/







































Текст
И Ay Ч Н О - IIОII УЛ Я Р Н АЯ БИ БЛИ ОТЕКА
_ РАБОЧ ЕГО- W ЛИТЕЙЩИКА
-он
ВЫПУСК
9
Л. М. ВОЛПЯНСКИЙ
ЛИТЬЕ
В ОБОЛОЧКОВЫЕ
ФОРМЫ
МАШ ГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1960 Свердловск
«Научно-популярная библиотека рабочего-ли-
тейщика» предназначена для читателя, не имею-
щего специального технического образования. Не-
большие по объему книжки, входящие в «Библи-
отеку», популярно излагают основы литейного
производства и рассчитаны на расширение техни-
ческого кругозора читателя н повышение его тео-
ретических знаний.
«Библиотека» состоит из пяти серий выпусков;
«Изготовление отливок в песчаных формах», «Спе-
циальные виды литья», «Плавка, заливка, обруб-
ка», «Отливки н их свойства» и «Организация
производства в литейных цехах». Перечень вы-
пусков всей «Библиотеки» приведен в конце кни-
ги. Каждый выпуск рассчитан на самостоятельное
чтение.
В настоящем, девятом выпуске «Библиотеки»
описывается сущность одного из прогрессивных
способов литья — литья в оболочковые формы,
применение его для получения отливок различного
веса и конфигурации. Рассказывается о материа-
лах, которые применяются для изготовления обо-
лочковых форм, приводятся разновидности меха-
низированных и автоматизированных установок.
УРАЛО-СИБИРСКОЕ ОТДЕЛЕНИЕ МАШГИЗА
Ведущий редактор инж. А. В. Калетина
ВВЕДЕНИЕ
Совсем недавно, всего лишь 10—12 лет назад, был
разработан новый способ производства отливок, в кор-
не отличающийся от известных ранее. По этому способу
литейная форма собирается из двух тонкостенных обо-
лочек, воспроизводящих форму внешней поверхности
отливки (фиг. 1).
Для получения отверстий и полостей в отливке при-
меняют сплошные или полые стержни, укладываемые
между оболочками на обычные стержневые знаки. Пе-
ред заливкой оболочки скрепляют скобами или склеи-
вают. Оболочки изготовляются из формовочной смеси,
в состав которой входят кварцевый песок и фенолфор-
мальдегидная смола.
За прошедшие 10 лет производство отливок литьем в
фенопесчаные оболочковые формы получило небывало
широкое распространение. Около 500 литейных цехов в
США, половина всех литейных цехов в Англии, очень
многие литейные цехи в СССР, Франции, Германии и в
других странах мира, значительно усовершенствовав
технологический процесс, получают этим способом боль-
шое количество отливок, о чем свидетельствуют данные
о потреблении фенолформальдегидной смолы в литейном
производстве. Только в США расход смолы на изготовле-
ние оболочковых форм и стержней достиг в 1958 г.
6000 т, что соответствует выпуску примерно 250 000 т от-
ливок.
3
В СССР развитие литья в фенопесчаные оболочковые
формы несколько задерживается из-за недостатка и вы-
сокой^ стоимости фенолформальдегидной смолы. Семи-
летний план развития народного хозяйства предусматри-
вает большие капитальные вложения в химическую
промышленность и особенно в производство искусствен-
ных смол, необходимых для изготовления пластмасс и
Фиг. 1. Оболочковая форма.
литейных форм. Изыскиваются также новые источники
сырья, благодаря чему стоимость смолы ежегодно сни-
жается: так, за последние два года стоимость одной
тонны смолы уменьшилась с 7200 до 6400 руб., или на
11%.
Учитывая это, предполагается к 1965 г. производство
отливок этим способом довести до 500 тыс. т в
год.
Какие же преимущества литья в фенопесчаные обо-
лочковые формы обеспечили ему столь быстрое распро-
странение во воем мире?
Перечислим главные из них.
Во-первых, отливки, полученные литьем в оболочковые
формы, отличаются точными размерами и высокой чисто-
той поверхности. Отклонения от заданных размеров
частей отливки, расположенных в пределах одной обо-
лочки, не превышают 0,5 мм на каждые 100 мм измеря-
емой величины, а отклонения частей отливки, располо-
женных в двух оболочках,— 1 мм. Меньшая точность
размеров во втором случае объясняется невозможностью
точной сборки двух половинок формы. Чистота поверх-
ности отливки соответствует требованиям второго, а
4
для некоторых сплавов даже третьего класса по
ГОСТ 2789—59.
Такая степень чистоты поверхности деталей в маши-
ностроении до недавнего времени достигалась только
механической обработкой — обтачиванием или растачи-
ванием цилиндрических поверхностей на токарных стан-
ках, строганием или фрезерованием плоскостей на стро-
гальных и фрезерных станках. Точность размеров и
чистота поверхности отливок позволяют уменьшить при-
пуски на их механическую обработку, а в ряде случаев
вообще исключить ее или ограничиться только шлифова-
нием.
В результате уменьшаются отходы металла в
стружку, ускоряется изготовление детали и снижается
ее стоимость. В отношении точности размеров и чистоты
поверхности с литьем в фенопесчаные оболочковые фор-
мы конкурируют лишь два способа литья: литье по вы-
плавляемым моделям и литье под давлением. Оба эти
способа обеспечивают получение отливок с еще более
точными размерами и более чистой поверхностью.
Во-вторых, фенопесчаная оболочковая форма отлича-
ется от обычной формы, изготовленной в сыром песке,
тем, что облегчает получение здоровой отливки из чугу-
на, стали и цветных сплавов любого химического соста-
ва. Такая форма сухая, гладкая, неосыпающаяся, не
сопротивляющаяся усадке, имеет хорошую газопроница-
емость, низкую теплопроводность, не поглощает воду и
вместе с тем настолько прочная, что ее можно легко пе-
реносить или перевозить на дальние расстояния и хра-
нить месяцами.
Благодаря этому уменьшается литейный брак по ра-
ковинам, рыхлости, трещинам и другим дефектам отли-
вок, сокращаются размеры литниковой системы, следо-
вательно, увеличивается выход годного литья. В оболоч-
ковой форме можно получать отливки с тонкими стенка-
ми (6—7 мм) даже из стали, не отличающейся хорошей
жидкотекучестью, т. е. способностью легко заполнять
литейную форму в узких полостях. В сырых же песчаных
формах трудно получить стальную отливку при толщине
стенок менее 8—10 мм. Отливки из серого чугуна, полу-
ченные литьем в оболочковые формы, не отбеливаются в
тонких сечениях даже при значительном понижении со-
держания углерода и кремния. Температура заливки
5
жидкого металла может быть снижена на 20—30°. Это
облегчает процесс выплавки металла и сокращает рас-
ход топлива. В некоторых случаях снижение температу-
ры заливки улучшает микроструктуру отливки.
В-третьих, упрощается выбивка, обрубка и очистка
отливок, исключается пригорание песка к поверхности
отливок и уменьшается количество дробеструйных ап-
паратов, необходимых для их очистки. Расход формо-
вочного песка сокращается до 5% от количества песка,
расходуемого при обычной формовке в опоках, т. е. в 20
раз.
Соответственно сокращается площадь под складские
помещения, необходимые для хранения песка, уменьша-
ется потребность в оборудовании и транспортных меха-
низмах для переработки и транспортировки больших
масс свежего и горелого песка, отпадает нужда в опоч-
ном хозяйстве. Горелый песок легко восстанавливается
и снова идет в производство.
В-четвертых, процесс изготовления оболочковых
форм легко механизировать и автоматизировать. Следо-
вательно, тяжелый физический труд рабочих устраняется,
повышается производительность труда, увеличивается
съем литья с одного квадратного метра производствен-
ной площади.
Как же изготовляются фенопесчаные оболочковые
формы?
ИЗГОТОВЛЕНИЕ ФЕНОПЕСЧАНЫХ
ОБОЛОЧКОВЫХ ФОРМ
Ф ,
енолформальдегидная смола обладает очень ин-
тересными свойствами. При температуре выше 70° смола
размягчается, а при температуре выше 100—120° пла-
вится и превращается в жидкую клейкую массу. Однако
такое состояние продолжается недолго, всего лишь не-
сколько секунд. По мере повышения температуры смола
снова становится твердой, и вторично расплавить ее уже
не удается. Если довести температуру до 400—450°, смо-
ла, не переходя в жидкое состояние, начнет постепенно
выгорать, а при более высокой температуре (примерно
600°), сгорает, как и всякое другое органическое
вещество.
6
На этом свойстве смолы — переходить при нагревании
из жидкого состояния в необратимое твердое состоя-
ние— как раз и основаны все способы получения фено-
песчаных оболочковых форм.
В настоящее время предложено и нашло широкое
практическое применение несколько способов изготовле-
ния оболочковых форм. Рассмотрим некоторые из них.
СПОСОБ НАПОЛНИТЕЛЬНОЙ РАМКИ
Первый и самый простой способ получения половинки
оболочковой фенопесчаной формы заключается в следу-
ющем. На модельную металлическую плиту, нагретую
до 220—250°, устанавливают рамку и насыпают формо-
Фиг. 2. Схема изготовления оболочковой формы способом засыпки
наполнительной рамки.
вочную смесь, состоящую из сухого кварцевого песка
и фенолформальдегидной смолы определенного химиче-
ского состава (фиг. 2, I). На фигуре рамка не пока-
зана.
Попадая на горячую модельную плиту, мелкие части-
цы смолы, равномерно распределенные между зернами
песка, расплавляются, и поверхность зерен покрывается
7
тонкой клейкой пленкой, скрепляющей зерна между со-
бой подобно тому, как цементный раствор схватывает
кирпичи строящегося здания.
Разница лишь в том, что затвердевание цементного
раствора происходит в течение многих часов, а фенол-
формальдегидной смолы в течение 40—50 сек.
Так как расплавление смолы происходит по мере ее
нагревания, а нагревается она от горячей модельной
плиты, естественно, что первыми плавятся частицы смо-
лы, ближе всего расположенные к поверхности модель-
ной плиты. Затем плавятся частицы смолы, находящие-
ся дальше от модельной плиты. Если долго держать
плиту под засыпкой, можно всю толщу формовочной
смеси перевести в жидкое, а затем и в твердое состояние.
Однако в этом нет необходимости. Оболочковая форма
толщиной 6—8 мм вполне выдерживает давление жидко-
го металла при заливке в форму, и дальнейшее увеличе-
ние толщины оболочки приведет только к излишнему
расходу дорогостоящей формовочной смеси. Обычно че-
рез 20—30 сек. после того как на поверхности модельной
плиты образовалась спекшаяся корочка формовочной
смеси заданной толщины (фиг. 2, II), модельную пли-
ту вместе с наполнительной рамкой или без нее перево-
рачивают или наклоняют на 90° и более и высыпают
избыток формовочной смеси в ящик. Корочка же как
бы приклеивается к плите и остается на ее поверхно-
сти (фиг. 2, /77).
Чтобы ускорить затвердевание корочки, представля-
ющей собой половинку оболочковой формы, и сделать
возможным съем оболочки с модельной плиты, после
удаления избытка формовочной смеси плиту помещают
в электрическую или газовую печь и нагревают до 320—
350° (фиг. 2, IV). При этой температуре полное затвер-
девание оболочки наступает через 40—60 сек. В литера-
туре часто указывается более высокая температура
нагрева -— 450° и даже выше. Но до такой высокой тем-
пературы нагревается только термоэлектрический пи-
рометр или ртутный термометр, постоянно находящийся
в печи, а не фенопесчаная оболочка, помещаемая в печь
на короткое время. Конечно, повышение температуры
ускоряет затвердевание оболочки, но нагревать плиту
до температуры выше 350—370° нельзя без риска вы-
горания смолы.
8
Затвердевание оболочки сопровождается изменением
ее цвета. Обычно до нагревания в печи оболочка имеет
зеленый цвет. В печи цвет оболочки постепенно изме-
няется, переходя в светло-коричневый, а затем в коричне-
вый, темно-коричневый и буро-красный. Светло-коричне-
вый цвет с зеленым оттенком свидетельствует о
недостаточной выдержке оболочки в печи или низкой
температуре. Темно-коричневый и буро-красный цвет
оболочки показывает, что началось обугливание смолы
и корочка потеряла значительную часть своей прочно-
сти, следовательно, время выдержки или температура
в печи были чрезмерными. Коричневый цвет обычно
имеют оболочки, полученные при правильном режиме
нагрева их в печи.
Время и температура выдержки оболочки в печи,
так же как и температура нагрева модельной плиты и
время нахождения ее под засыпкой формовочной сме-
сью, в технологии оболочкового литья имеют очень важ-
ное значение, особенно в том случае, когда оболочки
изготовляются механизированным способом. От этих
факторов зависит не только производительность машин,
но и качество получаемых оболочек, в первую очередь
их прочность и способность легко сниматься с модель-
ной плиты без разрушения, а также стоимость оболо-
чек, так как при правильно выбранном режиме изготов-
ления оболочек можно получить ту же прочность при
меньшем расходе смолы для приготовления формовоч-
ной смеси.
Время и температура затвердевания оболочек долж-
ны устанавливаться опытным путем для каждой но-
вой партии смолы, свойства которой, как мы убедимся
далее, зависят не только от ее химического состава, но
и от способа изготовления.
После затвердевания оболочка снимается с модель-
ной плиты специальными толкателями (фиг. 2, IV).
Форма собирается из двух или нескольких оболочек
(фиг. 2, VI). Этот принцип использован в конструкции
высокопроизводительной 14-позиционной машины. Одна
из таких машин построена на Челябинском тракторном
заводе.
Машина включена в поточную линию изготовления и
заливки оболочковых форм, на которой ежедневно про-
изводится несколько тонн стальных отливок.
9
СПОСОБ БУНКЕРОВАНИЯ
Изготовление оболочковых форм способом опроки-
дывающегося бункера в том виде, в каком он был
впервые предложен, заключается в следующем. В бункер
из листового железа с приваренными к нему цапфами,
которыми он опирается на два подшипника, засыпается
формовочная песчано-смоляная смесь. Бункер накрыва-
ется нагретой металлической плитой с укрепленными на
ней металлическими моделями отливок (фиг. 3,а). Вре-
Фиг. 3. Схема изготовления оболочковой формы способом опрокиды-
вающегося бункера.
менное скрепление бункера с модельной плитой произво-
дится с помощью винтов или эксцентриковыми зажи-
мами.
Бункер поворачивается на 180° (фиг. 3, б), и модель-
ная плита оказывается внизу, под формовочной смесью.
Так же как и в предыдущем случае, частицы смолы,
соприкасающиеся с нагретыми моделями и плитой или
находящиеся вблизи них, начинают плавиться и обво-
лакивают отдельные зерна песка, связывая их между
собой. Образующаяся оболочка прилипает к поверхно-
сти моделей и плиты. Толщина этой оболочки зависит,
как мы уже знаем, от температуры модельной плиты и
от времени выдержки ее под засыпкой. Через 20—ЗОсек.
толщина оболочки достигает 6—8 мм, после чего бун-
кер возвращают в исходное положение. Плита при этом
снова оказывается вверху, избыток формовочной смеси,
состоящей из песка и оставшейся неоплавленной смолы,
ссыпается вниз бункера (фиг. 3, в). Модельную плиту
10
вместе с оболочкой снимают с бункера и помещают в
электрическую или газовую печь для полного затвор-
девания оболочки. Через 40—60 сек. плиту вынимают
из печи, укладывают на стол специального съемного
механизма и при помощи пальцеобразных толкателей,
проходящих через отверстия в плите и упирающихся в
оболочку, отрывают оболочку от плиты, приподнимая
ее на 15—25 мм. С толкателей оболочка снимается вруч-
ную или специальной вилкой с короткой ручкой. Спо-
соб бункерования положен в основу большинства кон-
струкций современных машин, служащих для изготов-
ления оболочковых форм.
НОВЫЕ СПОСОБЫ ПОЛУЧЕНИЯ ОБОЛОЧКОВЫХ ФОРМ
Описанные выше два способа изготовления оболоч-
ковых форм имеют существенные недостатки. Способ
наполнительной рамки связан с необходимостью посто-
янного перемещения формовочной смеси из верхнего бун-
кера в нижний — при формовке оболочки — и из нижнего
в верхний — при использовании смеси для формовки
последующей оболочки. Это усложняет конструкцию
машины, а главное — приводит к расслоению формовоч-
ной смеси. Ведь смесь состоит ив неоднородных по круп-
ности и удельному весу частиц песка и смолы. При
пересыпании более легкие частицы смолы выделяются
из общей массы и сосредоточиваются вверху, а тяже-
лые частицы песка оказываются внизу. Это, конечно,
недопустимо и приводит к ухудшению качества оболо-
чек, а следовательно, и полученных в них отливок.
Расслоение смеси имеет место и при бункерном спо-
собе изготовления оболочек, но в меньшей мере, так как
перемещение смеси происходит в герметически закры-
том бункере на сравнительно небольшую высоту. Здесь,
однако, наблюдается другой недостаток. При опроки-
дывании бункера формовочная смесь неравномерно и
неодновременно покрывает поверхность модельной
плиты. Это приводит к образованию неодинаковой по
толщине оболочки. В местах, где слой смеси более
уплотнен под тяжестью вышележащих слоев и смесь
попала на горячую плиту ранее, оболочка получается
толще. Этот недостаток можно частично устранить, по-
местив в бункер сетку. Сетка способствует более рав-
11
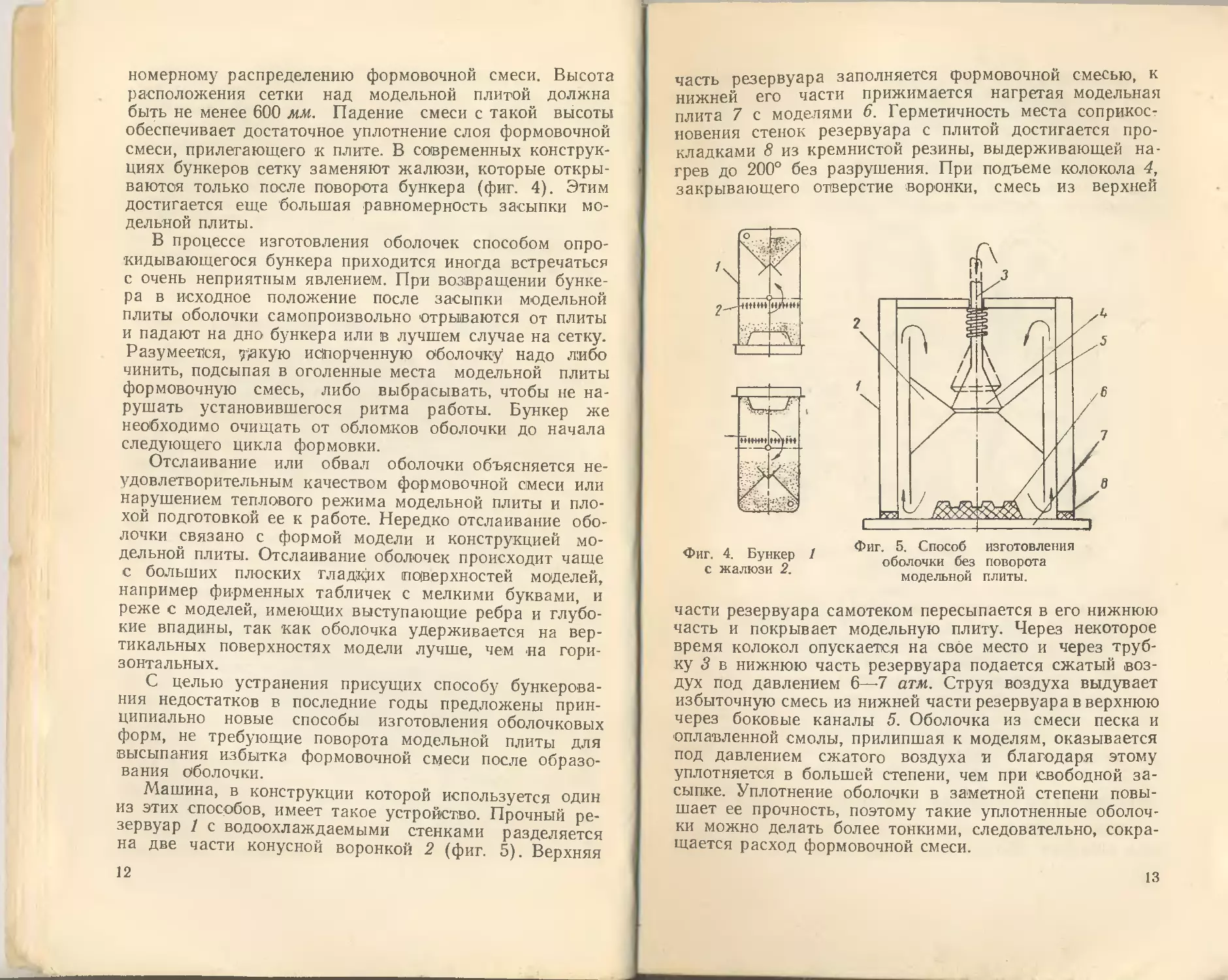
номерному распределению формовочной смеси. Высота
расположения сетки над модельной плитой должна
быть не менее 600 мм. Падение смеси с такой высоты
обеспечивает достаточное уплотнение слоя формовочной
смеси, прилегающего к плите. В современных конструк-
циях бункеров сетку заменяют жалюзи, которые откры-
ваются только после поворота бункера (фиг. 4). Этим
достигается еще большая равномерность засыпки мо-
дельной плиты.
В процессе изготовления оболочек способом опро-
кидывающегося бункера приходится иногда встречаться
с очень неприятным явлением. При возвращении бунке-
ра в исходное положение после засыпки модельной
плиты оболочки самопроизвольно отрываются от плиты
и падают на дно бункера или в лучшем случае на сетку.
Разумеется, тдкую испорченную оболочку надо либо
чинить, подсыпая в оголенные места модельной плиты
формовочную смесь, либо выбрасывать, чтобы не на-
рушать установившегося ритма работы. Бункер же
необходимо очищать от обломков оболочки до начала
следующего цикла формовки.
Отслаивание или обвал оболочки объясняется не-
удовлетворительным качеством формовочной смеси или
нарушением теплового режима модельной плиты и пло-
хой подготовкой ее к работе. Нередко отслаивание обо-
лочки связано с формой модели и конструкцией мо-
дельной плиты. Отслаивание оболочек происходит чаще
с больших плоских гладаих поверхностей моделей,
например фирменных табличек с мелкими буквами, и
реже с моделей, имеющих выступающие ребра и глубо-
кие впадины, так как оболочка удерживается на вер-
тикальных поверхностях модели лучше, чем на гори-
зонтальных.
С целью устранения присущих способу бункерова-
ния недостатков в последние годы предложены прин-
ципиально новые способы изготовления оболочковых
форм, не требующие поворота модельной плиты для
высыпания избытка формовочной смеси после образо-
вания оболочки.
Машина, в конструкции которой используется один
из этих способов, имеет такое устройство. Прочный ре-
зервуар 1 с водоохлаждаемыми стенками разделяется
на две части конусной воронкой 2 (фиг. 5). Верхняя
12
часть резервуара заполняется формовочной смесью, к
нижней его части прижимается нагретая модельная
плита 7 с моделями 6. Герметичность места соприкос-
новения стенок резервуара с плитои достигается про-
кладками 8 из кремнистой резины, выдерживающей на-
грев до 200° без разрушения. При подъеме колокола 4,
закрывающего отверстие воронки, смесь из верхней
Фиг. 4. Бункер 1
с жалюзи 2.
Фиг. 5. Способ изготовления
оболочки без поворота
модельной плиты.
части резервуара самотеком пересыпается в его нижнюю
часть и покрывает модельную плиту. Через некоторое
время колокол опускается на свое место и через труб-
ку 3 в нижнюю часть резервуара подается сжатый воз-
дух под давлением 6—7 атм. Струя воздуха выдувает
избыточную смесь из нижней части резервуара в верхнюю
через боковые каналы 5. Оболочка из смеси песка и
оплавленной смолы, прилипшая к моделям, оказывается
под давлением сжатого воздуха и благодаря этому
уплотняется в большей степени, чем при свободной за-
сыпке. Уплотнение оболочки в заметной степени повы-
шает ее прочность, поэтому такие уплотненные оболоч-
ки можно делать более тонкими, следовательно, сокра-
щается расход формовочной смеси.
13
Существуют также конструкции машин, которые де-
лают возможным уплотнение оболочки при верхней за-
сыпке смеси по способу наполнительной рамки. На
фиг. 6 показана схема такой машины.
При впуске воздуха в резервуар 2 (фиг. 6, о) фор-
мовочная смесь по трубе 3 поступает на модельную
плиту 1, прижатую к головке машины (фиг. 6. б). После
образования оболочки давление сжатого воздуха сни-
Фиг. 6. Получение оболочки путем засыпки смеси
сжатым воздухом.
мается, модельная плита опускается и переворачивается
для удаления избытка смеси (фиг. 6, в). Формовочная
смесь высыпается в корыто, расположенное под голов-
кой машины, и через открытый к этому времени кла-
пан 4 — в резервуар. В машине этой конструкции пово-
рот модельной плиты не исключается, но уплотнение
оболочки делает ее более прочной. Вместе с тем дости-
гается значительное упрощение конструкции машины
по сравнению с машинами, использующими бункерный
способ, увеличивается производительность труда.
ИЗГОТОВЛЕНИЕ ОБОЛОЧЕК ПРИ ПОМОЩИ КОНТРПЛИТЫ
Этот способ изготовления оболочек относится к но-
вым способам. Толщина оболочки зависит от количества
14
тепла, поступившего от модельной плиты к формовоч-
ной смеси. Казалось бы, что через определенное время
выдержки модельной плиты под засыпкой можно по-
лучить оболочку заданной и при том одинаковой тол-
щины во всех ее сечениях. На самом деле толщина обо-
лочки при свободной засыпке оказывается далеко не рав-
номерной.
На выступающих тонких ча-
стях модели и вертикальных
стенках она часто бывает не-
достаточной, а на массивных,
расположенных горизонталь-
но, получается более толстой,
чем это нужно. Это объясня-
ется тем, что запас тепла в
разных частях модели и усло-
вия его передачи формовоч-
ной смеси неодинаковы. Тон-
кие части модели охлаждают-
ся быстрее, чем толстые. Боль-
шое влияние на качество обо-
лочки и на равномерность
ее по толщине оказывает
Фиг. 7. Способ изготовления
оболочек при помощи
контрплиты.
по толщине. В одних
материал модели, его теп-
лоемкость и теплопровод-
ность.
Но оказывается, что не
во всех случаях желательно
получать оболочку равномерной
местах форма должна быть более прочной, следователь-
но, более толстой, в других — более тонкой. Однако при
свободной засыпке невозможно регулировать толщину
оболочки именно так, как мы бы этого желали.
Получение оболочки заданной толщины в определен-
ных местах достигается на машинах, формующих обо-
лочку при помощи контрплиты по так называемому пе-
скодувному способу. Если на модельную плиту 1 с мо-
делью 2 (фиг. 7) наложить контрплиту 3, повторяющую
форму первой плиты, так, чтобы между ними остава-
лось некоторое пространство, а затем полость между
плитами заполнить песчано-смоляной смесью, получит-
ся оболочка, по толщине равная промежутку между
плитами.
15
При таком способе изготовления оболочки толщина
ее зависит от расстояния между плитой и контрплитой.
Понятно, что это расстояние может быть либо неизмен-
ным по всей плите, либо в отдельных местах больше или
меньше среднего расстояния. Так как толщина оболочки,
как правило, не превышает 6—10 мм, а конфигурация
отливок часто бывает очень сложной, свободно засы-
пать промежуток между плитой и контрплитой формо-
вочной смесью трудно. На помощь приходит сжатый
воздух. Вместе со струей сжатого воздуха формовоч-
ная смесь через специальные отверстия в контрплите
легко заполняет самые узкие места формы. Для выхо-
да воздуха в моделях или в самой контрплите устраива-
ют так называемые венты. Венты— это отверстия,
перекрытые мелкой сеткой. Сетка пропускает воздух, но
задерживает отдельные, даже мелкие песчинки. От
правильного размещения вент, их количества и размеров
зависит прочность и равномерная плотность оболочки.
Венты — очень важный элемент в технологии изготов-
ления оболочек пескодувным способом.
Известны два принципиально отличных способа по-
лучения оболочек при помощи контрплиты: пользуются
либо холодной, либо горячей модельной плитой. В пер-
вом случае модельную плиту после изготовления обо-
лочки вынимают из формы, оставляя оболочку на вто-
рой плите. Вторая плита служит в качестве сушильной,
на которой сырую оболочку помещают в электрическую
или газовую печь для затвердевания. Во втором случае
модельная плита вместе с оболочкой помещается в печь
и оболочка снимается с нее только после затвердевания.
Размеры оболочки при этом получаются более точны-
ми, и можно ограничиться только одной контрплитой,
постоянно укрепленной на головке машины. Холодный
же способ требует наличия нескольких сушильных
плит, но зато позволяет использовать модельную плиту
более производительно и применять для изготовления
оболочек более дешевые смеси.
Все способы изготовления оболочек при помощи
сжатого воздуха для вдувания или перемещения фор-
мовочной смеси требуют применения особого, так на-
зываемого плакированного песка. О том, как
осуществляется процесс плакирования, будет сказано
дальше. Обычная механическая смесь песка и сухой
16
смолы для этой цели непригодна, так как частицы смо-
лы отвеиваются от песка воздухом.
ИЗГОТОВЛЕНИЕ ОБОЛОЧКОВЫХ СТЕРЖНЕЙ
Полости в отливках образуются при помощи пес-
чаных стержней, устанавливаемых в литейную форму
перед заливкой. Стержни большей частью своей поверх-
ности соприкасаются с металлом и находятся в форме в
наиболее тяжелых условиях. Поэтому к песчаным сме-
сям, из которых готовятся стержни, и к качеству самих
стержней предъявляют очень высокие требования. Стерж-
ни должны быть прочными, чтобы не разрушались при
установке в форму и под давлением заливаемого метал-
ла. Они должны свободно пропускать воздух и газы,
иметь гладкую и чистую, без дефектов, поверхность, так
как зачистка внутренних полостей в отливках крайне за-
труднительна, а во многих случаях вообще невозможна.
Необходимо также, чтобы после заливки первоначальная
прочность стержня намного снижалась, иначе в отливке
могут образоваться трещины при усадке и, кроме того,
будет нелегко очистить полости от стержневой массы.
Для удовлетворения этих основных требований стерж-
невые смеси даже при обычных способах литья в песча-
ные формы приготовляют из чистых кварцевых песков и
крепителей — растительного масла, пека, декстрина,суль-
фитного щелока. Большинство этих крепителей стоит
довольно дорого; тщательное смешение их с песком тре-
бует длительного времени и производится на специаль-
ном оборудовании.
Доля ручного труда при изготовлении стержней обыч-
ными способами пока еще очень велика. Сушка стержней
вызывает необходимость организации сложного и гро-
моздкого хозяйства, состоящего из печей, транспортных
средств, сушильных плит и т. д. В результате всего этого
стоимость стержней оказывается очень высокой. Нередко
песчаный стержень весом в несколько килограммов ока-
зывается дороже, чем вся форма весом в десятки кило-
граммов. Поэтому экономическая эффективность приме-
нения^ оболочковых стержней из песчано-смоляных
смесей взамен обычных песчаных сплошных стержней
оказывается значительно большей, чем оболочковых
2 Л. М. Волпянский 17
форм. Часто бывает выгодно оставить обычные способы
изготовления форм, но пользоваться оболочковыми стерж-
нями. К сожалению, пока еще на многих предприятиях
выгоду от применения оболочковых стержней недооцени-
вают и почему-то обязательно связывают переход
на изготовление оболочковых стержней с переходом
Фиг. 8. Оболочковые стержни.
на оболочковую формовку, хотя эти процессы не зависят
друг от друга.
Стержни в виде оболочек из песчано-смоляных смесей
(фиг. 8) обладают многими достоинствами. Они прочны,
газопроницаемы, после заливки податливы ;и не препятст-
вуют усадке металла.; полости отливки очень легко очи-
щаются от остатков стержневой смеси. Точность размеров
стержней и чистота их поверхности несравненно выше
обычных стержней и Способствуют получению отливок с
высокой точностью размеров и чистотой поверхности.
Вместе с тем, изготовление оболочковых стержней не-
сложно, и этот процесс можно механизировать. Исключа-
ется необходимость в громоздких сушильных печах и
связанных с ними транспортных механизмах и плитах, а
также в оборудовании для изготовления проволочных
каркасов, так как оболочковые стержни делаются без
каркасов.
Оболочковые стержни имеют замкнутую форму в виде
трубы, коробки и т. п. Их конструктивная прочность, т. е.
способность сопротивляться изгибающим и другим на-
грузкам, достаточно высока даже в тех случаях, когда
прочность материала оболочки невелика. Поэтому стерж-
невую смесь можно делать с меньшим содержанием
18
смолы. Например, вместо 6—7®/о смолы, необходимой для
формовки оболочек, можно вводить в смесь всего лишь
4—5%. Можно также применять для стержней более
дешевые и менее дефицитные смолы. В результате всего
этого стоимость оболочковых стержней оказывается в
ряде случаев ниже стоимости обычных сплошных стерж-
ней, особенно тех, которые изготовляются с органически-
ми связующими.
Фиг. 9. Вдувание смеси в ящик сжатым воздухом.
Изготовление оболочкового стержня сводится к за-
полнению обогреваемого стержневого ящика песчано-
смоляной смесью, выдержке смеси в ящике в течение
времени, достаточного для образования оболочки, а затем
высыпанию из ящика избытка смеси. В большинстве ма-
шин современных конструкций для изготовления оболоч-
ковых стержней применяется способ вдувания смеси в
ящик сжатым воздухом, как показано на фиг. 9.
При открытом кране 1 сжатый воздух поступает через
мелкую сетку 2 в резервуар 3 и из него в стержневой
ящик 4, прижатый к головке резервуара. После образо-
вания оболочки кран поворачивается так, чтобы прекра-
тить поступление сжатого воздуха в резервуар и одновре-
менно соединить его с атмосферой. Давление воздуха в
резервуаре падает, и избыток смеси из стержневого ящи-
ка высыпается в резервуар под действием собственного
веса. Стержневой ящик вручную или механически рас-
крывается, и из него извлекают готовый оболочковый
стержень. К конструкциям машин для изготовления
оболочковых стержней мы еще вернемся позднее.
ПРОИЗВОДСТВО ФЕНОЛ ФОРМАЛЬДЕГИДНОЙ
СМОЛЫ
Когда Вы смотрите на телефонный аппарат, вряд
ли у Вас возникает мысль о связи между его корпусом
и оболочковой литейной формой. Между тем, то и другое
изготовлено почти из одинаковых материалов. Основой
для этих материалов служит фенолформальдегидная
смола. В качестве наполнителя применяются древесная
мука, асбест, хлопковые волокна, сажа, мелкий песок и
другие вещества. Если увеличить количество смолы в
формовочной смеси до 40 50% и добавить в нее черную
сажу, материал оболочковой формы будет трудно отли-
чить по виду от бакелита, из которого изготовлен корпус
телефонного аппарата. Процесс изготовления пластмассо-
вых изделий мало чем отличается от изготовления оболо-
чек: смесь так же формуют в обогреваемом штампе или
пресс-форме; расплавление и затвердевание смолы про-
текает точно так же, как и при изготовлении оболочек.
Нашему читателю будет небезынтересно более по-
дробно узнать о свойствах фенолформальдегидной смолы
и о способах ее производства. Ведь от качества и стоимо-
сти смолы зависят технико-экономическая эффективность
процесса литья в оболочковые формы и перспективы его
развития.
ВЕЩЕСТВА, ИЗ КОТОРЫХ ПОЛУЧАЮТ СМОЛУ
Как показывает само название, смола образуется из
двух веществ — фенола и формальдегида.
Чистый фенол — это бесцветные игольчатые кри-
сталлы с очень характерным запахом карболовой кисло-
ты (карболовая кислота—тот же фенол, но растворен-
ный в воде). Фенол сильно раздражает кожу, которая
после временной потери чувствительности воспаляется,
и вызывает другие болезненные явления в организме
человека. Поэтому работа с фенолом или производны-
20
ми от него веществами, в которых могут быть остатки
свободного фенола, считается вредной.
В зависимости от способа получения, различают
каменноугольный и синтетический фенол. Каменноуголь-
ный фенол получают из продуктов сухой перегонки угля.
До недавнего времени это был единственный источник
получения фенола и выработка его была невелика.
Колоссально возросшая потребность химической промыш-
Фиг. 10. Структура молекул бензола и фенола.
ленности в феноле привела к необходимости изыскания
способа получения фенола синтетическим путем.
Синтетический фенол получают из бензола прямым
окислением его или из промежуточных продуктов пере-
работки нефти. Бензол также является продуктом коксо-
вания каменного угля, но добывают его в значительно
больших количествах, нежели каменноугольный фенол.
Все же одного каменного угля для получения бензола
в скором времени будет недостаточно, поэтому находят
другие источники его получения.
Наиболее перспективным является специальная пере-
работка нефти и ее продуктов, например бензина. Бензол
из нефти образуется при высокой температуре и под
большим давлением; такой процесс обработки нефти на-
зывают пиролизом. Из бензина фенол получают более
сложным путем, пользуясь водородом и платиновыми
21
катализаторами при нагреве до 480—500° и под давлени-
ем 20—35 атм. Не исключена возможность получения
фенола из газов доменных печей.
Молекула бензола состоит из шести атомов углерода
и стольких же атомов водорода. Химическая формула
бензола СбНе. В пространстве эти атомы располагаются
примерно так, как показано на фиг. 10, а. Большие круж-
ки обозначают место и объем, занимаемые атомом угле-
рода, малые — атомом водорода. Линии между ними
условно изображают химические связи между атомами,
удерживающие их друг подле друга.
В (процессе преобразования бензола в фенол проис-
ходит отщепление от молекулы бензола одного атома
водорода и присоединение к ней гидроксильной группы,
состоящей из двух тесно связанных между собой атомов
водорода и кислорода (фиг. 10, б). Химическая формула
фенола С6Н5ОН. Введение в молекулу бензола гидро-
ксильной группы вместо атома водорода вызывает глу-
бокие изменения в свойствах самого ядра. Бензол по от-
ношению к другим веществам довольно устойчив и не
легко вступает в реакцию. Фенол же очень активен и
вместе с другими веществами образует различные хими-
ческие соединения. Например, фенол в соединении с азот-
ной кислотой дает тринитрофенол, иначе называемый пи-
криновой кислотой (взрывчатое вещество), в соединении
с формальдегидом — искусственную смолу.
Формальдегид в чистом виде представляет собой
бесцветный гав с резким удушливым запахом. Даже в
небольшом количестве он раздражающе действует на
слизистую оболочку глаз и дыхательных путей. Формаль-
дегид применяют обычно в виде 37—40%-ного водного
раствора, называемого формалином.
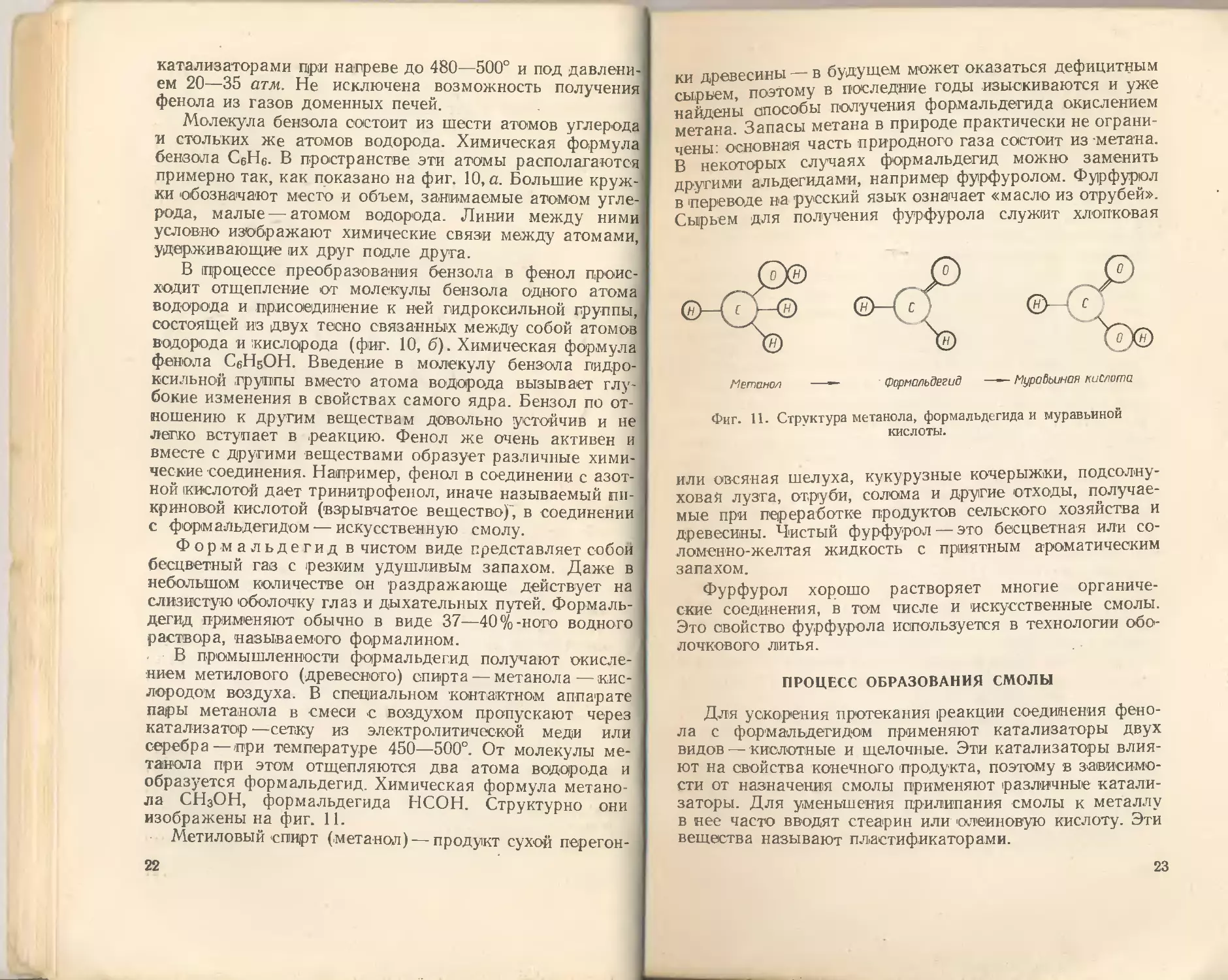
В промышленности формальдегид получают окисле-
нием метилового (древесного) спирта — метанола—кис-
лородом воздуха. В специальном контактном аппарате
пары метанола в смеси с воздухом пропускают через
катализатор —сетку из электролитической меди или
серебра—при температуре 450—500°. От молекулы ме-
танола при этом отщепляются два атома водорода и
образуется формальдегид. Химическая формула метано-
ла СН3ОН, формальдегида НСОН. Структурно они
изображены на фиг. 11.
Метиловый спирт (метанол) — продукт сухой перегон-
22
ки древесины — в будущем может оказаться дефицитным
сырьем. поэтому в последние годы изыскиваются и уже
найдены способы получения формальдегида окислением
метана. Запасы метана в природе практически не ограни-
чены: основная часть природного газа состоит из метана.
В некоторых случаях формальдегид можно заменить
другими альдегидами, например фурфуролом. Фурфурол
в переводе на русский язык означает «масло из отрубей».
Сырьем для получения фурфурола служит хлопковая
Фиг. 11. Структура метанола, формальдегидам муравьиной
кислоты.
или овсяная шелуха, кукурузные кочерыжки, подсолну-
ховая лузта, отруби, солома и другие отходы, получае-
мые при переработке продуктов сельского хозяйства и
древесины. Чистый фурфурол — это бесцветная или со-
ломенно-желтая жидкость с приятным ароматическим
запахом.
Фурфурол хорошо растворяет многие органиче-
ские соединения, в том числе и искусственные смолы.
Это свойство фурфурола используется в технологии обо-
лочкового литья.
ПРОЦЕСС ОБРАЗОВАНИЯ СМОЛЫ
Для ускорения протекания реакции соединения фено-
ла с формальдегидом применяют катализаторы двух
видов — кислотные и щелочные. Эти катализаторы влия-
ют на свойства конечного продукта, поэтому в зависимо-
сти от назначения смолы применяют различные катали-
заторы. Для уменьшения прилипания смолы к металлу
в нее часто вводят стеарин или олеиновую кислоту. Эти
вещества называют пластификаторами.
23
Из одного и того же сырья, в зависимости от коли-
чественного соотношения между фенолом и формальде-
гидом и от |рода катализатора, можно получить два раз-
личных по своим свойствам типа смол. Смолы первого
типа называются новолачными, второго—резоль-
н ы м и. В новолачных смолах формальдегида содержит-
ся 27% (по весу), в резольных 40%. Новолачные смолы
сохраняют свою растворимость и плавкость даже при
длительном нагревании при температуре 250—300°. Ре-
зольные смолы способны переходить в нерастворимое и
неплавкое состояние уже при сравнительно низких тем-
пературах (70—100°). Резольные смолы называют термо-
реактивными в отличие от новолачных термопластических
смол. Для оболочковых форм применяются резольные
смолы, так как они обладают способностью переходить
при нагревании в необратимое твердое состояние.
Новолачные смолы при обработке некоторыми веще-
ствами, например уротропином, легко переходят® резоль-
ные и приобретают все свойства резольных смол. Урот-
ропин, или гексаметилентетрамин,— белый кристалли-
ческий порошок, растворимый в спирте и в воде. Хими-
ческая формула его СбН12Н4. Получается уротропин
действием аммиака на формальдегид. При нагревании
уротропина аммиак испаряется и остается формальдегид.
Поэтому добавка уротропина к новолачной смоле есть
не что иное, как увеличение содержания в смоле фор-
мальдегида.
Новолачную смолу в смеси с уротропином можно
рассматривать как резольную.
Переход резольной смолы в неплавкое и нераствори-
мое состояние характеризуется тремя стадиями: первая —
исходное состояние (стадия А), вторая — промежуточная
(стадия В) и третья — конечная (стадия С). Смолу в
стадии А называют резолом, в стадии В — резитолом,
в стадии С—резитом.
Смола в стадии А при комнатной температуре может
быть жидкой или твердой. Например, известный всем
бакелитовый лак — это раствор в спирте фенолформаль-
дегидной смолы в стадии А. Твердая смола имеет удель-
ный вес 1,20—1,25 и по виду очень похожа на канифоль.
При нагревании смола из стадии А сравнительно быстро
переходит в стадию В.
Смола в стадии В при комнатной температуре нахо-
24
В переходит в стадию С.
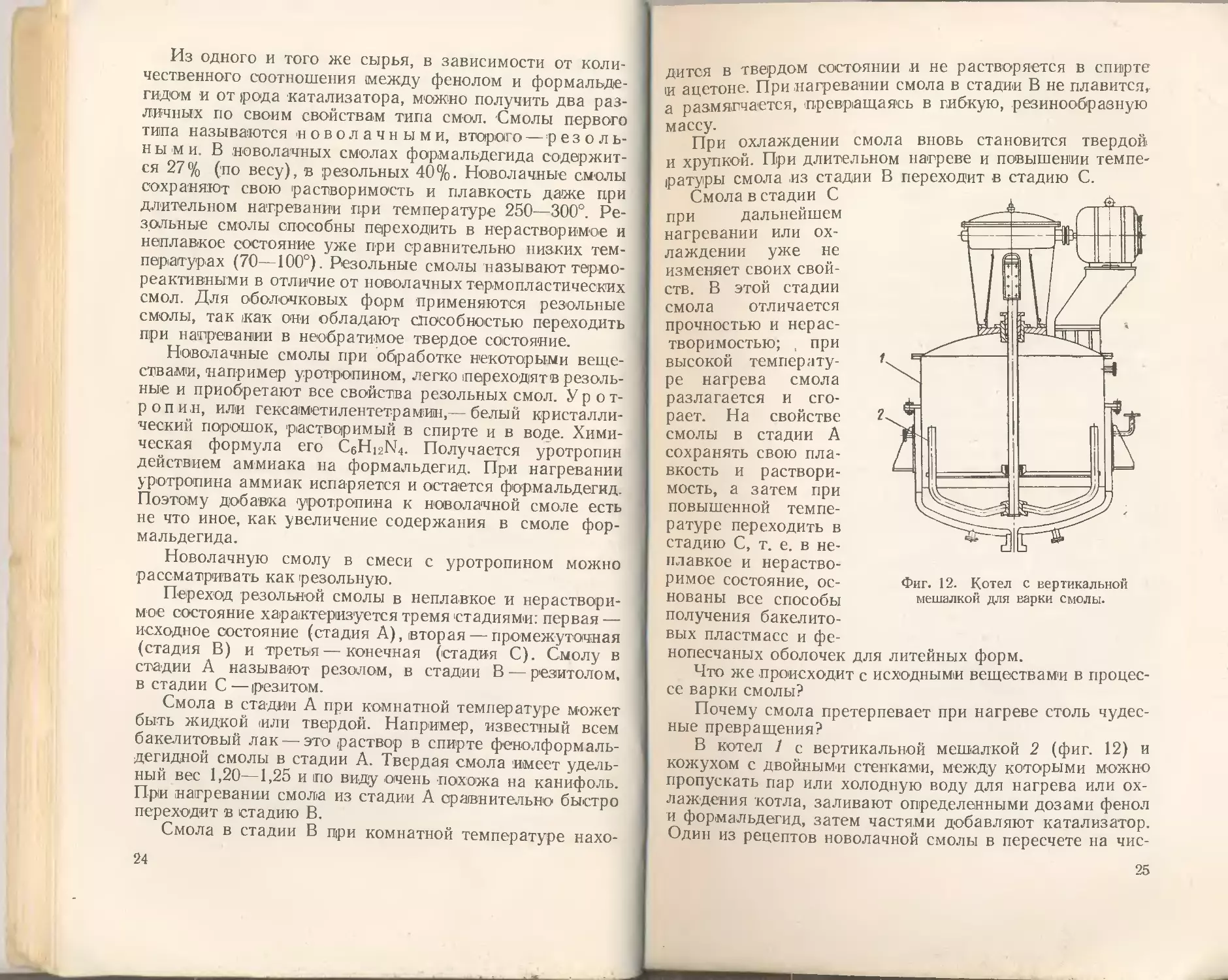
Фиг. 12. Котел с вертикальной
мешалкой для варки смолы.
смола
сго-
свойстве
стадии А
свою пла-
раствори-
дится в твердом состоянии .и не растворяется в спирте
и ацетоне. При .нагревании смола в стадии В не плавится,
а размягчается, п.ревр1ащаясь в гибкую, резинообразную
массу.
При охлаждении смола вновь становится твердой
и хрупкой. При длительном нагреве и повышении темпе-
ратуры смола из стадии В переходит в стадию С.
Смола в стадии С
при дальнейшем
нагревании или ох-
лаждении уже не
изменяет своих свой-
ств. В этой стадии
смола отличается
прочностью и нерас-
творимостью; , при
высокой температу-
ре нагрева
разлагается и
рает. На
смолы в
сохранять
вкость и
мость, а затем при
повышенной темпе-
ратуре переходить в
стадию С, т. е. в не-
плавкое и нераство-
римое состояние, ос-
нованы все способы
получения бакелито-
вых пластмасс и фе-
нопесчаных оболочек
Что же происходит с исходными веществами в процес-
се варки смолы?
Почему смола претерпевает при нагреве столь чудес-
ные превращения?
В котел 1 с вертикальной мешалкой 2 (фиг. 12) и
кожухом с двойными стенками, между которыми можно
пропускать пар или холодную воду для нагрева или ох-
лаждения котла, заливают определенными дозами фенол
и формальдегид, затем частями добавляют катализатор.
Один из рецептов новолачной смолы в пересчете на чис-
для
литейных форм.
25
тые вещества, т. е. исключая воду, следующий (в весовых
частях):
Фенол ........................ 100
Формальдегид................. 26,5
Соляная кислота.............1,5—1,8
Другой рецепт резольной смолы (в весовых частях):
Феиол ..................... 100
Формальдегид................ 40
Аммиак................... . 1,0—1,5
Без нагрева котла реакция соединения фенола с фор-
мальдегидом даже в присутствии катализатора протека-
ет очень медленно, поэтому вначале котел подогревают
паром. Когда реакция началась, происходит самопроиз-
вольный разогрев смеси и, чтобы не перегреть смолу
выше допустимой температуры и не взорвать котел, его
охлаждают, а затем по мере надобности то подогревают,
то охлаждают, поддерживаю заданную температуру.
Кстати, процесс соединения фенола с формальдегидом
называют процессом конденсации, т. е. сгущения (загру-
женная в котел жидкая смесь постепенно сгущается, об-
разуя смолу). Вода отделяется от смолы и оказывается
на поверхности, поэтому ее называют надсмольной водой.
В процессе варки смолы часть воды испаряется. Для того
чтобы усилить процесс испарения, в конце варки котел
подключают к насосу, отсасывающему воздух, и создают
в котле разрежение воздуха; как известно, при понижен-
ном давлении кипение воды усиливается. По окончании
варки смолу перегружают в сушильный аппарат для
удаления остатков воды.
В последнее времн на Нижне-Тагильском заводе
пластмасс создана полупромышленная установка для
непрерывного получения фенолформальдегидной смолы.
С одного конца в установку, состоящую из множества
различных сосудов, труб, аппаратов, механизмов, измери-
тельных приборов, непрерывно загружают исходные ма-
териалы, а с другого конца отбирают нагруженные мешки
с кусками готовой, сухой смолы. Эта первая в мире
установка для непрерывного получения смолы является
крупнейшим научным и техническим достижением талант-
ливого коллектива лаборатории завода. Ее создание
несомненно будет способствовать увеличению производ-
ства смолы и снижению ее стоимости.
26
СУЩНОСТЬ ПРОЦЕССОВ, ПРОИСХОДЯЩИХ
ПРИ ОБРАЗОВАНИИ СМОЛЫ
Теперь постараемся вникнуть в сущность химических
процессов, происходящих в варочном котле, благодаря
которым ’жидкие вещества превратились в твердую
смолу и приобрели совершенно новые, нисколько не
похожие на прежние свойства.
'Читателю, изучавшему элементарные основы физики,
нетрудно понять молекулярную теорию перехода вещест-
ва из одного состояния в другое на примере воды.
По этой теории твердое, жидкое и газообразное со-
стояния объясняются физическими силами притяжения
или отталкивания, действующими между молекулами
вещества. Эти силы называются межмолекулярны-
м и. При нагревании лед превращается в воду, а вода в
пар, однако природа молекулы от этого не изменяется —
во всех трех состояниях .молекула воды содержит два
атома водорода и один атом кислорода. Разница между
льдом, водой и паром только в том, что в состоянии льда
молекулы воды находятся очень близко друг относитель-
но друга и заметно не изменяют своего положения; в
состоянии воды связи между молекулами ослабевают,
молекулы постоянно перемещаются с одного места на
другое, чем и объясняется свойство текучести воды;
в состоянии пара молекулы стремятся оттолкнуться друг
от друга и заполнить все пространство сосуда, в котором
происходит испарение воды.
Другой характер имеют химические межатомные
силы оцепления, удерживающие два атома водорода и
один атом кислорода в молекуле воды. Если разрушить
эти силы, молекула воды перестанет существовать. Вода
разложится на два газообразных вещества — водород и
кислород,— свойства которых нисколько не похожи на
свойства воды. Следовательно, в веществе мы различаем
действие двух видов связи: межмолекулярной и меж-
атомной.
Что же происходит в варочном котле? Похож ли
процесс конденсации смолы из жидкого фенола и фор-
мальдегида^ на переход воды в лед? Конечно, нет. При-
рода и свойства исходных веществ совершенно отличны
1 свойств полученного из них продукта, следовательно,
произошла коренная перестройка атомов, изменились
27
межатомные связи. Вместе с тем, образование смолы
очень напоминает образование кристаллов льда из воды.
Даже самый маленький, едва различимый простым гла-
зом кристаллик льда состоит из многих миллиардов
упорядоченных в пространстве молекул воды. Молекула
смолы тоже представляет собой гигантское скопление
Фиг. 13. Схема образования альдегидной связи между
молекулами фенола.
отдельных упорядоченных трупп 'атомов. Группы атомов
могут располагаться в виде длинных нитей, сложенных
в пачки; тачки могут изгибаться, свертываться. Этим
гигантская молекула смолы отличается от кристалла
льда, который представляет собою строго ограненную
геометрическую фигуру.
Как же образуется гигантская молекула смолы?
Пользуясь структурными формулами, изобразим две
молекулы фенола и поместим между ними молекулу
формальдегида (фиг. 13, а). Затем на том же рисунке
представим химическую связь между молекулами фенола
при помощи молекулы альдегида (фиг- 13, б). Грубо го-
воря, альдегид в данном случае можно уподобить нитке,
28
которой сшиты два куска материи. Как видим, связую-
щим звеном между молекулами фенола служит части-
ца СН2, которая образовалась в результате перегруппи-
ровки атомов, непосредственно вступивших в реакцию.
Заметим, что шестизвенные ядра молекул фенола не
изменились; со стороны фенола вступили в реакцию
Фиг. 14. Строение гигантской молекулы смолы при переходе в необ-
ратимое состояние.
только крайние атомы водорода, по одному от каждой
молекулы. Со стороны альдегида в реакции участвовали
два атома водорода, один атом углерода и один атом
кислорода. Для «сшивки» молекул фенола понадобилась
частица СН2, состоящая из одного атома углерода и двух
атомов водорода.
Куда же исчезли еще два атома водорода и один атом
кислорода? Эти атомы образовали молекулу воды Н2О
и присоединились к надсмольной воде. Вот еще причина,
почему процесс образования фенолформальдегидной
смолы называют конденсационным. Существуют смолы,
в которых соединение молекул в нити или глобули про-
исходит без отщепления атомов, образующих воду или
29
другие соединения, например полиэтилен, стирол, поли-
винил и др. Такие смолы получаются не путем конденса-
ции, а путем полимеризации. Для оболочкового литья
эти смолы не применяются.
Теперь нам будут понятны причины перехода резоль-
ной смолы в неплавкое и нерастворимое состояние при
нагреве. Здесь дело только в величине молекул смолы.
В стадии А молекулы еще не очень большие. В одну мо-
лекулу собираются несколько сот или несколько тысяч
фенольных ядер, образующих нити или глобули. Между
этими большими молекулами действуют межмолекуляр-
ные силы.
При нагреве смолы усиливается процесс укрупнения
молекул. В одну гигантскую молекулу собираются уже
не сотни и тысячи, а многие миллионы фенольных групп.
При этом смола переходит в необратимое, твердое со-
стояние (фиг. 14). Физические, межмолекулярные, связи
теперь имеют второстепенное значение по сравнению с
химическими, межатомными, связями. Эти связи устойчи-
вы при нагреве смолы до сравнительно высоких темпера-
тур. Если повысить температуру нагрева выше допусти-
мого предела, смола разложится на основные химические
элементы и сгорит без перехода в жидкое состояние.
В промежуточном, резинообразном, полужидком, со-
стоянии (в стадии В) смолы число образовавшихся свя-
зей между молекулами фенола намного возрастает по
сравнению со смолой в стадии А, но оно еще недостаточ-
но для полного затвердевания смолы.
ПЕСЧАНО-СМОЛЯНАЯ СМЕСЬ
Песчано-смоляная смесь обладает рядом свойств,
от которых зависит качество форм и отливок.
При изготовлении форм и стержней смесь проходит
три состояния: сыпучее, жидкое и твердое. Смесь в каж-
дом из этих состояний характеризуется особыми свойст-
вами, оказывающими влияние на технологию изготовле-
ния и качество оболочковых форм.
Смесь должна иметь хорошую подвижность, чтобы
легко заполнять узкие места модели и давать точный
отпечаток. Смола в смеси должна быть распределена рав-
-номерно. Недостаток смолы в отдельных местах оболоч-
30
Фиг. 15. Стержневой ящик для
изготовления образцов для
испытания на разрыв.
ки уменьшает ее прочность, скопление же смолы вызы-
вает образование большого количества газов и появление
различных дефектов на поверхности отливок. Очень важ-
но чтобы в процессе перемещения смеси при изготовле-
нии оболочек и стержней не происходила сегрегация
смеси, т. е. отделения смолы от песка.
От’ скорости оплавления смеси, температуры и ско-
рости ее затвердевания зависит производительность ма-
шин для изготовления обо-
лочек и стержней. Недоста-
точная вязкость оплавляе-
мой смеси может быть при-
чиной отрыва кусков обо-
лочки при повороте модель-
ной плиты. Излишняя при-
липаемость к моделям и не-
достаточная твердость обо-
лочки после окончательного
спекания вызывают затруд-
нения при съеме оболочек с.
плиты. Недостаточная проч-
ность или термическая стой-
кость являются причинами
преждевременного разруше-
ния оболочки. Прочность
оболочки в холодном виде
еще не вполне характери-
зует способность ее сопротивляться разрушению при за-
ливке. Важна также термическая стойкость, т. е. способ-
ность оболочки выдерживать без разрушения залитый
металл до затвердевания отливки с поверхности. Малая
газопроницаемость оболочки и большая газотворность
смеси служат причинами газовых раковин в отливке.
Усадка и коробление оболочек при затвердевании отра-
жаются на точности размеров отливки.
Контроль смеси чаще всего производится на образцах
для испытания прочности на разрыв и изгиб. Твердость
оболочек измеряется обычным в литейном производстве
шариковым твердомером. Образцы для испытания проч-
ности на разрыв имеют форму восьмерок. Размеры об-
разцов и способы их изготовления не стандартизованы
И довольно разнообразны. Например, рекомендуется
следующий способ изготовления образцов. В металли-
31
чеокий ящик для трех образцов-восьмерок (фиг. 15)
нагретый до 200°, засыпается и тщательно выравниваете;
линейкой песчанно-смоляная смесь. Образцы помещаю
в печь с температурой 300° и выдерживают в ней в тече
ние двух минут. Колебания в температуре нагрева ящик;
и печи не должны превышать +5°.
Испытание образцов-восьмерок на разрыв не всегд;
дает правильную характеристику смеси; более устойчи
Фиг. 16. Стержневой ящик для изготовления образцов для
испытания на изгиб.
вые результаты получаются при испытании образцов на
изгиб. Эти образцы в виде прямоугольных стержне!
изготовляются в стальном ящике (фиг. 16) точно так жг
как и образцы-восьмерки. Размеры стержней 127X13,7>
XI 3,7 мм. Поверхность стержня с открытой сторонь
ящика получается грубой, поэтому ее шлифуют абразив
ным кругом. После шлифовки каждый образец разреза
ется на две равные части. Окончательные размеры об
разцов для испытания на изгиб 63X13,7X8,5 мм
Разработаны также методики определения других свойсп
смесей: температуры оплавления, скорости затвердева
иия, времени образования оболочки заданной толщинь
и т. д.
СОСТАВ СМЕСИ
Формовочная смесь для оболочек и стержней состоит
обычно из четырех материалов песка, смолы, служащей
в качестве связующего; увлажнителя, препятствующего
отделению смолы от песка; смазывающих веществ, облег-
чающих съем оболочек с модельной плиты. В отдельных
32
случаях в смесь добавляют до 2% древесной муки, это
уменьшает хрупкость оболочки и повышает ее термиче-
скую стойкость. Иногда добавляют до 0,75% окиси же-
леза для уплотнения и упрочнения оболочки
К качеству песка песчано-смоляной смеси предъявля-
ются более высокие требования, чем к качеству песка
обычных песчано-глинистых смесей. Основную массу
песка должны составлять зерна размером 0,1—0,2 мм,
Фиг. 17. Зерновой состав песка с хорошим распределением фракций.
что соответствует марке 2КО15 поТОСТ 2138—56. Лучше,
если для смеси применяется песок трех марок. Идеаль-
ное распределение зернового состава песка наглядно
показано на фиг. 17. При таком составе мелкие зерна
песка заполняют промежутки между крупными, создавая
сплошную непроницаемую для жидкого металла поверх-
ность оболочки. Вместе с тем, проход газов сквозь такую
оболочку не затруднен, так как характер связи зерен
в песчано-смоляной смеси отличается от характера связи
зерен в песчано-глинистых смесях. Смола связывает
песчинки в отдельных точках, глина же полностью запол-
няет промежутки между зернами. Содержание глины в
песке не должно превышать 2%. Пыль и глинистые ве-
щества в песке снижают текучесть и газопроницаемость
формовочных смесей, но несколько повышают термиче-
скую стойкость оболочек.-Пылевидные и глинистые пески
требуют увеличения содержания смолы в смеси для до-
стижения заданной прочности оболочки.
3 л. М. Волпянский 33
Между крупностью песка, содержанием смолы в смеси
и прочностью образцов существует зависимость (фиг. 18);
чем крупнее песок, тем меньшее количество смолы необ-
ходимо вводить в смесь для получения удовлетворитель-
ной прочности. Это легко'объясняется: смола обволакива-
ет поверхность зерен песка тонкой пленкой и чем большем
Фиг. 18. Зависимость между крупностью песка,
содержанием смеси и прочностью образцов.
таких поверхностей, тем больше расход смолы. Но у
крупных зерен песка отношение поверхности к объему
меньше, чем у мелких, поэтому в данном объеме песка
сумма поверхностей у крупнозернистого песка всегда
меньше, чем у мелкозернистого. Чрезмерное увеличение
крупности песка с целью экономии смолы недопустимо,
так как приводит к ухудшению поверхности отливок —
поверхность делается шероховатой, на ней остаются
следы крупных зерен песка.
Для сокращения расхода смолы без ухудшения ка-
чества отливок предложен способ получения двухслой-
ных оболочек. Первый, тонкий слой состоит из смесь
мелкозернистого песка с повышенным содержанием смо-
лы, второй, более толстый — из смеси крупнозернистого
песка с меньшим содержанием смолы. Первый слой
называется облицовочным, второй — упрочняющим.
Двухслойные оболочки не получили широкого распро-
странения из-за сложности машин для их изготовления,
но в перспективе применение таких оболочек вполне
вероятно, особенно в сочетании с новыми методами
34
получения упрочняющего слоя из смеси песка с жидким
стеклом, которое является заменителем смолы.
Для увлажнения смеси в нее добавляют 0,2—0,3%
осветительного керосина. Керосин смачивает песок и
удерживает на поверхности зерен мелкие частицы смолы,
предотвращая этим расслоение смеси и образование пыли.
Керосин не растворяет смолу и не обеспечивает прочной
связи смолы с песком, текучесть смеси при смачивании
ухудшается. Смеси с керосином применяются только при
бункерном способе изготовления оболочек; для пескодув-
ного способа эти смеси непригодны.
В качестве связующего вещества чаще всего применя-
ют пульвербакелит (ГОСТ 3552—47). Пульвербакелит —
это новолачная смола в виде муки с добавкой при помоле
10% уротропина, благодаря которому она приобретает
свойства резольной, термореактивной смолы. Надо отме-
тить, что для литейного производства необходимы спе-
циальные смолы, отвечающие особым требованиям. На-
пример, содержание уротропина в пульвербакелите
следует увеличить до 12—15% с целью ускорения процес-
са затвердевания оболочек. Большое значение имеет
тонкость помола смолы: чем мельче порошок смолы, тем
его расход в смеси меньше. Однако долго хранить такой
порошок трудно, так как он слеживается в комки. Пуль-
вербакелит не должен содержать свободного фенола
более 5,5% ввиду его большой вредности для здоровья.
ПРИГОТОВЛЕНИЕ СМЕСИ
Приготовление смеси из песка, пульвербакелита и
керосина очень несложно и производится на оборудова-
нии, имеющемся в любом литейном цехе: в бегунах или
лопастных смесителях (фиг.19). По мере расширения
области применения оболочкового литья и специализации
литейного производства создается специальное оборудо-
вание для приготовления плакированного песка, имеюще-
го много преимуществ.
Плакированным песком называется песок,
зерна которого покрыты тонкой пленкой смолы — резоль*
нои в стадии А или новолачной в смеси с уротропином.
Ри На' *1еВе пленка смолы оплавляется, склеивает зерна
п и переходит в твердое, необратимое состояние, об-
разуя оболочку на модельной плите. Плакированный пёсЪй
3*
35
отличается хорошей текучестью, не расслаивается при.1
любом способе изготовления оболочек, в том числе песко-
дувном, прочность оболочки при том же расходе смолы
выше, съем ее с модельной плиты легче. Плакированный
песок может изготовляться вне литейного цеха и постав-
ляться в готовом для использования виде.
Песок
Фиг. 19. Схема процесса приготовления смеси для
оболочкового литья.
Существуют несколько способов плакирования песка:
холодный, теплый и горячий. Песок плакируется в бегу-
нах или лопастных смесителях, специально приспособ-
ленных для этой цели, или обычных, но снабженных не-
сложными дополнительными устройствами.
При холодном плакировании сухой песок, ка-
тализатор (уротропин) и смазывающие вещества (стеа-
рат магния и цинка, пчелиный воск и др.) тщательно
перемешиваются, затем смесь увлажняется спиртовым
раствором новолачной смолы концентрации 60—80%-
Рекомендуется применять спирт-сырец (ГОСТ 131—01)
крепостью 88° или спирт-ректификат (ГОСТ 8962—51)
крепостью 96—98°. Менее крепкий спирт плохо растворя-
,36
ет смолу. После увлажнения смесь продувается холодным
воздухом —растворитель испаряется, образовавшиеся в
смесителе комки высыхают и рассыпаются на зерна, по-
крытые тонкой пленкой смолы. По существу здесь проис-
ходит тот же процесс, что и при покрытии мебели спирто-
вым лаком. В спирте обычно растворяют кусковые смо-
лы, стоимость которых ниже стоимости пульвербакелита,
например смолу № 18, идитол и др.
Процесс холодного плэкировяния можно несколько
видоизменить, если пользоваться пульвербакелитом или
другой молотой смолой с добавкой уротропина: переме-
шать составные части смеси в сухом виде, а затем увлаж-
нить смесь спиртом или ацетоном в количестве до 1,2%
от веса смеси. Технический ацетон (ГОСТ 2768—44) ис-
паряется при более низкой температуре и стоит дешевле
спирта, но прочность смеси с ацетоном немного ниже.
В смесителях закрытого типа пары спирта и ацетона мож-
но улавливать и после сгущения повто)рно использовать.
Главный недостаток холодного плакирования заключает-
ся в его большой огнеопасности и значительной стоимости
растворителей.
Теплое плакирование отличается от холодного
только тем, что смесь продувают воздухом, нагретым до
100°. На очень короткое время температуру воздуха мож-
но поднять до 230°. При теплом плакировании повышается
производительность смесительной установки благодаря
сокращению времени плакирования песка.
Горячее плакирование производится тремя
способами. В одном случае применяют горячий воздух,
в другом — горячий песок, в третьем —то и другое
вместе.
По первому способу после предварительного смешения
песка с катализатором и смазывающими веществами в
смеситель добавляют требуемое количество жидкой во-
досодержащеп новолачной смолы. После увлажнения
пятСп надувают горячим воздухом, нагретым до темпе-
Р уры 260 , который расплавляет смолу. В определен-
ный момент времени горячее дутье прекращают и зали-
RnoJfJ?iecb 1В,С>ДОЙ с «елью охлаждения и прекращения
жного перехода смолы в стадию С.
ляют°,лГ?ОМу способУ К нагретому до 230° песку добав-
тщатетТно^ЬЧеННЫе куски новолачной смолы, и смесь
еремешивают. Затем добавляют уротропин,
37
одновременно охлаждая смесь водой, чтобы предотвра-
тить затвердевание смолы. Смазывающие вещества до-
бавляют в конце процесса.
По третьему способу применяют те же материалы,
совмещая описанные процессы плакирования.
При холодном и теплом плакировании свойства смолы
заметно не изменяются. При .горячем же плакировании'
эти свойства меняются, поэтому должен быть установлен
очень тщательный контроль за процессом плакирования,
чтобы получить желаемые результаты. При правильном
проведении горячий способ плакирования имеет некото-'
рые преимущества: ускоряется процесс, исключаются
огнеопасные растворители, получается прочное твердое
малоизнашиваемое от трения песка покрытие. Плакиро-
ванный этим способом песок может долго храниться без
слеживания в комки.
На многих заводах в СССР при плакировании песка
холодным способом вместо спирта или ацетона смесь
увлажняют фурфуролом (ТУ МПХ 359—50) в количестве
до 1 % от веса смеси. Фурфурол не только растворяет
смолу, но сам является альдегидом. Поэтому добавка
ФУРФУРола равноценна увеличению содержания в смеси
уротропина; прочность смеси заметно повышается.
Смолы в смеси, в зависимости от ее качества, зерни-
стого состава песка и требуемой прочности оболочек, со-. ।
держится5—7%. При толщине оболочки,равной 6—7 мм,'
на каждый квадратный метр модельной плиты расхо-
дуется 10 кг песчано-смоляной смеси. При рациональном
размещении моделей на плите с одного квадратного мет-
ра оболочковой формы можно получить до 50 кг годных
отливок. Следовательно, на одну тонну отливок расхо-
дуется 400 кг смеси. Такой расход материалов следует
считать весьма экономным. На некоторых предприятиях
еще до сих пор расходуют смеси в 2,0—2,5 раза больше,
что свидетельствует о плохом использовании площади
модельной плиты и о чрезмерной толщине оболочек.
При существующих ценах на материалы стоимость
1 т смеси доходит до 450—500 руб., причем 90% этой
суммы приходится на долю смолы. Себестоимость тон-
ны отливок, полученных литьем в оболочковые формы,
соответственно повышается на 150—200 руб. по сравне-
нию с себестоимостью отливок, получаемых литьем в
песчаные формы. Удорожание отливок компенсируется
38
гменьшением их веса и другими выгодами, получаемыми
пои очистке литья, а главное — уменьшением припусков
на механическую обработку. Стоимость детали или из-
делия во многих случаях оказывается ниже, чем при
обычных способах получения отливок.
Однако расширение области применения оболочково-
го литья, наряду с механизацией и автоматизацией про-:
цесса, в основном зависит от возможности удешевления
смеси. Поэтому внимание многих исследователей и на-
учных учреждений сосредоточено на поисках замените-
лей фенолформальдегидной смолы в смесях для изготов-
ления оболочек и стержней. К сожалению, вполне
удовлетворительных результатов еще не получено. За-
менителя, равноценного фенолформальдегидной смоле,
пока еще нет. Но многое в этом направлении уже сдела-
но. Успешны попытки заменить чистые фенолы из ка-
менноугольной смолы менее ценными фенолами и его
гомологами (гомологи — сходные по свойствам вещест--
ва), добываемыми из более дешевой смолы бурого угля,
из торфа, сланцев и т. д. В ряде случаев фенол можно за-
менить технической мочевиной, получая мочевинофор-
мальдегидную, или, как ее иначе называют, карбамид-
ную смолу. Эта более дешевая смола обладает неприят-
ным запахом и не обеспечивает высокой прочности
оболочек, но может быть использована при получении
отливок из легкоплавких сплавов, например, из силуми-
на или латуни. Ее часто применяют для стержневых
смесей, для склеивания оболочек. Можно также частич-
но использовать мочевиноформальдегидную смолу,
вводя ее в смесь в количестве до ‘А от общего веса смолы.
Большим достижением можно считать практическое
внедрение на Киевском и Ирбитском мотоциклетных за-
водах смеси ПС-1, состав которой разработан в
ЦНИИТМАШе еще в 1956 г. Смесь состоит из 100 весо-
вых частей песка, 3 частей новолачной смолы № 18,
4 частей древесного пека и до 1,5 частей уротропина.
Производство крепителя с таким же названием (ПС-1),
состоящего из тех же материалов, за исключением песка,
освоено на двух химических заводах. Стоимость 1 т та-
кого крепителя 3200 руб., т. е. почти вдвое меньше пуль-
вероакелита.
Древесный пек получается в качестве побочного про-
укта переработки жидких древесноугольных смол.
39
В состав древесного пека входит до 65% различных фе-
нолов. Оболочки, изготовленные из смеси ПС-1, боле<
хрупки, труднее снимаются с модельной плиты и требу,
ют для затвердевания более высокой температуры г
больше времени, но дают удовлетворительные отливки ц
вполне приемлемы для производства.
Несмотря на небольшой расход песков на изготовч
ление юболочек по сравнению с обычным литьем в пес-
чаные формы, повторное использование песка представ-
ляет значительный интерес, тем более что регенерация,
т. е. восстановление его, не представляет трудности. Вос-
становление первоначальных свойств песка достигается
простым обжигом в печи. Остатки смолы на поверхности
зерен песка сгорают, и сами служат топливом для нагре-
ва печи, поэтому расход топлива для регенерации песка
очень невелик.
Для регенерации песка пригодны печи, которые слу-
жат для сушки свежего песка. Это создает большие
удобства в производстве. Можно даже совместить оба
процесса в одном агрегате. Нагретый песок после реге*
нерации смешивается с сырым свежим песком, высушен*
ная смесь регенерированного и свежего песка транспор*
тируется в бункер для хранения песка в смесепригото*
вителыюм отделении. Промышленная установка такого
типа разработана Минским филиалом НИИТАВТО-
ПРОМа. Каждый час в ней регенерируется 0,5 т отхо*
дов и одновременно высушивается 1 т свежего песка.
Расход мазута в печи составляет 12 кг/час.
ТЕХНОЛОГИЯ оболочкового литья
МОДЕЛЬНАЯ ОСНАСТКА
важную роль в технологии оболочкового литья игра
ет модельная оснастка. От конструкции, материала, точ
ности размеров и чистоты поверхности моделей зависит
не только качество отливок, но и производительност!
машин, возможность ритмичной работы поточных меха-
низированных и автоматизированных линий оболочково-
го литья.
Выбор материалов для модельной оснастки очень ог-
раничен. Подмодельная плита и модели могут из готов-
40
яться только из металла и при том не всякого, так
как они работают в условиях повторного нагрева до 350°.
В обычном литье чаще всего применяют алюминиевые мо-
дели В оболочковом литье алюминиевые модели следует
применять только как исключение для небольших серий
отливок и при условии, если к отливкам не предъявляют
высоких требований. Вследствие относительно малой
теплоемкости в алюминиевых моделях трудно накапли-
вать достаточный запас тепла для равномерного форми-
рования оболочки. Высокий коэффициент линейного рас-
ширения алюминия в сочетании с неудачной конструкци-
Фиг. 20. Устройство толкателей.
ей бывает причиной деформации и коробления модельных
плит. Мягкость алюминиевых сплавов делает невозмож-
ным получение требуемой гладкости поверхности при по-
мощи шлифовки — от малейшего удара на моделях оста-
ются забоины и зазубрины. Вследствие пористости алю-
миниевых сплавов съем оболочек с моделей затруднен.
Несмотря на все эти недостатки алюминиевую оснастку,
особенно модели и элементы литниковой системы из алю-
миния, можно встретить на многих заводах, пользующих-
ся оболочковым литьем в небольшом объеме, так как
стоимость ее невелика и при отсутствии должной меха-
низации малый вес оснастки становится существенным
преимуществом.
Лучшим материалом для модельной оснастки считают
плотный мелкозернистый серый чугун. Он легко отливает-
ся и хорошо обрабатывается, не коробится, обладает до-
статочной теплоемкостью, шлифуется и полируется, не
забивается от случайных ударов. Оболочка с чугунной
плиты снимается без затруднений. Хорошие результаты
случаются также при изготовлении моделей из углеро-
41
диетой стали средней твердости, особенно из хромистой
стали. Не следует делать модельную оснастку из разньц ‘0 gbITb не менее одного толкателя. Форма толкателей
материалов: это приводит к разностенности оболочек и , , —- — — ——— --------------- с.,
снижает их качество. Сплошные модели хорошо прогрева-
ются, не коробятся, не образуют швов, затрудняющий ^связанные общей плитой
съем оболочки, поэтому чем меньше отдельных кусков
на модельной плите, тем лучше.
квадратном дециметре площади модельной плиты долж-
1крепление их на плите выполняются по-разному. Вы-
дают толкатели индивидуальные (фиг. 20, а) и толкате-
₽ ---—(фиг_ 20, б). Индивидуаль-
головку в
виде заклепки,
ibie толкатели могут иметь
Чистота поверхности моделей должна соответствовать
10 классу по ГОСТ 2789—59, хотя при необходимости ог-
раничиваются 9 и даже 8 классом чистоты. Очень хороши^
результаты дает электролитическое хромирование моде-
лей, после которого модели полируются. Съем оболочек
с хромированных модельных плит сильно облегчается,
расход разделительного состава уменьшается. Модели
обычно изготовляют по 4 классу точности, часто по 1
классу, а в отдельных случаях по 3 классу точности. Hi
все размеры моделей требуется выполнять с одинаково!
точностью; повышенная точность изготовления увеличи
вает стоимость модельной оснастки и не всегда бывав
оправдана. В остальном конструкция моделей не отлича
ется от обычной для машинной формовки.
Модельный комплект состоит из подмодельной плиты,
моделей, элементов литниковой системы, выступов или
впадин для сборки оболочек. Плита окаймляется бортом,
служащим для формирования жесткого ребра по пери-
метру оболочки. Это ребро усиливает оболочку, делает е«
более устойчивой против коробления, облегчает съеь»
оболочки с плиты без поломок. На обратной стороне мо-
дельной плиты расположены толкатели с пружинами. Го
ловки толкателей проходят через отверстия в плите и упи-
Фиг. 21. Примеры литниковых систем.
раются в оболочку. К этой же стороне плиты иногда кре зыступающей над поверхностью плиты, или же гладкую
пятся электрические нагревательные элементы в вид; головку, изготовленную заподлицо с плитой. Пружину
спиралей, заключенных в стальные трубки в специально! толкателя можно оставлять открытой или заключать в
изолирующей массе. Толщина подмодельной плиты н специальный стаканчик с целью защиты. Пружина долж-
должна быть меньше 12 мм. Стенки моделей следуе' ]а выдерживать многократный нагрев без заметного
делать по возможности равномерного сечения. Не допу
скаются сплошные модели без облегчающих выемок материалов для пружин еще нет и их '4 а сто приходится
Все это необходимо для создания условий равномерной менять. Удовлетворительно служат пружины из специ-
прогрева оболочки. По периметру модельной плиты уст 1-Х2, XX хх__
раиваются ушки или делаются приливы для креплен» '1™^ц^Ют обычно две или четыре модели. Можно делать
к бункеру машины. ']
Особенно большое значение придается конструкцш
и выбору места расположения толкателей. ]
специальный стаканчик с целью защиты. Пружина долж-
гнижения упругости. К сожалению, вполне устойчивых
материалов для пружин еще нет и их '4 а сто приходится
маР°к 4X13; IXI8H9 и PI8. На одной плите
или116 Плиты симмбтричными, т. е. располагать на одной
^.^x^j-xxx-J ?е веРх и низ формы. При сборке оболочку ломают
На каждом ~ равные части по углублению, проходящему через
42
43
центр оболочки. Однако площадь плиты при этом ие
пользуется менее рационально, и расход формовочне ьормовке в опоках. Несмотря на высокую газопроницае-
смеси на одну отливку возрастает. W P избегать устройства выпопов и
* сть оболочек нельзя избегать устройства выпоров и
тдухоотводов, также необходимы прибыли для пита- .
ия отливок при затвердевании. Размеры литников в
многоместных формах должны обеспечивать более или
менее равномерное и одновременное заполнение всех по-
ЛИТНИКОВЫЕ СИСТЕМЫ
Выше отмечалась возможность увеличения выход
. годного литья путем сокращения размеров литниково достели при том без завихрения струи металла.
системы. Из этого не еле
дует делать вывода, чт
литниковая
оболочковых формах иг
рает малую роль и <
можно упрощать. Наобо
рот, особые условия за.
ДИШВМк
Е '‘"JLL1 ШРЛ
система ।
РАЗДБДИТЕЛЬНЫЕ СОСТАВЫ
Съем оболочки без поломок возможен только при co-
ed ответствующей подготовке модельной плиты к первому
4 пуску ее в работу и при последующем уходе за ней в
процессе производства.
наш
Фиг. 22. Пресс для склейки
оболочек.
ливки и большое коли Подготовка плиты к работе заключается в следующем.
нляЖ чество газов, выделяемы Плиту тщательно обезжиривают каким-либо растворите-
смолой при сгорании, а лем, затем нагревают до 130 140 и после этого снова
и ставляют относиться , обезжиривают поверхность, добиваясь полного удаления
литниково । жировых пятен. Приготовляют специальный раствор и
опрыскивают им поверхность плиты, после чего снова на-
гревают плиту, но уже до 300—350°. Такая предваритель-
Уход за плитой состоит в своевременной тщательной
очистке ее от нагара и прилипших кусков смеси; даже от-
дельные песчинки, оставшиеся на плите после съема оче-
редной оболочки, могут служить причиной выкрашива-
- -----1 ния и поломки следующей оболочки. Главное же — регу-
"элёменто! ляРное покрытие поверхности модельной плиты тонкой
видна пленкой Разделительного состава. В зависимости от ка-
грттгы чества состава его наносят на плиту либо перед каждой
засыпкой смесью, либо после снятия 5—8 оболочек.
К числу наиболее распространенных разделительных
весьмг составов относится жидкость № 5, изготовляемая по тех-
_____1 Ническим УГЛтиам МХТТ 941К___СО1
относиться
построению
системы очень серьез
но. I
На фиг 21 представ |1ая подготовка может повторяться несколько раз.
лено несколько конструк
ций литниковых систег
оболочковых форм, зали
ваемых в горизонтальное
и вертикальном положе
нии. Среди •__________
этих систем мы ]------
шлакоуловители, сетки
центробежные сепарато
ры шлака и другие ус I
ройства, иногда ]
сложные, как, например,
в форме для отливки ко
ленчатого вала на зазод
Форда. 1
Для того чтобы добиться получения хорошей отлга
ки, г --------- ------
’ * --- -------- мп чаши ирилоди1ЛЯрт,тр * J — ------------------,1СЛ uvDvpAiivvin iviviajuia. rauuir
прооовать много вариантов литниковой системы ЖелЯ н,гй „ и °Рганические вещества испаряются. Единствен-
тельно располагать всю распределительную часть литнй дефицитно^0” ”
ковои системы в одной плоскости, а не в двух, как пр hJ™
44
в процессе освоения технологии часто приходите
____________________ ___ .> *
..ическим условиям МХП 2416—54. Силиконовая жид-
кость № 5, иначе называемая этилполисилоксаном,
является кремнийорганическим соединением, в котором
содержится до 60%' кремнезема. При нагреве мелкие
стицы кремнезема выпадают из раствора и образуют
пит^Ю ПР°ЧНУЮ пленку на поверхности металла. Раство-
паА,,неД°статок жидкости № 5 — это ее дороговизна и
множество рецептов других, более доступных
45
составов, совсем исключающих применение этой жидкс
сти или содержащих эту жидкость в смеси с другими в<
ществами. Один из лучших составов, однако не из самы
дешевых, готовится по следующему рецепту (в в<
совых %):
Жидкость № 5................... 7—8
Хозяйственное мыло............ 3—4
Теплая вода................. 88—90
В целях экономии содержание жидкости № 5 нередК
снижают до 2—3% и увеличивают количество мыл!
Очень хорошие результаты получаются при пользовани
новым разделительным составом СКТ-Р, разработанны,
в НИИТАВТОПРОМе. Состав СКТ-Р представляет собо
5%-ный раствор синтетического термостойкого каучука
уайт-спирите. Многие литейщики считают, что этот соста
даже превосходит по качеству силоконовую жидкост
№ 5, позволяет унимать 25—30 оболочек с одного покры
тия плиты. К этой же группе разделительных составсм
относятся смазки СКТ-2 и СКТ-3, образуемые на основ
метилсиликоновых жидкостей, получаемых в виде кубе
вых остатков в химической промышленности. Действи
этих смазок не отличается от этилсиликоновой жидкост
№ 5, цена же в 10 раз ниже.
СБОРКА ОБОЛОЧКОВЫХ ФОРМ
Сборка оболочек производится по установочным вь
ступам на одной оболочке и по углублениям — в другой
Для ускорения сборки иногда делают три выступа и тр
углубления вместо четырех по углам. Если необходим
получить в отливке сложные полости, в форму укладь
ваются оболочковые или сплошные стержни. Впадипь
даже глубокие, оформляются самой оболочкой.
Предложено много способов скрепления оболоче!
металлическими скрепками в виде бельевых прицепе!
струбцинками, простыми проволочными дужками, болтг
ми с шайбами и гайками, даже цепями и др. Лучший и
них — это склеивание оболочек на специальных пресса
(фиг. 22). Один из таких прессов конструкции ВПТ1
Судпрома имеет габариты стола 750X550 мм и произве
дительность до 150 форм в смену. Собранная форма
устанавливается на подпружиненные штыри 1 и сверх
46
прижимается плитой с такими же штырями 3. Предвари*
тельно на одну из оболочек наносится по краю тонкая по-
лоска клея, затвердевающего только при нагреве. Одна
из оболочек должна быть нагрета до сборки формы — в
этом большое неудобство пресса.
На Киевском мотоциклетном заводе успешно работа*
ет пресс, допускающий сборку формы из остывших обо-
лочек. Нагрев оболочек производится в самом прессе
электрическим током высокой частоты, передаваемым
оболочке при помощи медных штырей. Производитель-
ность этого пресса очень высокая — до 70 форм в час, так
как склеивание требует всего лишь 30 сек. Размеры
склеиваемых оболочек 450X400 мм; потребляемая мощ-
ность 5 кет.
В состав клея входят: мочевиноформальдегидная
смола МФ-17 (40%), маршалит (60%) и хлористый ам-
моний (1,5% сверх 100%). Смола служит в качестве вя-
жущего вещества; хлористый аммоний является катали-
затором, ускоряющим процесс затвердевания смолы;
маршалит увеличивает массу клея, делая возможным
равномерное распределение смолы по большей площади
склеиваемых оболочек. Приготовленный клей можно хра-
нить только в течение нескольких часов. Есть и другие
составы клея, но они менее надежны.
ЗАЛИВКА ОБОЛОЧКОВЫХ ФОРМ
Оболочки небольшого размера, если они обладают
достаточной прочностью, можно заливать из мелких ков-
шей на плацу или конвейере. Однако на изготовление
прочных оболочек, не требующих укрепления стенок при
заливке, расходуется большое количество смеси с повы-
шенным содержанием смолы. Более рационально делать
тонкие оболочки, но нужно помещать их в опоки или кон-
тейнеры и засыпать чугунной или стальной дробью или
заформовывать в песке. При таком способе напор жидко-
го металла не вызывает изгиба и раздвижения оболочек
даже при вертикальной заливке крупных форм. На об-
ложке книги показан цепной конвейер Уралвагонзавода
с подвешенными к нему контейнерами, в которых зафор-
юваны в песке оболочковые формы.
ормовка в песке при всей своей простоте и дешевиз--
47
не все же хуже, чем заполнение свободного пространств]
контейнера металлической дробью. Дробь легко переме
щается из бункера в контейнер по шлангу, поэтому про
цесс засыпки легко механизировать. Для уплотнени
дроби нет надобности пользоваться встряхивающим]
столами, как при формовке в песке: дробь намного тяже
лее зерен песка и самоуплотняется. Дробь не препятству
ет прохождению газов и охлаждает оболочку, благодаря
чему улучшается качество отливки. Дробь легко отделит
от горелого песка, очистить от пыли, охладить и снов
пустить в работу. Все эти операции осуществляются пр
помощи магнитных сепараторов и других механизирова]
ных устройств.
ВЫБИВКА, ОЧИСТКА И КОНТРОЛЬ отливок
Выбивка отливок, особенно из контейнеров с засыпко
дробью, чрезвычайно проста и сводится к наклоненш
платформы подвесного конвейера или раскрытию дн
контейнера над выбивной решеткой. В хорошо организс
ванном производстве это делается автоматически бе
участия рабочих; самая вредная в обычном литейно!
цехе ручная работа по выбивке опок здесь отпадае
Очистка поверхности отливок также чрезвычайно обле]
чена. Для чугунных отливок вполне достаточна обкатк
в барабане или даже легкое постукивание ручным моло-
ком, но в механизированном производстве применяете]
конечно, современная дробеструйная очистка в специал]
ных аппаратах. Зачистка остатков литников и заливов н
отличается от обычной.
Отливкам, полученным литьем в оболочковые формь
свойственны те же виды дефектов, какие встречаются
при формовке в опоках,— заливы, засоры, шлаковые, г;
зовые и усадочные раковины, недоливы и спаи, вскип
и др. Но при правильной организации производства бр;
ка бывает значительно меньше. Причины брака заклк
чаются главным образом в поверхностных дефектах н
оболочках, недостаточной прочности или большой газ<
творности оболочек, нарушении технологии при изгото!
лении смесей или в плохом качестве исходных матери]
лов. Неправильная сборка формы, недостаточно продз
манная литниковая система, загрязненный или холодны
металл также могут быть причинами брака отливок.
48
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЬЯ
В ОБОЛОЧКОВЫЕ ФОРМЫ
Уровень науки и техники, в частности прикладной
механики, автоматики и электроники, в наше время позво-
ляет механизировать и автоматизировать любой процесс
труда- Однако не все процессы производства одинаково
легко поддаются механизации. Например, механизация
и автоматизация формовки в опоках требует создания
очень 'сложных и дорогих машин, механизмов и устройств.
При этом, несмотря на высокую первоначальную стои-
мость оборудования и возрастание расходов на ремонт,
стоимость отливок уменьшается благодаря повышению
производительности труда, но качество* их остается преж-
ним. Наоборот, все виды литья в металлические формы
легко механизировать и автоматизировать с одновремен-
ным повышением качества отливок и производительности
труда, но и здесь первоначальные затраты .на оборудова-
ние еще довольно велики и быстро окупаются только в
массовом производстве.
Литье в оболочковые формы выгодно отличается от
литья в обычные песчано-глинистые формы тем, что оно
легко поддается механизации и автоматизации при лю-
бом объеме производства и при сравнительно небольших
затратах на оборудование. Но и здесь, как и во всех
остальных случаях, максимальная эффективность дости-
гается только в специализированных цехах при достаточ-
но крупном производстве.
На фиг. 23 схематично показана одна из первых
машин для изготовления оболочек. Такие машины ши-
роко распространены в литейных цехах с небольшим объ-
емом оболочкового литья. Машина состоит из бункера 3,
электрической печи /, механизма для съема оболочек с
модельной плиты 2 и транспортного устройства, связыва-
ющего эти три главные части машины. Рабочая емкость
ункера 100 кг формовочной смеси. Размеры подмодель-
НОИ плиты 650X390 мм.
сложР°ЦыС изготовления оболочек-на этой машине не-
Из ен’ Нагретую плиту выкатывают по транспортеру
литрп™’ очищают сжатым воздухом, покрывают разде-
то П.ПЬНЬ1М составо’м> скрепляют с бункером, и после ето-
ется орачивают бункер на 180°. Одновременно зажига-
товои сигнал, связанный с часовым механизмом.
л- М. Волпянский
49
Через некоторое время, необходимое для формирования
оболочки, лампа гаснет. Бункер возвращают в исходное
положение, открывают замок, помещают плиту на транс-
портер и вкатывают ее вместе с оболочкой в печь. Темпе-
ратура 1в печи регулируется автоматически. После затвер-
девания оболочки плиту выкатывают из печи, включают
Фиг. 23. Однопозиционная машина для изготовления оболочек.
механизм подъема толкателей, отрывают оболочку от
плиты и снимают ее с толкателей вручную. Запас тепла,
оставшийся в плите после съема оболочки, достаточен
для формирования на ней следующей оболочки. Темпера-
тура подмодельной плиты периодически проверяется тер-
мопарой. Проектная производительность этой машины
40 оболочек, или 20 форм, в час, но практически она ред-
ко превышает 12—15 форм.
Более рационально устроена сдвоенная машина
У К Ф - 2 конструкции НИИТАВТОПРОМа. Эта машина
работает на Киевской мотоциклетном заводе, Горьков-
ском автомобильном заводе и на ряде других предприя-
тий. Устройство ее следующее (фиг. 24). Под общим ко-
жухом, внешне напоминающим вытяжной шкаф в хими-
ческих лабораториях, установлены две электрические
50
печи 1. Между печами,-на общей с ними станине, укреп-
лены: поворотный бункер 4 и два механизма съема обо-
лочек 2, по одному с каждой стороны бункера. Поворот
модельной плиты над бункером производится при помо-
щи пневматического подъемника 3, поэтому плиты могут
быть довольно большими. Плита скрепляется с бункером
автоматически при помощи подпружиненных захватов.
В принципе работа двухпозиционной машины УКФ-2 не
Фиг. 24. Общий вид установки УКФ-2.
отличается от работы описанной выше однопозиционной
машины, но на машине УКФ-2 оболочки изготовляются
одновременно по двум модельным плитам Для верха и
низа формы. Производительность установки 40 оболочек,
или 20 форм, в час. Размеры оболочек 400X600 мм.
Часто в литейных цехах можно встретить четырехпо-
зиционную карусельную м ашин у С КФ-2. Это неболь-
шая машина для оболочек размером 300X400 мм. В
настоящее время нашей промышленностью серийно вы-
пускается модернизированный вариант этой машины,
известный под маркой СКФ-2М (фиг. 25).
Все узлы машины смонтированы на сварной плите 2.
етьгрехпозиционный стол 5 в виде крестовины закреп-
4*
51
A-A
/1,88
лен на валу 3, который периодически поворачивается на
90° пневматическим механизмом 4. На стол машины уста-
навливаются четыре подмодельные плиты с моделями 6.
Эти плиты при повороте стола проходят через электриче-
скую печь 1, занимающую три (позиции карусели; три
Фиг. 26. Схема изготовления оболочек на машине СКФ-2М.
плиты всегда находятся в печи, а четвертая открыта для
Формирования оболочки. Возле этой четвертой плиты
(в четвертой позиции) у карусели установлен бункер 8
Для смеси емкостью 50 кг. Поворот подмодельной плиты
и установка ее на бункер с формовочной смесью, а также
обратный перенос ее с бункера на крестовину стола осу-
ществляется двумя рычагами. Эти рычаги вместе с валом
53
7 поворачиваются вручную при помощи штурвала 9, вал
которого связан цепной передачей с валом 7. Крепление
подмодельной плиты к рычагам производится пневмати-
ческими зажимами. Опрокидывание бункера вместе с
плитой осуществляется пневматически при помощи ци-
линдра и рычажной системы, расположенных под бунке-
ром. Съем готовой оболочки после выхода ее из печи
производится пневматическим диафрагменным механиз-
мом, находящимся в четвертой позиции карусели, ниже
модельной плиты.
Действие этого механизма: гладкая плита упирается
в концы толкателей, которыми оболочка отрывается от
плиты. С толкателей оболочка снимается вручную. Про-
изводительность машины 65—75 оболочек в час, обслу-
живает машину один рабочий. На фиг. 26 приведена схе-
ма изготовления оболочек на машине СКФ-2.
Кроме описанных простых машин, имеются более
сложные и более производительные полуавтоматы: одно-
позиционная установка ЛОФ-1 для оболочек разме-
ром 650X460 ли производительностью 20—30 оболочек
в час; двухпозиционный автомат УОФ-1 для оболочек
700X500 мм производительностью 40—50 оболочек в час;
пятипозиционный полуавтомат карусельного типа для
оболочек 700X^00 мм производительностью 100—120
оболочек в час; четырнадцатипозиционная машина кару-
сельного типа для оболочек 550X450 производительно-
стью 175 оболочек в час. Следует заметить, что произ-
водительность машин определяется не только числом
оболочек, но и общей площадью оболочек, изготовленных
в час или в смену.
Всесоюзный проектно-технологический институт тяже-
лого машиностроения спроектировал и изготовил полу-
автомат СКФ-ЗМ (фиг. 27). Эта машина состоит из
следующих основных узлов: поворотного четырехпози-
ционного стола 5, бункера 2 и рычагов с механизмами
поворота и зажима, съемника с механизмом зажима
плиты 4, электрической печи 6, пульта управления 3 и
шкафа электроуправления 1.
В первой позиции модельную плиту обдувают возду-
хом и покрывают разделительным составом; здесь же |
снимают с модельной плиты готовую оболочку. Все эти
операции выполняются вручную. Остальные операции в
других позициях — автоматически. На второй позиции
54
I
модельная плита переносится со стола на бункер, засы-
пается смесью и возвращается на стол так же, как и на
машине СКФ-2, а затем проходит через электрическую
печь, которая здесь занимает только половину окружно-
сти. Таким образом, в отличие от машины СКФ-2 в печи
Фиг. 27. Полуавтоматическая машина СКФ-ЗМ для изготовления
оболочек.
всегда находятся две модельные плиты вместо трех.
Привод стола гидравлический. Размер оболочки
400X500 мм; производительность 45 оболочек в час.
На заводах литейного оборудования в ближайшее
время намечается серийный выпуск типовых машин: че-
тырехпозиционной карусельной машины марки 831 для
оболочек размером 800X630 мм; шестипозиционной ка-
русельной машины марки 832 для оболочек размером
500X400 мм производительностью 190—200 оболочек в
час; восьмипозиционной карусельной машины марки 837
Для оболочек размером 550X450 мм производитель-
ностью 240—300 оболочек в час.
Опытный образец карусельной машины марки 832
Демонстрировался на Всесоюзной выставке достижений
народного хозяйства в Москве. Схема технологического
процесса изготовления оболочковых форм на этой маши-
55
не приведена на фиг. 28. В позиции I карусели произ
водится съем готовой оболочки 1 при помощи пневмати
ческого механизма 2, здесь же плита 4 и модели 3 очи
щаются сжатым воздухом и покрываются разделитель
ным составом. Во время поворота карусели на 60°, njpi
переходе с позиции I в позицию II, на плиту 4 наклады
вается наполнительная рамка 5. В позиции II плйта
рамкой засыпается плакированной смесью из бункера
дозатора 6. При переходе из позиции II в позицию II]
после того как на плите сформировалась оболочка
плита с рамкой поворачивается, и излишек смеси сбра
сывается в нижний бункер 7, откуда поднимается элева
тором и через сито снова попадает в бункер-дозатор
При дальнейшем движении карусельного стола плит,
возвращается в исходное положение, и рамка с нее сни
мается. В позициях IV, V и VI плита с оболочкой пре
ходит через электрическую печь, после которой снова
попадает в позицию I, и цикл повторяется.
Более оригинальна конструкция новой машины м а р
к и 8 3 7. Эту машину также демонстрировали на ВДНХ
Машина состоит из механизма формирования, поворот
ной рамы с восемью модельными плитами, механизм
съема, механизма покрытия, печи, приводного восьми
позиционного стола и бункера питателя. Механизм фор
мирования находится в первой позиции; печь занимает
вторую, третью, четвертую и пятую позиции; механизм
съема установлен в шестой позиции; седьмая позиция
остается свободной и используется для осмотра плиты
в восьмой позиции плита покрывается разделительны!
составом. Работа машины полностью автоматизирован:
56
Схема технологического процесса изготовления обо-
лочек на машине 837 показана на фиг. 29. Одна за другой
без участия человека выполняются 19 операций, после
чего цикл повторяется. Последовательность операций
обозначена на схеме порядковыми номерами. На короб
Фиг. 29. Схема технологического процесса изготовления
оболочек на машине 837.
с эластичным дном, сделанным из резины, опускается
модельная плита и скрепляется с ним пневматическими
захватами (операции 0, 1 и 2). Короб опрокидывается
вместе с плитой вниз. При повороте под эластичное дно
°Роба впускается сжатый воздух, резиновая пластина
57
выгибается и прессует формовочную смесь в период фор-
мирования оболочки (операции 3 и 4). Затем короб воз-
вращается в исходное положение, впуск сжатого воздуха
прекращается, эластичное дно вместе с излишком смеси
опускается вниз, модельная плита освобождается от
зажимов и поднимается наверх (операции 5, 6 и 7).
Короб отодвигается назад и становится под загрузочную
воронку бункера-дозатора с запасом формовочной смеси.
При отодвигании короба назад шток с плитой поднима-
ет резиновое дно короба, как показано на схеме (опера-
ции 8 и 9). После наполнения короб возвращается на
старое место, дно его вместе со смесью опускается, остав-
ляя свободное пространство для следующей модельной
плиты (операция 10). Все перечисленные выше операции
производятся в первой позиции карусельной восьмипози-
ционной машины.
Начиная со второй и кончая пятой позицией, модель-
ная плита вместе с оболочкой проходит электрическую
печь с рефлекторными отражателями, в которой протека-
ет процесс затвердевания оболочки (операция 11). По
выходе из печи в шестой позиции (операции 12 и 13)
производится съем оболочки с модельной плиты с помо-
щью механизма, поднимающего плиту вверх без поворота
вокруг оси, как в других машинах, поэтому оболочка Л
толкателей падает вниз в приемник и с него по склизу
или при помощи транспортерной ленты поступает на
сборку оболочковой формы. В седьмой позиции модель-
ная плита поворачивается вверх, делая удобным ее ос-
мотр, а затем возвращается назад для обдувки сжатым
воздухом (операции 14, 15 и 16). В восьмой позиции
(операции 17, 18 и 19) модельная плита покрывается
разделительным составом, для чего на этой позиции ус-
тановлен специальный закрытый в бачке пульверизатор.
Главная отличительная особенность машины — это
устройство опрокидывающегося короба с эластичным
дном с целью прессования оболочки в момент ее фор-
мирования. Благодаря этому качество оболочки сильно
повышается, ее можно делать достаточно тонкой и зна!
чительно сократить расход формовочной смеси. Кроме
того, такое устройство облегчает и упрощает автомати-
зацию процесса формирования оболочки.
Автоматическая работа машины при высокой произ-
водительности ставит ее в ряд лучших машин этого типа,
58
известных в мировой технике. Надо полагать, что после
испытания в производственных условиях машина марки
$37 найдет достаточно широкое применение в наших ли-
тейных цехах.
Мы не будем описывать машины для изготовления
оболочек, выпускаемые многими фирмами почти во всех
развитых странах мира. При всем разнообразии конст- -
рукций принципиальные схемы этих машин мало отли-
чаются от уже описанных отечественных машин. Пред-
ставляет интерес сравнение стоимости нескольких гер-
манских машин наиболее известных марок (см. табл.)
За единицу стоимости принята стоимость самой про-
стой из этих машин.
Сравнительная стоимость машин для изготовления оболочек
'Ларка машины Размеры оболочек в мм Произво- дитель- ность в шт/час Число позиций машины Стоимость машины
Ф5 350 х 450 36 1 1,о
Сдвоенная Ф5 350x450 70 2 2,0
Ф6 450 х 600 36 1 2,0
Сдвоенная Ф6 450 > 600 70 2 4,0
Ф401 520x320 60 4 5,7
Ф50/65 500 x 650 40 4 8,9
МКА216 450x600 240 16 19,0
МКА13 450x600 180 « 3 9,6
Сопоставление стоимости машин показывает, что
стоимость машины, приходящаяся на единицу продук-
ции, т. е. капитальные затраты, у многопозиционных ма-
шин выше, чем у малопозицконных. Другими словами, с
увеличением числа позиций стоимость машины возра-
стает быстрее, чем увеличивается ее производительность
Поэтому для уменьшения объема капитальных вложе-
ний следует применять малопозиционные машины. Мно-
гопозиционные машины выгодны тогда, когда стремят-
ся понизить эксплуатационные расходы, так как эти
Машины, особенно автоматы, требуют меньшего числа
Рабочих ца единицу продукции. Нельзя, однако, переоце-
нивать этот фактор. Небольшие неполадки крупного аг-
регата вызывают простой всей линии; за сложными
машинами требуется очень квалифицированный уход;
59
ремонт их обходится дорого. В результате всего этого
установка более сложных машин может не дать ожида-
емого экономического эффекта. Было бы очень жела-
тельно, чтобы наши заводы литейного оборудования,
наряду с многопозиционными машинами для изготовле-
ния оболочек, выпускали менее сложные малопозицион-
ные автоматы усовершенствованной конструкции, на ко-
торых можно делать крупные оболочки размером 700\
1000 мм и больше.
Нам остается еще немного рассказать о машинах
для изготовления двухслойных оболочек, о машинах для
изготовления оболочковых стержней и о машине для
склейки оболочковых полуформ.
На ВДНХ демонстрируется машина МД Ф-240
для изготовления прессованных двухслойных форм из
песчано-смоляной смеси. Рисунок этой машины вы мо-
жете увидеть на стр. 3 брошюры. Название МДФ неточ-
ное, так как на машине изготовляются двухслойные по-
луформы, а не целые формы. Из двух таких полуформ
вручную собирается одна форма. Первый, облицовоч-
ный, слой формируется при помощи резиновой диафрагмы
примерно так же, как и на машине 837, т. е. по способу
прессования, но без опрокидывания бункера. Второй, на-
полнительный слой образуется насыпанием смеси поверх
первого слоя. Двухслойная форма помещается в печь, в
результате нагрева получается спекшаяся однородная
масса в виде цилиндра диаметром 240 мм и высотой
30 мм.
На лицевой стороне цилиндрической полуформы
расположены отпечатки моделей и литниковой системы,
другая же сторона плоская. Для облицовочного слоя
применяется пылевидный кварц (маршалит) с 4—5%
бакелитового лака; толщина этого слоя 1—2 мм. Напол-
нительная смесь состоит из крупнозернистого песка с
3—3,5% пульвербакелита. Отливки в таких двухслой-
ных формах получаются очень чистыми и точными и во
многих случаях могут вполне заменить более дорогие
отливки по выплавляемым моделям.
Эта машина имеет девять позиций. В первой позиции
формуется лицевой слой, во второй позиции засыпается
наполнительная смесь; последующие шесть позиций за-
няты электрической печью; в последней позиции полу-1
форма снимается с модельной плиты пружинными тол-
60
кателями. Одновременно в работе находятся девять
круглых модельных плит. Производительность машины
125 полуформ в час. Габаритные размеры установки
2760X2550X3130 мм, вес 5500 кг. Машина изготовляет-
ся на заводе Днепропетровского Совнархоза.
В Ленинградском научно-исследовательском инсти-
туте изготовлена и успешно прошла испытания машина
такого же типа для полуформ диаметром 180 мм, у кото-
рых второй, наполнительный слой образуется из смеси
песка с жидким стеклом.. Замена смолы значительно
удешевляет двухслойную полуформу.
Из отечественных машин для изготовления сложных
оболочковых стержней наиболее известна четырехпози-
ционная карусельная установка МИКС-4, рабо-
тающая на Киевском мотоциклетном заводе. В машине
используется принцип нижнего вдувания, о котором
было рассказано в начале книги. Стержневые ящики для
этой машины состоят из двух раздвигающихся полови-
нок. Обогрев половинок ящика производится трубчаты-
ми электронагревателями, вложенными в специальные
высверленные в ящике отверстия. Разъем и сближение
половинок ящика производится реечным механизмом
вручную при помощи штурвала. Внутренняя поверх-
ность ящика покрывается разделительным составом.
Подготовленный к работе стержневой ящик подводится
к раструбу машины для вдувания смеси. В момент вду-
вания ящик плотно прижимается к плоскости стола спе-
циальным пневматическим цилиндром. После формиро-
вания оболочки давление воздуха снимается и излишек
смеси высыпается обратно в раструб. Во второй и треть-
ей позициях происходит затвердевание оболочкового
стержня, а в четвертой ящик разнимают и выталкивают
из него оболочковый стержень пружинными толкателя-
ми. Один рабочий за час может изготовить на этой ма-
шине до 60 стержней.
В ближайшее время начнется серийный выпуск вось-
мипозиционной карусельной машины марки 87 3, пред-
назначенной для изготовления оболочковых стержней.
Эта сложная и крупная машина производительностью
240-300 съемов в час будет работать автоматически.
Размеры стержневого ящика для этой машины 400X250
\200 мм. Ящик может быть одноместным или многоме-
стным в зависимости от размеров стержней.
61
На ВДНХ демонстрируется четырехпозиционная ав-
томатическая карусельная машина марки 883 (фиг.
30) для склейки оболочковых форм. Машина состоит ид
механизма поворота карусели и четырех прессов штырье-
вого типа. Каждый из этих прессов устроен и работает
Фиг. 30. Машина для склейки оболочковых форм.
так, как было описано выше. В первой позиции маши-
ны производится установка в пресс склеиваемых обо-
лочковых полуформ и снятие готовой формы, в осталь-
ных позициях происходит выдержка, необходимая для
схватывания клея. Размеры оболочек 550X375X300 мм,
производительность машины до 240 форм в час. Габа-
ритные размеры установки 3100X1800X2300 мм. Изго-
товитель-завод «Красная Пресня».
62
ОБЛАСТИ ПРИМЕНЕНИЯ ОБОЛОЧКОВОГО ЛИТЬЯ
"fe всякую деталь можно и следует отливать в оболоч-
ковой форме. В одном случае этого нельзя сделать по
техническим причинам, в другом — нецелесообразно эко-
номически. Прежде чем решить вопрос о применении
оболочкового литья, надо подготовить условия, при ко-
торых новый способ литья даст максимальный экономи-
ческий эффект. При всех положительных свойствах обо-
лочковое литье —не самоцель, его надо внедрять только
в том случае, если нет другого, лучшего способа произ-
водства. Многие предприятия и у нас, и за рубежом за-
тратили немало средств на внедрение этого, якобы уни-
версального способа литья, а затем после нескольких
лет работы, не получив ожидаемых результатов, ликви-
дировали участки литья в оболочковые формы.
Появились даже противники оболочкового литья, до-
казывающие его бесперспективность. Они ссылаются
при этом на опыт США и Англии, где в последние два
года темпы роста объема производства литья в оболоч-
ковых формах резко снизились по сравнению с преды-
дущим периодом. Фирма «Дженерал Моторе К°» недав-
но отказалась от отливки коленчатого вала автомобиля
в оболочковой форме, перейдя на обычный способ фор-
мовки его всырую в опоках.
Теперь, имея десятилетний опыт, можно обоснованно
оценить возможности оболочкового литья, правильно
выбирать объекты литья и разумно организовывать про-
изводство, пользуясь усовершенствованным оборудова-
нием и передовой технологией. На Горьковском автомо-
бильном заводе при выборе оптимального технологиче-
ского процесса литья коленчатого вала в лабораторных
условиях были опробованы процессы литья в обычные
сухие формы, в сухие формы из смеси на жидком стекле
с затвердеванием при продувке углекислым газом и в
оболочковые формы. Лучшие результаты показал пос-
ледний способ, обеспечивающий получение отливки с по-
стоянной точностью размеров и хорошей чистотой по-
верхности, позволяющий снизить в 10—12 раз расход
формовочной смеси и автоматизировать процесс изго-
товления формы.
Оболочковое литье возникло не на пустом месте.
Сама идея оболочковой формы и даже способ ее получе-
63
ния в значительной мере обязаны развитию литья по вы-
плавляемым моделям. Стремление снизить чрезвычайно
высокую стоимость отливок, получаемых по выплавляе-
мым моделям в оболочках, изготовленных из смеси квар-
цевого песка с этилсиликатом, привело в 40-х годах к
мысли использовать в качестве связующего искусствен-
ную смолу. Уже имевшийся к тому времени богатый опыт
производства пластмасс и абразивных изделий очень
пригодился литейщикам, и для новой технологии в их
распоряжении оказались даже готовый материал — фе-
нолформальдегидная смола.
Со дня возникновения и до настоящего времени пер-
вое и главное назначение способа литья в фенопесчаные
формы — это замена литья по выплавляемым моделям
во всех случаях, когда в результате получается равно-
ценная или удовлетворительная по точности размеров
и чистоте поверхности отливка, независимо от рода
сплава.
Второе назначение — литье мелких тонкостенных
сложных деталей из серого и магниевого чугуна, стали
и некоторых цветных сплавов. Особенно перспективны-
ми являются отливки из магниевого чугуна, которые, по
мнению автора этой книги, должны в ближайшее время
вытеснить все отливки из ковкого чугуна и отливки из
нелегированной углеродистой стали с толщиной стенок
менее 8 мм.
Третье назначение — производство мелких и средних
отливок из дорогих высоколегированных сплавов и, на-
конец,— изготовление оболочковых стержней для боль-
шинства не очень крупных отливок из любых сплавов.
Что касается средних и крупных отливок из всех ви-
дов чугуна, углеродистой стали и цветных сплавов с низ-
кой температурой плавления, то здесь мы встречаемся
с определенными ограничениями в применении фено-
песчаных оболочек. Опыт показал, что отливки средней
толщины из углеродистой стали, заливаемой в оболоч-
ковые формы при высокой температуре, не имеют чистой
поверхности и нередко поражены поверхностной пори-
стостью. Это явление объясняют ускоренным выгора-
нием смолы при высокой температуре жидкого металла.
На наш взгляд, дело не только в температуре, но и в
составе металла, особенно на поверхности струи, окис-
ленной воздухом при заливке. Предложены некоторые
64
меры, улучшающие качество поверхности стальных от-
ливок: введение в смесь гранулированного известняка в
количестве 5—8%, замена кварцевого песка цирконие-
вым песком и др. Все они усложняют и удорожают про-
изводство и могут быть использованы только в отдель-
ных случаях. Вместе с тем, именно для стальных отливок
оказался очень удачным новейший способ производства
отливок в формах из быстротвердеющих жидкостеколь-
ных смесей. По качеству они не уступают оболочковым
и, по-видимому, окажутся более конкурентоспособными.
Не имеет широких перспектив также литье в оболоч-
ковые формы низкоплавких цветных сплавов. Более вы-
сокое качество отливок из этих сплавов и лучшие эконо-
мические результаты получаются при кокильном литье
и особенно при литье их под давлением. Это вытекает из
природы самих сплавов, прочность которых зависит от
скорости охлаждения отливок в форме. Никакие усовер-
шенствования в оболочковом литье или снижение стои-
мости отливок не смогут компенсировать снижение проч-
ности отливок в результате изменившихся условий кри-
сталлизации при замене металлической формы сухой обо-
лочковой.
Более сложен вопрос с отливками из серого чугуна.
Чугунные отливки составляют 75% литейного производ-
ства, и правильная оценка перспектив оболочкового
литья для этих отливок особенно важна. Первое ограни-
чение здесь в размерах отливок. Фенопесчаные оболочки
не могут служить для получения крупных или толстостен-
ных отливок. Пределом, по-видимому, является отливка
коленчатого вала автомобильного двигателя и площадь
формы, равная 0,7—0,8 кв. м. Правда, существуют маши-
ны, на которых можно изготовить оболочки размером
1800X1200 мм, но, как правило, большие оболочки де-
лают только для того, чтобы увеличить производитель-
ность машин. Эти оболочки разрезают на две или четыре
части и собирают из них более мелкие формы.
Второе ограничение является следствием невысокой
стоимости жидкого чугуна. Небольшое снижение веса
отливки или повышение выхода годного литья еще не-
достаточно для компенсации удорожания формовочной
смеси. Когда снижение веса достигается снятием при-
пусков на механическую обработку, эффект получается
более ощутимым, и в этом случае оказывается выгодным
5
Л. М. Волпянскнй
65
Перевод чугунной отливки на литье в оболочковые
формы.
Интересно отметить, что для чугунных отливок жид-
костекольные смеси менее конкурентоспособны, чем для
стальных: на чугунных отливках получается трудно-
устранимый пригар и нечистая поверхность. Но зато у
оболочковых форм имеются другие, более опасные кон-
куренты. Первый из них — кокильное литье, второй —
литье в прессованные под высоким давлением формы из
специальных песчано-глинистых смесей с добавкой ка-
менноугольного пека, битума или сульфитного щелока.
Последний способ литья только начал развиваться и
еще трудно оценить его возможности и эффективность.
Кокильное же литье применимо для ограниченной груп-
пы отливок. Хорошие результаты получены при сочета-
нии оболочкового литья с кокильным. Это очень перспек-
тивное направление.
Область применения любого способа литья не являет-
ся строго ограниченной и постоянной. Появление мате-
риалов с новыми свойствами или более дешевых, изобре-
тение или конструирование удачной машины, укрупнение
и лучшая организация производства сразу же расширяют
область применения данного способа литья. В то же вре-
мя развитие литейного производства в целом тесно свя-
зано с развитием машиностроения и других смежных
отраслей промышленности.
Появление новых сплавов, новых машин, приборов
или устройств с деталями необычной формы, перевод
поковок и сварных изделий на литье постоянно меняют
объем и, как правило, расширяют область специальных
способов литья, к которым относится и оболочковое
литье. Чем больше будет в руках у литейщиков разных
способов литья, тем более полно и быстро можно удов-
летворить самые разнообразные требования к точности,
чистоте и сложности отливок при увеличенных масшта-
бах производства и постоянном снижении цен на отливки.
В нашем, социалистическом, производстве, планируе-
мом на многие годы вперед, особенно важно правильно и
своевременно оценить технико-экономические достоин-
ства и возможности существующих и возникающих вновь
технологических процессов и соответственно выделить не-
обходимые материальные средства и кадры инженерно-
технических работников для их организации и развития.
66
ЗАКЛЮЧЕНИЕ
D
^опросам развития литейного производства Партия
и Правительство уделяют много внимания. В решениях
последних Съездов КПСС и Пленумов ЦК указывается
на необходимость широкого внедрения на наших пред-
приятиях новых, прогрессивных способов получения от-
ливок, в том числе литья в 'оболочковые формы. В бли-
жайшие годы планируется в несколько раз увеличить
объем производства отливок методами точного литья.
Эта задача может быть решена только при активном уча-
стии рабочих-литейщиков, их сознательном отношении к
новой технике, глубоком понимании сущности технологи-
ческих процессов и перспектив, открывающихся при
совершенствовании технологии.
Каждый рабочий должен подумать над тем, нельзя ли
на предприятии, где он работает, применить способ литья
в оболочковые формы и какую выгоду от этого получит
народное хозяйство. Можно ли, например, некоторые
детали отлить без припусков на механическую обра-
ботку, уменьшить количество брака при литье сложных,
тонкостенных деталей, заменить литье по выплавляемым
моделям более дешевым, оболочковым литьем, наконец,
улучшить условия труда, механизировать и автоматизи-
ровать производство.
Не во всех случаях надо стремиться к организации
оболочкового литья у себя на предприятии. В крупных
промышленных центрах теперь организуются специали-
зированные цехи оболочкового литья большой мощности.
В этих цехах производство отливок будет обходиться зна-
чительно дешевле, чем на отдельных мелких участках.
Краткие сведения об оболочковом литье, изложенные
в этой книге, дают общее представление о новом техно-
логическом процессе литейного производства. Ниже при-
водится список общедоступной литературы, из которой
можно получить дополнительные данные, необходимые
для практического внедрения оболочкового литья на
предприятиях.
Рекомендуемая литература
1. Я. Г. Поляков, Литье в оболочковые формы, Машгиз, 1957.
Автор книги одним из первых оценил достоинства оболочкового
литья и, начиная с 1953 г., в многочисленных брошюрах, статьях,
рефератах и лекциях неутомимо пропагандирует внедрение его в
производство. В книге кратко описывается технология оболочкового
литья и применяемое оборудование.
2. Н. А. Соколов, Литье в оболочковые формы, Машгиз, 1957.
В книге дан хорошо составленный, исчерпывающий обзор ино-
странной литературы, вышедшей до 1955 г. Содержится много по-
лезных сведений из практики и теории оболочкового литья.
3. С. И. С п е к т о р о в а, С. А. Киреев, А. М. Л и т и н с к и й,
Литье в оболочковые формы, Судпромгиз, 1955.
В книге дается общедоступное описание технологии оболочко-
вого литья на основе материалов собственных исследований и лич-
ного опыта. '
4. А. Н. Фирстов, Ф. И. Смирно в, М. М. Б у д ы л и н.
Механизация литья в оболочковые формы, Машгиз, 1960.
Книга предназначена для инженерно-технических работников
литейных цехов, но доступна и широкому кругу читателей. Содер-
жит подробные сведения о технологии и комплексной механизации
производства отливок в оболочковые формы на основе опыта Киев
ского мотоциклетного завода и ряда других предприятий. В книге
широко использованы руководящие материалы крупных научно-ис-
следовательских институтов.
Содержание
Введение .................................................“
Изготовление фенопесчаных оболочковых форм.............. о
Способ наполнительной рамки ........................ 6
Способ бункерования ..................... - - IO
Новые способы получения оболочковых форм .... И
Изготовление оболочек при помощи контрплиты ... 14
Изготовление оболочковых стержней........................ 17
Производство фенолформальдегидной смолы...................20
Вещества, из которых получают смолу.................20
Процесс образования смолы...........................23
Сущность процессов, происходящих при образовании
смолы ..............................................27
Песчано-смоляная смесь....................................30
Состав смеси.......................................32
Приготовление смеси................................35
Технология оболочкового литья ...................... ... 40
Модельная оснастка................................ 40
Литниковые системы.................................44
Разделительные составы.............................45
Сборка оболочковых форм....................... ... 46
Заливка оболочковых форм...........................47
Выбивка, очистка и контроль отливок................48
Механизация и автоматизация литья в оболочковые формы 49
Области применения оболочкового литья....................63
Заключение ..............................................67
Рекомендуемая литература.................................68
Лев Маркович Волпянский
ЛИТЬЕ' В ОБОЛОЧКОВЫЕ ФОРМЫ
*
Обложка М. Н. Гарипова
Технический редактор Н. А. Дугина
Корректор Н. С. Фролова
*
НС 11861. Сдано в производство 28/Х 1960 г.
Подписано к печати 10/XI I 1960 г.
Печ. л. 3,69. Уч.-изд. л. 3,7. Бум.
л. 1,12. Формат 85у1081/32. Тираж 9000
Индекс НП-2В. Заказ № 529.
*
Типография изд-ва «Уральский рабочий»,
г. Свердловск, ул. им. Ленина, 49.
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МАШГИЗ
Москва, Б-66, 1-й Басманный пер., 3.
«НАУЧНО-ПОПУЛЯРНАЯ БИБЛИОТЕКА
РАБОЧЕГО-ЛИТЕЙЩИКА»
Первая серия. ИЗГОТОВЛЕНИЕ ОТЛИВОК
В ПЕСЧАНЫХ ФОРМАХ
Выпуск 1. Б. П. Захаров, Литейное производство.
Выпуск 2. Б. П. Захаров, Разработка технологиче-
ского процесса формовки.
Выпуск 3. М. С. Разумова, Формовочные материалы
и смеси.
Выпуск 4. Б. И. Ш и п и л и н, Изготовление стержней.
Выпуск 5. В. С. Г и л е в, И. А. О с и н, Формовка мел-
ких отливок.
Выпуск 6. В. Н. Разумов, Формовка крупных отливок.
Выпуск 7. Л. М. Волпянский, Машинная формовка.
Вторая серия. СПЕЦИАЛЬНЫЕ ВИДЫ ЛИТЬЯ
Выпуск 8. Л. М. Волпянский, Литье в металличе-
ские формы.
Выпуск 9. Л. М. Волпянский, Литье в оболочко-
вые формы.
Выпуск 10. О. А. Горшков Литье по выплавляемым
моделям.
Выпуск II. С. В. М ы ш а л о в, Литье под давлением.
Выпуск 12. Т. Б. К а н е в с к а я, Центробежное литье.
Третья серия. ПЛАВКА, ЗАЛИВКА, ОБРУБКА
Выпуск 13. Л. М. Волпянский, Шихта для чугун-
ного и стального литья.
Выпуск 14. Л. М. Волпянский, Разливка и за
твердевание металла.
Выпуск 15. А. А. Ананьин, В. П. Чернобров-
кин, Плавка чугуна в вагранках.
Выпуск 16. А. И. Д о к ш и ц к а я, И. А. Горлач,
Плавка стали для фасонного лнтья в электропечах.
Выпуск 17. Д. П. Гончарук, Плавка стали в индук-
' ционных печах
Выпуск 18. Н. С. Петров, Выплавка стали в марте-
новских печах.
Выпуск 19. А. А. Романов, Обрубка и очистка от-
ливок.
Четвертая серия. ОТЛИВКИ И ИХ СВОЙСТВА
Выпуск 20. Б. П. Захаров, Свойства и структура
стали и чугуна.
Выпуск 21. А. С. Ф илиппов, Стальные отливки.
Выпуск 22. Э. М. Бланк, Чугунные отливки.
Выпуск 23. Г А. П и с а р е н к о, Чугун с шаровидным
графитом.
Выпуск 24. Д. Е. М и к л у х и н, Отливки из алюми
ниевых сплавов.
Выпуск 25 Г. А. Кузнецов, Отливки из медных
сплавов.
Выпуск 26. А. П. И в а н о в, Термообработка отливок.
Пятая серия. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
В ЛИТЕЙНЫХ ЦЕХАХ
Выпуск 27. П. Г. Лузин, А. С. Филиппов, Эко
номика литейного производства.
Выпуск 28. Б. П. Захаров, Контроль и испытание
отливок.
Выпуск 29. К- М. Овсянников, Комплексная меха-
низация в литейных цехах
Выпуск 30. К. М. Овсянников, Основы автоматиза-
ции литейного производства.
Выпуск 31. П. И. М а ку р и н, Техника безопасности в
литейных цехах.
Книги «Научно-популярной библиотеки рабочего-
литейщика» можно приобретать по мере их выпуска в
магазинах Союзкниготорга. В г. Свердловске обра-
щайтесь за приобретением книг в магазин № 8 «Техни-
ческая книга» по адресу: ул. Малышева 31а, телефон
Д1-59-81. Иногородним покупателям и организациям
книги высылаются наложенным платежом без задатка.
Издательство заказов не выполняет.