который
не действовал свет, растворяется.
выявляются светлые штрихи и надписи. Затем шкалу промывают
и сушат.
Перед травлением шкалу ретушируют, закрывают лаком все
случайно появившиеся точки и царапины на эмульсионном слое,
при этом всю остальную поверхность детали также покрывают
асфальтовым лаком.
Травление производят в растворе: сернокислой меди 80 г/л,
хлористого натрия 160 г/л и уксусной кислоты 30 с.и3/л. После тра-
вления шкалу промывают, растворяют бензином лак и удаляют
слой эмульсии посредством полирования тонким абразивным по-
рошком.
3. ЛИТОГРАФСКИЙ МЕТОД НАНЕСЕНИЯ ДЕЛЕНИЙ
Литографский метод нанесения шкал заключается в перенесении
изображения шкалы с клише, покрытого литографской краской,
на деталь и последующем травлении. Перенесение изображения
шкалы осуществляют с помощью печатной машины или специальных
262 НАНЕСЕНИЕ ДЕЛЕНИЙ И ЗНАКОВ НА ДЕТАЛЯХ ИНСТРУМЕНТОВ
приспособлений. Печатная машина для нанесения шкал показана
на^фиг. 191.
На образцовую шкалу-клише наносят штрихи, цифры и надписи,
имеющие форму углублений. Поверхность шкалы покрывают лито-
графской краской посредством специального валика. Ввиду того,
что штрихи и надписи являются углублениями на клише, они не
покрываются краской. По клише прокатывается передаточный бара-
бан, обтянутый эластичной резиной. Краска ложится на поверх-
ность барабана, вследствие чего на нем получается зеркальное
изображение шкалы. Затем передаточный барабан прокатывается
Фиг. 191. Печатная машина для нанесения делений литограф-
ским методом.
по детали. Поверхность детали должна быть обезжирена и тща-
тельно очищена. На детали отпечатывается изображение шкалы
в таком же виде, как на клише.
После просушивания при комнатной температуре деталь покры-
вают порошком, состоящим из 70% асфальта и 30% канифоли.
На штрихах и надписях этот порошок не удерживается и легко уда-
ляется посредством ваты, а вся поверхность шкалы, покрытая
литографской краской, удерживает асфальтовый порошок. Затем
изделие помещают в электропечь с температурой 130—160° С, где
асфальтовый порошок и литографская краска сплавляются, обра-
зуя кислотоупорный слой. В таком виде шкала поступает на травле-
ние штрихов. Затем производят промывку, нейтрализацию и удале-
ние асфальтового слоя.
Литографский метод применяют для нанесения делений при
крупносерийном и массовом производствах штангенциркулей, мас-
штабных линеек и др. Этим методом можно изготовлять шкалы
как закаленные, так и незакаленные.
Точность шкал, получаемых литографским методом, значительно
ниже, чем при нанесении на делительной машине и чем при фото-
ЛИТОГРАФСКИЙ МЕТОД НАНЕСЕНИЯ ДЕЛЕНИЙ
263
механическом методе. При прокатывании барабана по клише и по
детали происходит деформация резинового слоя на барабане,что
М Т» I Г Г » Т» tzr»» г ПОГ почтил п-глг'т птппл iro-rmn
ci nvivinnnVIU I 1 '’VLLL П 1 ЧТИ 31U1U '\!С11-'Д<24
Преимуществом литографского метода нанесения делений яв-
ляется возможность одновременного получения на шкале штрихов,
цифр и надписей.
Фиг. 192. Приспособление для печатания шкал.
Литографским методом печатают шкалы на циферблатах индика-
торов, микромеров и других измерительных приборов. Для этой
цели применяют приспособление, показанное на фиг. 192. На пово-
ротном столе 1 приспособления помещается клише и деталь. К шпин-
делю 2 прикреплена шайба 3, к которой снизу герметически присо-
единена эластичная резина. В шайбу вставлен нипель, через который
насосом накачивают воздух.
На клише образованы штрихи и надписи в виде углублений,
которые заполняются воском. Поверхность клише покрывают
264
НАНЕСЕНИЕ ДЕЛЕНИИ И ЗНАКОВ НА ДЕТАЛЯХ ИНСТРУМЕНТОВ
типографской краской посредством накатывания валиком. Затем при
помощи специального скребка, имеющего острое прямолинейное
ребро, краску счищают с ровной поверхности клише, а в углубле-
ниях штрихов и надписей, заполненных воском, краска остается.
После этого стол поворачивают так, чтобы клише находилось против
шпинделя, и прижимают к нему резину посредствОхМ вращения
штурвала 4. Оставшаяся краска с клише переносится на резину.
Затем шпиндель приподнимают, деталь укладывают на стол, и пово-
рачивают стол так, чтобы деталь находилась под шпинделем. При
опускании шпинделя резина прижимается к детали, и краска пере-
носится с резины на деталь.
После печатания шкалу сушат, затем покрывают бесцветным
лаком.
4. НАНЕСЕНИЕ ШТРИХОВ И ЗНАКОВ МЕТОДОМ ДАВЛЕНИЯ
Штамповка и накатывание штрихов и знаков на шкалах изме-
рительных инструментов является самым высокопроизводительным
методом. Штамповку штрихов производят при помощи специаль-
ного сборного пуансона. Для изготовления пуансона используют
некондиционные плоскопараллельные концевые меры (брак по де-
фектам поверхности и
др.). Для шкалы с ин-
тервалом между деле-
ниями в 1 мм берут
плитки толщиной 1 мм.
На одном из ребер шли-
фуют скосы, чтобы об-
разовать пуансон тре-
буемой длины и ширины
для штампования штри-
ХОВ
Фиг. 193. Штамподелительная машина.
Накатывание штрихов и знаков производят при помощи спе-
циальных роликов с выгравированными выступающими знаками
и делениями. Этот метод дает значительно меньшую точность, чем
штампование, и применим при изготовлении грубых шкал или при
нанесении знаков и маркировки
Наносить штрихи и знаки методом давления можно только в том
случае, когда шкалы изготовляют из мягкого металла — незака-
ленной стали или латуни.
Недостатком этого метода является образование выпуклостей
вокруг штрихов и знаков, а также деформация шкалы. Если штрихи
на шкале расположены ближе к одной из граней шкалы, то дефор-
мация происходит не только по плоскости, но и по грани.
Метод штамповки штрихов и знаков разработан изобретателем
завода «Калибр» Е. С. Ждановым. На фиг. 193 показана схема
штамподелительной машины конструкции Е. С. Жданова. Движе-
ние от электродвигателя через червячную передачу сообщается
кривошипу 1. С помощью шатуна 2 клин 3 получает возвратно-
ГРАВИРОВАНИЕ ЦИФР И ЗНАКОВ
26Л
поступательное перемещение и перемещает планку 4, которая нахо-
дится под действием пружин. Деталь устанавливают между планкой 4
и сборным пуансоном 5. При движении клина 3 влево деталь прижи-
мается к сборному пуансону и на нем образуется оттиск шкалы —
штрихи и цифры.
Штамподелительная машина может работать на непрерывном
механическом ходу. Готовую деталь вынимают и закладывают
другую в то время, когда клин находится в крайнем левом поло-
жении.
5. ГРАВИРОВАНИЕ ЦИФР И ЗНАКОВ
Гравирование цифр, оу кв и маркировки производят на грави
ровальных станках. На гравировальном станке имеются два стола
на одном устанавливают набор
трафаретов, а на другом — об-
рабатываемую деталь. Пере-
дача изображения знаков с
трафарета на деталь осуществ-
ляется при помощи пантографа.
На фиг. 194 показан гравиро-
вальный станок и схема дей-
ствия пантографа.
На трафаретах знаки нане-
сены в увеличенном масштабе.
Посредством пантографа можно
получать знаки различного раз-
мера с одних и тех же трафа-
ретов. Пантограф представляет
шарнирный параллелограм. С
одной стороны пантографа
укреплен обводной палец 1,
на другой стороне — вращаю-
щийся шпиндель 2, в котором
закреплен гравировальный ре-
Фиг. 194. Гравировальный станок (а>
и схема пантографа (б).
зец. Обводной палец вручную
перемещают по канавкам тра-
фаретов, в это время гравиро-
вальный резец прорезает на
детали контур знака в умень-
шенном масштабе
Перемещение звеньев пан-
тографа осуществляется отно-
сительно неподвижной точки .4.
Посредством увеличения или
уменьшения длины звеньев
паюшрафа изменяют его передаточное отношение, что дает воз-
можность гравировать знаки требуемого размера.
266
ИЗНОСОСТОЙКОСТЬ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
Гравировальный резец изображен нафиг. 195, а. Плоскость среза
резца должна проходить точно через ось аврщения. Если эта пло-
скость будет находиться ниже оси, то резец не
будет резать, так как вершина его будет опи-
сывать окружность. Гравировальные резцы зата-
чивают на специальном станке, который позво-
ляет шлифовальным кругом затыловать заднюю
грань резца. • Гравировальные резцы изготовляют
из быстрорежущей стали.
Гравировальным резцом можно гравировать
детали из незакаленной стали или из мягких
материалов. Для гравирования знаков на дета-
лях из закаленной стали применяют пружинную
иглу, фиг. 195, б. Перед гравированием такую
деталь покрывают лаком или воском, затем
наносят цифры и знаки по лаку и травят. После
травления деталь промывают, нейтрализуют и
смывают лак. Для гравирования закаленных
изделий применяют также электрограф, который
Фиг. 195. Гравиро-
вальный резец (а)
и гравировальная
игла (б). можно установить на гравировальном станке.
Глава VII
ИЗНОСОСТОЙКОСТЬ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
1. ЛАБОРАТОРНЫЕ ИСПЫТАНИЯ НА ИЗНОС МАТЕРИАЛОВ,
ПРИМЕНЯЕМЫХ ДЛЯ КАЛИБРОВ
Как в универсальных измерительных инструментах, так и в пре-
дельных калибрах погрешность измерения очень тесно связана
с сопротивлением износу. При использовании универсальных изме-
рительных инструментов износ вызывает понижение точности их
работы в процессе эксплуатации. При использовании предельных
калибров влияние степени износа еще выше, так как запас на износ
учитывается при изготовлении калибра и оказывает влияние на
точность измерения.
Для того чтобы наиболее целесообразно выбрать материал для
калибров, необходимо выяснить, какие процессы происходят при
их износе, каким именно воздействиям должен сопротивляться
материал.
Особенности условий износа калибров состоят в наличии сухого
трения и в повторном трении одной и той же поверхности калибра
по новым поверхностям измеряемых изделий.
Явления, сопровождающие износ поверхностей при сухом тре-
нии, еще недостаточно полно изучены; вопрос о процессах, обусло-
вливающих износ калибров, совершенно не освещен. Явления,
возникающие при износе калибров, происходят в тонких поверхност-
ЛАБОРАТОРНЫЕ ИСПЫТАНИЯ НА ИЗНОС МАТЕРИАЛОВ
257
ных слоях металла. Допустимый износ калибров высоких классов
точности составляет несколько микронов и поэтому состояние по-
йерхностных слоев метзлла нэ кзлибрэх имеет решающее винчение
д л я соппотивле н pi я износ v.
На основании наблюдений за износом измерительных инстру-
ментов в эксплуатации очень трудно дать сравнительную оценку
износостойкости большому числу материалов с различными видами
термической и механической обработки. Для этого применяют
лабораторные испытания материалов; таких испытаний примени-
Фиг. 196. Схемы машин, применявшихся для испытания на изнаши-
вание материалов для калибров.
тельно к материалам калибров было проведено значительное коли-
чество.
Раньше при постановке лабораторных испытаний на износ не
придавали особого значения возможным различиям в условиях тре-
ния на поверхности образца и на поверхности калибра при его
службе. Такие лабораторные испытания не могли дать достоверных
результатов.
Ниже приводим описание наиболее известных машин, применяв-
шихся для испытаний на износ материалов для калибров и крити-
ческие замечания по методике проведения этих испытаний.
На фиг. 196, а показана схема машины завода «Калибр» для
испытания на износ плоских образцов. Два образца скользят по
плите, а плита в это время перемещается в перпендикулярном напра-
влении. След движения образцов показан пунктирной линией.
Цикл одного испытания состоял из 80 тыс. двойных ходов обоймы
с образцами; за это время стол машины делал 3200 перемещений.
Испытания проводились при давлении 0,85 кг/см2.
268
ИЗНОСОСТОЙКОСТЬ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
При испытаниях, проведенных на машине зарода «Калибр»,
было установлено, что темп износа в процессе испытания умень-
шался с увеличением пути трения. Путь трения при испытании был
равен 5940 м. Изменение темпа износа при испытании образцов
из стали X твердостью 63, 52 и 44 7?с приведено в табл. 34. Темп
износа образцов в пределах первых 108 м на 1 м пути принят за 100.
Таблица 34
Изменение темпа износа в зависимости от пути
трения в п/0
! Интервал пути трения в м Твердость образцов
63 /?с 52 7?с 44 Рс
0—108 109 100 100
108—432 88 24 87
432—1404 39 14 37
1404—3348 47 12 16
3348—5940 33 6 25
Падение темпа износа может быть объяснено тем, что в процессе
одного цикла испытания стол машины делал 3200 перемещений.
При этом точки соприкосновения образцов с плитой все время изме-
нялись, но образцы 3200 раз проходили по одним и тем же местам
плиты. Это приводило к тому, что поверхностный слой материала
плиты, вследствие приработки, постепенно сглаживался, факти-
ческое удельное давление в местах контакта снижалось и в поверх-
ностном слое происходили физические изменения, характерные для
приработки.
На фиг. 196, б показана схема машины, которая также работала
на принципе износа плоских образцов при скольжении по плите.
Образцы делали 5 тыс. двойных ходов по одному и тому же месту.
Цикл испытаний состоял из 75 тыс. ходов машины. Испытания про-
водились при давлении 1,1 кг!см2.
При испытаниях на этой машине наблюдение за изменением
темпа износа не производилось, тогда как образцы 5 тыс. раз пере-
мешались по одному и тому же месту плиты, после чего плиту пере-
шлифовывали. Многократное скольжение образцов по одному и то-
му же месту плиты не соответствует условиям износа измерительных
инструментов в эксплуатации, и следовательно, эта методика испы-
тания не может быть признана правильной. В данном случае темп
износа должен был уменьшаться так же, как это было установлено
при испытаниях на машине завода «Калибр».
На фиг. 196,в показана схема машины, построенной на прин-
ципе износа сферического образца при скольжении по вращающе-
муся диску. Образец описывал на диске архимедову спираль. Пере-
ЛАБОРАТОРНЫЕ ИСПЫТАНИЯ НА ИЗНОС МАТЕРИАЛОВ 269
шлифэвывание диска производилось после 10 проходов по одному
и тому же диску. Скорость вращения диска 16 об/мин. Нагрузка
на образец 6 кг. Путь трения был равен 125 м.
В процессе износа образцов, имевших вначале сферическую
форму, изменилась форма контакта образца с диском; по мере износа
площадь контакта возрастала и переходила от контакта сферы с пло-
скостью к контакту между плоскостями. Во время одного цикла
испытания удельное давление изменялось вследствие возрастания
площади контакта.
Нагрузка на образец была постоянной во время испытания
и равной 6 кг; поэтому наибольшее удельное давление р начале
опыта было равно 26,8 кг/мм2, а с образованием площадки износа
оно уменьшилось до 3,5—0,4 кг!мм~ в конце испытания.
В процессе испытания скорость изменялась от 5 м!мин в начале
испытания до 15 м/мин в конце испытания.
Применение перед испытаниями «выглаживания» поверхности
диска после шлифования и испытание после этого десяти образцов
по одному и тому же диску без перешлифовывания совершенно
изменили условия изнашивания по отношению к изнашиванию
измерительных инструментов в эксплуатации.
На фиг. 196,г показана схема приспособления для испытания
на износ плоских образцов. Приспособление работает на принципе
износа плоских образцов вращающимся валом, при этом на поверх-
ности образца образуется лунка.
Два испытываемых образца, закрепленных в держателе, при-
жимали к валу с усилием в 4,5 кг на каждый образец. Держатель
с образцами во время испытания двигался возвратно-поступательно
параллельно оси вала. Следы движения образцов по валу пересе-
кались, и, следовательно, образцы неоднократно проходили по
одному и тому же месту.
При испытаниях на износ на этом приспособлении удельное
давление в процессе износа изменялось — наибольшую величину
оно имело в начале испытания, когда происходило касание вала
с плоскостью образца, и наименьшее значение было в конце испы-
тания, когда на образце образовывалась канавка.
Возвратно-поступательное перемещение образцов вдоль оси вала
в процессе испытания не исключает многократного прохождения
образцов по одним и тем же местам вала, и, следовательно, при этих
испытаниях также происходило сглаживание неровностей на поверх-
ности вала и имели место изменения в поверхностном слое, какие
бывают при приработке.
На фиг. 196, д показана схема машины для испытания материа-
лов на износ посредством вращающегося диска из твердого сплава.
При испытании на износ материалов калибров скорость вращения
диска была 675 об/мин, нагрузка на диск 15 кг, диаметр диска 30 мм,
ширина 2,5 мм.
Испытания проводили в искусственной среде, представляющей
50%-ный раствор хромовокислого калия (К2СгО4). В процессе
270
ИЗНОСОСТОЙКОСТЬ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
испытаний на образце образовывалась лунка, объем которой
принимали за характеристику износа.
Метод испытания на износ вращающимся диском из твердого'
сплава предназначался, в основном, для исследования износа инстру-
ментальных сталей и твердых материалов. По поводу этого метода
можно высказать следующие критические замечания.
Опыт исследования износа в машинах показывает, что сопро-
тивление износу нельзя рассматривать как характеристику мате-
риала в отрыве от условий работы детали. Один и тот же материал
может в одних условиях иметь высокое сопротивление износу,
а в других условиях низкое. При испытании материала на сопроти-
вление износу в лабораторных условиях должен в точности вос-
производиться тот процесс износа, который встречается в эксплуа-
тации; если этот процесс является неизвестным, должна воспроиз-
водиться вся та совокупность условий трения детали, которая имеется
в эксплуатации.
С этой точки зрения метод испытания на сопротивление износу
путем вытирания лунки вращающимся диском из твердого сплава
в окислительной среде (раствор хромовокислого калия) не может
быть признан удовлетворяющим этим условиям.
В процессе опыта удельное давление изменяется при испытании
стали от 38,2 кг/мм2 в начале опыта до 6,0 кг>мм2 в конце испытания,
т. е. уменьшается в 6,4 раза.
На процесс износа и его результаты большое влияние оказывает
состав охлаждающей жидкости. При достижении определенного
минимума удельного давления, зависящего от вязкости и смазочных
свойств жидкости, износ прекращается.
Из сказанного выше ясно, что процесс износа сталей для кали-
бров при их испытании вращающимся диском из твердого сплава
не соответствует условиям процесса износа калибров в эксплуата-
ции, и, следовательно, практическая ценность результатов лабора-
торных испытаний на сопротивление износу таким методом вызывает
серьезные сомнения.
На фиг. 196, е показана схема машины для испытания на износ
цилиндрических калибров. На этой машине цилиндрический калибр
изнашивается в кольце, которое разрезано и сжимается пружинами.
Калибр-образец получает возвратно-поступательное перемещение
со скоростью 20 дв. ходов в минуту, а кольцо вращается со скоро-
стью 15 об7мин.
Испытания проводились в искусственной среде, представляющей
1%-ный раствор хромовокислого калия. На основании этих испы-
тании был сделан вывод, что сталь, закаленная в масле и имеющая
твердость 47—50 7?с, обладает более высокой износостойкостью,
чем сталь с более высокой твердостью.
Как уже было показано раньше, при трении по одному и тому же
месту происходит приработка поверхностей и поэтому, несмотря
на проведение испытания в среде хромовокислого калия, темп
износа с увеличением пути трения должен был падать, как и в пре-
ЛАБОРАТОРНЫЕ ИСПЫТАНИЯ НА ИЗНОС МАТЕРИАЛОВ
27 J
дыдущих исследованиях. Следовательно, результаты данного иссле-
дования, проведенного в условиях трения, сильно отличаюшихся
от условий трения, встречающихся при эксплуатации измеритель-
ных инструментов, также не могут быть признаны правильными.
Ввиду того, что калибр в процессе износа не выдвигался из
кольца, износ заходной части калибра совершенно не соответство-
вал износу в эксплуатации.
То обстоятельство, что машина, показанная на фиг. 196, е, по
своим внешним признакам создает видимость соответствия условий
износа при лабораторном испытании с условиями измерения изде-
лий калибрами в производстве, послужило причиной того, что ре-
зультаты данного исследования долгое время пользовались боль-
шим доверием.
Наблюдения за работой калибров давно уже показали, что
калибры с более низкой твердостью изнашиваются быстрее. Эти
наблюдения расходятся с результатами исследования и служат
подтверждением того, что неточное воспроизведение при лаборатор-
ных испытаниях всей совокупности условий трения в эксплуатации
приводит к неправильным выводам.
Износостойкость не является неизменным свойством материалов,
а зависит от условий трения при работе трущейся пары. Совокуп-
ность свойств материалов и условий трения определяет характер'
и величину износа.
Поэтому при постановке лабораторных испытаний, имеющих
целью сопоставление износостойкости деталей, необходимо воспроиз-
водить на лабораторной машине основные условия трения, которые
имеются в эксплуатационной службе детали.
Для проведения лабораторных испытаний на износ материалов,
для калибров автором была разработана специальная машина,
которая позволяет воспроизводить основные условия трения, имею-
щиеся при эксплуатации калибров.
В качестве принципиальной схемы машины выбран случай из-
носа скоб при измерении валов. При такой схеме сравнительно
легко осуществляется износ скобы при трении каждый раз о новую-
поверхность вала. Машина представляет автомат, который вос-
производит движения руки при измерении вала скобой. Вследствие
того, что контакт с валс-м все время происходит в новом месте, со-
прикосновение губок скобы происходит все время с цилиндрической
поверхностью.
На фиг. 197 показана такая машина для испытания на износ
материалов для калибров. В центрах машины устанавливают вал.
Скобы закрепляют в держателях на каретке; держатели в процессе
испытания поднимаются и опускаются, как бы воспроизводя дви-
жения руки при измерении вала скобой. После каждого измерения
вал поворачивается на J/400 часть окружности, а каретка получает
продольное перемещение. След от измерений на валу представляет
винтовую линию. Таким образом, осуществляется износ все время
по новой поверхности вала. Поворот вала и перемещение каретки
272
ИЗНОСОСТОЙКОСТЬ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
'происходят в момент, когда держатели находятся в крайнем верх-
нем положении, и скобы не соприкасаются с валом.
Крепление скобы в держателе обеспечивает свободное положе-
ние ее на валу за счет возможности ее перемещения как маятника
относительно точки закрепления на раме в направлении, перпенди-
кулярном оси вала, и свободы поворота относительно вертикальной
-оси держателя за счет надлежащего зазора на шпонке.
Рама со скобами укреплена на каретке, которая перемещается
параллельно оси опытного вала. Каретка движется по цилиндри-
Фиг. 197. Машина для испытаний на изнашивание материалов
калибров конструкции автора.
песким направляющим и приводится в движение от винта. Схема
работы машины показана на фиг. 198. Скорость измерений — одно
измерение в секунду.
Величина вертикального перемещения скобы за один ход ма-
шины 25 мм. Длина двойного хода 50 мм. Скоба не все время сопри-
касается с валом, а только на длине пути, равном 14 мм, что соответ-
ствует пути трения за один двойной ход 28 мм. Поэтому скоба
проходит вхолостую 22 мм пути каждого двойного хода, и таким об-
разом создается промежуток времени между двумя соседними изме-
рениями, равный 0.42 сек. Скоба после каждого измерения полностью
сходит с вала и при следующем измерении вновь устанавливается
по валу и находит на него так же. как это бывает при измерении
изделий скобами в эксплуатации. Промежутки между измерениями
создающие трение с периодическими перерывами, также могут ока-
зать влияние на величину и характер износа, и поэтому можно сде-
лать заключение, что режим износа, предусмотренный на машине.
ЛАБОРАТОРНЫЕ ИСПЫТАНИЯ НА ИЗНОС МАТЕРИАЛОВ
наиболее точно воспроизводит условия износа в эксплуатации.
Длина пмти трения одного образца по валу в течение цикла испыта-
ния в 40 тыс. измерении равна 11LU ,ч.
Фиг. 198. Схема работы машины для испытаний на изнашивание.
В процессе испытания на машине производится запись усилия,
необходимого для сьема скобы с вала. Машина снабжена концевым
выключателем, позволяющим автоматически останавливать испыта-
ния после выполнения задан-
ного числа измерений.
К губкам скобы посредством
струбцинок прикрепляют образ-
цы из испытываемых материа-
лов. Плоскости образцов точно
доведены. Для регулирования
размеров скоб между образцами
и губками скоб устанавливаются
плоскопараллельные концевые
меры, которые позволяют ре-
гулировать размер скоб с точ-
ностью до одного микрона и,
таким образом, устанавливать
требуемый натяг или зазор.
На основании произведен-
ных испытаний построены гра-
фики, характеризующие влия-
Закаленная Незакаленная Чугун
сталь сталь
Материал измеряемых деталей
Материал калибров-
В Углеродистая гт Хромистая
сталь У-10Д LJ сталь X
Н-п 717 Нв 717
Фиг. 199. Влияние материала измеряе-
мых изделий на износ калибров.
ние материала детали и материала калибра на величину износа.
На графике фиг. 199 показано влияние материала измеряемых
деталей на износ калибров из углеродистой и хромистой стали.
Износ калибров из хромистой стали при измерении дета-
18 Честнов 1698
274
ИЗНОСОСТОЙКОСТЬ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
Фиг. 200. Износ калибров из различ-
ных марок стали при измерении сталь-
ных изделий.
лей из закаленной стали, незакаленной стали и чугуна приблизи-
тельно одинаков. Для сравнения приняты калибры одинаковой
твердости. Калибры из углеродистой стали имели наименьший
износ при измерении деталей из закаленной стали. При измерении
деталей из незакаленной стали
износ калибров из углероди-
стой стали выше, чем при изме-
рении деталей из закаленной
стали, а при измерении чугун-
ных деталей износ оказался
наибольшим, совпадающим с
износом калибров из хромистой
стали.
На графике фиг. 200 пока-
зано соотношение износа кали-
бров, изготовленных из различ-
ных марок стали, при измере-
нии шлифованных деталей из
закаленной стали. Для сравне-
ния взяты калибры одинаковой твердости 717 HD, (по Виккерсу) и
калибры с хромированными измерительными поверхностями. Наи-
больший износ при измерении
калибры из хромистой стали.
Калибры из углеродистой
стали имеют меньший износ,
причем износ тем меньше,
чем больше содержание угле-
рода в стали. Хромирован-
ные калибры имеют наимень-
ший износ.
На графике фиг. 201 по-
казано соотношение износа
калибров из различных ма-
рок стали при измерении
шлифованных чугунных де-
талей. Наибольший износ
имели калибры из цементи-
рованной стали, наимень-
ший износ показали кали-
бры из стали У10А.
В результате проведен-
ных наблюдений и обработки
экспериментальных данных было установлено, что износ калибров
деталей из закаленной стали имеют
мг
различных
Фиг. 201. Износ
марок стали при
калибров из
измерении чугунных из-
делий.
сопровождается процессом окисления и это определяет весь харак-
тер процесса износа. В процессе трения поверхности измери-
тельных инструментов покрываются пленками окислов, которые
сдираются и образуются вновь под действием окружающей атмо-
сферы и пластических деформаций при трении, происходящих в тон-
ЛАБОРАТОРНЫЕ ИСПЫТАНИЯ НА ИЗНОС МАТЕРИАЛОВ
.73
ких поверхностных слоях- Ввиду того, что промывка бензином не
удаляет с поверхностей трения адсорбированных молекулярных
Q -т Гч QTJ Т'р I > Т T t JI ЛД QQQYQCrtJTTtl TT Q р С-Г> V Т- ’ Q QT 0 1 • Q !’ . Р (рТ Р'! С! Т_> Т I йА т_ ’ f •
процесс трения. В начале работы скосы коэфициент трения срав-
нительно невысок. В процессе трения адсорбированные слои из-
нашиваются, в контакт вступают пленки окислов и начинает
возрастать коэфициент трения.
При твердости калибров ниже 650 HD трение может сопрово-
ждаться молекулярным схватыванием. На фиг. 202 показаны по-
верхности трения после износа калибров с различной твердостью
при измерении стальных закаленных изделий, а на фиг. 203 — при
измерении стальных незакаленных изделий.
Разрушение пленки окислов, возникающей на стальных рабо-
чих поверхностях калибров, зависит от твердости стали. При твер-
дости выше 650 И D пленка не разрушается при контактных напря-
жениях и предохраняет рабочие поверхности от непосредственного
контакта с металлом измеряемого изделия. При твердости ниже
650 HD (и соответственно при более низком пределе текучести) сталь
начинает пластически деформироваться в местах, прилегающих
к контакту, что ведет к разрушению пленки окислов, возможности
молекулярного контакта металлов и образованию задиров.
Таким образом, исследование позволило выявить влияние твер-
дости на процесс износа калибров, а также установить, при каких
условиях начинается явление молекулярного схватывания.
Изложенная выше картина износа дает одно из объяснений
тому, что более мягкие материалы могут изнашивать более твер-
дые. Износ калибров при измерении изделий из незакаленной стали
несколько больше, чем при измерении изделий из закаленной стали.
Можно предположить, что при измерении изделий из незакаленной
стали пленки окислов сдираются с поверхностей измерительных
инструментов интенсивнее.
Исследование показало, что с точки зрения сопротивления изна-
шиванию углеродистая сталь марок У10А и У12А для калибров
является более благоприятной, чем хромистая сталь марки X.
Хромистая сталь, как показал опыт производства, имеет преиму-
щество при термической обработке: она меньше деформируется, чем
углеродистая сталь.
Имея в виду, что углеродистая сталь дешевле и обладает большей
износоупорностью, чем хромистая сталь, целесообразно для стан-
дартных калибров, которые после термической обработки подвер-
гают шлифованию и доводке, применять углеродистую сталь.
Исследованием установлена целесообразность электролитического
хромирования рабочих поверхностей вновь изготовляемых калибров
тонким слоем хрома — 2—5 мк на сторону — и выяснена нецеле-
сообразность идеи «вечного калибра», авторы которой предлагали
перекрывать все поле износа калибра слоем хрома, что приводило
к трудностям при хромировании и задерживало широкое распро-
странение хромирования калибров.
276 износостойкость ИЗМЕРИТЕЛЬНЫХ инструментов
i' u
6)
Фиг. 202. Поверхность образцов из хромистой стали после испытания
на износ по закаленному валу (X 60).
а — твердость образца 822 //р; 6 — 717 7/у; в — 630 Н &; г — 539 7/р .
г)
ЛАБОРАТОРНЫЕ ИСПЫТАНИЯ НА ИЗНОС МАТЕРИАЛОВ 277
в) г)
Фиг. 203. Поверхность образцов из хромистой стали после испытания на износ
по незакаленному валу:
а — твердость^образца 822 Яд (у60): б — 717 Ир (Х60); в — 611 HD (Х9); г — 539 Яд (Х9).
ИЗНОСОСТОЙКОСТЬ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
2. МЕТОДЫ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ КАЛИБРОВ
И ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
Для повышения сроков службы калибров и измерительных
инструментов применяют различные методы упрочнения рабочих
поверхностен, вследствие чего повышается износостойкость.
Повышение износостойкости измерительных инструментов глав-
ным образом связано со снижением расхода измерительных инстру-
ментов и в большинстве случаев практически в малой степени отра-
жается на производительности контроля. Поэтому выбранный метод
упрочнения рабочих поверхностей калибров и измерительных ин-
струментов необходимо в первую очередь проверять с точки зрения
экономической целесообразности. Исключение составляют автома-
тические измерительные устройства и сложные измерительные при-
боры, износ рабочих элементов которых вызывает необходимость
наладки или ремонта, что влечет за собой выход из строя этих при-
боров на длительное время. В данном случае рабочие поверхности
должны обладать возможно более высокой износостойкостью, и это
всегда экономически оправдывается.
Для повышения износостойкости калибров и измерительных
инструментов применяют следующие методы упрочнения рабочих
поверхностей:
1) армирование твердым сплавом,
2) наплавка сормайта,
3) электролитическое хромирование,
4) диффузионное хромирование,
5) азотирование,
6) применение пластинок из агата, рубина или алмаза.
Армирование рабочих поверхностей измерительных инструмен-
тов твердым сплавом заключается в припаивании или приклеива-
нии пластинок из твердого сплава на наиболее изнашивающихся
участках поверхности. Пластинки припаивают красной медью.
Окончательную обработку производят после припаивания пластинок.
Примером армирования твердым сплавом является припаивание
пластинок на измерительных поверхностях микровинта и пятки
микрометра. На торцевой поверхности микровинта, перед шлифо-
ванием микровинта по наружному диаметру, припаивают красной
медью пластинку из твердого сплава. Припаивание можно произ-
водить на специальном приспособлении с электронагревом методом
сопротивления или же токами высокой частоты.
Для того, чтобы можно было производить дальнейшую обработку
микровинта в центрах, к пластинке, с другой стороны, припаивают
вспомогательный центр припоем, температура плавления которого
ниже температуры плавления меди. После окончания обработки
микровинта вспомогательный центр удаляют путем нагревания до
температуры плавления припоя.
' Доводка микрометров, измерительные поверхности которых
оснащены пластинками твердого сплава, производится методом
анодномеханической доводки на специальном станке.
МЕТОДЫ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ КАЛИБРОВ
279
На измерительных наконечниках, штихмасах, измерительных
стержнях приборов для внутренних измерений вклеивают вставки
из твердого сплава. В середине сферической поверхности наконеч-
ника сверлят отверстие, диаметр которого на 0,2—и,3 мм оольше
диаметра вставки из твердого сплава. Приклеивание производят
карбинольным клеем или шеллаком. Шлифование и доводку измери-
тельной поверхности производят после приклеивания вставки из
твердого сплава.
Армирование твердым сплавом гладких калибров производят
в тех случаях, когда очень быстрый износ стальных калибров в мас-
совом производстве вызывает необходимость часто проверять их
и заменять новыми или же при использовании калибров в условиях
абразивного производства.
У гладких калибров-пробок больше всего изнашивается заход-
ная часть, поэтому на конце калибра делается выточка и в этом
месте приклеивают кольцо из твердого сплава. Окончательное шли-
фование и доводку калибра производят после приклеивания кольца
из твердого сплава. На калибрах-пробках диаметром до 20 мм
иногда делают кольцо из твердого сплава, длина которого равна
длине калибра. В этом случае вся рабочая поверхность калибра
будет из твердого сплава. Для армирования калибров применяют1
твердые сплавы марок ВК6 и ВК8.
Изготовление калибров, армированных твердым сплавом, со-
пряжено со значительными затратами. Стоимость твердого сплава
очень высока и, кроме того, доводка твердого сплава является трудо-
емкой операцией. При доводке твердого сплава применяют алмазную
пыль, которая дефицитна. Поэтому не все калибры армируют
твердым сплавом.
Наплавку сормайта на рабочие поверхности измерительных
инструментов применяют в тех случаях, когда измерительными
инструментами пользуются в условиях загрязнения деталей абра-
зивными частицами — в литейном или абразивном производствах.
Сормайт наплавляют на губки штангенциркулей, которые при-
меняют для измерения абразивных кругов. Наплавку сормайта
на губки производят при помощи газовой горелки кислородо-ацети--
ленового сварочного аппарата в процессе изготовления штанген-
циркуля. После наплавки сормайта боковые поверхности губок
и измерительные плоскости шлифуют. Толщина наплавленного
слоя сормайта обычно бывает 1,5—2,5 мм. Для того чтобы получить
такой слой сормайта на готовом изделии, при наплавке необходимо
учесть припуск 1,0—1,5 мм на сторону для шлифования, так как
после наплавки поверхность получается неровной — с завалами
и наплывами по краям.
Твердость сормайта невысока — 48—50HRc, но он имеет хоро-
шую износостойкость при абразивном изнашивании.
В измерительные наконечники точных измерительных прибо-
ров — ультраоптиметров, контактных интерферометров, оптиме-
тров и др., в случаях измерения на этих приборах особо точных дета-
280
ИЗНОСОСТОЙКОСТЬ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ
лей, на поверхностях которых не допускаются следы от измеритель-
ного наконечника, вклеивают вставку из агата.
Агат имеет низкую износостойкость, в особенности, когда при-
ходится измерять изделия, имеющие грубые неровности на по-
верхности. Твердость агата несколько ниже твердости закаленной ин-
струментальной стали, поэтому при соприкосновении агатового
наконечника с точно обработанной поверхностью стального закален-
ного изделия на изделии не остается следа от измерительного на-
Нп
1300
1100
г 1 1 1 1 1 1 -^-Диффузионное хромирование (Ст. 810) 1 Азотирование (Ст. 35 хм ЮР) ''ЧА / 1)ементаиия(Ст 20х)
700
&
£ 500
300
100
0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 мм
Расстояние от поверхности
Фиг. 204. Изменение твердости по глу-
бине после различных видов химико-тер-
мической обработки [15].
конечника.
Вставки измерительных на-
конечников иногда делают из
рубина или алмаза. Алмазные
наконечники применяют в тех
случаях, когда требуется осо-
бенно высокая износостойкость,
как, например, в автоматиче-
ских измерительных устройст-
вах или в измерительных уст-
ройствах, предназначенных для
измерения в процессе обработки
и автоматической подналадки
станков. В последнем случае
измерительный наконечник дли-
тельное время находится в
контакте с обрабатываемым из-
делием, причем скорость сколь-
жения равна окружной скорости обрабатываемого изделия. На
износ стальных калибров решающее влияние оказывает состоя-
ние тончайших поверхностных слоев металла, определяющее спо-
собность их к окислению и к пластическим деформациям. В связи
с этим тонкослойное электролитическое хромирование калибров
должно быть одним из наиболее эффективных методов повышения
сроков службы калибров. Это полностью подтвердилось произве-
денным исследованием. Калибры, хромированные тонким слоем
хрома 2—5 мк на сторону, имеют более высокую износостойкость
по сравнению с нехромированными калибрами (в 4—12 раз).
Приведенное ниже сопоставление различных видов химико-тер-
мической обработки, применяемых при изготовлении калибров,
с методом электролитического хромирования калибров тонким слоем
хрома показывает преимущества электролитического хромирования.
На фиг. 204 показана сравнительная твердость поверхностных
слоев после диффузионного хромирования, азотирования и цемен-
тации на различных расстояниях от поверхности.
При диффузионном хромировании твердость поверхностного
слоя достигает 1350 кг'мм'2- Н& и является самой высокой твердостью,
полученной известными в настоящее время видами химико-терми-
ческой обработки, но изменение твердости по глубине слоя при
диффузионном хромировании очень неблагоприятно. На глубине
МЕТОДЫ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ КАЛИБРОВ
281
0,15 мм начинается резкое снижение твердости. При длительности
процесса диффузионного хромирования 15 час. при 1050° на глубине
0.3 мм от поверхности твердость равна твердости основного мате-
риала.
При азотировании твердость поверхностного слоя ниже чем
при диффузионном хромировании, но падение ее по глубине слоя
не такое резкое, как при диффузионном хромировании.
Уменьшение твердости азотированного слоя начинается на глу-
бине 0,15 мм. Недостатком азотирования является необходимость
применения специальной стали (35ХМЮА). В табл. 35 приведены
режимы различных видов химико-термической обработки.
Таблица 35
Режимы химико-термической обработки
Наименование видов обработки Температура в °C Продолжи- тельность процесса в час. Скорость насыщения в мм{час
Цементация 900—940 10-16 0,11—0,13
Азотирование . . 500-600 20-90 0,01
। Диффузионное хромирование . . . 1050 15—20 0,01
При диффузионном .хромировании температура процесса наиболее
высокая из всех видов химико-термической обработки (1050°).
Самая низкая температура при азотировании 500—600°.
Приведенные выше технологические особенности процессов диф-
фузионного хромирования и азотирования ограничивают возмож-
ность их применения для обработки рабочих поверхностей калибров
и измерительных инструментов.
Азотирование и диффузионное хромирование можно применять
в тех случаях, когда после термообработки не требуется производить
шлифования рабочих поверхностей, так как при шлифовании зна-
чительная часть упрочненного слоя будет удалена и могут обнару-
житься мягкие места.
Высокая температура при диффузионном хромировании вызы-
вает деформацию изделия, и следовательно, для получения точных
размеров измерительных инструментов после этого процесса необ-
ходимо производить шлифование рабочих поверхностей. Поэтому
диффузионное хромирование может найти применение только для
тех деталей измерительных инструментов, для которых деформации,
вызываемые нагревом до 1050°, не имеют значения или могут быть
устранены при доводке.
Ввиду того, что азотирование производится при более низкой
температуре, чем диффузионное хромирование, область его при-
менения для калибров и измерительных инструментов более
обширна.
282 износостойкость ИЗМЕРИТЕЛЬНЫХ инструментов
Азотирование применяют при изготовлении калибров сложной
формы, причем окончательное шлифование производят до азотиро-
вания, а после азотирования производят только доводку рабочих
поверхностей. Азотирование применимо для тех калибров, которые
при нагреве в процессе азотирования получают деформацию, не
выходящую за пределы допуска на изготовление, или такую, кото-
рая может быть исправлена при доводке.
Приведенная выше характеристика процессов диффузионного
хромирования и азотирования показывает, что эти процессы имеют
более ограниченное применение для калибров и измерительных
инструментов, чем электролитическое хромирование.
Низкая температура при электролитическом хромировании (58—
60°), короткое время процесса и возможность его применения как
окончательной операции показывают преимущества электролити-
ческого хромирования перед другими видами упрочнения рабочих
поверхностей измерительных инструментов.
Электролитическое хромирование калибров не получило доста-
точно широкого распространения на практике, несмотря на то,
что многими исследованиями, а также наблюдениями, проведенными
в процессе эксплуатации, эффективность электролитического хро-
мирования подтверждена.
Причиной недостаточного распространения хромирования яв-
ляется то, что методика наиболее рационального способа хромиро-
вания не была разработана.
В настоящее время существуют два метода электролитического
хромирования калибров. Первый метод состоит в отложении на
поверхности толстого слоя хрома с применением последующего
шлифования и доводки рабочей поверхности. Недостатками этого
метода являются: 1) необходимость применения специальных шли-
фовальных кругов и пониженных режимов шлифования, так как
слой хрома при обычных методах шлифования трескается и отска-
кивает вследствие возникновения напряжений при нагреве; 2) необ-
ходимость применения доводки после шлифования, которая при
наличии слоя хрома является трудоемкой операцией; 3) большая
затрата времени и электроэнергии на хромирование в связи с необ-
ходимостью откладывания толстого слоя хрома, чтобы обеспечить
припуски на шлифование и доводку.
Второй метод заключается в применении так называемого «раз-
мерного хромирования», т. е. такого хромирования, при котором
выдерживают заданный размер калибра и после которого не произ-
водят ни шлифования, ни доводки. Перед хромированием калибр
изготовляют меньше требуемого размера с тем, чтобы после хроми-
рования получить требуемую величину слоя хрома.
При применении метода «размерного хромирования» толщина
слоя хрома принималась такой, чтобы перекрыть все поле допуска
на износ калибра. Это делалось для того, чтобы после износа калибра
его можно было бы расхромировать и вновь хромировать, выдержи-
вая первоначальный размер.
МЕТОДЫ ПОВЫШЕНИЯ износостойкости КАЛИБРОВ
283
Такой метод хромирования был предложен с целью создания
«вечного калибра». Недостатки его следующие:
о При хоомииовзнии клиторов 3____5-г^ то!’4ос’!'и поту-
чаются слои хрома большой толщины. Например, для калибров
диаметром GO мм 3-го класса точности толщина слоя .хрома составит
8 мк, для 4-го класса — 21 мк и для 5-го класса — 35 мк на сторону.
Размерное хромирование при таких больших толщинах слоя
хрома вызывает большие затруднения.
Вследствие неравномерной плотности тока на краях хромируе-
мых деталей откладывается слой хрома большей толщины, чем
в остальных местах. Для устранения неравномерного отложения
хрома применяют экраны, которые помогают выравнивать плот-
ность тока вокруг хромируемой детали. Чем больше толщина слоя
хрома, тем больше неравномерность отложения.
При малой толщине слоя откладываемого хрома получаемая
неравномерность отложения его может быть так мала, что она не
отражается на точности хромируемой детали, и процесс, хромирова-
ния в этом случае значительно облегчается.
2) Идея создания «вечного калибра» за счет расхромирования
и повторного хромирования неосуществима, так как после расхро-
мирозания калибр должен пройти доводку прежде чем поступит
на повторное хромирование. Таким образом, после нескольких
доводок размер калибра уменьшится настолько, что его нельзя
будет восстановить размерным хромированием.
3) Размерное хромирование с такими большими слоями хрома,
требующими применения специальных приспособлений, в условиях
заводов-потребителей вызывает значительные трудности.
Применение тонкослойного хромирования целесообразно по-
тому, что процесс хромирования облегчается и может быть выполнен
на заводах-потребителях.
После того как в эксплуатации первоначально нанесенный тон-
кий слой хрома износится, калибр следует повторно хромировать
и таким образом общая продолжительность срока службы калибра,
хромированного тонким слоем, будет больше, чем при хромировании
с толщиной слоя хрома, перекрывающей поле допуска на износ,
так как в данном случае имеется достаточный припуск для доводки
перед последующими повторными хромированиями.
ЧАСТЬ ТРЕТЬЯ
Глава VIII
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ
ДЕТАЛЕЙ ИЗМЕРИТЕЛЬНЫХ ИНСТРУМЕНТОВ И ПРИБОРОВ
1. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ
КАЛИБРОВ-ПРОБОК
Гладкие цилиндрические калибры-пробки по конструкции раз-
деляются на четыре типа: 1) пробки с конусными хвостовиками,
2) пробки с цилиндрическими вставками, 3) пробки с насадками
и 4) пробки неполные.
Пробки с конусными хвостовиками изготовляют для контроля
отверстий диаметром от 1 до 50 мм', пробки с цилиндрическими
вставками — для контроля отверстий от 1 до 3 мм', пробки с насад-
ками — для контроля отверстий от 30 до 100 мм и пробки неполные—
для контроля отверстий от 50 до 360 мм.
Пробки с насадками имеют преимущество перед пробками с ко-
нусными хвостовиками, заключающееся в том, что после износа
одной стороны насадку можно повернуть другой стороной и таким
образом удвоить срок ее службы (насадки имеют «двойной век»).
Пробки с цилиндрическими вставками имеют преимущество
перед пробками с конусными хвостовиками вследствие меньшей
трудоемкости изготовления; некоторые конструкции пробок с ци-
линдрическими вставками позволяют использовать обе стороны,
удваивая срок службы. Однако, несмотря на ряд преимуществ
таких пробок-калибров, они не получили распространения вслед-
ствие трудностей, возникающих при бесцентровом шлифовании
гладких калибров. Поэтому применение их ограничивается преде-
лами измерений от 1 до 3 мм. Технология изготовления пробок
с цилиндрическими вставками совпадает с технологией изготовления
проволочек для измерения резьбы.
Неполные пробки, проходные и непроходные, изготовляют для
отверстий диаметрами от 50 до 360 мм в связи с тем, что полные
калибры больших размеров имеют большой вес и требуют много
металла для их изготовления. В данном случае нарушается прин-
цип подобия, так как проходной калибр должен быть прототипом
сопрягаемого с отверстием изделия (вала) и осуществлять комплекс-
ный контроль. Контроль отверстий неполными пробками в несколь-
ких радиальных положениях частично компенсирует нарушение
принципа подобия.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ГЛАДКИХ ЦИЛИНДРИЧ. КАЛИБРОВ-ПРОБОК 2.45
Технологический процесс изготовления пробок-калибров дол-
жен обеспечить выполнение следующих основных требований, предъ-
СТ Г> П П£1*4Г1 V V U' U Ч ’ I) « 'ГтГт ~ U UP X i'TQ UHD 4PU 14 IJ ¥ ГТТ X i ! \ i - 1. i k U IJ ‘J
ЛО*Ч /1 V iHUlA ix nuuinv|jn,4 1/ VVVllA/^VUUA. I V 4 Ull VUvl Vlll 1 U1 A jUVil 'kxXW UG
рабочий размер калибра и его геометрическую форму; 2) обеспе-
чение установленного качества поверхности, 3) стабильность раз-
меров калибра в течение срока службы (отсутствие деформаций
материала, из которого изготовляется калибр), 4) обеспечение высо-
кой износостойкости, 5) наименьшие затраты времени на изгото-
вление.
Технические условия на калибры предусматривают гарантии
заводами-изготовителями установленных допусков, поэтому погреш-
ности средств измерения, применяемых при изготовлении гладких
калибров, должны быть учтены при назначении производственных
допусков на калибры.
Погрешности геометрической формы — овальность, конусность,
огранка, непрямолинейность и др., — должны быть в пределах
допусков на изготовление. В большинстве случаев эти погрешности
являются не случайными, а закономерными погрешностями, вызы-
ваемыми неточностью работы шлифовальных и доводочных станков.
Поэтому технологический процесс должен предусматривать огра-
ничение погрешностей геометрической формы, так как чем большую
часть поля допуска занимают погрешности геометрической формы,
тем меньшая часть допуска может быть использована рабочим и,
следовательно, больше вероятность получения брака. При изгото-
влении гладких калибров погрешности геометрической формы должны
составлять не более половины поля допуска на изготовление.
На точность измерения гладкими калибрами влияет неперпен-
дикулярность торца калибра к его оси. Эго влияние особенно ве-
лико при измерении отверстий больших диаметров. Если торец
калибра неперпендикулярен оси калибра, то в начале измерения
отверстия калибр не будет входить в отверстие, так как в плоскости
торца будет овал, наибольший диаметр которого больше диаметра
калибра.
При измерении таким калибром в процессе обработки может
произойти брак обрабатываемой детали. При обработке отверстий
на станках, когда размер отверстия приближается к окончатель-
ному, калибром пробуют «на закусывание». Если торец калибра
перекошен относительно оси, и калибр будет входить в отверстие
с перекосом, деталь окажется браком. Следовательно, технологи-
ческий процесс должен обеспечить получение перпендикулярности
торцевой плоскости калибра к оси.
Качество поверхности калибров зависит от микрогеометрии
поверхности и от физического состояния поверхностного слоя ме-
талла. В табл. 10 указаны требования, предъявляемые к чистоте
поверхности гладких калибров. Эти требования вызваны, с одной
стороны, необходимостью обеспечить высокую износостойкость, так
как чем больше высота неровностей, тем быстрее происходит износ.
С другой стороны, высокая степень гладкости рабочих поверхностей
2<,(, 1ЕХН0Л0ГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕН
калибров вызвана необходимостью обеспечить точность размера
калибра. Поверхностные неровности сминаются при измерении
калибров на оптиметре, что затрудняет получение правильных ре-
зультатов при измерении.
Микронеровности поверхности оказывают влияние на корро-
зионную стойкость. Чем меньше поверхностные неровности, тем
меньше влияние коррозионной среды, тем легче при промывке
удалить загрязнения с поверхности. Во впадинах поверхностных
неровностей концентрируются напряжения и образуются микро-
трещины, способствующие развитию коррозии.
Физическое состояние поверхностного слоя металла калибров
зависит от химического состава стали, от термической и механи-
ческой обработки и оказывает решающее влияние на износостой-
кость калибров. Материал для калибров выбирают с учетом как
эксплуатационных качеств, так и возможностей обработки, в осо-
бенности выполнения допусков и обеспечения требуемого качества
поверхности при доводке. Наибольшее применение для калибров
получили углеродистые и малолегированные инструментальные
стали, которые хорошо обрабатываются и имеют удовлетворитель-
ную износостойкость при использовании калибров в условиях
единичного и серийного производств.
Для обеспечения высокой производительности труда при изго-
товлении калибров необходимо, чтобы производство их было мас-
совым. При массовом производстве технологический процесс осна-
щают высокопроизводительными приспособлениями и инструментом,
специализированными станками и автоматами.
Изготовление пробок с конусными хвостовиками
Метод получения заготовок для пробок с конусными хвосто-
виками зависит от размеров калибров и от масштаба производства.
При мелкосерийном производстве заготовки получают путем обра-
ботки горячекатанных прутков на токарных станках, при серийном
производстве путем обработки на револьверных станках из калибро-
ванных прутков, при массовом производстве — на многошпиндель-
ных автоматах. Получение заготовок для калибров-пробок из прутка
на автомате является производительным методом, но отход металла
в стружку велик, в особенности при изготовлении крупных калибров.
После автоматной обработки производят подрезание торца,
растачивание выточки, центрование, бесцентровое шлифование хвоста
и обтачивание рабочей части.
При массовом производстве заготовки для калибров-пробок
объединяют по группам для того, чтобы не приходилось для каждого
размера калибров изготовлять специальную партию заготовок. Это
позволяет создать задел заготовок и за короткое время изготовить
калибры требуемых размеров. Такая организация производства при
изготовлении калибров вызывает увеличение припусков на обработку
вследствие объединения в группы калибров с различными разме-
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ГЛАДКИХ ЦИЛИНДРИЧ. КАЛИБРОВ-ПРОЬиК _>s7
рами. Чем меньше групп, тем на большем количестве калибров при-
ходится удалять излишние припуски. Для устранения этого недо-
стзткэ применяю•pvi' ю ирганизшчП’ производстве, при
т' r> v->г\ тт а тттх tj ст р'Ч'г т/п\’пиг:о тт п гт'Т'тттт т/лнпппгт пптшоипош V ПОЭ'.Ш.
F1.VJ 1 |J 4J £1 Xw/VJ ОсДи 11 /1 ГкУ 1 1к|У у 11 41 Ulk- А1С1|> lilll IK d VI £1V/ *JD 11 11 СХ Г1 ЧУ 4J 1-14
ров, и для этих партий назначают припуски, трсоуемые по техноло-
гическому процессу.
Закалку гладких пробок производят преимущественно с нагре-
вом в термических печах, так как закалка токами высокой частоты
занимает много времени, а экономии времени при последующей
механической обработке не достигается.
Отпуск калибров производят в термостатических масляных ван-
нах при 150° в течение 3 час. В этих ваннах постоянная температура
поддерживается автоматически.
Наиболее ответственными операциями в технологии изготовления
гладких пробок являются шлифование и доводка рабочей части.
Для того, чтобы можно было выполнить шлифование калибров
с требуемой точностью, после термической обработки производят
шлифование центровых отверстий или зачистку их зенкером с пла-
стинкой из твердого сплава. При изготовлении особо точных кали-
бров производят притирку центровых отверстий.
Шлифование рабочей части калибров производят на точных
круглошлифовальных станках с невращающимся передним центром.
При налаженном производстве шлифование калибров выполняют
с точностью 5—8 лк.
Технология доводки калибров-пробок была изложена в гл. V.
При массовом производстве гладких калибров применяют механи-
ческую доводку на специальных доводочных станках. При единич-
ном производстве, когда невозможно загрузить обойму доводочного
станка, доводку калибров производят вручную. Ручная доводка
требует много времени, и качество поверхностного слоя, получае-
мого при ней, ниже, чем при механической доводке, вследствие
чего эти калибры являются менее износоустойчивыми.
После окончательной доводки гладких калибров целесообразно
производить тонкослойное хромирование. Преимущества тонко-
слойного хромирования были изложены в гл. VII.
Изготовление калибров-насадок
Изготовление калибров-насадок отличается от изготовления про-
бок с конусными хвостовиками главным образом предварительной
механической обработкой. При массовом производстве заготовки
для насадок изготовляют также на многошпиндельных автоматах.
Затем производят шлифование торцов на плоскошлифовальном
станке и обработку на револьверном станке со стороны второго
торца. Отверстие в насадке протягивают круглой протяжкой, после
чего протягивают шпоночную канавку. Обработку насадок по на-
ружному диаметру выполняют на токарном станке. Насадки закре-
пляют на оправке по несколько штук. Шлифование насадок по
288 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕН
наружному диаметру после термической обработки производят на точ-
ном круглошлифовальном станке. Насадки закрепляют на оправке
по 3—4 шт.
Доводку насадок производят на доводочном станке с вращающи-
мися плитами. Насадки надевают в обойме на оправки с таким зазо-
ром, чтобы они могли свободно устанавливаться по плоскостям плит.
При изготовлении гладких пробок с насадками необходимо
обеспечить плотное соединение ручки с насадкой, чтобы не было
качки насадки на ручке, так как при наличии качки в процессе
измерения отверстий трудно установить, где происходит качка:
в креплении ли насадки на ручке или между контролируемой деталью
и калибром.
Изготовление неполных пробок
Заготовки для неполных пробок изготовляют из полосовой
стали. При массовом производстве целесообразно заготовку получать
посредством горячей штамповки. После фрезерования и расточки
центрального отверстия в заготовку запрессовывают ручку. Соеди-
нение неполной пробки с ручкой может быть выполнено также
посредством контактной сварки или заклепывания. В этих случаях
на ручке фрезеруют паз, в который вставляют неполную пробку
с выемками на боковых сторонах. После сварки необходим отжиг
для избежания деформаций готового изделия.
Обработку наружного диаметра и подрезание торца неполных
пробок производят в собранном виде на токарном станке. Обработку
следует выполнять в центрах, чтобы обеспечить перпендикуляр-
ность торца по отношению к оси.
Закалку неполных пробок производят с нагревом в свинцовой
или соляной ванне; нагревают только концы, подлежащие закалке.
Ввиду того, что закалке подлежит небольшая поверхность, нагрев
под закалку целесообразно производить токами высокой частоты.
Режим отпуска неполных пробок такой же, как и для гладких пол-
ных пробок.
Шлифование диаметра и фасок у неполных пробок производят
на круглошлифовальных станках. Доводку неполных пробок про-
изводят вручную плоским притиром. Неполную пробку закрепляют
в тисках и поочередно доводят обе стороны. Такая доводка требует
высокой квалификации, так как нужно равномерно снимать при-
пуск на доводку со всей поверхности, чтобы не образовалось иска-
жения геометрической формы. Механическая доводка неполных про-
бок затрудняется вследствие малых партий при их изготовлении.
Изготовление штифтовых калибров и проволочек
для измерения резьбы
Пробки с цилиндрическими вставками изготовляют по той же
технологии, что и проволочки для измерения резьбы. Такие пробки
закрепляют в ручке посредством пайки легкоплавким припоем
или же посредством приклеивания карбинольным клеем или шел-
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ГЛАДКИХ ЦИЛИНДРИЧ. КАЛИБРОВ-ПРОБОК 289
лаком. Ограничимся поэтому рассмотрением технологии изготовле-
ния проволочек для измерения резьб.
Заготовкой для изготовления проволочек служит круглая повы-
шенной точности и повышенной отделки поверхности проволока
(серебрянка) ГОСТ 2588-44. Прутки такой проволоки длиной в 1 м
закаливают на специальной установке. Нагрев заготовки произво-
дят электрическим током методом сопротивления. Во время нагрева
пруток серебрянки находится под действием пружины, которая его
растягивает. Электрический ток от трансформатора подводят к кон-
цам прутка. Скорость нагрева регулируют реостатом. При дости-
жении закалочной температуры ток выключают, и нагретый пруток
в растянутом состоянии опускают в бачок с маслом.
Отпуск производят на этой же установке, причем его необхо-
димо производить непосредственно после закалки. В противном
случае напряжения, возникающие при закалке, вызовут деформа-
цию прутка, и после отпуска пруток останется изогнутым. Пруток
не снимают с установки, а устанавливают в исходное положение
(вынимают из масляной ванны) и через него пропускают ток.
Как только масло, оставшееся на прутке, начнет дымиться, ток
выключают, и пруток опять погружают в масло. Проверку качества
закалки производят посредством пробы на изгиб. Если заготовка
при самом незначительном изгибе ломается, значит, отпуск недо-
статочен. Если заготовка не возвращается после изгиба в исходное
состояние, значит нагрев при отпуске слишком велик.
До последнего времени измерять твердость проволочек малых
диаметров после термической обработки не представлялось воз-
можным, так как обычные приборы для этой цели непригодны.
С появлением приборов для измерения микротвердости (ПМТ-2,
ПМТ-3) эта задача легко разрешается.
После закалки и отпуска прутки разрезают на заготовки и произ-
водят бесцентровое шлифование на круглошлифовальном станке
со специальным приспособлением. При бесцентровом шлифовании
важно обеспечить отсутствие огранки, так как при доводке огранку
устранить нельзя. Огранку проволочек измеряют на оптиметре при
помощи резьбовой пробки. Проволочку вставляют во впадину резьбы
и к ней подводят наконечник оптиметра. Поворачивая проволочку
рукой и наблюдая за показаниями оптиметра, можно определить
величину огранки. После шлифования на проволочке протравли-
вают нерабочие участки (концы), чтобы они не мешали при доводке.
Доводку проволочек производят вручную между двумя прити-
рочными плитами.
Операционные припуски при изготовлении гладких калибров
При назначении припусков на шлифование калибров-пробок
необходимо учитывать величину неровностей на поверхности после
обтачивания, биение центров при обтачивании, конусность и оваль-
ность после токарной обработки, деформацию калибра при закалке
и возможное смещение оси при шлифовании центровых отверстий.
19 Честнов 1698
2У0 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГО1UГ-'[Е 1II14 П11:О1:>.1 X ,;1::'.ЛЕЙ
Шлифование калибров раздел.лиг чл две >..утж предвари-
тельное и окончательное. Как бд-о еказ.шо в ед, V, i;p;i шлифо-
вании калибров применяют глуби;’-!.,П мет-д шла р-мш:шя. который
дает возможность получить боте’ ш докую т >ч;:ост.> размеров шли-
фуемых изделий по сравнен.по с другими лстсъ:ми и меньшую глу-
бину поврежденного слоя металла. При глубинном методе шлифо-
вания основную часть работы резш-гля выполняют скошенным
краем шлифовального круга, что и обеспечиглег во сложность полу-
чения меньшей глубины поврежу-нлого стоя.
Для того, чтобы обеспечить высокую прлгузводительяссть на
доводке калибров, необходимо, ч-:обы припуски на доводку были
минимальными. Поэтому особое внимание должно быть уделено
назначению режима шлифования и выбору шлифовальных кру-
гов, так как от этого зависит качество погг-рквоет;! весле шлифо-
вания.
При неправильном режиме и более твердо-’ ш.г’ф-мза ’зном круге,
чем требуется по технологическом;.’ прздезеу. на позерхчостп могут
появиться прпжоги пли же повепхчостнь-й ело 1 иудет иметь мень-
шую твердость, чем остальные места калибр’’. Применение приборов
для определения микротвердост.’ дает вог-ю :-и .?ж проверить твер-
дость поверхностного слоя после ш.т’Дошш- е д св китч ионно устра-
нить нарушение технологического процесса.
В табл. 3G—38 приведены ппип.'ски га '’брДоекм гладких ка-
либров. составленные на основании опыта работы шьструменталь-
ных заводов.
?' •блица 3
Припуски на обтачивание гладких кмибьоч пробок
"Tr.’j и [ yin ?! f ртп.2’-’ И €
Пропуски ка доводку гладких калиб^ог-кробок
| j Г-р;1..ускп ва лиг/ етр ja.nit'pa у л:.ч (+•) i
!Интервалы диалетрог 1 Г ‘ 1 Ко-’счру-щяя
j В мм ; Классы Т.-Ч.1СС1И _ , ка.и:0>'31!
'lull: III i !\ i, \
Сс. 3 до 10 О/'ОЗ-лдоы ООЗЩо (1: ,.1 0.005_(, ,с-
„ 10. 30 ОО( 3_;, Л'.С 1' </io в.'ТЗЬ'кИ С L'OHVC- ЛЫМ11 ЛВССГОВИ-
,, 60 » , с А‘ U ' '_| •• - к-оми 15 u:i
п О'' » 100 1 о.о.г 1 — 1 j о.ой_С1 07 '<,‘,ъ0з_.п р,.,<
. юз „ 18'0 • 0,010. ,, н.6 0,005 (•и*; ’ • 010
„ 180 „ 360 0,01 з_0003 1 0,00;_с /'1л : о,оо4_(1;О12 । неполные пробки
2. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КАЛИБРОВ ДЛЯ ГЛАДКИХ
КОНИЧЕСКИХ ДЕТАЛЕЙ
Калибры-пробки для илстру?;ет,тальиых конусов предназначаются
для контроля конических отверстий в шпинделях станков, в пере-
ходных втулках, в приспособлениях и др. Калибры-втулки для
инструментальных конусов предназначены для контроля кони-
ческих хвостовиков на режущих ипструмсштах (сверла, развертки
и т. п.).
Технология изготовления конусных калибров-пробок отли-
чается от технологии изготовления гладких цилиндрических
калибров тем, что механическая доводка конусных калибров не
*
292 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
освоена и производится вручную. Эю объясняется тем, что
конусные калибры изготовляются в значительно меньших коли-
чествах, чем цилиндрические гладкие калибры.
Для облегчения доводки калибров-пробок, предназначенных
для контроля конусов, после шлифования производят отделку
абразивными брусками (суперфиниш) рабочей части калибра. На
фиг. 205 показана обработка конусного калибра на станке для
Фиг. 205. СуперфинишЗконусных калибров-пробок.
суперфиниша. Абразивный брусок, закрепленный в головке
станка, прижимается к изделию посредством гидравлического
механизма станка. При обработке образующая конуса должна
быть расположена горизонтально, поэтому задняя бабка должна
быть приподнята. Такую обработку калибра можно также
выполнять при выключенном колебании бруска. Обработку произ-
водят за счет вращения изделия и возвратно-поступательного пере-
мещения головки вдоль изделия. В этом случае поднимать заднюю
бабку необязательно, но производительность при этом будет ниже.
Применение такой обработки после шлифования калибров для
конусов снижает трудоемкость ручной доводки в 4—5 раз.
Измерение угла конуса у калибров-пробок производят на синус-
ной линейке. После доводки на калибре наносят риски. Место, где
должны быть нанесены риски, покрывают лаком, затем наносят
риски и травят кислотой. После нейтрализации лак смывают.
Для нанесения рисок применяют специальные приспособления
различных конструкций. Диаметр конуса в месте нанесения риски
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА РЕЗЬБОВЫХ КАЛИБРОВ
293
должен быть в пределах + (3^-7) мк. Сложность нанесения рисок
состоит в том, что они должны быть нанесены в том месте, где конус
зйдэнныи дизмстр» Ошибки при нйнссснии риски приводи!
к окончательному браку изделия.
Наиболее простым способом нанесения рисок является исполь-
зование специальной образцовой конусной втулки с точно обрабо-
танным торцом. Эта втулка имеет выточку, чтобы рабочая поверх-
ность втулки не соприкасалась с лаком, нанесенным на пробку.
Конусный калибр с надетой на него образцовой втулкой уста-
Фиг. 206. Нанесение рисок на конусном калибре,
для того, чтобы была чище поверхность.
ва вливают в центры.
К торцу втулки при-
жимается специальная
пластина с острой
гранью, калибр вруч-
ную поворачивается и
на лаке наносят сна-
чала одну, а затем вто-
рую риски (фиг. 206).
Конусное отверстие
во втулках для конусов
перед закалкой раста-
чивают и развертывают
После закалки коническое отверстие шлифуют на внутришли-
фовальном станке. Проверку производят пробкой по краске.
Торец втулки шлифуют с одной установки после шлифования ко-
нуса, при этом учитывают припуск на доводку конуса. Торец втулки
д ’ .
не должен доходить до риски на величину — , где Д—припуск на
/у
доводку, а к — конусность.
Доводку втулок для конусов производят на доводочной головке,
в патроне которой закрепляют гладкий конусный притир.
3. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА РЕЗЬБОВЫХ КАЛИБРОВ
Изготовление резьбовых пробок
Резьбовые калибры-пробки изготовляют в виде вставок с конус
ными хвостовиками или в виде насадок. Насадки изготовляют для
резьб диаметром свыше 50 мм. Резьбовые калибры в виде насадок
имеют те же преимущества, что и гладкие калибры-насадки, т. е.
после износа одной стороны насадку можно повернуть второй сто-
роной и таким образом удлинить срок службй калибра. Но изго-
товление резьбовых калибров-насадок сложнее, чем калибров-про-
бок с конусными хвостовиками. При изготовлении пробок с хвосто-
виками для резьб диаметром до 100 мм применяют штамповку
заготовок в подкладных штампах, вследствие чего сокращается
расход металла и снижается трудоемкость изготовления заготовок.
Резьбовые калибры применяют для комплексного контроля
резьбы на деталях. Измерение резьбы по элементам может быть
291 iLXfio.no; 1:чгкие iii'OKF,. ci.: пзгосв’-лен);;'
ТИПОВЫХ ДЕТАЛЕН
на унизерс.льны.. : р,- ил.л :iрлборах, например,
на уя ггнр.н:лаиэм пли инвару ныл а " ы:ом маар ч-копах, с помощью
оптиметра и проволочек, р? я,борото микрометра. шагомера и др.
Проходными резьбовыми калибрами однозре'юпно проверяют сред-
ний диамего. шаг и угол пр.тр.:ля резьбы ;г’ дел ла. Э.спрсходными
калибрами контролируют только сред:»'!!": диаметр, поэтому непро-
ходпые калибры имеют ’точеш-т; профиль и короткую длину
резьбы (2— 34, витка).
Проверку резьбы калибров следует производить по элементам,
а не комплексно. Допуски на каждый элемент резьбы в отдельности
язтяютсч очень жесткими, по одновременное соблюдение допусков
па все перечисленные элементы в еще большой степени усложняет
производство резьбовых калибров, так как средний диаметр, шаг и
угол профиля при парез-лштн. шлифовании или доводке резьбы обра-
зуются одновременно. Эти э.те.:шгты резьбы неотделимы друг
от друга.
Конусность и озанлоль резьбового калибра по среднему диа-
метру должны находиться в последах долускл на изготовление.
Кроме перечнеле.чных элементо:?. характеризующих точность
резьбы калибра, ботьшое значение имеет правильность винтовом
линии (постоянство угла подъела) резьбы в пределах одного оборота
(ЗбУ). Пз.меисипе угла подъема оезьбы может получиться вслед-
ствие осевого биения шпинделя не. юлит на резьбошлифозальном
станке. Установить этот дефект трудно, так как ,ппи обычных мето-
дах измерения шага резьбы правильность угла подъема не контро-
лируют. Пплвильпоеть мгла подъема резьбы можно проверить
на универсально'.: 'ыкроског.е поп помощи де гительной голоски.
Пои повороте калибра пл доли о'оротг при помощи ножа произ-
водят измерение величины гродолььоео перемещения профиля резьбы
з пределах угла Зб*1 ’. Такую проверку следует производить периоди-
чески для !\?мг'Т',т1 г г м.богпл пфовал !яимз~ ставка.
Технологический процесс язготовтения заготовок для резьбо-
вых пробок для резьб диаметром свыше 4 мм аналогичен техноло-
гическому процессу гладких пробок. Резьбовые калибры для резьб
диаметром до 3,5 .и.и. в отличие от гладких калибров, изготовляют
в виде резьбовых пробок с конусными хвостовиками. Это вызвано
осэ'ог'.ь'лстямп техголог'-’п резьбовых калибров.
Техно логический ппояесс изготовления резьбовых калибров-про-
бок разтпчеи дня различных размеров калибров. На калибрах для
ре ;ьб малых диаметров с шагом резьбы до 0.35 мм резьбу обычно
нарезают до .закалки и посте закалки только дотзод',т. Это вызвано
тем. что у таких квлиброз трудно шлпМзать резьб',-. Шлифовальные
круги пе в сост'мг ;пп обеспечить тщ'буо'мло остроту профиля по
в Iуттзп::?-.т” дпам-'тзу, так как абразив гые верпа на вершине про-
ф’ля рс ;ьбов1лп 'тшс. пг-'ого крут вам; в читаются и получается
я.лко'тленпе, шпр’и-а которого больше допустимого. Для того чтобы
пялпзводтть шлифование резьбовых клтпбоов с 'талыми шагами,
необходимо иметь сие;:дальние резьбошлифова.тьпые круги.
;v-'x
к.твл гЕЗьооаых к*, л иг» ров 295
При ь;j . • х ( ; ое-х х л ,? фххо получить згхчительно более
острый е.;- 9”. о ;ыы/ы ио ы; \'? ре i с ому диапетру. Резьбовые ка-
Ы"'’’?-' ' ’ ‘ й т Г’пболыЧУЮ Л0'ЙоолС1Итпо ПОИ
. о Ik • -'. - 1 ь 1 > ы'. »о и.' п ы \ т ок а р < 'О - га' I: - о роз Г; ых с’, ан-
ках, пспзыы х е а . ы.ы точность резьбы.
При И р;/ рс.'ь : I:-.-.; .. ЬОДКу ИеобхОД))Г'0 ОЙССПСЧИТЬ не
то,т;,ко вь;со':у.э ю-'О";: у .:• i.-port резьбь, но тю же получить
чистке ДьММЮ'- р. Г>?1;<у иид что получить чистую ло-
зерхно.-г, , у ; и'!'т ил резьбы г.'-. ,;;;л n:i хромшмой стали X
груди.., ;•• _л •• с;;: 'у г ,д'от; ыих размеров изплоеляют из
ннстру'ч । т-ч", стала У10Ф и Х'11'Л. На калибрах
КЗ уГЛЮ чУЛТ "1 ’ЬГ'.ь'д 'Ы'О Л< Г' v сьдшЫТЬ K'iCTVIO ПОПСрУ-
ГЛСТЬ уа и . г", у < ни.
Ня !'€!• •'.. ' " Д-Нрл'лас с ш.'НОХ; реаы'ы ОТ 0,4 мм
дп 1,75 .г;: . .* • люс. г; офюгям! резьбу . с юншзают, а после
закал;,:! 41,-шфо" : штужноги ди о. метра пр.-.изводят шлифова-
ние у а , л -го : ' г 1 л н> про;-.сди, Нарезать рельсу до закалки
ил кал. . " г •.’ ш-'/елесообра нк.-, из: как вследствие
д,'Ъогююрю нуд ’ -л-.' к -н-, ;;;ок попадании шлифовального
круга но всад :•- у.--->'", пвшилось бы оставлять значительные
ппипуск!' !'о ci’i’y-f-••. •;•?;•;< тру гг'>."ю нарезания резьбы де закалки.
Шлгфю’'ню- резьб-.: п.- слому,': для -лого интервала шагов резьбы
боды про у,;.!•,•' нл,,)< к • -ч тл’к отг.-Длет псобхсдимость попадания
ШТ'1р:р'ч!''(-'Г: ,ь;)'ы ьЛЯ.бы.
ii;i л* '/'\ь г г : : о. ."у. с шагом резьбы ОТ 2 до G мм
везь'-; iriocKocr у) м .:; ч < ставл'пот ыгпыу.ек на шлифование.
IJCOI;6'' "''.''-".в К (Рук Л-рСГШИПь широкими резьбовыми
ф'резс.ми. Посте зг'.-'ь-;.- и г; ь д.'Шк.пя по наружному диаметру
резьбе иьт.-Ь'Ч-ог ьреуЛ'НгИЛЛ’-.Ь’О МЧОГОППТОЧИЬ.'.'.! шлифовальным
Круто;,; д 3 Ол-?;. "ЗС.ПЛО ОДПОЧКТОЧЧЫМ ШЛпфОЕЗЛЬНЫМ ГРГГО?.!.
Ре'”>"''ш.';’ь,)оьа.'сн ыо егжши позволяют получать такую точность,
которая требуется пои окончательном изготовлении резьбовых
калибров. Поз-'"'-.' ум'.'дг.м резьб-д из резьбовых калибрах-пробках
после шллфтв?::’’я < с мн прог'Ь'юдлт. Эта операция в настоящее
время зам>'. ед .•••-,>.,v,(. Полпропгш!а производят на станке,
на кото гон в-тесто шл;-.;’'ОЕ.аль’Юго круга устанавливают обойму
с укреплен:.-;?• на и'?Д ^:м:ет'у.: хлопчатобумажных дкЛоз. В про-
цессе полиосмд'’пи’ пельбово;"; калибр вращается и с каждым обо-
ротом потучдет осел '? noiT-.'ci'ie-n’e па величину шага. Полирование
резьбы производя-: с пастьф ГСП 4—7 м/м
В тех C’V>. -X. пги Ш ч Н ’яр 3:1П И рОГ.Ьбы НРВОЗМСЖНО ПОЛУ-
ЧИТЬ Зреб'Д'ЧЮ -Л",-". С: ТГС.н- ш.лтфоваш'я Производя г догютку
резьбы пгн!Т;-по'г, В .тн’иом е.-у- го притир н Д''вод!П'ый калибр
ДОЛЖНЫ иметь СОТ ы; Д-Ш.г.-Я, о о-;-:- -ю-дгпп в Ц.'ЯГС-, т. о. если резьба
на калнбпе имеет шаг с г.'.юсовым отклонением, то и притир также
должен иметь плюсовое отклонение в шаге (в пределах допуска).
296
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Если это правило не соблюдать, то для компенсации различий в
величине шага притира и калибра необходимо оставлять увеличен-
ный припуск, в результате чего значительно повышается трудо-
емкость доводки и может получиться погрешность в величине
угла профиля резьбы.
Допуски на контрольные калибры значительно жестче допусков
на рабочие калибры. Поэтому при изготовлении резьбовых контроль-
ных калибров-пробок приходится применять доводку резьбы.
При массовом производстве резьбовых калибров можно получать
контрольные калибры путем отбора. Исполнительные размеры рабо-
чих калибров ПР близки к исполнительным размерам калибров
У-ПР, поэтому можно производить отбор калибров по отклонениям
шага и угла профиля резьбы и те калибры, которые имеют отклоне-
ние выше допустимых, использовать как рабочие калибры.
Фиг. 207. Притупление заходных витков резьбы.
Непроходные калибры НЕ и контрольные калибры К-И имеют
укороченный профиль. Калибры-пробки с укороченным профилем
имеют проточку по внутреннему диаметру (провал), а кольца —
по наружному диаметру. В зависимости от шага резьбы провал
получают различными способами. На резьбовых калибрах-пробках
с шагом до 1,25 мм провала не делают; на калибрах-пробках с
шагом от 1,5 до 2,5 мм провал образуют посредством шлифования
углубления шлифовальным кругом с углом профиля 40э, на калибрах
с шагом резьбы от 3 мм и выше провал делают после нарезания резьбы
до термической обработки.
Заходпые витки (сбег резьбы) на резьбовых калибрах должны
притупляться, так как после шлифования резьбы крайние витки
становятся острыми и могут выкрашиваться от соприкосновения
с измеряемьЙии деталями. Притупление заходных витков у пробок
при шаге резьбы 1 мм и более и у колец при шаге резьбы 1,5 мм.
и более осуществляют до полной ширины основания витка. Суще-
ствуют два способа притупления резьбы, схематично изображен-
ные на фиг. 207 (тип А и тип Б). Притупление резьбы по типу А
производят посредством шлифования. При этом притуплении на
вершине крайних витков образуется площадка, ширина которой
равна ширине площадки по наружному диаметру резьбы. Приту-
пление типа А выполняют иа приспособлении, схема работы которого
показана па фиг. 208. Резьбовую пробку устанавливают на столик
ТЕХНОЛОГИЯ ПРОИЗПОДСТВА РЕЗЬБОВЫХ КАЛИБРОВ
Фиг. 208. Шлифование за-
ходных витков по типу А.
приспособления таким образом, чтобы начало крайнего витка при-
ходилось между упорными планками, расстояние между которыми
рсгмдируется в зависимости от величины шага резьбы, Упорные',
планки находятся впереди шлифовального круга и установлены
на таком расстоянии, чтобы шлифовальный круг снимал выступаю-
щую часть витка и на витке образовывалась площадка требуемой
ширины. На хвостовик калибра надевают хомутик, посредством
которого калибр вручную плавно поворачивается. Чтобы калибр
не перекашивался, хвостовик прижимается к упору.
Притупление сбега резьбы по типу Б
можно осуществлять как фрезерованием
(до термической обработки), так и шлифо-
ванием (после шлифования резьбы).
Фрезерование заходов резьбы на проб-
ках наиболее целесообразно производить
одновременно с фрезерованием резьбы,
дтя чего необходимо для каждого шага
и для каждой длины резьбы иметь спе-
циальный набор фрез, что оправдывается
при массовом производстве резьбовых
калибров. В начале фрезерования набор
фрез располагается относительно калибра
так, чтобы фреза для снятия захода с
одной стороны перекрывала калибр на
величину одного шага. В этом положе-
нии производится врезание. Через два
оборота калибра,в течение которых про-
исходит фрезерование резьбы, вступает в
работу вторая фреза для снятия захода с другой стороны калибра.
Фрезерование сбегов резьбы можно производить также на резьбо-
фрезерном станке как самостоятельную операцию.
Шлифование заходных витков по типу Б можно производить
на обычном резьбошлифовальном станке при медленном вращении
калибра. Для этой цели вместо профилированного устанавливается
круг с прямоугольным сечением.
Хромирование резьбовых калибров является сложной операцией!,
так как на профиле резьбы хром откладывается неравномерно.
Наибольшая толщина слоя хрома бывает у вершины резьбы, наи-
меньшая — у впадины резьбы. Вследствие такой неравномерности
откладывания слоя хрома по профилю создается искажение угла
профиля резьбы. Во избежание такого явления следует учитывать
заранее искажение угла профиля резьбы при хромировании и делать
соответствующую поправку на угол при шлифовании резьбы. При
хромировании резьбовых калибров следует применять тонкослойное
хромирование. При тонкослойном хромировании неравномерности
отложения хрома намного меньше, чем при хромировании толстыми
слоями.
298 !Г.хно.>1 чинескне пнош.’С!плгнпя т.'шочых детален
И ,го лн-ж-нне ре иблч-i.x колен
Резьбовые кольца азы юг.т.п: -т /лее шши,— вере’’;, лцруемыми
или регулируемыми. Как \ стулиру-’мыо, гак и ьсрегул.-руемые
кольца применяют в комплски- из двух колец— проходного и не-
проходного.
Резьбовые кольца 1;.яою?„:ц;<>т ре:'хл;,п\v-лыми для того, чтобы
можно было компенсировать износ тх г. прогнете эксг.луаташш.
Регулируемые кольца значительно слож1;'’-с в из; отселении и тре-
буют больше металла, поэтому бол шин истью нетьблзых колец изго-
товляют нерегулируемыми.
Заготовки для резьбовых нолей с наружным диаметрам до 80 мм
изготовляют на револьвер' ых ст,шкал ' vmmmmmmlvmm:' прутков.
Для колец с наружным д.п-метром д<> 156 мм .шготовки отрезают
па ме?;анизескои пиле и затем '•-брабат: миног и а токгвкык станках.
Заготовки для более крупных колен получают путем сгд’бодпой
ков KIT.
Резьбу в резьбовых г.олы.:'Х могло ип:т'ю’чге начиная с диа-
метра 30 мм и выше, ио практin: лжи резь.'у шллф-.ют только у колец
с диаметром резьбы свыше 80 ми. Это объясняете.: тем. ’ то шллфо-
вание внутренней резьбы является очень трудоемкой операцией.
Кроме того, полVJIIгь резг.бозьы- колена и этом интервале с оконча-
тельными размерамп после гн-зьбошлифозжж;! затруднительно, вслед-
ствие чего приходится их дополнительно доводить на притирах.
Поэтому резь богине кольн я с резьбой диаметром до 80 ,ч.« нарезают
до закалки на точны'- то> арпо-ни!’ гореи.вы ллешх и после закалки
доводят на резьбовых притирах.
В резьбовых котлах с дт. 1ц.-тром ргнн'-ы л; Д мм резьбу наре-
зают метчиками. Коисгр. кип-д не < и; коз для 1мгмз"мм резьбы
в кольцах отличается сг обычной. '-'ни метчики имеют длинную
заборную часть, которую по среды-му диаметру шлифуют на кегхе;
комплект МСТЯИКОЗ ОбЬН.ЧО состоит 113 2--.’» ШТ. 1 ЗКЯ" конструкция
метчиков вызвана стрсмл-'-’г.см уменьшить толщину стружки, сни-
маемой каждой режущей кромкой метчика, чтобы потупить воз-
можно более чистый профиль резьбы кольца. В пепроходных коль-
цах провал резьбы делается также метчикамп с углом профиля
резьбы 49°.
При пареза;1”!! метчик т.;'1 резьбы в кольцах требуется большое
количество комплектов 'л-жаков. так как для каждого диаметра
и шага проходных и жироходных кожи требуете}! отдельный ком-
плект метчиков. Пеотону в резьбов ях ко плат с дшлхлром резьбы
свыше 10 мм резьб; парс-зают греб-ч к.т.т, Гре'ч-чк!; гзготоьляюз
из быстрорежущей егялч. Резьбу yV!Cr. 'Врезание
резьбы з кольцах пог, шунц-т чпи гк.о \-Т!' ре.:-'5' иг — !Я— -40 м!мин.
После парезачия ; езьб;.- у непрох” !'”-л.х ко-ши гп'охзвепят провал
резьбы, дтя чего цры'ои пот спсцг'. отце грг.'епк” с углом, про-
филя 40°. Пот'-чен.:е чистой, без падшмш рогиЭi; после нарезания
зависит от структуры стала, из которой изготовляют кольпа. Перед
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА РЕЗЬБОВЫХ КАЛИБРОВ
)Q
колец производят на
станка устанавливают
Фиг. 209. Фрезерование
ЗЯХОДЕЫХ
по типу Б.
нарезанием резьбы заготовки колец проходят термическую обра-
ботку — улучшение, состоящую из закалки и высокотемпепатмр-
ческих печах, причем охлаждение заготовок происходит вместе
с печью. Раньше чем выгружать заготовки из печи, несколько штук
их направляют для пробы па нарезание. При получении удовлетво-
рительных результатов печь разгружают. При получении неудовле-
творительных результатов производят дополнительный отпуск и по-
вторную пробу на нарезание.
Притупление заходных ниток резьбовых
вертикально-фрезерном станке. Па столе
приспособление, в котором вертикально
закреплена резьбовая оправка. Оправку
поворачивают относительно вертикал ыюн
оси на величину угла подъема. На оправку
навинчивают обрабатываемое кольцо, затем
подводят фрезу и фрезеруют заход резьбы
посредством вращения колы’а вручную.
На фиг. 209 показана схема фрезерования
заходных витков.
На резьбовых кольцах, которые после
закалки подвергают доводке, необходимо
оставлять возможно меньшие припуски
так как доводка является трудоемкой one-’
ранней. Нарезание резьбы должно быть
произведено с надлежащей точностью и, что
особенно важно, при закалке кольца должны
получать возможно меньшие деформации,
оказывают отклонения по шагу и искажение
(овальность). В связи с этим наиболее целесообразным методом
закалки резьбовых колец является закалка с нагревом токами
высокой частоты, так как, несмотря на значительные напряжения
и уменьшение диаметра, возникающие при этом искажения геоме-
трической формы колец значительно меньше, чем при закалке
в термических печах.
Регулируемые резьбовые кольца после нарезания резьбы посту-
пают ыа сверление отверстий, образующих пружинящие перемычки,
и на сверление отверстий для образования замка. Сверление всех
отверстий производят в одном кондукторе. Для того, чтобы облег-
чить сверление отверстия под замок, которое смещено относительно
оси кольца, перед сверлением производят зенкование углубления
торцевым зенкером.
Отверстие под втулкм развертывают и оставляют припуск на
доводку после закалки. Прорезание пазов в регулируемых кольцах
производят на пропилорочном станке, причем паз ро?,-;р замка про-
лезают не насквозь, а оставляют перемычку 2,5—3 лы.’, которая
прорезается шлифовальным кругом после закалки и сборки здмка
(перед доводкой).
Наибольшее влияние
пиеской Фспмы
300 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Резьбовые кольца закаливают в термических печах или в
соляных ваннах. После закалки и нормального отпуска при 150°
у регулируемых колец производят отпуск пружинящих перемычек
в свинцовой ванне.
Припуски на доводку регулируемых и нерегулируемых колец
оставляют одинаковыми, но регулируемые кольца перед доводкой
немного разжимают посредством замка с тем, чтобы увеличить запас
на регулирование. Доводку регулируемых колец производят так же,
как и нерегулируемых, так как перед доводкой регулируемые кольца
устанавливают на определенный размер. Методы доводки резьбо-
вых колец изложены в гл. V.
Операционные припуски при изготовлении резьбовых калибров
При назначении припусков на обработку резьбовых калибров
по среднему диаметру кроме факторов, которые влияют на величину
припуска при обработке гладких калибров, влияют также погреш-
ности угла и шага профиля резьбы, получающиеся при предвари-
тельной обработке. В том случае, когда производят шлифование
резьбы на величину припуска, также оказывает влияние неточ-
ность попадания шлифовального круга во впадину резьбы. Для
того, чтобы компенсировать эти погрешности, припуск на средний
диаметр должен быть увеличен на величину Дтс, которая опреде-
ляется по формуле
Дл = l,732As + 0,44s-Д + 1,732а,
где s — шаг резьбы в мм;
As — погрешность шага резьбы на всей длине калибра в мк;
\ ~ — погрешность половины угла профиля резьбы в мин.;
а — неточность попадания шлифовальным кругом во впадину
резьбы в мк.
При вычислении по приведенной формуле Ат: получается в ми-
кронах.
При доводке резьбы на резьбовом притире погрешность попа-
дания во впадину резьбы а отпадает, но при назначении припусков
на доводку после шлифования резьбы следует учитывать также
погрешности шага и угла притира, если они могут иметь противо-
положные отклонения по отношению к отклонениям на калибре.
При назначении припусков на обработку резьб следует иметь
также в виду то, что толщина слоя металла, снимаемого с каждой
стороны профиля резьбы, измеренная перпендикулярно поверх-
ности, равна не половине припуска на средний диаметр, а четверти
припуска (для резьб с углом профиля 603).
Операционные припуски при изготовлении резьбовых пробок
и колец приведены в табл. 39—41.
Припуски на шлифование резьбовых калибров-пробок
Таблица 39
Интервалы диаметров в мм Припуск по среднему диаметру в мм (J-) Припуск по наружному диаметру в мм (4-)
Крепежная резьба 1-я мелкая резьба 2-я мелкая резьба
после наре- зания на оконча- тельное шли- фование после наре- зания на оконча- тельное шли- фование после наре- зания па оконча- тельное шли- фование после обтачи- вания па очопча- ТСЛЬПО" 1НЛИ- фовал/е
2,6—5 * о,1_0,оз * 0,08_ ооз 0,01-одо
6—12 * О'12_оо4 -X- 0-1 —0,03 •X ‘MW. O’-’e.o^s
14-22 0,45_0108 0.14_0i04 О.12_0,о4 * 0,1 . .оз’з 0,30 0,1 0.1-плз
24-33 O.5_o,i о, 16_0,04 0,5_011 О,14_о,О4 * 0,‘2_о,о-1 0,35-од 0,1.-о,<’3
36—52 О.6_о,т 0-18-0,05 0-6-од 0-111-0,04 О’6-о,1 0’1 1 0,04 о, Ю-ол 0,1—о,сз
56—80 °,65_012 О-2О_о>(!5 0,65„пд 0,18 _ о,о5 О,65_о! 0.16_ил 0’5-0,12 0,1-0,03
85—100 0.70_0i12 0,22_0j0G 0,/0_Q О’2О_о,об 0,70-0, О.1«-о,. О’55„од2 0,12-4.04 ;
105—125 0,75_0,15 °’25-0,00 0,75_0,15 0-23—o,og О.75-о,13 0'20-о,оо 0,6-0,15 О'!2—о,о4 ;
130-150 O.SO_o,15 0,28_008 0-80-0,15 0,2'-о,о8 О.8О-о,13 0’25-0,08 0,65 одр 0.14-0,об !
При м е ч а и и е. \ калибров, отмеченных знаком *, резьбу до термической обработк! не нарезают. |
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА РЕЗЬБОВЫХ КАЛИБРОВ
30? ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И31ОГ0ВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
! со. in и, а 4U
Припуски на доводку резьбовых колец по среднему и внутреннему
диаметрам резьбы после нарезания
Интервалы дна- Прип ем по среднему диаметру в мм (—) Припуск по
внутреннему
метров резки 1 диаметру в мм
в мм крепежная рсоьГ & | 1-я мелкая резьба 2-я мелкад резъиа (-)
От 1,7—2.6 0,04з+°'°2 0.045+°'°2 О,О5+°'02
2,3 - 3 0,0б+°>°3 i 0,06'+°’сз -- 0,0б+°’°2
3,5- 5 0,08+°’°3 । 0 О7,5+0’03 027+°’°3
6 - 8 0,1 о+°-03 , f. p-(4-0t03 0,ю+С’°3 ОПй+’-ЗЗ
10-12 0,1з+°’<’3 0|-ЫЧ:,°3 0 1 1-3,63 (М)9+°’°3
14—16 0,н+°+3 о.в+0,03 0,12+°+3 с- ii>-H',o3
Ъ- 22 0,15+°’04 (),14++м 0.13+°’°‘ 0Л1+°’М
04—97 0.18++04 0.17+',с4 ОДЗ-г-о.с-'. 0 120-''°4
30- 33 0,22+°104 ().!; + 0,18++С4 0,13+°’°3
36-39 0,24+'+"! 0,23+°>°4 0,21+С’°° -;\14+1,’°0
49—45 O.284-0’05 0,2б+°-°-’ 0.23^’°3 0,15Tu>;jo
4S —"° 0,3! П28-Н',зб 0,2б+°’°“ 0.16"(-:>°°
50—68 0,32++°5 0.30+°’('5 О.'.’о+М'3 0,18+°-°°
1 72-80 о,зз+°’05 0,32+°’°° О,зо“|-1’.0л О.д.Л0-0-’
Таблица 41
Припуски на шлифование резьбы резьбовых колец после напезаиия
' Ирипус:. по среднему диаметру в ям (— '*
Интервалы дна- ! ’___________________________‘ Припуск по виу-
метров резьб!.. < • - • - , , грениему .,иа,,е,р' ,
в .«_« i . । п ’ ,г v~e
Крепежная резьба j 1-л мелкая резьба 2-я м-сл/ая р.з,ба <
От 45 до о,«)-+•' i О 1Г 1 "'* 0,50 ' "’1 о,ли
. 80 , НС1 0.70’ ! + 2 j o.ayi "-12 0.55++2 0.55++2
„ 85 , 100 0ЫГ-'°15 0,7 +’13 0.65-+'-15 0,5 < 45
,, 105 » 125 0,85-0813 0,75-8° ,1s 1 0,7“^0,18 0 уН’ОДЭ
. 130 , 150 0,9 + 0,20 0,8+'--21 । 0,75-4-1,20 ' 0.75++30
1ЕХН0Л01ИЯ ПРОИЗВОДСТВА РЕЗЬБОВЫХ КАЛИБРОВ
ЗоЗ
Изготовление конических резьбовых калибров
Технологические процессы изготовления конических резьбовых
кг тибу и-: о. г мм 1—о'Нлс га чертах ] и 2. Внизу
тсс о, что tic г гг ,:/Ттл мь'шбпы изготовляют небольшими
партия::.:, на :...ршмшедеа технологический процесс мелкосе-
рийного i jpq сглгглч’ массовою производства других
видов калибр и; заготовки дтя конических калибров могут быть
получены. т::к ж?. :шк и для цилиндрических калибров, при сравни-
тельно небе ;ы'1пх ит'-с-иенч.'тх г. настройке автоматов.
Технолог г-некий процесс нзгогеилекия калибров для конических
резьб г- лПЛ’1’!телы:ой части сходс-н с технологическим процессом
изготовления калибров для цилиндрических резьб. Нарезание кони-
ческой резьбы на калп-'-рах перед закалкой производят па токарно-
винторезном тике с ко'уе,1'-й л ненкой. Шлифование резьбы
производят на р ем>бошл:’фош!.:ш!Ь!Х станках с качающимся столом.
Ввиду того, что ’.'-о ч; огт'-'стг резьбы 1:16, погрешности, полу-
чающиеся при ылифока-’Ш! зтим методом (см. гл. V), не оказывают
сущестг.'1-ВО! О З.’: НЧИ" Га ~мт ь шлифования.
Доч'дка ши гчшм.-х вд:!>ж;х. колец вызывает значительные
трудности, так шик коль:.? назначив мтсч на резьбовой притир
до укора. Пл? году резь5v у г...чнчсскпх резьбовых колец шлифуют,
начиню1 с у- (рчуы'еннкп диаметр 20 и выше.
Средний Д'г.'.имр рем б?иых ка/шброз, который задается в пло-
скости изморе' :ш, ш •депжтвчкп за св?'! -и-емчатсльнего шлифования
торцов калибров.
НАРТА /
Техно.’к-гечес1.и!| iv.oaecc нзгоiлвлаппя резьбовых калибров-пробок
для ко: и--.е с ко? ре?.:?:: Григгса 1—2’
I а. Змы к :ы . • .к у гору
1. Под гзать о у XI.
। 2. Обточить ; а -ш у б
. 3. Обточи "ь . иаме. г Д>
4. Гм:'ре:;;’-; ;> ,о -.-ц '-оум,
II IipOTO'i:О |’Г .ГЧС Г
. 2. Отрезать
еге.тьгер-
ньч:
f? в v р d цн О н н ы, j й >: и и ?
а Зажать в патнед;?
I. Под еза! ь iо: «чг
2. Расточи : ь выточки
3<Ц ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
11р;)должение
онера-
Станок
Наименование переходов
а. Зажать в патроне 1. Наметить центр 2. Сверлить отверстие Р 3. Зенковать 60° 4. Зенковать 120° б. Зажать в патроне другой стороной Повторить переходы 1, 2, 3, 4 Центро- вальный
Конусность fou
Операционный эскиз
4 а. Установить в центры 1. Обточить хвост на конус 1 :50 2. Подрезать торец в раз- мер /1 3. Снять фаску К X 45° Токарный
5 а. Установить в центры 1. Обточить измерительную часть на конус 1 :16 Токарный
6 а. Установить в центры 1. Нарезать коническую . резьбу 1:16 Токарно- винторезный
7 а. Зажать в тисках 1. Фрезеровать уступ Вертикаль- но-фрезер- ный *
8 Термическая обработка 1. Закалить 2. Отпустить при ^=150° 3 часа. Твердость 56—64 HRc 3. Промыть Газовая печь, масля- ная элек- трованна
/и/ р
'ч
"'Л
-у'
W
Конусчпс
"ср
Я:. 1 г
Ж
я 1
°- -Г* 1.
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА РЕЗЬБОВЫХ КАЛИБРОВ
305
Продолжение
№ опера- ции Наименование переходов I Станок Операционный эскиз
9 1. Шлифовать центры Центро- шлифоваль- ный
>
10 а. Установить в центры 1. Шлифовать хвост и торец Кругло- шлифоваль- г-
1 в размер li ный “Ь у -4- ^онустст1Я
и а. Установить в центры 1. Шлифовать торец калибра „как чисто' Кругло- шлифоваль- ный -НТ 8 Э —i 0
12 а. Установить в центры 1. Шлифовать предвари- тельно наружный диаметр резьбы Кругло- шлифоваль- ный Щснсс -И гЯ
13 а. Установить в приспособ- лении t 1. Шлифовать грязевую ка- навку Плоско- шлифоваль- ный * — Jk-
20 Честнов 1698
306
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Продолжение
№ опера- ции Наименование переходов Станок Операционный эскиз
14 а. Установить в центры 1. Шлифовать резьбу ио среднему диаметру пред- Резьбо- it
ж .Основная _ \плоскость
варительно шлифоваль- ''ll
2. Шлифовать резьбу по среднему диаметру окон- чательно ный 5
15 а. Установить в центры Резьбо- Основная к 4(1
бы (углубление внутрен- него диаметра) шлифоваль- ный /1 онускоапь
16 Измерить на универсаль- ном микроскопе расстоя- ние от торца калибра до основной плоскости (/2) * 1 !—^Основная 4 V— <П- Тлжтл 1
17 а. Установить в приспособ- лении 1. Шлифовать уступ в раз- мер /2 Плоско- шлифоваль- ный ' 5
L\|s<r
♦ ZEy 1 J .плоскость
18 Размагничивание Демагиити- затор —
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА РЕЗЬБОВЫХ КАЛИБРОВ
307
Продолжение
№ опера- ций Наименование переходов Станок One рационный эскиз
19 а. Установить в центры 1. Шлифовать торец в раз- мер 12 Кругло- шлифоваль- ный 1 :э- [Т7]
20 а. Установить в центры 1. Шлифовать наружный диаметр резьбы Кругло- шлифоваль- ный -Г- 1 1 V . tSDHQOHJQ I. 1 Л ^13
21 а. Установить в центры 1. Шлифовать фаски с двух сторон Резьбо- шлифоваль- ный сЙ- -ф а/г
22 а. Установить на приспособ- ление 1. Шлифовать заход резьбы с 1-й стороны б. Установить другой сторо- ной 2. Шлифовать заход резьбы со 2-й стороны Шлифоваль- ный 'Э
23 1. Покрыть лаком 2. Гравировать обозначение резьбы 3. Травить 4. Нейтрализовать 5. Промыть и смыть лак Гравиро- вальный 1 Ши
23 1. Зачистить хвост и торец 2. Полировать резьбу конца- ми с пастой ГОИ Доводоч- ный —
308
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
КАРТА 2
Технологический процесс изготовления резьбовых калибров — колец
для конической резьбы Бриггса 1—2’
JNi опе- рений Наименование переходов Станок Операционный эскиз
1 а. Зажать в патроне 1. Обточить под накатку 2. Накатать 3. Подрезать торец и наме- тить центр 4. Сверлить отверстие Рассверлить отверстие 6. Проточить буртик 7. Снять фаску 8. Отрезать Револь- верный шт накатт1~\гА
х\\\1 _Ll 1 ^>53 * 7-С-' Г J'
а. Зажать в патроне 1. Подрезать торец 2. Проточлть буртик 3. Снять фаску Токар- ный
ж -Г। 2 1
3 Улучшение 1. Закалить 2. Отпустить при t = 700-=- 720°, выдержка 3 часа Газовая печь
4 а. Зажать в патроне 1. Расточить отверстие на ко- нус по внутреннему диа- метру резьбы 2. Снять фаску 3. Нарезать резьбу с припу- ском на шлифование 4. Проточить провал резьбы Токарно- винто- резный В Конус ж. 5 '£7' плосякт | ' Qwaittifi плесмаЛ
5 а. Закрепить на столе 1. Гравировать обозначение резьбы Гравиро- вальный S /7^ /ft*
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА РЕЗЬБОВЫХ КАЛИБРОВ
309
Продолжение
! № one- 1 рицин Наименование переходов > Станок Операционный эскиз
6 Термическая обработка 1. Закалить 2. Отпустить при t = 150° 3 ча- са. Твердость 56—6477/?с 3. Обдувка песком Газовая печь, мас- ляная элек- трованна, песко- струйный аппарат —
7 Оксидирование —
8 а. Зажать в патроне 1. Шлифовать торец «как чисто* 2- Предварительно шлифовать внутренний диаметр резьбы 3. Шлифовать резьбу по сред- нему диаметру 4. Окончательно шлифовать внутренний диаметр резбы Резьбо- шлифо- вальный * ) \ плоскость 10 — И | осноонея плоскость j
9 а. Установить на магнитной плнте 1. Шлифовать 2-й торен »как чисто* Плоско- шлифо- вальный 1 V///////•/.'л У/7/’f/’/ 1 '//7/7Л
10
Окончательно довести резьбу
по среднему диаметру
И । Измерить расстояние от торца
калибра до основной плоско-
сти контрольной пробки
Доводоч-
ный
Сснод.чзя
онтропьнтя
пробка
310
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Продолжение
1 № one- 1 оаиии Наименование переходов Станок Операционный эскиз
12 а. Установить на магнитной плите 1. Шлифовать торец кольца до совпадения с основной плоскостью контрольного калибра 2. Шлифовать 2-й торец Плоско- шлифо- вальный \ г*--\ ОрноЯнрр
13 Размагничивание Демагни- тизатор —
14 Шлифовать фаски 120° с двух сторон Шлифо- вальный л
15 Притупить заходы резьбы с обеих сторон оселком Вручную —
16 Зачистить торцы с двух сто- рон Медный диск плоскость \
17 1. Окончательно довести резь- бу по внутреннему диаметру 2. Полировать резьбу концами с пастой ГОИ 1 Доводоч- ный дчо, г A Г / | Конусность f . Zr- - .4» —АТ i
ТЕХНОЛОГИЯ ШЛИЦЕВЫХ КАЛИБРОВ
311
4. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ШЛИЦЕВЫХ КАЛИБРОВ
Шлицевые калибры предназначены для комплексной проверки
шлицевых соединений. Шлицевой калибр-кольцо является проход-
ным калибром для шлицевого вала, а шлицевой калибр-пробка
является проходным калибром для детали, сопрягаемой со шлицевым
валом. Шлицевыми калибрами проверяют только один предельный
размер элементов шлицевого соединения, так как они являются
проходными калибрами. Второй предельный размер элементов шли-
цевого соединения проверяют раздельно по каждому элементу спе-
циальными непроходными
калибрами.
Шлицевые соединения
бывают с центрированием
по внутреннему или по
наружному диаметрам ва-
ла (фиг. 210). В зависи-
мости от способа центри-
рования на шлицевых
калибрах устанавливают
точные допуски по внут-
---D-----
реннему или по наружному
диаметрам. Технологиче-
ский процесс изготовления
шлицевых калибров при-
веден в картах 3 и 4.
Шлицевые калибры изготовляют из хромистой стали марок X
а) б)
Фиг. 210. Конструкции шлицевых соединений:
а — центрирование по наружному диаметру; б — центри-
рование по внутреннему диаметру.
или ХГ. Ввиду того, что шлицевые калибры изготовляют мелкими
сериями, обработку их производят преимущественно на универсаль-
ных станках. Для экономии инструментальной стали к шлицевым
пробкам диаметром свыше 60 мм приваривают ручку из конструк-
ционной стали. Заготовки получают путем разрезания горячекатан-
ных прутков.
Для облегчения измерения шлицевыми калибрами торцевую
часть шлицев фрезеруют по спирали. Эту операцию выполняют на
универсальном фрезерном станке с применением делительной головки
и поворотной фрезерной головки.
Фрезерование шлицев на пробке можно производить следующими
тремя способами: 1) специальной спиральной фрезой методом об-
катки; этот метод применяют при изготовлении шлицевых валов;
2) фасонной фрезой, имеющей профиль канавки шлицевой пробки,
и 3) набором дисковых или угловых фрез с последующим фрезеро-
ванием дна вогнутой фрезой.
Метод обкатки применим только при массовом производстве, так
как требуется сложная специальная фреза, и работу необходимо
производить на зубофрезерном станке. Фрезерование фасонной
фрезой применяют при серийном производстве, а фрезерование нор-
мальными фрезами — при мелкосерийном и единичном произвол-
312
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
ствах. При фрезеровании фасонной фрезой или набором нормальных
фрез на фрезерном станке устанавливают делительную головку.
Фрезерование пазов на шлицевых кольцах производят на гори-
зонтально-фрезерном станке с применением делительного приспо-
собления. Расширения у пазов фрезеруют на вертикально-фрезер-
ном станке.
Шлифование шлицев у пробок производят на плоскошлифоваль-
ном станке. Пробку устанавливают в центрах приспособления. На
ручке пробки закрепляют точный многогранник, число граней
которого равно числу шлицев. С помощью этого многогранника
и лекального угольника, который устанавливают нашлите станка,
производят точные повороты пробки при шлифовании шлицев. Для
поворотов пробки при шлифовании можно применять также точный
делительный диск или оптическую делительную головку.
Предварительное шлифование шлицев на пробках производят
профилированным шлифовальным кругом. При наличии шлице-
шлифовального станка предварительное шлифование можно произ-
водить на этом станке.
Для профилирования круга на плоскошлифовальном станке
применяют оправку с закрепленным в ней алмазом, которую уста-
навливают в центрах приспособления (фиг. 211,а). При помощи этой
оправки на круге профилируют дугу радиусом, соответствующим
половине внутреннего диаметра пробки. Для профилирования
боковых сторон профиля применяют приспособление, показанное
нафиг. 211,5. Планка 1 опирается одним концом на штифт 2, а на
другом конце ее имеется палец 3, который вставляется в одно из
отверстий на корпусе 5 приспособления для установки планки под
требуемым углом. Отверстия расточены так, что на круге можно
профилировать углы а = 90, 60, 45 и 36° для шлифования 4-шлице-
вого, 6-шлицевого, 8-шлицевого и 10-шлицевого калибров. По
ТЕХНОЛОГИЯ ШЛИЦЕВЫХ КАЛИБРОВ
313
КАРТА 3
Технологический процесс изготовления шлицевых калибров-пробок
| № опера- ции Наименование переходов Станок Операционный эскиз
1 а. Зажать в патроне 1. Отрезать заготовку ра- бочей части Токарно- отрезной
— :
2 а. Зажать в патроне 1. Подрезать торец 2. Обточить по диаметру б. Зажать другой стороной 3. Подрезать торец 4. Обточить по диаметру 5. Обточить уступ для сварки с ручкой Токарный - Д 1-
3 а. Зажать в сварочной ма- шине 1. Приварить ручку Стыковой электро- сварочный аппарат '//////А
-///ЛА '
4 Отжиг Газовая печь —
5 а. Зажать в патроне 1- Обточить место сварки Токарный
6 а. Зажать в патроне 1. Подрезать 1-й торец б. Зажать другой стороной 2. Подрезать 2-й торец Токарный ‘ т Д' г ’tl
7 а. Зажать 1. Центровать с двух сторон Центроваль- ный
— ^77777
8 а. Установить в центры 1. Обточить ручку 2. Снять фаску 3. Проточить канавку 4. Накатать Токарный I 1 1= — * б
314
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Продолжение
№ опера- ции Наименование переходов Станок Операционный эскиз
9. а. Установить в центры 1. Обточить по наружному диаметру 2. Обточить направляющую 3. Подрезать торец 4. Проточить канавку Токарный и 3 Т
10 а. Установить в центры де- лительной головки 1. Фрезеровать боковые сто- роны шлицев Горизон- тально-фре- зерный Аг Ч
11 а. Установить в центры де- лительной головки 1. Фрезеровать дно паза Горизон- тально-фре- зерный
12 а. Установить в центры де- лительной головки 1. Фрезеровать торцы шли- цев по спирали Универсаль- но-фрезер- ный
13 а. Зажать в тисках 1. Фрезеровать лыску на ручке Горизон- тально-фре- зерный
14 а. Зажать в тисках 1. Гравировать номер и мар- ку на ручке Гравиро- вальный —
ТЕХНОЛОГИЯ ШЛИЦЕВЫХ КАЛИБРОВ
315
Продолжение
№ опера- ции Наименование переходов Станок Операционный эскиз ; i
15. Термическая обработка 1. Закалить 2. Отпустить /=150°3 часа. Твердость 56 — 64 Н^с Г азовая печь
3. Обдувка песком Пескоструй- ный аппарат
4. Оксидирование Ванна I
16 Шлифовать центры Цеитро- шлифоваль- ный S
17 а. Установить в центры 1. Шлифовать по наружному диаметру 2. Шлифовать направляю- щую часть 3. ЕЦлифовать фаску Кругло- шлифоваль- ный - I рп
WII —ж 1 КП—
Плоско- шлифоваль- ный L г
тельного приспособления 1. Предварительно шлифо- вать шлицы профилиро- ванным кругом /ж ж
19 а. Установить в центры 1. Шлифовать канавки в уголках Плоско- шлифоваль- ный Й лив —Н
316 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Продолжение
№ опера- ции Наименование переходов Станок Операционный эскиз
20 а. Установить в центры 1. Шлифовать фаски у шли- цев Плоско- шлифоваль- ный
21 а. Установить в центры 1. Шлифовать внутренний диаметр окончательно Плоско- шлифоваль- ный WI
22 а. Установить в центры 1. Шлифовать боковые сто- роны I окончательно у всех шлицев 2. Шлифовать боковые сто- роны II окончательно у всех шлицев Плоско- шлифоваль- ный 1/7
23 а. Зажать в патрон 1. Довести по наружному диаметру Доводоч- I НЫЙ 1
24 Довести по внутреннему диаметру Вручную
25 Довести боковые стороны шлицев Вручную f 1
ТЕХНОЛОГИЯ ШЛИЦЕВЫХ КАЛИБРОВ
317
КАРТА 4
Технологический процесс изготовления шлицевых калибров-колец
1 № опера- 1 ции Наименование переходов Станок О перационныи эскиз
1 а. Зажать в тисках 1. Отрезать заготовку Дисковая пила — : 1 в \
2 а. Зажать в патроне 1. Подрезать торец 1 2. Обточить по наружному диаметру б. Установить другой стороной 3. Подрезать торец II 4. Обточить по наружному диаметру 5. Наметить центр 6. Сверлить сверлом I 7. Сверлить сверлом 11 8. Расточить и 9. Расточить канавку 10. Обточить уступ 11. Снять фаску 12. Накатать Токарный I 'll К$ец~~ m;-
3 а. Зажать в патроне 1. Окончательно обточить по наружному диаметру 2. Обточить конус Токарный - j
4 а. Установить в патроне дели- тельной головки 1. Фрезеровать внутренний то- рец шлицев по спирали Универ- сально- фрезер- ный
318
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Продолжение
№ опера- ции Наименование переходов Станок Операционный эскиз
5 а. Зажать в патроне на круг- лом столе 1. Фрезеровать шлнцы Горизон- тально- фрезер- ный
6 а. Установить в патроне на круглом столе 1. Фрезеровать расширение шлицев Верти- кально- фрезер- ный Г-
1
7 Зачистить заусенцы и приту- пить острые углы Ручная —
8 Термическая обработка 1. Закалка 2. Отпуск t = 250° 3 часа Твердость 56—59 Hrc 3. Обдувка песком 4. Оксидирование Газовая печь Отпуск- ная элек- тропечь Песко- струйный аппарат Ванна —
9 а. Установить на магнитной плнте 1. Шлифовать торец I б. Установить другой стороной 2. Шлифовать торец II Плоско- шлнфо- вальный -Щ,
10 Довести торцы кольца Непараллельность торцов допускается не более 0.01 мм Вручную zn
ТЕХНОЛОГИЯ ШЛИЦЕВЫХ КАЛИБРОВ
319
Продолжение
[ № опера- 1 1 ции Наименование переходов Станок Операционный эск»п
и а. Зажать в патроне и уста- новить по индикатору 1. Шлифовать £>j 2. Шлифовать D2 Внутри- шлифо- вальный С5- » г— 1 п
12 1. Покрыть торец кольца ла- ком 2. Гравировать номер и обо- значение 3. Травить 4. Промыть 5. Нейтрализовать 6. Смыть лак Г равиро- вальный —
13 Размагничивание —
14 Довести отверстия DL и D2 на ступенчатом притире Доводоч- ный
— — тлУ ip-.
15 Установить в делительном при- способлении 1. Шлифовать I и II стороны каждого паза с поворотом кольца на 180° Плоско- шлифо- вальный
16 Довести боковые стороны па- зов на притире Вручную а 1* -
320
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Фиг. 212. Шлифованиедшшцевых
колец.
планке 1 вручную перемещается колодка 4 с закрепленным в ней
алмазом. После заправки одной стороны круга планку J поверты-
вают на другую сторону и таким же методом заправляют вторую
сторону профиля.
Профилировать шлифовальные
круги для шлицевых калибров можно
также универсальным приспособле-
нием, показанным на фиг. 147.
Внутренние диакйтры и торец
шлицевых колец обрабатывают с
одной установки на внутришлифо-
вальном станке, чтобы обеспечить
концентричность их и перпендику-
лярность торца относительно оси.
Торец и одно из внутренних отвер-
стий являются базами при шлифо-
вании шлицев у кольца. Поэтому
перед шлифованием шлицев отвер-
стия доводят.
Шлифование шлицев производят
на плоскошлифовальном станке в
специальном приспособлении, пока-
занном на фиг. 212. На шпинделе
приспособления установлен точный
делительный диск. Правильность
установки шлицевого кольца на при-
способлении проверяют микромером,
наконечник которого подводят к
внутренней поверхности кольца.
Рабочие плоскости шлицевых пазов
шлифуют Т-образным шлифовальным
кругом.
После шлифования производят доводку шлицев у пробок и шли-
цевых пазов у колец. На доводку оставляют припуск 0,005—0,01 мм
на сторону. При доводке обеспечивают точность углового шага
и ширину шлицев калибров.
5. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СКОБ
Изготовление гладких нерегулируемых скоб
Предельные скобы применяют для измерения валов и в ряде
случаев для измерения наружных размеров деталей, ограничен-
ных плоскими параллельными поверхностями.
По конструкции гладкие скобы разделяются на нерегулируемые
и регулируемые. По характеру получения заготовок скобы разде-
ляются на листовые, штампованные и литые.
Листовые скобы изготовляют из цементуемой углеродистой
стали или из углеродистой стали У8А. Штампованные скобы изго-
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СКОБ
321
товляют только из цементуемой углеродистой стали, так как загс;
товки для этих скоб получают посредством горячего штампования,
а из высокоуглеродистой стали такие заготовки трудно штамповать.’
Литые скобы изготовляют из ковкого чугуна для того, чтобы они
не ломались в эксплуатации и чтобы их можно было править перед
механической обработкой. Губки у этих скоб делают сменными
и изготовляют из стали У10А, X или ХГ.
Точность измерения скобами зависит от точности изготовления
и жесткости скобы, а также коэфициента трения губок скобы по
измеряемому изделию.
На точность измерения скобами
большое влияние оказывает изменение
размера вследствие нагрева корпуса
скобы от руки. Чтобы избежать на-
грева скобы, на корпус ее прикрепляют
накладки из теплоизоляционного ма-
териала — пластмассы или дерева.
Накладки устанавливают в тех местах,
за которые скобу держат рукой.
Заготовки для листовых скоб по-
лучают путем штамповки из листового
материала на эксцентриковом прессе.
Скобы для валов диаметром до 60 мм
штампуют без зева при помощи после-
довательного штампа. Первый пуан-
сон пробивает отверстие по внутрен-
Фиг. 213. Фрезерование изме-
рительных поверхностей и тор-
цев скоб.
нему контуру, а второй вырубает заготовку по наружному контуру.
Скобы размером свыше 60 мм штампуют с зевом. После штампования
и правки скобы поступают на шлифование плоскостей, затем на об-
тачивание по наружному диаметру и на фрезерование измеритель-
ных поверхностей. Фрезерование измерительных плоскостей произ-
водят на горизонтально-фрезерном станке набором фрез, причем
одновременно фрезеруют и торцы губок. Скобы закрепляют в при-
способлении; базой для установки служат заплечики измеритель-
ных губок со стороны внутреннего контура скобы (фиг. 213). При
установке в приспособление скобы надевают на оправку, которую
вынимают после закрепления скоб.
Разделительную канавку на губке между проходной и непро-
ходной частью фрезеруют на горизонтально-фрезерном станке. Для
малых размеров скоб применяют грибковую фрезу, которую закре-
пляют в патроне, установленном в шпинделе станка.
Листовые скобы, изготовляемые из стали марок 15, 20, после
механической обработки поступают на цементацию. При крупно-
серийном производстве целесообразно производить газовую цемен-
тацию. Газовая цементация технически более совершенна, чем
цементация в карбюризаторе, требует меньше времени, не создает
грязи и пыли в термическом цехе, и цементационный слой является
более качественным.
21 Честнов 1698
322
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
в воде.
После закалки производят <
\ Закалку скоб производят непосредственно после цементации,
Дак как температура цементации выше температуры закалки, то
скобы не сразу закаливают, а дают им возможность охладиться
до требуемой температуры. Закалку производят путем охлаждения
отпуск при 150°С.
При цементации и закалке
происходит деформация скоб,
поэтому после закалки скобы пра-
вят, затем производят искусствен-
ное старение.
После термической обработки
производят окончательное шлифо-
вание поверхностей, затем марки-
ровку, после чего скобы посту-
пают на чернение. При чернении
(оксидировании)температура ванн
140° С, поэтому одновременно с
чернением происходит искусствен-
ное старение.
^Шлифование измерительных
поверхностей скоб выполняют на
специальном плоскошлифовальном
станке, показанном на фиг. 214.
На этом станке имеются два шпин-
деля — один для шлифовального
круга 1 и второй для доводочного
диска 2.
Скобу закрепляют в приспо-
Фиг. 214. Станок для шлифования соблении на столе станка и махо-
измерительных поверхностей скоб* еичком 3 перемещают стол в по-
перечном направлении так, чтобы
одна из измерительных поверхностей скобы приблизилась к торцу
шлифовального круга. Точную подачу при шлифовании осуще-
ствляют маховичками 4 и 5. Продольное возвратно-поступательное
перемещение стола при шлифовании можно производить вручную
рукояткой 6 или же автоматически. Включение и выключение авто-
матического движения стола производят посредством педалей 7 и 8.
После шлифования одной губки стол перемещают в другую
сторону маховичком 3 и шлифуют вторую губку.
На кожухе шлифовального круга установлено приспособление 9
для правки торцевых сторон шлифовального круга.
Измерение скоб при шлифовании производят индикаторным
прибором, показанным на фиг. 215. Передаточное отношение рычага
на этом приборе равно 1 : 5, поэтому каждое деление индикатора
равно 0,002 зил.
Доводку скоб производят вручную на притире, который закре-
пляют в тисках. Предварительную доводку производят на чугун-
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СКОБ
323
ных притирах, шаржированных электрокорундовым порошком М20
(30') и М14 (60'I. Окончательную доводку производят па стеклянных
притирах с тонкой пастой ЮИ. Для измерения скоб при доводке
пользуются таким же индикаторным прибором, как и при шлифо-
вании. Контроль скоб после доводки производят на горизонтальном
оптиметре.
Заготовки для штампованных скоб получают путем горячего
штампования из прутка. В первом ручье штампа пруток изгибают,
во втором — штампуют и в третьем отрубают готовую штамповку.
Облой обрубают на эксцентриковом или фрикционном прессе. Правку
заготовок производят на фрикционном прессе.
Фиг. 215. Индикаторный прибор для измерения скоб.
После обрубки облоя по контуру скобы остаются неровности
и заусенцы. Обдирку облоя производят на обдирочных шлифоваль-
ных станках отдельно по наружному и по внутреннему контурам.
Затем скобы поступают на обдирочное шлифование плоскостей,
на фрезерование и термическую обработку.
Таблица 42
Припуски на обработку жестких скоб в мм
Интервалы раз- меров скоб Припуски на шлифо- вание после фрезеро- вания или сборки (—) Припуски иа доводку после шлифования (—)
1-й и 2-й классы точности 3-й и 4-й классы 1 точности
10 10-30 30-50 50-80 80-120 120 180 180-250 250-315 315—400 400—503 0,40+°+ 0,40+°’12 0,40+°’12 0,50+°’14 0,50+"°’14 0,55+°'16 0,50* 0 55* 0,60* 0,65* 0,020+°’°°8 О.О2О+0’008 0,025+°’°’ О,О25'г0’01 O.O25+0’01 O.O25+0,01 о,озо+°’012 0,03 )+°’012 0,ОЗо+°’°15 О,О35+°>015 0,01б+0’008 0,01 в+°>01 ; 0,020+°’01 0,020+°’°' : 0,020 + 0,01 0,020 ’ °’01 0,020+°’°12 0,020+°’°12 0,('2.5+°’°15 0,025+°’°15
* Припуски после привертывания губок или запрессовывания вставных: измерительных губок.
324
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Нерабочие поверхности штампованных скоб покрывают лаком,
а не чернят, как у листовых скоб. После штампования и пескоструй-
ной очистки поверхность получается недостаточно гладкой и ровной,
поэтому штампованные скобы сначала шпатлюют, затем покрывают
черным лаком и, наконец, кристаллическим лаком. Дальнейшая
обработка штампованных скоб такая же. как и для листовых скоб.
Операционные припуски на изготовление жестких скоб приве-
дены в табл. 42.
Изготовление регулируемых скоб
Регулируемые гладкие скобы имеют переставные измеритель-
ные вставки. Корпусы регулируемых скоб изготовляют посредством
горячего штампования или отливки из ковкого чугуна. Регулируе-
мые вставки у этих скоб изготовляют из стали У10, X или ХГ.
Фиг. 216. Двухшпиндельный станок для сверления
отверстий в регулируемых скобах.
Посредством регулирования измерительных вставок можно не
только компенсировать износ скобы, но и устанавливать скобу
на различные размеры, классы точности и посадки в пределах интер-
вала размеров, которые можно контролировать данным номером
скобы. В этом отношении регулируемые скобы имеют большие
преимущества перед нерегулируемыми скобами.
Технологический процесс изготовления регулируемых скоб дол-
жен обеспечить параллельность измерительных поверхностей вста-
вок, причем параллельность не должна нарушаться при регулиро-
вании скоб и установке их на различные размеры в пределах интер-
вала измеряемых размеров. Для того, чтобы при передвижении
вставок сохранялась параллельность измерительных поверхностей,
необходимо, чтобы отверстия в скобе и вставки были строго прямо-
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА сков
325
линейны, диаметры вставок должны быть точно пригнаны к отвер-
стиям в скобах и вставки должны перемещаться без качки.
Вставки при регулировании не поворачиваются относительно
своих осей, так как на вставках имеются лыски, в которые при
затяжке стопорных винтов упираются затяжные втулки своими
скосами, поэтому неперпендикулярность измерительных поверх-
ностей относительно осей вставок не влияет на точность скобы. При
шлифовании и доводке измерительных плоскостей скобы в собран-
ном виде достигается требуемая параллельность измерительных
плоскостей.
Корпус регулируемых скоб штампуют на молоте для горячей
штамповки. Штампование производят из прутка в трехручьевом
штампе. В первом ручье пруток изгибают, во втором штампуют
326
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
а этом станке одновременно
Фиг. 218. Станок для шлифова-
ния сфер.
и в третьем обрубают готовую штамповку. Обрубку облоя и правку
производят на фрикционном или эксцентриковом прессе. За-
тем производят обдирку облоя по наружному и внутреннему
контурам, шлифование плоскостей и фрезерование торцов у
яблочков.
Сверление отверстий в корпусах регулируемых скоб производят
за специальном двухшпиндельном станке, показанном на фиг. 216.
сверлят два противоположные отвер-
стия, затем стол перемещают и
сверлят остальные два отверстия.
Сверление отверстий под затяж-
ные втулки производят в кондук-
торе на сверлильном станке. Раз-
вертывание и зенкование отвер-
стий под вставки и под втулки про-
изводят также на сверлильных стан-
ках.
После предварительной обра-
ботки отверстий корпусы скоб пос-
тупают на лакирование, затем про-
изводят окончательное развертыва-
ние отверстий и нарезание резьбы.
Нарезание резьбы под регули-
ровочные винты производят метчи-
ками на резьбонарезных станках с
вертикальным шпинделем. Конструк-
ции шпинделя и реверсивного ме-
ханизма этого станка показаны на
фиг. 217.
Шлифование и доводку измери-
тельных поверхностей у регулируе-
мых скоб производят так же, как
и у нерегулируемых скоб.
Регулируемые скобы изготовляют
для 3-го и более грубых классов точ-
классов точности трудно обеспечить
охранение параллельности измерительных поверхностей при регу-
лировании скобы.
Скобы со сферическими вставками не требуют обработки измери-
тельных поверхностей в собранном виде, поэтому вставки оконча-
тельно обрабатываются до сборки.
Шлифование сфер на сферических цапфах производят на спе-
циальном станке, показанном на фиг. 218. Вставку закрепляют
в цанге шпинделя, который получает вращение от привода. Шпин-
дель установлен на каретке, которую вручную можно поворачи-
вать в горизонтальной плоскости. Величину радиуса сферы можно
изменять посредством перемещения стойки со шпинделем по напра-
твяяющим каретки.
ности, так как для 1 и 2-го
ТЕХНОЛОГИЯ ПОВЕРОЧНЫХ плит
327
После шлифования сферы производят полирование. Для этого
на станке вместо шлифовального круга устанавливают деревянный
круг (березовый или липовый), на который наносят пасту ГОИ.
Чтобы уменьшить износ вставок со сферическими поверхностями,
их хромируют.
6. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПОВЕРОЧНЫХ ПЛИТ
Поверочные плиты предназначены для контроля плоскостности
деталей по методу пятен «на краску» и для разного рода контроль-
ных работ Поверочные плиты изготовляют размером от 200 х 200 мм
до 1000 X 1500 мм. Материалом для изготовления плит служит
серый плотный мелкозернистый чугун. Твердость рабочей поверх-
ности плит должна быть в пределах 150—210 Нв- Точность рабочей
поверхности плиты является основным показателем, по которому
поверочные плиты разделяются на классы. Допустимое отклонение
рабочей поверхности плиты от геометрически правильной плоскости
по ГОСТ задано или числом пятен на квадрате со стороной 25 мм
или в линейном отклонении, выраженном в микронах.
При проверке плоскостности рабочих поверхностей шабро-
ванных плит по краске число пятен в квадрате со стороной 25 мм дол-
жно быть:
а) для поверочных плит 0 и 1-го класса — не менее 25,
б) для поверочных плит 2-го класса — не менее 20,
в) для разметочных плит 3-го класса — не менее 12.
Заготовки для плит отливают, причем рабочую поверхность
располагают так, чтобы она находилась внизу. Для получения
плотного мелкозернистого чугуна с требуемой твердостью плиты
отливают в формы, у которых дном служит стальная плита, выпол-
няющая роль кокиля. При остывании отливок в плитах возникают
значительные внутренние напряжения, которые необходимо устра-
нять, чтобы плиты в эксплуатации не деформировались.
Внутренними напряжениями называются такие напряжения,
которые существуют в материале детали при отсутствии внешней
нагрузки. Внутренние напряжения взаимно уравновешиваются и
внешне ничем не проявляются. Деталь, напряженная до границы
разрушения, по внешнему виду ничем не отличается от детали,
свободной от внутренних напряжений.
Напряжения в отливках возникают вследствие изменения объема
при затвердевании и неравномерного затвердевания вследствие
различной скорости охлаждения различных частей отливки.
Не имея возможности свободно сокращаться и принимать раз-
меры, соответствующие ненапряженному состоянию, различные
части отливки оказываются растянутыми или сжатыми, причем
напряжения в них могут достигать весьма больших значений. В тол-
стых частях отливок обычно возникают растягивающие напряжения,
а в тонких местах — сжимающие.
Литейные напряжения иногда получаются настолько большими,
что в отливке возникают трещины. Однако чаше внутренние напря-
32Я
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕН
жения не достигают таких значений и сразу ничем не проявляются,
но с течением времени происходит деформация отливки: отливка
изменяет свою форму и размеры. При постепенном деформировании
с течением времени внутренние напряжения уменьшаются или
совсем исчезают, но для этого требуется слишком большое время.
Отливки на механическую обработку в большинстве случаев
поступают в напряженном состоянии. При снятии с поверхности
Огливки части металла (например, при строгании) внутренние на-
пряжения перераспределяются и отливка получает значительные
деформации. Каждая последующая обработка может повлечь за
собой деформирование детали, однако наибольшее влияние ока-
зывают обдирочные проходы. После снятия литейной корки при
черновом строгании сразу освобождается наибольшая часть напря-
жений и в дальнейшем отливку «ведет» уже значительно меньше.
В силу сказанного необходимым требованием является прове-
дение искусственного или естественного старения отливок для точ-
ных изделий после чернового строгания. Для менее точных изде-
лий можно ослабить крепление отливки к столу после обдирки и
перед чистовым строганием заново закрепить.
Если не принять этой меры предосторожности, то отливка будет
обработана начисто в напряженном состоянии, так как крепления
не позволяют ей после обдирки принять форму, соответствующую
новому распределению напряжений. После снятия со станка отливка
сразу же покоробится.
Естественным старением называется вылеживание отливок в по-
мещении или на открытом воздухе (на заводском дворе) продолжи-
тельностью от 15 суток до нескольких месяцев, в зависимости от
требований, предъявляемых к изделию, и от формы отливки.
При коротких сроках вылеживания старение можно предусмо-
треть при планировании технологического процесса, так, чтобы
между обдиркой и окончательной обработкой было возможно больше
промежуточных операций (сверление, нарезание резьбы и др.).
Увеличение сроков вылеживания отливок приводит к омертвлению
оборотных средств и к загромождению складов.
Искусственное старение отливок производят путем термической
обработки. Температуру, при которой производят такую терми-
ческую обработку чугунных отливок, устанавливают в пределах
450—550°. Чем выше температура, тем быстрее идет процесс старе-
ния, но тем больше уменьшается твердость отливок после терми-
ческой обработки. Искусственное старение чугунных отливок обычно
производят при 500°; нагрев продолжается 3—4 часа; выдержка
4—6 час. Охлаждение отливок производится вместе с печью до 200°,
дальнейшее охлаждение может производиться на воздухе.
После отливки поверочные плиты отжигают при 550", затем про-
изводят механическую обработку. У плит размером до 450 х 600 мм
рабочую поверхность обрабатывают скоростным фрезерованием
на мощном вертикально-фрезерном станке. После фрезеро-
вания рабочей поверхности сначала фрезеруют опоры, затем ребра
ТЕХНОЛОГИЯ ПОВЕРОЧНЫХ плит
329
плит, сверлят и нарезают резьбу под ручки, и плиты поступи т
на искусственное старение. Затем производят шлифование рабочих
поверхностей на плоскошлифовальном станке с горизонтальным
шпинделем. Плиты 1 и 2-го класса выпускают шлифованными,
а плиты 0-го класса шабрят.
Плиты размером 500 X 800 мм и выше после отжига строгают
предварительно, затем производят искусственное или естественное
старение и, наконец, окончательную
строжку. При наличии большого
плоскошлифовального станка рабо-
чие поверхности плит шлифуют, если
же такой станок отсутствует, то
производят шабрение плит после
строгания и вылеживания (естест-
венного старения). При шабрении
одновременно обрабатывают три
плиты. Поверхность плиты покры-
вают тонким слоем краски (берлин-
ская лазурь, разведенная в масле)
и на нее накладывают вторую плиту;
точки соприкосновения плит, види-
мые по краске, снимают шабрением
и повторяют его до тех пор, пока
не добьются прилегания обеих плит
по всей плоскости.
Если пришабрить две плиты
(обрабатывая обе) одну к другой так,
чтобы их поверхности совпадали,
то поверхности плит будут Нредстав-
лять сферы. Поверхность одной
плиты будет выпуклая, поверхность
другой — вогнутая. Для того, чтобы получить на плитах геометри-
чески правильную плоскость, необходимо ввести добавочную
плиту и шабрить три плиты одну по другой в определенной
последовательности. Если плиты обозначить номерами 1, 2 и 3
(фиг. 219), то процесс шабрения должен идти по следующей схеме:
1. Пришабривают до совпадения поверхностей плиты 1 и 2
(обе обрабатывают). 2. К одной из плит, например, к плите 1, при-
шабривают поверхность плиты 3. В этом случае материал снимается
только с одной плиты 3, плиту 1 оставляют без изменения.
3. Оставляя в стороне плиту 1, одновременно пришабривают плиты 2
и 3. Так как обе эти плиты были пришабрены к плите 1, ао при
наложении их друг на друга ошибки каждой из них будут удвоены.
4. Когда плиты 2 и 3 будут пришабрены, к одной из них, напри-
мер, к плите 2, пришабривают плиту 1 и затем, пользуясь методом
удвоения ошибок, пришабривают друг к другу плиты 1 и 3. При
достижении требуемого числа пятен на участке 25 X 25 мм на всех
трех плитах, проверяя их попарно, шабрение прекращают.
330
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
7. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПЛОСКОПАРАЛЛЕЛЬНЫХ
КОНЦЕВЫХ МЕР
Плоскопараллельные концевые меры длины предназначены для
передачи размера от государственного эталона длины — основной
световой волны — до измеряемой детали.
Концевые меры применяют для воспроизведения и хранения
единиц длины, для проверки и градуировки измерительных прибо-
ров и инструментов, для проверки размеров при изготовлении
калибров, шаблонов, точных режущих инструментов, приспособле-
ний, а также для особо точных разметочных работ.
Плоскопараллельные концевые меры изготовляют 0, 1, 2, 3
и 4-го классов точности. Измерение концевых мер (аттестацию)
производят с различной точностью, в зависимости от класса точности
и назначения; точность аттестации характеризуется разрядом.
Аттестацию концевых мер производят по I, II, III, IV, V и VI раз-
рядам.
Основным свойством концевых мер является их притираемость.
Притираемостью называют способность концевых мер сцепляться
при наложении их одна на другую рабочими поверхностями, что
дает возможность составлять блоки концевых мер требуемого размера.
Явление притираемости концевых мер до настоящего времени
полностью еще не изучено. Предположение, что сцепление обусло-
вливается давлением окружающей атмосферы, не оправдало себя,
так как усилие, которое требуется для разъединения двух притер-
тых концевых мер, значительно превышает усилие, которое могло бы
быть создано давлением атмосферы. Предположение о наличии
непосредственного молекулярного сцепления между твердыми телами
также себя не оправдало. Если поверхности концевых мер тща-
тельно очищены и протерты ватой, пропитанной эфиром, то плитки
не будут притираться.
Всякая вновь полученная металлическая поверхность покры-
вается на воздухе молекулярным слоем адсорбированных газов
и жидкостей. Этот слой настолько прочно удерживается на поверх-
ности металлов, что удалить его без повреждения поверхности
металла невозможно ни механическими, ни химическими средствами.
Опыт технической физики говорит, что абсолютно чистую поверх-
ность металла можно получить только в том случае, если после
тщательной механической очистки тело длительно прогревать в вы-
соком вакууме1. Влиянию этих молекулярных пленок подчиняются
явления сцепления плоскостей.
При доводке конпевых мер применяют стеарин и очищенный
керосин, поэтому молекулы этих веществ также адсорбируются
на поверхности концевых мер. Поверхностный молекулярный слой
1 Советским физиком проф. А. С. Ахматовым разработан метод получения
физически чистых поверхностей металлов посредством тщательной очистки
их мелкодисперсным активированным углем. Частички угля адсорбируют мо-
лекулы и таким образом удаляют их с поверхности металла.
ТЕХНОЛОГИЯ ПЛОСКОПАРАЛЛЕЛЬНЫХ КОНЦЕВЫХ МЕР
331
состоит из адсорбированных молекул разных углеводов, смешанных
с воздухом и водяными парами. Этот тончайший молекулярный
слой имеет от 20 до 100 рядов молекул, и толщина его составляет
0,002—0,008 мк.
По исследованиям чл.-корр. АН СССР Б. С. Дерягина и
проф. А. С. Ахматова, тончайшие слои смазки (0,04—0,08 мк) на
поверхности металла теряют свойства жидкости и становятся как бы
твердыми. Это отвердение смазки в тонких молекулярных слоях
оказывает влияние на притираемость.
Если плоскопараллельные концевые меры вследствие износа
плохо притираются друг к другу, то стоит только слегка провести
одной из плиток по коже тыльной стороны ладони руки, и прити-
раемость становится хорошей. Это объясняется тем, что после сопри-
косновения с рукой на поверхности концевой меры останется тон-
чайший слой жира, который способствует восстановлению прити-
раемости. Восстановление притираемости при наличии тонкого
промежуточного слоя адсорбированных молекул подтверждает зна-
чение этого промежуточного слоя для объяснения явления прити-
раемости.
Для того, чтобы концевые меры могли притираться друг к другу,
необходимо, чтобы поверхности их соприкасались в пределах тол-
щины молекулярной адсорбированной пленки. Чем точнее и лучше
обработаны поверхности, тем тоньше может быть молекулярный
адсорбированный слой и тем сильнее поверхности сцепляются друг
с другом. Поэтому плоскостность и чистота поверхности концевых
мер оказывают решающее влияние на притираемость.
Исходя из условий эксплуатации концевых мер установлено, что
штриховая доводка измерительных поверхностей лучше, чем зер-
кальная. При зеркальной отделке измерительных поверхностей
сцепление было бы сильнее, но ввиду того, что в воздухе имеются
мельчайшие частички пыли, которые будут мешать сцеплению или
повреждать поверхности и нарушать притираемость, наличие тон-
ких штрихов на измерительных поверхностях концевых мер оказы-
вает благоприятное влияние на притираемость в эксплуатации.
Допустимые погрешности изготовления плоскопараллельных
мер длины по ОСТ 85000-39 задаются, в зависимости от класса точ-
ности, на отклонение срединной длины и по отклонению от плоско-
параллельности.
Под срединной длиной концевой меры понимается длина пер-
пендикуляра, опущенного из середины свободной поверхности
плоскопараллельной концевой меры на плоскую поверхность,
к которой концевая мера полностью притерта.
Под отклонением от плоскопараллельности в любой точке сво-
бодной измерительной поверхности понимают разность между дли-
ной концевой меры и срединной ее длиной.
Ввиду того, что измерение плоскопараллельных концевых мер
производят интерференционным методом, размер плоскопараллель-
ных концевых мер определяют расстоянием между двумя измери-
332
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
тельными плоскостями, из которых одна является поверхностью
вспомогательной стеклянной пластины, к которой мера полностью
притерта одной своей измерительной поверхностью, а другая —
свободной измерительной поверхностью концевой меры.
Заготовки для плоскопараллельных концевых мер от 3 до 100 мм
получают из полосовой стали путем разрезания наборами отрезных
фрез на фрезерном станке. В получаемых таким образом заготовках
Фиг. 220. Обойма для предварительной доводки
концевых мер на станкес вращающимися плитами.
направление волокон
перпендикулярно изме-
рительным поверхнос-
тям. Это благоприятно
вследствие того, что при
наличии в стали неме-
таллических включений
или карбидных строчек,
которые обычно распо-
лагаются в направле-
нии прокатки, поверх-
ность этих включений
на измерительных пло-
скостях окажется мини-
мальной.
Заготовки для кон-
цевых мер до 2,5 мм
получают посредством
штампования из холод-
нокатанной ленты. Это
дает возможность зна-
чительно уменьшить
расход материала, так как при разрезании заготовок фрезой из
полосы ширина фрезы для отрезания этих плиток оказывается
больше толщины заготовки.
Измерительные поверхности концевых мер до 3 мм шлифуют
до закалки с припуском под доводку 0,2 мм. Для того, чтобы при
закалке уменьшить деформацию, концевые меры малых размеров
зажимают пачками в специальные струбцинки и в таком виде зака-
ливают. После закалки, отпуска и искусственного старения конце-
вые меры размером до 3 мм передают на шлифование боковых гра-
ней и на доводку. Первую грубую доводку производят на станке
с вращающимися плитами. Концевые меры укладывают в обойму,
как показано на фиг. 220. Доводку производят с обильной подачей
абразивной эмульсии.
Первая грубая доводка в данном случае заменяет шлифование.
Производительность при такой доводке больше, чем при шлифова-
нии, так как шлифование тонких концевых мер затруднительно
в связи с деформацией концевых мер. Для таких тонких плиток
необходимо применять шлифование с малыми глубиной резания
и подачей, но при этом все же трудно избежать деформации.
ТЕХНОЛОГИЯ ПЛОСКОПАРАЛЛЕЛЬНЫХ КОНЦЕВЫХ МЁР
333
Доводка концевых мер на станке с вращающимися плитами дает
возможность получить концевые меры без искривления, несмотря
на то, что они тонкие, с/то объясняется тем, что скорость резания
при доводке во много раз меньше, чем при шлифовании. Большое
влияние также оказывает то, что при доводке обе поверхности обра-
батывают одновременно, тогда как при шлифовании сначала шли-
фуют одну поверхность, а затем другую, вследствие чего трудно
создать равновесие напряжений, возникающих при шлифовании
в тонких поверхностных слоях металла.
Концевые меры размером свыше 3 мм после термической обра-
ботки поступают на шлифование измерительных поверхностей и бо-
ковых граней. При шлифовании измерительных поверхностей плоско-
параллельных концевых мер особое значение имеет правильный
выбор режима шлифования и характеристики шлифовального круга.
При шлифовании измерительных поверхностей применяют шлифо-
вальные круги с керамической связкой твердостью М3. Шлифова-
ние производят на плоскошлифовальных станках с горизонтальным
шпинделем глубинным методом при поперечной подаче 0,8—
1,2 мм/ход. Глубина резания при окончательном шлифовании 0,01 —
0,005 мм.
Перед доводкой со всех ребер концевых мер снимают фаски,
чтобы при доводке острые края не резали доводочные плиты. Сни-
мают фаски на плоскошлифовальном станке. На столе станка уста-
навливают приспособление, в которое снизу вкладывают концевую
меру так, чтобы над поверхностью приспособления выступало ребро,
на котором нужно снять фаску. Концевые меры в приспособлении
удерживают вручную. После шлифования концевые меры размагни-
чивают на демагнитизаторе. Демагнитизатором является магнитная
плата, питаемая переменным током. Следует иметь в виду, что вы-
ключать демагнитизатор нужно тогда, когда детали сняты с него.
Если выключить ток, когда детали лежат на демагнитизаторе,
размагничивания не произойдет, так как в момент разрыва цепи
через обмотку демагнитизатора пройдет ток какого-либо одного
направления и намагнитит детали.
Доводку плоскопараллельных концевых мер производят за 4
операции на специальных доводочных станках с неподвижными
плитами. С каждой последующей операцией уменьшают величину
зерен абразивных порошков, которыми шаржируют доводочные
плиты.
При доводке получают требуемый размер, плоскостность, парал-
лельность и необходимое качество поверхности плоскопараллель-
ных концевых мер. Требования, предъявляемые к точности конце-
вых мер, могут быть обеспечены только при специально налаженном
производстве. Стабильность температуры помещения и самих дета-
лей в процессе обработки является одним из основных условий
этого производства.
При механической доводке происходит нагрев как плоскопарал-
лельных мер, так и притирочных плит, вызывающий деформацию
334
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
деталей и плит. Деформация плит происходит также от изменения
температуры помещения. Как показал опыт работы, при отклонении
температуры помещения на 2—3° плоскостность плит нарушается
и при окончательной доводке получается брак концевых мер. Для
того, чтобы обеспечить требуемую точность, в помещении поддер-
живают постоянную температуру. Отклонение температуры от уста-
новленной ОСТ (20°) допускается не более чем +0,5°. Кроме того,
чтобы избежать нагрева изделий и притирочных плит в процессе
доводки, скорость движения при доводке должна быть небольшой.
Удельное давление при доводке плоскопараллельных концевых
мер обычно бывает в пределах 1,2—1,6 кг!мм2. Скорость движения
изделий при окончательной доводке 9 м/мин.
При первой доводке плоскопараллельных концевых мер плиты
шаржируют электрокоруидовым микропорошком 60' и 120’, при
второй доводке — электрокоруидовым микропорошком 480', при
третьей доводке — электрокоруидовым микропорошком 2000' и при
четвертой доводке плиты шаржируют электрокоруидовым микро-
порошком 3000'.
Окончательную доводку производят при выключенном попереч-
ном движении лент станка.
После шлифования плоскопараллельных концевых мер на до-
водку оставляют припуск 0,03—0,045 мм.
При серийном производстве плоскопараллельных концевых мер,
установленные по классам точности допуски выдерживают за счет
отбора при контроле после доводки. Это дает возможность при
доводке расширить пределы допусков. В табл. 43 приведены при-
пуски на доводку плоскопараллельных концевых мер, применяемые
при производстве с использованием метода отбора концевых мер
по классам точности.
Таблица 43
Припуски на доводку плоскопараллельных концевых мер
Интервалы раз- меров Припуски в мм (-f-)
После шлифования После 1-й доводки После 2-й доводки После 3-й доводки
1-3 0>2-о,о2 О,015_0008 о,ооз_0001 0,001 _О1оооз
3,5-10 О,О40_0)01 0,003 о,ооз_0 001 0,001 _О1оооз
-20-100 О,045_0015 О,О12_О1оо4 О,0045_010025 0,001 0,0005
Примечание. Концевые меры размером 1—3 мм после закалки
поступают на доводку на станки с вращающимися плитами.
ТЕХНОЛОГИЯ МИКРОМЕТРОВ
335
8. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА МИКРОМЕТРОВ
Изготовление микрометров для размеров от 0 до 100 мм
Ниже приводится описание технологического процесса изгото-
вления микрометров для размеров от 0 до 100 мм, разработанного и
осуществленного при освоении поточного производства. Поточное из-
готовление микрометров впервые освоено в СССР и не имеет себе
равного за границей.
Производство измерительных инструментов требует высокой точ-
ности и культуры производства. Измерительные инструменты могут
изготовляться не только лекальщиками, но при надлежащей подго-
товке производства,
оснащении его спе-
циальными приспо-
соблениями, инстру-
ментом и оборудова-
нием, при расчлене-
нии технологического
процесса на отдель-
ные операции, можно
осуществлять и по-
точное производство.
На фиг. 221 по-
казана конструкция
микрометра завода «Калибр». Точность показаний микрометра
зависит от точности микровинта и микрометрической гайки (мик-
ропары), от точности делений на барабане, от правильности рас-
положения продольного штриха на стебле, от параллельности
измерительных поверхностей пятки и микровинта между собой и
перпендикулярности их оси микровинта, от жесткости скобы и ста-
бильности работы трещетки.
При проектировании технологического процесса изготовления
микрометров все факторы, влияющие на точность показаний, должны
быть учтены, и технологический процесс должен быть разработан
так, чтобы обеспечить возможно более высокую точность тех эле-
ментов деталей микрометра, которые влияют на точность измерения
микрометром.
Точность микрометрического винта и гайки зависит от погреш-
ностей шага, угла профиля и среднего диаметра (конусности) микро-
метрического винта, а также от погрешностей соответствующих
элементов гайки. Микрометрический винт микрометра имеет цилин-
дрическую часть, которая входит в направляющее отверстие стебля,
поэтому к перечисленным погрешностям добавится еще неконцент-
ричность резьбы и направляющей части как микровинта, так и стебля.
Микрометрический винт изготовляют из углеродистой стали У12
(заготовка из калиброванной стали или из серебрянки). При изго-
товлении микровинта из серебрянки сокращается время на обтачи-
вание, так как участок, на котором нарезают микрометрическую
336
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
резьбу, можно не обтачивать, если диаметр серебрянки подобрать
так, чтобы был припуск только на шлифование.
Закалку направляющей части микровинта выполняют токами
высокой частоты. При закалке необходимо предохранить от нагрева
участок, где должна быть микрометрическая резьба. При закалке
с нагревом токами высокой частоты это достигается без затрудне-
ний. Конец микровинта со стороны измерительной плоскости удли-
нен для того, чтобы можно было сделать внутреннее центровое
отверстие. После закалки и выполнения всех операций, которые
делаются в центрах, конец с центровым отверстием отламывают,
для чего на заготовке в соответствующем месте протачивают канавку.
Закалка микровинтов токами высокой частоты осложняется тем,
что на конце винта, где должна быть измерительная поверхность,
необходимо получить сквозную закалку. Это достигается за счет
увеличения времени нагрева конца микровинта.
При шлифовании микровинта особое внимание необходимо уде-
лять состоянию центров станка и центровых отверстий изделия.
Участок под резьбу и направляющая часть микровинта должны
быть концентричны. Биение микровинта на этих участках допу-
скается не более 0,005 мм.
До настоящего времени микрометрическую резьбу на микро-
винтах нарезали на прецизионных винторезных станках, снабжен-
ных коррекционными линейками. Точность резьбы по шагу при
нарезании на этих станках достигалась в пределах +0,003 мм.
Несмотря на то, что эти станки полуавтоматические и один рабочий
может обслуживать два станка, затраты времени на нарезание
резьбы на микровинтах на этих станках были значительны.
В настоящее время освоено накатывание микрометрической
резьбы на микровинтах на специальных накатных станках. Для
накатывания применяют шестнадцатизаходные накатные ролики.
При накатывании микрометрических винтов наиболее трудно
обеспечить концентричность резьбы и направляющей части микро-
винта. Поэтому перед накатыванием заготовки микровинта шлифуют
с особой тщательностью. Сближение роликов при накатывании
должно быть плавным и равномерным. Большое значение имеют
также величины площадок на вершинах резьбы роликов. Эти
площадки должны быть строго одинаковы, чтобы обеспечить по
возможности одинаковое вдавливание обоих роликов в начале
накатывания.
После накатывания поверхность резьбы микровинтов стано-
вится наклепанной, поэтому производить исправление резьбы
посредством дополнительного нарезания резцом уже невозможно.
Обработка посадочного места на микровинте для барабана должна
обеспечить точное расположение барабана. Особое внимание обр
щают на обработку опорного торца на буртике микровинта. По-
резание этого торца производят в конце обработки с тем, чтоб
избежать повреждений при транспортировке и получить требуемую
точность. Проверку перпендикулярности торца буртика к оси микро-
ТЕХНОЛОГИЯ МИКРОМЕТРОВ
.337
винта производят индикатором в центрах при помощи специального
измерительного кольца, которое укрепляют на микровинте. Торец
барабана, прилегающий к этому буртику, шлифуют на точной
опрзвкс.
Технологический процесс изготовления микрометрических вин-
тов приведен в карте 5.
Заготовки стебля, барабана и корпуса трещотки изготовляют
из калиброванных прутков на автоматах.
После автоматной обработки заготовка стебля поступает для
обработки на многорезцовый полуавтомат. Заготовку устанавливают
в центрах, базируясь на отверстие, что дает возможность при обра-
ботке устранить неконцентричность наружного диаметра по отноше-
нию к отверстию, полученную вследствие увода при сверлении.
Растачивание отверстия, зенкование и развертывание выполняют
на токарном станке. Деталь зажимают в цанге. Развертывание отвер-
стия под микрометрическую резьбу производят инструментами
с направляющими, что обеспечивает концентричность отверстия под
резьбу и направляющего отверстия стебля.
Шлифование наружной поверхности стебля и нарезание кони-
ческой резьбы производят на оправке, что обеспечивает концентрич-
ность их по отношению к отверстию. Участок стебля, на который
наносят деления, должен быть концентричен оси, так как в против-
ном случае зазор между барабаном и стеблем будет неравномерным
по окружности.
Нанесение делений, цифр и продольного штриха на стебле произ-
водят на штамподелительной машине. Для того чтобы при штам-
повании стебель не дефэрмирозался, в отверстие вставляют оп-
равку. Точность нанесения делений на стебле не имеет значения,
так как эти деления предназначены для отсчета целого числа обо-
ротов микровинта. Так как микровинт имеет шаг резьбы 0,5 мм, то,
следовательно, по этим делениям отсчитывают размеры с интервалом
до 0,5 мм. Доли оборота микровинта отсчитывают по барабану.
Так как барабан имеет 50 делений, то, следовательно, каждое
деление равно 0,01 мм.
Отсчет производят по совпадению штриха барабана с продоль-
ным штрихом стебля.
Точность нанесения продольного штриха влияет на точность
показаний микрометра. Если продольный штрих будет нанесен
наклонно к оси стебля, то по мере перемещения барабана в осевом
направлении точка отсчета будет перемещаться в сторону наклона
продольного штриха.
На некоторых заводах влияние наклона продольного штриха
использовалось для компенсации погрешностей шага микровинта.
Если микровинт имел минусовое отклонение в шаге, то наклон
штриха делали в одну сторону, а при плюсовом отклонении — в дру-
гую сторону.
Технологический процесс изготовления стебля микрометра приве-
ден в карте 6,
2'2 Честнов 16^8
338 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
КАРТА •>
Технологический процесс изготовления микровинта микрометра
№ опера-
ции
Наименование переходов
Станок Операционный эскиз
1 а. Зажать в цанге 1. Подрезать торец I б. Подать до упора 2. Отрезать на 1— Н6_046 1 Токар- ный — -—"а-0,46——
11 2”
2 а. Зажать в патроне 1. Подрезать торец II Токар- j TL
-0,44
1 i । ;
3 а. Зажать в цанге 1. Наметить центр 1 2. Сверлить отверстие 0 1,5 3 Зенковать / 60' и 2^120° б. Зажать в цанге другой сто- роной 4. Наметить центр II 5. Сверлить отверстие 0 1,5 6. Зенковать 0,5X60°, 0,3 X X 120° Центро- вальный 5^ ( 'о «—
4 а. Установить в центры 1. П[оточить 0 8,5_О1 2. Проточить 2 канавки Токар- ный по- луавто- мат 1 И !,«• II
-а
5 Ь„«ар.; 1. Проточить канавку 1 ный 1 ।
6 ч Термическая обработка Закалить 2. Отпустить 3. Промыть 1 > -EKkdi 1. в. Ч. | i s^3<7W Mretz/rw ।
ТЕХНОЛОГИЯ МИКРОМЕТРОВ
339
Продолжение
। № опера- 1 ции Наименование переходив Станок Операционный эскиз
7 1. Зачистить центр 1 2. Зачистить центр II Центро- вальный j>o I
8 1. Шлифовать 0 9^’211 Бесиен- трово- шлифо- вальный ф О
9 а. Установить в центры 1. Шлифовать 0 8.1_ооз Кругло- шлифо- вальный с=Г н > ЕЙ
10 а. Установить в центры 1. Шлифовать 0 8,75_ооз Кругло- шлифо- вальный -S? До |]м~=ЭЬ=®Е-
И 1. Запрессовать микровинт во втулку Гидрав- лический пресс i
12 а Установить в центры 1. Шлифовать 0 17±0036 Кругло- шлифо- вальный rN м г t НЫ я
щ Ц1_ ц fl 7±0,006^.
340
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Продолжение
№ опера- ции Наименование переходов Станок Операционный эскиз!
13 а. Установить в центры 1. Шлифовать торец I 2. Шлифовать 0 19 028 Кругло- шлифо- вальный 1 л ' Ал. « г- A
14 а. Установить в центры 1. Шлифовать 0 8,64_ООО5 * Кругло- шлифо- вальный У
15 а. Установить в центры 1."Шлифовать 0 8±0,005 и фаску Кругло- шлифо- вальный S Ш>'о+ ‘gft Е 3
16 1. Подрезать торец 11 Токар- ный -5 &
17 1. Накатать микрометрическую резьбу Резьбо- накатный
18 1. Отломить ложный центр Вручную’
19 i а. Установить в приспособле- ние 10 микровинтов 1. Шлифовать измерительный торец в размер 107 0,я Плоско- шлифо- вальный
ТЕХНОЛОГИЯ МИКРОМЕТРОВ
341
КАРТА 6
Технологический провесе изготовления стебля микрометра
№ (тера- пии Наименование переходов | ! Станок j
1 1 а) Подать до упора i 1. Наметить центр i 2. Сверлить 0 7,5 мм j 3. Сгерлить 0 7.0 мм ; 4 Сверлить 0 6,0 мм ! 5. Обточить 0 14 мм 1 6. Отрезать^ i 1 Токарный автомат
9 а) Установить в цен- тры 1. Обточить 0 15,3 мм 2. Обточить 0 17,2 мм 3. Обточить конус 4. Обточить канавку Токарный полуавтомат
Операционный зеки?
I
3 а. Зажать в патрои 1. Подрезать торец Токарный
4 а. 1. 2. 3. Зажагь в цанге Рассверлить 01Амм Рассверлить 0 8 мм Зенковать 0 7,6
и 0 8,2 мм я
4. Снять фаску 0,ЗХ' 0° <и й
5. Развернуть отвер- стие 0 7 9 мм ч о
6. Развернуть отвер- стие 0 8,45 мм м О 0-
1. Развернуть отвер-
стие 0 8+°’016
а. Надеть на оправку
и установить в цен-
тры
1. Шлифовать
0 16,8_0035
Токарный
Круглошли-
фовальный
342
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Продолжение
№ опера- ции Наименование переходов Станок Операционный эскиз
7 а. Надеть на оправку и установить в цен- тры 1. Шлифовать 0 14,984-". Кругюшли- фовальный — 55
—
8 а. Установить деталь 1. Нарезать специаль- ную конусную резь- бу Токарно- винторез- ный полу- автомат ТшЬ- Кони веская резьба
—
9 1. Штамповать штрихи Штамподе- литсльный
1 lll«IUltHUiniHtHIII
HP § i
10 1. Штамповать цифры Штампо- делнтельный
ИИШ11МИЦ111ЦИЦ1И рпрптрпрпет 0 5 IQ 15 2025 "Э
г 1 Г
11 а. Установить в кон- дуктор 1. Сверлить три отвер- стия 0 5,5 мч Сверлиль- ный по ; /ZZZZZZZzZ/Z ZZ/zZWZ'? 4 r —
12 а. Зажать в патроне 1. Расточить выемку 0 10 мм на 1=48 мм Токарный ? i
J ФЗ
ТЕХНОЛОГИЯ МИКРОМЕТРОВ
343
Продолжение
one- ; Наименование переходив
рации •
Станок
Операционный эскиз
13
1.
Фрезеровать три
паза
i Горизон-
I тальнофре-
i зерный
U,8
сеч по a &
'b
а
14
Снять фаски на па-
зах с наружного и
внутреннего диаме-
тров и заусенцы в
отверстиях 0 5,5 мм
Вручную
15 I 1 1 1. Притупить острый край на торце* 0 15 мм и зачистить Токарный
1 торец 1 "//л м i
16 1. Зачистить 0 16,8 и L_
притупить острые Токарный
17 края на торцах 1. Пескоструйнаяочист- ка при давлении 0,8 атмосферы Пескоструй- ный аппа- рат — 1
19 1. Хромировать Хромовая ванна
20 1. Чернить риски и цифры Вручную
344 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Фиг. 222. Штампование цифр на нониус-
ном барабане.
Деления на барабане наносят на круговой делительной машине
резцом с пластинкой из твердого сплава. За два прохода получаются
достаточно глубокие штрихи.
Применяется также штампование делений на барабане в спе-
циальном приспособлении.
Цифры на барабан наносят методом штампования до нанесения
штрихов. На фиг. 222 показана схема приспособления для штампо-
вания цифр на барабане. При повороте кольца 1 все клейма 3 пере?
мешаются в радиальном направлении и прижимаются к барабану.
Барабан надевают на оправку, чтобы при штамповании он не дефор-
мировался. При повороте
кольца в обратном направ-
лении клейма возвращаются
в исходное положение под
действием плоских пружин.
Поворот кольца / осуще-
ствляют посредством нажима
на рычаг 2. Этот нажим
можно производить прессом
или торцом клина штампо-
делительной машины.
Трещотка в микрометре
служит для создания посто-
янного измерительного уси-
лия в процессе измерения
микрометром. Стержень тре-
щотки прижимается к зубьям
ее под действием пружины.
Величина крутящего момента, передаваемого трещоткой, зависит от
угла профиля зубьев трещотки, от усилия, создаваемого пружиной,
и от расстояния стержня трещотки от оси микровинта. Величину
измерительного усилия микрометра обычно регулируют путем под-
бора пружинки.
Зубья трещотки должны иметь ровную гладкую поверхность,
чтобы при эксплуатации величина передаваемого крутящего момента
не изменялась вследствие приработки.
Зубья трещотки фрезеруют на полуавтоматическом горизонталь-
но-фрезерном станке, применяя специальное делительное приспо-
собление, шпиндель которого автоматически поворачивается после
фрезерования каждого зуба. Приспособление показано на фиг. 223.
Стол фрезерного станка автоматически переключается с прямого
на обратный ход и непрерывно движется возвратно-поступа-
тельно.
Трещотку закрепляют в цанге делительного приспособления.
После фрезерования зуба стол с приспособлением отходит от фрезы.
В это время неподвижный упор поворачивает шпиндель приспо-
собления и при следующем ходе стола происходит фрезерование
следующего зуба.
ТЕХНОЛОГИЯ МИКРОМЕТРОВ
345-
Заготовки для скоб микрометров до 100 мм изготовляют горячим
штампованием на штамповочном молоте, причем исходным мате»
л s| j y-l t-* i f"4 >< I~( \ Г('l lx
При изготовлении скоб микрометра целесообразно применять
чеканку поверхностей скобы, после чего шлифовать.
Фрезерование наружного и внутреннего контуров скоб произ-
водят на копировально-фрезерных станках. Наиболее ответствен*
ной операцией при изготовлении скоб микрометров является рас*
Фиг. 223. Фрезерование зубьев трещотки.
тачивание отверстий в яблочках. Эту операцию выполняют. на
специальном агрегатном станке. Скобы закрепляют ;в приспособ-
лениях, устанавливаемых на столе станка. Базой для установки
служат плоскость скобы и яблочки.
При растачивании необходимо получить концентричные отвер-
стия в яблочках для того, чтобы обеспечить совпадение микро-
винта и пятки после сборки.
При фрезеровании и шлифовании яблочек базой служат от-
верстия, что обеспечивает получение концентричности наружных
и внутренних поверхностей. Маркировку на скобе микрометра
производят методом штампования.
Все детали микрометра, за исключением микровинта и пятки,
проходят декоративное хромирование. Перед хромированием эти
детали обдувают мелким песком (пылью) на пескоструйном аппа-
рате, вследствие чего после хромирования они имеют матовую по-
верхность.
Деления, пифры и маркировку на деталях микрометра после-
хромирования покрывают черным лаком, после чего детали сушат
в сушильном шкафу.
.346 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Сборку микрометров производят на конвейере, поэтому опе-
рации сборки должны быть максимально расчленены; длитель-
ность каждой операции должна быть равна или кратна ритму вы-
пуска микрометров.
На сборочном конвейере, кроме слесарных операций, прихо-
дится выполнять также и механические операции, которые не могут
быть выполнены до сборки без значительного ожесточения
допусков на размеры отдельных деталей. К таким операциям
относятся: 1) сверление отверстия под стопорный валик, 2) шли-
фование стопорного валика и 3) шлифование измерительных
поверхностей микровинта и пятки
Сверление отверстия в скобе под стопорный валик производят
при сборке, потому что одновременно с получением отверстия
в скобе сверло снимает лыску на запрессованном в скобу стебле.
Нарезание микрометрической резьбы в стебле производят после
запрессовывания стебля в скобу. Перед нарезанием резьбы на сте-
бель навертывают регулировочную гайку; при этом размер отвер-
стия под резьбу устанавливают по калибру. При нарезании резьбы
метчик закрепляют в шпинделе токарного станка, а скобу с запрес-
сованным в нее стеблем устанавливают в специальном приспособ-
лении.
На фиг. 224 показан чертеж метчика для нарезания микрометри-
ческой резьбы в стебле. Направляющая часть метчика сделана
шестигранной, и направление осуществляется только узкими цилин-
дрическими площадками на углах граней. Такая конструкция напра-
вляющей является наиболее точной, так как зазор на вхождение
такой направляющей требуется значительно меньший, чем при
цилиндрической направляющей.
При шлифовании эксцентрика на стопорном валике необхо-
димо обеспечить надежную работу стопора, что достигается путем
пригонки эксцентрика по месту. Эксцентрик шлифуют до тех пор,
пока стопорный валик не будет занимать требуемого положения
при застопоренном и освобожденном микровинте. Для проверки
работы стопора в отверстие стебля вставляют калибр размером,
равным диаметру направляющей части микровинта.
Шлифование измерительных поверхностей пятки и микровинта
производят при сборке для того, чтобы компенсировать погреш-
ности изготовления скобы, пятки, микровинта, барабана и погреш-
ности нанесения штрихов на стебле.
Барабан при нулевом положении микрометра своим скосом
должен перекрывать половину нулевого штриха на стебле или не
доходить до штриха на расстояние не более 0,1 мм. Если этот допуск
выдерживать за счет точного выполнения всех перечисленных выше
деталей, влияющих на величину расстояния от края барабана до
нулевого штриха, то необходимо соблюдать очень жесткие допуски
на все эти детали. В данном случае мы имеем размерную цепь, в ко-
торой компенсаторами служат микровинт и пятка, обрабатываемые
«одновременно в собранном виде.
ТЕХНОЛОГИЯ МИКРОМЕТРОВ
347
Шлифование измерительных поверхностей микрометра произ-
водят на специальном плоскошлифовальпом станке. При шлифо-
вании необходимо получить строгую параллельность измеритель-
Фиг. 224. Метчик для нарезания микрометрической резьбы
в стебле.
Технические условия: / — допуск на шаг на длине 15 мм ±0,003 мм:
2 — на ужный н средний диаметры должны быть с конусом к хвосту на
0,01 мм: <3 — затыловать заборную часть под у лом 10° or начала пера по
наружному диаметру; 4 —.материал: сталь У12 нлн У13.
ных поверхностей между собой и перпендикулярность их по от-
ношению к оси микровинта. Базой для установки микрометра слу-
жит направляющая часть микровинта, за которую микрометр укре-
пляют в призме приспособления фиг. 225.
348
ГЕХНОЛОШЧЬСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
подводят к шлифовальному кругу
Фиг. 225. Шлифование измерительных по-
верхностей микровннта и пятки.
Для выполнения данной операции большое значение имеет пра-
вильность установки призмы по отношению к оси шлифовального
круга и к направлению перемещения стола станка. Правильность
установки этой призмы проверяют посредством пересечения штри-
хов на торце микровинта при шлифовании его в двух положениях.
Сначала шлифуют торец микровинта, затем микровинт освобо-
ждают, поворачивают его на 90° относительно оси и опять закре-
пляют. При этом положениии шлифованный торец осторожно-
до соприкосновения, но так.
чтобы на торце были видны
штрихи как от предыдущего
шлифования, так и от по-
вторного. Если призма ус-
тановлена правильно, то на
торце микровинта будет вид-
на равномерная сетка ог
пересечения штрихов первого
и второго шлифования. При
неправильной установке при-
змы на торце микровинта
не образуется сетки, а вслед-
ствие перекоса будут видны
два участка с различным на-
правлением штрихов от шли-
фования. Этот способ уста-
новки призмы является очень
чувствительным, так как при тонком шлифовании максимальная
высота неровностей не превышает 1 мк.
Перед шлифованием измерительных поверхностей микрометр
устанавливают так, чтобы скос барабана находился на краю штриха
одного из миллиметровых делений на стебле. При шлифовании
расстояние между измерительными плоскостями измеряют пре-
дельными калибрами, размеры которых равны размеру, отсчиты-
ваемому по шкале на стебле.
Доводку микрометров производят после окончательной регу-
лировки микрометра. Для доводки применяют наборы из четырех
притиров. Размеры притиров подобраны так, чтобы при доводке-
этими притирами микровинт становился в различные положения.
Размеры притиров в наборе отличаются один от другого на 0,125 .иль
Микрометр поочередно доводят всеми притирами. При таком методе-
доводки достигается перпендикулярность измерительных поверх-
ностей относительно оси микровинта. Притиры делают из чугуна
Окончательную доводку производят стеклянным притиром.
В настоящее время предварительная доводка микрометров ме-
ханизирована и производится на специальном станке для механи-
ческой доводки. Микрометры по нескольку шгук закрепляют не-
подвижно в держателях. Притиры приводятся в движение от кре-
стообразного супорта, которой, в свою очередь, получает движение
ТЕХНОЛОГИЯ МИКРОМЕТРОВ
341
от двух регулируемых эксцентриков. Один из эксцентриков со-
общает возвратно-поступательное движение в продольном напра-
влении нижним салазкам, а другой эксцентрик. приходя через
окно в нижних салазках, сообщает возвратно-поступательное по-
перечное движение верхним салазкам. Движения эксцентриков
рассчитаны так, что отношение чисел оборотов их представляет
периодическую дробь.
Эксцентрики получают движение от двух червячных колес, ко-
торые приводятся от одного червяка.
Технологический процесс сборки микрометров приведен в карте 7.
Все операции сборки расположены по ходу технологического про-
цесса вдоль конвейера. На тех операциях, на которых производят
механическую обработку микрометра в собранном виде, возле
конвейера установлены требуемые станки. Слесарные операции,
выполняемые на конвейере, по возможности механизированы. На-
пример, для калибровки микрометрической резьбы в стебле и для
ввертывания микрометрического винта применяют специальные
приспособления.
В процессе сборки детали микрометра перемещают от операции
к операции на лотках, которые двигаются по столу конвейера.
Дотки прикреплены к непрерывной пластинчатой цепи.
Изготовление микрометров больших размеров
Технология изготовления микрометров больших размеров
до 1000 мм отличается от технологии производства малых микро-
метров главным образом изготовлением скобы и сборкой.
Шлифовать измерительные поверхности у больших микроме-
тров в собранном виде невозможно, так как нельзя принять за базу
направляющую часть микровинта. Поэтому измерительные поверх-
ности микровинта и пятки для больших микрометров окончательно
обрабатывают до сборки. Пятка в больших микрометрах пере-
движная, поэтому совпадение края барабана с нулевым штрихом
на стебле достигается за счет установки пятки при регулирова-
нии микрометра.
Пятка у больших микрометров при установке микрометра может
быть повернута в любое положение, поэтому на пятке, так же, как
и на микровинте, измерительная поверхность должна быть пер-
пендикулярна ее оси. У малых микрометров пятка запрессована
и следовательно концентричность отверстий в скобе для пятки и
•стебля для малых микрометров имеет меньшее значение, чем для
больших микрометров. У больших микрометров параллельность
измерительных поверхностей пятки и микровинта обеспечивается
за счет точности растачивания отверстий в скобе.
Заготовки для скоб больших микрометров вырезают автоген-
ным аппаратом из листа и затем к концам приваривают более
толстые заготовки для яблочек. Плоскости скоб шлифуют по участ-
кам на плоскошлифовальном станке с вертикальным шпинделем.
350
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
КАРТА 7
Технологический процесс сбопки микрометра 0—25 мм на конвейере
№ опе- рации Наименование переходов Станок Операционный эскиз
1 1. Запрессовать пятку (деталь в) 2 в скобу (деталь 7) 2. Запрессовать сте- бель детали 3 в ско- бу (дедаль 1) Гидравли- ческий пресс " 2 'W " IT —П“ I 7 1 3 Io s I k У 1
2 а. Установить в кон- дуктор 1. Сверлить отвер- стие под стопор 0 5 4 мм 2. Развернуть от- верстие 0 5,5^’М8 Свер- лильный 1 H ПО AB \i в / k у X
3 1. Снять заусенцы в отверстии под сто- пор и подобрать стопор по диаметру отверстия
4 1. Снять заусенцы в отверстии 0 8 мм и промыть детали —
5 Шлифовать эксцен- тричную канавку у стопора по калибру, вставленному в сте- бель --
6 Навернуть регулиро- в >чн} ю гайку и уста- новить отверстие под резьбу по калибру Кругло-шли- фовальный —
7 Нарезать резьбу сп. М9%0,5 в стебле метчиком предвари- тельно Настоль- ный то- карный J
а Нарезать резьбу си. М?Х0,5 метчиком окончательно Настольный токарный
ТЕХНОЛОГИЯ МИКРОМЕТРОВ
351
№ ' опера- ции Наименование переходов : Станок
9 10 1. Промыть все детали I 2. Подобрать микро- винт по резьбе и по диаметру направ- ляющей 1. Отрегулировать ход, установить барабан и узел трещотки 1 Вручную
11 1 1, Шлифовать измери- тельную поверх- ность пятки 2. Шлифовать измери- тельную поверхность микровинта Специаль- ный плоскошли- фовальный
; 12 Разобрать, промыть и собрать |
! 13 1 I Довести измеритель- ные поверхности пят- ки и микровинта предварительно 1 Специаль- ный д во- дочный ।
1 14 1 1. Довести измеритель- ные поверхности пятки и микровинта | окончательно 1 Вручну ю
15 | Установить барабан на | нулевое п ложение I 1
Продолжение карты 7
•352
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕН
фрезерование контура и окон производят на вертикально-фрезер-
ном станке по разметке. При фрезеровании контура скобу устана-
вливают па вращающийся стол так, чтобы центр фрезеруемой дуги
-совпал с осью вращения стола. Фрезерование производят с механи-
ческой подачей.
Перед фрезерованием яблочек торцы их центруют. Фрезе-
рование яблочек выполняют в центрах.
Фиг. 226. Расточка отверстий в скобах больших микрометров.
Растачивание яблочек у скоб больших мпкро.метров производят
на токарном станке с применением специального приспособления,
показанного на фиг. 226.
Приспособление устанавливают на супорте станка, а инстру-
мент закрепляют в шпинделе станка. Приспособление представляет
поворотный кондуктор, который после обработки одного яблочка
поворачивают на 180° и обрабатывают другое яблочко.
Скобы закрепляют в приспособлении за яблочки так, чтобы
-они не перекашивались. Если при зажиме яблочки будут переко-
шены, то после расточки и освобождения скобы яблочки займут
первоначальное положение, и, следовательно, концентричность от-
верстий будет нарушена.
Поворотную часть приспособления закрепляют в основании, ко-
торое имеет направляющие. Приспособление устанавливают так,
чтобы ось его совпала с центровой линией станка. Регулирование
ТЕХНОЛОГИЯ ШТАНГЕНЦИРКУЛЕЙ
осуществляют посредством установочных винтов, имеющихся в
основании. Сверление отверстий в яблочках производят через кон-
дукторные втулки.
,г Отверстия после сверления обрабатывают зенкером с напра-
вляющей. Направляющую втулку для зенкера помещают в приспо-
собление с другой стороны яблочка. При обработке отверстия
зенкером кондукторную втулку вынимают. После этой операции
отверстия развертывают.
9. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ШТАНГЕНЦИРКУЛЕЙ
Погрешность штангенциркуля зависит от точности нанесения
штрихов, от прямолинейности нижней грани штанги, от параллель-
ности измерительных поверхностей губок и перпендикулярности их
относительно нижней грани штанги. На погрешность отсчета пока-
Фиг. 227. 111 гашенциркуль с верхним пределом измерения
125 мм:
— inIаж a; J - рамка; 3 — глубиномер; 4 — пружинка; 5 ^ажим рамки;
6 планка; 7 — винт.
чании штангенциркуля влияет величина зазора между нониусом
и штангой. При наличии зазора появляется погрешность от парал-
лакса.
Перечисленные факторы должны быть учтены при проекти-
ровании технологического процесса изготовления штангенцир-
кулей.
Для того, чтобы можно было осуществить сборку изделия на
конвейере, технологический процесс механической обработки должен
гарантировать требуемую точность деталей и исключать необхо-
димость пригонки деталей при сборке. При поточном производстве
предъявляются наиболее высокие требования к тщательности раз-
работки технологического процесса изготовления приспособлений
и инструмента.
На фиг. 227 показан штангенциркуль с верхним пределом из-
мерения 125 мм и величиной отсчета по нониусу 0,1 мм.
Заготовки для рамки и штанги штангенциркуля получают путем
холодной штамповки из листа. После штамповки и правки заготовки
23 Честнон l'.9S
354
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЫАЛЕИ
поступают на обдирочное шлифование поверхностей для того, чтобы
при дальнейшей механической обработке использовать поверх-
ность как базу и зажимать детали в приспособлениях пачками по
несколько штук.
Механическую обработку контура штанг производят в обой-
мах.
Штанги после шлифования поверхности зажимают в обойме.
Для зажима штанг в обоймы применяют специальное приспособ-
ление, показанное на фиг. 228, которое устанавливают на слесар-
ном верстаке. При установке в обойму штанги должны быть при-
жаты к базовым поверхностям, чтобы при дальнейшей обработке
припуски со всех деталей снимались равномерно. Для этой цели
обойму в приспособлении для зажима штанг располагают на-
клонно.
Обоймы со штангами передают на предварительное шлифова-
ние граней и фрезерование измерительных поверхностей тупой
и острой губск. Обработка в обоймах значительно сокращает время
на установку в приспособлениях, что особенно важно при поточном
производстве.
При фрезеровании обоймы со штангами переходят с одной опе-
рации иа другую, как одна деталь.
ТЕХНОЛОГИЯ ШТ.ЧН1 EHL1H1 К УЛЬИ
355
После фрезерования обоймы
рование плоскости острой губки,
глубиномер. Для производства з
в приспособлениях по две штуки,
новку деталей, приспособления
зажимами. Па фиг. 229 показано
разбирают и производят фрезе-
а затем фрезерование паза под
I их операции штанги зажимаю’
Чтобы сократить время на уста-
снабжены быстродействующими
триспособление лля фрезерования
Фиг. 229. Приспособление для фрезерования паза под глубиномер па штангах.
паза под глубиномер на штанге. Закрепление двух штанг осуще-
ствляют поворотом рукоятки, причем прижим штанги к нижней
поверхности происходит вследствие наличия скосов на боковых
поверхностях в корпусе приспособления и на прижимных
планках.
Закрепление штанг производят посредством поворота руко-
ятки .5, которая поворачивает эксцентрик 6. Эксцентрик перемещает
тягу, связанную с прижимной планкой 7. Нижний конец прижимной
планки 7 связан серьгой с прижимной планкой 8.
366
1ЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Корпус приспособления сделан из двух частей J и 2, причем
в первой части закрепляется одна штанга, а во второй — другая.
Первая часть неподвижна, а вторая регулируется посредством
клина <3 и прикрепляется к неподвижной части болтами 4.
Регулирование высоты второй штанги предусматривается для
того, чтобы можно было при настройке приспособления регули-
ровать глубину паза на обеих штангах в отдельности. Это осво-
бождает от необходимости применять для фрезерования фрезы
строго одинакового диаметра.
Применение приспособления с быстродействующим зажимом
позволило в два раза уменьшить затраты на вспомогательное время
и дало возможность обслуживать одновременно два станка.
Фиг. 230. Приспособление для фрезерования нижнего контура рамок штанген-
циркуля.
Закалку штанг производят в дне операции. Сначала закали-
вают всю штангу с нагревом в соляной ванне, затем измеритель-
ные губки. Закалку измерительных губок штанги осуществляют
токами высокой частоты. Штангу после нагревания охлаждают по-
средством погружения в масляную ванну. Температура отпуска 150°.
Штанги после окончательного шлифования поступают на нане-
сение делений, цифр и маркировки литографским методом.
Технологический процесс изготовления штанг штангенциркулей
с верхним пределом 125 мм приведен на карте 8.
фрезерование контура рамки выполняют в три операции:
сначала фрезеруют верхнюю грань и торец рамки, затем фасонной
фрезой фрезеруют измерительную поверхность длинной губки и
контур острой губки. Эти операции выполняют в двухсторонних
приспособлениях, одновременно двумя комплектами фрез, причем
с каждой стороны приспособления закрепляют по 20 рамок. На
фиг. 230 показано одностороннее приспособление, в котором закреп-
ляют 20 рамок для фрезерования нижнего контура.
Фрезерование рифлений на нижнем выступе рамки осуще-
ствляют также фасонный фрезой, фрезерование, поверхностей длин-
ной губки выполняют на горизонтально-фрезерном станке одновре-
1РХНОЛОГИЯ ШТАНГЕНЦИРКУЛЕЙ 357
КАРТА 8
Технологический процесс изготовления штанги штангенциркуля 125 мм
№ опера-
ции
Наименование переходом
1 Разрезать лист на полосы Пресс ножницы 1
2 Отжечь полосы Газовая печь
3 Править полосы Фрикци- онный пресс 180 т
4 Вырубить заготовку штанги Эксцен- триковый пресс 100 т
5 Штамповать в калибровоч- ном штампе i Эксцен- 1 триковый1 пресс 100 т
6 Обрубить конец штанги в размер 191,2 4- 0,4 Эксцен- триковый пресс 12 т
7 Нормализовать Газовая печь '
Упор при S проходе
Стрела прогиба по плоскости
не белее 2-3
*. итерационно"
удде при J ягюходе^
- о > г й- Z Г- »• 1
Г MJ 1 Ь'Т ш [^ZZ.VZ^.VZZZZZZZZ i /1
usty g
---iSiZiO.4
Продолжение
358 технологически!: процессы идюювления типовых деталей
с Наименование переходов Станок
о — г
____
8 | а. Уложить 2 заготовки на I Эксцен- ;
I плиту |триковый|
1. Править заготовки по пло- 1 пресс :
। скости 180 т
9 : Править заготовки по пло-
скости вручную
10 а. Укладыва1ь шгаши на ;
плиту непрерывно । Верти-
. 1. Шлифовать 1-ю сторону I кальи0_
: в размере 3,7_016 । шлифо- I
б. Укладывать штанги на вальный
’ плиту другой стороной с круг-
(непрерывно) лым
' 2. Шлифовать 2-ю сторону столом I
I в размер 3,45 (М6
Операционный эскш
Сборка в обойму
а. Уложить обойму в при-
способление
1. Уложить 25 штанг в обой-
му
2. Дослать к базе
3. Зажать обойму со штан-
гами
4. Закрепить винты обоймы
5. Освободить обойму
а. Установить 4 обоймы на
плиту
1. Шлифовать направляю-
щую грань „как чисто”
б. Перевернуть обойму
2. Шлифовать 2-ю грань в
размер 16,4_0 д
а. Установить обойму в при-
способление
1. Фрезеровать измеритель-
ную поверхность тупой
губки
1 ИХНОЛОГИЯ ШТЛНГйН’ HlPK УЛЕЙ
Продолжение
Наименование перехидот
а. Установить обойму в при
с1особление
1. Фрезеровать измеритель-
ную поверхность острой
губки
I
15j а- Установить обойму в при-
способление
! 1. Фрезеровать кривую по-
верхность острой губки
б. Разобрать обойму
2. Снять заусенцы с крайних
штанг
‘Горизон-j
I тально- |
i фрезер- I
। ный ;
।
Горизон-
тально-
фрезер-
ный |
16
а. Установить в приспособ-
лении
1. Фрезеровать поверхность
острой губки
а. Установить в приспособ-
лении 2 штангн
1. Фрезеровать паз под глу-
биномер
18
а. Установить штангу в кон-
дуктор
1. Сверлить 2 отверстия
0 2,5 мм
2. Зенковать 2 отверстия
1. Снять заусенцы после зен-
кования
Ленточ- |
но-шли- |
фоваль-
ный
пеЯЯ
.560 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕ 1 АЛЕЙ
11родолжение
°* 1
= ° х' Наименование переходов
2Si
Термическая обработка 1. Закалить штангу 2. Отпустить до твердости 40—45 HR(. 3. Править
Станик
Свинцо- :
вая ванна
Операционный эс
Термическая обработка
1. Закалить измерительные
губки
2. Отпустить при t— 1'0°
3. Промыть
Т. в. ч.
Масляная:
электро-!
ванна
22 1. Править штангу по пло-
скости
23
а. Уложить 20 штанг на
магнитную плиту
1. Шлифовать 1-ю сторону
„как чисто*
б. Перевернуть штанги
2. Шлифовать 2-ю сторону
в размер 3,25_П05
24
I
Сборка в обоймы
1. Поставить обойму на
установочную плиту
2. Установить 25 штанг в i
обойму
3. Дослать к установочной .
базе
4. Закрепить обойму
I
а. Установить 3 обоймы на I
магнитную плиту
1. Шлифовать 1-ю грань Плоско-
„как чисто* шлифо-
б. Повернуть обоймы вальный j
2. Шлифовать 2-ю грань в |
размер 16 „ р
Г ЕХНОЛОГИЯ ШТАНГEHl I! 1 еКX. ГЬ Г.
361
I Продолжение
j № опера-
ции
Наименование переходив
а. Установить 3 обоймы на
магнитную плиту
1. Шлифовать грань со сто-
роны длинной губки в
размер 15,85
б. 11овернуть обоймы
2. Шлифовать грань со сто-
роны острой губки в раз-
мер 15,78. о ];
Плоско-
шлифо-
вальнын
а. Установить обойму в при- ’
способление
1. Шлифовать торец 1 ।
б. Повернуть приспособле- I Плоско-
ние шлифо-
2. Шлифовать торец II вальный
в. Вынуть обойму из при- :
способления и штанги ,
из обоймы
28
1. Размагнитить штанги
(Дема гни-:
। тизатор I
29
1. Притупить острые
(фаска 0,2 X 45°)
края
30 Сборка в обоймы
| 1. Уложить 20 штанг в при-
I способление
; 2, Дослать к базе и закре-
; пить
I------------- --- -----------
< I
Вручную
31
а. Установить приспособле-
ние на магнитную плиту
1. Шлифовать измеритель-
ную поверхность длинной
губки
I
Плоско-
шлифо-
I вальный
321 а. Установить приспособле-
ние на магнитную плиту п
1. Шлифовать измеритель- ’1ЛУ’
ную поверхность острой *’7
губки |
2. Разобрать обоймы i
362
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ЛЕГАЛЕН
11рололжение
Наименование переходов
Станок ’
а. Установить штангу на
плиту
1. Шлифовать поверхность
острой губки
Плоско- j
шлифо- ।
вальный
а. Уложить на плиту 16 i = :5
штанг | 2 =
1. Шлифовать поверхность | § ч
со стороны паза в размер i s и
ЗЛ_о,оз 1 §•
Операционный эскиз
' 3 :Х
а. Уложить на плиту 16 I S 2
штанг j о J
1. Шлифовать лицевую сто- ; 5 ®
рону в размер 3.01 ocr, go
36 1. Размагнитить
2. Править
Демагни-!
тизатор
Ручной
пресс
I. Зачистить поверхность
для нанесения штрихов
I
Антикоррозионная обработка
1. Промыть в 10м/о-ном рас-
творе нитрита натрия
2. Протереть полотенцем пе-
ред подачей на нанесение
штрихов
39 Нанесение штрихов и цифр ।
литографским методом !
А I. Штанги положить на стол ।
лицевой стороной вверх '
и протереть поверхность
ватой с порошком мела
или гипса
2. Протереть чистым поло-
тенцем всю штангу
1. Уложить 4 штанги но упо-
рам
2. Включить магнит
3. Протереть поверхность
штанг чистым полотенцем
ТЕХНОЛОГИЯ ШТАНГЕНЦИРКУЛЕЙ
Продолжение
I № опера-
1 НИИ
Наименование переходо*?
Станок
I
Операционный эскиз
Печатание
1. 2. Накатать краску на Прокатать барабан клише по Печатная машина
клише
3. Прокатать барабан по де-
талям
Г 1. Запудрить вашим тамно-
j ном с порошком канифоли
отпечаток краски на
штангах !
2. Стереть ватным тампоном |
с тальком излишек кани- !
фоли с поверхности штанг :
и с штрихов и цифр
I. Положить 4 штанги на
электрическую плиту для
нагрева защитного слоя. 1
Время нагрева 0,5— 1 мин.
при Г = 60 70° С
Е
1. Обмазать лаком лицевую
сторону (выше и ниже |
штрихов и цифр)
2. Ретушировать светлые
точки и просветы
3. Очистить штрихи и циф- ;
ры от загрязнений * 1 2 3
Травление
1. Уложить штанги на сетку
2. Опустить сетку в ванну >
с травителем <
3. После травления промыть |
штанги на сетке в про-
точной воде и стереть ва-
гой осадок меди со штанги I
364 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Продолжение
Наименование переходе>
Станок
Операционный jckh-
Нейтрализация
1. Уложить 8 штанг в сетку
2. Опустить в ванну с содо-
вым раствором
3. Вынуть из ванны и про-
мыть в проточной воде
j
Смывание лака
1. Поместить штангу в ванну
со смесью бензина и ке-
росина
2. Смыть лак и краску щет-
кой
3. Промыть и прочистить паз
и отверстия
4. Промыть чистым бензи-
ном и вытереть насухо
чистым полотенцем
К
1. Промыть в Ю°'0-ном рас-
творе нитрита натрия
2. Вытереть насухо чистым
полотенцем
менно двумя трехсторонними фрезами. Приспособление для за-
крепления двух обрабатываемых одновременно рамок показано на
фиг. 231.
После фрезерования поверхностей длинной губки рамки посту-
пают на протягивание паза со скосами на вертикально-протяжной
станок. Одновременно обрабатывают две рамки двумя одинаковыми
протяжками.
Многорядная обработка деталей несколькими комплектами фрез
или протяжек является наиболее производительной. Когда при
фрезеровании в приспособление закрепляют много деталей, рас-
полагаемых последовательно одна за другой, то от этого машинное
время, затрачиваемое на обработку деталей, уменьшается не на-
много. В этом случае экономия достигается главным образом за
счет экономии вспомогательного времени и возможности много-
ТЕХНОЛОГИЯ ШТАНГЕНЦИРКУЛЕЙ
365
станочного обслуживания. При многорядной же обработке деталей
несколькими инструментами, кроме экономии вспомогательного
воемени, достигается уменьшение машинного времени на обработку
деталей. Поэтому в первую очередь, если позволяет мощность станка,
следует применять такую многорядную обработку деталей.
Поверхности острой губки фрезеруют на горизонтально-фре-
зерном станке цилиндрической фрезой. Для того чтобы губка не
отгибалась во время фрезерования, фрезу подводят к рамке со сто-
роны паза, поднимают стол станка до получения требуемой тол-
щины губки и затем включают продольную подачу.
«Фиг. 231. Приспособление для фрезерования плоскостей тупой губки у рамки
штангеннир кул я.
Паз под штангу фрезеруют на вертикально-фрезерном станке
грибковой фрезой. При протягивании паза со скосом и паза под
штангу базой служит верхнее ребро рамки. Фрезерование паза
под штангу выполняют в два прохода. При втором проходе на
скользящем ребре рамки делают углубление. Грибковые фрезы
имеют по ширине точный размер, соответствующий ширине паза.
При фрезеровании паза оставляют припуск под протягивание.
Приспособление для фрезерования паза под штангу показано,
на фиг. 69.
Фрезерование углубления под глубиномер на рамке выпол-
няют на полуавтоматическом горизонтально-фрезерном станке. На
столе станка устанавливают приспособление, в которое вклады-
вают рамку. Стол станка автоматически «получает возвратно-по-
ступательное перемещение в направлении к фрезе и обратно. В
момент отхода приспособления от фрезы из него вынимают гото-
вую рамку и вкладывают следующую.
После фрезерования рамки поступают на закалку губок с нагре-
вом токами высокой частоты. Затем протягивают паз и шлифуют
наружные поверхности. Шлифуют рамки на плоскошлифэвальных
станках с горизонтальным шпинделем. Наиболее ответственными
операциями при шлифовании являются шлифование скоса под
нониус и шлифование поверхностей тупой губки При выполнении
366 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
этих операций базой является паз рамы, так как при шлифо-
вании скоса необходимо получить ровный край скоса, параллель»
ный пазу рамки. При шлифовании поверхностей тупой губки
необходимо обеспечить совпадение поверхностей губки с пазом,
чтобы в собранном виде измерительные поверхности губки на рамке
совпадали с измерительными поверхностями губки на штанге.
Глубиномер штангенциркуля изготовляют из специальной про-
катанной ленты, закаленной и полированной. Эту ленту получают
путем прокатывания проволоки, поэтому края у ленты закруглены..
Фиг. 232. Шлифование
ностей тупых и острых
измерительных поверх-
губок штангенциркуля.
После разрезки ленты и шлифования измерительного конца
производят загибку конца, входящего в углубление на рамке. За-
гибку выполняют в специальном приспособлении после нагрева
конца в свинцовой ванне. После загибки шлифуют загнутую часть,
глубиномера.
Сборку штангенциркулей производя! на ленточном конвейере.
При сборке выполняют следующие операции механической обра-
ботки: 1) шлифование закруглений на длинных губках; 2) окопча-
чательное шлифование измерительных поверхностей тупых и острых
губок; 3) предварительную механическую доводку тупых губок;
4) снятие фасок на тупых и острых губках; 5) шлифование торца
штанги и глубиномера; 6) нанесение штрихов на нониусе.
Эти операции выполняют на изделиях в собранном виде для
того, чтобы компенсировать неточность обработки отдельных дета-
лей до сборки.
Для осуществления механической доводки измерительные по-
верхности тупых и острых губок штангенциркулей предварительно
шлифуют в специальном приспособлении, показанном на фиг. 232.
В этом приспособлении одновременно закрепляют 14 штангенпир-
ТЕХНОЛОГИЯ ШТЛНГ ЕНЦИРК л .1НП
367'
кулей. После шлифования тупых губок приспособление перевора-
чивают на другую сторону и шлифуют измерительные поверхности
острых губок.
При шлифовании выдерживают разность размеров между из-
мерительными поверхностями острых и тупых губок с учетом при-
пусков на доводку.
После шлифования штангенциркули из приспособления не выни-
мают, а вместе с приспособлением направляют на механическую.
Фиг. 233. Механическая доводка измерительных поверх-
ностей тупых губок штангенциркулей.
доводку. Механическую доводку производят на доводочном станке,.
На станке одновременно устанавливают два приспособления
(фиг. 233). Между измерительными поверхностями тупых губок
устанавливают разжимные притиры, копны которых прикреплены
к лентам доводочного станка. Притиры получают продольное воз-
вратно-поступательное и вспомогательное поперечное перемеще-
ния. При достижении требуемой чистоты поверхности доводку
прекращают.
Окончательную доводку измерительных поверхностей тупых
I убок и доводку острых губок производят вручную на притирах
после снятия фасок. Нанесение штрихов на нониус производят
на специальном делительном приспособлении, показанном на
фиг. 234.
На приспособлении имеется микроскоп, по которому устанавли-
вают штангенциркуль перед нанесением штрихов. Перемещение
штангенциркуля при нанесении штрихов осуществляется вручную-
368 ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
при помощи делительного механизма. После каждого перемещения
стола со штангенциркулем супорт резцовой головки перемещается
рычагом также вручную.
Фиг. 234. Приспособление для нанесения делений
на нониусе штангенциркуля.
10. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ РЕЕК, ТРИБОВ И ЗУБЧАТЫХ
КОЛЕС ИЗМЕРИТЕЛЬНЫХ ПРИБОРОЗ
При изготовлении реек, грибов и зубчатых колес измеритель-
ных инструментов, предназначенных для передачи перемещения
измерительного стержня стрелке, наиболее важным является обес-
печение точности в передаточном отношении как на малых пере-
мещениях, так и в пределах всего хода стержня прибора.
Для того, чтобы обеспечить точность передаточного отношения,
зубчатые передачи в измерительных приборах делают с эвэльвент-
ным зацеплением, а нарезание зубьев зубчатых колее и трибов
производят методом обкатки. Наибольшее распространение в из-
мерительных приборах имеют зубчатые передачи с модулем 0,199 мм.
Выбор такого модуля зубчатой передачи связан с необходимостью
обеспечить отсчет на шкале прибора перемещений измерительного
стержня в единицах метрической системы — в миллиметрах, де-
сятых и сотых долях миллиметра, а также в микронах. Для того,
чтобы осуществить такую передачу, необходимо, чтобы переме-
щение рейки, равное 10 мм, соответствовало одному обороту триба,
сцепляющегося с репкой. При 16 зубьях триба модуль зубчатого
зацепления будет 0,199 мм.
Заготовкой для изготовления ройки индикатора является сере-
брянка. После отрезки заготовок производят подрезку торцов.
ТЕХНОЛОГИЯ РЕЕК И ЗУБЧАТЫХ КОЛЕС
369
сверление отверстий в торцах и нарезание резьбы под измеритель-
ный наконечник и головку. Затем производят бесцентровое шли-
фование, сверление отверстий в кондукторе под шпонку и вспо-
могательного отверстия, служащего базой для установки при
дальнейшей обработке.
При шлифовании зубьев рейки закрепляют в приспособлении.
Шлифовать зубья рейки можно на плоско-резьбошлифовальном
станке или на кругло-резьбошлифовальном станке. И тем и другим
методом можно обеспечить требуемую точность шага и угла про-
филя.
При шлифовании зубьев рейки на кругло-резьбошлифовальном
станке рейки закрепляют в специальном приспособлении, диаметр
которого выбирают возможно большим, чтобы угол подъема вин-
товой линии был возможно меньше. Кроме того, рейки в приспо-
соблении устанавливают с наклоном, равным углу подъема, что
дает возможность получить перпендикулярность направления зубьев
относительно оси рейки. В таком приспособлении рейки распола-
гают по окружности барабана и закрепляют при помощи стальной
ленты.
При шлифовании зубьев реек на плоско-резьбошлифовальном
станке зубья получаются прямолинейными и направление их
перпендикулярно оси рейки. При шлифовании на кругло-резьбо-
шлифовальном станке элементы зубьев получаются не прямолиней-
ными, а по радиусу, соответствующему половине диаметра место-
положения их в приспособлении. Для точности работы зубчатого
зацепления рейки с зубьями, шлифованными на кругло-резьбо-
шлифовальном станке являются более благоприятными, так как
при прямолинейном зубе малейшее несовпадение направления зубьев
на рейке и трибе при сборке вызывает касание зубьев каким-либо
краем рейки, а не по всей длине зуба.
Перед шлифованием резьбы на рейках, после их установки в при-
способление, шлифуют площадку, где должна быть резьба, и ка-
навки по краям площадки для выхода круга. Если зубья реек
шлифуют на плоско-резьбошлифовальпом станке, то площадку и
канавки шлифуют на плоскошлифовальном станке: если зубья
реек шлифуют на кругло-резьбошлифовальном станке, то площадку
и канавки шлифуют на круглошлифовальном станке. Шлифование
зубьев производят однониточным шлифовальным кругом, точность
шага рейки выдерживают с допуском + 0,003 мм. Измерение произ-
водят на микроскопе. При шлифовании на плоско-резьбошлифоваль-
ном станке из приспособления вынимают одну рейку для изме-
рения, а при шлифовании на кругло-ре.зьбошлифовальном станке
для измерения реек все приспособление устанавливают на микро-
скопе.
Заготовки для трибов изготовляют из серебрянки на автоматах
продольного точения. Окончательную токарную обработку произ-
водят на часовых настольно-токарных станках в центрах. Центры
осей трибов делают с наружным конусом 60°. Центры являются
- ( Ч стиов 1698
370
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
базой при окончательной токарной обработке, при нарезании
зубьев и при полировании цапф, поэтому они должны быть точно
изготовлены.
Нарезание зубьев производят методом обкатки на зубофре-
зерном полуавтомате, схема которого приведена на фиг. 84. Триб
закрепляют в центрах, причем нижний центр
является ведущим, он сообщает вращение трибу
при нарезании зубьев. Внутренний конус у ниж-
него центра не гладкий, а имеет рифление. Для
того, чтобы верхний центр оказывал возможно
мсш.шее сопротивление вращению триба, его
делают вращающимся (фиг. 235).
Фиг. 233. Нареза-
ние зубьев у три-
бов индикатора.
Фиг. 236. Нарезание зубьев
на зубчатом колесе индика-
тора.
Фрезерование зубьев
производят червячной
однозаходной фрезой с
шлифованным профи-
лем. Профиль фрезы
делают так, чтобы не
было зазора между на-
ружным диаметром три-
ба и внутренним диа-
метром профиля фрезы.
Такая форма профиля
фрезы вызвана необхо-
димостью нарезания
зубьев на латунных зуб-
чатых колесах. При
нарезании зубьев на
латунных колесах по
наружному диаметру
могут образоваться за-
усенцы и произойти
увеличение наружною
диаметра зубчатого
колеса, что исключается при отсутствии, указанного зазора. Заго-
товки для зубчатых колес получают путем штамповки из латун-
ной ленты. Схема штамповки показана на фиг. 38. После штам-
повки заготовки правят, затем производят токарную обработку.
Зубья на колесе нарезают после того как оно будет запрессовано
на ось триба, развальцовано и обточено по наружному диаметру
и торцам. Нарезание зубьев на зубчатых колесах производят на
том же зубофрезерном полуавтомате. Триб с зубчатым колесом
закрепляют в специальном приспособлении, показанном на фиг. 236.
Триб устанавливают в плавающие центры, а обод зубчатого колеса
зажимают торцами приспособления. Ввиду того, что при нарезании
зубьев на латунном зубчатом колесе на нижнем торне образуются
заусенцы, для снятия этих .заусенцев на станке установлен резец,
который снимает заусенцы в процессе нарезания зубьев. Снимать
И31О1ОВЛЕН11Е СТРЕЛОК ДЛЯ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
371
заусенцы после нарезания зубьев не допускается, так как при этом
можно испортить профиль зубьев.
После нарезания зебьев производят полирование цапф триба
на специальном станке. Триб устанавливается в центры станка и
получает вращение от шпинделя станка. Для полирования цапф
применяют диск из твердого сплава. Рабочую поверхность диска
шлифуют таким образом, чтобы направления штрихов не совпадали
с направлением вращения диска; желательно, чтобы штрихи были
параллельны оси диска или наклонены под некоторым углом. По-
перечное направление штрихов на диске значительно ускоряет про-
цесс полирования. Диск из твердого сплава получает вращение
от контрпривода, кроме того, ему вручную сообщают колебатель-
ные движения в направлении оси. В процессе полирования на диск
наносят пасту ГОИ, для чего к диску прижат смоченный керосином
фетр с нанесенной на него пастой ГОИ.
11. ИЗГОТОВЛЕНИЕ СТРЕЛОК ДЛЯ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Стрелки для измерительных приборов штампуют из стальной
закаленной и полированной ленты. Ввиду того, что стрелки бы-
вают тонкие и узкие,
штамповать их обычным
методом невозможно,
так как узкий пуансон
будет ломаться. Для
того, чтобы пуансон
не ломался, применяют
метод штамповки, при
котором стрелки полу-
чают «из отхода». Пуан-
сон пробивает проме-
жутки между стрелка-
ми, и готовые стрелки
остаются в ленте. На
фиг. 237 показан штамп
для штамповки стрелок
Первый пуансон про-
бивает отверстие, а вто-
рой—промежуток меж-
ду стрелками. Между
пуансонами расположен
фиксатор.
Для штамповки стре-
лок таким методом тре-
буется точная подача
ленты в процессе штам- Фиг. 237. Штамп для стрелок индикатора,
повки для того, чтобы
стрелки были изготовлены с точным размером по ширине. Для
этой пели применяют автоматическое приспособление, перемещающее
Фиг. 238. Приспособление для автоматической штамповки стрелок.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Подача ленты на шаг
штамповки S
Перехват ленты
Фиг. 239. Схема работы приспособления для автоматической штамповки стрелок:
I - кривошип пресса; 2 — эксцентрик приспособления; 3 - пуансон стрелки; 4 — фиксатор; 5 — пуансон отверстия. -шаг штам-
повки; I — холостой ХОЛ.
СТРЕЛОК ДЛЯ 113МЕРИ1Е.
374
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ТИПОВЫХ ДЕГАЛГ.И
ленту при штамповке (фиг. 238). Это приспособление устанавли-
вают на эксцентриковом прессе. К станине пресса прикрепляется
кронштейн 1. в котором перемещается ползун 2 с закрепленной на
нем рамкой 3 и вилкой 4. На рамке имеется пружинный захват 12
для ленты. Для направления ленты к кронштейну прикреплена
планка 5 с прорезом и двумя хомутиками 6.
Ползун получает движение через систему рычагов, имеющих
фрикционное сочленение, от эксцентрика 7, насаженного на кри-
вошипный вал пресса. Перемещение ползуна ограничивается двумя
упорными винтами 8 и 9, что возможно вследствие наличия фрик-
ционного сочленения между рычагами 10 и 11. Настройку хода
ползуна производят по блоку плоскопараллельных концевых мер.
величина которого берется равной шагу при штамповке.
На фиг. 239 показана схема работы приспособления для авто
магической штамповки стрелок.
Движение ползуна для захвата ленты происходит в тот момент,
когда фиксатор и пуансоны штампа еще не вышли из матрицы и,
таким образом, задерживают ленту от обратного перемещения (кри-
вошип пресса проходит через нижнюю мертвую точку). В это
время кривошип приспособления перемещается из положения IV
в положение V. и пружинный захват скользит по ленте.
Подача ленты вперед происходит в момент, когда кривошип
пресса проходит через верхнюю мертвую точку. В это время кри-
вошип приспособления перемещается из положения II в поло-
жение III.
При перемещении кривошипа приспособления из положения I
в положение II толка гель имеет холостой ход; за это время
пуансоны поднимаются на необходимую высоту для пропуска
ленты.
После штамповки находящиеся в ленте стрелки поступают на
чернение. Затем в отверстия стрелок запрессовывают втулки.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Изделие № изделия Деталь № детали Материал Число деталей на изделие Карта 5
Поверочная чугунная линейка (мостик) ТФ-240 - - Серый чугун 1 Число карт на изделие /
^isooicj^i
Профиль материала ОСТ Размер заготовки Вес черновой заготовки
Отливка 1 65 кг
№ операции
Наименование
операции
Цех Размеры после операции или № при- лагаемого эскиза Оборудование Наименование и шифр инструмента Приспособле- ние
Наименование Инвен- тарный № режущий измерите льный
1 Обрубка и опи- ловка неровно- стей литья Плоских калибров Верстак Пневмати- ческое зу- било, на- пильник
2 Предварительная строжка То же И = 253; b = 62 Продольно- строгаль- ный 1248 Резец Тир. 53—2 Масштаб- ная линейка При хваты
3 Фрезерование торцов » 1 = 1500 Верти- кально-фре- зерный 535 Фреза Тир. 96—5 То же И
4 Отжиг 550° Термиче- ский Печь для отжига
5 Окончательная строжка Плоских калибров II = 250,6; Ь = 60 Продольно- строгаль- ный 1248 Резец Тир. 53—2 » п
У И
О. ® Я Я X 3? а О « о
о-2 я о В х >, О. ® О 5 X я « х и Й I X X «
(Х<о х а х Т х о
3 50
4 53 3
4 8 1
5 35 3
376 ПРИЛОЖЕНИЯ
6 Вылежка (/ чес.) Склад вылежки Стеллаж
7 Шлифование ра- бочей поверх- ности Плоских калибров Н = 250 Плоско- шлифоваль- ный
8 Опиловка фасок То же Верстак
9 Шабровка рабо- чей поверхности Плоски V калибров По техни- ческим условиям Верстак
10 Клеймение То же Верстак
11 Лакировка нера- бочих поверх- ностей Покрытий Сушильный шкаф
12 Смазка рабочей поверхности Плоских калибров
Завод. КАРТА МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА Тех
Отдел огт
264 Шлифо- вальный круг СМ2 зерно 46, КГ Напильник Прихваты Т иски 5 3 55 15 2
Шабер Тир. — 156 Метод трех ли- неек 6 140
Клей ма 3 2 £
• Пульвери- затор 3 17 О □
3 4
'ЛОГ
Нормиров.
Гл. технолог
Дата
СО
Изделие Нутромер индикат. 10J-160 ТФ-351 ТЕХНОЛОГИЧЕСКАЯ КАРТА
Деталь Корпус № 1
Операция Токарная № 2 Завод .
Станок: Токарный Цех приборов
ПРИЛОЖЕНИЕ 2
Технический отдел Карта Ха 2
Гл. технолог Нач. тех. отдела Всего карт на деталь Нач. цеха 8
Дата
Составил Проверил Нормировал Проверил
II lilt I1 f
а Приспособление для крепления деталей Зажим, приспособ- ления для реж. инстру- мента Количество деталей на изделие 1
Приспособленце Тп^234й Втулка для сверла ТН -34-3 Патрон для раз- вертки Тн-97-2 Материал Силумин,
Размер Заготовки Количество одновре- менно об- рабатывае- мых деталей Отливка в кокиль
1
Количество обслужи- ваемых станков 1
Разряд работы 4
ПРИЛОЖЕНИЯ
Режущий инструмент Мерительный инструмент Размеры — ' — Режим работы
переходов Наименование переходов Наименование Шифр ’чертежа Наименование Шифр чертежа ; b или d L Припуск Число 1 обор. Скор, ре- । зания Подача Глубина | резания ; Число про- | ХОДОВ 1шин. время
h п с S / i
а. 1 Зажать деталь в приспособле- нии Подрезать торец до размера 12,5~(>'2 Проходной резец Тир — 94 Штанген- циркуль 175 мм 60 \50 - О 2500 630 0,15 1,5/0,5 •у 0г22
2 <>' вер лить 0 17 на проход Сверло 0 17 ОСТ 2502 17 19 - 1800 96 0,2 8,5 1 0,17
3 Расточить до раз- мера 17,3+0'12 Расточной pest ц Тир — 83 — — 17,8 49 0,8 140 0,15 0,4 1 0,11
4 Развернуть отвер- стие 0 J8+°’ms Развертка Тир - 107 Калибр пиобка 18 49 0,2 200 12 1,5 0,1 1 0,22
Притупить ост- рые углы Шабер А Тир. — 28
б. Снять деталь •
Машинное время 0,85 Вспомогатель- ное время 2,5 Прибавоч- ное время 4 / /о Штучное время в мин. 3,53 Подгот. заключ. время 40 Г ОБ -ЗШ- --1 2
ЛИТЕРАТУРА
1. А п а р и н Г. А. и Г о р о д е ц к и й И. Е., Допуски и технические из-
мерения, Машгиз, 1950.
2. А к и м о в Г. В. , Коррозия металлов, Металлургиздат, 1946.
3. Бородачев Н. А., Обоснование методики расчета допусков и оши-
бок кинематических цепей.
4. Ведмидский А. М., Технология производства измерительных
приборов, Машгиз, 1950.
5. Бахвалов Г. Т., Б и р к г а н Л. Н., Лабутин В. IL, За-
щитные покрытия металлов в машиностроении, Машгиз, 1950.
6. Г р е б е н щ и к о в И. В., Роль химии в процессах полировки. Сте-
нограмма доклада, прочитанного на заводе «Калибр» в 1934 г.
7. Г у л я е в А. П., Влияние легирующих элементов в стали. Энцикло-
педический справочник «Машиностроение», т. 3. 1947.
8. Д а н и л о в С. С., Технологические процессы механической обработки,
ОНТИ, 1937.
9. Д ь я ч е н к о П. Е., Исследование процессов шлифования, Машгиз,
1941.
10. Долматовский Г. А., Справочник технолога, Машгиз, 1949.
11. Е г о р о в М. Е. и Д е м е н т ь е в В. И., Технология механической
обработки металлов, Машгиз, 1946.
12. 3 а г р е ц к и й П. П., Токарь-лекальщик, Машгиз, 1948.
13. К а ш и р и н А. И., Технология машиностроения, Машгиз, 1949.
14. К о в а н В. М., . Технология машиностроения, Машгиз, 1944.
15. Морозова Е. М., Поверхностное упрочнение стали методом
хромирования. II Всесоюзная конференция по трению и износу в машинах,
АН СССР, 1947.
16. Соколовский А. П., Курс технологии машиностроения, I т. 1947,
II т. 1949, Машгиз.
17. С м и р н о в В. Н. и Ч е с т н о в А. Л., Механизация лекальных ра-
бот, Машгиз, 1943.
18. X р у щ о в М. М. и Б е р к о в и ч Е. С., Микротвердость, опреде-
ляемая методом вдавливания, АН СССР, 1943.
19. X р у щ о в М. М-, Основные положения к методам испытания на из-
нашивание. Всесоюзная конференция по трению и износу в машинах, т. I.
АН СССР, 1939.
20. X р у щ о в М. М., О введении новой шкалы твердости, «Заводская ла-
боратория» № 2, 1949.
21. Ч е х м а т а е в Д. П., Технология контрольно-измерительного инстру-
мента и измерительных приборов, ОНТИ, 1938.
22. Честнов А. Л. иДсеновский В. А., Механизация лекальных
работ, БВ, 1941.
23. Честнов А. Л., Новый лабораторный метод испытаний на изнаши-
вание материалов калибров. Трение и износ в машинах, Сборник № 6, АН СССР,
1950.
24. Ч е с т н о в А. Л., Окисление при трении скольжения, Вопросы ма-
шиноведения. АН СССР. 1950.
25. Честнов А. Л., О трчности измерения предельными гладкими ско-
бами, «Станки и инструмент» № 5, 1950.
26. Честнов А. Л., ^Исследование изнашивания материалов для калиб-
ров, II Всесоюзная конференция по трению и износу в машинах, т. IV, АН СССР,
1951.
27. Ш е г а л М. Я., Доводка измерительных инструментов, Машгиз, 1947.
28. Яхин А. Б., Проектирование технологических процессов механиче-
ской обработки, Оборонгиз, 1946.
29. Я х и н А. Б., М а л о в А. Н., МаталинА. А., К а ш е п а в а М. Я-.
Технология точного приборостроения, Оборонгиз, 1947.
30. Справочник инструментальщика, I и II том, Машгиз, 1949.
31. Контроль средств измерения в машиностроении, Комитет мер и изме-
рительных приборов, 1949.
ОГЛАВЛЕНИЕ
Введение . . ..................... ..................... 3
ЧАСТЬ ПЕРВАЯ
Глава I. Основные сведения из технологии машиностроения ... 5
1. Проектирование технологических процессов механической об-
работки ...................................................... 5
2. Точность механической обработки .......................... 12
Неточность станка в ненагруженном состоянии................ 12
Влияние деформации станка, инструмента и обрабатываемой
детали на точность обработки............................. 13
Деформации детали при закреплении ......................... 15
Температурные деформации .................................. 1S
Влияние износа стайка и инструмента на точность обработки . 19
Средняя экономическая точность различных видов обработки . 21
Определение погрешностей обработки методом математической
статистики............................................... 25
Методы настройки станков на размер ... 28
3. Качество поверхности после механической обработки .... ,32
Состояние поверхностного слоя металлов..................... 32
Чистота поверхности после механической обработки .... 33
Классификация чистоты поверхностей......................... 35
Чистота рабочих поверхностей измерительных инструментов
и приборов ......................................... , 41
4. Базирование деталей при обработке и конструирование при-
способлений ............................................. . 44
Выбор установочных поверхностей (баз)...................... 44
Опорные элементы приспособлений . 47
Зажимные устройства ..................................... 50
Конструкции приспособлений ............................... 54
Глава II. Методы выполнения заготовок.............................. 57
1. Отливки из чугуна и цветных металлов..................... 57
Литье в землю ............................................ 57
Литье в металлические формы .............................. 59
Литье под давлением....................................... 61
Литье по восковым моделям . . ................... 62
2. Горячая ковка и штамповка................................. 64
3. Холодная штамповка ....................................... 67
Вырубка и пробивка ....................................’ 68
Вытяжка .............................................. 72
4. Отрезка заготовок ........................................ 73
5. Припуски и межоперационные допуски ....................... 76
€>. Экономия металла ........................................ 79
382
ОГЛАВЛЕНИЕ
Глава Ш. Механическая обработка на металлорежущих станках ... 82
1. Обработка деталей вращения ............................. 82
Обработка на токарно-вннторезных станках................. 83
Обработка на револьверных станках ....................... 90
Обработка на многорезцовых станках .... .... 92
Обработка на токарных автоматах................... .... 94
2. Обработка плоских деталей ........................... . 96
Строгание ... . . ............... . . 96
Фрезерование . . . ...................... . 99
Обдирочное шлифование .................................. 105
3. Обработка на сверлильных и расточных станках ... . 106
4. Обработка протягиванием ............................... 112
5. Нарезание зубьев колес и трибов........................ 114
Фрезерование зубьев методом копирования................. 114
Фрезерование зубьев методом обкатки..................... 115
6. Нарезание резьбы на деталях измерительных инструментов
и приборов . . . . . .................. . 119
Методы нарезания резьбы................................. 119
Нарезание резьбы на прецизионных винторезных станках . 120
Корригирование шага резьбы .... ....... 123
На резание конической резьбы.................. . . Г25
Инструменты для нарезания резьбы........................ 127
Накатывание резьбы.............................. . . 130
Фрезерование резьбы . . ........ . .... 131
Вихревое нарезание резьбы . . .................. 131
ЧАСТЬ ВТОРАЯ
Глава IV. Материалы для измерительных инструментов и их тер-
мическая обработка............................................... 133
Требования, предъявляемые к материалам для измерительных
инструментов .......................................... 133
Инструментальные стали н их назначение.................. 133
Особенности термической обработки измерительных инстру-
ментов ................................................. 135
Закалка с нагревом токами высокой частоты............... 139
Отпуск, старение и обработка холодом ................... 142
Глава V. Шлифование и доводка................................ 144
1. Шлифование ............................................ 145
Абразивные материалы .................................. 145
Крепление и балансировка шлифовального круга........... 152
Правка абразивных кругов .............................. 153
Круглое шлифование .................................... 157
Плоское шлифование .................................... 166
Шлифование резьбы ..................................... 170
Выбор шлифовальных кругов при изготовлении измерительных
инструментов ......................................... 195
2. Технология лекальных работ ............................ 195
Шлифование профильных шаблонов с применением тисков
и синусных линеек ................................. 196
Шлифование шаблонов методом профилирования шлифоваль-
ного круга ........................................ 201
Профилирование шлифовального круга по копиру ...... 211
Координатный метод шлифования профильных шаблонов . . 211
Шлифование дуг с большими радиусами..................... 229
Приспособление для шлифования по копиру иа плоскошли-
фовальном станке . ..................................... 231
Шлифование шаблонов на профилешлифовальных станках . . 232
ОГ.1МЗ.-1ЕНИЕ 383
3. Доводка измерительных инструментов ...................... 233
Доводка плоских деталей .................................. 238
Доводка круглых деталей .................................. 242
Доводка резьбовых деталей ......................... 246
Абразивные материалы для доводки.......................... 248
Материалы для притиров ................................... 251
Глава VI. Нанесение делений и знаков на деталях измерительных
инструментов и приборов ....................................... 253
1. Нанесение делений на делительных машинах.................. 254
2. Фотомеханический метод нанесения делений............... 260
3. Литографский метод нанесения делений..................... 261
4. Нанесение штрихов и знаков методом давления.............. 264
5. Гравирование цифр и знаков............................... 265
Глава VII. Износостойкость измерительных инструментов .... 266
1. Лабораторные испытания на износ материалов, применяемых
для калибров ................................................ 266
2. Методы повышения износостойкости калибров и измерительных
инструментов .............................................. 278
ЧАСТЬ ТРЕТЬЯ
Глава VIII. Технологические процессы изготовления типовых дета-
лей измерительных инструментов и приборов.................... 284-
1. Технология производства гладких цилиндрических калибров-
пробок ................................................... 284
Изготовление пробок с конусными хвостовиками.......... 286
Изготовление калибров-насадок 287
Изготовление неполных пробок.......................... 288
Изготовление штифтовых калибров и проволочек для измерения
резьбы . ................................................ 288
Операционные припуски на изготовление гладких калибров . 289
2. Технология производства калибров для гладких конических
деталей .................................................... 291
3. Технология производства резьбовых калибров ............. 293-
Изготовление резьбовых пробок ............................ 293
Изготовление резьбовых колец ............................. 298
Операционные припуски при изготовлении резьбовых калибров 300
Изготовление конических резьбовых калибров................ 303
4. Технология производства шлицевых калибров................ 311
5. Технология производства скоб ............................. 320
Изготовление гладких нерегулируемых скоб.................. 320
Изготовление регулируемых скоб ........................... 324
6. Технология производства поверочных плит.................. 327
7. Технология производства плоско-параллельных концевых мер . 330
8. Технология производства микрометров....................... 335
Изготовление микрометров для размеров от 0 до 100 мм . . 335
Изготовление микрометров больших размеров........... 349
9. Технология производства штангенциркулей........... 353
10. Технология изготовления реек, трибов н зубчатых колес из-
мерительных приборов ...................... 368
11. Изготовление стрелок для измерительных приборов .... 371
Приложения ........................................................ 375
Литература ........................................................ 380
Техннч. редактор Т,Ф. Соколова.
Корректор И. И. Рубашкин.
’ *
Сдано в производство 1/XII 1951 г.
Подписано в печать 5,III 1952 г.
Т-02208. Печ. л. 24. Бум. л. 12
Уч.-изд. л. 26,3 Тираж 10 000 экз.
Заказ 1698
*
1-я типография Машгиза,
Ленинград, Моисеенко, 10,
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть По чьей вине
56 Фиг. 30 приспособление винто- вым зажимом приспособление с вин- товым зажимом Тип.
56 8-я снизу щетками щитками 1-\-Ь Авт.
81 4-я снизу 1 / Тип.
160 8-я сверху скос углом скос с углом Тип.
234 8-я сверху дородят доводят Тип.
244 14-я снизу детали. деталей. Авт.
269 1-я снизу 5О°/о-ный О,5°/о-ный Авт.
273 Фиг. 199 И з н о с Износ в мг Авт.
284 6-я сверху от 1 до 50 от 3 до 50 Авт.
285 1-я сверху пробок-калибров калибров-пробок Авт.
326 12-я снизу охранение сохранение Тип.
334 Табл. 43, 5-я графа, 1-я снизу 0.001 —0,0005 O,0O15_000q5 Тип.
341 Опер. 6-я, 1-я снизу 016,8—0 035 1 016,85—0035 Авт.
350 Опер. 1-я, 2-я сверху пятку (деталь 6) 2 1 пятку (деталь 2) Корр.
350 Опер. 1-я, 5-я сверху I детали 3 (деталь 3) Авт.
366 1-я сверху рамы ! рамки Авт.
X Л Ч » я оь. Зан 169*