/









































































































































































































































































































Теги: оружие
Год: 1908




Текст
МІ
-РУКОВОДСТВО
/
/
I
і
I
ДЛЯ
ІИИ ОРИ» МАСТЕРСКИЙ.
Часть I.
Описаніе матеріаловъ, инструментовъ и работъ:
кузнечнымъ, слесарныхъ, плотничныхъ, столяр-
ныхъ, токарныхъ и малярныхъ.
г. Ораніенбаумъ.
1908.
РУКОВОДСТВО
для
ВІШСКОВЫКЪ ОРЖЙНЫІЪ МАСТЕРСКИХЪ.
Часть I.
Описаніе матеріаловъ, инструментовъ и работъ:
кузнечныхъ, слесарныхъ, плотничныхъ, столяр-
ныхъ, токарныхъ и малярныхъ.
ШКОЛЫ.
ВТОРОЕ ИЗДАНІЕ.
г. Ораніенбаумъ.
1908.
Военная Типографія (въ зданіи Главнаго Штаба).
ОГЛАВЛЕНІЕ,
ОТДѢЛЪ I.
Матеріалы, употребляемые въ оружейно-слесарныхъ мастерскихъ.
Общія свойства. Стр.
Удѣльный вѣсъ (плотность) ............... 1
Твердость ................................—
Крѣпость................................ 2
Упругость.................................—
Ковкость.................♦............... 3
Стр.
Тягучесть................,.............
Вязкость...............................
Однородность...........................
Описаніе матеріаловъ.
Желѣзо................................... 4
Свойства желѣза..........................—
Желѣзо: мягко-вязкое.................... 5
» хладноломкое.....................—
» красно ломкое....................—
» гнилое......................... —
» сортовое........................ 6
» листовое ........................—
» фигурное.........................—
Пріемъ желѣза: сортового.................—
» » листового................. 8
Стадь.................................... 9
» сырцовая..........................10
» , рафинированная.....................—
» цементная (томленка)...............—
» литая .............................. —
» самая твердая.......................11
» твердая, инструментальная, пружин-
ная и мягкая...........................—
Испытаніе стали...........................—
Чугунъ................................ 12
Свинецъ................................16
Пріемъ свинца...................... . 17
Цинкъ (шпіатръ).........................—
Пріемъ цинка...........................18
Никкель.................................—
Аллюминій...............................—
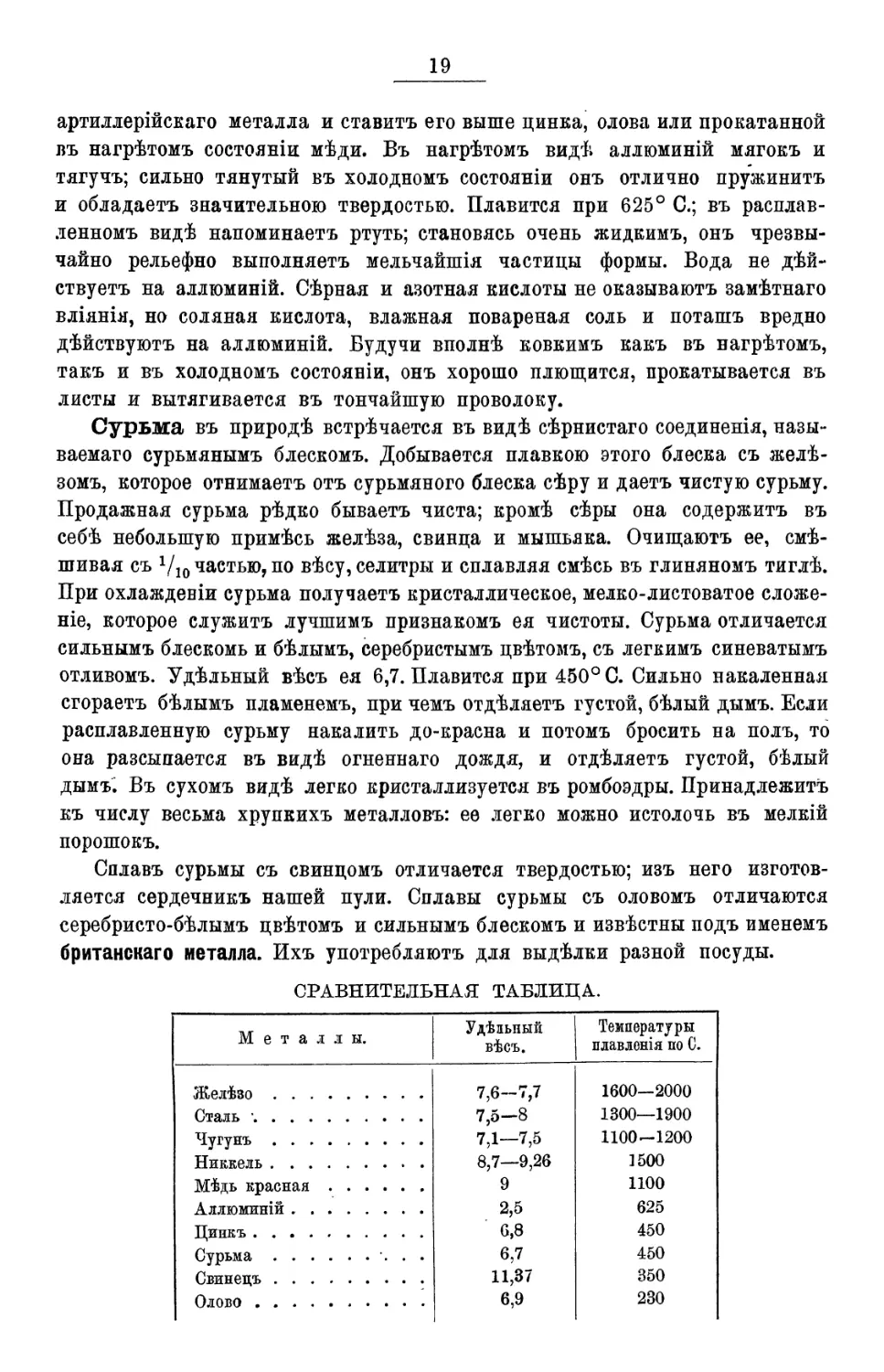
Сурьма.................................19
Британскій металлъ......................—
Сѣра............................... . 20
Бура (борно-кислый натръ)...............—
Нашатырь (хлористо-водородный амміакъ). —
Поташъ (углекислый калій)..............21
Сода (углекислый натръ).................—
Наждакъ (шмергель)......................—
Шкурка (наждачная бумага)...............—
Кровавикъ..............................22
Пемза...................................—
Пемзовая пудра..........................—
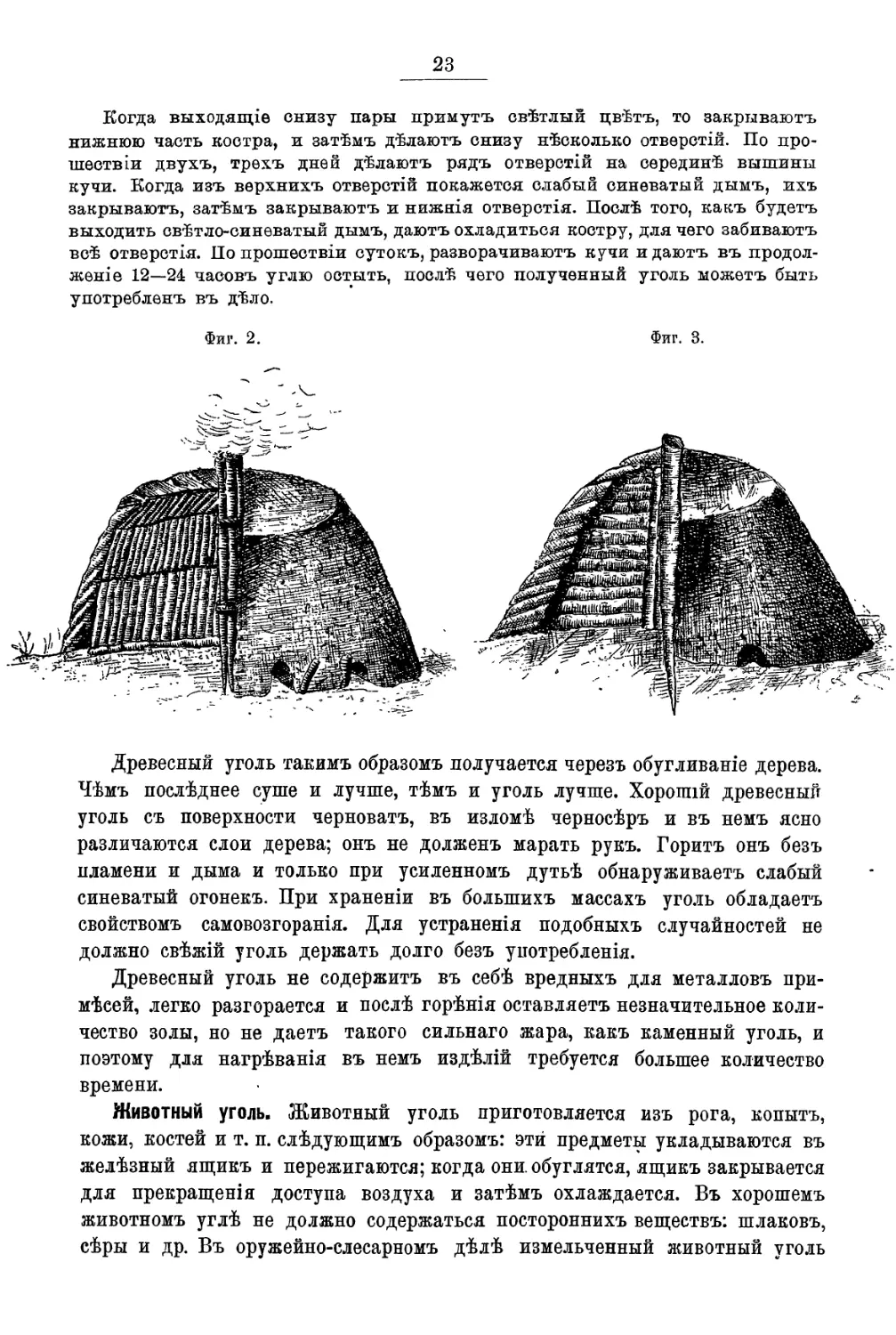
Уголь каменный и древесный..............—
Добываніе каменнаго и древеснаго угля . —
Животный уголь.....................23
Кислоты.............................24
Азотная кислота........................—
Соляная "» —
Сѣрная » —
Азотно-соляная кислота (царская водка) . —
Уксусная кислота ..................... —
Желѣзисто-синеродистый калій...—
Свойства чугуна. Сѣрый чугунъ..........—
Бѣлый чугунъ...........................—
Сравненіе сѣраго и бѣлаго чугуновъ ... —
Половинчатый чугунъ....................—
Тигровый и третной чугуны..............—
Краски.................................25
Бѣлыя краски. Известь...................—
Мѣлъ....................................—
Шпатъ тяжелый (баритъ).................26
Свинцовыя бѣлила........................—
Цинковыя » 27
Желтыя краски. Охра.....................—
Ковкій чугунъ........................13
Пріемъ чугуна.........................—
Мѣдь..................................—
Латунь...............................14
Пріемъ латуни . . '.................—
Бронза................................—
Фосфористая бронза...................15
Пушечная бронза.......................—
Аллюминіевая бронза...................—
Мельхіоръ .......................... ~
Пріемъ мельхіора......................—
Припай...............................16
Олово.................................—
Коричневыя краски. Умбра...............—
Сурикъ желѣзный ......................28
Красныя и фіолетовыя краски. Мумія . . —
Сурикъ свинцовый......................—
Киноварь..............................29
Синія краски. Кобальтъ (тенаровая синь). —
Ультрамаринъ Гана......................—
Ультрамаринъ...........................—
Зеленыя краски. Мѣдянка...............30
Швейнфуртская зелень...................—
Черная краска..........................—
Сажа..................................31
» древесная (трубная) ................
» голландская ........................
IV
Стр.
Стр.
Сажа ламповая.........................31
» малярная (шведская или финляндск.). —
Кость жженая................... , . . —
Масла..................................—
Конопляное............................32
Льняное .............................. —
Олифа.................................33
Приготовленіе олифы....................—
Деревянное...........................34=
Сало...................................—
Костяной жиръ..........................—
Нефть -................................—
Керосинъ..............................35
Смазки для предохраненія оружія отъ
ржавчины............................36
Общія свойства.........................—
Легкія минеральныя масла..............39
Парафинъ ............................. —
Вазелинъ..............................40
Ружейныя и винтовочныя смазки . . . . —
Лакмусъ, пакля, ветошь и хлопчато-
бумажные концы. . . ’.............. < —
Лакмусъ................................—
Пакля.................................41
Ветошь.................................—
Хлопчато-бумажные концы................—
Дерево.................................—
Общія понятія '.......................—
Пороки дерева.........................42
Трещины (сердцевинныя)............... —
Вѣтрянки ............................. —
Морозовины.............................—
Облупы................................43
Свилеватость ......................... —
Косослой......................... —
Сучковатостъ.........................—
Проросты.............................—
Табачные сучки..................... 44
Поврежденія, зависящія отъ механическихъ
усилій..........' .'...............—
Суховершинность .....................—
Сухоподстойность ? —
Подпаръ ................. .......... —
Ситовина...................... . —
Гніеніе дерева ......................—
Сухая гниль......................... —
Мокрая гниль........................45
Недостатки дерева, происходящія отъ по-
врежденія микроорганизмами(грибками). —
Червоточина..........................—
Воспламеняемость дерева..............—
Пріемъ дерева .........................46
Сушка » —
Описаніе деревьевъ.....................48
Сосна (рудовая, лутичная, буровая и мен-
довая)...............................48
Ель.....................................—
Береза бѣлая (обыкновенная)............49
Карельская береза.......................—
Ольха...................................—
Липа....................................—
Ясень...................................—
Кленъ.................“.................—
Букъ...................................50
Красный букъ............................—
Бѣлый букъ (грабъ)......................—
Вязъ....................................—
Дубъ .............. ••••••• ....... —
Рябина ................................ —
Орѣховое дерево ,.........л.............—
Кавказскій орѣхъ . . ...............—
Французскій орѣхъ .......... —
Черный или американскій орѣхъ .... —
Яблоня..............................51
Груша........................ . . . —
Бакаутъ ............................... —
Клей................................—
Столярный клей . . . . : ....... —
Варка клея...................... —
Рыбій клей..........................52
Малярный клей . . . ...............—
Смолы..............,....................—
Копалы..................................—
Деготь . . . . ,. . .......... . .. . . 53
Древесный деготь........................—
Березовый » ......................—
Каменноугольная (газовая) смола .... —
Древесная смола ........................—
Варъ или пикъ...........................—
Лакъ ...................................—
Олифа................................ 54
Скипидаръ............................ —
Терпентинъ..............................—
Спиртъ...................,.............55
Спиртовые лаки..........................—
Скипидарные лаки........................—
Масляные лаки...........................—
Подмазочный лакъ . . ..................—
Половой лакъ..............г .... . 56
Желѣзные лаки...........................—
Черный японскій лакъ....................—
Печные лаки.............................—
Эмалевые лаки . . ......................—
Жестяные лаки...........................—
Кожевенные лаки....................... —
Лакъ-сикативъ ..........................—
Хвощъ................................ 57
Вата......................,.............—
Гигроскопическая вата...................—
V
ОТДѢЛЪ II.
Войсковая оружейная мастерская.
Стр.
Назначеніе..........................58
Устройство...........................—
Кузница.
Горны...............................59
Постоянный горнъ ....................—
Фурменная плита.....................61
Фурма........................... • —
Сопло ..............................
Переносный горнъ....................
Подъ................................
Вентиляторъ.........................
Кузнечные мѣха........................62
Клинчатый (треугольный) мѣхъ...........—
Мѣхъ цилиндрическій...................63
Ручной мѣхъ...........................64
Походная кузница образца 1883 г. . . . —
Пика..................................67
Швабра................................
Лопатка . . . < ......................
Совокъ ...............................
Кочерга...................,...........
Кузнечный инструментъ.
Наковальня...........................68
Боевой молотъ и ручникъ..............69
Клещи.................................—
Зубила...............................70
Пробойникъ (бородокъ).................—
Гладилки (подбойники).................—
Оправки.............................‘71
Гвоздильня........................... —
Аршинъ................................—
Кронциркуль...........................72
Кернъ .............................
Молотокъ (для ковки лошадей).......
Клещи для ковки лошадей............
Рашпиль............................
Обсѣчка............................
Ножъ...............................
Расчистка..............................73
Производство кузнечныхъ работъ.
Разведеніе огня въ горнѣ 7.............73
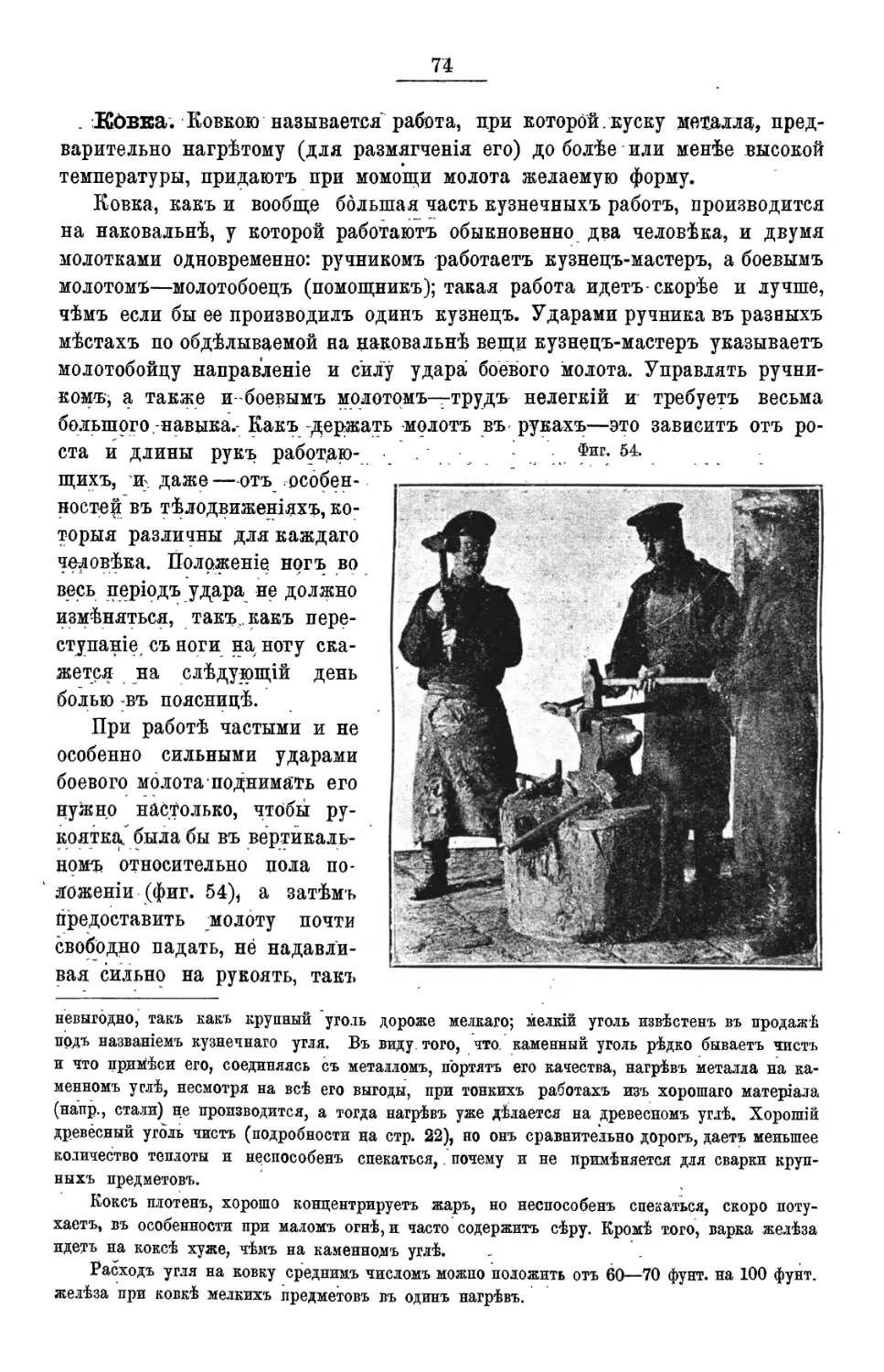
Ковка .................................74
Нагрѣвъ................................75
< Вытягиваніе . . ......................76
Отковка заплечиковъ....................77
Осаживаніе.............................78
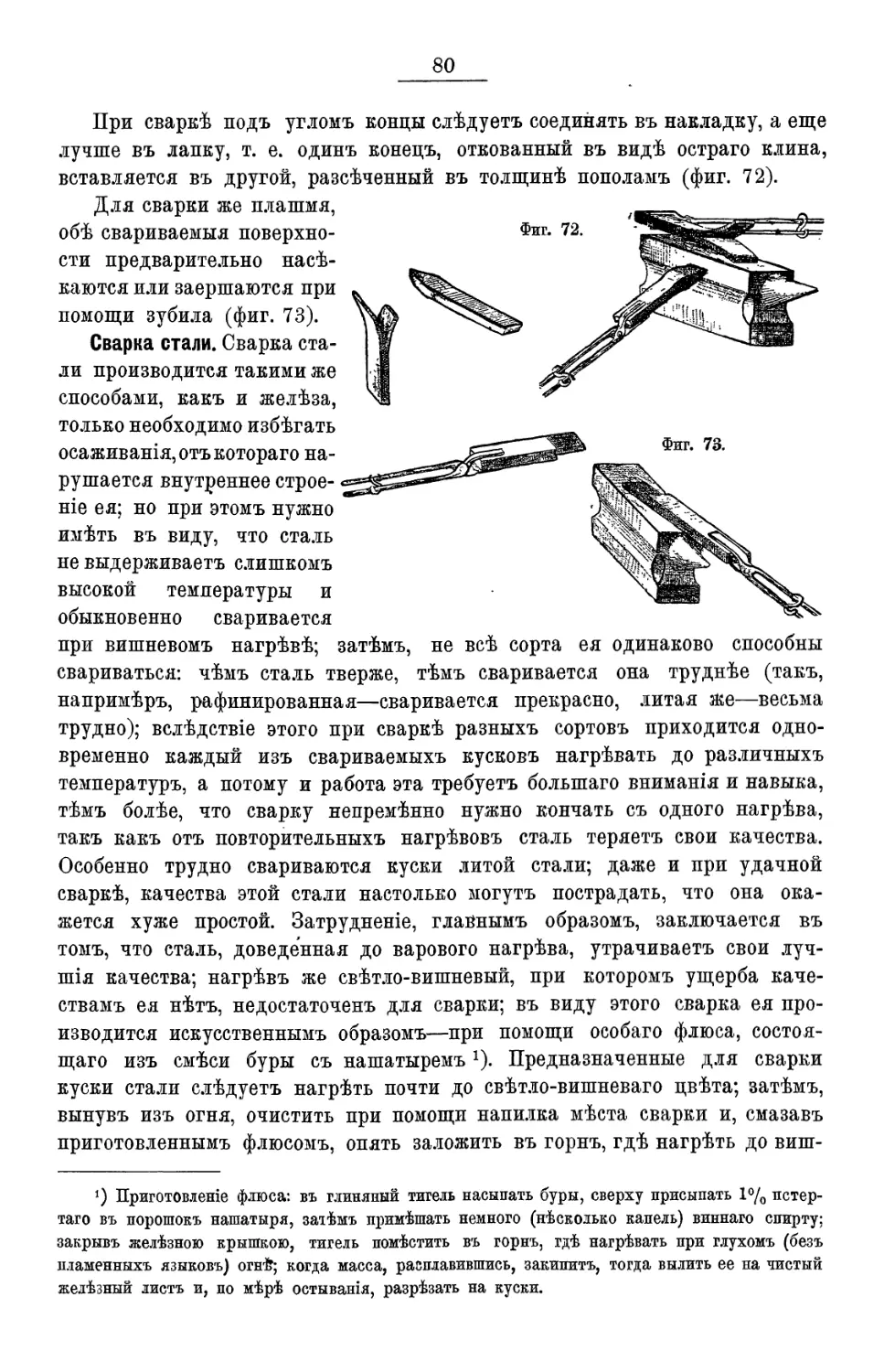
Сварка..................................—
» желѣза ...... 79
Флюсъ.............................. . —
Сварка стали...........................80
Приготовленіе флюса.....................—
Сварка стали съ желѣзомъ...............81
Отжигъ откованныхъ издѣлій.............82
Стр.
Закалка стали..........................82
Температура нагрѣва.....................—
Охлаждающая среда......................83
Погруженіе закаливаемаго издѣлія .... 84
Зависимость твердости, упругости и
вязкости стали отъ закалки...........85
Отпускъ стали ........................ —
Цвѣта побѣжалости...................86
Отпускъ стали въ маслѣ..............—
» пружинъ.........................87
Закалка и отпускъ однимъ нагрѣвомъ . . —
Цементованіе желѣзныхъ издѣлій .... 88
» въ желѣзисто-синеродистомъ
каліи.........................—
Исправленіе пережженной стали .... 89
Рубка желѣза и стали.................—
Пробивка дыръ бородками..............—
Отковка гаекъ ........................ 90
» болтовъ ......................... —
Слесарное отдѣленіе.
Назначеніе и устройство...............92
Верстаки...............................—
Инструменты, употребляемые въ слесар-
номъ отдѣленіи......................93
Тиски..................................—
Стуловые тиски.........................—
Параллельные тиски....................94
Привертные тиски......................95
Прикрѣпленіе тисковъ..................96
Выборъ тисковъ.........................—
Ручные тиски...........................—
Закладки..............................97
Деревянныя колодки съ желобками . . . —
Аршинъ.................................98
Метръ...............................
Модельный аршинъ....................
Рулетка.............................
Циркуля ............................
Прямые циркуля......................
Кронциркуль.........................99
Нутромѣры............................—
Раздвижной циркуль..................100
Мелкіе измѣрительные приборы...........—
Пальмеръ...............................—
Номерныя доски........................101
Лекала и шаблоны.......................—
Центроискатели.........................—
Шило (чертилка) . . •................102
Провѣрочная доска.....................—
Штативъ...............................—
Стальная линейка......................—
Тычка (кернъ) ♦.......................—
Молотки ручные......................103
Слесарный шперакъ.....................—
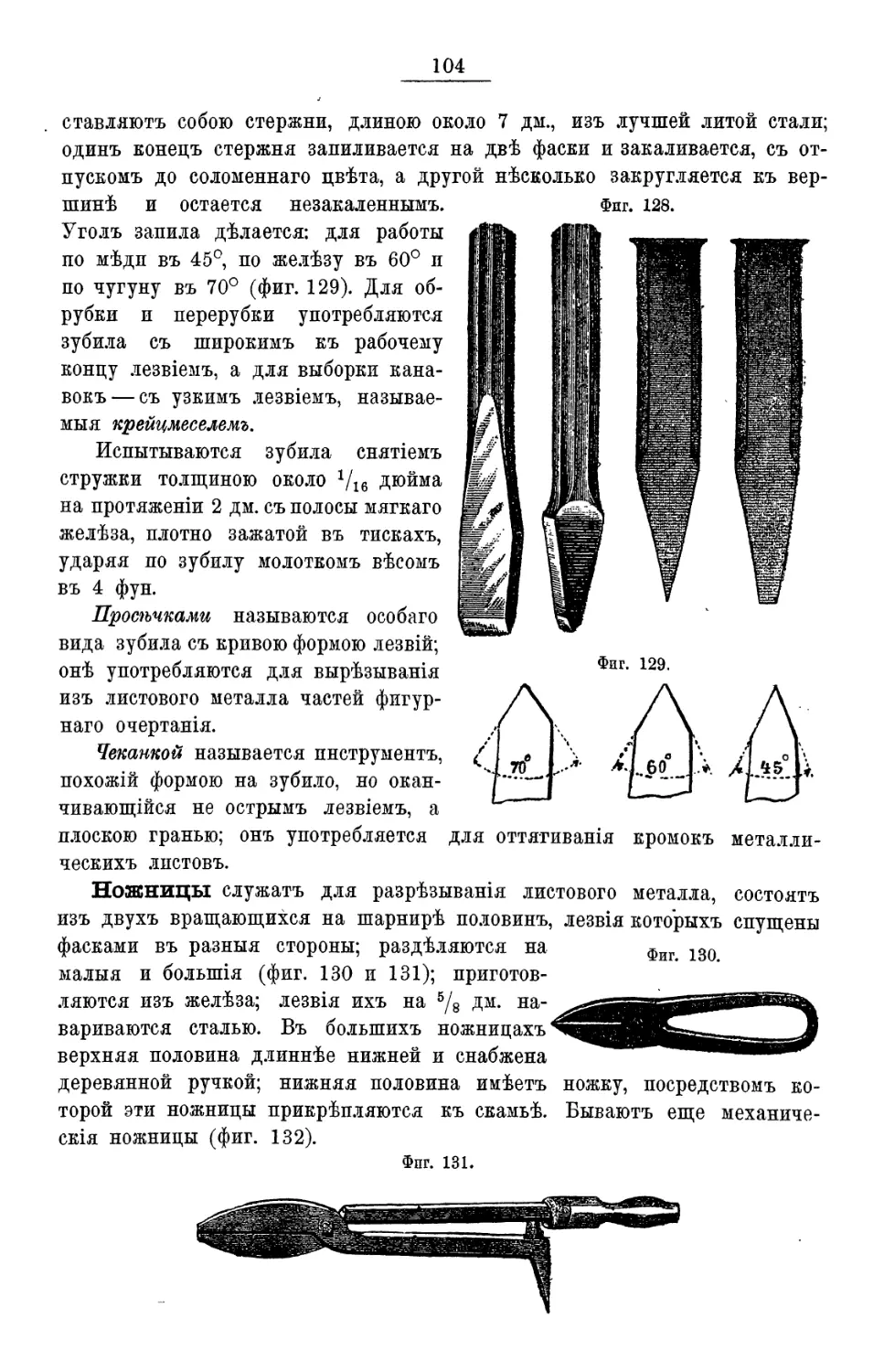
Зубила ............................... —
VI
Стр.
Стр.
Ножницы.............................104
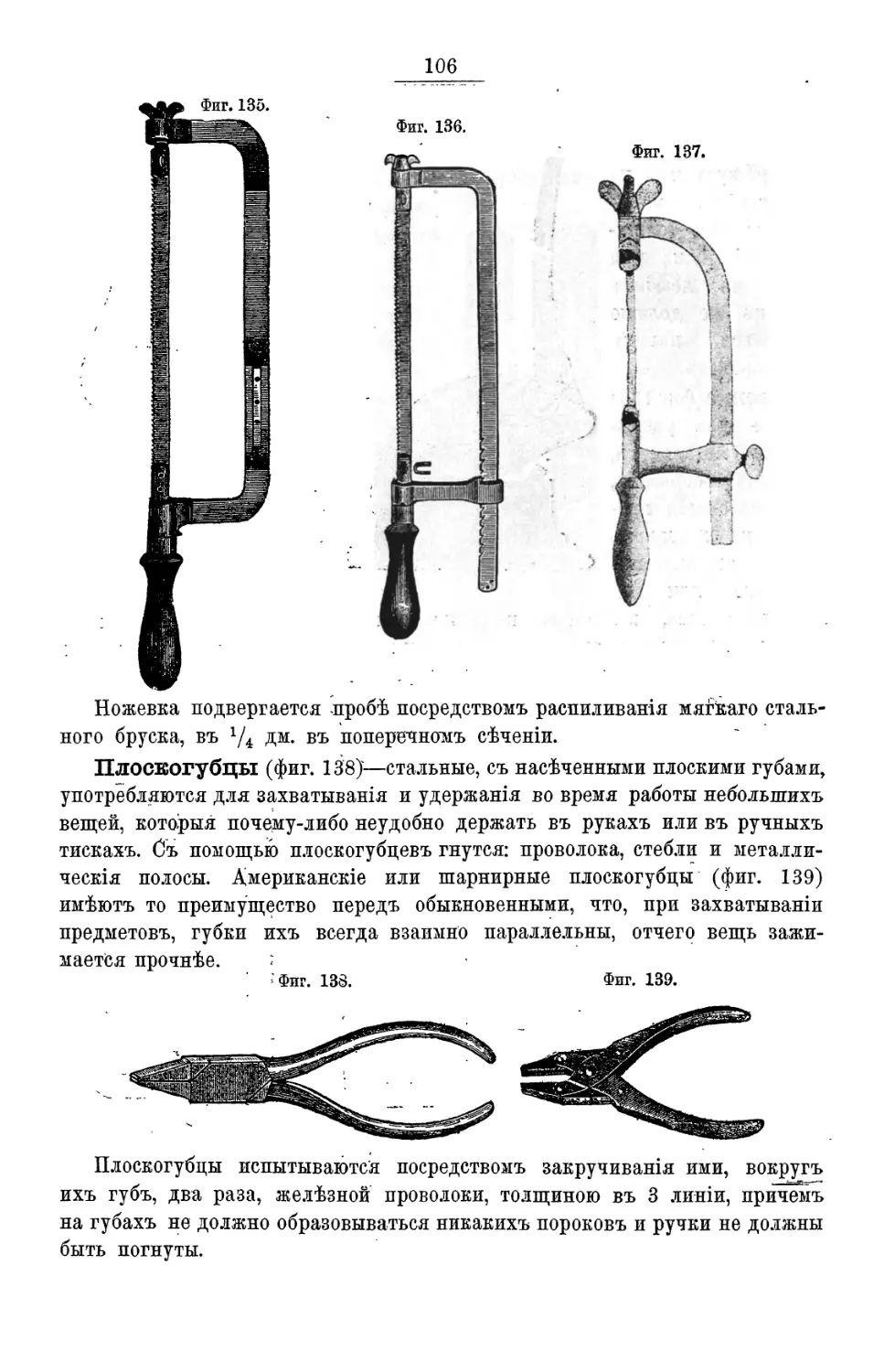
Ножовка.............................105
Плоскогубцы.........................106
Острогу оцы.........................107
Круглогубцы...........................—
Напилки...............................—
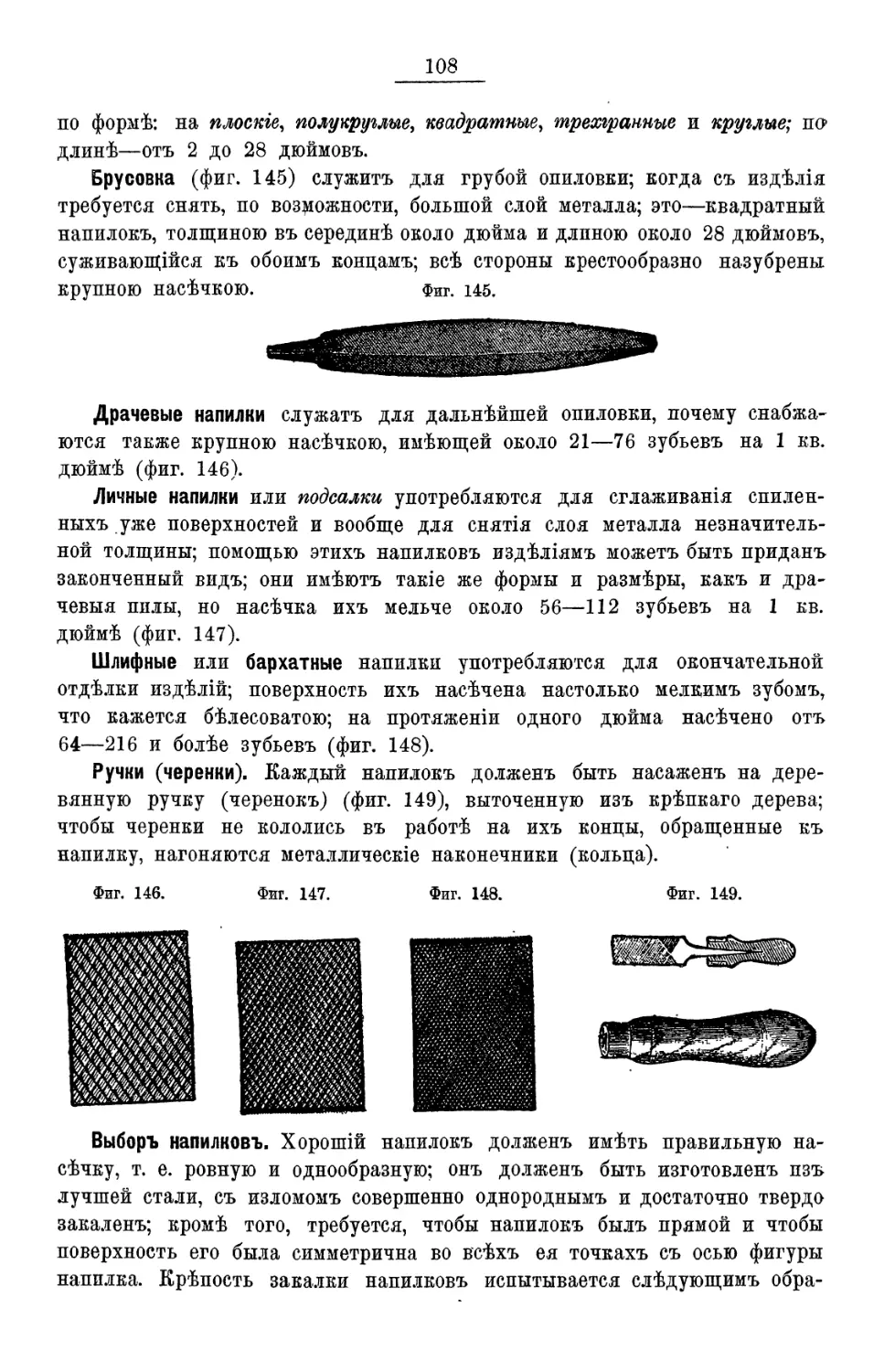
Брусовка............................108
Драчевые напилки.........................—
Личные напилки (подсалки)................—
Шлифные напилки (бархатные)............ —
Ручки (черенки)..........................—
Выборъ напилковъ.........................—
Обереженіе напилковъ................109
Наугольникъ или угольникъ.............—
Наугольникъ съ тавровымъ плечемъ . . . —
Малка...............................110
Подстановка...........................—
Вкладыши..............................—
Чистилки............................111
Простыя чистилки....................
Наждачныя чистилки..................
Шабръ...............................
Воронило или полировникъ............
Сверла .............................
Дрели................................112
Обыкновенная дрель....................—
Американская » 113
Ручная малая » —
Смычковая или лучковая дрель..........—
Трещетка.............................114
Сверлильные станки...................115
Станокъ 1-го типа.....................—
» 2-го »........................—
» 3-го ».................... 116
Коловоротъ............................—
Развертки...........................117
Шарошки........................... 118
Жерновки .............................—
Пробойники (бородки)..................—
Винторѣзный инструментъ.............119
Мѣтчики...............................—
Винтовальныя доски....................—
Глухія винтовальныя доски.............—
Раздвижныя винтовальныя доски .... 120
Плашки.............................. —
Клуппъ Витворта.....................121
Паяльникъ.............................—
Желѣзный ковшъ......................122
Скребки ..............................
Паяльная трубка ......................
Керосиновая лампа съ накачиваніемъ
воздуха ............................
Фукаръ ...............................
Ключи (обыкновенные и раздвижные) . .123
Точило.................................—
Оселокъ .............................. 124
Арканзасскіе оселки (камень арканзасъ) . 125
Отвертки................................—
Маслянки................................—
Волочильня .............................—
Производство слесарныхъ работъ.
Подготовительныя работы. Удаленіе
окалины...............................126
Осмотръ..............................126
Обмѣръ ............................... —
Размѣтка...............................—
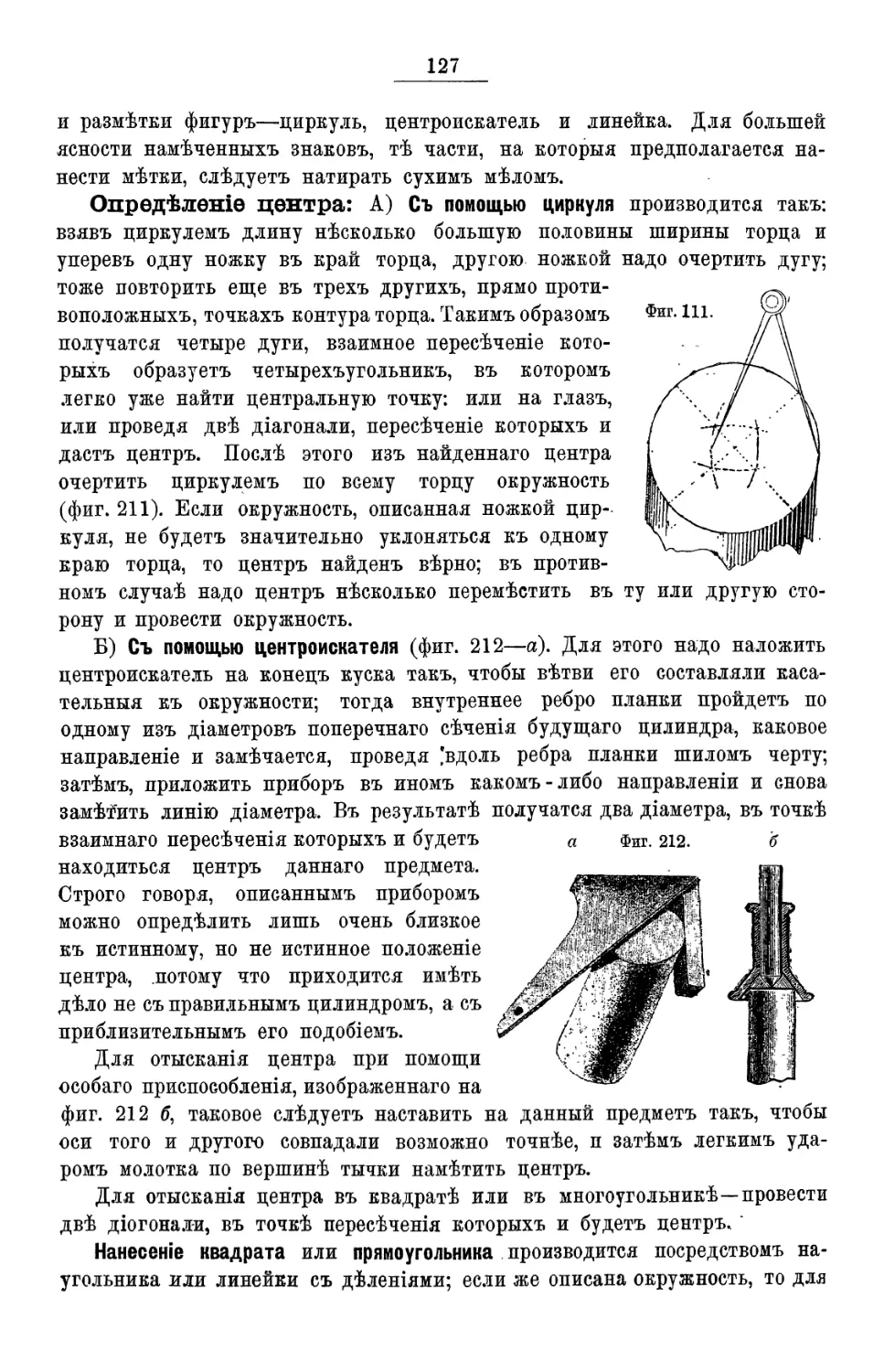
Опредѣленіе центра...................127
Съ помощью циркуля.....................—
» центроискателя..................—
Нанесеніе квадрата или прямоугольника . —
Размѣтка шестиугольника..............128
» восьмиугольника..................—
» окружностей.....................
Начертаніе прочихъ кривыхъ............
Закрѣпленіе ризокъ....................
Работа зубиломъ.......................
Разрубка .............................
Обрубка ........................... 130
Вырубка...............................—
Работа ножевкой.....................131
» ножницами.......................—
» острогубцами....................—
» напилками.......................—
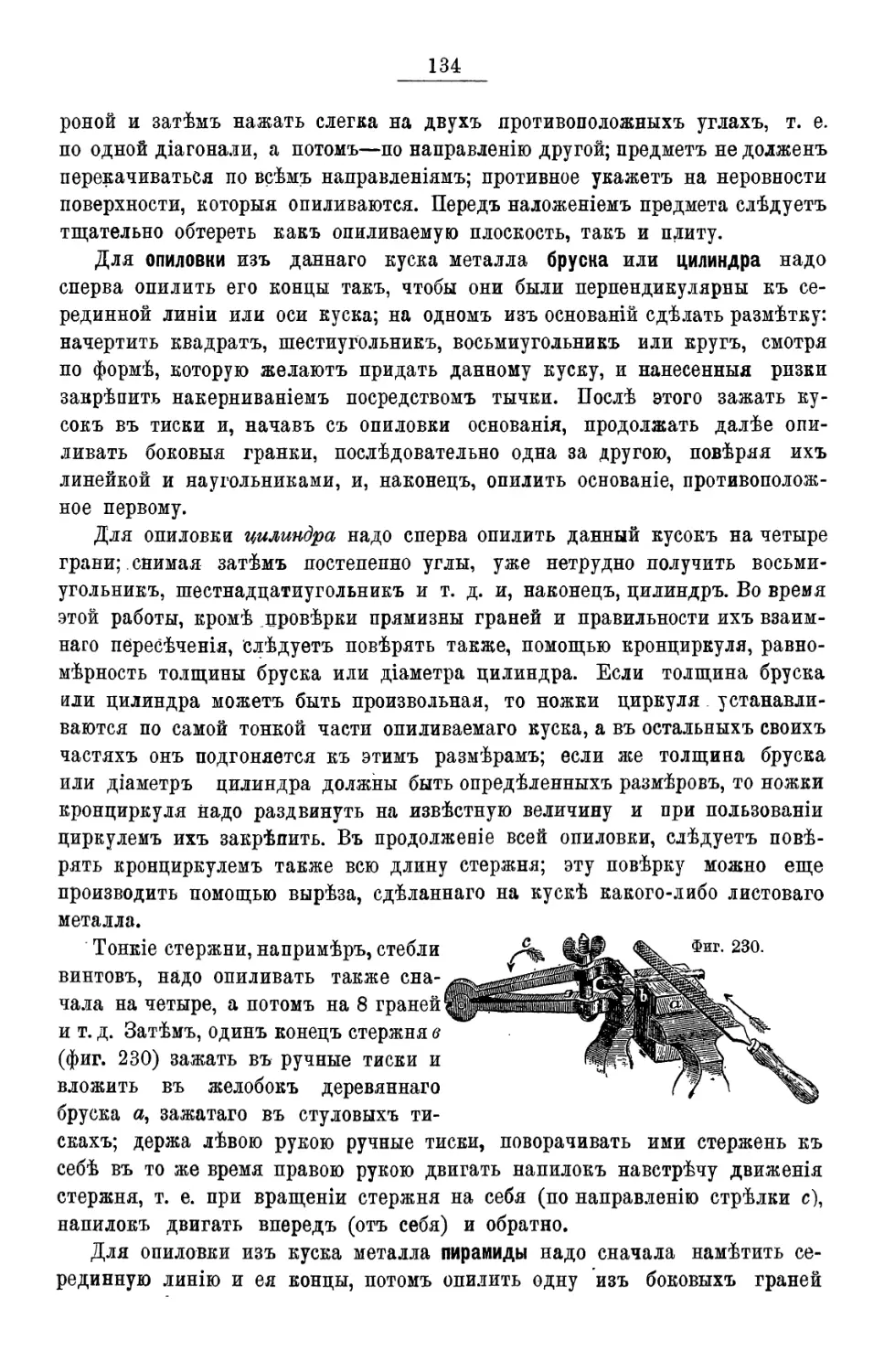
Опиловка бруска или цилиндра........134
» пирамиды ....................... —
» конуса ....................... 135
Выпиловка выемовъ, пазовъ и щелей . . —
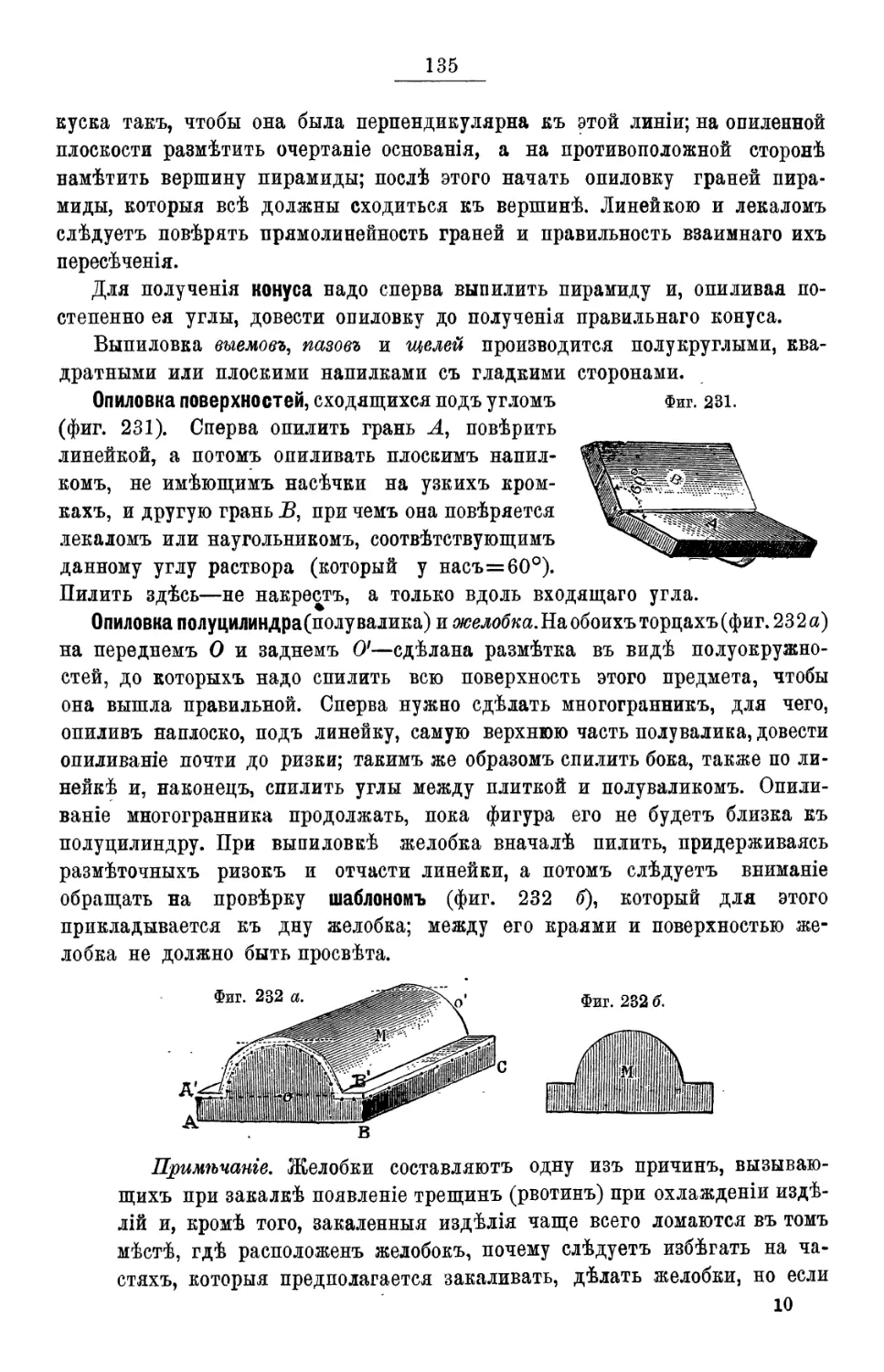
Опиловка поверхностей, сходящихся
подъ угломъ............................—
Опиловка полуцилиндра и желобка ... —
Шаблонъ...............................—
Выпиливаніе поясковъ................136
Снятіе острыхъ краевъ ....... —
Пришабриваніе.......................137
Шлифованіе ...........................—
Приладка и отладка..................138
Полировка.............................—
Крокусъ или кровавикъ .................—
Негашеная известь.......................—
Трепелъ.....................'...........—
Пемза................................. —
Синеніе и вороненіе стальныхъ и желѣз-
ныхъ издѣлій..........................139
Синеніе.................................—
» въ угляхъ........................—
» въ пескѣ.........................—
» на спиртовой лампочкѣ............—
Вороненіе.............................140
Отцвѣчиваніе.................... .... —
Красный цвѣтъ...........................—
Темно-бурый и черный цвѣтъ..............—
Травленіе...............................—
Гравированіе............................—
Лакированіе..........................141
Сверленіе отверстій............ . . . —
Общія указанія..........................—
Сверленіе посредствомъ коловорота . . .143
» » дрелей............—
Обыкновенной дрелью.....................—
Американскою » ................144
Смычковою » ................—
Сверленіе трещеткой...................145
» посредствомъ станковъ .... —
Работа развертками....................146
» шарошками . . . <.............—
» жерновкою......................
VII
Стр.
Пробивка отверстій.....................147
Понятіе о штампованіи ...................—
Нарѣзка винтовой рѣзьбы..................—
Нарѣзаніе отверстій .....................—
Производство работы......................—
Нарѣзка винта глухою винтовальною до-
ской ...............................148
Нарѣзка винта раздвижною винтовальною
дойкой .............................. 149
Нарѣзка стержней винтовальною доской
системы Витворта........................—
Соединеніе металлическихъ частей одна
съ другою безъ спайки.................150
Соединеніе винтами......................—
» посредствомъ заклепокъ . , .151
» соскомъ и заклепкой .... —
» при помощи паза и выступа . 152
» посредствомъ шарнира ... —
» въ накладку...................—
» въ ручныхъ тискахъ...........—
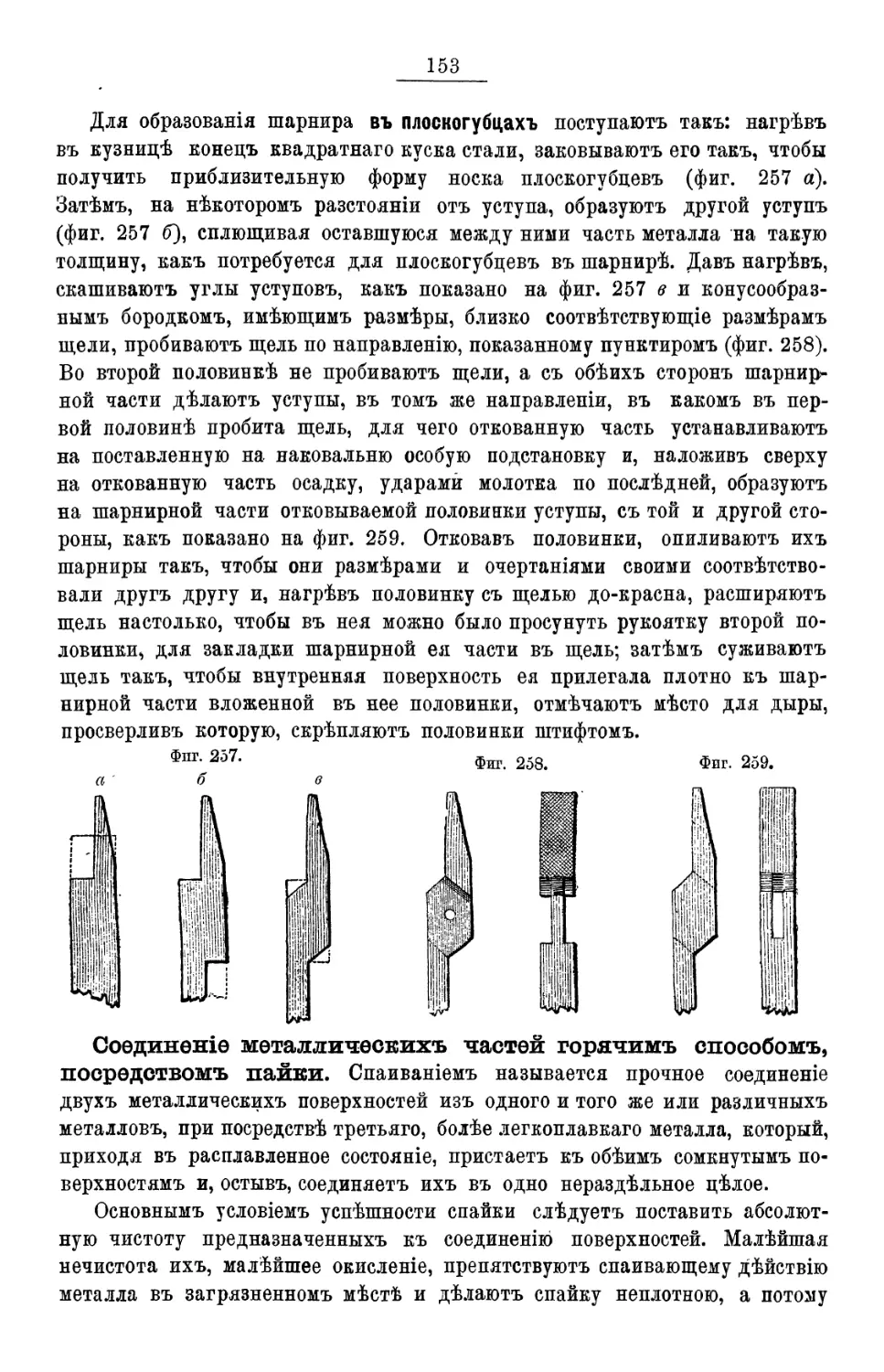
» въ плоскогубцахъ.............153
» металлическихъ частей горя-
чимъ способомъ, посред-
ствомъ пайки...............—
Флюсы или плавни.......................154
Пайка на паяльной трубкѣ...............—
Пайка въ кузнечномъ горнѣ..............—
Пламя свѣчи............................—
Керосиновыя и бензиновыя паяльныя лампы. 155
Пайка желѣза латунью.................156
Паяльная вода..........................—
Предохраненіе издѣлія отъ окалины . . . —
Пайка припаемъ.......................157
» оловомъ жести.....................—
'» » мѣди.....................159
Распайка и запайка крышекъ цинковыхъ
коробокъ ............................ —
Пайка цинка..........................160
» чугунныхъ и аллюминіевыхъ издѣлій. —
Пайка золота.............................—
» серебра..............................—
Припаи для мѣди, желѣза, латуни, стали
и бронзы...............................—
Спайка ключа.........................161
» трубокъ...........................—
» кружекъ...........................—
Припайка дна.........................162
Выгибаніе и вытягиваніе издѣлій въ
• холодномъ состояніи................163
Назубка насѣчки на тискахъ и плоско-
губцахъ .............................164
Работа на точилѣ и оселкѣ..............—
Исправленіе точильнаго камня.........166
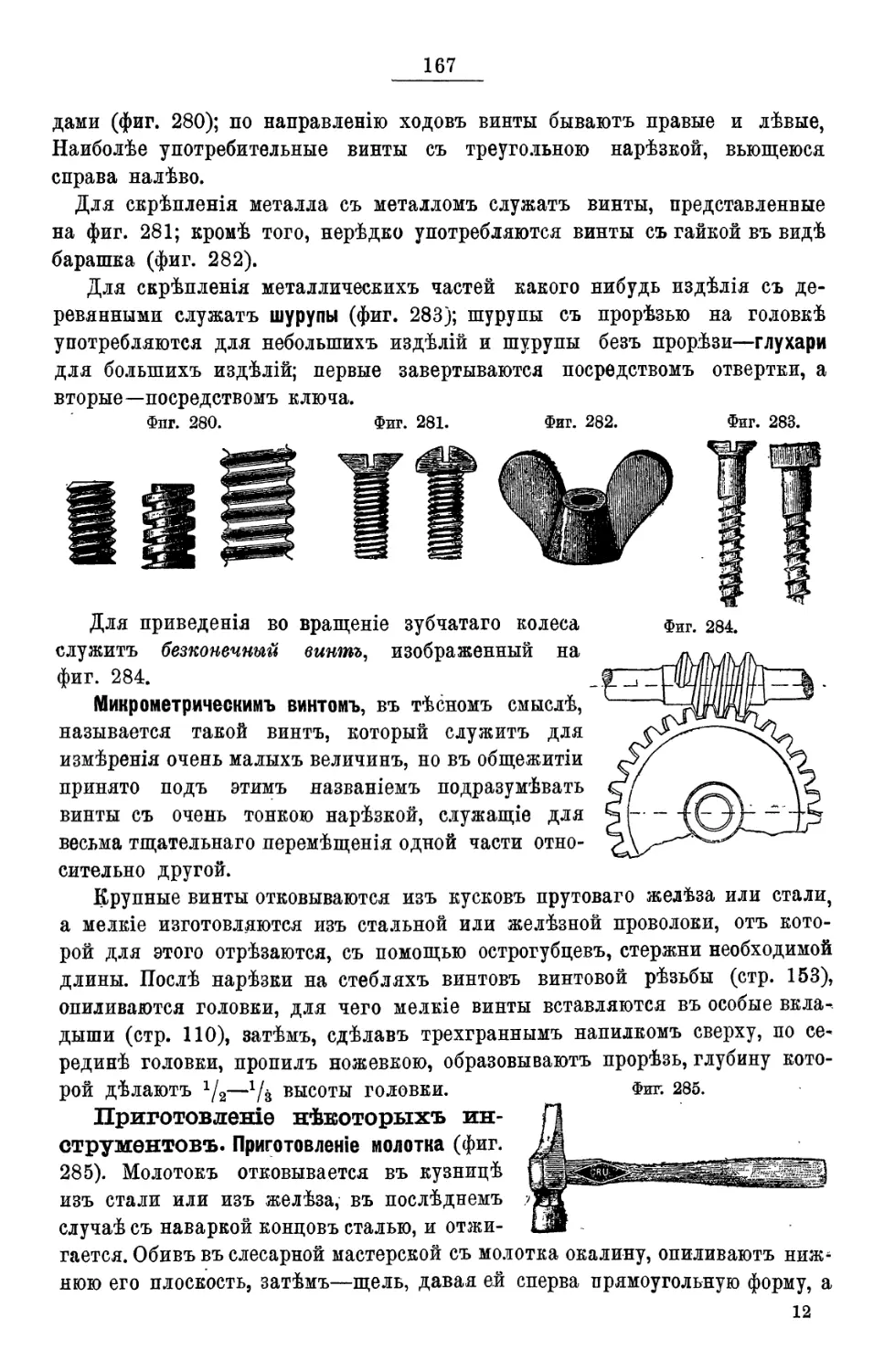
Приготовленіе винтовъ..................—
Шурупы . . . . ......................167
Глухари ............................... —
Микрометрическій винтъ..................—
Приготовленіе нѣкоторыхъ инструментовъ . —
Приготовленіе молотка...................—
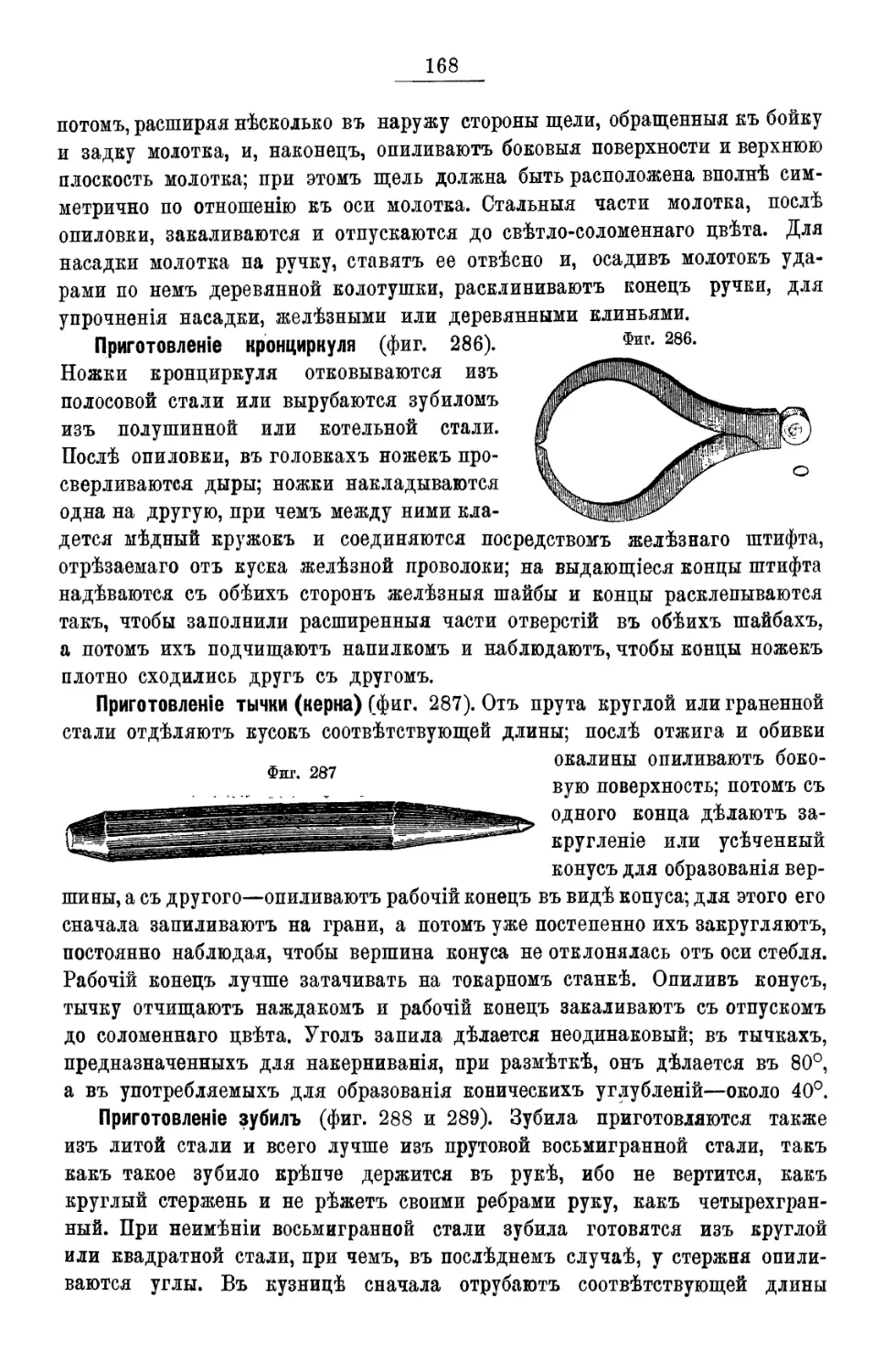
» кронциркуля.............168
» тычки.....................—
» зубилъ .................. —
» крейцмесселя............169
Стр.
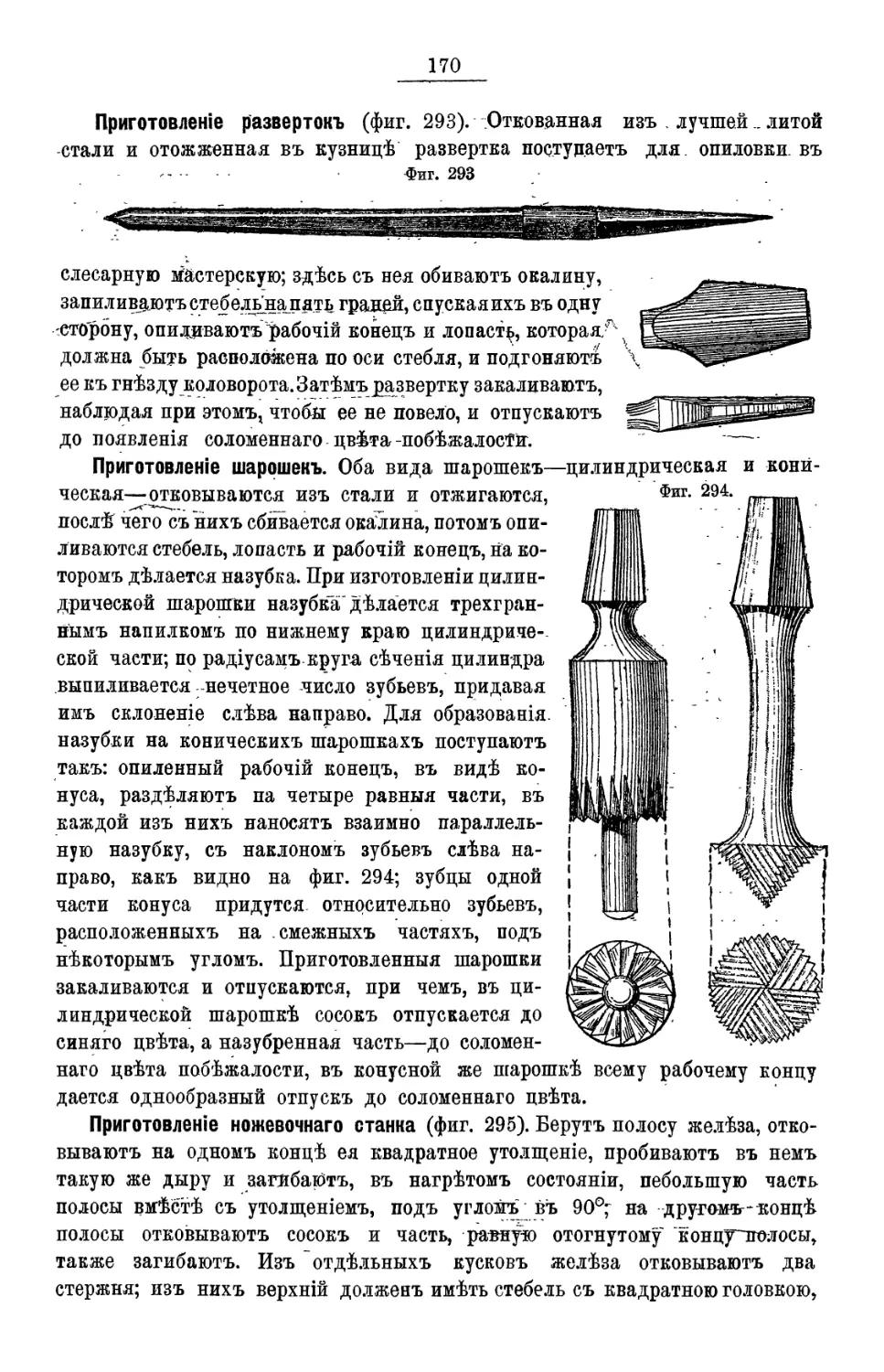
Приготовленіе сверлъ....................169
» развертокъ.................170
» шарошекъ.....................—
» ножевочнаго станка . . . —
» пластинчатыхъ пружинъ .171
» перочныхъ пружинъ . . .172
» замочной пружины ....-—
» спиральныхъ пружинъ . . —•
Глухія винтовальныя доски.............173
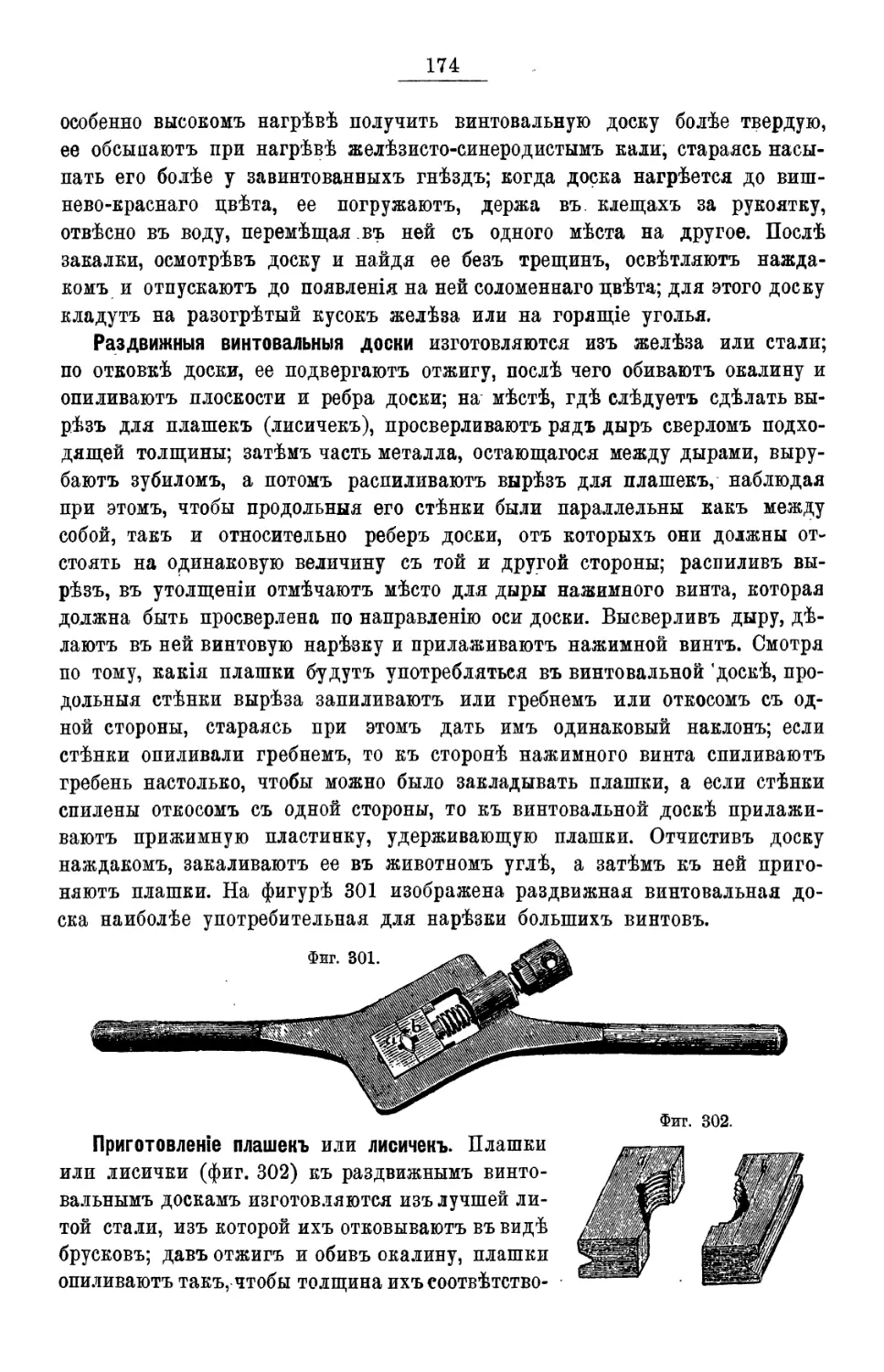
Раздвижныя винтовальныя доски . . . .174
Приготовленіе плашекъ или лисичекъ . . —
» мѣтчиковъ.....................175
» наугольника...................176
Плотнично- сто лярное
отдѣленіе.
Назначеніе и устройство.................177
Приспособленія для удержанія обрабаты-
ваемыхъ предметовъ..................—
Верстакъ..................................—
Подверстачникъ..........................178
Верстачная доска..........................—
Гребенки................................179
Столярные тиски...........................—
Ручные тиски............................180
Струбцинка................................—
Жомъ или сжимъ.......................> —
Хомутовая струбцинка....................181
Сулага................................—
Удержаніе предметовъ, въ неподвижномъ
состояніи, при плотничныхъ работахъ. . —
Инструменты для распиловки............—
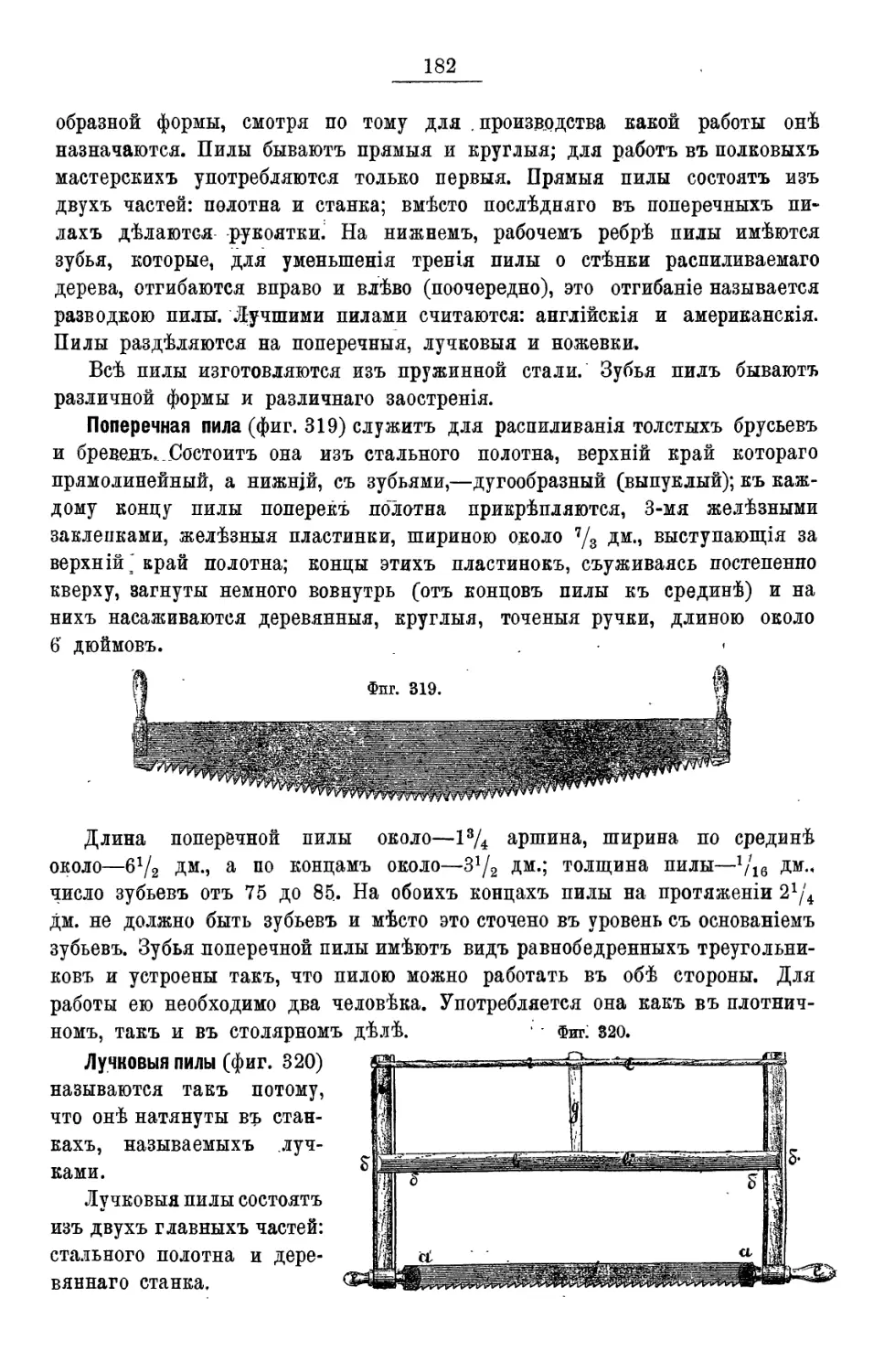
Поперечная пила....................182
Лучковыя пилы.........................—
Полотно пилъ.......................183
Станокъ для пилы....................
Обрѣзная пила.......................
Шиповая пила...................... .
Поворотная пила ....................
Ножовка..............................184
Продольная пила...................... —
Отточка или заточка пилъ...............—
Разводка пилъ........................185
Шаблонъ................................—
Инструменты для разрубанія...........186
Топоръ.................................—
Насадка топора на топорище.............—
Плотничный топоръ....................187
Столярный топоръ.......................—
Топоръ колунъ..........................—
Условія, предъявляемыя хорошему топору. —
Оттачиваніе и правка топоровъ .... 188
Долбящіе и рѣжущіе инструменты: долота. —
Долото шиповое.........................—
» плоское ......................... —
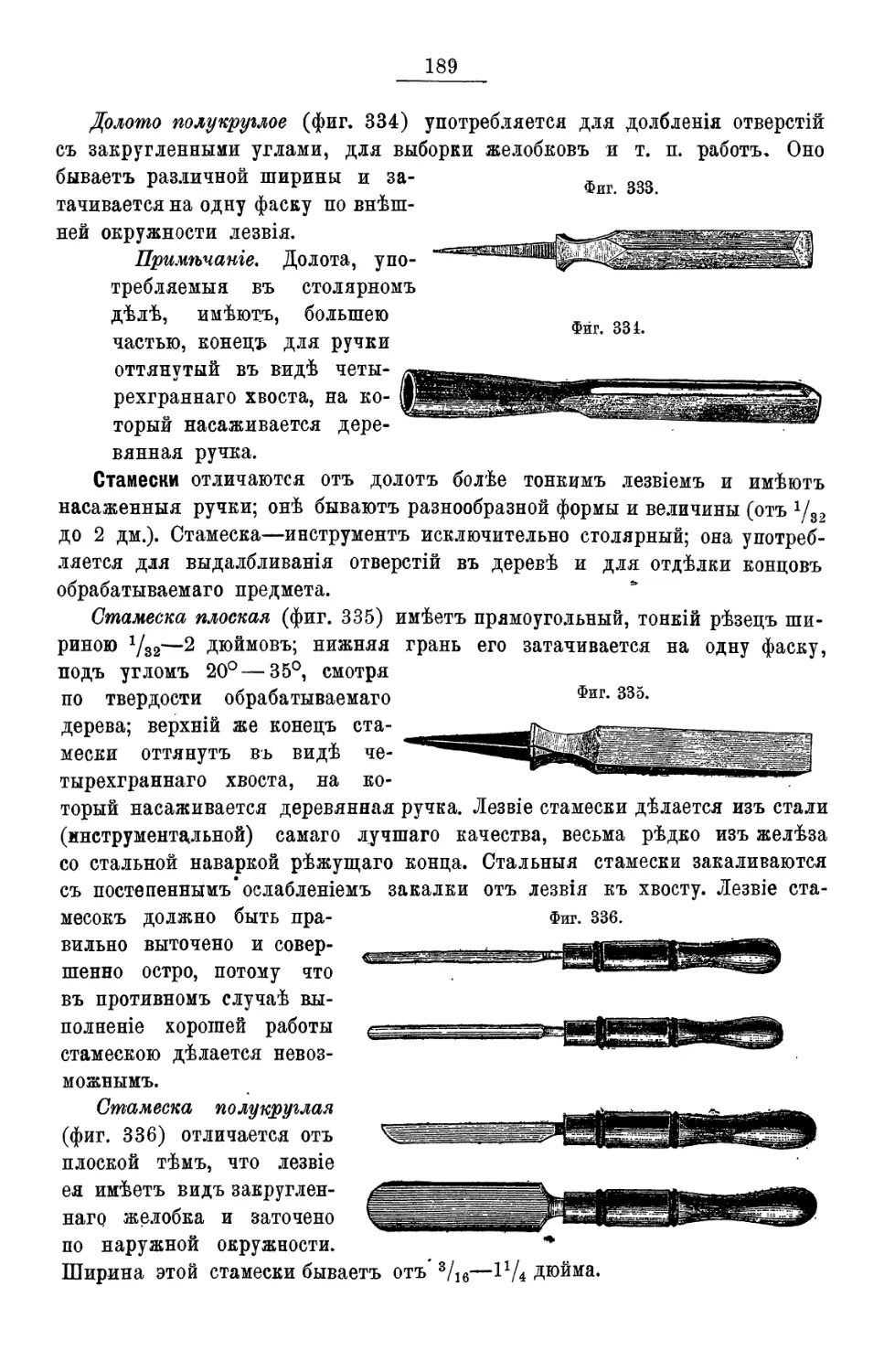
» полукруглое.....................189
Стамески ..............................—
Стамеска плоская.......................—
» полукруглая.......................—
* узкая, толстая..................190
Ручки................................
Кіанка ..............................
Струги...............................
VIII
Стр.
Колодка струговъ.....................190
Желѣзки, струговъ....................191
Клинъ струга ........................192
Шерхебель или полукруглый рубанокъ . . —
Рубанокъ или шлихтикъ..................—
Медвѣдка.............................193
Дорожникъ..............................—
Фуганокъ ..............................—
Полу фуганокъ........................194
Горбачи................................—
Цинубель...............................—
Фигурные рубанки ......................—
Калевка........... ..................195
Галтели................................—
Зензубель............................ —
Фальцгубель ...........................—
Шпунтгубель или пазникъ..............196
Скобель...................'............—
Бочарный стругъ........................—
Цикля или скобель....................197
Сверла, буравы и перки ........ —
Полукруглое сверло.....................—
Напарье жало......................... —
Буравъ американскій................ 198
Буравчики ............................ —
Буравъ ложечный..........’..........
Перки...............................
Коловоротъ..........................
Ложечная перка.......................199
Центровая перка . . .' . ... .’ . . . —
Американская винтовая перка..........200
Осмотръ сверлильныхъ инструментовъ . . —
Инструменты для нарѣзки винтовъ и дыръ. —
Винтовальная доска или винтовальня . . —
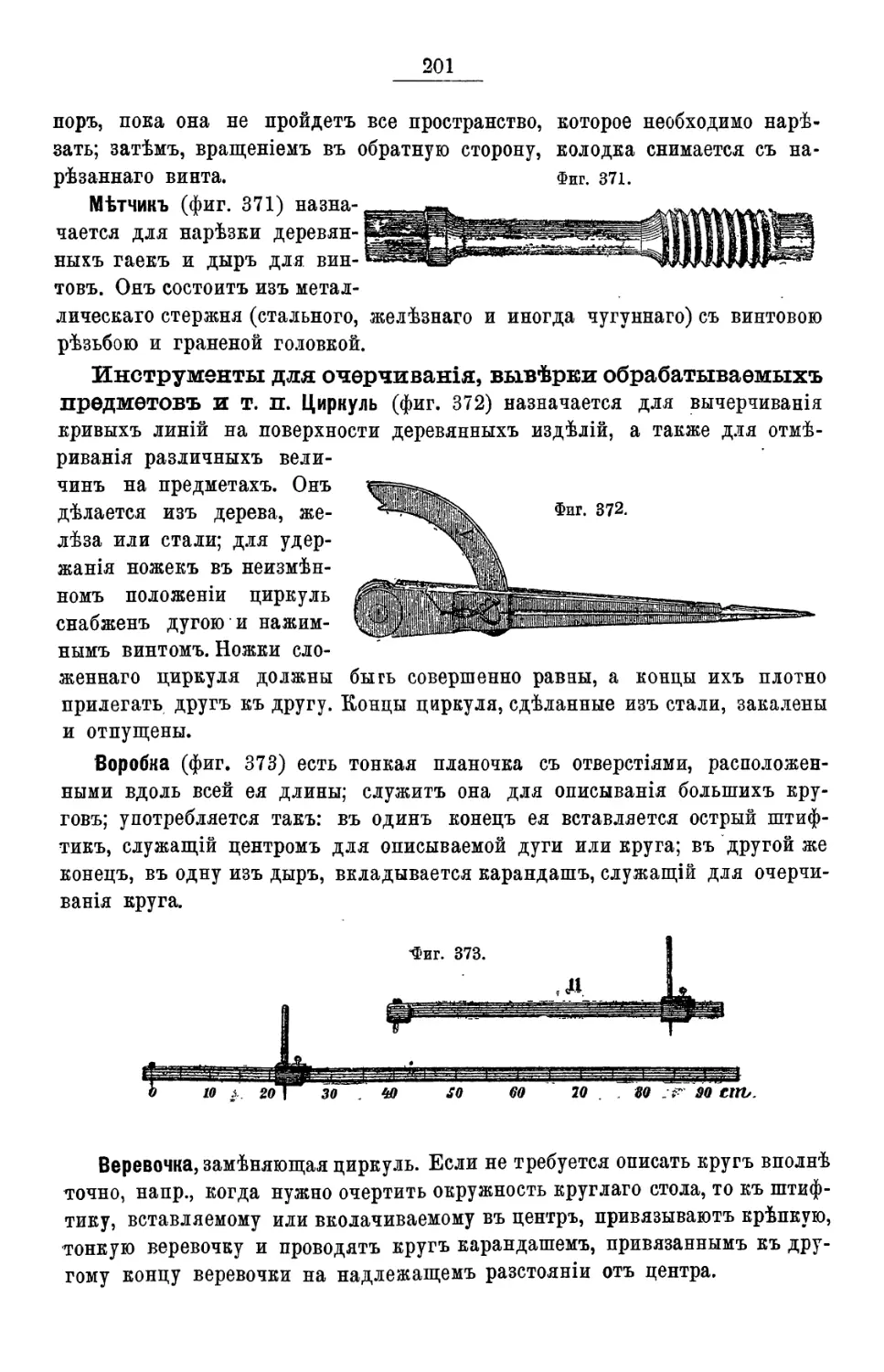
Мѣтчикъ............................., 201
Инструменты для очерчиванія, вывѣрки
обрабатываемыхъ инструментовъ и т. п. —
Циркуль ...............................—
Воробка .............................. —
Веревочка............................ —
Шило . ..............................202
Отвертки...............................—
Общія замѣчанія...................... —
Столярный ножъ.........................—
Молотокъ (обыкновенный)................—
» фанерочный 203
Наугольники............................—
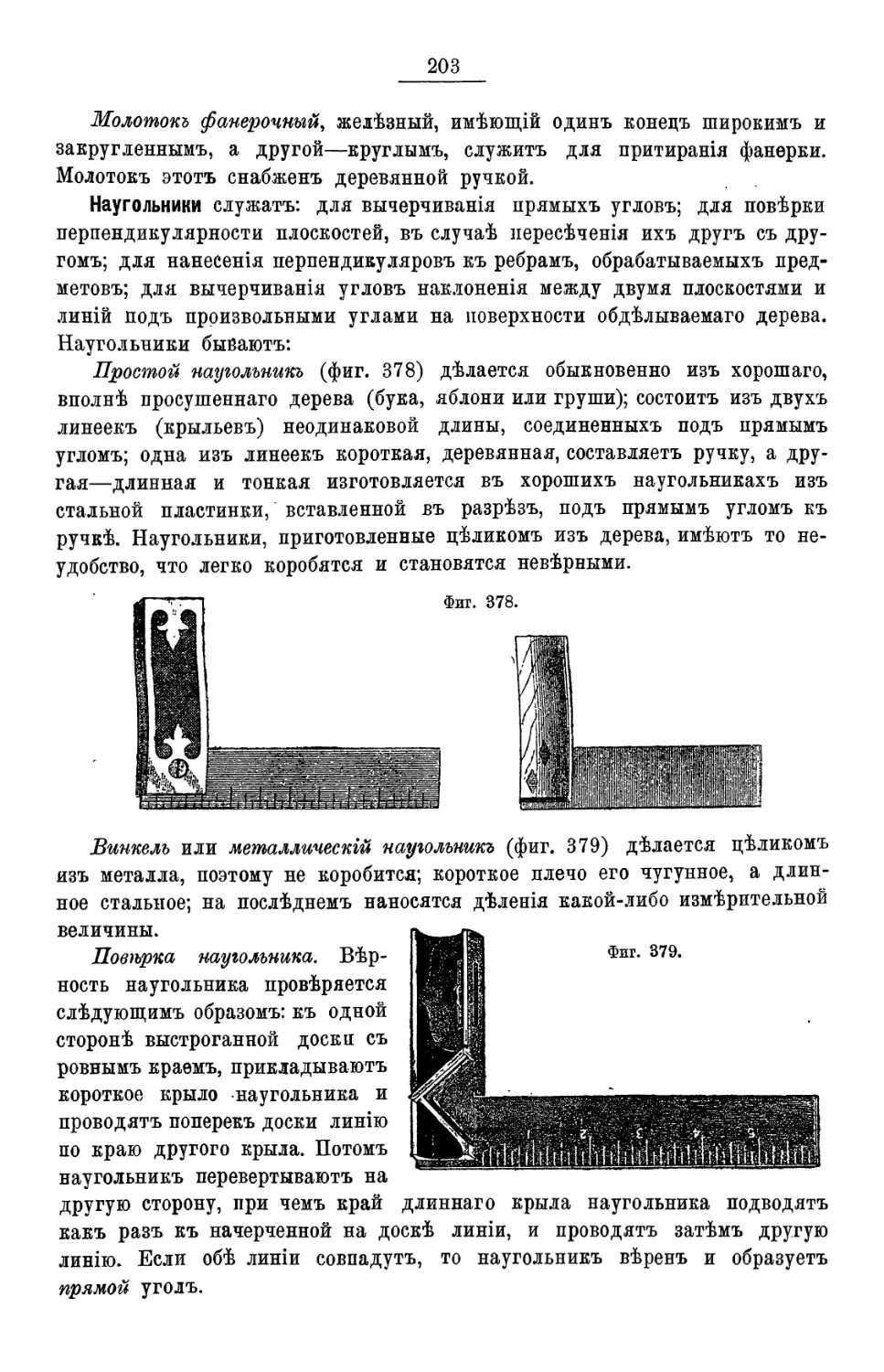
Простой наугольникъ^...................—
Винкель или металлическій наугольникъ . —
- Повѣрка наугольника..................—
Малка...............................204
Рейсмусы..............................—
Простой рейсмусъ......................—
Двойной » 205
Обволочка................................
Отвѣсъ...................................
Вьюшка...................................
Ватерпасъ..............................—
Аршинъ...............................206
Клеянка .............................. —
» съ керосиновой лампочкой ... —
Кисти для клея.........................—
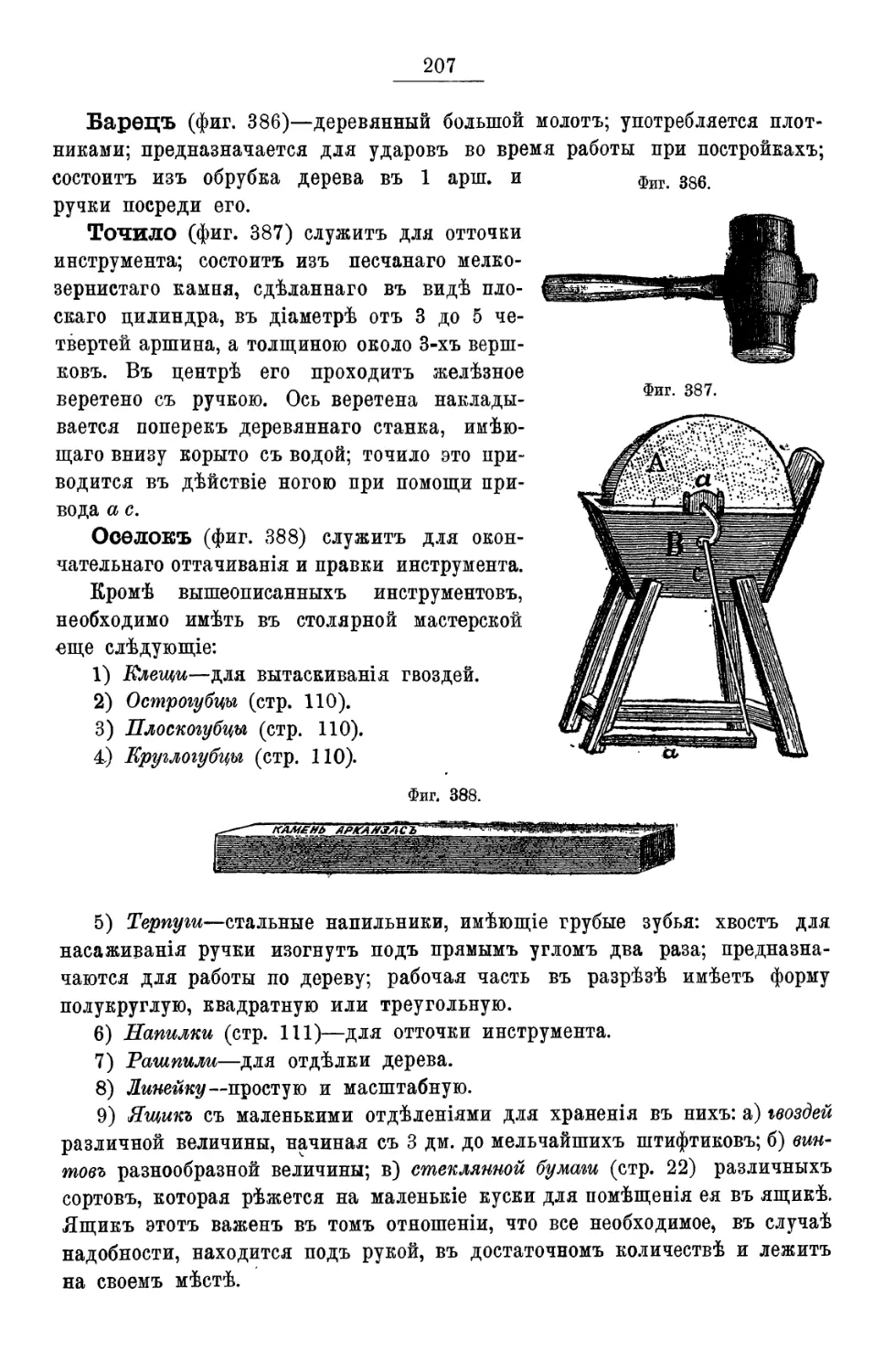
Барецъ...............................207
Стр.
Точило.................................207
Оселокъ........................... . —
Инструменты, которые, необходимо имѣть
въ столярной мастерской: клещи, остро-
губцы, плоскогубцы, круглогубцы, тер-
пуги, напилки, рашпили, линейки, ящикъ
для гвоздей, винтовъ и стеклянной бумаги. —
Производство плотнично-столярныхъ
работъ.
Распиловка. Общія указанія............208
Поперечная распиловка ................. —
Продольная распиловка...................—
А) Бревенъ и брусьевъ на доски ... —
Б) Распиловка досокъ................209
Выпиловка кривыхъ косяковъ:...........210
А) Поворотною пилою...................—
Б) Ножевкою...........................—
Замѣна лучковой пилы—ножевкою .... —
Работа топоромъ. Общія указанія .... —
Рубка ♦ . .,..........................211
Перерубка...............................—
Обтеска...............................212
Раскалываніе............................—
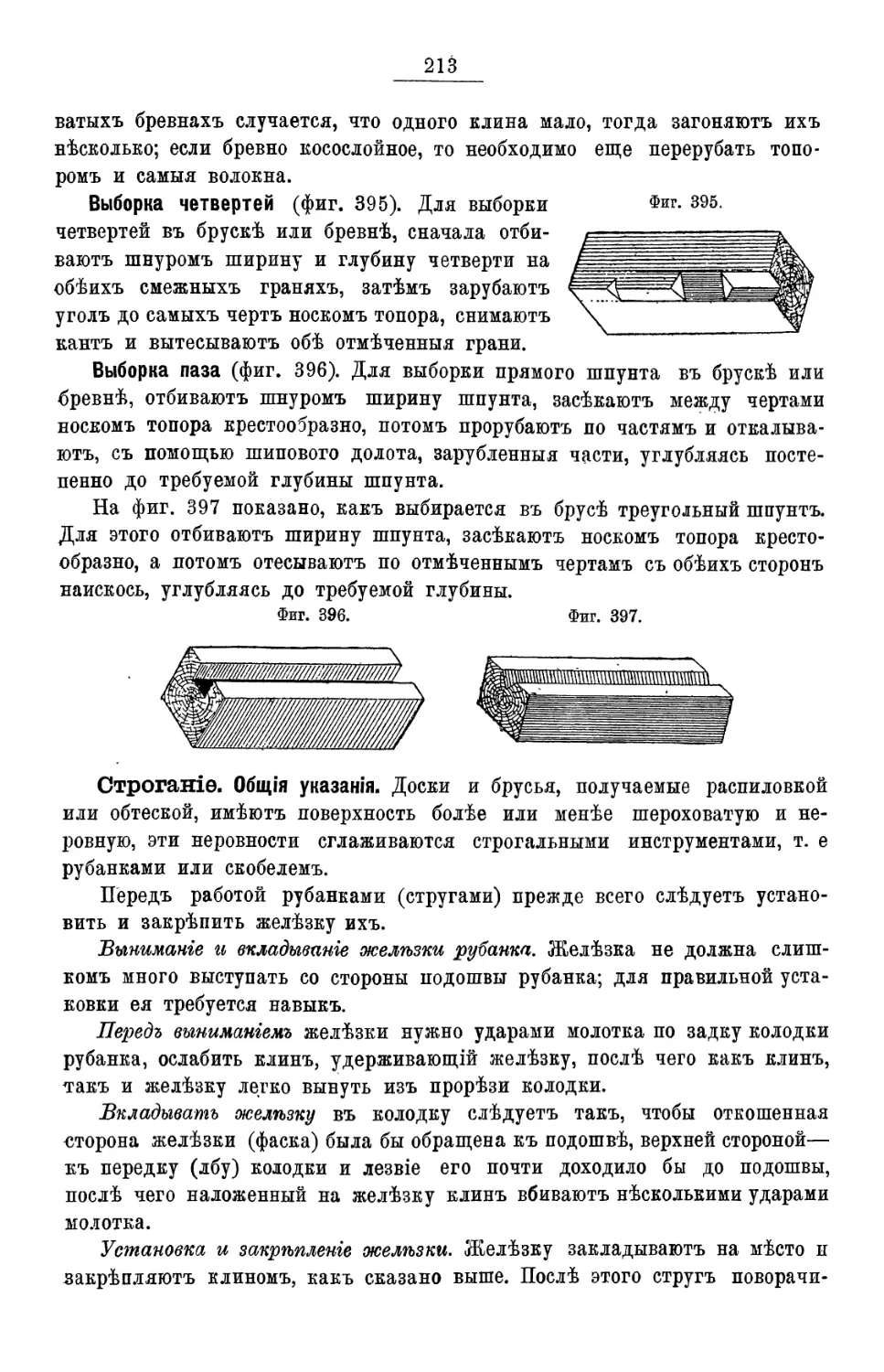
Выборка четвертей.....................213
» паза.............................—
Выниманіе и вкладываніе желѣзки рубанка . —
Установка и закрѣпленіе желѣзки .... —
Держаніе шерхебеля и рубанка..............214
» фуганка............................. —
Общія указанія при строганіи................—
Строганіе доски...........................215
» бруска прямоугольнаго или квад-
ратнаго ....................216
Строганіе шестиугольника....................—
» цилиндра и правильнаго восьми-
угольника ..........................—
Долбленіе квадратныхъ гнѣздъ..............217
» круглыхъ гнѣздъ.......................—
Соединенія дерева...........................—
Сплачиваніе бревенъ: а) въ полукруглую
натеску и б) со вставными шипами . .218
Сплачиваніе досокъ...................—
А) Въ закрой............................—
Б) Въ ножовку.............................—
В) Шпонками.............................—
Г) Въ шпунты............................219
Д) На шипы................................—
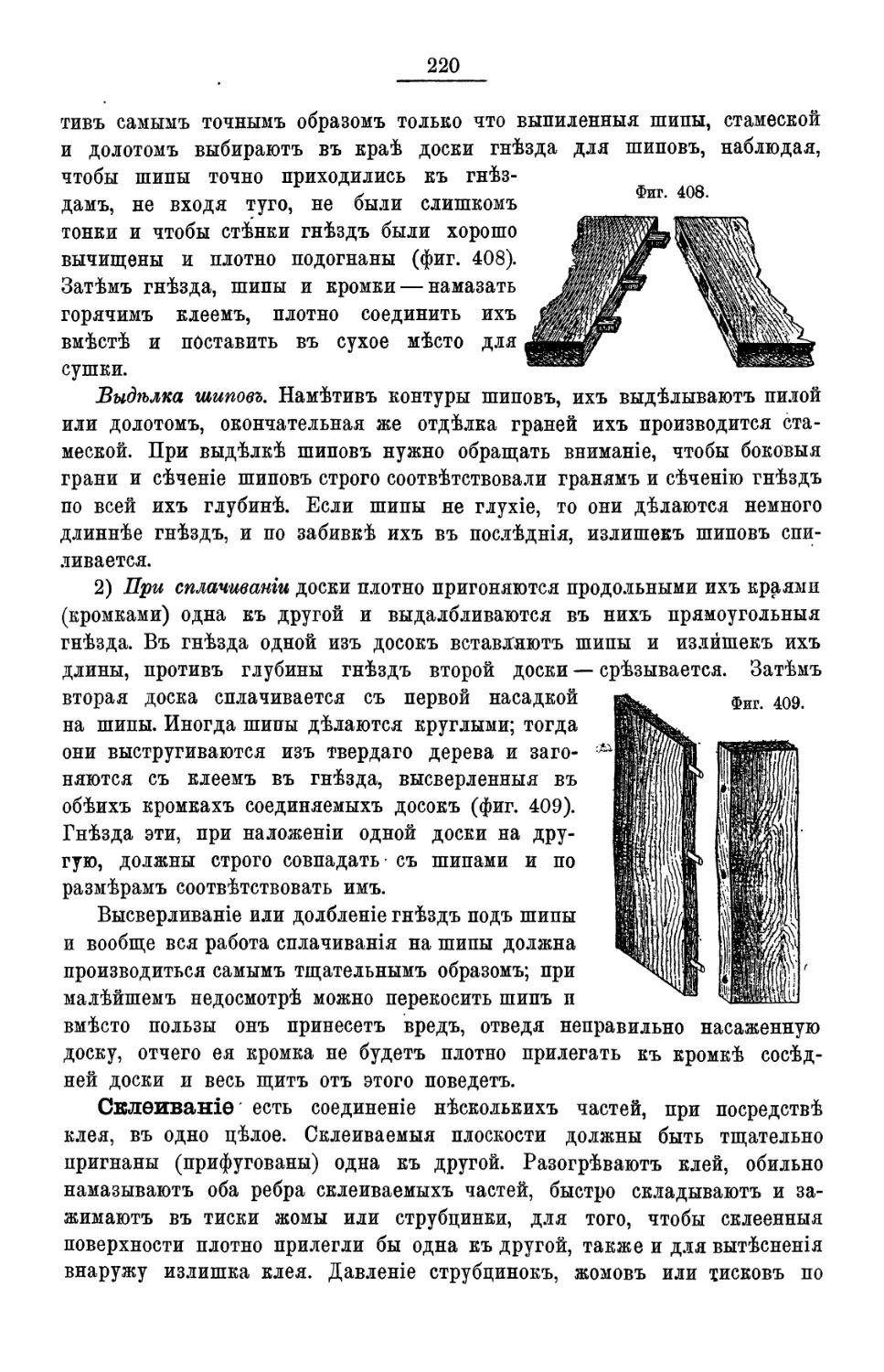
1) при сращиваніи; выдѣлка шиповъ. —
2) при сплачиваніи.................220
Склеиваніе...........................—
» двухъ досокъ.....................221
» щита...............................—
Постепенное склеиваніе...............—
Одновременное склеиваніе.............—
Склеиваніе щита при помощи реекъ . . . 222
» досокъ широкими плоскостями —
Приклеиваніе небольшой планки къ доскѣ —
Правила, соблюдаемыя при склеиваніи . . —
Вязка:............................... 223
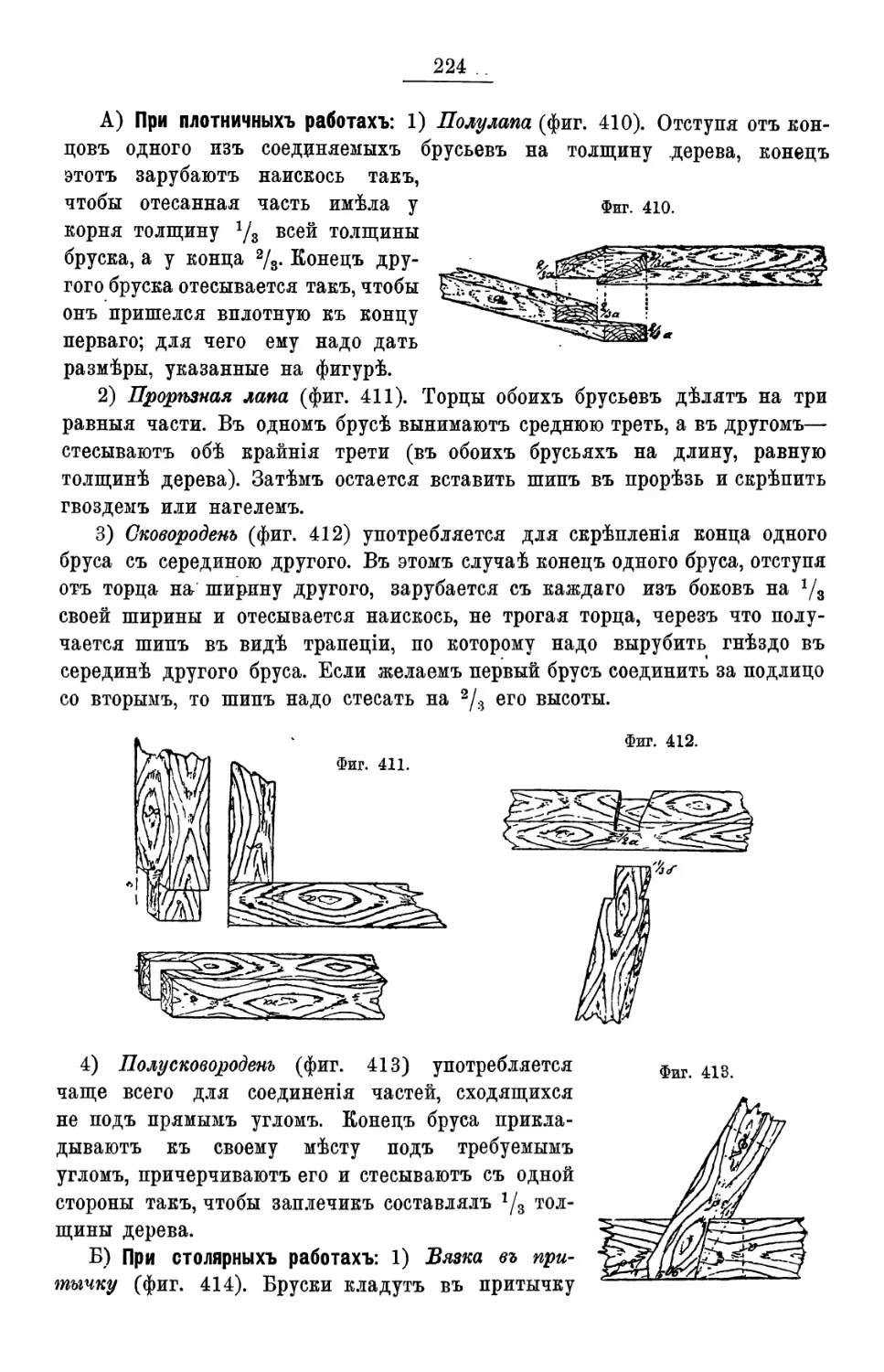
А) При плотничныхъ работахъ .... 224
1) полулапа......................—
IX
Стр.
2) прорѣзная лапа..............224
3) сковородень..................—
4) полусковородень..............—
- Б) При столярныхъ работахъ: .... —
1) вязка въ притычку............—
2) въ полъ дерева или въ накладку . 225
3) на шипы глухіе и сквозные ... —
4) вязка угловъ ятцика..........—
Сращиваніе:...........................226
а) при плотничныхъ работахъ: .... —
1) прямая наклйдка.................—
2) косая накладка..................—
3) косой зубъ.................. . 227
’ 4) прямой натяжной зубъ........
5) косой натяжной зубъ.........
б) при столярныхъ работахъ: . . . .
1) сращиваніе въ накладку......
2) сращиваніе вилкой..............228
Гвозди.................................229
Шпильки............................
Нагели.............................
Болты..............................
Скобы..............................
Хомуты.............................
Наугольники........................
Чистка дерева......................
Работа циклей.......................230
> шкуркой..........................—
Шлифовка............................ —
Полировка.............................—
Лакированіе/........*...............232
Вощеніе...........................
Токарное дѣло.
Назначеніе...........................233
Токарные станки........................—
Раздѣленіе на типы . ......—
Токарный станокъ для работы по дереву —
Передняя бабка къ нему...............234
Задняя бабка...........................—
Подручникъ.............................—
Маховое колесо......................235
Ремень.................................—
Токарный станокъ для работы по металлу. 236
Сюпортъ къ нему ....................237
Люнетъ..............................238
Токарный станокъ съ переборомъ .... 239
Самоходъ............................240
Токарные станки для нарѣзки винтовъ . . 241
» » » фрезовыхъ работъ . 242
Фрезовая вилка.........................—
Токарные станки съ механическимъ двига-
телемъ ............................243
Патроны для токарныхъ станковъ . . . 245
Трезубецъ..............................—
Чашечный патронъ.....................246
Патронъ съ наклейкой...................—
» » винтами . . ’................—
» » вкладышами.................247
Центровой патронъ......................—
Планшайба.......................... 248
Стр.
. Американскій или универсальный патронъ 248
Изслѣдованіе и сбереженіе станка. . . . 249
Токарный инструментъ для работы по
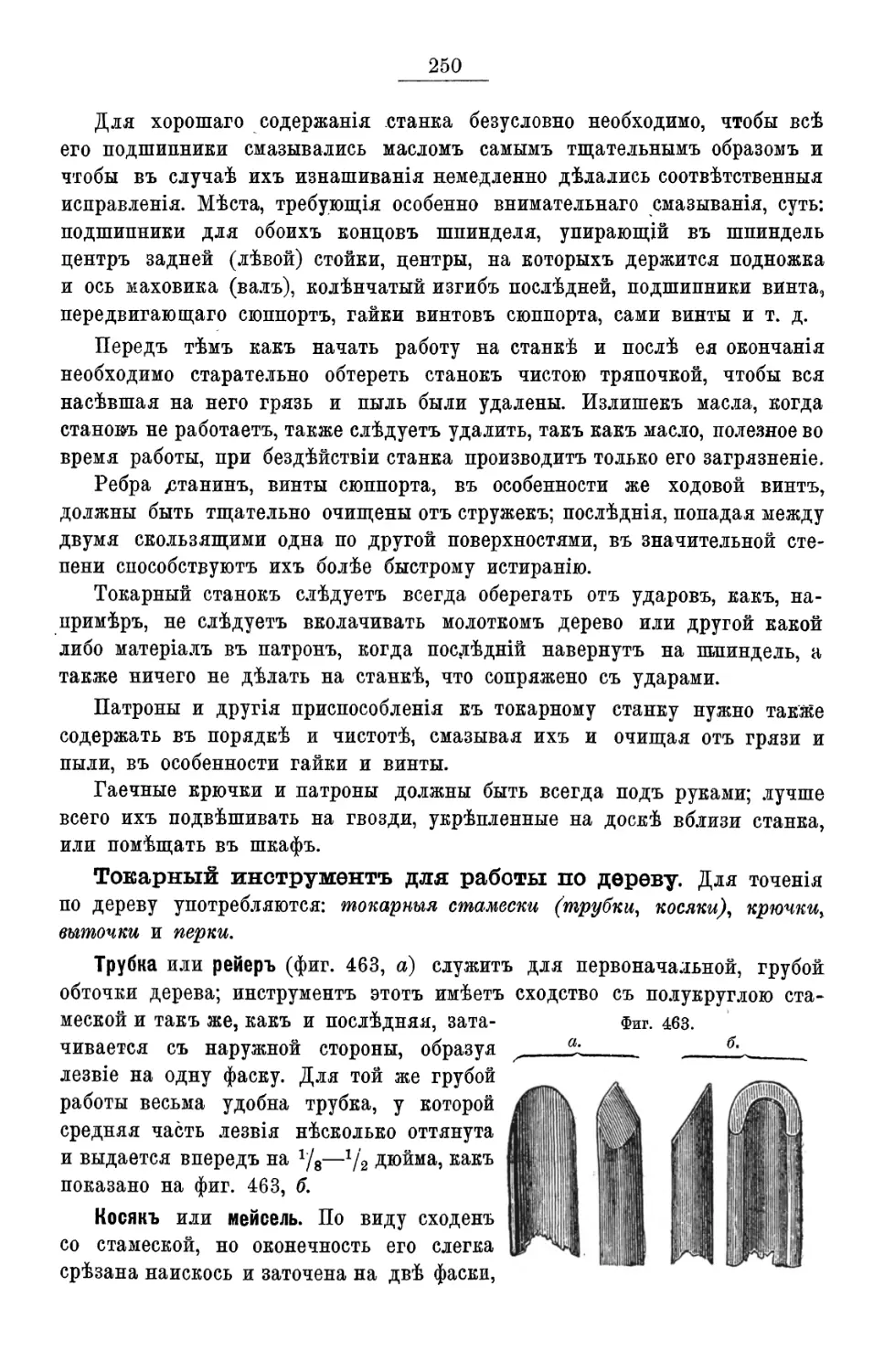
дереву ............................ 250
Трубка (рейеръ). ........... —
Косякъ (мейсель) ........................—
Крючокъ . ........................... 251
Выточки............................—
Ложечная перка...........................—
Инструменты для работы" по металлу . . 252
Ручные рѣзцы.......................—
Грабштихели.......................—
Рѣзцы, укрѣпляемые въ сюппортѣ .... 253
Американскій рѣзецъ..............254
Сверла......................... 255
Гребенки............. . •..............—
Накатка................... ........—
Чистилки.........................256
Работы на токарномъ станкѣ.
Общія указанія........................256
Работы по дереву....................... 257
Употребленіе чашечнаго патрона.......258
» патрона съ винтами .... —
» хомутика.....................259
Первоначальная обточка дерева ....... —
Точеніе цилиндра.....................262
» конусовъ .................... 263
» ручекъ........................ . —
» внутреннихъ полостей..........264
» подсвѣчника...................265
» шара......................... 266
» кольца ...................... 267
Шаблонная выточка.......................—
Сверленіе дыръ........................268
Распиловка на токарномъ станкѣ. .... 269
Нарѣзка винтовой рѣзьбы.................—
Отдѣлка выточенныхъ частей..............—
Чистка шкуркой и пемзой.................—
Лакировка.............................270
Полированіе.............................—
Отдѣлка подъ воскъ ..................... —
Работы по металламъ. Общія указанія . . —
Точеніе цилиндра съ помощью подручника 273
Работа съ сюппортомъ..................274
Точеніе цилиндра при посредствѣ сюппорта. 275
» на конусъ съ сюппортомъ .... —
Образованіе проточекъ и обточка внутрен-
нихъ поверхностей.....................276
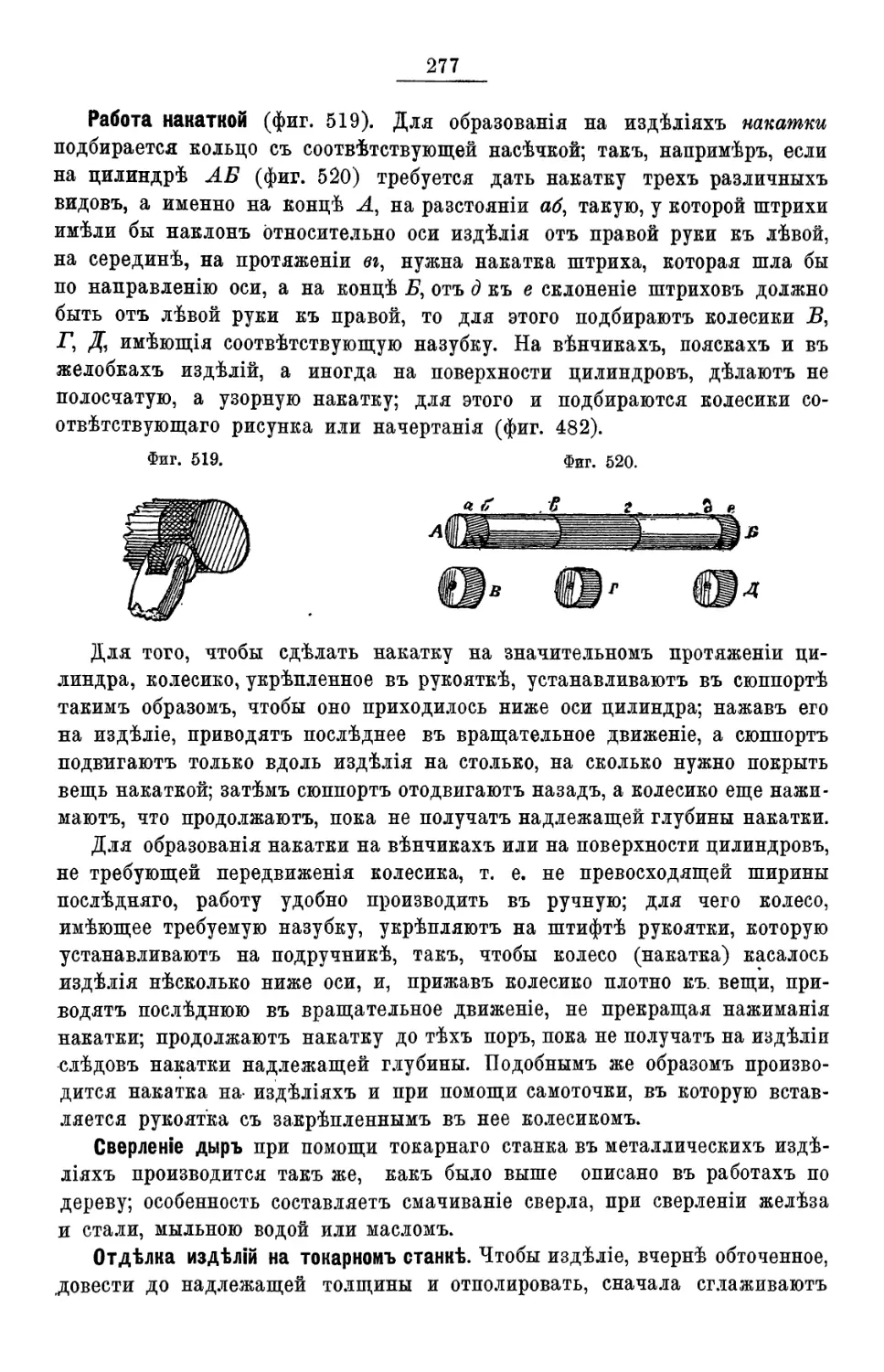
Работа накаткой.......................277
Сверленіе дыръ..........................—
Отдѣлка издѣлій на токарномъ станкѣ . . —
Нарѣзаніе винтовъ и гаекъ на простомъ
токарномъ станкѣ......................278
Нарѣзаніе винтовъ и гаекъ на станкахъ
съ самоходомъ.........................280
Условія для правильнаго дѣйствія самоточки
при нарѣзкѣ...........................283
Требованія, предъявляемыя рѣзцамъ для на-
рѣзанія...............................284
Измѣреніе винтовъ.....................287
Смазывающіе матеріалы...................—
X
Малярное дѣло.
Назначеніе
289
Матеріалы. Олифа.......................
Краски.................................
Растираніе красокъ.....................
Составленіе красокъ....................
Выборъ красокъ.........................
Кисти и ихъ употребленіе...............
Ручники................................
Подвязка кистей........................
290
291
293
294:
295
Трафаретныя кисти...................
Марочныя кисти......................
Флейцы..............................
Расхлестни..........................
Отводочныя или филеночныя.............
Сохраненіе кистей.....................
Работы.
Окрашиваніе масляной краской.........296
Подготовительныя работы къ окрашиванію
дерева...............................—
Металла................................—
Грунтовка............................297
Шпаклевка............................—
Шпакель..............................298
Шлифовка.............................. —
Окрашиваніе............................—
Лакированіе..........................300
Лакировка чугунныхъ вещей............301
Покраски лаковыми красками...........302
Покрываніе олифой грубыхъ деревянныхъ
подѣлокъ.............................—
Оживленіе масляной окраски..............—
Смываніе съ дерева старой масляной краски —
Окрашиваніе классныхъ досокъ...........—
Бронзированіе...........................303
Изготовленіе масляныхъ красокъ, противо-
стоящихъ атмосфернымъ вліяніямъ. . . — |
Стр.
Окрашиваніе клеевой краской . а . . . . 304
Окрашиваніе металлическихъ издѣлій хими-
ческимъ путемъ.......................306
Окрашиваніе желѣза........................—
Окраска стали въ темно-коричневый цвѣтъ 308
» мѣди.........................310
» мѣди подъ цвѣтъ бронзы .... —
Матовая черная окраска мѣди...........311
Черный цвѣтъ.........................—
Окрашиваніе сплавовъ въ черный цвѣтъ .312
Оклейка стѣнъ обоями.................—
Вставка стеколъ ....................... 314
Покрытіе однихъ металловъ другими.
Покрытіе металловъ механическимъ путемъ 314
Луженіе.................................—
» горячимъ способомъ...............—
» холоднымъ способомъ.............315
Покрытіе металловъ гальваническимъ пу-
темъ ..................................316
Устройство элементовъ и батарей .... —
Элементъ Бунзена.........................—
» Даніэля.........................317
» Лекланше съ аггломераторомъ .318
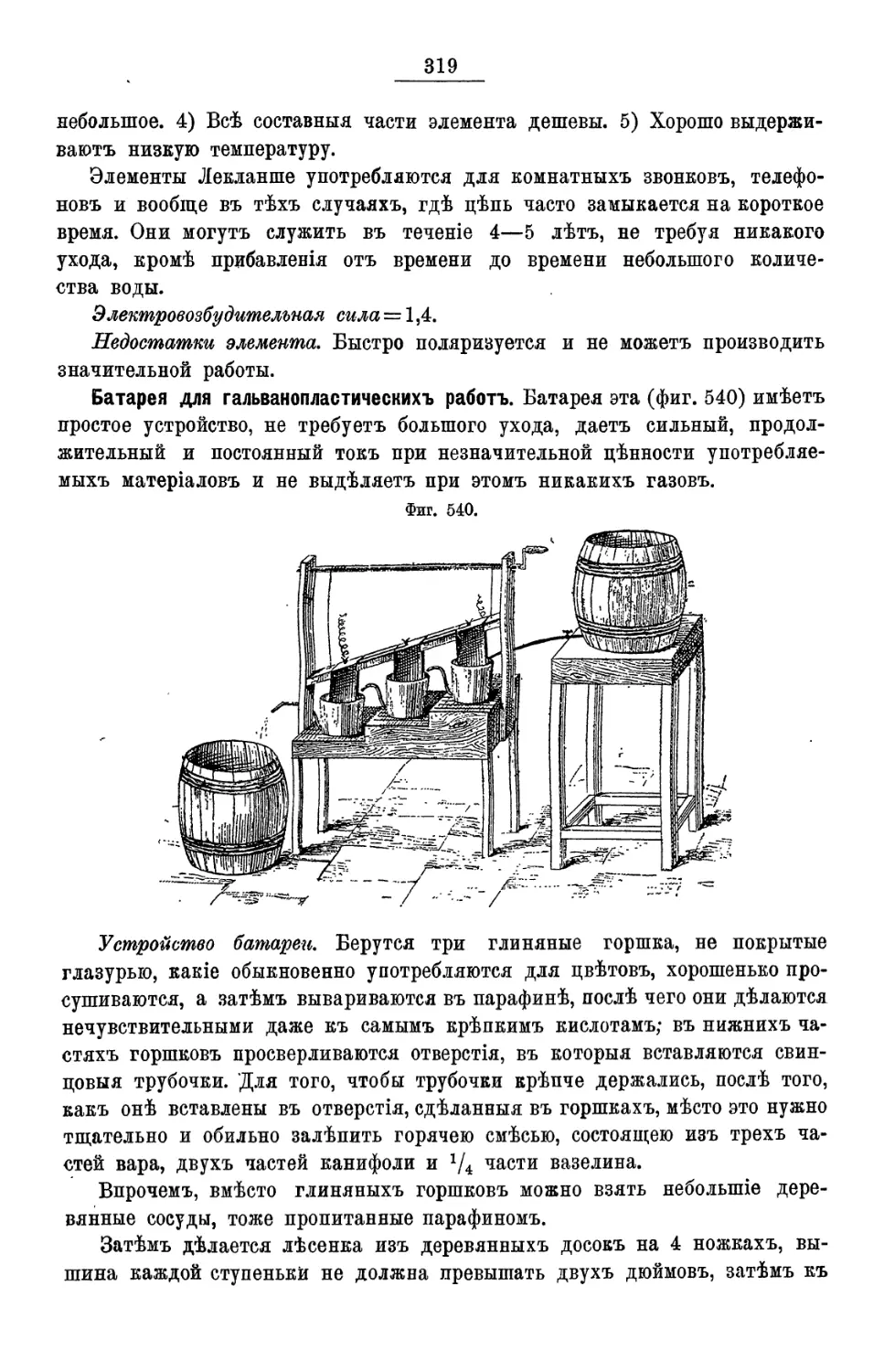
Батарея для гальванопластическихъ работъ 319
Изготовленіе анодовъ...................320
Соединеніе элементовъ въ батарею. ... —
Электро-возбудительная жидкость .... 321
Устройство ванны.......................322
Изготовленіе и обращеніе съ вднной . . —
Никкелированіе...........................—
Подготовленіе предмета.................323
Покрываніе мѣдью:......................325
а) погруженіемъ.......................—
б) гальваническимъ путемъ.............—
Золоченіе и серебреніе.................326
Серебреніе...............................—
Золоченіе..............................327
ОТДѢЛЪ I.
Матеріалы, употребляемые въ оружейно-слесарныхъ мастерскихъ.
Общія свойства.
Для того, чтобы издѣлія оружейно-слесарныхъ мастерскихъ удовлетво-
ряли предъявляемымъ къ нимъ требованіямъ, т. е. были вполнѣ пригодны
и прочны, при наибольшей дешевизнѣ, прежде всего необходимо, чтобы
самъ матеріалъ, изъ коего они изготовляются, былъ бы во всѣхъ отноше-
ніяхъ доброкачественнымъ. Доброкачественность опредѣляется техниче-
скими свойствами матеріаловъ, изъ коихъ главнѣйшія: плотность, твердость,
крѣпость, упругость, ковкость, тягучесть, вязкость и однородность. Знаніе
перечисленныхъ свойствъ матеріаловъ чрезвычайно важно, такъ какъ въ
зависимости отъ этихъ свойствъ опредѣляется пригодность того или другого
матеріала на изготовленіе извѣстнаго издѣлія и потому, прежде чѣмъ
перейти къ описанію самыхъ матеріаловъ и способовъ обработки ихъ, не-
обходимо ознакомиться съ значеніемъ свойствъ матеріаловъ и способами
ихъ опредѣленія.
Удѣльный вѣсъ (плотность). Подъ удѣльнымъ вѣсомъ разумѣется от-
ношеніе вѣса тѣла къ вѣсу воды, взятой въ томъ же объемѣ. Это отношеніе
показываетъ, во сколько разъ данное тѣло легче или тяжелѣе, или же
плотнѣе воды въ томъ же объемѣ, а потому удѣльный вѣсъ характери-
зуетъ также и плотность тѣла. Въ практикѣ знаніе удѣльнаго вѣса не
маловажно, такъ какъ прямо даетъ представленіе о вѣсѣ извѣстнаго издѣлія,
зная его объемъ.
Дѣйствительно, зная, что кубическій дюймъ воды при 13,3° В. вѣситъ
0,04 фунта и что удѣльный вѣсъ, напр. желѣза = 7,6, опредѣлимъ, что ку-
бическій дюймъ желѣза вѣситъ 0,304 фунта; полоса же или издѣліе, вели-
чиною въ 10 кубическихъ дюймовъ, будетъ вѣсить 3,04 фунта. Такимъ
образомъ, удѣльный вѣсъ даетъ возможность, зная заранѣе объемъ готоваго
издѣлія, судить о его вѣсѣ, что, конечно, очень важно, такъ какъ отъ этого
зависитъ выборъ того или другого матеріала, если его вѣсъ въ разбирае-
момъ случаѣ имѣетъ значеніе.
Твердость—свойство тѣла сопротивляться стиранію, ударамъ и вообще
разъединяющимъ усиліямъ. Подобное свойство матеріаловъ важно въ виду
того, что отъ него всецѣло зависитъ изнашиваніе издѣлій и, слѣдовательно,
продолжительность ихъ службы. Опредѣляется оно, практически, пробой
2
пилой или алмазомъ. При болѣе же строгихъ и точныхъ вычисленіяхъ,
твердость находится посредствомъ прибора — ножа Родмана, при чемъ о
твердости судятъ по длинѣ впечатлѣнія, которое ножъ производитъ, срав-
нивая полученное впечатлѣніе съ другимъ, уже извѣстнымъ.
Крѣпость—свойство тѣла сопротивляться разрыву. Опредѣляется она
такъ: приготовивъ брусокъ изъ испытуемаго матеріала и закрѣпивъ одинъ
его конецъ, на другой прикладываютъ растягивающее усиліе, отъ увели-
ченія котораго брусокъ' растягивается и наконецъ разрывается.
За мѣру крѣпости матеріала К обыкновенно принимаютъ отношеніе
изъ величины груза, отъ котораго произошелъ разрывъ Р, къ площади по-
Р
перечнаго сѣченія бруска С; К = т. е. крѣпость матеріала измѣряется
величиной разрывающаго усилія, приходящагося на единицу площади по-
перечнаго сѣченія.
Чѣмъ крѣпче матеріалъ, тѣмъ большее усиліе онъ можетъ выдержать,
а Слѣдовательно, тѣмъ большую работу онъ въ состояніи вынести на себѣ,
не разрываясь.
Упругость—свойство тѣла, подъ вліяніемъ внѣшней силы, измѣнять
свою форму и, по прекращеніи дѣйствія силы, приходить въ первоначальное
состояніе.
Всѣ тѣла въ природѣ болѣе или менѣе упруги, и разница лишь въ
томъ, что въ однихъ упругость развита слабо, въ другихъ сильнѣе, хотя
въ каждомъ случаѣ за извѣстнымъ усиліемъ, называемымъ предѣльнымъ,
тѣло йе возвращается въ первоначальное состояніе. И въ такомъ случаѣ
говорятъ, что перейденъ предѣлъ упругости даннаго тѣла. Такимъ обра-
зомъ, подъ предѣломъ упругости разумѣется наибольшій грузъ, подъ влія-
ніемъ котораго извѣстное тѣло не получаетъ остающихся измѣненій въ
своихъ формахъ и размѣрахъ. Опредѣляютъ предѣлъ упругости тѣлах),
растягивая грузомъ закрѣпленный однимъ концемъ брусокъ испытуемаго
матеріала. Грузъ мѣняютъ и каждый разъ замѣчаютъ получающіяся растя-
женія, исчезающія вначалѣ послѣ снятія груза. Когда же положатъ такой
грузъ, послѣ дѣйствія котораго исчезнетъ не все полученное удлиненіе,
а часть его останется, то предѣльный грузъ, а съ нимъ и предѣлъ упру-
гости даннаго тѣла найденъ. При подвѣшиваніи грузовъ меньшихъ пре-
дѣла упругости, получающіяся удлиненія пропорціональны грузамъ, а
при грузахъ, большихъ предѣла упругости, пропорціональность эта нару-
шается. Положимъ, что предѣльный грузъ для желѣзнаго бруска, діамет-
ромъ въ Г кв. дюймъ—24.750 фунтовъ; раздѣливъ это число на 16,5 фунт.,
т. е. на давленіе одной атмосферы на 1 кв. дюймъ, найдемъ выраженіе пре-
дѣла упругости въ атмосферахъ = 1500 атмосферъ, какъ оно обыкно-
венно и приводится въ справочныхъ книгахъ. Знаніе предѣла упругости
тѣла въ техникѣ важно потому, что при проектированіи издѣлія нужно
9 Подобно тому, какъ крѣпость тѣла.
3
соображать его такъ, чтобы производимая имъ работа не только не пере-
ходила бы предѣла упругости или съ нимъ равнялась, но чтобы не была
съ нимъ и очень близка, а была бы значительно меньше его, чтобы окон-
чательно обезпечить прочность издѣлія.
Предѣлъ упругости можно увеличивать механической обработкой ме-
талла^ чѣмъ часто и пользуются техники.
Ковкость—свойство тѣла измѣнять свою форму подъ ударами молота,
не давая трещинъ и разрывовъ. .
СРАВНИТЕЛЬНАЯ ТАБЛИЦА.
МЕТАЛЛЫ. Крѣпость въ атмосфер. Тягучесть въ относит. удлиненій. Предѣлъ упругости въ атмосф. Твердость относит. бронзы.
Сталь кованная закаленная . . 12.000 0,08 7.000 Почти не полу- чаетъ впечат- лѣнія отъ ножа.
» закален. и отпущенная . 6.000 0,10 2.500 2,6
» не закаленная 5.000 0,20 2.500 2,4
Желѣзо кованное . 3.500 0,15 1.500 2,0
Бронза, отлитая въ металлич. форму и прокованная .... 3.000 0,02 1.500 1,8
Бронза не прокованная .... 2.500 0,30 900 1,0
Чугунъ обыкновенный (сѣрый) . 1.500 0,04 700 2,1
Тягучесть—свойство тѣла вытягиваться по направленію приложен-
наго усилія. Тягучесть опредѣляется практически, вычисляя измѣненія
удлиненій испытуемаго бруска, который однимъ концомъ прикрѣпляется
неподвижно, а на другой конецъ прикладываютъ грузъ, который посте-
пенно увеличиваютъ, пока брусокъ не разорвется, и при этомъ замѣчаютъ
удлиненіе бруска подъ вліяніемъ груза. Если обозначимъ черезъ д перво-
начальную длину бруска, черезъ Д окончательную длину при разрывѣ, то
разность Д—д представляетъ удлиненіе бруска при разрывѣ, а назы-
ваютъ относительнымъ удлиненіемъ и принимаютъ его за мѣру тягучести.
Величина этого отношенія пропорціональна тягучести матеріала, т. е. чѣмъ
она болѣе, тѣмъ матеріалъ болѣе тягучъ.
Вязкость—сила сцѣпленія частицъ между собою, которая не нару-
шается ихъ перемѣщеніемъ.
Однородность. Подъ однородностью тѣла разумѣется, какъ отсутствіе
въ немъ постороннихъ примѣсей, такъ и сохраненіе общаго характера его
сложенія или строенія. Другими словами, однородное тѣло должно быть
чисто по наружному виду и по внутреннему содержанію. Какое-либо нару-
шеніе разсматриваемаго характера (золоѣдина, заковъ, пузырь, плена, про-
жилина, трещина), нарушая естественное сцѣпленіе частицъ, ослабляетъ
данное тѣло и дѣлаетъ его не только некрасивымъ, но и негоднымъ на
издѣлія. ’
4
Описаніе матеріаловъ.
Желѣзо. Желѣзо составляетъ наиболѣе употребительный матеріалъ въ
оружейно-слесарномъ дѣлѣ. Въ природѣ оно рѣдко встрѣчается въ чистомъ
видѣ, чаще же всего желѣзо получается изъ руды, которая, въ особыхъ
печахъ, носящихъ названіе доменныхъ, сначала выплавляется въ чугунъ,
а изъ чугуна уже получается ковкое желѣзо и сталь.
Раздѣленіе желѣзныхъ предметовъ на указанные три вида обусловливается
% содержаніемъ углерода. При содержаніи углерода болѣе 279°/о получается
чугунъ, отъ 0,3% ДО 2‘/270—сталь и, наконецъ, при содержаніи углерода не
выше 0,3%—собственно желѣзо.
Свойства желѣза. Чистаго желѣза въ природѣ нѣтъ, оно всегда содер-
житъ въ себѣ небольшое количество углерода, кремнія, фосфора, сѣры и
другихъ веществъ, присутствіе которыхъ въ большемъ или меньшемъ коли-
чествѣ обусловливаетъ различные сорта желѣза. Удѣльный вѣсъ желѣза
измѣняется отъ 7,6 до 7,7 и увеличивается отъ проковки.
Лучшее желѣзо есть то, которое наиболѣе вязко, а именно—не разры-
вается при ударѣ молоткомъ и при изгибѣ и въ то же время довольно твердо.
Въ общемъ желѣзо твердо, трудноплавко, обладаетъ ковкостью, свари-
ваемостью (нѣсколько кусковъ соединяются въ одинъ), свойствомъ расши-
ряться или плющиться подъ молотомъ, и тягучестью на столько, что изъ
него можно приготовлять тонкіе листы и проволоку. При механической
обработкѣ оно становится крѣпче и мягче при красномъ нагрѣвѣ. При
температурѣ въ 1600°—2000° С. наступаетъ плавленіе желѣза.
Въ изломѣ желѣзо бываетъ: жилистое, зернистое или вмѣшанное. Мягкіе
сорта желѣза большею частью имѣютъ изломъ жилистый, твердые—зернистый.
Но по одному излому судить строго о качествѣ желѣза нельзя, такъ такъ видъ
излома зависитъ, отчасти, отъ способа полученія послѣдняго. Чѣмъ при ломкѣ
желѣза оно глубже надсѣчено и чѣмъ сильнѣе произведенъ по немъ ударъ,
тѣмъ скорѣе появится зернистый изломъ. Если ломать желѣзо при низкой тем-
пературѣ, изломъ легче получится зернистый и наоборотъ. Кромѣ того, видъ
излома зависитъ еще и отъ способа выдѣлки-желѣза. Желѣзо, прокованное по
всѣмъ направленіямъ, состоитъ изъ большихъ, блестящихъ зеренъ,- напротивъ,
желѣзо, вытянутое въ длину, имѣетъ по направленію длины явно волокнистое
сложеніе.
Обыкновенно, чѣмъ мягче желѣзо, тѣмъ оно вязче и способнѣе къ сва-
риванію, вытягиванію въ проволоку, листы и тому подобное. Твердое, въ
особенности жесткое, желѣзо нерѣдко характеризуется тѣмъ, что при изгибѣ
ломается и поэтому весьма трудно обрабатывается, и сдѣланные изъ него
предметы мало пригодны во всѣхъ отношеніяхъ къ употребленію. Твердое,
жесткое желѣзо пригодно только для немногихъ предметовъ, напр. для
рельсовъ, шинъ и т. и.; мягкое желѣзо наиболѣе примѣнимо къ вытяги-
ванію въ проволоку и листы и къ выдѣлкѣ различныхъ мелкихъ предме-
товъ, напр. гвоздей. Мягкое желѣзо характеризуется тѣмъ, что послѣ про-
5
ковки пріобрѣтаетъ волокнистый изломъ. Твердое желѣзо сохраняетъ и
послѣ этого зернистое сложеніе.
Нѣкоторые сорта желѣза хотя при обыкновенной температурѣ довольно
мягки, при нагрѣваніи становятся хрупкими и трудно свариваются. Эти
сорта наименѣе удобны для переработки въ мелкіе предметы.
Разнообразіе въ свойствахъ желѣза зависитъ отъ подмѣсей, въ немъ со-
держащихся. Желѣзо ржавѣетъ легче чѣмъ чугунъ и сталь, но полиро-
ванныя поверхности желѣзныхъ издѣлій и вообще тщательно отдѣланныя
сопротивляются ржавчинѣ лучше, чѣмъ не полированныя. Такъ какъ ржав-
чина зависитъ отъ доступа влаги, то покрытіе желѣзныхъ предметовъ ве-
ществомъ, не допускающимъ доступа влаги, предохраняетъ ихъ отъ ржав-
чины. Сюда относится покрытіе желѣза парафиномъ, лакомъ, саломъ, масля-
ными красками, графитомъ, окалиной или сплошнымъ слоемъ металловъ.
Металлы эти: олово, мѣдь, цинкъ, свинецъ и тому подобные. Впрочемъ., всѣ эти
металлы предохраняютъ хорошо желѣзо отъ ржавчины, когда составляютъ
совершенно сплошную поверхность; въ тѣхъ же мѣстахъ, гдѣ окажутся про-
свѣты, ржавчина появляется еще быстрѣе, чѣмъ на сплошной поверхности
желѣза. Покрытое цинкомъ желѣзо до того трудно ржавѣетъ, что только
присутствіе въ желѣзномъ котлѣ кусковъ цинка уменьшаетъ его ржавчину,
если въ немъ варятъ, напримѣръ, растворъ солей.
Въ отношеніи свойствъ желѣзо раздѣляется на четыре главные
сорта:
1) Мягко-вязкое—гибко и тягуче при всѣхъ температурахъ, не ломаясь,
гнется, въ нагрѣтомъ и холодномъ состояніи, во всѣхъ направленіяхъ, обла-
даетъ высшею степенью свариваемости и безвредно выноситъ сильные на-
грѣвы. Его узнаютъ по ровной поверхности кованной полосы, безъ попе-
речныхъ рванинъ или трещинъ въ концахъ, по свѣтло-сѣрому мелкому зерну
въ изломѣ.
2) Хладноломкое желѣзо при высокихъ температурахъ можетъ отлично
свариваться и вообще хорошо обрабатывается, но въ холодномъ состояніи,
при сгибаніи, или подъ молотомъ трескается и ломается. Изломъ его че-
шуйчатый, съ сильнымъ блескомъ бѣлаго цвѣта. Въ большинствѣ случаевъ
недостатокъ этотъ происходитъ вслѣдствіе содержанія фосфора, рѣже—
мышьяка и сурьмы. Этотъ сортъ желѣза менѣе другихъ способенъ
ржавѣть.
3) Красноломкое желѣзо очень хрупко въ нагрѣтомъ состояніи, въ холод-
номъ же состояніи оно крѣпко и куется хорошо. Недостатокъ въ первомъ
случаѣ происходитъ отъ присутствія сѣры. На поверхности этого желѣза
видны трещины и рванины; изломъ его темно-зернистаго сложенія.
4) Гнилое желѣзо (болотное) содержитъ въ себѣ частицы шлаковъ и чу-
гуна; оно плохо куется и дурно сваривается; при полировкѣ тѣ мѣста,
которыя содержатъ чугунъ, выступаютъ черными пятнами или полосками,
которыя называются золоѣдинами.
6
По способамъ полученія, желѣзо бываетъ: сварочное (кричное, пудлин-
говое) и литое (бессемеровское, мартэновское и томасовское); по формѣ же
оно называется: сортовое, листовое и фигурное (или фасонное).
Сортовое желѣзо раздѣляется на круглое, квадратное, трехгранное, много-
гранное и полосовое (къ послѣднему отно- ФИГ.
сится желѣзо: собственно полосовое, стволь-
ное, шинное, подковное и. обручное).
Листовое желѣзо, въ зависимости отъ
величины и толщины листовъ, имѣетъ
названіе кровельнаго, замочнаго, котель-
наго и др. (листовое желѣзо, покрытое
оловомъ, называется жестью).
Къ фигурному желѣзу относятся сорта
съ особымъ поперечнымъ сѣченіемъ, имѣ-
ющіе спеціальное назначеніе: угловое, тавро-
вое и др. (фиг. 1).
Пріемъ желѣза основывается на наружномъ его осмотрѣ, на про-
бахъ въ горячемъ и въ холодномъ состояніи и на испытаніяхъ на разрывъ
и на сварку.
Самый простой и наиболѣе примѣнимый способъ испытанія желѣза
слѣдующій: берутъ кусокъ желѣза и съ поверхности его снимаютъ зуби-
ломъ тонкую стружку. Въ хорошемъ сортѣ желѣза стружка должна полу-
. читься длинная и держаться на кускѣ крѣпко, въ плохомъ же она будетъ
крошиться на маленькіе кусочки и легко отдѣляться отъ испытуемаго куска.
При пріемѣ большихъ партій желѣза производится болѣе подробное
испытаніе, согласно нижеслѣдующаго:
Сортовое желѣзо подвергается слѣдующимъ испытаніямъ 1):
1) Холодной кузнечной пробѣ. Пробная полоса, діаметромъ или толщи-
ною менѣе Р/4 дм., въ холодномъ состояніи должна обладать свойствомъ,
при перегибѣ ея, сложиться подъ молотомъ вдвое вплотную, при чемъ въ
сгибѣ не должно обнаружиться никакихъ надрывовъ, разслоеній или тре-
щинъ; при діаметрѣ же или толщинѣ въ Р/4 дм. и болѣе, полоса должна,
безъ надрывовъ, разслоеній или трещинъ въ сгибѣ, обогнуть вплотную,
на 180°, стержень, діаметромъ равный діаметру или толщинѣ полосы.
2) Горячей кузнечной пробѣ, а) Проба загибомъ.‘Испытуемое желѣзо на-
грѣваютъ между краснымъ и свѣтло-краснымъ нагрѣвомъ и подвергаютъ
его загибамъ: при толщинѣ до */г Дм-—нѣсколькимъ загибамъ, отъ ]/2 дм.
до 3/4 дм. толщины — двумъ загибамъ, и въ 3/4 дм. толщиною — одному
загибу; каждый загибъ дѣлается такъ, чтобы желѣзо сложилось вдвое,
безъ всякаго просвѣта; сорта желѣза толще 3/4 дм., имѣющіе въ попереч-
номъ сѣченіи болѣе 4 кв. дм., при загибѣ, можно не складывать до со-
9 В. Бѣленченко—Инженерное имущество.
7
прикосновенія одной стороны съ другою, а только сгибать по кривой, очер-
ченной радіусомъ не болѣе 3 дм., и затѣмъ выпрямлять ударами молотка;
если при всѣхъ вышеупомянутыхъ загибахъ, въ мѣстахъ изгиба появятся
надрывы или трещины, то желѣзо бракуется.
б) Проба надрубкою и загибомъ. При свѣтло-красномъ нагрѣвѣ, въ испы-
туемой полосѣ, на разстояніи 1 дм. отъ конца, пробиваютъ помощью ко-
нической продавки по серединѣ отверстіе, діаметромъ равное половинѣ
ширины полосы, и затѣмъ второе такое же отверстіе, также по серединѣ
ширины, на разстояніи х/2 дм. отъ края перваго отверстія, затѣмъ конецъ
полосы разсѣкается вдоль по серединѣ до края перваго отверстія и каждая
половина загибается въ наружную сторону на цѣлый полукругъ, т. е. до
тѣхъ поръ, пока концы эти не примутъ положенія параллельнаго бокамъ
бруска, при этомъ на испытуемомъ желѣзѣ не должно обнаружиться ни-
какихъ надрывовъ, разслоеній или трещинъ.
При темно-красномъ каленіи, желѣзо должно складываться вдвое вплот-
ную безъ всякихъ поврежденій въ сгибѣ; цѣль этой пробы заключается,
главнымъ образомъ, въ томъ, чтобы удостовѣриться въ однородности испы-
туемаго желѣза.
в) Осадка на торецъ. По нагрѣвѣ отрубленнаго отъ полосы куска до
краснаго каленія, осаживаютъ его ударами молотка по направленію длины
куска; при этомъ осадка должна быть такова, чтобы площадь поперечнаго
сѣченія испытуемаго куска увеличивалась на величину отъ 40% до 50%
первоначальной своей величины; при этомъ, если при осмотрѣ подвергнутой
ударамъ поверхности испытуемаго куска будутъ замѣчены на ней глубокія
трещины или непровары вдоль куска, то желѣзо признается негоднымъ;
волосовины, неглубокія трещины или непровары допускаются лишь въ
томъ случаѣ, если они, при расположеніи ихъ по длинѣ образца, не пре-
восходятъ % его ширины или діаметра, при чемъ означенные недостатки
въ полосовомъ желѣзѣ, если они идутъ отъ краевъ высаженной части
образца, допускаются только на ребрахъ, но не на .плоскихъ его
сторонахъ.
Для испытанія круглаго и квадратнаго желѣза, толщиною въ Р/2 дм. и
менѣе, вмѣсто вышеозначенной пробы, могутъ быть произведены слѣдующія:
а) Для испытанія желѣза, толщиною или діаметромъ менѣе, чѣмъ въ
% дм., нагрѣтую полосу осаживаютъ, какъ бы для образованія шляпки,
высотою въ 0,1 дм. и діаметромъ, равнымъ удвоенному діаметру полосы;
въ желѣзѣ же, толщиною отъ % дм. до 1 дм. осаживаютъ шляпки толщиною
въ % Дм', ПРИ Діаметрѣ ихъ отъ Р/2 до 2 дм., и
б) Въ желѣзѣ, толщиною отъ 1 дм. до Р/2 дм., осаживаютъ заклепоч-
ную головку, діаметромъ отъ 2—3 дм., т. е. вдвое большимъ діаметра или
толщины желѣза, и высотою отъ % Д° ^/4 Дюйма.
При такихъ пробахъ, на означенныхъ сортахъ не должно быть ни
трещинъ, ни разслоеній металла.
8
3) Пробѣ на сварку. Желѣзо всѣхъ сортовъ и размѣровъ должно хорошо
свариваться.
Желѣзо дающее плохую сварку, признается негоднымъ.
Испытаніе листового желѣза.
Листы желѣза должны быть одинаковой толщины по всей ихъ длинѣ,
съ чистыми и правильными краями и углами; поверхность ихъ должна
быть совершенно чистая и ровная, безъ горбинъ, выпуклостей и окалинъ
и безъ какихъ бы то ни было слѣдовъ несварки, раковинъ, пленъ, види-
мыхъ разслоеній, ржавчины, трещинъ и т. п. пороковъ.
Незначительныя молотовины и впадины, происходящія отъ механиче-
ской обработки, могутъ быть допущены.
При наружномъ осмотрѣ листовъ для того, чтобы удостовѣриться,
нѣтъ ли въ желѣзѣ скрытыхъ пузырей, слѣдуетъ производить удары мо-
лоткомъ по всему листу, въ особенности въ мѣстахъ, гдѣ встрѣчаются не-
значительныя горбинки. У листовъ, толщиною болѣе 0,2 дм., слѣдуетъ
тщательно осматривать ребра и тѣ листы, у которыхъ окажутся признаки
непроваровъ, надлежитъ испытывать при помощи сгиба въ холодномъ и
горячемъ состояніи, сгибая ихъ при этомъ нѣсколько разъ въ одну и въ
другую стороны, наблюдая, не произойдетъ ли при этомъ разслоенія металла.
Опредѣленіе наличности въ листовомъ желѣзѣ сквозныхъ пленъ можетъ
быть производимо при помощи керосина, небольшое количествр коего на-
ливается на то мѣсто, гдѣ предполагается нахожденіе названнаго порока,
при чемъ, въ случаѣ существованія послѣдняго, керосинъ просачивается
насквозь и обнаруживаетъ, такимъ образомъ, сквозную плену въ желѣзѣ.
Листовое желѣзо подвергается слѣдующимъ испытаніямъ или пробамъ:
1) Въ холодномъ состояніи. Изъ листа желѣза вдоль и поперекъ про-
катки вырѣзываютъ планки, шириною каждая въ 2 дм., надъ которыми
и производятся испытанія на перегибъ, притупивъ предварительно ребра
ихъ, въ мѣстахъ перегиба, опиловкою. Затѣмъ, планки изъ желѣза, тол-
щиною отъ 74 дм. до х/8 дм. включительно, перегибаются въ тискахъ
ударами молота въ одинъ загибъ до прямого угла; планки же изъ же-
лѣза, толщиною отъ х/8 дм. до х/16 дм., загибаются въ тискахъ до со-
прикосновенія съ губами тисковъ, но безъ удара молота, или очень сла-
быми ударами, и затѣмъ разгибаются до угла въ 45° и, наконецъ, планки
изъ желѣза, толщиною х/16 дм. и тоньше, сгибаются до прямаго угла
разгибаются и загибаются въ противоположную сторону, также до пря-
мого угла. При всѣхъ этихъ пробахъ, на поверхности испытуемыхъ пла-
нокъ не должно быть трещинъ, рванинъ и ссадинъ. Высшіе сорта глянце-
ваго и кровельнаго желѣза, тоньше х/32 Дм-> должны выдерживать нѣ-
сколько перегибовъ. Котельное желѣзо подвергается, кромѣ того, испы-
танію посредствомъ пробиванія дыръ, діаметромъ окало 1 дм., на раз-
стояніи отъ края листа равномъ діаметру дыры, причемъ желѣзо не
должно давать трещинъ,
9
2) Въ горячемъ состояніи. Листовое желѣзо толщиною менѣе чѣмъ въ
0,2 дм. въ горячемъ состояніи не испытывается; изъ листовъ же, толщиною
въ 0,2 дм. и болѣе, вырѣзываютъ планки вдоль и поперекъ прокатки, на-
грѣваютъ ихъ только до краснаго каленія и подвергаютъ сгибамъ; планки,
вырѣзанныя вдоль прокатки,—въ одинъ сгибъ, до полнаго соприкосновенія
половинокъ между собою, а вырѣзанныя поперекъ—сгибу только до угла
въ 45°. При вышеуказанныхъ загибахъ, на желѣзѣ не должно появляться
ни трещинъ, ни ссадинъ.
3) Пробѣ на сварку. Листовое желѣзо должно хорошо свариваться, а
котельное—хорошо коваться.
Сталь. Сталь обладаетъ сцѣпленіемъ или связностью частицъ въ боль-
шей мѣрѣ, чѣмъ другіе металлы, и вслѣдствіе этого, какъ предѣлъ упру-
гости, такъ и крѣпость ея больше, чѣмъ во всѣхъ другихъ металлахъ.
Въ естественномъ своемъ состояніи сталь несравненно мягче бѣлаго чугуна,
но тверже желѣза. По количеству углерода сталь занимаетъ среднее мѣсто
между чугуномъ и желѣзомъ (отъ 0,3% Д° 2,5% углерода). Сложеніе стали
зернистое, что видно по излому, и потому она способна принимать поли-
ровку. Хорошая сталь однородна, имѣетъ значительный блескъ и столь
мелкозерниста, что способна даже къ зеркальной полировкѣ. Сталь пла-
вится труднѣе чугуна, но легче желѣза, именно при температурѣ 1300° С.;
если накалить этотъ металлъ до бѣла, онъ становится мягкимъ, хорошо
куется и сваривается. Цвѣтъ стали свѣтло-сѣрый. Удѣльный вѣсъ колеблется
между 7% и 8. При нагрѣваніи стали на ея освѣтленной поверхности по-
являются различные цвѣта, отъ свѣтло-желтоватаго до темно-синяго; эти
цвѣта появляются на стали вслѣдствіе того, что на ея поверхности отъ
нагрѣва постепенно образуется тонкій слой окисловъ. Чѣмъ слой этотъ
тоньше, тѣмъ цвѣтъ его будетъ свѣтлѣе. Такіе цвѣта называются цвѣтами
побѣжалости. Отличительная черта стали та, что она можетъ пріобрѣтать
твердость, если послѣ нагрѣванія будетъ быстро охлаждена или, какъ го-
ворятъ, закалена, при чемъ она становится очень твердой и вмѣстѣ съ
тѣмъ хрупкой (какъ стекло).
Способъ и температура закаливанія стали опредѣляютъ ея твердость
въ закаленномъ состояніи. Она зависитъ и отъ быстроты охлажденія, проис-
ходящаго при закалкѣ. Такъ, большой предметъ закаливается гораздо зна-
чительнѣе съ поверхности,, чѣмъ внутри, потому что внутренность его
охлаждается медленнѣе, чѣмъ наружныя части. Закаливаніе стали до
желаемой степени твердости производятъ такимъ образомъ: сначала сталь
нагрѣваютъ до появленія на ея поверхности вишневаго цвѣта и тогда
быстро погружаютъ въ охлаждающую жидкость. Закаленную такимъ обра-
зомъ сталь вторично нагрѣваютъ до появленія опредѣленнаго цвѣта побѣ-
жалости и затѣмъ быстро охлаждаютъ. Вторичное нагрѣваніе и охлажденіе
дѣлается для того, чтобы закаленной стали вновь сообщить извѣстную
вязкость; процессъ этотъ называется отпускомъ.
10
Если закаленную сталь снова нагрѣть и медленно охладить, то она
становится мягкою, какъ желѣзо, и тогда легко пилится напилкомъ, куется
и вообще обрабатывается какъ мягкое желѣзо. Въ такомъ мягкомъ со-
стояніи сталь называется отожженною. Способность стали закаливаться
даетъ возможность приготовлять изъ нея разнообразные рѣжущіе и пилящіе
приборы и др. инструменты, такъ какъ является возможность обрабаты-
вать сталь кованіемъ и инструментами въ отпущенномъ состояніи и только
затѣмъ закаливать, полировать и натачивать.
Хорошая сталь, содержащая не слиткомъ много углерода, нѣсколько
тягуча на холоду, ковка, можетъ обрабатываться обыкновенными инстру-
ментами, хотя и труднѣе желѣза; въ закаленномъ состояніи, напротивъ,
она дѣлается хрупкою, такъ что для тѣхъ цѣлей, гдѣ необходимъ мате-
ріалъ, способный сопротивляться сильнымъ сотрясеніямъ, мягкая сталь,
несмотря на ея меньшую крѣпость, предпочитается закаленной.
На степень крѣпости стали оказываютъ вліяніе составъ и обработка ея.
Постороннія примѣси дѣйствуютъ частью благопріятно (хромъ, вольфрамъ),
частью вредно (сѣра, фосфоръ, кремній, шлаки).
Ржавчина на стали образуется медленнѣе, нежели на желѣзѣ и чугунѣ.
При смачиваніи поверхности стали разведенною азотною кислотою, на ней
появляются характерные рисунки.
По способу приготовленія сталь раздѣляется на слѣдующіе главные сорта:
1) Сталь сырцовая (укладъ или спорянка) получается изъ чугуна, обез-
углероживаніемъ его и вытягивается въ полосы подъ молотами. Полосы этой
стали имѣютъ свѣтлую и нѣсколько пузырчатую поверхность; сложеніе
излома крупнозернистое, со свищами, зерна не одинаковой величины и
блескъ ихъ различенъ. Не обладая однородностью массы, сталь эта не
имѣетъ’ хорошихъ качествъ, а потому, въ томъ видѣ, какъ она суще-
ствуетъ въ продажѣ, не идетъ на оружейное дѣло и лишь употребляется
на наварку нѣкоторыхъ инструментовъ. Она принимаетъ закалку и хорошо
сваривается.
2) Рафинированная сталь получается изъ сырцовой стали путемъ сварки
и прокатки. Сталь этого сорта имѣетъ въ изломѣ очень мелкое зерно сине-
сѣроватаго цвѣта, съ малымъ металлическимъ блескомъ, довольно одно-
родна въ своей массѣ, обладаетъ большею вязкостью и, если хорошо при-
готовлена, стоитъ не много ниже литой стали.
3) Цементная сталь или томленка получается изъ желѣза черезъ насы-
щеніе его углеродомъ. Она также подвергается рафинировкѣ.
4) Литая сталь получается изъ предыдущихъ сортовъ плавленіемъ ихъ
въ тигляхъ, или же непосредственно изъ чугуна. Какъ бы совершенно ни
была приготовлена рафинированная сталь, она никакъ не можетъ полу-
чить вполнѣ однороднаго сложенія во всей массѣ; это достигается только
лишь плавленіемъ. Литая сталь, обладая наивысшею однородностью, спо-
собна принимать самую большую твердость при закалкѣ; изломъ ея мелко-
11
зернистый и совершенно ровный, цвѣта изсине-сѣроватаго. Сталь эта даетъ
возможность получать лучшія издѣлія, принимаетъ такую высокую поли-
ровку, какой не можетъ получить никакая другая сталь, а потому то за
литою сталью признано неоспоримое преимущество передъ другими сортами.
По степени годности для различнаго рода издѣлій сталь раздѣляется
на сорта:
1) Сталь самая твердая—идетъ на изготовленіе волочильныхъ досокъ.
2) Сталь твердая, инструментальная,—употребляется на изготовленіе на-
пилковъ, рѣзцовъ для обточки твердыхъ металловъ и т. п.
3) Сталь инструментальная,—служащая для изготовленія рѣжущихъ
инструментовъ, съ острымъ лезвіемъ, отъ которыхъ требуется большая
твердость.
4) Сталь пружинная—менѣе твердая, но болѣе гибкая идетъ для вы-
дѣлки пружинъ и пр.
и 5) Мягкая сталь—для выдѣлки косъ и проч.
Испытаніе стали. При выборѣ стали поступаютъ такъ: для опредѣленія
вязкости берутъ кусокъ отъ полосы, подвергаютъ его ковкѣ при вишнево-
красномъ нагрѣвѣ, вытягивая въ четырехгранный прутъ, постепенно утон-
чающійся; при этой пробѣ сталь не должна давать трещинъ.
Послѣ испытанія вязкости стали при ковкѣ, слѣдуетъ испытать спо-
собность принимать закалку и опредѣлить при этомъ состояніи вязкость
стали, для чего, отрубивъ ранѣе вытянутый тонкій конецъ полосы при
низкомъ нагрѣвѣ металла, оставшійся конецъ полосы вытягиваютъ въ остріе,
не очень тонкое и длинное; затѣмъ, давъ высокій нагрѣвъ и быстро охла-
дивъ въ холодной водѣ, испытываютъ его мелкимъ подпилкомъ, который
не долженъ брать закаленной части; но этотъ способъ не совсѣмъ точенъ,
ибо напилки бываютъ различной твердости. Лучше всего отломить часть
закаленнаго конца и остріемъ попробовать чертить стекло; если закаленная
сталь оставляетъ слѣды на стеклѣ, то это служитъ вѣрнымъ доказатель-
ствомъ способности стали принимать хорошую закалку.
Вязкость закаленной стали испытывается такъ: кладутъ на твердый чу-
гунъ отломленный кусокъ закаленной стали, бьютъ, не очень сильно, по
немъ слабо закаленнымъ молоткомъ, если сталь хороша, то она будетъ
противостоять молоту и врѣжется въ него; посредственная сталь, не обла-
дающая достаточною вязкостью, будетъ раздроблена или сплющена.
Итакъ, если сталь, при испытаніи ковкою, приняла тонкое и крѣпкое
лезвіе, нагрѣтая до красна и быстро охлажденная въ холодной водѣ противо-
стояла дѣйствію подпилка, затѣмъ при отламываніи закаленнаго конца тре-
бовала умѣренной силы, чертила остріемъ излома стекло и противостояла
удару молота, то она признается вполнѣ хорошею.
Чѣмъ лучше сталь, тѣмъ большею степенью вязкости обладаетъ она въ
закаленномъ состояніи.
Вообще же для выбора стали требуется навыкъ и опытность.
12
Чугунъ содержитъ въ себѣ отъ 2,3 до 5,75 процентовъ углерода.
Крѣпость чугуна зависитъ, главнымъ образомъ, отъ его состава, осо-
бенно отъ чистоты и отъ большаго или меньшаго содержанія углерода.
Температура плавленія чугуна лежитъ между 1100° и 1200° С. По цвѣту
его свѣжаго излома чугунъ дѣлится на два главныхъ сорта: сѣрый и бѣлый.
Чѣмъ свѣтлѣе чугунъ цвѣтомъ, тѣмъ онъ тверже.
Свойства чугуна. Сѣрый чугунъ содержитъ въ себѣ менѣе углерода, чѣмъ
бѣлый; часть углерода въ видѣ листочковъ графита соединена съ нимъ механи-
чески. Онъ мягокъ, вязокъ и даже нѣсколько гибокъ, почему и идетъ большею
частью на отливку такихъ предметовъ, которые требуютъ дальнѣйшей от-
дѣлки пилою или рѣзцомъ. При продолжительномъ нагрѣваніи онъ ста-
новится еще мягче и даже можетъ свариваться. Изломъ сѣраго чугуна
крупнозернистый, сѣротемнаго цвѣта. Этотъ сортъ чугуна весьма удобно
передѣлывается въ мягкое желѣзо.
Расплавленный сѣрый чугунъ, расширяясь при застываніи, хорошо за-
полняетъ формы, но затѣмъ, при продолжающемся охлажденіи, объемъ -ме-
талла уменьшается; послѣ полнаго охлажденія, это* уменьшеніе отливки
сравнительно съ формой, такъ называемая усадка, доходитъ для сѣраго чугуна
до Уюо линейнаго размѣра. Сѣрый чугунъ имѣетъ удѣльный вѣсъ 7,1.
Бѣлый чугунъ (весь углеродъ,.соединенъ, химически) отличается легко-
плавкостью, бѣлизною и блескомъ излома; твердъ, не поддается дѣйствію
пилы, значительно хрупокъ и звонокъ. Удѣльный вѣсъ его 7,5.
Сравненіе сѣраго и бѣлаго чугуновъ. Сѣрый чугунъ плавится при выс-
шей температурѣ, чѣмъ бѣлый. При медленномъ охлажденіи сѣраго чугуна,
онъ принимаетъ болѣе желтый видъ и болѣе грубое зернистое сложеніе;
быстрое же охлажденіе рѣзко измѣняетъ его свойства: онъ переходитъ,
смотря по составу, болѣе или менѣе легко, въ бѣлый чугунъ. Этимъ свой-
ствомъ пользуются, когда требуется, чтобы поверхность какого-либо отли-
ваемаго предмета имѣла большую прочность. Бѣлый чугунъ въ тѣхъ же усло-
віяхъ измѣняется наоборотъ; при быстромъ охлажденіи онъ измѣняется
весьма мало, при медленномъ же охлажденіи, изъ него отдѣляется графитъ и
самъ онъ, особенно если былъ нагрѣтъ предварительно выше точки плавле-
нія, переходитъ въ сѣрый чугунъ. При продолжительномъ накаливаніи, сѣрый
чугунъ становится менѣе твердымъ и отчасти рыхлымъ, а бѣлый уменьшаетъ
свою жесткость и хрупкость и приближается въ своихъ свойствахъ къ сѣ-
рому чугуну; этимъ пользуются для отпуска.
- Половинчатый чугунъ. Чугуны промежуточные между сѣрымъ и бѣлымъ,
представляющіе смѣсь ихъ, называются вообще половинчатыми. Они носятъ
еще и другіе различные названія. Тигровымъ чугуномъ называется поло-
винчатый чугунъ, представляющій въ изломѣ пятна на подобіе тигровой
шкуры. Если количество обоихъ чугуновъ, бѣлаго и сѣраго, одинаково, то
чугунъ называется собственно половинчатымъ. Если бѣлаго чугуна болѣе,
нежели сѣраго, то такой чугунъ называется третнымъ бѣлымъ, а при пре-
13
обладаніи сѣраго—третнымъ сѣрымъ. Половинчатые чугуны представляютъ
въ изломѣ или бѣлыя пятна на сѣрой поверхности, или сѣрыя пятна на
бѣломъ фонѣ.
Ковкимъ чугуномъ называется такой чугунъ, который, будучи получаемъ,
подобно обыкновенному чугуну, отливкою въ жидкомъ состояніи пріобрѣ-
таетъ вслѣдъ за тѣмъ, помощью особой дополнительной операціи, свойства
самаго лучшаго желѣза, т. е. мягкость, вязкость и ковкость. Дешевизна
сравнительно съ желѣзомъ и легкость полученія издѣлій самыхъ сложныхъ
формъ, недостижимыхъ ковкою,—главнѣйшія свойства ковкаго чугуна. Въ
холодномъ состояніи онъ легко обрабатывается и не подверженъ растрес-
киванію; его можно смѣло рубить, пилить, сверлить, строгать, нарѣзать и
точить. При умѣренномъ нагрѣваніи ковкій чугунъ хорошо куется молотомъ,
при надлежащей же температурѣ можетъ даже свариваться подобно обык-
новенному желѣзу и стали, но подъ условіемъ предварительнаго обезугле-
роживанія. Поверхности предметовъ, отлитыхъ изъ ковкаго чугуна, весьма
пригодны для нанесенія на нихъ слоя другихъ металловъ. Этотъ матеріалъ
является особенно цѣннымъ, когда необходимо воспроизвести множество
одинаковыхъ предметовъ, имѣющихъ сложную форму. Ковка этихъ предме-
товъ изъ желѣза обошлась бы въ нѣсколько разъ дороже, чѣмъ отливка, и.
притомъ все-таки не могла бы сравняться съ отливкою по чистотѣ издѣлій
Кромѣ того, встрѣчается еще зеркальный — крупнозернистый чугунъ,
представляющій одно изъ видоизмѣненій бѣлаго чугуна.
Пріемъ. При пріемѣ чугунныхъ издѣлій нужно обращать вниманіе: 1) на
наружный видъ отливки, надлежащихъ ли она размѣровъ, 2) правильность
форм#, 3) отсутствіе трещинъ, 4) на изломъ, который у хорошаго чугуна
долженъ быть сѣраго цвѣта, равномѣрно-зернистый, безъ бѣлыхъ блестокъ,
а также, 5) удостовѣриться, нѣтъ ли внутри издѣлія пузырчатыхъ пустотъ,
разсѣчинъ и другихъ пороковъ, что узнается по дребезжащему звуку, при
легкихъ ударахъ молоткомъ по кромкѣ издѣлія.
Мѣдь. Въ природѣ встрѣчается въ самородномъ состояніи, но чаще
всего добывается изъ руды.
Лучшая по чистотѣ считается наша русская мѣдь, а также привозная—
шведская. Чистая мѣдь отличается характернымъ краснымъ цвѣтомъ, въ
очень же тонкихъ листахъ просвѣчиваетъ зеленымъ цвѣтомъ. Удѣльный вѣсъ
мѣди колеблется около 9 и можетъ быть увеличенъ механическою обра-
боткою. Изломъ мѣди свѣтло-красный и имѣетъ волокнистое строеніе. Мѣдь
вообще мягче желѣза, тягуча^ вязка, легко плющится и даже въ холодномъ
состояніи отлично куется. Вязкость мѣди точно также довольно велика.
Будучи нагрѣта, мѣдь становится хрупкою и подъ молотомъ даетъ тре-
щины. Если мѣдь накалить и дать ей остыть, то она дѣлается твердой;
если же ее накалить до«красна, а потомъ быстро охладить, то она пріоб-
рѣтаетъ большую мягкость и ковкость. Такимъ образомъ, закаливаніе на
мѣдь оказываетъ обратное дѣйствіе, нежели на сталь.
14
Красная мѣдь требуетъ для плавленія слишкомъ высокой температуры
нагрѣва (около 1100° С.) и, кромѣ того, будучи расплавлена и вылита въ
формы, она не заполняетъ всѣхъ извилинъ и на поверхности отливокъ по-
лучаются пузырьки. Находясь въ сухомъ воздухѣ, при обыкновенной тем-
пературѣ, мѣдь не окисляется; на влажномъ воздухѣ покрывается тонкою
пленкою зеленаго цвѣта, извѣстной подъ именемъ мѣдной зелени. Посто-
роннія примѣси другихъ металловъ, а также углеродъ и сѣра уменьшаютъ
ковкость и тягучесть мѣди.
Латунь (желтая мѣдь)—сплавъ двухъ частей красной мѣди съ одною
частью цинка; она отличается отъ красной мѣди красивымъ золотисто-жел-
тымъ цвѣтомъ, большею твердостью, плотностью и меньшею способностью
окисляться; чувствительна къ нагрѣвамъ, удобна для отливокъ, мягка и
ковка на холоду, но нѣсколько хрупка при накаливаніи. Прибавка цинка
къ мѣди измѣняетъ значительно цвѣтъ ея и понижаетъ точку плавленія,
почему латунь плавится при болѣе низкой температурѣ, чѣмъ красная мѣдь.
При маломъ количествѣ (до 15%) цинка получается красноватый твердый
сплавъ (называемый томпакомъ), при количествѣ цинка до 30% цвѣтъ ста-
новится желтымъ (собственно латунь), а въ тѣхъ сплавахъ, гдѣ цинка бо-
лѣе, чѣмъ мѣди, желтый цвѣтъ исчезаетъ и получается сѣроватый (припай).
При продолжительномъ накаливаніи и при высокой температурѣ цинкъ
улетучивается и остается одна красная мѣдь. При накаливаніи на воздухѣ,
цинкъ окисляется раньше мѣди; этимъ способомъ можно выдѣлить весь
сплавленный съ нею цинкъ.
Прибавка цинка дѣлаетъ латунь болѣе твердою, а прибавка олова еще
болѣе значительно увеличиваетъ эту твердость. Безъ этой прибавки латунь
засоряетъ напилокъ.
Пріемъ латуни (извлеченіе изъ Инструкціи для пріема въ патронные
заводы латуни для 3-хъ лин. металлическихъ патроновъ).
Латунь принимается въ лентахъ, размѣры которыхъ должны заклю-
чаться въ предѣлахъ: толщина 0,100 д.—0,103 д. и длина 3,5—5 футовъ.
Ленты должны быть надлежащимъ образомъ провальцованы, прямы, гладки,
чисты и подъ прямымъ угломъ обрѣзаны. Допускаются въ лентахъ только
слѣдующіе недостатки: раковины въ видѣ весьма мелкой сыпи, неглубокія
царапины и отпечатки постороннихъ тѣлъ, незначительные: зазубрины,
уколы, забоины и грани на обрѣзанныхъ краяхъ.
Въ лентахъ безусловно не допускаются всѣ прочіе недостатки какъ ме-
таллическіе, такъ и механическіе, какъ, напр.: пузыри, плены, свищи, раз-
слоены, трещины, надрывы металла (рвань) и др., а также упомянутые
выше допускаемые недостатки, если они будутъ распространены по всей
поверхности ленты.
Нормальный составъ гильзовой латуни: мѣди 67% и цинка 33%’
Бронза представляетъ сплавъ изъ красной мѣди и олова; сплавъ этотъ
плотнѣе, тверже и болѣе легкоплавокъ, чѣмъ красная мѣдь (для подшип-
15
никовъ: 83 части красной мѣди и 17 олова). Съ увеличеніемъ количества
олова до 28% твердость увеличивается; при дальнѣйшемъ увеличеніи со-
держанія олова—твердость снова уменьшается. Наибольшее сопротивленіе
при 17,5% олова. Бронзу съ содержаніемъ олова<5% можно вытягивать
въ холодномъ состояніи. Прибавкой свинца увеличивается хрупкость, умень-
шается сопротивленіе и понижается температура плавленія.
Прибавленіемъ 0,5 до 1% фосфора (см. по назначенію) получается фос-
фористая бронза; она весьма тягуча, прочна, мелкозерниста и легкоплавка,
прокатывается, куется и вытягивается. (Для машинныхъ частей: 90,34 крас-
ной мѣди, 8,9 олова и 0,76 фосфора). Между прочими издѣліями, изъ фос-
фористой бронзы изготовляютъ листы и телефонную проволоку, которая въ
неотожженномъ состояніи имѣетъ большое сопротивленіе.
Пушечная бронза есть сплавъ мѣди съ 10% олова. Сплавъ этотъ желто-
вато-краснаго цвѣта, мало тягучъ, довольно твердъ и обладаетъ значитель-
ною прочностью; употреблялся для отливки орудій, а теперь—паровыхъ
клапановъ и паровыхъ крановъ. При быстромъ охлажденіи онъ дѣлается
мягкимъ, а при медленномъ охлажденіи—твердымъ и хрупкимъ.
Аллюминіевая бронза есть сплавъ мѣди съ 10% аллюминія. Сплавъ этотъ
отличается прекраснымъ золотистымъ цвѣтомъ, однородностью сложенія, хо-
рошо куется, тянется и плющится. Удѣльный вѣсъ аллюминіевой бронзы 7,7.
Проволока изъ этого сплава обладаетъ замѣчательною вязкостью, превос-
ходящею вязкость желѣза. Пайка сплавовъ аллюминія лишь только недавно
достигла совершенства; для этой операціи существуетъ нѣсколько спо-
собовъ.
Лучшій припай для нихъ изъ смѣси 32 частей мѣди, 46 частей цинка
и 20 частей олова.
Мельхіоръ1) представляетъ сплавъ 80% мѣди съ 20% никкеля. По
своей твердости онъ занимаетъ среднее мѣсто между мѣдью и сталью.
Изъ него приготовляется оболочка пули нашей 3-хъ линейной винтовки и
револьвера новаго образца.
Пріемъ. Мельхіоръ поставляется въ лентахъ, размѣры которыхъ должны
заключаться въ предѣлахъ: толщина 0,035—0,038 д. и длина до 6% фут.
Ленты мельхіора должны быть надлежащимъ образомъ провальцованы и
прямолинейно обрѣзаны, гладки и чисты. Допускаются въ лентахъ только
слѣдующіе наружные недостатки: весьма малые, едва замѣтные на глазъ
пузыри и плены; раковины въ видѣ весьма мелкой сыпи, неглубокія цара-
пины и отпечатки-постороннихъ тѣлъ; незначительныя зазубрины, уколы
и забоины. Въ лентахъ безусловно не допускаются всѣ прочіе недостатки
какъ металлическіе, такъ и механическіе, напр.: свищи, раковины, трещины
рвань, а также упомянутые выше допускаемые недостатки, если они бу-
дутъ распространены по всей поверхности ленты.
9 Иногда называется польскимъ серебромъ.
16
..Сверхъ того, требуется, чтобы, при испытаніи работой, мельхіоръ не
налипалъ на рабочій инструментъ.
Припай есть легкоплавкій сплавъ мѣди съ цинкомъ или серебра съ
мѣдью (серебряный припай). Онъ употребляется для спаиванія мѣдныхъ
и латунныхъ вещей, а также желѣзныхъ и стальныхъ, когда послѣднія
по условіямъ своего назначенія не должны быть нагрѣваемы до высокой
температуры. Припай, находящійся въ продажѣ, представляетъ сплавъ
мѣди съ цинкомъ въ различныхъ пропорціяхъ, преимущественно на 4 части
мѣди кладется 3 части цинка. Передъ употребленіемъ припая въ дѣло, его
измельчаютъ въ крупный порошокъ и смѣшиваютъ съ бурой и небольшимъ
количествомъ воды. При пайкѣ могутъ имѣть вредное вліяніе постороннія
вещества, соединенныя съ припаемъ, почему покупной припай предвари-,
тельно промывается. . _
Если спаиваемыя вещи не должны подвергаться большому нагрѣву,
то для спаиванія могутъ быть употребляемы еще болѣе легкоплавкіе при-
паи: висмута 49%, олова 23,5%, свинца 27,5%, температура плавленія 93° С.;
другой сплавъ—кадмія 12,5%, олова 12,5%, свинца 25%, висмута 50%,
температура плавленія 63° С.
Олово. Олово встрѣчается въ природѣ рѣдко и обыкновенно въ видѣ
окиси, называемой оловяннымъ камнемъ, изъ коей оно и возстановляется.
Металлъ этотъ въ свѣжемъ разрѣзѣ отличается серебристо-бѣлымъ цвѣтомъ
и сильнымъ металлическимъ блескомъ, но затѣмъ постепенно темнѣетъ и
становится матовымъ. Онъ настолько мягокъ, что легко можетъ рѣзаться,
весьма тягучъ и вязокъ, такъ что легко расплющивается въ тончайшіе
листы, но трудно тянется въ проволоку. Удѣльный вѣсъ его 6,9. При сги-
баніи хруститъ и при треніи издаетъ особый запахъ. При обыкновенной
температурѣ не измѣняется и не разрушается кислотами; этимъ свойствомъ
олова пользуются для изготовленія посуды, для полуды и для покрытія
желѣзныхъ листовъ (жести). Употребляется также олово для спайки, вмѣсто
припая, такъ какъ плавится при температурѣ болѣе низкой (230° С.), чѣмъ дру-
гіе сорта припаевъ.
Олово встрѣчается въ продажѣ въ видѣ палочекъ и свинокъ и не всегда
чистое—даже лучшее (англійское) олово содержитъ въ себѣ нѣкоторый %
желѣза; обыкновенно же олово, кромѣ желѣза, содержитъ въ себѣ еще и
мѣдь,, сурьму, мышьякъ, свинецъ и другіе металлы, которые измѣняютъ
цвѣтъ олова.
Свинецъ добывается изъ руды, называемой свинцовымъ блескомъ.
Свинецъ очень тяжелый металлъ (удѣльный вѣсъ его 11,37). Это металлъ
голубовато-сѣраго цвѣта, ярко блестящій, легкоплавкій, (точка плавленія
350° С), очень мягкій (рѣжется ножемъ и оставляетъ на бумагѣ слѣдъ);
сложеніе имѣетъ плотное и однородное, ковокъ и плющится въ тонкіе листы.
По легкоплавкости своей свинецъ плавится ранѣе другихъ металловъ и
стекаетъ, другіе же металлы остаются нерасплавленными. На воздухѣ
17
окисляется и покрывается пленкою. При нагрѣваніи до красно-калильнаго,
жара, свинецъ улетучивается, отдѣляя весьма вредные для здоровья пары.
Въ водѣ разлагается; поэтому необходимо строго слѣдить за тѣмъ, чтобы
при полудѣ посуды, въ которой готовится пища, къ олову отнюдь не под-
мѣшивался свинецъ.
Кислоты трудно разъѣдаютъ свинецъ, а потому онъ идетъ на обивку
деревянныхъ корытъ, служащихъ для помѣщенія разбавленныхъ кислотъ.
Отъ примѣси сурьмы, мышьяка, щипка и мѣди, свинецъ становится тверже..
Въ такомъ видѣ свинецъ идетъ на отливку пуль и дроби. Сердечникъ пули
нашей 3-хъ линейной винтовки состоитъ изъ сплава 98,5°/0 свйнца съ
1,5% сурьмы..
Свинецъ въ продажѣ не всегда бываетъ чистъ; часто содержитъ въ себѣ
слѣды желѣза и мѣди, но очистить его не трудно, для этого стоитъ лишь
умѣренно его нагрѣвать.
Пріемъ свинца. (Изъ инструкціи на пріемъ свинца на патронные заводы).
Свинецъ долженъ быть лучшаго качества и случайная примѣсь къ нему
постороннихъ металловъ не должна превосходить опредѣленнаго предѣла,
при которомъ свинецъ имѣетъ извѣстную степень ковкости и опредѣленный
удѣльный вѣсъ, а потому о чистотѣ свинца судятъ по его ковкости и по
величинѣ удѣльнаго вѣса.
При пріемѣ свинца прежде всего слѣдуетъ удостовѣриться въ томъ, что
онъ не хрупокъ. Для этого отъ испытуемой свинки отрубить небольшой
кусокъ, положить на наковальню и ударить по немъ молоткомъ, при чемъ
свинецъ долженъ коваться хорошо; если же кусокъ свинца отъ ударовъ
молоткомъ трескается, разсыпается въ куски и вообще оказывается хруп-
кимъ, то такой свинецъ негоденъ, потому что содержитъ въ себѣ излишннюю
примѣсь постороннихъ металловъ.
Свинецъ, не заключая въ себѣ примѣси постороннихъ металловъ,
можетъ быть хрупкимъ оттого, что въ немъ, какъ примѣсь, заключается
собственная его закись (соединеніе свинца съ кислородомъ), но если такой
свинецъ будетъ переплавленъ съ прибавленіемъ угольнаго мусора, древес-
ныхъ опилокъ цли какого-нибудь смолистаго вещества, то получается мягкій
и ковкій свинецъ, а потому, удостовѣрившись въ хрупкости свинца, слѣ-
дуетъ его указаннымъ способомъ переплавить и вновь испытать его ковкость;
Свинецъ признается годнымъ, если удѣльный вѣсъ его равенъ 11,3 или
болѣе этой величины. Свинецъ же, котораго удѣльный вѣсъ будетъ менѣе
этой величины, признается негоднымъ.
Цинкъ (шпіатръ), Металлъ этотъ имѣетъ кристаллическое сложеніе
синевато-бѣлаго цвѣта; въ самородномъ видѣ не встрѣчается: добывается,
главнымъ образомъ, изъ цинковаго шпата. Продажный цинкъ постоянно
содержитъ, хотя и въ незначительномъ количествѣ, желѣзо, свинецъ, мышьякъ
и т. п. Удѣльный вѣсъ цинка 6,8; послѣ проковки металлъ уплотняется.
Гибкость его весьма незначительна; твердость также невелика, но, благо-
18
даря своему чешуйчатому сложенію, цинкъ весьма трудно обрабатывается
напилкомъ, такъ какъ чешуйки забиваютъ насѣчки напилка. Въ холодномъ
состояніи цинкъ обладаетъ нѣкоторою вязкостью и тягучестью и можетъ
выдерживать ударъ молота, не ломаясь. Будучи нагрѣтъ до температуры
100°—150° С., дѣлается весьма ковкимъ и тягучимъ, почему и обрабаты-
вается преимущественно при этой температурѣ. При дальнѣйшемъ нагрѣ-
ваніи, однако, вязкость и тягучесть его уничтожаются; уже при 205° С
цинкъ становится столь хрупкимъ, что можетъ быть легко истолченъ въ
порошокъ. Между 450° и 500° С. цинкъ плавится, при бѣло-калильномъ же
жарѣ перегоняется; нагрѣтый лри допускѣ воздуха при 500° С. онъ сгораетъ,
распространяя бѣлый дымъ. Цинкъ употребляется на составленіе сплавовъ
и на приготовленіе паяльной воды; онъ мало окисляется въ воздухѣ, а по-
тому и употребляется на покрытіе желѣзныхъ издѣлій для предохраненія
ихъ отъ окисленія (ржавленія).
Пріемъ цинка. (Изъ инструкціи на пріемъ цинка въ патронныхъ заво-
дахъ для цинковыхъ коробокъ). Цинковые листы должны быть однообразнаго
цвѣта, обладать гибкостью, не должны давать трещинъ при сгибаніи ихъ
до прямого угла безъ нагрѣванія, имѣть гладкую поверхность. Листы должны
быть цѣлыми, не имѣть дыръ, трещинъ, глубокихъ вдавлѳнностей, пленъ,
открытыхъ или въ видѣ пузырьковъ и другихъ подобныхъ пороковъ. Листы,
покрытые налетомъ бѣлой окиси цинка, допускаются въ томъ лишь случаѣ,
если налетъ снимается при треніи сухою тряпкой.
Для запайки угловъ цинковыхъ коробокъ употребляется сплавъ изъ 3-хъ
част. свинца и 2-хъ част. олова; а для припайки къ нимъ крышекъ и жестя-
ныхъ лентъ: двѣ части сплава свинца съ 5% сурьмы и 1 части олова.
Нивкѳль добывается изъ сѣрнистыхъ и мышьяковистыхъ рудъ путемъ
нагрѣванія въ струѣ воздуха. По цвѣту занимаетъ среднее мѣсто между
сталью и серебромъ, но обладаетъ характернымъ желтоватымъ оттѣнкомъ.
Онъ отличается сильнымъ блескомъ и по твердости и трудно-плавкости под-
ходитъ къ желѣзу; достаточно хорошо сваривается и обладаетъ большой
ковкостью и тягучестью, такъ что его можно плющить и вытягивать въ
довольно тонкую проволоку. Удѣльный вѣсъ его колеблется между 8,7 и
9,26. Никкель не измѣняется на воздухѣ, оставаясь блестящимъ, даже при
такихъ условіяхъ, когда мѣдь и серебро чернѣютъ.
Аллюминій есть одна изъ главныхъ составныхъ частей глины, изъ
которой онъ добывается съ помощью электричества. Чистый аллюминій
имѣетъ блестящій бѣлый цвѣтъ, подобно серебру, съ малымъ сѣроватымъ
оттѣнкомъ, хотя со временемъ этотъ оттѣнокъ становится нѣсколько явствен-
нѣе, но металлъ никогда не тускнѣетъ. Удѣльный вѣсъ его 2,5. Въ изломѣ
онъ имѣетъ различный видъ; прокатанный—мелкозернистъ, литой имѣетъ
неровное зерно и гладкую поверхность безъ черновикъ и прослоевъ. Чистый
аллюминій рубится долотомъ и не даетъ трещинъ. Ковка значительно уве-
личиваетъ его твердость; она придаетъ аллюминію сопротивленіе литого
19
артиллерійскаго металла и ставитъ его выше цинка, олова или прокатанной
въ нагрѣтомъ состояніи мѣди. Въ нагрѣтомъ видѣ аллюминій мягокъ и
тягучъ; сильно тянутый въ холодномъ состояніи онъ отлично пружинитъ
и обладаетъ значительною твердостью. Плавится при 625° С.; въ расплав-
ленномъ видѣ напоминаетъ ртуть; становясь очень жидкимъ, онъ чрезвы-
чайно рельефно выполняетъ мельчайшія частицы формы. Вода не дѣй-
ствуетъ на аллюминій. Сѣрная и азотная кислоты не оказываютъ замѣтнаго
вліянія, но соляная кислота, влажная повареная соль и поташъ вредно
дѣйствуютъ на аллюминій. Будучи вполнѣ ковкимъ какъ въ нагрѣтомъ,
такъ и въ холодномъ состояніи, онъ хорошо плющится, прокатывается въ
листы и вытягивается въ тончайшую проволоку.
Сурьма въ природѣ встрѣчается въ видѣ сѣрнистаго соединенія, назы-
ваемаго сурьмянымъ блескомъ. Добывается плавкою этого блеска съ желѣ-
зомъ, которое отнимаетъ отъ сурьмяного блеска сѣру и даетъ чистую сурьму.
Продажная сурьма рѣдко бываетъ чиста; кромѣ сѣры она содержитъ въ
себѣ небольшую примѣсь желѣза, свинца и мышьяка. Очищаютъ ее, смѣ-
шивая съ Ѵіо частью, по вѣсу, селитры и сплавляя смѣсь въ глиняномъ тиглѣ.
При охлажденіи сурьма получаетъ кристаллическое, мелко-листоватое сложе-
ніе, которое служитъ лучшимъ признакомъ ея чистоты. Сурьма отличается
сильнымъ блескомъ и бѣлымъ, серебристымъ цвѣтомъ, съ легкимъ синеватымъ
отливомъ. Удѣльный вѣсъ ея 6,7. Плавится при 450° С. Сильно накаленная
сгораетъ бѣлымъ пламенемъ, при чемъ отдѣляетъ густой, бѣлый дымъ. Если
расплавленную сурьму накалить до-красна и потомъ бросить на полъ, то
она разсыпается въ видѣ огненнаго дождя, и отдѣляетъ густой, бѣлый
дымъ. Въ сухомъ видѣ легко кристаллизуется въ ромбоэдры. Принадлежитъ
къ числу весьма хрупкихъ металловъ: ее легко можно истолочь въ мелкій
порошокъ.
Сплавъ сурьмы съ свинцомъ отличается твердостью; изъ него изготов-
ляется сердечникъ нашей пули. Сплавы сурьмы съ оловомъ отличаются
серебристо-бѣлымъ цвѣтомъ и сильнымъ блескомъ и извѣстны подъ именемъ
британскаго металла. Ихъ употребляютъ для выдѣлки разной посуды.
СРАВНИТЕЛЬНАЯ ТАБЛИЦА.
Металлы. Удѣльный вѣсъ. Температуры плавленія по С.
Желѣзо 7,6—7,7 1600—2000
Сталь • 7,5—8 1300—1900
Чугунъ 7,1—7,5 1100-1200
Никкель 8,7—9,26 1500
Мѣдь красная 9 1100
Аллюминій 2,5 625
Цинкъ 6,8 450
Сурьма 6,7 450
Свинецъ 11,37 350
Олово 6,9 230
20
Сѣра находится въ природѣ какъ въ чистомъ видѣ, самородная, такъ
и въ соединеніи съ другими веществами, напримѣръ, гипсомъ, известняками,
и находится обыкновенно, вблизи вулкановъ, перемѣшанная съ горными
породами. Добытая изъ такихъ мѣстъ и не очищенная, сѣра поступаетъ въ
продажу въ видѣ комовъ, содержащихъ въ себѣ воду, и извѣстна подъ
названіемъ сырой или комовой сѣры. Сѣра плавится при 112° С., образуя про-
зрачную, свѣтло-желтую, маслообразную, подвижную жидкость, при чемъ нера-
сплавленные куски сѣры остаются на днѣ. При нагрѣваніи до 150° сѣра
густѣетъ, дѣлается прозрачной и принимаетъ красно-бурый цвѣтъ. При на-
грѣваніи же до 200° сѣра дѣлается настолько густой, что не вытекаетъ
изъ опрокинутаго сосуда. При 300° же градусахъ сѣра опять превращается
въ подвижную, маслянистую жидкость, но сохраняетъ бурый цвѣтъ; кипитъ
сѣра и превращается въ пары при 400° С., чѣмъ и пользуются при пере-
гонкѣ для полученія очищенной сѣры. Послѣдняя имѣетъ лимонно-желтый
цвѣтъ, который, впрочемъ, блѣднѣетъ съ пониженіемъ температуры, и при
50° сѣра почти безцвѣтна. Она очень хрупка и легко обращается въ поро-
шокъ. Отъ быстраго охлажденія расплавленная сѣра быстро отвердѣваетъ,
какъ снаружи такъ и внутри, обращаясь въ плотную массу. При медлен-
номъ же охлажденіи сѣра твердѣетъ снаружи въ плотную, а внутри въ мелко-
кристаллическую массу. Вслѣдствіе такого различія въ сложеніи быстро и
медленно охлажденной сѣры зависитъ разница въ силѣ сцѣпле’нія между
частицами. Эта связь наиболѣе сильна въ быстро охлажденной и, наоборотъ,
незначительна въ медленно охлажденной сѣрѣ.
При непосредственномъ зажиганіи, сѣра загорается при 250° и горитъ
блѣднымъ пламенемъ, при чемъ образуется сѣрнистая кислота, которая,
имѣя свойственный ей запахъ, очень сильно дѣйствуетъ на дыхательные
органы и производитъ кашель.
Бура, или борно-кислый натръ, продается въ видѣ обыкновенной соли
и въ видѣ кристалловъ или столбиковъ. Для успѣшной сварки и спайки
металловъ необходимо, чтобы поверхности соединяемыхъ мѣстъ были совер-
шенно чисты; между тѣмъ, при нагрѣваніи, большая часть металловъ
покрывается пленкою окисла, которая препятствуетъ непосредственному при-
косновенію спаиваемыхъ поверхностей. Бура, при дѣйствіи жара (300° С.),
расплавляясь, покрываетъ въ видѣ лака накаленныя мѣста и предохра-
няетъ металлъ отъ окисленія. Поэтому она употребляется при. спаиваніи
и сваркѣ металловъ. При нагрѣваніи бура сначала расплывается, затѣмъ
вспучивается и, наконецъ, превращается въ стекловидную массу, цвѣтъ
которой зависитъ отъ того, съ окисломъ какого металла произошло со-
единеніе.
Нашатырь (хлористо-водородный амміакъ) приготовляется большею
частью искусственнымъ путемъ. Онъ имѣетъ видъ крупныхъ полукруглыхъ
кусковъ; обладаетъ нѣкоторою упругостью; сложеніе имѣетъ кристалли-
ческое, въ видѣ длинныхъ призмъ; растворяется въ водѣ, при чемъ значи-
21
тельно понижаетъ ея температуру. При дѣйствіи жара нашатырь улету-
чивается, растворяетъ окислы металловъ, почему употребляется для очистки
поверхности мѣди при спайкѣ и луженіи ея.
Поташъ есть углекислый калій (соединеніе металла калія съ угольною
кислотою) и представляетъ легко растворимое въ водѣ вещество бѣлаго
цвѣта; растворяетъ жиры, сильно втягиваетъ въ себя влагу изъ воздуха,
и имѣетъ щелочный вкусъ; растворъ его даетъ щелочную реакцію на лак-
мусъ, т. е. красный цвѣтъ лакмуса измѣняетъ въ синій. Поташъ содержится
въ золѣ растеній, откуда онъ и добывается.
Въ оружейно-слесарномъ дѣлѣ поташъ употребляется для прекращенія
дѣйствія кислотъ на металлъ, для удаленія съ поверхности издѣлій жир-
ныхъ частицъ и т. п.
Сода (углекислый натръ) встрѣчается въ природѣ, въ составѣ воды
нѣкоторыхъ озеръ, но большею частью получается искусственно. Въ
продажѣ бываетъ или въ кускахъ прозрачнаго цвѣта, или въ видѣ
мелкаго порошка; употребляется, подобно щелочамъ и мылу, для уда-
ленія органическихъ веществъ. Растворъ соды даетъ щелочную реакцію
на лакмусъ.
Наждакъ (шмергель) есть минералъ, состоящій изъ соединенія кри-
сталлическихъ частей глины съ кремніемъ и окисью желѣза, отъ присут-
ствія которой онъ и получаетъ темносѣрый цвѣтъ. Будучи измельченъ въ
порошокъ, легко и ровно стираетъ поверхность металловъ, почему употреб-
ляется для полировки желѣзныхъ и стальныхъ издѣлій и для очистки
ржавчины. При употребленіи въ дѣло камень толкутъ, какъ можно мельче,
просѣиваютъ и смѣшиваютъ съ деревяннымъ масломъ. Чѣмъ наждакъ
мельче, тѣмъ полировка чище. Или еще приготовляютъ наждакъ такимъ
образомъ: его обжигаютъ, толкутъ въ порошокъ и отмучиваютъ. Для отму-
чиванія истолченный наждакъ размѣшиваютъ въ водѣ, выжидаютъ, пока
грубѣйшія частицы осядутъ на дно, сливаютъ жидкость, оставляютъ ее на
минуту въ покоѣ, потомъ снова сливаютъ и оставляютъ въ покоѣ еще на
минуту и такъ продолжаютъ далѣе сливаніе и отстаиваніе до тѣхъ поръ,
пока получится самый тончайшій порошокъ.
Получаемые такимъ образомъ сорта наждака извѣстны въ торговлѣ
подъ названіемъ одно, двухъ, трехъ-минутными. Вообще встрѣчаемые въ
продажѣ сорта наждака различаются, по крупности зеренъ, на крупный,
средній и мелкій, различаемые въ свою очередь номерами, не одинаковыми
для всѣхъ фабрикъ-.
Шкурка. Шкуркой называется бумажный или полотняный листъ, на
коемъ наклеенъ съ одной стороны тонкій и ровный слой мелкихъ зеренъ
наждаку, стекла или просто песку, отъ коихъ она и получаетъ названіе
шкурки или просто бумаги: наждачной, стеклянной. Въ зависимости отъ
крупности зеренъ, она различается по сортамъ и номерамъ, не имѣющимъ,
однако, строгаго сходства для различныхъ фабрикъ. Употребляется шкурка
22
для очистки и полировки поверхностей издѣлій какъ металлическихъ,
такъ и деревянныхъ»
Кровавикъ—одна изъ окисей желѣза, которая въ видѣ мелкаго по-
рошка идетъ для полировки металловъ. Чтобы добыть кровавикъ искусствен-
нымъ образомъ, нужно одну часть желѣзнаго купороса прокалить съ 3 ча-
стями поваренной соли и прокаленную массу промыть.
Кровавикъ въ слесарномъ дѣлѣ употребляется для полировки издѣлій,
предварительно очищенныхъ наждакомъ, при чемъ имъ доводятъ поверх-
ность уже до блестящаго вида.
Минералъ этотъ содержитъ въ себѣ въ значительномъ количествѣ крем-
неземъ съ глиноземомъ и въ этомъ видѣ представляетъ землистую массу,
тусклаго или матоваго, красно-кровяного цвѣта, на ощупь нѣсколько жирную,
маркую и легко стирающуюся въ такой степени, что при движеніи даже по
мягкой шероховатой поверхности, напримѣръ бумагѣ, оставляетъ сплошную
черту краснаго цвѣта, почему и употребляется какъ карандашъ.
Пѳмза—тѣло вулканическаго происхожденія, имѣющее небольшую твер-
дость. Она ноздревата, суха и легка, почему и представляетъ прекрасный
матеріалъ для полировки мѣдныхъ и особенно деревянныхъ издѣлій. Она
употребляется или въ кускѣ или порошкомъ. Въ продажѣ она встрѣчается
двухъ сортовъ, сѣрая и бѣлая. Лучшей считается бѣлая пемза, сицилійская,
какъ не содержащая примѣсей и безъ зерна внутри. Пемзовая1 пудра есть
мелко истолченная и просѣянная черезъ частое сито пемза. Употребляется,
главнымъ образомъ, для полировки выпуклыхъ и выгнутыхъ поверхностей
порошкомъ, а также для очистки ложъ и вообще деревянныхъ издѣлій
кускомъ или порошкомъ.
Уголь каменный и древесный служитъ горючимъ матеріаломъ при
разогрѣваніи металла, при обработкѣ и вообще для нагрѣванія металли-
ческихъ издѣлій.
Первый уголъ добывается изъ земли, а второй—обугливаніемъ дерева.
Каменный уголь даетъ при сжиганіи значительное количество теплоты,
но требуетъ большого притока воздуха, который легко окисляетъ раскален-
ные матеріалы. Кромѣ того, содержащаяся въ немъ сѣра, при нагрѣваніи
металла, легко переходитъ въ него и можетъ испортить качество металла;
поэтому этотъ уголь употребляется только при ковкѣ желѣзныхъ и при-
томъ грубыхъ подѣлокъ.
Самый простой способъ обугливанія дерева для полученія угля состоитъ
въ томъ, что дерево жгутъ въ кучахъ или кострахъ. Въ серединѣ тока укрѣп-
ляютъ три доски или три кола для образованія трубы, кругомъ которой скла-
дываютъ дрова (фиг. 2), или же вмѣсто досокъ вбиваютъ въ землю одинъ колъ
(фиг. 3). Поверхъ костра дѣлаютъ покрышку. Костеръ покрываютъ сначала
хворостомъ, а потомъ дерномъ, который обсыпается землею. Черезъ досчатую
трубу кидаютъ зажженные угли, а если сердцемъ кучи служитъ колъ, то огонь
задвигаютъ черезъ каналъ, идущій снизу подъ костромъ.
По мѣрѣ осѣданія обугливающагося дерева подбавляютъ дровъ.
23
Когда выходящіе снизу пары примутъ свѣтлый цвѣтъ, то закрываютъ
нижнюю часть костра, и затѣмъ дѣлаютъ снизу нѣсколько отверстій. По про-
шествіи двухъ, трехъ дней дѣлаютъ рядъ отверстій на серединѣ вышины
кучи. Когда изъ верхнихъ отверстій покажется слабый синеватый дымъ, ихъ
закрываютъ, затѣмъ закрываютъ и нижнія отверстія. Послѣ того, какъ будетъ
выходить свѣтло-синеватый дымъ, даютъ охладиться костру, для чего забиваютъ
всѣ отверстія. По прошествіи сутокъ, разворачиваютъ кучи и даютъ въ продол-
женіе 12—24 часовъ углю остыть, послѣ чего полученный уголь можетъ быть
употребленъ въ дѣло.
Древесный уголь такимъ образомъ получается черезъ обугливаніе дерева.
Чѣмъ послѣднее суше и лучше, тѣмъ и уголь лучше. Хорошій древесный
уголь съ поверхности черноватъ, въ изломѣ черносѣръ и въ немъ ясно
различаются слои дерева; онъ не долженъ марать рукъ. Горитъ онъ безъ
пламени и дыма и только при усиленномъ дутьѣ обнаруживаетъ слабый
синеватый огонекъ. При храненіи въ большихъ массахъ уголь обладаетъ
свойствомъ самовозгоранія. Для устраненія подобныхъ случайностей не
должно свѣжій уголь держать долго безъ употребленія.
Древесный уголь не содержитъ въ себѣ вредныхъ для металловъ при-
мѣсей, легко разгорается и послѣ горѣнія оставляетъ незначительное коли-
чество золы, но не даетъ такого сильнаго жара, какъ каменный уголь, и
поэтому для нагрѣванія въ немъ издѣлій требуется большее количество
времени.
Животный уголь. Животный уголь приготовляется изъ рога, копытъ,
кожи, костей и т. п. слѣдующимъ образомъ: эти предметы укладываются въ
желѣзный ящикъ и пережигаются; когда они обуглятся, ящикъ закрывается
для прекращенія доступа воздуха и затѣмъ охлаждается. Въ хорошемъ
животномъ углѣ не должно содержаться постороннихъ веществъ: шлаковъ,
сѣры и др. Въ оружейно-слесарномъ дѣлѣ измельченный животный уголь
24
употребляется для цементованія, т. е. осталиванія наружной поверхности
желѣзныхъ предметовъ.
Кислоты. Кислотами называются такія соединенія, которыя обла-
даютъ кислымъ вкусомъ, способностью измѣнять синій цвѣтъ лакмуса—въ
красный и при дѣйствіи на металлъ образуютъ соли. Наиболѣе употреб-
ляемыя въ оружейныхъ мастерскихъ кислоты слѣдующія:
а) Азотная кислота (селитренная) или крѣпкая водка—безцвѣтная жид-
кость, но отъ окисленія легко получаетъ красно-бурый цвѣтъ, въ какомъ
видѣ и встрѣчается часто въ продажѣ.
Она представляетъ весьма ѣдкую кислоту, которая встрѣчается въ про-
дажѣ часто съ примѣсями; добывается она изъ селитры. Она растворяетъ
мѣдь, желѣзо и проч. металлы, за исключеніемъ золота и платины. Влитая
въ воду, дѣлаетъ ее кислою. Вслѣдствіе свойства кислоты растворять
металлическія окиси, она употребляется при полированіи металловъ.
б) Соляная кислота—безцвѣтная жидкость, состоящая изъ соединенія
водорода съ хлоромъ и получаемая искусственнымъ путемъ изъ хлори-
стыхъ солей. Она растворяетъ ржавчину на желѣзѣ и потому употребляется
на вытравку ржавчины съ издѣлій, а также на приготовленіе паяльной
воды. Вареною соляной кислотой называютъ—насыщенную цинкомъ.
в) Сѣрная кислота, или купоросное масло получается обработкой сѣрни-
стыхъ окисей и представляетъ дымящуюся жидкость, прозрачную, довольно
чистую, съ бурымъ оттѣнкомъ, имѣющую жгучій кислый вкусъ и непріят-
ный запахъ. Будучи влита въ воду, быстро возвышаетъ ея температуру,
сильно поглощаетъ влагу и разъѣдаетъ нѣкоторыя вещества. Сѣрная
кислота, разбавленная водою, сильнѣе дѣйствуетъ на желѣзо. Въ сгущен-
номъ видѣ она имѣетъ маслообразный видъ.
г) Азотно-соляная кислота, или царская водка состоитъ изъ смѣси 1 части
азотной и 2-хъ частей соляной кислотъ. Она разлагаетъ всѣ металлы, не
исключая и золота. Въ оружейномъ дѣлѣ она идетъ въ составъ краски
для окраски стволовъ.
д) Уксусная кислота находится въ природѣ въ готовомъ видѣ въ нѣко-
торыхъ органическихъ тѣлахъ или добывается лабораторнымъ путемъ изъ
углеводоровъ, или же прямо черезъ окисленіе вина, пива, или, наконецъ,
черезъ сухую перегонку дерева. Она употребляется для растворенія ржав-
чины на металлическихъ издѣліяхъ.
Желѣзисто-синеродистый калій есть химическое соединеніе, полу-
чаемое искусственнымъ лабораторнымъ путемъ многими способами и, между
прочимъ, черезъ накаливаніе животнаго угля съ поташемъ и черезъ обра-
ботку полученнаго соединенія квасцами. Онъ извѣстенъ въ продажѣ подъ
названіемъ желтаго калія и есть соль желтоватыхъ кристалловъ. Онъ упо-
требляется для осталиванія желѣзныхъ издѣлій, для чего передъ нагрѣ-
ваніемъ соотвѣтственныя части обсыпаютъ порошкомъ такого калія, затѣмъ
кладутъ издѣліе въ огонь. Дѣйствіе калія послѣ прокалки выражается
25
въ томъ, что покрытыя имъ поверхности получаютъ несравненно болѣе
высокую твердость по сравненіи съ неприсыпанными частями.
Краски. Бѣлыя краски. Известь получается обжиганіемъ известняковъ,
мѣла и мрамора и представляетъ изъ себя окись кальція. Негашеная
известь и есть чистая окись кальція; если на нее дѣйствовать водой, то
получится водная известь, которая называется гашеною. При слабомъ нагрѣ-
ваніи (до 530° С.) гашеная известь теряетъ воду. При смѣшеніи съ водою
известь образуетъ тѣстообразную массу, извѣстную подъ названіемъ известки.
Въ продажѣ известь бываетъ негашеная, а потому передъ употребленіемъ
ея въ дѣло она гасится. Известь негашеную необходимо сберегать въ
сухомъ мѣстѣ. Отъ долгаго храненія известь распадается и обращается
въ тонкій бѣлый порошокъ. Какъ бѣлая краска, она употребляется только
на водѣ и идетъ для самыхъ грубыхъ дешевыхъ покрасокъ по штукатуркѣ,
кирпичу и камню; съ землистыми красками она даетъ хорошіе разбѣлы;
отличается слабою кровельною силою; на воздухѣ, поглощая углекислоту
въ тонкомъ своемъ слоѣ, твердѣетъ, давая довольно прочную и постоянную
цвѣтомъ покраску.
Мѣлъ или углекальціевая соль употребляется для приготовленія бѣлыхъ
красокъ: масляныхъ и клеевыхъ и для замазокъ. Онъ употребляется также
для натиранія внутренней поверхности чугунныхъ котловъ, въ которыхъ
плавятъ свинецъ, олово, цинкъ,—для того, чтобы окиси этихъ металловъ не
приплавлялись къ котлу.
• Если мѣлъ предназначается для приготовленія извести, то онъ идетъ
въ дѣло въ видѣ неправильныхъ массъ или комьевъ п называется комо-
вымѣ; если мѣлъ предназначается для письма, то комовой мѣлъ опили-
вается въ видѣ правильныхъ брусчатыхъ массъ и называется брусковымъ.
Когда же мѣлъ предназначается для прочихъ надобностей, то его обра-
щаютъ въ состояніе весьма мелкаго порошка слѣдующимъ образомъ: сна-
чала толкутъ мѣлъ, затѣмъ высыпаютъ въ сосудъ съ водой и, размѣшавъ
хорошо, даютъ устояться. При отстоѣ сначала осѣдаютъ на дно сосуда
крупныя, а потомъ постепенно мелкія частицы. Самыя же мелкія частицы
остаются долго плавающими въ водѣ въ видѣ мути, такую мутную воду
сливаютъ въ другіе сосуды, въ которыхъ она окончательно отстаивается и
осѣвшую тѣстообразную муть выбираютъ, формуютъ въ цилиндры или полу-
шарія и подвергаютъ высушиванію на воздухѣ; при этомъ мѣлъ получается
въ видѣ массы, легко обращающейся въ тонкій порошокъ. Полученный
такимъ образомъ мѣлъ отличается отъ комового или брусковаго большею
чистотою и бѣлизною и въ продажѣ называется плавленнымъ (отъ слова
плавать), или отмученнымъ мѣломъ. Хорошій плавленный мѣлъ мягокъ на
ощупь и почти безъ остатка растворяется въ азотной и соляной кислотахъ,
при чемъ съ шипѣніемъ выдѣляется углекислый газъ. Какъ примѣсь къ
краскѣ, мѣлъ очень проченъ и совершенно безвреденъ для большинства
красокъ. Для здоровья онъ также безвреденъ.
26
Шпатъ тяжелый (баритъ)—бѣлый, каменистой породы минералъ. Въ
продажѣ встрѣчается въ измельченномъ видѣ (въ порошкѣ). Тяжелый шпатъ,
какъ краска, самостоятельно не употребляется, но идетъ часто, какъ под-
мѣсь, во всѣ тяжелыя металлическія краски, въ особенности при производ-
ствѣ дешевыхъ сортовъ свинцовыхъ бѣлилъ. Какъ подмѣсь, онъ предпочи-
тается мѣлу потому, что въ масляныхъ краскахъ не вліяетъ на измѣненіе
ихъ цвѣта.
Свинцовыя бѣлила есть сѣрно-свинцовая соль, отличающаяся драгоцѣн-
нымъ свойствомъ крыть, которое заключается въ томъ, что небольшое коли-
чество свинцовыхъ бѣлилъ, смѣшанное съ масломъ, распредѣляется въ
маслѣ равномѣрно и, при наложеніи такой смѣси на поверхность дерева
или металла, видъ этой поверхности скоро закрывается, т. е. черезъ рѣдкій
слой положенныхъ бѣлилъ не просвѣчиваютъ прожилки дерева и такимъ
образомъ получается хорошая непрозрачная оболочка. Свинцовыя бѣлила
входятъ въ составъ красокъ, употребляемыхъ въ техникѣ. Свинцовыя бѣлила
хорошо соединяются съ другими красками и въ большинствѣ случаевъ не
измѣняютъ ихъ основного цвѣта и, кромѣ того, сами составляютъ хорошую
во многихъ отношеніяхъ краску. Они хорошо кроютъ, крѣпко держатся и
хорошо смѣшиваются съ различными жидкостями, не дороги и сильно спо-
собствуютъ высыханію масла, почему могутъ употребляться на сыромъ
маслѣ, но обладаютъ тѣмъ недостаткомъ, что чернѣютъ отъ сѣрнистыхъ
испареній. Свинцовыя бѣлила вредно дѣйствуютъ на здоровье во время
ихъ приготовленія и сильно способствуютъ ржавчинѣ желѣзныхъ, чугун-
ныхъ и стальныхъ предметовъ, чего, впрочемъ, не происходитъ, если въ
составъ ихъ входятъ въ равныхъ частяхъ свинцовыя бѣлила, цинковыя
бѣлила и мѣлъ. Въ торговлѣ имѣется много различныхъ сортовъ бѣлилъ,
различаемыхъ по номерамъ, въ зависимости отъ ихъ свойствъ, качествъ и
цѣны. Разница между ними по преимуществу обусловливается посторон-
ними примѣсями, между которыми наиболѣе часто встрѣчаются гипсъ,
тяжелый шпатъ, свинцовый купоросъ, песокъ, мѣлъ и пр. Наиболѣе чистыя,
а потому и наиболѣе дорогія бѣлила—кремзервейсскія, которыя продаются
или небольшими плитками, или въ видѣ небольшихъ головъ, какъ сахар-
ныя. Куски такихъ бѣлилъ жестки, крѣпки и разводятся въ растворенной
азотной кислотѣ. Настоящія венеціанскія и генуэзскія бѣлила также чисты,
но въ продажѣ часто встрѣчаются поддѣлки и потому одно названіе не-
достаточно гарантируетъ ихъ доброкачественность.
Въ большинствѣ случаевъ встрѣчаются свинцовыя бѣлила въ смѣси съ
тяжелымъ шпатомъ, который доходитъ въ дешевыхъ сортахъ до 9О°/о, но
такой % уже вредно отражается на достоинствѣ свинцовыхъ бѣлилъ; при-
мѣсь шпата не должна превышать 75%, а въ лучшихъ сортахъ 10%.
Сорта, различаемые по №№, содержатъ шпата тѣмъ болѣе, чѣмъ выше
номеръ.
Лгз 1 содержитъ шпата около 30%, № 2—40%, № 3—отъ 50 до 60%-.
27
при чемъ на различныхъ заводахъ % отношеніе составныхъ частей неоди-
наково. Лучшая подмѣсь къ свинцовымъ бѣлиламъ'это шпатъ, гипсъ же и
мѣлъ встрѣчаются рѣдко и въ самыхъ низкихъ сортахъ.
Цинковыя бѣлила. Въ продажѣ подъ этимъ названіемъ можно встрѣтить
очень похожія по свойствамъ вещества: цинковую окись и углецинковую
соль. Важное преимущество цинковыхъ бѣлилъ передъ свинцовыми состоитъ
въ томъ, что отъ сѣрнистыхъ испареній оци не чернѣютъ, но за то цин-
ковыя бѣлила на сыромъ маслѣ не такъ скоро сохнутъ и не такъ плотно
и хорошо кроютъ, какъ свинцовыя. Наиболѣе часто встрѣчающіяся въ нихъ
подмѣси: мѣлъ, бѣлая глина, тяжелый шпатъ, гипсъ и свинцовыя бѣлила.
Всѣ эти подмѣси за исключеніемъ послѣдней, понижаютъ качества цинко-
выхъ бѣлилъ; свинцовыя же бѣлила способствуютъ ускоренію высыханія
масла. Чистыя цинковыя бѣлила въ сѣрной кислотѣ растворимы, тогда какъ
всѣ дешевыя подмѣси къ нимъ не растворяются.
Желтыя краски. Охра—бываетъ разныхъ цвѣтовъ и содержитъ въ себѣ
кремнеземъ, глиноземъ, воду и различные окислы желѣза и марганца, кото-
рые и обусловливаютъ ея цвѣтъ. Кромѣ того, охра часто содержитъ въ
себѣ различныя другія вещества.- крупный песокъ, мѣлъ. Охры не про-
зрачны, не имѣютъ блеска, но при треніи полированнымъ тѣломъ образуютъ
его. На ощупь онѣ жирны и прилипаютъ къ языку, такъ какъ сильно
втягиваютъ воду.
По большей части охры имѣютъ желтые цвѣта, которые зависятъ отъ
окисей желѣза; отъ различныхъ пропорцій ихъ происходятъ разные оттѣнки.
Оранжевыя охры получаются отъ еще большаго содержанія окисей желѣза.
Въ продажѣ охры имѣются просѣянныя, непросѣянныя или же отму-
ченныя—при чемъ послѣднія получаются нѣсколько блѣднѣе просѣянныхъ.
Встрѣчаются также охры прокаленныя, для достиженія лучшаго оттѣнка.
По цвѣту охры различаются на желтыя, оранжевыя, палевыя и золо-
тистыя; лучшій сортъ—очень мелко-кристаллическій, при болѣе крупныхъ
кристаллахъ кроетъ хуже. Вообще кроютъ на маслѣ не хорошо, но прочны
и скоро сохнутъ; чернѣютъ только отъ сѣрнистыхъ испареній. Охры съ крас-
ками другихъ оттѣнковъ даютъ составные колера для разныхъ покрасокъ,
такъ, напр., желтая охра съ бѣлилами—-даетъ красную краску, подражаніе
свѣжему дереву; съ сажею—даетъ оливковую зелень; съ лазурью—зелень
лафетную, и много другихъ оттѣнковъ зелени.
Глетъ есть чистая окись свинца, желто-оранжеваго цвѣта, кристалли-
ческаго сложенія, ’ получается, какъ побочный продуктъ, при выплавкѣ се-
ребра изъ свинцовыхъ рудъ, почему и называется обыкновенно зилъберъле-
томъ. Какъ краска, глетъ самостоятельно не употребляется, вслѣдствіе блѣд-
ности оттѣнка и кристаллическаго строенія частицъ, но часто примѣняется,
какъ самый дешевый и выгодный сикативъ (сушка) для варки масла, для
составленія скоро высыхающихъ замазокъ и красокъ.
Коричневыя краски. Умбра—въ торговлѣ встрѣчается различныхъ темно-
28
коричневыхъ оттѣнковъ, извѣстна въ видѣ сыромъ и обожженномъ; въ сы-
ромъ видѣ имѣетъ темно-коричневый цвѣтъ съ зеленоватымъ, оливковымъ
оттѣнкомъ, а обожженная или прокаленная получаетъ оттѣнокъ чисто ко-
ричневый, шоколадный. Оттѣнки умбры зависятъ отъ окисловъ желѣза и
марганца, которыхъ въ ней иногда содержится до 35%. Умбра представ-
ляетъ собою рыхлую землистую массу, которая прилипаетъ къ языку, расти-
рается пальцами въ порошокъ и размягчается водою; съ масломъ даетъ
отличную, укрывистую краску.
Сурикъ желѣзный— коричневая съ красноватымъ оттѣнкомъ краска, плот-
ная, укрывистая, представляетъ почти чистую окись желѣза. Чистота же-
лѣзнаго сурика опредѣляется характернымъ свойствомъ его давать метал-
лическій, стального цвѣта отливъ при растираніи сухого порошка на
бумагѣ; капля воды, брошенная на массу сухого сурика, по виду превра-
щается въ шарикъ стального цвѣта; точно такой же металлическій отливъ
даетъ суриковая масляная краска въ свѣжемъ видѣ. Сурикъ желѣзный въ
масляныхъ покраскахъ употребляется во всѣхъ случаяхъ, гдѣ требуется
прочность красочнаго слоя. Окраска, произведенная желѣзнымъ сурикомъ,
весьма прочна, масляный красочный слой держится отъ 4—6 лѣтъ въ окра-
скахъ наружныхъ.
Красныя и фіолетовыя краски. Мумія—такъ называютъ красивыхъ оттѣн-
ковъ краски съ богатымъ содержаніемъ окисловъ желѣза; получаются онѣ
обжиганіемъ желѣзнаго купороса и носятъ названіе мумій: помпейской,
итальянской, англійской, нѣмецкой и др.; чѣмъ цвѣтъ имѣетъ болѣе розовый
оттѣнокъ, тѣмъ краска цѣнится дороже; чѣмъ цвѣтъ темнѣе—тѣмъ краска
дешевле. Всѣ лучшіе сорта муміи получаются только искусственно путемъ
обжиганія желѣзнаго купороса; въ этомъ процессѣ обжига доступъ воздуха
и температура вліяютъ на полученіе оттѣнковъ, такъ: свѣтлые колера по-
лучаются при низкой температурѣ, темные—при высокой; при температурѣ
краснаго каленія получаются уже фіолетовые оттѣнки. Мумія употребляется,
какъ самостоятельная краска, для составныхъ колеровъ и для разбѣловъ.
Лучшіе сорта муміи отличаются замѣчательною кровельною силою. Красивый
цвѣтъ покраски муміей не отличается постоянствомъ; отъ времени темнѣетъ
вслѣдствіе образованія высшихъ окисловъ; также портится отъ дѣйствія
сѣрнистыхъ испареній, свѣта, воздуха и сырости.
Сурикъ свинцовый есть окисленный свинецъ. Онъ представляетъ собою
порошокъ ярко-краснаго цвѣта и потому имѣетъ въ практикѣ широкое упо-
требленіе; въ водѣ онъ не растворяется. Онъ употребляется для окраски
смолъ (шеллака, канифоли), составляющихъ сургучъ, и образуетъ очень хо-
рошую дешевую масляную краску, употребляемую, въ особенности, для
окраски металловъ, потому что высыхающія масла, какъ, напримѣръ, льняное
и конопляное, съ сурикомъ, какъ и со многими свинцовыми солями, чрез-
вычайно скоро сохнутъ.
Приготовляется сурикъ изъ массикота (окись свинца) слабымъ нагрѣ-
29
ваніемъ его. Въ продажѣ часто сурикъ смѣшивается съ кирпичемъ, крова-
викомъ, красной охрой и т. п. Чтобы опредѣлить эти подмѣси, необходимо
облить сурикъ азотною кислотою и прибавить сахару, отчего сурикъ весь
растворится, а подмѣси останутся нерастворенными.
Киноварь есть сѣрнистая ртуть. Она имѣетъ цвѣтъ красный, строеніе
кристаллическое и находится въ природѣ въ готовомъ видѣ или получается
искусственно. Она обыкновенно бываетъ въ видѣ краснаго порошка или же
въ кускахъ и употребляется какъ составная часть для масляныхъ и дру-
гихъ красокъ. Она столь мало измѣнчива, что даже азотная кислота и же-
лудочные соки на нее не дѣйствуютъ, а потому она не ядовита. При на-
каливаніи на воздухѣ сѣра выгораетъ и получается металлическая ртуть.
Киноварь не имѣетъ вкуса и запаха, не растворима въ водѣ, алкоголѣ,
эфирѣ и маслахъ. Въ торговлѣ различается искусственная и естественная
киноварь. Естественная киноварь (лучшая—измолотая китайская)—темно-
краснаго цвѣта (карминъ). Она бываетъ въ кускахъ (сплошная) или имѣетъ
кристаллическое сложеніе; цвѣтъ—кошенили съ слабымъ сѣрымъ отливомъ.
Искусственнымъ путемъ она приготовляется въ Европѣ и лучшей считается
германская цвиккауская, которая мало уступаетъ китайской. Иногда въ
продажѣ киноварь встрѣчается и въ видѣ мелкаго порошка.
Вообще киноварь при обыкновенной температурѣ прочное соединеніе, но
уже при 300° киноварь улетучивается и этимъ можно пользоваться для
анализа, такъ какъ при нагрѣваніи такимъ образомъ киноварь улетучи-
вается, а подмѣси остаются. Какъ краска—киноварь непрочное вещество,
такъ какъ подъ вліяніемъ свѣта переходитъ въ аморфное состояніе чер-
наго цвѣта того же состава.
Синія краски. Кобальтъ или тенаровая синь. Онъ получается искусственно
и представляетъ изъ себя мелкій порошекъ превосходнаго голубого цвѣта;
идетъ въ составъ различныхъ красокъ, даже въ бѣлую, для отнятія отъ нея
желтоватаго оттѣнка. Кобальтъ, получаемый по способу Гана, называется
ультрамариномъ Гана и есть краска синяго цвѣта. Кобальтовыя краски
цѣнятся очень дорого. Онѣ прочны, красивы и цвѣта ихъ устойчивы.
Ультрамаринъ—прекраснаго небесно-голубого цвѣта краска, пользуется
большимъ распространеніемъ при окраскахъ, не ядовита и постоянна цвѣ-
томъ. Цвѣтъ ультрамарина отличается живостью и ровностью тона; чѣмъ
цвѣтъ свѣтлѣе, тѣмъ порошокъ тоньше; чѣмъ оттѣнокъ розоватѣе, тѣмъ
сортъ считается выше. Цвѣтъ ультрамарина зависитъ отъ присутствія сѣр-
нистыхъ щелочей, химически соединенныхъ съ глиноземомъ и кремнеземомъ.
Кровельною силою ультрамаринъ вообще страдаетъ, но все-таки является
незамѣнимымъ матеріаломъ во всѣхъ случаяхъ, требующихъ голубого цвѣта
и его разбѣловъ, въ составленіи лиловыхъ, фіолетовыхъ и мн. др. колеровъ.
На воздухѣ, со временемъ, отъ свѣта теряетъ яркость колера, принимая
грязный оттѣнокъ: скоро выгораетъ, т. е. теряетъ блескъ въ масляной и
лаковой покраскахъ подъ вліяніемъ того же свѣта.
30
Зеленыя краски. Мѣдянка (ярь-мѣдянка) есть уксусно-мѣдная соль, кри-
сталлическаго сложенія, растворима въ водѣ; самостоятельно, какъ краска,
никогда не употребляется, а только въ смѣшеніи съ бѣлилами. Поступаетъ
въ торговлю въ видѣ цилиндрической формы головъ, или довольно круп-
наго зернистаго порошка и иногда въ видѣ неправильной формы лепешекъ.
Въ смѣси со свинцовыми бѣлилами, входя съ ними въ химическое соеди-
неніе, мѣдянка даетъ высокихъ качествъ масляную краску, чрезвычайно
прочную и красиваго цвѣта, который въ свѣжемъ видѣ красочнаго слоя
имѣетъ бирюзовый оттѣнокъ, но по мѣрѣ образованія мѣднаго мыла пере-
ходитъ въ травяно-зеленый, пріятный для глазъ колеръ и остается такимъ
постоянно. Красочный слой мѣдянки, вслѣдствіе химическаго ея соедине-
нія съ олифою, является необыкновенно прочнымъ, отъ времени какъ бы
металлизируется, препятствуя масляному цементу краски разлагаться подъ
вліяніемъ сырости, воздуха, свѣта и проч.; въ данномъ случаѣ масло какъ
бы теряетъ свои органическія свойства, образуя съ мѣдянкою и входя-
щими въ составъ краски свинцовыми бѣлилами прочное химическое соеди-
неніе—мѣдно-свинцовое мыло; вотъ почему во всѣхъ случаяхъ, гдѣ вопросъ
прочности окраски играетъ существенную роль, мѣдянка является незамѣ-
нимымъ матеріаломъ. Мѣдянка, какъ довольно цѣнная краска, часто въ
торговлѣ встрѣчается съ подмѣсью дешевыхъ матеріаловъ, какъ, напр., глины,
гипса, шпата и др. Эти подмѣси открываются раствореніемъ кратки въ на-
шатырномъ спиртѣ; всѣ подмѣси останутся въ видѣ осадка, по количе-
ству котораго и можно судить о степени чистоты краски.
Швейнфуртская зелень въ чистомъ видѣ представляетъ краску изум-
руднаго, ярко-зеленаго цвѣта, въ видѣ тонкаго кристаллическаго порошка.
При обыкновенныхъ условіяхъ является краскою хорошихъ качествъ, проч-
ною и постоянною цвѣтомъ, на маслѣ кроетъ слабо, боится сильныхъ ще-
лочей и высокой температуры въ присутствіи сырости, отчего цвѣтъ из-
мѣняется, получая грязно-бурый оттѣнокъ; растворима вполнѣ въ крѣпкомъ
нашатырномъ спиртѣ, чѣмъ можно пользоваться при испытаніи чистоты
краски. Въ клеевыхъ краскахъ она разлагается отъ сырости, при чемъ
гніеніе клея сопровождается выдѣленіемъ мышьяковистаго водорода, чрез-
вычайно ядовитаго газа. Вообще съ этой краской надо беречься сырости,
щелочей и известки, способствующихъ разложенію ея. Сильная ядовитость
краски заставляетъ быть чрезвычайно осторожнымъ въ обращеніи съ нею.
Въ торговлѣ въ чистомъ видѣ она почти никогда не встрѣчается; подмѣ-
сями служатъ минеральные суррогаты и нѣкоторыя желтыя и синія краски,
болѣе дешевыя. Въ продажѣ извѣстна подъ названіемъ крона.
Черная краска получается изъ смѣшенія сажи съ олифой въ разныхъ
пропорціяхъ, напримѣръ: 100 частей олифы съ 20 частями сажи; отъ качествъ
этихъ главныхъ составныхъ частей всецѣло зависитъ достоинство краски.
Для полученія надлежащаго цвѣта и оттѣнковъ, къ смѣси олифы съ сажей
подмѣшиваютъ сурикъ, зильберглетъ, пригорѣлыя масла, смолы и др. веще-
31
ства въ самыхъ разнообразныхъ пропорціяхъ, обусловливаемыхъ требованіями
обстановки и средствами.
Сажа есть уголь въ порошкѣ, собранный со стѣнъ дымоходовъ. Онъ обра-
зуется на нихъ отъ осѣданія его изъ дыма, вслѣдствіе его охлажденія по
мѣрѣ удаленія отъ очага, на которомъ жгутъ растительныя вещества, и осо-
бенно при слабомъ притокѣ воздуха.
Благодаря своему черному цвѣту, сажа имѣетъ обширное употребленіе,
входя въ составъ черныхъ красокъ или въ составъ цвѣтныхъ красокъ для
измѣненія ихъ оттѣнковъ.
Сажа бываетъ древесная или трубная—получается изъ обыкновенныхъ
печей, голландская—получается при сжиганіи разныхъ растительныхъ и
животныхъ жировъ, смолы и тѣлъ, пропитанныхъ смолою (напр., бересты).
Ламповая сажа получается при горѣніи лампъ или свѣчей. И, наконецъ,
сажа, полученная отъ сожиганія каменнаго угля. Послѣдняя сажа очень
груба и тяжела, а потому хуже другихъ по достоинству и употребляется
для грубыхъ работъ, какъ, напримѣръ, для клеевой краски. На маслѣ она
не сохнетъ, на скипидарѣ—плохо; наилучшей сажей считается ламповая,
затѣмъ голландская и трубная.
Такъ какъ всѣ сорта сажи содержатъ въ себѣ разныя пригорѣлыя
масла и смолы, которыя придаютъ ей бурый оттѣнокъ и тѣмъ вредятъ
достоинству черной краски, то для уничтоженія этого недостатка, сажу
прокаливаютъ докрасна въ желѣзныхъ или глиняныхъ тигляхъ, отъ чего
она не только получаетъ чистый черный цвѣтъ, но и скорѣе сохнетъ и
лучше смѣшивается съ водою и клеевыми красками, хотя и теряетъ въ вѣсѣ
отъ 10 до 18%. Сажа признается хорошей, если она совершенно черна,
легка и плаваетъ на поверхности воды.
Въ послѣднее время въ продажѣ встрѣчается еще углеродистая краска,
подъ названіемъ сажи малярной^ сажи шведской и финляндской; отличается
она дешевизной и сравнительно хорошими качествами краски; она полу-
чается обжиганіемъ торфа безъ доступа воздуха; имѣетъ видъ тонкаго
угольнаго порошка, хорошо кроетъ и можетъ примѣняться въ работахъ,
гдѣ пе требуется особенной чистоты отдѣлки.
Костъ жженая—черная краска, получаемая измельченіемъ костяного
угля, характерна глубокимъ чернымъ матовымъ цвѣтомъ и потому примѣ-
няется въ работахъ для воспроизведенія черныхъ матовыхъ поверхностей.
Съ бѣлилами даетъ прекрасныхъ тоновъ разбѣлы; лучшіе сорта этой краски
извѣстны въ торговлѣ подъ названіемъ жженой слоновой кости.
Масла. Въ оружейно-слесарныхъ мастерскихъ употребляются также
жиры и масла: животные, растительные и минеральные, употребляющіеся
для смазки станковъ, инструмента, калки частей и предохраненія ихъ отъ
ржавчины. Употребляются они для облегченія движенія трущихся или
рѣжущихъ поверхностей; уменьшая треніе, они значительно сохраняютъ
ихъ; такъ какъ всѣ эти продукты сравнительно дороги, то при малѣй-
32
шей возможности ихъ замѣняютъ болѣе дешевой мыльной водой, которая
и употребляется на легкихъ шарошечныхъ станочныхъ работахъ; для смазки
же станковъ при болѣе тяжелыхъ, а слѣдовательно и медленныхъ работахъ,
употребляются масла.
Масла болѣе густыя—минеральное употребляется для смазки станковъ,
а другія, какъ менѣе густыя—для сверленія, строганія, долбленія и на калку
частей. Сало употребляется при нарѣзкѣ винтовъ—какъ болѣе липкое и
вязкое, нескатывающееся при медленной работѣ.
Масла, употребляемыя въ техникѣ, по преимуществу, находятся въ
плодахъ различныхъ растеній, изъ которыхъ они и излекаются посред-
ствомъ выжиманія. Находясь въ открытыхъ сосудахъ, растительныя масла
окисляются, почему дѣлаются горькими съ противнымъ вкусомъ и притомъ
болѣе густыми. Если такія масла размазать тонкимъ слоемъ, то они сгу-
щаются до такой степени, что нѣкоторыя изъ нихъ совершенно обра-
щаются въ твердое, смолѣ подобное вещество, не имѣющее липкости. Нѣ-
которыя масла, хотя также сгущаются, но не обращаются въ твердое тѣло,
а остаются навсегда липкими. На основаніи такихъ свойствъ, масла под-
раздѣляются на высыхающія и не высыхающія.
Высыхающія масла: конопляное, льняное, маковое, грецкихъ орѣховъ,
а не высыхающія—деревянное. Высыхающія*масла употребляются при при-
готовленіи масляныхъ красокъ и масляныхъ лаковъ. Высыханіе маслъ даже
въ тонкихъ слояхъ происходитъ вначалѣ медленно, но со временемъ болѣе
и болѣе ускоряется. Масла, употребляемыя для краски, вслѣдствіе высыханія
и соединенія съ кислородомъ воздуха, образуютъ плотную кожистую пленку,
защищающую окрашенный предметъ отъ сырости. Плотность этой пленки
увеличивается вслѣдствіе смѣшиванія масла съ какой-либо краской. Сырое
масло сохнетъ медленнѣе и для ускоренія его сушки его варятъ, послѣ
чего оно,4 какъ потерявшее воду, называется олифой. Масла въ сыромъ
видѣ, т. е. какъ они получаются послѣ выжиманія изъ сѣмянъ,—высыхаютъ
медленно. Быстрота высыханія масла находится въ зависимости отъ боль-
шей или меньшей его свѣжести, а именно: масло свѣже выжатое высыхаетъ
въ продолженіе приблизительно мѣсяца, а масло старое, прогорклое сох-
нетъ значительно скорѣе. По этой причинѣ для лаковъ и красокъ охотнѣе
берутъ масло болѣе старое, прогорклое, тѣмъ болѣе, что оно и дешевле.
Конопляное масло имѣетъ темный, желто-зеленоватый цвѣтъ, скорѣе ува-
ривается и сохнетъ, чѣмъ другіе виды высыхающихъ маслъ. Краски на
немъ растираются ровно и смѣшиваются весьма удобно и потому маляры
предпочитаютъ конопляное масло другимъ высыхающимъ масламъ, тѣмъ
болѣе, что оно дешевле;-удѣльный вѣсъ его 0,92, замерзаетъ оно при 28°.
Льняное масло имѣетъ вначалѣ желтый цвѣтъ, если же будетъ под-
вергнуто продолжительному вліянію солнечнаго свѣта, то обезцвѣчивается.
Оно идетъ на масляные лаки, но рѣдко употребляется малярами, съ одной сто-
роны по дороговизнѣ, а съ другой—по неудобству варки. Оно легко вспы-
33
хиваетъ и часто выкидывается изъ котловъ, почему требуетъ тщательной
и осторожной варки, которую, во избѣжаніе несчастій, слѣдуетъ произво-
дить въ небольшомъ видѣ. Чистое льняное масло имѣетъ удѣльный вѣсъ
0,939 и замерзаетъ при 27°.
Олифа есть вареное льняное или конопляное масло, служитъ для предо-
храненія поверхности дерева или желѣза отъ вреднаго дѣйствія воздуха;
она сохнетъ на воздухѣ очень скоро; въ продажѣ рѣдко встрѣчается хоро-
шей, и потому лучше её приготовлять въ мастерской.
Приготовленіе олифы. Масло льняное или конопляное въ сыромъ видѣ почти
всегда бываетъ неочищенное и неотстоявшѳѳся, поэтому ему прежде всего
слѣдуетъ дать отстояться въ нѳзакупорѳнныхъ бочкахъ или въ стеклянныхъ
бутыляхъ, слегка закупоренныхъ» ватой. Бутыли полезно выставлять на свѣтъ;
въ тепломъ мѣстѣ масло скорѣе отстаивается, нежели въ холодномъ. Два мѣсяца
стоявшее масло даетъ хорошую олифу, если его правильно сварить.
Варятъ олифу въ желѣзномъ котлѣ, который наполняется до 2/3 своей вышины
отстоявшимся масломъ, слитымъ съ осадка; котелъ ставятъ на подставку изъ
кирпичей, обсыпанныхъ пескомъ или смазанныхъ глиною; кирпичи склады-
ваются на-крестъ такъ, чтобы въ серединѣ осталось отверстіе для тяги; можно
также подвѣсить котелъ на проволоку или цѣпь, прикрѣпленную къ жердямъ.
Къ маслу до варки, или лучше въ началѣ варки слѣдуетъ прибавлять суша-
щія вещества, изъ которыхъ всего чаще употребляются зильбѳрглетъ и красный
свинцовый сурикъ. На пудъ масла кладутъ ‘/а Фунта мелко истертаго свинцо-
ваго сахара, зильбѳрглета или сурика; также употребляется смѣсь изъ обоихъ
веществъ по ^4 Фунта каждаго. Полезно прибавлять у8 цинковыхъ бѣлилъ
или фунта просѣянной березовой золы. Всѣ эти вещества должны быть
сухія и потому до употребленія ихъ слѣдуетъ высушить. Во время варки
вещества прибавляются не сразу, а постепенно, при томъ лучше всего сѣять
ихъ черезъ мелкое сито на поверхность масла, постоянно размѣшивая его.
Хорошую олифу приготовляютъ и такъ: на 3/5 ведра масла кладутъ слѣ-
дующія истертыя въ порошокъ вещества: 11 зол. черной перекиси марганца,
17 зол. канифоли, 11—15 зол. зильберглѳта, 2 зол. свинцоваго сахара и 11 зол.
мелко истолченнаго стекла.
Смѣсь осторожно доводятъ до кипѣнія на медленномъ огнѣ, при чемъ ее
постоянно помѣшиваютъ. Если масло начнетъ перекипать черезъ края, то
котелъ нужно снять на нѣсколько минутъ съ огня, счерпать съ поверхности
масла пѣну и уменьшить огонь. Надо быть очень осторожнымъ и вниматель-
нымъ во время кипѣнія масла; кромѣ того, необходимо имѣть наготовѣ желѣз-
ную крышку, чтобы закрыть котелъ на случай воспламененія масла, и пару
крючьевъ, чтобы котелъ можно было быстро снимать съ огня.
Конецъ варки опытные масловарщики узнаютъ на глазъ; другіе же поль-
зуются слѣдующими способами: опускаютъ въ масло морковку, рѣпу или корку
хлѣба, и если они почернѣютъ, то варка считается оконченною, или гусинымъ
перомъ, при чемъ варка окончена, если стебель пера, опущенный въ масло,
будетъ пузыриться. Обыкновенно масло варятъ до тѣхъ поръ, пока капля его
на рукѣ, растираемая па'льцѳмъ другой руки, не будетъ уже маслиться и
станетъ мылиться, т. ѳ. давать пѣну, подобно мылу. Варка продолжается около
2-хъ часовъ.
Сваренному маслу до употребленія даютъ остыть и отстояться, затѣмъ
сливаютъ съ осадка; осадокъ можно употреблять для замазокъ и шпаклевокъ
Въ виду легкой возгораемости масла, олифу слѣдуетъ варить вдали отъ здані. -
34
а если необходимость заставляетъ варить въ зданіи, то непремѣнно въ помѣ-
щеніи, покрытомъ каменнымъ сводомъ. Необходимо заботиться, чтобы дождь
или, вообще, вода никоимъ образомъ не могли попасть въ масло при его варкѣ,
такъ какъ въ этомъ случаѣ большая часть масла выбросится изъ котла.
Олифа сваренная, какъ описано выше, очень хороша для всѣхъ красокъ
(исключая бѣлой, для которой не должно брать марганца) и придаетъ окрашен-
ной поверхности сильный блескъ.
Деревянное масло имѣетъ прозрачно-зеленоватый цвѣтъ. Оно плохо сох-
нетъ, а потому на краску не употребляется. Чистое масло должно быть
прозрачно и не давать никакихъ осадковъ, а появляющіеся при взбал-
тываніи его пузырьки должны быстро исчезать. Въ неочищенномъ маслѣ
есть обыкновенно вода, могущая способствовать ржавчинѣ, а потому его
передъ употребленіемъ очищаютъ. Производятъ очистку такъ: или нагрѣ-
ваютъ масло, не доводя его, однако, до кипѣнія и до отдѣленія бѣлыхъ
паровъ непріятнаго запаха, легко загорающихся въ воздухѣ, или же, на-
ливъ масло въ глиняный муравленный горшокъ, выливаютъ туда расплав-
ленный свинецъ раза два, три въ количествѣ 2—3 фун. свинца на 1 штофъ
масла и каждый разъ даютъ маслу отстояться не менѣе сутокъ. Кромѣ
того, на спеціальныхъ заводахъ производятъ полную очистку деревяннаго
масла слабымъ растворомъ сѣрной кислоты при помощи особыхъ машинъ.
Деревянное масло употребляется для смазки станковъ и издѣлій съ цѣлью
предохраненія ихъ отъ ржавчины, а также употребляется и какъ освѣти-
тельный матеріалъ.
Сало употребляется при нарѣзкѣ винтовъ, какъ болѣе липкое и вяз-
кое, чѣмъ масла. Оно должно быть несоленое и очищенное. Очищается оно
слѣдующимъ образомъ. Несоленое сало кладется въ луженую кострюльку
и разогрѣвается на легкомъ огнѣ; при этомъ на дно осаживаются посто-
роннія вещества и образуется на поверхности пѣна, которую должно чисто
снимать до тѣхъ поръ, пока ея не будетъ. Разогрѣтое сало осторожно сли-
ваютъ въ другой сосудъ, а осадокъ, образовавшійся на днѣ сосуда, въ ко-
торомъ разогрѣвали, выбрасывается. Свиное сало лучше—чище говяжьяго.
Костяной жиръ. Онъ добывается слѣдующимъ образомъ: кости, по-
лученныя изъ котловъ послѣ варки пищи, очищенныя тщательно отъ мяс-
ныхъ частей, разбиваютъ на куски, кладутъ въ чугунный или глиняный
муравленный горшокъ, покрываютъ крышкою и, обмазавъ её по краямъ
тѣстомъ или глиною, ставятъ горшокъ въ печь, въ вольный жаръ. Вслѣд-
ствіе дѣйствія теплоты изъ костей выдѣляется жиръ и стекаетъ на дно
сосуда. Вынувъ изъ печи горшокъ и выбросивъ кости, сливаютъ получен-
ный жиръ. Употребляется онъ для смазки оружія.
Нефть. Нефтью называютъ маслянистую жидкость, темнобураго цвѣта,
болѣе легкую, чѣмъ вода, и имѣющую смолистый запахъ; она въ нѣкото-
рыхъ гористыхъ мѣстахъ, напримѣръ, у насъ на Кавказѣ, вытекаетъ прямо
изъ земли вмѣстѣ съ водою.
35
Въ томъ видѣ, какъ она добывается изъ земли, она называется сырою
нефтью и идетъ почти лишь только на топливо; посредствомъ обработки,
такъ называемой перегонки, изъ нея добывается много различныхъ про-
дуктовъ, имѣющихъ широкое примѣненіе, изъ числа коихъ наиболѣе рас-
пространенный керосинъ.
Керосинъ представляетъ собою свѣтлую жидкость съ синеватымъ от-
тѣнкомъ, съ характернымъ сильнымъ запахомъ. Удѣльныый его вѣсъ
около 0,80. Запахъ свѣжаго и хорошо очищеннаго керосина ароматиченъ
и не непріятенъ, но отъ продолжительнаго стоянія въ соприкосновеніи съ
воздухомъ запахъ его дѣлается хуже. Вкусъ керосина непріятенъ. Онъ хо-
рошо растворяетъ жирныя и смолистыя вещества и если хорошо приготов-
ленъ, то долженъ испаряться безъ остатка. Керосинъ воспламеняется при
невысокой температурѣ; температура его вспышки—35°, воспламененія—38°.
Будучи зажженъ, горитъ коптящимъ пламенемъ, распространяя непріят-
ный запахъ.
Очищеніе керосина, получаемаго изъ сырой нефти путемъ перегонки,
основано на обработкѣ его сѣрною кислотою, ѣдкимъ натромъ и водою. При
массовомъ производствѣ керосина устранить нейтрализаціей свободную сѣр-
ную кислоту почти не представляется возможнымъ и потому слѣды ея
встрѣчаются почти во всѣхъ сортахъ керосина, кромѣ высшихъ, хорошо
очищенныхъ. Для опредѣленія присутствія сѣрной кислоты въ керосинѣ
существуетъ нѣсколько способовъ и самый простой изъ нихъ слѣдующій:
взять, примѣрно, одинъ фунтъ керосина и взбалтывать его съ двумя зо-
лотниками негашеной извести или прокаленнаго поташа и затѣмъ дать
отстояться въ теченіе сутокъ. Очищенный керосинъ безцвѣтенъ и, будучи
взболтанъ съ водою, не окрашиваетъ опущенную въ нее лакмусовую бумажку,
что и доказываетъ отсутствіе въ немъ слѣдовъ сѣрной кислоты. Другой
элементъ, служащій для обработки керосина и въ то же время, если онъ
останется въ немъ, могущій служить источникомъ образованія на металлѣ
окиси—ѣдкій натръ; слѣды его могутъ остаться въ керосинѣ вслѣдствіе
дурной отмывки его водою. Для испытанія керосина на эту примѣсь взбал-
тываютъ 100 кубическихъ сантиметровъ его съ перегнанною водою, а по
отстаиваніи послѣднюю отдѣляютъ и пробуютъ реактивною бумажкою. Ще-
лочная реакція укажетъ на присутствіе ѣдкаго натра. Хотя керосинъ съ
водою и не смѣшивается, вслѣдствіе разницы ихъ удѣльнаго вѣса, но со-
вершенно обезводить керосинъ отстаиваніемъ нельзя и потому онъ всегда
содержитъ извѣстное количество воды, которая также можетъ способство-
вать окисленію металловъ. Въ виду вышеизложеннаго керосинъ не употреб-
ляется, какъ смазка, но такъ какъ ржавчина хорошо въ немъ раство-
ряется и въ такомъ видѣ хорошо смывается съ чугунныхъ и стальныхъ
издѣлій, то хорошо очищенный керосинъ и употребляется для очистки по-
верхностей отъ ржавчины.
36
Кромѣ керосина изъ нефти, черезъ перегонку при болѣе высшихъ тем-
пературахъ, добываются различнаго рода масла, имѣющія удѣльный вѣсъ
выше 0,9, которыя идутъ на смазку трущихъ частей машинъ, экипажей
или на масла, предохраняющія металлическія части отъ ржавчины. Пре-
имущество этихъ маслъ передъ растительными и животными, кромѣ деше-
визны, еще состоитъ и въ томъ, что они не пріобрѣтаютъ непріятнаго за-
паха, безопасны въ смыслѣ воспламеняемости, не измѣняются на воздухѣ,
но недостатокъ ихъ въ томъ, что они слишкомъ жидки и недостаточно
вязки.
Смазки для предохраненія оружія отъ ржавчины. Матеріалы,
изъ которыхъ изготовляется ручное оружіе—сталь и желѣзо, подъ влія-
ніемъ влажности, или какихъ-либо окисляющихъ паровъ, способны оки-
сляться съ наружной поверхности, т. е. ржавѣть, образуя краснобурый на-
летъ, представляющій собою соединеніе металла съ кислородомъ. Съ тече-
ніемъ времени слой этого окисла увеличивается, глубже и сильнѣе внѣ-
дряясь въ средину металла и, такимъ образомъ, все болѣе и болѣе нано-
ситъ ему поврежденій.
Такъ какъ каналы ручного оружія, вслѣдствіе малаго діаметра и срав-
нительно большой глубины и крутизны нарѣзовъ, сдѣлалось затруднитель-
нымъ чистить, а появившаяся ржавчина можетъ попортить стволы, то тре-
бованія къ смазочнымъ масламъ теперь предъявляются болѣе строгія, чѣмъ
прежде, и сводятся, главнымъ, образомъ къ тому, чтобы они своимъ присут-
ствіемъ уничтожали возможность появленія ржавчины.
Дѣйствіе всякой смазки основано на томъ, что предметъ,' будучи весь
покрытъ ровнымъ слоемъ ея, находится какъ бы въ футлярѣ или оболочкѣ,
которая препятствуетъ непосредственному его соприкосновенію съ окру-
жающей средой и предупреждаетъ возможность окисленія, т. е. появленія
ржавчины. Чѣмъ эта оболочка прочнѣе, тѣмъ она лучше выполняетъ свое
назначеніе. Прочность смазки зависитъ не только отъ, толщины слоя, но
и отъ свойствъ ея, и чтобы смазка предохраняла отъ ржавчины при все-
возможныхъ условіяхъ сбереженія, по своимъ физическимъ и химическимъ
свойствамъ, она должна быть: чиста, однородна, вязка, неизмѣняема, ней-
тральна и непроницаема.
Требованіе чистоты и однородности смазки само собою, понятно, такъ
какъ свойства эти характеризуютъ лучшія качества матеріала.
Вязкость необходима смазкѣ для того, чтобы она держалась сама собой,
будучи наложена на тѣло въ самомъ невыгодномъ положеніи. Это условіе
требуется еще для того, чтобы смазка дѣйствовала продолжительное время,
не скатываясь, и чтобы не было надобности накладывать толстые слои, что
невыгодно не только съ экономической стороны, но и не совмѣстимо съ
чистотой и удобствомъ обращенія съ оружіемъ, такъ какъ при обильной
смазкѣ возможно загрязненіе и неправильное дѣйствіе частей его.
37
Неизмѣняемость. Такъ какъ всѣ тѣла подъ вліяніемъ перемѣны темпе-
ратуры измѣняютъ свои свойства, то требованіе относительно смазки въ
этомъ отношеніи сводится къ тому, чтобы при возможныхъ наибольшихъ
температурахъ въ данномъ климатѣ, въ ту или другую сторону, смазка не
теряла присущихъ ей физическихъ и химическихъ свойствъ, т. е. обла-
дала бы достаточной прочностью, обезпечивающею сохраненіе смазанныхъ
ею предметовъ. Въ виду того, что температура вспышки даетъ понятіе
о томъ, въ какой степени смазка измѣняется отъ перемѣны температуры,
при анализѣ смазки въ лабораторіи всегда измѣряютъ температуру вспышки;
послѣднюю полезно еще знать и въ смыслѣ характеристики смазки отно-
сительно безопасности обращенія съ нею.
Нейтральность. Покрывая металлическій предметъ и предохраняя
его отъ окисляющихъ началъ, сама смазка, конечно, не только не должна
содержать ихъ, а даже наоборотъ, служить неблагопріятнымъ основаніемъ
для возможности ихъ зарожденій и образованій. Въ виду этого смазка
должна имѣть свойства щелочныя или нейтральныя и никоимъ образомъ
не кислотныя.
Непроницаемость. Для надлежащаго дѣйствія смазка должна быть не
только не измѣняющейся, но должна быть и непроницаемой для дѣйствія
окисляющихъ началъ съ поверхности ея.
Чистота смазки, помимо наружнаго осмотра, опредѣляется выпарива-
ніемъ и прокаливаніемъ* для чего около 10—15 грам. смазки выпариваютъ
въ платиновой чашкѣ, остатокъ прокаливаютъ на бунзеновской горѣлкѣ,
прибавляя небольшими порціями химически чистую азотно-амміачную соль,
и окончательно прокаливаютъ на паяльномъ столѣ. По охлажденіи чашка
съ золой взвѣшивается и вѣсъ остатка служитъ характеристикой чистоты
смазки.
При раствореніи въ бензинѣ или эфирѣ смазка должна давать чистый
прозрачный растворъ.
Главное свойство—вязкость опредѣляется по времени истеченія смазки
при извѣстной температурѣ, по сравненію съ водой, поставленной въ тѣ же
условія и принимаемой за единицу (лучшій приборъ вязкозиметръ Энглера).
Отношеніе времени истеченія испытуемой жидкости къ таковому же отно-
сительно воды выражаетъ относительную вязкость жидкаго тѣла.
Температура вспышки, или температура, потребная для возгоранія
смазки, опредѣляется на приборахъ съ нагрѣвателями и термометрами
(лучшій Пенскаго-Мартенса) и дается прямо въ градусахъ.
Нейтральность смазокъ опредѣляется дѣйствіемъ раствора ихъ въ бен-
зинѣ на жидкій лакмусовый растворъ, при чемъ щелочныя свойства выра-
зятся въ измѣненіи цвѣта послѣдняго въ синій цвѣтъ, при нейтральной же
смазкѣ сохранится фіолетовый цвѣтъ лакмусоваго раствора.
То же самое свойство опредѣляется во Франціи на основаніи такого
опыта: смазку, налитую въ латунный стаканъ, помѣщаютъ подъ колоколъ
38
на 15 дней и если она сохранитъ присущія ей первоначальныя наружныя
качества и на латуни не будетъ зелени—окиси мѣди, то смазка со сто-
роны кислотности—надлежащаго качества.
Въ виду означенныхъ требованій къ смазочнымъ матеріаламъ, расти-
тельныя масла не годятся для нихъ потому, что обладаютъ малой вязко-
стью, а животные жиры (говяжье сало)—легко измѣняются (окисляются)
при разныхъ условіяхъ температуры и храненія. По этимъ причинамъ
продукты эти не только не должны употребляться непосредственно, но не
должны входить въ смазки, какъ составныя части.
На основаніи всѣхъ вышеизложенныхъ требованій, которыя слѣдуетъ
предъявлять къ смазкѣ, назначенной для сохраненія ручного оружія, нынѣ
установлено, что при изслѣдованіи и испытаніи смазки въ химической лабо-
раторіи смазка должна удовлетворять слѣдующей инструкціи, установленной
для такихъ испытаній.
1) Наружный осмотръ. Сало должно быть совершенно чистое, безъ влажности
и постороннихъ примѣсей, по всей массѣ однородное и безъ комковъ, темнаго
цвѣта съ зеленоватымъ оттѣнкомъ, въ размазкѣ совершенно прозрачно. Взятое
на стеклянную или деревянную лопаточку сало должно стекать тонкими, тягу-
чими нитями.
2) Удѣльный вѣсъ сала при 17° С. долженъ быть въ предѣлахъ 0,910—0,915.
3) Температура вспышкѣ, по прибору Пенскаго—Мартенса или при опредѣ-
леніи по способу Вренкѳна, не ниже 210°—215° С.
4) Вязкость, опредѣляемая въ приборѣ Энглѳра, должна быть:
при 50° С.........не ниже 11,75
при 60° С.........не ниже 6,75
5) Количество золы должно быть не болѣе 0,05%.
Для пробы 10—15 грам. сала выпариваютъ въ платиновой чашкѣ, остатокъ прокаливаютъ
на бунзеновской горѣлкѣ, прибавляя небольшими порціями химически чистую азотно-амміачную
соль, и окончательно прокаливаютъ на паяльномъ столѣ; По охлажденіи чашка съ золой взвѣ-
шивается,
6) При раствореніи въ бензинѣ или эфирѣ (нефтяномъ) сало даетъ совершенно
прозрачный и чистый растворъ.
7) Реакція въ бензиновомъ или эфирномъ растворѣ, пробой на жидкій
ламкусъ, должна быть ясно щелочная.
Для пробы на жиры 10—20 грам. сала съ 20 куб. см. спиртового полунормальнаго
раствора ѣдкаго кали кипятятъ въ колбѣ съ обратнымъ холодильникомъ % часа,- прибав-
ляютъ нѣсколько капель фенолфталеина и въ горячемъ видѣ титруютъ, полунормальнымъ
растворомъ сѣрной кислоты.
Для пробы на жирныя кислоты кипятятъ 10 грам. сала въ 20 куб. см. 95 градуснаго
. спирта въ колбѣ съ обратнымъ холодильникомъ % часа; прибавляютъ нѣсколько капель
фенолфталеина и титруютъ полунормальнымъ растворомъ ѣдкаго кали.
8) Проба непосредственной смазкой.
Стальная, полированная, пластинка, смазанная саломъ, при храненіи 1—2 не-
дѣли во влажной атмосферѣ, не должна совершенно измѣнять своего вида.
Качества принятой у насъ смазки испытываются практически ниже
указанными способами т).
1) При наружномъ осмотрѣ: сало должно быть совершенно чистое, безъ
грязи и постороннихъ примѣсей, однороднаго состава, темно-желтаго цвѣта
9 Изъ Циркуляра Главнаго Штаба 1898 г. № 107. Наставленіе для обученія стрѣльбѣ.
Изд. 1899 г.
39
съ зеленымъ оттѣнкомъ; сало, взятое на стеклянную или деревянную па-
лочку, должно стекать, сохраняя вязкость, тонкими тягучими нитями.
2) При раствореніи въ бензинѣ или въ нефтяномъ эфирѣ (при слабомъ
нагрѣваніи въ горячей водѣ) сало должно давать прозрачный и чистый
растворъ безъ осадка.
3) Реакція раствора сала должна быть щелочная и ни въ какомъ
случаѣ не кислотная. Для удостовѣренія въ этомъ слѣдуетъ растворить
сало въ бензинѣ или въ нефтяномъ эфирѣ и потомъ прилить жидкаго
фіолетоваго лакмуса. Растворъ долженъ окрашиваться непремѣнно въ ясно-
синій цвѣтъ.
4) Испытаніе сала посредствомъ смазки стальныхъ пластинокъ слѣдуетъ
производить такъ: взять стальныя пластинки, хорошо очищенныя и полиро-
ванныя, смазать ихъ испытуемой смазкой и положить въ ящикъ, на дно
котораго постланъ войлокъ, слегка смоченный водой.
По прошествіи 7—10 дней ящикъ вскрыть, съ пластинокъ тщательно
обтереть смазку и осмотрѣть, не образовалась ли ржавчина.
Подобное испытаніе полезно производить параллельно надъ двумя смаз-
ками, изъ которыхъ одна должна быть завѣдомо хорошаго качества.
Всѣмъ выше перечисленнымъ требованіямъ, которыя непремѣнно слѣ-
дуетъ предъявлять къ матеріалу для смазки оружія, могутъ удовлетворять
въ полной степени лишь нефтяные продукты типа вазелина—естественнаго
или искусственнаго; но такъ какъ, при нѣкоторыхъ условіяхъ, обстоятель-
ства могутъ заставить воспользоваться и другими продуктами, то ниже
приводятся краткія свѣдѣнія вообще о матеріалахъ, которые могутъ быть
употребляемы для смазки.
Масло. Изъ маслъ можно употреблять исключительно только деревянное
и притомъ хорошо очищенное (подробности стр. 34).
Сало—только хорошо очищенное, безъ всякихъ подмѣсей, не соленое
и въ сыромъ видѣ или очищенное въ мастерской (подробности стр. 34).
Топленое сало, вслѣдствіе освѣтленія его на заводахъ посредствомъ
кислотъ, можетъ оказаться крайне вреднымъ для сохраненія оружія.
Костяной жиръ. Чистый костяной жиръ безъ подмѣси постороннихъ
тѣлъ (подробности стр. 34).
Керосинъ (одинъ изъ нефтяныхъ продуктовъ, подробности стр. 35). Хотя
онъ имѣетъ способность растворять въ слабой степени ржавчину, но какъ
смазка совершенно не удовлетворяетъ перечисленнымъ требованіямъ, а
потому для этой цѣли и не долженъ употребляться.
Легкія минеральныя масла. Соляровое, олеонафтъ, олеонидъ, файнолъ, вере-
тенное, машинное и цилиндровое—отличаются малой степенью вязкости,
легко стекаютъ и потому плохо предохраняютъ смазанныя поверхности.
Парафинъ и его аналоги непригодны для смазки оружія, потому что
слой смазки легко растворяется, при чемъ обнаженная смазанная поверх-
ность подвергается заржавленію.
4
40
Вазелинъ—бываетъ естественный и искусственный.
Естественный американскій вазелинъ плавится при 30°, а при 45° С.
становится жидкимъ; отличается вязкостью, непроницаемостью, липкостью
и однородностью: по своимъ свойствамъ пригоденъ для смазки оружія, но
слишкомъ дорогъ.
Искусственный вазелинъ плавится при 65° С, отличается неизмѣняе-
мостью. Всѣ продукты этого типа (вазелиновые) готовятся простымъ смѣ-
шеніемъ при нагрѣваніи того или другого нефтяного масла и парафина
или церазина; подбирая соотвѣтственныя масла и измѣняя пропорцію
масла и парафина, можно въ широкихъ предѣлахъ измѣнять всѣ физи-
ческія свойства продукта, а въ томъ числѣ и вязкость.
Ружейныя, винтовочныя и т. п. смазки (могутъ употребляться исключи-
тельно лишь изъ числа рекомендованныхъ Циркуляромъ Главнаго Штаба),
въ большинствѣ случаевъ подходятъ по своей природѣ къ типу вазелина,
но имѣютъ двѣ отличительныя отъ него черты: а) при невысокой темпе-
ратурѣ (около 20° С) дѣлаются жидкими, что даетъ большое удобство при
пользованіи ими для смазки любыхъ поверхностей и б) обладаютъ значи-
тельно большею вязкостью.
Качества эти обусловливаются чаще всего тѣмъ, что смазки готовятся
на вязкомъ нефтяномъ маслѣ, близкомъ по своимъ качествамъ къ цилиндро-
вому маслу.
Лакмусъ, пакля, ветошь и хлопчато - бумажные концы.
Лакмусъх) есть синяя краска, извлекаемая изъ лишаевъ й употребляю-
щаяся для окраски тканей; съ водою она даетъ синій настой. Этотъ настой
отъ прибавленія кислоты измѣняегъ свой синій цвѣтъ въ красный.
Пропускная или нѳклеѳная бумага, пропитанная растворомъ лакмуса,
употребляется обыкновенно для открытія кислотъ и щелочей; такая бумага,
нарѣзанная на полоски, носитъ названіе реагентной бумажки. Погружаемая въ
кислоту, она тотчасъ краснѣетъ и эта реакція можетъ служить для открытія
нѣкоторыхъ кислотъ въ чрезвычайно маломъ количествѣ. Если 10 тысячъ
вѣсовыхъ частей воды смѣшивать съ одною частью сѣрной кислоты, то окра-
шиваніе еще очень ярко; разбавляя еще въ 10 разъ водою, можно видѣть весьма
замѣтное окрашиваніе.
Лакмусъ продается въ видѣ синихъ комковъ или плитокъ. Берутъ, напри-
мѣръ, 100 граммовъ его. Его должно истолочь, облить чистою холодною водою
въ стклянкѣ, взболтать и слить воду, повторяя это раза три. Это служитъ для
промыванія, для удаленія легко растворимыхъ подмѣсей, особенно щелочей.
Промытый лакмусъ (промываютъ безводнымъ спиртомъ для удаленія нечув-
ствительнаго красноватаго красящаго начала) пересыпаютъ въ колбу, обливаютъ
600 граммами воды, нагрѣваютъ и нагрѣтый настой оставляютъ на нѣсколько
часовъ въ покоѣ въ тепломъ мѣстѣ. Послѣ того цѣдятъ и раздѣляютъ на двѣ
части. Одну половину смѣшиваютъ съ нѣсколькими каплями азотной кислоты,
чтобы получился слабый красный цвѣтъ, а потомъ обѣ половины смѣшиваютъ,
9 Изъ химіи Менделѣева, стр. 132.
41
къ смѣси прибавляютъ спирта и такъ сохраняютъ въ открытыхъ стклянкахъ
(въ закрытыхъ легко портится). Такой настой прямо можетъ быть употребляемъ
въ дѣло; онъ отъ кислотъ краснѣетъ, отъ щелочей синѣетъ. Если его выпарить,
то получается масса, растворимая въ водѣ и сохраняющаяся безъ измѣненія
неопредѣленно долгое время.
Для открытія щелочей приготовляютъ точно такія же бумажки краснаго
цвѣта, употребляя растворъ лакмуса, чуть окрашенный въ красный цвѣтъ при
помощи нѣсколькихъ капель кислоты; если ее взять много, то получится не-
чувствительная бумага. Кислоты, какъ сѣрная, окрашиваютъ лакмусъ, особенно
его настой, въ кирпично-красный цвѣтъ, а такія, болѣе слабыя, какъ угольная
кислота,—въ слабо красный, винный цвѣтъ.
Пакля. Паклею называются вычески изъ льняныхъ и пеньковыхъ воло-
конъ, негодныхъ для пряжи. Короткія волокна пакли очень перепутаны и
плохо отдѣлены отъ кострики, поэтому для чистки оружія предпочитаются
длинныя волокна. Льняная пакля лучше пеньковой, потому что волокна ея
тоньше и лучше очищены отъ кострики, но она дороже пеньковой. Пакля
считается хорошею, если она хорошо очищена отъ кострики, нѣтъ въ ней
песку и разнаго сора и если волокна ея тонки и длинны.
Ветошь. Ветошью называются тряпки, т. е. небольшіе куски старыхъ
льняныхъ, пеньковыхъ и бумажныхъ тканей. Употребляется она для чистки
и смазки оружія и для смазки и вытиранія частей машинъ и станковъ.
Для означенныхъ цѣлей употребляется мягкая ветошь, предварительно
чисто вымытая, чтобы удалить могущую на ней быть грязь, песокъ и т. п.,
такъ какъ иначе можно поцарапать смазываемыя поверхности.
Хлопчато-бумажными концами называются очески хлопка, получающіеся
на фабрикахъ при очисткѣ и расческѣ его. Употребляются они для выти-
ранія станковъ, машинъ и для чистки ружей, вмѣсто пакли и ветоши.
Дерево. Общія понятія. Дерево состоитъ изъ клѣточекъ, удлиненныхъ
по направленію ствола и наполненныхъ соками, идущими на питаніе и
размноженіе дерева.
Если сдѣлать поперечный разрѣзъ древеснаго ствола, то мы увидимъ
слѣдующія части: въ центрѣ его сердцевину, около нея рядъ слоевъ, назы-
ваемыхъ годовыми или древесиною, затѣмъ наружные слои, называемые
заболонью или оболиною и, наконецъ, кору, защищающую оболину отъ внѣш-
нихъ вліяній. По числу слоевъ древесины опредѣляется возрастъ дерева,
полагая на каждый слой одинъ годъ.
Въ нашемъ климатѣ ростъ дерева совершается не во всѣ времена года
съ одинаковой быстротой: зимою, когда жизнь въ природѣ вообще зати-
хаетъ, отложеніе новыхъ клѣточекъ идетъ не такъ быстро, какъ лѣтомъ.
Потому то слои древесины не одинаковы и число слоевъ опредѣляетъ воз-
растъ дерева. Связь между волокнами, т. е. между слоями, гораздо, слабѣе
самыхъ волоконъ, а потому сопротивленіе дерева продольному усилію, т. е.?
разрыву или сжатію, значительно больше, сравнительно съ сопротивленіемъ
въ поперечномъ направленіи.
42
Фиг. 4.
развитія, напр. неподходящая почва, избы-
влажности и т. д., вызываютъ рѣзко бросаю-
Кромѣ годовыхъ слоевъ въ поперечномъ разрѣзѣ можно замѣтить сердце-
винные лучи, идущіе по радіусамъ отъ сердцевины къ оболинѣ (фиг. 4).
Древесина дерева не всегда бываетъ плотна и часто имѣетъ: трещины,
щели и неправильное расположеніе волоконъ; эти недостатки сильно ослаб-
ляютъ его, вслѣдствіе не-
избѣжнаго при этомъ пере-
рыва волоконъ, а потому,
при выборѣ и осмотрѣ де-
рева, на нихъ необходимо
обращать вниманіе.
Кора состоитъ изъ трехъ
слоевъ: лубка, пробковаго
слоя и собственно коры.
Пороки дерева. Различ-
ные недостатки и болѣзни
дерева происходятъ: А) Отъ
ненормальныхъ условій раз-
витія, Б) отъ поврежденія
внѣшними механическими
усиліями, В) отъ гніенія,
вслѣдствіе прекратившейся
растительной жизни, Г) отъ
поврежденія микроорганиз-
мами (грибками) и Д) отъ
поврежденія насѣкомыми.
А) Ненормальныя условія
токъ или недостатокъ свѣта,
щуюся въ глаза внѣшнюю уродливость дерева: оно бываетъ криво, мало-
росло, можетъ имѣть трещины, неправильное расположеніе волоконъ и суч-
коватость.
1) Трещины бываютъ: а) Сердцевинныя, выходящія по радіусамъ изъ
сердцевины и постепенно утоняющіяся къ окружности, такъ что въ наруж-
ныхъ слояхъ и особенно въ корѣ онѣ вовсе незамѣтны (фиг. 5); трещины
эти происходятъ отъ ссыханія древесины. При распиловкѣ дерева на доски
слѣдуетъ соображаться съ направленіемъ трещинъ — иначе доски могутъ
развалиться, въ особенности, если вмѣсто нѣсколькихъ мелкихъ трещинъ
имѣется одна крупная, такъ называемая метикъ (фиг. 6). Небольшія тре-
щины разбираемаго типа могутъ допускаться, такъ какъ особаго вреда не
приносятъ, б) Вѣтренницы или вѣтрянки—трещины, сходныя съ предыду-
щими; происходятъ отъ раскачиванія дерева вѣтромъ, если послѣднее внутри
дрябло, почему онѣ иногда и бываютъ наполнены рыхлой, трутообразной
массой. Встрѣчаются чаще всего въ нижней части старыхъ деревьевъ,
в) Морозовины (морозобой, зяблины) происходятъ отъ неравномѣрнаго
43
охлажденія ствола во время внезапныхъ, рѣзкихъ морозовъ; эти трещины,
какъ предыдущія, идутъ по радіусамъ, но суживаются отъ коры къ
сердцевинѣ. Иногда такія трещины во время оттепели сжимаются, затя-
гиваются слѣдующими годичными слоями и дѣлаются вовсе незамѣтными,
г) Облупы (отлупы),—кольцеобразныя трещины, раздѣляющія частью, или
по цѣлой окружности, годичные слои; нерѣдко сопровождаются заболѣва-
ніемъ окружающей древесины.
Фиг. 5. Фиг. 6.
2) Неправильное расположеніе волоконъ влечетъ за собой слѣдующіе
недостатки: а) Свилеватость—извилистое расположеніе волоконъ (фиг. 7);
выпиленныя изъ такого дерева доски не содержатъ цѣльныхъ волоконъ
и мало прочны, но иногда представляютъ красивый узоръ (карельская
береза, иногда каштанъ, дубъ и т. д.). Свилеватое дерево трудно колется,
б) Косослой — расположеніе волоконъ въ видѣ по- фир 7
логой спирали, идущей вдоль ствола, также уменьшаетъ
прочность брусьевъ и досокъ, выдѣлываемыхъ изъ та-
кого "дерева. Такія деревья можно узнать по спираль-
ному расположенію трещинъ и ихъ лучше всего упо-
треблять въ цѣломъ видѣ, не распиливая на доски.
3) Сучковатость. Этимъ недостаткомъ страдаютъ
большинство деревьевъ; мелкіе сучки не приносятъ
никакого вреда, крупные же уменьшаютъ сопротивле-
ніе изгибу и затрудняютъ обработку; поэтому при
пріемѣ лѣсныхъ матеріаловъ иногда заранѣе опредѣ-
ляютъ допускаемое число, величину сучковъ и ихъ взаимное удаленіе. Такъ
какъ дерево ссыхается въ ширину болѣе, чѣмъ въ длину, то сучки, при
высыханіи его, иногда трескаются, иногда вываливаются.
Первое происходитъ въ томъ случаѣ, если связь сучка съ волокнами
окружающей его древесины сильнѣе, чѣмъ связь между волокнами самого
сучка; такіе сучки называются проростами, и, вообще говоря, они болѣе
безвредны. Наоборотъ, если связь между сучкомъ и древесиной слабѣе
связи самого сучка, то послѣдній при усушкѣ вываливается; такіе сучки
лучше выбивать заранѣе, замѣняя ихъ деревянными нагелями.
Кромѣ того, бываетъ, что заболонь сучковъ, вообще слабая, легко за-
гниваетъ и обращается въ бурый порошокъ, похожій на нюхательный та-
44
бакъ-, а за нею той же участи подвергается и самый сучекъ; такіе сучки
называемые табачными, должны быть избѣгаемы и во всякомъ случаѣ,
вслѣдствіе заразительности грибка, ихъ слѣдуетъ высверливать и въ обра-
зовавшуюся дыру загонять деревянную пробку.
Б) Поврежденія, зависящія отъ механическихъ усилій, бываютъ чаще
всего отъ случайныхъ ударовъ. Такія поврежденія (раны) дерева могутъ
затягиваться новыми слоями, при чемъ иногда наполняются смолой и обра-
зуютъ проросли или засмолки (сѣрянки), часто замѣтныя снаружи по на-
плывамъ на корѣ. Вредъ ихъ обусловливается величиною раны, прерываю-
щей древесныя волокна: иногда пораненіе настолько велико, что не можетъ
быстро затянуться, притекающіе къ нему соки загниваютъ и гніеніе можетъ
передаться цѣлому дереву, сдѣлавъ его негоднымъ.
В) Поврежденія отъ гніенія, вслѣдствіе прекратившейся растительной
жизни бываютъ:
а) Суховершинностъ, т. е. высыханіе вершины дерева, происходитъ
вслѣдствіе поврежденія вершины или корня; при этомъ соки дерева легко
загниваютъ и, разносясь по цѣлому дереву, могутъ сдѣлать его негоднымъ.
Иногда сгниваетъ только сердцевина и получается дупло; такія деревья
еще можно употреблять въ дѣло. Дупло узнается по глухому звуку при
ударѣ по дереву.
б) Сухоподстойными называются деревья, совершенно умершія и за-
сохшія на корню; они по большей части вовсе негодны.
в) Подпаръ или дряблость нижней части дерева бываетъ у старыхъ,
перестойныхъ деревьевъ, слишкомъ долго стоящихъ на корнѣ; вслѣдствіе
этого порока дерево лишается крѣпости, гибкости, упругости и становится
ломкимъ; изломъ дряблаго дерева тупой, не иглистый.
г) Ситовина (начало гнили) сначала занимаетъ небольшой объемъ
въ видѣ тусклыхъ бѣлыхъ продолговатыхъ пятенъ и черточекъ; впо-
слѣдствіи эти бѣлыя пятна принимаютъ видъ ржавчины и, темнѣя все
болѣе и болѣе, переходятъ въ послѣднюю степень разложенія.
Ситовина не допускается въ издѣліяхъ.
д) Гніеніе дерева происходитъ отъ развитія и размноженія въ деревѣ
растительныхъ и животныхъ паразитовъ, которые при благопріятныхъ усло-
віяхъ (влажный воздухъ и температура выше 0°) проникаютъ въ дерево,
вызываютъ броженіе растительныхъ соковъ, измѣненіе химическаго состава
древесины и, наконецъ, разложеніе; изъ видовъ гніенія дерева различаютъ
сухую и мокрую гнилъ.
Сух&я гнилъ вызывается броженіемъ древесныхъ соковъ и развитіемъ
грибковъ. Срубленное дерево, не освобожденное отъ своихъ соковъ, под-
вергается сухой гнили, при чемъ древесина его становится дряблою, пятни-
стою и обращается, наконецъ, въ губчатую, рыхлую массу, отъ прикосно-
венія распадающуюся въ порошокъ. Гниль эта легко передается смеж-
нымъ^ здоровымъ частямъ дерева и поэтому ее надо особенно избѣгать.
45
Мокрая гнилъ появляется въ деревѣ, если оно поперемѣнно высушивается
и смачивается; дерево же, находящееся постоянно подъ водою, вовсе не
гніетъ и можетъ сохраниться долгое время.
Г) Недостатки, происходящія отъ поврежденій микроорганизмами (гриб-
ками;. Наибольшій вредъ деревьямъ приноситъ особый видъ плесени, назы-
ваемой домовымъ грибкомъ.
Грибокъ этотъ заводится на деревѣ, находящемся во влажныхъ, дурно
освѣщенныхъ и плохо провѣтриваемыхъ мѣстахъ; споры этого грибка, попавъ
случайно въ подобныя благопріятныя для нихъ обстоятельства, быстро
разростаются въ нити, окончательно образующія рыхлые, пушистые комки
(грибницу), первоначально бѣлаго цвѣта, впослѣдствіи темнѣющіе и выдѣ-
ляющіе по каплямъ жидкость. Разъ начавшись на влажномъ деревѣ, гри-
бокъ переходитъ на сухое, при чемъ нити его свободно проникаютъ на
далекія разстоянія.
Дерево, пораженное грибкомъ, принимаетъ видъ шероховатый, темнѣетъ,
растрескивается и дѣлается совершенно дряблымъ, разсыпаясь отъ легкаго
прикосновенія. Быстрота, съ которой распространяется грибокъ,— порази-
тельна, такъ что въ нѣкоторыхъ мѣстностяхъ домовой грибокъ является
настоящимъ бичомъ деревянныхъ частей цѣлыхъ зданій. Какъ средство
борьбы съ нимъ, рекомендуются нѣкоторые противогнилостные составы, уби-
вающіе грибокъ, а также различные конструктивные пріемы, позволяющіе
воздуху свободно притекать къ деревяннымъ частямъ, подвергающимся
опасности пораженія грибкомъ. Гдѣ замѣчено присутствіе грибка, необходимо
не только полнѣйшее удаленіе всѣхъ пораженныхъ имъ частей, но хорошая
дезинфекція окружающихъ частей, такъ какъ грибокъ чрезвычайно живучъ
и заразителенъ.
Слѣдуетъ замѣтить еще, что развившійся грибокъ обладаетъ непріят-
нымъ запахомъ (по которому иногда можно узнать его присутствіе) и очень
вреденъ для здоровья, такъ какъ споры его, разносимыя воздухомъ, попадаютъ
при дыханіи въ легкія и служатъ причиною многочисленныхъ заболѣваній.
Д) Недостатки отъ поврежденій насѣкомыми — червоточина представ-
ляется въ видѣ неправильныхъ цилиндрическихъ ходовъ или канальцевъ,
проѣдаемыхъ въ деревѣ различными насѣкомыми.
Особенно вредны въ лѣсахъ личинки нѣкоторыхъ жуковъ и бабочекъ,
а въ морской водѣ—древоточецъ, съ поразительной быстротой разрушающій
цѣлыя деревья.
Къ недостаткамъ дерева вообще слѣдуетъ отнести также его легкую
воспламеняемость. Чтобы сдѣлать дерево менѣе горючимъ, предложено для
его обмазыванія много различныхъ составовъ, какъ, напр.:
а) растворъ воднаго (Фуксоваго) стекла, смѣшанный съ мѣломъ, глиною
и т. п.; сюда, между прочимъ, относится такъ называемый составъ Бабаева;
б) смѣсь растворовъ квасцовъ и желѣзнаго купороса;
в) послѣдовательное пропитываніе дерева растворомъ двухъ какихъ-либо
46
минеральныхъ солей, образующихъ путемъ обмѣннаго разложенія нераство-
римыя, и т. д.
Всѣ подобныя мѣры, однако, могутъ лишь на нѣкоторое время заме-
длить горѣніе дерева, но не въ состояніи сдѣлать его совершенно несгораемымъ.
Пріемъ дерева. О крѣпости древесины судятъ:
а) По развитію годовыхъ слоевъ на торцахъ. Чтобы лучше разсматри-
вать годовые слои, нужно сдѣлать острою полукруглою стамескою, при
помощи кіянки, борозду на торцѣ: въ крѣпкой древесинѣ надрѣзъ будетъ
гладкій съ блескомъ, а въ мягкой, дряблой древесинѣ—тусклый, выкраши-
вающійся. Хорошая сосна и береза должны быть мелкослойны; дубъ долженъ
имѣть отчетливо видимые годовые слои, при чемъ число ихъ должно быть
не больше 20 и не меньше 5 на дюймъ.
б) По сгибу стружки: продольная стружка, при сгибаніи ея въ одну и
другую сторону, не должна легко ломаться.
в) На основаніи механическаго испытанія, которое производится слѣ-
дующимъ образомъ; квадратный брусокъ, имѣющій ширину и толщину по
одному дюйму, кладется горизонтально (имѣя годовые слои дерева направ-
ленными сверху внизъ), на двѣ подставки съ острыми ребрами, отстоящія
одна отъ другой на 28 дм.; затѣмъ на средину бруска дѣйствуютъ грузомъ,
но не вдругъ, а постепенно; брусокъ долженъ держать грузъ не менѣе 7 пу-
довъ для дуба и сосны и 8 пудовъ для березы и ясеня.
Употреблять въ дѣло лучше лѣсъ зимней рубки; въ нашемъ климатѣ
лучшее время рубки между октябремъ и мартомъ мѣсяцами.
Сушка дерева. Сырымъ деревомъ называется такое, въ порахъ котораго
находится вода. Всякая вещь, сдѣланная изъ сырого дерева, будетъ не
прочна, такъ какъ дерево будетъ высыхать и вслѣдствіе этого—коробиться
и трескаться. Для уничтоженія этого недостатка, передъ началомъ работъ,
дерево надо высушить и затѣмъ хранить его такъ, чтобы оно не отсырѣло.
Сушка дерева бываетъ естественная и искусственная. Первая производится
дѣйствіемъ обыкновеннаго воздуха подъ навѣсами, а вторая дѣйствіемъ
искусствено-повышенной температуры въ замкнутыхъ помѣщеніяхъ. Первая
сушка гораздо продолжительнѣе, но для дерева менѣе вредна, а вторая—
хотя и происходитъ быстрѣе первой, но вреднѣе для дерева тѣмъ, что при
быстромъ высушиваніи изъ дерева удаляются, вмѣстѣ съ находящейся въ
немъ водою, и внутренніе его соки, отчего связь между волокнами дерева
нарушается и оно легко можетъ трескаться. Сушка дерева тѣмъ быстрѣе,
чѣмъ объемъ его меньше, поэтому передъ сушкой лучше раздѣлить дерево
на куски требуемой величины, оставивъ только необходимый для обдѣлки
запасъ.
Естественная сушка дерева производится прямо на воздухѣ или подъ
навѣсами. Послѣдняя скорѣе, такъ какъ дерево предохраняется навѣсомъ
отъ дождя. Для предохраненія дерева отъ почвенной воды, оно кладется
не прямо на землю, а на подстилку или на подкладки. Бревна или доски
47
складываются горизонтальными рядами въ правильныя кучи (штабели);
между смежными бревнами оставляется свободный промежутокъ для прохода
воздуха; то же дѣлается и между горизонтальными рядами, для чего между
ними прокладываются бруски изъ совершенно сухого дерева. Для устране-
нія растрескиванія торцы бревенъ обмазываютъ глиною, масляною краскою
или оклеиваютъ бумагою. Для лучшаго провѣтриванія въ навѣсѣ (если
штабель покрытъ имъ) хорошо оставлять слуховыя окна. Твердыя породы
дерева сохнутъ медленнѣе, мягкія—скорѣе, но въ общемъ естественная сушка
длится очень долго, иногда нѣсколько лѣтъ, а потому пользоваться ею не
всегда удобно. Лѣсъ, покупаемый на лѣсныхъ дворахъ, несмотря на то, что
онъ иногда долго лежалъ тамъ, все-таки иногда содержитъ въ себѣ нѣ-
которое количество влаги; такое недосушенное дерево для подѣлокъ тоже
не хорошо; оно плохо пилится и строгается, не гладко полируется, плохо
принимаетъ въ себя лакъ, а иногда и трескается и коробится, а потому
купленный лѣсъ лучше подвергать дополнительной сушкѣ.
Дополнительная сушка производится возвышенной температурой или въ
обыкновенныхъ комнатахъ, или въ спеціально устроенныхъ сушильняхъ.
Для сушки лѣса въ обыкновенной комнатной температурѣ, въ помѣще-
ніи мастерской, устраиваютъ подъ потолкомъ горизонтальныя перекладины
и на нихъ кладутъ просушиваемый лѣсъ.
За недостаткомъ времени иногда приходится прибѣгнуть къ болѣе бы-
строй сушкѣ дерева. Она дѣлается такъ: оболванивъ куски дерева до ве-
личины требуемаго издѣлія, торцы кусковъ покрываютъ, чтобы они не дали
трещинъ, столярнымъ клеемъ; ебли бруски дерева очень тонки, или если
это доски, то торцы ихъ оклеиваютъ холстиною на столярномъ же клеѣ, и
въ такомъ видѣ дерево кладется для просушки на русскую печь на под-
кладкахъ; печь жарко протапливается; лѣсъ слѣдуетъ возможно чаще пе-
рекладывать такъ, чтобы нижніе куски попали на верхъ, а бывшіе вверху—
внизъ. При такомъ способѣ сушки дерево высыхаетъ быстро, равномѣрно
и, въ большинствѣ случаевъ, безъ порчи.
Для сушки дерева при еще болѣе возвышенной температурѣ, оно кла-
дется въ замкнутыя отъ доступа внѣшняго воздуха камеры, въ которыя
и впускается нагрѣтый до высокой температуры воздухъ. Вмѣсто камеръ
съ каменными стѣнами, для сушки дерева нагрѣтымъ воздухомъ употреб-
ляются иногда герметически закрытые желѣзные цилиндры; въ нихъ кла-
дутъ куски дерева и нагрѣваются они снаружи горячею водою, горячимъ
пескомъ или паромъ. Пары, образующіеся внутри цилиндровъ, вслѣдствіе
испаренія изъ дерева влаги, удаляются изъ нихъ воздушнымъ всасываю-
щимъ насосомъ. При усиленной сушкѣ дерева окружающій его воздухъ
не слѣдуетъ доводить до температуры превышающей 100° С., такъ какъ
при болѣе высокой температурѣ дерево можетъ прожариться или даже обуг-
литься; прожаренное дерево отличается бурымъ цвѣтомъ; прожаривается
оно при 175° С., а начинаетъ обугливаться при 250° С.
48
Вынутое изъ сушильни и положенное въ холодное и влажное помѣщеніе
дерево снова впитываетъ въ себя влагу, даже въ большемъ % чѣмъ прежде,
отчего можетъ сильно покоробиться. Для избѣжанія итого высушенное де-
рево надо хранить въ сухомъ помѣщеніи при обыкновенной комнатной тем-
пературѣ (около 16°) до тѣхъ поръ, пока оно не впитаетъ въ себя нѣко-
торый незначительный % влажности, свойственный этой температурѣ. Слиш-
комъ сухое дерево хрупко, а при указанной выше нормальной влажности
оно хорошо обрабатывается и въ то же время предохранено отъ коробле-
нія и разбуханія.
Сухость дерева опредѣляется приблизительно по виду стружекъ или
опилокъ, а точнымъ образомъ сушкой и взвѣшиваніемъ, для чего посту^
паютъ такъ: берутъ небольшіе куски дерева, разрубаютъ или распиливаютъ
ихъ на куски толщиною около т/2 дм. и, отвѣсивъ такихъ кусковъ 2 фунта
или болѣе, помѣщаютъ въ металлическую коробку и сушатъ при темпера-
турѣ отъ 50°~80° В.—до тѣхъ поръ, пока куски не перестанутъ умень-
шаться въ вѣсѣ. Если потеря въ вѣсѣ кусковъ не превыситъ 12°/0, то де-
рево можетъ быть признано сухимъ. Куски дерева могутъ быть также за-
мѣняемы опилками.
Описаніе деревьевъ. Наиболѣе употребляемые матеріалы въ плотнично-
столярномъ отдѣленіи полковыхъ мастерскихъ слѣдующіе:
Сосна. По качествамъ она раздѣляется на два сорта: на рудовую или
лутцчную, растущую преимущественно на сухой почвѣ, и буровую или мен-
довую, растущую на болотистой, безплодной почвѣ.
Древесина рудовой сосны желто-краснаго цвѣта, со слоями ровными и
мелкими, а мендовой болѣе мягкая и блѣднаго цвѣта.
Волокна сосны прямыя, поэтому она легко раскалывается. Смолистыя
вещества сосны дѣлаютъ ее мало доступной къ пропитыванію водой и
гніенію, а въ сухомъ воздухѣ она почти не измѣняется. Дерево это обла-
даетъ легкостью (удѣльный вѣсъ ея отъ 0,40 до 0,49), прочностью и хо-
рошо поддается обдѣлкѣ, какъ столярными, такъ и токарными инструмен-
тами, хотя точится она не особенно гладко. Возрастъ сосны отъ 100 до
150 лѣтъ самый лучшій для различныхъ подѣлокъ.
Всѣ деревянныя приспособленія въ мастерской, какъ то: верстаки,
столы, скамейки, ящики для укупорки, мишени и т. д. изготовляются изъ
этого дерева.
Ель по свойствамъ древесины уступаетъ соснѣ: она мягче, легче, сучко-
ватѣй, бѣлѣе и подвергается дѣйствію сырости и гніенію скорѣе сосны.
Удѣльный вѣсъ ея 0,42. Она строгается хорошо только по направленію
волоконъ и идетъ па тѣ столярныя работы, которыя не требуютъ осо-
бенной прочности и чистоты отдѣлки. Въ токарномъ дѣлѣ она почти не
употребляется.
Иногда бываетъ трудно отличить ель отъ мендовой еосны, такъ какъ
у обоихъ деревьевъ древесина свѣтлая, легкая и годичныя кольца не осо-
49
бенно рѣзко очерчены. Отличать ихъ въ этомъ случаѣ лучше всего по корѣ:
кора у ели тонкая, плотная, сѣраго цвѣта, у сосны же въ нижней части
ствола кора весьма толстая, темно-бурая и слоистая, а ближе къ вершинѣ
въ видѣ тонкихъ, красно-бурыхъ, легко отдѣляющихся листочковъ. Другой
признакъ—сучья, которые у ели расположены по нѣсколько на одной вы-
сотѣ и въ еловой доскѣ имѣютъ продолговатый разрѣзъ и не смолисты,
тогда какъ въ сосновой круглы и смолисты.
Береза бѣлая или обыкновенная имѣетъ древесину плотную, твердую,
гибкую и бѣлаго цвѣта. Подъ старость этотъ цвѣтъ принимаетъ красно-
ватый оттѣнокъ. Недостатокъ березы тотъ, что она легко загниваетъ и
подвергается червоточинѣ. Удѣльный вѣсъ ея 0,58. Лучшій возрастъ для
ея рубки 40—50 лѣтъ. Береза употребляется на различныя столярныя и
токарныя подѣлки; точится она очень хорошо, но колется плохо. Изъ нея
изготовляются ложи 3-хъ лин. винтовокъ.
Лучшая береза для токарныхъ работъ свилеватая.
Карельская береза отличается отъ обыкновенной березы перепутанными
волокнами и желтоватымъ цвѣтомъ; она очень красива, въ особенности
полированная; карельская береза въ полковыхъ мастерскихъ употребляется
на приготовленіе винтовальныхъ колодокъ, ручекъ, молотковъ и проч.
Ольха имѣетъ розовато-бурый цвѣтъ и мягкую, легко загнивающую,
древесину. Удѣльный вѣсъ ея 0,58—0,66. Обрабатывается ольха всѣми
инструментами и полируется очень хорошо, принимаетъ окраску отлично,
въ особенности въ черный, желтый и красный цвѣта. Примѣненіе ея
обширно въ токарномъ дѣлѣ, кромѣ того изъ нея приготовляютъ модели,
для отливки металлическихъ издѣлій. Ольха, начинающая гнить, покры-
вается желтыми и темно-бурыми пятнами..
Липа—древесина ея однородная, гибкая, мягкая и мало подвергается
червоточинѣ. Удѣльный вѣсъ ея 0,60; она бываетъ двухъ видовъ, разли-
чить которые можно по цвѣту древесины: одна бѣлая, другая красновато-
желтая; послѣдняя болѣе твердая и обрабатывается лучше. Липа хорошо
рѣжется, но плохо обтачивается.
Ясень имѣетъ древесину желтовато-коричневаго цвѣта, твердую, плот-
ную, тяжелую (удѣльный вѣсъ 0,72—0,84), упругую, но легко подвергаю-
щуюся червоточинѣ. Ясень легко обдѣлывается, какъ столярными, такъ и
токарными инструментами, а также очень хорошо полируется.
Кленъ по цвѣту древесины имѣетъ много разновидностей; цвѣтъ этотъ
переходитъ отъ чисто-бѣлаго до красно-бѣлаго съ коричневыми прожил-
ками, что дѣлаетъ выстрагиваемую поверхность клена очень красивой. Онъ
упругъ, гибокъ, твердъ, плотенъ, довольно тяжелъ (удѣльный вѣсъ 0,75),
легко поддается обработкѣ всѣми инструментами столярными и токар-
ными, а также хорошо полируется и окрашивается, а потому идетъ на
поддѣлку подъ цвѣтъ другихъ древесныхъ породъ.
50
Кленъ употребляется на приготовленіе: рукоятокъ къ инструментамъ,
колодокъ къ рубанкамъ, а также на предметы, имѣющіе винтовую рѣзьбу.
Букъ встрѣчается двухъ видовъ, носящихъ названіе краснаго бука и
бѣлаго или граба.
Красный букъ тяжелъ (удѣльный вѣсъ 0,66—0,85), плотенъ, имѣетъ въ
молодости красновато-бѣлый цвѣтъ, а въ старости почти коричневый. По
цвѣту можно опредѣлить возрастъ и достоинство дерева.
Поверхность молодого бука, хорошо выстроганная, имѣетъ блестящій
бѣлый цвѣтъ съ переплетенными красноватыми жилками.
Этотъ букъ обрабатывается очень легко до мельчайшихъ размѣровъ,
колется и окрашивается очень хорошо; но легко трескается, коробится,
подвергается червоточинѣ и плохо полируется.
Бѣлый букъ (грабъ) тяжелъ (удѣльный вѣсъ отъ 0,75 до 0,80), мелко-
волокнистъ, вязокъ и плотенъ, отлично обдѣлывается какъ столярными,
такъ и токарными инструментами и въ особенности хорошо принимаетъ
винтовую нарѣзку. Древесина его бѣлаго цвѣта. Сухой, старый грабъ
трудно колется и распиливается пилою. Изъ этого дерева приготовляютъ
рукоятки для инструментовъ.
Вязъ цвѣта изсѣра-бѣловатаго, съ темными-струистыми пятнами.
Древесина его твердая, тяжелая и очень вязкая. Она не трескается, не
коробится и способна долго сохраняться въ водѣ. Вязъ хорошо обтачивается,
но плохо полируется; употребляется на приготовленіе винтовъ и гаекъ.
Дубъ —самый твердый изъ всѣхъ породъ деревьевъ, растущихъ въ на-
шемъ климатѣ. По качествамъ, лучшій дубъ считается средней и южной
полосы Россіи. Онъ крѣпокъ, твердъ, упругъ, легко колется, но дурно по-
лируется, строгается и обтачивается.
Рябина имѣетъ древесину вязкую и упругую, красновато-бураго цвѣта.
Она легко обтачивается и отлично полируется. Употребляется она на руба-
ночныя колодки, патроны къ токарнымъ станкамъ, на ручки къ молоткамъ
и т. п. инструментамъ.
Орѣховое дерево (или орѣшина) имѣетъ много видовъ, изъ которыхъ
самые употребительные: Кавказскій, Французскій и Американскій орѣхъ.
Кавказскій орѣхъ имѣетъ древесину коричневаго цвѣта съ свѣтлыми
и темными прожилками, гибкую, твердую, плотную, хорошо поддающуюся
отдѣлкѣ, но плохо принимающую полировку и легко выкрашивающеюся
при мелкихъ работахъ.
Французскій орѣхъ—древесина его въ молодости бѣлесоватаго цвѣта
и мягка. Въ старости—древесина становится тверда, вязка, гибка, болѣе
темнаго цвѣта и красивѣе по узору. Въ особенности красивъ корень этого
дерева и ближайшія къ нему части, а также наросты. Такой орѣхъ легко
обрабатывается только въ сухомъ видѣ.
Черный или Американскій орѣхъ считается самымъ лучшимъ по кра-
сотѣ и качествамъ. Древесина его почти черная, съ узорами и значительно
51
тверже обыкновеннаго орѣха. Обрабатывается и полируется этотъ орѣхъ
отлично. Американскій орѣхъ, имѣющій оттѣнокъ не темный, будучи окра-
шенъ въ цвѣтъ краснаго дерева, трудно отличить отъ натуральнаго крас-
наго дерева. Идетъ на выдѣлку ножекъ, ручекъ и украшеній къ мебели,
а также ложъ 3-хъ линейныхъ винтовокъ.
Яблоня имѣетъ древесину свѣтло-розоваго цвѣта съ красно-бурыми жил-
ками, твердую, плотную (удѣльный вѣсъ 0,79). Она хорошо поддается
обработкѣ, отлично полируется и окрашивается, въ особенности въ черный
цвѣтъ, но если дерево плохо высушено, то легко коробится. Дикая яблоня
тверже и блѣднѣе садовой. Лучшая часть яблони по красотѣ—это корне-
вые ея наросты.
Г руша обладаетъ плотностью, упругостью и твердостью (удѣльный вѣсъ
ея 0,66). Древесина ея коричневаго цвѣта, не подвержена коробленію и
растрескиванію, отлично строгается и точится, а также полируется и окра-
шивается въ черный цвѣтъ, настолько хорошо, что ее легко смѣшать съ
чернымъ деревомъ, отъ котораго она будетъ отличаться только вѣсомъ;
единственный недостатокъ груши въ томъ, что она скоро подвергается
червоточинѣ; если мочить грушу въ водѣ и затѣмъ медленно просушивать,
то она твердѣетъ и темнѣетъ. Идетъ она на приготовленіе винтовъ, патро-
нокъ къ токарнымъ станкамъ, на ручки инструментовъ, а также на вы-
дѣлку: линеекъ, угольниковъ и колодокъ къ рубанкамъ.
Дикая груша по всѣмъ качествамъ лучше садовой.
Бакаутъ растетъ на Вестъ-Индскихъ островахъ; древесина его чрезвы-
чайно твердая, плотная, сѣро-буроватаго цвѣта съ зеленымъ отливомъ,
плохъ колется и весьма трудно обрабатывается рѣжущими инструментами
(удѣльный вѣсъ 1,4). Идетъ на изготовленіе блоковъ, кегельныхъ шаровъ,
подкладокъ подъ сверла и т. п. и на рукоятки шашекъ.
Клей приготовляется изъ животнослизистыхъ остатковъ: кишекъ,
костей, обрѣзковъ, получающихся при выдѣлкѣ кожъ, и называется мездро-
вымъ или шубнымъ. Онъ продается въ пластинкахъ различной величины и
раздѣляется на столярный и малярный. На доброкачественность клея при
покупкѣ нужно обращать большое вниманіе.
Столярный хорошій клей—желтаго цвѣта, съ блестящей поверхностью.
Онъ не долженъ гнуться, но быть хрупкимъ какъ стекло, прозрачнымъ
или ровно тусклымъ, безъ темныхъ пятенъ, которыя указываютъ на дурное
качество клея. Онъ не долженъ растворяться въ холодной водѣ, а только
разбухать и по высушкѣ принимать прежній видъ. Дурной варкой можно
испортить самый лучшій клей и поэтому на нее слѣдуетъ обращать осо-
бенное вниманіе
Варитъ клей слѣдуетъ такимъ образомъ: наломать клей небольшими
кусочками, положить его въ клеянку съ налитою въ нее холодною водою
такъ, чтобы поверхъ клея воды было пальца на три. Продержавъ въ ней
клей около 5 часовъ, слить воду и затѣмъ, наполнивъ простѣнки клеянки
52
водой, поставить ее на огонь и кипятить воду, находящуюся между стѣн-
ками клеянки, не доводя однако до кипѣнія клея, такъ какъ иначе состав-
ныя его части могутъ разложиться и сцѣпляющая сила уничтожиться.
Клей начнетъ распускаться въ водѣ, которую онъ впиталъ; когда онъ
распустится весь и пріобрѣтетъ густоту сливокъ, то его можно употреб-
лять въ дѣло. Клей варится на водяной ваннѣ во избѣжаніе подгоранія.
Предварительное :обливаніе клея холодной водой и оставленіе въ ней на
4—5 часовъ нужно для того, чтобы клей впиталъ опредѣленное количе-
ство воды, зависящее отъ процента влаги, содержащейся въ клеѣ до его
варки..
На склеиваемыя поверхности клей намазывается въ горячемъ состояніи,
чтобы онъ нѣсколько впитался въ дерево. Клей держитъ хорошо только
при отсутствіи сырости, а при сырости онъ впитываетъ въ себя влагу и
теряетъ связывающую силу. Чтобы клей не поддавался сырости, посту-
паютъ такъ: растворяютъ 8 частей клея въ 32 частяхъ воды и затѣмъ
прибавляютъ туда до 4х/2 частей варенаго льнянаго масла (олифы) и
кипятятъ эту смѣсь не очень долго. Вмѣсто олифы можно подмѣшать тер-
пентинъ (скипидаръ). Для большей прочности клея къ нему примѣши-
ваютъ мѣлъ и цинковыя бѣлила.
Рыбій клей. Лучшимъ клеемъ считается бѣлужій. Рыбій клей болѣе
противится вліянію сырости, чѣмъ столярный, но вслѣдствіе дороговизны
рѣдко употребляется. Лучше всего выдерживаетъ сырость и даже мокроту
клей, приготовленный слѣдующимъ образомъ: взять поровну рыбьяго и живот-
наго клея, размочить въ водѣ порознь, процѣдить и затѣмъ сварить вмѣстѣ.
Малярный клей темнобураго цвѣта, по своимъ качествамъ значительно
ниже столярнаго, такъ какъ сцѣпляющая сила его ничтожна; употребляется
онъ только въ малярномъ дѣлѣ при клеевыхъ краскахъ для уничтоженія
ихъ маркости.
Смолы встрѣчаются въ природѣ въ готовомъ видѣ и добываются.искус-
ственно. Натуральныя смолы есть продукты окисленія эфирныхъ маслъ, вы-
рабатываемыхъ растеніями; почти всѣ онѣ нерастворимы въ водѣ, аморфны,
растворяются въ спиртѣ и многія, при высокой температурѣ, растворяются
въ растительныхъ маслахъ. Нѣкоторыя изъ смолъ отъ природы мягки; другія
отличаются значительною твердостью, размягчаясь только при нагрѣваніи.
Почти всѣ смолы не летучи и отъ жары разлагаются, давая новые продукты
сухой перегонки. Многія смолы, соединяясь со щелочами, обмыливаются и
даютъ мыла. Смолы, называемыя копалами, имѣютъ большое распростране-
ніе при производствѣ лаковъ (подробности стр. 54). Удѣльный вѣсъ смолъ
заключается между 0,93 и 1,20. По наружному виду и по многимъ физи-
ческимъ качествамъ естественныя смолы раздѣляются на: смолы-бальзамы,
смолы-живицы, тумми-смолы и собственно смолы.
Искусственныя смолы можно получить нѣкоторыми химическими реак-
ціями и сухою перегонкою. Наиболѣе распространенныя, по своему примѣ-
53
ненію, йзъ искусственныхъ смолъ: деютъ, ійзовая и древесная смолы. Упо-
требляются онѣ; для осмолки деревянныхъ частей, вмѣсто окраски ихъ, т. е.
для защиты ихъ отъ гніенія. Покрывая поверхность осмоленныхъ предме-
товъ равнымъ слоемъ, онѣ образуютъ плотную, кожистую пленку, защищаю-
щую эти предметы отъ дѣйствія воды, воздуха и какихъ-либо органическихъ
веществъ, и этимъ предохраняютъ ихъ отъ гніенія и вообще отъ скорой порчи.
- Деготь есть жидкій, нерастворимый въ водѣ, темнобурый, а иногда
даже черный, смѣшанный растворъ смолистыхъ веществъ. Получается онъ
искусственно при сухой перегонкѣ каменнаго угля и дерева; онъ легко вос-
пламеняемъ, имѣетъ характерный запахъ, при высыханіи или перегонкѣ
оставляетъ твердыя, не улетучивающіяся безъ разложенія смолы и имѣетъ
дезинфекціонныя свойства, въ особенности въ смѣси съ ѣдкими щелочами
(напр. известью). Изъ всѣхъ сортовъ дегтя наиболѣе употребительны:
Древесный, особенно получаемый изъ осмола, т. е. проникнутыхъ смо-
лою (живицею) хвойныхъ деревьевъ; онъ идетъ, кромѣ смазки, на выработку
скипидара и вара, и
Березовый деъотъ, получаемый черезъ сухую перегонку бересты или смо-
листой коры березы; онъ идетъ на пропитываніе кожъ, юфти, сбруи и т. п.
Каменноугольною (газовою) смолою называется остатокъ, получающійся
въ котлахъ,, при перегонкѣ дегтя изъ каменнаго угля. Смотря по тому,
какъ далеко продолжена гонка, смола получается различнаго вида. Сначала
получается асфальтъ; если перегонку продолжать, то получится мягкая
смола, а если ее еще продолжить, то получится твердая смола.
Древесная смола получается такимъ же образомъ при сухой перегонкѣ
дерева.
Варъ или пикъ есть сильно уваренная смола чернаго цвѣта, въ холод-
номъ состояніи очень твердая и хрупкая.
Для приданія издѣліямъ ровнаго, чистаго и блестящаго вида и для
сбереженія ихъ отъ разложенія, ихъ покрываютъ лакомъ, прямо по издѣлію
или поверхъ краски.
Лакъ. Лакомъ можно назвать всякое жидкое вещество, оставляющее,
послѣ высыханія, блестящую, прозрачную пленку, на поверхности покры-
таго имъ предмета; поэтому понятіе о лакѣ сводится на понятіе о растворѣ
какого-либо твердаго вещества, нелетучаго, прозрачнаго или полупрозрач-
наго въ высыхающей или летучей жидкости.
Въ лаковомъ производствѣ такими твердыми веществами являются
различнаго рода смолы, а растворителями смолъ служатъ различныя жид-
кости, отъ характера которыхъ зависятъ и многія свойства лаковыхъ про-
дуктовъ, почему въ общемъ названіе лаковъ получается отъ названія раство-
рителей, а потому въ торговлѣ извѣстны лаки: масляные, спиртовые и ски-
пидарные или эфирные.
Цѣнность лаковъ зависитъ отъ ихъ качествъ, а послѣднія обусловли-
ваются достоинствомъ смолъ и растворителей, изъ которыхъ лаки готовятся.
54
Главныя свойства хорошихъ лаковъ слѣдующія: 1) лаки должны да-
вать твердую, гладкую, блестящую и ровную поверхность, 2) приставать
къ поверхности, не лупиться и не давать, при высыханіи, трещинъ, 3) вы-
сыхать скоро, и, наконецъ, 4) сохранять твердость и прочность долгое время,
даже послѣ потери блеска.
Въ производствѣ масляныхъ лаковъ главную роль играютъ смолы, на-
зываемыя копалами,. Копалы содержатъ: 80—85% углерода, 9—11% во-
дорода и отъ 3 до 10% кислорода и представляютъ изъ себя крупные
куски сталактитовъ съ шероховатою поверхностью, прозрачны, плавятся
только при высокой температурѣ, имѣютъ удѣльный вѣсъ отъ 1,04 до 1,14;
очень похожи на янтарь, но янтарной кислоты не содержатъ. Изъ копаловъ
наиболѣе распространенные: Занзибарскій, Остъ-Индскій, Сіера - Ліонскій,
стекловидный, Коури-копалъ, Манилла-копалъ и др.
Изъ другихъ смолъ въ лаковомъ производствѣ употребляются многія
копало-смолы, янтарь, даммаръ и др.
Послѣ смолъ второю важною составною частью лаковъ являются смоло-
растворители; главнѣйшіе матеріалы, годные для производства лаковъ, какъ
растворители смолъ, слѣдующіе: олифа, скипидаръ и хлѣбный спиртъ.
Олифа есть вареное извѣстнымъ образомъ; масло, преимущественно льня-
ное (смотри стр. 33). Олифа сама по себѣ уже представляетъ лакъ, давая
при высыханіи прозрачную и блестящую пленку, но по своей относительной
мягкости и непрочности, въ практикѣ, какъ лакъ, почти не употребляется.
Свойство олифы давать эластичную, прозрачную оболочку неоцѣнимо въ дѣлѣ
лаковаго производства при ея способности растворять твердыя смолы; по-
этому масляные лаки, въ составъ которыхъ, какъ растворитель, входитъ
олифа, считаются самыми прочными и наиболѣе примѣнимыми во всякаго
рода лакировкахъ.
Скипидаръ, Послѣ олифы, какъ въ производствѣ масляныхъ, такъ и
скипидарныхъ лаковъ, главнѣйшимъ растворителемъ смолъ н матеріаловъ
считается скипидаръ, или терпентинное масло, получаемый при сухой пере-
гонкѣ древесной смолы и канифоли. Скипидаръ слѣдуетъ разсматривать
какъ эфирнсе масло, находящееся готовымъ въ природѣ, вырабатываемое
разными породами хвойныхъ деревьевъ.
Чистый скипидаръ представляетъ безцвѣтную, летучую, весьма подвиж-
ную жидкость, жгучаго вкуса и характернаго запаха; кипитъ при 160° С.;
удѣльный вѣсъ 0,8; оставленный на воздухѣ—озонируетъ его и самъ окис-
ляется, превращаясь въ густую, тягучую, липкую, смолообразную массу, без-
цвѣтную, называемую терпентиномъ; въ такомъ видѣ онъ идетъ въ подмѣсь
къ спиртовымъ и скипидарнымъ лакамъ.
Древесный скипидаръ почти всегда содержитъ въ растворѣ смолу и при-
горѣлыя масла; эти подмѣси измѣняютъ его цвѣтъ; неочищенный скипидаръ
въ торговлѣ называется, смотря по цвѣту, зеленымъ, желтымъ и краснымъ
скипидаромъ; оттѣнки поясняютъ большую или меньшую его чистоту, отъ
55
степени которой зависитъ и цѣнность скипидара; Древесный скипидаръ,
хорошо очищенный отъ всякихъ слѣдовъ смолы, въ лаковомъ дѣлѣ съ успѣ-
хомъ замѣняетъ скипидаръ французскій, отличается только своимъ рѣзкимъ
запахомъ, тогда какъ запахъ французскаго скипидара ароматиченъ. (Фран-
цузскій скипидаръ получается изъ смолы живицы—сѣры).
Спиртъ (этиловый) или обыкновенный алкоголь получается перегонкою
изъ продуктовъ, содержащихъ большое количество крахмала; употребляется
для производства лаковъ крѣпостью въ 97—98°.
Лаки раздѣляются на слѣдующіе главные сорта:
1) Спиртовые лаки, которые въ свою очередь подраздѣляются на лаки и
лаки—политуры; первые представляютъ собою болѣе концентрированные
растворы смолъ, вторые—жидки и служатъ главнымъ образомъ для насы-
щенія поръ поверхности дерева твердою смолою; поэтому для политуръ
идутъ болѣе твердые сорта смолъ. Спиртовые лаки обыкновенно подкраши-
ваются въ разные колера; для подкрасокъ идутъ разныя цвѣтныя смолы,
а въ послѣднее время въ большомъ ходу анилиновыя краски. Въ торговлѣ
даютъ названія лакамъ по цвѣту ихъ подкраски, почему и извѣстны лаки:
бѣлый, свѣтло-желтый, желтый, золотистый, красный, зеленый и др.; подъ
такими же названіями продаются и политуры. Спиртовые лаки менѣе
прочны, чѣмъ масляные и скипидарные.
2) Скипидарные лаки въ большинствѣ случаевъ есть растворы бѣлыхъ
смолъ, почему они всегда свѣтлы или безцвѣтны. Они прочнѣе спиртовыхъ,
но менѣе прочны, чѣмъ масляные. Употребляются они для лакировки по-
верхностей, окрашенныхъ въ бѣлый или свѣтлые колера. Они мало устойчивы
противъ дѣйствій атмосферныхъ явленій, почему въ наружныхъ покраскахъ
не употребляются. Приготовляются они сообразно своему назначенію и по-
тому въ торговлѣ встрѣчаются подъ разными спеціальными названіями, напр.:
мебельный, картинный и др.
3) Масляные лаки всегда коричневаго или темно-коричневаго цвѣта,
потому что смолы, употребляемыя для ихъ производства, подвергаются
плавленію при высокой температурѣ, отчего обыкновенно происходитъ при-
гораніе и отемнѣніе смолъ. Главное назначеніе масляныхъ лаковъ состоитъ
въ сохраненіи окрашенныхъ поверхностей отъ внѣшнихъ вліяній окружаю-
щаго воздуха, почему примѣненіе ихъ въ практикѣ очень большое. Глав-
нымъ образомъ, достоинство масляныхъ лаковъ зависитъ отъ достоинства
олифы, идущей на ихъ приготовленіе. Масляные лаки раздѣляются на лаки
малярные и экипажные, а малярные лаки въ свою очередь подраздѣляются
на лаки: подмазочные, половые, желѣзные, печные, эмалевые, жестяные,
кожевенные и др. Каждый спеціальный лакъ еще дѣлится на сорта, въ
торговлѣ обозначаемые №№.
Подмазочный лакъ самый простой и дешевый изъ масляныхъ лаковъ,
онъ употребляется только для приготовленія лаковыхъ подмазокъ, идущихъ
для уровненія поверхностей подъ окраску и долженъ отличаться способ-
. 56
ностью скоро высыхать. Идетъ для шпаклеванія передъ окраской всѣхъ
издѣлій (въ оружейно-слесарномъ дѣлѣ на шпаклевку прицѣльныхъ станковъ
и др. предметовъ).
Половой лакъ приготовляется изъ самыхъ твердыхъ копаловъ. Кромѣ
своего спеціальнаго назначенія—лакировки половъ, онъ употребляется въ
тѣхъ случаяхъ, когда требуется особенная прочность лаковаго слоя безъ
условія гибкости.
Желѣзные лаки (черные масляные) приготовляются изъ асфальта съ
прибавленіемъ копаловъ. Желѣзные лаки должны давать прочную, блестя-
щую и достаточно упругую оболочку, могутъ быть и непрозрачными. Выс-
шій сортъ ихъ извѣстенъ въ торговлѣ подъ названіемъ чернаго японскаго
лака, а остальные сорта различаются по №№. Въ оружейно-слесарномъ дѣлѣ
идутъ на покрытіе желѣзныхъ и чугунныхъ издѣлій.
Печные лаки отличаются тѣмъ, что выдерживаютъ, не измѣняясь, тем-
пературу до 250° С., что достигается выборомъ такихъ копаловъ, плавка
которыхъ требуетъ температуры выше 370° С.
Эмалевые лаки употребляются для роскошныхъ отдѣлокъ мебели, вну-
треннихъ частей жилыхъ зданій и т. п., вообще въ тѣхъ случаяхъ, гдѣ
требуется прозрачная, свѣтлая и блестящая поверхность. Ихъ приготовляютъ
изъ отборной бѣлой даммаровой смолы на скипидарѣ. Главное достоинство
этихъ лаковъ основано на ихъ прочности и безцвѣтности, т. е.* бѣлизнѣ,
годной для смѣшенія съ бѣлыми и свѣтлыми, нѣжными колерами красокъ.
При извѣстной степени эластичности, такіе лаки должны отличаться доста-
точной прочностью. Прочность ихъ остается въ зависимости сохраненія
поверхности отъ всѣхъ вредныхъ вліяній наружнаго воздуха, отъ рѣзкихъ
перемѣнъ температуры, отъ сырости и механическихъ поврежденій. Въ ору-
жейно-слесарномъ дѣлѣ они идутъ на покрытіе послѣ окраски поверхно-
стей металлическихъ указокъ, мишенекъ и другихъ предметовъ.
Жестяные лаки приготовляются изъ свѣтлыхъ сортовъ смолъ, они должны
быть настолько эластичны, чтобы при сгибаніи жести не трескались; они
искусственно подцвѣчиваются въ разные колера.
Кожевенные лаки отличаются особенною мягкостью и эластичностью, болѣе
всѣхъ другихъ лаковъ содержатъ олифы, готовятся обыкновенно изъ хо-
рошаго асфальта съ подмѣсью другихъ смолъ; для свѣтлыхъ сортовъ упо-
требленіе асфальта не допускается; примѣняются они къ лакировкѣ кожи,
клеенки и т. п. гибкихъ поверхностей.
Лакъ сикативъ употребляется въ подмѣсь къ другимъ лакамъ, къ мас-
лянымъ и лаковымъ краскамъ, во всѣхъ случаяхъ, когда требуется уско-
ренная сушка. Лакъ-сикативъ въ составѣ своемъ содержитъ, главнымъ об-
разомъ, особеннаго приготовленія олифу и самый легкій сортъ терпентина;
содержаніе смолы въ немъ очень незначительно. Лакъ-сикативъ долженъ
обладать свойствомъ скоровысыханія и своею подмѣсью въ другіе лаки и
въ олифу долженъ способствовать ускоренію ихъ сушки; самостоятельно онъ
не употребляется.
57
Хвощъ—болотное растеніе, ткани котораго содержатъ много кремне-
зема, почему имъ можно полировать дерево не менѣе успѣшно чѣмъ пемзой.
Въ особенности удобно хвощемъ полировать кривыя поверхности.
Вата. Ватою называется хлопокъ, очищенный на трепальныхъ маши-
нахъ и расчесанный на ватной машинѣ. Вата по своему достоинству дѣ-
лится на нѣсколько сортовъ. Для изготовленія ваты высшаго сорта, № 1,
идутъ свѣжіе низкосортные хлопки—бухарскій, хивинскій, ташкентскій и
персидскій. На вату № 2 идетъ отбросъ отъ ваты № 1 и отбросъ, полу-
чающійся при изготовленіи уточной пряжи среднихъ и низшихъ сортовъ.
На вату № 3 идетъ отбросъ отъ № 2. На вату № 4 идетъ подметъ сѣрый
и бѣлый (соръ, выметаемый изъ-подъ машинъ и съ половъ) и незначи-
тельное количество отбросовъ ваты высшихъ сортовъ, для придачи ей бо-
лѣе бѣлаго цвѣта. Вата употребляется для покрытія лакомъ деревянныхъ
и металлическихъ издѣлій.
Гигроскопическая вата дѣлается изъ очесовъ, получающихся при обра-
боткѣ длинноволосыхъ хлопковъ. Они предварительно обезжириваются и
отбѣливаются, а затѣмъ обрабатываются на трепальныхъ и ватныхъ ма-
шинахъ.
ОТДѢЛЪ II.
Войсковая оружейная мастерская.
Назначеніе ея. Войсковыя оружейныя мастерскія учреждены, глав-
нымъ образомъ, для поддержанія въ войскахъ въ постоянной исправности,
а слѣдовательно, и въ боевой готовности оружія, а также и для разныхъ
хозяйственныхъ работъ.
Устройство ея. Войсковая оружейная мастерская состоитъ изъ: а) куз-
ницы, б) слесарнаго и в) плотнично-столярнаго отдѣленій.
Кузница.
Всѣ работы съ металлами, основанныя на нагрѣвѣ металла до размяг-
ченія его, дабы можно было подвергнуть его желаемой обработкѣ, составляютъ
кузнечное мастерство. Работы этя производятся въ особомъ помѣщеніи, при-
сноровленпомъ къ нимъ, которое называется кузницею.
Кузница прежде всего должна быть безопасна въ пожарномъ отноше-
ніи, такъ какъ почти всѣ работы надъ металлами въ ней производятся при
помощи огня, подвергая металлъ болѣе или менѣе сильнымъ нагрѣвамъ
и ударамъ молота. Кузницу слѣдуетъ помѣщать: въ нижнемъ этажѣ, пре-
имущественно въ отдѣльномъ каменномъ зданіи; за неимѣніемъ послѣдняго
допускается—въ деревянномъ, съ тѣмъ, чтобы оно было удалено отъ дру-
гихъ строеній. Полъ въ кузницѣ необходимо дѣлать изъ камня или кир-
пича, такъ какъ всѣ откованныя вещи, которыя нагрѣваются иногда до
весьма значительной температуры, обыкновенно бросаются тутъ же на полъ;
дѣлаютъ полъ иногда и цементный, а проще—прямо земляной, тогда и са-
мый стулъ для наковальни легко укрѣпить, вкопавъ его, что необходимо
для уменьшенія сотрясенія, вызываемаго ударами молота.
Кромѣ всего этого кузница должна еще удовлетворять нѣкоторымъ и
гигіеническимъ условіямъ, она должна быть: просторною, высокою (5—6 арш.)
и достаточно свѣтлою; въ низкомъ помѣщеніи у кузнеца голова въ теплѣ,
а ноги въ холодѣ, слѣдствіемъ чего обыкновенно и являются разныя рев-
матическія недомоганія, при большой же высотѣ помѣщенія, температура
его низа, гдѣ находятся люди, равномѣрнѣе; свѣтлое—надо потому, что
тогда не такъ будетъ различаться свѣтъ помѣщенія со свѣтомъ раскален-
наго желѣза, что въ противномъ случаѣ сильно дѣйствуетъ на глаза, вы-
зывая различныя ихъ болѣзни.
59
Горны. Нагрѣваніе металла, для болѣе легкой его обработки, произ-
водится при особо устроенныхъ для сего печахъ, которыя носятъ названіе
кузнечныхъ горновъ.
Горны бываютъ постоянные и переносные (походная кузница); первые
не переносятся съ мѣста на мѣсто, а служатъ для работъ только въ той
мастерской, гдѣ опи устроены, вторые же устраиваются такъ, что ихъ можно
переносить всюду, гдѣ предстоитъ работа.
Постоянный горнъ (фиг. 8, 9 и 10) складывается изъ кирпича (иногда
дѣлаютъ изъ камня)—въ видѣ продолговатаго очага О на небольшомъ кир-
пичномъ сводикѣ съ пролетомъ Б, который дѣлается для уменьшенія мате-
ріала и тяжести горна, кромѣ того, тамъ еще помѣщается дневной запасъ
угля. Съ одной стороны горна дѣлается охранительная стѣнка (бранд-
мауеръ) АБ, за этою стѣнкою, для поддержанія возвышенной температуры
горѣнія топлива, обыкновенно помѣщается какой-нибудь воздуходувный
приборъ — мѣхъ, а еще лучше вентиляторъ — для вздуванія воздуха.
У стѣнки въ подѣ горна, устраиваемомъ на высотѣ 1—Ѵ/2 арш. отъ пола,
дѣлается углубленіе Г величиною въ 3—4", называемое горновымъ гнѣз-
домъ] оно служитъ для помѣщенія угля; въ этомъ то гнѣздѣ и развивается
высокая температура, необходимая для нагрѣванія металловъ, а потому
бока его необходимо выкладывать огнеупорнымъ кирпичомъ или же огне-
упорной глиной съ крупно-битымъ кирпичомъ. Остальная кладка произво-
дится изъ краснаго, хорошо обожженаго кирпича на простой глинѣ, а сво-
дикъ и нижняя часть горна на извести. Для предохраненія отъ перего-
ранія той части охранительной стѣнки, которая ограничиваетъ собою зад-
нюю' сторону горнового гнѣзда, прикрѣпляется проходящая до самаго дна
гнѣзда толстая чугунная, четыреугольная пластинка Д, которая называется
Фиг. 8.
Фиг. 9.
Фиг. 10.
61
фурменною плитою*, въ этой плитѣ и въ стѣнкѣ, къ которой она приле-
гаетъ, пробивается круглое отверстіе, въ которое вставляется чугунная
толстостѣнная, рѣдко желѣзная или красной листовой мѣди, трубка съ
внутреннимъ каналомъ около 72—3/4:11 $иг. ц.
въ діаметрѣ, называемая фурмою (фиг. * Фиг. 13.
11), отъ которой и получила названіе —г* ~
сама плита. Во внутренній каналъ
фурмы вставляется сопло (наконеч- фиг 12
никъ) мѣха (фиг. 12); фурменную і
плиту (фиг. 13) лучше дѣлать съ ~
вырѣзами на каждой сторонѣ (концѣ),
этимъ выигрывается то, что если она прогорѣла съ одной стороны, то ее
можно оборотить и вставить фурму въ другой вырѣзъ. Аршина на Р/2 надъ
горномъ укрѣпляется желѣзный колпакъ или дѣлается каменный сводъ
Ж, куда собирается продуктъ горѣнія (дымъ,
газы) и затѣмъ улетучивается черезъ отвод-
ную трубу 3.
Переносный горнъ бываетъ круглый и че-
тырехугольный; первый изъ нихъ, для болѣе
сильнаго притока воздуха, снабженъ цилинд-
рическимъ, а второй клинчатымъ мѣхомъ, въ
остальномъ же устройство ихъ очень схоже. На
верху переноснаго горна (фиг. 14) помѣщается
чугунная плита, которая поддерживается же-
лѣзными ножками. Сверху плита въ одинъ
рядъ выкладывается огнеупорнымъ кирпичемъ
для образованія пода и въ немъ дѣлается
горновое гнѣздо.
Кругомъ плиты изъ желѣза сдѣлана за-
краина, чтобы не разсыпался уголь. Съ той
стороны, гдѣ проведено сопло мѣха, сдѣланъ
еще желѣзный щитикъ. Подъ подомъ и пли-
тою, между ножекъ, укрѣпляется мѣхъ, а внизу
ножки привинчены къ плитѣ или толстому
желѣзному обручу, служащими основаніемъ
всему горну. На этомъ горнѣ нельзя производить нагрѣвовъ большихъ
кусковъ, но онъ очень удобенъ тѣмъ, что легко можетъ переноситься
съ мѣста на мѣсто.
Вентиляторъ (центробѣжный) (фиг. 15) — состоитъ изъ чугуннаго
желѣзнаго улитко-образной формы кожуха съ помѣщеннымъ внутри его на
горизонтальной оси крыльчатымъ колесомъ (фиг. 16), которое приводится
во вращательное движеніе при помощи имѣющагося сбоку на оси неболь-
шого шкива О, соединеннаго безконечнымъ ремнемъ съ большимъ колесомъ
62
(фиг. 9), получающимъ вращеніе прямо руками или ногою: первое въ
виду меньшаго утомленія,—предпочтительнѣе, за то требуетъ второго ра-
бочаго, между тѣмъ при ножномъ—можетъ работать одинъ кузнецъ; въ
кожухѣ вокругъ оси имѣются съ обѣихъ сторонъ отверстія для притока
воздуха; лопасти колеса, во время вращенія его, отталкиваютъ воздухъ,
чѣмъ вгоняютъ его въ раструбъ вентилятора, а оттуда по трубѣ въ фурму
и горновое гнѣздо, гдѣ онъ и раздуваетъ уголь.
Фиг. 15. Фиг. 16.
Кузнечные мѣха по внѣшнему виду раздѣляются на клинчатые и
цилиндрическіе.
Клинчатый треугольный двойной мѣхъ употребляется чаще всего.
Устройство его слѣдующее: къ деревянной колодкѣ А (фиг. 17), имѣю-
щей сквозной каналъ въ которомъ вставлено сопло мѣха, придѣланы на
петляхъ два досчатыхъ щита Б и Б\ пониже сопла вдѣланъ наглухо еще
досчатый щитъ Г, къ которому придѣланы по бокамъ два стержня Д\ по-
средствомъ этихъ стержней корпусъ мѣха укрѣпляется неподвижно двумя
стойками Н, устанавливаемыми по бокамъ мѣха. Щиты Б, Б и Г обтянуты
мягкою и достаточно толстою юфтовою кожею, сложенною въ видѣ гармо-
ники. Щитъ Г дѣлитъ внутреннее пространство мѣха на двѣ полости: верх-
нюю Е и нижнюю Ж. Въ щитахъ Б и Б имѣются по два отверстія ИИ
и 33, прикрывающіяся изнутри клапанами. Къ нижнему щиту придѣлы-
вается крюкъ К, на которомъ подвѣшивается грузъ О, служащій для при-
веденія мѣха въ дѣйствіе; для этого крюкъ К посредствомъ веревки НА
(а еще лучше желѣзнаго прута) соединяется съ короткимъ плечомъ ры-
чага Р, вращающагося на шворнѣ Л; для дѣйствія рычагомъ къ нему
привязывается веревка И. Если ослабить эту веревку, то грузъ О своею
тяжестью потянетъ щитъ Б внизъ, при чемъ во время опусканія этого
щита внизъ клапаны ИИ, подъ вліяніемъ давленія на нихъ воздуха, под-
нимутся кверху и изъ-подъ нихъ въ нижнюю полость мѣха войдетъ воз-
духъ, если, затѣмъ, потянемъ за веревку II книзу, то рычагъ Р потянетъ
кверху щитъ Б, клапаны ИИ тотчасъ же закроются и воздухъ, открывъ
63
себѣ клапаны 33, перейдетъ въ верхнюю полость мѣха Д при чемъ часть
его сейчасъ же устремится въ сопло С и изъ него въ горновое гнѣздо
и раздуетъ уголь, другая же часть воздуха, не успѣвшая войти въ сопло,
нѣсколько приподниметъ щитъ В и останется въ запасѣ на то время, когда
опять отпустимъ веревку 27, вслѣдствіе сего щитъ 2>, подъ вліяніемъ груза,
опять опустится внизъ и воздухъ, открывъ клапаны, снова заполнитъ ниж-
нюю полость мѣха Ж.
Фиг. 17.
Такимъ образомъ, потягивая за веревку П, мы получаемъ достаточно
сильную струю воздуха, которая, раздувая въ горновомъ гнѣздѣ уголь,
даетъ возможность развить температуру свыше 1500° С. Для полученія
болѣе сильной струи воздуха, на щитъ В кладутъ какую-нибудь тяжесть
т, подъ вліяніемъ которой запасный воздухъ верхней полости мѣха будетъ
сильнѣе и скорѣе входить въ сопло и тогда для полученія болѣе ровной
струи воздуха необходимо только чаще потягивать за веревку И,
Мѣхъ цилиндрическій (фиг. 18) по своему устрой- Фиг. 18.
ству очень схожъ съ клинчатымъ. Онъ также со- д
стоитъ изъ трехъ досчатыхъ щитовъ, но щиты круглой 1
формы. Обтянуты они юфтовой кожей, сложенной . |
въ видѣ гармоники. Средній щитъ прикрѣпленъ не- < 1
подвижно къ рамкѣ. Мѣхъ приводится въ движеніе
рычагомъ, который насаженъ на неподвижный стер-
жень, служащій ему осью вращенія. Короткое колѣно
рычага соединено желѣзнымъ прутомъ съ нижнею
доскою мѣха, а за конецъ длиннаго рычага кузнецъ
беретъ рукою и, поднимая и опуская его, приводитъ въ движеніе мѣхъ.
Внутреннее устройство цилиндрическаго мѣха и движеніе въ немъ воздуха
такое же, какъ въ вышеописанномъ клинчатомъ мѣхѣ.
64
Ручной мѣхъ (фиг. 19) служитъ для раздуванія углей въ томъ случаѣ,
когда не требуется слишкомъ большой струи воздуха. Устройство его
такое же какъ и кузнечнаго клинчатаго.
Иногда дѣлаютъ его и безъ средняго щита,
а прямо изъ двухъ деревянныхъ щитовъ,
кои и обтягиваются юфтовою кожею, сло-
женною въ видѣ гармоники: въ этомъ слу-
чаѣ отверстіе для доступа во внутрь его
воздуха дѣлается только одно—въ задней
кожаной стѣнкѣ—между ручками.
Походная кузница образца 1883 года х).
Походная кузница дѣлается изъ желѣза; воздуходувнымъ приборомъ
служитъ вентиляторъ. укрѣпленный снизу горна и приводимый въ дви-
женіе системой зубчатыхъ и клинчатыхъ колесъ; фурма расположена по
срединѣ дна горна, вслѣдствіе чего дутье вертикальное. Въ частностяхъ
походная кузница состоитъ изъ горна X? 1, укрѣпленнаго на четырехъ
ножкахъ № 9, прикрѣпленныхъ къ горну заклепками, Ниже горна ножки
скрѣплены между собою скрѣпными планками посредствомъ болтовъ № 47
съ гайками, закрѣпленными чеками; съ правой стороны ножки не скрѣп-
лены между собою непосредственно, но между ними помѣщенъ кожухъ
№ 24 вентилятора № 20, при чемъ планки № 13 однимъ концомъ при-
крѣплены болтами № 47 къ ножкамъ № 9, а другимъ приклепаны къ
кожуху № 24.
Къ. дну горна, близъ задняго его края * 2), прикрѣплена заклепками ось
№ 2 (фиг. 21), на которую надѣто зубчатое маховое колесо № 3. Между
этимъ колесомъ и упоромъ оси на послѣднюю надѣвается латунная шайба
№ 56, съ другой стороны ступицы колеса на ось надѣвается шайба № 55,
затѣмъ на нарѣзанный конецъ оси навинчивается гайка, закрѣпляемая
чекой. Въ одной изъ спицъ колеса № 3 имѣется отверстіе, въ которое
вставляется стержень съ надѣтой на него деревянной рукояткой № 34.
Колесо № 3 сцѣпляется со стальной шестерней № 4, насаженной на ось
и закрѣпленной на послѣдней шпонкой. Шпонка эта входитъ въ пазъ,
продѣланный въ концѣ оси, и въ подобный же пазъ въ ступицѣ ше-
стерни № 4.
Концы оси лежатъ въ бронзовыхъ подшипникахъ; въ подшипникахъ
этихъ имѣются отверстія для заливанія въ нихъ масла. Для устраненія
») Заимствовано изъ отд. XVI «Краткаго руководства артиллер. службы» лзд. 1899 года.
2) Въ нижеизложенномъ подъ сторонами кузницы надлежитъ понимать слѣдующее: задней
стороной называется та, на которой укрѣплено маховое колесо № 3, передней стороной—про-
тивоположная, правой и лѣвой—тѣ, которыя придутся съ правой и лѣвой стороны, если смо-
трѣть на кузницу съ передней стороны.
65
продольнаго движенія оси на ней закрѣплены близъ подшипника, при
посредствѣ винтовъ № 42, муфты X* 16 (фиг. 21).
Для болѣе прочнаго закрѣпленія винта № 42 и для устраненія его
отвинчиванія, между головкой винта и муфтой № 16, на винтѣ имѣется
гайка № 54.
Передъ завинчиваніемъ винта № 42 на него навинчивается означенная
гайка, затѣмъ винтъ ввинчивается на требуемую величину въ муфту № 16,
дабы нажать ее на ось № 5, при чемъ конецъ винта входитъ въ углуб-
леніе, сдѣланное для него въ оси № 5; послѣ того завинчивается гайка
№ 54 на столько, чтобы она плотно прилегала къ поверхности муфты № 16.
На ось № 5 надѣто также колесо X* 6 (фиг. 20) съ клинчатыми желобами
и выступами въ ободѣ. Это колесо закрѣпляется на оси № 5 винтомъ № 42,
проходящимъ черезъ ступицу колеса и входящимъ въ отверстіе оси № 5.
Фиг. 20 и 21.
Съ колесомъ № 6 сцѣпляется подобное же клинчатое колесо № 7, наса-
женное на ось № 26 вентилятора. Въ ступицѣ колеса сдѣланъ цазъ, ко-
торый при надѣваніи колеса находитъ на выступъ оси № 26.
Для возможности регулированія взаимнаго нажатія колесъ № 6 и № 7
въ передней скрѣпной планкѣ помѣщенъ регулирующій приборъ.
Вентиляторъ (фиг. 21) состоитъ изъ ступицы № 21, въ которую ввин-
чены перья Ха 22, имѣющія на своихъ ножкахъ нарѣзку; для устраненія
случайнаго вращенія перьевъ, ножки ихъ закрѣпляются въ отверстіяхъ
ступицы шпонками. Вентиляторъ насаживается на осъ № 26, на которой
закрѣпляется винтомъ № 44, проходящимъ чрезъ отверстіе ступицы и вхо-
66
дящимъ своимъ концомъ въ углубленіе оси № 26, разсверленное въ соот-
вѣтственномъ мѣстѣ, но не нарѣзанное. Вентиляторъ съ осью вставляется
въ кожухъ № 24. Этотъ послѣдній состоитъ: изъ двухъ половинъ съ за-
краинами по всей окружности и полуцилиндрическихъ частей вверху, эти
послѣднія въ собранномъ кожухѣ образуютъ трубу. Снаружи къ каждой
половинкѣ кожуха приклепаны по одному подшипнику (одинъ правый и
одинъ лѣвый), при приклепкѣ подшипниковъ вмѣстѣ съ ними приклепы-
ваются къ кожуху и планки № 13. При сборкѣ въ кожухъ вставляется
ось № 26 съ укрѣпленнымъ на ней вентиляторомъ № 20 и колесомъ № 7,
при чемъ концы оси проходятъ чрезъ подшипники. При сборкѣ внутреннія
поверхности закраинъ кожуха смазываются суриковой замазкой, при чемъ
полезно прокладывать небольшія пряди пакли, затѣмъ кожухъ скрѣпляется
болтами № 45, проходящими чрезъ отверстія въ его закраинахъ. При по-
становкѣ вентилятора необходимо обращать вниманіе, чтобы перья были
поставлены правильно, то есть чтобы въ собранномъ видѣ перо, принявъ
верхнее положеніе, было обращено выпуклой поверхностью къ сторонѣ
трубы кожуха. Для устраненія истиранія концовъ оси № 26, для болѣе
правильнаго ея вращенія и, наконецъ, для устраненія продольныхъ коле-
баній, концы ея лежатъ въ особыхъ бронзовыхъ вкладышахъ № 27 (фиг. 20
и 21), вставляемыхъ въ подшипники № 25. Вкладыши эти удерживаются
на мѣстѣ винтами № 42, проходящими чрезъ нарѣзанное отверстіе подшип-
ника; концы же винтовъ входятъ въ углубленіе вкладыша, не нарѣзанное.
Для смазки вкладышей и оси во вкладышахъ дѣлается отверстіе, а
для устраненія попаданія въ него пыли на вкладышъ надѣвается латун-
ное кольцо № 28, въ которомъ также просверлено отверстіе; кольцо это
вращается на вкладышѣ. При заливкѣ масла кольцо поворачивается такимъ
образомъ, чтобы отверстіе его пришлось противъ отверстія вкладыша, а по
заливкѣ поворачиваютъ кольцо на нѣкоторый уголъ и тогда отверстіе вкла-
дыша будетъ закрыто сплошной частью кольца. Кожухъ съ вентиляторомъ
прикрѣпляются къ кузницѣ въ собранномъ видѣ, при чемъ предварительно
къ дну горна снизу приклепывается воздушная коробка № 31 (фиг. 20 и
21) и прикрѣпляются болтами № 46 планки № 30 (правая и лѣвая). Ко-
жухъ № 24 со вставленнымъ въ немъ вентиляторомъ устанавливается
такимъ образомъ, чтобы труба его вошла въ боковое отверстіе воздушной
коробки, а флянцъ прикасался къ стѣнкѣ коробки, колесо же № 7 должно
сцѣпиться съ колесомъ № 6. При постановкѣ кожуха, конецъ трубы кожуха
снаружи, а равно вся поверхность флянца, соприкасающаяся съ коробкой
№ 31, смазываются тщательно суриковой замазкой. Закраина кожуха, нахо-
дящаяся между реберъ планокъ № 30, соединяется съ послѣдними бол-
тами № 46. Загнутые задніе концы скрѣпныхъ планокъ № 13 соединяются
помощью болтовъ № 47 съ ножками № 9. Въ срединѣ горна находится
фурма съ круглымъ отверстіемъ въ срединѣ, въ которое вставляется особый
круглый вкладышъ. Фурма вмѣстѣ съ вкладышемъ вставляется въ отверстіе,
67
сдѣланное на срединѣ горна й 1 и прикрѣпляется къ коробкѣ № 31 бол-
тами № 48. Эти болты проходятъ чрезъ отверстія коробки й 31 и ножки
фурмы; на нарѣзанные концы болтовъ № 48 навинчиваются гайки, подъ
которыя подкладываются шайбы; заплечики болтовъ и шайбы смазываются
суриковой замазкой для устраненія прохода воздуха. Между фурмой и
вкладышемъ имѣется круглая щель, чрезъ которую проходитъ воздухъ,
вслѣдствіе же очертанія означенныхъ частей струя воздуха направляется
по конусу, вершина котораго находится надъ фурмой на высотѣ около 2 дм.
Горнъ № 1 имѣетъ закраину, къ боковымъ сторонамъ которой приклепаны
петли № 36 съ ручками № 37. Лѣвая ножка № 9 въ верхней своей части
имѣетъ гнѣзда 5, въ которыя вставляется подстановка № 40. Къ кузницѣ
принадлежитъ желѣзный заслонъ № 38, къ нижнему краю котораго прикле-
паны ножки № 39; этотъ заслонъ, назначенный для обезпеченія рабочаго
отъ жара и искръ, устанавливается на заднюю сторону закраины горна.
Для отвинчиванія гаекъ и винтовъ къ горну полагаются три ключа:
№ 1, № 2 и № 3.
Вся кузница красится черной масляной краской. На каждомъ экземплярѣ
кузницы выбиваются клейма завода, начальныя буквы фамиліи пріемщика
и номеръ по. порядку; эти клейма выбиваются на наружной поверхности
передней закраины горна № 1.
Для охлажденія откованныхъ издѣлій около горна необходимо ставить
ушатъ или чанъ съ водою, а на самомъ горнѣ (постоянномъ) ставится
ящикъ съ сухимъ пескомъ, который необходимъ при нѣкоторыхъ кузнеч-
ныхъ работахъ; вмѣсто ящика можно дѣлать въ подѣ горна углубленіе,
куда и насыпать песокъ.
Затѣмъ, въ кузницѣ для горна должны*быть:
Пика—желѣзный г/2 д. прутъ (фиг. 22) съ заостреннымъ концомъ, слу-
житъ для пробиванія спекшагося ~ Фиг. 22.
угля въ томъ случаѣ, когда надо
въ него положить металлъ. ='
Швабра служитъ для вспрыскиванія ъодой угля; дѣлается она изъ мо-
чалы (чѣмъ послѣдняя тверже, тѣмъ лучше), которую собираютъ въ пучокъ
и зажимаютъ концомъ */2 д. же- Фиг. 23.
лѣзнаго прута, послѣдній дляд
этого загибается въ видѣ кольца. иХ—іі
Лопатка (фиг. 23) и совокъ (фиг. 24) Фиг. 24.
желѣзные, служатъ для насыпки и разрав-
ниванія угля въ горновомъ гнѣздѣ.
Кочерга (фиг. 25) изготовляется изъ же-
лѣза—около 3/+ Д- толщиною; служитъ для ‘
поправки въ горнѣ углей и для л
очистки фурменной плиты отъ '
шлака (сплавъ песка съ золою).
68
Кузнечный инструментъ.
Наковальня — желѣзная масса (фиг. 26) вѣсомъ до 10 пудовъ, слу-
жащая подставкою при производствѣ большей части кузнечныхъ работъ;
одинъ верхній конецъ обыкновенно дѣлается въ видѣ рога, на которомъ
загибаются кольца и выдѣлываются различные пустотѣлые предметы, дру-
гой же—четыреугольнымъ, и въ немъ дѣлаютъ два отверстія: одно круглое,
Фиг. 26. другое квадратное; въ эти отверстія вставляются
хвосты различныхъ вспомогательныхъ инстру-
ментовъ (нижняковъ, рѣзаковъ и др.), употребляе-
мыхъ при ковкѣ металловъ. Верхняя поверхность
наковальни, называемая лицомъ (боемъ), должна
быть совершенно гладкою и достаточно твердою,
для чего она дѣлается изъ приваренной закаленной стали. Наковальня при-
крѣпляется къ тяжелой деревянной (обыкновенно дубовой) колодѣ, которая
врывается вблизи горна (около Р/2—2 шаг.), называется она стуломъ (фиг. 10).
Высота стула надъ уровнемъ пола кузницы дѣлается отъ 3/4 арш. до 1 арш.,
смотря по величинѣ наковальни и росту кузнеца, а если она для укрѣп-
ленія врывается въ землю, то углубляется отъ г/2 до 3/4 арш.
Иногда дѣлаютъ наковальни и изъ чугуна; онѣ, хотя и подкупаютъ
своею дешевизною, но не такъ прочны, какъ желѣзныя, такъ какъ не вы-
держиваютъ долго ударовъ молота и вскорѣ начинаютъ выкрашиваться.
При покупкѣ наковальни (въ войсковыхъ мастерскихъ онѣ не изготовляются)
нужно, главнымъ образомъ, обращать вниманіе на то, чтобы наковальня
не имѣла трещинъ; внутреннія трещины узнаются ударомъ молотка по
лицевой сторонѣ:—чистый, звонкій звукъ обозначаетъ плотность приварки
лица ея и отсутствіе трещинъ, на-
противъ, звукъ болѣе глухой пока-
зываетъ, что наковальня или имѣетъ
трещины, или сдѣлана изъ чугуна.
Кромѣ того, необходимо обра-
щать вниманіе на твердость закалки
лица наковальни, которая узнает-
ся напильникомъ: глубокій слѣдъ
обозначаетъ недостаточную закалку,
вслѣдствіе чего, при работѣ моло-
томъ, будутъ образовываться на лицѣ впадины и даже выбоины, совер-
шенно же не замѣтный слѣдъ показываетъ слишкомъ твердую закалку,
что повлечетъ выкрашиваніе; твердость хороша та, при которой личной
напильникъ чуть беретъ.
Для болѣе мелкихъ кузнечныхъ работъ употребляются маленькія нако-
вальни, которыя бываютъ или прямо квадратныя (фиг. 27) или же двурогія
(фиг. 28), послѣднія называются шпераками.
69
другихъ
на фи-
ручникомъ (фиг. 30). Какъ тотъ
Фиг. 29 а. Фиг. 29 б.
Б. К
Фиг. 30.
изъ же-
Боѳвой молотъ и ручникъ. Молотокъ, по своему виду и вѣсу,
бываетъ двухъ родовъ: большой и малый; первый обыкновенно называется
боевымъ молотомъ (фиг. 29), второй же
такъ и другой бываютъ разнообразной
формы; въ практикѣ болѣе
употребляются изображенные
гурахъ 29 и 30.
Оба молота отковываются
лѣза, при чемъ концы ихъ Л, назы-
ваемые боемъ и Б—задкомъ, навари-
ваются сырцовою сталью и закали-
ваются; у боевого молота задокъ дѣ-
лается параллельно ручкѣ его, а у ручника перпен-
дикулярно къ ней.
Дѣлать молоты изъ цѣльной стали дорого и не
представляетъ никакихъ преимуществъ.
Самый молотъ наглухо насаживается на ручку, дѣлаемую
обыкновенно изъ рябины и, вообще, изъ наиболѣе вязкаго и до-
статочно твердаго дерева; при этомъ дерево должно быть безъ
сучьевъ, сухое, но не лежалое, ибо такое не выдержитъ ударовъ,
сырое же современемъ дастъ трещины.
Величина рукоятокъ дѣлается для боевого молота 25—35 дм.,
а для ручника 15—20 дм.; вѣсъ боевого молота 7—20 фнт. (на-
примѣръ: для сварки осей—20 фнт.), ручника‘2—4 фунта.
ІСлѳщи служатъ для держанія кующихся предметовъ во
время-обработки ихъ на наковальнѣ, для выниманія металла изъ
въ разныхъ другихъ случаяхъ; словомъ, они употребляются тогда, когда
ОГНЯ и
нельзя металлъ взять или держать прямо руками.
Форма ихъ зависитъ отъ вида отковываемаго предмета и поэтому весьма
разнообразна (фиг. 31). Фиг. зі.
70
Состоятъ клещи изъ двухъ желѣзныхъ половинъ, которыя соединены
шарниромъ или штыремъ а, вокругъ котораго онѣ вращаются такъ, что,
если сблизить концы ручекъ 2?, то сходятся и губы Л; при этомъ ручки
Фиг. 32. Фиг. зз. клещей не должны соединяться вплотную, а
должны отстоять другъ отъ друга на нѣкоторомъ
\ разстояніи для натяга, но однако на такомъ,—
чтобы можно было удобно захватить ихъ руками;
натягъ производится посредствомъ кольца (фиг. 32) или же крючка въ видѣ
буквы 8 (фиг. 33), которые надѣваются на ручки и нагоняются ручникомъ.
Зубила (сѣкачи) служатъ для перерубанія желѣза — какъ въ холод-
номъ, такъ и въ нагрѣтомъ состояніи; сообразно этому лезвіе ихъ а зата-
чиваютъ—для холоднаго металла, во избѣжаніе поломки ихъ, тупѣе (фиг. 34),
а для нагрѣтаго—острѣе (фиг. 35).
Для ускоренія работы употребляются еще рѣзаки (фиг. 36), которые
вставляются въ отверстіе наковальни и на ихъ остріе накладывается металлъ.
Фиг. 35.
Зубила и рѣзаки дѣлаются изъ желѣза съ наваренными сырцовою сталью
концами, а еще лучше дѣлать их# прямо изъ стали.
Пробойникъ или бородокъ (фдг. 37) имѣетъ
видъ молотка съ вытянутою частью или низкомъ А
различнаго (круглаго, квадратнаго и пр.) сѣченія и съ
граненымъ задкомъ Б; служитъ для пробивки въ на-
грѣтомъ металлѣ круглыхъ, квадратныхъ, многогран-
ныхъ и др. формъ дыръ. Для приданія прочности
оконечностямъ бородковъ ихъ дѣлаютъ изъ наварной
сырцовой стали.
Гладилки (подбойки) дѣлаются изъ желѣза, ра-
бочій конецъ наваривается сырцовою сталью; служатъ
Фиг. 37.
онѣ для выравни-
ванія разныхъ плоскихъ поверхностей, обработанныхъ предварительно
молотомъ.
Изготовляются онѣ въ видѣ молотка (фиг. 38), при чемъ нижняя часть
ихъ или лицо А дѣлается совершенно гладкимъ, задокъ же Б—нѣсколько
суживающимся для нанесенія по немъ ударовъ молотомъ.
Для выравниванія вогнутыхъ поверхностей и разныхъ желобовъ упо-
требляются гладилки съ закругленнымъ лицомъ (фиг. 39), для выпуклыхъ
71
съ полукруглыми въ
Фиг. 40;
Фиг. 38.
гладилки
Фиг. 39.
предмету даютъ желае-
которыхъ
поверхностей—гладилки съ выемомъ внутри (фиг.. 40). Для выглаживанія
цилиндрическихъ издѣлій употребляются
нихъ выемами. Въ серединѣ каж-
дой гладилки дѣлается гнѣздо,
въ которое вставляется длинная
деревянная рукоятка; для того,
чтобы ударъ молота не переда-
вался рукѣ, держащей гладилку,
рукоятка въ гнѣздо вкладывается
свободно, не заклиняясь на глухо.
Оправки разныхъ формъ
(фиг. 41)—стальныя формы, при помощи
мое очертаніе. Состоятъ онѣ изъ двухъ частей: верхняка А и нижняка Б;
въ каждомъ изъ нихъ продѣланы углубленія,
соотвѣтствующія половинѣ предполагаемаго
издѣлія.
Верхняки снабжаются длинными и свободно
(на томъ же основаніи, какъ и у гладилокъ) !
входящими въ гнѣздо ихъ деревянными ру-
коятками. Нижняки имѣютъ хвостъ, вставляе-
мый при работѣ -въ наковальню.
Гвоздильня (фиг. 42 и 43) — стальной
брусокъ, въ коемъ продѣланы сквозныя отвер-
стія, служитъ для отковки болтовыхъ, винто-
выхъ и другихъ шляпокъ; у одной изъ сторонъ отверстія
углубленіе, сообразно предполагаемой формѣ шляпки; отверстія дѣлаются
разныхъ діаметровъ.
Фиг. 42. 1
Фиг. 41.
А
дѣлается
Аршинъ (фиг. 44) служитъ для
обмѣриванія отковываемыхъ предме-
товъ; изготовляется онъ изъ желѣза1).
і) Кузнечный аршинъ дѣлается нѣсколько больше обыкновеннаго торговаго, въ виду того,
что въ работѣ всегда измѣряется разогрѣтый металлъ, когда же послѣдній охладится, то раз-
мѣры его приблизятся къ дѣйствительной длинѣ.
6
72
Кронциркуль обмѣряетъ діаметры желѣза (фиг. 45), а также вну-
треннія отверстія издѣлій (фиг. 46). Состоитъ изъ двухъ вращающихся на
шарнирѣ О половинъ (ножекъ), разстоянія между которыми и показы-
ваютъ размѣры.
Фиг. 45. Фиг. 46.
Кернъ (фиг. 47)—небольшой, стальной, круглый, съ однимъ заострен-
нымъ отъ 40°—80° концомъ стержень; служитъ для обозначенія центровъ
въ металлѣ.
Кромѣ всего этого, въ
полковой кузницѣ должны
быть еще инструменты, не-
обходимые для ковки ло-
Фиг. 47.
шадей:
Молотокъ (фиг. 48) служитъ для вбиванія
подковныхъ гвоздей, изготовляется изъ желѣза
съ наваренными сырцовою сталью бойкомъ и
задкомъ, послѣдній дѣлается раздвоеннымъ въ
видѣ клещей—для загибанія, а иногда и вы-
Фиг. 48.
таскиванія гвоздей.
Клещи (фиг. 49) состоятъ изъ двухъ
желѣзныхъ, вращающихся на шарнирѣ,
половинъ; служатъ для загибанія и вы-
ниманія подковныхъ гвоздей.
Рашпиль (фиг. 50), обсѣчка (фиг. 51) и ножъ (фиг. 52) служатъ
для обрѣзки и расчистки копыта.
Фиг. 50.
Фиг. 52.
Фиг. 51.
73
Расчиотка (фиг. 53) служитъ для обрѣзки копыта съ нижней сто-
роны его, у стрѣлки.
Производство кузнечныхъ работъ.
Кузнечныя работы производятся надъ металлами, нагрѣтыми до болѣе
или менѣе высокой температуры въ горнѣ, поэтому одною изъ первыхъ
работъ всякаго кузнеца есть разведеніе огня въ горнѣ.
Разведеніе огня въ горнѣ производится слѣдующимъ образомъ:
прежде всего горновое гнѣздо необходимо тщательно очистить отъ золы
и разныхъ другихъ веществъ, которыя могли остаться отъ предыдущихъ
работъ. Потомъ въ него, до высоты фурменнаго отверстія, укладывается
уголь 2). Вблизи фурмы кладется нѣсколько разгорѣвшейся щепы или же
нѣсколько раскаленныхъ древесныхъ углей и, присыпавъ это холоднымъ
углемъ, производятъ сперва легкое, а потомъ болѣе сильное дутье, пока
не разгорятся всѣ угли. При разжиганіи каменнаго угля время отъ вре-
мени его нужно немного смачивать водою, отъ чего увеличивается плот-
ность огненной коры.
*) Для нагрѣва стали—древесный, а для нагрѣва желѣза—каменный. Каменный уголь
употреблять вообще выгоднѣе, нежели древесный, потому что онъ дешевле, обладаетъ свой-
ствомъ спекаться и даетъ большее количество теплоты. Свойство каменнаго угля спекаться
состоитъ въ томъ, что отдѣльные куски угля при горѣніи слипаются между собою, отчего
въ кучѣ угля образуется сводъ, что и даетъ возможность устроить въ горнѣ такъ называемую
печку, которая имѣетъ большое значеніе при нагрѣваніи крупныхъ вещей. Польза свода со-
стоитъ въ томъ, что черезъ него ие проваливаются холодные куски угля и жаръ болѣе кон-
центрируется въ данномъ объемѣ. Свойство угля спекаться влечетъ за собою экономію горю-
чаго матеріала, удобство и большую скорость работы. Какъ уже было сказано (стр.—23),
каменный уголь рѣдко бываетъ чистъ; большею частью онъ содержитъ въ себѣ сѣру и другія
примѣси, изъ коихъ наиболѣе вредною является сѣра, такъ какъ она разъѣдаетъ поверх-
ность нагрѣваемаго издѣлія, дѣлаетъ ее шероховатою и придаетъ хорошему желѣзу свойства
красноломкаго. Присутствіе сѣры въ углѣ узнается, при горѣніи угля въ горнѣ, по запаху
выдѣляющагося изъ угля сѣрнаго ангидрида. Кромѣ того, присутствіе сѣры можетъ быть
опредѣлено при поливаніи водою раскаленнаго до-бѣла угля, по запаху выдѣляющагося изъ
него сѣрнистаго водорода. Для опредѣленія присутствія въ углѣ сѣры можно поступать и
такимъ образомъ: полосу хорошаго желѣза, толщиною отъ 0,25 дм. до 0,5 дм. загибаютъ на
одномъ концѣ и свариваютъ, что повторяется нѣсколько разъ на одномъ и томъ же мѣстѣ;
каменный уголь считается въ отношеніи содержанія сѣры хорошимъ, если обрабатываемая
указаннымъ способомъ полоса не ломается при вишнево-красномъ каленіи. Каменный уголь
лучше брать въ мелкихъ кускахъ, въ величину боба или орѣха, такъ какъ крупные куски въ
тѣсномъ помѣщеніи горйа не дадутъ надлежащаго жара и, слипаясь въ меньшей степени,
труднѣе образуютъ сводъ печки. Хотя изъ крупныхъ кусковъ легко получить мелкіе, но это
74
. Ковка. Ковкою называется работа, лри которой/куску метла, пред-
варительно нагрѣтому (для размягченія его) до болѣе или менѣе высокой
температуры, придаютъ при момощи молота желаемую форму.
Ковка, какъ и вообще большая часть кузнечныхъ работъ, производится
на наковальнѣ, у которой работаютъ обыкновенно два человѣка, и двумя
молотками одновременно: ручникомъ работаетъ кузнецъ-мастеръ, а боевымъ
молотомъ—молотобоецъ (помощникъ); такая работа идетъ скорѣе и лучше,
чѣмъ если бы ее производилъ одинъ кузнецъ. Ударами ручника въ разныхъ
мѣстахъ по обдѣлываемой на наковальнѣ вещи кузнецъ-мастеръ указываетъ
молотобойцу направленіе и силу удара боевого молота. Управлять ручни-
комъ, а также и боевымъ молотомъ—трудъ нелегкій и требуетъ весьма
большого навыка.- Какъ -держать молотъ въ рукахъ—это зависитъ отъ ро-
ста и длины рукъ работаю- ... фиг: 54,
щихъ, и?. даже—отъ особен-
ностей въ тѣлодвиженіяхъ, ко-
торыя различны для каждаго
человѣка. Положеніе ногъ во
весь періодъ удара не должно
измѣняться, такъ , какъ пере-
ступаніе, съ ноги на ноту ска-
жется на слѣдующій день
болью въ поясницѣ.
При работѣ частыми и не
особенно сильными ударами
боевого молота поднимать его
нужно настолько, чтобы ру-
коятка была бы въ вертикаль-
номъ относительно пола по-
ложеніи (фиг. 54), а затѣмъ
предоставить молоту почти
свободно падать, не надавли-
вая сильно на рукоять, такъ
невыгодно, такъ какъ крупный уголь дороже мелкаго; мелкій уголь извѣстенъ въ продажѣ
подъ названіемъ кузнечнаго угля. Въ виду, того, что. каменный уголь рѣдко бываетъ чистъ
и что примѣси его, соединяясь съ металломъ, портятъ его качества, нагрѣвъ металла на ка-
менномъ углѣ, несмотря на всѣ его выгоды, при тонкихъ работахъ изъ хорошаго матеріала
(напр., стали) не производится, а тогда нагрѣвъ уже дѣлается на древесномъ углѣ. Хорошій
древесный уголь чистъ (подробности на стр. 22), но онъ сравнительно дорогъ, даетъ меиыпее
количество теплоты и неспособенъ спекаться,. почему и не примѣняется для сварки круп-
ныхъ предметовъ.
Коксъ плотенъ, хорошо концентрируетъ жаръ, но неспособенъ спекаться, скоро поту-
хаетъ, въ особенности при маломъ огнѣ, и часто содержитъ сѣру. Кромѣ того, варка желѣза
идетъ на коксѣ хуже, чѣмъ на каменномъ углѣ.
Расходъ угля на ковку среднимъ числомъ можно положить отъ 60—70 фунт. на 100 фунт.
желѣза при ковкѣ мелкихъ предметовъ въ одинъ нагрѣвъ.
75
какъ отъэтого ударъ получится слабѣе,-а только, направляя въ указанную
кузнецомъ-мастеромъ точку; въ моментъ же удара держать молотъ въ рукахъ
слѣдуетъ слабо, при чемъ рукоять должна быть горизонтальна, т. е. чтобы
боекъ молота всегда бы падалъ на. обдѣлываемую поверхность вещи па-
раллельно^ей; при другомъ положеніи молота молотобоецъ получитъ силь-
ный толчокъ въ руки и . мо-
жетъ даже выронить молотъ.
- Когда же требуются не ча-
стые, но сильные удары мо-
лота, то въ этомъ случаѣ упот-
ребляется .такъ, называемый.
6Ы съ круговымъ размахомъ^
въ которомъ молотъ, послѣ
каждаго паденія на нако-
вальню, съ правой стороны
работающаго описываетъ снизу
вверхъ кругъ (фиг; 55 и 56).
Правила удара въ данномъ
случаѣ остаются тѣ же, что. и
въ предыдущемъ. .
Сила удара здѣсь получает-
ся больше, вслѣдствіе значи-
тельнаго развитія силы инер-
ціи, затрата же силы молото-
бойца много меньше, нежели
въ первомъ.
Сталь куется труднѣе же-
лѣза, а такъ какъ частые на-
грѣвы портятъ качество стали
(въ особенности литой), то на-
грѣвать ее надо возможно рѣже
и потому ковать нагрѣтую
сталь надо скоро, нанося удары
быстрѣе одинъ за другимъ и
ровнѣе,:такъ какъ въ против-
Фиг. 55.
Фиг. 56.
номъ случаѣ сталь можетъ сдѣлаться неоднородною въ своей массѣ и при
закалкѣ можетъ сгибаться и потерять пружинность. Нагрѣвъ и ковка стали—
работы настолько трудныя, что требуютъ отъ кузнеца большого навыка...
Нагрѣвъ металла при ковкѣ имѣетъ большое значеніе, такъ какъ
каждому роду работы соотвѣтствуетъ извѣстная температура; слѣдить за
нагрѣвомъ металла въ горнѣ лежитъ на обязанности кузнеца-мастера, кото-
рый о степени нагрѣва судитъ на глазъ по; цвѣту нагрѣваемаго предмета..
Желѣзо куется при ярко или свѣтло-красномъ нагрѣвѣ, но лучше всего
76
ковка происходитъ при бѣломъ нагрѣвѣ; этимъ нагрѣвомъ обыкновенно
пользуются въ томъ случаѣ, когда куску желѣза необходимо быстро при-
дать желаемую форму, отдѣлка же вещей производится при свѣтло-красномъ
нагрѣвѣ. Существуютъ еще: темно-красный (бурый) нагрѣвъ, вишневый и,
наконецъ, самый сильный бѣлосварочный или искрящійся нагрѣвъ. Первымъ,—
почти незамѣтнымъ при дневномъ свѣтѣ,—пользуются тогда, когда проко-
вываемый предметъ не будетъ подвергаться большимъ изгибаніямъ, вишне-
вымъ—обыкновенно для выравниванія и сглаживанія поверхности издѣлія,
послѣднимъ же нагрѣвомъ (искрящимся) пользуются для сварки кусковъ
желѣза.
При ковкѣ желѣзныхъ и стальныхъ издѣлій нужно имѣть въ виду слѣ-
дующее: нагрѣвать желѣзо надо быстро, дабы возможно менѣе подвергать
его дѣйствію угля и воздуха, сталь же требуетъ, наоборотъ, болѣе медлен-
наго нагрѣванія. Температура нагрѣва не должна превышать ту, которая
необходима для предстоящей работы, такъ какъ отъ сильныхъ нагрѣвовъ
какъ желѣзо, такъ и сталь утрачиваютъ свои свойства, особенно послѣдняя,
которая не можетъ выдержать того жара, при которомъ куется желѣзо.
Съ цѣлью предохраненія желѣза отъ сильнаго перегоранія (окисленія
въ огнѣ, т. е. образованія окалины) нагрѣваемый предметъ полезно присы-
пать мелкимъ пескомъ, который, расплавляясь, образуетъ съ окалиной же-
лѣза жидкій стекловидный шлакъ, не пропускающій кислорода. Передъ
отковкою предмета желѣзо, вынутое изъ горна, необходимо очистить отъ
окалины, такъ какъ въ противномъ случаѣ она, вдавливаясь подъ молотомъ
въ желѣзо, придаетъ издѣлію грязный видъ. Очищается окалина или уда-
рами обрабатываемаго куска о наковальню или же прямо счищается зад-
комъ молотка; отстаетъ она хорошо также при работѣ смоченнымъ въ водѣ
молоткомъ; но если обрабатываемый предметъ малъ, то молотъ слѣдуетъ
смачивать при концѣ работы, иначе предметъ можетъ скоро остыть.
Съ цѣлью улучшить качества желѣза и стали при производствѣ работъ
путемъ проковки, слѣдуетъ для отковки предмета брать куски металла
большихъ размѣровъ, нежели требуется, и затѣмъ доводить протяжкою до
надлежащихъ размѣровъ, нагрѣвая при этомъ: желѣзо до бѣлаго, а сталь
до вишневаго цвѣта нагрѣва.
Вытягиваніе. Вытягиваніемъ называется работа, которая производится
для увеличенія размѣровъ полосы желѣза или желѣзнаго стержня по длинѣ,
или по ширинѣ ихъ, или же одновременно но той и другой.
Работа эта производится на наковальнѣ, при чемъ въ зависимости отъ
того, требуется ли удлинить кусокъ металла по какому-либо направленію
или же только расплющить его, работаютъ бойкомъ или задкомъ молота.
Положеніе куска металла на наковальнѣ зависитъ также отъ рода работы
и цѣли, такъ: для увеличенія длины и ширины полосы на счетъ ея тол-
щины, полосу нужно класть на наковальню плашмя и удары по ней про-
изводить бойкомъ молота равномѣрно по всей поверхности (фиг. 57).
77
При вытягиваніи же куска металла въ одномъ только направленіи
(удлинять или уширять его) полосу класть на наковальню тоже плашмя,
но удары наносить задкомъ молота (фиг. 58).
Получаемая отъ ударовъ волнообразность поверхности сглаживается или
прямо бойкомъ молота или же, еще лучше, при помощи гладилки (фи-
гуры 59, 60 и 61).
Вытягиваніе и сглаживаніе необходимо производить съ обѣихъ сторонъ
полосы при нѣсколькихъ нагрѣвахъ въ горнѣ.
Для ускоренія вытягиванія желѣзо слѣдуетъ опирать на ребро нако-
вальни и ударять задкомъ молота (фиг. 62); при такомъ способѣ волны
получаются сразу съ обѣихъ сторонъ,
Для оттяжки конца полосы въ видѣ фаски полосу класть на нако-
вальню въ наклонномъ положеніи (фиг. 63) и удары бойкомъ' молота
наносить также нѣсколько наклонно.
78
, Отвовва заплечиковъ. Работу. эту (фиг. 64) производятъ при по-
мощи подбойки, какъ показано да. чертежѣ.
Для полученія двухсторонняго заплечика по-
лосу, послѣ оттяжки одной стороны, нужно нагрѣвать
вторично; положеніе ея на наковальнѣ показано на
фиг. 65.
Осаживаніе. Осаживаніемъ называется работа,
при которой утолщается какая-либо часть даннаго
куска на счетъ его длины. Осадить полосу или ка-
Фиг. 65.
кой-либо стержень—значитъ произвести посерединѣ
или на одномъ изъ концовъ его утолщеніе. Работа
эта производится такъ: то мѣсто полосы или стержня,
которое предполагаютъ осадить (напр., середина),
нагрѣть до бѣлаго нагрѣва, части же металла,
прилегающія съ обѣихъ сторонъ къ этому мѣсту, не-
обходимо охладить, водою; затѣмъ предметъ этотъ
поставить отвѣсно однимъ концомъ на наковальню,
а по другому—ударять ручникомъ или молотомъ (въ
зависимости отъ размѣровъ предмета) до тѣхъ поръ, пока не получится
желаемое утолщеніе (фиг. 66).
Если необходимо осадить конецъ стержня, то тогда стержень этотъ
на наковальню надо ставить
по нагрѣтому (фиг. 67),
При небольшой длинѣ и
холоднымъ концомъ, а молотомъ ударять
достаточномъ вѣсѣ стержня, осадку конца
его можно еще произвести ударами его самого о наковальню, повернувши
предварительно раскаленнымъ концомъ книзу (фиг. 68).
Для осадки стержней слишкомъ длинныхъ, ставить которые верти-
кально на наковальню неудобно, можно класть ихъ на наковальню гори-
зонтально и ударять ручникомъ сбоку (фиг. 69).
Фиг. 69.
79
При осадкѣ удары молота не должны быть слишкомъ сильны, особенно
въ началѣ, работы, такъ какъ отъ этого можетъ произойти разслаиваніе
металла и могутъ получиться трещины. . .. .
Сварка. Сваркою называется соединеніе двухъ кусковъ металла въ
одно цѣлое, которое по евоему виду и по свойствамъ производитъ впечат-
лѣніе сдѣланнаго изъ одного куска. Металлъ сваривается различно: по
длинѣ, подъ угломъ и плашмя.
Сварка желѣза. Для сварки желѣза по длинѣ оба куска, предназна-
ченные для сварки, нужно довести въ горнѣ до свѣтло-краснаго нагрѣва.
Затѣмъ въ мѣстахъ предполагаемаго соединенія осадить, а для увеличенія
соприкасающихся поверхностей сдѣлать скосъ на нѣтъ (фиг. 70). - ~.
Фиг. 70. .......
Далѣе оба куска снова положить въ горнъ и довести до бѣло-искря-
щагося нагрѣва; для предохраненія металла отъ окисленія, а также отъ
вредныхъ примѣсей угля, оба нагрѣваемыхъ конца время отъ времени
обсыпать сварочнымъ пескомъ (смѣсь мелкаго песка съ бурою или съ
измельченнымъ стек-
ломъ), котдрый, рас-
плавившись , образу-
етъ предохранитель-
ный жидкій шлакъ
(называемый^люсолга).
І?огда куски на-
грѣются до вышеука-
занной температуры,
ихъ быстро вынуть и
прежде всего удара-
ми о наковальню очи-
стить отъ окалины;
затѣмъ, соединивъ плотно скошенными концами, подвергать сперва лег-
кимъ, а потомъ все болѣе сильнымъ ударамъ молота (фиг. 71).
Послѣ хорошо произведенной сварки не должно остаться ни трещинъ,
ни швовъ; въ противномъ случаѣ нагрѣваніе п ковку слѣдуетъ повторить,
однако надо имѣть въ виду, что отъ повторенія нельзя ожидать хорошей
сварки.
Для клинового соединенія, что обыкновенно практикуется при сваркѣ
осей, оба конца точно такъ же высаживаются, но затѣмъ одинъ конецъ отко-
вывается въ видѣ клина, въ другомъ же выковывается соотвѣтствующее
углубленіе и, когда оба конца, будучи положены въ горнъ, нагрѣются до
варовой температуры, то, не вынимая изъ огня, ихъ соединяютъ, а потомъ
уже окончательно проковываютъ на наковальнѣ до сглаживанія шва.
80
При сваркѣ подъ угломъ концы слѣдуетъ соединять въ накладку, а еще
лучше въ лапку, т. е. одинъ конецъ, откованный въ видѣ остраго клина,
вставляется въ другой, разсѣченный въ толщинѣ пополамъ (фиг. 72).
Для сварки же плашмя,
обѣ свариваемыя поверхно-
сти предварительно насѣ-
каются или заершаются при
помощи зубила (фиг. 73).
Сварка стали. Сварка ста-
ли производится такими же
способами, какъ и желѣза,
только необходимо избѣгать
осаживанія, отъ котораго на-
рушается внутреннее строе-
ніе ея; но при этомъ нужно
имѣть въ виду, что сталь
не выдерживаетъ слишкомъ
высокой температуры и
обыкновенно сваривается
при вишневомъ нагрѣвѣ; затѣмъ, не всѣ сорта ея одинаково способны
свариваться: чѣмъ сталь тверже, тѣмъ сваривается она труднѣе (такъ,
напримѣръ, рафинированная—сваривается прекрасно, литая же—весьма
трудно); вслѣдствіе этого при сваркѣ разныхъ сортовъ приходится одно-
временно каждый изъ свариваемыхъ кусковъ нагрѣвать до различныхъ
температуръ, а потому и работа эта требуетъ большаго вниманія и навыка,
тѣмъ болѣе, что сварку непремѣнно нужно кончать съ одного нагрѣва,
такъ какъ отъ повторительныхъ нагрѣвовъ сталь теряетъ свои качества.
Особенно трудно свариваются куски литой стали; даже и при удачной
сваркѣ, качества этой стали настолько могутъ пострадать, что она ока-
жется хуже простой. Затрудненіе, главнымъ образомъ, заключается въ
томъ, что сталь, доведенная до варового нагрѣва, утрачиваетъ свои луч-
шія качества; нагрѣвъ же свѣтло-вишневый, при которомъ ущерба каче-
ствамъ ея нѣтъ, недостаточенъ для сварки; въ виду этого сварка ея про-
изводится искусственнымъ образомъ—при помощи особаго флюса, состоя-
щаго изъ смѣси буры съ нашатыремъх). Предназначенные для сварки
куски стали слѣдуетъ нагрѣть почти до свѣтло-вишневаго цвѣта; затѣмъ,
вынувъ изъ огня, очистить при помощи напилка мѣста сварки и, смазавъ
приготовленнымъ флюсомъ, опять заложить въ горнъ, гдѣ нагрѣть до виш-
!) Приготовленіе флюса: въ глиняный тигель насыпать буры, сверху присыпать 1% истер-
таго въ порошокъ нашатыря, затѣмъ примѣшать немного (нѣсколько капель) виннаго спирту;
закрывъ желѣзною крышкою, тигель помѣстить въ горнъ, гдѣ нагрѣвать при глухомъ (безъ
пламенныхъ языковъ) огнѣ; когда масса, расплавившись, закипитъ, тогда вылить ее на чистый
желѣзный листъ и, по мѣрѣ остыванія, разрѣзать на куски.
81
неваго цвѣта, флюсъ при этомъ закипитъ; далѣе быстро вынуть куски
стали изъ горна и, легкими, но частыми ударами ручника, окончательно
проковывая, сварить. ш
Сварка стали съ желѣзомъ. Работа эта въ практикѣ примѣняется въ
видахъ экономическихъ—при изготовленіи колящихъ, рѣжущихъ и др.
инструментовъ; сталь для сварки съ желѣзомъ обыкновенно берется не
инструментальная, а изъ болѣе простыхъ ея сортовъ: цементная, рафини-
рованная, томленая и др.
Операція эта тоже самое требуетъ большого, со стороны кузнеца, вни-
манія; главнымъ образомъ, нужно всегда имѣть въ виду, что желѣзо тре-
буетъ бѣлоискрящагося (варового) нагрѣва, для стали же совершенно до-
статочно свѣтло-вишневаго; слѣдовательно, оба металла не должны быть
помѣщаемы въ горнѣ одновременно, нужно желѣзо класть ранѣе стали.
Для сварки стали съ желѣзомъ существуетъ нѣсколько способовъ, при-
мѣненіе каждаго изъ нихъ зависитъ отъ назначенія навариваемаго пред-
мета. Такъ, напримѣръ, навариваніе топора стальнымъ лезвіемъ произво-
дится слѣдующимъ образомъ: ту часть топора, гдѣ будетъ лезвіе, осадить
до 72 дюймовой толщины, затѣмъ, взявъ необходимаго для лезвія раз-
мѣра стальной брусокъ, нагрѣть его до-красна и заершить зубиломъ;
далѣе—топоръ съ брускомъ (присадкомъ) положить въ горнъ и нагрѣть;
при этомъ желѣзо, какъ требующее большаго жара, слѣдуетъ помѣщать
ближе къ фурмѣ, а сталь дальше отъ нея. Когда оба металла нагрѣются
до сварочной температуры, ихъ быстро перенести на наковальню, счистить
окалину, наложить сталь на осаженную часть топора и проковать.
Можно еще наварить сталью, предварительно сдѣлавши въ лезвіи же-
лѣзнаго топора желобокъ, въ который вставить соотвѣтствующихъ размѣ-
ровъ кусокъ стали. Когда желѣзо и сталь остынутъ до вишневаго цвѣта,
остальное лезвіе оттянуть.
Для болѣе прочной наварки нужно, чтобы направленія волоконъ же-
лѣза и привариваемаго стального куска совпадали бы.
- При наставленіи бойка (задка) молота кусочекъ стали (присадокъ),
подогнанный по размѣрамъ къ бойку (задку), нужно тоже самое предва-
рительно нагрѣть и заершить зубиломъ, а по охлажденіи помѣстить на
наковальню, ершами кверху. Затѣмъ, накаливъ въ горнѣ молотъ до свѣтло-
краснаго нагрѣва,-наложить его насталиваемымъ концомъ на ерши при-
садка и нагнать на него ударами молота. Потомъ вторично положить
молотъ вмѣстѣ съ нагнаннымъ присадкомъ въ горнъ и нагрѣть до сва-
рочной температуры; далѣе перенести на наковальню и подвергнуть
проковкѣ.
Для насталиванія рѣжущихъ инструментовъ слѣдуетъ брать желѣзный
брусокъ, изъ котораго предполагаютъ сдѣлать инструментъ, оттянуть его
до двойной длины инструмента; при этомъ, конечно, толщина его полу-
чится вдвое тоньше настоящей, ширина же должна быть надлежащая.
82
Затѣмъ, согнувъ его пополамъ и закрѣпивъ молотомъ между этими поло-
винами соотвѣтственной длины и ширины, стальную пластинку, все это
помѣстить въ горнъ, гдѣ довести до бѣлаго нагрѣва, а затѣмъ, легкими
ударами молота на наковальнѣ окончательно сварить. ;
Отжигъ откованныхъ издѣлій. Въ виду того, что послѣ проковки желѣзо
и особенно сталь пріобрѣтаютъ, весьма значительную твердость, сильно
затрудняющую ихъ дальнѣйшую обработку, напр., опиловку, и обточку, то
откованныя желѣзныя и стальныя издѣлія, прежде чѣмъ приступить къ
означеннымъ работамъ, предварительно приводятся въ болѣе мягкое со-
стояніе процессомъ, называемымъ отжигомъ.
Отжигъ состоитъ въ нагрѣвѣ до темно-вишневаго цвѣта и медленномъ
охлажденіи откованныхъ издѣлій. Изъ многихъ существующихъ способовъ
отжиганія стали наилучшій слѣдующій: для отжига стали на дно желѣз-
ной коробки- или ящика, размѣромъ въ зависимости отъ величины и коли-
чества - отжигаемыхъ предметовъ, насыпать слой нетолченаго древеснаго
угля, - на него положить рядъ стальныхъ издѣлій; затѣмъ опять слой угля
и рядъ издѣлій и т. д.; наполнивъ ящикъ (сверху долженъ быть слой
угля), закрыть крышкою и обмазать, дабы не проникалъ вовнутрь воз-
духъ, глиною; ящикъ этотъ положить, въ горнъ, гдѣ нагрѣть до-красна,
а затѣмъ вынуть его и дать постепенно охладиться при обыкновенной
комнатной температурѣ или же оставить его до полнаго охлажденія въ
самомъ горнѣ. Способъ, этотъ имѣетъ то преимущество, что сталь, благо-
даря углю, предохранена отъ избытка нагрѣванія, столь вреднаго для
нея. Можно отжигать издѣлія прямо на открытомъ огнѣ, предварительно
обмазавъ ихъ тонкимъ, слоемъ глины; при этомъ слѣдуетъ нагрѣвать ихъ до-
красна и затѣмъ, не вынимая, дать постепенно охладиться или же, вынувъ,
зарыть въ песокъ, известь или. сухія опилки до полнаго охлажденія.
Примѣняютъ еще и слѣдующій способъ: откованное издѣліе нагрѣ-
вается-до темно-вишневаго нагрѣва и погружается въ растворъ 6 фун.
аравійской камеди въ одномъ ведрѣ воды.
Закалка стали. Закалкою называется свойство стали, будучи нагрѣ-
той, до болѣе или менѣе высокой температуры и быстро охлажденной
погруженіемъ въ жидкость комнатной температуры, пріобрѣтать большую,
противъ прежняго, твердость.
Степень твердости стали зависитъ: отъ температуры нагрѣва закали-
ваемаго предмета и отъ охлаждающей его жидкости.
Температура нагрѣва. Зависимость твердости стали отъ температуры
нагрѣва ея выражается въ томъ, что чѣмъ выше нагрѣвъ, тѣмъ твердость
(послѣ быстраго охлажденія) больше, такъ, напримѣръ: самая твердая сталь
получается отъ быстраго охлажденія бѣлаго нагрѣва (1200°), при чемъ
сталь получаетъ бѣлый, крупно-зернистый изломъ и вмѣстѣ съ тѣмъ прі-
обрѣтаетъ большую хрупкость. Съ. уменьшеніемъ температуры, нагрѣва,
уменьшается ея твердость, а также и хрупкость, и сталь пріобрѣтаетъ
83
упругость. Нужно имѣть въ виду, что различные сорта стали требуютъ п
различной температуры закалки; для лучшаго сорта температура—ниже;
чѣмъ сталь хуже,—тѣмъ и температура закалки ея выше, напримѣръ: про-
стые сорта цементной, пудлинговой, томленой и т. и. стали нагрѣваются
для закалки, до бѣлаго каленія, инструментальная же литая.— только до
вишневаго. Во всякомъ случаѣ, при закалкѣ стали, лучше ее не .догрѣть
до предѣла, обусловливаемаго сортомъ ея, нежели перегрѣть, такъ какъ
сталь перегрѣтая, хотя и получаетъ большую твердость, но зато утрачи-
ваетъ вязкость и дѣлается хрупкою. При закалкѣ большое значеніе имѣетъ
равномѣрный по всей длинѣ нагрѣвъ вещи, отъ этого зависитъ и прочность
закалки. Способовъ нагрѣванія. издѣлій существуетъ весьма много, примѣ-
неніе какого - либо изъ нихъ . зависитъ отъ объема и формы издѣлія’,
мелкія—нагрѣваются на свѣчкѣ или спиртовой лампочкѣ, направляя пламя
ея на закаливаемую вещь при помощи паяльной трубки; зачастую издѣлія
нагрѣваютъ еще въ свинцовой ваннѣ (въ расплавленномъ свинцѣ), доводя
температуру свинца , до температуры краснаго каленія; при этомъ способѣ
получается совершенная равномѣрность нагрѣва, но за то способъ этотъ,
въ виду испареній свинца, вреденъ для здоровья работающаго, почему въ
войсковыхъ мастерскихъ и не рекомендуется. Если необходимо подвергнуть
нагрѣву одновременно большое количество предметовъ, то ихъ складываютъ
въ желѣзный ящикъ, который зарывается въ уголь; большіе же предметы
прямо можно нагрѣвать въ горнѣ.
Лучшимъ горючимъ матеріаломъ служитъ древесный уголь, какъ не
содержащій сѣры, которая портитъ качества стали; каменный уголь, вслѣд-
ствіе содержанія сѣры, не долженъ употребляться для нагрѣванія стали
Тонкія и длинныя издѣлія лучше .нагрѣваются, если ихъ помѣщать въ
желѣзныя трубки, напр., газовыя. Одинъ конецъ такой трубки закрываютъ
или замазываютъ глиной, нагрѣваютъ трубку въ горнѣ до ярко-краснаго
каленія, кладутъ въ нее предметъ и для большей равномѣрности нагрѣва
поворачиваютъ его въ трубкѣ. Для этой же цѣли служатъ муфельныя печи.
Самый нагрѣвъ металла полезно производить при маломъ освѣщеніи
или въ сумеркахъ, такъ какъ сильный свѣтъ мѣшаетъ различать цвѣта
нагрѣвовъ. Нужно всегда имѣть въ виду еще, что предметы послѣ закалки
увеличиваются, въ своемъ объемѣ и отверстія въ издѣліяхъ дѣлаются
меньше.
_ Охлаждающая среда. Выборъ рода охлаждающей среды при закалкѣ
также имѣетъ громадное значеніе и вліяніе на твердость закалки. Самою
употребительною охлаждающею жидкостью обыкновенно служитъ чистая
вода . комнатной температуры, не ниже 6° по В. Температура воды для
закалки не должна быть слишкомъ низкою потому, что тогда легко можетъ
произойти, разрывъ металла, такъ какъ быстро сжатыя частицы на наруж-
ной его поверхности не выдержатъ оставшагося расширенія внутреннихъ
частицъ.
84
Вода, сильно нагрѣтая,. даетъ меньшую закалку, кипящая вода соверь
шенно не закаливаетъ. Составъ воды имѣетъ также вліяніе на степен-
закалки, дождевая и кипяченая вода менѣе закаливаютъ, чѣмъ обыкно-
венная рѣчная или ключевая, въ которой заключаются разныя соли.
Кромѣ воды, существуетъ много жидкостей для охлажденія издѣлій;
примѣненіе каждой изъ нихъ зависитъ отъ степени твердости, которую
желаютъ дать издѣлію; наиболѣе употребительны слѣдующія: для усиленія
закалки къ обыкновенной водѣ прибавляется небольшое количество азотной
или сѣрной кислоты (на ведро воды ложка кислоты); въ этой жидкости
производится закалка различныхъ рѣзцовъ, калибромѣровъ, искусственныхъ
алмазовъ, полировальныхъ и проч. инструментовъ, отъ которыхъ требуется
большая твердость. Если желаютъ придать наивысшую степень твердости,
то издѣліе закаливаютъ въ ртути, которая, благодаря своей плотности и
высокой теплопроводности, служитъ сильнымъ охлаждающимъ средствомъ;
при этомъ надо имѣть въ виду, что ртутные пары весьма вредны для
здоровья, почему надо избѣгать вдыханія ихъ и работу производить при
хорошей вентиляціи. Для приданія издѣлію средней закалки съ успѣхомъ
можно примѣнять жировыя вещества, какъ то: масло, воскъ и сало; въ
нихъ обыкновенно закаливаются инструменты для обработки дерева: руба-
ночныя желѣзки, сверла, бурава и проч. Пилы прекрасно закаливаются
въ смѣси 20-ти частей китоваго жира съ 20-ю частями сала и ДО-ю воска.
При закалкѣ длинныхъ и тонкихъ вещей, чтобы избѣжать погнутія ихъ,
на поверхность воды наливаютъ масло. Вода, въ которой распущено мыло,
не можетъ дать закалки издѣлію.
Погруженіе издѣлія. Самое погруженіе нагрѣтаго издѣлія въ охлаждаю-
щую жидкость также требуетъ нѣкотораго навыка и осторожности, иначе
издѣліе можетъ покривиться, дать трещины, или прямо разорваться. По-
этому издѣлія съ неодинаковою въ частяхъ своихъ толщиною слѣдуетъ
погружать сперва болѣе толстымъ концомъ.
Издѣліе, которое желаютъ закалить не все, а только часть его, слѣ-
дуетъ погружать въ воду только заваливаемою частью и не оставлять
погруженный конецъ въ покоѣ, а водить его въ водѣ вверхъ, внизъ и въ
стороны, чтобы поверхность воды не касалась однихъ и тѣхъ же точекъ
закаливаемаго издѣлія, а переходила бы то выше, то ниже. Этимъ устра-
няется разрывъ поверхности или переломъ издѣлія въ томъ мѣстѣ, которое
при держаніи его на одной высотѣ находилось бы на уровнѣ поверхности
воды. Движеніе въ водѣ каждой охлаждаемой вещи также необходимо
потому, что вода, окружающая закаливаемую часть, быстро согрѣвается,
и появляющійся на поверхности закаливаемаго издѣлія водяной паръ,
представляя очень дурной проводникъ тепла, препятствуетъ дальнѣйшему
охлажденію, а при движеніи издѣлія въ водѣ охлаждаемая поверхность
будетъ соприкасаться все съ новыми частицами воды и потому быстрѣе
охлаждаться.
85
Равномѣрное охлажденіе можетъ быть также достигнуто, если для
охлажденія пользоваться струей воды, вытекающей подъ давленіемъ; при
этомъ, чѣмъ быстрѣе частицы воды будутъ смѣнять одна другую, тѣмъ
сильнѣе и быстрѣе будетъ увлекаться паръ, тѣмъ лучшая получится
закалка.
Зависимость твердости, упругости и вязкости стали отъ закалки. Какъ уже
было выше сказано, наибольшая твердость получается по охлажденіи стали,
доведенной до наивысшей температуры; такая сталь настолько тверда,
что можетъ чертить стекло, но вмѣстѣ съ тѣмъ она почти совершенно
теряетъ вязкость и упругость и становится настолько хрупкой, что тол-
чется въ порошокъ. Съ уменьшеніемъ температуры нагрѣва передъ охлаж-
деніемъ уменьшается твердость, но за то увеличиваются вязкость и
упругость.
Для различныхъ стальныхъ издѣлій, смотря по назначенію ихъ, тре-
буются эти свойства въ различной степени, а потому и температура на-
грѣва стали передъ охлажденіемъ должна быть различна. Измѣняя степень
нагрѣва, можно измѣнять и соотношеніе этихъ свойствъ стали, но такъ
какъ глазъ нашъ можетъ отличить далеко не всѣ оттѣнки цвѣтовъ нагрѣ-
вовъ, которыми практически опредѣляется степень нагрѣва, и такъ какъ
другихъ практическихъ способовъ опредѣленія ея нѣтъ, то для опредѣле-
нія лучшей степени нагрѣва, для большей или меньшей закалки стали,
можетъ служить только опытность закаливающаго. Въ виду такой труд-
ности въ доведеніи стали какъ разъ до желаемой степени нагрѣва сталь
обыкновенно нагрѣваютъ до высшей температуры, а затѣмъ придаютъ ей
желаемую степень вязкости и упругости—отпуская ее.
Отпусвъ стали. Отпускомъ называется свойство стали, будучи вто-
рично нагрѣтой до желаемой температуры (но низшей, чѣмъ при первомъ
нагрѣвѣ) и быстро охлажденной, возстановлять вязкость и упругость,
уменьшая твердость.
Такимъ образомъ, отпускъ стали, въ большинствѣ случаевъ, является
необходимою дополнительною операціею закалки ея. Самый процессъ отпуска
•стали состоитъ въ томъ, что если какой-либо закаленный стальной пред-
метъ, предварительно очищенный отъ темной пленки (освѣтленный на
точилѣ или на кружкѣ, обтянутомъ кожею, съ наждачнымъ порошкомъ)
подвергнуть новому нагрѣву, то съ увеличеніемъ температуры нагрѣва на
блестящей поверхности предмета появляются характерные, соотвѣтствующіе
опредѣленной температурѣ, такъ называемые цвѣта, побѣжалости^ которые
въ одномъ и томъ же порядкѣ смѣняются одинъ другимъ, сталь же вмѣстѣ
съ этимъ дѣлается мягче, пріобрѣтая вязкость и упругость.
Появленіе этихъ цвѣтовъ происходитъ отъ окисленія поверхности ме-
талла; нагрѣвъ слабѣе—и слой окалины будетъ тоньше, а слѣдовательно,
она будетъ свѣтлѣе; съ увеличеніемъ температуры, увеличивается и тол-
щина окалины, вслѣдствіе чего она темнѣетъ. Для отпуска какого-либо
86
закаленнаго предмета, смотря но назначенію, нужно нагрѣть его до одного
изъ цвѣтовъ побѣжалости, а затѣмъ быстро охладить. Цвѣта эти появ-
ляются въ слѣдующемъ порядкѣ:
Цвѣта побѣжалости. Температура въ градус. С. Для какихъ издѣлій.
Свѣтло-соломенный; (палевый)...... Желтый . . : Оранжевый (желто-коричневый) Красный (пурпуровый) Фіолетовый Снѣтло-сингй . ' Темно-синій (вороненіе) Снойа-Палевый' и т. д. Темно-синій Грязно-сѣрый или Бурый нагрѣвъ . . . при 220° » 232* » 243° » 277° » 288° » 299° » 310° » 360° » 500° Для: мѣтчиковъ, рѣзцовъ, тисоч- Ілмхъ губокъ, разтѳртокъ, сверлъ, рѣзцовъ и др. инструментовъ, пред- назначенныхъ для работъ по металлу. ] Для: кузнечныхъ, а также служа- ? щихъ для обработки дерева инстру- ) ментовъ. | Для: пружинъ, отвертокъ, лен- 1 точныхъ пилъ и др., т. е. когда тре- | буется небольшая твердость, а нѳ- 1 обходима упругость. Завалка почти уничтожается.
Чѣмъ сталь лучше, тѣмъ она способнѣе воспринять болѣе высокую
степень отпуска. Самая операція отпуска производится нѣсколькими спо-
собами: на раскаленной до-красна полосѣ желѣза, на желѣзномъ Протвинѣ,
на который предварительно насыпаютъ небольшой слой песку; въ пламени
свѣчи или лампочки; въ раскаленной желѣзной трубкѣ, а еще проще—на
слабо раскаленныхъ угляхъ.
Нагрѣваніе для отпуска производится также въ особыхъ сплавахъ,
температура плавленія которыхъ соотвѣтствуетъ требуемому цвѣту побѣ-
жалости:
Свѣтло-желтому . . 2 части свинца и 1 часть олова.
Темно-желтому ... 9 частей „ и 4 части „
Пурпуровому .... 3 части „ и 1 часть „
Фіолетовому .... 9 частей „ и 2 части
. Темно-синему — свинецъ.
Предметъ для нагрѣванія нужно класть такъ, чтобы онъ нагрѣвался
равномѣрно, для чего прежде всего подвергать накаливанію его болѣе
толстыя части, а затѣмъ, когда нагрѣвъ отъ толстой части перейдетъ въ
тонкую и на ней появится требуемый цвѣтъ побѣжалости, тогда предметъ
охлаждаютъ. '
Во время нагрѣванія вещь слѣдуетъ поворачивать; этимъ достигается,
одновременность нагрѣва, а слѣдовательно, и появленія цвѣтовъ по-
бѣжалости.
По доведеніи предмета до желаемаго нагрѣва слѣдуетъ его быстро
снять съ огня и опустить въ воду до полнаго охлажденіЯі
Отпускъ стали въ маслѣ. Мелкія издѣлія можно отпускать сразу въ
большомъ количествѣ; для этого ихъ кладутъ въ желѣзный, наполненный
87
масломъ, сосудъ, который и подвергаютъ медленному нагрѣву до желаемой
температуры. Степень нагрѣва издѣлій, не вынимая ихъ изъ масла, можно
опредѣлить во всякое время: при появленіи паровъ масла—получается
нагрѣвъ, соотвѣтствующій соломенному цвѣту; когда пары будутъ болѣе
обильными и чернаго цвѣта, то отпускъ будетъ краснаго цвѣта; затѣмъ,
если къ нагрѣваемому маслу поднести зажженную лучину и масло будетъ
загораться, а при удаленіи лучины потухать, то это значитъ, что нагрѣвъ
соотвѣтствуетъ синему цвѣту, издѣлія при этомъ получаютъ сильную упру-
гость; если масло нагрѣвается настолько, что начинаетъ горѣть бѣлымъ
пламенемъ, то нагрѣвъ соотвѣтствуетъ темно-синему цвѣту побѣжалости,
а если при этомъ маслу дать совсѣмъ сгорѣть, то вынутыя тогда издѣлія
получатъ самый низкій отпускъ.
Слѣдующая за этимъ степень нагрѣва есть бурое каленіе.
Для того, чтобы горящее масло потушить, надо сосудъ отставить отъ
огня и прикрыть его крышкой.
Отпускъ пружинъ. Смазавъ отпускаемую пружину масломъ или саломъ
(послѣднимъ предпочтительнѣе, такъ какъ въ первомъ иногда бываютъ ве-
щества, препятствующія ему горѣть пламенемъ), подвергаютъ ее нагрѣву
въ горнѣ до тѣхъ поръ, пока масло не загорится; при этомъ нужно нагрѣ-
вать такъ, чтобы масло загорѣлось по всей длинѣ пружины, если же оно
начинаетъ загораться не по всей поверхности, то это служитъ признакомъ,
что та часть издѣлія, на которой масло не горитъ, не получила еще долж-
наго нагрѣва; тогда пружину слѣдуетъ быстро погрузить въ масло и, быстро
вынувъ оттуда, снова ввести въ огонь и продолжать нагрѣваніе; когда огонь
покажется одновременно по всей поверхности, слѣдуетъ прекратить на-
грѣвъ и быстро охладить пружину.
Закалка и отпускъ однимъ нагрѣвомъ. Когда надо закалить и отпустить
не весь предметъ, а только рабочій конецъ его, какъ, напр., въ зубилахъ, свер-
лахъ и тому подобныхъ инструментахъ, то, во избѣжаніе вторичнаго для
отпуска нагрѣванія издѣлія, можно закалку и отпускъ сдѣлать однимъ на-
грѣвомъ. Для этого приготовленное зубило нагрѣваютъ до высокой темпе-
натуры, напр., до свѣтло-краснаго нагрѣва, затѣмъ погружаютъ въ воду
не все зубило, а только конецъ его, который желаютъ отпустить. Во избѣ-
жаніе полученія трещинъ и надрывовъ, какъ уже было указано при про-
изводствѣ закалки, охлаждаемый конецъ слѣдуетъ двигать въ водѣ вверхъ
и внизъ, а не держать на одномъ уровнѣ; затѣмъ вынуть издѣліе изъ воды,
отпускаемый конецъ въ одномъ мѣстѣ быстро освѣтлить (потеревъ наждач-
ной бумагой) и держать въ воздухѣ, наблюдая за освѣтленнымъ мѣстомъ.
Теплота, оставшаяся въ неохлажденной части зубила, будетъ переходить
въ охлажденную часть и такимъ образомъ постепенно возвышать ея тем-
пературу. Когда на освѣтленномъ мѣстѣ появится одинъ изъ желаемыхъ
цвѣтовъ побѣжалости, напр., для зубила соломенный, то все зубило быстро
опускаютъ въ воду и держатъ въ ней до полнаго охлажденія.
7
88
Цементованіе желѣзныхъ издѣлій. Цементованіемъ называется
осталиваніе наружной поверхности желѣза, основанное на свойствѣ его со-
единяться при высокой температурѣ съ углеродомъ. Дѣлается цементованіе
въ тѣхъ случаяхъ, когда наружной поверхности желѣзныхъ издѣлій же-
лаютъ придать твердость стали и въ то же время сохранить внутреннимъ
частямъ ихъ мягкость и вязкость желѣза.
Цементованіе производится при помощи животнаго угля, для чего, на-
сыпавъ слой его на дно желѣзной коробки, уложить сверху рядъ издѣлій,
при чемъ издѣлія не должны касаться стѣнокъ коробки и другъ друга, за-
тѣмъ опять слой угля и рядъ издѣлій и т. д. до заполненія коробки; сверху дол-
женъ быть достаточный слой угля для предохраненія отъ доступа воздуха;
при укладкѣ вещей въ коробку ихъ сортируютъ по величинѣ, болѣе круп-
ныя кладутъ внизъ, такъ какъ онѣ требуютъ большей степени нагрѣва,
чѣмъ мелкія; при несоблюденіи этого условія мелкія вещи могутъ по всей
своей массѣ получить свойства стали и тогда потеряется выгода цементо-
ванія; затѣмъ закрыть коробку крышкою, обмазать глиною и помѣстить
въ горнъ, гдѣ, обложивъ ее раскаленными углями, довести до красно-виш-
неваго нагрѣва, наблюдая, чтобы нагрѣвъ производился равномѣрно. Для
опредѣленія того, готовы ли издѣлія, руководствуются указаніями опыта
или указаніями желѣзнаго прута, введеннаго черезъ отверстіе въ середину
коробки (нагрѣвомъ прута до красно-вишневаго цвѣта).
Далѣе, вынувъ коробку клещами, быстро очистить её отъ глины и вы-
бросить всѣ находящіяся въ ней издѣлія въ воду (для предохраненія из-
дѣлій отъ окисленія коробку нужно держать ближе къ водѣ). Углеродъ
животнаго угля, при этомъ способѣ, поглощенный наружною поверхностью
издѣлій, не успѣетъ оказать вліянія на внутреннія частицы, которыя, вслѣд-
ствіе этого, сохраняютъ свойства желѣза. Остывшія издѣлія не должны
браться подсалкомъ.
Можно цементовать желѣзо еще и другими способами, изъ которыхъ
проще другихъ слѣдующій: издѣлія довести въ горнѣ до краснаго нагрѣва,
вынуть, обсыпать слоемъ рогового порошка и снова нагрѣть въ горнѣ, пока
не сгоритъ порошокъ, а затѣмъ погрузить для охлажденія въ воду. Если
издѣлія покоробились, то ихъ надо немного нагрѣть,—насколько рука тер-
питъ, и выправить молоткомъ изъ мягкаго дедэева.
Цементованіе въ желѣзисто-синеродистомъ каліи. Такого же результата,
какъ при цементованіи животнымъ углемъ, можно достигнуть и закалива-
ніемъ издѣлій въ желѣзисто-синеродистомъ каліи. Для этого нагрѣтую до
краснаго каленія вещь обсыпаютъ мелко истолченнымъ каліемъ или погру-
жаютъ въ порошокъ, калій при нагрѣваніи плавится, а при разложеніи
отдаетъ свой углеродъ желѣзу или стали. Нагрѣваніе продолжаютъ, пока
калій испарится, и когда станетъ видимо, что онъ исчезъ съ раскаленной
поверхности металла, тогда вещь быстро погружаютъ въ воду. При этой
работѣ беречь глаза отъ вредныхъ выдѣляющихся газовъ.
89
Исправленіе пережженной стали. Для исправленія пережженной
стали слѣдуетъ ее нагрѣвать до. темно-вишневаго каленія и погружать въ
растворъ 6 фун. аравійской камеди въ 1-мъ ведрѣ воды, или сталь нагрѣ-
вать до вишнево-краснаго каленія и погружать въ горячую (градусовъ 70)
воду. Повторить это слѣдуетъ раза 3—4.
Рубка желѣза и стали въ холодномъ состояніи. Намѣтивъ мѣсто,
въ которомъ желаютъ перерубить кусокъ металла, слѣдуетъ надсѣчь зуби-
ломъ или надпилить трехграннымъ напилкомъ кусокъ со всѣхъ сторонъ и за-
тѣмъ, ударомъ молота по надрубленному концу, отломить его. При этомъ на
наковальню лучше класть под- .
кладку, на которую и опирать’
кусокъ (фиг. 74).
Для ускоренія работы въ
гнѣздо наковальни полезно
вставлять рѣзакъ, на который
класть кусокъ металла, сверху
котораго наставить зубило,
нѣсколькими ударами по по-
слѣднему молотомъ, отрубить
кусокъ (фиг. 75). При этомъ
необходимо слѣдить, чтобы лезвія рѣзака и зубила, во избѣжаніе порчи,
не ударились одно о другое.
При работѣ съ нагрѣтымъ металломъ зубпло п рѣзакъ сильно нагрѣ-
ваются и ихъ необходимо возможно чаще опускать въ холодную воду, такъ
какъ они могутъ потерять закалку.
Пробивка дыръ бородками. Для пробивки дыры на наковальню
нужно положить прежде всего подкладку въ впдѣ куска желѣза или стали
съ отверстіемъ, соотвѣтствующимъ формѣ (фиг. 76) бородка, но нѣсколько
большимъ его, а сверху подкладки уже помѣ- ФИГ. 76.
стить кусокъ нагрѣтаго металла, тѣмъ мѣстомъ’
надъ отверстіемъ подкладки, въ которомъ же-
лаютъ пробить дыру. Затѣмъ наставпть круглый
бородокъ и ударами молота дѣлать углубленіе
до половины толщины куска металла.
Затѣмъ, кусокъ перевернуть на другую сто-
рону, установить бородокъ на мѣсто, возвышен-
ное отъ предыдущихъ работъ, и нѣсколькимп
ударами молота пробить кусокъ насквозь. Полу*
ченную дыру, послѣ новаго нагрѣва металла,
расширить бородкомъ желаемаго сѣченія. Если
въ металлѣ требуется пробить продолговатое
отверстіе, то сначала пробивается рядъ круглыхъ дыръ, и затѣмъ остав-
шіеся промежутки вырубаются зубиломъ (сѣкачемъ).
90
Отковка гаекъ. Форма гаекъ бываетъ различна, наиболѣе употреби-
тельныя—квадратныя, шести и восьмигранныя. Для примѣра приводится
отковка квадратныхъ гаекъ.
Для этой работы слѣдуетъ взять желѣзную полосу нѣсколько толще,
нежели высота гайки, отрубить отъ нея кусокъ длины, удобный для за-
хвата клещами, помѣстивъ въ горнъ, накалить одинъ его конецъ до крас-
но-калильнаго нагрѣва; затѣмъ перенести его на наковальню и проковы-
вать до требуемой толщины и ширины, при чемъ нужно стараться окончить
проковку съ одного нагрѣва. Послѣ того, круглымъ бородкомъ, діаметромъ
нѣсколько меньше діаметра болта, для коего гайка предназначается, про-
бить отверстіе; послѣ этого зубиломъ надрубить съ одной стороны полосу
въ томъ мѣстѣ, гдѣ кончается гайка (фиг. 77). Вставивъ въ отверстіе гайки
оправку, соотвѣтствующую своимъ діаметромъ діаметру болта, отломить
гайку отъ куска и окончательно выправить ее на наковальнѣ ручникомъ
(фиг. 78), а при помощи гладилки гайкѣ придать требуемую чистоту работы.
Для изготовенія шести и восьмигранныхъ гаекъ ходъ работы тотъ же,
что и при изготовленіи квадратной гайки, только, при выдѣлкѣ граней,
гайка на наковальнѣ поворачивается для шестигранной на уголъ 60°, а
восьмигранной—на уголъ 45°. По окончаніи отковки гайку мочить не слѣ-
дуетъ, а нужно дать ей остыть самой, такъ какъ отъ смачиванія она дѣ-
лается тверже. Гайки, откованныя вышеописаннымъ способомъ, назы-
ваются пробивными; недостатокъ ихъ тотъ, что во время нарѣзки въ нихъ
винта или же при сильномъ завинчиваніи на болтѣ, онѣ, при недоброка-
чественномъ желѣзѣ, зачастую даютъ трещины.
Существуетъ еще другой способъ отковки гаекъ, называемый заварнымъ
изъ желѣзной полосы вытягивается полоска, шириною и толщиною рав-
ными размѣрамъ требуемой гайки, длиною же въ три раза больше діа-
метра отверстія, требуемаго для гайки. Полоску эту, нагрѣвъ предвари-
тельно въ горнѣ, загнуть на рогѣ наковальни въ видѣ кольца (фиг. 79).
Затѣмъ, нагрѣвъ ее снова въ горнѣ до сварочнаго нагрѣва и надѣвъ
на оправку, сварить и проковать (фиг. 80).
Отковка болтовъ. Болтъ состоитъ изъ стебля п головки: квадратной,
круглой, шестигранной. Изготовляются болты изъ круглаго желѣза, діа-
91
метромъ или равнаго болту, или же большаго. Въ первомъ случаѣ слѣ-
дуетъ отрубить кусокъ желѣза нѣсколько длиннѣе, чѣмъ долженъ быть
болтъ. Для изготовленія болта одинъ конецъ этого куска слѣдуетъ нагрѣть
до бѣлаго нагрѣва и осадить молотомъ для образованія головки, которую
затѣмъ окончательно отдѣлать или въ соотвѣтствующей формѣ, или же
въ ручную (фиг. 81).
Для образованія головки болта существуетъ еще другой способъ; а
именно: отрубить кусокъ желѣза, размѣрами соотвѣтствующій величинѣ
болта; конецъ, гдѣ будетъ головка, нагрѣть и немного осадить; затѣмъ
конецъ этотъ обвернуть кускомъ желѣзной полосы, изъ которой, прива-
ривши ее къ болту, и выдѣлать головку (фиг. 82). Этотъ способъ, назы-
ваемый приварнымъ, по простотѣ работы и прочности уступаетъ первому.
Когда болтъ необходимо изготовить изъ желѣза діаметра большаго,
нежели требуется для болта (раза въ Р/2—2 больше), то одинъ конецъ
этого куска нагрѣть до краснаго каленія и оттянуть, сохраняя круглую
форму и придавая при этомъ размѣръ діаметра болта. Затѣмъ выравнять
его соотвѣтствующей гладилкою (фиг. 83) и, сообразуясь съ величиною
головки, отсѣчь неоттянутую излишнюю часть куска желѣза, а конецъ, на
которомъ должна быть головка болта, довести до бѣлаго нагрѣва и затѣмъ
изъ него отковать головку.
Послѣдній способъ отковки употребляется при изготовленіи короткихъ
болтовъ, первый же способъ—прп изготовленіи длинныхъ.
При изготовленіи болтовъ изъ квадратнаго желѣза, при вытягиваніи
куска, нужно округлять и ребра его.
92
Слесарное отдѣленіе.
Назначеніе и устройство. Главное назначеніе слесарнаго отдѣ-
ленія—починка оружія; кромѣ того, здѣсь могутъ производиться и раз-
личныя хозяйственныя работы. Въ слесарномъ отдѣленіи издѣліямъ при-
даются надлежащая форма и размѣры и изъ отдѣльныхъ частей приго-
няются и составляются цѣлыя вещи.
Помѣщеніе для слесарнаго отдѣленія, въ виду точности и чистоты,
которыя преслѣдуются при производствѣ слесарныхъ работъ, должно быть
свѣтлое, просторное, помѣстительное и не сырое. Такъ какъ въ этой ма-
стерской не производятся работы съ помощью большого молота, вызываю-
щаго сотрясеніе пола, то помѣщать ее въ отдѣльномъ строеніи, а за не-
имѣніемъ таковаго, въ нижнемъ этажѣ зданія, не представляется уже той
необходимости, которая наблюдается при выборѣ помѣщенія для кузницы.
Желательно было бы, чтобы полъ въ слесарной мастерской былъ асфаль-
товый или же деревянный, а также его можно устраивать изъ торцовъ.
Стѣны и потолокъ мастерской должны быть выкрашены свѣтлой краской
и быть чистыми; бѣлизна стѣнъ придаетъ мастерской днемъ привѣтливый
видъ, а вечеромъ, при освѣщеніи, лучше отражаетъ свѣтъ.
Слесарное отдѣленіе должно состоять, по возможности, изъ, трехъ ком-
натъ: въ одной изъ нихъ исправляется оружіе, въ другой производятся
хозяйственныя работы, третья же комната—кладовая.
Общіе размѣры площади, отводимой подъ такое помѣщеніе, должны
быть *):
для пѣхотнаго полка...................'...................16 кв. саж.
„ кавалерійскаго и стрѣлковаго полка....................12 ,,
„ стрѣлковаго, линейнаго, резервн. и сапернаго баталіона 8 „
„ батареи............................................. 4 „
Для обработки издѣлій, мастеровому необходимо имѣть подъ рукою
значительное количество различнаго рода инструментовъ, а издѣліе за-
крѣплять такъ, чтобы его можно было удобно обдѣлывать; для этой цѣли,
въ слесарной мастерской устраиваются особые крѣпкіе столы, называемые
верстаками, и къ нимъ прикрѣпляются металлическіе тиски для непосред-
ственнаго закрѣпленія издѣлій при ихъ обработкѣ.
Верстаки. Лучшій типъ верстака представленъ на фиг. 84; это устой-
чивый столъ, имѣющій высоту 1 арш. и 4 вершка, а въ ширину и длину
по 2 арш. въ каждую сторону. Верстакъ снабженъ выдвижными ящиками
и шкафиками для храненія инструмента и рабочаго матеріала; верхняя
его часть окружена бортикомъ и можетъ быть обита желѣзомъ, чтобы не
такъ скоро изнашивалась. Сверху на верстакѣ укрѣплена стойка съ доской,
9 Приказъ по Воен. вѣд. 1894 г. № 70.
93
снабженной вырѣзами—для установки исправляемыхъ длинныхъ частей,
напримѣръ: стволовъ, ложъ и т. п. вещей. На верстакѣ оружейнаго мастера
долженъ быть укрѣпленъ костыль для осмотра стволовъ на свѣтъ. Опи-
санные верстаки, каждый на трехъ рабочихъ, устанавливаются у стѣны,
передъ окнами. Если же мѣсто не позволяетъ, то устраивается верстакъ
Инструменты, употребляемые въ слесарномъ отдѣленіи.
Тиски предназначаются для зажиманія издѣлій при ихъ обработкѣ;
они бываютъ: стуловые. параллельные и привертные. Стуловые и приверт-
ные тиски приготовляются изъ желѣза, а параллельные, въ большинствѣ
случаевъ, отливаются изъ чугуна; верхнія части тисковъ, называемыя гу-
бами, дѣлаются изъ стали, привариваются и закаливаются, или же гото-
вятся отдѣльно, а потомъ привинчиваются къ щекамъ тисковъ; съ цѣлью
болѣе прочнаго зажиманія издѣлій, губы снабжены насѣчками.
Стуловые тисни (фиг. 86) состоятъ изъ двухъ щекъ, А и Д соединен-
ныхъ винтомъ В и коробкою О; щека А неподвижна, а щека Б при пово-
рачиваніи винта Б слѣва направо, за рукоятку Г, вращается на шарнирѣ
коробки О и можетъ быть приближена къ первой щекѣ на ширину издѣ-
лія для его закрѣпленія или удалена для высвобожденія его изъ тисковъ.
При поворачиваніи винта, онъ входитъ въ завинтованную втулку, которая
94
удерживается отъ вращенія, въ отверстіи щеки А, своими шпонками. Для
болѣе правильнаго дѣйствія винта В, подъ его головкой помѣщена шайба.
Для удержанія щеки Б отъ самопроизвольнаго сближенія и для оттяги-
ванія ея назадъ при поворачиваніи винта справа . р
налѣво служитъ пружина Д верхній конецъ ко-
торой подведенъ подъ скобу С. Къ верстаку сту- фиг*
ловые тиски прикрѣпляются въ двухъ мѣстахъ: 8ДМ
къ верхней доскѣ верстака—посредствомъ скобы С 0
(шурупами) и къ нижней его части—посредствомъ '
скобки 3, которая прихватываетъ къ основанію
верстака удлиненную часть щеки А (фиг. 87);
иногда же хвостъ послѣдней упирается въ выемку
накладки, прибитой къ полу (фиг. 88).
Стуловые тиски удобны въ употребленіи, но
не могутъ прочно зажимать издѣлій шире пяти
дюймовъ, такъ какъ подвижная губа, принимая
въ такихъ случаяхъ наклонное положеніе, при-
касается
костью, а
ІЖ
0
къ зажатому
только лишь
предмету не всею плос-
ребромъ (фиг. 89).
Параллельные тиски (фиг. 90). А—неподвижная щека съ внутреннею
нарѣзкою, служащей винтовымъ ходомъ для винта; Б—подвижная щека;
В—подвижныя салазки, составляющія одно цѣлое съ щекою Б; Г—ру-
коятка винта; Д— основаніе для хода подвижной, щеки, съ приливомъ Е.
Къ верстаку тиски прикрѣпляются съ помощью винтовъ, для которыхъ
продѣланы гнѣзда въ основаніи съ обѣихъ сторонъ прилива.
95
Параллельные тиски бываютъ разныхъ видовъ, отличающихся другъ
отъ друга несущественными деталями (фиг. 91 и 92).
Достоинства параллельныхъ тисковъ: губы всегда остаются параллель-
ными другъ другу и раздвигаются на значительное разстояніе, вслѣдствіе
чего зажимъ будетъ болѣе
прочнымъ и правильнымъ
и въ тиски этого вида мо-
гутъ быть зажаты пред-
меты значительныхъ раз-
мѣровъ. Недостатки ихъ:
дороже, чѣмъ стуловые
тиски, менѣе прочны, такъ
какъ отлиты изъ чугуна, и
мало пригодны для рубки.
прижимного впита,
Привертные тиски. Тиски эти (фиг. 93) при помощи
имѣющагося въ нижней части пхъ, укрѣпляются на выдающемся краѣ
доски верстака или стола, замѣняющаго верстакъ. Фиг. 93.
По своей величинѣ они меньше вышеоппсанныхъ
тисковъ, прикрѣпляемыхъ къ верстакамъ намертво.
Удобны для перевозки и для производства времен-
ныхъ работъ внѣ постоянной оружейной мастерской,
напримѣръ, въ лагеряхъ.
Стуловые и параллельные тиски снабжаются иногда
приспособленіями для измѣненія губъ въ разныхъ
направленіяхъ, болѣе удобныхъ для данной работы,
такъ, напримѣръ, при обдѣлкѣ ложъ, и называются
поворотными.
96
Прикрѣпленіе тисковъ. Тиски должны быть прикрѣплены къ верстакамъ
прочно, устойчиво и вертикально, т. е. чтобы верхняя плоскость губъ
была бы горизонтальна; послѣднее повѣряется такъ: зажать въ тиски
отвѣсно линейку около 1 арш. длиною и, подкладывая подъ скобу тисковъ
или врѣзая ихъ въ верстакъ, установить ихъ такъ, чтобы линейка стала
точно вертикально. Высота расположенія губъ тисковъ должна отвѣчать
росту мастерового, для котораго они пред-
назначаются, а именно: верхній край тис-
ковъ долженъ быть наравнѣ съ его локтемъ,
когда онъ подопретъ рукою подбородокъ
(фиг. 94); при высокой постановкѣ тисковъ,
мастеровой больше спиливаетъ сторону
издѣлія, обращенную къ" себѣ, и обратно;
кромѣ того, если тиски слишкомъ низки,
то слесарю приходится работать сгорбив-
шись, что отражается на здоровьѣ и раз-
виваетъ привычку постоянно горбиться.
Выборъ тисковъ- При выборѣ тисковъ
надо обращать вниманіе: а) на прочность
сварки стали съ желѣзомъ въ губахъ тис-
ковъ; для повѣрки этого, зажимаютъ въ
тискахъ кусокъ желѣза, по которому дѣ-
лаютъ 10 или 15 ударовъ молоткомъ, при
чемъ въ мѣстахъ сварки стали съ желѣзомъ
не должно оказаться трещинъ; б) на пра-
вильность насѣчки и на степень закалки
губъ; послѣдняя распознается съ помощью
бархатнаго напилка, который долженъ
слегка вязнуть, но не брать; в) чтобы
спирали винта были бы нарѣзаны на его
стеблѣ, а не припаяны къ нему; г) чтобы при сжатіи тисковъ верхнія
ребра губъ плотно прилегали другъ къ другу и оставались бы прп этомъ
взаимно параллельными; д) чтобы поворотный винтъ упирался въ щеку
не въ одной точкѣ, а всею поверхностью шайбы, и е) чтобы вѣсъ тисковъ.
кромѣ привертныхъ, былъ не менѣе 1 пуда.
Ручные тиски бываютъ желѣзные и деревянные: первые (фиг. 95) упо-
требляются при отдѣлкѣ мелкихъ издѣлій, которыя держать въ рукѣ не-
удобно, а также при опиловкѣ нѣсколькихъ небольшихъ издѣлій, когда
надо держать ихъ такъ, чтобы они не измѣняли данное имъ положеніе;
вторые тиски (фиг. 96) предназначаются для зажатія издѣлій при окон-
чательной отдѣлкѣ, чтобы на нихъ не оставалось слѣдовъ назубки отъ
губокъ желѣзныхъ ручныхъ тисковъ.
97
Желѣзные ручные тиски испытываются слѣдующимъ образомъ: въ гу-
бахъ тисковъ зажимается, возможно крѣпче, квадратный кусокъ стали въ
дм. толщиною и наблюдается,
чтобы губы не крошились,* а щеки
отъ нажатія не раздавались.
Закладки (фиг. 97) употреб-
ляются для предохраненія при
обработкѣ издѣлій въ верстач-
ныхъ тискахъ отъ наминокъ,
производимыхъ насѣчками губъ;
приготовляются изъ жести, мѣди,
свинца и изъ дерева; лучшія
закладки деревянныя; состоятъ
онѣ изъ двухъ березовыхъ тон-
кихъ досокъ, склеенныхъ вмѣстѣ
Фигуры 97.
такимъ образомъ, что свободные концы расходятся
одинъ отъ другого подъ угломъ въ 15°; внутри онѣ
оклеены буковыми или пробковыми брусками; для
большей прочности склеенные концы можно скрѣпить
кожей или листовымъ желѣзомъ. При отдѣлкѣ цилин-
дрическихъ предметовъ, которые нельзя удержать
прочно плоскими губами, не испортивъ сильнымъ на-
жатіемъ ихъ боковыхъ поверхностей, употребляются
деревянныя или мѣдныя закладки съ полукруглыми
выемками (фиг. 98).
Деревянныя колодки съ желобками (фиг.
99) употребляются при опиловкѣ въ тискахъ округ-
ленныхъ поверхностей, какъ, напримѣръ, стеблей
винтовъ.
Фиг. 98.
Фиг. 99.
98
Аршинъ и метръ (фиг.
наиболѣе. удобные складные.
100) служатъ для измѣриванія издѣлій;
Фиг. 100.
При покупкѣ аршина и метра надо обращать вниманіе, чтобы дѣленія
ихъ были отчетливы и правильны, а также, чтобы всѣ шарнирныя соединенія
двпгалпсь не слишкомъ туго и, наконецъ, чтобы раскрытый во всю длину
аршинъ пли метръ представлялъ бы собою правильную прямую линію.
Модельный аршинъ длиннѣе обыкновеннаго на Ѵ6 вершка и раздѣленъ
также на 16 частей; дѣлается это для того, чтобы не переводить каждый
разъ, при приготовленіи модели, размѣры предмета на размѣры модели, а
дѣлать всѣ модели въ длину и ширину на Ѵюо болѣе самой отливки,
такъ какъ чугунъ при отливкѣ даетъ осадку въ 7100.
Рулѳтка (фиг. 101) употребляется для измѣренія кривыхъ поверх-
ностей и длинныхъ предметовъ, когда неудобно пользоваться аршиномъ
илп метромъ. Она состоитъ изъ тесьмы съ дѣленіями на вершки, аршины
и сажени пли на другія измѣрительныя
Фиг. 101.
величины; тесьма эта ввертывается ма-
ленькимъ вороткомъ со складною ручкою
въ круглый металлическій чехолъ.
Циркуля бываютъ: прямые и круглые.
(кронциркули)^ какъ тѣ, такъ и другіе бы-
ваютъ шарнирные и пружинные, при чемъ
первые изготовляются изъ желѣза съ на-
варкою ножекъ сталью, а вторые дѣлаются
цѣликомъ изъ стали.
Прямые циркуля употребляются для откладыванія различныхъ величинъ
на издѣліяхъ, для начертанія дугъ и окружностей и для отысканія центра.
Простой прямой циркуль (фиг. 102) дѣйствуетъ хорошо, пока не ослабнетъ
шарнпръ. Для устраненія этого неудобства циркуля снабжаются дуговымъ
прорѣзомъ и закрѣпляющимъ ножки винтомъ (фиг. 103). У пружиннаго
прямого циркуля (фиг. 104) этотъ шарниръ замѣняется дугообразно-согнутой
пружинною частью, соединяющей обѣ ножки инструмента. Установка послѣд-
нихъ дѣлается завертываніемъ барашка винта, прикрѣпленнаго къ одной
ножкѣ и проходящаго свободно черезъ отверстіе другой. Этотъ циркуль менѣе
удобенъ предыдущаго образца, такъ какъ ножки его легко смыкаются. Въ
цпркулѣ, представленномъ на фиг. 105, ножки снабжены вставными сталь-
ными наконечниками, которые всегда могутъ быть вынуты для заточки или
для замѣны ихъ новыми. Этотъ образецъ практичнѣе первыхъ трехъ.
99
Ножки циркулей, когда онѣ сложены вмѣстѣ, должны быть совершенно
ровны и концы ихъ плотно прижаты другъ къ другу.
Фиг. 102. Фиг. 103. Фиг. 104. Фиг. 105.
Кронциркуль служитъ для повѣрки равномѣрности толщины издѣлій;
состоитъ изъ двухъ изогнутыхъ ножекъ, вращающихся на оси; они бы-
ваютъ: простые (фиг. 106\ съ закрѣпляющимъ винтомъ (фиг. 107), пру-
жинные (фиг. 108) и съ указателемъ (фиг. 109); послѣдній служитъ для
Фиг. 106. Фиг. 107. Фиг. 108.
измѣренія діаметровъ, какъ
наружныхъ, такъ и внут-
реннихъ,при чемъ величина
ихъ тотчасъ же указывается
стрѣлкою въ частяхъ дюйма
или другой мѣры.
Для спеціальнаго обмѣра
внутреннихъ діаметровъ
употребляются циркуля, на-
зываемые нутромѣрами, ко-
торые бываютъ двухъ ти-
повъ: простой (фиг. ПО а)
и соединенный съ кронцир-
кулемъ (фиг. ПО б).
100
Раздвижной циркуль (фиг. 111) служитъ для обмѣра крупныхъ предме-
товъ и очерчиванія окружностей большими радіусами; состоитъ изъ сталь-
ной штапги, по которой передвигаются
обоймы, снабженныя гнѣздами для
вставки стальныхъ ножекъ.
Штангенциркуль (фиг. 112) употреб-
ляется для самыхъ точныхъ измѣре-
ній; состоитъ изъ стальной линейки,
раздѣленной на дюймы и линіи, съ
ножкой на одномъ концѣ; по линейкѣ
ходитъ рамка А и хомутикъ Б съ
прижимными и микрометреннымъ винтами; рамка снабжена такою же нож-
кою, какъ и линейка. На рамкѣ А укрѣпленъ винтиками, или нанесенъ
на скошенномъ краю нижней связи ноніусъ.
Съ помощью штангенциркуля, имѣющагося въ серіи повѣрочныхъ ин-
струментовъ штабъ-офицеровъ, осматривающихъ въ войскахъ оружіе, можно
дѣлать измѣренія съ точностью до Ѵюоо Дм- Каждый дюймъ дѣленій линейкп
такого штангенциркуля раздѣленъ на 10 частей (линій); каждая линія
раздѣлена на 4 части (~ :4 = ^=іот); на ноніусѣ взято 6 линій и раздѣ-
лены на 25 частей, почему каждое дѣленіе ноніуса будетъ составлять
т. е. на Ѵіооо менѣе дѣленія линейки. При сближеніи но-
жекъ вплотную нулевыя дѣленія ноніуса и линейки должны совпадать
одно съ другимъ. Обмѣряя предметъ, его охватываютъ'ножкамп и, закрѣ-
пивъ прижимной винтъ хомутика, передвигаютъ посредствомъ микромет-
реннаго винта рамку до плотнаго соприкасанія ея ножки съ предме-
томъ. Если нулевое дѣленіе ноніуса совпадаетъ съ дѣленіемъ линейки,
то читаютъ величину дѣленія линейки, если же нѣтъ, то къ отсчету
дѣленія линейки прибавляютъ еще отсчетъ ноніуса, т. е. число дѣленій
отъ нулевого до того, которое вполнѣ совпадаетъ съ однимъ изъ дѣле-
ній линейки.
Мелкіе измѣрительные приборы: Пальмеръ (фиг. 113)—для из-
мѣренія толщины металлическихъ листовъ.
101
Номерныя доски—для измѣренія толщины проволоки, показанныя на фиг.
114 и 115 (на послѣдней обозначены №№ проволокъ), и для измѣренія ши-
рины отверстій—приборъ, показанный на фиг. 116.
фиг. 113. Фиг. 114. Фнг. 115.
Лекала и шаблоны. При требованіи взаимнозамѣняемостп изготов-
ляемыхъ частей, а также при валовомъ изготовленіи какихъ-либо предме-
товъ, для обмѣра частей употребляются лекала. Они изготовляются такъ:
на пластинку толстой листовой стали напаивается или приклепывается
данный предметъ, затѣмъ дѣлаютъ на этой пластинкѣ вырѣзы, опредѣляю-
щіе фигуру и размѣры предмета, которые слѣдуетъ соблюсти при работѣ.
Вырѣзы п выступы распредѣляютъ такъ, чтобы можно было удобно повѣ-
рять размѣры соотвѣтствующей части предмета. Лекала изготовляются изъ
лучшей стали. Всѣ размѣры сначала выдѣлываются съ допусками и только
послѣ закалки доводятся до точнаго размѣра. Прежде чѣмъ выдать лекало
рабочему, мастеръ долженъ самъ убѣдиться, сходны ли въ точности раз-
мѣры лекала съ шаблономъ, служащимъ для повѣрки лекалъ; за неимѣ-
ніемъ послѣдняго повѣрка производится по чертежу, съ помощью штан-
генциркуля. Относительно формы лекалъ сказать опредѣленнаго ничего
нельзя, такъ какъ она зависптъ отъ формы предмета, для котораго лекало
изготовляется, и отъ числа опредѣляемыхъ имъ размѣровъ. Обращеніе съ
лекалами должно быть весьма бережливое.
Цѳнтроисватѳди бываютъ желѣзные и деревянные; оба они состоятъ
изъ брусковъ, соединенныхъ подъ прямымъ угломъ; у деревяннаго центро-
искателя (фиг. 117) имѣется линейка
съ дѣленіями, причемъ ребро ея дѣ-
литъ прямой уголъ инструмента по-
поламъ. Желѣзный центроискатель
(фиг. 118), представляетъ науголь-
никъ, къ одному изъ вѣтвей котораго
привинчена пластинка, при чемъ внут-
реннее ея ребро должно находиться
по серединѣ между обѣими вѣтвями.
Приборъ накладываютъ на конецъ
Фиг. 117.
102
предмета и проводятъ по ребру линейки или пластинки двѣ линіи, точка
пересѣченія которыхъ дастъ центръ.
Шило или чѳртилка (фиг. 119) — стальной стержень съ заострен-
нымъ п закаленнымъ ^концомъ; служитъ для обозначенія на издѣліяхъ
различнаго рода очертаній, т. е. для размѣтки.
Провѣрочная доска (фиг. 120) — чугунная плита, верхняя поверх-
ность которой представляетъ правильную ровную плоскость; служитъ для
повѣрки правильности, путемъ наложенія, опиленныхъ плоскостей, упот-
ребляется также при размѣткѣ. Фиг. 120.
Штативъ (фиг. 121) служитъ, такъ же, какъ и шило, для
размѣтки издѣлій; состоитъ изъ металлической подставки,
въ серединѣ которой укрѣплена стойка съ подвижной муф-
той; къ послѣдней прикрѣплена стальная съ закаленнымъ
остріемъ чертилка, которая, помощью винта, можетъ быть
установлена на желаемой высотѣ по отношенію къ пред-
мету, на которомъ надо чертилкой нанести отмѣтку.
Стальная линейна (фиг. 122) бываетъ съ дѣленіями
и безъ нихъ; въ первомъ случаѣ употребляется для раз-
мѣтки, а во второмъ для повѣрки прямолинейности опи-
ливаемыхъ плоскостей и въ виду этого должна имѣть
безусловно правильныя очертанія. Фиг. 123.
Фиг. 122. 1ІЙ
Тычка или кернъ (фиг. 123 а. б не)
служитъ для обозначенія на металлѣ раз-
наго рода начертаній и производства ко-
ническихъ углубленій. Это — стержень съ
одногп конца остро заточенный и крѣпко
закаленный. На фиг. 123 показано нѣсколько
видовъ тычекъ. Для облегченія работы по
отыскиванію центра и его накерниванія,
при нанесеніи углубленій на основаніяхъ цплипдра, служитъ приспособ-
леніе, изображенное на фиг. 124.
Для испытанія тычекъ дѣлаютъ на желѣзѣ выбоину въ 2/8 дм. глубины,
при чемъ остріе тычки не должно тупиться.
103
Молотки ручные (фиг. 125 а. б и в) назначаются для нанесенія
ударовъ по рабочему инструменту или по металлу при его обработкѣ; они
выковываются изъ хорошей литой стали или изъ желѣза, но въ послѣд-
немъ случаѣ боекъ и задокъ молотка навариваются сталью; концы молот-
ковъ закаливаются, при чемъ у стальныхъ молотковъ закалка должна посте-
пенно смягчаться по направле-
нію къ серединѣ; форма молот-
ковъ разнообразна; они прочно
насаживаются на деревянную
ручку (изъ рябины или бука)
длиною около 10 дюймовъ, кото-
рая должна быть расклинена.
На наваренныхъ частяхъ молотка не допускается ни пленъ, ни трещинъ;
въ качествѣ сварки стали съ желѣзомъ удостовѣряются, произведя молот-
комъ 10—15 сильныхъ ударовъ по куску желѣза, положенному на нако-
вальню. Закалка молотка повѣряется напилкомъ, который долженъ едва
лишь вязнуть.
Слесарный шперакъ (фиг. 126) служитъ для выравниванія пли за-
гибанія, при помощи молотка, различныхъ металлическихъ издѣлій; это—
небольшая наковальня вѣсомъ до 15 фунтовъ; имѣетъ площадку и два не
одинаковой формы носка; укрѣпляется въ тискахъ (фиг. 127) пли на кускѣ
дерева. Испытывается также, какъ и наковальня (см. стр. 68).
Зубила (фиг.- 128).-служатъ для обрубки излишка металла, выборки
канавокъ и гнѣздъ и перерубки кусковъ и листовъ металла. Зубила при-
водятся въ дѣйствіе ударами молотка по верхнему ихъ концу. Они пред-
8
104
ставляютъ собою стержни, длиною около 7 дм., изъ лучшей литой стали;
одинъ конецъ стержня запиливается на двѣ фаски и закаливается, съ от-
пускомъ до соломеннаго цвѣта, а другой нѣсколько закругляется къ вер-
шинѣ и остается незакаленнымъ.
Уголъ запила дѣлается: для работы
по мѣдп въ 45°, по желѣзу въ 60° и
по чугуну въ 70° (фиг. 129). Для об-
рубки и перерубки употребляются
зубила съ широкимъ къ рабочему
концу лезвіемъ, а для выборки кана-
вокъ— съ узкимъ лезвіемъ, называе-
мыя крейцмеселвмъ.
Испытываются зубила снятіемъ
стружки толщиною около 7іб дюйма
на протяженіи 2 дм. съ полосы мягкаго
желѣза, плотно зажатой въ тискахъ,
ударяя по зубилу молоткомъ вѣсомъ
въ 4 фун.
Просѣчками называются особаго
вида зубила съ кривою формою лезвій;
онѣ употребляются для вырѣзыванія
изъ листового металла частей фигур-
наго очертанія.
Чеканкой называется пнструментъ,
похожій формою на зубило, но окан-
чивающійся не острымъ лезвіемъ, а
плоскою гранью; онъ употребляется для оттягиванія кромокъ металли-
ческихъ листовъ.
Ножницы служатъ для разрѣзыванія листового металла, состоятъ
изъ двухъ вращающихся на шарнирѣ половинъ, лезвія которыхъ спущены
фасками въ разныя стороны; раздѣляются на фиг 130
малыя и большія (фиг. 130 и 131); приготов-
ляются изъ желѣза; лезвія ихъ на % на"
вариваются сталью. Въ большихъ ножницахъ Д
верхняя половина длиннѣе нижней и снабжена
деревянной ручкой; нижняя половина имѣетъ ножку, посредствомъ ко-
торой эти ножницы прикрѣпляются къ скамьѣ. Бываютъ еще механиче-
скія ножницы (фиг. 132).
Фпг. 131.
105
Для испытанія нож-
ницъ рѣжутъ ими на
протяженіи 10 дм. ли-
стовое желѣзо толщи-
ною въ 7з2 да-; ПРИ
этомъ на лезвіяхъ
ножницъ не должно
получаться какихъ
либо пороковъ.
Ножѳвва(фиг. 133)
служитъ для разрѣ-
зыванія металла и,
главнымъ образомъ,
для образованія про-
рѣзей на головкахъ
впнтовъ; состоитъ изъ
Фиг. 132.
стального или же-
лѣзнаго станка, имѣющаго видъ полурамки съ утолщеніями на кон-
цахъ, въ которыхъ продѣланы квадратныя отверстія, а въ нихъ вставлены
стержни; на завинтованный конецъ верхняго стержня
навинченъ бара-
Фиг. 134.
текъ, а на оттянутый конецъ
нижняго — надѣта деревянная
рукоятка. Съ противоположныхъ
концовъ, обращенныхъ во внутрь
полурамки, стержни имѣютъ про-
рѣзи, въ которыя пропускают-
ся концы полотна (фиг. 134) и
закрѣпляются шпильками, послѣ
чего полотно натягивается и
подвертывается барашковымъ
винтомъ. Полотно должно имѣть
твердые, острые и ровные зубья,
при чемъ, при укрѣпленіи въ
станкѣ, зубья должны быть обра-
щены къ барашковому винту;
лучше всего имѣть такіе ноже-
вочные станки, чтобы въ нихъ
можно было бы вставлять и
цѣльныя полотна и оборванные
ихъ куски, вродѣ показанныхъ
на фиг. 135, 136 и 137.
106
Ножевка подвергается пробѣ посредствомъ распиливанія мя&аго сталь-
ного бруска, въ Ѵ4 дм. въ поперечномъ сѣченіи.
Плоскогубцы (фиг. 138)—стальные, съ насѣченными плоскими губами,
употребляются для захватыванія и удержанія во время работы небольшихъ
вещей, которыя почему-либо неудобно держать въ рукахъ или въ ручныхъ
тискахъ. Съ помощью плоскогубцевъ гнутся: проволока, стебли и металли-
ческія полосы. Американскіе или шарнирные плоскогубцы (фиг. 139)
имѣютъ то преимущество передъ обыкновенными, что, при захватываніи
предметовъ, губки ихъ всегда взаимно параллельны, отчего вещь зажи-
мается прочнѣе. :
1 Фиг. 138. Фиг. 139.
Плоскогубцы испытываются посредствомъ закручиванія ими, вокругъ
ихъ губъ, два раза, желѣзной проволоки, толщиною въ 3 линіи, причемъ
на губахъ не должно образовываться никакихъ пороковъ и ручки не должны
быть погнуты.
107
Острогубцы (фиг. 140)—стальные, съ острыми губами, служатъ для
рѣзки проволоки. Для усиленія рѣжущаго дѣйствія къ челюстямъ остро-
губцевъ прикрѣпляются винтами стальныя, хорошо закаленныя пластинки,
называемыя рѣзками (фиг.
141). Американскіе остро-
губцы (фиг. 141 и 142) даютъ
возможность перекусывать
проволоку толщиною въ1/^
дюйма, которую не берутъ
простые острогубцы.
Для испытанія годности
острогубцевъ, откусываютъ
ими, отъ 8 до 10 разъ, се-
рединою губъ, стальную
струну, діаметромъ 1 линію,
а краями—мягкую сталь-
ную проволоку, діаметромъ
въ Р/2 линіи; рѣзать над-
лежитъ прямо, не сгибая и
Фиг. 140.
Фиг. 141.
Фиг, 142.
образовываться
не отрывая проволоки; при этомъ на губахъ не должно
никакихъ поврежденій.
Круглогубцы (фиг. 143)
употребляются для скручиванія
проволоки; кромѣ простыхъ бы- !
ваютъ и параллельныя. Испыты-
ваются также, какъ и плоско-
губцы.
Напилви (фиг.
144) употребляются-
для правильной от-
Фиг 143.
Фиг. 144.
дѣлки и опиловки на-
ружныхъ и внутрен-
нихъ поверхностей из-
дѣлій; представляютъ
собою бруски изъ луч-
шей литой стали съ
насѣченной поверх-
ностью. Напилки'раз-
дѣляются: по виду на-
сѣчки: на брусовки,
драчевые, лицевые или
подсалки и на шлиф-
ные или бархатные; О
108
по формѣ: на плоскіе, полукруглые, квадратные, трехгранные и круглые; по
длинѣ—отъ 2 до 28 дюймовъ.
Брусовка (фиг. 145) служитъ для грубой опиловки; когда съ издѣлія
требуется снять, по возможности, большой слой металла; это—квадратный
напилокъ, толщиною въ серединѣ около дюйма и длиною около 28 дюймовъ,
суживающійся къ обоимъ концамъ; всѣ стороны крестообразно назубрены
крупною насѣчкою. Фиг. 145.
Драчевые напилки служатъ для дальнѣйшей опиловки, почему снабжа-
ются также крупною насѣчкою, имѣющей около 21—76 зубьевъ на 1 кв.
дюймѣ (фиг. 146).
Личные напилки или подсалки употребляются для сглаживанія спилен-
ныхъ уже поверхностей и вообще для снятія слоя металла незначитель-
ной толщины; помощью этихъ напилковъ издѣліямъ можетъ быть приданъ
законченный видъ; они имѣютъ такіе же формы и размѣры, какъ и дра-
чевыя пилы, но насѣчка ихъ мельче около 56—112 зубьевъ на 1 кв.
дюймѣ (фиг. 147).
Шлифные или бархатные напилки употребляются для окончательной
отдѣлки издѣлій; поверхность ихъ насѣчена настолько мелкимъ зубомъ,
что кажется бѣлесоватою; на протяженіи одного дюйма насѣчено отъ
64—216 и болѣе зубьевъ (фиг. 148).
Ручки (черенки). Каждый напилокъ долженъ быть насаженъ на дере-
вянную ручку (черенокъ) (фиг. 149), выточенную изъ крѣпкаго дерева;
чтобы черенки не кололись въ работѣ на ихъ концы, обращенные къ
напилку, нагоняются металлическіе наконечники (кольца).
Фиг. 146. Фиг. 147. Фиг. 148. Фиг. 149.
Выборъ напилковъ. Хорошій напилокъ долженъ имѣть правильную на-
сѣчку, т. е. ровную и однообразную; онъ долженъ быть изготовленъ пзъ
лучшей стали, съ изломомъ совершенно однороднымъ и достаточно твердо
закаленъ; кромѣ того, требуется, чтобы напилокъ былъ прямой и чтобы
поверхность его была симметрична во всѣхъ ея точкахъ съ осью фигуры
напилка. Крѣпость закалки напилковъ испытывается слѣдующимъ обра-
109
зомъ: берутъ обломокъ стараго хорошаго напилка и угломъ его проводятъ
по испытываемому: если на напилкѣ останется блестящая полоса, то это
признакъ слабой закалки; если же зубцы его будутъ отъ этого пріема
крошиться, то значитъ напилокъ закаленъ хорошо. Для повѣрки прямизны
напилка, надо, зажмуривъ лѣвый глазъ, правымъ смотрѣть вдоль по длинѣ
напилка, который долженъ быть совершенно прямымъ. Всѣмъ этимъ каче-
ствамъ, въ лучшей степени, удовлетворяютъ англійскіе напилки.
Сбереженіе напилковъ. Напилки могутъ скоро приходить въ негодность
отъ дурного сбереженія; лучшее мѣсто для храненія напилковъ верстачный
ящикъ, въ которомъ должно быть сдѣлано приспо-
собленіе, дающее возможность располагать напилки
такъ, чтобы они не могли тереться одинъ о другой,
иначе напилки быстро затупляются и приходятъ
въ негодность.
Замасленные напилки слѣдуетъ выварить въ
поташномъ щелокѣ, промыть въ кипяткѣ и высу-
шить надъ горномъ.
Засорившіеся напилки прочищаются щеточками;
одна изъ нихъ (фиг. 150 а) состоитъ изъ пучка
заплетенной тонкой мѣдной проволоки, а другая
(фиг. 150 б) состоитъ изъ куска кардовой ткани,
т. е. стальной щетки, наклеенной на кусокъ дерева.
Фиг. 150.
Наугольникъ или угольникъ служитъ для повѣрки правильности
опиливаемыхъ плоскостей и вѣрности взаимнаго ихъ расположенія подъ
прямымъ или другимъ какимъ-либо угломъ. Обыкновенный наугольникъ
состоитъ изъ двухъ стальныхъ пластинокъ, соединенныхъ подъ угломъ въ
90° (фиг. 151); какъ наружныя, такъ и внутреннія ребра пластинокъ этого
наугольника должны строго соотвѣтствовать величинѣ прямого угла; на
боковыхъ сторонахъ нѣкоторыхъ наугольниковъ наносятся дѣленія.
Наугольникъ съ тавровымъ плечомъ (фиг. 152) даетъ возможность прово-
дить параллельныя линіи. Существуютъ еще наугольники съ транспорти-
ромъ, позволяющимъ опредѣлять величину угла, подъ которымъ опилены
данныя двѣ плоскости. Для повѣрки опиловки шестигранныхъ издѣлій, часто
употребляется наугольникъ-съ угломъ растворенія въ 60° (фиг. 153).
110
Для повѣрки точности наугольника, проводятъ длинную прямую черту,
кладутъ на нее наугольникъ такъ, чтобы нижнее ребро одного изъ боковъ
наугольника легло бы по этой прямой линіи, а вдоль другого бока на-
угольника проводятъ другую черту; послѣ этого поворачиваютъ науголь-
никъ такъ, чтобы бокъ его, лежавшій ранѣе на горизонтальной линіи
вправо, перешелъ бы на лѣвую сторону, въ совпаденіе съ продолженіемъ
той же горизонтальной черты и тогда смот-
рятъ, пошелъ ли точно другой бокъ по
проведенной ранѣе линіи.
Малка (фиг. 154)—раздвижной науголь-
никъ, служащій для повѣрки при опиловкѣ
плоскостей, сходящихся подъ различными
углами наклоненія; помощью винта можно
закрѣпить подвижную сторону на данный
уголъ относительно другой.
Подстановка (фиг. 155) назначается для
поддерживанія при опиловкѣ длинныхъ
издѣлій; состоитъ изъ стойки, утвержден-
ной на крестовинѣ; на верху стойки укрѣп-
лена перекладина, которая должна быть
на одной высотѣ съ верхнею
плоскостью тисковъ.
Вкладыши употребляются при отдѣлкѣ головокъ винтовъ, во избѣ-
жаніе порчи нарѣзной ихъ части; болѣе употребительные вкладыши:
1) пружинные стальные щипцы (фиг. 156), .лапки которыхъ стягива-
ются кольцомъ;
2) стальной стержень (фиг. 157), одинъ конецъ котораго имѣетъ завинто-
ванное гнѣздо, а другой запиленъ наплоско для зажиманія въ ручные тиски;
Фиг. 156. Фиг. 157.
3) стальной дискъ (фиг.158)
съ рядомъ дыръ различнаго
діаметра по его узкой боковой
поверхности; въ него можно
закрѣплять винты различнаго
діаметра, тогда какъ въ пер-
выхъ двухъ приспособленіяхъ
для каждаго номера винта
долженъ быть отдѣльный вкла-
дышъ; въ обращеніи онъ не
такъ удобенъ, какъ первые два.
111
употреоляются для
шлифными пилами.
Чистилки. Простыя чистилки — бруски изъ твердой породы дерева,
намазанные наждакомъ, смѣшаннымъ съ деревяннымъ масломъ, или обкле-
енные наждачной бумагой; иногда они предварительно оклеиваются зам-
шею; наждачныя чистилки состоятъ изъ бруска спресованнаго наждака, съ
деревянною ручкою; какъ первыя, такъ и послѣднія,
гладкой отдѣлки издѣлій, послѣ работы бархатными
Шабръ (фиг. 159) служитъ для болѣе точнаго
выравниванія поверхностей, опиленныхъ пилой. Это—
стальная пластинка въ видѣ неширокой лопаточки,
рабочій конецъ которой слегка закругленъ и пред-
ставляетъ гладкую поверхность, а другой снабженъ
деревянной ручкой. Иногда шабры дѣлаются въ видѣ
двухъ лопаточекъ на общей стальной ручкѣ, что пред-
ставляетъ удобство для работы, такъ какъ можно
при затупленіи одного конца замѣнить его тотчасъ же
другимъ. Шабръ можно приготовить въ мастерской
изъ стараго напилка.
Воронило или полировнивъ употребляется для приданія издѣ-
ліямъ блестящей поверхности; большею частью имѣетъ форму плоскаго
напилка съ овальнымъ по- Фиг- по-
перечникомъ (фиг. 160), но
дѣлается и другой формы,
какъ напр., фиг. 161 и 162;
изготовляется изъ лучшей, инструменталъ- Фиг. 161 и 162.
ной стали, закаливается въ холодной водѣ,
или лучше въ ртути, безъ всякаго отпуска
и хорошо отполировывается; можно приго-
товлять также и изъ старыхъ шлифныхъ
напилковъ.
Сверла употребляются для просверливанія въ издѣліяхъ отверстій;
онѣ бываютъ: перовыя (одностороннія—а п двухстороннія—б, фиг. 163),
центровыя (фиг. 164) и американскія (фиг. 165); представляютъ собою вы-
112
М0К5Е
дѣланные изъ стали стержни, верхніе концы которыхъ запилены на
четыре грани, такъ какъ предназначаются для вставки въ гнѣздо дрели,
а нижніе, рабочіе концы имѣютъ различную форму, а именно: въ односто-
роняемъ перовомъ сверлѣ онъ дѣлается въ видѣ лопатки, съ угломъ раство-
ренія въ 110°, ребра этого угла запиливаются фасками въ разныя стороны
подъ угломъ въ 45—60°; остріе сверла должно быть на оси его стебля, а
Фиг. 165. фаски — расположены
вполнѣ симметрично
3 относительно этой оси;
такое сверло работаетъ
только въ одну сто-
рону; въ двухсторон-
— немъ перовомъ сверлѣ
оба ребра запиливаются въ одну сторону, что даетъ возможность рабо-
тать сверломъ, вращая его въ ту или другую сторону; центровое сверло
имѣетъ снизу направляющій стержень, конецъ котораго запиливается на-
плоско или лопаткой и рѣжущія ребра расположены по линіи, перпенди-
кулярной къ оси сверла; американское или винтовое сверло (фиг. 165)
имѣетъ цилиндрическій стебель, снабженный спиральнымъ желобкомъ;
самое совершенное сверло—американское; пре-
имущества его заключаются въ слѣдующемъ:
1) изъ просверливаемыхъ отверстій стружки
свободно выводятся желобками наружу; 2) ци-
линдрическая поверхность сверла хорошо на-
правляетъ его во
чисто и легко, и 4)
сверла не надо его
чивать, при чемъ
чается, благодаря чертѣ, нанесенной по оси сверла
и лекалу (фиг. 166).
Хорошее сверло должно быть: достаточно
прочно; закалено настолько твердо, чтобы не
выкрашивалось и не сминалось; настолько пра-
вильно-вращаться,- чтобы просверленная-имъ^ дыра была-цилиндрическая;
такой формы, чтобы можно было затачивать его нѣсколько разъ, не про-
изводя перековки и не измѣняя діаметра сверла.
Дрели служатъ для приведенія сверла во вращеніе; онѣ бываютъ: обык-
новенныя, американскія и смычковыя..
Обыкновенная дрель (фиг. 167) состоитъ изъ вертикальнаго стального
стержня в, на который насаженъ маховикъ и воротокъ с; къ ручкамъ во-
ротка прикрѣплены концы скрученнаго сыромятнаго ремешка пропущен-
наго сверху въ отверстіе к\ внизу стержень оканчивается утолщеніемъ б
съ квадратнымъ гнѣздомъ для вставки сверлъ.
время работы; 3) сверлитъ
при иступленіи или поломкѣ
перековывать, а лишь ната-
послѣдняя операція облег-
Фиг. 166.
113
Американская дрель (фиг. 168) состоитъ изъ
стального спиральнаго стержня, имѣющаго на
одномъ концѣ гнѣздо, въ которое вставляется
сверло, а на другомъ концѣ грибокъ, которымъ
упираютъ въ грудь при производствѣ работы;
грибокъ укрѣпленъ на стержнѣ такъ, что онъ
можетъ свободно на немъ вращаться; дрель при-
водится въ движеніе муфтою, внутренняя по-
верхность которой имѣетъ такую же спиральную
рѣзьбу, какъ и стержень; при работѣ эту муфту
передвигаютъ отъ грибка до гнѣзда п обратно.
Фиг. 168.
Дрель эта имѣетъ тотъ недостатокъ, что одностороннее сверло въ ней
сверлитъ только при передвиженіи муфты отъ себя къ сверлу, при двп-
женіи же въ обратную сторону сверло не забираетъ металла, а только
лишь скользитъ по немъ и черезъ это только тупится. Во избѣжаніе этого
предложена дрель съ двойнымъ винтовымъ ходомъ на стеблѣ (фпг. 169),
вслѣдствіе чего одностороннее сверло работаетъ одинаково производительно
какъ при движеніи муфты впередъ, такъ и обратно.
Фиг? 169.
Въ американскихъ дреляхъ слѣдятъ за тѣмъ,
чтобы муфта ходила по стеблю плавно, не задержи-
ваясь и не шатаясь, и чтобы сверла плотно входили
въ гнѣздо.
Ручная малая дрель отличается отъ американской
только лишь меньшими размѣрами частей; кромѣ того,
грибокъ у этой дрели не желѣзный, а деревянный.
Смычковая или лучковая дрель (фиг. 170), состоитъ:
во 1-хъ, изъ вьюшки—а, имѣющей видъ круглаго
стального стержня на одномъ концѣ котораго имѣется
гнѣздо для сверла, около середины стержня прикрѣ-
пленъ наглухо деревянный роликъ и другой конецъ—
запиленъ на конусъ; во 2-хъ, изъ грудоломки—б. де-
ревяннаго щитка съ коническимъ стальнымъ упо-
ромъ, въ который при работѣ вставляется верхній
Фиг. 170.
114
Фиг. 170.
в
конецъ вьюшки, и, въ 3-хъ, изъ смычка
или лучка—в, представляющаго сталь-
ной прутъ съ ремешкомъ или струною,
которые для сверленія наматываются
на роликъ вьюшки.
Трещетка (фиг. 171) употребляется
для сверленія дыръ большаго діаметра,
а также въ тѣхъ случаяхъ, когда свер-
леніе должно быть произведено непо-
средственно на мѣстѣ работъ, напримѣръ, внѣ мастерской; она дѣлается
изъ желѣза и стали; состоитъ изъ рукоятки Л, съ вилкою Б, въ которой
помѣщено храповое колесо Д неподвижно соединенное со шпинделемъ Б;
въ нижнюю часть шпин- а
деля вставляется сверло,
а въ верхнюю ввинчи-
вается стальной, распор-
ный впить Н съ крѣпко
закаленною коническою
пяткой 6, которою тре-
щетка во время работы
упирается въ коническое
углубленіе стальной упор-
накерненное мѣсто издѣлія.
въ вырѣзы между зубцами
ной скобы (фиг. 172), а сверло упирается въ
Въ вилку вдѣлана собачка, заскакивающая
храпового колеса. Если потянуть ручку къ себѣ, то собачка повернетъ
храповое колесо, а вмѣстѣ съ нимъ и сверло; при поворачиваніи же руко-
ятки отъ себя (къ скобѣ) собачка будетъ перескакивать съ зубца на зу-
бецъ, станетъ трещать, но не передастъ вращенія сверлу. Фиг.173.
Трещетка не только въ состоя-
ніи придать сверлу вращательное
движеніе, но и сообщаетъ ему
значительное нажатіе книзу,
чѣмъ устраняетъ необходимость
постояннаго нажиманія сверху
на сверло, какъ это требует-
ся при употребленіи дрелей.
Сверла къ трещеткамъ употреб-
ляются перовыя одностороннія
(фиг. 173).
115
Сверлильные станки. Сверлильный станокъ 1-го типа (простѣйшій)
(фиг. 174) . состоитъ ..изъ вертикальной круглой желѣзной колонки, гори-
зонтальнаго стержня, нажимнаго винта съ маховикомъ и подвижной кре-
стовидной муфты изъ чугуна. Колонка имѣетъ ножку
со скобкой и зажимнымъ винтомъ для прикрѣпленія фиг 174
станка къ верстаку. Стержень имѣетъ на переднемъ
концѣ головку съ нарѣзанной дырой, куда входитъ
нажимной винтъ, служащій для подачи сверла
сверху и оканчивающійся закаленнымъ центромъ.
Для дѣйствія винтомъ, на верхній его конецъ на-
дѣтъ маховичекъ. Колонка и стержень соединяются
между собою крестовидною муфтой; послѣдняя со-
стоитъ изъ двухъ длинныхъ муфтъ, отлитыхъ крестъ-
на-крестъ, что позволяетъ производить вращеніе и
движеніе стержня въ двухъ взаимно перпендикуляр-
ныхъ направленіяхъ. Для установки стержня въ лю-
бомъ положеніи, къ муфтамъ прилиты ушки, сквозь
которыя проходятъ закрѣпляющіе винты; эти винты
и скрѣпляютъ крестовидную муфту, колонку и стержень. Между винтомъ
для подачи и обрабатываемымъ предметомъ вставляется коловоротъ, со
вставленнымъ сверломъ.
Сверлильныя станокъ
(фиг. 175). Колонка изъ
желѣза имѣетъ внизу
гайкой и скобы для прикрѣпленія
къ верстаку или обрабатываемому
предмету. Горизонтальный, трубча-
тый валъ изъ желѣза или стали
имѣетъ на переднемъ концѣ вилко-
образную часть' для помѣщенія
сверлильнаго шпинделя; онъ за-
крѣпляется въ подвижной кресто-
видной муфтѣ; черезъ этотъ валъ
проходитъ ось, на одномъ концѣ
которой закрѣплена рукоятка и
коническое зубчатое колесо; это
колесо зубьями своими сцѣпляется
съ конической шестерней, насажен-
ной на шпинделѣ; въ верхнюю
головку вилки ввинченъ винтъ для
подачп сверла.
2-го типа
кованнаго
винтъ съ
Фиг. 175.
116
Сверлильный станокъ 3-го типа (болѣе
сложный, фиг. 176). На рукояткѣ А на-
сажено коническое зубчатое колесо, ко-
торое соединяется съ другимъ такимъ же
колесомъ, укрѣпленнымъ на вертикаль-
номъ валу, и вращаетъ этотъ валъ вмѣстѣ
съ сидящимъ на немъ маховикомъ В. На
томъ же валу находятся два зубчатыхъ
колеса, которыя соотвѣтствуютъ коле-
самъ, сидящимъ на шпинделѣ благо-
даря такому устройству, шпиндель, со
вставленнымъ въ него сверломъ, полу-
чаетъ вращеніе; пониженіе сверла про-
изводится автоматически. Предметъ, въ
которомъ надо просверлить дыру, за- Г
крѣпляется въ основаніи станка при
помощи впита Г.
Фиг. 176.
Коловоротъ (фиг. 177) служитъ для приведенія во вращеніе развер-
токъ и сверлъ; состоитъ изъ двухколѣнчатаго желѣзнаго стержня, имѣю-
щаго на одномъ концѣ вращающійся металлическій или деревянный гри-
бокъ, а на другомъ утолщеніе съ квадратнымъ гнѣздомъ для вставки
инструментовъ; посрединѣ стержня — гладкое утолщеніе, или же наса-
жена вращающаяся деревянная муфта, для болѣе удобнаго поворачиванія
коловорота.
Для сообщенія рабочему инструменту, вставляемому въ коловоротъ,
большей скорости вращенія употребляется коловоротъ А съ зубчатою пе-
редачей.
Фиг. 177. Фиг. 177.
Съ цѣлью болѣе прочнаго зажатія инструмента въ гнѣздѣ коловорота,
изобрѣтенъ такъ называемый „универсальный патронъ", устройство кото-
117
раго видно на фигурѣ Б. Наиболѣе совершенный американскій колово-
ротъ В, снабженный универсальнымъ патрономъ, трещеткой и боковою
зубчатою передачей. Фиг. 177.
Въ коловоротахъ повѣряется совмѣщеніе осей гнѣзда и верхней части
стержня на одной прямой, плотно ли прилегаютъ къ стѣнкамъ гнѣзда
вставляемыя въ него головки развертокъ и сверлъ, а также достаточно ли
свободно вращаются шляпка, зубчатка и деревянная муфта.
Развертки (шилья)—различнаго вида стальные стержни, служащіе
для увеличенія и выправки просверленныхъ дыръ (фиг. 178). Чаще всего
употребляются пятиугольныя развертки (фиг. 179), такъ какъ разверну-
тыя ими дыры получаются весьма правильнаго очертанія. Для работы раз-
вертки вставляются въ коловороты и съ этою цѣлью верхній конецъ каж-
дой развертки запиливается на четыре грани, въ видѣ лопатки (фиг. 180).
Фиг. 178. Фиг. 180.
Фиг. 179.
118
Шарошки употребляются для образованія на поверхности издѣлій
или около дыръ углубленій и уширеній; онѣ снимаютъ металлъ помощью
сдѣланной на нихъ назубки. Шарошки бываютъ: конусныя (фиг. 181) и
прямыя (фиг. 182); приготовляются онѣ изъ стали и закаливаются. Въ дѣй-
ствіе приводятся помощью коловорота, въ гнѣздо котораго шарошка встав-
ляется своимъ концомъ (лопаткой). Шарошки, не имѣющія лопасти, снаб-
жаются прорѣзью для вставленія отвертки, которая другимъ концомъ встав-
ляется въ коловоротъ.
Фиг. ’ 181.
Жѳрновки (фиг. 183) служатъ для образованія около гнѣздъ или
дыръ вѣнчиковъ, т. е. возвышеній металла, облегающаго дыру или гнѣздо
въ видѣ кольца; жерновки приготовляются также изъ стали и закали-
ваются; въ дѣйствіе приводятся подобно шарошкамъ.
Пробойники или бородки (фиг. 184) служатъ для пробиванія, съ
.помощью молотка, отверстій въ листовомъ металлѣ; представляютъ собою
закаленные и отпущенные до синяго цвѣта стальные стержни, имѣющіе
форму зубила, но рабочій конецъ различной формы.
Фпг. 183.
119
Винторѣзный инструментъ составляютъ мѣтчики и винтоваль-
ныя доски.
Мѣтчики (фиг. 185) служатъ для образованія винтовой рѣзьбы въ ды-
рахъ и гнѣздахъ; представляютъ собою стержни, приготовленные изъ ли-
той стали; должны быть хорошо закалены и отпущены до соломеннаго
цвѣта; они бываютъ цилиндры- Фиг. 185.
ческів и коническіе^ на нихъ на-
рѣзана винтовая рѣзьба, пере-
рѣзанная продольными канав-
ками для образованія рѣжущихъ
реберъ и выхода во время работы
стружекъ; верхніе концы задѣ-
ланы на четыре грани и встав-
ляются въ соотвѣтствующее гнѣздо воротка (фиг. 186), которымъ мѣт-
чикъ приводится въ вращательное движеніе. Всякому діаметру нарѣзае-
маго отверстія долженъ соотвѣтствовать свой особый мѣтчикъ. Обыкно-
венно употребляютъ мѣтчики діам. —2 дм.
Фиг. 186.
Коническій мѣтчикъ только в»ъ верхней своей части имѣетъ діаметръ,
равный діаметру нарѣзаемаго отверстія, цилиндрическій же—по всей длинѣ.
Винтовальныя доски служатъ для нарѣзанія стержней; онѣ бываютъ: глу-
хія и раздвижныя.
Глухія винтовальныя доски (фиг. 187) употребляются для нарѣзки вин-
товъ небольшого діаметра, не болѣе х/8 дюйма, и для повѣрки винтовъ
нарѣзанныхъ раздвижною винтовальною доскою. Глухая доска имѣетъ видъ
пластинки изъ литой и закаленной стали, съ серіею завинтованныхъ дыръ;
дыры эти расположены и завинтованы такъ, что въ широкомъ концѣ на-
ходятся большаго діаметра и съ болѣе крупной нарѣзкой, а въ узкомъ—
меньшаго діаметра и менѣе крупной нарѣзки; число ихъ въ одной доскѣ
не болѣе 34, при чемъ, для каждаго діаметра дыры, долженъ быть соот-
вѣтствующій мѣтчикъ; для образованія рѣжущихъ реберъ и для выдѣле-
нія стружекъ отверстія снабжены канавками (фиг. 188).
Фиг. 187. фиг. 188.
120
Къ этому виду винтовальныхъ досокъ принадлежитъ доска, находя-
щаяся въ серіи лекалъ для повѣрки винтовъ 3-хъ линейной винтовки; доска
эта представляетъ собою стальную пластинку съ закругленными краями;
посрединѣ ея высверлено 5 отверстій, въ которыя вставлены 5 матокъ
съ винтовою нарѣзкою, сообразно винтамъ 3-хъ линейной винтовки; каж-
дая матка снабжена четырьмя канавками.
Винты, нарѣзаемые глухими винтовальными досками, рѣдко получаются
чисто нарѣзанными; кромѣ того, рѣзьба на винтахъ является непрочною,
такъ какъ доски эти должны снимать съ нарѣзаемыхъ винтовъ весь из-
лишній металлъ сразу.
Раздвижная винтовальная доска или клуппъ (фиг. 189) состоитъ изъ же-
лѣзной рамы съ двумя рукоятками. Долевыя внутреннія стѣнки гнѣзда
рамки имѣютъ на нѣкоторомъ протяженіи выступы, на которые находятъ
своими треугольными пазами стальныя колодочки, называемыя лисичкамгь
или плашками (а и б); остальная часть гнѣзда рамки не имѣетъ высту-
повъ, такъ что платки легко могутъ быть вставлены въ рамку доски илп
вынуты изъ нея. Плашки (фпг. 190) снабжены полукруглыми вырѣзами съ
Фиг. 190. винтовой нарѣзкой и канавкой, коими произво-
шкш тшл дится нарѣзка винтового хода на стержняхъ.
яя^Ш^ Винтъ, проходящій сквозь одну изъ поперечныхъ
ЯВШ ЧВшЯ стѣнокъ рамки, служитъ для закрѣпленія пла-
жіжІМ текъ во время работы и для постепеннаго сдвп-
ганія ихъ, по мѣрѣ нарѣзанія стержня. Въ го-
ловкѣ винта продѣлано сквозное отверстіе, при
помощи котораго можно винтъ завертывать шпилькой. На фиг. 191 изобра-
жено нѣсколько видовъ такихъ досокъ (а, б и в).
Главное преимущество раздвижныхъ винтовальныхъ досокъ передъ глу-
хими то, что нарѣзанные ими винты выходятъ чище, потому что нарѣ-
заются постепенно, а не сразу и что ими можно нарѣзать, не перемѣ-
няя лисичекъ, винты различной толщины съ одинаковою глубиною и на-
клономъ винтовой нарѣзки.
Для каждаго діаметра нарѣзаемаго винта или, лучше сказать, для каж-
даго мѣтчика, должна быть устроена своя особая пара плашекъ, имѣющая
соотвѣтствующій мѣтчику діаметръ и нарѣзку. Наружные размѣры пла-
шекъ, несмотря на различные діаметры ихъ, дѣлаются одинаковыми, чтобы
одна и та же винтовальная доска могла служить для помѣщенія въ ней
(по очереди) цѣлаго ряда плашекъ съ разными нарѣзками.
121
Фиг. 191.
Малыя доски снабжаются обыкновенно пятью парами плашекъ, діамет-
ромъ отъ 1/4—2/2 дюйма и 10 мѣтчиками; среднія—четырьмя парами пла-
шекъ діаметромъ отъ 5/8—1 дюйма и 8 мѣтчиками; большія имѣютъ по
четыре пары плашекъ діаметромъ отъ 1—11/2 дюйма и по 8 мѣтчиковъ.
Клуппъ Виттворта (фиг. 192) состоитъ изъ рамки, въ которую вклады-
ваются постоянныя плашки особаго устройства; при каждомъ клуппѣ та-
кихъ плашекъ нѣсколько; устройство ихъ даетъ слѣдующія преимущества:
сила, потребная для приведенія этого клуппа во вращеніе, почти вдвое
менфе силы, употребляемой при нарѣзкѣ стержня обыкновенной доской;
нарѣзка получается весьма отчетливая и работа идетъ скорѣе.
Паяльникъ служитъ для нанесенія олова на издѣлія при припайкѣ
(фиг. 193). Онъ состоитъ изъ клинообразнаго куска красной мѣди, укрѣп-
леннаго на желѣзномъ стержнѣ, конецъ фиг 193
котораго вдѣланъ въ деревянную ручку.
Паяльники употребляются разной вели-
чины, вѣсомъ отъ 1 до 2 фунтовъ.
Въ паяльникахъ повѣряется, чтобы мѣдь
была ровная, безъ раковинъ и надлежа-
щимъ образомъ укрѣплена въ стержнѣ;
кромѣ того, наконечникъ паяльника долженъ быть вполнѣ чистъ и всегда
вылуженъ, такъ какъ иначе онъ не будетъ захватывать припая.
122
Желѣзный ковшъ для плавленія припаевъ долженъ имѣть носикъ
И ручку.
Скребки (фиг. 194) служатъ для соскабливанія, для выравниванія и
пригонки спаиваемыхъ поверхностей.
Паяльная трубка (фѳвка) (фиг. 195) употребляется для пайки, а
также для закаливанія и отпусканія мелкихъ вещей; состоитъ изъ тонкой
мѣдной трубки, съ узкимъ наконечникомъ; послѣдній вставляется въ
пламя спиртовой лампочки, а другой конецъ трубки берется для дутья
въ ротъ. Есть паяльныя трубки съ навинчивающимися наконечниками,
имѣющими отверстія различной величины. Фиг. 195.
Керосиновая лампа съ накачиваніемъ воздуха (фиг. 196)
служитъ для калки инструмента; она устроена по системѣ керосиновыхъ
кухонь „Примусъ44, въ которыхъ керосинъ превращается въ газъ, горящій
подъ давленіемъ воздуха, вслѣдствіе чего получается пламя высокой тем-
пературы. Лампа состоитъ изъ мѣднаго резервуара, на которомъ: Г—отвер-
стіе для наливанія керосина, съ крышкой, Б—горѣлка, А—блюдечко го-
рѣлки, Д—винтъ для регулированія и тушенія пламени, В—поршень для
накачиванія воздуха.
Фукаръ (фиг. 197)—родъ вѣера изъ гусиныхъ перьевъ иди лучинокъ,
употребляемый для раздуванія при пайкѣ.
123
Ключи служатъ для навертыванія гаекъ на винты и свертыванія ихъ
съ винтовъ; подраздѣляются они на обыкновенные и раздвижные. Первые
дѣлаются изъ чугуна или желѣза, а вторые, большею частью, изъ литой
стали. Обыкновенный ключъ изображенъ на фиг. 198; онъ служитъ для
отвертыванія гаекъ лишь опредѣленнаго размѣра.
Фиг. 198.
Раздвижными ключами можно отвинчивать гайки различныхъ размѣровъ,
не перемѣняя ключа, а лишь раздвигая его губки, вращая для этого
ручку ключа; на фиг. 199 изображенъ французскій раздвижной ключъ,
а на фиг. 200—американскій.
Фиг. 200.
При испытаніи раздвижныхъ ключей повѣряется степень закалки, па-
раллельность губъ и правильность хода винта; для испытанія годности
въ работѣ, зажимаютъ въ испытуемомъ ключѣ кусокъ желѣза, укрѣплен-
ный въ стуловыхъ тискахъ такъ, чтобы ручка ключа получила горизон-
тальное положеніе и подвѣшиваютъ къ ней грузъ въ 6 пудовъ, при этомъ
губы ключа должны плотно, не сдаваясь, держаться на желѣзѣ, а по ос-
вобожденіи ихъ, не должны обнаруживать никакихъ поврежденій.
Точило служитъ для обтачиванія инструмента; на фиг. 201 представ-
лено небольшое точило, укрѣпляемое на верстакѣ; оно дѣлается въ видѣ
круглаго колеса изъ мелкозернистаго, крѣпкаго
песчаника и укрѣпляется на желѣзной, квадрат-
ной оси, благодаря которой камень поддержи-
вается
ящика,
щаться
чиваніи
чила; во избѣжаніе разбрызгиванія воды, ко-
лесо, съ одной стороны, прикрывается съемною
крышкою. Для точки инструмента на этомъ точилѣ требуется два рабо-
чихъ, изъ которыхъ одинъ вертитъ точило, а другой производитъ отточку.
Фиг. 201.
въ полукруглыхъ вырѣзахъ чугуннаго
наполненнаго водою и можетъ вра-
въ ту или другую сторону при повора-
за рукоять, придѣланную къ оси то-
124
На фиг. 202 и 203 изображены точила, съ которыми можетъ управляться
одинъ только рабочій; самъ точильщикъ, дѣйствуя ногою на подножку,
сообщаетъ точилу вращеніе, и въ то же время производитъ отточку. Сверху
крышки укрѣпленъ иногда сосудъ съ водой, снабженный краномъ, для
равномѣрнаго смачиванія поверхности камня во время точки, между тѣмъ,
какъ въ первомъ случаѣ камень одною своею стороною почти постоянно
находится въ водѣ, отчего намокаетъ и изнашивается неровно.
При покупкѣ новаго точила слѣдуетъ обращать вниманіе на однород-
ное, мелкозернистое сложеніе и отсутствіе скрытыхъ трещинъ и желваковъ.
Такіе недостатки не трудно узнать по звуку, нанеся по точилу нѣсколько
легкихъ ударовъ молоткомъ: звукъ долженъ быть чистый и гулкій; глухой
же указываетъ на то, что точило имѣетъ какой-либо изъ указанныхъ не-
достатковъ. Точильный кругъ долженъ быть установленъ правильно и вра-
щаться безъ колебаній, плавно и ровно, иначе этотъ недостатокъ будетъ
имѣть вліяніе на правильность заточки.
Оселокъ (фиг. 204)— фиг- 204-
продолговатый брусокъ мел-
козернистаго камня шири-
ною въ два дюйма (около '
1 вершка). Онъ служитъ для окончательной отточки и правки инстру-
мента; передъ употребленіемъ смазывается деревяннымъ масломъ. Онъ не
долженъ быть слишкомъ твердъ и мелкозернистъ, такъ чтобы сталь не
125
слиткомъ свободно скользила по его поверхности, а слышно было ея тре-
ніе о послѣднюю. Оселки бываютъ разнаго вида и качества; лучшими въ
настоящее время считаются оселки арканзасскіе] хотя они и дороги, но цѣна
ихъ вполнѣ окупается долгосрочностью службы. Камень „арканзасъ“—
твердый, мелкозернистаго сложенія, молочнаго цвѣта, когда новый—шелко-
вистъ на ощупь, но современемъ желтѣетъ и становится шероховатымъ.
Отвертки (фиг. 205) служатъ для отвинчиванія и завинчиванія вин-
товъ; дѣлаются изъ стали разной величины и вставляются въ деревянную
ручку; когда же требуется особое Фиг. 205.
усиліе при вывинчиваніи вин-
товъ, а также для вращенія ша-
рошекъ, онѣ вставляются въ
коловоротъ, для чего хвостъ от-
вертки запиливается на квадратъ
по размѣру гнѣзда коловорота.
Лезвіе отвертки должно проч-
но держаться въ рукояткѣ, доходить до дна прорѣзи винта и захватывать
всю его головку; если же оно утопаетъ въ гнѣздѣ винта, то не должно
быть шире головки.
Маслянки (фиг. 206, 207 и
208). Въ маслянкахъ содержится
масло для смазыванія инстру-
мента и трущихся частей свер-
лильныхъ, токарныхъ и т. п. стан-
ковъ во время работы; онѣ бы-
ваютъ конусныя, примѣняющіяся
на верстакахъ и цилиндрическія,
которыя преимущественно упот-
ребляются на станкахъ; приго-
товляются онѣ изъ мѣди или
жести; лучшій типъ маслянки
показанъ на фиг. 208; она снаб-
жена кнопкой, которою можно
регулировать выпускъ масла изъ
тонкаго носика маслянки.
Волочильня (фиг. 209) —
пластинка изъ литой и крѣпко закаленной стали; служитъ для протяжки
проволоки; снабжена серіей постепенно суживающихся отверстій. На фиг. 209
ФИГ. 209. представленъ продольный раз-
«0*0 о О 0 ф ©
рѣзъ одного изъ такихъ отвер-
д стій, гдѣ: с — мѣсто (широкое)
входа проволоки, д—мѣсто (болѣе
узкое) выхода и а в—острое, сжи-
мающее проволоку, ребро.
126
Производство слесарныхъ работъ.
Металлическіе предметы, подлежащіе обработкѣ слесарными инстру-
ментами, поступаютъ въ слесарное отдѣленіе въ откованномъ или отли-
томъ видѣ, или же въ видѣ матеріала, т. е. полосъ, прутовъ и брусковъ,
отъ которыхъ, предварительно, въ кузницѣ, слѣдуетъ отдѣлять куски под-
ходящихъ размѣровъ. Откованныя издѣлія должны быть отожжены и, для
устраненія загрязненія инструмента при опиловкѣ, отъ нихъ должна быть
удалена окалина.
Подготовительныя работы. Удаленіе окалины. Для обивки окалины
издѣліе кладутъ на тиски или слесарный шперакъ и не сильными ударами
молотка обиваютъ съ него окалину и глину; сильныхъ ударовъ слѣдуетъ
избѣгать на томъ основаніи, что окалина отстаетъ отъ издѣлія и при
слабо нанесенныхъ ударахъ молотка и, кромѣ того, на поверхности отко-
ванной вещи не останется слѣдовъ отъ молотка, вслѣдствіе чего и не
потребуется излишней ея опиловки.
Осмотръ имѣетъ цѣлью провѣрить, имѣетъ ли данный кусокъ металла
достаточные для послѣдующей его обработки размѣры и нѣтъ ли въ немъ
какихъ-либо вредныхъ пороковъ. Каждое издѣліе должно имѣть извѣстный
запасъ металла на опиловку или обточку, величина котораго для большихъ
издѣлій должна быть: для желѣзныхъ и мѣдныхъ не менѣе г/2 дюйма, а
для чугунныхъ не менѣе у* дюйма. Въ желѣзныхъ и стальныхъ предме-
тахъ бываютъ трещины, плены и дурная сварка, а въ чугунныхъ и мѣд-
ныхъ—раковины. Первые три недостатка, если они съ внѣшней стороны
издѣлія, можно опредѣлить наружнымъ осмотромъ, послѣдній же—остуки-
ваніемъ отливки молоткомъ. Глухой звукъ служитъ признакомъ существо-
ванія въ массѣ этой отливки раковинъ. Кромѣ маломѣрности и пороковъ
металла поводомъ къ браковкѣ можетъ еще служить уродливость издѣлія,
т. е. неправильное расположеніе его частей. Въ отковкахъ уродливость
можетъ иногда быть удалена выправкою, въ
ковальнѣ, но въ отливкахъ всякаго рода
неправильности непоправимы.
Обмѣръ производится ..аршиномъ, рулет-
кой, линейкою съ дѣленіями или, нако-
нецъ, кронциркулемъ.
Размѣтка состоитъ въ томъ, что на поверх-
ности издѣлія наносятъ ризки (очертанія) и
значки, которые должна служить указаніемъ
при дальнѣйшей обработкѣ издѣлія.
Размѣтка производится посредствомъ
шила (фиг. 210); при этомъ для нанесенія
на поверхностяхъ издѣлій прямыхъ линій служатъ линейка и науголь-
никъ; окружностей и кривыхъ—циркуль и лекала; для опредѣленія центра
нагрѣтомъ состояніи, на на-
127
и размѣтки фигуръ—циркуль, центроискатель и линейка. Для большей
ясности намѣченныхъ знаковъ, тѣ части, на которыя предполагается на-
нести мѣтки, слѣдуетъ натирать сухимъ мѣломъ.
Опредѣленіе центра: А) Съ помощью циркуля производится такъ:
взявъ циркулемъ длину нѣсколько большую половины ширины торца и
уперевъ одну ножку въ край торца, другою ножкой надо очертить дугу;
тоже повторить еще въ трехъ другихъ, прямо проти-
воположныхъ, точкахъ контура торца. Такимъ образомъ
получатся четыре дуги, взаимное пересѣченіе кото-
рыхъ образуетъ четырехъугольникъ, въ которомъ
легко уже найти центральную точку: или на глазъ,
или проведя двѣ діагонали, пересѣченіе которыхъ и
дастъ центръ. Послѣ этого изъ найденнаго центра
очертить циркулемъ по всему торцу окружность
(фиг. 211). Если окружность, описанная ножкой цир-
куля, не будетъ значительно уклоняться къ одному
краю торца, то центръ найденъ вѣрно; въ против-
номъ случаѣ надо центръ нѣсколько перемѣстить въ
ту или другую сто-
рону и провести окружность.
Б) Съ помощью центроискателя (фиг. 212—а). Для этого надо наложить
центроискатель на конецъ куска такъ, чтобы вѣтви его составляли каса-
тельныя къ окружности; тогда внутреннее ребро планки пройдетъ по
одному изъ діаметровъ поперечнаго сѣченія будущаго цилиндра, каковое
направленіе и замѣчается, проведя 'вдоль ребра планки шиломъ черту;
затѣмъ, приложить приборъ въ иномъ какомъ-либо направленіи и снова
замѣнить линію діаметра. Въ результатѣ получатся два діаметра, въ точкѣ
взаимнаго пересѣченія которыхъ и будетъ а Фиг. 212. б
находиться центръ даннаго предмета.
Строго говоря, описаннымъ приборомъ
можно опредѣлить лишь очень близкое
къ истинному, но не истинное положеніе
центра, потому что приходится имѣть
дѣло не съ правильнымъ цилиндромъ, а съ
приблизительнымъ его подобіемъ.
Для отысканія центра при помощи
особаго приспособленія, изображеннаго на
фиг. 212 б, таковое слѣдуетъ наставить на данный предметъ такъ, чтобы
оси того и другого совпадали возможно точнѣе, п затѣмъ легкимъ уда-
ромъ молотка по вершинѣ тычки намѣтить центръ.
Для отысканія центра въ квадратѣ или въ многоугольникѣ—провести
двѣ діогонали, въ точкѣ пересѣченія которыхъ и будетъ центръ.
Нанесеніе квадрата или прямоугольника производится посредствомъ на-
угольника или линейки съ дѣленіями; если же описана окружность, то для
128
размѣтки квадрата надо провести два взаимно-перпендикулярныхъ діаметра
и соединить точки пересѣченія ихъ съ окружностью прямыми линіями.
Для размѣтки шестиугольника надо описать окружность посредствомъ цир-
куля, отложить на ней радіусъ даннаго круга шесть разъ и смежныя точки
отложенія соединить между собою прямыми линіями.
Для нанесенія восьмиугольника—описать окружность, провести два вза-
имно-перпендикулярныхъ діаметра и, раздѣливъ каждую четверть окруж-
ности пополамъ, соединить ихъ между собою
восьмью прямыми линіями.
Для размѣтки окружностей въ отверстіяхъ
и желобкахъ надо загнать въ нихъ, по воз-
можности заподлицо съ торцемъ, деревянный
брусочекъ, найти въ нихъ центръ, поставить
въ эту точку ножку циркуля и очертить тре-
буемую окружность или дугу (фиг. 213).
Для начертанія прочихъ кривыхъ—наложить на издѣліе шаблонъ и, при-
держивая его лѣвою рукою, правою рукой, посредствомъ шила, нанести тре-
буемый контуръ, обведя, насколько нужно, края шаблона .(фиг. 210).
Закрѣпленіе ризокъ (фиг. 214). Размѣтивъ на поверхности издѣлія ризки,
закрѣпить ихъ нане-
сеніемъ на получен-
ный контуръ пунк-
тира, съ помощью
тычки и молотка, для
чего, взявъ тычку въ
лѣвую руку, рабочій
ея конецъ наставить
на ризку и легкими
ударами молотка по
вершинѣ тычки нане-
сти углубленія.
Закрѣпивъ ризки,
боткѣ издѣлія. Прежде всего необходимо удалить сь
издѣлія избытокъ металла, что дѣлается посредствомъ
зубила, ножевки, ножницъ и острогубцевъ.
Работа зубиломъ производится съ троякою цѣлью:
ленія отъ даннаго издѣлія куска металла (разрубка), или
котораго избытка матеріала по направленію длины издѣлія (обрубка), или
же для выбиранія въ массѣ металла различной формы углубленій (вырубка).
Разрубка слесарнымъ зубиломъ производится лишь при предметахъ не-
значительной толщины; при значительныхъ же размѣрахъ издѣлій работу
эту лучше производить въ кузницѣ.
Фиг. 213.
Фиг. 214.
приступаютъ къ дальнѣйшей оора-
или
для
для отдѣ-
снятія нѣ-
129
При разрубкѣ слесарнымъ зубиломъ предметъ надо зажимать въ тиски
вертикально и такъ, чтобы ризка, по которой нужно будетъ рубить, при-
шлась бы возможно ближе къ губамъ тисковъ (фиг. 215).
Зубило употребляется съ широкимъ лезвіемъ. Для работы надо взять
зубило въ лѣвую руку и поставить горизонтально и, при томъ, перпендику-
лярно по отношенію длины губъ; при такомъ положеніи, при ударахъ, пред-
метъ не выскочитъ изъ тисковъ, между тѣмъ при положеніи зубила па-
раллельномъ длинѣ губъ или же при зажатіи обрубаемаго предмета въ
тискахъ горизонтально, при нанесеніи ударовъ сверху, зажатый предметъ
можетъ вывернуться (фиг. 216 и 217). Послѣ того, ударяя молоткомъ по
вершинѣ зубила, произвести надрубку куска, по ризкѣ, со всѣхъ его гра-
ней, поворачивая для этого, когда потребуется, обдѣлываемый кусокъ. Зу-
било слѣдуетъ ставить какъ разъ по ризкѣ и лезвіе его полезно при ра-
ботѣ смазывать масломъ или саломъ.
Фиг. 216.
Молотокъ не слѣдуетъ держать за рукоятку слишкомъ близко къ са-
мому молотку, потому что при этомъ не будетъ надлежащаго размаха. Дви-
женіе молотку слѣдуетъ давать исключительно кистью руки. Локоть дол-
женъ сгибаться весьма незначительно, а плечо еще меньше. Если держать
за рукоятку слишкомъ близко къ молотку, то для полученія надлежащаго
удара необходимо подымать и опускать всю руку, что весьма скоро утом-
ляетъ мастерового; кромѣ того, при такомъ движеніи руки нельзя полу-
чить вѣрнаго удара и весьма возможно ударить по рукѣ, вмѣсто зубила.
Боекъ молотка и вершина зубила, принимающая ударъ, не должны быть
замаслены или загрязнены, потому что при этомъ молотокъ можетъ со-
скользнуть и ударить по лѣвой рукѣ рабочаго, вмѣсто зубила.
Когда надрубка произведена со всѣхъ сторонъ на достаточную глубину,
то ударами молотка въ горизонтальномъ направленіи, по надрубленному
концу издѣлія, отдѣляютъ его, при чемъ слѣдуетъ избѣгать сильнаго удара,
при которомъ отскочившая часть можетъ поранить сосѣда.
130
Разрубку листового металла лучше производить не въ тискахъ, а на
шперакѣ или на металлической подкладкѣ, на которые разрубаемый листъ
класть плашмя (фиг. 218).
Для обрубки предметы нужно зажи-
мать въ тиски горизонтально, обрубаемою
поверхностью кверху; зубило ставить на
нихъ съ уклономъ, тѣмъ болѣе крутымъ,
чѣмъ большую стружку желаютъ снять
(фиг. 219). Зубила употреблять не слиш-
комъ широкія, суживающіяся слегка отъ
лезвія къ рукояткѣ, чтобы бока ин-
струмента не задерживали хода его лезвія во время работы. Сначала про-
ходятъ зубиломъ по всей длинѣ обрубаемой плоскости, образуя полосу,
шириною равную ширинѣ лезвія зубила; затѣмъ, рядомъ съ этой полосою,
прорубаютъ другую, третью и т. д. (фиг. 220).
Иногда же, для ускоренія работы, въ особенности если приходится сни-
мать толстый слой металла, сначала прорубаютъ помощью крейцмесселя
нѣсколько узкихъ параллельныхъ канавокъ а, Ъ
(фиг. 221), отстоящихъ одна отъ другой на .раз-
стояніи нѣсколько меньшемъ ширины зубила.
Прорубивъ рядъ такихъ канавокъ, снимаютъ
оставшіеся между ними выступы металла п обык-
новеннымъ широкимъ зубиломъ. Снявъ зубиломъ
грубую стружку, проходятъ обрубаемыя поверх-
ности тѣмъ же зубиломъ, а еще лучше, другимъ,
Фиг. 221.
болѣе острымъ зубиломъ, которое, при этомъ, ставится горизонтальнѣе,
чѣмъ въ предыдущемъ случаѣ; ра-
бота ведется осторожно.
Вырубка канавокъ и другихъ не-
сквозныхъ углубленій производится,
смотря по ширинѣ этихъ углубле-
ній, зубилами или крейцмесселями
(фиг. 222).
131
Для вырубки сквозныхъ отверстій (щелей), таковыя предварительно
просверливаются; иногда для этого надо просверлить цѣлый рядъ дыръ по
контуру будущаго отверстія
и часть металла, ограничен-
ную контуромъ, выбить уда-
рами по ней молотка, а за-
зубрины, на краяхъ, срубить
зубиломъ (фиг. 223). При этой
работѣ зубило слѣдуетъ на-
правлять, смотря по удобству,
Фиг. 223.
или перпендикулярно къ поверхности предмета, или вдоль его.
Работа ножовкой. Мягкіе металлы, какъ то: мѣдь, олово, свинецъ и
цинкъ лучше всего рѣзать ножевкой. Для этого на кускѣ, съ помощью зу-
била или трехграннаго напилка, дѣлается предварительно мѣтка; берется
ножевка и полотно ея вставляется въ углубленіе мѣтки; затѣмъ, охвативъ
рукоять ея правой рукой и придерживая станокъ сверху и спереди лѣвою
рукой, передвигать ножевку взадъ и впередъ, пока не будетъ отрѣзана над-
лежащая часть отъ даннаго куска металла. При работѣ ножевкой станокъ
не долженъ вилять, такъ какъ иначе полотно можетъ сломаться. На по-
лотно пускается немного масла.
Работа ножницами. Малыми ножницами рѣжутся тонкіе латунные
листы и жесть. Пользуются ими такъ, что одна изъ вѣтвей ихъ зажимается
въ тиски, а другая остается свободною для дѣйствія рукой. Для разрѣзки
толстыхъ листовъ служатъ большія ножницы, нижняя половина которыхъ
иногда также зажимается въ тискахъ, если не укрѣплена неподвижно на
какойъ-нибудь прочномъ основаніи.
Работа острогубцами. Острогубцами рѣжется проволока и тонкій
прутовой металлъ. Американскими или шарнирными острогубцами работать
лёгче, чѣмъ простыми. При этой работѣ концы разрѣзаннаго металла вы-
ходятъ неправильными и неровными и требуется значительная затрата
времени на ихъ выравниваніе и выглаживаніе, особенно когда надо нарѣ-
зать большое количество прутьевъ. Въ фиг< 224.
этомъ случаѣ могутъ быть очень по-
лезны усовершенствованные остро-
губцы (фиг. 224). При раскрытомъ по-
ложеніи клещей въ одинъ изъ про-
рѣзовъ кладутъ перерѣзываемую про-
волоку; если затѣмъ сжать рукоятки острогубцевъ рукою, то диски А и А'
получатъ нѣкоторое вращательное перемѣщеніе около оси В въ противо-
положныя стороны и перерѣжутъ проволоку совершенно ровно и правильно.
Работа напилками. Опиловка въ слесарномъ дѣлѣ одна изъ су-
щественныхъ работъ и для достиженія въ ней успѣха требуется большой
навыкъ.
132
Опиловку начинаютъ пилами крупной насѣчки: брусовкой и драчевыми,
потомъ лицевыми или подсалками и, наконецъ, шлифными или бархатными
пилами.
Предметъ, подлежащій опиливанію, напримѣръ плитку, надо зажать въ
тиски такъ, чтобы поверхность, съ которой будетъ начата опиловка, была
бы обращена кверху, горизонтальна и нѣсколько выдавалась надъ пло-
скостью губъ тисковъ. •
Положеніе корпуса и рукъ при работѣ напилкомъ должно быть слѣ-
дующее: лѣвая нога должна быть нѣсколько выставлена впередъ, а пра-
вая—назадъ; весь корпусъ немного наклоненъ впередъ; правая рука нало-
жена на рукоятку напилка, указательный палецъ ея сверху и по направленію
оси напилка (фиг. 225); лѣвая рука сверху, на противоположномъ концѣ
напилка, или придерживаетъ этотъ конецъ большимъ и указательными
пальцами, смотря по величинѣ напилка. Правая рука должна быть согнута
въ локтѣ, слегка приподнята и немного отведена отъ туловища въ сто-
пилокъ совершенно ровно и слегка
рону, дабы при работѣ не терлась
о правый бокъ. Движенія напил-
ка должны быть строго парал-
лельны опиливаемой плоскости
и отнюдь не учащенныя или по-
рывистыя. Направленіе напилка
должно составлять съ губами
тисковъ уголъ, примѣрно около
45°, при пиленіи въ ту или дру-
гую стороны. Двигая напилокъ
отъ себя, надо нажимать его
равномѣрно обѣими руками на
опиливаемую поверхность, а пе-
редвигая къ себѣ, ослаблять дав-
леніе рукъ настолько, чтобы на-
двигался по опиливаемой плоскости,
оставаясь все время въ параллельномъ положеніи по отношенію къ послѣд-
ней; при этомъ надо избѣгать учащенныхъ и порывистыхъ движеній на-
пилка, вслѣдствіе которыхъ напилокъ нагрѣвается и закалка его можетъ
ослабнуть. Если лѣвою рукой нажимать сильнѣе, чѣмъ правою, то перед-
ній конецъ пилы будетъ брать сильнѣе и обратно, при болѣе сильномъ
нажатіи правою рукой, пила будетъ болѣе спиливать переднюю сторону
опиливаемой поверхности; въ обоихъ случаяхъ поверхность получится
выпуклая. Хорошій, привычный рабочій всегда чувствуетъ—прямолиней-
133
ная ли получается поверхность или выпуклая. Чѣмъ уже обрабатываемая
поверхность, тѣмъ легче сдѣлать ее горбатой.
Поверхность слѣдуетъ опиливать сперва отъ угла А къ В (фиг. 226),
а потомъ по направленію другой діагонали—отъ В къ С (фиг. 227) или
въ обратномъ направленіи.
Фиг. 226. Фиг. 227.
Чтобы удостовѣриться въ правильности работы, опиливаемыя поверх-
ности надо повѣрятъ линейкой или одною изъ сторонъ наугольника; дѣ-
лается это такъ: вынувъ издѣліе изъ тисковъ, взять его въ лѣвую руку и,
обративъ къ свѣту, правою рукою наложить ребро линейки или науголь-
ника по діагоналямъ и па-
раллельно сторонамъ плитки;
ребро должно плотно приле-
гать, безъ просвѣта, во всѣхъ
точкахъ опиливаемой плоско-
сти (фиг. 228); неровности от-
мѣчаютъ мѣломъ и спиливаютъ короткими размахами пилы.
Кончивъ одну грань, приступаютъ къ опиловкѣ прилегающей къ ней
грани, .для чего издѣліе повертываютъ въ тискахъ этою стороной кверху
и опиливаютъ подобно предыдущему; повѣривъ прямолинейность опиловки,
слѣдуетъ повѣрить правильность опиловки плоскостей подъ прямымъ угломъ,
наложеніемъ на опиленную уже поверхность одного изъ плечъ наугольника,
другое плечо котораго должно касаться безъ просвѣта вновь опиленной
плоскости на всемъ ея протяженіи; невѣрности слѣдуетъ исправить. Послѣ
этого приступить къ опиловкѣ прочихъ сторонъ плитки, которыя повѣрять
такимъ же способомъ. Параллельность расположенія плоскостей или равно-
мѣрность толщины плитки повѣрить посредствомъ кронциркуля, ножки
котораго должны одинаково туго про-
ходить какъ у краевъ плитки, такъ
и въ ея серединѣ. Правильность
опиливаемыхъ плоскостей можетъ
быть повѣрена также наложеніемъ
ихъ на поверхность повѣрочной пли-
ты (фиг. 229); для этого положить (
предметъ на плиту опиливаемой сто- |
Фиг. 229.
134
роной и затѣмъ нажать слегка на двухъ противоположныхъ углахъ, т. е.
по одной діагонали, а потомъ—по направленію другой; предметъ не долженъ
перекачиваться по всѣмъ направленіямъ; противное укажетъ на неровности
поверхности, которыя опиливаются. Передъ наложеніемъ предмета слѣдуетъ
тщательно обтереть какъ опиливаемую плоскость, такъ и плиту.
Для опиловки изъ даннаго куска металла бруска или цилиндра надо
сперва опилить его концы такъ, чтобы они были перпендикулярны къ се-
рединной линіи или оси куска; на одномъ изъ основаній сдѣлать размѣтку:
начертить квадратъ, шестиугольникъ, восьмиугольникъ или кругъ, смотря
по формѣ, которую желаютъ придать данному куску, и нанесенныя ризки
закрѣпить накерниваніемъ посредствомъ тычки. Послѣ этого зажать ку-
сокъ въ тиски и, начавъ съ опиловки основанія, продолжать далѣе опи-
ливать боковыя гранки, послѣдовательно одна за другою, повѣряя ихъ
линейкой и наугольниками, и, наконецъ, опилить основаніе, противополож-
ное первому.
Для опиловки цилиндра надо сперва опилить данный кусокъ на четыре
грани; снимая затѣмъ постепенно углы, уже нетрудно получить восьми-
угольникъ, шестнадцатиугольникъ и т. д. и, наконецъ, цилиндръ. Во время
этой работы, кромѣ провѣрки прямизны граней и правильности ихъ взаим-
наго пересѣченія, слѣдуетъ повѣрять также, помощью кронциркуля, равно-
мѣрность толщины бруска или діаметра цилиндра. Если толщина бруска
или цилиндра можетъ быть произвольная, то ножки циркуля устанавли-
ваются по самой тонкой части опиливаемаго куска, а въ остальныхъ своихъ
частяхъ онъ подгоняется къ этимъ размѣрамъ; если же толщина бруска
или діаметръ цилиндра должны быть опредѣленныхъ размѣровъ, то ножки
кронциркуля надо раздвинуть на извѣстную величину и при пользованіи
циркулемъ ихъ закрѣпить. Въ продолженіе всей опиловки, слѣдуетъ повѣ-
рять кронциркулемъ также всю длину стержня; эту повѣрку можно еще
производить помощью вырѣза, сдѣланнаго на кускѣ какого-либо листоваго
металла.
Тонкіе стержни, напримѣръ, стебли
винтовъ, надо опиливать также сна-
чала на четыре, а потомъ на 8 граней
и т. д. Затѣмъ, одинъ конецъ стержня в
(фиг. 230) зажать въ ручные тиски и
вложить въ желобокъ деревяннаго
бруска а, зажатаго въ стуловыхъ ти-
поворачивать ими стержень къ
скахъ; держа лѣвою рукою ручные тиски,
себѣ въ то же время правою рукою двигать напилокъ навстрѣчу движенія
стержня, т. е. при вращеніи стержня на себя (по направленію стрѣлки с),
напилокъ двигать впередъ (отъ себя) и обратно.
Для опиловки изъ куска металла пирамиды надо сначала намѣтить се-
рединную линію и ея концы, потомъ опилить одну изъ боковыхъ граней
135
куска такъ, чтобы она была перпендикулярна къ этой линіи; на опиленной
плоскости размѣтить очертаніе основанія, а на противоположной сторонѣ
намѣтить вершину пирамиды; послѣ этого начать опиловку граней пира-
миды, которыя всѣ должны сходиться къ вершинѣ. Линейкою и лекаломъ
слѣдуетъ повѣрять прямолинейность граней и правильность взаимнаго ихъ
пересѣченія.
Для полученія конуса надо сперва выпилить пирамиду и, опиливая по-
степенно ея углы, довести опиловку до полученія правильнаго конуса.
Выпиловка выемовъ, пазовъ и щелей производится полукруглыми, ква-
дратными или плоскими напилками съ гладкими сторонами.
Опиловка поверхностей, сходящихся подъ угломъ Фиг. 231.
(фиг. 231). Сперва опилить грань Л, повѣрить____________________
линейкой, а потомъ опиливать плоскимъ напил-
комъ, не имѣющимъ насѣчки на узкихъ кром-
кахъ, и другую грань В, при чемъ она повѣряется
лекаломъ или наугольникомъ, соотвѣтствующимъ
данному углу раствора (который у насъ=60°).
Пилить здѣсь—не накрестъ, а только вдоль входящаго угла.
Опиловка полуц,илиндра(полу валика) и желобка. На обоихъ торцахъ (фиг. 232 а)
на переднемъ О и заднемъ О'—сдѣлана размѣтка въ видѣ полуокружно-
стей, до которыхъ надо спилить всю поверхность этого предмета, чтобы
она вышла правильной. Сперва нужно сдѣлать многогранникъ, для чего,
опиливъ наплоско, подъ линейку, самую верхнюю часть полувалика, довести
опиливаніе почти до ризки; такимъ же образомъ спилить бока, также по ли-
нейкѣ и, наконецъ, спилить углы между плиткой и полуваликомъ. Опили-
ваніе многогранника продолжать, пока фигура его не будетъ близка къ
полуцилиндру. При выпиловкѣ желобка вначалѣ пилить, придерживаясь
размѣточныхъ ризокъ и отчасти линейки, а потомъ слѣдуетъ вниманіе
обращать на провѣрку шаблономъ (фиг. 232 б), который для этого
прикладывается къ дну желобка; между его краями и поверхностью же-
лобка не должно быть просвѣта.
Фиг. 232 б.
Примѣчаніе. Желобки составляютъ одну изъ причинъ, вызываю-
щихъ при закалкѣ появленіе трещинъ (рвотинъ) при охлажденіи издѣ-
лій и, кромѣ того, закаленныя издѣлія чаще всего ломаются въ томъ
мѣстѣ, гдѣ расположенъ желобокъ, почему слѣдуетъ избѣгать на ча-
стяхъ, которыя предполагается закаливать, дѣлать желобки, но если
10
136
обстоятельства потребуютъ, чтобы закаленная часть была съ желобками
то желобки выпиливать не прямоугольные или не съ острыми углами,
а дѣлать ихъ дугообразными, при которыхъ изломы и трещины издѣ-
лій по пояскамъ происходятъ рѣже, такъ какъ охлажденіе издѣлія
въ этомъ мѣстѣ, во время закалки, будетъ происходить ровнѣе, чѣмъ
при желобкахъ, имѣющихъ острые или прямые углы.
Выпиливаніе поясковъ. Для выпиливанія поясковъ издѣліе отко-
вывается съ утолщеніями на томъ мѣстѣ, гдѣ должны быть пояски. Поло-
жимъ, что на откованномъ цилиндрѣ А Б (фиг. 233) необходимо стебель
Фиг. 233.
опилить, какъ показано пунктиромъ,
и на немъ образовать поясокъ на мѣстѣ
утолщенія; сначала опиливаютъ концы
пояска, съ такимъ расчетомъ, чтобы
поясокъ получился нѣсколько толще
въ обѣ стороны; затѣмъ, доведя размѣры концовъ почти до надлежащей
величины, опиливаютъ поясокъ, чтобы онъ былъ возможно ближе къ тре-
буемой толщинѣ и ширинѣ.
Для снятія острыхъ краевъ, съ цѣлью образованія фасокъ, надо въ тиски
зажать металлическія губки, въ которыя вложить издѣліе тою стороною,
которою хотятъ опилить, кверху (фиг. 234).
Послѣ работы драчевыми пилами приступаютъ къ опиловкѣ издѣлія
лицевыми пилами иди подсалками. Сущность этой работы состоитъ въ томъ,
чтобы сообщить всей поверхности издѣлія однообразный видъ и уничто-
жить сѣть штриховъ, оставленныхъ на металлѣ драчевыми пилами, замѣ-
нивъ ихъ односторонними штрихами, параллельными одной изъ плоскостей
издѣлія. Напилками этими работаютъ также, какъ и драчевыми, но при
окончательной отдѣлкѣ,
для полученія долевого
штриха, напилокъ слѣ-
дуетъ класть поперекъ
предмета и, взявшись
обѣими руками за концы
напилка, двигать имъ
вдоль предмета, при
чемъ, во избѣжаніе пе-
рекашиванія плоскости
опиленія, нажимать на оба конца напилка нужно, по возможности, равно-
мѣрнѣе (фиг. 235).
Подобнымъ же образомъ производятся работы шлифными или бархат-
ными пилами, смазывая ихъ при этомъ масломъ. Работа ими продолжается
до тѣхъ поръ, пока поверхность издѣлія не подучится совершенно глад-
кою, безъ царапинъ.
Какъ ни мелка бываетъ нарѣзка на бархатныхъ пилахъ, однако, на по-
137
верхности опиливаемаго предмета все-таки остаются штрихи, которые можно
уничтожить только дальнѣйшей отдѣлкой (шлифовкой).
Пришабриваніѳ. Тонкимъ слоемъ сурика, разведеннаго на маслѣ,
намазать поверхность повѣрочной доски (фиг. 229) и, равномѣрно нажимая
на нее, двигать слегка плитку или брусокъ по плоскости взадъ или впе-
редъ; тогда вогнутыя мѣста поверхности останутся чистыми, выпуклости
же покроются сурикомъ. Въ началѣ работы такихъ закрашенныхъ мѣстъ
бываетъ очень много. Помощью лицевой
пилы съ закрашенныхъ мѣстъ возвышеній
снимается слой металла и снова повѣряется
провѣрочной доской и т. д. продолжаютъ
поступать, какъ описано, до тѣхъ поръ, пока
краска не ляжетъ приблизительно равно-
мѣрно по всей плоскости. По достиженіи
этого, приступить къ дальнѣйшей обработкѣ
плоскости шабромъ. Для этого предметъ за-
жимается въ стуловые тиски. Шабръ надо
держать правой рукой за ручку, какъ по-
казано на фиг. 236; поставить его на обра-
батываемую плоскость довольно круто (подъ
угломъ 30°—40°) и снимать металлъ съ
закрашенныхъ мѣстъ, водя имъ взадъ и
впередъ. Когда всѣ закрашенныя мѣста
будутъ пройдены шабромъ, плоскость доски
снимать опять закрашенныя
обтереть, вновь наложить на нее плитку и
мѣста шабромъ. Это продолжаютъ до тѣхъ поръ, пока вся плоскость по-
кроется мелкими, частыми и равномѣрно расположенными пятнышками.
Шлифованіе. Для шлифовки употребляется [наждакъ, въ видѣ по-
рошка, бумаги и палочекъ. Шлифовка наждакомъ состоитъ въ слѣдующемъ:
поверхность вещи смазать деревяннымъ масломъ и посыпать наждакомъ,
затѣмъ взять палочку изъ мягкаго дерева, съ поперечнымъ сѣченіемъ, при-
мѣрно, въ 1 кв. дм., а длиною въ 8 дм, и, положивъ ее поперекъ вещи,
двигать быстро вдоль нея, держа палочку обѣими руками за концы. Вычи-
стивъ, такимъ образомъ, вещь крупнымъ наждакомъ, переходятъ къ сред-
нему, а потомъ и къ мелкому наждаку.
Для чистки наждачною бумагой, надо навернуть ее на деревянную па-
лочку или же на напилокъ, длиною въ 10—12 дм., шириною въ 1 дм., а
толщиною у2 дм.; при этомъ чистка нулевою бумагою дѣлается безъ дере-
вяннаго масла. Фиг. 237.
Шлифованіе наждачными
палочками (фиг. 237) произво-
дится также, какъ и обыкно-
веннымъ наждакомъ.
138
Шлифовка продолжается, пока на поверхности предмета не будетъ видно
царапинъ и пока вся поверхность не станетъ матовой и совершенно ров-
ной. По достиженіи этого, приступаютъ къ полировкѣ, для приданія поверх-
ности блеска.
Приладка и отладка. Первая состоитъ въ томъ, что одна поверх-
ность даннаго издѣлія подгоняется, путемъ опиловки, къ другой до плот-
наго соприкосновенія. Вторая состоитъ изъ опиливанія издѣлія строго по
контуру другого.
Полировка производится двумя способами: 1) поверхность трутъ топ-
кими (мелкими) порошками, называемыми полировальными, постепенно пере-
ходя все къ болѣе и болѣе тонкимъ сортамъ, или же 2) стараются самыя
мелкія неровности вдавить въ поверхность, дѣйствуя треніемъ весьма твер-
дыхъ, гладко отшлифованныхъ инструментовъ, каковы: полировники или
воронила.
Полировальные порошки растираются съ масломъ или спиртомъ, чтобы
получилось тѣсто; послѣднее намазываютъ на деревянный брусокъ, кото-
рымъ и начинаютъ тереть поверхность полируемаго предмета, пока не по-
лучится желаемый блескъ.
Существуетъ цѣлый рядъ полировальныхъ веществъ, употребляемыхъ
въ порошкообразномъ видѣ, а именно:
а) Крокусъ или кровавикъ (окись желѣза) (стр. 22). Темный, фіолетовый
идетъ для полировки стали и латуни; другихъ цвѣтовъ—для полировки
болѣе мягкихъ металловъ. Употребляется съ водой и масломъ.
б) Негашеная известь (стр. 25) даетъ очень хорошую полировку, если
она совершенно свободна отъ углекислоты и воды; лучшій ея сортъ—вѣн-
ская известь. При употребленіи для полировки латуни ее смачиваютъ ма-
сломъ, а для желѣза—водой или водкой.
в) Трепелъ, вслѣдствіе малой своей твердости, особенно пригоденъ для
полировки мягкихъ металловъ, какъ то: золота, серебра, мѣди, латуни: при
чемъ въ началѣ его берутъ съ масломъ, а подъ конецъ полируютъ сухимъ.
г) Пемза (стр. 22) употребляется въ кускахъ или въ порошкѣ различ-
ной степени измельченія, преимущественно для полировки мѣдныхъ издѣ-
лій; полировка производится съ масломъ.
Кромѣ того, для полировки употребляются еще: графитъ, древесный
уголь, магнезія, костяная зола и др.
Когда металлическимъ издѣліямъ требуется сообщить блескъ, недости-
жимый при помощи полировальныхъ порошковъ, ихъ полируютъ воронилами.
Работа эта состоитъ въ слѣдующемъ: отдѣлываемый предметъ зажи-
маютъ въ тиски, затѣмъ, взявъ воронило въ правую руку, а другой конецъ
его въ лѣвую, водятъ имъ вдоль по поверхности, сильно нажимая; воро-
нило будетъ заглаживать всѣ неровности и придавать поверхности блестя-
щій видъ. Направлять воронило лучше вдоль полируемой поверхности, а
не поперекъ ея. Полировать насухо безусловно нельзя; при полированіи
139
желѣза и стали поверхность предмета и воронило надо смазывать масломъ;
при полировкѣ мѣди употреблять мыльную воду или масло; при полирова-
ніи серебра или золота воронило необходимо почаще смачивать водой. Пе-
редъ каждымъ смачиваніемъ воронила его надо обтирать, сильно нажимая
на дощечку, покрытую кожей или объ торецъ какого-либо мягкаго дерева.
Синеніе и вороненіе стальныхъ и желѣзныхъ издѣлій.
Синеніе. Работа эта основана на свойствѣ желѣза и стали давать на своей
освѣтленной поверхности, при различной степени нагрѣва, различные цвѣта;
синеніе производится для уничтоженія блеска, если таковой въ издѣліи
не требуется, для предупрежденія развитія ржавчины и для приданія кра-
соты издѣлію.
Стальныя закаленныя вещи вмѣстѣ съ синеніемъ получаютъ соотвѣт-
ствующій отпускъ, почему синятъ только тѣ издѣлія, отъ которыхъ не тре-
буется значительной твердости.
Синеніе стальныхъ и желѣзныхъ издѣлій можетъ производиться въ
угляхъ или въ пескѣ, а мелкихъ предметовъ и на спиртовой лампочкѣ.
При синеніи въ угляхъ вещи отчищаютъ, какъ можно лучше вытираютъ
и помѣщаютъ въ желѣзный ящикъ, наполненный измельченнымъ и просѣян-
нымъ березовымъ углемъ; ящикъ ставятъ на огонь, отчего заключающійся
въ немъ уголь раскаляется и согрѣваетъ уложенныя въ немъ вещи.
Во время нагрѣва слѣдуетъ внимательно наблюдать за постепеннымъ
появленіемъ цвѣтовъ побѣжалости на согрѣваемой вещи и когда она только
что начнетъ достигать желаемаго Фиг. 23а.
цвѣта, ее вынимаютъ щипцами (фиг.
238) изъ углей, затѣмъ, вытеревъ
тряпкою начисто И ОЧИСТИВЪ МЯГКИМЪ
углемъ, нѣсколько охлаждаютъ и кладутъ опять въ угли, повторяя это
до тѣхъ поръ, пока не получится темносиній цвѣтъ; затѣмъ, вынувъ и
охладивъ издѣліе, смазываютъ его деревяннымъ масломъ. При подобномъ
способѣ синенія вещи получаютъ цвѣтъ темносиній.
При синеніи въ пескѣ или, какъ принято называть, въ песчаной банѣ,
вещи укладываются въ ящикъ, наполненный сухимъ пескомъ, который по-
степенно нагрѣваютъ и держатъ въ немъ вещи до тѣхъ поръ, пока онѣ
не получатъ свѣтлосиняго цвѣта, а по охлажденіи ихъ смазываютъ масломъ.
Чѣмъ лучше вещь отполирована, тѣмъ цвѣтъ ея при синеніи получается
ровнѣе, чище и красивѣе.
Примѣчаніе. При синеніи прибора цѣннаго оружія, передъ уклад-
кой въ песокъ, вещи обтираютъ тряпкой, напитанной уксусной кисло-
той, и даютъ имъ высохнуть, а потомъ снова обтираютъ другой тряп-
кой, обмоченной въ соляную кислоту, а вмѣсто деревяннаго масла
употребляютъ чистое прованское масло.
Для производства синенія на спиртовой лампочкѣ надо поверхность пред-
мета хорошо очистить, вытерѣть насухо, укрѣпить въ проволокѣ или взять
140
щипцами и, введя въ пламя спиртовой лампочки, нагрѣвать его до появ-
ленія на поверхности синяго цвѣта; затѣмъ, надо охладить предметъ и
смазать деревяннымъ масломъ. На спиртовой лампочкѣ можно синить
только мелкіе предметы, такъ какъ большимъ трудно дать равномѣрный
нагрѣвъ, а слѣдовательно на нихъ и трудно получить ровный, синій цвѣтъ.
Вороненіе. Если желаютъ придать издѣліямъ черный цвѣтъ, напоминаю-
щій цвѣтъ воронова крыла, то издѣлія эти, прежде чѣмъ положить ихъ
въ песокъ, тщательно очищаютъ и удаляютъ съ ихъ поверхности жировыя
вещества, затѣмъ, кладутъ въ ящикъ съ пескомъ или березовымъ углемъ
и нагрѣваютъ до тѣхъ поръ, пока на издѣліи не получится черный цвѣтъ;
когда вещи готовы, ихъ вынимаютъ, вытираютъ, даютъ медленно остыть
и слегка смазываютъ масломъ.
Отцвѣчиваніе. На желѣзо и сталь послѣ полировки иногда наводятъ
различные цвѣта и оттѣнки для красоты; эта операція называется отцвѣ-
чиваніемъ металла и производится простымъ накаливаніемъ металлической
вещи или же смазываніемъ особымъ составомъ и затѣмъ накаливаніемъ.
Разсмотримъ наиболѣе употребительные способы воспроизведенія этихъ
цвѣтовъ на металлической поверхности.
Простымъ накаливаніемъ можно издѣлію придать одинъ изъ цвѣтовъ
побѣжалости (стр. 85). Для этого надо поверхность издѣлія хорошо отпо-
лировать, очистить отъ жировыхъ веществъ (протеревъ мѣломъ, а еще лучше
вѣнскою известью) и нагрѣть до температуры одного изъ цвѣтовъ побѣ-
жалости, затѣмъ медленно охладить и смазать масломъ.
Накаливаніемъ и смазываніемъ составами получаются различные цвѣта,
напримѣръ:
Красный цвѣтъ получается, если поверхность нагрѣтаго металла проте-
реть купороснымъ масломъ, смѣщаннымъ съ порошкомъ мѣднаго купороса.
Темно-бурый и черный цвѣтъ наводится смачиваніемъ нагрѣтой поверх-
ности купороснымъ масломъ и, послѣ просушки, вторичнымъ натираніемъ
крѣпкою водкою или соляною кислотою.
Травленіе. Травленіе состоитъ въ томъ, что металлическая поверх-
ность выѣдается до нѣкоторой глубины дѣйствіемъ кислотъ; употребляется
для нанесенія на издѣліяхъ украшеній и надписей. Для этого поверхность
металлической вещи покрываютъ . нетолстымъ ровнымъ сдоемъ топленаго
воска съ небольшою примѣсью парафина. Когда воскъ просохнетъ, тогда
въ тѣхъ мѣстахъ, въ которыхъ желаютъ сдѣлать узоры иди жилки, про-
рѣзываютъ по восковому слою стальною иголкой или тонкимъ шиломъ; по-
лученный такимъ образомъ штриховой узоръ протравляютъ смѣсью азот-
ной и соляной кислотъ, послѣ чего, по просушкѣ протравы, смываютъ воскъ
и протравленныя мѣста покрываютъ сусальнымъ золотомъ, серебромъ или
цвѣтнымъ лакомъ.
Гравированіе. Работа эта состоитъ въ томъ, что на поверхности из-
дѣлія, посредствомъ рѣжущихъ инструментовъ, дѣлаютъ различныя угдуб-
141
ленія и въ нихъ втирается, для зачерненія, масса, состоящая изъ соеди-
ненія сѣры съ серебромъ, мѣдью и свинцомъ. Рѣзецъ для гравированія
или грабштихель (фиг. 239) имѣетъ форму толстой иглы, съ скошеннымъ
остріемъ на концѣ, и выдѣлывается изъ закаленной стали. Рѣзецъ снаб-
женъ деревянной ручкой, которая служитъ опорой для ладони, въ тотъ
моментъ, когда остріемъ выбираютъ углубленія или вырѣзываютъ черточки
(фиг. 240). Металлическая поверхность, подлежащая гравированію, должна
быть отполирована. Предварительно на ней дѣлается остріемъ рѣзца
размѣтка.
Фиг. 239. Фиг» 240.
Лакированіе. Покрытіе металлическихъ поверхностей лакомъ произ-
водится съ цѣлью предохраненія ихъ отъ окисленія и для приданія бо-
лѣе красиваго вида. При лакированіи грубыми лаками, напр., асфальто-
вымъ,. лакировка. производится кисточками, безъ подготовительной для
этого отдѣлки издѣлія; передъ лакированіемъ спиртовыми и прозрачными
лаками издѣліе предварительно хорошо отполировывается и слегка подо-
грѣвается. Лакъ наносится тонкими ровными слоями: кисточкой, ватой или
тряпочкой, стараясь не проводить два раза по одному мѣсту, а класть
лакъ сразу.
Сверленіе отверстій производится при помощи сверлъ, вставляе-
мыхъ въ коловороты* дрели, трещетки или въ сверлильные станки.
Общія указанія. На томъ мѣстѣ, гдѣ желаютъ просверлить
отверстіе, для болѣе устойчиваго положенія сверла, намѣ- фиг' 241,
чается тычкой (керномъ) небольшое коническое углубленіе
(фиг. 241) такъ, чтобы вершина конуса находилась бы въ ’ г
центрѣ дыры. Чтобы быть увѣреннымъ, что высверливаемое
отверстіе точно придется на соотвѣтствующемъ мѣстѣ,
очерчиваютъ изъ накерненнаго углубленія центрующую
окружность и ее закерниваютъ. Впослѣдствіи наблюдаютъ, /
чтобы, получаемое при началѣ сверленія, отверстіе было^^Г^
концентрично съ центрующимъ кругомъ и если этого нѣтъ, Я
то исправляютъ отверстіе, пока оно не будетъ находиться у
на надлежащемъ мѣстѣ. Для исправленія неправильно на- у
мѣченнаго углубленія надо, наклонивъ тычку въ сто- Ди
рону отклоненія углубленія отъ центра, легкими уда- ЙЗІ
142
рами молотка по тычкѣ перемѣстить вершину конуснаго углубленія въ
противоположную сторону, послѣ чего, поставивъ тычку вертикально, углу-
бить мѣтку. Затѣмъ подбираютъ сверло подходящаго размѣра и, вставивъ
его въ гнѣздо того или другого сверлильнаго прибора, повѣряютъ, вра-
щается ли оно по оси гнѣзда; если же сверло бьетъ, то исправляется вы-
гибомъ въ противоположную сторону. При сверленіи коловоротомъ и дре-
лями, издѣліе крѣпко зажимается въ тискахъ и при томъ такъ, чтобы
мѣтка была обращена къ рабочему, кромѣ случая сверленія обыкновенною
дрелью, гдѣ мѣтка должна быть обращена кверху. Поставивъ на мѣтку
конецъ сверла, приводятъ его во вращательное движеніе. При сверленіи
желѣза и стали, въ продолженіе всей работы, на сверло пускается масло, для
того, чтобы сверло, нагрѣвшись, не отпустилось бы; чугунъ и мѣдь свер-
лятъ насухо. Во время работы надо наблюдать, чтобы сверло углублялось
въ металлъ перпендикулярно къ плоскости сверленія; по временамъ сверло
вынимаютъ изъ высверливаемаго отверстія и вытираютъ отъ стружки, а
также смотрятъ не затупилось ли оно или не выкрошилось ли. Когда ра-
бота будетъ подходить къ концу, на сверлящій инструментъ нажимаютъ
лишь слегка, во избѣжаніе поломки сверла и прорыва металла. По окон-
чаніи сверленія, снимаются, помощью напилка, заусеницы, образовавшіяся
у выходного конца отверстія. Для успѣшности работы и правильности дыръ,
полученныхъ сверленіемъ, независимо отъ двигательнаго прибора, весьма
важнымъ является надлежащая заточка фасокъ сверла и хорошая закалка ра-
бочаго его конца. Невѣрно спущенныя фаски сверла произведутъ неправиль-
ную работу, а при дурной закалкѣ работающая часть сверла можетъ крошиться
и даже ломаться. Если надо высверлить отверстіе опредѣленной глубины,
то эту глубину откладываютъ на самомъ сверлѣ, замѣчаютъ это мѣсто мѣл-
комъ и работаютъ до тѣхъ поръ, пока мѣловая черта не совпадетъ съ
краемъ отверстія.
Въ нѣкоторыхъ издѣліяхъ просверливаютъ дыры или гнѣзда не подъ
прямымъ угломъ къ плоскостямъ, а придавая болѣе или менѣе значитель-
ный наклонъ въ ту или другую сторону и если приходится приготовлять
нѣсколько одинаковыхъ вещей, то, въ такомъ случаѣ, лучше всего сверле-
ніе производить при помощи особаго приспособленія, называемаго кондук-
торомъ; это приспособленіе даетъ возможность сверлить дыры или гнѣзда
одинаковыхъ размѣровъ и формы, совершенно точно Фиг. 242. //
на требуемыхъ мѣстахъ и подъ одинаковымъ накло-
номъ какъ на одномъ, такъ и на всѣхъ издѣліяхъ.
Представимъ себѣ вещь А (фиг. 242), имѣющую гнѣздо а
и дыру б, просверленныя не подъ прямыми углами
къ плоскостямъ фигуры, и что подобныя вещи необхо-
димо изготовлять въ значительномъ числѣ экземпля-
ровъ. Просверливая дыры на глазъ, работу точно не выполнить; для пра-
вильнаго же сверленія нужно прибѣгнуть къ помощи кондуктора Б, вы-
143
пиленнаго такимъ образомъ, что плоскости его прилегаютъ къ плоско-
стямъ изготовляемаго издѣлія А. Толщина кондуктору дана такая, чтобы
сверла, вложенныя въ его дыры, не могли уклоняться въ сторону; дыры а
и б просверлены въ кондукторѣ на мѣстахъ, соотвѣтствующихъ мѣстамъ
дыръ на издѣліи, а оси дыръ кондуктора составляютъ съ продолженіемъ
осей дыръ и гнѣздъ на издѣліи—одну прямую.
Сверленіе посредствомъ коловорота (фиг. 243) производится такъ: вста-
вивъ въ гнѣздо коловорота сверло, провѣряютъ правильность его установки
для сверленія; остріе сверла ставятъ на
мѣтку; грибокъ упираютъ въ грудь и, при-
держивая его лѣвой рукой, правой, захва-
тивъ за середину изогнутой части или же
за имѣющуюся въ нѣкоторыхъ образцахъ
деревянную муфту, начинаютъ вращать ко-
ловоротъ слѣва направо, слегка нажимая на
грибокъ. Для успѣшнаго сверленія посред-
ствомъ этого инструмента требуется особый
навыкъ, такъ какъ при этой работѣ, рабо-
тающему въ одно и то же время прихо-
дится и нажи-
мать грудью на
грибокъ и вра-
щать рукою ко-
ловоротъ; при не-
достаточномъ на-
выкѣ, сверло бу-
детъ вилять и
Фиг. 243.
дыра высверлит-
ся косо. Какъ на особенность дѣйствія простого
коловорота, можно указать на то, что онъ при-
даетъ сверлу вращательное движеніе лишь въ
одну сторону.
Коловоротами съ зубчатою передачей рабо-
тать удобнѣе и скорѣе.
Сверленіе посредствомъ дрелей. А) Обыкновен-
ною дрелью. Сверло, вставленное въ гнѣздо этой
дрели (фиг. 244), устанавливается въ центрѣ на-
мѣченнаго отверстія, предметъ зажимается въ
тиски такъ, чтобы мѣтка отверстія была бы на-
верху; одною рукою держатъ стержень дрели въ
вертикальномъ положеніи, а другою закручиваютъ
воротокъ, который, наматывая ремень, въ то же
время самъ поднимается вверхъ по стержню.
144
Когда ремень закрутится достаточно крѣпко, тогда, захвативъ обѣими ру-
ками за ручки воротка, Сильно нажимаютъ на нихъ сверху, отчего воротокъ,
придя въ кругообразное движеніе, начнетъ разматывать ремень и приве-
детъ во вращательное движеніе
стержень со вставленнымъ въ него
сверломъ. Маховикъ, которому также
сообщено будетъ движеніе, продол-
жаетъ его и тогда, когда толчекъ
перестанетъ дѣйствовать и ремень
размотается. Отъ этого движенія
маховика, стержень снова начнетъ
наматывать на себя ремень, причемъ
воротокъ поднимется кверху; когда
послѣдній дойдетъ до высшей точки
своего верхняго положенія, ему со-
общаютъ новый толчекъ книзу на-
жимомъ на ручки, отчего сверло
снова начнетъ вращаться, но уже
въ обратную сторону.
Б) Американскою дрелью (фиг.245).
Убѣдившись въ прочномъ и пра-
вильномъ закрѣпленіи сверла въ
гнѣздѣ дрели, вставляютъ остріе
сверла въ углубленіе
издѣлія, грибокъ упи-
раютъ въ грудь и, при-
держивая дрель въ
этомъ мѣстѣ лѣвою
рукою, правою двига-
ютъ муфту вдоль стеб-
ля, отчего сверло бу-
детъ сверлить въ ту
и другую сторону.
В) Смычковою дрелью
(фиг. 246). Надо обер-
нуть вокругъ ролика
вьюшки на одинъ обо-
ротъ ремешокъ или
струну смычка, поста-
вить вьюшку такъ,
чтобы сверло находи-
лось въ. намѣченномъ
углубленіи, а головку
Фиг. 245.
Фиг. 246.
145
ёя ввести въ коническій выемъ грудоломки, или. наоборотъ, смотря по
устройству дрели; затѣмъ грудоломку упереть въ грудь, а правой рукой
двигать смычекъ впередъ и назадъ, въ направленіи, перпендикулярномъ
къ стеблю вьюшки, чтобы сверло стало быстро вращаться въ ту и другую
сторону; лѣвая рука при этомъ поддерживаетъ грудоломку.
Сверленіе трещеткой производится въ тѣхъ случаяхъ, когда нельзя ра-
ботать никакимъ другимъ изъ сверлильныхъ приспособленій. Положимъ,
въ чугунной колонкѣ А (фиг. 247), надо высверлить углубленіе на вели-
чину 1 дм.; для этого надо взять скобу Б съ винтомъ Ж, обхватить колонку,
какъ показано на фигурѣ, и помѣстить внутрь скобы трещетку такъ, чтобы
сверло уперлось въ накерненный центръ будущаго углубленія, а конусная
головка винта Г—въ углубленіе скобы. Затѣмъ рукояткѣ В придается
качательное движеніе, отчего храповикъ, цѣпляясь за зубья колеса, бу-
детъ постепенно поворачивать послѣднее, а, слѣдовательно, и сверло. Винтъ
Ж, слегка подвинчиваемый во время работы, будетъ помогать сверлу все
дальше и дальше углубляться въ колонку А. По мѣрѣ углубленія сверла,
постепенно подвинчиваютъ или винтъ Ж, или винтъ Г, смотря по тому,
что будетъ при данной работѣ удобнѣе.
На фиг. 248 изображено положеніе трещетки въ распорной скобѣ, при
сверленіи пластинки, положенной на верхней доскѣ верстака.
Фиг. 248.
Сверленіе посредствомъ станковъ. Приспособленіемъ или станкомъ для
сверленія съ помощью коловорота, изображеннымъ на стр. 115, фиг. 174,
пользуются такъ: просверливаемый предметъ кладутъ на верстакъ непо-
средственно или же на деревянную подкладку; наставивъ сверло на мѣтку,
подводятъ головку коловорота съ коническимъ углубленіемъ подъ кониче-
146
скую пятку наадмного винта; подвинтивъ этотъ винтъ и придерживая
предметъ лѣвою рукою, правою начинаютъ вращать коловоротъ; какъ только
сверло станетъ углубляться въ просверленное углубленіе, постепенно под-
вертываютъ нажимной винтъ. Чтобы поднять сверло или вывести,изъ подъ
сверла предметъ, по окончаніи сверленія, вывертываютъ винтъ на должную
величину. Передъ сверленіемъ и во время работы пускаютъ на сверло масло.
Сверлильные станки, изображенные на фигурѣ 175, приводятся въ дѣйствіе
вращеніемъ рукоятки.
Въ болѣе сложныхъ станкахъ, напримѣръ, на показанномъ на фиг. 176,
вращательное движеніе сверлу передается также посредствомъ рукоятки;
предметъ кладется на металлическую подушку или зажимается въ тиски;
сверло автоматически, безъ постепеннаго подвинчиванія, само опускается
внизъ; маховикъ способствуетъ болѣе равномѣрному движенію сверла и
позволяетъ быстро поднять его вверхъ, въ случаѣ надобности.
Работа развертками. Отверстія, послѣ сверленія, считаются еще
не вполнѣ законченными, такъ какъ весьма часто приходится ихъ выпра-
влять или увеличивать; съ этою цѣлью употребляются развертки: прямыя—
для сглаживанія отверстій и конусныя—для расширенія. Издѣліе зажи-
мается въ тиски отверстіемъ вверхъ. Для приведенія въ дѣйствіе развертки
служитъ воротокъ, надѣваемый на четырехгранную головку развертки или
коловоротъ. Смазавъ развертку масломъ и нажимая на нея слегка книзу,
дѣлаютъ ею два—три поворота слѣва направо и полъ-оборота обратно—
для облегченія выхода опилокъ. Продолжая, такимъ образомъ, разверты-
вать отверстіе, необходимо своевременно стирать съ развертки стружки и
подмазывать ее масломъ. Для дальнѣйшаго увеличенія діаметра отверстія
берутъ другую развертку—номеромъ больше, сперва коническую, а за нею—
цилиндрическую и т. д. Лучшими при работахъ оказываются пятигранныя
развертки, такъ какъ развертываемыя ими дыры получаются весьма пра-
вильнаго очертанія.
Работа шарошками производится съ цѣлью образованія около дыръ
или на поверхности издѣлій уширенія и углубленія желаемой формы и
размѣровъ. Смотря по виду работы, употребляются конусныя или цилин-
дрическія шарошки (фиг. 181 и 182). Для производства работъ предметъ
зажимается въ тиски; смазавъ шарошку масломъ, вставляютъ ее въ коло-
воротъ непосредственно, или же въ коловоротъ предварительно вставляется
отвертка и лезвіе ея вводится въ прорѣзь шарошки; затѣмъ, установивъ
шарошку въ требуемомъ мѣстѣ, приступаютъ къ работѣ. При этомъ надо
наблюдать, чтобы стебель шарошки все время былъ бы перпендикуляренъ
къ обдѣлываемому предмету, иначе углубленіе выйдетъ не концентрично
съ дырой.
Работа жѳрноввою. Посредствомъ этого инструмента (фиг. 183)
образуются около дыръ или гнѣздъ вѣнчики или уступы. Для производства
работы,- въ дыру или гнѣздо вставляется направляющій стержень, на ко-
147
нецъ котораго надѣваютъ жерновку. Жерновку, смазанную масломъ, вра-
щаютъ посредствомъ коловорота; по временамъ ее снимаютъ для очистки
стержня и зубьевъ, а также для смазки ея и повѣрки работы; когда жер-
новка достаточно углубится или получится вѣнчикъ надлежащей высоты, ра-
боту прекращаютъ и, если нужно, опиливаютъ напилкомъ ту часть плоскости,
которую не могли снять жерновкой.
Пробивка отверстій въ листовомъ металлѣ производится посред-
ствомъ пробойника или бородка. Положивъ на верстакъ деревянную или
свинцовую доску (подкладку), кладутъ на нее листъ металла, который нужно
пробить; затѣмъ, наставивъ бородокъ на намѣченное мѣсто листа, ударяютъ
по верхнему концу бородка молоткомъ; тогда острое ребро, ограничиваю-
щее пяткг бородка, разрѣзаетъ металлъ и заставляетъ его отдѣлиться
отъ остальной массы. Дерево или свинецъ уступаютъ давленію бородка и
принимаютъ въ себя выбитые куски металла; пробитое отверстіе получается
правильное и чистое. Такъ какъ при такомъ способѣ образованія отвер-
стій металлъ на внутренней поверхности листа нѣсколько выпучивается,
то послѣ пробивки надлежитъ внутреннюю поверхность выровнять ударами
молотка.
Понятіе о штампованіи. Штампованіе употребляется для выдѣлки
въ большомъ количествѣ предметовъ съ однообразными очертаніями. Для
этого изъ инструментальной стали приготовляются соотвѣтствующей формы
пуансонъ и матрица, которые въ дѣйствіе приводятся ударами по вершинѣ
пуансона молотка или нагнетаніемъ на него сверху винта.
Нарѣзка винтовой рѣзьбы. Винтовая нарѣзка бываетъ внутренняя
(въ отверстіяхъ) и наружная (на стебляхъ). Для нанесенія первой служатъ
мѣтчики, а второй—винтовальныя доски (глухія и раздвижныя).
Нарѣзаніе отверстій. Дыра или гнѣздо для извѣстнаго винта предвари-
тельно должна быть высверлена сверломъ такого размѣра, чтобы діаметръ
высверленнаго отверстія былъ бы нѣсколько менѣе, но отнюдь не болѣе
діаметра винта по нарѣзамъ. Для нанесенія въ дырѣ или гнѣздѣ винтовой
нарѣзки употребляются извѣстнаго № два мѣтчика: одинъ конусный, а дру-
гой—цилиндрическій.
Работа производится слѣдующимъ образомъ: издѣліе, въ которомъ надо
сдѣлать нарѣзку, закрѣпляютъ въ стуловыхъ тискахъ такимъ образомъ,
чтобы ось дыры находилась въ вертикальномъ положеніи; въ отверстіе
вставляютъ смазанный масломъ _ или саломъ (если нарѣзается желѣзная или
стальная вещь), конецъ конуснаго мѣтчика, строго наблюдая за тѣмъ, чтобы
ось его совпадала съ осью дыры, такъ какъ иначе мѣтчикъ пойдетъ косо
и нарѣжетъ невѣрно, или, получивъ очень значительное треніе, сломается.
Узкій конецъ мѣтчика долженъ входить въ отверстіе примѣрно на 73 своей
длины. Послѣ этого надѣваютъ на четырехгранную головку мѣтчика во-
ротокъ (фиг. 249 а) и начинаютъ вращать его слѣва направо, стараясь
какъ можно крѣпче надавливать на мѣтчикъ, пока онъ не заберетъ;
148
засимъ уже остается только его вращать, углубляться же въ отверстіе
будетъ онъ самъ.
При нарѣзкѣ желѣзной или стальной вещи подливается во время ра-
боты въ отверстіе масло. Когда конусный мѣтчикъ будетъ прогнанъ черезъ
все нарѣзаемое отверстіе совершенно, онъ выпадетъ самъ. Рѣзьба, воспро-
изведенная коническимъ мѣтчикомъ, не можетъ еще служить для вверты-
ванія винта; для сообщенія ей необходимой чистоты, отверстіе проходятъ
еще цилиндрическимъ мѣтчикомъ; пріемы работы остаются тѣ же. Если
мѣтчикъ движется слишкомъ туго, то отнюдь не слѣдуетъ вращать его
черезъ силу, такъ какъ отъ сильнаго тренія мѣтчикъ нагрѣвается до того
что можетъ отпуститься. Въ предупрежденіе этого слѣдуетъ, въ подобномъ
случаѣ, повернуть мѣтчикъ назадъ, подлить масла и снова двинуть впередъ.
Вообще всю работу нарѣзки отверстій слѣдуетъ производить перемѣнными
движеніями мѣтчика впередъ и назадъ.
Иногда гайка, пройденная обоими мѣтчиками, слишкомъ туга и не
лѣзетъ на винтъ; если же ее пройти мѣтчикомъ слѣдующаго №, то она
сдѣлается слишкомъ свободною. Чтобы раздать въ мѣру подобную гайку,
вставляютъ въ отверстіе полоски жести (фиг. 249 б) и производятъ снова
нарѣзку, затѣмъ полоски эти выбрасываются; по окончаніи работы у краевъ
отверстія снимаются заусеницы.
Фиг. 249 а. Фиг. 249
Въ англійской системѣ Витворта отверстія нарѣзаются сразу однимъ
мѣтчикомъ, что очень удобно.
Нарѣзка винта глухою винтовальною до-
ской. Стержень соотвѣтствующей толщины
зажимаютъ вертикально въ тиски, конецъ
его слегка запиливается на конусъ, чтобы
дощечку легче на него надѣть (фиг. 250).
Смазавъ масломъ, надѣваютъ на конецъ
стержня винтовальную доску и, нажимая
на доску, поворачиваютъ ее то вправо, то влѣво, не болѣе какъ на полъ-
оборота, отчего получается начало винтовой нарѣзки; доска при первыхъ
поворотахъ вращается труднѣе, чѣмъ при послѣдующихъ; затѣмъ, подавая
на полъ-оборота доску впередъ, нарѣзаютъ мало-по-малу стебель на желае-
149
мую величину. Сразу навинчивать доску или дѣлать болѣе полъ-оборота,
не отдавая доски назадъ, не слѣдуетъ, на томъ основаніи, что эта доска
сразу беретъ винтъ на всю глубину нарѣзки, отчего весьма легко скру-
тить нарѣзаемый стебель или сорвать нарѣзку и, наконецъ, что еще хуже,
можно отломить винтъ въ уровень съ доскою, чѣмъ и заклинить дыру доски.
Во избѣжаніе непроизводительной работы по нарѣзанію, длина стержня
для нарѣзки должна быть обусловлена необходимою потребностью въ нарѣ-
занной части винта.
Нарѣзка винта раздвижною винтовальною доскою много удобнѣе и даетъ
результаты лучше, чѣмъ глухою винтовальною доскою; здѣсь нарѣзка идетъ
послѣдовательно, безъ особаго насилія какъ обрабатываемаго предмета,
такъ и инструмента. Закрѣпивъ приготовленный для нарѣзки стержень
вертикально, въ тискахъ, подбираютъ въ винтовальную доску пару плашекъ
или лисичекъ подлежащаго номера и надѣваютъ доску на стержень такъ,
чтобы конецъ его былъ почти вровень съ верхними гранями плашекъ; на-
жимной винтъ, при этомъ, подвертываютъ настолько, чтобы доска держа-
лась сама собою на зажатомъ ею винтѣ. Въ канавки плашекъ наливается
масло. Затѣмъ, начинаютъ вращать доску на винтѣ, подавая ее то взадъ,
то впередъ, подвигаясь впередъ лишь на
незначительную часть полнаго оборота и
подливая масла (кромѣ случаевъ нарѣзки
чугунныхъ и мѣдныхъ винтовъ) (фиг. 251).
Закрѣпивъ разъ нажимной винтъ, уже не
слѣдуетъ его ни подвертывать, ни ослаблять
до окончанія полнаго хода плашекъ сверху
до низу, такъ какъ иначе рѣзьба выйдетъ
не цилиндрической. Неравномѣрный ходъ
плашекъ можетъ имѣть мѣсто только лишь
тогда, когда нарѣзаемый винтъ откованъ
или отлитъ неправильной формы. Дойдя на
нарѣзаемомъ стержнѣ до того мѣста, на
которомъ должна кончаться рѣзьба, подвин-
чиваютъ еще нѣсколько нажимной виптъ
Фиг. 251.
и вращаютъ винтовальную доску въ обратную сторону, при чемъ плашки
снова немного подрѣзаютъ рѣзьбу. Догнавъ доску до верху, подвертываютъ
нажимной винтъ еще и гонятъ доску снова внизъ и т. д. Эту работу про-
должаютъ до тѣхъ поръ, пока рѣзьба на нарѣзаемомъ винтѣ не выйдетъ
вполнѣ чистой. Чтобы не перерѣзать винта, слѣдуетъ повѣрять его или
соотвѣтствующимъ номеромъ глухой винтовальной доски, или тою нарѣзною
дырой, къ которой винтъ приготовляется, при чемъ въ эти дыры нарѣ-
заемые винты должны ввинчиваться довольно туго.
Нарѣзаніе стержней клупомъ системы Витворта производится сразу, безъ
подвертыванія плашекъ. Работать ею легче, быстрѣе и нарѣзка получается
отчетливѣе.
150
Для установленія опредѣленныхъ взаимныхъ отношеній между ходомъ
винта и его діаметромъ Витвортъ составилъ таблицу, которая для наиболѣе
употребительныхъ винтовъ, съ треугольною нарѣзкою, представляется въ
слѣдующемъ видѣ:
Діаметръ винта въ англ, дюймахъ. Число нарѣзокъ на одномъ дюймѣ. Отношеніе хода винта къ его діаметру. Діаметръ винта въ англ, дюймахъ. Число нарѣзокъ на одномъ дюймѣ. Отношеніе хода винта къ его діаметру.
V* 20 1 : 5 274 4 1 : 9
Ѵі» 18 1 : &7з 27, 4 1 : 10
7. 16 1 : 6 274 37, 1: 9’/,
'/16 14 і '• 67. 3 37, і •• Ю7,
7, 12 1 : 6 37. 374 і ю%6
7. 11 1 = <57. 3'4 374 1 = П7.
74 10 1 : 77, 37. 3 1 : 1174
7. 9 1 : 77, 4 3 1 : 12
і 8 1 : 8 474 27. 1 : 127.,
17» 7 1 : 77, 47, 27, 1 12’716
1*/4 7 1 : 87. 474 274 1 = 13?,.
17. 6 1 5 27. 1 : 137.
17. 6 1 : 9 574 27. 1 : 13275,
17. 5 1 = 8Ѵ, 57, 27. 1 •• 14’/16
174 5 1 •• 874 57-4 27, - 1 •• 147,
17. і •• 87.. 6 27, 1 : 15
2 <72 1 : 9
При нарѣзаніи какъ отверстій, такъ и стержней, предметы, въ ко-
торыхъ производится эта работа, надо отжечъ. Въ противномъ случаѣ,
вслѣдствіе твердости срѣзаемаго металла, рѣзьба мѣтчика или плашекъ
можетъ выкрошиться.
Соединеніе металлическихъ частей одна съ другою холод-
нымъ способомъ (безъ спайки)- Металлическія части соединяются
между собой холоднымъ способомъ посредствомъ: а) винтовъ и болтовъ, б)
заклепокъ, в) сосковъ съ заклепкой, г) врѣзая одну частъ въ другую и раскле-
пывая ихъ и д) посредствомъ шарнира.
а) Соединеніе винтами. Для соединенія винтами (фиг. 252) части плотно
пригоняются одна къ другой, затѣмъ ихъ зажимаютъ въ тиски, просверли-
ваютъ черезъ обѣ части дыры для скрѣпляющихъ винтовъ и завинтовываютъ
ихъ однимъ и тѣмъ же мѣтчикомъ; соотвѣтствующими плашками нарѣзаютъ
винты, ввинчиваютъ ихъ въ завинтованныя дыры, выдающіеся концы вин-
товъ расклепываютъ и зачищаютъ; головки винтовъ будутъ выступать
сверху; если же это нежелательно, то въ одной части высверливаютъ
гладкія дыры такого діаметра, чтобы черезъ нихъ могли войти винты, а
въ другой, въ надлежащихъ мѣстахъ, дѣлаютъ завинтованныя дыры; съ
наружной стороны гладкой дыры вышарашиваютъ выемку для головки
винта; изготовивъ винты, ими свинчиваютъ части. Для соединенія частей
151
болтами (фиг. 253), отверстія должны быть гладкія, безъ винтовой рѣзьбы.
Вставивъ въ отверстія болты, сперва завинчиваютъ на нихъ гайки рукою,
а потомъ, придерживая съ одной стороны головку болта ключомъ или
ручными тисками, другимъ ключомъ завинчиваютъ гайку до отказа, при
чемъ, чтобы она не портила издѣлія, подъ нее подкладывается мѣдный
или желѣзный кружокъ (шайба).
Фиг. 252.
Фиг. 253.
Фиг. 255.
б) Соединеніе посредствомъ заклепокъ. Заклепкой (фиг. 254) называется
небольшой металлическій (желѣзный или мѣдный) стержень съ закруглен-
ною головкой. Такіе стержни имѣются въ продажѣ или же изготовляются
въ мастерской. Заклепки должны быть такой толщины, чтобы
туго входили въ дыры и были бы нѣсколько длиннѣе толщины фиг,254‘
обѣихъ соединяемыхъ частей. Вставивъ заклепку въ отверстіе,
продѣланнное въ обѣихъ частяхъ, упираютъ головку ея въ тиски в1
или шперакъ и ударами бойка молотка по выдающемуся концу ™
заклепки расплющиваютъ послѣдній (фиг. 255), стараясь придать ему
форму головки, что на другомъ концѣ стержня. .Въ томъ случаѣ, когда
головки заклепокъ не должны выступать изъ-за поверхностей соединяе-
мыхъ частей, тогда возлѣ дыръ,
съ внѣшней стороны, вышараши-
ваютъ коническія углубленія, для
скрытія головокъ, но въ тонкихъ
издѣліяхъ не всегда возможно
это сдѣлать, а потому ихъ соеди-
няютъ обыкновенно первымъ спо-
собомъ. Концы заклепокъ оса-
живаютъ такъ, чтобы они хорошо
заполнили уширенную часть. По
окончаніи работы головки потай-
ныхъ заклепокъ должны быть
сглажены напилкомъ, чтобы края
ихъ не выступали наружу и самое соединеніе было мало замѣтно для глаза.
в) Соединеніе соскомъ и заклепкой. Способъ этотъ состоитъ въ томъ, что
на одной части выпиливаютъ сосокъ, который иногда навинтовываютъ, на
другой же части просверливаютъ дыру, соотвѣтствующую соску; введя со-
сокъ въ дыру, выдающійся конецъ его расклепываютъ. Послѣ этого въ
11
152
соединяемыхъ частяхъ просверливаютъ вторую дыру, вставляютъ въ нее
заклепку и верхній ея конецъ заклепываютъ.
г) Соединеніе при помощи паза и выступа (ласточкинымъ хвостомъ). Въ
одной части издѣлія выбираютъ пазъ, сначала прямоугольный, затѣмъ
одинъ конецъ расширяютъ (въ видѣ клина); трехграннымъ напилкомъ съ
гладкою стороной подпиливаютъ боковыя стороны, чтобы онѣ пришлись
подъ острымъ угломъ къ дну паза. На другой части выпиливаютъ гребень
такого вида, какъ и пазъ, но нѣсколько длиннѣе его, послѣдній вдвигаютъ
въ пазъ и выдающійся конецъ его расклепываютъ, при этомъ гребень дол-
женъ входить въ пазъ плотно.
д) Соединеніе посредствомъ шарнира. Простѣйшее шарнирное соединеніе
состоитъ въ накладываніи одной части на другую и въ соединеніи ихъ
при помогай штифта, служащаго для нихъ осью вращенія.
При соединеніи тонкихъ частей, напримѣръ, ножекъ кронциркуля, ихъ
складываютъ вмѣстѣ и просверливаютъ дыру; приготовляютъ изъ желѣза
двѣ шайбы съ уширенными конически отверстіями и шпильку (штифтъ);
соединяютъ всѣ эти части вмѣстѣ посредствомъ шпильки и концы ея рас-
клепываютъ въ углубленіяхъ шайбъ.
При соединеніи толстыхъ частей, напримѣръ, клещей, въ обѣихъ поло-
винкахъ, на половину ихъ толщины, образуютъ уступъ; въ мѣстѣ соединенія
просверливаютъ отверстія; въ одну изъ половинокъ вставляютъ стержень
съ головкой и припаиваютъ. Надѣвъ на стебель шпильки верхнюю поло-
винку, расклепываютъ его конецъ или въ углубленіе надѣтой на него
шайбы или за подлицо. Это соединеніе называется въ накладку.
Для образованія шарнира въ ручныхъ тискахъ просверливаютъ въ обѣ-
ихъ половинкахъ дыры; помощью цилиндрической шарошки выбираютъ
уступы на одну треть толщины этой половинки съ обѣихъ ея сторонъ;
послѣ чего нетронутую часть металла спиливаютъ до половины окружности
уступовъ, вплоть до ножки, благодаря чему получится ушко шарнира; для
того, чтобы тиски могли раскрываться, на выдающемся
половинки дѣлаютъ скосъ (фиг. 256) (часть ме-
талла, выбраннаго жерновкою заштрихована, а
металлъ, спиленный напильникомъ, зачерненъ),
на другой половинѣ, тою же шарошкой, съ обѣ-
ихъ сторонъ, оставляютъ слѣды зубьевъ, чтобы
получить контуръ, по которому нужно спилить
ушки на этой половинкѣ. Опиливъ излишекъ
металла, показанный на фиг. 256 зачерненнымъ,
берутъ зубило, толщина котораго соотвѣтствуетъ толщинѣ ушка половинки
съ уступами, и помощью этого зубила, по серединѣ ушка обдѣлываемой
половинки, выбираютъ щель, какъ показано на фиг. 256. Послѣ этого, вста-
вивъ ушки одно между другимъ, соединяютъ ихъ между собою штифтомъ
и концы послѣдняго расклепываютъ.
концѣ
отъ ушка
Фиг. 256.
153
Для образованія шарнира въ плоскогубцахъ поступаютъ такъ: нагрѣвъ
въ кузницѣ конецъ квадратнаго куска стали, заковываютъ его такъ, чтобы
получить приблизительную форму носка плоскогубцевъ (фиг. 257 а).
Затѣмъ, на нѣкоторомъ разстояніи отъ уступа, образуютъ другой уступъ
(фиг. 257 б), сплющивая оставшуюся между ними часть металла на такую
толщину, какъ потребуется для плоскогубцевъ въ шарнирѣ. Давъ нагрѣвъ,
скашиваютъ углы уступовъ, какъ показано на фиг. 257 в и конусообраз-
нымъ бородкомъ, имѣющимъ размѣры, близко соотвѣтствующіе размѣрамъ
щели, пробиваютъ щель по направленію, показанному пунктиромъ (фиг. 258).
Во второй половинкѣ не пробиваютъ щели, а съ обѣихъ сторонъ шарнир-
ной части дѣлаютъ уступы, въ томъ же направленіи, въ какомъ въ пер-
вой половинѣ пробита щель, для чего откованную часть устанавливаютъ
на поставленную на наковальню особую подстановку и, наложивъ сверху
на откованную часть осадку, ударами молотка по послѣдней, образуютъ
на шарнирной части отковываемой половинки уступы, съ той и другой сто-
роны, какъ показано на фиг. 259. Отковавъ половинки, опиливаютъ ихъ
шарниры такъ, чтобы они размѣрами и очертаніями своими соотвѣтство-
вали другъ другу и, нагрѣвъ половинку съ щелью до-красна, расширяютъ
щель настолько, чтобы въ нея можно было просунуть рукоятку второй по-
ловинки, для закладки шарнирной ея части въ щель; затѣмъ суживаютъ
щель такъ, чтобы внутренняя поверхность ея прилегала плотно къ шар-
нирной части вложенной въ нее половинки, отмѣчаютъ мѣсто для дыры,
просверливъ которую, скрѣпляютъ половинки штифтомъ.
Фиг. 257. фиг 258. Фиг. 259.
а ' б в
Соединеніе металлическихъ частей горячимъ способомъ,
посредствомъ пайки. Спаиваніемъ называется прочное соединеніе
двухъ металлическихъ поверхностей изъ одного и того же или различныхъ
металловъ, при посредствѣ третьяго, болѣе легкоплавкаго металла, который,
приходя въ расплавленное состояніе, пристаетъ къ обѣимъ сомкнутымъ по-
верхностямъ и, остывъ, соединяетъ ихъ въ одно нераздѣльное цѣлое.
Основнымъ условіемъ успѣшности спайки слѣдуетъ поставить абсолют-
ную чистоту предназначенныхъ къ соединенію поверхностей. Малѣйшая
нечистота ихъ, малѣйшее окисленіе, препятствуютъ спаивающему дѣйствію
металла въ загрязненномъ мѣстѣ и дѣлаютъ спайку неплотною, а потому
154
и непрочною. Поэтому, прежде чѣмъ приступить къ пайкѣ, необходимо
тщательно выскоблить и отчистить предназначенныя къ спайкѣ поверх-
ности, а чтобы сохранить ихъ въ этомъ чистомъ видѣ во время нагрѣва,
ихъ необходимо покрыть слоемъ какого-либо предохраняющаго, отъ воз-
можнаго окисленія, вещества. Эти вещества называются флюсами или плав-
нями; сюда относятся: канифоль, нашатырь и масло—для мягкихъ, слабыхъ
припаевъ, а бура и стекло—для твердыхъ. Расплавляясь, вещества эти
образуютъ шлакъ, который растворяетъ имѣющуюся окись металла и въ
то же время предупреждаетъ дальнѣйшее окисленіе поверхностей.
Для полученія надежной спайки мало еще сложить ъмѣстѣ двѣ поверх-
ности и помѣстить между ними слой какого-нибудь посредствующаго,
связывающаго металла, необходимо еще, чтобы этотъ послѣдній металлъ
своимъ частичнымъ сложеніемъ подходилъ возможно ближе къ сложенію
спаиваемаго металла и чтобы онъ плавился при температурѣ возможно
близкой къ той, при которой плавится спаиваемый металлъ.
Для прочности спайки, спаиваемыя части во время нагрѣва нужно
удерживать одна на другой въ неподвижномъ положеніи и, при томъ, какъ
можно плотнѣе; достигается это зажатіемъ ихъ клещами или, еще лучше,
обвязываніемъ натуго тонкою проволокой (вязательной).
Мелкіе предметы спаиваются при помощи паяльной трубки или паяль-
ной лампы, крупные же—въ кузнечномъ горнѣ.
При пользованіи первыми двумя способами, предметы, подлежащіе
спайкѣ, очищаются, связываются проволокой и кладутся вмѣстѣ съ спаи-
вающимъ металломъ въ углубленіе, продѣланное въ кускѣ древеснаго угля,
и покрываются плавнемъ, т. е. бурою, нашатыремъ и др. веществами.
Паяльная труб-
ка (фиг.26О) узкимъ
концомъ вставляет-
ся въ пламя спирто-
вой лампы или свѣ-
чи, послѣ чего дру-
гой конецъ берутъ
въ ротъ и начинаютъ
лучить узкое пламя
Фиг. 260.
ратуры, которое направляютъ на спаи-
ваемыя части, положенныя на уголь
(фиг. 261).
дуть, чтобы не-
высокой темпе-
Фиг. 261.
На фиг. 262 представлена схема пламени.обыкновенной свѣчи:
а—пространство, въ которое выдѣляются съ фитиля горячіе газы;
Фиг. 262.
оно темно, потому что газы здѣсь не горятъ отъ недостатка воздуха; далѣе
этого пространства, въ ббб, газы соприкасаются' съ воздухомъ, воспламе-
няются, разлагаясь на водородъ и углеродъ, при чемъ первый тотчасъ же
сгораетъ, а послѣдній здѣсь только накаливается и своимъ накаливаніемъ
155
сообщаетъ этой части пламени наибольшую яркость. Ниже ббб, въ вву видна
кайма темносиняго цвѣта, такъ какъ температура въ этомъ мѣстѣ зна-
чительно ослабляется постояннымъ сильнымъ испареніемъ вокругъ фитиля.
Въ еее происходитъ окончательное сгораніе частицъ углерода, которыхъ,
здѣсь меньше, чѣмъ въ ббб; вслѣдствіе этого въ еее яркость пламени меньше,
чѣмъ въ ббб, температура же наивысшая—выше чѣмъ въ какой либо дру-
гой части пламени; эту то часть пламени (еее) и надо направлять паяль-
ною трубкой куда слѣдуетъ при спайкѣ, при чемъ сначала надо нагрѣть
собственно предметъ, а потомъ мѣсто спайки..
Дуть слѣдуетъ не сильно, но непрерывно и ровно; для этого надо на-
учиться дышать во время этой операціи черезъ носъ.
Керосиновыя и бензиновыя паяльныя лампы даютъ еще большій жаръ, чѣмъ
паяльная трубка и избавляютъ отъ необходимости дуть ртомъ; онѣ—са-
модувныя. Въ видахъ большей безопасности, всего удобнѣе пользоваться
керосиновою паяльною лампою.
Наполнивъ резервуаръ лампы керосиномъ, наливаютъ на блюдечко Д (фиг. 263),
что у основанія горѣлки, спиртъ; затѣмъ, завинтивъ до отказа регулярный
винтъ, спиртъ зажигаютъ. Когда спиртъ сгоритъ почти до конца и горѣлка
достаточно нагрѣется (отнюдь не рань-
ше), слѣдуетъ произвести нѣсколько
сильныхъ толчковъ насосомъ, пока не
будетъ услытѳнъ тумъ отъ выходя-
щихъ изъ устья горѣлки газовъ, кото-
рые воспламеняются посредствомъ заж-
женной опички. Какъ только спиртъ
выгорѣлъ, нужно пламя увеличить,
дѣйствуя усиленно насосомъ (20 — 30
разъ). Для уменьшенія, въ случаѣ на-
добности, пламени, слѣдуетъ осторожно
повернуть винтъ влѣво и коль скоро
пламя достигло желаемаго размѣра, тот-
часъ же опять крѣпко его привернуть.
Чтобы потушить лампу, слѣдуетъ регу-
лярный винтъ повернуть влѣво на
одинъ оборотъ и оставить его въ такомъ
положеніи. Когда лампа не въ работѣ,
регулярный винтъ всегда долженъ быть
открытымъ и насосомъ не надо дѣйствовать. Если при зажиганіи лампы
спиртъ потухнетъ преждевременно, то слѣдуетъ выходящій изъ устья газъ
тотчасъ зажечь спичкой. Быстрое вспыхиваніе пламени указываетъ на недо-
статокъ керосина въ резервуарѣ, тогда тотчасъ же надо открыть регулярный
винтъ. Если керосина въ дампѣ достаточно, но пламя все-таки остается
небольшимъ, то слѣдуетъ, лучше всего во время горѣнія, отверстіе, изъ
котораго выходитъ пламя, прочистить иглой, при' чемъ держать наготовѣ
горящую спичку или свѣчу, на случай если пламя потухнетъ, чтобы имѣть
возможность сейчасъ же зажечь выходящій газъ. Если насосъ не дѣйствуетъ
вслѣдствіе того, что кожаная прокладка поршня высохла, то слѣдуетъ его
вынуть, немного расправить и пропитать прокладку керосиномъ, вазелиномъ
или саломъ.
156
При производствѣ спайки въ кузнечномъ горнѣ спаиваемыя вещи кла-
дутся въ древесные угли, которые должны быть выровнены . и сбиты воз-
можно плотнѣе. Каменный уголь для спайки не употребляется, такъ какъ
онъ содержитъ въ себѣ сѣрнистыя примѣси, вредно дѣйствующія на спаи-
ваемыя поверхности. Соединяемыя части вводятся въ мѣсто наибольшаго
дѣйствія жара; металлъ или припай, посредствомъ котораго должна быть
произведена спайка, кладется сверху на соединяемыя части; дутье венти-
ляторомъ или мѣхомъ дѣлается сначала легкое и затѣмъ, смотря по
надобности, его усиливаютъ. Когда посредствующій металлъ или припай
начнутъ плавиться, дутье прекращаютъ.
Если при пользованіи горномъ спаиваемые предметы имѣютъ незначи-
тельные размѣры, то раздуваніе углей производится фукаромъ (фиг. 197)
или ручнымъ мѣхомъ.
Послѣ надлежащаго нагрѣва спаиваемыхъ частей, дѣйствіе пламени
прекращаютъ и предмету даютъ остыть, не нарушая положенія частей, и
затѣмъ очищаютъ ихъ напилкомъ и наждачною бумагой.
Пайка желѣза латунью. Спаиваемыя части очищаются, смазываются паяль-
ною водою1), для уничтоженія жирныхъ веществъ и плотно связываются
отожженною проволокою. Чтобы предохранить отъ окалины, ихъ смазы-
ваютъ мѣломъ или глиной, но оставляютъ открытымъ мѣсто спайки, куда
кладутъ тонкіе кусочки латуни и посыпаютъ порошкомъ буры, сухимъ или
смоченнымъ водою, затѣмъ издѣліе помѣщаютъ въ горнъ такъ, чтобы ла^
тунь оставалась сверху и начинаютъ дуть; бура сначала вспучится, затѣмъ
станетъ плавиться, при чемъ обратится въ стекловидную массу; вслѣдъ за
симъ начнетъ плавиться и латунь, что узнаютъ по зеленому цвѣту пла-
мени, тогда дутье уменьшаютъ; когда же латунь разольется по мѣсту
спайки, издѣліе вынимаютъ изъ горна и даютъ ему медленно остыть.
Подобнымъ же образомъ производится и спайка красною мѣдью, но,
только, при ней требуется болѣе значительный нагрѣвъ издѣлія и, при
томъ, безъ доступа воздуха въ то мѣсто, куда кладется мѣдь.
Предохраненіе издѣлія отъ окалины. При пайкѣ издѣліе покрывается
окалиной, что не имѣетъ особаго значенія, когда послѣ пайки предпола-
гается все издѣліе опиливать, но когда пайка производится при такихъ
обстоятельствахъ, что послѣ нея опиливать издѣліе по всей поверхности
нельзя, то необходимо принять мѣры для предохраненія издѣлія отъ
окалины.
Мѣры эти слѣдующія: 1) издѣліе обмазываютъ не густою и хорошо раз-
мѣшаною глиной, Оставляя открытою ту часть, на которую нужно поло-
жить припай; но при этомъ глина, высыхая отъ дѣйствія жара, даетъ
трещины и открываетъ мѣстами поверхность металла, на которой можетъ
9 Паяльною водою называется соляная кислота, насыщенная цинкомъ. Приготовляется она
тдкъ: въ соляную кислоту кладутъ кусочки цинка до тѣхъ поръ, пока они не перестанутъ раство-
ряться (до насыщенія).
157
появиться окалина; 2) обмазываютъ издѣліе густо-размѣшаннымъ мѣломъ,
подобно тому, какъ и глиной; при этомъ способѣ, какъ и при обмазкѣ
глиной, можетъ появиться окалина, потому что засыхающій мѣлъ мѣстами
отстаетъ отъ издѣлія; 3) обворачиваютъ издѣліе плотно ровнымъ и тон-
кимъ слоемъ пакли, поверхъ которой обмазываютъ глиной, оставляя откры-
тымъ то мѣсто, которое надо паять. При этомъ способѣ издѣлія лучше,
чѣмъ въ первыхъ случаяхъ, предохраняются отъ окалины и покрываются
лишь тонкимъ слоемъ синевы, которая легко удаляется помощью мелкаго
наждака; въ этомъ случаѣ окалина оказывается только на открытой части
издѣлія, которая не будетъ облита расплавленной бурой; 4) когда части
будутъ пригнаны одна къ другой и скрѣплены проволокой, то мѣсто спайки,
немного смочивъ, обсыпаютъ порошкомъ буры, кладутъ мѣдь, назначенную
для припая, обвертываютъ все издѣліе тонкимъ и ровнымъ слоемъ пакли,
обмазываютъ ровнымъ, не очень толстымъ слоемъ глины и, пока послѣдняя
еще не засохла, обсыпаютъ толченымъ стекломъ, которое немного вдавли-
ваютъ въ глину; затѣмъ вводятъ въ горнъ и нагрѣваютъ до температуры
плавленія мѣди, о чемъ судятъ или по опыту, опредѣляя время, или же
по указанію пламени, окрашиваемаго въ зеленый цвѣтъ парами мѣди,
пробивающимися черезъ обмазку. По появленіи зеленоватаго цвѣта пламени,
подержавъ еще въ горнѣ нѣкоторое время вещь, вынимаютъ ее изъ огня,
даютъ остыть и затѣмъ обиваютъ обмазку. Къ неудобствамъ этого способа
можно отнести то, что не вполнѣ опытный паяльщикъ можетъ не уловить
времени, когда нужно вынуть издѣліе изъ огня.
Припаемъ спаиваются мѣдныя и латунныя издѣлія; пріемы работы тѣ же,
что и при пайкѣ желѣза мѣдью, но работать слѣдуетъ осторожнѣе, дабы
не пережечь издѣліе, въ виду близости температуры плавленія припая и
латуни.
Пайка оловомъ жести. Передъ работой конецъ паяльника слѣдуетъ
гладко опилить, слегка закруглить и передъ употребленіемъ въ дѣло
вылудить на высоту 1 дм. Луженіе паяльника производится такъ: очищен-
ный напилкомъ паяльникъ нагрѣть въ горнѣ на древесномъ углѣ до темно-
краснаго цвѣта, затѣмъ, по удаленіи окалины, погрузить его въ подкисленную
воду (10% соляной кислоты), тотчасъ же вынуть и вычистить его о ку-
сокъ нашатыря, взять на горячій паяльникъ нѣсколько олова и выгладить,
водя имъ по куску нашатыря. Пріемъ этотъ повторить нѣсколько разъ,
пока паяльникъ не полудится.
Приготовленный такимъ образомъ паяльникъ тщательно очищаютъ,
пока онъ не сдѣлается совершенно свѣтлымъ и на немъ не будетъ окалины.
Это дѣлается съ тою цѣлью, чтобы сообщить паяльнику способность за-
хватывать расплавленный припай и удерживать его на себѣ, такъ какъ
способность эта утрачивается паяльникомъ, если поверхность его сдѣлается
нечистой. Затѣмъ паяльникъ закладываютъ въ горнъ и нагрѣваютъ. Въ
то же время нарѣзанное кусочками олово кладется въ желѣзный ковшъ
158
или ложку и расплавляется. Когда олово расплавилось, вынимаютъ изъ
горна паяльникъ и смазываютъ конецъ его толченымъ нашатыремъ; затѣмъ,
держа въ правой рукѣ паяльникъ, а въ лѣвой спаиваемую жестяную часть,
погружаютъ конецъ паяльника въ ковшъ съ расплавленнымъ оловомъ;
паяльникъ тотчасъ же приметъ на себя слой олова и тогда водятъ имъ
вдоль соединенныхъ кромокъ. Пока олово совершенно не застынетъ, не-
обходимо держать спаиваемую вещь въ совершенномъ покоѣ и не трево-
жить шва, иначе спайка будетъ непрочна. Чтобы олово лучше пристало
къ спаиваемымъ жестянымъ поверхностямъ и чтобы онѣ не принимали бы
ржавчины, ихъ посыпаютъ толченою канифолью или нашатыремъ. Изли-
шекъ олова спиливается напилкомъ. Можно вести эту работу еще и такъ:
нагрѣвъ паяльникъ сильнѣе и взявъ его въ правую руку, а въ лѣвую
кусокъ третника или олова, и держа край паяльника какъ разъ надъ
спаиваемымъ швомъ, вдоль его, прикасаются къ нему оловомъ. Вслѣдствіе
этого металлъ плавится и капаетъ на шовъ. Когда такимъ образомъ на
шовъ накапано достаточное количество припая (т, е. олова или третника),
начинаютъ водить по шву паяльникомъ. Припай, успѣвшій уже застыть,
снова плавится и разливается вдоль шва ровнымъ слоемъ, заполняя всѣ
щели и пустоты. Въ этомъ случаѣ, какъ видимъ, предварительной расплавки
олова не требуется, оно плавится прямо отъ жара, сообщаемаго ему паяль-
никомъ. Такимъ образомъ паяніе жестяныхъ .предметовъ оловомъ не пред-
ставляетъ ни малѣйшихъ затрудненій. Достаточно небольшой практики,
чтобы пріобрѣсти въ этой работѣ достаточный навыкъ, а работа эта весьма
часто встрѣчается у слесаря и токаря. На фиг. 264 показано послѣдователь-
ное сгибаніе жестяного листа для спайки, помощью молотка, бруска и
тисковъ, а на фиг. 265—сама спайка.
Вмѣсто чистаго олова, въ видахъ экономическихъ, употребляютъ трет-
никъ (2 части олова и 1 частъ свинца), но сплавъ этотъ, во всякомъ случаѣ,
хуже олова.
159
Пайка оловомъ мѣди. Столь же просто производится спаиваніе оловомъ
и мѣдныхъ предметовъ. Только спаиваемыя поверхности должны быть
предварительно полужены, т. е. покрыты тонкимъ слоемъ олова. Это дѣ-
лается слѣдующимъ образомъ: тщательно очистивъ мѣдныя поверхности,
которыя предстоитъ запаять, натираютъ ихъ нашатыремъ и присыпаютъ
канифолью. Затѣмъ, взявъ въ одну руку горячо нагрѣтый паяльникъ, а
въ другую кусокъ чистаго олова и, приблизивъ первый ко второму, какъ
было описано выше, заставляютъ олово расплавиться и капать на мѣдную
поверхность. Упавшія капли расплавленнаго металла какъ можно скорѣе,
пока онѣ не успѣли еще застынуть, растираютъ тряпочкою или мочалкою,
при чемъ олово покрываетъ мѣдную поверхность въ видѣ серебристаго бѣ-
лаго слоя, который и есть полуда. Съ полуженными спаиваемыми частями при
дальнѣйшей спайкѣ ихъ поступаютъ совершенно также, какъ и при пайкѣ
жести.
Распайка и запайка крышекъ цинковыхъ коробокъ.
а) Распайка. Прежде всего нужно вытереть чистой сухой тряпкой или паклей
крышки цинковыхъ коробокъ, въ особенности мѣста спаевъ; смазать соля-
ной кислотой старый припай и, водя по немъ паяльникомъ, нагрѣтымъ до
темно-краснаго цвѣта, отдѣлить уголъ крышки при помощи ножа, стамески
или отвертки и вести далѣе отъ себя паяльникъ по припаю, постепенно
отдѣляя въ тоже время крышку, б) Запайка. Сначала надо старый при-
пай расплавить паяльникомъ и тотчасъ же вытереть сухой тряпкой или
паклей. При этой работѣ паяльникъ долженъ быть нагрѣтъ нѣсколько
слабѣе и во время самой очистки стараться
не нажимать паяльникомъ на цинкъ, а только
слегка прикасаться; въ противномъ случаѣ
легко прожечь цинкъ и, кромѣ того, борты
коробки и края крышки, отъ сильнаго нагрѣ-
ванія, могутъ сдѣлаться очень волнистыми
и припайка крышекъ будетъ затруднительна.
Передъ тѣмъ какъ взять припай паяльни-
комъ, очищаютъ его отъ окалины, приставшей
золы и угольковъ. Наложивъ правильно
крышку и придерживая ее лѣвой рукой, про-
вести кисточкой, слегка намоченной въ соля-
ной кислотѣ (насыщенной цинкомъ и до 10%
разбавленной водой)- по краямъ крышки; при
этомъ смажутся кислотой и борты у мѣста
спая; затѣмъ каплями припая т) прикрѣ-
*) Припай для запайки цинка состоитъ изъ сплава (по вѣсу): 2 пастей свинца съ 5%
сурьмы и 1 ч. олова; для удобства работы припай отливается въ плитки, вѣсомъ около
2 фун. (размѣръ приблизительно 12 дм. X 2 дм. X Ѵ8 Дм«), въ формы (коробки), согнутыя
изъ кровельнаго желѣза. ‘
160
пить крышку въ нѣсколькихъ мѣстахъ къ бортамъ и начинать запайку съ
праваго края крышки отъ угла, какъ показано на фигурѣ 266. Паяльникъ (а),
наклоненный обухомъ въ правую сторону, ведется отъ себя; плитка припая (б)
держится паяльщикомъ въ лѣвой рукѣ и, при помощи этой плитки, крышка
плотно прижимается къ борту коробки. При такомъ положеніи плитки паяль-
щику не придется далеко относить паяльникъ, чтобы брать припай. Проведя
по мѣсту спая приблизительно на длину 3 дм., паяльникъ слѣдуетъ отнять
и, не отнимая плитки, выждать пока припай настолько застынетъ, что при-
паянная часть крышки не будетъ отставать отъ борта коробки; потомъ
продолжать работу до окончательной припайки крышки. Послѣ этого всю
крышку, и въ особенности мѣста, смазанныя кислотой, вытереть сначала
сырой, а потомъ сухой тряпкой или паклей и тщательно осмотрѣть нѣтъ
ли гдѣ въ спаѣ трещинъ, сѣдинъ, свищей и т. п.; если будутъ усмотрѣны
такіе недостатки, то непремѣнно подправить запайку.
При паяніи цинка рекомендуется спаиваемыя поверхности покрывать тон-
кимъ слоемъ хлористоводородной (соляной) кислоты, въ которой предвари-
тельно растворяютъ нѣсколько цинковой мелочи.
Чугунныя и алюминевыя издѣлія не могутъ быть спаяны непосред-
ственно; сначала надо на очищенныя поверхности нанести, гальванопласти •
ческимъ путемъ, слой мѣди, а затѣмъ омѣдненныя поверхности спаиваются
оловомъ.
Золото можно паять золотымъ припаемъ, въ составъ котораго, кромѣ
золота, входятъ серебро и мѣдь; пропорція послѣднихъ должна быть со-
образована съ точкой плавленія золота данной пробы, чтобы припай былъ
легкоплавче пробнаго золота. Чѣмъ проба золота ниже, тѣмъ оно легко-
плавче. Низкопробное золото удобнѣе всего паять серебрянымъ припаемъ.
Относительно паянія вещей изъ серебра, также. имѣющихся въ продажѣ
различныхъ пробъ, примѣняется то же правило, какъ и относительно золота.
Серебряный припай долженъ быть нѣсколько легкоплавче серебра дан-
ной пробы.
Небольшія вещицы можно спаять безъ употребленія огня, однимъ при-
паемъ, при помощи оловянной амальгамы, которая приготовляется изъ 2 ч.
олова и 1 ч. ртути; такою амальгамой заполняютъ щели запаиваемой вещи,
послѣ чего мѣсто спая протираютъ соляною кислотою и этимъ вся работа
оканчивается.
Вотъ нѣсколько припаевъ для мѣди, желѣза, латуни, стали и бронзы въ
нисходящемъ порядкѣ ихъ плавкости: а) 2 части мѣди и 1 ч. цинка; б) 5 ч.
хорошей латуни и 1 ч. цинка; в) 1 ч. мѣди и 1 ч. цинка (этотъ припай
извѣстенъ подъ названіемъ мѣднаго или крѣпкаго)] всѣ три — для паянія
желѣза или мѣди; г) 16 ч. мѣди, 1 ч. цинка и 11/2 ч. олова; д) 13 ч. мѣди
и 11 ч. чистаго серебра; е) 1 ч. мѣди, 1 ч. латуни и 19 ч. чистаго серебра;
ж) 5 ч. латуни, 5 ч. цинка и 5 ч. чистаго серебра; послѣдніе четыре—для
латуни, но припай е очень хорошо спаиваетъ и сталь.
161
На фиг. 267 изображены наиболѣе употребительные при спайкѣ швы:
шовъ а самый непрочный; шовъ б прочнѣе, особенно если куски, могутъ
быть склепаны; самый подходящій шовъ шовъ г связываетъ еще проч-
нѣе, но при немъ теряется слишкомъ много матеріала, вслѣдствіе чего мо-
жетъ уменьшиться прочность связанныхъ частей; зубчатый шовъ д удобенъ
для спайки трубъ и вообще цилиндрическихъ частей; въ нѣкоторыхъ слу-
чаяхъ могутъ пригодиться швы е и и. Одна или двѣ тонкихъ заклепки
могутъ значительно способствовать связи и скрѣпленію шва, но съ ними
надо быть осторожнымъ, а именно—не дѣлать больше и толще того,
сколько допускаетъ толщина и другія свойства спаиваемыхъ частей, безъ
ослабленія ихъ прочности; гдѣ спаиваемыя части и безъ того тонки, за-
клепокъ совсѣмъ не надо употреблять.
На фиг. 268 показана подготовка къ спайкѣ ключа; въ одной части вы-
пиленъ выступъ, а въ другой—соотвѣтствующій ему пазъ.
Фиг. 267. Фиг. 268.
На (фиг. 269 и 270) изображены способы спайки желѣзныхъ трубокъ
Въ первомъ случаѣ (фиг. 269) берутъ пластинку, сворачиваютъ ее въ трубку
и опиливаютъ кромки а и в такъ, чтобы онѣ правильно сходились; нало-
живъ на нихъ пластинку с и обвязавъ ихъ вмѣстѣ вязательною проволокой,
производятъ спайку латунью въ горнѣ.
На фиг. 270 показана спайка оловомъ посредствомъ паяльника.
На фиг. 271 показана спайка кружки. Опиливаютъ ровно обрѣзъ трубки.
Вырубаютъ изъ листового желѣза кружокъ, на которомъ проводятъ двѣ
окружности: одну—по внутреннему діаметру трубки, а другую по наруж-
ному, съ нѣкоторымъ излишкомъ противъ послѣдняго; размѣчаютъ три
шипа /*, й и е, намѣчаютъ ихъ тычкэй, вырубаютъ зубиломъ и выпили-
162
ваютъ ихъ драчевою пилой. Наложивъ кружокъ на обрѣзъ трубки, обчер-
чиваютъ на немъ вырѣзы типовъ шиломъ и выпиливаютъ ихъ. Пригнавъ
кружокъ къ трубкѣ, слегка расклепываютъ шипы и затѣмъ вставляютъ его
въ трубку и спаиваютъ латунью.
Чтобы припаять дно къ жестяной ка-
стрюлѣ, его надо вырѣзать по мѣркѣ изъ
листа жести; выправивъ и выгладивъ листъ
плоскимъ молоткомъ, начертить на немъ
циркулемъ кругъ, діаметръ котораго былъ бы
на Ѵ2: дюйма больше діаметра дна кастрюли;
затѣмъ, внутри этого круга—второй меньшій
кругъ, равный по діаметру дну кастрюли и,
слѣдовательно, отстоящій вездѣ отъ краевъ
перваго круга на Ѵ4 дюйма. По чертѣ пер-
ваго (большаго) круга обрѣзать листъ нож-
ницами для металловъ. Края вырѣзаннаго
круга загнуть вверхъ, вплоть до линіи внут-
ренняго круга; чтобы загибаніе краевъ шло
нихъ треугольныя вырѣзки (немного не доходя до линіи внутренняго
круга). Вставить цилиндръ, образующій стѣнки кастрюли; возможно плотно
прижать загибы молоткомъ и запаять.
Если приходится замѣнить испорченное дно старой жестяной кастрюли,
то, отрѣзавъ испорченное дно отъ стѣнокъ (сначала пилою или напилкомъ,
а потомъ ножницами), выправить стѣнки желѣзнымъ и деревяннымъ мо-
лотками (на кругломъ желѣзномъ брускѣ), вставить ихъ въ приготовлен-
ное, сказаннымъ образомъ, новое дно и припаять.
Чтобы задѣлать небольшую дырочку въ кастрюлѣ, слѣдуетъ послѣднюю
хорошенько вымыть, сначала щелокомъ изъ соды, а потомъ чистою водою,
обскоблить мѣсто вокругъ дырки, посыпать или помазать плавнемъ и, за-
хвативъ горячимъ паяльникомъ немного расплавленнаго припая, запаять.
Если дырка велика, или нѣсколько небольшихъ дырокъ расположены
близко, то, очистивъ нужное пространство скребкомъ и пр., покрыть его
сначала плавнемъ, а потомъ расплавленнымъ припаемъ. Застывшій припай
выровнять, наложить на него подходящую заплатку изъ листовой жести,
снизу также слегка покрытую плавнемъ; пройтись по заплаткѣ нагрѣтымъ
паяльникомъ. Когда припай подъ заплаткою расплавится (заплатка ста-
нетъ плавать), слегка придавить ее и дать застыть въ этомъ положеніи.
Тѣми же способами припаиваются жестяныя ручки, втулки, носики и
т. п., спаиваются отдѣльныя, вырѣзанныя изъ листовой жести, части но-
вой жестяной посуды, при этомъ, гдѣ нужно, на краяхъ загибаются кромки.
Въ заключеніе необходимо замѣтить, что и опытный паяльщикъ не
можетъ смѣло поручиться, что издѣліе спаяно хорошо. Часто случается, что,
вслѣдствіе ранняго прекращенія нагрѣва, или отъ окиси металла, образо-
163
Б
Фиг. 272.
Чв
вавшейся на спаиваемыхъ поверхностяхъ и пр., припаемъ захватываются
спаиваемыя части только по краямъ или мѣстами, отчего соединеніе бу-
детъ непрочно; поэтому необходимо весьма внимательно относиться къ дѣлу
и если отъ вещей требуется прочность, то производить пробу прочности
соединенія спаянныхъ частей давленіемъ на нихъ какого-либо условлен-
наго груза.
Выгибаніѳ и вытягиваніе издѣлій въ холодномъ состояніи.
При предварительномъ осмотрѣ, передъ опиловкой, нерѣдко приходится
замѣчать, что изгибы нѣкоторымъ частямъ даны малы, или велики, или
длина немного маловата, тогда какъ въ толщинѣ есть значительный за-
пасъ, или же издѣліе не имѣетъ надлежащей прямизны; многія изъ вещей
съ такими пороками можно, не бракуя, исправить въ слесарной мастер-
ской, не прибѣгая даже къ нагрѣву. Положимъ, что откованное издѣліе
имѣетъ фигуру, показанную на фиг. 272, у которой часть аВ не имѣетъ
должнаго изгиба, который долженъ быть такой, какъ означено пункти-
ромъ аВ'; браковать изъ-за этого издѣ-
ліе или отсылать его въ кузницу
для исправленія было бы излишне; его
можно весьма легко исправить въ
слесарной мастерской, давъ надлежа-
щій изгибъ, что дѣлается такъ: поло-
живъ вещь тою ея частью, которую требуется выгнуть, на стуловые тиски,
ударами молотка по сторонѣ противоположной той, въ которую обращена
выпуклая сторона дуги, выгибаютъ издѣліе настолько, насколько это тре-
буется. Того же самаго достигаютъ, положивъ выгибаемую вещь на шпе-
ракъ, ударами бойка молотка по той сторонѣ, въ которую должна быть
обращена дуга погиба вогнутою стороной; при этомъ удары соразмѣряютъ
со степенью погиба; концу, за который держатъ рукой, не позволяютъ при
ударахъ свободно подаваться внизъ и удары наносятъ одинъ возлѣ дру-
гого; вслѣдствіе ударовъ молотка, выгибаемая часть нѣсколько удлиняется.
Выгнувъ издѣліе, необходимо посмотрѣть, не получило ли оно при этомъ
трещинъ или лопинъ и не покривилось ли; въ первыхъ случаяхъ вещь
бракуется, а въ послѣднемъ выправляется. Если вещь не толста и отко-
вана немного коротко, то ее, не вводя въ горнъ для нагрѣва, можно вытя-
нуть въ холодномъ состояніи, для чего, положивъ ее на шперакъ, по од-
ной изъ плоскихъ сторонъ бойкомъ молотка наносятъ не очень сильные
удары, одинъ возлѣ другого, стараясь ударять такъ, чтобы молотокъ ло-
жился совершенно ровно; затѣмъ выравниваютъ плоскость ударами тупой
части молотка; послѣ чего выколачиваютъ п ребра, дабы заравнять выдав-
шійся на нихъ металлъ и, въ случаѣ надобности, выправляютъ изгибъ.
Если брусокъ, который необходимо вытянуть, имѣетъ квадратное попе-
речное сѣченіе, то ударами молотка проходятъ его со всѣхъ четырехъ сто-
ронъ одинаково.
164
Если брусокъ или полоска желѣза, назначенныя для обдѣлки, не прямы
и кривизна ихъ незначительна, то ихъ исправляютъ ударами молотка по
выпуклой части дуги изгиба, а при значительныхъ погибахъ стараются
достигнуть прямизны, вытягивая ту сторону, въ которую обращена дуга
погиба вогнутой стороной, для чего удары молотка наносятъ не по всей
ширинѣ, а только по краю, который нужно вытянуть, а затѣмъ уже вы-
колачивать выпуклое ребро.
Назубка насѣчки на тискахъ и плоскогубцахъ. Работа эта
производится посредствомъ особаго зубила, которое должно быть шире той
части издѣлія, на которой нужно сдѣлать насѣчку.
Если надо возобновить старую иступившуюся насѣчку, то издѣліе пред-
варительно отжигается, зубцы спиливаются напилкомъ и полученныя плос-
кости подгоняются „до плотнаго соприкосновенія одна съ другой.
Отдѣливъ обѣ половинки инструмента, каждую изъ нихъ отдѣльно за-
жимаютъ въ тиски такъ, чтобы назубриваемая сторона была обращена
вверхъ и находилась въ горизонтальномъ положеніи.
Работу начинаютъ съ конца, противоположнаго тому,
къ которому должны быть обращены зубья. Зубило
наставляютъ такъ, чтобы край его лезвія плотно при-
легалъ бы къ плоскости и чтобы оно было въ томъ
направленіи, въ какомъ долженъ получаться зубъ;
зубило держатъ нѣсколько наклонно и ударяютъ
по его вершинѣ молоткомъ, стараясь получить назуб-
рину сразу, съ одного удара (фиг. 273).
Степень назубки зависитъ отъ силы удара мо-
лотка по зубилу, а также отъ толщины лезвія. По-
догнавъ первую зазубрину, переставляютъ зубило, наносятъ второй ударъ—
для полученія слѣдующаго зуба — и такъ продолжаютъ работать, пока не
назубрятъ всю требуемую плоскость, на которой долженъ получиться рядъ
параллельныхъ зубовъ одинаковаго наклона и высоты. Послѣ этого дѣ-
лается назубка, наискось уже сдѣланной. По окончаніи работы • издѣліе
закаливается, съ отпускомъ до соломеннаго цвѣта.
Работа на точилѣ и осѳлкѣ. Для отточки инструментовъ служатъ
точила, а для подточки и правки оселки.
По отношенію къ точилу инструментъ можно держать противъ движенія
камня или наоборотъ. Въ первомъ случаѣ инструментъ, встрѣчая движу-
щійся камень, обтачивается сильнѣе, слѣдовательно и быстрѣе, но тре-
буетъ отъ работающаго большого навыка и вниманія, такъ какъ легко
испортить камень и инструментъ можетъ выскочить и поранить руку;
во второмъ случаѣ, хотя работа идетъ медленнѣе, но зато равномѣрнѣе
и безопаснѣе.
Имѣя точило, изображенное на фиг. 274, надо налить въ корыто воды;
одинъ рабочій вращаетъ точило за рукоять, а другой, поддерживая инстру-
165
ментъ двумя руками, какъ показано на фиг. 274 и подъ опредѣленнымъ
для даннаго издѣлія угломъ наклона, производитъ отточку.
Для работы на точилѣ другого образца (фиг. 275 и 276) самъ точиль-
щикъ, дѣйствуя на подножку, приводитъ точило во вращеніе.
Въ началѣ работы, когда приходится сни-
мать слои металла, прижимаютъ лезвіе инстру-
мента болѣе сильно, чѣмъ къ концу. Оттачи-
ваніе производится при постоянномъ смачива-
ніи камня водой, ибо на влажномъ камнѣ
инструменты точатся ле^че и равномѣрнѣе;
кромѣ того, избѣгается вредное вліяніе ка.
менной и металлической пыли на здоровье
Фиг. 274
рабочихъ и устраняется возможный отпускъ оттачиваемыхъ инструментовъ;
съ послѣднею же цѣлью, при отточкѣ, рабочій по временамъ отнимаетъ
инструментъ отъ камня для охлажденія.
Не слѣдуетъ оставлять въ теченіе продолжитель-
наго времени точило мокнуть въ водѣ, такъ какъ
вымокшее мѣсто дѣлается мягче и камень начи-
наетъ стачиваться неравномѣрно.
Для того, чтобы предохранить поверхность точиль-
наго камня отъ порчи, никогда не слѣдуетъ держать
Фиг. 277. оттачиваемые инструменты (въ особенности
токарные рѣзцы) неизмѣнно въ одномъ и
/вяІЙ томъ же положеніи, а наоборотъ, нужно
постепенно передвигать ихъ отъ одного
ребра точила къ другому и обратно, благо-
даря чему поверхность точила будетъ ста-
чиваться болѣе или менѣе равномѣрно (фиг. 277).
Для провѣрки прямоты оттачиваемой фаски пользуются лекаломъ
(фиг. 278).
166
Благодаря приспособленію, изображенному на фиг. 279, облегчается
установка инструмента во время точки подъ однимъ и тѣмъ же угломъ
наклона.
Исправленіе точильнаго камня производится слѣдующимъ обра-
зомъ: концомъ стараго напилка протачиваютъ на камнѣ нѣсколько кана-
вокъ, по краямъ и по серединѣ; зубиломъ срубаютъ кругомъ камень до
сдѣланныхъ канавокъ и неровности сглаживаютъ концомъ того же стараго
напилка.
Для той же цѣли служитъ составъ изъ пяти вѣсовыхъ частей горнаго
воска (каменной смолы), одной вѣсовой части дегтя и трехъ вѣсовыхъ
частей измельченнаго въ порошокъ песчаника или цемента. Эти вещества
нагрѣваютъ, провариваютъ и хорошенько перемѣшиваютъ для полученія
однородной массы. Въ этомъ видѣ приготовленною массою заполняютъ
подлежащую задѣлкѣ выбоину и когда масса начинаетъ остывать и са-
диться, добавляютъ новое количество смѣси, пока вся выбоина не срав-
няется съ остальной поверхностью камня, послѣ чего массѣ даютъ отвер-
дѣть и сравниваютъ. Передъ заполненіемъ въ точильномъ камнѣ выбоинъ
этимъ составомъ, всю поверхность выбоинъ слѣдуетъ хорошенько прогрѣть
накладываніемъ раскаленнаго куска желѣза.
Подтачиваніе и правка инструментовъ на оселкѣ (фиг. 204) произво-
дится такъ: смачиваютъ его. масломъ, затѣмъ берутъ инструментъ въ обѣ
руки и трутъ его фаской о поверхность камня взадъ и впередъ, нѣсколько
нажимая и сохраняя, одинаковый уголъ наклона. Хорошо отточенное лезвіе
должно имѣть видъ тонкой линіи съ едва лишь замѣтными мелкими
зазубринами.
Приготовленіе винтовъ. По формѣ винтовыхъ ходовъ (нарѣзки)
различаютъ винты съ треугольными, прямоугольными и полукруглыми хо-
167
дами (фиг. 280); по направленію ходовъ винты бываютъ правые и лѣвые,
Наиболѣе употребительные винты съ треугольною нарѣзкой, вьющеюся
справа налѣво.
Для скрѣпленія металла съ металломъ служатъ винты, представленные
на фиг. 281; кромѣ того, нерѣдко употребляются винты съ гайкой въ видѣ
барашка (фиг. 282).
Для скрѣпленія металлическихъ частей какого нибудь издѣлія съ де-
ревянными служатъ шурупы (фиг. 283); шурупы съ прорѣзью на головкѣ
употребляются для небольшихъ издѣлій и шурупы безъ прорѣзи—глухари
для большихъ издѣлій; первые завертываются посредствомъ отвертки, а
вторые—посредствомъ ключа.
Фиг. 280. Фиг. 281. Фиг. 282. Фиг. 283.
Для приведенія во вращеніе зубчатаго колеса фИг. 284.
служитъ безконечный винтъ, изображенный на
фиг. 284.
Микрометрическимъ винтомъ, въ тѣсномъ смыслѣ,
называется такой винтъ, который служитъ для
измѣренія очень малыхъ величинъ, но въ общежитіи
принято подъ этимъ названіемъ подразумѣвать
винты съ очень тонкою нарѣзкой, служащіе для
весьма тщательнаго перемѣщенія одной части отно-
сительно другой.
Крупные винты отковываются изъ кусковъ прутоваго желѣза или стали,
а мелкіе изготовляются изъ стальной или желѣзной проволоки, отъ кото-
рой для этого отрѣзаются, съ помощью острогубцевъ, стержни необходимой
длины. Послѣ нарѣзки на стебляхъ винтовъ винтовой рѣзьбы (стр. 153),
опиливаются головки, для чего мелкіе винты вставляются въ особые вкла-
дыши (стр. 110), затѣмъ, сдѣлавъ трехграннымъ напилкомъ сверху, по се-
рединѣ головки, пропилъ ножевкою, образовываютъ прорѣзь, глубину кото-
рой дѣлаютъ г/2—7з ВЫСОТЫ ГОЛОВКИ. Фиг. 285.
Приготовленіе нѣкоторыхъ ин- И
струмѳнтовъ. Приготовленіе молотка (фиг. ід
285). Молотокъ отковывается въ кузницѣ
изъ стали или изъ желѣза, въ послѣднемъ
случаѣ съ наваркой концовъ сталью, и отжи- Ю
гается. Обивъ въ слесарной мастерской съ молотка окалину, опиливаютъ ниж^
нюю его плоскость, затѣмъ—щель, давая ей сперва прямоугольную форму, а
12
168
потомъ, расширяя нѣсколько въ наружу стороны щели, обращенныя къ бойку
и задку молотка, и, наконецъ, опиливаютъ боковыя поверхности и верхнюю
плоскость молотка; при этомъ щель должна быть расположена вполнѣ сим-
метрично по отношенію къ оси молотка. Стальныя части молотка, послѣ
опиловки, закаливаются и отпускаются до свѣтло-соломеннаго цвѣта. Для
насадки молотка на ручку, ставятъ ее отвѣсно и, осадивъ молотокъ уда-
рами по немъ деревянной колотушки, расклиниваютъ конецъ ручки, для
упрочненія насадки, желѣзными или деревянными клиньями.
Приготовленіе кронциркуля (фиг. 286). 286-
Ножки кронциркуля отковываются изъ
полосовой стали или вырубаются зубиломъ
изъ лолушинной или котельной стали. <
Послѣ опиловки, въ головкахъ ножекъ про- в
сверливаются дыры; ножки накладываются °
одна на другую, при чемъ между ними кла-
дется мѣдный кружокъ и соединяются посредствомъ желѣзнаго штифта,
отрѣзаемаго отъ куска желѣзной проволоки; на выдающіеся концы штифта
надѣваются съ обѣихъ сторонъ желѣзныя шайбы и концы расклепываются
такъ, чтобы заполнили расширенныя части отверстій въ обѣихъ шайбахъ,
а потомъ ихъ подчищаютъ напилкомъ и наблюдаютъ, чтобы концы ножекъ
плотно сходились другъ съ другомъ.
Приготовленіе тычки (керна) (фиг. 287). Отъ прута круглой или граненной
стали отдѣляютъ кусокъ соотвѣтствующей длины; послѣ отжига и обивки
ж окалины опиливаютъ боко-
Фиг. 287
.................. вую поверхность; потомъ съ
одного конца дѣлаютъ за-
кругленіе или усѣченный
конусъ для образованія вер-
шины, а съ другого—опиливаютъ рабочій конецъ въ видѣ конуса; для этого его
сначала запиливаютъ на грани, а потомъ уже постепенно ихъ закругляютъ,
постоянно наблюдая, чтобы вершина конуса не отклонялась отъ оси стебля.
Рабочій конецъ лучше затачивать на токарномъ станкѣ. Опиливъ конусъ,
тычку отчищаютъ наждакомъ и рабочій конецъ закаливаютъ съ отпускомъ
до соломеннаго цвѣта. Уголъ запила дѣлается неодинаковый; въ тычкахъ,
предназначенныхъ для накерниванія, при размѣткѣ, онъ дѣлается въ 80°,
а въ употребляемыхъ для образованія коническихъ углубленій—около 40°.
Приготовленіе зубилъ (фиг. 288 и 289). Зубила приготовляются также
изъ литой стали и всего лучше изъ прутовой восьмигранной стали, такъ
какъ такое зубило крѣпче держится въ рукѣ, ибо не вертится, какъ
круглый стержень и не рѣжетъ своими ребрами руку, какъ четырехгран-
ный. При неимѣніи восьмигранной стали зубила готовятся изъ круглой
или квадратной стали, при чемъ, въ послѣднемъ случаѣ, у стержня опили-
ваются углы. Въ кузницѣ сначала отрубаютъ соотвѣтствующей длины
169
кусокъ стали, потомъ оттягиваютъ рабочій конецъ зубила и отжигаютъ.
Затѣмъ уже въ слесарномъ отдѣленіи обиваютъ окалину и зубило опили-
ваютъ. Лезвіе зубила должно представлять совершенно прямую линію, а
фаски опиливаются: для работы по мѣди въ 45°, по желѣзу въ 60° и по
чугуну въ 70°; рабочій конецъ крейцмесселя опиливается какъ показано
на фиг. 290.
Фиг. 288. Фиг. 289.
На другомъ концѣ
стержня опиливается
вершина въ видѣ усѣ-
ченнаго конуса или
усѣченной пирамиды.
Закаливать слѣдуетъ
одно лишь лезвіе на
Фиг. 290.
г/2 — 1 дюйма, но отнюдь не все зубило, такъ какъ иначе оно сдѣлается
слишкомъ хрупкимъ и будетъ ломаться при первыхъ ударахъ по немъ мо-
лотка. Передъ отпускомъ рабочій конецъ зубила отчищается, для наблю-
денія за цвѣтами побѣжалости. Отпускъ дѣлается до соломеннаго цвѣта.
Если будутъ рубить мѣдь или желѣзо, то отпускъ дѣлается болѣе мягкій,
а для стали и чугуна нужно стараться не перепустить зубило, ибо тогда
оно можетъ при работѣ мяться; слишкомъ твердая сталь не годится для
изготовленія зубила, такъ какъ лезвіе такого зубила выкрошится послѣ
нѣсколькихъ ударовъ, напримѣръ, по крѣпкому чугуну.
Приготовленіе сверлъ (фиг. 291). Сверла отковываются изъ лучшей литой
стали; послѣ отковки, отжига и обивки окалины опиливаютъ стебель сверла
и пригоняютъ его къ гнѣзду дрели такъ, чтобы оно не шаталось и распо-
лагалось бы по оси его; остріе обыкновенно дѣлается въ видѣ лопасти, съ
угломъ растворенія въ 100°, при чемъ ребра его запиливаются въ одну сто-
рону. Сверла закаливаются не всецѣло, а только съ рабочаго конца (фиг. 292).
Послѣ закалки сверлъ, верхъ ихъ освѣтляютъ и затѣмъ отпускаютъ до
свѣтло-соломеннаго цвѣта.
Фиг. 292.
Фиг. 291.
170
Приготовленіе развертокъ (фиг. 293). Откованная изъ . лучшей.. литой
-стали и отожженная въ кузницѣ развертка поступаетъ для. опиловки, въ
-............................. Фиг. 293
слесарную мастерскую; здѣсь съ нея обиваютъ окалину,
запиливаютъ стебельна пять граней, спускаяихъ въ одну
сто'рбну, опиливаютъ/рабочій конецъ и лопаст^, которая-"
должна быть расположена по оси стебля, и подгоняютъ
ее къ гнѣзду коловорота. Затѣмъ развертку закаливаютъ,
наблюдая при этомъ, чтобы ее не повело, и отпускаютъ
до появленія соломеннаго цвѣта -побѣжалости.
Приготовленіе шарошекъ. Оба вида шарошекъ—цилиндрическая и конй-
Фиг. 294.
ческая—отковываются изъ стали и отжигаются,
послѣ чего съ нихъ сбивается окалина, потомъ опи-
ливаются стебель, лопасть и рабочій конецъ, на ко-
торомъ дѣлается назубка. При изготовленіи цилин-
дрической шарошки назубка'дѣлается трехгран-
нымъ напилкомъ по нижнему краю цилиндриче-.
ской части; по радіусамъ круга сѣченія цилиндра
выпиливается -нечетное число зубьевъ, придавая
имъ склоненіе слѣва направо. Для образованія,
назубки на коническихъ шарошкахъ поступаютъ
такъ: опиленный рабочій конецъ, въ видѣ ко-
нуса, раздѣляютъ па четыре равныя части, въ
каждой изъ нихъ наносятъ взаимно параллель-
ную назубку, съ наклономъ зубьевъ слѣва на-
право, какъ видно на фиг. 294; зубцы одной
части конуса придутся, относительно зубьевъ,
расположенныхъ на смежныхъ частяхъ, подъ
нѣкоторымъ угломъ. Приготовленныя шарошки
закаливаются и отпускаются, при чемъ, въ ци-
линдрической шарошкѣ сосокъ отпускается до
синяго цвѣта, а назубренная часть—до соломен-
наго цвѣта побѣжалости, въ конусной же шарошкѣ
дается однообразный отпускъ до соломеннаго цвѣта.
Приготовленіе ножевочнаго станка (фиг. 295). Берутъ полосу желѣза, отко-
вываютъ на одномъ концѣ ея квадратное утолщеніе, пробиваютъ въ немъ
такую же дыру и загибаютъ, въ нагрѣтомъ состояніи, небольшую часть
полосы вмѣстѣ съ утолщеніемъ, подъ угломъ въ 90°^ на другомъ- концѣ
полосы отковываютъ сосокъ и часть, равную отогнутому концутголосы,
также загибаютъ. Изъ отдѣльныхъ кусковъ желѣза отковываютъ два
стержня; изъ нихъ верхній долженъ имѣть стебель съ квадратною головкою,
рабочему концу
всему
171
Фиг.-295.
а нижній—щель для соска полурамки и хвостъ съ зазубринами, на кото-
рый, послѣ окончательной отдѣлки ножевочнаго станка, набивается дере-
вянная ручка; на верхнемъ-стержнѣ нарѣзается винтовая рѣзьба и на него
навертывается барашекъ, а
въ утолщеніяхъ обоихъ
стержней, послѣ опиловки,
пропиливаются ножевкой
двѣ взаимно-перпендику-
лярныя прорѣзи и въ та- .
кихъ же направленіяхъ про- . . .
сверливаютъ двѣ дыры для
укрѣпленія, посредствомъ -
шпилекъ, полотна ножевки, смотря по работѣ, въ одномъ изъ двухъ положеній.
Приготовленіе пластинчатыхъ пружинъ. Для приготовленія пластинчатой
простой пружины отковываютъ въ кузницѣ изъ хорошей пружинной стали
пластинку подходящихъ размѣровъ. Давъ отжигъ откованной пластинкѣ
и обивъ окалину, опиливаютъ одну ея плоскость, высверливаютъ, если
нужно, дыру, надѣваютъ на особую рабочую колодочку (фиг. 296) и по
ней опиливаютъ ребра и поверхности пластинки, подгоняя ихъ по готовой,
пружинѣ или обращаясь къ лекалу (фиг. 297); смотря по надобности, пла-
Фиг. 296.
стинку выгибаютъ. Отдѣланная пружина должна быть закалена съ пружин-
нымъ отпускомъ. Операція эта производится такимъ образомъ: привязавъ
пружину на отожженную проволоку, нагрѣваютъ ее по всей длинѣ де
свѣтло-вишневаго цвѣта, затѣмъ охлаждаютъ въ чистой водѣ. Можно
также охлаждать пружину и въ маслѣ; такая закалка предупреждаетъ
появленіе на пружинѣ лопинъ, случающихся нерѣдко при охлажденіи въ
водѣ, но пружины, охлажденныя въ маслѣ, дѣйствуютъ слабѣе тѣхъ, ко-
торыя при закалкѣ были опущены въ воду; появленіе же лопинъ объя-
сняется или перегрѣвомъ пружины, или же употребленіемъ для охлажденія
слишкомъ холодной воды; какъ то, такъ и. другое, при внимательномъ
отношеніи къ дѣлу рабочаго, не можетъ имѣть мѣста. Послѣ охлажденія
пружина подсушивается на угляхъ, смазывается саломъ и затѣмъ отпу-
скается нагрѣваніемъ до возгоранія сала, при чемъ надо слѣдить, чтобы
пружина нагрѣвалась бы равномѣрно. Какъ только сало загорится, пру-
жину нѣсколько отводятъ отъ жара, а когда пламя на пружинѣ станетъ
потухать, ее быстро погружаютъ въ воду. Если пружина сдѣлана изъ
172
слишкомъ твердой стали, то при отпускѣ, послѣ выгоранія сала, ее не
охлаждаютъ въ водѣ, а даютъ медленно остыть, такъ какъ въ противномъ
случаѣ пружина будетъ очень тверда. Послѣ отпуска пружину освѣтляютъ
мелкимъ наждакомъ съ масломъ.
Приготовленіе порочныхъ пружинъ. Перочныя пружины состоятъ изъ двухъ
перьевъ. Изъ куска стали отковывается пластинка длиною равная разо-
гнутой пружинѣ; опиливаютъ одну сторону этой пла-
стинки, потомъ перегибаютъ ее, съ цѣлью образованія
перьевъ; для этого пластинку нагрѣваютъ до темно-
вишневаго цвѣта и оба пера сводятъ, опиленною сто-
роною, одно къ другому. Послѣ отжига и обивки
окалины пружину опиливаютъ, дѣлая предварительно
размѣтку или пользуясь готовой пружиной; затѣмъ,
зажавъ пружину у сгиба въ стуловые тиски, разводятъ оба пера и спиливаютъ
внутреннія ихъ стороны. Зачистивъ пружину и повѣривъ окончательно ея
размѣры, закаливаютъ ее и отпускаютъ также, какъ и всякую пружину.
Приготовленіе замочной пружины. Вырѣзаютъ или вырубаютъ изъ подхо-
дящей толщины стали полоску и давъ ей отжигъ, сбиваютъ съ нея ока-
лину. Берутъ кусокъ квадратной стали и закрѣпивъ его горизонтально въ
фиг- 299. тискахъ, легкими ударами молотка загибаютъ на
немъ изъ одного конца стальной полоски четы-
Х^>Хс рехугольное очко а (фиг. 299), а другой кон-
— • чикъ полоски отгибаютъ книзу — для удобства
Ь закрѣпленія въ ручныхъ тискахъ; затѣмъ, снявъ
съ квадратнаго стержня полоску, зажимаютъ
этотъ стержень въ тиски вертикально и надѣваютъ на него очко а полоски;
всю полоску обильно смазываютъ саломъ. Конецъ /Ъ зажимаютъ въ ручныхъ
тискахъ и начинаютъ повертывать полоску вокругъ стержня. Послѣ опредѣ-
леннаго числа оборотовъ стали, другой рабочій захватываетъ клещами всю
свернутую часть пружины /Й, а первый рабочій отгибаетъ, жонецъ послѣ
этого пружину закаливаютъ'и отпускаютъ.
Приготовленіе спиральныхъ пружинъ. Подобравъцилиндри ческій стержень,
толщиною по внутреннему діаметру пружины, закрѣпляютъ его вертикально
возможно прочнѣе, въ тиски и туго нави- фиь- 300.
ваютъ на него стальную проволоку и при
томъ такъ, чтобы витки ея плотно приле- мшмммм
гали бы одинъ къ другому; излишекъ
проволоки отрѣзаютъ, а звенья ея разводятъ на надлежащее разстояніе
одно отъ другого при помощи разводки, имѣющей видъ вилки, толщина
которой должна быть равна разстоянію между звеньями требуемой пружины»
Другой способъ: приготовляютъ два бруска изъ твердаго дерева (бука)-
такой длины, чтобы они помѣщались въ стуловыхъ тискахъ; на стержень
навиваютъ проволоку на протяженіи, равномъ длинѣ брусковъ; первый ви-
173
токъ проволоки располагается близъ конца стержня, а конецъ этого витка
долженъ быть хорошо закрѣпленъ; помѣстивъ стержень съ навитою на
него проволокой между брусками, послѣдніе возможно туже зажимаютъ въ
стуловые тиски такъ, чтобы первый витокъ отъ конца стержня былъ внѣ
брусковъ; конецъ стержня, близъ котораго навита проволока, зажимаютъ
въ ручные тиски или вставляютъ въ гнѣздо коловорота; свободный конецъ
проволоки туго натягиваютъ и начинаютъ вращать стержень помощью
ручныхъ тисковъ или коловорота такъ, чтобы на него навивалась прово-
лока; при вращеніи стержня навитая на него раньте проволока оставитъ
на деревянныхъ брускахъ отпечатки, по которымъ пройдетъ остальная про-,
волока, навиваемая на стержень, и приметъ форму отпечатковъ на брускахъ;
такимъ образомъ получится спиральная пружина, отъ которой отдѣляютъ,
кусокъ необходимой длины, а концы завитковъ подпиливаютъ и прижима-
ютъ къ ближайшему звену. Второй способъ лучше перваго, въ особенности
при изготовленіи пружинъ значительной длины.
Закалка спиральныхъ пружинъ дѣлается такъ: пружину помѣщаютъ
въ желѣзную трубку, которую предварительно нагрѣваютъ до свѣтло-
краснаго цвѣта; въ накаленную трубку, на проволокѣ, вводятъ пружину и,
передвигая ее тамъ, равномѣрно нагрѣваютъ до свѣтло-вишневаго каленія,
послѣ чего охлаждаютъ въ водѣ и отпускаютъ при помощи сала.
Глухія винтовальныя доски отковываются изъ лучшей англійской стали;
ковка ихъ должна, по возможности, вестись почти до полнаго охлажденія
отковываемой вещи. Послѣ отжига и обивки съ доски окалины, приступа-
ютъ къ ея опиловкѣ; опиливъ контуръ доски и плоскости до надлежащихъ
размѣровъ, помѣчаютъ мѣста для дыръ, при сверленіи которыхъ обращаютъ
особенное вниманіе на то, чтобы онѣ не уклонялись въ стороны и были
бы подъ прямымъ угломъ къ общей оси доски. Для нарѣзки дыръ подби-
раютъ надлежащихъ номеровъ мѣтчики совершенно исправные, съ чистою
и острою нарѣзкой. Дыры проходятъ сначала коническимъ, а потомъ ци-
линдрическимъ мѣтчикомъ. Нарѣзавъ дыры, тонкою ножевочною пилой или
напильникомъ дѣлаютъ въ каждой дырѣ по двѣ канавки, располагая одну
противъ другой. Прорѣзи эти глубоко дѣлать не слѣдуетъ, дабы не осла-
бить излишне доску и въ углахъ ихъ слегка закругляютъ—для устраненія
появленія трещинъ или лопинъ. Послѣ образованія прорѣзей, зачищаютъ
напильникомъ заусеницы; освѣживъ нарѣзки мѣтчикомъ и зачистивъ доску
наждакомъ, закаливаютъ ее.
Закалка досокъ производится въ такомъ порядкѣ: разведя въ горнѣ
огонь на древесномъ углѣ, медленно нагрѣваютъ доску до красно-вишне-
ваго нагрѣва; для уравненія нагрѣва сначала подвергаютъ дѣйствію жара
толстую и широкую часть доски, а потомъ и тонкую, стараясь достигнуть
того, чтобы доска по всему своему протяженію получила одновременно
желаемый нагрѣвъ, для чего доску переворачиваютъ то одною, то другою
стороною. Въ устраненіе образованія окалины и для того, чтобы при не-
174
особенно высокомъ нагрѣвѣ получить винтовальную доску болѣе твердую,
ее обсыпаютъ при нагрѣвѣ желѣзисто-синеродистымъ кали, стараясь насы-
пать его болѣе у завинтованныхъ гнѣздъ; когда доска нагрѣется до виш-
нево-краснаго цвѣта, ее погружаютъ, держа въ. клещахъ за рукоятку,
отвѣсно въ воду, перемѣщая .въ ней съ одного мѣста на другое. Послѣ
закалки, осмотрѣвъ доску и найдя ее безъ трещинъ, освѣтляютъ нажда-
комъ и отпускаютъ до появленія на ней соломеннаго цвѣта; для этого доску
кладутъ на разогрѣтый кусокъ желѣза или на горящіе уголья.
Раздвижныя винтовальныя доски изготовляются изъ желѣза или стали;
по отковкѣ доски, ее подвергаютъ отжигу, послѣ чего обиваютъ окалину и
опиливаютъ плоскости и ребра доски; на мѣстѣ, гдѣ слѣдуетъ сдѣлать вы-
рѣзъ для плашекъ (лисичекъ), просверливаютъ рядъ дыръ сверломъ подхо-
дящей толщины; затѣмъ часть металла, остающагося между дырами, выру-
баютъ зубиломъ, а потомъ распиливаютъ вырѣзъ для плашекъ, наблюдая
при этомъ, чтобы продольныя его стѣнки были параллельны какъ между
собой, такъ и относительно реберъ доски, отъ которыхъ они должны от-
стоять на одинаковую величину съ той и другой стороны; распиливъ вы-
рѣзъ, въ утолщеніи отмѣчаютъ мѣсто для дыры нажимного винта, которая
должна быть просверлена по направленію оси доски. Высверливъ дыру, дѣ-
лаютъ въ ней винтовую нарѣзку и прилаживаютъ нажимной винтъ. Смотря
по тому, какія плашки будутъ употребляться въ винтовальной ’ доскѣ, про-
дольныя стѣнки вырѣза запиливаютъ или гребнемъ или откосомъ съ од-
ной стороны, стараясь при этомъ дать имъ одинаковый наклонъ; если
стѣнки опиливали гребнемъ, то къ сторонѣ нажимного винта спиливаютъ
гребень настолько, чтобы можно было закладывать плашки, а если стѣнки
спилены откосомъ съ одной стороны, то къ винтовальной доскѣ прилажи-
ваютъ прижимную пластинку, удерживающую плашки. Отчистивъ доску
наждакомъ, закаливаютъ ее въ животномъ углѣ, а затѣмъ къ ней приго-
няютъ плашки. На фигурѣ 301 изображена раздвижная винтовальная до-
ска наиболѣе употребительная для нарѣзки большихъ винтовъ.
Приготовленіе плашекъ или лисичекъ. Плашки
или лисички (фиг. 302) къ раздвижнымъ винто-
вальнымъ доскамъ изготовляются изъ лучшей ли-
той стали, изъ которой ихъ отковываютъ въ видѣ
брусковъ; давъ отжигъ и обивъ окалину, плашки
опиливаютъ такъ, чтобы толщина ихъсоотвѣтство-
175
вала бы толщинѣ винтовальной доски, а пазы были бы такой формы, чтобы
въ вырѣзѣ доски плашки держались плотно и безъ качанія. Когда плашки
будутъ пригнаны къ доскѣ, то на ней дѣлаютъ условныя мѣтки, чтобы по
нимъ укладывать платки въ доску каждый разъ одинаково. Закрѣпивъ
плашки, отмѣчаютъ въ нихъ мѣсто для образованія выема съ винтовою
нарѣзкой; выемы эти дѣлаются круглымъ напильникомъ по вынутіи пла-
шекъ, изъ доски; они запиливаются подъ прямымъ угломъ къ плоскости
плашки и должны быть менѣе половины толщины'мѣтчика, которымъ ихъ
предположено нарѣзать. Для образованія на плашкахъ винтовой нарѣзки
ими обхватываютъ нарѣзанный стебель мѣтчика, зажатаго вертикально въ
стуловыхъ тискахъ, и начинаютъ поворачивать винтовальную доску, от-
чего въ выемкахъ лисичекъ получается сначала неглубокій слѣдъ винтовой
нарѣзки, который увеличивается по мѣрѣ сжатія лисичекъ и, наконецъ,
доходитъ до надлежащей полноты. Нарѣзая лисички, не слѣдуетъ ихъ
рѣзать до соединенія между собою половинокъ, а нужно между ними остав-
лять просвѣтъ, хотя бы вдвое превосходящій глубину нарѣзки мѣтчиковъ.
Убѣдившись въ полнотѣ нити винтовой нарѣзки, зачищаютъ напильникомъ
заусеницы, срѣзаютъ нѣсколько углы, на которые выходитъ нить винтовой
нарѣзки, въ завинтованныхъ полугнѣздахъ выпиливаютъ канавки, пересѣ-
кающія винтовую нарѣзку, и затѣмъ плашки закаливаютъ.
Для закалки плашекъ обвязываютъ ихъ проволокой (фиг. 303) и, держа
за проволоку клещами или просто рукой, вводятъ въ горнъ для нагрѣва;
какъ только платка получитъ темно-красный
нагрѣвъ, ее обсыпаютъ желѣзисто-синеродистымъ
кали или кладутъ въ опилки рога, который, отъ
дѣйствія жара нагрѣтой лисички, обугливаясь,
пристаетъ къ ней; затѣмъ лисички вводятся снова
въ горнъ, доводятся до красно-вишневаго нагрѣва
и погружаются въ воду. По охлажденіи лисичекъ, обсыпанныхъ желѣзи-
сто-синеродистымъ кали или рогомъ, ихъ освѣтляютъ и отпускаютъ^ снявъ
предварительно проволоку съ лисички. Отпускъ лисичкамъ дается или на
угляхъ или на раскаленномъ кускѣ желѣза, на который лисички кладутся
на ребро, противоположное нарѣзанной сторонѣ; послѣднее лучше, такъ
какъ въ этомъ случаѣ удобнѣе регулировать степень нагрѣва; которая
должна быть доведена до появленія на рѣжущей части лисички соломеннаго
цвѣта побѣжалости; послѣ этого лисички охлаждаются въ водѣ или маслѣ.
Приготовленіе мѣтчиковъ. Берутъ кусокъ литой стали и опиливаютъ его
въ видѣ правильнаго цилиндра или вытачиваютъ мѣтчикъ на токарномъ
станкѣ. Затѣмъ на одномъ концѣ опиливаютъ квадратную головку для
надѣванія воротка, зажимаютъ стержень опиленною головкою въ тиски
отвѣсно, и, надѣвъ на него винтовальную доску, начинаютъ нарѣзать, какъ
обыкновенный винтъ (фиг. 304). Необходимая конусность сообщается мѣт-
чику постепеннымъ подвертываніемъ плашекъ, когда винтовальную доску
176
ведутъ снизу вверхъ и ослабленіемъ ихъ при обратномъ движеніи доски.
Послѣ этого съ мѣтчика снимаются заусеницы; затѣмъ онъ проходится
платками въ послѣдній разъ. На мѣтчикахъ, служащихъ для нарѣзки
обыкновенныхъ дыръ,
дѣлаютъ большею ча- Ц фИГ> 304.
стью по четыре же- ||
лобка, располагаемыхъ < - 1 " । 11 '—"....
прямолинейно; иногда | Т
послѣдніе дѣлаютъ лА гѵ
наклонными къ оси
мѣтчика и при томъ ( \
съ постепеннымъ расширеніемъ отъ головки къ концу; мѣтчики, пред-
назначенные для работы по мѣди и чугуну, должны имѣть широкіе желобки
(обыкновенно три). Вполнѣ отдѣланные мѣтчики закаливаются съ отпу-
скомъ до соломеннаго цвѣта. Крупные мѣтчики закаливаются при помощи
рогового порошка.
Приготовленіе наугольника. Для приготовленія наугольника отковываютъ
изъ полосы желѣза или стали, отгибая ее на кромку, двѣ вѣтви его, подъ
прямымъ угломъ одна къ другой; послѣ отжига и обивки окалины опили-
ваются сперва плоскія стороны наугольника, а потомъ, послѣ размѣтки—
наружныя и внутреннія стороны угловъ. Исполнивъ
это, надо повѣрить правильность наугольника, что дѣ-
лается посредствомъ сличенія-его съ правильнымъ
наугольнникомъ, на повѣрочной плитѣ или же съ
помощью линейки; послѣднее дѣлается такъ: прило-
живъ къ ребру линейки одну изъ сторонъ науголь-
ника, проводятъ вдоль наружнаго края другой сто-
роны прямую линію; перевернувъ наугольникъ, вто-
рично проводятъ такую же линію, при чемъ она должна
совпасть съ первою; несовпаденіе линій укажетъ на
невѣрность угла между сторонами. Подобнымъ же образомъ повѣряется пра-
вильность угла между внутренними ребрами наугольника. Послѣ повѣрки
и окончательной опиловки наугольникъ шлифуется наждачною бумагою.
Часто дѣлаютъ наугольники не сплошные, а составные; тогда выпилива-
ются отдѣльно двѣ линейки, предназначенныя для его вѣтвей и затѣмъ
соединяются или въ накладку и заклепываются, или въ концѣ одной вѣтви
дѣлается пазъ въ видѣ ласточкина хвоста, а въ другой соотвѣтствующій
выступъ и послѣ соединенія обѣ половинки спаиваются, между собою,
мѣдью.
Плотнично • столярное отдѣленіе.
Назначеніе и устройство. Назначеніе отдѣленія—исправлять дере-
вянныя части оружія, а также исполнять хозяйственныя работы.
Плотничныя работы состоятъ въ грубой обдѣлкѣ дерева и произво-
дятся, въ большинствѣ случаевъ, внѣ мастерской, топоромъ, пилою, доло-
томъ и рубанкомъ; скрѣпленія частей производятся, большею частью,
гвоздемъ.
Столярныя работы состоятъ въ болѣе тонкой отдѣлкѣ издѣлій, произ-
водятся въ теплыхъ помѣщеніяхъ, на особыхъ верстакахъ, изъ сухого де-
рева, болѣе сложными инструментами и для скрѣпленія частей, большею
частью, употребляется клей.
Помѣщеніе столярнаго отдѣленія должно быть возможно просторное,
свѣтлое и сухое. Для устройства его необходимы приспособленія для удер-
жанія обрабатываемыхъ предметовъ въ неподвижномъ состояніи и инстру-
менты для распиловки, раскалыванія и другихъ работъ по дереву, а
также инструменты для обмѣриванія, очерчиванія и вывѣпки обрабаты-
ваемыхъ вещей.
.Приспособленія для удержанія обрабатываемыхъ предметовъ:
А) Для столярныхъ работъ употребляются слѣдующія приспособленія:
верстаки, тиски и струбцинки.
Верстакъ (фиг. 306—309)—состоитъ изъ двухъ главныхъ частей: под-
верстачника и верстачной доски.
Фиг. 306.
178
Подверстачникъ представляетъ изъ себя на фиг. 307 шкафъ В, который
назначается для помѣщенія и храненія инструментовъ; на другихъ фигу-
рахъ онъ состоитъ изъ 2-хъ стоекъ. Высота подверстачника дѣлается около
17 вершковъ и должна сообразоваться съ ростомъ рабочаго.
Фиг. 307.
Верстачная доска (фиг. 309) съ двумя тисками, укрѣпленная на под-
верстачникѣ, длиною отъ 2-хъ до 42/2 арш., шириной х/2—І1/^ арш. и
толщиною въ 2т/2 вершка, приспособлена къ удержанію при работѣ, въ
полной неподвижности и
въ удобнѣйшемъ положеніи,
предметовъ самой разно-
образной формы. Она изго-
товляется изъ крѣпкаго,
твердаго дерева — ясени,
дуба или бука; въ толщинѣ
ея иногда дѣлаются гнѣзда,
въ нихъ вставляются под-
порныя деревянныя ко-
Фиг. 309.
лышки, для лучшаго удержанія длинныхъ досокъ въ переднихъ тискахъ.
Съ правой стороны верстачной доски имѣются продольные тиски, винтъ
которыхъ С (фиг. 309) съ одного конца гладкій, оканчивается головкой,
179
черезъ которую пропущенъ стержень I, а съ другого—нарѣзной. Винтъ
этотъ входитъ въ имѣющуюся въ верстачной доскѣ неподвижную гайку и
благодаря этому тиски могутъ удаляться и приближаться къ верстачной
доскѣ.
Съ лѣвой стороны, впереди доски, имѣются поперечные или передніе
тиски, которые предназначаются для укрѣпленія плоскихъ предметовъ въ
вертикальномъ положеніи; состоятъ они изъ винта О (фиг. 309) и дощечки,
приводимой въ движеніе этимъ винтомъ. Обрабатываемый предметъ зажи-
маютъ между этой дощечкой и боковымъ ребромъ верстачной доски.
Кромѣ тисковъ на верстачной доскѣ имѣется
цѣлый рядъ квадратныхъ отверстій е, размѣръ
въ сторонѣ въ 3/4 вершка и отстоящихъ другъ
отъ друга на разстояніи около 2у4—3 вершковъ,
въ которыя вставляютъ особые упоры, называемые
.310). Такое же отверстіе имѣется
и въ верстачныхъ продольныхъ тискахъ, а
чтобы гребенки могли держаться на желаемой
высотѣ нѣкоторыя изъ нихъ снабжены пружин-
ками Ь.
Желѣзныя гребенки имѣютъ то неудобство, что при строганіи можно
испортить лезвіе желѣзки инструмента, задѣвъ за нихъ.
Имѣя одну неподвижную гребенку, вложенную въ одпо изъ отверстій
верстачной доски, а другую, вложенную въ гнѣздо тисковъ, можно измѣнять
разстояніе между этими гребенками соотвѣтственно длинѣ обрабатываемаго
предмета и вмѣстѣ съ тѣмъ возможно производить зажатіе его, благодаря
чему достигается неподвижное положеніе предмета во время работы.
Во время работы, мелкіе инструменты обыкновенно помѣщаются на
верстачной доскѣ, для чего въ задней ея части дѣлается продолговатое
углубленіе.
Столярные верстаки, для удобства переноски, дѣлаются разборными.
Слѣдуетъ наблюдать, чтобы во время пиленія и добленія не портить
верстачную доску. Для избѣжанія означенной порчи полезно подкладывать
подъ обрабатываемый предметъ дощечку съ тѣмъ, чтобы всѣ порѣзы при-
ходились на ней, а не на верстакѣ.
Столярные ТИСКИ (фиг. 311) СОСТОЯТЪ ИЗЪФиг.ЗИ.
двухъ досокъ (преимущественно дубовыхъ), изъ кото-
рыхъ одна (на рисункѣ лѣвая) должна быть такой
длины, чтобы возможно было утвердить ее на полу.
Верхняя часть ея прикрѣпляется къ рабочему столу
посредствомъ двухъ желѣзныхъ скобокъ. Тиски имѣютъ
прочный деревянный винтъ, служащій для сближенія
щекъ, отчего помѣщенный между ними предметъ,
крѣпко сжимается. Чтобы короткая (правая) щека
180
не перекашивалась, она внизу имѣетъ горизонтальный четыреугольный
брусокъ, плотно пригнанный къ четыреугольному отверстію внизу этой
щеки; для большой прочности этотъ брусокъ запускается съ клеемъ и
скрѣпляется окончательно деревянными гвоздями а, в. Наружный конецъ
бруска долженъ проходить свободно черезъ соотвѣтствующее его величинѣ
отверстіе въ лѣвой щекѣ тисковъ. Брусокъ снабженъ многими отверстіями,
куда вставляется гвоздь, перемѣщаемый, смотря по надобности, изъ одного
отверстія въ другое, такъ чтобы правая щека всегда была параллельна
лѣвой и, слѣдовательно, правильно зажимала обрабатываемый предметъ.
Ручные тихжи (фиг. 312 и 313) изготовляются изъ желѣза или
дерева, употребляются при отдѣлкѣ мелкихъ издѣлій, когда въ рукахъ
послѣднія держать неудобно.
Состоятъ они изъ двухъ деревянныхъ половинъ, соединенныхъ между
собою съ одного конца шарниромъ; противуположные концы ихъ утолщены
въ видѣ губъ, которыми и держится обрабатываемый предметъ; внутри, между
половинами, прикрѣплена пружина, отодвигающая губы одну отъ другой.
Сжимаются тиски при работѣ или руками, или для большаго удобства
въ половинахъ ниже губъ дѣлаются сквозныя дыры, черезъ которыя про-
пускается деревянный или желѣзный стержень, имѣющій на одномъ концѣ
головку, а на другомъ завинтованный конецъ съ гайкой, навинчиваніемъ
которой тиски сжимаются.
Струбцинка (фиг. 314—317) служитъ для неподвижнаго закрѣпленія
обрабатываемыхъ предметовъ и зажиманія соединенныхъ двухъ половинокъ
деревянныхъ издѣлій; она состоитъ: изъ трехъ прямоугольныхъ и взаимно
перпендикулярныхъ, крѣпко связанныхъ, деревянныхъ брусковъ; черезъ
одинъ изъ брусковъ проходитъ зажимной деревянный винтъ. Этимъ вин-
томъ и производится зажиманіе. Чтобы не попортить работы концомъ
винта, нужно всегда класть деревянную планку между нимъ и предметомъ.
Струбцинокъ необходимо имѣть нѣсколько различныхъ величинъ. Для широ-
кихъ кусковъ дерева употребляются длинноплечныя струбцинки (фиг. 316), но
они вообще дурно зажимаютъ дерево, легко соскальзываютъ и часто портятся.
Жомъ или сжимъ состоитъ изъ бруска или бревна, въ которомъ вырѣ-
зывается прямоугольный вырѣзъ, глубиною отъ 2 до 4 дм. (вообще толще
доски) и длиною—нѣсколько болѣе ширины всѣхъ досокъ, предназначен-
ныхъ къ сплачиванію или склеиванію. При работѣ такихъ жомовъ упо-
требляется два.
181
Хомутовая струбцинка (фиг. 318)
состоитъ изъ четырехъ, расположен-
ныхъ другъ къ другу подъ прямымъ
угломъ, брусковъ съ нѣсколькими
деревянными нажимными винтами;
употребляется при наклейкѣ фанерокъ
съ ыомощію сулаги.
Сулагою называютъ толстыя, обык-
новенно еловыя, гладко вы-
строганныя доски, соотвѣт-
ствующія по . формѣ очерта-
ніямъ назначенной для оклейки
поверхности.
При работѣ употребляется
не менѣе трехъ хомутовыхъ
струбцинокъ: двѣ по концамъ
и третья по серединѣ.
Б) Для плотничныхъ работъ
спеціально устроенныхъ вер-
стаковъ нѣтъ, а если въ нихъ
встрѣтится надобность то,
обыкновенно, берется доска и
укрѣпляется на простыхъ под-
ставкахъ, на высотѣ около
аршина, а для упора обрабатываемыхъ предметовъ, къ ней прибивается
небольшая планка (замѣняющая гребенку).
Инструменты для распиловки. Для распиловки дерева употре-
бляются въ плотничныхъ и столярныхъ мастерскихъ пилы, самой разно-
182
образной формы, смотря по тому для .производства какой работы онѣ
назначаются. Пилы бываютъ прямыя и круглыя; для работъ въ полковыхъ
мастерскихъ употребляются только первыя. Прямыя пилы состоятъ изъ
двухъ частей: полотна и станка; вмѣсто послѣдняго въ поперечныхъ пи-
лахъ дѣлаются рукоятки. На нижнемъ, рабочемъ ребрѣ пилы имѣются
зубья, которые, для уменьшенія тренія пилы о стѣнки распиливаемаго
дерева, отгибаются вправо и влѣво (поочередно), это отгибаніе называется
разводкою пилы. Лучшими пилами считаются: англійскія и американскія.
Пилы раздѣляются на поперечныя, лучковыя и ножевки.
Всѣ пилы изготовляются изъ пружинной стали. Зубья пилъ бываютъ
различной формы и различнаго заостренія.
Поперечная пила (фиг. 319) служитъ для распиливанія толстыхъ брусьевъ
и бревенъ, Состоитъ она изъ стального полотна, верхній край котораго
прямолинейный, а нижній, съ зубьями,—дугообразный (выпуклый); къ каж-
дому концу пилы поперекъ полотна прикрѣпляются, 3-мя желѣзными
заклепками, желѣзныя пластинки, шириною около 7/з выступающія за
верхній'край полотна; концы этихъ пластинокъ, съуживаясь постепенно
кверху, загнуты немного вовнутрь (отъ концовъ пилы къ срединѣ) и на
нихъ насаживаются деревянныя, круглыя, точеныя ручки, длиною около
6' дюймовъ.
Длина поперечной пилы около—13/4 аршина, ширина по срединѣ
около—б72 дм., а по концамъ около—3!/2 дм.; толщина пилы—1/1& д,м.<
число зубьевъ отъ 75 до 85. На обоихъ концахъ пилы на протяженіи 21/4
дм. не должно быть зубьевъ и мѣсто это сточено въ уровень съ основаніемъ
зубьевъ. Зубья поперечной пилы имѣютъ видъ равнобедренныхъ треугольни-
ковъ и устроены такъ, что пилою можно работать въ обѣ стороны. Для
работы ею необходимо два человѣка. Употребляется она какъ въ плотнич-
номъ, такъ и въ столярномъ дѣлѣ.
Лучковыя пилы (фиг. 320)
называются такъ потому,
что онѣ натянуты въ стан-
кахъ, называемыхъ луч-
ками.
Лучковыя пилы состоятъ
изъ двухъ главныхъ частей:
стального полотна и дере-
вяннаго станка.
Фиг' 320.
183
Полотно бываетъ длиною отъ 15 до 30 дм., шириною отъ 1/1в до 2Ѵ4
дм., размѣръ зуба разнообразный съ небольшою разводкою. Зубья предста-
вляютъ изъ себя прямоугольные треугольники; пилы эти рѣжутъ только
въ одну сторону, при движеніи же въ другую, выбрасываются опилки.
Станокъ. Для работы полотно лучковой пилы закрѣпляется въ станкѣ
состоящемъ изъ 2-хъ стоекъ, имѣющихъ на нижнихъ концахъ утолщенія
съ просверленными круглыми дырами, для вставленія круглыхъ рукоятокъ;
стойки станка удерживаются одна отъ другой на извѣстное разстояніе
посредствомъ поперечины сь вилообразными концами. Верхніе концы стоекъ
стягиваются тонкою веревкою, по мѣрѣ надобности закручиваемою и
раскручиваемою закруткою, упирающеюся въ поперечину станка. При
скручиваніи веревки закруткой верхніе концы стоекъ сближаются и полотно
пилы натягивается. Обратному раскручиванію веревки препятствуетъ за-
крутка, упирающаяся своимъ нижнимъ концомъ въ поперечину. Рукоятки
имѣютъ вырѣзы, куда вставляются и закрѣпляются штифтикомъ концы
полотна; онѣ могутъ вращаться въ отверстіяхъ стоекъ, что даетъ возмож-
ность измѣнять направленіе полотна, по условіямъ работы. Лучковыя пилы
раздѣляются: на обрѣзную, шиповую и поворотную.
Обрѣзная пила (фиг. 320) самая большая изъ лучковыхъ пилъ; назна-
чается для опиливанія торцевъ брусковъ и обрѣзки кромокъ досокъ. Полотно
этой пилы довольно тонкое, зубъ мелкій. Длина полотна до 30 дюймовъ,
ширина 13/4—2г/4 дюйм.
Шиповая пила (фиг. 321) наз-
начается для выпиливанія ши-
повъ и для распиловки неболь-
шихъ кусковъ дерева, отличается
отъ обрѣзной меньшимъ размѣ-
ромъ лучка, а также болѣе
узкимъ полотномъ. Полотно такой
пилы изготовляется слѣдующихъ
размѣровъ: длиной 15—24 дюйм.; шири- Фиг. 322.
ною у2—РД дм.; число зубцовъ на длинѣ
одного дюйма 7 — 10. Употребляется
только въ столярной мастерской.
Примѣчаніе. Для твердыхъ по-
родъ дерева болѣе пригодна пила
съ большимъ числомъ зубьевъ.
Поворотная пила. (фиг. 322) назна-
чается для выпиловки по кривымъ
линіямъ и вообще для тонкихъ работъ. По наружному виду она ничѣмъ
не отличается отъ предыдущихъ двухъ пилъ, кромѣ того, что полотно
этой пилы бываетъ очень узкое, а именно У4—х/16 дюйм.; число зубьевъ
на одномъ дюймѣ 18. Для облегченія поворотовъ пилы, разводка зубьевъ
13
Фиг. 321.
184
дѣлается болѣе широкой. Одинъ конецъ полотна поворотной пилы закрѣ-
пляется въ ручкѣ посредствомъ желѣзнаго крючка, который можно отцѣпить
и вновь надѣть. Это дѣлается съ цѣлью дать возможность такою пилой
выпиливать внутреннія пространства въ деревѣ, не дѣлая прорѣза снаружи.
Ножевка (фиг. 323). Для
распиливанія небольшихъ
плоскостей употребляется
въ столярной мастерской
одноручная пила, назы-
вается ножевкою. Полотно
такой пилы дѣлается до-
статочной толщины, ши-
риною отъ у2 дм. до 3 дм.
и длиною отъ 7 дм. до
23 дм.
Зубья широкіе, разведенные. Рукоятка должна быть вырѣзана такъ,
чтобы ее удобно было держать въ рукѣ.
Продольная пила служитъ для распиловки бревенъ и брусьевъ на доски:
состоитъ она изъ стального, широкаго полотна съ. крупными зубьями; на
концахъ ея прикрѣплены желѣзные стержни, съ круглыми отверстіями, въ
которыя вставляются деревянныя ручки.
Отточка или заточка пилъ. Прежде чѣмъ приступить къ отточкѣ зубьевъ
пилы, если она еще не была въ употребленіи, необходимо провѣрить пра-
вильность нарѣзки зубьевъ; послѣдніе должны быть одинаковаго размѣра
и формы, что легко замѣтить на глазъ. У пилы же, бывшей въ употребленіи,
слѣдуетъ уничтожить разводку зубьевъ и выравнять ихъ.
Уничтожается разводка на чугунной плитѣ легкими ударами молотка,
а выравниваніе зубьевъ производится опиливаніемъ ихъ вершинъ напил-
комъ; затѣмъ повѣряютъ высоту зубьевъ линейкой. Когда такимъ образомъ,
пила подготовлена, приступаютъ
къ точенію ея, для чего ножевки
и лучковыя пилы зажимаютъ въ
деревянные тиски (фиг. 324),
самые же тиски, закрѣпляются
въ передніе тиски верстака; бе-
рутъ треугольный личной на-
Фиг. 324.
пилокъ съ мелкой насѣчкой и, держа его наискось къ полотну пилы, строго
сохраняя во все время одинаковое наклонное положеніе напилка, запили-
ваютъ черезъ зубецъ одну изъ его граней, начиная справа съ перваго
зубца, переходя по очереди къ слѣдующему; при этомъ всѣ запиливанія
должны быть обращены въ одну сторону. По окончаніи запилки съ одной
стороны, поворачиваютъ пилу другимъ бокомъ и повторяютъ ту же операцію
съ другой стороны зубьевъ. Запиливать надо въ одну сторону—отъ себя;
185
при обратномъ движеніи руки напилокъ необходимо совершенно снять съ
зубьевъ, иначе можно затупить послѣдніе и испортить заточку. Вести на-
пилокъ нужно осторожно, только слегка нажимая на грани зуба, чтобы
пила не могла сильно нагрѣться, отчего можетъ ослабѣть закалка. Пра-
вильность заточки провѣряется на глазъ, визируя линію зубьевъ отъ одной
ручки къ другой; малѣйшія неправильности, которыя будутъ замѣчены при
этомъ, необходимо исправлять.
У поперечной пилы спиливаются оба края зубьевъ „на нѣтъ“ изнутри
внаружу, начиная отъ вершины до корня, а у лучковой пилы и ножевки оба
края зубьевъ оттачиваются перпендикулярно ихъ боковымъ поверхностямъ.
Разводка пилъ. Для того, чтобы полотно пилы отъ тренія при работѣ
не нагрѣвалось, зубья пилъ разводятся такъ, чтобы два сосѣднихъ зуба
отклонялись бы въ разныя стороны. Пила работаетъ легко, свободно и удобно,
когда зубья ея остры и разведены правильно.
Разводка производится инструментомъ, называемымъ разводкой. По кон-
струкціи разводки раздѣляются: на обыкновенную и съ обоймицею.
Обыкновенная разводка (фиг. 325), фиг> 325.
состоитъ изъ стальной пластинки . ...., _
Ѵз дм., къ которой придѣлана дере-
вянная или металлическая ручка. По
сторонамъ пластинки сдѣланы про-
рѣзи различной ширины, смотря по толщинѣ пилъ.
Разводка съ обоймицей (фиг. 326) состоитъ изъ обыкновенной разводки,
въ которой сдѣлана прорѣзь посрединѣ; въ ней двигается вверхъ и внизъ
обоймица, закрѣпляемая посредствомъ винта съ барашковой гайкой на лю-
бомъ мѣстѣ; это даетъ возможность устанавли- _
вать обоймицу около желаемыхъ прорѣзовъ ДціМДж____________________а
разводки. Наложивъ разводку подходящимъ ||( _____________
вырѣзомъ на зубецъ пилы и, закрѣпивъ обой-
мицу, отгибаютъ зубья на требуемую вели-
чину, при этомъ отростокъ обоймицы не позволяетъ отогнуть зубъ болѣе,
чѣмъ слѣдуетъ, даже при нажиманіи на ручку разводки. При правильной
разводкѣ зубья каждой стороны должны находиться въ одной плоскости и
разстояніе между противоположными зубьями должно быть отъ 1т/2 до 2
разъ больше толщины полотна пилы, тогда прорѣзъ не будетъ грубъ и по-
лотно пилы будетъ проходить свободно, не нагрѣваясь сильно. Для сухого
и крѣпкаго дерева необходимы пилы со слабо отточенными зубцами, а для
сырого и мягкаго—съ болѣе разведенными.
Шаблонъ. Повѣрку правильности разводки можно дѣлать на глазъ, ви-
зируя линію зубьевъ, или шаблономъ, продвигая полотно разведенными
зубьями черезъ вырѣзъ шаблона. Величина вырѣза шаблона дѣлается такой,
чтобы, при наложеніи его на полотно пилы, отогнутый зубъ своимъ кон-
цомъ упирался бы въ линію вырѣза. Передвигая шаблонъ вдоль пилы отъ
186
одного зуба къ другому, можно провѣрить величину отгиба каждаго зуба
отдѣльно.
Шаблоны дѣлаются изъ дерева или металла; ихъ слѣдуетъ имѣть нѣ-
сколько, различной величины.
Для разводки пила зажимается въ тѣ же тиски, которые служатъ для
остренія пилъ (фиг. 324). Разводка и остреніе пилъ требуютъ большого
навыка.
Условія, предъявляемыя хорошимъ пиламъ. Полотна пилъ не должны
быть волнистыми, а совершенно прямыми и настолько закалены, чтобы лич-
ная пила слегка брала ихъ. Поперечная пила испытывается сгибаніемъ:
при сгибаніи полотна настолько, чтобы разстояніе между концами было
около 7 вершковъ, оно не должно носить, при обратномъ выправленія, ни
малѣйшаго слѣда сгиба.
Всѣ пилы можно еще испытывать распилкой дубоваго бревна или доски.,
сообразно съ назначеніемъ пилы, при чемъ зубья ихъ не должны ломаться,
гнуться или терять разводъ.
Инструменты для раз-
рубанія. Топоръ (фиг. 327) фиг- 327-
состоитъ изъ: обуха съ клинооб-
разнымъ полотномъ и топорища. '
Обухъ съ клинообразнымъ
полотномъ (а и б) должны быть
сдѣланы изъ цѣльнаго куска мяг-
каго, лучшаго качества желѣза
съ навареннымъ инструменталъ-
ною сталью лезвіемъ. Наварка эта производится „брускомъ", а не обжимкою.
Топорище (в) дѣлается изъ сухого доброкачественнаго дерева, неста-
раго и безъ сучковъ и преимущественно изъ березы или клена, бука, граба
и вяза; оно должно быть загнуто нѣсколько внизъ, для болѣе удобнаго
держанія въ рукѣ и опусканія съ большой силой.
Насадка топора на топорище. Насадка топора производится слѣдую-
щимъ образомъ: конецъ топорища, на который насаживается обухъ, обдѣ-
лывается по формѣ отверстія или треугольной наушины такимъ образомъ*
чтобы наушина съ трудомъ надѣвалась на конецъ топорища, затѣмъ въ
топорище загоняютъ желѣзный или деревянный клинъ. Безъ этого обухъ
будетъ при работѣ соскакивать. При правильной пригонкѣ, продольная
ось топорища должна совпадать съ плоскостью, проходящей черезъ сере-
дину обуха и лезвія. Нижній обрѣзъ конца загиба топорища топора, постав-
леннаго лезвіемъ на столъ, долженъ отстоять на Ѵ/2 вершка отъ стола.
Уголъ заостренія придается топору сообразно его назначенію; для
колотья по волокнамъ уголъ этотъ долженъ быть больше, чѣмъ для об-
тески начисто.
Топоры раздѣляются по своему назначенію на плотничный и столярный.
187
Плотничный топоръ болѣе массивный и съ болѣе тупымъ расширеніемъ
лезвія; онъ употребляется для грубой обдѣлки большихъ кусковъ дерева,
т. е> для перерубанія, отесыванія, выбиранія четвертей и шпунтовъ; кромѣ
того, онъ замѣняетъ собою и молотокъ при заколачиваніи гвоздей, клинь-
евъ и т. п. Иногда у такого топора при соединеніи обуха съ лезвіемъ въ
нижней его части наклепанъ язычекъ, назначеніе котораго давать правиль-
ное направленіе ручкѣ топора, а также для того, чтобы при работѣ лезвіе
топора не гнулось бы книзу. Вѣсъ плотничнаго топора—5 ф. 84 зол., са-
пернаго носимаго—4 ф. 2 зол. и легкаго топора, носимаго въ пѣхотѣ,
2 ф.—2 ф. 20 зол.
Столярный топоръ имѣетъ уголъ заостренія болѣе острый и вѣсъ его
меньше предыдущаго; употребляется онъ для обтески начисто, т. е. для
снятія съ обдѣлываемой поверхности болѣе или менѣе тонкой стружки.
Форма американскаго топора самая лучшая, такъ какъ онъ имѣетъ самое
тонкое лезвіе.
Топоръ колунъ имѣетъ самое толстое полотно; назначается только для
колки дерева.
Образцы плотничныхъ топоровъ: фиг. 327—русскій топоръ, фиг. 328—
нѣмецкій, фиг. 329—французскій, фиг. 330—американскій и фиг. 331—
англійскій. ' Фиг. 329.
Фиг. 328.
Условія, предъявляемыя хорошему топору. При на-
ружномъ осмотрѣ топора нужно обращать вниманіе
на слѣдующее: а) чтобы полотно было безъ перехва-
товъ, т. е. чтобы утоненіе отъ обуха къ лезвію шло бы
постепенно, не имѣло бы волнообразнаго вида, б)
лезвіе было бы безъ трещинъ и пленъ, в) чтобы не
•было расклепки краевъ обуха или набивки къ краямъ
Фиг. 331.
извнутри, съ цѣлью показать обухъ толще, при чемъ въ первомъ случаѣ
188
замѣчаются снаружи обуха сѣдловины, а во второмъ—впадины и раковины,
г) топоръ не долженъ быть кособокій и д) топоръ не долженъ имѣть
откола у передняго угла шириною въ у2 дм., а у задняго—въ 1 дм.; такіе
топоры бракуются.
Топоры испытываются еще по звону: чистый звукъ топора обязателенъ,—
дребезжащій и глухой указываетъ на то, что внутри топора имѣются
раковины и плены.
Оттачиваніе и правка топоровъ. При точкѣ топоровъ все зависитъ отъ
навыка и опытности. Топоры точатся на точильныхъ станкахъ въ два
спуска.
Испытаніе отточеннаго топора производится ударами подъ прямымъ
угломъ по полосѣ закаленной стали или желѣза въ у2—1 дм., при чемъ,
при этой пробѣ, на лезвіѣ не должно быть зазубринъ или трещинъ и
вообще какихъ-либо пороковъ.
Долбящіе и рѣжущіе инструменты: Долота предназначаются
исключительно для долбленія дерева, поэтому дѣлаются большой проч-
ности и употребляются, главнымъ образомъ, плотниками. Они бываютъ
различной величины и разнообразной формы: шиповыя, плоскія и полу-
круглыя.
Долото шиповое (фиг. 332) предназначается для долбленія, шиповъ;
металлическая часть его дѣлается съ трубкою, въ которую вставляется
деревянная ручка; на верхній конецъ этой ручки надѣвается желѣзное кольцо,
служащее для предохраненія ея отъ разбиванія при ударѣ по ней обухомъ
топора; лезвіе долота, шириною въ х/8—1/з Дюйма, въ большинствѣ слу-
чаевъ, затачивается на одну фаску и очень рѣдко на двѣ. Двухфасочное
долото исключительно пригодно для грубыхъ работъ.
Фиг. 332.
Долото плоское (фиг. 333) предназначается для долбленія въ деревѣ
гнѣздъ и углубленій; лезвіе его широкое (отъ х/2 до Р/2 дм.) и затачи-
вается на одну фаску; устройство его ручки такое же, какъ у типового.
189
Долото полукруглое (фиг. 334) употребляется для долбленія отверстій
съ закругленными углами, для выборки желобковъ и т. п. работъ. Оно
бываетъ различной ширины и за-
тачивается на одну фаску по внѣш-
ней окружности лезвія.
Примѣчаніе, Долота, упо-
требляемыя въ столярномъ
дѣлѣ, имѣютъ, большею
частью, конецъ для ручки
оттянутый въ видѣ четы-
рехграннаго хвоста, на ко-
торый насаживается дере-
Фиг. 333.
Фйг. 331.
вянная ручка.
Стамески отличаются отъ долотъ болѣе тонкимъ лезвіемъ и имѣютъ
насаженныя ручки; онѣ бываютъ разнообразной формы и величины (отъ г/32
до 2 дм.). Стамеска—инструментъ исключительно столярный; она употреб-
ляется для выдалбливанія отверстій въ деревѣ и для отдѣлки концовъ
обрабатываемаго предмета.
Стамеска плоская (фиг. 335) имѣетъ прямоугольный, тонкій рѣзецъ ши-
риною 1/з2—2 дюймовъ; нижняя грань его затачивается на одну фаску,
подъ угломъ 20° — 35°, смотря
по твердости обрабатываемаго
дерева; верхній же конецъ ста-
мески оттянутъ въ видѣ че-
тырехграннаго хвоста, на ко-
торый насаживается деревянная ручка. Лезвіе стамески дѣлается изъ стали
(инструментальной) самаго лучшаго качества, весьма рѣдко изъ желѣза
со стальной наваркой рѣжущаго конца. Стальныя стамески закаливаются
съ постепеннымъ’ослабленіемъ закалки отъ лезвія къ хвосту. Лезвіе ста-
месокъ должно быть пра-
Фиг. 335.
вильно выточено и совер-
шенно остро, потому что
въ противномъ случаѣ вы-
полненіе хорошей работы
стамескою дѣлается невоз-
Фиг. 336.
можнымъ.
Стамеска полукруглая
(фиг. 336) отличается отъ
плоской тѣмъ, что лезвіе
ея имѣетъ видъ закруглен-
наго желобка и заточено
по наружной окружности.
Ширина этой стамески бываетъ отъ' 3/16—Р/4 дюйма.
190
Стамеска узкая, толстая (или долото) (фиг. 337) отличается отъ пло-
ской тѣмъ, что лезвіе ея узко и толсто и предназначается для выдалбли-
ванія глубокихъ, узкихъ гнѣздъ. Фиг. 337.
Ручки (фиг. 337) для ста-
месокъ И столярныхъ ДОЛОТЪ-
дѣлаются изъ граба или ка-
рельской березы; у долотъ
для предупрежденія ра-
стрескиванія, на одинъ или
оба конца ихъ нагоняются
металлическія кольца.
Кіанка (фиг. 338)—деревянный молотокъ или колотушка; предназна-
чается для ударовъ во время работы по верхнимъ концамъ ручекъ стаме-
сокъ и столярныхъ долотъ; дѣлается она изъ прочнаго, трудно холящагося
дерева, какъ напримѣръ: вяза, карельской березы; но виду бываетъ круг-
лая или четыреугольная; употребляется въ столярныхъ мастерскихъ, въ
плотничномъ же дѣлѣ ее замѣняетъ обухъ
Фиг. 338.
топора.
дерева служатъ инструменты.
Фиг. 339.
затѣмъ отклоняться
а
Струги. Для обстругиванія поверхностей
называемые строгальными, стругами или настругами.
Составныя части струговъ: колодка и желѣзка или рѣзецъ.
Колодка (фиг. 339) дѣлается изъ крѣпкаго дерева, преимущественно изъ
грушеваго, пропитаннаго варенымъ масломъ, или изъ буковаго; въ колодкѣ,
для установленія и закрѣпленія желѣзки и для
пропуска стружекъ, отдѣляемыхъ отъ обдѣлываемой
поверхности, дѣлается косая прорѣзь. Сторона про-
рѣзи, къ которой прилегаетъ желѣзка, должна со-
ставлять съ подошвой колодки уголъ отъ 35° до
45°, а противоположная ей сторона — сначала,
отъ подошвы колодки, должна идти параллельно,
въ сторону, чтобы предоставить стружкамъ болѣе свободный выходъ. Парал-
лельная прорѣзь дѣлается для того, чтобы при изнашиваніи колодки отвер-
стіе для желѣзки не уширялось; въ хорошихъ инструментахъ эту прорѣзь
выстилаютъ костью или же дѣлаютъ металлическую вставку.
Длина отверстія колодки дѣлается всегда равной ширинѣ желѣзки,
или нѣсколько болѣе; ширВна же этого отверстія—находится въ зависи-
мости отъ назначенія инструмента: чѣмъ снимается стружка толще, тѣмъ
191
ширина отверстія колодки должна быть болѣе и обратно: при стругахъ,
назначенныхъ для окончательной отдѣлки поверхностей, ширина его
менѣе.
Желѣзки бываютъ одиночныя (или простыя) (фиг. 340 и 342) и двой-
ныя (фиг. 341—344). Изготовляются онѣ изъ мягкаго желѣза, съ нава-
ренными со стороны лезвія стальными пластинками, заточенными къ сто-
ронѣ пластинокъ подъ угломъ около 35°.
Назначеніе желѣзки— строгать обрабатываемую поверхность дерева,
почему форма концовъ его бываетъ различна: полукруглая и прямая.
Отличіе двойной желѣзки отъ простой слѣдующее: для лучшаго отдѣ-
ленія стружекъ, на верхнюю грань желѣзки накладывается вторая желѣзка
(фиг. 341), плотно привинченная къ первой; фаска второй желѣзки (назы-
ваемая фальшивой) не производитъ рѣжущаго дѣйствія, а служитъ только
для надламыванія стружки послѣ того, когда она будетъ срѣзана первой
желѣзкой.
фиг- 34°- Фиг. 342.
Нижній край фальшивой желѣзки долженъ быть параллеленъ острію
рабочей желѣзки; сдѣлать такую установку, однако, не всегда удается,
почему можно рекомендовать другую систему двойной желѣзки, изобра-
женную на фиг. 343 и 344. Фальшивая желѣзка снабжена здѣсь выступами,
скользящими въ прорѣзи желѣзки А; подниманіе и опусканіе фальшивой
желѣзки дѣлается посредствомъ долеваго винта с, что даетъ возможность
достигнуть безусловной параллельности кромокъ желѣзки. Приближая пли
удаляя кромки желѣзокъ, можно получать стружку желаемой толщины.
192
Фиг. 343.
Фиг. 344.
Клинъ. Желѣзки закрѣпляются въ прорѣзи колодки клинкомъ ("фиг. 345),
раздвоеннымъ на остромъ концѣ.
Струги, имѣющіе одну желѣзку, называются простыми или фиг> 345^
стругами съ одной желѣзкой, снабженные же двумя желѣзками
называются двойными или стругами съ двойной желѣзкой.
При работѣ стругами слѣдуетъ обращать вниманіе на то,
чтобы желѣзки струговъ были хорошо отточены, правильно вло-
жены и укрѣплены въ колодкахъ, подошвы которыхъ должны
быть ровныя, гладкія, безъ выбоинъ и царапинъ.
Шерхебель или полукруглый рубанокъ (фиг. 346) служитъ
отдѣлки и предварительнаго обстругиванія и выравниванія
дерева (вчернѣ) и для выстругиванія по-
верхности въ томъ случаѣ, когда необхо-
димо снять толстый слой дерева; желѣзка
шерхебеля дѣлается шириною около дюйма;
остріе его, т. е. рабочій конецъ, затачи-
вается полукругомъ, вслѣдствіе чего дерево :
снимается желобками. Колодка шерхебеля
для грубой
поверхности
Фиг. 346.
имѣетъ видъ четыреугольнаго бруска, съ выпуклою подошвою; въ передней
части колодки придѣланъ рожокъ для удобнаго держанія инструмента
лѣвой рукой. Шерхебель употребляется какъ плотниками, такъ и столярами.
Рубанокъ или шлихтикъ (фиг. 347) слу-
житъ для сглаживанія поверхности, обра-
ботанной шерхебелемъ, начисто; рубанками
этими иногда снимаютъ первоначально гру-
бую стружку, не употребляя для этого
шерхебеля, въ такихъ случаяхъ берутъ
рубанокъ съ одиночной желѣзкой. Колодка
193
рубанка больше чѣмъ шерхебеля, а именно: ширина ея доходитъ до 1х/2
вершка, а длина до 6 вершковъ; она имѣетъ подошву плоскую и на пе-
реднемъ концѣ иногда рожокъ, какъ у шерхебеля. Желѣзко простого ру-
банка заточено прямо и устанавливается въ колодкѣ подъ меньшимъ
угломъ наклоненія, чѣмъ въ шерхебелѣ, что даетъ возможность снимать
болѣе тонкую стружку. Рубанокъ съ двойнымъ желѣзкомъ носитъ названіе
шлихтика или рубанка съ двойнымъ желѣзкомъ. Работа шлихтикомъ про-
изводится быстрѣе и обрабатываемая поверхность выходитъ болѣе гладкой,
чѣмъ рубанкомъ съ однимъ желѣзкомъ; кромѣ того, двойное желѣзко шлих-
тика пріобрѣтаетъ такую крѣпость и прочность, что оно не можетъ сдви-
гаться съ своего мѣста при струганіи, что часто случается съ рубанкомъ
при одномъ желѣзкѣ. Употребляется этотъ рубанокъ въ плотничныхъ и
столярныхъ мастерскихъ.
Медвѣдка (фиг. 348) есть тотъ
же рубанокъ; отличается отъ него
только тѣмъ, что имѣетъ желѣзку
шире и что работа ею произво-
дится не однимъ, а двумя людьми;
поэтому по краямъ колодки къ ея
верхней сторонѣ, придѣланы руч-
ки А; работа медвѣдкой легче
и скорѣе, чѣмъ обыкновеннымъ
рубанкомъ. Употребляется она
Фиг. 348.
плотниками.
Дорожникъ употребляется плотниками для желобленія кровельныхъ
досокъ; желѣзка дорожника похожа на желѣзку шерхебеля, но стачивается
круглѣе. Колодка у дорожника такая же, какъ и у медвѣдки, но сбоку ея
прибивается дощечка, нижняя кромка которой находится ниже нижней
поверхности колодки. Эта дощечка и служитъ для того, чтобы выструги-
ваемая дорожка была параллельна краю доски.
Фуганокъ (фиг. 349) есть тотъ же рубанокъ, но съ длинною колодкою;
назначается для окончательнаго выглаживанія поверхностей значительной:
длины и приданія имъ правильности и прямолинейности, для пригонки
кромокъ склеиваемыхъ досокъ и выравниванія плоскостей при обмѣриваніи
прямыхъ угловъ. Колодка фуганка дѣлается длиною до Р/2 аршина^,
шириною до Р/2 вершковъ и высотою до Зх/2 дм.; она снабжается рукоят-
кою. Желѣзко фуганка всегда двойное.
194
Полуфуганокъ (фиг. 350) служитъ. для выравниванія небольшихъ поверх-
ностей; отличается отъ фуганка тѣмъ, что имѣетъ болѣе тонкую колодку;
желѣзка полуфуганка можетъ быть простая или двойная. Работа фуганкомъ
называется фугованіемъ. Фиг. 350.
Горбачи (фиг. 351) назначаются для выструги-
ванія выпуклыхъ и вогнутыхъ плоскостей. Они отли-
чаются отъ описанныхъ выше струговъ подошвой
своей колодки, которая дѣлается полукруглой, вы-
пуклой или вогнутой, а не прямой.
Фиг. 351.
Цинубель (фиг. 352) назначается для
приданія - плоскостямъ, предназначеннымъ
для склеиванія, шероховатой (мелко-вол-
нистой) поверхности, для чего лезвіе же-
лѣзка (длиною дюйма) имѣетъ мелкія
зазубрины и устанавливается въ колодкѣ
почти отвѣсно. По проведеніи цинубелемъ
поверхность дерева получаетъ равномѣрную
и мелкую шероховатость.
Фигурные рубанки (галтели) (фиг. 353) назначаются для выстругиванія
поверхностей, представляющихъ собою совокупность прямолинейныхъ и
кривыхъ очертаній; къ этимъ рубанкамъ принадлежатъ:
195
Фиг. 354.
Калевка (фиг. 354). Основаніе ея колодки состоитъ
изъ 2-хъ смежныхъ плоскостей и дѣлается шире
желѣзки, а одна изъ боковыхъ граней колодки имѣетъ
ребро, которое, идя по канту обстругиваемаго пред-
мета, даетъ направленіе калевкѣ.
Галтели (фиг. 353) отличаются отъ калевки тѣмъ,
что основанія ихъ состоятъ изъ нѣсколькихъ разно-
линейныхъ плоскостей.
Зензубель (фиг. 355) употребляется для выстругиванія двухъ плоско-
стей, составляющихъ между собою внутренній прямой уголъ; почему колодка
и желѣзка (длиннѣе Р/2 дюйма) должны быть совершенно одинаковой
ширины, а потому для стружки въ колодкѣ дѣлаются боковыя прорѣзи.
Желѣзка, будучи сужена въ верхней своей части, имѣетъ видъ лопатки;
вставляется она въ гнѣздо колодки снизу, а сверху закрѣпляется клиньями.
Желѣзки зензубеля бываютъ одиночныя и двойныя, а также прямыя или
косыя; первыя употребляются для строганія вдоль волоконъ, а вторыя по-
перекъ; устанавливаются онѣ подъ нѣкоторымъ угломъ къ длинѣ колодки.
Фиг. 355.
Фальцгубель (фиг. 356). Назначается для выбиранія фальцевъ въ щи-
тахъ, т. е. канавокъ у ребра доски или бруска. Фиг. 356.
По устройству онъ похожъ на зен-
зубель, но снабженъ планкою, которая
привинчивается къ колодкѣ двумя
нажимными винтами б, проходящими
черезъ прорѣзы ея. Съ помощью на-
жимного винта можно установить
планку на желаемое разстояніе отъ
края колодки и такимъ образомъ
однимъ и тѣмъ же стругомъ представляется возможность выбирать фальцы
различной ширины. Кромѣ того, къ колодкѣ иногда привинчивается желѣзный
упоръ г, которымъ опредѣляется глубина выбираемаго фальца и особый рѣзакъ
д, который своимъ острымъ ребромъ снимаетъ стружку, одновременно'съ хо-
196
домъ желѣзки, и съ боковой грани фальца, придавая послѣдней гладкую
поверхность. -
Шпунтгубель или пазникъ (фиг. 357) служитъ для выбиранія бороздъ
(или шпунтовъ) параллельно краю доски и на нѣкоторомъ отъ него
разстояніи. Стругъ этотъ состоитъ изъ двухъ особыхъ колодокъ А и Б, изъ
которыхъ одна А—подвижная и закрѣпляется отъ другой Б на нѣкоторомъ
разстояніи, при помощи гаекъ аа, навер-
тываемыхъ на винты б съ обѣихъ сто-
ронъ колодки; къ неподвижной колодкѣ
Б привертывается болтами металлическая
пластинка ж, называемая гребнемъ, служа-
щая для образованія подошвы и устанавли-
ваемая на опредѣленной высотѣ, въ зави-
симости отъ глубины борозды.
Фиг. 357.
Скобель и цикля. Скобель (фиг. 358) или двуручный стругъ, употребляется
для обстругиванія длинныхъ и круглыхъ предметовъ. Онъ состоитъ изъ
стального полотна съ загнутыми концами, на которые нагоняются дере-
вянныя ручки; полотно скобеля скашивается и оттачивается въ одну сто-
рону подъ угломъ отъ 15°—20°. Въ полковыхъ мастерскихъ скобель упо-
требляется при исправленіи ЛОЖЪ. Фиг. 358.
Бочарный стругъ или полосной стругъ (фиг. 359)—инструментъ, упо-
требляемый преимущественно для выполненія бочарной работы. Онъ
состоитъ изъ хорошаго стального клинка съ лезвіемъ съ одной стороны и
съ точеными рукоятками на обоихъ концахъ. Держа за рукоятки, можно
197
давленіе рукъ; оттого оттачиваніе лезвія
Фиг, 360.
360), — стальная пла-
ребрами и прямыми
произвести значительное давленіе на клинокъ, и, если лезвіе послѣдняго
хорошо отточено, то весьма легко не только снимать имъ съ обработывае-
маго дерева какія угодно толстыя, грубыя стружки, но и выравнивать со-
вершенно гладко всякую поверхность. фиг 359.
Необходимо только предохранять лез-
віе отъ сучковъ, шиповъ и старыхъ
гвоздей, которые могутъ испортить^
его. Ширина лезвія довольно значи-|
тельна и самый клинокъ довольно^
толстый, такъ какъ онъ долженъ
выдерживать весьма сильное
очень затруднительно.
Цикля или скобель (фиг.
стинка, съ отшлифованными
углами, служитъ для окончательнаго выглаживанія
выструганныхъ поверхностей.
Сверла, буравы и перки. Для образованія въ деревѣ отверстій употре-
бляются инструменты, называемые сверлящими; бываютъ они двухъ видовъ:
одни приводятся въ дѣйствіе при помощи ручекъ, при нихъ находящихся,
а другіе—при помощи коловоротовъ; употребляются первые въ плотничномъ
дѣлѣ, а вторые—въ столярномъ.
Полукруглое сверло (фиг. 361) стальное—состоитъ изъ ложки, съ заточен-
нымъ рабочимъ концомъ, и стержня съ ручкой. Работа этимъ сверломъ
медленная и неудобная; стружка при ней кверху не выносится, а время
отъ времени приходится вынимать инструментъ для извлеченія ея.
Фиг. 361.
Напарье жало (фиг. 362) состоитъ изъ жала (а), ложки (в), веретена (с)
и уха (й). Первыя двѣ части дѣлаются изъ стали, а послѣдняя—изъ же-
лѣза. Напарье по устройству своему похоже на описанное выше сверло, но
Фиг. 362.
только на рабочемъ остромъ концѣ имѣетъ скошенный зубъ, который, над-
рѣзывая дерево по всей окружности высверливаемаго отверстія, способ-
ствуетъ стружкѣ, благодаря своему наклонному положенію, подниматься и
частью выноситься изъ отверстія; но для окончательнаго удаленія стружки
все-таки приходится вынимать его изъ отверстія, безъ чего работа крайне
затруднительна.
198
Буравъ американскій (фиг. 363) состоитъ изъ жала, которое, для болѣе
легкаго углубленія въ дерево, дѣлается острымъ, съ малымъ коническимъ
винтомъ стебля, съ пологими и широкими витками, съ однимъ отточен-
нымъ ребромъ, имѣющимъ
Фиг. 363.
назначеніе рѣзать стружку,
веретена и уха. Жало и сте-
бель дѣлаются изъ стали, а
остальныя части изъ желѣза. Стружка, получаемая при работѣ, подни-
мается кверху по спиральнымъ желобкамъ стебля.
Буравчиками (фиг. 364) называются такіе сверлящіе инструменты, у ко-
торыхъ жало въ видѣ шурупа, а діаметръ ихъ отъ до Ѵів дюйма; упо-
требляются они для просвер-
ливанія въ деревѣ отвер-
стій, въ которыя вколачи-
ваются гвозди.Это дѣлается
для того, чтобы дерево не
раскалывалось.
Буравъ ложечный (фиг.
365) состоитъ изъ жала съ
острымъ, малымъ, кониче-
скимъ винтомъ; стебля съ
доломъ, въ видѣ ложки, и
однимъ острымъ угломъ,для
рѣзанія стружки, и длин-
наго веретена, съ ручкой
на концѣ. Буравъ этотъ
назначается^для высверли-
Фиг. 364.
ванія длинныхъ и большихъ отверстій, почему ложкѣ
Фиг. 365.
его придана форма широкаго винта. Употреблять этотъ буравъ нужно
очень осторожно, такъ какъ онъ легко раскалываетъ высверливаемое дерево.
Лучшими буравами считаются англійскіе.
Перки. Перки отличаются отъ буравовъ тѣмъ, что
пе имѣютъ винтового конца, почему, для углубленія
ихъ въ массу дерева, необходимо, вращая перку,
производить на нее нажимъ сверху; для этой цѣли онѣ
вставляются въ коловоротъ.
Коловоротъ (фиг. 366) (ручной) служитъ для при-
веденія во вращательное движеніе различныхъ инстру-
ментовъ, напримѣръ: перокъ, отвертокъ и проч. Онъ
придаетъ соединенному съ нимъ работающему инстру-
менту непрерывное вращательное движеніе въ одну
и ту же сторону. Коловоротъ имѣетъ видъ желѣзной
скобы, въ серединѣ которой помѣщается яйцевид-
199
ная деревянная свободно вращающаяся рукоятка; нижній конецъ скобы
имѣетъ четырехгранное утолщеніе, съ квадратнымъ гнѣздомъ, въ которое
вставляется хвостъ перки или сверла и зажимается винтомъ съ барашко-
вою головкою. Верхній конецъ скобы снабженъ деревянной ручкой съ гриб-
комъ, свободно вращающимся на вертикальной оси, составляющей одно
цѣлое со скобою, коловорота.
Перки раздѣляются: на ложечныя, центровыя и винтовыя ("американ-
скія перки),
Ложечная перка (фиг. 367) по внѣшнему виду напоминаетъ ложку съ
удлиненными и острыми краями. У этой перки нѣтъ направляющаго нако-
нечника— центрика и потому сверлить ею надо осторожно, въ особенности
при началѣ работы, чтобы Фиг. 367.
высверлить дыру въ намѣчен- ___ — —
ной точкѣ. Для освобожденія ------
отъ стружекъ инструментъ
приходится часто вынимать, что замедляетъ работу. Употребляется она
преимущественно для высверливанія небольшихъ отверстій ("не болѣе
74 вершка).
Центровая перка (фиг. 368) принадлежитъ къ числу распространенныхъ
и полезныхъ сверлильныхъ инструментовъ. Она имѣетъ: остріе или жало,
расположенное посрединѣ, и назы- Фиг. 368.
ваемое центрикомъ, служащее при ра-
ботѣ центромъ вращенія инструмента;
острый, вертикальный ножъ или дорож-
никъ, расположенный съ одной стороны
по радіусу отъ центра, которымъ про-
рѣзывается при работѣ окружность •
дыры и наклонный рѣзецъ или рѣзакъ,
находящійся съ противоположной стороны ножа, снимающій стружку въ
глубину. Стружка при работѣ выдѣляется въ видѣ непрерывной спирали
и выносится наклоннымъ рѣзакомъ кверху, сквозь свободное пространство,
образуемое ножемъ инструмента и внутреннею поверхностью высверливае-
маго отверстія.
Перки этого типа употребляются преимущественно для высверливанія
большихъ отверстій, отъ 7< Д° 2 дюймовъ. Для выбора перки, соотвѣт-
ствующей величинѣ предполагаемой дыры, необходимо имѣть въ виду, что
центрикъ перки приближается болѣе къ рѣзцу, чѣмъ къ ножу, вслѣд-
ствіе этого разстояніе между ними выходитъ менѣе, чѣмъ разстояніе между
центрикомъ и ножемъ или дорожникомъ, а потому, для опредѣленія діа-
метра отверстія, которое можетъ быть просверлено центровою перкою, слѣ-
дуетъ измѣрить разстояніе между оконечностями его центрика и дорож-
ника и полученную величину удвоить.
Лучшими перками считаются центровыя англійскія.
14
200
Американская винтовая перка (стальная) (фиг. 369^ одного вида съ бу-
равомъ, отличается отъ него тѣмъ, что не имѣетъ веретена и ручки, а при-
водится въ дѣйствіе при помощи коловорота; принадлежитъ къ типу цен-
тровыхъ перокъ; стружки извлекаются сами изъ фиг- 369.
высверливаемаго отверстія; работа этой перкой про-
изводится очень скоро и хорошо; употребляется она
въ столярныхъ мастерскихъ для просверливанія глубокихъ дыръ.
Осмотръ сверлильныхъ инструментовъ. Въ напарьяхъ и буравчикахъ кону-
сообразное остріе, а равно рѣжущее ребро и ложка должны быть располо-
жены относительно пера вполнѣ симметрично, т. е. такимъ образомъ, чтобы
рѣжущая часть, когда начнетъ рѣзать, углублялась совершенно правильно
и не отклонялась ни въ ту, ни въ другую сторону.
Перки какъ простыя, такъ и центровыя, должны быть стальныя; на-
парья, буравчики и перки испытываются сверленіемъ 2—3 дыръ въ дубо-
вой доскѣ или бревнѣ, смотря по назначенію инструмента, при чемъ инстру-
менты не должны тупиться, ломаться или гнуться и должны просверливать
правильныя отверстія.
Инструменты для нарѣзки винтовъ и дыръ. Винтовальная
доска или винтовальня (фиг. 370) служитъ для нарѣзки винтовой рѣзьбы на
деревянныхъ винтахъ. Она состоитъ изъ деревянной колодки карельской
березы, съ двумя ручками по бокамъ, снабженной посрединѣ круглымъ
Фиг. 370.
сквознымъ отверстіемъ съ такою рѣзьбою, которую желаютъ получить на
деревянномъ винтѣ. Сверху колодка прикрывается накладкою, прикрѣп-
ленной къ ней винтами. Сбоку колодки продѣлано вплоть до ея централь-
наго канала отверстіе, въ которое вставляется особой формы рѣзецъ, кото-
рымъ производится нарѣзка винта. Рабочій конецъ этого рѣзца имѣетъ
форму буквы V. Рѣзецъ вставляется въ каналъ колодки такъ, что если на-
дѣть колодку на круглую деревянную болванку, которую хотятъ нарѣзать,
и начать вращать ее слѣва направо (если смотрѣть сверху)—то рѣзецъ
начнетъ срѣзать съ болванки стружку треугольнаго сѣченія, соотвѣтствую-
щаго выступамъ винтовой нарѣзки отверстія колодки; въ винтовое же
углубленіе колодки попадетъ образовавшійся при этомъ на болванкѣ,
треугольный выступъ; при дальнѣйшемъ вращеніи колодки рѣзецъ
движется по болванкѣ все далѣе и далѣе, образовывая винтовую нарѣзку
п увлекая колодку, по образовавшемуся выступу, все ниже и ниже до тѣхъ
201
поръ, пока она не пройдетъ все пространство, которое необходимо нарѣ-
зать; затѣмъ, вращеніемъ въ обратную сторону, колодка снимается съ на-
рѣзаннаго винта. Фиг. 371.
Мѣтчикъ (фиг. 371) назна- д.
чается для нарѣзки деревян- |||1 і|1иі
ныхъ гаекъ и дыръ для вин-
товъ. Онъ состоитъ изъ метал-
лическаго стержня (стального, желѣзнаго и иногда чугуннаго) съ винтовою
рѣзьбою и граненой головкой.
Инструменты для очерчиванія, вывѣрки обрабатываемыхъ
предметовъ и т. п. Циркуль (фиг. 372) назначается для вычерчиванія
кривыхъ линій на поверхности деревянныхъ издѣлій, а также для отмѣ-
риванія различныхъ вели-
чинъ на предметахъ. Онъ
дѣлается изъ дерева, же- фиг- 372<
лѣза или стали; для удер-
жанія ножекъ въ неизмѣн- 1|Ж
номъ положеніи циркуль ..- _
снабженъ дугою’и нажим-
нымъ винтомъ. Ножки сло-
женнаго циркуля должны быть совершенно равны, а концы ихъ плотно
прилегать другъ къ другу. Концы циркуля, сдѣланные изъ стали, закалены
и отпущены.
Воробка (фиг. 373) есть тонкая планочка съ отверстіями, расположен-
ными вдоль всей ея длины; служитъ она для описыванія большихъ кру-
говъ; употребляется такъ: въ одинъ конецъ ея вставляется острый штиф-
тикъ, служащій центромъ для описываемой дуги или круга; въ другой же
конецъ, въ одну изъ дыръ, вкладывается карандашъ, служащій для очерчи-
ванія круга.
Веревочка, замѣняющая циркуль. Если не требуется описать кругъ вполнѣ
точно, напр., когда нужно очертить окружность круглаго стола, то къ штиф-
тику, вставляемому или вколачиваемому въ центръ, привязываютъ крѣпкую,
тонкую веревочку и проводятъ кругъ карандашемъ, привязаннымъ къ дру-
гому концу веревочки на надлежащемъ разстояніи отъ центра.
202
Шило (фиг. 374) стальное служитъ для накалыванія дыръ и обчерчи-
ванія линіи по линейкѣ.
Фиг. 374.
Отвертки (фиг. 375) служатъ для отвинчиванія и завинчиванія винтовъ;
бываютъразличной величины и вставляются въ деревянныя ручки.
Фиг. 375.
Испытываются онѣ ввинчиваніемъ и вывинчиваніемъ одного винта, въ
сдѣланную предварительно буравомъ въ дубовой доскѣ дыру, діаметромъ
немного менѣе сердцевины винта; для большихъ отвертокъ берутъ винтъ
3 дм., а для малыхъ — 2 дм.; при такомъ испытаніи лезвіе отвертки не
должно загибаться и ломаться.
Общія замѣчанія. Всѣ лезвія инструментовъ для деревяннаго дѣла должны
быть закалены съ отпускомъ до синяго цвѣта побѣжалости.
Инструменты не должны имѣть: пленъ, раковинъ, черновинъ и трещинъ.
Степень закалки инструментовъ повѣряется съ помощью шлифного на-
пилка; при чемъ послѣдній долженъ свободно скользить по испытываемому
инструменту и слегка брать его, за исключеніемъ лезвія отвертокъ и губъ
клещей, по которымъ онъ долженъ только СКОЛЬЗИТЬ. Фиг. 376.
Столярный ножъ (фиг. 376) имѣетъ ____________
видъ пластинки; рабочій конецъ его ско-
шенъ клинообразно, а на другой конецъ
насажена рукоятка. Иногда ножъ закрѣпляется въ ручку настолько длин-
ную, что при работѣ конецъ ея упирается въ плечо.
Ножи подвергаются испытанію посредствомъ срѣзыванія самой верхушки
ребра грани желѣзнаго бруска, на пространствѣ около х/4 дм.; при этомъ
на ножѣ не должно образовываться зазубринъ. Фиг. 377.
Молотокъ (фиг. 377) употребляется различной
формы, большинство изъ нихъ приспособляется къ , Ш
выниманію гвоздей.
Молотокъ обыкновенный, вѣсомъ отъ 3/4 до
1 фунта, дѣлается изъ желѣза и оба конца нава-
риваются сталью. Одинъ конецъ имѣетъ квадратную или круглую форму и
нѣсколько выпуклую поверхность, а другой дѣлается сплющеннымъ и за-
кругляется для вбиванія мелкихъ гвоздей. Молотокъ соединяется съ
ручкой двумя желѣзными полосками.
203
Молотокъ фанерочный, желѣзный, имѣющій одинъ конецъ широкимъ и
закругленнымъ, а другой—круглымъ, служитъ для притиранія фанерки.
Молотокъ этотъ снабженъ деревянной ручкой.
Наугольники служатъ: для вычерчиванія прямыхъ угловъ; для повѣрки
перпендикулярности плоскостей, въ случаѣ пересѣченія ихъ другъ съ дру-
гомъ; для нанесенія перпендикуляровъ къ ребрамъ, обрабатываемыхъ пред-
метовъ; для вычерчиванія угловъ наклоненія между двумя плоскостями и
линій подъ произвольными углами на поверхности обдѣлываемаго дерева.
Наугольники бываютъ:
Простой наугольникъ (фиг. 378) дѣлается обыкновенно изъ хорошаго,
вполнѣ просушеннаго дерева (бука, яблони или груши); состоитъ изъ двухъ
линеекъ (крыльевъ) неодинаковой длины, соединенныхъ подъ прямымъ
угломъ; одна изъ линеекъ короткая, деревянная, составляетъ ручку, а дру-
гая—длинная и тонкая изготовляется въ хорошихъ наугольникахъ изъ
стальной пластинки, вставленной въ разрѣзъ, подъ прямымъ угломъ къ
ручкѣ. Наугольники, приготовленные цѣликомъ изъ дерева, имѣютъ то не-
удобство, что легко коробятся и становятся невѣрными.
Винкель или металлическій наугольникъ (фиг. 379) дѣлается цѣликомъ
изъ металла, поэтому не коробится; короткое плечо его чугунное, а длин-
ное стальное; на послѣднемъ наносятся дѣленія какой-либо измѣрительной
величины.
Повѣрка наугольника. Вѣр-
ность наугольника провѣряется
слѣдующимъ образомъ: къ одной
сторонѣ выстроганной доскн съ
ровнымъ краемъ, прикладываютъ
короткое крыло наугольника и
проводятъ поперекъ доски линію
по краю другого крыла. Потомъ
наугольникъ перевертываютъ на
другую сторону, при чемъ край длиннаго крыла наугольника подводятъ
какъ разъ къ начерченной на доскѣ линіи, и проводятъ затѣмъ другую
линію. Если обѣ линіи совпадутъ, то наугольникъ вѣренъ и образуетъ
прямой уголъ.
204
Малка (фиг. 380) есть тотъ же наугольникъ, но только раздвижной,
имѣющій подвижныя стороны и служащій для обмѣриванія и провѣрки
тупыхъ и острыхъ угловъ всякой величины; она состоитъ изъ бруска и
линейки, прикрѣпленной къ концу и вращающейся на шарнирѣ, что даетъ
возможность закрѣплять, въ точкѣ соединенія, стороны малки подъ лю-
бымъ угломъ.
Рейсмусы (фиг. 381) служатъ для проведенія на деревѣ параллельныхъ
линій вдоль одной изъ вывѣренныхъ граней бруска или доски. Они раздѣ-
ляются по своей конструкціи на
простые и двойные.
Простой рейсмусъ (фиг. 381)
состоитъ изъ небольшой прямоуголь-
ной дощечки А, съ квадратнымъ
сквознымъ отверстіемъ по срединѣ,
квадратнаго бруска В, пропущен-
наго въ отверстіе дощечки А и
имѣющаго на одномъ изъ концовъ
своихъ стальное остріе С, вставлен-
ное въ него подъ прямымъ угломъ.
Дощечку можно двигать по длинѣ
бруска, устанавливать и закрѣплять,
съ помощью винта, пропущеннаго
въ нее сверху, на любомъ раз-
стояніи отъ острія, двигая же ее
по грани вещи, можно провести
остріемъ линію, параллельную этой
грани.
205
Двойной рейсмусъ (фиг. 381) отличается отъ предыдущаго инструмента
тѣмъ, что у него дощечка замѣнена толстой, квадратной деревянной ко-
лодкой, съ винтомъ для закрѣпленія ея, и вмѣсто одного бруска имѣются
ихъ два, длиною отъ 8—10 дюймовъ и толщиною не болѣе х/2 дм.; каждый
изъ брусковъ имѣетъ на одномъ концѣ стальное остріе, которымъ чертятся
параллельныя линіи въ то время, когда лицевая грань колодки движется
по вывѣренной грани издѣлія. Съ помощью такого рейсмуса можно про-
вести двѣ параллельныя линіи, на двухъ различныхъ разстояніяхъ, что
представляетъ большое удобство для работающихъ.
Отволочка состоитъ изъ деревяннаго бруска, длиною около аршина.
На одномъ концѣ, отступя на вершокъ отъ края, дѣлаютъ прирубъ, а ко-
нецъ стесываютъ. Отступя отъ перваго прируба, дѣлаютъ другой прирубъ,
отъ котораго стесываютъ брусокъ до другого конца. Въ выдающуюся часть
бруска, между прирубами, вколачиваютъ гвоздикъ, остріемъ въ сторону
меньшаго стеса. Отволочка употребляется для причерниванія брусьевъ и
досокъ, съ цѣлью пригнать вплотную одинъ къ другому два смежныхъ
бруса или двѣ доски.
Отвѣсъ есть металлическая гирька, въ видѣ конуса, со шнуромъ на-
верху. Отвѣсы бываютъ большіе и маленькіе и служатъ для провѣрки вер-
тикальнаго положенія столбовъ, стоекъ, частей строенія и т. п.
Вьюшка состоитъ изъ деревянной катушки, насаженной на желѣзную
ось, оканчивающуюся деревянной рукояткой. На катушку эту навивается
шнуръ. Шнуръ изготовляется изъ пеньки и вываривается въ маслѣ; къ
концу шнура привязывается вѣсокъ, т. е. свинцовая остроконечная гирька.
Употребляется вьюшка плотниками для провѣрки вертикальныхъ линій
и для отбиванія длинныхъ прямыхъ линій на бревнахъ или доскахъ, при
обтесываніи ихъ (въ послѣднемъ случаѣ шнуръ натирается мѣломъ или
углемъ).
Ватерпасъ (фиг. 382) служитъ для провѣрки горизонтальнаго положе-
нія предметовъ; онъ дѣлается весь изъ дерева, состоитъ изъ двухъ вза-
имно-перпендикулярныхъ стоекъ, связанныхъ между собою наглухо и скрѣп-
ленныхъ еще раскосами. На верти- гЦі
кальной стойкѣ ватерпаса нарѣзается ||
черта, перпендикулярная къ нижнему
ребру горизонтальнаго бруска ватер-
паса. Съ вершины вертикальной стой-
ки, противъ черты, спускается шнуръ __________
съ вѣскомъ. Въ нижней части стойки
тамъ, гдѣ приходится вѣсокъ, сдѣ-
ланъ прорѣзъ или выемка, въ которые вѣсокъ этотъ могъ бы входить и,
вися свободно, не касался бы стойки. Ватерпасъ дѣлается изъ У2 дюймовой
доски, длиною около 4 аршинъ, шириною въ 5 дюймовъ и высотою въ іу2
аршина. Употребляется онъ большею частью плотниками.
206
Аршинъ (фиг. 383) служитъ для измѣренія предметовъ; онъ бываетъ де-
ревянный или металлическій, простой или складной.
Фиг. 383.
При покупкѣ аршина нужно обращать вниманіе на то, что бы дѣленія
его были бы отчетливы и правильны, если аршинъ складной, то шарниры
соединеній двигались бы не слишкомъ туго и по выпрямленіи онъ пред-
ставлялъ бы ровную прямую линію.
Клеянка (фиг. 384) служитъ для
варки клея; лучшими клеянками счи-
таются двойныя, т. е. имѣющія двой-
ныя стѣнки, промежутокъ между кото-
рыми, во время варки клея, наполняется
водою, что предохраняетъ клей отъ при-
горанія и не дозволяетъ переваривать
его; кромѣ того, въ этой клеянкѣ клей
не такъ скоро стынетъ.
Фиг. 384.
Клеянка съ керосиновой лампочкой ("фиг. 385) состоитъ: изъ желѣзнаго
луженаго или мѣднаго котелка, гдѣ варится и подогрѣвается клей; котелокъ
этотъ вставляется во внутрь другого котелка, который наполняется водою; эти
оба котелка помѣщаются во внутрь жестяного
котелка. Въ нижней части сосуда
имѣется съ одной стороны отвер-
стіе для вдвиганія подъ котелки
керосиновой лампочки. Удобно
устроить такъ, чтобы котелокъ
съ клеемъ раздѣлялся перего-
родкою на два отдѣленія: одно
для болѣе густого, а другое для
болѣе жидкаго клея. Перего-
родка эта служитъ также и для
сосуда, окружающаго оба
того, чтобы стирать съ кистей лишній клей, чего никогда не слѣдуетъ
дѣлать о край котелка, потому что ручка кисти при этомъ легко пачкается
и, кромѣ того, на краяхъ котелка образуется кора засохшаго клея.
Кисти для клея. Для намазыванія клея употребляются кисти, изъ
которыхъ одна должна быть большая—для намазыванія значительныхъ
поверхностей, а другая маленькая—для смазыванія гнѣздъ, шиповъ и т. п.
Кисти могутъ быть щетинныя или приготовлены изъ лубка. Во время
варки и подогрѣванія клея, кисти вынимаютъ во избѣжаніе ихъ порчи.
207
Барѳцъ (фиг. 386)—деревянный большой молотъ; употребляется плот-
никами; предназначается для ударовъ во время работы при постройкахъ;
состоитъ изъ обрубка дерева въ 1 арш. и
ручки посреди его.
Точило (фиг. 387) служитъ для отточки
инструмента; состоитъ изъ песчанаго мелко-
зернистаго камня, сдѣланнаго въ видѣ пло-
скаго цилиндра, въ діаметрѣ отъ 3 до 5 че-
твертей аршина, а толщиною около 3-хъ верш-
ковъ. Въ центрѣ его проходитъ желѣзное
веретено съ ручкою. Ось веретена наклады-
вается поперекъ деревяннаго станка, имѣю-
щаго внизу корыто съ водой; точило это при-
водится въ дѣйствіе ногою при помощи при-
вода а с.
Ооѳлокъ (фиг. 388) служитъ для окон-
чательнаго оттачиванія и правки инструмента.
Кромѣ вышеописанныхъ инструментовъ,
необходимо имѣть въ столярной мастерской
еще слѣдующіе:
1) Клещи—для вытаскиванія гвоздей.
2) Острогубцы (стр. 110).
3) Плоскогубцы (стр. ПО).
4) Круглогубцы (стр. 110).
Фиг. 388.
5) Терпуги—стальные напильники, имѣющіе грубые зубья: хвостъ для
насаживанія ручки изогнутъ подъ прямымъ угломъ два раза; предназна-
чаются для работы по дереву; рабочая часть въ разрѣзѣ имѣетъ форму
полукруглую, квадратную или треугольную.
6) Напилки (стр. 111)—для отточки инструмента.
7) Рашпили—для отдѣлки дерева.
8) Линейку— простую и масштабную.
9) Ящикъ съ маленькими отдѣленіями для храненія въ нихъ: а) гвоздей
различной величины, начиная съ 3 дм. до мельчайшихъ штифтиковъ; б) вин-
товъ разнообразной величины; в) стеклянной бумаги (стр. 22) различныхъ
сортовъ, которая рѣжется на маленькіе куски для помѣщенія ея въ ящикѣ.
Ящикъ этотъ важенъ въ томъ отношеніи, что все необходимое, въ случаѣ
надобности, находится подъ рукой, въ достаточномъ количествѣ и лежитъ
на своемъ мѣстѣ.
208
Производство плотнично-столярныхъ работъ.
Почти всѣ работы по дереву въ полковыхъ мастерскихъ заключаются:
въ распиловкѣ, строганіи, долбленіи, соединеніи и обточкѣ. Приблизитель-
ный размѣръ, а также форму,предмету даютъ пилой и топоромъ, въ окон-
чательный же видъ приводятъ его рѣжущими и скоблящими инструментами.
Распиловка. Общія указанія. Передъ началомъ работы пилою, ее слѣ-
дуетъ выбрать подходящаго зуба, а именно: для сырого и мягкаго дерева
и для распиловки поперекъ—болѣе крупнаго зуба, для твердаго же дерева
и распиловки вдоль волоконъ, т. е. продольной,—мелкаго зуба, съ наклон-
ной формой и съ болѣе заостренной вершиной. Затѣмъ, тщательно осмо-
трѣть, правильно ли полотно пилы установлено въ лучкѣ, т. е. оно не
должно быть скручено и должно быть настолько туго натянуто, чтобы не
гнулось въ работѣ. Для этого необходимо, съ помощью закрутки, ослабить
полотно и, давъ ему, вращеніемъ ручки, требуемое положеніе относительно
лучка и провѣривъ глазомъ прямолинейность полотна, туго натянуть тетиву.
При работѣ пилою не слѣдуетъ ее сильно нажимать къ низу или да-
вать ей излишне^ быстрое движеніе, такъ какъ отъ этого полотну ея можетъ
сломаться. При правильномъ движеніи рукъ пила не должна колебаться и
уклоняться въ одну изъ сторонъ; подобное уклоненіе будетъ указывать на
несимметричный разводъ зубьевъ, разведенныхъ въ одну сторону болѣе,
чѣмъ въ другую.
Поперечная распиловка. Передъ распиловкой, карандашемъ или шиломъ,
намѣчаютъ, съ помощью наугольника, линію отрѣза; затѣмъ, положивъ доску
или брусокъ на верстакъ, закрѣпляютъ ихъ въ немъ или упираютъ въ де-
ревянный брусокъ, вставленный въ отверстіе, имѣющееся въ задней части
верстачной доски. Придерживая распиливаемый предметъ лѣвой рукой,
правою, взявъ лучковую пилу, начинаютъ водить ея лезвіемъ по намѣчен-
ной чертѣ (ризкѣ) такъ, чтобы пила забрала сразу часть боковой и верхней
грани доски или бруска. Это необходимо для предупрежденія откалыванія
крайнихъ волоконъ дерева; послѣ этого, установивъ полотно пилы по чертѣ,
продолжаютъ работу, при чемъ станокъ пилы отворачиваютъ въ правую
сторону, для удобства наблюденія за правильнымъ ходомъ полотна по
намѣченной чертѣ; когда зубья дойдутъ до задняго нижняго ребра, то
слѣдуетъ продолжать распиловку осторожно, остерегаясь откола волоконъ
на этомъ углу.
Продольная распиловка. А) Бревенъ и брусьевъ на доски. Для продольной
распиловки, прежде всего, комли бревна или бруса отпиливаютъ перпен-
дикулярно къ оси ихъ, затѣмъ дѣлятъ ихъ на такія части, которыя соот-
вѣтствуютъ толщинѣ досокъ. Потомъ, прочерчиваютъ по торцу черезъ
точки дѣленія отвѣсныя линіи, а по поверхности бревна отбиваютъ, натертой
209
мѣломъ или углемъ ниткою продольныя черты (фиг. 389). Для распиловки
бревно кладутъ на перекладины двухъ козелъ, высотою до Зх/2 аршинъ.
Одинъ изъ пильщиковъ становится наверху, а другой—внизу. Прежде всего
опиливаютъ двѣ противоположныя стороны, съ расчетомъ, чтобы опилен-
ные бока остались требуемой ширины—отъ 9 до 11 дм. (фиг. 390). Изъ
обрѣзовъ выходятъ или доски а б в г или горбыли д ж е; затѣмъ брусъ кла-
дутъ на сторону аб или бе, и распиливаютъ съ одного конца, оставляя у
комля нераспиленную часть, около х/2 арш. Когда пропилены такимъ обра-
зомъ всѣ доски, то остается отдѣлить пилою отъ комля каждую изъ
досокъ поодиночкѣ. Обыкновенно для распиливанія на доски берутъ бревна
отъ 6 до 8 вершковъ толщиною, при чемъ получаются доски шириною отъ
9 дм. (5 вершк.) до 11 дм. (6 вершк.). Толщиною доски дѣлаютъ обыкновенно
въ 1/2, 1, Р/2, 2, 2х/2 и 3 дюйма. Доска изъ сердцевины (ок. 2 дм. толщи-
ною) оставляется какъ бракъ. Доски наиболѣе крѣпкія получаются изъ
той части бревна, которая была повернута къ сѣверу, когда дерево на-
ходилось на корню.
Фиг. 389. Фиг. 390.
Б) Распиловка досокъ. При продольной распиловкѣ доска укрѣпляется
въ зажимѣ верстака горизонтально, а пилу устанавливаютъ такъ, чтобы
лучекъ ея находился съ лѣвой стороны почти перпендикулярно къ пло-
скости доски (фиг. 391). Работающій, въ этомъ случаѣ, становится у вер-
стака, какъ показано на фигурѣ. Если нужно распилить продольно дсску
небольшой длины, то ее укрѣпляютъ въ верстакѣ вертикально; работающій,
придерживая ее лѣвой рукою, правою производитъ распиловку.
Фиг. 391.
210
Выпиловка кривыхъ косяковъ. А) Поворотною пилою. При выпи-
ливаніи кривыхъ косяковъ поворотною пилою (фиг. 392), доска зажимается
въ тиски верстака, работающій дер-
житъ лучекъ обѣими руками, какъ
показано на фигурѣ.
Б) Ножевкою» Прежде чѣмъ начать
выпиливать отверстія ножевкою, слѣ-
дуетъ пробуравить отверстіе, въ ко-
торое вставляютъ ножовку и начи-
наютъ выпиливаніе по отмѣченнымъ
на доскѣ линіямъ (фиг. 393). Выпи-
ливать нужно осторожно, хотя п не-
слишкомъ медленно, чтобы тонкое по-
лотно ножовки не сломалось во время
работы.
Фиг. 392.
Замѣна лучковой пилы—ножевкою производится въ тѣхъ случаяхъ, когда
станокъ лучковой пилы стѣсняетъ работу.
Работа топоромъ. Общія указанія. Топоръ дѣйствуетъ размахомъ и,
смотря по положенію, занимаемому лезвіемъ топора относительно-волоконъ
дерева, имъ можно колоть дерево вдоль или перерубать волокна его по-
перекъ, Когда топоръ сильнымъ размахомъ загоняютъ въ массу дерева вдоль
волоконъ, тогда топоръ колетъ, если же равными ударами по направленію
волоконъ снимаютъ часть дерева, то онъ тешетг, и наконецъ—рубитъ,
когда удары топора направлены перпендикулярно направленію волоконъ.
При изученіи пріемовъ работы топоромъ, полезно имѣть въ виду слѣ-
дующее: топорище держится обѣпми руками, правая рука должна быть
ближе къ обуху, а лѣвая ближе къ свободному концу топорища. Разстоя-
211
ніе между руками не должно быть слишкомъ большое, иначе топоръ будетъ
вилять. Взмахи топора должны быть ровные и правильные, т. е. попадать
въ намѣченное мѣсто. Не слѣдуетъ увеличивать силу удара топора въ
ущербъ правильности удара, поэтому начинающій работать топоромъ не
долженъ спѣшить или рубить большими размахами, а начинать съ малыхъ
размаховъ, держа руки поближе къ обуху топора и только, когда пріобрѣ-
тется твердость руки и вѣрность глаза, тогда постепенно увеличивать
силу удара, отодвигая руки отъ обуха и увеличивая размахъ топора. Работа
топоромъ большею частью заключается въ раскалываніи и рубкѣ дерева и
въ обтескѣ такихъ издѣлій, которыя обдѣлывать рубанками неудобно, а
также тѣхъ, которыя не требуютъ очень чистой отдѣлки.
При работѣ топоромъ необходимо остерегаться: а) чтобы не ударить
имъ себѣ по лѣвой рукѣ, такъ какъ кусокъ обрабатываемаго дерева боль-
шею частью держится ею, и б) чтобы не ударить имъ о камень или гвоздь
въ видахъ сохраненія топора постоянно острымъ, для чего совѣтуется при
работѣ подкладывать подъ обрабатываемый предметъ доску или чурбанъ;
въ столярныхъ мастерскихъ для этой работы употребляется особый стулъ
(чурбанъ) изъ крѣпкаго дерева.
Рубка. Рубка деревьевъ производится обыкновенно топоромъ, но при
толщинѣ деревьевъ въ 1 футъ и болѣе, для ускоренія работы, выгодно
употреблять и пилы. При рубкѣ дерева, съ той стороны, куда хотятъ по-
валить его, на высотѣ 1—14/2 футъ надъ землею, дѣлаютъ въ немъ вырубку
топоромъ, на половину толщины ствола, а потомъ съ противуположной
стороды дѣлаютъ другую—на ладонь или двѣ выше первой.
Для валки толстыхъ деревьевъ вмѣсто вырубокъ (особенно—верхней)
выгоднѣе дѣлать въ деревѣ пропилы пилою, загоняя въ верхній пропилъ
клинъ; дерево повалится въ сторону нижняго пропила (или вырубки).
Затѣмъ остается перерубить волокна, которыя удерживаютъ еще дерево
на пнѣ. Для ускоренія валки, полезно закидывать на дерево веревку
(10—15 саж. длиною), которою и валятъ дерево въ желаемую сторону.
Передъ рубкою дерева, надо убѣдиться не сгнило ли оно внутри. Узнать
это можно ударами обухомъ топора по стволу: гнилое внутри дерево дастъ
при этомъ глухой звукъ.
Перерубка. Для перерубки бревна топоромъ, въ назначенномъ мѣстѣ,
поступаютъ такъ: сначала дѣлаютъ надрубъ вертикальный (перпендику-
лярный къ длинѣ волоконъ), а затѣмъ ударяютъ наклонно, т. е. наискось,
до тѣхъ поръ, пока лезвіе топора не дойдетъ до прежде сдѣланнаго надруба.
Второй надрубъ (наклонный) дѣлается въ близкомъ разстояніи отъ перваго, для
болѣе удобнаго отдѣленія щепы. Вынувъ образовавшуюся щепу, повторяютъ
удары топоромъ въ томъ же порядкѣ, т. е. въ направленіяхъ вертикаль-
номъ и наклонномъ, пока надрубы не сойдутся; производятъ эту работу до
половины бревна, переворачиваютъ его противуположною стороною кверху
и зарубаютъ такимъ же образомъ, пока бревно не будетъ совсѣмъ переруб-
212
лено. Къ этой перерубкѣ прибѣгаютъ крайне рѣдко; обыкновенно бревна
распиливаютъ, что гораздо проще, легче и быстрѣе.
Обтеска. Отбивъ на бревнѣ шнуромъ (вьюшкой) черту, указывающую
направленіе будущаго бруска, дѣлаютъ по всей длинѣ бревна рядъ попе-
речныхъ надрубовъ, на разстояніи около полъ-аршина одинъ отъ другого.
Затѣмъ ставятъ топоръ на чертѣ (вдоль волоконъ дерева) и, загнавъ его
сильнымъ ударомъ въ дерево, откалываютъ щепу въ сторону; такъ продол-
жаютъ до тѣхъ поръ, пока не снимутъ горбыли со всѣхъ надрубовъ, вдоль
всего бревна; затѣмъ полученную плоскость стесываютъ гладко топоромъ;
это стесываніе и есть собственно теска, которая производится легкими и
правильными ударами топора, при чемъ лезвіе топора ставится такъ, чтобы
оно шло по намѣченной чертѣ. Окончивъ обтеску по первой чертѣ, пере-
ворачиваютъ бревно вытесанною частью кверху и, отбивъ на ней новую
черту, снимаютъ второй горбыль, какъ описано выше, повѣряя уголъ на-
угольникомъ. Далѣе, повернувъ бревно на первую обработанную плоскость,
обтесываютъ третій кантъ, а за нимъ и четвертый.
Работающій обыкновенно становится такъ, чтобы обтесываемое бревно
пришлось между ногъ, а щепа отдѣлялась бы у него въ правую сторону.
При обтескѣ, чтобы движеніямъ топора не мѣшала земля, бревно кладутъ
на подкладки.
Наивыгоднѣйшее сѣченіе бруса для сопротивленія излому и изгибу то,
въ которомъ ширина во столько разъ меньше высоты, во сколько 5
меньше 7. Фиг. 394.
Чтобы получить такой брусъ, разчерчиваютъ на торцѣ
такъ: наносятъ кругъ, проводятъ горизонтально діаметръ /у •
и дѣлятъ его на три равныя части аб, бв и вг (фиг. 394); ]/
изъ точекъ б и в возставляютъ перпендикуляры бе и вд; ѴХ. /Г
соединивъ концы ихъ получимъ наивыгоднѣйшѳе сѣченіе,
т. е. прямоугольникъ а е г д.
Раскалываніе. Топоромъ можно колоть дерево самостоятельно или при
помощи клина.
Бъ первомъ случаѣ, сильнымъ ударомъ загоняютъ топоръ въ обрубокъ
бревна или бруска вдоль волоконъ и, если брусокъ отъ этого, удара не
расколется, то подымаютъ его на топорѣ и ударяютъ имъ по землѣ или по
деревянному обрубку, до тѣхъ поръ, пока обрубокъ или брусокъ не раско-
лется. Иногда же, чтобы не обмять торца раскалываемаго куска дерева, пово-
рачиваютъ вмѣстѣ съ нимъ топоръ обухомъ внизъ и ударами обуха по
обрубку раскалываютъ дерево.
Во второмъ случаѣ, т. е. при раскалываніи при помощи клина (примѣ-
нимомъ тогда, когда необходимо расколоть длинное бревно), ударомъ топора
по концу бревна дѣлаютъ зарубку (щель), въ которую загоняютъ деревян-
ный или желѣзный клинъ, затѣмъ, освободивъ топоръ, обухомъ его вгоняютъ
клинъ въ бревно все глубже и глубже, пока оно не расколется. Въ сучко-
213
ватыхъ бревнахъ случается, что одного клина мало, тогда загоняютъ ихъ
нѣсколько; если бревно косослойное, то необходимо еще перерубать топо-
ромъ и самыя волокна.
Выборка четвертей (фиг. 395). Для выборки Фиг. 395.
четвертей въ брускѣ или бревнѣ, сначала отби- /—
ваютъ шнуромъ ширину и глубину четверти на /_ г;--
обѣихъ смежныхъ граняхъ, затѣмъ зарубаютъ
уголъ до самыхъ чертъ носкомъ топора, снимаютъ \*
кантъ и вытесываютъ обѣ отмѣченныя грани.
Выборка паза (фиг. 396). Для выборки прямого шпунта въ брускѣ или
бревнѣ, отбиваютъ шнуромъ ширину шпунта, засѣкаютъ между чертами
носкомъ топора крестообразно, потомъ прорубаютъ по частямъ и откалыва-
ютъ, съ помощью шипового долота, зарубленныя части, углубляясь посте-
пенно до требуемой глубины шпунта.
На фиг. 397 показано, какъ выбирается въ брусѣ треугольный шпунтъ.
Для этого отбиваютъ ширину шпунта, засѣкаютъ носкомъ топора кресто-
образно, а потомъ отесываютъ по отмѣченнымъ чертамъ съ обѣихъ сторонъ
наискось, углубляясь до требуемой глубины.
Фиг. 396. Фиг. 397.
Строганіе. Общія указанія. Доски и брусья, получаемые распиловкой
или обтеской, имѣютъ поверхность болѣе или менѣе шероховатую и не-
ровную, эти неровности сглаживаются строгальными инструментами, т. е
рубанками или скобелемъ.
Передъ работой рубанками (стругами) прежде всего слѣдуетъ устано-
вить и закрѣпить желѣзку ихъ.
Выниманіе и вкладываніе желѣзки рубанка. Желѣзка не должна слиш-
комъ много выступать со стороны подошвы рубанка; для правильной уста-
ковки ея требуется навыкъ.
Передъ выниманіемъ желѣзки нужно ударами молотка по задку колодки
рубанка, ослабить клинъ, удерживающій желѣзку, послѣ чего какъ клинъ,
такъ и желѣзку легко вынуть изъ прорѣзи колодки.
Вкладывать желѣзку въ колодку слѣдуетъ такъ, чтобы откошенная
сторона желѣзки (фаска) была бы обращена къ подошвѣ, верхней стороной—
къ передку (лбу) колодки и лезвіе его почти доходило бы до подошвы,
послѣ чего наложенный на желѣзку клинъ вбиваютъ нѣсколькими ударами
молотка.
Установка и закрѣпленіе желѣзки. Желѣзку закладываютъ на мѣсто и
закрѣпляютъ клиномъ, какъ сказано выше. Послѣ этого стругъ поворачи-
214
ваютъ передкомъ къ глазу, подошвой кверху и смотрятъ по поверхности
послѣдней, направляя линію, совпадающую съ ея площадью, по длинѣ
такъ, чтобы выходъ лезвія желѣзки былъ бы хорошо видѣнъ (какъ пока-
зано на фигурѣ 398); если при этомъ окажется, что выходъ малъ и же-
лѣзка не въ состояніи снять стружку извѣстной толщины, то легкими
ударами .молотка по верхнему концу желѣзки (фиг. 399) осаживаютъ ее;
если же желѣзка выдвинута слишкомъ много, то ударами молотка въ то-
рецъ передней части колодки (по лбу) уменьшаютъ выдвигъ ея.
Фиг. 398. Фиг. 399.
Когда желѣзка установлена вѣрно, то слѣдуетъ клинъ заколотить хо-
рошо молоткомъ; чтобы во время работы закрѣпленная желѣзка не могла
ослабнуть и опуститься. Такая установка желѣзки—общая для всѣхъ
строгальныхъ инструментовъ русскаго образца.
Держаніе шерхебеля и рубанка. При строганіи рубанокъ держатъ лѣ-
вою рукою за рожокъ (фиг. 400), находящійся на передкѣ рубанка (если
нѣтъ рожка, то за переднюю часть), а правою рукою охватываютъ заднюю
часть колодки, позади желѣзки, при чемъ четыре пальца остаются по пра-
вую сторону желѣзки.
Держаніе фуганка. При строганіи фуганкомъ (фиг. 401) руки на него
кладутъ такъ: правой рукой охватываютъ рукоятку, а лѣвой—колодку у
вырѣза, пропускающаго стружки.
Общія указанія при строганіи. По установкѣ желѣзки приступаютъ къ
строганію, при этомъ нужно соблюдать слѣдующее:
1) Для того, чтобы выстругиваемая поверхность была безусловно пра-
вильная и плоская, рубанокъ ведутъ такъ, чтобы лезвіе желѣзки его все
время прилегало бы къ поверхности обстругиваемой плоскости.
215
2) При началѣ стружки рубанкомъ слѣдуетъ нажимать на колодку его
лѣвою рукою, а правою—только удерживать ее въ равновѣсіи, толкая слегка
впередъ; оканчивая движеніе инструмента, на противоположномъ концѣ
доски, нужно поступать наоборотъ.
3) При работѣ необходимо слѣдить за равномѣрнымъ надавливаніемъ
рукъ на колодку рубанка, въ противномъ случаѣ на обрабатываемой по-
верхности получатся перекаты.
4) При строганіи твердыхъ и сучковатыхъ породъ дерева удобнѣе брать
рубанки съ желѣзками, поставленными круче обыкновеннаго и съ короткой
фаской; такіе рубанки забираютъ сразу нетолстую стружку и легче преодо-
лѣваютъ сопротивленіе, оказываемое желѣзкѣ деревомъ.
5) Если выстругиваемое дерево имѣетъ перепутанныя волокна (свили-
ватыя), то лучше строгать его не вдоль, а поперекъ и небольшими раз-
махами рубанка, потому что свиливатыя волокна представляютъ большее
сопротивленіе.
Строганіе доски. Если требуется выстрогать отрѣзокъ доски опредѣлен-
ныхъ размѣровъ, при условіи, чтобы всѣ углы ея были прямые, то это
достигается слѣдующимъ образомъ. Зажавъ доску въ верстакъ, возможно
крѣпче, одной изъ кромокъ *) кверху, выстругиваютъ послѣднюю рубанкомъ,
затѣмъ окончательно выглаживаютъ фуганкомъ; при чемъ на установку
его желѣзки нужно обращать особенное вниманіе; при двойной желѣзкѣ,
концевыя ребра сближаются сообразно работѣ, такъ какъ отъ этого зави-
ситъ толщина стружки. По обстружкѣ кромки, вынувъ доску, кладутъ ее
на верстакъ и съ помощью наугольника, очертивъ прямыми линіями из-
лишки доски, со сторонъ торцевъ, отрѣзаютъ ихъ и, зажавъ доску въ вер-
стакъ, поочередно однимъ изъ торцевъ кверху, выстругиваютъ ихъ оди-
ночнымъ рубанкомъ, который слѣдуетъ двигать не вдоль торцевъ, а нѣ-
сколько поперекъ и наискось, при чемъ, доведя обстругиваніе торца до по-
ловины одной стороны доски, поворачиваютъ ее и, зажавъ, продолжаютъ
строгать тотъ же торецъ съ другой стороны; для выглаживанія торцевъ,
по нимъ проходятъ фуганкомъ. По обстружкѣ торцевъ приступаютъ къ
строганію широкой стороны доски/ для чего: доску кладутъ на верстакъ
плашмя и зажимаютъ гребенками настолько плотно, чтобы она не могла
выскочить при работѣ и, притомъ такъ, чтобы волокна приходились по
направленію движенія рубанка, иначе выстругиваемая поверхность будетъ
задираться; затѣмъ, если запасъ толщины доски значителенъ, то его нужно
снять шерхебелемъ, желѣзка котораго должна быть закрѣплена и выпущена
не слишкомъ много.
Строганіе начинается съ тѣхъ частей поверхности доски, которыя ока-
зываются болѣе неровными и горбатыми, что нетрудно замѣтить на глазъ.
і) Узкія стороны доски называются: двѣ, идущія вдоль волоконъ, кромками, а другія
двѣ—поперекъ волоконъ—торцами.
15
216
Исправивъ эти недостатки, переходятъ къ сплошному строганію поверх-
ности отъ одного края до другого.
Послѣ обстругиванія шерхебелемъ, шероховатости, оставленныя послѣд-
нимъ, сглаживаются одиночнымъ рубанкомъ, проводя имъ не отрываясь по
всей длинѣ доски, а для того чтобы стружка не получалась очень толстая
и не затрудняла бы работы, желѣзку рубанка слѣдуетъ выпускать немного.
При этой работѣ выстругиваемая поверхность повѣряется ребромъ науголь-
ника или линейкой.
Когда поверхность получится правильно плоская, ее сглаживаютъ фу-
ганкомъ, работу котораго повѣряютъ ребромъ колодки его.
На строгую чистоту и правильность обработки первой кромки и первой
широкой стороны доски слѣдуетъ обращать особенное вниманіе, такъ какъ
по нимъ обстругиваются и повѣряются всѣ другія плоскости доскп.
Послѣ отдѣлки первой кромки и одной широкой стороны доски, про-
водятъ ризку (линію), опредѣляющую ширину доски; излишекъ доски опили-
ваютъ или обрубаютъ; послѣ чего, порядкомъ, указаннымъ выше, выструги-
вается вторая кромка; для повѣрки ея, прикладываютъ длинную сторону
наугольника къ обработанной раньше широкой сторонѣ доски, а короткую
къ кромкѣ, если при этомъ, двигая наугольникъ по длинѣ доски, никакихъ
просвѣтовъ не окажется, то это укажетъ, что кромка выстрогана вѣрно
и что уголъ, образуемый ею съ широкой стороной доски,—прямой; такимъ же
образомъ провѣряютъ и первую кромку и, если окажется надобность, исправ-
ляютъ ее.
Затѣмъ рейсмусомъ, отмѣтивъ на кромкахъ и торцахъ желаемую тол-
щину доски (исполняется это проведеніемъ ризокъ, параллельныхъ ребрамъ
угловъ, полученныхъ отъ выстроганныхъ кромокъ, торцевъ и одной изъ
широкихъ сторонъ доски), переходятъ къ строганію другой широкой стороны
доски, соблюдая тѣ же правила, какъ и при строганіи первой.
Строганіе бруска прямоугольнаго или квадратнаго. Строганіе бруска прямо-
угольнаго или квадратнаго сѣченія производится по тѣмъ же правиламъ,
какъ только что описанное строганіе доски. Если сѣченіе бруска представ-
ляетъ ромбъ или параллелограмъ, то повѣрка продольныхъ граней, относи-
тельно торцевыхъ, производится наугольникомъ или малкою.
Строганіе шестиугольника. Брусокъ съ правильнымъ шестиугольнымъ сѣ-
ченіемъ намѣчается на выстроганномъ торцѣ такъ: описываютъ кругъ и
откладываютъ радіусъ его по окружности послѣдовательно шесть разъ;
соединивъ точки отложенія получимъ внутри круга правильный вписанный
шестиугольникъ. Строганіе сторонъ шестиугольника производится та-
кимъ же образомъ какъ и квадрата, при чемъ стороны и углы его провѣ-
ряются малкою, раздвинутою на уголъ 120?
При строганіи цилиндра и правильнаго восьмиугольника поступаютъ такъ:
на торцѣ описываютъ кругъ и въ немъ проводятъ двѣ взаимно-перпен-
дикулярныя діагонали, отъ соединенія точекъ пересѣченія ихъ съ окруж-
217
костью, получится правильный квадратъ; каждую сторону этого квадрата
нужно раздѣлить на двѣ равныя части и черезъ точки, образовавшіяся
отъ этого дѣленія, провести еще двѣ діагонали и точки пересѣченія съ
окружностью всѣхъ 8 діагоналей соединить прямыми линіями, тогда полу-
чится вполнѣ правильный восьмиугольникъ.
Долбленіе. Долбленіе квадратныхъ гнѣздъ. Долбленіе сквозныхъ и глу-
хихъ гнѣздъ въ деревѣ производится слѣдующимъ образомъ: въ требуе-
момъ мѣстѣ доски или бруска чертятъ, при помощи наугольника, шила
и рейсмуса, контуръ предполагаемаго гнѣзда; затѣмъ, взявъ долото, ши-
риною нѣсколько менѣе намѣченной ширины гнѣзда, ставятъ его верти-
кально, фаской внутрь гнѣзда, параллельно ширинѣ его и нѣсколько отступя
отъ намѣченной ризки. Установивъ въ такое положеніе долото, держа
рукоятку его въ лѣвой рукѣ, правою, взявъ кіянку, ударяютъ ею по концу
рукоятки долота, постепенно углубляя его въ дерево (сильно углублять
сразу не слѣдуетъ, иначе легко расколоть дерево). Сдѣлавъ прямой над-
рѣзъ волоконъ, вынимаютъ долото и поставивъ его подъ угломъ къ пер-
вому надрѣзу, снова ударяютъ по немъ, пока надрѣзы не сойдутся на днѣ;
надрѣзанную массу дерева удаляютъ изъ гнѣзда. Такимъ образомъ вы-
далбливаютъ со всѣхъ сторонъ гнѣзда, все болѣе и болѣе углубляясь,
пока не выберутъ всего гнѣзда.
При долбленіи сквозного гнѣзда, приближаясь къ нижней грани, слѣ-
дуетъ долбить крайне осторожно, чтобы не проломать отверстія внизу,
во избѣжаніе чего гнѣздо долбятъ съ двухъ сторонъ, т. е. дойдя до поло-
вины гнѣзда, брусокъ переворачиваютъ и продолжаютъ долбить съ другой
стороны, для чего необходимо, при помощи наугольника, намѣтить точно
положеніе и контуры гнѣзда съ обѣихъ сторонъ бруска. Если гнѣздо
долбится около конца бруска, то во избѣжаніе раскола его, слѣдуетъ ра-
боту производить крайне осторожно; для этого лучше брать брусокъ болѣе
требуемой величины и, выдолбивъ гнѣздо, излишекъ срѣзать, или сжать
конецъ бруска струбцинкой. Выглаживаніе боковыхъ стѣнокъ гнѣзда произ-
водится широкой стамеской.
Долбленіе круглыхъ гнѣздъ. Круглыя гнѣзда долбятся такимъ же обра-
зомъ, какъ и прямоугольныя, только плоскія долота и стамески замѣ-
няются полукруглыми. Эти гнѣзда долбятся исключительно большихъ діа-
метровъ, такъ какъ малыхъ діаметровъ гораздо легче и скорѣе про-
сверлить.
Примѣчаніе, Для нанесенія ударовъ, во время работы, по ру-
кояткѣ долота или стамески, столяры употребляютъ кіянку, а плот-
ники обухъ топора.
Соединенія дерева. Куски дерева соединяются между собою: или
продольно—сплачиваніемъ, или продольно и подъ угломъ—склеиваніемъ, или
подъ угломъ—вязкою, если же соединеніе дѣлается торцами, то оно назы-
вается сращиваніемъ.
218
Сплачиваніе есть продольное соединеніе безъ клея деревянныхъ частей
при помощи шиповъ, шпонокъ и шпунтовъ.
Сплачиваніе бревенъ: а) Въ полукруглую натеску по длинѣ ихъ
(фиг. 402) производится для образованія стѣнки при устройствѣ срубовъ.
Для этого въ каждомъ бревнѣ, съ ниж- фиг.
ней его стороны, вынимаютъ полукруг-
лый пазъ, которымъ бревно и накла- ^^|||| 4
дывается на нижележащее бревно. Въ
мѣстахъ пересѣченія двухъ стѣнокъ въ у
каждомъ бревнѣ, отступя отъ конца
4 — 8 верш. сверху, дѣлаютъ врубку, чтобы вышележащее бревно вхо-
дило туда до половины. Для большей прочности соединеніе это, назы-
ваемое рубкою въ обло (въ чашку), можно дѣлать и съ присѣкомъ; при чемъ
въ нижележащемъ бревнѣ оставляется присѣкъ (зубъ), а въ соотвѣтствую-
щемъ ему мѣстѣ, въ верхнемъ бревнѣ, вырубается гнѣздо.
б) Со вставными шипами (фиг. 403) сплачиваніе производится такъ: въ
бревнахъ выдалбливаютъ, на разстояніи отъ Р/2 арш. до 1 саж.,-гнѣзда.
Въ нижележащее бревно вставляютъ шипы и на нихъ насаживаютъ, со-
отвѣтственными гнѣздами, верхнее бревно.
Сплачиваніе досокъ: А) Въ закрой (фиг. 404). Въ каждомъ ребрѣ
доски выбирается четверть въ половину ея толщины и плотно пригоняется
къ такой же четверти другой доски. Доски толщиною не болѣе 1 дм.,
приготовленныя такимъ образомъ, идутъ для наружной обшивки и извѣстны
подъ именемъ рустика,
Фиг. 403. Фиг. 404.
Б) Въ ножевку (фиг. 405). Края досокъ стесываются наискось, при чемъ
одна кромка доски стесывается съ наружной стороны, другая же съ
внутренней. Такъ дѣлаютъ барачныя стѣны и заборы.
В) Шпонками (фиг. 406). Для предупрежденія коробленія, щитъ скрѣп-
ляется поперечными брусками, называемыми шпонками; для этого прежда
Фиг. 405. Фиг. 406.
219
всего надо плотно пристругать сосѣднія доски, сложить ихъ въ сжимъ
: вмѣстѣ, въ томъ порядкѣ, въ которомъ онѣ должны быть соединены и
закрѣпить клиньями.
Поперекъ длины щита вырубаютъ гнѣзда (косые пазы) на половину
толщины досокъ, или дѣлаютъ ихъ пилой (лучковой или ножевкой) и под-
чищаютъ стамеской; въ нихъ, безъ клея, загоняютъ, ударами молотка,
шпонки, изготовленныя по формѣ паза. Шпонки къ одному концу дѣлаются
нѣсколько уже, а поперечное сѣченіе ихъ имѣетъ видъ трапеціи. Такъ
сплачиваются доски въ дверяхъ.
Г) Въ шпунты (фиг. 407). Въ каждой доскѣ на одномъ ребрѣ выби-
рается шпунтъ, а на другомъ дѣлается гребень. При сплачиваніи досокъ
гребень одной изъ нихъ входитъ въ
шпунтъ другой. Это сплачиваніе счи-
тается самымъ лучшимъ; примѣняется въ
машинномъ производствѣ; для ручного—
медленно; дѣлается только столярами, плот-
ники же его избѣгаютъ. Оно производится
слѣдующимъ образомъ: прифуговавъ соеди-
няемыя доски намѣчаютъ на кромкахъ
ихъ, рейсмусомъ, двѣ параллельныя ризки,
на равномъ разстояніи отъ обоихъ реберъ
Фиг. 407.
опредѣляющія гнѣздо рейки,
кромки.
Намѣтивъ ризки, приступаютъ къ работѣ шпунтубелемъ; если шпунту-
бель не двойной, то, прежде чѣмъ пустить его въ дѣло, для правильнаго
направленія шпунтубеля, по ризкамъ, во всю длину паза, дѣлаютъ ста-
меской легкіе надрѣзы, выбирая надрѣзанныя волокна изъ намѣченнаго
паза. Подобравъ желѣзо шпунтубеля, шириною въ предполагаемый пазъ,
вставляютъ его въ канавку, продѣланную раньше, и затѣмъ непрерывнымъ
движеніемъ шпунтубеля слѣдуетъ пройти весь пазъ въ одинъ разъ. Если
работа производится двойнымъ шпунтубелемъ, то тогда дѣлать канавку
для его желѣзки нѣтъ надобности, такъ какъ фальшивая колодка, прилегая
уступомъ къ ребру доски, даетъ вѣрное направленіе желѣзкѣ. Когда
гнѣздо будетъ готово, то на другой доскѣ намѣчаютъ и отбираютъ гребень,
строго одинаковой ширины съ пазомъ, послѣ чего доски сплачиваютъ
порядкомъ, указаннымъ при изготовленіи щита.
Въ практикѣ употребляются шпунтовыя доски: толстыя отъ 2 до е21/2 дм.
для половъ, а тонкія отъ 3/4 до 1 дм. (подъ именемъ вагонки) для чи-
стыхъ внутреннихъ обшивокъ.
Д) На шипы: 1) При сращиваніи. Для связки дерева на шипы, прежде
всего слѣдуетъ оторцевать кромки досокъ по наугольнику, затѣмъ, зажавъ
ихъ вертикально въ верстакъ, провести, при помощи рейсмуса, черту, парал-
лельную торцу и въ разстояніи отъ него на толщину доски; очертивъ
шипы, выпиливаютъ ихъ острой, съ малымъ разводомъ, пилой вплоть до
чертъ. Потомъ берутъ другую доску, накладываютъ на нее первую и, очер-
220
тивъ самымъ точнымъ образомъ только что выпиленныя шипы, стамеской
и долотомъ выбираютъ въ краѣ доски гнѣзда для шиповъ, наблюдая,
чтобы шипы точно приходились къ гнѣз-
дамъ, не входя туго, не были слишкомъ
тонки и чтобы стѣнки гнѣздъ были хорошо
вычищены и плотно подогнаны (фиг. 408).
Затѣмъ гнѣзда, шипы и кромки — намазать
горячимъ клеемъ, плотно соединить ихъ
вмѣстѣ и поставить въ сухое мѣсто для
сушки.
Выдѣлка шиповъ. Намѣтивъ контуры
шиповъ, ихъ выдѣлываютъ пилой
или долотомъ, окончательная же отдѣлка граней ихъ производится ста-
меской. При выдѣлкѣ шиповъ нужно обращать вниманіе, чтобы боковыя
грани и сѣченіе шиповъ строго соотвѣтствовали гранямъ и сѣченію гнѣздъ
по всей ихъ глубинѣ. Если шипы не глухіе, то они дѣлаются немного
длиннѣе гнѣздъ, и по забивкѣ ихъ въ послѣднія, излишекъ шиповъ спи-
ливается.
2) При сплачиваніи доски плотно пригоняются продольными ихъ краями
(кромками) одна къ другой и выдалбливаются въ нихъ прямоугольныя
гнѣзда. Въ гнѣзда одной изъ досокъ вставляютъ шипы и излишекъ ихъ
длины, противъ глубины гнѣздъ второй доски — срѣзывается. Затѣмъ
вторая доска сплачивается съ первой насадкой
на шипы. Иногда шипы дѣлаются круглыми; тогда
они выстругиваются изъ твердаго дерева и заго-
няются съ клеемъ въ гнѣзда, высверленныя въ
обѣихъ кромкахъ соединяемыхъ досокъ (фиг. 409).
Гнѣзда эти, при наложеніи одной доски на дру-
гую, должны строго совпадать съ шипами и по
размѣрамъ соотвѣтствовать имъ.
Высверливаніе или долбленіе гнѣздъ подъ шипы
и вообще вся работа сплачиванія на шипы должна
производиться самымъ тщательнымъ образомъ; при
малѣйшемъ недосмотрѣ можно перекосить шипъ п
вмѣсто пользы онъ принесетъ вредъ, отведя неправильно насаженную
доску, отчего ея кромка не будетъ плотно прилегать къ кромкѣ сосѣд-
ней доски и весь щитъ отъ этого поведетъ.
Склеиваніе есть соединеніе нѣсколькихъ частей, при посредствѣ
клея, въ одно цѣлое. Склеиваемыя плоскости должны быть тщательно
пригнаны (прифугованы) одна къ другой. Разогрѣваютъ клей, обильно
намазываютъ оба ребра склеиваемыхъ частей, быстро складываютъ и за-
жимаютъ въ тиски жомы или струбцинки, для того, чтобы склеенныя
поверхности плотно прилегли бы одна къ другой, также и для вытѣсненія
внаружу излишка клея. Давленіе струбцинокъ, жомовъ или тисковъ по
221
всей площади склеиваемой поверхности должно быть равномѣрное, для
чего прокладываютъ клинья или брусья.
Склеиваніе двухъ досокъ. Для этого доски должны быть хорошо при-
гнаны (между кромками не должны просвѣчивать); затѣмъ оба ребра обильно
намазываютъ горячимъ клеемъ, быстро складываютъ вмѣстѣ и сильно сжи-
маютъ въ верстакѣ между гребенками такъ, чтобы излишній клей высту-
пилъ бы изъ мѣста соединенія досокъ. Если предварительно нагрѣть
склеиваемыя ребра, держа ихъ передъ огнемъ, и затѣмъ намазать горя-
чимъ клеемъ, то работа будетъ успѣшнѣе, такъ какъ нагрѣтое дерево
лучше впитываетъ въ себя клей. Доски, пролежавшія зажатыми около
6 часовъ, можно вынуть изъ тисковъ.
Склеиваніе щита. Чтобы соединить между собою кромками нѣсколько
досокъ, для образованія щита, ихъ прифуговываютъ, и когда двѣ сфу-
гованныя доски будутъ прилегать одна къ другой совершенно плотно,
безъ малѣйшаго просвѣта, то, сдѣлавъ отмѣтку на кромкахъ, чтобы не
перепутать при сборкѣ щита, нижнюю доску вынимаютъ изъ зажима и
вмѣсто нея вкладываютъ ту доску, которая передъ тѣмъ была верхней, и
къ другой ея кромкѣ, такимъ же образомъ, прифуговываютъ третью доску;
такъ поступаютъ до тѣхъ поръ, пока всѣ доски не будутъ прифугованы
одна къ другой. Когда доски будутъ пригнаны, приступаютъ къ склейкѣ
ихъ въ щитъ; соединеніе можетъ быть постепенное (при неопытномъ ра-
бочемъ) или одновременное, т. е. сразу (при опытномъ рабочемъ).
А) Постепенное склеиваніе состоитъ въ слѣдующемъ: сперва приго-
няютъ и склеиваютъ доски попарно, а потомъ пригоняютъ склееныя пары
одну къ другой и склеиваютъ ихъ.
Б) Одновременное склеиваніе, т. е. соединеніе всѣхъ досокъ сразу, произ-
водится слѣдующимъ образомъ: приготовляются бруски съ прямоуголь-
ными вырѣзами, глубина которыхъ должна превышать толщину доски, а
длина—нѣсколько болѣе ширины всѣхъ досокъ, взятыхъ вмѣстѣ; такіе
бруски, называемые жомами, замѣняютъ собой струбцинки; въ вырѣзъ
жомовъ кладутъ первую доску, кромку ея смазываютъ горячимъ клеемъ
и накладываютъ на нее слѣдующую доску, наблюдая, чтобы мѣтки ихъ
совпадали; кромка второй доски тоже смазывается клеемъ и на нее
накладываютъ третью доску и такъ далѣе, до окончательной склейки
всего щита.
Когда, такимъ образомъ, всѣ доски будутъ положены въ вырѣзъ жомовъ,
въ оставшіяся свободныя мѣста, между кромкой послѣдней доски и боковою
гранью вырѣза жома, осторожно, но туго, загоняютъ клинъ; при большихъ
размѣрахъ щита употребляютъ нѣсколько жомовъ. Если зажатыя въ жомы
доски будутъ выпучиваться, то положеніе ихъ можно исправить ударами
кіянки.
Собранный и склеенный щитъ ставятъ, не снимая жомовъ, въ теплое
мѣсто на одинъ день. Когда клей хорошо высохнетъ, щитъ вынпмаютъ
222
изъ жомовъ и, снявъ стамеской подтеки засохшаго клея, приступаютъ къ
окончательной отдѣлкѣ щита, т. е. выстругиваютъ плоскости и выравни-
ваютъ торцевыя кромки.
Склеиваніе щита при помощи реекъ — работа самая мѣшкотная, но
прочная; прибѣгаютъ къ ней рѣдко; производится она только столярами
и состоитъ въ слѣдующемъ: на обѣихъ кромкахъ соединяемыхъ досокъ
пробираютъ пазы, а рейку дѣлаютъ обыкновенно изъ крѣпкаго дуба и
такой ширины, чтобы она туго входила въ пазы. Приготовивъ пазы и
рейку, приступаютъ къ окончательному сплачиванію досокъ, для чего
кладутъ первую доску въ жомъ и смазавъ пазъ ея и рейку клеемъ, вго-
няютъ послѣднюю въ пазъ, затѣмъ нагоняютъ на рейку сверху вторую
доску, тоже предварительно смазанную по кромкѣ и пазу клеемъ, и зажавъ
доски въ жомы даютъ имъ высохнуть. Если доски коротки, тогда посту-
паютъ такъ: смазавъ кромки и пазы досокъ клеемъ, собираютъ всѣ доски
въ жомы и закрѣпляютъ клиномъ (не слишкомъ туго), образовавшійся изъ
нихъ щитъ укладываютъ на верстачную доску жомами книзу; затѣмъ, смазавъ
рейки со всѣхъ сторонъ горячимъ клеемъ, вставляютъ ихъ, нѣсколько
спущенными концами, въ торцевыя отверстія сомкнутаго паза и забиваютъ
быстрыми ударами молотка до тѣхъ поръ, пока скошенный конецъ не
выйдетъ на другой сторонѣ щита. Работу эту слѣдуетъ производить по
возможности быстрѣе, пока клей въ пазахъ йе остылъ.
Склеиваніе досокъ широкими плоскостями. Для этой работы доски тща-
тельно прифуговываются своими поверхностями; потомъ по нимъ прохо-
дятъ цинубелемъ для приданія поверхностямъ шероховатости; намазы-
ваются горячимъ клеемъ и зажимаются струбцинками. Для того, чтобы
доски при склейкѣ не коробились, ихъ накладываютъ такъ, чтобы волокна
ихъ взаимно пересѣкались; при такомъ положеніи, доски будутъ стремиться
коробиться въ разныя стороны и дѣйствіе одной будетъ парализоваться
дѣйствіемъ другой.
Приклеиваніе небольшой планки къ доскѣ. Для этого нужно намазать клеемъ
то мѣсто, гдѣ должна быть приклеена планка; затѣмъ положить планку
на это мѣсто и, сильно нажимая рукой, двигать ее медленно взадъ и
впередъ, чтобы лишній клей выдавился. Движеніе продолжаютъ до тѣхъ
поръ, пока не почувствуютъ, что кусокъ дерева начинаетъ приставать къ
доскѣ. Тогда нужно пододвинуть ее на должное мѣсто и въ вѣрномъ по-
ложеніи, и затѣмъ, придержавъ еще нѣкоторое время рукой, оставить.
Черезъ нѣсколько часовъ она уже совершенно пристанетъ.
Вклейка одного куска въ другой. Если требуется вклеить кусокъ въ
отверстіе, то нужно намазатѣ клеемъ какъ кусокъ, такъ и отверстіе и вста-
вить кусокъ въ отверстіе, выжавъ излишекъ клея.
Правила, соблюдаемыя при склеиваніи. Для склейки, кромѣ хорошаго ка-
чества клея, нужно соблюдать слѣдующія правила:
223
1) Толщина слоя клея должна быть очень небольшая; чѣмъ меньше
клея останется между склеенными поверхностями дерева, тѣмъ крѣпче
онѣ будутъ держаться.
2) Поверхности, предназначенныя къ наведенію клеемъ, должны быть
чисты и не имѣть жирныхъ пятенъ (напр. отъ прикосновенія къ нимъ
рукъ и т. п.); небольшое жирное пятно, попавшее на склеиваемыя поверх-
ности, не пропускаетъ сквозь себя клей и дѣлаетъ связь въ этомъ мѣстѣ
невозможной.
3) Лѣсъ, предназначенный для склеиванія, долженъ быть совершенно
сухой (для увеличенія впитыванія клея), въ противномъ случаѣ соеди-
неніе получается непрочное.
4) Твердыя породы дерева склеиваются труднѣе, чѣмъ мягкія, такъ
какъ послѣднія легче впитываютъ въ себя клей и поэтому прочнѣе склеи-
ваются. Дерево твердое требуетъ меньшаго количества клея, нежели
мягкое.
5) При склеиваніи торцевыхъ концовъ, полезно сперва намазать ихъ
жидкимъ клеемъ, дать высохнуть и затѣмъ уже приступать къ обыкновен-
ному склеиванію. Безъ этой предосторожности, волокна на торцахъ могутъ
сильно втянуть въ себя наведенный клей и между склеиваемыми поверхно-
стями останется мало связывающаго вещества.
6) При склеиваніи никогда не слѣдуетъ стирать вытекшій клей тот-
часъ послѣ склеиванія, потому что мягкій клей пачкаетъ поверхность
дерева настолько, что часто на гладкомъ и чистомъ деревѣ остаются
трудно исправимые слѣды. Нужно подождать до'тѣхъ поръ, пока клей
застынетъ, но не высохнетъ, и тогда его легко снять чѣмъ нибудь острымъ:
старымъ долотомъ, стамескою или другимъ инструментомъ.
7) Гладкія поверхности склеиваются менѣе прочно, чѣмъ поверхности
шероховатыя, поэтому по первымъ полезно проходить цинубелемъ. дѣлая
ихъ этимъ слегка шероховатыми.
8) Клей долженъ быть нагрѣтый, но не очень горячій; кромѣ того, быть
надлежащимъ образомъ сваренъ (стр. 51); какъ слишкомъ густой, такъ и
жидкій клей для работы вредны. Склеиваемые куски дерева должны быть
хорошо пригнаны и нагрѣты, если воздухъ холоденъ; безъ послѣдней
предосторожности клей застынетъ раньше, чѣмъ куски будутъ сложены.
9) Хорошая склейка не только не уступаетъ въ прочности цѣльному
дереву, но даже иногда оказывается прочнѣе его. Если клей былъ доста-
точно крѣпокъ и не застылъ на ребрахъ раньше, чѣмъ доски были сжаты,
то черезъ день предметъ бываетъ склеенъ такъ прочно, что скорѣе можно
переломить дерево въ свѣжемъ мѣстѣ, чѣмъ на склейкѣ, и если склеенный
предметъ не попадетъ въ сырое мѣсто, то онъ никогда не сломится.
Вязка. Вязкою называется соединеніе между собою деревянныхъ ча-
стей подъ различными углами. Способовъ этого соединенія есть нѣсколько
видовъ, главнѣйшіе изъ нихъ слѣдующіе:
224
А) При плотничныхъ работахъ: 1) Полу лапа (фиг. 410). Отступя отъ кон-
цовъ одного изъ соединяемыхъ брусьевъ на толщину дерева, конецъ
этотъ зарубаютъ наискось такъ,
чтобы отесанная часть имѣла у Фиг. 410.
корня толщину х/3 всей толщины
бруска, а у конца 2/3. Конецъ дру-
гого бруска отесывается такъ, чтобы
онъ пришелся вплотную къ концу =
перваго; для чего ему надо дать
размѣры, указанные на фигурѣ.
2) Прорѣзная лапа (фиг. 411). Торцы обоихъ брусьевъ дѣлятъ на три
равныя части. Въ одномъ брусѣ вынимаютъ среднюю треть, а въ другомъ—
стесываютъ обѣ крайнія трети (въ обоихъ брусьяхъ на длину, равную
толщинѣ дерева). Затѣмъ остается вставить шипъ въ прорѣзь и скрѣпить
гвоздемъ или нагелемъ.
3) Сковородень (фиг. 412) употребляется для скрѣпленія конца одного
бруса съ серединою другого. Въ этомъ случаѣ конецъ одного бруса, отступя
отъ торца на/ ширину другого, зарубается съ каждаго изъ боковъ на */8
своей ширины и отесывается наискось, не трогая торца, черезъ что полу-
чается шипъ въ видѣ трапеціи, по которому надо вырубить гнѣздо въ
серединѣ другого бруса. Если желаемъ первый брусъ соединить за подлицо
со вторымъ, то шипъ надо стесать на 2/3 его высоты.
4) Полу сковородень (фиг. 413) употребляется
чаще всего для соединенія частей, сходящихся
не подъ прямымъ угломъ. Конецъ бруса прикла-
дываютъ къ своему мѣсту подъ требуемымъ
угломъ, причерчиваютъ его и стесываютъ съ одной
стороны такъ, чтобы заплечикъ составлялъ */3 тол-
щины дерева.
Б) При столярныхъ работахъ: 1) Вязка въ при-
тычку (фиг. 414). Бруски кладутъ въ притычку
Фиг. 413.
225
рядомъ, сжимая струбцинками и на нихъ намѣчаютъ подъ угломъ въ 45°
ризку, затѣмъ эту ризку переносятъ на прочія рёбра брусковъ; заштрихо-
ванныя на рисункѣ части спиливаются заразъ
пилою. Разнявъ бруски и острогавъ по ризкѣ
намѣченныя плоскости, слѣдуетъ бруски сло-
жить подъ угломъ и склеить.
Вязка эта проста, но не прочна въ виду того,
что все соединеніе держится только вяжущей
силой клея.
2) Вязка въ полъ дерева или въ накладку (фиг. 415). Способъ этой вязки
виденъ на фигурѣ. Выемъ дѣлается на половину толщины бруска и
скрѣпляется клеемъ.
3) Вязка на шипы глухіе и сквозные (фиг. 416). Это соединеніе гораздо
прочнѣе двухъ первыхъ. Для прочности соединенія, по забивкѣ сквозныхъ
типовъ въ гнѣздо, въ торецъ шипа вгоняютъ деревянный клинъ, который,
распирая хвостъ шипа, не даетъ ему выскочить изъ гнѣзда. При встав-
леніи шипа въ гнѣздо, необходимо обѣ эти части смазать горячимъ клеемъ.
Фиг. 416.
4) Вязка угловъ ящика (фиг. 417). Для вязки угловъ ящика употреб-
ляется, такъ называемый, сковородный замокъ. Вязка этимъ замкомъ дѣ-
лается слѣдующимъ образомъ: на одной
изъ стѣнокъ ящика, составляющей уголъ,
продалбливаютъ гнѣзда, а на другой
вырѣзаютъ шипы, съ основаніемъ болѣе
узкимъ и съ уширенными концами.
Размѣтка этихъ типовъ производится
такъ: предназначенныя къ связкѣ доски
Фиг. 417.
выстругиваются, торцы ихъ тщательно выглаживаются и подгоняются подъ
прямымъ угломъ къ широкимъ плоскостямъ досокъ. Затѣмъ слѣдуетъ зажать
226
въ зажимъ верстака одну изъ досокъ торцемъ кверху, и взявъ рейсмусомъ
толщину той доски, которая будетъ связана съ закрѣпленною въ верстакъ,
дѣлаютъ ризку аб, параллельную ребру вг. Послѣ чего берутъ циркулемъ
величину, равную половинѣ толщины доски, откладываютъ ее по ребру, при
этомъ получатся точки: ж, з, и, к, л9 м. н. Изъ точекъ з и л проводятъ по
наугольнику, линіи зо и лп, перпендикулярныя къ ребру вг, при чемъ полу—
чатся на этомъ ребрѣ точки о и п\ по обѣ стороны этихъ точекъ откла-
дываютъ циркулемъ величины, равныя (каждая) х/4 толщины доски и
полученныя точки: р, с, т, у, соединяютъ ризками съ точками: ф, х, и, ч,
до линіи аб, а также съ точками: ж, и, к, м. Такимъ образомъ на доскѣ
получится точное изображеніе шиповъ и гнѣздъ. Размѣтивъ шипы, берутъ
пилу и дѣлаютъ ею надрѣзы по ризкѣ, оставляя небольшой запасъ на
окончательную очистку шиповъ; послѣдняя, т. е. очистка дѣлается доло-
томъ и стамеской. Размѣтка гнѣздъ на другой доскѣ производится по
тѣмъ же построеніямъ, съ тою лишь разницею, что части этихъ построеній
на первой доскѣ дѣлались на торцахъ, на второй же доскѣ на цлоской
сторонѣ и наоборотъ. Шипы, смазанные клеемъ, вгоняются въ гнѣзда уда-
рами молотка. Если, гдѣ либо, между шипомъ и гнѣздомъ, останется пустое
пространство, то, лучше всего, расщепить въ серединѣ шипъ, который
оказался малымъ, и вогнать въ него маленькій клинъ, предварительно
опущенный въ клей. Подобное соединеніе называется вязкою открытымъ
шипомъ, при болѣе же тщательныхъ работахъ соединенія угловъ произ-
водятся вязкою шипомъ въ потай или шипомъ въ усъ и въ потай.
Сращиваніе. Сращиваніе есть соединеніе бревенъ или брусьевъ по
ихъ длинѣ; оно бываетъ слѣдующихъ видовъ:
а) При плотничныхъ работахъ: 1) Прямая накладка (фиг. 418) дѣлается
такъ: концы брусьевъ отесываются въ полъ дерева, накладываются одинъ
на другой и скрѣпляются двумя нагелями, расположенными наискось.
2) Косая накладка (фиг. 419) дѣлается зарубаніемъ концовъ, сращи-
ваемыхъ брусьевъ на длину двойной толщины дерева.
Фиг. 418. Фиг. 419.
227
Толщина сращиваемыхъ скошенныхъ брусьевъ на копцахъ-1/^ при
началѣ скоса = 5/6 толщины бруса.
3) Косой зубъ (фиг. 420) похожъ на косую накладку, только по сре-
динѣ и поперекъ скоса, во всю его ширину зарубается зубъ (зубъ этотъ
не даетъ бревнамъ разойтись по длинѣ). Длина скашиваемыхъ частей=2х/2
толщины дерева. Конецъ скоса дѣлается въ х/12 толщины бруса, начало—
въ хх/12. Высота зуба въ х/6 толщины дерева.
4) Прямой натяжной зубъ (фиг. 421) дѣлается такъ: сращиваемый
конецъ (длиною 2х/2 толщины дерева) стесывается на 2/5 толщины его.
Отесанный конецъ дѣлятъ по длинѣ пополамъ.
Фиг. 420.
Фиг. 421.
Одна половина (конецъ) оставляется какъ есть, другая же утоняется
еще на х/5 толщины бруса. Также обдѣлывается и другой сращиваемый
конецъ.
Полученные такимъ образомъ два зуба отесываютъ такъ, чтобы между
ними получилось гнѣздо на толщину всего бруса (фиг. 422). Гнѣздо это
должно быть квадратнаго сѣченія; сторона квадрата х/5 толщины бруса;
въ гнѣздо вбивается нагель.
5) Косой натяжной зубъ (фиг. 423) тѣмъ отличается отъ прямого, что
скошенные концы его равняются длиною 4 толщинамъ бруса и зарубаются
наискось.
Фиг. 423.
Фиг. 422.
б) При столярныхъ работахъ: 1) Сращиваніе въ накладку. Сращиваніе въ
накладку состоитъ въ томъ, что концы соединяемыхъ частей спускаютъ
въ видѣ наклонной плоскости на нѣтъ. Для полученія правильнаго сое-
диненія, слѣдуетъ обращать вниманіе на возможно точную и правильную
пригонку соединяемыхъ плоскостей. Для образованія этихъ плоскостей
поступаютъ слѣдующимъ образомъ:
228
Соединяемые бруски (А и В) (фиг. 424) прежде всего тщательно
выстругиваютъ со всѣхъ сторонъ (кромѣ торцевъ, которые могутъ оста-
ваться неравными), чтобы получить два бруска совершенно правильной
формы и одинаковыхъ размѣровъ, затѣмъ складываютъ ихъ, какъ показано
на фигурѣ, продольными гранями вмѣстѣ, сжимаютъ струбцинкой и про-
водятъ по линейкѣ прямую линію; затѣмъ, не снимая струбцинокъ, пере-
водятъ полученную ризку на остальныя грани брусковъ, послѣ чего спи-
ливаютъ одновременно углы брусковъ; эту работу производятъ такъ, чтобы
разрѣзъ не задѣвалъ бы нанесенной раньше ризки, а шелъ бы рядомъ
съ нею и параллельно, при чемъ, пила не должна защепить волокна и тѣмъ
испортить брусья, для предупрежденія чего, лучше, доведя распиловку до
средины толщины брусковъ, перевернуть послѣдніе и окончить распиловку
съ- другой стороны. Спиливъ углы брусковъ, приступаютъ къ обстружкѣ
скошенныхъ граней, строго по намѣченнымъ ризкой плоскостямъ. Когда
, рубанокъ дойдетъ до одной изъ ризокъ, то выстругиваемая плоскость
должна въ то же время пересѣчься и съ другими ризками, а если этого
нѣтъ, значитъ плоскости перекошены и соединеніе получится неправиль-
ное. Убѣдившись въ правильности и плотности пригонки соединяемыхъ
частей, обмазываютъ ихъ горячимъ клеемъ, накладываютъ одну на другую
и, покрывъ накладками, сжимаютъ струбцинками.
Соединеніе двухъ досокъ производится такимъ же образомъ, только
для склейки доски зажимаются не въ одну, а въ двѣ струбцинки. Для боль-
шей прочности иногда срощенные концы (фиг. 425) соединяются болтами
или шурупами.
Фиг. 424.
2) Вилкой. Сращиваніе вилкой болѣе прочное, чѣмъ описанное выше,
но это соединеніе примѣнимо только тогда, когда соединяемыя части
имѣютъ толщину, достаточную для образованія вилки. Ходъ работъ при
этомъ слѣдующій (фиг. 426): прифуговавъ торцы соединяемыхъ брусковъ
или досокъ совершенно правильно, дѣлятъ толщину каждаго торца на три
равныя части двумя ризками, проведенными параллельно къ краямъ тор-
229
разстояніе,
Затѣмъ, по
Фиг. 426.
соединенія,
цевъ. Эти ризки переводятъ на ребра досокъ на требуемое
опредѣляемое глубиною вилки, которую желаютъ получить,
ризкамъ торцевъ дѣлаются два надрѣза пилою на глубину
вилки, при чемъ на томъ изъ торцевъ, на которомъ будетъ
гребень, ризки оставляются внутри надрѣзовъ пилы, а на
другомъ—: снаружи. Это необходимо для полученія запаса
на окончательную отдѣлку и пригонку гребня къ вилкѣ.
Послѣ этого наружныя части одного бруска спиливаютъ, во
второмъ же брускѣ, для образованія вилки, внутреннюю часть
выбираютъ узкой стамеской; какъ гребень, такъ и вилку
отчищаютъ и выглаживаютъ. Затѣмъ смазываютъ горячимъ
клеемъ, запускаютъ гребень въ вилку и, для прочности
скрѣпляютъ его нагелями и шурупами.
Гвозди, шпильки, нагели и другіе предметы, служащіе для
самостоятельныхъ соединеній и для увеличенія скрѣпленій.
Гвозди изготовляются изъ мягкаго желѣза или мѣди. По способу выдѣлки
желѣзные гвозди раздѣляются: на кованные (имѣющіе остропирамидаль-
ную форму), проволочные и рѣзанные; кованные гвозди при забивкѣ въ
дерево, легко колятъ его, проволочные же и рѣзанные, при вбивкѣ не
раскалываютъ дерева. Гвозди бываютъ квадратнаго и круглаго сѣченія.
Квадратные гвозди лучше держатся при забиваніи въ дерево и требуютъ
большаго усилія при выдергиваніи. Гвозди рѣзные, имѣющіе на ребрахъ
заусеницы, смоченные при работѣ водой или смолой, а также вбитые въ
твердое дерево держатся лучше.
Мѣдные«твозди дѣлаются только проволочные.
Шпильки изготовляются изъ желѣзной или мѣдной проволоки; дѣлаются
обыкновенно цилиндрической формы, а поэтому въ деревѣ держатся не
особенно прочно.
Нагелями называются деревянные гвозди. Они дѣлаются изъ твердыхъ
породъ дерева и вгоняются въ заранѣе просверленныя отверстія.
Болты употребляются для прочнаго скрѣпленія между собою нѣсколь-
кихъ деревянныхъ брусьевъ или бревенъ. Каждый болтъ имѣетъ на одномъ
концѣ квадратную головку, другой же конецъ навинтованъ и на него
навинчивается (квадратнаго или шестиугольнаго сѣченія) гайка. Подъ
гайки обыкновенно подкладываютъ шайбы.
Скобы служатъ для соединенія деревянныхъ частей и загоняются въ
дерево безъ предварительнаго просверливанія отверстій.
Хомуты—желѣзныя скрѣпленія, обнимающія соединяемыя между собою
деревянныя части. Они дѣлаются изъ полосового желѣза.
Наугольники употребляются для скрѣпленія двухъ брусьевъ, соединен-
ныхъ подъ угломъ.
Чистка дерева. Всѣ рѣжущіе и скоблящіе инструменты оставляютъ
на обрабатываемой поверхности замѣтныя царапины и шероховатостп,
230
очистка которыхъ, для лакированія и полировки дерева, производится:
циклей, шкуркой или пемзой.
Работа циклей производится слѣдующимъ образомъ: циклю берутъ
обѣими руками за широкія стороны такъ, чтобы большіе пальцы были бы
съ задней стороны, а остальные съ передней; поставивъ ее на острый край,
въ наклонномъ положеніи къ сторонѣ движенія, начинаютъ водить циклей
по поверхности дерева, преимущественно вдоль волоконъ, слегка надавли-
вая ребромъ, которое будетъ соскабливать съ поверхности мелкія стружки;
работу эту продолжаютъ до тѣхъ поръ, пока обрабатываемое дерево не
сдѣлается совершенно плоскимъ и гладкимъ. Если затѣмъ поверхность
потереть мягкими стружками, то она получитъ гладкій и красивый видъ.
Работа шкуркой (стр. 21) производится насухо, т. е. безъ масла. Для
чистки плоскихъ предметовъ, кусокъ шкурки накладываютъ на поверхность
предмета и водятъ по ней, слегка нажимая на шкурку обрѣзкомъ дощечки
или ладонью руки. Сначала новая шкурка всегда немного царапаетъ, пока
не оботрется, отчего процессъ чистки нѣсколько удлиняется. Для чистки
вогнутыхъ и выпуклыхъ поверхностей, работу лучше производить при
помощи деревяшекъ, соотвѣтствующихъ очертаніямъ даннаго издѣлія,
обернутыхъ шкуркой. Съ особой осторожностью надо чистить поверхности,
имѣющія острые углы, которые при малѣйшемъ невниманіи легко испортить.
Шлифовка (работа пемзою). Кусокъ пемзы, предназначенный для шли-
фовки, разрѣзаютъ на нѣсколько частей, послѣ чего трутъ одинъ кусокъ
о другой до тѣхъ поръ, пока поверхности разрѣзовъ не будутъ совершенно
гладки и безъ острыхъ угловъ. Тереть надо сначала насухо, а потомъ
съ масломъ. *
Подготовивъ такимъ образомъ пемзу, приступаютъ къ шлифовкѣ поверх-
ности дерева; она не представляетъ трудностей, но копотлива и однообразна.
Тереть дерево слѣдуетъ съ льнянымъ масломъ или свинымъ саломъ, сна-
чала поперекъ волоконъ, а затѣмъ, когда поверхность будетъ гладкой,
тогда вдоль волоконъ, нажимая очень осторожно. Можно также производить
шлифовку по непрерывнымъ круговымъ линіямъ. Во время работы необхо-
димо, время отъ времени, поверхность дерева очищать масляной тряпкой
отъ образовавшейся грязи. При чисткѣ дорогихъ и свѣтлыхъ сортовъ дерева
шлифовка производится насухо, масло не употребляется въ виду сохраненія
цвѣта дерева, темнѣющаго отъ него. Выпуклыя и вогнутыя части шли-
фуются пемзовой пудрой.
Полировка. Послѣ шлифовки, для приданія предмету красоты, а также
для предохраненія дерева отъ внѣшнихъ вредныхъ для него вліяній, пред-
метъ полируютъ, для чего очищаютъ его отъ масла и сала, если при поли-
ровкѣ они были употребляемы, въ виду того, что жировыя вещества пор-
тятъ полировку. Жиръ и масло удаляютъ съ поверхности протираніемъ ея
пучкомъ тонкихъ стружекъ, а затѣмъ—порошкомъ мѣла и магнезіи; для
этой же цѣли употребляютъ также трепелъ, который хорошо впитываетъ
231
въ себя масляныя вещества; но еще лучше промыть поверхность спиртомъ,
а затѣмъ, по выбору, произвести натираніе ея мѣломъ, магнезіею или
тонкимъ порошкомъ трепела.
Удаливъ жиръ, слѣдуетъ замазать и загладить малѣйшія щели и ды-
рочки; въ этомъ случаѣ поступаютъ различно, въ зависимости отъ породы
дерева, цвѣта его, а также и величины изъяновъ, которые хотятъ скрыть.
Свѣтлые сорта деревьевъ замазываютъ смѣсью воска съ мѣломъ, прибавляя
къ этому, .если необходимо, какой-нибудь минеральной краски, подходящей
подъ цвѣтъ древесины полируемаго дерева. Большія дырочки и щели
можно задѣлывать смѣсью опилокъ съ клеемъ или же густымъ копаловымъ
лакомъ съ подмѣсью опилокъ до густого тѣста, замазавъ которымъ и про-
сушивъ, чистятъ и полируютъ шкуркой и хвощемъ.
Когда всѣ эти подготовительныя работы окончены, приступаютъ къ
полировкѣ. Она состоитъ въ томъ, что на поверхность дерева наводятъ
равномѣрный и тонкій слой особаго состава, называемаго политурой. Для
чего берутъ кусочекъ старой шерстяной тряпочки, свертываютъ ее клуб-
комъ, величиною съ куриное яйцо, но такъ, чтобы нижняя сторона была бы
совершенно плоскою; послѣднюю смачиваютъ политурою и затѣмъ, взявъ
тряпочку изъ стараго (мягкаго) выношеннаго полотна и обмотавъ ею клу-
бочекъ, на нижнюю гладкую сторону наливаютъ нѣсколько капель сырого
льняного масла и начинаютъ проводить тряпочкой по поверхности дерева.
Когда политура израсходуется, клубокъ снова пропитываютъ ею и, обер-
нувъ опять полотномъ и смочивъ льнянымъ масломъ, продолжаютъ поли-
ровку. Если во время работы тряпочка будетъ приставать къ полируемой
поверхности, то это признакъ густой политуры и ее необходимо разбавить
спиртомъ.
Когда политура покроетъ всю поверхность дерева такъ, что она ста-
нетъ гладкой, то полотняную тряпочку замѣняютъ чистою, смоченною спир-
томъ, и вновь проводятъ по поверхности, пока она не сдѣлается совершенно
гладкой и блестящей. При этомъ не слѣдуетъ брать много спирта на тря-
почку, а только нѣсколько капель, такъ какъ излишекъ спирта можетъ
смыть и самую политуру. Полировку надо вести очень чисто, въ чистомъ,
сухомъ мѣстѣ, защищенномъ отъ пыли, ближе къ свѣту, чтобы удобнѣе
было слѣдить за работой. Во избѣжаніе образованія пятенъ на полируемой
поверхности, полировальную подушку не слѣдуетъ оставлять на ней.
Поверхность, покрытую политурой, надо хорошо просушить, давъ политурѣ
пропитать пазы дерева. Для того же, чтобы поверхность дерева сдѣлать
глаже и прочнѣе, слѣдуетъ, нѣсколько дней спустя, повторить полированіе.
При надобности, одновременно съ полировкой производится небольшая
подкраска дерева, для чего въ политуру прибавляютъ какое-нибудь кра-
сящее вещество въ порошкѣ; краска эта кладется тонкимъ слоемъ между
двумя полотняными тряпочками, обертывающими шерстяной клубочекъ,
при этомъ политура, пройдя черезъ слой краски, окрашиваетъ собой и
полируемый предметъ. 16
232
Рѣзныя работы и мелкія вещи не полируются, но покрываются лакомъ
въ этомъ случаѣ лакъ наносится кистью.
Лавированіе имѣетъ одинаковую цѣль съ полировкой, но произво-
дится проще и быстрѣе первой; отдѣлка поверхности для лакированія
требуетъ меньшей тщательности, чѣмъ для полированія, такъ какъ лакъ
гуще политуры, поэтому и закрываетъ легче изъяны неумѣлой работы.
Лакированіе производятъ ватой или кисточкой, въ зависимости отъ
сорта лака, при чемъ слѣдуетъ лакъ класть сразу, стараясь не проводить
два раза по одному мѣсту.
Лакъ иногда ложится неровно, т. е. гуще и жиже; исправить эту не-
ровность можно, употребивъ въ дѣло очень слабую разбавленную спиртомъ
политуру, при чемъ лакъ, растворяясь, выравнивается и поверхность дѣ-
лается гладкою и глянцевитою.
Очень часто глянецъ не получается послѣ перваго покрыванія лакомъ;
въ такомъ случаѣ нужно дать ему просохнуть и покрыть вторично, а если
и тогда не получится желаемаго красиваго вида, то нужно лакируемую
поверхность осторожно протереть тонкой шкуркой, не затрагивая лака, и
послѣ этого провести тонкій слой лака. Очень красивымъ и гладкимъ
выходитъ предметъ, если лакъ, предназначенный для послѣдняго покры-
ванія, разбавить обыкновеннымъ терпентиномъ. Пока отлакированная вещь
совершенно не высохнетъ, нужно беречь ее отъ пыли.
Вощѳніѳ, т. е. отдѣлка подъ воскъ. Отдѣлка подъ воскъ красива и
проста, но для многихъ породъ дерева непригодна.
Хорошо отдѣлываются такимъ способомъ: дубъ, красный букъ и орѣхъ.
Поверхность дерева для вощенія подготовляется такъ же, какъ и для
полировки, при этомъ чистка должна быть произведена насухо и только
при крайности можно употреблять олифу, какъ скоро высыхающее масло.
Составъ для вощенія слѣдующій: воскъ, скипидаръ или зеленое мыло,
съ незначительной прибавкой деревяннаго масла. Эту смѣсь сплавляютъ
въ котелкѣ, растираютъ на камнѣ и посредствомъ грубой суконки нати-
раютъ составомъ поверхность предмета до тѣхъ поръ, пока не получится
матовый блескъ. Поверхность, отдѣланная воскомъ, скоро тускнѣетъ, но
если ее протереть суконкою, то блескъ возобновляется прежній.
При первомъ покрываніи воскомъ слой воска часто ложится непрочно,
поэтому покрываніе дѣлается нѣсколько разъ, съ промежутками, хорошо
просушивая и протирая поверхность суконкою.
233
Токарное дѣло.
Назначеніе. Обработка вращающагося, при помощи особыхъ приспо-
собленій, предмета какимъ-либо рѣжущимъ или скоблящимъ инструмен-
томъ называется точеніемъ, а искусство производить эту работу—токар-
нымъ дѣломъ.
Въ оружейномъ дѣлѣ точеніе является необходимымъ подспорьемъ
ручной обработкѣ металловъ во всѣхъ тѣхъ случаяхъ, когда требуется
изготовить предметы съ правильными формами и притомъ съ возможно
меньшею затратою времени.
Товарные станки. Раздѣленіе на типы. Смотря по роду обтачивае-
маго матеріала, станки бываютъ разнаго устройства; для обработки дерева
употребляются станки простого типа, многія изъ частей которыхъ изготов-
лены изъ дерева; для обработки же металла служатъ станки металли-
ческіе, съ болѣе сложною конструкціей.
Токарный станокъ для работы по дереву (фиг. 427) состоитъ изъ деревян-
ной (дубовой, вязовой или буковой) станины, ножекъ, двухъ бабокъ, под-
ручника, махового колеса и подножки; бабки, подручникъ и маховикъ
отлиты изъ чугуна.
Фиг. 427.
Станина или постель а, съ прорѣзомъ,с, по серединѣ служитъ для
помѣщенія бабокъ и подручника, а также для перемѣщенія вдоль прорѣза
одной изъ бабокъ и подручника. Она укрѣплена на массивныхъ деревян-
ныхъ ножкахъ М, привинчиваемыхъ иногда къ полу и должна быть строго
вывѣрена по линейкѣ и наугольнику, чтобы на всемъ своемъ протяженіи
•была вполнѣ горизонтальна; для большей прочности на верхней части
станины привинчиваются желѣзныя пластинки, толщиною въ !/4 дюйма.
234
Передняя (лѣвая) бабка состоитъ изъ двухъ прочныхъ стоекъ, соеди-
ненныхъ внизу въ общее основаніе; верхняя часть правой стойки имѣетъ
видъ подшипника съ полукруглымъ отверстіемъ для помѣщенія мѣдныхъ
вкладышей, зажимаемыхъ крышкой и болтами. Въ подшипникѣ помѣ-
щается ось шпинделя (фиг. 428); послѣдняя представляетъ круглый сталь-
ной стержень, толщиной въ Р/2 дюйма; на правый конецъ его навинчи-
ваются патроны, куда вставляются обтачиваемые предметы, а лѣвый
конецъ имѣетъ неглубокое коническое углубленіе, въ которое упирается
остріе стального винта, пропу-
щеннаго сквозь отверстіе лѣвой
стойки бабки; на уступчикѣ к
укрѣпленъ деревянный, же-
лобчатый шкивъ т (фиг. 429),
при помощи котораго издѣлію
Фиг. 428.
Фиг. 429.
сообщается вращательное движеніе. Шейка а шпинделя должна плотно
лежать въ подшипникѣ и вращаться въ немъ легко; самый же шпиндель
долженъ быть совершенно прямъ, такъ какъ отъ прямизны его зависитъ
правильность работы. Основаніе бабки имѣетъ внизу выступъ, плотно
пригнанный въ прорѣзъ станины, и закрѣпляется намертво посредствомъ
завинтованнаго стержня и гайки. Высота, бабки дѣлается обыкновенно
около 8 дюймовъ, что даетъ возможность обтачивать предметы въ 14—
15 дюймовъ въ діаметрѣ.
Задняя (правая) подвижная бабка состоитъ изъ стойки съ каналомъ,
ось котораго находится на одной высотѣ съ осью шпинделя; черезъ ка-
налъ проходитъ пустотѣлый цилиндръ, а въ немъ помѣщается стальной
стержень, называемый центромъ; онъ имѣетъ конусную головку и вершина
его образуетъ вторую точку опоры для обтачиваемаго предмета; помощью
винта, снабженнаго рукоятью д, этотъ стержень передвигается влѣво или
вправо и окончательно закрѣпляется нажимнымъ винтомъ. Снизу эта бабка
имѣетъ прямоугольный шипъ, который, входя въ прорѣзъ станины, до-
пускаетъ продольное движеніе бабки, не позволяя въ то же время ей
уклоняться въ ту или другую сторону отъ своей продольной оси; снизу
шипа имѣется завинтованный стержень, на который навинчивается гайка,
служащая для закрѣпленія бабки неподвижно въ избранномъ мѣстѣ. Дви-
женіе бабки по прорѣзу станины должно быть легкое, а закрѣпленіе ея
въ любомъ мѣстѣ—прочное и вполнѣ надёжное.
Подручникъ і, служитъ для опоры руки съ инструментомъ во время
точенія; состоитъ изъ горизонтальной планки съ вертикальной полой
колонкой, въ которую свободно входитъ цилиндрическій стержень, съ го-
ризонтальной, скошенной наверху планкой, называемой ножемъ подруч-
ника. Подручникъ имѣетъ движеніе вдоль станины и можетъ быть за-
крѣпляемъ въ надлежащемъ мѣстѣ при помощи имѣющагося на немъ
винта; что же касается до ножа, то онъ можетъ быть поднимаемъ и опу-
235
скаемъ, а также поворачиваемъ въ правую или лѣвую сторону, т. е. при-
нимать относительно центра косвенное положеніе, и укрѣпляется въ этомъ
положеніи посредствомъ бокового, прижимного винта.
Маховое колесо ц (фиг. 427) служитъ для передачи вращательнаго
движенія обтачиваемому предмету; достигается это посредствомъ безконеч-
наго ремня, перекинутаго черезъ желобки колеса и шкива. Колесо это
укрѣпляется на колѣнчатой оси, соединенной тягой Тс съ деревянной под-
ножкой, приводимой въ движеніе ногой; надавливая на подножку, застав-
ляютъ вращаться маховое колесо и шкивъ въ одну и ту же сторону (на себя).
Ось маховика концами своими укрѣплена въ поперечинахъ ножекъ, между
желѣзными накладками. Маховикъ долженъ имѣть столько желобковъ,
сколько ихъ имѣется на шкивѣ, при чемъ у перваго они понижаются въ
одну, а у послѣдняго въ другую, противоположную сторону. Перекладывая
ремень съ одного желобка на другой, можно ускорить иди замедлить вра-
щеніе шпинделя, а слѣдовательно и круговое движеніе обтачиваемаго
издѣлія, не измѣняя скорости движенія маховика, что составляетъ большое
удобство для рабочаго.
Для приведенія металлическихъ токарныхъ станковъ во вращеніе иногда
употребляется маховое колесо большого діаметра, укрѣпляемое отдѣльно,
въ нѣкоторомъ разстояніи отъ станка.
На фиг. 430 показано устройство такого маховика. А—маховикъ, дере-
вянный, съ желѣзною осью и рукоятками Б и Б, лежащій въ подшипни-
кахъ деревянныхъ стоекъ Г. Г. поставленныхъ на рамѣ В, сдѣланной изъ
толстыхъ деревянныхъ брусковъ. Діаметръ маховика отъ 6—7 футовъ.
Этотъ маховикъ вполнѣ достаточенъ для приведенія въ дѣйствіе неболь-
шого токарнаго станка, при всѣхъ производимыхъ на немъ работахъ,
какъ то: обточкѣ, сверленіи, шлифовкѣ и т. д. Ремень перекидывается какъ
черезъ маховикъ, такъ равно и черезъ шкивъ станка и, такимъ образомъ,
движеніе отъ перваго передается послѣднему.
Л.
Ремень вырѣзается изъ сыромятной кожи и скручивается въ жгутъ;
концы его плотно и крѣпко сшиваются, дабы натяженіе ремня было бы
достаточное; вмѣсто сшиванія пользуются крючками, какъ изображено на
236
фиг. 431, или же соединеніе достигается просто помощью стальной про*
волоки, сгибаемой въ видѣ французской буквы 5 или русскаго С.
По прекращеніи работъ на то-
карномъ станкѣ, если маховикъ не
имѣетъ особыхъ приспособленій,
колѣнчатая часть оси, оттяги-
ваемая подножкой, . обыкновенно
Фиг. 431.
опускается внизъ. Для того, чтобы станокъ привести
во вращеніе, приходится давать толчокъ маховому
колесу рукой, что далеко не удобно; поэтому въ
нѣкоторыхъ станкахъ этотъ недостатокъ обходится
слѣдующимъ способомъ: одна изъ спицъ колеса
дѣлается болѣе массивной (фиг. 432), почему въ это
мѣсто и перемѣщается центръ тяжести всего ко-
леса; въ силу этого колесо при всякой его оста-
новкѣ будетъ неизбѣжно принимать одно и то же
положеніе съ центромъ тяжести внизу; если при
этомъ колесо такъ насажено на ось, что при его
покойномъ положеніи колѣно оси будетъ поднято
кверху и слегка наклонено впередъ, то такрй ста-
нокъ, конечно, можетъ быть приводимъ въ дви-
женіе однимъ непосредственнымъ нажатіемъ ногой
на подножку.
Токарный станокъ для работы по металлу (фиг. 433)
состоитъ изъ станины аб, на которой помѣщены
Фиг. 432.
Фиг. 433.
237
лѣвая бабка и, подручникъ с, сюппортъ у^ люнетъ ш, подвижная бабка
л, изъ махового колеса ф, ножекъ и подножки ч.
Станина—чугунная, съ прорѣзомъ по серединѣ—для передвиженія и
закрѣпленія находящихся на ней перечисленныхъ частей. На фиг. 434
можно видѣть поперечный разрѣзъ станины АБ; укрѣплена она на чугун-
ныхъ ножкахъ (е и г), привинчиваемыхъ, для большей устойчивости станка,
къ полу.
Для обтачиванія большихъ предметовъ, чтобы не поднимать высоко
центровъ, въ станинѣ около передней бабки дѣлается выемка (фиг. 441).
Бабки, подручникъ и шкивъ имѣютъ такое же устройство, какъ и выше-
описанные у станка для дерева, но шпиндель отличается различными
особенностями; напримѣръ, бываютъ сквозные шпиндели (фиг. 435) для про-
пуска сквозь каналъ ихъ длинныхъ обтачиваемыхъ издѣлій (прутовъ) и др.
Фиг. 434.
. Фиг. 435.
а Ъ
Сюппортъ у (фиг. 433). Поперекъ станины расположена чугунная, про-
долговатой формы, часть А (фиг. 436)—основаніе съ салазками; снизу имѣется
вырѣзъ й, охватывающій внутреннее ребро Ь верхней части станины
(фиг. 434) и допускающій передвиженіе сюппорта лишь вдоль станины; на
послѣдней неподвижно сюппортъ можетъ быть закрѣпляемъ помощью винта 5
и нажимной гайки х. Вдоль салазокъ А двигается, поперекъ станины,
чугунная каретка С, плотно охватывающая бока направляющихъ реберъ
салазокъ, что достигается, благодаря вдвинутой между салазками и карет-
кой, стальной шпонкѣ е, прижимаемой винтами д, 1г и і. Каретка перемѣ-
щается въ направленіи, перпендикулярномъ къ оси вращенія станка,
посредствомъ идущаго внутри вдоль всей коробки винта Л, вращаемаго
Фиг. 436. Фиг. 437.
х!
238
ручкой г и проходящаго черезъ гайку, сидящую на нижней поверхности
каретки и составляющей съ ней какъ бы одно цѣлое. Въ верхнюю часть
каретки наглухо вдѣланъ винтъ с; посредствомъ этого винта и гайки т на
кареткѣ укрѣплена верхняя часть сюппорта, представляющая въ сущности
то же устройство, что и первая; она также состоитъ изъ основанія,
по длинѣ котораго движется, при вращеніи ручки г, каретка Е; снизу
основаніе имѣетъ видъ купола & съ выемкой для свободнаго доступа къ
гайкѣ ш. На верхней кареткѣ при помощи накладки, нажимной гайки и
упорнаго Цинта укрѣпляется совершенно неподвижно рѣзецъ. Чтобы дать
возможность самому токарю вывѣрить сюппортъ и установить точное
взаимно-перпендикулярное положеніе его частей,—на верхней поверхности
нижней каретки наносится нѣкоторая часть окружности, съ нулемъ по
серединѣ и хотя произвольными, но равными между собою дѣленіями въ
ту и другую сторону отъ послѣдняго. По этой окружности перемѣщается
стрѣлка. укрѣпленная на передней поверхности купола и, слѣдовательно,
двигающаяся вмѣстѣ съ верхнею частью сюппорта (фиг. 438).
Фиг. 438.
Люнетъ (фиг. 433, ш) или опорная стойка служитъ для поддержанія
при обточкѣ издѣлія значительной длины въ правильномъ положеніи, при
которомъ устраняется дрожаніе или погибъ издѣлія. Онъ состоитъ изъ
239
основанія и рамы (фиг. 439), соединенныхъ посредствомъ болта; на рамѣ
имѣются деревянные вкладыши, прижимаемые планкой съ однимъ или
двумя винтами.
Токарный станокъ съ переборомъ. Когда желательно получить болѣе
равномѣрное, хотя и замедленное движеніе, то употребляютъ станки съ
переборомъ.
Устройство перебора показано на фиг. 440. Правый конецъ шпинделя
какъ и въ описанномъ выше станкѣ, лежитъ въ подшипникѣ В; на шпин-
дель крѣпко насажено зубчатое колесо а, которое по своему діаметру
равно наибольшему діаметру непосредственно слѣдующаго за нимъ шкива В.
Шкивъ этотъ и далѣе за нимъ небольшая шестерня с имѣютъ свою соб-
ственную ось /*, внутри полую и надѣвающуюся на шпиндель. Ось эта со
шкивомъ и шестерней могутъ вращаться независимо отъ шпинделя, но
для того, чтобы при движеніи круга заставить вращаться и самый шпин-
дель, зубчатка а должна быть прижата къ шкиву помощью особой гайки і;
шпиндель 8 входитъ во второй свой подшипникъ В1 и, наконецъ, уже
внѣ бабки, оканчивается коническимъ остріемъ упирающимся въ вер-
хушку винта д съ двумя гайками 0.0. На подшипникахъ, лежащихъ въ
двухъ боковыхъ упорахъ бабки АВ. расположена параллельно шпинделю
ось еѵп; на ней плотно насажено зубчатое колесо й и шестерня Ъ. такихъ же
размѣровъ, что и вышеупомянутые а и с, только расположены они, какъ
показано на фиг. 440, въ обратномъ порядкѣ. Благодаря двумъ проточкамъ
на лѣвомъ концѣ оси е и шпилькѣ Ъ. вся эта система можетъ быть уста-
навливаема двояко: или какъ намѣчено пунктиромъ, въ каковомъ положе-
ніи она бездѣйствуетъ, или же она можетъ быть передвинута влѣво такъ,
что устанавливается сцѣпленіе съ зубчатымъ колесомъ а и съ шестерней с
шпинделя.
Фиг. 440.
Если обѣ шестерни с и Ъ менѣе соотвѣтствующихъ зубчатыхъ колесъ
а и А въ 10 разъ, то при 100 оборотахъ шкива и шестерни с зубчатое
колесо А съ его шестерней Ъ. словомъ, весь переборъ сдѣлаютъ лишь
10 оборотовъ; зубчатое же колесо а. разобщенное со шкивомъ,—только
240
одинъ оборотъ. Такимъ .образомъ, замедленіе будетъ въ сто разъ, но соот-
вѣтственно этому получается и выигрышъ въ силѣ, хотя, впрочемъ, и не
въ сто разъ (треніе), но, во всякомъ случаѣ, очень большой. При этомъ
никогда не слѣдуетъ забывать, чтобы зубчатое колесо а было разобщено
отъ шкива, для чего нажимная гайка і должна быть отпущена.
Самоходъ. Сюппортъ токарнаго станка съ самоходомъ (фиг. 441) отли-
чается отъ обыкновеннаго сюппорта большею массивностью и постановкою.
На нижней поверхности сюппорта укрѣпленъ придатокъ, имѣющій -гори-
зонтальный каналъ съ винтовою нарѣзкой, которою эта часть сюппорта,
какъ гайка, надѣта на винтъ червякъ, идущій вдоль всего станка. Лѣвый
конецъ червяка имѣетъ зубчатое колесо, которое при посредствѣ проме-
жуточныхъ колесъ можетъ быть приводимо въ соединеніе съ тою шестер-
ней х (фиг. 440), которая укрѣплена на лѣвомъ концѣ шпинделя. По уста-
новкѣ такой связи, при перемѣщеніи самохода, въ результатѣ получается
передвиженіе всего сюппорта вправо или влѣво, смотря по движенію шкива.
Для того, чтобы, не мѣняя направленіе маховика, сообщать сюппорту
правое или лѣвое движеніе, промежуточная между шпинделемъ и червя-
комъ (винтомъ) шестерня дѣлается двойною, такъ что, спуская или под-
нимая рычагъ, на концѣ котораго сидятъ эти шестерни, соединяется со
шпинделемъ х та или другая изъ нихъ, сообразно съ чѣмъ и получается
лѣвое или правое движеніе сюппорта; устанавливая же рычагъ по сере-
динѣ, совершенно разобщается шестерня отъ шпинделя и, слѣдовательно,
прекращается самоходъ; послѣдній можетъ работать просто, или же съ
переборомъ.
Фиг. 441.
241
На фиг. 442 изображена передача въ простѣйшемъ видѣ, а именно
между шпинделемъ 8 и червякомъ Б лежитъ одна лишь передача съ ея
шестерней Т.
Правая бабка при самоходѣ дѣлается двой-
ною, состоящею изъ основанія и верха, кото-
рые закрѣпляются вмѣстѣ однимъ общимъ
винтомъ; при вращеніи этого винта верхъ
бабки двигается въ плоскости, перпендику-
лярной къ продольной оси самоточки; дѣ-
лается это съ цѣлью дать возможность про-
изводить точку на конусъ, такъ какъ при
самоходѣ сюппортъ нельзя поворачивать въ
стороны, какъ въ обыкновенномъ станкѣ;
необходимо также замѣтить, что сюппортъ въ самоточкѣ не можетъ передви-
гаться просто руками; для этого въ самоточкѣ пользуются винтомъ, вращая
его при помощи рукоятки въ ту или другую стороны.
Токарные станки для нарѣзки винтовъ. Станокъ съ винторѣзнымъ ходомъ.
Такой ходъ достигается при посредствѣ особаго винтового патрона, имѣю-
щаго видъ короткаго, полаго внутри, винтового отрѣзка т (фиг. 443),
закрѣпляемаго на лѣвомъ (заднемъ) концѣ шпинделя. Нарѣзка патрона
имѣетъ отъ 8—16 винтовыхъ ходовъ, которые должны соотвѣтствовать
винтамъ данной гребенки, т. е. особаго рѣзца (фиг. 444), вставляемаго Въ
сюппортъ. Положивъ такой патронъ на полулунный отрѣзокъ подходящей
по числу нитокъ гайки г (регистръ), получается, кромѣ вращательнаго дви-
женія шпинделя и закрѣпленнаго въ немъ предмета, еще и поступатель-
ное движеніе по длинѣ станка. Оба конца шпинделя 8 лежатъ при этомъ
въ цилиндрическихъ подшипникахъ Д а самъ нарѣзаемый предметъ
закрѣпляется не между центрами, а только однимъ своимъ концомъ. Что
касается до винтовыхъ ходовъ розетки г, то они нарѣзаются по окружности
вращающагося на своемъ центрѣ кружка, на которомъ обыкновенно помѣ-
щается 6—8 различныхъ по числу нитокъ нарѣзокъ. Розетка помѣщается
на подвижной пластинкѣ О, поднимаемой и опускаемой помощью рычага
Л, сообразно съ чѣмъ устанавливается или прекращается продольное
движеніе шпинделя 8, при этомъ вмѣстѣ съ пластинкой О на шпиндель
Фиг. 443. фиг- 444-
242
опускается полукруглое сѣдло, и, которое и не позволяетъ ему и желобчатому
шкиву Т, при вращеніи ихъ, уклоняться въ сторону
Наиболѣе совершенное производство работы по нарѣзкѣ винтовъ полу-
чается при пользованіи самоходомъ. Чтобы имѣть возможность нарѣзать,
по желанію, любое число нитокъ, всякій самоходъ долженъ имѣть извѣст-
ный запасъ различной величины зубчатыхъ колесъ и таблицу соче-
таній.
Токарные станки для фрезовыхъ работъ. Фрезованіе—это выбираніе бо-
роздъ и снятіе частей поверхностей съ цѣлью приготовленія, напр., зубча-
тыхъ колесъ, выемокъ на какихъ-либо предметахъ и т. п., на извѣстномъ
одна отъ другой разстояніяхъ. Для этой цѣли существуютъ спеціальныя
фрезовыя машины; однако работы эти, при нѣкоторыхъ приспособленіяхъ,
могутъ производиться и на токарномъ станкѣ.
Для укрѣпленія даннаго предмета въ станкѣ неподвижно и для под-
веденія подъ фрезеръ опредѣленныхъ точекъ его поверхности служитъ
дѣлительный кругъ, представляющій собою дискъ (фиг.
445), укрѣпленный на оси лѣвой бабки, или въ видѣ
самостоятельнаго, болѣе или менѣе массивнаго латун-
наго круга, навинчиваемаго на шпиндель. На дискѣ
нанесено нѣсколько концентрическихъ окружностей, изъ
которыхъ каждая раздѣлена на извѣстное число рав-
ныхъ частей; дѣленія эти засверлены на нѣкоторую
глубину, при чемъ въ нихъ можетъ входить остріе а
особаго крючка Б, который долженъ плотно входить въ
эти углубленія, и, такимъ образомъ, шкивъ Б, а слѣдова-
тельно и самый предметъ могутъ быть укрѣплены на
любомъ изъ дѣленій круга. Устанавливая остріе крючка
Фиг. 445.
послѣдовательно на всѣхъ, напримѣръ, 60 дѣленіяхъ, и проводя каждый
разъ на поверхности даннаго цилиндра продольную черту помощью за-
жатаго въ сюппортѣ рѣзца, раздѣляютъ всю поверхность цилиндра на
60 равныхъ частей; устанавливая же крючекъ черезъ одно или черезъ
два дѣленія, раздѣляютъ поверхность цилиндра на 30 или на 20 частей.
Употребляя вмѣсто рѣзца широкій фрезеръ, вращающійся въ горизон-
тальной плоскости, получаютъ уже не черточки, а бороздки, словомъ—
зубчатое колесо.
Для сообщенія фрезеру вращательнаго движенія вокругъ его оси, при
полной неподвижности обрабатываемаго предмета, служитъ система, блоковъ
и зубчатыхъ колесъ, соединенныхъ безконечными ремнями съ маховикомъ.
На фиг. 446 изображенъ такой фрезерный токарный станокъ.
Фрезовая вилка (фиг. 447), вставляемая въ обыкновенный или подъем-
ный сюппортъ, состоитъ изъ собственно вилки і, отливаемой изъ мѣди и
укрѣпленной на стальномъ отрѣзкѣ, который непосредственно закрѣп-
ляется въ верхней части сюппорта на мѣстѣ рѣзца. Вилка имѣетъ вра-
243
щающуюся на центрахъ ось до, на которой насажены роликъ о для без-
конечнаго ремня и фрезеръ /*.
Фиг. 446.
Форма фрезовъ, т. е. вѣрнѣе зубцовъ ихъ, отличается большимъ разно-
образіемъ. Вообще же различаютъ фрезеры узкіе—для желобковъ и широкіе—
для фрезованія поверхностей; оба такіе фрезеры изображены на фиг. 448
Фиг. 448.
На фигурѣ 449 представленъ токарный станокъ съ подъемными сюп-
портами и бабками, пригодный для фрезовыхъ работъ.
Токарные станки съ механическимъ двигателемъ (керосиновымъ, газовымъ
или паровымъ) приводятся въ движеніе посредствомъ особаго привода и
244
общаго для всей мастерской передаточнаго вала (фиг. 450), вращаемаго
спеціальнымъ двигателемъ. Лежащій в*ь подвѣскахъ проводъ имѣетъ два
Фиг. 449.
Фиг. 450.
шкива, изъ которыхъ одинъ вра-
щается на валу свободно (холостой),
а другой, закрѣпленный на шпонкѣ,
рабочій, посредствомъ особаго приспо-
собленія, можетъ по своему усмотрѣ-
нію то пускать въ ходъ, то останав-
ливать. Обыкновенно передаточный
ремень идетъ отъ ступенчатаго шкива
привода къ такому же ступенчатому
шкиву шпинделя станка. Ремни (пере-
даточные) бываютъ открытые (какъ
на фиг. 450) или перекрещивающіеся.
При надѣваніи ремней на двигаю-
щійся шкивъ, а также при соскаки-
ваніи съ него ремня легко возможны
несчастія съ рабочими, а также и
порча различныхъ частей машинъ. Въ
предупрежденіе этого предложены
различныя приспособленія; напр., на
мый накладыватель ремней.
фиг. 451 изображенъ такъ называе-
245
При небольшихъ шкивахъ и небольшомъ числѣ оборотовъ державка
вращается непосредственно на оси, при шкивахъ же большой величины
и при большомъ числѣ оборотовъ, непосредственно возлѣ самаго шкива
помѣщаютъ подвѣску, имѣющую внизу и со стороны, обращенной къ шкиву,
два шипа, изъ коихъ одинъ служитъ для державки точкой вращенія, а
второй точкой опоры. При такихъ условіяхъ соскочившій безконечный
ремень ложится не на вращающійся валъ, а на ручку и ступицу рычага,
и уже однимъ этимъ предотвращается опасность навиванія ремня. На концѣ
державки имѣется кнопка позволяющая захватывать и извѣстнымъ обра-
зомъ вращать державку при посредствѣ особой штанги; при этомъ ручка
проходитъ на нѣсколько сантиметровъ надъ окружностью шкива и при-
поднятый ею ремень соскальзываетъ съ наклоненной въ сторону ручки на
шкивъ. Ремень ложится на шкивъ лишь своей частью, но, благодаря вра-
щенію послѣдняго, охватываетъ затѣмъ соотвѣтствующую его часть вполнѣ.
Фиг. 451.
Патроны для товарныхъ станковъ. Патронами называются при-
боры, служащіе для закрѣпленія обтачиваемаго издѣлія въ станкѣ. Въ
правый конецъ патрона вставляется обтачиваемая вещь, а лѣвымъ кон-
цомъ патронъ навертывается на шпиндель станка. Патроны дѣлаются изъ
мѣди или чугуна, иногда же изъ дерева.
Трезубецъ или вилка (фиг. 452) состоитъ изъ полаго стаканчика съ
внутреннею винтовою нарѣзкой, посредствомъ которой онъ навинчивается
на шпиндель х); на другой сторонѣ имѣется плоскій гребень съ тремя
зубцами с, й, с; зубцы эти прямы, заострены и распре- $иг. 452
дѣлены такъ, что средній зубъ (й) совпадаетъ съ осью вра-
щенія шпинделя. Отверстіе, находящееся на вилкѣ, пред-
назначено для удобства отвинчиванія и навинчиванія
трезубца на шпиндель, при помощи шпильки. Трезубецъ
употребляется только лишь при обтачиваніи дерева. Удобство его заклю-
чается, главнымъ образомъ, въ простотѣ пользованія, неудобство же со-
9 Трезубецъвставляется также въ капалъ шпинделя или въ центровой патронъ.
246
стоитъ въ трудности сохранить параллельность осей вилки и вколачи-
ваемаго на нее куска дерева.
Чашечный патронъ (фиг. 453) состоитъ изъ толстостѣннаго стаканчика,
на одномъ концѣ котораго сдѣлана винтовая нарѣзка для навинчиванія
на шпиндель, а другой конецъ служитъ
для закрѣпленія въ немъ лѣваго конца
куска дерева, предварительно обдѣлы-
ваемаго такъ, чтобы конецъ этотъ туго
входилъ въ патронъ и чтобы продольная
ось дерева совпадала съ продольною осью
патрона. Чашечный патронъ употребляется,
Фиг. 453.
главнымъ образомъ, въ тѣхъ случаяхъ, когда требуется выточить глубокія
внутреннія полости и вообще простыя вещи, которыя неудобно закрѣпить
на трезубецъ.
Патронъ съ наклейкой. Въ предыдущій патронъ трудно загонять дерево,
да къ тому же въ него можно вправлять только болванки съ продольными
слоями дерева. Если потребуется выточить предметъ сравнительно боль-
шого діаметра и небольшой длины, какъ, напримѣръ, доску для столика,
то употребляется патронъ, изображенный на фиг. 454. Такой патронъ
точится изъ корельской березы или выплавка бѣлаго бука. Съ < одной сто-
роны въ него вставляется на рыбьемъ Фиг. 454.
клею металлическая или деревянная
гайка а для навинчиванія на шпиндель,
съ другой же стороны дѣлается толстая
внутренняя рѣзьба Ъ посредствомъ про-
стой винтильни. Необходимую принад-
лежность такого патрона составляютъ
наклейки или грибку они имѣютъ форму цилиндрика с, снабженнаго
хвостомъ съ винтовою нарѣзкой, подходящей къ нарѣзкѣ патрона. На-
клейки накладываются на кружокъ, который предстоитъ обтачивать; наливъ
на середину его, предварительно, столярнаго клея и прижавъ наклейку
къ кружку, оставляютъ ихъ для просушки въ тепломъ мѣстѣ.
Патронъ съ винтами (фиг. 455) по формѣ сходенъ съ чашечнымъ патро-
номъ; обтачиваемая вещь укрѣпляется въ патронѣ шестью или восемью
винтами, которые располо-
жены крестообразно, при
чемъ первые четыре винта
идутъ по окружности, не-
далеко отъ краевъ патрона,
другіе же четыре винта —
немного выше дна чашки.
Фиг. 455.
Головки винтовъ .обыкновенно запиливаются на квадратъ и винты завин-
чиваются помощью ключа. Патронъ этотъ хорошъ, а въ нѣкоторыхъ случаяхъ
247
даже незамѣнимъ, особенно тамъ, гдѣ противоположный конецъ обтачи-
ваемаго предмета долженъ оставаться свободнымъ, но имѣетъ и недостатки:
требуетъ опытности въ установкѣ; винты, зажимая обрабатываемый мате-
ріалъ, оставляютъ иногда слѣды и, кромѣ того, самый патронъ мало при-
годенъ для обтачиванія вещей очень короткихъ.
Патронъ съ вкладышами (фиг. 456) употребляется для обточки металли-
ческихъ предметовъ; имѣетъ видъ шайбы съ прорѣзомъ по серединѣ, въ
которомъ двигаются двѣ плашки
а и й, и между ними зажимается
обтачиваемый предметъ; закрѣ-
пляются плашки двумя нажим-
ными винтами съ квадратными
головками. Этотъ же патронъ слу-
житъ для сверленія, для чего сверло
вставляется между плашками. Пра-
Фиг. 456.
вильное положеніе предмета или сверла въ немъ зависитъ отъ равно-
мѣрнаго зажиманія плашекъ винтами.
Впрочемъ, для вставки сверлъ при сверленіи употребляются патроны
разныхъ видовъ; одинъ изъ нихъ изображенъ на фиг. 457.
Фиг. 457.
Центровой патронъ (фиг. 458) употребляется при обработкѣ дерева и
металловъ; состоитъ изъ чугуннаго кружка или шайбы, навинчиваемой
на шпиндель; въ отверстіе, имѣющееся съ
другой стороны, вставляется неподвижно
стальной конусообразный стержень с, на-
зываемый центромъ, въ вершину котораго
упирается лѣвый конецъ обтачиваемаго
предмета, а другой его конецъ—въ центръ
правой бабки.
Чтобы заставить предметъ вращаться
вмѣстѣ съ патрономъ, служитъ поводокъ
Фиг. 458.
17
248
или палецъ е, прочно укрѣпленный въ шайбѣ, и хомутикъ (фиг. 459),
надѣваемый на лѣвый конецъ предмета такъ, чтобы хвостъ его задѣвалъ бы
за поводокъ и, какъ показано на фиг. 460, гдѣ. центровой патронъ ж,
кромѣ того, и нѣсколько другого вида.
Планшайба (фиг. 461) предназначена для закрѣпленія, при обтачиваніи,
большихъ предметовъ; состоитъ изъ чугуннаго круга съ четырьмя радіаль-
ными прорѣзами по направленію двухъ
взаимно-перпендикулярныхъ діаметровъ. По
длинѣ этихъ прорѣзовъ двигаются на винтахъ
четыре кулака ступенчатой формы, между
которыми зажимается предметъ. Въ проме-
жуткахъ между четырьмя прорѣзами план-
шайба имѣетъ нѣсколько короткихъ прорѣзей
на случай закрѣпленія предмета при помощи
болтовъ.
Американскій или универсальный патронъ
(фиг. 462). Главная его особенность въ томъ,
что кулаки двигаются одновременно, къ се-
рединѣ, по прорѣзамъ, съ трехъ сторонъ,
Фиг. 462.
249
центруя бъ то же время вставленный въ него предметъ. Въ однихъ образ-
цахъ кулаки передвигаются посредствомъ ключа, въ другихъ—при помощи
двухъ рычаговъ, вставляемыхъ въ отверстія, па боковой поверхности двухъ
частей, изъ которыхъ одна ввинчивается въ другую.
Изслѣдованіе и сбереженіе станка. При покупкѣ новаго, а тѣмъ
болѣе подержаннаго станка, прежде всего должно обратить вниманіе на
центръ правой (задней) бабки и изслѣдовать, точно ли онъ совпадаетъ
съ продолженіемъ оси шпинделя, при любомъ положеніи самой бабки.
Разъ этого нѣтъ, то данный станокъ не можетъ быть употребляемъ для
обтачиванія точныхъ цилиндровъ. Изслѣдованіе производится такимъ обра-
зомъ, что между центрами станка закрѣпляютъ соотвѣтственной длины
цилиндрическій отрѣзокъ, лучше всего стальной, и обтачиваютъ его при
содѣйствіи сюппорта^ отнюдь не измѣняя , во все время работы положенія
рѣзца. Затѣмъ, измѣняя цилиндръ, убѣждаются, дѣйствительно ли онъ
имѣетъ одинаковый діаметръ на всемъ своемъ протяженіи. Если во время
обтачиванія не произошло выгибанія и оказывается, что діаметры полу-
ченнаго предмета постепенно уменьшаются отъ одного конца къ другому,
то центръ правой бабки, значитъ, не вѣренъ, или же ось шпинделя не
нормальна къ ребрамъ станины.
О неправильности центра* правой бабки легко судить, дѣлая повтор-
ныя пробныя обтачиванія при различной степени его раздвиганія (подвин-
чиванія); неправильность при этомъ будетъ увеличиваться или уменьшаться.
По формѣ обточеннаго предмета, именно смотря по тому—толще онъ
или, тоньше со стороны правой бабки,—легко опредѣляется и то направ-
леніе, по которому послѣднюю небходимо передвинуть на ребрахъ.
Неправильное положеніе шпинделя узнается тѣмъ, что на него навин-
чиваютъ планшайбу и, приложивъ къ послѣдней угольникъ, смотрятъ,
совпадаетъ ли его свободный край съ краемъ внутреннихъ реберъ станинъ.
Угольникъ должно прикладывать въ различныхъ положеніяхъ. Такимъ
образомъ,. вопросъ можетъ быть рѣшенъ очень скоро, предполагая при
этомъ, что планшайба стоитъ по отношенію къ шпинделю вполнѣ перпенди-
кулярно и что угольникъ вѣренъ.
Пріобрѣтая станокъ, не мѣшаетъ также удостовѣриться, что его ходо-
вой винтъ (червякъ) дѣйствительно имѣетъ всюду одинаковый размѣръ и
вообще правильную, тщательно сдѣланную нарѣзку, потому что неправиль-
ность послѣдней будетъ отражаться на всякомъ винтѣ, нарѣзанномъ на
токарномъ станкѣ. Точно также слѣдуетъ избѣгать, по возможности, и
мертвыхъ ходовъ, какъ по отношенію къ предыдущему винту, такъ равно
и' по отношенію къ винтамъ сюппорта.
Токарный станокъ долженъ быть располагаемъ дальше отъ печки и
солнечныхъ лучей, въ просторной и свѣтлой комнатѣ. Особенно внима-
тельно слѣдуетъ относиться къ станку деревянному, такъ какъ такой
станокъ отъ солнца и жары легко можетъ разсохнуться и расшататься.
250
Для хорошаго содержанія станка безусловно необходимо, чтобы всѣ
его подшипники смазывались масломъ самымъ тщательнымъ образомъ и
чтобы въ случаѣ ихъ изнашиванія немедленно дѣлались соотвѣтственныя
исправленія. Мѣста, требующія особенно внимательнаго смазыванія, суть:
подшипники для обоихъ концовъ шпинделя, упирающій въ шпиндель
центръ задней (лѣвой) стойки, центры, на которыхъ держится подножка
и ось маховика (валъ), колѣнчатый изгибъ послѣдней, подшипники винта,
передвигающаго сюппортъ, гайки винтовъ сюппорта, сами винты и т. д.
Передъ тѣмъ какъ начать работу на станкѣ и послѣ ея окончанія
необходимо старательно обтереть станокъ чистою тряпочкой, чтобы вся
насѣвшая на него грязь и пыль были удалены. Излишекъ масла, когда
станокъ не работаетъ, также слѣдуетъ удалить, такъ какъ масло, полезное во
время работы, при бездѣйствіи станка производитъ только его загрязненіе.
Ребра ^танинъ, винты сюппорта, въ особенности же ходовой винтъ,
должны быть тщательно очищены отъ стружекъ; послѣднія, попадая между
двумя скользящими одна по другой поверхностями, въ значительной сте-
пени способствуютъ ихъ болѣе быстрому истиранію.
Токарный станокъ слѣдуетъ всегда оберегать отъ ударовъ, какъ, на-
примѣръ, не слѣдуетъ вколачивать молоткомъ дерево или другой какой
либо матеріалъ въ патронъ, когда послѣдній навернутъ на шпиндель, а
также ничего не дѣлать на станкѣ, что сопряжено съ ударами.
Патроны и другія приспособленія къ токарному станку нужно также
содержать въ порядкѣ и чистотѣ, смазывая ихъ и очищая отъ грязи и
пыли, въ особенности гайки и винты.
Гаечные крючки и патроны должны быть всегда подъ руками; лучше
всего ихъ подвѣшивать на гвозди, укрѣпленные на доскѣ вблизи станка,
или помѣщать въ шкафъ.
Токарный инструментъ для работы по дереву. Для точенія
по дереву употребляются: токарныя стамески (трубки, косяки), крючки,
выточки и перки.
Трубка или рейеръ (фиг. 463, а) служитъ для первоначальной, грубой
обточки дерева; инструментъ этотъ имѣетъ сходство съ полукруглою ста-
меской и такъ же, какъ и послѣдняя, зата- Фиг. 4вз.
чивается съ наружной стороны, образуя
лезвіе на одну фаску. Для той же грубой
работы весьма удобна трубка, у которой
средняя часть лезвія нѣсколько оттянута
и выдается впередъ на %—1І2 Дюйма, какъ
показано на фиг. 463, б.
Косякъ или мейсель. По виду сходенъ
со стамеской, но оконечность его слегка
срѣзана наискось и заточена на двѣ фаски,
251
какъ показано на фиг. 464. Косякъ употребляется для сглаживанія
большихъ и ровныхъ поверхностей. Косякъ надо имѣть нѣсколько раз-
личной ШИРИНЫ ОТЪ г/4—1 дюйма. фиг- 464. Фиг. 465.
Крючокъ (фиг. 465) имѣетъ крѣпко закален-
ный кривой конецъ, съ фаской на выпуклой
сторонѣ. Употребляется для вытачиванія въ
деревѣ значительныхъ углубленій.
На фиг. 466 изображены различной формы
трубки, а на фиг. 467—косяки.
Выточки служатъ, главнымъ образомъ, для
обточки снаружи и внутри твердыхъ породъ
дерева (бѣлаго бука, чернаго дуба, баккаута и др.). Образцы
выточекъ изображены на фиг. 468.
Для выточки внутреннихъ полостей употребляются инстру-
менты, изображенные на фиг. 469.
Для образованія на деревянныхъ издѣліяхъ винтовой рѣзьбы
употребляются гребенки (фиг. 470): а — внутри каналовъ и Ъ — на на-
ружной поверхности стержней.
Фиг. 467.
Фиг. 466.
Фиг. 468.
Ложечная перка служитъ для сверленія дыръ въ торцѣ дерева; хвосту
инструмента, для приданія большей устойчивости, придаютъ форму, пока-
занную на фиг. 471.
252
Всѣ эти инструменты насаживаются на деревянныя (изъ бука, орѣха,
или другой твердой породы) ручки, которыя не должны имѣть: выступаю-
щихъ реберъ и должны быть гладко отполированы; (фиг.. 472).
Инструменты для работы по металлу. Рѣзцы ручные и для
сюппорта.. Первые во время работы удерживаются и направляются, при
помощи подручника, рукой рабочаго, для чего они снабжаются соотвѣт-
ствующими рукоятками; употребляются преимущественно для мелкихъ, не
требующихъ особой точности работъ, таКъкакъ, съ одной стороны,- на-
правленіе инструмента рукой далёко, не отличается вѣрностью, а съ другой,
силы рабочаго хватаетъ лишь на очень ограниченное, время. Рѣзцы, встав-
ляемые въ сюппортъ,. получаютъ отъ послѣдняго вполнѣ точное и на-
дежное направленіе. -----..
Ручные рѣзцы дѣлаются преимущественно изъ квадратной полосовой
стали, отъ 5 до 8 м.м. толщины, и имѣютъ стержень для насадки деревян-
ной рукоятки.
Сюда относятся: грабштихели (фиг. 473, А, Б и В), служащіе для
обточки тонкихъ издѣлій, для образованія выемокъ и выпуклостей и для
отточки выточенной работы. Фиг. 473.
253
Рѣжущія кромки рѣзцовъ закаливаются и отпускаются до желтаго цвѣта.
Чтобы не дѣлать для каждаго рѣзца отдѣльной рукоятки, иногда
употребляется универсальная рукоятка, изображенная на фиг. 474.
На деревянной рукояткѣ А насажена ла- фиг -
тунная цилиндрическая часть, внутри имѣю-
щая такую же полость, доходящую до гг, Ае о ъ & /^\
между тѣмъ какъ дерево рукоятки доходитъ ИЪЬй?! (О/*
только до оо\ въ ее обѣ части скрѣплены одна
съ другой помощью штифта. Начиная отъ круглаго отверстія, по длинѣ
мѣдной части и до самаго ея конца, идетъ прорѣзъ, благодаря которому
получаются двѣ эластическихъ половины. Въ этомъ прорѣзѣ продѣланъ
четырехугольный каналъ для стержней инструментовъ. На своемъ концѣ
мѣдная часть имѣетъ уступъ, на который надѣвается стальное кольцо г,
удерживаемое отъ спаденія маленькимъ винтикомъ; другой винтъ с при
завинчиваніи сжимаетъ обѣ вышеупомянутыя губы съ такою силой, что
помѣщающійся между ними стержень рѣзца становится совершенно непо-
движнымъ.
Для обтачиванія большихъ предметовъ, требующихъ, ради успѣшнаго
хода работы, снятія болѣе толстыхъ стружекъ, употребляются такъ назы-
ваемые крючки (фиг. 475). Инструментъ этотъ оканчивается колѣнчатымъ
изгибомъ и имѣетъ рукоятку, которая при работѣ помѣщается надъ
правой рукой или же на плечѣ мастера. Крючокъ изгибомъ своимъ
кладется на подручникъ, при чемъ, во избѣжаніе соскальзыванія, нижніе
края его покрываются еще насѣчкой, какъ это видно на фиг. 475, или же
инструментъ упирается въ край подручника колѣномъ а (фиг. 476\ имѣя,
слѣдовательно, въ данномъ мѣстѣ и свою точку вращенія. Смотря по
формѣ лезвія, которое можетъ быть дугообразнымъ, или состоять изъ
двухъ сходящихся подъ угломъ краевъ, или же, наконецъ, прямолиней-
нымъ, крючки бываютъ: полукруглые, остроконечные или трехгранные и
широкіе или сглаживающіе.
Фиг. 475.
Фиг. 476.
Рѣзцы, укрѣпляемые въ сюппортѣ, отковываются изъ квадратнаго куска
стали, вершка въ 4 длины; концы ихъ отковываются и запиливаются,
254
смотря по надобности, а потомъ закаливаются на у4 дюйма отъ конца.
На фиг. 477 представлены: а — рѣзцы для наружнаго обтачиванія;
б—рѣзцы, назначенные для обтачиванія боковыхъ поверхностей; в—рѣзцы,
служащіе для внутренняго вытачиванія, а равно для растачиванія про-
сверленныхъ отверстій и пр.
Фиг. 477.
Американскій рѣзецъ. Кусокъ квадратной стали сгибается, какъ пока-
зано на фиг. 478, затѣмъ конецъ аЪ просверливается наискось—сверху
внизъ—и, кромѣ того, распиливается еще по срединной линіи о^гъ а почти
до 6; въ заключеніе, конецъ этотъ закаливается и отпускается до синяго
цвѣта; вся эта часть дѣлается разъ навсегда; собственно же рѣзецъ с
представляетъ небольшой, дюймовъ около 2—3, цилиндрическій отрѣзокъ
стали, оба (или одинъ) конца котораго спилены подъ такимъ угломъ, что,
если рѣзецъ вставить въ вышеописанное сквозное отверстіе, то спиленныя
поверхности будутъ лежать въ горизонтальной плоскости; а чтобы рѣзецъ
держался при этомъ на своемъ мѣстѣ возможно крѣпко, для этого позади
сказаннаго отверстія или сверху (фиг. 479) имѣется винтъ въ нажимною
гайкой.
Фиг. 478.
Фиг. 479.
Главное удобство такого рѣзца заключается въ томъ, что вставляемый
въ него отрѣзокъ стали можетъ калиться и отпускаться по всей своей
длинѣ и, слѣдовательно, одинъ такой удачно закаленный рѣзецъ можетъ
служить весьма долгое время; съ другой же стороны, въ любое время,
255
легко, просто и скоро можетъ быть приготовленъ и новый такой рѣзецъ,
для чего слѣдуетъ только запастись полосой стали, толщиной по размѣ-
рамъ сквозного отверстія для рѣзца.
Въ случаѣ надобности стоитъ лишь отрѣзать отъ такой стали кусокъ
дюйма въ два длиною, опилить оба его конца, закалить по общимъ пра-
виламъ и новый рѣзецъ готовъ.
Кромѣ только что описаннаго рѣзца, служащаго для наружнаго обта-
чиванія, необходимо сдѣлать еще два для обтачиванія боковыхъ поверх-
ностей и протачиванія угловъ. Форма одного изъ такихъ рѣзцовъ (лѣваго)
изображена на фиг. 480. Фиг. 480.
Сверла для образованія дыръ въ металлическихъ предметахъ, при то-
ченіи, употребляются тѣхъ же видовъ, какъ и для сверленія въ ручную.
Гребенки служатъ для нанесенія на стержняхъ и въ отверстіяхъ вин-
товой рѣзьбы; для первой цѣли служитъ гребенка А и В (фиг. 481), а
для второй гребенка С; образецъ В, сравнительно съ гребенкой А. болѣе
удобенъ для отточки.
Фиг. 481.
А.
Накатка предназначается для нанесенія на поверхности нѣкоторыхъ
издѣлій полосчатыхъ узоровъ (накатки); она состоитъ изъ одного или
двухъ колесиковъ, съ поперечными насѣчками по окружности, укрѣплен-
ныхъ на болтикахъ въ вилкообразной стальной рукояткѣ (фиг. 482): а—
рукоятки, б—одни колесики.
Фиг. 482.
а. _________________б- __________________
256
Чистилки—деревянные бруски, смазанные наждакомъ или обклеенные
наждачной бумагой, употребляются для полировки обтачиваемыхъ издѣлій;
для этой же цѣли служатъ закладки или сжимки (фиг. 483), имѣющія
видъ щипцовъ, у которыхъ на плоскостяхъ обѣихъ половинокъ сдѣланы
выемки по очертанію цилиндровъ; изготовляются закладки изъ дерева.
Фиг. 483.
Для измѣренія и провѣрки размѣровъ обтачиваемыхъ издѣлій употре-
бляются циркуля, кронциркуля и нутромѣры (стр. 98—100).
Для пусканія масла въ трущіяся части станка служитъ масленка
(стр. 125).
Для обточки и правки инструментовъ—точила (стр. 123—124).
Независимо отъ описанныхъ выше инструментовъ, при токарномъ станкѣ
содержатъ наборъ напильниковъ для выравниванія поверхностей обтачивае-
мыхъ издѣлій, передъ отчисткой наждакомъ или полировкой, а также для
опиловки концовъ, передъ закрѣпленіемъ вещи въ патронъ и для образова-
нія плоскостей или граней.
Работы на токарномъ станкѣ.
Общія указанія. Точить вещь на токарномъ станкѣ можно, или
удерживая ее на двухъ концахъ (на центрахъ), или зажимая одинъ изъ ея
концовъ въ патронъ, а другой оставляя свободнымъ. Выборъ того или
другого способа закрѣпленія вещи не произвольный, а зависитъ отъ рода
работы; такъ, напримѣръ, при точеніи чашекъ съ внутренними полостями
и вообще короткихъ предметовъ большого діаметра ихъ закрѣпляютъ въ
станокъ однимъ концомъ; длинныя же и тонкія вещицы обтачиваются на
двухъ центрахъ.
Приступая къ работѣ на станкѣ, надо прежде всего освидѣтельствовать
его исправность и налить во всѣ трущіяся части смазочнаго масла, а затѣмъ
приготовить станокъ къ тому способу работы, которымъ хотятъ пользоваться.
Такъ, если точеніе будетъ производиться на двухъ центрахъ, то на шпин-
дель станка навертывается патронъ съ заправленнымъ въ него лѣвымъ
концомъ обтачиваемой вещи, а правый конецъ вставляется въ центръ
задней бабки, которую подводятъ къ этому мѣсту.
Если обтачиваемая вещь имѣетъ небольшой діаметръ, то можно рабо-
тать на быстромъ ходу станка, для чего ремень на ступенчатомъ шкивѣ
надо переложить на уступъ меньшаго діаметра, на маховомъ же колесѣ,
наоборотъ, ремень надѣвается на уступъ большаго діаметра, вслѣдствіе чего
257
шпинделю будетъ сообщаться очень быстрое вращеніе. Для того, чтобы
сообщить станку тихій ходъ, поступаютъ наоборотъ: ремень надѣвается на
уступъ большаго діаметра шкива и на малый уступъ маховика.
Установивъ ремень, повѣряютъ, установку и закрѣпленіе Задней бабки,
которая должна быть подвинута къ передней и закрѣплена въ.станинѣ на
такомъ приблизительно разстояніи отъ нея, .какую длину умѣетъ обтачи-
ваемая вещь, Затѣмъ Подводятъ и устанавливаютъ цодручникъ.
Когда станокъ ..приведенъ въ надлежащій видъ,. укрѣпляютъ дерево
или металлъ въ патронѣ, или на центрахъ, насколько; возможно прочно
чтобы обтачиваемый кусокъ не могъ выскочить или сдвинуться съ мѣста,
во время работы, такъ какъ одно изъ главныхъ условій для успѣшной
работы вообще—есть возможно прочное и вѣрное закрѣпленіе даннаго
предмета на оси шпинделя, почему производить такое закрѣпленіе должно
съ возможною аккуратностью. .
Работы до дереву. Чтобы ни вытачивали, но первоначальная форма,
какую і получаетъ обрабатываемый въ станкѣ матеріалъ, _ес.ть цилиндръ;
поэтому всякому «куску : дерева обыкновенно придаютъ, сначала хотя при-
близительно^ форму цилиндра помощью топора, а еще лучще—подправить
его затѣмъ рубанкомъ. Послѣ этого, на обоихъ концахъ; Полученнаго
цилиндрическаго куска необходимо, опредѣлить и помѣтить центры, что
скорѣе и вѣрнѣе можетъ быть достигнуто посредствомъ це&троискателя
(фиг. 484)..
Опредѣливъ центръ на одномъ концѣ, точно такъ же поступаютъ и съ
другимъ, углубляя при этомъ оба центра заостреннымъ металлическимъ
стержнемъ или шиломъ; затѣмъ на концѣ, который долженъ прилегать къ
вилкѣ, выпиливаютъ но длинѣ одного изъ діаметровъ желобокъ а (фиг. 485),
накалываютъ углубленія для боковыхъ зубьевъ вилки и забиваютъ, нако-
нецъ, кіянкой послѣднюю въ намѣченныя мѣста, стараясь, чтобы продоль-
ныя оси вилки и дерева совпадали, по возможности, другъ съ другомъ,
потому что только при такомъ условіи центръ противоположнаго конца
дерева будетъ дѣйствительно «соотвѣтствовати центру . правой бабки.
Послѣдняя придвигается, къ самому концу дерева и неподвижно закрѣп-
ляется, причемъ, чтобы укрѣпить конецъ дерева,.центръ бабки:болѣе или
Фиг. 484. -* ‘ 7 - Фиг.'485. • *
258
менѣе подвинчиваютъ и закрѣпляютъ. нажимнымъ винтомъ; наконецъ,
на центръ пускаютъ нѣсколько капель масла, и дерево готово для обта-
чиванія.
Употребленіе чашечнаго патрона (фиг. 453) слѣдующее: если толщина,
обтачиваемаго куска превышаетъ діаметръ внутренней полости чашки, то
конецъ дерева подрѣзаютъ по размѣрамъ послѣдней, придавая ему слегка
конусообразную форму, и какъ можно плотнѣе забиваютъ его въ чашку
патрона, стараясь и здѣсь, чтобы продольная ось дерева совпадала съ про-
дольною осью патрона; затѣмъ уже патронъ навинчиваютъ на шпиндель.
Если имѣютъ въ виду ограничиться обтачиваніемъ только наружной по-
верхности, то свободный конецъ дерева также слѣдуетъ закрѣпить, упирая
его въ центръ правой бабки; въ противномъ случаѣ — при вытачиваніи,
напримѣръ, цилиндра извнутри, послѣдняя отодвигается прочь. Если же
толщина даннаго куска менѣе діаметра полости чашки, то внутрь ея
предварительно загоняютъ возможно крѣпче деревянную чурку, въ проточку
которой собственно и вставляется, придерживаясь центра патрона, конецъ
обтачиваемаго дерева, для чего онъ или обрѣзывается въ формѣ квадрат-
наго шипа, или, если конецъ имѣетъ болѣе или менѣе правильную цилин-
дрическую форму, на немъ дѣлаютъ винтовую нарѣзку, въ чуркѣ же вы-
рѣзаютъ соотвѣтственныя углубленія или нарѣзаютъ гайку.
Патронъ съ винтами (фиг. 486) навертывается на шпиндель съ вывин-
ченными винтами; затѣмъ въ полость чашки вводится обернутый жестью
конецъ обтачиваемаго предмета и закрѣ- Фиг. 486.
пляется вчернѣ передними винтами с, с,
отнюдь не трогая заднихъ винтовъ й, с?. Надо
имѣть въ виду, что винты въ этомъ патронѣ
играютъ двоякую роль: съ одной стороны они
удерживаютъ данный предметъ, а съ дру-
гой— служатъ для установки его въ долж-
номъ положеніи; первоначально должна быть установлена часть а, почему
и дѣйствуютъ винтами с, с, не касаясь винтовъ й, й... Установка, т. е.
степень подвинчиванія того или другого винта, дѣлается всего лучше
при содѣйствіи кусочка мѣла: если предметъ установленъ вѣрно, то мѣлъ,
удерживаемый неподвижно близъ предмета, опишетъ на немъ при враще-
ніи станка полную окружность; въ противномъ же случаѣ—онъ оставитъ
слѣдъ въ тѣхъ только точкахъ, которыя наиболѣе удалены отъ централь-
ной оси патрона; тогда подвинчиваютъ винтъ, соотвѣтствующій сторонѣ
мѣлового слѣда, отпуская, по мѣрѣ надобности, противоположный винтъ;
затѣмъ снова пробуютъ мѣломъ, снова подвинчиваютъ и т. д., пока не
будетъ достигнута желательная точность. Покончивъ съ этимъ дѣломъ,
переходятъ къ винтамъ й, й..., при помощи которыхъ вліяютъ на положеніе
конца &; при этомъ подвинчивать слѣдуетъ уже не тотъ винтъ, что лежитъ
на сторонѣ мѣлового слѣда, но противоположный.
259
Пользуясь хомутикомъ (фиг. 459 на стр. 248), его слѣдуетъ надѣвать
на конецъ предмета возможно правильнѣе, т. е. чтобы его продольная ось
была подъ прямымъ угломъ къ оси предмета, и располагать въ станкѣ
.такимъ образомъ, чтобы въ палецъ центрового патрона упирался хвостъ
хомутика.
Укрѣпивъ болванку, приступаютъ къ установкѣ подручника, ножъ
котораго слѣдуетъ поднять немного повыше середины обтачиваемаго бруска,
для того, чтобы трубка и косякъ срѣзали стружку, а не отрывали щепокъ
отъ куска дерева, что было бы неминуемо, если бы подручникъ стоялъ
слишкомъ низко (фиг. 487). При хорошей установкѣ подручника и острой
трубкѣ стружка будетъ отваливаться болѣе или менѣе длинными лен-
точками.
Другое, не менѣе важное обстоятельство—это уголъ, подъ какимъ инстру-
ментъ встрѣчаетъ вращающееся дерево. Опытъ показалъ, что самое пра-
вильное положеніе инструмента—есть положеніе касательной (почти) къ
верхнему краю обтачиваемаго предмета, слѣдовательно, подъ очень тупымъ
угломъ. Сообразно съ этимъ верхъ подручника и поднимаютъ обыкновенно
почти въ уровень (немного только ниже верхняго края) съ деревомъ, въ
какомъ положеніи его закрѣпляютъ нажимнымъ винтомъ (фиг. 487).
На ножъ подручника опираютъ инструментъ и держатъ его обѣими
руками, какъ показано на фиг. 488; инструментъ надо держать крѣпко,
иначе онъ можетъ вырваться изъ рукъ и при этомъ даже поранить
работающаго. Фиг. 488.
Фиг. 487.
Станокъ вращаютъ сперва одною ногой, а потомъ, когда эта нога
устанетъ, — другою; при этомъ слѣдуетъ стараться, чтобы верхняя часть
туловища оставалась, по возможности, неподвижной и чтобы неизбѣжныя,
чуть замѣтныя покачиванія туловища приходились въ тактъ съ движе-
ніемъ ноги.
Первоначальная обточка дерева производится трубкой. Придавъ инстру-
менту положеніе касательной къ окружности предмета и удерживая его,
какъ показано на фиг. 488, пускаютъ станокъ въ ходъ, подвигая трубку
260
по мѣрѣ обтачиванія дерева, постепенно отъ одного конца къ другому.
Двигая трубку, нЗДо слѣдить, чтобы она неизмѣнно оставалась въ той же
плоскости, и болѣе всего избѣгать отклоненія инструмента лезвіемъ книзу
потому что рри:такомъ его положеніи дерево начинаетъ колоться кусками.
Обточивъ дерево въ правильный, хотя и не гладкій цилиндръ, его сгла-
живаютъ, замѣняя трубку косякомъ, который даетъ возможность снимать
тончайшіе слои й, при твёрдомъ веденіи, придаетъ дереву не только глад-
кость, но й лоскъ. Косякъ держатъ, какъ и трубку, но лезвіе его наклады-
ваютъ, какъ показано на фиг. 489, такъ, чтобы рѣзала часть, ближайшая
къ тупому углу.
Когда поверхность куска дерева приняла цилиндрическую, форму, на
ней дѣлаютъ рядъ отмѣтокъ сперва карандашомъ, а потомъ острымъ кон-
цомъ небольшого косяка (фиг; 489). Послѣ размѣтки берутъ узкую трубку
и выбираютъ ею углубленія. Трубку упираютъ на подручникъ почти
ребромъ; желобкомъ въ> сторону углубленія и прижимаютъ къ дереву. При
этой работѣ равномѣрность толщины обтачиваемой вещи повѣряется по-
средствомъ кронциркуля съ образцомъ или съ чертежомъ.
Выпуклости выглаживаются косякомъ; тутъ требуется особая сноровка
и большая опытность, чтобы косякъ поворачивать плавно,:—въ противномъ
случаѣ конецъ его; глубоко врѣжется въ дерево и испортитъ работу. Какъ
при этомъ слѣдуетъ направлять остріе косяка на закругленіяхъ, показано
на фиг. 490. ’ г
Фиг. 489. Фиг. 490.
При грубыхъ выравниваніяхъ косякомъ держатъ его какъ трубку, а
на закругленіяхъ и при тонкихъ работахъ надо держать косякъ, какъ
показано на фиг. 491, но во всякомъ случаѣ его держатъ по возможности
крѣпче, такъ какъ иначе не получится плавныхъ закругленій.
Вертикальныя заточки и обрѣзка дѣлаются такъ: косякъ ставятъ
ребромъ на ножъ подручника, въ положеніе А, показанное на фиг. 492
(видъ ' сбоку), сильно - прижимаютъ къ дереву В — получится чглубокая
кольцевая щель по: направленію стрѣлки 1 (фиг. 492). Затѣмъ перестав-
ляютъ косякъ на л/8 .дюйма вправо, ставятъ его опять же ребромъ, но съ
нѣкоторымъ наклономъ по направленію справа налѣво и давятъ. Получится
надрѣзъ, по направленію крайней лѣвой стрѣлки 2. Промежутокъ между
стрѣлками 1—2 выкрошится прочь самъ собою и на деревѣ получится
широкая окружная бороздка. По стрѣлкѣ 1 дѣлаютъ второй надрѣзъ
261
вглубь, а направо, сбоку, по второй (2) стрѣлкѣ дѣлаютъ косой надрѣзъ,
но только глубже предыдущаго, и т. д. до тѣхъ поръ, пока дерево не будетъ
совсѣмъ перерѣзано. Фиг. 942.
Прежде чѣмъ приступить къ точенію различныхъ предметовъ, имѣю-
щихъ опредѣленное назначеніе, слѣдуетъ сдѣлать нѣскрлько упражненій,
при работѣ которыхъ были бы собраны различные случаи точенія, какіе
могутъ встрѣтиться на практикѣ. Лучше всего начинать съ брусковъ въ
Ѵ2 аршина длиною и 2 дюйма толщиною. Такому бруску сначала придаютъ
приблизительную форму цилиндра, затѣмъ гладко вытачиваютъ по всей
длинѣ, но такъ, чтобы поперечникъ былъ вездѣ одинаковъ, т. е. чтобы
брусокъ получилъ форму правильнаго цилиндра. Тогда, провѣривъ правиль-
ность его формы, можно предпринять цѣлый рядъ упражненій для навыка
въ работѣ. Выточенный цилиндръ, не снимая со станка, размѣчаютъ на
шесть равныхъ частей (фиг. 493, а) при помощи обыкновеннаго циркуля;
затѣмъ дѣлаютъ остріемъ косяка по этой намѣткѣ надрѣзы, какъ показано
на фиг. 493, 6; этимъ же надрѣзамъ придаютъ видъ желобковъ и, нако-
нецъ, форму, показанную въ с. Изъ такого же цилиндрическаго бруска
можно выточить и другія части, показанныя на фиг. 494. Отмѣтивъ сере-
дину каждой шашечки, намѣчаютъ ее карандашемъ, затѣмъ точатъ тупымъ
угломъ лезвія инструмента книзу, такъ, что дерево срѣзывается по линіи
карандаша и, такимъ образомъ, получается форма а (фиг. 494); продолжая
Фиг. 493. Фиг-
с
262
точить далѣе, получается форма, обозначенная на рисункѣ 6, и, наконецъ,
при перемѣнномъ употребленіи трубки и косяка получаются волнообразныя
выточки, какъ это видно на фиг. 494, с. На другомъ цилиндрическомъ
брускѣ, такихъ же размѣровъ, можно сдѣлать рядъ новыхъ заточекъ болѣе
трудныхъ, чѣмъ тѣ, о которыхъ только что говорили. Берутъ половину
намѣченнаго заранѣе поперечника и дѣлятъ брусокъ на равныя части,
затѣмъ остріемъ косяка дѣлаютъ глубокіе прорѣзы и обтачиваютъ проме-
жутки на издѣліи (фиг. 495, а). Промежуточные валики округляются кося-
комъ, какъ показано на фиг. 495, Ъ и, наконецъ, обтачиваютъ трубкой и
косякомъ (фиг. 495, с) такъ, что получится брусокъ, состоящій какъ бы
изъ соединенныхъ вмѣстѣ пуговокъ. Третій цилиндръ обдѣлывается такъ,
какъ показано на фиг. 495, й, е и въ концѣ концовъ получается рядъ
шариковъ, обточка которыхъ представляетъ довольно трудную задачу для
начинающаго, такъ какъ эти шарики должны быть совершенно круглы и
одинаковаго размѣра.
Фиг. 495.
шпш ' ЕЛИ
ц
Точеніе цилиндра. Работа начинается съ установки дерева въ станкѣ
и закрѣпленія его на двухъ центрахъ, при чемъ лѣвый конецъ заправляется
въ патронъ-трезубецъ, а правый—въ центрикъ подвижной бабки. Уста-
новка эта требуетъ точной провѣрки горизонтальности положенія оболва-
неннаго бруска, т. е. чтобы оба конца обтачиваемаго предмета были на
одной высотѣ отъ станины станка. Затѣмъ подводятъ подручникъ и уста-
навливаютъ его на требуемую высоту по правиламъ, изложеннымъ выше.
Обточку начинаютъ съ праваго конца, ведя трубку справа налѣво; при чемъ
надо стараться, чтобы инструментъ рѣзалъ дерево, а не скоблилъ его.
Во время работы необходимо возможно чаще провѣрять обтачиваемый
цилиндръ при помощи кронциркуля или шаблона и линейки. Кронцирку-
лемъ измѣряютъ діаметръ, проводя имъ по всей длинѣ цилиндра, а линей-
кой провѣряютъ правильность круговой поверхности цилиндра. Линейку
накладываютъ, какъ показано на фиг. 496; она должна лечь вдоль поверх-
ности цилиндра СВ безъ просвѣтовъ.
При сглаживаніи косякомъ стружка должна отдѣляться непрерывною
лентой по длинѣ обтачиваемаго цилиндра, по крайней мѣрѣ настолько,
насколько позволитъ подручникъ; иначе на поверхности цилиндра мѣстами
263
получатся неровности, которыя придется сглаживать вновь. Чтобы этого не
случилось, начинающему рабочему слѣдуетъ вести косякъ ровно, не нажи-
мая его на дерево, такъ какъ всякій нажимъ только вредитъ чистотѣ
работы.
Косякъ надо ставить относительно дерева такъ, чтобы рѣзала середина
лезвія и чтобы тупой уголъ инструмента былъ немного ниже остраго.
Исключеніе изъ этого правила можетъ быть допущено только въ томъ
случаѣ, когда дерево очень мягкое.
Точеніе конусовъ (фиг. 497). Усѣченный конусъ можно выточить на
двухъ центрахъ, укрѣпивъ дерево такъ же, какъ и для точенія цилиндра,
но острый конусъ точится непремѣнно въ патронѣ. .Работа эта является
нелегкою уже потому, что косякъ, которымъ она производится, можетъ
имѣть только одно направленіе рѣзанія — слѣва направо, при чемъ под-
ручникъ нельзя установить такъ, чтобы онъ былъ одинаково удобно рас-
положенъ для всѣхъ точекъ по длинѣ образующей конуса. Въ виду того,
что при точеніи дерева на конусъ, волокна дерева должны быть перерѣ-
заны поперекъ—наискось, то для большаго удобства и безопасности работы
лучше точить скребкомъ. Работа въ этомъ случаѣ будетъ идти медленнѣе,
но зато представляется менѣе риска испортить ее. Къ точенію конуса
можно приступить только тогд^Г, когда начинающій достаточно набилъ
руку въ болѣе легкихъ работахъ.
Фиг. 496. Фиг. 497.
Точеніе ручекъ. Величина и форма ручекъ бываетъ весьма разнообразна
и зависитъ, главнымъ образомъ, отъ инструмента, для котораго она пред-
назначена. Наиболѣе подходящимъ деревомъ для вытачиванія ручекъ
считаются твердыя породы, мало разбухающія отъ влажности и хорошо
принимающія полировку. Буковыя и кленовыя ручки наиболѣе употреби-
тельны; въ случаѣ же недостатка этихъ породъ можно взять и березу,
тонкослойную, не сучковатую и вполнѣ хорошо полирующуюся. Гладкость
полировки имѣетъ здѣсь то значеніе, что отъ шероховатой ручки можно
натереть мозоли на рукѣ. Сначала вытачивается цилиндръ, по размѣру
нѣсколько длиннѣе желаемой ручки; цилиндръ можетъ быть и не строго
правильный. Затѣмъ, сообразно формѣ, которую желаютъ придать ручкѣ,
обтачиваютъ ее трубкой и сглаживаютъ косякомъ, закругляя задокъ, кото-
рый долженъ быть сдѣланъ возможно ближе къ постоянной бабкѣ. Затѣмъ
принимаются за отдѣлку другого конца ручки, на который должно быть
18
264
насажено металлическое кольцо. Послѣ такой подготовки, не снимая ручки
со станка, необходимо высверлить въ ней отверстіе для помѣщенія хвоста
инструмента, что дѣлается сверломъ или перкой, при помощи люнета.
Отодвигаютъ на конецъ станины станка подвижную бабку, а на ея мѣсто
ставятъ люнетъ и подводятъ такъ, чтобы конецъ ручки вошелъ въ отвер-
стіе люнета и зажался на немъ (фиг. 498). Остается только закрѣпить
основаніе стойки въ прорѣзи станка, поставить поперекъ подручникъ,
пустить въ ходъ токарный станокъ и какимъ угодно способомъ высверлить
продольное отверстіе для хвоста инструмента. Когда отверстіе высверлено,
задокъ ручки осторожно срѣзываютъ, но предварительно ее надо отшли-
фовать и покрыть лакомъ. Можно обойтись и безъ шлифовки, а просто
протереть ручку горстью тонкихъ стружекъ, если ручка выточена доста-
точно гладко и предназначена для простого инструмента.
Ручки для инструментовъ обыкновенно дѣлаются круглыя, но кромѣ
того бываютъ и граненыя, у которыхъ грани срѣзаются ручными инстру-
ментами, снявъ ручки со станка.
Точеніе внутреннихъ полостей. Положимъ, что намъ нужно выточить
вазочку (фиг. 499). Закрѣпивъ между трезубцемъ и центромъ деревянную
болванку нѣсколько большей длины, чѣмъ должна быть высота вазочки,
обтачиваютъ ее начерно; затѣмъ снимаютъ съ трезубца и хвостъ болванки
загоняютъ въ патронъ, который навертываютъ на шпиндель станка. Когда
это сдѣлано, необходимо провѣрить правильность установки болванки.
Исполнивъ это, приступаютъ къ наружной, грубой обточкѣ или къ оформ-
ленію вазочки помощью трубки, не касаясь мѣста Е, изъ котораго будетъ
впослѣдствіи выточена ножка. Фиг. 499.
Для правильности размѣтки, предше-
ствующей оформленію, пользуются иногда
приборомъ, состоящимъ изъ деревянной ли-
нейки АВ, въ г/4 дюйма толщиною и около
ѵ2 дюйма шириною, въ узкій край которой
вбиваются стальныя шпильки ааа съ
острыми концами (фиг. 500). Къ обточенному
Фиг. 500.
265
цилиндрическому куску СВ прикладываютъ линейку ЛД опирая ее на
подручникъ такъ, чтобы всѣ иглы давали мягкія царапины.
Для выборки внутренней полости авс ножъ подручника поворачи-
ваютъ поперекъ станины станка, трубку же опираютъ нѣсколько наискось,
желобкомъ почти книзу, и нажимаютъ слѣва направо отъ центра вращенія.
Если при этомъ будетъ выходить стружка, а не опилки, то это укажетъ
на то, что инструментъ забираетъ правильно, т. е. рѣжетъ дерево, а не
скоблитъ его (фиг. 518).
Въ результатѣ получимъ болѣе или менѣе глубокую впадину, которую
можно расширить и углубить тою же трубкой. По мѣрѣ того, какъ трубка
будетъ больше и больше углубляться въ вытачиваемое дерево, работа
становится тяжелѣе, трубка съ трудомъ будетъ рѣзать. Окончательную
выборку полости надо сдѣлать выточкой, выбравъ послѣднюю подходящей
формы изъ ряда образцовъ (фиг. 468). Если выточенная трубкой полость
достаточно широка, то удобнѣе будетъ работать, если ножъ подручника
поставить возможно ближе къ мѣсту работы и даже такъ, чтобы конецъ
ножа нѣсколько углубился въ выточенную полость и приблизился къ
внутренней стѣнкѣ вазочки само собою разумѣется, не задѣвая послѣд-
нюю. Въ этомъ случаѣ станку даютъ обратный ходъ и точатъ выточкой.
Точить выточкой много легче, чѣмъ рѣзать трубкой, но за то работа идетъ
медленнѣе, въ особенности если выточка не очень остра.
Если полость имѣетъ цилиндрическую форму, то стѣнки вазочки должны
быть вездѣ одинаковой толщины; коническое же углубленіе должно также
представлять вполнѣ правильную геометрическую фигуру.
Повѣрка правильности внутренней проточки производится посредствомъ
нутромѣровъ и кронциркулей (фиг. 501).
На фиг. 502 представленъ образчикъ подсвѣчника, вытачиваемаго изъ
трехъ отдѣльныхъ частей. Это дѣлается для того, чтобы не терять безпо-
лезно матеріалъ, изъ котораго дѣлается вещь. Сначала вытачивается
верхняя часть, въ которой выбирается отверстіе для свѣчи; это отверстіе
слабо затыкаютъ пробкой, для поддержки на центрѣ, пока обтачивается
конецъ въ тонкій шипъ. Ножка вытачивается также отдѣльно и въ верхней
своей части имѣетъ отверстіе, въ которое вставляется тонкій конецъ; въ
верхней части подсвѣчника подставка также имѣетъ гнѣздо для шипа ножки.
Фиг. 501.
Фиг. 502.
266
Точеніе шара. Прежде чѣмъ приступить къ точенію шара, нужно заго-
товить шаблонъ. Для этого берутъ небольшой отрѣзокъ листового желѣза,
а еще лучше цинка, чертятъ на немъ полуокружность, діаметромъ на 1 мил-
лиметръ больше вытачиваемаго шара. Затѣмъ вырѣзаютъ и опиливаютъ, по
намѣткѣ, требуемую полуокружность (фиг. 503); наружные края шаблона
также выравниваютъ—и шаблонъ готовъ. Кусокъ дерева устанавливаютъ на
двухъ центрахъ и точатъ по направленіямъ отъ а къ Л и отъ а къ с (фиг. 503),
при чемъ получится приблизительно вѣрный шаръ, если во время точенія
будемъ не забывать прикладывать шаблонъ по двумъ перпендикулярнымъ
направленіямъ. Для большаго удобства измѣренія посрединѣ вытачивае-
маго шара намѣчаютъ мелкую окружную канавку аЪ и, снявъ шаръ со
станка, перерѣзаютъ тонкіе перехваты с и й, подчищая мѣста срѣза на-
пильникомъ. Этимъ оканчивается первая часть работы; но выточенный
такимъ образомъ шаръ не будетъ безусловно точенъ, и его необходимо
вывѣрить, т. е. еще разъ обточить.
Фиг. 503.
Для повѣрки правильности шара въ патронъ (фиг. 504) загоняютъ ку-
сокъ дерева, въ которомъ вытачиваютъ углубленіе такого діаметра, чтобы
шаръ могъ бы плотно войти туда почти до половины. Легкими ударами
кіянки забиваютъ въ углубленіе шаръ, слегка выравниваютъ и проводятъ
остріемъ .косяка риску аЪ (фиг. 504). Послѣ этого шаръ повертываютъ въ
его временномъ патронѣ такъ, чтобы линія аЪ легла по (продольной) оси
вращенія, какъ показано на фиг. 504 С, и обтачиваютъ выдающуюся
половину, пока не срѣжется соотвѣтственная часть риски аЪ, послѣ чего,
поставивъ Ъ на мѣсто а, обтачиваютъ такимъ же образомъ и другую его
половину. Полученный этимъ способомъ шаръ можетъ удовлетворять са-
мымъ строгимъ требованіямъ.
Фиг. 504.
Выточку шара можно сдѣлать нѣсколько иначе: обточивъ шаръ, вста-
вляютъ его въ патронное углубленіе такъ, чтобы онъ держался въ немъ
слабо, и поддерживаютъ его на ходу станка стальной пластинкой АА
267
(фиг. 505) съ круглымъ отверстіемъ, острые края котораго будутъ снимать
стружки тамъ, гдѣ это окажется необходимымъ. Діаметръ отверстія въ
пластинкѣ дѣлаютъ нѣсколько менѣе діаметра шара (фиг. 505). Вмѣсто
пластинки для той же цѣли можно взять трубку съ острыми краями
(фиг. 506).
Фиг. 505. Фиг. 506.
Точеніе кольца. Выбираютъ кусокъ дерева нѣсколько большаго діаметра,
чѣмъ должно быть кольцо, и обтачиваютъ этотъ кусокъ начерно въ ча-
шечномъ патронѣ. Затѣмъ высверливаютъ въ торцѣ углубленіе, выравни-
ваютъ наружную и внутреннюю стороны и, отступивъ отъ края, насколько
нужно для ширины кольца, отрѣзаютъ его. Полученное этимъ спосо-
бомъ кольцо будетъ не вполнѣ правилъ- Фиг. 507.
ное; чтобы придать кольцу настоящій /Як
видъ, его надѣваютъ на патронъ—цапфу ЖИ
(фиг. 507) и обтачиваютъ съ одной сто- ^иН~1'~'|у Шу
роны, послѣ чего снимаютъ съ цапфы и
надѣваютъ на другую сторону и съ этой стороны также обтачиваютъ.
Если ободъ кольца долженъ имѣть круглое сѣченіе, то сначала точатъ
его, какъ простое кольцо, но только края скругляютъ, а затѣмъ въ чуркѣ,
вбитой въ чашечный патронъ, вытачиваютъ углубленіе по діаметру кольца.,
натираютъ внутри мѣломъ и вправляютъ туда кольцо. Такимъ образомъ,
является возможность обточить кольцо внутри сначала съ одного бока, а
затѣмъ, переложивъ кольцо, окончить выточку и съ другого бока.
Шаблонная выточка. Шаблонами пользуются по преимуществу тамъ, гдѣ
желаютъ достичь возможно большаго однообразія не только въ размѣрахъ,
но, главное, и въ рисункѣ выдѣлываемыхъ предметовъ. Въ такихъ слу-
чаяхъ шаблонами пользуются, какъ рѣжущимъ инструментомъ, что въ зна-
чительной степени сокращаетъ время и облегчаетъ самую работу. Такъ
поступаютъ, напримѣръ, при изготовленіи шашекъ, ножекъ, шахматныхъ
фигуръ и т. д.
При большомъ числѣ подобныхъ предметовъ достигнуть полной ихъ
однородности простымъ обтачиваніемъ—дѣло болѣе чѣмъ трудное; но ра-
бота чрезвычайно упрощается тѣмъ, что вмѣсто простого шаблона изго-
товляютъ соотвѣтственной формы или рисунка фигурный рѣзецъ, въ родѣ
268
изображеннаго на фиг. 508. Съ тою же цѣлью можно пользоваться и обык-
новеннымъ шаблономъ, но тогда послѣдній долженъ быть вырѣзанъ изъ
листовой стали, заостренъ и, наконецъ, зака-
ленъ. Такъ какъ, строго говоря, всѣ эти ша-
блоны болѣе скоблятъ, чѣмъ рѣжутъ, то ихъ
можно употреблять только подъ самый конецъ
работы, въ то время, какъ сама работа, въ
болѣе или менѣе общихъ чертахъ, произво-
Фиг. 508.
дится тѣми же обыкновенными инструментами.
Сверленіе дыръ въ издѣліяхъ при помощи токарнаго станка. Работа эта
производится двумя способами: или приводя въ вращательное движеніе
сверло, укрѣпленное въ патронѣ, или же вращая вещь, которую нужно
просверлить. Первый способъ употребляется для сверленія дыръ и гнѣздъ
въ доскахъ, брускахъ, по поперечному сѣченію въ цилиндрахъ и т. п.; а
второй—при сверленіи дыръ и гнѣздъ въ цилиндрахъ и брускахъ по на-
правленію оси ихъ.
Для сверленія дыръ помощью вращательнаго сверла укрѣпляютъ по-
слѣднее въ патронѣ станка такимъ образомъ, чтобы оно держалось на-
дежно и чтобы ось его совпадала бы съ продолженною осью патрона, т. е.
чтобы сверло не било въ стороны при вращеніи; сверло должно имѣть
конецъ лопатообразный и заточенный остро, на два ската. Кромѣ обык-
новенныхъ сверлъ, употребляются сверла спиральныя, американскія,—осо-
бенно выгодныя для сверленія дыръ въ толстыхъ издѣліяхъ или кана-
ловъ по оси цилиндровъ и брусковъ. Вставивъ въ патронъ правильно
сверло, въ заднюю бабку вставляютъ подстановку, имѣющую по оси каналъ;
на эту подстановку накладываютъ вещь, въ которой нужно высверлить
дыру или гнѣздо; помощью правой бабки надвигаютъ на сверло издѣліе
такимъ образомъ, чтобы помѣченное точкой мѣсто для дыры пришлось
противъ вершины сверла, и, приведя во вращательное движеніе сверло, на-
жимаютъ на него издѣліе до тѣхъ поръ, пока не высверлятъ дыры; при
этомъ на сверло пускаютъ масло. При сверленіи дыръ въ издѣліяхъ зна-
чительной толщины издѣлія время отъ времени отводятъ отъ сверла, съ
цѣлью извлеченія изъ отверстій стружекъ.
Для сверленія дыръ по оси цилиндра берутъ сверло надлежащей длины,
совершенно прямое, имѣющее на тупомъ концѣ углубленіе, которымъ сверло
наставляется на центръ задней бабки. Вставивъ въ патронъ вещь, для
сверленія зажимаютъ сверло въ ручные тиски и, наставивъ на центръ зад-
ней бабки углубленіе тупого конца, острый конецъ направляютъ на намѣ-
ченное точкой мѣсто на обрѣзѣ вещи, укрѣпленной въ патронѣ станка, и
приводятъ ее во вращательное движеніе; для устраненія нагрѣва сверла
его смазываютъ масломъ; сверло, нажимаемое на просверливаемую вещь
помощью винта задней бабки, поворачиваютъ посредствомъ ручныхъ тис-
ковъ то въ одну, то въ другую сторону и по временамъ вынимаютъ изъ
просверленной вещи для счистки стружекъ.
269
Распиловка на токарномъ станкѣ. Для быстрой распиловки дерева и ме-
талла служитъ круглая пила (фиг. 509). Пила надѣвается съ одного конца
на ось, укрѣпляется съ другого гайкой и шпонкой, входящей къ выемку
пилы с. Лѣвый конецъ оси, противоположный гайкѣ, долженъ быть доста-
точно длиненъ, такъ какъ на этотъ конецъ, упирающійся въ конусъ цен-
трового патрона, надѣвается хомутикъ да, кромѣ того, должно оставаться
достаточно простора для распиливанія предмета и для огражденія отъ
удара хомутикомъ. Если данный кусокъ дерева лишь надпиливаютъ, то
подручникъ опускается немного ниже центра пилы; если же онъ распили-
вается и болѣе или менѣе длиненъ (длиннѣе радіуса пилы), то, чтобы не
мѣшала ось, подручникъ поднимается выше центра пилы. Впрочемъ, на
случай подобныхъ работъ обыкновенно запасаются другимъ подручникомъ
въ формѣ столика (фиг. 510).
Фиг. 509. Фиг. 510.
Нарѣзка винтовой рѣзьбы гребенками. Сперва нарѣзаютъ гайку, а затѣмъ,
по гайкѣ нарѣзаютъ винтъ. Въ кускѣ дерева предварительно точатъ глад-
кое отверстіе и смазываютъ его внутри масломъ; затѣмъ гребенку а (фиг. 511)
окунаютъ также въ масло, опираютъ на
поставленный поперекъ ножъ подручника,
осторожно прижимаютъ зубчиками къ лѣвой
стѣнкѣ дыры и въ то же время равномѣрно
двигаютъ гребенку въ глубь дыры. Какъ только
получена первая винтовая нарѣзка, дальнѣй-
Фиг. 511.
шее углубленіе нарѣзки идетъ безъ всякаго затрудненія, слѣдуетъ только
подчищать гребенку отъ стружекъ и окунать ее въ масло. Когда гайка
готова, приступаютъ къ нарѣзкѣ винта на стержнѣ. Сначала вытачиваютъ
стержень нѣсколько толще отверстія гайки и, смазавъ его масломъ, начи-
наютъ нарѣзку, двигая гребенку вдоль боковой поверхности стержня отъ
правой руки къ лѣвой. Трудность нарѣзанія заключается въ томъ, чтобы
двигать гребенку съ нѣкоторою опредѣленною скоростью, находящеюся
въ прямомъ соотношеніи съ скоростью вращенія дерева на станкѣ. Для
успѣха работы необходимъ навыкъ.
Отдѣлка выточенныхъ частей. Чистка шкуркой и пемзой. Оторвавъ неболь-
шой кусочекъ шкурки, прижимаютъ ее всею шириной къ издѣлію при
самомъ скоромъ ходѣ станка; затѣмъ передвигаютъ, не торопясь, шкурку
вдоль всего контура издѣлія, осторожно обходя всѣ выступы, чтобы не за-
270
круглить ихъ уголковъ; чистятъ самою мелкою шкуркой. Шлифовка пемзой
производится такъ: берутъ чистую тряпочку, сильно напитанную свѣчнымъ
саломъ, и обильно припудриваютъ ее пемзовымъ порошкомъ въ нѣсколько
пріемовъ. Тряпкой этой протираютъ все токарное издѣліе на быстромъ
ходу станка.
Лакировка. Прежде нежели приступить къ лакировкѣ, поверхность
дерева надо подготовить, т. е. прочистить и прошлифовать. Кромѣ того,
всѣ щели въ деревѣ и мѣста выпавшихъ сучьевъ надо еще до чистки
замазать смѣсью воска или щеллака съ опилками. Лакируютъ такъ: берутъ
небольшой комокъ ваты, плотно уминаютъ его въ пальцахъ и напитываютъ
лакомъ. Затѣмъ прикладываетъ этотъ комокъ съ лакомъ къ быстро вра-
щаемому въ станкѣ издѣлію и осторожно проходятъ вдоль всего контура.
При этомъ надо стараться, чтобы не провести дважды по одному и тому же
мѣсту ранѣе, нежели предыдущее положеніе лака высохнетъ. Иногда лаки-
рованную поверхность, если она вышла не особенно гладкая, покрываютъ
слабой политурой (сильно разбавленной спиртомъ), отчего неровности
замѣтно сглаживаются.
Полированіе. Какъ и передъ лакированіемъ, дерево чистятъ шкуркой и
затѣмъ шлифуютъ пемзой, но только не со свѣчнымъ саломъ, а съ очи-
щеннымъ постнымъ масломъ. Берутъ комокъ ваты или кусокъ шерстяной
матеріи, плотно уминаютъ въ рукахъ, послѣ чего смачиваютъ съ одной
стороны политурой и двумя—тремя каплями постнаго масла, обертываютъ
ихъ кускомъ полотняной тряпки и прикладываютъ, слегка нажимая, къ
быстро вращающемуся въ станкѣ издѣлію. Тотчасъ же проводятъ комкомъ
слегка вдоль всего контура издѣлія и обратно. Черезъ нѣкоторое время
опять напитываютъ комокъ политурой и т. д.
Отдѣлка подъ воскъ. Подъ воскъ отдѣлываютъ нѣкоторыя твердыя
породы деревьевъ, неотличающіяся бѣлизной, напр., дубъ, букъ, орѣхъ
и т. д. Предварительно издѣліе чистятъ шкуркой и шлифуютъ сухой
пемзою. Воскъ !) сначала растираютъ на поверхности издѣлія пробкой, а
затѣмъ берутъ кусокъ грубой суконки и трутъ ею точеныя издѣлія до
появленія матоваго блеска; дѣлается это также на станкѣ. Главное до-
стоинство отдѣлки подъ воскъ заключается въ легкомъ возобновленіи лоска,
когда таковой исчезнетъ, или появятся почему-либо пятна: стоитъ только
вновь натереть восковой суконкой и лоскъ возобновится.
Работы по металламъ. Общія указанія. Металлическія издѣлія
обтачиваются на токарномъ станкѣ помощію рѣзцовъ, соотвѣтствующихъ
металлу обтачиваемой вещи и тому, какое очертаніе необходимо придать
издѣлію. Рѣжущій инструментъ укрѣпляется для работы въ сюппортѣ,
или же имъ управляютъ, держа въ рукахъ; укрѣпленіе рѣзцовъ въ сюппортѣ
9 Составъ воскового сплава: 5 частей пчелинаго воска и 2 части терпентиннаго масла
размѣшиваютъ, пока составъ еще жидокъ и стоитъ на огнѣ; въ дѣло составъ берутъ, какъ
только онъ начнетъ остывать.
271
лучше, такъ какъ при этомъ представляется возможность обтачивать вещь
совершенно вѣрно, тогда какъ, держа рѣзецъ въ рукахъ, нельзя поручиться,
что онъ по временамъ не будетъ придвигаться ближе къ издѣлію, чѣмъ бы
это слѣдовало; особенно обточка конусовъ не можетъ быть произведена отъ
руки такъ правильно, какъ это дѣлается при помощи сюппорта, благодаря
которому можно рѣзцу придать желаемое положеніе на все время продол-
женія работы.
Для того, чтобы работа на токарномъ станкѣ была возможно болѣе
производительна, необходимо, чтобы токарные инструменты имѣли правиль-
ные углы рѣзанія и наклона. Уголъ
рѣзанія при точеніи будетъ уголъ ТЕР
между касательной къ обтачиваемому
предмету въ точкѣ прикосновенія
рѣзца (фиг. 512) и направленіемъ /
верхней грани послѣдняго, а угломъ и"
наклона—уголъ ОЕР между касатель-
ной и направленіемъ грани рѣзца.
Уголъ ТЕО называется угломъ за-
остренія рѣзца.
Опытами, произведенными Тиме, Гадолиномъ, Жосселемъ и другими,
найдено, что наивыгоднѣйшіе углы рѣзанія и наклона, какъ для крючковъ
и грабштихелей, такъ и вообще для рѣзцовъ, будутъ слѣдующіе:
для желѣза уголъ Д=54°, а уголъ і=3°;
ддя мягкаго чугуна уголъ ^=55°, а уголъ
для верхняго закаленнаго слоя чугуна и для стали уголъ ^=64°, а
уголъ і=4°;
для бронзы уголъ Д=69°, а уголъ і=3°.
Скорость рѣзца, т. е. путь, проходимый какой-нибудь точкой обтачи-
ваемаго предмета въ одну секунду, имѣетъ большое вліяніе на успѣхъ
работы; она зависитъ отъ свойствъ обтачиваемаго металла и отъ рода
работы: черновая или чистовая.
При ручной обработкѣ эта скорость по окружности можетъ быть гораздо
больше, чѣмъ при машинной, такъ какъ нажатіе инструмента не такъ сильно.
Опытами, произведенными вышесказанными учеными, найдены слѣдую-
щія скорости при черновой ручной обработкѣ:
для закаленнаго чугуна . . %"— І1//' въ секунду
„ стали.................ЗѴг" » »
я сѣраго чугуна . . . . 4" — Iй „ „
„ желѣза..................6" — 9" я „
„ бронзы и зеленой мѣди 12" —16" „ „
При чистой обточкѣ скорости могутъ быть увеличены на 30%.
Если скорость вращенія берется слишкомъ большая, или же рѣзецъ
установленъ неправильно, то послѣдній легко приходитъ въ дрожаніе, что
272
узнается по особому звуку, какъ бы скрипу, и по неровной, покрытой бороз-
дами поверхности предмета. Поэтому, разъ появляется такой скрипъ, рѣзецъ
немедленно долженъ быть отведенъ и скорость вращенія предмета уменьшена.
Дрожаніе рѣзца имѣетъ своимъ послѣдствіемъ не одинъ только некра-
сивый видъ предмета, но также неточность его формы, а равно и быстрое
срабатываніе лезвія инструмента. Удаленіе всѣхъ такихъ неровностей тре-
буетъ очень большой осторожности, такъ какъ рѣзецъ на подобныхъ
мѣстахъ очень легко снова приходитъ въ сотрясеніе. Въ тѣхъ случаяхъ,
гдѣ обтачиваніе производится ручнымъ широкимъ рѣзцомъ, этого легко
избѣжать, подкладывая подъ инструментъ болѣе или менѣе толстый кру-
жокъ твердой кожи или латуни.
Причиной скрипа нерѣдко бываетъ также еще слишкомъ далекое вы-
ступаніе конца рѣзца изъ сюппорта, потому что сталь въ такихъ случаяхъ
легко пружинитъ, а отсюда ясно, что инструментъ (особенно не толстый)
долженъ вставляться въ сюппортъ такъ, чтобы выступающій край его былъ
возможно короче.
При обточкѣ металлическихъ издѣлій необходимо слѣдить за рѣзцомъ,
чтобы не работать такимъ, у котораго остріе выкрошилось, такъ какъ отъ
этого получаются царапины на обтачиваемой вещи. Не слѣдуетъ брать
излишне толстую стружку; это, независимо безполезнаго затрудненія работы,
вызываетъ скорую порчу рѣжущаго инструмента и можетъ быть причиною
того, что обтачиваемая вещь или выйдетъ изъ даннаго ей направленія,
или же будетъ совершенно выворочена изъ патрона.
При обточкѣ желѣза и стали, въ устраненіе нагрѣва издѣлія и инстру-
мента, нужно смачивать, какъ рѣжущій инструментъ, такъ и обтачиваемую
вещь водой, въ которой распущено мыло, или масломъ. Сосудъ для смачи-
ванія всего лучше укрѣплять на сюппортѣ такимъ образомъ, чтобы выход-
ное его отверстіе постоянно находилось
надъ лезвіемъ инструмента, какъ это по-
казано на фиг. 513. Чугунъ и латунь то-
чатся сухими. Чугунъ даетъ короткія, легко
ломающіяся стружки, желѣзо, вслѣдствіе
своей вязкости, даетъ стружки длинныя,
завивающіяся въ видѣ локоновъ, мѣдь —
вязка, но даетъ сравнительно недлинныя
стружки при обтачиваніи; она легко заби-
вается въ промежутки между зубцами подпилковъ. Олово точится хорошо;
оно вязко, но не дрябло; опиливается рашпилемъ такъ же, какъ и цинкъ.
Свинецъ — дряблый, стружки его наползаютъ на рѣзецъ, что можно, впро-
чемъ, уменьшить смачиваніемъ водой; для опиливанія его пользуются
рашпилемъ. Металлическіе сплавы точатся сухими. При сверленіи предмета
вопросъ о смачиваніи его или нѣтъ разрѣшается такъ же, какъ и при
обтачиваніи.
273
Рѣзецъ не слѣдуетъ подводить къ издѣлію ниже оси его. Обтачивая
длинныя и особенно тонкія вещи, въ устраненіе ихъ погиба отъ напора
рѣзца слѣдуетъ подставлять подстановку съ закладами, наблюдая, чтобы
издѣліе не было туго зажато закладками и не погнулось бы въ какую-либо
сторону. Обтачивая издѣліе, укрѣпленное въ патронѣ и на центрѣ задней
бабки, для легкости хода необходимо по временамъ пускать масла на ко-
нецъ центра. Наконецъ, что самое главное, издѣліе должно быть встав-
лено вѣрно, безъ чего даже и при соблюденіи всего вышеописаннаго работа
будетъ неудовлетворительна.
Точеніе цилиндра съ помощью подручника. Прежде всего данный кусокъ
металла выправляютъ молоткомъ настолько, чтобы онъ не былъ кривой.
Потомъ, сгладивъ нѣсколько торцы напилкомъ, намѣчаютъ центры. Уста-
новивъ издѣліе между центрами станка, вращаютъ издѣліе лѣвой рукой,
а правой держатъ на подручникѣ неподвижно мѣлъ на такомъ разстояніи
отъ цилиндра, чтобы наиболѣе выступающія при вращеніи точки будущаго
цилиндра прикоснулись къ нему; передвигая мѣлъ по подручнику вдоль
оси цилиндра и подводя его въ разныхъ мѣстахъ къ вращаемому лѣвой
рукой цилиндру, получатъ на послѣднемъ въ разныхъ мѣстахъ черточки.
Болѣе длинныя черточки укажутъ на большую вѣрность поставленныхъ
центровъ на цилиндрѣ, а болѣе короткія—на меньшую. Послѣ этого сни-
маютъ работу со станка и исправляютъ намѣченныя керномъ центры.
Передвинувъ центры, дѣлаютъ вновь провѣрку на станкѣ и такъ повто-
ряютъ до тѣхъ поръ, пока мѣлъ прикоснется въ разныхъ мѣстахъ всей
окружности цилиндра.
Намѣченные центры окончательно углубляютъ, послѣ чего одинъ изъ
концовъ издѣлія зажимаютъ въ хомутикѣ; одинъ конецъ куска устанавли-
ваютъ на центръ патрона, а другой—на центръ задней бабки.
Смазавъ всѣ трущіяся части станка и впустивъ одну-двѣ капли масла
между центромъ задней бабки и обтачиваемымъ предметомъ, приступаютъ
къ точенію.
Установивъ подручникъ на требуемой высотѣ, опираютъ на него крю-
чокъ нижнею, насѣченною его частью, а длинную рукоятку опираютъ на
плечо и удерживаютъ ее обѣими руками: вверху правой, а внизу—лѣвой.
Подручникъ не долженъ касаться издѣлія и ребро его должно имѣть на-
правленіе параллельно съ осью обтачиваемой вещи.
Правой рукой производятъ нужное вращеніе крючка около точки а
(фиг. 514 и 515), а лѣвой прижимаютъ крючокъ къ подручнику и направ-
ляютъ, куда требуется. Дѣйствіе рѣзца будетъ слѣдующее: сначала уста-
навливаютъ рѣжущее ребро рѣзца такъ, чтобы оно составляло съ обра-
зующей обтачиваемаго предмета уголъ въ 45°; потомъ вращаютъ крючокъ
около неподвижной его точки а настолько, чтобы рѣжущее ребро изъ
положенія бв перешло въ положеніе гд, составляющее съ образующей
уголъ 30°; при этомъ движеніи рѣзца снимается нѣкоторая кольцевая
274
часть металла, заключенная между плоскостями еж и зи. Затѣмъ пере-
двигаютъ крючокъ по подручнику далѣе и снимаютъ такимъ же образомъ
слѣдующій кольцевой промежутокъ металла съ обтачиваемой поверхности
и т. д. Сначала обтачиваютъ полукруглымъ крючкомъ, а потомъ выгла-
живаютъ трехграннымъ или плоскимъ, или же точатъ рѣзцами (фиг. 473
и 516). При точеніи необходимо дѣлать провѣрку подъ кронциркуль и
линейку. Когда цилиндръ будетъ достаточно вѣренъ, тогда припиливаютъ
его плоскимъ личнымъ напилкомъ настолько, чтобы онъ равномѣрно вездѣ
проходилъ .черезъ лекало.
Фиг. 514.
Фиг. 516.
Работа съ сюппортоиъ. Сюппортъ укрѣпляется на станинѣ въ срединѣ
разстоянія между бабками; въ верхней его части закрѣпляется рѣзецъ.
Послѣ этого правой рукой вращаютъ винтъ сюппорта—параллельный ста-
нинѣ, такъ, чтобы верхняя часть сюппорта вмѣстѣ съ рѣзцомъ приблизи-
лась къ центру задней бабки, послѣ чего слѣдуетъ выравнять рѣЬецъ, т. е.
установить его такъ, чтобы рѣжущій уголъ его приходился на высотѣ
центра упомянутой бабки, при чемъ, если рѣзецъ приходится ниже центра,
то слѣдуетъ подложить подъ передній конецъ его желѣзную пластинку,
если же онъ выше центра, то подкладываютъ пластинку подъ задній его
конецъ. Подобная установка рѣзца необходима, ибо при неправильномъ
его положеніи работать невозможно. Если онъ ниже центра, то можетъ
случиться, что обтачиваемая вещь будетъ вырвана имъ съ центровъ и
при быстромъ вращеніи можетъ отлетѣть въ сторону работающаго; когда же
рѣзецъ установленъ выше центра, то онъ совсѣмъ не будетъ брать, а
только оставлять на обтачиваемой вещи блестящій слѣдъ.
275
Точеніе цилиндра при посредствѣ сюппорта. Пустивъ станокъ въ ходъ,
въ правую руку берутъ рукоятку винта сюппорта—параллельнаго станинѣ,
въ лѣвую же—рукоять винта, перпендикулярнаго къ ней, и начинаютъ
вращать сначала винтъ въ правой рукѣ, чѣмъ устанавливаютъ рѣзецъ
противъ' конца обтачиваемаго предмета близъ правой бабки, и затѣмъ
2-й винтъ—лѣвой рукой, чѣмъ подвигаютъ рѣзецъ впередъ, приближая
его къ поверхности предмета до тѣхъ поръ, пока онъ не начнетъ заби-
рать металла; достигнувъ этого, опять начинаютъ вращать винтъ правой
рукой, но уже въ обратную сторону, чѣмъ ранѣе, и такимъ образомъ по-
двигаютъ рѣзецъ по длинѣ обтачиваемаго предмета въ лѣвую сторону—
въ направленіи къ шпинделю до самаго хомутика; лѣвая рука при этомъ
должна быть неподвижна; когда рѣзецъ дойдетъ до хомутика на обтачи-
ваемомъ предметѣ, то вращеніемъ винта въ лѣвой рукѣ (перпендикуляр-
наго къ станинѣ) рѣзецъ снова приближаютъ къ поверхности обтачивае-
маго предмета, чтобы онъ началъ забирать металлъ, и вращеніемъ винта
правой рукою (параллельнаго станинѣ) въ обратную сторону, опять про-
ходятъ рѣзцомъ по длинѣ обтачиваемаго предмета до самаго конца его
близъ задней бабки и т. д., до тѣхъ поръ, пока предметъ не получитъ
нужнаго намъ размѣра въ своей окружности, что узнается съ помощью
кронциркуля или лекала. Обтачиваніе вещи только въ весьма рѣдкихъ
случаяхъ можетъ быть произведено съ одного прохода инструмента вдоль
ея поверхности; обыкновенно оно повторяется нѣсколько разъ, при чемъ
въ первый проходъ снимается съ металла грубая стружка и затѣмъ съ
каждымъ разомъ срѣзаемая стружка должна быть тоньше. Движеніе рѣзца
вдоль поверхности обтачиваемой вещи должно быть ровное и нето-
ропливое.
Точеніе на конусъ съ сюппортомъ. При описаніи сюппорта было упо-
мянуто, что на одной изъ частей его имѣются дѣленія на градусы; дѣ-
ленія эти назначаются для точной установки сюппорта при обтачиваніи
предметовъ на конусъ. Когда нужно обтачивать предметъ по цилиндри-
ческой формѣ, то стрѣлку, имѣющуюся на 2-й части сюппорта, слѣдуетъ
точно установить противъ дѣленія, на которомъ стоитъ нуль; если же
предстоитъ точить предметъ на конусъ въ правую сторону, то, отвернувъ
гайки, скрѣпляющія 1-ю и 2-ю части сюппорта, переводятъ стрѣлку по
дѣленіямъ влѣво, при чемъ, если извѣстенъ уголъ конуса, то его слѣдуетъ
раздѣлить на 2 и полученное частное покажетъ, на какое дѣленіе сюп-
порта нужно поставить стрѣлку, послѣ чего гайки сюппорта закрѣпляются.
Если бы понадобилось точить предметы на конусъ въ лѣвую сторону, то
упомянутую стрѣлку переводятъ отъ нуля по дѣленіямъ вправо. Устано-
вивъ такимъ образомъ сюппортъ, самое обтачиваніе предмета ведутъ такъ же,
какъ и при обтачиваніи цилиндрическихъ предметовъ. Въ станкахъ само-
ходныхъ, не имѣющихъ поворотнаго сюппорта, для обточки конуса сдви-
гаютъ верхъ задней бабки.
276
Образованіе проточекъ и обточка внутреннихъ- поверхностей. При обтачи-
ваніи издѣлій, которымъ придаютъ желобки или выступы (фиг. 517), работая
ручнымъ рѣзцомъ, даютъ ему нужный уклонъ и, смотря по надобности,
лезвіе рѣзца приближаютъ къ издѣлію или удаляютъ отъ него. Работая
съ сюппортомъ, то же самое дѣлаютъ съ рѣзцомъ, управляя винт'ами, по-
двигающими самоточку вдоль и поперекъ станка. На фиг. 517 изображенъ
цилиндръ, въ которомъ сдѣланы проточки въ послѣдовательности: 1, 2, 3
и 4, изъ которыхъ каждую повѣряютъ отдѣльнымъ лекаломъ.
Фиг. 517.
Обточка внутренней поверхности металлическихъ колецъ, цилиндровъ,
конусовъ и т. п., производится такъ же, какъ и наружная обточка, въ руч-
ную, или при помощи сюп-
порта. Въ первомъ случаѣ,
т. е. работая ручнымъ рѣз-
цомъ, подручникъ подста-
вляютъ къ концу или ребру
издѣлія поперекъ станинъ
и рѣжущіе инструменты
подставляютъ къ той сто-
ронѣ, которая обращена къ
работающему. Сюппортъ и
рѣзецъ въ немъ устанавли-
ваютъ такъ, чтобы послѣд-
ній можно было ввести въ
кольцо или цилиндръ къ
той стѣнкѣ, которая обра-
щена къ работающему, и
приложить остріе на высотѣ
оси издѣлія; работа про-
изводится * подобнымъ же
образомъ, какъ и при об-
точкѣ наружной поверх-
ности; начиная работу, пер-
Фиг. 518.
вый оборотъ издѣлію нужно дать медленный, отъ руки, чтобы опредѣлить
мѣста, наиболѣе выдающіяся вовнутрь, и сообразно этому впослѣдствіи
держать рѣжущій инструментъ.
277
Работа накаткой (фиг. 519). Для образованія на издѣліяхъ накатки
подбирается кольцо съ соотвѣтствующей насѣчкой; такъ, напримѣръ, если
на цилиндрѣ АБ (фиг. 520) требуется дать накатку трехъ различныхъ
видовъ, а именно на концѣ Л, на разстояніи аб, такую, у которой штрихи
имѣли бы наклонъ относительно оси издѣлія отъ правой руки къ лѣвой,
на серединѣ, на протяженіи въ, нужна накатка штриха, которая шла бы
по направленію оси, а на концѣ Б, отъ д къ е склоненіе штриховъ должно
быть отъ лѣвой руки къ правой, то для этого подбираютъ колесики В,
Д Д имѣющія соотвѣтствующую назубку. На вѣнчикахъ, пояскахъ и въ
желобкахъ издѣлій, а иногда на поверхности цилиндровъ, дѣлаютъ не
полосчатую, а узорную накатку; для этого и подбираются колесики со-
отвѣтствующаго рисунка или начертанія (фиг. 482).
Фиг. 519. фиг. 520.
Для того, чтобы сдѣлать накатку на значительномъ протяженіи ци-
линдра, колесико, укрѣпленное въ рукояткѣ, устанавливаютъ въ сюппортѣ
такимъ образомъ, чтобы оно приходилось ниже оси цилиндра; нажавъ его
на издѣліе, приводятъ послѣднее въ вращательное движеніе, а сюппортъ
подвигаютъ только вдоль издѣлія на столько, на сколько нужно покрыть
вещь накаткой; затѣмъ сюппортъ отодвигаютъ назадъ, а колесико еще нажи-
маютъ, что продолжаютъ, пока не получатъ надлежащей глубины накатки.
Для образованія накатки на вѣнчикахъ или на поверхности цилиндровъ,
не требующей передвиженія колесика, т. е. не превосходящей ширины
послѣдняго, работу удобно производить въ ручную; для чего колесо,
имѣющее требуемую назубку, укрѣпляютъ на штифтѣ рукоятки, которую
устанавливаютъ на подручникѣ, такъ, чтобы колесо (накатка) касалось
издѣлія нѣсколько ниже оси, и, прижавъ колесико плотно къ. вещи, при-
водятъ послѣднюю въ вращательное движеніе, не прекращая нажиманія
накатки; продолжаютъ накатку до тѣхъ поръ, пока не получатъ на издѣліи
слѣдовъ накатки надлежащей глубины. Подобнымъ же образомъ произво-
дится накатка на- издѣліяхъ и при помощи самоточки, въ которую встав-
ляется рукоятка съ закрѣпленнымъ въ нее колесикомъ.
Сверленіе дыръ при помощи токарнаго станка въ металлическихъ издѣ-
ліяхъ производится такъ же, какъ было выше описано въ работахъ по
дереву; особенность составляетъ смачиваніе сверла, при сверленіи желѣза
и стали, мыльною водой или масломъ.
Отдѣлка издѣлій на токарномъ станкѣ. Чтобы издѣліе, вчернѣ обточенное,
довести до надлежащей толщины и отполировать, сначала сглаживаютъ
278
слѣды рѣзца напильникомъ, для чего обтачиваемую вещь приводятъ въ
вращательное движеніе, а напильникъ, смазанный масломъ, также не
оставляютъ въ неподвижномъ состояніи, а приводятъ его въ движеніе,
подобно тому, какъ это дѣлаютъ при опиловкѣ издѣлій, закрѣпленныхъ
въ стуловыхъ тискахъ. Вначалѣ для сглаживанія обтачиваемой вещи,
употребляютъ драчевый напилокъ, а потомъ, когда слѣды рѣзца будутъ
уничтожены и издѣліе дойдетъ до размѣровъ весьма близкихъ къ тре-
буемымъ, употребляютъ подсалокъ, а за нимъ—бархатную пилу; наконецъ,
издѣліе доводится окончательно до требуемыхъ размѣровъ и полируется
помощью наждака, крокуса и т. п.
Для полировки или шлифовки металлическихъ издѣлій употребляютъ
чистилки различнаго устройства; одними очищаютъ издѣлія, прикладывая
инструментъ сверху, другими—приставляя сбоку издѣлія и, наконецъ, есть
приборы для шлифованія, обхватывающіе издѣліе сверху и снизу. Первые
состоятъ изъ бруска—плоскаго, овальнаго или другой формы, смотря по
надобности, смазываемаго наждакомъ или другимъ полирующимъ мате-
ріаломъ, или обклееннаго наждачною бумагою; бруски эти съ обоихъ кон-
цовъ закруглены, для держанія за нихъ руками при работахъ (фиг. 521).
Вторые представляютъ видъ бруска съ концомъ, имѣющимъ желобъ или
вырѣзъ по формѣ фигуры полируемаго издѣлія; на этотъ конецъ намазы-
вается наждакъ или наклеивается наждачная бумага (фиг. 522). Третій
родъ чистилокъ, которыя обхватываютъ издѣліе сверху и снизу, показанъ
на фиг. 523; называются онѣ сжимками или закладками. Шлифованіе
также производится при содѣйствіи вращающагося на станкѣ шлифоваль-
наго круга, состоящаго изъ одного лишь дерева или же изъ дерева, обтя-
нутаго кожаной полосой; наконецъ, для шлифованія пользуются наждачными
кругами (фиг. 524).
Фиг. 521.
Нарѣзаніе винтовъ и гаекъ на простомъ токарномъ станкѣ. Нарѣзаніе вин-
товъ и гаекъ на простомъ станкѣ производится двоякимъ образомъ: или
данный предметъ (т. е. цилиндръ) вращается, а рѣжущій инструментъ
279
выполняетъ боковое движеніе, или же послѣдній остается неподвижнымъ,
а вся ось (шпиндель) лѣвой бабки, вмѣстѣ съ укрѣпленнымъ на ней пред-
метомъ, кромѣ вращательнаго движенія, передвигается еще и по длинѣ.
Къ первому способу можетъ быть отнесено, между прочимъ, и употреб-
леніе винтовальныхъ досокъ, которыя надѣваются на закрѣпленный въ
станкѣ цилиндръ и двигаются сами по его длинѣ, не участвуя въ то же
время во вращательномъ движеніи послѣдняго. Обыкновенно же для такого
рода нарѣзанія винтовъ пользуются гребенками, изображенными на фиг. 481,
гдѣ В и С—гребенки для нарѣзанія винта и А—соотвѣтственной гайки.
Употребленіе гребенокъ требуетъ очень большой ловкости.
Для нарѣзанія винта надо предварительно обточить правильно цилин-
дрически тѣло болта по діаметру, равному наружному діаметру рѣзьбы.
Затѣмъ, взявъ гребенку Ъ соотвѣтствующаго размѣра (фиг. 525), насажен-
ную на ручку, и опирая ее на подручникъ, поднятый до центра Фиг# 525.
бабки, надо вести ее (гребенку), при вращеніи шпинделя,
справа налѣво, т. е. отъ задней бабки къ шпинделю—для полу-
ченія винта съ правой рѣзьбой (наиболѣе часто употребляю-
щаяся рѣзьба). Доведя до конца той длины, на которой должна Ъ
быть рѣзьба, отнимаютъ гребенку и замѣчаютъ на стержнѣ
тонкую винтовую ниточку. Затѣмъ повторяютъ то же самое, стараясь зуб-
цами гребенки попасть въ винтовое углубленіе. Продолжаютъ это до
тѣхъ поръ, пока винтъ не будетъ совсѣмъ нарѣзанъ, т. е. зубцы гребенки
не будутъ вполнѣ входить въ винтовыя углубленія стержня.
Рдзъ удалось нарѣзать правильно 2—3 первыхъ хода, дальнѣйшее дви-
женіе гребенки идетъ уже само собою, тѣмъ не менѣе отнюдь не слѣдуетъ
стремиться нарѣзать всю длину винта сразу; наоборотъ, должно подви-
гаться впередъ ходъ за ходомъ, начиная, конечно, каждый разъ сначала,
иначе вмѣсто хорошаго винта легко получается цѣлый переплетъ винто-
выхъ нитокъ.
Способъ этотъ, кромѣ техническихъ трудностей, не отличается вмѣстѣ
съ тѣмъ и особенною точностью, почему въ примѣненіи своемъ ограничи-
вается обыкновенно лишь тѣми только случаями, гдѣ необходимо бываетъ
нарѣзать очень короткіе винты.
На станкѣ съ винторѣзнымъ ходомъ работа идетъ скорѣе, но работать
на такого рода станкахъ вообще труднѣе; въ простомъ станкѣ шпиндель
лежитъ только въ одномъ подшипникѣ, въ то время какъ другой его конецъ
вращается на центрѣ, здѣсь же оба конца оси лежатъ въ подшипникахъ;
затѣмъ, несмотря на винторѣзный ходъ, строго говоря, винта не нарѣ-
зается; причина тому—невозможность закрѣпленія нарѣзаемаго цилиндра
между двумя центрами, безъ чего свободный конецъ предмета почти всегда
будетъ отклоняться, въ силу гибкости, въ сторону противоположную рѣзцу;
наконецъ, даже и при удачномъ выполненіи работы, можно лишь нарѣзать
очень небольшіе винты, не превышающіе длины самого патрона. Однимъ
19
280
словомъ, винторѣзный ходъ годится лишь для того, чтобы имѣть возмож-
ность только намѣтить нѣсколько начальныхъ ходовъ и, пользуясь ими,
какъ путеводителями, нарѣзать уже затѣмъ собственно винтъ тою же гре-
бенкой отъ руки (т. е. по первому способу), закрѣпивъ предварительно
самый предметъ между обоими центрами. Такимъ образомъ, понятно, что
и здѣсь, даже при наилучшемъ выполненіи работы, получаемый винтъ
будетъ имѣть лишь приблизительную точность.
Для нарѣзанія гаекъ (не менѣе 3/4 д.) сперва въ предметѣ, зажатомъ
въ патронѣ, высверливается отверстіе съ діаметромъ, равнымъ внутрен-
нему діаметру рѣзьбы. Затѣмъ подручникъ поворачивается параллельно
торцу даннаго предмета и выдвигается до высоты центра. Пускаютъ ста-
нокъ въ ходъ, берутъ гребенку (фиг. 526) фиг 52б.
и начинаютъ вести ее, опирая все время
на подручникъ и слегка прижимая къ
предмету, вглубь отверстія. Когда она
пройдетъ до требуемой глубины, ее вы-
нимаютъ и опять проходятъ въ томъ
же направленіи до тѣхъ поръ, пока рѣзьба не получится совсѣмъ чистая.
Время отъ времени пробуютъ, не входитъ ли отъ руки въ нарѣзаемую
гайку тотъ винтъ, для котораго она предназначается.
Наружный край входного отверстія канала слѣдуетъ предварительно
закруглять, дабы гребенка входила какъ бы по наклонной плоскости, что
много облегчаетъ работу. Съ другой стороны, въ концѣ всякой нарѣзаемой
гайки необходимо дѣлать (конечно, заранѣе) болѣе или менѣе глубокую
проточку для свободнаго выхода гребенки. Однимъ словомъ, продольный
разрѣзъ нарѣзаемой гайки долженъ имѣть приблизительно форму, изобра-
женную на фиг. 526 (справа).
Нарѣзаніе винтовъ и гаекъ на станкахъ съ самоходомъ. На такихъ стан-
кахъ работа эта исполняется съ наибольшимъ совершенствомъ. Здѣсь движе-
ніе со шпинделя, т. е. съ его шестерни, передается на червякъ путемъ проме-
жуточныхъ колесъ и шестеренъ, число и расположеніе которыхъ зави-
сятъ отъ принятой системы. На фиг. 527 изображена простѣйшая пере-
дача, а на фиг. 528 и 529—болѣе сложныя. Оставляя шестерню на шпин-
делѣ безъ измѣненія, но мѣняя различнымъ образомъ отношенія между
числами зубцовъ червяка и передачи, получимъ, при одной и той же
скорости шпинделя, различныя скорости движенія сюппорта, а слѣдова-
тельно и различное число нитокъ на каждый дюймъ. Чтобы имѣть воз-
можность нарѣзать, по желанію, любое число нитокъ, всякая самоточка
должна имѣть извѣстный запасъ различной величины зубчатыхъ колесъ
и рядомъ съ ними таблицу сочетаній, хотя, впрочемъ, послѣдняя можетъ
быть выработана и лично. Въ большихъ самоточкахъ величина зубчатыхъ
колесъ идетъ, начиная съ 10 зубцовъ и до 100—120, при чемъ возрастаніе
величины каждаго послѣдующаго колеса можетъ идти, напримѣръ, на
281
одинъ зубъ или сразу на 2, 3 или 5 зубьевъ. Въ самоточкахъ небольшихъ
размѣровъ колеса идутъ обыкновенно только до 60—75 зубцовъ, при чемъ
наименьшее (возможное) число нитокъ бываетъ три. Взявъ сочетаніе
обратное тремъ ниткамъ, получимъ наибольшее число или собственнд
самоходъ, при которомъ червякъ долженъ имѣть самое малое изъ колесъ,
а передача—наибольшее.
Поясненіе фиг. 527 — 529. Смѣнныя шестерни ш2, ш3—ведущія и имѣютъ
слѣдующія названія: — первое ведущее колесо, или шестерня шпинделя само-
точки; —второе ведущее колесо; ш3—третье ведущее колесо. Шестерни же п» п*
и пъ — ведомыя и называются пі — первое ведомое колесо, п2 — второе ведомое
колесо, п3—третье ведомое колесо, или шестерня маточнаго винта самоточки.
Фиг. 527. Фиг. 528. -
Приступая къ нарѣзкѣ винта, на-
чинаютъ съ обтачиванія возможно
вѣрнаго цилиндра, получивъ который,
по обоимъ его концамъ дѣлаютъ по
проточкѣ а (фиг. 530), глубиной не
менѣе высоты будущихъ винтовыхъ
нарѣзокъ; назначеніе проточекъ—дать
свободное мѣсто рѣзцу какъ передъ
началомъ рѣзьбы, такъ и по ея
окончаніи. Затѣмъ въ сюппортѣ за-
жимаютъ рѣзецъ такъ, чтобы вершина
его стояла какъ разъ на уровнѣ це
самоточки; поставленный ниже рі
будетъ то и дѣло обламываться, а
нятый выше центра — будетъ лишь чертить, а не рѣзать. Переходя
собственно къ нарѣзанію винта, прежде всего необходимо знать, конечно,
число его нитокъ на длинѣ одного дюйма. Если винтъ дѣлается вновь,
то требуемое число нитокъ прямо устанавливается по имѣющейся таблицѣ,
если же имѣется въ виду нарѣзать винтъ по данному образцу, то прежде
установки самохода необходимо опредѣлить число нитокъ образца. Дѣлается
это такъ: вдоль винта прикладываютъ дюймовую мѣрку, раздѣленную на
Ѵ16 или на х/32 доли, и стараются, чтобы первая черта дюйма точно совпала
282
съ какимъ-нибудь винтовымъ ходомъ; затѣмъ, пропустивъ эту первую нитку,
считаютъ со второй черты, сколько нитокъ приходится на весь дюймъ;
если первая нитка была сочтена, то изъ всего счета вычитаютъ послѣднюю.
Опредѣливъ требуемое число нитокъ и установивъ, положимъ, для праваго
винта самоходъ, по таблицѣ сочетаній колесъ приступаютъ къ самой
рѣзьбѣ. Правый винтъ нарѣзаютъ съ праваго конца цилиндра влѣво, слѣ-
довательно, рѣзецъ въ началѣ работы устанавливаютъ противъ правой
проточки. Пустивъ самоходъ, заднюю ручку сюппорта подвертываютъ на
первый разъ на столько, чтобы конецъ рѣзца чуть-чуть углублялся въ
металлъ, а на самой ручкѣ и на соотвѣтственной части основанія сюп-
порта дѣлаютъ мѣломъ черту, чтобы всегда возможно было снова отыскать
то же самое положеніе рѣзца, потому что, какъ только рѣзецъ, двигаясь
влѣво, выйдетъ во вторую проточку, его тотчасъ отводятъ назадъ и, со-
общивъ маховому колесу обратное движеніе (т. е. отъ себя), заставляютъ
сюппортъ идти вправо, на прежнее мѣсто. Дойдя до первой проточки,
рѣзецъ подаютъ чуть-чуть впередъ, дѣлаютъ на мѣстѣ старой новую мѣтку
и, пустивъ маховикъ теперь уже на себя, углубляютъ нѣсколько первую
рѣзьбу; затѣмъ такъ же поступаютъ въ третій, четвертый и т. д. разъ, пока
винтъ не нарѣжется вполнѣ. Послѣ этого, особенно если нарѣзается болѣе
или менѣе толстый винтъ, не мѣшаетъ взять другой рѣзецъ, ,съ угломъ
нѣсколько острѣе и пройти имъ разъ, другой, чтобы окончательно углу-
бить рѣзьбу. Острые края нарѣзки чуть сглаживаются бархатнымъ плос-
кимъ напилкомъ, отнюдь не уничтожая самой ихъ остроты, и весь винтъ
отшлифовывается наждакомъ съ масломъ, взявъ для этого лишь самое
ничтожное количество наждачной пыли. Если рѣзецъ при работѣ передви-
нется въ сторону, то, попавъ на винтовой ходъ, онъ будетъ портить ра-
боту и его конецъ обломается; зависитъ это отъ правой бабки, отошедшей
нѣсколько вправо, что происходитъ или отъ небрежнаго ея закрѣпленія,
или отъ масла, попавшаго между рамой и дномъ бабки. Нарѣзать винты
можно на всякомъ ходѣ, но лучше брать ходъ болѣе тихій; что же ка-
сается, въ частности, до остальныхъ винтовъ, то ихъ всего удобнѣе нарѣ-
зать на скоромъ ходѣ, но съ переборомъ; тутъ хотя работа выходитъ и
не такъ чисто, какъ безъ перебора, но за то рѣзецъ идетъ гораздо равно-
мѣрнѣе, тише и вообще лучше сохраняется. При хорошемъ рѣзцѣ даже
желѣзные винты могутъ быть нарѣзаемы безъ остановки отъ начала и де
самаго конца; иное дѣло винты стальные: здѣсь въ теченіе работы хоть
разъ, да необходимо подточить рѣзецъ. Понятно, что такой иступившійся
рѣзецъ необходимо бываетъ вынимать изъ сюппорта и, исправивъ его остріе,
снова помѣщать на старое мѣсто; вся трудность здѣсь заключается въ томъ,
чтобы рѣзецъ попалъ какъ разъ въ его прежнюю рѣзьбу. Винты мѣдные и
чугунные рѣжутся прямо, а сталь и желѣзо — непремѣнно съ масломъ.
Нарѣзаніе текъ мало чѣмъ отличается отъ нарѣзанія винтовъ. Обыкно-
венно матеріаломъ для гаекъ служитъ желѣзо; сталь употребляется лишь
283
въ исключительныхъ случаяхъ. Начинаютъ съ того, что свободный конецъ
цилиндрическаго желѣза, вставленнаго, напр., въ восьми-винтовый патронъ,
засверливаютъ въ центрѣ въ каналъ не менѣе 3/8 д. въ діаметрѣ и затѣмъ
растачиваютъ его до требуемыхъ размѣровъ, помня, что діаметръ канала
долженъ быть менѣе діаметра винта именно на высоту его ходовъ. Потомъ
округляютъ наружные острые края входного отверстія, а въ концѣ гото-
ваго канала дѣлаютъ проточку для свободнаго выхода рѣзца и начи-
наютъ нарѣзать ходы такъ же, какъ и при винтѣ, употребляя только
вмѣсто прямого рѣзца крючокъ и вращая заднюю ручку сюппорта уже
въ обратную сторону. И здѣсь желѣзо и сталь нарѣзаются съ масломъ,
прочіе же металлы—безъ него.
Условія для правильнаго дѣйствія самоточки при нарѣзкѣ. Точное испол-
неніе нарѣзки зависитъ отъ совершенства устройства самоточки.
Тщательное и точное выполненіе отдѣльныхъ ея частей вліяетъ на
равномѣрное движеніе сюппорта, надежное направленіе рѣзца и этимъ
обусловливаетъ точное исполненіе рѣзьбы.
Параллели (станины) станка должны быть горизонтальны, а фунда-
ментъ, къ которому привернуто основаніе, долженъ быть настолько устой-
чивъ, чтобы при быстромъ вращеніи станка и тяжелыхъ деталей не чув-
ствовалось никакого сотрясенія.
Рабочія плоскости должны быть хорошо пришабрены; шейки шпинделя,
будь онъ стальной или хорошаго мелкозернистаго желѣза, должны быть
сильно закалены, совершенно круглы и хорошо прилажены; при станкахъ сред-
няго размѣра лучше, если онѣ находятся въ длинныхъ коническихъ втулкахъ.
Передаточныя и смѣнныя шестерни должны быть совершенно круглыми,
имѣть вѣрный шагъ и гладкія рабочія поверхности для обезпеченія легкаго
и спокойнаго ихъ хода; то же самое относится и къ зубчатымъ рейкамъ,
по отношенію выполненія ихъ зубьевъ.
Стальной винтовой шпиндель долженъ имѣть хорошую и ровную на-
рѣзку, чтобы всѣ измѣненія скорости станка передавались имъ въ должномъ
отношеніи.
Чтобы получить равномѣрность въ ходѣ сюппорта, винтовой шпиндель
не долженъ бить, а параллели и винтъ не должны быть мѣстами изношены.
Обыкновенно сюппортъ имѣетъ движеніе только по опредѣленнымъ
мѣстамъ параллелей, отчего и происходитъ неравномѣрное изнашиваніе
въ этомъ мѣстѣ какъ параллелей, такъ и винта.
И если на такомъ станкѣ будутъ рѣзать длинный винтъ, то его на-
рѣзка непремѣнно получитъ тѣ же самыя неровности, которыя имѣетъ винтъ
самоточки. Дѣйствительно, сюппортъ, какъ извѣстно, приводится въ движеніе
вращеніемъ маточнаго винта и, если его винтовая нарѣзка съ одной сто-
роны на 2 миллиметра тоньше противъ должнаго размѣра, то сюппортъ бу-
детъ отставать въ этомъ мѣстѣ тоже на 2 миллиметра, отчего произойдетъ
рѣзьба болѣе мелкаго шага; когда же сюппортъ соприкоснется съ неизносив-
284
шеюся частью винта, то, при томъ же числѣ оборотовъ станка, онъ будетъ
двигаться быстрѣе до тѣхъ поръ, пока опять не соприкоснется со старымъ,
износившимся мѣстомъ винта, и рѣзьба будетъ выходить болѣе крупная.
Поэтому не мѣшаетъ, гдѣ есть возможность, имѣть запасный ,винтъ,
чтобы пользоваться имъ для рѣзанія точныхъ винтовъ.
То же самое можно сказать о неравномѣрно истертыхъ параллеляхъ,
такъ какъ сюппортъ при своемъ скольженіи, преодолѣвая мѣстами болѣе
сильное треніе, будетъ замѣтно отставать, въ другихъ же мѣстахъ будетъ
легко скользить, слѣдствіемъ чего получается винтъ неравномѣрнаго шага.
При. сборкѣ смѣнныхъ шестеренъ слѣдуетъ наблюдать, чтобы онѣ не
надавливали другъ на друга, иначе въ передачѣ будутъ происходить
толчки и вздрагиваніе всего зубчатаго механизма, вліяющее на плавность
и легкость хода самоточки.
Не слѣдуетъ также разставлять шестерни черезчуръ далеко другъ отъ
друга, а непремѣнно такъ, чтобы ихъ зубья касались не концами, а сере-
динами; въ противномъ случаѣ, при недостаточномъ укрѣпленіи приклопа,
шестерни могутъ легко разойтись, и тогда произойдетъ поломка ихъ зубьевъ.
Шестерни, сидящія на одной оси, изъ которыхъ одна ведущая, а дру-
гая ведомая, слѣдуетъ соединять шпонкой такъ, чтобы съ вращеніемъ
одной, другая тотчасъ же приходила въ движеніе, т. е. чтобы между ними
не было мертваго хода.
Сюппортъ и его нижняя часть должны плотно прилегать къ паралле-
лямъ, чтобы во время перемѣщенія, отъ измѣняющагося сопротивленія
рѣзанію, рѣзецъ не могъ отклониться въ сторону.
Требованія, предъявляемыя рѣзцамъ для нарѣзанія. Рѣзцы, употребляемые
на самоточкахъ для рѣзанія винтовъ, раздѣляются на ручные и сюп-
портные.
Первые приводятся въ движеніе руками токаря, почему они всегда
имѣютъ рукоятки. Опорою этихъ рѣзцовъ служитъ Подручникъ.
Ручные рѣзцы и гребенки употребляются исключительно для изготов-
ленія острой или круглой рѣзьбы. Ихъ рѣжущая поверхность имѣетъ
нѣсколько зубьевъ, величина и форма которыхъ соотвѣтствуютъ формѣ
нарѣзаемаго винта.
Сюппортные рѣзцы значительно крупнѣе гребенокъ, а чрезъ укрѣпле-
ніе на сюппортѣ получаютъ болѣе прочное положеніе и точное направленіе.
Они большею частью приготовляются изъ квадратной и рѣже изъ круглой
стали.
Форма ихъ должна быть такова, чтобы ихъ можно было хорошо укрѣп-
лять въ сюппортѣ, и подъ опредѣленнымъ угломъ.
Для рѣзанія мелкихъ винтовъ употребляются болѣе тонкіе, а для круп-
ныхъ болѣе толстые рѣзцы.
Матеріаломъ для приготовленія гребенокъ и сюппортныхъ рѣзцовъ слу-
житъ литая сталь.
285
Послѣдняя должна быть однороднаго, мелкозернистаго строенія; она
должна быть ковкою при слабо красномъ каленіи, а послѣ медленнаго
остыванія легко пилиться напилкомъ. Послѣ быстраго остыванія (закалки)
должна пріобрѣтать достаточно большую степень твердости и быть до нѣ-
которой степени упругой.
Для изготовленія рѣзца слѣдуетъ выбирать стальной прутъ такого
поперечнаго сѣченія, чтобы не требовалось передѣлывать его отковкой,
такъ какъ отъ каждаго лишняго нагрѣванія и ковки рѣзца представляется
въ большей степени вѣроятность, что рѣзецъ будетъ съ трещинами.
Для рѣзца надо всегда выбирать такой стальной прутъ, чтобы прихо-
дилось отковывать только его рѣжущую часть и притомъ по возможности
съ одного нагрѣва.
При нагрѣваніи слѣдуетъ наблюдать, чтобы сталь во время нагрѣва
была вся прикрыта углемъ и этимъ была предохранена отъ непосредствен-
наго прикосновенія вдуваемаго въ горнъ воздуха. Послѣ отковки рѣзца,
пока онъ еще не остылъ, его слѣдуетъ быстро остудить водой.
Рѣзцамъ для остроугольной рѣзьбы придаютъ форму, соотвѣтствующую
поперечному сѣченію винтовой нарѣзки, такъ что ихъ остріе имѣетъ уголъ,
образуемый ея гранями.
Для рѣзанія желѣза, бессемеровской стали и литой стали рѣзецъ отъ
его острія запиливается съ наклономъ отъ 5 до 15°. Уголъ же рѣзанія
составляетъ 55—60°.
Для рѣзанія чугуна и вообще твердаго металла или сплава рѣзцу
придаютъ только небольшой уголъ наклона или же его совершенно не
дѣлаютъ. Вслѣдствіе этого, при наклонѣ рѣзца къ направленію рѣзанія
шире
отъ 5 до 15°, уголъ рѣзанія выходитъ отъ 70 до 90°.
Для прямоугольной нарѣзки рѣзецъ получаетъ ширину равную поло-
винѣ шага, при двухъ-оборотной только а при трехъ-оборотной всего
шага и т. д.
Чтобы во время нарѣзанія не могло п
краями острія, послѣднее всегда должно б
какъ это представлено на фиг. 531, гдѣ
ширина рѣзца уменьшена продѣланными
желобками. Если остріе рѣзца на длинѣ,
превосходящей глубину рѣзанія, шире раз-
стоянія между нитками рѣзьбы, то при
дальнѣйшемъ его углубленіи винтовая на-
рѣзка сильно повреждается тупыми кром-
ками рѣзца, не говоря уже о томъ, что,
вслѣдствіе сильнаго тренія, остріе нагрѣ-
вается и легко ломается.
поврежденія нарѣзки
остальной его части,
4&пг. 531.
То же самое бываетъ, если рѣзецъ имѣетъ недостаточный уголъ наклона
къ направленію рѣзанія.
286
Гребенки могутъ быть изготовлены или подпильникомъ или стальнымъ
кругомъ, около 25—30 миллиметровъ въ діаметрѣ, толщиною отъ 10—12
миллим., поверхность котораго мѣстами имѣетъ насѣчки и продорожена.
Такой кругъ, посаженный на ось, ставится на центры станка и при-
водится во вращеніе; тогда придвинутая къ нему гребенка нарѣзывается
имъ подобно тому, какъ плашки рѣжутъ винтъ. Если гребенки приготов-
ляютъ отъ руки подпилкомъ, то нужно обратить особенное вниманіе на
точное и правильное исполненіе ихъ зубьевъ.
Когда рѣжущая часть рѣзца получитъ должную форму и величину, то
приступаютъ къ закалкѣ. Послѣдняя должна быть произведена крайне
осторожно, такъ какъ отъ нея болѣе всего зависитъ качество рѣзца.
Рѣжущая часть рѣзца должна быть нагрѣта только до красно-вишне-
ваго цвѣта, но не болѣе.
Въ большинствѣ случаевъ вполнѣ достаточно нагрѣть его конецъ на
длинѣ отъ 15 до 30 миллиметровъ, причемъ онъ долженъ быть прогрѣтъ
по возможности равномѣрно, чтобы впослѣдствіи не образовались трещины.
Для закалки служитъ обыкновенная, чистая, мягкая вода, лучше дожде-
вая, отъ 15 до 20 градусовъ Цельсія. Рѣзецъ опускаютъ въ воду такъ,
чтобы его рѣжущая часть остывала сразу и равномѣрно.
При закаливаніи рѣжущей части рѣзца въ наклонномъ положеніи въ
ней часто происходятъ внутреннія напряженія отдѣльныхъ частицъ, кото-
рыя могутъ особенно способствовать поломкѣ кромокъ острія.
Чтобы быть заранѣе увѣреннымъ въ правильности закалки рѣзца, на-
грѣтый рѣзецъ предварительно охлаждаютъ, замачивая рѣжущую часть
въ водѣ.
При погруженіи рѣзца въ воду всегда слѣдуетъ наблюдать за пра-
вильнымъ положеніемъ лезвія и перемѣщеніемъ его, чтобы оно всегда
соприкасалось со свѣжей водой до тѣхъ поръ, пока не прекратится шипѣ-
ніе и шумъ.
Послѣ этого его вынимаютъ и удаляютъ образова'вшуюся на немъ ока-
лину, быстро счистивъ ее камнемъ или потирая объ полъ, и затѣмъ Вни-
мательно наблюдаютъ за послѣдовательно появляющимися цвѣтами побѣ-
жалости и при появленіи соотвѣтствующаго цвѣта быстро опускаютъ въ
воду до окончательнаго охлажденія.
Если цвѣта побѣжалости идутъ къ острію параллельно, а не наискось
и не волнами, то это признакъ правильнаго предварительнаго замачиванія
рѣзца и устойчивости уголковъ острія.
Пользуясь появляющимися цвѣтами побѣжалости, рѣжущимъ инстру-
ментамъ можно сообщить твердость, соотвѣтствующую ихъ назначенію; такъ,
рѣзцы для обработки чугуна, стали и твердой бронзы отпускаютъ до
темножелтаго цвѣта.
Рѣзцы же для желѣза и мягкихъ сплавовъ закаливаютъ немного слабѣе.
Послѣ закалки должна быть произведена наточка рѣзцовъ.
287
Фиг. 532.
или другую головку.
Измѣреніе винтовъ. Для точнаго изготовленія винтовъ важную роль
играютъ измѣрительные инструменты. Для измѣренія толщины винта слу-
житъ кронциркуль, для болѣе же точныхъ измѣреній спеціальные калибры.
Способы примѣненія кронциркуля и калибровъ, имѣющихъ точныя про-
фили нарѣзокъ, которыми они прикладываются къ винтамъ, общепонятны.
Для измѣренія же средняго діаметра
винта большею частью употребляютъ штан-
генъ-циркуль, изображенный на фиг. 532.
Чтобы возможно было послѣднимъ измѣ-
рять винты болѣе точно, его дѣлаютъ часто
съ нѣсколькими вставными головками, чтобы,
смотря по винту, можно было вставить ту
Этимъ приборомъ можно точно опредѣлить діаметръ винта, но такъ
какъ онъ можетъ быть приложенъ къ винту только въ наклонномъ поло-
женіи, то необходимо имѣть большое количество головокъ съ различными
углами.
Для очень точныхъ измѣреній обѣ головки снабжаютъ еще микро-
метренными винтами, на окружности которыхъ имѣются дѣленія.
При массовомъ производствѣ винтовъ съ пользой употребляются шаблоны,
которые съ легкостью дозволяютъ точно измѣрить, кромѣ діаметра, еще
шагъ и форму нарѣзки.
Такіе шаблоны состоятъ изъ: 1) гладкаго, каленаго, стального стержня
для измѣренія отверстія гайки; 2) изъ каленой, точной, нормальной нарѣзки
для измѣренія гаечной рѣзьбы; 3) изъ шаблона съ соотвѣтствующимъ
числомъ вырѣзовъ или отверстій для измѣренія діаметра болтовъ, и 4) изъ
каленой гайки съ точной, нормальной нарѣзкой для измѣренія діаметра
винта.
Для провѣрки шага и формы винтовыхъ нарѣзокъ служатъ каленые
шаблоны изъ листовой стали, имѣющіе рядъ зубьевъ, соотвѣтствующихъ
формѣ и шагу винта.
Смазывающіе матеріалы. Для болѣе легкаго хода каждаго токар-
наго станка и самоточки, а равно и для содержанія ея въ исправности
необходимо по возможности уменьшать треніе и нагрѣваніе, происходящее
отъ движенія ея различныхъ частей.
Для этой цѣли служитъ смазка, которая, находясь между двумя тру-
щимися поверхностями, должна образовать слой такой толщины, чтобы
устранить непосредственное соприкосновеніе поверхностей.
Изъ смазочныхъ средствъ употребляютъ растительныя, животныя и
минеральныя масла, имѣющія то свойство, что внутреннее треніе ихъ
отдѣльныхъ частицъ даже при сильномъ давленіи очень незначительно, а
при довольно высокой температурѣ слой смазки еще достаточно толстъ;
кромѣ того, смазка сильно прилипаетъ къ поверхностямъ и, проникая въ
поры металла, выравниваетъ этимъ шероховатости поверхностей.
288
Эти свойства дѣлаютъ масла драгоцѣннымъ средствомъ, при помощи
котораго мы въ состояніи не только уничтожить треніе между поверхно-
стями и сохранить ихъ этимъ отъ быстраго изнашиванія, но одновременно
съ этимъ уменьшается сила, потребная для движенія станка.
Смазка должна производиться такимъ образомъ, чтобы, по мѣрѣ ея
выдавливанія и выхода наружу, она всегда пополнялась требуемымъ коли-
чествомъ свѣжаго масла, дабы трущіяся поверхности не скользили непо-
средственно другъ по другу.
Съ нагрѣваніемъ поверхностей толщина смазывающаго слоя умень-
шается, но вмѣстѣ съ тѣмъ уменьшается и внутреннее треніе частицъ
смазки; такимъ образомъ, смазка дѣйствуетъ при нѣсколько болѣе высокой
температурѣ гораздо лучше.
Но при нагрѣтыхъ трущихся поверхностяхъ слой смазки быстро умень-
шается, и если она не скоро будетъ пополнена, то можетъ случиться, что
поверхности придутъ въ соприкосновеніе и станутъ заѣдать.
Поэтому при быстромъ ходѣ самоточки не слѣдуетъ сильно затягивать
крышекъ ея подшипниковъ, а въ случаѣ нагрѣванія послѣднихъ, чтобы
избѣжать заѣданія, дать имъ вполнѣ охладиться и тогда уже пускать
самоточку.
Чѣмъ болѣе давленіе между трущимися частями, тѣмъ смазка должна
быть гуще, и наоборотъ, чѣмъ слабѣе давленіе, тѣмъ жиже.
Смазка должна возможно меньше измѣняться отъ дѣйствія воздуха, не
содержать кислотъ, которыя разъѣдаютъ металлическія поверхности, не
растекаться, не присыхать и не сгущаться.
Изъ растительныхъ маслъ можно указать на сурѣпное, имѣющее въ
сыромъ состояніи значительную смазывающую способность, но оно отчасти
растекается.
Его часто употребляютъ при рѣзаніи желѣзныхъ винтовъ, для само-
точки же только въ томъ случаѣ, если содержаніе кислотъ въ немъ незна-
чительно.
Оливковое или деревянное масло обладаетъ большею смазывающею
способностью, чѣмъ сурѣпное, но слишкомъ дорого.
Въ новѣйшее время большое распространеніе получили минеральныя
масла и жиры.
Минеральное масло имѣетъ то преимущество, что не разъѣдаетъ по-
верхностей металла, не застаивается и можетъ быть получено различной
густоты.
Для охлажденія рѣзца при обработкѣ желѣза употребляютъ мыльную
воду или масло, а рѣзаніе сплавовъ и чугуна производится въ сухую.
Во всѣхъ случаяхъ, гдѣ безъ ущерба дѣлу можно замѣнить масло мыль-
ной или солодовой водой, нужно пользоваться послѣдней, такъ какъ собирать
отработавшее масло представляется затруднительнымъ.
289
Малярное дѣло.
Назначеніе. Для предохраненія издѣлій отъ разрушенія и приданія
имъ болѣе красиваго вида они окрашиваются или лакируются, для чего
служатъ: клеевыя и масляныя краски, отсвѣчиваніе и лакъ. Деревянныя
и металлическія издѣлія отъ атмосферическихъ вліяній (холодъ, жаръ,
сырость, сухость), которыя измѣняютъ свойства предметовъ (строеніе, плот-
ность, влажность), подвергаются разрушенію, т. е. порчѣ (деревянныя издѣ-
лія трескаются, загниваютъ, коробятся и усыхаютъ; металлическія, чугунныя,
стальныя и желѣзныя—ржавѣютъ, а мѣдныя окисляются, т. е. покрываются
зеленью). Чтобы предохранить ихъ отъ всего этого, они окрашиваются
масляной краской, которая, покрывая ихъ ровнымъ, непрерывнымъ слоемъ,
предохраняетъ отъ непосредственнаго дѣйствія внѣшнихъ причинъ, чѣмъ
и способствуетъ ихъ сбереженію, играя какъ бы роль футляра. Для произ-
водства окрасокъ желательно имѣть отдѣльное помѣщеніе или, по крайней
мѣрѣ,, отгороженный уголъ, гдѣ можно было бы хранить матеріалы и орудія
этого производства, къ чему побуждаютъ не только качество работы—
чистота, гигіеническія соображенія, но и ядовитость нѣкоторыхъ красокъ,
которыя, конечно, уже всегда должны быть подъ замкомъ. Для содержанія
красокъ необходимо имѣть достаточное количество посуды (глиняной,
жестяной, чугунной) формы и размѣровъ, соотвѣтствующихъ количеству
красокъ, но съ соблюденіемъ въ видахъ экономіи того условія, чтобы для
каждаго цвѣта имѣть отдѣльную посуду, такъ какъ очистка послѣдней
для другого колера затруднительна и сопряжена съ значительными
расходами.
Для того, чтобы окрасить какой-либо предметъ, необходимо: отдѣлать
его поверхность, подготовить ее, составить краски и затѣмъ приступить
къ самому окрашиванію. Такимъ образомъ, работы распадаются на три
отдѣла.
Матеріалы. Для производства окрашиванія необходимы: олифа, краски
и кисти.
Олифа (см. стр. 33) есть основной матеріалъ для всѣхъ масляныхъ кра-
сокъ, исключая бѣлой. Чтобы приготовить какую-нибудь масляную краску,
нужно послѣднюю смѣшать съ олифой. Вещи, ранѣе окрашенныя, отъ покрытія
смѣсью олифы съ сырымъ льнянымъ масломъ получаютъ видъ только-что
окрашенныхъ издѣлій.
Варка олифы имѣетъ большое вліяніе на красоту и прочность окраски.
Недовареная олифа сильно впитывается въ дерево и легко отдѣляется
отъ окраски, оставляя ее безъ связи, отчего она лупится и стирается съ
окрашиваемыхъ предметовъ. Кромѣ того, такая олифа сохнетъ почти въ три
раза медленнѣе, чѣмъ хорошо свареная.
290
Бѣлыя масла. При окраскѣ предметовъ въ бѣлый цвѣтъ олифа замѣ-
няется варенымъ, маковымъ или другимъ бѣлымъ масломъ, такъ какъ
послѣднія не оказываютъ никакого вліянія на цвѣтъ краски.
Бѣлыя масла бываютъ вареныя и невареныя и приготовляются изъ мако-
ваго и другихъ маслъ. Вареныя, какъ скоро высыхающія, предпочитаются.
Краски. Краски встрѣчаются въ торговлѣ въ сухомъ видѣ или разве-
денныя, въ кускахъ или размельченныя, основныхъ цвѣтовъ, а также и
самыхъ разнообразныхъ составныхъ колеровъ. Что касается масляныхъ
красокъ, то при небольшихъ случайныхъ покраскахъ, какъ, напримѣръ, въ
войсковыхъ оружейныхъ мастерскихъ, для простоты дѣла, да и по эконо-
мическимъ соображеніямъ, выгоднѣе пріобрѣтать совершенно готовыя краски,
которыя бы только оставалось развести олифой и пустить въ дѣло, а потому
дальнѣйшее описаніе дается лишь на случай пользованія сухими красками
и для ознакомленія вообще.
Растираніе красокъ. Сухія краски обыкновенно не обладаютъ такою
тонкостью размола, чтобы могли быть прямо смѣшаны съ олифою или
другою жидкостью и употребляться въ дѣло, почему первая операція съ
сухими красками въ мастерской состоитъ въ ихъ измельченіи до состоянія
годнаго для работы, что и достигается толченіемъ, размачиваніемъ въ водѣ
и растираніемъ. Толченію подвергаются краски, пріобрѣтенныя въ видѣ
кусковъ, лепешекъ, плитокъ, что и производится въ различныхъ крѣпкихъ
ступкахъ или же, въ большихъ размѣрахъ, при помощи толчей, мельницъ
и бѣгуновъ. Клеевыя краски для измельченія размачиваются въ водѣ.
Какъ бы тонко ни была измельчена краска въ порошкѣ, она все же должна
подвергаться растиранію съ жидкостью, на которой предположено вести
окраску, для чего употребляются плиты съ курантами и краскотерочныя
машины. Растираніе красокъ съ жидкостью лучше производить машинами,
такъ какъ ручной способъ очень дорогъ и потому можетъ употребляться
только для дорогихъ красокъ. На фиг. 533 изобра- Фиг. 533.
жены: а—плита, в—курантъ и с—ножикъ для сни-
манія краски. Краска на водѣ растирается несрав- А
ненно быстрѣе, чѣмъ на лакѣ или на маслѣ, и въ Ж у
истертомъ видѣ можетъ сохраняться долго. Тонкая
краска въ сухомъ видѣ должна легко мяться
между пальцами и не давать ощущенія крупинокъ; на стеклѣ при давленіи
ножикомъ не должна скрипѣть. Тонкость измельченія—одно изъ главнѣй-
шихъ достоинствъ краски, вліяющихъ на ея цѣну. .
Въ продажѣ встрѣчаются краски настолько грубыя и жесткія, что
прежде чѣмъ подвергать ихъ растиранію съ масломъ, ихъ необходимо раз-
мочить въ водѣ и растереть съ водою же, послѣ чего высушить и только
затѣмъ растирать съ масломъ. Воду для растиранія красокъ слѣдуетъ
употреблять чистую и мягкую, а олифу для масляныхъ красокъ брать
льняную, по возможности свѣтлую и высыхающую въ теченіе 12—18 час.
291
Вообще же при окраскахъ необходимо соблюдать слѣдующія пра-
вила:
1) Для клеевыхъ окрасокъ имѣть запасъ красокъ, истертыхъ на водѣ,
которыя сохранять въ видѣ густо-крутого тѣста, каковое разводить клеевымъ
растворомъ только передъ началомъ работъ и притомъ въ количествѣ,
потребномъ не болѣе какъ на одинъ день.
2) Масляныя краски могутъ заготовляться большими запасами, въ видѣ
густого тѣста, и разводиться олифою во время работы. При сохраненіи тер-
тыхъ масляныхъ красокъ въ открытыхъ сосудахъ всѣ землистыя и органи-
ческія краски слѣдуетъ держать подъ слоемъ сырого масла, а всѣ мине-
ральныя и металлическія~подъ слоемъ чистой воды.
3) Краски, разбавляемыя спиртомъ, эфиромъ и скипидаромъ, пригото-
вляются въ самый моментъ производства работъ. Тонкость * измельченія
краски въ работѣ играетъ важную роль. Масляная краска, грубо истертая,
кроетъ толстымъ, но очень непрочнымъ слоемъ, расходуется въ большемъ
количествѣ и при этомъ работа не достигаетъ надлежащей чистоты и
красоты въ отдѣлкѣ.
При приготовленіи красокъ для работы слѣдуетъ соблюдать: 1) краски
растирать до тѣхъ поръ, пока не получится тонкой, однородной, маслянистой
массы; 2) каждую краску растирать отдѣльно; 3) для составленія колеровъ,
тоновъ и разбѣловъ смѣшивать только отдѣльно истертыя краски; 4) раз-
бавлять краски жидкостями постепенно, а не сразу, и 5) для извѣстной
работы стараться брать всегда однородную жидкость. Выборъ цвѣта для
окрашиванія вообще зависитъ отъ многихъ физическихъ и химическихъ
причинъ—поглощеніе тепла, лучеиспусканіе, отраженіе, расширеніе, види-
мость, сохраненіе и т. д. и въ большинствѣ случаетъ опредѣленъ или даже,
въ войсковомъ обиходѣ, и узаконенъ.
Составленіе красокъ. Краски составляются изъ основныхъ цвѣтовъ, поль-
зуясь для этого тѣмъ, что всѣ цвѣта, въ ихъ колерномъ отношеніи, под-
раздѣляются на три разряда: первый разрядъ составляютъ цвѣта простые,
основные—бѣлый, красный, желтый, синій и черный; ко второму разряду
относятся цвѣта составные—двойные: оранжевый, зеленый, фіолетовый, во
всѣхъ ихъ оттѣнкахъ, и къ третьему разряду принадлежатъ всѣ остальные,
составляющіеся изъ трехъ цвѣтовъ и болѣе, т. е. тройные цвѣта, которыхъ,
конечно, можетъ быть безконечное множество.
Наиболѣе употребительныя краски слѣдующія:
Бѣлыя: цинковыя и свинцовыя бѣлила.
Черныя: сажа и жженая кость, послѣдняя для болѣе нѣжныхъ красокъ.
Желтыя: охра и хромгельбъ (кронъ).
Синія: ультрамаринъ и берлинская лазурь.
Красныя: киноварь, сурикъ, мумія и флорентійскій баканъ.
Зеленая: цинковая зелень и хромовая зелень.
Коричневая: умбра.
292
- Смѣшеніемъ этихъ красокъ между собою можно получить почти всѣ
цвѣта. Такъ, напримѣръ:
получимъ, прибавляя къ бѣлому нѣкоторое количество сажи.
.Голубой образуется изъ смѣси бѣлой съ ультрамариномъ или берлин-
ской лазурью. Ультрамаринъ предпочитается всѣмъ другимъ синимъ кра-
скамъ, потому что онъ отъ времени не линяетъ; берлинская же лазурь,
хотя и ярче ультрамарина, но современемъ зеленѣетъ.
Свѣтло-зеленый цвѣтъ получается смѣшеніемъ бѣлой краски съ хромо-
вой зеленью или же бѣлой—съ хромгельбомъ и берлинской лазурью.
Зелено-бронзовый цвѣтъ (для экипажей) получается смѣшеніемъ сажи
съ хромгельбомъ и берлинской лазурью. Краска болѣе темная приба-
вляется небольшими порціями для того, чтобы цвѣтъ не вышелъ слиш-
комъ темнымъ.
Фіолетовая краска получается смѣшеніемъ бѣлой съ небольшимъ ко-
личествомъ ультрамарина и киновари. Самая лучшая фіолетовая краска
приготовляется смѣшеніемъ бѣлой съ ультрамариномъ и флорентійскимъ
баканомъ. Менѣе чистый цвѣтъ выходитъ, если замѣнить баканъ или ки-
новарь умброй.
Коричневый цчѣтъ получается смѣшеніемъ сажи съ киноварью или
умброй.
Краску подъ цвѣтъ камня приготовляютъ обыкновенно изъ охры и
сажи. Если краска должна имѣть красноватый оттѣнокъ, то прибавляютъ
немного сурика. Когда поверхность послѣдній разъ покрыта краской, ее
можно посыпать мелкимъ пескомъ, чтобы придать ей еще большее сходство
съ камнемъ. Иногда къ песку прибавляютъ немного угольнаго порошка,
сурика и охры, все это тщательно перемѣшиваютъ и черезъ мелкое сито
посыпаютъ на выкрашенную поверхность. Когда краска высохла, лишній
песокъ сметаютъ.
Чтобы краски сохли скорѣе, нужно брать хорошую олифу и прибавлять
къ ней немного марганца. Къ свѣтлымъ краскамъ прибавляютъ свинцоваго
сахара. При окраскѣ свинцовыми бѣлилами къ нимъ прибавляютъ всегда
немного мѣла, растертаго съ масломъ. Это дѣлается для того, чтобы краска
не лупилась.
Свинцовыя бѣлила идутъ только на окраску предметовъ, находящихся
на открытомъ воздухѣ, потому что въ закрытыхъ помѣщеніяхъ онѣ жел-
тѣютъ; внутри зданій ими красятъ только оконные переплеты. Иногда
смѣшиваютъ цинковыя бѣлила со,свинцовыми и получаютъ краску, кроющую
лучше цинковыхъ и болѣе постоянную, нежели однѣ цинковыя бѣлила.
При окраскахъ внутри зданій къ краскѣ часто прибавляютъ, въ не-
большомъ количествѣ, скипидаръ.
Составленіе красокъ для металловъ. Для окрасокъ желѣзныхъ частей
обыкновенно принято брать черный колеръ. Для этого хорошо брать сажу
-съ примѣсью лазури для полученія глубины тона. Стальной цвѣтъ вос-
293
производится смѣсью сажи, бѣлилъ, лазури и швейнфуртской зелени. От-
дѣлка подъ бронзу и металлъ достигается посыпкою бронзовыми порошками
по не вполнѣ просохшей краскѣ. Очень часто желѣзныя части не подвер-
гаютъ масляной окраскѣ,. довольствуясь отдѣлкою ихъ подъ колеръ чугуна
или желѣза, для чего вычищенную отъ пыли и ржавчины поверхность
натираютъ, жесткой щеткой, смѣсью тонкаго порошка графита съ уксусомъ.
Затѣмъ, высушивъ такую поверхность, опыливаютъ > ее сухимъ графитомъ
при помощи мягкой подушечки или кисти.
Выборъ красокъ. При выборѣ красокъ приходится обращать вниманіе:
даетъ ли краска блескъ или матовую поверхность, медленно или скоро вы-
сыхаетъ, отличается или нѣтъ кровельною силою, не содержитъ ли вред-
ныхъ кислотъ или солей и, наконецъ, тонка и прочна ли она. Для опре-
дѣленія этихъ свойствъ необходимо отдѣлить краску отъ масла, для чего
краска разводится скипидаромъ и процѣживается черезъ бумажный фильтръ.
Получившійся осадокъ промывается сначала спиртомъ, а затѣмъ водой,
послѣ чего высушивается и въ порошкѣ подвергается пробѣ. Масло же
изъ промывного скипидара отдѣляется отгонкою и также опробывается.
Такъ какъ подобное испытаніе довольно сложно, требуетъ знаній,
средствъ и времени, то при маломъ производствѣ выгоднѣе пользоваться
готовыми масляными красками, пріобрѣтая ихъ у солидныхъ, извѣстныхъ,
фирмъ, у которыхъ цѣна матеріала можетъ служить лучшимъ мѣриломъ
его доброкачественности.
Тертыя масляныя краски заготовляются па заводахъ обыкновенно въ
густомъ тѣстообразномъ видѣ и для работъ ихъ необходимо разбавлять
олифою. Принятая практикою густота краски такова, что для разведенія
требуетъ около половины, по вѣсу, прибавки олифы. Въ торговлю такія
краски поступаютъ въ прочной, деревянной, желѣзной или жестяной цосудѣ
всегда герметически закупоренными и въ такомъ видѣ, по большей части,
могутъ долго сохраняться безъ измѣненія.
Кисти и ихъ употребленіе. Для производства окраски какъ дерева, такъ
и металловъ употребляются кисти. Онѣ раздѣляются на много различныхъ
сортовъ или видовъ. Наиболѣе употребительныя изъ нихъ слѣдующія: вѣ-
совыя, ручники, трафаретныя, марочныя, живописныя, колонковыя, флейцы,
расхлестни, отводочныя и цировочныя (фиг. 534 и 535).
Вѣсовыя или большія кисти (3/4 фун., фиг. 534) приготовляются изъ
отборной щетины.съ прибавленіемъ въ серединѣ ихъ части конскаго во-
лоса и короткой щетины. Существующее мнѣніе, что прибавка конскаго во-
лоса къ вѣсовымъ кистямъ есть злоупотребленіе—ошибочно, такъ какъ это
необходимо для того, чтобы кисть имѣла на всемъ протяженіи одинаковую
упругость и плотность; но въ хорошихъ кистяхъ прибавка эта не должна
превышать г/8 вѣса кисти. Вѣсовыя кисти употребляются, главнымъ обра-
зомъ, при окрашиваніи большихъ поверхностей. Онѣ стягиваются желѣз-
нымъ обручемъ.
294
Для клеевыхъ красокъ послѣдній дѣлается большихъ размѣровъ, чѣмъ
для кистей, предназначенныхъ для масляныхъ покрасокъ.
Вѣсовыя кисти имѣютъ рукоятки въ 7 или 10 верш. длиною и тол-
щиною Ѵз—5/з у одного и Ѵ8—у4 вершка у другого конца, которыя вкла-
дываются въ середины кистей.
Ручники (Ѵ4 или Ѵ2 Фунта) дѣлаются изъ отборной щетины преиму-
щественно бѣлой, такъ какъ въ сѣрой трудно отличить примѣсь конскаго
волоса, котораго въ этихъ кистяхъ совсѣмъ не должно быть. Употреб-
ляются они для покрытія краскою небольшихъ предметовъ. Передъ упо-
требленіемъ ручники обвязываются голландской ниткой, какъ описано ниже.
Ручники, бываютъ самой разнообразной формы и достоинства, въ зависи-
мости отъ ихъ назначенія — для масляныхъ,, лаковыхъ . или клеевыхъ
покрасокъ.
Подвязка кистей (фиг. 536). Каждую новую кисть передъ употребленіемъ
нужно подвязать голландской ниткой на надлежащей высотѣ отъ концовъ
щетины, такъ какъ она на новыхъ кистяхъ всегда очень длинна.
Подвязка эта производится слѣдующимъ образомъ: въ середину кисти
помѣщаютъ пробку надлежащей длины и такой же толщины, какъ конецъ
рукоятки, и прибиваютъ пробку къ концу рукоятки гвоздемъ; потомъ кисть
перевязываютъ, начиная съ рукоятки, рядомъ петель, такъ, что^ы послѣд-
нія ложились одна возлѣ другой и, кончая перевязку у конца пробки;
здѣсь дѣлаютъ двойную петлю и конецъ нитки опять привязываютъ къ
рукояткѣ. Этимъ препятствуютъ сползанію перевязки во время употреб-
ленія кисти. Въ работѣ кисть будетъ изнашиваться, т. е. укорачиваться и
тогда слѣдуетъ уменьшать и обмотку кисти соотвѣтственно ея укора-
чиванію.
Трафаретныя кисти—такой же формы, какъ ручники, но отличаются отъ
нихъ болѣе короткимъ и жесткимъ волосомъ и одинаковою длиною всѣхъ
волосковъ, такъ что верхній конецъ ихъ представляетъ ровную бархати-
295
стую поверхность. Онѣ также бываютъ разныхъ величинъ, но обмотка на
трафаретныхъ кистяхъ не дѣлается, а всѣ онѣ прикрѣпляются къ дереву
желѣзомъ или жестью. Употребляются онѣ для нанесенія красокъ по тра-
фаретамъ.
Марочныя кисти принадлежатъ уже къ мелкимъ сортамъ кистей и пред-
ставляютъ изъ себя круглыя или плоскія щетинныя кисточки, оправлен-
ныя въ жесть, на деревянныхъ палочкахъ. Марочными онѣ называются
потому, что кромѣ вообще широкаго примѣненія ихъ, онѣ употребляются
для дѣланія знаковъ на всякаго рода укупоркахъ.
Флейцы приготовляются изъ барсучьяго волоса и, какъ кисти, для на-
несенія красокъ не примѣняются, а употребляются только какъ нѣжныя
метелки для сглаживанія свѣже-окрашенныхъ масляною краскою поверх-
ностей, для уничтоженія слѣдовъ малярной кисти. Флейцы имѣютъ форму
ручниковъ и бываютъ круглыя и плоскія; достоинство ихъ опредѣляется:
ровностью волоса на верхней поверхности, прочностью его осадки, легкостью
и упругостью
Расхлестни приготовляются изъ бѣлой и сѣрой щетины; онѣ похожи
на плоскіе ручники и также оправлены въ жесть на плоскихъ деревян-
ныхъ рукояткахъ. Длинная щетина расположена въ расхлесткахъ ровнымъ,
тонкимъ слоемъ, дающимъ просвѣтъ. Достоинство ихъ заключаются въ
упругости волоса и прочности его осадки. Расхлестни употребляются только
для размалевки окрашенныхъ поверхностей подъ дерево и для наведенія
слоевыхъ рисунковъ, для чего расхлестни употребляются въ сухомъ видѣ,
накладывая ихъ на спеціально для того сдѣланный гребешокъ, раздѣляю-
щій волосъ кисти пучками.
От водочныя или филеночныя кисти (фиг. 535) приготовляются изъ длиннаго
бѣличьяго волоса и употребляется для проведенія кантовъ и для окраски
самыхъ узкихъ полосокъ; ими работаютъ отъ руки безъ помощи линейки.
Сохраненіе кистей зависитъ, главнымъ образомъ, отъ тщательной очистки
ихъ отъ краски послѣ каждой оконченной работы; послѣ работы масля-
ными и лаковыми красками кисти должны промываться въ скипидарѣ и
потомъ въ щелокѣ и мыльной водѣ; послѣ работъ водяными красками
промываніе ограничивается одною чистою водою. Во время перерывовъ
работъ кисти должны сохраняться въ чистой водѣ, и главное вниманіе
надо обратить на то, чтобы не допустить краску высохнуть на кисти.
Новыя кисти слѣдуетъ сохранять всегда обвязанными, въ сухомъ помѣщеніи
и возможно тщательнѣе сохранять отъ пыли и моли.
Но и при хорошемъ уходѣ кисть отъ работы изнашивается, волосъ ея
укорачивается, кисть теряетъ свою форму и становится негодной для про-
изводства окраски. Большія кисти, будучи изношенными, могутъ еще
служить для производства проолифовокъ, грунтовокъ, промывокъ и очистокъ
поверхностей передъ окраской, маленькія же кисти становятся ни къ
чему не годными.
20
296
Работы.
Окрашиваніе масляной краской. Подготовительныя работы къ
окрашиванію должны заключаться въ слѣдующемъ: а) Дерева. Предметы,
предназначенные для окраски, должно предварительно вычистить, особенно
необходимо очищать жирныя мѣста и если таковыя встрѣтятся, то ихъ
слѣдуетъ выскоблить или вымыть щелокомъ съ поташемъ. Сучки, выдѣляя
соки, проникающіе сквозь слои краски, образуютъ пятна и для избѣжанія
этого прибѣгаютъ къ натиранію сучковъ наждачной бумагой и намазыва-
нію ихъ потомъ 2—3 раза желтымъ сурикомъ, разведеннымъ въ чистомъ
терпентинномъ маслѣ, или спиртовымъ столярнымъ лакомъ и затѣмъ, на-
конецъ, покрываютъ ихъ масломъ. При этомъ поверхность сучьевъ необхо-
димо отшлифовать пемзой для того, чтобы она представляла совершенно
ровную поверхность съ остальной поверхностью дерева. Уничтожить эти
сучья можно еще удобнѣе, высверливъ ихъ съ поверхности и замазывая
углубленія масляной замазкой. Масляными красками можно покрывать
только совершенно сухіе предметы. При окрашиваніи наружныхъ предме-
товъ послѣ дождя нужно ждать, пока не испарится покрывающая ихъ
вода, и надо стараться избѣгать красить такіе предметы передъ .росой или
туманомъ. Вообще слѣдуетъ приступать къ окраскѣ, когда сырость совер-
шенно исчезнетъ изъ деревянныхъ предметовъ, но если нельзя обождать,
то необходимо сырыя мѣста нѣсколько разъ протереть сукномъ и начинать
окраску только тогда, когда онѣ достаточно просохнутъ. Въ случаѣ новой
окраски или при ремонтировкѣ начинать работу нужно съ очистки поверх-
ности отъ пыли, грязи и изношенной старой окраски, для чего употреб-
ляются: метелки, щетки, старыя кисти и тряпки вмѣстѣ съ промывкою
щелокомъ и чистою водою. Старую краску очень часто приходится соскаб-
ливать или выжигать. Послѣ промывки чистою водою поверхностей, вымы-
тыхъ щелочными растворами или мыльною водою, на нихъ не должно
оставаться щелочей. Щелокъ для такой цѣли приготовляется изъ раствора
поташа въ водѣ, крѣпостью не выше 8° Боме. Въ промывкахъ лакирован-
ныхъ поверхностей слѣдуетъ избѣгать щелочей и пользоваться чистой
водой и въ крайнихъ случаяхъ жидкимъ мыломъ.
Для промывокъ употребляютъ холщевыя тряпки, хорошо промытыя и
очищенныя отъ песку, и губки большихъ размѣровъ. Промытую поверх-
ность слѣдуетъ хорошо просушить, старую окраску, если можно обойтись
безъ скобленій и выжиганій, протереть кусковой пемзой до полученія воз-
можно гладкой поверхности.
б) Металла. Въ отношеніи металлическихъ издѣлій необходимо сказать,
что, такъ же, какъ и при окраскѣ дерева, слѣдуетъ обращать вниманіе на
сухость и чистоту поверхности, предназначенной для окраски. Необходима
полная и тщательная очистка слѣдовъ ржавчины, очистка отъ окалины,
297
пыли и всякаго рода нечистотъ, могущихъ препятствовать сцѣпленію слоя
краски съ поверхностью металла. Оставшаяся подъ краскою ржавчина произ-
водитъ на поверхности пузыри, лупленіе краски и способствуетъ дальнѣйшему
ржавленію металла, еще болѣе энергичному, чѣмъ на открытомъ воздухѣ.
Мѣдь, цинкъ, олово и бронза хотя и подвергаются ржавленію, но такъ
какъ ржавчина ихъ не имѣетъ такого вреднаго свойства, какъ у желѣза,
и, разъ появившись въ тонкомъ слоѣ, не увеличивается, то они если иногда
и подвергаются окраскѣ, то лишь съ цѣлью украшенія, тогда какъ желѣз-
ныя издѣлія окрашиваются, главнымъ образомъ, съ цѣлью сбереженія.
Грунтовка. Подготовивъ издѣліе, приступаютъ ко второй подготовительной
операціи, заключающейся въ грунтовкѣ и затѣмъ въ подмазкѣ поверхности.
Грунтовка (т. е. олифовка) состоитъ въ покрытіи предмета жидкой
масляной краской, состоящей для грунтовки желѣза изъ олифы и желѣз-
наго сурика, а для дерева изъ олифы и охры, которая легко впитывается
въ дерево. Обыкновенно для свѣтлой покраски дерева употребляютъ свѣт-
лую грунтовую краску, а для темной — темную. Когда грунтовая краска
высохла, тогда приступаютъ къ шпаклевкѣ или подмазкѣ. При клеевыхъ
окраскахъ проолифовку замѣняютъ проклейкой, которая составляется изъ
25 частей мѣла, 1 части клея и теплой воды (40—50°). Для грунтовки
употребляютъ почти х/3 краски, разведенной жидкостью.
Масляная окраска обыкновенно ведется въ три слоя, изъ которыхъ
первый, грунтовочный, подъ свѣтлые колера, непремѣнно долженъ быть
бѣлый. По кирпичу, камню и штукатуркѣ проолифовка производится горя-
чимъ масломъ — олифою, до насыщенія пористой поверхности и затѣмъ
дѣлается подмазка, шлифовка, загрунтовка и, наконецъ, окраска. Деревян-
ныя части грунтуютъ бѣлилами, разведенными олифой или чистымъ льня-
нымъ масломъ, къ которымъ прибавляютъ иногда, напр., для дуба, х/10 долю
терпентиннаго масла. Замазка, смотря по отдѣлкѣ, употребляется и клее-
вая и полулаковая. Поверхность подъ грунтовку должна быть хорошо
проолифована и высушена. Наносить новый красочный слой вообще, по
замазкѣ, по грунтовкѣ, или по краскѣ, необходимо не ранѣе какъ преды-
дущая работа окончательно просохла, т. е. до совершенной отлипи.
Первый грунтовочный слой на всѣ части поверхности наносится оди-
наково бѣлилами или избраннымъ колеромъ; этотъ грунтовочный слой
служитъ для того, чтобы напитывать поверхность и наполнять встрѣчаю-
щіяся на ней поры. Сдѣлавъ грунтовку, приступаютъ къ окраскѣ и шли-
фованію. Если окраску желаютъ сдѣлать съ особеннымъ стараніемъ, то
грунтовку накладываютъ два раза. Сдѣлавъ первую,—ее шлифуютъ пемзой,
потомъ грунтуютъ вторично бѣлильной мастикой и шлифуютъ еще разъ.
Шпаклевка. Шпаклевкой называется работа, посредствомъ которой всѣ
щели и неровности въ деревянныхъ частяхъ, назначенныхъ къ окраскѣ,
заглаживаются замазкой посредствомъ стального ножа или шпакеля, съ
тупымъ срѣзаннымъ наискось концомъ.
298
Шпакелемъ называется деревянная лопаточка, приготовленная изъ крѣпкаго
дерева; размѣровъ она бываетъ различныхъ—смотря по работѣ.
Замазка или шпаклевка бываетъ клеевая, масляная, полулаковая и
лаковая; клеевая замазка или шпаклевка приготовляется обыкновенно изъ
мѣла на клеевомъ растворѣ съ прибавкою къ нему олифы. Если на поверх-
ности много неровностей, то шпаклевку дѣлаютъ жидкой и покрываютъ
ею издѣліе тонкимъ слоемъ два раза, а не сразу толстымъ. Масляная
замазка приготовляется изъ замазочнаго мѣла, превращеннаго на олифѣ
въ густое тѣсто. Чтобы сдѣлать это тѣсто болѣе вязкимъ, его разминаютъ
руками и расколачиваютъ колотушкой. Расколоченную замазку свертываютъ
и опять расколачиваютъ и разминаютъ, продолжая это до тѣхъ поръ, пока
замазка получитъ требуемую мягкость и вязкость. Для прочности въ это
тѣсто прибавляется лакъ, при чемъ подъ колерныя покраски оно подкра-
шивается прибавкою красокъ того цвѣта, какой избранъ для окраски по-
верхности. Для свѣтлыхъ колеровъ подмазка должна быть только бѣлая
и вмѣсто мѣла употребляютъ свинцовыя бѣлила, такъ какъ мѣлъ желтѣетъ
и покрывается пятнами. Масляная и лаковая подмазки накладываются
на поверхности хорошо проолифованныя и высохшія. Подмазка поверхности
въ малярномъ дѣлѣ представляетъ самую медленную работу. Цѣль ея со-
стоитъ въ уравненіи поверхности подъ окраску. Шпаклевательнымъ тѣстомъ
замазываются всѣ неровности, углубленія и щели, заполняются всѣ тре-
щины и потому иногда получаются довольно толстыя наслоенія, требую-
щія много времени для своего полнаго высыханія, въ особенности въ
случаяхъ примѣненія масляной или лаковой замазокъ. Медленность шпак-
левки зависитъ еще отъ медленности высыханія замазки, которая, только
вполнѣ высохшая, можетъ подвергаться шлифовкѣ, а такъ какъ часто еще
требуется прочность и красота отдѣлки, то шпаклевку приходится повто-
рять по нѣскольку разъ, при чемъ должна повторяться и шлифовка, кото-
рая производится по сухой замазкѣ.
Шлифовка или выглаживаніе поверхности. Для шлифованія употребляется
пемза, которой окончательно сглаживаютъ поверхности послѣ замазки, отъ
чего значительно улучшается окраска предметовъ. Шлифовка., произведен-
ная послѣ первой грунтовки, значительно облегчаетъ и ускоряетъ окраску
предметовъ въ слѣдующіе разы. Шлифовка должна производиться только
по сухой шпаклевкѣ, но для полученія совершенно гладкой поверхности
шлифуютъ по скипидару.
Подготовленная такимъ образомъ поверхность, прошлифованная и вполнѣ
высушенная, подвергается уже самому окрашиванію. Послѣднее произво-
дится при помощи различнаго рода кистей, которыми краски наносятся на
поверхности предметовъ.
Окрашиваніе. При тщательной окраскѣ, послѣ грунтовки, нужно издѣліе
покрыть краской, по крайней мѣрѣ, два раза. Передъ окраской слѣдуетъ
дать предыдущему слою краски совершенно высохнуть и потомъ сгладить
299
его шкуркой. Далѣе должно постоянно слѣдить за тѣмъ, чтобы не брать
на кисть слиткомъ много краски, потому что отъ этого выходятъ неров-
ности. Сначала дѣлаютъ кистью нѣсколько штриховъ слѣва направо и
обратно, потомъ сверху внизъ и, наконецъ, легкіе штрихи вдоль волоконъ
дерева. Если и послѣ третьяго покрыванія (считая въ томъ числѣ и грун-
товку) поверхность не будетъ имѣть однообразнаго блестящаго вида, то
ее нужно покрыть еще разъ, сгладивъ послѣднюю краску шкуркой.
Подѣлки изъ желѣза или жести никогда не нужно крыть болѣе двухъ
или, въ крайнемъ случаѣ, трехъ разъ. Чтобы предохранить желѣзо отъ
ржавчины, его передъ окраской нужно загрунтовать довольно густо
сурикомъ.
При производствѣ масляныхъ покрасокъ необходимо наблюдать: чтобы
красочный слой хорошо присталъ къ поверхности и представлялъ собою
прочную пленку, непроницаемую для воды и воздуха, съ тѣмъ, чтобы слой
былъ устойчивъ противъ разрушительныхъ вліяній окружающей обстановки
и, наконецъ, чтобы возможно дольше сохранялся, представляя всегда глад-
кую, блестящую поверхность. Потеря блеска въ масляныхъ и лаковыхъ
окраскахъ показываетъ на начало разложенія красочнаго слоя. Въ проч-
ности послѣдняго наибольшую роль играетъ олифа. Для бѣлилъ и свѣт-
лыхъ красокъ слѣдуетъ употреблять олифу свѣтлую, а темная годится
для темныхъ колеровъ. Приготовленная для работы масляная краска должна
имѣть такую густоту, чтобы въ холодномъ состояніи не стекала струею съ
кисти въ видѣ непрерывной нити. Набирая краску, слѣдуетъ всякій разъ
размѣшивать ее кистью въ посудѣ, не допуская образованія осадка.
Первый слой краски всегда долженъ быть на олифѣ. Когда же желаютъ
получить матовую поверхность и окраска не будетъ лакироваться, то до-
пускается и подмѣсь скипидара.
При окраскѣ деревянныхъ частей начинать слѣдуетъ съ фальца или
съ того мѣста, гдѣ приставленъ карнизъ и другія болѣе мелкія части,
употребляя маленькую кисть. Большія поверхности окрашиваютъ толстою
кистью. Окрашивая какой-нибудь предметъ, кисть нужно прикладывать
отвѣсно на его поверхность. Только оконечность кисти должна быть въ
дѣйствіи и всею плоскостью касаться предмета, не отклоняясь ни въ ту,
ни въ другую стороны. Если же ручка кисти будетъ наклоняться въ раз-
ныя направленія, то получится неровная окраска. Окраска хороша тогда,
когда она нанесена ровно, и потому важно, чтобы щетина кисти не остав-
ляла послѣ себя слѣдовъ. Наносить краски слѣдуетъ ровно. На кисть не
слѣдуетъ набирать слишкомъ много краски, т. е. настолько, чтобы она
капала съ нея, и когда берутъ краску, то обмакиваютъ только конецъ
кисти и излишекъ выжимаютъ, обтирая кисть о края сосуда. При этомъ
стараются покрыть возможно большую поверхность небольшимъ количе-
ствомъ краски, имѣя въ виду, что два тонкіе слоя лучше одного, нанесен-
наго толсто. Толстый слой не соединяется съ поверхностью, которую онъ
зоо
покрываетъ, не будетъ достаточно твердъ, медленно засыхаетъ, отпадаетъ,
лишь только его потереть, или, спустя нѣсколько времени, начинаетъ
лупиться.
Направленіе, по которому водятъ кисть, можетъ быть самое разнообразное
но при этомъ соблюдается, чтобы, разъ начавши окраску, сохранять при-
нятое направленіе, а при повтореніи окраски водить кисть въ попереч-
номъ направленіи, чтобы слѣды отъ щетины пересѣкались, и поверхность
получалась чище и глаже. При окраскѣ неподвижныхъ предметовъ, для
приданія имъ болѣе красиваго вида, послѣднюю окраску обыкновенно
ведутъ такъ, чтобы штрихи отъ щетины кисти были въ направленіи па-
дающихъ на предметъ лучей свѣта.
При окраскѣ закрытыхъ предметовъ, которые будутъ покрываться лакомъ,
для двухъ послѣднихъ слоевъ краску приготовляютъ съ чистымъ терпентин-
нымъ масломъ, отчего она дѣлается жиже, свѣжѣе и ярче и скорѣе твердѣетъ
и высыхаетъ. Такъ какъ желѣзо, мѣдь и другіе металлы не поглощаютъ масла,
которое остается въ краскѣ и мѣшаетъ ей отвердѣвать, то для окраски ихъ упо-
требляется краска послѣдняго состава. Масляныя краски приготовляются до-
вольно густыми, такъ что не стекаютъ съ кисти на подобіе нитей, какъ это
требуется для клеевыхъ красокъ. Для первыхъ слоевъ, однако, краска приго-
товляется жиже, чѣмъ для послѣдующихъ.
Каждый предметъ, покрытый 3 раза, при соблюденіи сказанныхъ усло-
вій и съ большими промежутками для просушки краски, получитъ превос-
ходный цвѣтъ и глянецъ, подобно предмету, покрытому лакомъ.
По окончаніи окраски слѣдуетъ тотчасъ же обчистить края сосуда и
употреблявшіяся кисти, чтобы оставшаяся на нихъ краска не затвердѣла,
и затѣмъ положить послѣднія въ чистую воду, а сосудъ покрыть плотно
крышкой. Не совсѣмъ приготовленныя краски покрываютъ масломъ, а
бѣлила водой. Вынимая кисть изъ воды, необходимо ее тщательно отрясти,
чтобы вода не попала въ краску, такъ какъ иначе она при высыханіи
начнетъ испаряться и образуетъ на окрашенной поверхности пузыри.
Послѣдніе появляются также и тогда, когда накрашиваютъ новую краску
на старые слои, не смывъ ихъ предварительно растворомъ поташа, а также
если предметъ окрашивался нѣсколько разъ и образовался толстый слой
красокъ, который необходимо предварительно соскоблить и промыть ра-
створомъ поташа.
Лакированіе. Когда требуется большой блескъ поверхности, большая
прочность и вообще болѣе тонкая отдѣлка, то масляная окраска должна
быть покрыта лакомъ. На лакировку, однако, слѣдуетъ смотрѣть не только
какъ на украшеніе, но и какъ на защиту красочнаго слоя. Для наруж-
ныхъ лакировокъ деревянныхъ частей употребляютъ масляные лаки, а
для лакировокъ предметовъ, защищенныхъ отъ внѣшнихъ вліяній атмос-
феры,—спиртовые и скипидарные; металлическія же поверхности кроются
особыми металлическими лаками.
При лакировкахъ необходимо соблюдать слѣдующія условія. 1) Лаки-
руемая поверхность во время работы и во время высыханія должна предо-
301
храниться отъ запыленія. 2) Сохранять лакъ въ закупоренной посудѣ, на-
ливая его всегда столько, сколько нужно для работы на одинъ разъ и
остатокъ не сливать обратно въ посуду. 3) Масляными лаками работать
только при температурѣ отъ 14 до 25° К. При + 10° и ниже они будутъ
очень густы, медленно просыхаютъ и поверхность получается неровная,
съ крапинками и безъ блеска. Для скипидарныхъ лакировокъ необходима
температура отъ 10 до 15° В., а для спиртовыхъ не выше + 10° В. 4) На
кисть лаку брать столько, чтобы онъ не стекалъ при держаніи кисти въ
горизонтальномъ положеніи. 5) Крыть лакомъ быстро, не проводя нѣсколько
разъ кистью по одному мѣсту. Слѣдуетъ проводить кистью мазки парал-
лельные и не пересѣкать ихъ. 6) Накладывать лакъ ровно, слоемъ не
толще листа почтовой бумаги, такъ какъ иначе высыханіе будетъ неравно-
мѣрное и поверхность получится волнистая. 7) Второй слой лака накла-
дывать не ранѣе, какъ первый слой высохнетъ и будетъ прошлифованъ;
неудавшуюся лакировку выгоднѣе снять промывкою скипидаромъ и шли-
фовкою, чѣмъ подправлять. Чтобы лакировка была чистая, необходимо
выбирать лакъ прозрачный и кисти изъ мягкой бѣлой щетины. 8) Мелкія
поверхности крыть бѣличьею или хорьковою кистью. 9) Послѣ работы
кисти сейчасъ же промывать въ скипидарѣ или спиртѣ. Мутный лакъ
слѣдуетъ браковать. Если лакъ сдѣлается густымъ, что случается часто
отъ низкой температуры, то въ крайнемъ случаѣ спиртовые лаки разбав-
лять спиртомъ, а масляные и скипидарные—чистымъ скипидаромъ.
Просушивать лакировки слѣдуетъ въ умѣренномъ сухомъ воздухѣ. Ма-
сляная краска подъ лакировку должна хорошо выстояться: лѣтомъ отъ
3 до 4 дней, а зимою отъ 8 до 10.
Новыя подѣлки изъ сосноваго дерева получаютъ видъ полированныхъ,
если ихъ покрыть два раза спиртовымъ лакомъ. Послѣ каждаго покрытія
дерево сглаживаютъ шкуркой и всѣ неровности замазываютъ замазкой, къ
которой по цвѣту дерева, прибавляютъ немного жженой сіенской земли,
умбры или кассельской желтой краски; затѣмъ опять покрываютъ быстро
высыхающимъ лакомъ, къ которому прибавляютъ растертой сіенской земли
или умбры. Когда поверхность высохнетъ, ее тщательно сглаживаютъ и
покрываютъ копаловымъ лакомъ. Вышеупомянутыя краски слѣдуетъ рас-
тирать на уксусѣ. Такими красками можно и прямо покрывать дерево, а
когда оно высохнетъ, нанести олифу; при этомъ поверхность получаетъ
даже болѣе красивый видъ, нежели при предыдущихъ способахъ окраски.
Лакировка чугунныхъ вещей. Прицѣльные станки, пресса или другія чу-
гунныя издѣлія прежде всего должны быть отчищены отъ ржавчины щеткой
съ мелкимъ пескомъ; затѣмъ разводятъ свинцовый порошокъ въ уксусѣ и
этою жидкостью посредствомъ кисти натираютъ чугунъ. По высушкѣ снова
натираютъ сухою щеткою до тѣхъ поръ, пока появится глянецъ, на по-
добіе стекляннаго, послѣ чего предметъ лакируется обыкновеннымъ спо-
собомъ.
302
Покраски лаковыми красками. Для сокращенія труда и расхода матеріала,
иногда замѣняютъ съ выгодою масляную окраску и лакировку прямо покрас-
кою лаковыми красками. Приготовляютъ послѣднія изъ обыкновенныхъ ма-
лярныхъ красокъ, растирая ихъ на лакахъ: масляномъ, скипидарномъ или
спиртовомъ. Для такой покраски поверхность должна быть хорошо проолифо-
вана и прошпаклевана лаковою замазкою. Окраска на масляномъ лакѣ сох-
нетъ медленно и требуетъ такихъ же предосторожностей, какъ и лакировка.
На скипидарныхъ лакахъ работа идетъ быстрѣе. Спиртовая лаковая окраска
самая быстрая, но должна производиться ловкою умѣлою рукою и шлифовки
не выноситъ и только годится подъ полировку; небольшая прибавка вене-
ціанскаго терпентина дѣлаетъ эту окраску мягче и даетъ возможность
такой же отдѣлки, какъ лаки масляные и скипидарные. Самыя прочныя изъ
лаковыхъ покрасокъ: окраска на масляномъ лакѣ, затѣмъ лаково-скипи-
дарная и самая слабая спиртовая, при чемъ послѣднія двѣ для наружныхъ
покрасокъ не годятся. Общія правила для производства работъ остаются
примѣнимы и здѣсь.
Въ настоящее время въ продажѣ имѣются готовыя лаковыя краски,
извѣстныя подъ именемъ эмалевыхъ, съ которыми получается тотъ же ре-
зультатъ въ работѣ, что и при лаковой отдѣлкѣ, а между тѣмъ работа съ
ними проще, быстрѣе и дешевле.
Покрываніе олифой грубыхъ деревянныхъ подѣлокъ. Хорошимъ матеріаломъ
для покрыванія рукоятокъ, дульныхъ накладокъ и т. п. вещей можетъ
служить олифа. На данную вещь наводятъ олифу и, послѣ того, какъ
она высохла, сглаживаютъ поверхность шкуркой. Такимъ образомъ покры-
тая вещь выходитъ красивѣе крашеной и хорошо сопротивляется дѣй-
ствію сырости.
Оживленіе масляной окраски. Масляная окраска предметовъ и преиму-
щественно бѣлая кромѣ того, что скоро марается, еще и темнѣетъ отъ вре-
мени. Чтобы подновить ее, нужно взять амміаку или нашатырнаго спирта,
смѣшать съ равнымъ количествомъ толченаго нашатыря, разбавить водой и
этой жидкостью мыть вещи; затѣмъ обмыть предметы чистою водою съ
мыльною пѣною.
Смываніе съ дерева старой масляной краски. Для этого слѣдуетъ
распустить въ молокѣ поташъ (въ 5—6 ложкахъ столько, сколько можно
захватить концомъ столоваго ножа) и этимъ растворомъ покрывать желаемую
вещь. Черезъ нѣсколько часовъ масляная краска начнетъ трескаться и, пока
она еще сыра, ее можно легко смыть.
Окрашиваніе классныхъ досокъ. Новая доска должна быть предварительно
гладко выстрогана, послѣ чего ее обильно загрунтовываютъ льняной
олифой. Конечно, олифа должна быть хорошаго качества. Когда олифа
совершенно высохнетъ, тщательно замазываютъ и зашпаклевываютъ на доскѣ
всѣ трещины, щели, ямки, углубленія, вообще всякаго рода неровности,
употребляя для этого масляную замазку. Такую замазку лучше всего при-
303
готовлять изъ равныхъ по вѣсу частей свинцовыхъ бѣлилъ и отмученнаго
мѣла съ льняной олифой. Послѣ такой обработки доски замазкѣ даютъ
хорошенько высохнуть и все покрытіе тщательно шлифуютъ мокрой пемзой.
Подготовленную такимъ образомъ классную доску два раза кроютъ черной
масляной краскою, при чемъ второе покрытіе дѣлаютъ, разумѣется, послѣ
того, какъ первое вполнѣ высохнетъ. Чтобы устранить вредное для глазъ
отсвѣчиваніе доски и получить матовую поверхность, масляную краску
которою кроютъ доску, слѣдуетъ предварительно разбавлять скипидаромъ.
Если имѣютъ въ виду заново покрасить классную доску, бывшую уже въ
употребленіи, то предварительно старую краску и лакъ размягчаютъ раство-
ромъ ѣдкаго натра, послѣ чего сошлифовываютъ мокрой пемзою и затѣмъ
уже очищенную такимъ образомъ поверхность доски кроютъ краской, какъ
указано выше.
Бронзированіе. Вещамъ изъ дерева, желѣза, картона или гипса придаютъ
иногда видъ бронзовыхъ издѣлій, для чего ихъ покрываютъ жидкой брон-
зовой краской. Когда краска на нихъ высохнетъ настолько, что не пач-
каетъ, всѣ выдающіяся части опыливаются бронзовымъ порошкомъ. Поро-
шокъ этотъ бываетъ: серебряный, золотой и мѣдный различныхъ оттѣн-
ковъ. Такъ какъ порошокъ этотъ дорогъ, то, при покрытіи имъ, предметы
нужно держать надъ бумагой, чтобы можно было собрать все, что просы-
пается. Бронзированіе производится клочкомъ ваты или кисточкой съ брон-
зовымъ порошкомъ; послѣднимъ натираютъ мѣста, которымъ желаютъ при-
дать болѣе сильный металлическій блескъ.
Предметъ выходитъ красивѣе, если передъ наведеніемъ бронзы его
покрыть олифой и дать ей подсохнуть настолько, чтобы влага отъ дыханія
удерживалась не ней въ продолженіе нѣсколькихъ секундъ.
Бронзовая краска продается и въ готовомъ видѣ, а потому можно брон-
зировать и прямо ею.
Изготовленіе масляныхъ красокъ, противостоящихъ атмосфернымъ вліяніямъ.
Къ олифѣ прибавляютъ сухого цемента или цемента въ смѣси съ мелкимъ
пескомъ и такимъ образомъ въ значительной степени увеличиваютъ проч-
ность краски, нисколько не уменьшая ея кроющей способности. По высы-
ханіи такая краска образуетъ совершенно непроницаемый слой, неизмѣ-
няющійся подъ вліяніемъ атмосферныхъ вліяній и въ частности—водяныхъ
паровъ. Высшая степень по твердости получается, когда къ олифѣ вмѣстѣ
съ цементомъ прибавляется кремнеземъ въ видѣ кварца или песка, такъ
какъ при этомъ получается соединеніе, современемъ пріобрѣтающее твер-
дость камня. Для приготовленія такой краски 30—40 частей льняной олифы
или подходящаго высыхающаго масла тщательно растираютъ со смѣсью
изъ 30 частей цемента и 10 частей кремнезема (въ видѣ кварца или песка)
и съ 20—30 частями краски (сажи, муміи и пр.). Необходимо имѣть въ
виду, что сейчасъ указанныя составныя части должны быть предварительно
хорошенько размолоты и тщательно высушены, иначе можетъ быть значи-
304
тельно ослаблено связывающее дѣйствіе цемента. Покрываніе краской,
приготовленной по вышеуказанному способу, производится тѣмъ же спосо-
бомъ, какъ и масляными красками вообще. Помимо своей очень большой
прочности, такая краска сообщаетъ поверхности предметовъ блескъ, подобный
лакировкѣ.
Окрашиваніе клеевой краской. Клеевая краска, растираемая на
водѣ съ клеемъ, называется клеевой. Кромѣ животнаго клея, иногда вхо-
дятъ взамѣнъ его: камедь, крахмалъ, декстринъ и слизистыя вещества.
Такими красками окрашиваются штукатурныя работы, заборы, переборки,
стѣны временныхъ построекъ и другіе предметы.
Клеевая краска только окрашиваетъ, но не защищаетъ окрашенный
предметъ, какъ масляная; но представляетъ противъ масляной краски
экономическія выгоды.
Для производства малярныхъ работъ необходимо имѣть слѣдующіе
предметы:
Кисти изъ щетины большія и малыя, а для расписыванія рисунковъ на
полотнахъ—небольшія кисти изъ барсучьей и хорьковой шерсти. Кисти
бываютъ плоскія и круглыя. Круглыя продаются сообразно вѣсу щетины
и бываютъ фунтовыя, полуфунтовыя и такъ далѣе.
Сита употребляются для просѣиванія красокъ или процѣживанія раство-
ровъ клея, крахмала и красокъ; они бываютъ разной величины, металли-
ческія или волосяныя.
Ведра и горшки—для разведенія красокъ.
Линейку и отвѣсъ—для проведенія на стѣнахъ каемокъ и угловъ.
Котлы для варки краски, котелки, лѣстницы и проч.
Если краска будетъ клеевая, то предварительно столярный клей разма-
чиваютъ въ водѣ, чтобы очистить его отъ пыли и дать размякнуть. Потомъ
кладутъ его въ кастрюлю или котелокъ и, наливъ въ него требуемое коли-
чество воды, исподоволь нагрѣваютъ, снимая уполовникомъ или желѣзною
ложкою постепенно образовывающуюся пѣну, выдѣляемую клеемъ, какъ
постороннюю примѣсь. Кипяченіе клея продолжаютъ до тѣхъ поръ, покуда
онъ совершенно распустится и растворъ будетъ свѣтелъ и прозраченъ.
По достиженіи этого клей процѣживаютъ черезъ сито въ чистую посуду
и затѣмъ разбавляютъ растворомъ краски въ водѣ; для полученія краски
болѣе густого цвѣта, которая могла бы крѣпче ложиться на штукатуркѣ,
притомъ ровнымъ слоемъ, прибавляютъ молока во время размѣшиванія
клеевой краски и даже сваренный и процѣженный крахмалъ; иногда вмѣсто
крахмала можно въ массу класть муку и гарпіусъ.
Окрашиваніе раздѣляется на грунтовку, отбѣлку и на окраску.
При окраскѣ нужно соблюдать слѣдующее:
1) Подготовить окрашиваемые предметы, т. е. отчистить, а масляныя
и жирныя пятна отскоблить и смыть щелокомъ или мыломъ.
2) Сучья ели или сосны натирать чеснокомъ, чтобы лучше приставала
краска.
305
3) Количество краски должно быть разводимо сообразно съ требованіемъ,
такъ какъ излишекъ ея, высохнувъ, испортится и принесетъ убытокъ.
4) Первую грунтовку нужно всегда производить бѣлою краскою.
5) Для хорошей отдѣлки краски должны быть растерты на водѣ, а для
обыкновенныхъ работъ краску всыпаютъ въ воду и даютъ ей мокнуть въ
теченіе сутокъ.
6) Для грунтовки берется на 25 частей хорошо истолченнаго и про-
сѣяннаго мѣла, 1 часть клею и теплая вода отъ 40 до 45° В.
7) Для обыкновенныхъ работъ достаточно двухъ грунтовокъ, но для
болѣе чистой и нѣжной работы дѣлаются три грунтовки.
8) Краска не должна быть ни густа, ни жидка; жидкая будетъ просвѣ-
чивать, а густая—лупиться.
9) Какъ по грунту сырому, такъ и по краскѣ новый слой наводить
не слѣдуетъ, пока прежній не просохъ.
10) Грунтовка наводится теплая и первая должна быть теплѣе второй,
втора я—третьей.
11) Если случится, что краска отъ содержащагося въ ней жира не будетъ
приставать къ окрашиваемымъ предметамъ, то слѣдуетъ прибавить къ ней
бычачьей желчи.
12) Наводить краску должно слегка, не нажимая кистью, и проводить
по одному мѣсту не болѣе двухъ—трехъ разъ, наблюдая, чтобы краска
ложилась ровнымъ слоемъ.
13) Краску нужно каждый разъ размѣшивать, чтобы она не осажива-
лась, и на кисть ее брать понемногу. Практики дѣла совѣтуютъ, для при-
данія большей чистоты и свѣжести, послѣ просушки грунта покрывать его
одинъ разъ жидкимъ крахмаломъ или молокомъ и затѣмъ, по просушкѣ,
приступать къ окраскѣ. Для деревянныхъ работъ нѣкоторые совѣтуютъ
грунтовать издѣліе висмутовыми бѣлилами.
14) Краска должна быть растертою: на 9 частей краски нужно 3 части
воды и прибавить 3 части нѣсколько теплаго клея. Только тѣ краски,
которыя очень нѣжны и растительнаго происхожденія, чтобы не измѣни-
лись въ цвѣтѣ, смѣшивать съ холоднымъ клеемъ.
15) Въ жаркое время клеевая краска хуже пристаетъ, чѣмъ въ холодное,
а поэтому слѣдуетъ лѣтомъ ею окрашивать поверхности только по утрамъ
и по вечерамъ. .
16) Сырыя стѣны не слѣдуетъ покрывать клеевою краской, такъ какъ
отъ прикосновенія она мараетъ и отстаетъ (отлипаетъ).
17) Покрываютъ краской сперва сверху внизъ, потомъ проводятъ кистью
поперекъ, потомъ опять сверху внизъ.
18) Выступившія пятна отъ сырости на потолкахъ или на стѣнахъ
требуется покрыть сперва масляною краской, дать просохнуть и потомъ
покрыть клеевой. Безъ этого краска не будетъ приставать къ пятну.
306
19) Въ комнатахъ сырыхъ и подверженныхъ испареніямъ послѣ окраски
свинцовыми бѣлилами слѣдуетъ покрыть ихъ сверху лакомъ, иначе бѣлила
скоро пожелтѣютъ, а потомъ почернѣютъ.
20) Для лучшей окраски нужно поддерживать теплоту въ краскѣ,
погрузивъ сосудъ съ краской въ горячую воду.
Окрашиваніе металлическихъ издѣлій химическимъ пу-
темъ. Металлическія издѣлія могутъ получать окрашиваніе отъ нагрѣва-
нія до извѣстной температуры или химически, путемъ обработки ихъ раз-
личными химическими препаратами.
Окрашиваніе желѣза. Желѣзо чаще всего окрашивается въ черный, го-
лубой, коричневый и бронзовый цвѣта.
Черная окраска желѣза получается 3 способами: 1) черезъ погруженіе
желѣза въ сѣру, а также выжиганіемъ черной краски, состоящей изъ воска
и ламповой сажи. Если стереть воскъ съ терпентиннымъ масломъ и лам-
повой сажей и нанести тонкимъ слоемъ на надлежащее мѣсто и затѣмъ
зажечь, то получается матовая черная окраска, которая очень прочна; для
прочности операція повторяется.
2) Терпетинное масло можетъ, какъ извѣстно, растворять сѣру (а также
фосфоръ); если такой растворъ сѣры нанести тонкимъ слоемъ на желѣзную
пластинку и нагрѣть послѣднюю, то терпентинное масло улетучивается, а
на поверхности металла остается сѣра, которая и соединяется съ нимъ
химически. Растворъ сѣры приготовляется такимъ образомъ, что кипятятъ
10 частей терпентиннаго масла съ 1 частью сѣры, вслѣдствіе чего полу-
чается коричневое, непріятно пахнущее масло; это масло разбавляется над-
лежащимъ количествомъ терпентиннаго масла, и полученная довольно
подвижная жидкость наносится на окрашиваемую поверхность предмета,
который затѣмъ нагрѣваютъ до тѣхъ поръ, пока не появится черная по-
литура.
3) Если къ терпентинному маслу прибавлять по каплямъ сѣрной ки-
слоты, то отдѣляется темная, тягучая масса, которая служитъ для окраски
желѣза, также какъ и „сѣрное масло", получаемое непосредственнымъ ра-
створеніемъ сѣры въ терпентинномъ маслѣ.
Голубая окраска желѣза и особенно стали достигается нагрѣваніемъ
этихъ металловъ, которые .подъ вліяніемъ повышенія температуры, вслѣд-
ствіе окисленія наружной поверхности, получаютъ такъ называемые цвѣта
побѣжалости:
При 220° С. получается свѣтло-соломенный цвѣтъ (палевый).
» 243 оранжевый
» 277 пурпуровый
п 288 фіолетовый
290 голубой
» 299 синій
п зю темно-синій »
307
Для декоративныхъ цѣлей сталь нагрѣваютъ до полученія голубой по-
бѣжалости, а затѣмъ на отцвѣченныхъ мѣстахъ вытравляютъ этотъ цвѣтъ
посредствомъ уксуса или разбавленныхъ кислотъ; небольшіе предметы,
чтобы сообщить имъ окраску, держатъ просто надъ спиртовой лампочкой,
пока они не получатъ желаемаго цвѣта. При этомъ нагрѣваніе надо пре-
кратить тотчасъ же, какъ только появилась окраска, иначе легко получить
вмѣсто голубого цвѣта свѣтло-сѣрый. Если нагрѣть предметъ въ одномъ
мѣстѣ нѣсколько сильнѣе—именно до пурпуровой окраски, то, при посред-
ствѣ травленія, на одномъ и томъ же клинкѣ могутъ быть получены ор-
наменты двухъ цвѣтовъ.
Большой величины предметы и, главнымъ образомъ, всѣ пластины, ко-
торыя должны имѣ’ть равномѣрный цвѣтъ побѣжалости помѣщаютъ на
нагрѣтую желѣзную плиту, помѣщенную надъ древесно-угольной топкой.
Предметы нагрѣваютъ на пластинѣ до тѣхъ поръ, пока на нихъ не по-
явится голубой цвѣтъ, послѣ чего ихъ быстро удаляютъ. Красивую окраску
получаютъ только чистыя (не дотрогиваться руками) и хорошо отполиро-
ванныя поверхности, которыя до нагрѣванія полезно натирать полироваль-
нымъ порошкомъ (колькотаромъ), смѣшаннымъ со спиртомъ, до тѣхъ поръ,
пока онѣ не сдѣлаются опять сухими.
Чѣмъ медленнѣе образуется цвѣтъ побѣжалости, тѣмъ онъ красивѣе
и прочнѣе. Въ виду этого, желѣзная пластина покрывается слоемъ рас-
павшейся негашеной извести или сухого песку въ у2 Дм* толщиной и уже
на этотъ слой помѣщаются стальные предметы.
Если погрузить желѣзо и другіе металлы въ смѣсь двухъ растворовъ
равныхъ объемовъ, изъ которыхъ одинъ содержитъ г/2 % красной кровяной
соли, а другой 72 % хлорнаго желѣза, то также можно получить довольно
прочную голубую окраску.
Химическимъ путемъ желѣзу сообщается синяя окраска при погруженіи
его въ нагрѣтую отъ 80 до 100° С. ванну, приготовляемую смѣщиваніемъ
раствора: 140 граммовъ сѣрноватистокислаго натра въ 1 литрѣ воды, съ
растворомъ 35 граммовъ уксуснокислой окиси свинца въ 1 литрѣ воды.
Бронзовая окраска сообщается желѣзу погруженіемъ его въ расплавлен-
ную сѣру, смѣшанную съ ламповой сажей. Предметы получаютъ видъ
оксидированной бронзы, такъ какъ на ихъ поверхности образуется сѣрни-
стое желѣзо; если повторить погруженіе нѣсколько разъ, то предметъ по-
лучаетъ болѣе темную окраску.
На гладкихъ, слегка отполированныхъ предметахъ красивая бронзовая
окраска получается, если ихъ погрузить въ расплавленную селитру, къ
которой прибавлено немного перекиси марганца въ то время, когда бро-
шенныя въ эту массу опилки будутъ загораться. Погруженный предметъ
необходимо передвигать и держать до полученія желаемой окраски. Если
желѣзный предметъ погрузить въ растворъ мѣднаго купороса, то съ нимъ
тотчасъ происходитъ омѣдненіе. Если послѣ этого предметъ погрузить въ
308
крѣпкій растворъ сѣрноватистокислаго натра, къ которому прибавлено не-
большое количество соляной кислоты, то онъ получаетъ, вслѣдствіе обра-
зованія сѣрнистой мѣди, чистую черную окраску, которая прочна и хо-
рошо полируется.
Окраска стали въ темно-коричневый цвѣтъ. Для предохраненія стали отъ
ржавчины и для уменьшенія блеска иногда ее окрашиваютъ въ темноко-
ричневый цвѣтъ; окраска производится посредствомъ кислыхъ растворовъ
и солей.
Составы таковыхъ растворовъ могутъ быть разнообразны. Наиболѣе
употребительные, дающіе каждый отдѣльно весьма хорошую и дешевую
краску темнокоричневаго цвѣта, слѣдующіе:
Растворъ 1-й.
а) Желѣзнаго (зеленаго) купороса (сѣрно-кислая закись желѣза) . унціи.
б) Дождевой или рѣчной воды 1 бутылка..................... 2 фунта.
о) Хлористаго желѣза . . . . ............................. 7а унціи.
д) Сѳлитрѳннаго (азотнокислаго) эфира . . ................ 7а унціи.
Растворъ 2-й.
а) Желѣзнаго (зеленаго) купороса.......................... Ѵа лота.
б) Дождевой или рѣчной воды............................... 2 фунта.
с) Хлористой сюрьмы....................................... 74 лота.
д) Мѣднаго купороса (сѣрно-кислой окиси мѣди)............ 2 лота.
е) Селитрѳнной кислоты................................... 2 лота.
Растворъ 3-й.
а) Мѣднаго купороса....................................... 40 гр.
б) Дождевой или рѣчной воды............................... 1000 гр.
с) Такъ называемой стальной краски, состоящей изъ одной части
(по вѣсу) желѣзныхъ опилокъ, трехъ частей азотной кислоты
и трехъ частей хлористоводородной кислоты, перемѣшанныхъ
между собою, всего..................................... 40 гр.
Растворъ 4-й.
Соляной кислоты.......................................... 4 лота.
б) Крѣпкой водки............................................ 5 лотовъ.
с) Стальной тинктуры........................................ 1 лотъ.
д) Желѣзныхъ мелкихъ опилокъ.......................• ... 2 лота.
е) Дистиллированной воды.................................... 54 лота.
Растворъ 5-й.
а) Азотной кислоты....................................... 1 лотъ.
б) Раствора окиси хлористаго желѣза....................• . 1 лотъ.
с) Соляной кислоты (хлористоводородной)................... 2 лота.
д) Синяго купороса........................................ 2 лота.
е) Дистиллированной воды................•................. 1 бутылка.
309
Для состава каждаго изъ трехъ первыхъ растворовъ, въ обыкновенную
стеклянную бутыль всыпаютъ прежде всего показанное въ рецептѣ количество
купороса, наливаютъ на купоросъ теплой (нагрѣтой) воды въ пропорціи,
означенной въ рецептѣ, и, закупоривъ бутыль, ставятъ ее въ теплое мѣсто.
По раствореніи въ водѣ кристаловъ купороса (для чего требуется отъ
однихъ до двухъ сутокъ времени) всыпаютъ въ эту жидкость слѣдующую
по порядку, изложенному въ рецептахъ, составную часть раствора и остав-
ляютъ бутыль въ тепломъ мѣстѣ до окончательнаго растворенія твердыхъ
частицъ, затѣмъ послѣдовательно прибавляютъ къ жидкости прочія со-
ставныя части одна за другою, въ томъ порядкѣ, какъ указано въ рецептѣ,
наблюдая, чтобы послѣдующая часть была присоединена къ раствору тогда,
когда въ жидкости уже не осталось твердыхъ, еще неуспѣвшихъ раство-
риться частицъ предыдущей составной части раствора. На приготовленіе
таковой краски требуется отъ 8 до 10 дней; для ускоренія образованія
раствора жидкости бутыль слѣдуетъ отъ времени до времени взбалтывать.
Для составленія 4-го раствора всыпаютъ въ бутыль показанное въ ре-
цептѣ количество стальныхъ (мелкихъ) опилокъ и соляной кислоты; когда
опилки растворятся, то вливаютъ остальныя по рецепту части и держатъ
въ тепломъ мѣстѣ до 10 дней.
Для составленія 5-го раствора соединяютъ всѣ показанныя части состава
въ бутылкѣ и держатъ однѣ сутки плотно закупоренными, потомъ подбав-
ляютъ къ нимъ одну бутылку дистиллированной или дождевой воды и отъ
времени до времени взбалтываютъ въ теченіе трехъ сутокъ. Когда краска
готова, то ее держатъ плотно закупоренною.
Краска эта въ особенности хороша для стальныхъ охотничьихъ ство-
ловъ. Окраска стволовъ посредствомъ этихъ и подобныхъ имъ растворовъ
производится слѣдующимъ образомъ:
1) Поверхность издѣлія очищается отъ жирныхъ веществъ мелкою
печною (отъ древеснаго угля) золою или известью, посредствомъ мокрой
тряпки, и вытирается потомъ до-чиста сухою тряпкою.
2) Вставляютъ въ издѣліе деревянныя рукоятки или палки, для того,
чтобы можно было посредствомъ ихъ держать издѣліе, не касаясь его
руками (отъ чего оно всегда выходитъ въ пятнахъ); затѣмъ, намазавъ
издѣліе растворомъ, можно ставить его въ пирамиду или къ стѣнѣ безъ
опасенія стереть незасохшую еще краску.
3) Послѣ того, взявъ издѣліе за рукоятку, начинаютъ покрывать поверх-
ность его растворомъ помощью мокрой губки, наблюдая при этомъ, чтобы
растворъ ложился по поверхности издѣлія ровно, стараясь покрыть тако-
вую съ одного раза, а не водить по нѣсколько разъ на одномъ и томъ же
мѣстѣ, ибо въ послѣднемъ случаѣ окисленіе металла происходитъ неравно-
мѣрно и краска ляжетъ пятнами.
4) Покрытый растворомъ предметъ ставятъ въ теплое и сухое мѣсто
для просушки, наблюдая, чтобы онъ держался посредствомъ деревянныхъ
310
вставокъ, не касаясь своею поверхностью постороннихъ предметовъ, во
избѣжаніе стиранія краски.
5) По прошествіи восьми или болѣе часовъ, когда предметъ совершенно
высохнетъ, на немъ образуется значительная ржавчина; ржавчину эту
стираютъ посредствомъ желѣзной проволочной щетки, равномѣрнымъ тре-
ніемъ по всей поверхности предмета, а потомъ вытираютъ сухой тряпкой,
наблюдая при этомъ, чтобы не оставалось полосокъ ржавчины и чтобы
поверхность издѣлія приняла одинаково блестящій видъ.
6) Когда предметъ будетъ совершенно очищенъ отъ ржавчины, его вто-
рично покрываютъ тѣмъ же растворомъ, съ соблюденіемъ описаннаго
порядка работы; отъ вторичной чистки щеткой издѣліе получаетъ болѣе
полированную поверхность. . Такимъ образомъ работу эту повторяютъ нѣ-
сколько разъ, пока предметъ не приметъ желаемаго темнокоричневаго
цвѣта.
7) Для прекращенія окисленія предметъ погружаютъ въ горячую воду,
въ которой предварительно распускаютъ на каждое ведро около восьми
золотниковъ поташу.
Наконецъ, вынувъ предметъ изъ воды, вытираютъ его на-сухо тряпкой,
а для прекращенія дѣйствія солей смазываютъ наружную его поверхность
деревяннымъ масломъ, помощью не очень жирно напитанной имъ тряпки.
Окраска мѣди. Окраска мѣди подъ цвѣтъ бронзы производится такимъ
образомъ: отчищенные предметы покрываются жидкой смѣсью равныхъ
частей колькотара (окиси желѣза) и графита ‘(или смѣси 1 части графита
съ 2 частями кровавика съ водой или спиртомъ). Давъ предметамъ высох-
нуть, ихъ затѣмъ довольно сильно нагрѣваютъ, а по охлажденіи натираютъ
мягкой щеткой, которою предварительно проводятъ нѣсколько разъ по
жидкому воску. Для окраски мѣди въ черный и коричневый цвѣта упо-
требляются азотно-кислыя соли висмута, мѣди и серебра — чистаго и со-
держащихъ мѣдь. Если одинъ изъ названныхъ металловъ растворить въ
извѣстномъ количествѣ азотной кислоты и растворъ разбавить водой или же
поступить такъ, что къ слабому раствору соли этого металла прибавить
нѣкоторое количество азотной кислоты, то при покрытіи мѣди, такъ или
иначе, полученною жидкостью и затѣмъ при нагрѣваніи ея, она окраши-
вается въ темный цвѣтъ. При этомъ растворъ висмутовой соли окраши-
ваетъ мѣдь въ коричневый цвѣтъ, растворы же солей мѣдной и серебря-
ной— въ черный. Чтобы вызвать образованіе настоящей черни, предметы
помѣщаются на полчаса надъ сосудомъ, въ которомъ находится концентри-
рованный растворъ сѣрной печени, къ которому для ускоренія въ образо-
ваніи окраски прибавлено нѣкоторое количество соляной кислоты.
Натираніе предметовъ кускомъ шерстяной матеріи или щеткой, натертой
воскомъ, увеличиваетъ блескъ окраски.
Для приданія мѣди фіолетовой окраски или стального цвѣта ее погружаютъ
на нѣсколько мгновеній въ нагрѣтый растворъ двушестихлористой сурьмы.
311
въ соляной кислотѣ, носящей въ растворѣ названіе Ьідпог вііЫі сЫогаѣі
и затѣмъ протираютъ хлопц^той бумагой.
Окраска латуни въ коричневый цвѣтъ всѣхъ оттѣнковъ достигается
помѣщеніемъ чистыхъ металлическихъ вещей въ растворъ мѣди въ амміакѣ.
Окраска измѣняется въ зависимости отъ продолжительности пребыванія
предметовъ въ жидкости, а также отъ концентраціи послѣдней.
Красивая бронзовая окраска получается на латуни также и такимъ
путемъ. Покрываютъ сначала латунь мѣдью, а затѣмъ бронзируютъ 1О°/о
растворомъ сѣрной печени. Омѣдняютъ протравленную латунь погружая ее
въ растворъ; 1 ч. мѣднаго купороса, 10 ч. воды и 1 ч. сѣрной кислоты.
Если латунный кусокъ приходитъ въ соприкосновеніе съ желѣзными или
цинковыми палочками, если онѣ имѣются въ ваннѣ, то онъ быстро покры-
вается прочно держащимся слоемъ мѣди.
Матовая черная окраска получается на латуни при обработкѣ ее угле-
кислой окисью мѣди и нашатырнымъ спиртомъ. Растворяютъ, приблизи-
тельно, для 3 литровъ жидкости 120 гр. углекислой окиси мѣди въ 1.000 гр.
нашатырнаго спирта и хорошо взбалтываютъ. Къ полученному синему
раствору прибавляютъ тогда 2 литра воды. Или же берутъ 120 гр. угле-
кислой окиси мѣди, 600 гр. нашатырнаго спирта и 360 гр. воды.
Латунные предметы подвѣшиваются на короткое время въ растворъ
при помощи латунныхъ проволокъ. Когда они достаточно окрасятся, ихъ
обмываютъ въ холодной водѣ, высушиваютъ въ древесныхъ опилкахъ и
затѣмъ для прочности затираютъ терпентиннымъ масломъ. Въ случаѣ
надобности операцію повторяютъ.
Бронзируется латунь пб^обно желѣзу въ расплавленной сѣрѣ, смѣшан-
ной съ ламповой сажей, отчего получаетъ видъ оксидированной бронзы.
Въ черный цвѣтъ латунь окрашивается, подобно тому какъ и мѣдь, при
посредствѣ вышеописанныхъ растворовъ азотно-кислыхъ солей и для уве-
личенія блеска натирается деревяннымъ масломъ.
Можно хорошо скрасить латунь въ черный цвѣтъ .слѣдующимъ обра-
зомъ: въ азотной кислотѣ, налитой въ стеклянный сосудъ, растворяютъ
до насыщенія красную мѣдь, бросая ее постепенно кусками; мѣдь лучше
употреблять въ видѣ не толстой проволоки. Операцію эту слѣдуетъ про-
изводить въ горнѣ или печи, чтобы отдѣляющіеся удушливые и вредные
для дыханія лары уносились въ трубу. При раствореніи мѣди темпера-
тура поднимается и сосудъ нагрѣвается довольно сильно.
Когда мѣдь будетъ растворена, прибавляютъ немного, приблизительно
па 1 фунтъ кислоты около 1 золотника ляписа, а затѣмъ полученный
растворъ разбавляютъ на треть водой (двѣ части раствора—одна часть воды).
Вещь, предназначенная для окраски, вытирается насухо, слегка подо-
грѣвается на угольяхъ, смазывается, помощью кисти или ваты, приготов-
леннымъ составомъ и кладется на угли, при этомъ раздуваніе углей должно
быть ровное и тихое—хорошо употреблять фукарь.
21
312
По мѣрѣ нагрѣванія поверхности получается сначала зеленый налетъ
который затѣмъ превращается въ черную пледку.
Когда явится черный цвѣтъ, вещь-'снимается съ углей, но не руками,
чтобы не оставить жирныхъ пятенъ, и охлаждается; если окажется, что
цвѣтъ получился неровный, то смазываніе растворомъ и нагрѣваніе по-
вторяются.
По охлажденіи зачерненной вещи она густо смазывается деревяннымъ
масломъ и насухо протирается мягкой тряпкой или щеткой, причемъ на
поверхности является густой, ровный, матовый цвѣтъ. При маломъ коли-
чествѣ ляписа цвѣтъ получается буроватый.
Вещи, паяныя оловомъ, черненію этимъ способомъ не поддаются, такъ
какъ олово расплавится и мѣста спайки окажутся неокрашенными.
Однимъ фунтомъ кислоты можно окрасить пколо -3 квадратныхъ футъ.
Если латунь предварительно амальгамировать, покрывъ ее азотно-ки-
слой закисью ртути, а затѣмъ обработать растворомъ сѣрной печени, то
она также окрашивается въ очень красивый черный цвѣтъ. При подобной
обработкѣ ртуть превращается въ черную сѣрнистую ртуть, которая и
сообщаетъ латуни окраску.
Окрашиваніе сплавовъ въ черный цвѣтъ. Для окрашиванія
сплавовъ (а также чистаго серебра) въ черный цвѣтъ съ успѣхомъ при-
мѣняется хлорная платина.
Операцію ведутъ слѣдующимъ образомъ: давъ хлорной платинѣ поле-
жать на воздухѣ, натираютъ затѣмъ отсырѣвшимъ порошкомъ подлежащій
предметъ; при этомъ, если поверхность предмета не большая, то натираніе
дѣлается при помощи пальца; при окрашиваніи же большихъ поверхностей
полезно для этой цѣли имѣть кожаную гладилку. Промывъ послѣ того
почернѣвшую поверхность, предметъ оставляютъ или матовымъ, или же
полируютъ кожей съ масломъ. Другой способъ окрашиванія основанъ на
образованіи на металлической , поверхности сѣрнистаго соединенія. Примѣ-
няется этотъ способъ въ такомъ видѣ: сначала проходятъ предметъ сильно
разбавленной азотной кислотой, затѣмъ его высушиваютъ при нагрѣваніи
и натираютъ щеткой; послѣднее дѣлается для того, чтобы окраска могла
получиться равномѣрной. Послѣ этого предметъ подвергается дѣйствію
сѣрнистаго водорода, для чего его кладутъ на сосудъ, въ которомъ нахо-
дится растворъ сѣрной печени. Класть предметъ въ сосудъ не слѣдуетъ,
такъ какъ дѣйствіе раствора въ данномъ случаѣ будетъ очень сильно.
Оклейка стѣнъ обоями. Чтобы расчитать, сколько нужно обоевъ
для оклейки комнаты, нужно смѣрить высоту и ширину каждой стѣны.
Каждый кусокъ (свертокъ) бываетъ обыкновенно 3/4 арш. ширины и 12 арш.
длины, почему нетрудно высчитать, сколько нужно такихъ кусковъ. При
расчетѣ слѣдуетъ считать ширину куска въ 10 верш., такъ какъ у обоевъ
съ одной, обыкновенно правой, стороны обрѣзывается кромка, и, кромѣ
того, каждый кусокъ напускаютъ при оклейкѣ на предыдущій, для того,
313
чтобы сходились узоры рисунка на обояхъ. Должно брать нѣкоторый из-
лишекъ, такъ какъ часть обоевъ пропадаетъ при подгонкѣ узора и, кромѣ
того, слѣдуетъ сохранить обои для починки разорванныхъ мѣстъ.
Для того, чтобы обои лучше приставали къ стѣнамъ,: съ послѣднихъ
надобно очистить песокъ, пыль и всякую грязь. Если на стѣнахъ есть
старые обои, то ихъ слѣдуетъ спять.
Затѣмъ стѣны покрываютъ жидкимъ растворомъ клея, которому даютъ
совершенно высохнуть, прежде чѣмъ начнутъ наклеивать обои.
Каждый кусокъ обоевъ нужно обрѣзать съ одного края. Для этого раз-
вертываютъ его на столѣ и, по мѣрѣ того, какъ обрѣзываютъ, опять свер-
тываютъ, но такъ, чтобы сторона, обращенная прежде внутрь, теперь была
наружною. Когда весь свертокъ обрѣзанъ съ одного края, его разрѣзаютъ
на куски требуемой длины. Для обрѣзки и разрѣзки нужно имѣть столъ
шириной въ одинъ аршинъ и длиной нѣсколько болѣе высоты комнаты.
Этотъ столъ дѣлаютъ изъ досокъ, которыя кладутъ на козлы. Концы
обоевъ, приходящіеся къ потолку, обрѣзаютъ такъ, чтобы сходился рису-
нокъ въ двухъ смежныхъ отрѣзкахъ.
Къ устройству стола прибѣгаютъ при оклейкахъ дорогими обоями, обык-
новенно же обои разстилаютъ по полу и намазываютъ.
Послѣ того, какъ нарѣзано достаточное число кусковъ, ихъ наклады-
ваютъ одинъ на другой, такъ, чтобы задняя сторона была обращена кверху.
Клейстеръ варятъ изъ просѣянной ржаной муки или, лучше, изъ пше-
ничной и воды, такъ, чтобы онъ представлялъ однородную кашицу безъ
комьевъ. Если же въ сваренномъ клейстерѣ окажутся комья, то клейстеръ
надо процѣдить черезъ сито.
Клейстеръ намазываютъ на обои большой кистью, стараясь не оставлять
много клейстера на обрѣзанномъ краѣ, для чего въ этихъ мѣстахъ кисть
водятъ не вдоль листа, а наискось. Это особенно важно при оклейкѣ обоями
матоваго цвѣта, потому что при избыткѣ клейстера у края, мѣсто соеди-
ненія листовъ будетъ замѣтно. При намазываніи клейстера листъ придер-
живаютъ одной рукой, чтобы онъ лежалъ неподвижно.
Если въ комнатѣ есть печь, то около нея проводятъ отвѣсную черту
и оклейку начинаютъ отъ нея, если же печи нѣтъ, то работу начинаютъ
съ какого-нибудь угла. Чтобы обои не перекосить, въ различныхъ мѣстахъ
на стѣнахъ проводятъ отвѣсныя линіи, означающія направленіе обоевъ.
При переносѣ листа со стола на мѣсто, гдѣ онъ долженъ быть наклеенъ,
его кладутъ на правую руку, а лѣвой придерживаютъ за конецъ. Когда
листъ поднятъ на мѣсто, обѣими руками берутъ за верхній конецъ его и
прикладываютъ къ стѣнѣ. При этомъ листъ долженъ висѣть совершенно
отвѣсно. Когда листъ приклеенъ, его разглаживаютъ руками или щеткой
сверху внизъ и отъ середины къ краямъ.
Если комната очень высока, то приклеивать листъ сразу по всей длинѣ
неудобно. Въ такомъ случаѣ нижнюю половину листа загибаютъ кверху и
314:
приклеиваютъ сначала одну только верхнюю часть. Когда это сдѣлано,
отгибаютъ и приклеиваютъ нижнюю половину. При наклейкѣ слѣдующаго
листа нужно заботиться, чтобы онъ не слишкомъ много покрывалъ преды-
дущій. Листы, приходящіеся въ углахъ, слѣдуетъ разрѣзать, чтобы не обра-
зовывались некрасивыя складки. Мѣсто около печи красится краской подъ
цвѣтъ обоевъ. *
Верхній край обоевъ всегда оклеивается бордюромъ.
Вставка стеколъ. Умѣнье вставлять стекла имѣетъ въ жизненномъ
обиходѣ большое значеніе, такъ какъ стекла часто бьются. Для рѣзанія сте-
колъ необходимо имѣть при мастерской алмазъ или американскій инстру-
ментъ для рѣзанія стекла.
Послѣдній представляетъ стальную ручку, имѣющую, на одномъ концѣ
нѣсколько вырѣзовъ для обламыванія стекла. Рѣжущую часть составляетъ
маленькое колесико изъ закаленной стали, имѣющее края. Это колесико
укрѣплено въ прорѣзи въ концѣ ручки. Если такимъ инструментомъ про-
вести по стеклу, то получается тоненькая черточка, по которой оно можетъ
быть разломано.
Алмазъ, во всякомъ случаѣ, лучше рѣжетъ и болѣе употребителенъ.
Стекла обыкновенно вставляютъ на подзамазку, т. е. пригнанное, по
размѣрамъ отверстія рамы, стекло, по той сторонѣ, которая должна при-
легать къ фальцу рамы, намазывается замазкой, кладется этой стороной въ
раму и слегка къ ней придавливается такъ, что излишекъ замазки на
стеклѣ выходитъ изъ подъ него; затѣмъ стекло укрѣпляется стекольной
проволокой и по фальцу рамы замазывается, съ помощью ножа, замазкой.
Покрытіе однихъ металловъ другими.
Покрытіе металловъ механическимъ путемъ.
Луженіе. Мѣдь, подобно желѣзу, способна легко окисляться, покрываясь,
какъ бы ржавчиной, зеленымъ, очень ядовитымъ налетомъ. Во избѣжаніе
отравленія послѣднимъ мѣдная посуда, употребляемая для приготовленія
пищи и для кипяченія питьевой воды, покрывается слоемъ безвреднаго
металла—оловомъ. Это покрываніе оловомъ принято называть полудою, а
самую операцію нанесенія оловяннаго слоя на поверхность другого ме-
талла—луженіемъ.
Луженіе металлическихъ издѣлій можетъ производиться при посредствѣ
нагрѣванія издѣлій, горячимъ способомъ или безъ помощи нагрѣванія—
холоднымъ путемъ.
Луженіе горячимъ способомъ. Для того, чтобы вылудить какую-нибудь мѣд-
ную поверхность, необходимо предварительно очистить ее отъ окиси мѣди
или ржавчины, грязи и жировыхъ веществъ, такъ какъ иначе слой олова
315
бъ загрязненнымъ мѣстамъ не пристанетъ. Очистивъ поверхность, смазы-
ваютъ ее растворомъ хлористаго цинка, кладутъ на горячіе уголья и на-
грѣваютъ до температуры плавленія олова (230°). Затѣмъ покрываемую
поверхность посыпаютъ порошкомъ нашатыря и водятъ по ней оловяннымъ
прутомъ, отчего олово, расплавившись, разойдется по поверхности въ видѣ
шариковъ, которые растираютъ кускомъ пакли, пока не образуется на мѣди
тонкаго, ровнаго слоя полуды.
Котлы, кастрюли и кубы для воды покрываютъ полудой совершенно
готовыми, тогда какъ самовары, кофейники и вообще вещи, спаяныя изъ
нѣсколькихъ частей, необходимо вылудить отдѣльно каждую часть и за-
тѣмъ уже собрать и спаять ихъ вмѣстѣ.
Луженіе должно производиться возможно быстро, пока нагрѣтая по-
верхность не остыла ниже точки плавленія олова, иначе полуда худо при-
станетъ къ мѣди, а слѣдовательно, и слой полуды будетъ неровенъ и не-
проченъ.
Вылудивъ издѣліе, споласкиваютъ его водой и чистятъ какимъ-либо
мелкимъ порошкомъ.
Для полуды необходимо употреблять чистое олово, что объясняется
слѣдующимъ образомъ.
Если луженіе производилось чистымъ оловомъ, то такая полуда не
можетъ быть вредна для здоровья, такъ какъ окислы олова не имѣютъ
ядовитыхъ свойствъ. Между тѣмъ чистое олово весьма рѣдко употребляется
лудильщиками, вслѣдствіе сравнительной дороговизны этого металла про-
тивъ свинца, котораго прибавляютъ къ полудѣ иногда до 1/3 части по вѣсу
олова (третникъ). Такая примѣсь свинца и бываетъ причиною отравленій
въ случаѣ варки пищи въ посудѣ, вылуженной этимъ сплавомъ, такъ какъ
окись свинца безусловно ядовита.
Примѣсь свинца къ олову узнать весьма не трудно,—полуда въ этомъ
случаѣ бываетъ всегда темнаго цвѣта и тусклая, тогда какъ поверхность
вылуженная чистымъ оловомъ, отличается характернымъ для этого металла
серебристымъ цвѣтомъ и блескомъ.
Въ виду этого необходимо наблюдать за достоинствомъ такой работы,
выполняемой на сторонѣ, или въ виду простоты работы производить ее въ
войсковыхъ оружейныхъ мастерскихъ.
Луженіе холоднымъ способомъ. Для выполненія такой работы поступаютъ
слѣдующимъ образомъ.
Одну вѣсовую часть хлористаго олова растворяютъ въ 10 вѣсовыхъ ча-
стяхъ воды и къ полученному раствору прибавляютъ небольшое количество
виннаго камня. Приготовленнымъ такимъ образомъ растворомъ смачиваютъ
металлическій предметъ, подлежащій луженію, и смоченную поверхность
тщательно натираютъ затѣмъ цинковымъ порошкомъ. Такой порошокъ или
приготовляютъ дома, разбивая на мельчайшія частицы цинкъ, который,
какъ извѣстно, въ холодномъ состояніи отличается большой хрупкостью
316
или же, еще лучше, пользуются для того имѣющейся въ продажѣ цинко-
вой пылью. Описаннаго пріема вполнѣ достаточно, чтобы металлическое
издѣліе покрылось слоемъ полуды, причемъ указанный способъ одинаково
примѣнимъ какъ для луженія латуни, такъ и желѣза и стали. Несмотря на
то, что при этомъ получается очень тонкій слой полуды, но покрытіе тѣмъ
не менѣе отличается большой прочностью. Впрочемъ, если желательно по-
лучить полуду съ болѣе толстымъ слоемъ, то необходимо повторить ука-
занную операцію, т. е. издѣліе снова смачиваютъ растворомъ и натираютъ
цинковымъ порошкомъ. Въ обоихъ случаяхъ подъ конецъ предметъ спо-
ласкиваютъ чистой водой и затѣмъ чистятъ, какъ обыкновенно, мѣломъ или
другимъ способомъ.
Покрытіе металловъ гальваническимъ путемъ.
Никкелированіе, золоченіе и серебреніе металловъ можетъ производиться
одинаковымъ образомъ—гальванопластическимъ путемъ, т. е. при помощи
электрическаго тока, черезъ искусственное добываніе металловъ изъ ихъ
солей. Въ настоящее время гальванопластика пользуется очень широкимъ
распространеніемъ, благодаря своимъ драгоцѣннымъ и незамѣнимымъ свой-
ствамъ: быстро и просто, черезъ одно погруженіе предмета Въ растворъ
солей, позолотить или посеребрить его, лучше и скорѣе, чѣмъ бы это могъ
сдѣлать человѣкъ.
Наиболѣе широкое примѣненіе въ практикѣ получило никкелированіе,
благодаря своей дешевизнѣ, прочности и цвѣту, похожему на серебро, по-
чему оно и разсматривается подробнѣе.
Преимущество никкеля заключается еще въ томъ, что тамъ, гдѣ се-
ребро подвергается дѣйствію разныхъ химическихъ веществъ и газовъ и
измѣняетъ свой цвѣтъ, какъ напримѣръ, отъ дѣйствія сѣрнистаго водорода,
никкель не измѣняется; при этомъ никкель твердъ и очень хорошо шли-
фуется. Благодаря этимъ качествамъ и пользуются никкелемъ для покры-
ванія хотя бы тоненькой оболочкой другихъ металловъ для предохраненія
ихъ отъ дѣйствія атмосфернаго воздуха или ржавчины, а также для того,
чтобы придать имъ бѣлый, блестящій, сходный съ серебромъ цвѣтъ.
Устройство элементовъ и батарей. Для производства гальвано-
пластическихъ работъ необходима электрическая энергія, которая, какъ
извѣстно, можетъ быть получена изъ батарей различныхъ элементовъ. Наи-
болѣе распространенные изъ нихъ слѣдующіе:
Однимъ изъ лучшихъ можно считать элементъ Бунзена, въ которомъ
роль анода играетъ пластинка, состоящая изъ прессованнаго, ретортнаго
угля въ соединеніи съ каменнымъ. Уголь, такимъ образомъ составленный,
имѣетъ то достоинство, что, не растворяясь въ кислотахъ, служитъ хоро-
шимъ проводникомъ электричества.
Элементъ Бунзена. Электроды—уголь, положительный полюсъ, цинкъ отри-
цательный.
317
Возбуждающая жидкость—вода, подкисленная сѣрною кислотою.
Деполяризаторъ—азотная кислота.
Видъ элемента. Онъ состоитъ изъ фаянсоваго или стекляннаго сосуда,
(фиг. 537), наполненнаго водою, окисленною сѣрною кислотою, въ который
вставляется цинковый полый цилиндръ, а въ него пористый
стаканъ съ азотной кислотой и углемъ. Къ электродамъ при-
паиваются мѣдныя проволоки: къ угольному, служащая поло-
жительнымъ полюсомъ, а къ цинковому—отрицательнымъ.
Реакція. Цинкъ растворяется въ сѣрной кислотѣ, а выдѣ-
лившійся, черезъ разложеніе воды, водородъ разлагаетъ азотную
кислоту, образуя воду и низшую степень окисленія азота.
Качество элемента. Онъ можетъ доставлять непрерывно
Фиг. 537.
сильный токъ въ продолженіи нѣсколькихъ часовъ. Электровозбудительная
сила этого элемента=1,8 вольта. Сопротивленіе отъ 0,08 до 0,11 омовъ.
Недостатки элемента. Дѣйствіе этого элемента по прошествіи нѣко-
тораго времени слабѣетъ; это происходитъ по слѣдующимъ причинамъ: 1) отъ
уменьшенія свободной сѣрной кислоты; 2) отъ перехода азотной кислоты все
въ болѣе и болѣе низшую степень окисленія, отчего водородъ начинаетъ
скопляться въ углѣ; 3) отъ засоренія поръ скважистаго цилиндра, и 4) при
разомкнутой цѣпи происходитъ реакція. Существенный же недостатокъ этого
элемента заключается еще въ выдѣленіи вредныхъ паровъ азотной кислоты.
Обращеніе съ элементомъ: 1) чтобы азотная кислота не разъѣдала мѣд-
наго зажима, верхнюю часть угля слѣдуетъ пропитывать парафиномъ или
смазывать зажимы вазелиномъ; 2) когда элементъ не дѣйствуетъ, его слѣ-
дуетъ разобрать, чтобы цинкъ не разъѣдался при смѣшеніи жидкостей;
сосуды нужно хорошо вымыть, а угли держать въ водѣ часа два или три;
3) если въ элементѣ слышно шипѣніе, то нужно влить нѣсколько капель
ртути; 4) такъ какъ амальгамированный цинкъ очень хрупокъ, то не слѣ-
дуетъ амальгамировать верхніе края цинковъ, которые находятся въ эле-
ментѣ внѣ жидкости.
Въ элементѣ Бунзена, какъ показали опыты, при замѣнѣ подкисленной
воды нашатыремъ, обыкновенною солью и ѣдкимъ кали, получается сила
тока почти такая же, но цинкъ при такой замѣнѣ расходуется менѣе и не
требуетъ амальгамированія.
Элементъ Даніэля. Электроды — мѣдь положительный
полюсъ, цинкъ отрицательный.
Возбуждающая жидкость—вода, подкисленная сѣрною
кислотою.
Деполяризаторъ—мѣдный купоросъ.
Устройство элемента (фиг. 538). Въ наружный сосудъ
помѣщается мѣдный цилиндръ, а въ него пористый ста-
канъ съ цинковымъ стержнемъ. Въ сосудъ наливается крѣпкій растворъ
мѣднаго купороса, а въ пористый стаканъ—вода, подкисленная 10% сѣрной
кислоты. Къ мѣди и цинку припаиваются проволоки.
Фиг. 538.
318
Фиг. 539.
Реакція. Цинкъ растворяется въ сѣрной кислотѣ, образуя цинковый ку-
поросъ, и вытѣсняетъ водородъ, который появляясь у мѣди, вытѣсняетъ мѣдь
изъ мѣднаго купороса. Продукты разложенія состоятъ изъ цинковаго ку-
пороса, осѣдающаго на дно сосуда, и изъ мѣди, осаждающейся на поло-
жительномъ электродѣ.
Такъ какъ при дѣйствіи элемента разлагается мѣдный купоросъ, то,
чтобы его растворъ былъ постоянно насыщеннымъ, въ него кладутъ кри-
сталлы мѣднаго купороса, который мало по малу растворяется.
Электровозбудительная его сила=1,079 вольтовъ.
Сопротивленіе его = 2,8 ома. Онъ удобенъ для заряжанія аккумулято-
ровъ и не выдѣляетъ вредныхъ газовъ, но сопротивленіе его велико.
Элементъ Лекланше съ аггломераторомъ (фиг. 539). Электроды—аггломе-
раторъ положительный полюсъ,
цинкъ отрицательный.
Возбуждающая жидкость —
растворъ нашатыря.
Деполяризаторъ — аггломера-
торъ состоитъ изъ слѣдующей
смѣси: пиролузита 40 ч., реторт-
наго угля 55 ч., шеллака 5 ч.,
кислаго сѣрнокислаго кали 3 —
4 ч., спрессованныхъ при 100° Ц.
давленіемъ въ 300 атмосферъ.
Онъ состоитъ изъ двухъ пла-
стинокъ изъ смѣси угля съ пе-
рекисью марганца, приготовлен-
ныхъ при значительномъ давле-
ніи въ нагрѣтыхъ стальныхъ
формахъ. Эти пластинки прикла-
дываютъ съ обѣихъ сторонъ къ
углю; затѣмъ къ одной изъ пла-
стинокъ прикладывается изоля-
торъ изъ фарфора или эбонита и къ нему цинковая палочка и все это,
скрѣпивъ каучуковыми кольцами, опускаютъ въ сосудъ съ растворомъ на-
шатыря.
Реакція. При замыканіи цѣпи цинкъ растворяется и образуется хлори-
стый цинкъ и аммоній; послѣдній отнимаетъ часть кислорода отъ пере-
киси марганца, превращаетъ ее въ окись, и даетъ амміакъ, который раство-
ряется въ жидкости.
Качества элемента: 1) При незамкнутой цѣпи нашатырь не дѣйствуетъ
на цинкъ, слѣдовательно, нѣтъ химической реакціи. 2) Электровозбуди-
тельная сила велика: три элемента Лекланше имѣютъ электровозбудитель-
ную силу такую, какъ 5 элементовъ Даніэля, 3) Внутреннее сопротивленіе
319
небольшое. 4) Всѣ составныя части элемента дешевы. 5) Хорошо выдержи-
ваютъ низкую температуру.
Элементы Лекланше употребляются для комнатныхъ звонковъ, телефо-
новъ и вообще въ тѣхъ случаяхъ, гдѣ цѣпь часто замыкается на короткое
время. Они могутъ служить въ теченіе 4—5 лѣтъ, не требуя никакого
ухода, кромѣ прибавленія отъ времени до времени небольшого количе-
ства воды.
Электровозбудителъная сила = 1,4.
Недостатки элемента. Быстро поляризуется и не можетъ производить
значительной работы.
Батарея для гальванопластическихъ работъ. Батарея эта (фиг. 540) имѣетъ
простое устройство, не требуетъ большого ухода, даетъ сильный, продол-
жительный и постоянный токъ при незначительной цѣнности употребляе-
мыхъ матеріаловъ и не выдѣляетъ при этомъ никакихъ газовъ.
Фиг. 540.
Устройство батареи. Берутся три глиняные горшка, не покрытые
глазурыо, какіе обыкновенно употребляются для цвѣтовъ, хорошенько про-
сушиваются, а затѣмъ вывариваются въ парафинѣ, послѣ чего они дѣлаются
нечувствительными даже къ самымъ крѣпкимъ кислотамъ; въ нижнихъ ча-
стяхъ горшковъ просверливаются отверстія, въ которыя вставляются свин-
цовыя трубочки. Для того, чтобы трубочки крѣпче держались, послѣ того,
какъ онѣ вставлены въ отверстія, сдѣланныя въ горшкахъ, мѣсто это нужно
тщательно и обильно залѣпить горячею смѣсью, состоящею изъ трехъ ча-
стей вара, двухъ частей канифоли и х/4 части вазелина.
Впрочемъ, вмѣсто глиняныхъ горшковъ можно взять небольшіе дере-
вянные сосуды, тоже пропитанные парафиномъ.
Затѣмъ дѣлается лѣсенка изъ деревянныхъ досокъ на 4 ножкахъ, вы-
шина каждой ступеньки не должна превышать двухъ дюймовъ, затѣмъ къ
320
обѣимъ сторонамъ лѣсенки придѣлываются штативы, на которыхъ укрѣ-
пляется валикъ, который можно свободно вертѣть за рукоятку; на одномъ
концѣ валика придѣлано зубчатое колесо съ задержкой, такъ, что въ одну
сторону онъ вертится свободно, въ другую же сторону его всегда можно
остановить. Сосуды устанавливаются на лѣсенкѣ, а трубки ихъ изгибаются
такъ, чтобы верхній изгибъ ихъ находился немного ниже края сосуда;
этимъ мы достигнемъ того, что если въ верхній сосудъ нальемъ какую-
нибудь жидкость, то она, протекая черезъ второй нижній сосудъ, выльется
изъ третьяго, при чемъ уровень жидкости будетъ одинаковый во всѣхъ
трехъ сосудахъ.
Изготовленіе анодовъ. Берется деревянный брусокъ, длиною равный
общей ширинѣ установленныхъ сосудовъ, въ поперечномъ же разрѣзѣ равный
2-мъ квадрата, дюймамъ, который пропитывается парафиномъ; къ обѣимъ
сторонамъ бруска прикрѣпляются угольныя пластинки, по три съ каждой
стороны, такимъ образомъ и такой величины, чтобы онѣ свободно могли
входить въ сосуды. Угольныя пластинки прикрѣпляются такъ: одинъ ко-
нецъ ихъ пропитывается парафиномъ для того, чтобы соли электровозбу-
дительной жидкости не поднимались вверхъ и не проѣдали мѣди, такъ какъ
парафинъ совершенно закрываетъ поры угля; затѣмъ поверхность ихъ очи-
щается отъ застывшаго парафина и плотно огибается пластинкою изъ
красной мѣди, въ которой просверливаютъ 2 сквозныхъ отверстія. Уголь-
ная пластинка привинчивается къ деревянному бруску. Для соединенія
двухъ противоположныхъ пластинокъ къ нимъ припаивается мѣдная про-
волока. Между каждыми двумя угольными пластинками дѣлается отвер-
стіе въ брускѣ. Затѣмъ берется цинковая амальгамированная пластинка
такой же величины, какъ и угольная, съ ввинченною въ нее мѣдною про-
волокою и помѣщается между угольными—такъ, чтобы она не касалась
послѣднихъ, а конецъ ввинченной проволоки прошелъ бы черезъ отверстіе,
сдѣланное въ брускѣ; такимъ образомъ получимъ три элемента.
Соединеніе элементовъ въ батарею. Для того, чтобы соединить элементы
въ батарею, поступаютъ слѣдующимъ образомъ: цинкъ перваго элемента
останется свободнымъ, а къ проволокѣ, соединяющей угольныя пластинки
перваго элемента припаивается проволока, идущая отъ цинковой пластинки
второго, затѣмъ проволока, идущая отъ цинка третьяго элемента, припаи-
вается къ проволокѣ, соединяющей угольныя пластинки второго, такимъ
образомъ угольныя пластинки третьяго останутся свободными; припаявши
длинныя проволоки къ цинку перваго элемента и къ угольнымъ пластин-
камъ послѣдняго, будемъ имѣть два общихъ анода. Для производства ник-
келированія небольшихъ издѣлій, трехъ элементовъ совершенно достаточно,
такъ какъ, чѣмъ больше взять элементовъ, соединенныхъ такимъ образомъ,
тѣмъ больше напряженія будетъ имѣть электрическій токъ, а какъ сила,
такъ и напряженіе при гальванопластическихъ работахъ должны быть со-
вершенно опредѣленны. Приготовивши такимъ образомъ аноды, подвѣши-
321
ваютъ ихъ на веревкахъ, а еще лучше на ремешкахъ къ вертящемуся
валику такъ, чтобы они свободно помѣщались въ сосудахъ и чтобы ихъ
можно было поднимать и опускать, что дѣлается для регулированія силы
тока, такъ какъ, чѣмъ большія поверхности анодовъ находятся въ электро-
возбудительной жидкости, тѣмъ токъ будетъ сильнѣе при одинаковомъ на-
пряженіи.
Приготовивъ батарею, нужно сдѣлать два пріемника для электровозбу-
дительной жидкости; для этого берутся два довольно объемистыхъ боченка,
лучше всего дубоваго дерева, которые пропитываются парафиномъ (смотри
ниже способъ приготовленія сосудовъ для ванны), затѣмъ въ нижнихъ ча-
стяхъ ихъ укрѣпляются свинцовые или эбонитовые краны, въ которые вста-
вляются свинцовыя трубочки. Одинъ сосудъ ставится надъ батареей, дру-
гой же подъ ней. Если теперь въ верхній пріемникъ нальемъ электровоз-
будительную жидкость и откроемъ кранъ, то она, протекая постепенно
черезъ всѣ элементы, соберется въ нижнемъ, послѣ чего нижній пріемникъ,
наполненный жидкостью, можно поставить.на мѣсто верхняго, дѣлая это
до тѣхъ поръ, пока жидкость совершенно не истощится, что замѣтно по
болѣе слабому дѣйствію батареи и по темно-зеленому цвѣту жидкости.
Электро-возоудительная жидкость приготовляется слѣдующимъ обра-
зомъ: на 12 частей по вѣсу воды всыпается 1 часть мелко-истолченнаго
двухромо-кислаго калія (хромпику), затѣмъ, все сильно перемѣшивая, мед-
ленно и осторожно подливаютъ 2 части англійской сѣрной кислоты; когда
жидкость совершенно простынетъ, ее можно пропускать черезъ батарею.
Уходъ за батареей весьма простъ; во-первыхъ, нужно постоянно наблюдать,
чтобы цинки всегда были хорошо амальгамированы, такъ какъ если цинки
плохо покрыты амальгамой, то они весьма быстро разъѣдаются кислотою,
что замѣтно по болѣе или менѣе сильному шипѣнію, происходящему въ
элементѣ. Для легкой и скорой амальгамировки цинки опускаются на одно
мгновеніе въ соляную кислоту, затѣмъ на нихъ наливается нѣсколько ка-
пель ртути, которая быстро растирается щеточкой по ихъ поверхности для
того, чтобы не дать ей время покрыться окисью, такъ какъ тогда ртуть
пристаетъ только послѣ усиленнаго тренія. Во-вторыхъ, послѣ того, какъ
батарея была въ дѣйствіи, каждый разъ черезъ нее пропускается чистая
вода; дѣлается это для того, чтобы угли не загрязнялись, такъ какъ вода
растворяетъ всѣ кристаллы солей, осѣвшіе на нихъ; если не промывать
часто батарею, она можетъ совершенно перестать дѣйствовать, такъ какъ
соли, покрывая поверхность углей и засоряя ихъ поры, дѣлаютъ угли пло-
хими проводниками.
Система употребляемыхъ для работъ элементовъ, величина ванны и
рабочей поверхности оказываютъ вліяніе па величину батареи, а слѣдова-
тельно, и силу тока.
Во время производства работъ необходимо знать количество электри-
чества, проходящаго черезъ ванну и съ этой цѣлью употребляютъ, для
322
опредѣленія послѣдняго, особые приборы, называемыя амперометрами, ко-
торые состоятъ изъ металлической коробки съ циферблатомъ и стрѣлкой,
указывающей, по имѣющимся дѣленіямъ, на силу тока, проходящаго черезъ
приборъ. Вообще же говоря въ этомъ отношеніи можно пользоваться при-
мѣрными готовыми числами, полученными опытнымъ путемъ: сколько, при-
мѣрно, нужно электрическихъ банокъ извѣстной системы для производства
работъ на извѣстной поверхности полагая, что на 4 квадратныхъ дюйма
обрататываемой поверхности берется токъ, силой около 0,3 ампера.
При слабомъ токѣ предметъ хотя получается гладкій и блестящій, но
никкель съ него скоро отваливается, а при токѣ сильномъ осадокъ полу-
чается темный и шероховатый.
Электрическая батарея изолированными проводниками связывается съ
самымъ сосудомъ, въ которомъ находится растворъ солей и въ которомъ
производится самое никкелированіе.
Устройство ванны. Такой сосудъ вмѣстѣ съ растворомъ, находящимся
въ немъ, обыкновенно называютъ ванной. Сосудъ лучше всего употреблять
стеклянный или каменный, хотя для этой цѣли можетъ служить и дере-
вянная посуда, пропитанная извнутри парафиномъ и снаружи окрашенная,
въ особенности, если ванна требуется очень большая.
Изготовленіе и обращеніе съ ванной. При изготовленіи ванны необходимо
прежде всего обращать вниманіе на чистоту употребляемыхъ матеріаловъ.
Самое малое количество какой-нибудь посторонней соли, напр. мѣднаго
купороса, можетъ совершенно испортить ванну съ растворомъ никкелевыхъ
солей. Поэтому необходимо всегда брать потребные матеріалы химически
чистыми и въ спеціальныхъ электрическихъ или же въ извѣстныхъ апте-
карскихъ магазинахъ, а не въ москательныхъ лавкахъ, гдѣ, хотя товаръ
нѣсколько и дешевле, но онъ не такъ чистъ, какъ требуется.
Никкѳлированіѳ. Вода, употребляемая на эту работу, берется чистая,
при возможности дождевая, и наливается въ чугунный и обязательно по-
крытый внутри эмалью горшокъ, который и ставится на легкій огонь.
Когда вода въ немъ закипитъ, то на каждыя ея 40 частей всыпаются
2 части двойной сѣрно-кисло-амміачной соли никкеля и одна часть хими-
чески чистой борной кислоты. Такую жидкость необходимо, кромѣ того, еще
прокипятить четверть часа и при этомъ безпрерывно мѣшать ее деревян-
ной палочкой. Прокипятивъ, котелъ снимаютъ съ огня и когда жидкость
простынетъ, то ее можно влить въ ванну. Если котелъ малъ, то на боль-
шую ванну его придется приготовлять описаннымъ образомъ нѣсколько
разъ.
Обращеніе съ ванной. Въ обращеніи съ ванной необходимо оберегать ее
отъ пыли и постороннихъ тѣлъ, особенно металловъ и съ этой цѣлью слѣ-
дуетъ ее всегда послѣ работы прикрывать.
Если ванна долго работала, то въ ней отъ разныхъ причинъ образуется
или очень много кислоты или наоборотъ щелочи, что и можно опредѣлить
323
съ помощью лакмусовой бумаги, а исправить ванну—кислую приливаніемъ
въ нее постепенно и осторожно, все время помѣшивая, и испытывая на
лакмусъ, нашатырнаго спирта, а щелочную такимъ же образомъ, исправ-
ляютъ приливаніемъ сѣрной кислоты.
Жидкость ванны должна имѣть температуру между 25—20° Реомюра
и никакъ не ниже 20°, такъ какъ иначе она будетъ работать плохо, не-
смотря на всѣ свои хорошія другія качества. Температуру въ ваннахъ
поддерживаютъ, приспособляя извѣстнымъ образомъ трубки, по которымъ
пропускаютъ паръ или же въ небольшихъ производствахъ работаютъ въ
теплыхъ помѣщеніяхъ. Растворъ ванны долженъ имѣть опредѣленную
плотность или густоту, которая не должна мѣняться и которая опредѣ-
ляется или на глазъ или при помощи особаго прибора ареометра, кото-
рый состоитъ изъ стеклянной трубочки съ дѣленіями и, будучи погруженъ
въ жидкости, опускается въ нихъ до извѣстнаго дѣленія или градуса, въ
зависимости отъ ихъ плотности. Наиболѣе употребителенъ—ареометръ Боме,
который въ разсматриваемой ваннѣ долженъ указывать не менѣе 7 и не
болѣе 10 градусовъ. Если онъ показываетъ менѣе 7 градусовъ, то въ рас-
творъ нужно добавить двойной сѣрно-кисло-амміачной соли никкеля, если
же болѣе 10 град., то приливаютъ осторожно чистую, прокипяченую, дож-
девую воду. Если ванна отъ долгаго употребленія помутнѣетъ, то жидкость
процѣживаютъ черезъ сукно, а ванну тщательно вымываютъ теплой во-
дой; иначе муть вредно отражается на чистотѣ работы.
Подготовленіе предмета. Предметъ, подлежащій никкелированію, долженъ
предварительно быть подготовленъ. Такъ какъ никкель, металлъ очень твер-
дый, то необходимо поверхности предметовъ подготавливать окончательно
до никкелированія, что, впрочемъ, важно и съ экономической стороны. По-
верхность предмета должна быть сглажена, обработана и отполирована,
съ тѣмъ, чтобы послѣ никкелировки оставалось лишь протереть ее вѣнской
известью, чтобы придать ей блескъ. Подготовка предметовъ производится
обыкновеннымъ образомъ, т. е. нагрубо—пилами, подсалками, наждачной
бумагой, наждакомъ и, наконецъ, круглыми щетинными щетками на стан-
кахъ. Такія щетки не только полируютъ поверхности, но и способствуютъ
очищенію ихъ отъ окиси и жира, что при этой работѣ имѣетъ особенно
важное значеніе. Подготовивъ такимъ образомъ предметъ, т. е. отполиро-
вавъ его и очистивъ отъ окиси, которая даже въ небольшомъ количествѣ
способствуетъ отставанію никкелировки, необходимо его очистить еще
отъ жира, приставшаго къ нему отъ рукъ и грязи. Жиръ обладаетъ тѣмъ
свойствомъ, что малѣйшій слѣдъ его не допускаетъ никкелю осаживаться
на выпачканную имъ металлическую поверхность. Если дотронуться до
окончательно подготовленнаго предмета даже чистыми руками и потомъ
опустить его въ ванну, то слѣды пальцевъ сейчасъ же станутъ ясно за-
мѣтны. Въ виду этого необходимо всегда избѣгать касаться окончательно
отдѣланнаго предмета голыми руками.
324
Очищаютъ предметъ отъ жира, натирая его тщательно густой кашицей
изъ вѣнской извести и воды, при помощи жесткой щетки и затѣмъ про-
мывая его чистой водой. Послѣ этого предметъ опускаютъ минутъ на 10
въ слабый растворъ ціанистаго калія въ теплой водѣ и затѣмъ, вынувъ,
опять тщательно промываютъ нѣсколько разъ съ перемѣной воды.
, Для мѣдныхъ, латунныхъ, желѣзныхъ и чугунныхъ вещей приготов-
ляютъ растворъ изъ одной части ціанистаго калія х) и 5 частей воды. Для
оловянныхъ же издѣлій и сплавовъ, въ которыхъ олово преобладаетъ —
1 часть ціанистаго калія растворяютъ въ 10 частяхъ воды.
Если послѣ полосканія предмета въ водѣ окажется мѣсто, не смачи-
вающееся водой, то это докажетъ присутствіе жировыхъ частей и проти-
раніе необходимо повторить. Подготовленный такимъ образомъ предметъ,
остается теперь опустить въ ванну, но если почему-либо продѣлать это
сейчасъ же невозможно, то издѣліе никоимъ образомъ не должно держать
на открытомъ воздухѣ, а слѣдуетъ опустить въ чистую дождевую или ки-
пяченую воду, такъ какъ иначе предметъ быстро покрывается окисью, ко-
торая хотя и будетъ мало замѣтна на глазъ, но вредно дѣйствуетъ на
никкелированіе.
Для окончательной подготовки ванны остается опустить въ нее аноды
или никкелевыя пластинки, соединивъ ихъ проводами съ положительнымъ
полюсомъ батареи, и тогда, соединивъ издѣліе проводникомъ съ отрицатель-
нымъ полюсомъ батареи, можно его опускать въ ванну для никкелированія.
Аноды слѣдуетъ предпочитать вальцованные изъ никкелевой жести, при-
крѣплять ихъ на никкелевой же проволокѣ и размѣщать въ ваннѣ такъ,
чтобы они представляли собою сплошную стѣнку, окружающую никкели-
руемый предметъ, и при этомъ, чтобы общая ихъ поверхность по возмож-
ности равнялась никкелированному издѣлію. Если послѣднее имѣетъ глад-
кую поверхность, то разстояніе анодовъ отъ него должно быть около 5 дюй-
мовъ, въ противномъ случаѣ разстояніе необходимо увеличивать.
Если издѣліе требуется покрыть только тонкимъ слоемъ никкеля, то
держать его въ ваннѣ нужно не болѣе 74 ч. и, наоборотъ, чтобы получить
толстый слой, слѣдуетъ время погруженія продлить до Ѵз часа. Продер-
жавъ предметъ въ ваннѣ 2—3 минуты, нужно его вынуть и внимательно
осмотрѣть—вездѣ ли онъ покрылся никкелемъ. Въ томъ мѣстѣ, гдѣ ник-
кель не осѣдаетъ, издѣліе, вѣроятно, плохо отчищено и его слѣдуетъ вто-
рично тщательно отчистить и опять, погрузивъ на 2—3 минуты, вновь
осмотрѣть, повторяя это до тѣхъ поръ, пока вся поверхность не начнетъ
покрываться равномѣрно никкелемъ. Такая предосторожность необходима,
такъ какъ иначе никкель въ такихъ мѣстахъ не пристанетъ и получатся
углубленія.
9 Ціанистый калій—ядъ сильно дѣйствующій не только па желудокъ, но и на пораненія
и потому съ нимъ необходимо обращаться очень осторожно.
325
Когда предметъ л покроется слоемъ никкеля требуемой толщины, его
вынимаютъ изъ в^нны, тщательно вытираютъ сухими опилками (лучше ли-
повыми), высушиваютъ въ тепломъ мѣстѣ и затѣмъ приступаютъ къ его
полировкѣ, чтобы получился цвѣтъ прочный, бѣлый, свѣтлый и впослѣд-
ствіи бы не темнѣлъ и не имѣлъ пятенъ. Для полировки берется суконка,
обмакивается въ стеариновое масло и въ мелкій порошокъ вѣнской извести
и ею крѣпко натирается издѣліе до тѣхъ поръ, пока не станетъ совер-
шенно блестящимъ. Чѣмъ лучше издѣліе было отполировано до пинкели-
ровки, тѣмъ легче и быстрѣе удается его отполировать послѣ нея. Отпо-
лировавъ всю поверхность, ее необходимо еще тщательно натереть магне-
зіей, насыпая ее на сухую суконную тряпочку. Желѣзныя и чугунныя вещи
послѣ никкелированія полезно выварить въ какомъ нибудь растительномъ
маслѣ и только послѣ этого ихъ подвергаютъ окончательной ихъ поли-
ровкѣ, такъ какъ никкель въ такомъ случаѣ будетъ сидѣть болѣе прочно
и крѣпко.
Покрываніе мѣдью: а) Погруженіемъ. Предметы, изготовленные изъ
цинка, олова и его сплавовъ, а также свинца, будучи опущены прямо въ ник-
келевую ванну, очень плохо никкелируются и къ тому же легко могутъ ис-
портить всю ванну, почему ихъ предварительно необходимо покрыть хотя бы
самымъ тонкимъ слоемъ мѣди. Такое омѣдненіе можетъ быть произведено
погруженіемъ въ растворъ солей или гальваническимъ путемъ. Въ первомъ
случаѣ совершенно отчищенное издѣліе опускается на нѣсколько минутъ въ
слѣдующій растворъ: сначала растворяютъ 1 часть уксусно-кислой мѣди въ
50 частяхъ чистой дождевой воды, затѣмъ осторожно и понемногу всыпаютъ
1 часть соды и послѣ того 1 часть двойного сѣрно-кислаго натра и 2 части
ціанистаго калія. Когда раствореніе окончится и полученный осадокъ упа-
детъ на дно, растворъ слѣдуетъ перелить въ другой сосудъ. Сосудъ для
означенной цѣли лучше брать деревянный, пропитанный парафиномъ. Послѣ
того, какъ издѣліе хорошо покрылось мѣдью въ такой ваннѣ, его тщательно
прополаскиваютъ въ чистой водѣ и тогда опускаютъ въ никкелевую ванну.
б) Гальваническимъ путемъ. Для покрыванія предмета мѣдью пригото-
вляютъ ванны различныхъ составовъ въ зависимости отъ цѣли и назначе-
нія, отъ металла издѣлія и отъ того, въ горячемъ или холодномъ состоя-
ніи пользуются ей. Разсмотримъ здѣсь составъ ванны, годной на всякій
случай.
Воды обыкновенной.......................... 10 литр.
Уксусно-кислой мѣди кристаллической . . 200 гр.
Углекислаго натра (соды).................. 200 „
Двухсѣрнисто-кисдаго натра................. 200 „
Синеродистаго калія, чистаго (безъ поташа). 200 „
Чтобы приготовить такую мѣдную ванну кладутъ въ назначенный для
этого сосудъ порошокъ кристаллической уксусной соли мѣди, которую ра-
створяютъ, по возможности, съ небольшимъ количествомъ воды, такъ какъ
326
эта соль, будучи очень мелко истолчена, смачивается водой очень плохо,
всплывая на поверхность, и растворяется весьма трудно. Приготовивъ та-
кимъ образомъ густое тѣсто изъ этой соли, прибавляютъ углекислый натръ,
затѣмъ прибавляютъ одинъ или два литра воды и хорошо смѣшиваютъ, при—
чемъ появляются пузыри и образуется осадокъ свѣтло-зеленый, вмѣсто темно-
зеленаго, какимъ онъ былъ вначалѣ. Тогда прибавляютъ еще два литра
воды и сѣрнисто-кислый натръ, послѣ чего вся масса переходитъ въ грязно-
желтый цвѣтъ. Наконецъ, прибавляютъ остатокъ отъ 10 литровъ воды и
синеродистую соль. При этомъ вся жидкость дѣлается безцвѣтной. Ее филь-
труютъ и тогда ванна готова.
Если вся синеродистая соль растворится въ жидкости и жидкость не
обезцвѣтится, то нужно прибавить еще небольшое количество синеродистаго
калія. Для анода употребляютъ мѣдный листъ, площадью равный поверх-
ности покрываемаго издѣлія и соединяютъ его съ положительнымъ полю-
сомъ батареи. Издѣліе соединяютъ съ отрицательнымъ полюсомъ батареи и
опустивъ въ ванну, приводятъ въ движеніе—особенно мелкіе предметы.
Золоченіе и серебреніе. Описавъ подробно производство никкели-
рованія гальваническимъ путемъ, въ отношеніи серебренія и золоченія до-
статочно остановиться лишь на особенностяхъ ихъ и привести рецепты рас-
творовъ ваннъ, такъ какъ общія положенія по части установки батарей,
ваннъ, проводовъ, ухода за ними и ихъ содержанія, остаются тѣ же самыя.
Нѣкоторыя , издѣлія изъ грубыхъ металловъ предварительно покрываютъ
слоемъ мѣди., или никкеля и только послѣ этого подвергаютъ золоченію
или серебренію, отчего издѣліе получается, конечно, болѣе высшаго до-
стоинства.
Покрывъ мѣдью предметъ, его промываютъ, очищаютъ, полируютъ и для
дальнѣйшей обработки—никкелированія, серебренія или золоченія, посту-
паютъ на общемъ основаніи.
Серебреніе. Для производства серебренія гальваническимъ путемъ упо-
требляютъ разнообразнымъ образомъ составленныя ванны, но чаще всего
пользуются слѣдующимъ составомъ. Растворяютъ азотно-кислое серебро въ
ціанъ-каліѣ или, напротивъ, приливаютъ ціанъ-калій къ раствору азотно-
кислаго серебра до тѣхъ поръ, пока полученный осадокъ синеродистаго
серебра не растворится снова. Обыкновенно на 1 килограммъ синеродистаго
калія берутъ отъ 10 до 14 литровъ воды.
Составъ ванны-, воды 10 литровъ; синеродистаго кали 1ОО°/о—500 грам.
и синеродистаго серебра, полученнаго изъ 250 гр. чистаго серебра.
Для приготовленія такой ванны кладутъ въ фарфоровую чашку, емкостью
въ 1 литръ, 250 граммъ чистаго серебра и 500 граммъ 40% азотной ки-
слоты, ставятъ ее подъ колпакомъ для тяги и приспособливаютъ подъ топ-
кой на таганѣ такъ, чтобы чашка не касалась огня, для чего ее на таганѣ
помѣщаютъ на желѣзномъ листѣ съ пескомъ и нагрѣваютъ. При этомъ ки-
слота быстро растворяетъ серебро, а получающіеся ядовитые пары уносятся
327
тягой. Когда серебро растворится и пары исчезнутъ, то усиливаютъ огойь,
чтобы выпарить излишекъ кислоты, послѣ чего остающійся въ чашкѣ оса-
докъ высыхаетъ и вздувается. Затѣмъ огонь еще болѣе усиливаютъ, отчего
осадокъ расплавляется, какъ воскъ, и тогда снимаютъ чашку съ огня, по-
качивая ее, чтобы находящаяся въ ней жидкость постепенно обмывала бы
стѣнки выпарительной чашки и застывала. Такимъ образомъ получается
плавленная азотно-кислая окись серебра или ляписъ, который будетъ: бѣ-
лый, сѣрый или черный, смотря по чистотѣ взятаго серебра. Полученный
ляписъ растворяютъ въ 10—15 частяхъ по вѣсу дистиллированной воды и
въ полученный растворъ вливаютъ синеродистой (синильной) кислоты, ко-
торая при прикосновеніи съ растворомъ ляписа произведетъ обильный бѣ-
лый осадокъ синеродистаго серебра. Чтобы узнать, достаточно ли синиль-
ной кислоты вливаютъ нѣсколько капель ея въ прозрачную жидкость, по-
крывающую синеродистый осадокъ серебра и если прй этомъ жидкость
болѣе не мутится, то вливаніе синильной кислоты пріостанавливаютъ и
все выливаютъ въ коленкоровый фильтръ. Осадокъ остается на фильтрѣ, а
вода проходитъ черезъ коленкоръ вмѣстѣ съ. синильной кислотой, могущей
остаться отъ избытка приливанія. Осадокъ промываютъ свѣжей водой
2—3 раза и помѣщаютъ вмѣстѣ съ фильтромъ въ сосудъ, въ которомъ
должна находиться ванна., серебренія, 'куда также вливаютъ 10 литровъ
дистилированной воды,, прибавляютъ синеродистый калій, который раство-
ряетъ порошокъ, не трогая коленкора и получаютъ ванну серебренія, со-
стоящую изъ двойного соединенія синеродистаго калія и серебра.
Наготовивъ ванну въ нее опускаютъ серебряныя или платиновыя пла-
стинки—аноды, соединенныя съ положительнымъ полюсомъ батареи, а за-
тѣмъ и самыя издѣлія соединивъ ихъ проводами съ отрицательнымъ полю-
сомъ, при чемъ ва время серебренія ихъ все время слегка двигаютъ въ
ваннѣ. Гальваническое серебреніе производится въ горячей и холодной ван-
нахъ. Послѣдняя употребляется для серебренія большихъ предметовъ^ а
горячая для мелкихъ вещей, а также для серебренія желѣза, цинка, олова,
и свинца, предварительно. покрытыхъ мѣдью.
Горячая, ванна обыкновенно помѣщается въ чугунной эмалированной
посудѣ.. Вещи, тщательно очищенныя и амальгамированныя, т. е. покрытыя
ртутью, вѣшаютъ въ этой ваннѣ и употребляютъ довольно сильный токъ.
Отъ чрезмѣрно сильнаго тока вещи чернѣютъ и на поверхности ванны за-
мѣчается шипѣніе. Посеребренные такимъ образомъ предметы имѣютъ бѣ-
лый, матовый видъ и требуютъ полировки, которая дѣлается гладиломъ или
металлической щеткой.
Золоченіе. Золоченію чаще всего подвергаются: серебро, мѣдь, латунь и
бронза. Золоченіе дѣлается какъ холодное, такъ и горячее, при чемъ по-
слѣднее имѣетъ преимущество давая болѣе чистый видъ и болѣе красивый
цвѣтъ. Для приготовленія ванны, дѣйствующей при обыкновенной темпе-
ратурѣ отъ 40 до 50°, ціанъ-калій растворяютъ въ 1 литрѣ воды и при-
22
328
Являютъ къ раствору распущенное въ небольшомъ количествѣ воды хлор-
ное золото. По большей части не безполезно дѣлать ванну нѣсколько ще-
лочною, прибавляя грамма 2 амміака. Хлорное золото имѣется въ продажѣ,
а потому приготовлять его самому нѣтъ никакого основанія. При золоче-
ніи должно тщательно регулировать силу тока, а также обращать внима-
ніе на величину растворяемыхъ пластинокъ и на надлежащую пропорцію
золота и ціанъ-калія. Уклоненія, въ содержаніи золота и въ силѣ тока отъ
надлежащихъ. размѣровъ, обнаруживаются тотчасъ же. Слишкомъ большое
количество золота, или слишкомъ сильный токъ, влекутъ за собой красный,
до чернаго, осадокъ золота, тогда какъ онъ долженъ быть желтымъ. Въ
другихъ случаяхъ золотятся лишь тѣ части предмета, которыя обращены къ
аноду или осаждается, совсѣмъ сѣрое золото. Осадокъ золота впрочемъ
всегда толще на названныхъ мѣстахъ, почему или должно окружать пред-
метъ растворимыми пластинками или измѣнять иногда его положеніе. Съ
теченіемъ времени ванна становится все бѣднѣе золотомъ, такъ какъ на
анодѣ его растворяется менѣе, чѣмъ осаждается на катодѣ. Вслѣдствіе
чего необходимо почаще прибавлять въ ванну хлорнаго золота и ціанъ-
калія въ такой пропорціи: на 2 части .ціанъ калія 1 часть хлорнаго золота
или смотря по. надобности и одно хлорное золото. При опредѣленіи силы
тока для золоченія необходимо употреблять гальванометръ, ’чтобы быть
увѣреннымъ, что токъ имѣетъ опредѣленную, нужную въ данномъ случаѣ
силу. На катодѣ однако ни въ какомъ случаѣ не должны выдѣляться га-
зовые пузырьки, между тѣмъ какъ незначительное выдѣленіе газа на анодѣ
указываетъ на надлежащую силу тока. Проще же всего усилить сначала
токъ настолько, чтобы на катодѣ стали появляться газовые пузырьки и
затѣмъ уменьшить его до прекращенія выдѣленія газа. Силу тока можно
регулировать различными способами, проще же всего измѣнять величину
погруженія частей растворимыхъ пластинокъ (анодовъ). Чѣмъ глубже они
опущены, тѣмъ сильнѣе токъ и наоборотъ.
Заготовивъ растворъ ванны въ нее опускаютъ золотые пластинки—аноды,
которые должно тотчасъ послѣ работы вынимать, чтобы они не растворя-
лись, и соединяютъ ихъ съ положительнымъ полюсомъ батареи, тогда какъ
къ отрицательному присоединяютъ издѣліе, которое и опускаютъ въ ванну.
При горячемъ золоченіи золотые аноды можно замѣнять нерастворимыми
платиновыми пластинками и проволоками. Послѣ золоченія, для прочности
и красоты, позолоту, особенно толстую, слѣдуетъ полировать.