/






























Автор: Крестовский Г.А.
Теги: строительство строительные конструкции деревянные конструкции
Год: 1932




Текст
ПРОЛЕТАРИИ. ВСЕХ СТРАН, СОЕДИНЯЙТЕСЬ!
ДЕРЕВЯННЫЕ ТРУБЫ
"ДЕРЕВО ВМЕСТО МЕТАЛЛА1
СБОРНИК
МОНОГРАФИЙ, ТЕХНИЧЕСКИХ
ОТЧЕТОВ И СТАТЕЙ
ПОД ОБЩЕЙ РЕДАКЦИЕЙ
Г. Л. КРЕСТОВСКОГО
19 3 2
В С Н X — СССР
„СОЮЗСТАНДАРТЖИЛСТРОЙ"
ЗАВОД ДЕРЕВЯННЫХ ТРУБ
им. тов. ВОРОШИЛОВА
ЛЕНИНГРАД
СОДЕРЖАНИЕ
Стр.
1. Правда о деревянных трубах Днр. завода Н. И. Иванов 3
2. Болезни роста. Строительство новых заводов
деревянных труб Инженер Ф- А. Ериолаев б
3. Деревянные трубы. Монография в редакцией.
обраб. Н. П. Евгеньева и Г. Л. Крестовского Инженер К). Н. Оеекин 9
4. Малый среди гигантов, но гигант среди малых Профессор Л. Н. П а с с е к 23
5. Дешевую н здоровую воду колхозам Зам. дир. Н. П. Евгевьев 32
6. Руководство к изучению материалов и
гидравлических свойств деревянных водоводов
перев. с нем. в ред. обраб. Г. Л. Крестовского Инженер Герберт Рабовский 37
7. Производство деревянных труб. Практическое
руководство Гл а в м е х. М. Г. Кучер 49
8. Авария Ижевского деревянного водовода Технорук П. Ф. С и пи дин 55
9. Эффектная экономия 3000 тонн проволоки Зав. произв. Н. А. Баранов 60
10. Пиломатериалы для деревянных труб Завлесек Г. М, Кузнецов 62
11. Подготовка кадров для новых заводов деревянных труб ■ . 64
12. Технические условия на клепочные деревянные трубы 69
13. Инструкция для приемки, хранения и укладки деревянных труб 73
14. Материалы, подготовляемые к печати 76
15. Экскурсии и посещения завода деревявных труб им. тов. Ворошилова. 80
16. Приложения: схемы, чертежи и таблицы
ВмеСТО Предисловия Директор завода
И. И. Иъанов
Правда о двравянных трубах
Вот уже год, как во всю ширь и мощь брошен по СССР технический лозунг—■
„деревянная труба вместо металлической".
Этот лозунг, как призывный набат, облетел все края и долы, все шумные города
и медвежьи углы необъятного СССР, где труба уже мучает нетерпеливых строителей,
задерживая строительство, где темпы стройки не позволяют беспомощно ждать, где
ирригация, водоснабжение и всякие иные гидротехнические установки местного
коммунального хозяйства не могут и не хотят обойтись без трубы.
Вот уже год, как во всех этих строительных точках подымающегося
социалистического гиганта — индустриализированного СССР, творческая мысль техников и
квалифицированной рабсилы, разбуженная этим лозунгом, бьется над тяжелой задачей —
собственными силами построить завод деревянных труб и собственной изобретательностью
одолеть эту деревянную трубу и одолеть ее так, чтобы она была не хуже пресловутой
американской, забронированной печатями патентов, засекреченной жадной
частновладельческой наживой американских фабрикантов и заводчиков.
Уже справил свой годичный юбилей и вещатель этого лозунга — знаменательное
постановление Президиума ВСНХ СССР от 13 января 1930 г. № 31 о строительстве
новых заводов деревянных труб.
Для полноты приводим выдержки из этого постановления", в части, касающейся
темы нашей статьи.
„Учитывая возможность большой экономии металла при замене металлических
труб деревянными, сравнительную дешевизну деревянных труб, достаточную их
долговечность, простоту укладки и замены частей:
1. Форсировать строительство заводов деревянных труб, предусмотренных
контрольными цифрами на 1931 год (цехов при Козловском и Кинешеыском
деревообрабатывающих заводах, Лялинского и Тавдинского заводов на Урале), общей мощностью 4500 км
труб в условных единицах, для чего отнести эти заводы к первоочередным в отношении
снабжения их оборудованием, стройматериалами и рабсилой.
2. Установить программу выработки деревянных труб на 1931 г. не менее 1700 км
в условных единицах, в том числе: Ленинградского завода „Но ветра мтр ее та"—400 км,
Кинешемского завода Союзстроя—300 км, Козловского завода „Стройобъединения"
ВСНХ РСФСР—250 км, Тавдинского завода — 600 км и Лялинского завода 150км-
12. Поручить объединению „Союзлеспрома", ориентируясь на ход строительства и
эксплоатации заводов и цехов деревянных труб, предусмотренных настоящим
постановлением, подготовить точки и ориентироваться на возможность приступа с осени 1931 года
к строительству ряда новых заводов и цехов деревянных труб при существующих
лесокомбинатах и деревообрабатывающих заводах, спуском их вэксплоатацию в I квартале
1932 года'.
А между тем, в недрах Нарвского района гор. Ленинграда, среди теснин заводов-
гигантов— скромно, но упорно и настойчиво, разрешал проблему деревянной трубы,
Сравнительно небольшой по размерам, первый в СССР Завод деревянных труб имени
т. Ворошилова, входящий в систему ВСНХ СССР через Всесоюзное Объединение „Союз-
стандартжилстрой".
3
Ко дню первого набатного призыва ВСНХ СССР — „взять штурмом премудрость
деревянной трубы", — этот Завод уже отпраздновал четыре юбилейных годовщины
прокладкою до 200 водоводов, что дало ему довесок на чашу своего производственного
актива в 300000 погонных метров выпущенных из производства и уложенных на новых
стройках деревянных труб.
Не обошел молчанием этот Завод и призыв ВСНХ — дав ему за один 1931 год
реальный выпуск свыше 400000 пог. метров деревянных труб и приняв на 1932 г.
встречный промплан в 800000 пог. метров.
В успехах последнего года, в стихийном росте производственной программы этого
завода сыграло большую роль и имело большое значение набатное постановление ВСНХ
№ 31 от 13/1—31 г.
Это постановление сделало сразу три полезных дела для Завода деревянных труб
имени тов. Ворошилова.
Первое, самое главное, — оно ударило по тем застоявшимся техникам, которые
в силу заевшей их косности никак не хотели вдуматься в полезность применения
деревянных труб и в возможность замены ими дефицитного металла. Это постановление
заставило их преодолеть свою ржавую косность, освоить деревянную трубу и признать,
что деревянная труба не только мыслима вместо металлической, но дает экономию,
долговечна, проста в укладке и т. д. Этим постановлением расчищен путь внедрения
деревянных труб в обиход нашего народного хозяйства и тем самым снято с
оперативного баланса Завода имени тов. Ворошилова тяжелое бремя трехлетней упорной борьбы
за признание деревянной трубы.
Второе — оно увенчало авторитетным признанием ВСНХ СССР опыт Завода имени
тов. Ворошилова по созданию первого в СССР завода деревянных труб, определило
на базе этого опыта широту развития новой для СССР отрасли промышленности и
точно очертило русло, по которому должен итти поток строительства новых заводов
деревянных труб.
Третье — привходящее и неопределенное постановлением: Завод имени тов.
Ворошилова, как первый и единственный в СССР завод, выделен на положение завода-школы
завода-руководителя, завод а-созидателя кадров, завода-конструктора новых видов
необходимого оборудования.
Вместе с тем анализируя всю совокупность обстоятельств, связанных с
осуществлением Приказа ВСНХ СССР № 31—мы пришли к выводу, и как нам кажется,
правильному, что успехи строителей новых заводов должны задержаться. Трудности,
которые неминуемо для них возникнут, проистекут из того:
1) что непосвященному в теоретические расчеты и неискушенному опытом глазу
конструкция деревянной трубы представляется до примитивности простой;
2) что еще не изжита крайняя скудность отечественной и переводной
иностранной научной и технической литературы по вопросам применения, а тем более,
изготовления деревянных водонапорных труб;
3) что потребность местного обихода в трубе, в связи с гигантским ростом
народного хозяйства СССР, настолько велика, что она не терпит долгих поисков
специалистов по деревянным трубам, усеребренных сединою опыта.
Поэтому, мы и решили помочь этому делу так.
У нас зафиксирован опыт четырех тяжелых лет исканий, испытаний, проб и
достижений. Наши трубы реальны, и список уложенных нами трубопроводов достаточно
велик и обилен. Кузнецкстрой, Водоканал-строй, Бе ре з ни кх им строй, Всехимпром и про-
чие гигантские строительства имеют трубопроводы из наших труб. Опыт укладки этих
трубопроводов богат всевозможными вариантами.
Инженерно-технический персонал, квалифицированная рабсила и большинство руко-
водработников работает бессменно на Заводе имени тов. Ворошилова с самого начала
скромного его зарождения до настоящих дней — его всесоюзного признания и бурного
роста.
Наш завод прошел через горнило исканий в деле приспособления станков и
механического оборудования к нуждам производства деревянных труб.
В библиотеке, лаборатории и конструкторском бюро собран богатый материал
заграничной и русской литературы, исследования, чертежи, планы, проекты и т. п.
ценные для производства деревянных труб материалы.
Наконец, завод в целом имеет проверенную опытом, установившуюся практику по
оборудованию завода, изготовлению труб, укладке трубопроводов, оформлению
отношений с заказчиками, снабжению и сбыту и т. д.
Все это мы общими заводскими усилиями решили сделать достоянием широкой
пролетарской гласности.
Мы приступаем к изданию сборников под общим названием „Деревянные трубы—
дерево вместо металла", которые ставят своей основной целью поделиться накопленным
опытом и тем служить на благо великой социалистической стройке СССР.
Наши трудности являются не трудностями
упадна или трудностями застоя, а трудностями
роста( трудностями под'ема, трудностями
продвижения вперед.
(Сталин)
БопеЗНИ рОСТа Главный инженер трубной группы
„ С о юз ст ан д а ртжилст р о я "
Строительство новых заводов деревянных труб Ф- А- Ермолаев
Значение для Союза ССР деревянных клепочных труб, во многих случаях с
большим успехом заменяющих металлические, осознано, повидимому, вполне.
За это говорят цифры начатых в 1931 году и намеченных строительством
в 1932 году как самостоятельных заводов, так и цехов по производству этих труб
при лесозаводах и деревообрабатывающих комбинатах.
По имеющимся в „Союзстандартжилстрое" сведениям, число заводов в различных
ведомствах, занятых этим производством, должно достигнуть к концу 1932 года
тридцати единиц с годовой выработкой, превышающей 12 000 000 пог. метров труб
условного (200 мм) диаметра.
Наибольшее количество заводов (четырнадцать единиц) с максимальным выпуском
продукции принадлежит Главлеспрому, за ним следует НКПС (до десяти заводов), затем
взок Союзстандартжилстрой".
Столь разительный успех деревянных труб в значительной степени обязан
выявившемуся в связи с реконструкцией всего народного хозяйства страны дефициту в
металлических трубах.
Но, вместе с тем, не лишним будет отметить, что именно этот чрезмерный
успех неосновательно создает у некоторых ответственных руководителей
промышленности и у ведущей части технического персонала вредную тенденцию „мириться"
с деревянными трубами лишь на время, на срок изжития голода в металле.
Этому кругу лиц необходимо поближе ознакомиться, хотя бы из кратких
литературных источников, с практикой применения деревянных труб в западных странах
и САСШ.
Тогда и им станет ясным, что при правильно поставленном производстве, при
технически грамотном отношении к сооружению деревянных водоводов и к дальнейшей
их эксплоатации, деревянные трубы во многих случаях являются единственной
рациональной конструкцией.
Это положение обеспечивается деревянной трубе ее многими преимуществами
перед трубами, изготовленными из металла и из других дорого стоящих
материалов.
Что представляет собою намеченное на 1932 год развитие производства
в 12 000 000 пог. метров деревянных труб ?
Прежде всего, это — капиталовложение порядка 25—30 миллионов рублей.
Во-вторых, это — готовая заводская продукция на сумму, приближающуюся к 100
миллионам рублей.
В-третьих, это — экономия в металле, достигающая 500000 тонн в год.
Только эти три цифры, уже определяющие масштаб поставленной планом
производственной задачи, обязывают руководящие органы со всей серьезностью отнестись
к изысканию путей ее правильного, своевременного и твердого разрешения.
Между тем до настоящего дня вопросу организации этой новой отрасли
промышленности в стране не уделено того должного внимания, которое соответствовало
бы ее масштабу.
Поэтому вполне естественны опасения лиц, стоящих близко к делу деревянного
трубостроения, как бы недостаточно обоснованными и не увязанными между собою
решениями разрозненных органов различных ведомств не создалась непосредственная
угроза самой идее деревянных труб.
Раньше всего обращает на себя внимание отсутствие до настоящего времени
централизованного органа (объединения), обнимающего и планирующего
строительство новых заводов и производство деревянных труб, рассеянных по всему СССР.
Постановление ВСНХ СССР от 13 января 1931 г., выделяющее на первый взгляд
на такое положение Главлеспром, является несомненно узко ведомственным.
Только этим и можно объяснить намеченное ВЗОКом строительство своего завода
деревянных труб вблизи г. Казани, на расстоянии нескольких десятков километров от
Лопатинского и Козловского деревообрабатывающих комбинатов „Союзстандартжил-
строя", также строящих цехи деревянных труб.
Нет сомнения, что и НКПС, наметивший значительную сеть своих новых заводов
деревянных труб, будучи предоставлен в этом деле самому себе, не увязал ее с
другими ведомствами. Поэтому не будет ничего удивительного, если один, а может быть
и несколько заводов НКПС окажутся в территориальной близости и на питании
одной и той же сырьевой базы с заводами Главлеспрома или ВЗОКа.
Не исключает необходимости в неотложном создании объединения и
организованное при „Стальсбыте" „Бюро труб", поскольку функции этого бюро в основном
ограничиваются только распределением готовой продукции.
Обычная форма объединения, ведающего вопросы управления и планирования
какой-либо отрасли промышленности, вряд ли окажется применимой к производству
деревянных труб.
Для этого потребовалось бы изьятие трубных цехов из деревообрабатывающих
комбинатов и лесозаводов с передачей их объединению.
Но такое изъятие цехов, в условиях сохранения общности хозяйства, не может
не нарушить существенных интересов основного хозяина, а эксплоатация таких изъятых
частей несомненно внесет дезорганизацию в общий уклад предприятия.
Однако не должно быть никакого сомнения в том, что нужная и рациональная
форма объединения может быть найдена на базе изучения потребностей и
особенностей заинтересованных ведомств, и к созданию этого объединения нужно приступить
немедленно.
Этого требует важность и срочность задач, подлежащих разрешению.
К чему в основном сводятся эти задачи?
Прежде всего к уничтожению ведомственности в вопросах строительства заводов.
Потребитель, будь то НКПС или ВЗОК, должен получить нужные ему трубы от
производителя, не превращаясь сам в него.
Уничтожение ведомственности раньше всего искоренит существующую и исключит
возможность возникновения в будущем столь нетерпимой в плановом хозяйстве
географической густоты точек строительства, какая создается хотя бы строящимся близ
Казани заводом ВЗОКа.
Вторым по важности и срочности является вопрос создания производственных
кадров.
Производство деревянных труб несложно, но его нужно знать, как нужно знать
всякое производство, к которому приступаешь.
Представление об этом производстве, сводящееся к мысли, будто все оно
заключается в прострожке на строгальных станках деревянных брусков, должно быть не-
медленно изжито, так как такая поверхностность чревата самыми пагубными
последствиями.
Только незнанием процессов производства, непониманием потребительского спроса
на трубу и можно объяснить стремление Плавлеспрома загрузить свои вновь
строящиеся цехи деревянных труб (по меньшей мере в первом полугодии 1932 года)
исключительно производством непрерывных труб.
Поэтому созданию достаточных кадров руководящего технического персонала,
равно как и подготовке рабочих кадров для основных, ведущих стадий производства
деревянных труб, должно быть уделено максимальное внимание.
В этом деле необходимо использовать опыт работы двух-трех действующих
заводов и, главным образом, Ленинградского завода деревянных труб им. тов. Ворошилова.
Третьим, не терпящим отлагательства является вопрос организации достаточных
кадров инструкторов-укладчиков труб. Необходимо раз навсегда понять, что одним
добросовестным изготовлением деревянных труб не гарантируется исправная работа
водоводов.
Нередки случаи, когда опытный укладчик исправляет на месте работы в
процессе прокладки трубопровода недочеты производства, и, наоборот, наблюдаются и
такие случаи, когда неумелый подход к укладке труб приводит в негодное состояние
весь трубопровод, несмотря на вполне добросовестное выполнение производством всех
элементов, его составляющих.
Отсутствием достаточного кадра опытных и добросовестных и не тру кто ров-у
кладчиков страдает и Ленинградский завод деревянных труб имени тов. Ворошилова, тем
не менее полезно и необходимо использовать его опыт и его кадры при разрешении
столь сложной проблемы, как прокадка свыше 12000 километров деревянных водоводов
уже в 1932 году.
Конечно, четким и своевременным разрешением только перечисленных трех задач
далеко не исчерпывается круг деятельности и компетенции объединения.
Мы остановились только на основном и первоочередном, пренебрежительное и
медлительное отношение к которому при развертывании строительства новых заводов
равноценно нецелесообразному расходованию народных средств и даже частичной
гибели их.
Поэтому эти задачи надо выдвинуть на первую очередь и вплотную,
безоговорочно подойти к их четкому разрешению.
Только этим и можно предотвратить все грозные последствия, вытекающие из
недостаточно продуманной системы организации новой, но безусловно ценной для всего
народного хозяйства Союза, отрасли промышленности.
,,Максимум в десять пет мы должны
пробежать то расстояние) на которое мы отстали
от передовых стран капитализм а">
Сталин
(Иа речи на Всееоювн. конфер.
работн. промышл. в 1931 г.)
ЮРИЙ НИКОЛАЕВИЧ ОСЕКИН
Скончался і9/яіі — 1929 г. Инженер Осекнн jQ. Н.
состоял на службе завода деревянных труб № 1
Новстрочтрестз, ныне Заводя ни. тол- Ворошилова,
со дня зарождения первой производственной ячейки
этого завода.
Инженер Ю. Н. Осекин
Монография написана в июне 1927 г.
и печатается впервые.
Редакционная обработка вам.
директора завода Н. П. Евгеньева и вконо-
ииста Г. Л. Крестовского
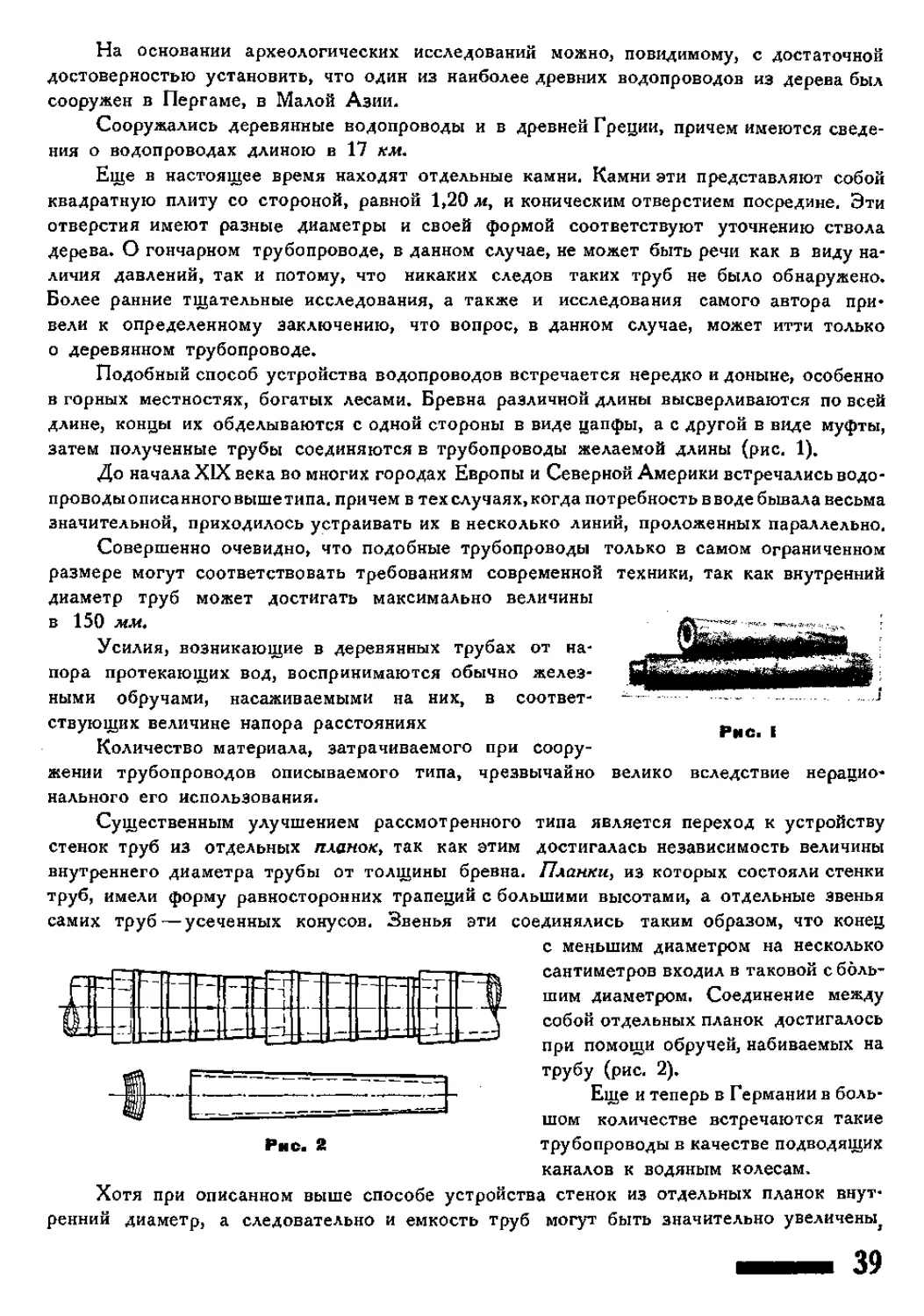
Деревянные трубы, сверленые из стволов, известны были еще в древнем Риме,
и в то время они являлись единственным средством для передачи воды на расстояние.
Сверленые трубы из круглых стволов применялись для тех или иных целей почти во
всех странах. Во многих установках они служили от 100 — 200 лет (САСШ, Бостон,
Нью-Йорк, Фейетвиль и др.; Россия—Пулковский водопровод и др.).
Недостатком сверленых труб являются большие потери древесины при
изготовлении и возможность применения лишь для мелких диаметров: 25—150 мм.
В 1873 году некоторыми американскими инженерами была придумана и сделана
первая деревянная бочарная труба непрерывного типа.
Звеновые трубы машинной обмотки впервые появились в 1904 году.
В Канаде с 1895 до 1910 года было уложено много крупных трубопроводов бочарного
типа. Несколько неудачных построек замедлили темп развития деревянных клепочных
труб, создав некоторое недоверие к ним.
Эти неудачи были вызваны неумелым проектированием и постройкой. Иногда не
учитывалось периодическое наполнение трубы, или труба строилась из сырой клепки,
или арматура не была предохранена от ржавления и т. д.
Креоэо тир о ванные трубы начали широко применяться лишь с 1910 года. До этого
времени, в 1900 —1904 гг., были сделаны лишь единичные установки.
В Европе деревянные бочарные трубы появились впервые в 1918 году, к
настоящему же времени в Германии, Норвегии и Швеции уложено несколько крупных деревянных
водоводов и имеется несколько фабрик, занимающихся производством бочарных труб.
У нас в России первая бочарная труба была изготовлена кустарным способом
и уложена в 1922 году на Люберецких полях орошения. С 1926 года этим вопросом
занялся Государственный научно-мелиорационный институт в Ленинграде, который
в скором времени прокладывает несколько напорных деревянных трубопроводов.
Иден применения деревянных труб
Идея применения деревянных труб заключается в том, что дерево в
насыщенном водою состоянии сохраняется неопределенно долго. В строительной практике
известны случаи, когда сваи, находившиеся под водой, сохранялись в целости по
300 — 600 лет. Некоторые сверленые деревянные трубопроводы прекрасно служили по
150 — 200 лет и были вынуты из земли еще в хорошем состоянии. Многие бочарные
трубопроводы работают в Америке уже около 50 лет. На ряду с этим имеются
установки, потребовавшие замены через 5 — 8 лет после постройки, что объясняется
неправильным проектированием и эксплоатацией.
Деревянные трубы
Долговечность деревянных труб
Долговечность зависит: от срока службы металлической арматуры,
воспринимающей внутреннее давление, почему необходимо тщательно предохранять арматуру
от ржавления, покрывая асфальтовым лаком или другими составами.
Влияет на долговечность степень насыщения дерева влагой. Это насыщение должно
быть полным по всей толщине клепки и оставаться таким во все время службы трубы.
Переменное действие сухости и влажности клепки губительно действует на
древесину трубы, способствуя гниению и заражению грибком. В этих случаях необходимо
креозотировать клепку.
Вот почему не следует проектировать непропитанную деревянную трубу в тех
случаях, когда труба работает без давления, неполным сечением или бывает наполнена
под напором лишь часть времени.
Если же труба находится все время под напором и наполнена водой, креозотиро-
вание не обязательно, так как тогда срок службы определяется уже долговечностью
арматуры. Давлением, обеспечивающим необходимое насыщение клепки, считается
в американской практике 0,75 атм.
Долговечность зависит также от свойства и состава грунта, в котором
проложена труба, или от климатических условий местности, если труба укладывается над
уровнем земли на опорах.
В противоположность металлическим трубам, сырой плотный грунт способствует
сохранению деревянной трубы и, наоборот, сухой песчаный грунт, осушая наружную
поверхность трубы, помогает загниванию клепки. Грунт, содержащий щелочные и
алкалоидные соединения, разъедает поверхность трубы и арматуры.
От редакции. В таких случаях желательно делать окраску всей
поверхности трубы и даже обертывать трубу джутом.
Окраску арматуры желательно возобновлять через 10 — 15 лет.
При соблюдении условий постоянной насыщенности клепки и хорошо
окрашенной арматуры в среднем грунте, можно считать срок службы
деревянной трубы непрерывного типа 40—50 лет, а машинной 25—30 лет.
Порода дерева
Основными требованиями, которым должна удовлетворять древесина для
деревянных труб, являются:
1. Равномерное строение древесины (без крупных водопроводящих пучков).
2. Хорошая пропитываемость и разбухание под давлением.
3. Долговечность в мокром состоянии,
4. Сравнительная дешевизна и легкость обработки,
В Америке деревянные трубы делаются главным образом из:
Древесные породы
Содержание і Удельный
смолы 1 вес 1
61,1
16,7
9,2
0,780
0,700
0,343 '
ftAlf,
В Германии применяются с успехом следующие породы;
Древесные породы
1. Сосна обыкновенная
2. Лиственница . . . .
3. Ель обыкновенная . .
4. Пихта
Содержание Удельный
смолы вес
18.7
17,4
3,5
3,1
0,506
0,626
0,400
0,373
Кроме того в Америке часто применяется для деревянных труб также кипарис
и другие хвойные породы.
Иа наших пород наилучшими для производства являются сосна, лиственница,
сибирская ель и пихта.
Испытания ольховой древесины под гидравлическим давлением показали
превосходные гидравлические свойства ольховой клепки, но стоимость ольховых труб
получалась в наших условиях значительно выше сосновых в виду больших отходов древесины
(сердцевинная гниль, кривизна и сучковатость)-
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
И РАСЧЕТ ДЕРЕВЯННЫХ ТРУБ
Типы бочарных труб
Эти трубы делаются двух основных типов (см. прилож. чертежи).
Непрерывные или сборные трубы собираются на месте укладки из клепок,
изготовленных на заводе. Такие трубы собираются в Америке только при диаметре
от 300 до 4000 мм.
В наших условиях экономически выгодно применение непрерывных труб, начиная
от 500 мм и выше. Для меньших диаметров дешевле и лучше применять звеновые
трубы машинной обмотки (сравнительные расчеты см. ниже).
Конструкция основных типов и соединений деревянных труб ясна из чертежа № 1.
В Америке были опыты применения, кроме указанных двух типов деревянных труб,
еще и непрерывных труб машинной обмотки и звеновых труб с отдельными
бандажами, но эти типы распространения не получили.
Толщина стенок
Толщина стенок устанавливается в зависимости от гидравлических свойств
применяемой породы и от соображений прочности (жесткости) кольца трубы под действием
внешнего и внутреннего давления. Наименьшей толщиной, удовлетворяющей
гидравлическим требованиям, американцы считают 7/8"'—22 мм-
Гидравлические испытания деревянных труб в мастерской ГНМИ показали, что
в отношении утечки сквозь поры клеток толщина стенки не должна быть меньше 20 мм
даже для мелкослойных пород. Для напорных труб толщину стенки желательно иметь
не меньше 25 мм.
Толщина клепки в трубе может поверяться на прогиб между арматурой, как балка,
заделанная двумя концами в стены, но этот расчет имеет место только для малых
давлений с редко расставленной арматурой.
Наибольшее расстояние между арматурой—250 мм. Превышение этого расстояния
дает неплотные швы и значительную утечку воды.
В уложенных за границей трубопроводах толщина стенок колеблется от 1 до 4 ,
в зависимости от диаметра трубы. Нормальная толщина стенок для труб диаметром
150 — 1200 мм—от 30 до 50 мм.
Спесификация наших труб, вырабатываемых с расчетом получения клепки из
ходовых размеров по толщине досок дает градацию: 1,25", 1,5", 2 , 2,5 , 3 .
Расчет арматуры или проволоки
Внутреннее давление воды и усилия разбухания клепки воспринимаются бандажами
из круглого железа в непрерывных трубах или витками проволоки в трубах машинной
обмотки. Сечение бандажей и проволоки подбирается из расчета на предельное смятие
клепки поперек волокон. Площадь смятия по ширине берется практически равной
радиусу металлической стяжки. Напряжения смятия мокрой древесины наших пород
поперек волокон не должны превосходить 30 — 40 кгісм3.
Бандажи изготовляются из круглого железа с временным сопротивлением разрыву
в 4000 — 5 000 кгісм*.
От редакции. При расчете берется четырехкратный запас прочности,
т. е. допускаемое напряжение — около 1 000 кг на кв. см.
Бандажи овального и прямоугольного сечения, рекомендуемые
некоторыми американскими инженерами, дают большую поверхность сжатия, при
одинаковом сечении с круглыми имеют большую поверхность ржавления
и меньшую долговечность, тогда как стоимость их значительно выше. Каждый
бандаж состоит из одного или двух звеньев (для труб диаметром свыше
1400 мм — 2 звена). Бандажи снабжаются нарезкой по длине 150 — 200 мм
с одной стороны и полусферической или цилиндрической головкой с другой.
Бандажи соединяются и затягиваются на трубе с помощью особых замков,
так называемых башмаков, которые обычно отливаются из серого мягкого
чугуна (лучше из ковкого чугуна) или штампуются из мягкого железа
(см. чертеж башмака).
Башмаки должны:
1) развивать полное напряжение бандажа,
2) переносить удары молота,
3) быть легкими по весу и простыми при изготовлении.
Звеновые трубы делаются диаметром от 50 до 800 мм и обматываются
спирально проволокой на станках.
Для армировки применяется проволока из мягкой стали или железа,
оцинкованная, с допускаемым сопротивлением разрыву в 1 000 кг на кв. см,
диаметром от 2,8 мм до 7 мм (№ 1—10), в зависимости от диаметра трубы и
расчета на смятие древесины клепки. Шаг проволоки, а также расстояние
между бандажами находятся по расчету на внутреннее давление воды, усилия
разбухания клепки и начальные усилия при обмотке или затяжке трубы.
Преимущества и недостатки деревянных бочарных труб
Приведем вкратце основные особенности деревянных напорных трубопроводов по
сравнению с чугунными, стальными, железными, клепаными и железобетонными трубами.
1. Пропускная способность деревянных труб в среднем на 10 — 25°/о больше, чем
в металлических трубах (см, выше).
2. Деревянные трубы стойки по отношению к действию мороза. Они могут
закладываться в грунт на 1 —1,5 метра вместо 2—2,5 метров (металлические трубы),
что сокращает земляные работы и расходы по укладке. При больших скоростях
течения жидкости (свыше 2 м'сек) в южной полосе или в периодически действующих
установках деревянные трубы могут укладываться поверх грунта на опорах,
3. Деревянные трубы не разрушаются от действия минеральных кислот и солей.
Они могут применяться для проводки химических растворов кислот (неорганических)
и солей,
4. Вес деревянных труб в 2 — 3 раза меньше веса железных и стальных труб
ив 4— 6 раз меньше веса чугунных труб, что облегчает и удешевляет транспорт
и укладку труб.
Для сравнения приводим следующие цифры:
Вес пог. фута в в ига. фунтах:
Материал труб
Деревянная труба
(ель) . ...
Чугунная труба . .
Ди
12"
22
76
а м е
20"
38
160
тр трубы в
24"
48
210
30"
66
300
36"
83
407
д м
48"
125
660
Примечания
5. Деревянные трубы могут укладываться в сильно пересеченной местности и
позволяют делать крутые повороты с малым радиусом закругления. Непрерывные трубы
могут строиться при закруглении с радиусом R=4QD, где D — диаметр трубы.
Укладка деревянных труб проще и дешевле металлических. Сравнительная
стоимость укладки пог. фута труб в американских условиях:
Мате риал труб
Деревянные трубы
Стоимость укладки в долларах
диаметр в дм
4"
0,01
8"
0,02
0,08
12"
0.03
0,30
0,25
16"
0,04
0.34
0,37
20"
0,05
0,41
0,51
30"
0,07
0,60
0,80
48"
0.10
0,90
1,30
Примечания
Цены в
долларах
включают
соединения
7. Деревянные трубы легко ремонтируются путем замены бандажей и отдельных
клепок в непрерывных трубах или целых звеньев в трубах машинной обмотки.
8. Непрерывные трубы позволяют увеличивать рабочее давление при надобности
путем установки дополнительной арматуры. Если давление в трубопроводе изменяется
по длине (наиболее часто встречающийся случай), деревянная труба может отвечать
рабочему давлению в каждом участке трубы с помощью установки соответствующего
числа бандажей. Это позволяет рассчитывать трубу на среднее, а не на максимальное
давление, что не всегда возможно в металлических трубах.
9. Деревянные трубы эластичны и легко переносят гидравлические удары.
Временное открытие швов дает выход воде и тем самым ослабляет удар. Это свойство
позволяет при расчете деревянной трубы брать малый запас прочности на гидравлический
удар.
13
10. Протекающая по деревянным трубам вода не получает привкуса и
окраски, как это нередко случается в металлических трубах, подверженных
ржавлению,
11. Деревянные трубы безопасны в пожарном отношении. В Америке делались
следующие интересные опыты: закрытое с концов звено трубы, соединенное с
городским давлением, обливалось керосином и укладывалось в горящий костер. Нагревавшаяся
проволока удлинялась, швы трубы открывались, и вытекающая вода гасила пламя.
После остывания утечка прекращалась, и труба оставалась целой, лишь получала
слегка обуглившуюся поверхность.
12. Деревянные трубы не требуют устройства температурных швов. Благодаря
плохой теплопроводности дерева протекающая вода всегда остается прохладной, что
имеет значение для сетей водоснабжения.
13. Деревянные трубы могут укладываться в самых сырых и болотистых грунтах.
Влажный грунт способствует сохранению древесины трубы. Благодаря тому, что вес
деревянных труб не тяжелее веса вытесняемой воды, оседания грунта не опасны. Подмыв
и частичное разрушение опор непрерывных труб, уложенных поверх грунта, не всегда
причиняют повреждения трубопроводам благодаря упругости самой трубы (в одном
трубопроводе 36" в штате Ванкувер паводком были смыты опоры на расстоянии
100 фут., и труба продолжала работать исправно).
14. Долговечность деревянных труб, работающих в нормальных условиях (см. выше),
может оцениваться для непрерывных труб в 40—50 лет, а для звеновых труб—в 25—30 лет,
таким образом срок службы деревянных труб уступает лишь чугунным.
15. Стоимость деревянных труб в американских условиях составляет примерно
от 30 до 70°/о стоимости металлических труб. В Германии, при дорогом лесе и
дешевых металлических трубах, разница в стоимости не столь значительна.
У нас в России, при обратных условиях, разница стоимости получается
еще более благоприятной для деревянных труб (см. ниже, сравнительные расчеты
стоимости).
16. Главным минусом деревянных напорных труб является неизбежная, вследствие
диффузии воды сквозь поры клепки, утечка. Эта утечка, как говорилось уже,
составляет по американским данным в среднем 150 — 200 галлонов на 1 дюймо-милю трубы
в сутки против 70 —100 галлонов в металлических трубах, т. е. вдвое больше. Но
имеются также деревянные трубопроводы, дающие утечку около 50 галлонов на 1 дюймо-
милю в сутки, и стальные, дающие 150 галлонов на 1 дюймо-милю в сутки. Поэтому
приведенные выше цифры являются средними.
В настоящее время, в русских условиях, при остром недостатке и дороговизне
металлических труб и стремлении к понижению первоначальных затрат, деревянные
напорные трубы заслуживают очень большого внимания.
Американский инженер D. S. Неппу правильно классифицирует трубопроводы из
разных материалов следующим образом:
I
II
III
Стоимость
Деревянные трубы
Стальные клепаные
трубы
Чугунные трубы
Дол гове чн ос ть
Чугунные трубы
Деревянные трубы
Стальные трубы
Пропускная способность
Деревянные трубы
Чугунные трубы
Стальные трубы
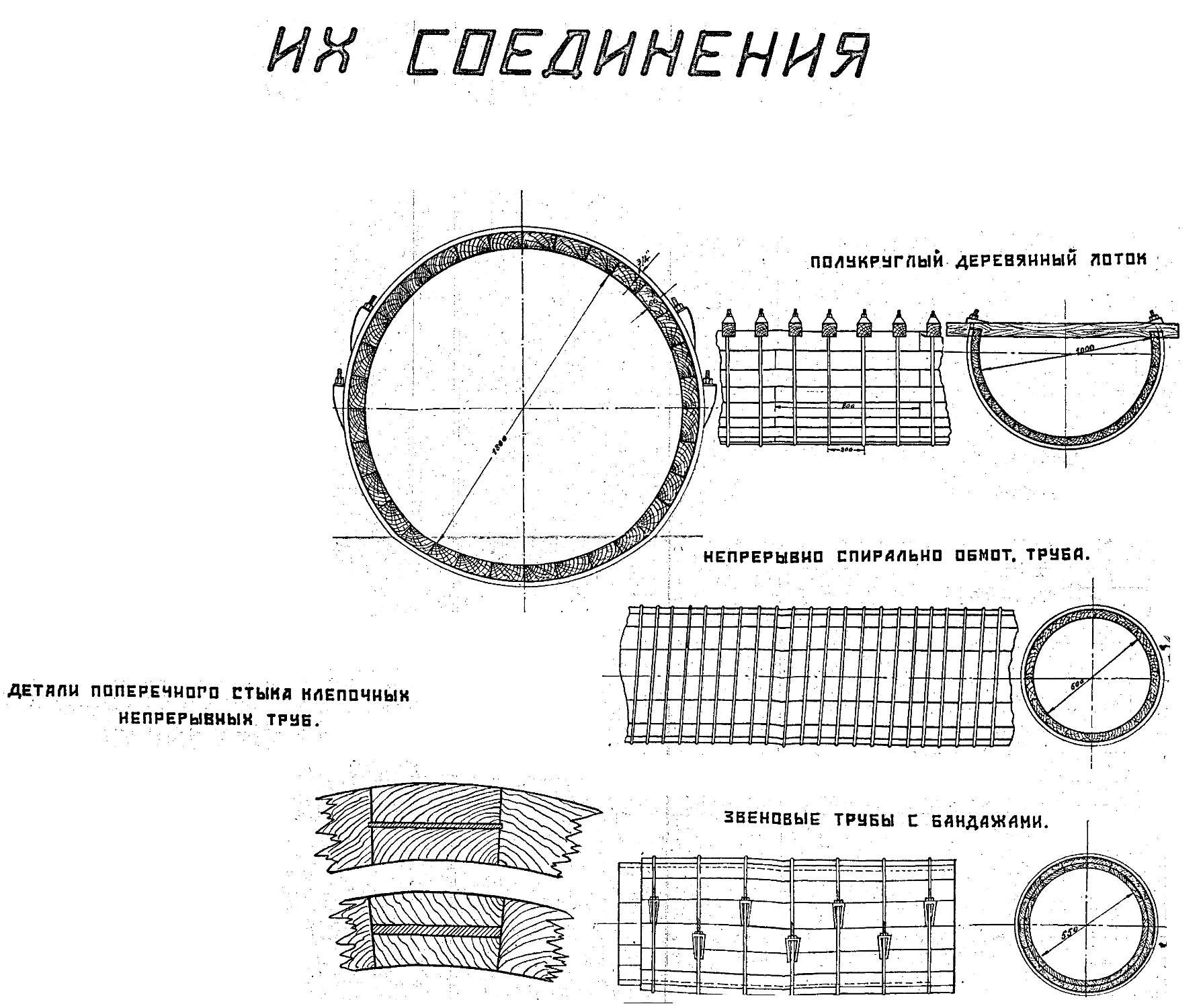
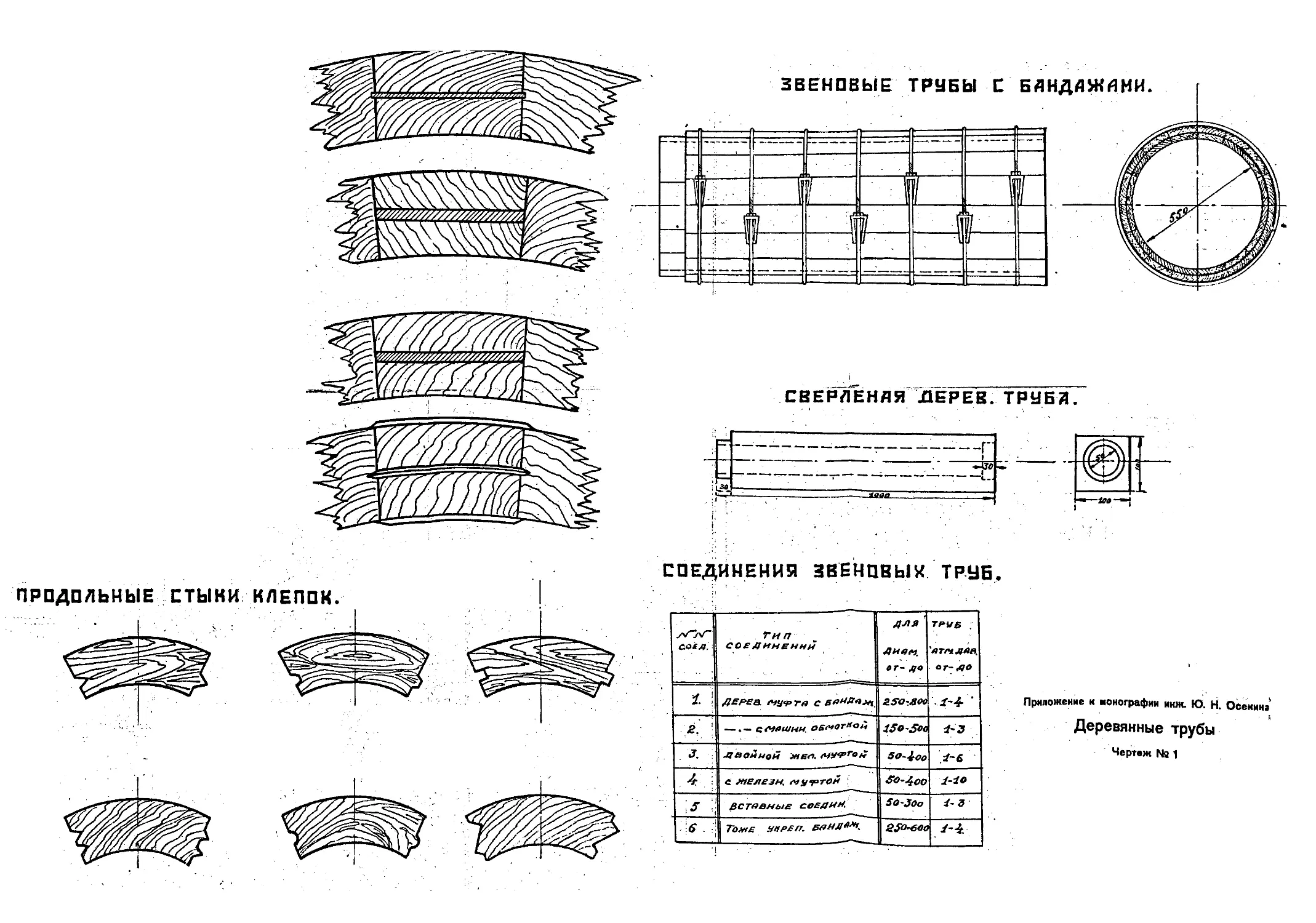
Соединении деревянных труб и клепок
(См. приложение, черте» № 1)
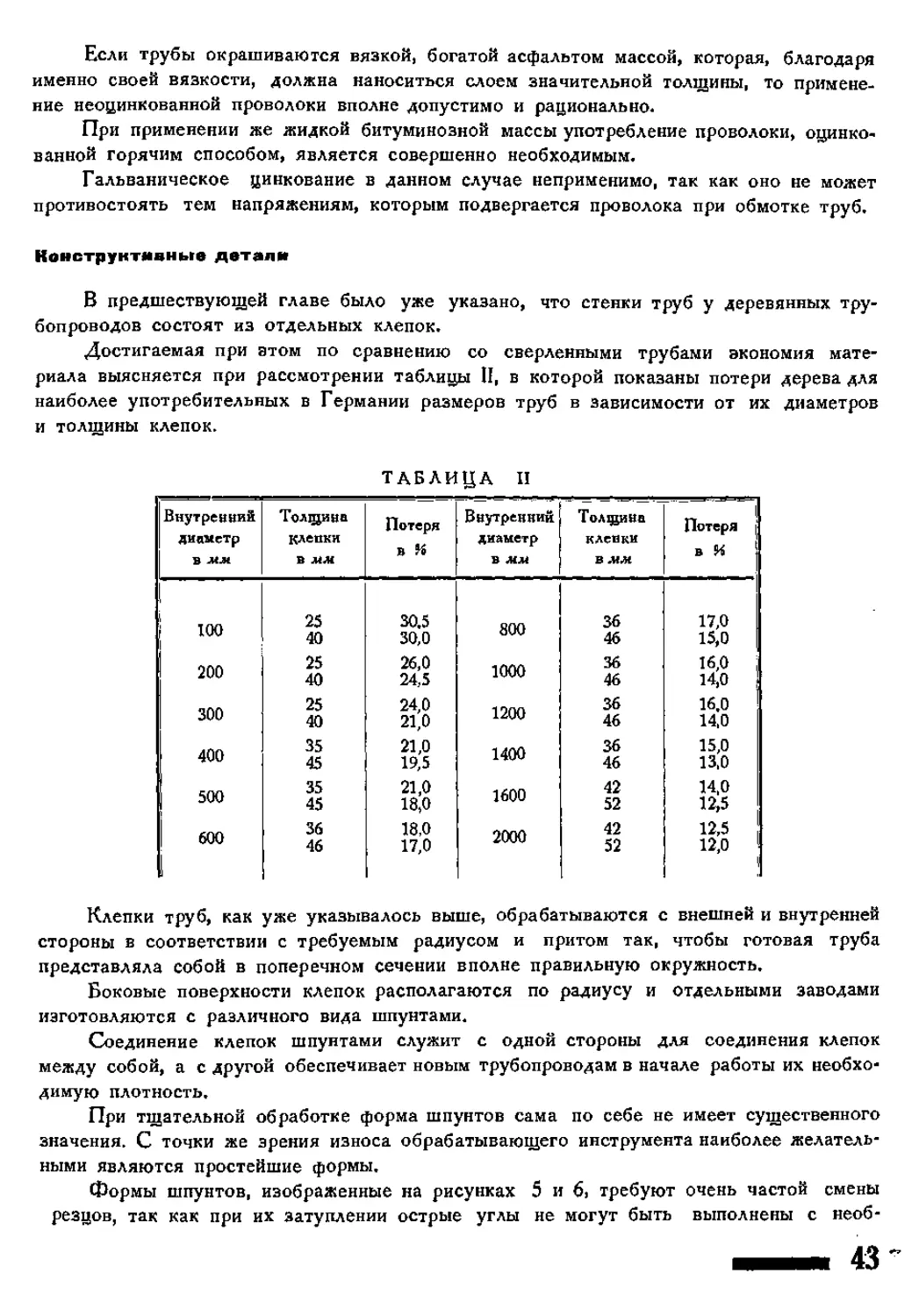
Продольные соединения клепок в деревянных бочарных трубах могут
изготовляться как со шпунтом и гребнем различного профиля на боковых кромках,
так и без таковых.
Плотность продольных швов трубы зависит не от наличия или формы шпунтов,
а от правильности и чистоты изготовления клепки, а также от степени сухости клепки
при сборке трубы и степени натяжения бандажей или проволоки.
Наличие шпунта и гребня облегчает сборку и придает кольцевому сечению трубы
более правильную форму и устойчивость, что особенно важно при изготовлении
звеновых труб машинной обмотки.
Клепка для непрерывных труб больших диаметров изготовляется в Америке
большею частью без выборки шпунтов, с гладкими боковыми гранями, строганными по
радиальным плоскостям трубы. Плоские кромки клепок не портятся при перевозке и сборке
трубы на месте укладки. Наличие шпунта не позволяет устройства крутых закруглений.
Наоборот, трубы машинной обмотки, изготовляющиеся звеньями на фабрике,
удобнее снабжать шпунтовыми соединениями клепок. Шпунты могут изготовляться
самых разнообразных профилей (см. чертеж № 1). Наиболее прочной и совершенной
является полукруглая и трапециальная форма шпунта.
Клепка снабжается шпунтом и гребнем на том же четырехстороннем строгальном
станке с помощью ножей соответствующего профиля. Благодаря скошенным граням
боковых кромок клепки, получение гребня не требует увеличения расчетной ширины
доски, т. е. позволяет обходиться без лишних затрат древесины (для числа клепок по
окружности больше 24-х нужно прибавлять запас на гребень).
Торцевые стыки клепок в непрерывных трубах делаются с помощью вставных
язычков или специальной отливки. Язычки из мягкой стали имеют толщину в 3 мм,
нормальную ширину в 40—50 мм и длину по ширине клепки с запасом в 1,5 мм, который
при затяжке вдавливается в соседние клепки и тем самым уплотняет стык.
Гораздо практичнее оказалось применение для торцовых стыков язычков из
дубовой фанеры толщиной 5 — 6 мм, шириной 50—100 мм и длиной по ширине доски
(без запаса). Такие язычки загоняются в прорезанные на пазовальном станке или
вручную пазы и после разбухания клепки дают весьма плотный стык.
Иногда применяются стыки с выборкой четвертей или с помощью специальных
соединительных отливок (Kelsey Schloss) из ковкого чугуна (см. чертеж № 1—детали
поперечного стыка клепочных непрерывных труб).
Звеновые трубы машинной обмотки соединяются между собой различными
способами. Из них укажем (конструкция и спесификация приведены в чертеже № 1):
1. Вставные стыковые соединения с цилиндрической или конической заточкой
концов труб. Длина заточенного конца трубы от 50 до 150 мм, глубина заточки на
половину толщины клепки, применяется для малых диаметров (до 12") и небольших
давлений (до 4 атм.).
2. То же, укрепленные бандажом, для средних давлений и диаметров.
3. Соединения с деревянными муфтами машинной обмотки для малых диаметров
и давлений.
4. То же с муфтами, укрепленными бандажами, для средних давлений и больших
диаметров. Число бандажей на одной муфте от 2 — 7 штук. Ширина муфты 150 — 200 мм.
ты надеваются на заточенные фрезером концы.
Муф
5. Соединения с металлической муфтой (мягкая листовая сталь или котельное
железо 4 — 6 мм, сваренное в накладку). Ширина муфты от 100 до 200 мм, надевается
на обточенные концы вплотную. Применяется для малых и средних диаметров и для
больших давлений. Такая муфта должна покрываться густым слоем асфальта.
6. Соединения с двойными стальными или железными муфтами-кольцами. Кольца
насаживаются на заточенный снаружи и изнутри конец трубы. Применяется и
выдерживает высокие давления до 12 атм. Внутреннее кольцо должно быть оцинковано,
наружное покрыто асфальтом или пропитанным джутом.
Соединения являются самым ответственным местом деревянных трубопроводов,
и в каждом отдельном случае должны быть выбраны те или другие из указанных
соединений. Наиболее совершенными являются соединения с двойным металлическим
стыком (патентованы фирмой „Canadian Wood Pipe С""). Стоимость их несколько выше
прочих соединений (на 20 — 30 коп. на п. м трубы), но эта разница вполне окупается
качеством работы, особенно при высоких давлениях.
Деревянные муфты должны обязательно креозотироваться, так как они не
защищены насыщением воды, почему и подвержены гниению и грибковым заболеваниям.
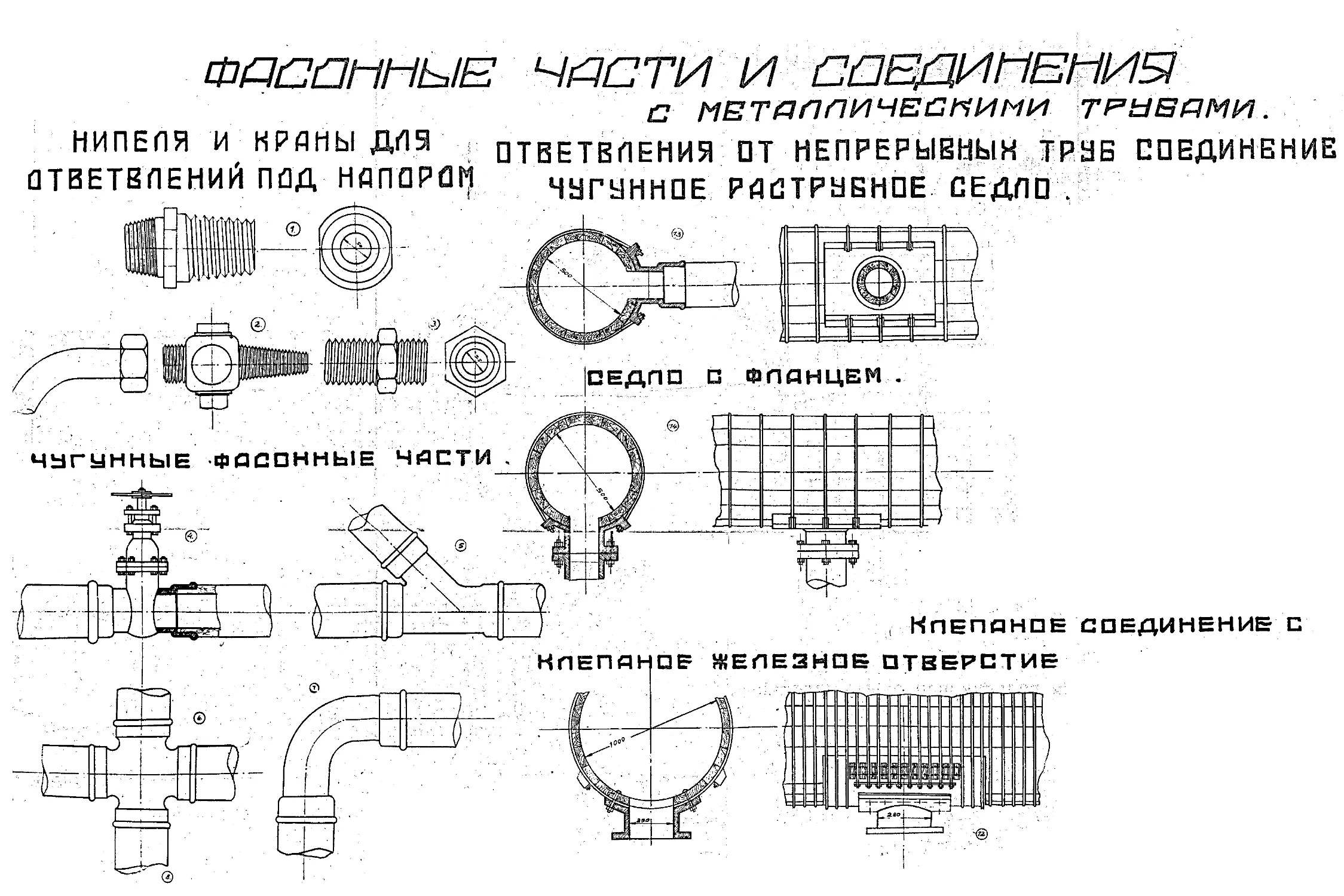
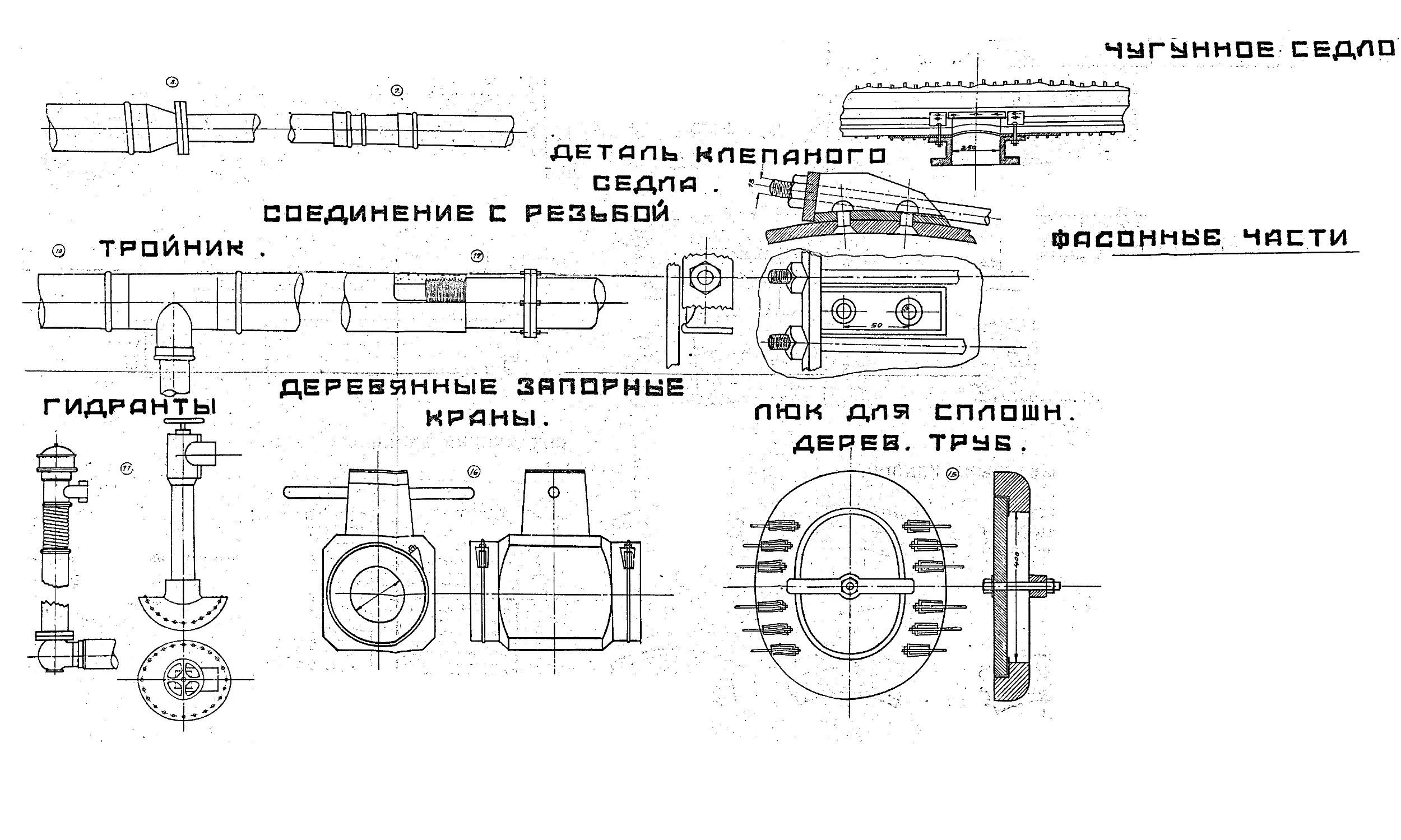
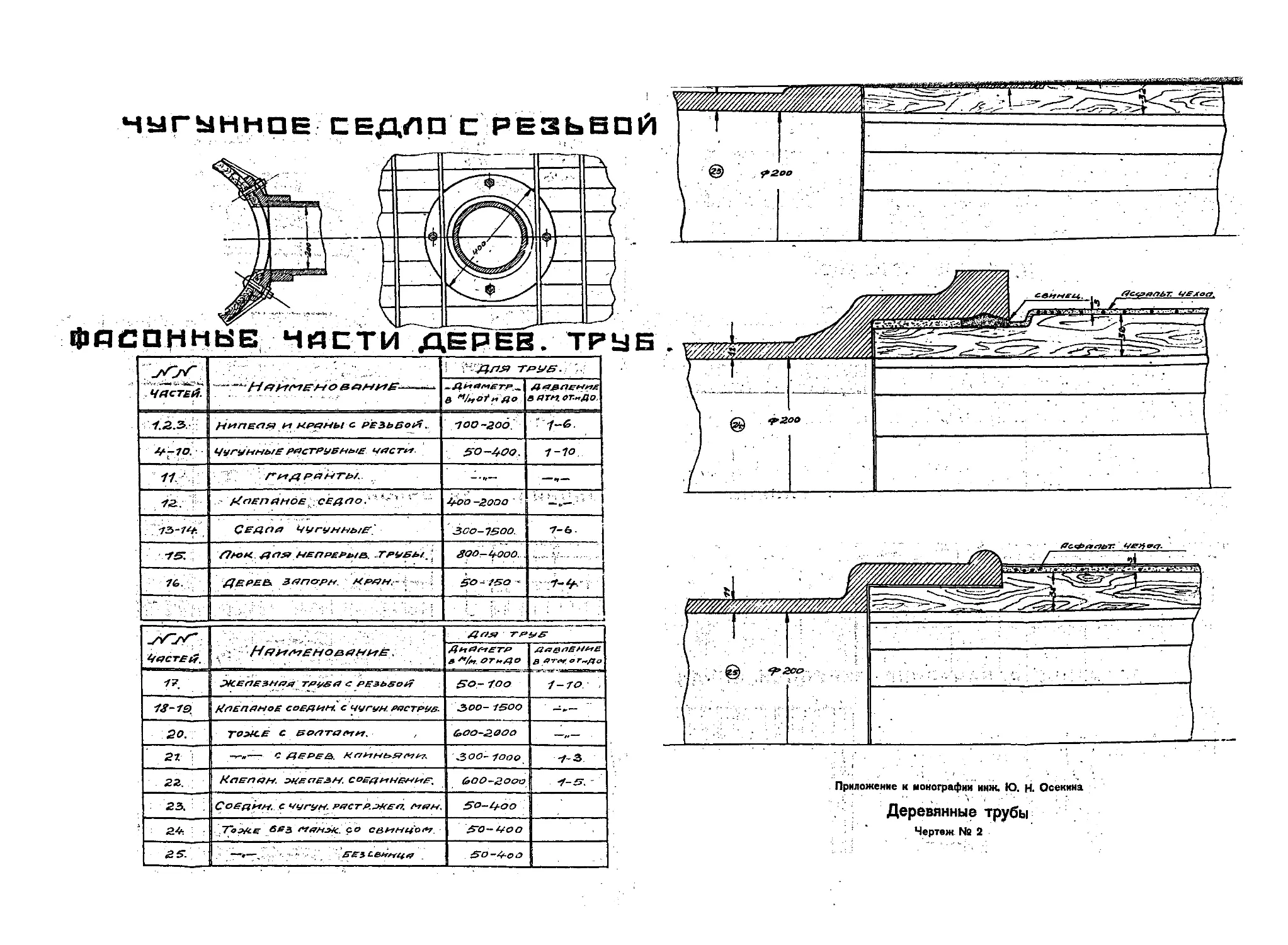
Фасонные части и соединения
деревянных труб с метапличесними
(Си. приложение, чертеж № 2)
При укладке водопроводных сетей и магистралей почти всегда требуется
постановка в различных местах трубопровода всякого рода фасонных частей, как-то:
тройников, отводов, крестовин, переходов, вантуз воздушных и осадочных, кранов, гидрантов,
задвижек, мягких служебных ответвлений и пр.
Для мелких диаметров и давлений могут в некоторых случаях применяться
деревянные фасонные части, и хотя стоимость их несколько ниже металлических
фасонных частей, но их на прочность и долговечность не всегда можно рассчитывать.
Нормальные фасонные части деревянных труб отливаются из ковкого чугуна и имеют
раструбное соединение специального профиля для вставки заточенного конца трубы.
В Америке часто применяют для деревянных трубопроводов фасонные части от
нормального водопроводного сортамента чугунных труб. Эти части заставляют делать
несколько большую заточку соединяемого конца деревянных труб и применять
свинцовую заливку.
Американским водопроводным обществом „Amer. Water Work Association" была
утверждена спесификация раструбных соединений деревянных труб с чугунными
помещенная на стр. 17-й.
Опыт доказал, что заливка свинцом по дереву не дает соединения и годится
лишь для малых давлений.
Различие в плотности дерева и металла не позволяет сделать зачеканку свинца,
т. е. достигать плотного соединения.
Австралийский инженер F. Pridham предложил в 1916 году соединение с помощью
железного кольца-манжеты, надевающегося на заточенный конец трубы. Свинцовая
заливка между чугунным раструбом и железным кольцом расчеканивается и дает плотное
соединение. Манжета делается из оцинкованного железа или стали 3 мм толщиной.
Ширина и диаметр ее соответствуют глубине раструба и диаметру заточки. Это
соединение испытано и является универсальным соединением деревянных труб с чугунными
даже для высоких давлений (см. чертеж Хв 2).
16 _
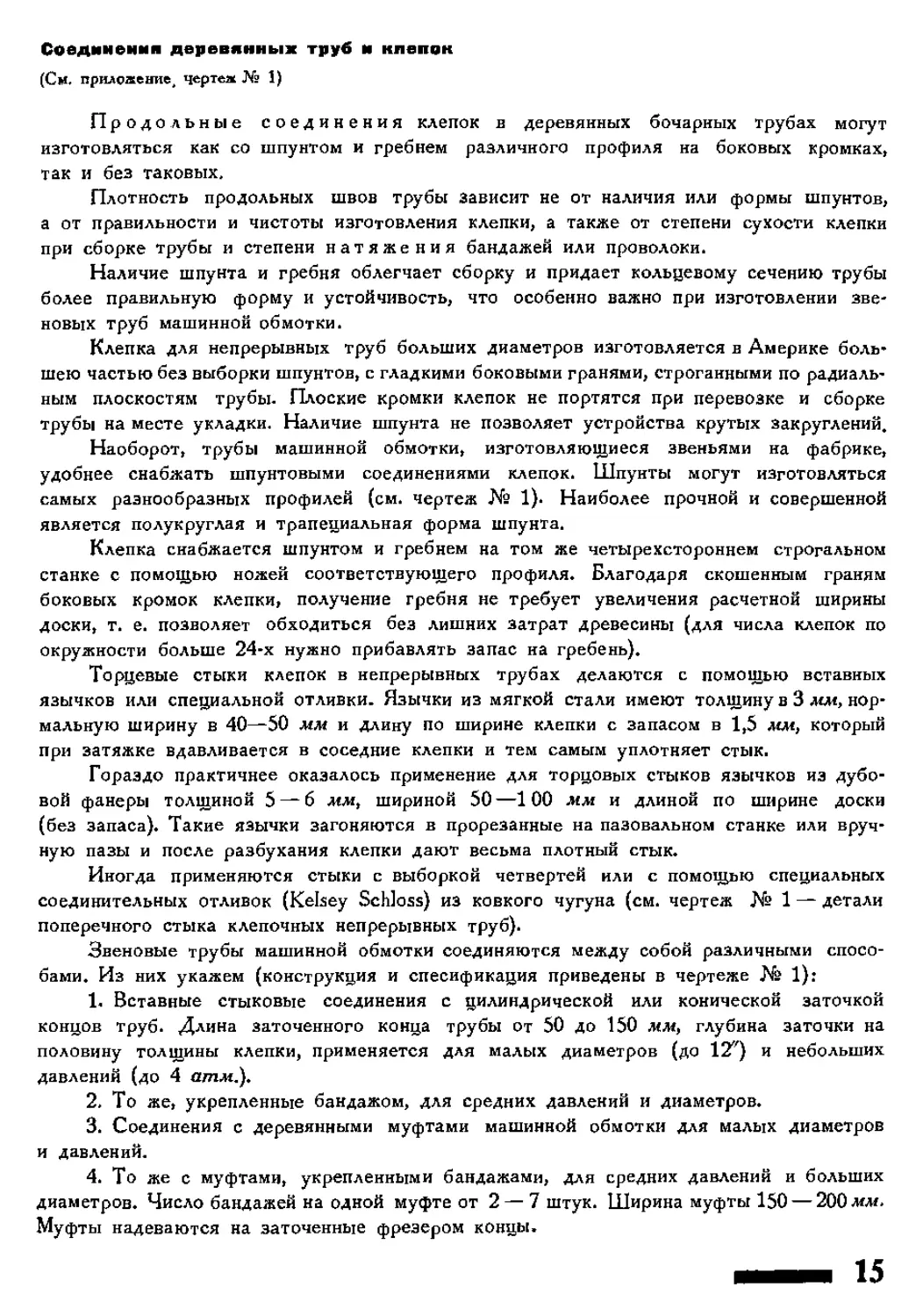
Плотность между железной манжетой и деревом трубы обеспечивается
разбуханием древесины,
Таблица размеров соединения чугунной И деревянной трубы
Чугунная труба или
фасонная часть
■
ноннн.
диаметр
дм
4
6
8
10
12
14
16
18
20
24
Деревянная труба
„ внутренний
наименьший ' г внешний
диаметр
вн. диаметр г . диаметр
ратсруба^"™' заточки
** .дм 1 дм
5,70
7,80
10,00
12.10
14,00
16,10
18,40
20,50
22,10
26,90
4
б
8
10
12
14
16
18
20
24
5'/іб
94*
Ц5/9
13*/*
15'/*
18
20
22
26
наименьшая
толщина
свинца
дм
0.140
0,145
0,165
0,175
0,200
0,220
0,255
0,270
0,320
0,420
наружный
диаметр
свинцовой
заливки
Дм
5"/м
7'"/аа
11»в,-ээ
13«/м
15м/эі
17«/99
19ЭІ/аі
2РІ/И
2531/33
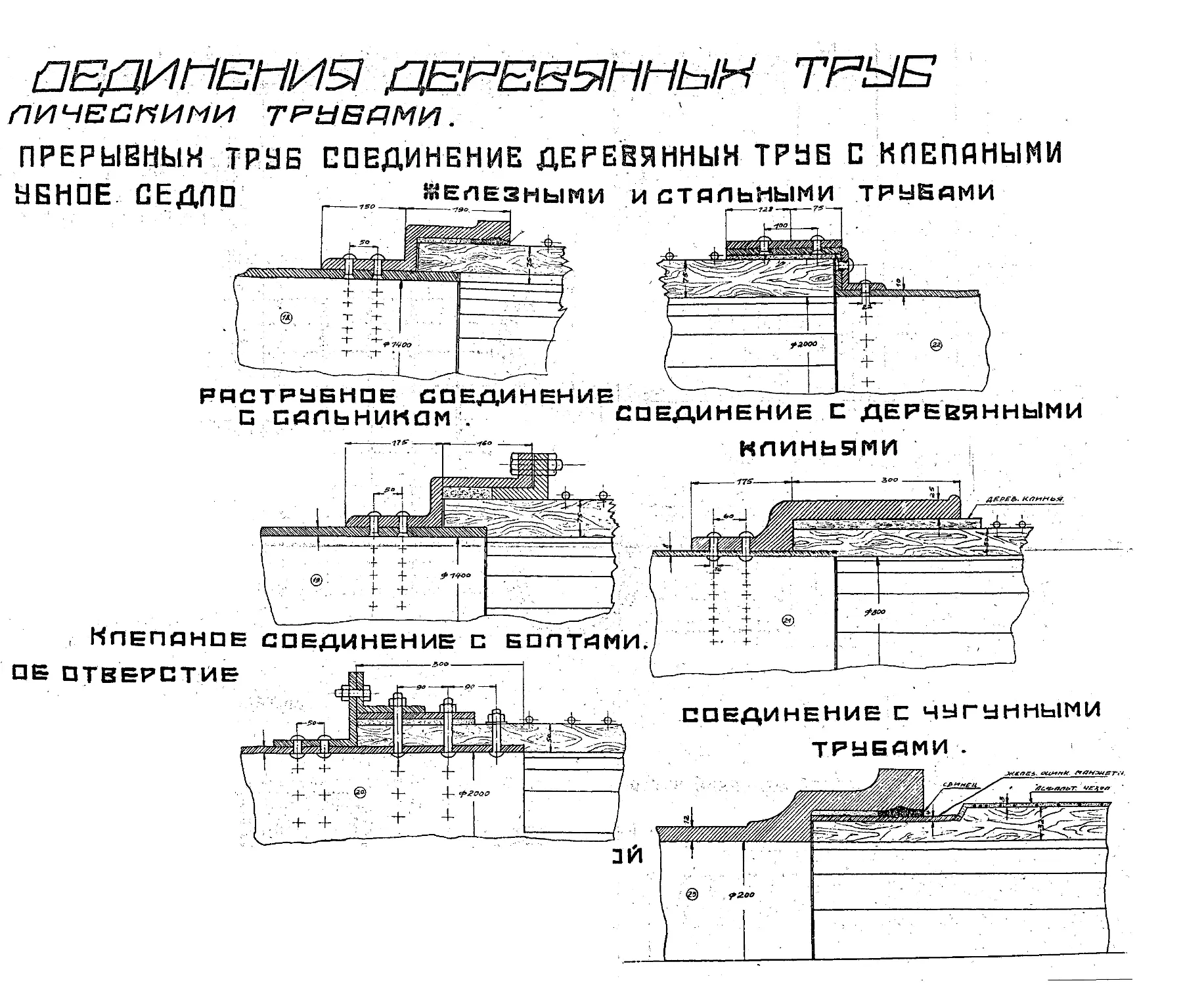
Соединения деревянных труб со стальными и железными клепаными трубами
больших диаметров делаются с помощью специальных раструбных отливок, клепаных
раструбов на болтах с заливкой или сальником (см. чертеж № 2).
Ответвления от труб больших диаметров могут делаться с помощью специальных
чугунных или клепаных седел, укрепл/»щй'хвлг_чна трубе бандажами или проволокой
(в звеновых трубах). / ^^''і'і,','»
(к^»» ' /
Ответвления диаметром до 2 дл* могут"дТ£л*йщ|?&-Щщ&£нныл" деревянных трубах
под напором с помощью особых ниппелей и кранов, снаТЯВонищ£на*резкой, Труба,
находящаяся под напором, просверливается в нужном месте сверлом, диаметр которого на
Vie—'/в" меньше диаметра нарезки вставляемого ниппеля. Сверление нужно делать
не до конца, оставляя тонкий слой клепки. Затем сверло вынимают и ввертывают
ниппель до отказа, причем оставшийся слой дерева продавливается внутрь трубы.
Присоединение под напором сделано.
Так же под напором могут устанавливаться седла диаметром до 6 — 8°.
В нужном месте трубы снимаются один или несколько бандажей (в звеновых трубах
сбивается в стороны проволока, и поэтому здесь нельзя делать крупные ответвления),
клепка насверливается по периметру ответвляемого отверстия, затем приготовляется
седло с бандажами на трубе, насверленная часть пробивается внутрь трубы, и седло
с задвижкой или заглушкой укрепляется бандажами на готовом отверстии.
Способы и особенности производства
Изготовление клепки для непрерывных труб состоит из следующих основных
процессов:
1. Распиловка бревен на специальные размеры досок.
2. Сушка распиленных досок.
Дсрепгмнс трубы — 2
17
3. Изготовление клепки из сухих досок.
4. Торцовка и паэование концов клепки.
5. Креозотированне готовой клепки.
Производство звеновых труб машинной обмотки состоит из следующих основных
процессов:
1. Распиловка бревен на специальные размеры досок.
2. Сушка досок.
3. Получение клепки из сухих досок.
4. Предварительная торцовка концов клепки.
5. Сборка клепок в трубы.
6. Обмотка труб проволокой по спирали.
7. Заточка концов труб для соединений.
8. Асфальтировка труб.
Первые три процесса производства звеновых и непрерывных труб совпадают,
дальнейшие операции ведутся обособленно. Этим обстоятельством объясняется
разветвленная (в плане) форма здания фабрики.
Распиловка м расположение годичных нолец ■ клепке
Иностранная литература по деревянным трубам и производству бочек (для
жидкостей) уделяет много внимания вопросу о расположении годичных слоев в клепке,
причем мнения о правильном расположении колец сильно разбиваются.
Большинство американских данных (Eng. News Record 1899 — 1916 и Trans, of the
Am. Society of Cw. Eng. 1918) рекомендует применять радиальную распиловку с тем,
чтобы годичные кольца пересекали клепку по толщине, утверждая, что при этом
расположении годичных колец достигается более полное и равномерное просачивание и
набухание клепки (условие долговечности).
В бочарном производстве применяется такое же расположение годичных колец
с тем, чтобы сильно-про водящие сердцевинные лучи не пересекали клепку по толщине.
Г. Рабовский в своей книге (см. ниже.—Ред.) советует обратное расположение
годичных колец, т. е. применение горбыльных досок с направлением годичных колец,
параллельным широкой кромке клепки, объясняя такое расположение большим сопротивлением
колец проникновению воды через клепку, т. е. наименьшей утечкой воды сквозь поры
клепки.
Опыт применения сверленых труб, где годичные кольца работают именно в таком
направлении, достаточно доказал безопасность тангентального расположения годичных
колец в трубе.
Мои наблюдения над гидравлическими испытаниями бочарных труб в мастерской
Гос- научно - мелиорационного института показали, что в наших мелкослойных
сосне и ели расположение годичных слоев в клепке деревянной трубы ие имеет почти
никакого значения.
Трубы, собранные из клепок с радиальным и тангентальным направлением
годичных колец, при испытаниях под различными давлениями от 1 до б атм, давали
равномерную диффузию воды сквозь поры клепки и одинаковое разбухание клепок с
различным направлением годичных колец.
Испытаниям подвергались сосновые, еловые и ольховые клепки.
Расположение сердцевинных лучей имеет значение лишь для твердых лиственных
пород с крупными водопроводащими пучками сердцевинных лучей (дуб, ясень, бук).
18
В хвойных породах сердцевинные лучи почти не влияют на гидравлические свойства
клепок в деревянных трубах.
Соображение о неравномерной просачиваемости клепок в параллельном и
перпендикулярной годичным кольцам направлении, выдвигаемое некоторыми американскими
инженерами, имеет значение лишь для крупно слой ной древесины.
Американские породы, применяемые для деревянных труб: „Jellow Pine", „Douglas
Fir" и „Redwood" имеют среднее число колец 10 на 1 дюйм, наша же северная сосна
имеет в среднем 25 — 30 колец на 1 дюйм.
Из всестороннего рассмотрения изложенного нахожу возможным при распиловке
не придерживаться того или иного расположения годичных колец в клепке (сосна, ель).
Ленточная ■ рімнан распиловна
Для получения клепки американцы применяют радиальную распиловку кряжей,
т. е. разрезают бревна на четыре четверти и затем на ленточных пилах выпиливают
доски по радиальным плоскостям. При этом отходит в отброс рыхлая (иногда гнилая)
сердцевинная древесина, и клепка получается с радиальным направлением годичных
колец.
Но у американцев средний диаметр бревна 12—15 вершк. (2 фута), сердцевина
его весьма рыхлая, имеет большие размеры и часто сердцевинную гниль.
Мы располагаем сосновыми и еловыми бревнами среднего диаметра — б вершк.
Сердцевина имеет диаметр 3— 6 мм. Число колец на 1 дюйм у сердцевинной древесины
бывает редко меньше 8, тогда как американцы считают древесину мелкослойной при
10 годичных кольцах на 1 дюйм (каталог „Canadian Wood Pipe С0")- Присутствие
даже маленькой сердцевины в клепке нежелательно.
Пуская пропил по сердцевине, а затем выстрагивая сердцевинные стороны досок
для внутренней, вогнутой поверхности клепок, можно даже при рамной распиловке
избавиться от присутствия сердцевины в клепке.
Делая графическое сравнение простой и радиальной распиловки, приходим к
выводу, что нужные нам размеры клепок (б и 8 &м ширины) могут быть получены при
радиальной распиловке только из бревен 10 вершк. и выше с большими потерями
древесины. Поэтому мы останавливаемся на рамной распиловке с брусовкой и
нечетным числом пил в поставе (пропил по сердцевине).
Суш на
Сухость клепки перед сборкой трубы является одним из важных моментов в
производстве деревянных бочарных труб.
Клепка перед сборкой должна иметь 10 - 12°/о влажности и не превосходить 15%.
Труба, собранная из сухой клепки, после наполнения и разбухания дает плотные
швы и часто даже устраняет дефекты при изготовлении клепки и случайно появившиеся
трещинки. Наоборот, сырая клепка влечет за собой большую утечку воды.
Несколько неудачных построек в Америке объясняется именно чрезмерной
влажностью клепки при изготовлении труб.
Естественная или атмосферная сушка считается предпочтительной перед
искусственной просушкой досок в сушилах, но естественная сушка связана с содержанием
больших площадей под биржами, причем высушиваемый материал в течение двух лет
является мертвым капиталом.
2*
19
Доски атмосферной сушки имеют очень хорошее качество, но влажность, даже
после двухлетней выдержки, редко опускается до 12—13°/о.
Проделанные мною испытания влажности сосновых досок, пролежавших два года
в ленинградском климате, показали наименьшую влажность от 15 до 20°/о, каковая
не является достаточной для производства труб.
Искусственная сушка в новейших паровых сушилах длится от 2 до 10 суток,
а в вакуумных сушилах — от 20 до 72 часов, в зависимости от влажности и размеров
досок, причем механические свойства древесины, высушенной искусственно, почти не
понижаются.
Применение пропарки при сушке понижает механические свойства дерева на
10 — 15*/о. У нас применяется искусственная сушка досок в паровой сушилке.
Производство клепки для звеновых труб
Изготовление клепок из досок, пазовка клепки, сборка, обмотка и заточка
концов труб производится на различных станках (см. ниже расчет и выбор станков для
фабрики).
Пропнтиа и предохранение
деревянных ж металлических частей труб
Если деревянная труба работает все время под напором и закопана в сыром
плотном грунте, пропитка клепки не является необходимой (см. соображения о
долговечности). Но при производстве труб для канализационных и ирригационных целей
пропитка клепки для труб является обязательной.
Из всех антисептиков для консервирования клепки деревянных труб наиболее
удовлетворяют требованиям каменноугольный креозот и некоторые его эмульсии. Он
почти не выщелачивается из древесины, не дает привкуса питьевой воде, и дерево,
пропитанное креозотом, повышает свои механические свойства.
По исследованиям лаборатории Департамента земледелия САСШ над
несколькими креозотированными деревянными водопроводами оказалось, что привкус и примесь
креозота в питьевой воде совершенно исчезали на 7— 11-й день.
Та же лаборатория исследовала механические свойства креозотированной набухшей
водой клепки, причем оказалось, что сопротивление смятию (бандажами)
креозотированной влажной клепки в среднем на 20% выше такой же некреозотированной.
Таблица I. Испытания смятия бандажами нлепкн, пропитанной и непропитанной креозотом,
пролежавшей месяц » воде
Клепка ни пихты Дугласа, содержащей заболонь
Состояние
клепки
і
Креоаотнр. в
°А отнепропит.
0,193
Г
60
166
171
103,1
90
371
414
116,6
0,226
рад
60 90
218
250
453
41»
114,7
114,4
0,497 | 0,625
усов
60
507
620
122.3
90
1096
1338
122,1
60
608
756
124,4
90
1334
1663
1247
Среднее
нз всех
испытаний
594
716
120,5
20
СИЕГМД ПРОИЗВОДСТВА
а Е Р Е В 51 іі М ЬІ И ТРУБ
ЗВЕНОВЫЕ
ТРУБЫ
J
£CC"A-lAjlbbUto-UV 1^5t,
С0р>тил.ро&К«-
V
См ш.ияка
JL
Сгці УЛЛЫЭ ДОзд, tOtyit Сі^ги.юи_.
Сѵ
mp-owwi ел ь-н и и ы№
LO-OW
-•л
^btvB>tix й9СО< чаги
НЕПРЕРЫВНЫЕ
ТРУБЫ
СоорКС*. 'ГП/Умл'
т
О UJi&WMA, YTVpuO
X
^—
усіч\.рой<сгг>&о
т
^\k
-pofcb*», KVltrVftU.
Сіиад гоуаобілэс
mp*j<
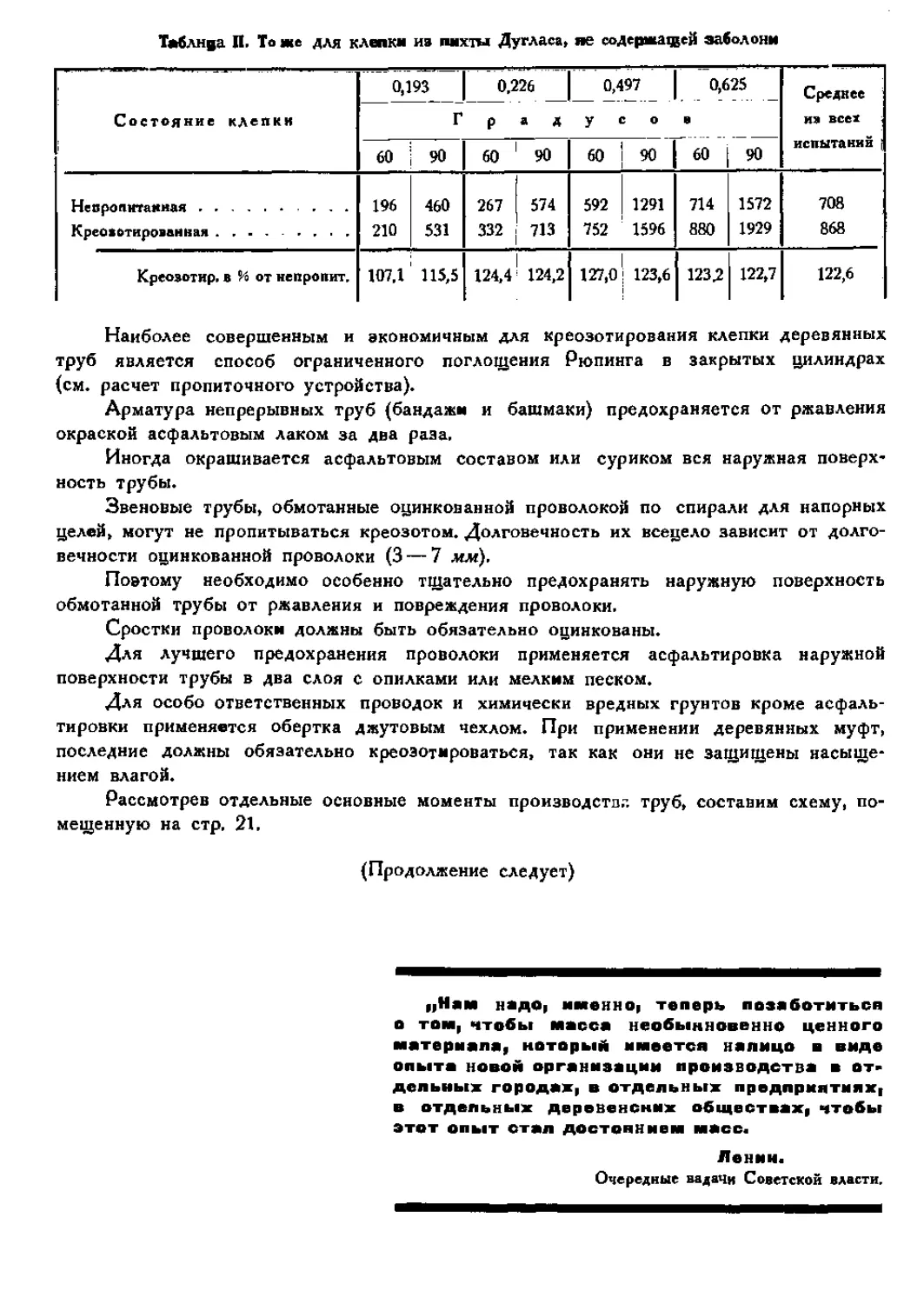
Таблица П. То же для клепки ив пихты Дугласа, не содержащей заболони
Состояние клепки
KpeosoTHp. в % от не про пит.
0,193
Г
60 ■ 90
196
210
107,1
460
531
115,5
0,226
0,497
о,е
р а д у с о в
60 ' 90
267
332
124,4
574
713
124,2
60 і 90
1
592
752
127,0
1291
1596
123,6
60
714
880
123,2
25
90
1572
1929
122,7
Среднее
из всех
испытаний
708
868
122,6
Наиболее совершенным и экономичным для креозотирования клепки деревянных
труб является способ ограниченного поглощения Рюпинга в закрытых цилиндрах
{см. расчет пропиточного устройства).
Арматура непрерывных труб {бандажи и башмаки) предохраняется от ржавления
окраской асфальтовым лаком за два раза.
Иногда окрашивается асфальтовым составом или суриком вся наружная
поверхность трубы.
Звеновые трубы, обмотанные оцинкованной проволокой по спирали для напорных
целей, могут не пропитываться креозотом. Долговечность их всецело зависит от
долговечности оцинкованной проволоки (3 — 7 мм),
Повтому необходимо особенно тщательно предохранять наружную поверхность
обмотанной трубы от ржавления и повреждения проволоки.
Сростки проволоки должны быть обязательно оцинкованы.
Для лучшего предохранения проволоки применяется асфальтировка наружной
поверхности трубы в два слоя с опилками или мелким песком.
Для особо ответственных проводок и химически вредных грунтов кроме
асфальтировки применяется обертка джутовым чехлом. При применении деревянных муфт,
последние должны обязательно креоэотнроваться, так как они не защищены
насыщением влагой.
Рассмотрев отдельные основные моменты производств.-, труб, составим схему,
помещенную на стр. 21.
{Продолжение следует)
„Нам надо, именно, теперь позаботитьсн
о том, чтобы масса необынновенно ценного
материала, ноторый имеется налицо и виде
дельных городах, в отдельных предприятиях,
в отдельных Деревенсних обществах, чтобы
этот опыт стал достоин нем масс.
Ленин.
Очередные вадачи Советской власти.
МаЛЫЙ Среди ГИГантОВ, Член ВАРНИТСО
НО ГИГаНТ СреДИ МаЛЫХ профессор А. Н. Пассек
Еще каких-нибудь десять лет назад мало кто из техников у нас в СССР слыхал
о возможности применения деревянных труб взамен металлических для городских
и сельскохозяйственных водопроводов, гидр о-электрических установок,
фабрично-заводских, промышленных сооружений и т> п.
В настоящий же момент не только у техников нет никаких сомнений в
целесообразности их применения, но и громадное число хозяйственников является их
горячими сторонниками.
Деревянные трубы по сравнению с металлическими по американским данным
и данным нашей практики обладают многими преимуществами: меньшее сопротивление
движению по ним жидкостей, достаточная долговечность, отсутствие отложений
и раковин на стенках, отсутствие дорого стоящих соединительных частей, легкость
обращения при выделке, перевозке и укладке, меньшая повреждаемость при действии
морозов, способность сохранять температуру протекающих через них жидкостей
благодаря плохой теплопроводности дерева, значительное внутреннее давление, которое
они могут выдержать, несгораемость и, наконец, дешевизна по сравнению с
металлическими.
Все эти преимущества деревянных труб, особенно в связи с дефицитностью
металла в стране, двинули эту отрасль промышленности вперед гигантскими шагами.
Да оно и понятно.
По данным практики Завода деревянных труб имени тов. Ворошилова, стоимость
деревянных звеновых труб диаметром в 100 мм на 50% дешевле чугунных. При этом
деревянные трубы способны пропускать примерно на 15% больше жидкости, чем
чугунные трубы, прослужившие 10 лет, а вследствие образовавшихся за это время
отложений и ржавчины на стенках чугунных труб диаметр их уменьшается, и
следовательно уменьшается и их пропускная способность. Железные клепанные из листов
трубы также дают утечку жидкости не меньше деревянных.
В Америке делались опыты на несгораемость деревянных непрерывных труб
бочарного типа, стянутых металлическими хомутами. Трубы на некотором участке
обкладывались дровами, которые обильно поливались керосином и зажигались. Как
только костер разгорался, металлические хомуты от температуры расширялись, вода
через образовавшиеся между клепками щели под давлением вытекала и автоматически
тушила огонь- Охлажденные же хомуты стягивали клепку, и утечка воды прекращалась.
Об этих свойствах деревянных труб впервые в 1925 г. сделад доклад в
Ленинградском областном научно-техническом совете профессор Н. П. Мельников, побывавший
в Америке и видевший их в натуре-
Доклад этот был прочитан в тот моменті когда впервые вспыхнули первые тре*
вожные сигналы о недостатке металла в Союзе.
По этому докладу состоялось многозначительное постановление, которое осталось
на бумаге и безответно заглохло в стенах того же Научно-технического совета.
Но это длилось недолго...
Научные работники, возглавлявшие Ленинградский научно-мелиорационный
институт, следя за иностранной литературой и увидев, с какой поразительной быстротой
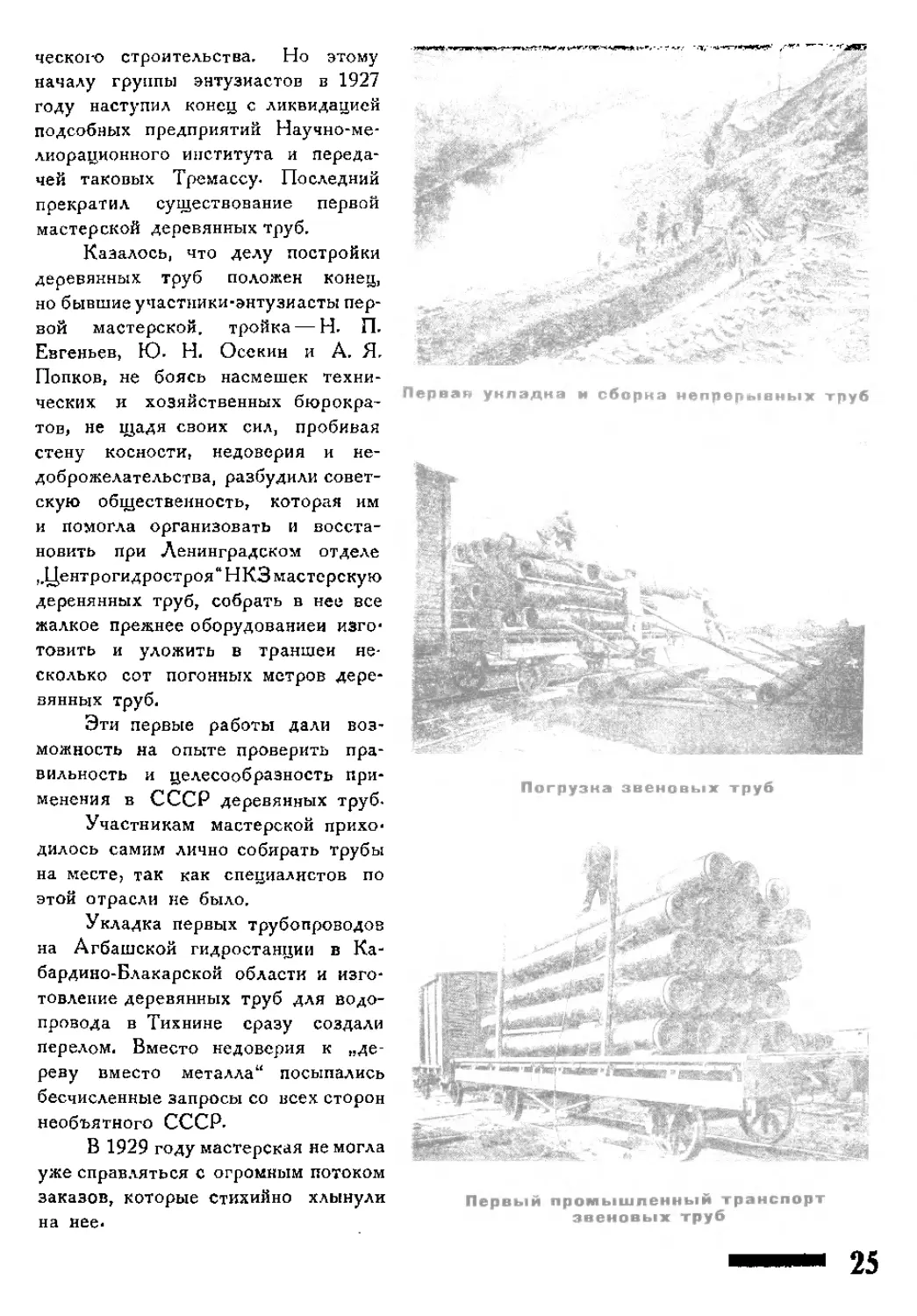
У первой мастерской
и Америке внедряются в строительный обиход деревянные трубопроводы, поставили
первые лабораторные опыты изготовления деревянных труб при этом институте.
С большим трудом было получено от НКЗ ассигнование в 30 тысяч рублей на эти опыты.
Таким образом зародилась первая производственная ячейка нынешнего Завода
деревянных труб имени тов. Ворошилова.
Интересно отметить, что эта первая мастерская помещалась в бывшей свечной
мастерской монастыря „ Ивана Кронштадтского" на Карповке.
Средства производства первой
мастерской отличались своей
скудостью: имелся один нефтяной
двигатель допотопного типа, полуиэно-
шенный строгальный по дереву
станок, один кустарного типа фрезерный
станок и один обмоточный станок
собственного изобретения- В качестве
материала имелось 5—7 куб. м
древесины и около 200 кг проволоки.
Но это обстоятельство нимало
не смущало то храброе войско из
5-—7 человек, во главе с инженером
А. Я. Попковым, которое взялось
за это дело.
Результаты опытов оказались
весьма удачными и показали полную
Первая производственная ячейка целесообразность внедрения
деревянных труб в обиход социалисты-
ческого строительства. Но этому
началу группы энтузиастов в 1927
году наступил конец с ликвидацией
подсобных предприятий
Научно-мелиорационного института и
передачей таковых Тремассу- Последний
прекратил существование первой
мастерской деревянных труб.
Казалось, что делу постройки
деревянных труб положен конец,
но бывшие участники-энтузиасты
первой мастерской, тройка — Н. П-
Евгеньев, Ю- Н. Осекин и А. Я.
Попков, не боясь насмешек
технических и хозяйственных
бюрократов, не щадя саоих сил, пробивая
стену косности, недоверия и
недоброжелательства, разбудили
советскую общественность, которая им
и помогла организовать и
восстановить при Ленинградском отделе
„Центрогидростроя"НКЗ мастерскую
деревянных труб, собрать в нее все
жалкое прежнее оборудованием изго-
тозить и уложить в траншеи
несколько сот погонных метров
деревянных труб.
Эти первые работы дали
возможность на опыте проверить
правильность и целесообразность
применения в СССР деревянных труб-
Участникам мастерской
приходилось самим лично собирать трубы
на месте, так как специалистов по
этой отрасли не было.
Укладка первых трубопроводов
на Агбашской гидростанции в Ка-
бардино-Блакарской области и
изготовление деревянных труб для
водопровода в Тихвине сразу создали
перелом. Вместо недоверия к
„дереву вместо металла" посыпались
бесчисленные запросы со всех сторон
необъятного СССР-
В 1929 году мастерская не могла
уже справляться С огромным потоком
заказов, которые стихийно хлынули
на нее.
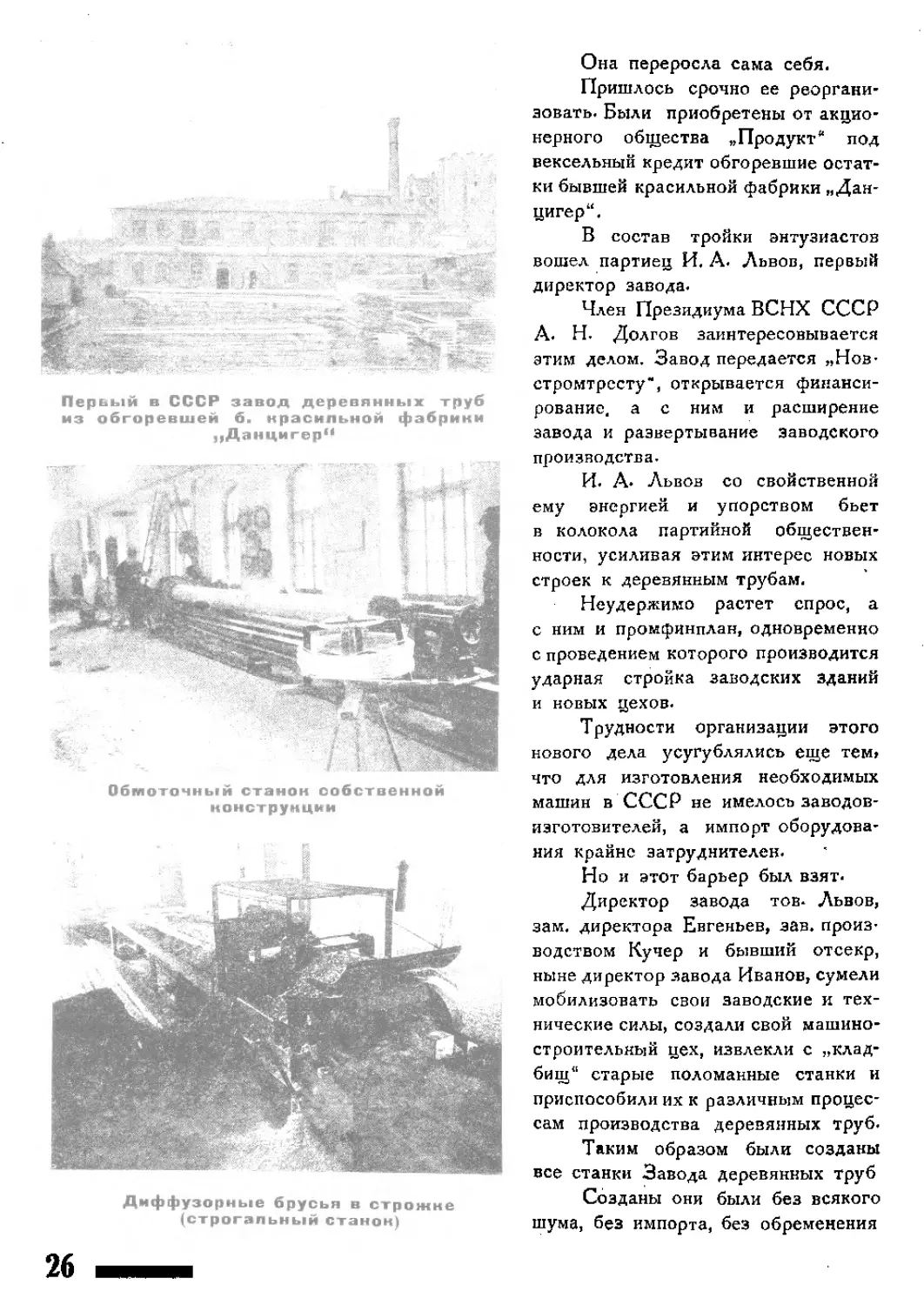
Она переросла сама себя.
Пришлось срочно ее
реорганизовать. Были приобретены от
акционерного общества „Продукт" под
вексельный кредит обгоревшие
остатки бывшей красильной фабрики „Дан-
цигер".
В состав тройки энтузиастов
вошел партиец И. А. Львов, первый
директор завода.
Член Президиума ВСНХ СССР
А- Н. Долгов заинтересовывается
этим делом. Завод передается tt Нов-
стромтрссту", открывается
финансирование, а с ним и расширение
завода и развертывание заводского
производства.
И- А. Львов со свойственной
ему энергией и упорством бьет
в колокола партийной
общественности, усиливая этим интерес новых
строек к деревянным трубам.
Неудержимо растет спрос, а
с ним и промфинплан, одновременно
с проведением которого производится
ударная стройка заводских зданий
и новых цехов-
Трудности организации этого
нового дела усугублялись еще тем>
что для изготовления необходимых
машин в СССР не имелось заводов-
изготовителей, а импорт
оборудования крайне затруднителен-
Но и этот барьер был взят-
Директор завода тов. Львов,
зам. директора Евгеньев, зав.
производством Кучер и бывший отсекр,
ныне директор завода Иванов, сумели
мобилизовать свои заводские к
технические силы, создали свой
машиностроительный цех, извлекли с
„кладбищ" старые поломанные станки и
приспособили их к различным
процессам производства деревянных труб.
Таким образом были созданы
все станки Завода деревянных труб
Созданы они были без всякого
шума, без импорта, без обременения
Сушильный цех, наружный вид камер
государственного планового распределения машин, без загрѵзки отечественных
машиностроительных заводов,— упорной работой группы героев.
Развернутый промфинплан удовлетворил весь спрос СССР за 1927 —1930 годы-
Уже 1929 год окончательно выявил узкое место в металлах-
Пятилетка требовала для новых строек трубопроводы, Завод имени тов-
Ворошилова делает героические усилия. Собственными средствами создает новые и новые станки
Готовит кадры. Увеличивает
пропускную способность завода до максимума.
Заводский треугольник,
предоставленный собственным силам,
делает героические усилия, и директор
завода И. А. Львов проводит 300,°-е
перевыполнение промфинплана в
1929/30 году. Сменивший его
директор Н- И. Иванов проводит ударный
квартал и удвоенный встречный
промфинплан в 400000 тип, м, который
в большей своей части на сегодня
уже выполнен и безусловно будет
полностью выполнен в 1931 году '•
1 Промфинплан 1931 г. выполнен на Обмоточный цех
1020/0. — Ред.
Звеновые трубы в готовом виде
Показатели роста промплана
Завода^имени тов. Ворошилова
таковы !
1927,28 г. . - 2 500 пог- метров
1928/29 г. . . 22 000 „
1929;30 г. . . 170 000 „
Особые квартал 1930 года—■
73 000 пог. метров.
Контрольные цифры на 1931 г.—■
400000 пог. метров.
Контрольные цифры на 1932 г.—■
600000 пог. метров (реальные заказы,
принятые заводом '.
Таким образом Завод имени
тов. Ворошилова дал Союзу
экономию в 65 тысяч тонн металла...
Завод им- тов-Ворошилова дал
дерево вместо металла!..
Такая огромная работа могла
быть проведена только при условии
охвата всей организационной и
материальной части таким лицом, как
зам. директора Н- П. Евгеньев —
рабочий по нутру, с 13 лет
начавший свою рабочую страду в
должности мальчика-ученика в Торговом
доме „Бр. Смирновы" вЛенинграде'
Каков же итог работы
вышеупомянутых лиц?
Около 1300000 /тог- м
деревянных труб.
Экономия государству 65 тыс.
тонн металла.
Но не только в этом их заслуга.
Примеры их деятельности, взятые на выдержкуі дают самые неожиданные и яркие
факты.
Для кожевенной промышленности понадобились медные диффузоры — аппараты
для дубильных экстрактов. Каждый такой диффузор, построенный за границей, требовал
расхода валюты в 25 000 рублей. Требовалось диффузеров 92 штуки.
Ленинградский же завод деревянных труб им. тов. Ворошилова берет этот заказ
от акц- общества „Дубитель" по 3250 руб. за штуку и в срок строит огромные баки,
диаметром свыше 3 метров и высотой до 6,5 метров, давая на одном только этом
заказе свыше 2 миллионов экономии.
Когда Союзторф не смог получить металла для специальных металлических лотков,
отводящих торфяную массу после гидравлического размыва, производимого гидромони-
Укпадна звеновых труб (дерев, водовод)
1 Промфинплан 1932 года-800000 пог, -и.— Ред.
28
Сборка звеновых труб
торами, и этим был поставлен втупик,— ha помбщь пришел Завод имени тов- Ёоро-
шилова, построивший деревянные лотки собственной конструкции, давшие возможность
Союзторфу выйти из этого тупика и выполнить без задержки свою программу.
Когда судоремонтным мастерским Ленинградского порта потребовались
металлические понтоны для подъема и ремонта мелких судов и выполнить эту задачу из-за
отсутствия металла и загруженности другие заводы отказались, руководители Завода
имени тов. Ворошилова разработали тип деревянного понтона и построили серию таких
понтонов.
Первые 16 понтонов, испытанные на деле, показали полную их пригодность
благодаря легкости, удобству и большой грузоподъемности.
.Но Завод имени тов. Ворошилова не прячет своего опыта, как это делалось раньше,
а самым широким образом делится им со всеми лицами и учреждениями,
обращающимися к нему.
Ввиду того, что ВСНХ СССР постановил в ближайшие же годы довести выпуск
деревянных труб по всему Союзу до нескольких миллионов пог- метров в год, со всех
концов необъятного СССР открылось форменное паломничество на Завод им. тов.
Ворошилова.
Приезжающие при осмотре завода учатся, приобретают опыт, знания, снабжаются
заводом чертежами, советами- Завод обучает квалифицированных рабочих-
Наиважнейшие строительства СССР пользуются услугами Завода деревянных
труб имени тов. Ворошилова,
29
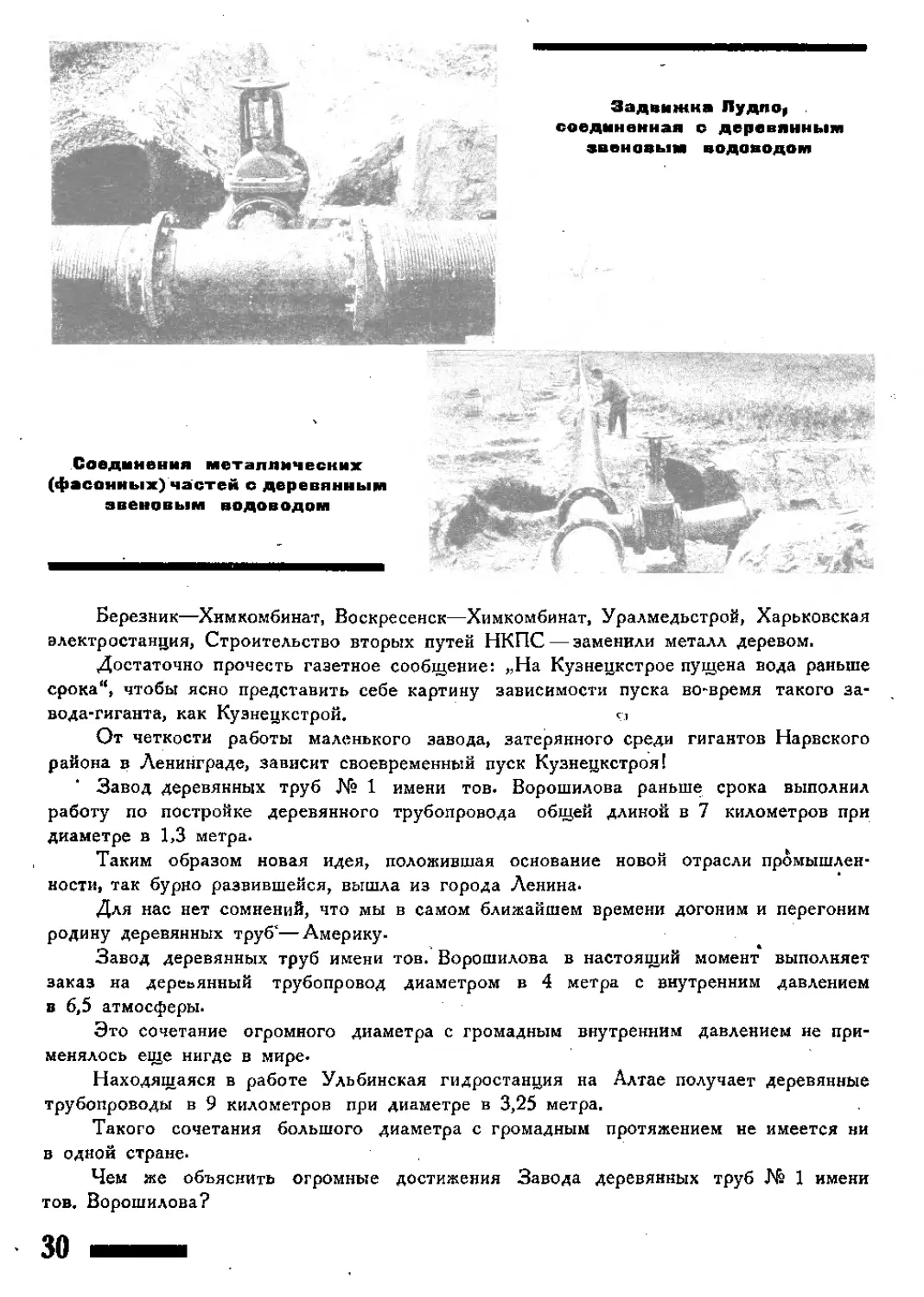
Задвижка Л уд no,
соединенная о деревянным
■неновым водоводом
Соединения металлических
(фасонных) частей о деревянным
звеновым водоводом
Березник—Химкомбинат, Воскресенск—Химкомбинат, Уралмедьстрой, Харьковская
электростанция, Строительство вторых путей НКПС — заменили металл деревом.
Достаточно прочесть газетное сообщение: „На Кузнецкстрое пущена вода раньше
срока", чтобы ясно представить себе картину зависимости пуска во-время такого
завода-гиганта, как Куэнецкстрой, ч
От четкости работы маленького завода, затерянного среди гигантов Нарвского
района в Ленинграде, зависит своевременный пуск Кузиецкстроя!
' Завод деревянных труб № 1 имени тов. Ворошилова раньше срока выполнил
работу по постройке деревянного трубопровода общей длиной в 7 километров при
диаметре в 1,3 метра.
Таким образом новая идея, положившая основание новой отрасли
промышленности, так бурно развившейся, вышла из города Ленина-
Для нас нет сомнений, что мы в самом ближайшем времени догоним и перегоним
родину деревянных труб'—Америку.
Завод деревянных труб имени тов. Ворошилова в настоящий момент выполняет
заказ на деревянный трубопровод диаметром в 4 метра с внутренним давлением
в 6,5 атмосферы.
Это сочетание огромного диаметра с громадным внутренним давлением не
применялось еще нигде в мире-
Находящаяся в работе Ульбинская гидростанция на Алтае получает деревянные
трубопроводы в 9 километров при диаметре в 3,25 метра.
Такого сочетания большого диаметра с громадным протяжением не имеется ни
в одной стране-
Чем же объяснить огромные достижения Завода деревянных труб № 1 имени
тов. Ворошилова?
30
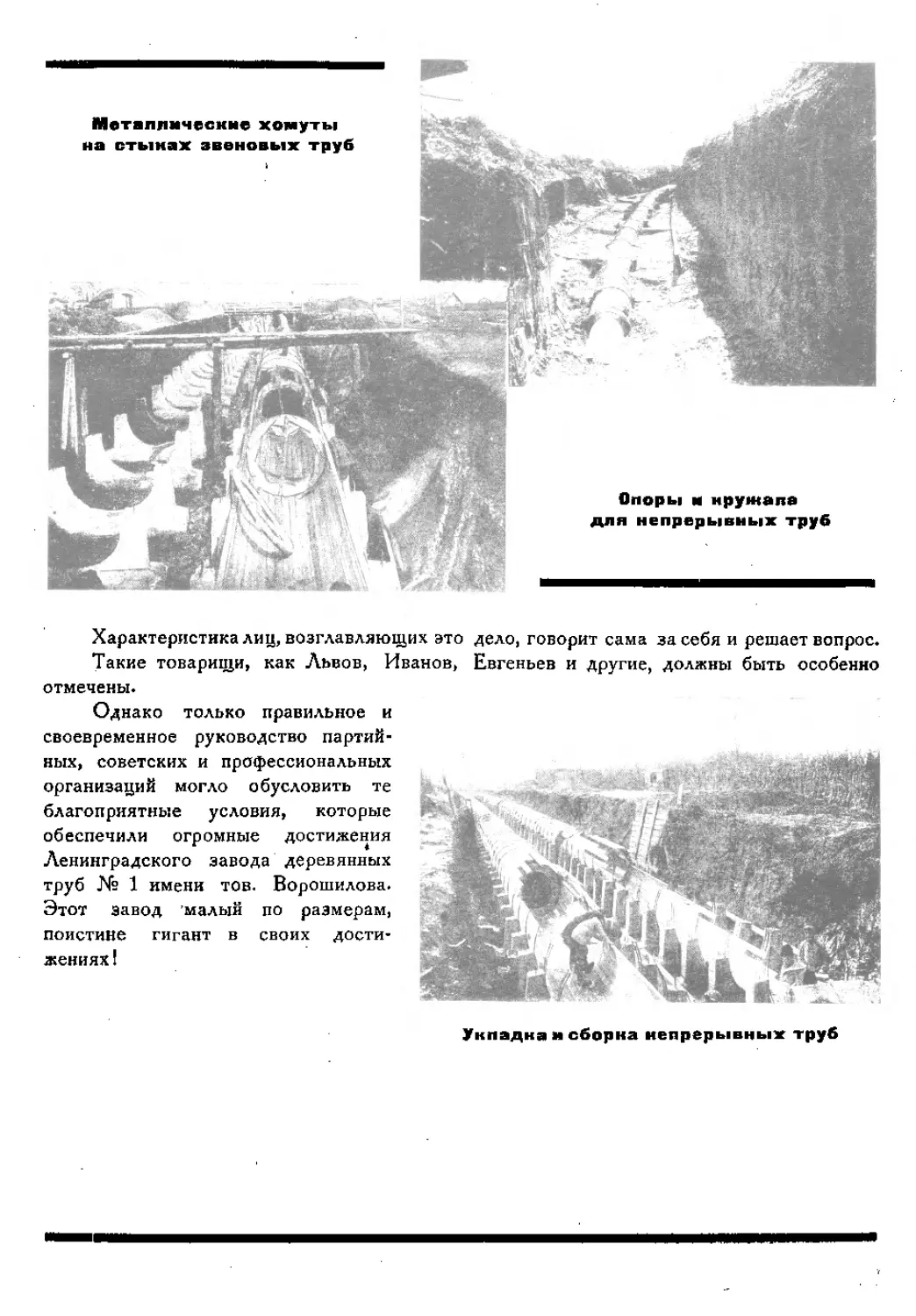
Металлические хомуты
на стыках звеновых труб
Опоры и нрутапв
для непрерывных труб
Характеристика лиц, возглавляющих это дело, говорит сама за себя и решает вопрос.
Такие товарищи, как Львов, Иванов, Евгеньев и другие, должны быть особенно
отмечены.
Однако только правильное и
своевременное руководство
партийных, советских и профессиональных
организаций могло обусловить те
благоприятные условия, которые
обеспечили огромные достижения
Ленинградского завода деревянных
труб № 1 имени тов. Ворошилова.
Этот завод малый по размерам,
поистине гигант в своих
достижениях !
Укладка и сборка непрерывных труб
Дешевую И ЗДОрОВую Зам. директора завода
ВОДУ КОЛХОЭаШ Я. П. £вкньев
Одним из хронических и трудно преодолимых препятствий, задерживающих рост,
а зачастую и самое зарождение культурных сельскохозяйственных ячеек и
предприятий, является скудость или полное отсутствие воды- Нередки случаи, когда все условия
места говорят за организацию образцового и рентабельного, скажем, свиноводного
хозяйства при колхозе, но отсутствие воды, а главное — отсутствие возможности без
непосильных капиталовложений подать здоровую и чистую воду тушит огонь
энтузиазма организаторов и рушит все планы и расчеты.
На необъятной шири нашего СССР, в условиях нынешнего стихийного роста
потребительского и товарного спроса на все виды сельскохозяйственных культур
и продукции, — спроса, спешащего за мощным раскатом развития всего нашего
народного хозяйства — наконец, в пору коренной социалистической реконструкции способов
ведения и организации сельского хозяйства, вопрос о дешевой и здоровой воде — это
один из актуальных вопросов, требующих скорейшего и вернейшего разрешения'
До настоящих дней — до дней, когда творческая мысль нашей пролетарской
страны делает прыжок в столетия, когда созидательекая смелость шагает через
хитроумную практику американских Фордов и германских Стиннесов — мы неизменно
в вопросе „о дешевой и чистой воде" упирались в тупик дорого стоящих
металлических труб, необходимых для передачи воды на расстояние. Была и другая попутная
трудность: не всякая местность освоивала применение металлических труб— на севере
морозы и на юге жара или скалы чинили большие помехи и вызывали большие
затраты на земляные работы, связанные с глубокой прокладкой металлических труб.
Ныне же, когда „трубная проблема" разрешена Заводом деревянных труб имени
тов- Ворошилова в Ленинграде и металл свободно и рентабельно заменяется деревом,—
причем разрешена так, что самый отдаленный угол, располагающий только сивкой на
проселочной ухабистой дороге, может эту деревянную трубу получить в разобранном
виде и собственными силами ее собрать на месте,—вопрос „о дешевой и чистой воде"
может получить разрешение.
В настоящем очерке мы попытаемся это предложить. Конечно, мы очень далеки
от мысли претендовать на нечто исключительное или исчерпывающее; наоборот, мы
уверены, что наша попытка сама по себе до конца не разрешит вопроса, но зато она
беспорно даст технической мысли тех, кто в этом деле „страждет и ищет", тот толчок,
который и приведет их к наивыгоднейшим и совершеннейшим путям. Мы собираемся
воскресить в памяти наших сельских хозяйственников применение тарана-самокачки,
изобретенного полтора столетия тому назад и спящего до сих пор в архиве
сельскохозяйственных каталогов благодаря заботливой угодливости тех же дорого стоящих
металлических труб.
Но, прежде чем рассказывать о „самокачке", ее действии и применении, несколько
слов о самих трубах.
В любой заброшенной деревушке, в любом далеком от культурных или
промышленных центров колхозе можно самодельно приготовить сверленые трубы. Правда, не
всюду и не всегда они будут пригодны из-за двух их основных ограничительных
свойств: сверлить можно трубу лишь небольшого внутреннего диаметра и с большой
потерей древесины. Но там, где условия передачи
воды на расстояние не требуют больших диаметров
и значительных расстояний, это вполне рентабельно,
доступно и технически осуществимо. Рисунок 2,
характерный своею простотой, дает полное представление
о деревянной сверленой трубе и ее звеновом соединении.
Рис. 2. Деревянные сверленые трубы (звеновые)
В тех случаях, где подача воды связана со
значительным (свыше 150 мм) диаметром труб или
с далеким протяжением трубопровода, сверленая
труба исключается и применение та рана -сам о качки
связывается с напорной клепочной трубой, Описание
этих труб, их свойства и преимущества перед
металлическими трубами всесторонне освещены в статье
инженера Ю. Осекина и в руководстве инж, Г. Ра-
бовского.
Рис. I. Таран (сборный)
кустарной вы рабогни
Рисунки 3 и 4 не могут не
обратить внимания читателя на
простоту и обычность соединения
деревянных труб с металлическими
фасонными частями (тройники,
краны, задвижки и т. п.) и с
металлическими частями самого
тарана-самокачки.
Тараны-самокачки действуют
без всякого применения сторонней
силы, не требуют никакого
сложного ухода и приводятся в
действие силою падения воды.
Даже очень небольшая
высота падения может быть
использована для подачи воды на очень
большую высоту.
Подача воды в гору ручным
или конным способами, хотя и
является широко применяемым
способом, но требует затраты
больших сил и долгого времени, между
^gby-r^S^
US'
І^ШЯі^З.
Рис. 3. Соединение деревянных труб
с металлическими частями
^•---"--^
--^л.--^
--,? - ■,' -;$
— [
ч-
Рис. 4. Соединение деревянных труб
с тараном-самоначной
Деравякнна трувы ^3.
33
тем тараны без всяких усилий человека или лошади беспрерывно в течение круглого
года подают воду в баки и цистерны, расположенные на произвольной высоте,
откуда вода может и свою очередь подаваться по трубам под естественными
напорами, т. е. опять-таки без сторонних усилий.
Если в натуре не имеется естественного падения воды (напр. из плотины, реки,
ключей и т. п.), то можно создать искусственную разность уровней, помещая таран
в яму ниже уровня воды в источнике (не менее 0,5 метра) и обеспечивая сток
отработанной воды в почву или иное место по канавам.
Таран может подавать воду даже из горячих ключей, чего другие наносы делать
не способны.
Тараны являются самым дешевым из всех искусственных способов водоснабжения.
В тех немногих случаях, где тараны привились и получили применение на
практике в СССР, они дали следующие характерные показатели:
Наименьшая высота падения воды 0,5 мет
Наибольшая длина трубопровода 2250 мет
Наибольшая высота подъема воды 110 мет
Наибольший подъем против высоты падения 30 раз.
Наибольшая производительность в сутки одним тараном 14400 ведер.
(Можно установить, скажем, десять таранов, тогда производительность их будет
144000 ведер в сутки.)
Таран является чрезвычайно простым прибором, имеющий всего две работающие
части: одна—бронзовая, а другая — резиновая или кожаная. Пущенный раз в ход, таран
может проработать несколько месяцев безостановочно, а если и остановится, то только
потому, что в воздушном колпаке может
поглотиться водою весь воздух, который
>HL следует возобновить временным открыва-
^-j*"^?- Г С 1 нием пробки на колпаке.
""^fe^s^E W==W На приводимом рисунке 5 изображена
^Ѵ Х^Ч@§ч\ конструкция тарана, заключающаяся в сле-
Чі4і|У «brf» Дующем:
-.-ад А , , ^^~^~^^^г:-^?^^^ Пусть будет D—источник, озеро, река
£|рЭ~'^^^^^Ф^^^Ш-^^^^^^'' или пруд; Е—питательная труба, по
которой вода притекает к тарану; С—воздуш-
Рис. 5. Схема действующего тарана НЬІЙ колпак тарана; Ф — нагнетательная
труба; А — ударный клапан; В — клапан-
захлопка; первый клапан открывается книзу, второй — кверху.
По закону равновесия жидкостей, вода наполнит питательную трубу Е, закроет
золотник ударного клапана А, откроет клапан захлопку В и вступит под воздушный
колпак и в нагнетательную трубу Ф. В нагнетательной трубе вода поднимется на ту
же высоту, как н в водоеме, из которого питается таран. Как только вода пришла
таким образом в равновесие, клапан-захлопка В опустится своим весом и вода в
трубах успокоится. Если тогда ударить по золотнику ударного клапана А, то из него
выльется наружу некоторое количество воды и вода в питательной трубе Е опять
придет в движение. Она опять закроет золотник ударного клапана А. Но так как вода
в питательной трубе Е придет (вследствие инерции) не сразу в спокойное состояние,
то она откроет клапан В а проникнет опять под воздушный колпак и в
нагнетательную трубу; поэтому вода в нагнетательной трубе Ф поднимается уже выше уровня
воды в водоеме D.
34
Рис. 6. Ударный нпа-
пан и золотник
Воздух под воздушным колпаком находится под давлением столба воды в
нагнетательной трубе. Вследствие притока некоторого количества воды, воздух под колпаком С
сгустится еще более и произведет, как только клапан В закроется, реакцию, благодаря
которой вода в нагнетательной трубе поднимется еще немного.
Если повторить удары по золотнику клапана А, то вышеописанное действие
повторится и вода будет подниматься в нагнетательной трубе, пока не достигнет той высоты,
при которой ударный клапан А начнет работать уже
автоматически.
Автоматическая работа ударного клапана А объясняется
тем, что столб воды в нагнетательной трубе производит
реакцию на воду в питательной трубе, когда через открытый
клапан В вода вступает под колпак Сив нагнетательную
трубу Ф.
Эта реакция происходит в очень короткий промежуток
времени, именно тогда, когда клапан В еще не успел закрыться;
при этом вода в питательной трубе £ получает даже толчок
обратно по направлению к водоему D. Благодаря этому обратному
толчку, давление на ударный клапан А на один момент прекращается, так что
наружное атмосферное давление и вес ударного клапана дают ему возможность опуститься
и открыть выход воде наружу. И вот, как только вода в нагнетательной трубе
настолько поднялась, что в
состоянии произвести на воду в
питательной трубе обратное давление,
ударный клапан А начинает работать
автоматически.
Пока вода в нагнетательной
трубе не достигла еще высоты,
нужной для произведения реакции,
ударный клапан приходится опускать
рукой.
Ударный клапан состоит из
кожуха А и золотника N (рис 6).
Если золотник опущен, то вода
находит свободный излив наружу; если приподнят, то он закрывает воде выход.
Если отработанная вода будет затапливать таран, то действие его прекратится
поэтому установка тарана в колодце невозможна. Чем выше источник расположен
над тараном, тем вто выгоднее для работы прибора, так как с увеличением высоты
падения воды увеличивается и скорость ее притока.
Тараны могут быть приспособлены для подачи ключевой воды, а работать при
Рас. 7. Вид тарана, работающего негодной
водой м подающего ключевую чистую
Рис. 8. Вид установки тарана,
подающего воду в дно бана.
Падение считается от эернапа
воды до пинии тарана, а подъем
от линии тарана до верха бана
35
помощи речной, прудовой и из других источников, следовательно в местностях с
нездоровой водой можно подавать здоровую воду из родников и ключей.
В разных странах применяются различные системы таранов, но принцип их
действия один и тот же- Каждая из систем отличается от других конструктивными деталями.
Некоторые из них сложнее, некоторые проще. Иные приспособлены для больших объемов
водоснабжения, но экономичность всех приблизительно одинакова и колеблется в
небольших пределах.
Наиболее известны и распространены следующие системы: „Эврика", „Нептун",
„Вулкан", „Хан-Агова", „Рейфа", „Симпсона", „Джон Блэк", „Гульда", „Дюрозуа";
в России получили распространение системы „Эврика", „Дюрозуа" и „Гульда".
ВЫПИСКА
из „Туркестанских ведомостей" № 2799
от 1 августа 1906 года.
Рис. 9. Таран мЭврика"
для среднего давлении
с автоматическим
нагнетателем воздуха под
воздушный нолпан
В западной части города Ташкента, в районе прежней
кокандской урды, находится довольно большая площадь
земли, которая не могла быть орошена вследствие
своего высокого положения. Окраины этого возвышенного
участка удалось оросить из арыка Гадрагана, однако
дальше вести орошение втим способом было невозможно, так
как арыки пришлось бы рыть чрезмерно глубокие- В этом
году инженерное ведомство поставило здесь автоматически
действующий таран. Таран берет из протекающего ниже
Анхора (Босу) 25 ведер в минуту, что составляет 0,02°/о
расхода воды этого многоводного арыка, и сбрасывает эту
воду на четыре сажени ниже в расположенный далее овраг,
который отделяет русскую часть города Ташкента от
сартовской-
Утилизируя силу падения, таран поднимает затем
часть воды вверх на четыре сажени выше уровня Анхора-
Первоначально предполагалось, что таран может
поднимать Чз расходуемой им воды, но на самом деле
действие его оказалось несколько более успешно и машина
выбрасывает из крана до 10 ведер воды в минуту, что
совершенно достаточно для полива древесных насаждений
на всем этом возвышенном участке и для хозяйственных
надобностей; избытком воды поливаются Инженерный
переулок и часть Черняевской улицы, являвшиеся ранее
совершенно безводным и крайне пыльным участком.
ПОЧЕМУ МЫ ПЕЧАТАЕМ ПЕРЕВОД РУКОВОДСТВА ИНЖ. РАБОВСКОГО
Поскольку мы делаем достоянием гласности наш заводский опыт, не имеющий повторений в ССС Р,
нам необходимо для сравнения, в порядке самопроверки, сопоставить опыт иностранных производств,
а руководство Рабовского их представляет.
Поскольку мы публикуем наши теоретические предпосылки, обосновывающие нашу техническую
практику, мы не намерены скрывать от критиков и наши теоретические истоки, каковыми, в начале нашей
производственной жизни и являлось для нас руководство ннж. Г. Рабовского.
Поскольку в научно-техническом мире уже получили распространение по заимствован и я (безуказаннй
источника) из случайного н искаженного перевода руководства Г. Рабовского, необходимо восстановить
прямой смысл его нетронутого текста, РЕДАКЦИЯ.
Инженер Герберт Рабовский
Дрезден, август, 1925 г.
ДЕРЕВЯННЫЕ БОЧАРНЫЕ ТРУБЫ
РУКОВОДСТВО К ИЗУЧЕНИЮ МАТЕРИАЛА И ГИДРАВЛИЧЕСКИХ
СВОЙСТВ ДЕРЕВЯННЫХ ТРУБОПРОВОДОВ ДЛЯ СИЛОВЫХ
УСТАНОВОК, ВОДОСНАБЖЕНИЯ И ПР. С 62 РИСУНКАМИ,
8 ТАБЛИЦАМИ, ГРАШИЧЕСКИМ РАСЧЕТОМ ТРУБ И
ВЕДОМОСТЬЮ ИСПОЛНЕННЫХ СООРУЖЕНИЙ.
ПЕРЕВОД С НЕМЕЦКОГО ПОД РЕДАКЦИЕЙ
Г. Л. КРЕСТОВСКОГО
ОГЛАВЛЕНИЕ
Введение. — 1. Исторический обзор. — 2. Технические
свойства. — 3. Конструктивные детали. — 4 Расчет
трубопровода. — 5. Гидравлические свойства. — 6.
Металлические части. — 7. Прокладка трубопровода. — 8.
Выполненные сооружении и проекты.—9. Об испытании деревянных
трубопроводов. — 10. Специальные области применения
деревянных бочарных конструкций. — 11. Критические
замечания. — Приложения; а) Выполненные
сооружения. — 6) Указание литературных источников.
Введение
Начиная с 1919 года, после того как в 1916 году в Норвегии была основана
первая в Европе фабрика по изготовлению деревянных труб, в специальной технической
литературе все больше внимания уделяется возможности применения деревянных
бочарных труб и в Средней Европе,
Автор настоящей статьи имел возможность ознакомиться с целым рядом
выполненных в Германии сооружений, в которых деревянные трубы нашли себе применение,
при самом разнообразном характере их работы.
Это и послужило подтверждением ранее существовавшего у автора убеждения
об огромной роли, которую призваны сыграть деревянные трубы в инженерном деле
будущего.
Основная задача предлагаемого труда заключается в систематическом
объединении тех указаний по затронутому вопросу, которые вообще имеются до настоящего
времени в технической литературе, главным образом, американской.
Производство деревянных труб, как отрасль промышленности, зародилось в Се-
в ер о- американских соединенных штатах почти сто лет назад и ныне достигло там
весьма значительного развития, чем и объясняется то обстоятельство, что наиболее
полные и исчерпывающие сведения по данному вопросу имеются, именно, в американской
литературе.
В Средней Европе применение деревянных трубопроводов не получило пока
широкого распространения, и для окончательного суждения по данному вопросу
необходимо накопление опыта.
Автор настоящего труда может, однако, на основании своей личной практики,
засвидетельствовать, что интерес к деревянным бочарным трубопроводам непрестанно
растет.
Задача этой статьи—изложить современное положение исследований в этой области.
Различные конструкции деревянных бочарных трубопроводов будут изложены
с исчерпывающей полнотой, начиная с их исторического развития и кончая
современными методами расчета и способами прокладки труб.
Кроме того, для гидравлического расчета труб будет выведена формула,
относящаяся специально к деревянным бочарным трубам.
В особой главе о специальной области применения деревянных бочарных труб
будет показано, что специальные деревянные конструкции, кроме непосредственного
применения при устройстве трубопроводов, могут получить значительное распространение
и в других областях строительной техники.
Настоящим трудом автор надеется обратить внимание инженерного мира на новый
вид строительных элементов, при наличии коих некоторые задуманные ранее постройки
получают возможность практического осуществления.
Исторический обзор
Деревянные трубопроводы известны уже с первых времен развития техники.
Как только человек перешел к оседлому образу жизни, перед ним сейчас же
возник вопрос о снабжении водой как себя, так и домашнего скота.
Особенно необходимо было это в местах, где приходилось выдерживать осады и
защищаться от врагов.
38 «яш
На основании археологических исследований можно, повидимому, с достаточной
достоверностью установить, что один из наиболее древних водопроводов из дерева был
сооружен в Пергаме, в Малой Азии.
Сооружались деревянные водопроводы и в древней Греции, причем имеются
сведения о водопроводах длиною в 17 км.
Еще в настоящее время находят отдельные камни. Камни эти представляют собой
квадратную плиту со стороной, равной 1,20 м, и коническим отверстием посредине. Эти
отверстия имеют разные диаметры и своей формой соответствуют уточнению ствола
дерева. О гончарном трубопроводе, в данном случае, не может быть речи как в виду
наличия давлений, так и потому, что никаких следов таких труб не было обнаружено.
Более ранние тщательные исследования, а также и исследования самого автора
привели к определенному заключению, что вопрос, в данном случае, может итти только
о деревянном трубопроводе.
Подобный способ устройства водопроводов встречается нередко и доныне, особенно
в горных местностях, богатых лесами. Бревна различной длины высверливаются по всей
длине, концы их обделываются с одной стороны в виде цапфы, а с другой в виде муфты,
затем полученные трубы соединяются в трубопроводы желаемой длины (рис. 1).
До начала XIX века во многих городах Европы и Северной Америки встречались
водопроводы описанного вышетипа, причем в тех случаях, когда потребность в воде бывала весьма
значительной, приходилось устраивать их в несколько линий, проложенных параллельно.
Совершенно очевидно, что подобные трубопроводы только в самом ограниченном
размере могут соответствовать требованиям современной техники, так как внутренний
диаметр труб может достигать максимально величины
в 150 мм.
Усилия, возникающие в деревянных трубах от
напора протекающих вод, воспринимаются обычно
железными обручами, насаживаемыми на них, в
соответствующих величине напора расстояниях
Количество материала, затрачиваемого при
сооружении трубопроводов описываемого типа, чрезвычайно велико вследствие
нерационального его использования.
Существенным улучшением рассмотренного типа является переход к устройству
стенок труб из отдельных планок, так как этим достигалась независимость величины
внутреннего диаметра трубы от толщины бревна. Планки, из которых состояли стенки
труб, имели форму равносторонних трапеций с большими высотами, а отдельные звенья
самих труб—усеченных конусов. Звенья эти соединялись таким образом, что конец
с меньшим диаметром на несколько
сантиметров входил в таковой с
большим диаметром. Соединение между
собой отдельных планок достигалось
при помощи обручей, набиваемых на
трубу (рис. 2).
Еще и теперь в Германии в
большом количестве встречаются такие
трубопроводы в качестве подводящих
каналов к водяным колесам.
Хотя при описанном выше способе устройства стенок из отдельных планок
внутренний диаметр, а следовательно и емкость труб могут быть значительно увеличены)
Рис. I
Рис. 2
39
все же этим не достигается благоприятный проток воды. Кроме того, вследствие частых
изменений поперечного сечения трубопровода появляются столь значительные
водовороты, что обусловливаемые ими потери напора достигают совершенно недопустимой
величины.
Для того чтобы описываемая система трубопровода могла удовлетворять
требованиям современной техники, необходимо было еще разрешить вопрос об устранении
последнего недостатка, т. е. об уменьшении гидравлических потерь.
В середине XIX столетия на богатом лесами западе Соединенных штатов впервые
были применены деревянные бочарные трубы, не имевшие в гидравлическом отношении
указанных выше недостатков конических труб.
В бочарных трубопроводах стенки труб разделены также на отдельные части —
клепки, причем сами трубы имеют цилиндрическую форму с одинаковыми поперечными
сечениями по всей длине их.
Технические свойства
При сооружении деревянных трубопроводов необходимо уделять особое внимание
доброкачественности лесного материала.
Качество деревянных трубопроводов зависит в большой степени от рационального
выбора материала и обработки его.
Хорошее дерево должно быть по возможности крепким, плотным, с прямыми
волокнами и без сучков.
Каждое отдельное годовое кольцо должно состоять из возможно узкого весеннего
слоя и, наоборот, большого, плотного и прочного осенняго слоя. Дерево,
удовлетворяющее указанному требованию, обладает, при прочих равных условиях, большим
удельным весом, чем таковое с большим весенним и меньшим осенним слоями.
В настоящее время, к сожалению, в немецких лесничествах такое дерево
встречается только в виде исключения. Владельцы лесов принуждены выращивать у себя
скорорастущие и менее ценные сорта, так как при существующих условиях торговли
за них предлагают высшую цену.
Кроме того дерево должно быть вполне здоровым: смоляные мешки и сухая гниль
не допускаются.
Надломы и радиальные сердцевинные трещины не должны распространяться вглубь
на величину большую 1/е толщины клепки.
Вросшие сучки допустимы, если они не превышают '/з толщины клепки и если
расстояние между ними не менее 400 мм.
Присутствие заболони на внутренней стороне клепки допускается, если она не
превышает '/г толщины клепки.
Длина клепки может быть произвольной, но все же желательно, чтобы она не
превышала 4 м.
В большинстве случаев, например, при гидросиловых установках, водоснабжении,
для домашних и промышленных целей и пр., при устройстве бочарных трубопроводов
применяются преимущественно смолистые мягкие породы, а именно в средней Европе —
сосна, канадская ель, пихта и лиственница.
В таблице 1 приведены данные о содержании смолы и — для определения
доброкачественности дерева — также удельный вес как немецких, так и американских древесных
пород.
Непроницаемость бочарных конструкций достигается разбуханием дерева.
40
Для работы, следовательно, должен применяться исключительно сухой материал,
так как тогда можно быть уверенным, что при тщательной обработке его и
последующем овлажнении разбухание будет достаточным для обеспечения трубопроводу желаемой
плотности.
Содержание воды в зеленом стволе хвойных пород определяется, примерно, в 40%.
В таком состоянии дальнейшее разбухание дерева вообще невозможно.
Если содержание воды в дереве не превышает 15 %, то оно носит название воздушно-
сухого, причем поры его клеток содержат воду лишь в незначительном количестве или
даже совсем лишены ее и наполнены воздухом.
При воздушно-сух ом состоянии дерева все наличное количество влаги
заключается почти исключительно в стенках клеток. Разбухание их обеспечивает
уже весьма значительное увеличение объема дерева. Прежде чем поры наполнятся
водой, влага поглощается стенками клеток.
Процесс впитывания влаги стенками клеток заканчивается при содержании деревом
примерно З0'/о воды,
Из всего изложенного выше следует, что хорошо высушенное дерево должно быстро
разбухать при поглощении воды (см. таблицу 1).
ТАБЛИЦА I
Древесные породы
1. Ненецкие древесные породы
2. Американские породы
Сосна длнниохвойная (Pinus palustris) ....
Дугласова пихта (Pseudotsuga Douglasii) . . .
Содержание
смолы
в кіікуб. м
18,7-19,6
17,4-18,8
3,5- 6,6
3,1- 8,2
61,1
16,7-21,1
9,2
Удельный
вес J
0,506-0,463
0,626-0,463
0,400-0,412
0,373-0,423
0,700
0,343—0,386
0,476
Так как сушка дерева на воздухе требует до двух лег времени и вложенный
в дерево капитал все это время лежит без употребления, то для сокращения этого срока
и перешли к искусственной сушке.
При искусственной просушке дерева необходима величайшая осторожность:
повышение температуры должно происходить с крайней постепенностью и при непрерывном
добавлении пара.
Если высушивание будет производиться чересчур быстро и без всасывающей
вентиляции, в дереве образуется давление пара такой силы, что сама древесина может
сделаться рыхлой или даже совершенно дряблой.
Утверждение о том, будто бы дерево при искусственной сушке имеет меньшую
способность к разбуханию, чем при естественной, правильно только в случае
ненадлежащей сушки или сушки смолистыми парами.
Желательно, хотя и не безусловно необходимо, чтобы клепки были вырезаны из
дерева, годовые кольца которого в торцевом сечении расположены параллельно хорде.
Бракуются те клепки, в поперечном разрезе которых крайние волокна пересекают
клепку на протяжении меньшем, чем толщина клепки плюс 150 мм.
С внешней и внутренней сторон клепки обрабатываются соответственно данному
круговому сегменту.
Боковые плоскости располагаются по радиусам поперечного сечения трубы;
ширина каждой клепки на всем протяжении ее одинакова, и все отдельные клепки имеют
одинаковую толщину.
Концы клепок обрезаются под прямым углом.
Хомуты бесконечных деревянных труб должны удовлетворять тем же требованиям,
что и при железобетонных конструкциях. Для защиты от ржавчины они перед
употреблением окунаются в ванну из горячей смолы.
Расстояние между двумя смежными хомутами должно быть не более 250 мм, если бы
даже по расчету и могло быть допущено его увеличение: стенки бочарных труб имеют
стремление выпучиваться наружу, особенно при высоком
внутреннем давлении или когда надземные трубопроводы
подвергаются действию солнечных лучей.
В новейших американских и норвежских трубопроводах
указанное стремление клепок парализуется тем, что все стыки
их группируются на отдельных участках трубопровода от 600
кольца до 1200 мм длиной, на которых ставятся дополнительные обручи.
Для возможности натяжения хомутов, при устройстве их из
одного куска, один конец их снабжается головкой, а другой — нарезкой.
Если окружность трубы превышает определенную величину, рекомендуется делать
хомуты из отдельных составных сегментов (частей) для обеспечения натяжения
их и для того, чтобы трение между деревом и железом не превышало допустимых
пределов.
Если хомут состоит из двух частей, то одну половину снабжают с обеих сторон
головками, а другую—нарезками.
Для башмаков, обеспечивающих натяжение, в процессе их развития был выработан
целый ряд моделей. Так как опасность ржавления для таких башмаков не велика, то
главное внимание должно быть обращено на уменьшение их веса и на способность
воспринимать напряжение на растяжение.
Первоначально применялся почти исключительно чугун.
Чугунные башмаки оказались однако черезчур тяжелыми и хрупкими, и их стали
делать из отожженной литой стали.
Штампованные башмаки не оправдали возлагаемых на них надежд, так как они
недостаточно сохраняли первоначальную форму.
Отожженные стальные отливки должны обладать тягучестью и допускать ковку
без надлома. Материал этот должен обладать временным сопротивлением не менее
15 кг/мм2 на растяжение.
Для армировки, так называемых, „рыночных" труб, изготовляемых на фабриках,
применяется железная, медная и аллюминиевая проволока диаметром от 3,5 до
б мм, в зависимости от напряжений, при допускаемом сопротивлении проволоки
на разрыв в 15 кг/мм2.
Вопрос о целесообразности применения для армировки деревянных труб
оцинкованной железной проволоки зависит от материала окраски.
42
Если трубы окрашиваются вязкой, богатой асфальтом массой, которая, благодаря
именно своей вязкости, должна наноситься слоем значительной толщины, то
применение неоцинковэнной проволоки вполне допустимо и рационально.
При применении же жидкой битуминозной массы употребление проволоки,
оцинкованной горячим способом, является совершенно необходимым.
Гальваническое цинкование в данном случае неприменимо, так как оно не может
противостоять тем напряжениям, которым подвергается проволока при обмотке труб.
Конструктивные детали
В предшествующей главе было уже указано, что стенки труб у деревянных
трубопроводов состоят из отдельных клепок.
Достигаемая при атом по сравнению со сверленными трубами экономия
материала выясняется при рассмотрении таблицы II, в которой показаны потери дерева для
наиболее употребительных в Германии размеров труб в зависимости от их диаметров
и толщины клепок.
ТАБЛИЦА II
Внутревний
дипметр
в мм
100
200
300
400
500
600
Толщи вп
клепки
в мм
25
40
25
40
25
40
35
45
35
45
36
46
Потеря
в И
30.5
30,0
26,0
24,5
24,0
21,0
21.0
19,5
21,0
18,0
18,0
17,0
Ввутренний
диаметр
в .и.н
800
1000
1200
1400
1600
2000
Тол щи ив
кдеяки
в мм
36
46
36
46
36
46
36
46
42
52
42
52
Потеря
в %
17,0
15,0
16,0
14,0
16,0
14,0
15,0
13,0
14,0
12,5
12,5
12,0 '
1
Клепки труб, как уже указывалось выше, обрабатываются с внешней и внутренней
стороны в соответствии с требуемым радиусом и притом так, чтобы готовая труба
представляла собой в поперечном сечении вполне правильную окружность.
Боковые поверхности клепок располагаются по радиусу и отдельными заводами
изготовляются с различного вида шпунтами.
Соединение клепок шпунтами служит с одной стороны для соединения клепок
между собой, а с другой обеспечивает новым трубопроводам в начале работы их
необходимую плотность.
При тщательной обработке форма шпунтов сама по себе не имеет существенного
значения. С точки же зрения износа обрабатывающего инструмента наиболее
желательными являются простейшие формы.
Формы шпунтов, изображенные на рисунках 5 и 6, требуют очень частой смены
резцов, так как при их затуплении острые углы не могут быть выполнены с необ-
ходимой тщательностью- Следствием затупления резцов является образование
неровностей, которые могут даже нарушить плотность изготовляемой трубы.
В форме шпунта, изображенного на рисунке 6, указанный недостаток устранен,
так как все углы тупые.
При полукруглой форме, изображенной на рис. 7, шпунт располагается
относительно радиальной боковой поверхности так, чтобы угол, образованный касательной
к шпунту в точке его пересечения с боковой поверхностью, составлял с последней
тупой угол.
Формы шпунтов, представленные на рисунках 6 и 7, патентованы в Германии
различными фабриками.
Все изложенное выше относится к любым конструкциям бочарных труб.
В дальнейшем необходимо подразделить трубы.
Трубы малого размера изготовляются фабриками и доставляются на место работ
во вполне готовом виде, при больших же диаметрах, наоборот, сборка всегда
осуществляется на месте прокладки труб.
Отсюда ясно, что способы сборки должны иметь весьма существенные различия.
Рис. 4—7. Поперечные сечения
клепок Рмс. 8. Рыночные трубы
Фабрики, изготовляющие деревянные трубы, поставляют таковые, при
внутреннем диаметре до 600 мм, вполне готовыми, с обмоткой.
Такие трубы известны под названием „рыночных" (рис. 8).
При изготовлении рыночных труб клепки сначала располагаются по окружности
при помощи особых стяжных хомутов; затем они помещаются на обмоточные станки,
специально устроенные для этой цели, и здесь обматываются проволокой в виде
спирали, с соблюдением необходимого расстояния между витками.
На начало и конец трубы наматываются два или три слоя витков, благодаря чему
значительно упрощается закрепление концов обмотки.
Для армировки берется обыкновенно железная проволока толщиной от 3,5 до
6,0 мм и только в редких случаях до 7,0 мм. Во всех случаях, когда это необходимо,
она оцинковывается горячим способом.
Если же при прокладке возникают опасения в возможности влияния
электролитических или химических воздействий, то для армировки применяют медную или аллю-
миниевую проволоку.
Соединение труб между собой осуществляется по двум различным способам.
44
Рис. 9. Соединенна на цапфы
Рис. 10. Трубы, соединенные на цапфы
Рисунки 9 и 10 изображают простое
соединение на цапфу, которое применяется
с успехом при незначительном давлении
и малом размере внутреннего диаметра
трубы, не превышающем 250 мм.
Один конец звена обтачивается в
виде цапфы, а другой в виде муфты.
Обработка цапфы и муфты требует большой
тщательности, так как в противном случае стык может оказаться недостаточно
плотным и трубы при наполнении будут давать течь. Такое соединение невыгодно
в том отношении, что при недостаточной плотности одного из стыков приходится
заменять целое звено, причем должно быть доставлено новое с совершенно точно
обточенными цапфою и муфтою-
Из изложенного выше видно, что при таком способе соединения смена труб
связана с большими затруднениями.
На рисунке 11 представлен другой
способ соединения труб, так называемое
манжетное соединение-
Наиболее употребительным способом
соединения стыков является особая
надвижная муфта, состоящая из отдельных
клепок с тщательно выточенной внутренней
поверхностью и армировкою,
заключающейся в спиральной проволочной обмотке,
причем расстояние между отдельными
витками спирали на муфте равняется 0,5 или
0,75 расстояния между витками на трубе.
При устройстве трубопроводов из
рыночных труб между двумя уже
существующими участками или при особо высоком
давлении, фабрики применяют обычно
другой способ армировки, о котором будет
подробно сказано ниже, при описании
устройства не разрезных Труб,
Клепки муфты укладываются каждая в отдельности на обточенные концы труб;
затем накладываются хомуты из круглого железа, снабженные каждый своим
стяжным башмаком, при помощи которых муфта может быть стянута до требуемых
пределов.
Описанная конструкция позволяет вынуть одно звено из любого участка
трубопровода, причем положение соседних звеньев при этом ничем не нарушается.
В особых случаях, которые в европейской практике автору неизвестны,
американские фабрики прибегают к устройству металлических манжетных соединений (рис. 13 и 14)_
Рис. II. Манжетное соединение
Рис. 12. Манжетное соединение
со стяжными хомутзтн
Рис. 13. Металлические манжеты
Рис. 14. Соединение при помощи
металлических фланцев
шелй&ягтвввв&ев&ш&а&ая
С внутренней стороны металлические манжеты — рифленые по спирали, как для
увеличения действия капиллярности между деревом и металлом, так и для
увеличения прочности самого соединения.
При примыкании деревянных труб к железным, снабженным фланцами, соединение
достигается при помощи второго металлического фланца, прикрепляемого к готовой
бочарной трубе посредством винтовой нарезки.
Чтобы предохранить дерево от вредителей и химических влияний, трубы еще на
фабрике покрываются битуминозной окраской.
Пропитывание или кианиэация клепок обыкновенно не применяется.
Если деревянные бочарные трубы предназначаются для трубопроводов,
работающих неполным сечением, например сточных, то американские фирмы применяют
в таких случаях пропитку дерева под давлением креозотом, после того как оно
предварительно подверглось обезвоживанию путем разрежения воздуха (вакуум).
При сооружении бочарных трубопроводов, когда внутренний диаметр труб
превышает 600 мм, прибегают к устройству так называемых неразреэных или бесконечных
труб (см. рис. 15 и 16).
Рис. 15, Монтаж нераэрезнай трубы
с внутренним диаметром в 2 650 мм
Рис. 16. Нарезная деревянная
бочарная труба
Неразрезная труба состоит, как и рыночная, из отдельных клепок описанного
выше вида. Существенное различие неразрезных и рыночных труб заключается в том,
что неразреаные трубы: 1) имеют стыки только между клепками, а не звеньями труб,
2) доставляются на место прокладки в неоконченном виде, т. е. отдельными элементами.
Такие трубы укладываются в большинстве случаев над землей на особых
опорах седлообразного вида.
Опоры могут быть выполнены из любого желаемого или имеющегося в наличии
материала, а именно: железа, дерева, бетона или каменной кладки.
Вид опор, при устройстве их из различных материалов, показан на рисунках
с 17 по 21.
При сборке труб опоры могут одновременно служить для нижней части их как
кружала. Для сборки верхних частей применяются внутренние кружала, которые
поддерживают их, пока армировка не натянута.
Рис. 17. Каменные опоры
Рис, 18. Деревянные трубы на
эстакаде для фабричного
трубопровода
Рис. 19. Железные опоры дпн
трубы диаметром 1800 мм
Рис. 20. Деревянные опоры дли
трубопровода диаметром 2400 мм
Рис. 21. Бетонные опоры дня
трубопровода диаметром 3 750 мм
Сборка нераарезных труб представле1
на схематически на рисунке 22.
Стыки клепок располагаются в
смежных рядах в зигзагообразном порядке,
причем расстояние между ними не должно
превышать половины длины всей клепки.
Обычно стараются сгруппировать все
стыки на отдельных участках труб длиной
от 60 до 120 см, причем армировка таких
участков усиливается путем установки
дополнительных стяжных хомутов.
Уплотнение стыков клепок достигается
двумя описанными ниже способами.
На обоих концах клепок пропиливаются
пазы глубиною от 15 до 20 мм и шириною
от 2 до 3 мм.
При сборке трубы в упомянутые пазы
загоняются одним концом металлические шипы, толщина которых превышает ширину
пропила клепки на 3 мм; другим своим концом шип входит в соответственный пропил
соседней клепки, соединяемой с первой (рис. 23).
Прн употреблении железных шипов, последние должны быть оцинкованы горячим
способом.
В различных американских трубопроводах описанные выше металлические шипы
заменяются деревянными или из папье-маше.
В настоящее время американские инженеры предпочитают другую конструкцию
стыков, существенно отличающуюся от описанной выше и известную под названием
стыка п Kelsey". Конструкция эта появилась
впервые в 1912 году и отличается от предыдущей тем,
что пропилы в концах клепок при ней не делаются,
а необходимая плотность стыка достигается помощью
перекрытия его особой фасонной вставкой (рис. 24)-
Рис. 22. Схематичезиое изображение
сборни неразрезной трубы
Рис. 23. Наверху башмак,
внизу метаппичесний нпин
в стыках нпепок
(Продолжение следует)
Рис. 24. Стык Кепьзей
ПРОИЗВОДСТВО ДеревЯИНЫХ Труб Главный механик завода
(ЛраКтИЧ«кое руководство) Инженер М. Г. Кучер
Колоссальный рост промышленного и коммунального строительства в СССР
создал небывалый спрос на стройматериалы. Производство последних не поспевает за
темпами строительства, что создает затруднения в снабжении строительств то тем, то
другим материалом.
Кроме того, при грандиозных масштабах строительств, всякое удешевление
стоимости стройматериалов дает солидную экономию средств.
Поэтому внимание техников и экономистов в последние годы заострилось на
вопросе, с одной стороны, замены дефицитных стройматериалов другими, недефицитными,
а с другой стороны, на замене дорого стоящих стройматериалов более дешевыми, но
не уступающими первым по качеству и техническому применению. Вместе с тем
соблюдается условие, чтобы вновь создаваемые стройматериалы изготовлялись из сырья,
имеющего повсеместное распространение в СССР, благодаря чему можно избежать
импорта и сохранить ценную для страны валюту.
Все эти обстоятельства создали новую отрасль промышленности, вернее—ряд новых
отраслей, объединенных под общим названием — производство новых строительных
материалов в тресте „Новстромтрест".
Значительное место в промышленности новых строительных материалов занимает
производство деревянных труб из клепок по американскому способу. Деревянные трубы
отвечают обоим вышеуказанным условиям, вызвавшим к жизни новые стройматериалы:
во-первых, они заменяют остродефицитные черные металлы—чугун и железо, а также
и цветные металлы — медь и свинец, а во-вторых, стоимость деревянных труб ниже
стоимости заменяемых ими металлических труб и сокращают импорт.
Хотя производство деревянных труб в СССР уже насчитывает трехлетнюю давность
и с момента своего возникновения оно привлекло к себе внимание технических и
хозяйственных кругов, однако высшие государственные руководящие, технические и
планирующие организации обратили серьезное внимание на деревянные трубы лишь недавно.
Поэтому широкий размах эта отрасль промышленности получает только теперь.
Причины, задерживающие развитие производства деревянных труб, заключаются,
прежде всего, в техническом рутинерстве, в недоверии к неизведанному материалу, а
главным образом — в недостатке технической пропаганды.
О деревянных трубах до этого года, можно сказать, не существовало никакой
литературы на русском языке, кроме нескольких журнальных и газетных статей.
Иностранная литература о деревянных трубах тоже довольно бедна и на русский язык
не переведена.
Но еще хуже обстоит дело с литературой о производстве деревянных труб в
заводском масштабе. Мы нигде не найдем мало-мальски ценного описания
технологического процесса, станков и оборудования, т. е. тех данных, без которых нельзя обойтись
при изготовлении деревянных труб.
Между тем в связи с новыми стройками заводов потребность в подобных
сведениях крайне велика, и она должна быть удовлетворена во что. бы то ни стало.
ДерсмаянБ трубы—4.
49
К нам на завод обращаются со всех концов СССР с рядом вопросов о
деревянных трубах и способах их изготовления.
Бесчисленная вереница инженеров, техников и рабочих совершает паломничество
из дальних и ближних мест на наш завод для ознакомления с производством.
Немногочисленный технический персонал нашего завода, не зная иностранного
опыта, не имея перед собой чертежей и даже фотоснимков машин, не располагая
описанием технологических процессов производства, был поставлен перед необходимостью
проявить конструктивное творчество: изобрести нужные для производства машины и
приспособления и создать рабочие кадры и низший технический персонал.
Все эти трудности были преодолены.
Оборудование завода далеко не совершенно. Еще не все операции
механизированы, а механизмы механизированных операций требуют еще большой
рационализаторской работы, чтобы вполне отвечать своему назначению.
Но пока нет ничего лучшего, и наше оборудование, да и наш завод в целом, вполне
удовлетворительно обслуживая производство, привлекают любознательность и интерес
всех тех, кто намерен заняться производством деревянных труб.
На нашу долю, как главного механика Завода имени тов. Ворошилова, прошедшего
вместе с заводом, в самом близком соприкасании с производством, весь его
эволюционный путь от кустарной мастерской с незначительной продукцией до
механизированного завода с производственной программой, удовлетворяющей весь спрос СССР,
выпала обязанность опубликовать свой опыт в этом деле и дать подробное
описание процессов производства деревянных труб, как они поставлены в настоящее время
на Заводе имени тов. Ворошилова.
Так как развитие и расширение Завода имени тов. Ворошилова, вынужденного
поспевать за стихией спроса, шло толчками, без перспективного плана, на случайном участке,
не отвечающем производственным задачам завода, то и организация завода не вполне
отвечает техническим требованиям в отношении общей своей планировки, размеров и
расположения отдельных цехов и размещения станков.
Поэтому мы, описывая производство деревянных труб на Заводе имени тов.
Ворошилова, дадим для сопоставления и отдельное описание рационально организованного
завода, соответствующего новейшим достижениям техники.
Мы полагаем дать обзоры, освещающие вопросы по производству деревянных труб
по следующей программе:
1. Деревянные клепочные трубы и их конструктивные особенности.
2. Оборудование основных цехов: станки и приспособления, применяемые на
Заводе имени тов. Ворошилова для изготовления деревянных труб.
3. Технологические процессы производства деревянных труб.
4. Сушка пиломатериалов и сушильные устройства.
5. Механический и бандажный цехи: оборудование и технологические процессы.
6. Инструментальный цех.
7. Паровое и силовое хозяйство.
8. Лаборатория для гидравлического испытания труб.
9. Паспортизация станков и нормы выработки.
10. Пневматический отсос стружки.
11. Побочные производства по принципу изготовления деревянных труб.
12. Внутризаводский транспорт,
13. Утилизация отходов.
14. Рациональная планировка завода для изготовления деревянных труб.
Общие понятия о деревянных трубах
Деревянные трубы из клепок впервые появились в Северо-американских
соединенных штатах во 2-й половине XIX столетия и очень быстро получили самое
широкое применение во всех областях промышленного и коммунального строительства.
Во время мировой войны производство деревянных труб стало внедряться и в
европейские страны, вследствие недостатка черных металлов, а с 1928 года деревянные
трубы в заводском масштабе стали изготовляться в СССР.
Своим распространением деревянные трубы обязаны своим качествам, которые дают
им ряд преимуществ перед металлическими трубами.
Достоинства деревянных труб
Преимущества деревянных труб заключаются в следующем:
1. Деревянные трубы дешевле металлических, и разница в стоимости между теми
и другими в пользу деревянных тем больше, чем больше диаметр трубы.
2. Монтаж деревянных труб обходится дешевле металлических, а производство
работ по сборке деревянной трубы протекает значительно быстрее металлических.
3. Деревянные трубы не боятся промерзания и могут быть заложены на меньшую
глубину, чем металлические. Вследствие этого объем земляных работ при постройке
деревянного водопровода на много ниже, чем при металлическом.
Во многих случаях, в зависимости от эксплоатационных условий, от климата,
от толщины стенок трубы, от ее диаметра и других обстоятельств, деревянный водовод
может быть уложен прямо на поверхности земли, причем затраты на земляные работы,
составляющие значительную часть стоимости сооружения, совершенно исключаются.
4. Изготовление деревянных труб на заводе протекает с молниеносной быстротой
и для снабжения трубами даже крупных строительств требуется очень мало времени.
5. Так как трубы непрерывного типа отправляются на место постройки в виде
отдельных клепок, сравнительно малых по весу (а не в виде труб), то транспортировка
деревянных труб чрезвычайно проста и удобна и значительно дешевле стоимости
транспортировки труб из других материалов. В некоторых случаях, где транспортировка
металлических труб представляла бы непреодолимые затруднения, доставка
деревянных труб не представляет никакой сложности, например доставка труб большого
диаметра (3 — 4 м) в горную местность при отсутствии благоустроенных дорог.
6. Сборку деревянных труб, укладываемых на поверхности земли, можно вести и
в зимнее время.
7. Деревянные трубы можно легко и быстро ремонтировать.
8. При тщательном изготовлении, правильном выборе материала, тщательной
укладке, правильной эксплоатации и благоприятном грунте деревянные трубы обладают
долговечностью, превышающей долговечность металлических труб.
9. Деревянные трубы не боятся электролиза, возникающего под влиянием
блуждающих в почве электрических токов, от которых быстро разрушаются
металлические трубы.
10. Деревянные трубы отличаются хорошей сопротивляемостью действию жидкостей,
содержащих в небольшой концентрации щелочи или кислоты, или другие минеральные
химические примеси.
11. Главный материал — древесина, употребляющийся для изготовления деревянных
труб, имеет повсеместное распространение, и добыча его весьма доступна.
ѵ
51
12. Крупные водоводы больших диаметров (2— 4 м) и больших протяжений могут
с большой выгодой быть изготовлены на месте постройки при небольших затратах на
несложное оборудование.
13. Трение в деревянных трубах меньше, чем в металлических, и с течением
времени оно уменьшается, в то время как в металлических трубах трениѳ возрастает.
Благодаря этому свойству деревянных труб их пропускная способность выше, чем
в трубах из других материалов.
14. Деревянные трубы, благодаря своей гибкости, легко укладываются в
пересеченной местности, не требуя лишних расходов на производство дополнительных
сооружений и земляных работ, принимая форму кривых местности как в вертикальной, так
и в горизонтальной плоскостях.
Мы преднамеренно остановились на подробном перечислении достоинств
деревянных труб, так как у нас в СССР, вследствие новизны дела и недостаточного знакомства
с ним, у некоторых специалистов создаются боязнь и предубеждение, кстати, совершенно
не обоснованное, против применения деревянных труб.
К недостаткам деревянных труб относится утечка воды, просачивающейся наружу
сквозь поры дерева или благодаря диффузии. Но и эта утечка может быть сведена
до очень незначительной величины путем выбора соответствующего материала.
Область применения деревянных труб
Деревянные трубы имеют чрезвычайно обширное применение. Их применяют для
водоснабжения городов и промышленных предприятий, для подачи воды к водяным
турбинам, в гидротехнических сооружениях, для отвода сточных вод, для нефтепроводов,
для транспортировки разжиженных масс, например: гидроторфа, бумажной массы, для
ирригационных целей, для каптажа воды, для дренажа, для отвода конденсата, для
зернопроводов, для транспортировки земли при работе реффулерами, для паропроводов и т. п.
Кроме того, по принципу изготовления деревянных труб изготовляется целый ряд
деревянных сооружений, как, например, силосные башни, получившие широкое
распространение, резервуары для воды в водонапорных башнях, для химической аппаратуры,
для водохранилищ, диффузоры для добывания дубильного экстракта, цилиндрические
резервуары для жировой, мыловаренной и желатинной промышленности, поплавки для
понтонов и пловучих пристаней, мачты различных назначений и т, п.
Некоторые из этих сооружений были практически осуществлены Заводом имени
тов. Ворошилова. Закончены изготовлением 92 диффузора для добывания дубильного
экстракта; объем диффузора — около 40 куб. м. Изготовлено 16 штук цилиндрических
резервуаров для химической промышленности диаметром 4,2 м и объемом около
100 куб. м каждый. Завод изготовил большое количество чанов для жировой и
мыловаренной промышленности, понтонные конструкции для судостроительных работ и т. п.
Материалы для деревянных труб
и их технические свойства
Для производства деревянных труб употребляются следующие материалы: дерево,
железо полосовое и круглое, проволока, чугун и битумы.
На изготовление деревянных труб идет древесина различных пород: сосна, ель,
лиственница, кедр, пихта, кипарис, дуб и красное дерево. Имеются опыты применения
осины и ольхи. Но, какой бы породы ни был употреблен лес, он должен быть обяза-
52
тельно высокого качества: мелкослойный (не меньше 10 слоев на пог. сантиметр
поперечника) с равномерным строением древесины, без заболони и сердцевины, хорошо
высушенный, предпочтительней воздушной сушки.
Заболонь допускается только на глубину не более '/3 толщины доски.
Сучки допускаются только здоровые, несквозные и имеющие диаметр не более 25 мм.
Однако в настоящее время технические условия на пиломатериалы снижены и
уложены во временные технические условия, помещенные ниже (см. стр. 62).
Для обмотки труб звенового типа употребляется оцинкованная проволока
диаметром от 3,4 до 7 мм или от № 10 до № 5 по английскому калибру.
Проволоку тоньше 3,4 мм употреблять не рекомендуется по многим причинам:
от случайного удара более тонкая проволока легко рвется, при случайном ржавлении
легко разрушается, легко сминает волокна клепки, требует применения более частого
шага, что удорожает обмотку, и т. п.
Бывают случаи применения черной (неоцинкованной) проволоки, однако мы считаем
то недопустимым, так как черная проволока быстро ржавеет и следовательно
сокращает долговечность труб.
Проволока для обмотки деревянных труб должна быть изготовлена из литого
железа высокого качества, мягкая, с сопротивлением разрыву /Cz = 4000 кг\см- и скоэфи-
циентом удлинения <р = 20—-22%; она не должна обнаруживать продольных трещин
и расслоений; она должна быть хорошо калибрована; отступления в толщине проволоки
не должны быть более 2,5%.
Механическое испытание проволоки производится на разрыв, кручение и изгиб.
Цинк должен покрывать проволоку непрерывно, поверхность оцинковки должна
быть гладкой.
При наматывании на цилиндр удесятеренного диаметра против диаметра проволоки
С плотным соприкасанием оборотов проволоки Друг к другу не должно обнаруживаться
в оцинковке ни трещин ни отпадания слоя.
Толщина покрытия цинком должна быть достаточная и при погружении
оцинкованной проволоки на 1 минуту в раствор из 1 части медного купороса на 5 частей
воды не должно образоваться на проволоке медной пленки (число погружений 7— 8).
Железо для бандажей у нас применяется круглого сечения, хотя не исключается
применение бандажей и из полосового железа.
Бандажи изготовляются из мягкого литого железа с сопротивлением на разрыв
Kz = 3000 — 4200 kijcm2 и с коэфициентом удлинения <р>22%.
Железо должно хорошо свариваться и хорошо осаживаться; оно не должно быть
ломким ни в холодном состоянии ни при красном нагреве; оно не должно иметь
долевых рванин на поверхности.
Железо должно быть правильно калибровано.
Для железа до 18 мм диаметром разрешается допуск —0,5 мм, а при диаметре
от 18 до 25 мм—допуск rt 1 мм.
При приемке железа последнее должно быть подвергнуто механическому
испытанию на разрыв, осаживание и на изгиб.
При навивке на стержень такого же диаметра образец не должен давать трещин.
Чугунные отливки для башмаков и фасонных частей должны удовлетворять
следующим требованиям: изделия должны быть отлиты из серого литейного чугуна
отливка должна иметь мелкозернистый излом серого цвета; поверхность отливки должна
быть совершенно гладкой, без усадочных раковин и наплывов, не должна быть
ноздреватой и иметь другие подобные пороки.
При ударе о прямой угол на отливке должно получиться вдавленное место без
облома или выкрашивания угла.
Так как башмаки и фасонные части должны быть окрашены асфальтовым лаком
или битумами, поверхность отливок должна быть тщательно очищена от формовочной
земли и гари, а заусеницы должны быть тщательно зачищены на наждачных точилах.
При приемке башмаков следует обратить особое внимание на состояние прорезей,
в которые закладываются бандажи. Прорези не должны быть уже или шире диаметра
бандажей более чем на I1/!—2 мм. Оси прорезей должны совпадать с осью башмака.
Внутренняя поверхность башмака, на которую опирается головка бандажа, должна
быть перпендикулярна оси башмака и в одной плоскости (т. е. не должна иметь
перелома), иначе получается односторонняя нагрузка головки и отрыв или деформация
последней.
Из материалов, идущих на окраску трубы, мы можем рекомендовать из битумов —
нефтяной битум (асфальтовый гудрон) технической марки 10 — 30; по каталогу Нефте-
синдиката 1929 года он идет под № 76. Его технические свойства: удельный вес
при -f-15° С — около 1,0; температура вспышки по Бренкену не ниже 230° С; пенетра-
ция при 25" — от 10 до 30; температура размягчения (плавления) по Кремер-Сорнову
от 90° до 100° С; растворимость в сероуглероде не менее 99%. Из всех гудронов,
применявшихся на Заводе деревянных труб имени тов. Ворошилова, асфальтовый гудрон давал
лучшие результаты в смеси с нефтяным или жидким пеком,
Ныне Завод имени тов. Ворошилова переходит к окраске труб битуминозным
патентованным составом, под названием „железноль", обладающим особенно ценными
качествами для покрытия труб.
Железноль не размягчается и не стекает с труб в пределах самых высоких
температур воздуха (в местностях с жарким климатом).
При возможных в нашем климате низких температурах до 25 — 30° С железноль
не трескается и не отскакивает от покрытой им поверхности.
Железноль имеет весьма высокую силу сцепления как с деревом, так и с
металлическими частями трубы.
Железноль обладает высокой предохранительной способностью железа от коррозии.
Все эти качества делают железноль крайне ценным и незаменимым материалом
для покрытия труб.
Так как прочность труб зависит от сохранности и прочности железных частей ее,
следует очень тщательно производить приемку проволоки, бандажного железа и чугунных
отливок.
Следует избегать применения для бандажей так наэ. сталистого железа, так как
изготовленные из такого железа головки бандажей отличаются хрупкостью. Сталистое
железо плохо сваривается, и бандажи, изготовленные из него, сильно пружинят и потому
плохо натягиваются.
(Продолжение следует)
АварИЯ ИжевСКОГО Технорук завода
деревянного водовода Инж. п. Ф. Сипидин
(По материалам протоиола-отенограимы от 18/ѴІІІ —1931 г.)
Для снабжения водой силовой станции Ижевского завода № 10 был построен
деревянный водовод диаметром 1000 мм и общей длиной в 1200 п. м.
Водовод рассчитан на подачу самотеком из пруда на силовую станцию 1 куб. м
воды в секунду. Проект водопровода был сделан „Водоканалом" (б. Бюро „Нептун").
Исполнение работ было поручено тресту „Гидротехстрой", который из двух
вариантов (бетон и дерево) выбрал деревянный водовод, изготовление коего было поручено
Заводу деревянных труб „Новстромтреста" в Ленинграде (ныне Завод имени тов.
Ворошилова).
Труба водовода была изготовлена из нешпунтованной клепки толщиной 44 мм,
шириной 150 мм и длиной 5 и 6,5 п. м.
При укладке, чтобы придать трубе очертание окружности клепка укладывалась на
временные деревянные кружала из 2" досок и затем труба стягивалась через каждые
15—-20 см железными хомутами-бандажами диаметром 12 мм, концы коих скреплялись
посредством чугунных башмаков.
Размеры клепки, хомутов и башмаков взяты по американским стандартам.
Качество материалов нормальное.
Укладка водовода производилась непосредственно на грунт.
По всей трассе укладка водовода происходила при водоотливе в сильно
водянистых суглинках.
Примерно через каждые 200 п, м были устроены железобетонные смотровые
колодцы.
В соответствующих местах в колодцах были поставлены ван тузы.
Приемка трубы производилась отдельными участками по наружному осмотру.
По мере приемки трубы засыпались.
Насыпка земли над водоводом была высотою от 1,5 до 3,5 п. м.
Перед пуском воды трубы осматривались и изнутри, при чем заметных
деформаций обнаружено не было.
При сборке трубы в качестве технадзора по сборке постоянно присутствовал
инструктор от „Новстромтреста" (монтер).
Первый пуск водовода был произведен 24 января 1931 г. Никаких не нор
мальпосте й при пуске не произошло.
Пущенный водовод благополучно (без ремонта) проработал до
1 мая 1931 года.
Иа стенограммы
Первая авария произошла следующим образом: 1 мая в связи с остановкой
силовой станции решено было остановить водовод для смены задвижек и для осмотра
его после трехмесячной эксплоатации. Осмотр трубы не удался, и 2 мая водовод был
вновь пущен, при этом на первом участке обнаружена была осадка земли над
водоводом и вода пошла мутная, вследствие чего водовод был остановлен. Когда водовод
55
раскопали, был обнаружен провал внутрь трубы верхних клепок, при этом чугунные
башмаки повисли на хомутах. Разрушения и излома клепок не было. Осмотром
изнутри трубы других участков было установлено, что трубы почти по всей трассе имеют
слегка (до 18 см) эллипсоидальное очертание (вместо круглого) с большим
горизонтальным диаметром, при этом в некоторых местах разница в диаметрах — до 18 слі.
Причины аварии, установленные первой комиссией, следующие: 1) недостаточная
прочность (жесткость) всей трубы при условии значительной глубины залегания трубы;
2) вакуум, имевший место в период остановки водовода, и 3) зимняя засыпка
разрушенного участка шлаком. По моему личному мнению, основной причиной аварии является
общая слабость конструкции, выражающаяся в отсутствии жестких опор-бандажей,
предохраняющих трубу от расплющивания. Кроме того необходимо обратить внимание
на конструкцию чугунного башмака, в котором желательно иметь углубления-вырезы,
препятствующие башмаку соскальзывать при ослаблении хомута. Кроме того, по
заключению проф. Гениев а (от 8/ѵі—1931г.), необходимо доски для труб употреблять
шпунтованными, что не позволило бы выпадения отдельных досок трубы.
Способ ремонта, установленный комиссией — восстановление водовода из
новых клепок и забивка по обеим сторонам водовода свай с насадкой (верхней схваткой)
между ними, что предохраняет трубу от расплющивания.
Вторая авария произошла в июне 1931 г., во время ремонта; когда водовод
на 1-м участке был восстановлен (примерно на длине 80 м), его хотели пустить, не
засыпая землей, для того чтобы можно было видеть, насколько герметична
укладываемая труба. Незадолго до пуска труба была поднята отпором плывунистого грунта
почти на всем протяжении, несмотря на то, что она была прижата к земле
специальными распорами. Трубу вновь пришлось переложить, произвести полную засыпку трубы
и потом уже пускать водовод-
Третья авария произошла 14 июня, через несколько часов после пуска.
Обнаружен был обвал земли в приемной галлерее, при этом клепки трубы дали продольные
трещины вдоль волокон и по годовым слоям дерева (смотри фотографию), отдельные
клепки были перекручены. Эти деформации произошли в условии наибольшей нагрузки
земли на трубу, при этом, в виду малого трения грунтом и мокрыми вертикальными
бревнами приемной галлереи, земля давила на трубу своим полным весом.
Произведенный ремонт состоял в том, что трубу вновь собрали и сверху трубы сделали
железобетонную оболочку, так что получилась железобетонная труба с внутренней
деревянной опалубкой. 22 августа водовод по исправлении аварии был пущен.
Четвертая авария произошла через несколько дней — была обнаружена течь
около углового колодца. Когда водовод был остановлен, оказалось, что был пробит
цементный стык между деревянной трубой и раструбом железобетонного колодца.
По исправлении, на следующий день водовод был опять пущен. Через несколько дней
вновь обнаружилась течь. Не останавливая водовода, откопали трубу и установили, что
течь происходила от выпавшего сучка, который по недосмотру оставили при укладке
трубы. Отверстие было немедленно заделано.
Неоднократные аварии и ремонты водовода, этого важнейшего сооружения завода,
заставляют требовать таких мероприятий, которые действительно сделали бы водовод
надежным сооружением. Завод неоднократно ставил вопрос на разрешение известных
специалистов, но все предлагаемые мероприятия носили палиативный характер. Так,
например, „ Гидротехстрой" предложил устройство внутренних деревянных кружал с
обшивкой их тесом, так что получалась труба в трубе; или постепенная замена круглой
деревянной трубы деревянной же трубой прямоугольного очертания, что было предложено
56
инженером Бромлеем. Эти мероприятия не удовлетворяют завод, и на этой, надеюсь—
последней комиссии надо выработать такие мероприятия, чтобы в любой момент это
сооружение удовлетворяло полной мобготовности завода в отношении бесперебойной
работы силовой станции при максимальной ее мощности.
Гарантия бесперебойной работы водовода
В данном очерке мы хотели бы сначала разобраться в причинах аварий, а также
в гарантиях бесперебойной работы, как они представлялись участникам совещания на
Ижевском заводе 15 августа 1931 г., затем попытаться подойти ближе к истинным
причинам, влекущим за собой подобные аварии, и наконец постараться найти способы
предупреждения подобных аварий.
Прежде всего, в виду новизны дела деревянных трубопроводов, надо обратить
внимание на коренную ошибку, обосновавшую взгляд, высказанный участником совещания,
представителем „Гидротехстроя", инж. Крыловым, Она заключается в том, будто
строители водовода не должны были задумываться над вопросом, достаточна ли
жесткость конструкции трубы для засыпки ее землей высотою до 3,5 м, коль скоро
стандарт дал сам „Новстромтрест".
Заводом деревянных труб установлено, что такой взгляд, к сожалению, усвоен
большинством строителей на большинстве строительств, где производится укладка
деревянных трубопроводов.
Мы утверждаем, что такое положение приводит к тому, что при постройках
водопроводов из деревянных труб техническое руководство почти отсутствует и вся тяжесть
этого дела ложится на инструктора завода, который является только инструктором по
укладке деревянных труб, а никак не инструктором по постройке
водопроводов из деревянных труб.
В данном случае было то же самое: строители не считали нужным задуматься
над тем, как нужно технически правильно построить водопровод из деревянных труб.
Они не удосужились обратить внимание на то, что глубина заложения деревянной
трубы в 1000 мм диаметром не должна решаться с кондачка.
Они упустили из виду элементарную истину, что если даже стандарт на самую
трубу и дал „Новстромтрест', то отсюда вовсе не следует, что можно на нее вести
нагрузку земли без всякого расчета.
Мы убеждены, что главной причиной аварии Ижевского водовода явилось слишком
глубокое заложение водовода в грунт, благодаря чему и создалась слишком большая
внешняя нагрузка, на каковую труба не была рассчитана.
Случайно создавшийся затем (тоже по недосмотру) вакуум в трубе помог
проявиться этому перенапряжению конструкции трубы.
Вместе с тем, такое глубокое заложение деревянного трубопровода вовсе не
вызывалось температурными причинами и ими не оправдывается.
Поэтому совершенно прав другой участник совещания, представитель „Союзстроя',
инж. Ильин, который заявил:
„Деревянные трубы не рассчитываются и не подвергаются (правильнее—
не должны подвергаться.—П. С.) такого рода засыпке. Если бы трубу
уложили на поверхности, то она осталась бы цела (при этом была бы еще и
значительная экономия от сокращения земляных работ.—П. С). Так что общее
мнение сходится на том, что есть некоторое отсутствие жесткости трубы,
и то, что она была положена на большой глубине, объясняется отсутствием
опыта. Этот наш опыт нам надо будет как-то огласить. Не далее как вчера
в НТС „Союзстроя" мы спокойно еще смотрели на такую засыпку
деревянных труб. Ижевская авария нас должна предупредить".
Идя навстречу пожеланию тов. Ильина, мы и оглашаем этот опыт и естественно
призываем строителей смотреть на водовод из деревянных труб, как на сооружение,
к которому необходимо применять больше инженерской критики, чем к сооружениям
других водоводов.
Кроме того, строители деревянных водоводов должны помнить, что заводские
инструкторы по укладке деревянных труб, т. е. по соединению отдельных частей или
звеньев труб, не могут решать технических вопросов о водопроводе в целом.
Второй ошибкой, допущенной при монтаже водовода, было то обстоятельство,
что водовод засыпался землей до наполнения его водой и до его испытания.
Этого, как правило, допускать не следует.
Нам неизвестны причины, побудившие строителей прибегнуть к такому способу
работ даже вопреки указаниям заводского инструктора.
Нужно полагать, что и это произошло только потому, что строители не сочли
нужным над этим задумываться. В противном случае не трудно было бы притти к выводу,
что, в случае обнаружения при последующем испытании дефекта (течи), трубу
придется отрывать, и что труба, не имеющая противодавления изнутри ('напора воды),
от тяжести засыпанной земли может сплющиться.
Мы убеждены, что деформация трубы (сплющивание) произошла в некоторой
степени с самого начала, т. е. тотчас после засыпки пустой трубы землей.
Последующее наполнение водой и напор воды задержали дальнейший процесс
сплющивания, но затем вторичное освобождение трубы от воды и внутреннего давления
с допущенным вакуумом, которому мы не склонны придавать первенствующее значение
в цепи причин аварии, не могло не вызвать усиления этого процесса — и наступила
катастрофа.
Третья упоминаемая участниками совещания причина — это возможность
образования гидравлических ударов.
Мы не склонны придавать этой причине в данном случае какое-либо значение,
так как непрерывные трубы, благодаря своей эластичности, легко без разрушений
переносят гидроудары.
Помимо этого, самый характер повреждений не дает возможности объяснить их
происхождение гидравлическим ударом. Гидравлические удары имеют большое влияние
на состояние звеновых труб, и многие ошибочно не делают различия в этом отношении
между звеновыми и непрерывными трубами. Но к этому вопросу мы вернемся в другой
статье.
Таким образом нужно признать правильным вывод докладчика, что конструкция
трубы в данном случае оказалась „слабой" (иначе не произошло бы аварии), но
слабой она оказалась только потому, что строители водопровода создали ей такие
условия, на которые она не была рассчитана.
Правильно и то, что вакуум сыграл роль добавочного фактора, способствовавшего
наступлению аварии.
Правильной является и ссылка на то, что сыграла роль и зимняя засыпка,
которая к тому же производилась небрежно, быстро, со сбрасыванием в траншею на пустую
трубу больших кусков грунта или шлака с высоты 3— 4 м.
Однако совершенно неосновательно и неправильно сетование на то, что для
башмаков нужны специальные вырезы на трубе для воспрепятствования соскакиванию
58
башмаков при ослаблении бандажей, так как затянутый во время сборки бандаж
получает, после наполнения трубы водою, еще добавочное натяжение от разбухания клепки,
чем и исключается возможность его ослабления.
Нет сомнения, что шпунтованная клепка несколько конструктивнее и лучше
гладкой, но для непрерывной трубы разница практически настолько незначительна, что
шпунт не оправдывается экономически, так как на клепку со шпунтом идет
значительно больше древесины (от 15 до 20°.'с). Но, помимо этого, шпунтованная клепка
в данных условиях не предотвратила бы аварии.
Какие же гарантии бесперебойности работы деревянных водоводов?
Прежде всего мы полагаем, что о мерах гарантии работы деревянных водоводов
нужно заботиться и думать до, а не после укладки таковых и пуска их в эксплоатацию,
т. е. при проектировке водовода.
Строители деревянных водоводов должны уделять максимум
инженерно-технической мысли производимой работе, так как только они несут всю ответственность за
сооружение.
Строители водоводов не должны забывать, что завод только изготовляет и
поставляет трубы заранее заказанного диаметра и напора, но не проектирует трубопроводов
и, тем более, их не сооружает.
На что же нужно обратить внимание при проектировании деревянного
трубопровода?
1. Выбор трассы должен быть сделан с учетом особенностей деревянного
водовода (по возможности без значительных заглублений).
2. При неизбежности заглублений надо запроектировать конструкции,
предохраняющие трубу от внешних усилий.
3. Запроектировать предохранительные устройства в местах пролегания водовода
под железнодорожными и грунтовыми путями.
4. Избегать, по возможности, крутых изломов.
5. Запроектировать все колодцы, вантузы и другие устройства.
6. Запроектировать, воспользовавшись имеющимся у нашего завода опытом, все
присоединения деревянного водовода с чугунными (металлическими) частями.
При монтаже (сборке) необходимо:
1. Рытье траншей начинать с головы, чтобы обеспечить этим возможность
испытания и засыпки водовода по частям.
2. Начинать укладку труб в совершенно подготовленные траншеи только тогда,
когда есть уверенность, что за материалами и фасонными частями остановки не будет.
3. Не засыпать водоводов или их законченных частей до наполнения водою
и испытания их под напором.
4. Засыпку водоводов вести постепенно и осторожно, во избежание повреждения
глыбами клепки труб или их креплений,
5. Не повышать давления до окончания замочки труб.
6. Сохранять трубы (а для непрерывных — клепку) до монтажа нормально-сухими
(не допуская преждевременного разбухания, а также чрезмерного усыхания), т. е.
хранить под навесом или под брезентом.
7. Соблюдать требования инструкции нашего завода по вопросу обращения с де-
ными трубами.
ЭффеМТНаЯ ЭКОНОМИЯ Завед. производством
3 000 ТОНН ПрОВОЛОКИ #■ Л. Баранов
Поскольку применение деревянных труб в народном хозяйстве СССР является
делом новым и самое изготовление клепочных деревянных труб — новой отраслью
промышленности, неизбежны недочеты, просчеты и производственные ошибки.
Поскольку, в условиях острого дефицита металлических труб, деревянная труба,
независимо от прочих ее хозяйственно-полезных назначений, получила ударное
назначение— заменить недостающую металлическую трубу, она должна дать максимальную
экономию металла.
При таких обстоятельствах естественна мобилизация как инженерно-технической
мысли на производстве, так и научно-технической мысли в соприкасающихся научно-
исследовательских институтах СССР по линии максимального предотвращения этих
недочетов, просчетов и производственных ошибок.
И тут и там должны были возникнуть лабораторные искания путей к
наибольшему и скорейшему усовершенствованию методов, способов и форм для
производственных процессов переработки сырого дерева в клепку для напорной деревянной трубы.
И тут и там должны были вестись напряженнейшие исследования и изыскания
всех возможностей к достижению максимальной экономии металла.
Поэтому вполне в порядке вещей видеть и читать такое сообщение
Ленинградского отделения Государственного института сооружений в его бюллетене № 2 (второе
исправленное издание 1931 г. Предисловие, стр. 1-я, от строки 25-й сверху до
строки 9-й снизу):
.Американская и западноевропейская техника имеет долголетний опыт
применения деревянных труб. Однако этот опыт не может быть перенесен
к нам без всякой проверки. Есть много вопросов применения деревянных
труб в наших условиях, которые нуждаются в проработке и опытном
исследовании.
Имея это в виду, Ленинградское отделение Государственного института
сооружений, начиная с прошлого года, организовало у себя
научно-экспериментальную работу по данному вопросу. Из всей совокупности проблем, которые
были поставлены в программу работ института (см. стр. 39 настоящего
бюллетеня), за этот период удалось относительно закончить один вопрос,
а именно — выяснить возможность увеличения шага обмотки оцинкованной
проволоки звеновых труб. Это дало соответственное уменьшение веса
проволоки на 15К. В численном выражении экономия составляет в среднем 0,6 кг
оцинкованной проволоки на 1 п. м среднего диаметра трубы. Эти 0,6 кі, будучи
помножены на погонаж звеновых труб, выпущенных в особом квартале на
Заводе деревянных труб „Новстромтреста" в Ленинграде, уже дали экономию
18 тонн проволоки. В 1931 г- эта экономия достигнет около 1020 тонн,
а в 1932 г. —3000 тонн".
Сопоставим теперь это сообщение с несколькими небольшими фактическими
справками:
1. „28 октября 1930 г. на техническом совещании при Заводе
деревянных труб № 1 „Новстромтреста" председатель треста тов. Мочалов, в виду
60
урезки фондов и в целях экономии проволоки, предложил заведующему
производством принять к неуклонному исполнению немедленное уменьшение шага,
давно проработанное заводом".
2. „В деле переписки Завода деревянных труб № 1 с ЛОГИС никаких
сообщений ЛОГИС о возможности сокращения шага оцинкованной
проволоки при обмотке звеновых труб не имеется".
3. „Лаборатория Завода деревянных труб № 1 „Новстромтреста" не
получала никаких предложений, сообщений или указаний от ЛОГИС
относительно возможности уменьшения шага проволоки, а тем более о размере
этого уменьшения".
Значит проделана параллельная работа!
Значит в пределах одного и того же города две лаборатории делали одно
и то же, и кто-то из них тратил народные деньги впустую.
Но Завод имени тов. Ворошилова не может горевать: его опыты и исследования
окупили себя с лихвой, так как результаты их были тотчас претворены в реальное
производство, в реальную экономию, хотя и очень еще далекую от тысяч тонн.
Единственно, следовательно, о чем заводу остается неутешно горевать: почему
он не достиг столь эффектной экономии, как ЛОГИС?!
„Наука, технический опыт, знания—все это
депо наживное. Сегодня нет их, а завтра будут.
Главное тут состоит в том, чтобы иметь
страстное большевистсное желание овладеть
техннной, овладеть науной производства".
Сталин.
(Из речи на В «союзе. кояфер.
работы, промыпіл- 1931 т.)
Пиломатериалы ДЛЯ Зав. секцией лесного снабжения
ДереВЯННЫХ Труб Г. М. Кузнецов
Практические замечания по данным Завода имени тов, Ворошилова
Для изготовления деревянных водонапорных труб на Заводе имени тов.
Ворошилова употребляются сосновые и лиственничные доски.
Технические условия на пиломатериалы, предъявлявшиеся ранее заводом,
соответствовали техническим условиям на столярные пиломатериалы I и II сорта, но Особым
совещанием при секторе строительной и лесной промышленности ВСНХ СССР
от 16 марта 1931 г, таковые были значительно снижены и сведены к следующим:
1. Доски должны быть выпилены из здорового, сыро растущего леса зимней рубки.
2. Допускаются односторонние, здоровые, сросшиеся с окружающей древесиной
сучки в неограниченном количестве. Допускаются сквозные, здоровые, сросшиеся с
древесиной сучки диаметром по большой оси не более V3 ширины доски в количестве не
более двух сучков на погонный метр доски.
3. Сучки лапчатые не допускаются.
4. Сучки черные, выпадающие, табачные, крапивные, ивлевые не допускаются,
Примечание. На заводах, применяющих заделку сучков пробками, допускаются сучки,
поименованные в п. 4, в количестве не более 2 штук на 1 п. м, диаметром не более
2,5 см.
5- Сучки на кромках доски не допускаются.
6. Сердцевинная трубка не допускается.
7. Заболонь допускается глубиной не более '/а толщины доски.
8. Неглубокая поверхностная синева допускается.
9. Древесина, поврежденная какой-либо гнилью и водослоем, не допускается.
10 Червоточина не допускается.
11. Сквозная серянка не допускается.
Примечание. Допускается серянка, если она идет на глубину не более 3 мм и длиной не
более 40 мм.
12. Косослой допускается, если отклонение волокон от прямого направления
не превышает 3 си на 1 п. м длины материала.
13. Свилеватость не допускается.
14. Допускается тупой обзол шириной не более V* толщины материала во всю
длину доски с одной ее стороны (для досок толщиной не выше 30 мм).
15. Сквозные метиковые и морозобойные трещины и отлуп не допускаются.
16. Допускаются несквозные мелкие солнечные торцовые трещины длиной не более
5 см от торца,
В силу изменения технических условий и невозможности получения высокосортной
древесины, заводу в своей работе по выпуску клепки пришлось установить ряд
маятниковых пил, на которых производится вырезка фаутной древесины и клепка разрабатывается
по длине на стандартные размеры. Это мероприятие имеет все же свою
отрицательную сторону заключающуюся в том, что при такой разделке преобладают короткие
размеры клепки, затрудняющие выпуск звеновых труб и дающие большой процент
62
отходов клепки (для рационального использования каковых заводоуправлением
организован подсобный цех для изготовления шпунтованного паркета). Размеры досок для
изготовления каждого диаметра труб должны соответствовать следующим стандартным
размерам по толщине и ширине:
№ п/п
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Диаметр
труб
75 мм
100 мм
125 мм
150 мм
200 мм
250 мм
300 лж
350 мм
400 дш
450 -н.н
500 мм
700 л*
800 мм
900 «л
1000 .**
Сечение 1
досок 1
в мм \
30 X 70
30 X 90
30 X 80
30 X 90
30 X 80
30 X 90
30 X 75
40 X 95
40 X 90
40 X 125
40 X 100
40 X 130
40 X 120
40 X 125
40 X 135
50 X 140
50X130
50X125
50 X 140
50 X 180
50X160
50X180
50 X 160
50 X 150
50X200
50X200
50 X 17S
50X150
50 X 175
50 X 200
50X200
Количество
досок
6
5
6
6
7
7
9
10
8
10
9
10
11
10
11
12
14
13
11
12
14
16
17
14
15
16
22
19
16
18
Кубич.
содержание
0,0126
0,0135
0,0144
0,0162
0,0168
0,0189
0,0203
0.0380
0,0360
0.0400
0,0400
0,0418
0,0480
0,0550
0,0540
0,0700
0,0780
0,0875
0,0910
0,0990
0,0960
0,1260
0,1280
0,1275
0,1400
0,1500
0,1400
0,1650
0,1663
0,1600
0,1800
'аамеры
клепки после
обработки
24 X 61
19 X 80
22 X 72
21 X 83,5
23 X 74
21 X 83
24 X 68
30 X 89
30 X 81
26 X 116
28 X 94
26 X 120
28 X НО
32 X 117
31 X 128
40 X 136
38 X 123
43 X 120
42 X 127,5
40X160
40 X 1W
40 х 174
43 х 153
43 х 144
38X195
40 X 182
39 X 170
44 х 140
43 X 162
40 X 1ВД
41 X 188
В виду невозможности получения требуемых размеров по ширине, в особенности
для труб мелких диаметров, завод принимает доски различной ширины и распускает
их на требуемые размеры.
В практике завода производилась плазовая разрезка досок толщиною 75 и 80 мм
для получения реек толщиною 35 мм, шириною 75—80 мм.
Снабжение Завода деревянных труб имени тов. Ворошилова за 1-е полугодие
1931 г. шло за счет следующих поставщиков:
1) ленинградских заводов 37%
2) Ленобласти • ■ 20°'о
3) Карелии 29%
4) Северолеса 2%
5) Западной области 4%
6) Сибири 8%
86°
14°/о
Таким образом 86°/о сырья получено из местной базы и лишь 14°/о падает на
внеобластные ресурсы.
Подготовка кадров для новых
заводов деревянных труб
От заводоуправления Завода
имени тон. Ворошилова
Внедрение в жизнь деревянных водоводов и признание техникой права
гражданства за деревянной трубой прошли путь больших и сложных препятствий.
Ныне все это отошло в прошлое, и текущие дни сигнализируют уже бурный рост
потребления деревянных труб, требующий стремительного развития ѳтой отрасли
техники в СССР.
Естественно, что за ростом потребления неизменно следует рост производства:
заводы деревянных труб строятся повсеместно в СССР.
И всюду на этих стройках руководители, хозяйственники и техники столкнулись
с трудностями, вытекающими из новизны дела, и с отсутствием технических и рабочих
кадров.
Мы предвидим, что все запросы, все сомнения технического порядка будут
направлены к первому Заводу деревянных труб имени тов. Ворошилова.
Уже на сегодня завод имеет ряд запросов от строящихся заводов с просьбой
притти им на помощь в деле технической консультации и подготовки кадров.
Некоторые рьяные строители, даже не запрашивая завода, прямо командировали в Ленинград
людей для обучения и получения квалификации на Заводе деревянных труб имени
тов. Ворошилова и тем самым внесли уже вредную спешку в это серьезное дело.
Поэтому, чтобы не быть застигнутыми врасплох, мы, среди тягот заводской
производственной подготовки к штурму 1932 года, — которому надо дать 800000 п. м
условного диаметра, вместо 400000 п. м в истекшем году,—прорабатываем возможности
организованного овладения нашим заводом подготовкою кадров для будущих заводов
деревянных труб.
На основе накопленного опыта по проведению подготовки кадров для
собственного производства на Заводе имени тов. Ворошилова, а также и для удовлетворения
кадровых нужд некоторых вновь народившихся цехов деревянных труб при
деревообделочных заводах (НКПС и др.), нами выработаны план и программа теоретической и
практической подготовки кадров для новых заводов.
План проведения этой подготовки тесно увязан с нагрузкой производственного
плана завода и уложен в рамки технической возможности заводских преподавательских
и инструкторских сил. План и программы приняты техническим совещанием при
заводоуправлении.
Ныне первая в плановом порядке укомплектованная группа уже приступила
к занятиям, вторая группа организуется. Ко времени окончания занятий с первой
группой вступит в учебу третья и т. д.
Предшествующим нашему начинанию опытом выявлена необходимость в присылке
на наш завод для подготовки на ту или иную специальность только таких рабочих,
которые отвечают определенным требованиям предварительной подготовки как в смысле
общей грамотности, так и в смысле производственной квалификации. Эти требования
были внимательно проработаны и учтены в плане организации подготовки кадров.
В основу этих требований легли следующие соображения:
а) Мастер трубного цеха должен быть хорошо грамотным, так как при
руководстве цехом ему необходимо вести и ряд записей справочного, учетного и статистиче-
64 -И--ЯШШ.
ского порядка, и так как производство деревянных труб, в сущности, есть производство
деревообделочное, хотя и с некоторыми специфическими особенностями, то наиболее
подходящим по квалификации является рабочий из деревообделочников.
б) Сушильный цех имеется в том или другом виде на каждом деревообделочном
заводе. На заводе же деревянных труб сушильный цех имеет решающее влияние на
качество продукции, и поэтому на мастера сушильного цеха возлагается большая
ответственность: он ведет ряд записей, контролирующих и учитывающих режим
сушильных камер и весь процесс сушки в целом; естественно, значит, он должен быть хорошо
грамотным и сверх того иметь твердое знакомство с качеством и особенностями
древесных пород.
в) Установщик ножей на строгальных станках ведет не только тщательную
и точную установку и перестановку ножей по шаблонам клепки, но должен следить за
качеством ножей и твердо знать производственные требования, предъявляемые к ножам
в действии, и уметь разбираться в качестве стали, способах точки и т. д. Поэтому
наиболее подходящим для данной специальности является слесарь из
инструментальщиков.
Все квалификации, предусмотренные пп. г, д, е, ж плана (см. ниже), требуют для
успешного усвоения подготовки грамотных и толковых рабочих.
Мы хотели бы обратить особое внимание лиц, заинтересованных делом подготовки
кадров для своих предприятий, что отбору ими подходящих для учебы кандидатов из
числа рабочих должно, в условиях ускоренной подготовки, придаваться исключительно
серьезное значение, так как это скажется как на твердости усвоения этими рабочими
курса занятий и производственных навыков, так и на качестве будущей продукции
предприятий, производивших отбор.
ПЛАН
План организации при заводе имени тов. Ворошилова краткосрочных курсов по
теоретической и практической подготовке кадров для производства деревянных труб:
1. Срок обучения—1 месяц.
2. Группа-бригада проходит обучение посменно и комплектуется в составе 10 человек:
а) Мастер трубного цеха ■ ... 1 чел.
б) „ сушильн. „ .....1 „
в) Обмотчики .2 „
г) Установщик новей 1 „
д) Фрезеровщики . . . 2 „
е) Сборщики, -цы 1 „
ж) Браковка 1 »
а) Торцовка И пааовка 1»
10 чел'
Всего завод пропускает две сменных бригады, т. е- 20 человек в месяц.
Требования, предъявляемые заводом к командируемым на обучение, следующие:
а) Мастер трубного цеха — хорошо грамотный и квалифицированный рабочий
(лучше из деревообделочников).
б) Мастер сушильного цеха—тоже.
в) Установщик ножей — хорошо квалифицированный слесарь (лучше из
инструментальщиков).
г) Обмотчик — хорошо грамотный, развитой и сообразительный рабочий.
Дережцнтае трубы — 3.
65
д) Фрезеровщик тоже I
е) Браковщик ........ тоже > могут быть и женщины.
ж) Торцовщик тоже J
Обучение производится на основе специальных договорных соглашений с
заводоуправлением.
Обучающиеся пользуются столовой при заводе.
Все виды бытового обслуживания (в том числе и квартирное) лежат на
обязанности командирующего предприятия и заводом не обеспечиваются.
ПРОГРАММА
Программа занятий по подготовке рабочих и мастеров-специалистов по производству
деревянных труб:
Занятия подразделяются на теоретические и практические.
Теоретические занятия проводятся путем чтения лекций и ведения бесед по
предмету, а практические занятия проводятся в цехах путем личного участия обучающегося
в производстве.
Программа теоретических занятий
А. Деревянные трубы
1, Исторический обзор применения деревянных труб.
2. Конструкция деревянных труб, преимущества и недостатки деревянных труб
в сравнении с трубами из других материалов.
3- Материалы для деревянных труб и технические нормы на них.
4. Расчет прочности и расчет металлических соединений.
5. Конструкции стыковых соединений и выбор стыка.
6. Общие понятия об укладке деревянных труб.
Б. Производство деревянных труб
1. Биржа сырых пиломатериалов.
2. Сортировка пиломатериалов до пуска в дело.
3. Распиловка досок на бруски на обрезном станке.
4. Обрезной станок, его устройство и уход за ним. Установка пил. Режим работы
на станке — скорости подачи и скорости резания. Расчет наивыгоднейших скоростей
подач и резания. Ограждения и меры предосторожности при работе-
5. Сушка искусственная и естественная. Влажность дерева относительная
и абсолютная и способы ее определения. Сушила для искусственной сушки дерева, их
устройство и разновидности. Оборудование сушил с принудительной циркуляцией агента
сушки и с естественной тягой. Приборы для наблюдения за режимом. Приборы для
регулирования влажности и температуры воздуха в камере. Режимы сушки. Порядок
загрузки камер и правила укладки пиломатериалов в камере. Дефекты материала от
неправильной сушки и меры для их ликвидации или исправления.
6. Строжка. Станки для строгания клепки. Четырехсторонний строгальный
станок с вальцевой подачей, его устройство и особенности. Скорости резания и подач.
Наилучшие скорости подач и резания и их взаимная зависимость- Установка ножей
и регулирование валов и направляющей линейки. Проверка клепки по шаблону и чер-
тежу. Сборка пробного круга. Регулирование прижимов и питательных валиков. Уход
за станком, смазка. Дефекты клепки при неправильной строжке: недострожка, заколы,
волнистость и пр. и способы их устранения. Ограждения и меры предосторожности
при работе. Формы ножей, их изготовление и точка.
7. Торцовка и пазовка. Торцевально-пазовальный станок, его устройство
и особенности. Назначение всех его деталей. Регулирование станка и установка
пил в соответствии с размерами клепки. Правила установки пил для правильной
работы станка- Размеры пил, форма зубьев, скорости резания и подач. Браковка
клепки. Ограждения и меры предосторожности при работе. Смазка и уход за
станком-
8- Браковка. Клепки на маятниковых пилах. Знакомство с устройством
маятниковых пил. Скорости резания, размеры пил и формы зуба. Сортировка клепки по
длине. Ограждения и меры предосторожности при работе.
9- Сборка труб. Приспособления для сборки: кружала наружные и
внутренние- Сборочные хомуты и обращение с ними. Подбор клепки. Торцовка трубы при
помощи поперечной пилы и условия правильной торцовки.
10. Обмотка звеновых труб. Знакомство с устройством обмоточного станка
и назначение всех его частей- Способ регулирования натяжения. Контроль натяжения-
Назначение сменных шестерен и способ их установки. Поверка правильности шага-
Заделка проволоки на концах трубы- Патроны: передний и задний, их устройство и их
назначение. Установка переднего патрона на планшайбе. Установка трубы на станке-
Шпиль для установки бухты с проволокой, его устройство и механизм для
автоматической остановки станка. Скорости вращения шпинделя- Условия правильной работы.
Помехи и затруднения в работе и борьба с ними: обрывы проволоки, ослабление
натяжения, выпучивание клепки, скольжение трубы в патроне- Неправильное включение
гайки холодного винта, надвигание суппорта на заднюю бабку, скольжение ремня. Уход
за станком. Ограждения и меры предосторожности при работе-
11. Фрезеровка концов- Торцевально-фрезерный станок, его устройство
и назначение всех его частей. Установка трубы на станке и закрепление ее в патроне.
Центрировка трубы в патроне. Производство работы на станке: торцовка и условия
правильности ее. Проверка правильности торцовки; фрезеровка и проверка
правильности ее шаблоном- Установка пилы и фрезера. Конструкция фрезерной головки
и назначение торцевых и долевых ножей- Скорости резания и подачи. Ограждения,
электрический тормоз и меры предосторожности при работе-
12. Асфальтировка. Ванна для варки асфальтовой мастики. Отопительное
устройство. Котел для подготовки разогретой массы. Состав смеси. Заполнители:
опилки, песок и способы использования того и другого- Устройство для подогрева
песку. Обматывание труб. Вторичная покраска. Производство работ. Мероприятия по
охране труда. Покрытие труб железнолем. Состав и качества железноля. Условия его
применения.
13. Механическая ремонтная мастерская, ее назначение и оборудование.
Инструментальный цех. Изготовление ножей для строгальных станков, для фрезерных
станков, плашек и обжимок для бандажей. Точка пил и ножей. Станки для точки пил
и ножей.
Изготовление приспособлений: сборочных хомутов, патронов для обмоточных
станков, шаблонов для клепки и для фрезеровки.
14. Бандажный цех. Конструкция и размер бандажей. Отковка головок ручным
и машинным способом. Нарезка резьбы на болтореэках. Устройство болторезки и ра-
«ш 67
бота на ней. Изготовление плашек и устройство. Гнутье бандажей и устройство для
гнутья. Окраска и упаковка бандажей-
15- Внутризаводский транспорт.
16. Склады для хранения готовых изделий.
Программа и правила
практических занятий
I. Для прохождения практического стажа обучающиеся прикрепляются к
определенным лицам и станкам на производстве:
1) Обучающиеся на мастера трубного цеха прикрепляются к одному из лучших
мастеров этого цеха.
2) Обучающиеся на мастера сушильного цеха прикрепляются к мастеру
сушильного цеха.
3) Установщик ножей прикрепляется к одному из лучших установщиков.
4) Обмотчики прикрепляются к станку и работают как помощники основных
обмотчиков-
5) Фрезеровщики прикрепляются к станку как подручные.
6) Браковщики у маятниковой пилы работают подручными у браковщика как
у маятниковой пилы, так и у торце вал ь но-пазов ального станка.
II- Для получения обучающимися практических навыков, усвоения ими приемов
работы и обращения с машинами и инструментами, выделяются особые инструкторы из
лучших рабочих по всем квалификациям, и обучающиеся, под их руководством,
производят самостоятельные работы на станках во время обеденных перерывов на заводе.
III. Обучающиеся подчиняются всем правилам внутреннего распорядка на заводе,
наравне со всеми рабочими завода. Всякое отступление может быть допущено только
с разрешения зав. производством или лица, им уполномоченного.
■ > ■ С-ьезд выдвигает в качестве важнейшей
задачи для руководящих работнинов
промышленности овладение техническими знаниями
в области соответствующих производств.
(XVI съезд ВКП(б)
Всесоюзное объединение „Союзстандартжилстрой"
Завод деревянных труб имени тов. ВОРОШИЛОВА.
Временные технические условия на
нлепочные деревянные трубы
Клепочные деревянные трубы применяются для водопроводов и водоводов, как
для технических целей, так и для удовлетворения водою питьевых и хозяйственно-
бытовых нужд населения, причем в этом случае возможность применения деревянных
труб надлежит предварительно согласовать с органами санитарного надзора. В случае
заражения или отравления хозяйственных вод возможность дальнейшего пользования
деревянным водоводом должна быть также подтверждена органами санитарного надзора.
Так как дерево в состоянии насыщения водой противостоит гнилостным процессам,
употребление деревянных труб предпочтительнее в случаях заполнения водою полного
сечения трубы с минимальным давлением 6 метров водяного столба. Как правило,
деревянные трубы должны быть всегда наполнены водой. Участки водопроводов,
выключаемые из сети за временной их ненадобностью, должны иметь на концах
задвижки для возможного оставления этих участков заполненными водою, причем они
не должны оставаться в таком виде долгое время без периодического пополнения их
водою. Все деревянные трубопроводы надлежит иметь на специальном учете под
наблюдением ответственного лиц за их состоянием и утечкой, для каковой цели
должны иметься точные исполнительные планы укладки трубопроводов.
Особое внимание должно быть обращено на состояние стыковых соединений
с фасонными частями, для чего должны иметься в надлежащих местах в достаточном
количестве смотровые колодцы, а также иметься необходимые приспособления для
испытания труб.
Трубы, предназначенные для работы неполным сечением без давления, и трубы
канализационные должны изготовляться из клепки, пропитанной каким-либо
антисептиком, не выщелачиваемым водой.
Деревянные трубы изготовляются двух видов:
1. Трубы, вырабатываемые на заводе в виде отдельных, готовых для укладки
звеньев, скрепленных обмотанной снаружи спиральной проволокой, и называемые
„звеновыми". Они вырабатываются диаметром 100 — 500 мм.
2. Трубы, которые собираются на месте укладки из отдельных клепок,
скрепляемых бандажами, и называются „непрерывными".
Торцевые стыки этих клепок размещаются в разбивку по длине трубы, с тем
чтобы расстояние между концами соседних клепок было не меньше 0,50 м, вследствие
чего получается одна непрерывная труба. Такие трубы делаются диаметром от 350 мм
и выше до нескольких метров (за границей до 5 000 мм) с интервалами: до 500 мм
через 50 мм, а выше — через 100 мм.
_ 69
Звеновые трубы
1. Звеновые трубы изготовляются из деревянных клепок, которые собираются
на заводе в отдельные звенья, обматываются спирально оцинкованной проволокой на
специальном станке по заранее заданным диаметру и шагу проволоки согласно
расчету. Концы труб должны быть обработаны на фрезерном станке, соответственно
обусловленной заказом конструкции стыка. Доски для изготовления клепки по
качеству древесины и своей форме должны отвечать специальным техническим условиям
на пиломатериалы Сектора строительной и лесной промышленности от 16 марта
1931 г.
2. Клепка труб должна быть гладко выстругана со всех сторон и обработана по
профилю соответственно с диаметром трубы. Допускается недострожка верхней грани
клепки, если она идет не глубже чем на '/з толщины клепки и на длину не больше
30% ее длины. Такие недост рога иные клепки допускаются в количестве не свыше
20% от общего количества.
Кромки и клепки звеновых труб должны быть снабжены гребнем и пазом, для
соединения их в шпунт. Форма шпунта может быть трехугольная, полукруглая, трапе-
циальная и др. Гребень и паз должны строго соответствовать друг другу, не нарушая
плотного контакта сплачиваемых клепок.
3. Клепка труб должна иметь не больше 10-—12% влажности по отношению
к абсолютно сухому лесу.
4. Соединение труб между собою осуществляется:
а) помощью вставки одного конца трубы в другой, для чего концы труб
обрабатываются, образуя на одном конце коническую втулку, а на другом раструб;
б) помощью деревянных муфт, как разъемных, допускающих подтяжку, так и
постоянных;
в) помощью металлических муфт.
5. Концы труб должны быть равномерно и гладко обточены, причем
обточенные концы не должны иметь никаких повреждений и должны плотно входить друг в друга
или плотно соприкасаться с муфтой.
6. Соединение, указанное в § 4, п. а, допускается для давления не выше 4 атм.
Для труб с давлением выше 4 атм. надлежит применять один из способов, указанных
в § 4, п. б, в, или к соединениям по способу „а" добавляется стяжной хомут.
Выше 14 атмосфер трубы не вырабатываются.
7. Звеновые трубы изготовляются внутренним диаметром 100, 125, 150, 200, 250,
300, 350, 400, 450, 500 мм с допуском в ту или иную сторону 5 мм.
8. Трубы сдаются заказчику с погонного метра, причем длина звена не может
быть меньше 1,00 м. Для закруглений могут изготовляться трубы и меньшей длины.
9. Допускается изготовление трубы из составных клепок, путем соединения их
торцов на язычках из дерева твердых пород или металлических.
10. Допускается заделка сучков на клепках пробками, причем пробка должна
иметь коническую форму, обращенную широким концом конуса во внутреннюю часть
трубы.
11. При даче заказа заказчик указывает то давление, под которым будут работать
трубы, и глубину засыпки, так как в связи с этим назначается конструкция.
12. Шаг спирали проволочной обмотки должен соответствовать расчетному
давлению. Допускаемое напряжение в проволоке берется 1200 кгісм2. Напряжение мокрого
дерева на смятие поперек волокон допускается не больше 50 кгісм2.
13- Проволока должна наматываться на концах трубы прилегающими друг к другу
витками в количестве не менее 3-х, с забивкой не менее 3 скоб, после чего намотка
идет спирально, с шагом, назначаемым по расчету.
14. Для закрепления проволоки на концах труб (см. выше, § 13) применяются
скобы из проволоки, причем острия этих скоб не должны проходить в клепку более
чем на 2/j толщины ее- Допускается укрепление проволоки помощью специальных
штампованных закрепов; такое же закрепление, при соблюдении условий § 13,
допускается при окончании бухты проволоки в середине обматываемой трубы-
15. Допускается сварка концов проволоки при непременной последующей
оцинковке сваренного места.
16. Проволока для обмотки должна употребляться железная и как правило —
оцинкованная, номера калибра по Стубусу — 9, 8, 7, 6 и 5, т- е. диаметрами 4,2; 4,6;
5,0 и 5,5 мм, с временным сопротивлением разрыву не менее 4000 кг\см* при
удлинении 20% и отвечать специальным техническим условиям.
17. Трубы должны быть покрыты по поверхности смесью битуминозных веществ
а затем обкатаны в песке, опилках или в каких-либо волокнистых веществах.
Примечание. В случае применения для покрытия какого-либо прочного состава, трубы
могут не обкатываться в песке, опилках и пр.
18. Наружное покрытие трубы и проволоки'смесью битуминозных веществ не должно
сплывать с трубы или проволоки при температуре воздуха до 50° С, должно быть
эластичным и не обиваться при легких ударах молотком при температуре воздуха
ниже 4° С, не должно прилипать к окружающим предметам, не должно растворяться
в воде нормальной температуры.
Непрерывные трубы
1- Клепка для непрерывных труб изготовляется таким же образом, как и для
звеновых труб. При этом снабжение клепки (при толщине в 40 мм и выше) шпунтом
и гребнем не обязательно. Влажность клепки после сушки допускается не свыше
10 —12% по отношению к сухому лесу.
2- Клепка труб может быть разной длины, но не короче 1,0 м-
3- При изготовлении клепки допускается недострожка верхней кромки клепки,
идущая не глубже чем на Vs толщины клепки и на протяжении не больше 30% ее
длины. Таких клепок допускается на всю партию не свыше 20%.
4. Торцы клепок при отправке их на место работ должны закрашиваться.
5. Торцы клепок соединяются между собою при помощи так называемых
„язычков". Язычки для соединения клепок торцов делаются из дерева какой-либо твердой
породы, а также железные и стальные, оцинкованные или освинцованные, или ковкого
чугуна системы „Кельзей".
6. Язычки по ширине должны быть на ІѴа—2 мм шире клепки с обеих
сторон ее-
7. Соединительные язычки должны иметь правильную прямоугольную форму,
иметь одинаковую для всех, строго определенную длину и ширину, быть оцинкованными
по толщине, а случае изготовления их из дерева должны быть выстроганы-
Направление слоев в деревянных язычках должно совпадать с направлением слоев в клепке-
8. Прорезы на торцах клепки должны быть тщательно и аккуратно выполнены
и строго соответствовать размерам язычков. Они должны быть расположены в нижней
половине толщины клепки, считая за низ сторону, обращенную к центру трубы, на
строго определенном расстоянии от внутренней поверхности трубы, так чтобы все
прорезы в разных клепках строго приходились один против другого. Не допускаются
прорезы разной глубины в клепках, предназначенных для одной и той же трубы. Не
допускается косое расположение прорезов. Не допускается расположение прорезов на
разной высоте торца клепки.
9- При сборке труб не допускается расположение стыков двух соседних клепок
ближе чем на 0,5 м друг от друга по длине клепок.
10. Бандажи должны делаться из круглого железа с временным сопротивлением
разрыву не менее 4000 кг/сл*2 при удлинении 20%. По диаметру бандажное железо
применяется: 9 мм, 13 мм, 16 мм, 19 мм, 22 мм, 25 мм и выше, в зависимости от
диаметра трубы и напора-
11. Все бандажи до установки их на трубу должны быть покрыты асфальтовым
лаком или суриком на масле, или другим предохраняющим от ржавчины веществом.
12- Шаг бандажей определяется расчетом в соответствии с расчетным давлением
в трубе- Допускаемое напряжение железа на растяжение —1200 /а/смй.
13. При расчете на смятие мокрого дерева поперек волокон допускаемое
напряжение принимается не более 50 кіісм2- За ширину площади смятия дерева под круглым
бандажом принимается ширина, равная радиусу бандажа.
14- Нарезка на концах бандажей должна быть исполнена тщательно и аккуратно;
гайка и шайба должны вполне соответствовать резьбе.
15. Для труб диаметром до 1300 мм включительно должны употребляться
ординарные бандажи; для труб больших диаметров—двойные.
16. Бандажи должны быть правильно выгнуты ПО кругу, соответствующему
диаметру трубы. Никакие переломы и углы не допускаются-
17. Башмаки для соединения бандажей могут употребляться как железные, так
и чугунные, из ковкого или серого чугуна- Размеры башмаков должны отвечать
условиям прочности, а также иметь достаточную площадь соприкосновения с поверхностью
трубы во избежание смятия дерева клепок при натяжении бандажей.
18- Башмаки должны изготовляться по специально утвержденным заводом чертежам.
19. Башмаки должны быть окрашены суриком на масле или покрыты асфальтовым
лаком или другим предохраняющим веществом-
20. При укладке непрерывных деревянных труб в землю они должны осмаливаться.
21- Деревянные трубы для транспортировки жидкостей, содержащих химические
или минеральные вещества, для землесосных работ, для зернопроводов и прочих целей
должны быть изготовлены по специальному заказу и должны удовлетворять специально
на сей предмет выработанным техническим условиям.
Инструкция для приемки, хранения
и укладки деревянных труб
Приемка труб
Приемка труб производится на заводе, а после укладки на месте сооружения
водовода производится испытание их под напором.
Приемка звеновых труб на заводе производится следующим образом:
1. Приемщик в присутствии представителей сдатчика осматривает предъявленную
к приемке партию, осматривает качество древесины, обмотку и асфальтировку и
подписывает совместно с представителями сдатчика типовой акт, куда заносятся все
данные приемки и замеченные дефекты предъявленной партии.
2. Для проверки качества древесины, обмотки и асфальтировки приемщику
предоставляется право обивать асфальтировку на трубах, причем вторичная асфальтировка
обитых приемщиком мест асфальтировки производится заводом без особой оплаты,
если общее количество обитых мест не превышает \xj%% принимаемой партии.
3. Приемка звеновых труб, уложенных в котлован, производится гидравлическим
испытанием. Трубопровод в течение 7— 8 дней замокает под пониженным давлением
не свыше 3 — 5 метров водяного столба, в течение следующих 2 — 3 дней давление
повышается и наконец на 11-й день может быть доведено до предусматриваемого
договором давления.
Утечка из трубопровода в течение 24 часов не должна превышать 6000 литров
на 1 дм диаметра, на 1 атм давления и на 1 км протяжения (проф. Н. И. Гениев —
„Курс водоснабжения").
4- В случаях, если сдаваемый участок трубопровода не выдержал испытания,
сдатчику предоставляется право участок отремонтировать и устранить все дефекты,
выявившиеся при сдаче, после чего производится повторное испытание.
5. Приемка непрерывных труб производится так же, как звеновых.
6. Уложенный в землю трубопровод, независимо от того, будет он засыпан землею
или нет, должен оставаться заполненным водою под давлением не ниже 7 м водяного
столба, впредь до пуска его в эксплоатацию.
Транспортировна т хранение
В смысле хранения и перевозки звеновых труб и клепок для непрерывных труб
должны быть соблюдены следующие условия: трубы и клепка, изготовленные на
заводе и привезенные на склады или на место укладки, должны храниться так, чтобы
они не подвергались атмосферным неблагоприятным влияниям и особенно
непосредственному действию солнечных лучей. Во всяком случае, во избежение усушки и
коробления дерева, их надлежит хранить в крытых помещениях, обеспеченных от нагревания
и сквозняков. Трубы в штабелях и при перевозке их в вагонах и на подводах не
должны укладываться непосредственно друг на друга или на землю; под трубы и между
трубами должны быть проложены прокладки так, чтобы асфальтировка труб не
приставала к земле или к соседним трубам.
Трубы и клепка не должны храниться в местах подозрительных по
появлению червоточины. При перевозке труб и клепок последние должны нагружаться
и складываться с принятием всех мер предосторожности от повреждения концов
звеньев и отдельных клепок, проволочной обмотки и рубашки труб. Трубы и клепки
предпочтительнее отправлять в крытых вагонах, а при перевозке на подводах укрывать
рогожами, соломенными матами и пр.
Выборы трассы и монтаж
Продольный профиль и план укладки труб должен иметь наименьшее число
поворотов, изгибов и закруглений.
При неизбежности изменений направления труб нужно выбирать такие направления
чтобы укладку труб можно было произвести с применением фасонных чугунных частей
или с применением укороченных звеньев труб по кривой наибольшего из возможных
радиуса.
Напорные линии и длинные разводящие трубопроводы должны быть разделены
смотровыми колодцами на участки длиною не более 300 м.
Смотровые колодцы должны быть установлены на местах крутых изломов в
направлении трубопровода, как например при переходе оврагов, а также при
разветвлениях ответственных магистралей.
Укладка деревянных водопроводных труб вблизи мест, подозрительных по
проникновению в трубы сточных вод из жилищ, фабрик и пр., не допускается.
Укладка деревянных труб в солончаковые грунты допускается только после
принят іч мер, обеспечивающих при данных условиях асфальтировку и обмотки от порчи.
Укладка деревянных труб под зданиями капитального характера не допускается.
Вводы в означенные здания должны производиться металлическими трубами,
выступающими по крайней мере на 5 м за фундамент здания.
Пропуск деревянных труб через баки, резервуары и пр. и присоединение их к этим
сооружениям производится при посредстве металлических частей.
Перед укладкой трубы должны быть осмотрены ответственным агентом по укладке
в отношении целости асфальтировки, обмотки, исправности стыковых соединений.
Все обнаруженные при осмотре повреждения асфальтировки должны быть исправлены.
Труба с повреждениями, смятыми или обломанными частями стыковых соединений
не должна укладываться до полного устранения дефектов.
Подстрогивание стыков труб не допускается- Допускается лишь притирка концов
труб, в случае если они не входят друг в друга.
Сборка звеньев в трубопровод производится в самом канале; не рекомендуется
соединение труб на поверхности земли и опускание затем сомкнутых звеньев в канаву.
Опускание звеньев труб в канаву должно производиться на веревках (ноне на
цепях) осторожно, во избежание повреждения их.
Унладка деревянных труб
а) Звеновые трубы
1. В сухие грунты трубы кладутся непосредственно на дно котлована, который
должен быть тщательно спланирован.
Особое внимание должно быть обращено на трамбование засыпаемой земли,
которое должно производится с таким расчетом, чтобы труба в конечном счете получила
равномерное внешнее давление, причем трамбование с боков трубы до Цг ее высоты
должно производиться слоями не больше 10 си с обязательной утрамбовкой с обеих
сторон трубы одновременно.
2. В грунты, не допускающие трамбования (напр. пески), легкое простукивание
засыпаемых грунтов трамбовками может быть полезно для создания равномерного
уплотнения грунта вокруг трубы и получения более равномерного давления на внешние
стенки трубы.
Никакие подкладки и прокладки под трубы в этом случае не требуются. Засыпку
нужно вести чистым грунтом, не допуская попадания камней, комьев земли и
посторонних предметов.
3- В скалистые и каменистые грунты трубы укладываются на песчаную подсыпку,
причем слой подсыпки под трубой должен быть не менее 30 см.
Укладки производится как в песчаные грунты, без допуска непосредственного
прилегания острых или крупных камней ближе чем на 30 см от наружной
поверхности трубы.
4. Трубы, укладываемые открыто на поверхности земли, кладутся на поперечные
подкладки, располагаемые под стыками звеньев (обязательно) и на пролете звеньев,
с расстояниями не более 3 м друг от друга (чем больше диаметр трубы, тем чаще
должны быть подкладки)- Независимо от этого подкладка должна быть положена в
непосредственной близости к стыкам, под каждое звено, если длина звеньев меньше 3 м.
Опоры могут быть деревянные, каменные, бетонные и др>, причем конструкция
их должна быть такова, чтобы труба лежала в опоре, причем угол охвата наружной
окружности трубы опорами берется в зависимости от диаметра трубы.
Деревянные подкладки осмаливаются за 2 раза: один раз — до укладки в нее
трубы, второй раз — после укладки. Желательна прокладка толя в месте
соприкосновения трубы с подкладкою.
Просвет между низом трубы и поверхностью земли должен быть не менее
100 — 150 мм.
б) Непрерывные трубы
1. Для труб диаметром до 800 мм, укладываемых на небольшую глубину, опоры
не нужны при условии тщательного ведения трамбовки. При глубокой засыпкеі при
возникновении опасений сплющивания трубы, необходимы опоры специальной
предохраняющей конструкции.
2. При скалистых и каменистых грунтах вопрос о том, нужны или не нужны
постоянные подкладки, решается по предыдущему § 1. Закопка производится с соблюдением
правил укладки звеновых труб.
3. При болотистых грунтах непрерывные трубы укладываются во всем, как
звеновые трубы.
Материалы, подготовляемые
и печати
I
1. Типовой проект завода деревянных труб без привязки к месту (со всеми
чертежами, схемами и расчетами).
Зам. дир. Н. /7. Евгеньев и
инж. Ф. А. Ермолаев.
2. Принцип расчета деревянного водовода.
Инж. Ю. Н. Осекин.
Редакц. обр. инж. М. Г. Кучер.
3. Напорные трубопроводы (принцип расчета и конструкции для силовых
станций водоснабжения). Перевод с немецкого.
Доктор-инженер Феликс Бундшау.
4. Экономическое обоснование необходимости развития и применения деревянных
труб в разрезе пятилетнего плана народного хозяйства СССР (баланс потребности
и производства).
Экон. Г, Л. Крестовский.
5. Редкий случай выявленной устойчивости деревянного водовода в условиях
стихийного паводка.
Зам, дир. завода Н. /7. Евгенъев и
ѳкон. Г. Л. Крестовский.
6. Водоводы, сооруженные Заводом имени тов. Ворошилова за три года.
Серия фотоиллюстр. описат. обзоров в разработке
зам. дир. Н. П. Евіеньеьа и
акон, Г. Л. Крестовского.
7. Проблема соединения по длине клепки непрерывных труб (типы и способы
соединений и схема нового станка).
Зав. произв. Н. А. Баранов.
8. Проблема заделки сучков (сравнительные научно-технические обзоры).
Технорук инж. П. Ф. Сипидин.
Главмех инж. М. Г. Кучер.
Зав. произв. Н. А. Баранов.
9. Схема управления Заводом имени тов. Ворошилова с основными инструкциями
для ответработников.
Разработка зам. дир. завода Н. П. Евгеньева.
10. Цеховые расценки, нормы выработки и прочие показатели по труду на
производстве Завода деревянных труб имени тов. Ворошилова.
Пом. дир, по труду К. Л. Агарказ.
11. Отчет о деятельности Завода деревянных труб имени тов. Ворошилова
с диаграммами.
Коллективная разработка под руководством
Н, П. £віеньева-
12. Как механизировать производство звеновых труб — схемы новых станков:
а) Сборочно-обрезного,
б) Обмоточно-фреэерного.
Изобретение механика-конструктора завода
Я. К. Романовского,
13. Как механизировать производство непрерывных труб—схемы новых станков:
а) Поковочно-бандажного,
б) Торцевально -фрезерного,
в) Сборочно-укладочного (на месте укладки труб).
Изобретение механика-конструктора завода
Я. К. Романовскою.
14. Как механизировать процесс гудронирования звеновых труб. Схема нового
машинного агрегата.
Изобретение механика-конструктора завода
Я. К. Романовскою.
15. Высверливание и заделка сучков. Схема нового станка.
Изобретение механика-конструктора завода
Я. К. Романовского.
16. Монтажные работы по укладке деревянных труб.
Инж. П. Ф. Сипидин.
17. О причинах аварий на деревянных водопроводах и как их избегнуть,
Инж. П. Ф. Сипидин.
18. Комбинированный обмоточно-фрезерный станок системы Г. А. Нисканена.
Инж. П. Ф. Сипидин.
19. Изготовление звеновых труб из короткой клепки.
Инж. П. Ф. Сипидин.
20. Анализ причин аварий на деревянных водоводах с производственной точки
зрения.
Инж. М. Г. Кучер.
II
Так как реализация постановления ВСНХ СССР от 13 января 1931 г. за № 31 о
строительстве новых заводов деревянных труб и широкое внедрение в обиход
социалистических строек деревянных водоводов требует стандартизации этого нового вида
строительного материала (детали), группа инженерно-технических работников Завода
деревянных труб имени тов. Ворошилова в составе: Баранова Н. А., Евгеньева Н. П.,
Ермолаева Ф. А., Крестовского Г. Л., Кучер М. Г. и Сипидина П. Ф. приступили к
детальной проработке материалов, необходимых для стандартизации деревянных труб и их
деталей. Все материалы по мере их разработки и проверки в лаборатории и на
производстве завода им. тов. Ворошилова будут опубликованы в „Известиях" завода
по нижеследующей программе, разработанной Евгеньевым Н. П., Ермолаевым Ф. А.
и Крестовским Г. Л.
ПРОГРАММА
1-й цикл
1. Определение понятия „деревянные трубы".
2. Разновидности деревянных труб.
3. Достоинство и недостатки каждой разновидности.
4. Методы изготовления деревянных труб.
2-й цинп
Применимость и применение деревянных труб в различных отраслях народного
хозяйства СССР.
3-й цмнп
Технические условия на сырье и материалы, пригодные для изготовления
деревянных труб всех разновидностей:
а) пиломатериалы,
б) проволока,
в) сортовое железо,
г) чугун,
д) материалы покровов для труб.
4-й цикл
Технические условия для готовых изделий, общие для всех разновидностей дере-
зянных труб.
5-й цикл
Технические условия для готовых изделий „звеновые трубы":
а) внутренние диаметры,
б) допускаемые напоры,
в) размеры сечений клепки при различных напорах и диаметрах,
г) взаимозависимость диаметра проволоки и шага обмотки при
различных напорах и диаметрах,
д) закрепления проволоки на концах обмотки,
е) покровы для труб,
ж) строительные размеры длины,
з) способы соединения трубных звеньев'между собой:
1) втулка,
2) цапфа,
3) муфтные соединения.
6-й цикл
Соединительные части для звеновых труб, т. е. металлические соединения для
труб различных диаметров, напоров и назначений: переходы, тройники, вантузы и т. п.
(отдельно для каждого стандартизованного диаметра труб).
7-й цмнп
Технические условия для готовых изделий „непрерывные трубы":
а) внутренние диаметры,
б) допускаемые напоры,
в) размеры сечений клепки при различных напорах и диаметрах,
г) взаимозависимость количества и размера чугунных башмаков и
железных бандажей на 1 пог. метр трубы при различных напорах и
диаметрах,
д) установление наивыгоднейших размеров железа для бандажей при
разных напорах и диаметрах труб.
, "*•
Ч*Ь. ,
•*
/ /у
Отв ред. Н. И. Ими». Телявческ. ред. Г. Л. Крестовский. Лснгорлнт № 34747. Тираж 4.000-5 бук. л. Звка* 793. Сдам в яабор
16/41-31. подписано к печати 4ш-32. Тип. вв. в бум. л. 70.400. И тип. ОГИЗ ни. Ив. Федорова. Ленинград, Звенигородская, 11.
ВСНХ СССР
ОБЪЕДИНЕНИЕ „С0ЮЗСТАНДАРТЖИЛСТР0Й"
ЗАВОД ДЕРЕВЯННЫХ ТРУБ им. тов. ВОРОШИЛОВА
Г. Левннград, Курляндская ул., 10 Тел. 4-04-20 н 6-68-31
Телеграфные адрес: Ленинград АКВЕДУК
ОПОВЕЩЕНИЕ
За последнее время заметно участились случаи посещения завода как
отдельными командированными липами, так и экскурсионными группами, для
ознакомления с организацией завода и процессами производства деревянных труб.
Эти посещения непроизводительно отрывают руководящих работников и мастеров
завода от их прямых обязанностей, загружают технические отделы исполнением
всяких справок, вычислений и чертежей, мешают цехам, в условиях усиленной
плановой загрузки, нормально выполнять свою производственную программу и т. д.
В целях устранения втнх ненормальностей и введения посещений завода и
связанного с ним внепрограммного исполнения поручений в русло плановости,
заводоуправление ставит в известность все заинтересованные ведомства, учреждения,
предприятия н лиц, что впредь экскурсионные посещения Завода деревянных труб
имени тов. Ворошилова будут допускаться только после заблаговременного
письменного или телефонного согласовавня с заводоуправлением дней н часов посещения.
Во вторые и пятые дни пятидневки (выходные дни водителей по заводу)
пропуски на осмотр завода не выдаются.
Настоящий порядок устанавливается как для групповых (экскурсий), так
и для индивидуальных (командировки) посещений.
Заводоуправление
С МЕТДЛПИЧЕСМИМИ ТРЫБДМИ.
НИПЕЛЯ И НРДНЫ
ответвлений плд нап
ЕТВЛЕН
DT
ЕРЫЕНЫК
■:■ 5 <*
Б СПЕДИНЕ
©
ГУННйЕ РЙСТРЬБНПЕ СЕДЛО
IS
ия
1
(* .
1
Г~~"
V
t
'
\
\
»* *т^
~- J
3
®
/■ .'
ПЕДПП
панцвм .
ЧУГУННЫЕ ФРСПННЫЕ НАСТИ ,
X
£
тЩг—
4JP
I
КПЕПДНПЕ СОЕДИНЕНИЕ С
НЛЕПЯНРЕ ЖЕЛЕЗНОЕ ПТВЕРПТИЕ
о>
; .
х '
ЛИЧЕСМИМИ ТРЫБДМИ.
ПРЕРЫВНЫЙ ТРЙБ СОЕДИНЕНИЕ ДЕРЕВЯННЫЙ ТРЬБ С КПЕПЯНЫМИ
авноЕ седло
ЕіПЕЗНЫРІИ И СТАЛЬНЫМИ ТРЫБйМИ
~13о : -' — ~12.8 ■"■ 'і 72—*
±
щ1°°
ж
РДСТРУБНаЕ СОЕДИНЕНИЕ
с сдльнмиам ѵ
■17S-
*f£o
СОЕДИНЕНИЕ С ДЕРЕВЯННЫМИ
н т
клиньями
17S-
S0O
ѵ^ѵѵѵѵ-і^
1 ""tQt-*
Д£Р£&. КЛИНЬЯ,
КПЕПРНПЕ СОЕДИНЕНИЕ С БОЛТЯМИ.
ПЕ ОТВЕРСТИЕ
СОЕДИНЕНИЕ С ЧУГУННЫМИ
і
ТРЫБЯМИ .
jw*-*»£-j. atc+frte. &&**янет~,ч.
#С&аг?ыг:
•г-н-теЯ! ШІПИѴѴ ЯЯВИ 4TO.UI ІіУХЯаі ДЬ
©
ЧУГУННОЕ СЕДЛО
г——
^П^Л-Ли-Л П п П П -ft П^Еи Я П П П П -^'-^UJQ-JU n D n it
"\
tдпь кпЕпднагр
СЕДЛА ...
•в—п—d—Чфііщгтуящ
jjrtfiltfitp U U U U Ц
СОЕДИНЕНИЕ С РЕЗЬБОЙ
ТРОЙНИК
Л\
'
\
гидранты
Т '"в I • я-
ДЕРЕВЯННЫЕ
РЙНЫ.
ФЯСОННЫЕ ЧЯСТИ
Е
лкэк для сплпшн
ДЕРЕВ. Т.РЫВ: '■
НЫГЫННПЕ СЕДЛО С РЕЗЬБОЙ
СПИ И Ь5Е Н ЯСТИ ДЕР ЕВ. ТР У Б
jf^r
s, -
У •■':-* :'.іч
VW^« -М-Д.^
Чйствй.
•/.-з.з.
Н&йтігмо & £*м**&-
*ЪШНш
H;£t/7JV Tp>*S£>\
H**rt£rt& W НРЯНЫ С PEZbBetf
-700 -200.
^r70. ■ О Ч¥ГУНМЪ/£ P#CTPyBH&t£ ЧЯСТ**
11 -
r'fif#f>#M7'i>/..
12.:
МпЕпяное .седло.
;•* *,-"> ' Г
1з~?м
-те:
С&аоа чугунные"]
/7Н>М; &ГТ& Н£ПР£Р*4&. ТРУ&Ы.
&0-400.
в яти. от.нДо.
"1-6.
1-Ю
■
thoo -£ooa
* - *. Ч ■.
3GO-7SOO.
SOOr-i+OOO
76.
ДЕРЕВ* В&ПСгрн. Mfi>fi?H.~
ffo^-t&o
•7-6-
^,-
;?-*,
і f
Hf?t>ttt£HO&a&t>fjk.
Ж£г7£ЗН&л Т/*у&& С Р£зь&а#
20.
27,
2Z.
МпЕпаное соядин. с чугун, ряструя.
Тож.£ с болтам**.
С £$£{>£&. МС/+1Н£>&&?^
&Г*& ТГА>£*&
Ди#г-т£т*> I дявявннм
So- too
1-го. ,
\300- ІВОО
&0О-2.000
**'
На£-Л*7Н. ЭЦ£С7£ЗЫ CO£at*rHBHH£-.
23.
24:
Со£аі*н..с чугун. р#стр.Ж£я. /ы?н.
Те&сЕ 6&£ **?ян&С. <г° с&мні40<*?_
25.
£*£$ Се****£4&
\3oo-іооо
-7-3.
&00~2осю
50-£+оо
-7-3-.
£-0-~4£ОО
&0-г^оо
&С<&0Л&Т. Ч&АОСТ.
Приложение к монографии инж. Ю. И. Осекина
Деревянные трубы
Чертеж № 2
МаФТЙ С ВДНДЛЖЛМИ.
р *зоо
W
*МІ
МУФТЫ С МАШИННОЙ ПБМПТНПИ.
СОЕДИНЕНИЕ ДВОЙНОЙ ЖЕЛЕЗНОЙ МЫФТОИ
•f»S *■)
НЕПРЕРЫВ. ДЕРЕВЯННАЯ ТРУБЛ
ДЕТАЛИ ПОПЕРЕЧНОГО СТЫКД НЛЕПОЧНЫК
НЕПРЕРЫВНЫЙ ТРНБ.
ПОЛУКРУГЛЫЙ- ДЕРЕВЯННЫЙ ЛОТОК
НЕПРЕРЫВНО СПИРАЛЬНО ПБМПТ. ТРУБЯ.
ДЕТАЛИ ПОПЕРЕЧНОГО .СТЫНД КЛЕПОЧНЫМ
НЕПРЕРЫВНЫЙ ТРИБ.
ЗВЕНОВЫЕ ТРЫБЫ С БДНДДЖЙМИ.
СОЕДИНЕНИЕ ДВОЙНОЙ ЖЕЛЕЗНОМ МУФТОЙ.
СОЕДИНЕНИЕ ЖЕЛЕЗНОЙ МЙФТОИ.
: ->•" ■ - -А- .,
8СТДВНЫЕ соединения: с цилиндр, здточкои:
5. +
си
■*--. - ■■ ■*■ >- - ■■ ..
. /
ВСТДВНОЕ СОЕДИНЕНИЕ ЫКРЕПЛЕН. БЛНДДЗНЯМИ
г^д
ЕГШК.
ЗВЕНОВЫЕ ТРУБЫ С БДНДДЖЯМИ
(=
»
_- **•..
СВЕРЛЕНЯЯ ДЕРЕВ. ТРУБЯ.
СОЕДИНЕНИЯ ЗВЕНОВЫХ ТРУБ.
т
ТИП
соединении
і.
2.
J.
дерев. ічцФта с £****#<>>*
— * — с мяшнн.
os&of****
МаОИНоЙ JHESI. <ЧНЮГ°И
а железн <чуг>тон
Вставные соедиМ
для
Днем.
#г- до
тру в
ОТ-ДО
ZfQ'JSW -Х"4- '
iSo-Soc
5о-4гоо
Томе </#р*/г. £ДМ***.
&б*4оо
і-г
1-6
1-М
SO-JOo
2$ОЫ500
і~г
Приложение к монографии инж. Ю. Н. Оеекииа"
Деревянные трубы
Чертеж № 1
У-£