/

















































































































































































































Автор: Сырицын Т.А.
Теги: общее машиностроение машиноведение машиностроение ремонт автомобилей
ISBN: 5-217-00865-2
Год: 1990




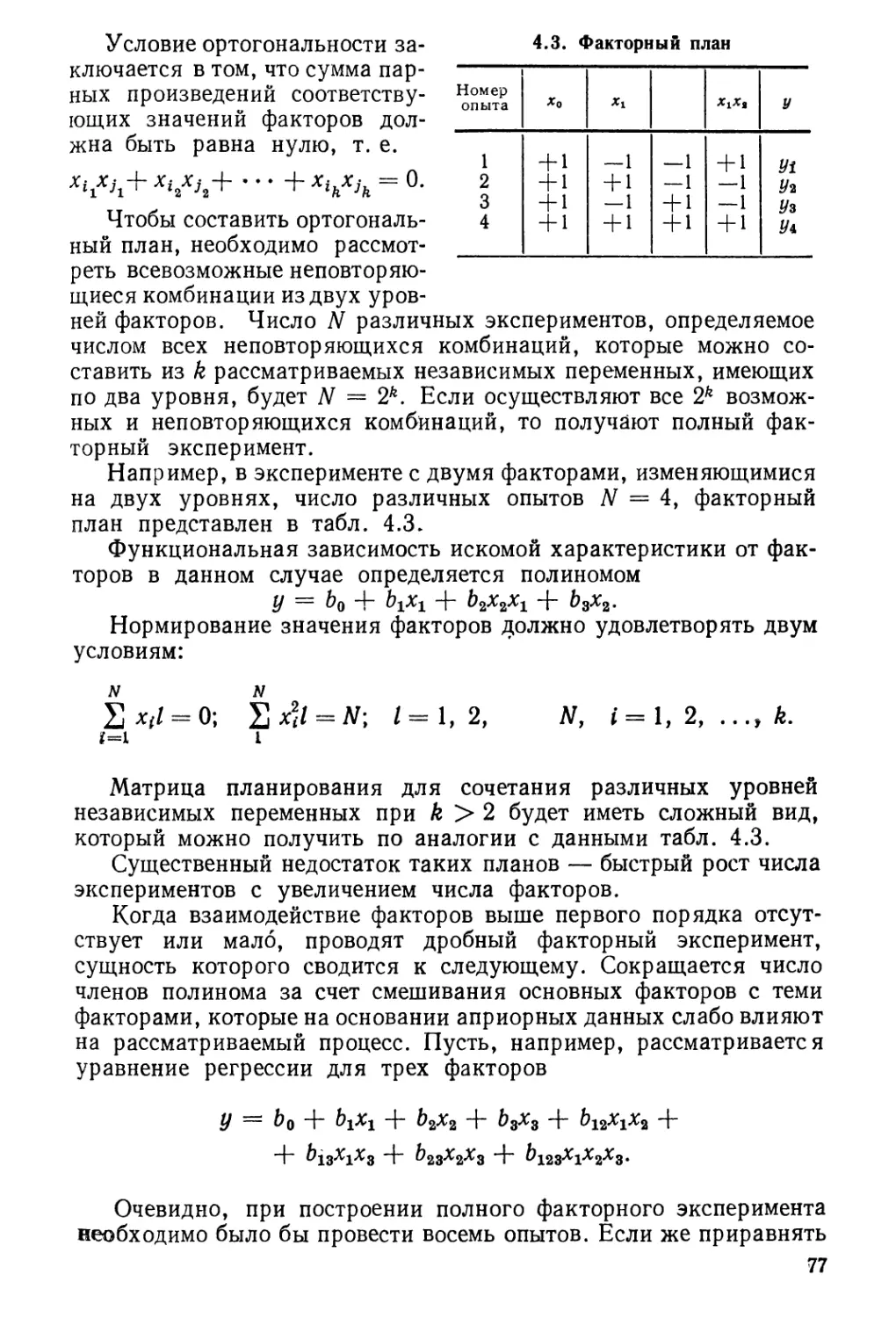
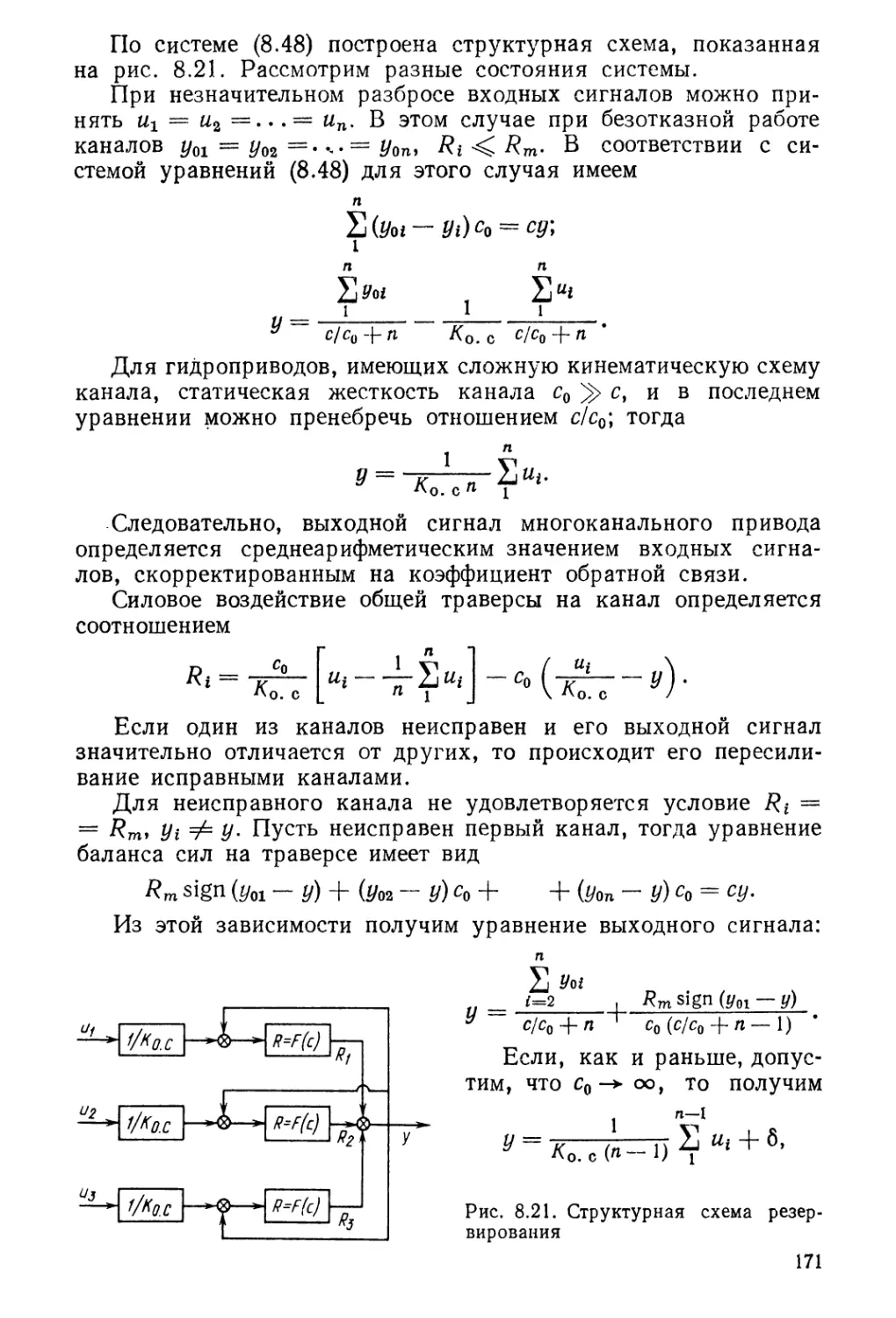
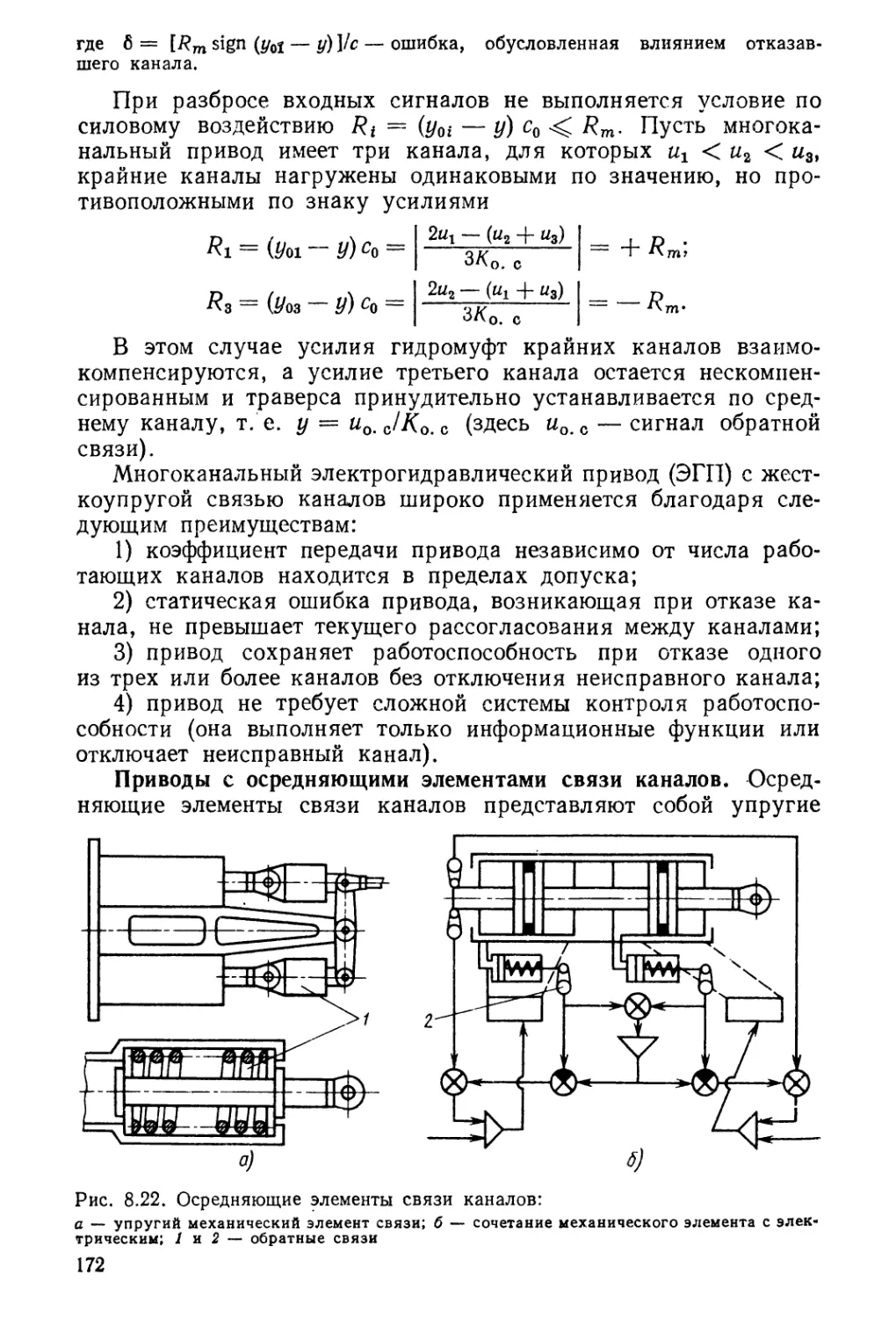
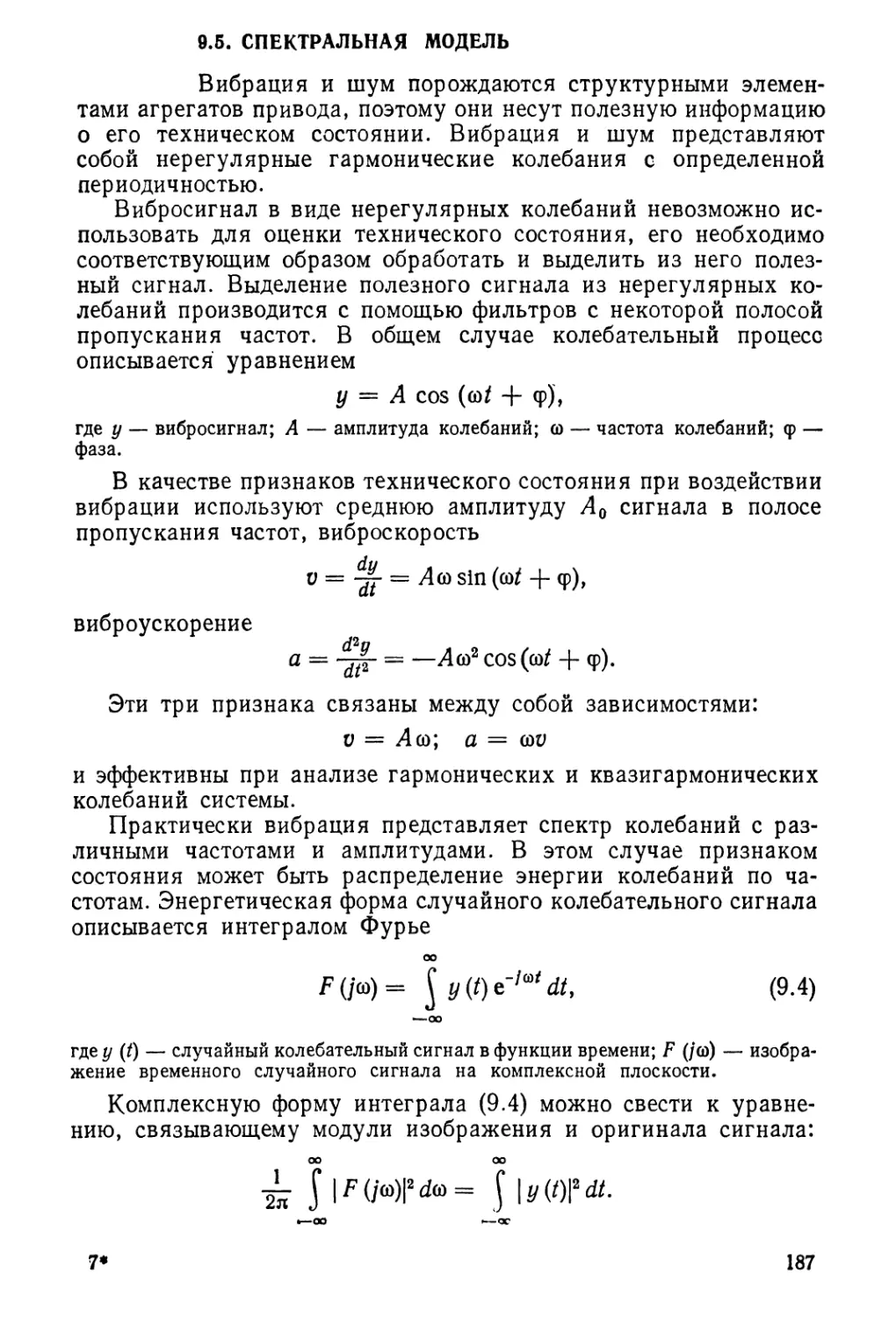
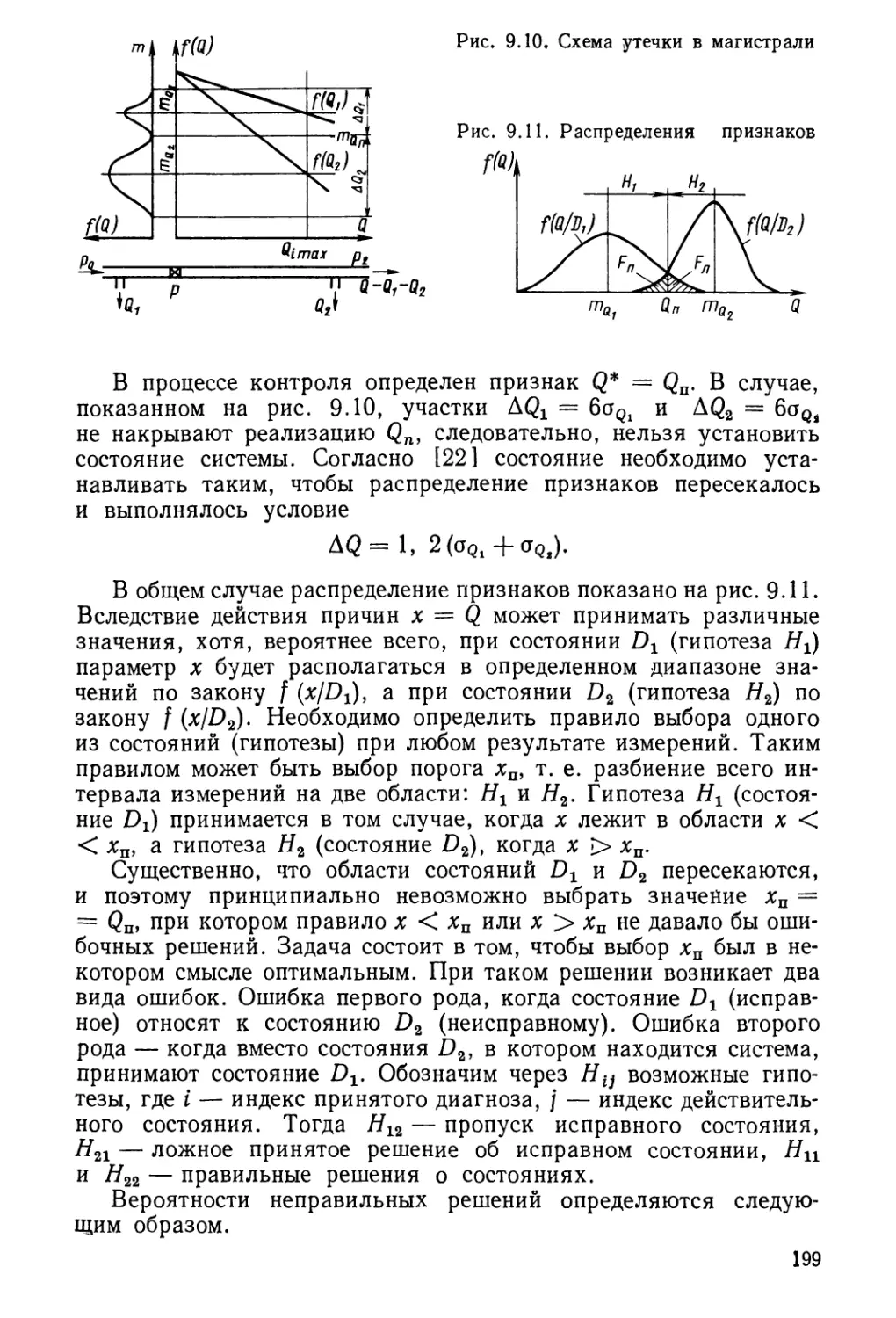
Текст
ОСП» ГВДРО- И ПНЕВМОПРИВОДОВ
для ВУЗОВ
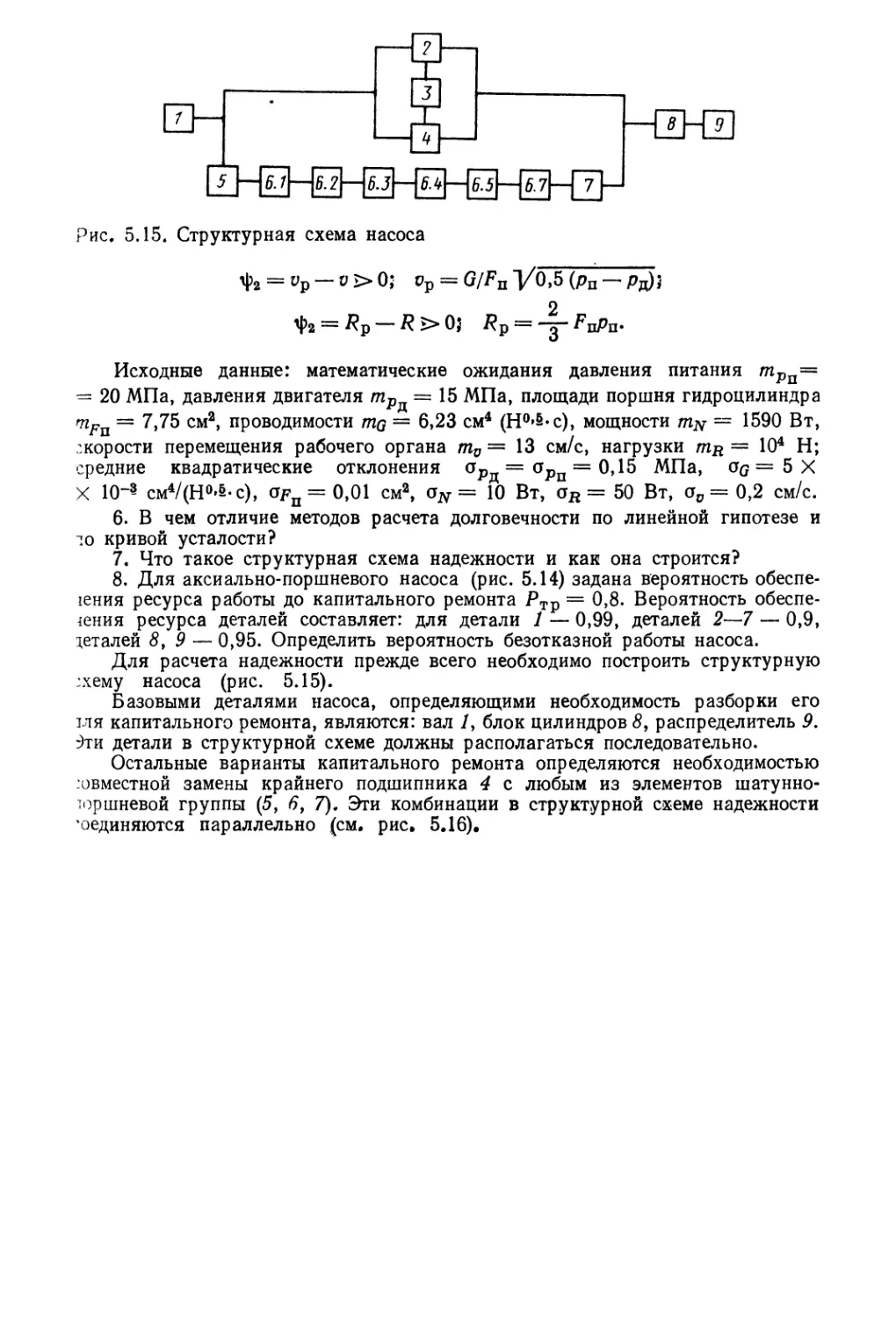
Т.А. Сырицын
ЭКОБ1УА1АЦИЯ И НАДЁЖНОСТЬ
И ПНЕВМОПРИВОДОВ
МАШИНОСТРОЕНИЕ
ДЛЯ ВУЗОВ
Т.А.Сырицын
ЭКСПЛУАТАЦИЯ
И НАДЁЖНОСТЬ
ГЦДРО-
И ПНЕВМОПРИВОДОВ
Допущено
Государственным комитетом СССР по народному образованию в качестве учебника для студентов вузов, обучающихся по специальности 'Т идравлические машины, гидроприводы и гидропневмоавтоматика”
МОСКВА
-МАШИНОСТРОЕНИЕ» 1990
ББК 34.447я73
С95
УДК [62-85 + 681.587’54](075.8)
Рецензенты: кафедра гидравлики и гидромашин МАМИ, д-р техн, наук, проф. О. Н. Трифонов
Сырицын Т. А.
С95 Эксплуатация и надежность гидро- и пневмоприводов: Учебник для студентов вузов по специальности «Гидравлические машины, гидроприводы и гидропневмоавтоматика». М.: Машиностроение, 1990. —248 с.: ил.
ISBN 5-217-00865-2
Изложены методы прикладной теории надежности гидро- и пневмооборудования. Рассмотрены физические и аналитические модели отказов элементов гидро- и пневмоприводов. Приведены методы расчета и прогноз зирования показателей надежности приводов на этапах производства и эксплуатации, а также методы диагностики их состояний и повышения надежности путем резервирования.
Описаны организация эксплуатации привода и оптимизация периодичности технического обслуживания и формирования запаса элементов, предназначенных для ремонта.
С ~~038 (01)—90~ ,98-9° ББК 34Л47Я73
ISBN 5-217-00865-2 © Издательство «Машиностроение», 1990
ПРЕДИСЛОВИЕ
Особенно остро проблема надежности стала проявляться в эпоху научно-технического прогресса. Это объясняется тем, что социальная задача освобождения человека от тяжелого и непроизводительного труда, экономия материальных ресурсов, недостаток трудовых ресурсов потребовали создания автоматизированного оборудования, робототехнических ' технологических комплексов, гибких производственных систем, транспортных, строительных и горнодобывающих машин с высокой степенью автоматизации рабочего процесса и управления.
В то же время из опыта эксплуатации следует, что чем сложнее любая система, тем труднее учесть при проектировании и эксплуатации взаимосвязанное влияние различных внешних и внутренних возмущающих факторов на ее работоспособность, тем выше вероятность ее отказа. Насыщение народного хозяйства сложными машинами и оборудованием требует увеличения затрат труда и средств на их ремонт и техническое обслуживание. Если не уделять внимания повышению надежности, то с развитием техники указанные затраты будут возрастать ускоренными темпами, в результате чего экономии ресурсов не получится, так как рабочая сила и материальные средства будут переходить из сферы производства в сферу технического обслуживания и ремонта.
Изложенное относится не только к сложным технологиям, но и к «старым», существующим. Ибо с увеличением темпов производства, с введением двух- и трехсменных работ неминуемо увеличиваются нагрузки на технологическое оборудование, которое является элементом сложной технической или производственной системы, работающей в современном скоростном режиме, и его отказ влечет за собой остановку всей системы. В результате этого за период плановой эксплуатации расходы на ремонт и техническое обслуживание в несколько раз превысят затраты на изготовление техники.
Гидро- и пневмоприводы в настоящее время применяются практически во всех отраслях народного хозяйства в качестве функциональных систем, поэтому обеспечение их надежности является важной народнохозяйственной задачей.
Обеспечить надежность можно только комплексным__подходом на этапе проектирования, производства и эксплуатации на основе качественного и количественного анализа причин отказов, анализа влияния внешних (эксплуатационных) и внутренних (проектнопроизводственных) факторов на работоспособность, протекание физических процессов в гидроприводах при их работе.
Ввиду того, что внешние и внутренние факторы, влияющие на работоспособность и отказы элементов и систем, являются случайными, основой теории надежности, кроме теории гидропривода, является теория случайных процессов и теория вероятностей. Этим объясняется то, что весь материал книги изложен с вероятностных позиций.
Книга является учебником для машиностроительных вузов и написана по материалам лекций, питаемых в МАДИ свыше десяти лет, и других работ в области надежности гидроприводов и гидросистем.
Основное внимание в книге уделено гидроприводам и гидроагрегатам, однако излагаемые методы расчета и анализа можно применить к расчету надежности пневмопривЬдов.
ГЛАВА 1
ОСНОВНЫЕ ПОНЯТИЯ
1.1. НАДЕЖНОСТЬ ГИДРО- И ПНЕВМОПРИВОДОВ
Научно-технический прогресс, заключающийся прежде зато в автоматизации и повышении эффективности зо всех сферах производственной деятельности человека, связан с созданием сложных и совершенных машин, приборов и технолшического оборудования, с постоянным повышением требований к их характеристикам.
Для современного машиностроения характерны такие направления развития, как увеличение степени автоматизации, повышение рабочих параметров (нагрузки, скорости, температуры и др.) машин, точности их функционирования и эффективности работы (производительности, мощности, КПД и др.), уменьшение габаритных размеров и массы, объединение машин в системы с единым управлением, применение робототехнических систем и гибких „автоматизированных производств.
/Сфере* использования гидро- и пневмопривода чрезвычайно обширна и постоянно расширяется. Привод применяют в различных отраслях машиностроения для передачи энергии рабочим органам, в качестве исполнительных органов систем управления машинами и технологическим оборудованием и как самостоятельную следящую систему./
Проектируют, отрабатывают и производят привод шециали зированные предприятия, поэтому его следует считать самостоятельным объектом машиностроения.
При создании приводов возникают научно-технические проблемы, разрешение которых является необходимым условием дальнейшего развития производительных сил общества. Одной из них является повышение качества, которое определяется совокупностью свойств, обуславливающих степень пригодности приводов удовлетворять определенным потребностям в соответствии с целевым назначением./
В общем случае целью любого объекта является успешное его применение по назначению, т. е. эксплуатация. Под эксплуатацией понимается пршленение объекта по назначению, техниче* ское обслуживание, ремонт, хранение и транспортирование. В процессе эксплуатации объекта свойства, определяющие его качество, как правило, ухудшаются.
Способность объекта сохранять качество в процессе эксплуатации определяется его надежностью, которая, по сути, является интегрирующим показателем качества.
Под надежностью понимается свойство объекта выполнять заданные функции, сохраняя во времени значения установленных эксплуатационных показателей -в заданных пределах, соответствующих заданным режимам и условиям использования, технического обслуживания, ремонтов и транспортирования.
Из формулировки следует, что определить надежность можно, если установлен объект, т. е. конструкция и его назначение, заданы режимы и условия его эксплуатации при применении по назначению, назначены эксплуатационные показатели для каждого режима эксплуатации, а также допустимые пределы их изменения.
Ненадежная машина не сможет эффективно функционировать, так как каждая ее остановка из-за повреждения отдельных частей или элементов или снижения технических характеристик ниже допустимого уровня, как правило, влечет за собой большие материальные убытки и даже катастрофические последствия.
В настоящее время народное хозяйство несет большие материальные потери из-за недостаточной надежности выпускаемых машин и технологического оборудования. Опыт показывает, что за весь период эксплуатации затраты на ремонт и техническое обслуживание в связи с потерей работоспособности в процессе эксплуатации, как правило, в несколько раз, а иногда и на порядок превышают стоимость новых машин.
Существенно недоиспользуются потенциальные возможности машин, к которым предъявляют высокие требования по надежности. Такие машины и технологическое оборудование, как правило, снимают с эксплуатации раньше срока службы.
Ненадежная работа технологического оборудования (станков, робототехнических систем) приводит к выпуску некачественной и ненадежной продукции. Могут быть и такие последствия ненадежной работы машины, которые нельзя оценить никакими экономическими показателями, — это гибель людей в результате аварий и катастроф.
Привод является составной частью машины или технологического оборудования, поэтому от его надежности зависит эффективность работы машин, своевременное выполнение заданного объема работы и затраты из-за простоя и ремонтов.
Обеспечение надежности является комплексной проблемой и связано со всеми этапами проектирования, изготовления и эксплуатации привода, начиная с момента формирования и обоснования идеи создания нового образца и кончая принятием решения о его списании.
Основные технические решения по надежности, принятые на стадии проектирования, непосредственно влияют на эксплуатационные и экономические показатели привода, которые, как 6
правило, противоречат друг другу Поэтому необходимо выявлять связи между показателями надежности и возможностями их реализации на каждом этапе создания и эксплуатации привода.
Надежность привода закладывается на этапе проектирования, обеспечивается в процессе производства и поддерживается на заданном уровне во время эксплуатации.
На стадиях составления задания и проектирования привода определяют оптимальные основные эксплуатационные параметры, условия и режимы работы. Надежность обеспечивается применением совершенных конструктивных схем, соответствующих материалов и прогрессивных методов проектирования. Для этого необходимо иметь данные об условиях и режимах работы привода: место установки, параметры окружающей среды (температура, влажность, запыленность, агрессивность среды и т. д.), значение и характер нагрузок, продолжительность и частота включения, организация технического обслуживания и т. д.
При изготовлении надежность обеспечивается применением передовой технологии, совершенных методов испытаний и контроля. Нарушение технологии, применение материалов и металлов, не соответствующих требованиям проекта, невыполнение технологических операций, допусков и посадок приводит к снижению показателей качества и в том числе надежности.
На надежность привода влияют также показатели эргономики и технической эстетики. Учет требований эргономики очень важен, так как рабочие операции выполняются системой «человек—машина». Пренебрежение показателями эргономики и эстетики приводит не только к снижению производительности и ухудшению качества работы, но и к ошибкам оператора из-за утомляемости.
Реализуется надежность привода при эксплуатации, так как отказы и неисправности проявляются только в процессе использования машины по назначению. Кроме параметров и условий, заложенных в процессе проектирования и производства, на показатели надежности влияют методы и условия эксплуатации, принятая система технического обслуживания и ремонтов, режимы работы и квалификация обслуживающего персонала.
Условно в проблеме надежности можно выделить два направления: обеспечение надежности и ее расчет (контроль). Если первое направление основано на традиционных конструкторских и технологических методах создания высококачественных изделий и правильной их эксплуатации, то второе связано в основном с привлечением специальных математических методов.
В начальный период развития теории надежности возникли тенденции противопоставления этих двух направлений, что было вызвано, в частности, особенностями подготовки специалистов, занимающихся надежностью. Конструкторы и технологи считали бесполезными расчеты количественных показателей безотказности выпускаемой ими продукции. Специалисты же по прикладным
методам теории вероятностей и математической статистике недостаточно ясно представляли себе специфику технических задач и часто переоценивали роль количественных методов в обеспечении высокого качества изделий. Некоторая недооценка расчетных методов была связана и с тем, что для повышения надежности (качества) выпускаемой продукции необходимы дополнительные вложения средств. Сложность психологической перестройки, связанной с выделением дополнительных средств на выпуск продукции в том же количестве, но с более высокой надежностью, а также трудности подтверждения и контроля надежности в известной мере тормозили внедрение количественных методов.
В настоящее время практически завершен процесс слияния этих двух направлений, перенесения рациональных идей из одной области в другую и формирование на этой основе науки о надежности машин.
Наука о надежности изучает закономерности изменения показателей качества технических устройств и систем и на основании этого разрабатывает методы, обеспечивающие с наименьшими затратами времени и средств необходимую продолжительность и безотказность их работы.
1.2. связь надежности с экономичностью
Современный уровень науки и технологии принципиально позволяет создать привод практически с любой сколь угодно большой надежностью, вопрос заключается только в том, какие затраты и время потребуются для достижения поставленной цели. Затраты на создание привода с высокой надежностью могут быть столь велики, что эффективность от повышения надежности не возместится в процессе эксплуатации машины.
Таким образом, при достижении требуемого уровня надежности прежде всего должны исходить из получения наибольшей суммарной экономической эффективности с учетом затрат на разработку, производство и эксплуатацию и того положительного эффекта, который получится при использовании машины по назначению.
Суммарная экономическая эффективность использования машины складывается под влиянием двух противоположных затрат. С одной стороны, затраты Сн на создание новой машины (на проектирование, материалы, производство, опытную отработку и др.) и затраты Сэ на эксплуатацию, на техническое обслуживание и ремонт, т. е. затраты, связанные с поддержанием и восстановлением работоспособности машины в процессе эксплуатации. Затраты Сэ с течением времени t растут, так как происходит старение, изнашивание и выработка срока службы отдельных элементов машины, что требует вложения возрастающих средств на восстановление утраченных свойств.
Сумма затрат Сн + Сэ является отрицательной в балансе эффективности (рис. 1.1).
С другой стороны, использование машины приносит прибыль (положительную экономическую эффективность) Ср.
Суммарная эффективность использования машины
с(о = сн + сэ(0 + ср(о.
При определенной продолжительности эксплуатации Ток затраты на создание машины и эксплуатацию окупаются (Ток — срок окупаемости машины). С этого момента использование
Рис. 1.1. Зависимость экономической эффективности привода от времени
машины приносит положитель-
ную эффективность [С (/) > 0]. Однако интенсивность роста прибыли постепенно снижается из-за увеличения эксплуатационных затрат и в момент времени t = Тпр С (^) = 0. При t > Тпр затраты на эксплуатацию больше прибыли и С(/) < 0.
Экономически целесообразно использовать машину в течение времени Тэ:
Т max
Т л э л пр»
где Ттах — момент времени, в который эффективность использования машины максимальна.
Экономическая целесообразность использования машины определяется площадью S под кривой на интервале (Ток, Тпр). На нее влияют характер изменения затрат на эксплуатацию (система технического обслуживания и ремонта) и начальные затраты на создание машины. Например, затраты на создание машины с большей надежностью С'п увеличены из-за применения материалов с повышенными прочностными характеристиками, увеличения периода опытной отработки привода, применения дублирования элементов и др. Эти мероприятия снижают затраты на эксплуатацию из-за уменьшения числа ремонтов и восстановлений. В результате увеличатся суммарная эффективность [С' (t) >* С (£)], срок окупаемости и время Тъ экономически целесообразной эксплуатации машины. В этом случае экономическая целесообразность повышения надежности оправдана, так как S' >» S.
Следовательно, при оценке .разнообразных возможностей повышения и обеспечения надежности машины экономическая эффективность должна являться основным критерием принятия конструктивных решений и разработки системы технического обслуживания.
1.3. ПОКАЗАТЕЛИ НАДЕЖНОСТИ
Надежность — это комплексное свойство, которое в зависимости от назначения привода и условий его эксплуатации может включать различные свойства: безотказность, долговечность, ремонтопригодность, сохраняемость.
Показатели надежности устанавливаются и используются для сравнения вариантов конструктивных решений, обоснования мероприятий повышения технического уровня, разработки технологии эксплуатации, ремонтов и хранения, установления норм запасных частей.
В зависимости от целей использования все показатели надежности разделяют на единичные и комплексные. Единичные показатели характеризуют одно какое-либо свойство надежности привода, а комплексные — несколько свойств, составляющих надежность.
Все показатели надежности определяются состоянием привода, которых может быть два: работоспособное (работоспособность) и неработоспособное (неработоспособность).
Работоспособное состояние — состояние привода, при котором он способен выполнять заданные функции, сохраняя значения заданных параметров в пределах, установленных нормативнотехнической документацией (стандартами, техническими условиями и другой эксплуатационной документацией).
Неработоспособное состояние — состояние привода, при котором значение хотя бы одного заданного параметра, характеризующего способность выполнять заданные функции, не соответствует требованиям нормативно-технической документации.
Под безотказностью понимают свойство привода непрерывно сохранять работоспособное состояние в течение некоторого времени или некоторой наработки.
Наработка — продолжительность или объем работы привода, которые могут быть выражены временем в часах, циклами срабатывания, объемом выполненной работы в тоннах, кубометрах и т. д.
В процессе эксплуатации или испытаний различают наработку суточную, месячную, годовую, наработку до первого отказа, до первого ремонта и др.
Привод в любой момент времени может находиться в исправном или неисправном состояниях.
Исправное состояние — состояние, при котором привод соответствует всем требованиям, установленным нормативно-технической документацией. Если привод не соответствует хотя бы одному требованию указанной документации, то такое состояние считается неисправным, т. е. в приводе возникла какая-то неисправность.
Неработоспособное состояние проявляется через отказ.
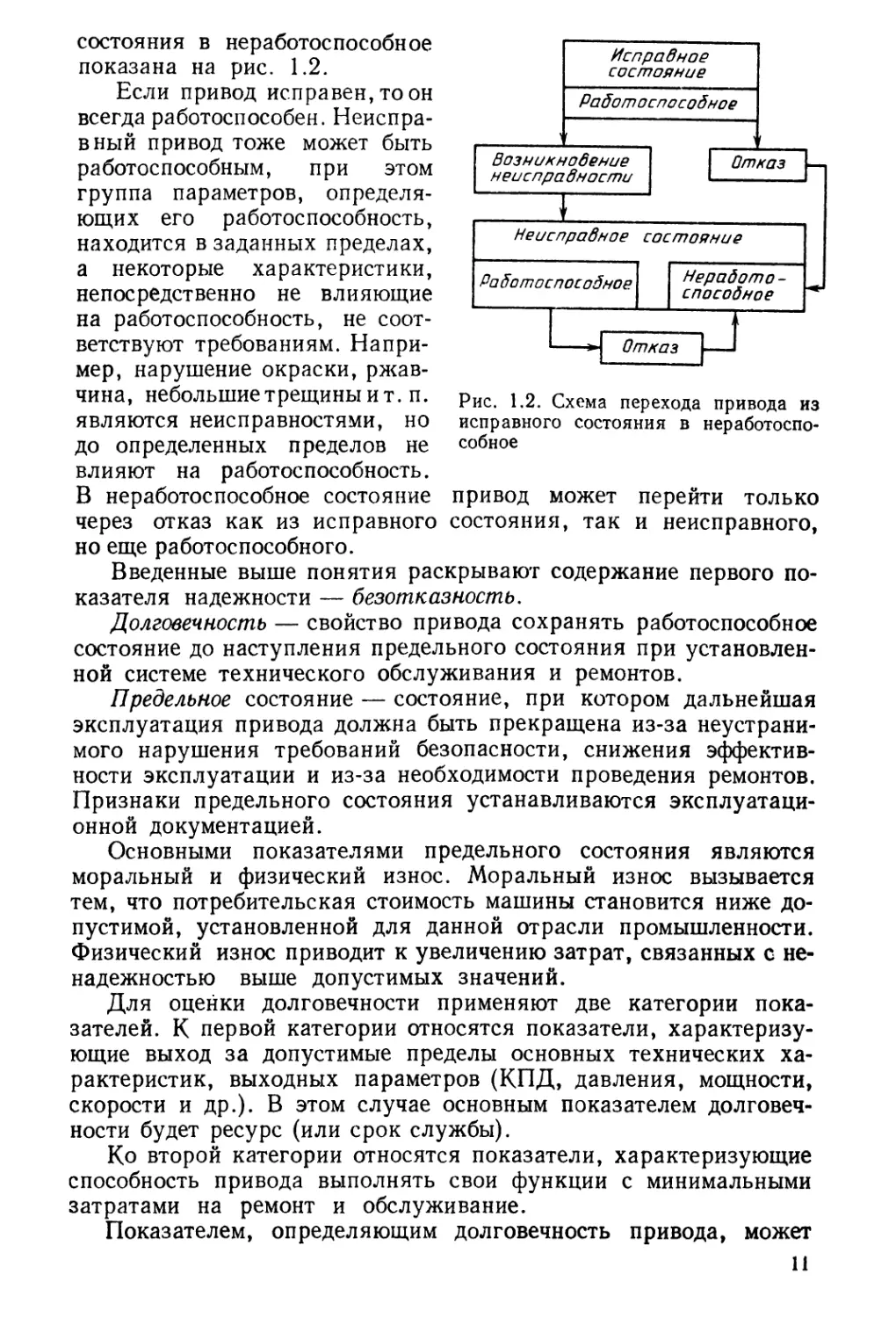
Отказ — событие, заключающееся в нарушении работоспособного состояния привода. Схема перехода привода из исправного 10
состояния в неработоспособное показана на рис. 1.2.
Если привод исправен, то он всегда работоспособен. Неисправный привод тоже может быть работоспособным, при этом группа параметров, определяющих его работоспособность, находится в заданных пределах, а некоторые характеристики, непосредственно не влияющие на работоспособность, не соответствуют требованиям. Например, нарушение окраски, ржавчина, небольшие трещины и т. п. являются неисправностями, но до определенных пределов не влияют на работоспособность. В неработоспособное состояние
Рис. 1.2. Схема перехода привода из исправного состояния в неработоспособное
привод может перейти только
через отказ как из исправного состояния, так и неисправного, но еще работоспособного.
Введенные выше понятия раскрывают содержание первого показателя надежности — безотказность.
Долговечность — свойство привода сохранять работоспособное
состояние до наступления предельного состояния при установленной системе технического обслуживания и ремонтов.
Предельное состояние — состояние, при котором дальнейшая эксплуатация привода должна быть прекращена из-за неустранимого нарушения требований безопасности, снижения эффективности эксплуатации и из-за необходимости проведения ремонтов. Признаки предельного состояния устанавливаются эксплуатационной документацией.
Основными показателями предельного состояния являются моральный и физический износ. Моральный износ вызывается тем, что потребительская стоимость машины становится ниже допустимой, установленной для данной отрасли промышленности. Физический износ приводит к увеличению затрат, связанных с ненадежностью выше допустимых значений.
Для оценки долговечности применяют две категории показателей. К первой категории относятся показатели, характеризующие выход за допустимые пределы основных технических характеристик, выходных параметров (КПД, давления, мощности, скорости и др.). В этом случае основным показателем долговечности будет ресурс (или срок службы).
Ко второй категории относятся показатели, характеризующие способность привода выполнять свои функции с минимальными затратами на ремонт и обслуживание.
Показателем, определяющим долговечность привода, может
служить коэффициент технического использования
T’p-h Ц Т’рм/
где Тр — время работы привода за некоторый период эксплуатации; 2 Трм /— суммарная продолжительность ремонта за этот же период эксплуатации.
Коэффициент технического использования — безразмерная величина (0 < Кт 1) и численно равен вероятности того, что в произвольно взятый момент времени привод работает, а не находится в ремонте.
Время, которое затрачивается на ремонт и техническое обслуживание, зависит не только от методов эксплуатации и технологии ремонта, но и от конструкции привода, его приспособленности для ремонтов, т. е. от ремонтопригодности.
Ремонтопригодность свойство привода, заключающееся в его приспособленности к предупреждению и обнаружению причин возникновения отказов и повреждений и устранению их последствий путем проведения ремонтов и технического обслуживания.
Сохраняемость — свойство привода непрерывно сохранять работоспособное состояние в течение и после хранения и транспортирования.
Для конкретных приводов и условий их эксплуатации безотказность, долговечность, ремонтопригодность и сохраняемость могут иметь различную относительную значимость. Это определяется возможностью или невозможностью восстанавливать работоспособность в процессе эксплуатации. По этому признаку все приводы разделяют на восстанавливаемые и невосстанавливаемые.
Восстанавливаемым считают привод, работоспособность которого в случае возникновения отказа может быть восстановлена, а восстановление предусмотрено системой ремонтов.
Работоспособность невосстанавливаемых приводов после отказа восстановлению не подлежит по техническим или эксплуатационным причинам. Для невосстанавливаемых приводов понятие долговечности совпадает с понятием безотказности.
Если рассматривать привод как систему, то в восстанавливаемом приводе можно выделить восстанавливаемые элементы. Детали и узлы, которые после первого отказа заменяются, составляют группу невосстанавливаемых. К ним относятся уплотнения, пружины, прокладки, шариковые и игольчатые клапаны, фильтры, подшипники, шестерни и др.
К восстанавливаемым элементам, которые после отказа подлежат ремонту, относятся золотниковые распределители, наклонные диски, торцовые распределители, роторы, клапаны и седла кони ческой формы, гидроцилиндры и т. д.
ГЛАВА 2
ОТКАЗЫ ЭЛЕМЕНТОВ ПРИВОДА
2.1. КЛАССИФИКАЦИЯ ОТКАЗОВ
Для анализа и количественной оценки надежности приводов следует различать события, определяющиеся понятиями «отказ» и «повреждение». Определение отказа было дано в гл. 1. Для каждого элемента и привода в целом признаки отказа устанавливаются нормативно-технической документацией.
Повреждение — нарушение исправного состояния привода или его составных частей вследствие воздействия внешних факторов,, превышающих уровни, установленные нормативно-технической документацией. Повреждения могут быть существенные, которые являются причиной отказа и потери работоспособности, и несущественные, при которых работоспособность сохраняется. Однако и несущественные повреждения, если они не устранены, могут перейти в существенные и привести к отказу.
Все причины возникновения отказов можно разделить на четыре группы.
1. Отказы, являющиеся следствием грубых ощибок, связанных с нарушением норм Проектирования, с несоблюдением требований нормативно-технической документации на проектирование (ГОСТов, ОСТов, ТУ, ЕС КД и др.) с нарушением технологии производства и требований, установленных конструкторской и технологической документацией, с нарушением правил и условий эксплуатации.
2. Отказы, вызванные скрытыми дефектами и повреждениями, выявление и предупреждение которых требует специальных исследований физико-химических процессов, протекающих в реальных условиях эксплуатации, например изменение характеристик сопрягаемых поверхностей в период работы привода в зависимости от нагрузок и температуры.
3. Отказы, вызываемые внешними воздействиями (динамическими нагрузками, температурой, вибрацией и др.), значения которых превышают расчетные.
4. Отказы, вызываемые естественным старением и износом материалов и изменением свойств рабочей жидкости в процессе эксплуатации.
Отказы классифицируют по различным признакам, основными из которых являются причины возникновения неисправности, при-
водящей к отказу, характер изменения параметров привода, т. е. характер проявления отказа до момента потери работоспособности, возможность прогнозирования (предсказания) отказа (рис. 2.1).
Конструкционный отказ обусловлен ошибками, допущенными при проектировании, нарушением норм и правил проектирования. Как правило, он является следствием недостаточной проверки привода на воздействие динамических нагрузок, неудачного выбора материала и жесткости силовых элементов, неправильного назначения посадок и допусков, несоответствия расчетных данных прочности и износостойкости материала и т. д.
Конструкционные отказы обычно многократно проявляются в процессе эксплуатации, т. е. становятся систематическими, так как ошибки в конструировании распространяются на всю совокупность изготовленных приводов. Причины таких отказов могут быть с определенной достоверностью установлены и устранены.
Производственный отказ возникает из-за нарушения установленного процесса изготовления и ремонта. Причинами производственного отказа могут быть несоблюдение требований конструкторской документации при изготовлении, применение материалов с механическими свойствами, отличными от свойств, заданных конструкторской документацией, использование некондиционных комплектующих элементов, недостаточный входной и выходной контроль элементов и материалов и др.
Производственные отказы также могут принимать систематический характер, если нарушения технологического процесса возникли при изготовлении или ремонте приводов больших партий.
Эксплуатационные отказы являются следствием нарушения установленных правил и условий эксплуатации, а также естественного изнашивания сопрягаемых деталей, изменения свойств рабочей жидкости, ошибок операторов и др.
Рис. 2.1. Классификация отказов 14
Все отказы по характеру проявления делятся на внезапные и постепенные. Если в качестве обобщенного параметра, характеризующего работоспособность привода, можно выбрать вектор у (давление, расход, частота вращения и др.), то деление на внезапные и постепенные отказы определяется скоростью изменения обобщенного параметра (рис. 2.2).
Рис. 2.2. Зависимость обобщенного параметра от времени
К постепенным относятся отказы, для которых скорость изменения обобщенного параметра имеет конечное значение (кривая 2 на рис. 2.2). Основным признаком постепенных отказов является зависимость момента /2 его возникновения от длительности предыдущей работы элемента. Чем больше время работы элемента, тем выше вероятность возникновения отказа. Постепенные отказы привода являются следствием необратимых изменений во времени его свойств, вызванных старением, износом, накоплением усталостных повреждений, засорением фильтров и дросселей, облитерацией золотниковых пар и т. п.
Внезапные отказы (кривая 1 на рис. 2.2) характеризуются резким, скачкообразным изменением обобщенного параметра (скорость изменения стремится к бесконечности) под воздействием одного или нескольких возмущений, вызванных ошибками конструирования, производства и эксплуатации. Основным признаком внезапных отказов является независимость момента его возникновения от длительности предыдущей работы элемента. Примерами таких отказов могут служить отказы из-за возникновения трещин, из-за поломок деталей в результате неправильной эксплуатации или возникновения перегрузок, поломок и деформаций деталей, попавших в условия работы, когда каждый параметр принимает экстремальные значения (наибольшая нагрузка, минимальная прочность материала, повышенная температура и т.д.). Часто отказы, возникновение которых связывают с изменением параметров привода, называют параметрическими.
Понятия «параметрический отказ» и «постепенный отказ» не совпадают, так как параметрические отказы могут включать в себя постепенные и внезапные, если есть аналитическое описание
соответствующего процесса. Следует также иметь в виду, что деление отказов на внезапные и постепенные носит условный характер, так как трудно найти грань между скачкообразным или постепенным изменением того или иного параметра. С увеличением масштаба времени все изменения можно представить в виде постепенного процесса. Например, в обычной электрической лампе отказ возникает практически внезапно, так как контролируется только свечение лампы при подаче на нее напряжения. Вместе с тем если бы процесс контролировался более тщательно (измерялись бы сопротивления нити накаливания, герметичность баллона и др.), то наступление отказа можно было бы предсказать по постепенному изменению этих характеристик.
Деление отказов на постепенные и внезапные обычно связывают с возможностью контроля процесса. При постепенных отказах характеристики привода изменяются во времени и, следовательно, принципиально можно с помощью специальной системы контроля или специальных испытаний прогнозировать момент наступления отказа и принимать соответствующие меры, обеспечивающие сохранение работоспособности привода.
Постепенные отказы, которые можно контролировать и прогнозировать, называются прогнозируемыми.
Если обозначить время начала развития отказа через /0, а время завершения отказа через fa, то Af = /а — t0 называется временем экспозиции отказа. Система контроля состояния обладает определенным быстродействием /к, которое зависит от устройства и скорости изменения контролируемого параметра. При А/ > tK отказ считается прогнозируемым , а при А/ < tK — непрогнозируемым и его можно отнести к категории внезапных.
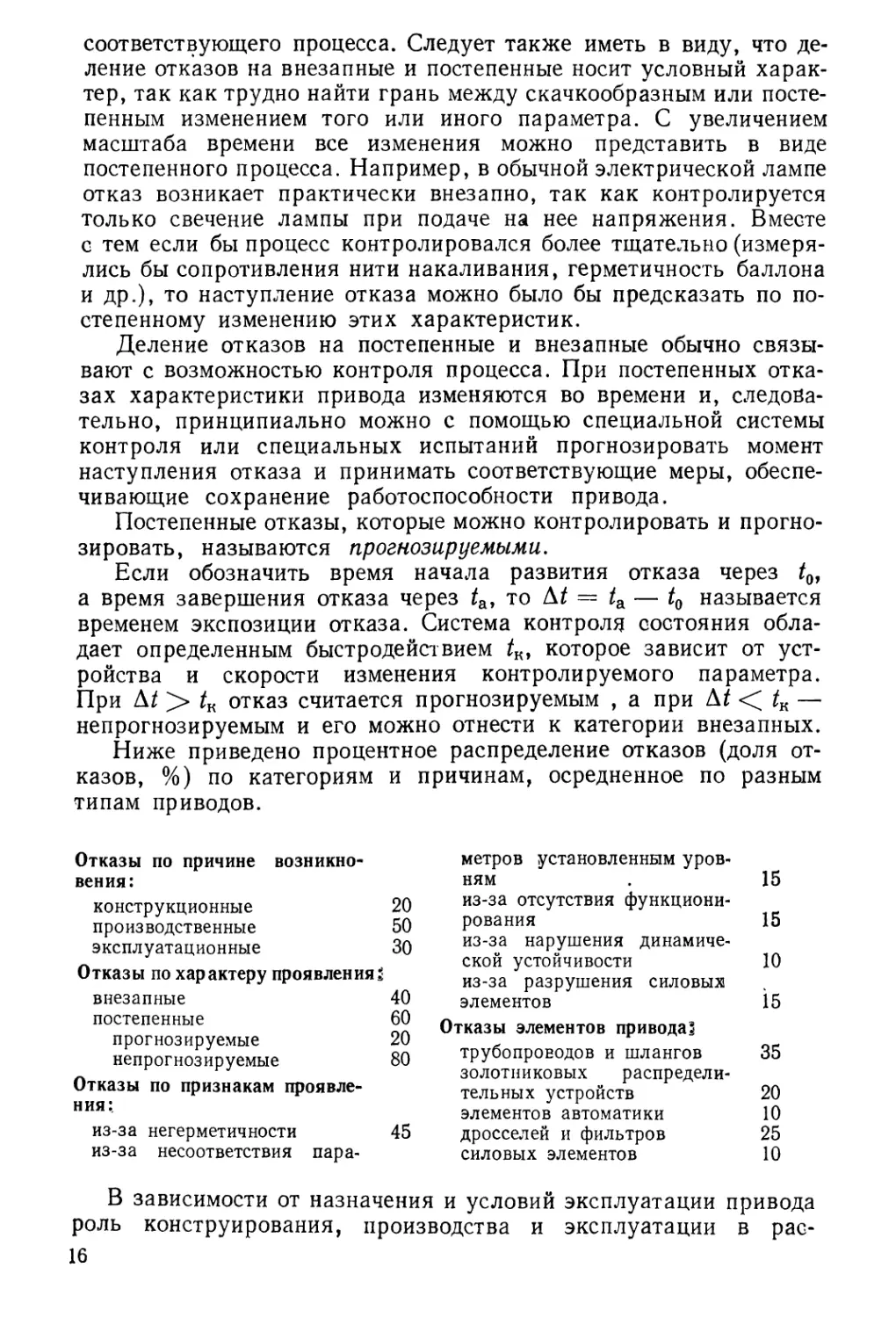
Ниже приведено процентное распределение отказов (доля отказов, %) по категориям и причинам, осредненное по разным типам приводов.
Отказы по причине возникновения:
конструкционные 20
производственные 50
эксплуатационные 30
Отказы по характеру проявления5
внезапные 40
постепенные 60
прогнозируемые 20
непрогнозируемые 80
Отказы по признакам проявления:
из-за негерметичности 45
из-за несоответствия пара-
метров установленным уровням . 15
из-за отсутствия функционирования 15
из-за нарушения динамической устойчивости 10
из-за разрушения силовых элементов 15
Отказы элементов привода?
трубопроводов и шлангов 35
золотниковых распределительных устройств 20
элементов автоматики 10
дросселей и фильтров 25
силовых элементов 10
В зависимости от назначения и условий эксплуатации привода роль конструирования, производства и эксплуатации в рас-16
пределении отказов изменяется. Так для приводов, к которым предъявляются особо жесткие требования качества производства и эксплуатации, распределение отказов по причинам возникновения будет стремиться к равномерному. Для приводов, работающих в тяжелых условиях эксплуатации (дорожные, сельскохозяйственные, горно-добывающие и др.), наибольшая доля отказов определяется эксплуатационными причинами.
Стремление повышать давление рабочей жидкости в приводах приведет к увеличению доли отказов, связанных с негерметичностью элементов.
2.2. ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ НАДЕЖНОСТЬ ГИДРОПРИВОДА
Проектирование, производство и эксплуатация приводов осуществляются в соответствии с нормативно-технической документацией; производится контроль соответствия их характеристик заданным требованиям. Несмотря на это, в процессе эксплуатации будут наблюдаться отказы элементов и привода в целом. Появление отказов связано с внешними и внутренними воздействиями, которые нарушают энергетическое равновесие и вызывают процессы трех видов: быстро протекающие, средней скорости и медленно протекающие.
Быстро протекающие процессы характеризуются большими скоростями и периодичностью изменения параметров, определяемыми долями секунд. К таким процессам относятся вибрации элементов, резонансные возбуждения, пульсации давления в рабочих полостях и трактах и др. Эти процессы влияют на взаимное расположение элементов, нарушают их взаимосвязь и искажают рабочий процесс привода.
Процессы средней скорости протекают за время рабочего цикла машины, их длительность измеряется минутами и часами. К таким процессам относятся изменения температуры рабочей среды и рабочего тела, влажности, физических свойств рабочей жидкости и др. Эти процессы приводят к постепенным отказам.
Медленно протекающие процессы действуют в течение всего периода эксплуатации машины. К ним относятся изнашивание трущихся деталей, естественное старение и усталость материалов, сезонное изменение температуры и влажности.
Все указанные процессы по своей природе являются детерминированными, а по воздействию на конкретный период — случайными.
При создании и эксплуатации привода на его надежность действуют различные факторы, обусловленные объективными и субъективными причинами (рис. 2.3).
По физической природе все факторы, оказывающие влияние на надежность привода в процессе эксплуатации, можно разделить
Рис, 2.3, Факторы, определяющие надежность
на три группы: климатические, гидравлические и механические.
Климатические факторы. К климатическим факторам относятся температура, влажность, солнечная радиация и запыленность окружающей среды.
Условия эксплуатации считаются нормальными, если температура окружающей среды 293 ± 10 К, относительная влажность 60 ± 20 %, в воздухе отсутствуют пыль и вредные примеси. Очевидно, что такие условия могут быть только в специально оборудованных помещениях.
Температура окружающей среды является одним из наиболее активных факторов. Гидропривод общего назначения может эксплуатироваться в машинах, работающих в различных климатических условиях. В условиях Сибири, БАМа и Средней Азии в зимнее время температура окружающей среды достигает — 370 К» а летом +360 К.
При повышении температуры механические свойства большинства материалов ухудшаются, уменьшается модуль упругости, снижается предел прочности. Повышение температуры .вызывает ускорение процесса старения многих пластмасс и резиновых материалов. Смазочные материалы и рабочие жидкости теряют вязкость, что приводит к увеличению утечек через зазоры и уплотнения.
Низкая температура снижает механическую прочность материалов, уменьшает пластичность, повышает хрупкость (хладноломкость), увеличивает вязкость жидкости. При низкой температуре из-за внутренних структурных изменений появляются дополнительные местные напряжения в материалах, приводящие к хрупкому разрушению.
Увеличение вязкости жидкости вызывает значительные потери давления на трение в трубопроводах, что приводит к снижению мощности и моментных характеристик.
Особенно вредно действует на конструкцию привода периодическая (суточная) смена холода и тепла. Резкие изменения температуры приводят не только к ухудшению прочностных характеристик, но и к изменению линейных размеров и, в конечном счете, к разрушению паяных и сварных соединений, деформации деталей и к другим последствиям. Например, в следящих приводах со сложной кинематикой (рулевые приводы транспортных средств) температурная деформация вынесенных элементов может привести к изменению усилий на рабочем органе привода, особенно на режимах работы с малым расходом рабочей жидкости.
Влажность воздуха также существенно влияет на работоспособность привода. Свойство материалов поглощать водяные пары из воздуха называют гигроскопичностью. На поверхности материала уже при относительной влажности 60—70 % появляется молекулярный слой воды, который при дальнейшем повышении
влажности переходит в полимолекул яр ный и пленка воды достигает толщины в несколько десятков микрометров. Влага, находящаяся на поверхности, проникает по порам внутрь материала вследствие абсорбции или нарушения герметичности. Влага вызывает электрохимическую коррозию, изменяет механические и электрические свойства проводников и изоляции.
Запыленность воздуха является результатом работы машин с сыпучими материалами, в условиях пыльных бурь. Воздух наполняется пылью, состоящей из частиц кварца, двуокиси кремния, окиси железа и др. Твердость этих частиц часто превышает твердость материала, из которого изготовлены элементы привода. Пыль ускоряет изнашивание трущихся пар, загрязняет рабочую жидкость, забивает дроссели и каналы. Кроме того, пыль вызывает потерю глянца покрытий и их растрескивание, тем самым увеличивает чувствительность поверхностей к коррозии.
Гидравлические факторы. Носителем энергии в приводе является жидкость, поэтому всякое воздействие, приводящее к из менению ее характеристик, может явиться причиной отказа.
К гидравлическим факторам относятся чистота, температура, газонасыщенность (содержание врздуха) и старение рабочей жидкости.
В приводах строительных и дорожных машин основную долю составляют отказы, вызванные загрязненностью рабочей жидкости механическими примесями в процессе производства и монтажа привода, а также Цри заправке. При работе привода в жидкость непрерывно поступают продукты изнашивания сопрягаемых деталей. При хранении загрязняющие вещества выделяются в результате окислительных процессов между жидкостями и присадками, применяемыми для улучшения эксплуатационных свойств рабочей жидкости.
Требуемый класс чистоты жидкости определяется назначением привода. Для промышленного привода жидкость считается чистой, если загрязнения по массе не превосходят 0,005 %, т. е. 50 мг/л.
На работоспособность привода оказывают влияние не столько масса примесей, сколько размеры твердых частиц и их твердость. Требования к чистоте рабочей жидкости установлены ГОСТ 17216—71. Ниже приведена номинальная тонкость фильтрации (мкм) жидкости, применяемая для машиностроительного привода.
Насосы и моторы: аксиально-поршневые. шестеренные радиально-поршневые пластинчатые
25 Г ИДрОЦИЛ ИНДрЫ 40
65 Распределители 10
25 Клапаны 10
40 Реле давления 65
При загрязнении рабочей жидкости наблюдается интенсивное изнашивание распределительных устройств насосов, в результате чего снижается объемный КПД.
При движении жидкости с большой скоростью загрязнения в виде твердых частиц действуют на поверхности деталей подобно абразивной эмульсии. С течением времени увеличиваются зазоры, уменьшаются перекрытия, изменяются коэффициенты расходов дросселей и сопл. При увеличении утечек жидкости из-за изнашивания элементов привода уменьшаются жесткость системы и скорость движения исполнительных органов. При загрязнениях резко возрастают усилия, необходимые для перемещения золотниковых распределителей, что, в свою очередь, может вызвать отказ.
Температура существенно влияет на все физические параметры рабочей жидкости, определяющие ее характеристики. Она изменяется в результате выделения теплоты при перетекании жидкости через малые зазоры. Приблизительное относительное выделение теплоты в элементах привода распределяется следующим образом: гидромагистрали и устройства управления 10 %, гидронасос и гидродвигатели 10 %, распределительные устройства и клапаны80 %.
Если не применять специальные системы охлаждения привода, то температура жидкости в отдельных случаях может достигнуть 400 К и выше.
При изменении температуры изменяются вязкость и плотность жидкости и, как следствие, сопротивление внутренних каналов привода, усилия и скорости на выходном звене. При оценке влияния температуры на характеристики привода следует учитывать, что при увеличении вязкости до определенных пределов благодаря уменьшению утечек возрастает объемный КПД. Однако при этом увеличивается сила трения и уменьшается механический КПД. Следовательно, для обеспечения высокого КПД температура жидкости должна быть оптимальной, обеспечивающей минимальные суммарные потери.
Содержание воздуха в рабочей жидкости определяет ее упругость (сжимаемость) и смазывающие свойства.
Воздух может проникать в гидросистему как в момент монтажа и ремонта, так и в период эксплуатации. Наиболее интенсивный подсос воздуха происходит в зонах пониженного давления по линиям всасывания. В период всасывания, когда в рабочих камерах создается разрежение, воздух может проникать по зазорам плунжерных пар и через уплотнения торцовых распределителей. Интенсивное насыщение жидкости воздухом также имеет место, когда сливная и дренажные горловины трубопроводов находятся на поверхности уровня жидкости.
Источником насыщения жидкости воздухом является также кавитация, которая возникает при местном уменьшении давления ниже критического значения, вследствие больших местных скоростей движения жидкости.
Жидкость в гидросистеме практически всегда неоднофазна. В ней содержится газовоздушная составляющая, которая может быть как в растворенном (фаза Р), так и в нерастворенном (фаза Г) виде.
Рис. 2.4. Схема фазового перехода воздуха в гидросистеме: / — бак; 2 — насос; 3 »» дроссель; 4 гидродвигатель
Количественное содержание фазы Г определяется силами поверхностного натяжения, давлением, местными скоростями, температурой и другими факторами. Качественный характер фазового перехода в проточной части привода показан на рис. 2.4. На участке всасывания I—II (линия насоса) из-за пониженного давления растворенный воздух (фаза Р) начинает интенсивно выделяться и переходит в нерастворенное состояние (фаза Г), в результате чего объем фазы Г увеличивается. На линии нагнетания (участок //—III) перед дросселем объем фазы Г под действием
давления быстро уменьшается, и она переходит в фазу Р. Аналогичный процесс наблюдается на участке IV—V между дросселем и гидромотором. На сливном участке VI—VII первоначальный объем фаз восстанавливается, если в систему не поступает дополнительный воздух. Рассмотренный процесс может нарушиться при изменении температуры. Например, в зимнее время года при определенной температуре в случае нагревания жидкости в процессе работы системы (повышение температуры до 330—350 К) произойдет перенасыщение до 25—30 % объема. В результате выделения воздуха, происходящего до установления нового равновесного состояния, соответствующего данной температуре, в гидросистеме может образоваться пена.
Основным показателем, характеризующим состояние рабочей жидкости, является газосодержание (фаза Г) и дисперсионный состав газа. Согласно закону Генри количество растворенного газа в жидкости пропорционально давлению на поверхности контакта
Vr0 = aVp/po,
где Гго — объем растворенного газа; а—коэффициент растворимости газа: V — объем растворителя (жидкости); р— давление в системе; р0 — давление, приведенное к начальному состоянию.
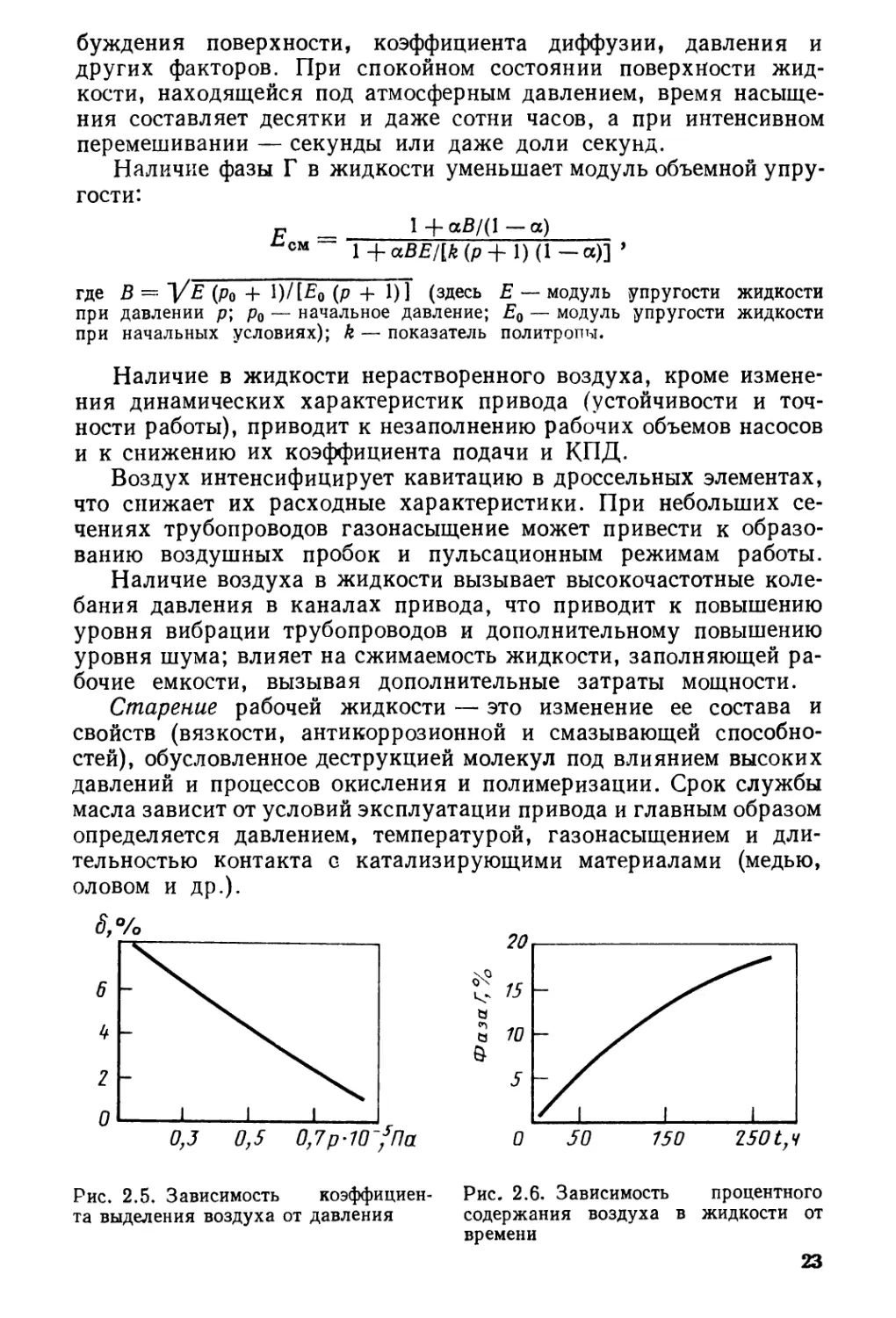
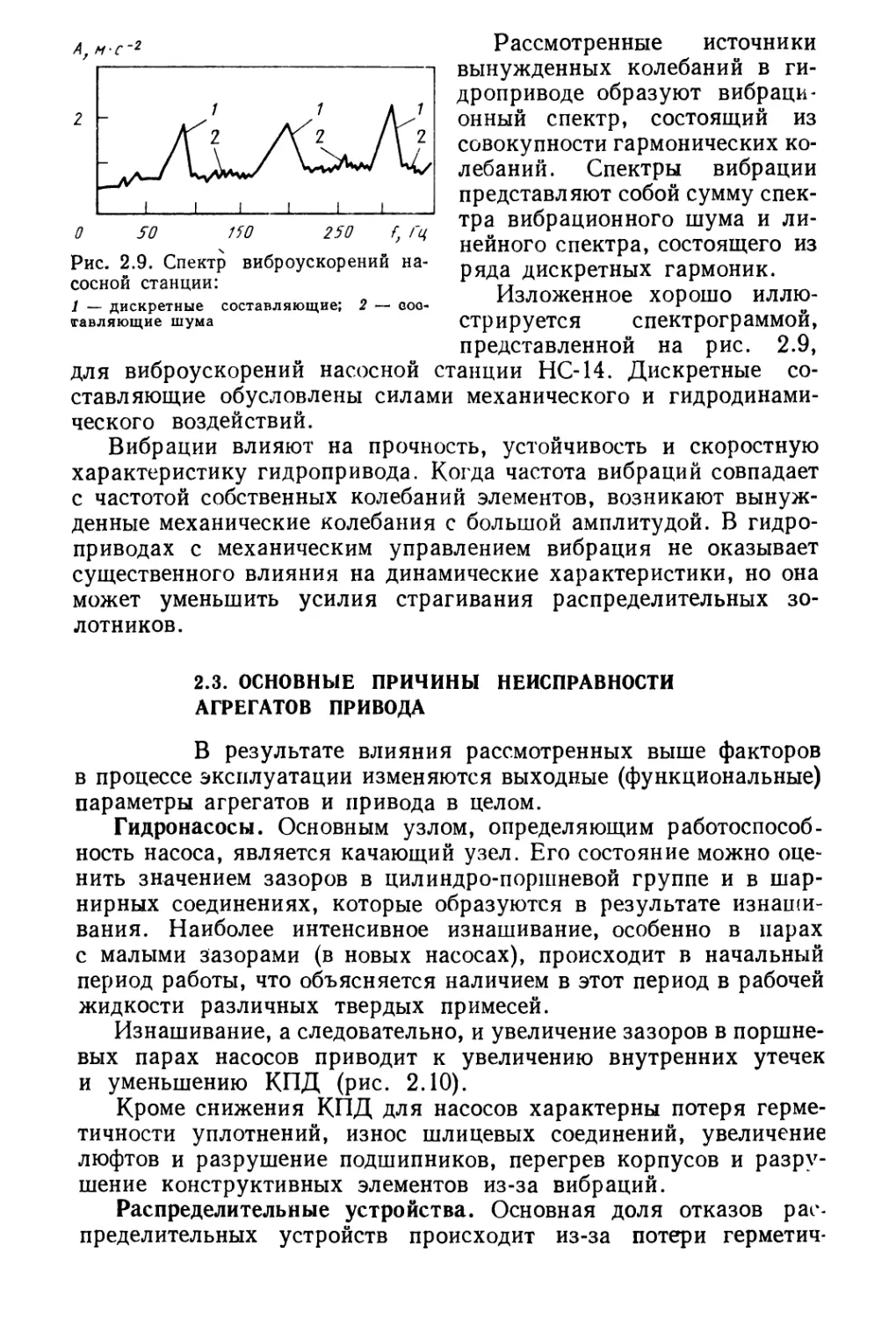
Коэффициент растворимости газа зависит от типа рабочей жидкости и ее физико-химических свойств. На рис. 2.5 показана зависимость коэффициента 6 выделения воздуха (отношение объема выделившегося воздуха к объему жидкости) от давления для свежих минеральных масел, а на рис. 2.6 — процентное содержание воздуха в жидкости (фаза Г) в зависимости от времени.
Время, в течение которого рабочая жидкость насыщается воздухом, зависит от площади поверхности раздела, степени воз-22
буждения поверхности, коэффициента диффузии, давления и других факторов. При спокойном состоянии поверхности жидкости, находящейся под атмосферным давлением, время насыщения составляет десятки и даже сотни часов, а при интенсивном перемешивании — секунды или даже доли секунд.
Наличие фазы Г в жидкости уменьшает модуль объемной упругости:
р__________1 +схВ/(1 — а)
см 1 + aBE/[k (р + 1) (1 - а)] ’
где В = ~\/ Е (ро + 1)/[^о (р + 1)] (здесь Е — модуль упругости жидкости при давлении р; р0 — начальное давление; EQ — модуль упругости жидкости при начальных условиях); k — показатель политропы.
Наличие в жидкости нерастворенного воздуха, кроме изменения динамических характеристик привода (устойчивости и точности работы), приводит к незаполнению рабочих объемов насосов и к снижению их коэффициента подачи и КПД.
Воздух интенсифицирует кавитацию в дроссельных элементах, что снижает их расходные характеристики. При небольших сечениях трубопроводов газонасыщение может привести к образованию воздушных пробок и пульсационным режимам работы.
Наличие воздуха в жидкости вызывает высокочастотные колебания давления в каналах привода, что приводит к повышению уровня вибрации трубопроводов и дополнительному повышению уровня шума; влияет на сжимаемость жидкости, заполняющей рабочие емкости, вызывая дополнительные затраты мощности.
Старение рабочей жидкости — это изменение ее состава и свойств (вязкости, антикоррозионной и смазывающей способностей), обусловленное деструкцией молекул под влиянием высоких давлений и процессов окисления и полимеризации. Срок службы масла зависит от условий эксплуатации привода и главным образом определяется давлением, температурой, газонасыщением и длительностью контакта с катализирующими материалами (медью, оловом и др.).
Рис. 2.5. Зависимость коэффициента выделения воздуха от давления
Рис. 2.6. Зависимость процентного содержания воздуха в жидкости от времени
Длительное дросселирование рабочей жидкости при больших перепадах давления приводит к снижению ее вязкости. При взаимодействии жидкости с кислородом растворенного и нерастворен-ного воздуха на поверхности раздела происходит окисление. При этом в жидкости накапливаются кислоты, смолы, асфальтены и прочие продукты, которые на поверхности металла образуют отложения. Последние увеличивают гидравлические сопротивления и абразивный износ. Продукты взаимодействия рабочей жидкости с кислородом обладают кислотными свойствами, поэтому снижают ее противокоррозионную способность. На старение жидкости влияет также ее загрязненность.
Процесс старения рабочей жидкости условно можно разделить на три периода: сначала происходит окисление и накапливание механических примесей, затем наступает второй период — стабилизация, когда процесс старения протекает медленно с постоянной скоростью (этот период определяет срок службы рабочей жидкости), далее характеристики жидкости резко ухудшаются, что приводит к отказам отдельных элементов привода.
Механические факторы. Вследствие силового взаимодействия привода с окружающей средой возникают удары, нагрузки и вибрация.
Удар характеризуется преобразованием кинетической энергии внешних сил в потенциальную энергию деформации элементов конструкции и обратное преобразование упругой деформации в кинетическую энергию. Для неупругих конструкций удар вызывает затухающие колебания на собственной частоте. В результате этого в хрупких материалах появляются трещины и изломы. Возможный диапазон перегрузок, вызываемых ударами, чрезвычайно велик — от нуля для стационарных систем до 2*103g для строительно-дорожных машин.
Нагрузки, возникающие в результате силового взаимодействия привода с окружающей средой, разделяют на позиционные и инерционные.
Позиционная нагрузка влияет в основном на статические характеристики. Постоянная противодействующая или сопутствующая сила на выходном звене привода приводит соответственно к уменьшению или увеличению скорости выходного звена. Позиционная нагрузка на выходном звене деформирует амплитудно-частотную характеристику и увеличивает фазовые сдвиги, что изменяет запасы устойчивости и быстродействие привода.
Инерционная нагрузка влияет на динамические свойства привода. Совместно со сжимаемостью она обусловливает появление резонансных режимов и колебательных переходных процессов в гидроприводе.
Вибрация — это механические колебания в агрегатах гидропривода, не являющиеся неотъемлемым условием выполнения им своих функций, а возникающие вследствие несовершенства конструкции, дефектов и особых условий эксплуатации. Основным 24
источником вибраций всех машин является ротор. Его статическая и динамическая неуравновешенность приводит к возникновению сил и моментов, вызывающих вибрацию как самого ротора, так и гидромашины в целом.
Неуравновешенность и несбалансированность вращающихся частей гидромашин являются следствием неточности изготов-
a = Gjt
Рис. 2.7. Зависимость подачи насоса от угла поворота входного вала
ления деталей и узлов, неоднородности материала, упругих и остаточных деформаций и т. д. В процессе эксплуатации неуравновешенность ротора увеличивается под действием силового возмущения, температурных деформаций и износа.
Основная вибрация, обусловленная наличием массовой неуравновешенности, возникает с частотой, равной частоте вращения ротора, и называется первой роторной гармоникой. Нелинейные эффекты, вызванные воздействием эксплуатационных сил, приводят к появлению дополнительных вибрационных составляющих, частоты которых кратны частоте основной гармоники: f = /со, где i — порядок гармоники, со — угловая скорость ротора, 1/с.
Кроме вибрации ротора в гидроприводе возникают вибрации и других элементов вследствие неравномерности подачи насосов
и крутящего момента на входном валу, циклического изменения реакции на опорных подшипниках, действия центробежных сил, увеличения зазоров, перераспределения энергии при изменении движения или турбулизации потока рабочей жидкости и др.
В гидроприводах преимущественно применяют объемные гидромашины, в которых рабочий процесс основан на попеременном заполнении рабочих камер жидкостью и вытеснении ее из них. Жидкость перемещается под действием вытеснителей (поршней, плунжеров, шестерен, пластин и др.).
Принцип работы объемной гидромашины обусловливает неравномерность подачи, т. е. подача жидкости объемным насосом
осуществляется не равномерным потоком, а порциями, каждая из которых соответствует объему одной рабочей камеры.
На рис. 2.7 показана типичная для объемных машин зависимость подачи Q насоса от угла а поворота входного вала. Как следует из рисунка, подача насоса колеблется с частотой, зависящей от числа z поршней и угловой скорости со вала.
Неравномерность подачи оценивается коэффициентом неравномерности
= (Qmax Фт1п)/Фи>
где Qmax, Qmin — максимальная и минимальная подачи; QH — идеальная подача, под которой понимается подача насосом несжимаемой жидкости при отсутствии утечек в единицу времени.
Коэффициент неравномерности подачи при прочих равных условиях зависит от числа z поршней в насосе.
Неравномерность подачи является причиной возникновения вынужденных колебаний с частотой / = 2zco.
Присущие любой системе нелинейности приводят к появлению дополнительных вибрационных составляющих, частоты которых кратны основной поршневой гармонике: f — i*2za) (где I — порядок гармоники).
Флуктуации угловой скорости ротора гидромашины, а также неисправности поршневых пар приводят к модуляции колебаний, вызываемых поршневыми парами, т. е. к медленному по сравнению с периодом изменению основных параметров колебаний: частоты, амплитуды и фазы. Для амплитудной модуляции, кроме колебаний поршней, характерно появление колебаний с частотой f ± Q (где f — частота поршневой гармоники; Q — частота молуляции). При частотной и фазовой модуляциях могут возникать колебания с частотой f ± 2Q; f ± 3Q и т. д.
На рис. 2.8 показан спектр виброускорений корпуса аксиальнопоршневого насоса при различном техническом состоянии деталей поршневых пар с модуляцией гармоник на частоте 400 Гц сигналом, идущим от одной поршневой пары с частотой 53 Гц, что выражено появлением равноотстоящих амплитудных всплесков на частотах 345 и 470 Гц. Модуляция явилась следствием неисправности одной поршневой пары.
Вибрация также вызывается неравномерностью крутящего момента на входном валу. На каждый поршень в полостях нагнетания и всасывания действуют силы давления, проекция которых на плоскость, перпендикулярную оси входного вала, создает мгновенный крутящий момент.
Мгновенный крутящий момент на валу со стороны полости нагнетания
D kt
Мн = рРи sin V £ sin
2 t=i
на валу со стороны полости всасывания
D k*
AfB = Po^n-TT-cosy £ slnab
2 z=i
300 350 ЬОО 450 500 f, Гц
Рис. 2.8. Спектр виброускорений корпуса аксиально-поршневого насоса (4 — амплитуда):
1 — поршневая гармоника для исправного насоса; 2 — модуляция составляющих от зазора в шатунной группе
где р и р0 —давления в полости нагнетания и всасывания; Fn — площадь поршня; £)р — диаметр окружности размещения головок штоков; у — угол отклонения оси блока относительно оси входного вала; k± и k2 — число поршней в полости нагнетания и всасывания; — угол поворота t-ro поршня.
Результирующий крутящий момент
М = Мн — Мв
создает колебания с частотой f — 2zco.
При вращении ротора машины с угловой скоростью со на каждый поршень действует центробежная сила, создавая центробежный момент относительно оси вращения с частотой f = со.
Если в подшипниках имеются радиальные зазоры, то в процессе вращения вала его ось совершает прецессию — блуждание из-за появившихся паразитных степеней свободы. В процессе блуждания вал сталкивается с телами качения, в результате возникают ударные импульсы с частотой
f - со (R - а) ЛГ/(2Я),
где R — радиус окружности, проведенной через центры тел качения; а — радиус тела качения (шарика подшипника); N — число тел качения.
В результате изнашивания или некачественной обработки поверхностей возникают волнистые беговые дорожки в обоймах шарикоподшипников, а сами шарики приобретают овальную форму. Это вызывает ударные импульсы в опорах с частотой
где zB — число волн на дорожке; q — наибольший общий делитель N и 0В.
Из-за овальности тел качения
- _ NzB(i) / R2 ± а2 \ r q \ aR г
Из-за неуравновешенности валов возникают колебания с частотой f = со.
Гидропривод кроме гидромашин содержит регулирующие и распределительные устройства, гидролинии, местные гидросопротивления и другие элементы. Наличие в них возбуждающих сил приводит к гидродинамической вибрации автоколебаний столба жидкости с частотой, соответствующей собственной частоте колебаний элементов.
Причиной возникновения вибрации может быть и кавитация жидкости в гидролиниях. Вибрация появляется также при негерметичности вследствие того, что при протекании жидкости через малые зазоры с большими перепадами давления происходят турбулизация потока и кавитация, которые вызывают колебания ультразвукового диапазона от 50 кГц. Общий спектр частот гидродинамической вибрации занимает область частот от нескольких герц до сотен килогерц.
А, и-c~2
О 50 150 250 f, Гц
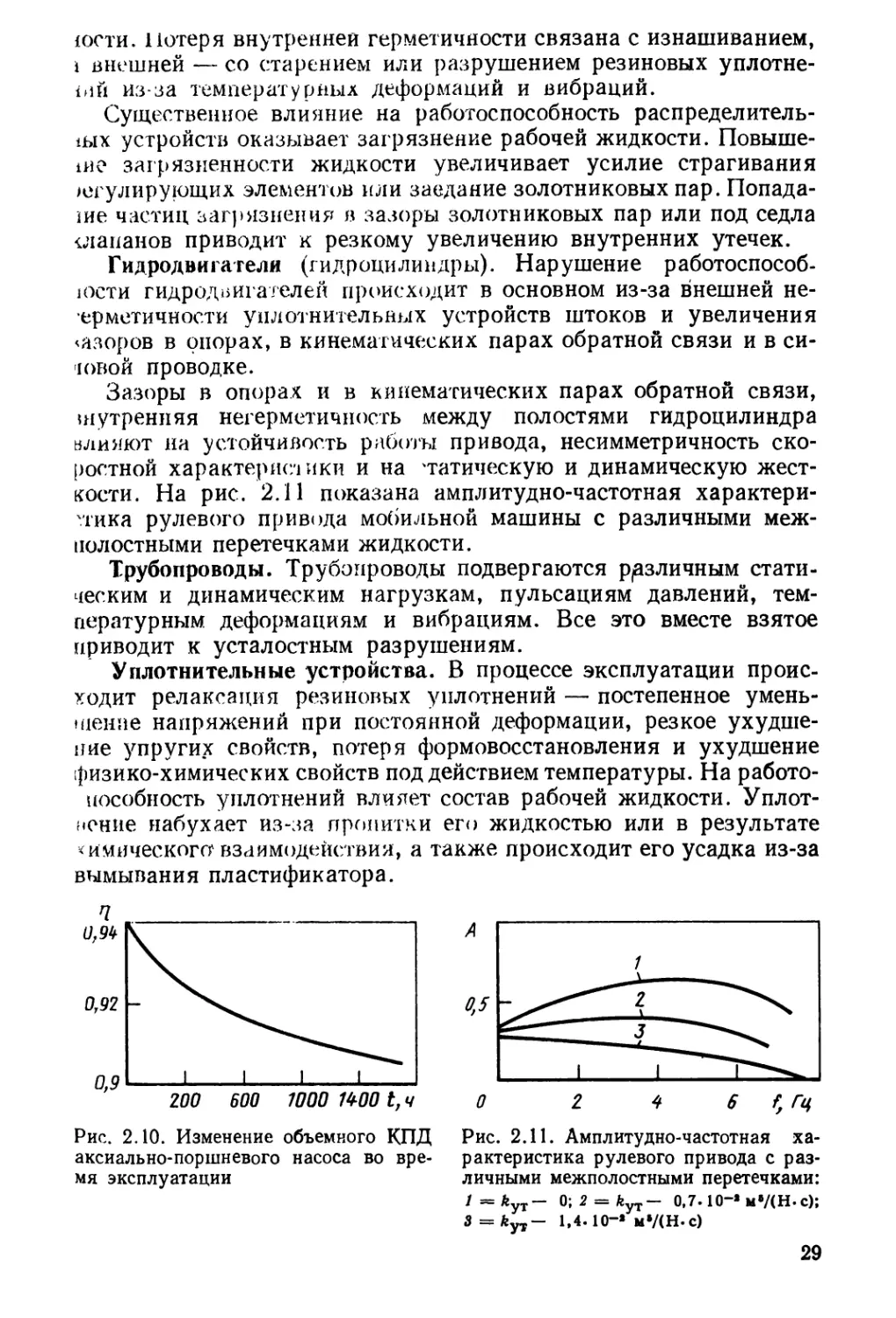
Рис. 2.9. Спектр виброускорений насосной станции:
1 — дискретные составляющие; 2 — составляющие шума
Рассмотренные источники вынужденных колебаний в гидроприводе образуют вибрационный спектр, состоящий из совокупности гармонических колебаний. Спектры вибрации представляют собой сумму спектра вибрационного шума и линейного спектра, состоящего из ряда дискретных гармоник.
Изложенное хорошо иллюстрируется спектрограммой, представленной на рис. 2.9,
для виброускорений насосной станции НС-14. Дискретные составляющие обусловлены силами механического и гидродинами-
ческого воздействий.
Вибрации влияют на прочность, устойчивость и скоростную характеристику гидропривода. Когда частота вибраций совпадает с частотой собственных колебаний элементов, возникают вынужденные механические колебания с большой амплитудой. В гидроприводах с механическим управлением вибрация не оказывает
существенного влияния на динамические характеристики, но она может уменьшить усилия страгивания распределительных зо
лотников.
2.3. ОСНОВНЫЕ ПРИЧИНЫ НЕИСПРАВНОСТИ
АГРЕГАТОВ ПРИВОДА
В результате влияния рассмотренных выше факторов в процессе эксплуатации изменяются выходные (функциональные) параметры агрегатов и привода в целом.
Гидронасосы. Основным узлом, определяющим работоспособность насоса, является качающий узел. Его состояние можно оценить значением зазоров в цилиндро-поршневой группе и в шарнирных соединениях, которые образуются в результате изнашивания. Наиболее интенсивное изнашивание, особенно в парах с малыми зазорами (в новых насосах), происходит в начальный период работы, что объясняется наличием в этот период в рабочей жидкости различных твердых примесей.
Изнашивание, а следовательно, и увеличение зазоров в поршневых парах насосов приводит к увеличению внутренних утечек и уменьшению КПД (рис. 2.10).
Кроме снижения КПД для насосов характерны потеря герметичности уплотнений, износ шлицевых соединений, увеличение люфтов и разрушение подшипников, перегрев корпусов и разрушение конструктивных элементов из-за вибраций.
Распределительные устройства. Основная доля отказов распределительных устройств происходит из-за потери герметич-
юсти. Потеря внутренней герметичности связана с изнашиванием, 1 внешней — со старением или разрушением резиновых уплотне-О1й из-за температурных деформаций и вибраций.
Существенное влияние на работоспособность распределитель-1ых устройств оказывает загрязнение рабочей жидкости. Повыше-1ие загрязненности жидкости увеличивает усилие страгивания регулирующих элементов или заедание золотниковых пар. Попада-ше частиц загрязнения в зазоры золотниковых пар или под седла клапанов приводит к резкому увеличению внутренних утечек.
Гидродвигатели (гидроцилиндры). Нарушение работоспособности гидродвигателей происходит в основном из-за внешней не-ерметичности уплотнительных устройств штоков и увеличения шзоров в опорах, в кинематических парах обратной связи и в сиговой проводке.
Зазоры в опорах и в кинематических парах обратной связи, внутренняя негерметичность между полостями гидроцилиндра алияют на устойчивость работы привода, несимметричность скоростной характеристики и на 'татическую и динамическую жесткости. На рис. 2.11 показана амплитудно-частотная характеристика рулевого привода мобильной машины с различными межполостными перетечками жидкости.
Трубопроводы. Трубопроводы подвергаются различным статическим и динамическим нагрузкам, пульсациям давлений, температурным деформациям и вибрациям. Все это вместе взятое приводит к усталостным разрушениям.
Уплотнительные устройства. В процессе эксплуатации происходит релаксация резиновых уплотнений — постепенное уменьшение напряжений при постоянной деформации, резкое ухудшение упругих свойств, потеря формовосстановления и ухудшение физико-химических свойств под действием температуры. На работо-пособиость уплотнений влияет состав рабочей жидкости. Уплотнение набухает из-за пропитки его жидкостью или в результате химического взаимодействия, а также происходит его усадка из-за вымывания пластификатора.
Рис. 2.10. Изменение объемного КПД аксиально-поршневого насоса во время эксплуатации
Рис. 2.11. Амплитудно-частотная характеристика рулевого привода с различными межполостными перетечками: 1 = Лут — 0; 2 = feyT- 0,7.10-« Мв/(Н.С); 3=^- 1,4.10-» м»/(Н.с)
2.4. МОДЕЛИ ОТКАЗОВ
В процессе функционирования привода на него действуют различные возмущения, вызывающие отклонения основных технических параметров и характеристик от номинальных (заданных) значений и потерю работоспособности привода.
Для создания методов расчета надежности привода применяют различные модели отказов, которые базируются на физических представлениях возникновения и развития процессов, приводящих к отказам. При этом учитываются причинно-следственные связи случайных явлений.
Все наиболее существенное в природе, как известно, определяется объективными законами, выражающими необходимость, но они при реализации каждого отдельного явления проявляются на фоне второстепенных, случайных явлений и через случайные явления. Таким образом, случайность (случайное явление) — это дополнение и форма проявления необходимости.
При этом случайные факторы образуют цепочки взаимосвязанных в пространстве и во времени явлений — причин и следствий.
При изучении случайных процессов это находит свое выражение в устойчивости статистических характеристик случайных величин.
В зависимости от характера процесса и причинно-следственных связей проявления различных отказов, все они качественно описываются следующими моделями: параметрической, изнашивания, «слабого» звена и усталости.
-^Параметрическая модель. Состояние привода, функционирующего в условиях случайных воздействий, можно полностью характеризовать совокупностью физических параметров или вектором параметров состояния X (t) = {Хх (0, Х2 (/), ..., Хп (/)}, принятым в качестве определяющего с точки зрения выполнения приводом своего назначения. Выполнение приводом своего назначения также определяется допустимыми пределами изменения определенных параметров снизу
ХН(О = {ХН1(О, XH2(O,...,XUO1
и сверху
Хв(0 = {хв1(/),хв20, ХвЛО}.
При этом считают, что выход любого параметра Хг (t) за соответствующие пределы XHi (t) и XBi (t) приводит к отказу.
За время t вероятность безотказной работы
Р (I) = Вер (т > 0 = Вер [Хн (0 < X (0 < Хв (/)].
Из-за отклонения свойств элементов, условий эксплуатации все параметры в общем случае будут случайными функциями времени. Допустимые пределы Хн (/) и Хв (/), если они заданы эксплуатационной документацией, являются неслучайными функ-30
Рис. 2.12. Плотности распределения параметров Хн, X, Хв
циями времени. Однако часто их надо рассматривать как случайные функции, так как сложно найти в каждый момент времени t такое точное значение предела, что при параметре — = XHi + dXni элемент работоспособен, а при Xj = XHj — — dXuj — неработоспособен.
Таким образом, состояние
привода описывается вектором случайных функций, причем все функции в этом векторе зависимы, так как отражают работу одного и того же элемента. С учетом изложенного в самом общем случае задача расчета параметрической безотказности состоит в отыскании вероятности того, что за время t ни одна из реализаций Xt (t) не выйдет за допустимые пределы. Для решения такой задачи необходимо знать законы совместного распределения функций Xz (0, XHi (О, Хв1 (О в каждый момент времени i, но так как при этом расчет сводится
к громоздким вычислениям многомерных интегралов, для определения параметрической безотказности принимают упрощающие
допущения.
В приводах параметры состояния (давление, расход, частота вращения, КПД и др.) взаимосвязаны, и вследствие этого удается ограничиться одним или двумя параметрами состояния, которые называются обобщенными, так как характеризуют совокупность свойств и характеристик привода.
В процессе эксплуатации привода всегда имеет место наиболее опасный .режим работы, когда действующие возмущения максимальны. Иначе говоря, выбирают расчетное время fp, в течение которого вероятность возникновения отказа наибольшая. При этом максимальная дисперсия или допустимые пределы параметров приближаются к математическому ожиданию обобщенного параметра.
При этих допущениях, если заданы функции распределения параметров X (/), Хн (i), Хв (/), задача сводится к вычислению вероятности
Р = Вер (Хн< X < Хв). (2.1)
На рис. 2.12 дана графическая интерпретация задачи для случая, когда заданы плотности вероятности f (X), f (Хн), f (Хв). Заштрихованная площадь соответствует вероятности параметрического отказа.
Введем случайные величины
УН = Х-ХН; УВ = ХВ-Х. (2.2)
Тогда вероятность того, что случайная величина X не выйдет за пределы Хн и Хв,
Р = Вер(Гн>0, Ув>0). (2.3)
Случайные величины Ун и Ув зависимы, так как в них входит одна и та же случайная величина X, поэтому необходимо знать совместную плотность вероятности f (YB, YB) и если она известна, то
сю оо
Р= J р(Ун> YB)dYBdYB.
О D
(2.4)
Если опасен выход случайного параметра за какой-либо один предел Хв или Хв, то интеграл (2.4) упрощается:
со
Р = Вер(Ун>0) = \t(YB)dY- (2.5)
D
оо
Р = Вер (Ув>0) = J? (YB)dY О
(2.6)
Если случайные величины X, Хв, Хв независимы и имеют нормальное распределение с плотностью (см. табл. П.1 приложения)
№) =-------L=-e
1 ах. V2n
то Ун и YB та^же имеют нормальное распределение и плотность вероятности определяется зависимостями
н"~тун)2
2ак
(2.7)
(2-8)
2°>в
где Xi = X; Хи; Хв; а — среднее квадратическое отклонение случайной величины; т — математическое ожидание;
тУп = тх — тЪ15 тУъ = тХв — тх]
аУн = jA7* + °Ув = + °*в ’
В этом случае искомая функция f (YB, Ув) будет тоже нормальной, но с другими параметрами:
1 Г 1 : 2ла?на1,в(1-р) ехР| 2(1—р») 2р (Ун — тУн) (Ув — тУв) (Ув а»наУв 2аув
f(Y*> YB) =
'(Ув — тУн^
2^н
~тУз)2'
(2,»)
1
где р — коэффициент корреляции случайных величин YB и Уя. 32
Для определения коэффициента корреляции сначала найдем корреляционный момент
К = М [(Ун —/пУн) (Ув — mVB)]. (2.10)
После перемножения членов в скобках и применения свойств математических ожиданий суммы и произведений случайных величин, приведения подобных членов с учетом зависимости сф = = М [Y2 ] — т2у окончательно получим
и коэффициент корреляции = * =______________Ох_________
/(а| + о2Хп) (а| + ахв)
Выражения для плотностей вероятности f (Ун, Ув), /(Ун), f (Ув) позволяют найти вероятность отсутствия отказа по уравнениям (2.4), (2.5) и (2.6).
Рассмотрим несколько частных случаев, которые часто встречаются на практике.
Л. Общий случай. Случайный параметр X не должен выходить за пределы Хн и Хв. Все случайные параметры распределены по нормальному закону и имеют статистические характеристики тх, ох и р.
Вероятность безотказной работы определяется решением двойного интеграла
Г(^Н-^Н)2
1 ~ ) ) 2™^^ (1 -р2) еХР | 2(1 — р2)
D Q
2р (Кн — тун) (^в — mz/B) . (^в — а1/наг/в 2ojB
Решение этого интеграла имеет вид
Р = 0,5 [Ф (ан) -ф- Ф (ав) — Т (ан, рн) — Т (ав, рв)],
24н
(2.11)
1
где
тУн ан =----;
°Ун
тУв. °Ув"
Q ав — анр . д _ ан — авр ₽“-ан/Г^’ ₽В“ав/Г=Т2-
X
Значения функции Ф (х) = J е~/2/2 dt приведены в табл. П.2 приложения, а значения функций Т (а, Р) даны в работе [4].
Вычисление вероятности по уравнению (2.11) можно упростить, если систему двух нормально распределенных величин Ун, Ув
2 Сырицын Т. А. 33
разложить на две независимые величины Y'a и Y'B со следующими статистическими характеристиками [4 ]:
о2^ = оУи cos а + К sin 2а -|- офн sin2 а; ст2' = о2в sin а — К sin 2а + о$в cos2 а, 1 Л / 2а!
где а = -5- arctg--5----~
2 \ ^н-^в
Тогда /ти„\ /ma„ \
Р = Вер(Хи<Х<Хв) = Ф -^1ФМЧ- (2.12) \ °Фк / \ /
Б. Функции Yg, Ув независимы (р = 0) и распределены по нормальному закону. В этом случае плотности вероятностей f (Ув» Ув) = f (Ун») f (Ув) и в соответствии с выражением (2.11) р = ф(^\ф/^\. (2.13)
\а»н/ \аг/в/
В. Недопустим выход случайного параметра за один предел ХИ или Хв. В этом случае в соответствии с выражениями (2.4) и (2.8) имеем
Р = Вер(Ун>0) = Ф (2.14)
\а^н /
Р = Вер (Ув> 0) = Ф . (2.15)
\Оув /
Г Пределы Хв и Хв неслучайны. В этом случае задача упрощается; для решения необходимо только знать плотность веро-(Х~тх)2
ятности f (X) =—т=е 2о* Имея в виду, что Ф(—X) =
ох у 2л
= —Ф (х), получаем
Р = Вер (Хн < X < Хв) = Ф + Ф (-*=--) - 1-
(2.16)
Если необходимо в тех же условиях рассчитать вероятность выхода случайной величины X только за верхний Хв или нижний Хн предел, то
Р = Вер (X < Хв) - Ф (Хв~тх);
Р = Вер (Хн < X) = Ф (тх~хХя) •
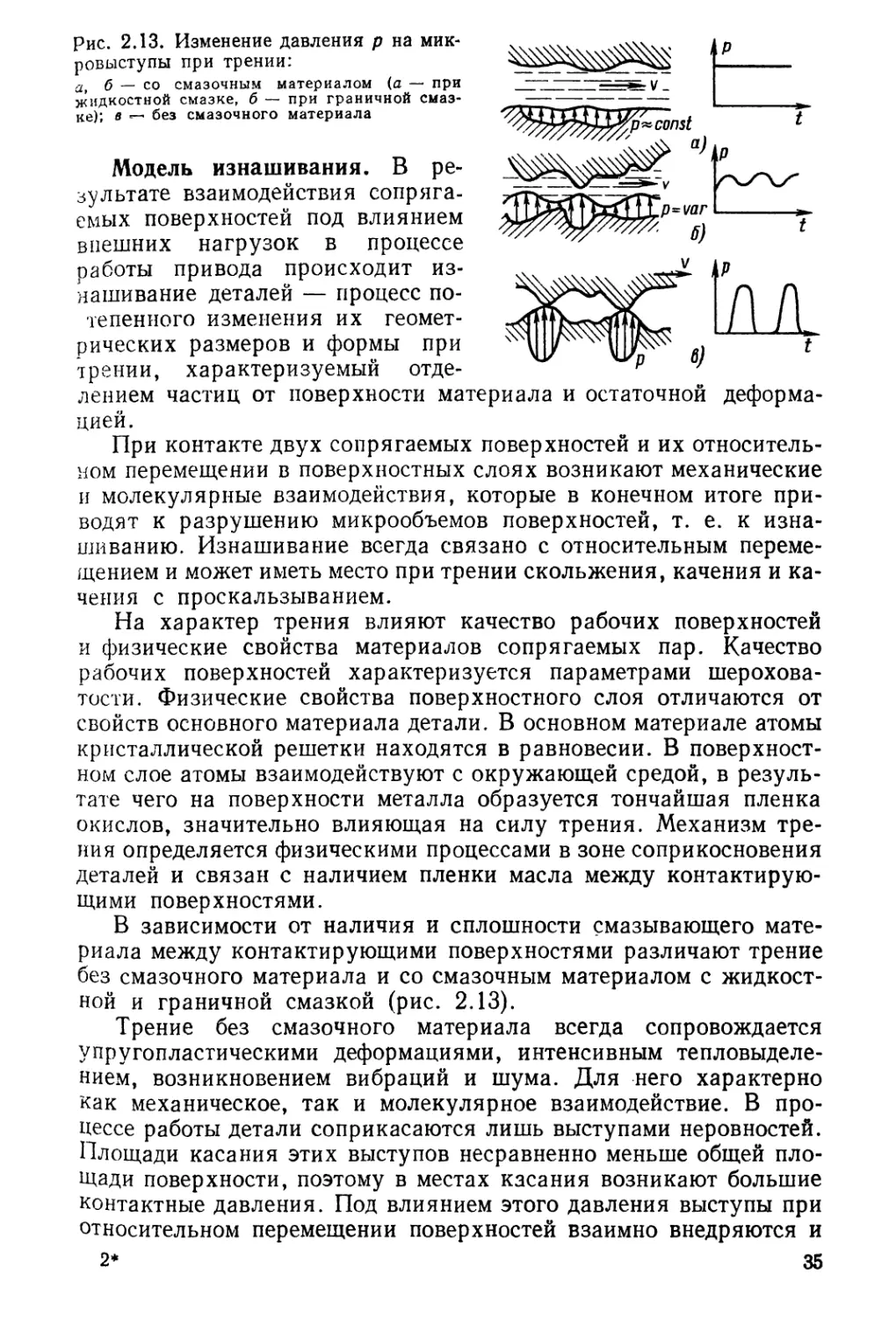
Рис. 2.13. Изменение давления р на микровыступы при трении:
а, б — со смазочным материалом (а — при жидкостной смазке, б — при граничной смазке); в =— без смазочного материала
Модель изнашивания. В результате взаимодействия сопрягаемых поверхностей под влиянием внешних нагрузок в процессе работы привода происходит изнашивание деталей — процесс по-тепенного изменения их геометрических размеров и формы при трении, характеризуемый отде
лением частиц от поверхности материала и остаточной деформацией.
При контакте двух сопрягаемых поверхностей и их относительном перемещении в поверхностных слоях возникают механические и молекулярные взаимодействия, которые в конечном итоге приводят к разрушению микрообъемов поверхностей, т. е. к изнашиванию. Изнашивание всегда связано с относительным перемещением и может иметь место при трении скольжения, качения и качения с проскальзыванием.
На характер трения влияют качество рабочих поверхностей и физические свойства материалов сопрягаемых пар. Качество рабочих поверхностей характеризуется параметрами шероховатости. Физические свойства поверхностного слоя отличаются от свойств основного материала детали. В основном материале атомы кристаллической решетки находятся в равновесии. В поверхностном слое атомы взаимодействуют с окружающей средой, в результате чего на поверхности металла образуется тончайшая пленка окислов, значительно влияющая на силу трения. Механизм трения определяется физическими процессами в зоне соприкосновения деталей и связан с наличием пленки масла между контактирующими поверхностями.
В зависимости от наличия и сплошности смазывающего материала между контактирующими поверхностями различают трение без смазочного материала и со смазочным материалом с жидкостной и граничной смазкой (рис. 2.13).
Трение без смазочного материала всегда сопровождается упругопластическими деформациями, интенсивным тепловыделением, возникновением вибраций и шума. Для него характерно как механическое, так и молекулярное взаимодействие. В процессе работы детали соприкасаются лишь выступами неровностей. Площади касания этих выступов несравненно меньше общей площади поверхности, поэтому в местах касания возникают большие контактные давления. Под влиянием этого давления выступы при относительном перемещении поверхностей взаимно внедряются и
разрушаются, при этом на контактирующих поверхностях возникают силы молекулярного взаимодействия. При трении без смазочного материала скорость изнашивания наибольшая.
Граничная смазка — смазка, при которой трение и износ между поверхностями, находящимися в относительном движении, определяются в основном свойствами смазочного материала. Механизм граничной смазки состоит в том, что на поверхности контактирующих тел образуется пленка растворенных в рабочей жидкости активных веществ типа углеродных соединений. Поверхность покрывается слоем ориентированных полярных молекул. С увеличением расстояния от поверхности металла сила притяжения молекул уменьшается пропорционально четвертой степени этого расстояния и частицы смазочного материала начинают свободно скользить по неподвижным слоям.
Смазочный материал не только уменьшает трение, он проникает в микропоры на поверхности детали, что способствует перераспределению давления и обеспечивает благоприятные условия приработки поверхностей. При граничной смазке хотя и происходит перераспределение внешней нагрузки, но имеются более нагруженные зоны в месте сближения микровыступов. Поэтому при относительном движении тел происходит колебание напряжений в каждом выступе и создаются условия для их усталостного разрушения.
При жидкостной смазке на каждый участок поверхности действует постоянное давление, не изменяющееся при относительном перемещении поверхностей, т. е. статическая нагрузка. Эта нагрузка не в состоянии разрушить микровыступы.
Изнашивание — это сложный процесс, сопровождающийся различными явлениями. Основные из них следующие.
1. Возникновение высоких локальных температур, которые при больших местных давлениях (особенно при сухом трении) могут превысить температуры плавления и фазового перехода, что приведет к поверхностному расплавлению металла. Сочетание механических и температурных напряжений может вызвать микротрещины и отделение частиц металла.
2. Химико-термические процессы, такие, как образование пленок окислов, охрупчивание поверхностного слоя, приводят к различию свойств поверхностного слоя и основного материала.
3. Смазывание, которое, кроме положительного эффекта (смазка попадает в микротрещины), может оказать расклинивающее действие, способствующее разрушению поверхности.
4. Перенос материала с одной поверхности на другую. Перенос пленки более пластичного тела на твердое в результате молекулярного схватывания. Последнее явление происходит при трении пары сталь—сплав меди и заключается в выделении меди путем разрушения межатомных связей, перенос ее на поверхность стали и образование тончайшего слоя, что повышает износостойкость пар трения.
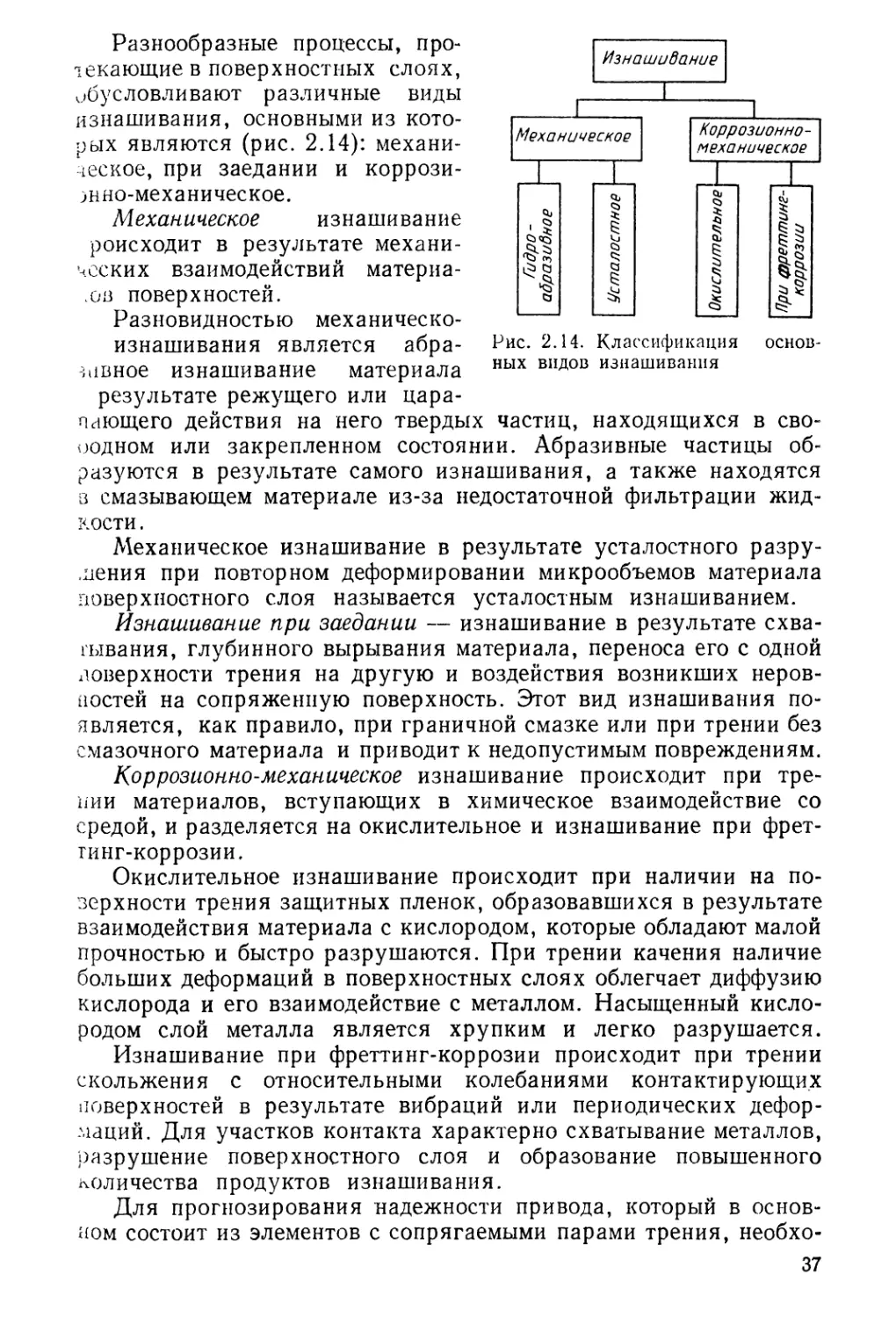
Разнообразные процессы, протекающие в поверхностных слоях, обусловливают различные виды изнашивания, основными из которых являются (рис. 2.14): механическое, при заедании и коррозионно-механическое.
Механическое изнашивание роисходит в результате механических взаимодействий материалов поверхностей.
Разновидностью механическо-изнашивания является абразивное изнашивание материала
Рис. 2.14. Классификация основ-
ных видов изнашивания
результате режущего или цара-
пающего действия на него твердых частиц, находящихся в свободном или закрепленном состоянии. Абразивные частицы об
разуются в результате самого изнашивания, а также находятся з смазывающем материале из-за недостаточной фильтрации жид
кости .
Механическое изнашивание в результате усталостного разрушения при повторном деформировании микрообъемов материала поверхностного слоя называется усталостным изнашиванием.
Изнашивание при заедании — изнашивание в результате схватывания, глубинного вырывания материала, переноса его с одной поверхности трения на другую и воздействия возникших неровностей на сопряженную поверхность. Этот вид изнашивания появляется, как правило, при граничной смазке или при трении без смазочного материала и приводит к недопустимым повреждениям.
Коррозионно-механическое изнашивание происходит при трении материалов, вступающих в химическое взаимодействие со средой, и разделяется на окислительное и изнашивание при фрет-гинг-коррозии.
Окислительное изнашивание происходит при наличии на поверхности трения защитных пленок, образовавшихся в результате взаимодействия материала с кислородом, которые обладают малой прочностью и быстро разрушаются. При трении качения наличие больших деформаций в поверхностных слоях облегчает диффузию кислорода и его взаимодействие с металлом. Насыщенный кислородом слой металла является хрупким и легко разрушается.
Изнашивание при фреттинг-коррозии происходит при трении скольжения с относительными колебаниями контактирующих поверхностей в результате вибраций или периодических деформаций. Для участков контакта характерно схватывание металлов, разрушение поверхностного слоя и образование повышенного количества продуктов изнашивания.
Для прогнозирования надежности привода, который в основном состоит из элементов с сопрягаемыми парами трения, необхо-
Рис. 2.15. Зависимость скорости изнашивания от времени
димо знать основные закономерности изнашивания. Показателями изнашивания являются линейный износ h (мкм), измеряемый в направлении, перпендикулярном к поверхности трения; скорость изнашивания v = = dhtdt (мкм/ч) — отношение износа к интервалу
времени, в течение которого он возник; интенсивность изнашивания / = dh/ds — отношение износа к пути трения. Перечисленные
показатели зависят от силовых и кинематических параметров (давления на поверхности трения и скорости относительного скольжения), параметров, характеризующих состав, структуру и механические свойства материала (твердости, предела текучести, модуля упругости), свойства поверхностного слоя (шероховатости, вида напряженного состояния), вида трения и смазывания, и внешних условий (температуры, активности смазки, вибрации и др.). Все показатели изнашивания изменяются во времени.
Получение в явном виде зависимостей скорости или интен
сивности изнашивания от перечисленных параметров является чрезвычайно сложной задачей, которая в настоящее время пока еще не решена. Поэтому часто используют эмпирические данные для определения закономерностей изнашивания.
Опыт эксплуатации элементов привода, например, показывает, что скорость изнашивания сопрягаемых пар является характерной функцией времени (рис. 2.15). В начальный период Оа, когда происходит приработка поверхностей и устанавливается определенная шероховатость, скорость изнашивания увеличивается. Продолжительность этого периода определяется качеством поверхностей и режимом работы. Затем наступает период аб установившегося изнашивания, который характеризуется постоянной скоростью и продолжается до тех пор, пока изменение размеров и формы деталей не повлияет на условия работы.
При увеличении износа зазоры между трущимися поверхностями растут, возникают дополнительные динамические нагрузки, ухудшаются условия смазывания и при определенных условиях изнашивания наступает аварийный период (участок бв), при котором возникают ударные нагрузки, резкое тепловыделение, заедание деталей, снижение КПД и т. д.
Предельный износ (зазор) определяется условиями работы и функциями сопряжений.
Модель «слабого» звена. Деформация и разрушение деталей вызываются неблагоприятным сочетанием нагрузки и прочности. Для этого случая справедлива параметрическая модель, только за обобщенный параметр состояния необходимо принимать нагрузку Q, за параметр предельного состояния — несущую способ
ность 7?н. Тогда разрушение (отказ) произойдет при выполнении условия /?н — Q > 0.
Причинами разрушений могут быть внутренние изменения свойств нагруженного материала вследствие термоактивационного процесса. Существует несколько моделей такого процесса. Наиболее разработана кинетическая модель разрушения. В соответствии с этой моделью деформация материала определяется не только предельным нагружением, но и термохимическими процессами, зависящими от свойств материала и температуры. Возникновение и развитие трещин в материале обусловлены разрывом межатомных связей за счет тепловых флуктуаций и диффузии вакансий к трещинам.
Сначала рассмотрим возникновение отказа из-за разрыва межатомных связей. Пусть имеется идеальный элемент, под которым будем понимать материальное тело конечных размеров, однородное по всем осям и защищенное от внешних воздействий, кроме приложенной нагрузки. Под действием нагрузки в теле происходят аккумуляция и преобразование энергии. Подведенная энергия характеризуется нагрузкой, а аккумулируемая — напряжением. В элементе подведенная энергия накапливается в виде напряжения растяжения межатомных связей, которые создаются электростатическими силами. Тело не может беспредельно накапливать энергию. Поэтому когда энергия, запасенная элементом при некотором процессе, превысит критическое значение, произойдет разрыв межатомных связей и отказ. Рассмотренная модель объясняет отказы при высоких напряжениях и сравнительно низких температурах.
В области малых напряжений и высоких температур действует диффузионный механизм разрушения, основанный на росте микротрещин. Скорость развития микротрещин зависит от локальных напряжений. Сначала микротрещина, образовавшаяся из-за незначительных дефектов (посторонних включений, царапин, неоднородностей материала и др.), развивается медленно, а затем с большой скоростью а, приближающейся к скорости звука [17]:
а = (2.17)
где а0, а — постоянные, определяемые свойствами материала; о — приложенное напряжение.
Из зависимости (2.17) следует, что между скоростью роста трещины и напряжением существует экспоненциальная связь, которая объясняет лавинообразный рост трещин. Рассмотренная модель разрушения присуща идеальным элементам.
Привод является гетерогенной системой, состоящей из большого числа идеальных элементов. В такой системе подведенная энергия распределяется неравномерно по всему объекту, вследствие чего нагрузка на отдельные элементы разная. Кроме того, отдельные элементы имеют различные свойства и начальные условия развития трещин. В соответствии с зависимостью (2.17)
Рис. 2.16. Циклы напряжений:
а — симметричный; б — асимметричный
время разрушения их будет разное. В результате указанных различий некоторые элементы могут отказать при более низких значениях запасенной энергии. Такие элементы называются «слабыми»; они являются причиной отказа всего объекта. В самом деле, пусть объект имеет N элементов, из которых откажут п «слабых». В результате этого нагрузка на остальные элементы возрастет: Ян = — п) (где *о — начальная нагрузка); если она
превысит несущую способность «слабого» звена, то элемент откажет, а на остальные нагрузка возрастет еще больше и т. д.
Рассмотренная модель «слабого» звена позволяет объяснить появление отказов наличием местных перенапряжений, вызванных необнаруженными мелкими дефектами материала.
Модель усталости. Элементы привода в процессе эксплуатации работают в условиях нестационарного режима нагружения, когда на них действуют нагрузки, изменяющиеся во времени. Установлено, что многократное нагружение вызывает разрушение элементов конструкции при напряжениях, меньших, чем при однократном нагружении. Под действием переменных напряжений происходит процесс постепенного накопления повреждений материала, приводящий к необратимому изменению его физико-химических свойств, образованию трещин, их развитию и усталостному разрушению.
Усталостные микротрещины образуются чаще всего в местах, где имеются концентраторы напряжений (следы обработки инструментом, переходы от сечения к сечению и т. д.).
По характеру нестационарное нагружение может быть разным. Приближенно его можно считать циклическим симметричным и асимметричным (рис. 2.16).
Цикл нагружения характеризуется максимальным сгтах, минимальным omln и средним = (атах + ат1п)/2 напряжениями, амплитудой сга = (атах — 0тш)/2 и коэффициентом асимметрии цикла 7? = omln/0max- Принимая, что напряжение растяжения положительно, а сжатия — отрицательно, каждый вид цикла нагружения можно описать, используя введенные соотношения. Так, для симметричного цикла
^max ^mln ~ ^а> &т ~
R — ^mln/^max ~ !•
Основным показателем, характеризующим сопротивление материала усталостному разрушению, является предел выносливости o'.! при изгибе и T-! при кручении.
Под пределом выносливости понимается то наибольшее напряжение цикла от, которое может выдержать элемент без усталостного разрушения при заданной продолжительности работы. Пределы выносливости определяют по справочникам или по эмпирическим формулам.
Для асимметричного цикла нагружения предел выносливости
0-1 = ста + #<Ъп- (2.18)
Изучение влияния вида нагряженного состояния на сопротивление стали усталости позволило установить для симметричных циклов нагружения соотношение между пределами выносливости при изгибе о_ь кручении т_х и растяжении (a_i)p. Для гладких образцов (cF.Jp = (0,7 0,8) о_ь т_х = (0,57 0,62) о^.
Так как на усталостную долговечность большое влияние оказывают форма и размеры деталей, сведения о пределе выносливости материала, полученные при испытаниях цилиндрических гладких образцов, еще недостаточны для заключения о сопротивлении усталости в условиях эксплуатации реальной детали. В результате обработки экспериментальных данных [2] получено, что у образцов различных размеров распределение максимального разрушающего напряжения (о_х = отах) в зоне концентрации совпадает, если соблюдается постоянство отношения параметра сечения образца L и относительного градиента напряжения G. Иначе, если образец и деталь имеют различные значения L и G, но отношения L/G совпадают, то будут совпадать и пределы выносливости.
Предел выносливости детали с учетом масштабного фактора можно определить по приближенной зависимости
a-i = (omln + Юл-В * <^>), (2.19)
где а0 — теоретический коэффициент концентрации напряжений; А и В — коэффициенты, зависящие от свойств материала.
Теоретический коэффициент концентрации напряжений определяют по методам теории упругости или экспериментально. Для круглых образцов с кольцевыми канавками коэффициент концентрации аппроксимируется линейной функцией вида
а0 = 0,34 + 0,73 (2.20)
где tQ — глубина кольцевой выточки; 7?в — радиус кривизны выточки.
Относительный градиент G первого главного напряжения в зоне концентрации находят экспериментально. Для круглых образцов при изгибе G = L/R + 1/а, а при растяжении и сжатии G = 2//?. Для материала данной марки величины % = Л/В и е = атт/ог_1О постоянные (табл. 2.1). Величина о_10 — предел выносливости
2.1. Значения коэффициентов % и 8
Материал % 8
Сталь:
углеродистая 10 0,6
легированная Сплав: 10 0,5
алюминиевый 8 0,55
магниевый 4 0,5
б
Рис. 2.17. Кривая усталости материала
гладкого образца диаметром 7,5 мм при изгибе с вращением, который находят путем испытаний.
Постоянные материала:
в = lgo K^lgll-8). Л=%В; От1п = 8а_101 (2.21)
Таким образом, зная стт1п и масштабные коэффициенты А, В и 8, по уравнению (2.20) можно определить предел выносливости детали в эксплуатационных условиях.
Вторым критерием, характеризующим сопротивление усталости, является циклическая долговечность, т. е. число циклов нагружений Af, выдерживаемых элементом до образования трещины определенной протяженности или.разрушения. Зависимость 2V (о) или 1g N (о), называемую кривой усталости, определяют в результате испытаний (рис. 2.17).
Кривая усталости описывается уравнением
oTNi = const, (2.22)
где т — показатель, зависящий от геометрии детали, площади сечения, числа циклов нагружения, коэффициента концентрации' напряжений.
Кривая усталости металла асимптотически приближается к горизонтальной линии, соответствующей пределу выносливости.
Соотношение между о, т и No (число циклов нагружения, соответствующее пределу выносливости, т. е. разрушению) зависит от свойств материала, условий работы и других факторов. Однако количественное влияние этих факторов на кривую усталости пока не установлено.
Известен ряд экспериментальных данных, на основании которых рекомендованы эмпирические зависимости для определения базового числа циклов нагружения. В работе [161 предложена зависимость
No = (—0,435 + 0,785Я#С + 0,8m) 10е, (2.23)
где HRC — твердость материала по Роквеллу; т — коэффициент кривой усталости (для сталей при объемной закалке и HRC < 40 тп = 2,7 ... 3,5, при HRC > >40 т = 5 6,75; при поверхностной закалке т — 5,7 8,0).
КОНТРОЛЬНЫЕ ВОПРОСЫ И УПРАЖНЕНИЯ
1. Перечислите факторы, влияющие на надежность привода.
2. Постройте качественную зависимость КПД привода от температуры рабочего тела.
3. Перечислите модели отказов и укажите их принципиальное отличие.
4. Работоспособность насоса контролируется одним параметром — давлением на выходе с характеристиками тр = 16 МПа и ар =0,15 МПа. Точность измерения давления ар = 0,1 МПа. Выход давления за пределы рн = 13 МПа и рв = 17 МПа квалифицируется как отказ.
Определить вероятность параметрического отказа насоса в предположении, что р, рн и рв независимы и распределены по нормальному закону.
5. Решить предыдущую задачу, считая, что пределы рн и рв не являются случайными величинами.
ГЛАВА 3 ПОКАЗАТЕЛИ НАДЕЖНОСТИ ПРИВОДОВ
3.1. ОБЩИЕ СВЕДЕНИЯ
Показатели надежности — это вероятности определенных событий, обусловленных свойствами привода. Как известно, вероятность приобретает количественный (математический) смысл и становится мерой надежности, когда возможность проявления какого-либо события оценивается каким-либо числом, устойчивым при неоднократном повторении некоторого комплекса условий. Теоретически вероятность события
Р = Um (n/JV),
где п — число событий; N — число испытаний.
Теоретическое значение вероятности ограниченно, поскольку его можно получить при бесконечном числе испытаний и при неизменном комплексе условий, определяющих эти испытания.
Более приемлемым является определение вероятности как некоторой закономерной величины, вблизи которой группируются частоты Р* — n/W, полученные при достаточно большой серии испытаний.
В теории надежности используется большое число разнообразных показателей надежности. Выбор тех или иных показателей определяется задачей анализа и назначением привода.
3.2. ПОКАЗАТЕЛИ НАДЕЖНОСТИ —
НЕВОССТАНАВЛИВАЕМЫХ ПРИВОДОВ
Интенсивность отказов. Пределы изменения внешних воздействий и условий эксплуатации привода заданы. Однако в этих допустимых пределах и условиях эксплуатации свойства элементов привода и его режим работы изменяются случайно, что приводит к возникновению отказов в случайные моменты времени. Следовательно, время t работы элемента или привода в целом до отказа является случайной величиной.
Последовательность событий, наступающих одно за другим, называется потоком событий. Если событие — отказ, то такая последовательность называется потоком отказов.
44
Поток событий называется ординарным, если вероятность попадания на произвольный интервал времени (t, t + AZ) двух и более событий равна нулю.
Поток событий называется потоком без последействия, если вероятность попадания k событий на интервал времени (/, t И- AZ) не зависит от числа и моментов времени появления событий на других интервалах времени.
Ординарный без последействия поток называется пуассоновским. Если события образуют пуассоновский поток, то число событий, происходящих на любом интервале (£, t + АО, распределено по закону редких событий (закон Пуассона) и при этом вероятность того, что случайная величина X (число событий), в интервале (/, t + AZ) принимающая значения 0, 1,2, 3, /п,
равна т, выражается формулой
ат
Р = Вер(Х = т) = ^е-, (3.1)
где а — математическое ожидание числа событий, которое называется параметром закона Пуассона;
Н-д*
a=j (3.2)
О
здесь X (t) — интенсивность отказов.
Интенсивностью отказов называется условная плотность вероятности возникновения отказа невосстанавливаемого элемента, определяемая для рассматриваемого момента времени при условии, что до этого момента времени отказа не было.
Статистически интенсивность отказов
[АГ (Q-AT(/ + A/)] n
Л N (О А/ ’
где N (/) и N (t -|- Af) — число элементов, работоспособных до моментов времени t и t -|- А? соответственно; А/ — некоторый достаточно малый промежуток времени.
Из определения интенсивности отказов следует вероятностная форма ее выражения:
X (0 = f (0/Р (0, (3.4)
где f (t) — плотность вероятностей возникновения отказа; Р (0 — вероятность безотказной работы за время t.
Если вероятность отказа в интервале (/, t + AZ) зависит от числа отказов и интервала А/ и не зависит от положения начала интервала Z, то такой поток называется стационарным.
Интенсивность отказов X (t) практически для всех технических систем зависит от времени (рис. 3.1). Изменение X (/) во времени имеет три характерных участка.
интенсивности
Рис. 3.1. Зависимость отказов от времени
значения в течение
Участок О—tLi где интенсивность отказов уменьшается, называется периодом приработки. В этот период в основном проявляются конструктивные, технологические и производственные дефекты. Отказы в период приработки объясняются моделью «слабого» звена. Закон распределения отказов для разных технических систем может быть разным, однако общим является уменьшение интенсивности отказов до некоторого постоянного короткого промежутка времени.
Когда требуется обеспечить высокую надежность, важнейшей задачей является не определение закономерностей отказов в период приработки, а разработка методов их устранения. Для устранения отказов после сборки привода проводится технологическая операция — приработка, т. е. работа привода в стендовых или реальных условиях. Во время приработки производится замена отказавших элементов, выясняются причины их отказа и проводятся мероприятия, парирующие возникновение таких отказов. Для технологии приработки очень важно выбрать режим работы, который должен обеспечить минимальный первичный износ деталей. Анализ режимов приработки на гидроагрегатных заводах показал, что даже для однотипных узлов привода время приработки изменяется от нескольких часов до нескольких суток. Установлено, что наилучшим режимом нагружения с позиции надежности является постепенное увеличение нагрузки. При определении технологии приработки следует также учитывать, что в процессе приработки происходит интенсивное изнашивание сопрягаемых элементов и накопление абразивных частиц. Поэтому в гидролиниях необходимо устанавливать фильтры с высокой тонкостью фильтрации.
Большое значение имеет выбор способа объективного контроля качества приработки, который позволяет своевременно изменять режимы испытаний и определять момент окончания приработки. Показателями качества приработки привода могут быть КПД, уровень шума, температура поверхности деталей и жидкости, толщина слоя смазочного материала, сила трения и др. Об окончании процесса приработки можно судить по стабилизации показателя X (/), силы трения, температуры, по достижению минимальной потребляемой мощности на холостом ходу и др.
На интервале tr—12 (период нормальной эксплуатации) интенсивность отказов устанавливается приблизительно постоянной [X (/) ^ const] и определяется случайными, в основном внезап-46
ними отказами из-за влияния на приводы эксплуатационных факторов. Значение интенсивности отказов на этом интервале зависит от периода приработки до начала эксплуатации.
С момента t2 интенсивность отказов увеличивается из-за необратимых физико-химических процессов в элементах, связанных с их длительной эксплуатацией. Механизм отказов на этом участке объясняется моделями изнашивания, старения и усталости.
Вероятность безотказной работы. Элемент работоспособен в момент времени t = 0 и работает до первого отказа, наступившего в случайный момент времени т. Надежность такого элемента полностью определяется безотказностью, а показатель безотказности — характеристика случайной величины т, которая есть ни что иное, как время жизни (исправной работы) элемента.
Как всякая случайная величина, время жизни элемента имеет закон распределения. Полагаем, что величина т непрерывна, так как нельзя указать такие моменты времени, в которые отказ не был бы возможен.
Обозначим функцию распределения величины и (вероятность отказа) через
Q (0 - Вер (т < /), (3.5)
а плотность вероятностей отказа через
f (t) =-- dQ (tydt. (3.6)
Кроме функции Q (t) распределения отказов часто используют противоположную функцию — вероятность безотказной работы
р (/) = 1 _ Q (t) = Вер (т > 0. (3.7)
Вероятностью безотказной работы называют вероятность того, что в пределах заданного промежутка времени отказ не произойдет. По статистическим данным, вероятность безотказной работы
Р*(0 = [N — n(t)]/N, (3.8)
где W — число элементов, подвергнутых наблюдениям; п (t) — число элемен
тов, отказавших за время t работы.
При N -> оо статистическая оценка Р* (<) является устойчивой и приближается к Р (/). Изменение вероятности безотказной работы показано на рис. 3.2. При t = 0 в соответствии с принятой моделью (в момент начала работы элемент работоспособен) Р (0) = 1 и по логике при t оо Р (оо) = 0. Таким образом, вероятность безотказной работы изменяется в пределах от 0 до 1.
Рис. 3.2. Зависимость вероятности безотказной работы от времени
Вероятность безотказной работы и интенсивность отказов имеют однозначную связь.
На основании зависимости (3.4)
1 w
л P (0 P (/) dt •
Учитывая выражение (3.7), получаем
Л W P (/) dt ’ откуда
^- = -X(Od(i).
Проинтегрируем левую и правую части последнего уравнения от 0 до
t t tt
= lnP(0 | = -Jx(/)dt
0 0 0 0
Имея в виду, что Р (0) = 1, In Р (0) = 0, определяем
t
t X (О di
In Р (0 = — J х (0 dt или P (t) = e “ (3.9)
0
Важным для практики случаем является работа элемента при постоянной интенсивности отказов X (/) = % = const. При этом
Р(/) = е-^. (3.10)
Это выражение называется экспоненциальным законом надежности.
Для Р (/) >0,9 или М <0,1 экспоненциальная зависимость (3.10) заменяется первым членом разложения функции:
Р (0 = 1 — It. (3.11)
Отсутствие последействия отказов, подчиняющихся экспоненциальному закону, приводит к тому, что вероятность безотказной работы на интервале (t, t + Д£) не зависит от времени предшествующей работы, а зависит только от длины интервала Д/.
Средняя наработка на отказ (среднее время безотказной работы). Функции !(/) и Р (0 являются исчерпывающими характеристиками надежности элемента. Однако следует иметь в виду еще одну характеристику — среднее время безотказной работы TQ.
Среднее время безотказной работы есть математическое ожидание времени работы привода до первого отказа. Статистически его можно определить следующим образом. Пусть за время Т 48
в процессе эксплуатации отказало п из W элементов. Время отказа каждого элемента tlf t2, ..., tn. Тогда
п
1
Среднее время безотказной работы связано с ранее рассмотренными показателями. Так как TQ есть математическое ожидание случайной величины чн
со
Т0 = М[т] = о
g учетом выражений (3.6) и (3.7) получим
То = —рР(0<& (3.13)
D
Интеграл (3.13) можно взять по частям?
— J/P = — tP (0 | + ]р(0Л-О D D
со
Так как — tP (t) | = 0, окончательно получим о
оо
To=J?(Odt (3.14)
О
Таким образом, наработка на отказ численно равна площади под кривой Р (t) на интервале 0 — оо.
С учетом выражения (3.10) для экспоненциального закона надежности
то = J e“w dt = 1Д. (3.15)
о
Экспоненциальный закон является однопараметрическим и позволяет весьма просто вычислять вероятность безотказной работы, поэтому широко применяется в расчетах надежности. При этом не разграничивают, относятся ли отказы к внезапным или постепенным. Вместе с тем условие % (f) = const соответствует случаю, когда время предшествующей работы не влияет на вероятность отказа в данный промежуток времени, т. е. только для схемы внезапных отказов. В машиностроении преобладают постепенные отказы.
3.3. ПОКАЗАТЕЛИ НАДЕЖНОСТИ
ВОССТАНАВЛИВАЕМЫХ ПРИВОДОВ
Параметр потока отказов. Восстанавливаемые приводы характеризуются тем, что в процессе эксплуатации можно восстанавливать их работоспособность. К ним относятся приводы станков, машин, технологического оборудования, отказы которых не приводят к катастрофам и авариям, а лишь определяют перерыв в функционировании привода на время ремонта и восста новления.
Функционирование восстанавливаемых приводов характеризуется потоками отказов и восстановлений. Для описания этих потоков необходимо определить модель функционирования привода в процессе эксплуатации. Простейшей является такая модель, при которой элемент или привод в целом какое-то случайное время функционирует до первого отказа, фиксируемого достоверно, затем следует его мгновенное восстановление в момент /1 = после чего элемент снова работает случайно в течение времени t2 — = т2 до второго отказа и т. д. (рис. 3.3).
Для определенности полагают, что в начальный момент времени элемент работоспособен, моменты времени отказов t2, ..., ti образуют случайный поток отказов.
Процесс восстановления описывается случайной величиной г (/), равной числу отказов, происшедших за время t. Величину г (0 можно характеризовать математическим ожиданием числа отказов на интервале М [г (£)] =£2(0, которое называется ведущей функцией потока или функцией восстановления.
Часто используют не математическое ожидание числа отказов, а его производную со (0 = dQ/dt, которую называют параметром потока отказов. Последний можно интерпретировать как среднее число ka) (t) Д/ восстановлений в интервале (t, t + ДО, если одновременно идет очень большое число независимых процессов.
Случайная величина г (t) имеет распределение с законом
Вер [г (0 > т] = Р (т1; т2, тто < t) = Fm (/), (3.16)
где Fm (/) — закон распределения случайной величины
Вероятность того, что за время t не произойдет ни одного отказа (восстановления),
Р [г (0 = 0] = Ро (0 - Р (Т1 < 0 = 1 - Fm (t). (3.17)
Вероятность того, что за время t произойдет т отказов,
Р к (0 = т] = Рт (0 = Fm (0 - Fm+1 (0. (3.18)
И f—I—I—Ь-'Ч--------Рис. 3.3. Модель функционирования
О tj t2 tm восстанавливаемых приводов
По определению математического ожидания е учетом выражения (3.18) имеем
й = м [г (01 = Е тРт (0 = S mFm (t) -т—1 m=i
- S rnFm+1(t)= s Fm(i). (3.19)
m—l m=l
Соответственно
Ш(0 = ^1= S /то(0, (3.20)
ai m=I
где fm (/)—.плотность вероятностей случайных величин т.
Функцию Fm (i) определить достаточно сложно. При некоторых видах законов распределения можно получить простые формулы для параметра потока отказов.
Для экспоненциального закона распределения времени между отказами (восстановлениями) в соответствии с выражением (3.17) имеем
F (0 = 1 - и Р = 1 - Fm (0 -Процесс восстановления является пуассоновским потоком (табл. П.З приложения). Вероятность отказов
р [r(t) = т] = Pm(t) = е^, (3.21)
где М — математическое ожидание числа отказов. Действительно, оо
М [г (01 = Q (0 = 2 т = М’ <3-22>
т—1
т. е. й (0 = X/ и w (0 = X.
Таким образом, для экспоненциального закона параметр потока отказов (о (0, т. е. среднее число отказов восстанавливаемого привода в единицу времени, численно равен интенсивности отказов X невосстанавливаемого привода.
Если моменты времени t2, ..., tm (см. рис. 3.3) распределены нормально, то случайная величина имеет нормальное распределение с математическим ожиданием
М [т] = тТ0, (3-23)
где То — среднее время безотказной работы.
В соответствии с выражением (3.18), когда То °о (сто — среднее квадратическое отклонение интервала между отказами), функцию (3.21) можно представить в виде
Р (0 = 1 - Ф [ (3.24)
и закон распределения случайной величины I
Fm(t) = —±==fT
оу2лт
Математическое ожидание числа отказов
а V т I т=1
и параметр потока отказов
(3-25)
Статистически параметр потока отказов
S «г (< + до - S п« ю
“* ® “-----------W~!---------’ <3-26)
где N — число наблюдаемых элементов; Д/ — достаточно малый промежуток времени; и/ — число отказов.
Поток восстановлений является следствием потока отказов, так как потребность в восстановлении появляется только после отказа. При рассмотрении потока восстановлений необходимо учитывать специфику технического обслуживания привода и проведения планово-предупредительных ремонтов.
Для восстанавливаемых объектов периоды потери работоспособности назначаются заранее определенной системой плановопредупредительных ремонтов и технического обслуживания, проводимых в определенные моменты времени. Поэтому маловероятно, что привод будут ремонтировать только после наступления отказа. В таком случае поток отказов не носит случайный характер, а является заранее запланированным. Следовательно, и поток восстановлений не есть следствие отказов, а определяется потенциальной возможностью отказа. Отказов может и не быть, а потоки восстановления планируют, и их наличие обеспечивает безотказность работы привода в период непрерывной эксплуатации.
Потоки отказов и восстановлений являются критериями для планирования планово-предупредительных ремонтов и длительности периода между техническим обслуживанием.
Вероятность безотказной работы. Вероятность безотказной работы восстанавливаемого привода есть вероятность того, что привод в любой момент времени находится в работоспособном состоянии.
Восстанавливаемый привод в произвольный период (/, t + AZ) будет в работоспособном состоянии в конце интервала А/ только 52
при выполнении несовместных событий! А — привод работоспособен в момент t и за интервал А/ не откажет, В — привод к моменту времени t отказал, но за интервал А/ восстановлен. Вероятности этих событий определяются зависимостями
РА(/, г + А0 = Р(0^Л/;
Рв (t,t + ДО = [1 - Р (01 [1 - (3'27)
где ц — параметр восстановлений (аналогичен параметру потока отказов) — величина, обратная времени tB восстановления: jx = 1/<в.
Разложим показательные функции в уравнениях (3.27) в ряд и оставим только первые члены разложения; получим
e-w = 1 _ е= 1 - [лAt.
Так как события А и В несовместны, е учетом последней зависимости из уравнений (3.27) имеем
Р (t, t + At) = РА (t, t + At) + PB (0 t + At) =
= P (/) (1 — 1 At) + [1 + P (t) ] p At или
P(f+= - KP (0 + I1 + p (0] и-
Применив предельный переход At -> 0 к последнему уравнению, получим Р' (С) + (X + р.) Р (С) — р = 0. Решение этого дифференциального уравнения при начальном условии Р (0) = 1 есть вероятность Рг (С) работоспособного состояния восстанавливаемого привода в любой момент времени:
+ <3-28>
Для невосстанавливаемого привода р = 0 и из выражения (3.28) получаем Р (/) = е-^, что аналогично зависимости (3.10), полученной для постоянной интенсивности отказов.
На рис. 3.4 показаны зависимости вероятностей безотказной работы невосстанавливаемого привода Р (t) и восстанавливаемого Рг (/) от времени работы.
Минимальная вероятность безотказной работы восстанавливаемого привода ограничивается параметром восстановления, так при t -> оо Рг (t) = р/(Х + р).
Вероятность безотказной работы восстанавливаемого привода выше, чем невосстанавливаемого. Чем меньше время восстановления (больше р), тем больше вероятность безотказной работы.
Показатели безотказности восстанавливаемых приводов в основном применяются для разработки стратегии технического обслуживания. Для прогнозирования надежности в процессе эксплуатации применяются показатели долговечности.
Показатели долговечности. Долговечность —свойство привода сохранять работоспособность до наступления предельного со-
стей безотказной работы для восстанавливаемых и невосстанавливае-
стояния при установленной системе технического обслуживания и ремонтов.
Переход в предельное состояние определяется моментом, когда дальнейшая эксплуатация привода нецелесообразна из-за невозможности поддержания безопасности, безотказности или эффективности эксплуатации на допустимом уровне или когда в результате изнашивания и старе-
мых приводов ния привод пришел в такое состо-
яние, при котором ремонт требует недопустимо больших затрат или не обеспечивает восстановления требуемой работоспособности. Признаки предельного состояния устанавливаются нормативно-технической документацией.
Для оценки долговечности привода служат показатели, ха-
рактеризующие выход за допустимые пределы основных технических характеристик (мощности, КПД, скорости, точности функционирования и др.) или способность привода выполнять функции с допустимыми затратами на обслуживание. К числу таких показателей относятся ресурс и срок службы.
Срок службы Тсл — календарная продолжительность эксплуатации привода от ее начала или возобновления после капиталь-
ного ремонта до наступления предельного состояния.
Ресурс Тр — наработка привода от начала эксплуатации или ее возобновления после капитального ремонта до наступления предельного состояния.
Отличие ресурса от срока службы в том, что первый показатель является оценкой фактической наработки привода, а второй характеризует продолжительность функционирования привода с момента ввода в эксплуатацию независимо от характера его использования.
Средний ресурс ср (средний срок службы Тсл, ср) — среднее значение ресурса (срока службы) совокупности приводов одного типоразмера и использования. Эти показатели определяются зависимостями!
^р. ср — \ tfp (0 ^СЛ. ср — j if СЛ (0 dt, О О
где ft (t) — плотность распределения ресурса (срока службы); i — ресурс («р») срок службы («сл»).
Статистически эти показатели определяются аналогично наработке на отказ (индексы «р» и «сл» опущены)-
1 N __ 1 Vi m
1 ср — Д7 Zj 1 ji
Я 1=1
где Tj — срок службы /-го привода.
Так как привод является подсистемой базовой системы, технические требования к ресурсным показателям для заданных условий и режимов эксплуатации определяют по значениям ресурсных показателей базовых машин. При этом ресурс привода Т*р. Пр = р, м/т,
где k — коэффициент использования привода в рабочем цикле машины; k = = Гср. пр/Т'ср (здесь Тер. пр — время функционирования привода в технологическом цикле; 7ф — время функционирования базовой машины); Тр. м — средний ресурс машины; т — кратность замены или ремонта привода в доремонтный период базовой машины.
Гамма-процентный ресурс Tpv — наработка, в течение которой привод не достигает предельного состояния с заданной вероятностью у, выраженной в процентах. Гамма-процентный ресурс показывает, что у процентов приводов должны иметь наработку до предельного состояния не ниже значения
т
^pv “ J f (0 = Too ’ о
Приближенно
TPY ж Tp> cpW ^1 — .
КОНТРОЛЬНЫЕ ВОПРОСЫ И УПРАЖНЕНИЯ
1. Что такое интенсивность отказов?
2. Сформулируйте определение вероятности безотказной работы.
3. Определите вероятность безотказной работы привода в течение 400 ч, если известна интенсивность отказов X = 0,002 1/ч.
4. Какая разница между интенсивностью отказов и параметром потока отказов?
5. Перечислите характеристики долговечности приводов.
6. Что такое у-процентный ресурс?
ГЛАВА 4
МЕТОДЫ ОПРЕДЕЛЕНИЯ СТАТИСТИЧЕСКИХ ХАРАКТЕРИСТИК ПРИВОДОВ
4.1. ИСТОЧНИКИ ИНФОРМАЦИИ О НАДЕЖНОСТИ ПРИВОДА
Для оценки надежности гидропривода необходимо иметь информацию об изменении показателей его работоспособности. Эта информация относится либо к конечным результатам, т. е. к отказам, либо к оценкам процесса повреждения. Основная трудность определения показателей надежности заключается в том, что они характеризуют работу привода за длительный промежуток времени, в то время как эти показатели должны быть заложены еще на этапе проектирования.
На практике используют три основных источника информации о возможной потере работоспособности привода в процессе эксплуатации: аналитические расчеты и прогнозирование надежности на этапе проектирования, результаты испытаний на надежность, данные эксплуатации и ремонтов.
В процессе проектирования и на основании данных готового проекта информацию о надежности привода можно получить лишь расчетным путем. Когда создан опытный образец, он проходит испытания, в результате которых определяются фактические показатели надежности.
В процессе эксплуатации поступает информация о возникающих отказах, являющихся следствием недостатков конструкции, допущенных из-за различия между реальными условиями эксплуатации и условиями испытаний, из-за несовершенства методов проектирования и нарушений правил технического обслуживания при эксплуатации.
Наиболее ценную информацию о действительных показателях надежности, и в частности сроках службы отдельных элементов привода, получают при техническом обслуживании.
Данные о сроках службы элементов привода, полученные в процессе эксплуатации и ремонта, позволяют судить о показателях надежности с учетом различных режимов работы и условий эксплуатации и могут быть использованы при проектировании новых приводов.
Для объективной и достоверной оценки надежности приводов необходима система сбора и обработки информации, которая должна охватывать проектные и эксплуатационные организации, заводы-изготовители и ремонтные предприятия и обеспечивать 56
своевременное получение полных, сопоставимых и объективных данных о работоспособности привода, оперативную обработку данных и представление результатов в форме, удобной для анализа и принятия решений.
Информацию, полученную из разных источников, подвергают первичной обработке. При этом ее тщательно классифицируют по однородности и срокам наблюдения (информация должна .охватывать одинаковые по продолжительности и по временам года периоды наблюдений), а также по целям испытаний. Если цель испытаний или наблюдений — определение показателей долговечности, то систематизируют всю имеющуюся информацию. Если цель испытаний — определение влияния условий эксплуатации на надежность привода, то информацию классифицируют по признакам: режим работы, характерные условия эксплуатации, вид технического обслуживания, квалификация обслуживающего персонала.
При классификации информации необходимо учитывать однотипность приводов. При определении надежности привода, выпускаемого одним определенным заводом, признаками однотипности являются год выпуска и завод-изготовитель, а при определении надежности привода определенной марки признаком однотипности является год выпуска.
Таким образом, всю информацию об испытаниях, эксплуатации и ремонте приводов группируют по количественным (год изготовления, номер привода, дата ввода в эксплуатацию, дата появления неисправности, время восстановления и наработка на отказ) и по атрибутивным (тип изделия, режим эксплуатации, характер и причины неисправностей и др.) признакам. Всю информацию оформляют в соответствии с действующими ГОСТами.
Испытания любого устройства связаны с измерениями и ко^ личественными оценками, которые содержат погрешности. Систематические погрешности порождаются условиями испытаний или объективными факторами, присущими данному объекту или методу испытаний. Случайные ошибки характеризуются суммарным воздействием большого числа различных факторов.
Для выяснения закономерностей ошибок и достоверной оценки надежности в соответствии с предельной теоремой теории вероятностей необходимо провести большое число испытаний и измерений. На практике ограничиваются сокращенным комплексом испытаний и по их результатам формулируют выводы о всей совокупности. В связи с этим результаты испытаний рассматривают как случайно выбранную систему величин, представляющую лишь один из возможных исходов, которые могли бы быть.
Совокупность всех испытаний и результатов наблюдений, которые могут быть в данных условиях, называется генеральной совокупностью, а результаты, полученные при испытаниях, — выборкой из генеральной совокупности. Различают два вида генеральных совокупностей: бесконечную и конечную.
f(Qx,n)
Конечной генеральной совокупностью является, например, партия N изготовленных приводов, из которых для анализа надежности под наблюдение поставлено п < N случайно выбранных приводов. Если же предметом анализа является, например, технологический процесс, то те же приводы следует считать как выборку из беско-
нечной совокупности, которые
* могут быть изготовлены по дан-Рис. 4.1. Зависимость дисперсии оцен- нои технологии.
ки от объема выборки Выборка называется предста-
вительной (репрезентативной), если она достаточно хорошо представляет генеральную совокупность.
Для оценки искомых характеристик производят статистическую обработку данных наблюдений. Пусть имеется случайная величина х с законом распределения F (х). В результате испытаний получена выборка хь х2, ..., хп, которую подвергают статистической обработке. В итоге получают статистики 0J параметра х. Статистиками могут быть математические ожидания, дисперсии и др. Так как выборка хь х2, ..., хп имеет случайный характер, то и статистика случайна, может характеризоваться законом распределения F (0) и числовыми характеристиками этого закона: математическим ожиданием т0, дисперсией Dq и др. Естественно, что расчетные формулы для получения оценок 0* * будут зависеть от исходного распределения F (х), выборки хь х2, ..., хп и требований, предъявляемых к оценкам. Обычно стремятся получить несмещенные, состоятельные и эффективные оценки.
Для несмещенной оценки ее математическое ожидание совпадает с истинным значением оцениваемого параметра:
те. = 0Ж.
Эффективная оценка для данного объема выборки имеет минимальную дисперсию
= min.
Состоятельная оценка 0* с ростом объема п выборки сходится по вероятности к истинному значению 0Х. Иначе, оценка 0£ состоятельна, если для любых сколь угодно малых г и т] существует такое пъ что при п1> п выполняется равенство
Вер {| 0* < 0Ж | < е| = т]. (4.1)
С увеличением объема п выборки плотность вероятностей f (0J) оценки 0J приближается к истинному значению 0Х = т0х, 58
т. е. дисперсия оценки Dej с ростом объема выборки стремится к нулю (рис. 4.1). Когда испытана вся генеральная совокупность, случайная величина превращается в неслучайную (детерминированную) 0Х. В реальных условиях выборка всегда меньше генеральной совокупности, поэтому необходимо определить достоверные оценки. Эту задачу решают в два этапа. Сначала производят первичную обработку результатов испытаний, при этом определяют эмпирические функции распределения и статистики, а затем теоретические функции распределения с помощью различных критериев согласия.
Первичную обработку результатов измерений выполняют методами математической статистики, в результате чего получают статистические характеристики:
математическое ожидание для равноточных измерений
п
S Xi
(4.2)
и для неравноточных измерений п I п
<«>
1 / 1
дисперсию для равноточных измерений
= (4.4)
п, — I ।
и для неравноточных измерений п I п
D*x= % Pt (Xi - т*х.у / £ Pi> (4.5)
1 / 1
где Pi = tii/n, здесь пг- — число результатов Х}.
4.2. КРИТЕРИИ СОГЛАСИЯ СТАТИСТИК
Для оценки совпадения (согласия) эмпирических и теоретических статистик применяют различные критерии согласия. Наиболее распространенными и эффективными являются статистические критерии Пирсона, Колмогорова и Стьюдента. Критерий Пирсона или %2. Этот критерий применяют тогда, когда опытные данные обрабатывают с помощью интервальных рядов и неизвестен действительный закон распределения. Этот критерий позволяет определить согласие эмпирического распределения с теоретическим. Для проверки вариационный ряд разбивают на k интервалов так, чтобы в каждом интервале было не менее пяти измерений. Пусть статистическая функция распределения F* (х) построена по результатам п независимых измере-
ний (испытаний), разбитых на k интервалов. Определены частоты попадания измерений в каждый интервал = nf/n, где nt — число результатов в t-м интервале. Требуется определить согласие гипотезы о законе распределения с результатами экспериментов и параметры распределения.
Доказано [25], что при п-> оо эта статистика имеет распределение
k
^Я^-пР^пР^ (4.6)
I
с числом степеней свободы v. При применении критерия %2 важное значение имеет определение степеней свободы. Число степеней свободы (разрядных интервальных частот).данного вариационного ряда показывает, сколько из этих частот остаются свободными, т. е. сколько разрядных клеток может быть заполнено произвольно, если принять во внимание число независимых связей, которым подчиняются эти частоты. Такие связи обусловливаются неизвестными параметрами, входящими в теоретические распределения.
Число степеней свободы
v = k + 1 — s, (4.7)
где k — число интервалов (разрядов) частот; s — число неизвестных параметров закона распределения (для нормального s = 2, для экспоненциального s= 1, для распределения Вейбула s = 3, для биноминального и распределения Пуассона s = 1).
По табл. П.4 (см. приложение) находят вероятность Р (yj), и по ней судят о совпадении экспериментального и теоретического распределения.
Романовский В. И. предложил правило, упрощающее применение критерия согласия Пирсона, для оценки расхождения между эмпирическим и теоретическим распределениями: если
> 3, (4.8)
то расхождение можно считать существенным, если же
Xo-v
то расхождение можно считать случайным, происшедшим в результате случайных колебаний, имеющих место в частичных совокупностях, т. е. можно считать выравнивание с помощью принятого теоретического распределения хорошо согласующимся с эмпирическим.
Критерий Колмогорова. Этот критерий целесообразно применять при малых объемах выборки и известных априори характеристиках теоретического закона распределения. Для использования критерия необходимо на одном графике построить теорети-60
Xq-.v
/2v
ческую F (х) и эмпирическую f F* (х) кривые распределения (рис. 4.2) и найти наибольшее абсолютное отклонение между этими функциями
DH = max [F* (х) — F (х)].
(4.Ю)
Согласие законов распределения определяют по вероятности
Р = Вер (DB /п > Хп),
(4.Н)
Рис. 4.2. Схема применения критерия Колмогорова
Колмогорова.
где п — число опытов; — значение критерия
Ниже приведены значения Р (Хп):
0,44 0,52 0,57 0,61 0,65 0,71 0,77
р 0,99 0,95 0,90 0,85 0,80 0,70 0,60
Ьп 0,89 0,97 1,07 1,22 1,36 1,52 1,63
р 0,40 0,30 0,20 0,10 0,05 0,02 0,01
Если по уравнению (4.11) получается Р (Хп) >0,3, то согласие между теоретическим и эмпирическим законами распределения можно считать хорошим. Если окажется, что Р (%п) < 0,3, то это означает, что вероятность такого случайного отклонения эмпирической функции распределения от теоретической, которое наблюдалось при опыте, мала. Иначе говоря, наблюдаемое отклонение F* (х) от F (х), по-видимому, не случайно, т. е. функция F (х) недостаточно хорошо согласуется с F* (х).
Следует отметить, что критерий Колмогорова предполагает параметры теоретического распределения известными заранее. Если параметры теоретического распределения определяются по тем же опытным данным, по которым получена функция распределения F* (х), то оценка согласия получается завышенной.
По уравнению (4.11) можно определить границы, в которых будет находиться неизвестная функция распределения F (х), при помощи известной из опыта функции F* (х). Для этого перепишем уравнения (4.11) в виде неравенства
P = Bep|f*(x) — -^-<F(x)<F*(x) + -p^' , (4.12)
из которого определим верхние и нижние границы:
FB(x) = F*(x) + -^; (4.13)
У п
FB(x) = F*(x)-^. (4.14)
У п
Следует иметь в виду, что всегда FB (х) >0, a FB (х) < 1, т. е. в тех случаях, когда по уравнениям (4.13) и (4.14) получаются значения, меньшие 0 или большие 1, принимают соответственно границы 0 и 1.
4.3. МЕТОДЫ ОЦЕНКИ РАСПРЕДЕЛЕНИЙ
Метод максимума правдоподобия. Этот метод разработан Р Фишером и является одним из наиболее общих методов оценки характеристик случайных величин. Его применяют тогда, когда по результатам эксперимента можно наметить аналитическую функцию распределения, а параметры распределения неизвестны. Метод позволяет получить состоятельные, несмещенные и эффективные оценки параметров законов распределения.
Суть метода заключается в следующем. Пусть задана непрерывная случайная величина X с плотностью распределения f (х, 0) и выборка хХ) х2, ..., хп, как результат независимых испытаний.
Определим условную плотность вероятностей выборки Хх, х2, ..., хп при фиксированном значении параметра 0Х, который есть оцениваемый параметр распределения (тх, ах и др.). Для этого составим функцию правдоподобия
L(x1( х2, ..., х„, 0) = f(xx, 0х)/(х2, 0Х) f(xn, 6Х). (4.15)
Так как значения хх, х2, .... хп и вид плотности вероятностей f (х, 0) известны, то функция правдоподобия зависит только от 0.
В качестве максимума правдоподобия 0£ параметра 0Х выбираем такое значение 0Х, которое обращает функцию правдоподобия (4.15) в максимум. Иначе, отыскиваем такое значение 0Х, при котором вероятность получить значения хх, х2, ..., хп, имеющие место при испытаниях, максимальна. Максимум функции правдоподобия определяем по уравнениям правдоподобия:
dL (х, 0) _ п д0м ~
Если 0Х— вектор, то получаем систему уравнений.
Обычно используют логарифмическую функцию правдоподобия In L (х, 0) и для определения оценок ищут ее максимум, решая уравнение
д 1п 4г1-е)|=°- <4-17)
Естественно, что одно и то же значение 0* обращает функции L (х, 0) и In L (х, 0) в максимум, если он существует.
Когда случайная величина X дискретна и может принимать значения zb ?2, ...» zn, а /пГ, mJ, т*п — частоты этих значений 62
п
в выборке, причем Sm‘ = п и Вер (X = zt) — Pt (0), функция правдоподобия
L (т*, т2, т*п, 8) = Рг (0Д Р2 (6Х) Рп (0Ж). (4.18)
В качестве примеров определим параметры биноминального и нормального распределений.
Биноминальное распределение имеет место, когда равновероятно появление отказа в любом из приводов при испытании случайной выборки. Биноминальное распределение определяет вероятность появления события в каждом из п независимых испытаний, заканчивающихся появлением или непоявлением отказа.
Вероятность получения в п испытаниях ровно т отказов, если вероятность успеха в одном испытании Р, определяется выражением
ВеР = ° - <4Л9>
где tn — случайное число отказов, наблюдаемых в п испытаниях.
Для этого распределения функция правдоподобия
L - Ti-mira' р"~"" - Р)“ (4-20)
где Р, т* — искомые статистические характеристики.
Прологарифмируем функцию (4.20) и возьмем частную производную по Р; получим
L = In (m*, Р) = (п — m*) In Р + m* In (1 — Р), откуда
dL (т*> Р) _ п tn* tn* _____л /д ni\
дР ~ Р 1-Р~и’
Р* = 1 — т*!п.
Среднее квадратическое отклонение вероятности
(4.22)
Нормальное распределение описывает все случайные величины, на которые влияет большое число факторов, равнозначных по воздействию. Функция нормального распределения
f (х) =---exp Г . (4.23)
' ’ <зх /2л Ч 2q2 J v ’
Параметрами нормального распределения являются математическое ожидание тх и среднее квадратическое отклонение сгя выборки (хь х2, ..., хп).
В соответствии с выражениями (4.15) и (4.23) функция правдоподобия нормального распределения
п ~ (*Гтх)2
L (хп Х2, ...» Хп) Ох) = f J ож у2л е
I
или
1п£ = —-|-1п 2л — ~^-1пах — J (Xi — mx)2.
Уравнения правдоподобия имеют вид
4-Е(^-^)2 = 0;
°Х 1
_ 1 п
Решая последние уравнения, получаем оценки распределения:
1 "
«: = v S<4-24) “ 1
п
= 4- S (xt — тх)\ (4.25)
п 1
Оценка (4.25) несколько смещена. Несмещенная оценка дисперсии определяется формулой
о;2 = -^7 S(^-^x)2- (4-26)
Оценка (4.24) как сумма нормально распределенных случайных выборочных значений хг имеет нормальное распределение с математическим ожиданием тх и дисперсий а2 = п, если, известно значение сгх. Из функции правдоподобия следует, что при заданном значении ох функция правдоподобия максимальна, п
если минимальна сумма 2 (xt — тх)- Это является основой част-1
ного случая метода правдоподобия — метода наименьших квадратов, который заключается в следующем. Если имеется функция у = у (X, а2у ..., flfe), зависящая от аргумента х и постоянных параметров аъ а2, ..., ak, и если в результате испытаний полу-64
чены п наблюдений (yt, xt при t — 1, 2, п), то можно найти
такие оценки af, а%, al, при которых
—InL=Yi[9i — 9(*t, alt ait ..., aft)f = min. (4.27) i
Для вычисления оценок по методу наименьших квадратов необходимо минимизировать функцию (4.27) или решить систему уравнений
ДТ1 = 0; ДН = 0;....................-%Р- = О- <4-28)
d<h ' да2 ’ dQk v '
Если функция у (•) описывает прямую линию, т. е, у (•) = ах + Ь, то система (4.28) сводится к двум уравнениям с двумя неизвестными. В этом случае функция (4.27) принимает вид
In L = S (yi — aiXt — Ь)г. 1
После элементарных преобразований системы уравнений (4.28) : случаем
S (У1 — axt + b)Xi = 0; £ (yt — axt + Ь)а = 0. (4.29)
1 1
Если b — 0 (прямая у — ах проходит через начало координат), остается только первое уравнение системы (4.29), которое аписываем в виде
S ViXi - a S х2{ = 0, 1 I
откуда
S SW -----• 0.30)
1
Метод доверительных интервалов. Этот метод позволяет определить пределы, в которых с достаточно высокой вероятностью надежностью) заключаются неизвестные статистические характеристики выборки из генеральной совокупности.
Пусть по' результатам испытаний получена несмещенная щенка Шх параметра х. Доверительная оценка может быть представлена в виде | х — trix\ < е. Доверительный интервал Jv (tn* — 8, nix + е) определяет область возможных значений тх для энного параметра (рис. 4.3). Попадание параметра в эту область арантируется заданной доверительной вероятностью
Вер [| х — т*х | < е] = у, ле, в — наперед заданная положительная величина, определяемая доверительной вероятностью у.
3 Сырицын Т. А. 65
ГЛ*
Е £
Рис. 4.3. Доверительный интервал
в
/2
При применении метода доверительных интервалов необходимо иметь в виду два случая: точность измерений (определения тх) известна, т. е. задано ах, и точность измерения неизвестна. В первом случае доверительную
оценку математического ожидания можно представить через функцию Лапласа, предположив, что погрешность измерений подчиняется нормальному закону распределения. Тогда, принимая во внимание, что
Вер [| х — тх | < ej = у = Ф / — \ °т получим
8 = / 2Ф-1 (у) п,
где = ajyп — среднее квадратическое отклонение оценки mJ.
Введем обозначение ич = ул2Ф-1 (у) — обратная функция Лапласа или квантиль нормального распределения. Доверительная вероятность для математического ожидания
|х — тх | < п. (4.31)
Квантили нормального распределения в зависимости от доверительной вероятности приведены в табл. П.5 (см. приложение). Предельные значения величины тх при заданной доверительной вероятности у определяются соотношением
mJ — u/sjyii < тя < mJ + итах/у^п. (4.32)
.Когда точность измерений неизвестна, доверительную оценку неизвестного параметра можно получить, используя распределение Стьюдента. Аргументом этого распределения является случайная величина (тх — + 1/crJ, а плотность вероятно-
стей образуется отношением нормальной плотности к ха-плот-ности. Распределение Стьюдента при п -* оо сходится к нормальному. При неизвестном значении ох двусторонний доверительный интервал оценки тх с доверительной вероятностью у можно представить неравенством
ty, k л/~ тх тх + k г- > (4.33)
У п у п
W fy, k — квантиль распределения Стьюдента (табл. 4.1); k= п— 1 —число
J] (ж* — m*)2/n — * — эмпирическая оценка сред-
ней квадратической погрешности. 66
Оценка вероятности безотказной работы привода представляет собой частный случай доверительной оценки математического ожидания. При этом случайная величина может принимать лишь значение х = 1, если событие совершилось, или х = О, если событие не совершалось. Если математическое ожидание величины х равно Р, а дисперсия равна Pq, где q = 1 — р, то по результатам п независимых испытаний вычисляют частоту появления событий Р* и дисперсию Ор:
Тогда доверительная оценка определяется из условия
Р* - /v, &р < Р < р* + Ч koK (4.34)
Значение доверительной вероятности у принимают в общем произвольно, однако с учетом сложности и ответственности привода.
Для приводов, выход из строя которых не приводит к тяжелым последствиям, принимают у = 0,8 0,9, для приводов, выпол-
няющих ответственные функции, у = 0,9 ... 0,99.
Для биноминального распределения (4.19) можно найти нижний доверительный предел безотказной работы Рн оценки Р с доверительной вероятностью у:
<4-3s>
По уравнению (4.35) рассчитаны Р = Рн биноминального распределения отказов в зависимости от числа отказов т и испытаний п при доверительной вероятности у = 0,9 (табл. 4.2).
При биноминальном плане испытаний может не наблюдаться отказов, в этом случае нижний доверительный предел оценки ве-
4.1. Значения
k k 7
0,8 0,9 0,95 0,99 0,8 0,9 0,95 0,99
1 3,087 6,314 12,706 63,657 12 1,356 1,783 2,170 3,055
2 1,866 2,920 4,303 9,965 14 1,345 1,761 2,145 2,977
3 1,638 2,353 3,181 5,841 16 1,337 1,746 2,120 2,921
4 1,533 2,132 2,766 4,604 18 1,330 1,734 2,101 2,878
о 1,476 2,015 2,571 4,032 20 1,325 1,725 2,086 2,845
6 1,440 1,943 2,447 3,707 25 1,316 1,708 2,060 2,787
7 1,415 1,895 2,365 3,499 30 1,310 1,697 2,042 2,750
8 1,397 1,860 2,306 3,355 60 1,296 1,671 2,000 2,660
9 1,393 1,833 2,262 3,250 70 1,282 1,645 1,960 2,576
10 1,372 1,812 2,228 3,169
4.2. Значения Рн (я, т, у = 0,9)
т
п— т 2 3 4 5 6 7 8
1 0,025 0,017 0,013 0,010 0,009 0,007 0,006 0,005
2 0,135 0,098 0,076 0,063 0,053 0,046 0,041 0,037
4 0,343 0,271 0,225 0,193 0,169 0,150 0,135 0,123
6 0,479 0,400 0,345 0,304 0,271 0,245 0,244 0,206
7 0,571 0,493 0,436 0,391 0,355 0,325 0,300 0,279
10 0,636 0,562 0,505 0,460 0,423 0,391 0,364 0,341
15 0,736 0,674 0,623 0,581 0,544 0,512 0,484 0,460
20 0,793 0,741 0,696 0,658 0,625 0,594 0,568 0,543
25 0,883 0,782 0,742 0,715 0,681 0,653 0,625 0,611
30 0,856 0,816 0,782 0,751 0,723 0,697 0,674 0,652
35 0,874 0,839 0,780 0,755 0,734 0,710 0,700 0,689
40 0,889 0,857 0,829 0,804 0,780 0,758 0,739 0,719
45 0,901 0,872 0,846 0,822 0,801 0,781 0,762 0,744
50 0,910 0,883 0,860 0,838 0,818 0,799 0,789 0,764
60 0,925 0,902 0,882 0,863 0,845 0,828 0,813 0,798
роятности безотказной работы можно вычислить следующим образом. Так как для одного испытания вероятность успеха Р, то для п испытаний получить подряд успешный исход можно с вероятностью Рп. Если Р < 1, то вероятность неполучения отказов при п подряд испытаниях весьма мала (1 — у<;0).
Поэтому можно записать
Рпа = 1 - у или Рв = уТ72!- (4.36)
Для подтверждения нижнего доверительного предела Рн вероятности безотказной работы с доверительной вероятностью у необходимо в соответствии с выражением (4.36) произвести испытания в количестве
«тр = 1g (1 — v)/lg pa. (4.37)
Для доверительной вероятности у = 0,9 уравнение (4.37) принимает вид
мтр = — 1/1п Рн. (4.38)
Для у = 0,9 необходимое число испытаний для подтверждения Рн составляет:
Р
н
Птр
0,8 0,85 0,9 0,95 0,99 0.999
11 25 22 45 230 2300
Из приведенных данных следует, что с увеличением надежности приводов число испытаний, необходимых для ее подтверждения, увеличивается по гиперболическому закону.
4.4. ПРИБЛИЖЕННОЕ ОПРЕДЕЛЕНИЕ ЗАКОНОВ РАСПРЕДЕЛЕНИЯ
Изложенные выше методы оценки параметров распределения 9Х основаны на том, что известен вид исходного закона распределения F (X) случайной величины X по выборочным значениям хъ х2» •••, На практике чаще всего распределение (X) неизвестно, им задаются и проверяют его соответствие действительному.
Существуют различные методы проверки законов распределения, однако обобщенной методики проверки по статистическим данным не существует. Поэтому в инженерной практике применяют простые и наглядные графические методы, при которых совпадение или несовпадение статистического и теоретического распределений оценивают по графикам.
Суть графических методов заключается в следующем. Для любого распределения F (X), содержащего не более двух параметров, подбирают такое преобразование координат у = ф (F) и г — ф (X), при котором график функции у (г), зависящий от вида распределения F (X), превращается в прямую линию. Полученная прямая линия есть теоретическое распределение. Если на этот график нанести точки эмпирического распределения и они совпадут с прямой или будут группироваться вокруг нее, го следует считать, что закон распределения выбран правильно.
Рассмотрим преобразование координат для нормального и экспоненциального законов распределения.
Функция нормального закона распределения зависит от двух параметров тх и ох. Вместо исходной системы координат F (X) подбираем новую:
X — тх „
у = ——^ и г = х.
Величина у является квантилью иу нормального распределения тх = 0 и ох = 1. Иначе
X — тх X тх
------------ = uv или uv =----ох---------------------------V V ах ах
-Следовательно, квантиль нормального распределения линейно зависит от аргумента (рис. 4.4, а). Расстояние от начала координат до точки пересечения прямой (х) с осью X равно математическому ожиданию тх, а наклон прямой tg ф = 1/о*х.
Квантиль непосредственно связана с функцией распределения F (X) = Ф ( ?~..тхЛ . Таким образом, если по эксперименталь-НЫМ данным хх, х2, хп найти опытные точки (и?г, хг) и нанести их на плоскость (х), то при нормальном распределении они Должны располагаться вокруг прямой.
1
Рис. 4.4. Графическая проверка закона распределения: а — нормального; б — экспоненциального
Характеристики mJ и oj распределения находим по формулам (4.4) и (4.5). Для больших п их можно определить, используя интервалы Л:
Л k /=1
Для экспоненциального закона распределения функция распределения
F (%) = 1 _ е-х/.
Для графической обработки введем новые координаты. После логарифмирования последнего уравнения получим
1П 1 — Г (X) = —9 = 1П 1 — f (X) • (4,4°)
Уравнение (4.40) есть уравнение прямой, проходящей через начало координат с углом наклона 1 (рис. 4.4, б).
Оценку параметра % можно найти по опытным точкам 0i = ln-—методом наименьших квадратов:
п I п
/2^ (4-41)
/=1 / 1
4.5. ОЦЕНКА КОРРЕЛЯЦИОННЫХ МОМЕНТОВ И КОЭФФИЦИЕНТОВ РЕГРЕССИИ
При испытаниях приводов получают статистическую совокупность, состоящую из ряда соответствующих друг другу значений двух и большего числа случайных величин. Это имеет место, например, при проведении экспериментов для выявления 70
тепени влияния различных факторов на характеристики при-йода и представления результатов эксперимента регрессивными равнениями вида
У = Ьо 4- S btxt.
При этом между случайными величинами у и х может быть афиксирована не однозначная функциональная зависимость, сложная стохастическая связь, проявляющаяся в том, что избиение одной случайной величины приводит к изменению закона распределения другой случайной величины.
Наиболее простой и важный для практики случай стохастической связи — корреляционная зависимость, которая характеризуется корреляционным моментом
Ку* = М [(х — тх) (у — ту)]. (4.42)
По данным совокупных измерений корреляционный момент
Кух == v S (у* ~ ту)‘
При оценке степени корреляционной связи удобнее рассматривать не сам момент связи, а безразмерное отношение
Ру* = Kyxl(PjPxj> (4.44)
которое называется коэффициентом корреляции случайных величин.
Коэффициент корреляции —1 <р <1. Если рхи = 0, то зависимости между у и х не существует, если рх„ = 1, зависимость между у и х прямо пропорциональная.
Когда связь между случайными функциями и случайными аргументами описывается аналитическими зависимостями, например
* = Ф1(4» 4> 4/t> zi» z2> •••» zfc)>
# = Фа (4> 4> tN,> 4, 4)»
где Afj <; W2, причем аргументов t — общие, можно показать 14], что коэффициент корреляции между у и х определяется зависимостью
Pztf ~ "д я ' + 612^22®2 + • • • + 61JV, &2Л/Л.), (4.45)
k, с — чколъ аргументов вида z, /, которые независимы; ах и — средние квадратические отклонения случайных величин у и х;
“(О,,-.,,
На основании уравнений (4.45) для системы случайных величин составим корреляционную матрицу
КхЛ ^х1хг ^х1хп
^*2*1 ^ж2*2 ^®2ХП , (4.46)
К*пх1 ^хпхг Кх X хпхп
где i, j — дискретные аргументы, пробегающие числа натурального ряда 1, 2, 3, ..., п.
Корреляционная матрица обладает рядом свойств. Она симметрична относительно главной диагонали, т. е. KXixj — KxjXf По главной диагонали корреляционной матрицы расположены дисперсия каждой из случайной величин. Действительно,
п
Кх^ == п___I ^1 (xi ^х)2 =
1
Следовательно, в матрице для коэффициентов корреляции pxfxy по диагонали все элементы равны 1, так как
= K*ixi == aXiaXj = j
^xixi ox.aXi oXiaXi
Связь между средними значениями выходных и входных параметров можно описать линейными уравнениями регрессии
У - = (р/Ох) (х - тх);
х — тх = (р/о£) (у — ту), где
п п
1 1
ах = -^ZT 2 “ т*)2; = Т=Т 2 ~
1 1
п
и=4-2*^ - тхту 1
Величина ц/о = b называется коэффициентом регрессии.
Коэффициент регрессии выражается через коэффициент корреляции так:
Ьух — Рух^х, ЬХу — Рух^х/^у 72
По эмпирическим данным коэффициент регрессии
4.6. ИСПЫТАНИЯ ГИДРОПРИВОДОВ
Испытания приводов и гидроагрегатов — основной метод определения их технических возможностей с целью установления показателей надежности.
Все виды испытаний классифицируют по различным признакам. В зависимости от цели испытания разделяют на контрольные, исследовательские и на надежность. По срокам проведения различают ускоренные и неускоренные испытания, по методу проведения — разрушающие и неразрушающие.
Контрольные испытания проводят для контроля качества продукции. К ним относятся предварительные, межведомственные или государственные, приемо-сдаточные, периодические и типовые испытания.
Для решения вопроса о возможности предъявления продукции на государственные или межведомственные испытания опытных образцов или опытных партий завод-изготовитель проводит предварительные испытания. Государственные или межведомственные испытания проводят с опытными образцами для решения вопроса о целесообразности их производства или передачи в эксплуатацию. Приемо-сдаточные испытания осуществляет завод-изготовитель при приемо-сдаточном контроле, которые проходит каждый привод серийного производства. При контроле проверяют соответствие всего привода и его узлов техническим условиям и оформляют технический паспорт.
Периодические испытания — это испытания готовой продукции для контроля стабильности технологического процесса. Объем и сроки таких испытаний устанавливаются технической документацией.
Если в процессе серийного производства в конструкцию вводятся изменения или изменяется технологический процесс, то для проверки эффективности внесенных изменений и сравнения качества изделий, изготовленных в разное время, проводят типовые испытания.
Перечисленные виды испытаний являются составной частью технологического процесса изготовления и ввода в эксплуатацию приводов.
Кроме этих испытаний, привод подвергается специальным испытаниям на надежность, проводимым с целью определения и проверки количественных показателей надежности, выявления ха-
рактеристик отказов элементов и привода в целом, установления причин отказов, выявления слабых элементов и на этой основе разработки мероприятий по повышению надежности.
Испытания на надежность являются наиболее трудоемкими, поскольку связаны со значительными затратами времени и средств и должны учитывать широкий диапазон режимов и условий работы. Для проведения испытаний на надежность разрабатывают программу и методику испытаний. Программа испытаний включает наименование образца, цель, режим и длительность испытаний, перечень показателей, которые должны быть определены в процессе испытаний, условия и план испытаний.
В настоящее время установлено несколько статистических планов испытаний, которые включают условия испытаний каждого образца, а также возможность или невозможность замены в ходе испытаний отказавших элементов.
Различают следующие статистические планы испытаний: [NUN], [NUT], [NUr], [NRT], [NRr], Во всех планах введены следующие обозначения: N — количество изделий, поставленных под наблюдение; U — планы, в которых отказавшие элементы не заменяются новыми; Т — установленная наработка или продолжительность испытаний; г — число отказов или предельных состояний, до возникновения которых ведутся наблюдения; R — планы, в которых отказавшие элементы заменяются новыми или ремонтируются. При этом планы расшифровываются так:
[NUN] — под наблюдением находится N приводов, наблюдение ведется за всеми изделиями до отказа, отказавшие элементы не заменяются;
[NUT] — под наблюдением находятся N приводов, наблюдение ведется до момента времени Т, отказавшие элементы могут ремонтироваться, но данные об их отказах не учитываются;
[NUr]— отличается от предыдущего тем, что испытания прекращаются после отказа г приводов;
[NRT] — предусматривает возможность замены отказавших элементов в процессе испытаний;
[NRr]— испытание прекращается при отказе г элементов, отказавшие элементы заменяются или ремонтируются и данные об отказах учитываются при обработке информации.
После проведения испытаний на надежность привод полностью разбирают, измеряют фактические размеры и определяют характеристики, износ и все дефекты.
Самые объективные результаты получают при испытаниях приводов в условиях эксплуатации, когда имеют место реальные нагрузки, действующие на конструкцию, а также наиболее полно воссоздаются режимы и условия эксплуатации.
Исследовательские испытания предшествуют всем другим испытаниям. Их главная цель — изучение и анализ происходящих в гидроагрегатах явлений и процессов, определение характеристик, изучение факторов, влияющих на надежность. Проведение 74
исследовательских испытаний — обязательное условие разработки принципиально новых конструкций агрегатов. Результаты этих испытаний позволяют уточнить теоретические положения и расчеты, технические требования на проектируемый агрегат, определить его рабочие параметры и характеристики.
При проведении исследовательских испытаний часто используют интуитивный подход, при котором условия испытаний и номенклатуру варьируемых параметров определяют, исходя из создания наихудших или наиболее тяжелых условий работы. Однако такой подход имеет ряд существенных недостатков, из которых прежде всего надо отметить неполный учет взаимной зависимости различных факторов. Поэтому в настоящее время получили широкое развитие идеи, направленные на использование дисперсионного и регрессионного анализа в целях активного планирования испытаний. Основные результаты, достигнутые в этом направлении, связаны с решением экстремальных задач и сводятся к отысканию оптимального плана проведения испытаний, позволяющего получить наиболее полное математическое описание исследуемого процесса.
При проведении испытаний любого объекта с целью оценки его характеристик обычно стремятся создать такие условия, которые способствуют выявлению влияния факторов, находящихся в функциональной связи с искомыми характеристиками. Поэтому при выборе условий испытаний необходимо, во-первых, знать эту функциональную зависимость, а во-вторых, предусмотреть изменение факторов в каких-то определенных пределах, зависящих как от существующих ограничений, так и от целей испытаний.
Граничные значения факторов ximin и тах определяют область существования в данном факторном пространстве всех возможных сочетаний рассматриваемых факторов. Таким образом, когда говорят о выборе условий испытаний, то подразумевают отбор факторов влияющих на искомую характеристику, и установление диапазонов их изменения хг гаах — хг mln, определение координат точек факторного пространства (хъ х2, ..., хл), в которых следует проводить испытания, оценку необходимого количества испытаний и порядок реализации эксперимента.
Для приводов зависимость функции отклика (рассматриваемой характеристики) от независимых переменных (факторов) достаточно сложна и трудно поддается аналитическому описанию. Поэтому часто используют аппроксимацию зависимой переменной в виде полиномов. Например, аппроксимацию полиномом второго порядка функциональной зависимости от одной независимой переменной (однофакторная модель) можно представить в виде
У — bo + b\Xi -f- ^2*1.
Более сложные процессы требуют применения полиномиальных моделей с большим числом учитываемых факторов и большим
порядком полиномов. Так, модель второго порядка с учетом за-; висимости от факторов имеет вид
п k т
У — Ьъ + Xi ^ixi + X + Xj bijXfXj.
i i i±i
Сформулировать однозначные рекомендации о выборе необходимой степени полинома трудно. При выборе степени полинома или даже типа регрессионной модели надо учитывать характер исследуемого пр оцесса.
Коэффициенты описывающего полинома характеризуют степень влияния рассматриваемых факторов на характеристики изучаемого процесса.
Существуют различные методы сравнения эффектов от влияния изменений рассматриваемых факторов. При традиционном методе все факторы, кроме одного, остаются неизменными. Подобный метод может привести к ошибкам, так как он не позволяет выявить влияние взаимодействия факторов.
Представим набор переменных х2, •••> соответствующих рассматриваемым факторам, в виде вектора-столбца
xk
Пространство размерности fe, в котором определен данный вектор X, называется факторным пространством.
При экспериментальных исследованиях в условиях, соответствующих некоторому значению вектора X. можно получить результаты наблюдений, в общем представляющие собой случайные величины, в виде функции отклика
У = F (X).
Поскольку вид функции отклика обычно выбирают исходя из априорных данных и суждений, уточнение функциональной зависимости сводится к определению неизвестных параметров Ь{. Для этого необходимо выбрать в данном факторном пространстве некоторую совокупность точек, пригодных для реализации эксперимента.
Таким образом, задача, связанная с получением наилучшего представления о влиянии выбранных переменных на функцию отклика, сводится к выбору оптимального в некотором смысле плана испытаний. Наиболее простым, но эффективным является ортогональный факторный план, при котором каждый фактор изменяется относительно начала координат на двух уровнях. Этого легко можно достигнуть, если принять верхний уровень фактора х (+1), а нижний (—1).
Условие ортогональности за- 4.3. Факторный план
ключается в том, что сумма пар- ----
ных произведений соответству- номер ющих значений факторов дол- ________
жна быть равна нулю, т. е.
X; X; + Xi Xi + • • • + XiuXiu = 0. 2
1 l2 J2 1 1 lk Jk g
Чтобы составить ортогональ- 4 ный план, необходимо рассмот- реть всевозможные неповторяющиеся комбинации из двух уровней факторов. Число N различных экспериментов, определяемое числом всех неповторяющихся комбинаций, которые можно составить из k рассматриваемых независимых переменных, имеющих по два уровня, будет N = 2k. Если осуществляют все 2k возможных и неповторяющихся комбинаций, то получают полный факторный эксперимент.
Например, в эксперименте с двумя факторами, изменяющимися на двух уровнях, число различных опытов N = 4, факторный план представлен в табл. 4.3.
Функциональная зависимость искомой характеристики от факторов в данном случае определяется полиномом
У = bQ + + Ь2х2х± + Ь3х2.
Нормирование значения факторов должно удовлетворять двум условиям:
W N
£^/ = 0; = / = 1, 2, N, /=1, 2, k.
i=l 1
Матрица планирования для сочетания различных уровней независимых переменных при k > 2 будет иметь сложный вид, который можно получить по аналогии с данными табл. 4.3.
Существенный недостаток таких планов — быстрый рост числа экспериментов с увеличением числа факторов.
Когда взаимодействие факторов выше первого порядка отсутствует или мало, проводят дробный факторный эксперимент, сущность которого сводится к следующему. Сокращается число членов полинома за счет смешивания основных факторов с теми факторами, которые на основании априорных данных слабо влияют на рассматриваемый процесс. Пусть, например, рассматривается уравнение регрессии для трех факторов
У ~ bQ + 4" Ь2х2 4" Ь3х3 4- b12XiX2 4~
4- Ь13Х1Х3 4- Ь23х2х3 4- ЬшВДз-
Очевидно, при построении полного факторного эксперимента необходимо было бы провести восемь опытов. Если же приравнять
Рис. 4.5. Схема системы автоматизации испытаний
х3 двойному взаимодействию х±х2, то количество опытов можно свести к четырем, что соответствует уравнению регрессии
У = + ЬгЧ + Ь2х2 + Ъ$х3
с матрицей планирования, согласно табл. 4.3.
Таким образом, для выбора плана испытаний необходимо установить перечень факторов, значительно влияющих на искомый показатель, определить диапазон их изменения, из априорных соображений выбрать вид полинома, в соответствии с ним составить матрицу планирования эксперимента и провести эксперимент.
Коэффициенты влияния в регрессионной модели определяют методом наименьших квадратов или с помощью корреляционного анализа.
Для проведения всех видов испытаний необходимо иметь специальные стенды и системы управления испытаниями, т. е. системы автоматизации и обработки данных испытаний.
.На рис. 4.5 приведена схема системы автоматизации испытаний, которая включает объект испытания, привод объекта, механизм нагружения для создания нагрузки по заданной программе, программатор задания режима (микропроцессор), систему сбора и передачи информации (ССПИ; измерительная аппаратура, аппаратура преобразования сигналов), микроЭВМ для переработки информации по заданной программе, систему отображения информации (дисплей) и обратную связь, воздействующую на программатор в соответствии с результатами испытаний.
Серийные испытания проводят в процессе производства для контроля заданных показателей надежности. Для невосстанавли-ваемых приводов и гидроагрегатов показателем надежности является интенсивность отказов Л, а для восстанавливаемых — поток отказа со.
Ранее при определении оценок параметров распределения рассматривали выборки из бесконечной генеральной совокупности, полученные без каких-либо ограничений. При нахождении оценок X или со важную роль играет принятый статистический план испытаний, включающий условие окончания испытаний каждого образца или всей серии, а также возможности или невозможности замены в ходе испытаний отказавших приводов или элементов. 78
Применение того или иного плана приводит к своеобразному усечению выборки, которое необходимо учитывать при получении оценок 1*.
Используя результаты, полученные в работах академика Б. В. Гнеденко, запишем соотношение для определения оценок 1* и одностороннего доверительного предела Хв при заданной доверительной вероятности у.
Для плана [NRT], который предусматривает замену отказавших элементов и прекращение испытаний в заданный момент времени Т, интенсивность отказов
Х* = -^, (4.49)
где m (7) —число элементов, отказавших за время Т из числа п испытываемых.
Среднее квадратическое отклонение этой оценки
<4-50>
Оценка линейно зависит от числа отказов, которые как редкое событие подчиняются закону распределения Пуассона (см. табл. П.З):
Односторонний верхний предел оценки с доверительной вероятностью V
JlJ = av (4.51)
где Оу — квантиль распределения Пуассона, которую находят из уравнения (табл. 4.4)
4.4. Квантиль ау распределения Пуассона
m m V
0,8 0,9 0,95 0,99 0,8 0,9 0,95 0,99
0 1,609 2,303 2,996 4,605 8 8,669 9,434 10,302 14,435
1 2,994 3,890 4,744 6,638 9 12,519 14,206 15,705 18,783
2 4,269 5,322 6,296 8,406 10 13,651 15,407 16,962 20,145
3 5,515 6,681 7,754 10,055 11 14,777 16,598 18,208 21,490
4 6,621 7,994 9,154 11,605 12 15,897 17,782 19,444 22,821
5 7,906 9,275 10,513 13,108 13 17,013 18,952 20,660 24,139
6 9,075 10,539 11,842 14,571 14 18,125 20,128 21,836 25,446
7 10,233 11,771 13,148 16,000 15 19,322 21,291 23,093 26,743
Для плана iNRr], который предусматривает замену отказавших элементов и прекращение испытаний после заданного числа отказов г, интенсивность отказов
= (г — 1)/(пО, (4.52)
где tr — время наступления г-го отказа.
Среднее квадратическое отклонение оценки
г — 2 . (4.53)
Односторонний верхний доверительный предел интенсивности отказов
K = ay(r- 1)/(п/г), (4.54)
где Оу (г — 1) — квантиль распределения Пуассона.
Для плана [NUr], при котором отказавшие элементы не заменяют, а испытания проводят до г отказов, интенсивность отказов
(г - 1)/Т0 (О, (4.55)
где То (tr) — суммарная наработка п элементов до заданного отказа г:
= S ti + (n-r)tt; (4.56)
1
здесь ti — время наработки f-го отказавшего элемента.
Среднее квадратическое отклонение определяют по выражению (4.53), а верхний доверительный предел
Х; = а,(г-1)/Т0(М. (4.57)
Для плана [NUT], при котором отказавшие элементы не заменяют, а испытания проводят до момента времени Т, интенсивность отказов
Л* = пг (Т)/То (Т), (4.58)
где m (Г) — число отказов, происшедших за время Т; Т. (Г) — суммарная наработка п элементов за время Т:
Г.= S h + (n-m)T. (4.59)
г=1
Среднее квадратическое отклонение
а%. = Л*//^7Т). (4.60)
Верхний предел интенсивности отказов с доверительной вероятностью 7
где Р (п, /и, у) — нижний предел вероятности безотказной работы; определяют по соответствующим зависимостям, которые получены ранее для разных законов распределения.
80
Когда имеют место неполные испытания, желательно при эценках X использовать результаты всех испытаний. Неполными испытаниями считают такие, в процессе которых некоторая руппа изделий работает безотказно в течение времени tj < Т ij = 1, 2, ..., m). Например, при стендовых испытаниях из-за отказа самого стенда или измерительной аппаратуры испытания прекращаются в случайный момент времени tj. При этом ряд агрегатов работает менее установленного времени, для них испытания считаются неполными; однако желательно учесть в оценке X* пополнительную информацию, заключающуюся в том, что в Пх неполных испытаний агрегаты работают безотказно в течение лучайных интервалов времени (0, tj).
Следовательно, после проведения п + n.t испытаний информация состоит из трех групп: пг (Т) — отказы в моменты tj <Z Т в ходе полных испытаний; пх — неполные испытания, при которых агрегаты работают без отказа до момента tj < Т и п — m (Т) — успешные испытания при работе до заданного времени Т
Интенсивность отказов в этом случае
X* = m (Т)/[Т0 + ТАп],
(4-62)
[ де Дп — число дополнительная испытаний, эквивалентных полным.
Величину Ап можно определить следующим образом. Найдем этношение средней в пг испытаниях вероятности отказа на интервале (0, tj) к вероятности отказа на интервале (О, Т):
Очевидно, что при т] == 1 неполное испытание совпадает с полным. Поэтому An = Tjnp Для приводов, обладающих высокой надежностью (XT < 0,1), можно принять е-кг = 1 — XT и —
1 — Mj-, тогда
(4.63)
Z=i
Подставляя выражение (4.62) в формулу (4.63), после преобразований получаем
X* = m(T)/ То+ SG / \ 2=1
где То — суммарная наработка в п 4- п% испытаниям.
Верхний предел интенсивности отказов X* определяем по выражению (4.62), полагая, что общее число испытаний, из которых находим Рн, равно п + Ап.
Ресурсные испытания проводят для подтверждения долговечности, т. е. о целью оценки вероятности выработки гидроагрегатами назначенного ресурса Тр или ресурса до первого ремонта TPt.
Ресурсные испытания осуществляют по плану [NUT\ или [NUr 1, т. е. испытывают одновременно N однотипных агрегатов. Отказавшие агрегаты не восстанавливают и не заменяют. Испытания прекращают при достижении наработки Т для каждого не-отказавшегося агрегата или когда число отказавших агрегатов достигает г в зависимости от того, какое из этих условий выполнено ранее.
Объем испытаний (число гидроагрегатов N и длительность испытаний Ти) определяют из зависимости (4.36):
дг = JjlIkzlL • (4 64)
1пРн(Гр) ’
т _ 1 ~ рцу (ги) /л 65)
и l-vuv(rp)’
где у — доверительная вероятность; рекомендуется принимать у= 0,8 ... 0,9; v = 0,1 ... 0,5 — коэффициент вариации; —квантиль нормального распределения.
Наработка каждого агрегата при испытаниях должна быть не менее ресурса Тр. Нижняя доверительная вероятность выработки ресурса
Р* (TJ = F (ГДгР~Гр) ’ (4.66)
V 1 н. ср /
где F (•) — функция нормального распределения; Тн. ор — нижняя доверительная граница средней наработки агрегата на отказ;
Квантиль нормального распределения для средней продолжительности испытаний
«ИТи.Ср)=-^^. (4-68)
Средняя продолжительность испытаний
N
= (4.69)
?=i
Проведенные ресурсные испытания считаются успешными, если значение вероятности наработки ресурса Р (Тр), полученное по результатам испытаний, больше или равно заданному.
Проведены ресурсные испытания четырех гидронасосов, которые отработали на стенде 5500, 6000, 7000 и 7500 ч.
Назначенный ресурс Тр = 4000 ч, нормированная вероятность наработки ресурса Р (Гр) = 0,99. Определить вероятность наработки назначенного ресурса с доверительной вероятностью у = 0,8 и коэффициентом вариации у = 0,15, 82
Средняя продолжительность испытаний
N
Б тИ1
Та. ср = — = (5500 н- 6000 + 7000 + 7500)/4 = 6500 ч.
Нижняя граница вероятности безотказной работы за среднее время испытаний
Ра (Ти. ср = = V1 -0,8) = 0,669.
Квантиль нормального распределения для этой вероятности (табл. П.5 приложения) иу (Рн) = 0,435.
Нижняя доверительная граница для генеральной средней наработки до отказа
Т — Т*' ср----------6500_______6920 ч
2H.cp 1_VUy(PH) 1 —0,435.0,15 — ч-
Квантиль нормального распределения для вероятности Р (Тр)
(Т \ — Т*' ср “ Т'р _ 6500 — 4000 _ 9
иТи ср - 0,15-6500 ~
По таблице функции нормального распределения F (и) (табл. П.2 приложения) находим Р (Тр) = 0,996.
Так как Р (Тр) > 0,99, гидронасосы удовлетворяют нормированным требованиям.
Ускоренные испытания гидроагрегатов проводят при форсированных режимах в сравнительно короткие сроки. При разработке программы и методики испытаний важным является выбор режимов нагружения и определение коэффициентов подобия между выбранными режимами испытаний и реальными условиями эксплуатации. При этом следует иметь в виду то, что работа гидроагрегата при форсированных режимах может вызвать новые явления, не характерные для условий эксплуатации, и качественно изменить физику отказов.
По существу ускоренные испытания являются разновидностью физического моделирования. При физическом моделировании характеристики реальной системы оценивают по результатам, полученным при экспериментальном исследовании модели. Физическое моделирование основано на ряде соотношений, представляющих собой безразмерные коэффициенты (коэффициенты подобия), характеризующие основные параметры системы.
При ускоренных испытаниях создается модель реальных условий работы и действующих нагрузок.
Методика определения режимов ускоренных испытаний для конкретных типов гидроагрегатов регламентируется отраслевыми стандартами. В общем виде методика предусматривает сокращение времени ресурсных испытаний за счет интенсификации процессов, вызывающих изменение технического состояния гидроагрегата.
Техническое состояние, например, аксиально-поршневого насоса определяется следующими характеристиками: подачей, давлением, пульсациями давления, утечками, зазорами в парах, температурой рабочей жидкости и др.
Определяют время и выбирают режим испытаний, исходя из условия работоспособности:
wnp> Рн. Рн. пр»
Рвх. ф Рвх. пр» ^ж. ф Тж. пр»
где соф, рн< ф, рвх< ф и ф — угловая скорость вала, давление на выходе, давление на входе и температура рабочей жидкости при ускоренных испытаниях; (опр, Рн. пр, Рвх. пр» Тж. Пр — предельно допустимые значения этих параметров.
Предельно допустимую частоту вращения вала устанавливают из условия бескавитационной работы и прижима башмака к плоскости наклонной шайбы. Предельно допустимое давление нагнетания назначают из условия обеспечения усталостной прочности, а давления на входе в насос — из условия обеспечения бескавитационной работы. Предельно допустимую температуру рабочей жидкости устанавливают, исходя из максимально допустимой температуры для уплотнений.
Для сокращения времени испытаний увеличивают давление и частоту вращения вала (для увеличения скорости изменения состояния качающего узла, подшипников, силовых элементов)j температуру рабочей жидкости (для увеличения скорости изменения состояния качающего узла, уплотнений, подшипников скольжения); частоту срабатывания регулятора (для увеличения скорости) и т. д.
Техническое состояние насоса после ускоренных испытаний оценивают по функциональным и структурным параметрам и состоянию поверхностей, по значениям зазоров и люфтов, по износу сопрягаемых пар скольжения, по остаточной деформации уплотнений, по результатам разрушающего и не разрушающего контроля деталей и т. д.
Кроме форсирования нагрузок, ускоренные испытания можно провести при ужесточении факторов внешней среды (климатические испытания, испытания на износ в агрессивных средах, испытания при повышенных вибрациях).
Для оценки показателей надежности гидроагрегатов по результатам ускоренных испытаний применяют метод доверительных интервалов.
По результатам ускоренных испытаний определяют односторонние доверительные границы вероятности отказа q, отвечающей доверительной вероятности (их обозначают qB и qH). Возможны три случая:
Яв ?о» Ян Яо’> Ян <Яо< Яв>
где qQ — допустимая вероятность отказа.
В первом случае с доверительностью у можно считать, что вероятность q, которая не превышает qB, не превышает также заданное значение q0; испытания в этом случае оценивают как положительные. Во втором случае вероятность qy которая больше превышает значение д0, т. е. результаты испытаний оценивают отрицательно. В последнем случае целесообразно продолжить испытания.
КОНТРОЛЬНЫЕ ВОПРОСЫ И УПРАЖНЕНИЯ
1. Перечислите источники информации, необходимой для оценки надежности привода.
2. В каких случаях применяют критерии Пирсона и Колмогорова?
3. Перечислите виды и назначения испытаний гидроприводов.
4. Перечислите статистические планы испытаний и укажите случаи их применения.
5. В результате испытаний насосов (п = 16) определены статистические характеристики КПД: = 0,9 и = 0,09. Определить пределы с доверительной вероятностью у = 0,9, в которых будет находиться значение КПД в процессе эксплуатации.
6. В результате испытаний гидродвигателей (п = 20) по плану [NRT ] в течение Т = 200 ч наблюдалось пять отказов (т = 5). Определить интенсивность отказов и вероятность безотказной работы с доверительной вероятностью у = = 0,95.
ГЛАВА 5
ОПРЕДЕЛЕНИЕ НАДЕЖНОСТИ ПРИВОДА НА ЭТАПЕ ПРОЕКТИРОВАНИЯ
5.1. ОБЩИЕ ЗАДАЧИ РАСЧЕТА ПОКАЗАТЕЛЕЙ И КОНТРОЛЯ НАДЕЖНОСТИ
В процессе жизненного цикла привод проходит этапы проектирования, производства и эксплуатации. Этап проектирования является определяющим в обеспечении надежности. Основные задачи исследования и расчета надежности на этом этапе можно разделить на три группы.
1. Обоснование требований по надежности к основным элементам привода (задача нормирования надежности). Эта задача решается на ранней стадии проектирования и предусматривает предварительную проработку структуры привода и обоснование принципов проектирования.
2. Обеспечение надежности элементов и привода в целом. Эта группа задач включает исследование и количественную оценку эффективности возможных способов обеспечения надежности, выбор основных проектных характеристик, статистических запасов прочности и других показателей, сравнительный анализ вариантов и выбор оптимальных конструкций.
3. Контрольные расчеты надежности привода по проектной документации.
Этап производства с точки зрения надежности является связующим звеном между этапами проектирования и эксплуатации. В процессе производства требуется изготовить привод с уровнем надежности, достигнутым на этапе проектирования. Производство сопровождается действием объективных и субъективных факторов, которые в совокупности могут снижать надежность. Указанные факторы можно разделить на две группы.
А. Факторы, действие которых приводит к грубым нарушениям технологического процесса, погрешностям изготовления, монтажа, а также появлению скрытых дефектов, приводящих к потере работоспособности.
Б. Факторы, действие которых приводит к непредусмотренным частичным изменениям начальных свойств элементов и материалов, снижающих надежность.
Потребность в активных методах предупреждения брака производства привела к разработке методов управления качеством продукции. При этом особое значение имеют методы бездефектного производства, т. е. такой организации труда и технологии, 86
при которой исключается возможность появления дефектов, вызванных факторами группы А, так как эти дефекты обнаруживаются сравнительно просто.
Факторы группы Б приводят к тому, что вместе с приводом, обладающим требуемыми характеристиками, имеются приводы, надежность которых ниже заданной, что проявляется только в процессе эксплуатации. Выявление таких приводов связано о расходом ресурса или даже с разрушением контролируемых изделий. Проведение сплошного контроля для обнаружения дефектов, обусловленных факторами группы А и особенно группы Б, требует больших затрат. Поэтому на практике используют выборочный контроль, которому подвергают только некоторую случайную выборку из партии. Идея выборочного контроля была впервые высказана академиком М. В. Остроградским в 1846 г.
По результатам контроля выборки принимают решение о принятии всей партии. Естественно, что из-за случайности выборки возможны ошибки при оценке всей партии по выборочным характеристикам. Эти ошибки делятся на две категории. Ошибки первой категории заключаются в том, что испытуемая годная (надежная) партия изделий оценивается по результатам выборки как негодная. Вероятность такой ошибки а — вероятность забракования кондиционной партии при ее приемке — называют риском поставщика.
Ошибка второй категории заключается в том, что испытуемая негодная (некондиционная) партия оценивается по результатам выборки как годная (кондиционная). Вероятность такой ошибки Р — вероятность пропуска брака при приемке изготовленной продукции — называют риском потребителя.
Необходим такой контроль, при котором указанные ошибки были бы минимальными. Обычно принимают а = р = 0,05 0,1.
При организации контроля задают ошибки а и Р и вводят оперативную характеристику контроля, т. е. функцию П (<?), равную вероятности принятия партии, содержащей долю дефектных изделий q = nlN, где п — число дефектных изделий в партии объемом N.
При заданных значениях аир изготовление осуществляется таким образом, чтобы оперативная характеристика находилась н пределах П (q^ < П (<?) < П (<?2) (рис. 5.1).
На этапе эксплуатации привода практически выявляется достигнутый уровень надежности. Из-за влияния на привод возмущающих факторов его надежность изменяется (рис. 5.2). Когда надежность становится минимальной, эксплуатация привода прекращается и он подвергается ремонту. В результате ремонта и замены вышедших из строя элементов вероятность безотказной работы привода повышается до Р1г однако из-за выработки ресурса оставшихся элементов новый уровень будет ниже первоначального Ро, т. е. Ря < Pj < Ро.
Рис. 5.1. Оперативная характеристика производства
Рис. 5.2. Изменение вероятности безотказной работы привода во времени
На этапе эксплуатации контролируют достигнутую вероятность безотказной работы в момент t и поддерживают ее на этом уровне в течение заданного времени эксплуатации путем соответствующего технического обслуживания.
Для количественной оценки надежности на этапе проектирования, отработки и производства широкое распространение получили методы непревышений и структурных схем. В общем случае методы применяются совместно, дополняя друг друга. В то же время в зависимости от задачи анализа надежности и располагаемого объема априорной информации каждый метод имеет преобладающее значение. Например, если требуется определить надежность по отношению к постепенным отказам и надежность по отношению к прочности конструкции, то применяют метод непревышений. Метод структурных схем используют при анализе надежности по отношению к внезапным отказам гидропривода.
5.2. ОБЩЕЕ УРАВНЕНИЕ НАДЕЖНОСТИ ПРИВОДА
В общем случае привод включает в себя источник питания, распределители и усилители мощности, устройства управления, исполнительный орган и вспомогательные устройства. Источник питания представляет собой насос с двигателем или аккумулятор рабочего тела. Распределитель и усилитель мощности состоят из золотниковых пар, регулируемых и нерегулируемых дроссельных пар (сопло—заслонка, струйные трубки и др.) и электромеханических преобразователей. Устройства управления включают клапаны и дроссели, регуляторы давлений и расходов, клапаны и гидрозамки и другие элементы. Исполнительные органы представляют собой пневмо- и гидроцилиндры или объемные двигатели. Кроме перечисленных функциональных частей привод включает гидролинии (всасывающие, напорные, сливные, дренажные и управления), емкости, фильтры, влагоотделители и т. Д.
Таким образом, привод является сложной системой взаимосвязанных узлов, агрегатов и элементов, т. е. упорядоченной совокупностью взаимосвязанных и взаимодействующих элемен-88
тов, образующих единое целое. Привод как система характеризуется структурой и функциями. Под структурой привода понимают совокупность элементов и взаимные связи между ними, под функцией — совокупность всех возможных его действий (пуск, работа на характерном эксплуатационном режиме, останов), т. е. последовательную смену его состояний.
Для анализа надежности сложную систему разбивают на элементы. Элементом называют совокупность различных технических средств, которые при данном исследовании рассматривают как одно неделимое целое. Элементы характеризуются также и тем, что они имеют самостоятельные входные и выходные сигналы управления.
Сначала рассматривают характеристики элементов, а затем оценивают надежность всей системы.
Выходные параметры элементов по-разному влияют на формирование выходного параметра всей системы, определяющего ее надежность. В зависимости от этого можно выделить три основные группы этих параметров: 1) параметры, которые влияют на работоспособность только самого элемента® 2) параметры, участвующие в формировании выходного параметра всей системы (их изменения должны учитываться в совокупности с изменением параметров аналогичных элементов);- 3) параметры, влияющие на работоспособность других элементов.
В зависимости от преобладающих свойств элементов формируют основные методы анализа надежности. Система, состоящая из элементов с параметрами первой группы, является системой с независимыми элементами. Для ее надежности необходима надежная работа каждого элемента в отдельности.
Для приводов характерно наличие выходных параметров второй группы. В данном случае элементы нельзя считать независимыми, необходимо рассматривать систему в целом и учитывать как участие каждого элемента в формировании надежности всей системы, так и их взаимное влияние на работоспособность.
При расчете надежности сложной системы все элементы целесообразно разбить на три группы.
1. Элементы, работоспособность которых практически не влияет на работоспособность системы, например корпус привода.
2. Элементы, работоспособность которых за рассматриваемый промежуток времени практически не изменяется (корпусные детали, гидростатические подшипники, малонагруженные элементы с большими запасами прочности)..
3. Элементы, отказы которых приводят к отказу привода.
Анализу подлежат только элементы третьей группы.
В сложных системах безотказность работы элементов является необходимым, но еще не достаточным условием надежности всей системы. Это объясняется тем, что в сложных системах большую роль играют взаимосвязи элементов. Работоспособные элементы могут воздействовать на другие элементы и вывести их из строя.
Например, частицы износа насоса, который работоспособен, могут привести к заеданию прецизионных пар и отказу всего привода. Кроме того, малые изменения параметров каждого элемента в пределах допусков могут дать такие сочетания, которые неблагоприятно отразятся на работоспособности всего привода. Таким образом, при анализе надежности привода как сложной системы надо учитывать взаимосвязь элементов.
Модель надежности привода должна устанавливать функциональную связь между показателями надежности привода как системы с показателями надежности его элементов.
В общем виде вероятность безотказной работы привода может быть описана уравнением вида
P(i) = P\F(Pt, tt, N)U(bh Tti N)\,
где F (•) — функциональное представление структуры привода и взаимосвязи его элементов в любой момент времени /; — вероятность безотказной работы
Z-го элемента; W — число элементов привода; U (•) — оператор, определяющий степень влияния на показатель надежности возмущающих факторов; Tt — объем и регламент технического обслуживания i-ro элемента в процессе эксплуатации»
Так как привод состоит из функционально зависимых и взаимосвязанных элементов, в процессе работы между ними имеет место статистическая связь.
Пусть число элементов привода равно N и для каждого элемента априори известны показатели надежности, например вероятность безотказной работы Любой из элементов может находиться в одном из двух состояний: А — исправном (безотказном) и А — неисправном, т. е.в состоянии отказа. В этом случае вероятность того, что совместно произойдет N событий А (все элементы привода находятся в исправном состоянии), определяется зависимостью
Р = Р(ПЛ) = 1-Р(1М).
Между событиями At и А} (вероятностями безотказной работы элементов i и /) имеет место корреляционная связь, которая определяется коэффициентом корреляции
= P(AinAJ)-P(Ai)P(Aj) (5 п
iA> 1/р (АО Р (Aj) [1 - Р (А,)] (1 - Р (Л,)1 ’
где Р (А;Г|А;)— вероятность одновременного появления событий А< и A/J Р (АО — вероятность появления события Aj.
Введем такую функцию у — у (Ра£а;) коэффициента корреляции между событиями и Aj, которая при всех Ра(а7 = О (элементы привода независимы) обращается в ноль, а при всех Pa(aj — 1 (элементы привода статистически зависимы) — в единицу.
Вероятность Р (ПЛ4) является функцией вектора (Aj, А2, An) и матрицы |Ра(а;|- Вследствие этого Р (С|А{) можно выразить в виде функции от у = у (pAja7) 141:
N 8
Р (Г) Л) = П Р j *9- (5.2)
о
гт 0Р(Г)Лг)
При этом предполагаем, что —— существует.
Из соотношения (5.2) следует:
I s
f d& = р пип - П р (Л) = 5; (5.3)
V
О I
К 1
D О
где Pmin “ min Р (Ai) — минимальное из значений Pfi
D
Коэффициент KN учитывает статистическую связь между отказами элементов:
Kn = 2 arcsin рА:ЛГ М
l<i
Индексы i j означают, что в KN входят только те коэффициенты корреляции, для которых i < /, т. е. рА1А.» Ра1А|. <Ул*л«» но нельзя брать коэффициенты вида рА,А1. Ра.а,-
Из уравнений (5.2) и (5.3) окончательно получим выражение для вероятности безотказной работы привода как системы, состоящей из N зависимых элементов:
N / N \
Р = П?г+ Рш1п-Пр4\KN. (5.5)
I \ I /
В зависимости от степени статистической связи между отказами элементов возможны следующие частные случаи.
1- pAtAj ~ 0 (статистическая связь отсутствует); при этом у = О, KN = 0 и
N
P = Hpt. (5.6)
I
Это означает, что надежность системы, состоящей из N независимых элементов, определяется произведением вероятностей безотказной работы отдельных элементов.
2. pAfA; = 1 (все элементы статистически зависимы}. Тогда у = 1, KN = 1 и
Р = Р пнп • (5.7)
Если элементы привода зависимы, от вероятность безотказной работы системы определяется вероятностью безотказной работы наименее надежного элемента (модель «слабого» звена).
Соотношение вида (5.5) удобно для оценки надежности систем при проектировании, потому что оно не связано с допущением о виде закона распределения рассматриваемых случайных величин или их векторов.
5.3. МЕТОД НЕПРЕВЫШЕНИЯ ИЛИ «НЕСУЩАЯ СПОСОБНОСТЬ — НАГРУЗКА»
Одной из основных задач при проектировании привода является построение такой конструктивной схемы, при которой основные характеристики элементов и привода в целом находятся в некоторых пределах, гарантирующих выполнение приводом его функций. Условия успешного функционирования привода часто формулируются в виде соотношений, отражающих требования непревышения некоторой функции ее допустимых значений.
Надежность привода определяется соотношением допустимых ул и возможных у значений выходных параметров.
Работоспособность характеризуется постоянной областью предельных состояний, выход за пределы которой квалифицируется как отказ, т. е. когда у < уд. В общем случае границы работоспособности могут занимать случайное положение. Это обусловливается природой выходного параметра и способом его назначения в зависимости от нужд потребителя. При анализе надежности допустимое значение выходного параметра г/д, характеризующее предельное состояние, задают. Однако установить нормативы на значение //д чрезвычайно сложно. Основная трудность заключается в том, что, как правило, допустимые пределы изменения выходных параметров назначают для базовых машин, на которых применен привод, хотя для анализа надежности привода необходимо иметь пределы изменения его параметров. Кроме того, между выходными параметрами и степенью повреждения может существовать функциональная связь, отражающая структуру, принцип действия и назначение привода. Линейный закон изменения степени повреждения может привести к нелинейным временным изменениям выходного параметра, так как процесс повреждения связан с физическими явлениями, происходящими в материалах, а изменение выходного параметра отражает макропроцесс, происходящий во всей системе. В связи с этим, хотя предельное значение выходного параметра, в общем, величина неслучайная, при анализе надежности ее рассматривают как случайную с соответствующими статистическими характеристиками. Под предельным состоянием 92
рис. 5.3. Кривые распределения несущей способности и нагрузки
привода будем понимать такое его состояние, при котором действующая нагрузка равна несущей способности. Если обозначим нагрузку через 7?, а несущую способность через S, то условие непревышения (безотказного состояния) запишем в виде R < S.
Несущая способность и нагрузка из-за влияния совокупности возмущающих факторов различной природы являются случайными величинами или функциями, имеющими нормальное распределение о плотностью вероятностей
f(R) = а 1/9-тг еХр 1~ Or у 2П
f (S) = —Д=г- exp [— (S — ms)2/2os]> оs у2п
где mR и ms — математические ожидания нагрузки и несущей способности; ан> аз — средние квадратические отклонения.
В качестве нагрузки и несущей способности следует выбирать одни и те же физические параметры: деформации, напряжения, расходы, давления, мощности, КПД и др.
Рассмотрим сначала одно предельное состояние. В качестве параметра состояния примем разность между несущей способностью и нагрузкой:
Z = S — R.
На рис. 5.3 показаны кривые распределения несущей способности и нагрузки. Они могут пересекаться, т. е. появляться области, где приложенные нагрузки превышают несущую способность.
Значение Z задается композицией нормальных распределений, при которой снова получается нормальный закон распределения с математическим ожиданием
mz = т8 — mR (5.9)
и дисперсией
4~ as — 2рд5аяа5. (5.10)
Плотность распределения величины Z f (Z) = - exp [— (Z — т2)2/(2о2)].
az V 2 л
Заштрихованная площадка на рис. 5.3 под кривой f (Z) определяет вероятность того., что нагрузка превышает несущую способность, т. е. происходит нарушение условия работоспособности (отказ).
Вероятность того, что нагрузка не превысит несущую способность, определяется уравнением
Р (Z > 0) = f f (Z) dz = —|т=- f exp [- (Z - тг)2/(2о2)] dz.
D 2 Г 0
Переходя в последнем уравнении к нормированной функции Лапласа, получаем расчетную зависимость
p(z>0) = ®(^). (5.Н)
Рассмотрим несколько вариаций зависимости (5.11).
Параметр Z имеет двусторонние ограничения: Zx < Z < Z2. При этом
Р (Z. > Z > Z,) = Ф - ф • (5.12)
Несущая способность детерминирована, т. е. аа = 0 и о2 = = ав. Тогда
P(Z>0) = ®(-^). (5.13)
Нагрузка детерминирована, т. е. oR = 0, az = as. При этом
P(Z>0) = G>(-^) (5.14)
Между несущей способностью и нагрузкой отсутствует статистическая связь ps, д = 0:
ои = + О2 (5.15)
При расчете вероятности безотказной работы элементов удобно пользоваться безразмерными коэффициентами: л = mJtnR — статистическим коэффициентом запаса работоспособности; он ~ = aRlmR — коэффициентом вариации нагрузки; ds = ajm3 — коэффициентом вариации несущей способности. Тогда вероятность безотказной работы
Р(7>0) = Ф
П —1
(5.16)
Практически не всегда можно с достаточной степенью точности определить статистические характеристики несущей способности 94
нагрузки. В связи с этим вероятность условия непревышения (ь.Н) обладает разбросом. Необходимо учесть этот разброс и получить такой критерий условия непревышения, который характеризовал бы работоспособность привода с требуемой степенью достоверности.
Для этого целесообразно применить метод доверительных интервалов. В результате получим оценочные вероятности выполнения условия непревышения
Ph.b = P*±«v/SW, (5.17)
L ^e Р* —оценка вероятности выполнения условия (5.11) непревышения; иу— квантиль нормального распределения; D (Р*) — дисперсия оценки.
Дисперсию оценки Р* определяем на основании дисперсии суммы нескольких независимых переменных:
1
5.4. СТАТИСТИЧЕСКИЙ КОЭФФИЦИЕНТ ЗАПАСА РАБОТОСПОСОБНОСТИ
Статистическим коэффициентом запаса работоспособности называется отношение математического ожидания несущей способности к математическому ожиданию нагрузки.
Коэффициент запаса выбирают для обеспечения работоспособности в случае проявления не учтенных при проектировании факторов. Если параметры привода строго детерминированы, то коэффициент запаса работоспособности в идеальном случае равен единице. Так как нагрузка и несущая способность по сути являются случайными функциями, то коэффициент запаса работоспособности должен быть больше единицы и увеличиваться с ростом дисперсии переменных.
Коэффициент запаса вычисляют для всех определяющих параметров привода.
Вероятность выполнения условия непревышения определяется выражением (5.16) как известная функция Ф (•) аргумента ?|.
Запишем выражение (5.16) относительно заданной вероятности выполнения условия непревышения
или
(!) - 1) / У!)М + = ф-1 (Ртр) = uv, (5.19)
где u.f — квантиль нормального распределения, зависящая от вероятности Ртр (требуемая или заданная вероятность).
Из уравнения (5.19) определяем необходимый (обеспечивающий заданную вероятность работоспособности) коэффициент запаса
Пт = «(S) + /а2(3)-а(Х)а(Я), (5.20)
где
g(S)== i =
1 “Г VsUy
Знак «+» перед радикалом в уравнении принят потому, что в противном случае tnR > та и вероятность работоспособности Ртр < 0,5.
Значения vR < l/uv определяют область недостижимой надежности. Если несущая способность детерминирована (ст8 = 0, о, = 0), то коэффициент запаса прочности по нагрузке определяется только вариацией нагрузки Ц = 1 + vRuv.
Когда детерминирована нагрузка (стя = 0, vR = 0),
Из последних соотношений следует, что на коэффициент запаса работоспособности вариации нагрузки влияют сильнее, чем вариации несущей способности.
Задавшись коэффициентами запаса работоспособности, можно определить необходимые вариации нагрузки и несущей способности, а следовательно, их характеристики, которые обеспечат работоспособность привода.
5.5. УСЛОВИЯ РАБОТОСПОСОБНОСТИ ПРИВОДА
В общем случае отказ привода является следствием нарушения определенных условий, которые задаются требованиями к его параметрам и характеристикам функционирования. Все условия работоспособности можно разделить на внутренние и внешние. Первые (балансы расходов, давлений и мощностей) необходимы для функционирования привода, вторые являются техническими условиями, заданными на выходные параметры исходя из требований экономичности, управляемости и надежности. Условия работоспособности записывают в виде yt — уи > О, Ун — yt> 0. Функцию ф (yt) = yt — ул называют функцией работоспособности. Для привода в зависимости от его схемы а назначения можно составить много условий работоспособности. Для гидравлического привода рабочих органов машины основными являются четыре условия работоспособности, определяющие диаграмму нагрузки, КПД и коэффициент быстродействия. Требуемый закон движения обеспечивают два условия совместимости диаграммы нагрузки и механической характеристики привода
УР>У или ф(У) = Ур-У>0;
Ур>0 ИЛИ Ф(0 = Ор—о>0,
где 2Vp, рр — располагаемые мощность и скорость движения исполнительного механизма привода; N, v — требуемые мощность и скорость, обусловленные диаграммой нагрузки или заданные.
Для гидропривода дроссельного управления
где Gm — проводимость дросселей; Fn — площадь поршня исполнительного механизма; рп и рд — давления питания и в двигателе.
Третьим условием является условие работы привода в оптимальном энергетическом режиме:
R < 2/?п/3 или ф (R) = 2/?п/3 — R > О,
где /?п = рпРц — пусковое усилие на исполнительном двигателе; R — нагрузка, при которой мощность имеет максимальное значение.
Четвертое условие определяет требуемые динамические характеристики (быстродействие, запасы устойчивости)
Юк И(Оо или ф (со) == ----сос > О,
де ©к = (1 + b) М — сопрягаемая частота (здесь — суммарная
кесткость привода; b — f (&р + rj/Ffc &р— коэффициент скольжения; г — коэффициент утечек; FK — площадь поршня исполнительного гидродвигателя; И — масса подвижных частей]; п — коэффициент запаса устойчивости; ©с — частота среза системы.
Таким образом, функциями vioro привода являются
Ф (и) = VP — v >
ф (R) = 2RJ3 - R > 0;
работоспособности рассматривае-
Ф (N) = Nv - N > 0j
ф (со) = (ок/п — ®с >- 0.
В общем случае могут иметь место N условий работоспособности и вероятность того, что все они будут выполняться, т. е. те произойдет отказа, определяется по уравнению (5.4):
Р(ф1>0, ф2>0, ф#>0) =
де Р (фг > 0) определяется зависимостью (4.11), Лдг — зависимостью (4.4); — минимальная вероятность безотказной работы по всем г|^.
Коэффициент корреляции между зависимыми условиями работоспособности
P'Oi'ty ~ + aViaVjPviyJ ~ %Х;Р»,Х0 »
?Ху — коэффициент корреляции между величинами х и у. 4 Сырицын Т. А. 97
Если переменные условий работоспособности заданы аналитически, то коэффициент корреляции определяют по уравнению (4.52).
5.6. СТАТИСТИЧЕСКИЙ АСПЕКТ ПРОЧНОСТИ (ПРОЧНОСТНАЯ НАДЕЖНОСТЬ)
Под прочностной надежностью понимается прочность конструкции в реальных условиях работы с учетом вероятностных характеристик металлургических, технологических, проектировочных и эксплуатационных факторов. Прочностная надежность силовых элементов привода в значительной степени определяется применяемыми материалами и их свойствами.
На этапе проектирования для обеспечения требований по прочности производят расчеты и подвергают элементы привода испытаниям на статическую и сопротивление усталости.
Статическая прочность — это прочность элементов, работающих под действием постоянных или малоизменяющихся нагрузках. Критерием статической прочности является коэффициент запаса прочности
Л = (5.21)
где — предел прочности (предел текучести) по ГОСТу; f — коэффициент безопасности, учитывающий факторы, связанные с особенностями условий эксплуатации и конструкции; аэ тах —напряжение детали при действии максимальной эксплуатационной нагрузки.
При определении прочности элементов ответственной задачей является выбор коэффициента запаса прочности, который зависит от многих факторов: степени однородности применяемого материала, точности определения физико-химических свойств материала, достоверности определения действующих нагрузок, степени ответственности деталей и др.
Общий коэффициент запаса прочности
П = ПЛгПз, где тц = 0,1 1,5—коэффициент, отражающий влияние точности определения действующих нагрузок; т]2 = 1,2 2,2 — коэффициент, характеризующий
однородность материала, отклонение его механических свойств от нормативных; г)з = f = 1 1,5—коэффициент, учитывающий степень ответственности и
стоимость деталей.
Расчеты на статическую прочность по коэффициентам запаса не решают основной задачи прочности с учетом вероятностной природы нагрузки и несущей способности. Эти расчеты не позволяют количественно определить надежность конструкции, хотя целью всякого расчета прочности является получение гарантии того, что за время эксплуатации не наступит предельное состояние по прочности.
5.1. Значения т и для различных материалов
Марка материала та , МПа °в V<v МПа "ат-
Сталь 20 379 6,9 296 12,50
Сталь 30 432 7,58 330 11,10
Сталь 40 454 6,46 284 9,23
Сталь:
ЗОХГСА 660 7,10 486 10,50
12Х18Н10Т 643 11,58 359 14,48
12Х18Н9 586 12,00 468 20,80
15Х25Т 571 13,70 410 24,10
10Х14Г14Н4Т 803 2,20 401 9,43
Сплав:
Д16Т 440 2,39 298 3,86
АМгЗМ 222 4,14 125 11,00
Примечание. ат — предел текучести.
При сравнении расчетных напряжений (ор = r]amax) с допустимыми йв принимают одинаковый коэффициент запаса прочности для различных случаев нагружения. Вследствие этого получают для некоторых случаев завышенные коэффициенты запаса, размеры деталей и их массу. В реальных условиях производства и эксплуатации коэффициенты запаса прочности являются случайными величинами, поэтому несмотря на то, что при проектировании производится расчет на статическую прочность в соответствии с нормативно-технической документацией, в процессе эксплуатации может иметь место отказ элементов из-за потери прочности.
Прочностные свойства любого материала являются случайными величинами, зависящими от многих факторов: от разброса процентного содержания химических элементов, входящих в сплав, неоднородности температурного режима отдельных плавок, разброса условий термической обработки, погрешности в определении прочностных характеристик и др.
Вследствие влияния большого числа независимых факторов на прочностные свойства материалов распределение характеристик материала (пределов прочности, текучести и др.) подчиняются нормальному закону.
В результате обработки результатов испытаний различных материалов на стандартных образцах для них получены математические ожидания и вариации пределов прочности и текучести [5] (табл. 5.1).
Для получения объективных оценок надежности элементов привода целесообразно расчет на прочность производить для заданной вероятности безотказной работы. Расчетная модель
Рис. 5.4. Зависимости плотности распределения предела прочности материала и вероятности нахождения в партии материала с определенным пределом прочности
для определения запаса статической прочности в зависимости от допустимой вероятности разрушения показана на рис. 5.4.
Вероятность неразрушения элементов конструкции является некоторой функцией вероятностных
характеристик возмущающих параметров, обусловливающих случайный характер нагружения и напряженно-деформированного состояния. Обеспечение высокой надежности элементов на этапе проектирования заключается в отыскании таких путей воздействия на конструкцию и условия работы, чтобы в результате этих воздействий вероятность неразрушения была бы максимальной.
Однако не все вероятностные характеристики, определяющие надежность, можно изменить. Так, корреляционные функции возмущающих параметров, нагрузок и несущих способностей определяются природой статистических связей и практически не поддаются целенаправленным воздействиям. При неизменности технологических процессов производства и условий эксплуатации можно незначительно уменьшить коэффициенты вариации ужесточением допусков. Однако такой путь, как правило, экономически невыгоден. Следовательно, остается единственно приемлемый путь — воздействие на возмущающие параметры изменением их математических ожиданий. Наиболее просто можно изменить
математические ожидания таких параметров, как толщины стенок, площади сечений и моменты инерции профилей силового набора. Для изменения предела прочности и модуля упругости приходится применять другой конструкционный материал и т. п.
Задачу определения степени воздействия на элемент конструкции с целью доведения его надежности до требуемого уровня удобно решать в два этапа: сначала по несущей способности и нагрузке определить требуемые значения средних коэффициентов запасов прочности т), затем по возмущающим параметрам найти требуемые значения конструктивных характеристик у несущей способности и параметров нагрузки, изменением математических ожиданий которых предполагается реализовать намеченное воздействие.
Рассмотрим проектирование на заданную надежность на примере одного предельного состояния — нарушения прочности.
В этом случае, если принять в качестве несущей способности допустимое напряжение S = йв, а в качестве нагрузки максимальное напряжение, получаемое в процессе эксплуатации, R =
Рис. 5.5. Зависимость минимального коэффициента запаса прочности от заданной вероятности исправной работы привода
= слэшах, то для обеспечения заданной вероятности неразруше-ния Ртр коэффициент запаса прочности можно определить по зависимости (5.21).
Рассмотрим влияние статистических характеристик прочности материала на коэффициент запаса прочности. Для этого используем зависимость (5.21).
Исходя из нормального закона распределения предела прочности, условие обеспечения заданной вероятности неразруше-ния элементов под действием максимальной эксплуатационной
&а шах =
ue аав — среднее квадратическое отклонение предела прочности.
Подставив выражение (5.21) в формулу (5.22), получим уравнение для минимально необходимого запаса прочности:
5В
нагрузки представим в виде (5.22)
(5.23)
Лmm — . .
На рис. 5.5 приведены результаты расчета минимального значения т]т|П для силовых деталей привода. Сплошной линией показаны значения r|mln для корпусов и цилиндров, выполненных из стали 12Х18Н9 (<гв = 540 МПа, Оав = 7,48 МПа); штриховой — тля поршней и штоков из стали ЗОХГСА (ав = 560 МПа, <тав =
7,16 МПа). Из анализа графиков следует, что при принятом Чшш = 1 обеспечивается безотказная работа деталей силовых элементов; для штоков и поршней необходимо принять повышенные коэффициенты запаса прочности.
5.7. ВЕРОЯТНОСТЬ БЕЗОТКАЗНОЙ РАБОТЫ
ПРИ ДЕЙСТВИИ ЗНАКОПЕРЕМЕННОЙ НАГРУЗКИ
При действии на конструкцию знакопеременной нагрузки происходит накопление повреждений и состояние конструкции в результате суммирования повреждений монотонно и необратимо приближается к предельному. Рассмотрим одну из наиболее распространенных моделей накопления повреждений, основанную на теории выбросов. Пусть на элемент конструкции действует случайная знакопеременная нагрузка, которая вызывает случайное распределение напряжений аа (/) (рис. 5.6).
При достаточно большой длительности Т действия нагрузки каждому максимуму напряжения аашах можно поставить в со-
max
6 a min
Рис. 5.6. Распределение напряжений
в элементах привода X.
Рис. 5.7. Зависимость напряже- м/j/
ния аа от циклов нагружения 3 р
ответствие минимум cra mln такого же абсолютного значения и рассматривать цикл колебаний с амплитудой
°а — | max I — | ^а mln |«
Разрушение конструкции вызывается различными циклами напряжений, разных по амплитуде, причем в силу стохастической природы выносливости материала разрушающее число циклов N является случайной величиной.
Определение долговечности расчетным путем основано на линейной гипотезе суммирования усталостных повреждений. Сог
ласно этой гипотезе введена мера повреждения D = S n^N где k — количество ступеней нагружения элемента до разрушения, tii — число выбросов напряжения oaf, — число циклов цагружения.с напряжением аа.
На рис. 5.7 показана зависимость напряжения аа материала от циклов нагружения.
Согласно линейной гипотезе усталостное разрушение про-k
изойдет, когда мера повреждений D = fii/N} = 1. Физически
это может трактоваться следующим образом. Элемент конструкции обладает определенной работоспособностью, при каждом нагружении расходуется часть работоспособности материала, пропорциональная Df. Следует ожидать, что любое малое напряжение при определенном цикле нагружения приведет к разрушению элемента. В то же время при изучении закономерностей накопления повреждений для нестационарного нагружения наблюдается отклонение величины D от единицы, и практически D = = 0,2 2,0 [2]. Например, если амплитуда напряжения находится в пределах (0,6 0,7) а_!, где — предел выносливости,
то наблюдается заметное отклонение D от единицы.
В результате статистической обработки результатов нагружения можно определить спектральную плотность Saa (со), кор-102
a max ЧГ
реляционную функцию раа (<г) и среднее квадратическое отклонение Оаа-
В большинстве случаев случайные процессы аппроксимируются нормированной корреляционной функцией вида р(т) = = ехр [—а (г) 1 или р (т) = e-at cos 0-г, где аир — параметры процесса, определяемые по характерным точкам графика нагрузки.
Распределение амплитуд напряжений при действии переменной нагрузки подчиняется закону Релея:
/(5а)=_Ц^ехр %
Введем понятие среднего числа выбросов п0 — число выбросов функции cra (t) (см. рис. 5.6) за нулевой уровень в единицу времени:
аа О
Обозначим через АГу число циклов напряжения. Суммарную относительную меру повреждения можно определить следующим образом. Из общего числа выбросов п0 в единицу времени число выбросов /-го типа составит nof (ста) dda. За время Т всеми выбро-:ами создается относительное повреждение мерой n0Tf (<та) х KdeJN]. Суммарная мера повреждения, создаваемого всеми выбросами за время Т,
<5-24>
О
.де N (аа) — функция выносливости.
Для некоторых материалов кривая усталости аппроксимируется аналитическими зависимостями. Так, для алюминиевых сплавов она описывается уравнением [16]
( И
N (йа) = ехр (2, 3 [0а°-Ж «ах - *“)]« J - Мь (5.25)
где — предел выносливости при N = 10’ циклов; 5“ — предел выносливости при W ->-оо; Nt = (1 ... 5) 10s; а = 2,1; 0 = 38 — параметры кривой усталости.
Если введем относительные величины 5а = аа —
~ а“/б2Р то уравнение (5.25) преобразуем к виду
Оа = 3-1 + ₽(1пУ + ^о)-а. (5.26)
Воспользуемся уравнением (5.26) для замены переменных в интеграле (5.24). Вместо интегрирования в пределах от 0 до оо ограничимся реальным диапазоном амплитуд и в соответствии s амплитудами обозначим разрушающие циклы нагружения юз
5.2. Статистические характеристики материалов
Материал МПа 1g л alg N Материал (Уа, МПа lg N alg N
Сталь: Сплав:
12Х18Н9 400 3,3900 0,0400 АМГ2М 260 4,2100 0,0900
340 3,7900 0,0600 220 4,6500 0,1200
300 4,1200 0,0700 180 5,2500 0,1400
270 4,9600 0,3700 140 5,6200 0,2100
ЗОХГСА 740 4,1100 0,1500 Д16Т 120 7,8200 0,5300
660 4,6500 0,2000 100 8,2800 0,3100
560 5,4200 0,3400 ДК4 180 5,4443 0,2650
500 5,8700 0,5900 140 6,3033 0,2420
12X13 580 4,8000 0,2500 100 7,8090 0,3200
540 4,9000 0,2600
500 5,2100 ; 0,3300
через Mt и N2; перейдем от величины N к ее логарифму. С учетом этого после несложных преобразований из уравнения (5.24) получим
D _ «Ра-хПоГ V’a”1+pa0_1/pg[exp(2,31g^) + Af0]}
U ~ a? J ехр (2, 31g N) + JV0 d lg N'
°а lg Nt
Для приближенных оценок в уравнении (5.27) интегрирование можно заменить суммированием с приемлемым шагом A lg N по кривой усталости.
Так как условие долговечности есть неравенство D < 1 или
= 1 — D > 0, вероятность неразрушения определяется соотношением
г
Р (Фо > 0) =----^=- С exp [— (D — то)2/2<jd] dD, (5.28)
aDy2n J
где с — константа усечения (определяется из условия D = 0).
Введя табличную функцию Лапласа, из уравнения (5.28) получим
Р № > 0) - V °° <629>
Ф \ °D )
Математическое ожидание mD находим из уравнения (5.27) подстановкой в него математических ожиданий входящих величин. Среднее квадратическое отклонение
= дТ^лГ O1« (5,3°)
Статистические характеристики о^д,, аа и lg N для разных материалов приведены в табл. 5.2.
104
Рассмотренный метод расчета долговечности эффективен, однако использование его для практического анализа связано с большими трудностями аналитического описания кривой усталости [уравнение типа (5.25)1 и решения интеграла (5.27). Поэтому для приближенного анализа показатели долговечности определяются по кривой усталости и запасам усталости.
5.8. КОЭФФИЦИЕНТ ЗАПАСА ДОЛГОВЕЧНОСТИ
В качестве предельного напряжения (несущей способности) при знакопеременной нагрузке принимаем предел выносливости <т_! или т_г. Приведенное напряжение, обусловленное эксплуатационной нагрузкой, определяем по уравнению опр = = ста + Коэффициент запаса долговечности для заданного цикла нагружения
Л = а_1/стпр зависит от статистических характеристик усталости материала, циклической нагрузки и заданной вероятности разрушения. Для его расчета прежде всего необходимо иметь экспериментальные кривые усталости или их аналитическую аппроксимацию.
В работе [151 в результате обобщения экспериментальных данных представлены зависимости среднего квадратического отклонения логарифма циклической долговечности в функции логарифма циклов Nt нагружения для элементов гидропривода (рис. 5.8). На рисунке точками обозначены экспериментальные данные для элементов гидропривода.
Зависимость числа циклов нагружения до разрушения силовых элементов привода от действующих напряжений описывается уравнением
где с — коэффициент пропорциональности, постоянный для данного материала) т — показатель кривой усталости.
Интерпретацию связи срока службы и возможной вероятности отказа с вероятностными характеристиками условий нагружения и материала деталей можно представить графически (рис. 5.9).
Пусть для материала детали задана кривая усталости и вокруг нее поле разброса предельных напряжений (/), вероятность возникновения которых подчинена известному закону. Заданы также уровень сга средней (медианной) амплитуды действующих напряжений — поле (2) и закон их рассеяния.
Рассмотрим числа циклов А^ и АГа, причем АГХ < N2, где N2 — медианный ресурс, соответствующий вероятности разрушения 50 % и определяемый абсциссой точки пересечения уровня ста с основной (50 %-ной) кривой усталости. Однако и для Nlt у которого предельная кривая усталости больше йа, также существует вероятность разрушения, меньшая 50 %, например 10 %.
Рис. 5.8. Зависимость циклической долговечности от числа циклов нагружения
Рис. 5.9. Зависимости логарифма напряжения аа, вероятности q отказов от циклов нагружения
Тогда отрезок вертикальной линии, проходящей через Nlt ограниченный сверху предельной амплитудой на кривой усталости и снизу величиной <та = Ja (Ja — интервал вероятности амплитуд). Разность 1g У2 — lg Ni = JT — интервал вероятности ресурса. Зная соответствие между Ja и JT, можно выбрать в качестве гарантийной циклической долговечности. Функции распределения ресурса (кумулятивные кривые 3 выхода из строя) для серийных машин обычно выявляют на основе эмпирических данных об отказах деталей в эксплуатации. Однако при известных условиях эти зависимости могут быть построены расчетным путем для любой детали независимо от объема выпуска машины на основе вероятностных представлений о нагруженности и характеристиках сопротивления усталости. Тем самым могут быть численно определены основные характеристики надежности механических систем — вероятность отказа при заданном сроке службы или ресурс при заданной вероятности.
В соответствии с этим вводят коэффициент запаса долговечности по нагрузке
Лв — (5.31)
и по циклам нагружения
(5.32)
где индекс «р> относится к расчетным параметрам, «б» — к текущим.
Расчетная вероятность неразрушения за заданный ресурс Tv определяется очевидной зависимостью
?г = ?Тр.
В соответствии с уравнением кривой усталости
a%Np = dp Na
1O‘t 10s 106 10 7 N;
6)
Рис. 5.10. Зависимости коэффициента запаса долговечности от циклов нагружения
ИЛИ
lg=—lg-Jr- (5.33)
6 (Тр m s 7V6 • v '
Решив совместно уравнения (5.31)—(5.33), получим связь между коэффициентами запаса долговечности по напряжению и циклам нагружения:
Лб = (5-34)
Для нормального закона распределения долговечности f (1g N) зависимость между расчетными и безопасными долговечностями имеет вид
lg Mj = lg АГр — u^N’
1g йб = 1g йр — uya]g d. (5.35)
После преобразования уравнений (5.33)—(5.35) приходим к окончательным зависимостям для определения коэффициентов запаса долговечности:
яб= 10Vlg^; T]„=10Vige; aleS = alg Ni/m. (5.36)
Из зависимостей (5.36) следует, что коэффициенты запаса долговечности силовых элементов привода являются функциями среднего квадратичного отклонения логарифма долговечности и заданной вероятности разрушения.
Квантиль нормального распределения определяется как функция заданных Тр или N6 и вероятности разрушения по габл. П.5 приложения.
На рис. 5.10 приведены зависимости коэффициентов запаса долговечности элементов привода, полученные по уравнениям (5.36), в функции циклов нагружения.
5.9. МЕТОД СТРУКТУРНЫХ СХЕМ
При расчете надежности привода целесообразно представлять его как систему элементов, для которых можно определить показатели надежности.
Деление системы на элементы и влияние отказов элементов на надежность системы отображаются структурными схемами на
дежности (CCHJ. Метод структурных схем применяют для расчета надежности как вероятности внезапных отказов при условии, что все элементы системы являются одноотказными (т. е. в элементах невозможны разные отказы одновременно) и отказы элементов независимы.
Основой структурной схемы является условное изображение последовательных и параллельных соединений элементов, выражающих события безотказности их действия. Последовательным считается соединение элементов, при котором отказ хотя бы одного из них приводит к отказу всей системы. Параллельным называется соединение элементов в системе, при котором отказ системы наступает только тогда, когда откажут все элементы.
Тип соединения элементов в структурной схеме зависит от влияния отдельных элементов на работоспособность всей системы и не всегда совпадает с монтажным соединением. Для иллюстрации сказанного рассмотрим соединение двух фильтров и включение их в монтажную схему гидросистемы.
На рис. 5.11 показаны монтажное соединение и структурная схема фильтров. В первом случае монтажное соединение является последовательным, а в структурной схеме в зависимости от типа отказа может быть как параллельным, так и последовательным. При последовательном монтаже фильтров работоспособность системы нарушается при разрыве сетки в обоих фильтрах или при засорении сетки только в одном фильтре. При разрыве сетки в одном каком-либо фильтре очистка жидкости осуществляется другим, исправным, поэтому структурная схема представляется параллельным соединением. При засорении одного из фильтров система становится неработоспособной, поэтому для данного отказа структурная схема является последовательным соединением и совпадает с монтажной.
При параллельном монтажном соединении структурные схемы соединения фильтров обратны рассмотренным.
Система последовательного соединения элементов безотказна только в том случае, когда безотказны все элементы, начиная от 1 до п. Вероятность безотказной работы последовательного соединения элементов, согласно теореме умножения случайных
Рис. 5.11. Монтажное соединение и структурная схема фильтра
?ис. 5.12. Структурная схема параллельного сое« (мнения элементов 1 и 2
зобытий, равна произведению вероятности появления всех собы-
тий: Р — П Pt, где Р| — вероятность безотказной работы i-ro I
элемента.
Параллельное соединение изображается ССН, как показано на рис. 5.12. Система безотказна, если безотказны оба элемента или хотя бы один из них. Ниже приведены возможные состояния системы при параллельном соединении элементов (А — исправное состояние; О — отказ; в индексах указаны номера элементов):
Первый элемент. Ах Oi Ах Ох
Второй элемент Система
Аа А
Согласно теореме сложения вероятностей вероятность безотказной работы
р И) = Р (Л1) 4- Р (Л,) - Р (Лх) Р (Ла).
Если вероятности безотказной работы элементов одинаковы: Р (Ах) = Р (Л2) = Pi, то Р = 2Р{ - Р1
Для трех элементов, включенных в структурную схему параллельно, Р = ЗР( — 3PJ + Р?. Если структурная схема состоит из k параллельных цепей, в каждой из которых п элементов, то вероятность безотказной работы системы
Р = 1 - П 1 — Прг .
Правильность составления структурной схемы проверяется принципом прохождения сигналов, который заключается в том, что сигналы в структурной схеме проходят только по исправным элементам (отказавший элемент сигнал не пропускает). Так, при последовательном соединении элементов сигнал с входа на выход не проходит, если откажет хотя бы один элемент. При параллельном соединении для прохождения сигнала достаточно иметь хотя бы одну исправную ветвь.
В период эксплуатации интенсивность отказов не зависит от времени и справедлив экспоненциальный закон надежности
Р (/) = ехр (—М).
Чем сложнее система, тем
Рис. 5.13. Схема формирования вероятности отказа
В этом случае для последовательного соединения п элементов уравнение (5.6) принимает вид ( « 1
P(0 = exp{— S W (5.37) I 1 )
где X/, ti — интенсивность отказов и время исправной работы t-ro элемента.
Анализ зависимости (5.37) показывает, что надежность системы с последовательным соединением элементов ниже надежности наименее надежного элемента, ниже ее надежность при прочих рав
ных условиях.
При параллельном соединении вероятность безотказной работы
Р (0 = 1 - П [1 - exp (— %/)]. (5.38)
I
Из анализа зависимостей (5.37) и (5.38) следует, что надежность параллельного соединения элементов при одинаковой их безотказности выше, чем надежность последовательного соединения.
Для высоконадежных элементов, когда справедливо неравенство < 1 и ехр (—М) = 1 — М, имеем
Р (0 = 1 - S Wt- (5.39)
1
Простота расчета надежности сложной системы при экспоненциальном законе надежности (5.39) часто приводит к тому, что этим правилом пользуются и в тех случаях, когда причина выхода из строя — постепенный отказ, что в общем случае недопустимо.
Обычно при расчете надежности сложных систем считают, что вероятность безотказной работы каждого элемента известна или задана. При этом учитывают, что она формируется под влиянием различных процессов и является функцией времени. Схема формирования вероятности отказа Р (t) показана на рис. 5.13.
Для каждого элемента характерна своя кривая наработки до отказа Ft (/), которую можно получить на основе анализа модели постепенных отказов. При изменении периода t = Тр (ресурса), в течение которого рассматривается работа системы, изменяется и Pi для каждого элемента. Так, при изменении Тр1 до Тр2 вероятность Рг отказа первого элемента возрастает в несколько раз,
второй элемент становится практически неработоспособным ввиду низкой безотказности, а третий элемент — по-прежнему не лимитирует Р (/), поскольку его область отказов находится в зоне t > Т
> 2 Р-
Если для оценки надежности такой системы при увеличении ресурса применим экспоненциальный закон, то получим неправильный вывод о возможностях системы. Поэтому использовать формулу (5.38) необходимо с учетом зависимостей от времени согласно той или иной модели отказов.
Из уравнений (5.37) и (5.38) следует, что для расчета надежности сколь угодно сложной системы достаточно знать состав элементов, их число, монтажное соединение и статистические характеристики показателей надежности каждого элемента. Данные о составе элементов определяют по монтажной схеме, а статистические показатели надежности элементов — на основании данных эксплуатации приводов, подобных проектируемым. Ниже приведены интенсивности отказов (Х-10“6 1/4) элементов привода, определенные в пределах доверительной вероятности у = 0,9, полученные в результате обобщения данных эксплуатации приводов [14, 15].
Г идродвигатели
Г идропневмоаккумулято-
ры
Датчики:
обратной связи
другие
Дроссели
Клапаны:
гидравлические редукционные
запорные обратные предохранительные электрогидравлические
Насосы:
аксиально-поршневые нерегулируемые аксиально-поршневые регулируемые
с механическим приводом
с электрическим приводом
шестеренные
Передачи зубчатые
Подшипники качения
6... 13
20
5 ... 30
3 ... 27 13 0,12 0,5
1,45 ... 7,15
0,35 ... 7,5
3
3,5 0,5
10 ... 44
3 19
3 ... 15
0,25 14
0,22 ... 14
Пружины Преобразователи элек- 0,22
тромеханические 2,5
Распределители:
золотниковые 1,12
плунжерные 0,04 ... 0,12
Регуляторы (расходов,
давлений) 2,14
Соединения:
разъемные 0,56
сварные 0,03
Сопла-заслонки 1,5
Уплотнения:
неподвижных соединений 0,3
пар вращения 0,25 ... 1,1
пар, перемещающихся поступательно 0,5
Фильтры 0,01 1,6
Цилиндры Шланги высокого давле- 0,005 ... 0,12
ния с металлической оплеткой 0,95 ... 3,2
Электродвигатели Элементы пневматиче- 1 ... 4,3
ские . 1,4
Расчет показателей надежности по структурным схемам целесообразно проводить по блокам и узлам привода. Это позволяет сравнить узлы по надежности, выявить слабые и наметить пути повышения надежности на стадии проектирования и эксплуатации.
Рекомендуется следующий порядок расчета.
1. Формулируют понятие отказа привода.
2. Строят структурную схему надежности, на которой указывают временные интервалы работы каждого элемента. Все одинаковые элементы с одинаковыми временем работы и показателями надежности объединяют в элементы расчета.
3. Вычисляют количественные характеристики надежности элементов и проводят их сравнение и анализ.
4. Вычисляют количественные характеристики надежности всего привода.
Определяют суммарную интенсивность отказов
kt ki
Л = J] tiiki 4“ 2 “h • • • “h /=i /=i i=i
среднее время безотказной работы
Т’ср = 1/Л
и вероятность безотказной работы в момент времени if.
КОНТРОЛЬНЫЕ ВОПРОСЫ И УПРАЖНЕНИЯ
1. Перечислите задачи расчета и контроля надежности на этапе проектирования.
2. Напишите общее уравнение надежности привода.
3. Объясните смысл статистического коэффициента запаса работоспособности.
4. Составьте условия работоспособности для золотникового распределителя.
5. Определите вероятность выполнения условий работоспособности следящего привода:
Ф1 = — N £> 0; Af р = @Рд "]/0,5 (рц — Рд)я
Рис. 5.14. Схема аксиально-поршневого насоса:
1 — вал; 2—4 — радиальные подшипники; 5 — прижимная пружина; 6 — шатун а поршнем; 7 —» центральный шип; 8 — блок цилиндров; 9 —•> распределитель
Рис. 5.15. Структурная схема насоса
= Vp — v > 0; Op = G/Fn 1/0,5 (рп — Рд); о фг = ^?р — R 0} /?р = -тр FпРп*
Исходные данные: математические ожидания давления питания тРп= — 20 МПа, давления двигателя тРд = 15 МПа, площади поршня гидроцилиндра mFn = 7,75 см2, проводимости та = 6,23 см4 (Н0’§*с), мощности — 1590 Вт, скорости перемещения рабочего органа mv = 13 см/с, нагрузки гпц = 104 Н; средние квадратические отклонения аРд = аРп = 0,15 МПа, Gq = 5 X X Ю“3 см4/(Н°’£-с), QFn = 0,01 см2, oN = 10 Вт, Qr= 50 Вт, а0 = 0,2 см/с.
6. В чем отличие методов расчета долговечности по линейной гипотезе и ю кривой усталости?
7. Что такое структурная схема надежности и как она строится?
8. Для аксиально-поршневого насоса (рис. 5.14) задана вероятность обеспе-1ения ресурса работы до капитального ремонта Ртр = 0,8. Вероятность обеспечения ресурса деталей составляет: для детали 1 — 0,99, деталей 2—7 — 0,9, деталей 8, 9 — 0,95. Определить вероятность безотказной работы насоса.
Для расчета надежности прежде всего необходимо построить структурную зхему насоса (рис. 5.15).
Базовыми деталями насоса, определяющими необходимость разборки его зля капитального ремонта, являются: вал /, блок цилиндров 8, распределитель 9. Зти детали в структурной схеме должны располагаться последовательно.
Остальные варианты капитального ремонта определяются необходимостью совместной замены крайнего подшипника 4 с любым из элементов шатунно-юршневой группы (5, 8, 7). Эти комбинации в структурной схеме надежности 'оединяются параллельно (см. рис. 5.16).
ГЛАВА 6
НОРМИРОВАНИЕ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ ПРИВОДОВ
6.1. СВЯЗЬ НАДЕЖНОСТИ С ЭФФЕКТИВНОСТЬЮ
Создание высоконадежных приводов невозможно без определения норм надежности по основным показателям, значения которых должны указываться в технических условиях. Под нормами надежности понимается перечень показателей и их численные значения для оценки надежности привода конкретного типа, предназначенного для работы в заданных условиях эксплуатации. Показатели надежности определяются заказчиком или устанавливаются на стадиях разработки технического задания и проектирования.
Следует иметь в виду, что показатели надежности вступают в противоречие с другими показателями качества привода (стоимостью, эффективностью и др.). Тесная связь показателей надежности с эффективностью применения привода свидетельствует о том, что в общем случае задачу нормирования надежности нельзя рассматривать изолированно. Ее решение, точно так же как и решение задачи нормирования других показателей, должно основные аться на исследовании эффективности. Под эффективностью будем понимать выполнение за заданный период наибольшего' объема работ с минимальными материальными затратами.
Нормированию подлежат в первую очередь вероятность безотказной работы Р (/) и ресурс Тр, в течение которого эта вероятность реализуется. Так как значения Р (£) и Тр взаимосвязаны, нормирование Р (/) должно производиться при заданном Трь согласованном со структурой и периодичностью ремонта и тех? нического обслуживания. В настоящее время в различных отраслях промышленности разрабатывают классификаторы, разбивая основные узлы и элементы конкретного изделия на категории по допустимым значениям вероятности исправной работы.
При проектировании приводов с высокими требованиями к безопасности эксплуатации необходимо всегда численно оцени? вать допустимую вероятность отказа. В этом отношении представляет интерес американская методика, по которой безопасность изделия оценивается вероятностью безотказной работы, а также категорией последствий и уровнем опасности. Категория послед* ствий определяет степень серьезности тех последствий, к кото? 114
рым может привести отказ. Например, для летательных аппаратов установлены следующие категории последствий:
1 — отказ не приводит к травмированию персонала;
II — отказ приводит к травмированию персонала;
III — отказ приводит к серьезным травмам или к гибели людей;
IV — отказ приводит к гибели группы людей.
Уровень опасности учитывает то время То, которое имеет персонал в своем распоряжении для устранения возникшего отказа и предотвращения аварии. Чем меньше это время, тем выше степень опасности. Численно уровень опасности можно характеризовать величиной Роа — ехр (—То). При То -> 0 отказ приводит к аварии без всякого предупреждения персонала, и в этом случае имеет место наивысший уровень опасности (Роп = 1). При TQ -> оо отказ может быть устранен, опасность аварии не возникает, уровень опасности наименьший (Роп = 0).
Допустимую вероятность отказа выбирают с учетом влияния указанных выше факторов и вероятности отказа всей системы. Установлены четыре класса вероятностей q отказа данного элемента, как части вероятности Q отказа всей системы: 1) q < 0,01Q; 2) 0,01Q < q < 0,05Q; 3) 0,05Q < q < 0, IQ; 4) q > O,1Q.
Определять оптимальные требования к надежности привода и его элементам необходимо потому, что повышение надежности, как правило, связано с ростом экономических затрат на разработку и производство и уменьшением расходов на ремонт и техническое обслуживание. Для оптимизации требований к надежности необходимо на основе анализа условий производства и принципов эксплуатации привода выбрать показатели эффективности (стоимость, производительность, ремонтопригодность, время работы и изготовления и др.). Совокупность факторов, влияющих на эффективность привода на этапе проектирования* показана на рис. 6.1.
Если представленную схему взаимосвязей условий эффективности формализовать аналитическими зависимостями, то можно получить математическую модель критериев эффективности и, оптимизировав ее, определить количественные показатели надежности.
Основными показателями эффективности привода являются производительность и экономичность, т. е. затраты на выполнение заданных функций. Если в качестве показателя эффективности привода принять затраты на его производство и эксплуатацию, то можно получить взаимосвязь вероятности безотказной работы с затратами.
С повышением надежности возрастают затраты в процессе проектирования, изготовления и отработки привода, с одной стороны, и снижаются затраты на эксплуатацию вследствие уменьшения числа отказов, с другой. Эти две противоположные тенденции и создают предпосылки для появления экстремума показате-
Стоимость
Влияние на природу
Рис. 6.1. Факторы, влияющие на эффективность
лей экономической эффективности, которому соответствует определенное (оптимальное) значение вероятности безотказной работы.
Таким образом, задача нормирования надежности сводится к исследованию суммарных приведенных затрат в зависимости от вероятности безотказной работы.
.Функциональная взаимосвязь приведенных затрат в вероятностью безотказной работы привода имеет вид
Э [Р (01 = Сп [Р (01 + С9 [Р (0L (6.1)
где Р (I) — вероятность безотказной работы; Сп [Р (/) ] — приведенные затраты, связанные с обеспечением разработки и производства привода с вероятностью безотказной работы Р (/); Сэ [Р (Z)] — ежегодные приведенные затраты, свя-ванные с техническим обслуживанием во время эксплуатации.
Затраты, связанные о проектированием и производством привода,
Си ~ ^по 4" Ск + Сг.нэ (6.2)
где Спо = (р + Е) Сс — приведенные затраты на производство привода (р = = 1/Т — нормативный коэффициент на реновацию; Т — срок службы; Е — нормативный коэффициент капитальных вложений; Сс — себестоимость производства привода); Ск — годовые амортизационные расходы на капитальные вложения; Сг. н — годовые накладные расходы.
Указанные составляющие расходов зависят от уровня вероятности безотказной работы.
Затраты, связанные о техническим обслуживанием в процессе эксплуатации,
Сэ[Р(0] = Ст.о + Ср + Спр, (6.3)
где Ст, 0 — затраты на проведение планового технического обслуживания; Ср — затраты на ремонт привода после появления отказов; Спр — затраты, связанные с простоем машин (оборудования) из-за отказов привода.
При CQ [Р (/J] = min достигается оптимальный (нормированный) уровень вероятности безотказной работы, обеспечивающий минимальные суммарные затраты на производство и эксплуатацию привода.
6.2« НОРМИРОВАНИЕ РЕСУРСА ПРИВОДОВ
Уравнение ресурса привода в зависимости от экономических затрат в соответствии с выражением (6.1) имеет вид
Суд(0 = Сп(0 + С9(0 + Ст(0, (6-4)
где Суд (0 — общие приведенные затраты; Сп (0 — приведенные затраты на приобретение привода; Сэ (0 — приведенные затраты на эксплуатацию; Ст (0 —• приведенные затраты на техническое обслуживание.
Приведенные затраты на приобретение привода
Сп (0 = ck/T, (6.5)
где с — себестоимость изготовления привода; k — коэффициент перехода от себестоимости к стоимости.
Приведенные затраты на эксплуатацию за время работы т
О
т
CAt)=^№dt = ^T% (6.6)
Q
где сэ (0 = р/а; Р и а — постоянные величины, определяемые условиями и технологией эксплуатации.
Затраты на техническое обслуживание определяются системой технического обслуживания, их можно считать независимыми от ресурса привода, т. е. Ст. 0 (0 = const.
Таким образом,
суд(о = 4 + ;г=тг“ + с-о(0-
Так как ресурс оказывает противоположное влияние на составляющие затрат, имеет место минимум удельных затрат в зависимости от времени t эксплуатации, т. е. оптимальный ресурс.
Оптимальный ресурс определяется целевой функцией затрат Суд (0 = min (4 + 7“ + Ст (О) .
Откуда
дСуд (0 ck . pa _л
дТ Т* a — 1 1 “и
и
T = a|/'(<x+^cfe. (6.7)
следовательно, если по статистическим данным затрат на эксплуатацию определить коэффициенты а и р, то можно приближенно по формуле (6.7) вычислить оптимальный нормированный ресурс привода до капитального ремонта.
6.3. НОРМИРОВАНИЕ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ ВОССТАНАВЛИВАЕМЫХ ПРИВОДОВ
Предположим, что привод приносит доход за единицу времени пребывания в исправном состоянии. При его отказе на ремонт и восстановление в единицу времени расходуются средства с2. Время до появления отказа подчинено экспоненциальному закону распределения с интенсивностью отказов X, а время восстановления характеризуется параметром восстановления р>.
Через Сх (0 обозначим полный ожидаемый доход за время t. При t = О Сх (0) — начальные затраты на создание привода, С2 (/) — ожидаемый доход для привода, который в момент t = 0 находился в неработоспособном состоянии; С2 (0) = С± (0).
Пусть в интересующий нас момент времени t привод находился в работоспособном состоянии. В течение интервала dt он может остаться исправным или отказать. Если привод исправен в течение dt, то от его использования имеем доход сг dt плюс ожидаемый доход C^t), который он принесет за t единиц времени. Вероятность исправного состояния за dt равна 1 — X/. Привод также может отказать за dt с вероятностью Xf. В результате суммарный доход от исправного привода за интервал t + dt определяется зависимостью
Q (t + dt) = (1 — X dt) [q (t) + (0 ] + X dtC2 (/). (6.8)
Теперь пусть в момент t привод находился в неработоспособном состоянии. Тогда в течение времени dt привод может оставаться в неисправном состоянии или может быть восстановлен. Рассуждая аналогично предыдущему, получаем
С2 (t + dt) = (1 — ц dt) [C2 (0 — c2 (t) ] + p dtCr (/). (6.9)
Преобразуем уравнения (6.8) и (6.9), пренебрегая членами с множителем dt2. Получим систему уравнений
4- С1 (0 = С1 (0 - х (0 - с2 (01;
4- с2 (о = с2 (о - у [Сх (о - с2 (0]. (6. ю)
Система (6.10) описывает изменение показателя экономичности привода при эксплуатации.
Применив преобразование Лапласа к системе (6.10), получим алгебраические уравнения относительно оператора si
sCi (s) - Сг (0) = 4 С1 - % [С, (s) - С2 (s)];
sC2 (s) С2 (0) = —— с2 у. [С, (s) С2 ($)].
В результате совместного решения системы находим
» / х __ ($ ~Н ft) С1 — Хса I (s -F ft) Ci (Q) ~Н XCa (0) .
S2(s + b + p) S(s + 2l + p)
» / x __(s + %) c2 — pCi . (s + p) Cx (0) + XCa (Q)
S2(b + p + s) "Г s(s + p+X)
(6.11)
(6.12)
Применим обратное преобразование Лапласа н уравнениям (6.11) и (6.12), при этом функцию С2 (s) нет необходимости преобразовывать, так как эксплуатация привода всегда начинается с исправного состояния. Обратное преобразование функции (6.11) имеет вид
с Ю - < + (ГТВ» [1 - в-*»»]} -
- Мг-пг' + (гти?11 - e~<1+w'’} (в'13>
Сомножители при q и с2 имеют размерность времени. Первое слагаемое характеризует рост доходов с течением времени при нахождении привода в исправном состоянии. При X -> оо оно равно нулю, а с уменьшением X монотонно возрастает до предельного значения при X = 0, когда доходы пропорциональны времени эксплуатации. Второе слагаемое характеризует расходы на восстановление привода. При X = 0 (привод безотказен) эти расходы эавны нулю и с ростом X увеличиваются.
Противоположное изменение слагаемых в функции (6.13) при вменении X приводит к тому, что С (t) имеет оптимум по показателю X; аналогичный результат получается и по интенсивности восстановления р. В связи с этим требования по надежности (оптимальные значения X и р,) можно получить путем совместного решения уравнений дС (/)/дХ = 0, дС = 0.
Рассмотренные методики позволяют приближенно по извёст-тым экономическим параметрам произвести нормирование показателей надежности привода.
6.4. НОРМИРОВАНИЕ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ ЭЛЕМЕНТОВ ПРИВОДОВ
После того как найдены оптимальные по какому-либо критерию показатели надежности привода, возникает задача распределения требований к этим показателям между элементами при-*оца, особенно если их разрабатывают разные предприятия.
Задача нормирования показателей надежности элементов привода формулируется так: определить такие значения требуемых уровней надежности основных элементов, чтобы при минимальных Утратах можно было создать привод с надежностью, не меньшей Жданной.
Первым шагом на пути решения поставленной задачи является анализ схемы привода и определение его основных элементов с таким расчетом, чтобы они имели, во-первых, автономию производства и, во-вторых, последовательное соединение, т. е. чтобы показатели надежности привода можно было определять по N
зависимости Р = П Pif где N — число элементов в приводе’ I
Pi — показатель надежности i-ro элемента. Затем необходимо определить целевую функцию, в качестве которой принимают зависимость удельных затрат на производство и эксплуатацию элементов.
Для каждого элемента целевая функция имеет вид функции (6.1), для привода:
N
С(Р)=% Ct (Pt) = min. (6.14)
В качестве функции ограничения принимают
N
Пр4>ртр. (6.15)
I
Для невосстанавливаемых приводов, которые в процессе создания подвергаются тщательной опытной отработке заданного уровня надежности и для которых определяющим в общей стоимости является стоимость отработки, зависимость стоимости от показателя надежности можно представить в виде [5]
= In (6.16)
cOi *1<за — F}
где cni и cot—стоимости производства и отработки t-ro элемента; Р}<х— предельный показатель надежности элемента при отработке; Р^о — начальный показатель надежности.
Для восстанавливаемых приводов функцию затрат на производство и эксплуатацию элементов можно аппроксимировать зависимостью
С4 = аг1п^-^-р , (6.17)
*1°° — Ft
где at и bt — статистические коэффициенты затрат.
Если использовать, например, зависимость (6.17), то исходная целевая функция (6.14) принимает вид
N
У at In р- bi = min. (6.18)
JhJ rtaa — Ft
1
Таким образом, математическая постановка задачи нормирования показателей надежности элементов привода в соответствии с выражениями (6.15) и (6.18) выражается так:
N
Е
N
ЦЛ>Ртр;
Pi0<Pi<Pi~ (4=1, 2, N). (6.19)
Задача (6.19) относится к задачам нелинейного программирования. При заданных значениях bt и Pioo целевая функция и функция ограничения являются выпуклыми. Поэтому неравенство в основном ограничении можно заменить равенством. Действительно, невозможно обеспечить показатель надежности привода больше требуемого при затратах меньших, чем необходимые для обеспечения ровно требуемой надежности.
w
Линеаризуем ограничение в виде равенства JJPf = pTp. По-N N 1
лучим In П Pi = S In Pi = In Ртр. Так как обычно Ртр > 0,8, приближенно In Рг = —(1 — Р^, In Ртр = — (1 — Ртр). Тогда
N
S (1 - Pi) = 1 - РТр. (6.20)
Таким образом, с учетом сделанных допущений в соответствии з выражениями (6.19) и (6.20) окончательно получим
" h N
= S(l-P<)=l-PTp. (6.21)
Задачу (6.21) оптимизации можно решить методом неопреде-генных множителей Лагранжа. При этом, функция Лагранжа
де I — неопределенный множитель Лагранжа.
Условия экстремума функции Лагранжа:
(Pi) _ ai__if _ л.
dPt ~ Pico - Pi f 1 ~ U’
N
^^=1-Ртр-2(1-Рг) = 0.
(6.23)
Решение системы (6.23) позволяет определить оптимальное, значение Рг:
л
Рi опт = Ploo 4 ’ S Рi опт = Р тр 1 (6.24)
Суммируя левую и правую части первого уравнения (6.24) по I от 1 до N, получим
Я Я Я
2 отп = 2 ^°° (6.25)
После подстановки выражения (6.25) в формулу (6.20) и элементарных преобразований находим
я
1 = — Ё at I
я
(1-Ртр)- S (1 — Pioo) • £
(6.26)
После подстановки выражения (6.26) в формулу (6.24) получаем искомое оптимальное значение показателей надежности
РI ОПТ — Plan N
(1 - Ртр) - S (1 - Л-)
(6.27)
я
Введем обозначения: ft = аг/£аг, <2Д = 1 — Ртр> Qoo = S I
X (1 — Pjoo). Тогда выражение (6.27) примет вид
РI ОПТ — Ploo fi (фд Qoo).
(6.28)
Оптимальное значение показателя надежности f-ro элемента Рг опт зависит от разности между допустимой вероятностью <2Д отказа привода и предельной вероятностью Q» отказа при отработке.
Оптимальная надежность элемента при заданных Pioo и Ртр определяется величиной fh которая представляет собой нормированную (отнесенную к общей сумме £а*) удельную стоимость отработки f-го элемента.
Таким образом, оптимальный показатель требуемой надежности линейно зависит от относительной нормированной стоимости повышения надежности данного элемента при его отработке, т. е. чем дороже обходится повышение надежности, тем ниже должно быть требуемое ее значение.
Рi опт — 1
При Pioo = 1 выражение (6.28) упрощается:
КОНТРОЛЬНЫЕ ВОПРОСЫ и упражнения
I. С какой целью производится нормирование показателей надежности [ривода?
2. Напишите уравнения взаимосвязи затрат с вероятностью безотказной »аботы привода.
3. От каких параметров зависит нормированный ресурс работы?
4. Каковы особенности нормирования показателей надежности восстанав-[иваемых приводов?
5. Относительная стоимость отработки элементов электрогидравлического ледящего привода составляет ai = 1,2 (электромеханический преобразователь), t2= 2,5 (гидравлический усилитель), а3 = 3 (гидродвигатель) и а4 = 1 (система обратной связи). Предельно допустимая вероятность безотказной работы всех •лементов Рцх> = 0,99.
Определить оптимальные показатели надежности элементов, если задана )бщая надежность привода Ртр = 0,8.
ГЛАВА 7 ПРОГНОЗИРОВАНИЕ НАДЕЖНОСТИ ПРИВОДОВ
7.1. ЗАДАЧИ И МЕТОДЫ ПРОГНОЗИРОВАНИЯ
Нормирование и оценка надежности по результатам обработки априорной информации констатирует фактическое состояние привода в данный момент и в заданных условиях эксплуатации. Предсказанием поведения привода в будущем в зависимости от изменения параметров и условий эксплуатации занимается прогнозирование.
Прогнозирование — это решение вероятностной задачи о поведении системы в будущем в зависимости от возможных режимов и условий работы. На основании результатов прогнозирования можно управлять надежностью в процессе отработки и эксплуатации путем планирования испытаний, технического обслуживания и ремонтов.
К основным задачам прогнозирования относятся:
1) прогнозирование закономерности изменения надежности привода в связи с перспективами развития производства, внедрения новых материалов, повышения параметров рабочего процесса и другими тенденциями-
2) предсказание показателей надежности конкретного привода на основе измерения его параметров;
3) предсказание надежности привода, работающего в экстремальных условиях эксплуатации.
Все задачи прогнозирования в общем случае согласуются с этапами проектирования, производства и эксплуатации, они взаимосвязаны и их решение требует разработки специальных методов. В настоящее время разработаны методологические основы прогнозирования, однако еще слабо разработаны конкретные (инженерные) методики прогнозирования. Рассмотрим три наиболее простых метода прогнозирования: путем построения кривых изменения надежности, марковскую аппроксимацию и метод экспертных оценок.
На всех этапах жизненного цикла привода его надежность претерпевает существенные изменения. Прежде чем рассматривать причины и характер изменения надежности, еще раз обратимся к определению надежности, данному в п. 1.1. Из него следует, что для оценки надежности необходимо строго определить объект, свойства которого исследуются, режимы и условия его 124
использования, эксплуатационные показатели и допустимые пределы их изменения для каждого условия использования.
Рассмотрим изменение этих факторов в процессе жизненного цикла привода.
На этапе проектирования надежность привода определяют по данным проекта. Надежность в нгом случае отражает проектируемые режимы и условия работы, соответствующие схеме при-
Рис. 7.1. Изменение вероятности безотказной работы привода во времени
вода, а также показателям надежности элементов, определенным по справочным данным или результатам лабораторных исследований.
[ри проектировании обычно используют данные о постоянных интенсивностях отказов и рассчитывают параметрическую надежность методами, изложенными в гл. 5.
В процессе проектирования (в течение времени проектирования Тпр) улучшают схему привода, выбирают элементы, имеющие оолыпую вероятность безотказной работы, увеличивают запасы прочности, добиваясь в целом требуемой надежности Рпр = Ртр рис. 7.1).
В следующий период отработки и производства Топ проводят лабораторные и стендовые испытания отдельных элементов и привода в целом. В этот период объектами, надежность которых определяют, являются изготовленные по опытной технологии элементы, причем эти элементы работают в стендовых условиях, не .моделирующих условия эксплуатации. Показатели надежности в этот период могут быть определены с использованием структур-
ных схем.
Таким образом, при расчете показателей надежности для периодов проектирования и отработки не совпадают объекты оценки надежности. Из-за этого начальное значение надежности Рн. ош которое определено по результатам испытаний элементов привода условиях лаборатории и стенда, часто оказывается близким к ну-ио или всегда ниже величины Рпр. Действительно, достаточно только в одном испытываемом элементе допустить хотя бы один конструктивный или технологический просчет, из-за которого си-тематически возникают отказы, как надежность такого привода будет равна нулю.
В ходе отработки дорабатывают схему, конструкцию и технологию изготовления, в результате чего надежность растет и достигает требуемого значения Роп = Ртр.
На этапе эксплуатации (Тэ) объектом анализа надежности является реальный привод, работающий в реальных условиях. Из-за усложнения объекта и перехода к реальным условиям и режимам работы при действии эксплуатационных факторов, задан-
НБ1Й на этапе эксплуатации показатель РОэ надежности может отличаться от РОп, достигнутого в процессе отработки.
В результате опытной и подконтрольной эксплуатации выявляются дефекты и причины отказов, которые устраняются, что приводит к росту надежности. В процессе эксплуатации системой технического обслуживания и ремонтов надежность поддерживается на достигнутом уровне. Затем из-за старения и выработки ресурса надежность уменьшается.
Таким образом, на этапе эксплуатации действуют четыре группы факторов, приводящих к изменению надежности: доработка в процессе подконтрольной эксплуатации, техническое обслуживание и ремонт, повышение опыта операторов и эксплуатации^ старение и износ.
Первые три группы факторов повышают надежность, четвертая — снижает ее. Анализ характера изменения надежности (рис. 7.1) в процессе жизненного цикла позволяет ставить и решать задачи оптимизации процесса создания и эксплуатации привода.
Известно, что повышение надежности путем доработки конструкции и технологии производства и технического обслуживания обходится дешевле, требует меньших затрат, если она проводится на ранних стадиях создания.
Следовательно, варьируя затраты на каждом этапе, можно управлять процессом изменения надежности. Для этого необходимо иметь аналитическое описание вероятности безотказной работы Р (/) и в первую очередь в периоды отработки и эксплуатации.
7.2. МОДЕЛЬ ИЗМЕНЕНИЯ НАДЕЖНОСТИ ПРИВОДА В ПЕРИОД ОТРАБОТКИ И ПРОИЗВОДСТВА
При построении модели изменения надежности в процессе доработки и производства следует учитывать, что надежность привода может изменяться только после доработки. В каждом испытании, закончившемся как успехом, так и отказом, получается информация о состоянии привода, которую можно использовать для разработки мероприятий, повышающих надежность.
Процесс доработки привода является целенаправленным, но случайным. Поскольку ход отработки связан с последовательностью событий (испытаний) / = 1, 2, ..., А, удобно рассматривать дискретную функцию надежности, зависящую только от номера испытаний Р (/) = Рj.
Выделим произвольное звено процесса отработки, включающего в себя исход испытаний (успех или отказ) и следствие (проведение или отсутствие доработки). Этим событиям соответствуют определенные вероятности Pj — вероятность успеха в /-м испытании, Пх и П2 — вероятности проведения доработок после успеха и отказа. После любого испытания могут наступить два несовместимых события: проведение и отсутствие доработки. Поэтому 126
ве р оятность отсутстви я доработки после успешного испытания равна 1 — Пх, а после отказа 1 — П2. Соответственно и приращение надежности за счет доработок после успеха составит а после отказа &Р2}-
На рис. 7.2 показана труктура ветвящегося процесса отработки привода на /-м шаге.
На основании изложенного прирост надежности определяется линейным оператором
ДРи = Ml — Pj-i) —
-ЬиР}_1, (7.1)
J-e испытание j-e следствие испытание
I____ГАХ^1),
____J DWfyJ
I А2(/*1)
[1-(р^^)]
_____А 1(1+1)
__1 (РЛ
(1-jr,)Pj. |
,____[1-Pjl
(_________^2// +1)
И7
Рис. 7.2. Структура процесса отработки привода (Aj — успех, Аа — отказ)
АР27 ~ 027 (1 — Р7-1) — b2jP(7.2) де aij, a2j — коэффициенты, характеризующие эффективность доработки; Ь-ц, — коэффициенты, характеризующие негативность доработки, т. е. уменьшение достигнутой к /-му испытанию надежности
Пусть проведена серия из п испытаний (/ = 1, 2, ..., п), в ходе которых выполнено k п доработок (i = 1, 2, ..., k). Известны моменты сделанных доработок, т. е. определена связь i (j). Например, первая доработка следовала после второго испытания, вторая — после пятого и т. д.
Поскольку моменты выполнения доработки известны, можно ввести только один оператор APf изменения надежности после i-й доработки, а не два оператора (7.1) и (7.2).
Используем линейный оператор (7.1), описывающий приращение показателя надежности после успешного и неуспешного исхода испытаний:
= at (1 — МО — biPf-i,
(7-3)
1Де di и bi — коэффициенты, отражающие эффективность i-й доработки.
Введем допущения: at = cta, bt = ctb, где — число причин мказов, устраняемых в одной доработке (определяется после проведения испытаний); а, b — постоянные в ходе отработки коэффициенты, характеризующие эффективность устранения причин отказов.
С учетом введенных соотношений оператор (7.3) принимает вид
АР/ = cta (1 - Р^) - CibP^
(7.4)
Таким образом, искомая функция зависит от трех параметров!
Pi = Р (.Ро, а, Ь, 0, (7.5)
где Ро — начальное значение показателя надежности.
Выражение для можно получить, если учесть, что при доработке показатель надежности дискретно увеличивается!
k
Pi-P.+ Yi &Pi. (7.6)
£=I
Таким образом, искомая функция изменения надежности — ступенчатая, она изменяется в точках i = 1, 2, ..., k. Но так как известна связь i (/), т. е. количество испытаний между двумя соседними доработками, можно построить такую функцию Р/<о, которая имеет скачки только в тех точках J, в которых проводились доработки.
Подставим оператор (7.4) в формулу (7.6), получим
k
Р1 = Рь+Ъ ct.[a (1 - Р^) - ЬР^]. (7.7)
i--1
Выразим Pi через предыдущее значение Р{_х!
Pi = Р1_г + АРг = Рг_1С1 + [а (1 - Pi_0 - &РМ]. (7.8)
Введем обозначения! А = а + Ь, = а/(а + Ь) и из выражения (7.8) получим
Pi = Р« - (Р« - Pi-i) (1 - Лсг). (7.9)
В соответствии с формулой (7.9) можно составить ряд последовательностей значений Рг!
Л = Л»-(Роо-Р0)(1- ЛС1);
Рг = Роо - (Роо - Ро) (1 - Лсх) (1 - 4с2); (7.10)
Рг = РоО(Роо - Ро) (1 - 4сх) (1 - Дса) (1 - 4сг) или
Pi = Роо - (Роо - Ро) П 0 - • <7Л1)
I
При одинаковом числе причин отказов, устраняемых в каждой доработке, т. е. при ct = с = const, уравнение (7.10) упрощается
Рг = Роо-(РоО-Р0)(1--^)г или
Pi = РОО- (Р~ - Ро) е™, (7.12)
где Эг = In (1 — ас/Роо). (7.13)
128
В уравнении (7.12) функция надежности связана с номером доработки i. На практике в процессе отработки темп внесения доработок неравномерный.
Введем еще одно упрощающее допущение. Полагаем, что при проведении п испытаний k доработок проведено равномерно, т. е. число испытаний между двумя любыми доработками остается по-тоянным, иначе i = kj/n. Тогда из выражения (7.12) имеем
Pi = Р« - (Роо - Ро) е'Ч (7.14)
где Э — Э^/п.
Анализ процесса изменения надежности при отработке показывает, что с увеличением числа доработок вероятность безотказной работы стремится к величине ?«,. Если примем = 1, то из выраЯйшия (7.14) имеем
_ а
Ру=1-(1-Р0)е (7.15)
Параметр Э характеризует среднее увеличение вероятности безотказной работы за счет одной доработки.
Если установить требуемое значение показателя надежности Ртр, которое необходимо достигнуть после доработок, то задавшись Ро и Э, можно определить необходимое число испытаний птр. Действительно, из формулы (7.15)
РТр=1-(1-Ро)е"Э,Ч
откуда
nTp — -Q-In ! _ рт°р • (7-16)
Функции (7.12) и (7.15) описывают изменение надежности в процессе доработок при неизвестных параметрах Р, Р^, a, ct.
Задачу статистической оценки функции можно решить, если ''удет установлен закон распределения оценок Р} для всех I =
1, 2, ..., k.
Принимая закон распределения оценок Р* нормальным, определяем дисперсию оа (Pt) — и оценки a*, Р$, Pl>.
Оценка функции
k
р;=р:-(р1-ро)П --£-)• (7-17)
\ < ОО /
I
Среднее квадратическое отклонение этой оценки
5 Сырицын Т. А. 129
где х = POt Poo, a;
Все эти величины определяются по зависимости (7.17).
Доверительные границы оценки в каждом сечении
Л* — uva( < Pt < Pi + uvoe. (7.19)
Рассмотрим методику определения оценок. Пусть известно число испытаний между (i — 1)-й и i-й доработками; — число отказов в tii испытаниях; — число устраняемых в i-й доработке причин отказов. Пусть задача отыскания оценок а*, Р* сводится к определению таких параметров функции (7.11), при которых оценки функции (7.17) наилучшим образом приближаются к экспериментальным оценкам Р* =
Сложность задачи состоит в том, что на практике значение ri} мало и часто пг = 1. При этом опытные значения Р* будут Q, или 1. Для получения оценок а*, Р\ можно воспользоваться методом максимума правдоподобия. В первом приближении задачу нахождения оценок решаем следующим образом.
Так как Р« « 1, принимаем Р^ = 1. Оценку PJ определяем по результатам первых е = 5 10 испытаний:
Ры = 1 — mje, (7.20)
где tni — число отказов в первых е испытаниях.
Для вычисления а* используем последние z = 5 10 испы-
таний и находим значение показателя надежности Рп в n-м сечении:
P*nz = 1 — mjz, (7.21)
где тг — число отказов в последних, г испытаниях.
Среднее значение числа устраняемых причин отказов в одной доработке k ~
<7-22> 1
При условии, что в каждой доработке сг = с* и = 1, из выражения (7.17) получаем с
Р'пг = 1 - (1 - К) (1 ~ ОС*)‘»
откуда
с*
(7.23)
1
1 -
1 Р nz
Подставляя в формулу (7.23) оценки параметров, полученные выше, находим
а*
, Г / i-р» \т/И
1 1 ( 1 nz 1
с* L \ 1 - Ро/ j .
(7.24)
Приближенное среднее квадратическое отклонение величины можно определить по формуле
ар* = (0,8
где PJJ — оценка в сечении i = п.
Допустим, что в результате отработки привода получены следующие исходные данные:
Номер i доработки 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Число rii испытаний 21121112111 2 1 1 3 1
Число mi отказов 2011011011 1 0 0 0 0 1
Число Ci устраняемых причин отказов 01241213162 1 1 2 1 1
Определить кривую роста надежности по результатам доработок. Общее k k
число испытаний п = = 22, общее число отказов т = = 10, общее
1 1
k число доработок k = i = 15. 1
Среднее число устраняемых причин отказов в одной доработке k 1
7.1. Результаты расчета Pf и Рн?
Показа- i
тель 0 2 3 6 8 10 12 14
0 3 8 10 14 22 24 27
a w pi 0,28 0,24 0,16 0,14 0,1 0,99 0,99 0,07
0,33 0,39 0,47 0,50 0,56 0,65 0,67 0,70
0 0,08 0,26 0,32 0,40 0,53 0,75 0,63
Рис. 7.3. Изменение нижней границы вероятности безотказной работы во времени
Определяем оценки приближения по первым шести испытаниям (е = 6):
Ро/ = 1 — mile = 1 — 4/6 = 0,33, и по последним шести испытаниям (z=6):
= 1 — т2]г = 1 — 2/6 = 0,67.
Тогда
а*
1 с*
лр;г
\ 1 - Pot
_ 1 Г /1 — 0,67М/15~1
~ 87 L \1—0,33/ J
0,33.
Функции роста надежности
P; = l-(l-P0‘z)ri(l-a*Cf). I
В каждом i-м сечении определяем
и при
заданной доверительной вероятности у = 0,9 нижнюю границу вероятности безотказной работы:
Рш- = Pt Uy(Ji. (7.25)
Результаты расчета Р* и PHf представлены в табл. 7.1.
Изменение вероятности безотказной работы привода показано на рис. 7.3 (точками указаны экспериментальные значения Р£ = 1—m./zip сплошная линия построена по зависимости (7.25), штриховая линия — нижняя доверй-. тельная кривая роста надежности).
7.3. ПРОГНОЗИРОВАНИЕ НАДЕЖНОСТИ ПРИВОДА В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
В процессе эксплуатации проводят техническое обслуживание, ремонты, при которых устанавливают неисправности и потенциально ненадежные элементы и производят их замену или ремонт. Вследствие этого на начальном этапе эксплуатации имеет место увеличение надежности. Полагаем, что оно возможно только в моменты технического обслуживания вследствие устранения неисправностей. В период между проверками надежность постег пенно снижается в результате износа и старения.
В ходе эксплуатации привода на интервале (0, Т) задана пег риодичность проверок при техническом обслуживании, а продолжительность между проверками (/ — 1)-й и j-й равна Ту.
Можно считать, что вероятность безотказной работы на интервале между проверками падает по экспоненциальному закону с интенсивностью %.
Pj = PjoeKTi. (7.26J
В результате замены элементов и ремонта в процессе технического обслуживания вероятность безотказной работы изменяется на величину
АР j = дт. okj (1 Р j-i)
b’r.okjPj^n (7.27)
Рис. 7.4. Изменение во времени:
а — периодичности проверок при техническом обслуживании; б ~ интенсивности доработок
где ат. ои &т. о — коэффициенты, характеризующие эффективность и
негативность устранения причин
отказов при техническом обслуживании; kj — частота устранения неисправностей (замена и ремонт элементов) при /-й периодической проверке.
Используя уравнения (7.26) и (7.27), можно записать рекуррент-
ные соотношения для определения процесса изменения надежности!
ЛР7+1 = ^’(7+i),e“Xx<+l;
ЛР] = ат. okj (1 - РЛ1) - Ьт. (7.28)
Л/+1). = Pj + ЛР>-
Неизвестными параметрами в этих уравнениях являются Ро, К, ат. о> ^т. о>
Очевидно, число неисправностей, а следовательно, и доработок (замен и ремонтов элементов) достигает максимума в первой половин срока эксплуатации. Поэтому периодичность должна быть разная во время эксплуатации. Аналогично изменяется и число доработок в единицу времени k — dk/dt (рис. 7.4). Зависимости на рис. 7.4, построенные по априорным данным процесса эксплуатации подобных приводов, можно аппроксимировать экспоненциальными зависимостями. Введя их в модель (7.20), можно получить функцию надежности, зависящую от времени и постоянных параметров, однако для практического использования она слишком сложная.
Для практического применения целесообразно использовать упрощенную экспоненциальную модель, аналогичную модели (7.14);
Pi (t) = Р", - (Ро. - Ро) еэ‘, (7.29)
в которой постоянные параметры Роо, Ро, Э характеризуют предельную и начальную надежность, а также эффективность технического обслуживания.
Если примем Роо = 1, то получим модель изменения надежности, зависящую только от двух параметров:
Pi(t)^\-(l-P0)t3t. (7.30)
Так как в процессе эксплуатации показатели надежности оценивают по большому объему информации, можно считать, что
оценка Р имеет нормальное распределение. Поэтому для определения оценок Р*, Pq и Э* можно использовать частный случай метода правдоподобия — метод наименьших квадратов.
Прологарифмируем уравнением (7.30) и введем обозначения А = In (1 — Ро), Zt = In (1 — Pj). При этом
Zt = А — ЭЛ
В. результате получена линейная функция Zt относительно аргумента Л для которой нормальные уравнения в соответствии с выражением (5.30) можно записать в виде
£ (Zi + 3t- Л)/ = 0; £ (Zi + 9t- Л) = 0. (7.31)
1 1
Решение последних уравнений системы (7.31) дает искомые параметры:
п k
2 Ziti +t* 2 Zt
9* _ J 1 .
Л* = — S Zt 4- 3*/*;
**=4^ <7-32)
n 1
Начальную вероятность безотказной работы оценивают по зависимости
Ро = 1 - е-Л*. (7.33)
7.4. ПРОГНОЗИРОВАНИЕ ХАРАКТЕРИСТИК ПРИВОДА МЕТОДОМ МАРКОВСКОЙ АППРОКСИМАЦИИ
Эксплуатация привода сопровождается изнашиванием сопрягаемых элементов, необратимыми изменениями свойств материалов, старением и другими временными процессами. Поэтому прогнозирование позволяет определить изменение характеристик привода во времени под действием перечисленных факторов.
В результате обработки данных эксплуатации для элементов привода можно построить распределение параметра, характеризующего работоспособность по времени. Например на рис. 7.5 показано распределение зазоров поршневой пары аксиальнопоршневой группы аксиально-поршневого гидродвигателя в зависимости от времени наработки (штриховой линией показан допуск на зазоры). Для количественного прогнозирования работоспособности необходимо формализовать функционирование, т. е. выбрать математическую модель. В общем случае совокупность параметров привода, характеризующих его работоспособность, 134
можно представить как компонент случайного вектора V (0 в п-мерном пространстве, где п — число параметров. Вследствие того, что на все функциональные параметры привода задаются допустимые пределы изменения, для каждого параметра yt определен интервал возможных значений [аь bt ], в пределах которого обеспечивается нормальное функционирование. В общем случае про-
Рис. 7.5. Распределение зазоров в поршневой паре
гнозирование состояния привода и любой момент времени можно осуществить решением стохастического уравнения вида V (0 — а = 0, где V (0 — случайный вектор параметров; а — область его допустимых значений. Решение этого уравнения связано с большими трудностями.
Однако работоспособность привода можно характеризовать одним или несколькими обобщенными параметрами. В силу этого общее стохастическое уравнение в п-мер ном пространстве может быть сведено к уравнению вида у (0 — а (0 = 0 [где у (0 — случайная функция изменения во времени определяющего параметра} а (0 — частные допустимые значения случайной функции в разные моменты времени], описывающему одномерный случайный процеес. Случайную функцию у (0 можно получить на основе обработки статистических данных, полученных от заводов, ремонтных предприятий и эксплуатирующих организаций. В некоторых случаях функцию у (0 можно аппроксимировать линейной зави-
симостью, тогда для двустороннего ограничения уравнение про-1 ноза можно представить в виде у0 + yi (0 — а = 0; у0 + у2 (0 — - b = 0, где у0 — случайное начальное значение параметра; ylt у2 — случайные скорости изменения параметра.
Время работоспособного состояния определяется минимальным временем, полученным из соотношений 0 = (ах — y^tyv, 0 = (bt — Уо)/Уг- Аналогично можно прогнозировать работоспособное состояние при любом другом законе аппроксимации случайного процесса у (0.
Рассмотренная модель прогнозирования, естественно, не полно описывает динамику функционирования и требует разнообразной 1 атистической информации.
В некоторой степени указанный недостаток можно устранить, ли использовать марковский процесс с кусочно-линейной аппроксимацией. Марковский процесс определяется двумерной плотностью вероятностей f (у0, ylt t0, 0) = f (у0, Р (, где f (Уо, U — одномерная плотность вероятности; Р ( У1* ? ) — плот-ность вероятности перехода у0 в состояние
Рис. 7.6. Квантование функции по времени
Следовательно, используя мар ковские соотношения, прогнозирование состояния привода можно осуществить только по одному его параметру, и задача сводится к определению вероятности того, что в некоторый момент времени t > /0 параметр состояния привода находится в заданных пределах а<.у <Ь.
Пусть работоспособность привода прогнозируется параметром у (0, например
значением зазора в сопрягаемой паре. Произведем квантование уровня случайной функции у (0 (рис. 7.6). Для этого весь диапазон допустимого изменения у (ау Ь) разобьем на несколько уровней, например &уъ &у3, &у3.
Привод находится в работоспособном состоянии, если у (t) лежит в интервале квантования (a, b) = Ar/f, i = 0, 1,2. Интенсивность (скорость) пересечения процессом у (t) уровня квантования At/ обозначим через v; она определяется по статистическим данным. Величина vt характеризует среднюю скорость увеличения пара-
метра у в интервале квантования.
Вероятность пребывания привода в момент времени t в Гм состоянии (уровне квантования) определяется уравнениями марковского процесса [21 ]:
Pi = -ViPt (0 + v^P^ (0, i = 0, 1,2. (7.34)
Начальные условия: при t0 = 0 Pt (0) = Ро.
Систему уравнений (7.34) решаем с помощью преобразования Лапласа:
Ро(0 = Рое-”/;
(t) = v<>po е~0,< + -
v ' vx — Vo \
QqPq \ Р-М. »1—Vo/ ’
VqViPq -v,t
(«I — Vo) (V2 — Vo)
(7.35)
Л (0 =
VqViPq \ e-oJ (Vo —»1) (va —VX) J
VjPl J_______VqViPq \ e-o,«
Vi — Vt (t>0 — t>2) (Vi — Vt)J
2
P8(0=l- 2Ж 0
Вероятность работоспособного состояния, т. е. вероятность того, что случайный процесс у (0 находится в заданных пределах, определяется зависимостью
з з
P(t)= 2Л(0 = 2^*4 (7.36)
i=a о
где
- р. [i + ^2,, + :
- -р- 1+р‘ О+тАг);
Л _ Р ______^0^1___I Р ___I Р
2 ° (»о — «г) (01 — t»2) + 1 Oi —Ра 2‘
Плотность этой вероятности
7(0=2^-^. (7.37)
Математическое ожидание случайной величины
тв(0= Е^Л(0- (7.38)
Дисперсия
<4(0= (0-^(0- (7.39)
Квантованные уровни yt надо выбирать оптимальными с точки зрения наименьшего отклонения характеристики у (0 от экспериментальных данных. Исследования показывают, что удовлетворительную сходимость экспериментальных данных с теоретическим распределением дает зависимость
y*i = У1 — k Дбо (7.40)
где k = 0,67 ... 0,8 — коэффициент осреднения.
Рассмотрим применение метода марковской аппроксимации на примере прогнозирования износа рабочих элементов насоса.
Партия аксиально-поршневых насосов выборкой л = 20 контролировалась в процессе эксплуатации. Результаты контроля зазора 6 кривошипношатунной пары представлены ниже.
Время, ч 0 500 1500 2000 3300
6.10+3, мм 18 24 27 27,5 29,5
Определим изменение зазора 6 во времени. Так как сопряженные пары изготавливают и подбирают таким образом, чтобы в начале эксплуатации зазор груп-
пировался вблизи значения бт1п, то в качестве начальных значений вероятности состояний при /=0 принимаем Ро = Ъ Pi = Р2 = Р3 = 0.
На рис. 7.7 показаны экспериментальные значения зазоров и границы поля допусков, заданных техническими условиями: бшах = а, 6min = b.
Рис. 7.7. Изменение зазора в поршневой паре насоса
7.2. Результаты расчета вероятностей
6 Ч Ро Pi Pi MM
0 0 0 0 1 0 0 0
500 1 0,5 0,28 0,37 0,48 0,25 0 25
1000 2 1 0,56 0,14 0,46 0,40 0 25,4
1500 3 1,5 0,84 0,05 0,34 0,43 0,18 26,8
2000 4 2,0 1,12 0,02 0,24 0,43 0,31 27,6
2500 5 2,5 1,40 0,01 0,14 0,45 0,40 28,21
3000 6 3,0 1,68 0,002 0,10 0,37 0,53 28,7
3500 7 3,5 1,96 0 0,06 0,30 0,64 29,1
4000 8 4,0 2,24 0 0,04 0,21 0,75 29,6
4500 9 4,5 2,5 0 0,03 0,20 0,78 30,3
Квантование поля износа осуществим по трем уровням:
k = 500 ч; Д60 = 6 (/0) — 60 (0) = (24 — 18) 10~8 = 6-10^ мм;
it = 1500 ч; = 6 (1500) — 6 (500) = (27 — 24) 10“8 = 3-10“3 мм;
t2 = 3300 ч; Д6а = 6 (3000) — 6 (1500) = (29,5 - 27) 10"8 = 2,5- 10"а мм.
Интервалы квантования во времени tj — 500 ч, = 1000 ч, = 1800 ч.
Определяем интенсивности перехода по уровням квантования коэффициентов уравнений (7.35) и (7.36):
Од =!/<□ = 1 /500 == 2-10-3;- = 1 ft* = 1/1000 = 1 • 10“3}
о, = 1//* = 1/1800 = 0,56-10-».
По уравнениям (7.36) находим 0$ = 0,39, а±=—2,55, аа=3,16.
Результаты расчета вероятностей Р/ переходов пег уравнениям (7.35) представлены в табл. 7.2.
Определяем оптимальные уровни квантования — &Дб£. Принимая k = 0,67, получаем:
= 60 — k AS0 = 24- IO"3 — 0,67-10-3 = 20- IO"3 мм;
Sj = 25-IO-3 мм, — 27,8-10 3 мм, 6* = 30,3-10'3 мм.
Определяем математическое ожидание зазора т^ = и вероятность
того, что за время t = 4000 ч зазор не выйдет за допустимые пределы:
Р (4000) = £ = 0,39-1-2,55-0,02 + 3,16-0,11 = 0,71.
Результаты расчета представлены на рис. 7.7.
7.5. ПРОГНОЗИРОВАНИЕ НАДЕЖНОСТИ ПРИВОДА МЕТОДОМ ЭКСПЕРТНЫХ ОЦЕНОК
Рассмотренные методы прогнозирования надежности и характеристик привода требуют информации о работоспособности, которую можно получить после длительного периода эксплуатации, что снижает ценность сведений. Это объясняется тем, что конструкция привода и технология его изготовления непрерывно 138
совершенствуются и изменяются. Кроме того, многие важные факторы, влияющие на надежность привода, вообще не выделяются и не анализируются. Например, несоблюдение правил эксплуатации, интенсификация производственного процесса, уровень обслуживания и ремонтов и многие другие не поддаются аналитическому описанию и анализу. Поэтому в прогнозировании надежности кроме методов статистического анализа применяются и эвристические методы, в частности метод экспертных оценок, основанный на способности эксперта (высококвалифицированного специалиста в данной области) давать полезную информацию в условиях количественной неопределенности. Известен древний метод экспертной оценки Дельфа, при котором эксперты производят оценку изолированно друг от друга в три тура.
В первом туре все эксперты устанавливают оценки рассматриваемого явления. Во втором туре эксперты знакомятся с оценками других экспертов, авторство которых неизвестно, и осуществляется обмен мнениями с аргументацией и критикой оценок. В третьем туре устанавливаются экстремальные и средние значения результатов опроса всех экспертов. При совпадении мнений всех экспертов дальнейший опрос прекращается.
Наиболее эффективным является метод независимой экспертной оценки или метод ранговой корреляции.
Суть метода заключается в том, что группе специалистов-экспертов ставится ряд вопросов, касающихся прогнозируемого явления. Каждый эксперт в силу своего опыта и знаний высказывает мнение. Прогноз определяется соответствующей обработкой ответов экспертов. В этом случае мнение экспертов интерпретируется в виде интеллектуального статистического эксперимента.
Метод экспертных оценок целесообразно использовать для решения следующих задач:
1) прогнозирование перспектив развитая, обоснование разработок новых схем и улучшение параметров привода;
2) определение показателей надежности в условиях, когда применение других методов невозможно из-за отсутствия априорной информации;
3) ранжирование случайных величин в порядке значимости (показателей надежности, факторов, определяющих надежность, и др.).
Прогнозирование по этому методу производится следующим образом. Прежде всего ставится задача прогнозирования. Например, необходимо ранжировать, т. е. расположить в ряд по значимости, факторы, определяющие надежность привода с повышенным давлением рабочего тела. При решении задачи прогнозирования может быть два варианта: экспертам предъявляют набор факторов я ставят задачу ранжировать эти факторы или эксперты сами назначают факторы и их ранжируют. В дальнейшем будем рассматривать только первый вариант решения, как наиболее распространенный.
Формируется группа экспертов, при этом прежде всего в нее включаются специалисты данной области науки, обладающие способностью к анализу и обобщениям, достаточно эрудированные в смежных областях техники. Кроме того, эксперты не должны быть лично заинтересованы в результатах прогнозирования.
Казалось бы, точность прогнозирования возрастает с увеличением численности экспертов. Однако увеличение числа экспертов приводит к избыточной информации и росту интеллектуального шума. Поэтому, как показали исследования, оптимальное число экспертов составляет 5 10.
Следующим принципиальным моментом экспертных оценок при ранжировании каких-либо явлений или процессов является оценка веса (ранга) явления в общей совокупности. Обычно ранги обозначаются порядковыми или дробными числами. Эксперт присваивает каждому фактору соответствующий ранг. Фактору, оказывающему наибольшее неблагоприятное влияние, присваивается более высокий ранг, а фактору, оказывающему наименее неблагоприятное влияние, — более низкий ранг. Значения тех или иных признаков, которые можно измерить, представляют в рамках шкалы измерений случайных величин с присвоенными соответствующими рангами. Такое упорядочение не является точным способом выражения порядковых отношений ряда между экспертами и не позволяет судить, насколько близко они расположены друг к другу на шкале измерений. Однако проигрывая в точности, процесс ранжирования выигрывает в общности подхода, так как упорядочение элементов инвариантно относительно изменения масштаба шкалы сравнения.
Для определения функции, нормирующей вес характеристик Ф (0, где i — характеристика или фактор, подлежащий нормированию, можно записать следующие условия общности:
Ф (0 = 1 при I = lj
Ф (0 = 0 при ? = оо;
lim ф = 1 < р при f—>оо;
<Р (0 К
I <Р (01 > IФ + 1)1 при l<i<oo.
Первые два условия отражают тот факт, что в ранжировании последовательности характеристик вес первой равен единице, а последней, при стремлении их к бесконечности, нулю. Это не исключает возможности иметь вес нескольких характеристик, равный нулю или единице. Первые три условия определяют нормирующую функцию веса в следующем виде:
Ф (0 =
Четвертое условие может быть выполнено подбором параметра а. Попытка его подбора приводит к а = 2.
Таким образом, нормирующая функция веса определяется зависимостью
Ф (О = i/21-1. (7.41)
В соответствии с выражением (7.41) эксперт каждому фактору присваивает ранг от 1 до 0 по убывающей степени его влияния на рассматриваемое явление. Когда такие оценки получены от экспертов, то полагают, что истинное значение исследуемой величины находится внутри диапазона оценок и что обобщенное коллективное мнение является вполне достоверным.
Оценки всех экспертов сводятся в матрицу рангов
Ф11 Ф12
Ф21 Ф22
Ф1п
Ф2п
1<р(/, 01 =
Фтп! Фт2 Фтпп
де f— веса или ранги факторов; i — номер эксперта (i J, 2, ..., л); /— юмер фактора (/= 1, 2, т).
Так как эксперты присваивают ранги в порядке убывания неблагоприятного воздействия факторов, самым влиятельным фак-иэром будет тот, у которого сумма рангов наибольшая.
В методе экспертных оценок имеются два способа обработки мнений экспертов. Один из них основан на применении обычных приемов математической статистики. Второй способ является эвристическим. Экспертам предъявляется последовательность характеристик или факторов, которые они ранжируют, путем выставления каждой i-й характеристике балла или веса ф (i).
На основании этих данных можно установить аналитическую 'вязь между весом характеристики и номером, который она закидает в ранжированной последовательности.
Среднее арифметическое значение веса ьй характеристики по мнениям всех экспертов определяют по формуле т £ ф (/. «)
ф(0 = "Нг--• (7.42)
Ч* п — число экспертов; фу — вес, указанный i-м экспертом по /-й характеристике.
Относительный средний вес оценок экспертов
<Po = --j(O (7.43)
S ф (/)
I
д₽ т — число оцениваемых факторов.
7.3. Веса факторов
Номер i Номер 1 фактора
эксперта 2 3 4
1 1,0 0,9 0,8 0,5
2 0,8 1,0 0,9 0,7
3 1,0 1,0 0,8 0,5
4 0,9 0,7 1,0 1,0
5 0,7 0,9 1,0 0,9
6 1,0 0,8 0,9 1,0
7 1,0 0,7 0,8 0,5
Расположение этих характеристик в ряду факторов (i) является уже достаточным поводом ранжирования факторов, так как расположение по величинам ф (i) или ф0 (0 уже указывает на распределение рангов, а следовательно, и значимости факторов.
Однако представляет несомненный интерес выяснение вопроса о степени согласованности мнений экспертов в пределах оценки каждого фактора.
Степень согласованности экспертов оценивается статистическими и эвристическими показателями. Статистическими показателями являются дисперсия и коэффициент вариации.
По каждому оцениваемому фактору / дисперсия весов экспертов
S [ф(/, о-ф(ор
2 1
Of = —
(7-44)
т
и коэффициент вариации /-й характеристики
0/ = <Ъ7ф(О- (7-45)
Дисперсия и коэффициент вариации представляют собой косвенные показатели согласованности мнений экспертов по данному фактору. Чем меньше коэффициент вариации, тем больше согласованность в мнениях экспертов. Окончательные выводы о согласованности мнений экспертов формулируются по общей совокупности характеристик и факторов с помощью эвристических показателей. Эвристическим показателем является коэффициент конкордации (согласованности) или критерий Кендалла [14]
т
12 %di
(7.46)
п2 (т3 — т) — п г/
где di — отклонение суммы рангов от среднего арифметического значения; di = = Si — s (здесь Si — сумма рангов по /-й характеристике; Sf = 5 Рь где р/ —
s \
ранг оценки веса /-й характеристики; s = — j; Tt = JJ(/^— fy)—показатель связности рангов (L — число групп рангов); ti — число связанных рангов в Z-й группе.
Для определения коэффициента конкордации необходимо определить порядковый номер (место), который имеет данный ранг 142
в ранжированной последовательности рангов, назначенных экспертами по всем факторам.
Если несколько экспертов указали один и тот же вес, то ранг определяется как среднее значение из соответствующих номеров.
Критерий W ~ 1 свидетельствует о полной согласованности
мнений экспертов, W — 0 — о полной несогласованности.
Значения критерия W подчиняются %2-распределению.
Оценки экспертов считаются согласованными при заданном уровне доверия у, если выполняется условие
т
12 S di
Х.ср = ------J—i--------> х? (?> V),
тп (т+1)___т2(Г<
(7.47)
где v = п — 1 — число степеней свободы; — определяется по табл. П.4.
КОНТРОЛЬНЫЕ ВОПРОСЫ И УПРАЖНЕНИЯ
1. Перечислите задачи прогнозирования надежности привода и методы их решения.
2. Какие принимаются допущения при составлении модели роста надежности привода в процессе производства и доработки?
3. В результате трехлетней эксплуатации 10 приводов получены оценки показателей надежности:
tif год 0,5 1,0 1,5 2,0 2,5 3,0
Pi 0,4 0,5 0,5 0,6 0,65 0,7
Рассчитать функцию надежности привода.
4. Перечислите исходные данные, которые необходимо иметь для прогнозирования работоспособности агрегатов привода методом марковской аппроксимации.
5. В каких случаях рационально применять метод экспертных оценок для прогнозирования надежности привода?
6. Для разработки мероприятий по созданию привода с высоким давлением необходимо ранжировать факторы, определяющие его надежность. Основные факторы следующие: /^ = 1 — утечка рабочей жидкости (герметичность); /2 = - 2 — износ деталей; /а = 3 — загрязнение рабочей жидкости; /4 = 4 — прочность деталей.
Сформирована группа экспертов из семи специалистов (т = 7), которые произвели ранжировку факторов. Веса ср$, присвоенные экспертами каждому фактору, представлены в табл. 7.3.
Определить факторы, оказывающие превалирующее воздействие на надежность привода.
Для решения этой задачи требуется пояснение определения рангов весов. Ранги рассчитывают в следующей последовательности.
Если в ранжированной последовательности весов факторов k экспертов указали одинаковый вес, то ранг есть среднее значение из натурального ряда чисел. Если же вес встречается только один раз, то ранг соответствует следующему члену натурального ряда чисел. Например, для второго фактора (/ = 2) вес (р2 = 1 встречается у двух экспертов, ранг этого веса Pi = (1 + 2)/2 = 1,5. Вес <р2 = 0,9 встречается также два раза; ранг р2 = (3 + 4)/2 = 3,5. Вес (р2 = 0,8 встречается один раз; ранг р3 = 5. Вес (р2 = 0,7 встречается два раза; р4 = (6 + 7)/2 = 6,5.
7
По каждому из факторов определяют сумму рангов sj = J] Pi и среднее I арифметическое значение суммы $ = 2$у/д.
Определяют отклонение суммы рангов по /-му фактору от среднего арифметического значения суммы рангов по всем факторам;
dj = Sj — S.
Рассчитывают показатель связности рангов для каждого фактора Г/ = = £(*?-о.
1
Например, по первому фактору (табл. 7.3) вес <р (/) = I присвоили четыре эксперта, следовательно, = 4 и = 43 — 4 = 60. Для второго
фактора (/ = 2) число групп связанных рангов L = 3, так как <р2 = 1,0 присвоили два эксперта, ti = 2 <р2 = 0,9, ^2 = 2, ф2 = 0,7, Ц = 2 и Т2 = (23 — 2) -h + (23 — 2) + (23 — 2) = 18 и т. д.
ГЛАВА 8
РЕЗЕРВИРОВАНИЕ ПРИВОДОВ
8Л. МЕТОДЫ РЕЗЕРВИРОВАНИЯ
Уровень технического развития приводов непрерывно растет. Это проявляется в повышении энергетических возможностей, способности работать в более широком спектре воздействия возмущающих сил, уменьшении габаритов и массы, повышении мощности и др. В то же время повышение надежности обычными конструктивно-технологическими методами ограничено и не может привести к принципиально новым качественным результатам. Например, можно спроектировать и изготовить элемент привода с увеличенными запасами прочности при статическом и динамическом нагружениях, т. е. обеспечить параметрическую надежность, близкую к единице. Это не составляет проблемы. Однако такой метод неизбежно приводит к увеличению массы привода, что во многих случаях недопустимо и не обеспечивает работоспособность при отказе других элементов. Кроме того, увеличение запасов прочности не применимо к элементам привода (к электрическим усилителям, моментным моторам, гидрораспределителям, элементам обратной связи и др.), которые преобразуют сигналы малой мощности. Эти элементы не могут быть значительно упрощены или усилены увеличением запасов прочности из-за ограничений по размерам, массе и статическим потерям мощности.
Одним из путей повышения надежности привода при достигнутом уровне конструкторско-технологических свойств элемента является резервирование. Резервирование принципиально позволяет создать работоспособные системы из элементов, надежность которых меньше надежности всей системы.
Резервированием называется метод повышения надежности включением в систему резервных (запасных) элементов (энергии). Любой метод резервирования основан на принципе избыточности. Это означает, что наряду с основными элементами или запасами работоспособности, необходимыми для выполнения заданных функций, предусматриваются избыточные элементы (запасы работоспособности), которые не являются функционально необходимыми. Основной параметр, характеризующий резервирование, — кратность — отношение числа резервных элементов к числу резервируемых или основных. Если обозначить через п общее число элементов, е — число элементов, необходимых для нормального функ-145
Рис. 8.1. Классификация методов резервирования
ционирования, то т = п — е — число резервных элементов. Кратность резервирования определяется отношением а =
(п — е)/е. Например, если трехканальный привод п = 3 выполняет свои функции при работе хотя бы одного канала (е — 1), то кратность резервирования а = (3 — 1)/1 = 2.
Резервирование, кратность которого равна единице, называется дублированием.
Тезис, высказанный выше о том, что резервирование позволяет создать систему с надежностью выше, чем надежность от
дельных ее элементов, можно иллюстрировать следующим примером. Пусть элемент системы имеет вероятность безотказной работы Pi = 0,7. Система собрана из четырех таких параллельно включенных элементов, работающих одновременно. Для выполнения рабочих функций достаточно одного работоспособного элемента. В этом случае п = 4, е = 1, а — 3.
В соответствии с уравнением (5.41) вероятность безотказной работы системы
Р = 1 (1 - РО"*’ = 1 - (1 - 0,7)3+I = 0,992,
ф. е. в 1, 4 раза выше вероятности безотказной работы элементов. Классифицируют методы резервирования по различным признакам (рис. 8.1).
Все методы резервирования разделяют на резервирование с постоянной и переменной структурой системы. При резервировании с постоянной структурой техническую систему проектируют и эксплуатируют с постоянным составом элементов, необходимым для выполнения функций в предположении, что работоспособность ее в процессе эксплуатации не нарушается. Для компенсации нарушений работоспособности (отказов) предусматривают избыточность по запасам прочности, запасам энергии или времени функционирования.
Нагрузочное резервирование — это увеличение запасов прочности элементов по отношению к воспринимаемой ими нагрузке.
Энергетическое резервирование — это обеспечение избыточной энергией по сравнению с необходимой для нормального функционирования.
Временное резервирование предусматривает использование избыточного времени в случае возникновения отказов.
Все виды резервирования о постоянной структурой являются дополнительными для резервирования с переменной структурой.
Резервирование с переменной структурой заключается в том, что предусматривается избыточность элементов или систем в целом по отношению к необходимым для нормального функционирования. Резервирование может быть раздельное и общее.
При раздельном резервировании в технической системе резервируются только отдельные, наименее надежные элементы. Такой метод резервирования эффективен, однако технически не
всегда можно его реализовать.
При общем резервировании резервируется объект в целом. Как раздельное, так и общее резервирование может быть с нагруженным, облегченным и ненагруженным резервом.
Если резервные элементы находятся в том же режиме работы, что и основные, то резерв считается нагруженным. При этом все элементы системы функционируют одновременно. Такой метод резервирования эффективен, однако не выгоден в энергетическом
отношении.
Когда резервные элементы находятся в выключенном (нерабочем) состоянии и до момента их включения из-за отказа основного элемента или очередного резервного не могут потерять работоспособность, резерв называют ненагруженным.
Облегченным считается резерв, при котором резервные эле-
менты находятся в менее нагруженном режиме, чем основные
элементы.
Рездельное резервирование в приводах применяют в тех слу
чаях, когда резервные элементы конструктивно совместимы с основными и не нарушают функционирование привода.
Раздельным способом резервируют фильтры, подшипники, зо
лотниковые распределители, уплотнительные узлы, источники питания, датчики обратной связи и др.
На рис. 8.2 показана схема резервирования уплотнения штока гидро- или пневмодвигателя. Первая (основная) ступень — манжета 2 с усом, прижимаемым к штоку 1 давлением жидкости в полости цилиндра. Вторая (резервная) ступень — резиновое кольцо 3 круглого сечения. Канал а в корпусе 4 цилиндра соединяет
полости между двумя уплотнениями.
Золотниковые распределители могут резервироваться как о нагруженным резервом, так и с облегченным. В качестве примера на рис. 8.3 показано резервирование золотникового распределителя с облегченным резервом. При исправном функци-
1 2 а 3 4
Рис. 8.2. Схема резервирования уплотнения штока гидроцилиндра
онировании управление гидроцилиндром происходит при пе-
ремещении золотника 1 относительно гильзы 2, фиксируемой пружиной 4. В случае заклинивания золотника усилие управления, приложенное к нему, начинает перемещать гильзу относительно корпуса 3, сжимая пружину 4, при этом гильза выполняет функции золотника.
8.2. ЭФФЕКТИВНОСТЬ РАЗДЕЛЬНОГО РЕЗЕРВИРОВАНИЯ
Простейшей схемой раздельного резервирования является система с параллельным соединением элементов (рис. 8.4). К основному элементу (0) параллельно подключают т резервных элементов. При таком резервировании все tn + 1 элементов работают на одну нагрузку (давление, расход, усилие и др.). При отказе основного элемента (0) включается первый резервный элемент, при отказе последнего начинает работать следующий и т. д. При отказе всех т + 1 элементов возникает отказ системы. Предполагается, что цепи соединения элементов в переключающие устройства идеальны, т. е. работают безотказно.
Если резервирование не предполагает восстановление отказавших элементов, т. е. система работает до отказа всех элементов и их отказы независимы, то вероятность отказа системы из-за отказа (т + 1)-го элемента равна произведению отказа этих элементов:
гп+1
<7 = П qi (0.
f=I
Так как qt = 1 — где Pt — вероятность безотказной работы t-го элемента, вероятность безотказной работы системы Р (/) в течение времени t определяется очевидной зависимостью
т Р(/) = 1-П[1-Рг(01. о
(8.1)
От насоса В бак
Рис. 8.3. Схема резервирования золотникового распределителя с облегченным резервом
Рис. 8.4. Схема системы с параллельным соединением элементов
Если вероятность безотказной работы всех элементов одинакова (Pi = Pl), то
Р(0= l-[l-Pi(/)]m+I. (8-2)
При заданной вероятности безотказной работы системы Ртр с учетом выражения (8.2) можно найти необходимое число т резервных элементов, при котором выполняется условие Р (/) > Р •
* Тр.
Если для всех элементов характерен экспоненциальный закон отказов, то
Р (/) = 1 - П (1 - eV) « 1 - Л, (8.4)
О
т где — интенсивность отказов; Л = П если интенсивность отказов одина-
0
кова: Xf = X, то Л =
При выводе зависимостей (8.2) и (8.3) предполагалось, что соединение элементов и переключающие устройства идеальны. На практике всякое устройство для переключения имеет вероятность исправной работы Рп <3 1.
Рассмотрим определение надежности резервированной системы г учетом вероятности отказа устройства переключения. Возможны два варианта: 1) переключатель П в системе один, он последовательно включает резервные элементы, причем при отказе основного элемента и переключателя наступает отказ системы (рис. 8.5, а); 2) каждый резервный элемент имеет свой переключатель при отказе основного элемента т + 1, резервного т и (т — 1)-|'о переключателя происходит отказ системы (рис. 8.5, б).
Для первого варианта вероятность безотказной работы системы находят по формуле полной вероятности. Обозначив Р (/) = Р, Ро (0 = Ро — вероятность безотказной работы основного элемента, Pi (/) = Pit получим
Р = Ро + (1 - Ро) РаР1 + (1 - Ро) (1 - Л) РаР. +
+ --- + (1-р0)(1-р1) (l-pm_1)pnpm =
= Ро + Рп (1 - Ро) п Pt П (1 - Pj). (8.5)
z=i
Для случая Pt — Pj
Р = Ро + Рп(1-Ро)х
X [Рх + Pi (1 - Pi) + Pi (1 - Pi)2 + • ♦ • + Pi (1 - Pi)m+Il-
6)
Рис. 8.5. Схемы резервирования с устройством переключения:
а — с одним переключателем; б —* о переключателем для каждого резервного элемента
В последнем уравнении выражение в квадратных скобках представляет собой убывающую геометрическую прогрессию со знаменателем (1 —Рх),'сумма членов такой прогрессии равна 1 — (1 — Pi)m. С учетом этого уравнение (8.5) представим в виде
Р = Ро + Рп (1 - Ро)[ 1 - (1 - ЛГ].
(8.6)
Для второго варианта (рис. 8.5, б), полагая что переключатели и резервные элементы отказывают независимо, можно найти надежность (п — ()-й подсистемы, состоящей из последовательного соединения переключателя с элементом:
P} = PniPf
(8.7)
Так как система имеет идеальные переключатели, Р = Ро + (1 - Ро) Рр, (8.8)
где Рр — вероятность безотказной работы резервной системы с одним идеальным переключателем;
т Рр = 1- П (1-г>). 1=0
(8.9)
Подставляя выражение (8.9) в формулу (8.8), о учетом зависимости (8.7) получаем
Р = Р0 + (1-Р0)
1 - П (1 - PatPt) 1=1
(8.10)
Если Pj — PniPt = PnPi, то формула (8.10) упрощается:
Р = Ро + (1 - Ро) [1 - (1 - РхРпП. (8.Н)
Для сравнения схем резервирования (рис. 8.5, а, б) определим предельные вероятности безотказной работы систем при т -> со, когда число резервных элементов неограниченно растет. Для схемы, показанной на рис. 8.5, а,
Иш {Ро + Рп (1 - Ро) [1 - (1 - РхП} = tn->oo
= Ро + Рп(1-Ро)<1; (8.12)
для схемы, показанной на рис. 8.5, б,
Нт {Ро + (1 - Ро) [1 - (1 - PiPnH} = Ро + (1 - Ро) = 1. т-»-оо
Из выражения (8.12) следует, что при любой надежности элементов и переключателей в схеме, изображенной на рис. 8.5, б, можно получить неограниченную высокую надежность путем увеличения числа резервных элементов.
Для систем с общим переключателем (рис. 8.5, а) при недостаточной надежности переключателя введение дополнительных резервных элементов практически не повышает надежность системы.
Эффективность резервирования можно характеризовать относительным коэффициентом повышения вероятности безотказной работы, который представляет собой отношение вида
э = (Р - Р0)7Р0. (8.13)
Для резервирования в идеальным переключателем
(8Л4) ‘ о
В случае, когда основной и резервные элементы одинаковые (Ро = Рг), из выражения (8.14) следует, что при Р± -> 1 Э -> О, а при -> О Э оо. Это означает, что раздельное резервирование целесообразно применять для элементов, имеющих низкую вероятность безотказной работы. Зависимость Э = f (т, Ро) показана на рис. 8.6. Эффективность резервирования с ростом числа резервных элементов т увеличивается и достигает насыщения при 71 = 2 3, следовательно, нецелесообразно увеличивать число ре-
зервных элементов свыше трех.
8.3< ОБЩЕЕ РЕЗЕРВИРОВАНИЕ
Допустим, что система состоит из п элементов и резервируется т такими же резервными системами (рис. 8.7). Резервированная система будет работоспособной, если работоспособна основная или хотя бы одна из резервных систем.
Общее резервирование, в котором отказавшую систему может заменять любая из т резервных систем, называется скользящим.
Рис. 8.6. Зависимости эффективности резервирования от числа резервных элементов
Рис. 8.7. Схема общего резервирования
Рис. 8.8. Схема эволюции резервированной системы
Полагаем, что отказы всех элементов независимы и вероятность безотказной работы в течение времени t всех элементов одинакова (7\ = Рх); тогда вероятность безотказной работы резервированной системы равна вероятности того, что откажет не более т систем из общего числа т + 1, т. е. вероятность определ яется биномиальным распределением
т
р=%с1прГ1(1-рУ.
/=о
(8.15)
Ввиду того, что при общем резервировании приходится иметь дело с элементами, в которых возможны отказы типа обрыва или короткого замыкания (потеря герметичности или закупоривание), а все основные и резервные элементы замыкаются на общий выход, необходимы переключающие устройства и системы контроля работоспособности. Эти устройства должны производить индикацию отказов и отключать неисправную систему, чтобы исключить отказ всей резервированной системы. Вероятность безотказной работы переключающих устройств или системы контроля, как любых технических систем, меньше единицы. Поэтому при их отказе надежность всей резервированной системы будет существенно снижена. Отказы переключающего устройства в функционирование резервированной системы вносят ошибки двух видов: ложное срабатывание и необнаруженный отказ.
Ложное срабатывание (вероятность проявления дл) — это отключение работоспособной подсистемы (канала резервирования). Необнаруженный отказ (вероятность проявления qH) — это необ-наружение неисправного канала и неотключение его. С учетом указанных ошибок переключающих устройств функционирование любой резервированной системы представляется следующим образом. Пусть резервированная система состоит из п подсистем с одинаковыми характеристиками, из которых т резервных. Система выполняет возложенные на нее функции только тогда, когда работоспособны п — т подсистем, а отказавшие (до т подсистем включительно) выключены переключающим устройством.
Процесс эволюции (перехода из состояния в состояние) системы в течение промежутка времени А/ показан на рис. 8.8 (АС — аварийное состояние, когда в одной из подсистем имеет место отказ, О — отказ всей резервированной системы, Л О — ложное отключение исправной системы).
Переход системы из одного состояния в другое описывается функциями перехода По (/) — вероятность нулевого состояния, когда п подсистем работоспособны, Пх (/) — вероятность первого состояния, когда работоспособны п — 1 подсистем, а подсистема, находящаяся в аварийном состоянии, отключена; П2 (/) — вероятность второго состояния, когда работоспособны п — 2 подсистем, а две подсистемы, находящиеся в аварийном состоянии, отключены; Пт (t) — вероятность /n-го состояния, когда работают п — tn подсистем, а все неисправные отключены.
.Из состояния т резервированная система переходит в состояние отказа, когда происходит ложное отключение исправной подсистемы или когда подсистема находится в состоянии отказа, а система контроля не обнаружила этот отказ.
Так как перечисленные состояния несовместны, вероятность появления т состояний за интервал времени от 0 до /, т. е. вероятность исправного функционирования системы, определяется зависимостью
Pp(0=Snt(0. (8.16)
к=о
Рассмотрим подробнее процесс эволюции системы в течение промежутка времени А/, к началу которого она находилась в одном из i-х состояний.
За промежуток времени t + А/ в зависимости от состояний подсистем и переключающего устройства резервированная система может находиться в /-м состоянии, перейти в (i + 1)-е состояние или в состояние отказа. Вероятность того, что резервированная система к моменту времени t + А/ будет находиться в /-м состоянии, определяется зависимостью
Пм(/ + AZ) = [1 - q(t, t + A/)][l ~ q„(t, 1 + Ы)]П^), (8.17) где q (t, t + AZ) — условная вероятность того, что система за время А/ перейдет из состояния i в аварийное при условии, что в момент времени t она находилась в работоспособном состоянии; дл (/, i 4- А/) — условная вероятность того, что за время А/ произойдет ложное срабатывание, т. е. отключение исправной системы.
3 (I + 1)-е состояние резервированная система перейдет тогда, когда произойдет ложное отключение одной из исправных систем или когда переключающее устройство обнаружит неработоспособное состояние одной из подсистем и отключит ее.
Вероятность перехода из /-го в (i + 1)-е состояние
Пм+1(/ + А0 = [^л(/, / + А/) + 9(/, / + Д0](1-?н). (8.18)
Аналогично описывается эволюция всех состояний 0 /и,
резервированной системы.
Введем функции перехода
г (t + ДО = [1 - q(t, t + ДО] [1 - <7л(0 t + ДО];
г+1 (0 t + АО = <7л (0 t + до + Я (t, t + ДО (1 - g«). (8, '
G учетом выражений (8.19) вероятности эволюции резервированной системы (8.17) и (8.18) запишем в виде
П, (1,1 + до = i (f,t + АО П, (0;
п,. f+i (i, I + АО = Фь м (I, I + АО П< (0. ( '
Вероятность 1-го любого состояния резервированной системы
п{ (0 = nf_!, i (о t + ДО + П4.1 (О I + ДО, (8.21) де
П/-!, i (i, ! + ДО = tJ-1. t (I, 1 + АО П|_, (0?
Фг-i, i (t, t + АО = Яп (t, t + ДО + Я1-х (O i + AO (1 - fa).
На основании последних зависимостей можно записать систему уравнений, описывающих эволюцию системы за промежуток времени ДО
п0(/ + Д0 = фо.о(0 ( + ДОП0(0;
Пх (t + АО = Фо, 1 (0 t + АО По (0 + Ф1,1 (0 t + АО Пх (0; (8.22)
Пщ (t ~h ДО = фт-l, т (О t + АО Пт-1 (0 + + Фт,т(0 ( + А0Пт(0-
Если в последней системе произвести предельный переход при А/ -+• 0, получим систему дифференциальных уравнений
^-) = Фо,о(0По(0;
= Фо, I (0 По (0 + Ф1,1 (0 Пх (0; (8.23)
= Фт-I, т (t) пт_х (0 + Фт, т (0Пт (О, где
<flIj(0 П; (f + AQ . dt д/Га Ai
^.г(0= Hm ^^ + AO + fa(/ + AO-?(/ + AOfa(/ + AQ . (8J4) Д/->0
^-,,(0= Нт ?л(^А0+^ + Д0(1-?н). д<-0 Ai
Таким образом, изменение резервированной системы является случайным процессом и описывается системой дифференциальных уравнений с переменными коэффициентами. 154
Выразим функции перехода через вероятностные характеристики X (О, Р (0. Вероятность состояния через вероятность безотказной работы определяется зависимостью
Произведя предельный переход, получим ! + P(t)
~ РН)
Тогда с учетом последней зависимости, пренебрегая членами второго порядка и выше, функцию перехода (8.24) приведем к виду
Фм(0«-(«-О 1И0 + к (01;
ifc-i, К0 = (» - i + 1) [* (0 (1 - Ян) + U0b (8.25)
где X (0 — интенсивность отказа подсистемы; 1Л — интенсивность ложного срабатывания переключающего, устройства,
К системе (8.23) применим преобразования Лапласа. Получим
(1 +s) По (s) = ф0,0 (s) По ф;
(1 + s) Пх (s) = фо. 1 (s) По (s) + Ф1,1 (s) Пх (s); (8.26)
(1 + s) Пт (s) — Фm-i, m(s) nm_x(s) ~|- фт, m(s) nm(s), где s — оператор Лапласа,
Решая систему алгебраических уравнений (8.26), определяем вероятность £-го состояния в изображениях по Лапласу:
n<(s) = ЕПД0)По(«),
.Вероятность исправной работы резервированной системы, когда нормально функционируют не менее п — т из п подсистем, согласно выражению (8.16),
т
Рр = Е По(8). (8.27)
О
Используя формулу обращения Лапласа при начальных условиях: при t = О По (0) = 1, nt (0), получаем
т
Pp(t) = Е По(0. (8.28)
О
Функцию состояния (/) можно аппроксимировать зависимостью [51
По(0 = С^П"Ч
где Р = (1 — <7л) 5 v = [ 1 — Л (0] (1 - fa).
G учетом выражения (8.28) вероятность безотказной работы резервированной системы
Pp(/)=Mpn~V. (8.29)
О
Когда система переключения идеальна (qa “0, qH 0), т
Рр(0= Е^РГг(1-лА (8.30)
о
что совпадает с зависимостью (8.15).
^Уравнение (8.29) с учетом уравнения (8.30) после простых преобразований приводим к виду
т
Рр = ЕФТ’ (1 - Р1)’Кп, (8.31)
о
где Кп = (1 — <7л)Н-1 О — <7н)г — коэффициент, характеризующий надежность переключения; при дл > 0 и дн > 0 Кп > Ь ПРИ ?л = <7н = 1 Лц = 0, т. е. при ненадежных переключателях резервированная система становится ненадежной.
8.4. ЭФФЕКТИВНОСТЬ ОБЩЕГО РЕЗЕРВИРОВАНИЯ
Переключающее устройство или система контроля в резервированной системе измерением параметров, характеризующих работоспособность подсистем, должны классифицировать состояние подсистемы. Измерение параметров (перемещений, давления, расхода, скорости и др.) производится с конечной точностью. Заключение о пригодности системы к дальнейшему использованию производится по соотношению измеренного значения параметра с номинальным значением, границей поля допусков и т. д. Если разница между номинальным значением параметра и замеренным соизмерима с погрешностью контроля, то возможна неправильная классификация состояний.
Значения вероятностей ошибок результатов контроля типа ложный отказ (^л) и необнаруженный отказ (#н) являются функциями точности системы контроля, закона распределения измерений параметров, уровня помех и других факторов. Причина появления ложных и необнаруженных отказов для нормальных законов распределения параметров и измерений иллюстрируется схемой на рис. 8.9, где обозначено: f (у) — плотность распределения измеряемого параметра, по которому контролируется состояние привода; f (D) — плотность распределения результатов изме-156
\fW /elm mYg У
Рис. 8.9. Законы распределения контролируемых параметров
рений датчиком переключающего устройства; f (уд) — плотность распределения допустимого значения контролируемого параметра. Допустимое значение определяется условиями работоспособности.
В результате сочетания законов распределения контролируемого параметра,его допустимого значения и точ
ности контроля переключающее устройство может сформировать ложный сигнал, т. е. отключить исправную систему или не обнаружить потерю ею работоспособности. Устройство переключения сформирует ложный сигнал (признает работоспособную систему неработоспособной), если одновременно реализуются следующие соотношения между результатами контроля и состоянием системы:
У < Уд, D < у,
и не обнаружит потерю работоспособности, когда
У <Уд, Ya<D,
где Уд — допустимое значение контролируемого параметра; D — результат зго измерения устройством переключения.
Введем обозначения:
Z1 = у — Уя; z2 = D — у, г3 = Уд — у, z4 = Уд — D.
Тогда вероятности ложных и необнаруженных отказов в общем случае определяются так:
со
<?л = Вер (гх < 0, z2 < 0) = J
•—со
- со g
J f(y)dy J f(D)dD f(y)dy,
_—0 —co
(8.32)
co
= Bep (zs > 0, z4 > 0) = J
•—co
- g co
\f(y)dy\f(D)dD f(y)dy.
_—g g
Зависимости (8.32) позволяют принципиально определить вероятности ложных и необнаруженных отказов для любых законов распределения, однако вычисление этих многомерных интегралов представляет собой сложную задачу.
Если контролируемый параметр, пределы его изменения и результаты измерений распределены нормально, то вероятности
ложных и необнаруженных отказов определяются просто через функцию нормального распределения:
0л = [О,5 4-Ф(Лг1)][О,5 + Ф(^)]; qa = [0,5 + Ф(Аг„)П0’5 + Ф<М> где ; &za = ”2^.
К + а₽ ]/Гао+ае
и — туд и __ туд mV
Z3~ т/”2'" , "~2:; 4 ~ 7ГГ"~ f >
ИаУ +а₽ КаУп + а»
(8.33)
здесь туУ
mv д
и а т ау — математическое ожидание и дисперсии контр олируе-» 1 и
мого параметра и его допустимого значения; тр и Ор — математическое ожидание и дисперсия параметра настройки датчика переключающего устройства.
Вероятность ошибок зависит от статистических характеристик закона распределения /пь af. Как следует из анализа зависимостей (8.33), изменением настройки датчика невозможно одновременно уменьшить вероятности ошибок. С уменьшением вероятности ложных сигналов увеличивается вероятность необнаруженных отказов и наоборот. Однако можно ввести суммарную характеристику точности системы у = qn + которая имеет минимальное значение при определенных значениях параметра настройки датчика tnD,
В каждом конкретном случае применения настройки датчика должна определяться исходя из требований к точности контроля. Если погрешности контроля равнозначны, то настройка должна производиться из условий получения минимума ymln.
Эффективность общего резервирования привода определяется аналогично выражению (8.13):
Э « (Рр — Р)/Р, (8.34)
где Р — вероятность безотказной работы нерезервированного привода.
В машиностроении общее резервирование осуществляется для наиболее ответственных частей или всего привода. В данном случае основная подсистема есть часть привода или весь привод и к ним параллельно подключаются резервные части (привод), подобные основным. Подсистемы имеют переключающие устройства, которые контролируют состояние привода и в случае наступления аварийного состояния отключают неисправные подсистемы. В данном случае Р р$, общее число подсистем п = = tn + 1.
Подставив в выражения (8.34) выражение (8.31), получим
Э = 2 CnPi‘l (1 - РО’Кп - 1. (8.35)
о
Рис» 8.10. Зависимость эффективно-?ги общего резервирования от числа резервных подсистем:
-------pf == 0,6; ~ ~ ~ Pt == 0,8;
1 - Ч = »н = °-2= 2-«л = 0.1. «н = = 0.3; 3-<7л = 0, »н = 0,1; 4 - Q„ = -«н = 0Д
Следовательно, эффективность резервирования зависит от вероятности безотказной работы привода, кратности резервирования si числа резервных приводов и коэффициента надежности переключающего устройства.
При низкой надежности привода (Pi 1) эффективность ре-
зервирования с увеличением числа резервных подсистем растет н стремится к Ртах при определенном оптимальном числе резервных подсистем. Условие, из которого можно найти максимальную эффективность и оптимальное число резервных подсистем, опре-
деляется уравнением
дЭ (Pi, т, K^ldm ==> 0.
(8.36)
Из уравнения (8.36) принципиально можно определить оптимальное значение топт, при котором имеет место Рр1пах.
При высокой надежности привода (Pi-* 1) эффективность резервирования стремится к нулю. Погрешность переключающего устройства снижает эффективность резервирования.
Оптимальное число резервных систем по зависимости (8.36) а конечном виде определить сложно, так как дифференцирование необходимо проводить по искомому параметру, который определяется суммой ряда. Поэтому оптимальные значения /попт и РрШах находят прямыми вычислениями по выражению (8.35) при разных значениях pi, т, q„ и qa.
На рис. 8.10 показаны зависимости эффективности резервирования при разных коэффициентах надежности переключающего устройства. Из анализа зависимостей следует, что с увеличением надёжности привода уменьшается необходимое число резервных подсистем. Эффективность резервирования уменьшается также ростом надежности привода. На эффективность резервирования ильное влияние оказывает вероятность ложных и необнаруженных отказов, причем с ростом надежности привода это влияние усиливается.
8.6. МНОГОКАНАЛЬНЫЕ ПРИВОДЫ
К приводам транспортных средств (машин, самолетов, удов, ракет и т. д.) и технологического оборудования предъявляются высокие требования по надежности. Для обеспечения
Рис. 8.11. Схема многоканального привода:
/, 2, п автономные приводы; 3 » элемент связи; 4 ь=» выходное звено привода
высокой надежности широкое применение получили многоканальные приводы, построенные по принципу общего резервирования. Привод выполняют в виде двух и более аналогичных и не-
зависимых друг от друга каналов, соединенных между собой элементами связи (рис. 8.11). Под элементами связи понимается вся совокупность устройств, обеспечивающих формирование выход-
ного сигнала приводом по выходным сигналам входящим в его состав каналов.
Все каналы в многоканальном приводе имеют, как правило, одинаковые характеристики в пределах допусков на изготовление и регулировку входящих в их состав элементов и приводятся в действие по единому входному сигналу. Элементы связи многоканального привода могут осуществлять суммирование усилий, развиваемых каждым каналом, суммирование положения выходных звеньев каналов, суммирование скорости движения выходных звеньев каналов, замещение каналов.
Важной особенностью многоканального привода является возможность сохранения его выходных параметров при возникновении неисправностей и отказов отдельных каналов. С помощью системы контроля неисправный канал привода может быть обнаружен и нейтрализован.
Различают четыре метода формирования выходного сигнала (рио. 8.12).
Рис, 8.12. Классификация методов формирования выходного сигнала 160
Рис. 8.13. Схема привода с формированием выходного сигнала по методу пересиливания
Метод взаимосвязанных цепей предусматривает последовательное подсоединение нескольких элементов в параллельных каналах и связь между каналами каждого элемента. По сути, этот метод сочетает общее и раздельное резервирование. При таком методе возможны два типа отказов: обрыв и короткое замыкание (соответственно потеря герметичности и заклинивание), т. е. требуются переключающие устройства, число которых определяется числом резервируемых элементов и каналов. Все это снижает надежность многоканального привода, и она может стать меньше надежности одноканального привода. Кроме того, этот метод сложен в технической реализации.
Метод пересиливания заключается в том, что предусматривается несколько одинаковых каналов, отказ одного из которых пересиливается воздействием исправных каналов. Принципиальная схема многоканального привода с формированием выходного сигнала по методу пересиливания показана на рис. 8.13. В канал привода входят электрический усилитель /, электромеханический преобразователь 2, золотниковый распределитель 3 и цепи обратной связи 4. Все каналы имеют общий выходной двигатель 5. При возникновении отказа в одном из каналов скорость движения гидродвигателя определяется алгебраической суммой расходов жидкости, поступающей из гидроусилителей каналов.
При таком резервировании каждый канал должен быть спроектирован на преодоление всей эксплуатационной нагрузки. Это приводит к излишним энергетическим затратам и повышению массы привода, поэтому этот метод целесообразен для резервирования маломощных ответственных приводов.
При формировании выходного сигнала методом пересиливания выходные характеристики привода при отказе каналов изменяются, что также ограничивает применение этого метода.
х/а 6 Сырицын Т. А. 161
Разновидностью метода пересиливания является метод «голосования». Суть его заключается в следующем. Привод состоит из п одинаковых каналов, работающих на общий выход. При отказе т каналов сигнал на выходе будет соответствовать п —т каналам. При этом минимальное число резервируемых каналов должно быть равно трем, а для нормальной работы необходимо иметь не менее двух каналов.
На рис. 8.14 показана принципиальная схема трехканального привода. Привод суммирует усилия каналов на общем звене. Каждый канал включает электронный усилитель /, золотниковый распределитель 2, гидродвигатель 3 и датчик обратной связи 4. Для выведения гидродвигателя в нейтральное положение устанавливается пружина 7 Выходные штоки 5 каналов соединены с траверсой 8 через элемент связи — гидромуфту. Такой метод резервирования предусматривает первоначальную избыточность (т ^>3). За счет увеличения избыточности удается получить два
преимущества по сравнению с ранее рассмотренными методами. Просто реализуется система контроля отказов, которая основана на принципе «голосования», т. е. за правильный сигнал на выходе принимается сигнал большинства каналов. Сравнение этого
сигнала с сигналами каждого канала позволяет определить отказавший канал. И, самое главное, этот принцип позволяет за счет большинства исправных каналов компенсировать влияние отказавшего канала на общий выход при необнаруженном отказе.
В многоканальных приводах, формирующих выходной сигнал по методу замещения, имеется также несколько одинаковых каналов. Но резервные каналы находятся в ненагруженном резерве (рис. 8.15).
Рис. 8.14. Схема трехканального привода
162
Рис. 8.15. Схема многоканального привода с формированием выходного сигнала по методу замещения:
1 и 2 — основной и резервный каналы; 3 — клапан переключения каналов
Основным преимуществом многоканального привода с замещением каналов является повышение надежности в результате нахождения резервного канала в «холодном» (нерабочем) резерве и стабильность характеристик привода независимо
от числа каналов, входящих
в его состав. Недостатками такого привода являются необходимость надежных устройств автоматического обнаружения не
исправного канала и его отключения и подключения резервных каналов. Кроме того, при отказе канала в течение времени, необходимого для выявления отказа и переключения на другой канал, неизбежно падение усилия и скорости выходного звена.
Контроль состояний каналов и индикация отказов в резервированных приводах может производиться с помощью модели, по обобщенным параметрам и мажориотарным переключениям.
Контроль с помощью моделей предусматривает включение кроме основных каналов контрольного канала, который выполняется в виде электронной или гидравлической модели основного канала. При работе многоканального привода микропроцессорной системой непрерывно сравниваются выходные характеристики основных каналов с характеристиками модели. При превышении указанными характеристиками допустимого отклонения канал, находящийся в аварийном состоянии, отключается.
Контроль с помощью обобщенных параметров производится следующим образом. В результате моделирования или статистического анализа устанавливаются обобщенные (диагностические) параметры, которые критичны к состояниям и характеристикам привода. В памяти системы контроля хранятся характеристики состояний и предельные значения обобщенных параметров. При функционировании многоканального привода сравнивается обобщенный параметр с заданным значением. В случае превышения разности текущего и заданного значений обобщенного параметра отключается соответствующий канал.
Рассмотренные методы индикации состояний каналов применяют в основном при резервировании замещением и в методе взаимосвязанных цепей.
При резервировании пересиливанием или «голосованием» наиболее рациональным является метод мажориотарного переключения («голосование» большинством), который не требует специальной системы контроля. Суть метода сводится к следующему.
х/2 б*
163
Выходные сигналы всех каналов сравниваются по значению с выходным сигналом всего привода, который является средней алгебраической величиной выходных сигналов. Если разность сигналов канала и всего привода превышает допустимое значение, то канал считается неисправным.
При выборе метода формирования выходного сигнала (резервирования) и индикации отказов следует исходить из назначения, конструктивных особенностей и условий эксплуатации привода.
8.6. СТАТИЧЕСКИЕ ХАРАКТЕРИСТИКИ МНОГОКАНАЛЬНЫХ ГИДРОМЕХАНИЧЕСКИХ ПРИВОДОВ
В многоканальных гидромеханических приводах элементы связи могут суммировать усилия, развиваемые каналами, перемещения или скорости движения выходных звеньев каналов. При этом предполагается, что все каналы имеют одинаковые характеристики в пределах допусков и приводятся в действие одним входным сигналом.
Рассмотрим статические характеристики гидромеханических приводов с разными элементами связи.
Приводы с суммированием усилий применяют в основном для управления рабочими органами машин и рулевыми органами летательных аппаратов. При этом резервирование осуществляется при тандемном и параллельном расположениях каналов (рис. 8.16). При тандемном расположении каналов функции элемента связи выполняют шток гидроцилиндра, а при параллельном — специальная траверса.
В многоканальном приводе с суммированием усилий возникает взаимное нагружение каналов из-за технологических допусков вследствие относительного смещения нейтрального положения распределительных устройств, утечек в гидролиниях, относитель-
Рис. 8.16. Схема многоканального привода с суммированием усилий при расположении каналов:
а — тандемном; б — параллельном; 1 — входное звено; 2 — каналы приводов; 3 — траверса; 4 — выходное звено; 5 — сравнивающее устройство; 6 — обратная связь
ного смещения входных звеньев и различий коэффициентов передачи. Из-за указанных рассогласований выходные элементы каналов стремятся занять различные положения, а так как они механически связаны с общей траверсой, возникают взаимные нагружения, которые могут вызывать в полостях гидродвигателей недопустимые повышения давлений рабочей жидкости.
Механическую характеристику каждого канала привода с некоторым приближением (без учета трения и утечек) можно представить в виде
где vt — скорость перемещения выходного звена Z-го канала; Gt — гидравлическая проводимость привода; Ri — внешняя нагрузка, действующая на канал; Spi — перепад давления на приводе; F/ — эффективная площадь поршня гидродвигателя.
Учитывая, что = /?, t>i = v2 — • • •— vn, механическая характеристика многоканального привода с суммированием усилий
/"Гп \ / п 3
v = |/ Е APiFt — R ) / Е^т- (8.38)
' \ 1 / / 1 Gi
Принимая, что во всех каналах Ft = F, Gt = кях (здесь кя — коэффициент усиления; х — перемещение выходного звена), = = Др, получаем
п = -^-/др-^, (8.39)
где п — число каналов.
Таким образом, статическая характеристика всего многоканального привода с суммированием усилий каналов соответствует характеристикам его каналов и не зависит от их числа при R' = 0.
Многоканальный привод с суммированием перемещений выходных звеньев каналов (рис. 8.17) имеет устройство приведения в нейтраль, которое обеспечивает возможность управления рабочим органом при отказе одного из каналов. Для этого устройство приведения в нейтраль должно удерживать выходное звено при действии всех усилий, развиваемых исправными каналами.
При наличии высокого давления в обоих каналах выходное звено 4 перемещается одновременно двумя приводами, каждый из которых имеет позиционную обратную связь по положению собственного выходного звена. Поршни пружины 2 разведены под действием давления в гидросистеме. При отключении высокого давления в одной из гидросистем канал, который имеет от нее питание, перестает функционировать. После выключения одной из гидросистем ход выходного звена 4 и его максимальная скорость уменьшаются вдвое, а максимальное усилие остается таким же.
Рис. 8.17. Схема многоканального привода с суммированием перемещений:
1 — устройство приведения в нейтраль; 2 — пружина; 3 — каналы привода; 4 — выходное звено
Все характеристики привода, кроме максимального усилия, развиваемого приводом, существенно зависят от числа каналов; коэффициент передачи k = nkiy максимальное перемещение ушах = nyiy статическая характеристика
0 = (8.40)
Применение такого привода может преследовать две цели: резервирование гидродвигателей на случай их заклинивания и сохранение постоянного значения максимального усилия, развиваемого приводом независимо от числа работающих каналов.
Многоканальный привод с суммированием скоростей выходных звеньев отличается тем, что двигатели соединены между собой дифференциальным редуктором, суммирующим их перемещения, а обратная связь для каждого канала осуществляется от общего выходного звена привода.
Для суммирования скоростей движения каналов, в отличие от суммирования перемещений, каждый канал такого привода должен иметь неограниченный ход, так как обратная связь каждого канала осуществляется от общего выходного звена для всех каналов.
Так как отличие привода с суммированием скоростей выходных звеньев от привода с суммированием перемещений заключается только в обратной связи, все характеристики обоих приводов, за исключением коэффициента передачи, одинаковы. Коэффициент передачи привода независимо от числа работающих каналов практически постоянен.
8.7. СТАТИЧЕСКИЕ ХАРАКТЕРИСТИКИ МНОГОКАНАЛЬНЫХ ЭЛЕКТРОГИДРАВЛИЧЕСКИХ ПРИВОДОВ
Резервированный электрогидравлический следящий привод состоит из двух или более идентичных следящих контуров — каналов преобразования электрического управляющего сигнала в механическое перемещение. Принципиальным отличием многоканального электрогидравлического привода от гидромеханического является следующее. В многоканальных электрогйдрав-лических приводах кроме отказов гидромеханических элементов 166
имеют место отказы электрической части и разброс входных сигналов управления каждого канала.
В отдельных каналах могут возникать такие отказы, как отсутствие входного управляющего сигнала, отсутствие сигнала обратной связи, ложный управляющий сигнал и др. Между коэффициентами передачи и смещениями нулей каналов существуют различия в пределах допусков на изготовление и регулирование, а также допусков на параметры источников электропитания, с которыми соединены каналы привода.
В электрогидравлических приводах существеннее, чем в гидромеханических, влияние условий эксплуатации, главным образом температуры окружающей среды и рабочей жидкости, на коэффициенты передачи и смещения нулей каналов.
Эти отличия практически исключают возможность использования в электрогидравлических многоканальных приводах элементов связи каналов гидромеханического привода без введения дополнительных корректирующих связей.
По принципу формирования выходного сигнала элек'троги-дравлические многоканальные приводы классифицируют на три основные группы:
с суммирующим элементом связи каналов, когда элемент связи каналов суммирует перемещения выходных звеньев каналов;
с кворумирующими элементами связи каналов, когда элемент связи формирует перемещение выходного звена как перемещение выходного звена того канала, у которого в данный момент времени выходное звено занимает среднее положение между выходными звеньями других каналов;
с осредняющим элементом связи каналов, когда элемент связи формирует перемещение выходного звена как среднее арифметическое перемещение выходных звеньев всех каналов.
Приводы с суммирующим элементом связи каналов. Суммирующими элементами связи каналов могут быть дифференциальнорычажные системы, дифференциальные редукторы и другие суммирующие кинематические соединения.
Перемещение выходного звена привода определяется суммой перемещений выходных звеньев каналов:
п
У = КЭ.С^У1, (8.41)
;=i
где с — кинематический коэффициент элемента связи; yi — перемещение выходного звена i-ro канала; п — число каналов.
Перемещение выходного звена канала определяется входным сигналом иь коэффициентом передачи Ki и нулевым смещением ум канала, т. е.
yi = UlK'i + Уоь Ум = У1 при щ = 0.
(8.42)
167
Разброс значений входных управляющих сигналов зависит от разброса характеристик электрических преобразователей и датчиков:
«г = Аэ. п «, (8.43)
где К9. п — коэффициент передачи электрических преобразователей; и — номинальное значение входного сигнала.
С учетом формул (8.42) и (8.43) выражение (8.41) приведем к виду
У = Ks. с Kt + Si/oi \ 1 1 где п — коэффициент передачи канала.
Если на выходное звено привода действует внешняя нагрузка R, то нагрузка на каждый канал привода = Кэ. с#> следовательно, все каналы привода в любом их состоянии, в том числе и отключенном, для обеспечения работоспособности не должны иметь просадки выходного звена под действием нагрузки.
Скорость перемещения выходного звена привода [аналогично (8.40)]
о = к,. с S Ri ma* 7 Кэ~cR« <8-44)
где Ri max — максимальное усилие, развиваемое i-м каналом.
На рис. 8.18 показаны статическая и механическая характеристики многоканального привода. Как следует из зависимостей, при отказе отдельных каналов уменьшается коэффициент передачи привода и возникают возмущения выходного звена. Кроме того, для функционирования такого привода необходима система, позволяющая отключать неисправный канал и приводить его выходное звено в нейтральное положение.
Уменьшить влияние отдельных каналов на статические характеристики привода можно введением дополнительных обратных связей в каждом канале по положению общего выходного звена привода.
Рис. 8.18. Характерис-
тики многоканального привода:
a — статическая; б — механическая; 1 — нормальная работа каналов; 2 — обрыв обратной связи в одном канале; 3 — отказ канала и приведение его в нейтраль
Рис. 8.19. Кворумирующие элементы связи:
I шток; 2 & качалка
Приводы с кворумирующими элементами связи каналов. В качестве элементов связи каналов применяют жесткие механические, жесткоупругие соединения, обладающие большой жесткостью в ограниченном диа
пазоне нагрузок и имеющие практически нулевую жесткость при действии нагрузки вне этого диапазона, и фрикционные элементы.
К жестким элементам связи относятся общий гидроцилиндр или траверса, на которую замкнуты выходные звенья всех каналов привода (рис. 8.19), к жесткоупругим — гидропружины и гидромуфты, которые соединяют выходные звенья каналов с общей траверсой.
В приводе с жесткими элементами связи каналов = v2 = — , ..., = vn. При неподвижном выходном звене привода = 0) усилие, развиваемое каждым каналом,
Rjli = ^max Sign (UBX (8.45)
где Rjjj—действующее усилие; /?тах— максимальное усилие, развиваемое каналами; — коэффициент передачи канала.
Обозначим через Rm усилие, развиваемое каналом при — — у + уоь и» пренебрегая трением в каналах, получим уравнение сил на выходном звене многоканального привода:
т п
%Rai + Rm- S Ядг + Яд = 0. (8.46)
1=1 1=т+1
Из уравнений (8.45) и (8.46) с учетом того, что sign (мВ1 — — > 0 Для т — 1 каналов и sign (uBI — yJKi) < 0 для
tn + 1 каналов, следует:
(т — 1) R + Rm — (п — т) R + Рд - 0;
п -|-1 Rm R ,q 47 \
т = —---------2R— • (8,47)
Так как т — целое число, (Rm — R)/(2R) имеет значение, при котором
—1 <Rm/R < 1.
Следовательно, при Яд < R положение выходного звена привода соответствует положению (п + 1)/2 каналов при нечетном числе каналов и (п + 1)/2 — (sign R)/2 — при четном числе каналов.
Рис. 8.20. Статическая характеристика привода:
1,2 — перемещение выходных звеньев каналов; 3 — перемещение выходных звеньев при наличии центрирующей пружины; 4 — перемещение выходных звеньев при действии силы трения
При нечетном числе работающих каналов перемещение выходного звена
У = Уп+±
2
а при четном числе каналов
У — “п- (f/ji *М+1) (У п У п+1) sign R •
2 2 2 2
Из последних уравнений следует, что при действии нагрузки типа силы трения на выходном звене привода статическая характеристика у — f (uBX) имеет гистерезисную петлю, а при нагрузке типа усилия пружины — зону нечувствительности при изменении знака усилия пружины (рис. 8.20).
Из-за наличия гистерезиса и зоны нечувствительности многоканальные приводы с жестким элементом связи каналов, несмотря на свою простоту, не нашли широкого применения.
Многоканальные приводы с жесткоупругими элементами связи не имеют указанных недостатков и нашли широкое распространение. Одна из возможных конструктивных схем такого привода показана на рис. 8.14, в приводе выходные штоки каналов соединены с траверсой упругим элементом связи — гидромуфтой, имеющей релейную характеристику. Нагрузка на канал с таким элементом связи Rt = Rmi sign — у) при у Ф yt и Rt < Rm при у = уь где Rm — максимальное усилие, передаваемое каждым каналом на траверсу (усилие срабатывания гидромуфты).
Каждая гидромуфта включает два плунжера, расположенных в штоках каналов с давлением рн, при этом Rm = puF
Такой многоканальный привод описывается системой статических уравнений:
У1 = Ум — Ri/Co’,
Уо1 = Щ/Ко. с»
У1 = У2 = Уп, (8 48)
2 Ri = 7?^ С Rm,
где yQi — перемещение выходного звена канала при одноканальном приводе; /Со. с ~ коэффициент обратной связи канала; — перемещение выходного звена канала с элементом связи в многоканальном приводе; с0 — статическая жесткость канала; с — жесткость возвратной пружины траверсы.
По системе (8.48) построена структурная схема, показанная на рис. 8.21. Рассмотрим разные состояния системы.
При незначительном разбросе входных сигналов можно принять иг = и2 =... = ип. В этом случае при безотказной работе каналов уОх = У02 = • • • = f/on, Ri < Rm- В соответствии с системой уравнений (8.48) для этого случая имеем
п
Yi(yoi — Di)co~ су, 1 п п
2j Уо1 S Ui
U = ____________11 -
у С/Со-\-П Ло.С C/CQ + fl
Для гидроприводов, имеющих сложную кинематическую схему канала, статическая жесткость канала с0 с, и в последнем уравнении можно пренебречь отношением dcQ\ тогда
_ 1 V
д~ Ко. сП
Следовательно, выходной сигнал многоканального привода определяется среднеарифметическим значением входных сигналов, скорректированным на коэффициент обратной связи.
Силовое воздействие общей траверсы на канал определяется соотношением
Если один из каналов неисправен и его выходной сигнал значительно отличается от других, то происходит его пересиливание исправными каналами.
Для неисправного канала не удовлетворяется условие Rt = = Rm> Hi Ф У- Пусть неисправен первый канал, тогда уравнение баланса сил на траверсе имеет вид
sign (у01 — у) + (z/02-z/)c0+ + (уОп - у) с0 = су.
Из этой зависимости получим уравнение выходного сигнала:
S Уо1
и — 1=2 I Rm sign (Уп — у с/с0 + п с0(с/с04-п—1)
Если, как и раньше, допус-
тим, что Cq —» оо, то получим
1 П~1
У = Ко.с(п-1) ? Ui + 6’
Рис. 8.21. Структурная схема резервирования
где 6 = [Rm sign (t/oi — у) ]/c — ошибка, обусловленная влиянием отказавшего канала.
При разбросе входных сигналов не выполняется условие по силовому воздействию Rt = (yQi — у) с0 Пусть многока-
нальный привод имеет три канала, для которых иг < и2 < и3, крайние каналы нагружены одинаковыми по значению, но противоположными по знаку усилиями
Ri = (Уы-у)с0 = |-2и-7^2с+из) | = + Rm>
Rз = (уоз - у) с0 = 12иг~к(ио^“з) || = - Rт•
В этом случае усилия гидромуфт крайних каналов взаимо-компенсируются, а усилие третьего канала остается нескомпен-сированным и траверса принудительно устанавливается по среднему каналу, т. е. у = и0,с/К^с (здесь и0. с — сигнал обратной связи).
Многоканальный электрогидравлический привод (ЭГП) с жесткоупругой связью каналов широко применяется благодаря следующим преимуществам:
1) коэффициент передачи привода независимо от числа работающих каналов находится в пределах допуска;
2) статическая ошибка привода, возникающая при отказе канала, не превышает текущего рассогласования между каналами;
3) привод сохраняет работоспособность при отказе одного из трех или более каналов без отключения неисправного канала;
4) привод не требует сложной системы контроля работоспособности (она выполняет только информационные функции или отключает неисправный канал).
Приводы с осредняющими элементами связи каналов. Осред-няющие элементы связи каналов представляют собой упругие
Рис. 8.22. Осредняющие элементы связи каналов:
а — упругий механический элемент связи; б — сочетание механического элемента с электрическим; 1 и 2 — обратные связи
механические элементы или сочетание механических элементов с гидравлическими или электрическими (рис. 8.22). Эти элементы обеспечивают осреднение выходных перемещений каналов:
.9 = Sj/iM- (8.49)
1
Простейшим осредняющим элементом связи является механическая пружина (рис. 8.22, а) с жесткостью с, которая обеспечивает усилие, развиваемое каналом:
Rt = с (yt — У}- (8.50)
Сумма сил на выходном звене многоканального привода
ct(yt-y)-R = b. (8.51)
Из выражений (8.50) и (8.51) следует:
п
» = Ч-+4- <8'52)
„Особенностью такого многоканального привода является значительное влияние нагрузки R и жесткости с на перемещение выходного звена. Нагрузка при отказе и отключении отдельных каналов привода увеличивается на значение сопротивления движению отключенных каналов.
Влияние нагрузки на положение выходного звена можно уменьшить введением дополнительной обратной связи по положению в каждом канале. В этом случае yt = UiKi + — Ко, с ty
и с учетом уравнения (8.52)
_ Ч~ R/C
п + Jj *о. с i
где щ — входной сигнал; Ki — коэффициент усиления t-го звена; Ко, с i — коэффициент усиления обратной связи t-ro звена.
Из выражения (8.53) следует, что с увеличением коэффициента усиления обратной связи Ко, ci уменьшается влияние внешней нагрузки на положение выходного звена привода.
8.8. ОПТИМАЛЬНОЕ РЕЗЕРВИРОВАНИЕ
Рассмотрим задачу нахождения оптимального числа резервных элементов или каналов в многоканальном приводе.
Пусть многоканальный привод включает в себя п одновременно работающих однотипных каналов, вероятность безотказной работы каждого из которых Р В системе имеется т резервных каналов. Полагаем, что вероятность безотказной работы основ-
173
ных и резервных каналов элементов одинакова, отказы основных и резервных элементов независимы.
Для выбора числа резервных элементов в качестве критерия оптимизации можно принять среднюю вероятность выполнения задачи одним из основных элементов при наличии т резервных:
п t>pi
^ср=-4—’ <8-54)
где Pi — вероятность безотказной работы i-ro элемента с учетом резервирования.
Если принято раздельное резервирование, т. е. каждый из резервных элементов дублирует определенный основной элемент, то для каждого из т дублированных элементов вероятность безотказной работы составит Р + (1 — Р) Рр, а для п — т нерезервированных — Р, где Рр — вероятность безотказной работы резервированных элементов. Тогда средняя вероятность
Рср = 4 |т [Р _ (1 _ Р) Рр] + {п _ От) Р) = р +
+ 2L(l-P)Pp. (8.55)
Если Р Рр, то
Рср = Р[1+-^-(1-Р)]. (8.56)
Для общего резервирования в соответствии с выражением (8.56)
рСр=4- £ c"pn-/ и - р)г- (8.57)
п /=0
Полагаем, что известны стоимости С одного основного и Ср одного резервного элемента.
В качестве критерия оптимизации принимаем минимум функции L (т) — средней стоимости решения задачи системой, включающей в себя п основных и т резервных элементов. Функцию L (т) можно представить как отношение стоимости системы Сп + + Cvtn к математическому ожиданию числа успешных решений задачи приводом Рср (т) п, т. е.
L>(fn) = ^+^_, (8.58)
г ср \т) п
Введем относительную стоимость одного резервного элемента Ср == CJC. Тогда критериальная функция примет вид
£(т) = £^_ = 1+^_. (8.59)
и г ср!772/
Зависимости (8.57) и (8.58) или (8.59) позволяют сформулировать постановку задачи поиска минимума нелинейной дискрет-174
ной функции от одного переменного т при "аданных значениях Р, Ср, п:
1 +Ст)ГП/П
—/ г— = ппп;
Рср («)
РсрН - ^С1пРП-1(1 - Р)г.
(8.60)
Анализ системы (8.60) показы
Рис. 8.23. Зависимость критериальной функции L от числа резервных блоков
вает, что резервирование целесообразно по принятому критерию тогда, когда средняя стоимость ре^ зервированной системы меньше,
чем соответствующая стоимость нерезервированной системы (Рср (т — 0) = Р), т. е. при выполнении ус ловия
. . C-ptn/n 1
+ Рср(«) ‘
Результаты решения задачи (8.60) при п = 3, Р = 0,8 и Ср = 0,8 приведены на рис. 8.23. Из графиков следует, что'оптимальный вариант в принятых условиях соответствует т = 2.
КОНТРОЛЬНЫЕ ВОПРОСЫ И УПРАЖНЕНИЯ
L Что такое резервирование?
2. Какая разница между раздельным и общим резервированием?
3. Напишите уравнения вероятности безотказной работы элемента при раздельном резервировании.
4. К каким ошибкам приводит функционирование переключающих устройств при общем резервировании?
5. Перечислите виды резервирования многоканальных приводов.
6. Определите эффективность раздельного резервирования элемента, если задано: вероятность безотказной работы основного и резервных элементов Ро = = Pi — 0,7, число резервных элементов т — 3.
7. Определите вероятность безотказной работы трехканального привода, если известна вероятность безотказной работы одного канала Pi = 0,8 и привод работоспособен при работе одного канала.
8. Для предыдущего примера определите вероятность безотказной работы привода, имеющего переключающее устройство, работающее с ошибками дл = = <7н ~ 0,3.
ГЛАВА 9 техническая диагностика приводов
9.1. НЕОБХОДИМОСТЬ И ЗАДАЧИ ДИАГНОСТИРОВАНИЯ
Техническое диагностирование — процесс определения состояния какой-либо системы, в рассматриваемом случае гидропривода, по косвенным признакам.
Целью диагностирования является повышение надежности и ресурса привода путем обнаружения на ранних стадиях дефектов и неисправностей и причин их возникновения, так как это позволяет предупредить или устранить их развитие и тем самым исключить отказы и аварии машин, приводящие к тяжелым последствиям. Техническое диагностирование предполагает определение технического состояния машин без их разборки, т. е. без потерь времени и средств на разборку и выявление неисправностей. Это чрезвычайно важно, потому что в настоящее время при отсутствии диагностирования поиск неисправностей занимает в среднем до 50 % общего времени ремонтных работ. Использование диагностирования также позволяет получать наиболее полную информацию, необходимую для оптимального регулирования режимов работы машин, обеспечивающего выполнение заданной работы при наименьшем потреблении ресурсов.
Изложенное означает, что при существующем уровне надежности машин и механизмов диагностирование создает условия для значительного повышения коэффициента использования машин благодаря сокращению времени на их техническое обслуживание и ремонт, уменьшения затрат на эксплуатацию и исключения аварийных ситуаций.
Кроме эксплуатации машин, существуют еще по меньшей мере две области применения технического диагностирования в машиностроении. При создании новых машин много времени и значительные материальные средства затрачиваются на экспериментальную отработку конструкций и технологию изготовления. Известно, что отработка новых образцов машин иногда длится многие годы, в результате чего они поступают в серийное производство нередко уже морально устаревшими. Техническое диагностирование позволяет существенно сократить этот процесс и резко уменьшить затраты на создание новой техники.
Применение диагностирования в серийном производстве на стадии выходного контроля создает возможности достоверно уста-176
навливать техническое состояние произведенной машины и ее соответствие техническим условиям и проектно-технологической документации.
Широкое внедрение диагностирования приобретает особую актуальность в связи с применением в промышленности автоматизированных производственных систем (робототехнических комплексов, безлюдной технологии и т. д.).
В традиционных производственных системах, когда каждый или группа гидрофицированных станков находится во время работы под наблюдением рабочего (оператора), их неисправности, приводящие к браку изготовляемой продукции, определяются оператором и станок выключается из производственного цикла. В автоматизированных производственных системах контроль за работой каждого агрегата, распознавание возникающих неисправностей могут быть возложены только на автоматизированные технические системы, т. е. на систему технического диагностирования.
Лля определения действительного технического состояния привода с помощью средств технического диагностирования необходимо знать, с одной стороны, что и каким способом следует проверить, а с другой стороны, какие средства для этого следует употребить и как получить заключение о техническом состоянии гидропривода. Таким образом, диагностирование сводится к анализу состояний привода, выбору методов проверок его действительного состояния и разработке технических средств для осуществления проверок с учетом условий работы привода.
При диагностировании предполагается, что привод может находиться в конечном множестве АГ состояний, которое можно разделить на два подмножества: ЛГХ и N2. Переход привода из одного состояния в другое вызывается какими-то неисправностями. Подмножество АГХ включает все состояния, позволяющие объекту, на котором установлен привод, выполнять возложенные на него функции, т. е. работоспособные состояния. Подмножество N2 включает все состояния, приводящие к потере работоспособности.
-Любое состояние привода характеризуется совокупностью параметров (признаков).
Процесс определения действительного состояния привода, т. е. отнесения его к одному из возможных классов и есть распознавание состояний или диагностирование. Процедура диагностирования разбивается на три этапа: описание объекта, выделение признаков и принятие решения (диагноза).
Первичное описание объекта заключается в выборе информации, необходимой для принятия решения о принадлежности привода к одному из возможных подмножеств. Эта задача наиболее сложная, и ее трудно формализовать. Практически она решается на основании опыта специалистов.
Прямые признаки состояний обычно недоступны для непосредственного измерения. Например, при функционировании привода
невозможно непосредственно измерить износ сопрягаемых пар. Поэтому в качестве признаков выбираются косвенные параметры. Так, износ сопрягаемых пар можно оценить по чистоте масла, температуре рабочего тела, КПД и т. п.
Принятие решения заключается в разработке правила, позволяющего получить достоверный диагноз, т. е. правильно отнести объект к определенному состоянию (подмножеству или N2).
Формально задача технической диагностики любого технического устройства ставится следующим образом. В результате первичного описания объекта и выбора признаков состояние системы можно описать моделью
K = F(klf k2, kn)> (9.1)
где К — комплекс признаков; kj — признак, имеющий т разрядов [например, признак ki, характеризующий температуру рабочего тела на выходе привода, имеет три разряда (т = 3): повышенная, нормальная и пониженная температура].
Каждый разряд признака обозначают через kis, например t < 10 °C — > 20 °C — fei2- Конкретный объект соответ-
ствует некоторой реализации комплекса признаков:
К* = К* (ft, kt kn). (9.2)
Возможные состояния объекта (подмножества и N%) обозначаются диагнозами D± (исправное состояние) и D2 (неисправное состояние). Необходимо определить состояние объекта, т. е. его принадлежность к работоспособному D± или неработоспособному D2 состоянию. Иначе, имеется объект, который находится в одном из состояний Di, Задана совокупность признаков (9.1), причем каждый признак fej с определенной вероятностью характеризует состояние объекта. Необходимо построить решающее правило (алгоритм диагноза), с помощью которого предъявленная совокупность признаков К* может быть отнесена к одному из возможных состояний Dt, Необходимо также оценить достоверность принятого решения.
9.2. ВИДЫ И МОДЕЛИ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
В зависимости от способа получения информации о техническом состоянии привода различают тестовое, функциональное и виброакустическое диагностирование.
При тестовом диагностировании на вход гидропривода подаются специальные (тестовые) сигналы и по реакции на них привода оценивается техническое состояние.
При функциональном диагностировании воздействия, поступающие на вход гидропривода, заданы алгоритмом функционирования самого привода, а техническое состояние определяется функциональными параметрами (давлением, подачей, КПД, частотой вращения и др.).
Виброакустическое диагностирование заключается в определении технического состояния по сопутствующим признакам неисправностей: вибрации механических элементов, акустическому шуму, спектру колебаний параметров и др.
Тестовое и виброакустическое диагностирование в основном применяют для анализа технического состояния агрегатов привода: гидронасосов, гидродвигателей, гидрораспределителей, а функциональное — для определения технического состояния привода как системы и сложных гидро- и пневмосистем.
Для установления признаков технического состояния используют диагностическую модель — аналитическое описание или графоаналитическое представление свойств объекта диагностирования, позволяющее отнести его состояние к тому или иному классу технического состояния. В зависимости от цели и вида технического диагностирования применяют разные диагностические модели, основными из которых являются аналитическая, структурно-функциональная и спектральная (вибрационная).
9.3. АНАЛИТИЧЕСКАЯ МОДЕЛЬ
Привод (техническую систему) в общем случае можно рассматривать как преобразователь одних физических величин z;-, которые вводятся в систему преднамеренно и являются входными, в выходные величины yi. Такое преобразование записывается в виде
F = 4Z,
где Z и К— векторы входных и выходных переменных; А — оператор преобразования векторов.
В качестве диагностической модели можно рассматривать оператор Л, а условием работоспособного состояния будет соответствие этого оператора заданному До, характеризующему исправное состояние привода. Такая модель может быть реализована для линейных систем, для которых оператор А представляет собой не что иное, как передаточную функцию системы в терминах теории автоматического управления.
Гидропривод является существенно нелинейной системой из-за наличия элементов с трением, насыщением, квадратическим сопротивлением, мультипликативными связями и др. Поэтому в общем случае его диагностическая модель представляет собой систему нелинейных дифференциальных уравнений, описывающую функционирование агрегатов в координатах время — параметры, характеризующие рабочий процесс и первичные неисправности.
Для диагностирования состояний привода необходимо знать характер изменения выходных параметров yt при различных характеристиках z7- первичных неисправностей и выбрать из них определяющие. Реакцию привода, т. е. изменение его параметров при различных аварийных состояниях, можно определить реше
нием дифференциальных уравнений, описывающих функционирование привода при наличии первичных неисправностей. В основу метода закладывается предположение о том, что каждому состоянию привода соответствует внешнее проявление в виде определенного характера изменения параметров.
В реальных условиях привод не является детерминированной системой, так как первичные неисправности, приводящие к аварийным состояниям, могут быть зависимыми и случайными. Однако можно допустить, что появление нескольких первичных неисправностей одновременно маловероятно.
В указанной постановке задачу выбора признаков решают следующим образом. Составляют математическую модель функционирования привода в виде системы детерминированных уравнений, описывающих процессы в элементах и их взаимные связи, а также зависимости параметров привода от первичных неисправностей. В общем виде система уравнений, представляющая математическую модель привода, имеет вид
п
S Yh (G 4 ’А)=Fi & z> м
где Y (•) — вектор функций времени, характеризующий параметры привода (в скалярном виде многочлен относительно операторов дифференцирования векторов по коэффициентам параметров); Z — вектор функций времени, характеризующий внешние и внутренние воздействия и первичные неисправности; F (•) — вектор нелинейной функции, связывающей параметры привода с первичными неисправностями; t — момент времени, для которого определяется состояние привода; т — текущий момент времени.
Задавшись типовыми функциями гд первичных неисправностей и решая систему уравнений (9.3), определяют реализацию параметров yt (/), соответствующих каждому аварийному состоянию. Следовательно, решая уравнения (9.3) для каждого аварийного состояния (первичной неисправности), находят параметры привода.
Определяющие параметры вычисляют по нескольким критериям, основным из которых является чувствительность признака (параметра) к изменениям, происходящим в приводе и вызванным первичной неисправностью.
Пусть в процессе моделирования получена аналитическая или графическая связь параметра с характеристиками первичной неисправности: yt — f (Zi). Коэффициент чувствительности определяется зависимостью
cs = ^-2L.
3 dZi yi
Очевидно, чем больше q, тем при меньших значениях Zj больше градиент параметра. Параметры, при которых Cj = 0, не содержат информации о состоянии привода, и их нецелесообразно выбирать в качестве признаков.
Кроме чувствительности критериями выбора признаков являются временные характеристики (рис. 9.1): тх — время запаздывания начала изменения параметра относительно момента проявления первичной неисправности; т2 — время достижения параметром максимального (минимального) значения; а = (утах — у)/т2 — градиент параметра, пропорциональный коэффициенту чувствительности.
В качестве признаков выбирают те параметры, для которых
Рис. 9.1. Изменение параметра, соответствующего аварийному состоянию привода, во времени
выполняются условия тх = т1т1п, т2 = т2 mm, а ~ Cj = max.
Номенклатура и состав признаков определяются структурой и схемой привода.
Для моделирования состояний привода необходимо иметь описание аварийных состояний, которое включает уравнения работоспособного состояния и уравнения первичных неисправностей, приводящих к потере работоспособного состояния. Первичных неисправностей может быть бесконечное множество. Для выбора диагностических признаков все возможные неисправности объединяют в следующие группы.
Негерметичность различных участков, которая приводит к утечкам рабочей жидкости. Последние задаются в определенном соотношении к общему расходу.
Утечку приближенно можно учесть соотношением Qf = Qi0 + + Qiy, где — располагаемый расход, т. е. расход до места утечки; Qj0 — потребляемый расход; Qiy — утечка. Утечку определяют по уравнению местного сопротивления:
n d 1/ 2(Pj —РО . , х
Qiy = ДР 1/ ---------7-----sign (р} - Pl),
где рРдр — сопротивление на негерметичном участке; pj — давление перед этим участком; pi — давление среды, в которую происходит утечка.
Для анализа влияния утечек на характеристики системы, например на характеристики магистрали, и установления допустимых пределов изменения расхода утечки определяют по следующей схеме (рис. 9.2). Работа магистрали описывается тремя уравнениями: баланса расхода Q2 = Qi — Qy; движения жидкости в магистрали Q2 = Bi_3 (pi — р3 + движения потока
утечек Qy = Bi-2 (pi — B1-3Q2 + ZjQ^i)-
Частичное перекрытие (засорение) участков системы происходит из-за загрязнения рабочей жидкости или плохого качества
Pi'^1
Рз;&2
Рг 12 3
Рис. 9.2. Схема магистрали с утечкой жидкости
ее очистки и прочих причин. Оно моделируется системой уравнений, описывающих изменение параметров, определяющих гидравлические потери pF, £, d.
Поломки или изменения характеристик упругих элементов (пружин, мембран, сильфонов) моделируются системой уравнений, описывающих изменение
коэффициента жесткости в соответствующих уравнениях.
Заедание, затирание и схватывание подвижных элементов приводов моделируются системой уравнений, описывающих изменение сил трения и моментов.
Аналитическое описание первичных неисправностей является чрезвычайно сложной задачей и требует постановки специальных экспериментальных исследований. В самом деле, описание даже самой распространенной типичной неисправности — негерметичности с достаточной степенью точности не представляется возможным. Расход через образовавшийся зазор зависит при заданном перепаде давления от его геометрических размеров. В свою очередь, геометрические размеры и коэффициент сопротивления зависят от расхода и перепада давления.
Судить о состоянии привода можно по характеристикам переходных процессов, полученным в результате моделирования аварийных состояний. Исходными данными для моделирования являются принципиальная схема привода, номинальные характеристики, первичные неисправности и их описание.
Принципиальную схему привода разбивают на типовые элементы и узлы, для которых записывают систему уравнений. Структура системы уравнений в общем виде следующая:
У1 = р!(п, у 1, ук, г);
Уп = Рп(п, yif ук, z)t
где у[у yk — параметры (давление, расход, перемещение и др.) узлов; п — размерность системы; г — характеристика первичной неисправности.
В результате аналитического моделирования для каждой неисправности получают переходные характеристики, т. е. изменения параметров во времени при скачкообразном изменении характеристики первичной неисправности.
В качестве примера на рис. 9.3 показаны переходные характеристики аксиально-поршневого насоса при двух разных первичных неисправностях.
Изменяя первичную неисправность, можно получить функцию чувствительности параметров к первичным неисправностям. Обработав переходные характеристики и функции чувствительности 182
по критериям Cjt т, т2, выбирают признаки состояний. Рассмотренный метод моделирования трудоемок и требует значительного машинного времени.
9.4. СТРУКТУРНО-ФУНКЦИОНАЛЬНАЯ МОДЕЛЬ
Принципиальную схему привода с сохранением физической взаимозависимости рабочих процессов в агрегатах можно представить в виде структурной схемы, состоящей из отдельных блоков Si (насос, двигатель, регулятор, фильтр и т. д.). Выходом каждого блока (рис. 9.4) является вектор (zfl, zf2, ...» Параметры характеризуют состояние гидроагрегата или состояние рабочей жидкости на его выходе, т. е. — это давление, расход, температура, положение выходного звена, перемещение и скорость, моменты и т. д.
Входами каждого блока являются векторы Xi и Вектор Xi содержит управляющие воздействия, а вектор (уц) характеризует состояние потока жидкости на входе (для насосов ytj — это параметры механического или электрического источника энергии: мощность, частота вращения и др.).
Переход от структурной схемы гидропривода к функциональной осуществляется путем расщепления входов и выходов блоков на составляющие у^, самих блоков St на в соответствии с переменными входа и выхода и их соединение в функциональные цепочки по параметрам расщепления, в которых выходной параметр ytj блока S и становится входным параметром X(z+i) / блока S(/+i)/. В результате такого построения получают структурно-функциональную модель, отображающую прохождение потока энергии и информации в приводе.
В качестве примера рассмотрим построение структурно-функциональной модели гидросистемы, показанной на рис. 9.5.
Расщепление векторов выходных параметров блоков производим по расходу, давлению и перепадам давления. В число рас-
Рис. 9.3. Изменение относительной подачи насоса от времени в неисправном аксиально-поршневом насосе при негерметичности (/) и перекрытии (2) входной магистрали
Рис. 9.4. Функциональный элемент привода
Рис. 9.5. Структурная схема привода:
— гидробак; Ss — насос; S8, S7 — фильтры; S4 — распределитель; SB — гидродвигатель; S< « объект (орган управления)
щепленных могут входить и другие параметры, характеризующие состояние потока жидкости на выходе блока. Для гидробака Sx расщепленным параметром является уровень масла в баке Нб, для насоса S2 — пульсация давления 6рн, для гидрораспределителя S4 — уровень внутренних утечек QyT, для гидродвигателя S5 — давления рх и р2 и расходы Q в соответствующих полостях гидроцилиндра, межполостные перетечки жидкости <2У.Ц, усилие на выходном штоке /?шт и скорость его перемещения ушт.
Выходным параметром системы является скорость перемещения рабочего органа Se v (/).
Внешними воздействиями будут нагрузка 7?вн и сила трения /?тр, угловая скорость вала приводного двигателя сод перемещение золотника х3.
Соединив расщепленные выходы блоков со входами последующих блоков S(i+i)/, получим структурно-функциональную схему системы (рис. 9.6). При изменении состояния привода происходит перестройка внутренних связей между блоками Sfy.
Для нахождения признаков технического состояния привода необходимо рассмотреть различные неисправности, которые изме-
Рис. 9.6. Структурно-функциональная схема привода 184
9.1. Состояния блоков функциональной схемы
Вид технического состояния
Давление в напорной магистрали больше допустимого Давление в напорной магистрали меньше допустимого
Давление в сливной магистрали больше допустимого
Подача насоса меньше допустимой
Внешняя негерметичность превышает допустимую Внутренняя негерметичность превышает допустимую
Пульсация давления за насосом
Уровень масла в баке меньше допустимого
Сила трения в выходном звене больше допустимой Потеря давления в гидроагрегатах превышает допустимую
нят расщепленные параметры, и по структурно-функциональной схеме установить влияние этих неисправностей на выходные параметры системы.
В результате составляем таблицу состояний системы (табл. 9.1). В таблице знак «+» означает, что неисправность агрегата (блока) может явиться причиной перехода системы из исправного состояния в одно из неисправных состояний еь а знак «—» показывает, что техническое состояние блока не связано с видом технического состояния системы.
Выбрать и обосновать структуру диагностических признаков можно с помощью построения и анализа таблиц функций неисправностей (табл. 9.2), в которых по вертикали расположены выходные параметры блоков структурно-функциональной схемы системы, а по горизонтали — виды технического состояния по табл. 9.1. Знак 0 в таблице соответствует событию, при котором численное значение выходного параметра блока выходит за заданные пределы при переходе системы в —е состояние вследствие неисправности в Sj блоке, а знак 1 — тому, что параметры находятся в заданных пределах.
В качестве примера рассмотрим заполнение табл. 9.2 для случая падения давления в напорной линии вследствие неисправ-
7 Сырицын Т. А. 185
ности насоса S2 (техническое состояние е2). Эта неисправность приведет к уменьшению подачи насоса QH, которая станет недостаточной для компенсации расхода жидкости в системе, необходимого для перемещения штока гидроцилиндра S5 и утечек в гидрораспределителе S4. В соответствии с этим в таблице функций неисправностей будут иметь значения 0 такие параметры, как давления за насосом рн и перед гидроцилиндром рц, что приведет к уменьшению расхода и давления в напорных линиях и в итоге к уменьшению скорости ишт перемещения штока гидроцилиндра.
Анализ таблицы функций неисправностей позволяет предварительно определить совокупность параметров (признаков), определяющих техническое состояние привода. Минимальная совокупность признаков должна быть такой, чтобы при возникновении любой неисправности в соответствующей строке против хотя бы одного признака стоял знак 0. Таких минимальных совокупностей может быть несколько, преимущество отдается тем параметрам, контроль которых в процессе эксплуатации может быть осуществлен с минимальными затратами и для которых имеются средства контроля.
Для рассматриваемого примера имеет место следующая совокупность параметров, с помощью которой можно контролировать техническое состояние привода: давление насоса рн, подача насоса QH, утечки Qy.
9.2. Таблица функций неисправностей
Параметр St S, S, s4 S. S, S,
е7 ев £2 «4 £7 £6 £10 £В £« £В £в е9 £» £В £ю £о
Расход из бака Qg 1 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Подача насоса QH 1 1 1 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Расход через 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
фильтр 0ф Расход гидроцилинд- 1 1 1 1 0 0 1 0 1 1 1 0 1 1 1 1 1 1 1 1
ра Сц Утечка в цилиндре 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1
Qy. ц Давление за насосом 1 1 1 0 0 0 1 0 1 1 1 0 1 1 1 1 1 1 1 1
Рн Давление на выходе 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 0 1 1
фильтра рф Давление перед гид- 1 1 1 0 0 0 1 0 1 1 1 0 1 1 1 1 1 1 1 1
роцилиндром рц Перепад давления: в насосе Дрн 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
в гидроцилиндре 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 1 1 1 1 1
АРц Уровень жидкости в 0 1 0 1 1 1 0 1 1 0 1 1 0 1 1 1 1 0 1 1
баке Hq Скорость штока гид- 1 1 1 1 0 0 1 0 1 1 1 0 1 1 0 1 1 1 X 1 0
роцилиндра ишт
9.6. СПЕКТРАЛЬНАЯ МОДЕЛЬ
Вибрация и шум порождаются структурными элементами агрегатов привода, поэтому они несут полезную информацию о его техническом состоянии. Вибрация и шум представляют собой нерегулярные гармонические колебания с определенной периодичностью.
Вибросигнал в виде нерегулярных колебаний невозможно использовать для оценки технического состояния, его необходимо соответствующим образом обработать и выделить из него полезный сигнал. Выделение полезного сигнала из нерегулярных колебаний производится с помощью фильтров с некоторой полосой пропускания частот. В общем случае колебательный процесс описывается уравнением
у = A cos (at 4- <р),
где у — вибросигнал; А — амплитуда колебаний; со — частота колебаний; ф — фаза.
В качестве признаков технического состояния при воздействии вибрации используют среднюю амплитуду Ло сигнала в полосе пропускания частот, виброскорость
v = = Л® sin (со/ + ср),
виброускорение
а — - —Л®2 cos (at + ср).
Эти три признака связаны между собой зависимостями:
v = Лео; а = соп
и эффективны при анализе гармонических и квазигармонических колебаний системы.
Практически вибрация представляет спектр колебаний с различными частотами и амплитудами. В этом случае признаком состояния может быть распределение энергии колебаний по частотам. Энергетическая форма случайного колебательного сигнала описывается интегралом Фурье
оо
f(» = J y^t^dt, (9.4)
—оо
где у (/) — случайный колебательный сигнал в функции времени; F (/со) — изображение временного случайного сигнала на комплексной плоскости.
Комплексную форму интеграла (9.4) можно свести к уравнению, связывающему модули изображения и оригинала сигнала:
оо оо
Л- J |F(/co)|2dco = J |//(/)М-
&,м2-сч/ч
80
50
40 20
1 2 3 4- 5 6 cj, кГц
Рис. 9.7. Энергетический спектр насоса с исправным (/) и неисправным (2) упорным подшипником
Правая часть последнего уравнения представляет собой величину, пропорциональную энергии рассматриваемого процесса. Однако это уравнение неудобно тем, что для большинства случайных процессов энергия за бесконечный интервал времени стремится к бесконечности. Поэтому удобнее перейти от энергии к средней мощности, которая получается делением энергии на интервал времени наблюдения Т\ тогда
lim 4- 4- IF (j®)| do = lim 4- С | (0|2 dt,
Т -*-ОО * Л J т -*-ОО * J
О О
оо
где lim — Г ] F (/со)] dco = S (со) —спектральная плотность случайного о
сигнала (по смыслу представляет собой среднюю мощность случайного процесса у (t) в интервале частот со).
В качестве признака технического состояния в этом случае можно выбрать так называемый энергетический спектр, который определяется зависимостью
(9.5)
На рис. 9.7 показана зависимость энергетического спектра от частоты колебаний для аксиально-поршневого насоса НЦ-4.
Каждый из рассмотренных признаков имеет свои особенности, определяющие области их применения.
Амплитуда вибраций характеризует деформацию конструкции и может быть рекомендована для диагностики неисправностей, которые приводят к изменению линейных и угловых размеров (зазоры, изгибы валов и т. д.).
Виброскорость связана с уровнем напряжений о, возникающих при вибрациях:
о = av,
где а — коэффициент пропорциональности, зависящий от свойств системы.
Виброскорость позволяет оценить напряженность конструкции при вибрации, которая определяет процесс накопления повреждений и долговечность агрегатов привода.
Виброускорение — параметр, наиболее чувствительный к изменениям в конструкции, вызванным вибрацией, и может применяться для диагностики технического состояния гидромашин. 188
Энергетический спектр является обобщенным показателем вибрации, его целесообразно использовать для диагностики системы, в которой возникают вибрации с различными частотами и амплитудой.
Выбор акустических явлений в качестве источника информации о состоянии системы обусловлен рядом причин. Во-первых, они являются отражением наиболее существенных физических процессов, происходящих внутри системы при ее функционировании, таких, как деформации и напряжения в деталях, колебания среды и рабочих тел. Во-вторых, шум как носитель информации обладает большой емкостью. В-третьих, регистрация шума позволяет производить быстрые измерения в естественных условиях работы системы.
Шумообразование — это сложное физическое явление, состоящее из макроскопических и микроскопических процессов. Макроскопический процесс характеризуется значительными импульсами, которые возникают при взаимодействии частей механизмов (при ударах клапанов при посадке, поршней цилиндров и др.), а также из-за наличия зазоров в сочленениях сопрягаемых пар.
Появление микроскопических импульсов связано с дискретной природой сил трения и истечения жидкостей. Все это возбуждает упругие колебания деталей, которые воспринимаются как шум. Источником шума являются внутренние утечки, когда происходит турбулизация потока жидкости на выходе из зазоров.
Энергетической характеристикой шума является интенсивность или сила звука, определяемая количеством энергии, переносимой звуковой волной за 1 с через площадку 1 м2, перпендикулярную направлению сигнала:
J = £- = Ар2 = Bv2, 2рс г ’
где А и В — постоянные коэффициенты; р — давление среды; v — скорость переноса частиц среды; р — плотность среды; с — скорость звука в среде.
В качестве диагностического сигнала принимается средняя интенсивность звука
т т
Q О
Величина Jcp измеряется ультразвуковым щупом и преобразуется в электрический сигнал. На рис. 9.8 показана зависимость силы звука, выраженной в микровольтах, от расхода жидкости при разных давлениях на входе в гидроагрегат.
Сравнение информационных свойств шума и вибраций агрегатов гидропривода показывает, что статистические частотные свойства акустических и вибрационных сигналов, как правило, совпадают. Источниками возникновения акустических и вибрационных сигналов при работе гидроагрегатов во многих случаях являются
Рис. 9.8. Зависимость силы звука от расхода жидкости
Рис. 9.9. Корреляционная функция
подачи поршневого насоса
одни и те же физические процессы. Вследствие этого для диагностирования гидроприводов и отдельных агрегатов чаще используют виброакустические признаки, т. е. обобщенные характеристики вибрационных и акустических (шумовых) сигналов. Обобщенной характеристикой виброакустических явлений, как случайных спектров колебаний с различными частотами и амплитудой, является корреляционная функция, определяющая взаимосвязь колебаний в различные моменты времени:
т
Ry (т) = lim f у (t) у^ + г) du,
где T — период рассматриваемого процесса; т — сдвиг по времени.
Амплитуда корреляционной функции при т = Т, пропорциональная отношению мощности периодической составляющей к общей мощности сигнала, характеризует интенсивность импульсов (ударов) в гидроузле.
В качестве диагностического признака, определяющего техническое состояние, можно использовать функцию
^R(kT)
N
(9.6)
где Ry — значение корреляционной функции при т = 0; R (kT) — среднее значение той же функции при т = kT (k = 1, 2, 3, ..., n); N — число усредненных (пиковых) значений корреляционной функции.
На рис. 9.9 показана корреляционная функция подачи поршневого насоса при разных зазорах 6 в подшипниках.
9.6. ИНФОРМАТИВНОСТЬ ПРИЗНАКОВ ТЕХНИЧЕСКОГО состояния
Функционирование и процессы в гидроприводах характеризуются взаимосвязями внутренних и внешних параметров. При аварийном состоянии эти параметры изменяются по харак? 190
терным законам, которые зависят от места и типа первичных неисправностей. Каждая конкретная неисправность привода характеризуется одним или несколькими внешними признаками. В одном случае внешний признак (выходной параметр) указывает непосредственно на наличие конкретной неисправности, в другом случае характеризует неисправность только косвенно.
Число возможных неисправностей в приводах, а следовательно, и внешних признаков их проявления велико. Очевидно, практически невозможно создать систему диагностики, которая бы определяла состояния привода по всем внешним признакам.
При выборе признаков состояний следует учитывать требования эффективности контроля. Прежде всего признаки должны быть однозначно связаны с состоянием привода. Можно предположить, что при всяком изменении состояния можно найти признаки, однозначно связанные с ним. Однако при этом следует учитывать, что изменение признаков — следствие изменения не только технического состояния, но и условий диагностирования.
Существует много причин, изменяющих значение признака при неизменном состоянии привода. Источники такой неинвариант-ности можно разделить на три вида.
К источникам первого вида относится объект диагностирования. В результате воздействия внутренних и внешних случайных факторов характеристики привода обладают статистической изменчивостью. Это приводит к невоспроизводимости значений признаков при повторных испытаниях и диагностировании.
Источниками второго вида являются аппаратурные помехи, погрешности измерения и неисправности аппаратуры диагностирования.
Источник третьего вида — физическая природа признаков. При данном состоянии признак может проявляться или не проявляться, а значение его может быть случайным.
Выбранные признаки должны образовывать полную систему для обеспечения достоверного диагноза. Предпочтительны те признаки, которые позволяют обнаружить неисправности на возможно более ранних стадиях их развития. Особого внимания заслуживают характеристики взаимных статистических связей признаков. Взаимосвязи между различными процессами позволяют установить степень зависимости одного процесса от другого, установить значения одних признаков по значениям других. Взаимосвязанные признаки называют структурными.
В качестве признаков следует выбирать такие, которые удобно определять, измерять в процессе эксплуатации и обрабатывать при анализе. Нецелесообразно излишне расширять номенклатуру признаков. В первую очередь выбирают те признаки, изменение которых в процессе эксплуатации приводит к максимальным потерям. Поиск признаков чрезвычайно сложен и зависит от выбранного метода диагностирования. Для выбора признаков из всей совокупности параметров, характеризующих техническое
состояние гидропривода, применяются статистические и информационные (исследование неопределенных систем) методы.
Статистический метод выбора признаков. Пусть в результате обработки аварийных состояний приводов известны законы изменения параметров и их статистические характеристики. Наиболее общий подход к выбору признаков состояний состоит в анализе потерь информации, связанных с неполнотой контроля параметров. Номенклатура контрольных параметров (признаков) составляется таким образом, чтобы потери информации после контроля не превосходили данного уровня. Если значимость потерь по каждому параметру одинакова, то можно определить минимальный набор признаков, обеспечивающих заданную вероятность нормального функционирования привода.
Пусть нормальное функционирование привода характеризуется параметрами уъ у2, ...» уп- Событие, заключающееся в нормальном функционировании привода по параметру уь обозначим через Ht. Тогда вероятность нормального функционирования привода по всем параметрам определим по теореме умножения вероятностей:
р = Р (Ях) Р (fh/HJ р Р [Hn/Hn_t Ях] =
п
= Пр[Щ- 1)L
I
где P[i/(i— 1)] — условная вероятность безотказной работы по параметру yt при условии, что привод работоспособен по всем параметрам от 1 до i — 1,
Чтобы уменьшить число признаков, целесообразно выбрать для контроля первым тот параметр, вероятность нормального функционирования по которому наименьшая [1]. Определяют вероятность нормального функционирования по каждому параметру независимо от других и выбирают наименее надежный. Вычисления выполняют до тех пор, пока не будет выполняться условие
п т
i Z
где п — число контролируемых параметров; Р [//(/—1)] — условная вероятность нормальной работы по неконтролируемому параметру за интервал времени tn — число неконтролируемых параметров.
Данный метод выбора признаков не рационален, когда параметры имеют разные статистические характеристики ту и ау. В таких случаях в качестве признаков выбирают те, которые имеют минимальную дисперсию.
Информационный метод выбора признака. Контроль состояний привода можно рассматривать как выполнение опытов по заданному алгоритму, в результате чего неопределенность в знаниях о действительном состоянии привода заменяется информацией. Степень неопределенности состояний привода можно характери-192
зовать энтропией, которая широко применяется в теории информации. Если система имеет п случайных состояний Dx, О2, Dn с вероятностью каждого состояния Р (Dx), Р (О2), Р (Dn) и п
состояния несовместные, т. е. 2Р(Г>;)=1( то мерой неопределенности оценки состояний может быть энтропия системы
п
Я (D) = -2 Р (D,) log P(D,). (9.7)
Эта характеристика весьма удобна, так как правильно отражает принятые оценки.
Степень неопределенности системы зависит от числа возможных состояний п и априорных вероятностей Р (Dt). Например, если система имеет три возможных состояния с априорными вероятностями Р (DJ = 0,98 и Р (D2) = Р (D3) = 0,01, то с большой достоверностью можно утверждать априори, что она находится в состоянии Di и неопределенность такой системы мала. Если же Р (Dt) = 1, а вероятность всех остальных состояний равна нулю, то система вовсе не обладает неопределенностью и Н (D) = 0.
Когда все априорные вероятности системы равны: Р (DJ = = Р (D2) = • • • = Р (Dn) = 1/п, энтропия системы Н (D) = п
= — JjP(Dt) log Р (Dt) = log п имеет максимальное значение и 1
соответствует наибольшей неопределенности.
При расчетах целесообразно использовать вместо десятичных двоичные логарифмы. Эта целесообразность хорошо иллюстрируется на примере двух равновероятных состояний Р (£>i) = = Р Щ2) = 0,5. Из уравнения (9.7) Н (D) = — Р (Dx) log2 Р (DJ — — Р (D2) log2 Р (D2) = —0,5 log2 0,5 — 0,5 log2 0,5 = 1. В качестве единицы энтропии принимается степень неопределенности, равная одному биту.
Введение энтропии, естественно, не полностью характеризует неопределенность системы. Она учитывает только вероятности состояний и их число, но не отражает такие существенные свойства, как относительную важность состояний, их близость и др. При диагностировании нас интересует степень определенности знаний о состоянии привода по результатам измерений параметров (признаков), т. е. количество информации, которое мы получаем в результате измерений.
Пусть в заданное время гидромотор имеет равные вероятности быть в исправном или неисправном состояниях: Р (DJ = Р (П2). Известно, если поступает сообщение от датчика, что температура рабочей жидкости на выходе мотора меньше 40 °C, то мотор с вероятностью 0,6 исправен; при поступлении сообщения от датчика, что давление больше 20 МПа, можно гарантировать с вероятностью 1 также исправное состояние мотора. Какое из этих сообщений несет больше информации? Очевидно, второе, так как оно полностью устраняет неопределенность в наших сведениях о состоянии гидромотора.
Таким образом, за меру количества информации о состоянии содержащейся в измерении величины х, принимаем разность между начальной Н (D) (безусловной энтропии) и остаточной после измерения Нх (D) (средней условной энтропии относительно величины х) неопределенностями:
Js (D) = Н (D) — Ha(D).
Начальная энтропия гидромотора
Н (D) = —0,5 log2 0,5 — 0,5 log2 0,5 = 1.
После измерения температуры вероятности состояний Р (Dj) = 0,4 и Р (D2) = = 0,6; тогда остаточная неопределенность
Ht (D) = -Р (Di) log2 Р (Di) - Р (D2) log2P (DJ =
= —0,4 log2 0,4 — 0,6 log2 0,6 = 0,25.
Количество информации о состоянии гидромотора после измерения температуры определим по уравнению
Jt (D) = Н (D) — Ht (D) = I - 0,25 = 0,75.
После измерения давления вероятности состояний Р (Di) = 1, Р (D2) = 0, а количество информации
(D) = Н (D)-Hp(P)= 1 - 0 = 1.
Если D и х независимы, т. е. параметр х не связан с D состоянием, то Н (D) = Нх (О) и количество информации, которое несет этот параметр, равно нулю. Величина Нх (D) представляет собой остаточную неопределенность в определении состояния системы после измерения параметра х. Чем меньше указанная неопределенность, тем больше информации несет измеряемый параметр.
Информация относительно состояний системы D получается о помощью наблюдений (измерений) за другой системой у (уц у2, •••> Уп)- Среднее количество этой информации, или информативность системы Y (совокупности измеряемых параметров t/1( у2, •••> Уп) относительно ее состояния, можно определить из равенства JD (у) = Н (D) — Н (D/Y), где Н (D/Y) — энтропия системы после измерения параметров у}.
Последнее уравнение с учетом условных вероятностей можно привести к виду
п т Р (D }
(9-8>
1 1’
где Р (Dtyj) — вероятность всевозможных сочетаний состояний D с совокупностью параметров.
Это уравнение позволяет оценить информативность признаков состояний системы.
Информация относительно состояний системы Dh полученная в результате контроля параметров yjt определяется соотношением
(yj) = 2 ? (y^Di) 1°& р р.) р > (9-9)
где Р (yj/Di) = Р (Diyjj/P (Di) — условная вероятность. 194
9.3. Результаты испытаний распределителя
Признак соотношения (содержание абразивных частиц, г/т) Состояние
Dt
У!< 10 40 0
у2 = 10 ... 20 20 6
Уз >20 4 30
9.4. Параметры, определяющие вероятность
°1 У1 p (Di)
У1 У» y*
Di 0,4 0,2 0,04 0,64
Dt 0 0,06 0,30 0,36
P(yj) 0,4 0,26 0,34 —
Информация, которую несет признак у} относительно состояния Dt,
(9.10)
Рассмотрим диагностику состояний золотникового распределителя. Признаками состояний является наличие в масле абразивных частиц. Исследовано 100 распределителей, среди которых 64 имели исправное состояние Di и 36 неисправное состояние D2.
Рассмотрим три признака состояний у±, у2, у3. Результаты испытаний приведены в табл. 9.3.
1. Определяем вероятности Р (D JуАприорные вероятности состояния Р (DJ — 0,64, Р (D2) = 0,36 заданы. Из 100 распределителей 40 характеризовались принадлежностью к состоянию D± с признаком у±, т. е. Р (D^y^ = 0,4. Из 100 распределителей содержание в масле абразивных частиц больше 20 г/т имели 34 распределителя, поэтому Р (у3) = 0,34, содержание в масле абразивных частиц в пределах 10 ... 20 г/т имели 26 распределителей и Р (у2) = 0,26.
Значения вероятностей Р (Df, yt), Р (£^) и Р (у^, полученные на основании данных табл. 9.3, приведены в табл. 9.4. Например, из 100 распределителей 40 характеризовались принадлежностью к состоянию Di и yi, тогда Р (Di, уг) = = 0,4. Из 100 распределителей состояние у3 имели 34, поэтому Р (у3) = 0,34 и т. д.
2. Определяем среднее количество информации о состоянии распределителя по содержанию абразивных частиц в масле:
Jd = TogT [°’4 Iog 0,4-0,64 + 0,2 log 0,64-0,26 + 0,04 Iog 0,64-0,3 + + °'10g 0,36-0,4 + 0,06 log 0,36-0,26 + 0,3 10g 0,36-0,34] = °’56'
Это значение свидетельствует о том, что содержание абразивных частиц в масле не полностью характеризует состояние распределителя.
3. Определяем информацию признаков относительно неисправного состояния
. . . 1 г ° 1 0 I °>061 °’06
iOg2 [_0,36 °g 0,36-0,4 + 0,36 °g 0,36-0,26 +
4. Оцениваем количество информации, получаемой при измерении признака относительно неисправного состояния, при содержании абразивных частиц в масле меньше 10 г/т:
0/1) = 33^- log 0,36-0,4 = °’
при содержании абразивны л частиц в масле 10 ... 20 г/т}
loga l°g 0,36 0,26 ~°’58’
при содержании абразивных частиц в масле более 20 г/т:
Следовательно, наибольшую информацию о состоянии распределителя содержит третий признак.
Важным свойством диагностического признака является также его чувствительность к изменениям, происходящим в гидроприводе и вызванным первичной неисправностью, которая связана с изменением структурных параметров гидропривода или его отдельных агрегатов.
Чувствительность диагностического признака определяется степенью изменения его значения при изменении структурных параметров системы. Количественно чувствительность признака kt оценивают коэффициентом чувствительности cit который в первом приближении может быть определен как
— (9.11)
где Дйг-— приращение реализации признака Дг^— изменение структурного параметра Z/ системы, связанного с диагностическим признаком зависимостью ki = f (zt).
Очевидно, чем больше чувствительность признака, тем на более ранней стадии развития неисправности в системе она может быть обнаружена.
Выходные параметры системы, чувствительность которых к изменениям структурных параметров мала, нецелесообразно выбирать в качестве диагностических признаков.
9.7. КЛАССИФИКАЦИЯ ТЕХНИЧЕСКИХ СОСТОЯНИЙ.
ПРАВИЛА ПРИНЯТИЯ РЕШЕНИЙ
Задача ставится следующим образом. Известна система, которая находится в одном из N случайных состояний. Известна совокупность признаков, каждый из которых с определенной вероятностью характеризует состояние системы. Требуется построить решающее правило, с помощью которого предъявленная совокупность признаков К (fc1( k2, ..., kn) может быть отнесена к одному из возможных состояний (диагнозов) Dt. Кроме этого, необходимо определить достоверность принятого решения.
Так как поставленная задача является вероятностной, правила принятия решений представляют собой статистические методы оценки гипотез. В диагностике применяют методы Байеса и статистических решений.
Метод Байеса заключается в следующем. Пусть событие kt (изменение диагностического признака k из совокупности К) 196
связано с одним из состояний (диагнозов) Dx, D2, D3, Dn, образующих полную группу несовместных событий. При этом состояния D3, D3, .... Dm входят в подмножество N3 исправных состояний привода, а состояния Pm_i, D2, Dn в подмножество N2 неисправных состояний. Предполагается также, что одновременный отказ нескольких (двух и более) агрегатов или элементов гидропривода невозможен.
По опыту эксплуатации известна вероятность событий (априорная вероятность) Р (Пг), Р (О2), .... Р (Dn). Так, если в результате обследования N объектов у объектов имеет место состояние то Р (£>() — Nt/N.
Произошло событие kt, необходимо определить вероятность того, что состояние Dt явилось его причиной. При этом вероятность появления события kt при состоянии Dt известна из опыта. Если среди Nt объектов, находящихся в состоянии Dt, у М^-го появился признак события k}, то Р (kj/Dt) — Ni}/Nt. Вероятность одновременного появления признака k} и состояния Dt определяют по уравнению
Р (k} (\Dt) = P (kj) Р (Dt/kj) = Р (Dt) Р (kj/Dt),
где P(kj[~]Di)— вероятность появления признака события kj у объектов, находящихся в состоянии Р (Di/kj) — вероятность нахождения системы в состоянии Р{ после того, как стало известно наличие у нее признака kj.
Если среди диагностируемых гидроприводов с состоянием Dt появляется признак события kj, то Р (kJDi) = Ntj/Nt.
Из равенства (9.8) получается формула Байеса
Р (Dt/k}) = P(Dt)P (kj/Dt)/P (kj). (9.12)
При эксплуатации гидроприводов их техническое состояние оценивается по комплексу признаков К, включающему в себя совокупность признаков k}, каждый из которых может иметь т разрядов (диагностических интервалов). В результате измерения диагностических параметров (признаков) становится известной реализация (конкретные числовые значения) признака kj (k)) и всего комплекса признаков К* Формула Байеса для этого случая имеет вид
Р (Di!K*) = Р , (9.13)
где Р (DjlK*) — вероятность нахождения системы в состоянии D} после того, как были определены значения признаков входящих в комплекс К*.
Предполагая, что признаки kj независимы, имеем
Р (К*/Dt) = Р (k;/Di) Р (k’2/Di) Р (k*n/Df). (9.14)
Вероятность появления комплекса признаков
Р (Л*) = Е Р (Di) Р (K*/Di). (9.15)
С учетом выражения (9.15) обобщенная формула Байеса имеет вид
Р (Df/К*) = V(Di} Р <'K*/Di'>- . (9.16)
£ Р (Di) Р (K*/Dt)
1
Так как система обязательно находится в одном каком-либо состоянии Dif а реализация одновременно двух состояний невозможна
£р(Ж) = 1.
1
Определить, в каком состоянии находится гидропривод, можно при выполнении условия
Р(ад*)>Рд, (9.17)
где Рд — заранее выбранный уровень диагноза.
При невыполнении условия (9.17) для принятия решения о техническом состоянии гидропривода требуются дополнительные исследования.
Рекомендуется принимать Рд = 0,8 для элементов гидроавтоматики и Рд = 0,9 для гидромашин (насосов и двигателей) и привода в целом.
Метод Байеса прост в применении, однако он требует наличия большого объема статистической информации, которая для вновь спроектированной системы, как правило, отсутствует.
Метод статистических решений используют в тех случаях, когда априорных данных недостаточно. Рассмотрим такой пример. Пусть в гидравлической магистрали в каком-то месте возможна негерметичность и, как следствие, утечка жидкости. Место возникновения утечки априори определить не представляется возможным; если бы это можно было сделать, то отпала бы необходимость диагноза.
Всю совокупность мест возможной негерметичности объединим в два состояния Dr и О2, для которых существует один признак, например расход жидкости Q через образовавшуюся негерметичность.
Появление негерметичности на участке изменения давления от р0 до р отнесем к первому состоянию (признаком его является расход Qi), а на участке изменения давления р до р2 — ко второму состоянию (признак Q2). Признаки и Q2 могут отличаться средним значением (из-за влияния различных случайных факторов) и являются случайными величинами. Пусть зависимость признаков от суммарного расхода и их распределение будут такими, как показано на рис. 9.10 (где Qmax — значение расхода, при котором наступает отказ).
Рис. 9.10. Схема утечки в магистрали
Рис. 9.11. Распределения признаков
В процессе контроля определен признак Q* = Qn. В случае, показанном на рис. 9.10, участки AQX = 6oQ1 и AQ2 = 6oQj не накрывают реализацию Qn, следовательно, нельзя установить состояние системы. Согласно [22] состояние необходимо устанавливать таким, чтобы распределение признаков пересекалось и выполнялось условие
AQ =1,2 (oQt + QqJ.
В общем случае распределение признаков показано на рис. 9.11. Вследствие действия причин х = Q может принимать различные значения, хотя, вероятнее всего, при состоянии Dr (гипотеза Нг) параметр х будет располагаться в определенном диапазоне значений по закону f (х/£\), а при состоянии О2 (гипотеза Н2) по закону f (x/D2). Необходимо определить правило выбора одного из состояний (гипотезы) при любом результате измерений. Таким правилом может быть выбор порога хп, т. е. разбиение всего интервала измерений на две области: Нг и Н2. Гипотеза Нг (состояние принимается в том случае, когда х лежит в области х < < хп, а гипотеза Н2 (состояние £>2), когда х > хп.
Существенно, что области состояний и D2 пересекаются, и поэтому принципиально невозможно выбрать значейие хп = = Qn, при котором правило х < хп или х > хп не давало бы ошибочных решений. Задача состоит в том, чтобы выбор хи был в некотором смысле оптимальным. При таком решении возникает два вида ошибок. Ошибка первого рода, когда состояние Dr (исправное) относят к состоянию D2 (неисправному). Ошибка второго рода — когда вместо состояния Ь2, в котором находится система, принимают состояние Dr. Обозначим через Htj возможные гипотезы, где i — индекс принятого диагноза, j — индекс действительного состояния. Тогда Н12 — пропуск исправного состояния, Н21 — ложное принятое решение об исправном состоянии, Нп и Н22 — правильные решения о состояниях.
Вероятности неправильных решений определяются следующим образом.
1. Вероятность ложного отнесения исправного состояния к неисправному
оо
Р (Я21) = Гл = р Щх) Р (х > VDx) = Р (1\) У f (x/DJ dx,
*п
где Р (х > xn/Dj) — условная вероятность ситуации х > хп, пропорциональная площади под кривой f (Q) (см. рис. 9.11); Pi= Р (Di) — априорная вероятность состояния
Если признаки распределяются по нормальному закону, то
гл = Л
оо
J f (х/DJ dx— У f (x/DJ dx
= Р1[1-ф(^Ъ)],
где Ф (•) — функция Лапласа.
2. Вероятность ошибки второго рода
хп
Р (^12) — Fn = Р (D2) Р(х< x^/Dz) = Р% J f (x']D^ dx>
—00 или
\ /
Экономические или иные требования позволяют задать потери правильных и неправильных решений. Если обозначить через С21 стоимость ошибки первого рода, а С12 — стоимость ошибки второго рода, то средняя стоимость ложных решений
оо *п
С — С%1Р 1 J f (х/D±) dx С12Р2 У f (x]D^ dx.
Хц &“°°
Чтобы найти минимальные потери в зависимости от порога хп, вычислим первую производную и приравняем ее нулю:
= -CM (x/DJ + СМ (М
ИЛИ
f(xn/D1)/f(xn/D2)=-^.
G21r 1
Следовательно, решение о состоянии принимается по правилу: х < хп — состояние Dlt если f (x/DJ/f (x/D2) > -S12^2;
С21Г1
x > хп — состояние D2, если f (x/DJ/f (x/D2) < .
6210
Отношение плотностей вероятностей
f (х/РМ (x/DJ = Ь
называется отношением правдоподобия.
Для нормального распределения признаков и при одинаковых дисперсиях nJ отношение правдоподобия имеет вид [4 ]
( хп (mY —тг} — 0,5 (ml — т2г))
X = exp <----.
t ох )
Решим это уравнение относительно хп:
у _ ™Х1 + тх2________Ох 1 С12Р2
п“ 2 mxi-znx2 ШС21Р1‘
При эксплуатации гидроприводов оценки стоимости ошибок первого и второго рода обычно неизвестны и их достоверное определение связано с большими трудностями. Это объясняется тем, что допустимая вероятность пропуска неисправности обычно ограничивается требованиями по надежности системы, на которой установлен гидропривод, а наличие ошибок первого рода связано с увеличением затрат на техническое обслуживание системы и экономическими потерями ввиду необоснованных простоев техники.
В связи с этим более перспективным при выборе оптимального значения является метод Неймана—Пирсона. По этому методу граничное значение признака kjn для диагностического признака kj определяют из допустимой вероятности пропуска неисправности Р (Н12) = Рд из условия
Л j f(kj!D2)dk = P*. —со
Величина Рд означает вероятность отказов агрегатов и устанавливается исходя из требований к надежности системы, на которой установлен гидропривод.
9.8. СРЕДСТВА ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
Техническое состояние привода любой машины характеризуется рядом диагностических параметров (признаков), большинство из которых являются неэлектрическими величинами: давление, частота вращения, расход жидкости, температура, скорости, ускорения, линейные и угловые перемещения элементов конструкции, вибрации, характеристики состояния рабочей жидкости и др. И только некоторые параметры, связанные с состоянием электрооборудования, электронных усилителей и преобразователей, контрольно-измерительной аппаратуры представляются электрическими величинами.
Неэлектрическая природа диагностических признаков вызвала необходимость преобразования их в унифицированные электрические сигналы, удобные для последующих операций измерения, обработки и индикации. Эти функции выполняют датчики. Датчики— это технические устройства, состоящие из измерителя, размещенного непосредственно у объекта измерения, и преобразователя, преобразующего измеряемый параметр в величину, удобную для передачи по линиям связи, усиления и регистрации.
Датчики, используемые в технических средствах диагностики гидроприводов, работают в тяжелых условиях и к ним предъявляются разнообразные требования, основные из которых следующие.
1. Высокие чувствительность и точность. Чувствительность датчика определяется отношением выходного сигнала, полученного как результат измерения и преобразования, к входному сигналу. Порог чувствительности — минимальное значение входного сигнала, которое может зафиксировать датчик. Точность характеризуется максимальной разницей между получаемой и номинальной выходными величинами, определяется статической характеристикой.
2. Высокая перегрузочная способность. Характеризуется отношением предельно допустимого значения контролируемого параметра, не вызывающего изменений характеристик датчика, к его номинальному значению. Для датчиков систем технической диагностики рекомендуема перегрузочная способность должна быть не менее 1,5.
3. Устойчивость к механическим, химическим и температурным воздействиям. Устойчивость к механическим воздействиям характеризуется способностью датчика противостоять вибрациям, ударным нагрузкам и сохранять работоспособность после их воздействия. Датчики средств технической диагностики должны противостоять ускорениям до 50g в диапазоне частот 10 Гц 5 кГц. Датчики должны быть работоспособны при температуре среды —30 +50 °C, а также устойчивы к воздействию пыли
и влаги, паров сернистых и углеводородных соединений и других сред.
4. Малая чувствительность к неизмеряемым параметрам, т. е. способность датчика реагировать только на изменения того контролируемого параметра, для измерения которого он предназначен.
5. Удобство встраивания в диагностический объект.
6. Малые масса и габаритные размеры.
Комплексный учет изложенных требований позволяет выбрать датчики или спроектировать новые для конкретных систем диагностики.
В настоящее время промышленностью выпускается большая номенклатура различных датчиков, отличающихся назначением и принципом работы [10, 181.
В задачу настоящей книги не входит рассмотрение принципов работы и устройств измерительных средств и датчиков, поэтому остановимся лишь на общих характеристиках датчиков, которые могут применяться в системах диагностики.
Измерение давления. При диагностировании по давлению применяют датчики, в которых деформация измерительного элемента (мембраны, сильфона, пружины, струны и др.), вызванная изменением давления, преобразуется в электрический сигнал различными преобразователями. Широкое распространение получили потенциометрические преобразователи. Промышленность выпускает несколько типов таких датчиков. Для целей диагностики нашли применение малогабаритные и чувствительные датчики МД-4 и ДМП-А, которые обеспечивают диапазон измеряемого давления 0 60 МПа с погрешностью ±1,5 2,5 %.
Потенциометрические датчики обеспечивают получение достаточно большого электрического выходного сигнала, что не требует его усиления для дальнейшей обработки и регистрации. Однако динамические свойства их не высоки и применяют их для регистрации постоянных или медленно изменяющихся давлений.
В тензометрических (тензорезисторных) датчиках деформация тензорезисторов (фольга, полупроводниковый элемент) преобразуется в электрическое сопротивление. Для измерения быстро-изменяющихся давлений применяют датчики двух типов ЛХ-412 и ЛХ-415 с диапазоном измеряемых давлений 0 125 МПа и
погрешностью 0,8 %.
Кроме приведенных датчиков давления, научно-исследовательскими организациями и промышленными предприятиями разрабатываются и другие, основанные на различных физических принципах преобразования давления в электрические сигналы. К ним относятся электромагнитные (деформация чувствительного элемента приводит к изменению характеристик магнитной цепи), емкостные (изменяется емкость цепи преобразования), пьезометрические (при давлении на кристалл в нем возникает разность потенциалов, которая является выходным сигналом) датчики.____
Измерение расходов и скоростей жидкости. Существует большое количество методов измерения расходов. Наиболее просты и распространены методы, основанные на измерении объемов и перепада давления на специальных элементах.
В датчиках, построенных по объемным методам, подвижными элементами отсекаются порции объема жидкости в единицу времени (турбинные и гигроскопические датчики), в расходомерах постоянного и переменного перепада давления расход определяется перепадом давления на диафрагмах или дросселях. Такие расходомеры имеют низкую точность, малое быстродействие, восприимчивы к вибрациям и непригодны для систем технической диагностики.
К перспективным расходомерам относятся термоанемометры. Чувствительным элементом их является металлическая нить или
Рис. 9.12. Схема ПКВН
полупроводник, нагреваемые электрическим током. Нить охлаждается протекающей жидкостью, что вызывает падение температуры, и, следовательно, уменьшение элек
трического сопротивления. В качестве выходного параметра, по которому судят о расходе, служит либо температура преобразователя при постоянной мощности нагрева, либо мощность, сила тока или напряжение при постоянной температуре преобразователя.
В Рижском институте инженеров гражданской авиации создан термоанемометрический прибор контроля внутренней негерметичности (ПКВН) (рис. 9.12). Сигналы SQ с расходового 2 и 8Т с компенсационного 1 термисторов через свои мостовые схемы Mq и Л4Т после усиления в блоках Уд и Ут поступают на логарифмический измеритель 3, проходят аналоговый преобразователь 4 и далее индикатор расхода 5.
Кроме расхода, прибор позволяет измерять температуру Т рабочей жидкости по сигналу после компенсационного термистора. Прибор питается постоянным током и работает в диапазоне температур —40 +60 °C, погрешность измерения расхода до 5 %.
При помощи прибора можно контролировать расход жидкости и ее утечки в агрегатах, осциллографировать переходные процессы по расходу, измерять пульсации расхода и двухфазность
потока.
Измерение частоты вращения. Частоту вращения измеряют механическими, электрическими, магнитоиндукционными, фотоэлектрическими и другими тахометрами. Перечисленные тахометры, кроме последнего, необходимо присоединять к вращающимся частям, что ограничивает их применение в диагностических системах.
Для измерения частот вращения элементов, находящихся в недоступных местах, целесообразно применять стробоскопические тахометры.
Измерение параметров вибрации. Для измерения параметров, вибрации используют вибропреобразователи, которые преобра-; зуют механические колебания в электрический сигнал. В диагно-стике в основном применяют индукционные и пьезоэлектрические преобразователи. Принцип действия индукционных вибропреобразователей основан на использовании электромагнитной индукции. Они обладают высокой чувствительностью, но работают в ограниченной полосе частот и имеют большие габариты.
Наибольшее распространение имеют пьезоэлектрические вибропреобразователи (акселерометры). Их работа основана на известном физическом явлении — возникновении электрических зарядов на гранях некоторых кристаллических тел (кварц, кри
сталлы сегнетовой соли, титанат бария и др.) при действии на них сдавливающих или растягивающих сил.
Для усиления выходного сигнала вибропреобразователи имеют усилители.
Для обработки вибросигнала применяют фильтры частот, которые увеличивают отношение полезного сигнала (скорость или ускорение вибрации) к шуму путем подавления составляющих спектра вибраций, не несущих информацию о техническом состоянии системы.
Подавляющее число неисправностей гидропривода проявляется на определенных составляющих спектра вибраций, энергетические характеристики которых могут быть существенно ниже характеристик вибраций исправного привода.
Кроме того, одинаковые изменения характеристик спектра вибраций в широком диапазоне частот могут быть вызваны неисправностями различных агрегатов, входящих в гидропривод. Поэтому, определив неисправность по общему уровню вибраций, часто не удается определить место возникновения неисправности. Для повышения эффективности вибродиагностики необходимо иметь структуру вибросигналов, т. е. составляющие спектра вибраций по частотам и амплитудам. Для этого применяют электронные анализаторы спектров (АС) и корреляторы, определяющие спектральные и корреляционные функции. Перечень и характеристики вибропреобразователей и анализаторов спектра, выпускаемых отечественной и зарубежной промышленностью, приведены в справочниках [9].
9.9. СТРУКТУРА СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
Система технического диагностирования включает совокупность моделей и признаков технического состояния объекта, технических средств измерений и преобразования информации о признаках, способов и устройств принятия решения (диагноза технического состояния объекта).
На рис. 9.13 показана обобщенная структурная схема технического диагностирования. В результате предварительного анализа состояний объекта 1 о использованием диагностических моделей определяются признаки технического состояния Л2, •••, kn и их допустимые значения, которые характеризуют неисправности или отказы.
В процессе функционирования объекта датчиками 2 все признаки измеряются и преобразуются в необходимую информацию
Рис. 9.13. Обобщенная схема системы технического диагностирования
в соответствии с принятым методом диагноза. Например, при виброакустической диагностике спектр вибросигналов фильтруется по частотам и выделяются основные составляющие вибрации, определяющие работоспособность объекта, или определяется корреляционная функция. В блоке сравнения 3 результаты контроля сравниваются с допустимыми значениями признаков и в случае отклонений fe* < kf соответствующая информация поступает в анализатор-формирователь 4, в котором по соответствующему правилу принимается решение о техническом состоянии объекта (диагноз), фиксируемое оператором.
Практическая реализация систем технической диагностики может отличаться от приведенной. Так, функции блока сравнения и анализатора-формирователя может выполнять оператор, который по выходным показателям датчиков сразу определяет техническое состояние гидроагрегата и т. п.
По месту расположения технические средства диагностирования разделяют на стационарные, переносные и встроенные.
Стационарные средства устанавливают на пунктах технического обслуживания. При этом объект диагностирования доставляют и подключают к техническим средствам. Эти средства применяют для проверки технического состояния как всего привода, так и отдельных его агрегатов. Стационарные средства диагностики позволяют проверять техническое состояние по большому числу признаков и выдавать непрерывную диагностическую информацию о техническом состоянии привода или его агрегатов в виде осциллограмм или листингов. Недостатком стационарных средств является высокая стоимость, большие габаритные размеры и масса, значительные затраты времени на подключение объектов диагностирования к системе контроля.
Переносные средства диагностирования доставляют к объекту диагностирования по месту эксплуатации и подключают к нему только для контроля технического состояния. Они позволяют контролировать техническое состояние гидропривода как на пунктах обслуживания, так и в полевых условиях.
Примером переносных средств диагностирования может служить диагностическое устройство (ДУ) (рис. 9.14). Его подключают к напорной магистрали насоса и сливной магистрали гидро-, распределителя. ДУ позволяет определить техническое состояние гидросистемы по изменению подачи насоса, давлению сраба-< тывания предохранительного клапана, частоте вращения привод-' ного вала насоса и утечкам в линии гидрораспределитель— гидроцилиндр. Система технической диагностики включает датчики температуры 6, давления 11, частоты вращения 12, расхода 4 и утечек 3.
В качестве датчика утечек использован термоанемометр, помещенный в поток рабочей жидкости. Расход жидкости определяется по мощности, затрачиваемой на поддержание постоянной температуры терморезистора. По измеренным диагностическим 206
Рис. 9.14. Схема
диагностического устройства:
1,2 — двухпозиционные дроссели; 3, 4, 6, 11, 12 — датчики утечек, расхода, температуры, давления, частоты; 5 —> предохранительный клапан; 7 — гидрораспределитель; 8 — гидродвигатель; 9 — предохранительный клапан; 10 — насос; 13 — диагностическое устройство;
14 « гидробак
7 8
параметрам (признакам) оценивается техническое состояние гидросистемы.
Встроенные системы технической диагностики составляют одно целое с объектом контроля и позволяют получать информацию о техническом состоянии объекта непрерывно или в моменты контроля машины, на которой установлен гидропривод.
Широкое использование гидроприводов, особенно следящих электрогидроприводов, в авиации, атомной энергетике, робототехнических комплексах, автоматизированных производственных системах требует непрерывной и достоверной диагностики их технического состояния. При этом не только необходимо устанавливать факт потери работоспособности, но и прогнозировать (предугадывать) наступление отказа и место его возникновения. Например, в резервированных приводах система технического диагностирования должна определить привод, в котором наступает потеря работоспособности, отключить его или перевести на другой режим работы и исключить воздействие неисправного привода на соседние резервные.
Для таких приводов необходимы встроенные автоматизированные системы диагностирования на базе бортовых ЭВМ и микропроцессоров, позволяющих значительно увеличить объем информации о техническом состоянии привода, ускорить обработку информации и принятие решения, т. е. увеличить быстродействие и достоверность диагноза.
Такие системы работают следующим образом. Сигналы от датчиков встроенного контроля поступают в бортовую ЭВМ, обрабатываются и сравниваются с моделью исправного функционирования привода (совокупностью параметров безотказной работы), заложенной в память ЭВМ. При возникновении отклонений в параметрах, а следовательно, и в функционировании привода система принимает решение о техническом состоянии привода и может выдать два вида информации! предупреждение об отказе и харак-
теристики отказа. Имея такую информацию, оператор принимает решение о последующих действиях.
Если система автоматическая, то она вырабатывает управляющее воздействие на останов привода или перевод его на безопасный режим работы.
Принципиальная структурная схема встроенной автоматизированной системы диагностирования показана на рис. 9.15. Датчики Д, встроенные в объект, выдают информацию о параметрах привода ylf у2, ..., уп в зависимости от метода диагностики. Сигналы, полученные от датчиков, преобразуются в признаки fe*, k2 системой преобразования СП, далее признаки поступают в блок принятия решения БПР, где они в соответствии с принятыми правилами принятия решения о состоянии объекта по соответствующим алгоритмам сравниваются с эталонными сигналами (признаками kr, k2, ..., kn), которые хранятся в блоке памяти БП. В результате идентификации параметров контроля и признаков принимается решение о классификации объекта и производится индикация решения. В некоторых случаях, чтобы оценить техническое состояние объекта, на него подаются специальные тестовые сигналы, т. е. формируются стимулирующие воздействия для оценки реакции объекта на эти воздействия. Для получения достоверных данных о техническом состоянии объекта контроля осуществляется самоконтроль повторным выполнением отдельных операций и сравнением полученных данных в блоке самоконтроля ССК- Данная схема может быть реализована с различной степенью автоматизации.
Перспективными являются системы диагностирования, совмещенные с системами регулирования выходных параметров гидропривода.
На рис. 9.16 показана схема электрогидравлического следящего привода (ЭГСП), регулируемого по выходному параметру: перемещению выходного звена у, или скорости и, или ускорению а. К этой системе пристраивают «наблюдатель» — электронную модель привода. В процессе работы ЭВМ модель привода непрерывно получает информацию о значениях функциональных параметров (признаков) состояния привода. Сравнивается действительное
БП
Рис, 9.15, Схема встроенной автоматизированной системы диагностирования 208
Рис. 9.16. Схема системы диагностирования с «наблюдателем»
9.5. Информация по данным эксплуатации привода
Di P (ki/Di) p (4Di) p (Pi)
Di 0,25 0,20 0,10
Dt 0,45 0,60 0,20
Di 0,00 0,15 0,70
состояние привода (признаки) с моделью безотказного функционирования и выходной параметр привода у с выходным параметром модели ум. В случае отклонения Ду вырабатывается корректирующее воздействие Кк на привод по цепи обратной связи «наблюдателя». Если при воздействии на объект корректирующим сигналом Лк выполняется условие у = ум, то состояние привода считается исправным, если при воздействии «наблюдателя» у
ум, то привод перешел в неисправное состояние.
КОНТРОЛЬНЫЕ ВОПРОСЫ И УПРАЖНЕНИЯ
I. Что такое техническая диагностика?
2. Перечислите методы и модели технической диагностики.
3. Поясните основное содержание аналитических диагностических моделей привода.
4. Объясните принцип построения таблиц функций неисправностей.
5. Поясните содержание виброакустической модели диагностики.
6. Что понимается под информативностью признаков технического состояния?
7. Перечислите методы выбора признаков технического состояния и их различия.
8. Перечислите методы принятия решений классификации технического состояния.
9. Для оценки состояний следящего привода приняты два признака: у± = = kf — температура рабочей жидкости и у2 = k2 — давление в гидроцилиндре. Моделирование показало, что увеличение температуры рабочей жидкости на 50 °C и давления на 200 МПа связано либо с неисправностью золотникового распределителя (состояние DJ, либо неисправностью гидродвигателя (состояние D2). При исправном состоянии привода (состояние D3) признак kf не наблюдается, а признак k2 проявляется в 15% случаев. По опыту эксплуатации известно, что 70 % приводов нарабатывают ресурсы в исправном состоянии, 10 % имеют состояние Dx и 20 % состояние Ь2. Также известно, что признак k± встречается при состоянии Dj в 25 % случаев, при состоянии D2 в 45 % случаев. Признак &12 при состоянии Dt проявляется в 20 % случаев, а при состоянии D2 в 60 % случаев.
В табл. 9.5 приведена априорная информация по данным эксплуатации.
Необходимо классифицировать вид неисправности: гидродвигателя или золотникового распределителя.
10. Какие требования следует предъявлять к средствам технической диагностики?
11. Какая разница между стационарными, встроенными и переносными средствами технической диагностики?
ГЛАВА 10
ЭКСПЛУАТАЦИЯ ПРИВОДОВ
10.1. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ПРИВОДОВ
Эксплуатация привода — это целенаправленная деятельность персонала по применению, техническому обслуживанию и ремонту в процессе его использования в реальных условиях выполнения рабочих функций.
Под системой технического обслуживания понимается совокупность взаимосвязанных исполнителей, технических средств и рабочих действий, необходимых для поддержания и восстановления приводов в работоспособном состоянии в процессе эксплуатации.
Гидроприводы являются составными частями различных машин и технологического оборудования, которые эксплуатируют в соответствии с нормативно-технической документацией и принятой системой технического обслуживания и ремонтов. Для того чтобы техническое обслуживание проводилось квалифицированно, необходимо знать устройство и принцип действия привода, уметь читать гидравлические схемы, анализировать функционирование привода и его элементов и на основе анализа устанавливать и устранять различные неполадки.
Независимо от назначения и места установки привода перед его запуском следует выполнить следующие операции: проверить уровень жидкости в гидробаках и при необходимости сделать доливку, проверить крепление всех агрегатов и элементов путем наружного осмотра, убедиться в отсутствии утечки жидкости в гидросистеме, проверить работу всех гидромашин на холостом ходу и наличие давления в сливной магистрали.
В конце рабочей смены необходимо очистить штоки гидроцилиндров от цыли, грязи и льда и втянуть их внутрь цилиндра, установить в нейтральное положение рычаги управления, осмотреть гидросистему и подтянуть соединения в местах подтекания жидкости.
Техническое обслуживание гидропривода включают обслуживание гидробаков, гидролиний, насосов и гидродвигателей, гидроаппаратуры и рабочей жидкости.
Основная задача обслуживания гидробаков — исключение попадания внутрь бака пыли, атмосферных осадков и других инородных тел. Для этого гидробак должен быть всегда закрыт крышкой с прокладками для герметизации.
В соответствии о нормативно-технической документацией должна проводиться замена рабочей жидкости. Перед сливом рабочей жидкости необходимо в течение нескольких минут включить и выключить гидродвигатели для того, чтобы привести загрязняющие частицы во взвешенное состояние. Для заправки гидробаков применяются только штатные средства. При эксплуатации гидропривода, особенно в летнее время, необходимо следить за температурой жидкости, которая не должна быть более 80 °C.
Обслуживание гидролиний заключается в их наружном осмотре, подтяжке деталей, соединений и устранении течи жидкости. При наружном осмотре убеждаются также в отсутствии на поверхности трубопроводов рисок, задиров, вмятин и других механических повреждений. Не допускается скручивание и защемление резиновых шлангов. В мобильных машинах необходимо ограждать трубопроводы, чтобы они не цеплялись за окружающие предметы. При эксплуатации гидропривода необходимо исключать создание в гидросистеме пиковых давлений.
Необходимо регулярно осуществлять промывку гидролиний при смене рабочей жидкости или после работы насосов в течение определенного времени производить замену фильтров.
Обслуживание насосов заключается в поддержании таких режимов и условий, которые обеспечивали бы их требуемые характеристики. Для этой цели при эксплуатации не допускается превышение давления в напорной магистрали сверх предельного для данного насоса, превышение температуры жидкости сверх допустимой, работа при кавитационных режимах и на загрязненных жидкостях. При первом запуске насоса необходимо сначала ослабить пружину напорного клапана, вручную провернуть вал насоса на несколько оборотов, запустить двигатель и убедиться в правильности направления вращения вала насоса. Начинать работу необходимо при низком давлении, и, лишь убедившись в исправности гидросистемы, настроить напорный клапан на рабочее давление.
Во время работы гидропривода следят за плавностью вращения вала, отсутствием посторонних шумов и утечек жидкости через уплотнения, периодически проверяют давление в сливной линии, а при давлении выше допустимого производят замену фильтров. При всех неисправностях в насосе необходимо выключить его привод, отсоединить насос, слить жидкость и установить причины неисправностей.
Обслуживание гидродвигателей заключается в регулярном внешнем осмотре. При этом обращают внимание на то, чтобы штоки не имели забоин и царапин, на исправность уплотнений, а при наличии неисправности своевременно их заменяют. Во время эксплуатации в конце работы надо очищать штоки от грязи, пыли, снега и льда, своевременно подтягивать крепления. В машинах, работающих в условиях запыленного воздуха, на штоки целесообразно надевать защитные кожухи, которые также защищают их от механических повреждений.
При длительном перерыве в работе гидроцилиндры заполняют жидкостью для предотвращения коррозии.
При обслуживании гидромоторов необходимо обращать внимание на плавность вращения вала, состояние уплотнений и отсутствие утечек и посторонних шумов, на соосность вала гидромотора и присоединяемого к нему рабочего органа.
При первом запуске гидродвигателя надо убедиться в правильности присоединения к нему напорных, сливных и дренажных гидролиний.
Обслуживание гидроаппаратуры заключается в наружном осмотре и устранении течи жидкости путем подтягивания креплений и замены уплотнений.
Уплотнения заменяют при необходимости и только те, которые рекомендованы инструкциями.
Оператор, обслуживающий гидропривод, должен знать рабочие и максимальные давления и во время эксплуатации постоянно следить за показаниями манометров.
Клапаны и реле давлений регулируют по манометрам, рассчитанным на давление, на 30 ... 50 % превышающее максимальное давление в гидросистеме. Для предупреждения выхода из строя манометров их нужно подключать через демпфирующие устройства, запорные краны и вентили.
Клапаны регулируют лишь при наладке гидросистем после производства или ремонта, по возможности избегая выполнение этой операции в процессе эксплуатации. Когда давление в гидросистеме превысит установленное значение, выключают привод насоса для выяснения причин и устранения неисправностей. Если при дроссельном управлении расход жидкости при фиксированном положении дросселя уменьшается, то это свидетельствует о засорении его проходных сечений. Для устранения неисправности необходимо несколько раз полностью открыть и закрыть дроссель. Если засорение не устраняется, то необходимо прочистить дроссель.
Обслуживание фильтров включает удаление отстоя из корпуса, промывку фильтрующих элементов (пластин, сеток, магнитов и т. д.) или замену их новыми. Фильтрующие элементы промывают чистым керосином или бензином с последующей продувкой сухим воздухом. Бумажные, картонные и тканевые фильтрующие элементы при засорении заменяют новыми.
Фильтрующие элементы сетчатых фильтров промывают приблизительно через 200 300 ч, магнитосетчатых через 200 ч,
магнитных — через 500 ч, тканевых — через 150 200 ч. В пла-
стинчатых фильтрах щели между пластинами рекомендуется очищать не реже одного раза в неделю.
При техническом обслуживании гидроприводов можно применять специальные установки, что повышает уровень технического обслуживания, долговечность привода и сокращает расход жидкости.
10.2. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ РАБОЧИХ ЖИДКОСТЕЙ
Рабочая жидкость в приводе передает энергию от источника (насос, насосная станция) к потребителю (гидродвигатель, гидроцилиндр), является смазывающей и противокоррозионной средой, удаляет продукты износа трущихся частей, охлаждает гидросистему и выполняет другие функции. Поэтому от ее качества во многом зависит работоспособность всех агрегатов и элементов привода.
Выбор рабочей жидкости для гидропривода определяется диапазоном рабочих температур, давлением в гидросистеме, скоростями движения выходных звеньев гидродвигателя, конструкционными материалами и материалами уплотнений, особенностью эксплуатации привода (климатическая зона, условия хранения во время перерывов в работе, возможности и трудоемкость замены и др.). При этом прежде всего учитывают условия работы насосов.
Минимальную вязкость рабочей жидкости, соответствующую максимальной температуре, устанавливают по допустимому снижению объемного КПД и по прочности пленки жидкости. По рекомендациям ВНИИСтройдормаша, предельная минимальная вязкость, при которой обеспечивается удовлетворительное значение КПД, исключается нарушение смазывающей пленки, составляет для шестеренных насосов (16 18) 10-в, для пластинчатых (10
12) 10-в, для аксиально-поршневых (6 8 • 10-в) м2/с. Максимальную вязкость, соответствующую минимальной температуре, устанавливают по работоспособности насосов, характеризующейся заполнением его рабочих объемов или пределом прокачиваемости жидкости.
Рабочее давление в гидросистеме и скорость движения выходного звена гидродвигателя также влияют на выбор рабочей жидкости. Подвижные детали многих гидроагрегатов изготовляют без внутренних уплотнений, а их герметичность обеспечивается благодаря малым зазорам. Утечки рабочей жидкости в зазорах увеличиваются с повышением давления и понижением вязкости жидкости. Они снижают КПД привода и увеличивают неравномерность движения выходных звеньев.
В настоящее время в гидроприводах применяют разнообразные рабочие жидкости: на нефтяной основе (минеральные масла) с присадками для улучшения физических свойств (противоокисли-тельные, вязкостные, противоизносные, противокоррозийные и др.).
В гидроприводах, работающих в пожароопасных условиях (кузнечно-прессовое и шахтное оборудование), применяют водосодержащие рабочие жидкости (водомасляные эмульсии), которые представляют собой смесь воды и минерального масла в соотношениях 100 : 1, 50 : 1. Обычно для этой цели используют эмуль
сии, состоящие из 85 % минерального масла И-20, 12 % олеиновой кислоты и 3 % раствора едкого натрия.
Для приводов, работающих при высоких температурах, применяют синтетические жидкости — жидкости на кремнийорга-нической основе (селиконы). Они негорючи, стойки к окислению, обладают стабильной вязкостью в большом диапазоне изменения температуры, однако имеют и существенные недостатки: несовместимость с материалами уплотнений, высокая текучесть, токсичность и др.
При эксплуатации рабочей жидкости надо создавать такие условия, при которых она возможно дольше сохраняла бы первоначальные физические свойства. Для этого необходимо следующее:
— не допускать смешение рабочей жидкости о водой и с технологическими жидкостями;
— следить, чтобы в жидкость не попадали пыль, стружка и другие механические примеси, для этого перед заправкой необходимо жидкость фильтровать;
— содержать жидкость в плотно закрытой таре, не смешивать в одной таре свежую и бывшую в эксплуатации жидкости, пользоваться чистым заправочным инвентарем;
— выполнять рекомендации завода-поставщика, касающиеся режимов работы гидропривода.
В процессе хранения и эксплуатации контролируют состояние рабочей жидкости и принимают меры для повышения ее долговечности. Регулярно проверяют вязкость, наличие механических примесей, воды и нерастворенного воздуха.
Для рабочих жидкостей гидроприводов различного назначения устанавливают предельно минимальное значение вязкости, при достижении которого жидкость подлежит замене.
Для контроля вязкости применяют различные вискозиметры: капиллярные, ротационные и вибрационные.
ГОСТ 17216—71 устанавливает 19 классов чистоты жидкости1, определяемой гранулометрическим составом, т. е. числом частий различного размера, содержащихся в 100 см3 пробы жидкостй' (табл. 10.1). Для приводов общепромышленного назначения применяют жидкости 12—13 класса при давлении 16 25 МПа, ц
8—7 класса при давлении до 15 МПа.
Чистоту рабочей жидкости контролируют визуальными и автоматизированными методами.
При визуальных методах о чистоте рабочей жидкости судя! по количеству осадков на фильтрах тонкой очистки. Наиболее перспективными являются гранулометрические методы, который основаны на подсчете числа частиц, заключенных в заданный размерный интервал. К ним относятся микроскопические (используется микроскоп) и микрофотографические методы. Их недостатками являются необходимость отбора проб жидкости из агрегатов, трудоемкость и большая степень субъективности.
10.1. Классы чистоты жидкости, применяемой в гидроприводах
Класс чистоты жидкости Число частиц загрязнений в объеме жидкости (100±0,5) м8, не более, при размерах частиц, мкм Масса загрязнений, %, не более
5 10 10 25 25 50 50 100 100 200 волокно
8 4 000 2 000 200 25 6 3 0,0004
9 8 000 4 000 400 50 12 4 0,0006
10 16 000 8 000 800 100 25 5 0,0008
11 31 500 16 000 1 600 200 50 10 0,0016
12 63 000 31 500 3 150 400 100 20 0,0032
13 63 000 6 300 800 200 40 0,005
14 125 000 12 500 1 000 400 80 0,008
15 25 000 3 150 800 160 0,016
16 50 000 6 300 1600 315 0,032
17 12 500 3150 630 0,063
К автоматизированным относятся фотоэлектрические методы,
основанные на определении размеров и подсчета частиц загрязнений путем развертки исследуемой пробы жидкости на экран или ленту. По этому принципу работает анализатор механических примесей, приборы контроля чистоты жидкости ПКЖ-902 и ПКЖ-904 (рис. 10.1). Контролируемая жидкость проходит через чувствительную зону датчика /, световой поток, рассеянный частицами загрязнений жидкости, регистрируется фотоприемником 2 и преобразуется в усилителе 3 в электрический ток, пропорциональный размеру частиц. Информация о размерах и числе частиц через анализатор 4 выводится на индикатор 5.
По одной проливке пробы жидкости можно получить информацию о гранулометрическом составе в диапазоне 5 10, 10 15,
25 ... 50; 100 200 и свыше 200 мкм.
Содержание воды в рабочей жидкости контролируют различными методами, из которых наиболее простой визуальный. Пробу жидкости помещают в чистую стеклянную пробирку и визуально обнаруживают капли эмульсионной воды, при этом могут быть обнаружены капли размером более 30 мкм.
Более точно содержание воды можно определить по методу Дина и Старка. Рабочую жидкость объемом 100 см3 смешивают с бензином таким же объемом и нагревают в колбе. Испарившаяся
вода конденсируется в холодильнике и накапливается в градуированном стеклянном приемнике. По количеству конденсата определяют процентное содержание воды.
Содержание нерастворенно-го газа контролируют методами, основанными на измерении изменения объема газожидкост-
Рис. 10,1. Схема прибора контроля чистоты рабочей жидкости
Рис. 10.2. Прибор контроля нерас-творенного газа
ной смеси в результате деформации газовой составляющей при сжатии.
По этому принципу работает устройство контроля нерастворенного газа, разработанное в СибАДИ, которое измеряет объем газожидкостной смеси при ее сжатии до полного растворения газа в жидкости (рис. 10.2). В корпусе 4 расположен поршень 3 с полым штоком, диаметр
которого равен диаметру гидролинии 1. Одна сторона полого штока соединена с плунжерной парой 2, а последняя — с гидролинией. Шток может перемещаться в сторону плунжерной пары 5. Объем нерастворенного газа в жидкости измеряется следующим образом.
Устройство подключают последовательно к гидролинии 1 в направлении, показанном стрелкой. При перемещении плунжера вниз перекрывается поток жидкости, открывается обратный клапан 9 и рабочая жидкость проходит по обводной линии 3, параллельной устройству. Между плунжерами образуется камера сжатия 6, которая заполняется жидкостью. Так как эта жидкость соединена продольным пазом в плунжерной паре с атмосферой, то и жидкость в камере сжатия находится под атмосферным
давлением.
Проба сжимается путем подачи жидкости из бака И ручным насосом 12 через распределитель 10 под поршень 3, вызывая его перемещение вместе с полым штоком. Давление сжатия контролируется манометром 13, при этом газ растворяется в жидкости. По ходу поршня определяется объем газа, растворенного при сжатии, он и является исходным объемом нерастворенного газа, приведенного к атмосферному давлению. Ход поршня определяется фиксатором 7
На долговечность рабочей жидкости влияют старение, содержание и размеры примесей. Экспериментально доказано, что уменьшение размеров частиц механических примесей приводит к увеличению долговечности привода и рабочей жидкости. Это объясняется тем, что с уменьшением размеров частиц увеличиваются удельная поверхность механических частиц и поверхностная энергия.
При измельчении частиц примесей выделяется тепло, благодаря чему сублимируются молекулы масла и продукты его окисления, а образовавшиеся мелкие частицы покрываются оболочкой,
обладающей противофрикционными свойствами. Мелкие частицы примесей перестают быть химически активными по отношению к рабочей жидкости и теряют абразивные свойства. Попадая в зазоры рабочих пар элементов привода, они заполняют неровности поверхностей трения, благодаря чему снижается коэффициент трения и улучшается отвод тепла.
Поэтому для повышения долговечности рабочей жидкости необходимо производить принудительное дробление примесей (диспергирование) путем вибрационного или ударного воздействия на жидкость.
В настоящее время применяют разнообразные диспергирующие устройства (диспергаторы), которые в зависимости от способа создания колебаний жидкости разделяют на гидродинамические, магнитострикционные, кавитационные и ультразвуковые.
В гидродинамических диспергаторах примеси жидкости размельчаются вследствие воздействия на них гидродинамических сил (рис. 10.3, я). Поток жидкости со скоростью до 50 м/с ударяется о твердую поверхность, перпендикулярную оси потока, в результате чего твердые частицы размельчаются.
В ультразвуковом гидродинамическом диспергаторе мембранного типа (рис. 10.3, б) жидкость через входной патрубок 1 поступает в полость, ограниченную мембраной 2 с узкой щелью в центре. Между пластиной 3 и щелью образуется пульсирующий поток жидкости, в результате чего возбуждаются интенсивные колебания пластины 3 и частицы примесей разрушаются.
В магнитострикционных диспергаторах частицы примесей жидкости разрушаются в результате воздействия на них вибрирующих элементов. Вибрация элементов осуществляется путем воздействия знакопеременного магнитного поля.
В кавитационных диспергаторах частицы разрушаются в результате кавитации жидкости (рис. 10.3, в). Рабочая жидкость под давлением подводится к патрубку 6 и соплу 5. Расширение потока в сопле сопровождается кавитацией жидкости между соплом и резонатором 4. В результате жидкость, ударяясь о резонатор, вызывает его интенсивные колебания, воздействующие
Рис. 10.3. Схемы диспергаторов:
а — гидродинамического; б — ультразвукового; в *** кавитационного
8 Сырицын Т. А. 217
Рис. 10.4. Схема установки диспергатора в приводе
на взвешенные частицы. Под воздействием на частицы разнонаправленных ускорений в них развиваются напряжения сдвига и разрыва, в результате чего частицы разрушаются. Любые частицы в таком диспергаторе измельчаются до размера 1 мкм и менее.
Диспергирование рабочей жидкости производится дискретно в определенные моменты времени. Для исключения существенного влияния диспергаторов на выходные характеристики привода их целесообразно подключать параллельно или последовательно к аппаратам, осуществляющим регулирование расхода или давления рабочей жидкости. При этом совмещается процесс дросселирования и диспергирования жидкости на рабочих кромках дросселей, что не требует затрат дополнительной мощности на диспергирование.
На рис. 10.4 показана схема установки диспергатора в приводах прессовых (рис. 10.4, а) и подъемно-транспортных
Рис. 10.5. Схема установки диспергатора в сливной линии
Рис. 10.6. Схема центробежного сепаратора
трали.
Параллельное подсоединение диспергатора к предохранительному клапану не изменяет давления в напорной магистрали, поскольку при этом уменьшается только расход через предохранительный клапан.
Такое подключение диспергаторов возможно только в приводах с умеренными динамическими характеристиками, не оснащенных следящими электрогидравлическими системами.
В приводах с высоким быстродействием и со значительными давлениями диспергаторы целесообразно устанавливать вне основного контура — на линиях разгрузки насосов и подпитки. На рис. 10.5 в качестве примера показана установка диспергатора 1 на сливной линии за распределителем 2. Диспергирование осуществляется только при нейтральном положении распределителя и при холостом ходе двигателя.
Снижение содержания воздуха и воды в рабочих жидкостях в процессе эксплуатации осуществляется дегазацией жидкости специальными устройствами, которые работают по принципу фильтрования или сепарации под действием центробежных сил.
Простейшим фильтровальным устройством является металлическая сетка, установленная в резервуаре с рабочей жидкостью. На рис. 10.6 показано фильтровальное устройство автономного типа с центробежным сепарированием пузырьков жидкости. Пузырьки под действием центробежной силы, создаваемой тангенциальной установкой подводных и отводных патрубков, концентрируются вдоль оси корпуса 1, затем проникают в перфорированную трубу 2 и по ней выводятся наружу. Конусообразная сетка 3 с развитой поверхностью фильтрует самые мелкие пузырьки.
Эффективно работают сепараторы циклонного типа (рис. 10.7). Из резервуара рабочая жидкость подпиточным насосом 1 подается в гидроциклон 2 через щелевой канал, выполненный касательно к внутренней поверхности цилиндрической полости. В результате действия центробежных сил рабочая жидкость, содержащая 8* 219
Рис. 10.7. Сепаратор циклонного типа
воздух, через соосно установленную трубку обратно отводится в резервуар. Дегазированная часть потока через кольцевую щель, образованную внутренней поверхностью цилиндра и круг-
лой заслонкой <3, поступает во всасывающий патрубок основного насоса 4 и далее в систему.
10.3. СИСТЕМЫ ТЕХНИЧЕСКОЙ ЭКСПЛУАТАЦИИ ПРИВОДОВ
Основной задачей технической эксплуатации приводов является поддержание на экономически обоснованном уровне их надежности, обеспечивающей необходимую эффективность использования и безопасность работы машин и оборудования.
В различных областях техники используются следующие системы эксплуатации: до выработки ресурса (срока службы), до отказа и до предотказного состояния.
Составной частью системы технической эксплуатации является система технического обслуживания и ремонтов: техническое обслуживание по наработке (ППР — планово-предупредительных ремонтов) и техническое обслуживание по состоянию (табл. 10.2).
Техническое обслуживание по наработке (ППР). Это обслужи -вание является в настоящее время основным для гидроприводов. Техническое обслуживание и ремонты проводят в строго установленные сроки в зависимости от наработки системы, в которой используется гидропривод. Для технического обслуживания и ремонта предусматривают периодическую остановку машины или технологического оборудования через заданные, как правило, равные промежутки времени.
В основу системы заложен принцип безопасного срока службы, согласно которому при проектировании агрегата закладывают такой уровень надежности (избыточной прочности), который обеспечил бы его безотказную работу в процессе выработки ресурса. Но так как ресурс каждого конкретного агрегата зависит от многих случайных факторов, запасы прочности должны быт*ь большими, чтобы обеспечить наихудшие условия эксплуатации.
Системе ППР присущи существенные недостатки: значительное недоиспользование индивидуальных возможностей агрегатов и узлов, заменяемых после выработки межремонтного или назначенного ресурсов (опыт эксплуатации гидроприводов показывает, что свыше 60 % агрегатов, поступающих в ремонт после отра-220
ботки межремонтного ресурса, находятся в работоспособном состоянии); длительные простои машин и технологического оборудования; значительные трудозатраты, вызванные заменой агрегатов, выработавших ресурс, а также полной или частичной разборкой и дефектацией при капитальном или среднем ремонте; большие материальные затраты на изготовление обменного фонда запасных частей.
Кроме того, установление ограничений на ресурс для систем и агрегатов не исключает появление отказов. Анализ надежности агрегатов показывает, что интенсивность отказов увеличивается с наработкой только у 10 15 % агрегатов. Для остальных агре-
гатов интенсивность отказов не зависит от межремонтного срока службы. Необоснованные проверки работы агрегатов, в том числе и при проведении профилактических и ремонтных работ, сами по себе вносят изменения в систему, что может привести к увеличению вероятности отказов после ремонтов.
Техническое обслуживание и ремонт по состоянию. Общий прогресс развития техники, совершенствование систем технического диагностирования и автоматизированного контроля работоспособности, необходимость повышения экономических показателей эксплуатации позволили внедрить более эффективные и экономически оправданные методы технического обслуживания приводов.
Начиная с 60-х годов ведущие зарубежные фирмы начали применять систему технического обслуживания и ремонта по состоянию в процессе эксплуатации гидропривода самолетов. Ее основу составляет индивидуальная оценка технического состояния агрегатов с целью определения возможности их дальнейшей эксплуатации. Такая система позволяет использовать фактический запас работоспособности конкретного агрегата с учетом неизбежности отклонений конструктивных и технологических параметров в процессе производства и эксплуатации.
Техническое обслуживание и ремонт по состоянию может быть двух видов: с контролем параметров и контролем уровня надежности.
10.2. Системы технического обслуживания
Системы эксплуатации Техническое обслуживание Ремонт
До выработки ресурса До отказа До предотказного состояния По наработке (с заданными объемами технического обслуживания) По состоянию (с контролем уровня надежности) По состоянию (с контролем парамет-ров) По наработке (с фиксированными объемами ремонта) После отказа После замены (с контролем параметров)
Техническое обслуживание и ремонт с контролем параметров предусматривает эксплуатацию гидропривода до предотказового состояния.
Для эффективного применения этой системы необходимо при проектировании агрегатов разрабатывать способы обнаружения (системы технической диагностики) таких неисправностей, которые до определенной степени их развития не влияют на работоспособность агрегата.
Ремонт по техническому состоянию предусматривает восстановление неисправного агрегата; возникновение неисправности случайно во времени определяется диагностированием агрегатов в процессе эксплуатации или при поступлении на ремонтное предприятие во время входного контроля. Для выявления предотказового состояния агрегата можно использовать принцип назначения упреждающих допусков на их диагностические признаки. Достижение любым диагностическим признаком предотказового уровня требует профилактических работ или замены агрегата.
Техническое обслуживание с контролем уровня надежности предусматривает эксплуатацию гидропривода до отказа и основывается на принципе безопасного отказа т. е. когда отказ агрегата не приводит к отказу всей системы. Требование по безотказности объекта, на котором эксплуатируется гидропривод, обеспечивается резервированием основных важных агрегатов и систем с высокой функциональной значимостью.
Основу системы технического обслуживания по контролю надежности составляет оперативная оценка надежности агрегатов гидропривода для всего парка однотипных изделий, на основании которой назначаются объем и периодичность профилактического технического обслуживания. В большинстве случаев за основной контролируемый показатель надежности принимается параметр со потока отказов. Кроме этого, для оценки надежности Используют показатели, определяющие уровень досрочного съема агрегатов в процессе эксплуатации, уровень отказов в работе, влияние отказов на простои техники, затраты на эксплуатацию. Проводится также инженерный анализ данных о дефектах и неисправностях, выявленных в процессе эксплуатации, результатов дефектации агрегатов и контрольных переборок.
-В настоящее время разрабатываются автоматизированные на базе ЭВМ системы контроля уровня надежности. К числу отечественных систем автоматизированного контроля надежности гидроприводов авиационной техники можно отнести систему «ЭНАТ», которая функционирует на базе информации, поступающей из эксплуатационных предприятий в виде карточек учета неисправностей. Система обеспечивает непрерывный сбор, учет, обработку и анализ отказов на уровне эксплуатационного предприятия и выдает информацию о достигнутом уровне надежности. Эта информация является основой для планирования технического обслуживания по контролю надежности.
10.4. ЭКСПЛУАТАЦИОННАЯ ТЕХНОЛОГИЧНОСТЬ
Эксплуатационная технологичность — это приспособленность гидропривода к быстрому и эффективному выполнению операций по техническому обслуживанию и ремонту в реальных условиях эксплуатации.
Требования к гидрооборудованию, обеспечивающие эксплуатационную технологичность, зависят от назначения гидропривода. Общие требования эксплуатационной технологичности следующие:
конструкция гидропривода должна позволять определять места внутренней негерметичности без демонтажа агрегатов;
к трубопроводам должен быть обеспечен свободный доступ для проверки их состояния и замены;
гидробаки должны быть легко доступными и съемными;
фильтры гидросистемы и гидробаков должны быть легко доступными, при снятии фильтров должна быть исключена утечка жидкости;
гидронасосы должны устанавливаться в легко доступных местах о надежным и быстросъемным креплением;
замена насосов должна производиться без перемонтажа деталей со снимаемого агрегата на вновь устанавливаемый, утечка жидкости из системы при замене насосов исключается;
должен быть обеспечен контроль давлений при проведении технического обслуживания;
должна быть предусмотрена унификация гидроагрегатов со сравнительно небольшим ресурсом работы.
Эксплуатационная технологичность характеризуется обобщенными и единичными количественными показателями. Группа обобщенных показателей характеризует совокупность свойств конструкции и* определяется суммарными затратами времени, труда и средств на техническое обслуживание, ремонт, профилактические работы и т. д., т. е. временем пребывания технологического оборудования и машин в неработоспособном состоянии за рассматриваемый период эксплуатации.
Одним из обобщенных показателей эксплуатационной технологичности является коэффициент готовности, который определяется как вероятность того, что объект окажется работоспособным в произвольный момент времени:
к, = ТО/(ТО + Тв),
где То — наработка на отказ; Тв — среднее время восстановления.
Единичные показатели характеризуют технические свойства конструкции гидропривода и его функциональных систем. Их определяют на основе специальных исследований и данных, получаемых в процессе эксплуатации. К числу единичных показателей относятся коэффициенты доступности легкосъемности KNt
10.3. Единичные показатели эксплуатационной технологичности [14]
Объект замены Кд KjV Общее время выполнения замены объекта, мин
Гидроцилиндр опоры шасси 1,0 0,5 30
Г идробак 0,9 0,5 50
Насос 0,9 0,37 85
Гидропанель 1,0 1.0 90
Г идрораспредел итель 0,7 1,0 100
Примечание. Кв = 1.
взаимозаменяемости Кв (табл. 10.3), контролепригодности Кк9 унификации и стандартизации Ку.
Коэффициент доступности
Ад = Тм/(Тосн Тдоп),
где Тм — трудоемкость выполнения работы в нормальных условиях, чел.-ч; ТОсн — трудоемкость выполнения работы непосредственно на объекте, чел.-ч; Г доп — трудоемкость дополнительных работ (снятия и установки крышек люков, демонтажа рядом установленного оборудования, не подлежащего ремонту и т. д.), чел.-ч.
Легкосъемность агрегатов характеризуется коэффициентом
= 1 д. М/Тд, м,
где ДТд. м — превышение трудоемкости демонтажно-монтажных работ по сравнению с эталонным значением Тд. м (за эталонное принимается значение, которое задано в технических требованиях, или аналогичного изделия, принятого за эталон), чел-ч.
Коэффициент взаимозаменяемости
= 1 Гп. &/(Тп. д Тд. м),
где Тп. д — трудоемкость подгоночных и провер очно-настроечных работ при замене агрегата, чел-ч.
Коэффициент контролепригодности
«т
Кк=1-—У^—,
Ti — трудоемкость контроля t-ro агрегата, не требующего демонтажа; Tj — трудоемкость контроля /-го агрегата, требующего демонтажа, чел-ч; kj — частота контроля агрегатов в течение межремонтного периода, не требующих и требующих демонтажа соответственно; мт, пн — число агрегатов, требующих и не требующих демонтажа для контроля соответственно.
224
Уровень унификации и стандартизации оценивают коэффициентом
Ky = Ny/(Nll.y + Ny), где — число унифицированных изделий, у — число неунифицированных изделий.
10.5. ПЛАНИРОВАНИЕ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТОВ
Планирование технического обслуживания и ремонтов заключается в выборе таких периодов времени между техническим обслуживанием и ремонтами и установлении такого объема ремонтных работ, которые позволяют эксплуатировать системы с максимальной эффективностью. При планировании технического обслуживания приходится учитывать два противоречивых обстоятельства. С одной стороны, межремонтный период должен быть как можно большим, чтобы не прерывать эксплуатацию машины, а о другой стороны, при его увеличении возрастает опасность отказов и нарушение требований безотказности.
Для ремонта и технического обслуживания предусматриваются периодические остановки машин через заданные, как правило, равные промежутки времени. В то же время объемы ремонтных работ и соответственно длительность простоя машины в ремонте неодинаковы, так как должно быть обеспечено восстановление работоспособности машины для разных отказов и неисправностей.
В приводе, как и в любой машине, имеются детали и элементы G широким диапазоном их потенциальных сроков службы (наработки) до отказа.
Современные технические возможности позволяют осуществить ремонт и восстановить утраченную работоспособность для любых отказов машин (кроме разрушения машины в результате катастрофы), вопрос заключается только в экономической эффективности ремонта. Систему ремонтов выбирают для машины в целом, поэтому вероятность отказа привода и их регламентированные сроки службы назначают с учетом периодичности ремонтов гидро-фицированной машины. При оценке работоспособности машины деление деталей и узлов на ремонтируемые и перемонтируемые, как часто это делают, не обязательно, так как для восстановления работоспособности машины не важно, заменяется или ремонтируется деталь, важно лишь, чтобы замененная или отремонтированная деталь отвечала техническим требованиям.
В промежутках между периодическими ремонтами выполняют межремонтное обслуживание для предупреждения отказов и ликвидации их последствий. Межремонтное обслуживание включает периодические, заранее планируемые осмотры, при которых производят профилактические мероприятия, рассмотренные в предыдущих параграфах, диагностику состояния основных узлов и нетрудоемкий ремонт.
Рис. 10.8. Распределение времени ремонтов
Кроме того, поскольку существует вероятность отказа отдельных элементов и узлов машины, производят межремонтное обслуживание по потребности. Такой вид межремонтного обслуживания необходим при заранее предусмотренном методе эксплуатации до первого отказа, при возникновении недопустимых отказов или при отказах, которые наступили раньше, чем наступит текущий периодический ремонт.
Т аким образом, системой тех-
нического обслуживания и ремонтов предусматривается такой комплекс мероприятий, который должен обеспечить поддержание и восстановление работоспособности машины. Задача заключается в рациональном распределении объемов ремонтных работ и назначении их периодичности таким образом, чтобы обеспечить требования надежности с мини-
мальными затратами времени и средств на ремонт машины.
Периодичность Тп ремонта машины определяется содержанием ремонтных работ и сроком службы детали и узла. Однако решение о включении данной детали или узла в тот или иной вид ремонта осложняется тем, что имеет место рассеяние сроков службы, которое приводит к недоиспользованию потенциального срока службы детали или к возрастанию вероятности отказа в межремонтный период.
Фактический срок службы Т$ должен быть кратным межремонтному периоду Тп, т. е. Тф = kTn, где k — число периодических ремонтов, так как восстановление детали планируется при текущем ремонте.
В зависимости от рассеяния сроков службы узлов и деталей при среднем сроке службы Тср большим, чем период до n-го планового ремонта (Гер > nTJ, возможны следующие варианты назначения Тп (рис. 10.8) и соответственно планы ремонтных работ.
1. Ремонт деталей и узлов осуществляется при n-м плановом ремонте, т. е. назначается Т$ = пТп. При этом имеет место некоторая вероятность а отказа детали до наступления n-го ремонта. Если отказ наступил до планового ремонта, то деталь ремонтируется или заменяется при межремонтном обслуживании. Такой вариант ремонта целесообразен, если вероятности отказа небольшие и вероятность безотказной работы находится в допустимых пределах: Р = 1 — а Ртр (t).
2. Ремонт детали осуществляется при (п — 1)-м ремонте, т. е. Тф2 = (п — 1) Тп. В этом случае обеспечивается высокая
безотказность работы машины, в то же время ее срок службы значительно недоиспользуется, так как Т$2 < ^ср-
S. При (п — 1)-м ремонте производится контроль степени повреждения деталей и дается заключение о возможности ее работы в последующий межремонтный период. В зависимости от результата контроля ремонт детали осуществляется при (п — 1)-м или при n-м ремонте. Этот вариант ремонта обеспечивает наибольшее использование потенциального срока службы с одновременной гарантией высокой безотказности работы машины. Однако он требует дополнительных затрат на диагностику, выявление причин потери работоспособности и наличия методов и средств для обнаружения и установления степени повреждения деталей.
Вариант технического обслуживания выбирают на основании анализа затрат на ремонт и требований безотказности.
Периодичность плановых ремонтов можно определить исходя из двух критериев: минимума стоимости восстановлений и максимума обобщенной вероятности безотказной работы.
По первому критерию периодичность плановых ремонтов определяют следующим образом. Пусть вероятность безотказной работы привода Р (/), средние затраты на восстановление после отказа Со и средние затраты на плановое восстановление Сп. Плановое восстановление производится после наработки Тп. Если произошел отказ в межремонтный период, то выполняют внеочередное восстановление.
Средние затраты на плановое восстановление
С -Сп+ ш(/п)Со, (10.1)
где to (fn) — среднее число отказов за период
Удельные затраты на восстановление
с = [Сп + «(/п)С0]/Тп. (10.2)
Оптимальный период плановых ремонтов определяем из урав-
нения, которое получается, как производной с по t:
(10.3)
результат приравнивания нулю
Для определения периода планового восстановления по зависимости (10.3) необходимо знать закон распределения отказов, т. е. со (t). Для случая распределения Вейбула по зависимости (10.3) произведены расчеты, результаты которых показаны на рис. 10.9: тл == = ^ц/Тср, У = Сп/Сд.
Рис. 10.9. Зависимости периодичности ремонтов от стоимости и показателя отказов
Оптимальный период ремонтов
та = тпТср. (10.4)
Оптимальный период восстановления зависит от соотношения стоимости ремонта по отказу к плановому у и показателя функции распределения отказов а в законе Вейбула. Значение оптимального периода восстановления не обязательно должно быть меньше среднего срока службы Тер- Например, при у = 0,2 и a"1 =s == 0,4 тп изменяется от 0,47 до оо и только при а-1 - 0 и а"1 — 0,64 имеет место равенство тп = 1.
С ростом Тп система планово-предупредительных ремонтов вырождается в систему ремонта по отказу, так как доля плановых восстановлений уменьшается до нуля.
По критерию максимума обобщенной надежности период восстановления определяют следующим образом.
По характеру проявления отказы разделяют на скрытые (неисправное состояние не фиксируется средствами контроля), ложные (ошибочная классификация исправного состояния как неисправного), явные или проявившиеся. После возникновения неисправности (скрытой или проявившейся) в момент t = 0 безотказность привода, характеризуемая вероятностью безотказной работы Р (/), может оставаться неизменной, равной Р, уменьшаться скачком на величину АР0 и далее оставаться постоянной Р — АР0, уменьшаться в момент возникновения неисправности на АР0, а затем продолжать падать по закону ср (/), так что в произвольный момент времени t вероятность безотказной работы привода
P(/)^P-APtf—(p(fl. (10.5)
В соответствии с определением безотказности или предельного состояния всегда можно указать такое значение Р = Ркр, при котором привод не выполняет задачу из-за снижения производительности машины или технологического оборудования или из-за потери работоспособности (отказа).
При Р — АР0 < Ркр неисправность классифицируется как отказ. Отказ возникает в момент времени /ст, если
/,(^оТ) = РКр = />-АРо-ф(/от). (Ю.6)
Большое число неисправностей привода может быть устранено только при остановке гидрофицированной машины. При этом уменьшается коэффициент Кг готовности машины к использованию.
Обобщенным является показатель надежности Ро = КГР, отражающий процесс устранения неисправностей. Определим такое допустимое время Ти пребывания привода в неисправном состоянии, при котором показатель Ро был бы максимальным. При этом полагаем, что на устранение неисправности сразу после ее возникновения затрачивается в среднем время тв, в течение которого 228
Рис. 10.10. Изменение Р (/) и Кг в зависимости от вида ремонта
машина снимается с эксплуатации, а при устранении неисправности во время очередного технического обслуживания машины возникновение второй неисправности потребует время на восстановление Ртв, где Р — постоянный коэффициент.
Если время на устранение двух неисправностей равно времени восстановления одной неисправности, то Р = 0.
На рис. 10.10 показан характер изменения Кг и Р (/) на интервале (0, Тп) при устранении неисправности сразу после проявления (рис. 10.10, а) и через некоторый промежуток времени (рис. 10.10, б). Для первого случая коэффициент готовности
для второго
Кг 1 %/ТПг
Кг — 1 ртв/Т п.
Ввиду того, что изменение Р (/) на интервале (0 — Тп) практически незначительно, так как только при этом можно не устранять Неисправности сразу после их возникновения, можно положить <р (t) = at или
Р (0 « Р — ДР0 — at. (10.7)
На интервале Тп — Ртв среднее значение
Рср = Р - ДРо - а (Тп - ртв)/2. (10.8)
В соответствии с выражениями (10.6)—(10.8) среднее значение обобщенного показателя надежности на интервале (0, Тп) составит:
для первого случая
Poi = (1 ^в/Тп) Р>
для второго случая
Р02 = (1 - ртв/Тп) [Р - ДР0 - я (Тп - ртв)]. (10.9)
Предельно допустимое время устранения неисправностей определяется из условия
Poi — Р&ь
при котором нет потерь надежности.
С учетом выражения (10.9) имеем
(1 - тв/Тп) Р = (1 - ртв/Тп) [Р - ДР0 - а (Тя - ₽тв)/2] и после элементарных преобразований получим
(1 - ₽) твР/Тп = (1 - ртв/Тп) [ДР0 + а (Та - ртв)/2]. (10.10)
Для случая а — 0, когда после возникновения неисправности вероятность безотказной работы уменьшается на величину ДР0 и далее остается постоянной, уравнение (10.10) упрощается:
(1 - ₽)твР/Тп = (1 - рта/Тп) ДР0.
Из последнего уравнения определяем периодичность ремонтов:
Тп = тв [р + (1 — Р) Р/ДР0]. (10.11)
Из (10.11) следует, что при ДР0 = 0, когда неисправность не снижает надежность, Та -> оо. Следовательно, такие неисправности можно устранять в любой удобный момент времени.
10.8. ПЛАНИРОВАНИЕ ЗАПАСНЫХ ЧАСТЕЙ
ДЛЯ РЕМОНТА ПРИВОДА
На трудоемкость ремонта большое влияние оказывает возможность быстрой замены поврежденного узла или детали привода и восстановление за счет этого утраченной работоспособности. Обычно для эксплуатации привода предусматриваются запасные части, номенклатура которых должна отражать характер типичных повреждений, возникающих в приводе, а их число соответствовать потребности, исходя из сроков службы и методов ремонта.
Наличие запасных частей значительно сокращает время и стоимость ремонта и, как правило, позволяет полностью восстановить утраченную работоспособность, поскольку эти детали изготовляются в тех же условиях, что и установленные в приводе, и обладают необходимыми показателями надежности. Это дает большой экономический эффект, увеличивает межремонтный период, способствует эксплуатации машин в различных условиях.
В отраслях машиностроения создаются специальные заводы или подразделения для производства запасных частей, причем это производство обычно составляет существенную долю в общем объеме выпускаемой продукции. Однако правильное планирование выпуска запасных частей является сложной задачей.
Во-первых, не всегда можно установить номенклатуру потенциально ненадежных частей на стадии проектирования новой машины. Отсутствие данных о скорости изнашивания, интенсивности отказов и сроках службы, недостаточная информация об эксплуатации прототипов или аналогичных машин, неточность методов расчета сроков службы приводит к тому, что конструктор 230
'р. ср
_____________L
может устанавливать перечень запасных деталей лишь с грубым приближением.
Во-вторых, при определении потребности в запасных частях
на весь период эксплуатации ма- 10.11. Распределение моментов шин не всегда известны спектры Ремонта предполагаемых или имеющих место эксплуатационных нагрузок и условий работы и ремонта. Поэтому часто трудно оценить даже средние значения сроков службы и по ним потребность в объеме запасных частей.
Задача выбора номенклатуры запасных частей решается качественным анализом технологии восстановлений и ремонта. Состав запасных элементов зависит от принятой диагностики отказов, потоков отказов и структуры ремонтных организаций.
Кроме удобства демонтажа и установки заменяемой части необходимо, чтобы заменялся как можно меньший по массе и простой по конфигурации узел. Это часто связано с применением специальных конструктивных решений, которые упрощают и удешевляют ремонт и эксплуатацию машины, а также производство запасных частей. Иначе говоря, конструкция привода должна удовлетворять требованиям ремонтопригодности.
Количество или норму расхода запасных частей определяют с учетом срока службы машин или оборудования, в которых использован гидропривод. При определении норм расхода запасных частей предполагают, что номенклатура их известна, а количество находят для каждого типа элементов.
Пусть средний ресурс машины Тр.с р на оси времени (рис. 10.11) изображается отрезком ОА. Отрезок О—1 соответствует ресурсу Тн до первой замены элемента. В точке 2 произойдет вторая замена, тогда отрезок 1—2 будет соответствовать ресурсу Т3 запасного элемента, при этом Т3 = 67Н, где б — коэффициент восстановления ресурса, который определяется по результатам эксплуатации подобных элементов. Для оценочных расчетов можно принять б = 0,3 0,8.
В точке 3 осуществляется третья замена и т. д.
В точке А замена элементов не производится, так как машина в этот момент уже снимается с эксплуатации.
Таким образом, на участке 1—Л, равном Тр.ср — Тн, производится (Гр. ср — Тп)/Т3 — 1 замен элементов (потребное число запасных частей).
С учетом первой замены элемента в точке 1 общее число необходимых запасных частей г на одну машину за срок службы до списания определится соотношением
Z (Tp.Cp T'jJ/T'a.
Если однотипных элементов п, то необходимых запасных элементов на один год для N машин составит
г;=2^/Гр.ср-Гн\ =^V./Z^cp—Л (1012)
*а \ 1 з / Ofa х ' в /
где fa — срок службы в годах.
Когда ресурс Тн новой детали близок или равен ресурсу Тр. ср машины, в соответствии с выражением (10.12) получим Тр, ср/Тн — 1 0, т. е. не требуется запасных элементов. Однако
и в этом случае запасные элементы нужны и объясняется это тем, что имеет место разброс средних ресурсов, характеризуемый средним квадратическим отклонением ат.
С учетом среднего квадратического отклонения ресурса для нормального закона его распределения число запасных элементов определяют следующим образом.
Пусть заданы средний ресурс до первой замены конкретного элемента Тн, среднее квадратическое отклонение ресурса как новых, так и заменных элементов ат и коэффициент восстановления ресурса б. К моменту первой замены средний ресурс составит Л = Тн, к моменту второй замены Т2 = TR + Т3 = TR (I + 8), к моменту Z-й замены = Тн [1 + б (i — 1)] и т. д. В предположении, что среднее квадратическое отклонение ресурса при всех заменах элементов не изменяется (аТ1 ” аТй = ат), вероятность отказа элемента при каждой замене
(у •) = Ф [ туср ~Ь а 0* 1)1 1 I 0т т/г
где Ф (•) определяется по табл. П.2.
Общее число замен элементов (число запасных частей), необходимое для одной машины,
z= %Pt(Tt). (10.14)
1
Срок службы гидропривода Тр, ср = 4000 ч, ресурс предохранительного клапана Тн = 1500 ч, среднее квадратическое отклонение ресурса от = 300 ч, коэффициент восстановления 6 = 0,3. Определить необходимое число предохранительных клапанов для обеспечения срока службы гидропривода.
1. Число запасных клапанов без учета разброса ресурса
7___ Гр. ср Гн _ 4000 1500 _г г ~
2 ' ~ 0,3-1500 “ 0,0 ~ °*
2. Определяем число запасных клапанов с учетом разброса ресурса. Вероятность первого отказа клапана (первая замена)
Л = Ф(ГР-СР~Г” ) = Ф( 400°-н1500) = 1,0;
(10.13)
вероятность второй замены
р2 = ф [Тр. СР-Гн[1+6(>-!)] 1 =
2 I От Vi J
_ ( 4000 — 1500 [1 + 0,3 (2 — 1)] 1 . л
I 3001/2 )
Аналогично по выражению (10.13) находим Рз = 0,999, Р< = 0,971, Рб = = 0,817, PQ = 0,629, Р7 = 0,279, Р8 = 0,015. Восьмая замена будет совсем маловероятна. По формуле (10.14) определяем число запасных предохранительных клапанов
8
2= £рг = 6,66«7.
1
КОНТРОЛЬНЫЕ ВОПРОСЫ И УПРАЖНЕНИЯ
1. Какие операции проводятся в процессе подготовки гидропривода к запуску?
2. Перечислите мероприятия, которые необходимо применять для повышения долговечности рабочей жидкости.
3. Какими способами контролируют чистоту рабочей жидкости?
4. Перечислите системы технического обслуживания гидропривода и в чем их принципиальное различие?
5. Что такое эксплуатационная технологичность гидропривода?
6. В эксплуатации находится 100 гидроприводов со средним ресурсом 5000 ч. В каждом приводе три фильтра с ресурсом (каждого) 300 ч. Определить необходимое число запасных фильтров.
П.1. Значения плотности нормального распределения
f(x) =
СЧСОМ* IflCDNOOO) О^СЧСОМ^ ЪООГ^ООО О^С^СОМ^ !□ О Ь- ООО О^—^tNCOM^ LOCO Г-00 СЛ ооо ооо"оо" —Г—Г—Г —Г—Г—Г —Г счсчсчсчсч счсчсчоГсч сооооооооо оооооосооо
1
"|/2л
е*2
0 1 2 3 4 5 6 7 8 9
0,3989 3989 3989 3988 3986 3984 3982 3980 3977 3973
3970 3965 3961 3956 3951 3945 3939 3932 3925 3918
3910 3902 3894 3885 3876 3867 3857 3847 3836 3825
3814 3802 3790 3778 3765 3752 3739 3726 3712 3697
3683 3668 3653 3637 3621 3605 3589 3572 3555 3538
3521 3503 3485 3467 3448 3429 3410 3391 3372 3352
3332 33)2 3292 3271 3251 3230 3209 3187 3166 3144
3123 3101 3079 3056 3034 ЗОН 2989 2966 2943 2920
2897 2874 2850 2827 2803 2780 2756 2732 2709 2685
2661 3637 2613 2589 2565 2541 2516 2492 2468 2444
0,2420 2396 2371 2347 2323 2299 2275 2251 2227 2203
2179 2155 2131 2107 2083 2059 2036 2012 1989 1965
1942 1919 1895 1872 1849 1826 1804 1781 1758 1736
1714 1691 1669 1647 1626 1604 1582 1561 1539 1518
1497 1476 1456 1435 1415 1394 1374 1354 1334 1315
1295 1276 1257 1238 1219 1200 1182 1163 1145 1127
1109 1092 1074 1057 1040 1023 1006 0989 0973 0957
0940 0925 0909 0893 0878 0863 0848 0833 0818 0804
0790 0775 0761 0748 0734 0721 0707 0694 0681 0669
0656 0644 0632 0620 0608 0596 0584 0573 0562 0551
0,0540 0529 0519 0508 0498 0488 0478 0468 0459 0449
0440 0431 0422 0413 0404 0396 0388 0379 0371 0363
0355 0347 0339 0332 0325 0317 0310 0303 0297 0290
0283 0277 0270 0264 0258 0252 0246 0241 0235 0229
0224 0219 0213 0208 0203 0198 0194 0189 0184 0180
0175 0171 0167 0163 0158 0154 0151 0147 0143 0139
0,0136 0132 0129 0126 0122 0119 0116 0113 ОНО 0107
0104 0101 0099 0096 0093 0091 0088 0086 0084 0081
0079 0077 0075 0073 0071 0069 0067 0065 0063 0061
0060 0058 0056 0055 0053 0051 0050 0048 0047 0046
0,0044 0043 0042 0040 0039 0038 0037 0036 0035 0034
0033 0032 0031 0030 0029 0028 0027 0026 0025 0025
0024 0023 0022 0022 0021 0020 0020 0019 0018 0018
0017 0017 0016 0016 0015 0015 0014 0014 0013 0013
0012 0012 0012 ООН ООН 0010 0010 0010 0009 0009
0009 0008 0008 0008 0008 0007 0007 0007 0007 0006
0006 0006 0006 0005 0005 0005 0005 0005 0005 0004
0004 0004 0004 0004 0004 0004 0003 0003 0003 0003
0003 0003 0003 0003 0003 0002 0002 0002 0002 0002
0002 0002 0002 0002 0002 0002 0002 0002 0001 0001
СЧСОхГ lOOb^QOO О—^СЧСОМ^ 10ССГ-.000 °’“1СЧС0М1 ЬООГ^ОО^О O^CNCO’t 1ЛФЬОО0
ООО ООООО --1 —1 —1 счсчоГоГсч счсчоГоГоГ со со со со со со" со со со" со"
Ф (х) = —( е 2 dt /2л J
— ОО
X 0 2 3 4 5 6 7 8 9
0,0 0 5000 5040 5080 5120 5160 5199 5239 5279 5319 5359
0,1 0 5398 5438 5478 5517 5557 5596 5636 5675 5714 5753
0,2 0 5793 5832 5871 5910 5948 5987 6026 6064 6103 6141
0,3 0 6179 6217 6255 6293 6331 6368 6406 6443 6480 6517
0,4 0 6554 6591 6628 6664 6700 6736 6772 6808 6844 6879
0,5 0 6915 6950 6985 7019 7054 7088 7123 7157 7190 7224
0,6 0 7275 7291 7324 7357 7389 7422 7454 7486 7517 7549
0,7 0 7580 7611 7642 7673 7704 7734 7764 7794 7823 7852
0,8 0 7881 7910 7939 7967 7995 8023 8051 8078 8106 8133
0,9 0 8159 8186 8212 8238 8264 8289 8315 8340 8365 8389
1,0 0 8413 8438 8461 8485 8508 8531 8554 8577 8599 8621
1,1 0 8643 8665 8686 8708 8729 8749 8770 8790 8810 8830
1,2 0 8849 8869 8888 8907 8925 8944 8962 8980 8997 9015
1,3 0,9 0320 0490 0658 0824 0988 1149 1308 1466 1621 1774
1,4 0,9 1924 2073 2220 2364 2507 2647 2785 2922 3056 3189
1,5 0,9 3319 3448 3574 3699 3822 3943 4062 4179 4295 4408
1,6 0,9 4520 4630 4738 4845 4950 5053 5154 5254 5352 5449
1,7 0,9 5543 ’ 5637 5728 5818 5907 5994 6080 6164 6246 6327
1,8 0,9 6407 6485 6562 6637 6712 6784 6856 6926 6995 7062
1,9 0,9 7128 7193 7257 7320 7381 7441 7500 7558 7615 7670
2,0 0,9 7725 7778 7831 7882 7932 7982 8030 8077 8124 8169
2,1 0,9 8214 8257 8300 8341 8382 8422 8461 8500 8537 8574
2,2 0,9 8610 8645 8679 8713 8745 8778 8809 8840 8870 8899
2,3 0,9 8928 8956 8983 9010 9036 9061 9086 9111 9134 9158
2,4 0,92 1802 2024 2240 2451 2656 2857 3053 3244 3431 3613
2,5 0,92 3790 3963 4132 4297 4457 4614 4766 4915 5060 5201
2,6 0,9а 5339 5473 5603 5731 5855 5975 6093 6207 6319 6427
2,7 0,93 6533 6636 6736 6833 6928 7020 7110 7197 7282 7365
2,8 0,92 7445 7523 7599 7673 7744 7814 7882 7948 8012 8074
2,9 0,92 8134 8193 8250 8305 8359 8411 8462 8511 8559 8605
3,0 0,92 8650 8694 8736 8777 8817 8856 8893 8930 8965 8999
3,1 0,93 0324 0646 0957 1260 1553 1836 2112 2378 2636 2886
3,2 0,93 3129 3363 3590 3810 4024 4230 4429 4623 4810 4991
3,3 0,93 5166 5335 5499 5658 5811 5959 6103 6242 6376 6505
3,4 0,93 6631 6752 6869 6982 7091 7197 7299 7398 7493 7585
3,5 0,93 7674 7760 7842 7922 7999 8074 8146 8215 8282 8347
3,6 0,93 8409 8469 8527 8583 8637 8689 8739 8787 8834 8879
3,7 0,93 8922 8964 9004 9043 9080 9116 9150 9184 9216 9247
3,8 0,94 2765 3052 3327 3593 3848 4094 4331 4558 4777 4988
3,9 0,94 5190 5385 5573 5753 5926 6092 6252 6406 6554 6696
4,0 0,94 6833 6964 7090 7211 7327 7439 7546 7649 7748 7843
Примечания: 1. Для отрицательных значений аргумента Ф(—х) = = 1 — Ф (х).2. Индекс у цифры 9 означает ее повторение, например при х = — 3,95 имеем Ф (х) 0,94-6092 0,99996092.
St'-
х=т
т 0,2 1 °-4 1 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6 2,8 3,0
00 1,0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000 0000
1 0,1813 3297 4512 5507 6321 6988 7534 7981 8347 8647 8892 9093 9257 9392 9502
2 0175 0616 1219 1912 2642 3374 4082 4751 5372 5940 6454 6916 7326 7689 8009
3 ООН 0079 0231 0474 0803 1205 1665 2166 2694 3233 3773 4303 4816 5305 5768
4 0001 0008 0034 0091 0190 0338 0537 0788 1087 1429 1806 2213 2640 3081 3528
5 0001 0004 0014 0037 0077 0143 0237 0364 0527 0725 0959 1226 1523 1847
6 0002 0006 0015 0032 0060 0104 0166 0249 0357 0490 0651 0839
7 0001 0003 0006 0013 0026 0045 0075 0116 0172 0244 0335
8 0001 0003 0006 ООП 0020 0033 0053 0081 0119
9 0001 0002 0005 0009 0015 0024 0038
10 0001 0002 0004 0007 ООП
11 0001 0002 0003
12 0002 0001
Продолжение табл. П.4
V
k 0,99 0,98 0,95 0,90 0,80 0,70 0,50 0,30 0,20 0,10 0,05 0,02 | 0,01 0,001
4 0,297 0,429 0,711 1,064 1,649 2,20 3,36 4,88 5,99 7,78 9,49 11,67 13,28 18,46
5 0,554 0,752 1,145 1,610 2,34 3,00 4,35 6,06 7,29 9,24 11,07 13,39 15,09 20,5
6 0,872 1,134 1,635 2,20 3,07 3,83 5,35 7,23 8,56 10,64 12,59 15,03 16,81 22,5
7 1,239 1,564 2,17 2,83 3,82 4,67 6,35 8,38 9,80 12,02 14,07 16,62 18,48 24,3
8 1,646 2,03 2,73 3,49 4,59 5,53 7,34 9,52 11,03 13,36 15,51 18,17 20,1 26,1
9 2,09 2,53 3,32 4,17 5,38 6,39 8,34 10,66 12,24 14,68 16,92 19,68 21,7 27,9
10 2,56 3,06 3,94 4,86 6,18 7,27 9,34 11,78 13,44 15,99 18,31 21,2 23,2 29,6
и 3,05 3,61 4,58 5,58 6,99 8,15 10,34 12,90 14,63 17,28 19,68 22,6 24,7 31,3
12 3,57 4,18 5,23 6,30 7,81 9,03 11,34 14,01 15,81 18,55 21,0 24,1 26,2 32,9
13 4,11 4,76 5,89 7,04 8,63 9,93 12,34 15,12 16,98 19,81 22,4 25,5 27,7 34,6
14 4,66 5,37 6,57 7,79 9,47 10,82 13,34 16,22 18,15 21,1 23,7 26,9 29,1 36,1
15 5,23 5,98 7,26 8,55 10,31 11,72 14,34 17,32 19,31 22,3 25,0 28,3 30,6 37,7
16 5,81 6,61 7,96 9,31 11,15 12,62 15,34 18,42 20,5 23,5 26,3 29,6 32,0 39,3
17 6,41 7,26 8,67 10,08 12,00 13,53 16,34 19,51 21,6 24,8 27,6 31,0 33,4 40,8
18 7,02 7,91 9,39 10,86 12,86 14,44 17,34 20,6 22,8 26,0 28,9 32,3 34,8 42,3
19 7,63 8,57 10,11 11,65 13,72 15,35 18,34 21,7 23,9 27,2 30,1 33,7 36,2 43,8
20 8,26 9,24 10,85 12,44 14,58 16,27 19,34 22,8 25,0 28,4 31,4 35,0 37,6 45,3
21 8,90 9,22 11,59 13,24 15,44 17,18 20,3 23,9 26,2 29,6 32,7 36,3 38,9 46,8
22 9,54 10,60 12,34 14,04 16,31 18,10 21,3 24,9 27,3 30,8 33,9 37,7 40,3 48,3
23 10,20 11,29 13,09 14,85 17,19 19,02 22,3 26,0 28,4 32,0 35,2 39,0 41,6 49,7
24 10,86 11,99 13,85 15,66 18,06 19,94 23,3 27,1 29,6 33,2 36,4 40,3 43,0 51,2
25 11,52 12,70 14,61 16,47 18,94 20,9 24,3 28,2 30,7 34,4 37,7 41,7 44,3 52,6
26 12,20 13,41 15,38 17,29 19,82 21,8 25,3 29,2 31,8 35,6 38,9 42,9 45,6 54,1
27 12,88 14,12 16,15 18,11 20,7 22,7 26,3 30,3 32,9 36,7 40,1 44,1 47,0 55,5
28 13,56 14,85 16,93 18,94 21,6 23,6 27,3 31,4 34,0 37,9 41,3 45,4 48,3 56,9
29 14,26 15,57 17,71 19,77 22,5 24,6 28,3 32,5 35,1 39,1 42,6 46,7 49,6 58,3
30 14,95 16,31 18,49 20,6 23,4 25,5 29,3 33,5 36,2 40,3 43,8 48,0 50,9 59,7
Примечание. При k > 30 %2 = 0,5 (t/v±V2^ — О2, где Y — квантиль нормального распределения, определяемая g по табл. П.З приложения.
П.5. Значения квантилей нормального распределения
“V -р
Ф = ’175л’ J е 2 dt = г’ “1-т = — -оо
V “V V «V V "V V Чу
0,50 0 0,66 0,412 0,82 0,915 0,97 1,881
0,51 0,025 0,67 0,440 0,83 0,954 0,975 1,960
0,52 0,050 0,68 0,468 0,84 0,994 0,980 2,054
0,53 0,075 0,69 0,496 0,85 0,036 0,990 2,326
0,54 0,100 0,70 0,524 0,86 1,080 0,991 2,366
0,55 0,126 0,71 0,553 0,87 1,126 0,992 2,409
0,56 0,151 0,72 0,583 0,88 1,175 0,993 2,457
0,57 0,176 0,73 0,613 0,89 1,227 0,994 2,512
0,58 0,202 0,74 0,643 0,90 1,282 0,995 2,576
0,59 0,228 0,75 0,674 0,91 1,341 0,996 2,652
0,60 0,253 0,76 0,706 0,92 1,405 0,997 2,748
0,61 0,279 0,77 0,739 0,925 1,440 0,9975 2,807
0,62 0,305 0,78 0,772 0,93 1,476 0,9980 2,878
0,63 0,332 0,79 0,806 0,94 1,555 0,9990 3,090
0,64 0,358 0,80 0,842 0,95 1,645 0,9995 3,291
0,65 0,385 0,81 0,878 0,96 1,751 0,9999 ! 3,719
1. Биргер И. А. Техническая диагностика. М.: Машиностроение, 1976. 240 с.
2. Бойцов Б. В. Надежность шасси самолетов. М.: Машиностроение, 1976. 216 с.
3. Бессонов А. А., Мороз А. В. Надежность систем автоматического регулирования. Л.: Энергоатомиздат, 1984. 214 с.
4. Волков Е. Б., Судаков Р. С., Сырицын Т. А. Основы теории надежности ракетных двигателей. М.: Машиностроение, 1974. 400 с.
5. Волков А. И., Шишкевич А. М. Надежность летательных аппаратов. М.: Высшая школа, 1975. 296 с.
6. Гониодский В. И., Склянский Ф. И., Шумилов И. С. Привод рулевых поверхностей. М.: Машиностроение, 1974. 318 с.
7. Инженерные исследования гидроприводов летательных аппара-тов/Д. Н. Попов, С. А. Ермаков, И. Н. Лобода и др.; Под ред. Д. Н. Попова. М.: Машиностроение, 1978. 142 с.
8. Комаров А. А. Надежность гидравлических устройств самолетов. М.: Машиностроение, 1976. 222 с.
9. Колгин А. В. Датчики средств диагностирования машин. М.: Машиностроение, 1984. 120 с.
10. Кондаков Л. А. Рабочие жидкости и уплотнения гидравлических систем. М.: Машиностроение, 1982. 216 с.
11. Кос И. И., Зорин В. А. Основы надежности дорожных машин. М.: Машиностроение, 1978. 164 с.
12. Костюков В. Н., Морозов С. А. Исследование особенностей диагностических свойств виброакустического сигнала шестеренчатых насосов//Гидро-привод и системы управления строительных, тяговых и дорожных машин. Новосибирск, 1978. С. 124—128.
13. Митропольский А. К. Техника статистических вычислений. М.: Наука, 1971. 564 с.
14. Надежность гидравлических систем воздушных судов/Т. М. Башта, В. Д. Бабанская, Ю. С. Головко и др.; Под ред. Т. М. Башты. М.: Транспорт, 1986. 279 с.
15. Надежность объемных гидроприводов и их элементов/Ю. А. Беленков, В. Г. Нейман, М. П. Селиванов и др. — М.: Машиностроение, 1977. 167 с.
16. Надежность строительных машин/Г. П. Гриневич, Е. А. Каменская, А. К. Алферов и др. М.: Стройиздат, 1983. 296 с.
17. Проников А. С. Надежность машин. М.: Машиностроение, 1978. 590 с.
18. Приборы и системы для измерений вибраций, шума и удара: Справочник. В 2 кн./Под ред. В. В. Клюева. М.: Машиностроение, 1978. Кн. 1. 448 с. Кн. 2. 439 с.
19. Скрицкий В. Я., Рокшевский В. А. Эксплуатация промышленных гидроприводов. М.: Машиностроение, 1984. 176 с.
20. Смирнов Н. Н., Мулкиджанов В. А. Эксплуатационная технологичность транспортных самолетов. М.: Машиностроение, 1980. 229 с.
21. Сырицын Т. А. Надежность гидро- и пневмоприводов. М.: Машиностроение, 1981. 214 с.
22. Сырицын Т. А. Статистический анализ систем управления. М.: Изд-во МАДИ, 1985. 70 с.
23. Сырицын Т. А. Статистическая точность систем контроля работоспособности гидроприводов//Вестник машиностроения. 1979. № 1. С. 36—39.
24. Сырицын Т. А., Автономов В. Л. Применение теории чувствительности к моделированию состояния гидропривода//Исследования гидроприводов и систем гидропневмоавтоматики. МАДИ. 1982. С. 4—10.
25. Шаракшанэ А. С., Железнов И. Г., Ивницкий В. А. Сложные системы. М.: Высшая школа, 1977. 246 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоматизация 2,78
— диагностики 207
— испытаний 76
Алгоритм диагноза 178
Анализаторы 200
— механических примесей 20
Аппроксимация марковская 134
Б
Безотказность 10
Безопасность изделия 114
Бит 193
В
Вероятность 31
— безотказной работы 67
— доверительная 66
— отказа 64
Вибрация 31
— гидродинамическая 27
— роторная 25
Виброскорость 188
Виброускорение 189
Вискозиметр 214
Выборка представительная 58
— несмещенная 58
— состоятельная 59
— экспертная 138
— эффективная 59
Г
Градиент чувствительности 181
д
Датчики 203
— вибрации 205
— давления 203
— расхода и скорости 203
— частоты вращения 204
Диагностика техническая 176
— виброакустическая 179
— тестовая 178
— функциональная 178
Диспергирование 217
Диспергаторы 217
— гидродинамические 217
— кавитационные 219
— магнитострикционные 218
— ультразвуковые 217
Долговечность 211
— рабочей жидкости 216
— циклическая 42
Дублирование 146
Ж
Жесткость 150
— гидравлическая 169
— канала привода 170
— механическая 170
— статическая 171
Жидкость рабочая 17, 213
----, водосодержащая, 214
----, минеральные масла 213
----, масла с присадками 213
----, синтетическая 214
3
Закон распределения 24
---- биноминальный 63
---- Вейбула 72
----нормальный 24, 234
----Пуассона 45, 236
----Релея 103
И
Износ 11, 35
— абразивный 36
— гидроабразивный 37
— моральный 11
— окислительный 37
— усталостный 37
— физический 11
— , фреттинг—коррозия 38
Интенсивность отказа 45
— шума 189
Информативность признаков 190
Испытания приводов 73 •
исследовательские 75
контрольные 73
межведомственные 73
на надежность 74
периодические 74
приемо-сдаточные 74
ресурсные 82
серийные 78
типовые 75
ускоренные 83
Источники инвариантности 191
— питания 88
К
Квантиль нормального распределения 66
Классы чистоты рабочей жидкости 214
Коэффициент вариации нагрузки 94
— вариации несущей способности 94
— взаимозаменяемости 223
— готовности 86
— доступности 223
— запаса долговечности 105
работоспособности 95
— корреляции 33
— контролепригодности 224
— концентрации напряжений 41
— растворимости газа 22
— регрессии 72
— технического использования 12
— унификации 225
— усиления 165
— усталости 42
— чувствительности признаков 180
Кратность резервирования 145
Кривая усталости 42
Кривые изменения надежности 126
Критерий согласия 59
— Кендалла 142
— Колмогорова 60
— Пирсона 59
— Романовского 60
— Стьюдента 66
Корреляция ранговая 139
М
Матрица корреляционная 72
— ранговая 141
Мера повреждения 102
Метод Байеса 196
— контроля рабочей жидкости 214
---------- гранулометрический 215
----------фотоэлектрический 215
— оценки распределений 62
-------, доверительных интервалов 65
-------, максимума правдоподобия 63
-------, наименьших квадратов
— экспертных оценок 138
-------, непревышения 92
Методы расчета надежности 86
-------, несущая способность — нагрузка 92
-------структурный 110
-------, условия работоспособности 96
Методы формирования выходных сигналов при резервировании 160
------------ взаимосвязанности цепей 161
------------ голосования 162
------------замещения 163
------------пересиливания 162
Модели диагностирования 178
--- аналитическая 179
---информационная 193
--- спектральная 187
--- структурно-функциональная 183
— изнашивания 35
— отказов 30
— параметрическая 30
— слабого звена 38
— усталости 40
Н
Нагрузка позиционная 24
— знакопеременная 101
— инерционная 18
Надежность привода 6
Наработка 6
Неисправности агрегатов 28
— гидронасосов 28
— гидродвигателей 29
— , заедание и схватывание деталей 183
— , перекрытие участков 182
— распределительных устройств 29
— трубопроводов 30
— уплотнительных устройств 30
— упругих элементов 183
Неравномерность подачи 25
Нормы надежности 114
О
Обслуживание техническое 210
по наработке 210
по состоянию 221
рабочей жидкости 213
О тказ 10
— внезапный 15
— конструкционный 14
— непрогнозируемый 16
— параметрический 15
— постепенный 15
— прогнозируемый 16
— производственный 14
— эксплуатационный 14
Ошибка принятия решений 198
второго рода 200
первого рода 199
П
П араметр потока отказов 50
— обобщенный 163
Переключатели мажориотарные 163
Период приработки 46
— нормальной эксплуатации 46
Периодичность ремонта 226
Планы статистические 74
Плотность вероятностей 47
Показатели технологичности 224
Показатель долговечности 53
— надежности 10, 47
Поток событий 44
---без последействия 45
---восстановления 50
--- ординарный 45
---Пуассоновский 45.
Правила принятия решений 196
-------, метод Байеса 196
-------, статистический 198
Приборы контроля 215
---- давления 203
----• вибрации 204
---- нерастворенного газа 216
---- расхода 203
----чистоты 204
Приводы многоканальные 166
----с кворумирующими элементами связи 169
----с осредняющими элементами связи 172
----с суммированием перемещений 166
----с суммированием скоростей 167
Прочность статистическая 98
Р
Ранг оценок 140
Резервирование приводов 145
— временное 146
— общее 147
— нагрузочное 146
— раздельное 147
— с постоянной структурой 146
— с переменной структурой 146
— энергетическое 146
Ремонтопригодность 12
С
Связь обратная 168
Сепараторы 218
Система контроля работоспособности 152
----уровня надежности 222
— технического обслуживания 220
Соединение элементов 108
— монтажное 108
— параллельное 109
— последовательное 108
Состояние привода 10
---- аварийное 178
---- исправное 10
---- неработоспособное 11
---- предельное 54
---- работоспособное 10
---- техническое 180
Сохраняемость 12
Спектр вибрации 28
Средства диагностики 203
---- встроенные 207
---- переносные 206
---- стационарные 206
Срок службы 54
Старение жидкости 23
Схема структурная 108
— функциональная 112
Т
Технологичность эксплуатационная 223
Трение 35
У
Усилитель мощности 88
Условия работоспособности 96
Устройство переключения 149
ф
Фазы жидкости 21
Факторы надежности 17
Фильтрация 20
Функции восстановления 5
— выносливости 103
— Лагранжа 121
— ограничения 120
— отклика 76
— перехода 153
— правдоподобия 62
— работоспособности 96
X
Характеристика оперативная 87 ц
Циклы нагружения 40
Ч
Чувствительность датчиков 20
Э
Эксплуатация 210
— до выработки ресурса 221
— до отказа 221
— до предотказового состояния 222
Экспозиция отказа 16
Элементы связи 160
Энтропия системы 193
Эффективность 8 — технологическая 115 — резервированная 148 — экономическая 115
Предисловие 3
Глава 1. Основные понятия 5
1.1. Надежность гидро- и пневмоприводов б
1.2. Связь надежности с экономичностью 8
1.3. Показатели надежности 10
Глава 2. Отказы элементов привода 13
2.1. Классификация отказов 13
2.2. Факторы, определяющие надежность гидропривода 17
2.3. Основные причины неисправности агрегатов привода . 28
2.4. Модели отказов 30
Контрольные вопросы и упражнения 43
Глава 3» Показатели надежности приводов. 44
3.1. Общие сведения 44
3.2. Показатели надежности невосстанавливаемых приводов 44
3.3. Показатели надежности восстанавливаемых приводов. 50
Контрольные вопросы и упражнения 55
Глава 4. Методы определения статистических характеристик приводов 56
4.1. Источники информации о надежности привода. 56
4.2. Критерии согласия статистик 59
4.3. Методы оценки распределений 62
4.4. Приближенное определение законов распределения 4.5. Оценка корреляционных моментов и коэффициентов рег- 69
рессии 70
4.6. Испытания гидроприводов 73
Контрольные вопррсы и упражнения 85
Глава 5- Определение надежности привода на этапе проектирования . 86
5.1. Общие задачи расчета показателей и контроля надежности 86
5.2. Общее уравнение надежности привода 88
5.3. Метод непревышения или «несущая способность—нагрузка» 92
5.4. Статистический коэффициент запаса работоспособности 95
5.5. Условия работоспособности привода 5.6. Статистический аспект прочности (прочностная надеж- 96
ность) . . 5.7. Вероятность безотказной работы при действии знакопе- 98
ременной нагрузки 101
5.8. Коэффициент запаса долговечности 105
5.9. Метод структурных схем 107
Контрольные вопросы и упражнения . .... 112
Глава 6. Нормирование показателей надежности приводов. 114
6.1. Связь надежности с эффективностью. 114
6.2. Нормирование ресурса приводов . . . . 117
6.3. Нормирование показателей надежности восстанавливаемых приводов . 118
6.4. Нормирование показателей надежности элементов приводов . 119
Контрольные вопросы и упражнения . 123
Глава 7. Прогнозирование надежности приводов. 124
7.1. Задачи и методы прогнозирования. . . . 124
7.2. Модель изменения надежности привода в период отработки и производства 126
7.3. Прогнозирование надежности привода в процессе эксплуатации . 132
7.4. Прогнозирование характеристик привода методом марковской аппроксимации 134
7.5. Прогнозирование надежности привода методом экспертных оценок 138
Контрольные вопросы и упражнения. 143
Глава 8. Резервирование приводов 145
8.1. Методы резервирования 145
8.2. Эффективность раздельного резервирования . 148
8.3. Общее резервирование 151
8.4. Эффективность общего резервирования. 156
8.5. Многоканальные приводы 159
8.6. Статические характеристики многоканальных гидромеханических приводов 164
8.7. Статические характеристики многоканальных электрогид-равлических приводов 166
8.8. Оптимальное резервирование 173
Контрольные вопросы и упражнения . 175
Глава 9. Техническая диагностика приводов . 176
9.1. Необходимость и задачи диагностирования. 176
9.2. Виды и модели технического диагностирования . 178
9.3. Аналитическия модель 179
9.4. Структурно-функциональная модель 183
9.5. Спектральная модель 187
9.6. Информативность признаков технического состояния . 190
9.7. Классификация технических состояний. Правила принятия решений 196
9.8. Средства технического диагностирования 201
9.9. Структура систем технического диагностирования . 205
Контрольные вопросы и упражнения . 209
Глава Ю. Эксплуатация приводов 210
10.1. Техническое обслуживание приводов. . 210
10.2. Техническое обслуживание рабочих жидкостей . 213
10.3. Системы технической эксплуатации приводов. 220
10.4. Эксплуатационная технологичность 223
10.5. Планирование технического обслуживания и ремонтов 225
10.6. Планирование запасных частей для ремонта привода 230
Контрольные вопросы и упражнения . 233
Приложение 234
Список литературы 239
Предметный указатель 240
УЧЕБНОЕ ИЗДАНИЕ
Сырицын Тимофей Александрович
ЭКСПЛУАТАЦИЯ И НАДЕЖНОСТЬ
ГИДРО^ И ПНЕВМОПРИВОДОВ
Редактор И. Н. Якунина
Художественный редактор В. R.JlbiCb* ков
Технические редакторы: Л. П. Г орде* ева, Н. Н. Скотникова Корректоры://. М. Борейша$ А. П. Сизова
ИБ № 5605
Сдано в набор 10.04.89.
Подписано в печать 18.07.89. Т-08082
Формат 60x90Vie. Бумага офсетная № 2.
Гарнитура литературная.
Печать офсетная.
Усл. печ. л. 15,5. Усл. кр.-отт. 15,5.
Уч.-изд. л. 16,59.
Тираж 8300 экэ. Заказ 745. Цена 85 коп.
Ордена Трудового Красного Знамени издательство «Машиностроение», 107076, Москва, Стромынский пер., 4
Типография Кв 6 ордена Трудового Красного Знамени издательства «Машиностроение» при Государственном комитете СССР по печати.
193144, г. Ленинград, ул. Моисеенко, 10.