/















































































































































































Текст
ДАНИШЕВСКИЙ И. М
НЭЧЕДЫГОВ А. С.
КАЛЕНДРО Л. И.
ПЛЕШАНОВ И. А.
СЕРГЕЕВ С. А.
Фролоа с. п.
АВИАЦИОННОЕ
МАГНЕТО
КЗД'МИЕ -
МЖНИСЙ ?ЭЭДУ&.«Ж А*<Л ДЕММИ РИН* им. f&s# Н. К.Ж»ЗВС^^
л r и е Л
ОТ РЕДАКТОРА
Авторы настоящей книги задались весьма важной и благодарной задачей
составить руководство по разборке и сборке, монтажу и уходу за магнето
типа Сцинтилла, являющимся наиболее распространенным зажигательным
аппаратом в авиационных двигателях.
Потребность в таком руководстве для технического персонала, обслу-
живающего Воздушный флот — крайне велика, а отсутствие такового
крайне затрудняло подготовку соответствующих специалистов, правильную
эксплоатацию наиболее деликатной и капризной части авиадвигателя, как
магнето. В этом труде авторы осветили все наиболее существенные вопросы,
Л»кричем при составлении руководства были использованы знания и опыт, ко-
Ч' торыми располагали авторы после детального теоретического и практического
изучения зажигательных аппаратов во время работы в лабораториях и за-
водах СССР и заграницей. С целью лучшего освоения всех сложных мани-
| , 'пуляций по разборке и сборе магнето,'по его регулировке и эксплоатации
1 чтобы чтению этой книгй сопутствовали практические занятия.
Проф. В. Кулебакин.
I ’ * Г— .
I Читал 'мй зал I
ОТ АВТОРОВ
На основе высоких темпов развития индустриальной мощи СССР растет
и крепнет Советский Воздушный флот, вырастая в крепкий оплот мирного
труда и обороноспособности страны строющегося социализма.
Рост новейшей техники воздушного флота пред’являет все более высо-
кие требования к грамотной и культурной эксплоатации его материальной
части.
Растущие кадры летного и технического состава ведут- упорную боль-
шевистскую борьбу за овладение высотами усложняющейся техники авиа-
ционного дела, ясно понимая огромное зпачейие лозунга вождя нашей партии
и рабочего класса, товарища Сталина — «техника в период реконструк-
ции — решает все».
В этой борьбе немаловажную роль играет техническая книга.
Между тем по целому ряду участков авиации мы имеем еще огромную
нехватку технически грамотных, соответствующих требованиям современ-
ного этапа развития летного дела, книг и пособий.
К числу таких участков относится и авиационное магнето.
Если по общей теории зажигания моторов внутреннего сгорания в миро-
вой литературе существует два-три серьезных печатных труда (в том числе
известная в СССР и за' границей книга проф. В. С. Кулебакина «Авиацион-
ное магнето»), то практических руководств, подробно излагающих вопросы
эксплоатации, ремонта, сборки, разборки и регулировки современных типов
лангете —пет почти пи одного.
Авиационное магнето типа Сцинтилла становится единственным типом
на эксплоатации в Советском воздушном флоте.
Нужда в практическом руководстве дающем систематическое описание
устройства и принципов работы этого магнето, методов его эксплоатации,
разборки, сборки, ремонта и регулировки, правильных указаний по установке
его на мотор, — такая нужда ощущается в частях, и в мастерских, и в
технических школах, техникунах и ВТУЗ’ах.
А между тем пи среди советских, ни среди иностранных изданий нет ни-
чего, кроме отдельных брошюр, каталогов, и рекламных книжек.
— 5 -
'Такой, например, важный отдел, как «автоматическое опережение» осве
щен только на одной печатной 'Страничке рекламного проспекта изданного
фирмой Сцинтилла. Совершенно понятно, что такое отсутствие печатных ма-
териалов нашло свое отражение в практике авиационных частей и мастер
ских. Именно здесь лежит причина того обстоятельства, что на наших скла-
дах нередко можно встретить вполне исправные магнето с автоматическим
опережением, которые не пускаются в работу исключительно из-за неумения
техсостава отрегулировать разладившийся автомат.
Именно на этой основе созрел у авторов план составления книги, ко-
торая могла бы послужить практическим руководством для техсостава ра-
ботающего в воздушном флоте и пособием для учащихся авиационных
школ, техникумов и ВТУЗ’ов.
Командование Военно-воздушной академией РККА, учитывая роль ака-
демии в деле распространения авиационно-технических знаний, утвердило
план книги, дало задание на ее ййшвленир, и обеспечило авторам возмож-
ность пользоваться материалами ©орудованием ВВА.
Эта книга предназначена дл^амого широкого круга читателей.
В соответствии с этим посч^оййы и главы книги и расположение мате-
риала и его изложение.
Квалифицированному чита^до покажется излишне подробным изложе-
ние, например способов -пост||§йтя графиков регулировки автомата. Однако,
для более широкого круга Артелей такое популярное изложение необ-
ходимо.
Книга является результатом коллективной работы авторской бригады.
Авторами отдельных глав являются:
С. П. Фролов — Устройство магнето и принципы его работы (гл. гл. I
и II).
И. М Данишевский и А. С. Кочедыков — Разборка, ремонт, сборка и ре
гулировка магнето, магнето с автоматическим опережением и справочные
данные (гл. гл. Ill, IV, V, VI, и IX).
И. А. Плешанов — Установка на мотор и эксплоатации магнето (гл. VII
Л. К. Календро и С. А. Сергеев работали, над оснащением книги черте-
жами и снимками.
При составлении глав авторы пользовались консультацией профессора
В. С. Кулебакина, который любезно согласился провести ее научное редак-
тирование.
При пользовании книгой в качестве пособия для систематического изу-
чения магнето, следует прорабатывать материал в порядке последователь
— 6 —
иости глава 1—VlII. Гл. IX со.справочными данными необходима при чтении
всех разделов книги1).
При’ практической работе книга лс-пользовывается в качестве справоч-
ника. дающего подробные указания по каждому этапу работу с магнето.
Авторы подчеркивают необходимость педантичного следования указаниям
-книги о порядке и последовательности проведения тех или иных операций с
магнето, не только потому, что это обеспечивает экономию времени и безу-
коризненность и безотказность работы этого важного механизма. Авторы
придают исключительно большое значение задаче воспитания у летно-тех
нического состава твердых навыков работы не <на глаз», не «по старинке»,
не «как нибудь». а в строгом соответствии с техническими правилами.
Этой задаче, как задаче основной и главной, авторы подчинили все
остальные, проводя ее красной нитью через все главы книги. Излагая ма-
териал с точки зрения эксплоатационных условий частей *и мастерских
и применяясь к их конкретным возможностям, авторы, в то же время, ре-
шительно отметают всякий намек 'на кустарщину, самодельщину, которые,
к сожалению, еще сильны в обычаях летного и технического состава авиа
ции, являясь в конечном итоге одной из основных причин аварийности, бес-
пощадная борьба с которой становится делом крупнейшего практического и
политического значения, в качестве необходимого условия, обеспечивающего
высокие темпы развития советского воздушного флота.
Являясь первым изданием такого типа и на русском и на иностранных
языках, книга эта, очевидно, не избавлена от ряда недочетов.
Авторы обращаются ко всем работникам авиации с просьбой дать свои
практические замечания в первую очередь с точки зрения соответствия ма-
териала, изложенного в книге, условиям эксплоатации в авиачастях и ма-
стерских, по адресу: Москва, Ленинградское шоссе 54, 3-й Сектор штаба
всенно-воздушной академии. Данмшевс» йй. Кочельи os.
Авторская бригада: Календро. Плешанов. Сергеев. Фролов.
1) Цифры в скобках, помещенные в тексте рядом с названием детали, обоз-
начает номер, под которым данная деталь помещена в справочных данных
гл. IX. *
ВВЕДЕНИЕ
Авиационные двигатели карбюраторного типа, работающие на легком
-топливе, имеют воспламенение смеси от электрической искры, получаемой
от магнето высокого напряжения или от индукционной катушки (бобины).
«Современные - авиационные двигатели оборудованы преимущественно зажи-
ганием от магнето высокого напряжения.
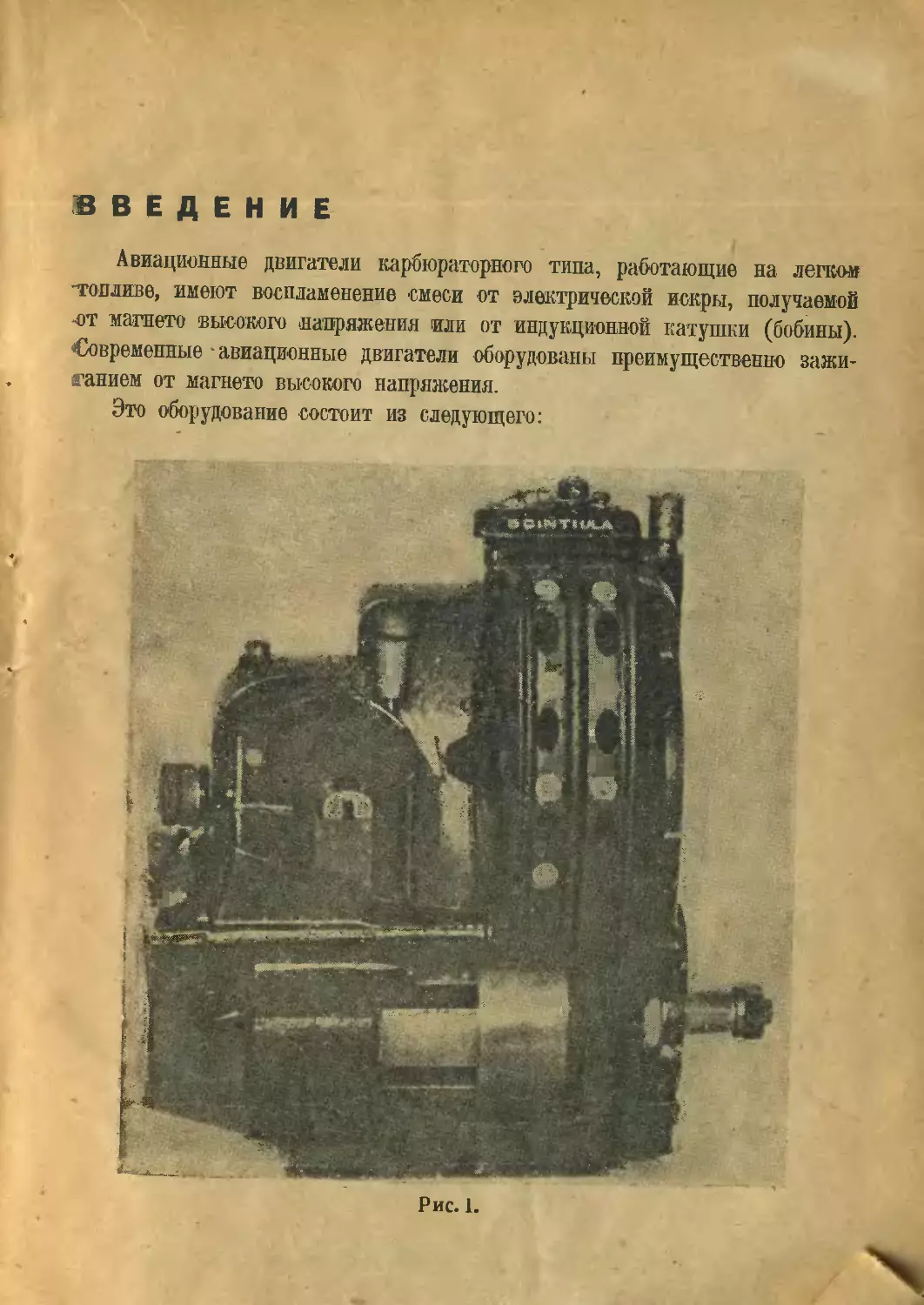
Это оборудование состоит из следующего:
Рис. 1.
— 8 —
Двух рабочих магнето высокого напряжения (рис. 1), которые служат
для регулярного искрообразования во время работы двигателя; магнето»
имеют привод от двигателя и скорость вращения вращающейся части ма-
гнето, т. е. ротора, должна находиться в определенном соотношении со
скоростью вращения вала двигателя и числом цилиндров.
Пускового магнето высокого напряжения, (рис. 2) предназначаемого для
зажигания рабочей смеси в цилиндрах двигателя только во время его пуска
Рис. 2.
в ход. Обычно вращающаяся часть, т. е. ротор пускового магнето приво-
дится г движение от руки, посредством зубчатой передачи.
Переключателя (рис. 3), посредством которого осуществляется включе-
чение и выключение магнето как рабочих, так и пускового.
w
Рис/3.
Свечей (рис. 4) — особого вида разрядников, между электродами ко-
торого проскакивает искра, воспламеняющая рабочую смесь в цилиндре
двигателя.
— 9 —
Соединительных проводов, посредством
которых магнето электрически связывается
со свечами, переключателем и пусковым
магнето.
Вспомогательных деталей — тяг, под-
ставок, муфт, хомутиков и пр. У магнето
с ручным опережением тяги идут от рычага
перестановки момента зажигания к сектору
опережения в кабину летчика; у магнето с
автоматическим опережением эти тяги от-
сутствуют. Муфты сцепления соединяют
вращающиеся части магнето с приводом от
вала двигателя. Подставки .служат для кре-
пления магнето или при помощи приверты-
вания основания или при помощи натяж-
ной ленты, хомутиков.
Рис. 4.
L
ГЛАВА |
С. П. Фролов
УСТРОЙСТВО МАГНЕТО ТИПА „СЦИНТИЛЛА“
Магнето «Сцинтилла», как и всякое магнето высокого напряжения, со-
стоит из следующих основных частей (см. рис. 5).
1. Магнитной системы (1, 2, 3).
Рис. 5.
12
2. Якоря с двумя обмотками (3, 4, 13).
3. Прерывательного механизма (5, 6* 7, 9, 10, 11).
4. Конденсатора (12).
5. Распределителя тока высокого напряжения (31, 35).
6. Предохранительного искрового промежутка.
7. Корпуса.
Магнитная система
Эта система заключает в себе: колоколообразный вращающийся постоян-
ный магнит, который в дальнейшем будет называться, как вращающаяся
часть, 'ротором, и железный остов якоря, состоящий из наконечников со
стойками и сердечника. Постоянный магнит у магнето Сцинтилла выпол-
няется из хромистой стали, он бывает двухполюсный (рис. 6), четырех-
Рис. 6.
полюсный (рис. 7) и даже восьмилолюсный. На полюса магнита надеваются
башмаки, которые набираются из отдельных листов динамной стали, причем
в многополюсном магните башмаки снабжаются перемычками, как это ука-
зано на рис. 7 для четырехполюсного магнита; благодаря этим перемычкам
полюса соединяются между собою попарно, причем северный с северным,
а южный с южным. Перемычки башмаков разноименных полюсов отделены
друг от друга воздушным промежутком (г рис. 8).
На рис. 6 представлен двухполюсный, а на рис, 8 — четырехполюс-
пый магнитный ротор с надетыми па полюса башмаками. К полюсам ро-
тора, с торцевой части его, прикрепляется винтами бронзовая цапфа, имею-
щая выступ (в рис. 8), образующий задний конец оси ротора. На эту ось.
надевается шариковый подшипник (с, рис. 8) и кулачковая шайба.
— 13 —
(к, рис. 8), которая крепится к оси винтом (е, рис. 8). Передний конец
оси ротора может быть цилиндрический с диаметром = 15 или 17 мм, или
с конусом, с наклоном = 1:5, или 1 :11.65. На передний конец оси ро-
Рис. 7.
тора надевается шестерня (а, рис. 8) и шариковый подшипник (б, рис. 8).
На цилиндрической или конической части оси ротора помещается муфта для
сцепления с приводом от двигателя и крепится гайкой, которая наверты-
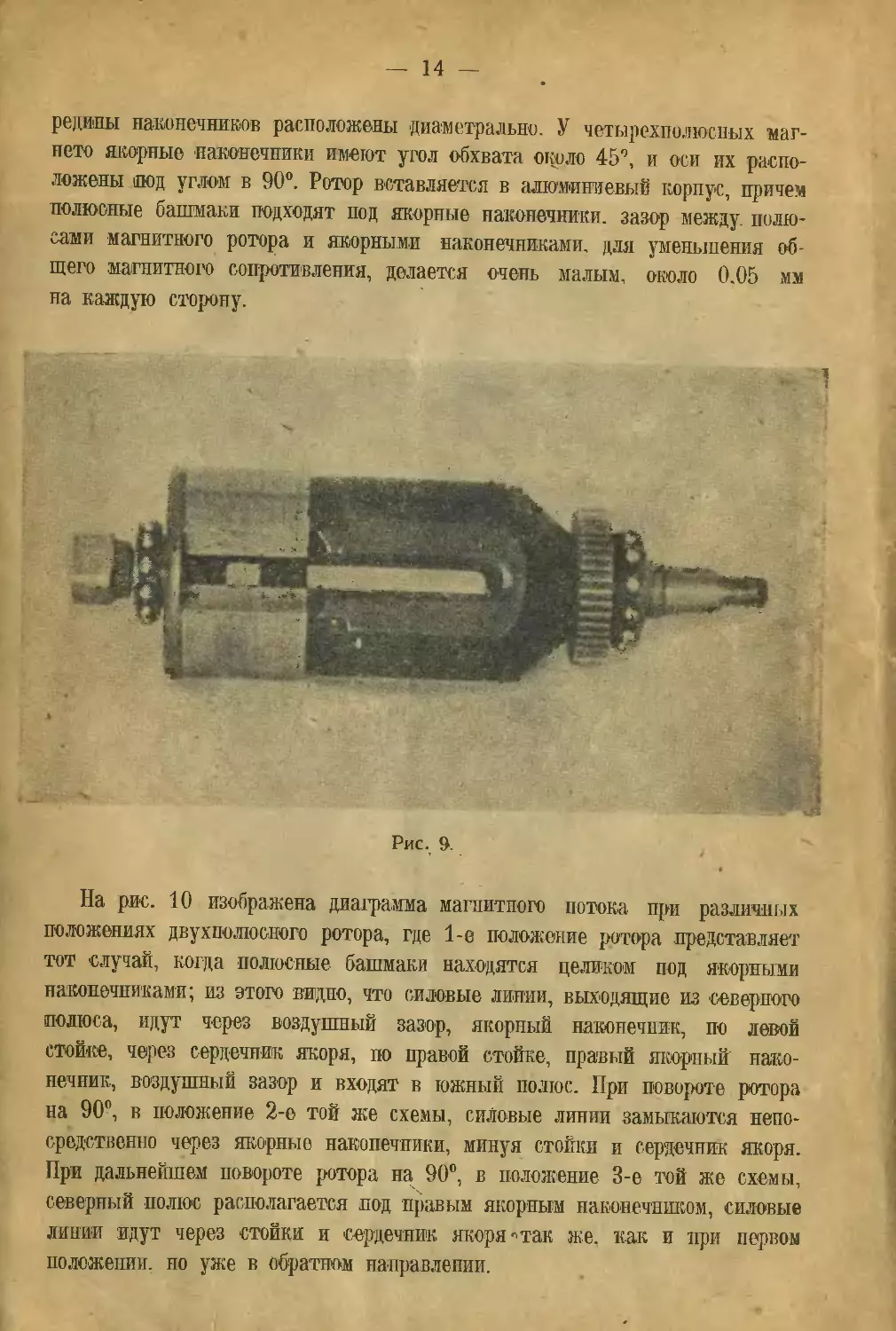
вается на нарезную часть оси ротора (с, рис. 8). На рис. 9 представлен
ротор в собранном виде.
Рис. 8.
Остов якоря состои'. из двух стоек с наконечниками, которые залпты
ь алюминиевый корпус, и сердечника; все эти детали, т. е. вся магнитная цепь
набрана из- отдельных изолированных друг от друга листов динампой стали.
- Устройство магнитной цепи при двухполюсном роторе, показано на
рис. 10, а при четырехполюсном — на рис. 11. Как видно из этих схем
устройство магнитной цепи в том и другом случае отличается как формой
наконечников, так и их расположением. У двухполюсного магнето якорные
наконечники делаются шире, угол обхвата их составляет около 90°, а се-
— 14 —
редины наконечников расположены диаметрально. У четырехполюсных маг-
нето якорные наконечники имеют угол обхвата около 45°, и оси их распо-
ложены под углом в 90°. Ротор вставляется в алюминиевый корпус, причем
полюсные башмаки подходят под якорные наконечники, зазор между, полю-
сами магнитного ротора и якорными наконечниками, для уменьшения об-
щего магнитного сопротивления, делается очень малым, около 0.05 мм
на каждую сторону.
Рис. 9.
На рис. 10 изображена диаграмма магнитного потока при различных
положениях двухполюсного ротора, где 1-е положение ротора представляет
тот случай, когда полюсные башмаки находятся целиком под якорными
наконечниками; из этого видно, что силовые линии, выходящие из северного
полюса, идут через воздушный зазор, якорный наконечник, по левой
стойке, через сердечник якоря, по правой стойке, правый якорный нако-
нечник, воздушный зазор и входят в южный полюс. При повороте ротора
на 90°, в положение 2-е той же схемы, силовые линии замыкаются непо-
средственно через якорные нанопечники, минуя стойки и сердечник якоря.
При дальнейшем повороте ротора па 90°, в положение 3-е той же схемы,
северный полюс располагается под правым якорным наконечником, силовые
линии идут через стойки и сердечник якоря ' так же. как и при первом
положении, но уже в обратном направлении.
— 15 —
Легко понять, что при двухполюсном роторе за его один оборот полу-
чается один полный цикл изменения магнитного потока в сердечнике якоря.
Рис. 10.
е. две перемены направления потопа. Это изменение изображено на
рис. Ю посредством кривой, где по вертикальной оси отложен магнитный
— 16 —
поток — Ф, проходящий по сердечнику якоря, а по горизонтальной оси —
углы поворота ротора.
Как видно из кривой рис. 10, магнитный поток за каждый оборот ро-
тора достигает два раза своего наибольшего значения и два раза 'проходит
через нулевое значение.
Рис. И.
4.
При 4-полк>с-ном роторе имеет место за один его оборот два полных
цикла изменения магнитного потока в сердечнике якоря. За этими измепе-
еиями магнитного потока можно проследить по различным положениям ро-
17 -
тора, которые показаны на рис. 11. и ио кривой на диаграмме 12. где
показано изменение магнитного потока Ф в сердечнике якоря в зависи-
Якорная система
Эта система представлена в магнето Сцинтилла сердечником, как ука-
зывалось выше, набранным из отдельных изолированных друг от друга ли-
стов динампой стали и двумя обмотками, первичной и вторичной. Непосред-
ственно на сердечник наматывается первичная обмотка, она выполняется
из толстой, покрытой слоем эмали, медной проволоки диаметром около 1 мм,
т. е. с достаточным сечением для Прохождения тока в 2-3 ампера.
Первичная обмотка состоит примерно из пяти рядов, в каждом ряду по
33 витка, таким образом общее число витков составляет 165.
Один конец этой .обмотки припаян к сердечнику якоря и тем самым
соединен с корпусом магнето или, как говорят, второй конец
первичной (толстой) обмотки, подводится через
пружинящей щеткой к контакту прерывателя.
Авиационное магнето.
[тельный мостик с
— 18
В магнето Сцинтилла после, первичной обмотки наматывается ленточ-
ного типа конденсатор, о назначении и устройстве которого будет сказано
ниже.
После конденсатора наматывается вторичная, тонкая, обмотка из медной
проволоки, диаметром 0,08 мм, покрытой слоем эмали, с большим числом
витков, примерно 12 000—13 000. Витки наматываются рядами, которых
примерно 32. Причем вся вторичная обмотка как первый ряд, так и по-
следний закрыта изоляционным' шелком, кроме того сверху намотана лента
н покрыта изоляционным лаком. По мимо этого, для изолирования вторич-
ной обмотки между отдельными слоями витков прокладывается изолирован-
ная бумага. t
Коэфициент трансформации, т. е. отношение чпсла витков вторичной
(тонкой) обмотки к числу витков первичной (толстой) обмотки составляет <
й магнето Сцинтилла примерно 80.
Один конец вторичной обмотки соединен с концом первичной и следо-
вательно через первичную обмотку на массу, а другой конец вторичной об-
мотки выводится наружу и посредством пружинки и уголька соединяется
г. контактами подвижного барабана распределителя.
Рис. 13.
Схема соединений обмоток представлена на рис. 13, где изображено:
А —. сердечник якоря, 1 — первичная обмотка, 2 — вторичная обмотка, при-
чем, для ясности схемы, обмотки расположены рядом, тогда как на самом
деле, как упоминалось выше, они намотаны одна на другую. Якорная систе-
ма в собранном виде показана на рис. 116. Как видно из рис., 116. обмотки
якоря с 'боков закрыты щеками из изоляционного материала.
Прерывательный механизм
Прерывательный механизм состоит: из кулачка, двух контактов, рычаж-'
ной системы и пружины. Вращающийся кулачок, расположен па заднем
конце оси ротора. Этот кулачок, как упоминалось ранее, выполняется че-
— 19 —
Рис. 14.
i
тырьмя или 'С двумя выступами. Контакты (d рис. 14). сделанные из сплава
цлатино-иридия, укреплены на винтах, причем один из пих длинный
винт (8) помещен па изолированном от корпуса контактодержателе (11) и
через пего соединен щеткой
соединительного мостика с
первичной обмоткой; другой,
короткий винт (10), ‘вста-
влен в рычажок прерыва-
теля (7), который имеет ось
вращения- 6. Рычажок 7,
снабжен на своем втором
конце фибровой пяточкой
HI рис. 14), посредством
пружины .происходит прижа-
тие контактов друг к другу
с силою около 650—700 г.
Работа прерывателя прои
сходит следующим образом:
ток из первичной обмотки проходит через соединительный мостик, контакт-
ную щетку его, на изолированный контакт, с него на контакт рычажка,
рыжачка на пружину и па массу, таким образом первичная цепь замкнута,
В момент, когда кулачок при вращении набегает своей гранью на пяточку
рычажка, рычажок поворачивается около оси и контакты раз’единяютоя,
первичная цепь таким образом размыкается. Кулачок прерывателя устапо-
влен тж, что его выступ при набегании на пяточку рычажка, т. е. в на-
чальный момент размыкания контактов, производит разрыв первичной цепи
в момент наибольшего значения тока этой цепи.
Конденсатор
Конденсатор имеет обкладки, нарезанные в виде лент — длинных поло-
сок из алюминиевой фольги, они изолированы друг от друга пролакирован-
ной бумагой.
Схематически устройство конденсатора можно представить так, как ука-
зано на рис. 15, где а и с обкладки из фольги с выводными концами,
а в — это проложенный изоляционный материал — диэлектрик. Набирается
он из ряда таких лент и наматывается на первичную обмотку, причем концы
одних обкладок, пусть обкладок а, припаяны к сердечнику якоря, т. е. этим
самым соединены на массу, а концы других обкладок с, выходят вместе
— 20 —
«
с концом первичной обмотан к соединительному мостику и через его пружи-
нящую щетку соединены с контактом прерывателя. Электрическая схема
соединений представлена на рис. 1G, где означают: А —сердечник, 1—пер-
вичная обмотка. 2 — вторичная обмотка П — контакты прерывателя, и С—
юпденсатор. О соединение па массу. Из этой схемы видно, что конден-
атор присоединен параллельно (контактам прерывателя. Поверх конденса-
тора располагается вторичная обмотка; таким образом., конденсатор заклге-
— 21 —
чсн между первичней' и вторичной обмотки и этим •амии предохранен от
могуйнх быть механических повреждений и влияния влаги.
Распределительный механизм
Распределительный механизм тока высокого напряжения состоит: из
барабана и двух секторов. Распределительный барабан (рис. 17) насажи-
вается центрально на большую шестерню, и которой крепится помощью
Рис. 1 z
большого пружинящего кольца. Число оборотов барабана должна находиться
в определенном соотношении с числом оборотов ротора магнето, эти соот-
ношения .приведены -в таблице (см. приложения). ‘Причем это соотношение
достигается подбором соответствующего числа зубцов ведущей и ведомой
шестерни.
Распределительный барабан изготовлен из изоляционного материала
(стабилит), обладающего высокой электрической прочностью. Распредели-
тельный барабан имеет два сегмента (пояса), расположенные в двух плос-
костях (рис. 17) и разделенных между собою выступом. :< котором укре-
— 22 —
илено медное кольцо. На каждом нож е барабана находятся по два высту-
пающих электрода. Причем электроды второго пояса смещены .по отношению
“ к электродам первого пояса на определенный угол, зависящий от числа.
цилиндров. Из .-этих двух электродов каждого пояса один представляет ра-
бочий электрод, а второй —пусковой электрод. Пусковые электроды как
первого, так и второго пояса смещены по отношению к рабочим, электродам
в 'сторону, противоположную направлению вращения распределительного ба-
рабана. Рабочие Электроды внутри барабана соединены между собою и соеди-
няются электрически с центральным угольком распределительного барабана,
а этот уголек упирается в контакт катушки, к которому выведен конец
вторичной обмотки (рис. 17). Пусковой электрод одного пояса соединен
с другим пусковым электродом другого пояса, а вместе они соединены с мед-
ным кольцом, которое находится между поясами распределительного бара-
бана и к которому подводится ток высокого напряжения от пускового маг-
нето. Схема соединений электродов показана на рис. 17.
Кат; видно из рис. 17, раббчие и пусковые электроды, хотя и укре-
плены на одном и том же барабане, но электрически между собою не соеди-
нены: в противном случае, магнето не будет правильно распределять
ток высокого, напряжения и зажигание смеси в цилиндре не будет про-
исходить, ибо ток высокого напряжения в даком случае не может пройти
искровой промежуток в свече, а имел бы.путь при запуске через вторичную
обмотку и на массу катушки рабочего магнето, а при работающем двигателе,
при электгшчески соединенных электродах, путь тока высокого напряжения
шел бы тоже, минуя искровой промежуток свечи, через вторичную обмотку
и на массу в катушке пускового магнето.
Если на корпусе магнето пет стрелки, указывающей направление враще-
ния то по электродам побегушки можно определить направление вращения.
11ЛМПЯ при этом, что рабочий электрод при правильном направлении враще-
ния должен итти впереди. Это можно легко проверить по следующей схеме
рис. 18, где-к медному кольцу распределительного иарабана присоединен
провод от аккумуляторной; батареи, к другому проводу от аккумулятора прп-
с.)ейнвена лампочка Л. второй конец от лампочки попеременно’ присоеди-’
мнется к электродам 1 и 2 — на одном поясе распределительного барабана
И тот электрод, при соединении к которому лампочка будет гореть, является
г данном случае пусковым электродом, а впереди его стоящий электвод бу-
дет рабочим и вращение ра'-предительпого барабана будет в сторшу рабо-
чего электрода,' а ротор магнето будет иметь обратное вращение.
Таким образом ток высокого напряжения подводится от контакта ка-
тушки через уголек распределительного барабана к- расположенным на его
— 23 —
поверхности рабочим электродах!. Переход тока высокого напряжения от под-
вижного электрода барабана к неподвижному электроду сектора распредели-
теля. через искру в воздушном промежутке длиною около 0,2 мм. Введение
этого промежутка во вторичную цепь, согласно как теоретическим, так и
практическим данным благоприятно сказывается
на электродах счечи и- с другой стороны значи-
тельно облегчает механическое устройство электро-
дов как барабана, так и секторов распределителя.
Сектора распределителя рис. 5 (35) изгото-
влены из того же изоляционного материала, как
н распределительный барабан. В теле секторов
распределителя с внутренней стороны вставлены
электроды, которые расположены в двух плоско-
стях. соответствующих двум поясам распредели-
тельного барабана. Число электродов, а также
расстояние между ними, находится в зависимости
на возникновение искры
от числа цилиндров двигателя, к которому пред- Рис 18
назначен данный тип магнето.
С наружной стороны секторов распределителя, находятся отверстия,
обозначенные цифрами, в которые вставляются провода, идущие к свечам
цилиндра двигателя. Причем цифры указывают порядок последовательности
чередования искр, а не порядок работы и нумерацию цилиндров двигателя.
Так что присоединение проводов надо вести, исходя из порядка работы
цилиндров, указанного для данного типа двигателя в его формуляре или
в дощечке с данными двигателя, прибитой на самом двигателе. Провода
крепятся помощью винтов, головки которых находятся с внутренней сто-
роны секторов распределителя. Само крепление проводов видно на рис. 5.
Кроме отверстий с цифрами, на одном из секторов распределителя имеется
отверстие, обозначенное буквой Н. в которое присоединяется провод, иду-
щий от зажима, обозначенного той же буквой. Н пускового магнето. Секторы
распределителя вставляются с боков на штифты передней опоры и крепятся
помощью крышки, которая привинчивается винтом к выступу передней
опоры, а винт шплинтуется.
Предохранительный искровой промежуток является обязательной частью
магнето, который служит для защиты катушки от действия повышенного
напряжения и этим самым предохраняет изоляцию катушки от пробоя, что
может иметь место при отрыве провода, чрезмерном увеличении зазора
s свече или порчи электродов свечи.
В магнето Сцинтилла этим предохранительным промежутком служит рас-
стояние между рабочим электродом распределительного барабана и большей
— 24 —
Рис 19.
шестерней. В некоторых магнето Сцинтилла он устраивается отдельно и
расположен между выводным контактом высокого напряжения катушки и
специальным отростком, укрепленным на корпусе магнето под катушкой,
это показано на рис. 19 (8). Так что в случаях указанных выше неисправ-
ностей, т. е. обрыв про-
вода. порча свечи, путь
тока высокого напряже-
ния не будет итти к.
электроду сектора рас-
предежгетеля, а будет
проходить через предо-
хранительный промежу-
ток на массу. Это рас-
стояние делается опре-
деленной длины так,
чтобы при исправных,
свечах и проводах искра
не пробивала этот пре-
дохранительный проме-
жуток.
Корпус магнето из-
готовляется из алюми-
та, между которыми вра-
щается магнитный ротор, как об этом упоминалось выше. Корпус — основ-
ная часть, в котором механически связываются между собой главные де
тали магнето. Кроме того, в нем расположены гнезда для шарикоподшип-
ников, а само основание корпуса служит для крепления магнето к подставка
двигателя.
ния. в него заливаются стойки якооя с
Пусковое магнето
Назначение пускового магнето состоит в том, что при неработающем
двигателе, а .следовательно и неработающих рабочих магнето, дать по-
мощью ручного привода ток высокого напряжения.
Основными частями пускового магнето как и рабочего являются, сле-
дующие:
1. Магнитна^система.
2. Якорная система.
3. Конденсатор.
— 25 —
4. Прерывательный механизм.
5. Ручной привод.
6. Корпус, соединяющий все детали в одно целое.
В отличие от рабочего магнето пусковое магнето в своей конструкции
не имеет распределителя и предохранительного промежутка.
Рис. 20.
Назначение и устройство магнитной якорной системы и конденсатора
такое же, как и у рабочего магнето, с той лишь разницей, что вращаю-
• щийся магнит-ротор в пусковом магнето всегда делается двухполюсным,,
следовательно за один оборот его получается две искры.
На одном коцце ротора сидит маленькая шестерня, сцепляющаяся с боль-
шой шестерней (рис. 20), на втулке которой расположено восемь выступов
— 26 —
кулачка прерывателя. Над этой втулкой расположен прерыватель, который
укреплен неподвижно и пяточка его подвижного рычажка находится на втул-
ке шестерни. Соединение контактов прерывателя с первичной обмоткой ка-'
тушки и массой и действие всего прерывателя вполне аналогичны с дей-
ствием прерывателя рабочего магнето. Большая шестерня приводится во вра-
щение ручным приводом, ручка которого выходит снаружи корпуса магнето,
и, вставляясь в валик большой шестерни, она закрепляется так, что при
вращении за ручку приводится во вращение большая шестерня; так как
последняя сцеплеиа с малой шестерней ротора, то она и приводит во вра-
щение магнитный ротор < большей скоростью;' передаточное число равно 1:4.
следовательно за один оборот рукоятки или тоже самое за один оборот боль
шой шестерни магнитный ротор делает четыре оборота, при этом полу-
чается восемь полуциклов изменений магнитного потока. Так как кулачок
прерывателя сидит на оси большой шестерни, следовательно его восемь вы-
ступов восемь раз разомкнут первичную цепь и таким образом получают
за один оборот рукоятки восемь искр.
Вее части магнето прикреплены к передней опоре, фиг. 20, к которой
привертывается винтом крышка, ц отверстие которой выходит колодка из
изоляционного материала, в которой сделаны отверстия для присоединения
проводов (см. рис. 2). Отверстия на колодке обозначены Р и И; Н зажим
— 27 —
высокого напряжения для присоединения провода, ведущего к рабочему маг-
нето, Р — зажим низкого напряжения для присоединения провода, идущего
к переключателю.
Электрическую схему соединения представляет рисунок 21. где обозна-
чено; I—-витки первичной обмотки, намотанные на сердечник А, начало
соединено с сердечником, т. е. с массой, а конец идет к общей точке О,
откуда идет к прерывателю, и к этой же точке присоединен зажим Р, потом
на них намотан ленточного типа конденсатор К (для ясности в схеме выне-
сен отдельно), далее намотана .вторичная обмотка, начало которой -соединено
в точке 0 с первичной обмоткой, а конец выходит к зажиму Н. Ввиду того,
что пусковое магнето может быть укреплено на дереве, то для соединения
общей массой мотора, служит зажим М, помещенный на крышке пуско-
вого магнето, к этому зажиму присоединяется провод, идущий от какой-
либо металлической части мотора.
ГЛАВА П
С. П. Фролов.
ПРИНЦИП РАБОТЫ МАГНЕТО СЦИНТИЛЛА
W
При вращении ротора магнитный поток, пронизывающий сердечник
якоря, за один оборот ротора изменяется как по величине, так и по на-
правлению. ^зменентэ магнитного потока в зависимости от угла поворота-
ротора. можно последить по кривым,, указанным выше (см. рис. 10 и 11).
Как видно из кривых, магнитный поток четырехполюсного магнитного
ротора за один оборот последнего имеет четыре максимальных значения и
четыре раза проходит через нулевое значение. Вследствие изменения магнит-
ного потока в сердечнике якоря в обмотках как первичной, так и вторичной
наводятся электродвижущие силы, величина которых зависит от числа вит-
ков, и скорости изменения магнитного, потока в сердечнике якоря. При изме-
нении магнитного потока в 'сердечнике якоря согласно кривой рис. 11, .в мо-
мент когда в сердечнике якоря магнитный поток равен нулю, электродви-
жущие силы в обмотках достигают наибольшего значения, а когда магнит-
ный поток имеет максимальное значение, электродвижущие силы имеют ну-
левое значение.
Максимальные значения электродвижущих сил при 1 000 об/мин. дости-
гают: в первичной обмотке якоря — примерно 30—35 вольт, и во вторич-
ной обмотке якоря — примерно 2 500—й 700 вольт.
Электрическая схема соединения обмоток 'представлена на рис. 22. Для
наглядности соединений, обмотки 'представлены развернутыми, тогда, как
уже упоминалось, обмотки намотаны одна на другую и вместе находятся на
одном и том же железном сердечнике якоря, так что в магнитном отноше-
нии они имеют сильную связь. При прохождении тока по первичной об-
мотке создается магнитное поле, которое действует на основное маг
поле от постоянных магнитов. Таким образом при прохождении тока по пер-
вичной обмотке поток, пронизывающий сердечник, создается от постоянного,
магнита и тока первичной цепи. Этот результирующий магнитный поток и
ваводят электродвижущую силу, как в первичной, так и во вторичной об-
- 29
мотке. Однако электродвижущая сила недостаточна, чтобы пробить искровой
промежуток в свече.
При небольшой скорости вращения ток имеет характер изменения такой,
кац и электродвижущая сила первичной обмотки: при увеличении скорости
вращения мгновенные, максимальные значения тока начинают отставать от
максимальных (амплитудных) значений электродвижущей силы первичной
Рис. 22.
отки вследствие усиления, с повышением скорости, влияния индуктив-
ности.' ' ‘
Магнитный поток, который создается первичной обмоткой, пропорциона-
лен току, проходящему по первичной цепи: таким образом, когда ток до-
стигает своего максимального значения, то и магнитный поток, создаваемый
им. имеет максимальное значение. Если в этот момент, разомкнуть контакты
прерывателя, первичная цепь разрывается, при этом го к быстро исчезает,
‘>т этого происходит резкое изменение магнитного потока в сердечнике якоря.
При быстром исчезновении магнитного потока во вторичной обмотке на-
пряжение повышается настолько, что между электродами свечи может про-.
— 30 —
скочить искра. Величина этой электродвижущей силы зависит от числа вит-
ков вторичной обмотки, от магнитного поля, создаваемого током первичной
обмотки в момент разрыва, от быстроты размыкания цепи и получающейся
при этом скорости изменения магнитного потока.
Число витков вторичной обмотки, как указывалось выше, достигает
12 000—13 000 витков. Для того чтобы разорвать первичную цепь в мо-
мент, когда ток в ней имеет максимальное значение, прерыватель должен
быть установлен по отношению к выступам кулачка в определенном поло-
жении и крепится в корпусе магнето стопорными болтами или соответству-
ющими вырезами.
Необходимая быстрота размыкания достигается путем соответствующею
механического устройства прерывателя, о котором уже упоминалось ранее.
Скорость изменения Магнитного потока первичной обмотки связана с бы-
стротой исчезновения тока первичной цепи после размыкания контактен
прерывателя, а также зависит от индуктивности, емкости и сопротивления
первичной цепи и кроме того от устройства самой магнитной цепи.
В момент размыкания контактов прерывателя, а следовательно п раз-
рыва первичной цепи, напряжение повышается также и в первичной обмотке
примерно до 500—600 вольт, и даже более, поэтому разрыв цепи тока дол-
жен был бы сопровождаться сильным искрением между контактами преры-
вателя. в силу чего поверхность контактов обгорала бы и этим самым на-
рушалась бы работа магнето, да и процесс исчезновения тока, а отсюда и
скорость изменения магнитного поззда игервичной цепи замедлялись, что
в конечном итоге сказалось бы неблагоприятно на наведении электродвижу-
щей силы во вторичной обмотке.
Для того чтобы устранить искрообразование, параллельно к контактам
прерывателя включается конденсатор (см. рис. 22).
Надо заметить, что емкость конденсатора для данного типа магнето, по-
добрана как наивыгоднейшая, ибо значительное увеличение емкости конден-
сатора может повести к замедлению процесса исчезновения тока первичной
цепи, а следовательно и к уменьшению наводимой электродвижущей силы
во вторичной обмотке.
Чрезмерное уменьшение емкости конденсатора влечет появление искрения
на контактах, которое может вести не только к их порче, но и к наруше-
нию исправного действия магнето.
Как видно из изложенного, йроцёос, искрообраэования во вторичной цепи
происходит при разомкнутых контактах прерывателя.
При размыкании контактов прерывателя повышение электродвижущей
силы во вторичной обмотке происходит до тех пор, пока не будет пробит
— 31 —
искровой промежуток в распределителе и затем искровой промежуток свечи.
Вследствие ионизации искрового промежутка сопротивление последнего,
уменьшается и проскочившая искра переходит в вольтову дугу, которая но д-
держивается в дальнейшем за счет разряда емкостей первичной и вторчт-
пой цепи и наводимого от вращения ротора напряжения. Эти емкости со-
ставляются из емкости конденсатора первичной цепи, емкости обмоток
* фединвтельных проводов, крышек распределителя, свечи, они получают
заряд в момент разрыва первичной цепи и нарастания электродвижущей
силы во вторичной обмотке.
Образовавшаяся во вторичной цепи искра, перешедшая в вольтову дугу
затухает сама или прекращается при замыкании контактов прерывателя и
потом вновь будет появляться при размыкании контактов
. Таким образом весь процесс работы магнето можно разбить на две основ-
ные части; в первой части — за счет изменения магнитного потока в обмот-
ках наводятся электродвижущие силы и при коротко-замкнутой первичной
цепи протекает электрический ток, в этой части магнето представляет источ-
ник электрической энергии, машину переменного тока; в другой ее части,
в момент разрыва первичной цепи и индуктирования высокого напряжения
во вторичной обмотке и получения благодаря этого искры на свече
обычную катушку Румкорфа, а все в целом представляет аппарат зажигания.
9
Приборы для намагничивания
Для расчета намагничивающего прибора нужно определить потребное чи-
сло ампер-витков для намагничивания данных размеров магнита. Для на-
магничивания магнита из хромистой стали до 'насыщения требуется на еди-
ницу длины магнита, т. е. ва 1 см не меньше 400 ампер-витков. Зная длину
Магнита, можно и подсчитать потребное число ампер-витков для намагничи-
вания. Это число выражается произведением — средней длины магнита
в сантиметрах на 400 ампер-витков, приходящихся на 1 см; вычислив по-
гребное число полезных ампер-витков, увеличивают их на 25—30% с целью
покрытия падения магнитного напряжения в магнитопроводе прибора, та-
ким образом получают общее число ампер-витков AW.
По этим ампер-виткам и рассчитывается намагничивающий прибор. Сам
расчет производится так. Пусть означает:
1 —- сила тока в амперах,
R — сопротивление в омах,
Е — напряжение источника постоянного тока в вольтах.
— 32 —
q—'Поперечное сечение провода в мм2.
1<7,—-средняя длина витка катушки в метрах, которой задаемся, исходя
из табаритных размеров катушек.
i —плотность тока в амперах на 1 мм2,
р — удельное сопротивление (для меди оно равно 0.0175 ——мм~)
Пользуясь этими обозначениями, можно написать:
AW 1 \\ 1
-R o.^w >-'-W
ч
Подставляя выражение для силы тока из формулы 2 в первую формулу
получаем:
,VW: -^WU- За,
после сокращения имеют
AW = —-Э- 3
Р •
Задаваясь плотностью тока. т. е. током, приходящимся на 1 мм2 попе-
речного сечения провода, получаем значение общего тока
U — U ’ q 5
Допустимую плотность тока можно орать в пределах от 2.э до --у-
Общее число витков теперь находится довольно просто:
w=A;w 6
Здесь приведена схема расчета, а не сам расчет, ибо дальше описываются
приборы для намагничивания магнитов магнето Сцинтклла, которые в прак-
тике показали себя вполне удовлетворяющими и потому вновь рассчитывать
их не придется, а можно прямо изготовлять по данным приведенным здесь
чертежам. Первый намагничивающий прибор состоит, как видно, из рис. 23,
из магнитной цепи и четырех катушек обмотки.
Магнитная цепь выполнена в виде квадрата, каждая сторона которого
в отдельности изображена на рис. 24. и четырех полюсных наконечников,
расположенных по диагоналям квадрата. Вея магнитная цепь изготовлена
—33 —
МЕКТРОНЯГЖ
Рис. 23.
Авиационное магнето.
3
Рис. 34,
S !
j 8!
г
® ™
ей»? ’
set?
nwvf • |
; -s !
3* >W <мЫ?Р0№''>1
I f. i:
4 [’ С 4^n>tt/.tH j.
5 к.‘/^*®М»М73ч^Л'ж) 4r
I &£шя»л\ 4
! /6 Л^Л£
?6 * -*
ж-зс
t j * 4 )**Ш*1г .
fitrSM МЫТРЫМГНКТЛ.
— 35 —
из мягкой .стали. Обмотка состоит из медного провода с хлопчатобумажной
изоляцией (марка ПБД), сечением q —1,32 мм2, с общим числом витков
W ~ 2964, которые распределены па четыре катушки по 741 витку в ка-
ждой, расположенные по каждой стороне квадрата.
Катушки между собой соединены последовательно, причем таким обра-
зом, что полярность на каждой диагонали квадрата получается такой, как
показано на схеме.
Для .получения такой полярности нужно правильно соединять катушки,
при этом можно руководствоваться обычным правилом электротехники, если
смотреть на катушку с торца и если ток по витку катушки идет по часовой
стрелке, то с этой стороны торца катушки будет южный полюс.
_ Как указано ниже (тл. III «Разборка»), ротор, когда он вынут из
корпуса магнето, обычно подвергается искусственному размагничиванию, для
этого пользуются катушкой, питаемой переменным током, описание кото-
рой будет ниже. Таким образм перед тем, как закончить сборку магнето и
вставить магнит в корпус магнето, его надо вновь намагнитить.
Для этого берут магнит и вставляют в намагничивающий прибор так,
чтобы поверхность полюсов вошли в полное соприкосновение с поверхностями
диагоналей квадрата. Это достигается тем, что диагонали имеют овальные
вырезы в местах своего крепления, так что соответствующим образом под-
вигая их, можно достигнуть полного плотного соприкосновения поверхности
полюсов магнита, после чего производят закрепление диагоналей помощью
завинчивания гаек с шайбами, которые сидят на болтах., пропущенных через
основание и овальные отверстия диагопалей. Зажимы прибора присоединяются
к переключателю, а через него к источнику'постоянного тока, и после этого
производят включение и выключение тока.
После этого магнит намагничен и степень намагничивания можно опре-
делить магнитометром, пользование которым описывается ниже Процесс на-
магничивания показан на фот. 25.
Само намагничивание производится несколькими кратковременными за-
каниями переключателя, при этом рекомендуется направление тока видо-
изменять. На этом же приборе можно намагничивать и двухполюсные маг-
ниты магнето Сцинтилла, при этом надо вставить только две диагонали,
а остальные снять. Для лучшего охвата поверхностей полюсов двухполюсного
магнита необходимо устроить из мягкой стали дополнительные полюсные
наконечники, размерами но поверхности полюса двухполюсного магнита, на-
деть их на поверхность диагоналей и между ними зажать двухполюсный маг-
нит. В остальном поступают так же, как и при намагничивании четырех-
иолюспюго магнита.
Процесс намагничивания двухполюсного магнита показан на рис. 26.
3*
— 36 —
Рис. 26?
— 37 —
— 38 —
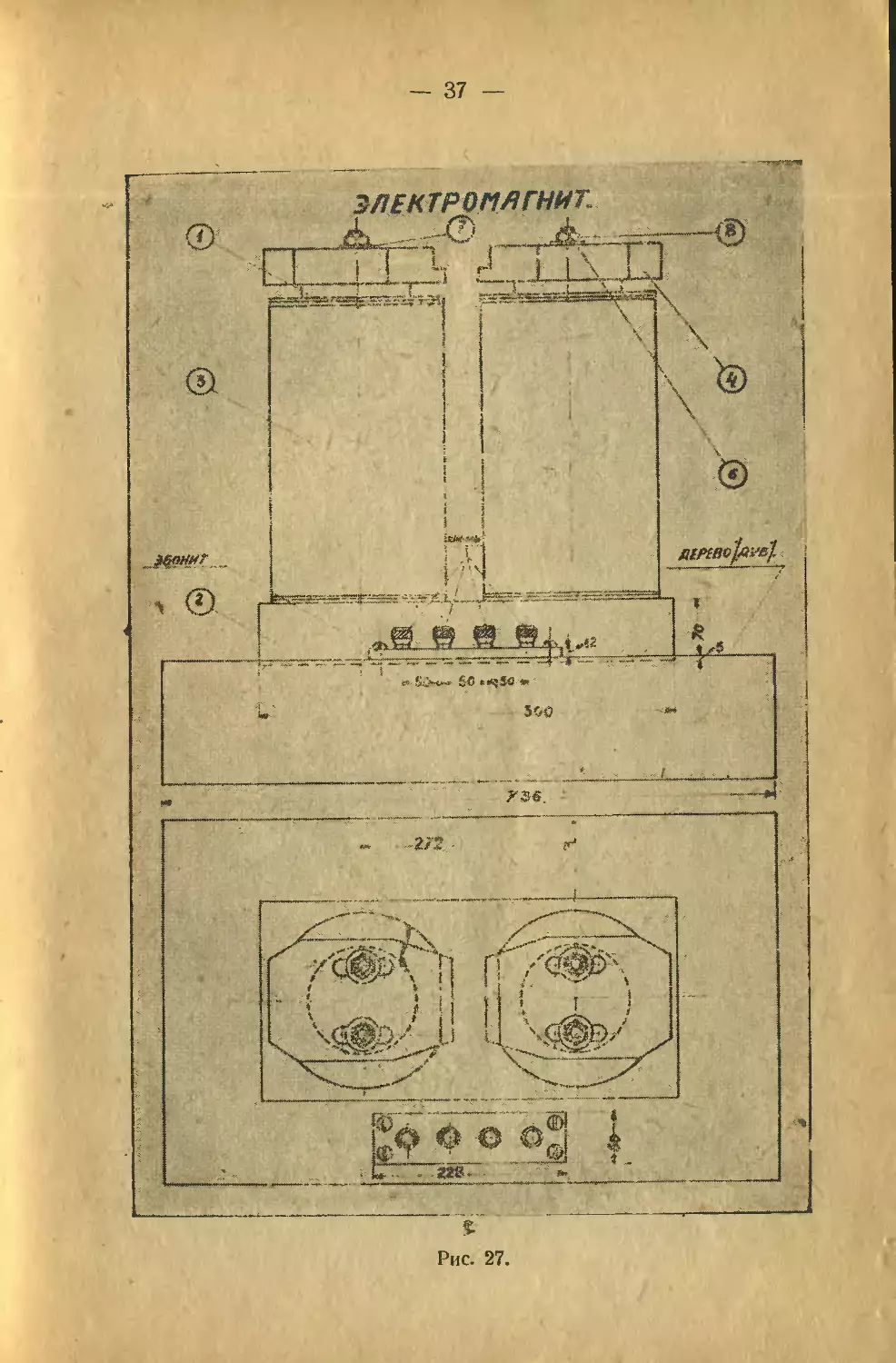
Намагничивающий прибор, описанный выше, потребляет при напряжении
в 120 вольт ток 10 ампер.
Второй намагничивающий прибор, показанный ва рис. 27, имеет назна-
чение намагничивать двухполюсные магниты в случаях, когда последние на-
Рис. 27 а.
ходятся в корпусе магнето. Магнитная цепь его состоит из железного осно-
вания п двух стоек, снабженных вверху наконечниками, между этими по-
люсными наконечниками и ставится магнето, магнит которого нужно на-
магничивать. Для того, чтобы лучше был охват магнето полюсными нако-
нечниками, на них ставятся еще дополнительные фасонные наконечники,
— 39 —
набор которых должен быть в зависимости от типов магнето. Обмотки вы-
полняются в виде двух катушек, надетых на стойки магнитной цепи, ка-
ждая катуппса имеет по 1 960 витков из провода ПБД сечением q = 3,8 мм2.
Катушки. соединенные последовательно и причем таким образом, что поляр-
ность вверху одной катушки получается северная, а другой — тоже вверху —
южная. Зажимы присоединяются к сети постоянного чока с напряжением
в 120 вольт и потребляемый ток при этом составляет 12 ампер.
Рис. 28.
Процесс намагничивания двухискрового, т. е. с двухполюсным магли-
*гом, магнето Сцивтилла тип GN5D показан на рис. 28. На этом приборе
можно, не разбирая магнето, намагничивать только двухполюсные магнит-
ные роторы.
— 40 —
Прибор для размагничивания
Прибор для размагничивания магнитов состоит из провода, намотанного
в виде плоской катушки, укрепленного на деревянном основании. Провод
имеет 'Сечение q = 4 «м2, число витков 384, общая длина провода 300 м.
Включается катушка в цепь переменного тока с напряжением в 120 вольт
и потребляет ток 16,5 ампер.
Процесс размагничивания состоит в том, что присоединяют катушку к се-
ти переменного тока и опускают во внутрь катушки данный магнит, это-
показано на рис. 29. Затем медленно вынимают магнит из этой катушки,
оставляя ее еще под током.
Рис. 29.
Степень размагничивания можно проворить тем же* прибором магнито-
метром, о котором указывалось выше.
ГЛАВА ill
Ив. Данишевский.
А. Кочедыков
РАЗБОРКА МАГНЕТО
Четкая бесперебойная работа магнето определяет в огромной степени
безотказанность работы мотора на земле и в воздухе.
Благодаря большой компактности магнето все части его отличаются не-
большими размерами. Большая точность работы магнето требует огромной
тщательности при его разборке и оборке, правильного обращения с каждой
мельчайшей деталью.
Разбирающий и сбирающий должен твердо знать, какая огромная ответ-
ственность ложится на него. Малейшее повреждение, небольшой перекос,
незначительная заусеница грозят вывести магнето из строя.
Опасность тем более велика, что такой выход из ст^оя может наступить
не сразу, а через несколько часов работы, тогда, когда установленное на.
моторе, внешне исправное, магаето неожиданно сдаст и поставит перед угро-
зой катастрофы идущий в воздухе самолет, обрекая на гибель и жизнь лет-
ного состава, и огромную материальную ценность, призванные к выполне-
нию ответственнейших учебных или оперативно-боевых заданий, возлагае-
мых на Красный воздушный флот.
Дело, однако, не только в том, чтобы не нанести ни малейшего механиче-
ского повреждения какой-либо детали магнето.
Работа магнето сочетает в себе элементы механические с электриче-
скими и электромагнитными. Отсюда необходимость педантичной точности
при разборке, сборке и регулировке, самой тщательной аккуратности и
чистоты и строгой последовательности отдельных процессов.
Так например наличие вблизи, хотя бы малейших частиц металлической
пыли, крошек или опилок уже представляет большую угрозу. Силой магнита
они могут быть втянуты внутрь магнето. Ничем не обнаруживая своего
присутствия в первое время работы, эти металлические частицы проникают
в ответственные мрста магнето и при высоких оборотах быстро и главное
неожиданно выводят его из строя.
— 42 —
Где бы ни производилась разборка и оборка магнето, в мастерской ли,
!В ангапе или в поле — первым условием является чистота, осторожность
-и тщательность.
Поэтому прежде чем приступить к работе по разборке и сборке магнето,
нужно тщательно подготовить рабочее место.
Для разборки, сборки и ремонта магнето и раскладки его деталей, без
риска пьпепутать или растерять их, нужна рабочая площадка примерно
в один квадратный метр.
В условиях мастерской — рабочий стол или чистый верстак, тщательно
выструганный и промываемый бензином.
Весь необходимый инструмент, все приспособления для разборки, чистки,
сборки и ремонта, так же, как и запасные части на случай необходимости
их замены, должны быть под руками.
Перерывы в процессе сборки или разборки крайне нежелательны, так
же. как и отлучка во время работы.
Поэтому подготовку нужно провести полностью перед тем, как начать
работу.
В рядах раоотников иоздухофлота к сожалению еще есть остатки свое-
образного молодечества в обращении с материальной частью, щеголянье ку-
старни теством и пренебреженье к строгим требованиям технических правил.
Работа «па-глазок», ставка не на технические правила, а «на старинку»,
на «авось» на «верхнее чутье» — основное зло, с которым нужна реши-
тельная борьба.
Подавляющее большинот .о аварий при их расследовании оказывается
•действием именно такого отношения к материальной части.
Четкость, педантичная аккуратность, строжайшее соблюдение техниче-
ских правил в самой малой, казалось бы второстепенной, операции — вот
основное требование, которое необходимо ставить перед собой при проведе-
нии разборки, сборки, ремонта и регулировки магнето.
Поэтому всякая попытка произвести разборку магнето без необходимых
для этой' цели приспособлений инструмента и специального оборудования
должна быть решительных образом осуждена.
Инструмент для работы с магнето
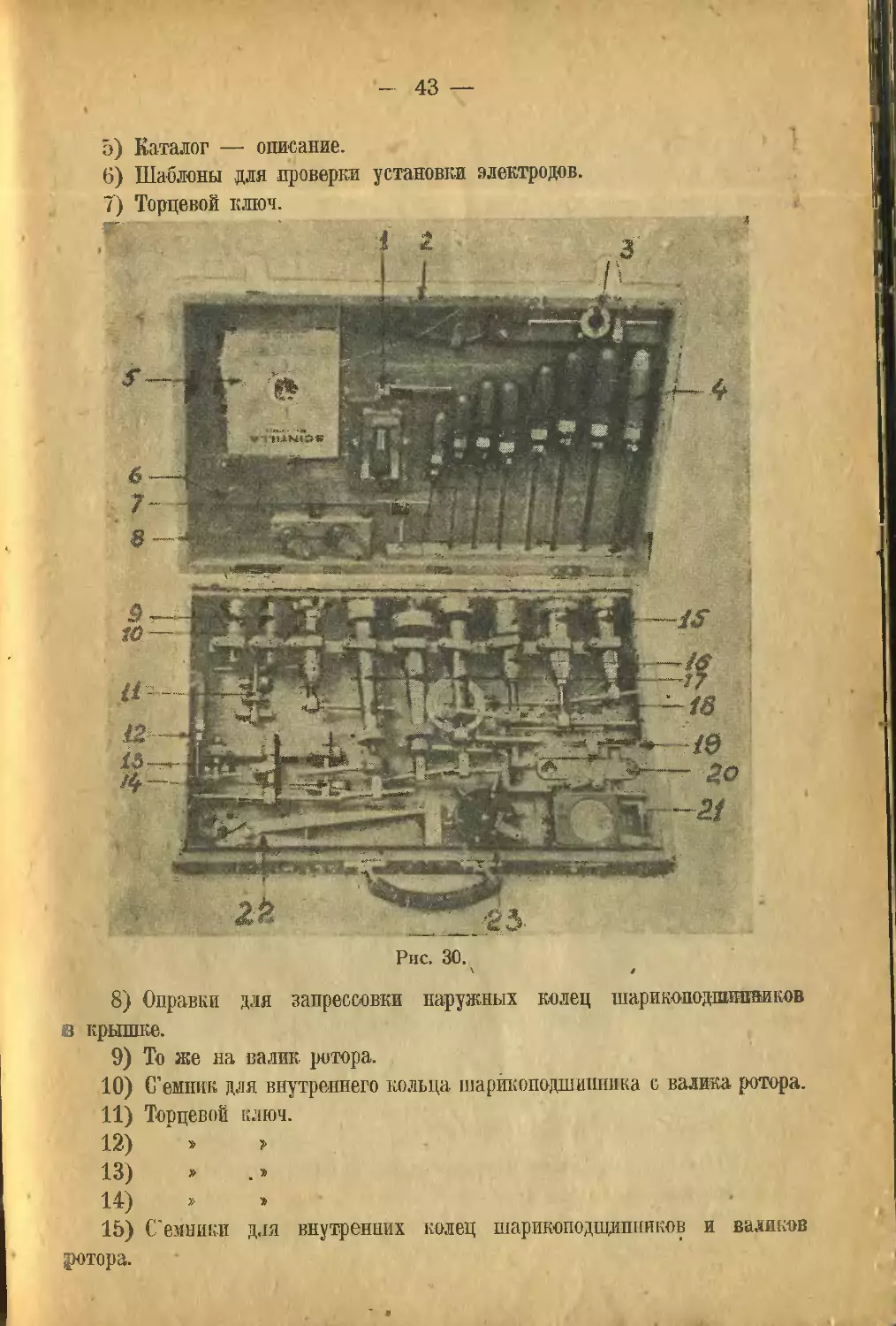
Ноимальный стандартный набор инструментов для работы с магнето
типа Сцинтилла изображен на рис. 30 и состоит из 23 предметов
1) С’емник малой распределительной шестерни.
2) Щивцы для с’емки распорного кольца валика распределите.’"
3) Еироток с плашкой.
4) Набор отверток (размеры см. ниже).
43 —
5) Каталог — описание.
6) Шаблоны для проверки установки электродов.
7) Торцевой ключ.
Рис. 30.
\
8) Оправки для запрессовки наружных колец шарикоподшипников
в крышке.
9) То же на валик ротора.
10) С’емник для внутреннего кольца шарикоподшипника с валика ротора.
11) Торцевой ключ.
12) * » >
13) » .»
14) » »
15) С'емники для внутренних колец шарикоподшипников и валиков
jpoTopa.
— 44 —
16) С’емник для кулачка прерывателя.
17) С’емник для наружных колец шарикоподшипников.
18) Добавочное опорное кольцо к с’емнику.
19) Развальцовка для электродов в распределителях тока.
20) Ключ для кулачка прерывателя.
21) Прибор для измерения силы магнитов (магнитометр).
22) Щипцы для зажима распорного кольца валика распределителя.
23) Шаблон для измерения искрового 'Промежутка.
Порядок разборки
После того, как подготовка проведена, приступают к разборке магнето-,
производя ее в строгой последовательности, изложенной ниже. При этом
-сперва снимаются отдельные основные части, а затем уже разбирают эти
последние на составные детали.
Рис. 31.
Раз* емка основных частей
1. Снимается предохранительная булавка, контрящая винт крышки сек-
торов распределителя тока.
2. Отвинчивается винт крышки секторов распределителя и снимаете®
самая крышка (46).
- 46 —
16. Немедленно по-
сле снятия ьгтушки вы-
нимается угольный кон-
такт с пружиной рас-
-теделительного бараба
на (90) и замыкаются
иолюса наложением спе-
ззальното стержня. До
этого недопустимо про-
вертывание ротора (22,
28) во избежание его
размагничивания.
Особо важно это в
усж виях, где последую-
щее наг aii личивапие ро-
тора затруднено.
17. Вывинчиваются
Рис. 34.
два винта (65), крепя-
щий .переднюю опору магнето (85) и отвинчиваются торцевым ключом две
контргайки и две гайки, крепящие ту же опору (69).
18. Плавным движением снимается опора магнето (85).
Рис. 3S
19. Плавным продольным
усилием вынимается из корпуса
ротор и сейчас же размят ничи-
вается в специальном станке
(см. рис. 35). В том случае, ес-
ли последующее намагничивание
невозможно, ротор оставляется
намагниченным, но тогда необ-
ходимо принять меры тредостэ-
рожности щютив его засорения
и против ослабления силы его
магнитов.
^0. Вывинчиваются винты
(4), крепящие к корпусу кзоли
рующую гсртинансовую пгастин
ку <Ъ). снимаются пружинящие шайбы и сама пластина.
21. Только в случае необходимости, вызываемой ремонтом, вывинчива-
ются упорные болты прерывателя (14).
— 45 —
3. Оттягивая радиально в стороны, снимают сектора распределителя
тока (см. рис. 31), левый и правый, считая от переднего, выдающегося, на-
ружу конца вала ротора (38).
4. Отгибается (отводится) на 180° вправо или влево вращающаяся пру-
жина верхней крышки прерывателя (56) (см. рис. 31).
5. Снимается верхняя крышка прерывателя (59) (см. рис. 32).
6. Отвинчивается и сни-
мается клемма присоединения
первичной обмотки (62) (см.
рис. 31).
7. Вывинчиваются два
(правый и левый) винта
.крышки магнето (55).
8< Снимается крышка
магнето (47).
Рис. 32.
9. Отвинчивается винт, снимается крышка прерывателя (104, 117).
10. Отвинчиваются два винта центрующего кольца прерывателя (7).
11. Один из таких bhhtobi ввинчивается на 3-4 оборота в отверстие с
резьбой, имеющееся в центре корпуса прерывателя (100). и плавным уси-
лием вынимается весь прерыватель (см. рис. 33). Если же (у магнето с
Рис. 33.
кладной латунной) каждый (90, 93, 94).
автоматическим опережением)
плавным усилиям прерыва-
тель не поддается, необходи-
мо ослабить один из упорных
болтов (14). Тогда прерыва-
тель вынется легко.
12. Вынимается латун-
ная шайба регулирования
осевой игры прерывателя
(110).
13. Вывинчиваются и сни-
маются два винта, крепящие
катушку с двумя шайбами
(стальной пружиной и под-
14. Осторожно плавным усилием, направленным в сторону прерывателя,
вынимается катушка магнето (см. рис. 34), вставленная между наконечни-
ками полюсов, избегая при этом каких-либо резких движений, чтобы не по-
вредить пертинаксовых щек катушки (92).
— 47 —
На этом заканчивается первый этап разборки.
Дальнейшая разборка идет по липли расчленения отдельных мелких де-
талей снятых с магнето сборных частей (прерыватель, распредептельный
барабан и пр.).
РАЗБОРКА ОТДЕЛЬНЫХ ЧАСТЕЙ
Разборка прерывателя (100)
Разборка и сборка прерывателя сравнительно проста и несложна, хотя,
и требует большой осторожности в обращении с частями.
Прерыватель разбирается каждый раз при чистке и промывке магнето,
и производится в след, порядке.
Порядок разборки
1. Отвертываются винты (116), грепящие изолированный конта тодер-
жатель (118), снимаются шайбы (122) (по’З на каждом винте) и снимается
хонтактодлржатель с изолированными пластинками (114, 115) и втулка-
ми (112). 7
2. Отвинчивается винт, крепящий пружину (98) к корпусу прерывателя.
Отвинчивание производится осторожно, придерживая головку винта что-
бы освободившаяся пружина не откинула его.
3. Снимается длинная пружина прерывателя (99).
4. Отвинчивается винт, крепящий ось рычажка прерывателя (103).
5. Вынимается ось рычажка прерывателя (101) выталкиванием помощью
круглого стержня (с гладким торцом) диаметра несколько меньшего, чем
диаиетр оси прерывателя.
6. Освобожденный рычажок прерыва гля вынимается из корпуса (102).
7. Короткая пружина рычажка прерывателя снимается отвертыванием
винта только после снятия с рычажка препывателя контакта.
При попытке снять пружину, прежде чем снят контакт, возможно по-
вреждение контакта и вывод его из строя.
Снтмать же контакт следует только в случае необходимости его замены
или подшлифовки. Поэтому при разборке для целей чистки ни контакт, ни
пружина корпуса, ни короткая пружина не снимаются с рычажка преры-
вателя
8. Отвертывается винт с пружинящей шайбой (107). крепят й уголь-
ник, зажимающий наружную полоску войлока для смазки (111).
9. Отвертывается еинт, крепящий к корпусу прерывателя конец вой-
ло1ной полоски для смазки (107 и 111).
— 48 —
10. ’ Снимается наружная войлочная полоска для смазки, высвобождается
просунутый в отверстие, просверленное в корпусе прерывателя фитилек для
смазки кулачка прерывателя.
Семка распределительного барабана (188) и шестер-
ни (75) с передней опоры магнето.
1. Из углубления по внутренней окружности венца большой шестерни
вынимается большое пружинящее латунное кольцо (71), для чего специаль-
ная медная пластинка (с отверткообразным лезвием) просовывается в про
Рис. 36.
резь на конце кольца и движением к центру и на себя конец пружины вы-
свобождается из паза па внутренней стороне шестерни (см. рис. 36).
2. После этого свободно снимается распределительный барабан, вслед за
которым со ступницы шестерни снимается подкладная бумажная шайба рас-
пределительного барабана и бумажная шайба оси распределителя.
3. Для освобождения шестерни необходимо предварительно снять распор-
ное кольцо валика распределительного барабана (84) (см. рис. 37). Для этого
концы кольца (шайбы) раздаются специальным приспособлением (см. рис. 38).
Раздвигая концы шайбы, необходимо соблюдать осторожность, чтобы не по-
вредить и не перекосить ее. После этого с валика распределительного ба-
рабана снимаются шайбы, регулирующие осевую игру шестерен и сама
шестерня (87, 75).
— 49 —
4. Специальной отверткой отвертывается четыре винта (83), крепящие
стальную шайбу (79), прижимающую к опоре валик распределительного
барабана.
Рис. 37.
При этом необходимо иметь в виду, что концы болтов слегка расконтрены
на другой стороне опоры. t
Рис. зь.
Семка наружного кольца шарикоподшипника
передней опоры (бб).
Операция эта довольно сложна, а вручную невозможна, без повреждения
и самого кольца и опоры, в которую оно запрессовано. Поэтому с’емка этого
кольца при разборке для прочистки не производится.
Кольцо снимается только в случае необходимости замены.
Производится с’емка специальным ирвспогоблением '(см. рис. 39) в сле-
дующем порядке:
Винт, разводящий конусные захваты^ ввинчивается вперед до тех пор,
иска щечки конусного захвата не будут совершенно ослаблены.
Авиационное магнето.
4
— 50 —
_ Под’емная гайка вращением рукоятки
винта.
отводится при этом к головке
Ослабленные щечки ко-
нусного захвата вжимаются
внутрь кольца подшипника
так, чтобы их острые края
вошли в зазор между задним
горцом кольца и корпусом
опоры, а конец винта с раз-
дающей конусной заточкой
прошел в отверстие в перед-
ней опоре магнето
После того как приспосо-
бление j становлено, враще-
нием рукоятки винта влево
(против часовой стрелки) раз-
жимают щечки захвата.
Винт отвинчивается доот-
каза на-туго, так чтобы
щечки захвата плотно вошли
в зазор между кольцом под-
шипника и опорой магнето.
Уведившись в прочности
захвата, приступают к выем-
ке кольца. Для этого при-
держивая рукоятку винта во
избежании провертывания,
вращают рукоятку под’емной
шайбы вправо (по часовой
стрелке).
Медленное вращение руке
ятки при условии правильной
установки приспособления (без
перекоса, с равномерным за-
хватом кольца подшипника)
обеспечивает плавный выжим
кольца без всякого поврежде-
ния его или корпуса опоры
магнето.
Весь процесс выемки должен производиться с необходимой осторожно-
стью, без каких-либо резких движений, ударов, подколачиваний и т. п.,
в противном случае неизбежны повреждения, грозящие вывести магнето из
строя.
С емка стальной шайбы с лапками, крепящей вой»
лочные масляные прокладки передней опоры магнето
С’емка стальной штампованной с отогнутыми лапками шайбы, крепящей
масляные войлочные прокладки, производится при помощи малого напиль-
ника. . ; £
Шайба прижата к передней опоре заусеницами в борту заточки на ней.
Заусеницы эти благодаря мягкости алюминия легко снимаются концом на-
пильника, после чего с заточки свободна снимается стальная шайба и вы-
свобождается войлочная прокладка.
С’емка этой шайбы производится независимо от с’емки кольца подшип-
ника. Последовательность обеих операций безразлична.
Семка штифтов передней опоры.
Штифты эти запрессованы с тщательной центровкой, недостижимой в
обычной обстановке эксплоатациопной мастерской.
В силу этого выемка их не рекомендуется при разборке для целей теку-
щего или среднего ремонта.
С’емка и запрессовка шпилек может производиться только в условиях
специально оборудованных мастерских. Описание этой операции дается нами
в главе о ремонте (см. стр. 60).
РАЗБОРКА КОРПУСА
С'емка наружного кольца шарикового подшипника
корпуса магнето (13).
Наружное кольцо шарикового подшипника, запрессованное в хвостовой
части корпуса магнето, снимается только в том случае, если это вызрано
необходимостью его замены.
Сложность с’емки и обратной запрессовки побуждает избегать производ-
ства этой операции без особой нужды.
Во всяком случае при разборке для прочистки с’емка этого кольца не
производится.
— 52 —
Семка кольца вручную невозможна: при этом неизбежно повреждение и
самого кольца, и 'корпуса магнето, в который оно запрессовано.
В силу этого для «’емки применяется специальное приспособление
(см. рис. 39), причем с’емка производится в следующем порядке:
Прежде всего, освобождаются конусные щечки захвата приспособления,
для чего вращением рукоятки винта вправо (по часовой стрелке) ввинчивают
разводящий винт вперед. Под’емную шайбу отводят при этом к головке раз-
водного винта, вращая рукоятку под’емной шайбы влево (против часовой
стрелки).
Освобожденные щечки захвата вводят внутрь кольца подшипника так,
чтобы их острые края попали в зазор между задним торцом кольца и кор-
пусом магнето, а конец винта вошел бы в хвостовое отверстие корпуса
магнето.
После этого плавным вращением рукоятки разводного винта в^ево (про-
тив часовой стрелки) разводят щечки захвата. Винт отвинчивают до-отказа
на-туго.
Убедившись, что щечки захвата своими краями плотно захватили кольцо,
приступают к его с’емке.
Для этого медленным и плавным движением провертывают рукоятку под’
емкой шайбы вправо (по часовой стрелке) до тех пор, пока кольцо подшип-
ника не выйдет из запрессовки.
Необходимо тщательно избегать перекоса приспособления, а также ка-
ких бы то ни было резких движений, ударов или постукиваний во избежание
повреждения корпуса магнето или самого кольца подшипника.
Семка кулачка прерывателя (26) с ротора
Прежде всего отвинчивается упорная гайка, (у некоторых магнето —
винт), крепящая кулачок на конус вала ротора (30). Для этого пользуются
специальным торцовым шестигранным ключей или отверткой.
После того, как упорная гайка (винт) отвинчена, снимают самый кула-
чок.
Для этого пользуются специальным сенником. чертеж которого изобра-
жен на рис. 40.
Повертывая рукоятку влево, отвинчивают винт.
Затем с’емник надвигается на кулачок так, чтобы захватывающие края
выреза в головке с’емника зашли за борта кулачка. Легким поворотом
с’емника ставят его в такое положение, чтобы профиль кулачка не был со-
вмещен с профилем выреза в головке с’емника.
Повертывая ручку А вправо, завинчивают винт В до тех пор, пока он
своим медным наконечником упрется в конец оси ротора. Дальнейшее вра-
/
щение рукоятки приведет к тому, что кулачок сдвинется с места и сни-
мется с оси.
С’емники этого типа должны, иметь вырез в головке, соответствующий
профилю кулачка.
Семку кулачка можно производить также специальным разрезным раз-
водным с’емником, имеющимся в1 стандартном наборе инструментов (см.
рас. 30.
В этом случае с'емка кулачка производится следующим образом.
Отодвинув зажимную конусную гайку к рукоятке винта с’емника, на-
девают с’емник на кулачок, так, чтобы выступающие края щечек с’емника
зашли за борта квадратов кулачка. После этого, надвигая зажимную конус-
> ную гайку, захватывают кулачок и, (проворачивая рукоятку винта, снимают
плавно и легко кулачок с конуса вала ротора.
Снятый с вала кулачок, высвобождается из с’емника простым разжатием
его зажимных щечек для чего зажимная гайка отводится снова к рукоятке
винта.
Семка заднего подшипника (34, 31).
После с’емки кулачка снимается задний шариковый подшипник ротора.
Обойма с шариками снимается легко захватом большого, среднего и ука-
зательного пальцев правой руки. С’емка внутреннего кольца подшипника
с вала ротора производится специальным приспособлением (см. рис. 41).
— 54 —
Рис. 41.
С’емка производится следующим порядком.
Зажимная гайка с’емника отводится назад к рукоятке винта так, чтобы
конусные разрезные щечки полностью освободились. Вращением рукоятки
винта влево он отвинчивается назад.
С’емник с торца подвигается на конец вала ротора так, чтобы конец вала
вошел в медную втулку на конце винта с’емника, а внутренние закруглен-
ные края зажимных щечек вошли в скругленный паз (для шариков) на на-
ружной поверхности кольца подшипников.
После этого зажимное кольцо на-туто надвигается на коническую наруж-
ную поверхность щечек с’емника, зажимая вплотную захваченное щечками
кольцо подшипника.
Захваченное кольцо подшипника снимается с вала ротора вращением
рукоятки винта с’емника вправо (по часовой стрелке).
При этом зажимное кольцо придерживается левой рукой в нижнем по-
ложении во избежание провертывания и ослабления захвата зажимных
щечек.
При с’емке необходимо тщательно избегать перекоса с’емника и каких
бы то ни было резких движений и ударов.
Семка шестерни (18) и кольца подшипника (17)
с переднего конца вала ротора
Операция эта производится специальным с’емником (см. рис. 42).
С’емник устанавливается на ротор так, чтобы острые края его захватных
скоб вошли в промежуток между шестерней и ротором. С’емник зажимают
в тиски, вдавливая его острые края , в указанный промежуток.
— 55 —
После Tvi о. как с’емник зажат, провертывают рукоятку упорного винта,
ненец которого, упираясь своей медной втулкой в конец вала ротора, вы-
талкивает ротор из захваченной с’емником шестерни и кольца подшипника.
Ротор при этом поддерживается левой рукой.
Семка задней (латунной) цапфы (32).
Отвинчивают четыре медных винта (33), крепящие цапфу к торцам
магнитов ротора, после чего цапфа легко снимается.
Если магнето с автоматическим опережением, то автомат цынимается
из ротора вместе с цапфой. Стальные винты (157), крепящие автомат
— 56 —
к цапфе (медными опорами с внутренней стороны цапфы), при этом не
отвинчиваются.
При с’емке цапфы не для замены ее на новую, а с тем, чтобы в по-
следующем снова установить ее на тот же ротор, необходимо заметить ее
положение, для того, чтобы гари сборке не нарушить центровки ротора не-
правильной установкой цапфы.
Обычно на окружности цилиндрической поверхности цапфы бывает нане-
сена кернером точка, отмечающая необходимое ее положение.
Если этого нет, то перед с’емкой цапфы необходимо нанести отметки, но
которым можно будет в дальнейшем произвести правильную сборку.
Снимать цапфу без особой нужды не следует. В магнето с ручным опе-
режением необходимость ее с’емки встречается крайне редко. Что же касается
магнетр с автоматическим опережением, то операции.с цапфой неразрывно
связаны в нем' с автоматом (см. главу «Автоматическое опережение»,
стр. 105).
Разборка секторов распределителя тока (38).
При разборке для чистки секторов распределителя обязательно вывин-
чиваются остроконечные латунные винты (39) крепления проводников, кон-
цы которых часто подвергаются окислению и потому подлежат регулярной .
чистке. Имеющиеся на каждом секторе по два винта (37) без сквозной про-
рези на головке —- не вывинчиваются иначе как для целей ремонта.
Электроды секторов распределителя тока (41) вынимаются только в слу-
чае необходимости их замены.
Выемка электродов, развальцованных по цилиндрической поверхности 'от-
верстий секторов, производится по указаниям в главе «Ремонт».
ГЛАВА IV
Ив. 'Данишевский.
А. Кочедыков.
РЕМОНТ МАГНЕТО
В условиях эксплоатации возможности ремонта магнето ограничены
рамками текущего ремонта. Поврежденные детали в подавляющем ‘большин-
стве подлежат замене запасными частями, заготовленными чв заводских усло-
виях.
Попытки заняться изготовлением заново большинства деталей в усло-
виях эксплоатационной мастерской неизбежно приведут к кустарничеству,
которое не может быть рекомендовано.
Поэтому описание ремонта частей магнето ограничиваемся только теми
операциями, которые осуществимы в усло-
виях не заводских, а эксплоатанионных, в
условиях простейшего оборудования. При
описании ремонта отдельных деталей мы
указываем то специальное оборудование,
которое необходимо для данного ремонта.
Однако для всех операций, связанных'с
ремонтом магнето, так же, как для сборки
и разборки, нужен стандартный набор ин-
стумента.
Такой стандартный набор инструмента,
выпускаемый в специальных ящиках, опи-
сав нами в главе «Разборка» (см. стр. 42).
Без такого стандартного набора инстру-
ментов невозможна даже полная разборка
Рис.
магнето, не говоря уже о его ремонте, сборкеи регулировке, которые требуют
особой точности и тщательности пригонкичастей.
Ремонт секторов распределителя тока (38)
В эксплоатации чаще всего приходится сталкиваться с необходимостью
ремонта секторов распределителя тока.
— 58 —
Здеоь,’, часто происходит обгорание или окисление медных электродов
(41), вызывающее необходимость их замены.
Замена электрода производится следующим порядком.
Если конец электрсда цел — выемка производится довольно просто.
Конец захватывается плоскогубцами и электрод плавным движением извле-
кается из гнезда.
Если кончик электрода обгорел или обломался — следует концом тол-
ком отвертки отогнуть край контакта и ухватить его более тонкими плоско-
губцами.
В том случае, если это не удается, применяется выемка зенковкой*в
сверлил! аом станке.
Для этого сектор ставится па деревянную подставку под зенковку в свер-
лильном станке так, чтобы конец зенковки входил в гнездо электрода, а
ось совпадала с осью гнезда.
И при выемке плоскогубцами, и при выборке зенковкой необходимо тща-
тельно оберегать сектор распределителя от каких бы то ни было повре-
ждений’, цапании и заусениц.
« После выемки старого электрода и удаления всех частиц пыли и кро-
шек из гнезда в него вводится новый электрод из комплекта запасных
частей так, чтобы контактный конец электрода установился в предназна-
ченной для него выточке гнезда.
После этого электрод на сверлильном станке запрессовывается в гнездо
специальной развальцовкой, чертеж которой изображен на рис. 44.
Для этого'сектор ставится на деревянную подкладку гнездом под конец
развальцовки так, чтобы оси развальцовки и гнезда совпали.
По мере углубления электрода в гнездо его положение выверяется по
шаблону, как это показано на рис. 45. Запрессовка должна быть приве-
дена таким образом, чтобы направление электрода совпадало с риской на
— 59 —
шаблоне, а концы контактных ^электродов были запилены тонким напиль-
ником точно по шаблону.
Каждый тип магнето имеет свой шаблон для этой цели.
Шаблоны устроены с таким расчетом, чтобы зазор между электродами
секторов распределителя и распределительного барабана был строго опре-
деленной величины.
У нового магнето такой зазор получается путем пригонки электродов
секторов распределителя по шаблону.
Однако в эксплоата-
ции зазор этот увеличи-
вается, благодаря некото-
рому снашиванию концов
электродов распределитель-
ного барабана (из-за под-
чистки для снятия нагара
и окиси).
Поэтому при подгонке
контактов секторов рас-
пределителя магнето, быв-
шего в употреблении, не-
обходимо концы электро-
дов оставлять несколько
большими, чем это указы-
вает шаблон, с таким рас-
четом, чтобы зазор между контактами секторов распределителя и распреде-
лительного барабана сохранялся поЖянным и равным для всех контактов,
что может быть нарушено при эксцентриситете распределительного барабана.
Если зазор будет меньше, чем определяет шаблон, интенсивность искры
понизится и зажигание (даже в том случае, если концы электродов не бу-
дут цеплять друг друга) резко ухудшится. При большем зазоре интенсив-
ность искры увеличивается, но зато концы электродов быстро обгорают и
магнето начинает давать перебои, а затем и вовсе выходит из строя.
Ремонт распределительного барабана (88)
Ремонт его в условиях эксплоатации сводится исключительно к зачи-
стке и подшлифовке концов медных контактов.
Зачистка и подшлифовка контактов производится исключительно в слу-
чае необходимости снятия окиси или нагара.
— 60-
При этом зачистка производится тоненькой шкуркой самыми слабыми
движениями снимая тот минимум, какой необходим для обнажения меди
контактов.
При зачистке необходимо строго следить за тем, чтобы радиусы всех;
контактов после зачистки оказались одинаковыми, а поверхность распре-
делительного барабана не имела никаких повреждений, царапин га за-
усениц и т. п.
Зачистка пускового кольца на распределительном барабане и пускового
электрода на левом секторе производится так же, как и рабочих электро-
дов, с соблюдением всех правил, изложенных выше.
Ремонт передней опоры (85)
Если не считать операции, описанных в главе о' разборке, в условиях
эксплоатационных мастерских ремонт передней опоры может производиться
только по замене штифтов крепления секторов распределителя тока (при
невозможности отсылки магнето на завод) или хлопчатобумажного шнура
(76), в случае его' повреждения.
Штифты подлежат замене в довольно редких случаях: при их расшатан-
ности, изгибе.
Для замены надо прежде всего удалить поврежденный штифт. Для Этого
зажимают его в тиски- и повертывают в одну и другую сторону переднюю
опору дог тех пор, пока ойора не снимется со штифта; при этом необходимо
избегать перекоса и чрезмерного расшатывания гнезда.
В результате с’емки штифта круглое гнездо передней опоры, в которое
он был -запрессован, окажется несколько разработанным.
Поэтому новый штифт (в той его части, которая должна при запрес-
совке войти в гнездо) обтачивается несколько большим диаметром, чем та.
же часть старого штифта, чтобы при запрессовке соединение оказалось до-
статочно прочным.
Запрессовка производится или прессом или короткими ударами свинцо-
вого или медного молотка.
При этом необходимо строго следить за тем, чтобы штифт сохранил
свою, полную прямолинейность и перпендикулярность по отношению к пло-
скости передней опоры (или параллельность оси вала ротора, что то же са-
мое), причем в верхнем штифте отверстие должно быть пригнано в соответ-
ствии с расположением винта, крепящего крышку секторов распределителя.
Операция запрессовки чрезвычайно ответственна. Она требует большой
сноровки и опыта. Матейшая неудача — неправильная установка штифта,
изгиб или перекос — скажутся на работе распределителя тока. Попытки
— 61 —
в случае неудачи повторить перестановку почти неизбежло грозят вывести
ив строя всю переднюю опору и стало быть все магнето.
Вот почему эту операцию следует производит!, в условиях эксплоата-
ции в мастерских лишь в случае полной невозможности передать магнето
па завод, и лишь при наличии опыта у ремонтного мастера.
Замена хлопчатобумажного предохранительного
шнура (76)
Этот шнур, служащий для закрытия зазора между передней опорой маг-
нето и секторами распределителя тока, заменяется без большого труда.
Для этого свежий шнур густо пропитывается вазелином. Слой вазе-
лина закладывается по дну цаза в передней опоре и шнур запрессовывается
в этот паз медной отверткой 'гак, чтобы он равномерно выходил из паза
примерно на 0,4 мм.
Излишек вазелина, выступающий при этом из паза, удаляется мягкой
тряпкой.
Ремонт катушки (92)
Катушка -— ответственнейшая часть магнето. Ее ремонт возможен
исключительно в заводских условиях.
Рис. 46.
В условиях эксплоатации возможны и допустимы только две операция
ремонтного характера: заправка концов контактных щеток и замена соеди-
нительного мостика (97).
— 62 —
Концы контактных щеток иной раз срабатываются от трения о кинтак-
тодержатель прерывателя (собенно у магнето с ручным опережением) п
нуждается в заправке. Операция эта производится легкими равномерными
движениями тоненького напильника с таким расчетом, чтобы края всех
трех щеток были заправлены равномерно (рис. 46).
Для с’емки нуждающегося в замене мостика,, необходимо прежде всего
отпаять концы первичной обмотки и конденсатора, затем спилить раскер-
ненные концы, крепящих,
его к пертиьакосовым щеч-
кам катушки круглых
(трубчатых) модных бол-
тов. Осторожно спилив ра-
.скерненные копчики болтсв.
Дне повредить обмотку!)
ставят катушку на 'бок па
деревянную подкладку и бо-
родком осторожно выкола-
чивают болты, сперва один,
а затем другой. При этом
необходима большая осто-
рожность, чтобы не повре-
дить обмотки катушки и
углов ее корпуса.
После удаления крепя-
щих болтов свободно сни-
мают мостик.
Установив на место-
новый мостик так, чтобы
отверстия в отштампован-
ных ушках мостика совпа-
Рис. 4/.
ли с отверстиями в щеч-
ках катушки, просовывают в них болты и раскернивают их концы.
Раскерпивание концов болтиков проводится бородком с внутренней сто-
роны щечки катушки, причем головку болта устанавливают на деревян-
ную подалйдку (рис. 47).
Вслед за этим припаивают к соединительному мостику концы первич-
ной обмотки и конденсатора.
Вся операция должна проводиться чрезвычайно осторожно, чтобы не
повредить катушки.
Ремонт прерывателя (100)
Прерыватель состоит из ряда таких частей, которые либо вовсе не под-
лежат ремонту в эксплоатационных условиях (корпус, пружины, собачка
и т. д.), либо ремонт которых нецелесообразен (болтики, винтики, подклад-
ки), поскольку гораздо выгоднее и проще заменить в случае нужды такте
изнурившуюся деталь новой, запасной.
rrqgwej/cofcqty
Рис. 48.
В силу этого ремонтные операции, осуществимые в условиях эксплоа-
тационных мастерских, сводятся к шлифовке обгоревших контактов (105,
120) и поверхности контактодержателя (118), срабатывающейся от трения
щеток соединительного мостика катушки.
Контакты выполнены из платино-иридиевого сплава. • Эти контакты
имеют небольшую толщину.
Поэтому шлифовка поверхности контакта должна производиться с ма-
ксимальной осторожностью, чтобы при выравнивании поверхностей не снять
ни одной лишней частицы.
В то же время шлифовка должна дать блестяще гладкую и строго пер-
пендикулярную к оси контакта поверхность его торца.
В силу этого шлифовка контактов может производиться только на свер-
ловочном или ткарном станке и исключительно в следующем порядке:
Контакт зажимается в оправке в патрон для сверла или в шпиндель
станка. Станок приводится в движение на большой скорости.
— 64 —
Вращающийся контакт шлифуется шлифовальным бруском самого мел-
кого зерна, поджимаясь к нему легким плавным поворотом рукоятки зад-
ней бабки или подводом шпинделя сверловочного стайка.
Всякие другие способы (опиловка, подрезка и т. д., и т; д.) категори-
чески противопоказаны.
Шлифовка •поверхности коятактодержателя (рис. 48), по которой сколь-
зят щетки 'соединительного мостика, производится лишь тогда, когда кон-
тактодержатель сработан не слишком сильно, в противном 'случае контакто-
держатель целесоборазнее заменить новым запасным.
Предварительное заравнивание поверхности производится мелким на- »
цильником, а окончательная подшлифовка — мелкозернистой шкуркой
&
к
Ремонт корпуса магнето
В корпусе магнето могут производиться ремонтные операции только м
смене двух запрессованных в него штифтов (5), двух шпилек с нарезкой
(2) (для крепления передней опоры и по очистке поверхности ' железных
пластинчатых башмаков, залитых в корпус.
Всякие другие ремонтные операции, исправления и переделки допусти-
мы исключительно в условиях заводского производства.
Два малых штифта, запрессованные на верхней поверхности корпуса
магнето, сменяются совершенно аналогично тому, как сменяются штифты
передней опоры магнето (см. «Ремонт передней опоры»).
Смена двух шпилек крепления опоры с винтовой нарезкой, завинчен-
ных в корпус с переднего' торца (в случае срыва резьбы или перекоса) про-
изводится иначе.
Шпильки не только завинчены в корпус, но закреплены шплинтами,
пропущенными сквозь отверстия, просверленные в корпусе магнето и в той
части шпильки, которая ввинчена в корпус магнето.
Для выемки подлежащей замене шпильки необходимо прежде всего вы-
сверлить крепящий ее шплинт.
Высверливание шплинта производится тонким сверлом с таким расче-
том, чтобы не увеличить диаметра отверстия и не проводить'сверло сквозь
тело шпильки.
После высверливания шплинта шпилька без затруднений вывинчивает-
ся из .гнезда.
Новая шпилька, заранее заготовленная, ввинчивается в освобожденное
гнездо так, чтобы длина ее выступающей части соответствовала конструк-
х
— 65 —
тивным данным, а направление ее оси без изгибов и перекосов было строго
параллельно оси вала ротора.
В этом положении шпилька закрепляется шплинтом. Отверстие для
шплинта уже имеется в корпусе. Его необходимо продолжить в тело шпиль-
ки. Это производится тонким Т.верлом, диаметром равным диаметру шпиль-
ки (диаметру отверстия в корпусе то же); при этом необходимо строго сле-
дить за тем, чтобы сверло не дало .перекоса и. пройдя сквозь тело шпиль-
ки, н.е просверлило бы в корпусе магнето сквозной дыры.
В просверленное отверстие обычным способом запрессовывается заго-
товленный заранее новый шплинт.
Периодическая очштка поверхности пластинчатых башмаков необходима
для бесперебойной работы магнето. Однако поверхности башмаков должны
сохраняться в неприкосновенности в том виде, как они выпущены с за-
вода.
Какие бы то ни было попытки подпилить их, сгладить острые углы
(часто принимаемые за «лишние» заусеницы) или подровнять края — со-
вершенно недопустимы.
Поэтому удаление с поверхности башмаков масла, грязи или ржавчины
должно прежде всего быть произведено тщательной промывкой бензином.
Только в том случае, если этот способ окажется недействительным, сле-
ует применить механическую очистку помощью мелкозернистой шкурки,
снимая мельчайший слой, необходимый для удаления ржавчины или грязи,
и соблюдая осторожность во избежание деформации поверхности башмаков.
После этого необходимо новая тщательная промывка бензином.
Ремонт крышки магнето (47)
Ремонт крышки магнето может итти исключительно ню линии смены
пружины для верхней крышки прерывателя (56), крепящей ее втулки (58),
хлопчатобумажного уплотняющего шнура (57) и клеммы первичной обмот-
. ки (62).
Пружина крышки прерывателя крепится к крышке магнето медной ни-
келированной втулкой. Поэтому для смены пружины необходимо снять кре-
пящую ее втулку. Втулка снимается также в том случае, когда она сама
повреждена.
Для смены втулки необходимо опилить напильником развальцованные
с внутренней, стороны стенки крышки края втулки и легким ударом по
бородку вывести ее из гнезда.
Снятая втулка освобождает .пружину крышки прерывателя.
Авиационное магнето.
5
— 66 —
Рис. 49.
После этою можно установить новую пружину и втулку. Для этою
втулка с надетою на нее пружинкою вкладывается в отверстие в стенке
крышки и края ее плотно развальцовываются с внутренней стороны.
Операция эта производится
специальной оправкой, как это
изображено на рис. 49.
Смена уплотняющего шнура
производится также, как в пе-
редней опоре (см. стр. 61).
•Смена клеммы первичной об-
мотки производится установкой
новой из числа запасных частей.
Реми пт ротора (22, 28)
Ротор — сердце маг вето.
От его исправности, тончайшей
тщательности сборки и пригонки
зависит в основном работа магнето в целом. Поэтому все те указания, какие
приводились выше, о порядке проведения ремонта частей магнето — в
первую очередь относятся к ремонту ротора.
Малейшая неосторожность здесь, чрезмерный нажим, удар — грозят вы-
вести из строя и ротор, и магнето.
Ротор вращается со скоростью, измеряемой тысячами оборотов в мину-
ту. В то же время свободный зазор между поверхностями его магнитов и
железных башмаков корпуса магнето измеряется сотыми долями миниметра.
Отсюда малейший перекос ротора вызовет немедленную аварию магнето при
переходе на большие обороты.
Проверка в процессе оборки чрезвычайно затруднительна, ибо провер-
тывая ротор, часто трудно бывает определить характер задержки, которую
он испытывает при этом: нормальная ли это задержка из-за торможения
магнитного поля или механическое заедание из-за перекоса ротора, повре-
ждения поверхностей магнитов или из-за попадания внутрь ротора или в
зазор между магнитами и полюсными башмаками каких-либо посторонних
частиц, которые часто втягиваются в ротор благодаря силе магнитного при-
тяжения.
Работа кулачка на конце вала ротора регулирует работу прерывателя.
На другом конце вала ротора сидит шестерня, ведущая большую шестерню
распределительного устройства — это тоже имеет значение для определения
точности, какая нужна при ремонте ротора и подгонке отдельных ето деталей.
67
Исходя из вышесказанного, 'Следует производить ремонтные работы ио
ротору в следующем порядке.
Прежде всего необходимо выверить центровку ротора и особенно его
магнитов.
Операция эта довольно сложная, оиа требует наличия хорошо налажен-
ного токарного станка с безупречно центрирующимся американским патроном
или еще лучше специально выточенной Оправкой, укрепляемой в конусе
шпинделя. || НЛ
Ротор своим передним концом, зажимается в патрон или в оправку.
Находящийся на противоположном конце вала ротора шариковый под-
шипник (без наружного кольца, оставшегрся при разборке в корпусе магне-
то) всовывается в специально выточенное для этой цели стальной опорное
кольцо.
Это кольцо вытачивается так, что его внутренняя поверхность совер-
шенно аналогична внутренней поверхности наружного кольца шарикопод-
шипника, так что, опираясь на. это кольцо, ротор может вращаться, как
в нормальном шарикоподшипнике.
Наружная окружность кольца обрабатывается с таким расчетом, чтобы
опорное кольцо то«но подгонялось к люнету.
Таким образом ротор устанавливается одним концом в патрон или
оправку, а другим концом в опорное кольцо шарикоподшипника, укреплен-
ное в люнете.
Тщательно установленный в станок ротор, повертывается и при этом
центровка его выверяется помощью индикатора.
Только при условии строгой центровки ротора предел точности которой
должен быть не меньше + 0,02 мм, проверяемой по воем его частям, а осо-
бо тщательно по полированным поверхностям полюсных наконечников, он
может быть поставлен на магнето без ремонта.
В случае обнаружения малейшего эксцентриситета — ротор должен быть
отремонтирован.
Для определения характера ремонта необходимо выяснить причину экс-
центриситета.
Если причиной является деформация медной задней цапфы с концом
вала — она подлежит замене на запасную.
Если же причиной эксцентриситета является повреждение переднего
конца ротора — он должен быть отправлен для капитального ремонта па
завод.
Немедленно после установки новой цапфы ротор снова выверяется на
токарном станке для проверки его центровки способом, описанным выше.
5*
68 —
Только в случае полного отсутствия эксцентриситета ротор может быть
поставлен на магнето.
Запасные части
В условиях эксплоатационных мастерских всегда должен бдлть налицо
запас всех частей и деталей магнето в количествах, соответствующих раз^
мерам и пропускной способности мастерских.
Рис. 50.
Однако, есть некоторый минимум запасных частей, который всегда дол-
жен быть под руками, там, где производится хотя бы беглый просмотр маг-
нето, т. е. в полевых, аэродромных условиях.
Такой минимум подбирается заводом в виде ящика с комплектом за-
пасных частей для соответствующего типа магнето.
На рис. 50 изображен такой ящик. Ниже дан перечень его стандартного
содержимого.
Количество и название деталей
1 длинный контактный винт.
1 короткий контактный винт.
2 угольные контакта с пружиной распределит, барабана.
1 ключ переключателя
1 короткая пружина рычажка прерывателя.
1 пружина прерывателя.
1 длинная пружина корпуса прерывателя.
1 предохранительная булавка.
69 —
1 напильничек для чистки контактов.
1 ось рычажка прерывателя.
1 рычажок прерывателя без контактного винта.
1 клемма первичной обмотки, полностью собранная.
1 гайка болта, крепящего переднюю опору.
2 шестигранные гайки длинного контактного винта.
1 шпонка конического конца передней части вала магнето.
1 пружинная шайба гайки болта, крепящего переднюю опору.
1 шплинт коронной гайки конического конца вала магнето.
1 винт, крепящий переднюю опору.
1 шайба конического конца вала.
1 винт, крепящий центрирующее кольцо прерывателя.
4 остроконечных винта сектора распределителя тока.
1 винт, крепящий изолир. пластину к корпусу магнето.
1 винт, закрепляющий ось рычажка прерывателя.
1 винт крышки магнето.
1 винт, крепящий пружины прерывателя.
1 пружинная шайба для законтривания присоединения проводки высо
кого напряжения пускового магнето.
2 пружинные шайбы винта, крепящего катушку.
2 винта крепящие катушку. *
2 шпонки цилиндрического конца передней части вала магнето.
1 винт, крышки секторов распределителя.
1 винт, крепящий распределительный, барабан к шестерне.
1 винт, крепящий электроды.
2 шайбы под винты, крепящие катушку.
Г ЛА BA V
Ив. Данишевский.
А. Кочедыков.
СБОРКА И РЕГУЛ ИРОЗКА МАГНЕТО
Процесс сборки магнето идет параллельно с регулировкой взаимодей-
ствия его частей.
Этап за этапом ©обираемые части тщательно подгоняются, выверяются
и соединяются.
Нет нужды Повторять, насколько ответственны эти процессы в таком
механизме, как магнето.
Мы обращаем внимание лишь на одно обстоятельство: в магнето нет ни
одной ответственной части, где допуски измерялись бы величинами более
сотых долей миллиметра.
' Уже этим одним характеризуется та высокая степень точности, какая
необходима во всех процессах сборки и регулировки магнето.
В то же время исключительное значение имеет чистота.
И инструмент, и рабочее место должны быть избавлены от каких-либо
намеков на пыль, грязь, остатки масла и т. и.
Тем более части самого магнето должны быть в блестящем по чистоте
состоянии.
Нечего и думать удачно закончить сборку и отладку магнето, если все
его детали вплоть до самых мелких и, казалось бы второстепенных, не
приведены в полный порядок, не прочищены, не промыты бензином *).
не просушены (струей воздуха) и не покрыты тонким ровным слоем масла.
Педантичная аккуратность при проведении каждой операции, точная по-
следовательность процессов совершенно необходимы не только потому, что
магнето является ответственнейшим механизмом авиамотора, но и потому,
что этим путем достигается максимальная экономия времени.
Небрежничанье в одной из операций сборки и регулировки обязательно
скажется при окончательной выверке и тогда неизбежной наградой за «-
ряшливость будет необходимость разобрать магнето и повторить всю работу
сызнова.
•) Кроме кй+ytiikn. промывать которз’Ю Лончмном и₽ гЛочует.
— 71 —
Совершенно естественно поэтому, что всяким, кто серьезно относится
к работе, кто понимает ответственность за материальную часть I жизиь
людского состава 'Социалистического воздушного флота, отбросит элементы
расхлябанности и небрежничанья, приступая к этому ответственному делу.
Поскольку первой операцией оборки является подготовка составных ча-
стей магнето, мы прежде всего изложим порядок их сборки.
При этом мы не станем, во избежании повторения, описывать сборку
тех частей, для которых эта операция изложена в главе о ремонте (описа-
ние чернотой сборки таких частей, как: корпус, сектора распределителя, ка-
тушка — см. в главе о ремонте).
Сборка прерывателя
Эта операция производится в следующем порядке:
1. Подготовляется для сборки рычажок прерывателя (102).
Если были сняты контакт (105) и пружины (98, 106), то они крепятся
к рычажку в обратном порядке (см. рис. 51).
Накладывается конец малой пру-
жины так, чтобы отверстие ее совпало
с отверстием, просверленным в ры-
чажке прерывателя, а загиб противо-
положного конца был направлен
книзу.
На малую пружину накладывает-
ся скругленный конец пружины кор-
пуса прерывателя.
Сквозь отверстия в обеих пружи-
нах просовывается винт крепления и рис 51.
завинчивается в отверстие рычажка.
Вслед за этим в отверстие в конце рычажка ввинчивается с той же
стороны, с которой прикреплены пружины, контакт прерывателя (105).
2. Рычажок прерывателя устанавливается в прорезь корпуса так, чтобы
отверстия для оси в рычажке и в корпусе прерывателя совпали, а контакт
рычажка был направлен в стропу вращения ротора.
3. Сквозь отверстие в корпусе прерывателя и в рычажке просовывается
ось (101, (см. рис. 52). Ось продвигается с той стороны, где находится
отверстие с нарезкой для винта крепления оей к корпусу. Имеющееся на
оси сквозное отверстие с нарезкой должно быть при этом направлено широ-
кой расточкой кверху. Ось просовывается прямым нажимом большого пальца
или плоской стороной отвертки до тех пор, пока ntnepi тия для пмптя ирн
н<ипня и нги w п гтйнгш ппрпутп не мппнДут
— 72 —
После этого в отверстие просовывается випг крепления (103),и завин-
чивается узкой малой отверткой до конца. Головка винта должна при этом
уйти в глубину расточки на 0,1—0,2 мм.
4. Производится крепление контактодержателя (118).
Перед креплением контактодержателя к корпусу (см, рис. 53) в
него ввинчивается контакт (120) с шестигранной головкой и контр-
гайкой (123).
Затем в отверстия кон-
Рис. 52.
тактодержателя вставля-
ются изолирующие втул-‘ •
ки (112), а снизу подкла-
дываются изолирующие
пластины в следующем по-
рядке: сперва одна толстая
(114) с большими отвер-
стиями, в которые входят
концы изолирующих вту-
лок, а затем две тонких
(115) с меньшими отвер-
стиями.
После этого контакте-
держатель устанавливает-
ся на корпус, так чтобы
отверстия в нем и в кор-
пусе совпали и крепится
к корпусу двумя винтами
(116), под которые под-
кладываются шайбы: по
две изолирующие (121.
119), по одной стальной
Плоской (122) и по одной пружинящей под каждый винт (131).
5. После установки контактодержателя приступают к закреплению
длинной пружины и конца пружины корпуса прерывателя.
Для этого под пружину корпуса прерывателя подкладывают длинную
пружину (99) вогнутостью к центру прерывателя и загибают их большим
пальцем левой руки так, чтобы отверстия их совпали и оказались на уров-
не отверстия в корпусе с нарезкой для впита, крепящего пружины.
Просунутый в отверстие крепящий винт зактглтлретгл отверткой. да-
ирепляя копны пруягпп ня корпусе прерывателя
— 73 —
Обе пружины должны при этом войти в центрующую прорезь на кор-
пусе прерывателя.
6. После сборки частей прерывателя устанавливается приспособление
для смазки, состоящее из фитилька для смазки кулачка прерывателя и вой-
лочной прокладки для наружной смазки и запаса масла (111).
Для этого пропитанный маслом фитилек пропускается в отверстие, про-
сверленное в пазу корпуса (рядом с винтом крепления пружин).
Рис. 53 Рис. 54.
Концы фитилька загибаются впу-три в сторону вращения кулачка, а сна-
ружи —- в сторону, противоположную винту крепления пружины так, чтобы
наружный конец фитилька закрывал отверстие с нарезкой для винта кре-
пления конца войлочной полоски.
.После этого поверх фитилька, концом в противоположную сторону, на-
кладывается пропитанная маслом войлочная прокладка. Сквозь полоску и
фитилек пропускается винт крепления (107) с надетой’ на него пружинящей
шайбой и ввинчивается в отверстие с нарезкой в корпусе прерывателя.
Войлочная прокладка вжимается в паз, вырезанный в корпусе преры-
вателя. Ее свободный конец (см. рис. 54) загибается так, чтобы подогнутая
кромка подходила вплотную под угольник крепления, который винтом с пру-
жинящей шайбой, пропускаемым через отверстие в угольнике, кропится
к корпусу прерывателя •<
— 74 —
Проверка силы натяжения пружин рычажка
прерывателя
Пружины эти должны прижимать рычажок прерывателя с силой в 500—
600 грамм.
Сила пружин измеряется специальным динамометром (см. рис. 55).
Рис. 55.
Динамометр концом своего штифта А упирается в верхний конец ры-
чажка прерывателя до тех пор, пока рычажок не отойдет в сторону, обра-
зовав свободный зазор между контактами прерывателя, но еще не прикос-
нувшись к фибровому упору.
Стрелка динамометра должна в этот момент стать против деления шкалы,
соответствующего силе в 500—600 г. Регулировка натяжения пружины
производится легким ударом молотка по оправке опертой в винт, крепящий
пружины к корпусу (107) в сторону конца пружины, если olia слаба или
в противоположную сторону, если пружина туга.
Такой способ регулировки рискован и применяется только при незначи-
тельных отклонениях силы пружины.
•При более значительных отклонениях — заменяют пружины, подбором
их до необходимой силы.
Сборка передней опоры магнето (83)
Сборка передней опоры начинается на практике с разных стадий в за-
висимости от полноты разборки. Мы дадим систематическое описание сборки
в том порядке, в каком она должна проивводиться. если првдварптютпаи
рявбпщтя flinwft npownnUflotrn по ющця
75 -
Такая сборка начинается с войлочной смазочной прокладки (73) и крепя-
щей его стальной шайбы с лапками.
Войлочная прокладка (73), состоящая из двух частей, заготовляется
заранее. Размеры каждой части должны соответствовать конструкции маг-
нето.
При этом не следует забывать оставлять конец прокладки для того,
чтобы на следующей стадии сборки, проведя его по канавке передней опоры
ввести его внутрь валика распределительного барабана.
После того, как пропитанный маслом войлок уложен на место, закла-
дывается крепящая его шайба. Шайба надевается на внутреннюю заточку
гнезда подшипника передней опоры и закрепляется на ней раздачей бортов
заточки.
Борта заточки раздаются симметрично в четырех местах осторожными
ударами молотка по специальной оправке, при этом передняя опора кла-
дется на деревянную подкладку.
Раздавать борта следует в свежих местах, где не осталось следов от преж-
него крепления, спиленного при с’емке шайбы во время разборки.
Установка наружного кольца подшипника
передней опоры
Эта операция производится следующим порядком. Вкладывается бумаж-
ная шайба, которая должна находиться между стенкой опоры и кольцом
подшипника (67).
Подлежащее установке кольцо обвертывается полоской плотного тонкого
картона (77). (см. рис. 56). Картон обклады-
вается вокруг кольца так, чтобы его края
совпадали с краями кольца подшипника. Обер-
нутое картонной полоской кольцо закладыва-
ется в гнездо в передней опере и запрессо-
вывается в нем.
Запрессовка кольца производится ручным Р”с. £6.
прессом, причем на кольцо накладывается спе-
циальная стальная оправка № 8 из ящика со стандартным набором ин-
струмента, (см. стр. 43 й чертеж на рис. 57).
Во время запрессовки передняя опора все время повертывается под прес
сом, так, чтобы кольцо подшипника вошло в гнездо без малейшего перекоса
В случае отсутствия ручного пресса запрессовка может быть произведена
осторожными равномерными ударами молотка по оправке. При атом передняя
опора дплжпя привертываться так же. как и под прьсгим пи иайппгяпнп по
рркпгя
76 -
Запрессовка молотком требует большой сноровки и осторожности, чтобы
во деформировать и не повредить опору и не создать перекоса кольца. По-
этому крайне желательно операцию эту производить под прессом.
Рис. 57,
Установка галика передней опоры магнето (80)
При установке опорного’ валика, внутрь его должен быть пропущен ко-
нец войлочной смазочной прокладки, идущей по каналу передней опоры от
войлока, проложенного вокруг кольца шарикоподшипника.
Конец этот вводится в расточку внутри валика, примеряется по длине и
подрезается таким образом, чтобы после закрепления валика войлочная про-
кладка доходила до конца заточки без натяжки, но и без морщин и складок.
Одновременно с пригонкой длины войлочной полоски на ней намечаются
просечкой, просовываемой сквозь отверстие в валике, места для двух от-
верстий.
После того, как места эти отмечены, полоска из войлока (фильц) выни-
мается из валика и в отмеченных в ней местах помощью той же просечки
пробиваются два сквозных круглых отверстия для фитилька смазки с пру-
жинками, которые позднее вставляются в отверстия в валике для провода
масла изнутри валика от войлочной прокладки на наружную его поверхность
для смазки во избежание трения с вращающейся па валике большой ше-
стерней и распределительным барабаном.
После пробивки отверстий прокладка из спец, войлока (фпльца) снова
вводится внутрь валика и расправляется там так. чтобы отверстия совпали.
— 77 -
Валик устанавливается в гнездо передней опоры отверстиями для сма
зочпых фитильков кверху, а на него накладывается зажимающая его сталь-
ная шайба (79), крепящаяся к передней опоре четырьмя винтами с двой-
ными прорезями для специальной отвертки (83).
Винты эти завинчиваются равномерно, но на этой стадии сборки не до
отказа, а так, чтобы опорный валик с трением, но провертывался бы в гнезде
большой отверткой.
На этом первая стадия сборки передней опоры заканчивается. Дальней-
шие операции проводятся уже в порядке соединения с корпусом магнето и
регулировки.
Сборка корпуса магнето (10)
Основные операции по сборке корпуса махнете — запрессовка штифтов и
установка болтов — описаны в главе о ремонте (см. стр. 64).
Для подготовки корпуса к установке па нем всех частей магнето остается
только запрессовать в пего наружное кольцо заднего шарикоподшипника (13),
если оно было вынуто для замены.
Операция эта производится помощью специальной оправки под ручным
прессом с деревянной подкладкой аналогично запрессовке кольца подшип-
ника в переднюю опору.
Под торец кольца прокладывается бумажная шайба, а вокруг него
обкладывается полоска картона так, чтобы ее края были заподлицо с кра-
ями кольца.
При запрессовке корпус все время провертывается, чтобы кольцо уста-
новилось в гнездо совершенно правильно ^без всяких перекосов, соблюдая
при этом осторожность, чтобы не промять донышко гнезда псдшипника.
Так же, как и в передней опоре, кольцо подшигника при отсутствии
пресса может быть запрессовано легкими ровными ударами молотка по
оправке.
Однако способ этот значительно более рискован с точки зрения воз-
можных повреждений и неправильностей при запрессовке.
Поэтому прибегать к нему следует при полной невозможности восполь-
зоваться прессом и при наличии опыта.
Сборка ротора (22, 23)
Прежде всего к ротору кретптся (если она, была снята) латунная
цапфа с втулий, замыкающими (пластинчатыми башмаками и задним кон-
цов вала (32). (См. рис. 58).
— 78 —
Рис. 58.
Если цапфа (32) не заменена новею, запас-
ною, а устанавливается на старое место, необ-
ходимо проследить, чтобы отметки на цапфе и на
роторе совпали бы во избежание нарушения
центровки ротора.
Установленная на роторе цапфа, крепится че-
тырьмя медными винтами (33).
При сборке необходимо следить за тем, чтобы
прорезь для отвертки на винтах не была сорвана.
Иначе и при завинчивании и в дальнейшем при
следующей с’емке цапфы можно повредить ее
поверхность из-за срыва отвертки.
Вслед за этим на выдающийся конец вала
цапфы насаживается внутреннее кольцо заднего
шарикового подшипника (31), под которое на
вал надевается стальная шайба для регулирова-
ния осевой игры ротсра *) (35).
Насадка производится помощью оправки (см.
рис. 59) легкими ударами молотка, причем ротор
придерживается левой рукой на весу. Опирать
ротор о какую-либо твердую поверхность ни в
Рис. 59.
коем случае не следует во избежание повреждения магнитов или вала.
После этого на вал ротора надевается малая стальная распределитель-
ная шестерня (18), так, чтобы та ее сторона, на которой вычеканены
цифры и литерные обозначения, была бы направлена к концу ва^а.
!) В процессе регулировки осевой игры ротора возможна повторная с‘емка
этого кольца для изменения толщины или количества регулирующих шайб.
— 79 —
Шестерня надевается па шпонку (19) сперва нажоом руки, а затем
легкими равномерными ударами молстка по оправке.
Шестерня должна быть плотно насажена без всякого перекоса. При
посадке- ротор придерживается в руке. Опирать его при этом о стол, вер-
стак или какую-либо другую твердую поверхность ни в коем случае не
следует.
Вслед за шестерней таким же способом на вал ротора насаживается
гнутрелнее кольцо переднего шариковогс подшипника (17). Между шестер-
ней и кольцом подшипника прокладывается стальная шайба.
Кольцо подшипника насаживается таким образом, чтобы галтелью для
шариков оно было направлено к концу вала ротора, а стороной с большим
наружным диаметром — ц шестерне.
Таким образом вполне исправный, готовый к установке в корпусе маг-
нето, ротор должен иметь на себе кольца двух швриковых подшипников
(переднего и заднего), п алую шестерню передачи и раснредэлителю тока и,
если магнето с автоматическим опережением — аь.омат.
Монтировка автомата описана нами в специальной главе «Автоматиче-
жое опережение» (см. стр. 105).
Установка ротора в корпус магнето
На собранный ротор насаживается обойма с шариками заднего под-
шипника (34). Затем осторожным осевым движением ротор своим задним
концом вводится в корпус магнето и устанавливается так, чтобы шарики
заднего подшипника вошли в его наручное кольцо, запрессованное в зад-
ней стенке корпуса.
Вслед за этим к корпусу крепится передняя опора магнето, в которую
предварительно закладывается обейма с стариками переднего подшипника
(16) (в его наружное кольцо, запрессованное в передней опоре).
Поскольку такая установка является лишь предварительной для про-
верки и регулировки продольного люфта (т. н. осевой игры) ротора, перед-
няя опора крепится к корпусу временно только одним винтом (65) и на-
искось от него — одной гайкой (69), а самый ротор, если он был размаг-
ничен — не намагничивается пока.
Установив ротор, выверяют правильность его крепления в переднем и
заднем подшипнике. Правильное крепление дает осевую игру ротора не бо-
лее чем 0,02 мм. Если при проверке от руки возникает сомнение в вели-
чине этого осевого люфта — проверка производится помощью индикатора,
вс гавляетао в гнездо для пперызателя.
— 80 —
Самая регулировка люфта производится изменением числа или тол-
щины шайб (35), подложенных под внутреннее кольцо заднего подшип-
ника. Шайбы эти должны быть при сборке под руками в необходимом
ассортименте различных толщин (0,15; 0,2; 0,25; 0,3 и 0,35 мм).
После того, как продольный люфт отрегулирован, переходят к следу-
ющей стадии регулировки.
Рис. 60.
Если ротор был размагничен, То его необходимо перед этим извлечь
из корпуса магнето (снявши предварительно переднюю опору), подмагни-
тить в специальном станке и снова установить в корпус, как было ука-
зано выше.
Правильность установки ротора в корпусе магнето и крепления его
передней опорой выверяется не только на продольный люфт, но и на лег-
кость и плавность провертывания.
Проверка эта' имеет первостепенное значение. Именнр она в конечном
счете показывает, правильно ли проведены все предыдущие операции и
ремонта и сборки, нет ли повреждений в собранных (до этой стадии сборки)
частях и хорошо ли они пригнаны друг к другу.
Самая проверка на провертывание проводится чрезвычайно просто.
Для этого прежде всего снимается стержень замыкающий башмаки
корпуса. Ротор в это время должен стоять в таком положении, чтобы по-
люсы магнита находились под башмаками, а продольная прорезь в теле
- 81 -1
Авиационное аагнето
8
— 82 —
магнита была направлена вертикально вверх, как раз в середине между
выступами полюсных башмаков корпуса, как это показано на рис. 61.
Ротор в это время находится в состоянии неустойчивого равновесия.
Стоит слегка повернуть его за конец вала так, чтобы один из магнитов вы-
шел из под полюсного башмака и закрыл примерно %—Уз свободного про-
странства между ними или, иначе говоря, чтобы ротор повернулся на
10°—12° (ом. рис. 62), как он сам довернется до такого положения, когда
магнит целиком закроет пространство между башмаками (см. рис. 63).
Рис. 63.
Такое самостоятельное довертывание; ротора является лучшим доказа
тельством правильности его установки в корпусе.
Напротив, задержки в самостоятельном довертывании свидетельствую’:
о наличии какой-то неправильности, которую тщательной проверкой не
обходимо выявить и устранить.
Проверка работы шариковых подшипников
При больших числах оборотов магнето первостепенное значение
безукоризненная работа шариковых подшипников.
— 83 —
Проверка их работы проводится чрезвычайно тщательно, и в случае
обнаружения каких бы то ни было дефектов производится замена забрако-
ванного подшипника.
Самая операция проверки требует большого опыта и сноровки, хотя
и проводится очень просто.
Магнето в полусобранном виде (в каком оно находится на этой стадии
сборки) устанавливается на испытательный станок.
На конец вала ротора насаживается шкивов, соединенный ременной пе-
редачей с электромотором.
Мотор пускается в ход и ротору магнето даются обороты, постепенно
возрастающие от 250 до 5 000 об/мин.
Определение работы подшипников на разных
скоростях производится по звуку
Для этого берут большую отвертку, упирают лезвие ее в корпус маг-
нето в те места, где находятся шариковые подшипники; к концу рукоятки
прислоняют ухб, прислушиваясь к передаваемому по стержню отвертки,
шуму подшипников.
Если шум мягок, плавен, равномерен, чуть маслянист, — подшипник
признается годным. Если же в подшипнике слышится сухое трение, скри-
пы, неравномерные постукивания или другие звуки, свидетельствующие
о неправильности его работы. — подшипник немедленно выбраковывается
и заменяется новым.
Умение по звуку определять правильность работы поддшипника, хотя
и требует навыка, достигается довольно быстро. При проведении этой опе-
рации необходимо, чтобы магнето было плотно закреплено на испытатель-
ном станке, а этот последний не подвергался вибрациям или качаниям.
После выверки работы подтип никой (и, если оказалось необходимым.—
смены их) магнето снимают со станка.
Установка распределительной шестерни (75)
Для установки шестерни отвинчивают винт и гайку, которыми была
временно укреплена передняя опора магнето к корпусу, а самая опора сни-
жается. В отверстия опорного валика закладываются с пружинками фи-
тильки смазки (81), пропитанные предварительно маслом. После этого на
опорный валик насаживается шестерня так, чтобы короткая сторона сту-
пицы была направлена к передней опоре и упиралась в борт валика, а
длинная.' сторона ступицы была направлена к его свободному концу.
6*
— 84 —
При посадке шестерни на ва-
лик распределительного барабана
необходимо следить, чтобы не бы-
ли погнуты или срезаны фитильки
смазки с пружинками.
Шестерня должна быть закре-
плена на валике распорным коль-
цом (84), которое впрессовывается
в прорезь на конце валика при по-
мощи спец, приспособления, изо-
браженного на рис. 64 (в стан-
дартном наборе инструмента № 22).
При этом предельный люфт
(осевая игра) шестерни при совер-
шенно свободном ее вращении не
должен превышать 0,02 мм.
Между распорным кольцом и
ступицей шестерни прокладываются
тонкие шайбы (87), число и тол-
щина которых подбираются в по-
рядке регулировки провертывания
и осевой игры шестерни.
Шайбы эти должны быть в за-
пасных частях в необходимом коли-
честве и в ассортименте по толщи-
не 0.3; 0,35 а 0,5 мм.
Вместе с насаженной тестер
ней передняя опора устанавливает-
ся на место и снова временно кре-
пится к (корпусу магнето тапкой и
винтом (наискось по диагонали).
При этом зубья большей шестерни
ми шестеренки на валу ротора.
Вслед за этим приступают к регулировке сцепления шестерен. Для
этого магнето снова устанавливается на испытательный станок и соеди-
няется с приводом мотора.
Мотор запускается на разные скорости, начиная с 250 об/мин.
На каждой скорости проверяется правильность сцепления шестерен.
При правильном сцеплении шестерен при провертывании их на любой
скорости получается мягкий, плавный шум.
— 85 —
При неправильном сцеплении будет слышаться стук, достаточно ха-
рактерный. Неправильное сцепленйе может получиться либо в результате
.. заедания вследствие слишком тугого сцепления, либо вследствие сработан-
ности или заусениц на поверхности части зубьев.
При этом нужно однако иметь в виду, что полная бесшумность враще-
ния большой шестерни может оказаться следствием отнюдь не правиль-
ной установки, а слишком большого зазора между шестернями.
В соответствии с этим наладка работы шестерен производится двумя
способами — регулированием зазора и притиркой поверхности зубьев.
Рис. 65.
Регулирование зазора
Эта операция производится следующим образом (рис. 65).
Магнето в полусобранном виде, установленное на станке, получает вра-
щение от мотора. Регулировка сцепления шестерен производится на ходу.
Для этого в прорезь на конце валика распределителя, на котором вра-
щается большая шестерня, вставляется длинная отвертка и валик пово-
рачивается влево или вправо, от чего вследствие эксцентричного крепления
валика в гнезде передней опоры.' валик с шестерней будет то приближать-
— 86 —
ся к оси ротора, то отдаляться, а большая шестерня то приближаться
к малой шестерне ротора, то отходить от нее.
Провертывание валика проводится едва заметным движением. Сперва
его провертывают вправо, так, чтобы сцепление шестерен стало более ту-
гим. Затем медленным провертыванием валика влево постепенно ослабляют
сцепление шестерен до тех пор, пока вращение их станет плавным, мягким
и ровным.
Притирка зубьев
Если, несмотря на такую регулировку, плавный ход шестерен не до-
стигается — налицо очевидно какой-то дефект в поверхностях зубьев,
устранение которого достигается притиркой.
Притирка производится следующим порядком.
На конец вала ротора надевается деревянный диск диаметром в 300 мм,
специально для этой цели приготовленный с тем, чтобы вращение диска
передавалось на вал ротора. На поверхность шестерен наносят смесь масла
с мелким порошком пемзы.''Затем провертывают диск двумя руками влево
и вправо по несколько раз, постепенно перемещая сцепление шестерен по
окружности, чтобы притирке подвергались все зубья шестерен.
Притирка производится до достижения полной плавности зацепления,
причем и во время притирки и после нее для окончательной отрегулировки
равномерности зацепления производится подвертывание валика распредели-
теля.
После притирки шестерен необходимо заново разобрать и тщательно пе-
ремыть все детали магнето для очистки их от масла и пемзы.
Вслед за тем, как сцепление окончательно отрегулировано, закрепляют
валик распределительного барабана, затягивая на-туго винты крепящей его
шайбы.
Установка прерывателя
Следующей операцией сборки является установка прерывателя.
Заранее собранный прерыватель вводится в гнездо задней части корпуса
магнето так, чтобы кулачок ротора вошел внутрь прерывателя, контакто-
держатель был направлен кверху, а бортик с передней стороны прерыва-
теля вошел бы в круговой паз стенки корпуса, ограниченный по наружной
окружности медным кольцом, залитым в корпусе.
При установке прерывателя необходимо тщательно отрегулировать его
продольный люфт и провертывание в плоскости перпендикулярной оси вала
ротора.
— 87 —
Регулировка продольного люфта.
С внешней стороны прерыватель зажимается центрирующим стальным
кольцом (127). По наружному диаметру этого кольца имеется две полу-
круглые выточки, представляющие часть отверстий для болтов крепления
кольца к корпусу.
При установке кольца необходимо, чтобы эти выточки совпали с анало-
гичными выточками в корпусе, составив два полных отверстия для болтов
крепления, а задняя плоскость кольца была бы заподлицо с плоскостью
бортика корпуса магнето.
Если теперь закрепить кольцо, завинтив два кренящих болта, то, как
бы туго не были затянуть! болты, прерыватель будет иметь продольный
люфт гораздо больший, чем это допустимо. Нормальный продольный люфт
допустим в пределах до 0,02 мм с тем, чтобы прерыватель свободно про-
вертывался в гнезде, не перемещаясь вдоль оси.
Регулирование продольного люфта производится установкой под бортик
прерывателя специальных шайб (110). Подбор шайб, применяемых для этой
цели, имеет шайбы толщиной 0.2: 0,3; 0,7; 0,8; 1,3 мм.
После того, как шайбы подобраны, производится установка самих шайб,
затем прерывателя и наконец центрирующего кольца, затягиваемого двумя
болтами.
Регулирование провертывания
После того, как продольный люфт прерывателя отрегулирован, произ-
водят регулировку плавности его провертывания.
У магнето с автоматическим опережением такое провертывание необхо-
димо только для изменения положения прерывателя при регулировке угла
разрыва, после чего прерыватель -закрепляется в необходимом положении
наглухо и больше не провертывается.
У магнето с ручным опережением плавность провертывания прерывателя
вокруг его оси должна быть отрегулирована особо тщательно, поскольку
в эксплоатации перестановка момента зажигания производится именно та-
ким .провертыванием прерывателя вокруг его оси.
Положение прерывателя фиксируется двумя упорными болтами (14)
с гайками (12), пропущенными внутрь гнезда с наружных сторон корпуса.
Болты подвинчиваются до необходимого положения отверткой, а гайки —
специальным ключей.
Определение положения прерывателя производится в процессе регули-
ровки (см. ниже),
— 88 —
У магнето с автоматом прерыватель фиксируется в одном определенном
положении соответствующей затяжкой 'болтов.
У магнето с ручным опережением прерыватель не затягивается наглухо;
болты подвинчиваются с таким расчетом, чтобы прерыватель мог провер-
тываться. по, чтобы пределы его провертывания (определяемые при регу-
лировке зажигания) были ограничены положением концов упорных болтов.
Регулировка зазора между контактами прерывателя
Прежде чем перейти к окончательной отрегулировке твердого положения
прерывателя (у магнето с автоматическим опережением) или пределов его
провертывания (у магнето с ручным опережением), производят регулировку
зазора между контактами прерывателя.
Зазор этот, образуемый при нажиме выступа кулачка на пятку рычаж-
ка, должен быть не меньше 0,3 и не более 0,4 мм.
Если зазор будет меньше чем 0.3 —• период разомкнутого состояния
уменьшится и интенсивность искры резко упадет; при зазоре большех чем
0,4 мм —- интенсивность искры повысится, но контакты распределения и
свечей будут сильно обгорать, что может вызвать необходимость частой их
замены.
Изменение величины зазора достигается провертыванием длинного кон-
такта на контактодержателе помощью специального кйоча (имеется в на-
боре запасных частей). Величина зазора измеряется шаблоном — пластин-
кой, прикрепленной к этому ключу.
Величина зазора в 0,3 мм должна быть при полном отходе контакта
сидящего на рычажке, когда выступ кулачка отжал пятку рычажка до-
отказа.
При этом зазор между рычажком и фибровым упором в изолированном
контактодержйтеле (124) должен в момент полного разрыва контактов не
превышать 0,1, для того, чтобы рычажок при работе магнето не отходил
дальше по инерции, увеличивая тем самым зазор между контактами.
Величина этого зазора регулируется либо прокладкой шайб под головку
фибрового упора (если зазор велик), или стачиванием головщ! упора на
токарном станке (если зазор мал).
Зазоры должны быть отрегулированы с предельной точностью для ка-
ждого выступа кулачка. Операция регулировки должна проводиться чрез-
вычайно тщательно и осторожно, чтобы не повредить отшлифованные пла-
тино-ирридиевые контакты и не запороть фибрового упора.
89 —
Регулировка размыкания контактов прерывателя
и опережения магнето
Операция эта едва ли не самая ответственная н сложная из всех опе-
раций по сборке и регулировке магнето. Приступая к ней, надо тщательно
подготовить все необходимые приспособления и заранее произвести необхо-
димые вычисления и расчеты.
Приспособления для этой операции состоят из:
а) специального станка с закрепительным приспособлением и рейсму-
сом (указательной стрелкой);
б) металлического диска диаметром 170 мм с втулкой для насадки на
конус вала ротора и нанесенными на него 360 делениями, разбивающими
окружность диска на градусы;
в) лампочки карманного фонаря или зуммера (е батарейкой) для опре-
деления момента разрыва;
г) набора инструментов.
Предварительные расчеты должны проводиться следующим образом:
а) по таблице на стр. 182 отыскивается соответствующая марка (тип)
магнето и по указанию графы четвертой определяется угол размыкания
контаков прерывателя в градусах (назовем этот угол „₽“.)
6) в соответствии с конструкцией мотора, к установке на который пред-
назначается данное магнето, определяется угол опережения .в градусах (на-
зовем этот угол («а»).
При этом, если магнето подбирается к данному мотору наново, необхо-
димо проверить по графе второй таблицы (стр. 182), совпадает ли заданный
конструкцией мотора угол « а » с углом опережения * а » для данного типа
магнето.
Во избежание ошибок данные 'эти заносятся на ремонтную карточку
или нардд.
Только после этого приступают к самой регулировке, проводя ее педан-
тично и аккуратно в следующей последовательности.
Устанавливают градуированный диск на кОнус зала ротора так, чтобы
при провертывании диска ротор провертывался бы также абсолютно без
проскальзывания.
Магнето в полусобранном виде устанавливают на станок и закрепляют,
чтобы передняя опора магнето и конец вала с диском находились впереди
переднего края плиты станка, а корпус магнето плотно опирался на плиту.
Соединяют сигнальную лампочку или зуммер о корпусом прерывателя
и контактодержателем так. чтобы при соединении контактов ток батареи
— 90 —
проходил к сигнальной установке, а при разрыве контактов, чтобы ток пре-
рывался (см. схему на рис. 66).
Регулировка угла „р“
(Угол размыкания).
Вслед за этим приступают к регулировке угла размыкания. Для этого
устанавливают ротор в. такое положение, когда один из полюсов магнита
направлен вертикально кверху, целиком закрывая просвет между полюсными
башмаками корпуса магнето, т. е. когда ротор находится в нейтральном
положении.
Это положение отмечается как нулевое установкой указательной стрел-
ки против деления на градуированном диске. -Затем отводят прерыватель
в направлении, обратном рабочему вращению ротора, и провертывают ротор
в сторону рабочего вращения до тех пор. пока сигнальный прибор укажет
момент размыкания.
Отмечают количество градусов, на которое повернулся ротор из нуле-
вого положения до момента размыкания.
Определив величину этого угла поворота и подсчитав, йасколько он боль-
ше или меньше заданного угла 3 приступают к регулировке положения
прерывателя и кулачка с тем, чтобы размыкание наступало точно в тот
момент, когда ротор провернется в сторону вращения на 3 градусов.
Регулировка эта проводится перемещением положения прерывателя и
провертыванием кулачка,
91 —
При этом нужно иметь в виду, что. передвигая прерыватель (помощью
болта) в сторону вращения, мы увеличиваем yiy).n размыкания р и, паоби-
рот, — перемещая против вращения — уменьшаем угол р.
Проворачивая же кулачок на оси ротора в сторону вращения (при том
же положении корпуса прерывателя), мы угол размыкания р уменьшаем и,
наоборот. — провертывая его в сторону против вращения — увеличиваем
угол р.
Регулировка момента рамыкания помощью провертывания 'Кулачка воз-
можна только в тех магнето, где кулачок не сидит на шпонке, а просто
затянут болтом или гайкой на конус конца вала ротора. В противном случае
регулировка угла размыкания 'Производится только перемещением 'положе-
ния прерывателя, завинчивая или вывинчивая опорный болт со стороны,
противоположной направлению вращения ротора.
После того как угол р точно отрегулирован кулачок закрепляется на
конусе вала и никаким дальнейшим перемещениям не подвергается.
Регулировка угла „а“
(Угол опережения).
После того, как угол размыкания отрегулирован и проведен по всем маг-
нитам, 'приступают к регулировке угла опережения «.
•Для этого провертывают прерыватель в сторону ni вращению ротора
из предыдущего положения на угол, примерно равный углу а.
Провертывают ротор в сторону вращения магнето и отмечают по пока-
заниям стрелки на градуированном диске, на какой угол провернулся ро-
тор от нулевого положения до момента, когда зуммер или лампочка пода-
дут сигнал поступившего размыкания.
Угол этот должен по своей величине равняться сумме угла размыкания
и угла опережения («-)-?’•
Если оп окажется больше или меньше, то подвинчивая или вывинчивая
упорный болт со стороны вращения, подводят прерыватель в такое положе-
ние, чтобы в момент наступления разрыва стрелка на градуированном диске
показала угол провертывания ротора от нулевого положения в сторону вра-
щения магнето па величину, равную точно сумме углов а-|~Р-
Если в магнето с ручным опережением прерыватель должен иметь вра-
щение в пределах от положения, соответствующего -углу р до положения
соответствующего углу « —j— р то в магнето с автоматом прерыватель дол-
жен твердо фиксироваться в таком положении, при котором момент размы-
— 92 -
кания контактов наступает при полним запаздывания, т. е. при проверты-
вании ротора от нулевого положения на угол, равный сумме углов а —|- /3.
Таким образом в результате регулировки магнето с автоматически.,, опе-
режением корпус прерывателя должен быть намертво закреплен в таком
положении, чтобы размыкание наступало каждый раз когда магнит ротора
провертывается в сторону вращения на угол а -ф- ₽ от пулевого положения.
В магнето же с ручным опережением прерыватель должен свободно и
плавно провертываеться, опираясь то в один, то в 'Другой упорный болт,
с тем что провертывание это проводится в пределах от такого положения,
когда угол размыкание равен тому же р и до такого, когда размыкание на-
ступает при 'Провертывании ротора от нулевого положения на угол, равный
сумме а-|-р.
Операцию регулировки можно было бы проводить и обратным порядком
т; е. с установки прерывателя в положение запаздывания с последую’цим
переходом ко второму пределу — пределу опережения; но описанный нами
порядок, как показала практика, значительно целесообразней.
Регулируя пределы перемещения прерывателя, необходимо1 стремиться
к такой их фиксации, чтобы отклонения прерывателя в обе стороны от
вертикали были примерно симмегоччны.
После того, как углы а и / окончательно отрегулированы, необходимо
немедленно закрепить положение упорных болтов, затягивая контргайки
(12). Так как при этом возможно смещение положения болтов, то перед
тем, как снять магнето с испытательного станка, вторично проверяют пра-
вильность углов разрыва, как было указано выше.
Вслед за этим производится проверка периодичности наступления мо-
ментов размыкания контактов прерывателя по углу поворота ротора. Мо-
мент размыкания должен поступать равномерно при повороте ротора на
угол, равный частному от деления 360° на число выступов кулачка. Так
напр., у магнето с кулачком, имеющим четыре-выступа, размыкание должно
поступать через каждые 90° поворота ротора.
Фиксация кулачка и упорных болтов.
После того, как углы размыкания и опережения окончательно отрегулиро
ваны, необходимо зафиксировать положенно кулачка (если он не сидит на
шпонке) и упорных болтов, определяющих положение или перемещения пре-
рывателя.
Передняя опора магнето снова снимается с корпуса, для того, чтобы вы
путь ротор для фиксации положения кулачка.
Фиксация кулачка производится следующим порядком.
— 93 —
Ротор извлекается из корпуса магнето самым осторожным образом, чти-
бы не сместить кулачка, положение которого отрегулировано в 'Соответствии
с углами разрыва и опережения.
Также осторожно отвинчивают винт (или болт) крепящий кулачок к
валу ротора.
Затем специальной оправкой наносят на торец вала ротора заусеницу
так, чтобы она вошла в выемку для шпонки, имеющуюся в кулачке, ли-
шая его возможности провернуться по окружности вала.
Удар оправкой должен производиться так, чтобы не сместить кулачка.
После этого снова завинчивают натуго винт пли болт крепящий кулачок
к валу ротора.
Затем фиксируется положение упорных болтов. Для этого легкими уда-
рами кернера раскернивают края отверстий с внутренней стороны стенок
корпуса, сквозь которые пропущены упорные болты, так, чтобы образовав-
шиеся заусеницы (по одной на краю каждого отверстия) вошли в резьбу
болтов.
Закрепленные таким образом болты законтрены гайками с наружной
стороны корпуса, так что исключается всякая возможность их проверты-
вания или вывинчивания.
Установка пертинаксовой изолирующей пластины (6)
Вслед за этим к верхней площадке передней части корпуса магнето кре-
нится изолирующая пертинаксовая пластина (6).
Пластина кренится к корпусу двумя винтами (4), проходящими сквозь
отверстия в пластине в отверстия с резьбой в корпусе. Под головки винтов
при этом подкладываются специальные малые пружинящие шайбы. Винты
завинчиваются до отказа, о'Днако так, чтобы не повредить пластины слиш-
ком тутой затяжкой.
Установка распределительного барабана (88)
Установка распределительного барабана на переднюю опору производится
перед тем, как ротор окончательно устанавливается в корпус с тем, чтобы
тотчас после его установки передняя опора в вполне готовом виде была
установлена и закреплена на корпусе.
При установке распределительного барабана необходимо проследить; что-
бы барабан был для того вращения, на которое приспособлено данное магнето.
Направление вращения, для которого предназначен дапнйй распредели-
тельный барабан, определяется по выпуклой букве на его переднем торне
у основания конуса.
Буква L (G) означает левое вращение.
— 94 —
Буква R (D) означает правое вращение *).
Самая установка распределительного барабана производится следующим
образом.
На большую шестерню накладывается бумажная подкладка шайба (82)
так, чтобы отверстие в шайбе для направляющего штифта распределитель-
ного барабана совпало с таким же отверстием в шестерне.
Вслед за этим на конус ступицы шестерни накладывается изоляционная
бумажная конусная уплотняющая шайба распределительного барабана (74)
и надевается распределительный барабан.
Барабан должен своими краями плотно войти внутрь окружности, обра-
зуемой выступом венца шестерни, так, чтобы направляющий штифт бара1-
бана вошел в отверстие в подкладной шайбе и в шестерне.
После того, как барабан установлен, он закрепляется в этом положе-
нии большим латунным пружинным кольцом (71), которое закладывается
в выточку венца шестерни так, чтобы оно плотно зажимало края барабана.
Концы пружинного кольца должны- при этом накладываться друг на
друга своими выточками.
Намагничивание ротора
После того, как передняя опора собрана и все готово к установке ро-
тора на корпус, производят намагничивание магнитов ротора.
Порядок намагничивания описан выше.
Если магнето с двухполюсным (а не четырехполюсным) ротором, то
окончательное намагничивание производится на более поздней стадии сборки
и регулировки. Специальный намагничивающий ставок для магнето этого
типа дает возможность производить намагничивание и подмагничивание ро-
тора во вполне собранном магнето.
После того как ротор намагничен, его устанавливают в корпус магнето
и тотчас производят следующую операцию.
Установка и крепление передней опоры магнето (85)
ч
Следующей операцией является установка и крепление передней опоры
магнето, проводимая следующим порядком.
В наружное кольцо шарикоподшипника, запрессованное в опоре, вста
ваяется обойма с шариками (16).
На малой шестерне, сидящей на валу ротора, отыскивается и отмечается
зуб, против которого на торце шестерни стоит выбитая буква L (G)
1) Начальные буквы немецких слов: Links — левый, Rechts — правый; или
французских: Gauche—левый, Dioit—правый.
- 95 —
или R (D). Если магнето левого вращения, то отмечается зуб, против ко-
торого стоит буква L (G), если правого, то тот. против которого буква
R (D).
Отметка производится цветным (желательно красным) карандашом.
У большинства магнето такая красная черта уже заранее бывает нанесена
на соответствующем зубе малой шестерни.
Отмеченный зуб должен для правильной работы магнето войти в ту
выемку между зубьями большой шестерни на передней опоре? которая отме-
чена риской на венце большой шестерни.
При установке передней опоры необ-
ходимо провернуть ротор так, чтобы от-
меченный зуб малой шестерни стоял вер-
тикально кверху и большую шестерню
таге, чтобы выемка отмеченная риской
была направлена вертикально вниз.
Установив переднюю опору так, что-
бы сцепление шестерен было произве-
дено, как указано выше, т. е. отмечен-
ный зуб малой шестерни вошел в отме-
ченную риской выемку между зубьями
большой шестерни, закрепляют переднюю
опору, завинчивая доотказа крепящие ее
к корпусу винты и гайки с контргайками.
Проверка силы магнитов
Проверка степени намагничивания
магнитов ротора в процессе сборки маг-
нето производится на этой стадии.
Однако на практике такую проверку
приходится производить и на собранном
магнето. Описанный ниже порядок про- Рис. 67.
верки силы магнитов ротора применим
во всех случаях. Разница заключается лишь в том, что для проверки маг-
нитов в процессе сборки достаточно снять стержень, замыкающий полюсные
башмаки, при проверке «ке магнитов собранного магнето необходимо снять
крышку магнето и катушку.
Все процессы самой проверки производятся совершенно одинаково. После
того, как катушка или замыкающий стержень сняты, на их место между
полюсными башмаками корпуса магнето вставляется специальный прибор
— 96 —
«Магнитометр» (см. рис. 67), так, что его нижняя часть плотно вдвигается
в промежуток между башмаками, как это показано на рис. 68.
Установленный на место магнитометр соединяется с источником тока
(аккумуляторная батарея или сухой элемент напряжением 4 вольта) по
прилагаемой схеме (ом. рис. 69).
Рис. 68.
К клеммам В и D кренят провода от источника тока. Провертыванием
головки А изменяют сопротивление прибора так, чтобы сила тока, 'проходя-
щая через цепь и отмечаемая верхней стрелкой на круговой шкале, ока-
залась равной числу миллиампер изображенному на лицевой стороне внизу
магнетометра (на рис. 67 изображен магнитометр, для пользования которым
нужна сила тока в 42,0 миллиампер).
Вращением головки А по часовой стрелке увеличивают сопротивление в
уменьшают силу тока,в цепи.
— 97 —
Вращением головки А против часовой стрелки уменьшают внутреннее
сопротивление прибора и стало быть увеличивают силу тока в цепи.
Если сила тока, даваемого батареей, не определена точно, то, прежде
чем включить рубильник С (см. схему), отводят головку А по часовой стрел-
ке. включая тем самым сопротивление и ограждая магнетометр от порчи
при включении в цепь тока большей силы, чем та, на которую он рассчитан.
Рис. 69.
После того, как рубильник включен и сила тока вращением головки А
отрегулирована, как это необходимо для данного магнетометра, медленно
провертывают ротор в сторону рабочего вращения.
При этом нижняя стрелка магнетометра также медленно будет провер-
тываться по нижней круговой шкале, сперва по часовой стрелке, показывая
увеличение магнитного потока, а затем (по мере дальнейшего провертыва-
ния ротора) — в обратном направлении.
Максимальное положение, до которого, при этом дойдет стрелка, будет
характеризовать силу магнита. Это максимальное положение отмечают по
делению на нижней круговой шкале к сравнивают с данными третьей графы
таблицы (стр. 182) для данного типа магнето.
Если максимальное деление шкалы, до которого доходит при испытании
нижняя стрелка магнетометра, окажется равным или большим указанной
в таблице силы магнита для данного типа магнето, — ротор пригоден для
работы. В противном случае необходимо произвести дополнительное его под-
магничивание.
Авиационное магнето.
7
— 98 -
Установка катушки магнето (92)
После того, как передняя опора прикреплена к корпусу, в отверстие,
имеющееся в конусе распределительного барабана, вставляется угольный
контакт с пружинкой, снимается стержень, замыкающий полюсные баш-
маки или магнитометр, и на его место вставляется катушка.
Перед тем, как вдвинуть катушку, необходимо перекрыть пространство
между полюсными башмаками изолирующей пертинаксовой пластинкой (9),
поверх которой кладется войлочная сухая прокладка (1).
Катушка вдвигается не сверху вниз, а сзади вперед но направлению от
прерывателя к передней опоре, чтобы не обломать угольный контакт и не
прогнуть его пружину. Установленная катушка крепится к полюсным баш-
макам двумя винтами (91), под головки которых подкладывается по две
шайбы — одна латунная (94) (снизу) и одна пружинящая (93) (сверху)
При этом необходимо, чтобы угольный контакт плотно всей своей поверх-
ностью прижимался к выступающему из обмотки катушки металлическому
угольнику.
Установка задней крышки прерывателя (104, 117)
Следующей операцией сборки является установка задней крышки пре-
рывателя.
Для этого прежде всего закрепляют пружинной шайбой (109) винт зад-
ней крышки прерывателя ,(108), проходящий сквозь отверстие в центре
крышки так, чтобы винт свободно вращался
Рис. 70.
в отверстии, не выпадая из него.
Затем накладываются плоская пружин-
ная шайба в паз с внутренней стороны
крышки так. чтобы в ее полукруглые вы-
резы вошли приливы на заточке крышки.
В таком положении пружинную шайбу
закрепляют, раздавая края приливов по-
мощью круглого бородка.
Подготовленная таким образом крышка
надевается на прерыватель так, чтобы ее
винт вошел в отверстие в центре прерыва-
теля, а направляющие шпильки прерыва-
теля вошли бы в отверстия в торце заточки
- с внутренней стороны крышки.
Затягивая винт, прикрепляют крышку
корпусу прерывателя. Если магнето имеет
— 99 —
автоматическое опережение, то крышка прерывателя — кругла и совер-
шенно безразлично, какими отверстиями крышка насаживается на напра-
вляющие штифты прерывателя. Если же магнето с ручным опережением,
то крышка прерывателя имеет прилив, к которому крепятся тяги управле-
ния- опережением.
Положение этого прилива должно соответствовать устройству органов
управления опережением данного мотора. Он может быть закреплен в соот-
ветствующем положении посадкой крышки той или другой парой отверстий
в торце заточки на направляющие шпильки корпуса прерывателя. Таких
положений может быть, как это показано на рис, 70. восемь.
Установка секторов распределителя тока (38)
Сама по себе установка секторов распределителя тока более чем проста.
Каждый сектор устанавливается так, чтобы круглой выемкой в своем
основании он оперся на боковой штифт передней опоры, а затем сектор до-
вертывается к центру магнето так, чтобы своей верхней внутренней верти-
кальной стенкой он оперся о верхний центральный штифт передней опоры.
При этом поперечная шпилька верхнего штифта должна войти в отвер-
стие в стенке сектора.
Сектор с контактом для первого цилиндра1 ставится спрага, если смо-
треть на магнето спереди.
Такая простота установки связана, однако, с чрезвычайной тщательно-
стью выверки взаимодействия опережения и распределения, которая произ-
водится при установке 'Секторов, выверки последней и решающей в процессе
сборки и регулирования магнето.
Проверка эта завершает весь процесс регулирования взаимодействия ча»
стей магнето. Именно она в конечном счете определяет, в какой мере пра-
вильно проведен .] все предшествующие операции и пригодно ли магнето для
установки на нотор.
-Ч-.
Проверка взаимодействия опережения
и распределения
Для проведения этой проверки устанавливают правый сектор распреде-
лителя тока, как это указано выше.
Провертывают ротор де тех пор пока отметка (риска) на венце большой
шестерни совпадет с .акей же отметкой на передней опоре (прерыватель
должен быть предварительно поставлен в положение полного опережения).
!) Номера контактов обозначены с наружной стороны сектора.
— 100
Если магнето собрано и отрегулировано правильно, то при таком поло-
жении (когда отметки на шестерне и на передней опоре совпали) контакты
прерывателя должны стать в положение разрыва, а один из контактов рас-
пределительного барабана той своей частью, которая направлена против вра-
щения магнето, должен соприкоснуться с контактом № 1 на секторе распре-
делителя, как это показано на рис. 71.
Рис. 71.
Вслед за этим выверка производятся вторично при повороте прерыва-
теля до отказа ® положение полного запаздывания.
При этом в момент разрыва контактов прерывателя риски на шестерне
и на передней опоре не совпадут, а первый контакт сектора должен совме-
ститься с одним мз контактов распределительного барабана и именно с той
его частью, которая направлена по вращению магнето.
Если такое совпадение получается — магнето собрано правильно и зна-
чит готово к действию.
В противпом случае необходимо произвести подра улировку взаимодей-
ствия распределения и опережения. Для этого переставляется большая ше-
стерня на 1-2 зуба влево или вправо от положения, описанного выше (см.
стр. 94).
В случае невозможности наладки взаимодействия распределения и опе-
режения этим способом, проводится тщательное исследование причин несла-
женности взамодействия и вскрытая неправильность соответствующими ме-
рами устраняется.
У магнето с автоматическим опережением выверка проводится только
г. том порядке, как это указано для положения полного запаздывания, т. е.
— 101
в момент начала разрыва риски на шестерне и передней опоре не совпа-
дают, а первый контакт сектора распределителя совмещается с тем краем
одного из контактов распределительного барабана, который направлен по;
вращению магнето.
Второй момент для магнето с автоматическим опережением проверяется
по совпадению рисок на большой шестерне и на передней опоре. Контакты
прерывателя при этом останутся неразомкНутыми, но первый контакт сек-
тора распределителя тока должен совместиться с тем краем одного из кон-
тактов распределительного барабана, который направлен против вращения
магнето.
Установка крышки магнето (47)
После того, как проведена окончательная выверка взаимодействия частей
магнето, установленный на это время сектор распределителя тока снимается
для установки на корпус крышки магнето.
Крышка устанавливается на штифты, запрессованные в корпус, и за-
винчивается болтами в порядке, обратном процессу разборки (см. стр. 45).
Окончательная установка секторов
распределителя тока
Вслед за установкой крышки на магнето надеваются оба сектора распре-
делителя тока и закрепляются на корпусе.
Закрепление производится крышкой распределителя (46). которая уста-
навливается поверх обоих секторов и привинчивается винтом (52) к верх-
нему центральному штифту передней опоры.
Между крышкой распределителя и головкой крепящего винта проложена
пружина (50).
В головке винта и в штампованном угольнике пружинки имеются отвер-
стия. сквозь которые пропускается предохранительная булавка (54), замы-
каемая как обычная «английская булавка».
Электрическое испытание магнето
Перед тем, как окончательно выпустить собранное и выверенное в меха-
ническом взаимодействии частей магнето, его подвергают электрическому
испытанию, т. е. испытанию на правильность искрообразования.
Магнето в окончательно собранном виде (не установлена только верхняя
крышка прерывателя 59) закрепляется на испытательном станке, соеди-
102 —
няясь с приводом мотора. В гнезда контактов секторов распределителя тока
закладываются наконечники проводов, идущих к разрядникам (см. рис. 72).
Разрядники имеют каждый по три электрода: один рабочий соединяется
с проводом, идущим от магнето, второй рабочий замкнут на корпус испыта-
тельного станка (земля), а третий — статический (ионизационный) — на
изоляторе.
Рис. 72.
Зазор между рабочими электродами регулируется в пределах от 0 до
10 мм.
Статический электрод устанавливается под прямым углом к рабочему
электроду, соединенному с распределителем тока магнето. Зазор между эти-
ми электродами постоянный —- равный 0,05 мм.
После того, как установка для испытания закончена, запускают мотор,
давая магнето обороты, начиная с малых и кончая максимальными, и следя
при этом за его работой.
Испытания должны проводиться, начиная с минимального для данного
типа магнето числа оборотов.
Это минимальное число1 оборотов определяется по таблице, помещенной
на стр. 182.
— 103 —
Определив по таблице минимальное число оборотов и пробиваемый искро-
вой промежуток при полном опережении (числитель в графе шестой), уста-
навливают соответствующим образом электроды разрядников и прерыватель
магнето.
Включив мотор, дают магнето то количество оборотов, которое опреде-
лено по таблице и наблюдают за появлением искры в разрядниках.
Искра должна появляться в разрядниках равномерно, без всяких пропу-
сков, в порядке очередности номеров контактов секторов распределителя
тока.
После такой проверки, переставляют прерыватель на запаздывание и
определяют по таблице минимальное число оборотов (знаменатель в графе
шестой).
Оставляя неизменным искровый промежуток, увеличивают число оборо-
тов до величины, указанной в таблице, и снова проверяют бесперебойность
появления искры в разрядниках.
После того, как испытание на малых оборотах подтвердило исправность
работы магнето, переходят к испытаниям на больших оборотах.
Доводят вращение магнето до 1 000 об/мин. и в течении 10 минут на-
блюдают за искрением разрядников.
При таких оборотах очередность появления искры проследить уже не-
возможно. Поэтому испытание сводится к наблюдению за полной непрерыв-
ностью искрения.
Наличие малейших перерывов будет свидетельствовать о неисправности
магнето.
Если такая неисправность будет обнаружена, магнето снимают с испы-
тания, определяют причины неисправности и принимают меры к их устра-
нению.
Если в течение 10-минутных испытаний никаких перебоев не обнару-
жено. переходят к испытанию магнето на скорости в 2 500 об/мин.
На этой скорости магнето должно бесперебойно работать 5 минут. Загс.ч
его переводят на максимальную скорость в 4 000 об/мин. и проводят и i-
блюдение за искрением разрядников в течение 10 минут.
Во все время испытаний наблюдают за искрением прерывателя, котов
в исправном магнето должно быть едва заметным на-глаз в светлом пи э-
щении.
Этими испытаниями заканчивается выверка магнето.
— 104 —
Установка верхней крышки прерывателя (5»)
После окончания испытаний магнето снимается со станка, на него на-
девается верхняя крышка прерывателя (59), задаваемая вращающейся
пружинкой крышки магнето (56), и операции сборки, регулировки и вы-
верки магнето закончены.
Магнето готово к действию.
Рис. 73.
ГЛАВА VI
Ив. Данишевский.
А. Кочедыков.
АВТОМАТИЧЕСКОЕ ОПЕРЕЖЕНИЕ
Автоматизация процессов управления механизмами имеет первостепенное’
значение в развитии летного дела.
В первую очередь это относится к тем процессам, где управление бази-
руется не на непосредственных восприятиях летчика-водителя, а на более
пли менее сложных техшпеских расчетах. Желательность автоматизации,
в значительной степени относится к процессу перестановки момента зажи-
гания авиационного мотора.
Правильная установка момента искрообразования в цилиндрах мотора
в точном соответствии о режимом его работы определяет и безотказность
работы мотора, и экономичное в расходовании горючего и устранение дето-
нации, и уменьшение износа деталей мотора при снятии полных мощностей.
Коэфициенты полезного действия авиамотора находятся в прямой за-
висимости от точности и правильности установки момента зажигания.
Практика показала, что при ручном опережении даже у самых опытных,
летчиков никогда не достигается постоянство соответствия момента подачи
искры в цилиндры-тому режиму, в котором работает мотор. При изменении
числа оборотов мотора, при изменении подачи газа, как бы правильно не
была произведена перестановка момента зажигания, она всегда производится
либо до того, как мотор изменил ©вой обороты, либо уже после этого. Таким,
образом всякое изменение режима работы мотора при ручном опережении
приводит к тому, что мотор некоторое время работает при неправильном
зажигании то запаздывающем, то преждевременном.
Ь то же время рычаг опережения в кабине летчика является лишним
об’ектом, отвлекающим его внимание, тем в большей степени, чем больше
оно необходимо ему для других целей.
При сложных эволюциях в воздухе, требующих частой смены режимов
работы мотора и стало быть частой перестановки момента зажигания, это
неудооство сказывается особо сильно.
— 106 —
Автоматическое опережение значительно упрощает управлению само-
летом, поскольку оно без -участия летчика саморегулируется., изменяя момент
подачи искры в цилиндры синхронно изменениям режима работы мотора,
обеспечивая мотору наиболее благоприятные условия эксплоатации и увели-
чивая коэфициенты полезного действия винтомоторной группы. •
Совершенно естественно, что особое значение автоматическое опереже-
ние приобретает па многомоторных самолетах, где ручная перестановка либо
совершенно не гарантирует синхронности работы магнето и моторов, либо
требует возни с несколькими рычагами опережения, усложняющими и без
того сложное управление.
Существующие типы автоматических приспособлений (механических и
электрических) для перестановки момента зажигания в зависимости от из-
менения режима работы мотора еще не разрешили целиком этих задач.
Основными слабыми местами современных автоматических устройств
являются: сложность регулировки; отсутствие приспособливаемости к таким
условиям, как высотность, характер смеси; неполная надежность в зксплоа-
тации и т. д. и т. п. Эти черты относятся и к автоматическому опереже-
нию у магнето описываемого нами типа.
Однако, не касаясь вопроса о большей или меньшей степени пригод-
ности автоматического опережения у магнето типа Сцинтилла, мы посвя-
щаем ему отдельну главу, поскольку значительное количество магнето, на
годящихся на эксплоатации воздухофлота Советского Союза, снабжены та-
кими автоматами и поскольку в то же время ни в советской, ни в иностран-
ной технической литературе нет ни одного мало-мальски систематического
руководства по их использованию, ремонту и регулировке.
Устройство автоматической перестановки момента зажигания в магнето
описываемого типа основано па использовании центробежных сил, возни-
кающих в роторе магнето при его, работе и возрастающих пропорционально
увеличению скорости вращения ротора, т. е. пропорционально числу оборо-
тов мотора*).
Описание устройства автомата
На прилагаемом чертеже (см. рис. 74) изображен разрез четырех полюс-
шго рогора магнето с автоматическим опережением типа А для авиацион-
ных моторов.
Автомат смонтирован на медной цапфе со втулкой и задним концом вала
плюра и находится внутри ротора, в промежутках между его магнитами.
mv2
Ц Центробежная сила пропорциональна квадрату скорости г — ? -~пко2г.
— 107 —
Таким образом габариты ротора о автоматом совершенно не отаичаются
от размеров ротора для магнето с ручным опережением.
Рис. 74.
На рис. 75 помещен фотографический снимок автомата с медной цап-
фой, втулкой, задним концом вала ротора и осью кулачка прерывателя.
На этом снимке автомат изображен вполне смонтированным, но не вста-
вленным внутрь ротора в промежуток .между его полюсами.
На рисунке 76 изображены отдельные составные части автомата в разо-
бранном виде. Систематическое их описание дано нами ниже, причем в основу
нами взято магнето типа GN 12-DA как одного из наиболее распростра-
ненных.
Автоматы для авиационных магнето других типов по своему устройству
кичем кроме отдельных размеров не отличаются от описываемого нами.
Работа автомата
Внутри втулки цапфы (137) вращается ось кулачка прерывателя (151),
на конец которой крепится кулачок.
В магнето с автоматическим опережением прерыватель и кулачок, по-
ставлены в такое положение, которое соответствует полному запаздыванию
1^3
13 f (МЛ й/ШНЯм)
fafW3K*M'51
151
&£Р£ДНИИ
f KotteiA.
J57
Рис, 75.
Рис. 76
— 109 —
Поэтому перестановка момента зажигания помощью автомата заклю-
чается в том, что кулачок пилертывается относительно магнитов ротора на
угол, равный углу опережен* я а, в сторону вращения магнето.
Роль автомата заключается в том, чтобы осущее-твить это повертыва-
ние кулачка прерывателя на угол, соответствующий числу оборотов маг-
нето, или иначе говоря —- числу оборотов мотора, от которого получает свое
вращение магнето.
Конец оси кулачка, находящийся внутри ротора, имеет вид круглой
головки. На торце головки оси высверлены эксцентрично два отверстия,
расположенные симметрично от центра окружности торца.
В эти отверстия входят шарообразные головки стальных штифтов (138).
запрессованных в передние концы бронзовых центрофугальных масс (148).
Заднпми своими концами центрофугальные массы оперты о мерные опо-
ры (115), закрепленные на внутренней стороне цапфы двумя стальными
винтами (157).
Таким образом, если к центрифугальным массам приложить усилие, на-
правленное радиально от оси, то задние их концы не сдвинутся, поскольку
их перемещение ограничено опорами (155); что иге касается передних кон-
цов центрифугальных масс, то они под влиянием такого усилия переместятся
от центра к периферии и при этом своими штифтами, входящими в от
верстия в головке оси кулачка, создадут вращательное усилие на этой оси
и заставят ее повернуться вместе с кулачком.
Чем больше отойдут в стороны передние концы цептрофугальных масс,
тем больше повернется кулачок и тем самым (как было сказано выше)
будет создан больший угол опережения.
Такое усилие, раздвигающее центрифугальные массы, создается при ра-
боте магнето, как центробежная сила, изменяющаяся пропорционально ско-
рости вращения цептрофугальных масс т. е. пропорционально числу оборо-
тов ротора и мотора.
Для того чтобы такое раздвижение цептрофугальных масс имело необхо-
димые пределы, передние их концы скреплены болтом (112), пропущенным
сквозь отверстия в концах цептрофугальных масс и сквозь запрессованные
п них дистанционные муфты (150). Эти муфты при достаточном раздвиже-
нии цептрофугальных масс, упираются в регулирующие гайки (139). на-
винченные на концы болта.
Таким образом устанавливается npei ел раздвижения цептрофугальных
масс и стало-быть предел повертывания кулачка.
Для того чтобы при остановке мотора и при малых его оборотах кулачок
снова устанавливался в положение полного запаздывания, служат *м регу-
ляторные пружины (149) надетые на болт (142) так, что одним своим вон-
— по —
цом они упираются в регулирующие гайки (135), а другим — отжимают
центрифугальные массы от периферии к центру.
Эти же пружины обеспечивают плавный и постепенный отход цснтро-
фугальных масс и повертывание кулачка по мере увеличения числа оборо-
тов мотора, 'Создавая необходимую постепенность изменения угла опереже-
ния момента подачи искры в цилиндры мотора.
Таким образом устройство автомата не сложно, так же, как не сложна
и схема его работы.
Однако большая точность, являющаяся жестким условием работы авто-
мата, выдвигает необходимость исключительной педантичности всех нроцес-
сов, связанных с его эксплоатацией. сборкой, разборкой, регулировкой и
ремонтом.
Требования, какие пред’являет в этом отношении автомат, оставляют
далеко позади все то, что сказано нами выше в отношении всех прочих
частей магнето.
В какой мере тщательна и кропотлива работа с автоматом в мастерской,
будет видно из дальнейшего изложения, где дается описание процессов его
разборки, сборки, регулировки, выверки, испытаний и т. д.
Рис. 77.
Разборка автомата
Разборка автомата производится после того, как он извлечен изнутри
ротора. 7"
Извлекается он вместе с медной цапфой, на которой он смонтирован,
для чего отвинчивают четыре медных винта, крепящих цапфу к четырем
магнитам ротора, и плавным усилием извлекают автомат изнутри ротора г).
1) У некоторых магнето промежуток между полюсами магнита мотора су-
жается к концу настолько, что для выемки автомата необходимо предварительно
снять с него направляющие и контрящие шайбы (160, 153).
г
Вслед за этим приступают к самой разборке, которая производится в сле-
дующем порядке.
1. Ослабляют провертыванием на 1-2 оборота влево два винта (157)
крепящие к цапфе две медных опоры (155) для задних суженных концов
бронзовых центрофугальных масс (148).
Провертывают каждую из опор на 90" так, чтобы их выпуклые скруг-
ленные края вышли из пазов в концах центрофугальных масс.
После того, как задние концы центрофугальных масс освобождены та-
ким образом из зажима между опорами, обе массы вместе с болтом и регу-
ляторными пружинами, которыми скреплены их,передние концы, свободно-
снимаются с оси автомата (151).
При этом из отверстий с внутренней стороны задних концов центро-
фугальных масс ’ извлекаются две пружинки (147)'
Передние концы центрофугальных масс скреплены, как это указано вы-
ше, болтом с двумя пружинами. Болт (142) затянут двумя регулирующими
гайками (139), закрепленными шплинтами (143), пропущенными через от-
верстия в концах болта и через прорези гаек.
Отвинтив одну из гаек, снимают с болта регуляторные пружины (149)-
дистанцмонные шайбы (159) и цснтрофугальные массы. Вынимают шпонку
на конусе оси кулачка и извлекают ось из бронзовой втулки с цапфой.
Если разборка производится для целей, не связанных с ремонтом, то-
на этом она и заканчивается.
Дальнейшее расчленение деталей автомата производится исключительно-
в 'порядке ремонта, к описанию которого мы и переходим.
Ремонт автомата
При описании ремонта автомата мы придерживаемся нашем оощей уста-
новки - давать описание только тех ремонтных операций, осуществление-
которых возможно и целесообразно в условиях эксплоатации.
Между тем устройство автомата системы Сцинтилла таково, что ремонг
его в эксплоатационных условиях возможен исключительно в порядке за-
мены отдельных поврежденных или изношенных деталей да и то при не-
пременном условии наличия необходимых приспособлений и оборудования
для его сборки и регулировки (см. ниже «Сборка и регулировка автомата»).
Замена дистанционных муфт (150)
Дистанционные муфты заменяются (в случае износа или повреждения)
следующим образом.
— 112 —
Оправкой, вставленной с внутренней стороны в отверстие центрифугаль-
ной массы, куда запрессована муфта, выталкивают муфту с таким расче-
том, чтобы не нанести никаких повреждений центрофугальной массе.
Мы обращаем внимание на то обстоятельство, что, несмотря на внешнюю
грубость отделки, центрифугальные массы представляют собою чрезвычайно
точно отлаженную деталь.
Небольшое повреждение центрифугальной массы, малейший перекос —
уместят ее центр тяжести, изменят величину радиуса вращения и разрегу-
лируют автомат в такой степени, что станет невозможным его дальнейшее
.использование.
После того, как старая муфта вынута, в освободившееся отверстие
вставляется и осторожно запрессовывается новая муфта так, чтобы ось ей
точно совпала с осью отверстия в центрофугальной массе без каких-либо
.повреждений и перекосов.
Замена направляющей шайбы центрофугальной
массы (160)
Для замены этой шайбы отгибают лапки контрящей шайбы (153), кре-
пящего ее шурупа, отвинчивают шуруп и снимают шайбу.
Установка новой шайбы производится тем же способом, но в обратном
порядке.
Замена опор задних концов цетрофугальных
масс (155).
Эта замена производится чрезвычайно просто. Отвинчивают винт, кре-
пящий опору к цапфе (157), снимают опору, нуждающуюся в замене, уста-
навливают новую и завинчивают винт крепления.
Винт завинчивается не до отказа, а так, чтобы опора провертывалась
на нем, как на оси.
Винты эти затягивают только после установки цептрофугальных масс,
о чем смотри ниже.
СБОРКА И РЕГУЛИРОВКА АВТОМАТА
Сборка автомата очень не сложна сама по себе, однако проводимая при
сборке автомата и при установке его в роторе, на магнето регулировка его
работы требует большой четкости и строгого соблюдения указаний и 'Правил.
Ответственность процесса регулировки станет очевидной, если учесть,
что основным препятствием к внедрению в эксплоатацню магнето с авто-
113 —
матическим опережением является именно сложность этой операция и от-
•сутствие знаний и опыта по этой части у технического состава летных
частей и ремонтных мастерских.
Известно, что сплошь и рядом вполне исправное магнето консервируется
без употребления на складах из-за неумения отрегулировать и наладить ра-
боту автомата.
Рис. 78.
А между тем операция эта вполне доступна и осуществима не только
® заводской обстановке, но и в условиях эксплоатационных, требуя для «во
«его проведения лишь небольшое дополнительное оборудование.
Мы подчеркиваем иг"пючительную важность тщательного усвоения мето-
дов и порядка проведения регулировки автомата, именно потому, что эта
операция наименее освоена техническим составом воздушных сил Совет-
ского Союза.
Сбирка автомата
Прежде чем приступить к сборке автомата, необходимо приготовить все
его детали во вполне готовом для сборки виде. И новые, и вышедшие из ре-
монта детали должны быть тщательно осмотрены, промыты бензинjm,. про-
кушены и покрыты тонким слоем касла.
Если отдельные детали автомата ставятся на него наново, необходимо
:иметь в виду следующее.
Угол опережения магнето, создаваемый автоматом, определяется сте-
пенью и пределом отклонения центрофугальных масс от оси вращения ро-
тора. Величина этого отклонения зависит с одной стороны от скорости вра-
щения ротора, а с другой — от сопротивления, оказываемого двумя регу-
ляторными пружинами, стремящимися поджать передние концы центрофу-
тальных масс к оси вращения.
^Авиационное магнето.
8
114 —
Крайние пределы отклонения центрофугальных масс в основном ограни--
чиваются краями дистанционных муфт, упирающихся при этом в регули-
рующие гайки, навинчивающиеся на концы болта. Более точная регули-
ровка крайних пределов отклонения достигается установкой необходимого
числа тонких дистанционных шайб.
В силу этого, определив заданный для данного магнето угол опережения,
заготовляют соответствующие пружины и муфты и некоторое количество
тонких дистанционных шайб.
Рис. 79.
Пружины эти применяются исключительно заводского изготовления s
должны иметься в числе запасных частей.
То же самое касается и дистанционных муфт.
Никакая кустарщина, никакие подмены самодельными муфтами или пру-
жинами совершенно недопустимы.
Муфты запрессовываются в отверстия центрофугальных масс, как это
указано в главе о ремонте автомата.
Затем на один Из концов болта навинчивается регулирующая гайка к
надевается одна из пружин.
Болт с гайкой и пружиной просовывается сквозь дистанционные муфты
так, чтобы центрифугальные, массы своими муфтами были направлены
к .концам болта, а приливами со стальными штифтами с шаровыми голов-
ками смыкались бы в середине.
При сборке автомата наново необходимо обратить внимание, чтобы цен-
трифугальные массы соответствовали типу магнето и направлению его вра-
щения.
Вслед за этим на свободный конец болта накладывается вторая пружина
так, чтобы она вошла в муфту, и навинчивается вторая регулирующая гай-
— 115 —
на, Обе гайки навинчиваются в этой стадии оборки так, чтобы свободные
концы болта с винтовой нарезкой высовывались из гаек примерно на одну
нитку.
Скрепленные таким образом центрифугальные массы надеваются на то-
рец круглой головки конца оси кулачка (151), так, чтобы в отверстия, вы-
сверленные в ней, вошли шарообразные головни стальных штифтов (138)
центрофугальных масс (148).
В отверстия, выточенные с внутренней стороны задних кнцов центро-
фугальных масс, вставляются малые пружины (147), после чего ось кулачка
вдвигается внутрь втулки с цапфой (137).
К цапфе к этому времени должны быть прикреплены винтами медные
опоры (155).
Винты, крепящие их, не должны быть затянуты до отказа, чтобы опоры
могли провертываться.
При установке на втулку оси кулачка с центрофугальпыми массами
медные опоры должны стоять так, чтобы прямые срезы их шляпок были
направлены перпендикулярно ра-
диусу окружности цапфы (или
параллельно самой окружности,
что то же самое) для того, что-
бы можно было концы центро-
фугальных масс вдвинуть в про-
межутки между опорами и за-
мыкающими пластинчатыми ба-
шмаками втулки. На рис. 80 в
такое положение, поставлена
Рис. 80.
опора а.
После этого поворачивают медные опоры па 90° так, чтобы неспилен-
ные округлые края их шляпок вошли в пазы с наружной стороны задних
концов центрофугальных масс, тем самым закрепляя их и соединенную с ни-
ми ось кулачка на бронзовой втулке. На рис. 80 в такое положение по-
ставлена опора в.
При этом необходимо, чтобы малые пружинки, не перекашиваясь, встали,
опираясь о поверхность пластинчатых замыкающих башмаков втулки.
Подвинчивают винты, крепящие к. цапфе опоры, так, чтобы они не про-
вертывались, и переходят к следующей операции.
Установка автомата в ротор
Смонтированный па втулке с цапфой автомат вдвигается в промежуток
между магнитами ротора так, чтобы втулка вошла в середину ротора,
а цапфа вплотную прижалась к торцу его магнитов.
t*
— 116 —
При выборе того промежутка между магнитами, в который следует вдви-
нуть автомат, обращают внимание на точечную отметку, нанесенную кер-
нером на окружность цапфы.
Эта отметина должна быть в одном радиальной плоскости со шпонкой
на конусе переднего конца вала ротора (рис. 81).
Именно это положение цапфы определит промежуток, в который нужно
вдвинуть автомат.
Установленный таким образом автомат закрепляется четырьмя медными
шурупами, ввинчиваемыми в отверстия, высверленные для этой цели в торце
магнитов ротора.
I
еис. bi.
После того, как автомат смонтирован в роторе, к центрифугальным мас-
сам крепят шайбы для регулировки игры, привинчивая их с наружной сто-
роны передних концов цептрофугальных масс.
Шайбы крепятся винтами (с шестигранными головками и прорезями для
отвертки), под которые подкладываются контрящие шайбы, лапки которых
обжимаются вокруг головок винтов.
Прикрепление этих шайб удобнее было' бы производить на более ран-
ней стадии сборки, когда центрифугальные массы еще не смонтированы
на втулке и не соединены болтом.
Однако благодаря тому, что промежуток между полюсами магнита ротора
у мх концов часто уменьшается, автомат с прикрепленными направляю-
щими шайбами с трудом продвигается внутрь ротора.
Шайбы эти играют важную роль, направляя центрифугальные массы
при работе магнето. Приготовленные из каленой стали они имеют окруж-
ность чрезвычайно точно подогнанного диаметра, которую необходимо пре-
дохранить от повреждений.
— 117
Поэтому и рекомендуется прикрепление шайб производить уже после
установки автомата внутрь ротора, заканчивая этим подготовку ротора
о автоматом для регулировки.
РЕГУЛИРОВКА АВТОМАТИЧЕСКОГО ОПЕРЕЖЕНИЯ
Регулировка автоматического опережения состоит из двух основных опе-
раций: регулирования крайних точек и регулирования постепенности пере-
ходов.
Предварительное регулирование крайних точек .производится в следую-
щем порядке.
Ротор вставляется в испытательный станок и кропится меж двух дере-
вянных зажимов так, чтобы исключена была возможность его провертыва-
ния, но в то же время, чтобы не деформировать его магнитов.
Па конец оси кулачка надевается вместо кулачка легкий алюминиевый
диск с нанесенными по окружности градусами так, чтобы при провертыва-
нии диска ось кулачка провертывалась бы вместе с ним без всякого про-
скальзывания.
Такое, крепление диска достигается аналогично креплению кулачка либо
затягиванием на конус, либо насадкой на шпонку.
После того, как диск надет и закреплен, отмечают стрелкой рейсмуса
его положение установкой против одного из делений, принимаемого за ну-
левое.
После этого повертывают диск с осью кулачка в сторону вращения до
отказа и определяют по указаниям стрелки на градуированной окружности
предельный угол поворота оси кулачка.
Этот предельный угол должен быть равен заданному для данного типа
магнето углу опережения «а» (см. таблицы на стр. 182). Этот же угол
обычно обозначается на цапфе втулки автомата.
Если он кажется больше или меньше заданного, производят регули-
ровку игры передних концов центрофугальных масс, подвинчивая соответ-
ствующим образом, и при этом по возможности симметрично, гайки болта
или увеличивая и уменьшая число регуляторных шайб между регуляторными
гайками и .муфтами, также симметрично с обоих концов болта. Общая тол-
щина этих шайб не должна превышать 0,7 мм с каждой стороны.
Значительное подвинчивание гаек возможно только по новому болту
в концах которого еще не высверлены отверстия для законтривающих гайки
шплинтов.
В противном случае регулировка в основном производится только изме-
нением числа шайб, прокладываемых между гайками и муфтами. Шайбы
— 118 —
эти должны быть в необходимом ассортименте всегда под руками при регу-
лировке автомата.
В случае если это требует слишком большого количества шайб, необхо-
димо заменить болт и провести регулировку подвертыванием регуляторных
гаек.
В редких случаях приходится прибегать к укорочению регуляторных
муфт, выпрессовывая их для этого из центрофугальных масс и подтачи-
вая их края до необходимых размеров на токарном станке.
При регулировке необходимо конечно иметь в виду что максимальный
угол опережения пропорционален пределам отклонения центрофугальных
масс. Увеличивая отклонение центрофугальных масс, мы увеличиваем мак-
симальный угол опережения, наоборот уменьшая отклонение, уменьшаем и
максимальный угол.
Такая подготовка производится до тех пор пока указательная стрелка
не покажет совершенно точно, что повертывание кулачковой оси до отказа
совпадает по своей величине с заданным углом а.
Операция эта не слишком сложна, но требует большой точности и акку-
ратности, тем более, что в процессе ее проведения 'приходится иногда по
несколько раз вынимать автомат из ротора, разбирать его, снова собирать
и снова устанавливать в ротор, повтори это до тех пор пока не будет до-
стигнуто полное совпадение с углом а.
После того, как эта стадия регулировки закончена, одна из регулятор-
ных гаек на конце болта законтривается шплинтом, пропускаемым через
прорезь в ее головке и через отверстие в болту.
Вторая гайка пока не крепится, ибо ее придется еще передвигать и сни-
мать возможно не один раз в процессе следующей стадии регулировки,
к описанию которой мы и переходим.
Проверка работы автомата на испытательном станке
(по крайним точкам) .
Вторая стадия регулировки крайних точек автомата производится на
испытательном стайке.
Не снимая ротора со станка, снимают диск и надевают вместо него кула-
чок прерывателя, проложив предварительно между кулачком и торцем втулки
со стороны шарикового подшипника соответствующую шайбу, чтобы при за-
креплении кулачка продольной люфт оси автомата не превышал 0,02 мм.
Ротор с установленным на него автоматом ставится в корпус магнето
п закрепляется передней опорой, привинчиваемой к корпусу магнето, вре-
менно наискось одним винтом и гайкой.
— 119 —
Устанавливаются также в указанном в предыдущих главах порядке:
Рис. 8”.
прерыватель, изоляционная пластинка, катушка и крышки магнето.
В таком полусобранном виде магнето устанавливается на испытатель-
ный станок и закрепляется хомутиком, прижимаемым к крышке магнето.
Е испытательному станку крепится на стойке в непосредственной бли-
зости от магнето испытательный прибор, состоящий из разрядника, указа-
тельной стрелки, наблюдательной трубы и войлочного чехла (см. рис. 82,
и чертеж на рис. 83).
На конус переднего конца ротора кре-
пится контрольный диск.
Крепление это производится таким
образом, чтобы в момент разрыва кон-
тактов прерывателя против указательной
стрелки испытательного прибора оказал-
ся тот сектор контрольного диска, на ко
тором нанесены деления и обозначены
градусы (от 0° до 90°).
При этом стрелка должна стоять при-
мерно у края сектора, т. е. против 0°—
5° градусов или против 85°—90° (в за-
висимости от вращения магнето так,
чтобы весь сектор был направлен от
стрелки в сторону вращения. Соединяют
проводом один из контактов разрядника
и угольником катушки магнето.
После того, как диск закреплен, за-
пускают мотор па минимальном числе
оборотов, постепенно и плавно передви-
гая рукоятку шунтового реостата, кото-
рый должен быть установлен так, чтобы
рукоятка его все время испытаний была
под птками и перестановка ее могла осу-
ществляться одновременно с наблюдением за контрольным диском.
Запустив мотор, отрегулировывают зазор между контактами разряд-
ника так, чтобы искровый промежуток без труда пробивался, а интенсив-
ность искры была наиболее благоприятной для наблюдения за делениями на
окружности контрольного диска.
Отрегулировав таким образом искру, доводят число оборотов ротора до
величины, лежащей примерно на 100—200 оборотов ниже минимального
120 —
числа оборотов, для работь! на которых предназначен данный автомат. Это»
число оборотов (так же, как и максимальное) обозначается на цапфе
втулки ротора либо задается специально в зависимости от конструкции м<ь
тора, к установке на который данное магнето предназначено.
Установив это число оборотов (100—200 ниже заданного минимума)’
и выверив его тахометром (счетчиком оборотов), приступают к наблюдениям
за контрольным диском.
Наблюдение за контрольным диском производится сквозь щель в наблю-
дательной трубе.
При этом наблюдатель будет видеть диск только в момент появления!
искры в разряднике, свет которой, вспыхивая, освещает то деление диска,
которое в это мгновение окажется на линии, соединяющей щель с центром
диска.
Пока автомат не вошел в работу — искра появляется все время пр®
появлении одного и того иге места на диске.
Поэтому наблюдатель будет видеть сквозь щель наблюдательной трубы
все время одно и то же деление градуированного сектора диска, которое»
будет казаться неподвижно стоящим против указательной стрелки испыта-
тельного прибора.
После того, как глаз наблюдателя освоился и свободно разбирает номер
деления, «стоящего» против указательной стрелки, не отрываясь от на-
блюдательной щели, крайне медленно и плавно передвигают рукоятку рео-
стата, медленно и постепенно увеличивая число оборотов ротора.
В первое время увеличение оборотов совершенно не отразится на пове-
дении диска. Все также неподвижно стоящим будет казаться одно и то же
деление на его градуированном секторе. Но с некоторого момента деление это-
начинает как бы колебаться, стремясь уступить место следующим делениям
в сторону вращения ротора.
Чрезвычайно важно не пропустить этот момент, сигнализирующий о томг
что число оборотов доведено до того предела, когда автомат начинает дей-
ствовать.
Как только этот момент уловлен — приостнавливают дальнейшее уве-
личение оборотов и измеряют скорость вращения ротора тахометром.
Определив таким образом число оборотов начала работы автомата, запи-
сывают его и номер деления контрольного диска, который «стоял» против
указательной стрелки на этой стадии испытания, и переходят к определению
числа оборотов конца работы автомата.
Для этого, продолжая наблюдение за контрольным .диском, передвигают
дальше рукоятку шунтового реостата, медленно и постепенно увеличивая
далее число оборотов ротора.
121
По мере увеличения числа оборотов, колебания первого отмеченного де-
ления на контрольном диске увеличиваются и наконец диск начнет как бы
повертываться, а' деления на его градуированном секторе как бы поплы вут
мимо стрелки испытательного прибора.
Увеличивая обороты и не прерывая наблюдений за контрольным дис-
ком, устанавливают с максимально возможной точностью тот момент, когда
дальнейшее провертывание контрольного диска как бы приостановится и
против указательной стрелки снова остановится как бы неподвижно одно
из делений на градуированном секторе.
Тотчас прекращают дальнейшее увеличение числа оборотов ротора, от-
мечают номер деления «остановившегося» против указательной стрелки и
число оборотов ротора в этот момент как момент кснца действия автомата.
Полученные числа оборотов — верхний и нижний пределы работы
автомата.
Разность между номерами делений в конце и в начале работы автомата
дает полную величину изменения угла опережения, даваемого автоматом.
Если три эти цифры совпадают с заданными (по конструктивным сооб
ражениям или по указаниям на цапфе втулки ротора) — переходят к сле-
дующей операции по определению кривой работы автомата. Если же данные
цифры хотя бы частично расходятся — производят подрегулировку авто-
мата порядком, изолженным ниже.
Подрегулировка автомата
(По крайним точкам).
Выше мы указывали, что в результате испытаний работы автомата
в случае правильной регулировки должно получиться полное совпадение
с з {данными для магнето:
а) числом оборотов, при которых автомат начинает работать, перемещая
момент зажигания;
б) числом оборотов, при которых автомат прекращает дальнейшее пере-
мещение момента зажимания;
в) числом градусов угла опережения.
Эта последняя величина (угол «а») должна была быть точно отрегули-
рована уже в процессе предварительной регулировки автомата (см. стр. 117).
Поэтому в этой стадии испытаний почти исключена возможность каких-либо
расхождений величины угла а с заданной.
Только какое-либо грубое механическое повреждение или попадание
внутрь ротора с автоматом! постороннего тела может вызвать такое изме-
нение угла а. Поэтому всякое изменение этого угла при испытании по
Рис. 83.
i a '-чш&р* 5
If ’jitf-jKJ
1/fiH *•-*—' it* f6 biO ;i *-'•
{/Ц-— л-^х«/з?/*s -i/ -
'/«4... ’ **- ‘' ••“'’
pf
fftf
ц/л&мр
i 15 СП&ЖЫЬ WfiPH^P
............;/ .'
U?T wn^bfifi
I 9 \tHiHT »ря Р№ТРЛ ftfi
Ж0ЛУЛЛГ ,’ f
'#
•8
ACC-36
@ । 8 указяпАь 11 I Фиы>я
p^io'
I i '.юыя£#ласгжкя Ч
!' в \в*нт дяяУягялмГ Ч
[Г' -? "7:22£=£2,?
ряямдюгк
МЯО
2
мш
W*w<»' »*'>Z7 1 tffff'Fb I
,н»няишное>яни1
'• ПРИБОР ДПЯ ПРСВРРКИ^ИСПЫ-
) ТЯНИ Я ЯВТОМЯТ. ОЛБЯРЯТРНИЯ.
— 122 —
сравнению с заданным и отрегулированным в процессе предварительной ре-
гулировки должно послужить сигналом к прекращению дальнейших опера-
ций, к полной разборке автомата для выяснения причин неисправности,
характера повреждения и их устранения или исправления.
Зато вполне возможны расхождения (по линий отклонения от заданных)
моментов начала и конца работы автомата.
Здесь возможны различные отклонения.
Основные из них два: либо автомат начинает работать слишком рано,
нри более низком числе оборотов, нежели ото задано, и кончает свою работу
также раньше заданного момента, т. е. при более низком числе оборотов;
либо наоборот — и начало и конец работы автомата наступают при более
высоких оборотах, т. е. позже нежели это требуется.
Оба этй случая обычно связаны с упругими свойствами регуляторных
пружин автомата.
В первом случае (ранние начало и конец работы) — налицо слабость
пружин автомата.
Во втором случае (поздние начало и конец работы) — налицо чрезмер-
ная сила пружин.
Оба эти случая устранимы помощью регулировки, описание которой мы
даем ниже.
Однако бывают гораздо более сложные случаи расхождений, когда изме-
нения (против заданных) моментов начала и конца работы автомата насту-
пают с разными отклонениями (не симметрично).
Так например начало работы автомата отстает, а конец наступает при
меньшем заданного числе оборотов.
В эксплоатационных условиях существующие способы регулировки та-
кого типа сложных отклонений работы автомата неприменимы.
При обнаружении этого типа отклонений необходимо разобрать автомат,
снять регуляторные пружины и поставить новые. Пружины эти должны
быть в необходимом количестве в числе запасных частей к автомату.
Подборка новых пружин не представляет больших затруднений поскольку
заводское производство обеспечивает в общем необходимое качество этой
детали.
Всякие другие способы устранения этого типа отклонений работы авто-
мата, как сказано выше, совершено неприменимы в условиях эксплоатации.
Что же касается двух основных видов отклонений наиболее часто
встречающихся на практике, то их устранение производится следую-
щим образом.
123 —
Подрегулировка слабых пружин
Если регуляторные пружины слабы, необходимо вынув ротор из кор-
пуса магнето, отвинтить медные шурупы, крепящие к магнитам цапфу
втулки оси кулачка прерывателя и извлечь автомат из ротора.
При этом необходимо не забыть предварительно снять с центрофугальных
масс направляющие их шайбы, если зазоры между концами магнитов ро-
тора недостаточно широки для свободного прохода автомата с неснятыми
направляющими шайбами.
После того, как автомат извлечен, отвинчивают ту регуляторную гайку,
которая осталась незашнлинтованпой после «предварительной'» регулировки.
Перед тем, как отвинтить эту гайку, замечают то место на болту регуля-
торных пружин, до которого она навинчена (по длине выступающего конца
болта), и записывают для памяти на ремонтной карточке, чтобы в конце
операции точно довинтить гайку до этого же места.
Отвинтив гайку, извлекают болт из муфты цетрофугальных масс и
подкладывают на дно муфт по 1-2 тонкой шайбочке (159) и снова со-
бирают автомат, как это было указано выше.
Тонкие шайбочки эти должны быть в необходимом количестве в чи-
сле запасных частей к автомату. Выштампованные из тонких листов стали
эти шайбы должны иметь внутренний диаметр на 0,1—0,2 больше диаметра
болта для регуляторных пружин, а наружный диаметр настолько же мень-
ше внутреннего диаметра регуляторных муфт центрофугальных масс.
Толщина шайб, применяемых для этой цели, должна быть в ассорти-
менте: 0,1 мм, 0,15 мм, 0,2 мм, 0,25 мм, 0,3 мм и 0,35 мм.
Толщина шайб и число их, необходимое для подкладки под концы пру-
жин на дно муфт центрофугальных масс, зависят от степени подтягивания
пружин, какое необходимо для правильной работы автомата и определяется
на основании опытных данных.
Тщательный подбор числа и толщины подкладных шайб производится
до тех пор, пока повторные испытания на станке не подтвердят полную
правильность работы автомата, и полное совпадение с заданными моментов
ее начала и конца.
Операцию эту приходится повторять не один раз до тех пор, пока не
будет достигнуто полное совпадение моментов начала и конца работы авто-
мата при тех оборотах, которые указаны на цапфе втулки оси кулачка
прерывателя или заданы по конструктивным соображениям.
Точность здесь должна быть достигнута максимальная.
124
Наибольшее отклонение от заданного в сторону большего или меньшего
числа оборотов не должно превышать 10% для начала работы-и 8% — дчя
конца. *
Так например, если заданными оборотами являются: 600 для начала
работы автомата и 1 200 для для конца, то эту стадию регулировки можно
считать законченной только тогда, когда испытания покажут, что автомат
начинает работу не раньше, чем при 540 оборотах и не позднее, чем при
660 оборотах в минуту, а конец его работы наступает не ранее, чем при
1 104 и не позднее, чем при 1 296 оборотах в минуту.
L з
Рис. 84.
Как ни длительна эта операция, как ни часто приходится ври ее про-
ведении то снимать, то ставить магнето на испытательный станок, то раз-
бирать, то снова собирать автомат и т. д. — эта стадия регулировки долж-
на проводиться с исключительной тщательностью, педантичностью и точ-
ностью.
Нельзя забывать, что автомат должен полностью заменить человека,
который при ручном опережении может на ходу исправить тот или иной де-
фект в установке момента зажигания.
Огромная ответственность регулировки автомата должна ясно созна-
ваться.
125 —
В то же время необходимо учитывать, что малейшая неточность в про-
цессе регулировки скажется при окончательной выверке работы магнето и
в результате придется начинать все операции сызнова.
После того, как регулировка крайних точек таким образом закончена,
переходят к следующей операции определения кривой изменения угла опе-
режения.
КРИВАЯ ИЗМЕНЕНИЙ УГЛА ОПЕРЕЖЕНИЯ
В предыдущих операциях мы добились такой регулировки, что начало и
конец работы автомата совпадают как раз т тем числом оборотов, какое
задано.
Однако при работе мотора важны не только эти крайние точки. Важно
чтоб угол опережения магнето плавно изменялся в соответствии с измене
пием числа оборотов мотора и с определенной постепенностью на всем про
межутке между этими двумя крайними точками.
Если изобразить графически соотношение между числом оборотов ротора
и углом опережения в каждый данный момент, то получится некоторая
кривая, идущая от точки начала работы автомата до точки конца его ра-
боты.
По плавности этой кривой можно судить и о плавности работы автомата.
Кривая эта строится следующим образом.
Наносят на бумаге горизонтальную черту; с левого конца ее под пря-
мым углом проводят черту вертикальную.
Горизонтальную черту разбивают на части по числу оборотов ротора
(напр. так, чтобы 1 см черты соответствовал 100 оборотам ротора). Таким
образом, если максимальное число оборотов ротора — 1 500, то на черте
откладывают 15 равных отрезков; если 2 000, то 20 равных отрезков, ка-
ждый из которых соосветствует 100 оборотам. Из конца каждого такого
отрезка горизонтальной черты проводят вертикальные линии, параллельные
основной вертикальной черте.
Затем таким же образом откладывают равные отрезки на вертикальной
черте по числу градусов угла опережения < а ». Так, если угол опережения
равен 30°, то на черте откладывают 30 отрезков по 1° в отрезке, или
15—-по 2° или 10 — по 3° в отрезке и т. д.
Разделив вертикальную черту на равные отрезки, проводят из конца
каждого отрезка горизонтальную линию, параллельную основной горизон-
тальной черте. Очень хорошо пользоваться для этой цели заранее разгра-
фленной бумагой, например, так назыв. миллиметровкой.
126 —
Таким образом получается сетка из прямоугольников. Каждое деление на
основных чертах номеруется: горизонтальные — по числам оборотов, а вер-
тикальные =— по числу градусов угла опережения а.
На разграфленную таким образом бумагу наносят крайние точки работы
автомата (минимум и максимум).
Для этого на нижней горизонтальной черте отмечают точкой конец того
отрезка, против которого стоит цифра числа оборотив, при котором автомат
начинает работать.
Затем находят то деление по горизонтальной черте, которое соответ-
ствует числу оборотов конца работы магнето, и замечают вертикальную ли-
нию, проходящую через это деление. По вертикальной черте отыскивают то
деление, которое соответствует максимальному углу опережения < а», и
замечают, где горизонтальная линия, проходящая через это деление, пере-
секает вертикальную линию, замеченную нами по делению горизонтальной
черты (число оборотов конца работы автомата).
Эта точка пересечения линии максимальных оборотов и линии макси-
мального угла опережения изображает верхний предел работы автомата.
Если эту точку соединить прямою линией с точкой начала работы авто-
мата, отмеченной нами прежде, то эта прямая представит идеальную кривую
изменения автоматом угла опережения в зависимости от изменения числа
оборотов.
Если взять на этой линии какую-либо точку и посмотреть, какие две
линии — вертикальная й горизонтальная — в ней пересекаются, то по
проходящей через нее вертикали узнаем, при каком числе оборотов, а по го-
ризонтальной — какой угол опережения создает автомат у идеально рабо-
тающего магнето.
На рис. 85 представлена такая идеальная кривая, построенная для авто-
мата, дающего при 500 оборотах начало изменения угла опережения и при
1100 оборотах полный угол опережения в 30°.
По прямой линии, соединяющей точки начала и конца работы автомата
мы можем определить какой угол опережения даст магнето при любом про-
межуточном числе оборотов.
Допустим, что вам требуется определить угол опережения, создаваемый
автоматом при 70Q оборотах в минуту.
Находим по горизонтальной нижней черте деление, соответствующее
700 оборотам. От этого деления поднимаемся по проходящей через него
вертикальной линии до тех пор, пока не дойдем до нашей <линии работы
автомата». От этой точки свернем влево и пойдем по горизонтальному па-
правлению, пока не попадем на вертикальную черту с делениями градусов
— 127 —
угла « а » Деление, на которое мы попадаем покажет, каким должен быть
угол опережения, создаваемый автоматом при данных оборотах.
В нашем примере мы находим, что при 700 оборотах угол опережения
будет равен 10°.
Таким же образом мы можем убедиться в том, что при 800 оборотах
этот автомат даст угол опережения в 15°, и т. д.
Такие идеальные прямые «линии работы автомата» можно построить для
любого ^соотношения начального и конечного числа оборотов и числа гра-
дусов угла опережения.
Так например, если построить в тех же масштабах линию работы авто-
мата, который в промежутке 500—1 200 оборотов дает угол опережения
в 20° (см. рис. 86), то линия эта будет значительно отличаться от прежде
построенной нами линии работы автомата (500—1 100, 30°).
Однако линии эти являются лишь теоретическими характеристиками
того, как должен работать данный автомат.
На практике работа автомата, даже вполне точно отрегулированного по
крайним точкам, не имеет такой строгой плавности изменения угла опере-
жения в зависимости от числа оборотов.
Если установить магнето с автоматом на испытательный станок, как
это указано в главе «Проверка работы автомата на испытательном станке»
128 —
и, последовательно увеличивая обороты перестановкой рукоятки шунтового
реостата, отмечать число оборотов каждый раз, когда контрольный диск
повернется перед указательной стрелкой на определенное число градусов,
то окажется, что полученные при испытании данные не совпадут с указа-
ниями построенной нами теоретической «линии работы автомата».
Если полученные при испытании практические данные нанести тем же
графическим способом на ту же сетку, на которой нами построена теоре-
тическая линия, то расхождения эти станут очевидны.
График испытания работы автомата
Такое графическое изображение работы автомата по данным испытания
производится следующим образом.
После того, как крайние точки работы автомата отрегулированы с не-
обходимой точностью, т. е. автомат начинает свою работу при заданном
числе оборотов и точно так же при заданных оборотах подходит к ‘предель-
ному углу опережения, определяют количество оборотов, при котором авто-
мат даст опережение в 3°.
Для этого, заметив деление контрольного диска, которое «стояло* перед
указательной стрелкой испытательного прибора при начале испытаний,
— 129 —
передвигают плавно и медленно рукоятку шунтового реостата, постепенно
увеличивая число оборотов.
Вначале, как уже было сказано, наблюдателю будет казаться, что Перед
указательной стрелкой неподвижно стоит одно и то же деление. Затем, ког-
да число оборотов будет доведено до величины, необходимой для начала ра-
боты автомата, деление это начнет колебаться и наконец при дальнейшем
постепенном увеличении оборотов деления, нанесенные на окружности диска,
поплывут перед стрелкой, постепенно перемещаясь и показывая тем самым
угол опережения созданный автоматом.
Рис. 87.
Как только контрольный диск покажет, что угол опережения равен 3е,
прекращают передвижение рукоятки реостата и измеряют тахометром число
оборотов ротора.
Полученные данные наносятся на график в виде точки, лежащей на
пересечении горизонтальной черты, соответствующей углу опережения в 3°.
и вертикальной — соответствующей тому числу оборотов, какое покажет
тахометр.
Затем, продолжая наблюдения, «нова передвигают рукоятку реостата,
пока против указательной стрелки не появится деление контрольного диска,
отличающееся от начального на 6° (а от предыдущего на 3°). Снова заме-
ряют тахометром число оборотов ротора и снова указанным выше образом
наносят на график точку пересечения линии, соответствующей углу опере-
жения, с линией отсчитанного тахометром числа оборотов. Замер тахометром
Авиационное магнето. 9
130 —
желательно производить одновременно о наблюдением, чтобы избежать ошиб-
ки, связанной с торможением вращающегося ротора тахометром.
Продолжая испытания тем же способом, наносят па график точки через
каждые 3° вплоть до полного угла опережения.
Полученные на графике точки соединяются последовательно прямыми
линиями, в результате чего получится некая ломаная линия, которая и будет
практической «кривой работы автомата». На рис. 87, изображающем такую
кривую и теоретическую прямую линию, видно, как они отличаются друг
от друга.
Таким образом график характеризует плавность работы. Чем меньше,
отклоняется на графике практическая кривая от теоретической, тем лучше
значит, работает автомат. Напротив, чем больше отходит практическая кри-
вая от теоретической линии, тем хуже работает автомат.
Пределы отклонений кривой работы автомата
Существуют строго ограниченные пределы отклонений практической
кривой от теоретической линии работы автомата, переход за которые совер-
шенно недопустим.
Для того чтобы определить по графику пригодность испытываемого ав-
томата, поступают следующим образом.
Построив теоретическую линию и практическую кривую его работы по
данным испытания, высчитывают 10% от минимального числа оборотов в
начале работы автомата.
Если например таким начальным числом оборотов является 600, то
10% от него составит 60 оборотов.
На нижней горизонтальной черте откладывают влево и вправо от деле-
ния, соответствующего этому числу оборотов (начало работы автомата),
отрезки, соответствующие каждый по длине 10% от этого числа, и отме-
чают эти точки.
В пашем примере — по 60 оборотов влево и вправо (см. рис. 88, точки
а и б).
Затем точно так же по верхней горизантольной черте откладывают две
точки, лежащие влево и вправо от точки максимальных оборотов (конца ра-
боты автомата).
Расстояние каждой из этих точек от точки конца работы автомата долж-
но соответствовать 8% максимального числа оборотов.
Так например, если полное опережение автомат дает при 1 200 оборо-
тах, то точки эти будут лежать влево и вправо от конца теоретической ли-
— 131 —
вин, на расстоянии, соответствующем 96 оборотам (см. рис. 88 точки
• и г).
Рис. 88.
Рис. 89.
Вслед за этим две точки слева от теоретической линии соединяются
между собой прямой, дающей как бы линию работы автомата, с началом
работы на 10% меньше заданного и с концом работы на 8% меньше за-
9*
— 132 —
данных предельных чисел оборотов (в нашем примере линия ав — от 540:
до 1104 оборотов).
Соединяя танин же образом две точки справа от теоретической лилии,
получаем как бы линию работы автомата о началом при оборотах на 10 %
больше заданного и с концом — на 8% больше заданного числа оборотов
(в нашем примере линия бг от 660 до 1 296 оборотов).
Полученные таким образом две линии являются теми пределами, за ко-
торые не должна выйти ни одна точка практической кривой работы авто-
мата па испытательном графике.
Рис. 90.
Если хотя бы одна точка практической кривой окажется вне плосы гра-
фика, ограниченной этими двумя предельными прямыми линиями — авто-
мат признается не годным для работы.
Однако может оказаться, что практическая кривая работы автомата не
выйдет за указанные пределы и все же автомат не может быть признан
годным для работы.
Это может случиться если практическая кривая пересечется больше од-
ного раза с теоретической линией работы автомата.
Таким образом вторым условием для признания автомата вполне отре-
гулированным и пригодным к действию является отсутствие больше чем
одного пересечения практической кривой с теоретической линией работы
автомата.
— 133 —
Несоблюдение обоих условий вместе взятых или хотя бы одного из них—•
совершенно недопустимо.
Рис. 91.
Рис. 92.
— 134 —
На рис. 89, 90 и 91 изображены образцы графиков неотрегулированных
автоматов.
На рис. 84, 88 и 92 — графики автоматов, отрегулированных и при-
годных к действию.
Автомат должен давать одинаково плавное и постепенное изменение
угла опережения как при возрастании, так и при убывании числа оборотов
мотора. Поэтому проверку работы автомата 'Производят дважды: один раз на
возрастающих, от нижнего предела к верхнему, числах оборота и второй
раз — на убывающих оборотах, начиная с верхнего предела и кончая ниж-
ним. Если обе проверки дают одинаковые положительные или отрицатель-
ные результаты -— данные испытания могут считаться бесспорными.
В случае же расхождения результатов таких двух поверок нужно пов-
торным испытанием выяснить подлинную картину двухсторонней (на возра-
стающих и убывающих оборотах) работы автомата.
Этим самым устраняется возможность случайной ошибки при единич-
ном испытании, результатом которой оказалась бы либо приемка неисправ-
ного, либо выбраковка вполне годного для работы автомата.
Устранение недочетов автомата, обнаруженных
при испытании
Поскольку регулировка производится в условиях эксплоатацмонных,
устранение ненормальностей в работе автомата указанного выше порядка,
т. е. по графику испытаний, возможно исключительно путем подбора наново
регуляторных пружин.
Новые пружины подбираются из запасных, комплект которых должен
быть всегда под руками при регулировке.
Процессе подборки новых пружин производится в той же последователь-
ности, как это указано выше, начиная с первого этапа и кончая последним.
Как видно из вышеизложенного регулировка автомата длительная, тре-
бующая большой точности, педантичности и аккуратности операция.
Характерной ее чертой является то обстоятельство, что малейшая не-
брежность на одном из этапов регулировки в конце концов скажется при
окончательных испытаниях, результатом чего будет необходимость начать
всю цепь регулировочных операции с самого начала.
Напротив, при тщательном выполнении всех правил регулировки на
каждом этапе автомат на окончательных испытаниях в большинстве слу-
чаев дает правильную картину работы и только в исключительных слу-
чаях требует подбора наново регуляторных пружин.
Таким образом основное при регулировке автомата — точное выполне-
ние изложенных выше правил.
ГЛАВА VII
И. Д Плешанов.
УСТАНОВКА НА МОТОР
Определение углового промежутка между вспыш-
ками для 6-цилиндровых двигателей
У шестицилиндрового двигателя о цилиндрами, расположенными в один
ряд, коленчатый вал имеет шесть кривошипов, расположенных попарно в
трех плоскостях под углом в 120° между ними, причем в первой плоскости
находятся кривошипы № 1 и 6, во второй — 2 и 5 и в третьей 3 и 4.
Расположение кривошипов показано на рис. 93. В отношении расположения
кривошипов в настоящее время коленчатые валы изготовляют^ стандарт-
ными на всех заводах.
Нумерация кривошипов у европейских моторов обычно идет от втулки
винта, а у американских — от хвоста вала.
Необходимость в таком расположении кривошипов вала вызывается
•стремлением к уравновешиванию центробежных сил инерции во время ра-
боты двигателя, а также необходимостью получения равномерного угла че-
редования вспышек для достижения плавности хода.
Благодаря такому расположению кривошипов вала две пары поршней
всегда двигаются в одну сторону, догоняя друг друга, а третья пара дви-
жется в •направлении противоположном им, чем и исключается возможность
одновременности мертвых точек во ®сех цилиндрах.
Авиационные двигатели по характеру рабочего процесса четырехтакт-
ные, работающие по циклу «Отто»; у этих двигателей за два оборота ко-
ленчатого вала совершается полный цикл работы, т. е. должны проработать
все цилиндры.
(За последние годы идут усиленные и довольно успешные изыскания по
применению в авиации быстроходных двигателей работающих по циклу
Дизеля»),
Для четырехтактных двигателей угловой промежуток между вспышками
определяется отношением угла поворота вала в градусах за полный цикл, к
72ь°
числу пилиндров двигателя
— 136 —
Следовательно для 6-цилипдрового двигателя угловой промежуток ра-
720° ,ПАО
вен: —120 .
ь
Бели двигатель имеет правое вращение вала, то чередование вспышек
при вышеуказанном расположение кривошипов обычно применяется в прак-
тике как наиболее целесообразное с точки
зрения равномерности распределения .нагруз-
ки на детали двигателя и его меньшей тря-
ски по схеме:
1—5—3—6—2—4.
По этой схеме работают двигатели
BMW—Ша, BMW—IV, L—5 и др.
При указанном расположении кривоши-
пов возможны несколько порядков работ.
Под правым вращением вала условно
принимают вращение по часовой стрелке,
если смотреть на двигатель со стороны,
противоположной втулке, а под левым вра-
щением — против часовой стрелки.
С этим расположением кривошипов, если
двигатель имеет левое вращение вала, то
чередование вспышек или порядок работы
будет: 1—4—2—6—3—5.
Чередование вспышек при правом и ле-
вом вращении коленчатого вала двигателя
схематически показаны на рис. 94.
Связь между коленчатым
валом двигателя к ротором
магнето
Передача от шестерни коленчатого вала
на ротор магнето подсчитывается просто.
За два оборота коленчатого вала все
шесть цилиндров двигателя совершают пол-
ный цикл работы, для этого магнето дол-
жно послать в цилиндры двигателя 6 искр.
Если на двигателе устанавливается двух-
искровое магнето, у которого за один обо-
рот ротора во вторичной обмотке получается
— 137 —
два искровых разряда, то необходимо, чтобы за два оборота коленчатого*
вала ротор сделал три оборота и дал 6 искр.
Рис. 94.
Т. е. необходимое передаточное число должно быть:
На рис. 95 приведена схема передачи от коленчатого вала на двухискро-
вое магнето у 6-цилиндрового двигателя L—5, у которого передача на
магнето:
33.29 _
22.29 ~ 1’
— 138 —
Рис. 95.
12-Цилиндровый V-образный двигатель
У 12-цилиндрового V-образного двигателя устройство коленчатого вала
и расположение кривошипов принципиально ничем не отличается от устрой-
ства вала 6-цилиндрового двигателя. Иначе это есть два 6-цилиндровых
двигателя, работающих на один коленчатый вал, т. е. на каждое колено
вала действуют шатуны взаимнопротивоположных цилиндров.
— 139 —
J гол развала между рядами цилиндров обычно бывает 60° и каждый
ряд работает по очередно черев одну шестую оборота коленчатого вала.
Бывают двигатели, у которых угол развала между рядами не 60°, а 45а,
делается это для уменьшения: габаритов двигателя, площади лобового со-
противления и для достижения лучшей компактности.
Например в двигателях М-5, Ролльс-Ройс чередование вспышек произ-
водится не через равные угловые промежутки поворота коленчатого вала.
У М-5 цилиндр правой группы работает после цилиндра левой группы
через 45° а цилиндр левой группы после цилиндра правой группы через
75°. И порядок работы будет:
45° 75° 45° 75ч и т. д.
1 л. 6 п. 5 л. 2 и. 3 л. 4 и. 6 л. 1 и. 2 л. 5 и. 4. 3 и.
У этого двигателя нумерация цилиндров идет со стороны зажигания са-
мостоятельно как левой, так и правой группы.
Порядок чередования вспышек или работы каждого ряда такой же что
я у 6-цилиндрового двигателя.
Так как у 12-цилиндрового двигателя, работающего по четырехтактному
циклу, за два оборота коленчатого вала совершается полный цикл работы
в каждом цилиндре, т. е. проработают все цилиндры, следовательно угло-
вой промежуток между вспышками определится из отношения:
Чередование вспышек между цилиндрами левой и правой групп ил® по-
рядок работы, для двигателя с правым вращением коленчатого вала таков:
1—8—5—10—3—7—6—11—2—9—4—12'
По этой схеме работают двигатели BMW—VI и BMW VIb, у кото-
рых нумерация цилиндров начинается с правой группы от втулки вчнта,
как показано на рис. 96.
Необходимая передача от коленчатого вала к ротору магнето определяет-
ся после подсчета числа оборотов ротора.
Если на двигатель установить двухискровое магнето, дающее за одни
оборот ротора две искры, то за два оборота коленчатого вала проработают
все 12 цилиндров и магнето должно дать 12 искр, т. е. ротор должен сде-
лать 6 оборотов, следовательно передаточное число будет
= 3.
6
1 =
— 140 —
Современные двигатели имеют число оборотов около 2 000 в минуту,
поэтому двухискровые магнето, вследствие неизбежности большого числа
оборотов ротора на 12-цилиндровые двигатели, не устанавливаются.
Для 12-цилиндровых двигателей применяют обычно 4-искровое маг-
нето.
Для получения двойного зажигания на двигатель устанавливаются два
магнето, а за последнее время в целях уменьшения веса, упрощения пере-
дачи и достижения компактности применяются сдвоенные магнето, т. -е.
обычные два магнето только заключены в общую отливку. Например у дви-
гателя «Кертис-Ко нкуерор».
На рис. 96 приведена схема передачи от коленчатого вала на ротор
магнето 12-цилиндрового двигателя BMW—YI, на котором устанавливаются
два 4-искровые магнето «Сцинтилла» GN 12D.
В 4-искровом -магнето за один оборот ротора во вторичной цепи полу-
чается четыре искровых разряда, следовательно 12 -искр магнето может
дать при трех оборотах ротора и передаточное число будет:
18 цилиндровый W-образный двигатель
18-цилиндровый W-образный двигатель можно рассматривать как три
шестицилиндровые двигателя, работающие на общий коленчатый вал.
Коленчатый вал по своему устройству и расположению кривошипов та-
кой же. как и у 6-цилипдрового двигателя, с той лишь разницей, что его
размеры будут значительно увеличины, так как на каждое колено вала бу-
дут работать шатуны от трех цилиндров.
Угловой промежуток между вспышками определяется из отношения
угла поворота коленчатого вала в градусах за полный цикл к числу цилинд-
ров, т. е.
720" _ 720° ‘ °
Z ~ 18 ~
Поэтому для достижения равномерности вращения коленчатого вала
угол развала между рядами цилиндров принимается равным 40°.
Передаточное число от шестерни коленчатого вала на ротор магнето,
при условии, что на двигатель установлено 4-искровое магнето, определится
после определения числа оборотов ротора.
Для совершения полного цикла работы всех 18 цилиндров магнето долж-
но дать 18 искр.
Рис. 96.
— 142 —
За один оборот ротора магнето дает 4 искры, а 18 искр дает за ^обо- «
рота т. е. за 4,5 оборота.
Catдовательно передаточное число должно быть:
1 = 4^ =2,25.
Каждый ряд двигателя работает поочередно, через одну девятую обо-
рота коленчатого вала, и чередование вспышек выражается схемой:
1п—5л—2с—5п—Зл—4с—Зп 6л- 1с—6п—2л—5с—2п—4л—Зс-
—4п—1л—6с; ’
Схематически чередование вспышек или порядок работы 18-цилиндрового
двигателя изоора жен на рис. 97.
“Рис. 97.
— 143 —
В первой половине цилиндра к винту намечен № цилиндра группы а во
второй половине цилиндра —- порядковый № по счету вспышки.
Обычно на 18-цилиндровых двигателях устанавливаются. магнето 8-нс-
кровые, так как для четырехискровых довольно велико передаточное число
i = 2,25, в результате чего получаются большие обороты ротора магнето.
Звездообразные двигатели
Звездообразные авиационные двигатели с расположением цилиндров в-
одной звезде, работающие по четырехтактному циклу имеют обычно нечет-
ное' число цилиндров 3, 5, 7 и 9, так как только при .этом числе цилиндров
получается правильное чередование вспышек через равные угловые проме-
жутки, чем и обеспечивается относительная равномерность вращения вала.
Коленчатый вал у звездообразных двигателей имеет всего одно колено,
таким образом шатуны всех цилиндров работают на общее колено.
Угол развала между осями цилиндров, для 5-цилиндрового двигателя
—г— = 72“; для 7-цилиндрового двигателя , = 51.43°, для 9-цн-
:’60°
линдровово д- = 40 . •,
v , 720°
А словец промежуток между вспышками определится из отношения z~-
т. е.
г 7200 1ЛГ
для 5-цилиндрового двигателя = 144 .
О
7?0°
7-цилиндровоги „ ~ 1 U2,85°
9-цилипдрового „ = 80 .
У
Передача от коленчатого вала на ротор магнето определяется следую-
щим образом:
У 5-цилиндрового двигателя, для полного цикла работы всех цилиндров
магнето должно дать 5 искр.
Если устанавливается на мотор двухискровое магнето, то ротор, чтобы
дать пять искр, должен повернуться на 2,5 оборота. Следовательно переда-
точное число будет:
i = ~ = 1,25.
Для 7-цилиндрового двигателя, для совершения полного цикла всех ци-
линдров требуется 7 искр, т. е. при установке на мотор 2-искрового магне-
то ротор должен сделать 3,5 оборота и передаточное число от коленчатого
3 5
вала на магнето будет: i= = 1,75.
— 144 —
Если на мотор установлено 4-искровое магнето, то для полного цикла
всех цилиндров нужно 7 искр, следовательно ротор должен повернуться на
1.75 оборота и передаточное число будет: i =-^ = 0,875.
Для 9-ци.тиндрового двигателя, чтоб проработали все цилиндры, т. е.
совершился полный цикл работы в каждом цилиндре, требуется 9 искр.
При установке на мотор 4-искрового магнето, ротор его, чтобы дать
9 искр, голжен повернуться на 2% оборота так как за два оборота ритора
магнето дает 8 искр, то 9 искр даст за X оборотов, т. е.
За 2 обор. — 8 искр.
X обор. — 9 искр.
X- 2 1? -
Л— 8 ,
шедовательно передаточное число на ротор магнето от коленчатого вала
мотора-
—?д9 __9_
1--8.2 ~ 8 ’
Например у двигателей Гном-Рон «Юпитер VI».
Ведущая шестерня коленчатого вала имеет 36 зубцов, а соединенная с
ней ведомая шестерня привода зЭ магнето — 32 зубца, таким образом пере
тача от вала мотора на ротор магнето:
.__36 9_
1 ~ 32 — “8“'
.У звездообразного двигателя вследствие того, что все цилиндры рабо-
тают на одну шейку коленчатого вала, чередование вспышек возможно толь-
ко через пилинир.
Схематически чередование вспышек или порядки работ для 5-. 7- и
9-цилиндровых двигателей даны на рис. 98.
Определив угловой промежуток между вспышками, а также передачу от
коленчатого вала на ротор магнето, можно приступить к монтажу и уста-
новке магнето на мотор.
УСТАНОВКА МАГНЕТО „СЦИАТИЛЛА" GN-12D
НА ДВИГАТЕЛИ
Правила установки магнето на двигатели BMW—VI
и BMW—VIB.
Установить магнето на мотор это значит так. соединить коленчатый вал
мотор через передачу с ротором магнето, чтобы оно в нужное время посы-
лало искру в соответствующий цилиндр.
-- 145 —
Рис. 68.
1еяацронно« магнето.
1©
— 146 —
Для производства правильной установку необходимо:
1) На двигателе должно быть правильно установлено газораспределение,
в противном случае установка магнето бессмысленна.
2) Магнето должно удовлетворять всем требованиям, пред’являемым к не-
му в соответствии с двигателем, т. е. удовлетворять по количеству искр,
по передаче, по распределению тока высокого напряжения, по креплению к
мотору, по направлению вращения и т. д.
3) Магнето должно быть совершенно исправно, правильно собрано, отре-
гулировано жирообразование, отрегулировано опережение зажигания (регу-
лировка И'скроо'бразованпя и 'Опережения зажигания см. гл. «Сборка»), уста-
новлен зазор между контактами прерывателя и т. д., иначе говоря, ма1нето
должно быть готово к установке. Перед установкой магнето нужно осмотреть
исправность хомутов крепления и площадки должны быть вычищены от
масла и пыли, чтобы не могло получиться между'корпусом магнето и пло-
щадкой изолирующего слоя, в противном случае нарушается надежный кон-
такт с массой мотора.
При установке обычно придерживаются следующей последовательности.
1) Устанавливают приводы к магнето, соединив их с шестерней правого
передаточного валика. При установке необходимо обращать внимание на
наличие зазоров между зубцами шестеренок.
2) Устанавливают эластичные муфты; вид муфты показан на рис. 99.
Необходимость применения эластичной муфты вызывается наличием зна-
чительных вибраций при работе мотора, которые при жестком сцеплении
Рис. ! 9.
часто ведут к поломке оси ротора, ухудшают
работу прерывателя первичной цепи и создают
излишние нагрузки на зубчатую передачу маг-
нето, тем самым ускоряя износ последней.
Для устранения указанных факторов и
устанавливаются между магнето и передачей
эластичные муфты, которые большую часть
вибрации поглощают или в противном случае
смягчают их.
В практике у двигателей BMW—VI,
BMW—¥1в. в соединении мангето с передачей
применяются в основном соединительные муфты типа «Сцшатилла», изтор.
на рис. 100. Эта муфта удобна и представляет интерес с точки зрения
имеющегося приспособления для точной регулировки при установке мо-
мента пскрообразовапия относительно угла поворота коленчатого вала.
147 -
Втулка «а» насаживается на конусный конец оси ротора нагнете при
помощи шпонки Вудро-фа н крепится в осевом направлении гайкой, посре-
дине боковой поверхности этой втулки имеется овальна» выемка, в которой
по всей окружности сделана накатка.
Еа втулку <а> свободно надевается хомут «в» и в отверстия вставля-
ется болт «6» имеющий по -всей длине миллиметровую резьбу, которая при
вставлении болта в отверстие зажимной обоймы «в> одним краем- входит в
накатку втулкц «а». Второй же болт «с» наоборот после того, как вставлен
в отверстие, совершенно не касается накатки втулки «а», с этой цепью у
него в средине имеется обточка.
Рис. V О
Микрометрический болт «б» для быстроты работы и удобства регулиров-
ки, при установке магнето, в головке имеет прорез для отвертки. В рабочем
состоянии болты муфты должны быть затянуты до отказа, так как ротор
магнето приводится во вращение силой трения, создаваемой хомутом ?в»
о втулку «а» при затяжке болтов «б» и «с».
Регулируемую часть эластичной соединительной муфты по возможности
желательно монтировать на валу передачи, служащего для привода ротора
магнето, что улучшает подход к микрометрическому болту при регулировке,
а также ремонте муфты. ’
Канавка для шпонки Вудрофа у всех соединительных муфт одинакова
я имеет 3 мм ширины и 1,9 глубины.
При установке муфты необходимо обращать внимание НН то, чтобы об
щая длина установленной соединительной муфты соответствовала размерам,
указанным в таблице в приложении.
Перед установкой муфты на двигатель рабочие поверхности обеих поло-
винок муфты, а также рееинэдой крестовины должны быть обильно смазаны
салом
Ю*
148 —.
ротора магнето в ту или другую сторону
здводж ,
НЕТКИ )
Если в сцеплении окажется муфта старого образца, имеющая оба за-
жимных винта с червячной нарезкой. служащей для поворачивания средней
втулки, чтобы не сорвать нарезки на последней, следует, работая одним бол
том, следить, чтобы другой болт не подтягивался до упора головкой пли
гайкой в зажимную обойму муфты.
Перед регулировкой его необходимо ослабить и. подвертывая за готовку
первый болт, также подвертывать п второй.
В случае, когда имеется необходим ть дать изве.-тшн* и смещение
отп гелыю муфты, поступают
т-|.. осв ждают гайки болтов
чтобы тр вне между зажим-
ной (гбоймой п втулкой пропало
(но гайки совсем ;.е снимают):
втавляется в пр:рез голован ре'
гулирующего болта отвертка и
i’hmit пр ьертывают.
Так как болт в зажимной
обойме стоит неподвижно, то
। г ivr,-iT''.iuio при вращении
би i вир. > болт uvft р> .а.. >й
б,; . гм. ,i. „питься, по накатке
втулки «а» л поворачивать
втулку, а I месте пен и ось ро-
тора к г I.1OBJ.I' болта.
вращать вл изо, то болт будет по-
ворачивать ось ротора от себя, этим самым и гиг;и ггя о > цен hj,iu е-
ния ротора относительно муфты, т. е. про< водится то ка мо-
мента размыкания контактов прерывателя гвет гвелао углу п ворога
коленчатого вала.
Другим типам соединительной муфты, применяемой на вышеуказанных
двигателях, является муфта «Бош».
В этом случае при установке магнето, если имеется несовпадение ротора
магнето при сцеплении его с муфтой, укрепленной на валу привода, грубая
регулировка достигается перестановкой шестерни привода, имеющей 23 зуб-
ца в сцеплении ее с ведущей шестерней передаточного валика.
Прн перестановке шестерни на 1 зуб ротор магнето переместится в гра-
дугах относительно первоначального положения на —15,6°, а для
более точной регулировки нужно освободить контровые болтики нониуса и
Рис. 101.
Если болт как. бы вывертывать, т. е
— 149 —
I
Рис. 102.
перемещением ротора магнето в ту или другую сторону установить его в
нужное положение, после чего болтики нониуса снова затянуть.
Для установки магнето нужно подвести коленчатый вал мотора по ходу,
так чтобы поршень 1-го цилиндра в такте сжатия ие дошел до ВМТ (край-
нее верхнее положение поршня называется верхней мертвой точкой и обоз-
начается начальными буквами) на угол поворота коленчатого вала соответ-
ствующий полному опережению зажигания. Для этого предварительно необ-
ходимо найти ВМТ поршня 1-го цилиндра.
Иногда для удобства на заводе при выпуске мотора ставятся метки на
флянце втулки или на са-
мой втулке: стрелка и про-
тив псе стрелка на карте-
ре при положении коленча-
того вала, соответствую-
щего положению поршня
1 ц. в ВМТ (см. рис. 101).
При отсутствии указанных
меток, нахождение поло-
жения коленчатого вала,
отвечающего верхней мерт-
вой точке поршня первого
цилиндра, а также поло-
жению полного опереже-
ния зажигания, требует
примев рпия спецпальпого
прибора, так называемого
«регляжа».
«Гегляж» представляет
собой основание обыкновенной разборной свечи, в котором на оси укрепляется
двухплечий рычаг, а также рамка или сектор с нанесенными делениями по
дуге.
Регляж вставляется в свечное отверстие так же', как свеча. При установ-
ке регляжа нужно следить за тем, чтобы носок двухплечего рычага был на-
правлен к поршню, иначе определение ВМТ поршня будет невозможно.
Из рисунка 102 видно, что перемещения поршня в цилиндре при повора-
чивании коленчатого вала двигателя можно- наблюдать с помощью делений
на секторе регляжа.
По так как линейные перемещения поршня около мертвых точек по
сравнению с угловыми перемещениями. вала до втулке ничтожны и заметить
— 150 —
точное положение коленчатого вала, отвечающее мертвой течке порпгяя в
цилиндре по регляжу довольно затруднительно, вследствие чего неизбежна
ошибки, те для правильного нахождения fMT поступают следующем w-
равом:
Удобнее всего применять градуированный диск который устанавливается
ва втулку винта и па картер мотора под какой-либо болт зажимается «грелка.
В тех случаях, когда специального градуированного диска нет, то поль-
зуются вместо него флянцем втулки винта (рис. 103).
Затем проворачивают вал по ходу и в положении, когда поршень не
дойдет до ВМТ примерно
на 10°—20°, замечают по-
казания стрелки регляжа
на секторе и одновремен-
но на флянце втулки вин-
та (на диске) против
стрелки.
После чего проворачи-
вают коленчатый вал в
том же направлении, что-
бы поршень перешел ВМТ,
до тех пор, пока стрелка
регляжа встанет на секто-
ре в прежнее положение.
В этот момент па флянце
втулки винта (или диска)
против стрелки делается
вторая метка.
Полученную дугу меж-
ду двумя метками по
кромке флянца втулки измеряют рулеткой пли миллиметровой бумагой и
длину дуги в миллиметрах делят пополам, получают точку искомой метки
ВМТ поршня, которую нужно совместить со .стрелкой, чтобы установить ко-
ленчатый вал, отвечающий положению поршня в ВМТ.
При наличии метки ВМТ первого цилиндра нетрудно нанести из диа-
грамме газораспределения двигателя метки «полного опережения зажи-
гания.
Если нахождение ВМТ производилось с помощью градуированного диска,
тогда следует просто отсчитать от метки ВМТ в сторону вращения ВАПА
24° и 22° и сделать две метки «полное опережение зажигания». Если на-
хождение ВМТ производилось при помощи флянца !?тулк.и винта, тогда,
151
угловые ймивяы спи реже ввд переводят в дуговые но окружное?! флянца
втулки винта по формуле:
т __ xD«
L “Збо"’
где: L — длина дуги в мм от метки ВМТ до искомой метки: D —диаметр
флянца втулки винта в мм; а—угол опережения в градусах. Полученную
длину L дуги откладывают от метки ВМТ в «торону вращения вала с по-
мощью рулетки или миллиметровой бумаги и делают метку «полное опере-
жение зажигания».
Если же -диаметр флянца втулки неизвестен или смерить точно его не-
чем, то поступают так] рулеткой измеряют длину окружности флянца втулки
я делят ее на 360, тогда получается дуга в мм, соответствующая углу в 1°.
Затем угол опережения зажигания в градусах умножают на число мил-
лиметров, содержащихся в дуге, которая соответствует углу в 1°. Полученное
произведение в мм откладывают от метки ВМТ по краю флянца втулки в
сторону вращения и делают метку «полное опережение зажигания».
Иногда при установке магнето опережение зажигания может быть без
большого труда переведено из градусов поворота коленчатого вала в милли-
метры хода поршня, по графику, .изображенному на рис. 104. Пользование
графиком легко уясняется на примере:
Длина хода поршня равна 125 мм и наибольший угол опережения зажи-
гания равен 35°. Чтобы получить опережение вспышки в мм, сперва оты-
скивают на наклонной линии (длина хода поршня в мм) величину 125; по-
том проводят линию через нулевую точку до пересечения с линией, про-
ходящей через деление на горизонтальной оси, 'соответствующего углу 35°
(опережение зажигания в градусах) параллельно наклонной .линии. От этой
точки пересечения ведут линию параллельно наклонным линиям, проходя-
щим через деления па вертикальной оси (опережение зажигания в мм).
Пересечение этой линии с вертикальной осью дает нам величину опережения
вспышки, выраженную в мм, в данном случае 13,5 мм, которая соответ-
ствует углу 35°.
В основу этой таблицы положено отношение длины шатуна к ходу
поршня, равное 2,2.
Аналитически длина пути выражается так:
Sb = R [( 1+ Х ) - (Cos « + 4Х C0S 2а)]
где SE — путь пройденный поршнем в мм.
X — отношение радиуса- кривошипа к длине шатуна.
а—-угол опережения зажигания.
- 152
Для свечей, расположенных со стороны выпускного клапана, дается бо-
лее раннее опережение зажигания 24° по сравнению со свечами, располо-
женными со стороны впускного клапана, 22°.
Рис. 104.
Так как процесс всасывания протекает очень быстро, то оставшиеся
газы после выпуска в камере сгорания размещаются неравномерно, т. е.
хорошего перемешивания остаточных газов со свежей смесью не пронсхо-
— ’53 -
дит. Свежая смесь, поступая в цилиндр, оттесняет остаточные газы от
впускного клапана к выпускному, в результате чего рабочая смесь около
выпускного клапана бывает загрязнена остаточными газами больше чем
у впускного клапана, а поэтому при поджигании ее горит относительно
медленнее, чем смесь, менее загрязненная остаточными газами у впускного
клапана.
Во избежание ошибок при установке магнето и неправильной установки
jraa опережения зажигания нужно магнето устанавливать по полному опе-
режению зажигания.
Ввиду того, что скорость вращения ротора магнето по отношению к ко-
ленчатому валу равна:
i — = 8/2 для BMW—VI и
J О * 40
i = = 3/2 для BMW—VIb,
то •следовательно коленчатый вал вращается в полтора раза медленнее, чем
ротор магнето. Так как диапазон изменения опережения у магнето устана-
вливает ‘я по- ротору магнето, равным 25°, то учитывая угловые скорости вра-
щения ротора и коленчатого вала мотора, получим диапозон ’изменения опе-
режения на коленчатом валу равным:
= 1G,G°.
О
поворота коленчатого вала.
Отсюда, для того, чтобы установить правильно опережение зажигания
при установке по позднему зажиганию, нужно брать для правого магнето-
позднее зажигание равным: 7,4°, а для левого магнето — 5,4°.
Для простоты и удобства в установке нужно сначала установить одно
магнето «левое» или «правое», это принципиальной роли не играет, а по-
сле установки одного установить другое. При этом нужно помнить, что если
коленчатый -вал поставлен на згетку «полного опережения» (22°) для левого
магнето, то по этой метке нужно устанавливать только левое магнето.
Для установки правого магнето необходимо сначала поставить коленча-
тый вал на метку «полного опережения» (24°) для правого магнето, и
после этого устанавливать магнето.
После того, как метки опережения зажигания нанесены на втулку, вра-
щением ’коленчатого вала по ходу подводят его до тех пор, пока метка «пол-
ного опережения зажигания» совпадает со стрелкой, причем в этот момент
в первом цилиндре должно быть сжатие; для того чтобы убедиться в этом.
154 —
воОхедо* посмотреть ип клапан. Если оба клапана в первом щлиядрв на-
крыты, т. е. имеется между штоками клапанов н толкачами игра (заморы),
та следовательно поршень находится в такте сжатия. Если при проверке
•кажется, что выпускной клапан открыт то коленчатый вал необходимо про-
вернуть по ходу па один оборот т. е. поставить в такт сжатия.
Затем снимают крышку сектора распределителя тока высокого напряже-
ния и левый сектор его, смотря со стороны прерывателя первичной цепи,
для того чтобы видно было распределительную шестерню барабана (побе-
гушки).
Отводят рычаг опережения зажигания до отказа против вращения ро-
тора. На крышке магнето обычно ставится стрелка, показывающая сторону
вращения ротора (по не барабана).
После этого вращением ротора по ходу подводят его в такое положение,
чтобы метка па распределительной шестерне совпала с меткой на крышке
магнето.
Это положение ротора должно соответствовать началу размыкания кон-
тактов прерывателя первичной цепи, а следовательно и искрообразшо во
вторичной цепи, поэтому рабочий электрод распределительного барабана в
этот момент должен совпадать с электродом сектора распределителя, поме-
ченного Ks 1.
Таким образом в данный момент должна быть искра в (первой ци-
линдре.
Для проверки совпадения электрода барабана с секцией № 1 сектора
распределителя нужно поставить снятый сектор на место и проследить их
совпадение; в этот момент рабочий электрод барабана будет немножко не
доходить до электрода сектора распределителя, наряду с этим необходимо
удостовериться, имеется ли начало размыкания контактов прерывателя. По-
сле чего, не сдвигая ротора с места, ставится в этом положения магнето
па площадку; одповремеппо с этом вводится в соединение соединительная
муфта а затем затягивается хомут, укрепляющий мигаете на площадке.
Установив сначала одно магнето правое или левое безралично, в там-
же порядке производят установку другого магнето, после чего производят
проверку, правильности установки.
Проверка правильности установки производится в следующей последо-
вательности:
Закладывается между каптактами прерывателя полоска тонкой папи-
росной бумажки, отводится' коленчатый вал против вращения приблизи-
тельно градусов на 10 для того, чтобы контакты были сомнпуты, и зажали
бумажку.
— 155 —
Затем медленным вращением по ходу коленчатый вал подводят де тех
н«р, пока бумажка освободиться из контактов. После чего сверяют, сов-
падает ли момент размыкания контактов о меткой на флянце втулки шл
регулировочном диске.
Если при проверке окажется неточность в установке магнето, т. е. же-
мент размыкания контактов не соответствует углу полного опережения за-
жигания, то для, устранения этого явления нужно освободить болты зажим-
ной обоймы 'соединительной эластичной муфты ротора. В случае если в 'сое-
динении стоит Сциптиловжая муфта, и вращая отверткой микрометрический
регулировочный болт, плавно подвести ротор магнето па размыкание кон-
тактов в нужный момент, после чего, затянуть болты.
Если в соединении стоит «Бошевская» соединительная муфта, то нуж-
но освободить контровые болты нониуса п плавно, вращением от руки ро-
тора магнето, подвести на начало размыкания контактов прерывателя, а
затем затянуть контровые болты нониуса, после чего снова проверить сов-
падение момента размыкания контактов прерывателя с положением колен-
чатого вала, соответствующего углу полного опережения зажигания.
Иначе говоря, необходимо добиться такого положения, чтобы бумажка
освобождалась в тот момент, когда метка «полного опережения зажигания»
совпадает со стрелкой. Установив зажигание, закрывают крышки прерыва-
теля, устанавливают сектора распределителя, а затем приступают к при-
соединению проводки по схеме (рис. 105).
После этого становится тяга, соединяющая рьшаги опережения на
обоих магнето.
При установке ее нужно следить, чтобы рычаги обоих нагрето стояли
на полном опережении. Если при этом тяга окажется длиннее или короче,
то пи в коем случае для соединения с ней нельзя передвигать рычагов
опережения для совпадения отверстий, а нужно удлинением или укорачи-
иием поводка подогнать так, чтобы отверстия точно совпали, затем по-
ставить чеки и зашплинтовать их.
Установка магнето с- автоматическим опережением зажигания типа
Сцинтилла GN—12DA на двигатели BMW—VI и BMW—VIb.
Иногда на двигатели BMW—VI и BMW—VIb устанавливается магне-
то с автоматической регулировкой опережения зажигания.
Последовательность, правила и приемы установки- в этом случае ничем
не отличаются от установки магнето с ручным опережением зажигания.
Для установки магнето сначала находится ВМТ 1-го цилиндра, наносят-
ся метки полного опережения зажигания на втулку или- диск регулировоч-
ный:. 24° для правого магнето, работающего на свечи со стороны выпускных
— 156 —
клапапов и 22° для левого магнето, работающего на свечи со стороны
впускных клапанов. Диапазон работы автомата магнето в градусах пово-
рота ротора магнето выбит на торце под крышкой прерывателя магпетс
। У магнето Сцинтилла GN—12DA диапазон равен 27°. а следовательно
по коленчатому валу мотора
Установку необходимо производить по полному опережению.
Для этого поставить коленчатый вал на метку * полного опережения»
(вал подводить нужно по ходу, чтобы выбрать зазоры з сторону враще
пия''
Убедиться в том, закрыты ли оба клапана в цилиндре, если окажется,
что выпускной клапан открыт, то коленчатый вал необходимо провернуть
на 360°.
Затем вращают ротор магнето по ходу до тех пор, пока метки на рас-
пределительной шестерне и крышке совпадут причем в этот момент кон-
такты прерывателя первичной цепи должны стоять в сомкнутом поло-
жении.
Ставят магнето на площадку, не изменяй положения ротора, соединяют
эластичную муфту и укрепляют магнето к площадке хомутом. Затем произ-
водится проверка правильности установки магнето.
Для удобства установки обычно поступают так: устанавливается ска-
чало одно магнето, или правое или левое — безразлично, произ >дится
проверка правильности его установки, если при поверке окажется ошибка
в установке, устраняют ее вращением микрометрического болта соедини-
тельной муфты и после того, как одно1 магнето установлено правильно,
устанавливается другое.
Проверка установки производится следующим образом:
Проворачивают коленчатый вал против хода на 10—15°, затем вращая
вал по ходу подводят его до тех пор покамест г.твелка совместится с.
меткой на втулке пли регулировочном диске; в этом положении вала метка
на распределительной шестерне магнето должна совпадать мети на
крышке. В случае несовпадения освобождают болты зажимной обоймы
эластичной соединительной муфты и вращением микрометрического болта
подводят ротор магнето в такое положение, чтобы метки совпали.
Установив оба магнето необходимо проверить момент искрообразования
на позднем зажигании того и другою магнето, для этого от метки «полное
— 157 —
Рис. 105.
158 —
оверм’езпк1» при совпадении меток га распределитвльнвй шестери» и
крышке магнето вращают вал мотора по ходу на 18°. В ©том положении
вала у магнето должно быть начало размыкания контактов прерывателя.
Если ошибка при этом не превышает 1.5° установка считается за-
конченной.
Если же ошибка окажется значительной, то нужно магнето снять и от
дать для регулировки момента искрообразования.
Устаяосча mi него Сцинтилла ча дсигатиш: Райт «Уайрлвиид» «Титан
11», Бристоль — «Юпитер», Гнгм-Рон «Юпитер VI» типов 9 ad и 9 aq.
Установка магнето па звездообразные 5 цилиндровые двигатели,- как Бри-
столь «титан И», Райт «уайрлвлнд». на двигатели 9-цилиндровые звездо-
образные, как Бристоль «Юпитеру Гном-Рен «Юпитер VI» и др по своей
последовательности правилам и приемам установки почти не отличается от
установки зажигания на двигателях BMW—VI и BMW—Vfe.
Существенным является лишь то обстоятельство, что угол опереже-
ния зажигания каждый мотор имеет свой поэтому при установке зажига-
ния в каждом отдельном случае данные угла опережения зажигания нужно
брать из формуляра мотора или особой на то инструкции.
Для 5-цилиндровых моторов устанавливаются 2-искровые магнето,
5
причем передача пр ротор магнето от коленчатой, вала равна 1,25,
а диапазон опережения зажигания по ротору магнето устанавливается
равным 35°.
Следовательно диапазон изменения опережения по коленчатому валу
будет равен
Д± = 28°.
5
Если для моторов 9-цилиндровых устанавливается 4-искровое магнето,
то передаточное число от коленчатого вала на ротор магнето будет равно:
»
i—4 —1,125.
О
Диапазон изменения опережения зажигания по ротору магнето регули-
руется на 25°.
Следовательно па коленчатом валу будет
—- - - 22 22°
9 — —
— 159 —
Установка магнето на двигатели Гнои-Рон «Юпитер VI» типов 9 *d—
420 я. с. и 9 aq — 480 л, с.
Обычно на двигателях 10 VI типов: 9 ad и 9aq устанавливается магне-
то Сцилтилла GN—9DA с автоматической регулировкой опережения зажига-
ния. С диапазоном работы автомата по ротору магнето в 25°, что соответ-
ствует следовательно углу поворота коленчатого вала двигателя
— 22.2?
9
Если на двигатель устанавливается магнето БС—911, то нужно иметь в
виду, что у этого магнето опережение зажигания ручное, с диапазоном из-
менения угла опережения по ротору магнето в 25°.
Для двигателей Ю VI 9 ad — 420 ла с.
Угол опережения зажигания для1 магнето, работающего па свечи, рас-
положенные со стороны выпускного канала (левое магнето), — 24° и для
магнето, работающего на свечи, расположенные со стороны впускного кла-
пана (правое магнето), — 18°.
Для двигателей Ю VI 9 aq — 480 л. с.
Угол опережения зажигания для левого магнето, работающего на свечи
со стороны выпуска, — 29°, а для магнето, работающего на свечи со сто-
роны впуска, правое магнето —- 23°.
Всегда при установке магнето па двигатель нужно руководствоваться
данными углов опережения из формуляра мотора или из инструкции.
Установка магнето на двигатель .производится по раннему зажиганию
как пр'авого, так и левого магнето. Для удобства сначала устанавливается
левое магнето, а после его установки производят установку правого. При
установке придерживаются следующей последовательности:
При помощи регляжа находят ВМТ поршня* 1-го цилиндра, если при
установке имеется регулировочный диск, разбитый на градусы, то после
нахождения ВМТ от нее отсчитывается в сторону вращения ВАЛА дуги со-
ответствующие углам опережения. Если установка производился на двига-
тель 10 VI—9 ad, то 24° и 18°, и если установка производится на дви-
гатель IOVI—9 aq, то 29° и 23°.
После нанесения меток коленчатый вал ставится в положение, соот-
ветствующее тому, когда поршень первого цилиндра не дойдет до ВМТ 24°,
т. е. подводят коленчатый вал по ходу до тех пор, когда метка полное
опережение зажигания совпадет со стрелкой.
В этом положении вала клапана 1-го цилиндра должны быть закрыты;
если при проверке окажется, что выпускной клапан открыт, то коленчатый
вал необходимо провернуть на 360°, чтобы поршень встал на сжатие.
— 16и —
Если же при установке под руками не окажется регулировочного диска,
то меряют длину окружности втулки винта миллиметровой бумагой или
лучше рулеткой: полученную длину окружности в мм делят на 360° и по
лучают дугу в мм. соответствующую углу 1 градуса.
После чего число мм. соответствующее углу в 1°. умножается на нуж-
ный угол в градусах и полученное число в мм откладывается по краю
флянца втулки винта. Таким образом наносятся на флянец втулки > с
необходимые при установке метки. Ставят левое магнето на площадку до
перед установкой нужно но двести ротор магнето по ходу (вращение магне-
то помечается стрел шй на кожухе причем под вращением пончмас ш
направление ' ращения ротора, считая от ецкпленря. н не направае ше
вращения побегушки) так. чтобы рабочий электрод барабана Стоял, немно-
го- недоходя электрода сектора распределителя первого цилиндра, п . этот
момент, чтобы было совпадение меток на распределительной шестерне и
крышке.
В этом положении ставят магнето на площадку и производят сцепле-
ние соединительной муфты одновременно прнымиляя мстнето к площадке
(мостику) болтами.
Производят проверку правильности установки, для этого проворачивают
коленчатый вал немного против хода, после чего медленно вращают колен-
чатый вал по xoiv ш 1?х пор пока регулц точная стрелка гшяпдот
с меткой па диске «полное опережение зажигания».
Если метки не овпадут, то установка в сцеплении магнето произве-
дена неправильно.
Для устранения ошибки, полученной при установке, пользуются сле-
дующим приемом:
Соединительная муфта в своем сцеплении имеет мелкую насечку ради-
альных зубцов, количество которых 150.
Если переставить муфту в своем сцеплении на 1 зубец, то изменение
установки ротора магнето но отношению к приводу произойдет на угол,
равный s
150 — •
Следовательно изменение установки ротора магнето по отношению к
коленчатому валу при перестановке на 1 зуб будет.
-^ = 2,13г.
Таким образом если при проверке установки окажется, что метки не
«©падают приблизительно на 2°, 4°. 6° и т. д.. то в этих случаях нужно
— 161 -
переставить муфту в сцеплении соответственно на 1, 2, 3 а т. д. зуба,
чем и будет достигнуто устранение ошибки.
Если при установке подученная ошибка не превышает + 1.5° или —1,5°,
то установку так и оставляют, потому что устранить ее муфтой невозмож-
но, и указанная ошибка при работе двигателя заметного влияния на работу
оказывать не будет, т. е. считается в допустимых пределах.
Рис. 106.
После того, как произведена установка магнето по раннему зажиганию,
необходимо проверить момент искрообразования по позднему зажиганию,
для этого 'провертывают коленчатый вал мотора по ходу на 22 2° от метки
«полное опережение зажигания» и смотрят имеется ли размыкание кон-
тактов прерывателя первичной цепи.
Авиационное магнето.
11
— 162 —
Если размыкание контактов происходит рапыпе или позже в пределах,
не превышающих =±- 1.5°, то установка считается законченной.
Если ошибка* окажется больше, то магнето снимается и отдается для
регулировки момента искрообразовання.
Закончив установку левого магнето, производят установку правого
магнето в той же последовательности. Установив и проверив правильность
установки левого и правого магнето, приступают к соединению проводки
по схеме (рис. 106).
ГЛАВА V!l!
И.А Пп°ирн з.
УХОД И ОБСЛУЖИВАНИЕ МАГНЕТО
Пользование опережением зажигания
Правильная эксплоатация мотора удлиняет сроки службы его и уста-
новленных на нем агрегатов и дает возможность снимать с двигателя нор-
мальную мощность.
Для получения нормальной мощности двигателя на разных режимах
работы прежде всего необходимо обслуживающему техническому- и летному
составу усвоить правила пользования опережением зажигания.
Для этого необходимо знать факторы, влияющие на угол опережения
зажигания.
Как известно, зажигание смеси в цилиндрах двигателя производится
электрической искрой от тока высокого напряжения. После воспламенения
распространение пламени по смеси идет огневой волной, захватывая все
большее и большее количество ее.
Для получения наибольшего давления в цилиндре на поршень в момент
когда он только-что перейдет ВМТ; необходимо; чтобы смесь, находящаяся
в цилиндре двигателя, к этому времени сгорела полностью.
Сресь в цилиндре сгорает не мгновенно, а на горение ее требуется опре-
деленный промежуток времени, поэтому, чтобы смесь успела сгореть к мо-
менту перехода поршня через ВМТ нужно зажигание ее производить раньше,
т. е. дать опережение зажигания.
Современные авиационные двигатели имеют число оборотов от 1 500 до
2 500 и больше в минуту. Таким образом время отводимое на проведение
каждого такта слишком мало.
Горение смеси в цилиндре должно проходить очень быстро, в против-
ном случае она будет выбрасываться из цилиндра несгоревшей, в резуль-
» и*
— 164
тате чего расход горючего на 1 л. в час увеличивается и мощность
падает.
Скорость сгорания смеси в свою очередь зависит:
1. От качества смеси.
Качество смеси определяется коэфицнентом избытка воздуха, т. е. отно-
шением количества воздуха, находящегося в смеси, на один килограмм го-
рючего к теоретически необходимому, с другой стороны — степенью сме-
шения воздуха с горючим.
Смесь оказывается может гореть лишь при определенных значениях
коэфициента избытка воздуха.
На рис. 107 показана примерная кривая показывающая зависимость
между скоростью сгорания смеси и коэфицнентом избытка воздуха. Из при-
веденной кривой видно, что смесь бензина с воздухом может гореть лишь
при значениях коэфициента избытка воздуха от 0,6 до 1,3. Чем смешение
горючего с воздухом произведено тщательнее, тем скорость сгорания будет
больше, и чем это перемешивание воздуха с бензином хуже, тем скорость
сгорания меньше. С этим связано наличие в современных карбюраторах по
— 165 —
несколько диффузоров, а также устройство подогрева карбюраторов, необхо-
димое для лучшего испарения горючего.
2. Температуры смеси птрсд запалом ее.
Чем выше температура смеси в момент ее зажигания, тем больше ско-
рость сгорания, но во избежание явления детонации температура смеси
в момент ее зажигания не должна превосходить температуры самовоспла-
менения т. е. температуры пр® которой происходит воспламенение смеси от
теплоты сжатия.
3. От вихревых де имений смеси.
Вихревые движение смеси, получающиеся при входе смеси в цилиндр
благодаря ограниченности времени не успевают заглохнуть до момента за-
жигания смеси и при горении смеси перебрасывают пламя по всей камере
сжатия, fe® самым поджигают большее количество смеси за один и тот же
промежуток времени. Следовательно, чем больше вихревые движения, тем
скорость сгорания смеси будет больше
4. Селичины степени сжатия.
С увеличением степени сжатия уменьшается об’ем, занимаемый газами
перед моментом зажигания, а с уменьшением об’ема уменьшается путь для
взрывной волны. С другой стороны смесь, сгорая при меньшем об'еме,
имеет меньшую площадь теплоотдачи в охлаждающую воду, т. е. способ-
ствует увеличению мощности двигателя. Наряду с этим увеличение степени
сжатия повышает температуру сжимаемой лжей, а с увеличением темпе-
ратуры скорость сгорания возрастает.
Правда в практике в целях увеличения степени сжатия температуру
сжимаемой смеси наоборот стремятся уменьшить, потому что уменьшение
температуры смеси при сжатии позволяет повысить степень “сжатия, для
этой цели применяется интенсивное охлаждение головки цилиндра водой
или устройство ее и поршня из сплава алюминия или электрона, хорошо
отводящих тепло.
5. Форма камеры сжатия, число и расположение свечей.
Чем компактнее камера сжатия, тем короче путь взрывной волны. Луч-
шей камерой сжатия является шатровая камера и идеальной — шаровая
с расположением свечей в центре.
В целях сокращения пути взрывной волны желательно свечи распола-
гать так, чтобы расстояние от свечи до наиболее удаленного места камеры
166 —
сжатия было наименьшим, но в практике приходится 'Считаться еще с тем
обстоятельством, чтобы подход к свечам был удобен и при работе двигате-
ля, — чтобы свечи меньше забрасывались маслом.
Па рис. 108 приведены виды камер сжатия п расположение свечей,
а) идеальная камера сжатия с запалом в центре, б) камера сжатия двига-
теля М-5, в) камера сжатия двигателя BMW-—VI.
6. От величины угла опережения зажигания.
Величина угла опережения зажигания зависит от числа оборотов дви-
гателя.
Чем больше число оборотов у двигателя, тем больше должна быть ве-
личина угла опережения зажигания, потому что с увеличением числа обо-
ротов время, отводимое на совершение такта в цилиндре, меньше.
Поэтому для каждого числа оборотов двигателя имеется своя величина
угла опережения зажигания, соответствующая данному числу оборотов, при
которой двигатель развивает наибольшую мощность и дает наивысшую
экономичность; этот угол опережения зажигания называют наивыгодней-
шим углом.
Вследствие того, что авиационные двигатели работают на разных чи-
слах оборотов, для них опережение зажигания устраивается переменным.
Время, отводимое на сгорание смеси в цилиндре двигателя, можно под-
считать элементарно следующим путем:
Возьмем для примера двигатель BMW—VI, у которого полное опере-
жение зажигания равно 24° и допустим, что смесь сгорает полностью к то-
му моменту, когда поршень только перевалит ВМТ.
— 167 —
Если коленчатый вал делает 1 600 оборотов в минуту, то на горение
смеси отводится такое время, за которое коленчатый вал повернется на
24°, т. 'е. около 1/12 оборота.
Так как вал в одну секунду делает:
оборотов, то на один оборот отводится время секунды, а
на 1/12 оборота . ~ ‘ 1 —секунды, т. е, смесь сгорает (при 1 600
• - V I О — U
„ Ч I
оборотах двигателя) в 3,(, секунды.
Из выше сказанного вытекает, что при эксплоатации мотора особо
важно уметь пользоваться опережением зажигания. При работе мотора
нужно давать опережение зажигания соответственно числу оборотов мо-
тора.
За последнее время на авиационных моторах для тога, чтобы не отвле-
кать внимания летчика на постоянное наблюдение за положением сектора
опережения зажигания, тем самым облегчить его обслуживание, устанавли-
ваются автоматические регуляторы, которые с увеличением числа оборотов
двигателя автоматически дают опережение.
На рис. 409 приведены виды индикаторных диаграмм, которые наглядна
показывают, как влияет на мощность двигателя опережение зажигания и
как важно умелое пользование им.
Первая диаграмма получена при нормальном опережении зажигания,
при котором двигатель развивает максимальную мощность.
-Вторая диаграмма получена при-слишком раннем опережении зажигания
смеси, в результате которого смесь сгорает полностью до того момента
когда поршень еще не дошел до ВМТ. поэтому на поршень получается про-
тиводавление, тормозящее движение поршня, об этом свидетельствует по-
лученная вверху петля у индикаторной диаграммы. Величина площади ин-
дикаторной диаграммы характеризует собой работу. Прп сравнении ее с
первой диаграммой, полученной при нормальном опережении, не трудно ви-
деть, что во втором случае мощность двигателя будет значительно меньше.
Третья диаграмма получена при слишком позднем запале смеси. В ре-
зультате этого смесь продолжает гореть тогда, когда поршень перешел ВМТ.
Вследствие этого к моменту подхода поршня к ВМТ давление в цилиндре
было немаксимальное, потому что смесь была зажжена только в ВМТ.
Поэтому мощность двигателя будет значительно меньше. На ряду с
этим смесь горит при большом об’еме, газы соприкасаются с большой пло-
щадью поверхности стенок цилиндра, отдавая через них в охлаждающую
среду большую часть тепла, двигатель при этом перегревается, увеличивает
расход горючего, теряет мощность.
— 168 —
— 169 —
Уход за магнето
В. условиях эксплоатации магнето особое внимание должно быть ре-
лено уходу за прерывателем первичной цепи.
При работе магнето пятка рычажка прерывателя понемногу постоян-
но снашивается, в результате чего зазор между контактами уменьшается,
поэтому перед каждым полетом необходимо проверять зазор, величина ко-
торого должна быть 0,3 мм.
Проверка производится калиброванной пластинкой ключика, специально
предусмотренной для этой цели
Для того чтобы проверить зазор, нужно вращением коленчатого вала
мотора поставить ротор магнето в такое положение, чтобы пятка рычажка
прерывателя стояла на.выступе кулачка, затем отконтрить контргаечку
контакта винта и в случае малого зазора подвертыванием винта увели
нить забор до тех пор. пока калиброванная пластинка будет входить с лег-
ким трением, между контактов, а при большом зазоре наоборот отверты-
ванием.
После установки зазора контргаечку необходимо завернуть.
Контакты прерывателя необходимо всегда* держать чистыми от окиси
и нагара, так как при наличп окиси или нагара на контактах могут
появиться раковины и бугорки окиси, в результате чего их сопротивление
значительно возрастет, а иногда и совсем цепь не будет замыкаться. С уве
личением сопротивления в контактах по закону Ома сила тока в первичной
обмотке уменьшится, а с уменьшением силы тока уменьшится и магнитный
поток, создаваемый ампервитками. Следовательно в момент размыкания пер-
вичной цепи во вторичной обметке электродвижущая сила будет значитель
но меньше, ввиду чего нужной интенсивности искры в свече не будет.
Поэтому контакты нужно чаще протирать, от грязи, масла и окисления
кус >чком замши, смоченной в бензине. В случае выработанности контактов
их лучше заменять новыми.
В случае появления на контактах неровностей поверхности их необходимо
отшлифовать бархатной пилкой, специально для этой целя, имеющейся в
наборе инструмента.
Опиловку контактов нужно производить очень осторожно, и аккуратно,
чтобы не задрать поверхностей. Опиловка контактов показана на рпс. 110.
При осмотре прерывателя необходимо проверять свободно ли вращает-
ся рычажок на своей оси, в противном случае при работе мотора на боль-
шом числе оборотов будет происходить его заедание.
Проверка производится так: отводится рычажок, от наковальни и быстро
опускается; если рычажок дает щелчок об наковальню, то вероятности
170 —
Рис ПО.
его заедания пет, если рычажок на оси вра-
щается медленно, то будет давать заедания.
В этом случае необходимо его вснять, прочи-
стить от грязи и смазать ось.
Обращать внимание .па пружину рычаж-
ка. В случае ее ослабления нужно заменить
новой, иначе при работе мотора она не будет
давать надежного замыкания первичной цепи.
Просматривать исправность изоляции у кон-
тактодержателя и надежность его крепления.
Держать постоянно в чистоте и проверять
надежность контакта между щеткой соедини-
тельного мостика, по которому подводится ток
от первичном обмотки, и изолированным кон-
тактодержателем.
Регулярно проверять надежность затяжки
винта крепящего кулачковый диск к ротору
магнето, а также регулярно наблюдать за
исправностью и чистотой мелких деталей прерывателя.
В целом магнето требует следующего ухода:
Каждый раз при осмотре необходимо проверять надежность крепления
магнето к мостикам мотора, исправность крепления самих мостиков, шпи-
лек и зажимных хомутов, укрепляющих магнето.
Регулярный осмотр и надзор за исправностью крепления проводников
как цепи низкого напряжения, так и цепи высокого напряжения, особенно
крепление проводников к секторам распределения каждый раз при осмотре
обращая ‘внимание на целость и исправность изоляции, а также целость
жил проводников и состояние наконечников. В случае обнаружения обрыва
наконечников концы необходимо заделать и снова укрепить.
Крепление концов показано па рис. 111.
Проверять хорошо ли работает сектор опережения зажигания и пет ли
в соединениях люфта свободного хода, при наличии которого необходимо
его устранить заменой пальцев и подгонкой тяг.
При зарядке машины смотреть за тем, чтобы на электропроводку и маг-
нето не попадала вода, бензин и масло, так как бензин и масло портят
изоляцию проводки и магнето, в результате чего может при работе полу-
читься пробивание ее, особенно в цепи высокого напряжения. Поэту чу
после работы мотора необходимо, если! на проводке и магнето имеется
— 171 —
масло, обтереть его досуха. Каждый раз при осмотре необходимо проверять
исправность внешней проводки как цепи высокого, так и цепи низкого на-
пряжения.
Сырость вызывает ржавление и окисление деталей, поэтому ее нужно
тоже избегать.
Рис. 111.
Обращать внимание при осмотре на затяжку болтов соединительной
муфты магнето.
Проверять надежность крепления барабана к шестерне и его исправное
состояние, обращая внимание, нет ли заедания уголька барабана в гнезде.
Особое внимание должно уделяться контровке крышечки, скрепляющей
оба сектора распределителя. Производить регулярно осмотр, промывку, чист-
ку, проверку зазоров между электродами свечей и испытание их работы
под давлением. Проверка зазоров между электродами свечей производится
калиброванной пластинкой ключика магнето (рис. 112).
Производить регулярную смазку магнето через каждые десять часов ра-
боты мотора, впуская в масленочки по нескольку капель костяного масла,
как это показано на рис. 113.
Но нужно помнить, что слишком обильная смазка, пользы не приносит,
а хуже загрязняет контакты прерывателя.
Через каждые 10 часов работы мотора необходимо тщательно осматри-
5зть привод и соединительную .муфту магнето.
— 172 —
Потому, что при эксплои.гации часто наблюдается люфт в зажимной ко
лодке вследствие износа шпоночных пазов как в валике так и в бропзо
вой колодке.
Износ происходит главным образом по причине неплотной посадки де-
талей, а также неравномерной работы сце-
пления.
Так как расшатывание деталей насад- . /
Рис. 112. Рис. 113.
зя полностью, то необходимо зажимные винты затягивать до отказа.
Если при осмотре передачи и муфты обнаружен люфт в соединении, то
необходимо шпонку заменить новой, обеспечив подгонку последней, так Kai
простым подвертыванием зажимных винтов не поможешь.
ГЛАВА IX
Ив. Данишевский.
Кочедыков.
СПРАВОЧНЫЕ ДАННЫЕ
ДЕТАЛИ МАГНЕТО
Корпус
1. Войлочная прокладка между корпусом и катушкой.
2. Шпилька с нарезкой для крепления передней опоры.
Рис. 114.
3. Шплинт шпильки корпуса.
4. Винт изолирующей пластинки корпуса.
5. Направляющий штифт в корпусе для крышки
— 174 —
6. Изолирующая пластинка корпуса.
7. Винс крепления' центрирующего кольца.
8. Изолирующая пластинка между корпусом и катушкой.
Ряс.. 115.
9. Корпус.
10. Изолирующая подкладная шайба наружного кольца заднего под-
шипника.
— 175 —
11. Гайка для крепления упорных болтов прерывателя.
12. Наружное кольцо шарикоподшипника.
13. Упорный болт прерывателя.
14’ Бумажная полоска для запрессовки в корпус наружного кольца
шарикоподшипника.
Ротор (вращающийся магнит)
16. Обойма с шариками переднего шарикоподшипника.
17. Внутреннее кольцо переднего шарикоподшипника.
18. Малая распределительная шестерня.
19. Шпонка Вудроф конуса переднего конца вала (конус 1 :15 или
цилиндрический конец 0 17 мм).
20. Шпонка Вудроф для цилиндр, переднего конца вала 0 15 мм.
21. Шпонка конического переднего конца вала — конус ! : 11,65.
22. Несобранный ротор.
23. Шайба коронной гайки для конического переднего конца вала.
24. Шплинт переднего конца вала.
25. Коронная гайка для конического переднего конца вала.
26. Кулачок прерывателя.
27. Шпонка Вудроф распределительной шестерни.
28. Несобранный ротор с задним концом вала п передним цилиндриче-
ским 0 15 мм.
29. Шпонка Вудроф кулачка прерывателя.
30. Затяжной шуруп кулачка прерывателя.
31. Внутреннее кольцо- заднего подшипника.
32. Задний конец вала ротора с цапфой.
33. Медный випт для крепления заднего конца вала с цапфой.
34. Обойма с шариками заднего подшипника.
35. Шайбы под задний и передний подшипники, регулирующие осевую
игру (толщина 0,1, 0,15, 0,2, 0,3, 0,5 мм).
Крышки'и сектора распределителя тока
36. Кружки с обозначением NN контактов (1—18 и И).
37. Винт, крепящий электроды.
38. Сектор распределителя тчга.
39. Остроконечный винт секторов распределителя.
40. Изоляционный винт первичной обмотки.
41. Электрод распределителя тока.
42. Пружина клеммы первичной обмотки.
— 1/6 —
43. Пружинная шайба для крепления проводов высокого напряжения
44. Масленка
45. Подкладная войлочная шайба пустотелого винта.
46. Крышка секторов распределителя тока, собранная.
47. Крышка магнето без принадлежностей
48. Гильза пружины клеммы первичной обмотки.
49. Крышка секторов распределителя тока, не собранная.
50. Пружина крышки секторов распределителя тока.
51. Гайка клеммы первичной обмотки.
52. Винт крышки секторов распределителя тока.
53. Шайба винтов крышки секторов распределителя тока.
54. Предохранительная булавка.
55. Винт крышки магнето.
56. Пружина верхней крышки прерывателя.
57. Уплотняющий шнур крышки магнето.
58. Втулка, удерживающая пружину крышки прерывателя.
59. Верхняя крышка прерывателя.
60. Контакт клеммы присоединения первичной обмотки.
61. Пружина.
62. Клемма присоединения первичной обмотки, целиком собранная.
63. Заклепка пружины клеммы первичной обмотки.
64. Подкладная шайба (резиновая) клеммы провода первичного тока.
Передняя опора
65., Винт, крепящий переднюю опору.
66. Наружное кольцо переднего подшипника
67. Бумажная шайба под внешнее кольцо переднего шарикоподшип-
ника.
68. Кружки с номерами (1—18).
69. Гайка болтов корпуса.
70. Шайба -под гайку болтов корпуса.
71. Большое пружинное кольцо распределительного барабана.
72. Масленка собранная.
73. Войлочная лента (2.5 X 3 мм) в передней опоре для смазки.
74. Уплотняющая шайба распределительной шестерни.
75. Большая распределительная шестерня
76. Уплотняющий шнур передней опоры.
77. Бумажная прокладка наружного кольца переднего шарикопоцшип-
гнка.
— 177 —
65
66
Ы
Ы
69
7о
71
7*
13
74
7Г
74
77
ПЕРЕДНЯЯ ОШИ» А
КЛГУШКЛ.
92
?3
93
99
toe
го/
/02
ЮЗ
/о4
Ю5
/об
/07
ЮЗ
Ю<)
73/ /33 /У2 73/ /30 /29328 /27 /26 /23 /24 /25
Рис. 116.
78. Бумажная шайба, уплотняющая прокладку оси распределителя.
79. Шайба винтов валика .распределителя.
80. Валик распределительного барабана с медпой втулкой.
81. Фитиль для смазки с пружиной.
82. Подкладная шайба распределительного барабана.
S3. Винт, крепящий валик распределительного барабана.
— 178 —
84. Распорное кольцо валика распределителя.
85. Передняя опора несобранная, но со штифтом секторов распредел.
86. Пружинная шайба винтов, крепящих ось распределителя.
87. Стальная установочная шайба валика распределителя (толщина 0,3,
0,35, 0,5 мм).
88. Распределительный барабан магнето.
89. Винт для передачи вращения распределительному барабану.
90. Угольный контакт с пружиной распределительного барабана.
Катушка
91. Винт, крепящий катушку.
92. Катушка с соединительным мостиком и центральным контактом.
93. Пружинная шайоа под винт, крепящий катушку.
94. Подкладная шайба под винт, крепящий катушку.
95. Заклепка для крепления соедппчтелыюго мостика
96. Катушка без соединительного мостика, но с центральным контактом.
97. Соединительный мостик со щеткой.
d
Прерыватель
98. Пружина прерывателя.
99. Длинная пружина прерывателя.
100. Прерыватель собранный, но без центрирующего кольца.
101. Ось рычажка прерывателя.
102 Рычажок прерывателя.
103. Винт, крепящий ось рычажка прерывателя.
104. Крышка прерывателя с рычагом перестановки момента зажигания
«(не собранная).
105. Короткий контактный винт прерывателя.
106. Короткая 'Пружина рычажка прерывателя.
107. Винт для крепления пружины прерывателя и войлочной полоски.
108. Впит, крепящий крышку прерывателя.
109. Пружинная шайба винта крышки прерывателя.
110. Большая шайба для регулирования осевой игры прерывателя (тол-
щина 0,2; 0,3; 0,7; 0,8 и 1,3 мм).
111. Полоска войлока для смазки.
112. Изолирующая втулка контактодержателя.
113. Корпус прерывателя не собранный.
114. Толстая изолирующая пластинка контактодержателя.
115. Тонкая изолирующая пластинка контактодержателя.
— 179 —
116. Винт, крепящий изолированный контактодержатель.
117. Крышка прерывателя без рычага перестановки момента зажигания
(для магнето с автоматом).
118. Изолированный контактодержатель.
119. Тонкая изолирующая шайба контактодержателя.
120. Длинный контактный впнт прерывателя.
121. Толстая изолирующая шайба контактодержателя.
122. Металлическая шайба для винта, крепящего изолированный коп-
та ктодержатель.
123. Гайка длинного контактного винта.
124. Фибровый упор в изолированном контактодержателе.
125. Ключ для контактных винтов.
126. Регулирующая шайба между фибровым упором и изолированным
контактодержателем.
127. Центрирующее кольцо прерывателя.
128. Заклепка для боковой пружины рычажка прерывателя.
129. Боковая пружина рычажка прерывателя.
130. Плоская пружина крышки прерывателя.
131. Шайба пружинная.
132. Напильничек для чистки контактных поверхностей.
133. Фитиль для смазки корпуса прерывателя.
134. Направляющий штифт корпуса прерывателя.
Рис. 117.
Детали автомата авиационного магнето
типа GN 12-D—А.
Детали автомата
— 181
№М де- талей Наименование детали Примечание
135 Шайба для регулировки игры оси кулачка. О 14 mtn.
136 Фитиль для смазки оси кулачка.
137 Втулка с цапфой и задним концом вала.
138 Штифт с шарообразной головкой.
139 Регулирующая гайка регуляторных пружин.
140 Ротор с втулкой и цилиндрической переднею осью.
141 Коническая муфта для оси кулачка.
142 Болт с нарезкой для регуляторных пружин.
143 Шплинт для крепления гайки регуляторных пружин.
144 Шайба для регулировки осевой игры оси ку- лачка. G 11,5; толщина 0,1; 0,15; 0,2; 0,3.
1 <5 Шпонка вудроф для конической муфты на оси кулачка.
146 Ротор со втулкой и конической передней осью. Конус 1,5.
147 Пружина в центрофугальной массе.
148 Центрофугальная масса для правого вращения.
149 Регуляторная пружина на болт для перестановки yhia опережения.
150 Дистанционная муфта.
151 Ось кулачка.
152 Штифт для фибрового упора.
153 Контрящая гайка винта, крепящего направляю- щую шайбу центрофугальных масс.
154 Дистанционная шайба для‘регуляторных пружин.
155 Опора для центрофугальных масс.
156 Фибровый упор в центрофугальной массе.
157 Винт крепл. направл. шайбы,
158 Винт, крепящий опору.
159 Крепящая гайка кулачка прерывателя.
460 Дистанционная шайба для регуляторных пру- жин. Толщина 0,1; 0,15; 0,2;
Ml Направляющая шайба для центрофугальных масс. 0,3 mm. Q 9,5—G Ю,8 mm.
182 —
Справочная таблица для проверки и испытания магнето
ТИП М А Г Н ЕТ О Минимальная сила магнитов по маг- нитомеру Угол размыкания прерывателя (в градусах) ₽ о S « о При числе оборотов магнето (В мин.)
Максимальш угол опереж 7? S ь? ГО U* 02 S 2 СУ го со X хо О О. С искровой пр жуток в мм
Р. Н. 4-А . . . . 30 90 4 8 —/280
М. Н. 4-D 30 105 6 8 120/230
М. Н. 4-А 35 105 4 8 -/230
G. Н. 4-D 35 120 6 8 80/180
G. Н. 4-А 40 120 4 8 —/180
Р. Н. 6-D 25 90 6 8 170/280
Р. Н. 6-А 35 90 4 8 -/280
М. Н. 6-D 30 105 6 8 120/230
М. Н. 6-А 40 105 4 8 -/230
G. N. 8-D • • • 7 • ' ' 25 85 8 8 150/300
G. N. 9-D • 25 85 8 8 150/300
G. N. 12 D 25 85 8 8 150/300
A, G. 12-D 30 73 10 8 100/200
A. G. 8-D 30 78 10 - 8 100/200
A. G. 6-D 35 105 10 8 70/180
А. М. 6-А 30 95 10 6 —/120
A. G. 6-А • • 35 105 10 6 —/100
A. G. 4-А 35 НО 10 6 -/100
A. G. 4-D 30 100 10 8 80/180
•) В этой графе дается минимальное число оборотов ротора, при котором,
должна получаться искра между электродами испытательного разрядника. В чи-
слителе число оборотов при положении полного опережения. В знаменателе—
при полном запаздывании.
— 183 —
Размеры магнето
Рис. 118.
Таблица 1.
Конструктивные размеры авиационного магнето типа „Сцинтилла".
Ра з м е р ы PNR 4-D PNR 5-D PNR 3-0 PNR 6-D MN 4-D MN 5-D MN 6-D MN 7-D MN8-D MN9-D MN 10-D 6N 4-D 6N 6 D 6N 5-D 6N 7-D 6N 8-D 6N 9-0 6N 10-0 6N 12-D 6N14-D-8 6N16-D-8 7N18-D-8
А 37 38 45 45 45 45 45 45 45 50 50 50 50 50
В 163,5 163,5 183 183 183 193,5 193,5 193,5 193,5 195,5 198,5 198,5 198,5 230,5
В1 142,5 142,5 154 154 154 154 154 157.5 157,5 162,5 162,5 162,5 162,5 196,5
С 51 51 51 51 51 51 51 51 51 51 51 51 51 51
D 48,5 48,5 48,5 48,5 48 5 48,5 48,1 48,5 48,5 48,5 48,5 48.5 48,5 48,5
Е 11 11 11 11 11 11 11 11 И 11 И 11 11 11
G 53 53 53 53 53 53 53 53 53 53 53; 53 53 53
Н 50 50 50 50 5'0 50 50 50 50 50 50 50 50 50
J 49,5 49,5 62 62 62 62 62 79 79 79 79 79 79 79
К 7 7 7 7 7 7 7 7 7 7 7 7 7 7
L (1:5 174,5 174,5 187 187 187 187 187 204 204 204 204 204 204 204
Конус. 1 1:11,65 — — 191 191 191 191 191 208 208 208 208 208 208 208
14 1:5 188,5 188,5 201 201 201 2 О 201 218 218 218 218 218 218 218
Конус 1 1 : 11,65 — 206 206 206 206 206 223 223 223 223 2 3 223 223
Ni i е is 170,5 170,5 183 183 183 183 183 200 200 200 200 200 200 200
Ци л. 1 е 17 — — 181 186 181 186 186 203 203 203 203 203 203 203
0 21,5 21,5 23,5 23,5 23,5 23,5 23,5 23,5 23,5 23,5 23,5 23,5 23,5 23,5
01 э9 3 59,3 71,5 71,5 71,5 71,5 71,5 71,5 71,5 71,5 71,5 71,5 71,5 71,5
р 95.5 95,5 103 103 103 103 101 111,5 111,5 111,5 111,5 111,5 111,5 111,5
R 50 50 56 56 56 56 56 56 56 56 56 56 56 58
S 75 75 80 80 80 80 80 80 80 80 80 80 80 80
S, 77 77 82 82 82 82 82 82 82 82 82 82 82 82
т 100 102 ПО 116 118 128 130 119 123 120 126 128 130 158
и 50 50 50 50 50 50 50 50 50 50 50 50 50 50
Y 3 3 3 3 3 3 3 3 3 3 3 3 3 3
X 10SJ 10SJ 10SJ 10SJ 10SJ IOSJ 10SJ 10SJ 10SJ 10SJ 10SJ 10SJ 10SJ 10SJ
Z 8 8 8 - 8 8 8 8 8 8 8 8 8 8 8 1
00
— 185
Рис. 119.
Концы валов А В С Е М
Цил. неподв. 0 15 15 0,7 27<
Цил. неподв. 0 15 —- — 15 0,7
Цил. неподв. е 17 —. _— 17 3,2' 32
Цил. неподе. е и — — 17 3,2
Цил. неподв. Ф 15 — — 15 0,7 29,5
Цил неподв. Ф 17 — — 17 3,2 —
Цил. неподв. е 15 -— — 15 0,7 44,5
Коннч. иеподв. 1:5 15 11,7 18,2
Цил. неподв. е 17 —- — 15 0,7 48,5
Конич. непод. 1:11,65 15,88 14,07 22,2
Цил. неподв' © 17 — — 17 3,7 47
Конич. неподв. Г: 5 15 11,7 18,2
Цил. неподв. е 17 — — 17 3,2 51
Конич. неподв. 1:11,65 15,88 14,07 — 22,2
Цил. неподв. ф 15 — — 15 0.7 44
Цнл. регулир. ф 15 — — 15 17,7 -—
Цил. неподв. е 17 — — 17 3,2 46,5
Цил. регулнр. е 17 — — 17 17,7 —
Цил. неподв. е 17 — 17 3,2 46,5
Цил. регулир. е 15 — —. 15 17,7 —
Цил. неподв. ф 15 — — 15 0,7 44
Цил. регулир. ф 17 — — 17 17,7 —.
Цил. неподв. о 15 — — 15 0,7 44
Конич. регулир. 1:5 15 11,7 — 17.7 —-
Цил. неподв. ф 15 — — 15 0,7 48,5
Конич. регулир, 1:11,65 15,88 14,07 — 22,2
Цил. неподв. е 17 — — 17 3,2 46.5
Конич. регулир. 1:5 15 11,7 17,7 —
Цил. неподв. е 17 — — 17 3,2 51
Конич. регулир. 1 :11,65 15.88 14,07 — 22,2
Цил. регулир. е 15 — — 15 17,7 61,5
Конич. неподв. 1:5 15 11,7 — 18,2 —
Чил. регулир. е 15 .— — 15 17,7 65,5
Конич. неподв. 1; 11,65 15,88 14,07 , — 22,2 ‘ —
186 —
Концы валов А В С М
Пил. per у лир. © 17 — ___ 17 17,7 61,5
Кович, неподв. 1:5 15 11,7 — 18,2 —
Цил. регулир. © 17 — — 17 17,7 65,5
Конич. неподв. 1:11,65 15,88 14,07 —. 22,2 —
Конич. неподв. 1:5 15 11,7 .—. 18,2 61,5
Конич. регулир. 1:5 15 П,7 — 17,7 —
Конич. неподв. 1 :11,65 15,88 4,07 -—. 22,2 70
Конич. регулир. 1 :11,65 15,88 14.07 — 22,2 —
Конич. регулир. 1:5 15 1 М — 17,7 65,5
Конич неподв. 1:11,65 15,88 14 07 ~— 22,2 —
Конич. неподв. 1:5 15 11,7 — 18.2 66
Конич. регулир. 1: 1Г65 15,88 14,07 — 22,2 —
Рис. Г20.
Конус 1:5 Конус. 1:11,65 ©15 1 7 1
F 15 19 —
F, — •— 11 —
F<2 — — 12,5
f8 — — 13 16
w 1,5 1 5 1,5 1,5
Y 15 15,88 ₽= —
Yt 12 14,25 — —
Y8 - — 15 17
Приведенные размеры одинаковы для всех типив магнето.
Типы PNR 3-D; PNR 4-D; PNR 5-D и PNR 6D исполняются исключительно с
концом вала с конусом 1:5 или с лилиндрическим © 15 мм.
СОДЕРЖАНИЕ
Стр.
Or редактора ...................................................... 3
От автора.......................................................... 4
Введение ............................................................ 6
Глава I. Устройство магнето....................................... 11
II. Принцип работы магнето................................ 28
III. Разборка магнето........................................41
IV. Ремонт магнето......................................... 57
„ V. Сборка и регулировка магнето............................. 70
„ VI Автоматическое опережение................................105
VII. Установка на мотор.....................................135
VIII Уход и обслуживание магнето...................... ... 163
IX. Справочные данные................................... 173