/
























































































































































































































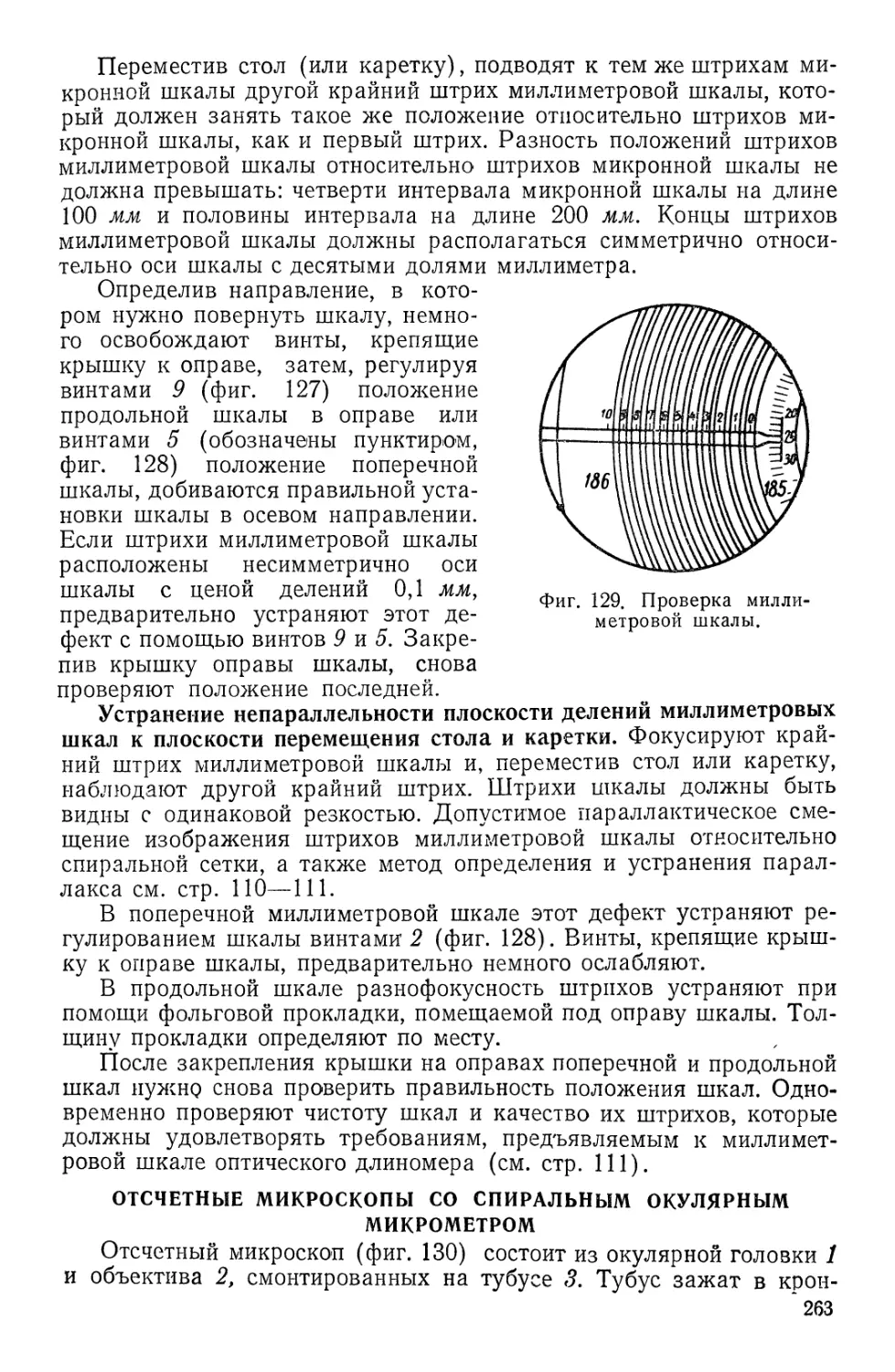









































































































































































Текст
irf.B. Эр&гае-
ЮСТИРОВКА
РЕМОНТ
СПТИКО-МЕХАНИЧЕСК'Х
ИЗМЕРИТЕЛЬНЫХ
ПРИБОРОВ
А. В. ЭРВАЙС
ЮСТИРОВКА и РЕМОНТ
ОПТИКО-МЕХАНИЧЕСКИХ
ИЗМЕРИТЕЛЬНЫХ
ПРИБОРОВ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва — 1958
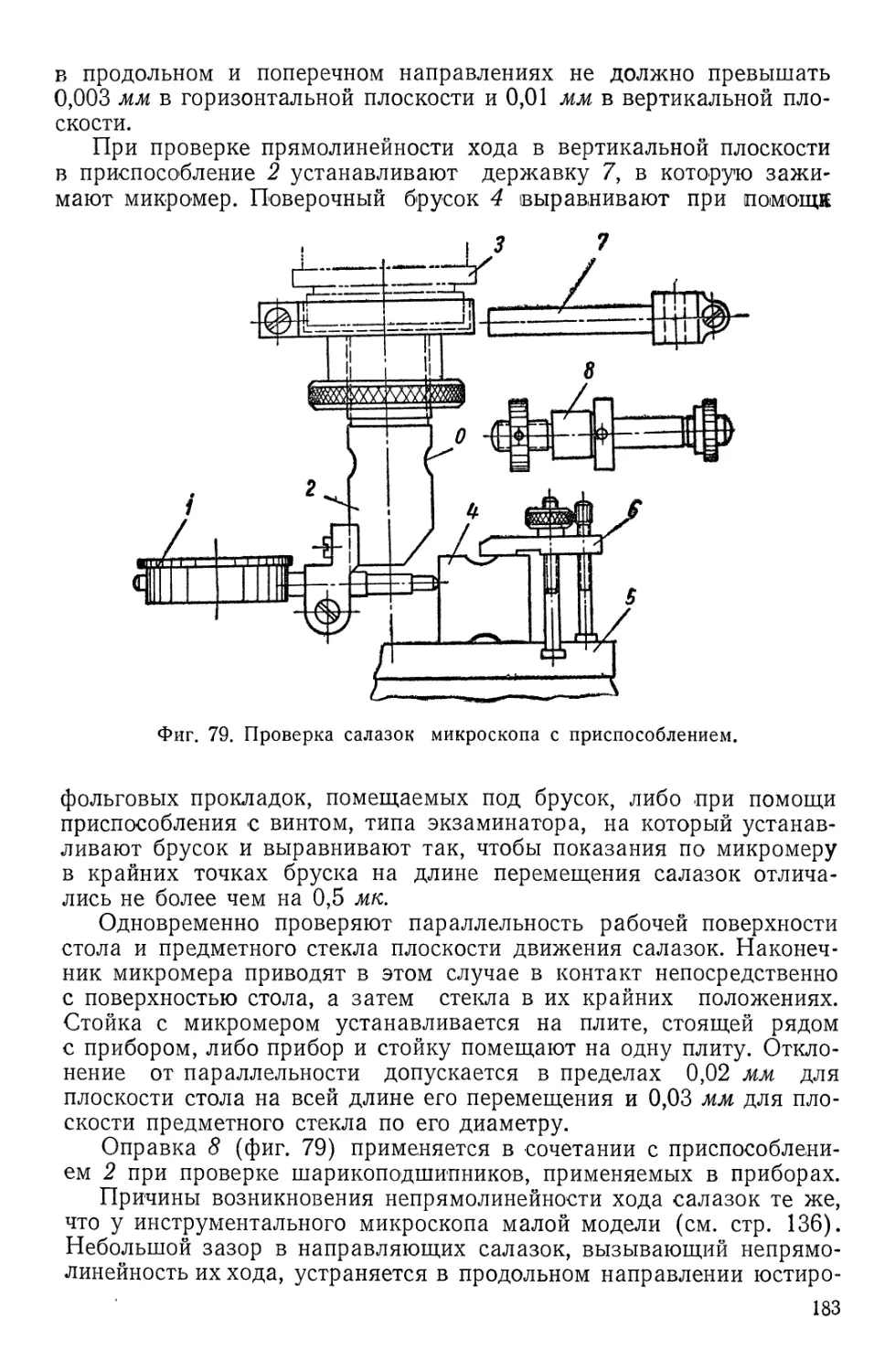
В книге описаны методы проверки, юстировки и ре-
монта наиболее распространенных в металлообрабаты-
вающей промышленности типов оптических измери-
тельных приборов, принадлежностей и приспособлений
к ним.
Приводится описание вспомогательных операций,,
необходимых при восстановлении оптических измери-
тельных приборов, и основные принципы организации
юстировочного дела.
Книга рассчитана на механиков, механиков-юстиров-
щиков, слесарей-механиков и работников измеритель-
ных лабораторий, лабораторий институтов и др. Она
представляет интерес и для конструкторов оптико-ме-
ханических измерительных приборов, для лиц, ответст-
венных за организацию ведомственного надзора и на-
блюдение за мерами и измерительными приборами.
Рецензент канд. техн, наук В. Я. Эйдинов
Редактор канд. техн, наук М. И. Коченов
Редакция литературы по металлообработке и станкостроению
Зав. редакцией Р. Д. БЕИЗЕЛЬМАН
ПРЕДИСЛОВИЕ
Мероприятия по развитию приборостроения достигают цели,
если за приборами, находящимися в эксплуатации, ведется повсе-
дневное наблюдение и своевременно производятся юстировка и ре-
монт приборов.
С повышением культуры производства возросло значение ведом-
ственного надзора за мерами и измерительными приборами, в связи
с чем значительно возросла необходимость в своевременных про-
верке, юстировке и ремонте оптико-механических измерительных
приборов. Качество этих работ зависит от квалификации исполни-
телей.
В отдельных отраслях промышленности организованы ремонтно-
юстировочные базы, оснащенные необходимым оборудованием. Ор-
ганизованы и создаются вновь ремонтные мастерские и юстировоч-
ные группы на многих машиностроительных заводах.
В настоящей книге приводятся методы проверки, юстировки и
ремонта наиболее распространенных оптико-механических измери-
тельных приборов отечественного и зарубежного производства.
Описанные методы юстировки и ремонта разработаны на основе
практического опыта и рассчитаны для применения на рядовом
машиностроительном заводе. Эти методы могут быть использованы
для ремонта других приборов аналогичных типов.
Приведенные в книге материалы находятся в соответствии с нор-
мами, содержащимися в инструкциях Комитета стандартов, мер и
измерительных приборов при Совете Министров СССР.
ГЛАВА I
ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ОПТИКИ
В металлообрабатывающей промышленности оптические измери-
тельные приборы нашли весьма широкое применение. Их использу-
ют для точных измерений размеров и формы деталей, штриховых
мер, для исследований структуры и свойств металлов и в других слу-
чаях. Оптические методы измерения часто сочетаются с другими ме-
тодами в ряде современных высокоточных измерительных приборов.
Знание основных законов оптики необходимо при работе с оптиче-
скими приборами и особенно при юстировке и ремонте их.
Световой луч. От светящейся точки лучи распространяются во
все стороны, образуя неограниченный гомоцентрический (т. е. имею-
щий общий центр) пучок лучей. Если лучи пучка расходятся, то он
называется расходящимся. Если после отражения и преломления
этот пучок сходится в одной точке, то он называется сходящимся и
также является гомоцентрическим пучком.
Назначение оптического прибора заключается в трансформиро-
вании путем преломлений и отражений одного расходящегося (или
сходящегося) пучка в другой сходящийся (или расходящийся) пу-
чок. Центры пучков в таком случае называются соответственно пред-
метом и изображением.
Точка схождения лучей называется действительной точкой. Если
точка является изображением какой-либо другой точки, то она пред-
ставляет собой действительное изображение точки. Точка или изо-
бражение называются мнимыми, если лучи пучка света не проходят
через эту точку, а пересекаются лишь геометрические продолжения
лучей.
Распространение света. В однородной прозрачной среде свет
распространяется прямолинейно. Прямолинейность нарушится, если
на пути пучка поместить непрозрачный экран или экран с достаточ-
но малым отверстием. В последнем случае свет начнет рассеиваться,
уклоняться от закона прямолинейного распространения, в результа-
те возникает явление дифракции света.
Закон отражения. Если луч света на своем пути встречает глад-
кую отполированную (зеркальную) поверхность, то он изменит свое
первоначальное направление по следующему закону: луч падаю-
щий S, луч отраженный Si и перпендикуляр N к отражающей по-
4
верхности лежат в одной плоскости, а угол отражения м (фиг. 1,а)
равен углу падения i. Если отражающая поверхность шероховатая
(матовая), то лучи света отражаются от нее по всем направлениям,
т. е. имеет место рассеянное отражение, не подчиняющееся данному
закону.
При повороте зеркала на угол а (фиг. 1,6) отраженный луч
отклонится на угол 2а в направлении вращения зеркала. При этом
Фиг. 1. Световые явления:
а — отражение света; б — отражение света от повернутого зеркала; в — преломление света;
г—полное внутреннее отражение света; д— интерференция света.
луч Si отразится по направлению луча S2. Известно, что каждое
зеркало отклоняет луч от его первоначального положения на угол
е = 180°—2/, где i — угол падения луча. Угол наклона луча при по-
вороте зеркала на угол а будет равен
ех= 180°—2(z 4-а),
где /+ а — новый угол падения.
Разность отклонений составляет
е —е,= 180° —2Z—[180° —2(/ + а)] = 2а.
Таким же путем можно доказать, что если луч отклоняется от
Двух зеркал, образующих друг с другом некоторый угол, то откло-
нение это составляет угол, вдвое больший угла между зеркалами.
Это свойство плоского зеркала используют в измерительной
практике, например в приборах, основанных на способе автоколли-
мации.
5
Закон преломления. При переходе светового луча из одной про-
зрачной среды п в другую, иной плотности, награни обеих сред,
в точке встречи луча со второй средой, световой луч отклоняется от
своего направления, происходит преломление луча. При этом луч
падающий S (фиг. 1,в), луч преломленный Si и нормаль N в
точке падения луча лежат в одной плоскости, а отношение синуса
угла падения i к синусу угла преломления i\ есть величина постоян-
ная, называемая показателем преломления п второй среды относи-
тельно первой:
sin
Среда, обладающая большим показателем преломления, назы-
вается оптически более плотной. Показатель преломления зависит от
цвета лучей: различно окрашенные лучи преломляются различно.
Показатель преломления п какой-либо среды по отношению к пу-
стоте называется абсолютным показателем преломления. Величины
показателей преломления для некоторых сред приводятся ниже.
Название среды Абсолютный показатель преломления п Название среды Абсолютный показатель преломления п
Воздух 1,00029 (~1) Стекло БК 10 (баритовый 1,5688
Вода 1,33 крон)
Стекло ТК2 (тяжелый 1,5724
Кварц 1,54 крон)
Алмаз 2,22 То же TK10 1,6227
Стекло КЗ (крон) 1,51 Стекло КФ4 (кронфлинт) 1,5181
Стекло К8 (крон) 1,5163 Стекло ЛФ2 1,548
Стекло БФ7 (баритовый 1,5795
Стекло БК2 (баритовый 1,5147 флинт)
крон) Стекло Ф1 (флинт) 1,6128
Если лучи идут из одной материальной среды в другую, то отно-
шение синуса угла падения к синусу угла преломления называется
относительным показателем преломления. Так, например, показа-
тель преломления алмаза па относительно кварца пк равен
_ 2>22 = 1 44
пк 1,54
Зная относительный показатель преломления и один угол (паде-
ния или отражения), можно найти другой неизвестный угол. Так,
при падении луча через стекло К8 в воду под углом /=10° можно из
формулы
6
найти угол отражения i\:
1,33 поо • • 0174 ЛГ> 1 1 О OCV
п = —-— = 0,88; sin i = —— = 0,2^ 11° 32 .
1,5163 ’ 0,87
Показатели преломления различных сред для некоторых цветных
лучей следующие:
Среда Цвет лучей
Красный Желтый | Фиолетовый
Стекло КФ4 1,513 1,515 1,531
Вода 1,331 1,333 1,344
Кварц 1,550 1,553 1,568
Дисперсия света. Каждый цветной луч, входящий в состав белого
луча, характеризуется определенной длиной волны и имеет свой по-
казатель преломления. Явление разложения белого луча на ряд
цветных лучей в результате его преломления называется дисперсией
света.
Дисперсия называется нормальной, если показатель преломления
среды увеличивается с уменьшением длины волны, и анормальной
при обратном явлении. Для характеристики оптического стекла опре-
деляются показатели преломления для строго выбранных длин
волн.
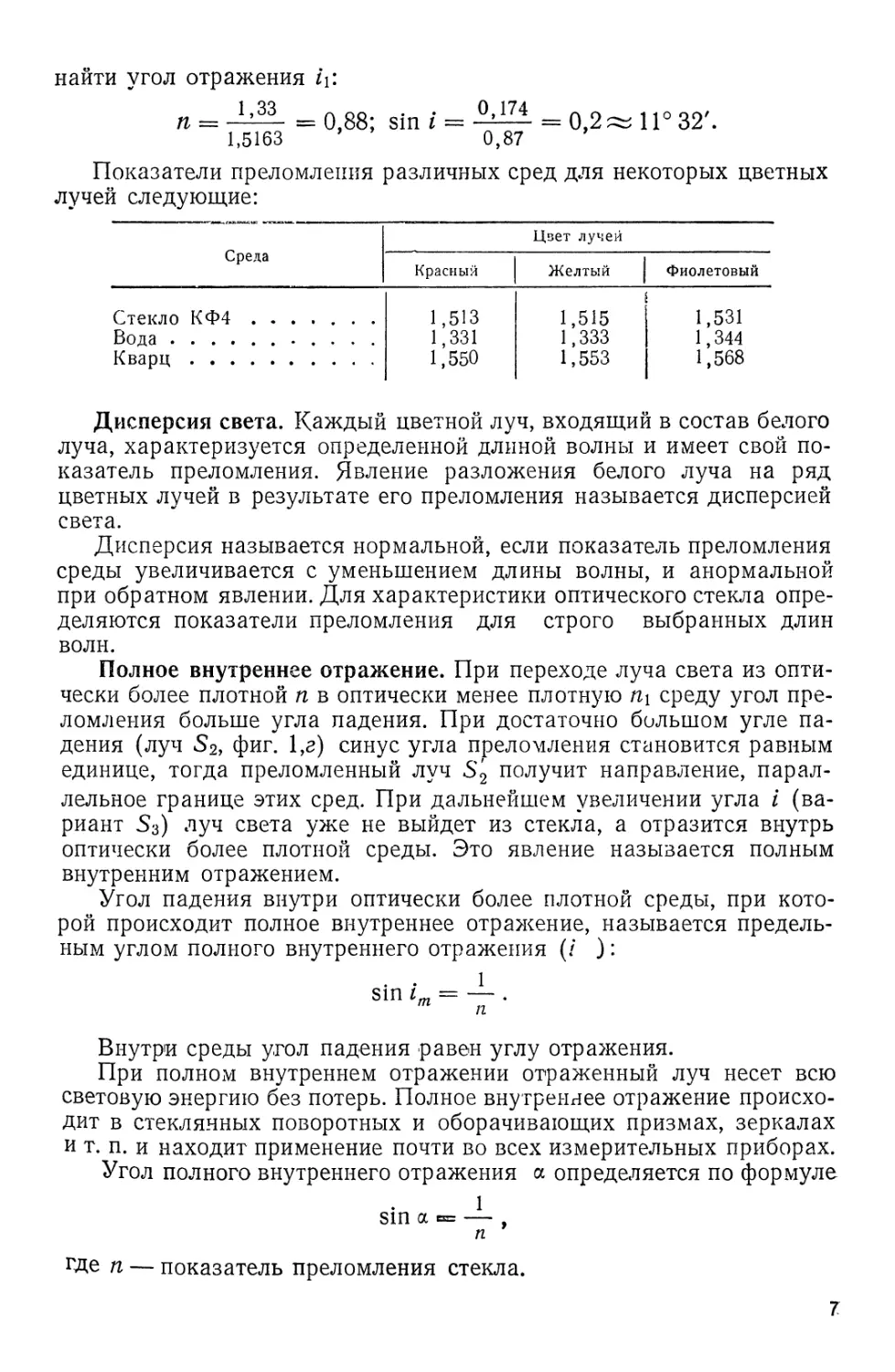
Полное внутреннее отражение. При переходе луча света из опти-
чески более плотной п в оптически менее плотную п\ среду угол пре-
ломления больше угла падения. При достаточно большом угле па-
дения (луч S2, фиг. 1,г) синус угла преломления становится равным
единице, тогда преломленный луч S'2 получит направление, парал-
лельное границе этих сред. При дальнейшем увеличении угла i (ва-
риант S3) луч света уже не выйдет из стекла, а отразится внутрь
оптически более плотной среды. Это явление называется полным
внутренним отражением.
Угол падения внутри оптически более плотной среды, при кото-
рой происходит полное внутреннее отражение, называется предель-
ным углом полного внутреннего отражения (/ ):
. . 1
Sin tm = ~ ’
Внутри среды угол падения равен углу отражения.
При полном внутреннем отражении отраженный луч несет всю
световую энергию без потерь. Полное внутреннее отражение происхо-
дит в стеклянных поворотных и оборачивающих призмах, зеркалах
и т. п. и находит применение почти во всех измерительных приборах.
Угол полного внутреннего отражения а определяется по формуле
1
sin а в= — .
п
где п — показатель преломления стекла.
7
Для различных оптических стекол этот угол различен. Так, для
стекла К8 (п = 1,5163) угол полного внутреннего отражения
a = 41°15"42", а для стекла БКЮ (/? = 1,5688) —a =39°36z02"
Интерференция света. При распространении двух систем волн
волны накладываются друг на друга, в результате чего происходит
сложение их, при котором может получиться усиление или ослабле-
ние амплитуды колебательного движения.
Если на хорошо доведенную поверхность наложить плоскую
стеклянную пластину под небольшим углом, то между ними обра-
зуется небольшой воздушный клин. Луч света от источника S
О)
Фиг. 2. Преломление световых лучей:
а — в плоскопараллельной пластине; б — в призме.
(фиг. 1,5) частью отразится от поверхности стеклянной пластины
в точке Л, частью преломится, упадет на доведенную поверхность
в точке В, отразится от нее и, преломившись в точке С (луч II), бу-
дет направлен под очень малым углом к лучу I. Длины путей, прой-
денные лучами, разнятся на величину e+f.
Соединясь, обе системы волн будут иметь одинаковые или отли-
чающиеся друг от друга фазы. Если фазы совпадают, получается
усиление света; при противоположных фазах действие лучей взаим-
но уничтожается. В том месте поверхности, где вследствие наличия
воздушного клина разность хода лучей будет равна — (половине
длины волны), будут наблюдаться при монохроматическом (одно-
родном) свете темные полосы; в промежутках между ними будут
наблюдаться интенсивно освещенные полосы. В белом свете отдель-
ные лучи интерферируют самостоятельно и образуют полосы спект-
ра. Первая полоса расположится там, где толщина клина равна
-у- (0,3 мк), вторая — X (0,6 мк), третья -|— X (0?9 мк) и т. д. Макси-
мальное число видимых полос при этом не превышает семи, что со-
ответствует максимальной толщине клина 2 мк.
Явление интерференции широко используется в ряде приборов
для контроля длин, углов, чистоты поверхности и ряда других па-
раметров.
Преломление в плоскопараллельной пластинке. При падении лу-
ча АВ (фиг. 2,а) на плоскопараллельную стеклянную пластинку он
8
преломится в стекле и пойдет в направлении ВС. В точке С он снова
преломится и выйдет из пластинки в направлении CD-, при этом со-
гласно закону преломления лучи АВ и CD будут взаимно парал-
лельны; луч CD будет смещен в сторону относительно луча АВ на
величину
где п и п'— показатели преломления стекла и данной среды:
d — толщина пластины.
Преломление в призме. Луч АВ (фиг. 2,6), падающий на одну
из граней призмы, преломляется в точке С и выходит из призмы в
Н Н,
Фиг. 3. Основные точки и плоскости оптической
системы.
воздух. Угол ср, на который луч, пройдя через призму, отклонится от
первоначального направления, называется углом отклонения. Угол
между преломляющими гранями Р называется преломляющим углом
призмы.
Угол отклонения луча ср в призме зависит от показателя прело-
мления материала, из которого сделана призма, и различен для лу-
чей различного цвета.
Основные точки и плоскости оптической системы. При прохож-
дении гомоцентрического пучка света через реальную оптическую
систему он теряет свойства гомоцентричности, т. е. лучи его не схо-
дятся в одной точке. Это значительно усложняет ряд выводов
и расчетов геометрической оптики. С целью устранения этих
трудностей прибегают к рассмотрению идеальной оптической си-
стемы.
Пусть имеется оптическая система (фиг. 3), состоящая из тон-
кой линзы, ограниченной двумя сферическими поверхностями, цент-
ры кривизны которых С и С\ лежат на одной прямой, называемой
главной оптической осью. Точка О является оптическим центром
9
линзы. Всякая прямая, проходящая через эту точку, называется по-
бочной оптической осью линзы. Луч Л1, идущий от бесконечно уда-
ленной точки параллельно оптической оси, пройдя такую оптическую
систему, пересечет ее в точке Fb
Пучок лучей А2, идущих справа налево, пересечется в точке
F. Точки F и Fi называются соответственно передним и задним глав-
ным фокусом линзы.
Первоначальные направления лучей пересекаются с конечными
D и D'. Плоскости, проведенные через точ-
ки D и D' (Н и У/i) перпенди-
кулярно оптической оси, назы-
ваются передней и задней глав-
ными плоскостями. Точки т и
п пересечения главных плоско-
стей с оптической осью назы-
ваются соответственно перед-
ней и задней главными точка-
направлениями в точках
5)
Фиг. 4. Увеличение линзы:
а — линейное; 6 — угловое.
МИ.
Расстояния f между перед-
ней главной точкой и передним
фокусом F и задней главной
точкой и задним фокусом Fi—
называются соответственно
передним и задним фокусными
расстояниями.
Плоскости, перпендикуляр -
ные к оси, проведенные через
точки F и Fi, называются соот-
ветственно передней и задней
фокальными плоскостями.
Изображения, получаемые при помощи линзы, могут быть увели-
ченными или уменьшенными. Линейное увеличение линзы (фиг. 4,а)
₽ Угловое увеличение линзы (фиг. 4,6) представляет от-
ношение тангенсов углов ср и срх, составляемых лучом, выходящим
из линзы, и лучом, падающим на линзу, с оптической осью —
tg / а 1
Т = ; 7 = — , т. е. угловое увеличение является величи-
ной, обратной линейному увеличению.
Для построения изображения какой-либо точки предмета обычно
пользуются двумя из трех лучей, ход которых в стекле известен:
1) лучом, идущим через оптический центр линзы; 2) лучом, па-
дающим на линзу параллельно главной оптической оси; преломлен-
ный луч проходит через задний фокус; 3) лучом, проходящим через
передний фокус; преломленный луч идет параллельно главной опти-
ческой оси.
Типичные случаи получения изображений в оптической системе
следующие:
10
Положение пред
мета
Эскиз
Характер изображения
Изображение b действитель-
ное, перевернутое и уменьшен-
ное. Увеличение В=-- < 1
В> b а
Изображение b действитель-
ное, перевернутое, находится
на таком же расстоянии от лин-
зы, как и предмет В, и равно
ему по величине. Увеличение
Р=/ (В=Ь)
Изображение Ь действитель-
ное, перевернутое, увеличен-
ное и лежит от линзы на рас-
стоянии, большем двойною фо-
кусного расстояния. Увеличение
₽= —>ЦВ<&)
а
Изображение Ь мнимое, пря-
мое, j величсннос, лежит слева
от линзы, а менее alt увеличе-
ние р>1(В<д)
Для характеристики оптических свойств линз пользуются вели-
чиной Z), обратной фокусному расстоянию линзы: £> =—> которая
называется оптической силой линзы.
Чем короче фокусное расстояние, тем сильнее преломляет лучи
линза и тем больше D. За единицу оптической силы принимается
сила линзы, фокусное расстояние которой равно 1 м\ такая единица
называется диоптрией (D).
ПОГРЕШНОСТИ ИЗОБРАЖЕНИЙ В ОПТИЧЕСКИХ
СИСТЕМАХ
Изображения предметов, даваемые простыми линзами, имеют ряд
недостатков. К этим недостаткам относятся сферическая и хромати-
ческая аберрации, кома, астигматизм, кривизна поля зрения, дистор-
сия. Действие аберрации сказывается на качестве изображения то-
чек, лежащих на главной оптической оси. Другие недостатки систем
сказываются лишь на качестве изображения точек, лежащих в сто-
роне от главной оптической оси. Главное назначение оптической
11
системы — образование правильного изображения объекта, для чего
требуется соблюдение следующих условий:
1. Каждая точка предмета должна изображаться точкой.
2. Все точки изображения плоскости, перпендикулярной к опти-
ческой оси, должны лежать в плоскости, также перпендикулярной к
оси системы.
3. Масштаб изображения (увеличение) должен быть постоянным
для всего изображения.
Нарушение первого и второго условий ведет к уменьшению рез-
кости изображения; нарушение второго и третьего деформирует изо-
бражение.
Различают аберрации монохроматических лучей, так называемые
сферические аберрации и хроматические, т. е. отклонения, получаю-
щиеся вследствие неодинаковой преломляемости разных цветных
лучей. Различают аберрации осевые, т. е. аберрации изображения
точек, расположенных на оптической оси прибора, и полевые —
аберрации изображения точек, расположенных в пределах некото-
рого угла поля зрения.
Сферическая аберрация проявляется в виде нерезкое™ изобра-
жения вследствие того, что лучи, параллельные оптической оси, про-
ходящие через центральную часть и края линзы (лучи /, 2, фиг. 5,а),
после преломления пересекают оптическую ось OOi в различных
местах. Луч 1, находящийся ближе к центру, пересечется в точке F2,
а крайние лучи 2 пересекутся в точке Fi. Расстояние между точками
Fi и F2, обозначенное через называется продольной сфериче-
ской аберрацией. Если в точке F2 поместить экран,, то на нем вместо
точки образуется светлый кружок рассеяния. Диаметр этого круж-
ка d является мерой поперечной сферической аберрации1.
Величина сферической аберрации может быть сведена к ми-
нимуму путем комбинации собирательных и рассеивающих линз.
Такая откорригированная система линз называется апланати-
ческой.
Хроматическая аберрация. Хроматическая аберрация проявляет-
ся в виде окрашивания изображения, происходящего вследствие то-
го, что линза, обладая свойствами преломляющей призмы, разла-
гает белый луч на составные спектральные лучи, которые не сходят-
ся в одной точке, а образуют в фокальной плоскости окрашенный
кружок рассеяния.
Расстояние ASi (фиг. 5,6) между точками пересечения оптиче-
ской оси различными спектральными лучами называется продоль-
ной хроматической аберрацией. Расстояние между точками пересе-
чения различных спектральных лучей в фокальной плоскости на-
зывается хроматизмом увеличения.
Кома. Если пучок параллельных лучей идет наклонно к главной
оптической оси 001 (фиг. 5,в) под углом ср, причем угол наклона
1 Для того чтобы лучи, распространяющиеся параллельно оптической оси,
пересекались в фокусе линзы, последняя должна иметь не сферическую, а бо-
лее сложную поверхность. Однако из технологических соображений линзы изго-
товляют сферическими.
12
a)
8)
/7
б)
Фиг. 5. Аберрация линзы:
а — сферическая; б — хроматическая; в — кома.
13
не будет малым, лучи, например SA и SB, уже не будут находиться
в одинаковых условиях по отношению к линзе. Поэтому они после
преломления пересекутся с побочной осью MN в разных точках.
То же случится и с другими парами лучей. Если поставить сзади
линзы экран, например в точке Р, то на нем получится не точка или
светлый кружок, а некоторая вытянутая фигура с размытым кон-
цом. Это явление называется комой. Чем больше угол наклона ср,
тем сильнее проявится кома. Кому можно ослабить соответствующим
подбором частей системы.
Астигматизм. При сохранении гомоцентричности каждая точка
источника света дает одну точку изображения. Такие изображения
называются точечными или стигматическими. Хорошо корригиро-
ванная система собирает в одну точку лишь лучи такого пучка, осью
которого служит главная оптическая ось. Если осью пучка служит
побочная ось, составляющая конечный угол с главной оптической
осью, то после преломления предмета точка изображается кружком
рассеяния, форма которого зависит от положения экрана, на
который она проектируется. Такое неточечное изображение назы-
вается астигматическим. Вследствие астигматизма невозможно,
например, получение одновременно отчетливого изображения пе-
рекрестия, один из штрихов которого пересекает главную оптиче-
скую ось.
Подбором конструктивных элементов оптической системы, ра-
диусов кривизны, толщин линз, числа линз (не менее трех), величин
воздушных промежутков между линзами добиваются уменьшения
астигматизма. Корригированная на астигматизм система линз на-
зывается анастигматом.
Кривизна поля. Вследствие сферической аберрации косых лучей
плоский предмет, перпендикулярный к главной оптической оси, изо-
бражается в виде кривой поверхности. Получить такое изображение
на экране четким по всем направлениям нельзя. Оно может быть
четким либо в центре, либо на краю поля зрения, либо где-то в про-
межуточном кольце.
Кривизну поля зрения можно уменьшить при помощи диафраг-
мы, а также подбором расстояния между составляющими линзу де-
талями, как это имеет место в сложном окуляре.
Дисторсия. Дисторсия является следствием той же причины, что
и кривизна поля. Вследствие дисторсии изображение прямой линии
предмета получается несколько искривленным. Масштаб изобра-
жения на всем поле из-за дисторсии не сохраняется. Это объяс-
няется тем, что увеличение такой системы зависит от угла пучка
света с осью системы и изменяется от центра изображения к пери-
ферии.
Влияние дисторсии уменьшается при применении диафрагмы
объектива, поставленной так, чтобы в ее плоскости лежал оптиче-
ский центр объектива.
В результате дисторсии изображение правильного квадрата по-
лучается подушкообразным либо бочкообразным.
14
ПОНЯТИЕ О МИКРОСКОПЕ
Микроскоп представляет собой прибор, при помощи которого
рассматривают увеличенные изображения сравнительно небольших
предметов, расположенных на небольшо*м расстоянии от объектива.
Схема микроскопа, показанная на фиг. 6, включает объектив О и
окуляр D. Объектив дает увеличенное, действительное и обратное
изображение Ьа предмета ab. Это изображение (иногда проектируе-
мое на стеклянную пластину с сеткой) рассматривается через оку-
ляр D, дающий обратное увеличенное и мнимое изображение Ь'а!
(на расстоянии наилучшего зрения).
Н--------5
Фиг. 6. Схема микроскопа.
Важнейшей частью микроскопа является объектив, и качество
его имеет особое значение. Концентрация света на рассматриваемом
предмете осуществляется конденсором, работающим в измеритель-
ных приборах в сочетании с осветительным устройством. Последнее
чаще всего представляет собой лампочку накаливания с величиной
светящейся поверхности, определяемой назначением прибора.
В оптических приборах общая ось, проходящая через центры
всех сферических поверхностей оптических деталей, называется
оптической осью прибора. Луч, идущий по оптической оси, является
осью всего пучка лучей, выходящих из точки предмета, лежащей на
оптической оси, и является главным лучом пучка. Крайние лучи,
образующие оси пучков лучей, входящих в объектив от крайних то-
чек поля зрения пространства предметов, также являются главными
лучами пучка.
Ограничение пучка света производится оправой верхней линзы,
которая является зрачком входа всей системы. Половина угла, обра-
зованного лучами, направленными из точки предмета, лежащей на
15
оптической оси, к краям зрачка, называется угловой апертурой.
Диафрагма, определяющая угловое отверстие пучка, называется
действующей диафрагмой. Расстояние от верхнего края тубуса до
центра, ограничивающего нарезку объектива микроскопа, называет-
ся длиной тубуса Т. Расстояние от задней фокальной плоскости объ-
ектива F\ до передней фокальной плоскости окуляра F% называется
оптической длиной тубуса или оптическим интервалом Д и опреде-
ляет собой длину тубуса Т.
Увеличение объектива
V, = — = —;
ab j\
увеличение окуляра
у3 в 51*1 = _£
ba f2 ’
где S — нормальная дальность зрения, равная 250 мм,—расстояние
от задней фокальной плоскости окуляра до увеличенного
микроскопом изображения Ь\а\,
fi и /2 — соответственно фокусные расстояния объектива и оку-
ляра.
Общее увеличение микроскопа
v = v2 =—.
ЛА
ОПТИЧЕСКОЕ СТЕКЛО
Для изготовления оптических деталей (линз, призм, клиньев
и др.) применяют оптическое стекло определенного химического со-
става [3], [13]. В зависимости от процентного содержания различ-
ных составляющих, входящих в состав стекла, а следовательно от
оптических констант, стекло классифицируется по определенным ка-
тегориям однородности.
Основными пороками стекла являются:
а) плавные неоднородности, выражающиеся в плавном измене-
нии показателя преломления в данной плавке стекла;
б) свили, представляющие собой неоднородности стекла в виде
тонких нитей, с показателем преломления, отличающимся от пока-
зателя преломления основной массы стекла;
в) пузыри воздуха, действующие как сильно отрицательные лин-
зы и рассеивающие свет внутри стекла;
г) внутренние натяжения в стекле, влияющие на механическую
прочность стекла и проявляющиеся в виде двойного лучепреломле-
ния, возникающего при прохождении через него пучка света.
Обработка оптического стекла имеет целью придание заготовке
точной формы и размеров оптической детали. В процессе обработки
оптическое стекло подвергают следующим основным операциям:
16
а) распиловке алмазной пилой стекла на мелкие заготовки, близ-
кие по размерам к оптической детали;
б) обдирке при помощи мелкого песка с водой;
в) шлифованию на многошпиндельных станках-автоматах при
помощи наждака с водой;
г) полированию на станках-автоматах крокусом;
д) контролю при помощи сферометра, пробных стекол и др.;
е) центрированию, т. е. совмещению оптического центра линзы
с осью образцовой оправы;
ж) чистке при помощи жидкостей, растворяющих жиры;
з) склейке пихтовым (канадским) бальзамом;
и) отжигу при 50—54° в течение 45 час.;
к) окончательному контролю центрировки и чистоты склейки.
В современных приборах оптические детали подвергают просвет-
лению, заключающемуся в нанесении на поверхность оптической де-
тали тонкой прозрачной пленки с определенным показателем пре-
ломления, создающей разность хода для отраженных лучей, равную
-у (половине длины волны). При этом, вследствие явления интерфе-
ренции, при одинаковой интенсивности отраженных лучей происхо-
дит взаимное гашение их. Подбором толщины пленки сводят к ми-
нимуму интенсивность отраженного света.
ОСНОВНЫЕ ОПТИЧЕСКИЕ ДЕТАЛИ, ПРИМЕНЯЕМЫЕ
В ИЗМЕРИТЕЛЬНЫХ ПРИБОРАХ
Оптические части приборов представляют собой детали из стекла
или других материалов, действие которых основано на общих зако-
нах отражения и преломления света. Совокупность оптических дета-
лей, расположенных в определенном порядке, образует оптическую
систему прибора и представляет собой, как правило, систему центри-
рованных сферических поверхностей.
Точность обработки оптических деталей и оправ к ним влияет
на процесс сборки прибора и его юстировку. Соединение отдельных
линз и их групп с оправами при сборке должно быть подчинено тре-
бованию получения центрированной системы.
Наиболее часто применяют линзы, являющиеся основными де-
талями оптических систем измерительных приборов. Линза пред-
ставляет собой стеклянное тело, ограниченное двумя центрирован-
ными сферическими поверхностями либо плоскостью и сферой.
В оптическом отношении линзы характеризуются апертурой и фо-
кусным расстоянием, определяемым радиусами кривизны прелом-
ляющих поверхностей, коэффициентом преломления стекла, толщи-
ной линзы.
Основные виды оптических деталей, применяемых в измеритель-
ных приборах, приведены в табл. 1.
2 Зак. 157
17
00
Наименование деталей Свойства оптических деталей Конструкция деталей
Линзы Собирательные (поло- жительные) Двояковыпуклые
Плосковыпуклые
Мениски положи- тельные
Таблица 1
Эскиз
Особенности деталей и их
назначение
Основная деталь опти-
ческих приборов, служа-
щая для получения изо-
бражения
t < d
to
Двояковогнутые
Линзы
Рассеивающие (отрица-
тельные)
Плосковогнутые
Мениски отрицатель-
ные
Наименование деталей Свойства оптических деталей Конструкция деталей
Зеркала 1 Изменение направления пучка света в осветитель- ных системах микроскопов, в проекционных приборах и др., передача изображения на экран под нужным углом Плоское, полного внутреннего отра- жения
Совмещение двух свето- вых пучков, идущих в раз- личных направлениях, в один, создание разности хода светового пучка в интерференционных прибо- рах и др. Плоское, непол- ного внутреннего отражения
Концентрация параллель- ного пучка света. Действу- ет аналогично положитель- ной линзе Сферическое вог- нутое
Продолжение табл. 1
Эскиз
Особенности деталей и их
назначение
Слой серебра
а) fi)
.Пол у посеребренная
побершость
Изготовляется с внут-
ренним а или наруж-
ным б слоем серебра.
Применяются в освети-
тельных системах изме-
рительных приборов, для
проектирования на экран
непрозрачных рисунков
или деталей и др.
В измерительных при-
борах применяется редко
и только в качестве ос-
ветительного зеркала
Зеркала
Рассеивание пучка парал-
лельных лучей. Действует
аналогично отрицательной
линзе
Сферическое вы-
пуклое
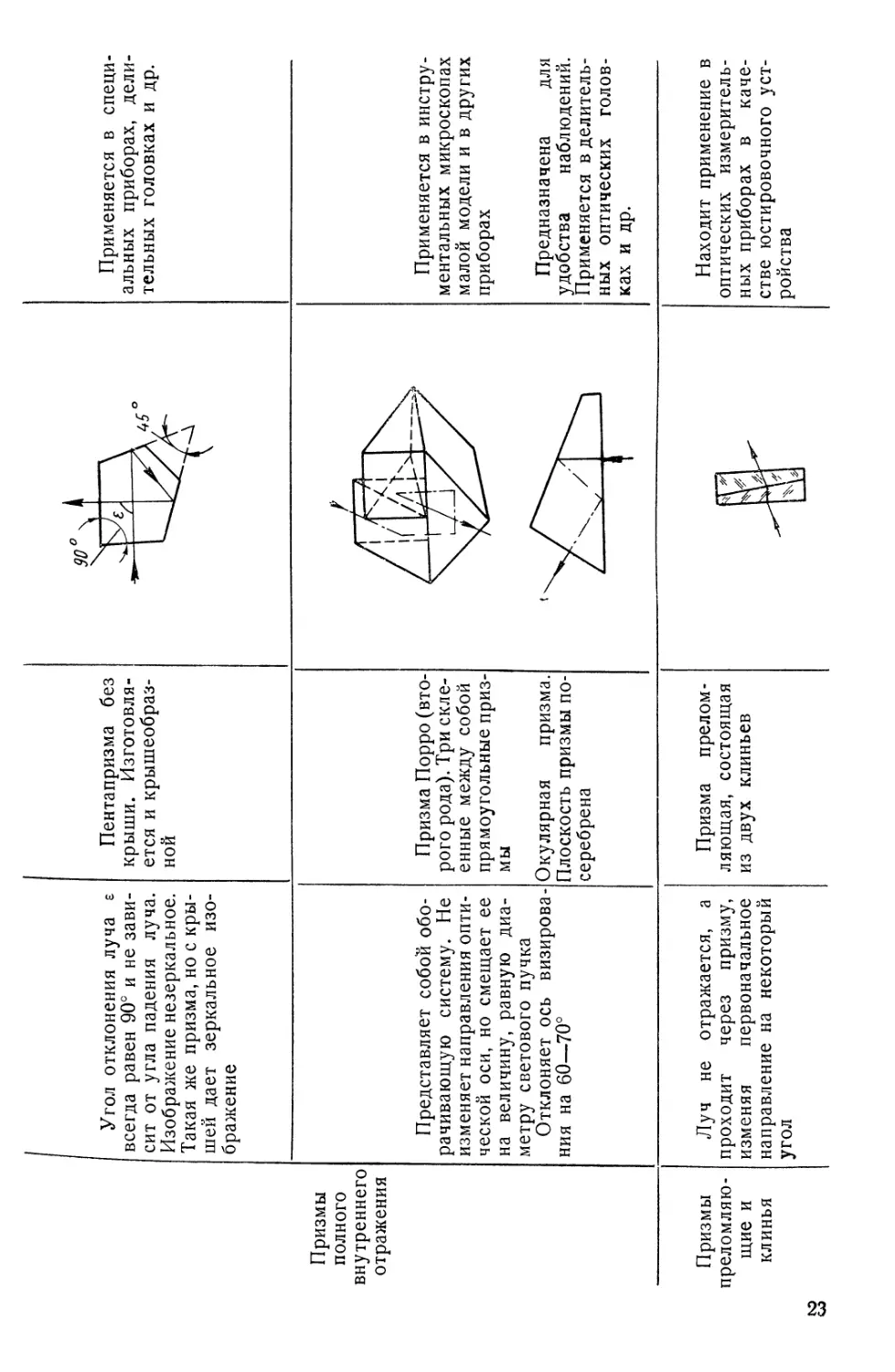
Призмы полного внутреннего отражения Передача изображения, повернутого на угол 90°. Полное внутреннее отраже- ние лучей Прямоугольная поворотная призма с одной отражаю- щей гранью
Передача изображения, повернутого на 180° вокруг оси. Действует в качестве оборачивающей призмы Прямоугольная крышеобразная оборачивающая призма
ьо И*
В измерительных при-
борах применяется редко
и только в качестве
осветительного зеркала
Применяется в каче-
стве стационарной и
поворотной. В последнем
случае устанавливается
в параллельном пучке
света перед объективом
Применяется в каче-
стве окулярной призмы,
например, в инструмен-
тальном микроскопе
большой модели (БМИ)
и др.
Наименование деталей Свойства оптических деталей Конструкция деталей
Призмы ПОЛНОГО внутреннего отражения Передача изображения в сторону вращения призмы вокруг оси QQlf но с удво- енной угловой скоростью Призма Дове
Передача перевернутого изображения, без изменения направления оптической оси. Имеет также свойства оборачивающей призмы Крышеобразная призма Дове -*
Отклонение оптической оси на угол 180° независимо от угла падения на входную грань призмы Призма прямо- угольная, с двумя отражающими гра- нями
Продэлжение табл. 1
Эскиз
Особенности деталей и их
назначение
Призму можно устана-
вливать только в парал-
лельном пучке лучей оп-
тической системы, т. е.
перед объективом или
между линзами оборачи-
вающей системы. Опти-
ческая ось параллельна
отражающей грани
Две такие призмы, об-
разующие оборачива-
ющую систему Порро
первого рода, применя-
ются в биноклях
Призмы полного внутреннего отражения Угол отклонения луча е всегда равен 90е и не зави- сит от угла падения луча. Изображение незеркальное. Такая же призма, но с кры- шей дает зеркальное изо- бражение Пентапризма без крыши. Изготовля- ется и крышеобраз- ной
Представляет собой обо- рачивающую систему. Не изменяет направления опти- ческой оси, но смещает ее на величину, равную диа- метру светового пучка Отклоняет ось визирова- ния на 60—70° Призма Порро (вто- рого рода). Три скле- енные между собой прямоугольные приз- мы Окулярная призма. Плоскость призмы по- серебрена
Призмы преломляю- щие и клинья Луч не отражается, а проходит через призму, изменяя первоначальное направление на некоторый угол Призма прелом- ляющая, состоящая из двух клиньев
Применяется в специ-
альных приборах, дели-
тельных головках и др.
Применяется в инстру-
ментальных микроскопах
малой модели и в других
приборах
Предназначена для
удобства наблюдений.
Применяется в делитель-
ных оптических голов-
ках и др.
Находит применение в
оптических измеритель-
ных приборах в каче-
стве юстировочного уст-
ройства
Наименование деталей Свойства оптических деталей Конструкция деталей
Призмы преломляю- щие и клинья Разложение проходящего через призму луча на спек- тральные лучи Спектральный клин
Сетки визирные Наводка на штрихи шка- лы при измерениях. Ошибка наведения по ординарному штриху равна 0,5 толщины штриха, а при двойном штрихе — 0,3 его толщины Стеклянная пла- стина с двойным штрихом (биссекто- ром)
Наводка на штрихи или на контур измеряемой де- тали. Сравнение контура детали с образцовым профи- лем Стеклянная пла- стина с крестом и образцовым профи- лем
Продолжение табл 1
Эскиз
Особенности деталей и их
назначение
Красный.
У/ Фиолетовый
Применяется в прибо-
рах для изучения спект-
ров (спектроскопы, спек-
трометры и др.)
Применяется в теодо-
литах, окулярных микро-
метрах и др. Сетки с од-
ним штрихом применя-
ются в отсчетных микро-
скопах для менее точных
работ
Применяется в угло-
мерной головке инстру-
ментального микроскопа
Шкала устанавливается в плоскости изображения микроскопа (сетка шкалы совпадает с плоскостью изображения предмета, да- ваемого объективом). Изме- ряется величина изображе- ния предмета Стеклянная пла- стина со шкалой с числом делений от 10 на 1 мм до 100 на 1 мм
Сетки измеритель- ные Непосредственное изме- рение диаметров отпечат- ков совмещением штрихов шкалы с контуром отпечат- ка Стеклянная пла- стина со шкалой
Спиральная сетка для отсчета показаний по мил- лиметровой шкале. Шаг спирали 0.5 мм; ширина штриха 0,02 мм; расстояние между штрихами 0,06 мм Стеклянная пла- стина с сеткой, со спиральным двой- ным штрихом и 100 делениями. Цена де- ления 1 мк
to Qi
Применяется в микро-
скопах Бринеля, в объ-
ект-микрометрах и др.
о 1 2 3 к
Применяется в лупе к
прессу Бринеля
Применяется в отсчет-
ных микроскопах различ-
ных измерительных при-
боров, например в уни-
версальных микроскопах,
оптических длиномерах и
Др.
Наименование деталей Свойства оптических деталей Конструкция деталей
Сетки измеритель- ные Измерение угловых вели- чин в сочетании с градус- ной шкалой Стеклянная пла- стина со шкалой с числом делений 60; цена деления Г
Измерение величины уг- лового смещения контура детали относительно образ- цового контура на револь- верной пластине Стеклянная пла- стина с градусной шкалой в пределах ± 7°, цена деления 10'
Сетки смешанные Визирование и совмеще- ние с контуром детали, со штрихами шкалы, с риской ножа при контроле резьб и конусов и др. Стеклянная пла- стина с сеткой, об- разцовым профилем и пунктирными ни- тями, расположен- ными на 0,3. и 0,9 жж от осевой линий
Продолжение табл. 1
Эскиз
Особенности деталей и их
назначение
Применяется в угло-
мерных головках инстру-
ментальных и универ-
сальных микроскопов
Применяется в револь-
верных головках инстру-
ментальных и универ-
сальных микроскопов
Применяется в угло-
мерных головках инстру-
ментальных и универ-
сальных микроскопов
Сетки
смешанные
Измерение угловых от-
клонений деталей совмеще-
нием их контура с образ-
цовым контуром, нанесен-
ным на револьверной сетке
Стеклянная пла-
стина с сеткой раз-
личных профилей,
например, резьб с
шагом от 0,25 до 4 мм
или от 60 до 7 ни-
ток на 1"
Применяется в револь-
верных головках инстру-
ментальных и универ-
сальных микроскопов
Наименование деталей Свойства оптических деталей Конструкция деталей
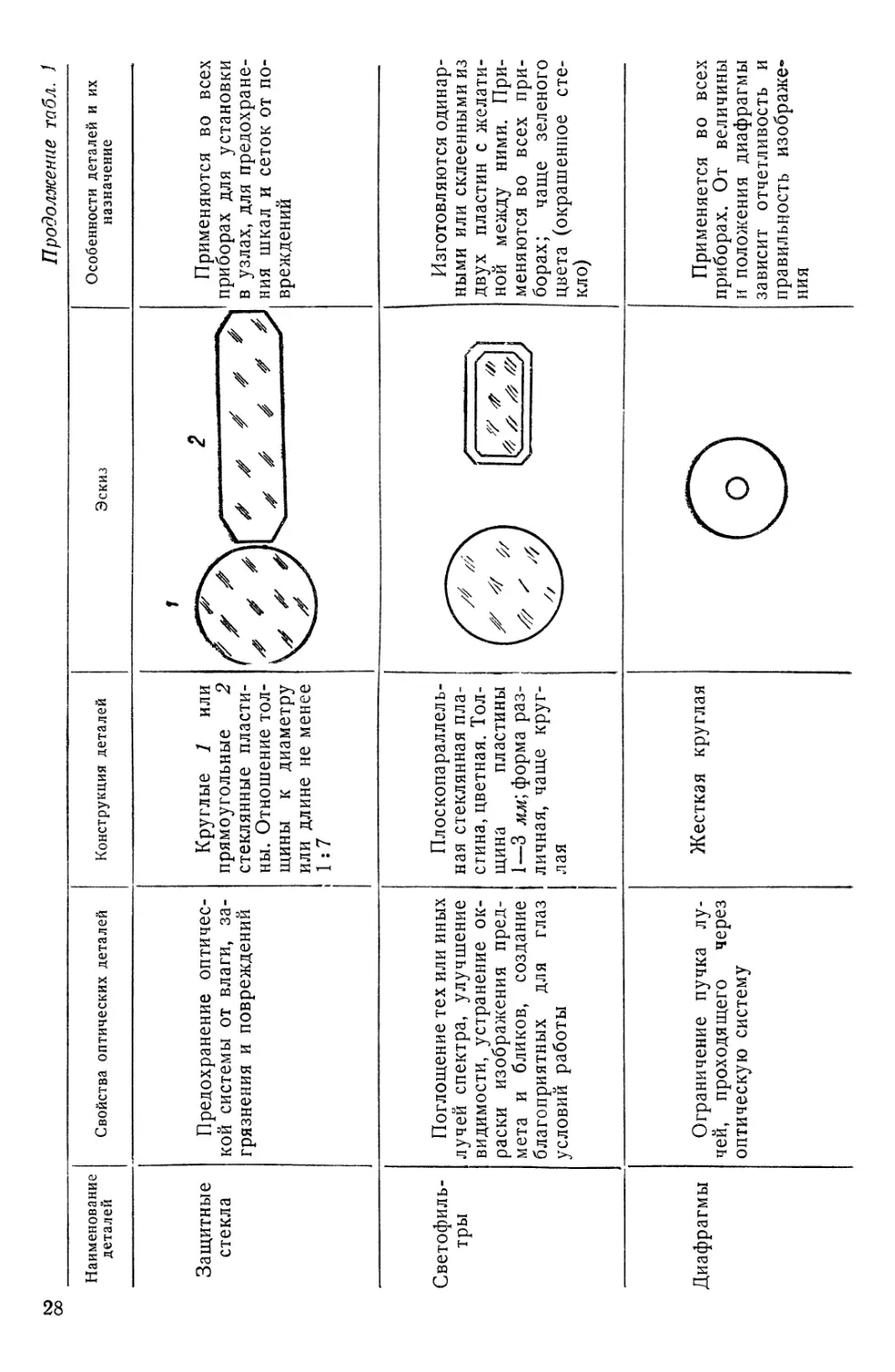
Защитные стекла Предохранение оптичес- кой системы от влаги, за- грязнения и повреждений Круглые 1 или прямоугольные 2 стеклянные пласти- ны. Отношение тол- щины к диаметру или длине не менее 1:7
Светофиль- тры Поглощение тех или иных лучей спектра, улучшение видимости, устранение ок- раски изображения пред- мета и бликов, создание благоприятных для глаз условий работы Плоскопараллель- ная стеклянная пла- стина, цветная. Тол- щина пластины 1—3 мм', форма раз- личная, чаще круг- лая
Диафрагмы Ограничение пучка лу- чей, проходящего через оптическую систему Жесткая круглая
Продолжение табл. 1
Эскиз
Особенности деталей и их
назначение
Применяются во всех
приборах для установки
в узлах, для предохране-
ния шкал и сеток от по-
вреждений
Изготовляются одинар-
ными или склеенными из
двух пластин с желати-
ной между ними. При-
меняются во всех при-
борах; чаще зеленого
цвета (окрашенное сте-
кло)
Применяется во всех
приборах. От величины
и положения диафрагмы
зависит отчетливость и
правильность изображе»
ния
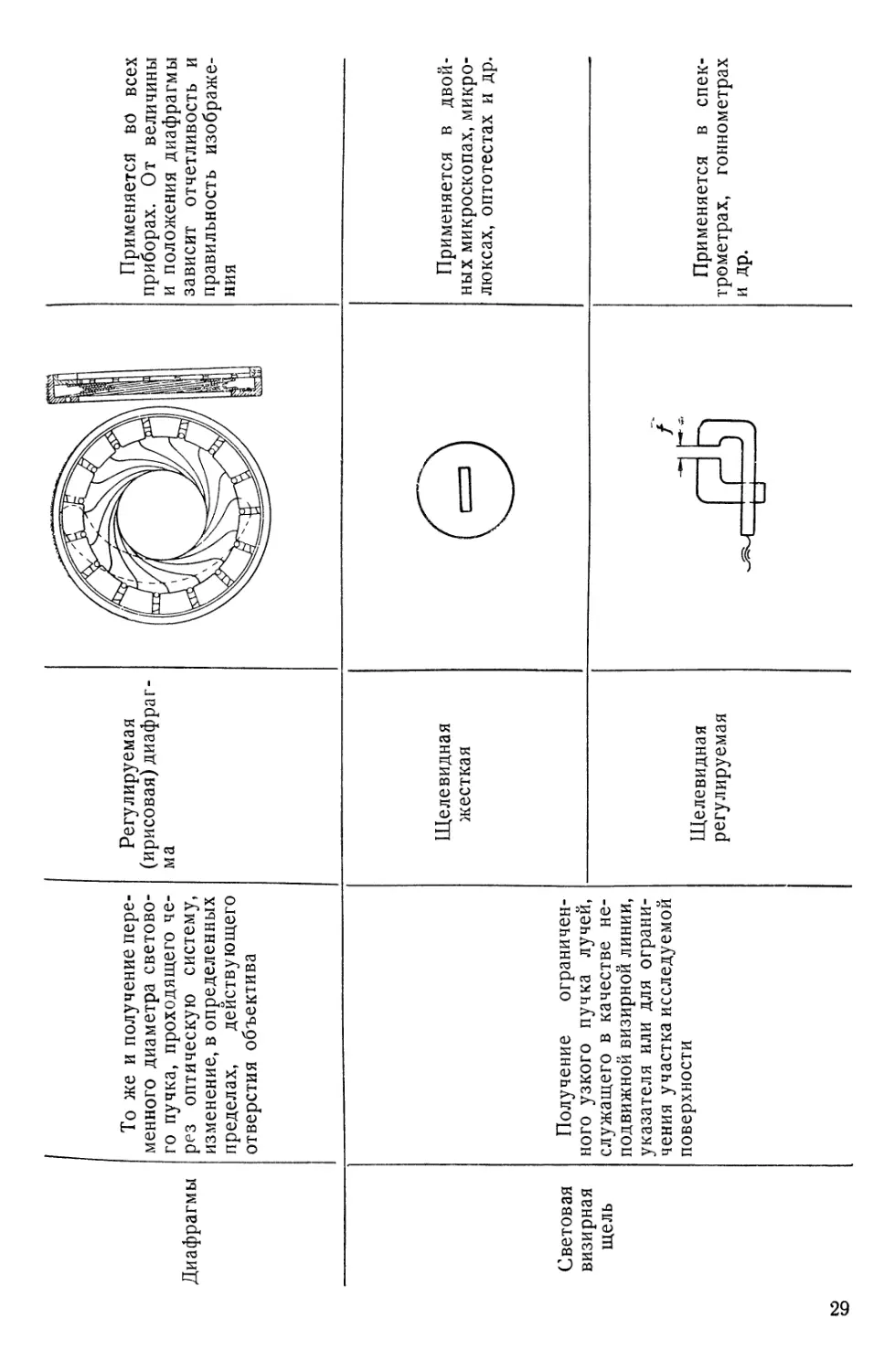
Диафрагмы
То же и получение пере-
менного диаметра светово-
го пучка, проходящего че-
рез оптическую систему,
изменение, в определенных
пределах, действующего
отверстия объектива
Регулируемая
(ирисовая) диафраг-
ма
Световая визирная щель ЬО CD Получение ограничен- ного узкого пучка лучей, служащего в качестве не- подвижной визирной линии, указателя или для ограни- чения участка исследуемой поверхности Щелевидная жесткая
Щелевидная регулируемая
Применяется но всех
приборах. От величины
и положения диафрагмы
зависит отчетливость и
правильность изображе-
ния
Применяется в двой-
ных микроскопах, микро-
люксах, оптотестах и др.
Применяется в спек-
трометрах, гониометрах
и др.
ГЛАВА II
ОБЩИЕ УКАЗАНИЯ ПО ЮСТИРОВКЕ
И РЕМОНТУ ПРИБОРОВ
По ГОСТ 3951-47 юстировка (выверка) мер и измерительных
приборов определяется, как «Процесс приведения меры или измери-
тельного прибора в рабочее состояние, обеспечивающее надлежа-
щую их правильность и надежность действия путем подгонки их
частей и манипуляций со специальными, предназначенными для
этой цели приспособлениями.
В частном случае юстировка называется регулировкой, если она
сводится к одним только манипуляциям со специальными приспособ-
лениями, предназначенными для этой цели».
Погрешности показаний приборов могут возникать от ряда при-
чин, главными из которых являются неправильная настройка
прибора, разъюстирование его по одному или нескольким элемен-
там, износ прибора.
Неправильная настройка прибора выражается, например, в не-
достаточно точном фокусировании контролируемого объекта, в не-
правильном диафрагмировании и др.
Характер дефектов, возникающих вследствие разъюстирования
или износа приборов, подробно разбирается ниже.
Рассматриваемые в настоящей работе сложные оптико-механи-
ческие измерительные приборы требуют непосредственно после
сборки предварительной юстировки сначала отдельных узлов, а за-
тем полной юстировки прибора.
Приборы, не имеющие дефектов изготовления, а вышедшие ив
строя в связи с износом механических частей или разъюстированием
оптической системы, как правило, могут быть полностью отремон-
тированы. Точность показаний отремонтированного прибора зависит
в основном от правильности сборки и юстировки его. Для юстиров-
ки прибора в его конструкции предусматриваются устройства,
обеспечивающие возможность перемещения отдельных узлов.
Юстировку осуществляют путем установки прокладочных колец,,
использования зазоров между винтами и отверстиями деталей,
перемещением отдельных узлов специально предназначенными для
этого юстировочными винтами и др. При юстировке прибора в целом
или отдельных его узлов следует соблюдать последовательность
операций, с тем чтобы юстировкой последующего элемента не на-
рушать положения отъюстированной ранее части прибора.
30
Дефекты, выявленные при проверке прибора, часто устраняются
только юстировкой его, без ремонта. Для юстировки прибора иногда
оказывается достаточной разборка одного или нескольких узлов.
Разборка всего прибора требуется редко. Полную разборку прибора
следует производить по отдельным узлам, которые после ремонта
и юстировки нужно устанавливать на место или помещать под
стеклянный колокол для защиты от пыли. В случаях, когда исправ-
ление прибора только юстировкой невозможно (вследствие износа
или механического повреждения деталей прибора), производят ре-
монт прибора. Разборка оптических приборов требует большой
осторожности и внимания, так как легко можно повредить тонкие
стеклянные сетки, линзы, призмы или зеркала, замена которых
представляет большие трудности. Металлические детали также мож-
но повредить при разборке, поэтому для разборки приборов нужно
применять соответственно изготовленные по месту инструменты.
Разборку следует производить на столе или над столом во избежа-
ние падения или потери деталей прибора.
Эффективность юстировочных и ремонтных операций может быть
обеспечена при тщательном выявлении дефектов прибора и правиль-
ном определении причин их возникновения. Правильное определение
дефекта значительно сокращает время, необходимое для его устра-
нения, и избавляет юстировщика от ряда ненужных работ. В целях
своевременного выявления и устранения дефектов прибора следует
периодически производить проверку соответствия точности показа-
ний приборов нормам точности, приведенным в инструкциях Ко-
митета стандартов, мер и измерительных - приборов при Совете
Министров Союза ССР [2].
Проверку следует производить аттестованными мерами соответ-
ствующей точности и определенной конструкции.
Помещение, где производится проверка, юстировка и ремонт
приборов, должно быть сухим, светлым и хорошо вентилироваться.
Температура помещения должна быть 20±3°. Относительная влаж-
ность воздуха должна составлять 60—65%.
При работе с искусственным освещением лампы следует снаб-
жать абажурами молочного цвета. При проверке и юстировке про-
екционно-измерительных приборов освещение не должно мешать
наблюдению изображения на экране. Освещенность экрана не долж-
на быть более 30—40 люксов. При эпископической проекции (работе
в отраженном свете) яркий свет помещения является особенно
большой помехой.
Для работы должен быть предусмотрен стол, покрытый линоле-
умом, а также закрытый шкаф для хранения частей приборов.
Перед началом работы юстировщик должен приготовить все не-
обходимые промывочные материалы (бензин, спирт, эфир), смазоч-
ные материалы (ланолин, вазелин, масло, воск), клеящие материа-
лы (шеллак, бальзам), протирочные материалы (вата, полотняные
полотенца), волосяные кисточки и др. Перечисленные материалы
Должны быть высокого качества и должны храниться в чистой по-
суде (банках и флаконах с притертыми пробками).
31
Для разборки и юстировки приборов юстировщик должен иметь
набор слесарных и часовых отверток разных размеров, пинцеты,
круглогубцы, раздвижной ключ и пр. Специальные инструменты (см.
табл. 2), нужные для разборки и юстировки приборов, изготовляют
так, чтобы не портить поверхностей деталей прибора. В настоящее
время создается облегченный набор ключей, состоящий из специаль-
ной ручки, в которой закрепляются короткие головки ключей форм,
приведенных в табл. 2. Для проверки приборов также необходимо
иметь соответствующие измерительные средства (см. табл. 3).
Таблица 2
Юстировочные инструменты
а) Для вертикальных и горизонтальных оптиметров
________________________и длиномеров_________________________
Формы ключей Основные размеры в мм R | Ь Назначение ключей
и 12,5 1 Для отвертыва- ния кольца креп- ления втулки с зеркалом
Л] to м II II 00 СП 3 Для отвертыва- ния крышки приз- мы и соединитель- ного кольца оку- лярной головки
11,5 0,9 Для отвертыва- ния кольца креп- ления объектива
, го *112° II =11 00- >— СП ►£* о ю о оЛ-З II II II ^1 Для отвертыва- ния диоптрийного кольца окуляра и др.
0 J — мчх Х0,7 Для вынимания втулки с зеркалом из трубки
32
Продолжение т$бл. 2
Формы ключей
Основные размеры в мм Назначение ключей
ь
ЪЭ II II 00 о СП О1 *1=1,0 *2=1,3 Для отвертыва- ния головки и упорной гайки осевой пружины трубки пиноли
10 7,5 Для отвертыва- ния контргайки ме- ханизма подъема стола вертикаль- ной стойки
2,5 1,5 Для сборки труб- ки пиноли
8 0,9 Для отвертыва- ния гаек измери- тельного стержня трубки оптиметра
б) Для инструментальных микроскопов
Для отвертыва-
ния диоптрийного
кольца окуляра
штриховой и ре-
вольверной голо-
вок
7,5 1
Для отвертыва-
ния объектива от-
счетного микро-
скопа
3 Зак. 157
33
Продолжение табл. 2
в} Для универсальных микроскопов и длиномеров
25
13,5
17,5
11,5
7
15,5
2,9
1
3,5
4
2,5
3,3
Для отвертыва-
ния объектива
микроскопа^ (ста-
рой модели)
Для отвертыва-
ния диоптрийных
колец окуляров
отсчетных микро-
скопов со спираль-
ным окулярным
микрометром
Для отвертыва-
ния кольца крепле-
ния тубуса отсчет-
ного микроскопа
в кронштейне
Для регулировки
подшипника, попе-
речной каретки
Для регулиров-
ки упора двойно-
го микроскопа (ста-
рая модель)
Для отвертывания
микрогильзы про-
дольной каретки
34
Продолжение табл. 2
Формы ключей Основные размеры в мм Назначение ключей
я 1 1 ь
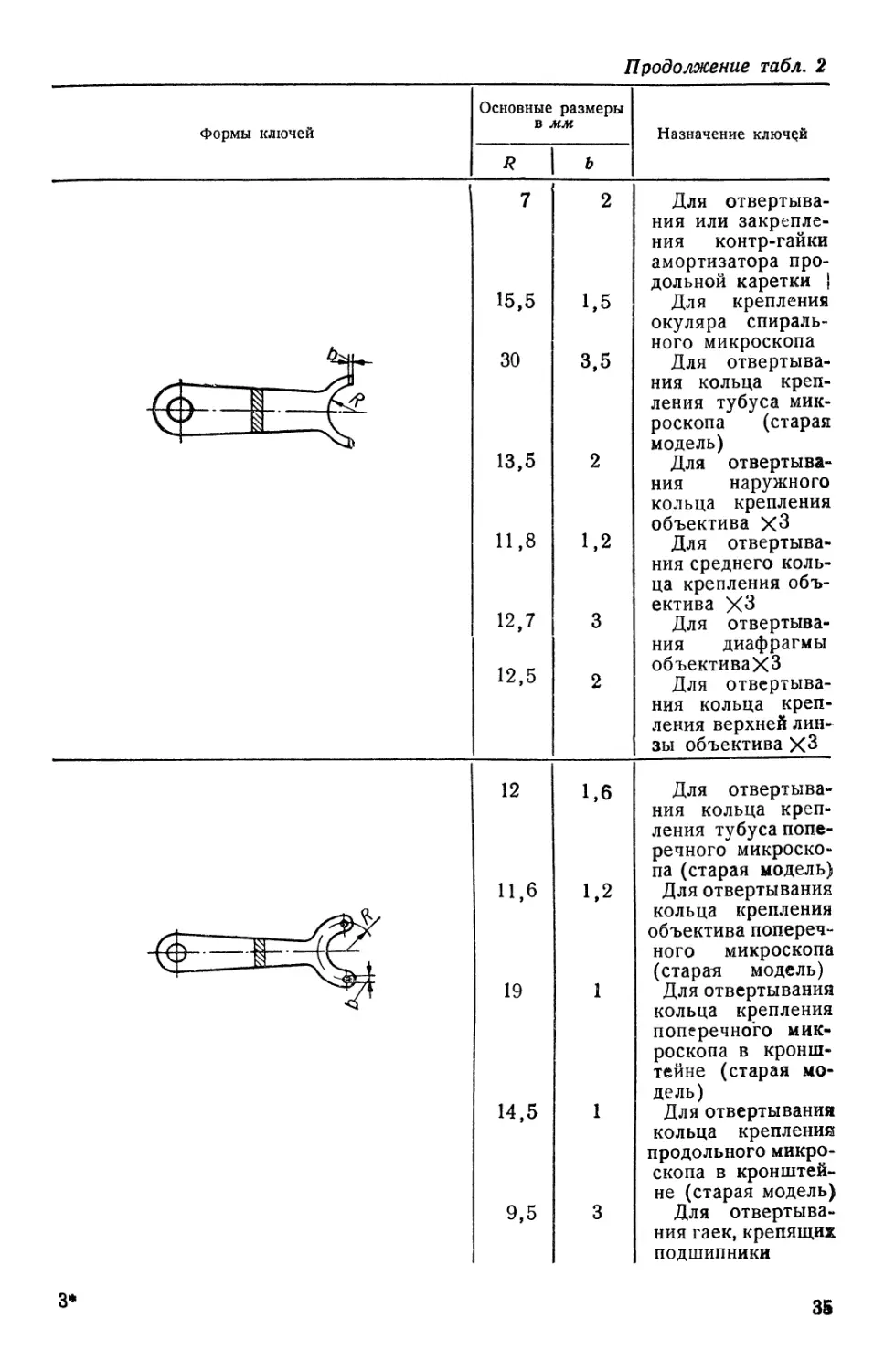
й 7 15,5 30 13,5 11,8 12,7 12,5 2 1,5 3,5 2 1,2 3 2 Для отвертыва- ния или закрепле- ния контр-гайки амортизатора про- дольной каретки | Для крепления окуляра спираль- ного микроскопа Для отвертыва- ния кольца креп- ления тубуса мик- роскопа (старая модель) Для отвертыва- ния наружного кольца крепления объектива ХЗ Для отвертыва- ния среднего коль- ца крепления объ- ектива хз Для отвертыва- ния диафрагмы объективаХЗ Для отвертыва- ния кольца креп- ления верхней лин- зы объектива ХЗ
12 11,6 19 14,5 9,5 1,6 1,2 1 1 3 Для отвертыва- ния кольца креп- ления тубуса попе- речного микроско- па (старая модель) Для отвертывания кольца крепления объектива попереч- ного микроскопа (старая модель) Для отвертывания кольца крепления поперечного мик- роскопа в кронш- тейне (старая мо- дель) Для отвертывания кольца крепления продольного микро- скопа в кронштей- не (старая модель) Для отвертыва- ния гаек, крепящих подшипники
3*
35
Продолжение табл. 2
Формы ключей Основные в . R 1 размеры ИМ Ъ Назначение ключей
10,5 5 2 2,4 Для отвертыва- ния крышки объ- ектива поперечно- го микроскопа (старая модель) Для контргайки микровинтов ка- реток и милли- метровых шкал
3,75 14,5 3 3 Для повертыва- ния осей подшип- ников Для юстировки увеличения верх- ним кольцом объ- ектива
г} Ключи для оптической делительной головки
и оптического делительного стола
Формы ключей Основные размеры в мм R | Ь Назначение ключей
#1=22,5
#2=20,0
8 5
Для отвертыва-
ния болта, крепя-
щего центр (при-
лагается к дели-
тельной головке)
Для отвертыва-
ния гайки, кре-
пящей шпиндель
(прилагается к
головке)
36
Продолжение табл. 2
Формы ключей Основные размеры в мм Назначение ключей
R | Ь
30 6 Для отвертыва- ния гайки, крепя- щей червяк (при- лагается к голов- ке)
Cl *“ —
— — — Для отвертыва- ния диоптрийного кольца (см. „Спи- ральный микрос- коп)"
6,5 2 Для отвертыва- ния гайки задней бабки делительной головки
ДII СП 1 Для отвертыва- ния кольца, крепя- щего окулярную головку
L
<< кт м 'ill гЧ OJ 1,5 Для юстировки оправы минутной шкалы окулярной головки
-Чг R.%h 15 18 25 19 23 25 25 27 16 48 54 6 1.5 Для отвертыва- ния кольца, крепя- щего тубус микро- скопа в головке и др.
ил 17 1 Для отвертыва- ния кольца, кре- пящего оправу призмы окулярной головки
8?
в
Средства проверки оптических приборов
Таблица В
Наименование средств контроля Эскизы Назначение образцов Технические условия или ГОСТ
Плоскопарал- лельные концевые меры длины 3-го разряда То же 4-го раз- ряда или класса 1 и 5*го разряда; клас- са 1 или 2 — Проверка точности показа- ний оптиметров, оптических длиномеров, инструменталь- ных и универсальных микро- скопов, проекторов и др. OCT 850С0-39
Гладкий калибр- кольцо Проверка точности и ста- бильности показаний горизон- тальных оптиметров при ра- боте с приспособлениями для внутренних измерений Диаметр кольца 40—60 мм; конусность и овальность в пределах 0,0005 мм
Специальная
плоскопараллель-
ная концевая мера
Проверка прямолинейности
хода механизма подъема основ-
ного стола и поперечного пе-
ремещения универсального сто-
лика горизонтальных оптимет-
ров и оптических длиномеров
и др.
Непараллельность и неплос-
костность доведенных поверх-
ностей плитки не должны пре-
вышать 0,5 мк; чистота рабо-
чих поверхностей по 13-му
классу, ГОСТ 2789-51
Образцовые на-
конечники сфери-
ческие, плоские
и ножевидные
Пластина! плос-
копараллельная
стеклянная тол-
щиной 40 мм
8
Проверка вертикальных и
горизонтальных оптиметров и
оптических длиномеров
Неплоскостность рабочей по-
верхности плоских наконечни-
ков не должна превышать
0,1 мк; ножевидных диаметром
до 5мм—0,45 мк; диаметром 10
и 16 мм—0,2 мк.
Ширина ленточки для нако-
нечников диаметром до 5мм—
2 ±0,2 мм; диаметром 10 и 16 мм
3±0,3 мм. Чистота измери-
тельной поверхности должна
быть не ниже 13-го класса по
ГОСТ 2789-51
Проверка перпендикулярно-
сти плоскости стола оси изме-
рения вертикальных оптимет-
ров и оптических длиномеров,
а также перпендикулярности
оптической оси тубуса к пло-
скости стола инструменталь-
ных и универсальных микро-
скопов и др.
ГОСТ 1121-54
о
Наименование средств контроля Эскизы
Пластина плос- кая стеклянная для интерферен- ционных измере- ний
Лекальный уголь-
ник размерами
50x80 мм (тип IV)
То же разме-
рами 160X100 мм
(тип I) или шкала
вниик
Продолжение табл. 3
Назначение образцов Технические условия или ГОСТ
Проверка наконечников к приборам; проверка плоскост- ности доведенных поверхно- стей приборов ГОСТ 2923-45
Проверка прямолинейности
хода стола, взаимной перпен-
дикулярности хода кареток и
других элементов инструмен-
тальных и универсальных ми-
кроскопов и проекторов.
Проверка инструментальных
микроскопов большой модели
и универсальных микроскопов
Лекальные угольники 0 или
1-го класса точности. Непер-
пендикулярность рабочих ре-
бер не должна превышать 10"
(секунд); непараллельность ре-
бер опорной поверхности до-
пускается не более 0,02 мм.
Указанная точность дости-
гается дополнительной довод-
кой стандартного угольника
(ГОСТ 3749-47)
Образцовая
стеклянная или
металлическая
шкала длиной
75 мм, с крестом
или шкала ВНИИК
Рычажно-зубча-
тая головка (мик-
ромер) 1 МКМ с
державкой
Проверка точности микропа-
ры и приспособления для ра-
боты с плитками у инструмен-
тальных микроскопов; провер-
ка прямолинейности и перпен-
дикулярности хода кареток,
увеличения микроскопа и др.
у инструментальных и универ-
сальных микроскопов
Шкала и контрольные штри-
хи 50 и 75 мм должны быть
аттестованы с точностью не
ниже + 0,001 мм. Толщина кон-
трольных штрихов и шкалы
должна быть 0,003 ± 0,001 мм.
Неплоскостность и непараллель-
ность рабочих поверхностей
пластины в пределах 0,02 мм\
неперпендикулярность левой
и верхней боковых поверхно-
стей пластины не более 3'
(минут)
Проверка элементов прибо-
ров в сочетании с поверочным
бруском, контрольным валиком
и др.
Цена деления 0,001 мм, пре-
делы измерения ± 0,05 мм. По-
грешность показаний микроме-
ра + 30 делений ± 0,5 мк; в
пределах всей шкалы ± 1 мк
(ГОСТ 6934-54)
Наименование
средств контроля
Образцовые
двойные центры
Цилиндрический
контрольный ва-
лик
Цилиндрический
контрольный ва-
лик с наружными
центрами________
Поверочный
брусок с плоскими
доведенными по-
верхностями
Эскизы
Продолжение табл. 3
Назначение образцов Технические условия или ГОСТ
А Проверка инструментальных микроскопов малой модели Биение центров не более 0,002 мм} угол центров должен быть в пределах 60±2'. Конус- ность и овальность цилиндри- ческой части центров не более 0,002 мм. Затупление острия центров допускается до 0,1 мм. Чистота поверхности центра по 9-му классу
Проверка совпадения осей центров, их положения отно- сительно оси перемещения и плоскости движения стола универсальных и инструмен- тальных микроскопов и проек- торов, положения микроузла и других элементов Конусность и овальность ва- лика не должны превышать 0,001 мм
То же То же
Проверка прямолинейности ходов стола и каретки универ- сальных микроскопов Погрешность плоскостности доведенных поверхностей дол- жна быть не более 0,0003 мм. Ненараллельность рабочих по- верхностей не должна превы- шать 0,002 мм на всей длине бруска. Чистота доведенных поверхностей не ниже 12-го класса
Цилиндрический
аттестованный ка-
либр-пробка диа-
метром 40 мм
(изготовляется
при отсутствии
специального ка-
либра, прилагае-
мого к универ-
сальному микро-
скопу)
Образцовый резь-
бовой калибр-проб-
ка М48Х0,5 мм
с полным про-
филем
Ножи измери-
тельные для про-
верки резьбы пра-
вые и левые с
рабочим расстоя-
нием от риски до
лезвия ножа 0,3
и 0,9 мм
6
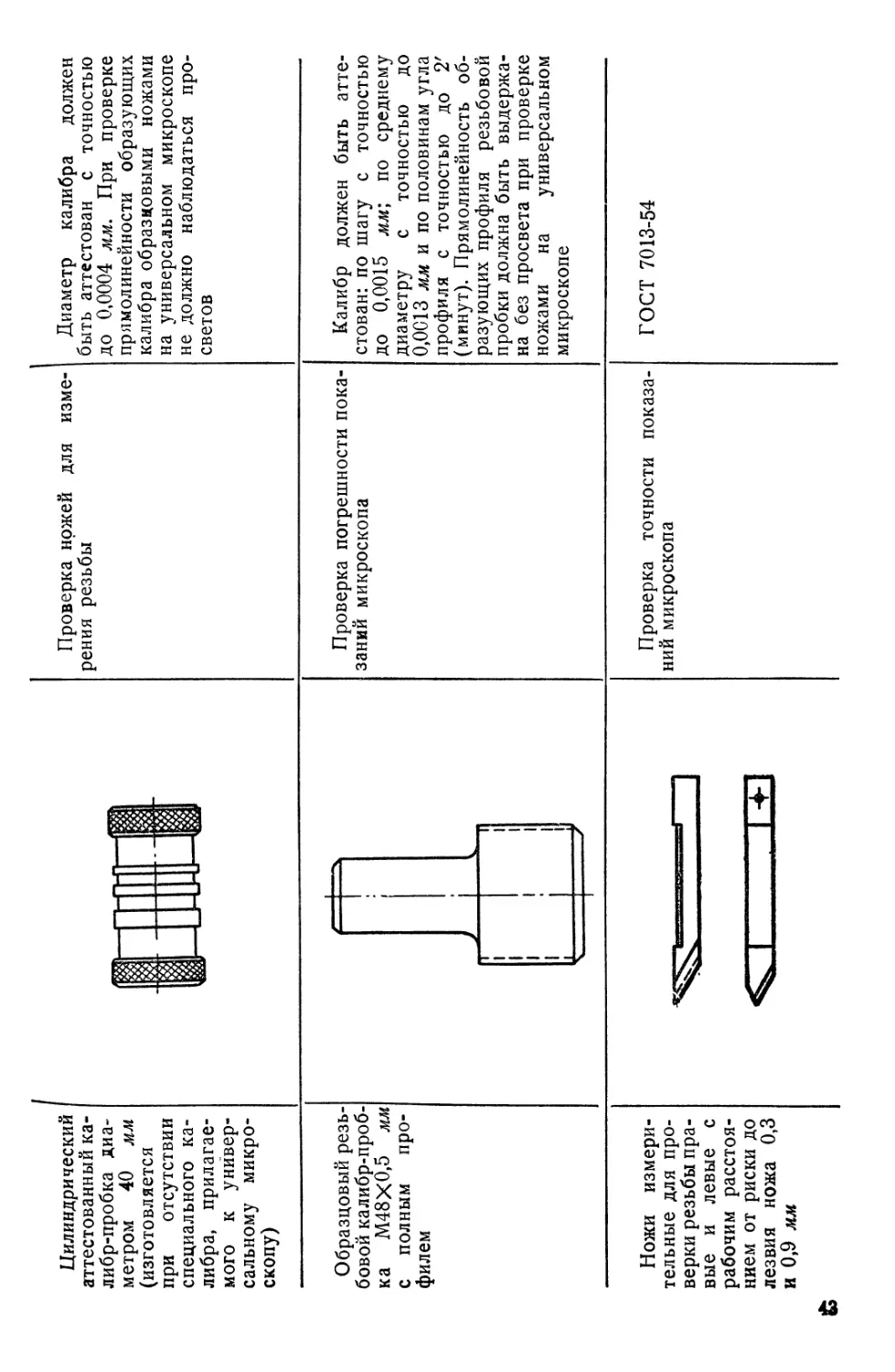
Проверка ножей для изме- рения резьбы Диаметр калибра должен быть аттестован с точностью до 0,0004 мм. При проверке прямолинейности образующих калибра образцовыми ножами на универсальном микроскопе не должно наблюдаться про- светов
Проверка погрешности пока- заний микроскопа Калибр должен быть атте- стован: по шагу с точностью до 0,0015 мм*, по среднему диаметру с точностью до 0,0613 мм и по половинам угла профиля с точностью до 2' (минут). Прямолинейность об- разующих профиля резьбовой пробки должна быть выдержа- на без просвета при проверке ножами на универсальном микроскопе
Проверка точности показа- ний микроскопа ГОСТ 7013-54
Наименование
средств контроля
Ножи измери-
тельные, прямые
Специальный
доведенный
угольник
Образцовые
центры
Цилиндрический
валик диаметром
30 мм и длиной
200 мм
Продолжение табл. 3
Назначение образцов Технические условия или ГОСТ
Проверка точности показа- ний микроскопа ГОСТ 7013-54
Проверка ножей к универ- сальным микроскопам Чистота зеркально доведен- ной рабочей поверхности уголь- ника не ниже 13-го класса. Погрешность плоскостности доведенной поверхности не должна превышать 0,0005 мм (две интерференционных поло- сы)
Проверка инструментальных микроскопов большой модели, универсальных микроскопов, проекторов большой модели и др. Биение центра не должно превышать 0,001 мм
Проверка универсальных ми- кроскопов, делительных голо- вок (с бабкой) и др. Биение валика и непарал- лельное™ его образующих не должны превышать 0,001 мм
Стеклянная
шкала с крестом
и контрольными
штрихами или
шкала ВНИИК
Стеклянная пла-
стина с контроль-
ным крестом или
шкала ВНИИК
Аттестованная
контрольная мас-
штабная линейка
(металлическая)
tSQH-------
60*
Проверка проекционных при- боров: погрешность микроуз- лов; прямолинейность ходов стола; перпендикулярность хо- дов стола; погрешность при работе с концевыми мерами Ширина штрихов шкалы +0,002 0,008 мм, ширина конт- пп+0,002 рольных штрихов 0,012 мм} шкала на длине 30 мм должна быть аттестована с точностью не ниже + 0,001 мм. Точность аттестации конт- рольных штрихов должна быть не ниже 0,003 мм. Все штрихи должны быть хорошо запуще- ны. Неплоскостность и непа- раллельность рабочих поверх- ностей стекла не должны пре- вышать 0,02 мм
Проверка проекционных при- боров Ширина штрихов креста 0,1 мм. Неперпендикулярность линий креста не более 20" (секунд). Непараллельность ра- бочих поверхностей стеклянной пластины не должна превы- шать 0,02 мм
Проверка проекционных при- боров Длина шкалы контрольной линейки 400 мм. Толщина штри- П 1 +0’02 хов шкалы 0,1 мм. Погрешность нанесения штри- хов от нуля до любого штри- ха не должна превышать ±0,04жж; погрешность аттеста- ции шкалы не более 5 мк
Наименование
средств контроля
Лекальная ли-
нейка
оправка с кони-
ческим хвостови-
ком
Конические ка-
либры, пробка и
втулка
Продолжение табл. 3
Назначение образцов Технические условия или ГОСТ
Проверка плоскостности по- верхностей ОСТ НКТМ 20126-39, длина 225 мм, класс точности 0
Проверка делительных голо-
вок (биения шпинделя и по-
ложения его относительно осно-
вания)
Неперпендикулярность торца
диаметром 30 мм к оси оправки
не более 0,003 мм\ биение ци-
линдра относительно хвосто-
вика не более 0,002 мм. Конус-
ность цилиндра не более
0,002 мм\ чистота поверхности
не ниже 9-го класса
Проверка конусности шпин- деля делительной головки и круглого стола ГОСТ 2849-45. Конус Морзе № 4 и № 3
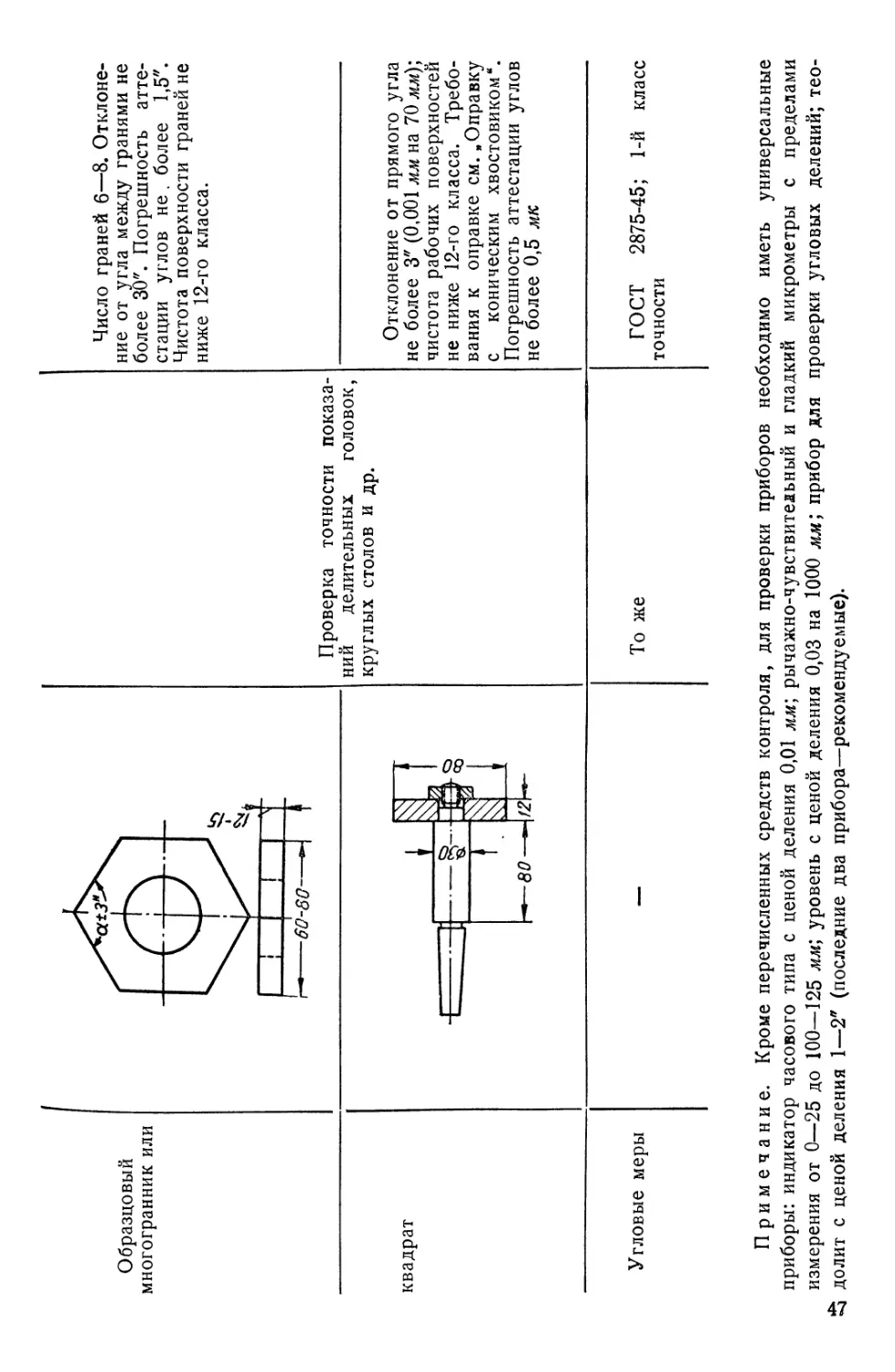
Образцовый
многогранник или
квадрат
Проверка точности показа-
ний делительных головок,
круглых столов и др.
Угловые меры
То же
Число граней 6—8. Отклоне-
ние от угла между гранями не
более 30". Погрешность атте-
стации углов не. более 1,5".
Чистота поверхности граней не
ниже 12-го класса.
Отклонение от прямого угла
не более 3" (0,001 мм на 70 мм);
чистота рабочих поверхностей
не ниже 12-го класса. Требо-
вания к оправке см. „ Оправку
с коническим хвостовиком
Погрешность аттестации углов
не более 0,5 мк
ГОСТ 2875-45; 1-й класс
точности
Примечание. Кроме перечисленных средств контроля, для проверки приборов необходимо иметь универсальные
приборы: индикатор часового типа с ценой деления 0,01 мм; рычажно-чувствительный и гладкий микрометры с пределами
измерения от 0—25 до 100—125 мм; уровень с ценой деления 0,03 на 1000 мм; прибор для проверки угловых делений; тео-
долит с ценой деления 1—2" (последние два прибора—рекомендуемые).
ГЛАВА III
ПРОВЕРКА, ЮСТИРОВКА И РЕМОНТ
ОПТИМЕТРОВ
Среди оптических измерительных приборов, применяемых
в машиностроении, особую группу составляют автоколлимационные
приборы, основанные на принципе оптического рычага.
К наиболее распространенным приборам этого типа относятся
оптиметры.
Оптиметр состоит из оптической трубки и стойки вертикальной
или горизонтальной.
Вертикальные оптиметры применяют для сравнительных измере-
ний длин: концевых мер, наружных диаметров цилиндрических из-
делий, диаметров шариков, проволочек и др., а также для определе-
ния отклонений изделий от заданной геометрической формы. Более
широкое применение имеют горизонтальные оптиметры, на которых
можно измерять не только наружные, но и внутренние размеры
гладких и резьбовых изделий.
Основной частью оптиметра является автоколлимациопная
замкнутая трубка, конструкция которой основана на принципе
оптического рычага. Применение этого принципа дало возможность
при сравнительно малых размерах прибора обеспечить большое
передаточное отношение и высокую стабильность показаний при-,
бора.
Цена деления шкалы трубки оптиметра 0,001 мм; пределы изме-
рения по шкале 0,2 мм (±0,1 мм); измерительное усилие не превы-
шает 200 гс. Колебание измерительного усилия не более
20 гс.
Для удобства работы к вертикальному и горизонтальному опти-
метрам прилагается проекционное устройство, позволяющее наблю-
дать изображение шкалы значительно более увеличенным, чем через
окуляр, что облегчает работу оператора. Проекционное устройство
работает в сочетании со специальным осветительным приспособ-
лением.
Трубка оптиметра часто используется в качестве точного измери-
тельного органа в различных измерительных приборах и приспособ-
лениях.
48
ТРУБКА ОПТИМЕТРА
Принцип действия трубки. Схема трубки оптиметра основана на
сочетании автоколлимации с качающимся зеркалом. В основе прин-
ципа автоколлимации лежит свойство объектива собирать парал-
лельно направленные лучи света в фокусе объектива и превращать
пучок лучей, исходящих из источника света, расположенного
в фокусе объектива, в пучок параллельных лучей (фиг. 7,а). Если
источник света находится в фокусе объектива, то луч, совпадающий
с главной оптической осью, пройдет объектив без преломления,
а остальные лучи после преломления пойдут параллельно главной
Фиг. 7. Схема хода лучей в объективе.
Фокальная плоскость
в)
оптической оси. Встретив на пути зеркальную поверхность, перпен-
дикулярную к оптической оси, лучи, отразившись, пойдут в обрат-
ном направлении также параллельно оптической оси и вновь соберут-
ся в фокусе объектива.
Если источник света не совпадает с фокусом объектива, но рас-
положен в фокальной плоскости на расстоянии а от оси (фиг. 7,6),
то один из лучей (центральный) от источника света пройдет по
побочной оптической оси, а остальные лучи, преломившись, пойдут
параллельно побочной оптической оси.
Встретившись с зеркальной плоскостью, перпендикулярной к
главной оптической оси, лучи, отразившись под углом к главной
оптической оси, пойдут параллельным пучком и, преломившись
в объективе, соберутся в точке Oi на расстоянии «а» от оси, но по
другую сторону ее. Величина a = F tgy.
Если источник света расположен в фокусе объектива, но зеркаль-
ная плоскость наклонена под углом а к главной оптической оси, то
лучи, отразившись от зеркала, пойдут под углом 2 а (фиг. 7,в)
к главной оптической оси и, преломившись в объективе, сойдутся
в точке 01, отстоящей от точки О на расстоянии t = Etg 2а.
Оптическая схема оптиметра (фиг. 8) представляет собой соче-
тание схем, показанных на фиг. 7,а—в. Осветительное зеркало по-
ворачивается в направлении, перпендикулярном к плоскости, на
которой расположена шкала. Зеркало заделано' в оправу, имеющую
С другой стороны матовую белую пластину. Зеркалом пользуются
при работе с дневным светом или с матовой электролампой. При
работе с обычной электролампой пользуются матовой белой пласти-
4 Зак. 157
49
Фиг. 8 Оптическая схема трубки оптиметра.
50
ной оправы зеркала. Луч света, направленный осветительным зер-
калом 1 (фиг. 8) через стеклянную светопроводящую пластину 2,
кончающуюся призмой 3 полного внутреннего отражения, попадает
на шкалу 4, смещенную относительно главной оптической оси
согласно схеме, показанной на фиг. 7,6. Пройдя сквозь шкалу, луч
попадает в призму полного внутреннего отражения 5 (фиг. 8), пре-
ломляется под углом 90° и проходит через объектив 6. Выйдя из
объектива, пучок лучей отражается от зеркала 7, и, согласно схеме
на фиг. 7,в, изображение шкалы получается в плоскости шкалы, но
по другую сторону главной оптической оси. Так как свет посылается
Фиг. 9. Оптическая схема проекцион-
ного устройства трубки оптиметра.
от всех точек пластинки, за исключением зачерненных штрихов
шкалы, то изображение шкалы представляется в виде темных штри-
хов на светлом поле.
Изображение шкалы будет действительным в натуральную вели-
чину. Необходимое увеличение изображения шкалы обеспечивается
окуляром 8.
Оптическая схема проекционного устройства к трубке оптиметра
показана на фиг. 9. Лучи от источника света S, пройдя конденсор 7,
отражаются от зеркала и через оптическую систему трубки опти-
метра попадают в призму 2 и, отразившись от зеркала 3, проектиру-
ют изображение шкалы на матовый экран 4.
Шкала 4 (фиг. 8) оптиметра выполнена на сетке с одной сторо-
ны от вертикальной линии симметрии, проходящей через центр
сетки на некотором расстоянии от нее.
Если отражающая зеркальная плоскость расположена перпен-
дикулярно оптической оси, то изображение шкалы сместится отно-
4*
51
сительно вертикальной линии симметрии на такую же величину по
другую сторону от нее. При этом нулевой штрих действительной
шкалы 4 и его изображение 9 совместятся с горизонтальной линией
симметрии, отмеченной неподвижным коротким штрихом-указа-
телем.
При осевом перемещении измерительного стержня 10 угол на-
клона зеркала к оптической оси будет изменяться и изображение
шкалы будет перемещаться параллельно вертикальной линии сим-
метрии относительно неподвижного указателя.
Передаточное отношение оптиметра.
t
где t — величина перемещения изображения шкалы;
S — величина перемещения измерительного стержня.
Фиг. 10. Отражение луча при накло-
не зеркала в оптиметре.
Согласно схеме на фиг. 7,
t = /?tg 2а.
Ввиду малости угла а можно принять
tg 2а = 2 tg а.
Тогда
t = F2tga.
Согласно фиг. 7,в и 10,
4. S
tg a = — .
а
Следовательно,
t = —
а
52
Подставляя это значение t в формулу, получаем
F2S 2F
I =----= — .
aS а
У оптиметров отечественного производства 7^180 мм, а = 6 мм.
Передаточное отношение рычажной системы оптиметров со-
ставит
360
i = — =60.
6
Для оптиметров фирмы Цейсс F = 200 мм\ а — 5 мм, i = — = 80.
5
Таким образом, при перемещении измерительного стержня опти-
метра отечественного производства на 1 мк изображение шкалы
переместится на 60 мк. Следовательно, интервал деления на шка-
ле ценой деления в 1 мк должен составить 60 мк. При 12-кратном
увеличении окуляра видимое расстояние между штрихами шкалы
составит 60 мкХ 12 = 720 мк.
Для оптиметров фирмы Цейсс при z = 80 и увеличении окуля-
ра 12х видимое расстояние между штрихами шкалы 80 X 12 = 960 мк.
Оптиметр без шторок (фиг. И) выполнен в виде трубки, изогну-
той под прямым углом, с окуляром 1, шкалой 2, преломляющей
призмой 3, объективом 4, качающимся зеркалом 5 и измеритель-
ным стержнем 6 с наконечником 7. В окулярную головку вмонтиро-
вана светопроводящая пластина 8, имеющая на конце срез под углом
45° (у старых моделей трубок оптиметров пластина 8 имеет прямо-
угольную форму и отделена от призмы, которая приклеена к шка-
ле 2).
В окуляр видны неподвижный указатель и изображение шкалы.
Стеклянная пластина со шкалой заэкранирована со стороны окуля-
ра. Качающееся зеркало 5 прижимается двумя пружинами к непод-
вижной опоре 10 с двумя запрессованными в ней шариками 11,
образующими ось вращения зеркала. Шарик, запрессованный в из-
мерительный стержень 6, касается зеркала в точке, смещенной от-
носительно оси вращения зеркала. При перемещении измерительного
стержня зеркало изменяет угол наклона к оптической оси в одной
плоскости. Зеркало заключено в стальную оправу 12 с двумя шпиль-
ками, на которые надеваются ушки пружин. Вторые концы пружин
закрепляются винтами.
Трубка оптиметра закрепляется на вертикальной или горизон-
тальной стойке.
Разборка трубки оптиметра
С измерительного стержня снимают наконечник 7 (фиг. И), от-
вертывают последовательно стопорный винт 9, крышку 14, юстиро-
вочный винт 15, затем кольцо 16, закрепляющее втулку с зеркалом
в трубке.
Ввернув ключ в резьбовое отверстие втулки 17 и осторожно по-
вертывая ее, вынимают втулку из трубки, следя за тем, чтобы не
потерялась маленькая втулка 18 с пружиной. Если втулка 17 вы-
ходит свободно, а зеркало застряло, то во избежание порчи пружин
53
Фиг. 11. Трубка оптиметра (разрез).
54
нужно отвернуть два винта, крепящие нижние концы пружин. После
этого втулку и зеркало вынимают отдельно.
Втулку с зеркалом разбирают в следующем порядке: со шпилек
зеркала снимают пружины, а затем зеркало 5. Отвернув винты 19,
снимают опору 10, отвертывают два кольца 20, ограничивающие
расход измерительного стержня, и винт шпонки, снимают шпонку
(на чертеже не видно) и затем из втулки вынимают измерительный
стержень 6. Отвертывают кольцо 21, закрепляющее объектив 4 с
оправой, после чего объектив вынимают из трубки. Разборка объ-
ектива не представляет затруднений, однако прибегать к ней нужно
только при крайней необходимости. Чтобы при сборке объектива не
нарушить первоначальное положение линз, следует отметить каран-
дашом это положение вдоль оси образующих линз, вынутых из
оправы.
При разборке окуляра нужно отвернуть разрезное диоптрийное
кольцо 22 с левой резьбой и вывернуть линзы в оправе (окуляр) 1
из тубуса. С окуляра отвертывают наглазник 23, затем три винта 24
и снимают кордовое кольцо 25. Дальнейшую разборку окуляра про-
изводить не рекомендуется.
Отвернув стопорный винт, а затем кольцо 26, снимают окуляр-
ную головку и вынимают прокладное кольцо 27. Затем снимают
стеклянную светопроводящую пластину 8 в оправе, предварительно
отвернув два винта.
Отвертывают стопорный винт и вынимают шкалу с оправой 28.
Слегка разжав диоптрийное кольцо, снимают его с тубуса окуляра.
Отвернув три винта 29, свободно снимают рамку 30 с тубуса, а вслед
за ней — кольцо 26. Нужно помнить, что нарушение порядка разбор-
ки окулярной головки оптиметров старых моделей часто веде г
к расклейке призмы и шкалы или к их поломке.
Чтобы вынуть призму 3, отвертывают крышку 31, постепенно
вывертывают три винта 32, после чего призму с оправой 33 вы-
нимают из гнезда. На фиг. 12,а показана трубка в разобранном
виде, а на фиг. 12,6—г соответственно показаны узел призмы и
в разобранном виде узел окулярной головки и узел втулки с качаю-
щимся зеркалом.
Сборку трубки оптиметра производят в обратном порядке. При
сборке нужно следить, чтобы усилия обеих пружин втулки с зерка-
лом были одинаковыми. Для удобства сборки пружины вынимают
проволочным крючком и концы пружин зажимают предварительно
винтами. Осторожно подтягивая пружины, надевают ушки на
шпильки оправы зеркала. При сборке и установке призмы 3
(фиг. 11) с оправой на место винты 32 затягивают посте-
пенно.
Трубка оптиметра новейших моделей удобнее в работе, нежели
трубки старых моделей. На фиг. 13,а дана конструкция окулярной
головки трубки оптиметра с цветными стеклянными пластинами
(шторками), указывающими верхнюю и нижнюю границы допуска
на шкале. Оптическая схема такой трубки изображена* на
фиг. 13,6.
55
Разборку и юстировку трубки оптиметра со шторками производят
так же, как разборку и юстировку обычной трубки. Некоторые
особенности имеет разборка окулярной головки. Вначале отвертыва-
ют два винта 2 (фиг. 13,а), ограничительный винт 1 и, не поворачи-
вая головки 3, вынимают шторку вместе с соединенной с ее оправой
головкой и планкой 4. В таком же порядке разбирают противопо-
ложную часть рамки 5. Следует помнить, что малейший поворот
головки 3 приведет к поломке шторки.
Фиг. 12. Основные узлы и детали трубки оптиметра.
Обычным способом снимают окулярную головку; затем, отвернув
диоптрийное кольцо 6 и окуляр 7, вынимают шкалу 8 с оправой,
отвертывают два винта и снимают оправу с светопроводящей пласти-
ной. Отвернув винты 9, снимают рамку 5.
Сборку окулярной головки производят в обратном порядке.
Юстировка и ремонт трубки оптиметра
Устранение неправильности положения изображения шкалы от-
носительно указателя.
Штрихи шкалы должны быть параллельны указателю (без за-
метного перекоса), а указатель должен перекрывать короткие
56
57
штрихи не менее чем на 0,5 и не более чем на 0,9 их длины. Перекос
шкалы относительно указателя не допускается. Наличие дефектов
в положении шкалы определяется на глаз при медленном переме-
щении шкалы. Неправильное положение шкалы возникает вслед-
ствие поворота втулки с зеркалом вокруг оси.
Фиг. 14. Юстировка трубки оптиметра
при смещении шкалы по диагонали.
Небольшим поворотом втулки 1 (фиг. 14) вокруг вертикальной
оси полностью устраняют этот дефект. При повороте втулки 1 по ча-
совой стрелке шкала перемещается влево, при повороте втулки
против часовой стрелки — вправо. Предварительно слегка отверты-
вают кольцо, крепящее втулку 1 в трубке 4, и винт 2. Втулку пово-
рачивают при помощи ввернутого в отверстие втулки ключа или
пинцета, вставленного в отверстие втулки. Наблюдая в окуляр шка-
лу, устанавливают втулку 1 так, чтобы изображение шкалы пере-
мещалось строго вертикально. Изображение шкалы должно на всем
пределе перемещения находиться на одном уровне относительно
указателя. Заметное на глаз поперечное смещение шкалы относи-
тельно указателя не должно превышать 0,1 длины коротких штри-
хов.
Нарушение этого условия свидетельствует о смещении призмы 1
(фиг. 15,а) относительно главной оптической оси, что устраняется по-
воротом призмы. Предварительно немного отвертывают три винга 2,
вставляют проволочный ключ или пинцет в отверстия оправы 3 и,
если шкала отошла от указателя вправо (фиг. 15,6), призму повора-
чивают по часовой стрелке; если шкала отошла влево, призму пово-
рачивают против часовой стрелки.
Перемещения призмы должны быть весьма малыми, так как
положение шкалы резко изменяется от малейшего поворота призмы.
Незначительное смещение изображения шкалы иногда можно устра-
нить небольшим нажимом одним из винтов 2 на оправу призмы.
Неправильное положение шкалы чаще всего устраняют одновре-
менной юстировкой втулки с зеркалом и призмы. Для удобства
юстировки рекомендуется производить указанные операции, уста-
новив трубку в кронштейн горизонтальной стойки. Арретиром при
помощи винта нажимают на измерительный стержень и тем самым
58
удерживают изображение шкалы в поле зрения прибора. Руки
оператора остаются при этом свободными.
После закрепления втулки 1 (фиг. 14) еще раз проверяют поло-
жение шкалы. Винты 3 при юстировке этого элемента не следует
трогать во избежание нарушения точности показаний прибора;
однако проверка точности показаний при этом обязательна.
2 1
а)
Фиг. 15. Юстировка трубки при параллельном смещении
шкалы относительно индекса.
Устранение погрешности показаний оптиметра. Погрешность
показаний оптиметра проверяют парным методом по концевым ме-
рам 4-го разряда или 1-го класса. При проверке горизонтального
оптиметра применяют сферические измерительные наконечники,
а вертикального — чашеобразный столик со сферической опорой или
накладной столик с тремя ребрами.
Шкалу проверяют на участках от 0 до +60 ж/с, от 0 до +100 мк,
от 0 до — 60 мк и от 0 до — 100 мк [2],
Для проверки шкалы от 0 до +60 мк берут четыре концевые
меры с разностью размеров, номинально равной размеру проверяе-
мого участка (т. е. 0,06 жж), например 1,0; 1,06; 1,12 и 1,18, из кото-
рых составляют последовательно следующие три пары: 1,0 и 1,06;
1,06 и 1,12: 1,12 и 1,18 жж.
Для проверки шкалы на участке от 0 до —60 мк берут те же
меры, но в обратном порядке (1,18 и 1,12; 1,12 и 1,06; 1,06 и 1,00 жж).
Аналогично проверяют участки от 0 до +100 мк и от 0 до —100 мк,
но пары составляют из мер с разностью размеров, номинально
равной 0,1 жж (например, 1,0; 1,1; 1,2 и 1,3 жж).
Погрешность показаний на проверяемом интервале шкалы опти-
метра определяют по формуле
д __ (+ ^1) G
1 П—\ ’
где 1п—действительный размер последней из четырех взятых мер,
если меры применяются по разрядам, или номинальный
размер этой меры, если меры применяются по классу;
59
l\—действительный размер первой меры, если меры применя-
ются по разряду, или номинальный размер этой меры, если
меры применяются по классу;
Е rz — алгебраическая сумма найденных значений интервала
(без учета поправок на применяемые меры);
п — число взятых мер.
Погрешности проверенных участков не должны превышать: для
участков от 0 до +60 ±0,2 мк\ для участков от 0 до +100 и от О
до —100 ±0,3 мк [17].
При нарушении длины плеча а (фиг. 8 и 10) погрешности по-
казаний на участках шкалы 04-100 мк и 0—100 мк будут одинако-
выми по величине, но различными по знаку.
Для устранения погрешности показаний, возникающей вслед-
ствие нарушения размера плеча а, следует отвернуть крышку 14
(фиг. 11), немного ослабить винты 19 и, вращая юстировочный
винт 15, переместить опору 10. При показаниях прибора, превышаю-
щих действительное значение измеряемой величины, винт 15 вывер-
тывают, увеличивая этим механическое плечо а (фиг. 8 и 10); если
показания прибора меньше измеряемого размера, винт ввертывают.
Расчет необходимой величины изменения плеча а производят на
основании следующих соображений.
Пусть при измерении размера (разности размеров плиток)
0,1 мм показание по шкале составило 0,099 мм.
Зная, что интервал делений равен 0,06 мм, получим действи-
тельное передаточное отношение рычажной системы прибора:
. _ да. _ 59 4.
0,1
2 F
Зная далее, что i = — и F = 180, получаем значение
2F 360 р
а = — =-----= 6,06.
i 59,4
Выше было установлено, что при интервале делений, равном
0,06, значение а должно быть равно 6 мм. Следовательно, малое
плечо оптиметра надо уменьшить на 0,06 мм.
При юстировке трубки оптиметра можно обойтись без расчета
действительного передаточного отношения рычажной системы
и ограничиться подгонкой величины плеча в соответствии с раз-
ностью размеров плиток. После юстировки оперу 10 (фиг. 11) за-
крепляют винтами 19 и снова проверяют точность показаний при-
бора.
Ремонт трубки значительно усложняется, если погрешность по-
казаний неравномерна по длине шкалы. В первую очередь необхо-
димо проверить равномерность натяжения пружин, а также парал-
лельность зеркала 5 торцу оправы 12 (пятки). Последнюю проверку
производят на горизонтальном или вертикальном оптиметре. Изме-
60
рительный стержень при проверке необходимо арретировать, чтобы
не поцарапать поверхностей зеркала и пятки.
Юстировку непараллельности зеркала торцу оправы осуществля-
ют тремя винтами 13. Непараллельность зеркала пятке не должна
превышать 0,001 мм. Нужно следить за тем, чтобы зеркало сидело
в оправе плотно, так как в противном случае показания прибора не
будут стабильны. Отъюстировав зеркало, оправу устанавливают на
место и проверяют точность показаний прибора.
Если этой операцией не удастся устранить имеющийся дефект,
зеркало наклоняют в соответствующую сторону, после чего снова
производят проверку.
В некоторых случаях описанные методы не дают существенных
результатов ввиду износа опорных шариков. Изношенные шарики
следует выпрессовать и снова запрессовать обратной стороной или
заменить новыми шариками диаметром 3 мм. Шарики выпрессовы-
вают при помощи стержня с заостренным концом через отверстие
диаметром 1 —1,5 мм, просверленное над шариком (с обратной
стороны опоры). После запрессовки шарики зачеканивают пуансо-
ном. Закончив их перестановку и установив опору на место, произ-
водят юстировку опоры 10 при помощи юстировочного винта 15 до
достижения требуемой точности показаний.
Трубки оптиметров, у которых шкала сильно повреждена или
разбита, можно восстановить, заменив старую шкалу с оправой
новой.
Когда требуется сменить поврежденную шкалу у трубки фирмы
Цейсс, следует учесть следующее.
Расстояние между штрихами шкалы трубки оптиметра Цейсс
равно 0,08 мм. Если заменить эту шкалу шкалой отечественного
производства, то при перемещении измерительного стержня на 1 мк
показание прибора изменится на 1,33 мк. Устранить эту погрешность
при помощи юстировочного винта невозможно, так как максималь-
ное перемещение шариков опоры зеркала юстировочным винтОхМ не
превышает 1 мм (по 0,5 мм на сторону).
Чтобы обеспечить заданную точность показаний прибора, не-
обходимо произвести изменение длины механического плеча путем
распрессовки шариков и запрессовки их во вновь высверленные
отверстия с последующей зачеканкой пуансоном. Для этого необхо-
димо предварительно рассчитать длину механического плеча по
приведенным выше формулам. После перестановки шариков
и сборки производят окончательную юстировку трубки.
При юстировке трубки юстировочным винтом 15 (фиг. И)
опора 10 иногда не возвращается в исходное положение, что не
дает возможности устранить погрешность показаний прибора. Этот
недостаток возникает в связи с ослаблением спиральной пружины,
лежащей во втулке 18 и возвращающей зеркало при вывертывании
винта 15. В этом случае нужно вынуть втулку и выправить пружину
или заменить ее новой.
Устранение нестабильности показаний. Нестабильность показа-
ний оптиметра не должна превышать 0,2 мк. Проверку производят
61
по концевой мере размером 5—10 мм 4-го разряда или 1-го класса
многократным арретированием (10—15 раз) наконечника.
Нестабильность показаний (фиг. 16,а) возникает вследствие за-
грязнения или износа отверстия втулки 1 и измерительного стерж-
ня 2 или износа пятки зеркала 3 в местах контакта с опорными
шариками 4, износа опорных шариков 4 и в некоторой степени —
из-за износа шпонки 5. В первую очередь определяют действитель-
Фиг. 16. Колебательное устройство зеркала оптиметра.
ную причину нестабильности, после чего приступают к устранению
обнаруженного дефекта.
Перед разборкой трубки проверяют наличие качки измеритель-
ного стержня во втулке. Для этого оптиметр устанавливают по
плитке размером 5—10 мм 4-го разряда или 1-го класса. На изме-
рительный стержень нажимают сбоку в радиальном направлении
динамометром (фиг. 16,6), оттарированцым на усилие в 200 гс, ли-
бо типа безмена, либо пальцем, отпускают и следят за показанием
по шкале. Затем измерительный стержень небольшим усилием
повертывают вокруг оси и следят за показанием по шкале. Измене-
ние показания в обоих случаях не должно превышать 0,5 мк, при-
чем шкала после снятия нагрузки должна возвратиться в исход-
ное положение.
Динамометр простейшей конструкции состоит из корпуса 1
(фиг. 16,6), подпружиненного стержня 2, пружины 3. На стержне 2
62
нанесено два штриха 4, в пределах которых обеспечивается соответ-
ствующее усилие.
Если при проверке зазора измерительного стержня обнаружено
отклонение показаний, превосходящее допустимое, из трубки вы-
нимают втулку с зеркалом и производят чистку втулки и стержня.
Одновременно исследуют при помощи лупы 10—20-кратного увели-
чения поверхности пятки зеркала и шариков. Обнаруженные дефек-
ты на пятке зеркала, шариках, измерительном стержне и шпонке 6
устраняют ремонтом.
При износе пятки зеркала поверхность ее доводят на доводочных
плитах размером 100X200 мм. Доводку производят последовательно
электрокорундовым шлифовальным порошком М7, М5 и оконча-
тельно М3. Неплоскостность пятки зеркала после доводки не долж-
на превышать 0,5 мк. Плоскостность проверяют плоской стеклянной
пластиной.
В трубках оптиметров Цейсс ранних моделей пятка зеркала
(фиг. 16,в) изготовлена из малоуглеродистой стали, зацементирова-
на и закалена. После двух-трех доводок слой цементации может
быть полностью снят, и износ пятки зеркала будет очень интенсив-
ным, поэтому снимаемый при доводке слой должен быть мини-
мальным.
Для устранения быстрого износа пятки зеркала рекомендуется
изготовить пластинку из хромистой стали толщиной 1,5—2 мм по
контуру пятки зеркала. В пластинке нужно просверлить три отвер-
стия, через которые можно юстировать параллельность зеркала
относительно пятки, и три отверстия под резьбу диаметром 2 мм и
прозенковать их для головок винтов. Пластинку следует закалить
и отшлифовать в собранном виде с оправой. После шлифования
пластинка должна быть доведена.
Пластинку из хромистой стали можно подвергать доводке много
раз. Смена ее также не представляет затруднений.
Для восстановления пятки зеркала можно также запрессовать
три закаленные вставки хромистой стали или посадить их на резьбе
(как это сделано в трубках оптиметров отечественного производ-
ства) .
После установки вставки шлифуют и доводят. Вставки также
можно изготовлять в виде круглых пластинок диаметром 5 мм и
толщиной 1,5 мм. Пластинки закаливают, шлифуют, приклеивают
к оправе зеркала карбинольным клеем и доводят.
Во всех случаях после ремонта пятки производят проверку
параллельности зеркала пятке.
На стабильность и точность показаний прибора в большой сте-
пени влияет радиальный зазор между измерительным стержнем и
втулкой, возникающий вследствие износа этих деталей.
Радиальный вазор устраняют восстановлением размера измери-
тельного стержня хромированием. Для этого предварительно опреде-
ляют размер отверстия втулки, затем хромируют стержень. Диаметр
стержня после хромирования должен быть на 0,002—0,004 мм боль-
ше диаметра отверстия втулки. Хромированный стержень притирают
63
по месту пастой ГОИ 4 мк. Такой метод дает хорошие результаты.
Однако недостатком его является относительно быстрый износ втул-
ки при эксплуатации.
Более надежным способом устранения зазора является замена
измерительного стержня новым с подгонкой его по месту. В этом
случае отверстие втулки доводят цилиндрическим чугунным прити-
ром пастой ГОИ 10 мк и окончательно — пастой ГОИ 4 мк. Длина
притира должна быть не менее удвоенной длины отверстия втулки.
При доводке притир или втулку нужно повертывать при каждом воз-
вратно-поступательном движении на V4 оборота. Измерительный
стержень шлифуют с припуском по диаметру 0,003—0,005 мм для
притирки его по отверстию втулки. Притирку производят пастой
ГОИ 2—4 мк.
При этой операции надо соблюдать осторожность, чтобы не за-
низить диаметра стержня. Рекомендуется изготовить несколько
стержней, что дает возможность быстро заменять один стержень
другим. Стержень с заниженным диаметром может подойти по раз-
меру к отверстию втулки другой трубки. После подгонки стержня
шарик запрессовывают в торец строго по оси стержня.
Радиальный зазор возникает также вследствие износа шпонки 6
(фиг. 16,а) и шпоночной канавки стержня. Устраняют этот дефект
заменой шпонки. Изготовление шпонки и ее подгонка по месту не
представляют затруднений.
Регулирование измерительного усилия. Измерительное усилие
трубки проверяют на циферблатных весах. Оно не должно превышать
200 гс. Колебание усилия в пределах рабочего хода измерительного
стержня не должно- быть более 20 гс. Измерительное усилие опреде-
ляется действием спиральных пружин 7 (фиг. 16,а), возвращающих
зеркало в исходное положение. Надлежащее измерительное усилие
обеспечивается регулированием усилия пружин. В первую очередь
нужно использовать нижний конец пружины, которым она крепится
во втулке. Если этого недостаточно, пружину слегка растягивают
(при измерительном усилии больше нормального) или сокращают
(при усилии менее нормального).
Во всех случаях при сборке трубки нужно следить за тем, чтобы
натяжение обеих пружин было одинаковым. Неравномерное натяже-
ние пружин ведет к более быстрому износу пятки зеркала и вызы-
вает погрешности показаний прибора.
Если невозможно правкой пружин отрегулировать измерительное
усилие, то необходимо заменить пружины новыми.
Пружины к трубкам оптиметров отечественных заводов изготов-
ляют из стальной проволоки диаметром 0,4 мм; наружный диаметр
пружины 3 мм; число витков 35; шаг 0,4 мм.
Пружины трубок оптиметра Цейсс изготовлены из рояльной.про-
волоки диаметром 0,31 мм. Наружный диаметр пружины 2,4 мм;
число витков 46; шаг 0,31 мм. После разрезки и заправки ушек пру-
жины должны пройти отпуск. Отпуск можно произвести в селитровой
ванне при 250—270° в течение 60 мин.
64
Регулирование величины перемещения шкалы. Арретируя изме-
рительный стержень, наблюдают в окуляр за положением шкалы в
крайних положениях стержня. Видимый остаток шкалы (фиг. 17,а)
должен быть не менее 15 и не более 20 делений.
Величины перемещения шкалы от среднего положения зависят
от предельных углов поворота зеркала (фиг. 17,6), которые регули-
руются двумя кольцами /, навернутыми на измерительный стер-
жень 2, и внутренним кольцом 3 крышки 4. Верхний предел переме-
щения шкалы (плюсовой) зависит от положения кольца /, а нижний
(минусовой) —от положения кольца 3. При юстировке кольцом 3
нужно предварительно немного отвернуть стопорный винт. Внутрен-
Фиг. 17. Юстировка измерительного стержня трубки
(ограничение пределов перемещения шкалы).
нее кольцо поворачивают пинцетом или круглогубцами с острозато-
ченными губками.
Иногда случается, что при нажиме на измерительный стержень
шкала останавливается, не доходя до крайних делений (± 100). При-
чиной этого может быть неправильное действие пружин возвраще-
ния зеркала или загрязнение отверстия втулки и стержня. Чисткой
втулки и измерительного стержня, увеличением или уменьшением
усилия пружин можно устранить этот недостаток.
Параллакс является следствием несовпадения плоскости
окулярной сетки, на которой нанесен указатель, с плоскостью изо-
бражения шкалы. Параллакс выражается в видимом взаимном сме-
щении указателя и штрихов шкалы при перемещении глаза около
окуляра. Проверку производят вблизи штрихов шкалы +100; +60;
0; —60; —100. Параллакс не должен превышать 0,1 мк. Параллакс
приводит к ошибкам отсчета и быстрой утомляемости контролера.
Параллакс проверяют следующим образом. Наблюдая шкалу,
перемещают глаз относительно середины окуляра. Шкала и указа-
тель должны быть видны одинаково резко. Смещение указателя
относительно нулевого штриха шкалы не должно превышать 0,05
деления в интервале шкалы ±0,06 мм и 0,1 деления в интервале
свыше ±0,06 мм.
Параллакс, можно устранить перемещением окулярной головки
или объектива вдоль оси. В первую очередь нужно убедиться в нали-
5 Зак. 157
3
Фиг. 18. Юстировка окулярной
головки.
тубуса окулярной головки 4 часто
раллакс при условии, если оптика
чии прокладного кольца 1 (фиг. 18) и затянуть соединительное коль-
цо 2 до отказа, предварительно освободив стопорный винт 3 кольца.
Если после этого параллакс не будет устранен, необходимо изменить
высоту кольца 1 дополнительным прокладным кольцом иля умень-
шить размер существующего кольца шлифованием его торцов. Па-
раллельность торцов кольца должна лежать в пределах 0,005 мм.
Устранение параллакса перемещением объектива достигается
установкой прокладных колец под опорный борт оправы объ-
ектива 4 (фиг. 11). К юстировке параллакса объективом рекомен-
дуется прибегать только при значительной разнофокусности шкалы и
указателя, когда устранение этого дефекта перемещением окулярной
головки затруднительно.
Иногда на разных участках
шкалы оптиметра величина па-
раллакса различна; наблюдает-
ся также неодинаковая рез-
кость изображения шкалы в по-
ле зрения.
Причиной этого недостатка
является непараллельность тор-
цов тубуса окулярной головки
и прокладного кольца 1
(фиг. 18).
Шлифование или притирка
прокладного кольца, а также
исправление торцов трубки 5 и
дает возможность устранить па-
хорошо отцентрирована. Помимо
указанного дефекта, в трубках иногда наблюдается неодинаковая
резкость изображения по ширине шкалы.
В некоторых трубках на оправе шкалы предусмотрены у торца
бортик и шпоночная канавка, обеспечивающие правильность поло-
жения оправы со шкалой. В трубках, у которых оправа шкалы не
имеет такого бортика, нарушается точное совпадение оси призмы 6
со светопроводящей пластиной. Этот,дефект устраняют перемеще-
нием оправы со шкалой вдоль ее оси. Величину перемещения опре-
деляют в процессе юстировки. После юстировки положение шкалы
с оправой фиксируют стопорным винтом.
Иногда в поле зрения окуляра при перемещении измерительного
стержня появляется дополнительное (слабое) изображение шкалы.
При правильной центрировке оптики это изображение перемещается
в одном направлении со шкалой. Иногда побочное изображение
шкалы перемещается наклонно. Это явление не оказывает заметно-
го влияния на точность измерений, и устранение его достигается не-
значительным поворотом оправы со шкалой вокруг оси. Предвари-
тельно нужно снять окулярную головку и освободить стопорный
винт оправы шкалы.
Устранение дефектов окулярной головки с цветными шторками
Перемещение шторок должно быть плавным. При наблюдении
66
в окуляр края шторок, видимые в поле зрения, должны быть ровны-
ми и не должны иметь выколок, превышающих толщину штриха.
Параллакс краев шторок более 0,5 деления шкалы не допускает-
ся.
При наличии выколок шторку следует перевернуть и закрепить
другой стороной (если длина шторки позволяет это) или заменить
ее другой.
Видимые в поле зрения края шторок должны быть параллельны
штрихам шкалы. Перекос шторки, видимый на глаз, не допускается.
Чтобы устранить перекос шторки, открепляют винт 10 (фиг. 13,а),
слегка поворачивают пластину в нужном направлении и снова за-
жимают ее винтом.
Края шторок при перемещении их к нулевому штриху шкалы не
должны доходить до нуля на 0,5 деления.
Если это условие нарушено, нужно отвернуть два винта 2, осво-
бодив этим планку 4, и вывернуть головку 5, чтобы открыть доступ
к винту 11, которым устанавливают шторку. При юстировке наблю-
дают в окуляр за положением шторки относительно нулевого
штриха.
Устранение дефектов окуляра. Дефекты окуляра трубки опти-
метра типичны для окуляров других оптических измерительных при-
боров. В дальнейшем, при описании других приборов, дефекты оку-
ляра будут рассматриваться только в той части, в какой эти окуля-
ры отличаются от окуляра оптиметра.
Окуляр должен перемещаться плавно, без качки.
Проверку производят от руки вращением окуляра. Слишком ту-
гой ход может быть вызван загрязнением или загустением смазки
резьбы окуляра 1 (фиг. И) вследствие низкой температуры поме-
щения. В этом случае требуется осторожно, чтобы не загрязнить
коллективную линзу, промыть резьбу окуляра бензином, про-
тереть чистой салфеткой и нанести на нее тонкий слой ланолина.
Для равномерного распределения смазки по поверхности резьбы
окуляр несколько раз ввертывают и вывертывают.
Слишком слабый ход окуляра может возникнуть из-за отсутст-
вия смазки на резьбе окуляра или разжижения смазки вследствие
высокой температуры воздуха помещения. Это также может послу-
жить причиной появления качки окуляра.
Указанный дефект устраняется после нанесения дополнительно-
го слоя смазки — ланолина или слоя воска с вазелином, сваренным
в определенной пропорции (приблизительно Уз воска и 2/з вазелина).
Чт.обы предохранить от загрязнения коллективную линзу и шкалу,
отвертывают диоптрийное кольцо, а затем вывертывают окуляр
(оставляя свинченным один виток резьбы). Смазав нарезку, окуляр
ввертывают, и устанавливают на место диоптрийное кольцо.
После длительной эксплуатации прибора может появиться качка
кордового кольца 25 или провертывание его. Для устранения качки
кольца надо отвернуть наглазник 23 и завернуть три стопорных вин-
та 24, закрепляющих кольцо на окуляре, затем снова завернуть
наглазник.
5*
67
ВЕРТИКАЛЬНАЯ СТОЙКА
Вертикальная стойка оптиметра (фиг. 19) состоит из основа-
ния 1 с запрессованной в него колонкой 2, на которой перемещается
кронштейн 5, и плоского стола 4 (со сплошной или рифленой поверх-
ностью) .
В основании разме-
щен механизм переме-
щения стола. Стол кре-
пят зажимным винтом
5. Диаметр плоского
стола 105 мм; макси-
мальное перемещение
стола 10 мм; предел ре-
гулирования стола юс-
тировочными винтами
±3°; максимальная вы-
сота измеряемого изде-
лия 180 мм', максималь-
ный диаметр измеряе-
мого изделия 150 мм.
Порядок разборки.
Из кронштейна 3 (фиг.
19) вынимают трубку
оптиметра, снимают
кронштейн с колонки 2,
вынимают стол 4. Затем
стойку укладывают на
бок, отвертывают три
винта 6, снимают ста-
кан 7, вывертывают ми-
крометрический винт 8
и снимают кольцо 9.
Вывернув зажимной
винт 5, снимают втул-
ку, находящуюся под
головкой винта, и круг-
лую гайку с шайбой.
Наклоняют стойку и вынимают снизу коническую втулку 10 и пру-
жину И.
Чтобы разобрать стол 4, снимают шпильку 12, отвертывают
юстировочные винты 13, отделяют стол 4 от нижней опорной пло-
щадки 14, снимают шарик 15, две сферические шайбы 16 и вывер-
тывают две гайки 17.
Юстировка и ремонт стойки
Устранение радиального зазора стола. Оптиметр устанавливают
на любой размер по плитке. Ось измерения должна проходить при-
близительно через центр стола. На зажатый стол сбоку нажимают
68
Фиг. 19. Вертикальная стойка.
пружинным динамометром или пальцем с усилием 200 гс, наблюдая
показания по шкале. Одновременно производят проверку зазора при
повороте незажатого стола. Изменение показания по шкале не долж-
но превышать 0,5 мк с возвращением в исходное положение.
Радиальный зазор (качка) стола может возникнуть в связи с
загрязнением или износом конического отверстия втулки 10
(фиг. 19) и конуса стола 4. Если после чистки этот дефект не бу-
дет устранен, втулку необходимо довести чугунным коническим
притиром (конус Морзе № 2). Притирку производят пастой ГОИ
последовательно 30, 10 и 4 мк. Отверстие проверяют на краску.
Конус стола также нужно довести коническим притиром-втулкой.
При наличии на поверхности конуса глубоких царапин и забоин
конус стола нужно слегка прошлифовать и довести, а затем про-
извести окончательную взаимную притирку конуса стола и втул-
ки 10.
Стол вертикального оптиметра часто слепка поворачивается
вокруг оси вследствие зазора между зажимным винтом 5 и отвер-
стием конической втулки 10. Это вызывает погрешности показаний
прибора.
Для устранения зазора надо заменить винт 5 либо на гладкую
часть его надеть тонкостенную гильзу, наружный диаметр которой
подгоняется к отверстию во втулке 10. После сборки перемещение
стола должно быть плавным, без заеданий.
Зажимной винт 5 должен обеспечивать плавность закрепления
стола. Проверку производят следующим образом: поверхность сто-
ла приводят в контакт с измерительным наконечником трубки опти-
метра, затем несколько раз закрепляют и отпускают зажимной винт
стола, наблюдая за изменением показаний по шкале, которое не
должно превышать 2 мк.
Отклонение, превышающее указанное, свидетельствует о зазоре,
возникшем вследствие износа наружной поверхности конической
втулки 10 и отверстия основания. Этот дефект можно устранить
хромированием или изготовлением новой втулки.
Перемещение стола при подъеме должно быть плавным. При
вывертывании микровинта стол должен возвращаться в исходное
положение.
Причиной неплавного перемещения стола и заедания его может
быть загрязнение конической втулки и микропары. В этом случае
промывают механизм подъема и смазывают его вазелиновым мас-
лом.
Исправление рабочей поверхности стола. Рабочая поверхность
стола должна иметь зеркальную или тонкую штриховую доводку.
Штрихи не должны пересекаться. На поверхности стола не должно
быть следов износа.
Проверку плоскостности стола производят плоской стеклянной
пластиной диаметром 60—100 мм 2-го класса точности интерфе-
ренционным методом.
Неплоскостность основного стола не должна превышать 1 мк в
сторону выпуклости; вогнутость стола не допускается. При наличии
69
на поверхности стола глубоких царапин, забоин или коррозии стол
шлифуют до полного устранения указанных дефектов, после чего
доводят поверхность стола. Доводку производят на шаржированных
чугунных доводочных плитах размером 300X300 мм, применяя пред-
варительно электрокорундовый шлифовальный порошок М5 и окон-
чательно М3.
Проверка действия механизма регулирования плоскости стола
относительно поверхности плоского наконечника. Установка стола
в положение, параллельное плоскости измерительного наконечника,
должна достигаться без особых затруднений при помощи юстиро-
вочных винтов. Отклонение от параллельности поверхности стола
плоскости измерительного након
Фиг. 20. Проверка стола по плитке.
ечника не должно' превышать
0,0003 мм при диаметре нако-
нечника 8 мм.
Непараллельность плоско-
сти стола по отношению к из-
мерительной поверхности плос-
кого наконечника вызывает бы-
стрый износ наконечника (ра-
ботающего в этом случае толь-
ко точкой) и затрудняет отыс-
кание диаметра при измерении
цилиндрических или сферических предметов. При контакте проверяе-
мого изделия с кромкой перекошенного наконечника могут возни-
кать существенные погрешности измерений. Этим главным образом
обусловливается необходимость установки стола оптиметра в поло-
жение, параллельное измерительной поверхности плоского наконеч-
ника.
Юстировку стола производят [2] по концевой мере 4 или 5-го раз-
ряда (1 или 2-го класса) размером 5—10 мм. Плитку кладут на
стол оптиметра и приводят в контакт с плоским измерительным на-
конечником диаметром не менее 3 мм, закрепленным на трубке
оптиметра. Ось измерения трубки должна проходить через центр
стола. Концевую меру устанавливают в положение I (фиг. 20) и
производят отсчет. Арретируя наконечник, поворачивают меру на
180°, устанавливают ее в положение II и производят второй отсчет.
Разность этих отсчетов определяет величину перекоса h в направ-
лении, перпендикулярном к оси ОВ. Если разность отсчетов I и II
отрицательная, то винтом А стол надо поднять, и наоборот. Вели-
чина h перемещения стола определяется по формуле
, 40 m
h =-----мк.
d
где т — величина перекоса стола в мк\
d — диаметр наконечника в мм.
Для оптиметров фирмы Цейсе величина h определяется по фор-
муле
» 30 т
К = ---МК.
d
70
Перед регулированием винтом наконечник поднимают, меру ста-
вят серединой под наконечник и, наблюдая за показаниями по
шкале оптиметра, перемещают стол винтом А в нужном направле-
нии на вычисленную величину А, после чего закрепляют зажимные
винты.
Этим же способом устраняют перекос стола в направлении, пер-
пендикулярном к оси вращения винта ОА при помощи винта В. При
этом концевую меру помещают последовательно в положения III
и IV. После окончания регулирования снова проверяют правиль-
ность установки стола во всех положениях концевой меры.
Фиг. 21. Проверка стола по плоской стеклянной пластине.
Подсчет величины перемещения производится следующим об-
разом.
Пусть отсчет при положении I равен — 2,4 ж/с, а при положе-
нии II — 26,2 мк, тогда
т = — 2,4 — (— 26,2) = + 23,8 мк\
, 40-23,8 поо
h =--------— =- 238 мк.
4
Так как величина h положительная, стол следует опустить. Для
этого ставят меру под наконечник, устанавливают шкалу на деле-
ние + 100 и, вращая винт А, опускают стол на 200 мк (до деления
—100). Затем поднимают микровинтом стол до деления +38 и вин-
том А опускают стол на 38 мк (до показания около' нуля шкалы).
Разность показаний в крайних положениях меры не должна пре-
вышать 2 мк. После регулирования стола по концевой мере можно
произвести проверку и более точную юстировку стола при помощи
плоскопараллельной стеклянной пластины 1 (фиг. 21,а) толщиной
12—13 мм. Пластину притирают к столу до полного исчезновения
интерференционных полос. Стол поднимают до соприкосновения
наконечника 2 с пластиной 1. На отраженной от стола измеритель-
7Г
Фиг. 22. Чашеобразный
столик.
ной поверхности наконечника будут ясно видны интерференционные
полосы (фиг. 21,6). Наклоняя стол, слегка вращают юстировочные
винты до полного исчезновения полос и получения равномерной и
одноцветной окраски отраженной плоскости наконечника.
Закрепляя стол зажимным винтом, следят за тем, чтобы не сби-
лась установка стола.
Приближенную проверку положения плоскости стола относи-
тельно рабочей плоскости наконечника можно осуществить также
следующим образом: трубку оптиметра приводят в контакт с по-
верхностью стола на расстоянии 5—8 мм от края, для чего повора-
чивают кронштейн и закрепляют его. Затем, наблюдая за показа-
ниями прибора, поворачивают стол вокруг оси. Изменение показаний
по шкале не должно превышать 0,001 мм.
Если изменение показаний при вращении
стола будет более указанного, производят
юстировку стола двумя юстировочными
винтами, предварительно определив необ-
ходимое направление наклона стола. Точ-
ную юстировку производят по стекляьТной
пластине.
У некоторых оптиметров стол не может
быть повернут на 360°, так как юстировоч-
ные винты упираются в основание. В этом
случае стол поворачивают приблизитель-
но на 300°. Для поворота стола на 360°
можно пропилить небольшую канавку в основании. Опиленная по-
верхность должна быть покрыта лаком.
Юстировка чашеобразного столика с агатовой опорой. Агатовая
опора чашеобразного столика не должна иметь следов износа.
Опора должна находиться выше ребер столика на 1—5 мк. Провер-
ку производят на столе вертикальной стойки. Измерительный нако-
нечник трубки оптиметра устанавливают на ребро чашеобразного
столика, притертого к столу стойки. Подъемом стола устанавливают
шкалу приблизительно на ноль, затем столик перемещают до кон-
такта вершины агатовой опоры с наконечником трубки и производят
отсчет по шкале.
У чашеобразного столика, изображенного на фиг. 22, юстировку
положения агатовой опоры 1 производят ввертыванием гайки 2,
а закрепление опоры — винтом 3. После юстировки проверяют по-
ложение агатовой опоры.
Поверхности ребер и основания чашеобразного стола должны
иметь зеркальную или тонкую штриховую доводку. Чашеобразный
столик должен легко притираться к поверхности стола стойки.
Неплоскостность ребер и основания, а также их непараллель-
ность не должны превышать 0,001 мм. Следы износа, забоин, корро-
зии и других пороков устраняют доводкой или шлифованием
с последующей доводкой.
В новых моделях оптиметров чашеобразный стол заменен трех-
реберным накладным столом длиной 100 мм и шириной 20 мм.
72
ГОРИЗОНТАЛЬНАЯ СТОЙКА
В основании 1 горизонтальной стойки (фиг. 23) закреплен гори-
зонтальный вал 2, по которому перемещаются правый и левый
кронштейны 3. В левом кронштейне при помощи винта 4 закреп-
ляется трубка пиноли 5. Трубка оптиметра 6 закрепляется в правом
кронштейне. Кронштейны закрепляются на валу винтами 7. На
основании стойки смонтирован подвижной предметный стол 8.
Подъем стола на высоту до 86 мм производится маховичком 9. На-
клон стола осуществляется эксцентриком в пределах 20°.
Фиг. 23. Горизонтальная стойка.
Поворот стола в горизонтальной плоскости возможен в пределах
20°. Величина поперечного перемещения стола 30 мм. Пределы из-
мерения на приборе характеризуются следующими данными.
Наибольшая измеряемая длина 350 мм; наибольший наружный
диаметр измеряемого кольца 225 мм; внутренний диаметр измеряе-
мого кольца 13,5—150 мм\ диаметр измеряемого резьбового кольца
при работе на круглом столике 18—80 мм\ при наружном диаметре
кольца не более 116 мм.
Многие заводы в дополнение к нормальным принадлежностям
изготовляют различные специальные приспособления для оптимет-
ров, что значительно расширяет область их применения.
Так, например, для измерения больших размеров у оптиметра
взамен обычного горизонтального вала устанавливают удлиненный
вал (фиг. 24,а), позволяющий производить измерения длин до
1000 мм. Такой же вал устанавливают на вертикальном оптимет-
ре. Измеряемая деталь круглого сечения (нутромер) уклады-
вается на призматические опоры, деталь прямоугольного сечения
(концевая мера) помещается на цилиндрические опоры. Опоры,
смонтированные на жесткой планке, закрепляемой на столе опти-
метра, могут перемещаться по планке и фиксируются в заданном
73
Фиг. 24. Горизонтальная стойка с удлиненным валом.
Фиг. 25. Горизонтальный оптиметр ОМТ (Англия).
74
положении. Это дает возможность устанавливать измеряемую де-
таль в наивыгоднейших точках.
На фиг. 24,6 показаны центры (взамен обычных вертикальных)
для измерения цилиндрических деталей. Помимо этого, применяют
ряд других приспособлений, которые используют также на измери-
тельных машинах, оптических длиномерах и других приборах.
На фиг. 25 изображен горизонтальный оптиметр с нарезной
стойкой и проектором (фирмы ОМТ, Англия).
Разборка стойки
Перед разборкой стойки снимают с нее трубку оптиметра
6 (фиг. 23), пиноль 5 и кронштейны 3.
Положив стойку на бок, отводят стол в верхнее положение.
Снизу отвертывают четыре винта 1 (фиг. 26) и, сняв крышку 2,
вынимают амортизатор 3. Затем отвертывают два винта 4, снимают
упор 5 и вынимают стержень 6, ограничивающий перемещение
стола вверх. После этого стойку ставят в нормальное положение,
вынимают из стойки стол с направляющим валом 7 и ограничитель 8
стола вниз, вывертывают три винта и снимают маховичок 9
(фиг. 23) с зубчатым колесом. Далее, уложив стол валом кверху,
вывертывают ограничительную шпильку 10 (фиг. 26) и, вращая
головку 11, выводят столик с ласточкиным хвостом 12 из направ-
ляющей нижней поворотной площадки 13. Затем отвертывают
четыре винта и отделяют ласточкин хвост 12 от плавающей план-
ки 14 верхней плиты. Отвернув два винта, снимают одну из боко-
вых направляющих планок 15, пометив предварительно ее
положение; после этого снимают планку 14, четыре шарика
и два сепаратора. Положение второй направляющей планки 15
нарушать не следует. Осторожно действуя отверткой, снимают две
шпильки 16 и две пружины 17. Отвертывают винт 18, стопорную
шпильку 19, а затем кольцо 20 и отделяют нижнюю поворотную
площадку 13 от площадки 21, которую снимают с кронштейна 22.
Отвернув три винта 23, снимают с вала кронштейн 22. Отвертывают
стопорный винт и гайку 24 с кронштейна и снимают эксцентрик 25.
Отвернув по два винта, снимают рейку 9 и шпонку 26.
В исключительных случаях, когда необходимо снять горизон-
тальный вал 2 (фиг. 23), следует отвернуть два кольца 10, после
чего вал вынимается из стойки.
Сборку стойки и стола после ремонта и юстировки производят
в обратном порядке. Предварительно необходимо промыть все де-
тали бензином, насухо протереть и смазать. Шарики и направляю-
щие смазывают вазелиновым маслом, трущиеся поверхности
поворотной площадки 13 (фиг. 26) стола и площадки 21 смазывают
ланолином или смесью воска с вазелином, а остальные поверхно-
сти — тонким слоем вазелина.
75
Фиг. 26. Стол и механизм подъема стола оптиметра
Разборка и сборка трубки пиноли
Разборку трубки пиноли (фиг.
27) начинают с вывинчивания
микровинта 1, затем вывертывают
микрометрическую гайку 2, отвер-
тывают и вынимают упорную гай-
ку 5, после чего вынимают пру-
жину 4. Отвертывают винт 5, слу-
жащий шпонкой, немного выдви-
нув основной стержень <5, зажи-
мают винт и ключом освобождают
контргайку 7; после этого вся го-
ловка 15 легко вывертывается из
основного стержня. Из стержня
вынимают шарик 8 и, освободив
замок 10, вынимают из трубки 9
основной стержень 6 и замок 10.
Отвертывают опорную втулку
11 и снимают пружину 12 стержня.
Отвертывают два юстировоч-
ных винта 13, после чего измери-
тельный стержень 14 выталкивают
из головки 15. При помощи пин-
цета вынимают втулки с пружина-
ми 16.
При сборке нужно учесть сле-
дующее:
а) между бортом измеритель-
ного стержня 14 и торцом головки
15 должен быть оставлен зазор
около 0,5—0,8 мм. Этот зазор
можно создать путем вывертыва-
ния и ввертывания всей головки в
основной стержень с последую-
щим закреплением головки контр-
гайкой 7;
б) . головки юстировочных вин-
тов 13 должны находиться в цент-
ре отверстия а трубки;
в) основной стержень 6 должен
под действием собственного веса
опускаться в трубке.
Чтобы при сборке головки с
измерительным стержнем избе-
жать задиров на поверхности вту-
лок, рекомендуется пользоваться
конусом, навернутым на измери-
тельный стержень пиноли.
77
Фиг. 28. Сборка
головки трубки
пиноли с приспо-
соблением.
При установке в гнезда головки втулок с пружинами для уско-
рения сборки рекомендуется пользоваться специальным стержнем 1
с конусом (фиг. 28). В гнездо головки 2 вставляют одну втулку
с пружиной, затем в головку вставляют стержень, который прижи-
мает своим конусом втулку. Через имеющееся в стержне 1 отвер-
стие вставляют вторую втулку 3 с пружиной. После этого стержень
вынимают из головки, а втулки остаются на
своих местах.
После чистки все детали смазывают вазели-
новым маслом, а микропару — вазелином.
Юстировка и ремонт стойки
Устранение непрямолинейности хода при
подъеме стола. Проверку производят специаль-
ной плоскопараллельной плиткой. На измери-
тельные стержни трубок оптиметра и пиноли
устанавливают сферические наконечники и
центрируют их. Отведя кронштейны, на столик устанавливают плит-
ку и зажимают ее струбциной. Измерительные наконечники приво-
дят в- контакт с плиткой приблизительно посередине ее рабочей
поверхности и зажимают кронштейны винтами. Затем микро-
винтом пиноли устанавливают шкалу приблизительно на ноль
и зажимают трубку пиноли. Покачивая эксцентрик и поворачивая
универсальный стол, находят минимальные показания при-
бора по шкале оптиметра. Следя за показаниями, поднимают и опу-
скают стол при помощи маховика.
Изменения показаний прибора не должны превышать 0,3 мк.
Одновременно проверяют также наличие зазора при повороте
накладного стола и плавность хода при подъеме основного стола.
Для этого основной стол с небольшим усилием поворачивают в обе
стороны вокруг оси. Изменение показаний по шкале не должно
превышать 0,2 мк.
Прямолинейность подъема стола стандартами и инструкцией
Комитета по поверке оптиметров не регламентирована, так как
возможная погрешность измерения, связанная с этим дефектом,
устраняется центрированием измеряемой детали в двух ее крайних
положениях. Однако непрямолинейность хода при подъеме стола
следует ограничить 0,0015 мм.
Стол должен плавно перемещаться в вертикальном направлении.
Непрямолинейность вертикального перемещения стола и его качка
возникают вследствие износа шпонки и шпоночной канавки. Непря-
молинейность хода и зазор иногда удается устранить, поместив под
шпонку подкладку из фольги или стальной ленты. Благодаря этому
шпонка будет соприкасаться со сторонами канавки неизношенной
поверхностью, при этом иногда требуется уменьшить толщину шпон-
ки шлифованием.
Так как изготовление шпонки затруднений не представляет, то
целесообразно изношенную шпонку заменять новой. Боковые сто-
78
роны шпонки при подгонке шлифуют по месту с припуском под
притирку 0,05 мм. Предварительную притирку производят на чугун-
ной плите электрокорундовым порошком М10. Окончательную при-
тирку шпонки производят по месту, для чего оставляют припуск
0,010 мм. Непараллельность боковых поверхностей шпонки не
должна превышать 0,002 мм.
Плавность вертикального перемещения стола достигается смаз-
кой вала рейки и зубчатого колеса вазелином после промывки их
бензином и протирки чистым полотенцем. Существенное значение
для плавности перемещения стола имеет правильное зацепление
рейки и зубчатого колеса. Зацепление регулируют соответствующей
установкой зубчатого колеса с маховиком относительно рейки 9
(фиг. 26).
Устранение нестабильности ориентирования изделия при работе
с эксцентриком. Стабильность установки стола при работе с экс-
центриком проверяют при помощи плитки любого размера. Для
этого наконечники прибора приводят в контакт с плиткой, установ-
ленной на столе оптиметра, и производят многократно соответствую-
щие движения эксцентриком. Нестабильность минимального пока-
зания прибора не должна превышать 0,2 мк.
Нестабильность показаний прибора при работе с эксцентриком
вызывается наличием радиального зазора между эксцентриком 25
(фиг. 26) и вилкой 27, образующегося вследствие износа вилки
и самого эксцентрика. Этот дефект устраняют притиркой вилки чу-
гунным притиром последовательно пастой ГОИ 30 и 10 мк или
опиловкой вилки бархатным надфилем с последующим полирова-
нием крокусной шкуркой. Тем же притиром ось эксцентрика прити-
рают до исчезновения следов износа. После притирки обеих деталей
между сторонами вилки устанавливают прямоугольную прокладку,
размер которой должен быть меньше диаметра эксцентрика на 0,3—
0,5 мм; затем вилку осторожно зажимают в тиски или правят лег-
кими ударами до нужного размера. Закончив сборку, снова прове-
ряют стабильность показаний при соответствующих движениях
эксцентрика.
Иногда из-за износа призматических опор стола, наличия забоин
или вмятин на них возникает нестабильность показаний прибора
при ориентировании изделия. Вмятины, появляющиеся в результате
установки на стол тяжелых деталей, можно устранить притиркой
призматических опор.
Следует обращать внимание на состояние пружин 17, центри-
рующих столик. Если пружины ослабли, их нужно выправить или
заменить новыми.
При зажиме эксцентрика может сбиваться показание прибора.
Это выявляется одновременно с проверкой качества работы эксцент-
рика. Следя за показаниями прибора, несколько раз закрепляют
и освобождают зажим эксцентрика. Изменение показаний не долж-
но превышать 0,5 мк. Изменение показаний возникает вследствие
износа оси эксцентрика и наличия осевого зазора между эксцентри-
ком и кронштейном.
79
Размер оси эксцентрика восстанавливают хромированием ее.
Осевой зазор устраняют прокладкой К из фольги между торцами
эксцентрика 25 и кронштейна, после чего ось затягивают гайкой 24
и фиксируют стопорным винтом.
При наклоне стола эксцентриком шкала должна перемещаться
плавно.
Устранение несовпадения осей отверстий для крепления трубки
пиноли и трубки оптиметра. При проверке этого дефекта на трубках
пиноли и оптиметра закрепляют плоские наконечники, приводят их
в контакт и регулируют на параллельность. Величину взаимного
смещения наконечников определяют на глаз. Она не должна превы-
шать 0,5 мм. Смещение кронштейнов 1 (фиг. 29,а) возникает вслед-
ствие износа шпонок 2.
Фиг. 29. Юстировка кронштейнов оптиметра.
Изготовлением новой шпонки и подгонкой ее по месту устраняют
этот дефект.
Кронштейны должны перемещаться по валу плавно, без заеда-
ний.
Неплавность закрепления кронштейнов по валу возникает вслед-
ствие износа внутренней поверхности кронштейна и вала. В резуль-
тате образовавшегося зазора при зажиме кронштейнов они перека-
шиваются один относительно другого.
Устранение этого дефекта сменой вала или кронштейнов не
всегда возможно. Благоприятные результаты могут быть достигнуты
незначительной реконструкцией зажима кронштейнов (фиг. 29,6).
Для этого резьбу стягивающего винта 1 удлиняют и на винт навер-
тывают дополнительную гайку 2, при помощи которой кронштейну
сообщается предварительный натяг. Усилие натяга не должно ме-
шать свободному перемещению кронштейна по валу. Сверху навер-
тывают другую гайку 3, вновь изготовленную или старую, у которой
должна быть сделана выточка под дополнительную гайку 2. Для
закрепления кронштейна на валу достаточно небольшого поворота
второй гайки 3.
80
В -случае неравномерного износа вала кронштейн будет переме-
щаться скачками и с заеданием.
При незначительном износе вала его форму можно восстановить
притиркой разрезным чугунным притиром кольцом.
При большом износе вал нужно прошлифовать, после чего устра-
нить зазор путем предварительного натяга гайкой 2 (фиг. 29,6).
После сборки и юстировки оптиметра проверяют прямолинейность
вала.
Для проверки прямолинейности перемещения кронштейнов при-
меняют плоские наконечники диаметром 8 мм и концевую меру 4-го
разряда или 1-го класса размером 100 мм. Наконечники дважды
центрируют, каждый раз раздвигая кронштейны и устанавливая
меру. Выровнив ее, делают отсчеты, разность которых не должна
превышать 0,3 мк.
Устранение нестабильности центрирования наконечников. На
трубки пиноли и оптиметра устанавливают плоские наконечники
диаметром 8 мм, которые приводят в контакт и юстируют на парал-
лельность. Юстировка наконечников должна осуществляться без
затруднений. Нестабильность показаний оптиметра при юстировке
обоими винтами не должна превышать 0,2 мк.
Нестабильность показаний при центрировании наконечников вы-
зывается плохим состоянием пружин во втулках 16 (фиг. 27)
и в некоторой мере износом опорных плоскостей измерительного
стержня 14 пиноли в местах контактов его с юстировочными винтами
13 и втулками 16, а также задирами на опорной поверхности втулки.
По этим же причинам в основном возникает и радиальный зазор.
Радиальный зазор проверяют по плоским наконечникам, уста-
новленным на трубке оптиметра и пиноли. Оптиметр устанавливают
на любой размер по плитке. Измерительный стержень пиноли нажи-
мают сбоку (фиг. 16,6) динамометром или пальцем с усилием
200 гс и следят за показаниями прибора. Изменение показаний не
должно превышать 0,5 мк с возвращением в исходное положение
после снятия нагрузки с наконечника.
В первую очередь устраняют следы износа стержня притиркой
или шлифованием его квадрата и полированием сферы втулок. За-
тем правят пружины во втулках 16 и снова собирают трубку.
Правка пружин иногда не приводит к благоприятным результа-
там (если они невысокого качества); в этом случае пружины необхо-
димо заменить новыми. Пружины изготовляют из стальной проволо-
ки марок У8—У10 диаметром 0,5 мм. Пружины навивают вручную
или на токарном станке и разрезают на части нужной длины.
Число витков пружины И. Усилие Рнач = 1 кг, РконеЧн=^^ кг- Шаг
витков 0,8 мм\ общая длина около 9 мм\ наружный диаметр
2,2 мм.
Термическая обработка пружин заключается в следующем. Пру-
жины засыпают в железную коробку и нагревают до 600—700°, за-
тем подвергают их закалке в масле. После этого производят отпуск
в селитровой ванне при 250—270° в течение 60 мин. и охлаждают
в проточной воде.
6 Зак. 157
81
Чаще всего после установки новой, термически хорошо обрабо-
танной пружины устраняется радиальный зазор стержня пиноли,
и юстировка наконечников происходит без затруднений.
Устранение осевого зазора измерительного стержня трубки пи-
ноли. Осевой зазор измерительного стержня трубки пиноли зависит
от состояния пружины 12 (фиг. 27).
На трубку пиноли и оптиметра устанавливают наконечники.
Шкалу вводят в поле зрения. На стержень пиноли нажимают дина-
мометром или двумя пальцами в направлении оси и следят за
показаниями прибора. Изменение показаний не должно превышать
0,005 мм с возвращением в исходное положение. Устранение осевого
зазора требует правки пружины 12 или замены ее новой.
Пружину изготовляют из рояльной проволоки диаметром 1 мм.
Число витков 6\ шаг 2,8 мм; усилие пружины Рнач = 1,2 m,PK0He4tr=
= 5 кг. После заправки концов производят отпуск пружины в се-
литровой ванне при 250—270° в течение 90 мин. Такие пружины
обладают хорошей стойкостью.
Исправление механизма осевого перемещения стержня пиноли.
Проверку механизма осевого перемещения стержня пиноли произ-
водят со сферическими наконечниками, установленными на трубках
пиноли и оптиметра. Наконечники приводят в контакт. Вращением
микровинта вводят шкалу в поле зрения, затем закрепляют стер-
жень и следят за показаниями прибора. Замок 10 (фиг. 27) должен
обеспечивать плавность закрепления стержня 6. Изменение пока-
заний прибора при закреплении стержня не должно превышать
2 мк.
Смещение шкалы при зажиме вызывается износом внутренней
поверхности трубки 9 и стержня <5, размеры которых восстанавли-
вают размерным хромированием. Для этого предварительно опреде-
ляют размер отверстия трубки и хромируют стержень с припуском
2—3 мк, затем притирают его по месту пастой ГОИ 4 мк.
Если разница в размерах стержня и отверстия трубки превы-
шает 0,015—0,020 мм, то рекомендуется изготовить новый стержень.
Микровинт должен перемещаться плавно. При вывертывании
микровинта изображение шкалы должно плавно возвращаться в
исходное положение.
Для проверки наконечники приводят в контакт и затем, вращая
микровинт 1 в пределах расхода шкалы (0,2 мм), следят за переме-
щением шкалы при ввертывании и вывертывании микровинта. Про-
верку производят на нескольких участках винта.
Неплавное перемещение шкалы при ввертывании винта свиде-
тельствует о загрязнении микропары, что устраняют промывкой
микропары бензином, протиркой и смазкой ее вазелином. При зна-
чительном зазоре между микровинтом и микрогильзой рекомен-
дуется смазывать микропару ланолином.
Неплавный ход и заедание стержня 6 при вывертывании микро-
винта также требуют промывки бензином, протирки и смазки вазе-
линовым маслом стержня и отверстия трубки. При надетом на
пиноль приспособлении для внутренних измерений кольцо с накат-
82
кой 17 не должно проворачиваться. При проворачивании кольца
необходимо выправить или сменить пружину 18.
Устранение нестабильности центрирования изделия при враще-
нии стола. Па трубки оптиметра и пиноли устанавливают сфериче-
ские наконечники и центрируют их юстировочными винтами. Раз-
двинув кронштейны, кладут на стол широкой стороной на подклад-
ку плитку и зажимают струбциной; затем наконечники приводят
в контакт с плиткой. Вращая стол рычажком, следят за показания-
ми прибора. Нестабильность минимальных показаний не должна
превышать 0,2 мк.
Изображение шкалы должно перемещаться плавно, без скачков.
В противном случае надо проверить основной стол и убедиться
в отсутствии зазора в шпоночном соединении 26 (фиг. 26). Если
зазор отсутствует, причину неплавного перемещения шкалы надо
искать в износе направляющих 12 (ласточкина хвоста). Иногда скач-
кообразное перемещение шкалы вызывается зазором плавающей
планки 14.
Зазор в направляющих 12 можно устранить уменьшением тол-
щины боковой планки 28. Для этого нужно немного прошлифовать
ее опорную поверхность. Во избежание деформации планки в про-
цессе шлифования эту операцию рекомендуется производить на
чугунной плите электрокорундовым шлифпорошком М10(120). Нуж-
ная толщина планки определяется по месту. После шлифования
надо определить прямолинейность планки лекальной линейкой на
просвет.
После двух-трех приемов ремонта планку нужно заменить новой.
Зазор плавающей планки обнаруживают при той же установке
поверочной плитки покачиванием верхней плиты стола вокруг оси
в горизонтальной плоскости. При этом наблюдают показания при-
бора. Можно также обнаружить зазор плавающей планки покачи-
ванием верхней плиты и универсального стола, нажимая на края
плиты в противоположных точках.
Незначительный зазор легко устранить небольшим натягом
одной боковой радиальной направляющей планки 15 (фиг. 26). Для
этого отвертывают два винта, крепящие планку 15, отверткой при-
жимают ее к плавающей планке и закрепляют, не ослабляя усилия,
винтами. После регулирования плавающая планка должна свободно
перемещаться под действием собственного веса без заеданий и за-
зора. Большой зазор плавающей планки и скачкообразное переме-
щение шкалы возникают вследствие износа и забоин на рабочих
поверхностях плавающей и направляющих боковых планок.
При наличии указанных дефектов планки 14 и 15 следует дове-
сти. Доводку производят призматическим чугунным притиром с ра-
бочим углом 90° пастой ГОИ 10 мк—предварительно и 4 мк — окон-
чательно. После доводки заменяют шарики. Диаметр шариков дол-
жен быть увеличен на 0,005—0,01 мм. Шарики не должны отличать-
ся друг от друга по диаметру больше чем на 0,0005 мм. Отклонения
шарика от правильной геометрической формы (овальность, огранка)
не должны превышать 0,0005 мм.
6!
83
Если после замены шариков зазор плавающей планки не будет
окончательно устранен, производят дополнительный натяг боковой
планкой.
Исправление непрямолинейности поперечного перемещения уни-
версального столика. Одновременно с проверкой точности центриро-
вания изделий проверяют прямолинейность поперечного перемеще-
ния универсального стола.
Плитку, установленную соответствующими движениями стола по
оси измерения, перемещают при помощи головки с накаткой И
(фиг. 26) в поперечном направлении. Изменение показаний прибора
при перемещении стола не должно быть более 0,3 мк. Стол должен
перемещаться плавно.
Непрямолинейное и неплавное перемещение стола связано с за-
грязнением направляющих и неравномерным износом ласточкина
хвоста 12.
Если после промывки, чистки и смазки направляющих дефект
не будет устранен, то необходимо ласточкин хвост притереть на
чугунной плите пастой ГОИ 10 мк. Для этого планку с ласточкиным
хвостом прижимают к трехгранной линейке и вместе с ней переме-
щают по плите. Прямолинейность рабочих поверхностей ласточкина
хвоста проверяют по лекальной линейке на просвет. Образовавший-
ся после притирки ласточкина хвоста зазор в направляющих устра-
няют при помощи боковой планки 28.
Поворот универсального стола в горизонтальной плоскости дол-
жен осуществляться плавно, без качки. Слишком тугой ход свидетель-
ствует о загрязнении поворотного устройства стола или загустении
смазки в связи с низкой температурой помещения. Слишком слабый
ход при повороте стола означает отсутствие или расплавление смазки
вследствие высокой температуры помещения. В обоих случаях не-
обходимо нижнюю часть стола разобрать, промыть и протереть
чистым полотенцем, после чего нанести ровный слой ланолина или
смеси из воска с вазелином на трущиеся поверхности поворотной
части. В зависимости от температуры помещения можно' добавить
в ланолин немного натурального воска, примерно 1 часть на 9 час-
тей ланолина [если температура помещения выше нормальной (20°)].
Ремонт узла поперечного перемещения универсального стола.
В зубчатом зацеплении механизма поперечного перемещения уни-
версального стола (фиг. 26) не должно быть осевого и радиального
зазоров.
Проверку производят от руки.
Надлежащее качество зацепления достигается подкладыванием
фольги под рейку 29. Для. этого используют зазор, образовавшийся
между зубьями колеса и рейкой вследствие их износа. Для устране-
ния радиального зазора размер оси зубчатого колеса 30 увеличивают
хромированием. При хромировании колесо нужно покрыть изоляци-
онным материалом. При осевом зазоре под торец головки 11 под-
кладывают кольцо, толщину которого определяют по месту. После
этого насаживают головку с накаткой на ось и фиксируют шпиль-
кой 31.
84
При сборке ось с зубчатым колесом предварительно вставляют
в колодку 32. После сборки снова проверяют действие головки 11
с зубчатым колесом.
Исправление дефектов приспособлений для внутренних
измерений (дуг)
Проверку стабильности нулевой установки при внутренних изме-
рениях производят по образцовому калибру-кольцу диаметром
20 мм, установленному на столе оптиметра. Вращением эксцентри-
ка и поперечным перемещением стола определяют показание при-
бора, соответствующее диаметру кольца.
Разность между максимальным показанием при поперечном
перемещении стола и минимальным показанием при покачивании
стола не должна превышать 1,0 мк.
Стабильность показаний при измерениях внутренних размеров
(при неизменном положении стола) проверяют при этой же уста-
новке кольца многократным (5—10 раз) арретированием измери-
тельного стержня. Нестабильность показаний должна быть не более
0,5 мк.
Причины нестабильности показаний, зависящие от состояния
приспособлений для внутренних измерений, сводятся к следующим:
а) наличие следов износа или забоин на рабочей поверхности
сферических вставок 6 (фиг. 30,а);
б) износ плоских стальных наконечников 7, устанавливаемых на
трубках пиноли и оптиметра;
в) износ шариков S, запрессованных в дуги; несовпадение цент-
ров шариков с осью измерительных наконечников трубок оптиметра
и пиноли более чем на 0,5 мм;
г) неплавное перемещение скоб 2 в дугах /;
д) ненормальное усилие осевой пружины 3.
85
Опорная гайка 9 (фиг. 30,6) скобы, надетой на трубку оптимет-
ра, должна обеспечивать положение шкалы оптиметра в поле зре-
ния окуляра.
Состояние опорных шариков определяют при помощи лупы
10-кратного увеличения. При износе шариков их выпрессовывают
через имеющееся для этого отверстие в дуге, а затем запрессовы-
вают о-братной стороной или заменяют новыми.
Для устранения неплавности перемещения скоб требуется тща-
тельно промыть шарикоподшипники 4 бензином и просушить, после
чего, не снимая их с мест, смазать вазелиновым маслом.
Устранение зазора между скобами и дугами производят юсти-
ровкой шарикоподшипников, закрепленных на эксцентрической оси.
Усилие пружины 3 регулируют при помощи кольца 5, позво-
ляющего изменять длину пружины. Если пружина не поддается
регулированию, то ее нужно заменить новой.
Следует иметь в виду, что положение измерительных дуг на при-
боре считается правильным, когда центры шариков лежат на оси
наконечников трубок оптиметра и пиноли. Это положение обеспечи-
вается при помощи специального калибра 10, прилагаемого к при-
бору.
Юстировку дуги производят при снятой скобе 2. На измеритель-
ные стержни устанавливают плоские наконечники, которые регули-
руют на взаимную параллельность. Дугу 1 (фиг. 30,6) надевают
на трубку оптиметра до упор*а в кольцо 9; калибр 10 прикладывают
к торцу дуги так, чтобы наконечник оптиметра упирался в торец
калибра. При этом шкала должна находиться приблизительно* в ну-
левом положении. Смещение шкалы не должно превышать ±5 де-
лений. При большем смещении освобождают стопорный винт И и
ключом (обратной стороной калибра) вращают кольцо 9 в нужном
направлении, после чего кольцо закрепляют винтом 11 и снова про-
изводят проверку по калибру.
Правильность положения левой (пинольной) дуги проверяют по
правой заранее установленной дуге. Правую и левую дуги с наде-
тыми на них скобами сдвигают так, чтобы выступ скобы пинольной
дуги вошел в паз скобы оптиметровой дуги. При этом обе дуги
должны занять вертикальное -положение, а измерительные наконеч-
ники их должны находиться на одной высоте. Небольшое несовпа-
дение наконечников по высоте исправляют путем перемещения ско-
бы микровинтом пиноли; значительное отклонение (более 0,01 —
0,015 мм) устраняют ввертыванием или вывертыванием упорного
кольца пинольной дуги.
ЮСТИРОВКА ПРОЕКЦИОННОГО ПРИСПОСОБЛЕНИЯ
Проекционное приспособление к оптиметрам состоит из освети-
тельной части (детали S, /, фиг. 9) и проекционной насадки
(детали 2, 3, 4). Юстировка проекционного приспособления заклю-
чается в регулировании осветительной лампы S относительно кон-
денсора /. Освещение экрана 4 должно быть равномерным.
86
После установки осветителя на оптиметр и включения трансфор-
матора в сеть определяют положение осветительной лампы. Для
этого под тубусом осветителя, на расстоянии 365 мм от его нижнего
края, помещают лист белой бумаги, на котором должно резко
проектироваться изображение нити осветительной лампы. Если нить
лампы не видна или изображение ее недостаточно резко, то патрон
с лампой перемещают вдоль оптической оси. После достижения над-
лежащей резкости изображения нити патрон фиксируют винтом.
Затем совмещают изображение нити осветительной лампы с окном
осветительной призмы трубки оптиметра, для чего на окно освети-
тельной призмы помещают листок белой бумаги, на который и на-
правляют пучок света от зеркала. При этом на бумаге должно быть
резко видно изображение нити осветительной лампы. Сняв листок
бумаги, наблюдают изображение шкалы на экране. В поле зрения
экрана шкала должна располагаться симметрично относительно
вертикальной оси. Нарушение этого условия требует юстировки
зеркала 3 тремя винтами, находящимися позади корпуса экрана
приспособления.
ОПТИМЕТРЫ ДРУГИХ КОНСТРУКЦИЙ
Оптиметры фирмы Цейсс. В промышленности применяются так-
же оптиметры других конструкций. К ним относятся, например,
оптиметры фирмы Цейсс; несколько реже встречаются оптиметры
типа компарометра «Прессижен Грайндинг» и др. Вертикальный
и горизонтальный оптиметры фирмы Цейсс мало отличаются кон-
струкцией механической части от оптиметров отечественного произ-
водства. На фиг. 31 дана конструкция вертикальной стойки. Разбор-
ку ее производят следующим путем: снимают со стойки кронштейн
с трубкой оптиметра; снимают стол 1 с конусом; кладут стойку на
бок и вывертывают три винта 2; снимают подпятник 3; освобожда-
ют контргайку S; прижимают отверткой микрометрическую гайку 5
и отвертывают микровинт 6. Вставив стол 1 во втулку 11, ее оттяги-
вают вверх и вынимают кольцо 7 с накаткой совместно с гайкой 8.
Отвертывают упорную втулку 5. Отвернув два винта 9, снимают
шпонку 10 и вынимают втулку 11 вместе со столом 1 из основания.
Из втулки вынимают микрогайку 5, а из основания — упорную
втулку 4 и пружину 12. Разборка других частей выполняется
так же, как разборка стойки оптиметра отечественного произ-
водства.
У горизонтального оптиметра универсальный стол (фиг. 32,а и б)
съемный; он установлен на плавающей площадке основного стола 3.
Вертикальное перемещение стола осуществляется зубчатым колесом
и рейкой 5, служащей также шпонкой. Чтобы снять универсальный
стол, освобождают два винта 2.
При разборке универсального стола последний укладывают
верхней плитой 9 на стол, вращают головку 10 с накаткой и уста-
навливают имеющееся снизу отверстие 0 над головкой ограничи-
тельного винта 11, который затем вывертывают. Вращая головку 10,
87
вынимают верхнюю плиту 9 с прикрепленной к плавающей площад-
ке 12 планкой 13 с ласточкиным хвостом. Отвертывают четыре вин-
та 14 и отделяют планку с ласточкиным хвостом 13 от плавающей
планки. Затем снимают одну радиальную направляющую 15, пред-
варительно отвернув два винта, и снимают плавающую планку 12
с четырьмя шариками 16 и двумя сепараторами.
Фиг. 31. Стойка вертикального оптиметра фирмы Цейсс.
Чтобы разобрать стойку горизонтального оптиметра, вынимают
стол с направляющим валом 6 из стойки 7 описанным выше спосо-
бом. Стол кладут на верстак валом 6 кверху и, отвернув ограничи-
тельный винт, осторожно выводят плавающую площадку 4, следя
за тем, чтобы не выпали шарики 8. Дальнейшая разборка стойки
выполняется так же, как разборка стойки отечественного оптиметра.
При разборке нижней части стола вывертывают стопорный винт
и кольцо 17, после чего поворотная площадка 18 с направляющей
в форме ласточкина хвоста легко отделяется от основания 1 столика.
Обе части столика разбираются и собираются независимо одна от
Другой.
Юстировка и ремонт вертикальной и горизонтальной стоек.
В вертикальной стойке окружной зазор стола устраняют сменой
шпонки 10 (фиг. 31).
Неплавность закрепления стола и изменение показания оптимет-
ра при зажиме стола в этой конструкции устраняют более плотной
посадкой шпонки при сохранении плавности перемещения стола
в вертикальной плоскости.
88
Шарик Ф 5,556
Фиг. 32. Стол горизонтального оптиметра фирмы-Цейсс.
89
У горизонтальной стойки непрямолинейность хода стола в верти-
кальной плоскости и качка основного стола возникают ввиду износа
боковых поверхностей рейки 5 (фиг. 32,6), которая служит также
шпонкой, соприкасающейся с узким приливом (около 2 мм) в
шпоночной канавке. Для устранения непрямолинейности хода стола
и зазора под рейку помещают фольговую прокладку, так же как
и под шпонку оптиметра отечественного производства (см. стр. 78).
Если рейка слишком изношена или отсутствует остаточный зазор
между рейкой и зубчатым колесом, в связи с чем использовать
старую рейку нельзя, следует заменить ее новой. Шаг рейки 3,14 мм\
угол профиля 20°. При изготовлении рейки после шлифования рабо-
чих поверхностей нужно оставить припуск на притирку рейки по
месту. Допуски на ширину рейки сохраняются такими же, как и для
шпонки оптиметра отечественного производства. После ремонта не
должна ощущаться качка стола; изменение показаний не должно
превышать указанных выше норм (см. стр. 78). При вращении
маховика не должно быть заеданий; зацепление зубчатого колеса
с рейкой должно обеспечивать плавное перемещение стола.
Приемы ремонта универсального стола оптиметра фирмы Цейсс
отличаются от описанного ранее только способом восстановления
направляющих 15 (фиг. 32,6) и плавающей планки 12. Форма их
рабочих поверхностей показана на фиг. 32,в. Износ направляющих
устраняют притиркой их стержневым притиром диаметром, равным
диаметру шариков (5,556 мм), пастой ГОИ 10 мк — предварительно
и 4 мк — окончательно. В процессе притирки стержень поворачива-
ют на угол около 90°. После ремонта шарики заменяют другими,
несколько большего диаметра, для устранения образовавшегося
после притирки зазора между направляющими.
Если имеется осевой зазор головки с накаткой 10 (фиг. 32,а)
оси шестерни 19, слегка опиливают бархатным надфилем торец
головки 10, после чего ее насаживают на ось 19 и затягивают вин-
том 20.
У последних моделей вертикальных оптиметров (фиг. 33,а) фир-
мы Цейсс стол выполнен ребристым, жестким. Нулевая установка
прибора осуществляется при помощи головки Д, перемещающей
призму в трубке оптиметра вокруг оси. Механизм настройки опти-
метра на ноль показан на фиг. 33,6. 'Поворотом головки Д пере-
мещают рычаг 1, жестко связанный с сидящей на центрах оправой
2 призмы. Оправа призмы опирается на два ролика 3, сидящие
в призматических опорах. Призма прижимается к роликам двумя
пружинами 4. Рычаг 1 возвращается в исходное положение под
действием кольцевой пружины 5.
Чтобы вынуть призму с рычагом, отвертывают головку Д и сни-
мают кольцо 5, а затем вывертывают три винта 6, снимают крышку 7,
отвертывают два винта (снаружи головки), крепящие основание 8
оправы призмы, и, слегка приподнимая правую сторону оправы,
вынимают призму с оправой и рычагом.
Погрешности измерения на горизонтальном оптиметре. Погреш-
ности измерения на оптиметре складываются из погрешностей
90
б)
Фиг 33. Вертикальный оптиметр новой модели фирмы Цейсс.
91
собственно прибора, температурной погрешности, связанной с из-
меряемой длиной, и погрешностей установочных мер.
К первым относятся:
погрешность Ц от упругой деформации измерительных поверх-
ностей наконечников при их контакте с поверхностями различной
формы (плоскими — при настройке на размер, цилиндрическими —
при измерении); при измерительном усилии Р = 200 гс f\ = мк\
погрешность, связанная с нестабильностью показаний, регламен-
тирована величиной /2 = 0,1 мк\ для внутренних измерений
/2 = 0,5
погрешность от нестабильности возвращения шкалы к исходной
точке, принятой за ноль, при соответствующих перемещениях стола
в процессе центрирования детали относительно оси измерения
/з = 0,2 мк\ для внутренних измерений /3 = 0,5 мк\
погрешность, возникающая вследствие непараллельное™ изме-
рительных плоскостей наконечников трубки оптиметра и трубки
пиноли после их центрирования,
где d — диаметр измерительной поверхности наконечников;
а — угол между измерительными поверхностями наконечников.
При выполнении наконечников в соответствии с техническими
условиями f4 = 0,3 мк\
погрешность аттестации шкалы трубки оптиметра составляет
f5 = 0,1 мк\
погрешность отсчета /б = 0,1 мк.
Погрешность аттестации концевых мер 3-го разряда составляет
/7 = ± (о,1 + —) м/с.
500/
Размер концевых мер, необходимых для оценки погрешности
показаний трубки оптиметра, ограничивается величиной, близкой
к 1 мм. Вследствие этого погрешность f7 может быть принята округ-
ленно равной 0,1 мк.
Температурная погрешность В, составляет величину
Суммарная погрешность измерения оптиметра
/Н/И---+Л +»,-±КЕл+8<-
Подставив известные значения fa, fa и получим предельную
величину погрешности измерения наружных размеров на оптиметре:
«,„=+(0,5+^) м«.
где L — измеряемая длина в мм.
92
Погрешность измерения вертикального оптиметра приблизитель-
но равна погрешности измерения горизонтального оптиметра.
В формуле суммарной погрешности принято максимальное от-
клонение температуры воздуха помещения от нормальной в Г и
разница температур измеряемого изделия и прибора в 0,5°.
КОМПАРОМЕТР
Конструкция компарометра (фиг. 34) также основана на прин-
ципе оптического рычага.
Основные характеристики этого прибора (в мм)
Цена деления.................................. 0,001
Пределы измерения по шкале.................... 0 110(±
±0,055)
Пределы измерения прибора .................... 0,145
Порог чувствительности ....................... 0,00015
Предельная нестабильность показаний........... 0,00036
Предельная погрешность показаний.............. ±0,0004
Примечание. Данные, приведенные в последних трех
пунктах, получены в результате исследования прибора.
Прибор предназначен для на-
ружных измерений относительным
методом.
Оптическая схема прибора. В ос-
нову конструкции компарометра по-
ложена схема (фиг. 35), не отлича-
ющаяся принципиально от оптиче-
ской схемы широко распространен-
ных в промышленности оптиметров.
Свет от источника 3 проходит через
призму 1 и освещает шкалу, нане-
сенную на стеклянной пластине 2,
помещенной в фокальной плоскости
объектива 4. По выходе из пластины
2 пучок лучей падает на зеркало 3
и, отразившись от него под углом 90°,
проходит, преломившись, через объ-
ектив 4.
Из объектива параллельный пу-
чок лучей, пройдя через диафрагму
5, падает на зеркало 6, опирающееся
на измерительный стержень 7 и два
неподвижных шарика S. Поступа-
Фиг. 34. Компарометр.
тельное перемещение измерительно-
го стержня заставляет зеркало 6 на-
клоняться, вследствие чего изменяется угол между отражательной
поверхностью зеркала и оптической осью прибора.
После отражения от зеркала 6 пучок лучей возвращается,
и изображение шкалы попадает на стеклянную пластину 2. Так как
93
шкала а прибора, нанесенная на пластине 2, смещена относительно
главной оптической оси, то изображение шкалы b получается с дру-
гой стороны главной оптической оси. На той части пластины, куда
проектируется изображение шкалы, нанесен указатель, относительно
которого и определяются величина и направление перемещения
шкалы, вызываемого перемещением измерительного стержня.
Конструкция прибора. Конструкция прибора несколько отличает-
ся от конструкции вертикального оптиметра. В качестве источника
94
света используется специальное осветительное приспособление или
зеркало 4 (фиг. 34).
Стеклянная пластина 2 (фиг. 36) имеет два прозрачных поля.
На одном из них изображена шкала с числом делений 110 (±55 от
нулевого штриха), прикрытая призмой 1, на другом нанесен указа-
тель. Призма 1 и пластина 2 неподвижно укреплены на тубусе
окуляра 27.
Зеркало 4, изменяющее направление лучей, так же как и в опти-
метре фирмы Цейсс (см. фиг. 33), может поворачиваться вокруг
горизонтальной оси (фиг. 36). Угол наклона зеркала регулируется
при помощи микрометрического винта 10, к которому зеркало при-
жимается пружиной 11. Регулирующее устройство и опоры зеркала
смонтированы в крышке 12, которая ввинчивается в прибор сверху
и при достижении требуемого положения закрепляется контргай-
кой 13.
Объектив 3 и диафрагма 5 смонтированы в одной оправе 14, ко-
торая при сборке и юстировке может перемещаться в вертикальном
тубусе вдоль оси и закрепляться винтом 15. На нижней поверхности
оправы 16 зеркала 6 имеются три закаленные доведенные площадки
17, опирающиеся на три шарика. Два шарика 18 запрессованы
в опору 19 и образуют ось, вокруг которой зеркало 6 поворачивается
под действием измерительного стержня 7 и пружин 20. Третий ша-
рик 21 запрессован в верхней части измерительного стержня 7. Пру-
жины 20 нижними концами закреплены в корпусе 22, а верхними
концами — в ушках на оправе зеркала 16. Указатель и изображение
шкалы наблюдают через окуляр 8.
Конструкция стойки позволяет осуществлять грубое и точное
перемещение трубки в вертикальном направлении. На стойке жестко
закреплен плоский ребристый столик 1 (фиг. 34), рабочая поверх-
ность которого перпендикулярна оси трубки. К прибору прилагается
круглый столик с тремя опорными шариками. К компарометру
прилагается проекционное устройство 2, которое применяется в со-
четании с осветительным приспособлением 3.
Компарометр имеет ряд недостатков, основными из которых
являются: сравнительно малый диапазон рабочего перемещения
измерительного стержня (±55 мк)\ большая толщина штрихов
шкалы и указателя, затрудняющая отсчитывание долей деления
шкалы; невысокое качество изготовления трубки; трудность юсти-
ровки важных элементов прибора; неудачная конструкция узла пре-
ломления пучка лучей (фиг. 36) от пластины 2 к объективу 3,
затрудняющая юстировку прибора.
Разборка трубки компарометра. При разборке трубки нужно от-
вернуть крышку 24 (фиг. 36) и три винта 26. После этого вынимают
корпус 22 с узлом зеркала 16. Далее отвертывают контргайку 13
и вынимают узел отражательного зеркала 4 с крышкой 12. Отвернув
четыре винта 29 и сняв окуляр 8, вынимают призму 1. Для того
чтобы вынуть стеклянную пластину 2 со шкалой, нужно спять кор-
пус 27 окуляра. Отвернув винт 15, можно вынуть объектив. Разборка
узлов затруднений не представляет.
95
Узел зеркала
96
РЕМОНТ И ЮСТИРОВКА КОМПАРОМЕТРА
Юстировка шкалы относительно указателя. Зеркало 4 (фиг. 36)
может поворачиваться вокруг оси 9 при помощи винта 10. Установка
шкалы на ноль в процессе измерения достигается наклоном зерка-
ла 4. Помимо этого, узел зеркала 4 может поворачиваться вокруг
оси АА. Этим поворотом можно отъюстировать положение шкалы,
если последняя перекрывает указатель или отходит от него. При
правильном положении шкалы корпус 28 зеркала закрепляют
контргайкой 13.
Устранение погрешностей показаний. Для устранения погреш-
ностей показаний шкалы служат два винта 30, сидящих в сухари-
ках 31 опоры 19. Этими винтами юстируют положение опоры от-
носительно оси измерительного стержня 7, т. е. регулируют величи-
ну механического плеча. Трудность юстировки состоит в том, что
винты 30 скрыты в трубке и для регулирования ими величины
плеча необходимо вынуть втулку и переместить опору вслепую.
Перемещение шкалы. Измерительный стержень 7 (фиг. 36) пере-
мещается во втулке 23 и поддерживается снизу крышкой 24. Регу-
лируемый штифт 25, укрепленный в крышке 24, служит ограничи-
телем перемещения измерительного стержня. Регулируя штифт 25,
добиваются нормального расхода шкалы.
Устранение параллакса шкалы достигается перемещением оправы
объектива 3 в тубусе вдоль оси вверх или вниз до тех пор, пока не
будет обеспечена надлежащая резкость изображения шкалы при
полном отсутствии параллакса. После этого оправа 14 закрепляется
винтом 15.
Юстировка и ремонт других элементов оптической трубки при-
бора производятся по правилам, указанным для юстировки и ремон-
та трубки оптиметра.
7 Зак. 157
ГЛАВА IV
ОПТИЧЕСКИЕ ДЛИНОМЕРЫ ВЕРТИКАЛЬНЫЕ
И ГОРИЗОНТАЛЬНЫЕ
Оптические длиномеры с вертикальной или горизонтальной
стойками предназначены для измерения длин абсолютным и относи-
тельным методами. На вертикальном длиномере измеряются наруж-
ные размеры деталей; на горизонтальном длиномере — наружные
и внутренние размеры. Длиномеры используются также для провер-
ки рычажных приборов.
Основные узлы этих приборов — стеклянная миллиметровая
шкала и отсчетный микроскоп со спиральным окулярным микромет-
ром. Эти узлы применяются в ряде приборов — универсальных
микроскопах, приборах для исследования угловых делений, прибо-
рах для проверки кулачковых валов, некоторых зубоизмерительных
приборах и в ряде других измерительных устройств.
В длиномерах полностью выдержан принцип Аббе: ось шкалы
расположена на одной прямой с осью измерения.
Измерения абсолютным методом на длиномерах возможны
в пределах длины шкалы (100 мм). При измерениях величин, пре-
вышающих 100 мм, длиномеры устанавливаются на нижний
предел: для наружных измерений — по концевой мере; для
внутренних измерений — по аттестованному кольцу соответствую-
щего размера или блоку плиток, зажатому в струбцине с бокови-
ками. Размер установочной меры (плитки или кольца) А =
= L — '100 мм, где L — измеряемая длина в мм.
В корпусе 1 (фиг. 37) на точных шарикоподшипниках пере-
мещается измерительный шпиндель 2. В шпинделе закреплена
стеклянная шкала 3 длиной 100 мм с ценой деления 1 мм. Отсчеты
показаний по шкале производятся с помощью отсчетного микроско-
па 4. Цена наименьшего деления круговой шкалы на пластине
спиральной сетки 0,001 мм. На глаз могут оцениваться десятые доли
деления; видимый интервал делений шкалы около 6 мм. Шкала при
помощи зеркала 5 освещается маленькой лампочкой 3,5 вт от транс-
форматора 220/110x3,5 в.
Измерительный шпиндель снабжен сменными оправками 6 с ко-
ническими хвостовиками. На штифты оправок надеваются измери-
тельные наконечники 7.
93
99
Постоянство измерительного усилия у вертикальных длиноме-
ров обеспечивается грузом, подвешенным на тонком тросе 8 к изме-
рительному шпинделю. Измерительное усилие легко регулируется
в пределах 75—250 гс шайбами, накладываемыми на торец измери-
тельного шпинделя.
Процесс измерения на вертикальных длиномерах сводится
к следующему: наконечник измерительного шпинделя приводят
в контакт со столом прибора (или концевой мерой) и, регулируя
стол (или головку отсчетного микроскопа), приводят показание
прибора к нулю. Затем, подняв измерительный шпиндель, помещают
на стол измеряемый объект и, опустив шпиндель, приводят послед-
ний в контакт с измеряемым изделием. Отсчет по шкале будет
соответствовать измеряемому размеру.
оптический вертикальный длиномер
Конструкция прибора
Новые вертикальные длиномеры, выпускаемые отечественной
промышленностью, выгодно отличаются от длиномеров прежней
конструкции большей жесткостью,
устойчивостью, точностью и ста-
бильностью показаний.
а) б)
Фиг. 38. Сменные накладные столики.
На фиг. 38,а и б показаны дополнительные приспособления, с по-
мощью которых значительно расширяется область применения
вертикальных длиномеров. Так как измерительное усилие прибора
может быть уменьшено до 75 гс, на нем можно производить измере-
ния тонких, мягких листовых деталей, например, бумаги, фольги
и т. п. Для этой цели предназначен дополнительный столик, изобра-
женный на фиг. 38,(2. Накладной столик, изображенный на фиг. 38,6,
предназначен для измерения среднего диаметра резьбы по методу
трех проволочек. К прибору прикладывается ряд других принад-
лежностей.
100
В массивное основание 1 (фиг. 39,а) запрессована стойка 2
с резьбой для перемещения в вертикальном направлении измери-
тельной головки 3 при помощи гайки 4. Головка закрепляется
в нужном положении винтами. В измерительной головке соединены
в один агрегат микроскоп 5, измерительный шпиндель 6 и масляный
демпфер 7. Измерительный шпиндель подвешен на металлической
ленте 8, перекинутой через шкив; на другом конце ленты подвешен
а)
б)
Фиг. 39.
а — вертикальный оптический длиномер (новая модель); б — схема длиномера.
противовес. При подъеме и опускании измерительного шпинделя
этот противовес перемещается в камере, наполненной вазелиновым
маслом. Благодаря действию демпфера обеспечивается плавное
движение измерительного шпинделя. Время опускания шпинделя на
100 мм составляет 10 сек.
Длиномер имеет массивный ребристый стол 9 размерами
95X140 мм с доведенной рабочей поверхностью. Неплоскостность
поверхности центральной части стола не должна превышать двух
интерференционных полос (0,6 мк). Стол закреплен неподвижно на
основании и точно выверен относительно направления движения
миллиметровой шкалы (с отклонением не более 2').
Большая поверхность и жесткость стола позволяют производить
измерения сравнительно крупных и тяжелых объектов без деформа-
101
ций стола. Наибольший измеряемый диаметр равен 200 мм. На стол
можно устанавливать круглый плоский столик 12 с гладкой доведен-
ной поверхностью. Грузовые шайбы, служащие для регулирования
измерительного усилия, укладывают сверху на торец шпинделя.
Грузик 10 служит для арретирования шпинделя.
Для смягчения ударов при подъеме и опускании измерительного
шпинделя предусмотрены резиновые амортизаторы и упор 13.
Окуляр можно перемещать вверх и вниз при помощи винта
с головкой 11 и таким образом исходный отсчет приводить к нулю;
величина перемещения окуляра около 2,5 мм.
Прибор хорошо изолирован от пыли специальными защитными
колпаками 14.
Миллиметровая шкала и спиральная сетка освещаются лампоч-
кой накаливания 3,5 етХЗ,5 в. Схема прибора показана на
фиг. 39,6.
В приборе свет от лампы накаливания проходит через свето-
фильтр и конденсор, отражается от металлического зеркала и по-
падает на миллиметровую шкалу /, находящуюся в измерительном
тубусе 2. Даже при длительном горении лампочки температурное
влияние осветительной системы на шкалу ничтожно. Пройдя через
миллиметровую шкалу и объектив 3, который проектирует изобра-
жение шкалы на спиральную пластину 4 окулярного микрометра
и пластину 5 со шкалой 6 для отсчета десятых долей миллиметра,
свет попадает в окуляр 7. Увеличение микроскопа около 60 х, линей-
ное поле зрения около 2,5 мм. Объект измерения 8 помещается на
рифленый столик 9.
Погрешности прибора. Измеряемая на приборе длина составляет
продолжение шкалы прибора. Конструктивно это осуществлено
совмещением плоскости делений шкалы с осью измерительного
стержня. Соответствующей юстировкой шкалы устраняется также
перекос штрихов шкалы относительно указателя.
Основной стол 9 (фиг. 39) жесткий; рабочая плоскость его вы-
верена при сборке строго перпендикулярно направлению движения
измерительного шпинделя. Таким образом, погрешности при работе
со сферическим наконечником могут возникнуть только вследствие
незначительных отступлений от принципиальной схемы за счет от-
клонений расчетных направлений в пределах допусков на изготов-
ление и сборку отдельных частей прибора. Указанные погрешности
весьма незначительны.
Возникающие при измерениях на данном приборе погрешности
следующие:
1) инструментальные, к которым относятся погрешности шкалы
и спиральной сетки, измерительной цепи; погрешности, зависящие
от юстировки прибора, от измерительного усилия;
2) зависящие от наблюдателя — погрешность наводки двойного
штриха спирали, погрешность отсчета;
3) температурные погрешности — от разности температур из-
меряемого изделия и шкалы, от разности коэффициентов линейного
расширения изделия и шкалы.
102
Погрешности инструментальные [8]. Погрешности миллиметро-
вой шкалы представляют собой погрешности нанесения делений
шкалы и не превышают ± мк.
Поправки к номинальным значениям каждого штриха шкалы
вносятся в прилагаемый к прибору аттестат шкалы и могут учиты-
ваться каждый раз при определении результата измерения. Опреде-
ление поправок при аттестации шкалы производится с погрешностью,
доходящей даже у образцовых шкал до 0,2—0,3 мк.
Таким образом, погрешность аттестации шкалы принимается
равной = ±0,0003 мм.
Погрешность спиральной сетки. Спиральная сетка отсчетного
микроскопа имеет 10 витков с шагом 0,5 мм. Совмещением крайних
витков спирали со штрихами миллиметрового деления периодиче-
ские ошибки сетки исключаются, но местные ошибки штрихов каж-
дого витка спирали юстировкой не устраняются. По эксперименталь-
ным данным, ошибка отсчета по этой причине может достигать
S2 = ±0,0002 мм.
Погрешности измерительной цепи возникают вследствие неиз-
бежных при изготовлении, сборке и юстировке прибора отклонений.
Погрешности измерительной цепи вызываются следующими основ-
ными причинами:
а) неперпендикулярностью рабочей поверхности измерительного
стола направлению движения измерительного шпинделя; обычно
неперпендикулярность не превышает у = 2';
б) отклонением направления движения измерительного шпин-
деля от оптической оси микроскопа на угол а; положение микроско-
па остается постоянным в нулевом и конечном положениях измери-
тельного шпинделя, поэтому погрешность наклона оптической оси
микроскопа не влияет на точность измерений; измерительный шпин-
дель перемещается между двумя обоймами, в каждой из которых
установлено по три точных подшипника; при расстоянии между
направляющими подшипниками 175 мм и радиальном биении их,
не превышающем 0,005 мм, возможное изменение угла наклона оси
пиноли не превышает а= 12";
в) непараллельностью плоскости делений шкалы направлению
движения измерительного шпинделя на величину ₽; при юстировке
шкалы на одинаковую резкость начального и конечного штрихов
наклон шкалы определяется глубиной изображаемого микроскопом
пространства, поэтому можно с полной уверенностью принять, что
обнаруживаемый наклон шкалы не превышает 0,06 мм, что при дли-
не шкалы 100 мм составит величину = 2'.
Погрешность, возникающая при подъеме шпинделя на 100 или
150 мм вследствие наклона стойки относительно рабочей плоскости
стола, представляет собой ничтожную величину, которой можно
пренебречь. Несложный расчет приводит к выводу, что погрешности
измерительной цепи, вызываемые указанными причинами, не превы-
шают величины 4-10 7
103
Погрешности, зависящие от юстировки. Погрешность вследствие
эксцентриситета спиральной сетки, достигающего 0,0015 мм при
увеличении объектива 5х, может составить ±0,0003 мм. Местные
ошибки в пределах каждого витка спирали и периодические отступ-
ления от равномерности витка юстировкой не устраняются. Погреш-
ность измерения, вызываемая этими причинами, не превышает
±0,0005 мм.
Погрешность от наклона пластинки спиральной сетки. Смещение
миллиметрового штриха в плоскости изображения при наклоне
пластинки равно
Е = — <?d,
п ’
где Е — смещение штриха в плоскости изображения;
п — показатель преломления стекла, равный 1,5688 (для мар-
ки БКЮ);
d — толщина пластинки, равная 3 мм;
<р — угол наклона пластинки, равный 0,00029.
Подставляя цифровые значения в формулу, получаем
Е = 1.-5688—1 0,00029-3 = 0 00032 мм
1,5688
При увеличении объектива 5х погрешность измерения по этой
0,00032 .лаааас
причине составит ± —------- = ±0,00006 мм.
Ошибка измерения от клиновидности пластинки спиральной
сетки составляет ——~ — (где I — расстояние от первой поверх-
ности пластинки до изображения, равное 3,05 мм\ 0 —0,00029 —
допуск на клиновидность пластинки). Следовательно, погрешность
от клиновидности пластинки составит
5 (1,5688 - 1) 0 00029 = + о 00006мм.
1,5688-5 ~
Погрешности, зависящие от наблюдателя. Для двойного штриха
такого вида, как в длиномере, наибольшая погрешность наводки,
по экспериментальным данным, составляет ±0,00014 мм.
Погрешность оценки десятых долей микрона при видимом
интервале делений 6 мм не превышает величины ±0,0001 мм.
Суммарная предельная погрешность измерения на оптическом
вертикальном длиномере в температурных условиях, принятых для
измерительных лабораторий, приближенно составляет
= ± [ 1 Н——•'j мк,
\ 100/
г хе L — измеряемая длина в мм.
104
Фиг. 40. Вертикальный длиномер (разрез).
Разборка прибора
Отвернув четыре винта 1 (фиг. 40,а) и сняв планку 2, вынимают
отсчетный микроскоп. Ослабив стопорный винт, отвертывают коль-
цо 3, затем ослабляют стопорный винт 4 и вынимают отсчетный
микроскоп. Верхнее кольцо 5 рекомендуется не трогать, сохранив
этим базу для быстрой и правильной установки микроскопа при
сборке. Вывертывают осветитель 42 (фиг. 40,6), отвертывают вин-
ты 43 и снимают тубус 44 с конденсором.
С торца измерительного шпинделя снимают грузовые шайбы 6
(фиг. 40,а). Отвертывают винты 7 и S, снимают планку 9 и осво-
бождают ленту 10. Снимают тросик И с грузиком, отвернув винт 12.
Немного освобождают контргайку 13, винт 14 и, вывернув кольцо,
снимают кронштейн 15 с роликами. Отвертывают винты 16 и сни-
мают с демпфера колпачок 17. Отвертывают винт 18 и, пользуясь
крючком, вынимают противовес 19 (использование для этой цели
ленты не допускается). Немного освобождают кронштейн, отвернув
винт 20 с внутренним шестигранником, и снимают корпус голов-
ки 21 со стойки. Вывернув винт 22 и освободив гайку 23, вынимают
ограничитель 24, снимают верхний держатель 25. После этого можно
вынуть измерительный шпиндель 26 из корпуса головки.
Отвернув по три винта, можно снять предохранительные колпа-
ки 27, получив таким образом доступ к шарикоподшипникам 28, си-
дящим в обоймах 29. Дальнейшая разборка корпуса головки и ко-
лонки нецелесообразна.
При разборке измерительного шпинделя 26 снимают наконеч-
ник 30, отвертывают кольцо 31 и вынимают оправку 32. В исключи-
тельных случаях, когда требуется чистка шкалы или чернение ее
штрихов, шкалу вынимают из измерительного шпинделя. Для этого
освобождают боковой винт с пружиной 33, отвертывают два вин-
та 34 и снимают крышку 35, следя за тем, чтобы не уронить кол-
пачки с пружинками из винтов 36; после этсго вынимают шкалу.
Юстировка и ремонт длиномера
Перед юстировкой и ремонтом длиномер тщательно проверяют
по всем элементам с целью выявления его недостатков.
При проверке стол прибора должен занимать горизонтальное
положение. Установку прибора производят по уровню, помещаемо-
му на стол прибора. Отклонение от указанного положения не долж-
но превышать 10'.
Устранение неплоскостности рабочей поверхности стола. Плос-
костность рабочей поверхности стола проверяют при помощи плос-
кой стеклянной пластины 2-го класса точности (по ГОСТ 2923-45)
диаметром 90—100 мм.
По всей поверхности стола допускается отклонение от плоскост-
ности не более 0,001 мм, только в сторону выпуклости. Интерферен-
ционные полосы должны быть непрерывными по всей длине каждого
ребра и должны наблюдаться одновременно на всех ребрах. Нару-
шение этого условия требует доводки стола, а при большом износе,
106
коррозии и других пороках или повреждениях (забоины, глубокие
царапины) стола нужно последний предварительно прошлифовать,
а затем довести.
Доводку производят на чугунных доводочных плитах. Абрази-
вом служит электрокорундовый микрошлифпорошок М14 и М7 —
для предварительной и М3 — для окончательной доводки.
После ремонта боковые грани ребер рабочей поверхности стола
должны быть немного притуплены, чтобы измеряемый объект не
получил повреждений при его передвижении по столу. На рабочих
и нерабочих поверхностях стола не должно быть следов коррозии,
механических повреждений и других пороков.
Фиг. 41. Проверка стола и шпинделя длиномера.
Устранение неперпендикулярности стола направлению движения
шпинделя. Рабочая поверхность стола должна быть перпендикуляр-
на направлению движения измерительного шпинделя.
Проверку производят следующим образом: на измерительном
шпинделе 1 (фиг. 41,а) закрепляют отсчетную головку 2 с ценой
деления 0,01 мм; на столе 3 прибора закрепляют угольник 4 с широ-
ким основанием размерами 160X250 мм, 0 или 1-го класса точности
(по ГОСТ 3749-47). Наконечник индикатора приводят в контакт
с вертикальным ребром угольника и производят первый отсчет по
его шкале; затем опускают шпиндель на 100 мм и производят вто-
рой отсчет по шкале индикатора.
Разность отсчетов не должна превышать 0,03 мм на длине
100 мм (1'). Угольник устанавливают на столе в нескольких поло-
жениях. Корпус измерительной головки должен быть закреплен
винтами 20 (фиг. 40,а). Возможна также проверка автоколлимато-
ром.
Неправильное положение стола 37 требует его юстировки. Юсти-
ровку стола производят с помощью прокладки из фольги, которую
помещают под опорную поверхность стола с соответствующей сто-
роны. Предварительно определяют направление перекоса и необхо-
димую толщину фольговой прокладки. После юстировки стол за-
крепляют на станине 38 и снова проверяют его положение.
107
Неперпендикулярность стола ходу измерительного шпинделя
устраняется также изменением направления движения его в направ-
ляющих подшипниках. Это достигается поворотом эксцентричных
осей вместе с шарикоподшипниками. Предварительно определяют
направление, в котором нужно переместить шпиндель, затем пово-
рачивают оси двух накрест лежащих подшипников (верхнего и ниж-
него). Износ шарикоподшипников проверяют на оправке (или на
той же оси), зажатой в центры.
Зазор шарикоподшипников не должен превышать 0,005 мм. Из-
ношенные шарикоподшипники необходимо заменить новыми. Зазор
можно определить по отсчетной головке с ценой деления 0,001 мм,
установленной, как показано на фиг. 41,6.
Ремонт и юстировку регулируемого стола вертикального длино-
мера старой модели (см. фиг. 37) производят по правилам, указан-
ным для юстировки стола вертикального оптиметра (см. стр. 88).
Юстировка измерительного шпинделя. На стол прибора помеща-
ют концевую меру размером 10—20 мм и приводят в контакт с ее по-
верхностью сферический наконечник измерительного шпинделя. Нес-
колько раз нажимают динамометром на измерительный наконечник
сбоку и отпускают его, следя за изменениями показаний по шкале.
Изменение показаний не должно превышать 0,0005 мм с возвра-
щением в исходное положение. Изменение показания более указан-
ного или неполное возвращение шпинделя в исходное положение
свидетельствует о наличии зазора между шпинделем и шарикопод-
шипниками.
Одновременно проверяют плавность действия стопорного винта
45 (см. фиг. 40,6), закрепляющего измерительный шпиндель. Пока-
зание по шкале при застопоривании шпинделя не должно изменять-
ся более чем на 0,0002 мм.
Изменение показания свидетельствует о наличии зазора измери-
тельного шпинделя. Радиальный зазор измерительного шпинделя
возникает в основном вследствие износа рабочей поверхности его
в местах контакта с шарикоподшипниками и износа самих шарико-
подшипников. Износ поверхности шпинделя и шарикоподшипников
приводит также к непрямолинейности перемещения шпинделя, что
можно обнаружить по звуку: шпиндель будет перемещаться с шу-
мом, и ход его будет неплавным.
Неплавность хода может возникнуть также в связи с загрязне-
нием поверхности шпинделя и шарикоподшипников. Поэтому сна-
чала тщательно промывают (не разбирая) шпиндель, насухо про-
тирают и смазывают его, после чего снова производят проверку.
Непрямолинейность хода шпинделя проверяют при помощи
трубки оптиметра или рычажно-зубчатой головки (микромера)
с ценой деления 0,001 мм. Микромер 2 (фиг. 41,6) закрепляют
в штативе 4, установленном па столе 3 прибора или на чугунной
плите, на которой помещают проверяемый прибор. Наконечник ми-
кромера 2 приводят в контакт с образующей шпинделя 1, затем по-
следний перемещают и наблюдают за показаниями микромера.
Изменение показаний не должно превышать 0,003 мм.
108
Используя эту установку, можно проверить наличие радиального
зазора шпинделя и плавность действия стопорного винта.
Проверку окружного зазора измерительного шпинделя произво-
дят от руки. Зажав рукой шпиндель, покачивают его в обе стороны
вокруг оси. Окружной зазор, обнаруживаемый при проверке от ру-
ки, не допускается.
Устранение радиального зазора шпинделя производят юстировкой
шарикоподшипников 28 (см. фиг. 40), находящихся на эксцентрич-
ных осях. Незначительный зазор можно устранить юстировкой двух
шарикоподшипников, находящихся на одной стороне шпинделя:
одного сверху, другого снизу; другие две пары подшипников долж-
ны сохраняться в качестве базы. Большой зазор устраняется регу-
лированием двух пар шарикоподшипников, также находящихся на
одной линии: сверху и снизу шпинделя; другие два подшипника со-
храняют в качестве базы.
При наличии глубоких следов износа на рабочей поверхности
шпинделя, вызывающих зазор и непрямолинейность перемещения
шпинделя, последний необходимо прошлифовать. Предварительно
производится полная разборка шпинделя. После шлифования качест-
во поверхности шпинделя должно соответствовать 9-му классу чи-
стоты по ГОСТ 2789-51.
Овальность и конусность шпинделя должны быть в пределах
0,003 мм.
При установке шпинделя на место регулируют шарикоподшипни-
ки до полного устранения зазора, затем производят проверку пер-
пендикулярности направления движения шпинделя относительно
плоскости стола способом, указанным на фиг. 41,а. Отклонение от
перпендикулярности оси перемещения шпинделя рабочей поверх-
ности стола не должно превышать , 0,03 мм на 100 мм дли-
ны (Г).
Устранение окружного зазора производят юстировкой шарико-
подшипников 46 (фиг. 40,6).
После ремонта и юстировки измерительного шпинделя изменение
показаний при зажиме шпинделя стопорным винтом не должно
превышать 0,2 мк\ шпиндель должен перемещаться плавно, без зае-
даний. Шпиндель следует надежно закреплять в заданном положе-
нии. В крайние положения шпиндель должен доходить без удара.
Это условие обеспечивается действием верхнего и нижнего резино-
вых амортизаторов 39 (фиг. 40,а).
Плоские наконечники 30 к длиномерам и оптиметрам должны
иметь хорошо доведенную измерительную поверхность; чистота ее
должна быть не ниже 12-го класса по ГОСТ 2789-51.
Отклонение от плоскостности измерительных поверхностей нако-
нечников, определяемое по стеклянной пластине 2-го класса точно-
сти, для размеров 3 и 5 мм не должно превышать 0,15 мк, для раз-
меров свыше 5 мм — 0,3 мк.
Перпендикулярность контактной поверхности наконечника оси
измерения должна обеспечиваться при изготовлении и ремонте на-
конечников (см. ниже).
109
Проверку параллельности измерительной поверхности наконеч-
ника поверхности стола производят’плоскопараллельной стеклянной
пластиной толщиной 12—13 мм.
На рифленом столе прибора закрепляют круглый плоский стол
(является принадлежностью прибора новой модели и основной
частью прибора старой модели) и производят проверку по концевой
мере (см. фиг. 20) или по плоскопараллельной стеклянной пластине
(см. фиг. 21).
Изменение показания прибора при вращении плитки не должно
превышать 0,0005 мм.
Наличие неплоскостности измерительной поверхности наконеч-
ника и неперпендикулярности ее оси измерения (оси посадочного
отверстия) требует ремонта наконечника. Способ ремонта наконеч-
ников приводится ниже (стр. 409).
Регулирование измерительного усилия и скорости опускания из-
мерительного шпинделя. Измерительное усилие длиномера прове-
ряется на циферблатных весах. Наконечник прибора приводится
в контакт с чашкой весов, по шкале которых отсчитывается величи-
на измерительного усилия.
Измерительное усилие при трех грузовых шайбах, уложенных
на шпиндель, должно составлять 150—250 гс. Отклонение от указан-
ного усилия допускается в пределах ±5 гс.
Измерительный шпиндель после подъема в верхнее положение
должен опускаться плавно, без рывков и заеданий. При температу-
ре помещения 20° опускание шпинделя на 100 мм без грузовых
шайб должно происходить в течение 10—17 сек.; время опускания
с тремя грузовыми шайбами должно составлять не менее 5 сек.
При температуре, превышающей 20°, грузовые шайбы не приме-
няются.
Проверку производят при помощи секундомера.
Измерительное усилие регулируется количеством грузовых шайб
6 (фиг. 40,а), укладываемых на торец измерительного шпинделя 26,
а также изменением вязкости масла, содержащегося в резервуа-
ре 40. Кроме того, регулируют также время опускания шпинделя.
Как было указано, резервуар заполняется вазелиновым маслом, ко-
торое от изменения температуры меняет свою плотность.
Резервуар должен быть заполнен маслом доверху. Иногда
в этом случае можно применять загуститель в виде вазелина, добав-
ляемого в определенном количестве.
Вместо вазелинового масла можно также использовать другое
минеральное масло, вязкостью 3° по Энглеру при 20°С. Неплохие
результаты получаются при использовании трансформаторного мас-
ла марки Т. Масло должно быть залито выше верхнего положения
противовеса, так как последний при подъеме не должен поднимать-
ся выше уровня жидкости. После заливки масла резервуар осто-
рожно закрывают колпаком 17.
Юстировка миллиметровой шкалы. Ось делений миллиметровой
шкалы должна быть установлена без перекоса относительно на-
правления движения измерительного шпинделя. Проверку правиль-
но
ности положения миллиметровой шкалы производят по микронной
шкале отсчетного микроскопа. Конец нулевого штриха миллиметров
вой шкалы совмещают с краями какой-либо пары штрихов микрон-
ной шкалы. Перемещая шпиндель вверх, подводят к краям тех же
штрихов микронной шкалы сотый штрих миллиметровой шкалы. От-
клонение конца сотого штриха от штрихов микронной шкалы не долж-
но превышать 7б—интервала делений микронной шкалы (30").
Одновременно проверяют положение миллиметровой шкалы в
плоскости, перпендикулярной к шкале. Фокусируют нулевой штрих
миллиметровой шкалы и, переместив шпиндель, наблюдают сотый
штрих шкалы, который должен быть виден так же резко, как и ну-
левой штрих. Параллактическое смещение изображения штрихов
миллиметровой шкалы относительно спиральной сетки и шкалы с
ценой деления 0,1 мм не должно превышать при наблюдении нуле-
вого и сотого делений ±1 диоптрии.
Если сотый штрих виден менее резко, чем первый, то шкалу
с этой стороны нужно переместить относительно микроскопа; на-
правление перемещения определяют фокусируя штрих шкалы пово-
ротом окуляра.
Если при фокусировании штриха окуляр требуется вывернуть,
то шкалу нужно немного удалить от микроскопа, и, наоборот, шка-
лу нужно приблизить к микроскопу, если окуляр ввертывался.
Перекос шкалы устраняется юстировочными винтами 47/
(фиг. 40,6). Предварительно ослабляют винты 36, прикрепляющие
крышку к оправе.
Перекос шкалы в плоскости, перпендикулярной к шкале, устра-
няется винтами 41 (фиг. 40,а). Для этого немного отвертывают
винты 36 и боковой винт 33.
После юстировки винты закрепляют и повторяют проверку поло-
жения миллиметровой шкалы. Перед юстировкой проверяют чисто-
ту миллиметровой шкалы и состояние ее штрихов и цифр. Заполне-
ние штрихов должно быть ровным по всей их длине. Разрывы по
длине штрихов и цифр не допускаются. На миллиметровой шкале
вблизи штрихов, на расстоянии, равном расстоянию между обоими
витками спирали, в поле зрения микроскопа не должно быть видно
точек, влияющих на точность отсчета. Подтеки смазки или частички
ее, видимые даже на краях шкалы в поле зрения, не допускаются.
В остальной части поля зрения микроскопа допускается не более
10 точек размером до 0,008 мм. Дефекты шкалы устраняют тща-
тельной чисткой ее и в случае надобности чернением (запуском)
поврежденных штрихов и цифр.
Отсчетный микроскоп со спиральным окулярным микрометром
Отсчетный микроскоп (фиг. 42) со спиральным окулярным мик-
рометром состоит из окулярной головки 1 и объектива 2, смонти-
рованных в тубусе 3. Тубус 4 окуляра ввернут в головку 1 и закреп-
лен стопорным винтом. Под тубусом окуляра помещена оправа с за-
вальцованпой в ней стеклянной пластиной 5, на которой нанесена
111
шкала для отсчета десятых долей миллиметра. Оправа 6 со скошен-
ными краями закреплена четырьмя винтами 7, служащими также
для юстировки положения пластины 5.
Фиг. 42. Отсчетный микроскоп со спиральным окулярным микрометром.
По периферии стеклянной пластины 8 нанесена шкала с ценой
деления 1 мк и спиральный нониус с шагом 0,1 мм. Пластина поме-
щена в оправу 9 с зубчатым ободом, входящим в зацепление с три-
бом, посаженным на одной оси с накатанной головкой 10. При по-
мощи этой головки вращают оправу с пластиной 8. Осью враще-
ния пластины служит шарик диаметром 3 мм, помещенный в пред-
усмотренном для этого гнезде пластины и опоры И. Правильное по-
ложение пластины в горизонтальной плоскости обеспечивается ро-
ликами 12, смонтированными на латунной подковообразной пласти-
не 13. Сверху пластина 8 прижимается двумя роликами 14, поса-
женными на эксцентричных осях.
112
В данной конструкции предусмотрено устройство для переме-
щения окулярной головки, необходимого для установки на целое
число делений миллиметровой шкалы либо на любое число деле-
ний, удобное для последующего отсчета. Головка перемещается по
направляющим, имеющим форму ласточкина хвоста, при помощи
винта 15. Возвращение головки в исходное положение обеспечивает-
ся пружиной 17. Головка закрепляется в установленном положении
винтом 16.
Разборка отсчетного микроскопа. Отвернув винты 18 (фиг. 42),
снимают окулярную головку 1 с тубуса и отвертывают винт 15. За-
тем отвертывают два винта, освобождают кронштейн 24 и, переме-
стив головку по направляющим налево, снимают пружину 17 со
шпильки, после чего, отвернув винты 19, окулярную головку отде-
ляют от фланца 20 с направляющими.
Повернув головку 1 окуляром вниз, отвертывают три винта 21 и
отделяют фланец 22 от корпуса головки. Затем отвертывают два
винта и снимают головку с накаткой 10 вместе с трибом. Слегка
отвернув винты 23, вынимают латунную пластину 13 с прижимными
роликами и вслед за ней пластину 8 с оправой 9. Ослабив стопорный
винт, вывертывают объектив 2; затем, отвернув другой стопорный
винт, отвертывают тубус окуляра 4.
Разборка окуляра производится так же, как и разборка окуля-
ра трубки оптиметра (см. стр. 55).
Полная разборка микроскопа требуется лишь в исключительных
случаях. Как видно из чертежей, разобрать можно какой-либо из
узлов или даже часть узла, нуждающегося в ремонте. Перед сбор-
кой все детали должны быть тщательно вычищены. Особые требо-
вания предъявляются к чистоте оптических деталей. На спиральной
сетке 8 точки между витками спирали и вне их на расстоянии, рав-
ном половине интервала между витками, а также около штрихов
круговой микронной шкалы не допускаются. Вне этих участков до-
пускается в части поля, где расположены витки спирали, не более
трех точек размером до 0,01 мм и в остальной части не более шести
точек размером не свыше 0,04 мм. Поле зрения должно быть равно-
мерно освещено.
Юстировка отсчетного микроскопа. Юстировка положения шка-
лы с ценой деления 0,1 мм. Смещение указателя шкалы с десятыми
долями миллиметра относительно микронной шкалы не должно пре-
вышать 0,0005 мм.
Проверку производят совмещением нулевого деления микронной
шкалы с указателем; при этом нулевой штрих шкалы с ценой деле-
ния 0,1 мм должен находиться в первом витке спирали и распола-
гаться симметрично относительно линий спирали.
Величину смещения штриха шкалы от оси симметрии штрихов
спирали определяют по микронной шкале.
Неправильное положение шкалы с делениями 0,1 мм устраняют
при помощи юстировочных винтов 7 (фиг. 42). При юстировке на-
блюдают в окуляр за перемещением пластины. После юстировки
оправу 6 закрепляют, проверяют правильность положения шкалы 5,
8 Зак. 157
113
устанавливают на место предохранительное кольцо 25 и завертывают
окуляр. Одновременно проверяют концентричность вращения спи-
ральной сетки. Совмещают штрих миллиметровой шкалы с кон-
центрической окружностью и, наблюдая в окуляр, вращают сетку.
Концентрическая окружность не должна смещаться относительно
штриха. При смещении ее юстируют спиральную сетку 8 (фиг. 42)
четырьмя винтами, находящимися в оправе 9.
Устранение неправильности положения сеток окулярной головки
микроскопа. Шкала с ценой деления 0;1 мм не должна иметь замет-
ного на глаз перекоса относительно миллиметровой шкалы. Светлый
промежуток между вертикальными линиями шкалы десятых долей
миллиметра в верхнем и нижнем положениях окуляра должен быть
ориентирован по ходу измерительного шпинделя.
Наблюдая в окуляр, определяют положение стеклянной пласти-
ны 5 со шкалой относительно штрихов миллиметровой шкалы. Ми-
кронную шкалу 8 устанавливают па ноль; соседние штрихи милли-
метровой шкалы совмещают с крайними штрихами шкалы 5. Указа-
тель этой шкалы должен совмещаться без перекоса со штрихами
микронной шкалы.
Устранение незначительного перекоса шкалы 5 достигается не-
большим поворотом всей головки вокруг оси за счет использования
зазора между винтами 18 и отверстиями тубуса.
При значительном перекосе устранение его достигается поворо-
том оправы шкалы 5 в оправе 6, что осуществляется без разборки
микроскопа через предусмотренное для этого отверстие в тубусе
окуляра. Сняв предохранительное кольцо 25, тонкой отверткой от-
вертывают через это отверстие стопорный винт, крепящий опра-
ву со шкалой 5 в оправе 6, после чего оправу со шкалой поверты-
вают, наблюдая ее в окуляр. После юстировки необходимо
положение оправы со шкалой 5 зафиксировать стопорным вин-
том. Десятичная и спиральная сетки должны наблюдаться без
параллакса. Последний устраняют перемещением оправы десятич-
ной сетки по резьбе, следя за правильным положением сетки.
Устранение разнофокусности изображений штрихов .спиральной
сетки и миллиметровой шкалы. Неодинаковая резкость изображения
штрихов миллиметровой шкалы и шкал окулярной сетки устраняет-
ся перемещением всего спирального' микроскопа вдоль оси. Пред-
варительно вращением окуляра добиваются резкого изображения
штрихов спиральной сетки и шкалы с ценой деления 0,1 мм. Если
штрихи миллиметровой шкалы видны не так резко, как штрихи оку-
лярной сетки, необходимо микроскоп несколько удалить или при-
близить к миллиметровой шкале. Направление перемещения ми-
кроскопа определяется при помощи окуляра описанным выше спо-
собом (см. стр. 111).
Для перемещения микроскопа вверх кольцо 26 (фиг. 42) вывер-
тывается, а кольцо 27 завертывается. Эту операцию можно произве-
сти не разбирая спирального микроскопа и не вынимая его из кор-
пуса измерительной головки прибора.
114
Юстировка окулярной головки отсчетного микроскопа. Окуляр
должен перемещаться плавно, без качки. При повороте окуляра не
должно быть заметного смещения изображения.
Эти дефекты устраняются по правилам, указанным для юстиров-
ки трубки оптиметра (см. стр. 67).
После сборки окуляра необходимо надежно закрепить кордо-
вое кольцо 28 тремя винтами 29, устранив этим возможность качки
кольца.
Нормальное перемещение головки достигается чисткой и легкой
смазкой направляющих, а также правкой или сменой пружины 17,
если она непригодна.
Устранение неправильности увеличения спирального микро-
скопа.
Проверку производят совмещением штрихов миллиметровой
шкалы со спиральной сеткой. Для этого один из штрихов миллимет-
ровой шкалы вводят между линиями крайнего витка спирали; со-
седний штрих должен при этом находиться между линиями другого
крайнего витка спирали.
Смещение штриха миллиметровой шкалы, вызываемое не-
правильностью увеличения объектива, не должно превышать
0,5 мк.
Неправильность увеличения устраняют осевым перемещением
объектива 2 (фиг. 42). При увеличении более нормального объектив
требуется ввернуть и, наоборот, вывернуть, если увеличение меньше
нормального. Предварительно освобождают стопорный винт, кото-
рым после юстировки закрепляется объектив. Устранение неправиль-
ности увеличения производят также при помощи фольговой про-
кладки, помещенной между опорными поверхностями головки и ту-
буса, когда увеличение меньше нормального.
Проверка точности и стабильности показаний прибора. После ре-
монта и юстировки прибора производят проверку точности и ста-
бильности показаний.
Стабильность показаний проверяют многократным измерением
(не менее 15—20 раз) концевой меры. При каждом опускании шпин-
деля производят отсчет по шкале. Нестабильность показаний вер-
тикального длиномера не должна превышать 0,4 мк.
Точность показаний прибора после юстировки определяется
по концевым мерам 3-го разряда не менее чем в четырех точках
в пределах миллиметровой шкалы (20; 50; 70; 100 мм) и в одной
точке в интервале от 150 до 250 мм.
Погрешности показаний не должны превышать ± (1 + — ) мк,
где L — измеряемая длина в мм.
Проверка должна производиться при 20 ± Г.
Если погрешности и нестабильность показаний превышают уста-
новленные нормы, требуется тщательная проверка прибора по всем
основным элементам и устранение обнаруженных дефектов.
8*
115
ОПТИЧЕСКИЙ ГОРИЗОНТАЛЬНЫЙ ДЛИНОМЕР
Конструкция прибора
Оптический горизонтальный длиномер старой конструкции
(фиг. 43,а) состоит из стойки /, трубки пиноли 2, аналогичных по
конструкции одноименным узлам горизонтального оптиметра, и из-
мерительной головки 4, закрепленной на кронштейне 3.
Постоянство измерительного усилия обеспечивается грузиком,
помещенным в цилиндре 5. Грузик подвешен на тонком
шнурке 6 к измерительному шпинделю 7 таким образом, чтобы в
крайних положениях шпинделя грузик находился внутри цилинд-
ра 5. Величина измерительного усилия составляет около 150 гс. За-
крепление шпинделя производится винтом 8.
Измерительный шпиндель имеет две сменные оправки, на штиф-
тах которых закрепляют сменные наконечники: укороченную оправ-
ку — для наружных измерений и удлиненную — для внутренних
измерений и для измерений среднего диаметра резьбы по методу
трех проволочек. На удлиненную оправку надеваются дуги с серьга-
ми для внутренних измерений или держатели для проволочек.
Измерительная головка 4 может перемещаться в вертикальном
направлении по направляющим кронштейна 5, имеющим форму
ласточкина хвоста. Это движение иногда используется для регу-
лирования измерительных наконечников на соосность в вертикаль-
ной плоскости. Закрепление кронштейна в данном положении про-
изводится головкой с накаткой 9.
Измерительная головка горизонтального длиномера последней
модели показана на фиг. 43,6.
Пределы измерения на горизонтальном длиномере составляют:
Диаметры измеряемых деталей Наружные измерения изделий в мм Внутренние измерения изде- лий в мм
гладких резьбовых гладких резьбовых
Наименьший 0 3,5 13,5 19
Наибольший Наибольший наружный 350 230 НО 80
кольца — — 205 116
Применяя специальные серьги, можно довести нижний предел
измерения для гладких деталей до диаметра 5 мм, резьбовых —
до 12 мм. На горизонтальном длиномере можно производить изме-
рения среднего диаметра внутренних резьб. Для этого предусматри-
вается специальный круглый стол с комплектом шаровых наконеч-
ников, так же как для горизонтального оптиметра.
Процесс измерения на горизонтальном длиномере заключается
в следующем: наконечник измерительного шпинделя приводят в кон-
такт с наконечником пиноли. Регулируя пиноль, приводят показа-
116
a)
б) Фиг. 43.
а) Горизонтальный оптический длиномер; б) Измерительная окулярная головка длиномера.
ние к нулю. Отведя измерительный шпиндель, помещают на столик
измеряемую деталь, затем приводят в контакт с ее поверхностями
наконечники пиноли и шпинделя. Отсчет по шкале при этом соот-
ветствует измеряемому размеру.
Предельные погрешности метода измерений на оптических гори-
зонтальных длиномерах в температурных условиях, принятых для
измерительных лабораторий, приблизительно находятся в следую-
щих пределах:
Виды измерений Размеры Средний диаметр резьб
наружные | внутренние наружных внутренних
Погрешность измерений в мк ±(l+o,OIL) ±(2,5+ +0.01L) ±(4+0,OIL) + (5+0,0U)
В приведенных формулах L — используемая при измерениях дли-
на миллиметровой шкалы в мм.
В результате исследований установлено, что предельная неста-
бильность показаний оптических горизонтальных длиномеров ко-
леблется в пределах от 0,25 до 0,8 мк.
Результаты исследования горизонтальных длиномеров позволя-
ют с полным доверием отнестись к указанным выше величинам по-
грешностей измерений. Данные исследований также позволяют
определить область применения горизонтальных длиномеров.
Методы проверки, юстировки и ремонта измерительной головки
горизонтального длиномера полностью сохраняются такими же, как
и для головки вертикального длиномера. Стойка, столик, пиноль и
принадлежности для внутренних измерений горизонтального дли-
номера ничем не отличаются от одноименных узлов горизонтального
оптиметра.
При работе на оптиметрах и оптических длиномерах важное зна-
чение имеет правильный выбор наконечников в зависимости от фор-
мы и размеров проверяемых изделий.
Поверхности проверяемых изделий Форма измерительной поверхности наконечника Требования к наконечникам
Плоская и цилиндри- ческая диаметром свы- ше 10 мм Сферическая —
Цилиндрическая диа- метром до 10 мм Плоская узкая (ноже- видный наконечник) Неплоскостность рабочей поверхности наконечника 0,15 мк для изделий клас- сов точности проверяемых изделий от 1 до 4-го и 0,3 мк для более грубых классов
Сферическая Плеская
117
Сферические наконечники, закрепленные на измерительных
стержнях приборов, должны быть отрегулированы при измерениях
так, чтобы прямая, соединяющая их центры, совпадала с линией
измерения. Регулирование осуществляется юстировочными винтами
пинольной трубки. Плоские наконечники, установленные на опти-
метре, должны быть отрегулированы на параллельность измери-
тельных поверхностей.
С этой целью между наконечниками помещают концевую меру
размером 0,5—2 мм и, вращая юстировочные винты пиноли, доби-
ваются наименьших показаний по шкале.
ГЛАВА V
ЮСТИРОВКА И РЕМОНТ ИНСТРУМЕНТАЛЬНЫХ
МИКРОСКОПОВ
Инструментальные микроскопы широко применяют в- производ-
ственных цехах, контрольных пунктах и измерительных лаборато-
риях машиностроительных заводов, в научно-исследовательских
институтах и т. д.
Инструментальным микроскопом часто пользуются на рабочем
месте в цехе в качестве основного средства измерения при изготов-
лении точных деталей.
Инструментальные микроскопы (фиг. 44) применяют для изме-
рения элементов профиля наружных резьб, режущих инструментов,
углов, конусов, радиусов, линейных и угловых размеров различных
шаблонов, для проверки шага и половин угла профиля на оттисках
с внутренней резьбы, а также для других линейных и угловых изме-
рений.
На микроскопе можно работать с приспособлением (фиг. 44,6)
для фотографирования измеряемой детали и с проекционным устрой-
ством (фит. 44,в), что, помимо удобства измерений, значительно рас-
ширяет область его применения.
ИНСТРУМЕНТАЛЬНЫЙ МИКРОСКОП МАЛОЙ МОДЕЛИ
Инструментальный микроскоп отечественного производства
является наиболее интересным и типичным для группы оптических
контрольно-измерительных приборов этого класса.
Инструментальный микроскоп (фиг. 45) имеет жесткую стани-
ну /, на которой смонтирован стол 2. Измеряемую деталь помещают
на стол, имеющий круглое (предметное) стекло 3, или закрепляют
в центры, устанавливаемые на столе.
Стол микроскопа может перемещаться в двух взаимно перпенди-
кулярных направлениях на салазках 4 и 6 при помощи микрометри-
ческих винтов 5.
Величины перемещения стола отсчитывают по масштабным гиль-
зам 7 и барабанам 8, связанным с микрометрическими винтами.
Продольные салазки перемещаются по направляющим 9 при помощи
рычажка 41.
119
а) б)
e)
Фиг. 44. Инструментальный микроскоп малой модели:
а — общий вит., б — с фотоусгроиством, ь с проекционным устройством.
120
12 47 13 4- 26 24 33
Z?
Фиг. 45. Инструментальный микроскоп (разрез).
121
Величина перемещения салазок при помощи микровинтов состав-
ляет 25 мм. В продольном направлении стол может перемещаться
независимо от микрометрического винта еще на 50 мм. Таким обра-
зом, общая длина перемещения салазок в продольном направлении
достигает 75 мм.
К прибору обычно прилагаются сменные резьбопрофильные оку-
лярные головки со стеклянными пластинами с профилями метриче-
ской, дюймовой, круглой, трапецеидальной резьбы, а также окуляр-
ные
6
Г
4
Фиг. 46. Масляный
амортизатор микро-
скопа.
головки для измерений окружностей различных радиусов.
Отдельные узлы инструментальных микро-
скопов используются в различных контрольных
приспособлениях, например для проверки уг-
ла профиля и шага резьбы конусных калибров
пробок больших диаметров. Одно из таких
приспособлений представляет собой станину с
центрами, на которой смонтирован тубус ин-
струментального микроскопа.
Использование инструментальных микро-
скопов значительно расширяется применением
дополнительных устройств к прибору, изготов-
ляемых заводами-потребителями. При помощи
этих устройств можно измерять параметры из-
делий, которые проверить при обычных усло-
виях невозможно.
Такими устройствами, например, являются
приспособления для измерения радиусов за-
круглений, для контроля сверл по отражению
в призме, для контроля шага и угла профиля
интерференционным методом, приспособление для контроля шага и
угла профиля с ножами и др.
На столе микроскопа укреплен стержень 10 с полированной сфе-
рической поверхностью. На станине прибора укреплен упор 11 с
плоской доведенной поверхностью. Между стержнем 10 и упором 11
можно помещать плитки длиной до 50 мм. Стол микроскопа нахо-
дится под действием сильных пружин, обеспечивающих плотный
контакт измерительных поверхностей плиток со стержнем 10 и упо-
ром 11. После удаления плитки стол под действием тех же пружин
возвращается к упору. Для того чтобы при этом не произошло уда-
ра, движение стола замедляется при помощи специального аморти-
затора 12, с зубчатым колесом которого сцеплена рейка 13, при-
винченная к продольным салазкам прибора.
Амортизатор (фиг. 46) представляет собой цилиндр 1, напол-
ненный маслом определенной вязкости. Внутреннее пространство
цилиндра разделено на два резервуара перегородками — непод-
вижной 3 и подвижной 2. Подвижная перегородка и зубчатое коле-
со 4 жестко соединены с валиком 5. Резервуары сообщаются при
помощи перепускного канала, сечение которого можно изменять
вращением винта 6. При вращении колеса 4 в направлении, указан-
ном стрелкой, масло открывает клапан подвижной перегородки 2 и
122
свободно проходит через нее. Это направление соответствует отводу
стола от упора. При обратном вращении колеса клапан закрывается,
и масло идет в перепускной канал. Возникающее при этом большое
трение жидкости о стенки канала обеспечивает замедленное при-
ближение стола к упору. Амортизатор компактен и работает без
шума.
В последних моделях микроскопов амортизатором является ше-
стеренчатый механизм.
Для установки оси центров в направлении; параллельном -про-
дольному ходу салазок, стол микроскопа 2 (фиг. 45) можно повора-
чивать на угол ±15° при помощи винтового приспособления 14.
Микроскоп 15 состоит из объектива 16, оборачивающей системы
призм (призм Порро второго рода) и сменной окулярной головки.
Тубус закреплен на кронштейне 17, который перемещается по на-
правляющим колонки 18. Этим осуществляется грубая фокусировка
изделия. Точная фокусировка производится головкой с накаткой 19.
Жесткое закрепление кронштейна с тубусом на колонке произво-
дится винтом 20.
На тубусе 15 закрепляются сменные окулярные головки. Штри-
ховая окулярная головка 21 имеет поворотную пластину с полной
круговой шкалой с ценой деления 1°. Для отсчетов показаний по
шкале служит отсчетный микроскоп 22 с неподвижной шкалой,
имеющей 60 делений ценой 1'.
Револьверная головка имеет неподвижную пластину с круговой
шкалой из 84 делений ценой 10'. На сетке фотографическим путем
нанесены нормальные профили резьбы. При правильном положении
профиля радиальный штрих его совпадает с нулевым делением шка-
лы. По нормальным профилям сетки определяются величины откло-
нений профиля контролируемых резьб.
Погрешности угла профиля резьбы определяются по угловой
шкале.
Искажение контура резьбы, проектируемого на окулярную сет-
ку, можно уменьшить наклоном колонки 18 с тубусом на угол, соот-
ветствующий углу подъема резьбы. Наклон в пределах ±10° про-
изводится винтами 23 (фиг. 45). Угол наклона колонки отсчитывает-
ся по шкалам на гильзах винтов.
Осветительная система микроскопа состоит из тубуса 24, в ко-
торый вставляется кожух 42 с нормальной лампой накаливания
127 ^ХбО вт. На конце кожуха имеется зеленый светофильтр. Ту-
бус 24, прикрепленный двумя винтами 32 к нижней части колонки 18,
снабжен ирисовой диафрагмой с переменным диаметром отверстия
(3—30 мм), позволяющей регулировать интенсивность освещения
измеряемой детали. Для установки окуляра 25 по глазу наблюдате-
ля предусмотрено перемещение его на ±5 диоптрий.
Прибор снабжается также сменными объективами с увеличе-
нием Iх и 1,5х, необходимыми для получения соответствующего
масштаба увеличения при работе с профильной и радиусной голов-
ками.
123
Расстояние от измеряемого предмета до первой поверхности
объектива составляет 60,5 мм.
Основные принадлежности, прилагаемые к микроскопу: устано-
вочный валик, упорная линейка со струбцинами, приспособление
для бесцентровой проверки, установочные плитки 25 и 50 мм, мато-
вое стекло в оправе.
Фиг. ^7. Оптическая схема инструментального микроскопа.
Оптическая схема инструментального микроскопа показана на
фиг. 47,а.
Пучок лучей от лампы /, пройдя через зеленый'светофильтр 2 (или
матовое стекло) и ирисовую диафрагму 5, поступает в призму 4 и,
124
преломившись под углом 45°, проходит через линзу 5, предметное
стекло 6, освещает измеряемую деталь D и поступает в объектив 7.
За объективом помещена оборачивающая система призм Порро S,
благодаря которой получается прямое изображение предмета. Свет
проходит далее защитные стекла 9 тубуса и 10 окулярной головки.
Изображение измеряемой детали получается на штриховой сетке 11,
которая наблюдается в окуляр 12.
Освещение отсчетного микроскопа осуществляется при помощи
зеркала 13, отразившись от которого пучок лучей проходит матовый
{или зеленый) светофильтр 14, служащий также защитным стеклом,
и освещает градусную шкалу 15.
Изображения штрихов градусного лимба 15 получаются в плос-
кости минутной шкалы 17 и наблюдаются в окуляр 18.
Конструкции всех револьверных окулярных головок одинаковы
и отличаются только видом профилей, нанесенных на стеклянных
пластинах. В оптическую схему револьверной головки (фиг. 47,6)
входят защитное стекло 19, профильная пластина 20, градусная
пластина 21 и окуляр 22.
Техническая характеристика микроскопа
Цена деления барабана микропары в мм .... 0,01
Пределы перемещения микровинтов в мм ... 25
Шаг резьбы микропары в мм........................ 1
Пределы перемещения кареток в мм:
продольных (включая расход микровинта) . 75
поперечных . . .... . ........ 25
Цена деления шкалы отсчетного микроскопа
штриховой головки в мин.......................... 1
Пределы измерения штриховой окулярной го-
ловки в град................................ 0—360
Поле зрения штриховой окулярной головки в мм 6
Цена деления \гловой шкалы револьверной го-
ловки в мин..................................... 10
Пределы измерения револьверной головки в
град...............- . .... . ±7
Максимальный поворот предметного стола в
град. . . . • ............... ±15
Максимальный поворот колонки в град . . . ±10
Цена деления шкалы поворота колонки в град . 1
Увеличение окуляра .............................. 9,1х
Увеличение объектива ................... . Зх
Общее увеличение микроскопа..................... 27, Зх
Поле зрения микроскопа в мм...................... 6
Общее увеличение микроскопа со сменным
объективом 1 х или 1,5х соответственно ... 9,1Хи 13,65х
Примечание. Увеличение при работе с проекционным
приспособлением сохраняется.
Общее увеличение отсчетного микроскопа (оку-
ляр 2х, объектив 21х)....................... 42х
Поле зрения отсчетного микроскопа в мм . . . 2
Высота центров в мм......................... 29
Размеры рабочей поверхности предметного сто-
ла в мм ...................................... 140 X 140
Фокусное расстояние объектива в мм.......... 60,5
Максимальная высота тубуса на колонке в мм 130
165
Вылет кронштейна микроскопа в мм................. 80
Максимальная длина измеряемой детали, уста-
новленной в центры, в мм:
при диаметре изделия до 25 мм................ 200
„ „ „ более 25 до 55 мм . . 150
Максимальный диаметр измеряемой детали,
установленной в V-образные опоры, в мм . . 100
Максимальная высота детали, установленной на
столе, в мм....................... . . . ^0
Наибольший допустимый вес измеряемой дета-
ли в кг ........................................ Ю
Лампа накаливания 127 или 220 в в вт . . . . 25—40
Мощность лампы при работе с проекционным
приспособлением 127 или 220 вХ 12вХ12в . . 100
Площадь свечения лампы в мм..................... 4X4
Площадь экрана в мм . . . . .............. 250 X 300
Габаритные размеры прибора в мм......... 450 X 475 X 340
Вес прибора (без упаковки и принадлежностей)
в кг ... ........................................ ~ 20
Погрешности микроскопа. Предельные погрешности измерений
на инструментальном микроскопе приведены в соответствии с дан-
ными, гарантируемыми фирмой Цейсс для микроскопов моделей,
аналогичных описываемой.
Измеряемые изделия Измеряемые параметры Погрешности измерения головкой
штриховой револьверной
Плоские де- тали (на на- кладном столе) Длины: в продоль- ном направ- лении / L HL \ ±15+ 20 + 1500/ К / L HL\ + 16 4- 4~ 1 мк ~ \ ~ 20 ' 1500/
в попереч- ном направ- лении 1, , L , HL\ ± 4 + । R + М \ 16 330 / . . L ,HL\ ± 5 + —— + — мк \ 16 330/
Гладкие цилиндры Диаметры + ^7 4~ j мк / ь \ + 1 8 4- мк \ 7 /
Резьбовые изделия Средний диа- метр для метриче- ской резьбы ( 2 М ± / 5 + -р I мк 1 а з \ sin— / \ 2 / { \ + 9 + — мк \ *3 / / , 3 £\ ± / 5 I- - + | 1 а 3 \ мК \ sin— 1 \ 2 / ! L \ + I114- 1 мк \ 3 /
Шаг для мет- рической резьбы / 2 L\ ±/34- + \ мк 1 а 11 I | COS — / \ 2 / / L \ ± (5 + 1 мк Л , 3 L\ ± / 5 + + 1 мк | а 11 | | COS — ] \ 2 / ± ^6,5 4~ ypj мк
126
Продолжение
Измеряемые
изделия
Измеряемые
параметры
Погрешности измерения головкой
штриховой револьверной
Угловые
шаблоны,
конуса
Резьбы, кру-
говые шка-
лы и др.
Углы
Для резьб с шагом до
0,8 мм
± (25 + у)
Для резьб с
более 0,8 до
± (18+ 7)
\ J /
мин.
шагом
6 мм
мин.
Здесь Н — высота измеряемого объекта в мм;
L — длина измерения в мм;
а — угол профиля резьбы в мин.,
f — длина образующей угла в мм.
РАЗБОРКА МИКРОСКОПА
Разборка стола. Снимают со стола бабку с центрами; со стойки
снимают тубус микроскопа с кронштейном, вынимают лампу с ко-
жухом 42 (фиг. 45) из тубуса нижнего освещения и снимают пред-
метное стекло 3 со стола, после чего приступают к разборке стола.
Положив микроскоп на бок, отвертывают три винта и снимают
рычажок 41. Отвернув три винта, снимают амортизатор 12 (это не
всегда требуется). Ставят микроскоп в нормальное положение, сни-
мают планки 43, по четыре с каждой стороны, с салазок продольно-
го хода, отвернув в каждой из них по одному винту; эти планки
предохраняют шарики от выпадания. Круглой деревянной палочкой
выталкивают два сепаратора 26, по одному с каждой стороны, с дву-
мя шариками в каждом. Так как шарики плотно сидят между на-
правляющими, выталкивание сепараторов должно происходить с
легким нажимом. При этом столу сообщаются частые возвратно-
поступатечьные перемещения на длину 3—5 мм вдоль его оси. Пос-
ле того как один сепаратор будет вынут, второй легко выйдет из от-
верстия. Сепараторы служат для предупреждения набегания шари-
ков друг на друга и для ограничения их передвижения. Немного
приподняв стол, снимают со шпилек две пружины продольного хода
стола, после чего стол 2 снимают со станины. Отвертывают два вин-
та и вынимают микроузел продольного хода, сделав предваритель-
но пометку на нем. Выталкивают вторую пару сепараторов 27 г
шариками аналогичным способом и, слегка приподняв кверху салаз-
ки 4, снимают вторую пару пружин, после чего салазки легко отде-
ляются от стола. Затем приступают к разборке поперечных салазок.
Установив поперечный микровинт в положение, соответствующее,
приблизительно нулевому показанию, отвертывают гайку и снима-
ют барабан S, затем, отвернув винты, снимают две планки 28 позади
127
стола и одну переднюю с левой стороны и, отвернув два винта, кре-
пящие колодку 29, вывертывают винт 14, поворачивающий стол,
с тем чтобы отвести колодку 29, после чего выталкивают сепараторы
с шариками. Приподняв столик, снимают со шпилек две пружины и
отделяют поперечные салазки 6 от основания стола. Ключом отвер-
тывают кольцо 30 и отделяют верхнюю плиту 31 от поперечных са-
лазок 6. Разборка микроузлов затруднений не представляет.
При сборке стола нужна еще большая осторожность, чем при
разборке. Сепараторы перед установкой необходимо выправить и
зачистить заусенцы. Вставлять сепараторы с шариками нужно по-
степенно и по возможности одновременно, причем столику сооб-
щаются перемещения, аналогичные перемещениям при выемке се-
параторов. Перед установкой стола между направляющими стани-
ны зубчатое колесо амортизатора нужно повернуть против часовой
стрелки до отказа, затем повернуть обратно на Vs оборота. Это
обеспечит перемещение стола на длину, предусмотренную конструк-
цией микроскопа.
Перед закреплением микроузла необходимо проверить расход
микровинта и положение масштабной гильзы.
Все детали должны быть промыты бензином, протерты чистым
полотняным полотенцем и смазаны: направляющие, шарики и микро-
винты — вазелиновым маслом, поворотная часть стола—ланолинОхМ
или смазкой, составленной из смеси вазелина с чистым пчелиным
воском.
После сборки ход стола в продольном и поперечном направлени-
ях должен быть плавным.
Разборка колонки. Положив микроскоп на бок, отвертывают два
винта 32 (фиг. 45) и снимают тубус нижнего освещения 24, предва-
рительно повернув кольцо 33 с тубусом так, чтобы имеющиеся в нем
два отверстия находились против головок винтов 32. Эту операцию
можно проделать при съеме амортизатора и рычажка. Поставив
микроскоп в нормальное положение, отвертывают последовательно
по четыре винта и снимают переднюю крышку 34 оси колонки и
заднюю крышку 35, следя за тем, чтобы не выскочила осевая пру-
жина 36, которую вынимают после того-, как снята крышка 35. За-
тем отвертывают гайку 37 и три винта с левой стороны (на фигуре
не видны), крепящие ось 38 колонки, после чего ось выталкивают из
гнезда в сторону, противоположную столу микроскопа. Отвертывают
два винта 23, поворачивающие колонку, и вынимают ее кверху.
Отвернув шесть винтов 39, снимают основание 40 колонки, после
чего можно вынуть обе втулки, в которые ввертываются винты 23
Основание и втулки, как правило, разбирать приходится редко.
Разборка тубуса нижнего освещения. Тубус нижнего освещения
(фиг. 48,а) состоит из двух частей: тубуса 1 с ирисовой диафрагмой
и осветительной трубки 2. Отвернув четыре винта 3, отделяют осве-
тительную трубку 2 от тубуса 1. Затем отвертывают винты 4, выни-
мают оправу с призмой 5; при этом необходимо сделать пометку по-
ложения оправы призмы. Отвертывают два винта 6, винт 7 и выни-
мают тубус 1 из корпуса 8. С тубуса диафрагмы снимают сектор 9,
128
Зак. 157
затем, слегка отжимая разрезное кольцо 10, крепящее диафрагму,
осторожно вынимают это кольцо и диафрагму, следя за тем, чтобы
не рассыпались лепестки. Отвертывают оправу с линзой И нижнего
освещения (в редких случаях).
При сборке нужно следить за тем, чтобы лепестки при установке
диафрагмы не сбились. Резьбовое отверстие кольца /2, в которое
входит поводковый винт 7, должно находиться у правого края
втулки. Действие диафрагмы на всем расходе должно быть без-
отказным. Не должно ощущаться трение и заедание лепестков. От-
верстие диафрагмы должно представлять собой правильную окруж-
ность. Нарушение этих условий свидетельствует о неправильной
сборке диафрагмы. Проверку действия диафрагмы производят от
руки до окончательной сборки всего узла. Конструкция диафрагмы
показана на фиг. 48,6.
Правильность сборки узла призмы и соединение обоих узлов
при сборке в значительной степени облегчается при наличии поме-
ток, сделанных при разборке. Окончательную проверку тубуса ниж-
него освещения производят после окончания сборки.
Разборка тубуса микроскопа. С тубуса снимают окулярную го-
ловку 21 (фиг. 45), вывертывают объектив 16 и, отвернув четыре
винта, снимают сбоку крышку 44. Отвертывают три винта, скрепляю-
щие оправу с призмой, и осторожно вынимают последнюю из тубу-
са. Разборка остальных деталей затруднений не представляет
и производится редко.
Разборку объектива 3 производят следующим образом: отверты-
вают диафргаму 45, вывертывают кольцо 46, затем, положив объек-
тив на стол отверстием вниз, с небольшим усилием выталкивают
линзы из тубуса объектива палочкой с намотанной на конце ваткой.
При этом усилие должно прикладываться к поверхности первой
линзы по окружности в разных (противоположных) точках. Нужно
стремиться к тому, чтобы все детали вышли из тубуса стопкой, не
рассыпавшись, после чего делают пометку карандашом по всей
длине стопки на образующих линз.
При сборке нужно установить все линзы объектива стопкой по
метке, выравнять их, затем надеть сверху тубус объектива. Если
линзы правильно уложены, сборка не представит затруднений.
Перед сборкой оптические детали должны быть тщательно вы-
чищены и протерты. Металлические детали должны быть промыты
чистым бензином и хорошо просушены.
ШТРИХОВАЯ ОКУЛЯРНАЯ ГОЛОВКА
Штриховая головка (фиг. 49) состоит из окуляра 1, отсчетного
микроскопа 2, соединенного с крышкой 3, и корпуса 4. Внутри голов-
ки находится стальная оправа с зубчатым ободом 5, на котором
смонтированы пластины штриховая и с градусной шкалой.
Штриховая пластина 6 находится в круглой оправе 7, помещен-
ной в юстировочное кольцо 8 со скошенными краями, в которой она
крепится винтом 9. Кольцо 8 закрепляется четырьмя винтами 10,
130
Фиг. 49. Штриховая окулярная головка.
Кольцо 12 с градусной шкалой
чится к оправе с зубчатым ободом
служащими также для юстировки положения штриховой пластины 6
относительно центра ее вращения.
Пластина с градусной шкалой 11 находится на установочном
кольце 12, к которому прижимается и закрепляется тремя лапка-
ми 13, залитыми нитроклеем или шеллаком, и тремя винтами 14.
11 и с опорным диском 15 кре-
5 тремя винтами в.
Боковые винты 16 с ци-
линдрическими головками и
отверстиями в них служат
для юстировки градусного
лимба относительно центра
его вращения.
Стальная оправа с зубча-
тым ободом 5 составляет
одно целое с конической
втулкой 7(, представляющей
собой ось вращения штрихо-
вой и градусной пластин.
Центр окружности гра-
дусной пластины и точка пе-
ресечения штриховой сетки
окуляра находится на опти-
ческой оси микроскопа, ко-
торая совпадает с геометри-
ческой осью вращения сетки
и шкалы.
Коническая втулка К вхо-
дит в коническое отверстие
корпуса 4.
Вращение сетки и шкалы
осуществляется при помощи
головки с накаткой 17, за-
крепленной на оси с зубчатым колесом 18, зацепляющимся с зубча-
тым ободом 5. Ось с колесом проходит через втулку, закрепленную
на корпусе головки 4 тремя винтами 19.
Тубус окуляра 1 ввертывается в крышку и стопорится винтом 20.
Отсчетный микроскоп 2 закреплен на крышке тремя винтами 21,
и положение его зафиксировано двумя контрольными шпильками.
На некоторых инструментальных микроскопах сбоку отсчетного
микроскопа имеется крышка, прикрепленная к корпусу отсчетного
микроскопа четырьмя винтами.. Сняв крышку, можно произвести
некоторые юстировочные операции не разбирая отсчетного микро-
скопа.
Разборка штриховой головки. Отвертывают сверху семь вин-
тов 22 и снимают крышку 3. Слегка поворачивая в обе стороны зуб-
чатый обод 5, осторожно вынимают его со штриховой и градусной
сетками из корпуса 4 головки. Отвернув через отверстие в головке
с накаткой стопорный винт и гайку с оси 18, снимают головку 17,
132
отвертывают три винта 19, снимают втулку и ось с зубчатым коле-
сом 18. Зеркало 23 снимают, отвернув ось 24.
Разборку окуляра производят так же, как трубки оптиметра.
Небольшое отличие в разборке понятно из чертежа.
Разборка отсчетного микроскопа. Отвертывают окуляр 1
(фиг. 50), крепительное кольцо 2, стопорный винт 3 и вынимают
тубус отсчетного микроскопа 4 из корпуса 5, с которого снимают
прокладное кольцо 6. Чтобы разобрать тубус отсчетного микроско-
па 4, отвертывают стопорный винт 7 и объектив 8; минутная шкала
в оправе 10 легко выйдет из тубуса после того, как будет отвернуто
кольцо 9. Однако вынимать шкалу не обязательно, так как чистку
и юстировку можно осуществить не вынимая ее. Отвернув три вин-
та 21 (фиг. 49), снимают корпус отсчетного микроскопа. Разборку
отсчетного микроскопа можно начать, сняв сначала корпус, когда
это требуется.
Перед сборкой штриховой головки все оптические детали под-
вергают тщательной чистке описанным ниже способом. Металличе-
ские детали промывают бензином и насухо протирают чистым поло-
тенцем. Конус К смазывают ланолином.
РЕВОЛЬВЕРНАЯ ГОЛОВКА МИКРОСКОПА
Револьверная головка (фиг. 51) состоит из корпуса 1, к кото-
рому четырьмя винтами крепится крышка 2. Внутри головки имеет-
ся стеклянная профильная пластина 3, помещенная в оправу 4,
к которой она крепится тремя лапками 5. Оправа имеет по окруж-
ности накатку и немного выступает из головки. Вращение пластины
производят, касаясь рукой выступающей части оправы. Оправа
с пластиной посажена на ось, смещенную относительно оптической
оси. Под оправой 4 и на ее торце помещены прокладные шайбы —
нижняя 6 и верхняя 7. В отличие от других головок подобного типа
для юстировки положения профильной пластины 3 относительно оси
ее вращения предусмотрены три винта 8. Пластина с градусной
шкалой 9 находится в оправе 10, заключенной в юстировочное
кольцо 11 со1 скошенными краями. Кольцо 11 закреплено четырьмя
винтами 12. Эти винты также служат для юстировки положения
градусной шкалы 9. Конструкция окуляра аналогична конструкции
окуляра штриховой головки.
Чтобы разобрать револьверную головку, отвертывают четыре
винта 13 сверху и один снизу и снимают крышку 2 с окуляром.
Придерживая пальцами оправу 4 и слегка поворачивая в обе сторо-
ны, вынимают ее кверху вместе с профильной пластиной 3.
^Отвернув окуляр, можно произвести чистку пластины 9 с градус-
ной шкалой с двух сторон не вынимая ее. Разборку окуляра произ-
водят обычным способом.
После чистки деталей головку собирают. Перед сборкой трущие-
ся поверхности оправы 4 и корпуса 1 смазывают ланолином.
Разборка и сборка всех сменных револьверных головок произ-
водится одинаково.
133
ЮСТИРОВКА И РЕМОНТ МИКРОСКОПА. СТОЛ МИКРОСКОПА
Устранение непрямолинейности хода продольных и поперечных
салазок. На столе микроскопа устанавливают лекальный угольник
и закрепляют его мастикой или струбциной. Угольник выравнивают
так, чтобы ребро его было направлено параллельно ходу продоль-
Фиг. 52. Проверка и юстировка салазок микроскопа.
ных или поперечных салазок. Крест нитей штриховой сетки совме-
щают с изображением ребра линейки (фиг. 52,а).
Перемещая стол на длину 75 мм в продольном и на 25 мм в по-
перечном направлении, наблюдают в окуляр за положением ребра
линейки относительно креста нитей окулярной сетки. Заметное на
глаз смещение ребра линейки относительно креста не допу-
скается.
135
Отклонение от прямолинейности хода продольных салазок на
длине 75 мм и поперечных салазок на длине 25 мм не должно пре-
вышать 0,003 мм.
Одновременно проверяют параллельность рабочей поверхности
стола и предметного стекла плоскости движения. Проверку произ-
водят микромером, зажатым в стойку, установленную на плите ря-
дом с микроскопом. Наконечник микромера приводят в контакт
с поверхностью стола (или стекла) и, перемещая стол, производят
отсчет по шкале микромера в крайних положениях стола. Допусти-
мые отклонения от параллельности: для плоскости стола 0,02 мм на
всей длине перемещения стола и 0,04 мм на диаметре предметного
стекла.
Причиной возникновения непрямолинейности хода салазок
в основном является неравномерный износ направляющих в местах
контакта их с шариками, зазор между салазками и направляющи-
ми, а также износ шариков.
Не сбивая установки угольника, определяют зазор. Для этого,
наблюдая в окуляр за положением ребра линейки, покачивают
с небольшим усилием нижнюю часть стола вокруг оси. В случае,
если имеется зазор, ребро линейки будет отходить от креста нитей
штриховой сетки, не возвращаясь в исходное положение. Наличие
зазора не допускается.
Для устранения небольшой непрямолинейности хода салазок
(порядка 0,005—0,010 мм ) иногда оказывается достаточным унич-
тожение зазора между направляющими. Немного отвернув снизу
винты 1 (фиг. 52,6), крепящие направляющие к станине, отверткой
через отверстие в станине 2 регулируют винтами 3 и добиваются
полного устранения зазора. Надежно закрепив направляющую 4
винтами, проверяют прямолинейность хода продольных салазок.
Юстировку поперечных салазок производят таким же способом при
помощи юстировочных винтов, находящихся с правой стороны
стола.
Если зазор между салазками и направляющими настолько велик,
что не может быть устранен за счет смещения винтов в отверстиях,
необходимо поставить шарики несколько большего диаметра или
увеличить диаметры отверстий d распиловкой их. Необходимые
размеры шариков определяются по месту.
Обычно диаметр шариков, устанавливаемых между направляю-
щими, равен 8 мм.
Возникновение непрямолинейности хода салазок в связи с из-
носом шариков требует полной замены последних.
Проверку шариков производят на вертикальном оптиметре.
Разность диаметров шариков и погрешности их формы не должны
превышать 0,5 мк.
При наличии на рабочей поверхности направляющих следов
износа, вмятин, коррозии и других пороков, вызывающих непрямо-
линейность хода салазок, целесообразно сначала устранить об-
наруженные дефекты, а затем уже устранить зазор между салазка-
ми и направляющими.
136
Разобрав стол, исследуют поверхность направляющих при помо-
щи лупы 10—20 х.
Перемещение салазок происходит по призматическим направля-
ющим, наиболее удобным при изготовлении и ремонте; их недостат-
ком является сравнительно быстрый износ.
Следы износа, забоины, вмятины и другие пороки направляющих
устраняются при помощи призматического чугунного притира
с углом 90°. Длина притира должна превышать длину направляю-
щей не менее чем на 50—60 мм. Притир должен быть хорошо про-
шлифован. Непрямолинейноегь рабочих поверхностей притира не
должна превышать 0,002 мм. Угол 90° должен быть выдержан
с точностью до 4'. Выбор абразивного материала зависит от харак-
тера пороков на поверхности направляющих. Для устранения неболь-
шого износа достаточно применить пасту ГОИ, слегка смоченную
керосином, сначала 10 мк — ддя. предварительной и затем 4 мк —
для окончательной притирки.
При наличии глубоких следов износа притирку производят
пастой ГОИ, слегка смоченной керосином, последовательно 30, 10
и 4 мк.
Если устранить дефекты притиркой невозможно, необходимо
прошлифовать направляющие профилированным кругом на плоско-
шлифовальном станке, затем довести чугунным притиром.
Как уже указывалось выше, недостатком призматических на-
правляющих является сравнительно быстрый износ их. Износ на-
правляющих можно предупреждать предварительной притиркой их
цилиндрическим чугунным стержнем-притиром, диаметр которого
равен диаметру шариков. В результате этого на направляющих
образуется беговая дорожка для шариков.
Притир должен быть хорошо прошлифован. Конусность и оваль-
ность стержня не должны превышать 0,002 мм.
После шлифования и доводки направляющих нужно проверить
взаимную параллельность канавок у двусторонних направляющих
и параллельность канавки базовой поверхности у односторонней
направляющей. Проверку производят либо на горизонтальном опти-
метре (фиг. 53,а) с установленными на трубке оптиметра и пиноли
наконечниками, на концах которых припаяны шарики диаметром
8 мм, либо на вертикальном оптиметре (фиг. 53,6), либо на плите
с подкладкой для шариков.
Взаимная непараллельность призматических канавок, а также
непараллельность канавки базовой поверхности направляющей не
должна превышать 0,01 мм на 100 мм длины. При установке на-
правляющих на прибор пользуются приспособлением, изображен-
ным на фиг. 54. Контактами служат шарики диаметром 8 мм, а от-
счетным устройством — микромер с ценой делений 0,001' мм. После
сборки стола перемещение его должно быть по всей длине плавным,
без заеданий и качки.
Непараллельность поверхности стола и предметного стекла
устраняется при помощи подкладок, помещаемых под направляю-
щие и предметное стекло, а также шлифованием поверхности стола.
137
Устранение неперпендикулярности направлений движения про-
дольных и поперечных салазок. Проверка производится по образцо-
вому лекальному угольнику, установленному на столе прибора
(фиг. 55) и выравненному параллельно продольному ходу стола
(см. фиг. 52). Ребро угольника совмещают со штриховой линией
окулярной сетки. Перемещая стол в поперечном направлении на
25 мм, наблюдают в окуляр положение контура ребра линейки от-
носительно поперечной штриховой линии. При правильном переме-
щении стола контур ребра линейки не будет отклоняться от штриха
сетки.
При заметном отклонении (фиг. 52,в) производят отсчеты:
по поперечному микровинту — величины перемещения стола L, по
продольному — величины смещения b контура ребра линейки.
Угловая величина Р отклонения от перпендикулярности ходов
продольных и поперечных салазок определяется по формуле
Обычно проверку перпендикулярности ходов продольных и по-
перечных салазок производят одновременно с проверкой их прямо-
линейности.
Отклонение от перпендикулярности ходов салазок не должно
превышать Г (0,007 мм на длине 25 мм и 0,02 мм на длине 75 мм).
Практически можно добиться того, чтобы взаимная неперпен-
дикулярность ходов салазок не превышала 0,003 мм на 25 мм
длины.
Неперпендикулярность ходов салазок возникает в связи с на-
рушением положения направляющих планок поперечных салазок
относительно направляющих продольных салазок.
Устранение неперпендикулярности производится следующим
образом. Разбирают поперечные салазки так, чтобы снять только
верхнюю плигу, после чего поперечные салазки устанавливают на
место. Таким путем можно, наблюдая в окуляр штриховой головки,
регулировать направляющие поперечных салазок.
Угольник К (фиг. 55) устанавливают на поперечных салазках
таким образом, чтобы в поле зрения были видны оба его ребра,
образующие прямой угол.
Сбоку угольник закрепляют мастикой и выравнивают, как при
проверке перпендикулярности ходов салазок. Затем определяют
величину неперпендикулярности в линейной мере и направление, по
которому отходит ребро угольника от поперечной штриховой линии
окулярной сетки (см. фиг. 52,в).
Для устранения неперпендикулярности ходов салазок немного
отвертывают с двух сторон по три винта 1 (фиг. 55), закрепляющие
направляющие 2 на поперечных салазках, затем, действуя винтами 3
и наблюдая в окуляр за положением ребра угольника, устанавлива-
ют направляющие поперечных салазок перпендикулярно ходу про-
138
Фиг. 53._Проверка направляющих салазок.
Фиг. 54. Приспособление для проверки положения направляющих при
сборке.
Фиг. 55. Юстировка салазок.
139
дольных салазок. Направляющие перемещают в сторону, противо-
положную направлению, по которому ребро угольника отходит от
поперечной штриховой линии окулярной сетки.
После регулирования направляющих последние надежно закреп-
ляют винтами. Собрав окончательно стол, снова проверяют взаим-
ную перпендикулярность ходов продольных и поперечных сала-
зок.
Юстировка приспособления для работы с концевыми мерами
(плитками). При измерениях деталей длиной более 25 мм, а также
для исключения влияния погрешностей шага микровинта на резуль-
тат измерения применяют концевые меры, которые устанавливают
на предусмотренную для этого площадку.
Погрешность измерений при работе с плитками возникает вслед-
ствие износа рабочих поверхностей упорной планки 4 (фиг. 55)
и штифта 5, а также вследствие перекоса упорной планки по отно-
шению к оси перемещения продольных салазок.
При износе планки 4 штифт 5 упирается своей сферической по-
верхностью в неровную поверхность планки. Установленная между
планкой и штифтом плитка будет перекрывать неровности планки;
между планкой и плиткой образуется зазор, величина которого
войдет в погрешность измерения.
Если упорная планка перекошена на угол |3 (фиг. 56,а), то при
измерениях сравнением измеряемой детали с плиткой возникнет
погрешность
AL = L (——
\ СОЗ Р
Z£2
2
1
Погрешность зависит от размера устанавливаемой плитки и от
угла ее наклона по отношению к оси перемещения продольных
салазок.
Так, например, при угле наклона р = 1° и длине плитки L =
=-50 мм погрешность АЛ составляет ~ 0,007 мм.
В первую очередь необходимо точно установить причину возник-
новения дефекта. Для этого исследуют состояние рабочей поверх-
ности упорной планки и штифта, а затем проверяют положение*
упорной планки.
Состояние рабочей поверхности планки и штифта определяют
при помощи лупы увеличением 10х — 20х; затем проверяют прямо-
линейность рабочей поверхности планки лекальной линейкой на
просвет.
Проверку точности показаний при работе с плитками произво-
дят по аттестованной штриховой мере.
Для выявления погрешностей измерений, связанных с износом
планки и штифта на столе микроскопа, устанавливают шкалу /
(фиг. 56,6) и выравнивают ее так, чтобы длинный штрих шкалы
был направлен параллельно ходу продольных салазок. Крест нитей
окулярной головки совмещают со штрихом шкалы и производят
НО
отсчет по барабану микроузла продольных салазок. Отодвинув
стол, устанавливают плитку 2 размером 50 мм, визируют соответ-
ствующую риску по штриховой пластине и делают второй отсчет по
барабану микроузла.
Разница между действительным размером плитки и измеренным
отрезком шкалы не должна превышать ±0,002 мм на длине 50 мм
и 0,003 мм на длине 75 мм.
Для выявления погрешности измерения, связанной с перекосом
планки, между планкой и штифтом устанавливают плитку размером
50 мм и визируют сначала первый штрих шкалы, затем штрих, рас-
положенный от первого штриха на расстоянии 50 мм. При визиро-
вании штрихов отсчитывают показания по барабану микро-
винта.
Фиг. 56. Проверка точности приспособления для плиток.
Разница между размерами плитки и измеренным отрезком шка-
лы не должна превышать указанной выше величины.
Для исключения погрешностей измерений от неровности рабочей
поверхности упорной планки и мертвого хода микровинта рекомен-
дуется использовать в качестве прокладки между планкой и штиф-
том плитку размером 2—3 мм, которую при последующей установке
плитки длиной 50 мм нужно притирать к последней.
Микрометрический винт при перемещении стола нужно вращать
в одну сторону, чтобы исключить влияние мертвого хода микро-
пары.
Небольшой износ упорной планки (фиг. 57,а) устраняют довод-
кой ее рабочей поверхности. Доводку производят на чугунных пли-
тах-притирах электрокорундовым абразивным порошком М7
(240') — предварительно и М5 (480') — окончательно. Если на по-
верхности планки имеются глубокие вмятины, забоины и другие
пороки, которые нельзя устранить доводкой, планку нужно предва-
рительно прошлифовать и затем уже довести.
В процессе шлифования и доводки нужно следить за тем, чтобы
не нарушить перпендикулярность граней планки.
Проверку производят по угольнику. Просвет между гранями
планки и угольника не допускается.
141
Рабочую поверхность штифта 5 (фиг. 55) исправляют доводкой
его сферы. При наличии грубых пороков (забоин, вмятин и др.)
сферу шлифуют и затем доводят. Шлифование производят на на-
стольном токарно-часовом станке в цанговом патроне деревянным
притиром вручную, пастой ГОИ 40—30 мк. Доводку производят
таким же притиром пастой ГОИ 10 мк — предварительно и 4 мк —
окончательно. В процессе шлифования и доводки производят кача-
тельные движения притира в разные стороны.
Фиг. 57. Юстировка упорной планки.
Небольшой перекос планки, приводящий к сшибке измерений
0,004—0,007 мм, соответствующий углу наклона концевой меры
длиной 50 мм около 40—60', можно1 устранить поворотом планки 4,
используя зазор между винтами, крепящими планку к станине, и
планкой. Для этого ослабляют винты, затем небольшим усилием
планку слегка поворачивают и надежно завертывают винты. Не-
большой поворот планки (примерно на угол 20') дает изменение
показаний на величину около 0,005 мм на длине 50 мм.
После установки планки снова проверяют точность работы
с плитками. Если погрешность увеличится, необходимо повторить
операцию, повернув планку в противоположную сторону.
При наличии износа планки, вызывающего погрешность более
0,007 мм, нужно упор довести. После доводки рабочие вершины
упора К (фиг. 57,6), контактирующие с концевой мерой, должны
лежать на одной прямой CD.
Перпендикулярность линии CD относительно оси упоров АВ,
а также опорных площадок К относительно базовой поверхности
планки и площадки, на которой устанавливаются плитки, должна
быть выдержана в пределах 206
Часто проверка погрешности показаний при работе с плитками
по образцовой шкале, установленной непосредственно на столе
микроскопа, недостаточна, так как не выявляет влияния дефектов
142
направляющих. Эти дефекты сказываются при измерениях детали,
зажатой в центры, например, при проверке шага резьбы по плиткам.
Ввиду этого проверку следует производить по шкале, установленной
на две плитки одинакового размера, равного приблизительно высоте
оси центров (~60 мм).
Основной причиной возникновения погрешности показаний при
работе с центрами является наличие износа направляющих, зазора
между ними, некачественные шлифование и доводка направляющих,
взаимная непараллельность направляющих, наличие незначительных
неровностей (точек, впадин, выпуклости и т. п.) на их поверхностях,
приводящее к погрешностям показаний на отдельных участках,
непараллельность поверхности стола плоскости движения.
Дефекты направляющих при работе в центрах будут влиять на
точность измерений с помощью микропар, вследствие чего проверку
микропары следует производить при таких же условиях.
Дефекты направляющих устраняют тщательной притиркой их
рабочих поверхностей. Непараллельность рабочих поверхностей, на-
правляющих не должна превышать 0,01 мм, а непрямолинейность
0,005 мм.
Направляющие должны быть параллельны базовой поверхности
приспособления для измерений по плиткам и осям микровинтов;
отклонение от этих требований не должно превышать 0,005 мм;
на 100 мм.
Юстировка микрометрических узлов микроскопа. Точность по-
казаний микропар проверяют по образцовой шкале 1 (фиг. 56,6),
установленной сначала непосредственно на столе прибора, а затем
на две одинаковые плитки размером ~ 60 мм. Шкалу выравнивают
параллельно ходу салазок по длинной риске, нанесенной в направ-
лении оси шкалы.
Перемещая стол на длине 25 мм, совмещают последовательно'
риски шкалы с окулярной сеткой с интервалами 1 мм, а на длине
1 мм — через 0,1 мм и отсчитывают показания по шкалам микропар.
При проверке погрешности шага микровинтов учитывают погрешно-
сти образцовой шкалы по аттестату.
Для исключения влияния мертвого хода в микропаре на резуль-
таты проверки следует вращать микровинт в одну сторону.
Погрешности микропар не должны превышать ±0,003 мм на
любой длине микровинта.
Проверку мертвого хода микропар производят совмещением
штрихов образцовой шкалы и окулярной сетки. Винт сначала вра-
щают в одну сторону и производят отсчет по шкале барабана, за-
тем вращают в другую сторону и производят второй отсчет. Раз-
ность отсчетов не должна превышать 0,002 мм. Проверку произво-
дят в нескольких точках, расположенных равномерно" по длине
микровинта.
„Осевой зазор в микропаре обычно устраняют регулированием
гайкой 3 (фиг. 58). Погрешности микропар возникают вследствие*
износа микровинта, износа пятки салазок и шарика микровинта.
143
непараллельное™ оси микровинта плоскости перемещения салазок,
дефектов направляющих, сказывающихся на точности измерения
деталей, устанавливаемых в центрах.
Если микроузел долго используется для измерений одного и того
же размера изделия, как это бывает в серийном производстве, то
у него изнашивается небольшой участок резьбы винта. Чтобы из-
бежать местного износа микровинта, следует пользоваться микро-
узлами для измерений различных размеров и на различных участках.
Местный износ микровинта 1 характеризуется неплавным перемеще-
нием и погрешностью показаний его.
Фиг. 58. Микрометрический узел микроскопа.
При износе резьбы микровинта 1 его часто удается исправить
взаимной притиркой с микрогильзой 2.
Перед притиркой микровинт и микрогильзу тщательно промыва-
ют в бензине и протирают щеточкой. На микровинт наносят тонкий
слой пасты ГОИ 4 мк, после чего микровинт ввертывают и выверты-
вают в микрогильзе. В процессе притирки гайку 3 слегка заверты-
вают в местах износа до получения плавного хода винта по всей
длине.
После притирки микровинт и микрогильзу тщательно промыва-
ют в бензине, смазывают слегка часовым маслом, собирают, затем
регулируют ход микровинта гайкой 3 до полного устранения осевого
зазора (мертвого хода).
При очень большом износе микровинта, когда погрешность мик-
ропары превышает 0,01 мм, микровинт рекомендуется заменить но-
вым. Диаметр микровинта 10 мм; шаг 1 мм; допуск на шаг и на всю
длину резьбы ±0,002 мм; допуск на половину угла профиля резьбы
±30'; материал — сталь У12, У13; микровинт изготовляют из стали
марок У10 или У12.
Резьбу микрогильзы 2 необходимо прокалибровать специальным
метчиком (фиг. 59) с направляющим хвостом; канавки выполнить по
левой спирали с углом 8°.
Для лучшей пригонки резьбы микрогильзы к резьбе микровинта
следует иметь два-три метчика, с разницей по среднему диаметру
0,01 мм.
144
После калибровки микрогильзы нужно ввернуть микровинт и от-
регулировать ход его гайкой 3 (фиг. 58), затем несколько раз ввер-
нуть и вывернуть на всю его длину.
Шарик 6 должен быть запрессован в микровинт строго по его оси.
Микрогильзу 2 иногда изготовляют с хвостовиком /С, представ-
ляющим собой отдельную часть, либо в микрогильзу 2 запрессовы-
вают кольцо 4, в которое, в свою очередь, запрессована ограничи-
тельная шпилька 5. Такая конструкция удобна при ремонте, когда
необходимо сменить шпильку 5 в случае поломки ее.
Фиг. 59. Метчики для микрометрической гайки.
Погрешность микропары часто возникает вследствие износа
упорной пятки 10 (фиг. 55) салазок, в которую упирается микро-
винт, и износа шарика 6 (фиг. 58). Упорная пятка представляет
собой цилиндр диаметром 4 мм, запрессованный в салазки.
Если шарик смещен с оси микровинта, возникнет погрешность
измерения при повороте микровинта на долю оборота.
Погрешности в данном случае устраняют исправлением пятки са-
лазок.
Небольшой износ пятки устраняют притиркой пастой ГОИ
10 мк — предварительно и 4 мк — окончательно чугунным прити-
ром-бруском размерами 5X5X150 мм. При большом износе пятки
нужно предварительно притереть ее чугунным притиром пастой ГОИ
20 мк.
В процессе притирки пятки необходимо выдержать перпендику-
лярность рабочей поверхности ее относительно оси направляющих
салазок, для чего рекомендуется пользоваться приспособлением
(кондуктором), состоящим из корпуса, к которому привернута хо-
рошо закаленная, прошлифованная и доведенная планка. К приопо-
ю Зак. 157 145
соблению сбоку привернут стержень длиной 60 мм и диаметром
8 мм, по которому устанавливают призматическую направляющую
планки. Приспособление устанавливают в одной плоскости с пяткой
по лекальной линейке без просвета и зажимают винтом. Предвари-
тельно с доводимых салазок отвертывают два винта и снимают вил-
ку 11 (фиг. 55).
Если пятка имеет глубокие вмятины, забоины и коррозию и вы-
сота ее незначительна, то рекомендуется пятку выпрессовывать
через предусмотренное для этого с противоположной стороны отвер-
стие в салазках, изготовить новую пятку, прошлифовать, довести ее
плоскость и запрессовать. Если опорный шарик микровинта изношен,
нужно его выпрессовать и запрессовать другой стороной или заме-
нить новым.
Фиг. 60. Проверка положения кронштейна
микроузла.
При разборке и сборке стола желательно не нарушать поло-
жения кронштейна, в котором крепится микроузел. Микроузел вы-
нимается из колодки после ослабления двух винтов 6 (фиг. 55) со
стороны разреза, имеющегося в кронштейне. Другие два винта кре-
пят кронштейн к салазкам. Неправильное положение кронштейна
вызывает погрешности показаний микропары вследствие перекоса
последней. При перемещении микровинта на длину L и перекосе
микроузла на угол р величина перемещения стола составит
Li = Lcos Р (где L — действительная величина перемещения стола).
В случае затруднений с точной установкой кронштейна рекомен-
дуется производить ее при помощи поверочного валика, прилагае-
мого к микроскопу. Если валик не подойдет к кронштейну, необхо-
димо для этой цели изготовить другой валик соответствующего диа-
метра и длиной 125 мм.
Микроскоп устанавливают на плите (фиг. 60), валик 1 зажима-
ют в кронштейне вместо микроузла; микромер 2 с ценой деления
0,001 мм, зажатый в штатив, приводят в контакт с валиком и опре-
деляют первое показание по шкале. Переместив стол с валиком на
146
максимальную длину, определяют второе показание по шкале ми-
кромера; разность отсчетов не должна превышать 0,01 на 100
длины. Проверку производят в двух плоскостях — вертикальной и
горизонтальной.
Перекос кронштейна в горизонтальной плоскости устраняют за
счет использования зазора между винтами, крепящими колодку, и
отверстиями в последней. При этом колодке сообщают наклон и за-
крепляют ее в требуемом положении винтами. При перекосе крон-
штейна в вертикальной плоскости нужно поместить фольговые про-,
кладки с передней или задней стороны кронштейна и закрепить его
затем винтами.
Иногда устранение погрешностей микропары может быть достиг^
нуто небольшим искусственно создаваемым перекосом оси микро-
узла. Этим способом можно воспользоваться в случаях, когда при
перемещении микровинта равномерно* нарастает погрешность с по-
ложительным знаком.
После того как положение кронштейна отрегулировано, послед-
ний закрепляют, затем устанавливают и закрепляют микроузел, со-
бирают стол и проверяют точность показаний микропары.
При наличии погрешностей показаний4 микропары, выявленных
по образцовой шкале, установленной в плоскости оси центров, сле-
дует устранить дефекты направляющих салазок (в основном непря-
молинейность хода).
При попадании грязи в микропару или смятии первой нитки
резьбы может получиться задир резьбы. Для устранения этого де-
фекта резьбу винта прорезают на 0,02—0,03 мм. При этом винт за-
жимают за гладкую часть в точном цанговом патроне, биение кото-
рого не должно превышать 0,003—0,005 мм, или закрепляют винт в
цанговом приспособлении, имеющем центровое отверстие. С этим
приспособлением можно вести прорезку микровинта в центрах
станка. После прорезки винт тщательно зачищают, промывают, сма-
зывают, ввертывают в микрогильзу и регулируют гайкой 3
(фиг. 58). Для равномерного распределения слоя смазки по всей
длине резьбы нужно винт несколько раз ввернуть и вывернуть из
микрогильзы.
Перемещение микровинта должно быть плавным по всей длине.
Перед установкой микроузла на место нужно проверить расход
его. Для этого микровинт ввертывают и вывертывают до конца, сле-
дя за положением скошенного края стебля 7 относительно штрихов
шкалы масштабной гильзы в крайних положениях микровинта. Дли-
на перемещения винта должна превышать пределы рабочего хода
его (25 мм) на 0,5 мм в каждую сторону.
Ограничение величины перемещения микровинта при его вывер-
тывании регулируется кольцом 8. Для этого отвертывают три сто-
порных винта 9 и перемещают кольцо 8 вдоль оси микровинта на
необходимую величину. После этого кольцо закрепляют стопорными
винтами и снова проверяют величину перемещения микровинта.
Установив микроузел на место, проверяют совпадение нулевой
риски барабана 10 микроузла и скошенного края стебля 7 с риской
1и* 147
масштабной гильзы. Для этого совмещают скошенный край стеб-
ля 7 с любой риской масштабной гильзы и проверяют положение ну-
левой риски барабана 10 относительно неподвижного штриха (ука-
зателя) на кольце 13 (фиг. 55). Если имеет место несовпадение ну-
левой риски барабана с указателем при совпадении края стебля с
риской масштабной гильзы, нужно отвернуть с торца кольцо, крепя-
щее барабан 10 на микровинте 1 (фиг. 58), повернуть барабан до
совпадения нулевой риски его с неподвижным штрихом и затем
снова закрепить барабан кольцом, следя за тем, чтобы стебель не
переместился по масштабной гильзе.
Устранение других дефектов стола. При вывертывании микровин-
та барабан 12 (фиг. 55) не должен отходить от кольца 13 с указа-
телем; между ними должен сохраниться постоянный зазор, равный
0,1— 0,15 мм.
Если барабан отходит от кольца не в крайнем положении микро-
винта, причиной этого является загрязнение направляющих салазок
и шариков или плохо отрегулированные направляющие планки са-
лазок, из-за чего получается слишком тугой ход салазок, трение ко-
торых пружины не в состоянии преодолеть. Наличие этого дефекта
также будет влиять на плавность хода стола.
В первую очередь следует промыть бензином и смазать часовым
маслом направляющие и шарики. Если при этом .дефект не будет
устранен, нужно отрегулировать положение направляющих, следя
за тем, чтобы не появился зазор салазок между направляющими
планками.
Иногда причиной указанного дефекта является недостаточное
усилие пружин. В этом случае нужно их слегка укоротить или за-
менить новыми.
Отставание кольца 13 с указателем от барабана в крайнем (вы-
вернутом) положении микровинта происходит в связи с неправиль-
ным положением сепараторов между направляющими, из-за чего в
крайних положениях стола сепараторы упираются в ограничительные
планки и стол не может перемещаться по всей длине. Если сепара-
тор будет упираться в ограничительную планку со стороны микро-
узла, то не будет полного перемещения стола и барабан будет отхо-
дить от кольца 13 при вывертывании микровинта. Если сепараторы
будут упираться в планку с противоположной стороны, стол не бу-
дет доходить до упорной планки при ввертывании микровинта, а
также при свободном возвращении стола.
Указанный дефект легко устраняется без разборки стола. Для
этого требуется отвернуть ограничительные планки и Деревянной
палочкой переместить сепараторы в нужном направлении, чтобы они
встали на равном расстоянии от краев стола. Проверку положения
сепараторов производят перемещение^^ стола, в крайних положениях
которого они не должны выходить из направляющих. После регу-
лирования сепараторов нужно установить планки на места, закре-
пить их винтами и снова проверить длину перемещения стола и от-
сутствие зазора между барабаном и кольцом. Неправильное поло-
жение сепараторов можно также определить по звуку: в крайние по-
148
ложения стол будет доходить с глухим звуком в случае, есЛЙ сепа-
раторы упираются в ограничительные планки.
Отход барабана от кольца в крайнем правом положении микро-
винта может быть вызван также слишком большой длиной переме-
щения микровинта. Это легко установить, определив по шкале бара-
бана величину перемещения винта после того, как пройдена крайняя
риска масштабной гильзы.
Вращение микровинта должно происходить без шума. Шум воз-
никает вследствие трения барабана 12 (фиг. 55) о кольцо 13 при
неправильном положении этого кольца.
Этот дефект устраняют регулированием стоек 14, поддерживаю-
щих кольцо с указателем. Сняв барабан с микровинта, отвертывают
два винта и снимают кольцо 13, затем, пользуясь шпилькой, встав-
ленной в отверстие стоек 14, устанавливают последние на одина-
ковую высоту. Высота их может быть проверена нутромером штан-
генциркуля. После регулирования стоек устанавливают на них коль-
цо 13 и закрепляют его винтами.
Время свободного возвращения стола в продольном направлении
обычно составляет 3—5 сек. Это время зависит от наладки аморти-
затора (фиг. 46), а также от количества и качества жидкости, нахо-
дящейся в нем. Регулирование амортизатора производят винтом 6
или изменением количества и вязкости масла. Обычно применяют
трансформаторное масло марки Т, к которому иногда полезно до-
бавить немного вазелина для большей вязкости.
Поворот стола вокруг вертикальной оси должен осуществляться
плавно. Слишком тугой ход стола свидетельствует о загустений смаз-
ки или о загрязнении трущихся поверхностей поворотной части сто-
ла. Слишком слабый ход возникает вследствие недостатка смазки
или недостаточного зажима кольца 30 (фиг. 45), служащего осью
вращения верхней плиты 31.
В обоих случаях требуется промывка, чистка и смазка трущихся
поверхностей. Смазку производят ланолином или смесью воска, с
вазелином.
Надлежащее крепление верхней плиты кольцом 30 должно обес-
печивать плавное вращение стола без зазора.
На рабочей поверхности стола не должно быть коррозии, неза-
-глаженных царапин, забоин и других пороков. Наличие указанных
пороков требует притирки поверхности верхней плиты 3 стола на
чугунной плите или ее шлифования.
УСТРАНЕНИЕ ДЕФЕКТОВ БАБОК С ЦЕНТРАМИ
Общий вид бабки с центрами показан на фиг. 61 ,а. Для устрани
ния несовпадения осей центров на стол микроскопа устанавливают
'бабку с центрами и закрепляют ее. В центры устанавливают пове-
рочный валик, по которому ось центров выравнивается параллельно
ходу продольных салазок. Затем валик снимают, центры сдвигают
(фиг. 61,6), нити окулярной сетки, образующие угол 60°, совмещают
со сторонами угла конуса одного из центров и производят первый от-
149
счет по поперечному микровинту. Затем нити окулярной сетки совме-
щают с образующими второго центра и производят второй отсчет по
микровинту. Разность отсчетов а не должна превышать 0,01 мм.
Проверку производят при расстояниях между центрами прибли-
зительно 20 и 150 мм. Одновременно проверяют прямолинейность
Фиг. 61. Бабка с центрами и проверка центров.
образующих центров и их острия. Непрямолинейность образующих
центров не должна превышать 0,01 мм. Острие центра не должно
быть забитым. Притупление острия не должно превышать
0,1—0,15 мм.
Несовпадение осей центров возникает вследствие износа центров
и направляющих бабок, а также из-за повреждения острия центров.
При интенсивной эксплуатации прибора и плохом уходе за ним износ
центров по наружной поверхности и нарушение прямолинейности
150
образующих наступает быстро. Вследствие того, что правый цснгр
чаще перемещается по бабке, износ правой направляющей бабки
и наружной поверхности этого центра происходит быстрее.
Пороки на образующих и остриях центров устраняют шлифова-
нием последних на круглошлифовальном станке. Центр зажимают
в цангу, биение которой не должно быть более 0,001—0,0015 мм.
Шлифование можно также производить в центрах, один из которых
полуоткрытый, внутренний. После шлифования образующих острие
наружного центра должно быть притуплено на величину не более
0,1 мм.
Исправление непрямолинейности и несовпадения осей направ-
ляющих бабки для центров производят круглым чугунным притиром
диаметром 25~0,05 мм и длиной 300—350 мм. Конусность и оваль-
ность притира не должны превышать 0,01 мм. Абразивом служит
электрокорундовый абразивный порошок М14 (60') для предвари-
тельной и М.10 (120х) для окончательной притирки. Притиром произ-
водят возвратно-поступательные движения и небольшой поворот
после каждого движения вдоль центров.
После притирки бабку с центрами устанавливают на микроскоп
и проверяют совпадение осей центров.
Устранение непараллельности осей центров плоскости движения
продольных салазок. Вследствие неравномерного износа центров и
направляющих бабок возникает непараллельность осей центров плос-
кости движения продольных салазок. Проверку производят следую-
щим образом. Бабку с центрами устанавливают на столе микроско-
па. В центры устанавливают поверочный валик (фиг. 61,в); индика-
тор укрепляют в приспособлении, завернутом в тубус микроскопа
взамен объектива. Наконечник индикатора приводят в контакт с
одним из концов валика и, перемещая стол, подводят под него вто-
рой конец валика. Разность показаний индикатора не должна пре-
вышать 0,03 мм на длине 100 мм.
Чтобы определить причину возникновения дефекта, рекомендует-
ся бабку с центрами и зажатым в них валиком установить на пове-
рочную параллельную плиту размерами 100 X 200 мм, на которой
помещают бабку. Плиту с закрепленной на ней бабкой устанавли-
вают на чугунную поверочную плиту и проверяют параллельность
оси центров опорной поверхности бабки. Проверку производят инди-
катором часового типа с ценой деления 0,01 мм, укрепленным в уни-
версальном штативе. Если непараллельность оси центров опорной
плоскости бабки превышает 0,020 мм, необходимо проверить диа-
метр цилиндрической части центров. Проверку производят рычаж-
ным микрометром. Диаметр центров должен быть равен 26-0’01.юи.
При выходе размера за пределы допуска нужно перешлифовать оба
Центра, сняв с них небольшой слой металла. Разность диаметров
Центров не должна превышать 0,01 мм.
При очень большом износе и пороках, требующих съема боль-
шого слоя металла (выше 0,1 мм), рекомендуется центры заменить
новыми. Основные исполнительные размены центров приведены на
фиг. 61,г.
151
Параллельность направляющих бабки к опорной поверхности по-
следней рекомендуется проверять по валику, диаметр которого ра-
вен диаметру центров (26 -°'01мм), и индикатору с ценой деления
0,01 мм. Бабки устанавливают на плиту размером 100X200 мм;
вместо центров на направляющие бабки 1 (фиг. 62) укладывают ва-
лик 2; затем индикатор со штативом приводят в контакт с образую-
щей валика на противоположных концах его; разность показаний
индикатора не должна превышать 0,02 мм на 100 мм длины.
Если непараллельность превышает указанную величину, тре-
буется притирка направляющих цилиндрическим притиром описан-
ным выше способом.
Фиг. 62. Проверка направляющих бабки.
Устранение несовпадения осей центров с осью поворота колонки.
Для получения резкого изображения профиля измеряемой резьбы
тубус микроскопа наклоняют на угол, равный углу подъема резьбы.
Ось центров и ось поворота колонки должны находиться в одной
плоскости. Несоблюдение этого условия может вызвать дополни-
тельную погрешность при измерениях с наклонным положением ко-
лонки микроскопа.
Проверку производят по установленному в центрах поверочному
валику с крестом, который находится в плоскости центров.
В поверочных валиках последних конструкций, прилагаемых к
микроскопу, крест отсутствует. Вместо креста по оси валика укреп-
лен стержень с острым концом или лезвие. При отсутствии повероч-
ного валика можно воспользоваться острием одного из центров, если
последний в хорошем состоянии.
Крест валика (или заменяющую его поверхность) резко фокуси-
руют при нулевом положении колонки. Изображение центра креста
или острие стержня валика совмещают при помощи микровинтов с
точкой пересечения нитей окулярной сетки. Винтами 1 (фиг. 63,а)
наклоняют стойку в правую и левую сторону на 10° от нулевого
положения, наблюдая в окуляр за положением точки пересечения
креста валика относительно центра креста нитей.
Если ось центров ООi и ось поворота колонки АВ лежат в одной
плоскости, центр креста валика не будет смещаться относительно
центра С креста нитей окулярной сетки. Смещение этих точек
152
относительно друг друга (точки fg на фиг. 63,6) свидетельствует
о несовпадении оси центров ОО\ с осью поворота колонки- АВ
(фиг. 63,а, в).
При наклоне колонки в ту или другую сторону на 10° от нулево-
го положения изображение креста не должно смещаться относитель-
но первоначального положения более чем на двойную ширину риски
пунктирной нити окулярной сетки. Это соответствует смещению оси
центров относительно оси поворота колонки на ±0,02 мм.
По направлению перемещения изображения креста валика можно
судить о взаимном расположении осей АВ и ООЬ
Когда ось наклона колонки АВ проходит выше линии центров OOi,
изображение креста валика смещается в направлении наклона ко-
Фиг. 63. Проверка совпадения осел центров с осью поворота колонки.
лонки. При наклоне в противоположную сторону изображение крес-
та валика смещается в направлении, обратном движению колонки.
Чаще всего линия центров ООХ располагается ниже оси АВ.
Обратное явление наблюдается при применений центров от другого
микроскопа. Обычно бабка с центрами имеет номер, одинаковый с
номером прибора, и изготовлена по месту; применение бабки, при-
ложенной к другому микроскопу, неизбежно вызовет появление опи-
санного дефекта.
В основном нарушение совпадения линии центров с осью поворо-
та колонки возникает вследствие износа опорных поверхностей баб-
ки и центров.
Перед устранением этого дефекта следует сначала определить
величину смещения линии центров относительно оси поворота ко-
лонки. Обозначив эту величину через b (фиг. 63,в), из треугольника
АСЕ находим
tg ₽
Величину а определяют по барабану микровинта продольного
хода. Угол наклона колонки ₽ определяют по шкале наклона. По
приведенной формуле определяется величина подкладки b
(фиг. 63,tz), необходимая для того, чтобы поднять бабку с центрами.
Зак, например, если при наклоне колонки крест нитей окулярной
сетки смещается относительно креста валика на 0,1 мм, то
А _ 0,1 о,1
tg 10° ~0J74 = 0,575 ММл
183
Подкладку изготовляют из стали марок 45—50 и после сверления
отверстий и нарезания резьбы шлифуют и прикрепляют к опорным
поверхностям бабки. Вместо подкладок в опорные поверхности ба-
бок можно завернуть до упора четыре винта с высокими головками,
которые постепенно опиливают до достижения необходимой высоты
бабки с центрами. В процессе подгонки бабку требуется часто про-
верять. После подгонки бабка не должна иметь качки.
После ремонта бабки проверяют параллельность направляющей
ее опорным поверхностям методом, описанным выше. При пепарал-
лельности, превышающей 0,02 мм, требуется притереть опорные по-
верхности. Притиром служит чугунная плита размером 100X200 мм.
Притирку производят электрокорундовым абразивным порошком
М14 (60z) —предварительно и М10 (120z) —окончательно.
Если линия центров выше оси поворота колонки, необходимо
опорные поверхности бабки шлифовать.
ТУБУС МИКРОСКОПА С КРОНШТЕЙНОМ
Устранение неперпендикулярности оптической оси микроскопа
плоскости движения стола. Неперпендикулярность оптической оси
Фиг. 64. Проверка перпендикулярности оптической оси
микроскопа плоскости стола.
микроскопа плоскости движения стола в основном вызывает погреш-
ность измерения, если в процессе измерения фокусировка прове-
ряемой детали изменяется перемещением тубуса. Изменение фоку-
сировки часто требуется при контроле ступенчатых деталей.
Для проверки этого элемента на предметное стекло 1 (фиг. 04,а)
микроскопа устанавливают круглое стекло 2 с нанесенным на нем
254
точным крестом, который резко фокусируют, совмещают с крестом
нитей окулярной сетки и определяют отсчеты по шкалам микро-
винтов.
Затем поверх круглого стекла кладут стеклянную плоскопарал-
лельную пластину 3 толщиной 40 мм и поднимают тубус микроскопа
на высоту, при которой крест образцовой сетки будет также четко
виден. Смещение изображения образцового креста от креста нитей
окулярной сетки не должно превышать 0,01 мм на 10 мм высоты
подъема тубуса (измеряемой по масштабной линейке).
Если оптическая ось тубуса будет перпендикулярна поверхности
стола на всем пределе перемещения тубуса, то точки пересечения
О и 01 оси тубуса с плоскостями стекла I и II будут расположены на
перпендикуляре к поверхности стола.
Чтобы увидеть крест пластины 2 после наложения на нее пла-
стины 3, тубус микроскопа надо поднять па высоту
п ’
где Н — высота перемещения тубуса;
d — толщина плоскопараллельной пластины 3;
п — коэффициент преломления стекла.
По ГОСТ 1121-54 плоскопараллельные пластины изготовляются
преимущественно из стекла КЗ, К8 или МКР1 (пирекс). По
ГОСТ 3514-51 на стекла оптические для стекла К8 п = 1,5163.
Обозначив через /<, получим Н (= Kd. Приняв толщину
пластины 3 d=40 мм, получим
Н - 0,3405X40 = 13,62 мм.
Если оптическая ось тубуса неперпендикулярна плоскости стола
(фиг. 64,6), но тубус перемещается прямолинейно, то смещение
изображения креста пластины 2 после наложения на нее пластины 3
составит
8L = Kd$,
где р— угол наклона тубуса.
При тех же параметрах и угле наклона р =Д0' величина сме-
щения
SL = 0,3405X40X0,00291 ^0,040 мм.
Наклон тубуса микроскопа может быть вызван зазором тубуса
в кронштейне или зазором кронштейна на стойке.
Для выявления причины наклона оптической оси указанную вы-
ше проверку производят, перемещая сначала тубус только головкой
19 ”(фиг. 45), а затем перемещают рукой кронштейн с тубусом по
стойке, не перемещая тубуса головкой 19.
Неперпендикулярность оптической оси плоскости перемещения
стола в продольном направлении устраняют наклоном его, исполь-
зуя зазор между винтами и отверстиями шпонки.
155
Предварительно нужно отвернуть три винта 1 (фиг. 65,а), кре-
пящие фланец 2 к каретке 3, и, ослабив винты шпонки 4, несколько-
наклонить ее. В случае надобности зазор немного увеличивают, рас-
сверлив отверстия, и немного распиливают шпоночную канавку.
Предварительно определяют направление перекоса оси тубуса.
Угол наклона тубуса р легко определить из приведенной выше-
формулы. Он будет равен
Например, если //=0,05 мм, /G=0,3405 ^12'.
а)
Фиг. 65. Проверка и юстировка кронштейна микроскопа
оная направлением угол наклона тубуса (фиг. 65,6), наклоняют
шпонку в соответствующую сторону на величину, b=L tg (где L —
длина шпонки, обычно равная 40 мм). Таким образом, при £ = 40 лш
и р = 0°10' 6^0,05 мм.
Величину перемещения шпонки определяют по индикатору с це-
ной деления 0,01 мм, наконечник которого должен касаться высту-
пающей части шпонки. Штатив с зажатым в нем индикатором уста-
навливают на стол прибора.
При наклоне тубуса в поперечном направлении юстировку про-
изводят при помощи прокладок определенной толщины, помещаемых
под две верхние или нижнюю опорные поверхности фланца 2
(фиг. 65,а).
Проверку правильности положения кронштейна производят по
угольнику, установленному на столе прибора и совмещенному с по-
верхностью направляющей кронштейна.
После юстировки снова проверяют положение оптической оси ту-
буса относительно плоскости движения стола.
156
Фиг. 66. Юстиров-
ка направляющей
тубуса.
Устранение других дефектов кронштейна и тубуса микроскопа-
Кронштейн должен плавно и без качки перемещаться по направляю;
щим колонки. Зажим должен обеспечивать надежное крепление
кронштейна на колонке.
Проверку плавности перемещения кронштейна производят от
руки, а наличие качки — по лекальному угольнику. Угольник уста-
навливают на столе, и изображение ребра его совмещают со штри-
хом окулярной сетки. Закрепляя и отпуская зажим кронштейна, на-
блюдают в окуляр за положением изображения ребра угольника от-
носительно штриха окулярной сетки. Смещение
изображения ребра угольника не должно превы-
шать 0,01 мм.
Качка кронштейна возникает вследствие изно-
са направляющих колонки 5 (фиг. 65,а) и кронш-
тейна 6, в результате чего между ними образует-
ся зазор.
Устраняют этот дефект регулированием трех
винтов 7, прижимающих клин 8.
Тубус должен перемещаться по направляю-
щим кронштейна плавно, без качки, и не должен
опускаться под действием собственного веса.
Наблюдая в окуляр, покачивают тубус в попе-
речном направлении. Смещение изображения реб-
ра угольника относительно штриха окулярной сет-
ки не должно превышать 0,01 мм с возвращением
в исходное положение.
Устранение качки производят притиркой
опорной поверхности Р (фиг. 66) ласточкина хво-
ста. Предварительно нужно снять ласточкин
хвост 1 и рейку 2 с тубуса и вынуть контрольные
шпильки 3 из ласточкина хвоста. Притирку про-
изводят на чугунной плите-притире электро-
корундовым абразивным порошком MIO (12(У). Величину снимае-
мого слоя определяют по месту. В процессе притирки следует
проверять наличие зазора между направляющими и характер пере-
мещения тубуса в собранном виде без рейки. После окончательной
сборки необходимо снова запрессовать контрольные шпильки лас-
точкина хвоста, установить его на место и закрепить винтами 4.
В результате выполнения этой операции, а также в связи с изно-
сом зубьев может возникнуть зазор между зубьями колеса, переме-
щающего тубус, и рейкой 2. Для устранения этого дефекта под
рейку помещают на всю длину фольговую прокладку соответствую-
щей толщины. Осевой зазор оси колеса устраняют натягом
гаек, крепящих головки с накаткой 19 (фиг. 45), или помеще-
нием фольговой прокладки под кольцо, находящееся под торцом
головки 19.
Слишком тугой или неплавный ход при перемещении тубуса в
кронштейне создается в основном в связи с загрязнением опорных
поверхностей и направляющих тубуса и кронштейна. Тщательной
J57
промывкой бензином, протиркой чистым полотенцем и смазкой
вазелином этот дефект устраняется.
Юстировка тубуса нижнего освещения. Правильность положения
осветительной системы проверяется по плитке размером 2 мм, при-
тертой к плитке большего размера (примерно 10—20 мм). Плитки
устанавливают на стол прибора (фиг. 67), резко фокусируют и на-
блюдают в окуляр микроскопа. При правильном положении освети-
тельной системы контур концевой меры будет виден с обеих сторон
одинаково резко. Неодинаково резкая видимость граней плитки и
неравномерное освещение ее боко-
вой поверхности свидетельствуют
о неправильном положении тубуса
с линзой нижнего освещения от-
носительно объектива микроско-
па. Ось пучка света в этом случае
направлена под углом к оптиче-
ской оси объектива.
Проверку производят при по-
ложении плитки, когда ее длинное
ребро параллельно оси поперечно-
го хода, а затем — оси продольно-
го хода кареток при нулевом по-
ложении колонки и диафрагме»,
открытой на пять-семь делений.
При неполном освещении плит-
ки, занимающей положение, па-
раллельное поперечному ходу ка-
ретки, юстировку осветительной
системы производят поворотом ту-
буса 2 (фиг. 48) с линзой. Для
этого немного отвертывают четы-
ре винта 5, скрепляющие тубус с
линзой. Затем, наблюдая в окуляр, поворачивают тубус вокруг оси
в пределах зазора между винтами и отверстиями в ту или другую
сторону до тех пор, пока не добиваются одинаково резкой видимости
обеих сторон плитки. После этого тубус 2 снова закрепляют винта-
ми и повторяют проверку.
В некоторых случаях, когда юстировка освещения описанным
способом не удается, нужно произвести юстировку при помощи
призмы 5. Для этого слегка отвертывают винты 4 (фиг. 48) и не-
много поворачивают призму с оправой, наблюдая за освещением
плитки. Тубус 2 должен при этом оставаться неподвижным.
Если наблюдается неодинаковая резкость освещения плитки, за-
нимающей положение, параллельное продольному ходу салазок,
юстировку производят наклоном тубуса 2 в вертикальной плоско-
сти. После установки тубуса 2 в правильное положение под его‘то-
рец помещают подкладку и тубус закрепляют винтами.
В общем виде проверка совпадения оптических осей осветитель-
ной системы и микроскопа с окулярной сеткой (или шкалой), рабо-
158
тающей в проходящем свете, может быть осуществлена вместо дина-
метр а лупой с увеличением 3—5х . Для этого, держа лупу в руке
перед окуляром, медленным перемещением ее вдоль оси окуляра
фокусируют изображения отверстия диафрагмы и выходного отвер-
стия объектива. Затем, наблюдая в окуляр через лупу, раскрывают
диафрагму так, чтобы диаметр изображения отверстия диафрагмы
был немного меньше изображения выходного отверстия объектива,
и определяют взаимное расположение этих отверстий. Последние
должны быть концентричны. Неконцентричность изображений от-
верстий требует юстировки узла освещения описанными методами.
У приборов, шкала или сетка которых работает в отраженном
свете (т. е. приборов с автоколлимационной замкнутой системой, как,
например, трубка оптиметра, ультраоптиметр, интерферометр ПИУ
и т. п.), проверяют взаимную концентричность изображения выход-
ного отверстия объектива и ее отражения от зеркала.
ЮСТИРОВКА ОКУЛЯРНОЙ ШТРИХОВОЙ головки
Устранение непараллельности штрихов окулярной сетки относи-
тельно продольного хода салазок. При нулевом показании по угло-
вой шкале соответствующие штрихи окулярной сетки должны быть
параллельны продольному ходу салазок.
Фиг. 68. Проверка и юстировка штриховой головки.
Проверку производят при помощи лекального угольника. Угло-
вую шкалу устанавливают на 0, 90, 180 или 270°. Угольник кладут
на стол микроскопа и выравнивают так, чтобы ребро его было на-
правлено параллельно продольному ходу салазок. При правильном
положении головки пунктирная риска окулярной сетки будет совпа-
дать с изображением ребра линейки (фиг. 68,а). Непараллельность
риски ребру угольника (фиг. 68,6), заметная на глаз, не допускается.
Открепив стопорный винт 2 (фиг. 68,в) и зажимной винт 1, устра-
няют непараллельность штрихов окулярной сетки продольному ходу
салазок вращением винта 3, добиваясь совмещения штриха окуляр-
ной сетки с изображением ребра угольника.
Иногда штриховая пластина может оказаться повернутой вокруг
оси настолько, что юстировка винтом 3 окажется недостаточной и
положение штриховой пластины не будет соответствовать показани-
ям по градусной шкале.
159
В таком случае требуется градусную шкалу установить на ноль.
Затем нужно отвернуть винты 22 (фиг. 49)крепящие крышку с
окуляром к корпусу головки, снять крышку, отвернуть стопорный
винт 9, крепящий’оправу 7 штриховой пластины к кольцу 8, и, осто-
рожно повернув оправу 7 на необходимый угол, снова закрепить ее
стопорным винтом 9. Поворот штриховой пластины должен быть
произведен так, чтобы непараллельность штрихов окулярной сетки
направлению хода стола не превышала 15 20 . Остаточную непа-
раллельность штрихов окулярной сетки устраняют юстировочным
винтом 3 (фиг. 68,в).
Юстировка положения окулярной сетки относительно центра ее
вращения. Одновременно с проверкой параллельности штрихов оку-
лярной сетки ходу салазок проверяют положение точки перекрестия
штриховой пластины относительно оси ее вращения (биение пла-
стины) .
Поворачивая окулярную сетку на полный оборот, наблюдают в
окуляр за положением креста нитей окулярной сетки относительно
изображения ребра угольника. Проверка может быть также произ-
ведена по риске ножа для контроля резьбы или по образцовой штри-
ховой пластине.
При правильном положении окулярной сетки крест нитей будет
точно совпадать с изображением ребра угольника при всех положе-
ниях нитей сетки.
Наибольшее смещение ‘креста нитей (биение) не должно пре-
вышать. 0,001 мм.
Отвернув винты 22 (фиг. 49) и сняв крышку 3 с окуляром, про-
изводят юстировку окулярной сетки четырьмя винтами 10. Предва-
рительно определяют направление, в котором нужно сместить штри-
ховую пластину, затем слегка отвертывают соответствующий юсти-
ровочный винт 10 и ввертывают противоположный ему винт, смещая
пластину на величину, равную половине величины эксцентриситета
У Поставив крышку на место (но не закрепляя ее винтами), про-
веряют положение штриховой пластины. При необходимости юсти-
ровку повторяют. Таким образом добиваются полного совпадения
точки пересечения штрихов окулярной сетки с центром ее вращения,
после чего закрепляют крышку винтами.
Устранение несовпадения центра градусной шкалы с центром
вращения окулярной сетки. Совпадение центра градусной шкалы с
центром вращения окулярной сетки проверяют по изображению
ребра лекального угольника или лекальной линейки, установленной
параллельно продольному ходу салазок прибора. Поворачивая пла-
стину, совмещают последовательно пунктирные линии окулярной
сетки с изображением ребра угольника. Отсчеты по шкале должны
быть соответственно 0, 90, 180, 270° (фиг. 69,а}. Отклонение от ука-
занных величин углов не должно превышать 1'.
Проверку можно также‘произвести следующим путем: отверты-
вают два винта 21 (левый и средний, фиг. 49) и ослабляют третий
(правый) винт, крепящие отсчетный микроскоп к головке. Выдвигают
160
заподлицо с опорной поверхностью две контрольные шпильки и по-
вертывают отсчетный микроскоп приблизительно на 2 мм (как пока-
зано на фиг. 69,6); тогда в поле зрения его появится центрировоч-
ная окружность К градусной шкалы. Линию этой окружности сов-
Фиг. 69. Проверка и юстировка градусной шкалы.
мещают с краем какого-либо штриха т минутной шкалы; затем,
вращая пластину с градусной шкалой, наблюдают в окуляр за поло-
жением центрировочной окружности К относительно края штриха.
При вращении пластины центрировочная окружность К не должна
смещаться относительно края штриха т.
Несовпадение центра градусной пластины О\ (фиг. 69,в) с цент-
ром вращения окулярной сетки О на величину е влечет за собой
П Зак. 157 ifji
при измерении углов погрешность Эта погрешность будет
А
максимальной при повороте градусной пластины на угол 180°, если
при этом эксцентриситет будет направлен по биссектрисе угла пово-
рота. Величина эксцентриситета градусной шкалы будет равна
\ 2 /
где R — радиус градусной шкалы, равный 41 мм.
Величину 8(_|_) находят непосредственным отсчетом по шкале
при проверке ее по образцовому угольнику или по пластине с крес-
том. Так, например, если при повороте градусной пластины на угол
180° отсчет по шкале будет равен 180°08z, т. е. 8 у = 8', то
2 = 41X0,00116^0,05 мм.
Для устранения этого дефекта определяют направление, в кото-
ром нужно сместить градусную пластину, после чего производят
юстировку ее при помощи четырех винтов 16 (фиг. 49).
Вставив стальную шпильку в отверстие головки соответствующе-
го винта 16, вращают последний, сообразуясь с величиной, на кото-
рую нужно сместить пластинку, и согласовывая его перемещение с
вращением противоположного винта. Юстировку винтами 16 произ-
водят до полного совпадения центра делений шкалы с центром вра-
щения штриховой пластины. Перед юстировкой нужно снять крыш-
ку 3 с окуляром и ослабить три винта /5, крепящие установочное
кольцо 12 градусной шкалы 11 к оправе с зубчатым ободом 5.
При вращении пластины с градусной шкалой все штрихи и циф-
ры ее должны быть видны в окуляре отсчетного микроскопа с одина-
ковой резкостью по всей окружности. Разнофокусность их свиде-
тельствует о неправильном положении градусной шкалы в горизон-
тальной плоскости. Проверку производят следующим образом: рез-
ко фокусируют нулевой штрих и поворачивают пластину на полный
оборот через 90°, наблюдая качество изображения штрихов. Если
штрихи видны неодинаково резко, то, вращая окуляр, фокусируют
эти штрихи. Перемещение шкалы при юстировке нужно произвести
в направлении, противоположном направлению перемещения окуля-
ра при фокусировании в процессе проверки. Проверку можно произ-
вести также при помощи приспособления 1 (фиг. 69,г) с микроме-
ром 2 с ценой деления 0,001 мм. Приспособление закрепляют на го-
ловке 3. Наконечник микромера приводят в контакт с краем градус-
ной пластины 4 (но. ни в коем случае не с поверхностью, на которой
нанесены штрихи).
При повороте пластины наконечник поднимают. Изменение пока-
зания не должно превышать 0,01 мм.
При необходимости юстировать пластину снимают крышку с оку-
ляром, немного освобождают три винта 15 (фиг. 49) и, регулируя
тремя винтами 14, устанавливают пластину в горизонтальное поло-
жение, после чего ее закрепляют винтами 15. Затем ставят крышку
с окуляром на место и снова проверяют правильность положения
пластины с градусной шкалой в горизонтальной плоскости.
162
Устранение нестабильности показаний по угловой шкале штри-
ховой головки микроскопа. Проверку стабильности показаний про-
изводят по угольнику, установленному на столе микроскопа. Пунк-
тирную линию окулярной сетки совмещают с изображением ребра
угольника и производят первый отсчет по градусной шкале. Повер-
нув штриховую пластину на 90—180°, возвращаются к перво-
начальному показанию по градусной шкале и наблюдают в окуляр
положение штриховой линии относительно изображения ребра уголь-
ника, несовпадение которых не должно превышать 0,002 мм.
Вращение пластины должно каждый раз происходить в проти-
воположные стороны (по часовой и против часовой стрелки). Произ-
ведя проверку несколько раз, поворачивают пластину на 90°, совме-
щают пунктирную линию с изображением ребра угольника и повто-
ряют проверку описанным способом.
Нестабильность показаний в основном возникает вследствие за-
грязнения конической втулки К (фиг. 49) и отверстия корпуса, а
также от их износа.
При загрязнении или загустении смазки вращение пластины мо-
жет стать слишком тугим; при недостаточности или отсутствии смаз-
ки на конусе вращение пластины оказывается слишком слабым.
Сняв крышку с окуляром, вынимают шкалу 11с оправой из кор-
пуса 4. Загрязнение легко обнаружить при осмотре и, если оно
имеется, коническую втулку и отверстие корпуса нужно осторожно
промыть чистым бензином, насухо протереть салфеткой и затем,
смазав их тонким слоем ланолина, собрать и проверить головку.
Вращение пластины после сборки должно быть плавным. Если
причиной нестабильности 'показаний является износ конической
втулки и отверстия, то требуется произвести ремонт соответствую-
щих деталей.
При износе конической втулки и отверстия оправа 11 опустится
и будет вращаться не на конусе, а на поверхности выточки, с зазо-
ром между конической втулкой и отверстием, что явится причиной
нестабильности показаний при измерении углов.
Этот дефект устраняют притиркой поверхности выточки корпуса
головки. Для притирки применяют плоский чугунный притир высо-
той 8 мм и диаметром 60 мм или прямоугольный притир размерами
8X40X60 мм. Абразивом служит паста ГОИ 10 мк— для предвари-
тельной и 4 мк — для окончательной притирки. Величина снимае-
мого слоя не должна превышать 0,1 мм.
При ремонте головки необходимо вынуть оптические части (шка-
лу с оправой, крышку с окуляром) и поместить их под стеклянный
колокол для предохранения от загрязнения. После сборки головки
нужно проверить чистоту оптических деталей и точность головки
по всем элементам. Исправление дефектов окуляра производят так
же, как у трубки оптиметра.
Юстировка отсчетного микроскопа Штриховой головки. Основные
требования, предъявляемые к отсчетному микроскопу, следующие:
а) минутная шкала не должна бьггъ заметно (на глаз) переко-
шена по отношению к градусной шкале:
П* 163
б) изображение градусной шкалы должно лежать в одной плос-
кости с минутной шкалой; штрихи обеих шкал должны быть видны
с одинаковой резкостью;
в) увеличение отсчетного микроскопа должно быть таким, что-
бы соседние штрихи градусной шкалы совмещались с крайними
штрихами минутной шкалы; несовпадение штрихов не должно пре-
вышать 0,5 толщины штриха;
г) в поле зрения микроскопа на минутной шкале и на линзах не
должно быть пыли, ворсинок, грязи, подтеков и других дефектов.
Проверка состояния шкал производится на глаз.
Указанные дефекты устраняют следующим путем:
а) Перекос минутной шкалы (фиг. 70,а). Отвернув четыре винта,
снимают крышку / (фиг. 70,6) и с помощью шпильки, вставленной
в одно из отверстий кольца 2, слегка отвертывают его. После этого
можно той же шпилькой перемещать оправу 3 минутной шкалы.
Наблюдая в окуляр отсчетного микроскопа, устанавливают штрихи
минутной шкалы параллельно штрихам градусной шкалы. Закрепив
оправу минутной шкалы кольцом 2, снова проверяют ее положение.
б) Если штрихи минутной и градусной шкал видны не с одина-
ковой резкостью, юстировку производят путем изменения высоты
164
отсчетного микроскопа относительно градусной шкалы, причем весь
отсчетный микроскоп поднимают или опускают вдоль его оси.
Отвернув стопорный винт 4 и окуляр 5,. отвертывают кольцо 6,
крепящее тубус отсчетного микроскопа. Ввертывают окуляр в ми-
кроскоп и резко фокусируют минутную шкалу.
Чтобы определить, в какую сторону требуется переместить
микроскоп (поднять или опустить), вращают окуляр и, если резкость
изображения штрихов градусной шкалы улучшается при выверты-
вании окуляра, то микроскоп требуется поднять; в противном слу-
чае микроскоп надо опустить.
Чтобы поднять микроскоп, нужно подложить под тубус еще
одно кольцо соответствующей толщины дополнительно к кольцу 6
(фиг. 50). Если тубус требуется опустить, то высоту кольца 6 нужно
уменьшить, прошлифовав его до нужного размера, или заменить
другим. Величину прокладных колец определяют по месту. После
подгонки колец и юстировки микроскопа параллакс шкал не должен
превышать 0,5 толщины штриха шкалы.
в) Правильность увеличения отсчетного микроскопа определяют
следующим образом: один из штрихов градусной шкалы совмещают
с нулевым штрихом минутной шкалы (фиг. 70,в). При этом сосед-
ний штрих градусной шкалы должен совместиться с другим край-
ним штрихом минутной шкалы. Если этот штрих не доходит до
крайнего штриха (положение /), увеличение микроскопа меньше
нормального. При положении II штриха увеличение микроскопа
больше нормального.
Если увеличение микроскопа меньше нормального, то длину ту-
буса требуется увеличить, т. е. удалить окуляр от объектива, и,
наоборот, тубус требуется уменьшить, если увеличение микроскопа
больше нормального.
При юстировке этого элемента требуется отвернуть стопорный
винт 7 (фиг. 50 и 70,6), затем шпилькой, вставленной в отверстие
оправы объектива 8, вывернуть его (положение 7, фиг. 70,в) и ввер-
нуть (положение II).
Наблюдая в окуляр, производят юстировку до полного совмеще-
ния штрихов градусной и минутной шкал. Вращение окуляра от-
счетного микроскопа должно происходить плавно, без качки. Плав-
ность вращения и устранение качки окуляра достигается промывкой
бензином и смазкой резьбы окуляра ланолином.
Глазная линза с оправой 25 (фиг. 49) должна плотно сидеть
в окуляре. Неплотная посадка устраняется разжимом секторов раз-
резной части трубки оправы 25.
Так же регулируется плотность посадки всей головки в тубусе
микроскопа. Для этого слегка отгибают или сжимают сектора раз-
резной части шейки 26 головки.
ЮСТИРОВКА РЕВОЛЬВЕРНОЙ ГОЛОВКИ
Устранение неправильности положения револьверной головки,
относительно хода стола. Проверку правильности положения голов-
ки относительно хода стола производят по угольнику, установлен-
165
ному на столе микроскопа параллельно ходу стола. Крест или уста-
новочный штрих профильной пластины устанавливают на нулевую
и контрольную риски градусной шкалы. Изображение ребра уголь-
ника совмещают с крестом окулярной сетки (фиг. 71,а) и наблюда-
ют в окуляр положение их относительно друг друга.
При правильном положении головки линия креста совпадет
с изображением ребра угольника в пределах всего поля зрения.
Непараллельность креста ребру угольника не должна превышать 2'.
Для юстировки этого элемента нужно отвернуть винт, закрепляющий
головку на тубусе микроскопа, и повернуть головку винтом 15
(фиг. 51).
Фиг. 71. Проверка и юстировка револьверной головки.
Предварительно немного освобождают винт 14. Если к микро-
скопу прилагаются штриховая и револьверная головки и юстировка
штриховой головки была произведена винтом 3 тубуса (фиг. 68),
то положение револьверной головки юстируют только винтом 15
(фиг. 51). Вставив шпильку в отверстие головки винта и наблюдая
в окуляр за положением креста, слегка вращают винт до полного
совпадения изображений креста и ребра угольника.
Юстировка взаимного положения градусной шкалы и профиль-
ной пластины. Установочный штрих креста должен точно совпасть
с нулевым штрихом градусной шкалы, а противоположный конец
креста должен совпасть с контрольной риской градусной шкалы.
Смещение градусной шкалы относительно креста и изображения
ребра угольника допускается в пределах толщины штриха. При
большем смещении (фиг. 71,6) требуется юстировка шкалы.
Отвернув стопорный винт 17 (фиг. 51), снимают кольцо 16
и производят юстировку шкалы четырьмя винтами 12. Если градус-
ная пластина имеет большой перекос, то ее нужно немного повер-
нуть вокруг оси. Для этого через отверстие 6, имеющееся у основа-
ния окуляра, отвертывают стопорный винт 18, крепящий оправу 10
с градусной пластиной 9 в юстировочном кольце и через вырез К
в крышке головки тонкой отверткой или шпилькой поворачивают
оправу со шкалой вокруг оси. Установив нулевую и контрольную
риски градусной шкалы параллельно кресту окулярной сетки и
изображению угольника, закрепляют шкалу и окончательно юсти-
руют ее винтами 12.
166
Устранение эксцентриситета резьбопрофильной пластины. Пра-
вильность положения резьбопрофильной пластины проверяется по
центрировочной окружности (а или б, фиг. 71), с одной из которых
совмещают изображение поперечного ребра угольника. Эксцентри-
ситет центрировочной окружности не должен превышать толщину
ее линии. Эксцентриситет резьбопрофильной пластины устраняется
при помощи трех винтов 8 (фиг. 51).
Для юстировки пластины снимают крышку 2 с окуляром и не-
много освобождают три винта /Р.
Устранение параллакса револьверной головки. Наличие парал-
лакса определяют следующим образом: вращая окуляр, фокусируют
резко градусную шкалу; при этом профильная пластина должна
быть видна с такой же резкостью. При перемещении глаза перед
окуляром штрихи градусной шкалы не должны заметно смещаться
относительно креста или установочного штриха.
Параллакс устраняют при помощи кольцевой латунной или
пластмассовой прокладки 6 (фиг. 51), которую помещают под
оправу профильной пластины и плотно прижимают сверху через
прокладку 7 крышкой 2. Толщину прокладки определяют по месту.
Собрав головку, снова проверяют наличие параллакса.
После юстировки вращение пластины должно быть плавным,
что достигается чисткой и смазкой ланолином трущихся поверхно-
стей опорной и верхней частей оправы 3 профильной пластины или
при помощи кольца 7, толщина которого выбирается так, чтобы
обеспечить плавность вращения пластины.
Устранение неправильности увеличения при работе с револьвер-
ной головкой. При правильном выполнении резьбы проверяемой
детали изображение профиля резьбы должно совпадать с профилем,
нанесенным на профильной пластине. Поэтому правильность уве-
личения микроскопа с револьверной головкой является весьма важ-
ным элементом.
Увеличение проверяют по образцовой штриховой пластине в со-
четании со всеми сменными объективами.
Штрихи пластины, отстоящие один от другого на 2 мм, совмещают
с двойными (контрольными) рисками профильной пластины
(фиг. 71,в).
Несовпадение двойных рисок профильной пластины со штрихами
образцовой пластины не должно превышать 0,002 мм (0,1%).
Если увеличение микроскопа для работы со штриховой головкой
отъюстировано при помощи объектива, то не рекомендуется нару-
шать положение объектива для юстировки увеличения при работе
с револьверной головкой, так как штриховая головка применяется
чаще, чем револьверная. В этом случае, при увеличении более нор-
мального, протачивают торец посадочной шейки головки. Предва-
рительно определяют при помощи плиток или щупов величину слоя,
который нужно снять с торца.
Сняв крышку с окуляром, вынимают профильную пластину, гра-
дусную шкалу и защитное стекло. Корпус надевают на оправку
и осторожно протачивают на токарном станке. Оптические детали,
167
вынутые из головки, должны храниться под стеклянным колоколом.
После этой операции все детали должны быть тщательно вычище-
ны. Металлические детали должны быть в соответствующих местах
смазаны.
Если увеличение микроскопа меньше нормального (что чаще
встречается на практике), кольцо помещают под торец шейки го-
ловки.
Плотность посадки оправы 20 (фиг. 51) в окуляре и головки
в тубусе микроскопа обеспечивается теми же способами, как и у
штриховой головки.
УСТАНОВОЧНЫЙ ВАЛИК
Установочный валик с лезвиями, центровыми стержнями и
др. проверяют по следующим элементам: 1) прямолинейность обра-
зующих; 2) параллельность образующих; 3) биение; 4) совпадение
ребра лезвия с осью валика.
Непрямолинейность и непараллельность образующих не должны
превышать 0,002 мм. Несовпадение лезвия с осью валика не
должно превышать 0,005 мм, а неперпендикулярность его оси
валика — 10'.
Непрямолинейность образующих проверяют по контрольному
бруску с плоской поверхностью на просвет, непараллельность обра-
зующих — рычажным микромером.
Биение валика проверяют в центрах с помощью микромера или
трубки оптиметра, закрепленного в универсальном штативе. Центры
с валиком и штатив устанавливают на плите.
Биение валика не должно превышать 0,002 мм.
Исправление дефектов, указанных в пп. 1, 2 и 3, производят
шлифованием валика на круглошлифовальном станке.
На поверхности валика не должно быть следов коррозии, цара-
пин и забоин.
Совпадение лезвия пластины или острия стержня с осью валика
проверяют в центрах, установленных на столе микроскопа. Лезвие
валика (острие стержня или др.) резко фокусируют, затем валик
поворачивают на 180° и наблюдают в окуляр. Резкость изображения
лезвия при этом не должна нарушаться.
Если имеется заметное различие в резкости изображения креста
при повороте валика, производят юстировку перемещением пласти-
ны (или стержня). Величина смещения лезвия относительно оси
валика может быть измерена при помощи индикатора, укрепленного
на штативе и приведенного в контакт с тубусом микроскопа. Вели-
чина перемещения тубуса при фокусировании определяется по шка-
ле индикатора.
Отклонение от перпендикулярности ребра лезвия к оси валика
определяют на универсальном или инструментальном микроскопе.
Последовательно совмещают образующую валика, а затем
лезвия с пунктирной нитью штриховой сетки и делают отсчеты
по угломерной шкале. Разница отсчетов должна быть в пределах
90° ±10'.
168
ЮСТИРОВКА ПРОЕКЦИОННОГО УСТРОЙСТВА к МИКРОСКОПУ
Инструментальные микроскопы малой модели часто применяют
с проекционным устройством, конструкция которого показана на
фиг. 72,а.
Оптическая схема микроскопа при работе с проекционным
устройством представляет собой следующее: свет от лампы 1 мощ-
ностью 12 вХ100 вт со светящейся поверхностью 4X4 мм проходит
через систему конденсорных линз 2 и кювету 3 с жидкостью для
поглощения тепловых лучей. Далее свет проходит оптическую систе-
му микроскопа, затем поступает в проекционную головку 4, уста-
новленную в окуляре взамен вынутой для этого оправы с глазной
линзой 5 (фиг. 72,6). Линзы проекционной головки 4 (фиг. 72,а)
совместно с коллективом окуляра 0 образуют проекционный объек-
тив, откуда изображение через призму 6 попадает на экран 7. Уве-
личение проекционного объектива 10х. Измеряемый объект изобра-
жается на экране с увеличением 30х . Допустимое отклонение не
более 0,6% расстояния между изображениями штрихов на экране.
Для удобства отсчета при работе с проекционным устройством на
окуляр отсчетного микроскопа устанавливается оправа 8 (фиг. 72,6)
с призмой.
При работе с проекционным устройством юстировку различных
элементов, влияющих на качество изображения и точность измере-
ния, производят описанными выше методами, так как возникновение
тех или иных дефектов зависит в основном от состояния микро-
скопа. Как во всяком проекционном приборе, осветительная часть
является одним из основных элементов, от качества которого зави-
сит качество изображения, проектируемого на экран прибора.
При использовании проекционного устройства необходимо в пер-
вую очередь отъюстировать источник света; при этом обязательным
условием достижения хорошего освещения поля зрения является
установка источника света по оптической оси. Юстировка освеще-
ния осуществляется при помощи прилагаемого к микроскопу цен-
трировочного устройства, установленного перед объективом. Источ-
ник света перемещают по высоте кольцом 9 (фиг. 72,а и 6) и цен-
трируют юстировочными винтами 10. Лампочку регулируют так,
чтобы в центре экрана получилось резкое изображение светящейся
нити лампы. После юстировки освещения снимают центрировочное
устройство. Для получения резкого изображения при работе с проек-
ционным устройством нужно следить за тем, чтобы диоптрийное
кольцо окулярной головки находилось в пределах от —4 до —5
Диоптрий относительно контрольного штриха тубуса окуляра.
Порядок сборки и разборки узлов проекционного устройства
понятен из фиг. 72,6.
ЮСТИРОВКА И РЕМОНТ ИНСТРУМЕНТАЛЬНЫХ МИКРОСКОПОВ
БОЛЬШОЙ МОДЕЛИ
Большая модель инструментального микроскопа (БМИ), выпу-^
скаемая отечественными заводами (фиг. 73), имеет более широкую'
область применения и значительные преимущества по сравнению
169
170
ZLX
zz gz iz к а к ос oi и.
Фиг. 75. Разрез инструментального микроскопа.
с инструментальными микроскопами малой модели. Пределы изме-
рения увеличены вдвое; повышена точность отсчета по барабану
микровинта; стол микроскопа вращается на 360°, вследствие чего
можно производить различного рода угловые измерения.
На микроскопе применяют обычные окулярные головки, которые
устанавливаются на тубусе под углом 45°, что облегчает работу на
приборе. При помощи проекционного устройства микроскоп исполь-
зуется в качестве проектора (фиг. 74). Принадлежности к микроско-
пу отличаются от принадлежностей, прилагаемых к микроскопу ма-
лой модели, не только конструкцией, но и размерами, и позволяют
измерять детали больших габаритов. На микроскопе может быть
использовано приспособление для внутренних измерений, прилагае-
мое к универсальному микроскопу, и специальная головка двойного
изображения для измерения расстояний между осями отверстий
различной формы.
Конструкция прибора
Микроскоп большой модели (фиг. 75,а) имеет массивную ста-
нину /, на которой смонтированы продольные салазки 2 и попереч-
ные салазки 3. На поперечных салазках закреплен круглый стол 4
при помощи кольца с зубчатым ободом 5 и винта 6.
В стол 4 вставлено предметное стекло 21. Стол вращается махо-
вичком 7 (фиг. 75,6), сидящим на одной оси с коническим зубчатым
колесом, сцепленным с зубчатым ободом. Диаметр стола равен
280 мм. Стол 4 (фиг. 75,а и б) по окружности градуирован через 1°
на 360°.
На корпусе маховичка имеется нониус 8 с величиной отсчета 3Z;
закрепление стола производят зажимом 9.
Салазки перемещаются в двух взаимно перпендикулярных нап-
равлениях микровинтами на длину 25 мм; кроме того, стол может
перемещаться независимо от микровинтов на 25 мм в поперечном
и на 125 мм в продольном направлении. Таким образом, общее пе-
ремещение салазок соответственно равно 50 и 150 мм. Дополни*
тельные перемещения стола используются для измерений с помо-
щью плиток.
Салазки стола перемещаются на шариках по направляющим^
имеющим цилиндрическую поверхность.
Касание шариков с направляющими практически происходит
в точках. Конструкция направляющих отличается от призматиче-
ских высокой износоустойчивостью при несколько более сложном
способе изготовления и ремонта их.
Движение стола замедляется двумя амортизаторами Id
(фиг. 75,а, б), представляющими собой зубчатые механизмы с вет-
рянкой 1 (фиг. 76). Зубчатое колесо 2 соединяется с рейкой, закреп-
ленной на станине, и находится на одной оси с храповиком 3. При
отводе стола колесо 2 свободно вращается с храповиком. При воз-
вращении стола собачка 4 прижимается пружинкой 5 и заставляет
колесо 3 вращаться вместе с колесом 6. Таким образом приводится
174
в движение вся система зубчатых колес и вращается ветрянка Д
осуществляющая торможение стола.
Микроузлы И (фиг. 75, а и б) прикреплены к станине четырьмя
винтами каждый и расположены по оси перемещения стола. Шаг
резьбы микропары равен 1 мм; на конце микровинта имеется пятка,
самоцентрирующаяся относительно положения концевой меры. Кон-
цевые меры длиной более 30 мм устанавливаются на выдвижную
Фиг. 76. Амортизатор инструментального микроскопа.
опору 12. Цена деления барабана микроузла 0,005 мм. Допустимая
погрешность шага микровинта ±0,003 мм.
Корпус 13 (фиг. 75,а) микроскопа с кронштейном 14 переме-
щается по массивной колонке 15 при помощи зубчатой рейки 16,
укрепленной на колонке, и головок 1 (фиг. 77), сидящих на одной
оси с зубчатым колесом 2. Головками 1 осуществляют грубое фоку-
сирование. Закрепление кронштейна в данном положении произво-
дят головкой 17 (фиг. 75,а). Точное фокусирование производят пе-
ремещением объектива с помощью кольца 18, Поворот колонки 15 с
тубусом на угол подъема проверяемой резьбы производят махович-
ком 19; наибольший угол поворота колонки в правую и левую сто-
роны равен 12,5°.
В корпус микроскопа 13 ввертывают сменный объектив 20. Для
ограничения перемещений тубуса служат кольцо 4 и винт 5
(фиг. 77). Возвращение тубуса в исходное положение и устранение
175
Разрез по 33-КК
Фиг. 77. Тубус микроскопа С
176
J
16
кронштейном (разрез)
12 Зак. 157
177
осевого зазора обеспечивается двумя боковыми пружинами 6. Ра-
диальный зазор устраняется роликом 7, прижатым к тубусу пружи-
ной 8. Для предохранения тубуса от поворота вокруг оси имеется
направляющая 9, скользящая по валику 10, обеспечивающему так-
же прямолинейность осевого перемещения тубуса. Валик 10 цент-
рируется двумя винтами 11. Оборачивающая призма 12 центри-
руется относительно оптической оси двумя боковыми винтами 13 и
одним винтом 14 снизу. Винты 13 и 14 фиксируются контргайка-
ми 15. Призма 12 защищена
от пыли плато 16, в которое
вмонтирована стеклянная пре-
дохранительная пластина 17.
Тубус нижнего освещения 22
(фиг. 75,а) помещается в колон-
ке 15 и состоит из трубы с диа-
фрагмой, трубки 23 с конден-
сорной линзой 24 и зерка-
лом 25. Осветительная труб-
ка 23 устанавливается по опти-
ческой оси, фиксируется кон-
трольной шпилькой и закреп-
ляется двумя винтами. Диа-
фрагма регулируется поворо-
том тубуса, с которым она свя-
зана посредством сектора, как
показано на фиг. 48. Сектор
закреплен на тубусе тремя вин-
тами. В отверстие сектора вхо-
дит резьбовая шпилька 26
(фиг. 75,а). Зеркало 25 нахо-
дится между двумя втулками
со скошенными торцами, и по-
ложение его фиксируется дву-
мя винтами 27.
револьверной и других
применяемым на микро-
Фиг, 78. Оптическая схема микро-
скопа.
Конструкции окулярных штриховой,
головок взаимозаменяемы и аналогичны
скопе малой модели.
На приборе можно работать со сменными объективами с увели-
чением Iх, 1,5х, 3х, 5х. Общее увеличение микроскопа, таким
образом, равно 10х, 15х 30х и 50х. Диаметры поля зрения для
различных увеличений соответственно равны 21; 14; 7
и 4,2 мм.
Вследствие увеличенного расхода салазок наибольшая длина
измеряемых деталей диаметром до 39 мм равна 315 мм, а при диа-
метре детали от 40 до 85 мм — 235 мм. Наибольший диаметр изде-
лий, устанавливаемых в центры, 85 мм. Сменные центры (прямые
или обратные) вставляются в коническое отверстие бабок, помещен-
ных на основании. Наибольший диаметр изделия, устанавливаемого
на V-образные подставки, 130 мм.
178
На микроскопах большой модели можно измерять резьбу с по-
мощью ножей, для чего предусмотрены площадки на центровой
бабке.
Осветительная система проекционного устройства (фиг. 74) от-
личается от системы освещения, применяемой при наблюдении изо-
бражения в окуляр. Нормальная лампа при использовании проек-
ционного устройства заменяется специальной, мощностью 35 вт, на-
пряжением 12 в.
Оптическая схема микроскопа, изображенная на фиг. 78, отли-
чается от оптической схемы микроскопа малой модели (фиг. 47)
тем, что пучок света от лампы накаливания преломляется при по-
мощи плоского1 зеркала, установленного под углом 45° к оси, а полу-
чение прямого изображения на окулярной сетке обеспечивается при
помощи призмы Р, проектирующей изображение проверяемого пред-
мета на окулярную сетку головки.
Техническая характеристика микроскопа
Цена деления барабана микроузла в мм
Величина перемещения микровинтов в мм
Шаг резьбы микропары в мм..........
Характеристики окулярных головок—
штриховой и револьверной см. инст-
рументальный микроскоп малой мо-
дели
Пределы перемещения кареток, вклю-
чая расход микровинта, в мм:
продольной* .......................
поперечной..............• ...
Цена деления шкалы поворотного стола
в мин.............................
Диаметр стола в мм.................
Наибольшее расстояние между столом
и объективом в мм.................
Вылет кронштейна в мм..............
Наибольший угол наклона стойки в град.
Цена деления шкалы наклона стойки
в град.............................
Наибольшая длина измеряемой детали,
устанавливаемой в центры, в мм:
при диаметре детали до 40 мм .
при диаметре детали более40 до 85.юи
Наибольший измеряемый диаметр при
работе с центрами в мм.............
Наибольший измеряемый диаметр при
работе в V-образных люнетах в мм .
Увеличение окуляра ........... ...
Увеличение объективов (сменных) . .
Общее увеличение микроскопа соот-
ветственно ........................
(То же при работе с проекционным уст-
ройством)
Поле зрения в зависимости от увели-
чения в мм........................
Диаметр экрана проекционного при-
способления в мм..................
Освещение микроскопа...............
0,005
25
1
150
50
3
280
200
167
±12,5
1
315
235
50
130
10х
Iх, 1,5х,3х и 5х
10х, 15Х, ЗОх, 50х
21; 14; 7; 4,2
225
Лампа накаливания 127
и 220 вХ40 вт
12*
179
Освещение проектора................... Лампа накаливания 120
или 220 вХ12 eX35 вт
Габаритные размеры прибора в мм\
длина.......................................... 900
высота...........................с 800
ширина........................................ 600
Вес прибора (без упаковки) в кг . . . 77
Предельные погрешности измерений на приборе
Измеряемые изделия Измеряемые Погрешности измерения головкой
параметры штриховой | револьверной
Плоские Длины: в продоль- ном направ- лении / L HL \ i 15 4~ 4~ I мк 28 3 000/ / L HL \ i 16 4~ 4~ ) мк 28 3000/
детали в попереч- ном напра- влении / L HL \ ± 1 5 + + I мк \ 14 1000 / / L , HL \ i 16 4" “Ь л ' 1 МК \ 14 1000/
Гладкие цилиндры Диаметры / М ± 18 + 1 мк / м ± (94-—) мк
Резьбовые Средний диа- метр резьбы / , 3 . L\ ± / 5 4~ + 1 мк 1 а 4 I 1 sin— / \ 2 / / , 4 L\ ± / 5 4- 4- . 1 мк а 4 1 sin— / \ 2 /
изделия Шаг резьбы / з ь\ ± / 2 + + | мк а 14 1 COS— . / \ 2 / / 4 L\ ± / 2 4~ " 4" .. \мк 1 а 14 I 1 cos—- J \ 2 /
Угловые шаблоны, конусы, резьбы, круглые шкалы и др. Углы теневым методом 4^' Для шага резьбы до 0,8 мм ± (25+7/ Для шага резьбы 0,8 — 6 мм ± (18 + уУ
координатным методом >ь оо + —
Здесь Н — высота измеряемого объекта в мм\
L — длина измерения в мм;
— угол профиля резьбы <в мин.,
f — длина образующей профиля резьбы в мм.
180
Разборка прибора
Перед разборкой прибора нужно снять с колонки 15 (фиг. 75,а)
кронштейн 14 с микроскопом, вынуть осветитель 28, отвернуть че-
тыре винта 29 (фиг. 75,6) и вынуть предметное стекло 21.
Разборка стола. Вывертывают продольный и поперечный микро-
винты с барабанами 11 и помечают их. При необходимости отвер-
тывают четыре винта и снимают корпус микроузла. Отвертывают
снизу три винта 30 и снимают амортизатор 10 продольных салазок.
Рейку 31 желательно не трогать. Отвертывают с двух сторон про-
дольных салазок 2 по четыре ограничительных винта 1 (фиг. 73)
и затем выталкивают деревянной палочкой два сепаратора с четырь-
мя шариками 32 (фиг. 75,а) в каждом. Приподняв немного стол,
снимают с двух сторон пружины 33 со шпилек, затем снимают стол
со станины, отвертывают с двух сторон поперечных салазок 3 по
четыре ограничительных винта 34 (фиг. 72,6) и выталкивают два
сепаратора с четырьмя шариками в каждом. Приподняв поперечные
салазки, снимают пружины 35 и отделяют их от продольных сала-
зок. Чтобы снять амортизатор 10 поперечных салазок, нужно отвер-
нуть четыре винта 36 и снять левую направляющую планку попереч-
ных салазок. Далее отвертывают снизу три винта, крепящие часо-
вой механизм, и снимают последний. Конструкция амортизатора
показана на фиг. 76.
Отвернув в выемке поперечных салазок два винта 37 (фиг. 75,6),
снимают маховичок 7 с зубчатым колесом, отвертывают зажим 9,
крепящий круглый стол 4, и снимают сухарь и гайку. Отвертывают
восемь винтов 6 (фиг. 75,а), отделяют круглый стол 4 от попереч-
ных салазок 3 и вынимают зубчатый обод 5. Снимают заслонки 38
(фиг. 75,6), отвернув для этого восемь винтов 39.
Разборка колонки. Снимают осветительную трубку 23 (фиг. 75,а),
отвертывают у тубуса 22 два винта и снимают указатель 40; отвер-
тывают четыре винта, крепящие тубус к колонке, поворачивают ту-
бус 22 на 90° и вынимают его из колонки. Снимают пружину 41 со
шпильки, через отверстие в колонке отвертывают винт, ограничи-
вающий грибок 43; затем, отвернув стопорный винт 42, отверты-
вают грибок 43 и винт 19 поворота колонки. После этого, отвернув
четыре винта 44, снимают крышки 45 (лицевую и заднюю) и выни-
мают ось поворота колонки, как это делается при разборке инстру-
ментального микроскопа малой модели (см. стр. 128), а затем вы-
нимают из станины колонку кверху. Разборка узла с винтом
поворота колонки затруднений не представляет.
Разборка тубуса нижнего освещения. Сняв осветительную
трубку 23, отвертывают три винта, вынимают тубус 46 из тубуса 22
и снимают сектор. Чтобы вынуть диафрагму, нужно отвернуть с
торца два кольца. Отвертывают винты 27 и, сделав пометку положе-
ния втулок со скошенными торцами, вынимают их вместе с зерка-
лом 25.
Разборка тубуса микроскопа. Перед разборкой снимают с ту-
буса окулярную головку и вывертывают сменный объектив 20
?81
(фиг. 75,а). Разборка объектива понятна из фиг. 75,в. Отвернув по
четыре винта с двух сторон тубуса 18 (фиг. 77), отделяют крыш-
ки 19; затем, приподняв поочередно обе крышки, вывертывают из
тубуса винты 20, крепящие пружины 6, и снимают крышки вместе
с пружинами. Отвертывают спереди тубуса четыре винта 21 и сни-
мают крышку с пружиной 8 и роликом 7. Отвертывают стопорный
винт 26 и ограничительный винт 5, после чего вывертывают коль-
цо 25, а затем регулировочное с накаткой и кольцо 27 с шестиза-
ходной резьбой. Отвертывают стопорный винт, а затем ограничи-
тельное кольцо 4 с прокладкой. Отвернув шесть винтов 28, снимают
втулку 29 с шестизаходной резьбой.
Длинной отверткой через прорезь в кронштейне 23 отвертывают
стопорный винт 30 и один из винтов 31; затем через отверстие под
винт 31 ослабляют один из юстировочных винтов 11, не трогая дру-
гого винта. Отвертывают четыре винта, крепящие к тубусу 18 нап-
равляющую вилку 9, и снимают последнюю, после чего тубус вы-
нимают из корпуса 24 кверху. Положение валика 10 желательно не
нарушать. Если этот валик требуется вынуть, нужно отвернуть сто-
порный винт и ослабить снизу регулировочный винт 32 с одной
стороны (не трогая другого). Отвернув сверху крышку 33, валик
вынимают. Чтобы вынуть призму 12, отвертывают четыре винта
и снимают плато 16; отвертывают два стопорных винта и ослабляют
два винта 34. Снимают прижимную планку 35; отвертывают два
винта; снимают переднюю планку 36; освобождают контргайку 15
и ослабляют один боковой винт 13, не трогая другого, после чего
вынимают призму. Отвернув винты 38, стопорный винт гайки и гай-
ку 39, снимают защитный колпак 3, предварительно отвернув вин-
ты 40, после чего можно снять корпус 37 призмы.
Перед сборкой металлические части тщательно промывают бензи-
ном, насухо протирают полотняным полотенцем, а затем смазывают
вазелиновым маслом (за исключением узлов, содержащих оптиче-
ские детали). Оптические детали должны быть хорошо вычищены.
Юстировка и ремонт прибора
Стол микроскопа. Устранение непрямолинейности хода продоль-
ных и поперечных салазок. Проверку прямолинейности ходов про-
дольных и поперечных салазок производят так же, как у инстру-
ментального микроскопа малой модели, при помощи образцового
лекального угольника (см. фиг. 52, а) либо микромера с ценой де-
ления 0,001 мм и образцового проверочного бруска с плоскими дове-
денными поверхностями длиной 200 мм. Микромер 1 (фиг. 79)
закрепляется в приспособлении 2, зажатом на тубусе 3 микроскопа,
а проверочный брусок 4 выравнивается на столе 5 микроскопа па-
раллельно ходу салазок с точностью до 0,3—0,5 мк при помощи
микромера, наконечник которого приводят в контакт с крайними
точками бруска. После установки проверочный брусок 4 закрепляют
струбциной 6. Затем, наблюдая за показаниями микромера, мед-
ленно перемещают стол. Отклонение от прямолинейности хода стола
182
в продольном и поперечном направлениях не должно превышать
0,003 мм в горизонтальной плоскости и 0,01 мм в вертикальной пло-
скости.
При проверке прямолинейности хода в вертикальной плоскости
в приспособление 2 устанавливают державку 7, в которую зажи-
мают микромер. Поверочный брусок 4 выравнивают при помощк
Фиг. 79. Проверка салазок микроскопа с приспособлением.
фольговых прокладок, помещаемых под брусок, либо при помощи
приспособления с винтом, типа экзаминатора, на который устанав-
ливают брусок и выравнивают так, чтобы показания по микромеру
в крайних точках бруска на длине перемещения салазок отлича-
лись не более чем на 0,5 мк.
Одновременно проверяют параллельность рабочей поверхности
стола и предметного стекла плоскости движения салазок. Наконеч-
ник микромера приводят в этом случае в контакт непосредственно
с поверхностью стола, а затем стекла в их крайних положениях.
Стойка с микромером устанавливается на плите, стоящей рядом
с прибором, либо прибор и стойку помещают на одну плиту. Откло-
нение от параллельности допускается в пределах 0,02 мм для
плоскости стола на всей длине его перемещения и 0,03 мм для пло-
скости предметного стекла по его диаметру.
Оправка 8 (фиг. 79) применяется в сочетании с приспособлени-
ем 2 при проверке шарикоподшипников, применяемых в приборах.
Причины возникновения непрямолинейности хода салазок те же,
что у инструментального микроскопа малой модели (см. стр. 136).
Небольшой зазор в направляющих салазок, вызывающий непрямо-
линейность их хода, устраняется в продольном направлении юстиро-
183
вечными винтами 47 (фиг. 75,а).
винты 48. Юстировка возможна за
жду контрольными шпильками. Но
Предварительно освобождают
счет использования зазоров ме-
если требуется значительное пе-
ремещение салазок, то старые отверстия в станине под шпильки
необходимо заглушить и высверлить новые отверстия по месту.
Юстировку направляющих поперечных салазок также производят
юстировочными винтами. При износе шариков следует последние
сменить на шарики несколько большего диаметра. Диаметр шари-
ков обычно равен 12,5 мм. После устранения зазора ход салазок
должен быть плавным на всем пределе перемещения.
Если непрямолинейность хода салазок в пределах 0,005—
0,008 мм связана с износом направляющих, устранение дефекта
возможно доводкой направляющих чугунным цилиндрическим при-
тиром диаметром, равным диаметру шариков (12,5 мм}, и длиной,
превышающей длину направляющей на 30—50 мм. Абразивом слу-
жит паста ГОИ 10 мк — для предварительной и 4 мк — для окон-
чательной доводки.
Притиру сообщают возвратно-поступательные движения и пово-
роты на небольшой угол. Притир должен быть хорошо прошлифо-
ван. Чистота поверхности притира должна быть не ниже 9-го клас-
са по ГОСТ 2789-51. Конусность, овальность и непрямолинейность
притира не должны превышать 0,002 мм.
Притир может быть изготовлен также из двух стержней длиной
около 100 мм, закрепленных на призматической державке. Общая
длина притира устанавливается в соответствии с длиной ремонти-
руемой направляющей. Стержни должны выступать из державки
величину не менее “ +2 мм (где d — диаметр притира).
на
Цилиндрическим притиром образуется неглубокая дорожка на
рабочей поверхности направляющей, несколько улучшающая ее
дальнейшую работу и дающая возможность производить повторную
доводку. Такие направляющие достаточно износоустойчивы в экс-
плуатации.
Наличие следов износа, небольших вмятин, царапин и коррозии
на направляющих требует их притирки и доводки, выполняемых
вручную при помощи профильного чугунного притира. Абразивом
служит паста ГОИ 30, 10 и 4 мк. Пасту, слегка смоченную кероси-
ном, наносят на рабочую поверхность направляющей, на которую
накладывают притир. Притирку производят возвратно-поступатель-
ными движениями до полного исчезновения пороков на направляю-
щих.
Чугунный притир представляет собой хорошо прошлифованный
стержень диаметром 13,8 мм, разрезанный вдоль оси. Плоскость
„ d
каждой половины притирается на плите до получения размера —,
равного 6,45 мм. Обе половины соединяют винтами.
Размер d собранного притира должен составить 12,9 мм, а фор-
ма его должна соответствовать профилю направляющей
(фиг. 80).
184
Притир может быть изготовлен из двух частей длиной 100 мм
каждая, которые закрепляют винтами на призматической державке.
Непрямолинейность поверхностей призмы не должна превышать
0,003 мм. Конструкция подобного при-
тира показана на фиг. 81.
Размеры притира можно опреде-
лить по чертежу направляющей план-
ки (фиг. 80). Направляющие,, имеющие
глубокие вмятины, забоины и большой
износ, следует шлифовать' профильным
кругом на плоскошлифовальном стан-
ке. У направляющих односторонних
планок, подвергнутых шлифованию и
последующей притирке и доводке, необ-
ходимо проверить параллельность ра-
бочей цилиндрической поверхности
опорной плоскости и взаимную парал-
лельность (рабочих поверхностей —
у двусторонних направляющих планок
(как показано на фиг. 53), а также
прямолинейность опорных поверхно-
стей D. Непрямолинейность этих по-
верхностей не должна превышать 0,015
на длине 300 мм. Перекос оси направ-
ляющей относительно опорной плоско-
сти не должен превышать 20" (0,03 на
длине 300 мм).
Следует помнить, что направляю-
щие планки изготовлены из низкоугле-
родистой стали и зацементированы на
глубину до 1,5 мм. Вследствие этого
при перешлифовании их снимаемый
слой металла должен быть минималь-
ным, в противном случае направляю-
щие будут быстро изнашиваться, что
вызовет необходимость изготовления
новых направляющих планок.
Непараллельность поверхности сто-
ла плоскости его движения устраняют
при помощи подкладок, помещаемых
под направляющие салазок с соответ-
ствующей стороны. Предварительно
нужно проверить параллельность верх-
ней и опорной плоскостей круглого
стола 4 (фиг. 75,а). При наличии не-
параллельное™ необходимо прошли-
фовать стол.
Устранение взаимной неперпендикулярности ходов продольных
и поперечных салазок. Снимают круглый стол 4 (фиг. 75,а) и, от-
вернув винты 39, (фиг. 75,6), снимают заслонки 38; слегка ослаб-
185
ляют винты 36, крепящие направляющие поперечных салазок, и уста-
навливают круглый стол на место. Положив на стол угольник, вы-
равнивают его в направлении хода стола и совмещают изображение
ребра угольника со штриховой линией окулярной сетки. Затем уста-
навливают направляющие поперечных салазок относительно на-
правляющих продольных салазок при помощи юстировочных винтов,
так же, как у инструментального микроскопа малой модели. После
Фиг. 81. Притир.
юстировки снимают стол 4, надежно' закрепляют
винтами направляющие, окончательно собирают
стол и снова производят проверку взаимной пер-
пендикулярности ходов салазок. Неперпендику-
лярность их не должна превышать 30" (0,015 мм
на длине 100 мм).
Неперпендикулярность ходов салазок более
всего- сказывается при измерениях шаблонов и
других точных изделий координатным методом.
Так, погрешность измерения диаметральных раз-
меров составляет величину.
Ы = d(\ — cos ср),
где d — диаметр измеряемой детали;
ср — величина неперпендикулярности ходов салазок в угловой
мере.
При неперпендикулярности ходов салазок 30" погрешность изме-
рения будет исчезающе малой.
При координатном методе контроля, принимая ?тах=30", и при
измеряемой длине /1 = 125 мм погрешность измерения составит
А 11^0,019 мм.
Ввиду весьма частого использования микроскопа для координат-
ных измерений проверка и юстировка неперпендикулярности ходов
салазок требуют особой тщательности. Наличие юстировочных уст-
ройств у микроскопа отечественной модели облегчает выполнение
этой операции с высокой точностью.
Точность приспособления для измерений по концевым мерам,
так же как и у микроскопа малой модели, зависит от качества
рабочих поверхностей и правильности положения направляющих
продольных салазок, которые требуется в первую очередь
исправить.
Если погрешности измерений при работе с плитками вызваны
износом, вмятиной или другими дефектами на контактной поверхно-
сти упорной планки 48 (фиг. 75,6) и торца микровинта, требуется
эти поверхности довести. Отвернув втулку 2 (фиг 82, а), снимают
контакт 1 микровинта. Для регулирования упорной планки 48
(фиг. 75,6) относительно оси перемещения салазок помещают
с соответствующей стороны фольговую прокладку между опорной
поверхностью планки и салазками, после чего планку закрепляют
винтами. Допустимая погрешность показаний при работе с плит-
186
ками составляет: ±0,002 на длине 50 мм, ±0,003 на длине свыше
50 до 75 мм и ±0,005 мм на длине свыше 75 до 150 мм.
Устранение дефектов микрометрических узлов микроскопа. Если
барабан задевает масштабную гильзу 4 (фиг. 82,а), нужно отвер-
нуть три винта 5 и отрегулировать положение барабана относитель-
но микровинта; барабан центрируется по борту микровинта. После
юстировки барабан закрепляют винтами. Необходимый предел пе-
ремещения микровинта устанавливается при помощи ограничитель-
ного винта 6 только в сторону ввертывания. При вывертывании
микровинт ничем не ограничивается.
Погрешности микропары проверяют по образцовой штриховой
шкале, устанавливаемой сначала на предметный стол микроскопа,
а затем на две плитки, равные по размеру высоте оси центров,
обычно обозначенной на крышке 45 (фиг. 75,а). Методы устранения
погрешностей микропар сохраняются в основном те же, что и для
инструментального микроскопа малой модели. Если износ микропа-
ры велик (более 0,015 мм), что затрудняет возможность исправле-
ния ее, а также при наличии других дефектов, устранение которых
невозможно, следует заменить микровинт или, что желательнее,
целиком микропару. Основные характеристики микропары приведе-
ны на фиг. 82, бив.
Устранение дефектов бабок и центров. Узел бабок с центрами
состоит из основания 1 (фиг. 83), бабок 2 и сменных центров — пря-
мых 3 и обратных 4. Кольцо 5 служит для вынимания центров из
бабок. Бабки закрепляются в основании гайкой 6. Основание с баб-
ками закрепляется винтами 7 на круглом столе микроскопа в Т-об-
разных канавках. Основание центров изготовлено из алюминия.
Несовпадение осей центров, затупление острия, непрямолинейность
образующих центров проверяют описанными выше методами и сред-
ствами (см. фиг. 61). Указанные дефекты, а также биение центров
устраняют шлифованием центров на круглошлифовальном станке.
При шлифовании конический хвостовик центра зажимают в цанго-
вом патроне, биение которого должно быть не более 1,5 мк.
Если на хвостовике имеются забоины или он сильно изношен, то
предварительно шлифуют хвостовик; при этом используют на стан-
ке полуоткрытые центры. После шлифования между бортом центра,
вставленного в бабку 2, и торцом кольца 5 должен оставаться за-
зор не менее 1 мм. Если центры сильно изношены и шейка центра
настолько коротка, что перешлифование его затруднительно, а так-
же если после шлифования борт центра будет упираться в торец
бабки, необходимо заменить центры.
Центры изготовляют из стали марок У10—У12. Твердость цен-
тров должна быть в пределах 7?с = 56-н62. Проверку биения центров
после изготовления или ремонта производят в бабке с центрами (на-
пример, от инструментального микроскопа) трубкой оптиметра или
микромером с ценой деления 0,001 мм. Бабку с центрами и штатив
< зажатым в ней прибором устанавливают на чугунную поверочную
плиту. Наконечник трубки оптиметра (или микромера) приводят в
контакт с образующей хвостовика, а затем центра. Вращая послед-
187
Фиг. 82. Микрометрический узел.
00
Фиг. 83. Бабка с центрами.
ний, наблюдают за показаниями оптиметра. Биение образующей
центра относительно хвостовика не должно превышать 0,005 мм;
угол центра должен быть выдержан в пределах 60°±2'. Острие цен-
тров должно быть притуплено на величину 0,1—0,15 мм. Непрямо-
линейность образующих центров не должна превышать 0,01 мм.
Проверку угла затупления острия и непрямолинейности образую-
щих производят при помощи штриховой окулярной головки микро-
скопа (фиг. 61). Несовпадение осей центров не должно превышать
0,01 мм при расстоянии между центрами 20 и 75 мм и 0,02 мм — при
расстоянии между ними 300 мм.
Одновременно проверяют состояние поверхности и конусность
посадочного конического отверстия бабки 2 (фиг. 83). На образую-
щих отверстия не должно быть следов коррозии, забоин и других
пороков, могущих привести к перекосу центров. Конусность прове-
ряют по коническому калибру-пробке на краску. После припассовки
калибра отверстие бабки должно быть равномерно окрашено по
всей поверхности. Если это условие не выполнено', а также при на-
личии указанных выше пороков требуется притирка отверстия, а
при грубых забоинах — шлифование и доводка.
Притирку отверстия производят чугунным коническим прити-
ром, зажатым в патрон доводочной головки или токарного стола.
Скорость вращения притира 200—300 об/мин. На притире должны
быть четыре канавки, расположённые параллельно его оси. Абрази-
вом служит шлифовальный порошок № 120—180, густо смешанный
с веретенным маслом. Шлифовальную смесь наносят пальцем на
один из секторов притира равномерным слоем; бабку надевают на
притир и слегка прижимают ее руками вдоль оси к притиру. После
1—2 мин. притирки бабку снимают, протирают притир и снова, на-
неся слой шлифовальной смеси, продолжают притирку. После этого
бабку протирают и проверяют на краску коническим калибром.
Если в отдельных местах соприкосновение калибра с поверхно-
стью отверстия плотнее, чем в других, что выявляется по краске,
смесь наносят на притир не по всей длине его, а только на одной
его части, с тем чтобы притиралась только определенная часть по-
верхности. После местной притирки притирают всю поверхность
отверстия и снова проверяют коническим калибром на краску.
Затем производят окончательную притирку (доводку) бабки при
помощи другого конического притира, одинакового по размерам с
первым. Абразивом служит шлифпорошок № 220. При проверке ко-
ническим калибром допускаются следующие погрешности припассов-
ки: кольцевые разрывы краски не более двух; ширина разрывов не
более 2 мм. К исправленному таким образом отверстию припассовы-
вают сменные центры. Расстояние от опорной плоскости бабки до
оси центров (равное 43 мм) должно соответствовать расстоянию от
плоскости стола до оси вращения колонки.
Допустимое отклонение при любом положении центров состав-
ляет *±0,02 мм. При отклонении более указанного производят шаб-
ровку опорной поверхности бабки или привертывают стальные пла-
стины соответствующей толщины, а затем их шлифуют по месту до
190
достижения необходимого размера, как это производится у бабок
с центрами микроскопа малой модели.
Непараллельность оси центров плоскости движения продольных
салазок при расстоянии между центрами 40 и 200 мм не должна
превышать соответственно 0,01 и 0,05 мм. Метод проверки (см.
фиг. 62) этого элемента и меры устранения дефекта, а также техни-
ческие требования, предъявляемые к центрам, и способы устранения
несоответствия нормам точности — те же, что и для бабок с центра-
ми микроскопа малой модели (см. стр. 152). Для притирки направ-
ляющих основания пользуются чугунным пустотелым притиром с на-
ружным диаметром, равным диаметру бабки 2 (фиг. 83).
Устранение неперпендикулярности оптической оси микроскопа
плоскости стола. В первую очередь нужно убедиться в том, что
кронштейн с тубусом перемещается по направляющим колонки без
качания. Проверку можно произвести по ножу или лекальному
угольнику, установленным на столе прибора. Отфокусировав риску
ножа или ребро лекального угольника, слегка покачивают крон-
штейн из стороны в сторону и наблюдают в окуляр за положением
пунктирной линии окулярной сетки относительно изображения штри-
ха ножа или ребра угольника. Смещение пунктирной нити сетки не
должно превышать 0,1 мм с возвращением в исходное положение.
Качание кронштейна устраняется при помощи трех винтов 41
(фиг. 77), прижимающих клин к направляющим колонки. После
юстировки винты фиксируют контргайками 42. Кронштейн должен
перемещаться по колонке плавно, без заеданий; зажим должен
обеспечивать надежное крепление кронштейна на колонке в задан-
ном положении. Перпендикулярность оптической оси микроскопа
плоскости стола проверяют описанными выше методами (см.
фиг. 64). Колонку устанавливают на ноль и совмещают изображе-
ние креста образцовой штриховой пластины и окулярной сетки; за-
тем, установив на стол микроскопа плоскопараллельную стеклян-
ную пластину, фокусируют изображение креста штриховой пластины
только подъемом кронштейна и повторяют проверку, фокусируя
крест пластины только вращением кольца 18 (фиг. 75,а).
Смещение изображения креста образцовой пластины относитель-
но креста окулярной сетки не должно превышать 0,003 мм при пе-
ремещении объектива кольцом 18 на 8 мм и 0,045 мм при перемеще-
нии кронштейна с тубусом по колонке на наибольшую длину. Если
положение направляющей 49 колонки по какой-либо причине было
нарушено в процессе ремонта, то требуется проверка перпендику-
лярности этой направляющей плоскости стола при помощи приспо-
собления и уровня с ценой деления 0,1 мм на 1 мм [2].
Приспособление представляет собой угольник с ласточкиным
хвостом и широкой площадкой. Угольник закрепляют на стойке
взамен кронштейна, и на площадку устанавливают уровень. Откло-
нение от перпендикулярности направляющей 49 плоскости стола
(при нулевом положении стойки по шкале поворота колонки) не дол-
жно превышать ±2'. Уровень устанавливают на площадке парал-
лельно продольному, а затем поперечному ходу салазок. Положение
191
направляющей 49 можно проверить также при помощи приспособ-
ления с микромером (фиг. 79) и угольника, закрепленного на столе
микроскопа (как показано на фиг. 65). Угольник устанавливают в
двух положениях: параллельно продольному, а затем—поперечно-
му ходу салазок. Отклонение от перпендикулярности направляю-
щей 49 (фиг. 75,а) плоскости стола не должно превышать в линейной
мере 0,05 мм на всей длине перемещения кронштейна.
Неперпендикулярность направляющей в продольном направле-
нии устраняется небольшим поворотом ее в продольном направле-
нии за счет зазора между винтами и отверстиями. Предварительно
немного ослабляют винты, крепящие направляющую 49. Если тако-
го поворота недостаточно для устранения дефекта, то -следует вы-
прессовать контрольные шпильки, а затем, после установки направ-
ляющей в нужном положении, запрессовать их на новом месте. Не-
перпендикулярность направляющей 49 в поперечном направлении
устраняют с помощью фольговой подкладки, помещенной между
опорными поверхностями направляющей и колонки.
Смещение пунктирной нити окулярной сетки относительно изо-
бражения образцового креста может возникнуть в связи с наличием
качки тубуса 18 микроскопа (фиг. 77,а), которая легко выявляется
легкими покачиваниями тубуса вокруг оси. При этом придерживают
руками корпус 37 призмы с окулярной головкой. Качание тубуса
устраняется следующим образом: отвертывают два винта 31, служа-
щие пробками, и перемещают кольцом 27 тубус 18 до совпадения
головок винтов 11с отверстиями под винты 31 в кронштейне. За-
тем, подняв кронштейн по колонке в крайнее верхнее положение
через отверстия тубуса, ослабляют два стопорных винта 30. Устано-
вив кронштейн на место, фокусируют крест образцовой сетки и
винтами 11 полностью устраняют качание тубуса. После юстировки
перемещение тубуса 18 кольцом 27 должно быть плавным. Причи-
ной смещения креста окулярной сетки относительно образцовой сет-
ки может служить перекос валика 10 (фиг. 77,6).
Вращением кольца 27 устанавливают тубус в крайнее нижнее
положение, резко фокусируют крест образцовой сетки, с которой
совмещают крест окулярной сетки, после чего, установив плоско-
параллельную стеклянную пластину, перемещают тубус кольцом 27
в противоположное крайнее положение. При смещении креста сетки
микроскопа относительно образцовой сетки нужно произвести
юстировку положения валика 10. Для этого отвертывают четыре
винта 22 (фиг. 77,а) и снимают кронштейн с тубуса. Отвертывают
внизу два стопорных винта и регулируют двумя винтами 32 направ-
ляющий валик 10. Если изображение креста отходит в правую
сторону от штриховой линии окулярной сетки, то валик перемещают
винтами в левую сторону. Вращением кольца 27 перемещают тубус,
проверяя плавность его хода по всей длине. Собирают кронштейн
с тубусом, устанавливают на колонку и снова проверяют тубус по
кресту образцовой сетки.
Вращение кольца 27 должно происходить плавно, без мертвого
хода; тубус должен возвращаться в исходное положение плавно
192
и без заеданий. Неплавность и мертвый ход при вращении кольца 27
в основном происходит от недостаточности смазки и от загрязнения.
Промывкой и смазкой ланолином резьбовой части кольца 27 и втул-
ки 28 достигается плавность вращения его и устраняется мертвый
ход кольца. Заедание и неплавность хода тубуса возникают от
загрязнения наружной поверхности его или от недостаточного уси-
лия пружин 6. Эти дефекты устраняют тщательной промывкой
Фиг. 84. Проверка увеличения прибора.
бензином, протиркой сухим полотенцем и смазкой вазелиновым
маслом тубуса, а также правкой или заменой пружин 6.
Устранение неправильности увеличения микроскопа. Правиль-
ность увеличения микроскопа проверяют по образцовой штриховой
пластине 1 (фиг. 84), установленной на предметном стекле стола 2.
Штрихи пластины резко фокусируют и устанавливают так, чтобы
в поле зрения был виден участок шкалы с интервалами деления
0,2 мм. Штрихи шкалы, отстоящие на 1,8 мм один от другого, сов-
мещают с крайними штриховыми линиями окулярной сетки. При
этом штрихи пластины и окулярной сетки должны совпадать. Несов-
падение их не должно превышать ±0,001 мм.
Юстировку производят изменением длины тубуса, для чего на
объективе предусмотрено кольцо 50 (фиг. 75,в), фиксируемое
стопорным винтом 51. Отвернув последний, кольцо 50 вывертывают,
если увеличение менее нормального, и ввертывают при обратном
явлении. После юстировки кольцо фиксируют стопорным винтом 51
и снова проверяют увеличение.
Устранение несовпадения оптических осей осветительной системы
и микроскопа. Правильность положения тубуса нижнего освещения
проверяют по боковой поверхности плитки размером 2 мм (см.
фиг. 67) при нулевом положении колонки и диафрагме, открытой на
пять-семь делений. Плитку устанавливают так, чтобы длинное ребро
ее было направлено параллельно сначала продольному, а затем —
13 Зак. 157 193
поперечному ходу салазок. Дополнительно производят следующую
проверку. На предметное стекло стола микроскопа укладывают
папиросную бумагу и включают освещение. Пучок света при мини-
мальном, среднем и максимальном растворе-диафрагмы должен
проектироваться на папиросную бумагу в виде правильной окруж-
ности, приблизительно в центре стекла.
Наклон оптической оси тубуса нижнего освещения в продольном
направлении устраняется поворотом осветительной трубки 23
(фиг. 75,а) вокруг оси в пределах зазора между винтами, крепящи-
ми трубку. Предварительно слегка освобождают эти винты. Если
этого недостаточно для устранения дефекта, нужно слегка повернуть
тубус 22, также используя зазор между винтами, крепящими тубус
к колонке, и отверстиями тубуса. Надежно' закрепив винты, повторя-
ют проверку. Показание по шкале наклона колонки должно соот-
ветствовать фактическому положению колонки. Проверка произво-
дится при помощи специального угольника и квадранта типа К01.
Несоответствие положения колонки показанию шкалы наклона до-
пускается в пределах 15'. Устранение дефекта производится поворо-
том винта, в который упирается грибок 43 (фиг. 75,а). Предвари-
тельно освобождают контргайку спереди колонки 15.
Наклон оптической оси нижнего освещения в поперечном направ-
лении, выявляемый при проверке по плитке, установленной длинной
стороной параллельно продольному ходу стола, устраняется юсти-
ровкой узла зеркала 25. Для этого помещают с соответствующей
стороны небольшую фольговую прокладку под торец осветителя 23
со стороны тубуса 22 либо между втулкой и зеркалом в верхней или-
нижней части его.
ЮСТИРОВКА ПРОЕКЦИОННОГО УСТРОЙСТВА
Проекционное устройство, применяемое для работы на инструмен-
тальных микроскопах большой модели и на универсальных микро-
скопах, состоит из двух основных узлов—осветителя и проекционной
насадки, конструкция которых показана на фиг. 85,а и б. Осветитель
(фиг. 85,а) устанавливают на микроскопе взамен обычного освети-
теля. Проекционную насадку монтируют установочным штуцером 1
(фиг. 85,6) в корпусе микроскопа, а оправу 2 с линзами—в окуляре,
предварительно вынув оттуда глазную линзу в оправе. Общий вид
микроскопа с проекционным устройством показан выше, на фиг. 74.
Проекционная насадка состоит из корпуса 3 (фиг. 85,6), проек-
ционной системы линз в оправе 2, зеркала в оправе 4, смонтирован-
ного на крышке 5, и стеклянного матового экрана 6. На экран наде-
вается козырек 7. Положение зеркала относительно оптической оси
и экрана юстируется винтом 8.
Как видно из фиг. 85,а, разборка проекционной насадки затруд-
нений не представляет.
Точность измерений и качество изображения зависят в основном
от состояния микроскопа и правильности настройки осветителя. По-
194
этому в первую очередь требуется обеспечить правильное положение
источника света относительно оптической оси микроскопа Для этой
цели устанавливают под объективом микроскопа на стол прибора
приспособление для центрирования освещения матовым стеклом
вверх. При центрирований открывают диафрагму до деления 25. На
матовом стекле приспособления для центрирования должно появить-
ся изображение диафрагмы и части витков накаленной спирали
лампы. Юстировка осветителя осуществляется при помощи двух
винтов 1 (фиг. 85,а), ориентирующих лампу 12 относительно оптиче-
ской оси микроскопа, а также перемещением лампы вдоль оси; при
этом добиваются положения, при котором большая часть изображе-
ния накаленной спирали приходится внутри изображения диафраг-
мы. Для осевого перемещения лампы освобождают два винта 3.
При закрытой диафрагме часть спирали должна оставаться видимой,
причем, центрируя лампу, нужно пересечь витками центр поля
зрения.
Для получения отчетливого изображения белая штриховая мет-
ка кольца на окулярной головке должна быть совмещена с минус
4—5 делениями диоптрийного кольца. Отъюстировав осветитель,
снимают центрировочное приспособление с прибора.
После юстировки осветителя в поле зрения экрана не должно
быть окрашенных пятен; поле зрения должно быть заполнено изо-
бражением светящейся спирали. Изображение проверяемой детали
должно быть четким. Правильность изображения измеряемой детали
на экране проверяется при помощи образцового кольца диаметром
3—5 мм, шириной 1,5—2 мм. На экран 6 (фиг. 85,6) помещают
кальку с точно в масштабе увеличения начерченной на ней окруж-
ностью. Кольцо устанавливается на стол микроскопа, и изображение
его резко фокусируется. При достижении отчетливого изображения
наружного контура кольца последнее совмещают с контуром
окружности на кальке, помещенной на экране. Изображение кольца
не должно иметь видимой на глаз овальности. Наличие овальности
свидетельствует о неправильной установке зеркала в оправе 4.
В этом случае освобождают от мастики отверстие под винт 8 и,
наблюдая изображение на экране и слегка вращая винт S, юстируют
зеркало в оправе, добиваясь полного устранения искажения изобра-
жения проектируемой детали на экране. После окончательной юсти-
ровки зеркала отверстие под винт 8 снова заполняют мастикой
и делают оттиск клеймом.
Общее увеличение определяется при помощи аттестованного
кольца, диаметр изображения которого измеряется точной штрихо-
вой мерой или сравнением с концевой мерой. В последнем случае на
стол микроскопа укладывают лекальный угольник, ребро которого
резко фокусируют, а затем изображение ребра совмещают с изобра-
жением образующей контура кольца и производят первый отсчет*по
барабану микровинта. Затем устанавливают между упорами конце-
вую меру соответствующего размера, изображение ребра угольника
при помощи микровинта точно совмещают с диаметрально противо-
положной образующей контура кольца и производят второй отсчет.
13*
195
196
7
Фиг. 85. Проекционное устройство:
а — осветитель; б — проекционная насадка.
С£>
Общее увеличение системы V определится из соотношения
V=— ,
d
D — измеренный диаметр изображения кольца;
d — действительный диаметр кольца.
При работе на микроскопе с проектором необходимо учитывать
фактическое увеличение системы.
РЕМОНТ И ЮСТИРОВКА ИНСТРУМЕНТАЛЬНЫХ МИКРОСКОПОВ
ДРУГИХ КОНСТРУКЦИЙ
Помимо описанных микроскопов наиболее распространенных
моделей в промышленности применяются инструментальные микро-
скопы других конструкций.
Методы проверки, ремонта и юстировки описанных ниже ин-
струментальных микроскопов даются только в той части, в какой эти
микроскопы отличаются от приборов, рассмотренных ранее.
В остальном порядок проверки и юстировки этих микроскопов
остается без изменений.
ИНСТРУМЕНТАЛЬНЫЙ МИКРОСКОП МАЛОЙ МОДЕЛИ
ФИРМЫ ЦЕЙСС
Конструкция этого прибора, за исключением некоторых деталей,
аналогична малой модели отечественного инструментального микро-
скопа. Салазки микроскопа фирмы Цейсс перемещаются по направ-
ляющим, имеющим форму направляющих микроскопа большой
модели. Основные размеры профиля направляющих (односторонней
и двусторонней), полученные по результатам измерений, приведены
на фиг. 86.
Отсутствие юстировочных устройств для регулирования направ-
ляющих планок является существенным недостатком рассматривае-
мой модели микроскопа. Данное обстоятельство затрудняет воз-
можность ремонта прибора, когда это связано с необходимостью
регулирования направляющих (например, устранение зазора между
направляющими, взаимной неперпендикулярности ходов продольных
и поперечных салазок и др.).
Амортизатор возвращения стола аналогичен показанному на
фиг. 76, но меньших габаритов. Поворот стола осуществляется
вручную. Оптическая схема прибора аналогична показанной на
фиг. 47, но вместо призмы 4 установлено зеркало.
У основания окуляра имеется кольцо, которое крепится винтом.
Сняв это кольцо, можно произвести юстировку штриховой пластины
не снимая крышки с окуляром.
Разборка микроскопа производится аналогично' разборке микро-
скопа малой модели. Сепараторы в микроскопе установлены трех
размеров. При сборке микроскопа следует помнить, что короткие
сепараторы устанавливают между наружными направляющими
198
продольных салазок; длинные — между направляющими средних
салазок продольного хода (перемещаемых микровинтом); средней
длины — между направляющими продольных салазок.
Юстировка и ремонт микроскопа. Чтобы устранить небольшой
зазор между направляющими, ослабляют винты, крепящие направ-
ляющие продольных салазок к станине, вставляют отвертку между
направляющей и бортом станины и, действуя отверткой, как рычагом,
слегка отжимают направляющую от борта станины. В образовав-
Фиг. 86. Направляющие салазок микроскопа фирмы Цейсс
шийся зазор вставляют металлическую прокладку соответствующей
толщины, после чего надежно закрепляют направляющую винтами.
Если зазор в салазках настолько велик, что устранить его за счет
зазора -между направляющей планкой и винтами невозможно, необ-
ходимо сменить шарики на другие, большего диаметра. Размер
шариков определяется по месту. Диаметр установленных на приборе
шариков обычно равен 7,96 мм.
Для доводки направляющих используют те же средства, что
и для доводки направляющих стола микроскопа большой модели,
но сообразуясь с профилем, изображенным на фиг. 86. Для устране-
ния неперпендикулярности ходов продольных и поперечных салазок
снимают обычным способом верхнюю плиту сгола и, укрепив на по-
перечных салазках лекальный угольник (см. фиг. 55), юстируют по-
ложение направляющих поперечных салазок относительно про-
дольных.
199
б)
Фиг. 87. Микропара стола микроскопа фирмы Цейсс:
а — микровинт; б —'микрогайка.
200
Немного отвертывают винты, прикрепляющие направляющие
к поперечным салазкам. Вставив отвертку в крайних точках между
направляющей и бортом салазок с противоположных сторон и дей-
ствуя отверткой, как рычагом, слегка отодвигают направляющую
в сторону, противоположную направлению, по которому отходит
изображение ребра угольника от вертикальной штриховой линии
окулярной сетки. При этом наблюдают в окуляр за перемещением
ребра угольника. Установив прокладку между направляющей и бор-
том салазок в двух противоположных (накрест лежащих) местах,,
надежно закрепляют направляющие.
Фиг. 88 Стопорное устройство кронштейна.
Эту операцию иногда приходится производить несколько раз для
достижения необходимой точности положения планок. Собрав
окончательно стол, проверяют взаимную перпендикулярность про-
дольных и поперечных салазок.
Юстировка микроузлов. Методы ремонта микроузлов
аналогичны описанным ранее. Резьба микропары выполнена с на-
ружным диаметром 9,5 мм и шагом I мм. При замене микро-
пары рекомендуется последнюю изготовлять с нормальной резьбой
1М10Х1. Основные исполнительные размеры микропары указаны
на фиг. 87.
Устранение других дефектов стола. Нормальное время свобод-
ного перемещения стола при его возвращении на всю длину хода
равно 3—5 сек. Нормальная работа узла перемещения стола обес-
печивается промывкой бензином и смазкой механизма амортизатора,
а также регулированием пластины ветрянки, у которой для этого
слегка загибают края. После ремонта и юстировки стол должен
перемещаться на всю длину плавно и без заеданий.
Устранение дефектов перемещения кронштейна по колонке
микроскопа. Кронштейн должен плавно и без качки перемещать-
ся по направляющим колонки. Качание возникает в связи с износом
направляющих колонки 1 (фиг. 88) и салазок кронштейна 2.
201
Этот дефект устраняют, помещая фольговую прокладку Р под
полукруглую поверхность сухаря 3. Толщина прокладки определяет-
ся по месту.
Предварительно вынув тубус из кронштейна, снимают послед-
ний с колонки. Отвертывают ограничительные винты 4 и 5 и зажим-
ной винт 6. Вынимают сухарь 3 с пружиной 7 и штифтом 8. Уста-
новив прокладку, собирают зажим.
После ремонта перемещение кронштейна должно быть плавным,
без заеданий и качки. Зажим должен обеспечивать надежное креп-
ление кронштейна на колонке.
Юстировка увеличения микроскопа производится перемещением
объектива 16 (фиг. 45). Для этого отвертывают кольцо, служа-
щее контргайкой объектива. Объектив вывертывают, если увеличе-
ние меньше нормального, и ввертывают при большем увеличении,
после чего объектив закрепляют кольцом.
Если величина перемещения объектива по резьбе недостаточна
для юстировки увеличения, то необходимо под торец объектива по-
местить прокладочное кольцо,
Фиг. 89. Инструментальный микро-
скоп фирмы Цейсс (средняя модель)
размер которого определяется
по месту.
ИНСТРУМЕНТАЛЬНЫЙ
МИКРОСКОП ФИРМЫ ЦЕЙСС
(СРЕДНЯЯ МОДЕЛЬ)
Микроскоп, изображенный
на фиг. 89, по конструкции яв-
ляется сочетанием микроскопов
малой и большой моделей.
Стол, стойка и тубус нижнего
освещения по конструкции ана-
логичны соответствующим уз-
лам микроскопа малой модели.
Тубус главного микроскопа
аналогичен тубусу микроскопа
большой модели. Поэтому ме-
тоды проверки, юстировки и
ремонта этого микроскопа ана-
логичны описанным ранее.
В настоящее время отечест-
венными заводами организован
выпуск инструментальных мик-
роскопов типа средней модели фирмы Цейсс со всеми принадлежно-
стями (экраном, сменными окулярными головками и др.). Некото-
рые ранние модели микроскопов фирмы Цейсс выпускались с при-
способлениями для разметки. Одна из таких конструкций показана
на фиг. 90.
Инструментальный микроскоп большой модели фирмы Цейсс
в основном аналогичен описанному выше инструментальному микро-
скопу большой модели отечественного производства.
202
При разборке салазок микроскопа фирмы Цейсс, чтобы снять
круглый стол 4 (фиг. 75,а), нужно отвернуть зубчатый обод (резьба
левая). Диаметр шариков, установленных между направляющими,
равен 12,7 мм. Чтобы вынуть втулку с накаткой 27 (фиг. 77,6), вместо
винта 5 отвертывают кольцо с левой резьбой.
Фиг. 90. Инструментальный микроскоп с разметочным устройством.
ИНСТРУМЕНТАЛЬНЫЙ МИКРОСКОП ФИРМЫ ЦЕЙСС (НЬЮ-ЙОРК)
Прибор (фиг. 91) конструктивно мало отличается от микроскопа
фирмы Цейсс (Иена). Проведенными Бюро взаимозаменяемости
Комитета исследованиями ряда микроскопов установлено, что в боль-
шинстве случаев они не удовлетворяют нормам точности, приведен-
ным в инструкции Комитета стандартов мер и измерительных при-
боров при СМ СССР.
Результаты исследования микроскопов фирмы Цейсс (Нью-Йорк)
приводятся в таблице на стр. 204.
При исследовании качества изготовления наиболее ответственных
деталей микроскопов выявлены значительная непрямолинейность
образующих цилиндрических поверхностей направляющих, неточ-
ность микровинтов и ряд других дефектов.
Одним из основных недостатков микроскопов является недоста-
точно точное совпадение центров штриховой и градусной пластин,
составляющих одно целое. Штрихи окулярной сетки, а также градус-
ной шкалы нанесены на стеклянной пластине фотометодом и не за-
крыты покрывным стеклом, поэтому нельзя производить чистку
203
Проверяемые элементы Допустимые отклонения в мм Фактические отклонения в мм
Непрямолинейность хода продольных и по- 0,003 Де 0,015
перечных салазок
Взаимная неперпендикулярность направле- 0,007 (на 25 лл) „ 0,030
ний движения салазок
Погрешности микропары ± 0,003 (на 25 мм) До 0,018
Погрешности измерения с приспособлением 0,002 . 0,006
для контроля по концевым мерам
Несовпадение осей центров 0,006 (на 25 -им До 0,03
Несовпадение осей центров с осью колонки 0,01 » 0,05
Несовпадение пересечения штрихов оку- 0,001 . 0,005
лярной сетки с центром ее вращения ....
Отклонение линейного увеличения .... 0,1% . 1,5%
градусного лимба. Штрихи, нанесенные на пластине, быстро портят-
ся, часто оказываются негодными даже в новых микроскопах и вос-
Фнг 91. Инструментальный микроскоп
фирмы Цейсс (Нью-Йорк).
фирмы Цейсс (Нью-Йорк) несколько
(фиг. 92) нижнего освещения.
Регулирование диафрагмы
торце которой имеется
становлению не поддаются.
В некоторых приборах
наблюдается изменение рез-
кости изображения изделия
при перемещении последне-
го в пределах поля зрения.
Этот дефект связан с непра-
вильным положением обора-
чивающей призмы и низким
качеством объектива. После
юстировки и ремонта микро-
скопов (притирки микропар,
направляющих), а также за-
мены центров вновь изготов-
ленными рассматриваемые
микроскопы были приведены
в состояние, удовлетворяю-
щее требованиям инструкции
Комитета. Исключение со-
ставляет качество штриховой
головки.
Конструкция прибора.
Рассматриваемый микроскоп
по своей конструкции в ос-
новном аналогичен средней
модели микроскопа фирмы
Цейсс (Иена). В микроскопе
изменена конструкция тубуса
производится вращением трубы /, на
штифт 2, соединенный с диафрагмой. Пере-
204
мещение тубуса 1 микроскопа (фиг. 91) с кронштейном 2 на колон-
ке 3 осуществляется вращением головок 4, закрепленных на одной
оси с зубчатым колесом. Последнее находится в зацеплении с рей-
кой, укрепленной на стойке 3, направляющие которой (ласточкин
хвост) представляют собой отдельную деталь, закрепленную на
колонке и зафиксированную двумя контрольными шпильками.
Цена деления барабана микроузла 5—0,005 мм; шаг микровин-
та 0,5 мм.
Тубус микроскопа не имеет приспособления для точного фокуси-
рования изделия. В некоторых случаях, например при измерении
расстояния между
штрихами, нанесенны-
ми на плоскости, тре-
буется освещать изме-
ряемый предмет свер-
ху. Для этого микро-
скоп снабжен двумя
иллюминаторами 6.
Один иллюминатор
имеет зеленый свето-
фильтр, другой — крас-
ный. Иллюминаторы
регулируют так, чтобы линия пересечения зеленого и красного пуч-
ков света совмещалась с осью визируемого предмета.
Штриховая головка установлена под углом 45е к оси тубуса, как
у микроскопов средней и большой моделей.
Отсчетный микроскоп 7 угловой шкалы закреплен тремя винтами
на стойке и имеет индивидуальное осветительное приспособление 3,
вмонтированное в корпус головки. Это приспособление можно снять
и для освещения шкалы пользоваться зеркальцем. Окуляр 9 не
имеет резьбы и диоптрийного кольца. Установка окуляра по глазу
наблюдателя производится перемещением окуляра вдоль оси в ци-
линдрическом тубусе.
В револьверной головке микроскопа отсутствует установочный
крест. Установку профильной пластины производят по поверочному
валику, изображение которого совмещают с отсчетным штрихом,
установленным на ноль, и с контрольной риской.
На приборе не предусмотрена возможность работы с проекцион-
ным или фотоустройствами.
Оптическая схема этого прибора представлена на фиг. 93; в нее
включена схема верхнего освещения, в которую входит источник
света 3, цветные стеклянные пластинки (красная 4 и зеленая 5)
и конденсорная линза 6.
Разборка микроскопа. Порядок и способы разборки микроскопа
в основном те же, что и для микроскопов других моделей.
Чтобы снять тубус нижнего освещения, нужно отвернуть винт 3
(фиг. 92), вынуть трубку 1 и отвернуть три винта 4/После этого
разбирают колонку обычным порядком.
205
Сняв окулярную головку, разбирают тубус главного микроскопа.
Для этого нужно отвернуть объектив 1 (фиг. 94), снять крон-
штейн 2, отвернуть два винта и снять рейку 3. При необходимости
можно снять направляющую (ласточкин хвост) 4, предварительно
отвернув три винта. В остальном разборка тубуса прибора анало-
гична разборке тубуса большой модели инструментального микро-
скопа.
На фиг. 95 представлен разрез штриховой головки. Для ее раз-
борки нужно отвернуть кордовое кольцо и вынуть окуляр 2.
схема микро-
Фиг. 93. Оптическая
скопа.
Тубус окуляра 3, как и в других
конструкциях, закреплен на резь-
бе. Кольцо 1 снимают после того,
как отвернут тубус 3. В зависи-
мости от характера требуемой ра-
боты окуляр либо разбирают, ли-
бо снимают вместе с крышкой 4
без разборки. Для этого отверты-
вают семь винтов и снимают кры-
шку. Затем снимают прокладное
кольцо 5. Удерживая пальцами
накладку 6 и слегка покачивая ее
вокруг оси, вынимают стеклян-
ную пластину 7 с градусными де-
лениями и штриховой сеткой из
основания 8 вместе с оправой 9,
Отвернув три винта, снимают го-
ловку 10. В некоторых случаях
снимают защитное стекло 11 с оп-
равой.
При разборке штриховой го-
иметь в виду, что поверхность пластины, на кото-
ловки необходимо
рой нанесены штриховая сетка и градусная шкала, не закрыта за-
щитным стеклом и малейшее прикосновение к ним влечет за собой
полное их уничтожение.
Для разборки отсчетного микроскопа нужно отвернуть снаружи
три винта (фиг. 96), вынуть микроскоп из корпуса 3, отвернуть
стопорный винт 4 и объектив 5. Далее необходимо отвернуть
окуляр 1 и верхнее кольцо 3, вынуть кольцо и вслед за ним вынуть
пластину с минутной шкалой 6 в оправе. Нижнее кольцо 7 ноциус-
ной пластины желательно' не трогать, чтобы сохранить базу для
правильной установки пластины при сборке.
Юстировка и ремонт микроскопа. Способы юстировки и ремонта
инструментального микроскопа фирмы Цейсс (Нью-Йорк) мало
отличаются от способов юстировки и ремонта отечественного микро-
скопа.
Для регулирования направляющих поперечного хода стола у не-
которых приборов с правой стороны поперечных салазок предусмот-
рены два винта 10 (фиг. 91), с помощью которых устраняют зазор
поперечных направляющих.
206
11
Фиг. 94. Тубус микроскопа (разрез).
Фиг. 96. Отсчетный
микроскоп
(разрез).
Фиг. 95. Штриховая головка (разрез).
Диаметр центров не всегда выдержан по размеру, что влечег за
собой перекос центров при закреплении в бабке. Центры с занижен-
ным размером должны быть заменены новыми. Диаметр центров
должен быть выдержан в пределах 25,4 ±0,01 мм.
Качку кронштейна на колонке устраняют притиркой опорной по-
верхности направляющей (ласточкина хвоста).
Неправильность увеличения микроскопа устраняют следующим
способом: отвернув стопорные винты 5 (фиг. 94), поворачивают
кольцо 6. Если увеличение больше нормального, кольцо ввертывают,
и наоборот. После этого снова закрепляют кольцо стопорными вин-
тами 5.
Юстировка положения окулярной сетки относительно центра ее
вращения. Отвернув винты, снимают крышку 4 (фиг. 95) с окуля-
ром. Слегка освобождают три винта 12 и, определив необходимое
направление смещения, перемещают пластину 7 в пределах зазора
между отверстиями пластины и винтами 12, пока она не займет
требуемое положение. Устанавливают крышку на место и проверяют
положение пластины.
Юстировка указанного элемента затруднена отсутствием спе-
циальных юстировочных винтов.
Юстировка отсчетного микроскопа. Для устранения разнофокус-
ности минутной и градусной шкал устанавливают окуляр 1 (фиг. 96)
по глазу, отвертывают три винта 2 и вынимают микроскоп из кор-
пуса 8. Освобождают стопорный винт 4 и перемещают объектив 5
вдоль оси. Минутную шкалу 6 перемещают в соответствующем на-
правлении на такую же величину ввертыванием или вывертыванием
колец 7 и 8, между которыми закреплена оправа со шкалой 6.
Неправильность увеличения устраняют перемещением оправы 5
с объективом вдоль оси, предварительно отвернув стопорный винт 4.
Перекос минутной шкалы 6 устраняют ее поворотом; для этого
нужно немного освободить верхнее кольцо 8 и слегка повернуть
оправу со шкалой; предварительно надо отвернуть окуляр 1. Ниж-
нее кольцо 7 при этом не следует трогать. После юстировки все де-
тали надежно закрепляют и проверяют отсчетный микроскоп по
всем элементам, так как в данной конструкции при закреплении
деталей их положение легко нарушается.
Отсутствие наружной крышки, специальных вырезов и юстиро-
вочных винтов затрудняет юстировку отсчетного микроскопа, вслед-
ствие чего требуется его полная или частичная разборка. Нельзя
также наблюдать в окуляр за перемещением юстируемой части
микроскопа.
Юстировка револьверной головки. Так как на профильной пла-
стине отсутствует установочный крест, юстировку револьверной
головки относительно направления движения продольных салазок
при нулевом показании по шкале производят по отсчетному штриху
и контрольной риске, которые совмещают с изображением ребра
лекального угольника или с образующей поверочного валика.
Юстировку положения градусной пластины головки производят
винтами 8 (фиг. 94). Предварительно нужно отвернуть два стопор-
208
ных винта и снять кольцо 9. Юстировка градусной пластины за-
труднена, так как круглую, без скосов оправу пластины трудно при
юстировке перемещать прямолинейно. Немного освободив два винта
8, тонкой отверткой слегка поворачивают градусную пластину 10
в нужном направлении. При этом снимают окуляр 11 и снова его
устанавливают, проверяя положение градусной шкалы.
Ввиду наличия ряда существенных недостатков прибора, погреш-
ности данного микроскопа не укладываются в нормы точности,
утвержденные Комитетом; так, погрешность измерения угла, вы-
зываемая несовпадением точки пересечения штрихов сетки с центром
делений градусной шкалы, находится в пределах ±2' вместо ± Г,
а допустимая погрешность несовпадения точки пересечения штри-
хов с центром вращения сетки — в пределах 0,002 мм.
В остальном рассматриваемые микроскопы удовлетворяют нор-
мам точности и методам проверки, установленным для других
типов инструментальных микроскопов.
ИНСТРУМЕНТАЛЬНЫЙ МИКРОСКОП ФИРМЫ ГАРТНЕР (США)
Инструментальный микроскоп фирмы Гартнер (фиг. 97) по
назначению подобен распространенным типам инструментальных
микроскопов.
На основании 1 смонтирован предметный стол 2, перемещающий-
ся в двух взаимно перпендикулярных направлениях: в продольном
на 100, в поперечном на 50 мм. Перемещение стола в обоих направ-
лениях на длину 50 мм осуществляется с помощью микровинтов 3.
Шаг микровинта равен 1 мм. Цена деления барабана микровинта
равна 0,01 мм. При помощи нониуса производят отсчет показаний
по барабану до 0,002 мм. Величины перемещения стола в целых
миллиметрах отсчитывают по шкалам, закрепленным на салазках.
Предусмотрено специальное коррекционное устройство 1
(фиг. 98), предназначенное для компенсации температурных влия-
ний на точность показаний микровинтов. Это устройство представля-
ет собой прямолинейную линейку, по которой перемещается рычаг,
ввернутый в гайку. Линейку можно установить под углом к оси
микровинта.
Стол перемещается в продольном направлении справа налево;
дополнительное перемещение продольных салазок на 50 мм произ-
водится при помощи плиток, укладываемых на специальной площад-
ке, закрепленной на основании микроскопа. Плитку помещают ме-
жду упорной планкой 3 и стержнем со сферической головкой,
закрепленным в микрометрической гайке 4 Перемещение стола
и прижим плитки осуществляются при этом часовой пружиной,
помещенной в круглой оправе и соединенной с салазками троси-
ком.
Стол перемещается на шариках по призматическим направляю-
щим с узкой рабочей поверхностью.
Замедление движения стола при его возвращении в исходное
положение производится при помощи масляного амортизатора
14 Зак. 157 203
(фиг, 99), состоящего из корпуса 1, к которому сверху привернута
крышка 2. На крышке смонтировано зубчатое колесо 5, находящее-
ся на одной оси с лопастью 4. Рейка, свободно сидящая в пазу
станины, соединена с салазками при помощи выступа в нижней
части микрогайки 4 (фиг. 98) и сцепляется с зубчатым колесом 5
(фиг. 99), закрепленным на одной оси с колесом 6. На этой же оси
Фиг. 97 Инструментальный микроскоп фирмы
Гартнер.
находится рычаг 7, на конце которого имеется паразитное колесо 89
которое сцепляется с зубчатым колесом 3, вращающим лопасть 4, по-
мещенную в резервуар с маслом. Возникающее при этом трение
жидкости о стенки резервуара обеспечивает медленное возвращение
стола к упору.
При перемещении продольных салазок влево рычаг 7 вследствие
трения его о торец зубчатого колеса 6 немного отходит и колесо 8
выходит из зацепления с колесом <3. Стол в этом случае перемещает-
ся свободно. При возвращении продольных салазок рычаг повора-
чивается в противоположную сторону, приводит в зацепление зубча-
тое колесо 8 и 3 и этим включает амортизатор.
210
a)
Фиг. 98. Микроузел с коррекционным устройством
14*
211
S3
Фиг. 99. Амортизатор масляный.
Предметный стол 2 (фиг. 97) поворачивается винтом 11 вокруг
вертикальной оси на ±7°. Угол поворота отсчитывается по барабану
с ценой деления 6'.
Кронштейн с тубусом 5 микроскопа перемещается по направ-
ляющим колонки 6 при помощи зубчатого колеса, связанного
с маховичком 7 и входящего в зацепление с рейкой 8, закрепленной
на колонке.
Колонка наклоняется винтами 9 в обе стороны от нулевого поло-
жения на 10°. Цена деления шкалы наклона колонки равна 5'.
Зеркало 1 (фиг. 100) наклоня-
ется с помощью гибкой ленты и
пружины вместе с колонкой 2 на
угол, равный углу подъема резь-
бы. Это обеспечивает направле-
ние пучка света по оптической
оси микроскопа при любом поло-
жении колонки. Между зеркалом и
предметным столом помещен выд-
вижной матовый светофильтр 3.
Измеряемый объект освещает-
ся лампой, имеющей напряжение
6—8 в и помещенной в общий ко-
жух 4 с конденсором.
Для присоединения сменных
окулярных головок к тубусу мик-
роскопа применено байонетное
устройство. Помимо штриховой
окулярной головки, к микроскопу
приложена револьверная головка (фиг. 101,а) со сменными стеклян-
ными профильными пластинами для проверки резьб (фиг. 101,6) и
окружностей различных радиусов.
Изображение предмета рассматривается через окуляр с 10-крат-
ным увеличением. Общее увеличение микроскопа 30х. Поле зрения
6,5 мм\ фокусное расстояние объектива 48 мм. Для измерения объ-
ектов, требующих верхнего освещения, предусмотрены два иллю-
минатора Т (фиг. 97), состоящие из лампы 6—8 в и конденсорной
линзы. Иллюминаторы смонтированы на хомутике, закрепленном на
тубусе микроскопа.
Минутная и градусная шкалы штриховой головки освещаются
с помощью зеркальца или иллюминатора 10 с лампой 6—8 в.
Иллюминатор применяется главным образом для работы с проек-
ционным устройством, когда изображение измеряемого предмета
проектируется на экран с 30—60-кратным увеличением, которое
обеспечивается с помощью сменных объективов. Диаметр поля
зрения проекционного устройства 3,25—6,5 мм. При пользовании
проекционным устройством изделие освещается приспособлением,
состоящим из лампы и конденсора, заключенных в общий кожух,
который устанавливается на место обычного осветительного при-
способления.
212
Фиг 100. Вид снизу станины микроскопа
Фиг. 101 Револьверная головка. б)
213
Фотокамера, приложенная к прибору, для фотографирования
измеряемого объекта, присоединяется к окулярной головке. При этом
применяется то же осветительное приспособление, что и для проек-
ционного устройства.
Микроскоп применяется также для разметочных работ. Разме-
точное приспособление состоит из корпуса, внутри которого пере-
мещается шток. На конце штока имеется разметочный резец. Раз-
мечаемое изделие помещают на специальный накладной стол, уста-
навливаемый на предметный стол мик-
роскопа.
Оптическая схема микроскопа пока-
зана на фиг. 102. Луч света от лампы 1
проходит через конденсор 2 и, отразив-
шись под углом 45° от зеркала 5, нап-
равляется через матовый светофильтр 4
на предметное стекло 5 и измеряемую
деталь Д'. Далее свет поступает в объ-
ектив 6 и оборачивающую призму 7.
Изображение изделия получается на
пластине 8 с одним пунктирным штри-
хом и на пластине Р, на которой имеет-
ся пунктирный штрих, две контроль-
ные риски и градусная шкала. Изобра-
Фиг. 102. Оптическая схема
микроскопа.
жение предмета рассматривается в оку-
ляр 11.
Градусная шкала 10 и минутная 16
освещаются лампой 12 через конден-
сор 13 и молочный светофильтр 14.
Пластина 15 служит защитным стек-
лом. Отсчеты по шкале производятся с
помощью лупы 17. освещения из-
меряемого предмета сверху предусмот-
рены два иллюминатора 18.
Рассматриваемый прибор по конст-
рукции и качеству изготовления некото-
рых ответственных деталей значительно уступает ранее рассмотрен-
ным приборам. К главным недостаткам прибора относится следую-
щее.
В конструкции приспособления для измерений по плиткам на-
рушен один из основных метрологических принципов, согласно ко-
торому линия измерения и ось меры должны лежать в одной плоско-
сти и на одной прямой. В результате исследования точности измере-
ний по плиткам погрешности показаний, даже при тщательной
юстировке, достигают ±0,006 мм на длине 25 мм и ±0,012 мм на
длине 50 мм. Таким образом, приспособление для измерения по
плиткам не может быть использовано для измерений повышенной
точности, а служит лишь для расширения пределов применения.
В расположении микровинтов также не соблюден указанный
выше метрологический принцип: оси винтов не совпадают с осью
214
измерения, что вызывает дополнительные погрешности из-
мерения.
Погрешности шага резьбы микропары часто оказываются на-
столько значительными, что не поддаются исправлению с помощью
коррекционного приспособления.
Погрешности шага микровинтов, проверенных на универсальном
микроскопе при помощи ножей, достигают 0,02—0,025 мм. Система-
тические погрешности показаний микроузлов достигают 0,012 мм.
Нестабильность показаний микроузлов, доходящая до ±0,008 мм,
возникает из-за неточности изготовления рычага микрометрической
гайки, перемещающегося по пазу коррекционной линейки. Мертвый
ход микровинта, возникающий вследствие зазора между рычагом
и поверхностью паза, доходит до 0,006—0,008 мм.
Предельные погрешности измерения углов по штриховой головке
(когда длины сторон угла превышают поле зрения) достигают
±3,5Z и выше.
Микроскоп имеет и другие недостатки, менее существенные, но
мешающие работе и затрудняющие его ремонт и юстировку. Некото-
рые из перечисленных выше недостатков могут быть исправлены
ремонтом и юстировкой прибора. Исправление других недостатков
в ряде случаев невозможно, в связи с чем погрешности показаний
микроскопа не укладываются в нормы, принятые в СССР для при-
боров данного типа.
Разборка микроскопа. Со стола прибора снимают центры, вы-
нимают предметное стекло Р (фиг. 103,а), затем снимают тубус
микроскопа с кронштейном и, вынув осветительные лампочки, при-
ступают к разборке прибора.
Чтобы разобрать стол, отвертывают по два винта с каждой сто-
роны продольных салазок и снимают предохранительные планки.
Деревянной палочкой выталкивают два сепаратора с шариками (по
11 шт. в каждом). Отвертывают по два винта с каждой стороны по-
перечных салазок и снимают предохранительные планки; затем вы-
талкивают два сепаратора с шариками (по 12 шт. в каждом). Отвер-
нув держатель тросика, ввернутого в поперечные салазки 1, снима-
ют последние с продольных салазок. Снимают тросик с держателя,
ввернутого в продольные салазки 2, и снимают их со станины 3. Пе-
ревертывают поперечные салазки (фиг. 104). Отвертывают шесть
винтов 4 и снимают пластину 5, сделав пометку ее положения. После
этого винт поворота стола вывертывают и снимают предметный
стол 6 (фиг. 103,а), предварительно освободив две пружины 7, воз-
вращающих стол при повороте. Отвертывают шесть винтов и снима-
ют крышку 8 с миллиметровой шкалой продольных салазок. Отвер-
тывают два винта, снимают нижнюю крышку меньшего размера (на
фигуре не видна) и снимают предохранительную пластину 9. Отвер-
тывают три винта (фиг. 98) и снимают маховичок 6. Отвернув сто-
порный винт, снимают барабан микрометра 7. Чтобы снять указа-
тель 8, требуется отвернуть гайку 9. Освобождают контргайку 17 и
отвертывают упор 18, после чего вывертывают микровинт 14 и сни-
мают микрогайку 4.
215
216
Поперечный микроузел разбирают в таком же порядке. Коррек-
ционные линейки без особой необходимости снимать не рекомен-
дуется.
Отвернув три винта 10 и винт 11, снимают собачку 12 и механизм
возвращения стола 5.
Отвертывают шесть винтов, снимают крышку 10 (фиг. 103,а), за-
крывающую амортизатор 11 и рейку 12. Перевертывают микроскоп
на бок, отвертывают три винта и снимают амортизатор. Затем отвер-
тывают четыре винта и снимают конденсорное устройство 28
(фиг. 103,6), сделав пометку его положения.
Фиг, 104. Поперечная каретка (вид снизу) с танген-
циальным винтом поворота стола.
Для разборки осветительного устройства освобождают пружи-
ну 29 (фиг. 103,6), отвертывают винт 30 и освобождают ленту 31.
Отвертывают гайку 13 (фиг. 103,tz) и снимают стержень 14 с зер-
калом 15 нижнего освещения. Чтобы отделить зеркало от стержня,
нужно отвернуть винт 16.
Если требуется снять светофильтр 17, отвертывают четыре вин-
та, крепящие направляющие рамки светофильтра.
После того как стержень с зеркалом отделены от колонки, мож-
но приступить к ее разборке. Отвертывают винты 18 и вынимают
ось 19 поворота колонки. Предварительно' отвернув винт 20, отвер-
тывают гайку 21 и винты 32 (фиг. 103,6), после чего колонку 22
(фиг. 103,(7 и 6) вынимают из станины.
Разборка тубуса. Вывертывают объектив 23 (фиг. 103,а) и сни-
мают хомутик 24 с двумя иллюминаторами. Повернув рычажок 25,
слегка поворачивают головку 26 и снимают ее. Оправа призмы 27
закреплена на тубусе тремя винтами. Снимать оправу и вынимать
из нее призму не рекомендуется, так как юстировка последней
в связи с отсутствием юстировочных устройств затруднительна.
Штриховая головка (фиг. 105) по конструкции значительно
отличается от штриховых головок описанных выше микроскопов.
217
На основании 1 установлен на конусе корпус с зубчатым ободом 2.
На корпусе закреплена градусная пластина 3 при помощи наклад-
ки 4 и трех винтов 5. Градусная пластина закрывается крышкой 6.
Внутри верхней части корпуса четырьмя винтами 7 закреплена не-
подвижная (верхняя) пластина 8. Винты 7 служат также для юсти-
ровки неподвижной пластины.
Сверху корпуса закреплен тубус окуляра 9, внутри которого
перемещается окуляр 10.
В нижнем коническом отверстии корпуса помещается коническая
втулка 11, закрепленная гайкой 12. Внутри втулки закреплена оправа
13 с завальцованной в ней подвижной (нижней) пластиной 14.
Фиг. 1С5. Штриховая головка.
Оправа крепится четырьмя винтами 15, служащими также для
юстировки подвижной пластины. На поверхности пластины 14 нане-
сена пунктирная линия. На неподвижной пластине 8 нанесены пунк-
тирная линия, отмеченная нулем, и перпендикулярно ей — два конт-
рольных штриха. На пластине также имеется шкала, градуирован-
ная от 30 до 70° через 30'.
Пластина с градусной шкалой 3 вращается на 360° вместе
с неподвижной и подвижной пластинами. Вращение осуществляется
при помощи головки 16. Одновременно вращается окуляр. Градус-
ная шкала двусторонняя и разделена от 0 до 180° в обе стороны.
Цена деления шкалы 20'. Углы поворота креста нитей окулярной
сетки отсчитываются по нониусной пластине с точностью до 1' при
помощи лупы 33 (фиг. 103,а).
Подвижную пластину 14 (фиг. 105) можно поворачивать вокруг
оси на угол 95° относительно неподвижной пластины S, по шкале
которой отсчитываются углы поворота штриховой линии пластины
14 в пределах 30—70°. Подвижная пластина поворачивается незави-
симо от корпуса 2 кольцом 18 с накаткой, которое связано с втул-
кой И винтом 19, проходящим через прорезь в корпусе 2.
Разборку головки осуществляют следующим способом. Отверты-
вают тубус окуляра 9 и вынимают окуляр 10. При разборке окуляра
218
отвертывают глазную линзу 20 и коллективную линзу 21 в оправах.
Затем отвертывают винт 19 и снимают кольцо 18. Отвертывают сни-
зу гайку 12 и вынимают втулку 11. Отвернув четыре винта /5, вы-
нимают оправу 13 с пластиной 14. Отвертывают винты 7 и вынима-
ют пластину 8 в оправе. Вынимают лупу 33 (фиг. 103,а), отвертыва-
ют сбоку четыре винта 22 (фиг. 105) и снимают крышку <5, после
чего можно вынуть корпус 2 с градусной шкалой 3. Отвернув три
винта /7, снимают головку 16. Чтобы вынуть корпус с градусной
пластиной, вынимать втулку И с оправой 13 и пластину с оправой
8 необязательно. При сборке вставляют втулку 11 в корпус таким
образом, чтобы отверстие под винт 19 совпало с центром прорези
корпуса. Все детали должны быть тщательно вычищены. Кониче-
ские поверхности втулки 11, основания 1 и корпуса 2 должны быть
смазаны ланолином.
Револьверная головка (фиг. 101) по конструкции отличается
от револьверных головок других микроскопов. Головка состоит из
корпуса 1, в которой вставляют сменные профильные пластины 2.
Для ограничения перемещения профильной пластины имеется
крышка 3, которая зажимается снизу винтом. Пластину перемеща-
ют головкой 4. Изображение предмета рассматривают в окуляр 5—
10-кратного увеличения.
Разборка револьверной пластины затруднений не представляет.
Юстировка и ремонт микроскопа
Стол. Устранение непрямолинейности хода продольных и попе-
речных салазок. Проверку производят по лекальному угольнику,
ребро которого направлено параллельно ходу продольных салазок.
Фиг. 106. Проверка микроскопа.
Пунктирную линию неподвижной пластинки устанавливают на ноль.
Изображение ребра угольника совмещают с пунктирной линией под-
вижной пластинки, установленной по контрольным рискам непод-
вижной пластинки (фиг. 106,а). При перемещении продольных са-
лазок на 100 мм смещение изображения ребра угольника относи-
тельно пунктирной риски не должно превышать 0,004 мм.
219
Устранение непрямолинейности направляющих производят так
же, как у отечественного инструментального микроскопа малой
модели.
Для устранения зазора между направляющими предусмотрены
регулировочные винты 34 (фиг. 103,а) и винты 7 (фиг. 104) для'
продольных и поперечных салазок.
Устранение взаимной неперпендикулярности ходов продольных
и поперечных салазок. Используя установку угольника, описанную
выше, одновременно проверяют взаимное положение салазок. Не-
перпендикулярность ходов салазок не должна превышать J'
(0,015 мм на 50 мм длины).
Для устранения взаимной неперпендикулярности салазок нужно
снять предметный стол, отвернуть винты, крепящие направляющие
поперечных салазок к продольным, немного повернуть их в нужном
направлении и закрепить.
Если образовался зазор между направляющими, нужно выбрать
его при помощи винтов 7 (фиг. 104), предварительно освободив
винты, крепящие регулируемую направляющую к поперечным са-
лазкам. Можно добиться, чтобы неперпендикулярность ходов сала-
зок не превышала 20" (0,005 мм на 50 мм длины). Ход салазок дол-
жен быть плавным на всем участке их перемещения.
Регулирование величины перемещения салазок. Рабочее пере-
мещение салазок не должно быть менее 50 мм в поперечном и
100 мм в продольном направлениях.
Величину перемещения поперечных салазок регулируют винтом
6 (фиг. 104), находящимся под указателем поперечных салазок.
Предварительно нужно освободить контргайку 8.
Величину перемещения продольных салазок регулируют двумя
винтами, находящимися с противоположных сторон снизу салазок
и упирающимися в приливы на станине. Предварительно нужно ос-
вободить контргайки.
Юстировка приспособления для измерений по концевым мерам
(плиткам). Проверку производят обычным опис'анным выше мето-
дом (см. стр. 140). Погрешности показаний при измерениях по плит-
кам не должны превышать 0,006 мм на 50 мм длины. При большей
погрешности нужно в первую очередь исследовать состояние рабочей
поверхности упора 13 (фиг. 98) и упорной планки 3 и при наличии
следов износа устранить их доводкой. Если дефект этим не будет
устранен, нужно дополнительно отрегулировать положение упор-
ной планки. Отвернув сбоку два винта, крепящие планку к площад-
ке для плиток, помещают фольговую прокладку между упорной
планкой и торцом площадки с правой или левой стороны планки и
закрепляют ее. Толщину прокладки и направление поворота планки
определяют на месте.
Устранение дефектов микроузла поворота стола. Стол должен
поворачиваться при перемещении винта 1 (фиг. 104) не менее чем
на 8° в каждую сторону. Неплавность перемещения микровинта
вызывается загрязнением микропары и неправильным положением
разрезной гайки 2, служащей для выборки осевого зазора винта L
220
Неправильное положение этой гайки препятствует также перемеще-
нию микровинта на всю длину.
Для устранения указанного дефекта микроузел поворота стола
нужно разобрать, промыть и смазать часовым или вазелиновым
маслом; затем установить гайку 2 на одном уровне со скосом стеб-
ля 3 и вставить микровинт и масштабную гильзу таким образом,
чтобы установочная шпилька вошла в прорезь гайки. Чтобы
преодолеть усилие пружины 9, нажимают на винт и ввертывают его
в гайку.
Трение стебля о масштабную гильзу при вращении винта устра-
няют регулированием тремя винтами 10.
Проверку точности показаний микровинта производят с помощью
лекального угольника, устанавливаемого на столе. Изображение
ребра угольника совмещают с пунктирной линией неподвижной
окулярной сетки (фиг. 106,6) при отсчетах по шкале микроузла:
—5°; —2°30z; 0; + 2°30z; +5° и производят отсчеты по градусной
шкале головки.
Разность отсчетов не должна превышать 6'; при большей по-
грешности нужно сменить микровинт.
Устранение дефектов микроузлов. В первую очередь нужно убе-
диться в отсутствии осевого зазора микровинта и зазора между хво-
стовиком гайки и направляющими коррекционной линейки. (Мето-
ды проверки осевого зазора и нормы точности такие же, как для
инструментального микроскопа малой модели, см. стр. 143). Затем
микровинт оттягивают рукой и слегка толкают в осевом направле-
нии для определения наличия зазора в микропаре. Зазор, ощутимый
ют руки, не допускается.
Устранение осевого зазора микровинта производят натяжением
микрогайки 4 (фиг. 98) при помощи винтов 15. Зазор рычага 16
микрогайки между направляющими коррекционной линейки устра-
няют сменой рычага либо поворотом его на резьбе через шайбу.
Для устранения осевого зазора микропары нужно освободить
контргайку 17 и отрегулировать микроузел упорной гайкой 18, после
чего снова закрепить его гайкой 17. Предварительно микропару про-
мывают и после протирки смазывают вазелином. Слой смазки рав-
номерно распределяют по всей поверхности резьбы многократным
(три-пять) ввертыванием винта в гайку. Микровинт после юстиров-
ки должен перемещаться плавно на всю длину.
Проверку погрешностей шага микровинтов производят обычным
способом по образцовой шкале одновременно с проверкой других
указанных выше элементов. Для устранения влияния погрешностей
других элементов микроузла на точность проверки микропары необ-
ходимо винт вращать в одну сторону. Погрешности микроузла не
должны превышать ±0,003 мм на длине 25 мм и ±0,005 мм на
длине 50 мм.
Для компенсации погрешностей шага микровинтов применяются
коррекционные линейки, с помощью которых осуществляется допол-
нительный поворот гайки в ту или иную сторону в соответствии
с направлением и величинами погрешностей микропары.
221
Дополнительный поворот гайки 1 (фиг. 107,а) осуществляется
при помощи рычага 2, который все время находится в контакте
с коррекционной линейкой 3.
На приборе установлены прямолинейные коррекционные линей-
ки, при помощи которых можно устранить погрешности микропары
при условии, если погрешность нарастает равномерно по всей длине
винта с одноименным знаком (т. е. является прогрессивной). Если
погрешность нарастает с положительным знаком, линейку нужно
наклонить вправо. Для это-
го винт 19 (фиг. 98) немно-
го вывертывают, а винт 20
завертывают до отказа. Если
ошибки микропары имеют
отрицательный знак, линейку
устанавливают с наклоном
влево.
При наличии местных по-
грешностей микровинта про-
филь коррекционной линейки
не будет прямолинейным.
В этом случае имеющуюся в
приборе коррекционную ли-
нейку нужно заменить новой.
Для определения погреш-
ностей микропары имеющу-
юся на приборе линейку 3
(фиг. 107,6) выравнивают
так, чтобы она была парал-
лельна оси микровинта.
После этого проверяют шаг
микровинта по образцовой
шкале через каждый мил-
лиметр по всей длине винта.
Проверку производят не менее трех-пяти раз и определяют средние
арифметические величины погрешностей. Погрешности отдельных
участков микропары необходимо просчитать в масштабе коррекции.
Масштаб поправочной кривой линейки выбирается в зависимо-
сти от длины рычага гайки по формуле
Фиг. 107. Коррекционное устройство
микровинта.
где s — шаг винта;
I —длина рычага гайки.
В данном приборе шаг винта s = 1 мм и длина рычага гайки I =
= 20 мм. Следовательно, М = — мм.
125
Таким образом, при перемещении конца рычага по коррекцион-
ной линейке на 1 мм изменение шага микровинта составит —=
222
= 0,008 мм. Отсюда следует, что высокая точность обработки линей-
ки не требуется. Выполнение линейки с точностью до 0,1 мм обес-
печит точность коррекции микропары до 0,8 мк.
Полученные отклонения шага микропары умножают на величи-
ну М и строят кривую. На графике по горизонтальной оси отклады-
вают перемещения гайки, а по вертикальной оси — линейные пере-
мещения рычага.
Коррекционную линейку изготовляют из стали марок Уб—У8
размером 3 X 10 X 90 мм. Поверхности линейки шлифуют; допуск
на непараллельность поверхностей 0,05 мм. На линейке и на стани-
не должны быть просверлены по два отверстия для винтов и конт-
рольных шпилек на месте расположения линейки. Нарезают резьбу
в станине и запрессовывают контрольные шпильки. Устанавливают
изготовленную линейку по контрольным шпилькам и закрепляют
ее винтами 4 (фиг. 107,6). Определяют на линейке крайние точки
касания рычага гайки, расстояние между которыми соответствует
длине кривой на линейке. Линейку снимают, и на передней поверх-
ности ее наносят слой лака или омедняют ее кристаллом медного
купороса, смоченного водой, после чего размечают эту поверхность
через миллиметр на длине 55 мм. От нижнего ребра вдоль рисок
наносят точки, характеризующие кривую, и по полученным коорди-
натам опиливают надфилем поверхность линейки. Для контроля
правильности изготовления кривой применяют закрепленный в шта-
тиве индикатор часового типа с ценой деления 0,01 мм. Наконечник
индикатора должен иметь сферическую форму с радиусом
0,3 мм. Штатив устанавливают на плите. Верхним (неопиленным)
ребром линейку кладут на плиту. Индикатор приводят в контакт со*
свободной (прямолинейной) частью поверхности линейки, по кото-
рой его устанавливают на ноль, и проверяют кривую по всем точ-
кам. В процессе изготовления линейки рекомендуется устанавливать
ее на микроскоп и проверять показания микровинта.
Чтобы рычаг гайки прижимался к линейке, необходимо несколько*
переделать гайку. Отверстие гайки d рассверливают и вставляют
в него закаленную втулку 5 со сферической поверхностью. Внутри
втулки помещают пружину 6. Поверхность станины, по которой
скользит втулка 5, должна быть хорошо зачищена и заполирована.
Кривая 1 (фиг. 108) характеризует погрешности показаний мик-
ропары до коррекции шага резьбы. Кривая представляет собой по-
грешности показаний микропары после установки коррекционной
линейки.
Дефекты бабки с центрами устраняют так же, как у отечествен-
ных микроскопов (см. стр. 149). Диаметр центров равен 25,4 мм.
Несовпадение осей центров с осью поворота колонки допускается
в пределах 0,03 мм.
Осветительную систему микроскопа проверяют обычным спосо-
бом (см. фиг. 67). Если направление луча от зеркала 15 (фиг. 103,а)
не совпадет с оптической осью микроскопа, необходимо отвер-
нуть винт 16, повернуть оправу с зеркалом, следя за освещением
поверхности плитки, и после этого закрепить зеркало.
22а
Фиг. 108. Кривая погрешности микропары.
Устранение непараллельное™ штрихов окулярной сетки про-
дольному ходу стола производят регулировочным винтом 1 (фиг. 109).
Предварительно нужно освободить контргайку 2 и винт 5, крепя-
щий зажим 4 головки. После юстировки винтом 1 последний
нужно затянуть контргайкой. Зажим 4 головки прижимают к регу-
лировочному винту 1. Одновременно прижимают ручку 5 и закреп-
ляют зажим 4 стопорным винтом 3. Штриховая головка при закреп-
лении ее на тубусе не должна иметь
качки.
Устранение несовпадения непод-
вижной пунктирной линии с точкой
пересечения штрихов подвижной ли-
нии. Проверку производят по лекаль-
ному угольнику, установленному на
столе прибора, или по риске ножа
для измерения резьбы. Изображение
ребра угольника совмещают с пунк-
тирной линией неподвижной пласти-
ны 8 (фиг. 105) или с контрольными
рисками (фиг. ПО,а). Поворачивая
головкой с накаткой 16 (фиг. 105)
пластину 3 от 0 до 360°, следят за
I
Фиг. 109. Юстировка штри-
ховой головки.
положением окулярной сетки отно-
сительно изображения ребра угольника. Смещение штрихов не дол-
жно превышать 0,002 мм.
Для юстировки пластины нужно отвернуть окуляр 10 и винт 19.
снять кольцо 18, под которым находятся четыре юстировочных вин-
та 7, и установить окуляр на место. Вращая винты 7, устанавливают
пластинку 8 в соответствующее положение, наблюдая в окуляр за
(71
Фиг. ПО. Проверка штриховой головки.
ее перемещением. После юстировки все детали устанавливают на
свои места.
Устранение несовпадения центра вращения подвижной пунктир-
ной линии с точкой пересечения подвижной нити. Неподвижную
пунктирную линию устанавливают на ноль. Подвижную пунктир-
ную линию совмещают с неподвижной нитью (фиг. 110,6). При
этом пунктирные нити должны точно совпадать. Смещение подвиж-
15 Зак. 157 2 J5
ной нити относительно неподвижной не должно превышать 0,002 мм.
Устранение этого дефекта производят двумя юстировочными
винтами 15 (фиг. 105), ось которых расположена перпендикулярно
пунктирной нити. Предварительно определяют величину и направ-
ление, по которому нужно сместить оправу с пластиной 14, снимают
штриховую головку с тубуса и, вращая два винта, устанавливают
Фиг 111 Проекционное устройство.
пластину в соответствующее положение. Юстировка положения
пластины 14 затруднена тем, что не предусмотрена возможность
наблюдения за ее перемещением.
Устранение несовпадения центра градусной шкалы с центром
вращения окулярной сетки. На столе микроскопа помещают лекаль-
ный угольник, выравнивают его параллельно поперечному ходу
салазок и совмещают изображение его ребра с неподвижной пунк-
тирной линией, установленной на ноль. Подвижную пунктирную
линию устанавливают по контрольным штрихам неподвижной сетки
(фиг. ПО,в). Вращая головку 16 (фиг. 105), перемещают сетку на
226
90° и совмещают со вторым (перпендикулярным) ребром угольника.
Показание по градусной шкале должно лежать в пределах 90° ±Г.
При большем отклонении необходимо юстировать градусную плас-
тину.
Для этого освобождают три винта 5 п, используя зазор между
винтами и пластиной, перемещают последнюю в нужном направ-
лении. Предварительно снимают окуляр 10, отвертывают винт 19,
снимают кольцо 18, отвертывают четыре винта 22 и снимают крыш-
ку 6. После юстировки закрепляют винты и повторяют проверку.
Устранение неправильности положения нониуса относительно
градусной шкалы. Нулевой штрих градусной шкалы совмещают
с нулевым штрихом нониуса, крайние штрихи которого должны при
этом совпадать с соответствующими делениями градусного лимба
без заметного смещения. Допустимое отклонение — в пределах 30".
Юстировку нониусной пластины производят двумя винтами 35
(фиг. 103, а.) Предварительно снимают верхнюю крышку 6
(фиг. 105), освобождают два боковых винта и один винт снизу.
Устанавливают крышку на место и, наблюдая в лупу 33 (фиг. 103,а),
юстируют нониусную пластину.
После юстировки производят проверку головки по всем элемен-
там.
Проверку правильности увеличения проекционного устройства
(фиг. 111) производят по образцу, приложенному к прибору, или по
аттестованной калиброванной проволочке диаметром 3 мм. Изобра-
жение образца на экране измеряют точной масштабной линейкой
с толщиной штриха в пределах 0,05 мм (или штангенциркулем
с величиной отсчета 0,05 мм).
Диаметр изображения образца на экране не должен отличаться
от расстояния между штрихами, вычерченными в соответствии с но-
минальным увеличением прибора, более чем на ±0,05 мм.
Юстировку увеличения микроскопа производят изменением рас-
стояния от экрана до окуляра микроскопа. Для этого, открепив два
винта /, перемещают корпус экрана 2 по направляющим 3.
проекционно-измерительный микроскоп
ФИРМЫ ГАУЗЕР (ШВЕЙЦАРИЯ)
Микроскоп фирмы Гаузер значительно отличается по конструк-
ции от микроскопов, описанных выше, и представляет собой сочета-
ние инструментального микроскопа с проектором.
На основании 1 (фиг. 112,6z) смонтирован корпус проектора 2;
на корпусе имеются вертикальные направляющие, по которым
перемещается стол 3 размером 140 X 200 мм. Перемещение стола
осуществляется маховичком 4, связанным зубчатой передачей с вер-
тикальным ходовым винтом, входящим в гайку, закрепленную на
столе.
Перемещением стола достигается фокусирование измеряемой
детали.
Стол 3 микрометрическими винтами 5 перемещается на шари-
ках по призматическим направляющим в двух взаимно перпенди-
15* 227
Верхнее освещение
a)
Фиг. 112. Проекционно-измерительный
микроскоп с электрической схемой
прибора фирмы Хаузер.
выключатель
для ниЖнего освеще-
ния
Присоединительные клеммы
б)
кулярных направлениях: в продольном на 50 мм и в поперечном
на 20 мм.
Цена деления барабана микровинтов 0,005 мм. Шаг резьбы
микровинта равен 1 мм. Нулевое деление на масштабной гильзе
микроузла соответствует крайнему вывернутому положению микро-
винта.
На столе помещается специальный съемный поворотный стол 6
со стеклянной пластиной диаметром 75 мм. Стол 6 поворачивают
при помощи головки с накаткой 7, которая закрепляется винтом 8.
Для измерения деталей в центрах на столе прибора устанавливают
вместо круглого стола приспособление с центрами, которое ориен-
тируют по контрольным штрихам, имеющимся на приборе и при-
способлении. При совмещении этих штрихов ось центров распола-
гается параллельно ходу продольных салазок. Поворот центров на
угол подъема резьбы осуществляется в пределах ±15° с помощью
устройства на бабке с центрами, снабженного шкалой с ценой де-
ления 1°. Центры в требуемом положении фиксируются винтом.
Для измерения цилиндрических деталей без центров применяют
приспособление с призматическими гнездами. Набольший диаметр
измеряемого изделия 90 мм.
Тубус микроскопа 9 (фиг. 112,а) неподвижен и закреплен че-
тырьмя винтами на корпусе 2. Штриховая головка, установленная
на тубусе, состоит из окуляра 10 с увеличением 10
В плоскости изображения окуляра помещена стеклянная пласти-
на со штриховой сеткой.
Штриховая пластина заключена в стальную оправу, находящую-
ся в тубусе окуляра. На тубусе головки закреплена латунная пласти-
на 11, на краях которой нанесена градусная шкала с ценой деления
1°. Отсчеты по градусной шкале производятся с помощью нониуса 12
с величиной отсчета 5Г. Градусная шкала И вместе с окулярной
сеткой поворачивается вокруг оси на 360° и закрепляется в нужном
положении винтом 13. Нониус можно перемещать относительно гра-
дусной шкалы и закреплять винтом 14. Перемещением нониуса
пользуются для нулевой установки при данном положении штрихо-
вой пластины и градусной шкалы.
К микроскопу приложены четыре сменных объектива с увеличе-
нием 3\ 2х, Iх и 0.6х. Общее увеличение микроскопа составляет
30х,20х, 10х и 6х. На оправах объективов указано общее увеличе-
ние микроскопа. Диаметры поля зрения соответственно указанной
кратности увеличения равны 5,3; 8; 16 и 27 мм.
Для измерений с верхним освещением предусмотрено специаль-
ное осветительное устройство, которое закрепляется на оправе объ-
ектива.
Работа с проекционным устройством сводится к следующему.
Между прозрачными стеклянными пластинами помещают образцо-
вый чертеж изделия, выполненный на специальной кальке в масшта-
бе, соответствующем увеличению, указанному на объективе. Для
точного изготовления чертежей предусмотрена специальная прозрач-
ная линейка длиной 200 мм, с ценой деления 0,5 мм.
229
Чертеж освещается софитовыми лампами, находящимися в ка-
мере 16} изображение чертежа проектируется на окулярную сетку.
Камера 16 поднимается ручкой 17.
Внутри корпуса проектора имеются два установочных стержня
с коническими концами, изображение которых проектируется на
окулярную сетку. Стержни устанавливаются так, чтобы их оси
располагались параллельно оси перемещения продольных салазок.
По изображению этих стержней ориентируют образцовый
чертеж.
Уменьшение изображения чертежа в 10 раз достигается при по-
мощи проекционного объектива, помещенного между окуляром
и отражательным зеркалом. Поэтому чертеж выполняется в мас-
штабе 7И = ^1*10:1, где •—увеличение объектива микроскопа.
Так как увеличение окуляра микроскопа равно увеличению проекци-
онного объектива (10х), масштаб увеличения образцового чертежа
М = : 1, где v2— увеличение окуляра. Одинаковая кратность
увеличения окуляра и проекционного объектива позволяет указы-
вать на оправах объективов общее увеличение микроскопа.
На окулярную штриховую сетку одновременно проектируются
контур проверяемого изделия и изображение чертежа изделия. Это
дает возможность производить измерения деталей различных про-
филей сличением с чертежом изделия без применения сменных
окулярных профильных головок.
При наблюдении в окуляр изделие представляется окрашенным
в зеленый цвет, свободное поле — в желтовато-розовый цвет, а кон-
туры чертежа — в ярко-красный цвет на свободном поле. Там, где
линии чертежа накладываются на изображение изделия, они пред-
ставляются черными на зеленом фоне.
Интенсивность освещения поля зрения и контрастность цветов
изображений проверяемого изделия и чертежа регулируются ступен-
чатым выключателем 18 (фиг. 112).
На фиг. 112,6 дана электрическая схема прибора. На задней
стенке основания помещены присоединительные клеммы. Перед
включением прибора в сеть его необходимо заземлить через винт Е,
окрашенный в желтый цвет. При включении главного выключателя
зажигается лампа нижнего освещения. Секционным переключателем
при помощи автотрансформатора можно изменить напряжение тока
в пределах от 80 до 140 в. Этим регулируется освещение измеряемого
объекта и контрастность контуров чертежа при работе с проекцион-
ной установкой. Софитовые лампы верхнего освещения, работающие
при напряжении 120 в, включаются выключателем.
Оптическая схема микроскопа (фиг. 113) включает две систе-
мы: микроскоп и проекционное устройство, имеющие общий оку-
ляр и окулярную штриховую сетку.
Свет от лампы 1 проходит через конденсор 2, освещает измеряе-
мую деталь, помещенную на предметную стеклянную пластину 3 или
в центры, и поступает в объектив 4. Из объектива свет попадает
в оборачивающую систему призм 5, затем проходит через красный 6
или желто-зеленый 7 светофильтры и поступает в призму 8. Изобра-
230
жение изделия получается на окулярной штриховой сетке 9 и рас-
сматривается через окуляр 10.
Светофильтры вмонтированы в общую рамку 11, перемещением
которой любой из них может быть установлен на пути прохождения
пучка лучей. Светофильтры переключают головкой с накаткой 19
(фиг. 112,а).
При измерениях без проекционного устройства применяют жел-
то-зеленый светофильтр. При этом рамка И (фиг. 113) с отверстием
перемещается в сторону, в результате чего путь прохождения пучка
лучей преграждается сплошной частью рамки. Светофильтры можно
устанавливать так, чтобы изображение изделия было окрашено
в зеленый цвет на красном фоне.
В проекционном устройстве свет от софитовых ламп 12 проходит
через прозрачные стеклянные пластины 13 и матовую пластину 14,
освещает чертеж, уложенный между прозрачными стеклянными
пластинами 15, падает на зеркало 16 и, отразившись от него, на-
231
правляется в призму 17. Из призмы свет попадает в проекционный
объектив 18, по выходе из которого проходит через зеленый свето-
фильтр 19, и, пройдя отверстие в рамке 11, попадает в призму S.
Уменьшенное изображение изделия получается на штриховой оку-
лярной сетке 9 и рассматривается через окуляр 10.
При использовании проекционного устройства рамка со свето-
фильтрами 11 устанавливается в положении, при котором свет от
софитовых ламп 12 проходит отверстие в рамке 11, а свет от лампы
1 — через красный светофильтр 6.
Погрешности измерений на микроскопе и с проекционным
устройством приведены в табл. 4.
_____________________________________________________________Таблица 4
Общее увеличение микроскопа
6Х | 10Х | 20Х | 30Х
Предельные погрешности измерений в мм
По данным фирмы Гаузер По результатам исследова- ± 0,015 ± 0,010 ± 0,005 ± 0,003
ния ± 0,050 ± 0,030 ± 0,015 + 0,010
Погрешности измерений при работе с проекционным устройством
те же, что при совмещении контура измеряемого изделия со штри-
хами окулярной сетки.
Результаты исследования точности измерений на приборе без
проекционного устройства приведены ниже.
Измеряемый размер Общее увеличение 6Х | 10Х | 20Х | 30Х
Предельная погрешность измерений
Шаг резьбы (резьбовой калибр М6Х1) в мк ... Расстояние между параллельными гранями шаблона 7 8 5 5
в мк 19 И 7 8
Диаметр гладкой цилиндрической пробки в мк . . . / а \ Половина угла профиля резьбы резьбового 16 9 8 10
калибра М6Х1 в мин Угол установочной меры к резьбовому микрометру 20 13 И П
в мин. . . 16 14 12 10
Угол конической пробки в мин 13 9 7 7
Как видно из таблицы, при измерениях половины угла профиля
резьбы резьбового калибра с шагом 1 мм погрешность при
увеличении 30 х достигает 11'. Погрешности измерений того же эле-
мента на микроскопе отечественного производства не превышают 7\
Погрешности измерения углов с длинами сторон, превышающими
диаметр поля зрения, на микроскопе фирмы Гаузер достигают 7—10'
при увеличении 30х. Погрешности измерений этого элемента на
232
отечественном микроскопе не превышают 3,5\ Это объясняется по-
ниженной точностью отсчета по нониусу (до 5Z) и большой шириной
штрихов окулярной сетки,' равной 0,015 мм. На микроскопах оте-
чественного изготовления отсчеты по шкале производятся с точ-
ностью до Iх, а ширина штрихов окулярной сетки составляет
0,003 м,м.
Порядок разборки микроскопа. Разборка стола. С основного
стола снимают круглый стол 1 (фиг. 114), отвертывают с левой
стороны продольных салазок пять винтов и четыре винта с правой
стороны и снимают восемь предохранительных планок. Выталкива-
ют два сепаратора с четырьмя шариками в каждом. Затем отверты-
Фиг. 114. Стол микроскопа (разрез).
вают винты, крепящие микроузел 6 в колодке, слегка приподнимают
стол, вынимают микроузел и снимают стол с основания 2.
Отвертывают зажимной винт 8 (фиг. 112,я), два винта, крепящие
головку 7, и снимают последнюю. Отвернув по четыре винта с двух
сторон поперечных салазок 3 (фиг. 114), снимают восемь предохра-
нительных планок, после чего выталкивают два сепаратора 4 с дву-
мя шариками в каждом. Открепляют винты 5, крепящие микроузел,
в колодке 7, приподнимают стол, вынимают микроузел, снимают
пружины 8 со шпилек и отделяют предметный стол 9 от салазок 10.
Разборка микроузл-ов затруднений не представляет.
В зависимости от характера требуемой работы штриховую го-
ловку можно снять с прибора целиком или произвести разборку по
частям. При полной разборке нужно отвернуть четыре винта 2
(фиг. 115), снять втулку 3 с диоптрийными делениями; с втулки,
в свою очередь, можно отвернуть наглазник 4. Устанавливая при
сборке втулку на месте, нужно следить, чтобы вращение окуляра от
нуля диоптрийных делений в обе стороны было одинаковым. Отвер-
нув два винта, крепящие нониусную шкалу, ее снимают. Отверты-
вают три винта 6 и снимают градусную шкалу 7. Отвертывают шпо-
ночный винт,#, вынимают окуляр 9 и, отвернув винт 1, вынимают
тубус головки Т. Снимают хомутик 12, предварительно освободив
винт 10. Отвернув последний, можно вынуть сухарь //.Чтобы снять
2ВЗ
234
головку целиком, достаточно отвернуть винт 7. Внутри тубуса го-
ловки закреплена четырьмя винтами 13 штриховая пластина в опра-
ве 14. Отвернув четыре винта 15, снимают левую крышку, после чего
можно произвести необходимые юстировочные операции. На правой
крышке смонтированы призма и светофильтры, поэтому не рекомен-
дуется ее снимать. Отвернув четыре винта 17, осторожно снимают
корпус микроскопа. При съеме корпуса нужно следить за тем, чтобы
не задеть за выступающую позади
вана проекционная призма. Отвер-
нув кольцо 18, снимают объектив
19. Дальнейшая разборка ту-
буса микроскопа не рекомен-
дуется.
Для разборки объектива нуж-
но отвернуть восемь винтов 1
(фиг. 116) и снять крышку 2. От-
вернув стопорный винт К, вывер-
тывают тубус 3, сделав пометку
его положения. Отвертывают
установочный винт 4 и находя-
щийся под ним стопорный винт 5.
Вывертывают верхнюю часть объ-
ектива 6, предварительно пометив
его положение. Отвертывают сто-
порный винт, вывертывают втул-
ку 7 и снимают соединительное
кольцо 8. Призмы 9, находящиеся
в корпусе 10, желательно не вы-
нимать. Когда крышка 2 снята с
корпуса, нужно соблюдать осто-
рожность, так как призмы могут
его часть, на которой смонтиро-
Фиг. 116. Объектив микроскопа
(разрез).
легко выпасть из него.
Проекционная часть прибора разбирается следующим образом:
снимают верхнюю камеру 16 (фиг. 112,а) с софитовыми лампами,
следя за тем, чтобы не порвать провода. Снимают раму 20 с про-
зрачным и матовым стеклами, осторожно вынимая ее кверху. Отвер-
нув четыре винта и сняв четыре прижима, снимают толстое прозрач-
ное стекло с корпуса 2.
Юстировка и ремонт прибора
Ремонт и юстировку стола (фиг. 114) и микроузлов производят
так же, как в микроскопе малой модели отечественного производст-
ва. Для юстировки направляющих планок продольного хода служат
три винта 11, расположенные впереди стола и с правой стороны —
для направляющих поперечного хода стола. Диаметр шариков,
перемещающихся по направляющим, равен 5,55 мм.
Зазор между направляющими и кареткой вертикального переме-
щения тубуса устраняют регулированием клина винтом с правой
стороны ласточкина хвоста.
235
Возможность перемещения нониуса штриховой головки исклю-
чает необходимость в проверке и юстировке положения головки от-
носительно оси перемещения продольного стола, положения нониуса
и некоторых других элементов.
Штриховая пластина в оправе 14 (фиг. 115) надежно закрепле-
на винтами 13, торцы которых зачищены заподлицо с тубусом го-
ловки Т. Это затрудняет юстировку положения пластины винтами
13 при несовпадении точки пересечения штрихов окулярной сетки
с центром вращения ее.
Плавность хода окуляра достигается тщательной промывкой и
смазкой ланолином цилиндрической части и спиральной канавки
окуляра 9.
Фиг. 117. Проверка и юстировка контрольных
стержней.
Юстировку увеличения производят ввертыванием или выверты-
ванием части объектива 6 (фиг. 116). Предварительно требуется
снять объектив с корпуса микроскопа и вывернуть винты 4 и 5. За-
крепив положение объектива 6, снова производят проверку пра-
вильности увеличения.
Проверку правильности положения оси установочных стержней
производят лекальным угольником, уложенным на стол микроскопа
и выравненным параллельно продольному ходу салазок. Изображе-
ние ребра угольника совмещают со средним штрихом окулярной
сетки. При-этом ось установочных стержней должна совпадать со
средним штрихом окулярной сетки и с изображением ребра уголь-
ника (фиг. 117,а). Несовпадение не должно превышать 0,02 мм.
Устранение неправильности положения установочных стержней
производят перемещением фланцев 1 (фиг. 117,6) с установочными
стержнями 2.
Для этого нужно предварительно снять камеру с софитовыми
лампами, раму со стеклами с корпуса 3 и отвернуть винты 4.
На фиг. 118 показана разновидность инструментальных микро-
скопов большой модели: французской фирмы SAGEM. (фиг. 118,а)
и английской фирмы ОМТ (фиг. 118,6). Юстировка микроскопов
этих моделей также может быть осуществлена описанными выше
средствами и методами.
236
nd
03
Фиг. П8в Разновиднос1и jnicipyMeii ильных микроскопов большой модели.
ГЛАВА VI
ЮСТИРОВКА И РЕМОНТ УНИВЕРСАЛЬНЫХ МИКРОСКОПОВ
КОНСТРУКЦИЯ ПРИБОРА
Универсальный микроскоп отечественной модели УИМ-21 нахо-
дит широкое применение в измерительных лабораториях и в кон-
трольных пунктах машиностроительных заводов.
Этот прибор применяется для измерения длин, а также для кон-
троля элементов резьбы и измерения углов деталей различной
формы.
На универсальных микроскопах можно работать с проекционным
приспособлением и устройством для фотографирования измеряемых
объектов. К приборам прилагаются сменные штриховая и револьвер-
ная окулярные головки (см. фиг. 49 и 51).
Основанием универсального микроскопа (фиг. 119,а) служит
массивная чугунная станина 1 (фиг. 119,6, в), установленная на
трех регулируемых опорах 2 по круглому уровню, закрепленному
на станине. Станина несет на себе каретку 5, вместе с которой пере-
мещаются в поперечном направлении жестко связанные с ней колон-
ка 4 с микроскопом 5 и главный осветитель 6. Стол 7 перемещается
по станине в продольном направлении строго перпендикулярно
направлению движения каретки 3. Стол и каретка перемещаются
на шарикоподшипниках по направляющим, представляющим собой
стальные доведенные угольники 8. Величины перемещения стола
и каретки соответственно равны 200 и 100 мм. Каретка и стол пере-
мещаются от руки независимо друг от друга и закрепляются голов-
ками 9. После закрепления каретки перемещают при помощи микро-
узлов 10.
На столе прибора укреплена продольная миллиметровая шкала
11 длиной 200 мм. Поперечная миллиметровая шкала длиной 100 мм
помещена в оправу и защищена кожухом 12 (фиг. 119,в), связан-
ным с колонкой 4. Относительное расположение поперечной милли-
метровой шкалы и направляющих каретки к оси измерения строго
соответствует принципу наивыгоднейшего расположения меры и из-
меряемого объекта. Ось продольной шкалы, хотя и параллельна
линии измерения, но не совпадает с ней. Использование точных
стеклянных шкал взамен микрометрических винтов, применяемых
238
на инструментальных микроскопах, существенно повышает точность
линейных измерений. Отсчеты показаний по шкалам производятся
при помощи отсчетных микроскопов 13 и 14 (фиг. 119,6) со спираль-
ным окулярным микрометром, жестко закрепленных на станине.
Конструкция отсчетного микроскопа показана на фиг. 42.
Стол имеет цилиндрическое направляющее ложе, куда устанавли-
вают бабки 15 с центрами. Плоскость К (фиг. 119,в) стола
Фиг. 119а. Универсальный микроскоп.
служит для установки на ней планок, на которых закрепляются
измерительные ножи. На эту плоскость также устанавливают
плоский или круглый стол или же специальную бабку с повышен-
ными центрами. Стойка, кронштейн и микроскоп аналогичны
соответствующим узлам инструментального микроскопа большой
модели (см. фиг. 75 и 77).
На передней части стойки 4 имеется регулировочное градуиро-
ванное кольцо 16 (фиг. 119,6 и в), при повороте которого изменяет-
ся диаметр отверстия диафрагмы осветителя. Этим регулируется
резкость изображения измеряемого изделия. На осветителе смонти-
рован револьверный конденсор 17, позволяющий включать в свето-
вой поток собирательные линзы. Лампу накаливания питает ток от
осветительной сети через трансформатор.
Для исключения влияния на точность измерений искажений изо-
бражения резьбы применяются ножи. Рабочая высота ножа рас-
считана таким образом, что при установке его на столе микроскопа
плоскость ножа со штрихом приходится на уровне осевого сечения
239
16 Зак. 157
Фиг. 119в. Универсальный микроскоп.
изделия, укрепленного в центрах. При работе с ножами применяют
приспособление для верхнего освещения, которое надевается на
кольцо с накаткой объектива; при этом пружинный замок приспособ-
ления немного раздвигают. Шнур осветителя присоединяют к
^трансформатору.
На универсальном- микроскопе также можно проверять резьбу
интерференционным методом.
Подготовка прибора к измерению резьбы методом интерференции
такая же, как и при измерении ножами. При этом диафрагма долж-
на иметь минимальное отверстие, а револьверный конденсор уста-
навливаться в положение, обозначенное словом «Интерференция».
В поле зрения микроскопа, вдоль образующей профиля резьбы,
появляется тонкая черная интерференционная линия, а также ряд
менее четких линий. Штрихи окулярной сетки совмещают с самой
контрастной интерференционной полосой. Так как интерференцион-
ная полоса несколько светлее штрихов окулярной сетки, то точное
совмещение их не представляет затруднений.
Интерференционный метод измерения резьбы можно применять
для измерения шага до 1,5 мм и половин угла профиля.
Основные принадлежности, прилагаемые к микроскопу, следую-
щие: ножи правые и левые для измерения элементов резьбы, прямые
ножи, планки и прижимы для ножей, цилиндрический аттестованный
валик, упорная линейка со струбцинами, сменные центры, приспо-
собление для верхнего освещения, плоский столик, V-образные лю-
неты (призмы) для бесцентровой проверки. При помощи дополни-
тельных приспособлений, изготовляемых потребителями, удается зна-
чительно расширить область применения микроскопа.
Оптическая схема главного микроскопа изображена на фиг. 120,а.
Пучок лучей от лампы S, пройдя через конденсор 1, светофильтр 2
и ирисовую диафрагму 3, поступает в тубус нижнего освещения,
где отклоняется зеркалом 4 под прямым углом вверх, проходит
через линзу 5, освещает измеряемую деталь 9 и попадает в объек-
тив 6. За объективом помещена оборачивающая призма 7. Лучи
проходят защитные стекла тубуса 8 и окулярной головки Р, и изо-
бражение измеряемого предмета получается на штриховой окуляр-
ной сетке 10, которая наблюдается в окуляре 11.
Отсчетный микроскоп освещается лампочкой накаливания-, сидя-
щей в корпусе 18 (фиг. 119,6), или светом, отраженным от зеркальца
12 (фиг. 120). Лучи проходят светофильтр 13 и освещают градусную
шкалу 14, находящуюся в плоскости изображения микроскопа, и
поступают в объектив 15. Штрихи градусного лимба проектируются
на минутную шкалу 16 и наблюдаются в окуляре 17 отсчетного
микроскопа.
Для того чтобы номинальный профиль резьбы детали соответ-
ствовал профилю, нанесенному на пластине, предусмотрены смен-
ные объективы с увеличением Iх, 1,5х,3х и 5х. Увеличение окуляра
головки 10х. Общее увеличение микроскопа, таким образом, состав-
ляет 10х, 15х, 30х,50х. Поле зрения соответственно' равно 21; 14;
7 и 4,2 мм.
242
Отсчетные микроскопы со спиральным окулярным ‘микрометром
имеют индивидуальное освещение от лампочки ЗеX Зет через транс-
форматор.
Свет от лампочки 1 (фиг. 120,6), освещающей микроскоп про-
дольной шкалы, проходит светофильтр 2, конденсор 3, защитную
Фиг. 120. Оптическая схема универсального микроскопа:
а—главного микроскопа, б—отсчетного микроскопа продольной каретки; в —отсчетного
микроскопа поперечной каретки.
целлулоидную пластину 4, преломляется в призме 5 и освещает
шкалу 6, затем поступает в объектив 7. Далее свет проходит диаф-
рагмы 8 и призму 9. Изображение миллиметровой шкалы получает-
ся в плоскости пластины 10 с архимедовой спиралью и шкалы 11с де-
лениями 0,1 мм. Изображения шкал и спирали наблюдаются в-
окуляр 12. В поперечном отсчетном микроскопе с окуляр-
ным микрометром пучок света от лампы 1 (фиг. 120,в),
пройдя светофильтр 2 и конденсор 3, освещает шкалу 4. Далее свет
проходит объектив 5, преломляется в призмах 6 и 7. Призма 7 пре-
ломляет пучок света на 90° и направляет его в линзу объектива 8.
16*
243
Фиг. 121. Универсальный микроскоп:
а — с проекционным устройством; б — с люнетами при измерении ходового винта;
в — с центровой оптической бабкой при измерении кулачкового вала.
244
Затем свет преломляется под 45° в призме 9. Изображение шкалы
проектируется на пластину 10 с архимедовой спиралью и пласти-
ну 11 с делениями 0,1 мм и наблюдается в окуляр 12. Линейное
поле зрения спиральных микроскопов составляет 2,3 мм. Общее
увеличение спиральных микроскопов 60х (окуляр 10 х> объектив 6Х)^
При работе с проекционным приспособлением (фиг. 121,а) посту-
пают так же, как при работе на инструментальном микроскопе боль-
шой модели. Предварительно центрирование осветителя производят
по приспособлению /, установленному на плоском столе 2. Линейное
увеличение изображения изделия на экране в зависимости от крат-
ности увеличения сменного объектива соответствует приведенным
выше величинам. На фиг. 121,6 показан микроскоп с люнетами при
измерении ходового винта, а на фиг. 121,в — с центровой оптиче-
ской бабкой при контроле кулачкового вала.
Техническая характеристика универсального микроскопа
Пределы измерения по миллиметровым шкалам
микроскопа в мм\
в продольном направлении .................... 200
в поперечном направлении (кареткой) . . . 100
Цена наименьшего деления отсчетных микро-
скопов со спиральным окулярным микромет-
ром в мм..................................... 0,001
Общее увеличение отсчетных микроскопов
(объектив бх, окуляр Юх)........................ 60х
24S
Лигейное поле зрения отсчетного микроскопа в мм ~2,5
Примечание. Сведения об окулярных головках штриховой
и револьверных приведены в характеристике инструментального
микроскопа малой модели (см. стр. 125)
Наибольшая длина детали в мм'.
устанавливаемой в центры................ 750
устанавливаемой в призматических опорах . 1500
Наибольший измеряемый диаметр изделия в мм'.
устанавливаемого в центры............... 100
устанавливаемого в бабку с высокими цен-
трами . ............................ 200
Наибольшая длина изделия, устанавливаемого
в бабку с высокими центрами, в мм ..... 150
Наибольшая высота проверяемого изделия, уста-
навливаемого на плоский стол, в мм . • . 160
Предел перемещения стола микровинтами (от
контрольной черты) в мм................... ±5
Площадь прямоугольного стола в мм........... 280X270
Примечание. Данные, относящиеся к стойке, микроскопу
и проекционному устройству прибора, аналогичны приведенным в
характеристике инструментального микроскопа большой модели
(см. стр. 179)
Освещение прибора: главный микроскоп—лампа 220или127вХ
накаливания................................. Х12в, ЗОвтя
Отсчетные микроскопы, верхнее освещение и др. 2,5 в/пХ0,25 а
Габариты прибора в мм'.
длина.......................................... 1145
ширина......................................... 1060
высота . ...................................... 705
Вес в кг............................................ 414
Требуемая площадь установки прибора в м . . 0,6X0,7
Основные принадлежности и приспособления к микроскопу: сменные оку-
лярные револьверные головки; комплект ножей — скошенных (правых и левых)'
и прямых; плоский прямоугольный столик; упорная линейка; струбцина; смен-
ные центры; прижимы для ножей; опорные планки ножей; осветители от-
счетного микроскопа и для работы с ножами.
Дополнительные приспособления и принадлежности: измерительная бабка
ИБ-21 для измерения метчиков с нечетным числом канавок; круглый стол СТ-9
для измерения углов, круговых штриховых мер и др.; приспособление для изме-
рения вертикальных координат ИЗВ-21 с пределами измерения по шкале
100 ^м и ценой деления 0,001 мм\ бабка с высокими центрами для контроля
угла и шага резьбовых калибров диаметром свыше 100 до 250 мм\ V-образные
бабки для бесцентровых измерений деталей длиной до 1500 мм\ проекционная
насадка ПН-7; фотонасадка; головка двойного изображения; приспособление
для измерения элементов внутренней резьбы диаметром свыше 13 мм\ приспо-
собление для внутренних измерений; сменные объективы с увеличением
1х, 1,5х, 5х .
Разработана конструкция приспособления с удлиненной трубкой оптиметра
для контроля кулачков, которая будет прилагаться к прибору, и др.
На универсальном микроскопе измерения производят двумя ме-
тодами: теневого изображения (проекционный метод) и осевого се-
чения (с измерительными ножами). При методе теневого изображе-
ния наблюдают в окуляр главного микроскопа изображение контура
изделия, установленного на столе или в центры прибора. После фо-
кусирования края контура изделия с ним совмещают штриховую
линию окулярной сетки и производят первый отсчет по микроскопу
со спиральным окулярным микрометром. Затем совмещают сетку с
246
противолежащим краем контура изделия и производят второй отсчет
по микроскопу. Разность отсчетов выразит действительное значение
измеряемой величины.
Проекционный (теневой) метод контроля размеров производи-
тельнее, чем метод осевого сечения, но уступает последнему в точ-
ности. Основная погрешность проекционного метода заключается в
искажении изображения контура изделия, особенно гладких и резь-
бовых цилиндрических изделий. Одной из причин искажения
изображения контура измеряемого изделия является недостаточная
параллельность лучей пучка света оптической оси микроскопа.
Вследствие этого при измерении цилиндрических изделий лучи пучка
света, отражаясь от проверяемого цилиндра и попадая в объектив
микроскопа, «размывают» границы изображения контура изделия,
что приводит к нестабильности визирования контура изображения
при измерениях. Для уменьшения этой погрешности микроскоп
фокусируют не по изделию^ а по поверочному .валику; наивыгодней-
ший диаметр диафрагмы выбирают из таблиц, помещенных в инст-
рукциях, которыми изготовители оснащают микроскопы.
Погрешности измерения, связанные с искажением изображения
контура измеряемой детали, исключаются применением ножей. При
работе с ножами применяют прилагаемое к микроскопу приспособ-
ление, закрепляемое на рифленом кольце объектива.
Приспособление состоит из оправы с полупрозрачным стеклом Р
(фиг. 120,а), благодаря которому часть лучей от главного осветителя
проходит в объектив, а часть, отражаясь от стекла Р, освещает
ножи.
Предельные погрешности измерения на универсальном микроско-
пе приводятся ниже.__________________________________________
Измеряемые параметры Предельные погрешности измерения
с ножами без ножей
Длины в продоль- , Л, , _£ . ЛкД мк / , L , HL \ I I Q 1 1
ном направлении V3 + 30 4000 / ± о и- „ ~г мк \ 50 4000 )
То же в попереч- + I3+1+JL\M
ном направлении ± V + 50 2500 / * V + 50 1 2500 J
Диаметр гладких цилиндров ±(3+мк ± 6 + — мк \ О' /
Средний диаметр резьбы /, , 2,5 . L\ ± / 1 + + с_ | мк; 1 а 67 I I sin— / \ 2 / для метрической резьбы / £ \ ±54-— мк \ 67 / н- н- + + = » —- 4“ Зе о I. ?» ч ^1 Л
247
Продолжение
Предельные погрешности измерения
Измеряемые параметры
с ножами без ножей
Шаг резьбы
(2,2
1 +——
а
COS—
2
(2
4 +--
а
cos —
2
мк
для метрической резьбы
/ \
±13,5 + 1 мк
\ <5 /
Здесь L — измеряемая длина в мм;
Н — высота объекта установленного на столе в мм;
а — угол профиля резьбы;
f — длина стороны угла в мм.
ЮСТИРОВКА И РЕМОНТ МИКРОСКОПА
Разборка стола и каретки с колонкой. Перед разборкой стола 7
(фиг. 119,6, в), каретки 3 и колонки нужно снять со стола бабки 15
или иные установленные на столе приспособления; снять с тубуса 5
осветитель 18, а также тубус с кронштейном с колонки. Затем, от-
вернув осветитель отсчетного микроскопа 13 продольного хода, от-
вертывают по четыре винта и снимают микроскоп 13 и шкалу 200 мм
в оправе 11 со станины. Отвернув шесть винтов, снимают со стани-
ны отсчетный микроскоп 14. Вывертывают микровинт с барабаном
10 продольной микроподачи, после чего, отвернув четыре винта 19,
вынимают корпус 20 микроузла с тормозным стержнем 21. Затем,
отвернув четыре винта 22 (фиг. 119,в), снимают тормозное приспо-
собление 23. Винтами 24 с красными головками отводят подпружи-
ненную рамку с шарикоподшипником 25 и, отвернув по четыре вин-
та, снимают два узла 26 (фиг. 119,6 и в) с подшипниками, после
чего снимают стол 7. Вывернув микровинт 10 поперечной микропо-
дачи, снимают микроузел с тормозным устройством каретки, как
указано выше. Детальная разборка тормозного устройства понятна
из фиг. 119,в. После этого снимают лампу 27 главного
осветителя, отвертывают четыре винта 28, снимают револьверный
конденсор 17 и отвертывают выступающую часть трубы главного
осветителя 6. Чтобы снять каретку 3 со станины, нужно с правой
стороны узла 29 (фиг. 119,6) и позади колонки 4 отвести от уголь-
ников 8 подпружиненные рамки с шарикоподшипниками 3 (фиг. 122,
а и б) при помощи винтов 9 с красными головками.
Каретку снимают, слегка наклоняя ее назад и следя за тем, чтобы
не повредить тубус главного осветителя. Отвертывают снизу винт
и снимают кожух 12 (фиг. 119,в) поперечной миллиметровой шкалы.
Отвернув с каждой стороны кольца 16 по Два винта 31, снимают на-
кладки, освобождают ленту 32, вращающую диафрагму. Отверты-
вают на тубусе нижнего освещения (фиг. 123) поводковый винт 1
диафрагмы и стопорный винт 2. Отвертывают трубку 3 с зеркалом и
248
7 111210 6 Р 1
6)
Фиг. 122. Узел подшипников каретки.
Фиг. 123. Тубус главного осветителя.
249
линзой нижнего освещения и трубку 4, затем снимают-втулку-5 с
лентой 6. Отвертывают внизу колонки два винта и вынимают из гнез-
да тубус нижнего освещения, предварительно пометив его положе?
ние. Через отверстие впереди колонки отвертывают поводковый винт
колонки. Слева колонки отвертывают гайку и освобождают крон-
штейн, держащий пружину 41 возвращения колонки (фиг. 75,а).
Отвертывают стопорный винт 42 и снимают грибок 43 с винта 34
(фиг. 119,6) поворота колонки. Отвернув отводку фиксатора пово-
ротного приспособления и четыре винта, крепящие его к станине,
снимают это приспособление и разбирают его.
На крышке поворотного приспособления диафрагмы отвертыва-
ют винт 30 с красной головкой и два боковых винта, после чего сни-
мают крышку с указателем и, отвернув еще два винта, снимают
кольцо со шкалой. Затем, отвернув два винта 33 (показаны пункти-
ром на фиг. 119,в), ограничивающих расход диафрагмы, снимают
рграничитель и кольцо 16 (фиг. 119,6). Отвертывают на торце оси
поворота колонки шесть винтов и снимают фланец. Отвертывают
снизу станины два винта и снимают малый упорный кронштейн
с колпачком и пружиной (сообщающие осевое усилие оси поворота
колонки). Освободив стопорный винт, вывертывают сзади колон-
ки зажимное кольцо. Придерживая колонку и поворачивая ось
со шкалой в оправе, вынимают последнюю по направлению к шка-
ine и затем снимают колонку 4 с каретки.
Перед сборкой все металлические детали должны быть промыты
чистым авиационным бензином, протерты чистым полотняным поло-
тенцем и смазаны бескислотным вазелином. Особое внимание нужно
обратить на шарикоподшипники, от чистоты которых зависит плав-
ность хода стола и каретки. Вращение шарикоподшипников должно
быть плавным, без заеданий. Смазку шарикоподшипников произво-
дят вазелиновым или часовым маслом.
Устранение непрямолинейности хода стола и каретки. В горизон-
тальной плоскости проверку прямолинейности производят по пове-
рочному бруску с доведенными плоскостями и трубке оптиметра
(или микромера с ценой деления 0,001 мм), закрепленной на тубусе
микроскопа (фиг. 79).
Отклонение от прямолинейности движения при прямом и обрат-
ном ходе не должно превышать 0,002 мм в продольном и 0,001 мм
в поперечном направлениях. Непрямолинейность ходов стола и ка-
ретки возникает вследствие износа направляющих угольников 1
(фиг. 122,а и 6 и 124) и жестких шарикоподшипников, стола 7 и ка-
ретки 3 (фиг. 124). Отклонение хода стола или каретки от прямоли-
нейности при перемене направления их движения связано с износом
шарикоподшипников. Для ремонта прибора разбирают его в указан-
ном выше порядке, отвертывают винты, крепящие угольники /,
слегка освобождают регулировочные винты 2 (фиг. 122,6) с одной
стороны, не трогая винтов, расположенных с противоположной сто-
роны, и снимают угольники.
Устранение непрямолинейности ходов производят доводкой
боковых рабочих поверхностей направляющих угольников на чу-
250
гунной плите-притире размерами 300x300 мм. Абразивом слу-
жит электрокорундовый порошок М14— для предварительной и
М7 — для окончательной доводки. Штрихи на доведенной поверхно-
сти угольников должны быть расположены в продольном направле-
нии. Если на рабочей поверхности угольников имеются глубокий
износ, забоины, глубокие царапины и коррозия, вывести которые
доводкой невозможно, необходимо их предварительно прошлифовать,
а затем довести.
Неплоскостность рабочих поверхностей угольников не должна
превышать 0,0005 мм, а непараллельность боковых рабочих поверх-
ностей угольников — 0,005 мм. Неперпендикулярность боковых ра-
бочих поверхностей к опорной плоскости не должна быть более ±1'.
Непрямолинейность хода стола и каретки, связанная с износом
шарикоподшипников, требует замены последних. Проверка подшип-
ников возможна при помощи приспособления 2 (фиг. 79). В отвер-
стие 0 приспособления вставляют оправку 8 с надетым на нее под-
шипником. Стержень микромера, установленный вертикально (на-
конечником вверх), приводят в контакт с кольцом подшипника.
Вращая кольцо подшипника, наблюдают за показаниями мик-
ромера.
Так как подшипники 3, находящиеся на пружинящей рамке ка-
ретки (фиг. 122,а и б), бывают, как правило, менее изношены, чем
подшипники 4, закрепленные жестко, то переменой их местами часто
устраняют этот дефект.
Иногда производят притирку колец подшипника к новым шари-
кам. На токарном станке радиальное биение наружного кольца под-
шипника не должно превышать 0,001 мм.
Устранение непрямолинейности хода стола переменой шарико-
подшипников местами невозможно, так как сидящие на подпружинен-
ной планке 5 (фиг. 124) шарикоподшипники 3 отличаются от под-
шипников 4 своими размерами. Радиальное биение прецизионных
подшипников 4 (фиг. 122,а и б и 124), сидящих на жестких осях,
допускается не более 0,5 мк, а подшипников 3— до 2 мк.
Радиальное биение опорных подшипников 5 (фиг. 122,6),
6 (фиг. 122,а), 6 и 7 (фиг. 124) не должно превышать 1 мк. После
установки угольников 1 на место и сборки стола необходимо отъю-
стировать угольники параллельно оси центров. Проверка правиль-
ности положения направляющих угольников производится следую-
щим образом. Зажав в центры точный цилиндрический валик, совме-
щают изображение его образующей с штриховой линией окулярной
сетки, установленной на ноль. Затем, сняв валик, устанавливают на
плоский стеклянный столик поверочный угольник параллельно ходу
стола. Изображение ребра угольника при этом должно' совпасть с той
же линией окулярной сетки. Несовпадение их свидетельствует о непа-
раллельное™ оси перемещения стола оси центров. Проверка парал-
лельности угольников оси радиального ложа (оси центров) целе-
сообразна при помощи приспособления. Оно представляет собой
немного изогнутый стержень, зажатый в отверстии центра бабки.
На стержне имеется упор, которым он опирается на верхнюю пло-
251
скость угольника. На конце стержня зажат микромер, наконечник
которого контактирует с боковой рабочей поверхностью угольника
8 (фиг. 119,в). Перемещая бабку с приспособлением, наблюдают
за показанием по шкале. Изменение показаний не должно превы-
шать 0,003 мм. В этом случае немного освобождают винты, крепя-
щие угольники 1 (фиг. 122,а и б) к столу, и, регулируя винтами 2Г
устанавливают направляющие в горизонтальной плоскости парал-
лельно оси центров, после чего угольники снова закрепляют винта-
ми. Для юстировки положения направляющих угольников иногда до-
статочно отрегулировать только один из них крайней парой регули-
ровочных винтов. После юстировки направляющих устанавливают
окулярную головку по ходу стола и производят окончательную про-
верку непрямолинейности хода стола при помощи поверочного брус-
ка и микромера (см. фиг. 79).
Ориентировочная проверка
параллельности направляющих
угольников оси центров в процес-
се юстировки возможна при по-
мощи концевой меры, устанавли-
ваемой между контрольным вали-
ком, зажатым в центры, и боко-
вой поверхностью угольника в
крайних точках его. После юсти-
ровки производят проверку па-
раллельности угольников описан-
ными выше методами.
ПК 9 11 13
/7 19 1Ь
Фиг, 124 .Узел подшипнике встола.
Проверку прямолинейности ходов стола и каретки в вертикаль-
ной плоскости производят как показано' на фиг. 79, но с микроме-
ром, установленным вертикально; наконечник микромера приводят
в контакт с горизонтальной плоскостью поверочного бруска.
Непрямолинейность хода стола в вертикальной плоскости не
должна превышать 0,005 мм на длине 200 мм и каретки 0,003 мм
на длине 100 мм. Возникновение этого дефекта у стола связано»
с износом поверхностей К (фиг. 124). Устранение непрямолинейности
252
•производят доводкой направляющих стола, для чего стол разбирают,
снимают с него угольники и укладывают стол установочной плос-
костью D на чугунную плиту размерами 750X1000 мм. После этого
поверхность К доводят чугунным мостиком или трехгранной линей-
кой длиной 500 мм. Абразивом служит электрокорундовый порошок
М20 — для предварительной и М10 — для окончательной доводки.
После ремонта прямолинейность направляющих проверяют трубкой
оптиметра или микромером, зажатым в установленный на плите уни-
версальный -штатив. Непараллельность направляющих стола относи-
тельно верхней установочной плоскости D не должна превышать
0,005 мм, неплоскостность поверхностей К и Д не более 0,005 мм\
непараллельность их относительно оси радиального ложа (011ОА)
не более 0,01 мм. Расстояния от рабочих плоскостей угольников до
установочной плоскости стола не должны разниться более чем на
0,05 мм. Непрямолинейности хода каретки в вертикальной плоскости
устраняют доводкой или шлифованием с последующей доводкой
верхних рабочих поверхностей Р направляющих угольников 1
(фиг. 122,а) и 6 (фиг. 122,6) аналогично описанному выше.
Неплоскостность верхней рабочей поверхности направляющей
не должна превышать 0,001 /ш, а непараллельность верхней рабо-
чей поверхности опорной плоскости 0,005 мм, чистота доведенных
поверхностей не ниже 12-го класса.
После установки отремонтированных направляющих угольников
стола и каретки на место требуется, помимо проверки прямолиней-
ности хода стола в вертикальной плоскости, убедиться в правиль-
ности их положения в горизонтальной плоскости, и если это положе-
ние нарушено, отрегулировать направляющие винтами 2.
Если какой-либо из направляющих угольников снимался со сто-
ла или откреплялся, требуется полная проверка правильности взаим-
ного расположения угольников, а также положения их относительно
оси центров.
Устранение непараллельности поверхностей стола и каретки
плоскости их движения. Устранение этих дефектов целесообразно
произвести раньше юстировки других параметров стола и каретки.
Предварительно устанавливают станину микроскопа в горизон-
тельное положение по уровню при помощи опорных винтов 2
(фиг. 119).
Параллельность поверхности стола и каретки плоскости их дви-
жения можно проверить одновременно с проверкой прямолинейно-
сти их движения, используя поперечный брусок и микромер (как по-
казано на фиг. 79). Отклонения от параллельности поверхности сто-
ла и каретки плоскости их движения допускаются в пределах
0,005 мм на длине их перемещения.
Погрешности измерений от непараллельности поверхностей стола
и каретки плоскостям их перемещения ничтожно малы. Однако нор-
мы допустимой непараллельности не следует расширять, так как эти
дефекты прибора легко устраняются.
Непараллельность поверхности стола плоскости его движения
устраняют регулированием подшипников 6 и 7'(фиг. 124), сидящих
253
на эксцентричных осях. Расположение этих подшипников понятно из
фиг. 124.
Немного освободив круглые гайки 8 и 9 и гайки 10 и 11,
слегка поворачивают эксцентричные оси 12 и 13, поднимая этим
или опуская шарикоподшипники, а следовательно и стол 14. Пред-
варительно необходимо отвести шарикоподшипники 3 от направля-
ющих угольников, завернув винты 15 с красными головками.
После регулирования закрепляют оси шарикоподшипников, выверты-
вают винты 15 и снова проверяют положение стола. У каретки этот
дефект устраняют регулированием одного подшипника 6 (фиг. 122,а).
Открепив предварительно гайки 7 и 8 и отведя подшипник 3 от
угольника 1 при помощи винта с красной головкой 9, поворачивают
ось 10, поднимая или опуская этим переднюю часть каретки со сто-
роны узла подшипников 29 (фиг. 119,6). Задняя сторона каретки
опирается на нерегулируемые подшипники 5 (фиг. 122,6), переме-
щающиеся по угольникам 6. После юстировки и закрепления оси под-
шипника снова проверяют положение каретки. На установочных
поверхностях стола не должно быть глубоких следов износа, корро-
зии и забоин. Поверхности стола должны быть прямолинейными
и находиться в одной плоскости. Непрямолинейность их не должна
превышать 0,005 мм. Наличие дефектов на поверхностях стола уст-
раняют шабрением. Число пятен после шабрения должно быть не
менее 25 в квадрате со стороной 25 мм. Проверку положения уста-
новочных поверхностей производят при помощи микромера, как по-
казано на фиг. 79.
Устранение неперпендикулярности направлений движения стола
и каретки. Взаимная перпендикулярность ходов стола и каретки
проверяется по лекальному угольнику размерами 100x200 мм, уста-
новленному на столе прибора (см. фиг. 52,а, в). Длинную сторону
угольника выравнивают параллельно ходу стола и совмещают с
продольной штриховой линией окулярной сетки (см. фиг. 52,а); за-
тем вершину прямого угла угольника совмещают с крестом ни-
тей сетки и производят первый отсчет по микроскопу продольной
шкалы.
При перемещении каретки на 100 мм ребро угольника не должно
отходить от поперечной штриховой линии окулярной сетки.
При заметном отклонении ребра угольника от штриховой линии
(см. фиг. 52,в) перемещают стол до их совмещения и производят
второй отсчет по микроскопу продольной шкалы. Разность отсчетов
выразит величину отклонения от взаимной перпендикулярности стола
и каретки Ь. Эта величина не должна превышать ±0,005 мм на
длине 100 мм (±10").
Неперпендикулярность ходов стола и каретки устраняют регули-
рованием шарикоподшипников 4 стола (фиг. 124). Для этого отвер-
тывают на обоих корпусах 26 (фиг. 119,6 и в) крышки 17 (фиг. 124),
немного освобождают круглые гайки 18 и 19 и, следя за положе-
нием угольника относительно штриховой сетки, круглогубцами с за-
остренными губками или ключом поворачивают ось 16. Предвари-
тельно определяют величину неперпендикулярности стола и каретки
254
в линейной мере и направление, по которому отходит ребро уголь-
ника от вертикальной штриховой линии окулярной сетки. Стол при
регулировании следует перемещать в сторону, противоположную
направлению, по которому отходит ребро угольника от поперечной
штриховой линии сетки.
Юстировкой положения стола и каретки можно обеспечить пер-
пендикулярность их ходов с точностью до ±0,003 мм (±6").
Неперпендикулярность ходов стола и каретки также может быть
устранена регулированием осей подшипников 4 (фиг. 122,а и б)
каретки. После юстировки стола необходимо отъюстировать положе-
ние штриховой головки относительно хода стола. Перед регулирова-
нием осей подшипников требуется немного освободить круглые гайки
12, крепящие эксцентричные оси 11. и повернуть последние. Если
положение направляющих угольников 1 нарушено, вследствие того
что они подвергались ремонту и направляющие снимались с прибора,
то взаимную неперпендикулярность ходов стола и каретки устраняют
регулированием направляющих каретки.
Стол и каретка должны перемещаться плавно; на рабочих по-
верхностях стола, каретки и станины не должно быть следов ржав-
чины, незачищенных царапин и забоин. Тормозные приспособления
должны обеспечивать надежное закрепление стола и каретки в за-
данном положении.
Микрометрические винты микроузлов 10 (фиг. 119,6 и в) должны
вращаться плавно, без рывков и заметного осевого зазора. Неплав-
ность хода микровинтов устраняется промывкой их чистым бензи-
ном, протиркой полотенцем и смазкой вазелином. Усилие хода и
осевой зазор микровинта регулируются конической гайкой 35. Стол
и каретка должны перемещаться соответственно на длину не менее
200 и 100 +0,5 мм.
Требуемая величина перемещения стола обеспечивается регули-
рованием упоров 36 (фиг. 119,6) с резиновыми амортизаторами, на-
ходящимися внизу с обеих сторон стола; величина перемещения ка-
ретки регулируется упорами 37 (фиг. 119,в), помещенными в углуб-
лении каретки. Освободив контргайку 38 (фиг. 119,6 и в), упоры
ввертывают или вывертывают, в зависимости от величины переме-
щения каретки и положения крайних штрихов шкалы в поле зрения
отсчетного микроскопа.
Если в крайних положениях каретки и стола соприкосновение
их со станиной происходит с ударом, нужно сменить резиновые амор-
тизатору каретки и стола, вставленные в упоры 36 и 37.
Устранение дефектов бабок, скалок и центров. Основным де-
фектом узла бабки с центрами является несовпадение осей центров,
возникающее в связи с износом или повреждением центров, скалок,
бабок и радиального ложа стола, что выявляется тщательной про-
веркой центров. В первую очередь проверяют состояние центров
микроскопа. Совместив центральную штриховую линию окулярной
сетки с образующей центра (фиг. 125,а). проверяют прямолиней-
ность образующей и состояние острия. Износ центров, характери-
зующийся нарушением прямолинейности их образующих, не должен
255
превышать величины а = 0,001 мм. Затупление острия должно быть
в пределах 0,1—0,15 мм. Затем проверяют биение центров. Хорошо
промыв бензином и прочистив гнезда скалок, в одну из них встав-
ляют специальный центр с плоским торцом, а в гнездо другой скал-
ки— проверяемый центр (вместо специального центра можно также
использовать обычный центр).
В торец специального центра упирают проверяемый центр и сов-
мещают центральную штриховую линию окулярной сетки с его об-
разующей (фиг. 125,6). Наблюдая в окуляр, вращают скалку и опре-
деляют биение центра. Величину биения измеряют по поперечной
шкале. Проверку производят не менее чем в четырех-пяти положе-
ниях центра в скалке, каждый раз поворачивая центр на ’А—Vs обо-
рота. Затем центр с плоским торцом переставляют в другую скалку
и проверяют второй центр.
Суммарная величина биения а каждого центра вместе со скал-
кой не должна превышать 0,005 мм.
Для выяснения причин, вызывающих биение центра, анализиру-
ют результаты проверки биения. Если после поворота центра в
скалке на некоторый угол биение его изменяется, ось хвостовика
центра не совпадает с осью конической части; если биение центра не
изменяется после поворота в скалке, ось скалки не совпадает с осью
посадочного гнезда.
Далее проверяется несовпадение осей центров. Сдвигают бабки
до упора в крайнее положение (по направлению к оси микроскопа)
и закрепляют их. Образующие одного из центров совмещают с нитя-
ми окулярной сетки, составляющими угол 60° (фиг. 125,в), и про-
изводят первый отсчет по микроскопу поперечной шкалы. Переме-
щая стол, совмещают второй центр с теми же нитями сетки и про-
изводят второй отсчет. Смещение центров а при расстоянии между
ними, приблизительно равном 20 мм, не должно превышать
0,005 мм. Не нарушая положения бабок, раздвигают скалки
с центрами на расстояние 200 мм и аналогичным образом повто-
256
ряют проверку совпадения их осей. Смещение центров в указанном
положении не должно превышать 0,005 мм.
Изменение величины смещения центров при перемещении скалок
свидетельствует о непараллельности осей бабок с осями скалок и
центров.
Одновременно проверяют зазор скалок в бабках покачиванием
скалки в бабке и наблюдением за положением центра относительно
креста нитей в свободном и зажатом состоянии скалки в бабке.
Непараллельность оси бабки с осью скалки и центра, а также
зазора скалки в бабке устраняется ремонтом бабки и заменой
скалки.
Не нарушая установку бабок, выдвигают скалки настолько, что-
бы расстояние между центрами составило около 20 мм. Скалки за-
крепляют и проверяют совпадения осей центров описанным спосо-
бом; затем разводят бабки примерно на 200 мм. Смещение осей
центров при этом не должно превышать указанных выше величин.
Изменение величины смещения центров при изменении расстоя-
ния между ними перемещением бабок свидетельствует о неравно-
мерном износе правой и левой частей радиального ложа стола, вслед-
ствие чего оси бабок смещаются относительно друг друга. В этом
случае требуется исправление радиального ложа стола. При задан-
ных допусках на биение центров угол перекоса изделия, установлен-
ного в центры, составит Г при расстоянии между центрами 35 мм.
Перекос изделия будет вызывать погрешность измерения половин
угла профиля резьбовых калибров. Влияние перекоса изделия на
точность измерения диаметров будет исчезающе малым.
Между бортом центра, вставленного в скалки, и торцом послед-
ней должен оставаться зазор не менее 0,5 мм.
Основные исполнительные размеры центров представлены на
фиг. 83. Технические требования к центрам, а также методы их
исправления сохраняются такими же, как для центров к инструмен-
тальному микроскопу большой модели.
Биение центра относительно наружной поверхности скалки часто
возникает вследствие загрязнения, наличия глубоких царапин и за-
боин на образующих отверстия скалки. Проверку конического от-
верстия скалки и его исправление осуществляют так же, как у бабок
большой модели инструментального микроскопа.
Неконцентричность отверстия скалки в пределах 0,1—0,15 мм,
возникающая вследствие износа, иногда можно устранить односто-
ронней притиркой отверстия. Для этого определяют направление
смещения оси отверстия относительно наружной поверхности скал-
ки, затем шаржируют одну сторону притира приблизительно на Уз
его поверхности. Легкими движениями вращают притир на Уз—V4
оборота. Время от времени в процессе притирки следует проверять
скалку. Притирку производят до полного устранения неконцентрич-
ности. Образовавшуюся при предварительной притирке небольшую
овальность отверстия устраняют при окончательной притирке вра-
щением па 360° притира, нашаржированного по всей поверх-
ности.
17 Зак. 157
257
При наличии зазора скалки в бабке скалку необходимо заменить.
Скалки изготовляют из стали марок У10—У12, X или ХГ. Снача-
ла производят токарную обработку заготовки, предварительное шли-
фование в центрах, закалку до твердости Лс ==56-н60, правку,
затем окончательное шлифование в центрах. Шлифование произво-
дят с центром, вставленным в отверстие скалки. После шлифования
скалку устанавливают в центры станка и притирают по наружному
диаметру регулируемым чугунным притиром. Этим достигается глад-
кая поверхность скалки и получение продольного штриха на ее по-
верхности. Окончательную подгонку скалки по месту производят
притиркой скалки к бабке, для чего нужно оставить припуск
0,004—0,005 мм.
Непрямолинейность скалки не должна превышать 0,002 мм. Не-
концентричность конического отверстия относительно наружной по-
верхности допускается не более 0,003 мм. Конусность и овальность
скалки допускается не более 0,002 мм.
Небольшую неконцентричность отверстия скалки относительно ее
наружной поверхности устраняют притиркой отверстия коническим
чугунным притиром.
Если отверстие бабки вследствие износа имеет овальную форму
или конусность, необходимо бабку притереть цилиндрическим чугун-
ным притиром, после чего скалку пригоняют по месту. Перемещение
скалки в бабке должно быть плавным, без заеданий и зазоров.
После притирки скалки необходимо шлифовать наружную по-
верхность бабки. В качестве оправки для шлифования следует
использовать пригнанную к ней скалку со вставленным в нее точным
центром микроскопа. Шлифование наружной поверхности бабки
также необходимо и в тех случаях, когда при проверке центров и
скалок обнаруживается непараллельность оси бабки с осью скалки
и центра. При большом износе или повреждении бабки следует
напрессовать на рабочие диаметры бабок два обруча (кольца), ко-
торые затем шлифуют, либо изготовить новую бабку. Диаметр
бабки ЦО-"0,005 мм. Конусность и эллиптичность отверстия бабки
под скалку допускается не более 0,001 мм. Допустимое биение 0110*
относительно отверстия под скалку не более 1 мк-, допустимая раз-
ность в диаметрах рабочих поясков и конусность их по ширине не
более 2 мк. Смещение осей центров вследствие неравномерного
износа радиального ложа стола устраняют притиркой ложа пустоте-
лым чугунным притиром. Наружный диаметр его должен быть равен
диаметру бабки, т. е. ПО мм, внутренний диаметр 80 мм, длина при-
тира 1000 мм. Отклонение наружного диаметра не должно превы-
шать 0,05 мм. Конусность и овальность допускаются в пределах
0,02 мм. Притиром совершают возвратно-поступательные движения
с небольшим поворотом вокруг оси. Абразивом служит электроко-
рундовый порошок М28 — для предварительной и М14 — для окон-
чательной притирки.
Смещение центров после притирки ложа не должно превышать
0,005 мм. На рабочей поверхности радиального ложа стола не долж-
но быть царапин, незаглаженных забоин и следов коррозии.
258
Вследствие неравномерного износа радиального ложа стола и
наружной поверхности бабок также возникает непараллельность ли-
нии центров плоскости движения стола. Этот дефект устраняют шли-
фованием одной или обеих бабок и притиркой ложа стола пустоте-
лым чугунным притиром (как описано выше).
Параллельность линии центров плоскости движения стола про-
веряют по точному цилиндрическому валику длиной 200 мм, уста-
новленному в центры, и трубкой оптиметра или микромером, зажа-
тым в приспособление, показанное на фиг. 79. Наконечник микро-
мера приводят в контакт с валиком на его концах. Разность пока-
заний по шкале микромера не должна превышать 0,015 мм на дли-
не 200 мм.
Наружный диаметр бабок для центров следует проверить ры-
чажно-чувствительным микрометром. Измерения производят в не-
изношенной и изношенной частях бабки. Разница в размерах двух
бабок по диаметру не должна превышать 0,005 мм.
Устранение погрешности
расстояния между осью цент-
ров и поверхностью стола
микроскопа. При измерении
изделий на микроскопе с но-
жами верхняя плоскость но-
жей должна совпадать с
осью центров ОО\ (фиг. 126).
Расстояние от оси цент-
ров до поверхности стола h
проверяют трубкой оптимет-
ра или микромером, закреп-
ленным в тубусе микроско-
па, по аттестованному ва-
лику и концевым мерам 5-го
Фиг. 126. Проверка высоты центров.
разряда.
Валик устанавливают в центры и набирают
размером
два блока мер
Я = + Ь + ,
где D — действительный диаметр валика;
L — толщина подкладки для ножей.
Концевые меры ставят на стол прибора с обеих сторон валика и
определяют показание оптиметра (или микромера) при контакте
его наконечника с валиком и блоками плиток.
Разность показаний не должна превышать ±0,01 мм.
Несовпадение верхней плоскости ножей с осью центров влечет
погрешность измерения диаметра Ъа = ------ . Так, например, при
•несовпадении плоскости ножей с осью центров на 0,02 мм при изме-
2*0 022
рении диаметра 50 мм погрешность составит !—=0,032.шс,
17*
259
а для калибра диаметром 5 мм величина погрешности будет
Zd = 0,16 мк. Однако погрешность измерения будет резко увеличи-
ваться при увеличении несовпадения плоскости ножей с осью центров.
Устранение несовпадения плоскости ножей с осью центров воз-
можно заменой подкладок для ножей, если размер их меньше тре-
буемого, или шлифованием подкладок, если плоскость ножей выше
оси центров.
Устранение несовпадения осей центров с осью поворота колонки.
Проверку положения оси поворота колонки производят так же, как у
инструментальных микроскопов (см. фиг. 63). Величина смещения
изображения креста валика относительно перекрестия окулярной
сетки и при наклоне колонки на 10° не должна превышать 0,01 мм.
Нарушение совпадения линии центров с осью поворота колонки
возникает главным образом вследствие износа опорных поверхно-
стей бабок, а также в результате ремонта стола и бабок с
центрами. Несовпадение осей центров с осью наклона колонки
устраняют при помощи регулируемых шарикоподшипников 6 и 7
(фиг. 124), которыми поднимают или опускают стол относительно
оси поворота колонки микроскопа.
Перед устранением этого дефекта следует сначала определить
величину смещения а (фиг. 63) линии’ центров относительно оси по-
ворота колонки, как было указано выше (см. стр. 153).
После юстировки шарикоподшипники закрепляют и снова прове-
ряют совпадение осей центров с осью поворота стойки, а также па-
раллельность поверхности стола плоскости его движения, ко-
торая могла нарушиться при юстировке стола шарикоподшип-
никами. Показание по шкале наклона колонки должно соответство-
вать фактическому положению колонки (см. стр. 194). Отклонение
не должно превышать ±5' в пределах 0±12,5°.
Устранение несовпадения оптических осей осветительной системы
и микроскопа. Положение тубуса нижнего освещения проверяют по
плитке размером 2 мм, притертой к плитке большего размера, уста-
новленной на стол микроскопа, как показано на фиг. 67. Методика
проверки сохраняется такой же, как для инструментальных микро-
скопов малой и большой моделей. Правильность положения трубки
3 можно проверить по форме светового пятна, проектирующегося
на папиросную бумажку, помещенную на выдвинутую скалку. При
неправильном освещении плитки, когда ее длинное ребро параллель-
но оси перемещения каретки, производят юстировку тубуса поворо-
том трубки 3 с линзой (фиг. 123) вокруг оси в пределах зазора меж-
ду винтами 7 и отверстиями; предварительно слегка отвертывают
винты 7 и стопорный винт 8. Если этого недостаточно для устранения
дефекта освещения, нужно слегка повернуть весь тубус 9, предва-
рительно ослабив винт 13 (фиг. 122,6), крепящий тубус к колонке 14.
Устранение этого дефекта в небольших пределах возможно переме-
щением оправы 10 (фиг. 123) в пределах зазора между винтами 11
и отверстиями в оправе 10, предварительно немного отвернув вин-
ты 11. При перемещении оправы наблюдают в окуляр поверхность
плитки. Закрепив винты, повторяют проверку.
260
При неправильном освещении плитки, когда ее длинное ребро па-
раллельно оси перемещения стола, юстируется положение зеркала
при помощи небольшой фольговой прокладки, помещаемой между
втулкой и опорной поверхностью зеркала, в верхней или нижней
части ее.
Убедившись в правильности положения тубуса нижнего освеще-
ния, проверяют положение колонки так же, как у инструментального
микроскопа большой модели (см. стр. 191).
ТУБУС МИКРОСКОПА С КРОНШТЕЙНОМ
Тубус главного микроскопа и кронштейн универсального микро-
скопа по конструкции ничем не отличаются от одноименных узлов
инструментального микроскопа большой модели (см. фиг. 77). По-
рядок разборки, сборки и юстировки этих узлов см. стр. 181.
Проверку перпендикулярности оптической оси микроскопа пло-
скости стола (см. фиг. 64) и правильности линейного увеличения
главного микроскопа производят так же, как у инструментальных
микроскопов (см. фиг. 71,в и 84). Неперпендикулярность оптической
оси микроскопа плоскости стола и неправильность увеличения устра-
няют так же, как у инструментального микроскопа большой модели.
Неправильность линейного увеличения главного микроскопа не
должна превышать 0,5 мк. Отсчеты величин отклонений производят
по миллиметровым шкалам с помощью микроскопов со спиральным
окулярным микрометром.
Штриховая и револьверная окулярные головки универсального
микроскопа по конструкции ничем не отличаются от соответствую-
щих головок инструментальных микроскопов (см. фиг. 49 и 51). Ме-
тоды проверки и юстировки и ремонта их см. стр. 159 и 165.
МИЛЛИМЕТРОВЫЕ ШКАЛЫ
Чтобы вынуть продольную миллиметровую шкалу (фиг. 127) из
оправы 1, нужно отвернуть десять винтов, крепящих крышку, и
снять последнюю. Отвернув четыре винта, снимают рамку 2 и за-
щитную пластину 3 из органического стекла. Затем отвертывают
два боковых винта 4 и один осевой винт 5, в которых имеются втул-
ки с пружинами, после чего вынимают шкалу 6 и светопроводящую
призму 7 с соединяющими их рамками 8. Боковые винты 9, находя-
щиеся на одной оси с винтами 4, желательно не трогать, чтобы со-
хранить базу для быстрой и правильной установки шкалы при
сборке.
Поперечную миллиметровую шкалу 1 (фиг. 128) вместе с покрыв-
ной стеклянной пластиной можно вынуть, сняв крышку с оправы.
Предварительно отвертывают крепящие ее винты, а также осво-
бождают два боковых винта 2 и два осевых винта 3 с пружинящими
втулками. Противоположные винты 4 не следует трогать. Шкалы
вынимают только при необходимости их чистки и чернения штрихов.
Недостатком конструкции оправ шкал рассматриваемого прибора
является отсутствие возможности перемещения шкал для совмеще-
ния какого-либо штриха шкалы со спиралью микрометра при на-
чальном отсчете.
261
Этот недостаток в некоторых микроскопах исключается возмож-
ностью перемещения окулярной головки отсчетного микроскопа для
совмещения спирали с ближайшим штрихом миллиметровой шкалы.
Конструкция такого отсчетного микроскопа показана на фиг. 42.
Фиг. 127. Миллиметровая шкала про-
дольная (без крышки).
Такими микроскопами оснащены оптические (отечественные и фир-
мы Цейсс) длиномеры и универсальные микроскопы (фирмы Цейсс
последних моделей и др.).
Устранение непараллельности осей миллиметровых шкал к на-
правлению перемещения стола и каретки. Проверку положения
миллиметровой шкалы производят по микронной шкале спирального
5
Фиг. 128. Миллиметровая шкала поперечная.
микроскопа. Для этого концы крайнего штриха миллиметровой
шкалы совмещают с краями микронной шкалы, установленной на
какое-либо целое число делений (фиг. 129).
262
миллиметра.
Фиг. 129. Проверка милли-
метровой шкалы.
Переместив стол (или каретку), подводят к тем же штрихам ми-
кронной шкалы другой крайний штрих миллиметровой шкалы, кото-
рый должен занять такое же положение относительно штрихов ми-
кронной шкалы, как и первый штрих. Разность положений штрихов
миллиметровой шкалы относительно штрихов микронной шкалы не
должна превышать: четверти интервала микронной шкалы на длине
100 мм и половины интервала на длине 200 мм. Концы штрихов
миллиметровой шкалы должны располагаться симметрично относи-
тельно оси шкалы с десятыми долями
Определив направление, в кото-
ром нужно повернуть шкалу, немно-
го освобождают винты, крепящие
крышку к оправе, затем, регулируя
винтами 9 (фиг. 127) положение
продольной шкалы в оправе или
винтами 5 (обозначены пунктиром,
фиг. 128) положение поперечной
шкалы, добиваются правильной уста-
новки шкалы в осевом направлении.
Если штрихи миллиметровой шкалы
расположены несимметрично оси
шкалы с ценой делений 0,1 мм,
предварительно устраняют этот де-
фект с помощью винтов 9 и 5. Закре-
пив крышку оправы шкалы, снова
проверяют положение последней.
Устранение непараллельности плоскости делений миллиметровых
шкал к плоскости перемещения стола и каретки. Фокусируют край-
ний штрих миллиметровой шкалы и, переместив стол или каретку,
наблюдают другой крайний штрих. Штрихи шкалы должны быть
видны с одинаковой резкостью. Допустимое параллактическое сме-
щение изображения штрихов миллиметровой шкалы относительно
спиральной сетки, а также метод определения и устранения парал-
лакса см. стр. 110—111.
В поперечной миллиметровой шкале этот дефект устраняют ре-
гулированием шкалы винтами 2 (фиг. 128). Винты, крепящие крыш-
ку к оправе шкалы, предварительно немного ослабляют.
В продольной шкале разнофокусность штрихов устраняют при
помощи фольговой прокладки, помещаемой под оправу шкалы. Тол-
щину прокладки определяют по месту.
После закрепления крышки на оправах поперечной и продольной
шкал нужно снова проверить правильность положения шкал. Одно-
временно проверяют чистоту шкал и качество их штрихов, которые
должны удовлетворять требованиям, предъявляемым к миллимет-
ровой шкале оптического длиномера (см. стр. 111).
ОТСЧЕТНЫЕ МИКРОСКОПЫ СО СПИРАЛЬНЫМ окулярным
МИКРОМЕТРОМ
Отсчетный микроскоп (фиг. 130) состоит из окулярной головки 1
и объектива 2, смонтированных на тубусе 3. Тубус зажат в крон-
263
штейне 4 при помощи колец 5 и 6. Кронштейн закреплен на станине
прибора. Этот микроскоп отличается от микроскопа, показанного на
фиг. 42, отсутствием микроподачи, формой тубуса и наличием приз-
мы, позволяющей расположить окуляр под углом 45°.
Разрез по ДА
Фиг. 130. Отсчетный микроскоп продольной шкалы.
Конденсорное устройство 7 с тубусом и лампа для освещения
миллиметровой шкалы и отсчетного микроскопа находятся в осно-
ваний кронштейна 4.
Отсчетный микроскоп поперечной шкалы (фиг. 131) отличается
от микроскопа продольной шкалы конструкцией тубуса 1 и объек-
тива.
264
Разборка отсчетного микроскопа продольной шкалы. Отверты-
вают четыре винта, расположенные снизу окулярной головки 1
(фиг. 130), и снимают ее с тубуса. Повернув головку окуляром вниз,
отвертывают три винта 8, снимают крышку 9, затем отвертывают два
винта 10 и снимают головку 11 с накаткой вместе с зубчатым коле-
сом и планкой. Ослабляют три винта 12, вынимают латунную пла-
стину 13 с роликами и пластину 14 с оправой. Ослабив стопорный
винт, вывертывают окуляр, который разбирается аналогично окуля-
ру штриховой головки. Чтобы вынуть тубус 3 из кронштейна, нужно
отвернуть стопорный винт 15, затем объектив 2 и кольцо 6.
Фиг. 131. Отсчетный микроскоп поперечной шкалы.
Для облегчения процесса сборки кольцо 5 можно не отвертывать,
сохранив этим базу для правильной установки тубуса 3.
Освещение окулярных сеток должно быть равномерным, враще-
ние пластины — плавным.
Плавность хода и требуемое усилие вращения пластины со спи-
ральной сеткой обеспечиваются регулированием положения пласти-
ны 13 винтами 12, а также регулированием роликов 16. Для. этого
предварительно отвертывают четыре винта, снимают крышку 17 и
ослабляют винты 12.
Разборка головки отсчетного микроскопа поперечной шкалы про-
изводится аналогично разборке микроскопа продольной шкалы.
Разборка тубуса микроскопа понятна из фиг. 131.
Юстировка отсчетных микроскопов со спиральным окулярным
микрометром. Способы юстировки окулярных головок отсчетных ми-
кроскопов см. стр. ИЗ.
Несколько отличаются способы юстировки отсчетного микроско-
па поперечной шкалы.
265
Устранение неправильности увеличения производится юстировкой
объектива 2 (фиг. 131). Отвернув винты, снимают крышку 3 с тубу-
са 1 микроскопа; затем, немного освободив кольца 4, перемещают
объектив в осевом направлении, одновременно наблюдая за положе-
нием двух смежных миллиметровых штрихов относительно крайних
витков спирали при нулевом положении микронной шкалы. После
достижения соответствующего увеличения (т. е. при совпадении
штрихов миллиметровой шкалы с крайними витками спирали) коль-
ца 4 надежно закрепляют и снова проверяют увеличение. Несовпа-
дение соседних штрихов шкалы с крайними витками спирали не
должно превышать 0,5 мк на 1 мм.
Устранение разнофокусности штрихов спиральной сетки и мил-
лиметровой шкалы. На тубусе .5 (фиг. 131) ослабляют кольцо 6,
после чего объектив 7 немного перемещают (ввертыванием и вывер-
тыванием) вдоль оси, наблюдая в окуляр за качеством изображения
штрихов миллиметровой шкалы и спиральной сетки. После юсти-
ровки объектив надежно закрепляют и повторяют проверку. Сле-
дует иметь в виду, что эта юстировка часто необходима после устра-
нения непараллельности миллиметровой шкалы плоскости переме-
щения каретки (см. стр. 111 и 263).
ЮСТИРОВКА ПРОЕКЦИОННОГО УСТРОЙСТВА
Проекционная насадка универсального микроскопа по конструк-
ции аналогична изображенной на фиг. 85; средства проверки
и юстировки ее см. стр. 194. Как было указано выше, весьма важным
при работе с проекционным устройством является правильное поло-
жение источника света относительно оптической оси.
Для настройки источника света поступают следующим образом.
Ставят на стол микроскопа прямоугольный столик 1 (фиг. 121), от-
пускают зажимной винт (на фигуре не видно), вдвигают патрон
с лампой 27 (фиг. 119,в) в кронштейн 39 и включают свет. На све-
товое пятно, которое появится на предметном стекле столика, уста-
навливают центрировочное приспособление 2 (фиг. 121,а) и коль-
цом 3 устанавливают диафрагму на деление «25». На матовом стек-
ле приспособления 2 должно появиться изображение диафрагмы
и части витков раскаленной нити спирали. Покачиванием лампы при
помощи шарового кольца и осевым перемещением патрона с лам-
пой 27 (фиг. 119,в) добиваются максимального заполнения изобра-
жения диафрагмы изображением раскаленных нитей спирали
лампы.
После центрирования витки спирали должны пересечь центр
изображения диафрагмы; последнее должно быть максимально за-
полнено изображением витков спирали и не должно иметь окрашен-
ных пятен и полос.
Юстировка осветителя по центрировочному приспособлению не-
обходима также в случаях замены лампы.
266
УНИВЕРСАЛЬНЫЕ микроскопы ДРУГИХ конструкций
Методы проверки юстировки и ремонта универсальных микро-
скопов, описываемых ниже, в основном аналогичны методам,
применяемым для юстировки микроскопов отечественного производ-
ства. Исключение составляют методы юстировки некоторых узлов,
отличающихся по конструкции от узлов отечественного микро-
скопа.
УНИВЕРСАЛЬНЫЙ МИКРОСКОП ФИРМЫ ЦЕЙСС (ВТОРАЯ МОДЕЛЬ)
Микроскоп по конструкции аналогичен микроскопу отечествен-
ного производства (УИМ-21). Изложенные выше методы юстировки
и ремонта микроскопа УИМ-21 можно применять и к универсаль-
ным микроскопам фирмы Цейсс второй модели. Исключение состав-
ляют способы ремонта и юстировки отсчетных микроскопов и осве-
Фиг. 132. Окулярная головка отсчетного микроскопа.
тителя. Юстировка осветителя (установка источника света относи-
тельно оптической оси) производится двумя юстировочными
винтами, имеющимися на главном осветителе, и осевым перемеще-
нием лампы. Предварительно нужно немного освободить винты,
находящиеся ближе к патрону лампы и крепящие его.
Юстировка отсчетного микроскопа со спиральным окулярным
микрометром. Отсчетный микроскоп описываемого прибора
267
отличается от описанных выше конструкцией головки, изобра-
женной на фиг. 132. Порядок разборки этой головки следующий.
Отвернув винты /, снимают головку с тубуса 2. Затем отвертывают
два винта и снимают планку вместе с головкой 5, при помощи кото-
рой приводится в движение пластина со спиральной сеткой 4. От-
вернув по три винта, снимают крышку 5 с окуляром, пластину 6 и
вместе с ней вынимают ролик 7 с осью и пружинкой. Затем вынима-
ют пластину 4 с оправой. Вынимать пластину 8 со шкалой десятых
долей миллиметра нецелесообразно. Для юстировки положения
пластины 8 служат четыре винта 9.
Фиг. 133. Универсальный микроскоп фирмы Цейсс, новая модель.
Чтобы разобрать окуляр, нужно отвернуть диоптрийное кольцо
10 и вывернуть окуляр 11. Затем отвертывают наглазник 12 и,
слегка ослабив три винта 13, снимают кордовое кольцо 14.
В последнее время фирмой Цейсс (Иена) выпущен универсаль-
ный микроскоп новой модели (фиг. 133). Отечественным заводом,
а также в ФРГ выпущены опытные образцы новых моделей микро-
скопов. В них предусматривается возможность производить отсчеты
не по трем микроскопам (главному и двум отсчетным), а при помо-
щи экрана, на котором получается совмещенный отсчет.
268
У микроскопа, показанного на фиг. 133, несколько более жесткая
конструкция; оправы миллиметровых шкал отлиты вместе со сто-
лом; отсчетные микроскопы оснащены микрометрическим устройст-
вом для установки шкал на целое число миллиметров при началь-
ном отсчете. Изменена конструкция бабок, тубуса, микроскопа, ми-
кроузлов и некоторых других устройств. Все эти изменения повы-
шают удобство работы, улучшают товарный вид микроскопа, но не
повышают точности измерений. Можно предполагать, что проверку
новых микроскопов можно будет производить описанными метода-
ми и средствами, а способы юстировки и ремонта микроскопов в ос-
новной своей части останутся без изменений.
Техническая характеристика нового микроскопа почти не отли-
чается от характеристик других рассмотренных выше образцов
универсальных микроскопов.
УНИВЕРСАЛЬНЫЙ МИКРОСКОП ФИРМЫ ЦЕЙСС (СТАРАЯ МОДЕЛЬ)
Описание и способы юстировки универсального микроскопа фир-
мы Цейсс старой модели приводятся ввиду его широкого распростра-
нения на отечественных заводах.
Фиг 134. Универсальный микроскоп фирмы Цейсс, старая модель
Описание прибора. Универсальные микроскопы фирмы Цейсс
(старая модель) изготовлялись двух моделей — большой и малой.
Длина поперечной шкалы микроскопа малой модели 50 мм, боль-
269
шой 100 мм. Длина продольной шкалы у микроскопов обеих моде-
лей 200 мм.
Общий вид универсального микроскопа показан на фиг. 134.
Каретка 1 микроскопа перемещается по направляющим станины 2
в поперечном направлении вместе со столом 3. Последний переме-
щается в продольном направлении по направляющим каретки пер-
пендикулярно направлению движения последней. Каретка и стол
могут быть застопорены соответственно головками 4 и 5. Микро-
метрическая подача стола и каретки осуществляется микровинта-
ми 6 и 7.
На столе и каретке укреплены миллиметровые стеклянные шка-
лы 8 и 9 в оправах. Для удобства работы на оправах шкал имеются
микровинты 10 и 11, служащие для установки шкал на целое число
миллиметров. Отсчеты по шкалам производят при помощи микро-
скопов со спиральным окулярным микрометром 12 — для продоль-
ного хода и 13 — для поперечного. Кронштейн с объективом 14
микроскопа 13 поперечной шкалы несколько снесен в сторону
и укреплен на станине 2.
Центральный (двойной) микроскоп 15 смонтирован на крон-
штейне, помещенном на стойке 16, жестко связанной со станиной.
Кронштейн перемещается по стойке с помощью головок с накаткой
/7; этим движением производится грубое фокусирование изделия.
Более отчетливое изображение предмета достигается вращением
кольца с накаткой 18. Закрепление кронштейна на колонке осу-
ществляется винтами с накатанными головками (на фигуре не вид-
но). При закреплении кронштейна нужно следить за тем, чтобы
упор кронштейна во время работы касался стойки.
Измеряемое изделие устанавливается в центрах 19 или на пря-
моугольном или круглом стеклянных столиках. Вместо бабок
с центрами в радиальном ложе стола можно устанавливать призма-
тические бабки или специальную оптическую делительную головку
с центром. Освещение измеряемого изделия производится лампой
60 етХ120 в с колбой из молочного или матового стекла. На тубусе
микроскопа 15 смонтированы две окулярные головки: штриховая 20
и револьверная 21. Поворотом рукоятки 22 свет направляется в ту
или иную головку.
Измерительные ножи освещаются через иллюминатор 0, откуда
на них направляется свет. Если освещение сверху не требуется, то
иллюминатор закрывают ватой.
Для устранения искажений контура резьбы в конструкции ми-
кроскопа предусмотрено приспособление, позволяющее направить
пучок света, освещающий профиль, параллельно направлению подъ-
ема резьбы. Это приспособление состоит из ирисовой диафрагмы,
вмонтированной в рамку, на которой нанесена градусная шкала.
Рамка перемещается при помощи головки с накаткой. При нулевом
положении рамки с диафрагмой пучок света направлен перпенди-
кулярно оси измеряемого изделия.
На приборе можно производить точные разметочные работы при
помощи приспособления 23, смонтированного в кронштейне. Послед-
270
ний находится на одной втулке с кронштейном двойного микроскопа.
Для контроля радиусов закруглений на колонку вместо крон-
штейна с двойным микроскопом устанавливается кронштейн со спе-
циальным микроскопом, с револьверной головкой, на окулярной
пластине которой нанесены дуги различных радиусов.
Основные технические данные и погрешности измерений на этом
приборе аналогичны указанным для микроскопа новой модели (см.
выше).
Оптическая схема прибора. Пучок лучей от источника света J
(фиг. 135) через три иллюминатора с зелеными светофильтрами 1
направляется для освещения по оси: продольной шкалы /, попереч-
ной шкалы //, измеряемого изделия /// снизу и ножей IV сверху.
Свет для освещения продольной миллиметровой шкалы по оси /
проходит через конденсор 2, отражается в зеркале 5, откуда под
углом 90° проходит вторую конденсорную линзу 4 и освещает мил-
лиметровую шкалу 5. Затем, пройдя объектив 6, свет попадает
в окулярную головку отсчетного микроскопа, состоящую из стек-
лянной пластины 7 со спиральной сеткой, пластины 8 со шкалой
с ценой деления 0,1 мм и окуляра 9.
Свет для освещения поперечной шкалы в направлении оси II,
пройдя конденсорную линзу, отражается от зеркал S и, пройдя далее
конденсорную линзу 10 и миллиметровую шкалу 11, преломляется
призмой /2, находящийся в одном тубусе с объективом 13. Пройдя
объектив, свет преломляется призмой 14, находящейся в тубусе
микроскопа, и попадает в головку отсчетного микроскопа.
Свет для освещения измеряемого изделия снизу по оси III
проходит ирисовую диафрагму D, конденсор 15, преломляется
зеркалом 16, проходит конденсорную линзу 17, освещает измеряе-
мую деталь К и попадает в объектив.
Объектив состоит из группы подвижных линз 18, которые пере-
мещаются при помощи кольца с накаткой для точного фокусирования
измеряемого изделия и группы неподвижных линз 19. Пройдя объек-
тив, свет преломляется призмой Р. После преломления призмой 20
свет попадает на окулярную штриховую сетку 21, где проектируется
обратное контурное изображение измеряемого предмета, которое
наблюдается в окуляр 22. Призму Р можно поворачивать рукояткой
22 (фиг. 134) и устанавливать в положение АВС (фиг. 135); тогда
свет попадает в призму 23, преломившись в которой направляется
на окулярную револьверную пластину 24, градусную шкалу 25 и
окуляр 26.
Свет, распространяющийся по оси IV, преломляется зеркалом
27, проходит конденсорные линзы 28 и отражается в зеркале 29,
смонтированном с деталями 27 и 28 внутри стойки микроскопа.
Далее свет проходит клиновидную пластину 30, линзу 31 и стек-
лянную плоскую пластину 32 неполного внутреннего отражения.
Преломившись затем призмой Р, луч проходит объектив и, от-
разившись от доведенной поверхности ножа, проходит обратно нор-
мальный путь через линзы объектива и призмы Р и 20 на пластину
21 и далее в окуляр.
272
В отсчетном микроскопе штриховой головки свет отражается
зеркалом S, проходит светофильтр t, освещает градусную шкалу С
и поступает в объектив О. Деления градусной шкалы попадают на
минутную шкалу т и наблюдаются в окуляр Q.
Разборка, юстировка и ремонт микроскопа
Разборка стола и каретки. Отвертывают крышку 24 (фиг. 134)
на колонке и снимают двойной микроскоп 15 с кронштейном, после
чего крышку снова завертывают. Снимают со стола бабки с центра-
ми или другие установ-
ленные на нем принадлеж-
ности. Отвернув по четыре
винта 25, снимают крон-
штейны с отсчетными
микроскопами 12, 13 и
кронштейн с объективом
14. На продольной и по-
перечной миллиметровых
шкалах снимают по две
шпильки 26, которые дер-
жат пружины, прижимаю-
щие шкалы к винту; за-
тем, отвернув по два вин-
та 27, снимают опорные
колодки 28 и шкалы 8 и 9,
выведя их из направляю-
щих. Отвернув четыре
винта, снимают кронш-
тейн 29 шкалы 9.
Сняв перечисленные
узлы, отвертывают гайку
1 (фиг. 136) И вынимают фиг 133 Микроузел и тормозное устройство,
микровинт с барабаном 2
вместе с микрогайкой 3 и
тормозным стержнем 4, после чего вынимают тормозное приспособ-
ление 5. Затем поднимают стол 3 (фиг. 137) с каретки 2, предвари-
тельно отведя подпружиненные шарикоподшипники 1 винтами с крас-
ными головками, расположенными на передней стороне каретки. За-
крепив поперечную каретку стопором, осторожно кладут станину на
бок. Отвертывают четырнадцать винтов и снимают защитный желез-
ный лист внизу станины. Затем отвертывают два винта 3 (фиг.
138, а, б), крепящие кожух 4, ставят станину в нормальное положе-
ние и снимают кожух со станины вместе с микровинтом 5 и тормоз-
ным стержнем 6. После этого вынимают тормозное приспособле-
ние (замок) 7.
Отведя подпружиненные подшипники 8 (фиг. 138,6) от вала 9
при помощи винтов с красными головками, находящимися сбоку
станины, снимают каретку 1 (фиг. 138,а) со станины 2.
273
13 Зак. 157
274
RuS сверху
Фиг. 137. Юстировочное устройство стола.
Направляющий вал 9 каретки следует снимать только в том слу-
чае, если его необходимо шлифовать. Чтобы вынуть вал, необходи-
мо отвернуть кольца 10 и 11, отвернуть два винта 12 и немного
Развез по ДД
Фиг. 138. Юстировочное устройство каретки.
ослабить два (из четырех) регулировочных винта 13; после этого
вал можно вынуть из каретки. Перед сборкой микроскопа необхо-
димо подвергнуть тщательной чистке все оптические детали системы
освещения по возможности без детальной разборки узлов этой си-
стемы. При необходимости полной разборки их нужно предвари-
18* 275
тельно сделать пометку положения деталей. Разборка указанных
частей затруднений не представляет.
Устранение непрямолинейности хода стола и каретки. Устране-
ние непрямолинейности хода стола в горизонтальной плоскости,
связанной с износом направляющих К стола (фиг. 137), производят
при помощи доводки этих направляющих на чугунной плите разме-
ром 750X1000 мм или чугунным мостиком размером 1000X50 мм.
Абразивом служит электрокорундовый порошок, в зависимости
от степени износа, М20 или М14—для предварительной и М.10 или
М7 — для окончательной доводки. Непрямолинейность направляю-
щих стола не должна превышать 0,002—0,003 мм по всей их длине.
Разность высот направляющих не должна превышать 0,01 мм. Пря-
молинейность направляющих проверяют трубкой оптиметра, зажа-
той в стойку вертикального оптиметра или в универсальный штатив,
установленный на плите (или микромером на стойке).
Притирке подвергают поверхности К направляющих, находя-
щихся в контакте с жесткими шарикоподшипниками 8 (фиг. 137),
для чего стол устанавливают этими направляющими на край плиты,
свесив выступающую часть стола за край плиты. Иногда для устра-
нения непрямолинейности хода достаточно переместить подшипник
несколько вверх при помощи прокладки, уложенной под торец
внутреннего пальца подшипника, или небольшим подъемом стола
подшипниками 4, с тем чтобы подшипники 8 касались неизношен-
ной части направляющих стола.
Ввиду отсутствия устройств для регулирования направляющих
в данном приборе важно сохранить параллельность их относительно
оси центров.
Проверку параллельности производят в собранном приборе при
помощи лекального угольника, установленного на столе и ориен-
тированного параллельно ходу стола; при этом окулярная головка
должна быть установлена так, чтобы продольный штрих окулярной
сетки был направлен параллельно ходу стола по угольнику. После
этого угольник снимают и в центры зажимают точный цилиндри-
ческий контрольный валик, образующая которого также должна
быть параллельна продольной штриховой линии окулярной сетки.
При несовпадении образующей валика с пунктирной линией сетки
нужно убедиться во взаимной параллельности направляющих ради-
ального ложа стола микроскопа. Если радиальные направляющие
параллельны, то требуется дополнительная доводка боковых на-
правляющих стола. Предварительно определяют величину и на-
правление перекоса направляющих относительно оси центров. Не-
прямолинейность хода каретки, связанная с износом направляю-
щего вала 9 (фиг. 138,а), требует шлифования рабочей части вала.
После шлифования непрямолинейность и конусность вала не долж-
ны превышать 0,003 мм на всей его длине.
Непрямолинейность хода стола и каретки, связанная с износом
шарикоподшипников, устраняется описанным выше методом. Не-
прямолинейность хода стола в вертикальной плоскости возникает
вследствие износа опорных направляющих поверхностей Р
276
(фиг 137). У каретки этот дефект возникает при износе рабочих по-
верхностей станины, представляющих собой четыре доведенные пло-
щадки F, по которым перемещается каретка.
Непрямолинейность хода стола и каретки в вертикальной плос-
кости устраняют притиркой указанных поверхностей. Неплоскост-
ность опорных поверхностей стола и каретки после притирки не
должна превышать 0,01 мм. Поверхности стола должны находиться
в одной плоскости с точностью до 0,03 мм. Это требование предъяв-
ляется также к рабочим поверхностям станины.
Притирку поверхностей стола производят чугунным мостиком
или трехгранной чугунной линейкой длиной 750 мм. Рабочие поверх-
ности станины также притирают чугунным мостиком длиной 750 мм
или чугунной доводочной плитой. Абразивом в обоих случаях слу-
жит электрокорундовый порошок М20 — для предварительной и
М10—для окончательной доводки. Перед притиркой рабочих по-
верхностей станины необходимо предварительно вынуть тубус ниж-
него освещения.
Прямолинейность и правильность положения рабочих поверх-
ностей стола и каретки в горизонтальной плоскости проверяют на
плите при помощи трубки оптиметра (или микромера), зажатой
в штатив. После притирки разность высот рабочих поверхностей
стола, вызывающую непараллельность этих поверхностей стола
плоскости его движения, компенсируют регулированием шарикопод-
шипниками 4 (фиг. 137), закрепленными на эксцентричных осях 6.
Для этого предварительно освобождают гайку 5 и, вставив ключ или
круглогубцы в отверстия на торце оси 5, слегка поворачивают ее.
Разность высот направляющих станины, вызывающих непарал-
лельность поверхности стола плоскости движения, компенсируют
регулированием шарикоподшипниками 7, также закрепленными на
эксцентричных осях.
Перед смещением стола в вертикальной плоскости регулирова-
нием подшипниками кужно отвести пружинящие подшипники при
помощи винтов с красными головками. Регулирование шарикопод-
шипниками стола и каретки производят у собранного прибора после
проверки параллельности поверхностей стола и каретки плоскости
их движения методом, описанным ранее. Предварительно нужно
установить станину по уровню в горизонтальное положение.
Следы коррозии, забоины, глубокие царапины и другие пороки на
установочных поверхностях стола нужно предварительно устранить
шабрением.
Взаимную неперпендикулярность направлений движения стола
и каретки в рассматриваемой модели микроскопа устраняют пово-
ротом эксцентриковой оси с подшипником 8 (фиг. 138,6). Предвари-
тельно нужно ослабить гайку, крепящую ось с подшипником 8,
и снять предохранительную крышку подшипников.
Конструкция стола с планками для ножей, микроскопа малой
модели показана на фиг. 139.
Неправильность расстояния между осью центров и поверхностью
стола устраняют регулированием планок 1 при помощи винтов 2
277
(предварительно освобождают винт 5). После закрепления планок
проверяют их положение и при необходимости повторяют юстиров-
ку. Величину перемещения каретки регулируют с помощью аморти-
заторов 14 (фиг. 138,а).
Юстировка осветительной системы микроскопа. Освещение поля
зрения центрального и отсчетных микроскопов должно быть равно-
мерным и четким, без частичного затемнения в какой-либо части его.
Соблюдение данных условий зависит от установки источника
Фиг. 139. Стол микроскопа малой модели.
света, чистоты оптических деталей и положения узлов осветитель-
ной системы. Убедившись в правильности положения осветителя
прибора, производят при необходимости чистку оптических деталей
сухой гигроскопической ватой, намотанной на тонкую деревянную
палочку с заостренным концом. Если для чистки осветительных уз-
лов их требуется вынуть, то для облегчения их правильной установ-
ки при сборке следует сделать на оправах пометки их положе-
ния.
Чистку оптических деталей целесообразно сделать до сборки
прибора, а затем произвести предварительную проверку положения
узлов системы освещения. Для этого на выходное отверстие прове-
ряемого узла помещают лист прозрачной бумаги, и, включив в при-
278
боре свет, следят за положением светового пятна, которое должно
находиться в центре линзы.
Смещение пучка света от оптической оси микроскопа, вызываю-
щее нечеткое освещение или частичное затемнение поля зрения,
устраняют небольшим поворотом трубки с зеркалом и линзой во-
круг оси, ориентируясь по положению светового пятна на листе бу-
маги.
Фиг. 140. Нижнее освещение и миллиметровая шкала продольного хода.
Для поворота трубки И (фиг. 140) узла освещения отсчетного
микроскопа продольной шкалы необходимо предварительно немного
ослабить кольцо 12.
При юстировке узла освещения отсчетного микроскопа попереч-
ной шкалы требуется отвернуть три винта 8 (фиг. 141), снять коль-
цо 9 и диафрагму 10 с круглым отверстием.
Отвернув три винта и сняв накладное кольцо, можно повернуть
трубку узла освещения центрального микроскопа.
После сборки прибора снова проверяют освещение поля зрения
микроскопов и при необходимости производят окончательную юсти-
ровку.
У собранного прибора при юстировке узла освещения отсчетного
микроскопа продольной шкалы требуется снять кронштейн с отсчет-
ным микроскопом, объективом и шкалой поперечного микроскопа,
а затем и стол. При юстировке узла освещения отсчетного микроско-
па поперечной шкалы достаточно снять кронштейны с объективом
и шкалой.
279
Фиг. 141. Нижнее освещение, объектив и миллиметровая шкала
поперечного хода.
280
Фиг. 142а,б,в,г. Двойной микроскоп.
Если правильное положение узла освещения микроскопа попе-
речной шкалы не нарушено, то юстировку производят призмой 11.
Для этого отвертывают крышку 12 и трубку 13, ослабляют кольцо
14 и, наблюдая в окуляр микроскопа, слегка поворачивают оправу
15 с призмой И, добиваясь четкого и полного освещения поля зре-
ния микроскопа. Иногда для совмещения оптической оси объектива
с осью тубуса микроскопа поперечной шкалы требуется незначи-
тельный поворот последнего вокруг оси.
Окончательную проверку правильности положения узла освеще-
ния центрального микроскопа рекомендуется производить по двум
ножам со штрихами, установленными по эталонному валику с про-
тивоположных сторон. Штрихи ножей с обеих сторон валика долж-
ны быть видны с одинаковой резкостью. Если штрихи'ножей видны
не одинаково резко, необходимо устранить этот дефект тщательной
юстировкой узла освещения центрального микроскопа.
Юстировка этого элемента в универсальном микроскопе малой
модели требует съема со станины всех узлов.
Совпадение оптических осей системы верхнего освещения и цент-
рального микроскопа проверяют по центрам, которые резко фоку-
сируют.
Диафрагму закрывают до отказа и наблюдают в окуляр, поле
зрения которого при этом должно быть ярко и равномерно освещено.
Если освещение поля зрения не отвечает данному условию, то про-
изводят юстировку.
Ослабив стопорный винт, отвертывают трубку 29 (фиг. 142,в),
кольцо 30, крепящее клиновидную ’ пластину 31 и линзу. Немного
повертывая при помощи тонкой палочки с туго намотанным на ее
конце кусочком ваты пластину 31 в трубке, добиваются равномерно-
го освещения поля зрения.
Миллиметровые шкалы
Чтобы разобрать миллиметровую шкалу и узел микрометриче-
ского перемещения ее, нужно вынуть шпильку 8 (фиг. 140), освобо-
див этим пружину 9, а затем вывернуть два винта и снять колодку 10
с микровинтом. Затем нужно вынуть оправу (фиг. 140 и 141,а) со
шкалой 2 и, отвернув винты, снять крышку 3.
Ослабив два боковых и один осевой винт 4 с пружинками, мож-
но вынуть шкалу 2. Боковые винты 5 (показаны пунктиром) и осе-
вой винт 6 рекомендуется не трогать, чтобы сохранить базу для
правильной и быстрой установки шкалы при сборке.
Непараллельность оси миллиметровых шкал к оси перемещения
стола и каретки устраняют боковыми винтами. Для устранения не-
параллельное™ плоскости делении шкал поверхности перемещения
стола и каретки снизу в оправах шкал предусмотрены четыре
винта. Во всех случаях при юстировке шкал боковыми 5, осевыми 6
и нижними 7 винтами необходимо освобождать винты, крепящие
крышку к оправе шкалы. После сборки и юстировки шкалы переме-
щение ее оправы в прямом и обратном направлениях должно про-
исходить плавно, без скачков. Плавность хода обеспечивается тща-
тельной промывкой, протиркой и смазкой направляющих вазелином.
282
Отсчетные микроскопы со спиральным окулярным
микрометром
Разборка окулярных головок отсчетных микроскопов описывае-
мой модели универсального микроскопа производится следующим
образом. Отвертывают два винта 1 (фиг. 143) и, ослабив снизу го-
ловки боковой винт, снимают окулярную головку 2 с тубуса 3. Повер-
нув головку окуляром вниз, вывертывают три винта 4 и снимают
крышку 5. Отвернув осевой винт, снимают ролик 6. После этого че-
рез отверстие головки с накаткой 7 отвертывают два винта 8 и сни-
мают планку 9 с головкой 7 и зубчатым колесом 10, сидящим на
одной с ней оси. Ослабив три винта 11, вынимают латунную пласти-
ну 12 с двумя роликами. Затем подставив ладонь, перевертывают
головку окуляром вверх и вынимают пластину со спиралью 13 п ша-
рик 14. Ослабив стопорный винт, можно отвернуть тубус окуляра 15.
Дальнейшая разборка отсчетного микроскопа продольной шкалы
аналогична разборке рассмотренного ранее микроскопа (см. стр.
113). Чтобы вынуть оправу 4 с призмой микроскопа поперечной шка-
лы (фиг. 144), отвертывают крышку 1, кольцо 2 и вынимают втул-
ку 3.
Неправильность увеличения отсчетных микроскопов устра-
няют помещением прокладок между окулярной головкой и тубусом,
а также перемещением объектива с последующим перемещением
всего микроскопа вдоль оси.
Неодинаковую резкость изображения штрихов спиральной сетки
и продольной миллиметровой шкалы устраняют перемещением
тубуса 3 микроскопа (фиг. 143) вдоль его оси описанным выше
методом.
У микроскопа поперечной шкалы (фиг. 144) для устранения
этого дефекта требуется отвернуть трубку 13 (фиг. 141,а), ослабить
на объективе кольцо 9 и, наблюдая в окуляр, слегка вращать опра-
ву объектива 10.
Правильность положения пластины 16 со шкалой с ценой деле-
ния 0,1 мм (см. фиг. 143) относительно миллиметровой шкалы
обеспечивают поворотом окулярной головки отсчетного микроскопа,
предварительно ослабив два винта 1. При смещении пластины 16
юстировку ее производят винтами 17. Для этого отвертывают сто-
порный винт и окуляр. Затем снимают кольцо 18 и завертывают
окуляр на место, после чего, ослабив три винта 17, поворачивают
пластину в нужном направлении (приблизительно), наблюдая в
окуляр. После этого, закрепив слегка пластину винтами, производят
окончательную юстировку ее винтами 17. После окончательного
закрепления пластины и установки окуляра снова проверяют поло-
жение пластины.
После разборки, сборки и юстировки пластина со спиральным
нониусом 13 должна вращаться плавно, без качки. Плавность вра-
щения пластины обеспечивается правильным положением латунной
пластины 12, ролики которой с равномерным усилием должны
283
Фиг. 143. Отсчетный микроскоп
продольной шкалы
Фиг. 144. Отсчетный
микроскоп попереч-
ной шкалы.
284
воздействовать на стеклянную пластину 13. Регулирование латунной
пластины 12 с роликами производят при помощи трех винтов И.
Двойной микроскоп
Разборка двойного микроскопа. Разборку двойного микроскопа
следует производить по отдельным узлам, определив предваритель-
но, какой из узлов его нуждается в разборке. Полная разборка
двойного микроскопа производится в следующем порядке. Отвер-
тывают кольцо 1 с накаткой (фиг. 142,а, б). Кольцевым ключом
отвертывают гайку 2, затем винт 3, после чего микроскоп вынимают
из кронштейна 4. Сняв прокладную шайбу 5 и отвернув три винта
6 (фиг. 142,6), отделяют тубус объектива 7 от окулярной коробки 8.
Тубус объектива без особой надобности разбирать не следует, так
как надлежащие юстировочные операции можно производить не
разбирая его. При необходимости разборки тубуса следует отвер-
нуть два винта 9 и осторожно вынуть трубку 10 с пружиной 11 и со
шпонкой 12. Передняя линза 13 завальцована в оправу, которая
ввернута в трубку 10. Линзы 14 находятся в оправе 15 и закреплены
кольцом; линзы 13 и 14 перемещаются вместе с трубкой 10 при
фокусировании с помощью кольца 1. Чтобы вынуть неподвижные
линзы 16 и 17 с оправой, требуется отвернуть стопорный винт 18 и,
сделав пометку положения оправы 19, вывернуть ее. Чтобы снять
окулярную штриховую головку, нужно отвернуть винты, снять го-
ловку 20 с накаткой и кронштейн, поддерживающий зеркальце.
Штриховую головку 22 снимают, отвернув три винта 21; так же сни-
мают окулярную револьверную головку 23.
Чтобы вынуть поворотную призму 24 с конической втулкой
и рычагом 25 (фиг. 142,а), нужно отвернуть кольцо, расположен-
ное позади окулярной коробки, предварительно ослабив стопорный
винт.
Дальнейшая разборка окулярной коробки нецелесообразна.
Оптическая часть окулярной коробки без окулярных головок пред-
ставлена на фиг. 142,г.
Перед сборкой оптические детали должны быть тщательно вы-
чищены. Металлические детали должны быть промыты, протерты
чистым полотенцем и смазаны с таким расчетом, чтобы смазка не
могла загрязнить оптические детали. Трубка 10 (фиг. 142,в) долж-
на быть смазана тонким слоем вазелинового масла. Перемещение
ее под действием кольца должно быть плавным, без заеданий. Вра-
щение призмы 24 также должно быть плавным. Это обеспечивается
тщательной промывкой конической втулки и отверстия, притиркой
и легкой смазкой трущихся поверхностей, а также регулированием
усилия зажима крепительной гайки.
Юстировка и ремонт двойного микроскопа. Юстировка и ремонт
окулярных штриховой и револьверной головок производят описан-
ными ранее методами (см. стр. 159 -и 165). Способы юстировки
остальных узлов двойного микроскопа приводятся ниже.
285
Устранение непараллельное™ штрихов окулярной сетки направ-
лению перемещения стола и каретки при нулевом показании по
угловой шкале. Проверку этого элемента производят описанным
выше методом (см. стр. 159). Если непараллельность штрихов оку-
лярной сетки направлению движения стола и каретки превышает Г,
производят юстировку двойного микроскопа при помощи винта 1
(фиг. 145).
Наблюдая в окуляр за положением штрихов окулярной сетки
относительно изображения ребра угольника, вращают винт, пово-
Фиг. 145. Юстировочное устройство
кронштейна двойного микроскопа.
рачивая этим двойной микроскоп на небольшой угол. Предваритель-
но кольцевым ключом освобождают контргайку 2. После юстировки
винт закрепляют контргайкой, следя за тем, чтобы не сбилось поло-
жение двойного микроскопа, и снова проверяют положение штрихов
сетки относительно хода стола й каретки.
Одновременно, повернув рычаг 25 (фиг. 142,а), проверяют поло-
жение продольного штриха сетки револьверной головки относительно
изображения ребра угольника.
Горизонтальный штрих креста должен быть при этом совмещен
с нулевым и контрольным штрихами градусной шкалы. Отклонение
от параллельности линии креста относительно ребра угольника не
должно превышать 2'. Если отклонение более указанного, требуется
юстировка положения градусной шкалы револьверной головки опи-
санным ранее методом (см. стр. 165).
Устранение погрешностей взаимного положения штриховой
и профильной окулярных головок. Проверку правильности взаим-
ного положения штриховой и профильной головок производят
по пластине с крестом или по лекальному угольнику, помещаемым
286
на столе прибора. Проверку этого элемента можно осуществить
одновременно с проверкой параллельности штрихов окулярной сет-
ки направлению движения стола и каретки.
Градусную шкалу штриховой головки и крест профильной го-
ловки устанавливают на ноль. Изображение креста пластины (или
ребра угольника) совмещают с крестом нитей штриховой головки
(фиг. 146,а). Затем освещение переключают на профильную головку,
При этом изображение креста пластины не должно отклоняться от
креста профильной сетки более чем на 0,005 мм в продольном а или
поперечном b направлениях (фиг. 146,6).
Фиг. 146. Проверка окулярных головок.
Смещение изображения предмета по отношению к центру креста
нитей в продольном направлении а возникает вследствие неправиль-
ной установки поворотной призмы /; при повороте ее на 90° пучок
света оказывается направленным неперпендикулярно катетам
призм 2 и 3.
Смещение изображения предмета в поперечном направлении b
возникает вследствие неправильного положения призм 2 и 3.
Юстировка положения призмы 1 при смещении изображения
предмета в продольном направлении производится винтом 26 (см.
фиг. 142), перемещающим рукоятку 25. Предварительно немного
отвертывают стопорный винт и, наблюдая в окуляр, регулируют
призму при помощи винта 26 до полного совпадения изображения
креста образцовой пластины с вертикальной линией креста го-
ловки.
Устранение смещения изображения предмета в поперечном на-
правлении является более трудоемкой операцией и осуществляется
регулированием призмы 27 (фиг. 142,в). Слегка отвернув винты 28
и регулируя усилием зажима их (при малом смещении) или уло-
жив под оправу призмы прокладку (при большом смещении), сов-
мещают изображение креста пластины или ребра угольника с гори-
зонтальной линией креста.
287
Фиг. 147. Юстировочное
устройство разметочного
приспособления.
Устранение неправильности увеличения двойного микроскопа.
Правильность увеличения двойного микроскопа при работе со
штриховой и профильной окулярными головками проверяют описан-
ным выше методом (см. фиг. 71 и 84). Если нарушение увеличения
более допустимого, двойной микроскоп юстируют. Для этого отвер-
тывают кольца 1 и 2 (фиг. 142,6) и винт 3 (фиг. 142,а). Немного
выдвигают микроскоп кверху, с тем чтобы прорезь объектива и винт
18 вышли из кронштейна 4. Слегка отвернув винт 18 (фиг. 142,6),
поворачивают оправу 19, используя имеющиеся в ней отверстия.
При этом, если увеличение больше нормального, оправу следует
вывернуть. Неправильность увеличения
можно также устранить перемещением
оправы с линзой 17. Для этого нужно
слегка отвернуть стопорный винт 32 и,
при увеличении более нормального, опра-
ву с линзой завернуть, пользуясь имею-
щимися на оправе отверстиями. После
юстировки необходимо закрепить положе-
ние оправы стопорными винтами.
Изменение увеличения в меньшую
сторону при работе с револьверной
головкой производят при помощи прокла-
док, помещаемых между опорными по-
верхностями головки 23 и окулярной ко-
робки 8. Толщина прокладок определяется
по месту. Если увеличение микроскопа
при работе с профильной головкой более
нормального, то необходимо юстировку
объективом произвести по одной из голо-
вок с таким расчетом, чтобы для упроще-
другую головку после юстировки требо-
валось поднять.
Юстировка разметочного приспособления. На стол микроскопа
кладут стеклянную пластину, на поверхности которой нанесен тон-
кий слой лака или воска. Повернув двойной микроскоп до упора,
опускают острие чертильной иглы на стекло и вращают шпиндель 1
(фиг. 147). Если острие иглы 2 при вращении описывает окружность,
необходимо центрировать иглу винтами 3.
После центрирования иглы на поверхность стекла наносят остри-
ем иглы точку, затем поворачивают двойной микроскоп на 90° до
упора и фокусируют эту точку. Изображение точки, нанесенной на
стекле, должно точно совпадать с центром креста нитей штриховой
окулярной сетки. Несовпадение их не должно превышать 0,002 мм.
При отклонении более указанного требуется юстировка двойного
микроскопа, которую производят винтом 3 (фиг. 145), предвари-
тельно немного освободив контргайку 4.
Проверка точности показаний универсальных микроскопов.
Проверку точности показаний универсального микроскопа произво-
дят измерением половины угла профиля шага S и среднего диа-
288
ния процесса юстировки
Предельные погрешности измерений универсальных микроскопов
фирмы Цейсс
Измеряемые изделия Измеряемые параметры Погрешности измерения
штриховой головкой револьверной головкой
Плоские де- тали (на на- кладном столе) Длины: в продоль- ном направ- лении ± (2’5 + 25 + 2670 ) МК / , L , HL \ ±(3>5 + 25+ 2670 Л
в попереч- ном направ- лении [ L , HL\ + 1 2.5 4~ 4~ I мК ’ 48 2000/ / L HL \ ± 16 5 4~ 4~ ~ 1 \ ’ 48 2000 /
Гладкие цилиндры Диаметры / L \ + I 2 5 -J- 1 мк \ 67) / £ \ ± 6,5 4- r I мк \ 67 /
Резьбовые изделия Средний диа- метр для ме- трической резьбы / 2 ± / 0,5 + + 1 а 1 sin — \ 2 L \мк; + 67 1 / ь \ ± 4,5 + — лк \ 67/ ! . L\ i 1 4 4~ 1 \ 29)
Шаг для мет- рической резьбы н- * + -° СИ Т 01 о | 4" ю I о СО Г4 СЛ ? to | s * 4" / L \ ± 8,54" мк \ 67 /
Угловые шаблоны, конусы, резьбы, кру- говые шка- лы и_др. Углы: теневым методом координат- ным мето- дом / 1,7\ ± 12 + — 1 мин. / 2\ ±13 + —у мин. Для резьб с шагом до 0,8 мм ± ^25 4" мин. Для резьб с шагом от 0,8 до 6 мм ± ^18 4- — мин.
Здесь L — длина измерения в мм\
Н — высота объекта, установленного на прямоугольном столе, в мм\
а — угол профиля резьбы;
f — длина стороны угла в мм.
19 Зак. 157
289
метра dCpt аттестованного резьбового цилиндрического калибра-
пробки М48 мм. Затем измеряют диаметр аттестованного цилиндри-
ческого калибра размером 40 мм также с ножами. Допустимые раз-
ности между размерами по аттестату и размерами, полученными
при измерении на микроскопе, не должны превышать следующих
величин:
для среднего диаметра........................... ±25 м
» шага................................... ±2,5
„ половины угла ... ..................... ±3'
„ гладкого цилиндра...................... ±1,5 мк
При проверке прибора измеряемые образцы нужно выдерживать
не менее 2 час. в помещении, где находится прибор. Разность тем-
ператур калибра и прибора не должна превышать 0,5°.
ГЛАВА VII
ЮСТИРОВКА И РЕМОНТ ПРОЕКЦИОННЫХ
ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Проекционные измерительные приборы — проекторы — широко
применяются в машиностроении. Проекторы позволяют получать на
экране изображение увеличенного контура проверяемого изделия.
Размеры контура изделия измеряются различными способами. Про-
екторы во многих случаях лабораторной и цеховой практики позво-
ляют осуществлять измерения, которые очень трудно или совсем
невозможно произвести с помощью других приборов. Проекторы
предназначаются для проверки профиля зубчатых, червячных и резь-
бовых сопряжений, профилей шаблонов и контршаблонов, для
контроля диаметров отверстий малых размеров и их взаимного рас-
положения, контроля кулачков, фасонных резцов, штампованных
деталей и т. д.
Конденсоры и объективы проекторов представляют собой мно-
голинзовые оптические системы. Правильно сконструированный
конденсор и хорошо исправленный объектив позволяют получать на
экране изображение высокого качества, с достаточной яркостью,
без заметного влияния дисторсии, астигматизма и хроматических
аберраций.
В металлообрабатывающей промышленности применяются про-
екционные приборы разных типов. Однако принципиально оптиче-
ские схемы их мало отличаются одна от другой. Проекторы разли-
чаются в основном конструктивными особенностями, как, например,
расположением осветительного устройства, стола, экрана, механиз-
мами управления, измерительными устройствами и т. д.
Основной метод определения размеров изделия на проекторах
заключается в непосредственном сличении контура изделия, спроек-
тированного на экран, с чертежом, вычерченным в соответствующем
масштабе и укрепленным на экране (фиг. 148,а). Отклонения изде-
лия от образцового профиля определяются при помощи микрометри-
ческих винтов или индикаторов, измеряющих величины перемещения
предметного стола проектора, на котором помещена контролируемая
деталь. Встречаются проекторы, у которых измерительные устрой-
ства отсутствуют и оценка отклонения исследуемого профиля от
заданного производится сравнением с образцовым чертежом.
19* 291
«)
Фиг. 1-18. Типы проекторов фирм:
в — Хилджео; г — Д. Ламсоп, большая модель.
Отклонения размеров изделий определяют также путем сличения
контура изделия с двойным контуром, вычерченным на экране
(фиг. 148,6) и ограничивающим предельные размеры проверяемого
изделия. Контур измеряемой детали можно также совместить
с пунктирной линией на экране (фиг. 148,в, а), относительно которой
перемещают контур изде-
лия при измерении.
Проекционные прибо-
ры применяются не толь-
ко в измерительных лабо-
раториях, ио и в производ-
ственных цехах заводов,
непосредственно на рабо-
чем месте, при ручной
пригонке шаблонов слож-
ных профилей. Особенно
широкое применение про-
екционные приборы нахо-
дят при контроле часовых
деталей и других мелких
изделий. Добавлением си-
стем верхнего освещения,
а также различных при-
способлений значительно
расширяется область при-
менения проекторов. Так,
например, проекторы при-
меняются для оценки
микрогеометрии поверхно-
сти цилиндрических дета-
лей до 4-го класса в ве-
личинах Нср по ГОСТ
2789-51, а также для вы-
черчивания профило-
, л грамм с негативов.
Фиг. 148. Типы проекторов фирм: Проекционный метод
д - цейсс, модель 320. измерения применяется не
только для разбраковки
деталей, но также для контроля их размеров и формы непосредст-
венно во время обработки на станке. Для этого используют неболь-
шие настольные проекторы, монтируемые на станке (фиг. 148,
либо создают специальные станки.
Так, например, Ленинградский завод имени Ильича изготовляет
профилешлифовальные станки с проекторами. Оптическая система
станка предназначена для проектирования на экран увеличенного
контура обрабатываемого изделия, а также контура режущей
поверхности шлифовального круга.
На фиг. 149,а показана оптическая схема профилешлифовально-
го станка ИЗП-25 Ленинградского завода имени Ильича. Между
294
стеклами 1 и 2 экрана помещается калька с нанесенным на ней
образцовым контуром шаблона. Увеличение оптической системы
50х ; рабочая площадь экрана 500X500 мм. Оптическая схема
проектора профилешлифовального станка «Ультра» приводится на
фиг. 149,6. Увеличение проектора достигает 40х , а при рассматри-
вании в окуляр 60х; площадь экрана 440X280 мм.
Для контроля сложноконтурных шаблонов с большой точностью
при шлифовании их применяется также специальное проекционное
устройство, смонтированное на станке. Это устройство (см. схему
на фиг. 149,в) состоит из проекционной лампы, питаемой током от
трансформатора 220X30 в. Лампа помещена в фонаре, имеющем
асбестовые перегородки а и вентиляционные фильтры 6, через кото-
рые излучается тепло с помощью вентилятора, смонтированного на
стойке фонаря. Свет от лампы 1 концентрируется конденсором 2
на изделии А, затем поступает в проекционный объектив 5, проек<
тирующий увеличенное изображение изделия на плоское зеркало 4.
Последнее отражает изображение на стеклянный матовый экран 5,
находящийся перед оператором, работающим на станке.
На экране устанавливается стеклянная пластина, покрытая
с одной стороны прозрачной эмульсией зеленого цвета с вычерчен-
ным на ней увеличенным контуром изделия, с которым сравнивает-
ся проектируемое изображение изделия в процессе шлифования.
Увеличение проекционного устройства изменяется в пределах
20—40 х перемещением объектива вдоль оси.
Проекционное устройство, изображенное на фиг. 149,г, смонти-
ровано на токарном станке и служит для контроля обода паровоз-
ных колес в процессе обработки. Контур обода сравнивается с об-
разцовым контуром, вычерченным на экране. Разновидности
оптических систем профилешлифовальных станков изображены на
фиг. 149,5 и е.
Основные преимущества проекционных измерительных приборов
перед другими оптико-механическими приборами заключаются
в сравнительно высокой производительности контроля, простоте на-
ладки, возможности наблюдать изображение изделия обоими глаза-
ми и одновременно несколькими лицами; отсутствии влияния на
результаты измерений измерительного усилия, что в ряде случаев
является решающм обстоятельством при выборе и назначении изме-
рительных средств, особенно для контроля хрупких деталей или
объектов, имеющих легко повреждаемые покрытия и др., а также
в сравнительной простоте конструкций проекторов и возможности
использования стандартных узлов измерительных приборов.
Все это способствовало распространению проекторов в различ-
ных отраслях промышленности. При изготовлении проекторов упро-
щенного типа употребляются недорогие оптические детали (конден-
сорные и другие линзы), оптические узлы (окуляры, объективы
и др.) стандартного типа и простые осветительные устройства.
На фиг. 150,а изображена оптическая схема проекционно-изме-
рительного прибора для измерения резьбы метчиков. Прибор при-
меняется на рабочем месте. Оптическая схема его мало отличается
295
1 2
Фиг. 149. Виды проек
296
ционных устройств.
297
от схем обычных проекторов. Особый интерес представляет конст-
рукция отсчетного устройства для угловых измерений (фиг. 150,6).
В микроскоп встроена штриховая сетка 1, которая проектируется на
экран. На экране имеется контрольный горизонтальный штрих.
Сетка устанавливается с помощью контрольного креста параллель-
но горизонтальной линии экрана и оси центров; установку произ-
водят по изображению образующей валика, зажатого в центры.
Справа сетки связана посредством рычага 2 с индикатором 3. Вра-
щением винта 4 перемещают рычаг и вместе с ним сетку микроскопа
Фиг. 150. Простейшие проекционно-измерительные приборы.
и стержень индикатора, по шкале которого отсчитываются величины
углов поворота сетки. Длина рычага рассчитана так, чтобы цена
деления индикатора была равна 1'. Величины отклонений измеряе-
мых углов отсчитываются без поправок в пределах 4—5°. Диаметр
экрана 250 мм. Увеличение прибора 50х ; диаметр поля зре-
ния ~8 мм.
ПРИНЦИПЫ ДЕЙСТВИЯ ПРОЕКТОРОВ
Важной частью всякого проекционного прибора является освети-
тельное приспособление, состоящее из небольшого яркого источника
света и конденсорного устройства. В качестве источника света обыч-
но применяют низковольтные, большой яркости лампы, имеющие
небольшую поверхность свечения, например автомобильные, кино-
проекционные и др. Непосредственно за источником света помещает-
ся короткофокусный конденсор, сосредоточивающий световой
поток на проверяемом объекте. Такой конденсор обычно состоит
из двух плосковыпуклых линз. От настройки осветительного приспо-
собления в основном зависит отчетливость изображения.
Конструкция стола, на котором помещается контролируемая де-
таль, имеет важное значение, особенно когда величины перемещения
298
небольших предметов применяют
стола в процессе контроля деталей измеряются соответствующими
устройствами.
Весьма важной частью проектора является объектив, проекти-
рующий увеличенное изображение проверяемого изделия на экран.
Качество изображения будет во многом зависеть от качества объек-
тива, который не должен иметь недостатков, уменьшающих резкость
и искажающих форму изображения проектируемого объекта. Для
проектирования изображений
оптическую систему, подобную
микроскопу.
Качество работы проектора
во многом зависит от качества
проекционного зеркала и эк-
рана.
Принципиальная схема про-
екционного прибора показана
на фиг. 151,а. Свет от источни-
ка S поступает в конденсор
С и направляется на помещен-
ную на столе Т деталь L. Лучи,
не задержанные изделием, про-
в)
Фиг. 151. Принципиальные схемы проектора.
ходят через объектив О, пересекаются в его фокусе, и на экране J
проектируется увеличенное, действительное и обратное теневое изо-
бражение изделия. На фиг. 151,6 изображена схема построения про-
екции предмета на экране.
При данном фокусном расстоянии увеличение V изображения
предмета определится из формулы
v = —,
а
где В — расстояние от объектива до экрана;
а — расстояние от проектируемой детали до объектива.
На фиг. 151,в изображен проекционный прибор и указаны ориен-
тировочно размеры между основными его узлами, обеспечивающие
отчетливое изображение при 10-кратном увеличении. Большое рас-
стояние от измеряемого предмета до экрана является крупным недо-
статком проекторов этого- типа.
299
Для удобства работы изображение контролируемого предмета
и самый предмет должны располагаться близко друг от друга.
С этой целью между объективом и экраном помещают отражатель-
ное зеркало или призму, позволяющие значительно уменьшить раз-
меры прибора.
Фиг. 152. Оптические схемы
проекционных измерительных
приборов.
На фиг. 152,а изображена оптиче-
ская схема проекционного прибора (
откидной призмой Р. Возможность
включения и выключения призмы Р из
оптической схемы позволяет проекти-
ровать изображение на горизонтальный
или вертикальный экраны.
Оптические схемы горизонтального
и вертикального проекционных прибо-
ров с преломляющим зеркалом изоб-
ражены на фиг. 152,6, в, г.
В некоторых приборах изображение
изделия проектируется на экран после
отражения от двух зеркал (фиг. 152,6).
В этих приборах пучок лучей от лам-
пы J через конденсор К проходит теп-
лопоглощающую кювету Q с жидко-
стью, представляющей собой слабый
раствор поваренной соли в дистилли-
рованной воде. После отражения в зер-
кале Di свет проходит предметное сте-
кло, объектив О, призму Р и от зеркал
Z)2 падает на матовый экран Е.
На фиг. 152,б показаны оптические схемы других проекторов,
применяемых в металлообрабатывающей промышленности. Проек-
ционные устройства, устанавливаемые на инструментальных и уни-
версальных микроскопах новых моделей, изображены на фиг. 72,
85, 111 и 112.
Экраны проекторов бывают двух типов: прозрачные (стеклян-
ные) и непрозрачные (белые) с отражательной поверхностью. На
300
г)
Фиг. 152. Оптические схемы проекционных
измерительных приборов.
301
экране из матового -стекла получается более яркое изображение, но
контур изделия проектируется менее резко, так как каждая шерохо-
ватость стекла несколько рассеивает свет и окрашивает края проек-
тируемого контура. Изображение на матовом стеклянном экране
следует рассматривать по направлению хода лучей, иначе оно будет
представляться недостаточно резким.
Непрозрачные экраны изготовляют из дерева. На экран при-
крепляется лист белой бумаги или образцовый чертеж. Следует
иметь в виду, что бумага восприимчива к изменениям влажности
воздуха. Применяются также металлические экраны с поверхностью,
Фиг. 152. Оптические схемы проекционных измерительных приборов.
покрытой белой эмалевой краской. Изображение, получаемое на
непрозрачных экранах, одинаково отчетливо видно на всех частях
экрана.
Выше рассматривались схемы проекторов, обеспечивающие по-
лучение на экране увеличенного контура, геометрически подобного
контуру контролируемого изделия. В последние годы получили рас-
пространение проекторы другого типа, разработанные Сафроновым
и Москалевым (фиг. 153,а). На экраны проекторов нового- типа
проектируются отдельные части изделия, существенно удаленные
одна от другой. Это позволяет контролировать изделия, размеры
которых значительно превышают поле зрения проектора. Принци-
пиальная схема такого проектора приведена на фиг. 153,6. Зеркало
проектора состоит из комплекта размещенных в определенном по-
рядке стальных хорошо доведенных зеркальных полосок, с помощью
которых на небольшой экран размерами 9X12 мм проектируется не
все изображение предмета, а только отдельные участки его.
302
зоа
Объектив
Разрез проектора
Экран
а)
Фиг. 153. Проектор с совмещенным изображением на экране:
1 — источник света; 2 — конденсор; 3 — измеряемая деталь; 4 — объектив; 5 — экран; 6 — зеркальные полоски.
Трансформатор
Соответствующей установкой полосок относительно друг друга
и относительно оптической оси добиваются того, что граничные кон-
туры изделия располагаются на экране без разрывов,, а изображе-
ние промежуточной части контура изделия как бы выпадает. Таким
образом, на экране получается небольшая фигура, составленная из
нескольких участков изображения предмета, что дает возможность
проектировать на экран лишь линии контура изделия, сближенные
до размеров поля допуска изделия.
Такой проектор, настроенный на контроль ряда размеров^ опре-
деленной детали, обладает высокой производительностью, что
объясняется значительным .облегчением условий контроля, ввиду
отсутствия необходимости оценивать положение изображения детали
относительно образцового чертежа, установленного' на экран. В этом
случае контроль сводится к наблюдению за качественным измене-
нием совмещенных изображений на экране при смене проверяемых
деталей.
Погрешности измерений на проекторах этого типа при увеличе-
нии 50х не превышают ~ 0,01 мм [1]. На проекторах можно произ-
водить измерения деталей 2—3-го класса точности и грубее.
К недостаткам проекторов Сафронова и Москалева следует отне-
сти значительную трудоемкость операций настройки. Этот недоста-
ток несколько уменьшается при использовании сменных рам
с зеркальными полосками, заранее настроенными на заданные раз-
меры. Применение проекторов этого типа целесообразно для контро-
ля крупных партий деталей.
Отечественной промышленностью выпускается проектор (фиг.
154,а) типа ЧП, предназначенный специально для контроля часовых
деталей, резьб, шаблонов и др. Проектор может работать в прохо-
дящем и отраженном свете. Оптическая схема прибора приводит-
ся на фиг. 154,6. Прибор работаете увеличениями 10х, 20х, 50х, 100х
Линейное поле зрения соответственно от 56X48 до 5,6 X 4,8 мм.
Размер экрана 560X460 мм; размер рабочего стола 140X160 мм.
Пределы измерения прибора: в продольном направлении до 40 мм,
в поперечном до 25 и в вертикальной плоскости до 85 мм. Резкое
изображение на экране обеспечивается на площади диаметром до
300 мм. Цена деления барабана микровинта 0,01 мм\ погрешности
микропары ±0,003 мм. Стол может поворачиваться на 360°. Цена
деления угловой шкалы стола 3'.
ПОГРЕШНОСТИ ПРОЕКЦИОННЫХ ПРИБОРОВ
Точность измерений на проекторах зависит в первую очередь от
качества оптической системы, а также от точности изготовления
механических узлов прибора. Погрешности измерений, зависящие
от качества оптической системы, обычно превышают погрешности
от неточности изготовления механических узлов. Так, при наличии
сферической аберрации на экране проектируется изображение, кон-
тур которого размыт. Совмещение такого контура со штриховой
сеткой или с контуром образцового чертежа представляет большие
20 Зак. 157 305
затруднения и сопровождается существенными ошибками измере-
ний. Дисторсия, как и кривизна поля зрения, является следствием
сферической аберрации и приводит к искажению изображений, кото-
рое будет особенно сказываться при проверке деталей сравнением
их увеличенного контура с образцовым чертежом. Эти недостатки
приводят к неправильным результатам, если измерения производятся
в различных зонах экрана.
Четкость изображения ухудшается также в связи с тем, что
в проекционной лампе нить накала не может создать достаточно
узкий пучок лучей (это было бы возможно лишь при строго точеч-
Фиг. 155. Погрешности изображе-
ния, связанные с источником
света.
ной нити). Каждая точка нити лампы, например а, b или с
(фиг. 155,а), дает пучок лучей, который превращается по выходе
из конденсора в параллельный. Однако пучки света а^, а2, Ь\,
Ь2, Ь3 и Ci, с2, сз, исходящие из разных точек спирали, образуют
углы с главной оптической осью. Для углов, образованных лучами,
исходящими из крайних точек источника света,
Угол ср будет тем больше, чем больше длина нити Ьс.
При плохо центрированной лампе пучок лучей выходит из кон-
денсора под углом к оси объектива. Это приводит к появлению те-
ней на некоторых участках профиля объекта, уменьшению резкости
изображения контура детали большой толщины, появлению ореола
вокруг изображения контролируемой детали (особенно около кон-
тура отверстия), а также к возникновению других недостатков изо-
бражения.
При малой толщине объекта d (фиг. 155,6) влияние угла меж-
ду пучками Ь2, с2 на качество изображения будет незначительным.
При данных фокусном расстоянии и длине спирали лампы четкость
306
изображения будет ухудшаться тем больше, чем больше толщина
измеряемой детали.
Это положение также справедливо в отношении четкости изобра-
жения цилиндрических деталей.
Улучшение качества изображения при контроле деталей большой
толщины или большого диаметра может быть достигнуто с помо-
щью диафрагмы Е (фиг. 155,в), ограничивающей рабочий участок,
нити лампы до минимума. При этом уменьшается рассеивание пуч-
ка света и повышается резкость изображения на экране.
Точность измерений зависит также от формы и качества поверх-
ности контролируемого объекта, кратности увеличения, неточности'
фокусирования и диафрагмирования, ошибок микропары и от субъ-
ективных погрешностей. Погрешность будет тем больше, чем хуже
качество поверхности объекта.
Так как на проекторах измеряются сравнительно небольшие
длины, то отклонения температуры от нормальной оказывают малое*
влияние на точность измерений.
В результате исследований проекционных методов контроля
резьбы на проекторах новейших типов [3] установлено, что искаже-
ния контура проверяемого объекта и недостаточная резкость изобра-
жения являются основными факторами, несколько ограничивающи-
ми область применения этих приборов. Источниками искажений
контура и недостаточной резкости изображения являются несовер-
шенство оптической и механической частей прибора.
Трудности, связанные с получением на экране контура осевого
сечения резьбы, не позволяют применять проекторы для контроля
резьбовых калибров. Наклоном оптической оси проекционного при-
бора на угол, равный углу подъема резьбы, удается несколько по-
высить резкость изображения контура резьбы. Однако погрешности
измерений половин угла профиля резьбы, вызываемые ошибками
контура, все же достигают 10' (для резьбы с углом подъема =7°).
При исследовании также установлено, что предельные погрешно-
сти измерений половин угла профиля резьбы, вызванные неточно-
стью фокусирования и диафрагмирования при работе на проекторе
с увеличением 10—50 х, достигают 10'.
Наличие дисторсии искажает изображение профиля резьбы.
Угол профиля при этом для крайних зон поля зрения может иска-
жаться до 8'. При этих же условиях искажение линейных размеров
доходит до 0,005 мм.
ПРОЕКТОР ТИПА БП С ГОРИЗОНТАЛЬНЫМ ЭКРАНОМ
Проекторы типа БП (фиг. 156,а) отечественного производства
достаточно универсальны; измерения на них можно производить со
светом, проходящим снизу и сбоку (диаскопически), а также в от-
раженном свете (эпископически). Эти проекторы широко применя-
ются на заводах, однако они несколько устарели и требуют модер-
низации и улучшения качества. Проекторы этого типа предназна-
чены для измерений линейных и угловых размеров, главным
20*
307
iilllllW
Фиг. 156. Большой проектор.
308
образом фигурных деталей: шаблонов, кулачков, фасонных резцов,
зубчатых колес и др., а также для сравнения профиля изделий с
образцовым чертежом, помещенным на экране.
Оптическая схема-
Фиг. 156. Большой проектор.
Техническая характеристика проектора
Пределы перемещения измерительного стола в мм:
в продольном направлении...................... 150
в поперечном направлении ..................... 50
в вертикальном направлении................... 100
Возможность наклона основания стола в град. . ±20
Цена деления барабанов микрометрических вин-
тов в мм.................................... 0,005
Пределы перемещения микрометрических вин-
тов в мм.......................................... 25
Цена деления градусного лимба стола в град. . 1
Наименьший отсчет по нониусу в мин................. 3
Увеличение прибора............• 10х, 20*, 50*
Поле зрения (соответственно) в мм.............. 60, 30, 12
Диаметр экрана в мм.............. •.............. 600
Диаметр предметного стола в мм .................. 310
Максимальные размеры измеряемых деталей в мм:
длина ....................................... 330
диаметр при установке в центры .............. 150
диаметр при установке на V-образные опоры 130'
Освещение.....................................Лампа накалива-
ния 12 в, 8 а
309
Конструкция прибора
На массивной чугунной станине 1 (фиг. 156,а) смонтированы
корпус стола'2, осветитель 3 и проекционное устройство.
Станина стоит на четырех регулируемых по высоте опорах, слу-
жащих для точной установки ее по уровню.
Корпус стола 2 покоится на основании, имеющем паз в виде
ласточкина хвоста, и устанавливается на плите 4, также имеющей
в поперечном сечении форму ласточкина хвоста. Плита 4 вместе со
столом перемещается в вертикальном направлении при помощи вин-
тового механизма, приводимого в движение маховиком 5, и закреп-
ляется в заданном положении рукояткой 6. Корпус стола 2 может
поворачиваться относительно основания 7 на угол 20° в правую и ле-
вую сторону. Угол поворота стола отсчитывается по шкале при по-
мощи указателя, нанесенного на основании 7; закрепление стола в
нужном положении производится рукояткой 8.
На корпусе стола смонтирован круглый стол 9, по конструкции
подобный столу инструментального микроскопа большой модели.
Стол имеет продольные и поперечные салазки. На поперечных салаз-
ках укреплен круглый стол 10, который может поворачиваться вокруг
оси посредством головки с накаткой 11. На круглом столе закрепле-
но четырьмя винтами предметное стекло.
Круглый стол градуирован по периферии на 360° через 0,1°. При
помощи нониуса углы поворота стола отсчитываются с точностью
до 3'. Стол в требуемом положении закрепляют зажимом 12. На
верхней поверхности круглого стола 10 имеются Т-образные пазы
для закрепления бабки с центрами, V-образных направляющих или
линейки со струбцинами. Максимальная длина измеряемой детали,
закрепляемой в центры, 330 мм, максимальный диаметр 150 мм.
Салазки перемещаются в двух взаимно перпендикулярных нап-
равлениях микровинтами 13 и 14 на длину 25 мм, а также незави-
симо от микровинтов на 25 мм в поперечном и на 125 мм в про-
дольном направлении. Таким образом, общее перемещение салазок
соответственно равно 50 и 150 мм. Салазки перемещаются на ша-
риках по направляющим, имеющим такую же форму, как направ-
ляющие салазок инструментального микроскопа большой модели
(см. фиг. 86). Возвратное перемещение стола осуществляется пру-
жинами, прижимающими опорные площадки стола к торцам микро-
винтов. Движение стола замедляется амортизаторами-ветрянками
(см. фиг. 76). Конструкция микроузлов проектора подобна изобра-
женным на фиг. 82; крепление микроузлов к прибору производится
так же, как на инструментальном микроскопе большой модели. Кон-
цевые меры длиной более 30 мм устанавливаются на выдвижную
опору (держатель) 15. Осветитель (фиг. 156,6) при работе в про-
ходящем свете снизу вставляется направляющим цилиндром 16 в
отверстие корпуса стола 2 (фиг. 156,а) и фиксируется задвиж-
кой 17, закрепляемой винтом.
Осветитель состоит из патрубка 18 (фиг. 156, а и б) со сменным
револьверным конденсором 19 и корпуса лампы 3, имеющего уста-
310
Фиг. 157. Револьвер зеркал.
побочный кронштейн 20 с фиксатором на торце. Корпус лампы 3
устанавливается на фланец патрубка 18 либо на фланец 21
(фиг. 156,в и г) револьверного устройства зеркал 22 и закрепляется
защелкой 23f фиксирующей положение лампы относительно постоян-
ного конденсора. В обоих случаях нужно следить за тем, чтобы фик-
сатор лампы при ее установке входил в предназначенный ему паз
на фланце.
Лампа устанавливается по предусмотренным для этого штри-
хам (фиг. 156,5): а — при работе в отраженном свете, b — при ра-
боте в проходящем све-
те, и по указателю с,
который устанавли-
вается против штрихов
а и b головкой 24. Вин-
ты 25 (фиг. 156,5)
служат для центриро-
вания лампы относи-
тельно оптической оси.
Сменные объективы
различного увеличения
ввертываются в патру-
бок 26 (фиг. 156,бх),
в верхней части кото-
рого укреплено револь-
верное приспособление
с переставными зерка-
лами, заключенными в
револьвере зеркал 22.
Револьверное приспо-
собление вращается
вокруг оси рукояткой
27 и может быть уста-
новлено в среднем (вертикальном) или в крайних (горизонтальном)
положениях, ограниченных упорами. Конструкция револьвера зеркал
изображена на фиг. 157. Для получения правильного положения сто-
ла необходимо после смены объектива переместить корпус стола по
плите 4 (фиг. 156,а) до одного из упоров, на котором имеется обо-
значение увеличения, соответствующего увеличению выбранного
объектива. При смене объектива, а также при работе в проходя-
щем свете сбоку револьверное приспособление устанавливают в го-
ризонтальное положение, освободив зажим ручкой 1 (фиг. 157).
С противоположной стороны патрубка 26 (фиг. 156,а) располо-
жен корпус призмы 1 (фиг. 158,^), в который вставляют диафраг-
му 2. Ближе к верхней части станины расположен фланец, к которому
крепится винтом 3 (фиг. 158,6) консоль 4. Консоль вставляется
направляющим цилиндром 5 в отверстие фланца станины. Для фик-
сации консоли служит отверстие 6. На ушки 7 и упор 8 подвеши-
вается осветитель, применяемый при работе в проходящем свете
сбоку. В верхней части станины закреплена оправа с главным зер-
311
калом 28 (фиг. 156,а), рабочий диаметр которого равен 310 мм.
Зеркало изготовлено из оптического стекла; передняя поверхность
его алюминирована. В верхней части станины укреплена также рам-
Фиг. 158. Установка призмы и кронштейна на ко-
лонку проектора.
ка для подвешивания на ней черного занавеса. Конструкция глав-
ного зеркала приведена на фиг. 159.
Фиг. 159. Главное проекционное зеркало.
Экран 29 (фиг. 156,а) шарнирно соединен со станиной. При
установке его в горизонтальное положение шаровой конец опоры 30
должен войти в соответствующее отверстие в станине. Экран за-
крепляется винтом 31. Диаметр экрана равен 600 мм. На экранах
312
некоторых проекторов описываемого типа нанесены пунктирными
линиями крест и две сплошные линии, проходящие через центр
креста под углом 60° друг к другу. Толщина линий сетки экрана
0,3 мм. Направление линий сетки экрана должно соответствовать
направлению хода салазок, что осуществляется установкой экрана
при сборке прибора.
Сменный ойъе Kmu.fi 50*
Фиг. 160. Оптическая схема проектора.
Оптическая схема проектора. На фиг. 160, а изображена оптиче-
ская схема проектора для работы в проходящем снизу свете. Свет
от лампы 1 с точечным освещением проходит через линзы постоян-
ного конденсора 2 и теплоизолирующее стекло 5, далее через линзы
второго, сменного конденсора 4 и, отразившись от зеркала S, посту-
пает на предметное стекло 9, вмонтированное в измерительный стол.
На стекло 9 устанавливается измеряемый объект d. Лучи отража-
313
ются зеркалом 10 и поступают в объектив 11, который проектирует
теневое изображение измеряемой детали при помощи призмы 13 и
главного зеркала 14 на экран 15.
Цветной стеклянный цилиндр 16 служит кожухом лампы. Для
работы с увеличением 20х или 50 х объектив 11 заменяется другим.
При смене объектива повертывают конденсорный. барабан и уста-
навливают соответствующий объективу конденсор 5, 6 или 7.
После появления отметки «20х» или «50х» барабан закреп-
ляют.
При работе в проходящем свете сбоку, как, например, при про-
верке профиля детали, установленной в центры, зеркало 10
(фиг. 160,а) выключается и осветитель устанавливается, как пока-
зано на фиг. 161А В остальном оптическая схема проектора остает-
ся без изменений. В этом случае лучи света от лампы 1 (фиг. 161,6)
проходят конденсор и, отразившись от зеркала 6, освещают изме-
ряемый объект; проходят далее через объектив 2 и призму 5; затем,
отразившись от зеркала 4, проектируют на экран 5 теневое изобра-
жение проверяемой детали.
Если работа проводится в отраженном свете (фиг. 156,в и г), то
вместо зеркала 10 (фиг. 160,tz) включается полупрозрачное зерка-
ло 12, поверх которого устанавливается фонарь с лампой освети-
теля 1; лампа устанавливается при этом по специальному штриху а
(фиг. 156,6) и регулируется винтами 25.
В этом случае лучи от лампы 1 (см. оптическую схему на
фиг. 156,г) проходят через полупрозрачное зеркало 2 и, отразив-
шись от поверхности измеряемого объекта, расположенного на
предметном стекле 3, а также частично отразившись от зеркала 2,
поступают в объектив 4 и призму 5, после чего отражаются от зер-
кала 6 и затем проектируются на экран 7. Увеличение проектора
составляет 10х, 20хи 50х. Поле зрения соответственно равно 60, 30
и 12 мм. Для работы с увеличением более 50х предусмотрена воз-
можность пользования в отдельных случаях вертикальным экраном,
удаленным от проектора и устанавливаемым позади колонки. При
этом из системы выключается призма 13 (фиг. 160, а) с оправой.
Экран должен быть установлен строго перпендикулярно направле-
нию лучей. Оптическая схема для работы с вертикальным экраном
приведена на фиг. 160Д Экраном может служить полотно или лист
ватмана, помещенные на стену, или доска, покрытая белой бумагой.
Для достижения нужного увеличения экран должен быть установлен
на определенном расстоянии от объектива.
Погрешности прибора. Величины предельных погрешностей из-
мерений на проекторах описываемого, типа определяются по приве-
денным ниже формулам.
Предельные погрешности SL при измерениях длин координат-
ным методом составляют:
в продольном направлении
3L= + f2,5 + /C+ — + -^-}мк;
~ ’ 200 3000 /
314
Оптическая схема
Фиг. 161. Положение осветителя и лампы при
работе в проходящем свете сбоку.
315
в поперечном направлении
8L = + (2,5 +К+ — +
"Д’ 200 1000 /
Предельные погрешности измерений длин теневым методом
(сравнением со штрихами штриховой линейки или образцового чер-
тежа на экране)
8L = + f-— К -I------мк;
\ v 2 /
здесь L — длина измеряемого объекта в мм;
Н — высота измеряемого объекта от поверхности стола в мм;
v — применяемое при измерениях увеличение;
К — коэффициент, равный 1—5 в зависимости от чистоты
кромки измеряемого объекта, совмещаемой со штриха-
ми при измерении.
Проверка, юстировка и ремонт прибора
Разборка проектора. Самой сложной операцией разборки проек-
тора является разборка стола (фиг. 162), которая производится
так же, как и стола инструментального микроскопа большой моде-
ли (см. стр. 181). Разборка других узлов, как это видно из приво-
димых ниже фигур, затруднений не представляет. Чтобы разобрать
стол, предварительно снимают осветитель (фиг. 156,6), слегка
освобождают боковой винт 32 (фиг. 156,а), крепящий корпус стола 2
на плите 4, снимают корпус и кладут его на верстак, подготовленный
к работе. Отвертывают шесть винтов 1 (фиг. 162), снимают пла-
стину 2, вывертывают винт и снимают рукоятку 3. После этого от-
вертывают ограничительный винт 4 и отделяют корпус стола 5 от
основания 6 с пазом в форме ласточкина хвоста. Остальные детали
снимают по мере надобности. Шарики и рабочие поверхности на-
правляющих, а также микровинты смазывают часовым или вазели-
новым маслом. Сопрягаемые поверхности диска и стола, а также
поворотной части корпуса смазывают ланолином или вазелином
в смеси с воском. Остальные части, не имеющие антикоррозионного
покрытия, смазывают тонким слоем вазелина.
После сборки перемещение стола в продольном и поперечном
направлении, вращение диска и поворот корпуса должны быть
плавными.
При разборке винтового механизма подъема стола отвертывают
четыре винта и две конические резьбовые шпильки и снимают пли-
ту 1 (фиг. 163). Отвертывают винты и снимают шпонку 2. Осво-
бождают рукоятку 6; затем, вращая штурвал 5, выводят кверху ста-
кан 4 и вынимают его из кронштейна 5. Отвернув винты 7, снимают
штурвал 3 и втулку 8, предварительно отвернув винты 9 и вынув
вкладыш 10, состоящий из двух секторов; затем вынимают кольца
И и 12, между которыми находятся шарики.
316
11 10 9
Фиг. 162. Конструкция стола.
317
Перед сборкой детали тщательно промывают, протирают и сма-
зывают. Стол после сборки должен перемещаться в вертикальном
направлении плавно и бесшумно.
Разборку остальных узлов проектора производят лишь в край-
них случаях.
1 11 7 12
Фиг. 163. Механизм подъема стола.
При разборке и сборке прибора, а также при его эксплуатации
следует помнить, что отражательная (наружная) поверхность всех
зеркал алюминирована и обращение с ними требует большой осто-
рожности. Методы чистки зеркал и условия их хранения описаны в
конце книги (см. стр. 432, 434).
Юстировка осветительного устройства
В первую очередь производят проверку осветительного устрой-
ства и в случае необходимости — его юстировку. Следует помнить,
что от правильности положения осветителя зависит четкость изо-
318
бражения и в значительной мере точность работы на при-
боре.
' Проверку положения осветителя и его центрирование произво-
дят описанными выше методами и средствами (см. стр. 194).
Центрирование лампы должно обеспечивать одинаково хорошую
яркость поля зрения и резкость изображения проектируемого-
объекта при работе в проходящем свете снизу и сбоку и в отражен-
ном свете при установке любого сменного объектива: 10х,20х и 50х.
Фиг. 164. Разрез корпуса лампы.
Надлежащей резкости изображения контура диафрагмы и спи-
рали добиваются перемещением корпуса 1 лампы вдоль его оси
(фиг. 164). Изображение спирали устанавливают в центре контура
диафрагмы при помощи винтов 2, следя за тем, чтобы при этом не
нарушить резкость изображения контура диафрагмы и спирали.
Лампа должна легко центрироваться при помощи юстировочных
винтов, свободно перемещаться вдоль своей оси и надежно закреп-
ляться в нужном положении винтом 3. Указатель с (см. фиг. 156,5)
должен совпадать со штрихом b и свободно перемещаться головкой 4
(фиг. 164). При несовпадении указателя со штрихом их совмещают
при помощи головки 4, При недостаточной четкости центрирования-
лампы и указателя необходимо подвергнуть правке пружины 5 и 6
или заменить их новыми.
После юстировки осветительного устройства изображение дета-
ли должно получаться отчетливым и края детали должны проекти-
ЗШ
решаться резко. Резкость изображения контура детали на экране
определяется степенью точности совпадения его с образцовым кон-
туром или контрольной линией на экране при многократном фоку-
сировании.
Проверку резкости изображения производят по лекальному
угольнику, устанавливаемому на столе проектора. На экран, если
на нем отсутствует сетка штрихов, помещают лекальную линейку
или стеклянную пластину с крестом так, чтобы ребро линейки или
линия креста пластины были параллельны изображению ребра
угольника, которое и совмещают с небольшим просветом с конту-
ром ребра лекальной линейки или с линией креста пластины. После
этого стол поднимают или опускают и снова совмещают линии
угольника и линейки. Проверку производят пять-семь раз при
среднем растворе диафрагмы. Величина смещения контура уголь-
ника относительно ребра лекальной линейки при повторных фоку-
сированиях измеряется микровинтом и не должна превышать вели-
чин, указанных ниже.
Увеличение объектива Пределы, в которых резко проектируется на экране контур линейки, в мм Допустимые вариации пока- заний при повторных фокуси- рованиях в мм
10х 350—400 0,012
20х 250—300 0,007
50 х 150—200 0.004
Револьвер зеркал (см. фиг. 157) должен легко переключаться
на оси и надежно зажиматься рукояткой 1 в рабочем положении.
В окне 0 (см. фиг. 156,6) осветителя должно устанавливаться одно
из трех чисел: 10х, 20х, 50х в соответствии с увеличением объек-
тива. Ирисовые диафрагмы сменных конденсоров должны легко
устанавливаться при помощи кольца; очертание изображения диаф-
рагмы на экране должно приближаться по форме к окружности.
Юстировка стола
Устранение непрямолинейности хода продольной и поперечной
-кареток стола. Проверка прямолинейности хода кареток производит-
ся при увеличении 50х в проходящем свете снизу. На стол устанав-
ливают образцовый угольник 1 (фиг. 165,а) и фокусируют до полу-
чения резкого изображения ребра его на экране. Угольник длинной
стороной выравнивают параллельно ходу продольных салазок по
точке перекрестия на экране (или другой точке, нанесенной на не-
го) и совмещают изображение ребра угольника с соответствующей
-линией на экране. Перемещая продольные салазки стола, наблю-
дают за расположением изображения ребра угольника относительно
контрольного штриха перекрестия на экране.
320
Совместив после этого другое ребро угольника с соответствую-
щей линией креста, определяют таким же образом прямолинейность
хода поперечных салазок (фиг. 165,6). Если на экране отсутствует
контрольный крест, используют стеклянную пластину с крестом,
укладываемую на экран.
Наибольшее смещение изображения ребра угольника относи-
тельно контрольной линии на экране, характеризующее непрямоли-
нейность хода салазок и определяемое по микровинтам, не должно
превышать 0,003 мм в продольном (на длине 150 мм) и в попереч-
ном (на длине 50 мм) направлении.
Основными причинами возникновения непрямолинейности яв-
ляется неравномерный износ направляющих салазок в местах кон-
такта их с шариками, наличие зазора между направляющими сала-
зок вследствие недоброкачественной сборки или износа направляю-
щих, а также износ шариков.
Не нарушая установки угольника, определяют наличие зазора
в салазках. Для этого, следя за положением изображения ребра
угольника, слегка покачивают вокруг оси продольные салазки 7
(фиг. 162) или поперечные салазки 8. Если имеется зазор в направ-
ляющих, то изображение ребра угольника будет отходить от линии
контрольного креста и не будет возвращаться в исходное положе-
ние. Наличие зазора не допускается.
Устранение непрямолинейности хода салазок производится теми
же методами и средствами, как у инструментальных микроскопов
большой модели (см. стр. 182).
Проверку взаимной перпендикулярности хода продольных и по-
перечных салазок производят одновременно с проверкой прямоли-
нейности их хода, используя установку угольника относительно
контрольного креста на экране, но при увеличении 20 х. При этом
смещение изображения ребра угольника, определяемое по микро-
винту относительно линии контрольного креста в поперечном на-
21 Зак. 157
321
правлении, не должно превышать ±0,01 мм на длине 50 мм
(±40-).
Проверку этого элемента можно произвести также по выбран-
ной на экране вспомогательной точке, нанесенной карандашом на
бумаге, или по точке пересечения линий креста. Изображение ребра
угольника выравнивается по этой точке параллельно ходу стола
в продольном направлении, затем стол перемещают в поперечном на-
правлении, наблюдая при этом движение проекции второго ребра
угольника относительно той же точки. Если изображение ребра
угольника отходит на величину больше указанной, необходима
юстировка поперечных салазок относительно продольных.
Устранение взаимной неперпендикулярности направлений движе-
ния продольных и поперечных салазок производят так же, как у
инструментального микроскопа большой модели.
Юстировка экрана
При проверке взаимной перпендикулярности направления дви-
жения продольных и поперечных салазок производят одновременно
проверку взаимного расположения осей координат, вычерченных на
экране, а также совпадение направления осей координат с направ-
лением хода салазок. Угольник устанавливают так, чтобы изобра-
жение одного из его ребер совместилось с небольшим просветом
с одной из осей координат, а вершина угла 90° совместилась с нача-
лом координат. Погрешность угла между осями координат, измеряе-
мая микровинтом продольного хода на расстоянии 100 мм, от нача-
ла координат, не должна превышать 0,29 мм на 100 мм длины
(±10'). Если погрешность взаимного расположения осей координат
более указанной, требуется заново нанести на экране оси коорди-
нат.
Несовпадение направления осей координат с направлением дви-
жения салазок устраняется поворотом экрана. Предварительно не-
много ослабляют зажимное устройство. После юстировки экран
надежно закрепляют гайкой 32 (фиг. 156,а).
Юстировка механизма подъема стола
Устанавливают угольник 1 (фиг. 166,а) широким ребром на
предметное стекло стола проектора. Фокусируют вертикальное ре-
бро угольника и совмещают изображение этого ребра с соответст-
вующим штрихом контрольного креста на экране. Поднимая и опу-
ская стол на всю длину ребра угольника, следят за положением
изображения этого ребра относительно линии контрольного креста
(фиг. 166,6).
Неперпендикулярность направления вертикального перемещения
стола плоскости его движения не должна превышать 0,0075 мм на
50 мм длины (30"). Одновременно проверяют наличие окружного
люфта стола. Для этого руками покачивают плиту / (см. фиг. 163)
вокруг оси. Изображение ребра угольника не должно при этом от-
322
ходить от штриха контрольного креста. Проверку производят в про-
ходящем сбоку свете при увеличении 50 х .
Неперпендикулярность направления подъема стола плоскости его
движения можно устранить небольшим перекосом кронштейна 5,
закрепленного на станине винтами (по четыре с каждой стороны
фланца кронштейна), за счет зазора между винтами и отверстия-
ми d. Окружной зазор устраняется заменой шпонки 2, изготовляе-
мой по месту.
Юстировка микрометрических узлов прибора. Проверку погреш-
ности показаний микропар производят в свете, проходящем снизу,
при увеличении 50 х с помощью образцовой шкалы 2-го разряда и по
Фиг. 166. Проверка механизма
блокам концевых мер 4-го разряда или 1-го класса размерами:
5,12; 10,24; 15,36; 21,5 и 25 мм. Образцовую шкалу устанавливают
на стол проектора и выравнивают ее так, чтобы продольная устано-
вочная риска располагалась параллельно продольному ходу стола.
Затем совмещают линию контрольного креста на экране с изобра-
жением установочной линии шкалы, а изображение одного из
штрихов шкалы — с перекрестием экрана. Действуя микровинтом,
подводят последовательно изображения штрихов шкалы к контроль-
ному кресту и производят отсчеты по барабану микровинта. Микро-
винт вращают только в одну сторону с целью исключения влияния
мертвого хода на точность показаний.
Погрешность шага микропары допускается в пределах
±0,005 мм на длине 25 мм. Одновременно производят проверку
мертвого хода микровинта. Проверку производят от 0 до 25 мм че-
рез 5 мм при вращении микровинта в одну сторону и от 25 мм
до 0 — в другую сторону.
Разность отсчетов в одной и той же точке, определяющая вели-
чину мертвого хода, не должна превышать 0,002 мм. Проверка
погрешности и мертвого хода микровинтов возможна по пластине
с крестом или образцовому лекальному угольнику. Изображение
креста (или ребра угольника) совмещают с линией креста экрана;
затем между микровинтом и опорной плоскостью помещают плитки,
21*
323
совмещая вращением микровинта изображение штриха с перекре-
стием на экране, и производят отсчеты по барабану микровинта.
При нулевом показании по шкале барабана штрих на масштабной
гильзе должен быть виден не менее чем наполовину своей толщины.
Барабан должен допускать перемещение винта не менее чем на
0,5 оборота в каждую сторону за пределами шкалы.
Юстировку и ремонт микроузлов производят так же, как и у ин-
струментального микроскопа большой модели.
Юстировка приспособления для работы с концевыми мерами
(плитками). Приспособление для измерения длин по концевым ме-
рам проверяют одновременно с проверкой точности микропары
продольных салазок.
Изображение одного из штрихов шкалы совмещают с линией
перекрестия на экране и производят отсчет по микровинту. Затем
в приспособление (см. фиг. 165) закладывают последовательно
концевые меры размером 25, 50, 75 и 100 мм и блок 125 мм, входящие
в комплект прибора. Совмещая соответствующие штрихи шкалы
со штрихом контрольного креста на экране, отсчитывают показания
по барабану микровинта.
Разница между размерами плиток и измеренными отрезками
шкалы не должна превышать: ±0,002 мм на длине 25 и 50 мм;
±0,003 мм на длине до 75 мм; ±0,004 мм на длине до 100 мм и
±0,005 мм на длине до 125 мм. При проверке проектора учиты-
ваются поправки, указанные в аттестате на образцовую шкалу.
Причины возникновения погрешностей измерений по плиткам, а
также методы устранения их те же, что и для инструментальных
микроскопов большой и малой моделей.
Устранение других дефектов стола. Вращение круглого стола 9
(фиг. 162) должно быть плавным, без осевого зазора; закрепление
стола должно быть точным и надежным.
Плавность хода стола обеспечивается смазкой трущихся поверх-
ностей. Зазор круглого стола устраняется соответствующим натя-
жением зубчатого колеса 10 винтами 11. Если этого для устранения
зазора недостаточно, необходимо слегка притереть торец зубчатого
колеса.
Корпус стола 5 должен поворачиваться плавно; закрепление его
рукояткой 3 должно быть надежным. Плавность поворота корпуса
регулируется смазкой трущихся поверхностей и винтами 1.
При работе в проходящем свете сбоку (см. фиг. 161,а) оптиче-
ская ось осветителя должна быть перпендикулярна оси центров
и должна совпадать с оптической осью объектива. Круглый стол 9
(фиг. 162) и корпус стола должны быть при этом установлены по
соответствующим шкалам в нулевое положение. Осветитель предва-
рительно центрируют при помощи центрировочного приспособления,
применяемого при работе в проходящем свете снизу, и устанавли-
вают затем на консоль, как это показано на фиг. Г61,а. На объек-
тив накладывают лист тонкой белой бумаги; пятно света должно
располагаться точно в центре отверстия объектива. При нарушении
этого условия юстировку осветителя производят с помощью незна-
324
чительного перемещения зеркала 6 (фиг. 161,6). После юстировки
проверяют осветитель, устанавливаемый во все рабочие положения,
Остальные элементы стола: непараллельность плоскости предмет-
ного стекла салазок и верхней плоскости плиты стола направлению
движения салазок проверяются так же, как у инструмеп i зльного
микроскопа большой модели. Аналогичны и методы устранения
этих дефектов (см. стр. 183).
Устранение дефектов бабок с центрами
Узел бабки с центрами (фиг. 167) состоит из основания 1 с за-
крепленными на нем бабками 2, в которые зажимаются скалки 3
винтом 4 с сухарем 5. Бабка опирается на сухари 6 и закрепляется
Фиг. 167. Бабка с центрами.
на столе головками 7 с помощью четырех струбцин 8, входящих в
Т-образные канавки стола. В скалки последовательно устанавлива-
ют сменные центры: наружные 9, внутренние 10 и увеличенные (внут-
ренние) 11.
У бабок с центрами проверяются: биение центров и скалок; со-
стояние образующих центров; совпадение осей центров; параллель-
ность оси центров плоскости движения салазок. Бабки можно прове-
рить на инструментальном микроскопе большой модели. Износ
центров и радиальное биение их не должны превышать 0,01 мм.
При проверке центров на инструментальном микроскопе бабку
с центрами устанавливают на стол прибора, закрепляют ее, зажи-
мают в центры цилиндрический валик и выравнивают по нему ось
центров параллельно направлению продольного хода салазок. Затем
снимают валик и проверяют центры, как это показано на фиг. 125.
Методы проверки и ремонта центров, салазок и бабок, а также
технические требования к ним аналогичны принятым для инстру-
ментального и универсального микроскопов.
325
После указанной проверки центров устанавливают и закрепляют
бабку на столе проектора. В центры бабки зажимают цилиндриче-
скую оправку (фиг. 168) длиной 300 мм и проверяют индикатором
часового типа с ценой деления 0,01 мм параллельность линии цент-
ров плоскости движения продольных салазок. Индикатор закрепля-
ют в штатив, установленный на площадке револьвера зеркал или на
тумбе (подставке), расположенной близко к прибору.
Перемещая стол в продольном направлении, подводят попереч-
ным микровинтом под наконечник индикатора сначала один, а затем
другой конец валика. Разность показаний индикатора не должна
превышать 0,03 мм на
длине 100 мм (1').
После этого откреп-
ляют левую скалку и
поворачивают ее вокруг
оси приблизительно на
90° и повторяют провер-
ку; затем поворачивают
правую скалку с цент-
ром в том же направле-
нии и еще раз повторя-
Фиг. 168. Проверка центров. проверку параллель-
ности линий центров
плоскости движения
стола. Проверку производят не менее чем при четырех положениях
центра в скалке и двух положениях скалки в бабке. Разность пока-
заний индикатора во всех случаях не должна превышать указанной
выше величины.
Этим же способом можно определить несовпадение осей центров
в вертикальной плоскости, наблюдая изображения их на экране
проектора.
Проверку указанных выше элементов можно произвести на про-
екторе также следующим образом.
Центры, закрепленные на столе проектора, выравнивают парал-
лельно ходу салазок с помощью контрольного валика по контроль-
ному кресту на экране. Линия перекрестия экрана, в свою очередь,
устанавливается параллельно изображению валика. На экран по-
мещают лист бумаги с. вычерченным на ней перекрестием с углом
60°. Сняв валик, совмещают изображение образующих центра с
крестом нитей, составляющих 60°, и проверяют прямолинейность
образующих центров. Один из центров заменяют центром с плоским
торцом вместо оправы и проверяют биение одного центра, а затем
переставляют центр с плоским торцом и проверяют* биение второго
центра. После этого проверяют несовпадение осей центров в гори-
зонтальной плоскости. При этом применяют освещение для работы
в проходящем свете снизу при увеличении 50х.Устанавливают осве-
титель для работы в проходящем свете сбоку; поворачивают револь-
вер зеркал и проверяют несовпадение осей центров в вертикальной
плоскости.
326
Несовпадение осей центров устраняют поворотом одной из бабок
вокруг вертикальной оси на небольшой угол. Для этого отвертывают
винты 12 (фиг. 167) и вынимают контрольные шпильки. После юсти-
ровки бабку надежно закрепляют и проверяют. Если положение баб-
ки соответствует предъявляемым требованиям, шпильки запрессовы-
вают во вновь высверленные отверстия. Проверку в этих случаях
производят при помощи образцовых скалок или оправки, равной по
диаметру скалкам.
Смещение центров в вертикальной плоскости устраняют с по-
мощью фольговой прокладки, помещаемой под опорную поверх-
ность одной из бабок. Толщину прокладки и местоположение ее опре-
деляют по месту. Непараллельность линии центров плоскости дви-
жения продольных салазок устраняют с помощью фольговой про-
кладки, помещаемой под опорную поверхность сухаря 13 (фиг. 167).
Предварительно определяют направление перекоса линии центров
плоскости движения салазок, а также необходимую толщину про-
кладки. Проверку совпадения осей внутренних центров производят
при помощи оправки с наружными центрами.
Сняв центры, проверяют высоту V-образных подставок. Подстав-
ки устанавливают на столе проектора на расстоянии 150 мм одна от
другой и укладывают на них цилиндрическую оправку длиной
200 мм.
Наконечник индикатора приводят в контакт с верхней образую-
щей валика на концах его, и производят отсчеты по шкале индика-
тора.
Разность отсчетов не должна превышать 0,03 мм на длине
100 мм. Если отклонение более указанного, необходимо шлифование
или притирка нижней опорной поверхности одной из подставок.
Устранение неправильности увеличения прибора
Проектор работает с увеличением 10 х, 20х и 50х,обеспечивае-
мым сменными объективами, конструкции которых показаны на
фиг. 169 л—в. Увеличение проектора проверяют с помощью образ-
цовой стеклянной шкалы 2-го разряда, длиной не менее 100 мм и
контрольной шкалы. Образцовую шкалу устанавливают на стол и
фокусируют до получения на экране резкого изображения штрихов
этой шкалы.
Изображения штрихов образцовой шкалы совмещают со штри-
хами контрольной линейки, которая помещается в центре экрана
(фиг. 170л). Расстояние между штрихами отрезка шкалы, приме-
няемого для проверки увеличения 10х, должно составить 40 мм, для
проверки увеличения 20х— 20 мм и 50х— 8 мм.
Расстояние между изображениями соответствующих штрихов на
экране при проверке всех увеличений составляет 400 мм.
Погрешность измерения о V, связанная с неправильным увеличе-
нием, составит
V
327
где L — действительный размер проектируемого предмета, умно-
женный на увеличение проектора;
L\— измеренная величина изображения проектируемого пред-
мета;
v — увеличение проектора.
Так, если размер между штрихами шкалы L = 19,998 мм, то при
увеличении 20х расстояние L\ между изображениями штрихов долж-
но равняться 399,96 мм.
Если этот размер составил LL= 399,84 мм, тогда
,т/ 399,96-399,84 п
о И =--------------- = 0,00 о ММ.
20
Отклонения от размера не должны превышать для всех кратно-
стей увеличений 0,1 мм на каждые 100 мм расстояния между штри-
хами шкалы на экране, отсчитанных по штриховой мере на экране,
или 0,01 мм на каждые 100 мм при отсчете по микрометрическим
винтам стола.
Неправильность увеличения проектора устраняется при помощи
кольца 2 (фиг. 169,а—в). При увеличении более нормального объ-
328
ектив ввертывают. Для этого требуется отвернуть стопорный винт t
и кольцо 2 завернуть. Если этого недостаточно, нужно немного под*
резать торец Т кольца. Если увеличение менее нормального, объ*
Фиг. 170. Проверка уве-
личения проектора.
ектив вывертывают, для чего вывертывают также кольцо 2. Объек-
тивы после регулирования кольцом завертывают в патрубок до упо-
ра с торцом Т кольца. После юстировки объектива повторяют про-
верку правильности увеличения.
При проверке увеличения необходимо применять соответствую-
щие каждому объективу конденсоры.
ГЛАВА VIII
ЮСТИРОВКА И РЕМОНТ ОПТИЧЕСКИХ ДЕЛИТЕЛЬНЫХ
ПРИБОРОВ
В промышленности применяются оптические делительные головки
нескольких типов. Они различаются по конструкции отдельных
узлов, однако кинематическая и оптическая схемы головок, способы
Фиг. 171. Оптическая делительная головка.
использования головки, области применения, точностная и эксплуа-
тационная характеристики остаются почти одинаковыми для голо-
вок различных типов. Основные типы оптических делительных голо-
вок представлены ниже.
Наиболее распространенной является делительная головка отече-
ственного производства (фиг. 171).
НАЗНАЧЕНИЕ ОПТИЧЕСКОЙ ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
Оптические делительные головки применяют для измерения
угловых величин различных деталей, режущего и измерительного
инструмента (протяжек, шлицевых калибров), инструмента для
330
проверки кулачков, кулачковых и шлицевых валов, шаблонов, де-
лительных колец и дисков, для нанесения угловых делений на шка-
лах, для разметки дисков, цилиндрических заготовок и др.
Делительные головки часто используются в сочетании с другими
универсальными приборами, что значительно расширяет область
применения головок.
Делительные головки применяют как в лабораторных, так и в це-
ховых условиях. Нередко головку устанавливают непосредственно
на фрезерных или шлифовальных станках.
Для измерения и разметки деталей головка устанавливается от-
дельно на плите либо используется в комплекте со станиной
(фиг. 171) и задней центровой бабкой.
Примеры применения делительных головок показаны на фиг.
172,а—в (при обработке детали в центрах и на цилиндрической
оправке, вставленной в шпиндель). На фиг. 172,г показан пример
применения головки в сочетании с прибором для контроля кулачко-
вых валов, а на фиг. 172,д—в сочетании с вертикальным оптическим
длиномером.
КОНСТРУКЦИЯ ДЕЛИТЕЛЬНОЙ ГОЛОВКИ ОТЕЧЕСТВЕННОГО
ПРОИЗВОДСТВА
В основании головки 1 (фиг. 173,а) помещен поворотный кор-
пус 2, несущий шпиндель. Ось шпинделя может быть установлена
под углом от 0 до 90° относительно опорной плоскости основания.
Для поворота корпуса со шпинделем отвертывают два винта 3\ после
установки головки в соответствующее положение корпус надежно
закрепляют этими винтами. Угол поворота корпуса отсчитывают по
шкале, помещенной на корпусе, с помощью нониуса с величиной
отсчета 6'. Корпус головки со шпинделем фиксируется при горизон-
тальном и вертикальном положениях оси упорными болтами 4,
Шпиндель 6 вращается в двух подшипниках 7 и S, закрепляется
двумя гайками 9 и 10. При этом осевое давление на шпиндель вос-
принимается шайбой 11 и передается на корпус.
В передней части шпинделя имеется коническое посадочное от-
верстие (Морзе № 4). В отверстие вставляется центр (см. фиг. 171)
или цилиндрическая оправка с коническим хвостовиком. Центр за-
крепляется болтом 12 (фиг. 173,а) с помощью специального ключа,
прилагаемого к головке.
Шпиндель несет неподвижно закрепленную на нем оправу 13 со
стеклянным лимбом 14, имеющим градусные деления. По лимбу от-
считываются величины углов поворота шпинделя.
Деления шкалы лимба рассматриваются через микроскоп 15.
Окулярная головка 16 микроскопа может поворачиваться на 360°,
что позволяет устанавливать ее в наиболее удобное для работы по-
ложение. В плоскости изображения окуляра 17 помещена шкала
с ценой деления 1'. Крайние штрихи этой шкалы точно совпадают
с любыми двумя соседними штрихами шкалы лимба. Точность от-
счета по шкале составляет около !/з деления минутной шкалы (20").
331
332
Фиг. 172 Примеры применения оптических делительных головок.
ZB 27 38
в)
Фиг. 173. Оптическая делительная головка (разрез).
334
Шпиндель 6 вращается червяком 18, сцепляющимся с червячным
колесом 19, закрепленным на шпинделе. На конце червяка закреп-
лен маховик 20 (фиг. 173,6 и в). Точная установка шпинделя
(микрометрическая подача)
производится головкой 21 с на-
каткой. На одной оси с голов-
кой закреплено коническое зуб-
чатое колесо 22, входящее в за-
цепление с колесом, жестко за-
крепленным на маховике 20.
Для быстрого поворота
шпинделя червяк 18 выводят из
зацепления с зубчатым коле-
сом 19 поворотом рычага 24
(фиг. 173,в) с фиксатором 23,
слегка оттянув его головку с
накаткой на себя. Поворот чер-
вяка обеспечивается при помо-
щи эксцентрикового подшипни-
ка 25 (фиг. 173,а, б), в котором
он лежит. Червяк фиксируется
в установленном положении по
двум отверстиям в стенке го-
ловки, расположенным под уг-
лом около 50°.
После поворота рычага
шпиндель вращают рукой за
гайку 26 (фиг. 173,а, в) с на-
каткой, пользуясь для прибли-
зителной установки ориенти-
ровочной шкалой 27. Затем,
установив рычаг в рабочее по-
ложение, производят оконча-
Фиг. 174. Оптическая схема делительной
головки.
тельную установку шпинделя
последовательно маховиком 20
и’ головкой 21, наблюдая в окуляр градусную шкалу. При вклю-
чении червяка на рабочий ход медленно поворачивают маховик,
с тем чтобы зацепление произошло без удара.
Шпиндель закрепляют в заданном положении тормозным при-
способлением 28 (фиг. 173,в), для чего достаточно немного повер-
нуть рукоятку 29. Наличие фрикционного устройства на маховике
обеспечивает вращение шпинделя с постоянным усилием, что пре-
дохраняет его от повреждения в случае заедания или чрезмерно-
большой нагрузки на него в процессе работы, особенно при исполь-
зовании головки непосредственно на станке.
Оптическая схема головки. Источником света в головке обычно
служит лампочка накаливания 1 (фиг. 174) мощностью 2,5 вт либо’
любой внешний источник, свет от которого падает на поворотную
призму (старая модель головки), которая направляет свет на шка-
335
лу. От источника света пучок лучей, пройдя зеленый светофильтр 2,
попадает на зеркало 3 и, отразившись от него, падает на градусную
шкалу 4. Далее свет, отраженный от посеребренной поверхности
шкалы градусного лимба, попадает в линзу 5, призму 6 и линзу 7
объектива.
Изображение штрихов градусной шкалы получается на минутной
шкале 8. Шкалы рассматриваются в окуляр 10 через окулярную
призму 9. Изображение шкалы прямое.
Увеличение объектива Vi=4,9x,a окуляра Уг= 12,1х. Общее уве-
личение микроскопа головки V=ViV2=60x.
Интервал градусных делений
itD 3,14-90 п о
I = — == -1—----J3S 0,8 мм.
п 360
Видимый интервал градусных делений
P = Vi = 0,8-60 = 48 мм.
Интервал z’i минутных делений
. i 0,8 Л ли-
li = — = — = 0,015 мм.
п 60
Видимый интервал минутных делений
Р = Vii = 60-0,015 = 0,9 мм.
В формулах D — диаметр шкалы, равный 90 мм;
п — число делений шкалы;
V — увеличение микроскопа.
Основные технические данные головки
Цена деления шкалы градусного лимба в град.
Интервал градусных делений в мм...........
Видимый интервал градусных делений в мм .
Цена деления минутной шкалы в мин.........
Интервал минутных делений в мм ...........
Видимый интервал минутных делений в мм .
Увеличение микроскопа ....................
Высота оси центров в мм...................
Цена деления шкалы поворота головки в мин.
Пределы поворота шпинделя в град..........
Посадочное отверстие шпинделя.............
Максимальный диаметр измеряемой детали в мм
Максимальная длина измеряемой детали (в цен
трах) в сек...........................
Допустимая погрешность показаний головки
в сек.....................................
Допустимая погрешность показаний при исполь
зовании головки для работы на металлообра
батывающих станках в сек..................
1
0,8
48
1
0,015
0,9
60х
130
6
0—-90
Конус Морзе № 4
200
800
±20
±30
336
КРАТКИЙ ОБЗОР ОПТИЧЕСКИХ ДЕЛИТЕЛЬНЫХ ГОЛОВОК ДРУГИХ
ТИПОВ
Почти полную аналогию с делительной головкой отечественного
производства представляет конструкция головки с ценой деления 1',
выпускаемая фирмой Цейсс. Оптическая делительная головка
английской фирмы Тратон и Симс (фиг. 175,а) несколько отличает-
ся от головки отечественного производства конструкцией корпуса
окулярной головки и некоторых других узлов.
Оптическая делительная головка Национальной физической ла-
боратории (NPL, Англия) с экраном, на который проектируется шка-
ла поворота шпинделя, приведена на фиг. 175,6. Точность отсчета
углов 3". На фиг. 175,в представлена та же головка, но с планшай-
бой и синусным устройством для установки головки под углом.
Другая конструкция головки, изготовляемая фирмой OPL (Фран-
ция), показана на фиг. 176. По данным фирмы, точность отсчета
углов—5", погрешность показаний головки ±15". Корпус голов-
ки 2 поворачивается в основании 1 при помощи червячной пары.
В корпус головки вмонтирован шпиндель 3, который вращается в
двух роликовых конических подшипниках, при помощи червячной
пары — червяка 5 и колеса 6. Шпиндель закрепляется гайкой 4.
Микроподача шпинделя осуществляется червячной парой, включае-
мой при надобности. Червяк 5 можно выводить из зацепления с ко-
лесом 6 поворотом рычага* связанного с подшипником (втулкой) 7,
в котором лежит червяк. Это, как и в рассмотренных выше конструк-
циях головок, применяется для ускорения поворота шпинделя при
контроле больших углов.
На шпинделе закреплен металлический диск 8, на периферии ко-
торого нанесена градусная шкала, освещаемая лампочкой накали-
вания 3,5 в. Шкала наблюдается в микроскоп.
Одним из приборов для контроля углов, основой которого служит
оптическая делительная головка, является прибор фирмы Винко.
Этот прибор несколько отличается от описанных выше.
Основными узлами прибора являются станина, установленная на
ней оптическая делительная головка (фиг. 177) и задняя центровая
бабка. Делительная головка заключена в литой корпус 1. Шпиндель,
проходящий через корпус, жестко соединен с металлическим дис-
ком 2, градуированным через 1°. На корпусе укреплен нониус с ве-
личиной отсчета 20'. Шкала и нониус используются для предвари-
тельной установки головки.
С другой стороны шпинделя укреплен центр 3 с подвижными ку-
лачками 4 для закрепления и центрирования контролируемых дета-
лей и винтами для крепления хомутика.
Основной лимб с градусной шкалой и отсчетная шкала (нониус)
с ценой деления 10' помещены внутри корпуса. Отсчеты по шкалам
производятся при помощи микроскопа 5, поле зрения которого пока-
зано на фиг. 177,а и б.
Для удаления пыли с поверхности шкал служит рычаг 6, на кон-
це которого имеется замшевая подушечка.
22 Зак. 157
337
Фиг. 175. Оптические делительные головки (разновидности).
Фиг. 176. Оптическая делительная головка со шпинделем на шариковых
подшипниках.
22*
339
340
Внутри корпуса, на шпинделе делительной головки, укреплен ша-
тун, охватывающий одним концом шпиндель; в другой конец рычага
упирается сверху микрометрический винт 7 с двумя барабанами.
Верхний барабан с минутными делениями вращается вместе с микро-
винтом. Окружность барабана разделена на десять равных частей,
каждая из которых соответствует 1'. При полном обороте микровин-
та шпиндель поворачивается на 10', что соответствует одному ин-
тервалу вспомогательной шкалы с ценой деления 10'. На нижнем
барабане имеются две шкалы (см. фиг. 177,в), при помощи которых
можно производить более точные отсчеты.
Верхняя шкала имеет 10 делений, нижняя — 60 делений. Таким
образом, цена деления этих шкал соответственно равна 6" и 1". Точ-
ность отсчета может быть принята равней половине цены деления,.
Схематически делительная головка изображена на фиг. 178.
При вращении микровинт 1 воздействует на подпружиненный1
рычаг 2.
При расстоянии между центром вращения шпинделя и точкой ка-
сания рычага с микрометром, равном L, зависимость между кате-
тами, образующими угол а, выразится формулой
. а
tga = — .
S L
Так как величина L постоянна, то угол а изменяется в зависимо-
сти от изменения катета а. Пределы перемещения микровинта
обеспечивают поворот шпинделя на угол около 2°.
Шпиндель закрепляется в заданном положении головкой 5
(фиг. 177). Фокусирование штрихов этих шкал производится переме-
щением микроскопа 5 при помощи головки 9. Нулевая установка
осуществляется перемещением нониуса винтами 10 (фиг. 177,а).
Максимальное расстояние между центрами головки и бабки око-
ло 1000 мм. Чтобы избежать прогиба валов, устанавливаемых в
центры, предусмотрены люнеты.
Высота центров делительной головки равна 158,8 мм, что позво-
ляет производить измерения деталей диаметром до 300 мм.
На фиг. 179 показаны две разновидности оптических делитель-
ных головок: а — французской фирмы SAGEM; по данным фирмы,
погрешности показаний головки не превышают ±10"; б — фирмы
Матрикс; эта головка во многом уступает головкам современных мо-
делей. В последнее время фирмой Цейсс выпускается оптическая де-
лительная головка с более высокой ценой деления (фиг. 180).
Техническая характеристика головки
Цена деления в сек.......................... 10
Интервал деления в мм . . •....................... 1,25
Предел измерения в град..................... 0—360
Поворот шпинделя относительно основания в град. 90
Высота центра в мм.......................... 130
Посадочное отверстие шпинделя ........ Конус Морзе № 4
341
X б)
Фиг. 178. Схема делительной головки Фиг. 179. Разновидности опдаеских делительных головок.
Винко.
СО
Фиг. 18(Ц Оптическая делительная головка фирмы Цейсс.
Уптииеская с$ема
головки
Винт перемещения
минутной
шкалы
Погрешности показаний:
при измерении и шлифовании.................
при фрезеровании . . •.....................
(а — измеряемый угол)
Габариты прибора в мм:
длина...................................•
высота (при вертикальном положении центра)
ширина . -...............................
Вес прибора в кг...........* •............
±( 10+10sin—
±f204-10sin—
475
360
207
70
Этой же фирмой выпускаются аналогичные по конструкции го-
ловки, габаритами вдвое меньше указанных. Эти головки несколько
отличаются от головок, упомянутых выше; хотя они обладают мень-
шей ценой деления, однако точность 'измерений приборов незначи-
тельно отличается от точности подобных головок с ценой деления 1'.
ЮСТИРОВКА И РЕМОНТ ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
ОТЕЧЕСТВЕННОГО ПРОИЗВОДСТВА
Приведенные ниже методы ремонта, юстировки и проверки де-
лительных головок отечественного производства в значительной ме-
ре могут быть применены и к оптическим делительным головкам
других типов.
Разборка делительной головки. Торцевым ключом отвертывают
болт 12 (фиг. 173,^), вынимают из головки центр и вывертывают
патрон 5 с лампочкой. Отвертывают четыре винта 30 (фиг. 173,в),
крепящие микроскоп 15 к головке, и вынимают тубус вместе с ми-
кроскопом. Закрепляют шпиндель стопорным устройством 28
и поворотом рычага 24 с фиксатором 23 устанавливают червяк
в рабочее положение. Отвертывают гайку 31, снимают маховик 20
вместе с фрикционной шайбой, наблюдая за тем, чтобы не выпал
подпружиненный штифт. Затем отвертывают три винта, снимают
кожух 32 (иногда кожух крепится вместе с рычагом круглой гай-
кой). Отвертывают две гайки 33 (фиг. 173,6) червяка, затем гай-
ку 26 и снимают градуированный диск 27. Отвертывают две гай-
ки 9 и 10 шпинделя (фиг. 173,а). Затем освобождают стопорное
устройство 28 (фиг. 173,6), поворотом рычага 24 выводят червяк 18
(фиг. 173,«) из зацепления с червячным зубчатым колесом 19 (ста-
вят на холостой ход) и вынимают червяк из головки. Устанавливают
рычаг с фиксатором в нейтральное положение и приступают к выем-
ке шпинделя. Для этого с торца вывертывают шесть винтов, крепя-
щих фланец с передним подшипником 8 к корпусу головки.
Осторожно и равномерно, чтобы не перекосить шпиндель, завер-
тывают два винта, упирающихся в корпус головки. При этом шпин-
дель будет постепенно выходить из корпуса головки. После того как
фланец подшипника 8 отойдет от торца головки на 8—10 мм, выни-
мают стопорное устройство 28 (фиг. 173,6) и продолжают заверты-
344
вать винты до тех пор, пока шпиндель не вынется легко из корпуса
головки. При извлечении шпинделя нужно следить за положением
рычага с фиксатором 23 и время от времени слегка перемещать ры-
чаг, для того чтобы торец подшипника 25 (фиг. 173,а) не высту-
пал за стенки выемки, в которой лежит подшипник. Неправильное
положение подшипника 25 помешает извлечению шпинделя и может
послужить причиной повреждения градусного лимба.
Иногда длина имеющихся в головке винтов оказывается недоста-
точной для того, чтобы вынуть шпиндель из головки; тогда винты
Фиг. 181. Конструкция шпинделя с градусным лимбом.
заменяют более длинными, изготовленными для этой цели по месту.
Чтобы полностью разобрать узел привода, нужно отвернуть гай-
ку 34 (фиг. 173,6) и снять рычаг с фиксатором 23 и узел микропо-
дачи. Отвернув две гайки 35, вынимают подшипник 25 червяка.
Разбирать шпиндель (фиг. 181) не рекомендуется. Однако раз-
борка его не представляет затруднений. Для этого достаточно снять
шайбу 1, отвернуть гайку 2, снять муфту с червячным колесом 3 и
градусным лимбом в оправе 4, а затем отвернуть кольцо 5, снять
фланец 6 и передний подшипник 7.
Необходимость разборки микроскопа, при выполнении которой
требуется большая осторожность, возникает редко. Юстировка
микроскопа осуществляется обычно без разборки его. Чтобы разоб-
рать микроскоп, требуется отвернуть стопорный винт 1 (фиг. 182)
кольцо 2 и снять окулярную головку 3 с тубуса 4. Сначала отверты-
вают кольцо 5 и вынимают оправу с призмой 6, Затем отвертывают
диоптрийное кольцо, вывертывают окуляр и разбирают его обычным
способом. Отвертывают винт 7, снимают оправу с минутной шка-
лой S, отвертывают кольца 9, 10, 11 и вынимают трубку 12, направ-
ляя ее вниз. Отвернув кольцо 20, вынимают трубку 21 кверху; однако
в целях сохранения базы для трубки 12 при сборке желательно не на-
345
Фиг. 182. Отсчетный микроскоп головки.
346
рушать положения трубки 21. Отвертывают два винта, 22 и снимают
шпонку 23, после чего отвертывают тубус 13 с линзой 14 объектива
и призмой 17 от трубки 12 и снимают эксцентрик 15, предварительно
ослабив три винта 16. Доступ к призме 17 возможен после того, как
будут отвернуты три винта 18 на периферии тубуса и один винг с
торца тубуса и снят защитный кожух 19. Ослабив два центровых
винта (на фигуре не видны), можно снять зеркало 27 и пружину 28.
Чтобы вынуть тубус 26 с линзой 14 объектива, освобождают винт 24,
отвертывают кольцо 25 (вынимать тубус 26 следует редко). Отвер-
нув кольцо 20, можно вынуть трубку 21 из корпуса 4.
Сборку делительной головки производят в обратном порядке.
Пои завертывании винтов, крепящих фланец подшипника 8
(фиг 173,а), после установки шпинделя, при достижении зазора
между фланцем и торцом головки 8—10 мм, нужно вставить на мес-
то тормозное приспособление. Внутренний стержень 28 (фиг. 173,6)
втулки тормоза немного вывертывают. После этого продолжают за-
вертывать шесть винтов до тех пор, пока фланец подшипника 8 не
встанет на место. При этом надо следить за тем, чтобы шпиндель не
выступал из фланца подшипника. Немного выдвигая шпиндель, вра-
щают его за кольцо с накаткой для того, чтобы он вошел на место.
После закрепления шпинделя гайками 9 и 10 (фиг. 173,а) заверты-
вают стержень тормоза.
Сборку шпинделя и микроскопа надо производить очень осто-
рожно. После сборки закрепление неподвижных деталей должно
быть падежным. Перемещение подвижных частей должно происхо-
дить плавно, без заеданий и зазоров. Детали микроскопа (объектив,
зеркало) весьма чувствительны к малейшим перемещениям, вслед-
ствие чего требуется точная установка их в первоначальное поло-
жение. При сборке головки нужно обеспечить надежное крепление
оптических деталей и узлов в приборе, что особенно важно ввиду
работы его также и на станке.
Устранение непрямолинейности направляющих станины. Провер-
ку производят при помощи уровня с ценой деления 0,02/1000 мм
либо при помощи линейки с широкой рабочей поверхностью длиной
750—1000 мм 1-го класса точности и щупов 1-го класса точности.
Отклонение от прямолинейности направляющих станины допус-
кается в пределах 0,04 мм на 1000 мм. Непрямолинейность устраня-
ют шабрением.
Проверку плоскостности и качества рабочих поверхностей стани-
ны производят на краску. Число пятен в квадрате со стороной 25 мм
должно быть не менее 10. Расположение пятен должно быть равно-
мерным на всей поверхности станины. Разность количества пятен в
двух любых квадратах не должна превышать трех. Проверка плос-
костности поверхностей станины на краску не исключает необходи-
мости проверки методом линейных отклонений.
Рабочая поверхность станины может быть также прошли-
фована.
Устранение непараллельности линии центров головки и задней
бабки направляющих станины. Головку и бабку устанавливают на
347
станину и, прижимая к боковой базовой поверхности направляюще-
го паза, закрепляют болтами. В центры зажимают цилиндрическую
оправку (фиг. 183) и проверяют параллельность линии центров
Фиг. 183. Проверка положения центров относительно станины.
плоскости станины. Величина отклонения определяется по микро-
меру с ценой деления 0,001 мм или трубке оптиметра, зажатым в
стойку. Отклонение от параллельности линии центров плоскости ста-
нины не должно превышать 0,01 мм на длине 100 мм (20").
Фиг. 184. Проверка взаимного положения центров.
Непараллельность линии центров головки и бабки плоскости ста-
нины возникает вследствие износа направляющих станины, наличия
забоин на ней, а также на опорной поверхности головки или бабки и
ввиду нарушения правильности положения центра бабки.
Неровности на станине, головке или бабке устраняют шлифова-
нием, затем шабрением станины и опорных поверхностей бабкй* и
головки.
Проверка соосности центров возможна при помощи устройства
(фиг. 184) с микромером с ценой деления 0,001 мм. Устройство пред-
348
ставляет собой хомутик 1, зажатый на центре. Поводок 2 хомутика
входит в паз хомутика 3, укрепленного на оправке 4. На оправке
закрепляют струбциной 5 микромер 6, наконечник которого упирают
в торец поводка 2. Поверхность торца должна быть перпендикуляр-
на оси посадочного отверстия. Точка касания поводка 2 с наконечни-
ком микромера должна приблизительно совпадать с плоскостью
большего основания конического отверстия центра оправки. Вращая
шпиндель делительной головки на 360°, наблюдают за показаниями
по’шкале микромера, установленного предварительно на ноль.
Стрелка будет отклоняться от нулевого положения, если центры
смещены относительно друг друга. Изменение показания не должно
превышать 0,01 мм при расстоянии между центрами 100 мм. Если
смещение больше указанного, определяют максимальное отклоне-
ние и в этом направлении смещают центр бабки.
Фиг. 185. ьабка головки.
При расстоянии от оси центра до оси поводка, равном 50 мм,
величина необходимого смещения центра бабки определяется из
соотношения:
В = 0,02 рА,
где 8 — величина, на которую нужно сместить центр бабки;
р — показание микромера;
L — фактическое расстояние между центрами (длина оправки,
по которой проверялось смещение центров).
Для юстировки центра бабки освобождают гайку 1 (фиг. 185)
и поворачивают ключом державку 2, перемещая тем самым центр
в горизонтальной плоскости. Перемещение центра в вертикальной
плоскости производят вращением эксцентричной оси 3 с шестигран-
ной головкой, освободив немного круглую гайку 4. Угол поворота
державки достигает ±10°, что в линейной мере составляет величи-
349
ну ±0,8 мм. Максимальная величина перемещения центра в верти-
кальной плоскости составляет 0,7 мм. Юстировку рекомендуется
произвести сначала в горизонтальной, а потом в вертикальной плос-
кости. После юстировки оси должны быть надежно закреплены.
Перед юстировкой нужно убедиться в чистоте базовой поверх-
ности паза станины, в ее прямолинейности, отсутствии на ней забоин
и других дефектов. При наличии указанных пороков требуется за-
чистить эту поверхность или прошлифовать рабочую поверхность
паза. Непараллельность паза боковой рабочей поверхности стани-
ны не должна превышать 0,01 мм на длине 100 мм.
Устранение несовпадения осей центров в горизонтальной плос-
кости (если юстировка перемещением центра бабки недостаточна)
может быть достигнуто шлифованием базовых поверхностей суха-
рей головки или их заменой с последующим шлифованием базовой
поверхности по месту. При шлифовании базовой поверхности суха-
рей головку поворачивают точно на 90°. Проверку правильности
положения головки производят при помощи уровня с ценой деления
0,02 мм на 1000 мм. Отклонение от угла 90° не должно превы-
шать 10" (0,05 мм) на 1000 мм.
Одновременно проверяют перпендикулярность боковой и гори-
зонтальной рабочих поверхностей станины угольником и щупами
или угломером с ценой деления 2'; отклонение от перпендикуляр-
ности не должно превышать 10'. Неперпендикулярность устраняют
шлифованием боковой поверхности станины.
Юстировка и ремонт шпинделя головки
Исправление посадочного конического отверстия шпинделя
головки. Посадочное отверстие шпинделя осматривают и проверяют
на краску по коническому калибру-пробке с конусом Морзе № 4.
При припассовке калибра допускается не более трех кольцевых
разрывов краски; ширина разрывов должна быть не более 3—4 мм.
Допускается отсутствие сопряжения калибра с отверстием гнезда
в средней части конуса на участке не более 15% длины конуса.
При нарушении указанных норм производят притирку гнезда
вручную коническим чугунным притиром, имеющим три-четыре ка-
навки, расположенные параллельно оси. Абразивом служит шли-
фовальный порошок № 120-180 для предварительной и № 220 для
окончательной притирки. Чугунный притир, в свою очередь, необ-
ходимо контролировать на краску припассовкой к коническому ка-
либру-втулке, по которой проверяют коническую пробку. Притирку
ведут несколько минут, после чего протирают притир, наносят на
него новый слой абразива и продолжают притирку. После притирки
протирают тщательно отверстие шпинделя и проверяют его кали-
бром на краску. Если при проверке обнаружена в некоторых местах
более плотная припассовка калибра с отверстием, то наносят абразив
только на одной части притира по длине и производят частичную
притирку отверстия. Если при проверке на краску отверстие шпин-
деля удовлетворяет предъявляемым требованиям, то шаржируют
350
всю поверхность притира и окончательно притирают всю поверх-
ность отверстия шлифовальным порошком № 220.
После достижения соответствующей конусности проверяют бие-
ние шпинделя головки.
При исправлении внутреннего конуса верхняя риска на калибре
может располагаться немного ниже торца гнезда.
а)
С)
Фиг. 186. Проверка биения шпинделя.
Устранение биения шпинделя. Шпиндель должен вращаться
плавно, без радиального и осевого биения. Плавность вращения
шпинделя определяется от руки.
Радиальное биение шпинделя (см. фиг. 186,а) проверяют с по-
мощью контрольной цилиндрической оправки с коническим хвосто-
виком и трубки оптиметра или микромера с ценой деления 0,001 мм.
Осевое биение проверяется этими же средствами, но наконечник
трубки оптиметра приводят в контакт с шлифованным торцом
оправки (см. фиг. 186,6).
351
Радиальное (на длине 100 мм) биение не должно превышать
0,005 мм, а торцевое — не более 0,01 мм. Причиной возникновения
указанных дефектов является загрязнение шпинделя, недостаточная
смазка трущихся частей, неудовлетворительное состояние механиз-
ма привода шпинделя, недостаточное усилие, с которым затянут
шпиндель.
В первую очередь нужно добиться плавности вращения махови-
ка, отрегулировав его винтом 36 (фиг. 173,в), затем затянуть червяк
гайками 33 (фиг. 173,6) и отрегулировать подшипник 25 червяка 18
гайками 35. После этого закрепляют шпиндель гайками 9 и 10 (фиг.
173,а) с необходимым усилием и смазывают его через специально
предназначенные для этого отверстия. К чистке шпинделя и других
частей прибегают лишь в крайнем случае. Однако если головка
использовалась на работах, где возможно загрязнение, то юстиров-
ку ее следует начинать с чистки, произведя разборку соответствую-
щих узлов.
Биение оправки, установленной в шпиндель (фиг. 186,а), может
возникнуть также вследствие износа гнезда шпинделя. Чтобы вы-
явить износ гнезда, наконечник микромера приводят в контакт с об-
разующей отверстия и вращают шпиндель, наблюдая за показания-
ми микромера.
При наличии износа поверхности гнезда его необходимо прите-
реть, определив предварительно величину биения и его направление.
Несовпадение оси отверстия шпинделя с осью вращения в пре;
делах 0,03—0,05 мм иногда можно устранить односторонней при-
тиркой внутреннего конуса. При этом шпиндель можно не вынимать
из головки. Перед притиркой определяют направление биения от-
верстия, затем шаржируют одну сторону притира приблизительно
на Уз его поверхности тонким слоем порошка, смешанного с вере-
тенным маслом, вставляют притир в отверстие и легким движением
поворачивают его на Уз—'к оборота. Абразивом служит шлифпоро-
шок № 120 — для предварительной и № 220 — для окончательной
притирки. Время от времени в процессе притирки проверяют отвер-
стие шпинделя. После уменьшения величины биения до 0,005—
0,010 мм шаржируют всю поверхность притира и производят полную
притирку отверстия. Отверстие шпинделя после притирки должно
соответствовать предъявляемым к нему требованиям, приведенным
выше.
Устранение непараллельности оси шпинделя опорной плоскости
основания. Проверку производят при установке головки на станине
или на плите по контрольной цилиндрической оправке с коническим
хвостовиком. Отклонение от нулевого положения шкалы поворота
головки не должно превышать ширины риски.
Микромером с ценой деления 0,001 мм, зажатым в стойке, про-
веряют параллельность образующей оправки, вставленной в отвер-
стие шпинделя, поверхности плиты (фиг. 187) при нулевом показа-
нии по шкале поворота головки. Непараллельность оси оправки
опорной плоскости основания не должна превышать 0,01 мм на дли-
не 100 мм.
352
Непараллельность оси шпинделя основанию устраняют поворо-
том головки, для чего предварительно освобождают винты 3
(фиг. 173,а). При надлежащем положении оси шпинделя показание
по шкале должно быть приведено к нулю. Для этого освобождают
три винта, крепящие нониус, и перемещают последний. Обычно
величина перемещения нониуса не превышает одного деления.
Иногда требуется вынуть две контрольные шпильки, с помощью
которых фиксируется положение шкалы. Шпильки могут быть за-
прессованы в новых местах (после заглушки старых отверстий).
После установки нониуса регулируют упорные болты 4 так, что-
бы при повороте корпуса до упоров показания по шкале поворота
корпуса были равны 0 и 90°.
Фиг. 187. Проверка положения шпинделя.
Устранение дефектов привода шпинделя. Проверку работы при-
вода шпинделя осуществляют от руки и на глаз. Вращение махови-
ка должно быть плавным; мертвый ход червяка не должен превы-
шать 1—50 оборота (около 7 мм по дуге). Наличие мертвого хода
проверяют наблюдением в окуляр за показаниями по шкале при
вращении маховика в противоположных направлениях.
Плавность вращения червяка в значительной мере зависит от
правильности зацепления его с зубчатым колесом. Для устранения
мертвого хода червяка положение его регулируют винтом 36
(фиг. 173,в), освободив для этого контргайку. Ввертыванием или вы-
вертыванием винта поворачивают рычаг 24, отводя этим подшипник
с червяком от червячного зубчатого колеса. После регулирования
червяка винтом 36 положение его фиксируется контргайкой. Ход
червяка должен быть плавным и не слишком тугим.
Осевой зазор в зацеплении червяка с колесом устраняют гайками
33 (фиг. 173,6). При этом следят за тем, чтобы вращение шпинделя
после устранения зазора было плавным.
23 Зак. 157 353
Устройство для медленной подачи шпинделя должно действо-
вать плавно. Мертвый ход механизма подачи шпинделя не должен
превышать Vso оборота головки 21.
Мертвый ход устраняют шлифованием внутреннего торца махо-
вика или торца переходной втулки, вмонтированной в маховик.
Переключение червяка с холостого хода на рабочий и обратно
должно происходить плавно и без заеданий. Плавность перемещения
рычага 24 (фиг. 173,в) регулируется усилием зажима гайками 35
(фиг. 173,6), а нечеткость работы фиксатора устраняется правкой
пружины или заменой ее новой.
Действие стопорного приспособления 28 (фиг. 173,в) должно
обеспечивать надежное закрепление шпинделя в заданном положе-
Фиг. 188. Проверка центра.
нии; показание прибора не должно сбиваться при закреплении
шпинделя. При износе штифта 38 шпиндель провертывается даже
при закрепленном стопоре. Чтобы устранить это, вынимают стопор-
ное приспособление и заменяют штифт. Чтобы вынуть стопорное
приспособление, нужно выдвинуть (на 8—10 мм) шпиндель, предва-
рительно проделав другие операции разборки.
Изменение показания по шкале при закреплении шпинделя
стопором свидетельствует о наличии зазора шпинделя. Зазор
устраняют, как указано выше, кольцами 9 и 10 (фиг. 173,а). Изме-
нение показания по шкале при зажиме шпинделя не должно пре-
вышать ширину штриха градусной шкалы.
Устранение дефектов центров. Непрямолинейность образующих
центров, возникающая вследствие износа, не должна превышать
0,002 мм. Проверку прямолинейности производят на универсальном
или инструментальном микроскопе.
Проверке на биение подвергается только центр головки. Для
этого центр проверяют на приборе для проверки биения (бабка
с центрами и микромером) либо устанавливают в шпиндель го-
ловки (фиг. 188) и приводят в контакт с образующей центра на-
354
конечник трубки оптиметра (или микромера). Затем, вращая
шпиндель с центром, определяют наибольшее и наименьшее показа-
ния оптиметра. Биение центра не должно превышать 0,008 мм. При
проверке центра в головке последний поворачивают не менее трех
раз в шпинделе на угол приблизительно 90° и снова вращают шпин-
дель, учитывая этим биение шпинделя. Непрямолинейность центров
и биение центра головки устраняют шлифованием центра. Если на
хвостовике центра имеются пороки (забоины, коррозия и др.), могу-
щие повлиять на правильность положения центра в шпинделе, не-
Фиг. 189. Центры головки.
обходимо сперва прошлифовать хвостовик, а затем центр
(фиг. 189,а и б).
После проверки, ремонта и юстировки механической части опти-
ческой делительной головки приступают к проверке и юстировке
оптической системы головки.
Юстировка отсчетного микроскопа головки
Устранение дефектов окулярной головки. Окулярная головка 3
(фиг. 182) и окуляр должны поворачиваться на 360и плавно и
без качки, что обеспечивается закреплением головки кольцом 2
и смазкой трущихся поверхностей окулярной головки ланолином.
Неплавность вращения окуляра возникает вследствие загрязне-
ния, загустения смазки или недостаточности ее на резьбе окуляра.
Осторожно промыв и смазав резьбу окуляра, устраняют этим не-
23*
355
плавность хода его. Качание окуляра легко устраняется завертыва-
нием трех резьбовых шпилек (см. стр. 67).
Устранение неправильности увеличения микроскопа. Проверку
правильности увеличения микроскопа головки производят так же,
как и проверку отсчетного микроскопа универсального или инстру-
ментального микроскопов (см. фиг. 70,в). Юстировку микроскопа
при* незначительном отклонении кратности увеличения от нормаль-
ного можно производить перемещением оправы с минутной шка-
лой 8 (фиг. 182) в осевом направлении. Перемещение оправы
минутной шкалы возможно в пределах зазора (0,5 мм) между вин-
том 7 и отверстием в оправе. Перемещение оправы обеспечивает
изменение кратности увеличения в пределах 0,5 деления минутной
шкалы, чего в большинстве случаев достаточно для устранения не-
правильности увеличения. Если существующего зазора недостаточно
для устранения дефекта, распиливают немного отверстие под
винт 7 (если минутную шкалу 8 требуется поднять) или немного
подрезают верхний торец трубки 12 (если шкалу нужно опустить).
Желательно, чтобы величина осевого перемещения шкалы 8 не
превышала 0,5 мм в целях сохранения одинаковой величины пере-
мещения окуляра в обе стороны от нулевого штриха диоптрийной
шкалы (осевое перемещение окуляра на 0,4 мм соответствует диоп-
трийному перемещению на одно деление шкалы диоптрий).
Изменение кратности увеличения может быть достигнуто неболь-
шим подъемом трубки 12 с объективом 14. Предварительно снима-
ют окулярную головку 5, освобождают кольца 9 и 10 и вращают
кольцо 11.
Некоторое изменение увеличения в пределах до одного деления
минутной шкалы может быть обеспечено небольшим поворотом
вокруг горизонтальной оси призмы 17. Так как штрихи градусной
шкалы нанесены радиально, то по мере приближения к центру
шкалы интервалы между делениями будут уменьшаться. Если уве-
личение микроскопа превышает нормальное, призму наклоняют
в правую сторону. При обратном явлении призму слегка поворачи-
вают в левую сторону. Для осуществления этой операции корпус 4
с микроскопом вынимают из головки, отвертывают винты 18, снима-
ют кожух 19, освобождают слегка винты, крепящие призму 17,
и помещают прокладку из тонкой фольги под одну из сторон призмы,
не нарушая положения тубуса 13 и зеркала 27. После юстировки
призму плотно закрепляют в оправе двумя боковыми винтами
и устанавливают кожух на место.
Для полного устранения неправильности увеличения иногда
прибегают к сочетанию двух операций, перемещению оправы
с минутной шкалой 8 и наклону призмы.
Наиболее действенной операцией является юстировка осевым
перемещением тубуса 26 с линзой 14 объектива.
Устранение неравномерности освещения градусной шкалы.
Градусная шкала должна быть освещена полностью и равномерно.
Неравномерность освещения шкалы может возникнуть при не-
достаточном закреплении тубуса 13 (фиг. 182), или вследствие по-
356
ворота трубки 21 вокруг оси, или, наконец, вследствие смещения
эксцентрика 15, приводящего к нарушению положения зерка-
ла 27.
Юстировку зеркала производят перемещением . его на незначи-
тельную величину эксцентриком 15, для чего предварительно
ослабляют три винта 16. Эта операция совершается вслепую, так
как после каждого небольшого смещения зеркала корпус 4 с микро-
скопом устанавливают на место и оценивают характер освещения
шкалы; если дефект не устранен, операцию повторяют.
Если поле зрения все же будет затемнено, то снимают окуляр-
ную головку 3, освобождают, кольца 9 и 10 и, наблюдая за осве-
щенностью шкалы 8, слегка поворачивают трубку 12 вместе с тубу-
сом 13 вокруг оси на небольшой угол до получения наиболее яркой
освещенности шкалы 8. После этого микроскоп устанавливают на
место и наблюдают освещенность градусной шкалы. Если положе-
ние тубуса 13 в процессе разборки и юстировки было нарушено,
следует юстировку сначала произвести поворотом тубуса 13. Эту
операцию иногда приходится повторять несколько раз, так как при
фиксировании трубки 12 кольцами 9 и 10 немного нарушается ее
положение. При повороте трубки 12 будет нарушена правильность
положения минутной шкалы относительно градусной. Способ
исправления этого дефекта приводится ниже. Иногда штрихи гра-
дусного лимба не видны в окуляр. В этом случае нужно тубус 12
переместить в осевом направлении. Снимают окулярную головку 3
(фиг. 182), отвертывают кольца 9 и 10 и, вращая гайку 11, пере-
мещают тубус 12. При подъеме тубуса изображение шкалы будет
двигаться слева направо, при вывинчивании гайки 11 тубус опу-
стится, а шкала будет двигаться справа налево.
Устранение неправильности положения минутной шкалы относи-
тельно градусной. Совмещают любой из крайних штрихов минутной
шкалы 8 (фиг. 182) со штрихом градусной шкалы так, чтобы между
ними был небольшой просвет (не больше толщины штриха). Не-
параллельность штрихов, заметная на глаз, не допускается. Этот
дефект исправляют поворотом оправы со шкалой 8, используя зазор
между винтом 7 и отверстием. При необходимости отверстие под
винт слегка распиливают надфилем.
Устранение параллакса шкал. Наблюдая в окуляр, фокусируют
штрихи минутной шкалы. Затем штрих минутной шкалы совмещают
со штрихом градусной шкалы с небольшим просветом (см. выше)
и, перемещая глаз относительно окуляра, наблюдают положение
штрихов относительно друг друга. Штрих минутной шкалы не дол-
жен заметно смещаться относительно штриха градусной шкалы.
Одновременно определяют разнофокусность штрихов окулярной
сетки и штрихов градусной шкалы. Штрихи обеих шкал должны
быть видны одинаково резко. Разнофокусность минутной и градус-
ной шкал приводит к параллаксу. Параллакс устраняется переме-
щением тубуса с микроскопом вдоль оптической оси по направлению
к шкале или от нее. Для этого освобождают четыре винта 30
(фиг. 173,в), крепящие тубус микроскопа к головке. После юстиров-
357
ки микроскоп надежно закрепляют винтами. Параллакс может
иногда появиться после юстировки шпинделя со шкалой. В зависи-
мости от усилия закрепления шпинделя кольцами 9 и 10 (фиг. 173,а)
может измениться положение шкалы относительно объектива микро-
скопа. Устранение параллакса и в этом случае производят переме-
щением микроскопа описанным способом.
Юстировка градусной шкалы
Устранение осевого биения градусной шкалы. Окуляром резко
фокусируют штрихи градусной шкалы, затем медленно поворачива-
ют шпиндель на 360° и наблюдают за качеством изображения ее
штрихов.
Все штрихи должны быть видны с одинаковой резкостью. Нару-
шение резкости изображения штрихов градусной шкалы свидетель-
ствует о наличии осевого биения рабочей плоскости лимба.
Параллакс, возникающий в результате биения лимба, устраня-
ют при помощи фольговых прокладок, помещаемых между торцом
оправы 4 (фиг. 181) лимба и опорной поверхностью муфты червяч-
ного зубчатого колеса 3.
Предварительно нужно определить величину биения лимба и ее
направление. Для проверки осевого биения градусного лимба из
головки вынимают микроскоп и на установочную плоскость головки
помещают штатив с трубкой оптиметра или микромером с ценой
деления 0,001 мм. К оптиметру присоединяют рычаг с передаточным
отношением 1:1, который приводят в контакт с торцом оправы шка-
лы, и, арретируя рычаг, поворачивают шпиндель на 360°, наблюдая
за показаниями по шкале трубки оптиметра приблизительно через
каждые 30°. Углы поворота шпинделя отсчитывают по лимбу 4.
Изменение показаний по шкале оптиметра не должно превы-
шать 0,01 мм при расстоянии от оси вращения оправы до оси
наконечника около 40 мм. Если показания изменяются более чем на
0,01 мм, требуется юстировка лимба. Определив величину и на-
правление торцевого биения, освобождают восемь винтов 8
(фиг. 181) и два винта 9, не трогая двух других диаметрально рас-
положенных винтов 9 в целях сохранения базы для быстрой уста-
новки шкалы без эксцентриситета; затем устанавливают про-
кладки между торцами оправы 4 и червячного колеса 3. После
юстировки оправу надежно закрепляют винтами 8 и осторожно, не
пережимая, завертывают винты 9. Микроскоп устанавливают в го-
ловку, и проверяют качество изображения штрихов шкалы.
Незначительный параллакс шкал можно устранить небольшим
перекосом муфты червячного зубчатого колеса, создаваемым зажи-
мом кольца 5. Однако этот метод не обеспечивает устойчивого по-
ложения оправы шкалы в заданной плоскости.
Устранение погрешностей показаний головки и радиального
биения градусного лимба. Погрешности показаний оптической де-
лительной головки не должны превышать ±40" после ремонта.
Проверку погрешностей показаний можно осуществить различ-
358
ними средствами и методами: оптическим прибором для исследо-
вания угловых делений (подробное описание прибора и методы
юстировки его приводятся ниже); специальным аттестованным
многогранником; четырехгранником на цилиндрической оправке
с коническим хвостовиком.
При проверке головки с помощью прибора для исследования
угловых делений поступают следующим образом. С градусного дис-
ка 1 (фиг. 190,а) снимают защитный кожух 2. Диск насаживают на
цилиндрическую оправку 3 с коническим хвостовиком. Оправку
с диском устанавливают в коническое отверстие шпинделя или
в центры головки и задней бабки.
Делительная головка устанавливается на станине либо на пове-
рочной плите. На станину головки (или на плиту) устанавливают
стойку с закрепленной на ней трубкой оптиметра (или микромером
с ценой делений 0,001 мм).
Наконечник оптиметра приводят в контакт с центрировочным
пояском градусного диска. Градусная шкала расположена на пояс-
ке, находящемся рядом с центрировочным пояском, вследствие чего
нужно внимательно следить за тем, чтобы наконечник отсчетного
устройства не попал на шкалу, так как это может повредить шкалу.
Вращая шпиндель головки вместе с диском /, следят за показаниями
по шкале оптиметра.
Изменение показаний, характеризующее радиальное биение
градусного диска, не должно превышать 0,002 мм.
Если биение диска больше указанного, центрируют диск двумя
винтами, находящимися на его периферии. Предварительно освобож-
дают на торце диска две гайки. После центрирования диск надежно
закрепляют этими гайками и снова проверяют его биение. Затем на
плиту устанавливают стойку с отсчетным микроскопом 4 со спираль-
ным окулярным микрометром так, чтобы ось его находилась в плос-
кости, перпендикулярной к основанию головки и проходящей через
ось шпинделя. Надлежащая установка микроскопа достигается
перемещением его в вертикальной плоскости по стойке при помощи
головки с накаткой. Наблюдая в окуляр, прекращают перемещение
микроскопа в момент, когда резкость изображения штриха градус-
ного диска будет наилучшей. После этого фокусируют штрихи диска
перемещением микроскопа в горизонтальной плоскости.
Для проверки точности показаний головки поворачивают шпин-
дель на 360° и через каждые 30° отсчитывают показания по образцо-
вой шкале и шкале головки.
Проверку погрешностей показаний производят не менее трех
раз. Погрешность показаний на данном интервале шкалы составит
За — а-! — а2 t
где — угол поворота шпинделя, отсчитанный по шкале головки;
а2 — угол поворота шпинделя, отсчитанный по образцовой
шкале.
Сумма абсолютных значений наибольших положительной и от-
рицательной погрешностей углов, отсчитанных от начальной уста-
новки, не должна превышать установленной величины.
359
Проверку погрешностей показаний головки по многограннику I
(фиг. 190,6) и автоколлиматору с ценой деления 1 сек производят
следующим образом. Многогранник с шестью-восемью рабочими
гранями насаживают на оправку, закрепленную в отверстии шпин-
деля.
Многогранник выравнивают так, чтобы отражающие плоскости
его были расположены параллельно плоскости основания (плиты).
Автоколлиматор устанавливают приблизительно в середине грани
многогранника. При этом вертикальную линию изображения
перекрестия совмещают с бисектором окулярного микрометра и де-
лают первый отсчет. Затем, вращая шпиндель с интервалом 30°,
снова совмещают вертикальную линию, отраженную от следующей
грани, с бисектором и делают второй отсчет.
Разница в секундах между двумя показаниями окулярного
микрометра представляет собой разность действительных значений
углов угловой шкалы и аттестованного многогранника. Проверку
точности показаний головки можно произвести при вертикальном
положении шпинделя головки, повернутого на 90°; многогранник при
этом укладывают на торец шпинделя.
После проверки головки по всем граням многогранник с оправ-
кой поворачивают в шпинделе с таким расчетом, чтобы можно было,
проверить погрешности показаний головки на других участках
шкалы.
Проверку точности показаний головки при помощи четырехгран-
ника (фиг. 190,в) производят следующим путем: показание проверяе-
мой делительной головки приводят к нулю Четырехгранник вырав-
нивают при помощи микромера или трубки оптиметра так, чтобы
одна из граней его была расположена строго параллельно' плите..
После этого поворачивают шпиндель с таким расчетом, чтобы пока-
зание по шкале головки было равно действительному значению угла
между гранями многогранника и определяют по шкале микромера
отклонение соответствующей грани его от параллельности плите.
Погрешность показаний головки на данном участке шкалы
определяют по формуле
W = A,
где h — разность отсчетов по шкале микромера;
/ — расстояние между точками контакта наконечника с поверх-
ностью головки многогранника.
После проверки головки по четырем граням четырехгранник сме-
щают на 30° и проверку повторяют. Таких смещений четырехгранни-
ка должно быть столько, чтобы можно было проверить всю шкалу
через установленный интервал.
При длине стороны четырехгранника, равной 80 мм, изменение
показания микромера на 0,001- мм соответствует погрешности угла
2,5 ,
361
Проверка точности показаний головки по теодолиту с ценой
деления 1" и коллиматору сводится к следующему.
Теодолит 1 (фиг. 191,а) устанавливают на торец шпинделя 2,
расположенного вертикально и строго выверенного в этом положении
по уровню с ценой делений 4". Совмещают оси вращения теодолита
и шпинделя проверяемой головки. Совмещают крест нитей теодолита
Фиг. 191. Проверка точности показаний головки
теодолитом.
с визирным крестом (маркой) коллиматора. Затем, поворачивая
шпиндель через установленные интервалы, производят отсчеты
показаний по шкалам теодолита и проверяемой головки. Трубу
теодолита возвращают каждый раз в исходное положение.
Погрешность показаний головки выражается разностью отсчетов по
шкале головки и шкале теодолита. За результат проверки прини-
мается среднее арифметическое результатов трех измерений.
Метод проверки при помощи теодолита и коллиматора не всегда
может быть использован юстировщиком, ввиду отсутствия этих
средств на большинстве заводов и трудности их транспортировки
при выезде на другие заводы; однако этот метод является наиболее
точным.
362
Наиболее удобной следует считать проверку головки прибором
для исследования угловых делений (фиг. 190,а), а также образцо-
вым аттестованным четырехгранником (фиг. 190,в) в сочетании
с отсчетным устройством с ценой деления 0,001 мм. Однако следует
иметь в виду, что метод проверки прибором для исследования угло-
вых делений уступает по точности другим методам.
Основным источником погрешностей показаний головки является
радиальное биение градусного лимба. Влияние радиального биения
лимба будет максимальным при повороте шпинделя на 180°, если
при этом эксцентриситет шкалы будет направлен по биссектрисе
угла поворота.
Причины возникновения, методы проверки и устранение биения
шпинделя описаны выше (см. стр. 351).
Проверку радиального биения градусного лимба производят дву-
мя способами:
1) по результатам определения погрешностей показаний головки;
2) непосредственным определением величины биения по центри-
ровочной окружности, нанесенной на градусном лимбе.
В первом случае определяется величина эксцентриситета по
величине погрешности измерения угла, во втором — биение лимба
по величине биения центрировочной окружности, ширина линии
которой составляет около 4 мк.
Зная наибольшую погрешность измерения угла (Sep), можно по
известной формуле определить величину эксцентриситета е градус-
ного лимба:
с - Я8?
2 ’
где R — радиус окружности делений градусного лимба.
При 7? = 65 мм и погрешности показаний прибора, равной 15",
эксцентриситет составит
е = б5'15_ = 0,0024 мм.
2-206-103
Допустимое радиальное биение 2е 0,005 мм. Вследствие того
что радиус центрировочной окружности равен 75,5 мм, допустимое
радиальное биение при проверке по этой окружности должно со-
ставить не более — 0,0055 мм, т. е. должно находиться в пределах
толщины линии центрировочной окружности.
Чтобы ввести изображение линии центрировочной окружности
в поле зрения окуляра, нужно отвернуть четыре винта, крепящие
корпус микроскопа к головке. Затем, наблюдая в окуляр, сдвигают
корпус микроскопа влево, а под правую сторону фланца корпуса
подкладывают прокладку такой толщины, при которой центрир'овоч-
ная окружность окажется в поле зрения окуляра и будет четко
видна. Подвигая слегка корпус микроскопа, совмещают линию
363
окружности с концом какого-либо штриха минутной шкалы (анало-
гично тому, как это делают при проверке инструментального микро-
скопа, см. фиг. 69).
После этого, наблюдая в окуляр за положением линии окруж-
ности относительно конца штриха шкалы, вращают шпиндель
с градусной шкалой на 360°.
Если градусный лимб не имеет радиального биения, центрировоч-
ная окружность не изменит свое первоначальное положение относи-
тельно штриха шкалы.
Радиальное биение градусного лимба приводит также к непо-
стоянству положения штрихов и цифр относительно минутной шка-
лы при вращении градусной шкалы на 360°.
Перед юстировкой градусного лимба определяют величину и на-
правление биения.
Устранение эксцентриситета градусного лимба осуществляется
четырьмя винтами 9 (фиг. 181). Если этих винтов не имеется, то их
следует изготовить по месту. Диаметр винтов 2 мм.
Вынимают из головки шпиндель, снимают шайбу /, отвертывают
кольцо 2, снимают оправку 4 со шкалой и с червячным колесом 3 со
шпинделя, слегка освобождают восемь винтов S и снова устанавли-
вают оправу 4 шкалы с колесом на шпиндель и закрепляют ее коль-
цом 2. Винты 8 можно освободить загнутой отверткой, не разбирая
шпинделя. После этого устанавливают шпиндель на место и пере-
мещают оправу с градусным лимбом в нужном направлении на
величину, равную половине величины биения. Устанавливают микро-
скоп и, вращая лимб на 180°, наблюдают в окуляр за положением
центрировочной окружности; если нужно, снова юстируют градус-
ный лимб.
Повернув лимб на угол 90°, повторяют описанную операцию,
перемещая шкалу в другом направлении. Таким образом достигают
точного центрирования лимба.
Центрирование лимба можно предварительно осуществить, уста-
новив шпиндель на призмы предназначенного для этого приспособ-
ления с микромером с ценой деления 0,001 мм, а затем, закрепив
в штатив спиральный микроскоп, фокусировать центрировочную
окружность и совместить ее со штрихом минутной шкалы. Враще-
нием шпинделя определяют наличие и величину радиального
биения.
После юстировки лимба устанавливают шпиндель в головку
и проверяют биение лимба по центрировочной окружности в собран-
ном виде, и если в этом имеется необходимость, производят оконча-
тельное центрирование лимба.
После окончательного центрирования вынимают шпиндель, гра-
дусный лимб закрепляют винтами 8, вставляют шпиндель в коопус
головки, окончательно закрепляют его, регулируют вращение
шпинделя до получения легкого и плавного хода без радиального
и осевого биений и снова проверяют биение лимба. После произве-
денных операций следует обязательно проверить погрешность по-
казаний головки.
364
ПРИБОР ДЛЯ ИССЛЕДОВАНИЯ УГЛОВЫХ ДЕЛЕНИЙ
Прибор для исследования угловых делений (фиг. 192) предназ-
начен для проверки делительных головок, угловых делений, а также
для проверки делительных дисков, имеющих отверстия или канавки,
для контроля точных храповых колес, шлицевых валов, протяжек
и пр.
Фиг. 192. Прибор для исследования угловых делений.
Основные технические характеристики прибора
Предел измерения в град..................... О—360
Цена деления образцового диска в град. . • . . 1
Интервал деления образцового диска в мм . . . 1,34
Цена деления отсчетного спирального микроско-
па .......................................... 6"(0,1')
Диаметр образцового диска в мм.................... 153
Ширина образцового диска в мм...................... 30
Диаметр посадочного отверстия в мм . . . . . 34
Длина посадочного места отверстия в мм ... 25,5
Увеличение отсчетного микроскопа.................. 60х
Общая длина отсчетного микроскопа в мм . . . 240
Высота прибора в мм............................... 220
Погрешность шкалы образцового диска на лю-
бом интервале ее в сек. ........................... 10
Освещение j.................................Естественное или
искусственное
Максимальный подъем по колонке штатива в мм 90
Максимальное перемещение микроскопа в гори-
зонтальной плоскости в мм........................ 70
Вес прибора в кг...................• . . . . 10
365
Описание прибора
Прибор состоит из двух основных частей: отсчетного микроско-
па 1 (фиг. 192) со спиральным нониусом и диска 2 с образцовой
шкалой с ценой деления 1°.
Микроскоп устанавливается в крон-
штейн 5, надетый на стойку 4, которая
может перемещаться по основанию 5
в Т-образной канавке в осевом направ-
лении. Стойка закрепляется на основа-
нии гайкой 6.
Кронштейн с микроскопом переме-
щается в вертикальной плоскости го-
ловкой 7, а в горизонтальной плоско-
сти — головкой 8. Кронштейн закреп-
ляется в заданном положении голов-
кой 9.
Микроскоп отличается от показан-
ного на фиг. 143 только конструкцией
объектива, в который вмонтирована
поворотная осветительная призма, а
также градуировкой окулярных сеток.
В окулярной головке микроскопа
имеются две шкалы: одна с ценой деле-
ния 10' (спиральная сетка с шагом
в Уб0) и другая, представляющая собой
круговую сетку со 100 делениями це-
ной 6". Показания по шкале можно от-
считывать на глаз с точностью до Уз
деления (2").
Входящий в комплект прибора об-
разцовый диск имеет круговую шкалу
с ценой деления 1°. Интервал делений
составляет 1,34 мм.
В одной плоскости со шкалой на-
ходится центрировочный круглый поя-
сок шириной около 5 мм, по которому
проверяют радиальное биение диска.
Диск состоит из втулки 1 (фиг. 193),
на которой смонтирован корпус 2. Ме-
жду корпусом 2 и диском 4 находится
диск 3 с градусной шкалой. При цен-
трировании диск 3 перемещается юсти-
ровочными винтами 5, упирающимися
в закаленные и доведенные пятки 6. Возвращение диска 3
в исходное положение осуществляется пружинящими опорами 8.
Диск 3 закрепляется в нужном положении двумя гайками 7.
После окончания работы для предохранения диска от загрязне-
ния и повреждений на него надевают щиток 9.
366
Оптическая схема прибора изображена на фиг. 194. Пучок
лучей от источника света 1 (искусственного или естественного) по-
ступает в кубик 2, состоящий из двух прямоугольных призм, откуда
направляется на шкалу 3. Отразившись от посеребренной поверх-
ности шкалы, лучи проходят призмы 2 и объектив 4. Изображение
штрихов градусной шкалы 3 получается на окулярных сетках 5
Фиг. 194. Оптическая схема прибора.
с десятыми долями градуса (0,l° = 6z) и 6 со спиральным нониу-
сом. Изображение градусной шкалы и спиральной сетки 6 с круго-
вой шкалой ценой 6" рассматривается в окуляр. 7.
Разборка прибора
Разборка отсчетного микроскопа со спиральным окулярным
микрометром производится так же, как разборка микроскопа,
изображенного на фиг. 143.
Разборка градусного диска. Снимают щиток 9 (фиг. 193), отвер-
тывают три винта 10 и снимают диск 4. Отвертывают юстировочные
винты 5, гайки 7 и вынимают винты, на которые навертываются эти
гайки (па фиг. 193 не показаны). Отвертывают три винта 11, затем
повернув втулку 1 так, чтобы три ее выступа совпали с вырезами
в диске 3, вынимают этот диск (с некоторым усилием, так как его
распирают пружинящие опоры S) и втулку 1. Отвернув сбоку винт
(на фигуре не показан), вынимают пружинящие опоры 8. При раз-
борке следует внимательно следить за тем, чтобы не повредить
шкалы на диске 3.
Юстировка прибора
При проверке и юстировке прибора производят наружный осмотр
рабочих и нерабочих поверхностей прибора и проверку взаимодей-
ствия частей.
Далее проверяются:
1. Состояние градусной шкалы диска.
2. Состояние оптических деталей, чистота поля зрения.
3. Концентричность вращения спиральной сетки 6.
4. Положение пластины с десятыми долями градуса относительно
штрихов градусной шкалы диска, установленного в центры.
5. Увеличение микроскопа.
6. Плавность вращения и отсутствие качки окуляра.
367
7. Плавность вращения насадки осветителя с призмой.
8. Характер перемещения микроскопа по стойке и в кронштейне
в вертикальной и горизонтальной плоскости и надежность закрепле-
ния его в заданном положении.
9. Характер центрирования градусного диска юстировочными
винтами, возвращение диска в исходное положение и плавность его
перемещения.
На поверхностях прибора не должно быть грубых забоин, не-
закрашенных царапин и отслоившегося лака. Перемещение частей
должно происходить плавно, без качки и заеданий. Зажимные
устройства должны действовать надежно.
В поле зрения микроскопа не должно быть точек пыли, грязи,
подтеков и других пороков, мешающих работе.
Юстировка градусного диска. Градусный диск должен плавно
перемещаться без скачков и заеданий. Под действием юстировоч-
ных винтов 5 (фиг. 193) диск должен при центрировании воз-
вращаться в исходное положение. Проверку производят от руки,
наблюдая шкалу в микроскоп.
Плавность перемещения диска обеспечивается чистотой трущих-
ся поверхностей подвижных деталей, нормальной работой опор 8
и пружин. Пружины, не обеспечивающие плавности перемещения
диска, должны быть заменены новыми. Центрирование диска долж-
но быть безотказным.
Неплавность центрирования может возникать вследствие износа
пятки 6. Если при осмотре обнаружен износ пятки, ее следует до-
вести; для этого пятки вынимают из гнезда.
После юстировки диска производят окончательную проверку
центрированием его при помощи микромера с ценой деления
0,001 мм. После центрирования эксцентриситет градусного диска не
должен превышать 0,001—0,002 мм.
Следует помнить, что от точности центрирования градусного
диска будет во многом зависеть точность проверки исследуемого
прибора.
ОПТИЧЕСКАЯ ИЗМЕРИТЕЛЬНАЯ БАБКА
К УНИВЕРСАЛЬНОМУ МИКРОСКОПУ
Назначение прибора
Оптическая измерительная бабка (ИБ) (фиг. 195) является
принадлежностью к универсальному микроскопу и служит для
измерений угловых перемещений деталей, установленных в центрах
измерений среднего диаметра резьбы метчиков с нечетным числом
канавок, ходовых винтов, внутришаговой ошибки цилиндрических
резьб и др. Измерительную бабку устанавливают в радиальное
ложе стола универсального микроскопа взамен правой центровой
бабки.
Основные технические данные измерительной бабки
Пределы измерения углов в град............ 0—360
Цена наименьшего деления градусной шкалы
в град.................................., . 1
368
Общий вид
Оптическая схема
а)
Фиг. 195. Оптическая центровая бабка.
Зак. 157
369
Цена наименьшего деления шкалы отсчетного
микроскопа (минутной шкалы) в мин............. 1
Точность отсчета по минутной шкале в сек. . . 20
Погрешность показаний головки в сек........... ±20
Увеличение микроскопа:
общее..................................... 50х
окуляра............................... 10х
объектива............................. 5х
Освещение................................ Индивидуальное,
лампочкой нака-
ливания 2,5 вХ0,4 а
Высота центра в мм............................. 55
Габаритные размеры прибора в мм:
длина..................................... 320
высота.............................• . 310
ширина.............• . . ........ 145
Конструкция прибора
Основными деталями измерительной бабки являются корпус 1
(фиг. 195,а) и шпиндель 2, приводимый во вращение маховичком 3
при помощи пары конических зубчатых колес; одно колесо посажено
на общую ось с маховичком, другое 4 закреплено на шпинделе.
Шпиндель стопорится в заданном положении винтом с накатанной
головкой 5.
Величины угловых перемещений шпинделя отсчитываются по
градусному лимбу 6 с ценой деления 1°, закрепленному на шпинде-
ле, и отсчетному микроскопу 7, в плоскости изображения которого
находится шкала с ценой деления Г, освещаемая лампочкой накали-
вания 3,5 вХЗ вт. Лампочка ввертывается в светопровод 3, в кото-
ром имеются светофильтр и конденсорная линза. Микроскоп 7 за-
креплен в кронштейне 9. В торец шпинделя вставляется точный
центр 10, биение которого не превышает 0,0015 мм. На шпинделе
закрепляется поводок 11. Задний конец шпинделя, посаженный в
шарикоподшипник 12, закрепленный во фланце 13, упирается в шли-
фованный и доведенный торец закаленного винта 14. Головка за-
крепляется на столе микроскопа сухарем 15 и головкой с накат-
кой 16.
Оптическая схема бабки показана на фиг. 195,6. Пучок лучей от
источника света 1, пройдя светофильтр 2 и конденсорную линзу 3,
освещает градусную шкалу 4. Затем свет поступает в призму 5, пре-
ломляется в ней, проходит через защитное стекло 6 и попадает в
объектив 7. Изображение штрихов градусного лимба получается в
плоскости минутной шкалы 8. Шкалы рассматриваются в окуляр 9.
Разборка измерительной бабки
Вынимают центр 10 (фиг. 195) и снимают поводок 11. Отверты-
вают стопорный винт (на чертеже не виден), кольцо 17, винт 18 и
вынимают микроскоп 7 из кронштейна 9. Отвернув шесть винтов,
снимают кронштейн. Отвертывают опорный винт 14 и гайку 19. Сни-
мают маховичок 3, отвернув крепящую его гайку; затем отвертывают
370
четыре винта и снимают коническое зубчатое колесо с втулкой. Вы-
вернув зажимной винт 5 и винт 20, вынимают втулку 21, пометив
предварительно ее положение. После этого отвертывают шесть винтов
и, сделав пометку положения фланцев 13, снимают последний вместе с
подшипником 12, опирающимся на малый фланец 22, застопоренный
винтом. Отвернув четыре винта 23 и немного ослабив два винта 24
(из четырех), делают пометку; снимают оправу 25 с градусным лим-
бом <5; вынимают из корпуса 1 шпиндель 2 с коническим зубчатым
колесом и вслед за ним сухарь 15.
Конструкция отсчетного микроскопа головки аналогична кон-
струкции отсчетного микроскопа со спиральным окулярным микро-
метром (см. выше «Прибор для проверки угловых делений»), но не
имеет коробки со спиральной пластиной. Для чистки минутной шка-
лы требуется отвернуть стопорный винт 26 и окуляр 27.
Юстировка и ремонт головки
В первую очередь производят тщательный наружный осмотр всех
поверхностей головки и проверку взаимодействия ее частей. Переме-
щение подвижных частей должно быть плавным, без заеданий.
Стопор должен обеспечивать надежное крепление шпинделя.
После наружного осмотра проверке подвергают следующие эле-
менты:
1. Радиальное и осевое биение поворотного центра 10 и прямо-
линейность его образующих.
2. Положение минутной шкалы относительно градусной.
3. Увеличение микроскопа.
4. Разпофокусность минутной и градусной шкал (торцевое бие-
ние градусного лимба).
5. Совпадение центра делений градусной шкалы с осью враще-
ния шпинделя (радиальное биение градусной шкалы).
6. Точность показаний.
Устранение биения поворотного центра и шпинделя. Радиальное
и осевое биение поворотного центра допускается в пределах
0,005 мм, а непрямолинейность образующей его не должна превы-
шать 0,010 мм. Проверку производят на универсальном микроскопе.
Изображение образующей центра совмещают с пунктирной ли-
нией окулярной сетки (фиг. 196), а вершину центра с точкой пере-
сечения нитей сетки. Наблюдая в окуляр, вращают шпиндель и заме-
чают крайние положения а образующей центра относительно нити
креста и величину смещения вершины центра b относительно точки
пересечения нитей. Проверку радиального биения производят не ме-
нее чем в четырех-пяти положениях центра в шпинделе (поворачи-
вают центр на V4—Vs оборота). Если при поворачивании центра ве-
личина биения изменится на величину более 0,003 мм, то необходи-
мо центр шлифовать или заменить новым. Основные причины воз-
никновения дефектов шпинделя и меры их устранения аналогичны
описанным по оптической делительной головке (ОДС). Осевое бие-
ние шпинделя устраняют регулировкой положения опорного зака-
24*
371
ленного винта 14 (фиг. 195). Проверку радиального и осевого бие-
ния шпинделя производят по цилиндрической оправке, аналогичной
рекомендованной для проверки оптической делительной головки, но
с хвостовиком соответствующей конусности.
Устранение непараллельности штрихов минутной шкалы штри-
хам градусной шкалы. Проверка положения минутной шкалы отно-
сительно градусной шкалы производится описанными выше мето-
дами (см. стр. 357).
Перекос минутной шкалы устраняют небольшим поворотом ее
вокруг оси. Для этого освобождают стопорный винт 26 (фиг. 195),
отвертывают окуляр 27, немного освобождают кольцо, скрепляющее
Фиг. 196. Проверка оптической центровой бабки.
оправу с минутной шкалой, и, повернув шкалу, надежно закрепляют
ее. После юстировки повторяют проверку положения минутной
шкалы.
Неправильность увеличения устраняют ввертыванием или вывер-
тыванием объектива 28 либо небольшим подъемом окуляра 27, под
который помещают кольцевую прокладку.
Проверку увеличения производят описанным выше способом
(см. стр. 356).
Устранение разнофокусности минутной и градусной шкал.
Фокусируют минутную шкалу и наблюдают штрихи градусной шка-
лы. Обе шкалы должны быть видны с одинаковой резкостью.
Разнофокусность шкал устраняется осевым перемещением всего
микроскопа. Предварительно отвертывают одно из колец 17—верх-
нее, если микроскоп требуется опустить, или нижнее, если микроскоп
нужно поднять. После юстировки положение микроскопа надежно
фиксируют двумя кольцами 17 и вновь проверяют разнофокусность
шкал. Направление, в котором нужно сместить микроскоп, опреде-
ляется после фокусирования минутной шкалы. Если окуляр необхо-
димо переместить вниз, чтобы отчетливо видеть градусную шкалу,
микроскоп следует опустить. Для этого вывертывают верхнее коль-
цо 17, а нижнее ввертывают.
372
Если при вращении градусного лимба изменяется резкость изо-
бражения его штрихов и цифр, это свидетельствует о наличии тор-
цевого биения лимба. Торцевое биение лимба устраняется прокла-
дыванием фольги между лимбом 6 и опорной поверхностью оправы
25. Предварительно освобождают четыре винта 23 и два боковых
винта 24. Два противолежащих винта 24 не трогают, чтобы сохра-
нить базу для быстрой и правильной установки лимба при сборке.
Однако при выполнении этой операции неизбежно нарушится поло-
жение лимба в радиальном направлении, и его придется центриро-
вать. Способ центрирования приводится ниже.
Устранение несовпадения центра делений градусной шкалы с
осью вращения шпинделя. Отвертывают стопорный винт 18
(фиг. 195) и поворачивают микроскоп 7 на 90°, установив, таким
образом, штрихи минутной шкалы перпендикулярно штрихам гра-
дусной шкалы. Освобождают четыре винта и слегка наклоняют опра-
ву с призмой 29 так, чтобы в поле зрения окуляра появилась центри-
ровочная окружность. Далее совмещают конец штриха минутной
шкалы с центрировочной окружностью и вращают шпиндель. Смеще-
ние окружности при повороте лимба на 360° не должно превышать
толщину линии центрировочной окружности.
Радиальное биение лимба устраняется при помощи четырех вин-
тов 24; предварительно немного освобождают винты 23. Следует пом-
нить, что наличие радиального биения градусной шкалы влечет за
собой значительную погрешность показаний головки.
Погрешности показаний, возникающие вследствие биения лимба,
могут быть определены по приведенной выше формуле (см. стр. 363).
При этом толщина линии центрировочной окружности принимается
равной 3±1 мл, а радиус окружности, на которой нанесена градус-
ная шкала, равным 41 мм.
Устранение радиального биения градусной шкалы и биения
шпинделя обычно снижает величину погрешности показаний до пре-
дела допустимого. Погрешность показаний не должна превышать
±30". Проверку производят по многограннику (см. фиг. 190,6).
ОПТИЧЕСКИЙ ДЕЛИТЕЛЬНЫЙ СТОЛ
Оптический делительный стол (ОДС) (фиг. 197) предназначен
для измерения размеров изделий в полярных координатах, а также
для нанесения и контроля угловых делений и разметки деталей, уста-
навливаемых на столе или в шпинделе станка. На столе возможны
измерения зубчатых колес, профильных шаблонов и кулачков, дели-
тельных дисков и др.
ОДС применяется как для работы на станке, так и в лаборатор-
ных условиях. Способ измерений основан на использовании оптиче-
ского делительного стола в сочетании с устройством для линейных
измерений (индикатором, микромером, микроскопом). Оптический
делительный стол приспособлен для установки на нем деталей, имею-
щих плоскую базу. Однако с помощью стола можно измерять угло-
вые перемещения тел вращения, установленных в центры, а также
наносить на них угловые деления и производить разметку.
313
374
В этом случае в шпиндель стола вставляют центр; второй (верх-
ний) центр вставляют в шпиндель вертикально-фрезерного или
сверлильного станка, на стол которого устанавливают ОДС. Центр
можно также вставить в скалку, зажатую в специально смонтиро-
ванном на плите кронштейне. На эту же плиту помещают оптиче-
ский делительный стол.
Таким образом, ОДС может служить в качестве самостоятель-
ного измерительного прибора, применяемого в сочетании с различ-
ными приспособлениями и отсчетными устройствами. Разновидности
современных оптических делительных столов показаны на
фиг. 197,6 — с экраном, модель 0-R-T800, с ценой деления 2,5", при-
водимый вручную или посредством двигателя (см. фиг. 197,в), изго-
товляемый фирмой Schenk (Германия) и на фиг. 197,г — с поворот-
ным столом в двух плоскостях.
Оптический делительный стол в сочетании с дополнительными
приспособлениями может в известной мере заменить оптическую де-
лительную головку.
Основные технические данные
Пределы измерения углов в град.............. 0—360
Цена наименьшего деления градусной шкалы
в град. . •...................................... 1
Цена наименьшего деления шкалы отсчетного
микроскопа в сек............................... 30
Точность отсчета по шкале микроскопа в сек. 10
Увеличение отсчетного микроскопа:
общее.......................................... 72Х
окуляра........................................ 12х
объектива...................................... 6х
Линейное поле зрения в мм......................... 3
Увеличение центрирующего микроскопа .... ЗОх
Погрешности измерений углов в сек........... ±15
Погрешность стола при использовании его для
работы на станке в сек...................... ±20
Посадочное отверстие в шпинделе стола .... Конус Морзе № 3
Хвостовик центрирующего микроскопа..........Конус Морзе №3
Габариты стола в мм:
высота..................................... 180
диаметр'................................ 400
Освещение ОДС............................... Индивидуальное,
лампочка нака-
ливания
6,3 в;Х0,28 а
Допускаемая нагрузка на стол в кг........... 50
Конструкция оптического делительного стола
На массивном литом основании 1 (фиг. 198) смонтирован вра'
щающийся плоский стол 2, жестко соединенный винтами 3 со шпин-
делем 4.
На шпинделе закреплена винтами 5 оправа 6 со стеклянным лим-
бом 7, градуированным на 360° через 1°. Шпиндель посажен в под-
шипник скольжения S, жестко прикрепленный винтами 9 к корпусу 1.
Поворотная часть круглого стола опирается на шарикоподшипник 10
375
Фиг. 198. Разрез оптического делительного стола.
и закрепляется в корпусе через опорный шарикоподшипник 11 дву-
мя гайками 12.
Величины углов поворота стола отсчитываются с помощью ми-
кроскопа 13. В плоскости изображения окуляра 14 помещена шкала,
имеющая 120 делений. Крайние штрихи этой шкалы совпадают с
двумя смежными штрихами градусной шкалы (1°). Цена деления
окулярной сетки, таким образом, составляет 30".
~ Осветитель 15 шкалы состоит из держателя, в который вверты-
вается лампочка накаливания мощностью 6,Зб'Х0,28я, зеленого све-
тофильтра, конденсора и отражательного зеркала. Питание освети-
теля производится от сети через понижающий трансформатор (см.
фиг. 197,а).
Увеличение объектива 6х; окуляра 12х; общее увеличение 72х.
Окуляр микроскопа в целях предохранения его от повреждений за-
крывают крышкой.
К столу привернута винтами 17 ориентировочная градусная шка-
ла 16 (фиг. 198). Величина поворота стола отсчитывается с по-
мощью указателя, нанесенного на пластинке 18. По шкале 16 произ-
водят предварительную, грубую установку стола на заданный угол.
При этом стол вращают при помощи рукоятки 19.
После грубой установки стола на заданный угол стол стопорится
винтом тормозного приспособления 20, прижимающего сухарь 21.
Точную установку стола производят вращением головок 22 винтов,
упирающихся в поводок 23. Окончательное фиксирование круглого
стола производят при помощи рукоятки 24 и прижима 25, закрепляю-
щего чашеобразный диск 26 кольцевого тормоза. Этот диск винтами
жестко соединен с плоским столом 2.
В целях повышения надежности и точности фиксации стола пред-
усмотрены два стопорных устройства, расположенных диаметрально.
Шпиндель 4 имеет коническое отверстие с конусом Морзе № 3,
закрываемое пробкой 27. В зависимости от рода выполняемой рабо-
ты в шпиндель вставляют центровой конус 1 (фиг. 197), центроиска-
тель 2 или центрирующий микроскоп 5, оснащенный осветите-
лем 4. В осветителе имеются четыре лампочки накаливания 6,3 в,
получающие питание от общей сети через трансформатор 5.
Центрирующий микроскоп 3 применяется в сочетании с центро-
искателем 2.
На торце центроискателя имеется пластина с нанесенной на ней
окружностью, концентричной оси конического хвостовика. В плоско-
сти изображения окуляра установлена сетка, на которой имеется
окружность радиусом, несколько большим, чем на центроискателе,
с перекрестием в центре.
Центроискатель обычно вставляется в шпиндель 4 (фиг. 198)
стола, а микроскоп — в шпиндель станка. В случае надобности их
можно поменять местами.
Точность измерения на круглом столе зависит в значительной сте-
пени от точности центрирования его относительно' оси шпинделя.
Центрирование считается удовлетворительным, если меньшая
окружность (центроискателя) располагается концентрично относи-
377
тельно окружности большего диаметра (сетки центрировочного ми-
кроскопа) и не изменяет своего положения при вращении центро-
искателя на 360°.
Измеряемые детали' также необходимо центрировать относитель-
но оси вращения стола с точностью не менее чем 0,003 мм при помо-
щи отсчетной головки с ценой деления 0,001 мм.
При правильном центрировании стола и детали погрешности из-
мерения не превышают ±15".
Для удобства переноски стола предусмотрены две штанги 28.
Оптическая схема прибора. Оптическая схема делительного сто-
ла изображена на фиг. 199. Пучок лучей от источника света 1 про-
Фиг. 199. Оптическая схема стола.
ходит зеленый светофильтр 2, конденсор <?, отражается в зерка-
ле 4 и, пройдя призму 5, попадает в объектив 6 и оттуда на градус-
ную шкалу 7.
Отразившись от посеребренной поверхности шкалы 7, пучок све-
та снова попадает в объектив 6 и далее в призму 8, где преломляет-
ся на 90°. Затем свет попадает в оборачивающую призму 9 и на
нониусную шкалу 10 с ценой деления 30". Обе шкалы рассматри-
ваются в окуляр 11. Диаметр центрировочной окружности градус-
ного лимба 92 мм, толщина линии ее 0,005 ±0,002 мм. Толщина
штрихов 3 ±1 мк. Видимое расстояние между штрихами 45 мм.
Толщина линии минутной шкалы 0,008 ±0,001 мм. Видимое рас-
стояние между штрихами 3 мм.
Разборка прибора
Отвертывают гайку и вынимают осветитель 15 (фиг. 198). От-
вертывают гайку, снимают рукоятку 24 и вывертывают винт из при-
жима 25. Отвернув винты, снимают колодку с тормозным приспо-
соблением и головкой 20 и вынимают сухари 21 и 25. Немного отвер-
тывают винты 22 микроподачи стола.
Перевертывают стол и, отвернув стопорный винт, снимают крыш-
ку 29, отвертывают гайки 12 и вынимают шарикоподшипник И.
378
Установив стол в нормальное положение, осторожно снимают
предметный стол 2 вместе со шпинделем и градусным лимбом. Пос-
ле этого разбирают поворотную часть стола.
Отвертывают винты 3 и отделяют шпиндель 4 от стола 2. Далъ-
нейшая разборка шпинделя не рекомендуется, но. если это необхо-
димо, разборка его, как это следует из фиг. 200, затруднений не
представляет.
Отвернув винты 17 (фиг. 198), снимают ориентировочную гра-
дусную шкалу 16 и чашеобразный диск 26, отвернув винты 30, кре-
пящие его к столу. Даль-
нейшая разборка стола
затруднений не представ-
ляет.
Из корпуса вынимают
опорный подшипник 10.
Отвернув винты 9, можно
снять подшипник сколь-
жения 8. Отвернув винты,
снимают кожух 31, а за-
тем вынимают из корпуса
отсчетный микроскоп 13 с
фланцем.
При разборке микро-
скопа отвертывают сто-
порный винт 1 (фиг. 201)
и окуляр 2. Разборка оку-
ляра оптического стола
производится так же, как
и у других приборов (см.
1—045-
Фиг. 200. Шпиндель с градусным лимбом.
1 Z
оптическую делительную
головку и др.). Отвернув
кольцо <?, вынимают окулярную сетку 4 в оправе. Окулярную сетку
4, призмы 5 и 6 вынимать без особой надобности не рекомендуется.
Вывертывают объектив 7 из трубки 8 и снимают с тубуса объектива
кольцо 9. Дальнейшую разборку объектива производят без затруд-
нений лишь в случае крайней необходимости.
Юстировка и ремонт прибора
Устранение непараллельности верхней поверхности плоского
стола опорной плоскости корпуса. В первую очередь производят
осмотр верхней поверхности стола 2 (фиг. 198) и опорной плоско-
сти корпуса 1. На них не должно быть грубых следов износа, кор-
розии, незаглаженных царапин и забоин. Неплоскостность не долж-
на превышать 0,03 мм для поверхности плоского стола и 0,1 мм для
опорной плоскости корпуса.
Проверку состояния рабочих поверхностей стола и корпуса про-
изводят на глаз, неплоскостность их — по лекальной линейке со щу-
пом. Стол должен быть установлен на чугунной поверочной плите
размерами не менее 500X800 мм, 2-го класса точности.
379
Фиг. 201. Отсчетный микроскоп стола.
Неплоскостность поверхностей стола и корпуса проверяется на
краску. Число пятен шаброванных поверхностей должно составлять
не менее 15—20 для стола и 12—15 для опорной плоскости корпуса
в квадрате со стороной 25 мм (проверка плоскостности на краску
не исключает проверки ее методом линейных отклонений). Затем
проверяют непараллельность верхней поверхности стола опорной
плоскости корпуса. Для этого на плиту устанавливают стойку
с зажатым в ней индикатором часового типа с ценой деления
0,01 мм в положение /, а затем в положение // при неподвижном
столе. Эту проверку производят в нескольких направлениях
(фиг. 202). Непараллельность поверхности стола опорной плоскости
корпуса не должна превышать 0,04 мм. Проверку можно произвести
также уровнем с ценой деления 0,02 мм на 1000 мм (4")-
Фиг. 202. Проверка делительного стола.
Одновременно проверяют биение верхней плоскости стола 2
(фиг. 198) при вращении его при помощи микромера с ценой деле-
ния 0,001 мм, зажатого в стойку. Наконечник микромера приводят
в контакт с концевой мерой, уложенной на верхнюю поверхность
стола, и, вращая стол, наблюдают за показаниями по шкале. При
вращении стола микромер арретируют и передвигают концевую
меру. Биение стола не должно превышать 0,02 мм на длине 200 мм
от оси вращения стола. Биение свидетельствует о неперпендикуляр-
ности поверхности стола оси вращения при вертикальном положении
последней.
Пороки поверхности стола (забоины, царапины и др.), непрямо-
линейность верхней поверхности стола и опорной плоскости корпу-
са, а также их непараллельность и биение стола устраняют шлифо-
ванием и последующим шабрением.
Качество шабрения должно отвечать приведенным выше усло-
виям.
Биение верхней поверхности стола при вращении стола может
возникнуть вследствие загрязнения подшипника 10 (фиг. 198) или
повреждения беговых дорожек колец подшипника, а также вслед-
ствие непараллельное™ верхней плоскости стола своей опорной по-
верхности и корпуса. В первую очередь следует подшипник промыть,
протереть чистой тряпкой и смазать вазелином.
Если имеются повреждения беговой дорожки, то их устраняют,
в зависимости от степени повреждения поверхности, притиркой или
шлифованием с последующей притиркой. Притирку колец подшип-
381
ника производят вручную профильным чугунным сектором — при-
тиром с микроабразивным порошком последовательно Ml0 и М5.
При значительных дефектах притирку начинают порошком Ml 4—
М20. Ремонтируемое кольцо зажимают в патрон токарного станка.
Можно также осуществить взаимную притирку колец с шариками,
нашаржированными абразивом и установленными между кольцами.
Притирку производят на доводочном станке с горизонтальной план-
шайбой, на которую устанавливают подшипник. Планшайбу с под-
шипником вращают, придерживая руками верхнее кольцо.
После притирки шарики заменяют новыми, несколько большего
диаметра. Подшипники после ремонта тщательно промывают, про-
тирают, смазывают вазелином и устанавливают в прибор.
Фиг. 203. Проверка биения шпинделя.
Если при устранении дефектов с колец будет снят слой металла
более 0,05 мм, то может возникнуть разнофокусность штрихов гра-
дусной шкалы и окулярной сетки. Это может быть скомпенсировано
установкой шариков несколько большего диаметра или другими
способами, описанными ниже.
Непараллельность верхней плоскости стола опорной поверхности
устраняют притиркой их или шлифованием с последующей притир-
кой опорной поверхности стола и шабрением верхней поверхности
стола, а также опорной поверхности корпуса. Непараллельность
верхней и опорной поверхностей стола не должна превышать
0,02 мм.
Исправление посадочного конического отверстия и устранение
биения шпинделя стола. Посадочное коническое отверстие и биение
шпинделя стола (фиг. 203) проверяют средствами, указанными вы-
ше (см. стр. 350, 351).
Технические требования, предъявляемые к проверяемым элемен-
там, те же, что и к аналогичным элементам делительной головки.
Контрольная оправка и конический калибр должны быть выполнены
с конусом Морзе № 3.
Исправление конического посадочного отверстия шпинделя про-
изводят таким же притиром, каким исправляют шпиндель оптиче-
ской делительной головки, но с конусом Морзе № 3.
Притирку производят на станке.
382
Притир зажимают в патрон доводочной головки либо токарного
станка. Скорость вращения притира 200—300 об/мин. В качестве
абразива применяют шлифовальный порошок № 120—180, густо
смешанный с веретенным маслом (жидкая абразивная смесь при-
водит к заеданию притираемой детали на притире).
Разобрав стол, снимают шпиндель 4 (фиг. 198). На притир на-
носят абразивную смесь, распределяемую по всей поверхности, его
равномерным слоем, надевают шпиндель на притир и вращают
последний. Шпиндель держат руками, слегка прижимая его к при-
тиру в осевом направлении.
После 2—3 мин. притирки шпиндель снимают, протирают при-
тир и, нанеся на него новый слой смеси, продолжают притирку в те-
чение 1—2 мин. Протерев отверстие, проверяют его на краску. Не-
равномерность припассовки устраняют так же, как при ремонте опти-
ческой головки,— притиром, нашаржированным неполностью. При-
тирку производят на станке. Окончательная обработка отверстия за-
ключается в притирке его шлифовальным порошком № 220 по всей
поверхности.
После исправления отверстия проверяют биение рабочего отвер-
стия шпинделя относительно цилиндрической части его, сопрягаемой
с подшипником 8 (фиг. 198) стола.
Для проверки биения шпиндель устанавливают в призму, встав-
ляют в него оправку с центром и коническим хвостовиком, центр при-
жимают к упору, закрепленному на плите или на призме. На плиту
устанавливают штатив с зажатым в нем микромером, наконечник
которого приводят в контакт с оправкой. Вращая шпиндель, наблю-
дают за показаниями по шкале микромера.
Биение конического отверстия относительно посадочного ци-
линдра шпинделя не должно превышать 0,01 мм на длине 100 мм.
Биение шпинделя в пределах 0,02—0,030 мм устраняют притир-
кой чугунным притиром. Определив величину и направление биения
отверстия, шаржируют поверхность притира на !/3—*/4 его по диа-
метру и притирают так же, как шпиндель, оптической головки (ОДГ)
(см. стр. 351).
После устранения биения шпинделя нужно проверить конусность
отверстия шпинделя и в случае нарушения ее произвести притирку
описанным методом. Эта операция трудоемка и требует опре-
деленного навыка.
Биение шпинделя 4 (фиг. 198) может возникнуть вследствие осе-
вого и радиального зазоров его. Осевой зазор устраняют закрепле-
нием шпинделя гайками 12 с соответствующим усилием. Радиальный
зазор возникает вследствие износа цилиндрической части шпинделя
и подшипника 8. Зазор, не превышающий 0,003—0,005 мм, устраня-
ют смазкой ланолином. При большем зазоре шпиндель следует хро-
мировать. Однако при этом износ подшипника будет более интен-
сивным. Радиальный зазор целесообразно устранить при помощи
хорошо прошлифованной промежуточной втулки, надетой на шпин-
дель, предварительно уменьшенный по диаметру. Шпиндель с наде-
той на него втулкой необходимо притереть к подшипнику с зазором
383
не более 0,001—0,0015 мм. Зазор можно устранить также заменой
подшипника 8.
Наличие зазора между шпинделем и подшипником более указан-
ного может привести к перекосу шпинделя и вызвать дополнитель-
ную погрешность измерения.
При радиальном зазоре шпинделя а=0,0015 мм погрешность
измерения 8<р составит
U = + 1'5'М0- = + 4".
// 64 ~
Устранение других дефектов стола. Стол 2 (фиг. 198) должен
вращаться плавно. Неплавность вращения стола возникает вслед-
ствие заедания зажима 25 и кольца 26, загрязнения трущихся час-
тей стола и подшипника 8, неисправности тормозного приспособ-
ления.
Разобрав верхнюю часть стола, тщательно промывают все дета-
ли, протирают чистой тряпкой и смазывают вазелином. Осматрива-
ют кольцо 26 и, если на нем имеются повреждения, заглаживают их
надфилем и зачищают. Тормозное 24 и стопорное 20 устройства
должны обеспечивать надежное крепление верхнего стола в задан-
ном положении. Стол не должен сбиваться от вибраций при исполь-
зовании его для работы на станке. Проверку производят от руки
и испытанием стола на станке.
По техническим условиям завода-изготовителя испытание на-
дежности крепления отдельных частей стола производят обработкой
на фрезерном станке полой цилиндрической детали диаметром
150 мм и толщиной стенок 10 мм. В детали фрезеруют три паза, рас-
положенных под углом 120° друг к другу. (Ширина пазов 5 мм, глу-
бина 2 мм. Скорость резания 25 м]мин, подача 15 мм)мин.) После
этого производят повторную проверку точности показаний прибора
и взаимодействия его частей.
При зажиме стола тормозными рукоятками 24 показание по шка-
ле не должно сбиваться более чем на одно деление минутной шкалы.
Проверку производят многократным закреплением и освобожде-
нием стола тормозной рукояткой 24.
Плавность хода и легкость вращения стола не должны изменять-
ся при освобождении стола после торможения.
‘ Нарушение показания прибора при зажиме стола возникает
вследствие радиального и осевого зазоров шпинделя в подшипнике.
Этот дефект устраняется выборкой зазоров описанным выше спо-
собом.
Механизм микрометрической подачи стола должен обеспечивать
плавное^ перемещение его и легкость установки на заданный угол.
Мертвый ход микровинта не должен превышать 750 оборота. Про-
верку производят от руки.
Неплавность хода возникает вследствие загрязнения резьбовой
пары 22 и непригодности пружины. Устранение' неплавности хода
микроподачи возможно промывкой, чисткой и смазкой резьбовой па-
384
ры, правкой или сменой пружины. Последнее также устранит мерт-
вый ход микровинта.
Деления ориентировочной шкалы 16 стола должны совпадать
с однозначными делениями стеклянной градусной шкалы. Градусную
шкалу стола устанавливают на любое деление и производят срав-
нительный отсчет по ориентировочной шкале. Несовпадение делений
одноименных значений основной и градусной шкал не должно пре-
вышать 30".
Устранение несовпадения градусных шкал, превышающего до-
пустимое отклонение, возможно небольшим перемещением указате-
ля 18 за счет зазора между отверстиями и винтами, крепящими ука-
затель. При необходимости отверстия под винты в пластине со шка-
лой немного распиливают.
г 6
Фиг. 204. Проверка и юстировка градусной шкалы.
Устранение торцового биения градусной шкалы. Фоксируют гра-
дусную шкалу и поворачивают ее на 360°. Изображение штрихов по
всей окружности шкалы должно быть одинаково резким. Направле-
ние биения и величину его определяют (приблизительно) окуля-
ром 14 (фиг. 198). Обычно такой проверки достаточно. Так как при
наличии биения градусной шкалы шпиндель со шкалой вынимают
из стола для юстировки, то можно произвести более точную провер-
ку биения шкалы. Для этого шпиндель 1 (фит. 204) помещают ци-
линдрической частью (диаметром 45 мм) в парные призмы 2 одина-
ковой высоты, закрепленные на плите. В шпиндель вставляют
центр 3, который прижимают к упору 4. На плиту устанавливают
стойку с зажатым в ней микромером 5 с ценой деления 0,001 мм.
Наконечник микромера приводят в контакт с торцовой поверхностью
градусного лимба <5; затем вращают лимб, арретируя при этом нако-
нечник микромера (чтобы не поцарапать лимба) и производят от-
счеты по шкале микромера на нескольких участках лимба. Разность
отсчетов не должна превышать 0,04 мм на радиусе 50 мм. Погреш-
ность измерения, связанная с наличием торцового1 биения градусной
25 Зак. 157 385
шкалы, незначительна. Так, при перекосе шкалы на угол 6, рав-
ный 10', погрешность измерения
Д?тах = ± 2 Sin2 у,
то, подставив известные величины, получим
Д?тах = ± 2-0,00152-2-105~ ± Г.
Однако в целях получения одинаковой четкости изображения
штрихов градусной шкалы по всей окружности и устранения парал-
лакса на отдельных участках шкалы нельзя допускать перекоса 6
градусной шкалы более чем на 3', что в линейной мере соответствует
установленной выше величине биения 0,04 мм. Юстировкой сравни-
тельно легко достигается более точная установка градусной шкалы;
вследствие чего погрешностью измерений, вызываемой торцевым
биением шкалы, можно пренебречь. Устранение торцевого биения
достигается при помощи фольговых подкладок, помещаемых между
оправой 2 (фиг. 200) шкалы и шпинделем 1. Предварительно немно-
го освобождают винты 3 и два юстировочных винта 4, оставив дру-
гие два винта в качестве базы для установки лимба в первоначаль-
ное положение. Однако проверка радиального биения лимба в этом
случае обязательна. После юстировки надежно закрепляют винты 3
и осторожно завертывают винты 4.
Устранение радиального биения (эксцентриситета) градусной
шкалы. Эксцентриситет градусной шкалы проверяют совмещением
центрировочной окружности со штрихом 30-секундной шкалы. Для
этого освобождают два винта, крепящие тубус микроскопа в основа-
нии, и немного смещают его, как это делается при юстировке оптиче-
ской длительной головки (см. стр. 363). При этом, наблюдая в оку-
ляр, добиваются того, чтобы в поле зрения появилось изображение
линии центрировочной окружности. Перемещением тубуса микроско-
па совмещают край какого-либо штриха 30-секундной шкалы с ли-
нией окружности. Смещение центрировочной окружности при вра-
щении шкалы относительно края штриха, свидетельствующее о на-
личии эксцентриситета градусной шкалы, не должно превышать
0,002 мм.
При устранении этого дефекта следует иметь в виду, что основ-
ная погрешность измерения прибора возникает именно в связи с
эксцентриситетом шкалы градусного лимба. Поэтому особое внима-
ние должно быть уделено устранению этого дефекта. Так, при допу-
стимом эксцентриситете 0,002 мм и диаметре шкалы 160 мм погреш-
ность измерения составляет
8?тах = ±2 ~ = ± -;280200 = Ю".
Для устранения эксцентриситета градусной шкалы вынимают
шпиндель с градусным лимбом и устанавливают его в приспособле-
ние, показанное на фиг. 204. В этом случае вместо штатива с ми-
386
кромером 5 на плиту ставят штатив (изображено пунктиром) с от-
счетным микроскопом, со спиральным окулярным микрометром, ли-
бо с окулярным микрометром 7 с ценой деления 0,001 мм. Шкалу
освещают лампочкой и фокусируют центрировочную окружность
лимба. Микроскоп устанавливают так, чтобы изображение центри-
ровочной окружности находилось в середине изображения витка спи-
рали окулярной сетки, или совмещают с крестом нитей окулярного
микрометра. Затем шпиндель вращают на 360°, наблюдая положение
линии окружности относительно витка спирали.
После определения величины и направления биения центрировоч-
ной окружности приводят в контакт с периферией градусного лим-
ба микромер 8 (изображен пунктиром) и приступают к юстировке
лимба. Предварительно немного освобождают винты 3 (фиг. 200)4
и вращают один из винтов 4, определяя величину перемещения'
лимба по шкале микромера. Эта величина должна быть приблизи-
тельно равна величине эксцентриситета лимба.
При юстировке шкалы необходимо следить за тем, чтобы не вы-
ронить подкладки (которые часто имеются в приборе), установлен-
ные при юстировке торцового биения шкалы. Отъюстировав шкалу,
лимб надежно закрепляют и снова проверяют эксцентриситет гра-
дусного лимба; если он не обнаружен, то промывают шпиндель,
чистят шкалу, смазывают сопрягаемые поверхности шпинделя ла-
нолином и устанавливают шпиндель в прибор. После этого произво-
дят окончательную проверку эксцентриситета шкалы в собранном,
приборе.
Юстировка микроскопа делительного стола. Юстировку микро-
скопа делительного стола производят после сборки нижней части
стола с микроскопом. На станину устанавливают стол и
проверяют правильность увеличения микроскопа, параллакс шкал
и положение 30-секундной шкалы.
Указанные элементы микроскопа проверяют теми же методами,
как и в других приборах (см. стр. 356, 357). Неправильность уве-
личения не должна превышать 6".
Устранение неправильности увеличения осуществляется юсти-
ровкой объектива 9 (фиг. 201). Освободив кольцо 10, заверты-
вают объектив 9, если увеличение микроскопа менее нормального.
Если увеличение больше, объектив вывертывают. Положение объек-
тива в оправе 8 остается без изменения. Для этого изменяют высоту
прокладного кольца присоединением к нему дополнительной шайбы,
либо шлифованием существующего кольца. Этим устраняется воз-
можность возникновения параллакса шкал. Неправильность увели-
чения микроскопа может быть устранена осевым перемещением
30-секундной шкалы. Этот метод можно применять, когда прибор
собран и требуется только устранить неправильность увеличения
микроскопа. Чтобы переместить шкалу вверх (когда увеличение ме-
нее нормального), отвертывают винт 1, кольцо 3 и помещают коль-
цевую прокладку под оправу 4 шкалы.
При осевом перемещении шкалы на 1 мм линейное увеличение
изменяется на два деления 30-секундной шкалы.
25*
387
В результате такой юстировки диоптрийное перемещение окуля-
ра от нулевого положения будет больше в одну сторону, чем в дру-
гую. Однако, если прокладное кольцо не более 0,5 мм, это особого
значения иметь не будет, так как повороту окуляра на одно деле-
ние диоптрийной шкалы соответствует осевое перемещение окуляра
на 0,4 мм.
Несимметричность диоптрийного перемещения окуляра можно
исключить, подняв немного окуляр 2, для чего под торец его также
помещают прокладное кольцо.
Следует иметь в виду, что юстировка правильности увеличения
перемещением шкалы целесообразна лишь в том случае, если увели-
чение микроскопа менее требуемого. В этом случае юстировка мо-
жет быть произведена без нарушения размеров деталей микроско-
па. Если увеличение микроскопа больше нормального, то юстировку
целесообразнее произвести перемещением объектива.
После юстировки увеличения микроскопа перемещением объек-
тива возникает разнофокусность шкал. Параллакс шкал можно
устранить незначительным перемещением всего микроскопа в на-
правлении вертикальной оси. При этом используется зазор между
отверстиями и винтами, крепящими микроскоп к фланцу И
(фиг. 201) и фланец к станине.
Видимый параллакс не должен превышать 0,5 диоптрий.
Для установки 30-секундной шкалы в правильное положение
слегка освобождают кольцо 3 и тонким заостренным медным стерж-
нем поворачивают шкалу.
Штрихи градусной и 30-секундной шкал должны быть взаимно
параллельны, что определяется совмещением любых штрихов гра-
дусной и 30-секундной шкал с едва видимым просветом между
ними.
Устранение других дефектов микроскопа. Окуляр микроскопа
должен перемещаться плавно, без качки. Ноль диоптрий окуляра
должен быть расположен так, чтобы окуляр перемещался в обе сто-
роны от нулевого положения на одинаковую величину; пределы пе-
ремещения окуляра не должны быть менее ±4 диоптрий. Оптические
детали должны быть хорошо вычищены.
Устранение дефектов окуляра и чистка оптических деталей осу-
ществляются обычными методами (см. стр. 424).
Шкала прибора должна быть равномерно освещена. Осветитель
должен надежно закрепляться и не сбиваться при использовании
стола для работ на станке.
Дефекты освещения шкалы возникают вследствие неправильной
установки осветителя и верхней призмы 6 (фиг. 201).
Осевым перемещением осветителя, поворотом его, а также, при
необходимости, юстировкой призмы 6 добиваются нормального осве-
щения градусной шкалы. После юстировки осветитель и призма
должны быть надежно закреплены.
Проверка точности и стабильности показаний прибора. Точность
показаний делительного стола проверяется различными методами:
388
при помощи теодолита с ценой деления 2" и коллиматора
(фиг. 205,а); автоколлимационным и коллимационным методом при
помощи многогранника либо четырехгранника, аттестованного с точ-
ностью до ±2" (фиг. 205,6). При проверке теодолитом стол устанав-
ливают на три домкратика, помещенные на чугунной поверочной
плите. На стол (так же, как при проверке ОД Г, см. фиг. 191) ста-
вят теодолит и совмещают ось вращения его с осью вращения про-
веряемого стола. Проверку стола теодолитом производят на 360°
с интервалами 15° (см. проверку оптической делительной головки).
При проверке точности показаний стола многогранником произво-
дят перестановку его (четыре раза при числе граней, равном 6).
Предельная погрешность показаний стола не должна превы-
шать ±15".
Суммарная (предельная) погрешность прибора Alim склады-
вается из следующих составляющих:
Основные состав- ляющие суммарной погрешности Допусти- мое откло- нение Погрешности показаний, вызываемые отдельными составляющими Величины погрешностей показаний
Эксцентриси- тет градусного лимба е = 2 мк Л=±2Т 2.200 А-± 2 80 -±10»
Неперпенди- кулярность пло- скости лимба оси вращения 6= 10' 6 /2=± 2 sin2 — /2= ± 2.1,5а-200 = ± 1’
Зазор между шпин/'елем и подшипником (радиальный зазор а) Параллакс (т) шкал а=1,5^/v m = 0.25 диоптрий „ а - ± /? г mmax d . 1.5-200 Л-± 8 — ±4 „ 0 25-0,4-0,8-2.105 Д— ± 1 — 2-35-80 = ± 3»
/4~ 2FokR
Погрешность нанесения гра- дусной шкалы Ът = 5м к = Ът /5 = 5 мк
Погрешность нанесения 30- секундной шка- лы Д= ± 1мк , Ршах A - ± R 1.200 80 ~±3‘
Суммарная ±15" Ajim=V A lim =
погрешность прибора = ± У ю2+ 12+42
= ±]Л/?+4 +
+ 32 + 52 + 32 ’ УТбб « ± 13».
389
Стабильность показаний проверяют одновременно с проверкой
точности показаний прибора многократным совмещением одного
какого-либо штриха градусной шкалы с нулевым штрихом 30-секунд-
ной шкалы. При этом градусный штрих
подводят к нулевому по часовой стрелке
и против часовой стрелки. Проверку про-
изводят на нескольких участках градус-
ной шкалы.
Нестабильность показаний прибора
допускается до 10".
Нестабильность показаний прибора
возникает главным образом вследствие
зазора между шпинделем и подшипником»
а также загрязнения шпинделя. Устране-
нием этих дефектов описанными способа-
ми обеспечивают стабильность показаний
прибора.
б)
Фиг. 205. Проверка точности показаний делительного
стола.
ЮСТИРОВКА ЦЕНТРИРОВОЧНОГО МИКРОСКОПА
Конструкция центрировочного микроскопа показана на фиг. 206.
Самым важным элементом, подлежащим проверке в первую очередь,
является совпадение визирной линии микроскопа с осью посадочного
конуса микроскопа. Делительный стол ставят на стол сверлильного,
расточного или вертикально-фрезерного станка. В шпиндель стола
вставляют центрировочный микроскоп, а в шпиндель станка —
центроискатель. Фокусируют микроскоп так, чтобы визирная линия
на его сетке и окружность центроискателя были видны одинаково
отчетливо. После этого центрируют делительный стол центриро-
вочпым микроскопом относительно неподвижного центроискателя
(оси шпинделя станка) и, вращая стол, определяют величину смеще-
390
ния визирной линии относительно оси вращения, характеризующую
биение визирной линии, которое не должно превышать 0,003 мм.
Биение визирной линии относительно оси вращения устраняют при
помощи винтов 1.
Фиг. 206. Центрировочный микроскоп.
КРУГЛЫЙ НАКЛАДНОЙ ОПТИЧЕСКИЙ СТОЛ
Круглый стол СТ-3 (фиг. 207) универсального микроскопа пред-
назначается для угловых измерений круговых шкал, градуирован-
ных секторов, отверстий делительных дисков, шага нарезки храпо-
вичков, мелкомодульных зубчатых колес, радиусных и фигур-
ных шаблонов и других деталей сложных контуров, а также
для измерений в полярных координатах (например, при
391
контроле различных плоских фигурных деталей и шаблонов). При
помощи специальных приспособлений, изготовляемых по мере надоб-
ности, область применения стола значительно расширяется.
Основные технические данные
Пределы измерения углов в град.....................0—360
Цена наименьшего деления градусной шкалы в град. . . 1
Цена наименьшего деления шкалы отсчетного микроскопа
в сек............................ , •.............. 30
Точность отсчета по шкале микроскопа в сек........... 10
Увеличение отсчетного микроскопа................... 62,5х
Линейное поле зрения в мм........................ 3,8
Увеличение объектива ................................ 5х
Предельная погрешность показаний прибора в сек. ... ±15
Диаметр вращающейся части стола в мм............... 210
Габариты стола в мм:
длина............................................. 460
ширина.......................................... 270
высота.......................................... 120
Вес стола в кг..................................... 14
Конструкция стола
Круглый стол состоит из корпуса 1 (фиг. 207), поворотной части
и отсчетного микроскопа.
Корпус имеет четыре опорные шаброванные площадки, которыми
он устанавливается на стол универсального микроскопа.
Правильность положения стола на универсальном микроскопе
обеспечивается фиксирующей шпилькой, запрессованной в стол ми-
кроскопа и входящей в вырез в корпусе круглого стола. Закрепле-
ние стола в данном положении осуществляется винтом 2.
Поворотная часть стола состоит из оправы 3 с предметным стек-
лом 4, в центре которого имеется отверстие. Оправа может вращать-
ся в корпусе, как в подшипнике. К столу прикреплен венец 5, имею-
щий конический зубчатый обод. К венцу 5 привернуто кольцо 6 с за-
крепленной на нем оправой 7 с градусным лимбом 8, цена деления
которого составляет 1°.
Поворотная часть стола приводится в движение маховичком 9, на
одной оси с которым посажено коническое зубчатое колесо 10, за-
цепляющееся с коническим зубчатым ободом венца 5.
Величины угла поворота стола отсчитываются по градусному
лимбу с помощью микроскопа, общее увеличение которого составля-
ет 62,5х, а линейное поле зрения 3,8 мм.
Микроскоп состоит из окуляра 11 с увеличением 12,5х, окуляр-
ной сетки 12, представляющей собой шкалу, разделенную на 120
частей (цена деления шкалы составляет 30"), призмы 13, тубуса 14
и объектива 15 с увеличением 5х.
Шкала освещается осветителем, в который входят: лампочка на-
каливания 16 мощностью 2,5 вт, 0,45 а, конденсорная линза 17, свето-
провод с зеркалом 18, светофильтром 19 и призмой 20.
393
На оправе 3 предметного стекла имеются Т-образные канавки,
предназначенные для установки* в них прижимов или струбцин, ко-
торыми закрепляется измеряемая деталь.
Проверяемые детали можно также надевать на оправку, устанав-
ливаемую в отверстие предметного стекла 4, на которой они центри-
руются и закрепляются.
Коническое отверстие также предназначается для установки
в нем оправки с коническим хвостовиком. На верхнем торце
оправки нанесен крест, центр которого совпадает с осью
Фиг. 208. Оптическая схема накладного стола.
вращения стола. Этой оправкой пользуются для центрирования сто-
ла на микроскопе. Угол конуса отверстия составляет 35°; наиболь-
ший диаметр конического отверстия 13 мм.
Предельная погрешность показаний прибора составляет ±15".
В 1955 г. выпущены опытные столы (СТ-9) с окулярной голов-
кой, поднятой над столом примерно на 300 мм.
Оптическая схема. Пучок лучей от источника света 1 (фиг. 208)
проходит через конденсорную линзу 2, отражается в зеркале 3, рас-
положенном под углом 45° к ходу лучей, и направляется через све-
тофильтр 4 на градусную шкалу 5. Отразившись от посеребренной
поверхности лимба, лучи попадают в призму 6, объектив 7 и приз-
му 8. Изображение штрихов градусной шкалы получается на
окулярной сетке 9 и наблюдается в окуляре 10.
394
Разборка прибора
Отвертывают осветитель 21 (фиг. 207,6), затем винты 22 и снима-
ют микроскоп. Отвернув стопорный винт 23 и кольцо 24, вынимают
поворотную часть стола. Отвертывают винты 25 и снимают махови-
чок 9. После этого разбирают каждый узел в отдельности.
Отвертывают с двух сторон по два винта и снимают планки 26.
Вынимают оправу 3 с предметным стеклом 4, для чего отвертывают
три винта 27 и немного освобож-
дают два юстировочных винта 28,
расположенных под углом 90° один
к другому, не трогая двух других
винтов. Этим сохраняется база
для более быстрой установки оп-
равы со стеклом 4 в правильное
положение.
9'
4
7
6
10
12
8
11
5
14
13
17
1 15 16
Фиг. 209. Отсчетный микроскоп.
Отвертывают винты 29, затем четыре винта 31 и отделяют зубча-
тое колесо 3 от кольца 6. Предварительно немного освобождают два
юстировочных винта 30, расположенных под углом 90г один к дру-
гому, не трогая двух других винтов. Этим сохраняется база для уста-
новки оправы с градусным лимбом. Смещение всех винтов 30 неиз-
бежно потребует юстировки градусного лимба.
Отвертывают винты 32 и отделяют оправу с градусным лимбом 8
от кольца 6. Снимать лимб 8 с оправы рекомендуется только в слу-
чае крайней необходимости. Отвернув винты 53, можно снять свето-
провод с зеркалом 20. Чтобы разобрать микроскоп (фиг. 209), нуж-
но отвернуть объектив 1, крышку 2, кольцо 3, вынуть призму 4 с
обоймой, отвернуть стопорный винт 5 и окуляр 6. При дальнейшей
разборке окуляра отвертывают наглазник 7, диоптрийное кольцо 3,
три винта 9 и снимают кордовое кольцо 10.
Разборка узла с маховичком 9 (фиг. 207,6) затруднений не пред-
ставляет. Дальнейшая разборка оптических частей нецелесообразна.
395
Юстировка и ремонт накладного стола
Производят общий наружный осмотр всех частей прибора и про-
веряют чистоту деталей оптической системы. Затем приступают к
проверке и юстировке круглого стола. Проверка основных элемен-
тов стола производится так же, как у оптического делительного сто-
ла (см. стр. 379).
Устранение разнофокусности штрихов окулярной сетки и гра-
дусной шкалы. Проверку разнофокусности штрихов градусной и ми-
нутной шкал производят сравнением резкости изображения штрихов
окулярной сетки и градусной шкалы.
Перемещение окуляра для фокусирования минутной шкалы пос-
ле того, как была отфокусирована градусная шкала, не должно пре-
вышать 0,5 диоптрии.
Параллакс устраняют смещением всего микроскопа в осевом на-
правлении, для чего либо помещают между фланцем 34 (фиг. 207)
и корпусом фольговую прокладку, либо снимают небольшой слой
металла с корпуса или фланца. Предварительно определяют направ-
ление перемещения микроскопа по направлению перемещения оку-
ляра.
После этого вращают градусный лимб и через 20—30° сравни-
вают резкость изображения штрихов обеих шкал. Местная разнофо-
кусность шкал свидетельствует о наличии торцового биения градус-
ной шкалы.
При торцовом биении градусной шкалы требуется юстировка
градусного лимба 8. Определив величину и направление биения
лимба 8, подкладывают между оправой 7 и лимбом или между
оправой и кольцом 6 фольговую прокладку. Для этого необходимо
вынуть поворотную часть из корпуса стола.
После устранения торцового биения неизбежна юстировка лимба
для устранения радиального биения его.
Устранение неправильности положения окулярной сетки отно-
сительно градусной шкалы. Штрихи окулярной сетки И (фиг. 209)
должны совмещаться со штрихами градусной шкалы без перекоса;
непараллельность штрихов шкал не должна превышать 0,5 ширины
штриха окулярной сетки.
Непараллельность штрихов окулярной сетки относительно
штрихов градусной шкалы устраняется поворотом оправы с сет-
кой 11. Предварительно отвертывают стопорный винт 12 и окуляр-
ную головку и слегка освобождают кольцо 13.
При юстировке этого элемента наблюдать величину перемеще-
ния шкалы 11 невозможно. Поэтому, касаясь оправы заостренной
медной палочкой, поворачивают оправу на небольшой угол и про-
веряют положение шкалы. Эту операцию приходится повторять не-
сколько раз.
Устранение неправильности увеличения. Ошибка показаний от
неправильности увеличения микроскопа не должна превышать ши-
рину штриха градусной шкалы.
396
Если увеличение микроскопа меньше нормального, то изменяют
высоту кольца 14 (фиг. 209) под окулярной головкой, соблюдая тот
же принцип юстировки, как и при юстировке ОДС (см. стр. 387).
Если требуется значительное изменение высоты кольца 14, следует
прибегнуть одновременно к юстировке изменением высоты кольца
и осевым перемещением объектива 1.
После регулирования объектива стопорный винт 16 завертывают
и устраняют разнофокусность градусной шкалы и окулярной сетки,
возникающую при юстировке объектива.
Юстировка предметного стекла. Рабочая поверхность предметно-
го стекла 4 (фиг. 207,6) должна быть перпендикулярна оси вращения
стола и параллельна ее опорным поверхностям. Неперпендикуляр-
ность не должна превышать 0,02 мм на длине 50 мм, а непараллель-
ность — 0,02 мм на длине 100 мм.
Проверку указанных элементов производят микромером 1
(фиг. 210) с ценой деления 0,001 мм, укрепленным в тубусе 2 уни-
версального микроскопа.
Круглый стол устанавливают на микроскоп, и наконечник микро-
мера приводят в контакт с поверхностью стола. При определении
перпендикулярности поверхности предметного стекла оси вращения
вращают поворотную часть стола, наблюдая за показаниями по
шкале микромера.
Непараллельность поверхности стекла плоскости движения ка-
ретки определяют перемещением каретки микроскопа вместе со
столом в продольном и поперечном направлениях (фиг. 210,6).
Допустимая непараллельность 0,03 на длине 100 мм.
Непараллельность устраняют при помощи фольговых прокладок,
помещаемых между стеклом 4 (фиг. 207) и буртом оправы 3. При
непараллельное™ опорной поверхности оправы и бурта следует
оправу прошлифовать. После этой операции требуется центрирова-
ние оправы 3 относительно оси вращения поворотной части
стола.
Устранение несовпадения центра отверстия предметного стекла
с осью вращения стола. Совпадение центра отверстия стекла с осью
вращения стола проверяется микромером с ценой деления 0,001 мм,
закрепленным на тубусе микроскопа.
В отверстие предметного стекла вставляют хорошо прошлифо-
ванную оправку, с которой приводят в контакт микромер. Сфериче-
ский наконечник микромера можно привести в контакт непосред-
ственно с образующей отверстия. Затем, вращая стол, наблюдают
за показаниями микромера. Изменение показаний, характеризующее
величину биения отверстия, не должно превышать 0,005 мм.
Если биение более указанного, производят юстировку стола.
Для этого, отвернув винты, снимают с двух сторон планки 26
(фиг. 207,6), ослабляют три винта 27 и производят юстировку опра-
вы 3 со стеклом 4 винтами 28. Предварительно определяют необхо-
димое направление перемещения оправы со стеклОхМ 4 и перемеща-
ют ее на половину величины биения. Вращают стол на 90° до совпа-
дения другой пары винтов с прорезью в столе и, действуя ими, устра-
397
няют эксцентриситет в другом направлении. После этого, повернув
стол на 90°, устанавливают его в положение, при котором первая
пара винтов совпадает с прорезями в столе, и производят отсчет по
шкале микромера. Если эксцентриситет еще не устранен, то опера-
цию повторяют до полного устранения дефекта. После юстировки
оправу 3 надежно закрепляют винтами 27 и снова проверяют ее по-
ложение.
Устранение несовпадения центра делений градусной шкалы с
осью вращения стола (эксцентриситет градусной шкалы). Круглый
стол устанавливают на стол универсального микроскопа, укладыва-
ют на предметное стекло стола образцовый лекальный угольник и
проверяют совпадение центра делений градусной шкалы с осью вра-
щения стола.
398
Эксцентриситет градусной шкалы не должен превышать 0,003 мм.
Угольник выравнивают* параллельно ходу стола микроскопа и сов-
мещают изображение ребра его с продольной линией штриховой
окулярной сетки при нулевом показании по* градусной шкале го-
ловки.
Определяют показание по угловой шкале круглого стола, пово-
рачивают его на 180° до совмещения изображения другого ребра
угольника с той же линией окулярной сетки и определяют второе-
показание по шкале круглого стола. Разность показаний по шкале
круглого стола не должна превышать ±30", что соответствует ука-
занной выше допустимой величине эксцентриситета градусной шка-
лы круглого стола.
Проверку эксцентриситета шкалы можно также произвести по
центрировочной окружности, нанесенной на градусном лимбе. Для
этого отвертывают снизу стола три винта 33 (фиг. 207,6), снимают
светопровод и выпрессовывают две контрольные шпильки на уровень
с опорной поверхностью фланца. Установив светопровод на место,
его слегка закрепляют винтами 33 и, наблюдая в окуляр, немного*
смещают его в сторону до появления в поле зрения центрировочной
окружности. Затем проверяют биение шкалы так же, как у оптиче-
ской делительной головки (см. стр. 363).
Биение центрировочной окружности не должно превышать
2/з толщины круговой риски (0,003±0,001 мм).
Если биение более указанного, требуется юстировка градусного
лимба 8.
Биение лимба устраняют четырьмя юстировочными винтами 30,
для чего-немного освобождают винты 32. Перед юстировкой опре-
деляют величину биения и направление, в котором требуется сме-
стить оправу 7 с градусным лимбом.
Лимб смещают на величину, равную половине величины бие-
ния. Порядок перемещения лимба аналогичен описанному выше (см.
юстировку оптического делительного стола ОДС и предметного-
стекла круглого стола СТЗ).
После юстировки надежно закрепляют оправу с градусной шка-
лой 8 (фиг. 207) винтами 32 и снова проверяют правильность уста-
новки лимба.
Юстировка лимба. Погрешность показаний прибора складывает-
ся из погрешностей шкалы градусного лимба, погрешности центри-
рования лимба, погрешностей отсчета угловых величин по шкале,
несовпадения центра делений шкалы лимба с осью вращения стола
(эксцентриситет градусной шкалы).
По данным завода-изготовителя, допустимая погрешность нане-
сения делений шкалы составляет ±5". При погрешности положения
штриха шкалы, равной ±2,5", погрешность отдельного интервала
составит 3,6". Допустимая величина эксцентриситета составляет
0,002 мм, что соответствует погрешности показаний в угловой мере,
равной 9"; остаточная погрешность центрирования градусного лимба
при юстировке 4,5"; погрешность отсчета ±6". Суммируя квадра-
399
тически величины составляющих погрешностей, получим предельную
погрешность прибора:
Bp = ]/25 +12,96+81 + 20,25 + 36 ± 13".
Точность показаний круглого стола проверяется на универсаль-
ном микроскопе по многограннику автоколлимационным или кол-
лимационным методом.
Многогранник устанавливают на проверяемом столе и выравни-
вают так, чтобы отражающие плоскости его были расположены сим-
метрично оси вращения стола. Автоколлимационную трубку при-
крепляют к тубусу универсального микроскопа так, чтобы ось ее
проходила приблизительно через середину отражательной поверхно-
сти многогранника. После этого, поворачивая круглый стол, устанав-
ливают поочередно поверхности многогранника так, чтобы нулевой
штрих изображения шкалы автоколлиматора (отраженного от по-
верхности многогранника) совпал с указателем шкалы, и производят
отсчеты по градусному лимбу круглого стола. Проверку производят
через 15°. Точность показаний круглого стола можно проверить
также при помощи теодолита с ценой деления 2" аналогично тому,
как проверяются ОДС и ОДГ (см. стр. 362, 389). Погрешность по-
казаний не должна превышать ±15". Погрешности показаний
круглого стола уменьшаются тщательным центрированием градус-
ного лимба (устранением эксцентриситета), а также юстировкой
предметного стекла. Далее следует убедиться в отсутствии осевого
и радиального зазоров поворотной части стола.
Осевой зазор можно обнаружить при помощи микромера, нако-
нечник которого приводится в контакт с поверхностью стола. На-
блюдая за показаниями по шкале микромера, прикладывают усилие
к поверхности стола в осевом направлении. Зазор не должен пре-
вышать 5 мк.
Причиной возникновения осевого зазора является загрязнение
трущихся поверхностей кольца 6 (фиг. 207) и недостаточное закреп-
ление его кольцом 24.
Тщательной промывкой, смазкой ланолином, а также юсти-
ровкой кольцом 24 устраняют осевой зазор. Юстировка долж-
на обеспечить также плавность вращения поворотной части
стола.
Радиальный зазор стола возникает вследствие загрязнения и не-
достаточной смазки кольца 6 и его износа. Радиальный зазор обна-
руживается при помощи микромера, наконечник которого приводит-
ся в контакт с поверхностью отверстия предметного стекла 4. Зубча-
тое колесо 5 с усилием 2—3 кг толкают по направлению к
микромеру, наблюдая за показаниями по его шкале. Изменение по-
казаний не должно превышать 0,002 мм с возвращением стрелки ми-
кромера в исходное положение. Радиальный зазор устраняют про-
мывкой кольца 6 и посадочного места корпуса и смазкой ланоли-
ном. Износ деталей в некоторой степени может быть компенсирован
за счет несколько более густой смазки ланолином с примесью воска.
400
При большом износе кольца 6, вызывающем нестабильность пока-
заний, кольцо следует заменить другим, изготовленным по
месту.
Нестабильность показаний стола не должна превышать 10".
Величина нестабильности показаний определяется одновременно
с проверкой эксцентриситета градусной шкалы многократным совме-
щением (с разных сторон) изображения ребра угольника со штрихо-
вой линией окулярной головки универсального' микроскопа с после-
дующим отсчетом показания по шкале круглого стола. Смещая
угольник, проверяют нестабильность показаний на нескольких участ-
ках шкалы стола. Причина возникновения и метод устранения неста-
бильности показаний те же, что и для радиального зазора стола.
26 Зак. 157
ГЛАВА IX
ЮСТИРОВКА И РЕМОНТ ПРИНАДЛЕЖНОСТЕЙ
К ОПТИЧЕСКИМ ИЗМЕРИТЕЛЬНЫМ ПРИБОРАМ
Оптические измерительные приборы обычно снабжаются при-
надлежностями для различных специальных измерений. Некоторые
принадлежности представляют собой оптико-механические приборы,
работающие в сочетании с основным прибором. Ниже приводятся
методы юстировки и ремонта наиболее распространенных принад-
лежностей к оптическим приборам.
БАБКА С ВЫСОКИМИ ЦЕНТРАМИ
Бабка с высокими центрами (фиг. 211) представляет собой осно-
вание 1 со смонтированными на ней центрами 2, закрепляемыми
винтами 3. Один центр перемещается от руки, а другой — при по-
фиг. 211. Бабка с высокими центрами.
мощи гайки 4. На основании закреплена площадка 5, на которую
устанавливают подкладку 6 для ножей. Бабка закрепляется на столе
микроскопа винтами 7.
Высота площадки и подкладки рассчитана так, чтобы лезвие
установленного на подкладку ножа точно совпало с осью центров.
402
Этим обеспечивается необходимая точность измерения изделий ё
осевом сечении. Бабка предназначена для измерения шага и угла
профиля резьбы резьбовых калибров диаметром до 250 мм на уни
версальном микроскопе.
ЮСТИРОВКА И РЕМОНТ БАБКИ С ВЫСОКИМИ ЦЕНТРАМИ
Устранение несовпадения осей центров. Проверку производят на
микроскопе с зажатым на тубусе приспособлением (см. фиг. 79).
В центры зажимают цилиндрический валик длиной 100 мм, к кон-
цам которого подводят наконечник микромера. Разность показаний
по шкале микромера не должна превышать 0,01 мм на длине 100 мм.
Несовпадение осей центров в вертикальной плоскости устра-
няется при помощи фольговой прокладки, помещаемой под крон-
штейн 8 (фиг. 211). Предварительно определяют, какой из крон-
штейнов требуется поднять и на какую величину. Затем, отвернув
четыре винта, кладут прокладку под кронштейн и, закрепив его,
снова проверяют центры. Сняв валик, центр с винтовой нарезкой
упирают в противоположный центр, а наконечник микромера при-
водят в контакт с образующей центра и вращают последний. Биение
центра не должно превышать 0,01 мм.
Несовпадение осей центров в горизонтальной плоскости проверя-
ют на универсальном микроскопе. Для этого бабку ставят на стол
прибора так, чтобы центры с зажатым между ними валиком находи-
лись под объективом микроскопа.
Под центры помещают лампочку, предназначенную для освеще-
ния отсчетного микроскопа. Изображение образующей валика сов-
мещают с штриховой линией окулярной сетки, установленной на 90
или 270°. Передвигая рукой бабку, выравнивают ее так, чтобы обра-
зующая валика была параллельна ходу стола, и закрепляют бабку
струбцинами. Затем валик снимают с центров и последние поочеред-
но совмещают с нитями окулярной сетки, образующими угол 60°.
Величина несовпадения осей центров в горизонтальной плоскости,
отсчитываемая по поперечной шкале микроскопа, не должна пре-
вышать 0,01 мм при расстоянии между центрами 100 мм.
Износ и биение центров проверяют так же, как и центров универ-
сального и инструментального микроскопов (см. фиг. 61, 83 и 125).
Допустимые погрешности центров бабки те же, что и обычных цент-
ров универсального микроскопа (см. стр 256). Отвернув четыре
винта, скрепляющие кронштейн 8 (фиг. 211) с бабкой, и используя
зазор между винтами, устраняют несовпадение осей центров в гори-
зонтальной плоскости поворотом одного из кронштейнов относительно
другого. Предварительно определяют по образующим цилиндриче-
ской части центров, какой из них не совпадает с направлением дви-
жения стола.
Износ и биение центров устраняют шлифованием их описанным
выше методом.
Регулирование расстояния между осью центров и поверхностью
площадки для ножей. Высоту оси центров над плоскостью площадки
для ножей определяют с помощью точно аттестованного цилиндри-
26* 403
ческого валика, зажатого в центры. Бабку устанавливают на стол
микроскопа, а на площадку 5 (фиг. 211) укладывают блок из пли-
ток, размер которого равен сумме номинальных размеров толщины
подкладки для ножей, высоты ножа и половины диаметра контроль-
ного валика.
Микромер, закрепленный на объективе микроскопа (см.
фиг. 79), последовательно приводят в контакт с образующей вали-
ка, а затем с плитками. Разность показаний по шкале микромера не
должна превышать ±0,01 мм. Указанный дефект устраняют под-
кладыванием фольги под площадку 5 или уменьшением толщины
этой площадки путем шлифования ее.
ПЛОСКИЙ СТЕКЛЯННЫЙ стол
На основании 1 (фиг. 212) плоского стола смонтировано пред-
метное стекло. На стол накладывают упорную линейку 2 со струб-
цинами 3 для закрепления измеряемой детали. Деталь предвари-
тельно ориентируется на
................ ...... -• предметном стекле от руки.
Окончательную установку
• . * производят винтами 4. Плос-
' 5 к™ стол СЛУЖИТ Для уста-
< ' J новки на нем плоских дета-
' лей при измерении их разме-
! Ров на микроскопе.
* Поверхность стеклянного
стола должна быть парал-
' лельна плоскостям движения
..........................................стола и каретки. Проверку
производят при помощи пары
........................ ножей, установленных снача-
ла в положение, при котором
Фиг. 212. Накладной предметный стол. лезвия ножей направлены
приблизительно параллель-
но ходу стола, а затем парал-
лельно ходу каретки. Изображения рисок ножей должны быть в лю-
бом положении достаточно резкими.
Отклонения от параллельности поверхности стола плоскости
движения стола и каретки не должны превышать 0,08 мм. Непарал-
лельность устраняется прокладыванием фольги под предметное
стекло. Толщина прокладок определяется по месту.
Указанный дефект обычно имеет место после ремонта стола
шлифованием его, передоводки предметного стекла или его замены
вследствие повреждения стекла.
На поверхности стекла не должно быть царапин, забоин, трещин
и других пороков, мешающих нормальному его использованию.
Поверхность стекла должна лежать в одной плоскости с верхней
поверхностью стола. Перемещение стола винтами 4 должно быть
плавным. При нарушении этого требуется сменить находящиеся
снизу стола пружины.
404
ПРИСПОСОБЛЕНИЕ ДЛЯ ВНУТРЕННИХ ИЗМЕРЕНИЙ
Приспособление для внутренних измерений (фиг. 213,а) пред-
назначено главным образом для контроля на универсальных и
струментальных микроскопах
большой модели диаметров от-
верстий, ширины пазов и т. п.
Приспособление крепится коль-
цом 1 к тубусу микроскопа.
На нижнем конце поворот-
ного рычага 2 закреплен шарик,
размер которого обозначен на
крышке 5. Верхний конец рыча-
га соединен с зеркалом, накло-
ненным на угол 45° к оси рыча-
га. Зеркало отражает штрихо-
вую сетку, заключенную в оп-
раву 3. Сетка помещена в фо-
кальной плоскости объектива
приспособления и освещена
лампочкой 6 вХЗ,5 вт. Изобра-
жение сетки получается на оку-
лярной сетке головки микроско-
па. Положение изображения
сетки приспособления относи-
тельно окулярной сетки микро-
скопа зависит от угла поворота
рычага и соответственно от уг-
ла наклона зеркала. Рычаг
поворачивается под действием
ин-
Ш положение
J положение
Л положение
б)
Фиг. 213. Приспособление для внутренних измерений.
спиральной пружины. Перемена направления поворота рычага осу-
ществляется поворотом кольца 4 на угол 180°. На кольце 4 обозна-
чено направление поворота измерительного рычага.
405
Для контроля отверстий измеряемую деталь помещают на стол
микроскопа и приводят рычаг в контакт с образующей отверстия.
Перемещают стол в сторону, противоположную наклону рычага до
совпадения штрихов сетки приспособления со средним штрихом
окулярной сетки (положение /, фиг. 213,6) и производят первый
отсчет Р по продольной шкале микроскопа. Затем перемещают стол
до момента касания рычага с противоположной стенкой отверстия
(положение II или III). Перемещая стол микрометрическим винтом,
совмещают штриховые линии сеток и производят второй отсчет Р\
по продольной шкале. Диаметр отверстия составит
D^P-PJ + d,
где d — диаметр шарика на рычаге.
Пределы измерения отверстий от 5 до 195 мм. Наибольшая глу-
бина отверстия 15 мм. Измерительное усилие 10 гс. Погрешность из-
мерения ±0,002 мм.
Проверка погрешности показаний приспособления для внутрен-
них измерений производится при помощи струбцины с боковичками
для концевых мер, установленной на размер по блоку концевых мер
3-го разряда, размером 50 мм. Струбцина устанавливается на столе
прибора и выравнивается так, чтобы рабочие поверхности, бокович-
ков были параллельны ходу поперечной каретки. Шарик рычага
приспособления приводят в контакт с внутренней поверхностью
одного из боковичков и перемещают каретку до совпадения средней
пунктирной нити штриховой окулярной сетки с интервалом между
штрихами сетки приспособления. Сделав отсчет по микроскопу
и переключив кольцом направление действия пружины рычага при-
способления, перемещают продольную каретку до контакта шарика
с поверхностью другого боковичка так, чтобы штриховая линия го-
ловки заняла такое же положение относительно штрихов сетки при-
способления, и делают второй отсчет по шкале.
Разность отсчетов в сумме с диаметром шарика не должна от-
личаться от действительной длины концевой меры более чем на
±0,002 мм.
ОКУЛЯРНАЯ ГОЛОВКА ДВОЙНОГО ИЗОБРАЖЕНИЯ
Окулярная головка двойного изображения (фиг. 214,а) служит
для измерения расстояний между центрами отверстий.
Головку устанавливают на тубус микроскопа взамен обычной
окулярной головки. Внутри головки помещена сложная призма,
показанная на оптической схеме’головки (фиг. 214,6). Призма со-
стоит из трех склеенных друг с другом призм, на одной из граней
которых нанесен полупрозрачный слой хрома. Часть лучей, прошед-
ших через полупрозрачную поверхность призмы, и часть лучей, от
406
нее отраженных, дают два изображения. Одно из них действитель-
ное, прямое, другое — отраженное, обратное. Вследствие этого оба
изображения наблюдаются в окуляр повернутыми относительно
друг друга на 180°. При работе с этой головкой для того, чтобы по-
лучить большее поле зрения, выбирают объектив с малым увеличе-
нием (1—1,5х), с тем чтобы оба изображения отверстия детали
помещались в поле зрения окуляра. Перемещение стола с измеряе-
мой деталью вызывает взаимное перемещение обоих изображений
в поле зрения.
При измерении расстояния между осями отверстий на какой-либо
детали перемещают стол и каретку и точно совмещают оба изобра-
жения (первого отверстия, фиг. 214,в). В таком положении оптиче-
Фиг. 214. Окулярная головка двойного изображения.
ская ось микроскопа проходит через центр отверстия. Сделав первый
отсчет, таким же образом совмещают оба изображения второго от-
верстия и делают второй отсчет. Размер между осями отверстий
будет равен разности отсчетов.
Конструкция головки изображена на фиг. 215.
При установке головки двойного изображения на микроскоп
проверяют правильность ее положения относительно направления
продольного перемещения стола. Для этого на стол инструменталь-
ного микроскопа большой модели или универсального микроскопа
устанавливают лекальный угольник и выравнивают его по ходу
стола. При перемещении стола оба изображения ребра угольника
должны перемещаться строго параллельно друг другу и ходу стола.
При заметном на глаз смещении изображений производят юстировку
головки винтом, предварительно освободив стопорный винт, анало-
гично юстировке револьверной головки (см. стр. 133).
407
вид сверху дез крышки
Фиг. 215. Конструкция головки двойного изображения.
408
РЕМОНТ ИЗМЕРИТЕЛЬНЫХ НАКОНЕЧНИКОВ
К ОПТИЧЕСКИМ ПРИБОРАМ
Измерительные наконечники применяют при работе на оптимет-
рах, оптических длиномерах, измерительных машинах и др.
Перед началом работы необходимо убедиться в пригодности
наконечников.
Наконечники применяются следующих видов (фиг. 216):
а — со сферической рабочей поверхностью диаметром 3 мм
Фиг. 216. Виды наконечников к приборам.
и радиусом сферы 8 мм; у наконечников, предназначенных для из-
мерения концевых мер, радиус сферы равен 12—14 мм;
б и в — со сферической рабочей поверхностью, для чашеобраз-
ных столиков; диаметр цилиндрической части и радиус рабочей по-
верхности этих наконечников такие же, как у наконечников а;
г и д — со сферической рабочей поверхностью диаметром
1,5—2 мм и сферой радиусом 2—2,5 мм;
е — с плоской рабочей поверхностью диаметром 4 мм;
ж и з— с узкой рабочей поверхностью (ножевидные).
Длина рабочей поверхности (ленточки) 3,5; 5; 10; 16 мм.
Наконечники (фиг. 216,а) состоят из корпуса /, насадки 2,
вставки 3 и зажимного винта 4. Вставки 3 изготовляют из искус-
ственного корунда (лейкосапфира), агата, твердого сплава или за-
каленной износоустойчивой стали с хромовым покрытием.
Применяются наконечники с запрессованными в них шариками
диаметром 3 мм. Для получения измерительной плоскости сошлифо-
вывают лыску у шарика. Насадка соединяется с корпусом при по-
мощи карбинольного клея, а вставки с насадкой — при помощи
шеллака.
409
После ремонта наконечники должны отвечать следующим техни-
ческим условиям:
1) смещение центра рабочей сферы наконечника с оси посадочного отвер-
стия не должно быть более 0,5 мм;
2) неплоскостность рабочей поверхности плоских и ножевидных наконечни-
ков размерами 3,5 и 5 мм допускается не более 0,15 мк, размерами 10 и 16 мм—
не более 0,3 мк;
3) доведенная поверхность наконечника должна быть зеркальной;
4) центрирование наконечников на приборе должно происходить без за-
труднений в любом -их положении.
При небольшом износе рабочей поверхности наконечников ре-
монт их осуществляется доводкой. Наличие грубых следов износа,
царапин, забоин и незначительных выколок (у корундовых вставок)
требует шлифования и доводки вставки- При значительном повреж-
дении вставки в виде трещин, больших выколок (у корундовых
4>иг. 217. Приспособление для шлифо-
вания и доводки сферы вставки
наконечника.
вставок) вставку заменяют но-
вой.
Ремонт наконечников с ага
товыми сферическими вставка-
ми. Цилиндрическая вставка по-
лучается обточкой агатового
камня любой формы вручную
на электрокорундовом шлифо-
вальном круге, смонтированном
на валу электродвигателя. Дли-
на вставки 4—5 мм, диаметр
3—3,5 мм. Корпус наконечника
надевают на оправку; в гнездо
насадки насыпают размельчен-
ный пластинчатый шеллак и
расплавляют его на спиртовке.
В расплавленный шеллак
вводят вставку и прижимают
ее в течение 2—3 мин., до пол-
ного застывания шеллака. Сняв
наконечник с оправки, его за-
крепляют на приспособлении,
смонтированном на оси двига-
теля, и шлифуют сферу вставки.
Вал двигателя имеет 1200—
1500 об/мин, мощность 0,1—0,2 кет. Шлифование сферы производят
при помощи плоской алюминиевой пластины размером 5Х20Х
Х80 мм, на которой делают лунки глубиной 2,5—3 мм, вдавливая в
пластину шарик диаметром 10 мм. Пластину можно использовать с
двух сторон для получения на ней оттисков. При шлифовании произ-
водят пластиной колебательные движения, как показано на
фиг. 217,а.
Сферу наконечника доводят оловянным притиром, на котором
также делают лунки шариком диаметром 10 мм. Абразивом служит
паста ГОИ 7—10 мк— для предварительной и 2—4 мк— для
410
окончательной доводки. После обработки поверхность сферы долж-
на быть зеркальной.
Качество поверхности исследуется с помощью лупы 10—20 х.
Вставка должна выступать из насадки не менее чем на^ 1 мм и не
более чем на 2 мм.
Ремонт наконечников к приспособлениям для внутренних изме-
рений производят так же, как и наконечников со сферическими
вставками. Заготовку обтачивают по длине до 3 мм и диамет-
ром 1,5—2 мм. Лунки на притирах образуют шариком диаметром
4—5 мм. Ремонтируемый наконечник закрепляют на валу двигателя
в цанговом приспособлении (фиг. 217,6), либо в корпусе наконеч-
ника (фиг. 217,в), в который его заклеивают шеллаком. После ре-
монта вставка должна выступать из наконечника на 0,5—1 мм.
Порядок обработки наконечников к чашеобразным столам
(фиг. 216,6, в) остается таким же, как для обычных сферических
наконечников; закрепление их производится в цанговом зажиме
или в резьбовой державке.
Ремонт наконечников со сферическими вставками из лейкосап-
фира или твердого сплава. Лейкосапфир поступает в виде зерен не-
правильной формы. Диаметр их обычно равен окол 20 мм, кли-
па 40 мм. Цилиндрики из твердых сплавов приобретают в готовом
виде; также готовыми можно приобретать цилиндрики из лейкосап-
фира. Если потребность в лейкосапфире незначительна, то цилиндри-
ки изготовляют следующим образом: легкими ударами молотка
зерна дробят на кусочки 8—10 мм, затем вручную обтачивают на
круге из зеленого карборунда сорта экстра. После вклейки вставки
в наконечник ее шлифуют и доводят. Абразивом служит карбид
бора № 46—60 — для предварительного шлифования и № 100—
120 — для окончательного. Абразив слегка смачивают керосином.
Для предварительной доводки применяют отмученный в прованском
масле алмазный порошок № 4 и для окончательной № 6. Поверх-
ность лунки на притире слегка покрывают отмученным порошком.
Притиры для шлифования и доводки следует применять отдельные
для порошка каждого номера.
Цилиндрики из твердых сплавов обрабатывают так же, как из
лейкосапфира.
Ремонт наконечников с агатовыми плоскими вставками. Заготов-
ку вставки получают так же, как и для агатовой сферической встав-
ки. После вклейки вставки в наконечник ее шлифуют и доводят на
чугунной плите при помощи приспособления (фиг. 218). Шлифование
производят электрокорундовым порошком Ml4, слегка смоченным
керосином. В результате шлифования нужно получить плоскую по-
верхность, перпендикулярную к оси наконечника.
Плоскостность рабочей поверхности вставки проверяют лекаль-
ной линейкой непосредственно в приспособлении. Перпендикуляр-
ность поверхности оси наконечника обеспечивается приспособле-
нием. Проверку перпендикулярности производят на горизонтальном
оптиметре центрированием наконечников. При перекосе рабочей
поверхности вставки относительно оси наконечника, затрудняющем
411
центрирование наконечника, последний необходимо снова шлифо-
вать. При этом проверку установки наконечника в приспособлении
производят по лекальной линейке, регулируя положение наконечни-
ка при помощи четырех юстировочных винтов 2. После шлифова-
ния плоскость вставки доводят в таком же приспособлении
(фиг. 218), но с доведенным верхним торцом, на стеклянном при-
тире размером 25X80X150 мм.
Фиг. 218. Приспособление для
шлифования и доводки плоских
наконечников.
Абразивом служит паста ГОИ
7—10 мк— &ля. предварительной
и 2—4 мк— для окончательной
доводки.
При доводке плоскость нако-
нечника должна находиться вы-
ше поверхности приспособления
на 1—2 мк.
Правильность установки про-
веряют плоской стеклянной пла-
стиной интерференционным мето-
дом. Плоскостность наконечника
в процессе доводки также прове-
ряют пластиной, притертой к по-
верхности приспособления. Пере-
кос наконечника относительно до-
веденной поверхности приспособ-
ления устраняют четырьмя винта-
ми 2 (фиг. 218).
После надлежащей установки
наконечника легким ударом по
нижнему торцу оправки 1 уста-
навливают наконечник на 1—2 мк
выше поверхности приспособле-
ния и снова доводят. Доведенная
плоскость наконечника должна
быть зеркальной. Наличие цара-
пин, пор и выкрошенных мест не
допускается. Проверку произво-
дят с помощью лупы 10—20х . Завалы на краях рабочей поверхно-
сти наконечника не должны превышать 0,2 мм. Неплоскостность до-
пускается в пределах 0,1 мк.
После доводки наконечник проверяют на горизонтальном опти-
метре, центрируя его в нескольких положениях.
Наконечники со стальными плоскими вставками. Стальные на-
садки составляют одно целое со вставками и изготовляются из ста-
ли марок X или ХГ. Насадку подвергают закалке до твердости
Н#с = 60 -4-61, зачищают, заклеивают в корпус карбинольным кле-
ем, а затем шлифуют на плоскошлифовальном станке (фиг. 219).
После шлифования наконечники проверяют на центрирование
и доводят на стальных чугунных плитах размерами 100X200 мм да
получения плоскостности в пределах 0,1 мк.
412
После предварительной доводки наконечники хромируют и окон-
чательно доводят. Затем снова проверяют центрирование наконеч-
ника на оптиметре. Ремонт стальных вставок производят так же, как
агатовых.
Наконечники с плоскими вставками из лейкосапфира и твердого
сплава. Изготовленную описанным способом вставку заклеивают
в наконечник и шлифуют вручную в
приспособлении (см. фиг. 218) на чу-
гунной плите. Абразивом служит
слегка смоченный керосином карбид
бора № 46—60 — для предваритель-
ного и № 100—120 — для оконча-
тельного шлифования. После шлифо-
вания плоскость вставки доводят в
приспособлении с доведенным верх-
ним торцом. Предварительную довод-
ку производят на чугунной плите раз-
мером 100X200 мм, покрытой слоем
олова толщиной 8—10 мм.
Поверхность доводочной плиты
должна быть пришабрена (число пя-
тен не менее 25 на площади 25x25 мм). На поверхность притира
лопаточкой (проволока с расплющенным концом) наносят несколько
мелких капель отмученного в прованском масле алмазного порошка
Фиг. 219. Шлифование
наконечника на станке.
Олодянный
прьтпир
Фиг. 220. Доводка
наконечника.
Фиг. 221. Приспособление для шлифова-
ния скосов наконечника.
№ 4, затем доводят вставку, возвратно-поступательными движения-
ми немного поворачивая приспособление.
Окончательную доводку производят последовательно алмазным
порошком № 5 и 6. Для окончательной доводки применяют круглый
оловянный притир с хорошо пришабренной поверхностью (фиг. 220).
Притиром производят возвратно-поступательные движения, а также
поворачивают притир вокруг оси на небольшой угол. Время от
413
времени проверяют установку наконечника в приспосоолении й
плоскость доводимой поверхности методом, указанным выше.
Наконечники с агатовыми ножевидными вставками. Конструкция
наконечников с агатовыми ножевидными вставками аналогична
показанной на фиг. 216,^, з. Заготовки агатовых вставок для нако-
нечников диаметром 3,5; 5; 10; 16 мм должны иметь ширину соответ-
ственно 5,5; 8; 13; 19 мм и высоту 4—5 мм. Вставку вклеивают в на-
конечник шеллаком, затем снимают скосы при помощи приспособ-
ления (фиг. 221). Верхний торец приспособления скошен под
углом 15°.
Фиг. 222. Шлифование ножевид-
ной вставки.
Наконечник 1 закрепляют на
оправке 2, вставленной в приспо-
собление 3. Наконечник широкой
стороной устанавливают парал-
лельно плоскости скоса, оправку
зажимают винтом 4, после чего
вручную на плите шлифуют скосы.
Абразивом служит электрокорун-
довый порошок М.14. После снятия
одного скоса наконечник с оправ-
кой поворачивают на 180°, уста-
навливают по лекальной линейке,
закрепляют и снимают второй
скос.
Шлифование, доводку и конт-
роль рабочей плоскости (ленточки) производят так же, как при ре-
монте плоских агатовых наконечников. Ширина ленточки для вста-
вок: диаметром 3,5 и 5 мм — 2±0,2 мм; для вставок диаметром 10 и
16 мм — 3+0,3 мм. Непараллельность краев ленточки, заметная на
глаз, не допускается.
После ремонта наконечников проверяют на горизонтальном оп-
тиметре возможность их центрирования при горизонтальном и вер-
тикальном расположении ленточки. Нестабильность показаний
оптиметра при регулировании наконечников не должна превышать
0,2 мк.
Изготовление наконечников со стальными ножевидными встав-
ками. Вставка и насадка ножевидного наконечника составляют одно
целое и изготовляются из хромистой стали марок X или ХГ (см.
фиг. 216,^, з). Вставки обтачивают, фрезеруют лыски, затем зака-
ливают до твердости Hrc = 60н-64, зачищают и заклеивают в кор-
пус карбинольным клеем. После этого у наконечника 1 (фиг. 222)
снимают скосы на плоскошлифовальном станке при помощи при-
способления 3. Правильность установки наконечника фиксируется
шаблоном 2, который одновременно должен войти в прорези на-
конечника и приспособления 3, после чего наконечник закрепляют
винтом 4. Сначала снимают один скос, затем наконечник поворачи-
вают на 180°, устанавливают по шаблону 4 в правильное положение
и снимают второй скос. После этого шлифуют на плите рабочую
плоскость наконечника в приспособлении (фиг. 219) до получения
414
Ялмазная крошка
Фиг. 223. Ступка для
размельчения алмазной
крошки.
ленточки нужного размера и проверяют центрирование наконечника
на горизонтальном оптиметре при двух положениях ленточки — го-
ризонтальном и вертикальном. Дальнейшая обработка наконечника
аналогична обработке плоского стального наконечника. После
предварительной доводки наконечник хромируют. Толщина слоя
хрома должна быть не менее 0,05 мм. После хромирования наконеч-
ники окончательно доводят на чугунной доводочной плите и снова
проверяют.
Наконечники с ножевидными вставками из лейкосапфира или
твердого сплава. Заготовки для вставок из лейкосапфира обрабаты-
вают так же, как и агатовые. Вставки из твердого сплава приобре-
тают в готовом виде. Средства и методы
обработки те же, что и для агатовых
вставок.
Абразивом для снятия скосов служит
карбид бора № 46—60. Шлифуют ленточ-
ку карбидом бора № 46—60 — предвари-
тельно и № 100—120—окончательно. До-
водку производят так же, как и плоских
наконечников из лейкосапфира и твер-
дого сплава, — карбидом бора и алмаз-
ным порошком (см. фиг. 218, 220, 221).
Приготовление и отмучивание алмаз-
ной пыли. Чистота доведенной поверхно-
сти вставок, изготовляемых из материа-
лов высокой твердости, в основном зави-
сит от качества применяемого для довод-
ки алмазного порошка и поверхности
притира. Зеркальная доводка поверхно-
стей вставок из лейкосапфира или твердо-
го сплава достигается при помощи алмаз-
ного порошка, отмученного в прованском
(оливковом) масле.
Размельчением алмазных кристаллов получают зерна, имеющие
большое количество острых и хорошо сопротивляющихся износу
граней. Шаржируя такими зернами мягкие металлы и другие мате-
риалы, можно изготовить инструменты для шлифования, доводки,
разрезки и сверления материалов, обладающих высокой твер-
достью.
Для изготовления алмазного порошка (пыли) употребляют мел-
кие кристаллы алмаза (крошки и обломки). Шлифующая способ-
ность алмазной пыли зависит от качества сырья, из которого она
изготовлена. Отходы алмазной пыли, полученные в процессе шлифо-
вания алмазов, негодны к употреблению, так как зерна ее не сохра-
няют острых граней и теряют поэтому свою режущую способность.
Такой порошок считается «мертвым». Более ценным является алмаз-
ный порошок, полученный размельчением алмазных крошек.
Для размельчения алмазных крошек применяют стальную ступ-
ку 2 (фиг. 223), в которую вставлен хорошо пригнанный пестик 3 с
415
закругленным концом. Чтобы избежать потерь алмазной пыли,
ступку сверху прикрывают резиновой прокладкой 4. Для устойчи-
вости ступку помещают в стальное основание 1. Ступку и пестик из-
готовляют из углеродистой стали марок У10 или У12 и закаливают.
Верхний конец пестика на длине 30—40 мм оставляют незака-
ленным. Диаметр ступки: внутренний 20 мм, наружный 60 мм. Ко-
нец пестика и дно ступки должны быть закругленными. Глубина
отверстия ступки 120—150 мм\ длина пестика 160—190 мм. Зазор
между пестиком и ступкой должен быть не более 0,030 мм. Стальное
основание изготовляют из стали 40—50.
В ступку насыпают алмазную крошку (не более 2 карат), встав-
ляют пестик; затем, держа рукой верхнюю часть ступки и прижимая
пальцами резиновую прокладку, ударяют молотком по торцу пе-
стика. После каждых шести-восьми ударов пестик поворачивают в
ступке и затем, немного приподняв его, наносят несколько ударов по
бокам и дну ступки, встряхивая этим крошку. После этого продол-
жают удары молотком по торцу пестика. Размельчение продолжает-
ся 20—40 мин. Удары прекращают после того, как перестает ощу-
щаться трение пестика об алмазную крошку при его поворачивании.
Полученную алмазную пыль высыпают на сухую и чистую бума-
гу (кальку) или в фарфоровую чашечку и стальной лопаточкой (про-
волочка, сплющенная на конце) разделяют отдельные спрессован-
ные частицы алмазной пыли. Остатки пыли извлекают из ступки лег-
кими ударами молотка по бокам и по дну ступки и поворачиванием
пестика в ступке. Применение новой ступки и пестика вначале не-
избежно приводит к потере алмазной пыли (до 20%). После двух-
трехкратного применения пестика и ступки потери станут незначи-
тельными.
Порошок высыпают в стакан с прованским маслом и тщательно
размешивают стеклянной палочкой с оплавленным (закругленным)
концом. Для отмучивания алмазной пыли необходимо иметь не-
сколько толстостенных стаканов и банок с закругленным внутри
дном. Емкость сосудов должна быть не менее 300—350 см3. Внут-
ренний диаметр сосуда 60—55 мм. Высота столба масла 90—100 мм.
Количество отмучиваемой за один прием пыли должно быть не бо-
лее 5 и не менее 2 карат.
Режим времени отмучивания алмазной пыли
№ алмазного порошка Величина зерна в мк Время отмучивания в час.
0 60—25 3,0
1 25—18 7,0
2 18—10 14,0
3 10—7 30,5
4 7-5 54,5
5 5—3 77,0
6 3—1 155,0
После истечения времени, указанного для каждого номера по-
рошка, верхнюю, взмученную часть масла сливают в другой стакан.
416
Оставшийся порошок и немного масла (несколько капель) исполь-
зуют для обработки лейкосапфира или твердого сплава.
Для получения большего количества алмазного порошка № 4—6
можно отмучивание № 0—3 включительно произвести в одном ста-
кане за 30 час.
Полученные крупные зерна несколько раз промывают в чистом
авиационном бензине, сушат, размельчают в ступке и снова отму-
чивают в прованском масле, соблюдая указанные режимы времени.
Для предварительной обработки наконечников со вставками из лей-
косапфира или твердого сплава грубые номера порошков заменяют
карбидом бора.
Стаканы с отмучиваемым алмазным порошком хранят в местах,
защищенных от тряски и колебаний. Стаканы с алмазным порошком
прикрывают стеклянным колпаком или крышкой в целях предохра-
нения от попадания пыли и посторонних твердых частиц. Карбид бо-
ра можно отмучивать, как и алмазную пыль, и использовать его
взамен алмазной пыли № 4 и даже № 5. Однако зеркальная поверх-
ность при доводке только карбидом бора не получается.
РЕМОНТ НОЖЕЙ ИЗМЕРИТЕЛЬНЫХ
Ножи измерительные (по ГОСТ 7013-54) предназначены для
измерения элементов резьбы на универсальных микроскопах и ин-
струментальных микроскопах большой модели.
На верхней доведенной поверхности ножа, параллельно его лез-
вию, нанесен тонкий штрих, расстояние от которого до лезвия рас-
считано так, что при совмещении изображения штриха ножа с боко-
вой риской окулярной сетки изображение лезвия строго совпадает с
центральной риской сетки.
На малых ножах, применяемых для контроля резьб с шагом до
Г,5 мм, расстояние от лезвия до штриха равно 0,3±0,0005 мм.
У больших ножей, применяемых для измерения резьб с шагом свы-
ше 1,5 мм, расстояние от лезвия до штриха равно 0,9 ±0,0005 мм.
Ножи, устанавливаемые по правым сторонам витков резьбы, со
стороны профиля, обращенного к наблюдателю, называются правы-
ми; ножи, устанавливаемые по левым виткам, называются левыми
(см. фиг. 224,а).
Ножи подвергают периодической проверке.
Прямые ножи предназначены для измерения гладких цилиндри-
ческих и конических деталей (фиг. 224,6).
На микроскопе применяют также специальные ножи, представ-
ляющие собой нормально заточенные ножи с продольным штрихом
(фиг. 225) для измерения половины угла профиля резьбы калибров
диаметром 160—200 мм и углом подъема резьбы не более 7°. Спе-
циально заточенный нож (фиг. 225,6) применяют в паре с нормаль-
ным ножом при измерении резьбы с углом подъема свыше 7° Этот
нож отличается от нормального увеличенным углом а, который
должен быть не менее угла подъема резьбы. Для измерения калиб-
ров, для контроля часовых резьб применяются ножи, изображенные
27 Зак. 157 417
Левый
Правый
Фиг. 224. Ножи к универсальному микроскопу.
Сечение по ЯД
418
на фиг. 225,в. В процессе эксплуатации ножей лезвие их изнаши-
вается и, таким образом, нарушается прямолинейность лезвия и
уменьшается расстояние между лезвием ножа и его штрихом, что вы-
зывает погрешности при измерении среднего диаметра и шага резь-
бы. При изменении расстояния от штриха до лезвия на величину ВI
погрешность определения среднего диаметра выразится формулой
sin —
2
Так, например, при о/, равной 0,005 мм, погрешность определе-
ния среднего диаметра метрической резьбы ^dcp составит 0,01 мм.
Методы ремонта ножей. Для восстановления ножей в первую оче-
редь нужно снять ленточку, образующую угол поднутрения 4°±30'
Фиг. 226. Приспособление для доводки ножей.
или 7°30z. Для этого доводят скос, направленный под углом 30е
или 15° к перпендикуляру, на доведенную поверхность. Предваритель-
ную доводку скоса производят на чугунной плите-притире пастой
ГОИ 40 мк, окончательную — на стеклянном притире пастой ГОЙ
10—15 мк. Поверхность притира смачивается двумя-тремя каплями
керосина, после чего наносят слой пасты, который равномерно расти-
рают по поверхности притира ватой.
Ремонтируемый нож устанавливают нижней опорной поверх-
ностью па приспособлении (фиг. 226) вплотную к планке, располо-
женной под углом 30° к опорной поверхности. В таком положении
нож удерживают рукой в процессе доводки. Приспособлению сооб-
щают возвратно-поступательное движение по поверхности притира.
Доводку ведут до полного снятия фаски, расположенной под углом
7°30'. Планка 1 на приспособлении устанавливается различно для
правых и левых ножей. Приспособление, показанное на фиг. 226,
предназначено для ремонта правых ножей.
После снятия фаски снимают штрих с ножа. Для этого поверх-
ность ножа доводят предварительно абразивным порошком М7 до
полного удаления следов штриха и окончательно — на стеклянном
притире пастой ГОИ 2—4 мк. Поверхность ножа после доводки
должна быть зеркальной или мелкоштриховой, причем штрихи обра-
ботки должны быть расположены по отношению к лезвию ножа под
27* 419
углом не менее 60°. Неплоскостность поверхности ножа не должна
превышать 0,5 мк\ завалы у лезвия не допускаются. Проверку про-
изводят плоской стеклянной пластиной.
Вершину угла 52° притупляют на стеклянном притире пастой
ГОИ 2—4 мк. Для этого проводят несколько раз вершиной ножа по.
стеклянному притиру и после каждого приема проверяют вершину
угла на инструментальном микроскопе. Притупление вершины угла
не должно превышать 0,03 мм. На лезвии не должно быть заметного
на глаз завала. При наличии завала у лезвия ножа появляется чер-
ная полоса. Чтобы избежать завала, нужно следить за качеством
притира, который должен иметь тонкодоведенную поверхность без
повреждений. Появление завала лезвия ножа приводит к необходи-
мости повторной доводки скоса 30°.
После перечисленных операций доводят фаску ножа под углом
7с30' на стеклянном притире пастой ГОИ 2—4 мк при помощи при-
способления с упором, расположенным под соответствующим углом
(фиг. 226). Установив нож в приспособлении, проводят им два-три
раза по притиру и проверяют нож на инструментальном микроскопе.
Ширина фаски должна быть в пределах 0,03—0,05 мм.
Нанесение штриха на ноже является наиболее сложной и ответ-
ственной операцией, так как положение штриха относительно лезвия
ножа ограничено жестким допуском (±0,5 мк). Если заданный до-
пуск не будет выдержан, потребуется повторить описанные выше
операции.
Наиболее простое приспособление, с помощью которого при из-
вестном навыке достигаются хорошие результаты при нанесении
штрихов на ножах, изображено на фиг. 227,а.
Приспособление крепится на тубусе универсального микроскопа
так, чтобы ось вращения рамки 1 расположилась перпендикулярно
направлению движения стола. Оправка 2 с алмазом закрепляется в
державке 3, зажатой в колодке 4. При помощи колодки 4 оправку
с алмазом можно установить в положение, при котором образуется
штрих хорошего качества. Правильное положение алмаза находят
путем нанесения ряда пробных штрихов на стальной доведенной
пластине.
Для нанесения штриха толщиной 2 мк требуется усилие резания
около 5 г. Надлежащее усилие создается регулированием противо-
веса 5, передвигающегося по стержню. Рычажок 6 связан нитью с
рамкой и служит для опускания и подъема рамки в процессе работы.
Приспособление настраивают на размер по пробному ножу, уста-
новленному на столе микроскопа. Нож придвигают без просвета к
валику (или к точному гладкому цилиндрическому калибру-пробке)
диаметром 30 мм, зажатому в центрах. После этого валик осторожно
снимают и, перемещая стол микроскопа, подводят нож к алмазу, ко-
торый устанавливают на нож возможно ближе к лезвию у края боко-
вой грани. Перемещая, стол, наносят штрих по направлению к вер-
шине ножа и производят отсчет по поперечной шкале микроскопа.
После нанесения штриха измеряют расстояние от него до лезвия но-
жа, стараясь при этом не нарушать настройку приспособления. Проб-
420
Сошлифовыдается при
'ремонте
Штрих
Лезвие ножа
Фиг. 228. Укороченный нож.
421
ный нож вторично устанавливают по тому же валику, смещают ка-
ретку относительно положения, при котором был нанесен первый
штрих, на величину разницы между действительным и заданным раз-
мерами ножа и наносят новый штрих на ноже. Снова измеряют
расстояние от штриха до лезвия, и если это расстояние будет в пре-
делах допуска, то приступают к нанесению штрихов на ремонтируе-
мых ножах.
На фиг. 227,6 дано другое приспособление для нанесения штри-
хов на ножах. Винт 1 служит для перемещения державки 2 с алма-
зом до совмещения острия алмаза со штриховой линией окулярной
сетки. Установку ножа также производят по гладкому калибру-
пробке. Одно из приспособлений, применяемых для нанесения штри-
хов на ножи, показано на фиг. 227,в. Приспособление работает
в сочетании с инструментальным микроскопом.
Для нанесения штрихов на ножи применяют мелкие остроконеч-
ные алмазы весом 10—12 мг. Алмаз зажимают в оправку 2
(фиг. 227,я) или зачеканивают в медный стержень 3 (фиг. 227,6).
Затем алмазом наносят ряд штрихов на стеклянной или стальной
пластине с доведенной поверхностью. В результате этого острие
алмаза освобождается от острых выступающих зазубрин и штрих
получается более ровным.
Ремонт ножей можно иногда производить упрощенным методом,
основанным на том, что лезвие ножа обычно изнашивается у вер-
шины на длине соприкосновения с образующей профиля резь-
бы. Это позволяет восстанавливать их укорочением лезвия, что до-
стигается сошлифовыванием изношенной части лезвия на 1—2 мм
(фиг. 228). Величину угла при вершине, равную 52°. нужно сохра-
нить. Этот метод ремонта неприменим, когда ножи используются
для измерения крупных резьб и износу подвергается больше полови-
ны длины лезвия.
Отремонтированные ножи должны удовлетворять следующим
требованиям: неплоскостность верхней поверхности не должна пре-
вышать 0,6 мк\ завалы у лезвия не допускаются, неплоскостность
опорной поверхности допускается в пределах 2 мк\ непараллельность
по размеру h (см. фиг. 224,а) на ширине ножа должна быть не бо-
лее 2 мк и на длине 65 мм не более 5 мк.
Штрих должен быть сплошным и четким, ширина его не должна
превышать 0,003 ±0,001 мм. Непрямолинейность штриха не должна
превышать 0,001 мм. Непараллельность рабочей грани и штриха не
должна превышать ±0,0005 мм.
Уменьшение высоты ножа по размеру h (см. фиг. 224,а) при ре-
монте ножей не должно превышать 0,02 мм с соответствующей мар-
кировкой ножа. Уменьшение высоты ножа должно компенсировать-
ся высотой подкладок для ножей на микроскопе.
После ремонта ножей проверяют:
1) высоту ножа — на вертикальном оптиметре;
2) прямолинейность и ширину штриха (если он был нанесен за-
ново) на универсальном микроскопе сравнением с видимой шири-
ной штрихов окулярной сетки;
422
3) прямолинейность лезвия — по цилиндрическому образцу, при-
лагаемому к универсальному микроскопу; фокусируют изображение
штриха ножа при максимальном растворе диафрагмы; нож при-
двигают к образцу без заметного на глаз просвета; темная линия,
наблюдаемая в месте касания ножа поверхности образца, должна
быть равномерной;
4) расстояние от лезвия до штриха — по угольнику с зеркально
доведенной вертикальной стороной; угол, составляемый этой сторо-
ной и основанием угольника, должен быть выдержан в пределах
90° ±5'; угольник устанавливают так, чтобы зеркальная поверхность
его была обращена к наблюдателю и располагалась параллельно
ходу стола; проверяемый нож придвигают к доведенной поверхно-
сти угольника, фокусированием добиваются резкого изображения
штриха и его отражения в угольнике и измеряют расстояние между
ними; диафрагму устанавливают на минимальный раствор; разность
между измеренным размером и удвоенным номинальным размером
(расстоянием от лезвия до штриха) равна удвоенной погрешности
расстояния от лезвия до штриха;
5) правильность заточки лезвия ножа — измерением резьбового
калибра при помощи образцового и проверяемого ножей; заточка
лезвия проверяемого ножа считается правильной, если разность раз-
меров калибра, измеренного обоими ножами, не превышает
0,0025 мм.
ГЛАВА X
РЕМОНТНЫЕ ОПЕРАЦИИ ПРИ ВОССТАНОВЛЕНИИ
ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
При юстировке оптических измерительных приборов необходимо
уметь производить также некоторые ремонтные операции, без чего
полное восстановление прибора не всегда возможно. Особенно важ-
ными являются операции доводки плоских и сферических поверхно-
стей деталей приборов, восстановление оптических деталей и др. Для
выполнения ремонтных операций требуется хорошая подготовка ра-
бочего места, обеспеченность необходимыми для работы инструмен-
тами, приспособлениями и материалами.
ЧИСТКА ОПТИЧЕСКИХ ДЕТАЛЕЙ
Чистка оптических деталей приборов имеет важное значение и
составляет обычно значительный объем работы при ремонте и юсти-
ровке приборов. Время, затрачиваемое на чистку оптических дета-
лей, зависит от правильности организации рабочего места, чистоты
помещения, качества применяемых промывочных и протирочных ма-
териалов, а также от последовательности разборки узлов прибора
при чистке. На вычищенных оптических деталях не должно быть
точек пыли, грязи, следов оксидировки, пятен волосков и других
дефектов.
Дефекты поверхностей оптических деталей. Обычными дефекта-
ми поверхностей оптических деталей являются налеты физического,
химического или биологического происхождения.
Налеты физического происхождения:
а) наличие на поверхности оптических деталей мельчайших то-
чек и пылинок. Причиной этого дефекта является запыленность
воздуха помещения, где находится прибор, и недостаточная герме-
тичность прибора;
б) загрязнение поверхности оптических деталей жиром и потом
рук операторов вследствие небрежного ухода за прибором, небреж-
ной сборки после ремонта и юстировки;
в) образование на поверхностях оптических деталей пленок
и осадков, которые появляются в основном в связи с применением
недостаточно чистых промывочных материалов (спирт, эфир, бен-
зин и др.);
424
г) появление на поверхностях оптических деталей микрокапель
жирных веществ, попадающих из смазки, имеющейся на вращаю-
щихся частях прибора и внутренних поверхностях. Этот дефект
является результатом повышенной температуры помещения, излиш-
него количества смазочного материала и неправильного выбора
его.
Смазка, применяемая в узлах, содержащих оптические детали,
не должна иметь летучих частей, так как последние, испаряясь, с те-
чением времени конденсируются на поверхностях оптических дета-
лей. Налеты физического происхождения сами не разрушают
поверхностную пленку стекла, но создают условия, облегчающие
возникновение такого рода процессов.
Налеты химического происхождения характеризуются изменени-
ем поверхностной пленки стекла и проявляются в виде темно-корич-
невых и пестрых пятен. Этот дефект возникает главным образом
в результате воздействия на поверхность стекла воды, слюны, пота
рук, недоброкачественных промывочных и протирочных материалов,
резкого изменения температуры помещения, где находится прибор,
а также из-за плохой чистки оптических деталей.
Налеты биологического происхождения обнаруживаются в виде
мельчайших капель воды, после удаления которых протиркой ватой,
смоченной в спирте, остаются следы, имеющие форму капель и сви-
детельствующие о повреждении поверхностной пленки стекла.
Причиной этого налета является проникновение на поверхности
оптических деталей плесневого грибка, которым бывают заражены
прокладки из пробки и картона, помещаемые между деталями.
Принадлежности и материалы для чистки оптических деталей.
Основными промывочными материалами, применяемыми для чистки
оптических деталей, являются спирт-ректификат, бензин авиацион-
ный, эфир этиловый (наркозный), которые должны храниться в чи-
стых стеклянных банках или пузырьках с широким горлышком
и притертой стеклянной пробкой.
Для протирки оптических деталей применяют тонкое полотно,
шифон, шелковое полотно, миткаль, бумазею, белую ворсованную
фланель. Размеры салфеток 35X75 см.
Основные требования к этим тканям следующие:
1) салфетки не должны оставлять на оптических деталях мелких
волосков и пылинок и налетов на стекле после протирки;
2) ткани должны быть предварительно обезжирены кипячением
в 1%-ном растворе щелочи в течение 2 час. либо двукратным кипя-
чением в мыльном растворе щелочи или 1%-ном растворе соды
и воды. После кипячения ткани прополаскивают в теплой воде
и сушат в потоке теплого воздуха. Посуда, в которой кипятятся тка-
ни, должна быть чистой. Салфетки нужно вынимать за уголки,
встряхивать и, не выжимая, вывешивать для просушки. Салфетки
применяют неслаженными.
Обезжиренную салфетку нужно уложить в другую, сделанную
из более толстого материала (полотна или бумазеи), также тща-
тельно обезжиренную. Для предварительной чистки применяют оди-
425
нарную, для окончательной — двойную салфетку. Салфетки должны
храниться в чистом сухом месте завернутыми в чистое полотенце.
Вата, применяемая при чистке оптических деталей, должна
иметь длинноволокнистое строение без посторонних примесей. Со-
держание жировых веществ в гигроскопической вате допускается
до 0,2%. Для обезжиривания ваты ее обрабатывают сушкой в тер-
мостате в течение 2 час. при 105°. Вата должна храниться в стек-
лянной банке с притертой пробкой или должна быть завернута
в чистую бумагу^ Прикосновение к вате руками не допускается во
избежание ее загрязнения жиром. Вату укладывают в банку чис-
тым пинцетом. Кусочки ваты нужно вынимать чистой заостренной
деревянной палочкой или пинцетом. Наматывание ваты на палочку
производят так, чтобы не касаться пальцами той части ваты, кото-
рой при чистке прикасаются к стеклу. Практикой установлено, что
жир, попадающий в ткань или вату извне, оказывает худшее дейст-
вие на стекло, чем жир, содержащийся в вате или ткани.
Основные принадлежности, необходимые при чистке оптических
деталей: кисточки мягкие хорьковые или беличьи, у которых волосы
закреплены сжатием, заостренная медная, латунная или
костяная палочка; пинцеты плоские нормальные и из латунной про-
волоки с наклеенными на губках замшевыми или резиновыми плас-
тинками; лупа 6—10х увеличения; спиртовка.
Методы чистки оптических деталей. Перед чисткой оптики нуж-
но точно установить, на какой из оптических деталей данного узла
прибора находится обнаруженный дефект (пыль, загрязнение, окси-
дировка и др.). Для этого, наблюдая в окуляр, перемещают пооче-
редно подвижные оптические детали (окуляр, сетки и пр.). Переме-
щение обнаруженного дефекта вместе с деталью свидетельствует
о том, что он находится на поверхности данной детали. Перемещая
окуляр, можно также определить, на какой из поверхностей детали
имеется дефект.
Выявление пыли, загрязнения, жирных пятен, пылинок, раскле-
ек и других пороков на поверхности вынутой из прибора оптической
детали облегчается, если при чистке смотреть на поверхность, ос-
вещенную сбоку пучком света от лампы 50—100 вт с непрозрачным
абажуром или козырьком. При осмотре и чистке деталь держат так,
чтобы лучи света от лампы не попадали в глаз наблюдателя. За-
грязнение деталей хорошо обнаруживается на темном фоне, поэто-
му детали следует помещать на черный бархат-вельветон или окра-
шенную в черный цвет фанеру.
Подготовив рабочее место, приступают к чистке деталей. Линзы,
зажатые в оправу, чистят вручную или на токарном станке при по-
мощи специальной головки в патроне, тщательно очищенном от
пыли. Вращающуюся деталь чистят ватой, навернутой на тонкую
(диаметром 5 мм) заостренную деревянную палочку и смоченной
в бензине или спирте, слегка прижимая вату к поверхности стекла
и не касаясь оправы линзы. Стекло протирают смоченной ватой,
несколько раз меняя вату. После этого производят протирку сухой
ватой таким же способом. Оставшиеся пылинки снимают, проводя
426
кисточкой навстречу направлению вращения линзы, не касаясь оп-
равы. После случайного прикосновения к оправе ватой или кисточ-
кой требуется сменить вату и промыть кисточку.
Чаще всего оптические детали чистят вручную. Ватой, намотан-
ной на заостренную палочку и смоченной бензином или спиртом,
производят несколько раз круговые движения от центра к краям
детали, каждый раз меняя вату. Затем протирают поверхность стек-
ла сухой ватой; оставшиеся пылинки снимают кисточкой или намо-
танной на палочку ватой, проводя ею по детали в сторону, противо-
положную движению при чистке. Прикосновение ватой или кисточ-
кой к оправе требует смены ваты или промывки кисточки. Детали
чистят держа их в руке и опираясь для удобства локтями на губча-
тую резину, положенную на стол.
Несклеенные линзы или призмы без оправ и лакированных по-
верхностей можно окунать в спирт. Вытерев досуха одинарной
салфеткой, деталь можно опустить в бензин, просушить одинарной
и протереть двойной салфеткой. Чистку деталей эфиром производят
после промывки спиртом и бензином и протирки сухой ватой, если
дефекты, бывшие на поверхности стекла, не были уничтожены. При
этом окончательно проводят круговыми движениями по стеклу на-
мотанной на палочку ватой, смоченной в эфире. Взяв затем линзу
чистым пинцетом с оклеенными замшей губками, удаляют остав-
шиеся пылинки кисточкой. Призму берут за матированные поверх-
ности пинцетом так, чтобы ее легко было поставить на место.
Склеенные оптические детали и детали с лакированными поверх-
ностями чистят, как указано выше, но не применяют спирта и эфира
для их промывки. Спирт и эфир растворяют лак и бальзам, которым
обычно склеивают оптические детали, и проникновение растворителя
между склеенными деталями ведет к расклейке их. Поэтому при
чистке деталей вату слегка смачивают спиртом или эфиром. Обмак-
нув в промывочную жидкость вату, ее встряхивают и затем произво-
дят чистку детали, не касаясь мест склейки или лакировки линз
и особенно призм. В процессе чистки не должно ухудшаться качест-
во склейки сеток и шкал.
Металлические прокладки между линзами смачивают спиртом
или эфиром и прожигают на спиртовке, уничтожая этим приставшие
к ним ворсинки.
Плохо вычищенные и просушенные оптические детали быстро
покрываются налетами.
Если после чистки спиртом и эфиром на поверхности оптической
детали остаются точки, происхождение которых неизвестно, нужно
острием медной или костяной палочки осторожно коснуться точки
на стекле и выяснить, можно ли удалить эту точку. Тереть этой
палочкой поверхность стекла не рекомендуется, так как это" может
увеличить порок стекла и поцарапать стекло. Этой палочкой можно
также удалять отдельные волоски, оставшиеся на поверхности дета-
ли и между краем оправы и фацетом зажатой в ней линзы.
Особенно осторожным нужно быть при чистке шкал и сеток.
Нанесение шкал и сеток производится нарезанием алмазом на стек-
427
ле, гравированием на грунте с последующим травлением, фотогра-
фическим или фотомеханическим методами. В первых двух случаях
штрихи заполняются краской (чернятся).
Перед чисткой шкал и сеток рекомендуется произвести пробную
чистку по краю какого-либо штриха. Предварительно необходимо
определить, на какой поверхности детали нанесена сетка. Если
шкала с оправой может быть установлена на столе микроскопа,
нужно резко отфокусировать острие заостренной палочкой, которой
касаются поверхности стекла. Острие палочки и сетка фокусируются
одновременно, если шкала нанесена на поверхности стекла, которой
касается палочка.
Чистку окулярных шкал и сеток рекомендуется производить
сухим шелковым полотном, навернутым на палец, проводя
полотном по поверхности сетки без нажима, либо сухой длинново-
локнистой (глазной) ватой, намотанной на палочку. Предварительно
некоторые шкалы и сетки можно чистить бензином. При этом вату
слегка смачивают бензином, встряхивают ее и быстро проводят ею
по поверхности, затем проводят по поверхности сетки шелковым по-
лотном.
В микроскопе отечественного производства штрихи градусной
шкалы окулярной головки нанесены на верхней плоскости пластины
механическим способом, запущены черной краской и покрыты за-
щитным слоем. Сетку можно чистить бензином, затем протереть
чистой сухой ватой или шелковым полотном. В микроскопах фирмы
Цейсс штрихи градусной шкалы нанесены на верхней плоскости
пластины и ничем не защищены. Чистку такой шкалы можно про-
изводить сухой ватой или шелковым полотном, проводя ими по шка-
ле без нажима. При чистке шкалы бензином нужно соблюдать
осторожность, так как чаще всего после чистки возникает необхо-
димость в частичном или полном восстановлении шкалы чернением
штрихов.
Окулярная штриховая сетка штриховой головки и градусная
шкала профильной головки нанесены механическим способом (ал-
мазом) и запущены черным запуском (краской); сетки открытые и
помещены штрихами вниз; чистку их можно производить бензином.
Можно также применять спирт и эфир, слегка смачивая ими вату и
касаясь поверхности стекла без нажима, с большой осторожностью.
Минутные шкалы отсчетного микроскопа штриховой окулярной
головки, микроскопа делительного приспособления и круглого стола
нанесены механическим способом, закрашены и закрыты покровным
стеклом. Чистка их возможна спиртом, бензином и эфиром без из-
бытка жидкости на вате. При чистке спиртом и эфиром нельзя ка-
саться мест склейки.
Профильная пластина микроскопов нанесена фотометодом
и закрыта покровным стеклом. Чистку сетки можно производить
бензином, спиртом и эфиром не касаясь мест склейки.
Сетки и шкалы микроскопов фирмы Цейсс (США), как уже
указывалось, чистить невозможно, так как они нанесены фотоме-
тодом и не защищены покровными стеклами.
42S
В микроскопах фирм Гартнер и Гаузер шкалы и сетки можно
чистить ватой, смоченной слегка в бензине, соблюдая осторожность;
после чистки шкалы протирают сухой ватой или шелковым полот-
ном.
Градусная шкала делительной головки к универсальному мик-
роскопу по конструкции аналогична градусной шкале окулярной
штриховой головки. Деления этой шкалы нанесены на задней по-
верхности стеклянной пластины. Поверхность сетки по окружности
в зоне 10 мм от края пластины посеребрена и покрыта защитным
слоем лака. Чистку этой пластины можно производить бензином,
слегка касаясь ее поверхности.
Штрихи и цифры градусных шкал круглого стола (СТ-3) и оп-
тического делительного стола (ОДС) нанесены механическим спо-
собом и запущены черным запуском. Поверхность шкал посеребре-
на и покрыта защитным слоем лака. Градусные лимбы этих столов
чистят бензином и просушивают затем сухой ватой.
Миллиметровые шкалы универсальных микроскопов нарезаны
алмазом и запущены черным запуском. Чистка их должна произво-
диться с большой осторожностью сухой ватой или шелковым полот-
ном указанным выше методом. Чистка миллиметровых шкал с по-
мощью какой-либо промывочной жидкости неизбежно приводит
к уничтожению или порче ряда штрихов шкалы; штрихи становятся
бледными или прерывистыми. Заполнение этих штрихов краской
иногда является трудоемкой операцией, которая не всегда заканчи-
вается успешно.
ЗАПОЛНЕНИЕ (ЗАПУСК) ШКАЛ И СЕТОК
Штрихи сеток, полученные травлением или резанием стекла, за-
полняют (запускают) различными красками. В большинстве случа-
ев краски замешиваются на клейких веществах, например на олифе
(наиболее часто), кедровом или лавандовом масле, жидком стекле
или лаках. Этот состав красок наиболее пригоден и для запуска
шкал и сеток при выполнении юстировочных работ.
Штрихи шириной до 4 мк запускаются краской, смешиваемой со
спиртом и лавандовым маслом, или графитом с копаловым лаком.
Штрихи заполняют вручную шелковой или бумажной тряпочкой
или чистым пальцем.
Красящий состав упрочняют сушкой в термостате в течение 40—
50 мин. не выше 120°; нагрев должен быть равномерным; затем сетки
медленно охлаждают до комнатной температуры. Краска, которой
запущены шкалы и сетки, нанесенные алмазом, с течением времени
иногда сходит. Это объясняется появлением налетов, делающих
непрочным слой краски. Окраска штрихов может также быстро
сойти при чистке шкал в связи с неправильным выбором реактива
для чистки или от неопытности работника, производящего эту опе-
рацию.
Поврежденные штрихи можно запускать раствором химического
карандаша в чистом спирте-ректификате. Карандаш должен быть
мягким. Для определения концентрации раствора в нем смачивают
429
вату и наносят его на стекло. После полного испарения спирта
оставшийся слой краски должен представлять ровную одноцветную
поверхность. Если раствор отвечает указанному требованию, его
наносят на поврежденные штрихи ватой, намотанной на палочку.
Шкалу в оправе кладут на стол микроскопа, и после полного испа-
рения спирта тонко намотанной на палочку сухой ватой осторожно
счищают избыток краски со стеклянной шкалы, наблюдая в окуляр
за чистотой поверхности шкалы и качеством ее штрихов.
СКЛЕЙКА ОПТИЧЕСКИХ ДЕТАЛЕЙ
Склейка оптических деталей имеет целью понизить потерю
света, отражающегося от каждой свободной поверхности стекол.
В процессе эксплуатации, а также при ремонте приборов оптические
детали иногда расклеиваются под влиянием
различных факторов: изменения температу-
ры, механического воздействия, действия хи-
мических реагентов (проникновения жидко-
сти, растворяющей клей, во время промывки
прибора или чистки его оптических деталей
и др.). Расклейка может возникнуть также
из-за плохого качества склейки оптических
Фиг. 229. Виды расклейки линз.
б)
Фиг. 230. Склеивание линз
деталей при изготовлении или ремонте прибора, небрежности, допу-
щенной при его разборке и сборке, и ряда других причин.
Расклейки бывают: 1) типа дубовых листочков (фиг. 229,а);
2) в виде трещин, точек и пузырьков (фиг. 229,6); 3) расклейка
в фасках (фиг. 229,в); 4) группы точек (фиг. 229,а) и 5) промывоч-
ные.
У склеенных деталей проверяют чистоту склейки, чистоту наруж-
ных поверхностей, центрированность и др. Главной причиной загря-
знения деталей, вызывающей расклейку, является недостаточно
тщательная очистка их перед склеиванием. Особенно важное зна-
430
чение имеет удаление пылинок, препятствующих надежной склейке.
Поверхность считают чистой, если после того, как на нее подышали,
получается сплошной прозрачный слой влаги, кажущийся черным на
темном фоне.
Склейка оптических деталей разделяется на горячую и холод-
ную. Для склейки применяют естественный пихтовый бальзам,
бальзамин и другие клеи. Склейку бальзамом производят в горячем
и холодном состоянии, а бальзамином — только при температуре
15—20°.
Для юстировочных работ применяют преимущественно горячую
склейку бальзамом.
Горячая склейка. Оптические детали, тщательно вычищенные,
разогревают до 30—40° в термостате или на электрической плитке.
Для этого на электрическую плитку кладут кусок асбеста или чис-
тую прошлифованную металлическую пластину с куском плоского
стекла, уложенного на нее. Склеиваемые детали помещают на ас-
бест или на стекло. Бальзам разогревают до жидкого состояния
и наносят на поверхность одной из склеиваемых деталей одну-две
капли его на площади примерно 15—20 мм2. После этого на деталь,
смазанную бальзамом, накладывают другую деталь (фиг. 230,а) и
с легким нажимом производят круговые движения склеиваемых
деталей относительно друг друга, удаляя таким образом излишки
бальзама и пузырьки воздуха. Необходимое усилие нажима на де-
таль определяется вязкостью бальзама. Чем тоньше слой клея, тем
доброкачественнее склейка. После удаления пузырьков линзы кла-
дут на бархатную подстилку и слегка нажимают на них ручкой
с пробковой прокладкой (фиг. 230,6).
Удаление излишка бальзама с краев деталей производят осто-
рожно ватой, смоченной в спирте. Если бальзам затвердел, его мож-
но удалить с помощью скипидара, но с еще большей осторожностью,
так как при проникновении скипидара между склеенными деталями
слой клея темнеет. После склейки детали выдерживают несколько
минут на теплой пластине; затем их снимают, выравнивают и вы-
держивают при комнатной температуре не менее 2 час. Линзы перед
сушкой центрируют на коллиматоре.
Для исправления центрировки детали осторожно подогревают
и перемещают относительно друг друга.
Холодная склейка. Сложные призмы или оптические узлы, со-
стоящие из нескольких деталей, рекомендуется склеивать в холод-
ном виде канадским бальзамом, растворенным в спирте, эфире,
ксилоле или толуоле. Вязкость раствора должна соответствовать
приблизительно вязкости сметаны или цапон-лака.
Применение бальзамина для склейки оптических деталей целе-
сообразно, если центрировка оптических деталей проста, или в слу-
чаях, когда требуется склеить стекла с большими поверхно-
стями.
Для приготовления бальзамина отвешивают в фарфоровую
ступку небольшое количество карбинольного сиропа и прибавляют
2—2,5% катализатора, представляющего собой перекись бензоила.
431
Смесь тщательно растирают пестиком в течение 10—15 мин., до
полного растворения катализатора в сиропе.
В процессе растворения цвет смеси меняется от темно-зеленого
до первоначального. Клей можно считать готовым к употреблению,
когда цвет его достиг первоначального. К склеиванию деталей при-
ступают через 1—1,5 часа после приготовления клея.
Катализатор необходимо хранить в закрытой стеклянной банке,
в изолированном от воздействия тепла месте.
Бальзамин пригоден в течение 4 час. с момента прибавления
катализатора в летнее время и в течение 6—7 час. в зимнее
время.
При склейке бальзамом или бальзамином на одну из склеива-
емых деталей наносят две-три капли раствора на площадь примерно
20 мм2, после чего, соединив детали, производят круговые движе-
ния для удаления излишков раствора. Оптическим деталям с плос-
кими поверхностями сообщают возвратно-поступательные движе-
ния. После каждого прохода деталь смещают несколько в сторону
(как при доводке).
Излишки раствора удаляют с краев склеенных деталей полотня-
ной тряпкой или марлей. Застывший бальзам удаляют ватой, смо-
ченной в спирте. Если после затвердения бальзамина образовалась
тонкая пленка, ее удаляют ватой, слегка смоченной спиртом или
ацетоном. Удаление больших излишков в этом случае весьма за-
труднительно.
После склейки оптические детали центрируют при помощи кол-
лиматора. После центрировки склеенные детали укладывают на
стол со строго горизонтальной поверхностью, предохранив их этим
от сползания относительно .друг друга. Время выдержки деталей,
склеенных раствором канадского бальзама, 4—10 суток при тем-
пературе 20—45°.
Подогрев стекол перед склейкой позволяет значительно сокра-
тить время их сушки. Детали, склеенные бальзамином, помещают
под электрической лампой мощностью 150 вт для нагрева до 35—
45°; свет лампы также способствует затвердеванию раствора. Вре-
мя сушки деталей 18—20 час.; при нормальной температуре время
сушки составляет 24 часа. Следует помнить, что исправление цент-
рировки и расклейки оптических деталей, склеенных бальзамином,
весьма затруднительны.
В результате склейки все пузырьки между склеенными деталями
должны быть полностью удалены. В поле зрения не должно наблю-
даться точек пыли, грязи и других дефектов, связанных с плохой
подготовкой оптических деталей к склейке.
ЗЕРКАЛА
В оптических приборах применяются зеркала с наружной или
внутренней отражательной поверхностями. В проекционных изме-
рительных приборах чаще всего применяются зеркала с наружной
отражательной (посеребренной) поверхностью.
432
На зеркалах с наружным серебрением свет отражается непо-
средственно от металлического слоя серебра, без прохождения через
стекло. Такие зеркала применяют с целью устранения раздвоения
изображения вследствие отражения его от внутренней посеребрен-
ной поверхности и от наружной поверхности стекла, а также для
устранения поглощения света стеклом и искажения изображения
изделия.
Отличить зеркало с наружной отражательной поверхностью от
зеркала с внутренней посеребренной поверхностью очень легко.
Если слегка прикоснуться к зеркалу, например заостренной дере-
вянной палочкой, то при отражении от внутренней поверхности кон-
чик палочки будет находиться от своего изображения на расстоянии,
равном удвоенной толщине стекла. При отражении света от наруж-
ной поверхности зеркала кончик палочки будет соприкасаться со
своим изображением.
Основным требованием, предъявляемым к зеркалам наружного
серебрения, является высокий коэффициент отражения и достаточная
устойчивость их в отношении атмосферных воздействий.
Оптические зеркала в зависимости от их назначения изготовля-
ются полного внутреннего. отражения, т. е. отражающими почти
весь падающий на них пучок света, и неполного внутреннего отра-
жения, т. е. отражающими и пропускающими свет поровну или же
в заранее определенной пропорции.
Зеркала неполного отражения обычно защищены покровными
стеклами, предохраняющими их от порчи. Зеркала с наружным се-
ребрением, как правило, ничем не защищены и, естественно, более
подвержены порче.
Дефекты, появляющиеся с течением времени на зеркалах, об-
разуются преимущественно вследствие разрушения металлического
слоя серебра и появления в связи с этим различного рода налетов
с оттенками от темно-серого до коричневого и темно-бурого, а так-
же вследствие разрушения поверхности стекла ввиду его химиче-
ской нестойкости.
У большинства проекторов, находящихся в эксплуатации, на по-
верхностях зеркал наблюдаются также повреждения в виде мелких
и глубоких царапин, потертости серебряного слоя и потускнения его.
Зеркала, которые по конструкции прибора должны оставаться
открытыми, особенно подвержены порче, и у них чаще замечаются
указанные дефекты.
Возникновение дефектов на зеркалах в основном происходит
вследствие загрязнения зеркал жиром и потом рук, небрежного
обращения с приборами, плохих условий их хранения, резких пере-
мен температуры помещения, вызывающих появление на поверхно-
сти зеркал микрокапель, разрушающих слой серебра и поверхность
стекла, и др.
Указанные дефекты приводят к значительному ухудшению отра-
жательной способности зеркала. Изображение проектируемой дета-
ли получается нерезким, а поле зрения на экране — неравномерно
освещенным и, как правило, покрытым изображением царапин,
28 Зак. 157
433
полос и пятен, имеющихся на зеркале. Такие зеркала требуется
полностью восстанавливать.
Чистка и хранение зеркал. Ввиду того что зеркала с наружной
отражательной поверхностью весьма подвержены порче, обращение
с ними требует большой аккуратности и внимания. К отражатель-
ной поверхности таких зеркал никогда не следует прикасаться рука-
ми, тряпками, щетками и другими предметами. Особенно подвер-
жены порче зеркала с наружным серебрением. Их можно только
обмахивать мягкой кисточкой (куньей или барсучьей). Кисточка
должна быть сухой и чистой. Если нет уверенности в чистоте кисточ-
ки, ее следует промыть эфиром или чистым бензином и просушить.
Если на зеркале обнаружится пятно (например, масляное), оно
может быть удалено осторожным протиранием чистой сухой замшей.
В случае повреждения слоя серебра, мешающего нормальной рабо-
те, зеркало нужно заново посеребрить или, что целесообразнее,
алюминировать.
При пользовании приборами с зеркалами наружного серебрения
необходимо избегать резких изменений температуры, так как под
влиянием мелких капель влаги, осаждающихся на поверхность
зеркала, слой лака съеживается и отстает от посеребренной поверх-
ности.
Чистку зеркал с наружным алюминиевым слоем не следует про-
изводить сухой тряпкой или ватой, так как эти зеркала легко повре-
дить при неаккуратной чистке. Во время чистки при незначительном
нажиме даже мягкой, но сухой ватой, можно поцарапать мягкий
слой алюминия. Чистка должна производиться следующим образом:
куском длинноволокнистой обезжиренной ваты, смоченной в эфире,
спирте или очищенном бензине, легкими движениями, без нажима,
производят обмывание поверхности зеркала. В процессе чистки не-
обходимо следить за тем, чтобы вата все время была мокрой. При-
меняемые промывочные жидкости должны быть настолько чисты,
чтобы после испарения на поверхности зеркала не оставалось ка-
ких-либо осадков.
Промывку повторяют до тех пор, пока зеркало после испарения
реактива не станет совершенно чистым, без пятен. После каждой
протирки меняют вату. Алюминированные зеркала можно промы-
вать также мыльной водой, применяя нейтральное мыло.
Так как зеркало проектора, предназначенное для работы с верх-
ним освещением, может запылиться также с обратной стороны, то
и эту сторону следует вычистить кисточкой. Если чистка этим спо-
собом недостаточна, нужно произвести чистку смоченной в бензине
ватой, навернутой на конец тонкой деревянной палочки.
В проекторах чистка главного (проекционного) зеркала более
затруднительна, поэтому следует особенно тщательно предохра-
нять его от пыли и повреждений. Для этого необходимо пользовать-
ся имеющейся предохранительной крышкой, которую осторожно
надевают, чтобы не поцарапать зеркало. Помимо этого, прибор дол-
жен быть закрыт занавесью, которую нужно вытряхивать не реже
одного раза в неделю.
434
Для чистки главного зеркала последнее снимают с прибора
и кладут на стол зеркальной поверхностью вверх. При установке
зеркала на место нужно особенно следить за тем, чтобы к отража-
тельной поверхности его ничем не прикоснуться.
Зеркала изготовляют несколькими способами в зависимости от
их назначения. Подробные сведения об этом приводятся в литера-
туре [3].
ИЗГОТОВЛЕНИЕ СТЕКЛЯННЫХ ЭКРАНОВ ПРОЕКЦИОННЫХ
ПРИБОРОВ И ПРЕДМЕТНЫХ СТЕКЛЯННЫХ ПЛАСТИН
Качество экрана в значительной степени влияет на четкость про-
ектируемого на него изображения. Основные требования, предъяв-
ляемые к стеклянным экранам, сводятся к следующему: стекло не
Фиг. 231. Вырезание круглой стеклянной заготовки.
должно иметь окрашенности; в поле зрения не должно наблюдаться
пузырей, свилей, выколок и других дефектов. Поверхность стекла
должна быть равномерно и тонко заматирована зернистым слоем.
Экраны проекторов приходится заменять в редких случаях,
в основном вследствие их поломки. Царапины, забоины и тому по-
добные дефекты появляются на экранах приборов, когда экран
служит одновременно предметным столом, на котором устанавли-
вается образцовая деталь, чертеж или измерительный инструмент
(угольник, угломер, масштабная линейка) для измерения проекти-
руемого профиля.
Предлагаемый ниже метод может быть также применен для из-
готовления предметных стеклянных пластин для столов проекцион-
ных приборов, инструментальных микроскопов некоторых типов
и др. Для экранов проекторов можно применять зеркальное стекло
толщиной 2,5—3 мм. После тщательного осмотра стеклянной плас-
тины выбирают на ней участок нужного размера, удовлетворяющий
приведенным выше требованиям. Затем при помощи алмаза или
ролика из твердого сплава прорезают стекло по линейке. Повернув
после этого стекло прорезью вниз, слегка ударяют молоточ-
ком по линии прорези. От ударов стекло трескается ровно по наме-
ченной прорези. Отделив таким образом от листа квадрат, намеча-
ют круг. Для этого применяют простое устройство, показанное на
фиг. 231,а, или используют сверлильный станок (фиг. 231,6).
28*
435
Стекло по окружности прорезают алмазным карандашом, при-
меняемым для резки стекла. После прорезания, слегка постучав
молоточком по линии прорези с обратной стороны и придерживая
стекло левой рукой, осторожно обламывают стекло плоскогубцами.
При этом сжимают угол стекла и поворачивают плоскогубцы на
четверть оборота в правую сторону. При обламывании стекла необ-
ходимо соблюдать осторожность и пользоваться очками для защи-
ты от осколков и стеклянной пыли.
Кругление стекла производится на вертикально-сверлильном
станке при помощи латунной оправки 1 (фиг. 232), к которой при-
крепляется заготовка. Предварительно заготовку промывают чи-
стым бензином, протирают и затем немного подогревают на элект-
рической плитке или газовой горелке. На плиту помещают ровную
стальную пластину толщиной 10—15 мм, на которую кладут два
листа белой бумаги, и на них укладывают стеклянную заготовку.
После подогрева в течение 10—15 мин. на поверхность стекла нано-
сят слой клея, имеющего свойство расплавляться при легком нагре-
вании.
В качестве такого клея применяют смесь, состоящую из однрй
части чистого желтого воска и шести частей канифоли. Канифоль
расплавляют, добавляют воск и размешивают прежде чем смесь ос-
тынет. Заготовку наклеивают по возможности ближе к центру
оправки и слегка нажимают на заготовку, отчего лишний клей выдав-
ливается и выходит за ее края. Чем тоньше слой, тем прочнее
склейка. После того как оправка с заготовкой немного остынут, их
устанавливают на конус шпинделя станка. Вращая одной рукой
шпиндель, стекло центрируют и после окончательного охлаждения
приступают к дальнейшей его обработке.
Кругление стекла производят кольцом 2 с отогнутыми краями.
Кольцо согнуто из листового железа толщиной 1 —1,5 мм, шириной
20—30 мм. Диаметр кольца должен соответствовать окончательно-
му размеру диаметра экрана. Кольцом опоясывают заготовку и,
опустив шпиндель возможно ближе к столу, кладут кольцо торцом
на стол. Заготовка должна находиться при этом приблизительно
на середине высоты кольца. После этого, медленно вращая шпин-
436
дель, начинают кругление стекла. Держа отогнутые концы кольцаг
их понемногу сжимают, подбавляя в щели между кольцом и стекломГ
шлифовальный порошок. Периферию стеклянной заготовки обраба-
тывают до получения пластины правильной круглой формы, с чис-
тыми краями. Затем, сняв кольцо и продолжая вращение, снимают
небольшие фаски (0,2—0,3 мм) с краев стекла при помощи квад-
ратного электрокорундового шлифовального бруска длиной 150 мм.
В качестве абразива для обработки стекла применяют шлифоваль-
ные порошки последовательно № 150—180 и 240—280, смочен-
ные водой. Сняв оправку со стеклом со шпинделя, их слегка нагре-
вают описанным выше способом и отклеивают друг от друга.
У полученной таким образом круглой стеклянной пластины для
экрана матируют одну сторону. Перед этим стекло тщательно про-
мывают бензином и денатурированным спиртом, протирают и тща-
тельно осматривают его. На обеих поверхностях стекла не должно
быть глубоких царапин, забоин и выколок. Если поверхности срав-
нительно чисты, матируют одну из поверхностей травлением. При
этом матированию подвергается менее чистая поверхность. Если
на одной из поверхностей стекла имеются в большом количестве
царапины, то эту поверхность матируют шлифованием. Если обе
поверхности сильно повреждены, стекло необходимо прошлифовать
и довести, что выполняется на специализированном заводе.
Более простым способом получения заготовки является выбор
участка большого стеклянного листа, наиболее соответствующего
предъявляемым требованиям, и изготовление новой заготовки. Для
удобства обработки и возможности выбора стекла наилучшего ка-
чества рекомендуется производить обработку одновременно трех-че-
тырех стекол. Для этого вырезанные заготовки подогревают, склеи-
вают между собой клеем или расплавленным воском, затем при-
клеивают к оправке и обрабатывают на станке описанным выше
способом. После кругления стекла расклеивают легким подогревом.
Матирование стекла шлифованием производят на точной чугун-
ной плите. Абразивом служит шлифовальный порошок :№ 250—
320 — для предварительной обработки и М28 — для окончательной
обработки.
Порошок смачивается водой до кашицеобразного состояния
и наносится кисточкой тонким слоем на поверхность чугун-
ной плиты. Поверх слоя абразива накладывают матируемое стекло.
Для удобства работы к стеклу с обратной стороны приклеивают
шеллаком деревянный брусочек, служащий в качестве ручки. Стекло
шлифуют, держа за брусочек, и с легким нажимом перемещают не-
большими кругами по плите до получения ровной тонкой матовой
поверхности, не имеющей в поле зрения царапин и других дефектов.
После матирования стекло тщательно промывают водой, затем бен-
зином, тщательно протирая его после каждой промывки.
Матирование поверхности травлением производят плавиковой
кислотой; хлористый водород, растворяя кремниевую кислоту и об-
разуя хлористый кремний, разъедает поверхность стекла. Обычно
для этой цели пользуются 50%-ным раствором хлористого водоро-
437
да или плавиковой кислотой, хранящейся в каучуковом либо свин-
цовом сосуде со свинцовой крышкой.
Плавиковую кислоту можно также хранить в стеклянной бутыл-
ке, покрытой изнутри слоем воска или парафина. Для этого в бу-
тылку наливают до верха расплавленный воск или парафин и тут
же выливают, после чего на стенках остается слой воска, достаточ-
ный для предохранения бутылки от разъедания.
Ввиду большой гигроскопичности плавиковой кислоты частое
открывание сосуда влечет за собой понижение концентрации ее.
Перед травлением стекла свинцовый сосуд с кислотой помещают
в песчаную баню, нагреваемую электроплиткой приблизительно
до 30°. Подогревание сосуда с плавиковой кислотой имеет целью по-
высить действие паров последней. Раствор кислоты дымится на воз-
духе и дает сильно разъедающие и весьма ядовитые пары, которы-
ми и пользуются для травления поверхности стекла. Обратную сто-
рону стекла, не подвергающуюся травлению, предохраняют от паров
кислоты посредством нанесения на разогретую пластину тонкого
защитного слоя — основы.
Основой могут служить воск, парафин, пицеин, смесь из 4 час-
тей воска и 1 части каучука или смесь из 4 частей белого воска,
2 частей мастики, 1 части асфальта и 1 части скипидара. Последняя
смесь в течение получаса поддерживается в расплавленном состоя-
нии, для того чтобы осели загрязняющие примеси.
Верхнюю часть расплавленного вещества сливают, дают остыть
и придают застывшей массе форму шара. Для получения на стекле
защитного слоя проводят изготовленным комом, завернутым в шелк,
по разогретому стеклу; при этом смесь распределяется по поверх-
ности тонким слоем. Для защиты поверхности стекла можно также
применять древесную или торфяную смолу, озокерит (горный воск)
и технический парафин.
В качестве основы рекомендуется мастика, состоящая из смо-
лы (50%) и технического парафина (50%) или из озокерита (60—
70%) и парафина (40—30%). Изделие, погруженное в мастику или
облитое ею, покрывается ровным сплошным тонким слоем. После
извлечения из мастики стекло ставят на ребро для лучшего стека-
ния излишней мастики.
Основные требования, предъявляемые к защитной основе, сводят-
ся к следующему. Мастика не должна иметь посторонних примесей.
Загрязненная мастика неизбежно ведет к браку (затравлению стек-
ла, плохому качеству штрихов при их нанесении и др.). Поэтому же-
лательно мастику процеживать в расплавленном состоянии через
мелкое проволочное сито или через марлю либо осаждать в горячем
виде в высоком сосуде. Мастика не должна плавиться при темпера-
туре ниже 25—30° и не должна отставать от поверхности стекла
после застывания.
Пластичность, вязкость и прочность мастики можно изменять
небольшим добавлением канифоли (0,5—1,5%).
После окончательного затвердевания слоя мастики тщательно
проверяют на свет качество защитного слоя, затем на стекло наносят
438
нужные штрихи и подвергают травлению (у экранов для проекторов
защитным слоем покрывается только одна сторона).
Травление производят в парах плавиковой кислоты, которую на-
ливают в слегка подогретую свинцовую ванну. Стекла подвергаются
действию паров от 30 сек. до 2 мин., в зависимости от сорта стекла,
концентрации плавиковой кислоты и влажности воздуха. В целях
предосторожности во время травления стекла последнее удобно при-
креплять к какой-нибудь дощечке при помощи воска. После оконча-
ния травления стекло обмывают водой, чтобы остановить дальней-
шее действие кислоты. Поеле этого защитный слой смывают бен-
зином.
При использовании для травления газообразной плавиковой ки-
слоты поверхность стекла получается матовой; при употреблении
кислоты в жидком виде стекло остается прозрачным. Поверхность
экранов, травленных газообразной плавиковой кислотой, получается
тонкоматовой и хорошо пропускает свет.
После матирования стеклянного экрана шлифованием или трав-
лением на него наносят нужные штрихи, если эго предусмотрено
конструкцией.
Нанесение сеток на экранах производят по защитному слою.
Стекло экрана промывают бензином, чистым спиртом-ректификатом
и эфиром и помещают на металлическую пластину электрической
плиты, температура которой не должна превышать 125°. Стекло по-
догревают до такой температуры, чтобы его еще можно было дер-
жать рукой, затем снимают с плиты, пользуясь ватой или мохнатой
тряпкой, и укладывают на стол, подложив чистый лист белой бума-
ги. Поверхность, подлежащая гравированию (обычно это сторона,
обратная матированной), должна быть обращена наружу.
Поверхность грунтуют мастикой в расплавленном виде так, что-
бы слой ее был тонким и покрывал всю поверхность стекла.
Если слой получился толстым или неравномерным, то стекло сно-
ва подогревают, поместив его на плитку не более чем на 2—3 мин.,
после чего защитный слой, растекаясь по стеклу, выравнивается и
становится блестящим. Стекло охлаждают, просматривают на свет,
и, если в защитном слое не обнаружено царапин, точек и незагрун-
тованных мест, стекло готово для нанесения на нем линий.
Сетка наносится иглой, изготовленной из твердой закаленной
стали. Толщина штриха зависит от толщины острия иглы. Для нане-
сения штрихов можно применять наиболее тонкие швейные иглы.
Перец употреблением иглы нагревают добела и закаливают в масле,
после чего дополнительно заостряют бруском «Индия» или «Аркан-
зас». Острие проверяют с помощью лупы или на инструментальном
микроскопе. Обработанные таким образом иглы могут служить для
нанесения штрихов толщиной от 0,01 мм.
При нанесении штрихов иглой прорезают защитный слой до со-
прикосновения ее со стеклом. Следует учесть, что толщина прорезан-
ного штриха после травления увеличивается примерно на 10%. Ма-
стика должна легко прорезаться иглой и полностью сниматься с по-
верхности стекла. Игла не должна быть чрезмерно нагружена во
439
избежание быстрого ее притупления. Для этого применяют проти-
вовес, подбираемый по месту. Штрихи нужно наносить осторожно,
чтобы в конце штриха не образовались завалы. Особенно осторож-
ным нужно быть при нанесении перекрещивающихся линий.
Для нанесения штрихов на экране можно использовать универ-
сальный микроскоп старой модели, имеющий для этих целей приспо-
собление. Нанесение штрихов на экране проектора на микроскопе
новой модели возможно при помощи специального приспособления,
укрепляемого на тубусе микроскопа (см. фиг. 227).
На экранах размером до 200 мм нанесение штрихов на микроско-
пе производится с одной установки, а на экранах размером свыше
200 до 400 мм— с двух установок. При второй установке стекла его
ориентируют по штрихам, нанесенным при первой установке.
При травлении нарезанных линий последние заполняют плави-
ковой кислотой либо (если экран невелик и хорошо защищен мас-
тикой) стекло опускают в ванну с кислотой на несколько секунд
(2—5), после чего тщательно промывают водой. Травление также
можно произвести в парах плавиковой кислоты в течение 5—20 сек.
в зависимости от приведенных выше условий и толщины линий.
Для определения режима нанесения штрихов и травления обыч-
но предварительно производят пробное нанесение и травление штри-
хов на другом стекле. После травления стекло промывают водой
для предохранения от дальнейшего действия кислоты, затем тща-
тельно промывают бензином и удаляют таким образом защитный
слой с пластины. После удаления основы стекло промывают спиртом
и протирают чистым полотняным полотенцем.
В процессе нанесения и травления штрихов на стекле нужно сле-
дить за тем, чтобы не поцарапать защитный слой, так как это мо-
жет привести к порче стекла.
После травления и чистки стекла тонкие штрихи (до 0,05 мм)
заполняют краской. Для этой цели пользуются различными краска-
ми и составами, но чаще всего черной масляной и типографской
красками. Краску наносят на штрихи пальцем и втирают ее в
штрихи.
Избыток краски осторожно снимают бумагой. Затем стекла на-
гревают на плитке при температуре 50—60° в течение 2 час. Тол-
стые линии (свыше 0,05 мм) можно чернить блестящим лаком,
употребляемым для лакирования металлических деталей. Лак нано-
сят таким же образом и прогревают на плитке в течение 4 час. При-
готовленные таким образом стекла можно мыть бензином или спир-
том не нарушая качества штрихов.
Для заполнения штрихов краской можно также использовать со-
став: эмалевых белил 5 весовых частей, магнезии 2 части, сиккати-
ва 2 части, грушевой эссенции 0,1 части.
Заполнителем может служить окись меди, разведенная в жидком
стекле. Часто практикуется применение сажи с олифой. Так, напри-
мер, на закопченное стекло (от керосиновой лампы или зажженного
фитилька, смоченного керосином) наносят две-три капли олифы,
которые хорошо растирают пальцем, после чего смесь втирают в
440
штрихи экрана. Удалив затем со стекла смесь (не задевая штрихов),
втирают постепенно сухую сажу, удаляя каждый раз с поверхности
шкалы лишнюю краску. После заполнения штрихов экран тщатель-
но промывают бензином, протирают чистым полотенцем и, не прика-
саясь к нему руками, устанавливают на прибор.
Зачерненные линии сетки экрана должны быть сплошными и не
должны просвечивать. Края этих линий должны быть ровными. По-
следнее условие полностью зависит от качества нанесенных по за-
щитному слою линий и режима их травления. Качество нанесения
штрихов зависит от состава защитного слоя, который не должен
быть хрупким. Нанесение штрихов нужно производить сразу после
остывания заготовки, покрытой защитным слоем. Игла должна
быть ровной и хорошо заостренной. Скорость движения иглы (или
заготовки под иглой) должна быть небольшой (около 30 мм/сек);
величина ее определяется в процессе нанесения пробных линий на
другом стекле и зависит от состава основы, состояния иглы и слож-
ности сетки.
Указанными выше способами можно также изготовить сетки и
для других целей. В процессе травления обращаться с плавиковой
кислотой следует чрезвычайно осторожно. Работающие с ней долж-
ны надевать резиновые перчатки и избегать непосредственного воз-
действия ее паров. Рекомендуется пользоваться вытяжным шкафом
и поблизости от места травления иметь сосуд с аммиачной водой, в
которую можно было бы погрузить руки при несчастном случае.
Эту воду также можно использовать для промывания принадлеж-
ностей, которыми пользуются при травлении.
ВОССТАНОВЛЕНИЕ ОПТИЧЕСКИХ ДЕТАЛЕЙ ИЗМЕРИТЕЛЬНЫХ
ПРИБОРОВ
В процессе эксплуатации оптических измерительных приборов
некоторые оптические детали по разным причинам приходят в не-
годное состояние. К таким деталям относягся глазные линзы окуля-
ров микроскопов, реже передние линзы объективов. Эти линзы пор-
тятся со временем чаще всего вследствие плохого ухода за прибо-
рами, протирки их грязными тряпками или ватой, загрязненного воз-
духа помещения, в котором они находятся. Часто выходят из сгроя
передние линзы объективов и глазные линзы микроскопов, смонти-
рованных на резьбошлифовалъных и профилешлифовальных стан-
ках. Линзы этих микроскопов ничем не защищены и обмываются
охлаждающей эмульсией, смешанной с абразивами.
Нередки случаи поломки линз нижнего освещения приборов.
У многих универсальных микроскопов линзы нижнего освещения
имеют выколки, трещины, глубокие царапины и несколько замати-
ровапную поверхность.
У большинства приборов предметные стекла имеют цаоапины,
матовость, трещины и выколки, что в значительной степени ухуд-
шает отчетливость изображения измеряемого предмета и утомляет
зрение наблюдателя.
441
Иногда вполне пригодный по всем элементам прибор нельзя
использовать ввиду непригодности одной из указанных оптических
деталей. В этих случаях поврежденную оптическую деталь необхо-
димо восстанавливать. Ниже приводятся методы восстановления
оптических деталей, которые можно осуществить в обычной юстиро-
войной мастерской, имеющейся на машиностроительном заводе.
Естественно, что ряд операций, необходимых для изготовления
новых оптических деталей, не всегда можно осуществить ввиду от-
сутствия нужных для этого приспособлений и измерительных
средств. Тем не менее даже при минимальных средствах, но при
наличии достаточного опыта, некоторые оптические детали механик-
юстировщик сможет изготовить собственными силами.
Для успешного проведения работ по восстановлению поврежден-
ных оптических деталей механик-юстировщик должен предваритель-
но обеспечить свое рабочее место необходимыми для этого мате-
риалами и приспособлениями.
Основные материалы, приспособления и оборудование, необходи-
мые при восстановлении оптических деталей. При обработке оптиче-
ских деталей требуются вата, полотенце, чистые тряпки, концы,
спирт-ректификат и денатурат, бензин авиационный, канадский баль-
зам, воск пчелиный чистый, шеллак, вар и другие компоненты, необ-
ходимые для составления клеев и смол указанных ниже составов,
а также для приготовления смеси для склейки и полирования сте-
кол.
Следует иметь все необходимые для ремонта стекол шлифующие
и полирующие смеси в порошках, брикетах, а также полотна. Кро-
ме того, необходимо иметь латунные чашки для шлифования и поли-
рования выпуклых и вогнутых линз определенных радиусов, плоские
латунные диски для шлифования и полирования плоских оптиче-
ских деталей, деревянную круглую палочку или ручку, нож,
шабер, электрическую плитку (если нет газовой горелки), спир-
товку.
На рабочем месте должны быть банки емкостью 0,2 л для воды,
крокуса и шлифовальных порошков. Для нанесения абразивов и
подбрызгивания воды необходимо иметь набор волосяных беличьих
кисточек, каждая из которых должна быть строго предназначена
для определенного абразива или для воды.
Крокус и шлифовальные порошки должны быть предварительно
разведены в воде и находиться в банках.
Все порошки и материалы должны храниться в чистой стеклян-
ной посуде, с тем чтобы порошки между собой не перемешивались,
а также не попадали на протирочные материалы.
Из оборудования, необходимого для восстановления стекол, в
юстировочной мастерской должны быть часовой настольный токар-
ный станок и ножной станок для доводки стекол. Для измерения
стекол нужно иметь штангенциркуль, микрометр, набор шаблонов и
контршаблонов, плоские стеклянные пластины.
Восстановление поврежденных линз, ограниченных кривыми по-
верхностями, заключается в устранении появившейся в процессе
442
эксплуатации матовости, а также мелких и крупных царапин на на-
ружной поверхности линз и плоских пластин.
Небольшую матовость поверхности линзы, а также мелкие штри-
хи на ней можно устранить полированием поверхности стекла; для
устранения глубоких царапин требуется предварительное шлифова-
ние тонкими абразивными порошками с последующим полированием
поверхности линзы.
Для обработки линзы последнюю требуется вынуть из оправы.
Крепление линз в окулярах и объективах оптических измеритель-
ных приборов осуществляется различными способами. На фиг. 233,а
показано крепление линз задавливанием. В этом случае края метал-
лической оправы загибаются так, чтобы они плотно охватывали лин-
зу по всей окружности. Края оправы
загибаются на токарном станке спе-
циальным инструментом.
Обычно одновременно с задавли-
ванием производят центрировку лин-
зы относительно геометрической оси
оправы. Центрировку линзы контро-
лируют по отражению (зайчику) на
поверхности линзы, полученному от
помещенной вблизи линзы лампы.
Фиг. 233. Крепление линз в
оправах.
При совпадении оптической оси лин-
зы с осью оправы зайчик при вра-
щении не должен смещаться
(«бить»).
Иногда между линзой и загнутым краем оправы помещено про-
межуточное кольцо (фиг. 233,6). Закрепление линзы в окулярах
и объективах производится часто зажимными кольцами (фиг. 233,в).
При извлечении линзы, закрепленной в оправе задавливанием, необ-
ходимо загнутые фаски оправы разогнуть. Для этого линзу с опра-
вой осторожно зажимают в патрон настольного станка; затем, вра-
щая шпиндель станка рукой, острым скальпелем или специально
заточенным ланцетом осторожно разгибают загнутые края оправы.
При этом следят за тем, чтобы не поцарапать линзу и не повредить
оправу.
После ремонта линзу снова вдавливают в оправу, осторожно за-
гибая роликом края оправы.
Перед тем как приступить к ремонту поврежденных оптических
деталей, механик-юстировщик, не имеющий опыта в обработке сте-
кол, должен сначала попрактиковаться на других оптических стек-
лах. Для этого могут быть использованы линзы старых, негодных
окуляров и объективов, лупы и другие оптические детали. При ре-
монте этих деталей юстировщик должен приобрести определенные
навыки, нужные для восстановления и контроля оптических
деталей.
При ремонте линз не требуется пробных стекол, необходимых для
контроля вновь изготовляемых линз. Проверка ремонтируемых линз
производится по шаблонам.
443
Шаблоны (фиг. 234,«, б) изготовляются из листовой латуни или
железа толщиной 2 мм. Наиболее простой и достаточно точный спо-
соб изготовления состоит в следующем: в кусочке латуни квадратной
формы вырезают круг радиусом, равным радиусу поверхности по-
врежденной линзы. Затем металлическая пластинка с вырезанным
в ней отверстием разрезается пополам по диаметру окружности.
Таким образом получается шаблон 1 для контроля выпуклой линзы
Фиг. 234. Шаблоны для линз.
и шаблон 2, представляющий собой сегмент, который служит для
контроля вогнутого шлифовальника и полировальника. Шаблоны из-
готовляют по заранее определенному радиусу кривизны или, если
радиус неизвестен, шаблон подгоняют к поверхности ремонтируемой
линзы (фиг. 234,6) с точностью до 0,005 мм. В этом случае второй
шаблон подгоняют к первому шаблону. Шаблоны должны иметь по
окружности скошенный край для лучшей видимости просвета при
прикладывании шаблона к линзе или чашке.
Фиг. 235. Типы шлифовальников
и полировальников.
Фиг. 236. Правка диска и чашки.
После изготовления шаблонов по одному из них изготовляют
шлифовальник выпуклой, а по другому—вогнутой формы (фиг. 235)
в зависимости от конфигурации ремонтируемой линзы.
Шлифовальник подготовляют следующим образом: заранее выто-
ченную на станке чашку подгоняют к профилю шаблона, снимая
неровности чашки шабером и шкуркой.
Шабер должен иметь на конце острые слегка закругленные реб-
ра. Вращая чашку на шпинделе станка, острой круглой гранью ша-
бера нажимают на то место чашки, которое требуется срезать. Если
требуется срезать середину диска (фиг. 236л) или чашки
444
(фиг. 236,6), то середина стачивается к краю шабером равномерно,
во слабым нажимом; при этом чашка все время проверяется шабло-
ном, а диск — лекальной линейкой. После правки шабером латун-
ную чашку зачищают наждачной бумагой, затем притирают чугун-
ным притиром со сферическим концом. Радиус сферы должен быть
равен радиусу поверхности ремонтируемой линзы. Притир выполня-
ют также по шаблону.
При изготовлении новых линз притиром обычно служит одна из
заготовок линз. Притирку производят электрокорундовым микро-
абразивным порошком М20; если при этом шлифовальный поро-
шок равномерно шаржируется на поверхности латуни по всей чашке
и просвета при наложении шаблона не наблюдается, такая чашка
считается пригодной к ра-
боте.
Другая чашка, предназ-
наченная для шлифования
порошком М28, правится так,
чтобы при наложении на нее
шаблона на краях наблюда-
лись просветы. Это делается
для того, чтобы при шлифо-
вании чашкой микроабразив-
ным порошком М20 послед-
няя обрабатывала всю по-
фиг. 237. Ручки для крепления линз
при обработке.
верхность линзы, отшлифо-
ванной предварительно порошком М28. Если необходимо шлифовать
линзу еще более крупным шлифовальным порошком, изготовляют
соответствующую чашку таким же образом. Для ремонта линзы чаще
всего оказывается достаточным шлифование ее абразивом М14—
Ml0 в соответствующей шлифовальной чашке.
Необходимо учесть, что для шлифования линзы требуется при-
менять чашки, предназначенные для обработки стекла порошком с
зерном определенной величины. Эти чашки должны иметь различ-
ную кривизну сферы.
Подгонку чашек производят последовательно — от чашек, пред-
назначенных для шлифования более тонкими порошками, к чашкам
для шлифования более грубыми порошками.
Шлифование линз. Неповрежденную сторону линзы покрывают
лаком, после чего приклеивают ее смолой к деревянной ручке (па-
лочке, фиг. 237,^), диаметр которой несколько меньше диаметра лин-
зы. Линза должна быть приклеена смолой так крепко, чтобы она не
отскакивала от палочки при шлифовании. Слой смолы между палоч-
кой и линзой не должен быть больше 2—3 мм. Отклейка линзы от
палочки неизбежно приводит линзу в негодность.
Наиболее употребительный способ наклейки линзы на ручку за-
ключается в следующем: варят состав, представляющий собой смесь
примерно из 70% шеллака и 30% вара (количество шеллака должно
быть таким, чтобы вар мог его связать). Состав наносят густой мас-
сой на один конец палочки, после чего ремонтируемую линзу, слегка
445
подогретую на спиртовке, приклеивают на палочку. Время, необхо-
димое для остывания линзы, настолько мало, что можно сразу после
склейки приступить к шлифованию.
Оптические линзы, особенно флинтовые,. требуют очень аккурат-
ного обращения. Нужно избегать ударов линз о шлифовальник^
так как при этом могут образоваться незаметные для глаз трещины,
на месте которых при полировании образуются выколки.
При шлифовании палочку с наклеенной на нее линзой берут тре-
мя пальцами правой руки, причем указательным пальцем производят
легкий нажим сверху на ручку. Шлифование производят электроко-
рундовым микроабразивным порошком М20. Если царапины очень
глубоки, то требуется предварительное шлифование линзы порош-
ком М28. Шлифовать следует до тех пор, пока латунная чашка не
будет совершенно черной.
Чтобы шлифовать линзу порошком М20 дочерна и не поцарапать
ее, нужно время от времени- дышать на шлифовальник; этого испа-
рения достаточно для увлажнения высыхающего шлифовального по-
рошка. При сбрызгивании водой линза может быть поцарапана шли-
фовалы-шком. В процессе шлифования необходимо передвигать руч-
ку с линзой; локоть правой руки должен при этом лежать на ста-
нине. Ручку передвигают от себя вперед и несколько вправо, как
указано на фиг. 237,6, причем палочка все время прокатывается
между пальцами.
После шлифования линзы порошком М20 приступают к полиро-
ванию ее. При шлифовании и полировании абразив на чашку нано-
сят кисточкой. Перед этим банку, в которой находится абразив с
водой, немного взбалтывают, дают отстояться 10—15 сек. и затем
набирают кисточкой из верхнего слоя. Погрешность радиуса линзы
после шлифования не должна превышать 0,003—0,006 мм. Для уве-
личения радиуса вогнутое стекло закрепляют на шпинделе столика,
а выпуклое зеркало — в руках. Для уменьшения радиуса поступают
наоборот.
Подготовка полировальника. Полировальную чашку изготовляют
из латуни; она должна иметь радиус закругления на 1—2 мм боль-
ший, чем радиус полируемой поверхности линзы. Это необходимо для
того, чтобы слой смолы был равномерным по всей поверхности чаш-
ки. Полировальная чашка, кроме того, должна быть достаточно глу-
бокой, с тем чтобы края линзы были ниже краев полировальника
примерно на 1,5—2 мм.
Чашку нагревают до температуры плавления полировочной смо-
лы (50—60°), на которой будет полироваться линза. Смолу разби-
вают на мелкие кусочки и кладут в чашку, где она начинает пла-
виться. Нагрев чашки должен быть таким, чтобы смола расплавилась
не до жидкого состояния, а оставалась густой массой тестообразно-
го вида.
Если смола перегрета и стала жидкой, необходимо дать ей остыть.
Смолу равномерно распределяют по поверхности чашки пальцами,
смоченными водой. Это следует делать быстро, чтобы чашка не
слишком остыла. Когда образуется достаточно равномерный слой
446
смолы толщиной в среднем 2 мм, смолу окончательно выравнивают
линзой, которую предстоит полировать. Чтобы смола не пристала
к линзе, ее смачивают водой или крокусом. Если все же к линзе при-
стала смола, ее нужно полностью удалить бензином или спиртом.
Если смола настолько застыла в чашке, что больше не выравнивает-
ся, чашку слегка подогревают и смолу окончательно1 выравнивают.
Чтобы убедиться в том, что полученная поверхность чашки цент-
рирована, слегка смачивают смолу (что делает ее поверхность отра-
жающей) и направляют на нее пучок света от лампы. Если поверх-
ность чашки центрирована, то световой блик на чашке (зайчик) бу-
дет неподвижным при ее вращении. В противном случае приходит-
ся центрировать поверхность чашки надавливанием на смолу в опре-
деленных точках. Эту операцию необходимо производить быстро, до
затвердевания смолы.
После полного выравнивания смолы на полировальник наносят
крокус, и, пока полировальник еще не остыл, начинают полирование
линзы. При изготовлении полировальника необходимо соблюдать
чистоту рук. На одежде не должно быть наждачной пыли; ремонт
линзы должен происходить в помещении, изолированном от проник-
новения шлифовальной пыли. Соблюдение чистоты является одним
из основных условий успешного восстановления оптических деталей.
Приготовление смолы для полировальника. В металлическом со-
суде расплавляется канифоль, и в нее пускается чистый вар. Тща-
тельно промешивая смесь и не давая ей кипеть, но постепенно
повышая температуру смеси, доводят последнюю до жидкого состоя-
ния. Одновременно приготовляют совершенно чистую банку и сверху
накладывают сложенную вчетверо марлю, сквозь которую процежи-
вают полученную смесь. Чем жиже расплавлена смола, тем больше
слоев (до восьми) марли можно применить для процеживания
смолы. После фильтрования смоле дают остыть, затем размельчают
и готовят полировальники описанным выше способом.
Смесь смолы для полирования берется в следующем составе:
при полировании крона — канифоли 1,0—1,25 части, вара 1,0'
часть;
при полировании флинта — канифоли 0,8—1,0 часть, вара 1,0—
1,5 части.
Чаще всего соотношение обоих компонентов берется из расчета
Полировальный крокус представляет собой соединение железа
с кислородом Fe2O3. В зависимости от толщины зерна крокус назы-
вается флинтовым, т. е. предназначенным для полирования стекол,
называемых флинтовыми; этот крокус имеет более тонкое зерно.
Для полирования кроновых стекол применяется крокус кроновый..
У этого крокуса зерно более грубое, чем у флинтового.
Полировальный крокус продается в готовом виде, спрессован-
ным в брикеты.
Полирование линз. Линзы полируют следующим образом. Ручку
с приклеенной линзой опускают в полировальник, смоченный водой
с крокусом. Приводя в движение шпиндель станка, начинают пере-
447
.двигать ручку. Положение руки при этом, а также движение ручки
с линзой должны быть такими же, как при шлифовании. Линза не
должна проходить через центр полировальника; центр линзы должен
быть смещен немного влево, если полирование производят правой
рукой, и вправо, если полирование ведут левой рукой. Сильно вы-
водить ручку с линзой за чашку нельзя, так как при этом будет
шлифоваться ручка.
Линзу контролируют шаблоном, при наложении его на линзу не
должно наблюдаться просвета, превышающего 1—2 мк. Поверх-
ность линзы просматривается сквозь лупу; на поверхности линзы не
должно наблюдаться точек, оставшихся от прежних дефектов или
после шлифования и полирования.
Контроль поверхности -линзы производят под лампой 50 вт. При
этом, если уловить отражение нити накала лампы от повернхости
линзы, то рядом с изображением нити можно хорошо различать
.малейшие дефекты, имеющиеся на поверхности линзы.
Отполированные линзы, если они не склеены, кладут в сосуд
с денатуратом; если линзы склеены, их нужно погружать в бензин.
В процессе обработки склеенной линзы, при чистке ее спиртом,
следует избегать попадания спирта на места склейки, так как он рас-
творяет клей, которым линзы склеены.
Продержав линзу некоторое время в промывающей жидкости, ее
очищают от смолы и крокуса мягким полотенцем. Особенно аккурат-
но следует промывать флинтовые линзы, которые можно легко
поцарапать.
Полирование плоскостей. Плоский полировальник изготовляют
так же, как сферический. Нагревают шайбу, на которую насыпают
мелкораздробленную смолу, и когда смола легко расплавится, пре-
кращают нагрев. Смола окончательно расплавится на шайбе вслед-
ствие избытка в ней тепла. Шайбу со смолой в мягком виде закреп-
ляют на шпинделе станка и выравнивают слой смолы стеклянным
диском. Для этого можно применять плоскую стеклянную пластину.
Смолу, свисающую на краях шайбы, счищают и снова слегка подо-
гревают полировальник (если он остыл), после чего наносят на
смолу крокус. Диаметр полировальника должен быть на 5—10 мм
больше диаметра полируемой поверхности; края полировальника
должны быть немного подрезаны, иначе в процессе полирования
образуется выпуклость.
При полировании поверхности плоского стекла на полироваль-
нике производят острым ножом неглубокие резы (канавки), причем,
если в центре полируемой детали имеется яма, то резы делаются
в середине полировальника; если на полируемом стекле имеется
бугор, то резы наносят по краям полировальника. Резы на полиро-
вальнике образуются по спирали от прямолинейного перемещения
.ножа по вращающемуся диску полировальника.
Плоскостность полируемой поверхности проверяют плоской
'Стеклянной пластиной. Неплоскостность обработанной поверхности
не должна превышать 0,5 мк. Перед проверкой стеклу надо дать
остыть в течение 20—30 мин.
448
При полировании линзы последняя также приклеивается к па-
лочке. Палочке с линзой сообщается возвратно-поступательное
и круговые движения в направлении, противоположном вращению
полировальника. После каждого круга палочка с линзой немного
поворачивается пальцами. После каждых нескольких кругов поверх-
ность линзы промывают лежащей в ванночке мокрой ватой и про-
тирают чистым сухим полотняным полотенцем. Затем, смахнув
кисточкой пыль с доводимой поверхности детали, производят тща-
тельную проверку ее. При наличии глубоких царапин, которые не-
возможно устранить полированием, поврежденную поверхность
линзы шлифуют на медном или латунном диске. Рабочая поверх-
ность диска должна быть хорошо прошлифована и не должна иметь
раковин или мелких углублений, в которые мог бы собираться
абразив; при проверке диска лекальной линейкой не должно наблю-
даться просвета. В процессе обработки необходимо следить за тем,
чтобы поверхность шлифовального диска была ровной.
Шлифование производят следующим образом: на диск наносят
кисточкой слой абразива, смоченного водой. В качестве абразива
применяют электрокорундовый порошок М14 или М10 (редко более
грубый порошок) в зависимости от глубины рисок на линзе. Затем,
держа палочку с приклеенной к ней линзой обеими руками и упи-
раясь указательным и средним пальцами в линзу, ее кладут на вра-
щающийся диск. Слегка нажимая на линзу, шлифуют ее, производя
движения от середины по овальной кривой в направлении, противо-
положном вращению шлифовального диска. При шлифовании ука-
занным образом происходит равномерное срабатывание диска,
поэтому правка его требуется реже, чем при обработке линзы на его
краях. В процессе шлифования шлифовальник увлажняют дыханием.
После каждого оборота шлифуемую деталь поворачивают в ру-
ках. Линзу поворачивают, когда она находится ближе к центру
вращения диска, так как на краю диска линзу с палочкой при по-
вороте может вырвать из рук, особенно если абразив сработан.
Абразив не рекомендуется слишом срабатывать, так как линза
начинает сильно притираться к шайбе, вследствие чего при отрыве
линзы от диска возможно появление выколок и царапин. При ремон-
те линзы снимаемый с нее слой должен быть минимальным.
Ремонтируемую линзу нужно часто проверять (после каждых
4—5 оборотов). Для этого ее промывают, протирают и, внимательно
осмотрев, проверяют поверхность стекла. Неплоскостность шлифуе-
мой поверхности линзы не должна превышать 0,005 мм. Если дефек-
ты на поверхности линзы удалены или настолько малы, что могут
быть устранены на последующей операции, полируют линзу
крокусом.
ДОВОДКА ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ
Наличие на рабочих доведенных поверхностях деталей приборов
следов износа, царапин, коррозии и других дефектов мешает их
нормальной работе и часто ведет к погрешностям и нестабильности
показаний приборов.
29 Зак. 157
449
Доводка поверхности — операция, требующая практического
опыта и особых производственных условий. Доводочные работы
занимают большой объем при ремонте оптических приборов.^ Для
доводки поверхностей в условиях юстировочной мастерской не-
обходимо иметь следующее:
1) три доводочные шаржированные плиты;
2) стеклянную банку с бензином, закрытую резиновой пробкой
с воткнутым в нее проволочным стержнем, на конце которого укреп-
лена вага для набирания бензина и смачивания плиты;
3) кусок стеарина (100 г);
4) кусок ваты, перевязанной нитками в виде тампона для рас-
тирания бензина по поверхности плиты;
5) брусок «Арканзас»;
6) плоскую стеклянную пластину;
7) лекальные линейки, стеклянные притиры.
Брусок «Арканзас» служит для правки шаржированной поверх-
ности доводочной плиты (затупления острых зерен абразива). При
этом широкой стороной бруска с легким нажимом круговыми дви-
жениями проводят несколько раз по всей поверхности плиты. Брусок
применяют в начале доводки. Этим методом достигается окончатель-
ная доводка плиты до требуемой степени шаржирования; его при-
меняют чаще всего для третьей плиты. Размеры бруска «Арканзас»
20X20X50 мм. Для получения требуемой плоскостности брусок
правят на чугунной плите абразивным порошком № 240 и микро-
абразивом Ml4, смачивая водой. Затем брусок доводят на стеклян-
ном притире электрокорундовым микроабразивным порошком М7,
также смачивая водой.
Стеклянным притиром служит обычное толстое зеркальное
стекло, подвергнутое правке на чугунной плите таким же способом,
как и брусок «Арканзас». Правку стекла заканчивают микроабрази-
вом М10. После правки стекло должно иметь тонкую матовую по-
верхность.
Плоские стеклянные пластины служат для проверки плоскост-
ности деталей в процессе их доводки, а лекальные линейки — для
проверки плоскостности плит и брусков.
Для тонких деталей, доведенных с обеих сторон, рекомендуется
применять «контакт» (изношенная плитка размером 9—10 мм)^
к которому притирают доводимую деталь. Этим избегают нагрева-
ния обрабатываемой детали и ее прогиба. Если деталь имеет только
одну доведенную поверхность, вследствие чего она не может быть
притерта к контакту, то следует применить приспособление, в выем-
ке которого должна поместиться ремонтируемая деталь. Между
приспособлением и деталью устанавливают упругую прокладку (на-
пример, резиновую).
Приспособление должно обеспечивать полное соприкосновение
доводимой поверхности детали с плитой. В качестве притирочных
и доводочных плит можно применять обычные поверочные или раз-
меточные плиты, предварительно отожженные. Материалом для
450
плит служит ферритовый чугун с фосфидной эвтектикой; твердость
по Бринелю 130—150.
Обычно пользуются доводочными плитами размером 200X250
или 300X300 мм. Применяют также доводочные плиты размером
100X200 мм, получаемые разрезкой плит размером 200X200 мм.
Плиты указанных размеров удобно притирать и шаржировать,
а также доводить на них небольшие детали.
Рабочие поверхности доводочных плит должны быть шлифован-
ными или шабренными. Чем лучше отделана плоскость, тем легче
подготовка плит к доводке. Плиты поступают к доводчику в неокон-
чательно обработанном виде.
Для подготовки плит к доводке деталей необходима окончатель-
ная притирка их рабочих поверхностей.
Притирку производят при помощи электрокорундового микро-
абразивного порошка М14—Ml6, смешанного с незначительным
количеством керосина. Полученную смесь равномерно распределяют
по притирочной плите; затем на нее накладывают доводочную плиту
и притирают плиты до полной приработки одной к другой. Если
плита сильно изношена, то в процессе притирки приходится два-три
раза смазывать ее абразивной смесью.
После этого плиты притирают микроабразивным порошком после-
довательно М7, М5, а затем без абразива, смачивая рабочие поверх-
ности плит несколькими каплями керосина в смеси со стеарином.
Последние притирки производят до полного удаления крупных зерен
абразива, осевших в порах плиты; наличие этих зерен приводит
к царапинам на доводимых поверхностях. Зернистость абразивов
выбирают в зависимости от пористости плит.
На рабочем месте обычно бывает три доводочные и одна при-
тирочная плита. На этой плите притирают все три доводочные плиты
для получения одинакового качества рабочих поверхностей. Прити-
рочные плиты (размерами свыше 200X200 мм) должны, в свою
очередь, притираться друг к другу по методу трех плит. Притирку
производят на специально отведенном для этого верстаке. В процес-
се притирки плита должна перемещаться в разных направлениях.
Если при очередной притирке плиты плохо притираются, то следует
дать плите остыть, так как от нагрева при притирке нарушается ее
плоскостность.
После притирки плиты тщательно промывают бензином, проти-
рают чистыми сухими концами и проверяют плоскостность лекаль-
ной линейкой на просвет в нескольких направлениях.
Правку (притирку) доводочных плит производят периодически
при обнаружении погрешностей их рабочих поверхностей. Сроки
притирки плит зависят от степени их эксплуатации.
Шаржирование плит заключается во втирании зерен абразива
в рабочую поверхность плиты для придания ей режущих свойств.
Шаржирование плит производят электрокорундовым микроабразив-
ным порошком, смешанным с авиационным бензином.
Количество микроабразивного порошка составляет примерно 5 г
на 70 г бензина. По мере расходования бензина последний добав-
29*
451
ляют в банку до соответствующего объема при высоте столба жидко-
сти не менее 70—80 жж. Банку закрывают резиновой пробкой
с проткнутой через нее металлической проволочкой, на конце кото-
рой укреплена ватка. В смесь обычно добавляют стеарин в виде
тонко настроганных кусочков в количестве 0,5—1 г на 0,5 л доводоч-
ной смеси. Стеарин сохраняет абразив во взвешенном состоянии
и предохраняет от образования комков.
Для предварительного шаржирования плит применяют электро-
корундовый микроабразивный порошок М5, для чистового М3 и для
окончательного М2. Иногда для чистового шаржирования применя-
ют порошок более грубый, чем М2. Это зависит от пористости плит;
если пористость больше, абразив берут несколько грубее (смежный
номер порошка), что выявляется пробной доводкой. Перед смачива-
нием плиты смесь взбалтывают и дают ей отстояться в течение
110—15 сек.
Все три доводочные плиты шаржируют различно. На первую
плиту наносят более толстый, а на третью плиту — самый тонкий
слой абразива. Требуемая толщина слоя обеспечивается соответ-
ствующим количеством смеси, втираемой в плиту. Чем меньше этой
смеси, тем тоньше шаржирование. Плиты, шаржированные подоб-
ным образом, имеют сухую зеркальную поверхность. При предвари-
тельном шаржировании на плиту наносят небольшой слой стеарина,
затем наливают смесь абразивного порошка с бензином и расти-
рают пальцем до полного испарения бензина, после чего наливают
несколько капель (четыре-пять) керосина. Все это смешивают до
получения смазки, которую равномерно растирают по всей поверх-
ности плиты. После этого доводочные плиты накладывают одну на
другую и притирают до придания поверхностям плит режущих
свойств. Для равномерного распределения абразивного порошка
притирочную плиту смачивают чистым авиационным бензином.
При шаржировании плит порошок иногда втирается в плиту не-
достаточно; это может получиться, когда компоненты доводочной
смазки (стеарин, керосин, абразив) взяты в несоответствующих про-
порциях или время для отстаивания смеси не выдержано.
Чистовое шаржирование производят так же, как и грубое шаржи-
рование,, но стеарина наносят меньше и керосина наливают не более
трех-четырех капель. Окончательное шаржирование производят
аналогично грубому шаржированию, но при еще меньшем коли-
честве стеарина и керосина (две-три капли). При шаржировании
не должна нарушаться плоскостность доводочной плиты. Жела-
тельно на всех трех плитах получить некоторую выпуклость в пре-
делах до 3—4 мк на длине 200 жж. Эту выпуклость определяют
плоской стеклянной пластиной или лекальной линейкой.
Не все чугунные плиты шаржируются одинаково хорошо, поэтому
рекомендуется, пользуясь методом пробной доводки детали, отби-
рать из имеющихся плит чистовые, отделочные плиты (третьи).
Доводочные плиты шаржируют периодически, примерно через
8 час. работы. Недостаточно шаржированные или изношенные до-
водочные плиты вызывают на доводимой поверхности деталей
452
желтизну, подобную прижогу при шлифовании изделий. Появление
желтизны нежелательно и является признаком низкого качества
доведенной поверхности. Пригодность плит устанавливается в про^-
цессе работы по степени их активности. Для этого применяют не-
сколько пробных приемов доводки. Не следует производить доводку
дольше, чем это требуется, во избежание потери активности
плит.
Окончательная подготовка доводочных плит к работе произво-
дится после их шаржирования. Плиты вытирают и на них наносят
незначительное количество бензина, распределяемого куском ваты
(тампоном) по всей поверхности плиты, и приступают к доводке
детали последовательно на предварительной, чистовой и оконча-
тельной доводочных плитах. Если при доводке третья плита окажет-
ся излишне активной, то ее правят бруском. После этого снова
смачивают плиту бензином и растирают той же ватой, которой рас-
тирают смазку. Доводочные плиты после восьми-десяти доводок
снова покрывают слоем стеарина, смачивают одной-двумя каплями
керосина. Таким способом сохраняется активность поверхности
доводочных плит в эксплуатации.
Перед доводкой ремонтируемую деталь тщательно промывают
в авиационном бензине и насухо вытирают чистым полотенцем.
Если на ремонтируемой поверхности имеются следы износа, за-
боины, глубокие царапины или коррозия, то необходимо произвести
дополнительную подготовку к доводке. Обнаруженные дефекты
заглаживают при помощи бруска «Арканзас», который предвари-
тельно правят на чугунной плите абразивным порошком № 100.
Брусок легким нажимом передвигают по поврежденной поверхности
детали.
Если этого недостаточно для устранения имеющихся пороков по-
верхности детали, нужно произвести предварительную доводку
последней на чугунной плите. Абразивом служит паста ГОИ 4 мк.
После обработки поверхности детали бруском «Арканзас» на плиту
для предварительной доводки наносят небольшое количество бензи-
на, пасту ГОИ 4 ж и четыре-пять капель керосина. Все это равно-
мерно растирают куском ваты.
На доводочную плиту кладут ремонтируемую деталь и прижима-
ют ее пальцами обеих рук таким образом, чтобы она всеми точками
прилегала к поверхности доводочной плиты. Затем деталь легким
равномерным нажимом притирают на плите.
Если деталь круглая, то доводку производят смешанными движе-
ниями, т. е. возвратно-поступательными и круговыми.
При обработке прямоугольных деталей прибегать к смешанным
движениям не рекомендуется во избежание завала углов. В этом
случае движения должны быть только возвратно-поступательными
и направленными несколько в сторону от направления основного
движения.
Если исправить поверхность детали описанным выше способом
нельзя, то перед доводкой ремонтируемую поверхность нужно про-
шлифовать.
30 Зак. 157
453
Если при доводке требуется выдержать размер детали, то следу-
ет оставить припуск под окончательную доводку примерно
0,003—0,005 мк.
После устранения неровностей на поверхности детали послед-
нюю равномерным нажимом доводят на первой доводочной плите,
затем на более тонко шаржированных второй и третьей доводочных
плитах. Метод доводки во всех случаях одинаковый.
Иногда при доводке на хорошей плите доводимая поверхность
может оказаться выпуклой или вогнутой. Выпуклость получается
вследствие разности температур плиты и рук доводчика (и^следо-
вательно, доводимой детали); особенно это может иметь место при
доводке тонких деталей. В этом случае требуется охладить руки на
плите, одновременно тем самым немного подогревая плиту. При
слишком нагретой плите на доводимой поверхности может образо-
ваться вогнутость (лощина). Исходя из этого следует внимательно
следить за температурой рук, доводимой детали и плиты. Опытный
доводчик, пользуясь этим, может при доводке получить доведенную
поверхность с требуемой плоскостностью даже на плитах, плоскост-
ность которых недостаточно выдержана.
В зависимости от требований, предъявляемых к качеству поверх-
ности ремонтируемой детали, можно при доводке ограничиться
одной первой плитой или только первой и второй плитами.
Доводку можно производить также на одной плите, заменяющей
три доводочные плиты. Для этого части плиты растирают бруском
«Арканзас» различно: одну часть плиты вовсе не растирают; сред-
нюю часть слегка растирают, проводя несколько раз широкой сторо-
ной бруска по ее поверхности круговыми движениями с легким на-
жимом; третью часть плиты растирают несколько больше второй
части.
На такой плите с различной активностью отдельных участков
можно производить предварительную, чистовую и окончательную
доводку деталей.
СПОСОБЫ ПРИГОТОВЛЕНИЯ СМАЗОК
Для смазывания вращающихся деталей, в которых закрепляют
оптические детали, рекомендуется применять смазку, к которой
в качестве загустителя примешивается воск или, что более жела-
тельно, ланолин. Смазки выдерживаются в течение 2 час. при
180—200° для удаления летучих частей.
Трущиеся поверхности окуляров, вращающихся частей штрихо-
вой и револьверной головок рекомендуется покрывать смазкой,
состоящей из следующих компонентов: вазелиновое масло 70%;
церезин белый 14%; ланолин 8%; озокерит 8%; гашеная известь
0,05% или вазелиновое масло 65%; церезин белый 14%; воск пчели-
ный 20,5% и известь гашеная 0,5%.
Для смазки столов инструментального микроскопа, горизонталь-
ного оптиметра и др. можно применять смесь из желтого воска
с вазелином в равных пропорциях. Густота смазки регулируется ко-
личеством воска, являющегося загустителем смазки.
454
Смесь нагревают до 200°, выдерживают при этой температуре
в течение часа, затем охлаждают до 100° и выливают в другую по-
суду для дальнейшего охлаждения. В зависимости от скорости
охлаждения можно менять и вязкость смазки.
Смазка для трущихся поверхностей поворотной части стола
инструментального микроскопа, горизонтального оптиметра, из-
мерительной машины и др. состоит из 60% вазелина и 40% воска
(по весу). После варки требуется быстрое охлаждение смазки (при-
меняется взамен ланолина).
В качестве антикоррозийной смазки поверхностей, не имеющих
защитного покрытия (лака, хрома и др.), применяется вазелин тех-
нический, проверенный на антикоррозийность.
Применяют также смазку, состоящую из 75% трансформаторно-
го масла (по весу) и 25% воска, или смазку, состоящую из 80%
пушечного сала и 20% воска, смешиваемых в расплавленном виде.
Ниже приводятся наиболее простые рецепты мастик и клеев.
Часто применяется мастика, состоящая из 14% желтого воска, 72%
смолы и мела или гипса в порошке, которые добавляются в рас-
плавленные воск и смолу.
Применяют также мастику, состоящую из 40% воска, 40% кани-
фоли и 20% мела или гипса. Последние компоненты добавляют
в зависимости от требуемой густоты смеси. Эти мастики пригодны
для закрепления стекла в металле. В другие мастики входит 50%
черного вара, 25% воска и 25% мела в порошке либо черный вар,
сплавленный с двойным количеством канифоли, куда добавляется
мел в порошке, количество которого определяется требуемой густотой
смеси. Аналогичной по применению является мастика, в которую вхо-
дит по 48% желтого воска и нефтебитума и 4% олифы, добавляемой
в расплавленные воск и нефтебитум. Эти мастики используются для
заделывания отверстий под юстировочные винты, для закрепления
деталей при измерениях и образцов при проверке приборов и др.
Для заделывания головок винтов применяют сургучную замазку,
состоящую из 84% сургуча, 14% желтого воска и 2% олифы. Все
части плавятся отдельно, затем смешиваются и несколько минут
плавятся вместе.
В качестве лабораторной мастики применяют смесь из 95% жел-
того воска и 5% веницианского терпентина либо из желтого воска
и канифоли по 50%. Эти мастики размягчаются в руках. Замазка
Менделеева, применяемая в качестве лабораторной замазки, со-
стоит из 60% канифоли, 15% желтого воска и 25% жженной мумии.
Смесь расплавляют, хорошо размешивают, затем остужают. Густота
замазки регулируется количеством воска в составе.
30*
ЛИТЕРАТУРА
1. Г. А. Апарин и И. Е. Городецкий, Допуски и технические изме-
рения, Машгиз, 1954.
2. Комитет стандартов, мер и измерительных приборов при Совете Минист-
ров СССР, инструкции:
108-55, по поверке вертикальных и горизонтальных оптиметров, Москва 1956.
107-56, по проверке инструментальных микроскопов, Москва 1956.
106-56, по поверке универсальных микроскопов, Москва 1957.
110-54, по проверке проекторов типа БП, Москва 1956.
113-56, по поверке оптических делительных головок, Москва 1956.
3. А. Н. Бардин, Технология оптического стекла, Промстройиздат, 1953.
4. Г. Г. С л ю с а р е в, Методы расчета оптических систем, ОНТИ, 1937.
5. А. И. Тудор овский, Теория оптических приборов, изд. АН СССР,
1937.
6 А Глайхен, Теория современных оптических инструментов, ОНТИ,
1935.
7. Г. С. Ландсберг, Оптика, изд. 3-е, Гос. изд. техн.-теорет. лит., 1954.
8. Э й д е с и др., Технический контроль деталей в приборостроении, Суд-
промгиз, 1952.
9. А. В. Э р в а й с, Юстировка и ремонт оптиметров, Машгиз, 1948.
10. А. В. Э р в а й с, Ремонт и юстировка инструментальных микроскопов,
Машгиз, 1949.
11. А. В. Эр вайе, Юстировка и ремонт универсальных микроскопов,
Машгиз, 1949.
12 А. В. Э р в а й с, Юстировка и ремонт проекторов и оптических длиноме-
ров, Машгиз, 1951.
13. М. Я. Кругер и Б. М. Кулижнов, Конструирование оптико-меха-
нических приборов, Машгиз, 1948.
14. Е. А. Белецкий, К. С. Харченко, Оптические профилешлифоваль-
ные станки, Машгиз, 1951.
15. ГОСТ 5405-54, Приборы измерительные с ценой деления 0,001 мм, Опти-
метры, технические условия.
16 ГОСТ 7013-54, Ножи измерительные.
ОГЛАВЛЕНИЕ
Предисловие......................................................... 3
Глава I. Основные сведения из оптики................................ 4
Погрешности изображения в оптических системах................... 11
Понятие о микроскопе............................................. 15
Оптическое стекло................................................ 16
Основные оптические детали, применяемые в измерительных приборах 17
Глава II. Общие указания по юстировке и ремонту приборов .... 30
Глава III Проверка, юстировка и ремонт оптиметров.................... 48
Трубка оптиметра................................................. 49
Разборка трубки оптиметра ..................................... 53
Юстировка и ремонт трубки оптиметра............................ 56
Вертикальная стойка ............................................. 68
Юстировка и ремонт стойки...................................... 68
Горизонтальная стойка ........................................... 73
Разборка стойки ............................................... 75
Разборка и сборка трубки пиноли.................................77
Юстировка и ремонт стойки...................................... 78
Исправление дефектов приспособлений для внутренних измерений
(дуг).......................................................... 85
Юстировка проекционного приспособления........................... 86
Оптиметры других конструкций..................................... 87
Компарометр.................................................... 93
Ремонт и юстировка компарометра.................................. 97
Глава IV. Оптические длиномеры вертикальные и горизонтальные . . 98
Оптический вертикальный длиномер '.............................. 100
Конструкция прибора .......................................... 100
Разборка прибора....................................*. . . . 106
Юстировка и ремонт длиномера.................................. 106
Отсчетный микроскоп со спиральным окулярным микрометром . . 111
Оптический горизонтальный длиномер.............................^116
Конструкция прибора............................................ Нб
Глава V. Юстировка и ремонт инструментальных микроскопов . . . 119
Инструментальный микроскоп малой модели....................... 119
Разборка микроскопа .......................................... 127
Штриховая окулярная головка................................... 130
Револьверная головка микроскопа .............................. 133
Юстировка и ремонт микроскопа. Стол микроскопа................ 135
Устранение дефектов бабок с центрами.......................... 149
Тубус микроскопа с кронштейном................................ 154
Юстировка окулярной штриховой головки......................... 159
Юстировка револьверной головки................................ 165
Установочный валик............................................ 168
457
Юстировка проекционного устройства к микроскопу................... 169
Юстировка и ремонт инструментальных микроскопов большой модели 169
Конструкция прибора.............................................. 174
Разборка прибора............................................... 181
Юстировка и ремонт прибора....................................... 182
Юстировка проекционного устройства................................. 194
Ремонт и юстировка инструментальных микроскопов других
конструкций..................................................... 198
Инструментальный микроскоп малой модели фирмы Цейсс .... 198
Инструментальный микроскоп фирмы Цейсс (средняя модель) . . . 202
Инструментальный микроскоп фирмы Цейсс (Нью Йорк)...................203
Инструментальный микроскоп фирмы Гартнер (США)......................209
Юстировка и ремонт микроскопа.................................... 219
Проекционно-измерительный микроскоп фирмы Гаузер (Швейцария) 227
Юстировка и ремонт прибора....................................... 235
Глава VI. Юстировка и ремонт универсальных микроскопов ..... 238
Конструкция прибора ............................................... 238
Юстировка и ремонт микроскопа...................................... 248
Тубус микроскопа с кронштейном..................................... 261
Миллиметровые шкалы................................................ 261
Отсчетные микроскопы со спиральным окулярным микрометром . . 263
Юстировка проекционного устройства ................................ 266
Универсальные микроскопы других конструкций........................ 267
Универсальный микроскоп фирмы Цейсс (вторая модель)............267
Универсальный микроскоп фирмы Цейсс (старая модель)............269
Разборка, юстировка и ремонт микроскопа...........................273
Миллиметровые шкалы.............................................. 282
Отсчетные микроскопы со спиральным окулярным микрометром . 283
Двойной микроскоп................................................ 285
Глава VII. Юстировка и ремонт проекционных измерительных при-
боров ........................................................ : : 291
Принципы действия проекторов....................................... 298
Погрешности проекционных приборов.................................. 305
Проектор типа БП с горизонтальным экраном......................... 307
Конструкция прибора ............................................. 310
Проверка, юстировка и ремонт прибора............................. 316
Юстировка осветительного устройства.............................. 318
Юстировка стола.................................................. 320
Юстировка экрана................................................. 322
Юстировка механизма подъема стола................................ 322
Устранение дефектов бабок с центрами............................. 325
Устранение неправильности увеличения прибора .................... 327
Глава VIII. Юстировка и ремонт оптических делительных приборов . 330
Назначение оптической делительной головки ........................ 330
Конструкция делительной головки отечественного производства ... 331
Краткий обзор оптических делительных головок других типов . . . 337
Юстировка и ремонт делительной головки отечественного производства 344
Юстировка и ремонт шпинделя головки........................ 350
Юстировка отсчетного микроскопа головки.................... 355
Юстировка градусной шкалы.......................................358
Прибор для исследования угловых делений...................... 365
Описание прибора........................................... 366
Разборка прибора ............................................... 367
Юстировка прибора.......................................... 367
Оптическая измерительная бабка к универсальному микроскопу. 368
Назначение прибора ............................................. 368
Конструкция прибора ............................................ 370
Разборка измерительной бабки...............................370
Юстировка и ремонт головки................................. 371
458
Оптический делительный стол.......................................373
Конструкция оптического делительного стола..................... 375
Разборка прибора .............................................. 378
Юстировка и ремонт прибора..................................... 379
Юстировка центрировочного микроскопа............................. 390
Круглый накладной оптический стол.............................. 391
Конструкция стола ............................................. 393
Разборка прибора .............................................. 395
Юстировка и ремонт накладного стола............................ 396
Глава IX. Юстировка и ремонт принадлежностей к оптическим из-
мерительным приборам................................................ 402
Бабка с высокими центрами........................................ 402
Юстировка и ремонт бабки с высокими центрами..................... 403
Плоский стеклянный стол...........................................404
Приспособление для внутренних измерений . 405
Окулярная головка двойного изображения............................406
Ремонт измерительных наконечников к оптическим приборам . . . 409
Ремонт ножей измерительных....................................... 417
Глава X. Ремонтные операции при восстановлении измерительных
приборов.............................................................424
Чистка оптических деталей.........................................424
Заполнение (запуск) шкал и сеток..................................429
Склейка оптических деталей . . . . ......................430
Зеркала...........................................................432
Изготовление стеклянных экранов проекционных приборов и предмет-
ных стеклянных пластин............................................435
Восстановление оптических деталей измерительных приборов . . . 441
Доводка поверхностей стальных деталей............................ 449
Способы приготовления смазок..................................... 454
Литература.......................................................... 456
Аркадий Владимирович Э р в а й с
ЭКСПЛУАТАЦИЯ, РЕМОНТ И ЮСТИРОВКА
ОПТИЧЕСКИХ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
В МАШИНОСТРОЕНИИ
Редактор издательства Е. А. Шемшурина
Технический редактор Н. П. Салазкин, В. Д. Элькинд
Корректор Ц. И. Будницкая
Переплет художника П. Г. Цейрифа
Сдано в производство 19/1 1957 г.
Подписано к печати 10'П 1958 г.
Т—01467. Тираж 8 000 экз.
Печ. л. 29,25 (4- вкл.) Уч.-изд. л. 30,0
Бум. л. 14,63. Формат 60х92/1В.
Заказ № 157.
Типография № 1 Государственного издательства
литературы по строительству и архитектуре,
г. Владимир