/















































































































Текст
И. 3. ЧЕРНИН,
Ф. М. СМЕХОВ, Ю. В. ЖЕРДЕВ
ЭПОКСИДНЫЕ
ПОЛИМЕРЫ
И КОМПОЗИЦИИ
ХИМИЯ 1982
Чернин И. 3., Смехов Ф. М., Жердев Ю. В.
Эпоксидные полимеры и композиции.— М., Хи-
мия, 1982. — 232 с., ил.
Книга посвящена свойствам эпоксидных полимеров и композиций,
широко используемых для получения клеев, компаундов, лакокра-
сочных и композиционных материалов. Показано, как состав и свой-
ства эпоксидных композиций, а также отвердителей влияют на
эксплуатационные свойства этих материалов.
Книга предназначена для научных и инженерно-технических ра-
ботников. занимающихся получением и переработкой полимерных ма-
териалов.
232 с., 63 табл., 55 рис., список литературы 5 ссылок.
Рецензент: докт. хим. наук, профессор И, А. ТУТОРСК.ИИ
2803090000-030
050 (01)-82
30.82
© Издательство «Химия», 1982 г.
. S'
"л*' а-г**'-*’*''
СОДЕРЖАНИЕ
Предисловие ........................................... 6
Глава I. ЭПОКСИДНЫЕ СМОЛЫ......................................7
Диановые смолы......................................... &
Сложные глицидиловые эфиры.............................15
Алициклические смолы...................................20
Полифункциональные смолы на основе фенолов и других цик-
лических соединений.......................... . ... 24
Влияние строения эпоксидных смол на температуру стеклования
сетчатых полимеров....................................29
Литература.............................................32
Глава 2. ОТВЕРДИТЕЛИ...........................................33
Сшивающие агенты.......................................35
Катализаторы отверждения...............................46
Влияние природы отвердителя на свойства полимеров ... 48
Литература.............................................52
Глава 3. СТРУКТУРА И СВОЙСТВА ЭПОКСИДНЫХ ПОЛИМЕ-
РОВ .......................................................53
Структура пространственной сетки ..................... 55
Микроструктура.........................................58
Релаксационные процессы................................64
Усадка и термическое расширение........................66
Внутренние напряжения..................................73
Литература ............................................81
3
Глава 4. ФИЗИКОХИМИЯ НАПОЛНЕННЫХ ЭПОКСИДНЫХ КОМ-
ПОЗИЦИЙ ............................................ 8-
Поверхностное взаимодействие неорганических наполнителей с
эпоксидными олигомерами...............................8;
Структура граничных слоев.............................81
Объемное взаимодействие неорганических наполнителей с эпок-
сидными олигомерами...................................9G
Особенности взаимодействия эпоксидных олигомеров с полимер-
ными наполнителями...................................100
Влияние наполнителей на диффузионные процессы в полимерах 101
Литература ..........................................102
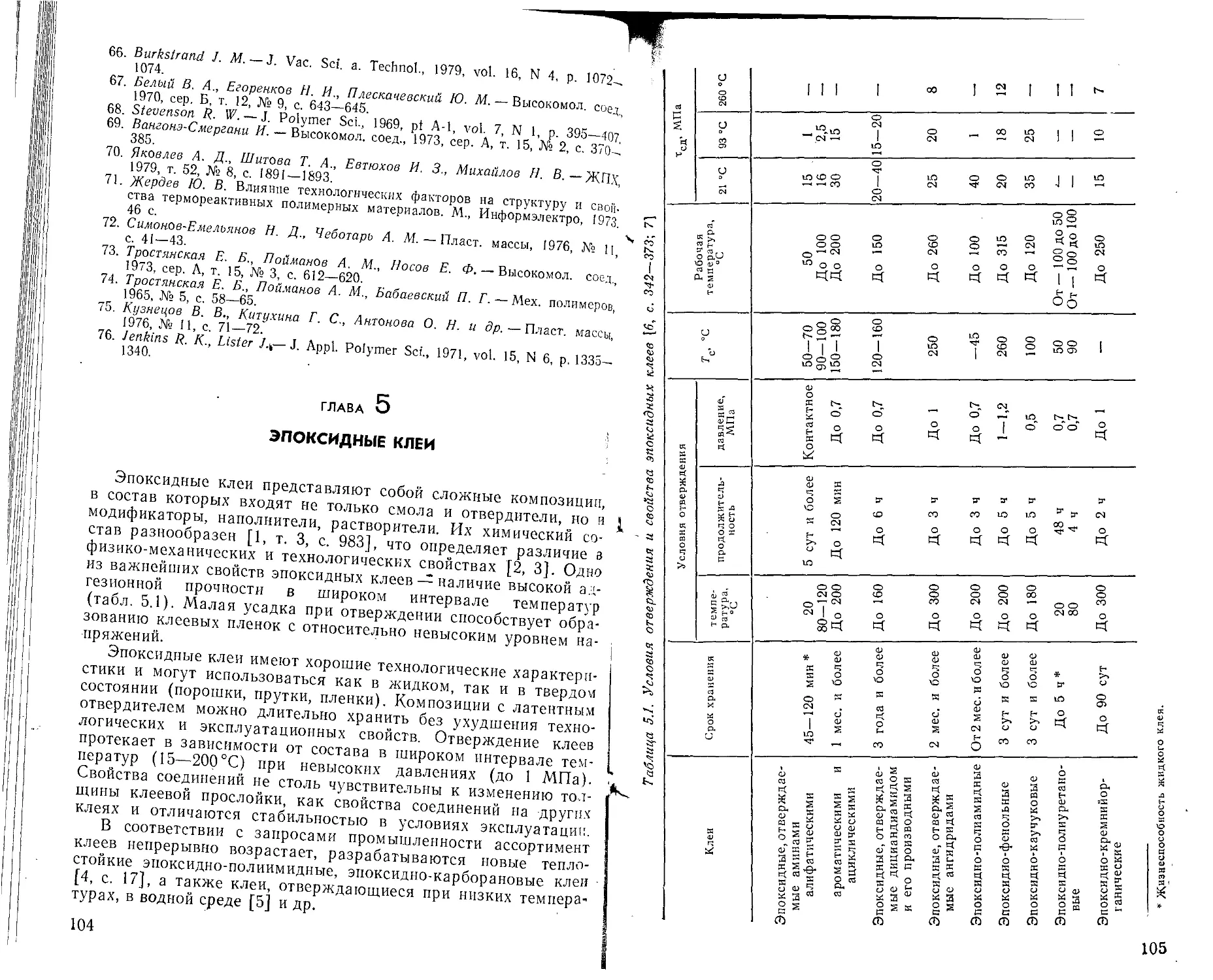
Глава 5. ЭПОКСИДНЫЕ КЛЕИ.....................................104
Адгезионные свойства.................................106
Когезионные свойства..................................НС
Влияние различных факторов на работоспособность клеевых со-
единений ................................ ..... .112
Зависимость эксплуатационных характеристик клеевых соедине-
ний от упругих свойств клеев........................ 128
Внутренние напряжения в клеевых соединениях..........142
Снижение концентрации напряжений в клеевых соединениях . 144
Влияние атмосферных факторов на работоспособность клеевых
соединений......................................... 147
Литература...........................................152
Глава 6. ЭПОКСИДНЫЕ КОМПАУНДЫ................................155
Состав и свойства....................................157
Пористая структура.................................. . 164
Работоспособность ... .............................. 170
Литература...........................................176
Глава 7. ЭПОКСИДНЫЕ ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ...................178
Защитные свойства . , . .............................181
Деформационно-прочиостиые свойства...................186
Адгезионные свойства ................................191
Электрические свойства ............................. 198
Литература .......... ........... 204
4
Глава 8. ЭПОКСИДНЫЕ АРМИРОВАННЫЕ ПЛАСТИКИ...............207
Эпоксидные связующие и армирующие наполнители .... 208
Структура армированных пластиков....................214
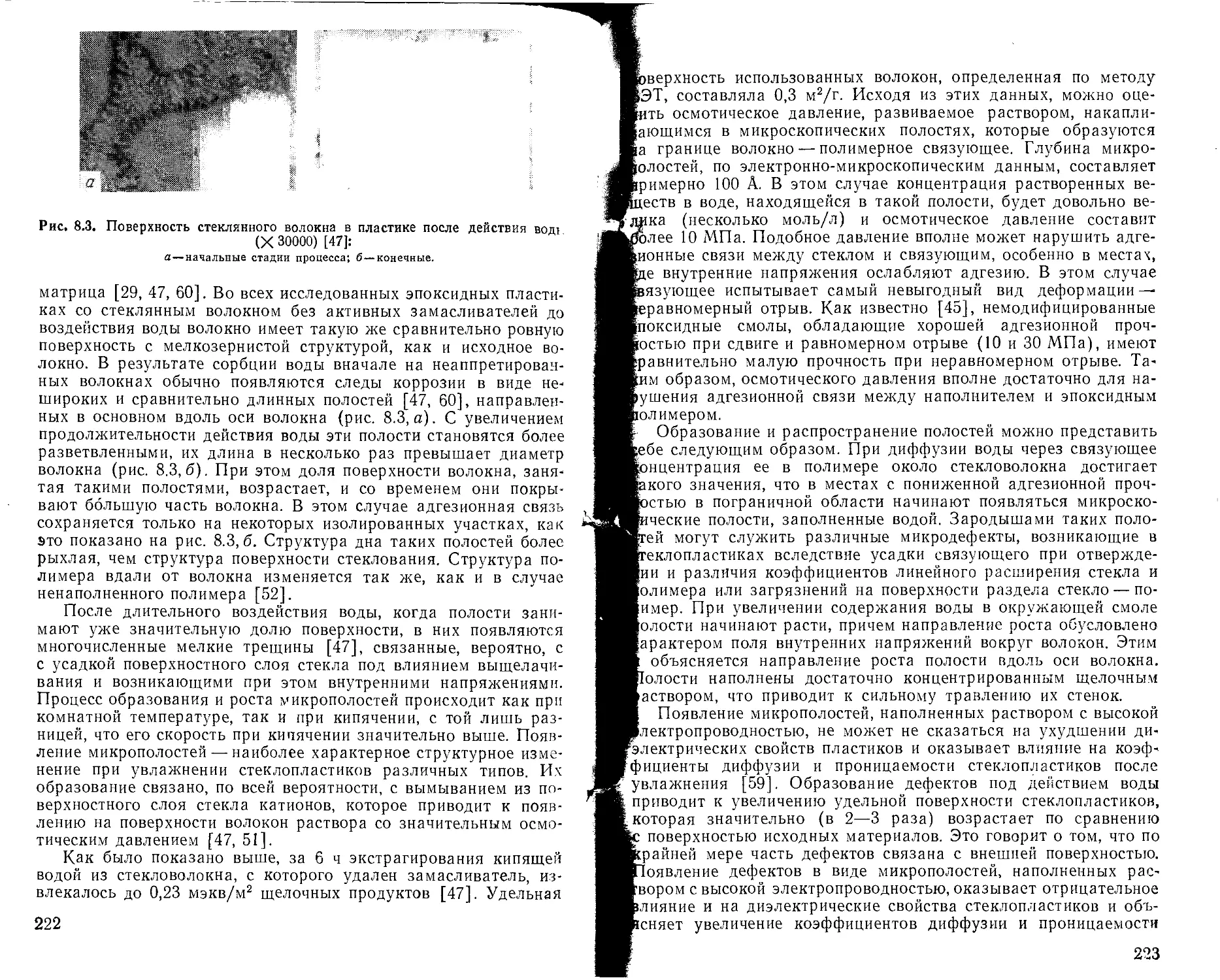
Водопоглощение и водостойкость......................219
Литература..........................................225
Предметный указатель........................................228
ГЛАВА 1
ЭПОКСИДНЫЕ СМОЛЫ
ПРЕДИСЛОВИЕ
Эпоксидные полимеры обладают таким комплексом свойств
(адгезионных, механических, электрических и др.), который
во многих случаях делает их незаменимыми в качестве основы
клеев, лакокрасочных покрытий, компаундов и армированных
пластиков. Благодаря этому эпоксидные смолы заняли важное
место в ряду промышленных полимерных материалов. Это отно-
сится не столько к объему их производства, сколько к их роли,
так как в ряде случаев эпоксидные смолы используют для соз-
дания наиболее ответственных изделий. Промышленный выпуск,
применение и разработка новых эпоксидных полимеров и ком-
позиций на их основе развиваются быстрыми темпами. Кроме
того, эти полимеры обычно служат моделями для изучения наи-
более характерных свойств сетчатых полимеров.
Эпоксидным полимерам посвящен ряд монографий, в кото-
рых в основном освещаются вопросы химии и технологии эпок-
сидных смол и материалов на их основе, а также их примене-
ние. В то же время в последние годы опубликовано большое
число статей по физико-химическим свойствам эпоксидных по-
лимеров и эксплуатационным характеристикам материалов, ис-
пользуемых в различных областях техники.
В настоящей монографии предпринята попытка обобщения
имеющихся данных. Рассмотрено влияние строения молекул
эпоксидных соединений и отвердителей, структуры сетки на свой-
ства полимеров. Особое внимание уделено физикохимии напол-
ненных эпоксидных композиций, так как основным преимуще-
ством эпоксидных полимеров является их хорошая работоспо-
собность при высокой степени наполнения и в условиях, когда
деформация ограничена подложкой. Систематизированы данные
о влиянии состава композиций на работоспособность клеев, ком-
паундов, покрытий и пластиков.
Сравнительно небольшой объем книги ограничивает круг
затронутых вопросов. Их выбор и подход к изложению, возмож-
но, не лишены недостатков, поэтому все критические замечания
будут приняты авторами с благодарностью.
Главы 1, 2 и 7 написаны Ф. М. Смеховым, главы 3, 4, 6 и 8 —
Ю. В. Жердевым, глава 5 — И. 3. Черниным.
К эпоксидным смолам относят соединения, содержащие бо-
лее одной эпоксидной (этиленоксидной, глицидиловой) группы
—СН—СН—, которые расположены на концах или вдоль ос-
новной цепи молекулы либо в кольце алицикла [1, с. 5]. Благо-
даря высокой реакционной способности эпоксидные группы
взаимодействуют со многими полифункциональными соедине-
ниями с образованием полимеров пространственного строения.
Класс эпоксидных соединений весьма широк [2], однако в
промышленности в качестве основного связующего клеев, лако-
красочных и других материалов нашли применение главным об-
разом продукты взаимодействия различных диолов (дифенолов,
диоксибензолов) и полифенолов с эпихлоргидрином. Это олиго-
мерные продукты со средними молекулярными массами от 300
до 4000. Среди них доминирующее положение занимают так на-
зываемые диановые смолы [3, с. 7].
В 60-х годах были созданы полиоксиэфиры (ПОЭ), или фен-
окси-смолы с молекулярными массами от 2-104 до 10-104, полу-
чаемые также конденсацией диана (или другого ароматического
диола) с эпихлоргидрином [3, с. 74] и образующие с указан-
ными олигомерами единый гомологический ряд. На основе по-
лиоксиэфиров получают термопластичные покрытия [4, с. 111]
и клеи [5] с хорошими эксплуатационными свойствами.
К эпоксидным смолам относят и алициклические соедине-
ния, имеющие несколько эпоксидных групп, из которых хотя бы
одна находится в цикле. Это в основном не олигомеры, а инди-
видуальные соединения, получаемые окислением органических
молекул с ненасыщенными связями. Таким же путем получают
и олигомерные эпоксидированные полиолефины, в молекулах
которых эпоксидные группы расположены вдоль основной цепи
[3, с. 97—103]. Все перечисленные продукты производят в про-
мышленных масштабах. >
Таким образом, в научной и технической литературе понятие
«эпоксидные смолы» включает индивидуальный соединения, оли-
гомеры и некоторые линейные полимеры [1, 3].
Зависимость реакционной способности эпоксидных смол от
их строения достаточно подробно разобрана в [1—3, 6] и по-
этому нами не рассматривается. Основной трудностью при вы-
яснении связи свойств отвержденных систем со строением
7
исходных эпоксидных смол является отсутствие достаточно пол-
ных данных о характеристиках полимеров на основе различных
смол, отвержденных одним и тем же сшивающим агентом. Это
же затрудняет установление взаимосвязи между различными
показателями отвержденных систем. Далеко не всегда приво-
дятся данные о густоте (плотности) пространственной сетки.
Нами будут рассматриваться только свойства систем с высокой!
плотностью сетки.
При исследовании полимеров большое внимание уделяется
их релаксационным свойствам. Различные физические и эксплуа-
тационные характеристики полимеров (диэлектрические, меха-
нические, такие как ударная прочность, износостойкость и др.)
связаны с их релаксационными свойствами, которые опреде-
ляются молекулярной подвижностью цепей [7, с. 12; 8, с. 92].
Подвижность молекул и их структурных элементов, являющаяся
прежде всего функцией температуры, зависит не только от хи-
мического состава и строения повторяющегося звена молекулы,
но и от морфологии цепей [9, 10].
Для аморфных полимеров, к которым относятся и эпоксид-
ные, установлено наличие двух основных видов релаксационных
процессов. Первый связан с кооперативным движением сегмен-
тов макромолекул, реализуемом при переходе из стеклообраз-
ного состояния в высокоэластическое (a-процесс). В случае ис-
следования диэлектрической (или дипольной) релаксации дан-
ный процесс называют дипольно-сегментальным. Он охватывает
довольно большие молекулярные объемы и сопровождается из-
менением конформации цепей.
Второй вид релаксационных процессов связан с колебатель-
ным или вращательным движением отдельных группировок ос-
новной или боковых цепей. Эти процессы локализуются в мень-
ших молекулярных объемах. Они бывают двух типов — р- и
у-процессы.
При исследовании релаксационных процессов в широком
температурном интервале при одной частоте изменения внеш-
него механического или электромагнитного поля наиболее низ-
котемпературный релаксационный переход называют у-процес-
сом и связывают с движением боковых групп или фрагмента
цепи типа «коленчатого вала» [11, с. 200]. Примером можег
служить фрагмент
—R—СН2 СН2—R—
I I
сн2—сн2
сетчатого полимера на основе диановой эпоксидной смолы, от-
вержденной а, <а-диаминоалканом [12]. Однако данный процесс
реализуется далеко не у всех линейных и сетчатых полимеров.
p-Процесс связывают с движением больших боковых групп
или фрагментов цепи, или групп, подвижность которых сильнее
ограничена внутри- и межмолекулярными взаимодействиями,
например оксиэфирных фрагментов —О—СН2—СН (ОН) —СН2 —
Таблица 1.1. Релаксационные переходы в эпоксидных полимерах
Релакса- ционный процесс Температурный интервал Характер молекулярного движения Литератур- ные ссылки
а Выше Тс Кооперативное движение сег- ментов между узлами сетки [6, с. 342]
₽ От —60 до —30 °C Локальное движение боковых групп или коротких фрагмен- тов цепей, например окси- эфирных фрагментов молекул диаиовых или алифатических олигомеров [14, 15]
Y От-125 до-100 °C Локальное движение несколь- ких групп СН2 молекул али- фатических олигомеров или сшивающих мостиков на ос- нове алифатических диаминов [12]
основной цепи диановых эпоксидных олигомеров и полимеров
[13]. Одновременно в полимере может быть несколько типов
кинетических единиц, участвующих в данном релаксационном
процессе при близких температурах или частотах переменного
поля. Их идентификация часто сопряжена с большими труд-
ностями, особенно в случае сетчатых полимеров [11, с. 202].
В дабл. 1.1 приведены данные о релаксационных процессах (пе-
реходах) в пространственных эпоксидных полимерах.
Диановые смолы
Диановые смолы, получающиеся главным образом конденса-
цией 2,2'-ди-(п-Ол.сифенил)-пропана (диана, бисфенола А) с эпи-
хлоргидрином, имеют формулу
—О—R—О—СН2—CH—СН2— 1—О—R—О— СН2—Э
I
ОН
Э—СН2—
Э = СН—сн2.
^О7
Строение молекул данных олигомеров обычно изменяют пу-
тем введения заместителей в фенильные ядра диана или его за-
мены на другой диол. Так получают смолы на основе п,п'-диок-
сидифенилметана (бисфенола F) НО—\~^—СН2——ОН
и щп'-диоксидифенилсульфона (бисфенола S)
НО—/ Ч—SO2—/ S—ОН. Звенья последнего диола при-
9
8
дают полимерам высокую химическую стойкость [3, с. 60]. Кроме
того, определенные структурные изменения происходят при уве-
личении молекулярной массы олигомеров. Все это должно ска-
зываться на их характеристиках (прежде всего на Тс и вязко-
сти), а также на плотности упаковки, межмолекулярном взаимо-
действии и молекулярной подвижности различных кинетических
единиц линейных и пространственных полимеров. В настоящее
время в литературе имеется мало данных об этих параметрах
эпоксидных полимеров. Наиболее изучена молекулярная подвиж-
ность диановых полимеров. Так, исследована с помощью динами-
ческого механического метода молекулярная подвижность линей-
ных полиоксиэфиров (ПОЭ) с Мп а: 105 общей формулы
где
I
X = СН3—С—СНз, SO2, С = О, О; R=CH3, Cl [131.
В табл. 1.2 представлены данные о релаксационных перехо-
дах некоторых из указанных ПОЭ, показывающие, что Тс (тем-
пература a-перехода) и температуры других переходов зависят
не только от жесткости цепи, но также от внутри- и межмоле-
кулярных взаимодействий стерического и дипольного характера.
Замена группы СНз — С — СН3 на О = S = О не оказывает
влияния на низкотемпературный переход, однако при этом
увеличивается на 65°C, очевидно, за счет большей полярности
сульфидной группы и высокого уровня межмолекулярного взаи-
модействия. Можно полагать, что здесь существенный вклад
вносит образование водородных связей между группами ОН и
O = S = O, так как при этерификации гидроксильных групп ук-
сусным ангидридом Т'с данного полимера снижается до 90°C.
Введение заместителей в фенильные ядра, с одной стороны,
повышает жесткость цепи за счет увеличения ее объема и сте-
рического торможения. С другой стороны, громоздкие замести-
тели разрыхляют молекулярную упаковку и тем самым ослаб-
ляют межмолекулярные взаимодействия. Последнее, видимо, иг-
рает превалирующую роль, так как наблюдается снижение
температур локальных переходов.
Обнаруженный для всех данных линейных полимеров пере-
ход в области температур от —100 до —80°С также связывают
с реализацией подвижности фрагмента —ОСН2СН(ОН)СН2 или
его части. Наблюдаемый для некоторых ПОЭ второй переход в
стеклообразном состоянии в области от 30 до 45 °C, вероятно,
обусловлен вращательным движением фенильных ядер.
10
Таблица 1.2. Температуры релаксационных переходов
и механические потери ПОЭ (ГмаКС температура максимума потерь}
при частоте 0,1 Гц [/3]
Исходный диол Область низких температур Область средних температур Гс. °C
Г °C макс’ tg6-102 г °C 1 макс’ и tg6-102
но—/ х СНз у—С—\^/—он -80 7,2 100
НзСч но— СНз СНз /СНз —С—А/—он -88 7,5 130
н°-Ь ' 1 \=/ СНз СНз /С1 —с——он —86 6,1 135
с,> но—{ х so2—/ у—он -80 7,2 165
Н3С, НО—^2 / \ / /СНз —SO2—У—он -102 3,9 +45 6,5 130
НзСч но—/ 4 /СНз —so2—/ \—он -90 6,7 +32 3,6 145
НаС' хСНи
При исследовании динамическим механическим методом мо-
лекулярной подвижности нескольких пространственных полиме-
ров на основе диглицидиловых эфиров (ДГЭ) общей формулы
н2с—сн—сн2—О
R
С——о—сн2—сн—сн2
tw V
отвержденных м-фенилендиамином * по одинаковому режиму,
установлено [15], что строение радикалов R и R' у третичного
* При эквимолярном соотношении реакционноспособных групп. Далее
это соотношение будет указываться только в случае отклонения от эквимо-
лярного.
11
Таблица 1.3. Температуры релаксационных переходов
некоторых эпоксидных полимеров при частоте 1 Гц
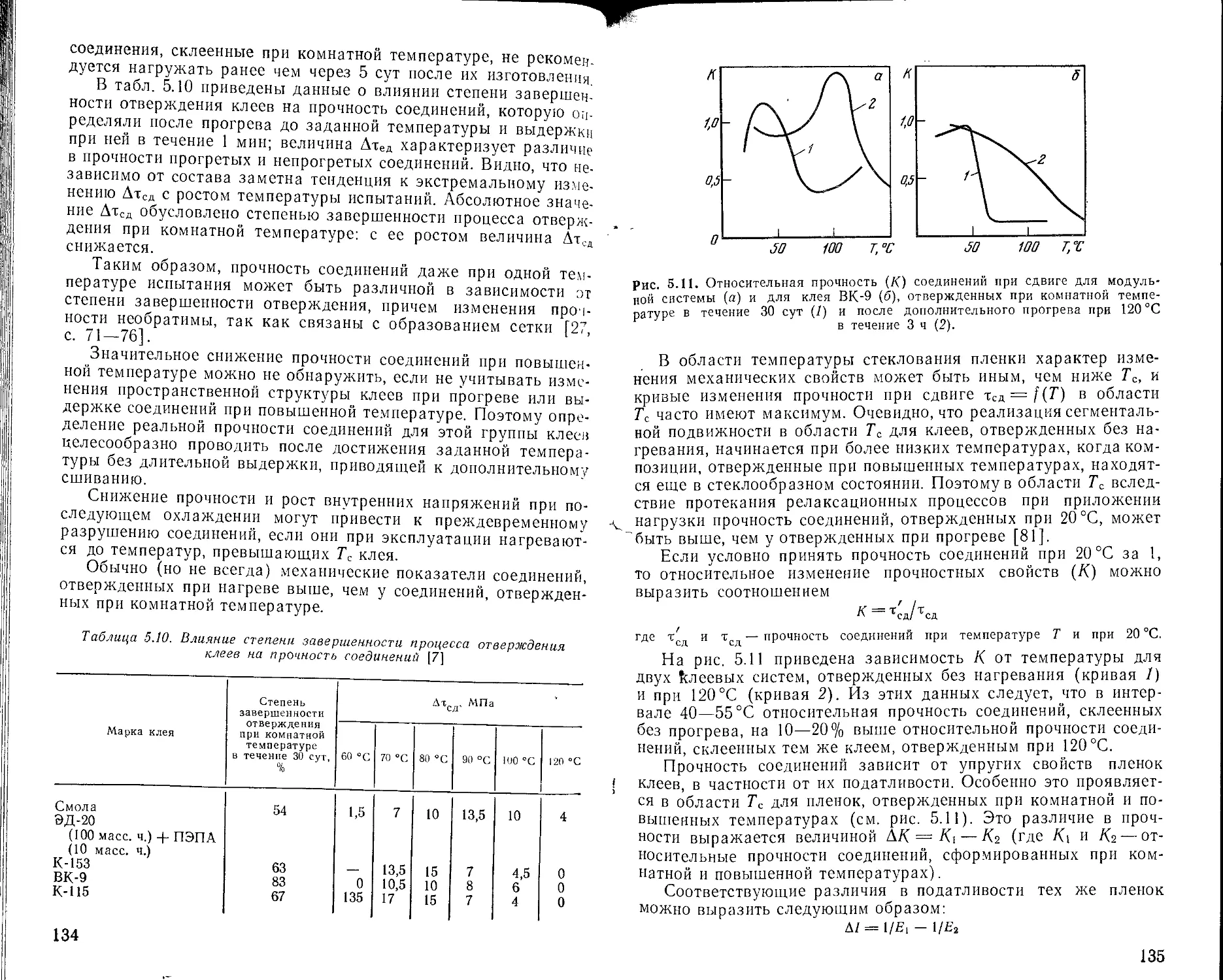
Рис, 1.1. Температурная зависимость диэлек-
трической проницаемости и тангенса угла
диэлектрических потерь при частоте 1 кГц
полимеров на основе смол ДЭГ-1 (/, 4},
РЭС-3 (2, 5) и ЭД-20 (<?, tf).
атома углерода бензгидрильной
группы диана практически не влия-
ет на ГМакс и абсолютную величину
максимума tg б, соответствующего
0-переходу (Гтэх = 60 °C) и оказы-
вает влияние на Тка&с а-перехода
(7\ полимера).
Исследование тем же методом
ДГЭ с ароматическими звеньями и
с чисто алифатической основной
цепью, сшитых этилендиамином, по-
казало [12], что полимеры на осно-
ве алифатических ДГЭ (табл. 1.3)
характеризуются тремя переходами,
в то время как для полимеров на основе ДГЭ дианового типа
низкотемпературный у-переход не наблюдается. Как отмечено
выше, последний связан с реализацией подвижности фрагментов
(—СН2—)я, подобно переходу, наблюдаемому в той же области
температур (около —120 °C) для полиэтилена, полиоксидов, по-
лиамидов при и 4 [16, с. 156].
Температура стеклования полимеров на основе диановых
ДГЭ, сшитых алифатическим амином, составляет 70°C. Заме-
щение водорода метильных групп на фтор не влияет на Тм по-
терь, связанных как с а-, так и с 0-процессом. В то же время
замена фенильных ядер на группы СН2 или CF2 приводит к за-
метному увеличению гибкости фрагментов цепи между узлами
сетки, так как Гс полимеров снижается до 0°С.
Диэлектрическим методом оценивали молекулярную подвиж-
ность пространственных полимеров на основе диановой смолы
ЭД-20, у которой среднее число повторяющихся звеньев п « 0,2,
резорциновой смолы РЭС-3
(где п та 0,6, Э — эпоксидная группа) и алифатической смолы
ДЭГ-1
Э—СН2— Г— О—(СН2)2—о— СН2— СН—(СН2)2— 1— О—(СН2)2—о— сн2—э
I
L он
(где п ж 1,2) [17]. Отверждение проводили малеиновым ангид-
ридом по одинаковому режиму.
13
На рис. 1.1 приведены температурные зависимости е' и tg 6
этих полимеров. Видно, что в выбранном интервале температур
каждый из них характеризуется двумя релаксационными макси-
мумами потерь, причем строение молекул исходных олигомеров
оказывает влияние как на низкотемпературный процесс диполь-
но-групповой релаксации, так и на реализуемый выше Тс ди-
польно-сегментальный процесс. Уменьшение содержания в цепи
ароматических ядер приводит к снижению Т„акс дипольно-груп-
повых и дипольно-сегментальных потерь и влияет на абсолют-
ные значения е' и tg 6макс. Наряду с этим изменяются [17] и
значения энергии активации данных процессов, причем, большее
изменение претерпевают параметры дипольно-сегментальной ре-
лаксации.
В табл. 1.4 приведены данные, показывающие влияние строе-
ния радикалов R и R' у третичного атома углерода бензгид-
рильной группы диана (см. с. 11) на некоторые эксплуатацион-
ные характеристики пространственных полимеров [18]. Отвер-
ждение проводили фталевым ангидридом, используя в качестве
ускорителя бензилдиметиламин. Режим отверждения: 2,8 ч при
115 °C + 20 ч при 150 °C. Увеличение длины алкильного бокового
радикала в молекуле диана приводит к постепенному снижению
температуры тепловой деформации (ТТД) полимера и его твер-
дости, видимо, в результате ослабления межмолекулярного взаи-
модействия. О том же свидетельствует и заметный рост сорб-
ции образцами органического растворителя.
Методика определения ТТД эпоксидных полимеров приве-
дена в [1, с. 53]. Авторы [19] для диановых смол, отвержден-
Таблица 1.4. Влияние строения алифатических радикалов
производных диана на свойства полимеров на основе простых ДГЭ
R R' Число атомов С цепи R-C —R' ТТД, °C Твердость по Рок- веллу (шкала М) Увеличение массы после выдержки при комнатной температуре в течение 7 сут, %
вода 1 | 30%-ная’ I H2SO4 ацетон
сн3 СН3 3 146 111 0,14 0,10 0,47
СНз СН2—СНз 4 129 109 0,12 0,07 0,91
СНз /СНз СН2—СН^ хсн3 6 135 104 0,14 0,10 2,96
СНз (СН2)4-СН3 7 125 101 0,13 0,10 4,83
СНз (СНр)8—СН3 11 98 88 0,10 0,08 10,46
СНз (СН2)|В-СН3 19 72 37 0,07 0,04 12,88
(СНг)и-СНз (СН2)1в— СНз 35 50 18 0,02 —0,01 15,03
14
ных различными диаминами и ангидридами, установили линей-
ную зависимость между ТТД и Тс: ТТД = 0,99 Тс — (33 ±
±4,6)°C. Для других эпоксидных смол (эпоксиноволачных, али-
циклических и некоторых других) ТТД = 0,99 TQ — (29±3,9)°С
с коэффициентом корреляции по каждой группе 0,98—0,99.
В этой же работе приведена зависимость между ТТД эпоксид-
ных полимеров и теплостойкостью по Мартенсу и по Вика:
ТТД = 1,04 Тм + (15 ± 8)°С; ТТД = 0,707 Тв — 13,8°C.
Строение радикалов R и R' диана оказывает влияние и на
теплостойкость эпоксидных полимеров, которая возрастает в сле-
дующем ряду [1, с. 13]:
Н СН3 Н СНз О О
III I II II
—С— < —С— < —С— < —С— < —С— < — S—
Illi II
Н СНз С6Н5 с6н5 о
Таким образом, строение молекул диановых олигомеров ока-
зывает заметное влияние на релаксационные и эксплуатацион-
ные свойства полимеров.
Сложные глицидиловые эфиры
Эпоксидным сложноэфирным олигомерам приписывается сле-
дующее строение:
н2с--СНСНг—Г—О—CRC—О—СН2СНСН2—-1—О—CRC—о—сн2сн—сн2
\ / II II I II II \ /
о Loo он L о о о
где R — алифатическая, алициклическая или ароматическая группа [20].
При любом строении R вязкость сложных ДГЭ в 3—4 раза
ниже, чем у простых диановых ДГЭ близких средних молеку-
лярных масс, что обусловливает лучшие технологические свой-
ства.
На рис. 1.2 приведены диаграм- /1Па
мы растяжения образцов полимеров iio--------------------
на основе простого ДГЭ диана и
сложного ДГЭ фталата и их гидри-
рованных производных, отвержден-
ных л-фенилендиамином [20]. Вид-w
но, что полимеры на основе слож-
ных ДГЭ обладают более высоким,
модулем упругости, определяемым
по начальным участкам деформа- 60
Рис. 1.2. Диаграммы растяжения полиме-
ров на основе сложного ДГЭ фталата (/), 20
сложного ДГЭ гексагидрофталата (2), прос-
того ДГЭ диана (<?) и простого ДГЭ гид- д
рированного диана (Д. 2 4 6 в 10 t'h
15
ционных кривых. При замещении фенильной группы на цикло-
гексильную модуль уменьшается. Кроме того, полимеры на ос-
нове алициклических олигомеров проявляют большие дефор-
мации.
При исследовании влияния строения циклических звеньев на
свойства полимеров сложные ароматические ДГЭ и их гидриро-
ванные производные сшивали фталевым и гексагидрофталевым
ангидридами и получали пространственные полимеры, состав-
ленные из структурных элементов близкого строения [21]. От-
верждение проводили при 140°C в течение 16 ч, используя в ка-
честве ускорителя бензилдиметиламин. Степень отверждения во
всех случаях была примерно одинакова (табл. 1.5). Наиболее
высокой Тс среди отвержденных сложных ДГЭ обладают поли-
меры, состоящие из ароматических ядер, самой низкой — пол-
ностью алициклические системы. Каждое последовательное за-
мещение ароматических ядер циклогексильными сопровождается
снижением Тс примерно на 10°C. При этом прочность полимера
также уменьшается.
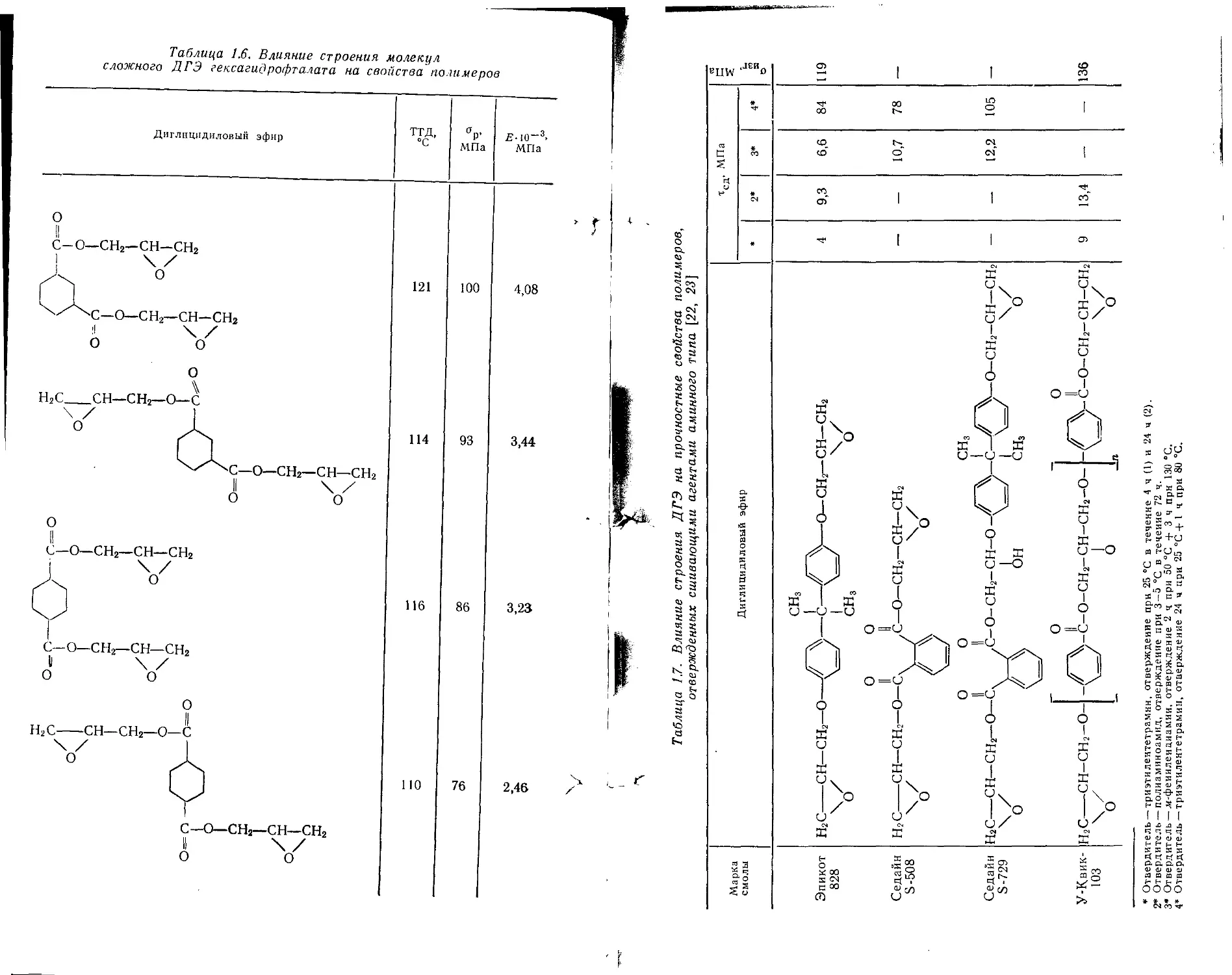
В табл. 1.6 сопоставлены свойства полидеров на основе цис-
и транс-изомеров сложных ДГЭ гексагидрофталевой кислоты,
отвержденных лг-фенилендиамином по следующему режиму: 1 ч
при 80 °C+ 6 ч при 160 °C [20]. Можно видеть, что полимеры на
основе цнс-изомеров характеризуются несколько более высокими
значениями ТТД, что, очевидно, обусловлено усилением межмо-
лекулярного взаимодействия цепей: об этом свидетельствует
большее значение модуля упругости. По-видимому, с этим же
связано наблюдаемое в случае полимеров на основе «{НС-изоме-
ров некоторое увеличение прочности.
Полимеры на основе сложных ДГЭ превосходят полимеры
на основе простых ДГЭ дианового типа по механической проч-
ности, однако уступают им по водостойкости. Так, водопоглоще-
ние образцов дианового ДГЭ и сложного ДГЭ фталата, отвер-
жденных ксилилендиамином, после кипячения в течение 8 ч со-
ставляет 0,95 и 2,80% соответственно [22].
Для получения олигомеров, сочетающих положительные свой-
ства диановых смол и сложных ДГЭ, синтезируют сополимеры,
молекулы которых содержат фенильные ядра, простые и слож-
ноэфирные группировки.
В табл. 1.7 приведены свойства полимеров на основе таких
олигомеров. Прочность при сдвиге алюминиевых образцов,
склеенных при комнатной температуре композицией, состоящей
из смолы У-Квик-103 и триэтилентетрамина, уже через 4 ч
превосходит аналогичный показатель полимера на основе диа-
новой смолы. Подобная картина наблюдается и при исполь-
зовании смолы S-729 с другими отвердителями аминного
типа.
Благодаря высокой скорости отверждения как при комнат-
ной и повышенных, так и при низких температурах (3 — 5°C),
16
Таблица 1.5. Влияние строения молекул сложных ДГЭ
и ангидридных отвердителей на свойства полимеров
Q.
S
•Э
СП
17
Таблица 1.7. Влияние строения ДГЭ на прочностные свойства полимеров,
отвержденных сшивающими агентами аминного типа [22, 23]
п
тсд, МПа
Марка
смолы
Диглицилиловый эфир
2* 3* 4*
Эпикот
828
СНз
84 119
Седайн
S-508
Седайн
S-729
У-Квик-
103
78
105
136
* Отвердитель —триэтилентетрамнн. отверждение при 25 °C в течение 4 ч (1) и 24 ч (2).
2* Отвердитель —полиаминоамид, отверждение при 3-5 °C в течение 72 ч.
3* Отвердитель —л-феиилеидиамии, отверждение 2 ч при 50 °C + 3 ч при 130 °C.
4* Отвердитель — триэтилентетрамин, отверждение 24 ч при 25 °C + I ч при 80 °C.
сложные ДГЭ и их сополимеры с диановыми ДГЭ используются
в формовочных и клеевых композициях, лакокрасочных мате*
риалах без растворителей [20, 21, 22].
Алициклические смолы
Одним из перспективных направлений синтеза эпоксидных
полимеров является получение алициклических соединений, со*
держащих не менее двух эпоксидных групп, из которых хотя бы
одна непосредственно связана с циклом. Примером могут слу-
жить 3,4-эпоксициклогексил метил-3',4'-эпоксициклогексанкар-
боксилат (УП-632)
1,6-бис (метилен-3,4-эпоксициклогексил) гександикарбоксилат
(УП-639)
О
—СН2—О—С—(СН2)4—с—О— СН
xl ! J II II
\/ о о
о
2- (3,4-эпоксициклогексил) -4- (2-окси-4,5-эпоксипентил) -диоксо
лан-1,3 (УП-629)
К I
Хо—СН— СН2—О—СН2—СН— сн2
о
и многие другие [24; 25, с. 113].
Алициклические смолы отличаются от диановых высокой ста-
бильностью показателей (поскольку в большинстве случаев они
представляют собой индивидуальные вещества, а не смесь гомо-
логов разных молекулярных масс), низкой вязкостью. Полимеры
на их основе характеризуются значительно большей теплостой-
костью, стойкостью к ультрафиолетовому излучению и атмо-
сферным факторам, устойчивостью к воздействию электрической
дуги и скользящих разрядов, а также стабильностью диэлектри-
ческих характеристик в широком интервале температур.
Благодаря этому алициклические смолы все более широко
применяются для изготовления изоляции, в том числе высоко-
вольтных линий электропередач, пропиточных и заливочных
компаундов, в производстве стеклопластиков, пено- и пресс-ма-
териалов [24].
Однако строение молекул алициклических смол обусловли-
вает высокую жесткость образующихся пространственных поли-
меров, особенно в тех случаях, когда используются аромати-
ческие сшивающие агенты или их гидрированные производные.
Ниже приведены структурные формулы фрагментов простран-
20
ственных полимеров на основе диановой и алициклической смол,,
сшитых гексагидрофталевым ангидридом:
При сшивании диановых и других эпоксидных олигомеров
на основе фенолов по эпоксидным или вторичным ОН-группам
узел сетки связан с ароматическим ядром гибкой алифатической
цепочкой, тогда как в случае сшивания алициклических струк-
тур узел непосредственно связан с циклогексильным кольцом.
В последнем случае благодаря компактности молекул дости-
гается и большая плотность узлов.
Результаты расчета (на моделях) средних молекулярных
масс между узлами сетки Мс эпоксидных полимеров показали,
что в случае сшивания дианового олигомера Л4С примерно на
25% больше, чем при сшивании алициклических структур 3,4-
эпокси-6-метил-циклогексилметил-3',4'-эпокси-6-метилциклогек-
санкарбоксилата и почти в 3 раза выше, чем у полимера на ос-
нове бис-2,3-эпоксициклопентилового эфира [1, с. 11].
Полимеры на основе немодифицированных алициклических
диэлоксидных соединений в большинстве случаев обладают бо-
лее низкими, чем у диановых полимеров, прочностью и эластич-
ностью (табл. 1.8), превосходя их по теплостойкости.
На рис. 1.3 представлены кривые температурной зависимости
динамического модуля и tg6 полимеров на основе 3,4-эпокси-
циклогексилметил-3',4'-эпоксициклогексанкарбоксилата и диано-
вой смолы типа ЭД-22, отвержденных метилтетрагидрофталевым
ангидридом [19]. Можно видеть, что полимер на основе али-
циклической смолы сохраняет стабильность механических свойств
в значительно более широком интервале температур, так как его
7С почти на 80°С выше, чем у дианового полимера. В рассматри-
ваемом интервале температур первый из этих полимеров в сте-
клообразном состоянии имеет два четко выраженных релакса-
ционных перехода, а второй — один. Это свидетельствует о раз-
личной молекулярной подвижности малых кинетических единиц
ниже Тс полимера и еще раз подтверждает чувствительность ре-
лаксационных методов к изменению строения молекул исходных
эпоксидных соединений.
2L
Таблица 1.8. Свойства алициклических и диановой смол, отвержденных гексагидрофталевым ангидридом *
со
при 90 “С +24 ч при 150 °C [21J.
22
Рис. 1.3. Температурная зависимость динами-
ческого модуля (/, 2) сдвига и тангенса угла
потерь при частоте 10 Гц (3, 4) полимеров на
основе 3, 4-эпоксициклогексилметил-З', 4'-эпок-
сициклогексанкарбоксилата (/, 3) и диаиовой
смолы типа ЭД-22 (2, 4).
Большой интерес представляют смо-
лы на основе циклопентадиена, кото-
рый благодаря высокой реакционной
способности используется для получе-
ния алициклических соединений раз-
личного строения [26], например,
бис-2,3-эпоксициклопентилового эфира.
Использование гомополимера на его
основе (ERZA-4503, фирма «Юнион
Карбайд») и соконденсата данного
эфира с этиленгликолем (ERZA-4617)
позволяет существенным
образом повысить деформационно-прочностные характеристики
полимеров (табл. 1.9). Эти соединения находят широкое приме-
нение в качестве связующих для стекло- и углепластиков, обес-
печивая высокую прочность изделий при межслоевом сдвиге.
Кроме того, в промышленных масштабах выпускают ряд
эпоксидных соединений, в молекуле которых содержатся как
алициклические, так и ароматические звенья:
Это смолы ERNA-0246, ERNA-0256, ERNA-0386 и некоторые дру-
гие. Вместе с тем выпускают продукты взаимодействия эпокси-
циклопентилфениловых эфиров с многоатомными спиртами, на-
пример с глицерином. Изделия на основе этих смол отличаются
высокой стойкостью к растрескиванию и прочностью при сжатии
(табл. 1.10). Из приведенных в таблице данных видно, что про-
дукты на основе о-замещенных циклопентилфенолов превосходят
по теплостойкости и прочности при сжатии продукты на основе
пара-замещенных соединений, однако уступают им по удлинению
и прочности при растяжении. Все эти смолы обладают хорошими
технологическими свойствами, а полученные из них литьевые из-
делия характеризуются высокой стойкостью к воздействию раз-
личных эксплуатационных факторов.
23
Таблица 1.9. Свойства полимеров на основе
алициклических и диановой смол, отвержденных м-фенилендиамином [27]
Показатели Исходная эпоксидная смола
диановая смола (типа ЭД-20) ERZA-4503 ERZA-46I7
Е- 10-3, МПа 3,2 6,1 5,5
Ор, МПа 91 но 135
осж, МПа 135 247 231
^изг> МПа 123 167 218
Таблица 1.10. Свойства полимеров
на основе эпоксициклопентилфенолов [28]
Исходное эпоксидное соединение ТТД, °C %ж, МПа <7р, МПа
о-(2,3-эпоксициклопентил) фенил гли- цидиловый эфир ERNA-0386 163 364 77 4,4
п-(2, З-эпоксиииклопентил) фенилгли- цидиловый эфир ERNA-0256 136 154 ПО 6,2
Бис (о-2, З-эпоксициклоиентилфенил)- глицерин EXRN-1512 143 196 72,8 1,9
Бис (л-2, 3-эпоксициклопентилфснил)- глицерпн EXRN-1971 128 161 106,5 3,7
Полифункциональные смолы на основе фенолов
и других циклических соединений
Полиглицидиловые эфиры различных фенолов с функцио-
нальностью больше двух, а также других циклических соедине-
ний, в частности N-гетероциклов, находят все большее примене-
ние в различных областях техники. Широкое распространение
получили эпоксидно-новолачные олигомеры. Молекуле эпоксиди-
рованного фенолоформальдегндного новолака приписывается
следующее строение:
где п — 1 — 3.
Кроме того, выпускают эпоксидированные алкилфенолоформ-
альдегидные, резорциноформальдегидные и некоторые другие
олигомеры.
Благодаря наличию большого числа ароматических ядер в
цепи, а также высокой функциональности эпоксидно-новолачных
олигомеров увеличивается стабильность механических показа-
телей сетчатых полимеров на их основе при повышенных тем-
пературах. Эти олигомеры широко используются в качестве свя-
зующих термостойких клеев и армированных пластиков.
Созданы также эпоксидно-новолачные блок-сополимеры, со-
четающие положительные свойства тех и других гомополиме-
ров. На их основе разработан ряд композиций, используемых
для получения клеев, обеспечивающих высокую прочность клее-
вого соединения как при низких, так и при повышенных темпе-
ратурах, в частности однокомпонентные быстроотверждающиеся
порошковые клеи и др. [29, 30].
Примером полифункциональных эпоксидных смол могут слу-
жить также и продукты конденсации 1,1,3-трисфенолпролона с
эпихлоргидрином, имеющих следующее строение:
или
О—СН2—СН—сн2
Бромирование трисфенолов придает смолам способность к
самозатуханию и не снижает химической стойкости и теплостой-
кости полимеров [31].
Материалы с повышенными эксплуатационными характери-
стиками получают на основе полиэпоксидных глицидиламинов
25
и глицидиламидов. Так, выпускают смолы ЭА, УП-633 и УП-610
па основе анилина, а-нафтиламина и п-аминофенола [32].
Из глицидиламидов наибольшее распространение получили
соединения, молекулы которых содержат триазиновый цикл,
глицидилцианураты и глицидилизоцианураты:
Н2С--СН—СН2—О
\ / I
о с
II I
Н2С СН— СН2—О— С\ ^с—о—сн2—сн—сн2
\ / N \ /
о о
Н2С—сн—сн2
\ / I
О N
О=С/ \С=О
I I
Н2С---СН—СН2—/N—СН2—СН—СН2
\ / с \ /
О I! О
О
Эти олигомеры, например смола ЭЦ, могут отверждаться
третичными аминами, дикарбоновыми кислотами и их ангидри-
дами. Получаемые на их основе полимерные материалы по теп-
лостойкости примерно в 1,5 раза превосходят материалы на
основе диановых смол, имеют близкие прочностные показатели
и лишь несколько уступают им по водостойкости [33].
В последние годы все большее внимание уделяется глициди-
ловым эфирам гидантоина и его производных:
о=с—с
I lI * * * * * * * * XR'
Н2С---СН—СН2—N\ /N—СН2—СН—СН2
\ / С \ /
О II О
о
или
ZR
о=с с
I lXR'
Н2С СНСН2—[О—CH2CH2]m—N\ /N—[СН2СН2—О]„—СН2СН— СН2
\ / с \ /
О || о
о
где R и R'— Н, алифатический или алициклический радикал; т и п = 1—3.
Гидантоины менее дефицитны и более дешевы, чем диан.
Кроме того, смолы на их основе растворимы в воде, что также
обусловливает их перспективность в качестве эпоксидных свя-
зующих.
Материалы на основе глицидилгидантоинов характеризуются
хорошими механическими и диэлектрическими свойствами, по-
25
Таблица 1.11. Свойства полимеров на основе ДГЭ бисдиметилгидантоиноз
1 Показатели Число СНг-групп в радикале R ДГЭ
2 6 12
тм, °C 121 92 62
о"изг> А^Пд 96 130 94
^изг. 3,2 9,7 14,4
Т)уя, кДж/м2 8,1 17,2 15,0
вишенной теплостойкостью и стойкостью к действию различных
химических реагентов [34, 35].
В табл. 1.11 приведены данные [36] о свойствах ненаполнен-
ной литой изоляции на основе ДГЭ бисдиметилгидантоинов об-
щей формулы
Н2С--СН—СН2—N---С=О О=С---N—СН2—СН—СН2
О О
(где R — (СН2)п при п = 2, 6, 12). Отверждение проводили гек-
сагидрофталевым ангидридом.
Из таблицы видно, что увеличение длины углеводородной це-
почки между гетероциклами влечет за собой увеличение дефор-
мируемости и снижение теплостойкости полимера. Устойчивость
к динамическим и статическим нагрузкам достигает максимума
при п ~ 6.
Весьма перспективной явилась разработка эпоксидно-имид-
ны.х связующих, так как полиимиды относятся к числу наиболее
термостабильных полимерных материалов, выпускаемых в про-
мышленных масштабах [25, с. 211]. Так, синтезирован ДГЭ бис-
арилимида
О
На основе этого соединения в сочетании с ДГЭ резорцина
(РЭС-3) получают изделия с высокими эксплуатационными по-
казателями [37].
Одним из путей получения растворимых эпоксидно-имидных
олигомеров является конденсация бисимидов ароматических кис-
лот с диановыми ДГЭ. Получаемым продуктам приписывают
следующую формулу;
Э = СН—сн2.
N — CH2CHCH2OROCH2—Э
I
ОН
Подобные соединения синтезируют, в частности, на основе
смолы ЭД-20 и бисимида пиромеллитовой кислоты. Полимеры,
получаемые при отверждении данных продуктов ароматическими
диангидридами, обладают высокими физико-механическими по-
казателями, мало изменяющимися в течение длительной вы-
держки при 200°C [38, 39].
При сопоставлении основных классов эпоксидных смол, рас-
смотренных выше, и полимеров на их основе можно отметить
следующее. Простые ДГЭ диана, в молекуле которых аромати-
ческие и алифатические звенья сочетаются с полярными эпок-
сидными, гидроксильными и эфирными группами, характери-
зуются низкой усадкой при отверждении и хорошей адгезией
к различным материалам при комнатной и повышенных темпе-
ратурах. Получаемые полимеры отличаются достаточно высоким
сопротивлением ударным нагрузкам, устойчивостью к действию
многих агрессивных сред и воды, хорошими диэлектрическими
свойствами. Однако их тепло- и атмосферостойкость сравни-
тельно невысоки, особенно в условиях воздействия ультрафиоле-
тового излучения, а диэлектрические показатели заметно ухуд-
шаются при нагревании.
Полимеры сложных ДГЭ фталевых кислот и их гидрирован-
ных производных благодаря наличию высокополярных сложно-
эфирных групп превосходят полимеры простых ДГЭ диана по
адгезионной и когезионной прочности, особенно при низких тем-
пературах, а также по стойкости к действию органических рас-
творителей.
Полимеры на основе алициклических смол характеризуются
повышенной плотностью узлов сетки, что влечет за собой огра-
ничение сегментальной подвижности цепей. В результате воз-
растает теплостойкость, а диэлектрические характеристики мало
изменяются в широком интервале температур. Отсутствие аро-
матических звеньев придает данным полимерам хорошую свето-
и атмосферостойкость. Однако эластичность полимеров на ос-
нове большинства немодифицированных алициклических соеди-
нений, как и сопротивление ударным нагрузкам, — невелики.
Полифункциональные смолы на основе различных фенолов,
отличающиеся более высокой функциональностью и высоким со-
28
держанием ароматических звеньев, придают полимерам повы-
шенные твердость и теплостойкость.
Использование гетероциклических ДГЭ (с триазиновыми,
гидантоиновыми и другими циклами) позволяет повысить теп-
лостойкость и химическую стойкость полимеров.
В случае эпоксиимидов сочетание в молекуле ароматических
звеньев с гетероциклами приводит к образованию жесткой сет-
ки с высокой энергией межмолекулярного взаимодействия, в ре-
зультате чего механические свойства полимеров мало изменяют-
ся при нагревании в широком интервале температур. При этом
достигается и высокая химическая стойкость. ?
Влияние строения эпоксидных смол '
на температуру стеклования сетчатых полимеров
Многие характеристики линейных полимеров, в частности
плотность, теплоемкость, показатель преломления, характери-
стическая вязкость, температура стеклования, могут быть рае- [
считаны, исходя из молекулярного строения цепей и аддитивного
вклада различных функциональных групп и других структурных ;
элементов цепи в значение каждого из этих параметров [40—43;
44, с. 108]. С определенными допущениями такой подход может
быть применен и для расчета температуры стеклования аморф-
ных полимеров пространственного строения [45, 46], значение
которой во многом определяется их химическим составом, т. е.
строением молекул исходных олигомеров и сшивающих агентов.
Для расчета Тс сетчатого полимера предложена следующая фор-
мула [45]:
У1 а.п.Т + kp
Т — lit г
где Ti — вклад в Тс (инкремент) данной структурной единицы (К); — число
подобных единиц в структурной формуле соединения; — число атомов, вно-
симых данной структурной единицей в цепь полимера; р — число узлов сетки;
k—константа (для трехфункциональных узлов различной химической при-
роды k = 890 К).
В табл. 1.12 приведены значения Л и для основных струк-
турных элементов, имеющихся в данных полимерах. Как оказа- [
лось, вклад в Тс групп СН (ОН) зависит от строения молекулы ;
сшивающего агента, поскольку может меняться степень ассо- i
циации гидроксильных групп водородными связями. Аналогич-
ная зависимость наблюдается и в случае гидроксилсодержащих
циклогексильных групп, образующихся при отверждении али-
циклических соединений карбоновыми кислотами.
Усиление межмолекулярного взаимодействия за счет образо-
вания водородных связей при переходе от ангидридов карбоно-
вых кислот к первичным алифатическим аминам обусловливает
увеличение инкремента Т, гидроксилсодержащих групп. Вместе
с тем инкременты большинства отдельных атомных групп
29
Таблица 1.12. Т{ структурных элементов эпоксидных полимеров
[11, с. 215; 46]
Структурный элемент Инкремент Гр К Число атомов, вносимых в основную ценг>
—сн2— 175 1
—СН— 190 1
—СН (ОН)— 140* 1
510** 1
690 *** 1
—соо— 320 2
—N— 1 150 1
/Ы—СНз 250 1
520 2 (4 — в пдра-положенни)
420 2
НО—— 520 6
N о=с/ \с=о 595 **** 2
1 —Z —Z 1 720 6
1.4-С6Н4 (OCHjCH—СН)2 '''о'7 4070 12
(1,4-СвН4ОСН2СН— СН)2 С(СНз)г 6340 17
V
* В смолах и продуктах и их отверждения карбоновыми кислотами и вторичными
аминами.
** В продуктах отверждения первичными алифатическими аминами.
*** В продуктах отверждения ароматическими аминами или их гидрированными про-
изводными.
**** В алициклических смолах кислотного отверждения.
30
остаются неизменными, а их суммирование дает возможность
рассчитывать Тс с достаточно высокой точностью [46].
Немаловажное значение имеет и густота пространственной
сетки, так как с ростом числа узлов пространственной сетки
химических связей усиливается ограничение свободного враще-
ния сегментов цепи, и потому данная форма молекулярного
движения реализуется при более высокой температуре. Пока-
зано [46, 47], что для эпоксидных полимеров, как и для других
сетчатых полимеров, получаемых путем взаимодействия с поли-
функциональным сшивающим агентом, 7'с линейно возрастает
при увеличении степени сшивания. В табл. 1.13 представлены
экспериментальные данные и результаты расчета Тс некоторых
немодифицированных эпоксидных полимеров.
Подобный аддитивный подход используется и для расчета 77
более сложных эпоксидных систем, содержащих смеси отверди-
телей, различные моно- и диглицидиловые соединения и т. п.
[И, с. 216].
Все это позволило заключить, что для эпоксидных полимеров
температура стеклования определяется химической структурой
Таблица 1.13. Температуры стеклования
некоторых эпоксидных полимеров [11, с. 215; 46}
Исходное эпоксидное соединение Отвердитель тс. к
экспери- мент I : расчет 1
(1,4-С6Н4ОСН2СН—СН2)2 С (СН3)2 N, N'-Диметил- 309 306
у/ пропилендиамин
о Янтарный ангид- 369 375
рид
1,4-С6Н4(ОСН2СН—СН2)2 МФДА 390 394
\ / ДАДФМ 408 404
о 4, 4'-ДАДФС 435 434
1,2-С6Н4 (ОСН2СН—СН2)2 МФДА 388 376
у/' ДАДФМ 393 391
О 4, 4'-ДАДФС 423 424
„ —СН2—О—С—„ Бутилендиамин 391 392
°<l F II 1 J>° ДЭТА 401 395
О X/ ДАДФМ 436 438
ФА 420 419
ГГФА 409 406
Н2С сн—сн2
N
0=0'''' Ч-С=О
Н2с СН—СН2—Nx /N— СН2—СН—СН2 ГГФА 487 481
\ Z С \ /
О II О
О
31
сетки. При ее изменении установлена линейная корреляция ме-
жду 7с и модулем, 7С и термическим коэффициентом расшире-
ния указанных полимеров в стеклообразном состоянии [11, с.
217]. Эти показатели, видимо, также могут быть рассчитаны.
Однако аддитивный подход становится неприменим в случае
физико-химической структурной модификации эпоксидных смол,
при которой один из компонентов системы в ходе процесса от-
верждения образует отдельную фазу.
ЛИТЕРАТУРА
1. Ли X., Невилл К. Справочное руководство по эпоксидным смолам. Пер.
с англ./Под ред. Н. В. Александрова. М., Энергия, 1973. 415 с.
2. Пакен А. М. Эпоксидные соединения и эпоксидные смолы. Пер. с нем./
/Под ред. Л. С. Эфроса. Л., Госхимиздат, 1962. 963 с.
3. Благонравова А. А., Непомнящий А. И. Лаковые эпоксидные смолы. М.,
Химия, 1970. 248 с.
4. Encyclopedia of Polymer Science and Techonology. N. Y., Interscience Publ.,
1969. Vol. 10. 861 p.
5. Пат. 1073020, 1967 г. (Великобритания).
6. Epoxy Resins. Chemistry and Technology/Ед. by C. May, Y. Tanaka. N. Y.,
M. Dekker, 1973. 801 p.
7. Тобольский А. Свойства и структура полимеров. Пер. с англ./Под ред.
Г. Л. Слонимского и Г. М. Бартенева. М., Химия, £964. 322 с.
8. Нильсен Л. Механические свойства полимеров и полимерных композиций.
Пер. с англ. М., Химия, 1978. 312 с.
9. Михайлов Г. П., Борисова Т. И. — Усп. физ. наук, 1964, т. 83, № I,
с. 64—79.
10. Бартенев Г. М., Зеленев Ю. В.—В кн.: Релаксационные явления в твер-
дых телах. М., Металлургия, 1968, с. 58—75.
11. И ржак В. И., Розенберг Б. А., Ениколопян Н. С. Сетчатые полимеры.
Синтез, структура, свойства. М., Наука, 1979. 248 с.
12. Dammont F. ft., Kwei Т. К. — J. Polymer Sci., 1967, pt A-2, vol. 5, N 4,
p. 761—769; 1968, pt A-2, vol. 6, N 3, p. 457—462.
13. Van Hoorn H. — J. AppL Polymer Sci., 1968, vol. 12, N 4, p. 871—888.
14. Kline D. E. — J. Polymer Sci., 1960, vol. 47, N 1, p. 237—249.
15. May C. A., Weir T. S. — SPE Trans., 1962, vol. 2, N 1, p. 207—212.
16. Переходы и релаксационные явления в полимерах/Сост. Р. Бойер. Пер.
с англ. Под ред. А. Я. Малкина. М„ Мир, 1968. 384 с.
17. Борисова Т. И., Левицкая Ц. М. — В кн.: Эпоксидные мономеры и эпок-
сидные смолы. Баку, Элм, 1975, с. 277—287.
18. Kelly Р. B.t Landva A. J,. Marshall С. D. — J. Appl. Polymer Sci., 1962,
vol. 6, N 22, p. 425—432.
19. Камон T., Сайто К., Мива Я и др. — Кобунси ромбунсю, Jap. Polymer Sci.
a. Technol., 1974, vol. 31, N 6, p. 665—668.
20. Цутихара T. — Кобунси како, Polymer Appl., 1973, vol. 22, N 9, p. 545—
552.
21. Batzer H., Lohse F„ Schmid R.— Angew. makromol. Chem., 1973, Bd 29/30,
N 402, S. 349—411.
22. Цутихара T. — Кобунси како, Polymer Appl., 1973, vol. 22, N 11, c. 692—
697.
23. Комацу Ю.—Кобунси како, Polymer Appl., 1975, vol. 24, N 3, p. 96—99.
24. Циклоалифатические эпоксидные смолы. Обзорн. информ. М., НИИТЭХИМ,
1978. 42 с.
25. Коршак В. В. Термостойкие полимеры. М., Наука, 1969. 411 с.
26. Сорокин М. Ф. и др.—Лакокрас. материалы и их примет, 1968, № 2,
с. 4—9.
27. Furman V., Garnish Е., Niederhanser V. — Kunststroffe, 1969, Bd 59, N 7
S. 870—872.
32
28. Пат. 3375226, 1968 г. (США).
29. Тризно М. С., Каркозов В. Г., Верхоглядова Т. 10. Новые клен на основе
модифицированных эпоксидных смол, их свойства н применение. Л.,
ЛДНТП, 1975. 24 с.
30. Тризно М. С. и др. — Пласт, массы, 1979, № 4, с. 20—22.
31. Andreas F., Skara St. — Plaste u. Kautschuk, 1966, Bd 13, N 8, S. 451—453.
32. Термостойкие эпоксидные материалы, Обзорн. информ. М„ НИИТЭХИМ,
1977. 47 с.
33. Гофман П. Е. и др. — В кн.: Эпоксидные мономеры и эпоксидные смолы.
Баку, Элм, 1975, с. 187—190.
34. Пат 2005936, 1969 г.; 20155557, 1970 г. (Франция).
F 35. Пат. 1379939, 1975 г. (Великобритания).
[ 36. Пат. 3542803, 1970 г. (США).
1 37. Шоде Л. Г., Владимиров С. В., Сорокин М. Ф.— Лакокрас. материалы н
> их примен., 1976, № 1, с. 20—29.
38. Сорокин М. Ф., Шоде Л. Г., Милованова 3. Д. — Лакокрас. материалы н
их примен., 1972, № 6, с. 33—35.
39. Сорокин М. Ф. и др. — Пласт, массы, 1974, № 2, с. 47—51.
40. Weyland Н. G., Hoftizer Р. J., van Krevelen D. W. — Polymer, 1970,
vol. 11, N 2, p. 79—87.
41. Lee V. A. —J. Polymer Sci., 1970, pt A-2, vol. 8, N 3, p. 555—570.
42. Аскадский A. A. — Высокомол. соед., 1967, сер. А, т. 9, № 2, с. 418—432.
43. Аскадский А. А., Слонимский Г. Л.—Высокомол. соед., 1971, сер. А, т. 13,
№ 8, с. 1917—1919.
44. Ван Кревелен Д. В. Свойства и химическое строение полимеров. Пер.
с англ./Под ред. А. Я. Малкина. М., Химия, 1976. 416 с.
45. Becker R., Neumann G. — Plaste u. Kautschuk, 1973, Bd 20, N 11, S. 809—
815.
46. Becker R.— Plaste u. Kautschuk, 1975, Bd 22, N 10, S. 790—794.
47. Пономарева T. И., И ржак В. И., Розенберг Б. А. — Высокомол. соед.,
1978, сер. А, т. 20, № 3, с. 597—602.
ГЛАВА 2
ОТВЕРДИТЕЛИ
Эпоксидные смолы, как отмечалось выше, в подавляющем
большинстве случаев приобретают технически важные свойства
лишь в результате превращения в сетчатый полимер. Химиче-
ская природа и строение молекул отвердителей во многом опре-
деляют структуру сетки и оказывают влияние не только на тех-
нологические свойства исходных композиций, но и на эксплуата-
ционные характеристики полимеров.
Все это обусловило большой интерес к исследованию и раз-
работке новых сшивающих агентов. В настоящее время известно
более сотни марок отвердителей и их число продолжает увели-
\ чиваться. Марочный ассортимент отвердителей, выпускаемых
зарубежными фирмами, во многом зависит от конъюнктурных
соображений или технической целесообразности использования
имеющегося сырья и полупродуктов. Часто одно и то же соеди-
нение выпускается различными фирмами под разными назва-
ниями.
Отвердителями эпоксидных смол служат индивидуальные
соединения или их смеси, олигомеры, а также смеси веществ
2 Зак. 181
33
разных молекулярных масс с различными реакционноспособ-
ными группами.
Отверждение эпоксидных смол может происходить в резуль-
тате взаимодействия с веществами щелочного или кислотного
характера. В первом случае это главным образом амины, амиды,
основания Льюиса, во втором — ангидриды кислот, фенолы, кис-
лоты Льюиса.
Процесс отверждения может протекать с образованием гете-
рополимера путем конденсации молекул эпоксидных смол с мо-
лекулами полифункциональных сшивающих агентов, содержа-
щих две или более реакционноспособные группы, либо — с обра-
зованием гомополимера путем катализируемой полимеризации
по эпоксидным группам. Многие сшивающие агенты оказывают
в определенных условиях и каталитическое действие, в резуль-
Таблица 2.1. Отвердители эпоксидных смол [1—6]
Название Активные группы Температура отверждения, °C клеи 1 о компаунды g* и литьевые Й изделия 2 ст я лакокра- х? сочные ® материалы л> армирован- ® ные » пластики
П о л и ф у н к ц и о н а л ь н ы е сшивающие агенты
Немодифицированные али- NH2} NHR 20-60 + + + +
фатические полиамины
Алициклические полиамины То же 70-150 — + + +
Ароматические полиамины » 120-130+ + 150-200 + + — +
Оксиалкилированные ициан- 20—60 + + — +
этилированные полиами- ны
Аминоаддукты эпоксидных » 20-60 + — + +
смол
Полиаминоамиды 20-60 + — + —
Полиаминоимидазолины » 20-60 + —— + —
Дициандиамид и его произ- NH2,NHR,C=N 150—220 + — + +
водные
Полиизоцианаты о о II II и <-> II 4 Z 20-160 — — +
Ангидриды карбоновых кис- лот °C \С=О 100-120+ + 150-200 + + + +
Фенольные смолы АгОН, СН2ОН Катализат 150-250 ? р ы + '— + +
Третичные амины R R'— N—R" 20—60 + + + +
Основания Манниха То же + АгОН 20—70 — + — —
Соли оснований Манниха То же 150 —— + —
Имидазолы R—N=C NHR 60-150 — + — +
Кислоты Льюиса — От —10 до 220 + 4-
84
тате чего образующийся пространственный полимер содержит
как гетеро-, так и гомополимерные фрагменты [1; 2, с. 25]. Оп-
тимальное содержание отвердителя в композиции может отли-
чаться от стехиометрического в зависимости от технологических
параметров композиций (вязкости, теплового эффекта отвержде-
ния и др.) и требований, предъявляемых к свойствам формируе-
мых полимеров.
Катализаторы полимеризации обычно вводят в количестве
2—10 масс. ч. на 100 масс. ч. эпоксидной смолы. Кроме того,
катализаторы часто используют в качестве активирующих доба-
вок (ускорителей) при отверждении диановых и других смол
первичными аминами, ангидридами и т. п. В этом случае их кон-
центрация составляет 0,05—1,5 масс. ч. на 100 масс. ч. смолы.
В табл. 2.1 приведена классификация отвердителей, типич-
ные температурные условия отверждения и основные области
применения. Эти сведения даются индивидуально для каждого
класса отвердителей, а не для смесей представителей различных
классов. Следует, однако, отметить, что смеси отвердителей ис-
пользуют достаточно часто, так как это позволяет выбирать
оптимальные режимы формирования и регулировать эксплуата-
ционные характеристики полимеров. Примеры составления сме-
сей сшивающих агентов и влияние их состава на свойства эпок-
сидных полимеров приведены в [2, с. 88, 150]. В обзоре [1]
широко представлен марочный ассортимент отвердителей, выпу-
скаемых в СССР и за рубежом. .
Сшивающие агенты
Алифатические полиамины широко применяются в различных
областях техники. Отверждение диановых эпоксидных смол при
комнатной температуре продолжается 160—200 ч. В случае ис-
пользования некоторых ускорителей фенольного типа реакция
протекает и при пониженной температуре [2, с. 70]. Проведение
отверждения при нагревании способствует повышению эксплуа-
тационных характеристик полимеров [3, с. 122].
Для получения сетчатого полимера необходимо [5], чтобы
молекула амина содержала более 3 атомов активного водорода
и более 2 аминогрупп. Отверждение эпоксидных смол немоди-
фицированными аминами и продуктами их модификации, имею-
щими первичные и вторичные аминогруппы, протекает по од-
ному и тому же механизму
R'-NH2 + H2C-СН—R— —> R'—NH—СН2—СН—R—
\ / I
, О ОН
ОН
zCH2—CH—R—
R —NH—СН2—СН—R— + Н2С СН—R-------► R'—NZ
он
2*
35
Линейные алифатические ди- и полиамины относятся к чис-
лу наиболее доступных [1]. В эту группу входят а, со-диамино-
алканы общей формулы H2N — (СН2)„— NH2 (где 2 п 12)
и амины, строение молекул которых описывается формулой
H2N—[—(СН2)2—NH—]п—(СН2)2—nh2
(1 п 4) — диэтилентриамин (ДЭТА), триэтилентетрамин
(ТЭТА) и др., или их смеси — полиэтиленполиамины. Это в ос-
новном низковязкие жидкости, хорошо совмещающиеся с эпок-
сидными смолами, что также является причиной их широкого
использования.
В последние годы все большее промышленное применение
находят триметилгекса метилендиамин
СН3 СНз
I I
h2n-ch2—с—сн—сн2—ch2-nh2
I
СНз
диэтиламинопропиламин (СН3—СН2) 2N (СН2) 3NH2 и некоторые
другие. При использовании алифатических полиаминов наиболее
высокие показатели физико-механических свойств полимера и
максимальная теплостойкость достигаются при стехиометриче-
ском соотношении активных атомов водорода и эпоксидных
групп (табл. 2.2). С целью сопоставления здесь и далее приво-
дятся свойства сетчатых полимеров, полученных с различными
отвердителями, главным образом, на основе смол с молекуляр-
ными массами «370 — Эпикот 828, ЭД-22.
В зависимости от строения молекул амина и исходной эпок-
сидной смолы, а также режима формирования полимера, зна-
чение его ТТД колеблется в интервале от 60 до 120°C. Поли-
меры, полученные с помощью алифатических полиаминов, отли-
чаются высокой адгезионной способностью, механической
прочностью, стойкостью к воздействию растворов солей и щелочей.
Таблица 2.2 Свойства полимеров на основе смолы типа ЭД-22,
отвержденной алифатическими полиаминами [а]
Амины и их содержание, масс. ч. на 100 м асе. ч. смеси
Показатели диэтилеи- трнамии, 10-11 триэтилен- тетрамин, 13-14 триметил- гексамети- лендиамин, 24 диэтиламн- нопропил- амин, 4-8
ТТД, °C 95-124 98—128 105 78—94 1
с^изг» МПа 100—120 98—125 115 —
сгсж> МПа 116 115 — 95—109
<7Р, МПа 80 80 65 50—66
ер, °/о 5,5 4,4 5,5 —
tgS при 50 Гц 0,009 — 0,001 0,007
е' при 50 Гц 4,1 4,0 3,8
36
•Однако кислотостойкость и стойкость ко многим органическим
растворителям не очень высоки. Диэлектрические характери-
стики этих систем сохраняют удовлетворительные значения в ин-
тервале температур от —40 до 100°C при частотах до Ю5 Гц [7].
К недостаткам алифатических полиаминов относятся токсич-
ность, летучесть и раздражающее действие на кожу. Компози-
ции на их основе имеют малую жизнеспособность (30—40 мин),
а их отверждение сопровождается значительным саморазогре-
вом: максимальная температура при массе, например, около
400 г достигает 230—250 °C [4, с. 249]. Это затрудняет получе-
ние крупногабаритных изделий.
Алициклические полиамины распространены пока меньше,
чем алифатические, хотя экзотермический эффект отверждения
невысок, а токсичность и раздражающее действие на кожу так-
же несколько ниже, чем у линейных алифатических аминов. Это
тоже низковязкие жидкости. Благодаря меньшей активности жиз-
неспособность композиций составляет 1—5 ч, а отверждение
обычно проводят в течение 2—5 ч. Наибольшее применение на-
шли:
Бис (4-амино-З-метилциклогексил) ме-
тан
Ментандиамин
Изофорондиамин
Ф1-Аминоэтил пиперазин H2N—(СНг)г— ^NH
Композиции на их основе используют для получения литье-
вых изделий, слоистых пластиков и в качестве красок, не содер-
жащих органических растворителей.
Получаемые полимеры имеют хорошие механические свой-
ства (табл. 2.3), слабую окраску (благодаря отсутствию арома-
тических циклов), а по теплостойкости приближаются к компо-
зициям, отвержденным ароматическими диаминами [8].
Ароматические полиамииы имеют реакционную способность
еще более низкую, что обусловлено их меньшей основностью
и замедленностью реакции из-за малой подвижности фенильных
звеньев. В результате этого отверждение эпоксидных смол про-
водят при высоких температурах — чаще всего по двухступенча-
тому режиму: первый этап — при более низкой температуре с
целью уменьшения экзотермического эффекта, а второй — для
37
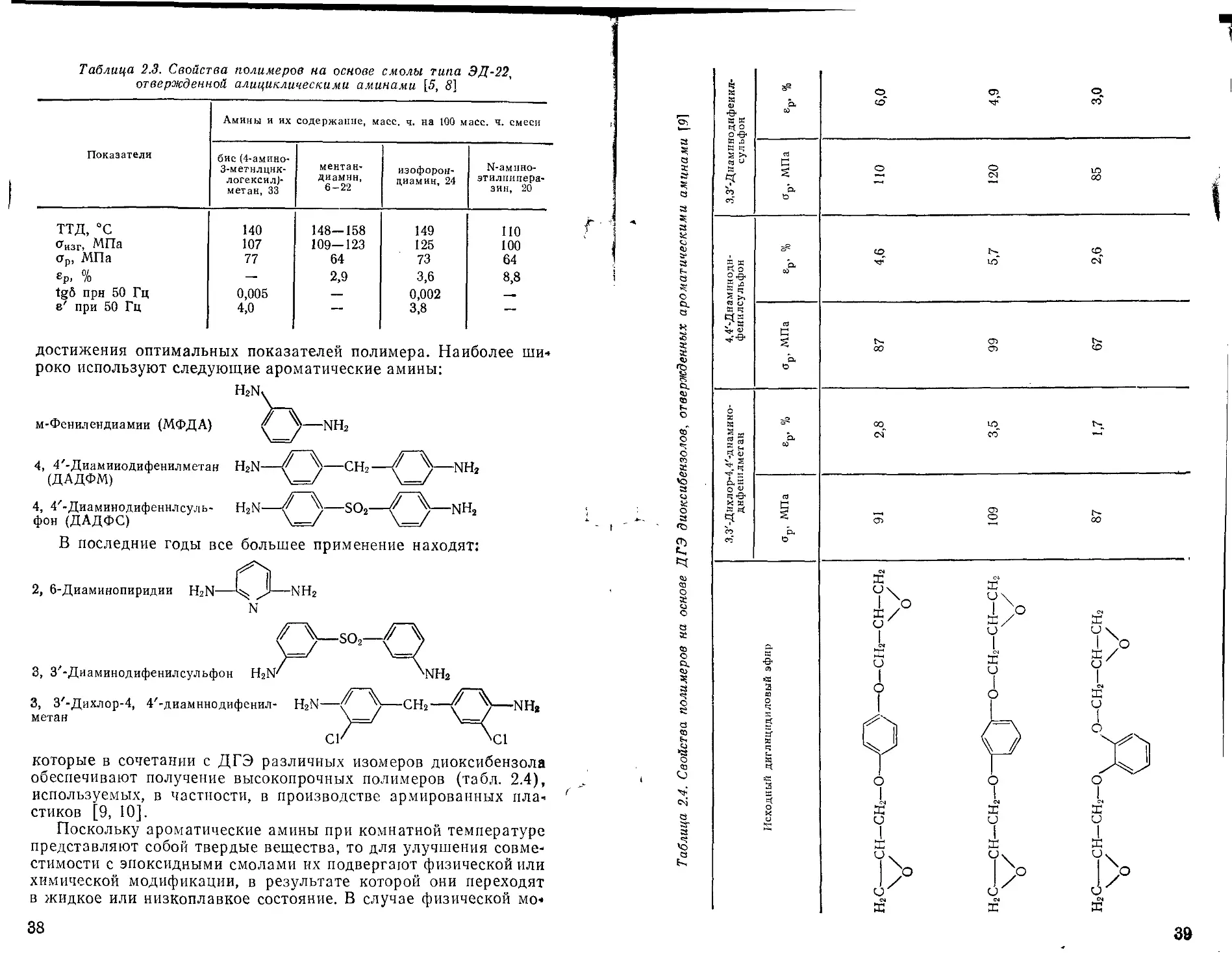
Таблица 2.3. Свойства полимеров на основе смолы типа ЭД-22,
отвержденной алициклическими аминами [5, S]
Амины и их содержание, масс. ч. на 100 м асе. ч. смеси {
Показатели бис (4-амино- З-метнлцнк- логексил)- метан, 33 ментан* диамнн, 6-22 изофорон- диамин, 24 N-амнно- этилпипера- зин, 20
ТТД, °C ^^Па ар, МПа ер> % tg6 при 50 Гц в' при 50 Гц 140 107 77 0,005 4,0 148—158 109—123 64 2,9 149 125 73 3,6 0,002 3,8 но Г 100 j 64 1 8,8 i
достижения оптимальных показателей полимера. Наиболее ши*
роко используют следующие ароматические амины:
м-Фенилендиамии (МФДА)
4, 4'-ДиамииоДифенилметан
(ДАДФМ)
4, Д'-Диаминодифеннлсуль-
фон (ДАДФС)
В последние годы все большее применение находят:
2, 6-Диаминопиридии
3, 3?-Диаминодифенилсульфон
3, 3'-Дихлор-4, 4'-диамннодифенил-
метан
которые в сочетании с ДГЭ различных изомеров диоксибензола
обеспечивают получение высокопрочных полимеров (табл. 2.4),
используемых, в частности, в производстве армированных пла-
стиков [9, 10].
Поскольку ароматические амины при комнатной температуре
представляют собой твердые вещества, то для улучшения совме-
стимости с эпоксидными смолами их подвергают физической или
химической модификации, в результате которой они переходят
в жидкое или низкоплавкое состояние. В случае физической мо«
38
39
дификации приготовляют эвтектические смеси (например, 60%
МФДА-)-40% ДАДФС или 40% ДАДФМ-)-60% изофорондиа-
мина [5]). Во втором случае получают аддукты указанных ами-
нов с ДГЭ или другими соединениями.
Композиции ароматических аминов с эпоксидными смолами
на основе различных фенолов используются в производстве
слоистых пластиков, высокопрочных клеев-припоев и реже (в со-
четании с армирующими наполнителями) в качестве литьевых
составов и пресс-порошков [I; 2, с. 94]. Некоторые композиции
способны отверждаться в атмосфере повышенной влажности
[11].
Получаемые полимеры обладают хорошими механическими и
диэлектрическими характеристиками, а также химической стой-
костью, особенно к органическим растворителям и щелочам.
Оксиалкилированные полиамины получают конденсацией по-
лиаминов с моноэпоксидными соединениями-.
H2N—R'—NH2 + СН2—СН—R------> H2N— R'—NH—CH2— CH— R—
\ / I
о OH
В результате модификации летучесть и раздражающее дей-
ствие аминов снижаются. Продукты оксиалкилирования алифа-
тических аминов отверждают эпоксидные смолы даже при 10°C,
а при комнатной температуре реакция протекает весьма ак-
тивно.
Ниже приведены свойства некоторых полимеров на основе
смолы типа ЭД-22, отвержденной разными соединениями амин-
этиленоксид [2, с. 85]:
N, Н'-Бис(оксипропил)-ДЕТА
Ы-(Оксипропил)-ДЕТА . . . .
Ы-(Оксипропил)-МФДА . . .
ТТД, °C а МПа 0 МПа
ил1 v/tx
68 115,5 290
94 108,5 255
116 154,7 315
Цианэтилированные полиамины получают взаимодействием
алифатических аминов с эфирами акриловых кислот или с ак-
рилонитрилом [1, 2]:
R\ /Rz
Vh—СН2—HN—R—NH—СНг—СН^
R"/ XR"
где R' = COOH, СООСНз, CN; R" = Н, СН3 и др.
Достоинством этих отвердителей является низкая вязкость,
поэтому их часто употребляют совместно с аминоаддуктами.
Аддукты аминов с эпоксидными смолами используют глав-
ным образом для получения клеев и связующих армированных
пластиков, поскольку относительно высокая вязкость и малая
жизнеспособность композиций ограничивают возможность их
использования для получения литьевых изделий или красок без
растворителей.
Необходимо отметить, что использование в качестве отвер-
дителей перечисленных продуктов модификации аминов приво-
40
дит к получению полимеров с худшими механическими и защит-
ными свойствами по сравнению с полимерами на основе тех же
эпоксидных смол, отвержденных немодифицированными ами-
нами [2, с. 91; 3, с. 121].
Полиаминоамиды получают конденсацией алифатических по-
лиаминов с димерами жирных кислот. Ниже приведена струк-
турная формула продукта взаимодействия димера линолевой
кислоты и этилендиамина [2, с. 111]:
(СН2)7—CONH—(СН2)2—NHR
I
СН
НС/ ХСН—(СН2)7—CONH—(СН2)2—NHR
НСХ /СН—СН2—СН=СН—(СН2)4-СН3
сн
I
(СН2)5—СНз
Благодаря относительно высокой молекулярной массе дан-
ных олигомеров их концентрацию в эпоксидных композициях
можно изменять в широких пределах, регулируя таким образом
свойства полимеров. Экзотермический эффект и скорость реак-
ции отверждения ниже, чем при использовании исходных по-
лиаминов.
Полиаминоамиды широко применяются при получении клее-
вых и лакокрасочных материалов, покрытий для полов и т. я.
[5]. Получаемые полимеры превосходят эпоксидно-аминные си-
стемы по эластичности и устойчивости к ударным нагрузкам, но
уступают им по статической прочности и теплостойкости. Стой-
кость к действию кислот и органических растворителей у них
ниже, тогда как водостойкость — значительно выше. Объясняет-
ся это [2, с. 212] защитным действием алифатических фрагмен-
тов молекул полиаминоамида по отношению к полярным ОН- и
амидным группам.
Полиаминоимидазолины получают аналогично жирным поли-
аминоамидам, проводя конденсацию при более высоких тем-
пературах или при удалении воды [3, с. 238] с образованием
циклов
N---СН2
II I
R-Cx /СН2
N
I
(СН2)2
nh2
которые придают полимерам высокие теплостойкость и хими-
ческую стойкость. Благодаря меньшей вязкости имидазолины
позволяют повысить степень наполнения композиций.
Оба типа отвердителей на основе полиаминов и жирных кис-
лот используют в основном совместно с диановыми смолами [12],
41
NH
II
Дициандиамид (ДЦДА) H2N — С — NH — С = N взаимодей-
ствует в процессе отверждения с эпоксидными и гидроксиль-
ными группами диановых смол всеми четырьмя азотсодержа-
щими группами [2, с. 116]. Он используется при получении по-
рошковых клеев и красок [13, 14], а также (в виде раствора)
в производстве слоистых пластиков. ДЦДА и его производные
[15] относятся к латентным отвердителям, так как в обычных
условиях их смеси с твердыми эпоксидными смолами могут хра-
ниться не менее 6 мес. и быстро отверждаться при высоких тем-
пературах. Получаемые полимеры обладают высокими проч-
ностными показателями и хорошей адгезией к металлу.
Полиизоцианаты общей формулы R(N=C=O)2 используют
в основном в лакокрасочных материалах на основе диановых
смол с молекулярной массой >1000 и высокомолекулярных.
ПОЭ. Реакция протекает по схеме
I I
сн2 С н2 он
I I II I
СН—ОН + O=C=N—R —> СН—О—С—N—R
СН2 СН2
I I
как при комнатной, так и при повышенных температурах.
Полимеры отличаются хорошими механическими и защит-
ными свойствами. Полиизоцианаты токсичны, поэтому часто ис-
пользуют их аддукты с многоатомными спиртами. Жизнеспособ-
ность композиций составляет 1 — 1,5 ч [3, с. 177].
Разработаны и стабильные одноупаковочные композиции, в
которых используется отвердитель с изоцианатными группами,
частично или полностью блокированными путем взаимодействия
со спиртами или фенолами. Блокирующий агент при высоких
температурах отщепляется и испаряется.
Ангидридные отвердители. К этому классу относят ангид-
риды карбоновых кислот алифатического, но чаще — алицикли-
ческого или ароматического строения. До начала 60-х годов ши-
роко употребляли дешевые малеиновый (МА) и фталевый (ФА)
ангидриды:
СН—С.=О с=о
МА ФА
Однако эти соединения токсичны и летучи, поэтому все боль-
шее применение находят аддукты МА с диенами:
С=О
Гексагидрофталевый ангидрид (ГГФА)
С=О
42
Тетрагидрофталевый ангидрид (ТГФА)
С=О
Метилтетрагидрофталевые *
ангидриды (метил-ТГФА)
Эндиковые (эидометиленовые)
ангидриды (ЭТГФА)
Метилэндиковые * ангидриды
(метил-ЭТГФА)
Гексахлорэндиковый, или ХЭТ-
аигидрид
* Изомеры с различным расположением метильной группы или
других заместителей.
Кроме того, выпускают и некоторые диангидриды, наиболь-
шее применение из которых нашел пиромеллитовый (ПМДА):
Ангидриды без катализатора (ускорителя) непосредственно
<? эпоксидными группами не реагируют, а взаимодействуют е
ОН-группами с образованием моноэфира [2, с. 35]:
I / \
СН—ОН + °у у
СН2 О=С
I
сн2 о о
I II II
СН—О—С—R—С—ОН
1Н
СГ12
При отсутствии гидроксильных групп (например, у большинства
алициклических смол) происходит гидролиз ангидрида под
43
влиянием влаги. На второй стадии карбоксильная группа взаи*
модействует с эпоксидной:
I
сн2 О О
I II II
СН—О—С—R—С—ОН + Н2С------СН—R'--------
I \ /
сн2 о
I
СН2 0 0 он
1 1 II I
—> СН—О— С—R—С—О— СН2—СН— R'~
сн2
I
Ангидридные отвердители используют в композициях с эпок*
сидными смолами различного строения. В случае отверждения
диановых и полифункционалъных смол ангидриды способствуют
снижению вязкости композиций, жизнеспособность которых до-
статочно высока.
Ниже приведены характеристики полимеров на основе диано-
вой смолы с)Д-16, отвержденной различными ангидридами
[16, 17]: ТГФА Метил-ТГФА ФА
Ти, °C 126 116 135
бизг> МПа 142 152 130
227 235 220
Д/n за 24 ч в воде, % . • 0,019 0,022 0,022
Можно видеть, что по большинству показателей полимеры,
полученные с помощью тетрагидрофталевых ангидридов, не
уступают полимерам, полученным с помощью ФА.
Чаще всего ангидридные отвердители применяют совместно
с ускорителями, оказывающими влияние не только на техноло-
гические свойства композиций, но и на эксплуатационные харак-
теристики полимеров.
Наибольший интерес представляют жидкие ангидриды, на-
пример смесь изомеров метил-ТГФА, метил-ЭТГФА или спе-
циально приготовляемые жидкие эвтектические смеси (15%
ФА + 85% ГГФА; 60% ХЭТ-ангидрида + 40% МА и др. [2,
с. 150]). Их использование облегчает получение на основе жид-
ких эпоксидных смол клеев, компаундов, литьевых изделий элек-
тротехнического назначения, армированных пластиков. Твердые
ангидриды находят применение в порошковых красках [18]. По-
лимеры на их основе обладают хорошими механическими и ди-
электрическими свойствами, в частности при температурах
выше Гс-
44
Фенольные отвердители. Большое практическое применение
имеют фенолоформальдегидные смолы — новолачные
Преконденсаты эпоксидных и фенолоформальдегидных смол
могут храниться несколько месяцев и быстро отверждаться при
температуре выше 150°C. Схему реакции можно представить
следующим образом:
н2с— CH-R—
о
1 Кроме того, при использовании смол резольного типа проис-
ходит и взаимодействие метилольных групп со вторичными
гидроксильными группами эпоксидных соединений.
Новолачные смолы, не имеющие метилольных групп, исполь-
зуют в композициях с диановыми смолами для получения слои-
стых пластиков и клеев с повышенными механическими показа-
телями при температурах выше Тс и стойкостью к термостаре-
нию до 200 °C.
45
Резольные смолы применяют для получения тонкослойных
покрытий по металлу, например для консервной тары, обладаю-
щих хорошими защитными свойствами [3, с. 136].
В рецептурах лакокрасочных материалов для отверждения
эпоксидных смол применяют аминоформальдегидные смолы
(карбамиде- и меламиноформальдегидные олигомеры). Это так-
же однокомпонентные системы, отверждаемые при 150—200 °C.
Катализаторы отверждения
К щелочным катализаторам относят третичные амины (яв-
ляющиеся наиболее активными основаниями Льюиса), феноль-
ные основания Манниха и их соли, производные имидазола, а к
кислотным — различные кислоты Льюиса [1, 2].
Третичные амины используют главным образом совместно с
диановыми смолами в клеевых и лакокрасочных композициях,
реже — в производстве литьевых изделий и армированных пла-
стиков.
В число наиболее употребимых третичных аминов входят:
Триэтаноламин N (СН?СН2ОН)3
Бензилдиметиламин
СН3
1
а-Метилбензилдиметиламин р ||—СН—N (СН3)2
Процесс отверждения может происходить на холоду и во
влажной атмосфере [2, с. 102]. Наряду с этим третичные амины
используют в качестве соотвердителя в смесях с первичными
аминами, а также, как уже отмечалось выше, для ускорения
отверждения ангидридами.
Фенольные основания Манниха также часто относят к тре-
тичным аминам. Однако наличие фенольных ОН-групп приводит
к значительному ускорению процесса полимеризации. Эти соеди-
нения часто используют в качестве ускорителей отверждения.
Промышленное применение находят 2-(диметиламинометил)-
фенол
ОН
(СН3)2
2,4,6-трис(диметиламинометил) фенол
ОН
(СН3)2 N—Н2С.Х/СН2—N (СН3)2
ХУ
I
СН2—N (СН3)2
46
соли 2,4,6-трис (диметиламинометил) фенола. Последние пред-
ставляют собой продукты взаимодействия с карбоновыми кисло-
тами и фенолами, активность которых проявляется только при
высоких температурах, что обеспечивает значительную жизне-
способность композиций в обычных условиях.
Имидазолы
нс=с—r2
HN\
С
I
Ri
(1-бензил-2-метилимидазол, N-бутилимидазол, 2-этил-4-метил*
имидазол и некоторые другие) являются весьма эффективными
катализаторами, которые придают полимерам довольно высокую
теплостойкость. Например, ТТД полимера на основе диановой
смолы и часто используемого 2-этил-4-метилимидазола (3 ч. на
100 ч. смолы) достигает 160 °C, а увеличение массы образцов
после выдержки в течение 1 мес. в различных средах составляет
(в %) [4, с. 291]:
Ацетон.................................... 1,2
Вода.......................................0,9
10%-ный раствор гидроксида натрия.........1,1
Кроме того, комплексы имидазолов с солями металлов (хло-
рид никеля, фторид меди и т. п.) обладают стабильностью и
быстро отверждают эпоксидные смолы при 150—180 °C, обеспе-
чивая хорошую адгезию к металлам [19].
Кислоты Льюиса — это трехфтористый бор, четыреххлористое
олово, бромистый алюминий и др. Однако наибольшее распро-
странение в качестве кислотного катализатора отверждения по-
лучил трехфтористый бор BF3. С целью снижения экзотермиче-
ского эффекта полимеризации используются комплексы BF3 с
электронодонорными соединениями — эфирами, спиртами или
(чаще всего) с аминами [20].
В зависимости от природы блокирующего соединения распад
комплекса происходит с различной скоростью, в результате
чего жизнеспособность эпоксидных композиций может меняться
от нескольких минут до года.
Примером активных комплексов являются комплексы BF3
с ацетоксимом марки УП-605/6р (температура активации
«15°С) и с а-нафтиламином — УП-бО5/2р (температура акти-
вации язЗО°С) [1]. В качестве латентного отвердителя-катали-
затора широко применяется комплекс трехфтористого бора с мо-
ноэтиламином (BF3-M3A):
Н
BF3: 1LСН2—СН3
Н
47
Перечисленные катализаторы используют главным образом
при получении связующих для слоистых пластиков и лакокра-
сочных материалов (в том числе и в красках с высоким содер-
жанием нелетучих компонентов [2, с. 120; 3, с. 144]).
Влияние природы отвердителя на свойства полимеров
Рассмотрим строение и свойства диановых эпоксидных по-
лимеров, получаемых с помощью аминного и ангидридного сши-
вающих агентов, а также путем катионной гомополимеризации
тех же эпоксидных олигомеров. Во всех трех случаях фрагменты
пространственной сетки, содержащие химические узлы, будут
иметь различное строение:
при аминном отверждении
—R—О—СН2—СН—СН2—N— СН2—СН—СН2—О—
I I I
ОН R' ОН
при ангидридном отверждении
—R—О—СН2—СН—СН2—О—С—R'—С—
I II II
О о о
> I
С—R'—С-О~
II II
О о
при гомополимеризации
—О— СН— СН2—О—СН—СН2—
СН2 СН2
А А
5 R R
I I
Как известно, эпоксидный полимер, образованный с помощью
аминного сшивающего агента, характеризуется большим содер-
жанием ОН-групп в единице объема, чем исходный олигомер,
тогда как при отверждении ангидридами содержание ОН-групп
даже несколько снижается [2, с. 30]. При гомополимеризации
олигомеров новые гидроксильные группы не появляются. Таким
образом, характерным отличием представленных выше модель-
ных фрагментов пространственной сетки будет в первом случае
наличие групп ОН и третичного атома азота, во втором — слож-
ных, а в третьем — простых эфирных связей. Проследим как
сказываются эти различия на свойствах полимеров на основе
смолы типа ЭД-22 (табл. 2.5).
Различия в механических показателях полимеров в стекло-
образном состоянии невелики. Сопоставление диэлектрических
характеристик показывает преимущество полимеров ангидрид-
Таблица 2.5. Свойства полимеров на основе смолы типа ЭД-22
с отвердителями различной природы [2, с. 121; 21]
Показатели Отвердители и их содержание, масс. ч. на 100 масс. ч. смеси
ДАДФМ, 27 ВРз-МЭА, 3 ГГФА, 75 метил-ЭТГФА. 90
ТТД, °C 168 128 124 128
О^изг» -МПя 101 114 ИЗ 117
Ор, МПа 60 60 77 61
Твердость по Роквеллу (шкала М) е' 112 108 105 111
при 60 Гц 4,5 — 3,4 3,7
» 103 Гц 4,4 4,8 3,4 3,6
» 10е Гц е" 3,8 — 3,2 3,5
при 60 Гц 0,009 — 0,005 0,0015
» 103 Гц 0,020 0,011 0,013 0,004
» 10s Гц 0,032 — 0,014 0,023
Примечание, е'—относительная диэлектрическая проницаемость; е"—коэффи-
циент потерь.
кого отверждения, обладающих лучшими в данном ряду элек-
троизоляционными свойствами (низкими значениями е' и е"}.
Повышение диэлектрических показателей у полимеров аминного
отверждения, очевидно, связано с большим содержанием гид-
роксильных групп. В случае же гомополимера это, видимо, обу-
словлено наличием остатков высокополярного катализатора.
Большее содержание ОН-групп оказывает влияние не только
на диэлектрические характеристики, но и на их изменение с
температурой (как и на температурную зависимость других ре-
лаксационных параметров) [22].
Сопоставление релаксационных
свойств представляет особый интерес
в тех случаях, когда радикалы R моле-
кул диамина и ангидрида имеют близ-
кое строение, например при использо-
вании бутилендиамина и янтарного
ангидрида или о-фенилендиамина
(ОФДА) и фталевого ангидрида. На
рис. 2.1 приведена температурная за-
висимость модуля сдвига G и коэффи-
Рис. 2.1. Температурная зависимость динами-
ческого модуля сдвига G и коэффициента за-
тухания колебаний Л полимеров на основе смо-
лы типа ЭД-20, отвержденной о-феиилеидиа-
мином (/, 3) и фталевым ангидридом (2, 4).
49
Таблица 2.6. Свойства полимеров на основе смолы типа ЭД-20
с аминными и ангидридными отвердителями [22]
Отвердитель Статический изгиб Прочность при ударном, изгибе, кДж/м2
аизг' МПа «изг мм
Бутилендиамин
Янтарный ангидрид
о-Фенилендиамин
Фталевый ангидрид
H2N—(СН2)4—NH2
190 25 80
НО 10 32,5
150 10 21
120 5 13
циента затухания собственных колебаний при кручении X поли-
меров на основе диановой смолы типа ЭД-20, отвержденной
ОФДА и ФА [22]. Можно видеть, что в первом случае, начиная
примерно с —60 °C происходит заметное снижение модуля, обу-
словленное интенсивным |3-релаксационным переходом. Об этом
свидетельствует максимум к Соответствующий переход для по-
лимера ангидридного отверждения выражен значительно слабее.
Снижение модуля свидетельствует об уменьшении жесткости и
хрупкости полимера, вследствие чего повышаются прочность и
эластичность не только при статическом, но и при динамическом
нагружении (табл. 2.6). В противоположность этому большин-
ство ангидридов придают эпоксидным полимерам, в частности
литьевым изделиям, хрупкость [2, с. 143].
В табл. 2.7 приведены сравнительные данные о химической
стойкости полимеров на основе диановой смолы типа ЭД-22 с
отвердителями различной природы [23]. Отверждение прово-
дили при высоких температурах по наиболее типичным режи-
мам. Образцы выдерживали в средах при комнатной темпера-
туре и определяли изменение массы. Меньшей стойкостью к
воде и кислотам отличаются полимеры аминного отверждения,
что, видимо, связано с высоким содержанием гидроксильных
групп. В то же время эти полимеры обладают высокой щелоче-
стойкостыо.
Полимеры, полученные в присутствии трехфтористого бора,
имеют меньшую гидрофильность и более высокую водо- и кис-
лотостойкость, а также хорошую щелочестойкость. Использова-
ние ангидридов способствует еще большему повышению стой-
кости полимеров к действию кислот и воды, что связывают с на-
50
личием сложноэфирных связей и уменьшением содержания
ОН-групп. При этом, однако, существенное влияние оказывает
строение молекул ангидрида: химическая стойкость снижается
при переходе от гексагидрофталевого к метилэндиковому.
Введение заместителей к углеродным атомам алифатического
цикла, очевидно, приводит к уменьшению плотности упаковки
молекулярных цепей и, следовательно, к изменению химической
стойкости. Особенно заметные различия проявляются при вы-
держке образцов в щелочной среде. Наблюдаемое уменьшение
массы после пребывания в растворе гидроксида натрия, видимо,
связано с частичной деструкцией полимера в результате щелоч-
ного гидролиза сложноэфирных связей [24, с. 172]:
О |- О -1 О
II н?о- ОН- II II
R—С—О—R 2 ' > R—С—О—R' —> R—С—О" + R'OH
- 'ОН
Простая эфирная связь обладает большей стойкостью [25,
с. 51], а связь азот — углерод в обычных условиях устойчива
к гидролизу.
Сравнение стойкости эпоксидных полимеров к длительному
воздействию органических растворителей показывает, что наи-
большее влияние оказывает природа растворителя. Можно пола-
гать, что сорбция высокополярного ацетона протекает гораздо
активнее сорбции толуола.
Строение отвердителя оказывает влияние и на термостой-
кость эпоксидных полимеров. На рис. 2.2 приведена зависимость
потерь массы образцов полимеров от продолжительности
Таблица 2.7. Увеличение массы образцов эпоксидных полимеров
после выдержки в различных химических средах,
в течение 28 (числитель) и 120 сут (знаменатель)
Среда iSm, %
ДАДФМ ВИз-МЭА ГГФА метил- ЭТГФА
0,95 1,04 0,68 0,98
Дистиллированная вода 2,15 1,70 1,00 1,23
1,46 0,73 0,46 0,62
Серная кислота, 30%-ная 2,80 1,11 0,70 0,75
0,85 0,73 1,13
Азотная кислота 40-ная — 2,13 1,50 2,17
0 -0,05 0 -0,58
Гидроксид натрия 60%-ный 0,07 0,02 0,02 — 1,06
1,91 1,19 2,81 0,85
8,50 5,84 8,90 3,89
0,03 0,11 0,01
Толуол — 0,34 0,32 0,28
51
что полимеры, полученные
Рис. 2.2. Изменение массы образцов в про-
цессе термостарения полимеров, отвержден-
ных диаминодифенилметаном (/), комплек-
сом BF3-M9A (2) и метил-ЭТГФА (3).
термостарения при 205 °C на воз-
духе. Смесь бромированной диано-
вой смолы типа ЭД-22 с эпоксиди-
рованной новолачной смолой (1:1)
отверждали диаминодифенилмета-
ном, комплексом BF3 — МЭА и ме-
тил-ЭТГФА [26]. Из рисунка видно,
с помощью диаминодифенилметана
и каталитического комплекса, по термостойкости заметно усту-
пают полимеру ангидридного отверждения. Это обусловлено бо-
лее активным протеканием процесса термоокислительной де-
струкции в первых двух случаях.
Известно, что введение в полимерную цепь простых эфирных
связей снижает термостойкость и стойкость к окислению, тогда
как цепи со сложноэфирными связями примерно до 300 °C почти
не окисляются [25, с. 58]. Продукты отверждения эпоксидных
смол аминами также склонны к окислению [27].
Все это свидетельствует о заметном влиянии строения мо-
лекул отвердителя на физические и эксплуатационные свойства
эпоксидных полимеров.
При подборе отвердителя обычно учитывают следующие фак-
торы:
1) свойства самого отвердителя и легкость переработки ком-
позиций (токсичность, температура и продолжительность от-
верждения, вязкость и жизнеспособность, тепловыделение и
усадка в процессе отверждения и другие технологические пара-
метры);
2) свойства получаемых полимеров (адгезия к различным
материалам, деформационно-прочностные и диэлектрические ха-
рактеристики, теплостойкость, химическая стойкость и т. п.).
Выбор отвердителя определяется конкретным назначением
изделия и условиями его эксплуатации.
ЛИТЕРАТУРА
1. Отвердители эпоксидных смол. Обзор, информ. М., НИИТЭХИМ, 1976.
47 с.
2. Ли X'., Невилл К- Справочное руководство по эпоксидным смолам. Пер.
с англ./Под ред. Н. В. Александрова. М., Энергия, 1973, 415 с.
3. Благонравова А. А., Непомнящий А. И. Лаковые эпоксидные смолы. М.,
Химия, 1970. 248 с.
4. Epoxy Resins. Chemistry and Technology/Ed. by C. May, Y. Tanaka. N. Y.,
M Dekker, 1973. 801 p.
5. Камон T. — Кобунси како, Polymer Appl., 1976, vol. 25, N 12, p. 383—
391.
52
6 Судзуки X., Иноуэ У- — Пурасутикку, Jap. Plast., 1972, vol. 23, N 11,
' p. 87—92.
7. Abajo J., Lopez Jimenez A.— Rev. plast. mod., 1974, vol. 25, N 221, p. 721 —
731.
8. Камон T. — Снкидзай кёхай си, Col. Mater., 1974, vol. 47, N 1, p. 2—11.
9 Розенберг Б. А., Олейник Э. Ф., И ржак В. И. — ЖВХО им. Д. И. Мен-
делеева, 1978, т. 23, № 3, с. 272—284.
10 Юренко Н. А. и др. — Высокомол. соед., 1977, сер. А, т. 19, № 2, с. 357—
362.
11. Бабич Т. С. и др. — Пласт, массы, 1976, № 1, с. 73.
12. Еселев А. Д., Чеботаревский В. В. — В кн.: Состояние и перспективы про-
изводства и применения эпоксидных смол и материалов на их основе. Л.,
ЛДНТП, 1969. Ч. 1, с. 79—89.
13. Кардашов Д. А. Эпоксидные клеи. М., Химия, 1973. 192 с.
14 Непомнящий А. И. и др. — Лакокрас. материалы и их примен., 1975, № 5,
с. 3—6.
15. Hoppe М. — Defazet, 1973, Bd 27, N 11, S. 510—518.
16. Циркин M. 3., Молотков Р. В., Казанская В. Ф. — Пласт, массы, 1963,
№ 7, с. 17—20.
17. Парбузина И. Л., Соколов Н. Н. — Пласт, массы, 1973, № 2, с. 69—71.
18. Kittel Н. — Adnasion, 1977, Bd 21, N 4. S. 104—109.
19. Такияма Э.—Пурасутикку сайкэй когё, Plast. Mold, in Jap., 1970, vol. 7,
N 12, p. 1—22.
20. Kurzeija L., Jedlinski Z. — Polimery-tworzywa wielkoczast., 1975, vol. 20,
N 9, p.' 424—427; N 10, p. 477—479.
21. Отвердители для эпоксидных смол. Проспект фирмы «Tohto KASE Со
Ltd» (Япония).
22. Batzer Н. Lohse F., Schmid R.— Angew. makromol. Chem., 1973, Bd 29/30,
N 402, S. 349—411.
23. Умедзава Я.—Когё дзайре, Eng. Mater., 1967, vol. 15, N 13, p. 31—48.
24. Несмеянов A. H., Несмеянов H. А. Основные начала органической химии.
Химия, 1969. Кн. 1, 664 с.
25. Саундерс Дж. X., Фриш К. К. Химия полиуретанов. Пер. с англ. М., Хи-
мия, 1968. 470 с.
26. Bremtner В. 1. — Industr. Eng. Chem., Prod. Res. Devel., 1964, vol. 3, N 3,
p. 55—60.
27. Нейман M. Б. и др. — ДАН СССР, I960, т. 135, № 5, с. 1147—1149.
ГЛАВА 3
СТРУКТУРА И СВОЙСТВА
ЭПОКСИДНЫХ ПОЛИМЕРОВ
По определению Штаудингера [26], сетчатыми или простран-
ственными называются полимеры, в которых составляющие их
цепи соединены химическими связями в трех направлениях.
Эпоксидные полимеры являются типичными представителями
сетчатых полимеров, и их обычно используют в качестве мо-
дельных соединений при исследовании структуры и свойств
трехмерных полимеров. Однако и дхя них связь структуры с
физическими свойствами нельзя считать окончательно выяснен-
ной. Это объясняется тем, что вопрос о связи свойств сетчатых
полимеров со структурой является одной из наиболее сложных
проблем физической химии полимеров. В значительной мере
63
сложность этой проблемы обусловлена тем, что до настоящего
времени не разработано адекватных методов количественного
описания структуры трехмерных полимеров.
Можно выделить два уровня структуры полимеров — моле-
кулярный и надмолекулярный. Молекулярная структура поли-
мера описывает его химическое строение, т. е. состав и порядок
связи отдельных атомов и групп в полимерной молекуле. Од-
нако свойства сетчатых эпоксидных полимеров зависят не толь-
ко от химического строения молекул полимера, но и от про-
странственного расположения образующих полимер молекуляр-
ных цепей. В настоящее время можно считать установленным,
что все полимеры от аморфных до кристаллических обладают
той или иной степенью упорядоченности, зависящей как от хи-
мической природы полимера, так и от способов его получения и
переработки [1], причем эта упорядоченность обусловливается
не только наличием кристаллической решетки даже в кристал-
лических полимерах, а связана именно с характерной чертой по-
лимеров— наличием длинных молекулярных цепей.
В [1] для описания этого уровня организации полимеров
предлагается ввести термин «топологическая структура», под
которым подразумевается тот уровень организации молекуляр-
ных цепей полимера и связи между их элементами, который
можно выражать в виде графа без учета конкретного химиче-
ского строения элементов. При таком описании полимер пред-
ставляют в виде пространственной системы нитей, абстрагируясь
от химической природы молекул полимера. С топологической
точки зрения под сетчатыми, или трехмерными полимерами сле-
дует понимать такую полимерную систему, молекулы которой
могут достигать макроскопических размеров и характеризовать-
ся наличием большого числа разветвлений и циклов разного
размера, т. е. могут представлять собой бесконечный цикличе-
ский граф [1].
Надмолекулярная структура характеризует такие структур-
ные образования в полимерах, размеры которых значительно
превосходят размеры молекул. Термин «надмолекулярная струк-
тура» является довольно расплывчатым, особенно для трехмер-
ных полимеров, в которых невозможно выделить отдельные мо-
лекулы, и может относиться к самым различным по своей при-
роде образованиям.
Основная задача данной главы заключается в кратком рас-
смотрении данных о структуре эпоксидных полимеров и об их
физических характеристиках, которые определяют работу эпок-
сидных полимеров в наполненных системах. К таким свойствам
можно отнести релаксационные характеристики, усадку, терми-
ческое расширение и внутренние напряжения на границе с же-
сткой подложкой. Механические и диэлектрические характери-
стики твердых полимеров, в том числе и эпоксидных, более под-
робно рассмотрены в ряде монографий [1, 28, 33, 34, 47, 59, 73J,
и поэтому здесь не затрагиваются.
54
Структура пространственной сетки
Химическое строение эпоксидных полимеров определяется
строением олигомеров и отвердителей, использованных для по-
лучения полимера, и, как правило, его можно считать известным,
если в ходе отверждения не протекает большое число побоч-
ных реакций. Однако топологическая структура сетчатых поли-
меров, которая значительно сложнее топологической структуры
линейных полимеров, исследована еще очень мало. При коли-
чественном описании топологической структуры пространствен-
ных полимеров возникают большие трудности, связанные с ог-
ромным числом параметров, характеризующих пространственную
сетку, стохастическим характером сетки, наличием физиче-
ских узлов, зацеплений и межмолекулярного взаимодействия,
образованием циклов, неодинаковой функциональностью узлов,
различными длиной и химическим строением цепей между уз-
лами, а также с протеканием побочных реакций, нарушающих
соотношение между компонентами и приводящих к образованию
дефектов сетки (свободных концов, разрывов и т. д.).
В настоящее время общепризнанной количественной характе-
ристикой усредненной структуры пространственной сетки яв-
ляется только ее частота, которая выражается числом молей
эффективных цепей в единице объема пс или средней мольной
массой цепей между узлами сетки Мс [1, 28]:
пс = р/Мс
где р — плотность полимера.
Для определения пс и Л4С было предложено несколько мето-
дов, основанных на определении равновесного модуля высоко-
эластичности или степени набухания полимеров, причем степень
набухания должна быть не менее 50%. Оба эти метода осно-
ваны на том, что при нагревании выше Тс или при набухании
резко уменьшается межмолекулярное взаимодействие, что по-
зволяет использовать классическую теорию высокоэластичности.
Для высокоэластического состояния справедливы выражения
[28]
З^оо ypRT
Пс ~ yRT ИЛИ Мс — 3/:м
где £оо — равновесный модуль высокоэластичности; у — фронт-фактор, учи-
тывающий отклонение структуры сетки от идеальной.
Анализ зависимости фронт-фактора от структуры сетки дан в
работах [1, 28, 58].
При набухании полимеров справедливо выражение [56]
In (1 — V2) + V2 + И1>|
ао (и2/3 -
где v? — объемная доля полимера в набухшем полимере; и — параметр взаи-
модействия Хаггинса — Флори; Vo— мольный объем растворителя; f — функ-
циональность узла сетки,
55
Таблица 3.1. Значения Мс, определенные экспериментально
и рассчитанные из химического строения
Состав композиции Метод определения Л1с Литературная ссылка
экспер. рассчит.
ЭД-20 + диаминодифеиил- метаи Р оо 330 340 —
ЭД-20 + диаминодиметил- сульф он » 380 360 —
ЭД-24 4- ИМГТФА * » 266 330 (79J
ЭД-24 4- Диамет-Х ** » 322 293 [79]
ЭД-14 4- ИМТГФА » 394 314 [79]
ЭД-14 4- Диамет-Х » 503 501 [79]
ЭД-10+ ИМТГФА » 447 392 [79]
ЭД-10 + ИМТГФА » 641 653 [791
ЭД-20 + диаминодифеиил- метан Набухание 320 340
ЭД-20 + Диамет-Х » 380 360 —
’ Изометилтетрагидрофталевый ангидрид.
** 3,3'-Дихлор-4,4'-Диамииодифенилметан.
Эти выражения были получены для редких тетраэдрических
сеток с одинаковыми значениями /Ис между узлами, и их при-
менение для сильно сшитых эпоксидных полимеров, строго го-
воря, теоретически необосновано. Однако в большом числе ра-
бот показано, что использование таких простых выражений дает
вполне удовлетворительные результаты, совпадающие для пол-
ностью отвержденных полимеров с расчетными значениями Мс
или ис. Это дает возможность пользоваться полученными зна-
чениями /Ис для характеристики пространственной структуры
эпоксидных смол и для построения корреляционных зависимо-
стей различных свойств от структуры. В табл. 3.1 приведены
расчетные и экспериментальные значения /Ис для некоторых
эпоксидных композиций; подобные же данные получены и во
многих других работах (например [1, 86—89]). Как правило,
экспериментальные значения /Ис равны или несколько больше
расчетных, что совпадает с предполагаемым в [1, с. 190] значе-
нием фронт-фактора у, равным 1,3—1,5. В работе [1] также ука-
зывается на хорошее соответствие расчетных и эксперименталь-
ных значений Л4С для сильно сшитых эпоксидных полимеров. На
практике для расчета Л4С или пс обычно принимается, что фронт-
фактор у=1; данные, приведенные в табл. 3.1, также получены
с этим значением у. Как показано в [1, 58], значение фронт-
фактора зависит от функциональности узлов f
у = //2 (f - 2)
т. е. при f = 3 у = 1,5, а при f = 4 у = 1. Для эпоксидных смол
по данным различных авторов [1], значения фронт-фактора ле-
жат в пределах 1,3—1,9. При определении частоты сетки из
56
данных по набуханию необходимо учитывать также зависимость
константы Хаггинса х от концентрации растворителя в набух-
шем полимере.
Более детальное описание структуры пространственной сет-
ки эпоксидных смол связано с использованием для представле-
ния взаимного расположения цепей сложных пространственных
схем, которые не могут быть сведены к каким-либо простым
параметрам. Одним из возможных подходов является представ-
ление структуры эпоксидного полимера в виде графа, часть вет-
J вей которого обрывается, а часть достигает поверхности. При
* таком подходе возникают трудности, связанные со сложностью
учета образования циклов и с наложением запрещений на пере-
крещивание ветвей. Кроме того, этот способ весьма громоздок,
так как единственная возможность описания такого сложного
графа — это полное описание всех его ветвей и их последова-
тельности.
Н. С. Ениколоповым с сотр. [1, 25, 27] предложена статисти-
ческая модель топологической структуры сетки, моделируемой
методом Монте-Карло. В соответствии с этой моделью сетка по-
лимера состоит из циклических структур различного размера,
соединенных в единую пространственную структуру. Такая мо-
дель дает возможность достаточно полно, хотя и громоздко,
описывать структуру сетки. Здесь мы не будем подробно рас-
сматривать эти представления, так как они достаточно полно
описаны в литературе.
В последнее время были предложены корреляционные выра-
жения, основанные на принципе аддитивности [30—32] и позво-
ляющие связать свойства эпоксидных полимеров с их структу-
рой. Хотя данный подход нельзя считать теоретически обосно-
ванным, этот путь в настоящее время является наиболее эффек-
тивным для направленного создания полимеров [25].
Кроме сравнительно небольшого числа работ, в которых
предложены количественные соотношения между структурой и
свойствами эпоксидных полимеров, в литературе имеется огром-
ное количество данных о качественном влиянии тех или иных
изменений в химическом строении на различные характеристики
эпоксидных полимеров [30—38]. Так, существует много данных
о влиянии молекулярной массы эпоксидного олигомера на Тс
полимера [34—36], причем последняя обычно повышается с
уменьшением /Ис. Беккер [30] указывает па линейную зависи-
мость температур стеклования от ис в процессе отверждения,
что дает возможность контролировать технологические процес-
сы. Между многими свойствами, например Тс — Е, Тс — ТКП,
Е — би др. наблюдается линейная корреляция, пример которой
приведен на рис. 3.1. Это связано с тем, что все указанные ха-
рактеристики зависят от одних и тех же структурных парамет-
ров и обусловленного ими межмолекулярного взаимодействия,
в частности от Мс (рис. 3.2).
57
Рис. 3.1. Зависимость прочности при растяжении от модуля упругости эпок-
сидных полимеров [25].
Рис. 3.2. Зависимость температуры стеклования Тс от Л1с для эпоксидных
полимеров:
/—смола ЭД-20, отвержденная различными ароматическими аминами; 2 — эпокснноволач-
ная смола, отвержденная новолачной смолой.
Ряд других свойств эпоксидных полимеров в стеклообразном
состоянии также можно рассматривать в первом приближении
как функцию межмолекулярного взаимодействия. К. ним отно-
сятся термический коэффициент расширения, модуль упругости,
плотность и др. Эти показатели в принципе можно прогнозиро-
вать с помощью корреляционных соотношений, что и объясняет
часто наблюдаемую линейную связь между ними.
Микроструктура
Для эпоксидных полимеров, как и для других сильно сшитых
полимеров, характерно образование глобулярной надмолекуляр-
ной структуры с диаметром глобул порядка нескольких сотен
ангстрем [1—6, 21, 25, 80, 81]. Структуры других типов в эпок-
сидных смолах не обнаружены [25]. Следует отметить, что фи-
зико-механические характеристики полностью отвержденных
эпоксидных полимеров сравнительно мало зависят от глобуляр-
ной структуры и от последующей термической обработки, если
она не приводит к термодеструкции полимера [1, 25]. Таким об-
разом, свойства эпоксидных полимеров определяются главным
образом химическим и топологическим строением, а не надмо-
лекулярной структурой, хотя в случае линейных полимеров по-
следняя часто оказывает большое влияние на физико-механиче-
ские характеристики.
Глобулы в эпоксидных полимерах состоят из более плотного
вещества, чем окружающая их матрица [7, 8]. Диаметр глобул
существенно не отличается от диаметра глобул других сетчатых
полимеров, что позволяет предположить сходство процессов об-
разования глобул в них. Характер глобулярной структуры за«
58
висит от типа отвердителя (рис. 3.3) и режима отверждения.
Следует подчеркнуть, что глобулярная структура эпоксидных
полимеров довольно лабильна и легко изменяется в таких усло-
виях, когда нельзя ожидать изменения химического или тополо-
гического строения [22, 23], хотя интервал изменения невелик.
Например, нагревание эпоксидных смол при невысоких темпера-
турах или сорбция и десорбция воды приводят к заметному из-
менению глобулярной структуры, которое выражается, как пра-
вило, в том, что она становится более четко выраженной. При
этом увеличивается молекулярная подвижность. Трактовка гло-
булярных структур, наблюдаемых в аморфных полимерах ниже
температуры стеклования, в настоящее время не однозначна.
Большинство авторов [7—10] считает их реально существую-
щими образованиями с более плотной и упорядоченной упаков-
кой цепей, а в случае трехмерных полимеров — с большей плот-
ностью сшивания. Однако некоторые авторы [11—13, 24, 81—83]
придерживаются мнения, что наблюдаемая зернистая структура
объясняется поверхностными эффектами при получении сколов
и существованием в полимере ближнего порядка, сходного со
структурой жидкостей, который замораживается при стеклова-
нии. Это подтверждается обнаружением таких же глобулярных
структур в замороженных ниже Тс низкомолекулярных эпоксид-
ных полимерах [14], а также тем фактом, что эта глобулярная
структура не обнаруживается методом малоугловой рентгенов-
ской дифракции {24, 84].
Сравнительно легкую перестройку глобулярной структуры в
условиях, когда не происходит химических изменений в поли-
мере, трудно объяснить с точки зрения существования областей
с более плотной сшивкой, которые не должны были бы изме-
няться в таких условиях. Следует отметить, что размеры даже
небольших частиц истинных фаз в изученных нами расслаиваю-
щихся модифицированных эпоксидных системах при этом не из-
менялись и их границы не размывались. Вероятно, глобулярная
структура эпоксидных полимеров, как и других трехмерных по-
лимеров, отражает флуктуации плотности упаковки, сходные с
Я
Рис. 3.3. Структура эпоксидных полимеров на основе смолы ЭД-20, отверж-
денной ГМДА (а) и ФА (б) (Х30000).
59
флуктуациями, вызывающими образование роевой структуры
жидкости. Это предположение подтверждается наличием таких
же глобул или доменов во многих неорганических и органиче-
ских стеклообразных телах [84, 85], где их образование не мо-
жет быть связано с полимерной природой вещества. Флуктуа-
ции плотности упаковки являются сравнительно лабильными и
изменяются под действием различных факторов, увеличивающих
подвижность молекул, без существенного изменения характера
топологической структуры.
Наличие глобул в эпоксидных системах может быть связано
с гетерогенностью процесса отверждения [1]. Светорассеяние
отверждающихся эпоксидных систем начинает возрастать уже
при малых степенях превращения, задолго до точки гелеобразо-
вания. По-видимому, в начале процесса в расплаве образуются
более плотные структурные образования (кластеры), которые
растут беспрепятственно до взаимного соприкосновения, после
чего возникают стерические затруднения для продолжения об-
разования пространственной сетки [1]. Как показано в [1, 51 —
53], в этом случае как исходные вещества, так и в еще большей
степени продукты реакции склонны к ассоциации, что может
облегчить кластерообразование в растворе и появление гетеро-
генности на ранних стадиях процесса отверждения. Таким обра-
зом, при отверждении в полимере возникают области с более
плотной упаковкой, которые могут наблюдаться в виде глобул,
и области с неравновесной упаковкой и напряженными цепями,
представляющие собой межглобулярное пространство. Если это
предположение правильно, то размеры глобул должны сильно
зависеть от условий отверждения и типа полимера, что не под-
тверждается экспериментальными данными [1]. Если в той и
другой областях степень превращения, химическое строение по-
лимера, значение Л!с и структура пространственных циклов оди-
наковы, то фактически эта точка зрения мало отличается от
флуктуационной теории, которая предполагает наличие в про-
странственной сетке чередующихся областей с разной плот-
ностью упаковки цепей, способных к перестройке без химических
перегруппировок.
Вопрос о структуре эпоксидных полимеров является частным
случаем проблемы структуры аморфных стеклообразных тел,
в большинстве которых также существуют глобулы сходных гео-
метрических размеров. В литературе дгому вопросу уделяется
большое внимание, однако, несмотря на интенсивные работы с
использованием различных методов, не удалось обнаружить об-
ластей повышенной упорядоченности в неорганическом стекле
и в стеклообразных полимерах, а также каких-либо явлений, ко-
торые требовали бы для своего объяснения представления об
обязательном существовании в полимерных сшитых стеклах раз-
личной природы упорядоченных областей [85, с. 8].
В сложных многокомпонентных связующих, состоящих из
олигомеров, отвердителей и модификаторов нескольких типов,
60
возможно разделение фаз в ходе отверждения. Обычно низкомо-
лекулярные отвердители, пластификаторы и олигомеры пол-
ностью взаиморастворимы. Однако при отверждении с нараста-
нием молекулярной массы полимера возможно появление не-
совместимости, особенно в тех случаях, когда предпочтительно
происходит реакция образования гомополимера. Как известно,
полимеры даже в концентрированных растворах и тем более в
расплавах несовместимы и стремятся разделиться на две фазы
[15, 16]. Такие системы легко образуют эмульсии типа «масло
в масле», характеризующиеся низким поверхностным натяже-
нием на границе раздела и, как указывается в [17], склонны
к образованию частиц неправильной формы со сложной грани-
цей раздела. Изобарно-изотермический потенциал (энергия
Гиббса) при смешении полимеров на основе одного мономера
разной молекулярной массы может быть представлен следую-
щим выражением [15, 16]
._ RVT ( <pi , «рг . , \
= -р--- I -5- In ф! + — >п Ф2 + «12Ф1Ф2 )
Vs \ т\ тг /
где V — объем смеси; Vs — мольный объем мономерного звена; дл и <р2 — объ-
емные доли полимеров 1 и 2 в смеси; /щ и тг — степень полимеризации;
-Х12— параметр взаимодействия.
Однофазная система устойчива при AGm < 0. Тогда критиче-
ское значение параметра взаимодействия будет [16]
1/1 , 1 \2
Х12КР-Т( тУ2 + т1/2 )
Таким образом, с ростом молекулярной массы значение па-
раметра взаимодействия, при котором гомогенная система ста-
новится неустойчивой, быстро снижается, особенно для разли-
чающихся по природе олигомеров. Даже для сополимеров, от-
личающихся только количественным соотношением одних и тех
же звеньев, при больших молекулярных массах наблюдается
расслаивание (например, СКН-18, СКН-40).
В большинстве случаев трехмерный аморфный полимер мож-
но рассматривать как застеклованную жидкость, т. е. структура
полимера соответствует в значительной мере структуре расплава
перед гелеобразованием, так как после перехода полимера в
'Стеклообразное состояние выделение частиц новой фазы невоз-
можно. Вероятно, разделение фаз может наблюдаться в некото-
рой степени и в течение определенного времени после гелеобра-
зования, пока температура стеклования отверждающейся систе-
мы выше температуры отверждения и полимер имеет студнеоб-
разную консистенцию с малым модулем упругости. Процесс об-
разования новых фаз в таких системах подобен ликвидации в
силикатных стеклах [85]. Разделение фаз может быть обнару-
жено не только микроскопически, но и другими методами, на-
пример по появлению новых максимумов на кривых темпера-
турной зависимости механических потерь (рис. 3.4),
61
Рис. 3.4. Температурная зависимость тангенса угла механических потерь для
эпоксидноноволачного полимера (!) и этого же полимера, содержащего 5%'
каучука СКН-26-1А (2).
Таким образом, разделения фаз следует ожидать в тех слу-
чаях, когда на начальных стадиях отверждения многокомпо-
нентных эпоксидных систем образуется достаточно высокомоле-
кулярный полимер, по химическому составу отличающийся от
остальной массы связующего, а также тогда, когда один из по-
лимеров переходит в гелеобразное состояние, в то время как
другие олигомеры остаются в жидком состоянии. Выделения
второй фазы в эпоксидных модифицированных связующих мож-
но ожидать в тех случаях, когда в его состав входят высокомо-
лекулярные пластификаторы или низкомолекулярные олиго-
меры, отличающиеся по своей химической природе от эпоксид-
ной смолы, особенно если эти олигомеры могут образовывать
гомополимер. Иногда выделяется фаза, состоящая из модифи-
катора, сшитого эпоксидным олигомером. Возможно образова-
ние двух типов двухфазной системы — «капельного», когда одна
из фаз является дискретной, и «двухкаркасного», когда обе
фазы непрерывны. В большинстве исследованных систем наблю-
дается только «капельная» структура, что связано, вероятно, со
сравнительно малым содержанием выделяющейся фазы [18, 83].
Каждая из фаз представляет собой не чистый гомополимер, а
сложную смесь двух полимеров пли сополимеров. Кинетика вы-
деления новых фаз в отверждающихся эпоксидных системах
мало изучена и зависит в значительной степени от скорости диф-
фузии молекул полимеров в расплаве. Характер микроструктуры
в расслаивающихся трехмерных полимерах зависит от многих
факторов, и нахождение путей управления их структурой будет
способствовать улучшению характеристик эпоксидных материа-
лов и созданию новых композиций с новыми свойствами.
Двухфазные эпоксидные полимеры часто обладают повышен-
ными механическими п другими показателями, так как выделе-
ние дисперсной фазы позволяет уменьшить хрупкость, присущую
многим эпоксидным системам (аналогично ударопрочному по-
62
s
Рис. 3.5. Структура полимера на основе эпоксиднор! смолы ЭД-10 и поли-
эфиракрилата:
а—X2000; б —X20000.
листиролу) [44—47]. Наиболее широкое применение нашли
двухфазные эпоксидные системы с каучуками (главным обра-
зом, акрилонитрильными); используются также эпоксидные
смолы в сочетании с полиэфирными, кремнийорганическими и
другими олигомерами. Микроструктура этих систем сходна и от-
личается размером частиц дисперсной фазы и ее объемной до-
лей. В качестве примера на рис. 3.5 приведена структура поли-
мера на основе эпоксидной смолы ЭД-16 и полиэфиракрилата.
Как видно из рисунка, в основной массе эпоксидного полимера
расположены каплевидные включения второй фазы, размер ко-
торых изменяется в широких пределах. Поверхность включений
(рис. 3.5,6) четко выражена и весьма неровная, что характерно
для систем с малым поверхностным натяжением [17].
Наибольший эффект при пластификации жестких эпоксид-
ных смол эластомерами для повышения их ударной прочности
[38—43] достигается введением в олигомерные связующие низ-
комолекулярных каучуков, способных химически взаимодейство-
вать с компонентами связующего. Совместимость каучука с от-
верждающейся эпоксидной системой зависит от его полярности
и природы реакционноспособных групп. В зависимости от ско-
рости взаимодействия такого каучука с эпоксидным олигомером
и его отверждения молекулы каучука могут быть диспергиро-
ваны в структуре полимера или выделиться в виде отдельной
фазы, причем в последнем случае
наблюдается максимальный усили-
вающий эффект. На рис. 3.6 приве-
дена зависимость температуры стек-
лования эпоксиноволачного полиме-
ра от содержания каучука. Каучук
ПДИ-ЗАК совмещается со смолой
Рис. 3.6. Зависимость температуры стек-
лования эпоксиноволачного полимера от
содержания различных каучуков:
t~ПЩ-1; 2-ПДИ-ЗАК; З-СКН-26; 4-СКН-26-1А.
Содержание кацчцка,%
63
и при указанных концентрациях не образует отдельной фазы,
а нитрильные каучуки CKJH-26 и CKJH-26-1A (с карбоксильными
группами) выделяются в виде дисперсных фаз. ПДИ-ЗАК дей-
ствует как обычный пластификатор, и его введение в систему
приводит к быстрому снижению Тс. Для двухфазных систем это
снижение значительно меньше, особенно для каучука с карбок-
сильными группами, способными взаимодействовать эпоксид-
ными олигомерами. Введение каучука СКН-26-1А не вызывает
заметного смещения максимума a-перехода (см. рис. 3.4).
Состав дисперсной фазы исследован мало, но можно ожи-
дать, что она состоит из каучука, по крайней мере частично
сшитого эпоксидным олигомером.
Релаксационные процессы
Структура сетки, межмолекулярное взаимодействие и моле-
кулярная подвижность проявляются в макроскопическом мас-
штабе прежде всего в релаксационных свойствах полимера.
Принципиальным отличием трехмерных полимеров от линей-
ных является наличие химических узлов, практически не разру-
шающихся при умеренных температурах и нагрузках; разруше-
ние этих узлов ведет к разрушению полимера. Появление хи-
мических узлов делает невозможным движение всей макромоле-
кулы или ее достаточно больших частей, т. е. существенная
часть молекулярных движений, возможных в линейных полиме-
рах, в трехмерных полностью вырождена. В трехмерных поли-
мерах может проходить химическая релаксация, связанная с
медленной перестройкой сетки химических связей под действием
внешней нагрузки [1]. При большой плотности узлов могут вы-
родиться и сегментальные движения, что проявляется в исчез-
новении области высокоэластического состояния. При рассмот-
рении релаксационных процессов в эпоксидных полимерах сле-
дует также иметь в виду, что, как было показано в предыдущих
разделах этой главы, структура, замороженная при переходе
в стеклообразное состояние, зависит от скорости охлаждения
в области Тс, механических деформаций и других факторов [38].
Для эпоксидных полимеров номенклатура и отнесение релак-
сационных переходов в стеклообразном состоянии мало изучены
[38, 67], и можно ожидать, что по мере увеличения чувствитель-
ности экспериментальных методов будут обнаруживаться новые
переходы.
Температура стеклования всегда увеличивается с ростом час-
тоты сетки, часто пропорционально МГ' (см. рис. 3.2) [1, 30—
32]. Для эпоксидных полимеров, как и для других простран-
ственных полимеров [1], с увеличением концентрации узлов сет-
ки кроме повышения температуры стеклования наблюдается
увеличение ширины a-перехода и уменьшение его интенсивности
[60—65]. Релаксационные характеристики в области а-перехода
64
и в стеклообразном состоянии зависят также от предыстории
образна. В некоторых случаях a-максимум имеет сложную фор-
му и расщепляется на два или более компонентов, которые
после отжига образца часто сливаются в один максимум. Это
свидетельствует о неоднородности и неравномерности сетки не-
посредственно после отверждения.
Влияние плотности сшивания на у- и p-переходы менее ис-
следовано и менее однозначно. Положение у-перехода может
смещаться как вверх, так и вниз по температурной оси и во
многих случаях не зависит от частоты сетки. Кроме того, у-пе-
реход обычно является результатом наложения нескольких ти-
пов молекулярного движения, подчиняющихся разным законо-
мерностям.
P-Переходы также представляют собой, как правило, слож-
ные процессы и их отнесение еще более затруднено. Для эпок-
сидных смол они исследованы более подробно [1, 66], однако
полученные данные не позволяют сделать общих заключений.
В ряде работ [61, 66—68] не обнаружено зависимости темпера-
туры максимума p-перехода от концентрации узлов сетки. В то
же время, по данным работ [25, 69], увеличение плотности сши-
вания эпоксидного полимера за счет уменьшения молекулярной
массы олигомера или функциональности амина приводит к зна-
чительному увеличению Гр, причем авторы этих работ считают
возможным по изменению Гр контролировать степень отвержде-
ния полимеров, так как этот максимум лежит в области стек-
лообразного состояния, и при его определении не вызывает
доотверждения полимера, которое происходит при нагревании
недоотвержденного полимера выше температуры стеклования.
Если правильно указанное выше отнесение p-перехода к движе-
нию оксиэфирного фрагмента —О—СН2—СН(ОН)—СН2— ос-
новной цепи молекулы [67], то повышение Гр может быть свя-
зано с общим уменьшением подвижности цепи при увеличении
плотности сшивания. Релаксационные у- и p-переходы слишком
сложны и мало исследованы, чтобы можно было делать какие-
либо общие заключения, однако они дают информацию о моле-
кулярном движении в стеклообразном состоянии и в значитель-
ной степени определяют характеристики эпоксидных полимеров
в этой области.
Перечисленные выше закономерности получены главным об-
разом при исследовании динамических механических и диэлек-
трических потерь. Большой интерес представляет также пове-
дение эпоксидных полимеров при статических нагрузках. На
рис. 3.7 показаны характерные кривые релаксации напряжения
эпоксидного полимера при комнатной температуре. Они имеют
S-образную форму, характерную для большинства полимеров
[90, 91]. При малых начальных деформациях наблюдается до-
вольно большой начальный линейный участок. С течением вре-
мени все релаксационные кривые сливаются при некотором рав-
новесном уровне напряжения ах, при котором деформация
3 Зак. 181
65
Рис. 3.7. Кривые релаксации напряжения эпоксидной смолы ЭД-20, отверж-
денной полиэтнленполиамином при начальной деформации 1,5 (7) и 3% (2).
Рис. 3.8. Изменение объема при отверждении эпоксидной смолы ЭД-20 аро-
матическим амином (скорость подъема температуры 1 °С/мнн):
1 — нагревание; 2 — охлаждение.
далее не развивается. Значениясщ в области стеклообразного со-
стояния уменьшаются с ростом температуры. Наличие этого
уровня напряжения, ниже которого релаксация более не разви-
вается, свидетельствует о существовании «безопасного напряже-
ния», которое материал может выдерживать длительное время
[90, 91]. Ниже этого «безопасного уровня», т. е. при небольших
начальных деформациях, полимер проявляет линейное вязко-
упругое поведение с ограниченной ползучестью. При начальных
деформациях выше определенного уровня поведение полимера
становится нелинейным, развивается неограниченная ползучесть,
и полимер разрушается. Эти закономерности имеют большое зна-
чение для работы полимера в наполненных системах и на под-
ложках, так как в соответствии с ними, внутренние напряжения
не могут полностью релаксировать.
Усадка и термическое расширение
Усадка при отверждении или термостарении и термическое
расширение полимера имеют большое значение, так как они оп-
ределяют стабильность размеров изделий и внутренние напря-
жения, возникающие при ограничении деформации полимера.
Кроме того, от усадки и термического расширения зависит сво-
бодный объем и плотность упаковки молекул, являющиеся од-
ними из основных характеристик полимеров [1, 86]. Здесь под
усадкой мы понимаем изменение объема, происходящее при по-
стоянной температуре вследствие реакции отверждения или ста-
рения, под термическим расширением — изменение объема поли-
мера к неизменным химическим строением при изменении темпе-
ратуры. При нагревании неполностью отвержденного полимера
происходят одновременно оба процесса, что может привести к
сложным зависимостям удельного объема системы от времени и
66
температуры. В качестве примера на рис. 3.8 приведена типичная
дилатометрическая кривая отверждения эпоксидной композиции
при нагревании с постоянной скоростью. На этой кривой хо-
рошо заметен максимум, характерный для неполностью отвер-
жденных полимеров. Можно выделить две стадии усадки — до
гелеобразования и после него. Кроме того, усадка происходит
и при термсстарении. Усадку определяют различными метода-
ми: непосредственным определением объема отверждающейся
системы, определением ее плотности или линейных размеров и
др. Наиболее точные данные дают объемные дилатометрические
методы, при которых непосредственно измеряют объем системы
в течение всего процесса отверждения. Методы, основанные на
измерении плотности, не позволяют проводить определенные
усадки при повышенных температурах, а методы, основанные
на измерении линейных размеров, не позволяют проводить из-
мерения до гелеобразования.
В литературе имеется мало систематических данных об объ-
емной усадке эпоксидных полимеров [34]. Большая часть этих
данных получена по стандартным методикам, заключающимся
в измерении линейных размеров образца после отверждения и
сравнении его с размерами формы. Согласно этим данным, объ-
емная усадка композиций на основе низкомолекулярных эпок-
сидных олигомеров составляет 6%. Однако из этих данных нель-
зя получить сведений об изотермической усадке. Для более
детального исследования усадки эпоксидных композиций разра-
ботан специальный объемный дилатометр, работающий под
небольшим давлением инертного газа для предотвращения обра-
зования пор при повышенных температурах [48, 56, 57]. Изме-
ренная на этом приборе усадка эпоксидных композиций, отверж-
денных ароматическими диаминами, рассчитанная на моль эпок-
сидных групп, одинакова, независимо от природы диамина и
составляет «16 см3/моль. Эти данные совпадают со значениями,
рассчитанными исходя из результатов, приводимых в [34] для
систем, отверждаемых ароматическими аминами и ангидрида-
ми. При использовании в качестве отвердителя новолачной фе-
нолоформальдегидной смолы усадка составляет «8,6 см3/моль,
т. е. значительно меньше, чем в случае ароматических аминов.
Полученные данные позволяют сделать предположение, что
и для других типов отвердителей значение усадки, рассчитан-
ное на моль эпоксидных групп, будет постоянным, что дает воз-
можность легко прогнозировать усадку композиций и контро-
лировать процессы отверждения по изменению объема.
Большой интерес представляет раздельное определение усад-
ки в жидком и твердом состоянии, когда полимер уже не может
течь. При отверждении диановых смол ароматическими аминами
гелеобразование наступает при степени конверсии эпоксидных
групп акр — 0,60—0,65, что совпадает с литературными данными
[1, 34, 35]. Объемная усадка этих композиций до гелеобразова-
ния составляет 9 см3/моль, а после гелеобразования
3* 67
леобразование наступает при
Рис. 3.9. Температурная зависимость
AV/V0 эпоксидной смолы, отвержден-
ной новолачной смолой по различным
режимам:
/ — 0.5 ч при 180 °C; 2 — 2 ч при 200°С; 3— 6 ч
при 200°С; 4—12 ч при 200 °C; 5 — 24 ч при
200 °C.
7 см3/моль, т. е. усадка, рассчи-
танная на моль прореагировав-
ших эпоксидных групп, после ге-
леобразования также остается
постоянной.
При увеличении эффективной
функциональности отвердителя в
композициях с фенолоформаль-
дегидной новолачной смолой ге-
аКр « 0,2—ОД Объемная усадка
при этом составляет около 0,4% до гелеобразования и около
2,8% после гелеобразования. При пер^е^ете на моль эпоксид-
ных групп усадка до гелеобразования составляет от 1,2 до
2,2 см3/моль для композиций с различным значением акр, а пос-
ле гелеобразования — около 7 см3/моль, т. е. и в этом случае
сохраняется постоянство усадки, рассчитанной на моль эпоксид-
ных групп, после гелеобразования.
Термическое расширение эпоксидных полимеров подробно
рассмотрено в ряде работ [1, 34, 37, 38] и поэтому мы здесь
не будем приводить данные для многочисленных композиция,
описанных в литературе. Большой интерес представляет вопрос
о связи плотности сшивания и термического коэффициента рас-
ширения эпоксидных полимеров. Как правило, ТКР уменьшает-
ся с увеличением плотности сшивания.
На рис. 3.9 приведена зависимость объема эпоксидного
полимера, отвержденного новолачной смолой, от продолжитель-
ности отверждения. Кривые для стеклообразного и высокоэла-
стического состояний параллельны, хотя температура стекло-
вания и Мс сильно изменяются. Отклонения кривой от парал-
лельности наблюдаются для данной и для большинства других
изученных систем только при малых степенях превращения,
когда нельзя исключить процессы доотверждения, заметно
влияющие на объем полимера. Однако значение ТКР в области
стеклообразного состояния сильно зависит от функциональности
узлов сетки и резко уменьшается с ее увеличением. Типичные
значения ТКР для полимеров с различными отвердителями при-
ведены в табл. 3 2 [48]; ТКР в области высокоэластического
состояния меньше зависит от типа отвердителя.
Приведенные в литературе, а также полученные нами дан-
ные свидетельствуют об уменьшении плотности и модуля упру-
гости в области стеклообразного состояния с увеличением плот-
ности сшивания [1, 54, 70], Плотность эпоксидных полимеров
68
в ходе отверждения, при котором возрастают Тс и Мс, прохо-
дит через максимум, значение которого в некоторых случаях
достаточно близко к плотности исходной композиции (рис. 3.10).
Для объяснения этих закономерностей рассмотрим цикл от-
верждения и последующего охлаждения эпоксидно-новолачного
полимера (рис. 3.11). Кривые термического расширения этого
полимера в отвержденном состоянии приведены на рис. 3.9.
Вначале жидкая смесь эпоксидной смолы с отвердителем рас-
ширяется до Готв затем при этой температуре проходит изотер-
' мическое отверждение, показанное на рис. 3.11 вертикальной
линией. После окончания отверждения полимер охлаждается,
причем кривая изменения объема имеет излом при Тс. Из этого
рисунка понятно влияние повышения Ттв и длительности от-
верждения т, приводящее к уменьшению плотности при невысо-
ких температурах. Таким образом, как видно из рис. 3.1 кудель-
ный объем полимера при комнатной температуре после цикла
отверждение — охлаждение увеличивается, т. е. его плотность
увеличивается. Подобные кривые могут быть использованы для
определения удельного объема и плотности при разных Т. Умень-
шение плотности полимера связано с тем, что ТКР стеклообраз-
ного полимера значительно ниже, чем жидкого олигомера. По-
этому при примерно постоянной усадке чем выше температура
-отверждения ТОтв и температура стеклования Тс, тем больше
удельный объем и, соответственно, меньше плотность полимера
при комнатной температуре. С понижением температуры опре-
деления плотности этот эффект становится более выраженным.
Поэтому наибольшая плотность наблюдается для полимеров,
температура отверждения ТО1В которых на 20—30 °C выше тем-
пературы стеклования, когда можно достигнуть полного от-
верждения; с повышением температуры отверждения плотность
уменьшается. Вероятно, такое увеличение удельного объема
Таблица 3.2. Состав и термические коэффициенты
объемного расширения эпоксидных полимеров
Отвердитель Эпоксидная смола Термический коэффициент объемного расширениях^6 1/°С
<Тс >Тс
4,4 -Диаминодифенилметан (ДАДф/Vi) ЭД-20 130 360
3,3 -Дихлор-4,4'-диаминофе- нилметан (ДХ) » 120 336
4,4'-Диаминодифенилсульфон (ДАДФС) » 130 360
Фенолоформальдегидная смо- ла № 18 (СФ-010) » 88 380
То же Эпоксиноволачная УП-643 80 345
69
Рис. 3.11. Изменение удельного объема Ууд эпоксидно-новолачной компози-
ции при нагревании и охлаждении (т — продолжительность отверждения,
Т'отв — температура отверждения).
в значительной степени объясняет положительное влияние тер-
мообработки на свойства наполненных систем, так как увеличе-
ние объема полимера способствует уменьшению склонности к
растрескиванию. В тех случаях, когда при термообработке про-
исходит дополнительное структурообразование, например за
счет окисления или деструкции, зависимость плотности стано-
вится более сложной, так как усадка может увеличиваться с по-
вышением температуры и возрастанием продолжительности тер-
мообработки, что будет приводить к увеличению плотности при
более низких температурах. Тенденция к уменьшению ТК.Р в
стеклообразном состоянии с ростом плотности сшивания способ-
ствует еще большему увеличению удельного объема при низких
температурах.
Таким образом, в процессе отверждения, охлаждения и тер-
мообработки эпоксидных смол происходят существенные измене-
ния объема, которые определяют уровень внутренних напряже-
ний и в значительной степени работоспособность и надежность
изделий. Объемные изменения полимера связаны с изменением
формы и размеров пространств между макромолекулами, со-
ставляющих так называемый свободный объем. От величины
свободного объема зависит молекулярная подвижность полиме-
ров и многие физические характеристики. До настоящего вре-
мени свободный объем рассчитывали разными методами, напри-
70
мер, из релаксационных данных по уравнению Вильямса — Лан-
дела -Ферри [59]. Расчет свободного объема разными мето-
дами приводит к различным результатам. Кроме того, расчет-
ные методы не позволяют оценить размер пространств между
цепями, т. е. тонкую структуру свободного объема, которая,
несомненно, оказывает большое влияние на молекулярную под-
вижность отвержденных эпоксидных полимеров. Представляет
большой интерес непосредственное исследование этих про-
странств между цепями сетки эпоксидных полимеров, которое
не может быть проделано обычными методами. Весьма перспек-
тивным представляется метод аннигиляции позитрония, позво-
ляющий исследовать полости размером в несколько ангстрем
[49, 97—99], которые должны существовать между цепями в
сетчатых эпоксидных полимерах.
При замедлении движения в веществе позитрон может захватывать элек-
трон и образовать метастабильную систему — наилегчайший водородоподоб-
ный атом, названный позитронием [44, 99]. Собственное время жизни позит-
рония существенно уменьшается в конденсированной среде из-за аннигиляции
позитронов позитрония на электронах окружения. Очевидно, время жизни
триплетного позитрония в таком процессе зависит от размеров свободного
объема (полости), в котором он локализуется и аннигилирует. Эту особен-
ность позитрона и позитрония используют для изучения структуры различных
веществ и материалов, в частности полимеров [92—99]. Интенсивность 13
медленной компоненты Тз = 1/'Хр пропорциональна числу позитронов, кото-
рые образовали позитроний и аннигилировали со скоростью 'Хр в свободном
объеме. Зная сечение захвата о позитрония в полость и скорость v движения
позитрония, можно определить долю свободного объема Кэф, используя про-
стые соотношения:
^эф = у ^эф = 'з/^з
где 1Уэф— концентрация полостей, т2— время жизни позитронов (позитрония)
вне их; т2 = (0,35 ± 0,02) • 10“9 с.
В возможности разделения Кэф на /?0 п и состоит преимущество по-
зитронного метода. Конечно, «свободный объем» по ВЛФ и Уэф имеют, строго
говоря, различный физический смысл. Кроме того, существует нижний предел
размера полостей, доступных для аннигиляции позитрония.
На рис. 3.10 и 3.12 приведены зависимости плотности и па-
раметров аннигиляции позитрония от условий отверждения и
термообработки для некоторых эпоксидных композиций, состав
которых приведен в табл. 3.2. Для исследованных систем плот-
ность при комнатной температуре проходит через максимум при
термообработке в течение первых 2—3 ч и снижается при уве-
личении продолжительности нагревания, хотя плотность сшива-
ния и температура стеклования во всех случаях увеличиваются.
На рис. 3.12 представлены зависимости времен жизни пози-
трония т3 и соответствующих интенсивностей /3 от времени тер-
мообработки. Будем считать, что значения т3 и /3 определяются
аннигиляцией позитрония в свободном объеме полимера. Для
смолы ЭД-20, отвержденной ДАДФМ, вначале /3 и т3 увеличи-
ваются, но затем наблюдается резкое уменьшение /3 и т3 вслед-
ствие уменьшения числа полостей, доступных для аннигиляции
71
Рис. 3.12. Зависимость аннигиляционных характеристик эпоксидных смол от
продолжительности отверждения при 200 °C (обозначения такие же, как на
рис. 3.9) [99].
позитрония. Дальнейшая термообработка (6—12 ч) приводит к
образованию большого количества мелких пустот (/3 растет).
Для композиции ЭД-20 + ДАДФС уменьшение т3 и увеличе-
ние /3 в начале процесса свидетельствуют об уменьшении раз-
меров свободных полостей и увеличении их числа. Затем т3
проходит через максимум, а /3—через минимум. Образование
большого числа сшивок приводит к уменьшению размеров пу-
стот (т3), доступных для аннигиляции, и их числа (/3).
В ЭД-20, отвержденной ДХ, увеличение тз в начале процесса
и последующее сильное уменьшение его аналогично изменению
тз в смоле с ДАДФМ, но в отличие от этого случая увеличение
тз в конце отверждения и характер изменения /3 в течение всего
процесса говорят о том, что в результате длительной термооб-
работки (12 ч) образуются области с повышенной плотностью
сшивания, разделенные более крупными пустотами.
Незначительное уменьшение т3 в смоле ЭД-20, отвержденной
фенольно-формальдегидной смолой, на начальном этапе и уве-
личение /з, как и в случае смолы ДАДФС, свидетельствуют об
уменьшении размеров пустот в результате появления сшивок.
Далее изменение тз и /3 имеет другой характер, причем увели-
чивается тз, т. е. средний размер полостей. Увеличение числа
сшивок ведет также к заметному уменьшению Аэф. Длительная
термообработка этого полимера приводит к образованию жест-
кой сетки с рыхлой упаковкой и увеличенным свободным объе-
мом, т. е. поведение образца с полифункциональным отвердите-
лем отличается от поведения полимеров, отвержденных арома-
тическими аминами, что совпадает с приводимыми выше
данными.
Таким образом, можно сделать вывод, что для различных
композиций на основе эпоксидных смол при одном и том же ре-
72
жиме отверждения и термообработки процесс полимеризации
протекает неодинаково. Для большинства образцов в процессе
образования сшивок возникают микрообласти с разной плот-
ностью сшивания, что подтверждает предложенную выше мо-
дель строения подобных систем. После охлаждения ниже темпе-
ратуры стеклования в образцах «замораживается» рыхлая упа-
ковка (увеличенный свободный объем).
Эти выводы подтверждаются также дилатометрическими из-
мерениями изменений плотности (см. рис. 3.10). Нетрудно ви-
деть, что почти во всех случаях характер изменения значений
плотности, полученных из дилатометрических данных, подобен
изменению интенсивности 73. Некоторые различия могут быть
связаны со специфической чувствительностью позитрония лишь
к тем элементарным свободным объемам, в которых он может
локализоваться.
Полученные данные позволяют оценить средний размер эф-
фективных свободных объемов и их концентрацию (Мэф).
Для значений электронной плотности р, равных числу валент-
ных электронов в единице объема полимера, радиус полостей
меняется от 3,1 до 4,1 А, а Аэф составляет примерно 0,5-1019 —
— 1,3-1019 см-1 для разных композиций. В зависимости от про-
должительности термообработки доля свободного объема ме-
няется от 1,1 до 2,3%.
В области «-перехода (Тс) увеличение размеров полостей не
сопровождается заметным изменением их числа, и структура
полимера при нагревании, если не происходит дополнительного
сшивания, не подвергается существенным изменениям, т. е. при
температуре стеклования не происходит принципиальной пере-
стройки структуры [97].
Таким образом, при сшивании эпоксидных смол, начиная с
некоторого значения Л4С, зависящего от гибкости цепи и интен-
сивности межмолекулярного взаимодействия, происходит огра-
ничение молекулярной подвижности и числа конформаций цепей
между узлами сетки. Это подтверждается данными работы [55],
в которой обнаружено исчезновение одного из вращательных
изомеров в цепи эпоксидного полимера при сшивании. Эти изме-
нения структуры цепи и межмолекулярного взаимодействия и
приводят к наблюдаемым изменениям плотности упаковки, ТКР,
релаксационных характеристик и других свойств трехмерных по-
лимеров при увеличении плотности сшивания. Структура сво-
бодного объема неоднородна и сложным образом меняется в
ходе отверждения.
Внутренние напряжения
Так как эпоксидные полимеры практически применяются
только в наполненном виде или в контакте с жесткими армирую-
щими элементами и подложками, возникающие в них внутрен-
ние напряжения являются одной из основных характеристик
73
материалов подобного типа. Хотя в каждом конкретном случае
внутренние напряжения могут быть различными по значению,
Е2 и Е2а2 (где Е2 и а2— нерелаксирующий модуль и термиче-
ский коэффициент расширения полимера), от которых зависят
внутренние напряжения, могут считаться константами полимера.
Рассчитать их из механических свойств полимера, как правило,
нельзя, так как определение нерелаксирующего модуля полиме-
ров представляет сложную задачу, в то время как произведение
Е2а2 или Е2 легко определяются из зависимости внутренних на-
пряжений от температуры. Поэтому исследование внутренних
напряжений на простых моделях, позволяющих определить Е2а2
или Е2, представляет большой интерес. Как показали исследо-
вания эпоксидных и других полимеров, произведение Е2а2 зна-
чительно меньше зависит от температуры, чем Е2 и а2 в отдель-
ности, и во многих случаях во всей области стеклообразного
состояния остается постоянным. Изучению внутренних напряже-
ний, возникающих при получении и эксплуатации полимерных
материалов, в последнее время уделяется большое внимание.
Однако зависимость <твн от режима отверждения эпоксидных по-
лимеров и температуры измерения изучена недостаточно. Боль-
шая часть работ в этой области выполнена при отверждении
полимеров по ступенчатым температурным режимам, без долж-
ного внимания к полноте отверждения и влажности окружаю-
щего воздуха. Это затрудняет интерпретацию полученных ре-
зультатов и определение Е2а2. Здесь мы рассмотрим только
основные закономерности появления внутренних напряжений в
эпоксидных полимерах; данные для отдельных материалов бу-
дут приведены в гл. 4—8.
Основным источником внутренних напряжений является ог-
раничение деформации полимера, возникающей в результате на-
гревания или поглощения воды подложкой или наполнителем.
Эти виды внутренних напряжений и будут рассмотрены ниже.
Внутренние напряжения в полимерах, обладающих сравни-
тельно небольшой усадкой при отверждении, вызваны главным
образом различием в термических коэффициентах линейного
расширения полимера и подложки или наполнителя [105—109],
Напряжения, возникающие в результате изотермической усадки,
для эпоксидных смол очень малы [100]. Термические внутрен-
ние напряжения в данной точке системы полимер — твердое тело
можно выразить уравнением [104]:
Овн “ АХ, У, Z&2 (щ «1) (То Тизм)
где Ах, у, г — функция, зависящая только от геометрии образцов; Ег — модуль
упругости полимера; а\ и а2 — термические коэффициенты расширения под-
ложки и полимера; ГНзм— температура измерения; То — температура, при ко-
торой напряжения в полимере делаются равными нулю.
Приведенное выражение, дающее возможность рассчитать
Е2а2 справедливо в том случае, когда модуль упругости поли-
мера и коэффициенты линейного расширения не зависят от тем-
74
t
Рис. 3.t3. Влияние температуры на нагревание
(Л И температуры отверждения (2) на внутрен-
ние напряжения в эпоксидном полимере на осно-
ве смолы ЭД 20.
пературы, релаксация напряжений мала
и когда подложка за счет возникающих
в полимере внутренних напряжений прак-
тически не деформируется. Под модулем
Еп здесь следует понимать нерелаксирую-
щий модуль, на существование которого
указывалось выше в этой главе и в ра-
боте [100] и др. Следует иметь в виду,
ч^о при охлаждении ниже температуры
стеклования с не-
большой скоростью процессы релаксации проходят практи-
чески полностью, и можно считать, что при этом проявляются
«равновесные» при каждой температуре напряжения. Охлажде-
ние с большой скоростью может привести к росту напряжений
которые затем постепенно уменьшаются до равновесного
значения. Релаксация внутренних напряжений в сильносшитых
эпоксидных полимерах действительно невелика [105, 107, 109].
При Т > Тс модуль Е-2 = Еж, т. е. принимает малые значения,
что и приводит к резкому снижению <тВн выше Тс. Такие же дан-
ные получены и для других полимеров [31, 78]. Поскольку зна-
чения а2 и полностью отвержденного трехмерного полимера
со временем практически не изменяются и мало зависят от ре-
жима отверждения, То такого полимера будет также мало из-
меняться во времени. Определив хемпературную зависимость
внутренних напряжений для одной конфигурации системы поли-
мер — твердое тело и зная величину множителя А (х, у, г) для
другой конфигурации, можно найти внутренние напряжения
для второй конфигурации по уравнению:
' = (У
вн ви
л
у, Z
А' ,
Если произведение Е2(“2— он) не зависит от температуры
измерения, то зависимость пВн — [(Тизм) выражается прямой ли-
нчей (рис. 3.13), пересекающей ось абсцисс в точке То. Если же
произведение Е2(а2— сщ) меняется с изменением температуры,
то зависимость будет более сложной [108], но точка пересече-
ния сохраняет свое значение. Температура То характеризует,
следовательно, температурный режим отверждения. Для пол-
ностью отвержденных эпоксидных полимеров, как правило, про-
изведение Ечач в области стеклообразного состояния практи-
чески не зависит от температуры. Значение модуля Е2, рассчи-
танного из величины этого произведения, обычно в 2—3 раза
меньше значения модуля упругости, определенной стандартным
методом из диаграмм растяжения. Таким образом, можно
ожидать, что при температурах, соответствующих области стек-
75
лообразного состояния, когда Е и а полимера сравнительно-
мало зависят от температуры, зависимости одн от температуры
отверждения и температуры измерения будут прямолинейными,
что для отвержденных эпоксидных полимеров полностью под-
тверждается многочисленными экспериментальными данными.
Из данных, приведенных на рис. 3.13, видно, что с ростом
температуры отверждения внутренние напряжения в эпоксидных
смолах вначале линейно возрастают, а затем достигают по-
стоянного значения. Излом кривой происходит при температуре
около Тс. Прямолинейная зависимость ствн = f(Torp) при невы-
соких температурах отверждения позволяет предположить, что
до температуры отверждения TOTS < Т,: произведение —
— <Х1) постоянно, а температура отверждения влияет только на
Тс. При более высокой температуре T0TV Т это произведение
резко уменьшается, ч ,о и обусловливает горизонтальный ход
зависимости <уп, = ЦТ0 В).
При повторном нагревании с небольшой скоростью полностью
отвержденных образцов вплоть до температуры отверж-
дения и последующем охлаждении их до комнатной темпера-
туры получаются те же самые зависимости о н — Г(ТИЗМ), кото-
рые изображены на рис. 3.13. Это свидетельствует о постоян-
стве значений внутренних напряжений при данной температуре.
Следует отметить, что зависимости ствн = f (Тизч) для образцов,
отвержденных при различных температурных режимах, в об-
ласти температур ниже Тс параллельны. Это свидетельствует о
том, что для полностью отвержденных образцов произведение
Ez(a2 — <Х1) в области стеклообразного состояния полимера
мало зависит от температуры отверждения.
Для полимеров, отвержденных выше Тс, значения То, полу-
ченные экстраполяцией кривых <тзн = f(Тизм) до пересечения их
с осью абсцисс, примерно одинаковы и близки к Тс. Поэтому
для То, которая определяется как температура, при которой
Пвн = 0, практически совпадает с температурой стеклования по-
лимера. Однако для образцов, отвержденных при температурах
ниже Тс, То также ниже Тс и превышает температуру отвержде-
ния примерно на 10—25°С. Разница между температурами от-
верждения и То в этом случае объясняется усадкой полимера при
отверждении. При нагревании образцов, отвержденных при тем-
пературах ниже Тс, до температур, превышающих Тс, внутрен-
ние напряжения при 20°С увеличиваются и достигают уровня
напряжений в образцах, отвержденных выше Т,. Это можно объ-
яснить протекающим доотверждением полимера и релаксацион-
ными процессами. В результате этого полимер приходит в меха-
ническое равновесие с подложкой при температурах, превышаю-
щих Тс.
С понижением температуры наблюдается линейное увеличе-
ние внутренних напряжений, что связано с возрастанием ДТ ==
= То — Тизм. Линейный характер зависимости овн от темпера-
туры измерений в интервале температур от -4-20 до —60°C го-
76
ворит о том, что значение произведения £2 («2— ai) в этом ин-
тервале сохраняется постоянным. Повторный цикл измерений
при охлаждении или нагревании образцов приводит к таким же
значениям внутренних напряжений, как и в первом цикле. По-
лучаемые для нескольких циклов измерений кривые хорошо на-
кладываются друг на друга, что свидетельствует о постоянстве
внутренних напряжений при данной температуре.
Таким образом, термические напряжения и обусловленное
ими разрушение полимера связаны с термическими коэффициен-
тами расширения и механическими свойствами полимера. В этом
кратком разделе мы не можем подробно рассмотреть разруше-
ние и деформацию эпоксидных полимеров, тем более, что меха-
нические свойства аморфных полимеров подробно описаны в
ряде монографий [1, 71, 72, 73]. Между разрушением и дефор-
мированием линейных и трехмерных стеклообразных полимеров
с феноменологической точки зрения нет принципиальных раз-
личий [1, 74], что дает возможность использовать при изучении
внутренних напряжений и растрескивания весь математический
аппарат, разработанный в механике полимеров для описания
деформирования, релаксации напряжения и разрушения. Для
расчета произведения £2Аа из свойств полимера необходимы,
как уже указывалось, значения нерелакспрующего модуля в
зависимости от температуры, которые имеются для очень ма-
лого числа полимеров. Для описанных выше полимеров была
проведена проверка возможности такого расчета и получено
удовлетворительное совпадение с экспериментом [101].
Не меньшее влияние, чем температура, на внутренние напря-
жения в эпоксидных полимерах оказывает поглощение воды
[102], всегда присутствующей в атмосфере. В эпоксидных смо-
лах, представляющих собой жесткие полярные полимеры со
сравнительно большим водопоглощениегм [до 5—6% (масс.)],
при поглощении воды возникают большие внутренние напряже-
ния, в некоторых случаях превосходящие термические напряже-
ния. В этом случае внутренние напряжения, налагающиеся на
термические, возникают за счет деформации набухания поли-
мера eff и пропорциональны Е2е.(Г, причем в этом случае Е2 и
зависят от относительной влажности q>. Как и в предыдущем
случае определение Е2 и еф — сложная задача, и проще опреде-
лять произведение £2е,р — f(<p), которое также представляет со-
бой величину, характерную для полимера. Значение произве-
дения £2ег₽ представляет большой интерес, так как оно позво-
ляет судить об относительном значении внутренних напряжений
в разных полимерах и рассчитывать из значения стВн, если из-
вестно значение А(х, у, гу
Следует иметь в виду, что в большинстве работ определение
термических внутренних напряжений проводится в контакте с
воздухом без учета его относительной влажности, т. е. факти-
чески в неконтролируемых условиях, что может приводить к
большим ошибкам.
77
Влияние влажности на внутренние напряжения в эпоксид-
ных полимерах можно показать на примере эпоксидной смолы
ЭД-20, отвержденной полиэтиленполиамипом [102] (аналогич-
ные данные получены и на других системах). Термические внут-
ренние напряжения в образцах, отвержденных при Т > Тс, сна-
чала резко снижаются, а после пребывания образцов в воде
в течение 1,5 ч знак ствн изменяется на обратный. Равновесные
значения стВн для пленок толщиной «0,1 мм достигаются после
выдержки образцов в воде в течение 6 ч. (Равновесными напря-
жениями будем называть напряжения, которые соответствуют
равновесному набуханию полимера при данной влажности и
температуре измерения.) Последующее длительное пребывание
в воде не приводит к уменьшению внутренних напряжений, если
только образец не разрушается
Такой же характер зависимости ствн от продолжительности
пребывания образцов в воде наблюдается и при отверждении
полимера при более низких температурах. Однако адгезионное
взаимодействие в образцах, отвержденных при 20 °C. недоста-
точно велико, вследствие чего уже через 2 ч пребывания образцов
в воде происходит разрушение образцов и снижение внутрен-
них напряжений до нуля. Последующая сушка образцов, от-
вержденных при Тотв> Тс над прокаленным СаС12, при комнат-
ной температуре полностью восстанавливает исходный уровень
Овн. После нескольких циклов набухания и последующей сушки
описанная картина изменений внутренних напряжений в си-
стеме хорошо воспроизводится, что свидетельствует о постоян-
стве внутренних напряжений при данной влажности. В высу-
шенных над прокаленным СаС12 пленках при контакте их с
влажным воздухом сначала внутренние напряжения резко сни-
жаются, а затем приобретают постоянное значение. Наблюдае-
мое снижение ствн тем больше, чем выше относительная влаж-
ность воздуха. Предельные значения внутренних напряжений с
увеличением относительной влажности воздуха линейно сни-
жаются. Наклон кривых зависит от температурного режима
отверждения полимера и, следовательно, от уровня исходных
внутренних напряжений. Значение и знак напряжений зависятог
количества поглощенной воды. Значения внутренних напряжений,
рассчитанные на основании определенных по релаксационным
кривым нерелаксирующего модуля £2 при различных влажно-
стях и сорбционного расширения при тех же влажностях, до-
статочно хорошо совпадают с экспериментальными значе-
ниями.
В процессе сорбции, когда на поверхности полимера поддер-
живается концентрация сь концентрация воды по толщине ма-
териала сг будет различной в каждой точке и отличной от ис-
ходной концентрации Со.
Поглощение воды приводит к изменению внутренних терми-
ческих напряжений в полимере на жесткой подложке, которые
78
[104, 108] можно выразить следующим образом (предполагая,
что исходные внутренние напряжения ст0 = 0):
„ _ „ _ £2₽ (Сг — Со)
Сх - Су-----
где Ег — модуль упругости полимера; (3 — концентрационный коэффициент
расширения; р. — коэффициент Пуассона полимера.
Отсюда среднее напряжение равно
Со) dz
ас“" (l-H)Z J
о
Если Е и р не зависят от концентрации, то
Г» ср
Г Е$МХ
\ сг dz = — к- т
J О —нН
о
где Мт — количество воды, поглощенной за время г; I—толщина материала..
Таким образом, в первом приближении внутренние напряже-
ния в пленке на жесткой подложке пропорциональны количе-
ству поглощенной воды. Следовательно, их можно вычислить из
кинетики поглощения воды полимером, зная с0 и Сц р и Е или,
наоборот, можно определить коэффициент диффузии D из кине-
тики изменения внутренних напряжений. Полученные таким об-
разом значения D хорошо совпадали с данными, полученными
из кривых сорбции (2,4- 10~9 и 2,1 • 10-9 м2/с).
При рассмотрении зависимостей иВн = /(с,ф) следует учи-
тывать нелинейность изотерм сорбции, характерную для эпок-
сидных полимеров.
В эпоксидных смолах, как и в других полярных полимерах,
вода может существовать в нескольких видах, отличающихся
своей энергией связи с полимером и подвижностью молекул
воды полимера, а также влиянием на подвижность цепей поли-
мера. Одним из наиболее удобных для исследования сорбиро-
ванной воды методов является протонный магнитный резонанс
(ПМР), позволяющий оценивать подвижность как молекул
воды, так и полимера. В работах [75, 77] исследована подвиж-
ность молекул воды в широком интервале температур и
концентраций и показано, что можно выделить две формы рас-
творенной воды, различающиеся по прочности связи с полиме-
ром и подвижности. Можно ожидать, что зависимость коэффи-
циента расширения при сорбции от концентрации воды будет
нелинейной, причем отклонения от прямолинейности наиболее
сильно выражены в начальной части изотермы. Однако see из-
мерения D и о проводят, начиная с относительной влажности
порядка нескольких процентов. Поэтому наиболее искривленные
части изотермы находятся вне исследуемого интервала значений
относительной влажности, и поэтому можно с достаточной точ-
ностью считать количество поглощенной воды пропорциональным
79
Рис. 3.14. Кинетика относительного изменения
внутренних напряжений в эпоксидном полимере
(Omi— а)/(а<п1— а<т>2) при контакте его в водой
[102].
разности относительных влажностей.
Справедливость такого допущения под-
тверждается тем, что при значениях
относительной влажности ф от 5 до
98% внутренние напряжения линейно
зависят от ф.
Чтобы сравнить сорбционные свойства полимера с развиваю-
щимися в нем внутренними напряжениями, необходимо знать
концентрационный коэффициент линейного расширения р. Для
определения р измеряют длину тонкой пластинки отвержден-
ного полимера в специальной кювете в процессе набухания в
воде или ее парах. Общее линейное расширение смолы ЭД-20,
отвержденной ПЭПА, составляет 1,73% и равно термическому
расширению при нагревании от 20 до 120—150 °C. Из этих дан-
ных следует, что сорбция паров воды или набухание может
снять напряжения, возникшие в процессе отверждения полимера
при повышенных температурах и последующем его охлаждении.
Эти значения можно считать типичными для эпоксидных поли*
меров.
Для определения коэффициента диффузии D из кинетики
изменения внутренних напряжений в полимере под действием
воды (рис. 3.14) используется зависимость
f(V-r)
где аф|, — равновесные внутренние напряжения в начале и в конце про-
цесса.
Полученная кривая (см. рис. 3.14) имеет хорошо выражен-
ный прямолинейный участок в начальной стадии процесса [50,
103, 108]. Это дает возможность определить коэффициент диф-
фузии, считая, что
Л1Т а — а
Определенное этим путем значение D составляет 2,4-10~9 см2/с,
что совпадает со значением D, вычисленным из данных по сорб-
ции воды полимером. Значения D, определенные на пленках,
полученных при разных режимах и, следовательно, при различ-
ных уровнях исходных внутренних напряжений, воспроизводи-
лись в пределах указанной выше точности измерений.
Таким образом, из кинетики изменения внутренних напряже-
ний можно определять коэффициент диффузии воды и других
жидкостей в полимерах и, наоборот, рассчитывать внутренние
напряжения из значений D. Этот метод прост, удобен и не тре-
80
|бует сложного оборудования. Основным его преимуществом яв-
ляется возможность работать с очень тонкими пленками, что
сокращает продолжительность опыта до нескольких часов. Та-
ким образом, при определении внутренних напряжений в поли-
мерных покрытиях необходимо строго контролировать влаж-
ность воздуха. Влажностные внутренние напряжения, особенно
циклические, могут несомненно приводить к растрескиванию по-
крытий, компаундов и наполненных систем. В материалах зна-
чительной толщины эти напряжения нарастают весьма медлен-
но и не могут быть замечены при кратковременных эксперимен-
тах.
ЛИТЕРАТУРА
1. Иржак В. И., Розенберг Б. А., Ениколопян Н. С. Сетчатые полимеры.
Синтез, структура, свойства. М., Наука, 1979. 248 с.
2. Guthrell R. Е. — J. Appl. Polymer Sci., 1967, vol. 11, р. 949—955.
3. Frath Е. Н., Robinson М. — J. Polymer Sci., 1963, pt C, N 3, p. 65—69.
4. Безрук Л. И., Липатов Ю. С., Иващенко В. К. и др. — Высокомол. соед.,
1970, сер. Б, т. 12, № 1, с. 35—37.
5. Неверов А. И., Биркина И. А., Жердев Ю. В. и др. — Высокомол. соед.,
1968, сер. А, т. 10, с 463—469.
6. Nielson L., Kendon А. - J. Macromol. Sci., 1969, pt A, vol. 3, p. 275—281.
7. Куксенко В. С и др. --Мех. полимеров, 1974, № 1, с. 157—160.
8. Guthrell R. Е. — J. Appl. Polymer Sci., 1968, vol. 12, N 6, p. 1263—1268.
9. Слуцкер А. И., Куксенко В. С. — Мех. полимеров, 1975, № 1, с. 84—94.
10. Geil Р. Н. — Amer. Chem. Soc. Polymer Prepr., 1974, vol. 15, N 2, p. 35—38.
11. Patterson C. D. — Ibid., p. 14—27'.
12. Uhlman D. R., Rewninger A. L.— Ibid, p. 28—34.
13. Yeh G. S. — Amer. Chem. Soc. Polymer Prepr., 1973, vol. 14, N 2, p. 718—
i 724.
- 14. Houwink R. I. — Trans. Farad. Soc., 1936, vol 32, N 39, p. 122—127.
15. Допперт Г. Л., Овердин В. С. — В кн.: Многокомпонентные полимерные
системы. Пер. с англ./Под ред. А. Я. Малкина и В. Н. Кулезнева. М.,
Химия, 1974, с. 61—71.
16. Кулезнев В. Н. Смеси полимеров. М., Химия, 1980. 304 с.
17. Липатов Ю. С. Физическая химия наполненных полимеров. М., Химия, *
1977. 304 с.
18. Явления ликвации в стеклах/Под ред. М. М. Шульца. Л., Наука, 1971.
180 с.
19. Биргер И. А. Остаточные напряжения. М., Машгиз, 1963. 242 с.
20. Артамонова Р. В., Виноградова Л. М., Жердев Ю. В. и др. — Мех. поли-
меров, 1971, № 5, с. 954—955.
21. Старцев В. 44., Чалых А. Е., Ненахов С. А. и др. — Высокомол. соед.,
1975, сер. А, т. 17, Ms 4, с. 836—840.
22. Сухарева Л. Н., Ященко Г. И., Зубов П. И. — Высокомол. соед., 1973,
сер. Б, т. 15, № И, с. 829—832.
23. Сухарева Л. А., Коврижных Ю. П., Зубов П. И. — Высокомол. соед.,
1969, сер. А, т. 11, № 9, с. 1888—1891.
д 24. Лебедев В. /7. - - Усп. хим., 1978, т. 47, № 1, с. 127—148.
25. Розенберг Б. А.—В кн.: Доклады 1-й Всесоюзной конференции по хи-
мии физико-химии полимеризационноспособных олигомеров, Черно-
головка, 1977. Ч. 2, с. 392—421.
26. Тростянская Е. Б., Кутырев Ю. В.—Пласт, массы, 1976, № И, с. 44—46.
27. Тополкараев В. А. и др. — ДАН СССР, 1975, т. 225, № 5, с. 1124—1127.
28. Трелоар А. Физика упругости каучука/Под ред. Е. В. Кувшииского. М.,
Издатинлит, 1953. 240 с.
29. Gordon М., Temple W. В., Po'ker Т. G. е. а. — J. btir plast. chem., 1971,
vol. 313, N 3, p. 411-421.
81
30. Becker R., Neuman G.— Plaste u. Kautschuk, 1973, Bd 20, N 11, S. 809—
815.
31. Маленов В. Д., Наседкина А. Д., Вайнштейн А. А. и др. — Мех. поли-
меров, 1968, № 4, с. 734.
32. Розенберг Б. А. — В кн.: Композиционные полимерные материалы. Киев,
Наукова думка, 1975, с. 39—59.
33. Коршак В. В. Химическое строение и температурные характеристики по-
лимеров. М., Наука, 1970. 420 с.
34. Ли X., Невилл К. Справочное руководство по эпоксидным смолам. Пер.
с англ./Под ред. Н. В. Александрова. М., Энергия, 1973. 415 с.
35. Черняк К- И. Эпоксидные компаунды и их применение. Л., Судостроение,
1967. 400 с.
36. Бляхман Е. М., Петряев С В., Корсаков В. Д. — Высокомол. соед., 1968,
сер. Б, т. 10, с. 730—733.
37. Анисимова Е. К., Голубков Г. Е., Лушникова М. Н. и др.—Пласт, мас-
сы, 1968, № 1, с. 34—36.
38. Кан К. Н. Вопросы теории теплового расширения полимеров. Л., Изд-во
ЛГУ, 1975. 78 с.
39. Готлиб Е. М. Киселева Р. С., Соколова Ю. А., Воскресенский В. А. —
В кн.: Тезисы докладов 7-й Всесоюзной конференции по коллоидной хи-
мии и физико-химической механике. Сер. А — Д. Минск Наука и тех-
ника, 1977, с. 465—466.
40. Готлиб Е. М., Литвина Т. Г., Киселева Р. С. и др. — Высокомол. соед.,
1975, сер. Б, т. 17, № 10, с. 793—797.
41. Roberts G. Е., White Е. Е. Т. The Physics of Glassy Polymer. London,
1973. 548 p.
42. Николаев А. Ф., Тризно M. С., Мамин X. А. и dp. — Пласт, массы, 1975,
№ 11, с. 40—42.
43. Самсонова Т. Н., Сафонов Г. В., Микора Р. И. — Изв. ВНИИгидротех-
ники, 1976, т. ИЗ, с. 103—111.
44. Morgan R. I., O'Neal I. Е. — Amer. Chem. Soc. Polymer Prepr., 1975,
vol. 16, N 2, p. 610—615.
45. Strella S. — J. Appl. Polymer Symp., 1968, N 7, p. 165—175.
46. Newman S., Strella S.—J. Appl. Polymer Sci., 1965, vol. 9, N 6, p. 2297—
2310.
47. Мэнсон Дж., Сперлинг Л. Полимерные смеси и композиты. Пер. с англ./
/Под ред. Ю. К. Годовского. М., Химия, 1979. 438 с.
48. Есипов Ю. К., Жердев Ю. В., Шарковский В. А.—Электротехн. пром.
Сер.: Электротехн. материалы, 1977, вып. 7, с. 9—12.
49. Гольданский В. И. Физическая химия позитрона и позитрония. М., Нау-
ка, 1968. 172 с.
50. Crank I. Mathematics of Diffusion. Oxford, Clarendon Press, 1956. 347 p.
51. Липатов Ю. С. Межфазные явления в полимерах. Киев, Наукова думка,
1980. 259 с.
52. Прокопьев В. П., Чистяков В. А., Бляхман Е. М. и др. — Высокомол.
соед., 1977, сер. Б, т. 19, № 4, с. 714.
53. Бляхман Е. М., Шевченко 3. А., Алексеева Э. М. — Высокомол. соед.,
1978, сер. А, т. 20, № 12. с. 2208.
54. Перепечко И. И Акустические методы исследования полимеров. М., Хи-
мия, 1973. 294 с.
55. Озерковский Б. В., Рощупкин В. П. — Высокомол. соед., 1970, сер. А,
т. 12, № 4, с. 784.
56. Flory Р. J. Principles of Polymer Chemistry. Oxford, Cornell Univ. Press,
1973. 672 p.
57. Есипов Ю. К-, Жердев Ю. В, Шарковский В. А. — Пласт, массы, 1980,
№ 5, с. 41—42.
58. Flory Р. J. — Proc. Roy. Soc., 1976, Ser. A, vol. 348, p. 351.
59. Бартенев Г. M., Зеленев Ю. В. Курс физики полимеров. Л., Химия, 1976.
286 с.
60. Shito N. — J. Polymer Sci., 1968, pt C, N 23, p. 569.
61. Kobale M., Sobl H. — Ztschr. Electrochem., 1961, Bd 65, S. 662—665.
82
62. Schlosser E. — Plaste u. Kautschuk, 1968, Bd 15, S. 952 -957.
63 Антонов С. H., Гурман И. M., Коврига В. В. и др.—Пласт, массы, 1966,
' № 4, с. 38—39.
6-1. Dammont F. R., Kwei Т. К. — J. Polymer Sci., 1968, pt A-2, vol. 6,
p 457—463.
65. Kwei T. K. — J. Polymer Sci., 1966, pt A-2, vol. 4, № 4, p. 943—949.
66 Delatyski O., Swaw J. C., Williams J. C. — J. Polymer Sci., 1969, pt A-2,
vol. 7, N 1, p. 753—761.
67 Dammont F. R., Kwei T. K.— J- Polymer Sci., 1967, pt A-2, vol. 5, N 4,
p. 761—768.
68. Kline D. F. — J. Polymer Sci., 1960, vol. 47, N 2, p. 237—241.
69 Бляхман E. Л1., Борисова T. И., Левицкая Ц. M. — Высокомол. соед.,
1970, сер. А, т. 12, № 12, с. 2297—2305.
70. Fisch W., Hofmann IV., Schmid R. — J. Appl. Polymer Sci., 1969, vol. 13,
N 2, p. 295—308.
71. Аскадский А. А. Деформация полимеров. M., Химия, 1973. 448 с.
72. Уорд И. Механические свойства твердых полимеров. Пер. с англ./Под
'ед. В. Н Кулезнева и Б. Н. Анфимова. М., Химия, 1975. 356 с.
73. Регель В. Р., Слуцкер А. И., Томашевский Э. Е. Кинетическая теория
прочности твердых тел. М., Наука, 1974 . 560 с.
74. Маневич Л. И., Берлин А. А., Алексанян Г. Г., Ениколопян Н. С. —
Мех. полимеров, 1978, № 5, с. 860—865.
75 Попов К. И., Артамонова Р. В., Чуваев В. Ф. и др.—Коллоид, ж., 1978,
№ 6, с. 1199—1205.
76. Kawasaki К. Sekita J. — J. Polvmer Sci., 1964, pt A, vol. 2, p. 2437—2543.
77 Child T. Л —Polymer, 1972, vol. 13. N 5, p. 259—265.
78. Buila E.. de Petris S., Frosini U. e. a. — Europ. Polvmer J., 1971, vol. 7,
N 4, p. 387—397.
79 Парамонов Ю. M., Сорокин В. П., Буткевич А. А.—Пласт, массы, 1980,
№ 7, с. 21-22.
80 Raich I. !... Koutsky I. А.—J. Appl. Polymer Sci., 1976, vol. 7, N 8,
p. 2111—2129.
81. Selby K., Richardsen M. O. W. — J. Mater. Sci., 1976 vol. 11, N 4, p. 786—
787.
82. Penninger A. Z., Wicks G. G. — J. Polymer Sci., Polymer Phys. Ed., 1975,
vol. 13, N 6, p. 1247-1261.
83. Stevens G. C. Champion I. V., Dandridge A. e. a. — Prepr. Short Commun.
IUPAC Macro, Mainz. Vol. 2, s. 1. s. a. p. 750—753.
84. Порай-Кошиц В. A. — Физика и химия стекла, 1975, т. 1, № 5, с. 385—
388.
85 Аппен А. А. Химия стекла. Л., Химия, 1971. 352 с.
86. Кориндясова М. Ю., Жердев Ю. В., Шейдеман И. Ю. — Пласт, массы,
1970, № 6, с. 49—51.
87. Murayama Т. Bell I. Р. — J. Polvmer Set., 1970, pt A-2, vol. 8, N 3,
p. 437—445.
88. Williams J. G„ Delatycki O. — J. Polymer Sci., 1972, pt A-2, vol. 10, N 7,
p. 1297—1312.
89. Kent/on A. S., Nielsen L. E. — J. Macromol. Sci., 1969, pt A, vol. 3, N 3,
p. 275—295.
90 Воронков E. Б., Разумовская И. В., Слонимский Г. Л., Мусаелян И. Н.—
Мех. полимеров, 1977, № 4, с. 579—586.
91. Воронков Е. Б.. Разумовская И. В., Слонимский Г. Л. и др.—ДАН СССР,
1975, т. 224. № 2, с.Д 15—118.
92. Hamieles А. Е. е. а. — Macromol. Sci. Rev. on Macromol. Chem., 1973,
vol. 9, p. 305.
93. West D. H. D., McBrierty V. Delaney C. F. — J. Appl. Phys., 1975,
„ vol. 7. N 1, p. 171-178.
94. Ito Y., Tabata I. — Bull. Chem. Soc. Jap., 1975, vol. 48, N 5, p. 808—813
95. Арифов У. А. и др.— ДАН СССР, 1977, т. 234, с. 1291 — 1293.
96. Betalaccini М. е. а. — Appl. Phys., 1978, vol. 17, р. 203—208.
83
3(
31
и др. — Пласт, массы, I'
— Пласт, ма
-ДАН СССР, 1!
97. Гринев В. Г., Есипов Ю. К., Жердев Ю. В.
№ 10, с. 54—55.
98. Белов Г. П., Дьячковский Ф. С., Шантарович В. П. и др.
1977, № 10, с. 50—51.
99. Аравин Л. Г., Есипов Ю. К., Жердев Ю. В. и др.
г. 251, № 4, с. 900—904.
100. Igarashi Takashi. Kondo Shingo, Kurokawa Mikio — Polymer, 1979, vol.
N 3, p. 301—304.
101. Турусов P. А. Бабич В. Ф. — В кн.: Физико-химия и механика ориен
рованных стеклопластиков. М., Наука. 1967, с. 155—160.
102. Артамонова Р. В., Гаранина С. Д., Жердев К) В. и др.—Высоком
соед., 1970, сер. А, т. 12, № 2, с. 336—342.
103. Braden М. — Plast. Inst. Trans, a. J., 1963, vol. 31, N 94, p. 83—87.
104. Гейтвуд Б. E. Температурные напряжения. Пер. с англ./Под р д
Н. И. Пригоравского М. Издатинлит, 1959. 349 с.
105. Кортен X Т. Разрушение армированных пластиков. Пер. с англ./Под рсд.
Ю. М. Тарнопольского. М., Химия, 1967. 164 с.
106. Dannenberg Н. — SPE Journal, 1965, vol. 21, р. 669.
107. Stubs D. К - Polymer Eng. a. Sci., 1965, vol. 5, N 2, p. 280.
108. Виноградова Л. Al, Жердев Ю. Б., Королев А. Я. и др.
соед., 1970, сер. А, т. 12, с. 348—352.
109. Matting A., Muller D. — Werkstaffe п, Korrosion, 1967,
S. 401—406.
Высоком,
Bd 18,
N 3.
ГЛАВА 4
.. что, во-
в результате отверж-
присутствии наполни-
.э на надмолеку-
полимера, а также
олигомерного связуюпю^ вступая
—. ____^„^ииными группами эпок-
.... ^.тммеров отвердителей. Во-вторых, поскольку про-
цесс образования эпоксидного полимера из олигомера и отвер-
дителя происходит в присутствии наполнителя, трудно разде-
лить влияние технаплг...---- й поверхностные
дд.ли сильно-
также сильно за-
ФИЗИКОХИМИЯ НАПОЛНЕННЫХ
ЭПОКСИДНЫХ композиции
Механизм межфазного взаимодействия в системах полимер —
наполнитель весьма сложен и полностью не выяснен, хотя в
последнее время эту проблему интенсивно исследуют [3, 4, 59]
на примере линейных кристаллических и в меньшей мере аморф-
ных полимеров. В случае эпоксидных полимеров исследование
взаимодействия полимер-наполнитель осложняется тем
первых, подобные материалы образуются i
дения низкомолекулярных олигомеров в гр;щ_,,
теля, т. е. наполнитель может влиять не только
лярную, но и на молекулярную структуру _ .
на процесс отверждения олигомерного связующего,
в химические реакции, с реакционноспособными группами эпок-
сидных олигомеров отвердителей. Во-вторых, поскольку про-
цесс образования эпоксидного полимера из олигомера и отвер-
дителя происходит в присутствии наполнит?«а
лить влияние технологических факторов
эффекты. Кроме того, образующиеся при отверждени
сшитые системы неплавки и нерастворимы, что
трудняет их исследование.
В этой главе мы остановимся на основных закономерностях
межфазного взаимодействия, между различными эпоксидными
связующими и наполнителями. К наиболее важным и дискус-
84
сионным вопросам в этой области могут быть отнесены вопросы
молекулярного взаимодействия на межфазной границе эпоксид-
ный полимер — наполнитель и механизм влияния наполнителя
на полимерную матрицу на сравнительно больших расстояниях
от поверхности наполнителя, значительно превышающих радиус
действия межмолекулярных сил. В настоящее время природа
влияния наполнителя на больших расстояниях полностью не вы-
яснена, и различные авторы предлагают разные объяснения на-
блюдаемым эффектам.
Поверхностное взаимодействие неорганических наполнителей
с эпоксидными олигомерами
Для создания композиционных материалов необходимо нали-
чие прочной термически и гидролитически устойчивой связи ме-
жду поверхностью наполнителя и полимерной матрицей, обес-
печивающей их совместную работу. Для обеспечения хорошей
адгезии между эпоксидным полимером и неорганическим напол-
нителем необходимо образование прочной негидролизуемой хи-
мической связи, т. е. на поверхности наполнителя должны быть,
группы, способные к химическому взаимодействию с функцио-
нальными группами эпоксидных связующих.
Как правило, в качестве неорганических наполнителей при-
меняют различные оксиды, силикаты и некоторые другие соеди-
нения. Сравнительно подробные данные о химической структуре
поверхности имеются только для оксидов и силикатов, и поэтому
мы ограничимся рассмотрением этих классов материалов. Сле-
дует ожидать, что основные закономерности, справедливые для
оксидов, будут наблюдаться и для поверхностей металлов (кро-
ме благородных), так как они обычно покрыты оксидными плен-
ками.
Наиболее характерной чертой всех этих поверхностей яв-
ляется наличие покрова из гидроксильных групп, которые могут
сильно различаться по своему поведению и химической актив-
ности [5, 60—62]. Они включают как слабокислотные группы,
как, например, SiOH и ВОН, так и амфотерные — АЮН, ВеОН
и др. Число их может быть довольно значительным. Например,,
на максимально гидратированной поверхности тонкой кремне-
земной пленки, образующейся на силикатном стекле, содержит-
ся около 12,6 мкмоль/м2 гидроксильных групп [16]. Следует
иметь в виду, что поверхность даже кристаллических оксидов
весьма неоднородна и кроме групп ОН на ней имеются и дру-
гие центры, которые обладают повышенной адсорбционной и ка-
талитической активностью. Например, координационно-ненасы-
щенные центры могут образовываться по схеме [62]:
=Si—О— Si== —> =S+i + O—Si =
причем центры =Si обладают значительной каталитической ак-
тивностью [5, 61, 62].
85
Поверхностные группы ОН сильно различаются по свойствам
даже на поверхностях чистых оксидов, как это было подробно
исследовано на примере А12О3 [60, 61]. В сложных силикатах
поверхностные группы могут быть связаны с различными ато-
мами, что приводит к еще большему различию в их свойствах.
Кроме того, во многих случаях, особенно в многокомпонентных
полимерных стеклах, состав поверхности отличается от состава
массы материала [5, 60]. Содержание активных групп может
меняться на порядок в зависимости от предыстории наполни-
теля.
Гидроксильные группы играют наибольшую роль при взаи-
модействии наполнителей с эпоксидными смолами. Однако кро-
ме гидроксильных групп на поверхности гидрофильных неорга-
нических оксидов и силикатов адсорбируются молекулы воды,
количество которой зависит от влажности окружающей среды.
Адсорбированная вода оказывает отрицательное влияние на ад-
гезию эпоксидных смол, препятствуя образованию прочных хи-
мических и водородных связей между поверхностью наполни-
теля и полимером, особенно при отверждении при комнатной
температуре. Координационно-ненасыщенные центры практи-
чески полностью блокированы адсорбированными молекулами
воды [60]. Адсорбированные молекулы и атомы создают новые
поверхностные состояния или изменяют параметры существую-
щих электронных поверхностных состояний [60], а энергетиче-
ский спектр поверхности во многом определяет характер физи-
ческого и химического взаимодействия полимер — наполнитель.
То же следует сказать и о влиянии различных примесей в эпок-
сидных связующих, которые часто концентрируются на поверх-
ности наполнителя. Даже адсорбция инертных газов (аргона и
ксенона) влияет на поверхностную проводимость оксидов и на
знак заряда поверхностных ловушек [60]; с увеличением поляр-
ности адсорбируемого вещества эти эффекты усиливаются. В ка-
честве примесей в эпоксидных смолах обычно присутствуют по-
лярные соединения, которые активно адсорбируются поверх-
ностью наполнителя и успешно конкурируют с молекулами
эпоксидов и отвердителей, вытесняя их с поверхности, что при-
водит к резкому ухудшению адгезии.
Особенно большая сорбция воды наблюдается в тех случаях,
когда в состав наполнителя (хотя бы в небольших количествах)
входят растворимые в воде или легко гидролизующиеся соеди-
нения (например, оксиды щелочных или щелочно-земельных ме-
таллов). В таких случаях поглощение воды сильно возрастает
в результате образования на поверхности наполнителя слоя вод-
ного раствора, что обусловливает значения сорбции, соответ-
ствующие десяткам и сотням мономолекулярных слоев.
Таким образом, поверхности неорганических наполнителей
характеризуются высокой адсорбционной активностью. Это при-
водит к тому, что на них (если наполнитель не подвергается
предварительно специальной очистке) есть слои воды и различ-
86
ных органических соединений, адсорбированные из окружающей
среды, которые сильно ухудшают адгезию эпоксидных смол. Со-
став органических загрязнений может изменяться в широких
пределах.
Молекулярное взаимодействие между полимером и наполни-
телем может протекать по различным механизмам. Так, /между
активными функциональными группами эпоксидной смолы и
наполнителя происходит химическое взаимодействие с образо-
ванием прочных химических связей. Кроме того, наблюдается
существование всего спектра физических связей — от ван-дер-
"ваальсовых до водородных, обусловливающих явления смачива-
ния, адгезии и образования межфазных слоев [1, 3, 4, 6, 20, 5а].
Большое значение при этом имеет состояние поверхности
наполнителя, которая, как было сказано выше, обычно покрыта
адсорбированными молекулами воды и других соединений, за-
трудняющих смачивание и взаимодействие полимера с наполни-
телем. Несмотря на важность процессов межфазного молекуляр-
ного взаимодействия в наполненных полимерах, многие аспекты
этих процессов еще мало исследованы, и в литературе сущест-
вуют различные мнения, подробно рассмотренные в работах
[3—5, 15, 59].
Химическое взаимодействие эпоксидных смол с поверхностью
подложки или минерального наполнителя может протекать по
оверхностных ОН-групп с эпоксидными груп-
О , ОН
нескольким механизмам:
I) реакция п<
нами
, У
о
но—с=о
2) реакция поверхностных ОН-групп с отвердителем (в част-
ности, с ангидридным)
О
II
С
—ОН + cZ
с
II
о
3) реакция поверхностных ОН-групп с ОН- или эфирными
группами полимера;
4) взаимодействие различных поверхностных центров с поли-
мером.
В результате реакций между смолой и полимером возникают
В основном прочные химические связи типа С—О, которые в
значительной степени обусловливают высокую адгезию эпоксид-
ных полимеров. Однако такие связи легко гидролизуются, что п
является причиной малой водостойкости наполненных эпоксид-
ных материалов. При химической модификации поверхности
87
наполнителей эпоксидная матрица может взаимодействовать, на-
пример, с привитыми на поверхности i аполнителя бифункцио
нальными молекулами с образованием негидролизуемых связей
Si—О—Si и С—С [5, 15], что значительно повышает водостой-
кость материалов. При взаимодействии эпоксидных смол с дру-
гими активными поверхностными центрами, не содержащими
ОН-группы, очевидно, могут протекать и другие реакции, но они
практически не исследованы.
Структура граничных слоев
Слой полимера около поверхности раздела фаз, так называе-
мый граничный слой, отличается по своим свойствам и струк-
туре от основной массы полимера [1, 3, 4, 26]. Вопрос о при-
роде и толщине этого слоя представляет большой интерес и
является одной из основных проблем теории наполненных поли-
меров. Именно через этот слой происходит передача механиче-
ской нагрузки, а, следовательно, зависят механические свойства
и сплошность наполненных материалов.
Граничный слой характеризуется эффективной толщиной, за
пределами которой отклонение его свойств от свойств материала
в объеме мало [4]. Из самого определения этой величины сле-
дует, что она зависит от метода определения. Кроме того, тол-
щина граничного слоя обычно определяется не непосредственно,
а из измерения показателей макроскопических свойств напол-
ненных полимеров — релаксационных характеристик, плотности
'27—29], термического коэффициента объемного расширения
30, 6, 59], сорбционных характеристик [27, 29, 31, 32].
Данные этих и многих других работ, несмотря на большой
разброс, а в некоторых случаях и противоречивые результаты,
позволяют сделать заключение, что при наполнении происходит
уменьшение плотности полимера и разрыхление его структуры,
которое сопровождается повышением температуры стеклования
и уменьшением подвижности цепей. Эти наблюдения находятся
в противоречии с данными о повышении температуры стеклова-
ния полимеров при увеличении плотности полимера под дей-
ствием гидростатического давления [63] и в настоящее время
трудно объяснимы. Если бы происходило ограничение подвиж-
ности молекул около поверхности наполнителя, которое не мо-
жет распространяться равномерно на всю массу полимера, сле-
довало бы ожидать появления двух температур стеклования,
как это характерно для двухфазных систем, или, по крайней
мере, значительного расширения области стеклования. Однако
этого обычно не наблюдается.
В настоящее время исследование релаксационных процессов
в наполненных системах является одним из основных экспери-
ментальных методов исследования взаимодействия полимер —
наполнитель [3, 4]. Как правило, большинство наблюдений для
различных эпоксидных полимеров свидетельствует о некотором
.88
рис. 4.1. Влияние наполнения стеклянными шарика- f" л/да
ми на модуль потерь Е'‘ эпоксидного полимера [64]: ’ —
«.—без наполнителя; 2—5% (обл наполнителя; 3—10% (об.);
4-30% (об.).
о—~ so т,°С
толщина
т 109-
повышении 1- при введении наполнителя
[Ю- -14] примерно на 3--Ю°С, т. е. также,
как и для других аморфных полимеров [3,4,
59]. Характерные зависимости механиче-
ских потерь наполненной эпоксидной ком-
позиции от температуры показаны на рис.
4.1. На этом рисунке заметен небольшой
сдвиг максимума в сторону более высоких
температур, причем расширения максимума
не наблюдается; сходные данные получены
для большого числа как линейных, так и
сетчатых полимеров. На величину АГе
влияет состояние поверхности наполнителя.
По данным некоторых авторов, в случае
эпоксидных полимеров поверхностная анти-
адгезионная обработка наполнителя, устра-
няющая возможность химического взаи-
модействия, не приводит к повышению Тс
| [13,14].
| Глубина, на которую распространяется
действие поверхностных сил, зависит от ха-
( рактера взаимодействия. Если взаимодей-
ствие обусловлено ван-дер-ваальсовыми силами, то
слоя ограничена 2—3 слоями ближайших соседей, так как эти
силы убывают пропорционально примерно седьмой степени рас-
стояния [1]. Однако процессы взаимодействия на границе
раздела не ограничиваются ван-дер-ваальсовыми силами. Несим-
метричные полярные молекулы, к которым относятся как эпок-
сидные олигомеры, так и отвердители, ориентируются опреде-
ленным образом под действием поверхностных сил [1], причем
эта ориентация не ограничивается мономолекулярным слоем.
Таким образом, поверхность оказывает ориентирующее действие
уже на олигомерное связующее, причем можно ожидать, что с
ростом молекулярной массы олигомера в ходе отверждения тол-
щина ориентированного слоя будет возрастать. Количественную
оценку глубины ориентирующего действия поверхности напол-
нителя в настоящее время нельзя сделать, но исходя из данных
о размерах глобул в эпоксидных смолах (см. гл. 3), нельзя ожи-
дать, что она будет более 1000 А.
Как уже отмечалось, межмолекулярные силы имеют малый
Радиус действия. Однако по ряду причин силы взаимодействия
с поверхностью раздела могут простираться на довольно боль-
шое расстояние. Предполагается [1], что наблюдаемые эффекты
Дальнодействия связаны с возмущениями, передаваемыми от
89
молекулы к молекуле. Кроме ориентирующего действия повер:-
ности наполнителя возможно взаимодействие по механизму
специфичному для многокомпонентных эпоксидных связующих
и связанному с изменением соотношения между компонентами
в поверхностных слоях. В жидкостях было экспериментально
обнаружено взаимодействие на расстояниях до нескольких сот
ангстрем [1, 2], хотя наблюдаемые эффекты весьма малы. Од-
нако на примере жидких смесей и кварца [6] показано, что тол-
щина таких слоев с измененным составом составляет 0,2—
3,0 мкм, т. е. значительно превосходит радиус действия соб-
ственно адсорбционных сил; среднее изменение концентрации в
этом слое доходит до 20—30%. Свойства и толщина таких слоен
сильно зависят от состояния поверхности твердого тела; напри-
мер, на прокаленном кварце толщина слоев сильно сокращается.
Физическая природа подобных «толстых» слоев и силы, обуслов-
ливающие их появление, еще не выяснены. Можно ожидать,
что в эпоксидных связующих, представляющих собой, по край-
ней мере двухкомпонентные системы, образование «толстых»
граничных слоев может быть частично обусловлено термоди-
намическими эффектами, приводящими к изменению соотноше-
ния между компонентами связующего у поверхности подложки
или наполнителя.
В работах, посвященных исследованию граничных слоев в
различных полимерах, приводятся самые разные значения тол-
щины слоев — от десятков ангстрем до нескольких микрон, что,
несомненно, в значительной мере определяется упомянутой выше
неопределенностью самого понятия «граничный слой». ’
Кроме изменения свойств полимера и его молекулярной
структуры у поверхности наполнителя в эпоксидных пластиках
обычно наблюдается также повышенная концентрация макро-
дефектов в виде пор и трещин [41—45]. Появление этих дсфс
тов обусловлено неполнотой смачивания поверхности наполн
теля полимером, концентрацией внутренних "
легким зарождением газовых пузырьков
Граничный слой в большей степс -’
личных загрязнений, находящихся на поверхнос:
дует отметить, что эти эффекты для эпоксидных
' являются в меньшей степени, чем для других
полимеров.
этих дефек-
_____________________________иг-
напряжений и более
на границе раздела,
степени подвержен влиянию раз-
'”"'Т на поверхности раздела. Сле-
а ------------- . полимеров про-
термореактивных
Объемное взаимодействие неорганических
с эпоксидными олигомерами
Как уже говорилось, эффективная толщина
по данным различных авторов изменяется от
до микронов, причем механизм образования
ясен. Кроме того, наблюдается з--
выраженная), заключающаяся в том, что толст!
ляются только на частицах наполнителя больших
90
наполнителей
граничных слоев
от десятков ангстрем
г.я толстых слоев не-
закономерность (хотя и неявно
г> тл.< что толстые слои появ-
’ й‘“ ___; размеров, что
позволяет предположить, что при определении их толщины про-
исходит пересчет некоторых объемных эффектов, зависящих от
геометрии системы и свойств компонентов, на большую или
меньшую поверхность. Поэтому представляет интерес рассмот-
реть некоторые процессы, которые оказывают влияние на всю
массу полимера в наполненном пластике и не связаны только
со специфическим поверхностным взаимодействием. Влиянием
таких эффектов, отнесенным к поверхностным слоям, можно в
некоторых случаях объяснить большие расчетные значения тол-
щцины граничных слоев.
Кроме молекулярного поверхностного взаимодействия поли-
мер— наполнитель или подложка в наполненных системах, по-
крытиях, клеях и компаундах необходимо учитывать также ме-
ханическое взаимодействие матрица -наполнитель или под-
ложка, возникающее вслелствие ограничения усадки полимера
наполнителем. При этом предполагается, что сплошность си-
стемы сохраняется, т. е. адгезия на границе раздела фаз не
нарушается. В случае эпоксидных полимеров этот механизм
весьма вероятен, так как по сравнению с другими связующими
они обладают большой адгезией и хорошо работают в условиях
стесненной деформации без нарушения сплошности. Это взаимо-
действие распространяется на весь объем полимера и его влия-
нием можно в некоторой степени объяснить значительную тол-
щину граничных слоев.
Хорошо известно, что при введении в полимер наполнителя,
нанесении его на твердую подложку или заливке в какую-либо
форму его усадка и термическое расширение уменьшаются.
Если полимер находится в жидком состоянии, то сокращение
объема происходит за счет течения полимера и уменьшения об-
щего объема системы или возникновения пористости. Как пока-
зано в предыдущей главе для эпоксидных смол, в жидком со-
стоянии в зависимости от типа смолы и условий отверждения
в некоторых случаях более половины полной усадки. Если на-
полнитель достаточно плотно упакован и не может деформиро-
ваться вместе с матрицей, образуя пространственный каркас с
некоторой эффективной жесткостью, происходит «всасывание»
его с поверхности материала. При формировании пропитанного
эпоксидной смолой материала в замкнутой форме часто обра-
зуются поры, причем пористость равна объемной усадке в жид-
ком состоянии, т. е. составляет около 2—3% (см. гл. 3). Плот-
ность отверждающегося полимера при этом остается такой же,
кэ.к и у ненаполненного полимера.
После гелеобразования такой отверждающейся системы или
после достижения достаточно большой вязкости течение пре-
кращается и начинает сказываться ограничение деформации
полимера наполнителем, что и приводит к уменьшению усадки
или ТКР полимера, т. е. объем полимера в наполненной си-
стеме изменяется меньше, чем в отсутствие наполнителя.
Степень уменьшения усадки или ТКР зависит от формы и
91
концентрации частиц наполнителя, т. е. от жесткости скелета на-
полнителя и модуля упругости полимера. Предполагая £2 Е\
(£[ — модуль упругости полимера, £2 — модуль упругости напол-
нителя), что справедливо практически для всех композиций с
минеральным наполнителем, можно считать степень ограниче-
ния деформации независимой от £2 и, следовательно, величиной,
характерной для данной композиции.
Влияние наполнителя и жесткость скелета наполнителя мож-
но характеризовать величиной
а1 — а,
I—__
41 — аг
тде а,—ТКР (объемный или линейный, а также усадка) полимера; <х2— ТКР
наполнителя; а, —ТКР полимера в наполненной системе.
При £2 < £1
Г , ,1 V2
а = v,a, Ч- ши и а, = —а-----а?
11 1 Vt Vl £
тде а — ТКР или усадка композиции; Vi—объемная доля полимера; и2 —
объемная доля наполнителя.
Как уже упоминалось, к можно считать характеристикой
композиции и, определив ее, например из значений ТКР в стек-
лообразной области, можно использовать, в частности, для рас-
чета усадки.
Если система подчиняется правилу аддитивности а = vtai +’
+ V2CC2, т. е. наполнитель не ограничивает деформацию полиме-
ра, то и = 0; если же жесткость скелета настолько велика, что
расширение полимера не сказывается на расширении системы и
коэффициент расширения системы равен коэффициенту расши-
рения напочнителя (или подложки), то и = 1. В реальных слу-
чаях наблюдаются промежуточные значения. Зная и, можно
найти фактический коэффициент расширения или усадку поли-
мера в наполненной системе «(:
— %(а{— а2)
При изотермической хсадке а =0 и = а; (1 —и).
Исследование структуры большого числа разнообразных -
наполненных эпоксидных композиций, а также эпоксидных поли-
меров, отверждающихся при контакте с твердыми телами, по-
казало, что сплошность эпоксидных материалов в таких усло-
виях обычно не нарушается и эпоксидные матрицы значитель-
но лучше других стеклообразных термореактивных полимеров
переносят работу в условиях стесненной деформации, что в зна-
чительной мере и обусловливает их широкое применение в на-
полненных пластиках, композиционных материалах, клеях, ком-
паундах и покрытиях.
Рассмотрим изменение объема эпоксидного полимера при
получении наполненных систем. После нагревания выше Гс на”
92
Рис. 4.2. Дилатометрические кривые термического расширения эпоксидной
смолы, отвержденной ароматическим амином в условиях ограничения дефор-
маций:
Г—-первое нагревание; 2—повторное нагревание (скорость нагревания «1 йС/мин).
Рис. 4.3. Дилатометрические кривые усадки эпоксидной смолы, отвержденной
ароматическим амином:
J — без наполнителя (м = 0); 2 —с плотно упакованным кварцевым наполнителем (X => 1);
3 —расширение смолы в наполненной системе.
читается усадка полимера, причем частично она происходит
после точки гелеобразования и не может быть компенсирована
v за счет течения. Таким образом, после окончания изотермиче-
ского процесса отверждения полимер находится обычно в вы-
сокоэластическом состоянии и его объем больше, чем у ненапол-
ненного полимера, хотя внутренние напряжения малы. В ходе
охлаждения после отверждения этот процесс продолжается до
температуры стеклования, после чего начинается быстрый рост
внутренних напряжений. Если затем снять ограничения, то
объем полимера быстро уменьшится за счет внутренних на-
пряжений, но изменения объема выше температуры стеклова-
ния, остаются «замороженными» и снимаются только при
нагревании выше Тс. На рис. 4.2 показана типичная дилатомет-
рическая кривая эпоксидного полимера, отвержденного в метал-
лической трубке, которая затем была осторожно удалена. На
этом графике хорошо виден широкий максимум около темпе-
ратуры стеклования, который не наблюдается при втором нагре-
А вании, свидетельствующий об усадке за счет «замороженной»
Деформации. В пластиках, особенно сильно наполненных, такая
объемная деформация не может быть снята за счет релакса-
ции, так как для этого потребовалось бы течение полимера че-
рез материал подложки, что невозможно из-за высокой вяз-
кости системы.
Уменьшение объема при отверждении сильно наполненной
системы показано на рис. 4.3, где приведены данные по усадке
93
го
15
10\
оСЮ^К'1
25
Рис. 4.4. Зависимость терми-
ческого коэффициента объемного
расширения эпоксидных компо<;<-
ций от объемней доли наполни-
теля [59]:
/ — эпоксидный полимер+ стекляы ад
ткань; 2 —эпоксидный полнмер 4- кв ip.
девая мука; 3 — эпоксидный полимер+
4- карбонат кальция; 4 —эпоксидный
полимер 4-оксид алюминия; 5 —эпоксид,
ныи полнмер 4-алюминиевая пудра;
6 — эпокендно-полиамидиый полимер 4-
4-оксид алюминия; 7 — эпокендио-поли*
амидный полимер 4- алюминиевая пудра*
максимально наполненной системы
на
рис. 4.4
(плотно упакованного квар-
цевого порошка, пропитанного эпоксидным связующим). В на-
чале процесса усадка такая же, как усадка ненаполненной смо-
лы, но около точки гелеобразования изменение объема резко
замедляется, затем кривая практически параллельна кривой
для наполненной композиции, т. е. полимер расширяется также,
как и кварц, хотя объем ненаполненного полимера быстро
уменьшается. Термический коэффициент объемного расширения
отвержденный максимально наполненной системы практически
совпадает с ТКР кварца и не имеет перегиба при температуре
стеклования полимера. Это свидетельствует о том, что в подоб-
ных условиях полимер расширяется так ж.е, как и более жесткий
пространственный скелет наполнителя.
Данные о термических коэффициентах объемного расширь -
ния в зависимости от объемной доли наполнителя у2 Для ряд
наполненных эпоксидных композиций приведены
Как видно из рисунка, не наблюдается линейной зависимости
ТКР от v2, т. е. наполнитель активно препятствует деформации
связующего. Степень отклонения от линейности зависит о
структуры и формы частиц наполнителя. К сожалению, в лите
ратуре сравнительно мало результатов систематического иссле-
дования изменений объема эпоксидных композитов и полиме-
ров в ходе отверждения, охлаждения и термообработки, поэтому
для количественного рассмотрения этого вопроса приходится ис-
пользовать приведенные выше данные о ТКР и эмпирические
выражения, полученные для описания зависимости ТКР от со-
держания наполнителей. В литературе предложен ряд выраже-
ний, полученных для полимеров, наполненных сферическими
частицами. При дальнейшем рассмотрении следует иметь в
виду, что под а в приведенных ниже формулах подразумевается
как объемный, так и линейный ТКР (аоб = ЗаЛНн), а также
усадка полимера, выраженная в объемных долях. Все эти вы-
ражения получены исходя из упругого поведения полимера и
наполнителя без учета особенностей вязкоупругого поведения
94
неполностью отвержденных полимеров, которые могут в неко-
торой степени течь и сравнительно легко деформируются.
В том случае, когда наполнитель не влияет на объем поли-
мера, т. е. происходит течение или полная релаксация объема
а = at + а2с,2
Вэнг и Квей [53] получили следующее выражение для на-
полненной эпоксидной смолы:
a = at [1 — v3 (1 — Ка) С]
г==___________________ЗЛ__________________.
ГЛ [2ц2 (1 — Ui) + (1 + pi)] + 2(1-4- 2цг) (1 — Нг)’
K0=a2/ai; к = EJE2, pis и ц2— коэффициенты Пуассона полимера и на-
полнителя.
Если процесс происходит в области высокоэластического состоя-
ния, то для минеральных наполнителей это выражение можно
упростить, приняв и Ц2 = 0,5. Тогда С= 1 и
a = «i [1 — а2 (1 — Ка)]
также
'//?, — 1/Вг
И Р2 — ПЛОТНОСТИ
Кернер [53, 54] и Манабэ [55] получили выражение,
дающее хорошее совпадение для многих полимерных компози-
ций [3, 58]
a = сад + a2n2 - (a, - а2) vtv2
Где Bi и В.— объемные модули полимера и наполнителя; Gi—модуль сдвига.
Это выражение также может быть упрощено для высокоэла-
стической области:
a = a,v, + a2o2 - (a. - a2) t^2 ^yg^
Представляет интерес также выражение Тернера [57]:
_ а2а>2£/р2 + etim>2g|/p1
~ a»2£2/p2 + a-|£t/Pi
где Ш] и ш2 — массовые доли полимера и наполнителя; pi
полимера и наполнителя.
Переписав это выражение в использованных
чениях, получаем:
____( Kav^ + г>1 \
4- /
На рис. 4.5 приведены зависимости а от v2,
этих выражений. Эти выражения были проверены разными
авторами только для небольших значений ц2 [3,52—58]. Уравне-
ния Квея и Кернера хорошо описывают характеристики мате-
риалов, наполненных сферическими частицами, а уравнение Тер-
нера больше подходит для композиций с пластинками и волок-
нами. В работе [52] показано, что в зависимости от структуры
наполнителя существует верхний и нижний пределы области из-
менения а, причем нижнему пределу соответствует уравнение
95
выше обозна-
а =
полученные из
Рис. 4.5. Зависимость термического коэффициента объемного расширения от
объемной доли наполнителя, рассчитанная по правилу аддитивности (/);
уравнениям Квея (2), Кернера (3) и Тернера {4}.
Рис. 4.6. Зависимость х от v2, рассчитанная из эмпирических выражений
Квея (/), Кернера (2), Тернера (3) и экспериментальных данных рис. 4.4
(4 — эпоксидный полимер + стеклянная ткань; 5 — эпоксидный полимер 4-
4- кварцевая мука; 6 — эпоксидный полимер 4- оксид алюминия; 7 — эпоксидно-
полиамидный полимер 4- оксид алюминия).
Тернера, а верхнему — уравнения Квея и Кернера. Можно пред-
положить, что для реальных систем, наполненных несфериче-
скими наполнителями, значения а будут лежать в промежуточ-
ной области.
Следует также ожидать, что эти выражения, особенно для
высокоэластической области, будут давать неудовлетворитель-
ное совпадение с результатами эксперимента для сильно напол-
ненных систем, когда наполнитель образует жесткий скелет,
препятствующий деформации полимера. Для описания этого яв-
ления можно формально ввести t/г, кр (щ, кр = 1 — №г, кр), т. с.
объемную долю наполнителя, при которой образуется жесткий
скелет наполнителя ct х; со и х ~ 1, и использовать вместо v2
в приведенных выше выражениях и-> = щ/щ. кр (а! = 1 — aS). При
а2 > а2, кр можно считать а = а2. Значения ц2, кр, как и вели-
чины х, являются мерой структурирования наполнителя. Напри-
мер, при наполнении эпоксидной смолы кварцевым порошко-м
(а2> кР ~ 60%, а при использовании стеклоткани а2, кР 35%.
Для волокнистых однонаправленных наполнителей значения
а2, кР могут быть еще выше. Величину о2, кр трудно определить
экспериментально, но можно найти из зависимости а — /(а2)
при средних значениях а2 методом наименьших квадратов.
На рис. 4.6 показана зависимость х от объемной доли на-
полнителя а2, рассчитанная по данным рис. 4.4 и 4.5. Как вид-
но из этих графиков, значения х наполненных эпоксидных ком-
позиций заметно отличаются от 0, т. е. плотность и свободный
объем эпоксидного полимера отличаются от значении этих ве-
личин в ненаполненном полимере. Особенно сильно это выра-
96
жено для систем с волокнистыми наполнителями, где уже при
сравнительно небольших значениях V2 икр приближается к 1, т. е.
термический коэффициент расширения полимера в пластике
такой же, как у наполнителя. Для волокнистых тканевых на-
полнителей ограничение усадки даже больше, чем по выраже-
нию Тернера. Значения и, рассчитанные из данных о наполнен-
ных компаундах, приведенных в гл. 6, также составляют 0,1 —
0,35 и равны или несколько больше, чем рассчитанные по вы-
ражениям Квея и Кернера. В ходе изотермического отвержде-
ния усадка после гелеобразования также должна быть ограни-
чена, что будет еще более увеличивать объем полимера.
Как известно, свободный объем полимера является одной
из основных характеристик полимеров, от которой зависят все
их свойства. Интересно хотя бы качественно рассмотреть связь
свободного объема с температурой для наполненных эпоксид-
ных систем. На рис. 4.7 показана схематическая диаграмма за-
висимости удельного объема аморфного полимера от темпера-
туры по Ферри [65], который предположил, что занятый объем
меньше, чем измеряемый, на величину, равную свободному
объему. Этот объем соответствует объему по теории Вильямса —
Ландельта—Ферри [65]. Таким образом, для ненаполненного
полимера предполагается существование занятого объема (кри-
вая 7 на рис. 4.7), зависящего от температуры, который при
температуре стеклования равен 97,5% общего объема полимера
(кривая 2). Область между кривыми 1 и 2 соответствует сво-
бодному объему.
Для наполненного эпоксидного полимера (кривые 3 и 4),
который отверждается без усадки при температуре 7'ота, удель-
ный объем в зависимости от значения и будет больше, чем для
ненаполненного полимера. Если же учитывать заметную усад-
ку полимера после гелеобразования (кривые 5 и б), как это
имеет место в реальных эпоксид-
ных системах, увеличение объема
полимера будет еще больше. Это
увеличение объема будет зави-
сеть также от 7'ота и при Тс бу-
дет равно [аУсИ + (а; — а2) (7'с —
— 7'0ТВ)х]. Если предположить, §
что занятый объем полимера при
наполнении не изменяется (кри-
вая 1), то свободный объем на- f
полненного эпоксидного полимера
должен сильно возрастать, что 235
приводит к изменению характе-
ристик полимера. В настоящее
₽ис. 4.7. Свободный и занятый объем
по Ферри (принципиальная схема) [65].
4 Зак. 181
97
время трудно дать количественное определение свободного
объема в наполненном полимере даже по простой схеме, подоб-
ной приведенной на рис. 4.7, так как неизвестно влияние напол-
нителя на занятый объем. Однако по данным Ю. С. Липатова
[4] свободный объем, определенный по уравнению ВЛФ, дей-
ствительно возрастает при наполнении. Приведенные выше дан-
ные позволяют с уверенностью сказать, что наполнитель оказы-
вает сильное влияние на весь объем полимера, что, вероятно, в
значительной мере объясняет наблюдаемые эффекты. Такой под-
ход позволяет качественно объяснить такие экспериментальные
факты, приводимые в различных работах, как малая зависи-
мость смещения 7С от размера частиц, отсутствие или снижение
эффектов при отсутствии адгезии и др.
Таким образом, в наполненных эпоксидных системах поли-
мер имеет больший объем, чем исходный, причем значительная
доля этого увеличения объема происходит в высокоэластическом
состоянии и уже в области стеклования весь объем, а следова-
тельно, и свободный объем, значительно увеличиваются, что
должно влиять на Тс и другие характеристики. Всестороннее
растяжение, которое преобладает в сильнонаполненных полиме-
рах, вызывает растяжение всех цепей между узлами, их выпрям-
ление и уменьшение числа конформаций, т. е. оказывает влия-
ние, сходное со сшиванием, и должно приводить к повышению
Гс, что и наблюдается на практике. Как указывалось в гл. 3,
сшивание также может уменьшать плотность эпоксидных поли-
меров при одновременном повышении Тс. Сложнее объяснить
с такой точки зрения сдвиг Тс при малых степенях наполнения,
когда в полимере должны появляться области как расширения
так и сжатия, но легко объяснить влияние отжига на смещение
Гс, которое в некоторых случаях исчезает после отжига. При
отжиге в эпоксидных наполненных полимерах часто образуются
микропоры, хорошо заметные под электронным
размеры которых сравнимы с размерами глобул, -.ю иЕпвидп|
к компенсации объема, «замороженного» при усадке, уменьшает
всесторонне растяжение сетки.
Кроме механического взаимодействия полимер — наполни-
тель возможно также растворение наполнителя или загрязне-
ний, содержащихся на его поверхности, в олигомерном связую-
щем, а также избирательная адсорбция компонентов связую-
щего на поверхности наполнителя, в результате чего изменяется
соотношение компонентов в массе связующего.
Эпоксидные связующие, представляющие собой смесь поляр-
ных соединений, обладают высокой растворяющей способностью.
Например, эпоксидные связующие горячего отверждения в отли-
чие от полиэфирных и некоторых других, полностью растворяют
текстильные замасливатели на стеклянном волокне и частич-
но— активные замасливатели, что обусловливает высокую адге-
зию эпоксидных смол даже к волокнам с парафиново-эмуль-
98
микроскопом,
что приводит
сионным замасливателем. Содержание замасливателей на во-
локнах может доходить до нескольких процентов, и при боль-
шом содержании наполнителя их влияние на объем полимера
будет весьма заметным.
Металлы и оксиды растворяются в полимерах с образова-
нием солеобразных, хелатных или элементоорганических соеди-
нений [66—71], причем количество растворенных металлов, осо-
бенно для композиций, отверждаемых ангидридами может из-
меняться в широких пределах. В работе [71] сделан краткий
обзор данных по растворению металлов в полимерах, раствори-
мость которых меняется от нескольких процентов до менее чем
10~4%, их влиянию на свойства материалов. Наибольшую рас-
творимость проявляют щелочные металлы и их соли, а также
металлы, легко образующие элементоорганические и хелатные
соединения (например, А1, РЬ и др.). Даже незначительные ко-
личества растворенных металлов или их соединений часто ока-
зывают большое влияние на свойства полимеров; в частности,
они во многих случаях значительно ускоряют термическую и
термоокислительную деструкцию. При взаимодействии алюми-
ния или его оксида с эпоксидной смолой происходит растворе-
ние алюминия, расходуются эпоксидные группы и образуется
нерастворимый полимер, т. е. алюминий вступает в реакцию
с эпоксидными группами с образованием связей С—О—А1 [70].
В композициях с ангидридными отвердителями могут в замет-
ном количестве образовываться солеобразные соединения. Про-
цессы растворения металлов и оксидов в отверждающихся эпок-
сидных системах исследованы еще очень мало, но уже из пере-
численных примеров видно, что они могут оказывать заметное
влияние на характеристики полимеров и происходящие в них
физико-химические процессы.
Так как структура эпоксидных полимеров формируется в
присутствии наполнителей или твердых подложек, можно ожи-
дать, что они будут влиять не только на структуру и свойства
отвержденного полимера, как описано выше, но и на течение
процессов отверждения. Особенно важное значение имеет ло-
кальное влияние поверхности наполнителя на отверждение
полимера в граничном слое, но это влияние может распростра-
няться и на весь объем полимера, например в результате
Рассмотренного выше растворения металлов и их оксидов. Ще-
лочность или кислотность поверхности наполнителя может ката-
лизировать или ингибировать отверждение эпоксидного связую-
щего [49]. Такие же эффекты могут наблюдаться и при изби-
рательной адсорбции на поверхности какого-либо одного ком-
понента эпоксидного связующего [50, 51], что приводит, кроме
того, к образованию около поверхности наполнителя рыхлого
Дефектного слоя. Наполнители оказывают заметное влияние на
скорость процесса отверждения эпоксидных композиций [43,
71-76].
4*
99
Особенности взаимодействия эпоксидных олигомеров
с полимерными наполнителями
Механизм взаимодействия в системах полимерный наполни-
тель— олигомерное эпоксидное связующее сильно отличается от
описанного выше взаимодействия олигомерных связующих с ми-
неральными наполнителями. Это обусловлено следующим:
модули упругости и термические коэффициенты расширения
наполнителя и матрицы близки;
компоненты связующего могут проникать в объем наполни-
теля, причем наиболее активными являются низкомолекуляр-
ные отвердители (амины и ангидриды);
возможно частичное растворение волокна в полимере;
взаимодействие полимерное волокно — олигомерное связую-
щее не ограничено поверхностью, а может распространяться на
значительную глубину в волокно;
полимерный наполнитель может растворять низкомолекуляр-
ные примеси в связующем и продукты конденсации, что умень-
шает тенденцию к образованию пор.
Не останавливаясь на подробном рассмотрении каждого фак-
тора, можно сказать, что в общем они приводят к увеличению
монолитности структуры материала. Скорость и полнота от-
верждения эпоксидного связующего могут изменяться, если от-
вердитель растворяется в органическом наполнителе. Решение
такой задачи диффузионной кинетики является сложной про-
блемой и здесь рассматриваться не будет.
В ряде работ указывается [8, 17], что на поверхности орга-
нических волокон существует слой ориентированных молекул,
плотность и свойства которого изменяются с глубиной и который
может влиять на взаимодействие с эпоксидной Смолой. Однако
количественных данных по изменению свойств органических во-
локон на разных расстояниях от поверхности мало, и обычно
считают, что поверхностный слой не отличается от основной
массы полимера. На поверхности и в объеме волокон всегда
присутствуют различные соединения, представляющие собой низ-
комолекулярные фракции волокнообразующего полимера, тек-
стильные замасливатели, остатки растворителя и другие тех-
нологические примеси, а также различные загрязнения, погло-
щаемые волокном во время изготовления, хранения и перера-
ботки [19, 20]. Например, в зависимости от химической природы
полимерные волокна могут поглощать до 10—12% воды [38,39].
Присутствие таких примесей практически неизбежно и изба-
виться от них без изменения свойств волокна очень трудно. При
изготовлении пластиков эти соединения частично переходят в
эпоксидное связующее и изменяют его свойства.
Таким образом, взаимодействие олигомерного связующего
с органическими наполнителями значительно сложнее, чем с ми-
неральными, и в настоящее время оно еще мало исследовано.
Незначительное число работ по исследованию химического взаи-
100
содействия между волокнами и эпоксидными олигомерами по-
священо главным образом природным волокнам [21—25].
В этих работах показано, что между целлюлозным волокном и
эпоксидным олигомером происходит химическое взаимодействие,
затрагивающее не только поверхность, но и аморфные и дефект-
ные области в объеме волокна. В зависимости от природы во-
локна и состава связующего можно ожидать протекание различ-
ных процессов, специфичных для каждой конкретной системы.
влияние наполнителей на диффузионные процессы в полимерах
Минеральные наполнители влияют на процессы переноса низ-
комолекулярных веществ из-за увеличения диффузионного пути
молекул, уменьшения площади, доступной для диффузии и из-
менения диффузионных характеристик матрицы, а также вслед-
ствие переноса и сорбции на межфазной границе. Уменьшение
доступной площади пропорционально объемной доле наполни-
теля и2. Увеличение диффузионного пути выражается с помощью
фактора искривления пути т, равного отношению длин пути мо-
лекулы через наполненный и ненаполненный полимер. Для сфер
т ж 1 + 1/2п2 [3, 8]; для пластинок, имеющих различные отно-
шения длины I к толщине d, Нильсен [7,8] предложил выра-
жение т = 1 + 1/2 l/d-v.
В литературе приводятся также другие, более строгие выра-
жения для т [8], но для понимания основных закономерностей
диффузии через наполненные полимеры достаточно приводимого
выше уравнения. Из этого уравнения следует, что проницаемость
и скорость диффузии сильно зависят от формы и расположения
частиц наполнителя. Для композитов, наполненных порошкооб-
разными наполнителями, следует ожидать значений коэффи-
циента диффузии D такого же порядка, что и для ненаполнен-
ных полимеров, но для полимеров, наполненных ориентирован-
ными тонкими пластинками, диффузия значительно замедляется.
Хорошим примером является наполнение эпоксидной смолы
ориентированными пластинками слюды при большом содержа-
нии наполнителя (и2>0,5), что приводит к уменьшению D для
воды более чем в 15—20 раз. Для эпоксидных стеклопластиков
в тех случаях, когда не нарушается адгезия на поверхности на-
полнителя D, уменьшается в 1,5—2,4 раза [9].
Однако чисто геометрические факторы, рассмотренные выше,
часто имеют небольшое значение по сравнению с другими при-
чинами. Во многих случаях в наполненных пластиках наблю-
дается смешанный механизм переноса, т. е. низкомолекулярные
соединения переносятся как путем диффузии через полимер, так
и через поры и трещины, расположенные в матрице и вдоль
межфазной границы [40, 46—48]. В таком случае растворимость
и коэффициент диффузии значительно увеличиваются. Нами
было исследовано большое число компаундов с различными по-
рошкообразными наполнителями и было обнаружено, что при
101
отсутствии пор D возрастает в 1,2—1,6 раз, как этого можно
ожидать за счет увеличения длины пути, а растворимость в пе-
ресчете на полимер изменяется мало. Для большинства стекло-
образных непл нотифицированных. эпоксидных компаундов при
средних значениях V2 коэффициент диффузии составляет около
1 • 10~9 см2/с.
1.
2.
3.
4.
5.
ЛИТЕРАТУРА
7.
8.
9.
10.
11.
12.
Адамсон А. Физическая химия поверхностей. Пер. с англ./Под ред.
3. М. Зорина. М., Мир, 1979. 568 с.
Drost-Hansen В. V.— Industr. Eng. Chem., 1969, vol. 61, N 1, p. 10—15.
Мэнсон Дж., Сперлинг Л. Полимерные смеси и композиты. Пер. с англ./
Под ред. Ю. К. Годовского. М., Химия, 1979. 438 с.
Липатов Ю. С. Физическая химия наполненных полимеров. 2-е изд. М.,
Химия, 1977. 304 с.
Bakins W. J. — In: Proceedings 17th Annual Technical Conference Reinfor-
ced Plastics, 1962, Sec. 10-C, p. 1—37.
6. Русанов А. И., Сонина T. B. — В кн.: Поверхностные силы в тонких плен-
ках и устойчивость коллоидов. М., Наука, 1974, с. 51—59.
Neilsen L. Е. — J. Macromol. Sci., 1967, pt A, vol. I, N 5, p. 929—936.
Crank G. S., Park IF. R. Diffusion in Polymer. London Acad. Press, 1969.
460 p.
Manson J. A., Hertzberg R. W.— J. Polymer Sci., Polymer Phys. Ed., 1973,
vol. 11, p. 2483—2488.
Galperin J.—J. Appl. Polymer Sci., 1967, vol. 11, N 12, p. 1475—1482.
Dammont F. R., Kwei T. K. — Polymer Preprints, 1967, vol. 8, p. 920—922.
Lewis T. B., Neilsen L. E. — J. Appl. Polymer Sci., 1970, vol. 14, p. 1449—
1456.
13.
14.
15.
16.
17.
18.
19.
20.
Manson I. A., Chiu E. H.— J. Polymer Sci., Polymer Symp., 1973, N 41,
p. 95—101.
Manson I. A., Chiu E. H. — Polymer Preprints, 1973, vol. 14, p. 469—471.
Композиционные материалы. T. 6. Поверхности раздела в полимерных
композитах. Пер. с англ./Под ред. Г. М. Гуняева. М., Мир, 1978. 294 с.
Жданов С. П., Киселев А. В, —ЖФХ, 1957, т. 31, с. 2218—2223.
Guthrell R. Е. — J. Appl. Polymer Sci, 1967, vol. 11, N 8, p. 1495—1502.
Царев П. К., Баранов В. Г., Липатов Ю. С. — Высокомол. соед., 1970,
сер. Б, т. 12, № 2, с. 115—121.
Poppa Н., Elliot A. G.— Surface Sci., 1971, vol. 24, N 1, p. 149—157.
Ахматов А. С. Молекулярная физика граничного трения. М., Физматгпз,
1973. 284 с.
21. O’Brein R. N„ Hartman К.— J. Polymer Sci., Polymer Symp., 1971, N 34,
p. 293.
22. Shiazaki H., Tanaka J.— Makromol. Chem., 1971, Bd. 143, N 3517,
S. 25—29.
23. Моррисон С. Химическая физика поверхности твердого тела. Пер. с англ./
Под ред. Ф. Ф. Волькепштейна. М., Мир, 1980. 488 с.
24. Липатова Т. 9., Тутаева Н. Л., Липатов Ю. С.—Высокомол. соед., 1961,
т. 3, № 2, с. 184—189.
25. Тутаева Н. Л., Липатова Т. 9.. Липатов Ю. С.— Высокомол. соед., 1964,
т. 6, № 11, с. 1969—1973.
26. Broutman L. I., Bhagman A.t—Polymer Eng. a. Sci., 1974, vol. 14, N 8,
p. 581—587.
27. Липатов Ю. С., Геллер T. 9. — Высокомол. соед., 1967, сер. А, т. 9, № 1,
с. 222—234.
28. Kumins Ch. A., Roteman J., Rolle C. J. — J. Polymer Sci., 1963, pt A,
vol. 1, p. 541—549.
29. Kwei T. K., Arnheim W. M.— J. Polymer Sci., 1965, pt A, vol. 5, N 1,
p. 103—112.
op Липатов IO. С., Геллер T. 9. — Высокомол. соед., 1966, т. 8, № 4, с. 592—
' ' 598.
31. Малинский Ю. М., Эпельбаум И. В., Титова Н. М. и др.—Высокомол.
соед., 1968, сер. А, т. 10, № 4, с. 786—797.
32 Сергеева Л. М, Липатов Ю. С.—Коллоид, ж., 1965, т. 27, № 4, с. 435—
' 441.
33. Пойманов А. М., Бельник А. Р., Захаров В. А., Сахаров В. И. — Мех.
полимеров, 1968, № 4, с. 677—681.
34. lellinek М. Н., Hanson N. D. — Mod. Plast., 1963, vol. 40, p. 133—136.
35 Липатов Ю. С. — Высокомол. соед., 1968, сер. А, т. 10, № 12, с. 2732—
2737.
36. Петрова А. П., Деев И С., Жердев Ю. В. и др. — Пласт, массы, 1971,
№ 9, с. 53—55.
Тростянская Е. Б., Пойманов А. М., Казанский Ю. Н. — Пласт, массы,
1964, № 7, с. 52; № 8, с. 20—22.
Петухов Б. В., Пакшвер А. Б.—ЖПХ, 1956, т. 29, с. 1236—1240.
Новые химические волокна технического назначения/Под ред. В. С. Смир-
нова. Л., Химия, 1973. 200 с.
’ ‘ --- ,П,Г .,„1 М 1 г, 9R__
37.
42.
43.
44.
45.
46.
38.
39.
нова, */i., Лиин/t, v.
40. Lisman W. A. — Industr. Eng. Chem., 1965, vol. 57, N 1, p. 26—34.
41. Мельниченко В. П., Безрук Л. И., Липатов Ю. С.—В кн.: Синтез и фи-
зико-хпмия полимеров. Киев, Наукова думка, 1971, № 9, с. 119—123.
Bascom IF. D., Romans I. V. — Industr. Eng. Chem., Prod. Res. Devel., 1968,
vol. 7, N 3, p. 172—184.
Zorll V, — Adhasion, 1972, Bd 16, N 9, S. 302—305.
Жердев Ю. В., Королев А. Я. — Пласт, массы, 1968, № 10, с. 66—68.
Попова Н. Г., Носалевич И. А!. — В кн.: Синтез и физико-химия поли-
меров. Киев, Наукова думка, 1971, № 9, с. 121—124.
Гаранина С. Д., Жердев Ю. В., Королев А. Я. и др.—Коллоид, ж., 1970.
т. 32, № 3, с. 508—514-.
King Н. А. — Mater. Protect., 1967, vol. 6, N 9, p. 20—25.
PuM j.— РАЖ u. Kautschuk, 1966, Bd 13, N 1, S. 16—19.
Клинов И. Я-, Шевченко А. А., Ракова В. E. — Изв. вузов. Химия и хим.
техпол., 1973, т. 16, № 8, с. 1256—1260.
Штаудингер Г. Высокомолекулярные органические соединения. Каучук и
целлюлоза. Пер. с нем. Л., ОНТИ, Химтеорет, 1935, 547 с.
Липатов Ю. С., Василенко Я. И.—В кн.: Адгезия полимеров. М., Изд-во
АН СССР 1963 с. 113_____120.
Schapery R. А. —J. Compos. Mater., 1968, vol. 2, р. 380—386.
Wang Т. Т. Kwei Т. К. — J. Polymer Sci., 1969, pt A-2, vol. 7, N 4, p. 889—
895.
. Kerner E. H. — Proc. Phys. Soc. (London), 1956, Ser. B, vol. 69, p. 802—
47. . „
48. Pohl J. — Plaste u.
49.
50.
51.
52.
53.
A-2, vol. 7, N 4, p. 889—
54.
807.
t>t>. Kerner с. iv. — win., р. 366—G13.
56. Manabe S., Murakami R., Takayanagi M., Vemura S. — Intern. J. Polymeric
57.
58.
59.
60.
61.
62.
63.
64.
65.
55. Kerner E. N. — Ibid., p. 808—813.
56. Manabe S., Murakami R., Takayanagi AL, Vemura S. — Intern. J. Polymeric
Mater., 1971, vol. 1, p. 47—54.
Turner P. S.—J. Res. Nat. Bur. Stand., 1946, vol. 37, p. 239—246.
Holliday L., Robinson I. — J. Mater. Sci., 1973, vol. 8, N 3, p. 301—306.
Промышленные полимерные композиции/Под ред П. Г. Бабаевского. М.,
Химия, 1980, 472 с.
Киселев В. Ф., Крылов О. В. Электронные явления в адсорбции и ката-
лизе на полупроводниках и диэлектриках. М., Наука, 1980. 234 с.
Киселев А. В., Лыгин В. И. Инфракрасные спектры поверхностных соеди-
нений. М., Наука, 1972. 460 с.
Литтл Л. Инфракрасные спектры адсорбированных молекул. Пер. с англ./
/Под ред. В. И. Лыгина. М., Мир, 1969. 514 с.
Айнбиндер С. Б. и др. Свойства полимеров при высоких давлениях. М.,
Химия, 1973. 190 с.
Manson I. A., Chin Е. Н. — Amer. Chem. Soc. Div. Org. Coat Plast. Prepr.,
1972, vol. 32, N 2, p. 162.
The Physics of Glassy Polymers. London, 1973. 548 p.
103
102
66. Burkstrand J. M. — J. Vac. Sci. a. Techno!., 1979, vol. 16, N 4, p. 1072-.,
1074.
67. Белый В. А,, Егоренков H. И., Плескачевский Ю. М. — Высокомол. сое?
1970, сер. Б, т. 12, № 9, с. 643—645.
68. Stevenson ft. W.— J. Polymer Sci., 1969, pt A-l, vol. 7, N 1, p. 395—407.
69. Вангонэ-Смергани И. — Высокомол. соед., 1973, сер. А, т. 15, № 2, с. 37оС
385.
70. Яковлев А. Д., Шитва Т. А., Евтюхов И. 3., Михайлов И. В.—ЖПХ
1979, т. 52, № 8, с. 1891—1893.
71. Жердев Ю. В. Влияние технологических факторов на структуру и свой-
ства термореактивных полимерных материалов. М., Информэлектро, 1973.
46 с.
72. Симонов-Емельянов Н. Д., Чеботарь А. Л!. — Пласт, массы, 1976, Ns 11
с. 41—43.
73. Тростянская Е. Б., Пойманов А. М., Носов Е. Ф. — Высокомол. соед
1973, сер. А, т. 15, № 3, с. 612—620.
74. Тростянская Е. Б., Пойманов А. М., Бабаевский П. Г. — Мех. полимеров
1965, № 5, с. 58—65.
75. Кузнецов В. В., Китухина Г. С., Антонова О. И. и др. — Пласт, массы
1976, № 11, с. 71—72?
76. Jenkins ft. К., Lister J*—J. Appl. Polymer Sci., 1971, vol. 15, N 6, p. 1335—
1340.
ГЛАВА 5
ЭПОКСИДНЫЕ КЛЕИ
Эпоксидные клеи представляют собой сложные композиции,
в состав которых входят не только смола и отвердители, но и
модификаторы, наполнители, растворители. Их химический со-
став разнообразен [1, т. 3, с. 983], что определяет различие 8
физико-механических и технологических свойствах [2, 3]. Одно
из важнейших свойств эпоксидных клеев — наличие высокой ад-
гезионной прочности в широком интервале температур
(табл. 5.1). Малая усадка при отверждении способствует обра-
зованию клеевых пленок с относительно невысоким уровнем на-
пряжений.
Эпоксидные клеи имеют хорошие технологические характери-
стики и могут использоваться как в жидком, так и в твердом
состоянии (порошки, прутки, пленки). Композиции с латентным
отвердителем можно длительно хранить без ухудшения техно-
логических и эксплуатационных свойств. Отверждение клеев
протекает в зависимости от состава в широком интервале тем-
ператур (15—200°C) при невысоких давлениях (до 1 МПа).
Свойства соединений не столь чувствительны к изменению тол-
щины клеевой прослойки, как свойства соединений на других
клеях и отличаются стабильностью в условиях эксплуатации.
В соответствии с запросами промышленности ассортимент
клеев непрерывно возрастает, разрабатываются новые тепло-
стойкие эпоксидно-полиимидные, эпоксидно-карборановые клеи
[4, с. 17], а также клеи, отверждающиеся при низких темпера-
турах, в водной среде [5] и др.
104
260 °C Ill 1 «> 12 1 lit-
3 93 °C 1 1 2,5 । ю OS-SI; о сч — СО ю сч I 1 о
21 °C о со 20-40 ю см § 20 ю со •I 1 ю
Рабочая температура, 1 вС | 50 До 100 До 200 До 150 До 260 До 100 До 315 До 120 От - 100 до 50 [ От — 100 до 100 До 250
и 50—70 90—100 150-180 120—160 । 250 1© т | 260 100 О с> Ю СП I
к S я давление, i МПа Контактное | До 0,7 ' До 0,7 До 1 До 0,7 сч 7 0,5 o'о © Г4
Условия отвержде продолжитель- ность 5 сут и более | До 120 мин До 6 ч До 3 ч До 3 ч До 5 ч До 5 ч 48 ч 4 ч До 2 ч
1 ; темпе- । । ратура, । °с ! 20 80-120 1 До 200 | : До 1бо До 300 До 200 До 200 До 180 О о СЧ 00 До 300
Срок хранения 45—120 мин * | 1 мес. и более 3 года и более 1 2 мес. и более | От 2 мес. и более 1 3 сут и более 3 сут и более До 5 ч * До 90 сут
Клеи 1 Эпоксидные, отверждае- I мые аминами । алифатическими | ароматическими и ациклическими i Эпоксидные, отверждае- мые дициандиамидом и его производными Эпоксидные, отверждае- мые ангидридами Элоксидно-поли амидные Эпоксидио-фенольные Эпоксидно-каучуковые Эпоксидно-полиуретано' вые Эпоксидно-кремнийор- ганические
Жизнеспособность жидкого клея.
105
Разработаны новые модифицированные пленочные клеи типа
ВК-41 [8] и другие [9] с температурой отверждения 80—120°C.
Они образуют клеевые соединения с такой же или более высо-
кой прочностью при сдвиге, равномерном или неравномерном
отрыве при температурах до 80°C по сравнению с пленочными
клеями, отверждаемыми при 170—180°С. Преимущества клеев
с умеренной температурой отверждения очевидны, так как при
склеивании соединений прочность конструкций, выполненных в
частности, из дуралюмина, не снижается. Ниже приведены проч-
ностные показатели соединений на клеях ВК-31 (отверждение
при 177 °C в течение 3 ч) [10, с. 32—36]: тСд, МПа и ВК-41 -60 ° (при С 20 “С 120°С в течение 3 ч) 80 °C
ВК-31 . . ВК-41 . . Он.отр> кН/м ВК-31 . . ВК-41 . . . . 31 . . 29 . . 30 . . 42 35 32 70 70 28 25 60 50
В ряде случаев использование возможным способом соединения клеев является единственно различных материалов, так
как позволяет значительно снизить массу конструкции и увели-
чить ее прочность. Убедительным примером эффективности ис-
пользования клеев являются трехслойные конструкции, приме-
няемые практически во всех современных летательных аппара-
тах [11]. Не менее эффективно используют эпоксидные клеи
в строительстве, автомобилестроении и т. д.
Широкое применение клеев вообще и эпоксидных в частности
потребовало разработки методов их исследования и изучения
влияния различных факторов [12, с. 3—9] на изменение рабо-
тоспособности клеевых соединений, а также зависимость харак-
теристик соединений от свойств клеев. В данной главе рассмот-
рены некоторые вопросы адгезии и когезии эпоксидных клеев,
показана необходимость изучения их температурных переходов,
степени отверждения, релаксационных и других характеристик;
рассмотрены также свойства клеев и влияние технологических,
эксплуатационных и других факторов на характеристики клее-
вых соединений.
Адгезионные свойства
Возникновение адгезионного взаимодействия может быть
обусловлено силами Ван-дер-Ваальса, водородными, ковалент-
ными и другими связями [13, т. 1, с. 22]. Величину этих сил, их
вклад в адгезию установить трудно, однако, косвенно о их на-
личии .и эффективности можно судить по значению краевого
угла смачивания и механическим свойствам соединений. Между
поверхностным натяжением и краевым углом смачивания на-
блюдается зависимость [14, с. 78], не учитывающая, правда, ряд
106
факторов, вызывающих снижение свободной энергии поверх-
ности твердого тела (адсорбция паров и газов и др.):
1Га = Yk (1 + cos 9)
где W& — термодинамическая работа адгезии; ук—поверхностное натяжение
клея; 9 — угол смачивания.
Однако значения работы адгезии, полученные из эксперимен-
тально найденных значений краевого угла смачивания, харак-
теризуют поверхность, не имеющую дефектов. Действительное
ч, значение W:, может быть значительно ниже. Тем не менее ме-
жду значением угла смачивания и адгезионной прочностью су-
ществует корреляция: при его уменьшении наблюдается повы-
шение прочности соединений [15].
Для достижения высокой адгезионной прочности необходимо,
чтобы ус (где ус — поверхностное натяжение субстрата).
Поверхностное натяжение эпоксидных клеев (35—40 МДж/м2)
ниже поверхностного натяжения большинства металлов и зави-
сит от строения исходных олигомеров, их функциональности, со-
става клеев. В табл. 5.2 приведены данные о прочности при
сдвиге алюминиевых пластин, склеенных композициями на ос-
нове сложных ДГЭ изомеров фталевой кислоты, а также низко-
молекулярной диановой смолы при 100 °C в течение 2 ч [18].
В области низких температур клеящие составы на основе слож-
ных ДГЭ образуют соединения значительно с более высокой
прочностью при сдвиге, чем клеи на основе простого ДГЭ. При
повышенных температурах прочность вс&х клеевых соединений
" снижается, однако в этом случае наблюдается преимущество
сложных эфиров ДГЭ, особенно мета- и пара-изомеров. Считают,
что это обусловлено более интенсивным межмолекулярным вза-
имодействием цепей с полярными сложноэфирными группами.
Значение полярных взаимодействий было показано на примере
соединений меди: лишь амины с двумя активными атомами водо-
рода в молекуле эффективно способствовали увеличению адге-
зии эпоксидной смолы и предотвращали уменьшение адгезион-
ной прочности при кипячении соединений в воде [19].
С увеличением содержания функциональных групп адгезион-
ная прочность обычно повышается, хотя возможна и экстремаль-
ная зависимость; при повышении концентрации полярных групп
выше оптимальной сказывается ограничение сегментальной по-
движности макромолекул [14, с. 40].
' Оптимальные значения термодинамических характеристик яв-
5 ляются необходимым, но недостаточным условием достижения
высокой прочности соединений. Важно также, чтобы клеи имели
хорошую смачиваемость, необходимые реологические свойства.
Если скорость растекания клея по поверхности недостаточна для
проникновения в микротрещины за время, соответствующее про-
цессу формирования соединения, то на границе раздела сохра-
няются пустоты, являющиеся местами концентрации напря-
жений. Поэтому молекулярная масса и вязкость исходных
107
Таблица 5.2. Прочность при сдвиге соединений алюминия, выполненных клеевыми композициями
на основе диглициловых эфиров и диановой смолы, отвержденных ДАДФМ
к
рис. 5.1. Зависимость угла смачивания от тем-
пературы для эпоксидной смолы, отвержденной
дициандиамидом.
компонентов также оказывают замет-
ное влияние на прочность соединений
[20—22].
На величину угла смачивания влия-
ет также структура поверхности суб-
страта. Так, при увеличении шерохо-
ватости поверхности до определенного
значения наблюдается снижение угла
смачивания клея, которое зависит от
размера пор, угла наклона канавок, их общей площади и дру-
гих структурных особенностей поверхности. При одном и том же
способе обработки поверхности с увеличением ее продолжитель-
ности наблюдается хорошая корреляция между адгезионной
прочностью и углом смачивания. Однако установление взаимо-
связи термодинамических параметров со свойствами реальных
систем клей — субстрат часто осложнено рядом обстоятельств,
например, неправильным выбором температурно-временных ус-
ловий формирования соединений.
Ниже показано, как влияет температура клея на изменение
его вязкости, угла смачивания, характера разрушения и проч-
ности соединений, склеенных жидкой эпоксидной смолой с амин-
ным отвердителем при комнатной температуре в течение 10 ч
под давлением 0,7 МПа (время прогрева клея при указанных
температурах 60 с) [23, 24]:
40 °C 60 °C 80 °C 100 °C 120 °C 140 °C 160 °C 189 °C 200 °с
Вязкость, Па с . . . - - — 1,2 0,7 0,42 0,32 0,31 -
0, град ............... — - — 35 20 16 14 12 12
тсд, МПа............... - - — 24 20 17 15 12 11
Площадь разруше-
ния, %
когезионного .. 75 65 40 30 14 8 0 —
адгезионного . . 25 35 60 70 86 92 100 —
С повышением температуры прогрева клея вязкость, угол
смачивания и прочность соединений уменьшаются. При этом воз-
растает относительная доля площади адгезионного разрушения.
На рис. 5.1 приведена зависимость угла смачивания от тем-
пературы отверждения. Минимальное значение 0 наблюдается
при 150—160 °C; последующее увеличение 0 указывает на пре-
валирование процесса отверждения над процессом растекания.
При температуре отверждения, соответствующей минимальному
значению 0, создаются наиболее благоприятные условия для об-
разования бездефектной пленки [23]. Поэтому целесообразно
окончательное отверждение клея проводить после того, как бу-
дет закончен процесс формирования пленки при более низкой
Температуре.
109
В последнее время вопросу формирования контакта адгезива
с поверхностью субстрата придают большое значение. Микро-
реологические процессы, протекающие на границе раздела, рас-
сматриваются в качестве первого этапа установления адгезион-
ной связи. Межмолекулярное и химическое взаимодействие, воз-
никающее в местах контакта, является основным фактором,
обеспечивающим связь между клеевым слоем и поверхностью
субстрата. Поэтому структура и свойства граничного слоя в зна-
чительной степени зависят от природы и топографии поверхно-
сти субстрата. Эта зависимость может быть обусловлена ориен-
тационным эффектом [25], эффектом дальнодействия, а также
энтропийными факторами. В последнем случае число возмож-
ных конформаций макромолекул вблизи границы раздела долж-
но быть меньше, чем в объеме пленки клея [26].
Таким образом, характер взаимодействия макромолекул с
твердой поверхностью оказывает влияние на свойства пленки
клея в объеме [27, с. 80—88].
Когезионные свойства
Чисто адгезионное разрушение соединений по поверхности
раздела происходит редко, а разрушение, которое на практике
считают адгезионным, обычно является следствием нарушения
целостности граничного слоя.
Наличие микропустот, возникающих в процессе формирова-
ния клеевой прослойки, концентрация напряжений на границе
раздела, влияние климатических условий и других факторов спо-
собствуют тому, что слабым местом в соединении является гра-
ничный слой [28]. Тем не менее, при правильном выборе
способа подготовки поверхности и клея и соблюдении других
технологических рекомендаций разрушение соединений на эпок-
сидных клеях имеет ярко выраженный когезионный ха-
рактер.
Очевидно, что физическое состояние пленки клея оказывает
заметное влияние на когезионную прочность: выше 1\ она в ос-
новном зависит от плотности сетки химических связей, а ниже
в стеклообразном состоянии — существенен вклад и межмолеку-
лярных взаимодействий.
Необходимо помнить, что в клеевом соединении пленка на-
ходится в сложном напряженно-деформированном состоянии, и
выбор критерия прочности является достаточно сложной зада-
чей. Поэтому предпочтительно определять деформационные свой-
ства клея непосредственно в образцах соединений, чтобы исклю-
чить влияние различий в степени отверждения и деформирова-
ния свободной пленки и слоя клея в соединении, а также влия«
ние масштабного фактора. Способ определения упругих постоян-
ных клея в соединении, предложенный в [27, с. 38—43], позво-
ляет устанавливать значения пределов пропорциональности и
максимальных деформаций клеевой прослойки.
110
В Ниже приведены данные о деформации пленки эпоксидно-по-
иамидного клея в соединении при различных значениях напря-
жений [29]:
-55 °C 20 °C 82 °C
о, МПа 21 42 72 9,2 15,4 28,2 3,5 7 14 22,4
е, мм 0,008 0,010 0,025 0,05 0,1 0,3 0,01 0,02 0,5 0,8
Видно, что в зависимости от температуры образца одно и тоже
значение деформации достигается при различных уровнях на-
пряжения. Так, деформация этого клея, находящегося в стекло-
образном состоянии, при напряжении 42 МПа равна 0,01 мм,
в высокоэластическом состоянии этот уровень деформации соот-
ветствует напряжению 3,5 МПа.
Это обстоятельство следует учитывать при проектировании
конструкций, так как жесткость соединения при действии на-
грузки в процессе эксплуатации должна быть достаточной, что-
бы не возникло смещение клея при высоких нагрузках. Для
этого температура эксплуатации соединений не должна превы-
шать Tc отвержденного клея.
Немаловажное значение имеет скорость нагружения [30,
с. 78—81; 6]. Ее увеличение обычно приводит к повышению раз-
рушающего напряжения [31, 32]. Изменения прочности при этом
имеют сложную зависимость: при низких температурах, когда
пленка клея находится в стеклообразном состоянии, наблюдает-
ся преимущественно хрупкое разрушение как при динамическом,
так и при статическом нагружении. Влияние скорости нагруже-
[ ния на прочность соединений в этой области температур про-
является в меньшей степени для более жестких систем.
В табл. 5.3 приведены значения Дт = тдин— тст (где тдин и
тст — прочность при динамическом и статическом нагружении)
для соединений эпоксидными клеями, отвержденными аминами
и содержащими пластификатор ДБФ *. В случае отверждения
алифатическим амином ДБФ оказывает антипластифицирующее
действие и повышается жесткость клея, что приводит к
уменьшению Дт. Для композиций, отвержденных ароматическим
Таблица 5.3. Значения Дт для соединений на эпоксидных клеях
Состав клея Дт, МПа
— 54 °C -38 °C 23 °C 35 °C 59 °C 94 °C
Эпоксидная амин смола 4- алифатический 100 130 160 215 240 280
То же4-15 масс. ч. пластификатора* 20 30 40 ПО 150 210
Эпоксидная амин смола 4- ароматический 38 39 50 30 35 38
То же 4-15 ра * масс. ч. пластификате- 38 39 48 100 НО 150
* Дибутилфталат.
ш
?сд, МПа. -
25
20
15
10
Рис. 5.2. Зависимость прочности соедине-
ний при сдвиге от содержания пластифи-
каторов:
1 — диметилфталат; 2—диэтилфталат; 3—дибутил-,
фталат; 4~трикрезилфосфат.
амином, ДБФ оказывает, по-видимо-
му пластифицирующее действие, в
результате чего возрастает значение
Дт. Таким образом, при увеличении
деформируемости отвержденного
клея повышается чувствительность
к изменению скорости приложения
нагрузки.
5 -
b о iu 15 20 25 30
Концентрация пластификатора, масс. ч.
на 100 масс, ч, смолы
Наличие пластификаторов и модификаторов, S iu.iv/IX. С lllJLODl'
шение температуры способствуют уменьшению концентрации
напряжений в вершинах трещин [12, с. 72—75], что приводит
к замедлению процессов усталостного разрушения соединений.
Однако при этом может изменяться
экстремально
в, а также повы-
с. 72—75], что приводит
статическая прочность,
зависящая от концентрации пластификатора
(рис. 5.2). Повышение содержания пластификатора выше опти-
мального приводит к снижению когезионной прочности [33].
Таким образом, для прогнозирования когезионных свойств
следует учитывать не только химический состав, но и физиче-
ское состояние отвержденной пленки клея, а также характер
действующих на соединение нагрузок.
Влияние различных факторов
на работоспособность клеевых соединений
Условия хранения
Для достижения требуемой прочности соединений необхо-
димо создать условия, обеспечивающие стабильность исходных
характеристик компонентов и неотвержденного клея при хране-
нии и в условиях производства. Для этого следует располагать
данными о комплексном влиянии окружающих условий (влаж-
ности, температуры и т. д.) на их свойства. Однако эти вопросы
изучены пока еще недостаточно. Известно [34, с. 202—213], что
при длительном хранении как жидких, так и пленочных клеев
увеличивается разброс их характеристик, несмотря на то, что,
например, пленочные клеи хранят в специальных контейнерах
с влагопоглотителем, дополнительно герметизированных от про-
никновения влаги. Так, после хранения в контейнере эпоксидно-
нитрильного клея (марки AF-126-2) от 2 до 29 месяцев проч-
ность соединений снижается на 30—40%.
112
1
Значительное влияние на свойства клеев оказывает относи-
тельная влажность воздуха. Так, при 50%-ной относительной
важности масса пленки эпоксидно-нитрильного клея за сутки
увеличивается на 0,2%. Это приводит к повышению разброса
показателей прочности соединений при комнатной температуре,
а при 177°С прочность снижается примерно на 50%. Однако
этот эффект не проявляется, если выдержать при такой же влаж-
ности не пленку, а образцы, предназначенные для склеивания.
Видимо, наличие влаги в клее оказывает влияние на процесс
отверждения, что подтверждается снижением содержания эпок-
сидных групп после выдержки клеев при комнатной темпера-
туре. Действительно, исследование методом инфракрасной спек-
троскопии жидкой эпоксидной смолы, которую хранили при ком-
натной температуре в течение 2 недель, позволило установить
снижение содержания эпоксидных групп. Считают [35], что эго
связано с процессами гомополимеризации или (при наличии от-
вердителя аминного или амидного типа) с взаимодействием
с аминогруппами отвердителя, например, дициандиамида.
Отмеченное уменьшение концентрации эпоксидных групп ис-
ходной смолы может не оказывать существенного воздействия
на когезионную прочность клея при температурах ниже Тс вслед-
ствие значительного влияния на нее физических связей. Оно об-
наруживается при температурах выше Тс, что связано, по-ви-
димому, с образованием более редкой сетки химических
связей.
Снижение эпоксидного числа смолы в процессе хранения об-
наружено также в эпоксидно-тиоколовых композициях [36].
Смещение полосы поглощения 3520 см-1, относящейся к валент-
ным колебаниям гидроксильных групп, значительное число ко-
торых образуется в результате химической реакции между эпок-
сидной смолой и тиоколом, подтверждает появление новых во-
дородных связей при хранении в эпоксидно-тиоколовой смеси.
Исходя из значений максимальной вязкости и характера ее за-
висимости от температуры хранения, авторы [37] предполагают
также, что в результате длительного хранения возникают наи-
более выгодные (с химической точки зрения) надмолекулярные
структуры, которые обеспечивают взаимодействие между
функциональными группами компонентов и образование при
комнатной температуре высокомолекулярного блок-сополи-
мера.
Свойства клеев, отверждение которых в значительной сте-
пени протекает без нагревания, еще больше зависят от окру-
жающей температуры. Они весьма чувствительны к влаге вслед-
ствие гидрофильности алифатических аминов, используемых в
Качестве отвердителей, и поэтому их- реологические свойства из-
меняются даже при небольшом изменении температуры. Это,
естественно, оказывает влияние на прочность соединений, что
подтверждается приведенными ниже данными о зависимости
прочности соединений на эпоксидно-полиамидном клее при
113
сдвиге от температуры и продолжительности открытой выдерж-
ки клея [38]:
МПа
30 мин 40 мин 50 мин 60 мин 80 мин 4
24 °C . . 27 27 29 29 29 5
35°С .. 30 29 28 21 0
Совместное влияние температуры и влажности на свойства
компонентов клеевых композиций и самих клеев может быть в
действительности гораздо сложнее. Однако в настоящее время
затруднительно дать однозначное объяснение экспериментальным
данным, которые к тому же имеют часто противоречивый харак-
тер. Это объясняется тем, что прочность соединений зависит
также и от способа подготовки поверхности субстрата, толщины
слоя клея, условий испытаний и ряда других факторов, что часто
не позволяет установить связь между механическими свойствами
соединений и структурой отвержденного клея. Поэтому наряду
с механическими испытаниями важно определять содержание
функциональных групп в смоле и отвердителе, а также влаги
в клее.
Весьма перспективным направлением, обеспечивающим ста-
бильность свойств компонентов клеев при хранении, является
микрокапсулирование [39].
Воздушные включения
В компонентах клеев и в жидком клее обычно содержится
большое количество воздуха, микроскопические пузырьки кото-
рого оказывают отрицательное влияние на физико-механиче-
ские, электрические и другие свойства отвержденных клеев, при-
водят к образованию пор (более подробно механизм образова-
ния пор в эпоксидных композициях будет рассмотрен в гл. 6).
Если поры сохраняются в объеме клея и в особенности на гра-
нице раздела, то образующиеся пустоты являются местами кон-
центрации напряжений, что вызывает значительное снижение
прочности соединений (до 30% и более) по сравнению с плен-
кой, не имеющей пористости.
Высокой степени дегазации клеев достигают с помощью ва-
куумирования [40].
Степень дегазации 80—90% жидкой клеевой композиции, со-
стоящей из низковязкой смолы и отвердителя, достигается уже
после выдержки в течение 5 мин при остаточном давлении
2,6-102 Па и 70—90 °C. Скорость и степень дегазации повы-
шаются при перемешивании. Однако после дегазации при хра-
нении воздух вновь проникает в жидкие клеи.
При воздействии ультразвуковых колебаний можно прово-
дить дегазацию клеев, нанесенных на подложку [10, с. 102—105].
При этом сначала происходит перераспределение воздуха, а за-
тем снижение его содержания. Использование метода матема-
тического планирования эксперимента позволило авторам полу-
114
. чить уравнение, характеризующее влияние интенсивности и про-
должительности воздействия колебаний на пористость пленки и
установить оптимальные параметры технологического процесса,
обеспечивающие удаление воздушных включений из клеевой
прослойки.
Толщина пленки клея
Толщина клеевой прослойки в соединениях обычно состав-
ляет от 25 до 300 мкм. Такой большой интервал толщин свиде-
гельствует о том, что прочность соединений на эпоксидных клеях
не столь чувствительна к изменению толщины, как это имеет ме-
сто при использовании клеев других классов. Это объясняется
главным образом относительно невысокой усадкой эпоксидных
клеев при отверждении [41, с. 33].
Обычно с увеличением толщины клеевого слоя прочность
соединений снижается, что вызвано не только ростом внутренних
напряжений, но и увеличением дефектности пленки, т. е. прояв-
лением «масштабного» эффекта [42].
Влияние толщины клеевого слоя на прочность зависит также
от характера нагружения и распределения напряжения в соеди-
нениях. При чистом сдвиге (сдвиг при кручении) прочность
соединений значительно меньше зависит от толщины пленки,
чем при других видах напряженного состояния. Так, при увели-
чении толщины на 1,5—2 порядка прочность соединений при
кручении снижается на 15%, а при равномерном отрыве и сдви-
ге— на 45 и 65% соответственно. В общем случае проявление
i «масштабных» и других эффектов зависит от возможности пере-
распределения напряжений при нагружении, т. е. от скорости
протекания релаксационных процессов в отвержденном клее.
Скорость релаксации напряжений определяется химическим со-
ставом и топологической структурой сетки, а также физическим
состоянием пленки. В стеклообразном состоянии эти факторы
оказывают большее влияние на прочность соединений, чем в об-
ласти Тс и выше.
Деформационные свойства соединений также зависят от тол-
щины слоя клея. Так, для одного из эпоксидных клеев макси-
мальный уровень деформации, после которой происходит разру-
шение соединений при толщине слоя 200 мкм равен 5%, а при
толщине 150 мкм — 9,4%. Поэтому разрушение соединений с бо-
лее тонким слоем клея проходит при более высоких уровнях на-
пряжений [34, с. 13—40].
* При определении толщины слоя клея следует учитывать раз-
личия в теплофизических свойствах склеиваемых элементов,
чтобы исключить возникновение больших термических напряже-
ний, особенно при нестационарных условиях работы. Важен так-
же учет технологических и производственных возможностей: из-
готовление сопрягаемых деталей с необходимой точностью, на-
личие оборудования и оснастки, обеспечивающих требуемые
температурно-временные режимы и давление склеивания.
115
Давление при склеивании
Одним из преимуществ эпоксидных клеев является возмож-
ность проводить склеивание при малых давлениях. Давление
необходимо для сохранения постоянного контакта адгезива с
субстратом и компенсации усадки клея при отверждении. Его
величина зависит от реологических свойств композиции [43, 44].
Так, для жидких клеев достаточно контактного давления, а для
порошкообразных и пленочных —от 0,1 до 0,7 МПа. При исполь-
зовании некоторых модифицированных клеев, в частности эпок-
сидно-фенольных, из-за выделения газообразных продуктов ре-
комендуется применять более высокие давления — до 1 МПа.
С увеличением нагрузки, прикладываемой перпендикулярно
к склеиваемым поверхностям, клей из-за низкой вязкости вы-
давливается из соединений. В результате может возникнуть час-
тичный контакт между поверхностями субстрата, что приведет
к снижению фактической площади склеивания, и, следователь-
но, прочности соединения. Иной характер изменения прочности
наблюдается при всестороннем давлении, например, при склеи-
вании в автоклаве [45]. При этом прочность соединений моно-
тонно повышается вплоть до достижения давления 12 МПа. При
всестороннем сжатии, кроме того, возникают условия, способ-
ствующие более эффективному удалению воздуха из капилля-
ров поверхности. При изменении продолжительности воздей-
ствия давления адгезионная прочность сначала, возрастает, до-
стигает максимума, после чего несколько снижается [46]
тсд, МПа, после выдержки соединений
под давлением
5 мин 10 мин 20 мнн 30 мин 40 мин 50 мин
50 МПа 16,5 12,5 10,5 10 10 9
0,1 МПа 0 5 15 13 11' 10
Такой характер зависимости прочности отражает основные
процессы, протекающие при формировании и отверждении плен-
ки: образование адгезионных связей между клеем и субстратом,
повышение прочности при возникновении и увеличении плот-
ности пространственной сетки и релаксация внутренних напря-
жений.
Приведенные выше данные подтверждают возможность
варьирования давления и продолжительности его воздействия
при склеивании для достижения одной и той же прочности. Если
давление увеличивается, то продолжительность выдержки сни-
жается. Поэтому целесообразно проводить склеивание в усло-
виях всестороннего сжатия (в тех случаях, когда это возможно)
для повышения адгезионной прочности соединений или для со-
кращения технологического цикла их изготовления.
Условия отверждения
Основным критерием выбора оптимального режима отверж-
дения является прочность соединений. Однако, если при этом не
116
учитывать изменения параметров пространственной сетки, сте-
пени отверждения, Тс и температуры других релаксационных пе-
реходов отверждаемой пленки клея, то в ряде случаев трудно
обеспечить стабильность свойств соединений в условиях эксплуа-
тации. Более того,, использование только данных по прочности
соединений для выбора режимов отверждения, как будет пока-
зано ниже, может привести к ошибочным выводам.
Температурно-временные режимы процесса отверждения
эпоксидных клеев зависят прежде всего от строения исходных
эпоксидных смол, отвердителей, других добавок и их соотноше-
ния. В результате отверждения образуется пространственная
сетка химических связей, характеризуемая главным образом
двумя параметрами — Мс и Тс, которые предопределяют комп-
лекс физико-механических свойств отвержденного клея. При уве-
личении, например, Л1С снижаются модуль упругости, тепло- и
термическая стабильность, но улучшаются релаксационные свой-
ства клея.
Для клея одной и той же рецептуры, в зависимости от сте-
A
пени отверждения, указанные параметры могут изменяться в
широких пределах [10, с. 136—138; 47; 48]. Все это обусловли-
вает, как будет показано для конкретных клеящих композиций,
изменение рабочих характеристик соединений [54].
На примере эпоксидно-полиаминоамидного клея ВК-9 и дру-
гих показано [29], что с повышением начальной температуры
отверждения условно-равновесный модуль, а также оОтсл и тсд
возрастают. Это связано с ускорением конверсии реакционно-
способных групп. Прогрев клея приводит также к снижению
вязкости, что способствует лучшему растеканию клея по твер-
дой поверхности и увеличению площади фактического контакта
адгезива с субстратом. Это обеспечивает повышение адгезии.
Однако при достаточно высоких скоростях отверждения уве-
личивается усадка клея, возникают благоприятные условия для
образования «дефектной» сетки [50], имеющей значительные
внутренние напряжения.
По величине £>= можно
условно определить степень
вшивания, при которой до-
стигается максимум адге-
зионной прочности. Так,
если принять значение мо-
дуля клея, прогретого в те-
чение 12 ч (рис. 5.3, кривая /')
Рис. 5.3. Зависимость прочности
при отслаивании соединений на
клее ВК-9 (1—3) и условно-равно-
весного модуля клея (Г, 2') от
продолжительности отверждения
при 60 (/, Г), 80 (2, 2') и 150°С(3).
i.
117
Рис. 5.4. Зависимость прочности
при отслаивании (!) и сдвиге (2)
соединений на клее ВК-9, услов-
но-равновесного модуля (3) и тем-
пературы стеклования (4) клея,
от продолжительности отвержде-
ния при комнатной температуре,
за 1, то максимальное зна-
чение Оотсл при температуре
нагрева 60 и 80 °C достига-
ется при степени сшивания
0,88 и 0,79 соответственно.
При отверждении клея при
комнатной температуре мак-
симальное значение оОтсл соответствует степени сшива-
ния 0,3.
Следовательно, не всегда следует добиваться максимально
возможной степени отверждения, так как при этом увеличивает-
ся уровень внутренних напряжений и снижается прочность со-
единений. Поэтому целесообразно, например, проводить отверж-
дение клея ВК-9 не при 100 °C, а при 60—80 °C, но более дли-
тельное время (6—3 ч). В этом случае повышаются исходная
прочность и стабильность свойств соединений в условиях экс-
плуатации.
При всех выбранных режимах отверждения (рис. 5.3 и 5.4)
наблюдается экстремальная зависимость адгезионной прочности
от продолжительности отверждения. При этом с повышением
температуры сокращается интервал времени от начала отверж-
дения до достижения максимальной прочности.
Характер изменения т сд и c^Q-pcji при увеличении продоллхи*
тельности отверждения не одинаков. Так, прочность клеевого
соединения пртг сдвиге в течение первых 7 сут увеличивается, а
затем несколько снижается. Этот показатель зависит как от ад-
гезионной, так и от когезионной прочности клея. Адгезионная
прочность, оцениваемая по оотсл, снижается через 7 сут выдерж-
ки (рис. 5.4, кривая /), тогда как когезионная прочность растет,
о чем свидетельствует повышение Еж и Тс клея (кривые 3, 4).
Таким образом, относительно высокая стабильность во времени
показателя тсд может не соответствовать характеру изменения
адгезионной прочности.
Целесообразность учета термомеханических свойств отверж-
денных клеев при выборе режимов отверждения видна из дан-
ных, приведенных на рис. 5.5 на примере пленочного клея В К-41.
Значения Тс и Ех. клея определяются условиями отверждения:
в исходном состоянии пленка имеет Тс, равную 6°С (что на
15—16°С ниже комнатной температуры). Это обеспечивает от-
носительную стабильность свойств пленки при ее хранении.
Начало гелеобразования наступает примерно через 30 мин
выдержки при 100—120 °C и соответствует Тс, равной 40—45 °C.
118
Рис. 5.5. Зависимость температуры стеклования (/, 2) и условно-равновесно-
го модуля (Г, 2') клея ВК-41 от продолжительности отверждения при 120 °C
(/, I'} и 100 °C (2, 2') (а) и зависимость прочности соединений, отвержден-
ных при 120 °C в течение 3 ч при сдвиге от температуры (б).
Дальнейшее повышение Тс и модуля обусловлено ростом плот-
ности пространственной сетки химических связей. Скорость из-
менения Ех после гелеобразования может быть использована
для характеристики процесса отверждения клея. Время, при
котором достигаются предельные значения Тс и Еж (при выбран-
ных температурах), зависит от условий отверждения, и при 100
и 120 °C оно наступает после 6 и 3 ч прогрева (рис. 5.5, а) соот-
ветственно.
Модифицированный клей ВК-41 характеризуется более высо-
кими показателями деформационных свойств по сравнению с
клеем ВК-9 и меньшим уровнем внутренних напряжений [51].
Возможно, поэтому режимы, при которых достигаются предель-
ные значения Тй и £<», обеспечивают также и максимальную
прочность соединений (рис. 5.5,6). Более умеренный режим (6 ч
при 100°C) целесообразен при склеивании неметаллических ма-
териалов с ограниченной теплостойкостью.
Резкое снижение прочности соединений при температуре
выше 120°C обусловлено тем, что в этих условиях клей из стек-
лообразного переходит в высокоэластическое состояние.
Таким образом, для определения оптимальных режимов от-
верждения недостаточно руководствоваться данными о механи-
ческих свойствах соединений — важно также определить влияние
температуры и продолжительности выдержки на изменение та-
ких параметров, как Тс и Ех.
Подготовка поверхности субстрата
Одной из основных задач, от решения которой зависит ра-
ботоспособность соединений, является определение оптимального-
способа подготовки поверхности с учетом условий эксплуатации
клееной конструкции. При отсутствии такого подхода в реаль-
ных условиях прочность соединений может оказаться ниже до-
119
пустимого уровня, что приводит к преждевременному разруше-
нию соединений.
Имеется ряд причин, вызывающих снижение прочности со-
единений. Прежде всего следует отметить возможность измене-
ния адгезионных сил при воздействии атмосферных факторов,
наличие пленок (оксидных, гидроксидных и др.) с пониженной
прочностью, коррозию и т. д.
Реальная химическая структура поверхности достаточно
сложна и сведений о ее свойствах и возможности сочетания с
клеем бывает часто недостаточно или они вовсе отсутствуют.
Поэтому для выбора оптимального способа обработки поверх-
ности следует проводить обширные экспериментальные работы.
Суть подготовки поверхности под склеивание заключается в
том, чтобы с помощью химических, электрохимических, механи-
ческих процессов, использования модифицирующих добавок, ад-
гезионных грунтов или других способов изменить природу по-
верхности субстрата, сделать ее более активной при контакте
с клеем для получения требуемой прочности [34, с. 70—89].
При окончательном выборе способа подготовки поверхности
следует учитывать конструкторские и технологические особен-
ности соединения и изделия в целом, а также условия эксплуа-
тации.
Если соединения работают в атмосфере с повышенной влаж-
ностью, то предпочтительнее такой процесс, который обеспечил
бы достаточную стабильность механических свойств при экс-
плуатации даже при невысоком (но допустимом) уровне исход-
ной прочности. Возможно также, что для обеспечения макси-
мальной прочности необходимо использовать такие способы под-
готовки поверхности, которые могут отрицательно повлиять на
характеристики изделия, либо они трудно выполнимы. Все это
требует часто поисков компромиссных решений, изменения тех-
нологических режимов склеивания или использования новых
типов клеющих композиций.
Ниже будут рассмотрены некоторые факторы, которые сле-
дует учитывать при выборе способа подготовки поверхностей ме-
таллов и неметаллических материалов, предназначенных для
склеивания.
Обезжиривание поверхностей. Одним из важных условий по-
лучения качественного соединения является удаление с поверх-
ности масел, жиров и других загрязнений, ухудшающих смачи-
ваемость поверхности клеем. Эти операции проводят с помощью
[52] органических растворителей — ацетона, метиленхлорида
и др. Однако они не всегда обеспечивают требуемую чистоту
поверхности. Органические жидкости растворяют жиры, но Hi-
очищают поверхность от неорганических веществ. Такие жид-
кости не эффективны для удаления остатков шлифовальной
пасты и многих других загрязнений. Для предварительной об-
работки алюминиевых и других сплавов [53] предпочтительно
использовать щелочные составы. Они оказывают моющее дей-
120
ствие, эмульгируя загрязнения и удерживая их в виде суспен-
зии, и после промывки обеспечивают получение чистой поверх-
ности. Эмульгирующие моющие составы содержат поверхностно-
активные вещества, молекулы которых могут взаимодействовать
с функциональными группами молекул масел и воды. Когда
эмульсионный состав смешивается с водой, то загрязнение, ко-
торое удерживается в виде пленки, также удаляется с поверх-
ности. Эмульсионные составы эффективны при удалении смазок,
масляных присадок и других подобных загрязнений.
Хорошие результаты получают при дополнительном исполь-
зовании при обезжиривании ультразвука [54]. В этом случае
полностью удаляется жировой слой с поверхности.
Высокая степень чистоты поверхности достигается при обра-
ботке в парах растворителя [55, с. 99]. Из-за разности темпера-
тур металла и пара последний конденсируется на поверхности,
растворяя жиры, масла и другие загрязнения.
Таким образом, выбор типа растворителей и метода обезжи-
ривания зависит от вида предполагаемых загрязнений поверх-
ности.
После проведения процесса обезжиривания, независимо от
того, куда поступает деталь — на склеивание или на дальней-
шую обработку, важно определить его эффективность, степень
чистоты поверхности. На практике ее определяют испытанием
на сплошность водяной пленки. Этот метод позволяет дать от-
носительную оценку изменения поверхностного натяжения й оп-
ч ределить возможность проведения дальнейших технологических
Й ~ операций.
Подготовка поверхности металлов. Строение кристаллической
решетки, степень шероховатости, наличие оксидов на поверх-
ности металла и ряд других факторов оказывают значительное
влияние на прочность соединений. Снятие поверхностного слоя
приводит обычно -к активации поверхности, уменьшению угла
смачивания и повышению площади контакта склеиваемых ма-
териалов. Кроме того, при наличии шероховатой поверхности
образование микротрещин в пленке клея при нагружении [56]
протекает при более высоких значениях напряжений, чем в слу-
чае соединений с гладкой поверхностью, так как при этом изме-
няется доступность к поверхности субстрата. Все эти факторы
обусловливают зависимость прочности от степени шероховатости
(табл. 5.4). В результате механической обработки поверхности
\ субстрата угол смачивания снижается примерно вдвое, а проч-
ность возрастает в пять раз. Эффективность этого метода со-
храняется, если клеевые соединения работают при температурах
ниже Тс пленки клея. При более высоких температурах вслед-
ствие резкого ухудшения когезионных свойств клея влияние
степени шероховатости поверхности на прочность соединений
незначительно.
В табл. 5.5 приведены данные о влиянии состава окружаю-
щей среды и продолжительности предварительной выдержки
121
Таблица 5.4. Влияние поверхностной обработки субстрата на угол смачивания и прочность соединений при сдвиге [55]
Способ обработки дуралюмина Угол смачивания 0. град тсд, МПа Шерохова- тость, мк
Исходная поверхность Пескоструйная обработка Полирование 30 с 1 мин Шлифование 30 с 1 мин Обработка растворителем (трихлор- этилен) Обработка серной кислотой и би- хроматом натрия 0,5 мин 5 мин 77 36 44 31 44 44 42 3,4 16,8 14 14,7 13,3 14,0 13,0 10-15 80-100 10-15 10 10-15 10-15 10-15
34 34 15,0 14,7 40-50 60-70
образцов дуралюмина на прочность соединений, склеенных эпок-
сидно-полиаминоамидным клеем. Образцы дуралюмина подвер-
гали пескоструйной обработке, выдерживали и склеивали в сре-
де с контролируемым составом. В атмосферных условиях (20%
кислорода и 50%-ная относительная влажность) прочность со-
единений зависит от продолжительности выдержки образцов в
среде до склеивания.
После выдержки в течение 30 мин прочность снижается
примерно на 50%. При этом и характер разрушения соедине-
ний изменяется с когезионного на преимущественно адгезионный
характер. При снижении содержания кислорода до 10% и влаж-
ности до 10% прочность возрастает по сравнению с прочностью
Таблица 5.5. Влияние состава среды и продолжительности пред верительной
выдержки образцов на прочность соединений [55]
Среда т , МПа СД’
0 мин 5 мин 10 мии 15 мин 20 мин 25 мин 30 мин 35 мин
Воздух (20% кислорода) при р = 50% 20 19,5 17,5 17 14 11,5 1 11,2 10,8
Воздух (10% кислорода) при р = 10% 20 19,5 19,4 19,2 19 18 17,5 16
Воздух (20% кислорода) при р = 50% с после- дующим травлением в смеси серной кисло- ты с бихроматом нат- рия 20 19,5 19,5 19,5 19,5 19,5 19,5 19,5
Аргон 20 20 20 20 20 20 20 | 20
122
; образцов, выдержанных в более жестких атмосферных усло-
виях. Если подготовку поверхности проводят в инертной среде
(аргон), при отсутствии на поверхности оксидной пленки, то
прочность соединений не зависит от продолжительности выдерж-
ки образцов перед склеиванием и сохраняется на высоком уров-
не. Если механическая обработка проводилась в атмосферных
условиях, а затем образцы подвергались травлению в смеси сер-
ной кислоты с бихроматом натрия с последующей промывкой
поверхности водой, то уровень прочности оказался аналогичен
прочности соединений, склеенных в среде аргона.
Существенное влияние оказывает состав воды и температур-
но-временной режим обработки поверхности [57]. Например, при
обработке алюминия в ванне серная кислота — бихромат нат-
рия с температурой не выше 60 °C образуется прочный слой
р-оксида алюминия — А12Оз-ЗН2О [65]. Если при последующей
промывке водой температура поднимается выше 60°C, то струк-
тура оксидной пленки изменяется и образуется слой а-оксида
(АЬОз-НгО). При этом прочность соединений, склеенных эпок-
сидными клеями, существенно снижается.
Значение поверхностной структуры металла видно также из
данных, полученных при обработке титановых сплавов
(табл. 5.6).
Материал ОТ-4-1, состоящий из Ti, Al и Mg, представляет
собой сплав с кристаллической решеткой a-типа, а ВТ-3, в со-
став которого входят Ti, Al, Мо и Со, относятся к а-р-типу.
i Строение кристаллической решетки сплавов определяет их по-
верхностную энергию, что оказывает заметное влияние на свой-
ства соединений, и высокая прочность соединений при склеива-
нии титановых сплавов достигается при разных способах обра-
ботки.
После механической обработки или травления поверхность
большинства металлов делается весьма чувствительной к воз-
действию агрессивных сред и поэтому покрытия, полученные
Таблица 5.6. Влияние способа подготовки поверхности
на прочность соединений [/0, с. 80—84}
Способ подготовки \ поверхности титана тсд, МПа
исходное после выдержки в воде в течение 30 сут
клей К-153 клей ВК-31 клей К-153 клей ВК-31
ОТ4-1 ВТ-3 OT4-I ВТ-3 ОТ4-1 ВТ-3 ОТ4-1 ВТ-3
Без обработки Зашкуривание Гидропескоструйная обработка 12,6 50 20,8 22 29 47 24 30 43 30 10 18 22 30 47 10 36 37
123
химическим или электрохимическим способом, должны иметь вы-
сокие прочность и адгезию. Так, оптимальным способом подгц.
товки поверхности алюминиевых сплавов является анодное ок-
сидирование поверхности в хромово-кислотном электролите.
При выборе способа подготовки поверхности магниевых спла-
вов (а они обладают весьма малой коррозионной стойкостью),
сталей и других металлов следует учитывать (так же, как и
для дуралюмина) влияние многих факторов. Известно, напри-
мер, что при цинковании стали происходит водородное охрупчи-
вание, и для исключения этого явления предпочтительно ис-
пользовать кадмирование поверхности [27, с. 348—377]. В этом
случае для получения высокой коррозионной стойкости допол-
нительно используют адгезионные грунты и покрытия.
Необходимо отметить, что ни один из перечисленных спосо-
бов обработки поверхности не является универсальным, поэтому
в каждом случае требуется тщательная проверка работоспособ-
ности соединений в условиях, близких к эксплуатационным.
Одним из главных вопросов подготовки поверхности являет-
ся обеспечение воспроизводимости процесса. Для этого прежде
всего следует определить соответствующие критерии качества,
разработать методики их определения и надлежащий контроль,
который гарантировал бы изготовление клеевых соединений с
требуемыми характеристиками в производственных условиях.
Подготовка поверхности неметаллических материалов. Де-
тали из керамики и пластмасс на основе термореактивных смол
хорошо склеиваются эпоксидными клеями [58]. Перед склеива-
нием поверхность обезжиривают и тщательно зачищают. По-
следнее необходимо для снятия пленки смолы, в которой сохра-
няется антиадгезионная смазка, попавшая из формы.
Сложная подготовка поверхности требуется при склеивании
полиолефинов и их производных, фторсодержащих полимеров,
а так же других термопластов [12, с. 15—26], так как их по-
верхностное натяжение (у = 16—31 МДж/м2) значительно ниже,
чем у эпоксидных клеев.' Поэтому склеивание подобных мате-
риалов желательно проводить после модификации их поверх-
ности. Ее проводят в среде активных химических реагентов,
с помощью прививки мономеров при облучении, при действии
электрического разряда и другими методами [59—61].
Методы и их технологическое оформление должны быть вы-
браны с учетом свойств материалов и технологической целесо-
образности. Так, для обработки поверхности фторопласта-4
можно использовать достаточно агрессивные составы (табл. 5.17),
что обусловлено высокой энергией связи С—F и способностью
атомов фтора «защищать» более уязвимые углеродные це-
почки.
Из таблицы видно, что образование активных функциональ-
ных групп приводит к увеличению поверхностного натяжения
исходных полимеров и улучшению смачиваемости их поверх-
ности клеем. При обработке поверхности фторсодержащих по-
124
Таблица 5.7. Влияние состава ванны на изменение
критического поверхностного натяжения
и угла смачивания фторопласта-4 и полиэтилена [6/]
Состав ванны Полимер Функциональные группы, образующие- ся прн обработке поверхности 9. град "s . * С. ЕД
Исходный полимер Фторопласт-4 Отсутствуют 108 18
расплав ацетата калия с=с=с—С, СО 63 43
Натрий в жидком аммиаке с=с=с—С, Н 62 44
Латрий-нафталиновый ком- плекс с=с=с—С, ОН 66 43
Исходный полимер Полиэтилен Отсутствуют 99 37
Хромовая смесь СО, СООН, ОН, С—О—С 66 45
Раствор перманганата калия СО, СООН, ОН, С—О—С 67 46
димеров образуются группы С = О в результате реакции нуклео-
фильного замещения фтора на ацетогруппы [62, с. 34—52]. По
данным микроскопических исследований, структурные изменения
распространяются на достаточную глубину; это способствует об-
разованию соединений, устойчивых к температурным измене-
ниям, к действию воды, ее паров и растворителей.
Химическое модифицирование поверхности проводят также
4 прививкой мономеров (стирола, метилметакрилата и др.), на-
J холящихся в газовой фазе, при воздействии ионизирующего
излучения [27, с. 131 —136]. Количество привитого мономера,
зависящее от дозы облучения и температурно-временных режи-
моб и обусловлено влиянием ряда факторов. Обычно на на-
чальном этапе облучения выход возрастает из-за снижения ско-
рости реакции обрыва цепи, а затем уменьшается вследствие
затруднения диффузии мономера к поверхности.
Существенное влияние оказывает состав газовой фазы. На-
пример, наличие паров ацетона подавляет прививку, а наличие
метанола, напротив, позволяет достичь требуемой степени при-
вивки при меньшей дозе излучения [27, с. 152—168]. Макси-
мальная прочность соединений достигается при прививке 3—4%
стирола к поверхности полипропиленовой пленки.
Одним из распространенных методов повышения прочности
। адгезионных связей является обработка поверхности электри-
’ чесхим разрядом [63]. Методом ИК-спектроскопии определено,
что обработка электрическим разрядом во всех газовых средах,
в том числе в инертных, приводит из-за наличия остатков кис-
лорода к образованию кислородсодержащих групп и групп с
Двойными связями. Бомбардировка ионами осуществляется
обычно при пониженном давлении в атмосфере активных га-
зов, способных образовывать новые химические связи и свобод-
ные радикалы на поверхности. Ниже приведены данные, свиде-
125
тельствующие о том, что прочность выше в средах, насыщенных
кислородом:
%1р, МПа Оотр, МПа
Кислород............ 9,7 Аргон............... 7,9
Воздух.............. 9,9 Азот................ 7,1
Одним из сравнительно новых способов обработки поверх»
ности является механохимический [64]. Он основан на образо-
вании свободных радикалов, возникающих при механической
обработке поверхности в среде клея. При механической обра-
ботке поверхности полимера происходит разрыв макромолекул,
что приводит к образованию микрорадикалов, время жизни ко-
торых составляет 10~3—10~6 с. Образование радикалов, гене-
рируемых в среде клея, предохраняет их от контакта с возду-
хом и друг с другом. По-видимому, в этом случае увеличение
прочности соединений, склеенных эпоксидными клеями, проис-
ходит за счет радикальных процессов в зоне контакта и образо-
вания химических связей между макромолекулами субстрата и
клея. В качестве подтверждения этого механизма в [78] при-
водятся данные о стабильности свойств соединений, подвергну-
тых такой обработке в условиях длительного хранения.
Грунтование поверхности |
Интерес, проявляемый к применению адгезионных грунтов,
объясняется прежде всего возможностью получения более высо-
кого межфазного взаимодействия в системе субстрат — грунт —
клей по сравнению с системой без грунта и соединений с высо-
кой стабильностью свойств в различных условиях эксплуатации.
В этом случае грунт выполняет роль «химического мостика»
[27, с. 41—69].
Адгезионные грунты используют также для повышения сро-
ков хранения и защиты готовых деталей, предназначенных для
склеивания, увеличения межоперационного времени для инги-
бирования коррозии. В качестве грунтов применяют растворы
клеев и другие пленкообразующие композиции, способные к
сильному взаимодействию с поверхностями субстрата и клея
[80]. Ниже приведены данные, показывающие, как влияет адге-
зионный грунт на прочность соединений:
Клей ВК-9 [80] Кл+еЙвк^25 +
тсд при 20 °C, МПа
контрольные образ-
цы ................. 15 23
после выдержки в
воде в течение
3 мес.......... — 19,7
посте пребывания в
камере тропиче-
ского климата в
течение 1 сут . . 8 17,5
126
| рис. 5.6. Зависимость внутренних g-
’ напряжеиий от температуры для г---------:-----------------------
' кЛея ВК-9 (7) и системы ВК-32-200 + о \ I
д- ВК-9 (2) после отверждения при \ I
120 °C в течение 3 ч. \ \
4- \
Соединения, склеенные си- уч
стемой В К-25 + ВК-9 (клей В К-
25 использован как адгезион- 0~ \ -----------
яый грунт), имеют более высо-
I кие уровень и стабильность
прочностных свойств как в ис-_4____________।______1_____ |~~~~--h
ходном состоянии, так и после о to во ко ibot,°C
хранения в воде в течение 3 мес.
Использование грунтов значительно улучшает прочность соеди-
нений при неравномерном отрыве. Это вызвано тем, что они
обладают большей эластичностью, чем клей. Так уровень внут-
ренних напряжений в системе ВК-9 + ВК-32-200 (клей ВК-32-200
использован в качестве грунта) в интервале температур 50—
120°С близок к нулевому значению [16, с. 112—117] (рис. 5.6).
Наличие таких грунтов способствует повышению скорости про-
текания релаксационных процессов и, соответственно, более рав-
номерному распределению напряжений в соединении.
Существенное влияние на прочность и характер разрушения
I соединений оказывают температурно-временные режимы обра-
J, ботки грунта (табл. 5.8), которые приводят к существенному из-
"менению адгезионного взаимодействия на границе раздела.
После отверждения грунта при 80 и 140 °C углы смачивания
равны 39 и 56° соответственно. По-видимому, при повышении
температуры обработки снижается концентрация активных функ-
циональных групп, что приводит к уменьшению поверхностной
энергии грунта, к росту угла смачивания. Минимальное значе-
ние 0 соответствует температуре прогрева грунта при 60—80 °C.
Таблица 5.8. Влияние режимов обработки грунта ВК-32-200
на прочность соединений из сплава АМГ-3, склеенных клеем ВК-9
[16, с. 112-117]
Режимы прогрева грунта 0, град т МПа сД Характер разрушения
Без грунта 51 78±4 Преимущественно адгезионный
3 ч при 60 °C 35 140+15 Частичное разрушение грунта и отслаивание от подложки
3 ч при 80 °C 39 135±19 То же
3 ч при 120 °C 45 158+17 Когезионный вблизи границы раз- дела грунт — клей ВК-9
3 ч при 140 °C 56 120±7 Адгезионный на границе раздела грунта и ВК-9 и частичное отслаивание грунта от подложки
127
В этом случае грунт недостаточно прочен, поэтому для дости-
жения оптимальных свойств соединения требуется его обра.
ботка при НО—120°С. Однако при этих температурах клей
ВК-32-200 отверждается не полностью и поэтому рабочие тем.
пературы эксплуатации соединений не должны превышать тем.
пературу обработки подслоя.
Аппретирование клея
Для повышения прочности соединений в эпоксидные клеи
добавляют аппреты (1—5%) — преимущественно силаны, общей'1
формулы R'Si(OR)3, где R' — функциональная группа, напри-
мер аминогруппа, OR — группа, способная к гидролизу.
При гидролизе соединение RzSi(OR)3 превращается в
RzSi(OH)3 [67]; это соединение неустойчиво, часть гидроксиль-1
ных групп вступает в реакцию соконденсации с гидроксиль-
ными группами субстрата или химически адсорбированным на
его поверхности водным слоем. Благодаря наличию функцио-
нальных групп R' аппрет способен химически взаимодействовать
с эпоксидной смолой. В результате на границе раздела суб-
страт— полимер образуется модифицированный слой. Этот слой,
как и адгезионный грунт, выполняет роль «химического мо-
стика» [68; 69, с. 32].
Наличие- связи кремнийорганического аппрета с поверх-
ностью субстрата способствует повышению работоспособности
соединений, в частности в атмосфере с повышенной влажностью.
Так, прочность, при сдвиге соединений, склеенных клеем без до- \
бавки аппрета и с 1 °/о этилтриметоксилана, после пребывания^'
в воде в течение 6 сут при 40 °C составляла 2,9 и 9,6 МПа (ис-
ходная прочность этих соединений — 3,2 и 10,7 МПа соответ-
ственно) [70].
Жидкие клеящие композиции с добавками аппретов имеют
обычно меньшую жизнеспособность, и процессы их отверждения
протекают с большей скоростью, чем без них.
Зависимость эксплуатационных характеристик
клеевых соединений от упругих свойств клеев
Упругие свойства отвержденных клеев, зависящие от физи-
ческого состояния эпоксидного полимера, плотности сетки хими-
ческих связей и интенсивности межмолекулярного взаимодей-
ствия, во многом определяют когезионную прочность пленки <.
клея и, следовательно, работоспособность соединений. Однако
этим вопросам не уделяется пока должного внимания, и в лите-
ратуре приводятся в основном данные об изменении прочности
клеевых соединений при воздействии температуры и некоторых
других факторов. Установление взаимосвязи между характери-
стиками соединений и упругими свойствами пленок клеев раз-
личного состава облегчает создание соединений с требуемыми
эксплуатационными параметрами.
128
Ниже систематизированы некоторые данные об упругих
свойствах различных групп эпоксидных клеев и их влияние на
прочность соединений.
Эпоксидные клеи, отверждаемые алифатическими аминами
Эпоксидные клеевые композиции, отверждаемые аминами,
наиболее широко применяются в промышленности, что обуслов-
лено возможностью проводить склеивание при невысоких тем-
пературах и давлениях. В то же время они обладают многими
ценными физико-механическими характеристиками, свойствен-
ными другим клеям, отверждаемым при высоких температурах
[2, с. 76].
В состав эпоксидно-аминных клеев помимо двух основных
компонентов — смолы и отвердителя (алифатического амина)
вводят флексибилизаторы или пластификаторы, наполнители и
другие добавки, необходимые для обеспечения требуемых тех-
нологических и физико-механических свойств. Эти клеи часто
называют клеями холодного отверждения, так как процессы
взаимодействия функциональных групп активно протекают без
нагревания. Однако в этих условиях процессы отверждения клеев
проходят не полностью [89], что оказывает влияние на свой-
Рис. 5.7. Изменение термомеханических
Держки при комнатной температуре в
после дополнительного прогрева
характеристик клея ВК-9 после вы-
течение 1 (1), 2 (2) и 30 сут (3) и
при 120 °C в течение 3 ч (4).
••
Рис. 5.8. ИК-спектры модельной системы (100 масс. ч. смолы + 10 масс,
ч. ПЭПА) после выдержки при комнатной температуре в течение 12 мин (?)
30 мии (2), (3), 4 (4), 6 (5), 25 (6) и 30 сут (7).
5 Зак. 181
ства соединений. Поэтому эти вопросы целесообразно изложить
более подробно.
На рис. 5.7 приведены термомеханические кривые пленок
клея ВК-9 после отверждения по различным режимам [Ю
с. 22—26]. Видно, что после выдержки клея при комнатной тем-
пературе в течение суток Гс пленки составляет примерно 16°C
(кривая /). За этот период заметного образования простран-
ственной сетки, очевидно, не происходит, так как клей при на-
гружении переходит из стеклообразного в вязкотекучее состоя-
ние. Наличие пространственной сетки обнаруживается по вы-
сокоэластическому плато кривой после отверждения клея в
течение 3—5 сут (кривая 2). После этого процессы структурооб-
разования продолжаются еще длительное время, о чем свидетель-
ствует повышение Т,: и Е^, и заканчиваются в основном после
выдержки в течение 30 сут (кривая <?). Такая большая продол-
жительность обусловлена, по-видимому, тем, что они протекают
при 15—25°C, т. е. при температурах значительно ниже 7’с клея,
отвержденного в этих условиях. Полученные данные подтверж-
даются также результатами ИК-спектроскопических исследо-
ваний.
На примере модельных систем (смола + отвердитель) пока-
зано [72—74], что при отверждении протекают не только реак-
ции взаимодействия эпоксидных групп с первичными и вторич-
ными аминогруппами, но и (при наличии третичного амина)—
побочные реакции между эпоксидными и гидроксильными груп-
пами:
—сн2 + —сн—сн2 — сн2—о—сн2—сн—
I \ / 1
он о он
При использовании олигомерных полпаминоамидов в peai
ции принимает участие и амидная группа:
—NHCO + —СН—СН2 —> — СО—N—СН2—СН—
I \/ I I
О он
На последних этапах процессов обнаружено взаимодействие
между эпоксидными группами и молекулами воды [75]. Такое
многообразие реакций, протекающих в одной системе, значи-
тельно затрудняет расчет ее стехиометрии.
С помощью консольного метода определения напряжений,
термомеханического метода, а также ИК-спектроскопии [76—
80] установлены некоторые основные этапы образования про-
странственной сетки химических связей и их влияние на проч-
ность соединений. Для исследования процессов отверждения
принята [75] ближняя область ИК-спектра, что позволяет вести
раздельный контроль конверсии первичных и вторичных амино-
групп. Из рис. 5.8 следует, что при отверждении модельной си
стемы сначала исчезают полосы поглощения первичных амино
групп, а затем — вторичных. После выдержки системы в течение
130
24 ч наличие свободных аминогрупп не зарегистрировано. За-
ветное снижение скорости конверсии эпоксидных групп свя-
зано с меньшей реакционной способностью вторичных амино-
групп и с повышением вязкости клея. Следовательно, в резуль-
тате реакции по первичным и вторичным аминогруппам при
комнатной температуре образуются в основном термопластич-
ные продукты с более высокой молекулярной массой.
Исчезновение аминных групп после выдержки в течение 24 и
подтверждает, что содержание отвердителя в клеях значитель-
но отклоняется от стехиометрического. Однако это не препят-
ствует дальнейшему протеканию процесса отверждения. Это
подтверждается повышением конверсии эпоксидных групп, а
также Тс и Е™ клея.
Важно отметить [76], что основное количество эпоксидных
групп расходуется в течение первых 2—3 сут. В этом случае
для клеев ВК-9, К-115, К-153 степень конверсии эпоксидных
групп составляет 65, 65 и 62% соответственно. За последующие
30 сут она возрастает в каждом из этих случаев дополнительно
на 22, 10 и 14%. Указанное количество эпоксидных групп рас-
ходуется на образование пространственной сетки химических
связей: так, для клея ВК-9 в результате добавочной конверсии
эпоксидных групп значение 7’с повышается на 40 °C, а модуль
увеличивается в 1,5 раза (см. рис. 5.7).
В табл. 5.9 приведены данные о конверсии первичных и вто-
ричных аминогрупп, а также эпоксидных групп в зависимости
от условий отверждения клеев. Видно, что в течение 30 сут при
комнатной температуре конверсия эпоксидных групп протекает
Таблица 5.9. Конверсия первичных и вторичных аминогрупп
и эпоксидных групп при отверждении клеев [75]
Марка клея Время полной конверсии первичных и вторичных аминогрупп, ч Степень конверсии * эпоксидных групп, % Степень конверсии эпоксидных групп после выдержки в течение 6 ч, % шверсии х групп после в течение 30 сут %
ю сч О Ю О 100 °C ю сч О О | 100 °C | о 04 ю 100 °C Степень кс эпоксидны выдержки при 20 °C,
ЭД-20 (100 масс. ч.) + ПЭПА (10 масс, ч.) ВК-9 К-115 К-153 24 24 24 2 3 1,5 3 1 1 0,3 0,8 0,4 0,6 0,6 0,4 25 55 65 58 86 60 77 65 85 57 70 62 54 70 56 59 52 64 67 92 63 80 88 100 ** 77 89 100 *** 94 100 72 85 68 75
* Степень конверсии эпоксидных групп после окончания процесса конверсии амино-
групп при данной температуре.
** За 3,6 ч.
*** За 0,6 ч.
5*
131
Рис. 5.9. Влияние условий отверждения на изменение внутренних напряже
ний для клея ВК-9 после выдержки при комнатной температуре в тече
ние 3 (7) и 30 сут (2) и дополнительного прогрева при 80 °C в течени<
6 ч (3) (а) и термомеханические кривые клея после отверждения по режи
мам 1, 2 и 3 (б).
не полностью. Наличие же свободных эпоксидных групп оказы
вает существенное влияние на свойства клея [98].
Влияние степени завершенности процессов отверждения н;
прочность соединений. Это влияние особенно проявляется npi
температурах выше Тс клеев. С помощью консольного метод.?
определения напряжений можно [12, с. 43—40] по характеру
изменения кривой напряжение—температура оценить Тс плен
ки клея, адгезионно связанной с подложкой. Для клеев, отверж-
денных при комнатной температуре, суммарное значение темпе
ратуры стеклования (Т") характеризуется следующей зависимо
стью [79]:
т" = т'с + дд
где Тс — температура стеклования клея, отвержденного при комнатной тем
пературе; ДГс— повышение температуры стеклования в результате доотвер-
ждения.
На рис. 5.9, а приведена зависимость внутренних напряже-
ний от температуры в пленках клея ВК-9, сформированных на
стальной подложке и отвержденных по следующим режимам:
при комнатной температуре в течение 3 и 30 сут, а также при
80°C в течение 6 ч. Для сопоставления приведены и термомеха-
нические кривые тех же пленок (рис. 5.9,6). Видно, что кривые
температурной зависимости внутренних напряжений в пленках,
сформированных при комнатной температуре, проходят через,
минимум. Минимум напряжений (кривые 1, 2) соответствует
температуре стеклования пленок. Максимум на тех же кривых
указывает на протекание процессов размягчения и доотверж-
дения.
С увеличением продолжительности выдержки образцов от 3
до 30 сут Т'с возрастает на 29 °C. Протекание процессов доот-
132
верждения подтверждается также изменением модуля упругости
пленок этого клея с температурой (рис. 5.10, а). Для пленки,
отвержденной при повышенной температуре (кривая /), значе-
ние модуля упругости сначала резко снижается, а затем он
практически не зависит от температуры. Горизонтальный уча-
сток (кривая 7) характеризует условно-равновесный модуль
структурированного полимера.
Температурные изменения модуля упругости клея ВК-9, от-
вержденного только при комнатной температуре, имеют более
. .сложный характер. Как и в первом случае, с повышением тем-
пературы наблюдается резкое уменьшение модуля, но после до-
стижения минимального значения он начинает расти при даль-
нейшем повышении температуры. При этом значение модуля
асимптотически приближается к значению условно-равновесного
модуля пленки, сформированной при повышенной температуре.
Варьирование продолжительности и температуры выдержки
образцов позволяет изменять модуль упругости пленок клеев
в широких пределах. Например, значение Е пленки, сформиро-
ванной в течение 3 сут при комнатной температуре, при 80 °C
равно »10 МПа (точка 3 на рис. 5.10, а), а в результате допол-
нительного прогрева при этой температуре в течение 15 мин воз-
растает до 30 МПа (точка 4). Аналогично изменяется и проч-
ность соединений (см. рис. 5.10,6). Прочность соединений, сфор-
мированных при комнатной температуре, при 60 °C снижается
втрое, а для соединений, сформированных при 120°C, такое же
снижение прочности происходит при НО °C. Это обусловлено
•V различием в физическом состоянии пленок при 60 °C.
Из рис. 5.10 следует также, что упругие свойства клеев и
прочность соединений выше Тс и зависят от продолжитель-
ности их отверждения при комнатной температуре. Поэтому
Рис. 5.10. Изменения модуля упругости клея ВК-9 (а) и прочности клеевых
соединен:ш при сдвиге (б) после отверждения при 120 °C в течение 3 ч (/)
и после выдержки при комиатиой температуре в течение 30 сут (2) (точка#—
значение модуля упругости при 80 °C после предварительной выдержки при
Комнатной температуре в течение 3 сут; точка 4 — то же после дополнитель-
ного прогрева в течение 15 мин).
133
соединения, склеенные при комнатной температуре, не рекомен-
дуется нагружать ранее чем через 5 сут после их изготовления.
В табл. 5.10 приведены данные о влиянии степени завершен-
ности отверждения клеев на прочность соединений, которую оп-
ределяли после прогрева до заданной температуры и выдержки
при ней в течение 1 мин; величина Атед характеризует различие
в прочности прогретых и непрогретых соединений. Видно, что не-
зависимо от состава заметна тенденция к экстремальному изме-
нению ДтСд с ростом температуры испытаний. Абсолютное значе-
ние Атсд обусловлено степенью завершенности процесса отверж-
дения при комнатной температуре: с ее ростом величина Атсд
снижается.
Таким образом, прочность соединений даже при одной тем-
пературе испытания может быть различной в зависимости от
степени завершенности отверждения, причем изменения проч-
ности необратимы, так как связаны с образованием сетки [27,
с. 71—76].
Значительное снижение прочности соединений при повышен-
ной температуре можно не обнаружить, если не учитывать изме-
нения пространственной структуры клеев при прогреве или вы-
держке соединений при повышенной температуре. Поэтому опре-
деление реальной прочности соединений для этой группы клеен
целесообразно проводить после достижения заданной темпера-
туры без длительной выдержки, приводящей к дополнительному
сшиванию.
Снижение прочности и рост внутренних напряжений при по-
следующем охлаждении могут привести к преждевременному
разрушению соединений, если они при эксплуатации нагревают-
ся до температур, превышающих Тс клея.
Обычно (но не всегда) механические показатели соединений,
отвержденных при нагреве выше, чем у соединений, отвержден-
ных при комнатной температуре.
Таблица 5.10. Влияние степени завершенности процесса отверждения
клеев на прочность соединений [7]
Марка клея Степень завершенности отверждения при комнатной температуре в течение 30 сут, % Дт. .
60 °C 70 °C 80 °C 90 °C юо °с 120 °C
Смола 54 1,5 7 10 13,5 10 4
ЭД-20 (100 масс, ч.) -|- ПЭПА (10 масс, ч.) К-153 63 13,5 15 7 4,5 0
ВК-9 83 0 10,5 10 8 6 0
К-115 67 135 17 15 7 4 0
134
Рис. 5.11. Относительная прочность (Д') соединений при сдвиге для модуль-
ной системы (а) и для клея ВК-9 (б), отвержденных при комнатной темпе-
ратуре в течение 30 сут (/) и после дополнительного прогрева при 120 °C
в течение 3 ч (2).
В области температуры стеклования пленки характер изме-
нения механических свойств может быть иным, чем ниже Тс, и
кривые изменения прочности при сдвиге тсд = f(T) в области
Тс часто имеют максимум. Очевидно, что реализация сегменталь-
ной подвижности в области Тс для клеев, отвержденных без на-
гревания, начинается при более низких температурах, когда ком-
позиции, отвержденные при повышенных температурах, находят-
ся еще в стеклообразном состоянии. Поэтому в области Тс вслед-
ствие протекания релаксационных процессов при приложении
нагрузки прочность соединений, отвержденных при 20 °C, может
быть выше, чем у отвержденных при прогреве [81].
Если условно принять прочность соединений при 20 °C за 1,
то относительное изменение прочностных свойств (К) можно
выразить соотношением
К тсд/тсд
где тсд и тсд — прочность соединений при температуре Т и при 20 °C.
На рис. 5.11 приведена зависимость К от температуры для
двух клеевых систем, отвержденных без нагревания (кривая 1)
и при 120 °C (кривая 2). Из этих данных следует, что в интер-
вале 40—55 °C относительная прочность соединений, склеенных
без прогрева, на 10—20% выше относительной прочности соеди-
нений, склеенных тем же клеем, отвержденным при 120 °C.
Прочность соединений зависит от упругих свойств пленок
клеев, в частности от их податливости. Особенно это проявляет-
ся в области Тс для пленок, отвержденных при комнатной и по-
вышенных температурах (см. рис. 5.11). Это различие в проч-
ности выражается величиной ДК = Kt— Кг (где К\ и Кг — от-
носительные прочности соединений, сформированных при ком-
натной и повышенной температурах).
Соответствующие различия в податливости тех же пленок
можно выразить следующим образом:
А/ = 1/£, - 1/£2
135
где Ei и Е2 — значения модуля упругости пленок (сформированных при ком.
натной и повышенной температурах) при температуре выше их Тс.
В табл. 5.11 приведены значения АЛ' и А/ для пленок модель-
ной системы и клея ВК-9.
При температурах ниже температуры a-перехода, когда клею-
щие композиции находятся в застеклованном состоянии, суще-
ственное влияние на механические свойства оказывают водорот
ные и другие физические связи. Поэтому когезионные свойств,
клея в области Тс и ниже могут не отражать изменения про
странственной сетки химических связей [82]. Действительно, мо-
дуль упругости клея ВК-9 повышается только в течение первьы
5—7 сут, в то время как условно-равновесный модуль возрастает
в течение более длительного времени. Возможно, поэтому значе-
ния прочности соединений, склеенных клеем ВК-9 без нагрева-
ния и при повышенной температуре, при комнатной температуре
практически одинаковы.
Все это обусловливает необходимость изучения упругих и ре-
лаксационных свойств пленок клеев для правильной оценки ра-
ботоспособности соединений в широком интервале температур.
Определение оптимальных условий отверждения. При повы-
шении температуры скорость отверждения клеев, естественно,
повышается, но последовательность реакций функциональны«
групп, как это видно из табл. 5.9, сохраняется. Если темпера-
тура отверждения равна или выше предельного значения Тс дан-
ной системы, то практически полная конверсия эпоксидных групп
наступает за относительно короткое время: например, в случае
прогрева клея ВК-9 при 80 и 100 °C она наступает через 4 и 1 i
соответственно (рис. 5.12). Если температура отверждения клея
ниже предельного значения Тс, то характер изменения концен-
трации эпоксидных групп во времени примерно такой же, как
и при 20 °C, но конечная степень конверсии выше.
При определении оптимальных условий отверждения необ-
ходимо учитывать не только степень конверсии, но и термиче-
скую предысторию клеев. Из данных табл. 5.9 видно, что сте-
пень конверсии эпоксидных групп клея К-153 после прогрева
при 60 °C в течение 6 ч примерно соответствует степени конвер-
сии после выдержки при 25°C в течение 30 сут. В то же время,
Таблица 5.11. Влияние условий отверждения клеев на изменение
податливости пленок и прочности соединений [8/]
Клей Режим отверждения Гс. °C Е прн 120 °C. МПа А/, М2/МН ДД
ЭД-20 (100 масс, ч.) + ПЭПА 20 °C — 45 cvt 57 20 8
(10 масс, ч.) 120 °C-3 ч' 105 410 2,37 0,23
ВК-9 20 °C — 45 сут 55 29,0
120 °C-3 ч 80 36,0 0,67 0,11
рис. 5.12. Степень конверсии эпоксидных
групп (.4) для клея ВК-9 при 20 (/), 40 (2),
60 (8), 80 (4) и 100 °C (5). §£?
прочность соединений в первом случае 60
в три раза выше прочности соедине-
ний, отвержденных при комнатной тем- уо
пературе. Это вызвано, по-видимому,
различием в реологических свойствах го
н смачивающей способности клея
при формировании пленки на суб- 0
Cipaiv.
Процессы структурирования, длительно протекающие при
температурах отверждения ниже температуры a-перехода клея,
не оказывают существенного влияния на плотность связей на
границе раздела, ответственных за адгезию к поверхности суб-
страта. В результате соединения, длительно выдержанные без
прогрева и прогретые при невысоких температурах, даже при
одинаковых когезионных свойствах могут значительно разли-
чаться по адгезионной прочности. Поэтому часто встречающееся
утверждение о равнозначности этих двух режимов с точки зре-
ния их влияния на работоспособность соединений нельзя счи-
тать обоснованным.
При более высоких, но умеренных (80—90 °C) температурах
прогрева значительно повышается степень превращения и пока-
затели адгезионных свойств достигают максимальных значений
после 5—6 ч выдержки. Такие соединения имеют невысокий уро-
вень внутренних напряжений, большую стабильность свойств по
сравнению с соединениями, прогретыми при более высоких тем-
пературах. Следовательно, для эпоксидных клеев, отверждае-
мых аминами, предпочтительно (конечно, в зависимости от тех-
нологических возможностей или особенностей конструкции) про-
водить отверждение при 80—90 °C.
* Эпоксидно-каучуковые клеи
Созданию эластичных клеев на основе эпоксидных смол, мо-
дифицированных эластомерами, в частности нитрильным каучу-
ком, уделяется большое внимание. Они обеспечивают высокие
механические характеристики соединений не только при сдвиге
I и равномерном отрыве, но и при неравномерном отрыве. Их от-
4 верждение проводят при невысоких давлениях и температуре
100—120°С в присутствии катализатора. Прививка молекул кау-
чука проходит по концевым функциональным группам смолы
[83, 84], и при увеличении его содержания повышается молеку-
лярная подвижность цепей, изменяются структурные пара-
метры (Гс, foo и др.) пространственной сетки; их значения за-
висят от соотношения исходных компонентов и степени отверж-
дения.
136
137
Рис. 5.13. Термомеханические кривые эпоксикау.
чуковой клеящей композиции, содержащей 20 (/)
40 (2) и 60 (3) масс. ч. нитрильного каучука. '
На рис. 5.13 приведены термомехап
ческие кривые клеящей композиции ь
основе смолы ЭД-20 с различным соде]
жанием нитрильного каучука. Маки
мальное значение Тс (72—73 °C) наблк
дается при содержании 20 масс. ч. кг'
чука, а значение Е^, определенное из те;
момеханической кривой, при этом прi
мерно в 1,8 раза меньше по сравнен!!)
с клеящей композицией на основе нем.
дифицированной смолы ЭД-20. Невыс
кое значение Ех объясняется, очевидно, увеличением Мс вслед-
ствие «разбавления» сетки молекулами каучука. В результа т
рабочая температура соединений не превышает 80—90 °C, а вьп i.
этой температуры наблюдается резкое снижение прочности.
Ниже приведены данные о прочности при сдвиге соединен! •
различных материалов, склеенных эпоксидно-каучуковым клее-
(смола ЭД-20-|-СКН-26-5) [85]:
0 -с тсд, МПа 20 °C 53 °C
Сталь ЗОХГСА . . . 425 425 350
Дуралюмин Д16АТ зашкуренный . . .’ 315 315 175
анодированный . 180 180 —
* Характер разрушения соединений — когезионный.
Видно, что при одной и той же температуре в зависимости
от природы склеиваемого материала и способа подготовки его
поверхности соединения имеют неодинаковую прочность при
сдвиге. Вместе с тем установлено, что во всех случаях отверж-
денная композиция имеет глобулярную структуру и на ее харак-
тер влияет природа подложки. Таким образом, природа поверх-
ности субстрата может влиять на процесс отверждения й на
структуру эпоксидно-каучуковой композиции. На кривой диффе-
ренциально-термического анализа установлено наличие излома
при —40 °C, что примерно совпадает с температурой а-перехода
каучука [6, с. 42]. Возможно, поэтому соединения на эпоксидно-
каучуковых клеях в интервале температур от —40 до 80 °C обла-
дают высокой стойкостью к ударным и циклическим нагрузкам.
Двухфазные клеи
Ранее было отмечено (см. гл. 3), что двухфазные полимер-
ные системы часто характеризуются более высокими физико-
механическими показателями, чем однофазные. Эпоксидные
138
клеи, модифицированные нитрильным каучуком, могут образо-
вывать как одно-, так и двухфазную систему — в зависимости от
состава и соотношения компонентов. Однофазный клей после
отверждения становится прозрачным и имеет однородную струк-
туру. В двухфазном клее нитрильный каучук находится в виде
дисперсной фазы. Средний размер каучуковых частиц может из-
меняться в широких пределах — от 0,5 до 5 мкм [86, 87].
Образование двухфазной системы зависит не только от соот-
ношения и исходных олигомеров, но и от природы и концентра-
ции отвердителя. Так, эффективнее использовать в качестве от-
вердителя соединения кислотного типа, например гексагидрофта-
левый ангидрид или глутаровую кислоту.
Повышение температуры приводит к снижению вязкости, что
способствует разделению фаз и увеличению скорости отвержде-
ния. Оптимальная скорость разделения фаз достигается в том
случае, когда свободная энергия смешения отрицательна в са-
мом начале процесса. Каучук сначала растворяется в системе,
но затем по мере увеличения степени сшивания выделяется в са-
мостоятельную фазу.
Объемное содержание дисперсной фазы в сетчатом полимере
обычно выше объемного содержания введенного в смесь каучу-
ка. Так как внутри частиц каучука отсутствуют частицы эпок-
сидной смолы, то увеличение объема дисперсной фазы по срав-
нению с расчетным можно объяснить наличием взаимодействия
эпоксидной смолы с каучуком.
Размер частиц и их концентрация существенно влияют на
'механические свойства эпоксидно-каучукового клея. В табл. 5.12
приведены данные о влиянии содержания бутадиен-нитрильного
каучука на механические свойства композиции на основе али-
циклической эпоксидной смолы, отвержденной гексагидрофта-
левым ангидридом при 120 °C — 2 ч, при 180 °C — 4 ч.
Введение до 10 масс. ч. (4,7%) каучука увеличивает удар-
ную вязкость вдвое. До содержания каучука 20 масс. ч. увели-
чение ударной вязкости почти пропорционально росту концен-
трации эластомера. Однако оптимальные значения прочности
Таблица 5.12, Свойства композиции на основе эпоксидной смолы,
модифицированной бутадиен-нит рильным каучуком, содержащим
концевые карбоксильные группы [881
Показатели Содержание каучука, масс, ч, на 100 масс. ч. э юксидной смолы
0 10 20 30 40 50 89
а. кДж/м2 48 92 127 104 115 138 369
^м> °C 191 187 188 168 159 158 127
ср, МПа 52 84 74 65 59 56 41
£р, МПа 3058 2819 2488 2165 1940 1898 1328
«Р. % 1,9 5 5,3 5,5 8 8,5 20
139
Рис. 5.14. Изменение прочности при от.
сдаивании для однофазного (/) и двух-
фазного (2) клеев.
при растяжении, теплостойкости по
Мартенсу и удлинения наблюдают-
ся при содержании 4,7% эласто-
мера.
Двухфазные клеи характериз? -
ются высокой стойкостью при цщ -
лическом нагружении, значительн,
более высокой (по сравнению с однофазными) прочностью пр
отслаивании [89, с. 41]. При использовании двухфазных клей:
частицы каучука блокируют развивающиеся трещины и препяь
ствуют их росту и превращению в трещины разрушения. Чер,-
дование максимума и минимума на кривой (рис. 5.14) соответ-
ствует началу и остановке роста трещин.
Все это подтверждает преимущества двухфазных клеев, i
их применение в технике следует считать весьма перспективны \.
Эпоксидно-фенольные клеи
Основное преимущество эпоксидно-фенольных клеев — высо-
кая теплостойкость, обусловленная большим содержанием аро-
матических групп и плотностью эфирных связей, возникших 1
результате взаимодействия фенольных гидроксильных групп •
эпоксидными группами [90], а также другими реакциями [91 ;
Температура стеклования эпоксидно-фенольных клеящих компо
зиций (в зависимости от состава) находится в пределах 170-
200 °C.
Для эпоксидно-фенольных композиций характерно небольшое
снижение модуля сдвига при нагревании и отсутствие отчетлив?
выраженного максимума на кривой температурной зависимости
тангенса угла механических потерь [92]. При нагревании от
вержденных композиций выше Тс не наблюдается заметного увс
личения деформации полимера при нагружении из-за высоко)
жесткости пространственной сетки.
Невысокая молекулярная подвижность наблюдается и в об
ласти вторичных релаксационных переходов. Все это предопре-
деляет стабильность свойств соединений в широком интервале
температур — от —100 до 200 °C. Поэтому прочность соединений
при 200°C достаточно высока. Значительное снижение прочност-
ных характеристик соединений наблюдается при 300 °C, что свя-
зано с пиролитической деструкцией полимера. На воздухе из-за
окислительных процессов деструкция клея наступает при более
низких температурах (200—260°C) в результате контакта кис-
лорода (с глубинными слоями материала). Такой контакт воз-
можен из-за наличия каналов, которые образуются при отвер-
ждении клея вследствие выделения газообразных продуктов ре-
акции [93, с. 293].
140
Таблица 5.13. Изменение прочности соединений, склеенных
эпоксидно-фенольным клеем, после тепловой обработки при 200 °C
— Продолжительность тепловой обработки, ч тсд, МПа
20 °C 50 °C 100 °C 150 °C 200 °C 250 °C
0 17,5 16,5 16,0 15 14,0 12,5
200 8,8 8,7 8 8 7,8 7,5
400 5,3 5,3 5 5 5 5
600 4,8 4,6 4,4 4 4 4
Для предотвращения деструкции в состав клеев вводят ан-
тиокислители (например, пятиоксид мышьяка), стабилизаторы
(оксихинолин, триацетилацетат алюминия и др.). Применение
подобных добавок позволяет сохранить прочность соединений
при длительном воздействии температуры на более высоком
уровне [2, с. 115].
На термическую стабильность клеев существенное влияние
оказывает природа наполнителя и подложки. При контакте с
медью, нержавеющей сталью, никелем, магнием, цинком де-
струкция протекает с большей скоростью, чем при контакте с
алюминием и кремнием. Кроме того, введение в состав клея
алюминиевого порошка способствует также образованию менее
жестких и менее хрупких соединений. В результате повышается
прочность и стабильность соединений при повышенных темпера-
турах [6, с. 432]:
Тсд. МПа
-80 °C -40 °C 0 °C 40 °C 120 °C 160 °C 200 °C 240 °C 280 °C
Без наполнителя . . 10,5 10,7 10,5 10,3 10,3 9,7 8,0 7,8 5,7
С наполнителем . . . 28,0 27,2 26,9 25,0 22,9 21 19,7 14 13,6
В табл. 5.13 показано, как влияет на прочность соединений
на эпоксидно-фенольном клее продолжительность обработки при
200 °C [94].
'Значительная жесткость эпоксидно-фенольных клеев обу-
словливает невысокие значения ударной вязкости и прочности
при отдире.
Эпоксидно-полиамидные клеи
При сочетании эпоксидной смолы с полиамидами улучшается
смачивающая способность и релаксационные свойства клея. По-
этому содержание полиамида в клеящей композиции оказывает
существенное влияние на свойства соединений [95].
С помощью дифференциально-термического, динамического
и механического методов установлено, что температура a-пере-
хода в эпоксидно-полиамидных клеях составляет —50 °C. Веро-
ятно, a-переход связан с подвижностью сегментов как эпоксид-
ных, так и полиамидных молекул [6, с. 426]. Оптимальные свой-
141
Таблица 5.14. Влияние содержания полиамида на прочность соединений
при сдвиге [89, с. 44]
Состав клея, масс. ч. тсд. МПа
полиамил эпоксидная смола отвердитель -54 °C 20 °C 80 °C
0 100 24 19,0 20,0 24,6
20 80 19 19,0 20,5 16,8
40 60 15 34,0 34 30
50 50 12 42,8 40 34
70 30 7,3 51 45 36,6
95 5 1,2 53 29 19
Примечание. Отвердитель —триазин, режим отверждения —1 ч при 176 “С.
ства соединений достигаются при содержании 50—70 масс. ч.
полиамида на 100 масс. ч. эпоксидной смолы (табл. 5.14).
Эпоксидно-полиамидные клеи относят к группе высокопроч-
ных, обеспечивающих оптимальные характеристики соединений
при невысоких температурах (до 90°C). Клеи имеют высоки
показатели механических свойств при низких и криогенных тем
пературах. В области резиноподобного состояния тСд и стОтсл зна
чительно снижаются.
Соединения на эпоксидно-полимерных клеях (в отличие от
соединений на других эпоксидных клеях) весьма чувствительны
к изменению толщины клеевой прослойки. Так, при изменении
толщины слоя клея от 0,1 до 0,5 мм прочность снижается с 42
до 9 МПа [96]. Поэтому для достижения высокой прочности
необходима хорошая подгонка склеиваемых поверхностей, а
также наличие соответствующих приспособлений, обеспечиваю-
щих постоянство зазора в процессе склеивания. Кроме того, со-
единения чувствительны к действию влаги, поэтому их торцы
желательно предохранять от попадания влаги с помощью по-
крытий или использовать такие способы подготовки поверхно-
сти, которые позволили бы сохранить необходимые механиче-
ские свойства соединений.
Внутренние напряжения в клеевых соединениях
Как отмечалось ранее, внутренние напряжения возникают
при ограничении деформации полимера подложкой. Их уровень
зависит в основном от модуля упругости клея, термических коэф-
фициентов линейного расширения клея и субстрата, геометрии
клеевого соединения, а также от температуры.
Кроме этих напряжений в соединениях возникают напряже-
ния, обусловленные действием эксплуатационных факторов. Они
очень неоднородно распределяются по длине клеевого соедине-
ния и концентрируются на относительно небольшой площади,
что в большинстве случаев является причиной преждевремен-
ного разрушения соединений.
142
В области Тс внутренние напряжения находятся в пределах
О 5—1 МПа и 1,5—2 МПа — соответственно для клеев, отверж-
денных при комнатной и повышенной температурах. При тем-
пературах ниже Тс особенно при отрицательных температурах
(от —50 до —100°C) внутренние напряжения значительно воз-
растают, достигая в ряде случаев 10—15 МПа. Столь высокие
напряжения могут быть вызваны наличием в клее модифици-
рующих или пластифицирующих добавок. Такие клеи характе-
ризуются более высоким значением коэффициента линейного
расширения по сравнению с жесткими клеями при относительно
небольшом различии в значениях модуля упругости в области
отрицательных температур. В результате напряжения повы-
шаются с большой скоростью и имеют более высокий уровень
по сравнению с непластифицированным клеем, что приводит к
снижению прочности соединений [97] в условиях их эксплуата-
ции при низких температурах.
В табл. 5.15 приведены данные о влиянии модифицирующих
добавок на напряжения в эпоксидно-аминных клеях и на проч-
ность соединений при комнатной температуре. Отверждение
клеев проводили при 80°C в течение 30 сут. Внутренние напря-
жения определяли после дополнительной выдержки образцов
при комнатной температуре в течение 60 сут. При этом проте-
кают релаксационные процессы, и напряжения достигают рав-
новесного значения (<Ьо).
Из таблицы видно, что в отличие от полиэфиракрилата и
тиокола каучук приводит к значительному уменьшению внутрен-
них напряжений, хотя при этом прочность соединений на клее
К-147 меньше, чем в двух других случаях. Однако работоспо-
собность соединений на этом клее выше (отношение Гсд/стоо бо-
лее чем вдвое превосходит значение этого показателя для клеев
ЭПЦ-1 и К-153).
Для клея ЭПЦ исследован характер изменения прочности
соединений и физико-механических характеристик пленок в про-
цессе длительного отверждения при комнатной температуре
(та£л. 5.16).
Таблица 5.15. Зависимость физика-механических свойств соединений
от вида модификатора [95]
Марка клея Модификатор Цмасс. ч. иа 100 масс. ч. смолы) Напряжение, МПа тсд, МПа тсд/';ви ’Л
а оо
ЭПЦ-1 Полиэфиракрилат МГФ-9 (20) 13 8 37,5 2,3 3,75
К-153 Тиокол НВ (20) 14,5 6,5 35,0 1,72 3,85
К-147 Жидкий каучук СКН-26-12 (45) 1,2 22,0 3 10
143
Таблица 5.16. Зависимость прочности соединений и свойств пленок
на основе клея ЭПЦ от продолжительности выдержки [Р9]
Показатели Время выдержки, сут
6 9 12 18 24 30
тсд, МПа 10 11 10 8,5 8 8
Ор, МПа 9,0 12,0 15,0 18,5 20,0 20,5
£р, МПа 0 1,8 — 18 25 25,5
ави, МПа — 0,5 0,7 2,5 4
В условиях хранения и эксплуатации напряжения снижают
адгезию, и их действие можно приравнять к действию длитель-
ной нагрузки [12, с. 31—36]. Поэтому они заметно влияют на
свойства соединений не только при отрицательных, но даже и
при комнатной температуре, особенно в случае жестких клеев
с невысокой адгезионной прочностью. Например, предельная
прочность соединений, склеенных клеем ЭПЦ-1, модуль упру-
гости пленки которого невысок, достигается после выдержки в
течение 9 сут. В дальнейшем наблюдается снижение тсд. При
этом повышаются как механические показатели пленок, так и
внутренние напряжения.
В процессе выдержки изменяется и характер разрушения
соединений: на первом этапе он смешанный, а после выдержки
в течение 9 сут преимущественно адгезионный. Это связано с
невысоким уровнем адгезионных свойств клея, отвержденного
при комнатной температуре, а также с повышением внутренних
напряжений вследствие роста модуля упругости [99].
Снижение концентрации напряжений в клеевых соединениях
Уровень и характер распределения внутренних напряжений
различен и зависит от вида нагружения и геометрии соединений.
Клеевые соединения работают в условиях равномерного и не-
равномерного отрыва, сдвига, а также при действии расслаи-
вающих сил. Для оценки работоспособности чаще всего опре-
деляют свойства соединений при сдвиге, ибо этот вид нагруже-
ния наиболее близок к реальным условиям работы соединений
[100].
Рассмотрим основные факторы, влияющие на характер рас-
пределения и уровень напряжений в соединениях, работающих
в условиях сдвиговых деформаций. Если считать, что при на-
гружении соединений напряжения распределяются по всей пло-
щади склеивания равномерно, то, используя известное выраже-
ние a = P/S (где Р — действующая нагрузка, S— площадь),
можно определить средний уровень напряжения. При этом пред-
полагается, что склеенные образцы являются абсолютно жест-
кими и при действии нагрузки угол поворота сечений клеевой
прослойки одинаков по всей длине.
144
Известно, что модуль упругости клея на два и более порядка
ниже, чем у металлов, а его толщина примерно на порядок
меньше толщины образцов. Поэтому при нагружении взаимное
перемещение склеенных образцов незначительно и сравнимо с
их собственной упругой деформацией [101]. При дальнейшем
увеличении нагрузки основную роль начинает играть жесткость
клея и подложки. Максимальная деформация склеиваемых ма-
териалов наблюдается у кромок соединения, а по мере отдале-
ния от них она снижается. Это свидетельствует о неравномер-
• ном распределении напряжений [102] вдоль слоя клея. По мере
роста нагрузки напряжения концентрируются на концах на-
хлестки, вследствие чего возникает «пик» напряжений. Значе-
ние этого «пика» в зависимости от жесткости клея может в
3—8 раз превышать средние напряжения, возникающие под дей-
ствием нагрузки. Поэтому разрушение начинается у кромок со-
единений. Так как края нахлестки более нагружены, чем ее се-
редина, то прочность обычно повышается не пропорционально
площади склеивания. Влияние длины нахлестки в соединении
стальных образцов, склеенных клеем Аральдит, на прочность
показано ниже [103, 104]:
Длина нахлестки, мм . . 5 10 15 20 30 40 50
тсд, МПа........... 55 48 43 41 39 37 37
Действительно, с ростом длины нахлестки средние напряже-
ния снижаются до тех пор, пока не достигнуто некоторое значе-
ние, после которого соединение «исчерпало» свою несущую спо-
1 собность. Дальнейшее увеличение длины нахлестки не приводит
к повышению прочности, поскольку расширяется средняя часть
клеевого соединения с невысоким уровнем напряжений. Следо-
вательно, нет необходимости в слишком большой длине на-
хлестки, так как при этом прочность соединений может практи-
чески не повышаться, а масса конструкции и ее стоимость уве-
личиваются.
Оптимальную длину нахлестки Ь0Пт определяют по следую-
щему соотношению [105]:
LOT = 0,2aT (б2+ 1)
где <>т— предел текучести склеиваемых материалов; 6 — толщина склеивае-
мых материалов.
Значение Лопт заметно зависит от 6, поскольку толстые листы
f при нагружении проявляют меньшую деформацию. Поэтому на-
пряжения в соединениях листов большой толщины меньше, чем
при склеивании тонких листов.
Для определения оптимальных размеров соединения L и 6
пользуются так называемой кривой качества, характеризующей
зависимость разрушающего напряжения от отношения б/Л [104].
Для каждого сочетания клея и толщины склеиваемых материалов
Целесообразно иметь диаграмму качества, которая может явить-
ся эталоном для выбора оптимальных размеров соединения.
145
При действии сжимающих и растягивающих усилий дефор.
мация соединения по его длине неодинакова, и поэтому напря-
жение распределяется также неравномерно, особенно, если со-
единения имеют небольшую ширину [103]. В этом случае при
сжатии напряжения в средней части больше, чем по краям, а
при действии растягивающих усилий — наоборот.
Наличие «пика» напряжений по кромкам, а также краевых
эффектов по ширине обусловливает неравномерный характер
распределения напряжения по площади склеивания. Кроме того,
силы, действующие на два склеиваемых листа, находятся не на
одной прямой — линия их действия смещена относительно друг
друга на величину (61 + 62)/2 (где 61 и 62— толщина склеивае-
мых листов) [106, с. 16]. Поэтому на клеевое соединение до-
полнительно действует изгибающий момент.
При совместном воздействии растягивающих и изгибающих
сил в слое клея возникают напряжения, перпендикулярные по-
верхности склеивания, т. е. клей работает на отдир. Эти фак-
торы обусловливают снижение работоспособности соединений.
Экспериментальные данные по распределению напряжений
в соединениях обычно не совпадают с теоретическими расч^
тами. Последние достаточно сложны, в них не всегда учиты-
вается влияние ряда переменных факторов, в том числе и нали-
чие упруго-пластических деформаций, которые оказывают зна
чительное воздействие на уровень напряжений. Во всех случая
напряженное состояние клеевой прослойки отличается неравно
мерностью действующих сил, их уровень во многом определяем
ся релаксационными характеристиками клея.
Работоспособность соединений значительно повышается в ус
ловиях «чистого» сдвига. В этом случае исчезает максимум н.
кривых прочность — температура, в меньшей степени проявляет
ся масштабный и другие эффекты. Это достигается при испыта-
нии соединений на сдвиг при кручении. Доказательством нали-
чия однородного поля напряжений является отсутствие различий
в физико-механических свойствах свободной пленки и полимер^
в соединении при когезионном разрушении: значение прочности
и модуля сдвига образцов полимера и клеевых соединений при-
мерно одинаковы.
Если принять, что значение Тод, полученное при испытаниях
на сдвиг при кручении, соответствует однородному распределе-
нию напряжений по всей площади склеивания, то представляет-
ся возможным экспериментально определить степень неравно-
мерности распределения напряжений, в частности для соедине-
ний, работающих в условиях сдвига при растяжении [107]:
где N— степень неоднородности напряжений; т'д — прочность соединения
при испытании на сдвиг при кручении; тсд — прочность соединения при ис-
пытании на сдвиг при растяжении,
146
Таблица 5.17. Прочность соединений на эпоксидных клеях
при различный видах испытаний [107]
Вид испытаний гсд. МПа
ЭПЦ-1 К-153 К-147
15 14 19
Сдвиг при растяжении 4,2 4,2 1,2
65 60 23
Сдвиг при кручении 1 1 1
Следовательно, с приближением значений W к 1 распределение
I напряжений в соединении становится более равномерным.
IB табл. 5.17 приведены значения N (в знаменателе) и прочности
соединений (стали 3) при различных видах испытаний (в чис-
лителе) .
Прочность при растяжении соединений склеенных относи-
тельно жесткими клеями, в 3,5 раза ниже прочности при круче-
нии. При переходе к более эластичному клею это различие
уменьшается, что связано с образованием более однородного
поля напряжений в клеевом шве.
По зависимости т'д и тсд от температуры можно оценить
предельные температуры, при которых резко возрастает неодно-
родность распределения напряжений в соединениях.
Ранее отмечалось, что на концах нахлестки уровень напря-
жений выше, чем в остальной ее части, следовательно, снизить
напряжения можно, изменяя геометрию соединения. Однако та-
кой путь не всегда целесообразен. Более перспективным являет-
ся использование комбинации клеев с различными деформа-
ционно-прочностными свойствами [62, с. 56—79].
Чтобы обеспечить надежность соединения, не обязательно
стремиться к высокой начальной прочности. Важно получить
соединения (даже с меньшей исходной прочностью) со стабиль-
ными свойствами в условиях длительной эксплуатации. Поэтому
целесообразно использовать клеи с невысоким модулем упру-
гости при сдвиге. Этот путь предпочтителен, так как предотвра-
щает возникновение значительных концентраций напряжений у
кромок соединения.
Влияние атмосферных факторов
на работоспособность клеевых соединений
В зависимости от назначения и условий работы клеевые со-
единения подвергаются воздействию химических реагентов, тем-
пературы, влажности, различных климатических факторов. Чаще
всего изменение свойств клеевых соединений при атмосферном
старении связано с диффузией воды в полимер, что приводит
147
к уменьшению его прочности, снижению адгезии на границе
раздела и изменению поля внутренних напряжений. Уменьшение
адгезии в клеевых соединениях может происходить по несколь-
ким причинам. Наиболее очевидной из них является конкурент-
ная адсорбция воды на поверхности раздела, в результате чего
как полагали [108—ИО], разрушаются физические адгезионны?
связи. Однако в дальнейшем было показано [111—113], что во:
можен также и иной механизм разрушающего действия влаг;
При исследовании влияния влажности и степени отвержд
ния на прочность соединений, склеенных композицией, состояпц
из смолы Эпикот 828 и ДАДФМ и отвержденной при 100°С-
3 ч + при 180°С—1 ч показано, что с повышением влажност
прочность этих соединений снижается и стабилизация свойсч
наступает после выдержки в течение 5—10 сут (табл. 5.1 А
Если предположить, что снижение прочности происходит в pi-
зультате разрыва водородных связей, то при устранении пр:
чин, вызвавших разрушение, возможно их восстановление. Тогда
прочность соединений после вакуумирования при 90 °C должна
быть равна или близка к первоначальному уровню. Однако та-
кая зависимость не наблюдается. Оказалось, что соединения
с частично отвержденным клеем (130 °C в течение 1 ч) мене?
чувствительны к действию воды, несмотря на то, что их исход
ная прочность (17 МПа) ниже прочности соединений, склеенны •
полностью отвержденным клеем. После выдержки в теченд
35 сут при 100%-ной влажности и 90°C она снижается на 10 -
12%. Если же проводить отверждение по указанному вышедву?
ступенчатому режиму, то при этих же условиях испытания проз
ность снижается примерно на 50%. В то же время значенья,
конечной прочности как в первом, так и во втором случае, при-
мерно одинаковы. Можно предположить, что значительное снч
жение прочности соединений с полностью отвержденным клее-
обусловлено более интенсивным гидролизом ковалентных свя-
зей [112].
Таблица 5.18. Влияние влажности на прочность соединений [1/2]
тсд при 20 °C’ МПа Продолжительность выдержки при 5%-ной влажности и 90 °C, сут Продолжительность выдержки при 100%-ной влажности и 90 °C, сут
0 5 10 20 35 0 5 10 20 35
Исходное 26 23,8
После вакуумиро- 23,8 23,8
вания в тече-
ние 24 ч при
90 °C, МПа
Для композиций,
отвержденных
при 130 °C в те-
чение 1 ч, МПа
23 23,8 23 23,8 23 23,8 26 17,8 16 17,2
17 14
14 14 14
148
ft
Таблица 5.19. Зависимость деформационно-прочностных свойств
НВ нюксидной клеевой композиции от температуры испытаний
Температура испытаний, °C
Показатели 20 40 60 80 100
образной, выдержанных при 100 °C И испытанных на воздухе, МПа 81,2 77 70 56 43,4
0р, образцов, выдержанных при 100 °C и испытанных в воде, МПа 82,6 81,9 80,5 72 54,6
ер образцов, выдержанных при 100 °C и испытанных на воздухе, % 2 2,1 2,2 2,3 3
ер, образцов, выдержанных при 100 °C, и испытанных в воде, % 2 2,1 2,3 2,5 18,2
Из данных, приведенных в табл. 5.18, видно, что при повы-
шении температуры и увеличении влажности прочность соеди-
нений снижается. Незначительный рост прочности после вакуу-
мирования обусловлен, по-видимому, восстановлением межмоле-
кулярных связей. Различие между исходной прочностью к
прочностью после вакуумирования вызвано, видимо, разрушением
химических связей на границе раздела. Эти процессы имеют
место и при эксплуатации соединений в атмосферных условиях,
особенно при повышенной влажности, но они протекают с зна-
чительно меньшей скоростью. Тот факт, что происходит разру-
шение химических связей, дополнительно подтвержден резуль-
татами испытаний образцов эпоксидных полимеров, отвержден-
ных по указанному выше двухступенчатому режиму, — после их
предварительной выдержки в течение 72 ч при 100 °C на воздухе
и в воде с последующим определением прочности в той же среде
при различных температурах (табл. 5.19). Образцы, выдержан-
ные при 100 °C и испытанные в воде, имеют более высокие проч-
ность и удлинение по сравнению с образцами, выдержанными
на воздухе. Можно предположить [113], что в процессе испыта-
ний» вода, проникающая в полимер, разрушает более напряжен-
ные связи, происходит их перегруппировка. В этом случае удли-
нение повышается в большей степени, чем при пластификации
клея водой [ИЗ], а кривая напряжение — деформация характе-
ризуется наличием значительного плато вынужденной эластич-
ности.
Водостойкость соединений зависит также от типа наполни-
теля, его количества, дисперсности и ряда других факторов. Так,
введение в пленочный клей ВК.-24М аэросила приводит к сни-
жению его водостойкости, несмотря на то, что исходная проч-
ность повышается [10, с. 94—99]. В то же время, добавка
50 масс. ч. асбеста (клей ВК-24-50) повышает не только тепло-
стойкость, но и водостойкость соединений (табл. 5.20). При при-
менении высокодисперсных металлических наполнителей проч-
ность также повышается [114, 115], а разрушение в воде имеет
149
смешанный характер, в то время как пленки ненаполненньц
клеевых соединений при разрушении отслаиваются от поверх,
ности металла.
В ряде случаев для прогнозирования свойств клеев исполь-
зуют результаты ускоренных испытаний стойкости к воздей-
ствиям высокой влажности как при комнатной, так и при повы-
шенной температуре, солевого тумана, а также к циклическому
изменению температур и влажности и других факторов. Однако
при таких испытаниях соединения находятся в более жестких,
чем при эксплуатации, условиях. Поэтому и свойства соединений
при ускоренных испытаниях могут изменяться качественно
иначе, чем в реальных условиях. Например, прочность при сдвиге
соединений на эпоксидно-полиамидных клеях, которые являют-
ся в настоящее время наиболее прочными (тсд = 50 МПа), в
процессе ускоренных испытаний после пребывания в воде в те-
чение 30 сут снижается примерно на 60%, а в лабораторных
условиях сохраняется на одинаковом уровне хранения в тече-
ние 11 лет [36]. Из этого следует, что независимо от результа-
тов ускоренных испытаний (а они весьма ценны для определи
ния относительности стойкости соединений), целесообразно в
тех случаях, когда это возможно, проводить длительные ист
тания в условиях, имитирующих условия хранения и эксплуат
ции соединений.
При хранении соединений в условиях искусственного ил
естественного климата их прочность постепенно снижается и
большинстве случаев достигает некоторого постоянного знач-.
ния, которое зависит в основном от химического состава кле-
способа подготовки поверхности и активности среды (табл. 5.21
Эпоксидные клеи, модифицированные нитрильным каучуко\
превосходят эпоксидно-полиамидные, так как в условиях повы
шенной влажности прочность соединений снижается в меньше
степени. В то же время соединения на эпоксидно-каучуковы.
клеях хорошо работают в сухом континентальном климате.
Свойства клеев, отвержденных при комнатной температуре
в значительной степени зависят от типа отвердителя. При ис
пользовании диэтилентриамина наблюдается значительное сни
жение водостойкости соединений. Эпоксидно-полиаминоамидньь
Таблица 5.20. Изменение прочности соединений на эпоксидных
клеях после выдержки в воде [10, с. 94—96]
Марка клея тед послс выдержки в воде, МПа
контроль- ные образцы в течение 3 сут при 20 °C в течение 30 сут прн 20 °C в течение 180 сут при 20 °C при 100 °C
1 ч 4 ч 8 ч
ВК-24М 16 22 15 13 16 4 12
ВК-24-50 28 26 22 17 27 26 23
ВК-24-100 26 22 16 14 21 14 10
150
Таблица 5.21. Прочность соединений* на эпоксидных клеях
в условиях морского климата [//6]
Состав клея Режим отверждения Продолжи- тельность выдержки в морском климате, годы тсд, МПа
исходное конечное
г—"-- - Эпоксидная смола + нитриль- 4 ч, 120°С 2 3,2 0
ный каучук Эпоксидная смола 4- диэтилен- 2 ч, 74 °C 3 25 14
триамин Эпоксидная смола 4- поли- 108 ч, 3 21 12
аминоамид Эпоксидная смола 4- диэтил- 20 °C 1,5 ч, 94 °C 3 25 14,5
аминопропиламид Эпоксидно-фенольный клей 3—6 ч, 160-180 °C 3 25 20
25 22 23** 17 ***
* Поверхность обработана H2SO4 и бихроматом натрия.
** Образцы находились под нагрузкой, поверхность обрабатывали адгезионным’
грунтом.
*** Образцы находились под нагрузкой, на склеенное соединение наносили защитное
вскрытие.
клеи более стабильны как в атмосфере производственных поме-
щений, так и при высокой влажности и в воде. Даже в условиях
морского климата (в отличие от других клеевых соединений) их
прочность сохраняется на относительно высоком уровне после
хранения в течение 3 лет.
Высокой стойкостью к воздействию климатических факторов
отличаются эпоксидные клеи, отверждаемые ароматическими
аминами, ангидридами, и особенно эпоксидно-фенольные. Эго
подтверждается результатами длительного хранения соединений
в условиях морского климата. Прочность соединений на эпок-
сидном клее, отвержденном диэтиламинопропиламином и эпок-
сидно-фенольного снижается на 44 и 27% соответственно (см.
табл. 5.20), что обусловлено диффузией воды в клеевое соеди-
нение. Этот процесс усиливается под действием нагрузки, что
часто приводит к полному разрушению соединений, несмотря на
то, что свойства клеев в объеме при этом сохраняются. Однако
приведенные данные не означают, что нельзя достигнуть необ-
ходимой долговечности соединений в жестких климатических
условиях. Этому способствует применение адгезионных грунтов
или защитных покрытий, наносимых на уже склеенные соеди-
нения, и т. д.
После длительной экспозиции обычно наблюдается большой
разброс механических характеристик. Поэтому в каждом отдель-
ном случае следует определить оптимальную продолжительность
предварительной выдержки соединений до их испытаний в ла-
бораторных условиях.
151
В реальных условиях соединения часто подвергаются цикли,
ческому воздействию климатических факторов. Для ряда клеев
предел выносливости соединений при циклических воздействиях
составляет 15—20% от исходного значения прочности.
Необходимо отметить, что ускоренные и длительные йены-
тания в атмосферных условиях проводят преимущественно на
небольших образцах стандартных размеров. Поэтому резуль-
тэты испытаний могут отличаться от результатов эксплуатации
соединений. Однако это нисколько не снижает значение резуль-
татов испытаний стандартных образцов. Они позволяют пол’
чить данные, необходимые для улучшения технологического пр!
цесса склеивания и повышения качества изделий, выявить влш
ние различных факторов на свойства соединений, правильн
выбрать клеи и способ подготовки поверхности.
ЛИТЕРАТУРА
1. Энциклопедия полимеров. М.., Советская энциклопедия, 1977. Т. 3. 1150
2. Кардашов Д. А. Эпоксидные клеи. М., Химия, 1973. 189 с.
3. Кардашов Д. А. — Вести, машиностр., 1978, № 5, с. 50—53.
4. Петрова А. П. Термостойкие клеи. М., Химия, 1977. 195 с.
5 Круглов Б. И., Бабич Т. С., Кулин Т. А.—Пласт, массы, 1978 №
с. 52-53.
6. Epoxy Resins. Chemistry and Technology/Ed. by C. A. May, Y. Tan
ka. N. Y., M. Dekker, 1973. 801 p.
7. Чернин И. 3., Цвелев В. М. — Пласт, массы, 1976, № 6, с. 55—56.
8. Батизат В. П., Бек В. И., Власова-Головатая В. И. и др. — Вести, мат:
ностр., 1978, № 5, с. 64—68.
9. Hopper L. С.— Adhes. Age, 1977, vol. 20, N 4, p. 38—40.
10. Батизат В. П., Бек В. И., Власова-Головатая В. И. — В кн.: Новые КЛ1 '
и технология склеивания. М., МДНТП, 1976. 154 с.
И. Апарцева Е. Л., Батизат В. П., Петрова А. П.—Вести, машниост,
1978, № 5, с. 47—50. J
12. Кардашов Д. А. Клеи и соединения на их основе. М., МДНТП, 19/: .
Ч. 1, 128 с.
13. Энциклопедия полимеров. М., Советская энциклопедия, 1972. Т. 1, 1224
14. Берлин А. А., Басин В. Е. Основы адгезии полимеров. 2-е изд., перер/п
и доп. М., Химия, 1974. 391 с.
15. Schonhorn Н. — J. Adhes., 1970, vol. 2, N 1, р. 93—99.
16 Королев А. Я. — В кн.: Новые клеи и технология склеивания. М
МДНТП, 1973. 176 с.
17 Petke F. О. — Amer. Chem. Soc. Polymer Prepr., 1975,/ vol. 16, N
p. 532—537.
18. Sandler I. R. — J. Appl. Polymer Sci. 1965, vol. 9, N 10, p. 465—471.
19. Erich W., Bodner M. — J. Appl. Polymer Sci., 1960, vol. 3, N 9, p. 296—
301.
20 Erich W., Bodner M. — J. Appl. Polymer Sci., 1960, vol. 3, N 5, p. 103 —
105.
21. Пономарева T. И., Аржаков В. И., Розенберг Б. А. — Высокомол. соед.,
1978, сер. А, т. 20, № 3, с. 597—602.
22. Chorry В. W. — J. Adhes., 1970, vol. 2, N 1, р. 42—49.
23. Levin М., Weiss Р. — Adhes. Age, 1964, vol. 7, N 6, p. 24—29.
24. Амфитеатрова T. А., Гейниш M. P„ Масленникова И. Л. и др. — Лако-
крас. материалы и их примен., 1976, № 3, с. 23—25.
25. Лаврентьев В. В., Константинова Н. А.—Мех. полимеров, 1971, № 6,
с. 1047—1052.
152
26. Басин В. Е., Берлин А. А. — Мех. полимеров, 1969, № 8, с. 840—849.
27. Басин В. Е. — В кн.: Адгезия полимеров и адгезионные соединения в
машиностроении. М., НТО Машпром, 1976. Ч. 2, с. 80—88.
28 Bikerman J. J. — Amer. Chem. Soc. Polymer Prepr., 1964, vol. 5, N 5,
' p. 566—569.
29. Reinhart T. — Adhes. Age, 1973, vol. 16, N 7, p. 35—41.
30. Фрейдин А. С. Прочность и долговечность клеевых соединений. 2-е изд.,
перераб. и доп. М., Химия, 1981. 272 с.
31 Naoaki N., Roy V. — J. Appl. Polymer Sci., 1973, vol. 17, N 7, p. 2173—
' 2181.
32 Wegman R. F., Tanner IT. C. — Adhes. Age, 1965, vol. 8, N 9. p. 32—38.
33. Чернин И. 3. —Лакокрас. материалы и их примен., 1963, № 3, с. 26—27.
34. Граймс Г. К. — Технология изготовления клееных конструкций. Пер.
с англ. М., Мир, 1975. 445 с.
35. Kwei Т. К.— J. Appl, Polymer Sci., 1966, vol. 10, N 11, p. 1647—1655.
36. Fountain F. — Polymer Eng. a. Sci., 1974, vol. 14, N 9, p. 597—603.
37. Ильина Э. T., Брык Af. T. — Пласт, массы, 1978, № 3, с. 24—25.
38. Huber F. — Adhes. Age, 1967, vol. 10, N 11, p. 28—32.
39. Котелкина A. M, Казанский Ю. H., Венкова E. С., Тростянская E. Б.—
Пласт, массы, 1975, № 12, с. 54.
40. Cialdella H. — J. Plast. Process., 1966, vcl. 6, N 12, p. 10—12.
41. Санжаровский A. T. Физико-механические свойства полимерных и лако-
красочных покрытий. М„ Химия, 1978. 182 с.
42. Санжаровский А. Т. — Пласт, массы, 1964, № 4, с. 43—46.
43. Petrie Е. — Machine Design, 1969, vol. 41, р. 175—178.
44. Mater. Design. Eng., 1967, vol. 65, N 4, n. 84—86.
45. Gisbert K. — Plaste u. Kautschuk, 1975. Bd 22, N 4, S. 338—342.
46. Итого T. — Сикидзай кёкай си, Col. Mater., 1967, vol. 40, N 7, p. 304—
310.
47 Чернин И. 3. —Пласт, массы, 1967, № 8, с. 30—32.
48. Чернин И. 3.—Высокомол. соед., 1971, сер. Б, т. 13, № 8, с. 503—504.
49. Чернин И. 3., Смехов Ф. М.—Вести, машиностр., 1978, № 5, с. 59—61.
50. Hirai Т., Kline D. Е. — J. Appl. Polymer Sci., 1973, vol. 17, N 1, p. 31—44.
51. Артамонова P. В., Виноградова Л. M., Королев А. Я. и dp. — Вести,
машиностр., 1978. № 5, с. 61—63.
52. Михалев И. И., Колобова 3. Н.. Батизат В. П. Технология склеивания
металлов. М., Машиностроение, 1965. 279 с.
53. Amer. Machinist, 1975, vol. 115, N 17, p. 53—56.
54. Майорова Э А., Филипкова А. И. — Вести, машиностр., 1978, № 6,
с. 80—81.
55. Кейгл Ч. Клеевые соединения. Пер. с англ. М„ Мир, 1971. 294 с.
56. Devoll. Adhes. Age, 1967, vol. 7, N 1, p. 20—27.
57. ’ Батизат В. П., Колобова 3. Н., Павловская Т. Г. и др. — Вести, маши-
постр., 1978, № 6, с. 76—78.
58. Комаров Г. В. — Вести, машиностр., 1978, № 6, с. 47—51.
59. Blythe A. R., Briggs D. — Polymer. 1978, vol. 19, N 11, p. 1273—1278.
60. Aly M. C.. Singer K., Chanem N. A. — Europ. Polymer J., 1978, vol. 14,
N 7, p. 545—549.
61. Борисова Ф. И., Киселев А. В., Королев А. Я.—Коллоид, ж., 1965, т. 25,
№ 3, с. 320—322.
62. Королев А. Я Клеи и технология склеивання/Под ред. Д. А. Кардашова.
М„ Оборонгиз, 1960. 285 с.
63. Burchill Р. J., Pinkerton D. М. — J. Polymer Sci., Polymer Symp., 1976,
N 55, p. 185 -193.
64. Генель А. С.. Вакула В. Л, —Вести, машиностр., 1978, № 5, с. 71—74.
65. Гуляева В. В., Батизат В. П., Миндлин Я. И. — Там же, с. 74—76.
66. Батизат В. П., Исаева Е. Ф., Углова Г. Н. и др. — Вести, машиностр.,
1978, № 5, с. 70—71.
67. Polniaszek М. С. — Adhes. Age, 1968, vol. 11, N 7, p. 25—27.
68. Becker R., Gesierich A. — Plaste u. Kautschuk, 1967, Bd 14, N 2, S. 96—99.
69. Клеи и герметики/Под ред. Д. А. Кардашова. М., Химия, 1978. 197 с.
153
70. Kirchnen M. С. — Adhasion, 1969, Bd 13, N 7, S. 257—260.
71. Чернин И. 3. —Пласт, массы, 1967, № 8, с. 30—32.
72. Киль А. Г., Аксенов А. И., Китухина Г. С.—Пласт, массы, 1972, № о
с. 15—17.
73. Сидякин П. В.—Высокомол. соед., 1972, сер. А, т. 14, № 5, с. 979—98<
74. Емелин Е. А., Китухина Г. С., Жарков В. В.—ЖАХ, 1973, т. 28, № к
с. 1599—1601.
75. Китухина Г. С., Жарков В. В.—Пласт, массы, 1976, № 7, с. 74.
76. Чернин И. 3., Китухина Г. С., Жарков В. В. — Пласт, массы, 1976, № g
с. 43—45.
77. Чернин И. 3. — Высокомол. соед., 1971, сер. Б, т. 13, № 7, с. 501—502.
78. Чернин И. 3. — Высокомол. соед., 1969, сер. Б, т. 11, № И, с. 1969-
1971.
79. Чернин И. 3. — Высокомол. соед., 1971, сер. А, т. 13, № 9, с. 2161—2162
80. Чернин И. 3., Злобина Л4. Н. — Высокомол. соед., 1974, сер. Б, т. 16
№ 12, с. 883—886.
81. Чернин И. 3., Слонимский Г. Л., Цвелев В. М.—Вести, машиностр
1978, № 5, с. 54—55.
82. Ольховик О. Е., Гольдман А. Я.—Мех. полимеров, 1970, № 1, с. 163—
164.
83. Николаев А. Ф., Тризно М. С., Куличев А. Г. — Пласт, массы, 1971, № 1,
с. 41—45.
84. Сафонов Г. П., Ким К- С., Каплунов И. Я. — Пласт, массы, 1977, № 9
с. 9—11.
85. Петрова А. П., Деев И. С., Жердев Ю. В. и др.—Пласт, массы, 1971,
№ 9, с. 55—57.
86. Bucknall С. В., Voshu Т. — Brit. Polymer J., 1978, vol. 10, N 3, p. 53—55.
87. Silberberg S., Han C. D...—J. Appl. Polymer Sci., 1978, vol. 22 N 3,
p. 599—609.
88. Soldatos A., Burhann A. S. — Industr. Eng. Chem., Prod. Res. Devel.,
1970, vol. 9, N 3, p. 296—300.
89. Bolger J. C. Treatise Adhesion and Adhesives/Ed. by R. L. Patrick. N. Y.,
1973. Vol. 3. 240 p.
90. Николаев А. Ф., Тризно M. C. — Пласт, массы, 1967, № 6, с. 28—31.
91. Жебровский В. В., Гуревич Т. Н.. Бабаева Е. Л. и др. — Лакокрас. ма-
териалы и их примем., 1968, № 6, с. 8—10.
92. Акимов С. В., Баркова М. Б.—Пласт, массы, 1969, № 9, с. 67—68.
93. Ли X., Невилл К. Справочное руководство по эпоксидным смолам. Пер.
с англ./Под ред. Н. В. Александрова. М., Энергия. 1973. 415 с.
94. Althof IF. — Kunststoffe. 1966, Bd 56, N 11, S. 750—754.
95. Bockhoff E. I., Donnel B. S._ Rutzer J. — Industr. Eng. Chem., 1958,
vol. 50, N 4, p. 905—907.
96. Alter H„ Seller IF. — Ibid., 1958, vol. 50, N 4, p. 922—928.
97. Чернин И. 3. — Высокомол. соед., 1969, сер. А, т. 11, № 10. с. 757—760.
98. Фрейдин А. С., Шолохова А. Б.—Мех. полимеров, 1966, № 6, с. 240—
244. '
99. Чистякова А. М., Сухарева Л. А., Ковальчук Л. М. и др. — Пласт, мас-
сы, 1967, № 15, с. 53—55.
100. Miska К. — Mater. Eng., 1978, vol, 87, N 5, p. 45—47.
101, Matting A., Hahn К. E.— Ztshr. Mctallkunde, 1959, Bd 50, N 9, S. 528-
533.
102. Adams R. D., Peppiatt N. A. Strain S. — Analysis 1973, vol. 8 N 2,
p. 134—139.
103. Schweisstechnik, 1975, Bd 65, N 3, S. 117—123.
104. Schlikelmann R. — Adhesives Age, 1964 vol. 7, N 5, p. 30—35.
105. Matting A., Ulmer K. — VDI-Zeitschrigt, 1963, Bd 105, N 31 S. 1449—
1457.
106. Лунев И. И Передовой научно-технический и производственный опыт.
М., ГОСИНТИ, 1963. 20 с.
107. Фрейдин А. С., Зигерн-Корн В. Н_, Ясовский С. А. и др.—Пласт, мас-
сы, 1968, № 3, с. 57—63.
154
108- Лобанов Ю. Е., Штерензон Ю. Е. —Мех. полимеров, 1971, № 4, с. 733—
1 ' 735.
109. Kerr By С., Macdonald N., Orman J. — J. Appl. Chem., 1967, vol. 17, N 3,
p. 62—65.
HO. Delollis W. J. — Adhes. Age, 1967, N 1, vol. 10, p. 20—70.
Hl. Kerr By C., Orman S. — Brit. Polymer J., 1970, vol. 2, N 3, p. 97—103.
[12. Kerr By C. — Brit. Polymer J., 1970, vol. 2, N 1, p. 67—70.
113. Kerr By C„ Macdonald N. — Ibid., p. 71—72.
[14. Вирлич Э. Э. — Пласт, массы, 1970, № 6, с. 58—60.
115. Вирлич Э. Э. —Пласт, массы, 1967, № 5, с. 65—67.
116. Lollis By N. — Adhes. Age, 1977, vol. 20, p. 26—38.
ГЛАВА 6
ЭПОКСИДНЫЕ КОМПАУНДЫ
Компаундами называются наполненные или ненаполненные-
полимерные материалы, предназначенные для заливки или про-
питки элементов и узлов электро- и радиоаппаратуры. В зави-
симости от типа аппаратуры компаунды выполняют различные
функции — воспринимают механические нагрузки, играют роль
диэлектрика, объединяют элементы конструкции в одно целое,
защищают конструкции от влаги и т. п. Такое многообразие
функций привело к необходимости разработки большого числа
марок компаундов, предназначенных для различных областей
применения.
Наиболее широкое применение находят эпоксидные компаун-
ды, так как эпоксидные полимеры обладают малой усадкой, вы-
сокой адгезией, отверждаются без выделения летучих продук-
тов, отличаются высокими механическими и диэлектрическими
характеристиками и по всему комплексу свойств превосходят
материалы других типов [3]. Одним из основных преимуществ
эпоксидных полимеров является их способность хорошо рабо-
тать в условиях стесненной деформации без нарушения сплош-
ности. Именно эта способность, зависящая от всего комплекса
механических свойств полимера, обусловливает широкое исполь-
зование эпоксидных смол в компаундах.
Эпоксидные смолы хорошо совмещаются с другими олиго-
мерами и, кроме того, могут отверждаться соединениями раз-
личных типов. Это дает возможность сравнительно просто полу-
чать на основе эпоксидных олигомеров разнообразные компаун-
ды, свойства которых изменяются в широких пределах [1 —10].
Недостаток большинства эпоксидных компаундов сравнительно
невысокие температуры эксплуатации, что приводит к невозмож-
ности их применения в изделиях, работающих в жестких усло-
виях.
155
Компаунды подразделяются на пропиточные (обычно нена-
полненные) и заливочные, применяемые с наполнителями. Усло-
вия работы и механизм разрушения компаундов весьма сво«
образны, что затрудняет их выбор для данной конструкции ц,,
обычным диэлектрическим и физико-механическим характери-
стикам. Как правило, на конструкции (часто сложной конфпгу
рации), в которых используют заливочные компаунды, не дей-
ствуют значительные внешние нагрузки, которые могут привест •
к разрушению компаунда. Обычно компаунд разрушается по,;
действием внутренних напряжений, возникающих вследствие ог
раничения термических и усадочных деформаций компаунда же
сткими конструкциями. Напряжения, возникающие вследствп
разности термических коэффициентов расширения компаунда г
конструкции, будут более подробно рассмотрены ниже. Здес.
только отметим, что эти напряжения действуют в течение дли-
тельного времени, что часто приводит к разрушению изделий щ
в момент изготовления, а в процессе эксплуатации, и, следова
тельно, к аварийному выходу оборудования из строя. Поэтом’
для прогнозирования времени жизни изделия в данных усл>
виях необходимо изучение процессов релаксации внутренне
напряжений и длительной прочности материала в сложных по-
лях внутренних напряжений.
Работоспособность компаундов определяется не только меха-
ническими свойствами, но и их изменением при отверждении г
изменении температуры, приводящими к появлению внутренне:
напряжений. Поля внутренних напряжений в различных кои
струкциях могут быть весьма разнообразными, и, как правило,
для реальных конструкций их трудно рассчитать. Все это за
трудняет обоснованный выбор компаундов для данной кон
струкции и заставляет прибегать к эмпирическому методу «проо
и ошибок», что в значительной степени объясняет разработ-
ку большого числа марок компаундов со сходными свой-
ствами.
Одним из основных требований к компаундам является обес
печение хорошей герметичности и монолитности конструкци г
т. е. компаунды должны быть непористыми и обладать хороше;
адгезией к герметизируемой конструкции. Большое значение
имеет также взаимодействие компаунда с залитыми деталями
так как во многих случаях последние выходят из строя по:
влиянием механического или физико-химического взаимодейст
вия с компаундами. В одной небольшой главе невозможно рас-
смотреть все вопросы, связанные с применением и свойствами
эпоксидных компаундов. Кроме того, состав, свойства и приме-
нение компаундов подробно описаны в ряде монографий [1 —101.
Поэтому здесь мы ограничимся кратким описанием основных
типов эпоксидных компаундов и рассмотрением некоторых фи-
зико-химических явлений, наиболее важных для материалов
списываемого типа и для их применения.
Состав и свойства
По составу и свойствам эпоксидные компаунды можно объе-
динить в следующие группы:
Д жесткие ненаполненные пропиточные компаунды;
жесткие наполненные заливочные компаунды;
эластичные компаунды;
компаунды с низкомолекулярными пластификаторами;
компаунды, пластифицированные каучуками;
компаунды, модифицированные другими термореактивными
смолами.
Составы эпоксидных компаундов чрезвычайно разнообразны.
Необходимыми компонентами являются эпоксидная смола и от-
вердитель. В качестве эпоксидных смол часто применяют низко-
молекулярные олигомеры ЭД-20 и ЭД-16, позволяющие полу-
чать компаунды со сравнительно небольшой вязкостью. Для
эластичных компаундов, температура стеклования которых ниже
комнатной температуры, используют смолы типа ПДИ-ЗАК.
В последнее время для получения компаундов со специальными
свойствами начинают применять эпоксидные олигомеры других
типов, например алициклические смолы для трекингостойких
компаундов и эпоксидно-новолачные смолы для термостойких
компаундов.
В качестве отвердителей для компаундов изоляционного на-
значения обычно применяют различные ангидриды, позволяю-
щие получать компаунды с меньшей вязкостью и хорошими ди-
' электрическими характеристиками. Для компаундов холодного
отверждения применяют первичные амины (ГМДА или ПЭПА),
а для ускорения отверждения ангидридами в некоторых случаях
добавляют небольшие количества ускорителей (например,
ДАДФМ). В качестве наполнителей используют неорганические
материалы, причем наиболее часто применяется молотый кварц.
Число пластификаторов и модификаторов для компаундов очень
велико и их химическая природа весьма разнообразна.
До настоящего времени нет работ, в которых достаточно
полно было бы рассмотрено влияние различных компонентов
на свойства компаундов. Поэтому в данной главе мы попытаем-
ся проанализировать влияние пластификаторов и наполнителей,
но не будем касаться олигомеров и отвердителей, так как эти
вопросы рассмотрены в предыдущих главах.
, Как известно, пластификаторы вводят для повышения эла-
стичности компаундов, т. е. для уменьшения их модуля упру-
гости и повышения предельной деформации, а также для сни-
жения вязкости. Пластификатор не может превратить жесткую
эпоксидную смолу в эластичный материал, но он уменьшает
хрупкость материала, увеличивает сопротивление удару и, самое
главное, улучшает работу при заливке конструкций. Однако
Улучшение одних свойств может привести к ухудшению других.
Поэтому окончательный выбор добавки определяется всем
156
157
Рис. 6.1. Зависимость прочности (/, 3) и модуля упругости (2, 4) при ежа
тии (а) и при растяжении (б) эпоксидной смолы ЭД-20, отвержденной а; а
фатическим амином (а) и л-фенилендиамином (б) от содержания плас:и-
фикатора:
а — эпоксидированный многоатомный спирт; б — ПДИ-ЗАК; /, 2 — эпоксидный эквива.мы
смолы 195; 3, 4 — эпоксидный эквивалент смолы 330.
комплексом необходимых свойств, причем окончательный со-
став композиции является результатом компромиссного измене-
ния ряда характеристик. Именно это и приводит к появление Л
большого числа марок компаундов со сходными физико-меха-
ническими показателями. Пластифицирующие добавки обычг >
вводят для уменьшения растрескивания при заливке конструк-
ций с большим числом металлических деталей и особенно дтч
повышения стойкости к растрескиванию при циклах нагрева-
ние — охлаждение.
Некоторые авторы [3, с. 208—227] различают термины «пла-
стификатор», который означает инертное соединение, вводим ?е
в полимер для изменения механических свойств, и «флексиби-
лизатор», т. е. компонент, вступающий в реакцию с отверждаю-
щейся системой и увеличивающий гибкость и подвижность тре5-
мерной сетки. При введении пластификаторов и флексибилиза-
торов наблюдается увеличение ударной вязкости и разрывного ||
удлинения образцов. Однако при этом происходит снижение 1
температуры стеклования, уменьшение термо- и химической Ж
стойкости и, как правило, возрастают диэлектрические потери
и водопоглощение. Так как прочность зависит от модуля упру-
гости и разрывного удлинения, то для хрупких эпоксидных по-
лимеров при введении пластификаторов она вначале увеличи-
вается за счет роста удлинения, а затем сильно снижается за
счет резкого уменьшения модуля, как это показано на рис. 6.1
[3, с. 211; 66].
Одной из отрицательных сторон пластификации является
увеличение термического коэффициента расширения в стеклооб-
разном состоянии. Это может привести к тому, что в некоторых
случаях при низких температурах внутренние напряжения воз-
растают даже в большей степени, чем в отсутствии пластифика-
тора. Наиболее распространенным пластификатором для эпок-
сидных смол холодного отверждения является дибутилфталат и
другие сходные соединения.
В качестве флексибилизаторов обычно применяют низкомо-
лекулярные каучуки и другие линейные соединения с реакцион-
носпособными концевыми группами; часто используют также
алифатические эпоксидные смолы, примером которых может слу-
жить ДЭГ-1. Кроме того, для флексибилизации эпоксидных
смол применяют различные олигомеры, способные вступать в
реакцию с эпоксидными группами, некоторые отвердители, при-
меняемые иногда для увеличения эластичности эпоксидных ком-
паундов [20].
Зависимость механических характеристик и температуры
стеклования эпоксидных композиций от содержания добавок не
во всех случаях является монотонной и для полярных пласти-
фикаторов часто проходит через максимум при небольших кон-
центрациях (см. рис. 6.1.). Для неполярных пластификаторов
(например, дибутилфталата) максимумов не наблюдается. Об-
ласти максимумов для разных показателей не совпадают. Появ-
ление подобных максимумов связано с явлением так называе-
мой антипластификации [10, 61], заключающемся в повышении
модуля упругости при сравнительно небольших содержаниях
пластификатора. Температура стеклования также иногда про-
ходит через максимум, но при значительно меньших количе-
ствах пластификатора. Прочность при пластификации хрупких
эпоксидных полимеров, как правило, вначале возрастает. Мож-
но предположить, что антипластификация является результатом
возрастания при .малых концентрациях пластификатора плот-
ности упаковки цепей и уменьшения свободного объема системы;
пргг дальнейшем же увеличении содержания пластификатора
свободный объем возрастает, модуль упругости, твердость и
прочность снижаются, а удлинение также возрастает.
Введение в эпоксидные полимеры пластификаторов и в мень-
шей степени флексибилизаторов ухудшает диэлектрические
характеристики компаундов. При этом, как уже отмечалось, силь-
но увеличиваются диэлектрические потери и максимум диэлек-
трических потерь смещается в сторону низких температур. Элек-
трическое сопротивление и электрическая прочность также
снижаются при увеличении содержания пластифицирующих
Добавок.
Большое влияние на свойства эпоксидных компаундов ока-
зывает совместимость пластификатора с отвержденными полиме-
рами, а также способность пластификаторов к диффузии в по-
лимере. При создании композиций следует учитывать тот факт
158
159
что с увеличением молекулярной массы полимера и изменением
строения его молекул при отверждении возможно появление
несовместимости, проявляющееся в уменьшении предела раство.
римости пластификатора в отвержденном полимере, особенно ц
случае высокомолекулярных пластификаторов, хотя практически
все пластификаторы хорошо растворимы в неотвержденны,-
эпоксидных композициях.
Как известно, разные полимеры в концентрированных ра,-
творах и тем более в расплавах в большинстве случаев разд-
ляются на две фазы, т. е. являются несовместимыми [13, 14, 5 -
52]. Такие системы легко образуют стабильные дисперсии тиг
«масло в масле», характеризующиеся низким поверхностны
натяжением. При смешении мономерных жидкостей критически,
параметр xi2 = 1, при смешении полимера с низкомолекулярны
жидкостью (пластификатором) х = 0,5, а при смешении пола
меров с полимерами или со сравнительно высокомолекуляр-
ными пластификаторами х сильно уменьшается, что приводит
к несовместимости системы, т. е. к уменьшению взаимной рас-
творимости компонентов. Большинство полимеров оказывается
несовместимым уже в концентрированных растворах. Однако и
сравнительно низкомолекулярные пластификаторы при увели-
чении молекулярной массы эпоксидного полимера и особенна
при образовании трехмерной сетки плохо совмещаются с ним.
Полимер, содержащий инертный пластификатор, можно рас-
сматривать как набухший в пластификаторе, а сильно сшитые
эпоксидные сетки, как известно, мало набухают в органических
растворителях.
С ростом молекулярной массы полимера при отверждении
значение параметра взаимодействия xi2, при котором гомоген-
ная система становится неустойчивой, быстро снижается даже
для полимеров одинаковой природы. Для различающихся по
своей природе полимеров несовместимость обычно проявляется
значительно сильнее. Растворимость низкомолекулярных пла-
стификаторов при увеличении молекулярной массы полимера
также уменьшается, что может привести к неравновесности си-
стемы еще до точки гелеобразования.
Если система становится термодинамически неустойчивой до
начала гелеобразования, то возможно выделение новой фазы,
как это было показано в гл. 3. При этом полимер становится
непрозрачным и неоднородным или, в случае низкомолекуляр-
ных пластификаторов, происходит расслоение системы. При этой
матрица представляет собой раствор пластификатора в поли-
мере, а дисперсная фаза — раствор компонентов эпоксидно'О
связующего в пластификаторе. Если пластификатор каучук, ме-
ханические свойства компаунда и особенно ударная вязкое ь
могут сильно возрастать.
Одним из преимуществ пластификаторов этого типа являе
ся то, что основные свойства матрицы (температура стеклов -
ния, термостойкость и т. д.) мало изменяются. Размер и состо я
рис-
ц<Ж
6.2. Зависимость свойств эпоксид- о
смолы, отвержденной ангидридом,
от содержания наполнителя:
разрушающее напряжение при растяжении;
9^разрУшаюш-ее напряжение при изгибе;
о^моДУ^ь упругости при растяжении; 4 —мо-
дуль упругости при изгибе; 5 —относительное
удлинение при разрыве.
частиц дисперсной фазы зависят/,/
от технологического режима из-
готовления компаунда. На этом од
принципе основана пластифика-
ция эпоксидных полимеров кау-07
чуками и многими смолами. Этот ’
способ является наиболее эффек-0>5
тивным для повышения ударной ’
прочности хрупких полимеров 10.
Если же несовместимость возникает после гелеобразования
и новая фаза не может выделиться, то система становится тер-
модинамически неравновесной, что может привести, например,
к выпотеванию низкомолекулярных пластификаторов и неста-
бильности свойств системы во времени. Это особенно харак-
терно для низкомолекулярных химически инертных пластифика-
торов, растворимость которых в отвержденном эпоксидном поли-
мере невелика, а коэффициенты диффузии достаточно велики.
Поэтому инертные низкомолекулярные пластификаторы приме-
няются для эпоксидных компаундов сравнительно редко, в ос-
новном для компаундов холодного отверждения, где они служат
также для снижения вязкости компаунда.
Наполнители вводят в компаунды для увеличения их модуля
упругости и твердости, а также уменьшения ТКР. Механизм
усиливающего действия порошкообразных наполнителей весьма
сложен и полностью не выяснен. Усиливающее действие зависит
от взаимодействия полимер — наполнитель, от формы частиц на-
полнителя, их способности образовывать пространственные
структуры и от других факторов. В качестве наполнителей ис-
пользуют различные неорганические вещества [3], размеры час-
тиц которых обычно колеблются от десятых до тысячных долей
миллиметра. Максимально возможное количество наполнителя
8 системе определяется максимально возможной вязкостью ком-
't позиции, так как при применении наполнителей, особенно высо-
кодисперсных, вязкость компаунда сильно возрастает. Обычно в
эпоксидные композиции вводят до 200—300 масс. ч. наполни-
Те'Ля. На рис. 6.2 приведены характерные зависимости модуля
Упругости и прочности эпоксидных компаундов от содержания
Каполнителя [3, с. 175]. Следует иметь в виду, что данные раз-
личных авторов о влиянии наполнителя и особенно состояния
его поверхности в некоторых случаях расходятся.
6 Зак. 181
161
160
В настоящее время нет строгой теории, описывающей завц.
симость свойств наполненных дисперсными наполнителями до-
лимеров от содержания и свойств компонентов. Анализ теоретц
ческих моделей, в которых все компоненты рассматриваются как
упругие тела, показал, что модуль упругости наполненного ком-
паунда должен находиться между максимальной и минималь-
ной границами [50]. Значение модуля упругости компаунда £
должно находиться внутри интервала, определяемого неравен-
ствами (при равенстве значений коэффициентов Пуассона ком-
понентов) [22]
Ё2Ё1
где индексы 1 и 2 относятся к полимеру и наполнителю. В [23]
дано более точное решение этой задачи, позволяющее сузить
границы интервала и, таким образом, более точно найти значе-
ние Е. Однако для компаундов с минеральными наполнителями,
в которых отношение модулей наполнителя и полимера Ei/E2
20, различие между верхней и нижней границами значений Е
слишком велико, что не позволяет точно определить Е.
Значение модуля упругости зависит не только от содержа-
ния, но и от формы частиц наполнителя, причем наибольшее
усиливающее влияние оказывают волокнистые наполнители. На
свойства компаунда влияют их ориентация и способность обра-
зовывать агломераты. Для жестких частиц сферической формы
были предложены простые эмпирические выражения, пригодные
для оценки механических свойств наполненных компаундов.
В [17] приведены выражения, которые оказались применимыми
для системы с »i> 0,5:
Г Г Г1 _L 15 (1 ~ Ml) 1
L 2 (4 — 5р2) J
3(1 - И!) (—2И1) (1 — 5р.,) I
-----------------------V1
2ц, (4 — 5|i|)
где G — модуль сдвига наполненного полимера; Gi—модуль сдвига ненапол-
ненного полимера; ць Ца— коэффициенты Пуассона полимера и наполнителя:
V2 — объемные доли полимера и наполнителя.
Сходное выражение было получено Кернером [18].
При введении наполнителей прочность и удлинение при раз-
рыве изменяются более сложным образом, чем модуль упру-
гости. Нильсен [16] предложил простое выражение, основанное
на предположении об аддитивности деформации при хорошей
адгезии и в отсутствии адгезии:
б/б| = 1 — (хорошая адгезия полимера к наполнителю)
е/е i = (1 — V ) S (плохая адгезия)
где е — удлинение при разрыве; S — фактор концентрации напряжений от 1
до 0).
Эти выражения не учитывают влияния многих фактороз,
свойственных реальным системам, как например, изменение ха-
рактера разрушения, внутренние напряжения и т. д. В соответ-
ствии с тем, что о = Ее, прочность при растяжении зависит как
от Е, который увеличивается при наполнении, так и от е, кото-
рое при этом уменьшается. Такое антибатное изменение пара-
метров приводит к тому, что часто значения прочности прохо-
дят через максимум при определенных концентрациях наполни-
телей и при обычно применяемых концентрациях наполнителя
бывают меньше, чем для ненаполненных компаундов.
Приведенные выше выражения не учитывают также зависи-
' мости свойств компаундов от размера частиц наполнителя, их
формы. Поэтому выбор оптимального наполнителя является до-
статочно сложной задачей, которую решают сейчас эмпирически.
В некоторых случаях целесообразно применять сложные смеси
наполнителей, включающие частицы разной формы и природы
(например, кварц, тальк или каолин).
Для заливочных и пропиточных компаундов, особенно в кон-
струкциях с большим содержанием металлических элементов,
существенное значение имеет ТКР компаунда, который в иде-
альном случае должен быть равным ТКР металла. Различие
в ТКР приводит к появлению внутренних термических напряже-
ний и растрескиванию компаунда. Уменьшение ТКР является
одной из основных задач при разработке новых компаундов.
I-. Однако снижение ТКР сопряжено с трудностью введения боль-
I ших количеств наполнителя в систему. Известен наполнитель с
отрицательным ТКР (эвкриптит), однако, он весьма дорог, и
I кроме того, является пористым материалом, что не позволяет
> получать водостойкие компаунды [1].
Расчет ТКР компаунда по свойствам полимера и наполните-
ля— весьма сложная задача, так как при этом необходимо учи-
тывать поле внутренних напряжений вокруг частиц наполнителя
и деформируемость полимера. Для ориентировочной оценки ТКР
компаундов можно пользоваться эмпирическими соотношениями,
рассмотренными в гл. 4. Применимость этих выражений для
расчета механичесй*их характеристик и ТКР эпоксидных компо-
зиций была проверена в ряде работ [50 и др.], где показано,
что для порошкообразных наполнителей полученные значения,
особенно для ТКР, при небольших объемных концентрациях на-
полнителя удовлетворительно совпадают с экспериментальными
Данными. Однако для высоких концентраций наполнителя
(v2 > 0,5) и для анизотропных наполнителей совпадение значи-
тельно хуже.
Как и в случае пластификации, часто наблюдаются немоно-
тонные зависимости показатель — концентрация наполнителя,
причем при малых содержаниях наполнителя в некоторых слу-
чаях наблюдаются экстремумы [19], происхождение которых
тРУДно объяснить.
Большой интерес представляет вопрос о влиянии размеров
частиц наполнителя на упругие свойства компаунда. В [24] по-
казано, что модуль упругости наполненной эпоксидной смолы
162
6*
163 ,
Таблица 6,1. Электрические свойства эпоксидных композиций,
наполненных кварцем, обработанным силанами [21}
Композиция ez при частоте 1 кГц tg 6
в ИСХОДНОМ состоянии после кипячения в воде 72 ч в ИСХОДНОМ состоянии — после кипячения в воде 72 ч
Ненаполненная Наполненная 3,44 3,43 0,007 0,005
без силана 3,39 14,60 0,017 0,305
с С-силаном * 3,40 3,44 0,016 0,024
с Д-силаном * 3,46 3,47 0,013 0,023
* Силан в количестве 0.3% (масс.) смешивали со смолой, отвердителем и катализа
^ором.
не зависит от размера частиц наполнителя. В [25] указывается,
что форма частиц дисперсного наполнителя также мало влияет
на модуль, если не происходит ориентации частиц в ходе тех-
нологического процесса. Однако по вопросам влияния наполни-
телей существуют противоречивые данные, что обусловлено, ве-
роятно, способностью наполнителя к агрегации и образованию
в полимере пространственных систем.
Во многих случаях при введении минерального наполнителя
водостойкость эпоксидных полимеров ухудшается (табл. 6.1)
вследствие проникновения и накопления воды на границе раз-
дела полимер — наполнитель [3]. В этом случае весьма эффек-
тивной является обработка наполнителя силановыми аппретами,
которые значительно понижают водопоглощение компаундов и
уменьшают изменение их механических и диэлектрических ха-
рактеристик [21]. Кроме того, обработка поверхности напол-
нителя силанами повышает исходные характеристики ком-
паунда [21].
Пористая структура
Механические и электрические характеристики эпоксиднь
компаундов, как и других хрупких гетерогенных тел, сильно з;
висят от степени дефектности их макроструктуры. Под «дефег
том», применительно к компаундам, мы понимаем отклонения
макроструктуры от идеализированной средней структуры мате-
риала, т. е. воздушные включения (поры), трещины, неравно-
мерности концентрации наполнителя, посторонние включения
и т. п. Наибольшее влияние на характеристики компаундов ок.
зывают такие дефекты, которые нарушают его сплошность, т.
поры и трещины.
Особенно сильно от нарушений сплошности компаундов з:
висят такие их характеристики, которые можно назвать стру,
турно-чувствительными — водостойкость, герметичность, механ
164
ческая и электрическая прочность и особенно время жизни под
действием электрического переменного напряжения, когда про-
исходит разрушение полимера вследствие частичных разрядов
во внутренних пустотах, и диэлектрические характеристики во
влажной среде.
Некоторые свойства эпоксидных компаундов, которые можно
назвать «структурно-нечувствительными»—плотность и диэлек-
трическая проницаемость, зависят главным образом от объем-
ной доли наполнителя v2. Такие характеристики, как модуль
упругости, занимают промежуточные положения. Структурно-
чувствительные характеристики определяются не общей долей
дефектов и3, а их структурой. Например, если в компаунде
образуется непрерывная сеть микротрещин, объем которых мо-
жет быть небольшим (и3 < 0,01), как это наблюдается в на-
полненных эпоксидных компаундах при термостарении или при
неудачном режиме отверждения, то электрическая прочность
снижается в 10 раз, а газопроницаемость — на несколько по-
рядков. В то же время содержание закрытых пор до и3 =
= 0,10—0,15 сравнительно мало влияет на эти параметры,
хотя заметно уменьшает длительную электрическую прочность.
Следует иметь в виду, что электрическая прочность всех стекло-
образных эпоксидных полимеров находится на одном уровне, и
различие между компаундами по этому показателю появляется
именно из-за структурных дефектов. Широкое применение эпок-
сидных компаундов в значительной мере обусловлено именно
возможностью получать на их основе материалы с малым ко-
личеством макродефектов. Отклонения от технологического
режима также проявляются в изменении макроструктуры, что
и приводит к изменению характеристик компаунда.
В настоящее время процессы образования пор при изготов-
лении эпоксидных композиций исследованы совершенно недо-
статочно, что затрудняет разработку технологии и обусловли-
вает нестабильность характеристики материала. Основным
источником пористости в эпоксидных компаундах является на-
личие в исходных материалах веществ с высоким парциальным
давлением, а также усадка полимера. Для большинства эпок-
сидных компаундов выделение при отверждении летучих ве-
ществ (в отличие от компаундов других типов) не характерно
и поэтому здесь рассматриваться не будет. В зависимости от
технологии применения компаунда механизм образования пор
может быть различным. Следует иметь в виду, что формиро-
вание пористости происходит тогда, когда полимер находится
в вязкотекучем или высокоэластическом состоянии. После пере-
хода в стеклообразное состояние полимер не способен к боль-
шим деформациям, и поры не образуются. Однако в стеклооб-
разном наполненном полимере возникают большие внутренние
напряжения [27], которые в некоторых случаях могут привести
к образованию системы микротрещин, пронизывающих весь ма-
териал. Образование такой системы трещин свидетельствует
165
о неправильном выборе связующего или технологии его отверж-
дения. Образование подобных трещин будет более подробно
рассмотрено в гл. [8], так как они в еще большей степени ха-
рактерны для армированных систем.
Проанализируем основные закономерности образования пор
более подробно, не касаясь вопроса выделения летучих вещестг
при отверждении.
Рассмотрим сферическую пору радиуса /? в изотропной
среде. Задача при этом обладает сферической симметрией, т. е
скорость движения стенок имеет только радиальную компо-
ненту. Газ, наполняющий пору, находится в равновесии с газом,
растворенным в полимере. Тогда химические потенциалы щ и
ц2 в той и другой фазе равны и давление газа в поре Pr в соот-
ветствии с уравнением Лапласа будет превышать давление в
полимере около поры Р:
ЬР = Р^ — Р = 2y/R
где у— поверхностное натяжение.
В этом выражении 2у//? представляет собой капиллярное
давление. Если ДР отличается на равновесной разности давле-
ний, то размер поры или концентрация газа, растворенного в
полимере, должны изменяться.
При нагревании олигомерного связующего происходит
уменьшение растворимости и повышение равновесного пар-
циального давления легколетучих компонентов и примесей.
Когда их общее давление Р достаточно велико, в полимере на-
чинается образование пор [28]. Основная трудность объяснения
образования пор в гомогенной среде появляется при анализе
выражения, которое связывает давление, поверхностное натя-
жение и радиус поры:
Pr = *i/R
В соответствии с этим выражением, в малом зародыше поры
должно создаваться огромное давление. Действительно, как по-
казано в ряде работ, чистые жидкости, даже насыщенные га-
зом, но освобожденные от твердых частиц, выдерживают отри-
цательные давления более 10 МПа [29, 30] или нагревание на
50—80 °C выше температуры кипения. Обычно считают, что
зародышами пор являются микропузырьки газа или плохо сма-
ниваемые поверхности твердых частиц, которые в большом ко-
личестве содержатся в реальных системах. Чтобы возникший
каким-то образом микропузырек мог существовать, должны вы-
полняться обычные условия равновесия фаз: равенство давле-
ний, температур и химических потенциалов внутри и вне пу-
зырька. Давление пара над вогнутой поверхностью жидкости,
и, следовательно, значение константы Генри зависят от радиуса
пузырька [30]. Однако уже для 1 мкм это влияние пре-
небрежимо мало. Для очень малых зародышей оно может быть
заметным. В дальнейшем константа Генри будет считаться по-
стоянной для разных R. В реальных высоконаполненных систе-
166
мах или в компаундах, отвержденных в замкнутых объемах,
зарождение пор может быть облегчено за счет существования
отрицательного давления, возникающего в отверждающемся
полимере в результате его усадки при сохранении адгезии к на-
полнителю и стенкам. Выше было показано, что для обычных
эпоксидных смол, отверждаемых аминами, усадка составляет
около 6—7% (об.), причем из них 3—4% приходится на усадку
в жидком состоянии. Если объем компаунда не может свободно
уменьшаться, это может привести к возникновению значитель-
ных отрицательных давлений и появлению пор. Пористость и3,
возникающая в результате усадки, в случае эпоксидных ком-
паундов невелика и не превышает 2—3%. Отсюда очевидны
преимущества отверждения компаунда даже при небольших
внешних давлениях, позволяющих компенсировать отрицатель-
ное давление, возникающее за счет усадки.
Число и размер пор зависят от свойств полимера, степени
перенасыщения и числа зародышей пор. Так как в эпоксидных
компаундах не происходит выделения летучих при отвержде-
нии, при каждой концентрации растворенных газов и внешнем
давлении существует критический радиус поры /?Кр, определяе-
мый условиями механического равновесия, выше которого
наблюдается рост поры, а ниже — ее смыкание:
^kP = Wr-P)
Величина РКр, т. е. внешнее давление Р, выше которого поры
неустойчивы, является функцией «температуры для данной пар-
тии эпоксидного компаунда и может быть использован в качестве
технологической характеристики компаунда или даже данной
партии компаунда. На рис. 6.3 приведены зависимости Ди/и и
ц3 от температуры и давления при нагревании эпоксидного
Рис. 6.3. Зависимость ДЕ/V и о3 для эпоксидной смолы ЭД-20, отверждае-
мой ДДМ, от температуры и давления (скорость нагревания около 1°С/мин).
167
Рис 6.4. Зависимость Ркр от темпе»
ратуры для смолы ЭД-20:
1 — смола вакуумирована в течение 2 д При
100 °C в тонком слое; 2—смола осушена
в эксикаторе над Р2О5 в течение недели*
3 —смола содержит около 0,1% воды; 4-смо-
ла насыщена водой при 20 °C.
компаунда, а на рис. 6.4 зави-
симость Ркр от температуры.
Из этого рисунка видно, что
интенсивный рост пористости
начинается при определенной
температуре и что значение
этой температуры зависит от давления и содержания примесей.
Если в компаунде содержится только одна летучая примесь, то
зависимость Ркр от Т при постоянной концентрации примеси
близка к экспоненциальной; при более сложном составе приме-
сей наблюдаются и более сложные зависимости. Для получения
монолитного материала внешнее давление должно быть не ме-
нее Ркр; при отверждении без давления Ркр должно быть мень-
ше атмосферного. Различные методы подготовки компаундов
(откачка, предварительный нагрев и т. п.) служат для сниже-
ния РКР. Вследствие сильной зависимости Р от Т желательно
проводить отверждение до гелеобразования при возможно более
низкой температуре, а затем повышать температуру. Способ
определения Ркр несложен и предложен нами в [43].
Если в вязком теле содержатся поры различных размеров,
которые характеризуются объемной долей v3 и некоторой функ-
цией распределения по размерам, то часть из них будет нерав-
новесными. При каждом пересыщении PJP в системе есть
поры, которые находятся в равновесии с раствором низкокипя-
щих веществ в полимере и имеют критический радиус ДКР. При
R > /?кР пора растет, при R < /?кр — сокращается, что приво-
дит к перераспределению газа между порами разных размероь
(газ из мелких пор диффундирует в более крупные). Здесь мы
допускаем, что вязкость тела достаточно мала и что опреде-
ляющей стадией процессов является диффузия газов межд\
порами [31]. Данное распределение пор по размерам дает
усредненное значение концентрации, которому и соответствует
/?КР. С уменьшением числа мелких пор средняя концентрация
растворенных веществ уменьшается и соответственно при этом
увеличивается Дкр, что в тех случаях, когда капиллярное дав-
ление 2у/Д сравнимо с внешним, может вызвать увеличение
пористости и3. В наполненных системах распределение пор пс
размерам зависит также от размера частиц наполнителя и егс
пространственного распределения, а также от усадки полимер:
и жесткости скелета наполнителя. Если наполнитель или арми-
рующие элементы образуют достаточно жесткий скелет, то порь
168
могут расти только за счет усадки полимера даже без выделе-
ния летучих продуктов.
Тела, содержащие поры различных размеров, не могут на-
ходиться в равновесии, которое может быть достигнуто только
при 7? = оо, т. е. при полном выходе пор из объема полимер-
ного материала. Это наблюдается около свободной поверхности
изделия. Действительно, около свободных поверхностей крупных
пор, трещин и раковин есть монолитная корка, свободная от
пор, толщина которой зависит от температуры и продолжитель-
ности технологического процесса.
В реальных пластиках при отверждении фиксируется опреде-
ленное распределение пор по размерам вследствие возрастания
вязкости, которое препятствует изменению размера пор. Таким
образом, при изготовлении деталей из компаундов, содержащих
растворенные газы и низкомолекулярные вещества, при отверж-
дении происходит повышение давления равновесной газовой
среды над компаундом вследствие повышения температуры, а
также вследствие увеличения молекулярной массы полимера,
что приводит к снижению растворимости низкомолекулярных
веществ. В области гелеобразования пористость «заморажи-
вается», если полимер может выдержать давление газа в порах.
Число пор и их распределение по размерам зависят от коли-
чества легколетучих продуктов в компаунде и технологии его
изготовления. Невысокие температуры способствуют уменьше-
нию пористости эпоксидных компаундов, но размер пор может
z быть довольно велик; при высоких температурах пористость
' сильно возрастает и образуются поры с широким распределе-
нием по размерам. Для расчета пористости необходимо знать
коэффициенты растворимости и диффузии различных соедине-
ний в неполностью отвержденном полимере, которые в настоя-
щее время не известны. Однако для ориентировочной оценки
этих величин можно использовать корреляционные соотноше-
ния, разработанные для жидкостей [32—34].
Растворимость газов и низкомолекулярных веществ в оли-
гомерах и неполностью отвержденных полимерах зависит от их
физических и химических свойств, а также от температуры и
давления. Общей теории, количественно описывающей темпе-
ратурную зависимость коэффициента растворимости от этих
факторов, не разработано, но существуют некоторые корреля-
ционные соотношения, позволяющие оценить его значение [11,
12, 26].
' В тех случаях, когда полимер в достаточной степени от-
вержден и неспособен к течению, т. е. находится в высокоэла-
стическом состоянии, давление газа внутри поры связано с ее
радиусом следующим образом [35]:
°[4-^-т(4)‘]+^
Где G — модуль сдвига; Ro — начальный радиус поры,_
169
При рассмотрении этого выражения следует иметь в виду
что Р может принимать большие отрицательные значения из-за
усадки полимера, что сильно облегчает рост зародышей пор.
Для этого чтобы субмикроскопический зародыш мог вырасти
до макроскопических размеров, давление газа в поре или
(Рr — Р) должно быть не менее 5/2G [28, 35]. Из приведенного
выражения следует, что критическое давление роста пор в высо-
коэластическом и особенно в стеклообразном состоянии весьма
велико. Однако в некоторых случаях возможно образование
пор и «вспенивание» компаундов по этому механизму, напри-
мер, когда компаунд холодного отверждения содержит замет-
ное количество растворителя или же в компаундах любых типов
увеличивается концентрация низкокипящих продуктов (напри-
мер, при радиолизе или в результате сорбции). При быстром
нагревании таких материалов до Т > Тс, когда модуль сдвига
сильно уменьшается, а равновесное давление Р сильно возра-
стает, возможно интенсивное порообразование. При этом про-
исходит быстрое «распухание» материала. Кроме того, повы-
шение давления в порах приводит к снижению механической
прочности компаунда и нарушению адгезии к залитым кон-
струкциям.
Таким образом, при использовании компаундов необходимо
тщательно контролировать количество низкомолекулярных при-
месей как для уменьшения пористости, так и для обеспечения
работоспособности при повышенных температурах.
Работоспособность
Строго говоря, следует рассматривать не работоспособность
компаунда, а залитого изделия, так как работоспособность по-
добных конструкций определяется именно взаимным влиянием
компаунда и конструкции, которое может быть связано с раз-
личными физико-химическими процессами, в том числе с появ-
лением внутренних напряжений, взаимодействием основных
компонентов компаунда и примесей с поверхностью залитых
элементов и др. Наиболее агрессивными оказываются отверди-
тели и в некоторых случаях наблюдается разрушение некото-
рых полимерных покрытий, пленок и волокон при контакте с
отверждающимся эпоксидным компаундом [3, 63]. В частности,
при контакте с компаундами ухудшается работа полупровод-
никовых приборов [1]. Однако закономерности и механизм
этих процессов в настоящее время мало исследованы. Влияние
же внутренних напряжений исследовано значительно лучше г
мы остановимся на этом вопросе более подробно.
Как уже отмечалось выше, внутренние напряжения в ком
паундах являются основной причиной выхода залитых конструк
ций из строя. Они вызывают растрескивание компаунда, изме
нение характеристик залитых элементов, чувствительных к дав
лению, или разрушение деталей, обладающих малой проч-
170
ностью. Основную роль при этом играют термические напряже-
ния, так как усадочные напряжения в эпоксидных системах не-
велики [5, 8, 9, 36, 37]. Термические напряжения в изделиях,
состоящих из компаунда и жестких недеформируемых деталей,
можно рассчитать по следующей формуле:
Е2 (сч — аг) (Т — Тр)
где Ез— модуль упругости компаунда; а2— ТКР подложки; он — ТКР ком-
паунда; Т — температура; То — температура, при которой термические напря-
жения равны нулю; Кф = 1/А — коэффициент формы, зависящей от геомет-
рии изделия.
При этом предполагается, что жесткость залитой конструк-
ции значительно выше жесткости компаунда. При уменьшении
жесткости конструкции оВи уменьшаются.
Для однооснонапряженного состояния Кф = 1, для двухос-
ного Кф = 1 — ц, для трехосного Кф = 1—2ц (где ц — коэффи-
циент Пуассона). В более сложных случаях зависит также
от пространственных координат и механических свойств ком-
паунда и залитой конструкции. Расчет полей таких напряжений
является весьма сложной задачей [38, 51, 53—59].
На рис. 6.5 приведены результаты поляризационно-оптиче-
ского исследования напряжений в модели с квадратичным рас-
положением незакрепленных жестких цилиндров, залитых эпок-
сидным компаундом [37, 39, 40]. Эта модель описывает типич-
ные залитые конструкции, например разъемы и др. Расчет по
i приводимым в литературе выражениям дает такую же картину
распределения напряжений. В общем виде выражение для на-
пряжений может быть представлено в виде
1/Кф = <Т/Оо
где Сто — напряжение в случае одноосного напряженного состояния, когда
— 1.
На рис. 6.5 показаны напряжения вдоль оси, проходящей
через центры двух соседних армирующих элементов. Из этого
рисунка видно, что радиальные остаточные напряжения сщ яв-
ляются напряжениями сжатия и минимальны на поверхности
раздела. Тангенциальные напряжения ооо также минимальны на
поверхности раздела. Осевые напряжения огг являются напря-
жениями растяжения и сравнительно мало зависят от простран-
ственных координат. Таким образом, в пространстве между ар-
мирующими элементами компаунд находится в сложно-напря-
Женном состоянии; при этом особенно опасны напряжения
растяжения, которые вызывают образование трещин. Как видно
Из рис. 6.5, напряжения в таких системах могут быть значи-
тельно больше, чем в случае простого одноосного напряжения.
Значения этих напряжений могут превосходить механическую
прочность компаунда и вызывать его разрушение. При умень-
шении расстояния между армирующими элементами Кф1 уве-
личивается, т. е. опасность растрескивания возрастает.
’71
Рис. 6.5. Распределение значений внутренних напряжений в эпоксидном пла-
стике вдоль поверхности цилиндрического армирующего элемента при их
гексагональной упаковке (объемная доля армирующих элементов 0,64; тем-
пература отверждения около 170 °C) [37]:
а—радиальные напряжения; б—касательные напряжения; 1 — объемная доля наполни-
теля о2=0,64; 2— о2 —0,7; 3—-и2 = 0,8.
В предельном случае полного сближения жестких армирующих
элементов или их расположения на монолитном основании весь
компаунд будет в состоянии максимального трехосного растя-
жения. Этот случай наиболее опасен с точки зрения растрески-
вания компаунда.
Большой интерес представляет распределение нормальных
напряжений на поверхности залитых элементов. На рис. 6.6
показана зависимость Кф1 от угла при гексагональной упа-
ковке армирующих элементов [37, 41, 42]. Нормальные напря-
жения на границе раздела могут иметь как положительные
(растяжение), так и отрицательные (сжатие) значения, причем
с увеличением объемной доли армирующих элементов возра-
стает доля их поверхности, на которой действуют напряжения
растяжения, и значение этих напряжений. При малом содержа-
нии армирующих элементов на поверхности раздела наблю-
дается только сжимающее напряжение, вызывающее увеличение
адгезии [37, 44, 46]. Наиболее опасными являются растягиваю-
щие нормальные напряжения, вызывающие появление трещин
на границе раздела и нарушение адгезии, а в некоторых слу-
чаях и разрушение залитых деталей. Касательные напряжения,
возникающие вокруг залитых деталей, также могут приводить
к местному отслаиванию компаунда. В тех случаях, когда арми-
рующие элементы закреплены на какой-нибудь подложке, рас-
пределение напряжений более сложное, причем увеличивается
роль растягивающих напряжений и вся конструкция деформи-
руется (коробление).
Таким образом, для уменьшения концентрации напряжения
и опасности растрескивания эпоксидных компаундов необхо-
димо или изменять конструкцию заливаемой детали, увеличи-
вая Кф и уменьшая жесткость конструкции, или изменять свой-
ства компаунда, уменьшая оо без уменьшения прочности.
172
Выбор материала для заливки определенной конструкции,
как видно из изложенного выше, является весьма сложной за-
дачей. В ряде работ [5, 8, 9] предлагается использовать в ка-
честве критерия работоспособности уровень внутренних напря-
жений, возникающих на каких-либо модельных конструкциях.
Значение критического напряжения зависит от чувствительности
герметизируемых элементов к давлению.
Как правило, в области стеклообразного состояния внутрен-
ние напряжения в эпоксидных компаундах линейно зависят от
температуры и становятся практически равными нулю около
температуры стеклования. В тех случаях, когда температура
отверждения ниже температуры стеклования, температура То
линейно зависит от температуры отверждения и обычно превы-
шает ее на 15—20 °C [45, 46]. При оценке и исследовании вну-
тренних напряжений в эпоксидных компаундах следует учиты-
вать влажность окружающей среды, так как напряжения в
эпоксидных полимерах сильно зависят от влажности [47]. В не-
которых случаях может изменяться даже знак внутренних на-
пряжений [47], что приводит к неправильному представлению
об уровне напряжений в полимере. Скорость изменения напря-
жений при увлажнении зависит «от коэффициента диффузии
воды в компаунде и его толщины; процесс этот может быть
весьма длительным. В сухой атмосфере внутренние термические
напряжения в эпоксидных компаундах практически не изме-
няются во времени [47]. Данные о сравнительно быстром сни-
жении внутренних напряжений при комнатной температуре,
приводимые некоторыми авторами, связаны, вероятно, с диф-
фузией воды из атмосферы.
Расчет внутренних напряжений из модуля упругости Е, опре-
деленного стандартными методами, и значений ТКР не дает
хорошего совпадения с экспериментом: расчетные значения
внутренних напряжений для эпоксидных материалов в 2—3 раза
превышают экспериментальные. Для жестких эпоксидных
Рис. 6.6. Распределение значений Кф1 вдоль кратчайшего расстояния между
волокнами при квадратичной упаковке армирующих элементов (объемная
доля волокон 0,5) [37]:
/ — касательные напряжения; 2—осевые напряжения; 3 — радиальные напряжения.
173
компаундов с Тс ж 120 °C цан для плоской модели может превьь'
шать 10 МПа.
Однако, если использовать в расчетах нерелаксирующую
часть модуля [48, 49, 65], определенную из кривых релаксации
напряжения, совпадение с экспериментальными данными вполне
удовлетворительное. Если для изделия сложной формы можно
рассчитать Кф, то, определив о0 в какой-либо простой модели
(например, консольным методом), можно найти значения вну-
тренних напряжений для сложных конструкций. Это позволяет
оценить работоспособность залитых конструкций в тех случаях,
когда критерием работоспособности изделия является давление
на чувствительные к нему элементы.
Для оценки внутренних напряжений и работоспособности
компаундов предложено [5, 9] использовать напряжения, воз-
никающие в образце компаунда, закрепленного в жесткой раме,
при охлаждении. При этом образец находится под действием
одноосного внутреннего напряжения, т. е. Кф = 1. Этот метод
весьма удобен, так как можно применить любые образцы, а не
только тонкие пленки, как в большинстве других методов.
Оценка работоспособности изделий только по внутренним
напряжениям в компаунде оказывается совершенно недоста-
точной в тех случаях, когда наблюдается растрескивание ком-
паунда или разрушение других элементов. В общем случае это
происходит тогда, когда длительная механическая прочность
компаунда или элемента конструкции в условиях сложного на-
пряженного состояния становится сравнимой с уровнем внутрен-
них напряжений.
Поэтому в [5, 9, 59—61] предлагается использовать в ка-
честве критерия величину запаса прочности при одноосном
растяжении, т. е. отношение длительной прочности к ц0, опре-
деляемой из терморелаксационных кривых. Однако применение
этого критерия требует трудоемкого определения длительной
прочности, что не всегда возможно. Кроме того, в реальных
условиях компаунд разрушается в условиях сложного напря-
женно-деформационного состояния, при котором не обязательно
должны соблюдаться те же закономерности, что и при одноос-
ном растяжении. Теми же авторами предлагалось при отсут-
ствии данных по длительной прочности использовать в качестве
критерия отношение прочности, определяемой по стандартной
методике, к значению внутренних напряжений. При этом в не-
явной форме допускается, что для всех компаундов соотношения
кратковременной и длительной прочности одинаковы, что мало-
вероятно. Поэтому в настоящее время применение подобных
критериев работоспособности ограничено, и вопрос о выборе
оптимальных компаундов для определенных конструкций, и,
следовательно, о разработке оптимальных конструкций для су-
ществующих компаундов нельзя считать решенным. В тех слу-
чаях, когда происходит разрушение других элементов (напри-
мер, изоляции проводов, покрытий или малопрочных деталей),
174
можно таким же образом сравнивать внутренние напряжения
в деталях с их длительной или кратковременной прочностью.
Механическое взаимодействие компаунда и залитых эле-
ментов, рассмотренное выше, является частным случаем проб-
лемы совместимости компаундов и защитных элементов. Меха-
ническое взаимодействие описано более подробно потому, что
оно больше исследовано и наблюдается практически всегда.
Однако во многих случаях не меньшее значение имеют и дру-
гие взаимодействия: например, некоторые компоненты компа-
ундов или примеси в них могут взаимодействовать с поверх-
ностью заливаемых деталей, изменяя их характеристики. Это
особенно явно проявляется при использовании компаундов для
герметизации полупроводниковых приборов, в микроэлектро-
нике при заливке катушек из проводов с эмалевой изоляцией
и др. В некоторых случаях работоспособность определяется ад-
гезией, отсутствием газовыделения, водостойкостью, термостой-
костью и т. д. Методы оценки совместимости компаундов с за-
литыми элементами практически не разработаны, и эта проб-
лема остается наиболее сложной и важной для эффективного
применения этих материалов. Некоторые данные имеются
только для систем пропиточный компаунд — эмалированный
провод [1, 3, 8, 63, 64]. В частности, в [63, с. 71] приведены
сравнительные данные о влиянии различных компаундов на
время жизни провода при повышенной температуре, когда
разрушение изоляции происходит под действием внутренних
напряжений в компаунде. Эпоксидные компаунды значительно
в большей степени снижают срок службы изоляции, чем другие
компаунды, что объясняется именно высокой адгезией, хоро-
шими механическими свойствами и сравнительно высоким уров-
нем внутренних напряжений в эпоксидных компаундах: бла-
годаря этому раньше происходит разрушение пленки эмаль-
лака, а не компаунда или адгезионной связи на границе
раздела. Таким образом, при выборе эпоксидных компаундов для
подобных систем необходимо помнить, что они могут значи-
тельно ухудшать работоспособность системы.
Роль внутренних напряжений в компаундах особенно прояв-
ляется после старения, которое, как правило, приводит к уве-
личению напряжений. При термическом старении повышаются
и модуль, и Тс полимера; это вызывает резкий рост произведе-
ния ЕАТ и, соответственно, внутренних напряжений. Уменьше-
ние ТКР, обычно наблюдающееся при термостарении, не может
полностью компенсировать рост АТ и Е. Физико-химическое
взаимодействие, напротив, проявляется наиболее интенсивно на
стадии отверждения компаундов и при поверхностном взаимо-
действии компаунда с заливаемыми элементами, что может
привести к изменению поверхностных характеристик полупро-
водников, разрушению полимерных изоляционных покрытий в
ходе отверждения компаунда и другим нежелательным явле-
ниям.
175
ЛИТЕРАТУРА
1. Фридман Е. И. Герметизация радиоэлектронной аппаратуры. М., Энергия
1978. 360 с.
2. Радиационная стойкость материалов радиотехнических конструкций/Под
ред. В. К. Князева. М., Советское радио, 1976. 520 с.
3. Ли X., Невилл К. Справочное руководство по эпоксидным смолам. Пер,
с англ./Под ред. Н. В. Александрова. М., Энергия, 1973. 415 с.
4. Черняк К. И. Эпоксидные компаунды и их применение. Л., Судострое-
ние, 1967. 400 с.
5. Нан К. Н., Николаевич А. Ф., Шанников В. М. Механическая прочность
эпоксидной изоляции. Л., Энергия, 1973. 143 с.
6. Кацнельсон М. Ю., Балаев Г. А. Пластические массы. Справочник. Л., Хи-
мия, 1978. 460 с.
7. Черняк К. И. Неметаллические материалы в судовой электро- и радио-
аппаратуре. Л., Судостроение, 1970. 552 с.
8. Галушко А. И. Внутренние напряжения в герметизирующих компаундах
РЭА. М.. Советское радио, 1974. 101 с.
9. Кан К- Н. Оценка работоспособности полимерных компаундов. Л., ЛДНТП
1974. 20 с.
10. Маския Л. Добавки для пластических масс. Пер. с англ./Под ред,
М. Д. Френкеля. М., Химия, 1978. 184 с.
11. Фиалков Ю. Я-, Житомирский А. Н, Тарасенко Ю. А. Физическая химия
неводных растворов. Л., Химия, 1973. 376 с.
12. Роджерс К- — В кн.: Проблемы физики и химии твердого состояния орга-
нических соединений. Пер. с англ. М., Мир, 1968, с. 229—267.
13. Дотерт Г. Л., Овердин В. С. — В кн.: Многокомпонентные полимерные
системы. Пер. с англ./Под ред. А. Я. Малкина и В. Н. Кулезиева. М.,
Химия, 1974, с. 61—81.
14. Кулезнев В. Н. Смеси полимеров. М., Химия, 1980. 304 с.
15. Scott R. L. — S. Chem. Phys., 1949, vol. 17, N 2, p. 279—283.
16. Nielsen L. E. — J. Appl. Polymer Sci., 1966, vol. 10, N 1, p. 97—105.
17. Uemura S., Takyanagi M.— Ibid., p. 113—121.
18. Kerner E. H. — Proc. Phys. Soc. (London), 1956, Ser. B, vol. 69, p. 808—
816.
19. Липатов Ю. С. Физическая химия наполненных полимеров. М, Химия,
1977. 304 с.
20. Варденбург А. К., Сурина Л. В., Гончарова Л. Н. —Электротехника, 1966,
№ 4, с. 12—14.
21. Ранней М., Бергер С., Мареден И.—В кн.: Композиционные материалы,
Т. 6. Поверхности раздела в полимерных композитах. Пер. с англ./Под
ред. Г. М. Гуняева. М., Мир, 1978, с. 140—180.
22 Paul В. — Trans. Met. Soc. AIME, 1960, vol. 52, N 1, p. 36—42.
23. Hascin Z., Shtrikman S.—J. Meeh, a. Phys. Soluds, 1963, vol. 11, N 2,
p. 127—132.
24. Radford К. C. — J. Mater. Sci., 1971, vol. 6, N 12, p. 1286—1291.
25. Ленг Ф. Ф. — В кн.: Композиционные материалы. Т. 5. Разрушение и
усталость. Пер. с англ./Под ред. Г. П. Черепанова. М., Мир, 1978,
с. 11—58.
26. Ван Кревелен Д. В. Свойства и химическое строение полимеров. Пер.
с англ./Под ред. А. Я. Малкина. М., Химия, 1976. 416 с.
27. Гегузин Я- Е. Физика спекания. М., Наука, 1967. 280 с.
28. Stewart С. W.— J. Polymer Sci., 1970, pt А-2, vol. 8, N 6, p. 937—942.
29. Вопросы физики кипения/Под ред. И. Т. Аладьева. М., Мир, 1964. 250 с.
30. Несис Е. И. — ЖТФ, 1952, т. 22, № 9, с. 1506.
31. Scriven L. Е. — Chem. Eng. Sci., 1959, vol. 10, p. 1.
32. Берд P., Стюарт В., Лайфут В. Явления переноса. Пер. с англ./Под ред.
Н. М. Жаворонкова. М., Химия, 1974. 687 с.
33. Рид Р., Шервуд Г. Свойства газов и жидкостей. Пер. с англ./Под ред.
В. Б. Когана. Л„ Химия, 1971. 702 с.
34. Wilke G. R,— Chem. Eng. Progr., 1949, vol. 45, N 3, p. 218—223.
176
35 Gent А. V., Tompkins D. A.—J. Appl. Phys., 1969, vol. 40, N 6, p. 2520—
' 2526.
36. Санжаровский A. T. Физико-механические свойства полимерных и лако-
красочных покрытий. М., Химия, 1978. 184 с.
37. Шами К.—В кн.: Композиционные материалы. Т. 6. Поверхности раздела
в полимерных композитах. Пер. с англ./Под ред. Г. М. Гуняева. М., Мир,
1978, с. 42—87.
38 Leissa A. W., Clausen W. Е., Agrawal G. К. — Intern. J. Numer Methods
Eng., 1971, vol. 3, N 1, p. 89.
39. Marloff R. H., Daniel I. M.— Exp. Meehan., 1969, vol. 9, N 2, p. 156—162.
40. Theocoris P. S., Marketos E. Fibre Science and Technology. Amsterdam,
Elsevier, 1970. Vol. 3.
41. Haener J., Ashbaugh N., Chia С. У., Feng M. Y. USAAVLABS-TR-67-66,
AD-667901, 1968.
42. Chamis С. C. NASA TND-6588, Nat. Aeronaut, a. Space Administration, 1972.
43 Оруджев А. О., Жердев Ю. В., Холодный С. Д. — Кабельная техника,
1975, № 1, с. 119—121.
44 Виноградова В. В., Жердев Ю. В., Симоненкова Р. В. и др. —Мех. поли-
меров, 1974, № 2, с. 276—284.
45. Артамонова Р. В., Виноградова Л. М., Жердев Ю. В. и др. — Мех. по-
лимеров, 1971, № 5, с. 954—960.
46. Виноградова Л. М., Жердев Ю. В., Королев А. Я. и др. — Высокомол.
соед., 1970, сер. А, т. 12, № 2, с. 348—354.
47. Артамонова Р. В., Жердев Ю. В., Виноградова Л. М. и др. — Высокомол.
соед., 1976, сер. А, т. 18, № 2, с. 336—340.
48. Александров А. П., Лазуркин Ю. С. — ЖТФ, 1939, т. 9, № 14, с. 1249—
1259.
49. Рабинович А. Л. Введение в ^еханику армированных пластиков. М., Нау-
ка, 1970. 482 с.
50. Мэнсон Дж., Сперлинг Л. Полимерные смеси и композиты. Пер. с англ.
М., Химия, 1979. 438 с.
51. Прусов И. А. Некоторые задачи термоупругости. Минск, 1972. 240 с.
52. Scott К. IV.— Polymer Eng. a. Sci., 1967, vol. 7, N 2, p. 158—162.
53. Биргер И. А. Остаточные напряжения. М., Машгиз, 1963. 242 с.
54. Абибов А. Л., Молодцов Г. А. — Мех. полимеров, 1965, № 4, с. 76—80.
55. Молодцов Г. А.—Мех. полимеров, 1968, № 6, с. 1051'—1056.
56. Молодцов Г. А. — Мех. полимеров, 1969, № 2, с. 376—380.
57. Молодцов Г. А. — Мех. полимеров, 1969, № 3, с. 473—479.
58. Абибов А. Л., Молодцов Г. А. — В кн.: Физико-химия и механика ориенти-
рованных стеклопластиков/Под ред. Г. Д. Андриевской. М., Наука, 1967,
с. 182—187.
59. Кан К. И., Николаевич А. Ф. — Мех. полимеров, 1973, № 2, с. 375—377.
60. Кан К. Н., Николаевич А. Ф., Мийлен Э. А. Обмен опытом в радиопро-
мышленности, 1975, т. 16, № 9, с. 39—41.
61. McGarry F. J. — Proc. Rov. Soc. (London), 1970, Ser. A, vol. 319, N 1536,
p. 59—68.
62. Хозин В. Г., Фаррахов А. Г., Чистяков В. А. и др. — Высокомол. соед.,
1976, сер. А, т. 18, № 10, с. 2293—2298.
63. Надежность изоляции электрических машин/Галушко А. И., Максимо-
ва И. С., Оснач Р. Г., Хазановский П. М. М., Энергия, 1979. 174 с.
64. Варденбург А. К., Филагриевская Т. Д., Носиковская Ю. И. — Электро-
техника, 1965, № 1, с. 34—36.
65. Турусов Р. А., Бабич В. Ф. — В кн.: Физико-химия и механика ориенти-
рованных стеклопластиков/Под оед. Г. Д. Андриевской. М., Наука, 1967,
с. 155—160.
66. Рояеибеог. Б.. А..—В ки._: Доклады 1-й Всесоюзной конференции по хи-
мии и физико-химии полимеризационноспособпых олигомеров. Черноголов-
ка, 1977. Ч. 2, с. 392—42Т.
ГЛАВА
ЭПОКСИДНЫЕ ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Эпоксидные смолы широко используются в качестве пленко-
образующих лакокрасочных материалов, основной областью
применения которых является противокоррозионная защита ме-
таллических изделий и конструкций, а также защита бетона,
пластмасс, деревянных изделий и т. п. Потребление эпоксидных
смол для этих целей составляет примерно 50% общего мирового
производства [1].
В лакокрасочных композициях эпоксидные смолы часто мо-
дифицируют другими смолами: каменноугольными, алкидными,
меламиноформальдегидными, нитратом целлюлозы, полисуль-
фидами, низкомолекулярными каучуками и др. [2, 3], что еще
больше расширяет возможности их применения.
Эпоксидные лакокрасочные материалы включают традицион-
ные системы, содержащие 40—50% органических растворите-
лей, и новые материалы со значительно уменьшенным их со-
держанием или вовсе без растворителей.
Материалы с высоким содержанием органических раствори-
телей можно условно разделить на две группы: в первой группе
основным пленкообразователем служат диановые эпоксидные
олигомеры (ЭД-20, 3-40, Э-41, Э-33, Э-45, Э-20, Э-49, Э-05К,
Э-ООС и др.), а во второй — соконденсаты этих олигомеров с
другими соединениями.
Среди материалов первой группы наиболее широкое про-
мышленное применение находят шпатлевки, грунтовки, лаки и
эмали, отверждаемые полиамииами, в том числе и модифици-
рованными [3—5]. Широко применяются также материалы,
отверждаемые полиаминоамидами и имидазолинами.
Все эти материалы используют для защиты от коррозии и
коррозионно-эрозионного поражения изделий из стали, легких
сплавов, стеклопластиков, эксплуатирующихся в различных
атмосферных условиях, в пресной и морской воде, грунте. По-
крытия устойчивы к действию щелочных и некоторых кислых
сред, органических растворителей, к периодическому воздейст-
вию бензина и масел.
Эпоксидно-фенольные материалы, являющиеся однокомпо-
нентными системами, используют для защиты консервной тары
из жести и алюминия и аэрозольных упаковок [6, 7], а также
других изделий. Получаемые покрытия характеризуются высо-
кой химической стойкостью, твердостью, механической и адге-
зионной прочностью, благодаря чему даже в тонком слое обес-
печивается долговременное защитное действие [8, с. 170].
Материалы, отверждаемые аминоформальдегидными смо-
лами, также являются однокомпонентными. Получаемые покры-
тия обладают водо- и абразивостойкостью. Однако адгезионная
178
прочность и стойкость к действию кислых сред ниже, чем у
эпоксидно-фенольных покрытий [9, с. 145].
Материалы, отверждаемые полиизоцианатами, используют
для защиты оборудования и приборов, в том числе и электро-
технического назначения, эксплуатирующихся в условиях обыч-
ной и повышенной влажности.
Среди лакокрасочных материалов на соконденсатах диано-
вых смол наибольшее практическое применение нашли компо-
зиции на основе эпоксиэфиров, которые получают конденсацией
! диановых смол с жирными кислотами масел [9, с. 51]. Покры-
тия, отверждаемые на воздухе в результате окислительной
полимеризации радикальных остатков кислот, превосходят по-
крытия на основе немодифицированных диановых смол по деко-
ративным свойствам, но уступают им в щелочестойкости.
Эпоксиэфиры хорошо совмещаются с аминоформальдегид-
ными, фенольными смолами, полиизоцианатами и другими
соединениями. Чаще всего используются меламиноформальде-
гидные смолы. Покрытия, формируемые при 150 °C и выше, обла-
дают по сравнению с покрытиями на немодифицированных
эпоксиэфирах повышенной твердостью и стойкостью к действию
воды и химических агентов.
К модифицированным диановым смолам относятся смола
ЭМ-34 — продукт конденсации метиловых эфиров жирных кис-
лот соевого масла со смолой Э-40 [10, 11], используемая в ка-
честве модификатора в красках без растворителей, и неполные
эпоксиэфиры на основе смолы Э-40 и синтетических жирных
кислот или жирных кислот таллового масла [11, 12]. При вве-
дении эпоксиэфиров в различные эпоксидные материалы улуч-
шаются декоративные свойства, повышаются эластичность и
водостойкость покрытий.
Тенденция к замене лакокрасочных материалов с высоким
содержанием органических растворителей обусловлена как
стремлением к улучшению условий труда, так и требованиями
по охране окружающей среды, а также стремлением к сниже-
нию отходов данных материалов при производстве и примене-
нии. Наконец, в последние годы резко возросла и стоимость
растворителей [13]. Решение этой проблемы с использованием
эпоксидных смол осуществляется по трем направлениям:
1) разработка водоразбавляемых материалов;
2) создание жидких композиций, в которых в качестве раз-
бавителей используют активные соединения, участвующие в
* образовании пространственной сетки;
3) разработка порошковых красок.
Водоразбавляемые лакокрасочные материалы делятся на
воднодисперсионные и водорастворимые [14, с. 138; 15]. В вод-
ных дисперсиях применяют как низко-, так и высокомолекуляр-
ные эпоксидные смолы, стабилизированные ПАВ. Возможность
отверждения при комнатной или невысоких температурах яв-
ляется важным преимуществом воднодисперсионных материа-
179
лов перед водорастворимыми, покрытия на основе которых фор,
мируются при 150—200°C. На основе водорастворимых мате-
риалов получают покрытия высокого качества, наносимые, в
частности, методом электроосаждения. Этим методом можно
окрашивать металлические детали сложной конфигурации, так
как краска проникает в труднодоступные места и образует по-
крытия равномерной толщины. Водоразбавляемые эпоксидные
грунтовки и эмали используют в автомобилестроении, радио- и
электротехнической промышленности и в некоторых других
отраслях [3, с. 100; 15, с. 57].
Основные преимущества водоразбавляемых материалов сле-
дующие: экономия дорогостоящих растворителей, уменьшение
пожароопасности и улучшение санитарных условий труда, воз-
можность разведения красок водой перед нанесением, возмож-
ность нанесения на влажные поверхности и во влажной атмо-
сфере, возможность автоматизации метода электроосаждения.
К недостаткам водных красок относятся низкая морозостой-
кость и малая стабильность при хранении многих воднодиспер-
сионных материалов, трудность получения методом электро-
осаждения многослойных покрытий (только по токопроводящим
подслоям).
Жидкие эпоксидные композиции без растворителей или с
высоким содержанием нелетучих компонентов отверждаются
либо различными соединениями аминного типа, либо комплек-
сами кислот Льюиса (чаще всего — трехфтористого бора) [8,
с. 192; 16; 17]. В состав этих систем входят как активные раз-
бавители (глицидиловые эфиры спиртов, фенолов, «-разветвлен-
ных кислот), так и неактивные, например каменноугольная смола.
При использовании этих композиций получают сплошные
однослойные покрытия большой толщины на металлах и таких
пористых материалах, как бетон, дерево, оштукатуренные по-
верхности [18].
Эмали, содержащие не более 7—10% растворителей, исполь-
зуют для противокоррозионной защиты нефтепромыслового
оборудования, трубопроводов, мостовых ферм, в транспортном
строительстве [19]. Непигментированные системы такого типа
применяют для влагозащиты и электрической изоляции печат-
ных плат [20]. Использование подобных материалов позволяет
удвоить срок службы защищаемых изделий и конструкций [18].
Комплексы BF3 с аминами отверждают эпоксидные смолы
только при нагревании, поэтому краски с высоким содержанием
нелетучих компонентов на их основе применяют в основном для
защиты малогабаритных электротехнических изделий [17].
Порошковые краски занимают доминирующее положение в
ряду лакокрасочных материалов без растворителей благодаря
снижению энергозатрат при получении покрытий на 40% по
сравнению с традиционными материалами и на 15—20% по
сравнению с красками с высоким содержанием нелетучих ком-
понентов [21]. Кроме того, использование порошковых систем
180
обеспечивает увеличение производительности труда, например
за счет автоматизации процесса окраски методом электроста-
тического распыления, уменьшение потребности в производ-
ственных площадях, сокращение расхода материалов [22, с. 6].
Так, коэффициент использования традиционных материалов со-
ставляет 25%, водоразбавляемых красок — 68%, материалов
с высоким содержанием нелетучих — 83%, порошковых красок,
наносимых электростатическим распылением — 97% [23].
Покрытия на основе эпоксидных порошковых красок обла-
* дают высокими твердостью и прочностью, а благодаря сплош-
ности покрытий и способности перекрывать углы и острые
кромки достигаются хорошие электроизоляционные свойства.
К основным недостаткам покрытий на основе эпоксидных по-
рошковых красок относятся возможность пожелтения в про-
цессе отверждения и недостаточная стойкость к УФ-излучению,
приводящая к мелению при длительной эксплуатации в атмо-
сферных условиях.
В состав порошковых красок кроме твердых эпоксидных
смол входят сшивающие агенты с малой реакционной способ-
ностью при температурах ниже 100°C, пигменты и наполнители,
пластификаторы, тиксотропные добавки и ПАВ, улучшающие
розлив расплавов [24]. Для отверждения используют дициан-
диамид и его производные, ангидриды, насыщенные карбоксил-
содержащие полиэфиры, фенолоформальдегидные смолы [22,
с. 10]. Полиэфирные смолы улучшают розлив и глянец, а фе-
нольные, применяемые только в красках темных цветов, по-
вышают водостойкость покрытий.
Эпоксидные порошковые краски используют для электро-
изоляции изделий сложного профиля, электроаппаратуры, за-
щиты от коррозии деталей автотехники, магистральных трубо-
проводов и др. [22, с. 9; 25; 26, с. 117, 119].
Защитные свойства
Эпоксидные, как и другие лакокрасочные покрытия, не мо-
гут полностью изолировать окрашенную поверхность металла
от внешней среды, т. е. от проникновения коррозионноактивных
агентов (молекул кислорода, воды, агрессивных газов и ионов
электролитов). Защитное действие покрытий определяется спо-
собностью тормозить электрохимические реакции на поверхно-
сти металла, замедлять диффузию и перенос коррозионноак-
тивных агентов, электрохимически защищать или пассивиро-
вать металл за счет введения пигментов или ингибиторов
коррозии, а также адгезионными и деформационно-прочностны-
ми свойствами покрытий [27, с. 9].
Наличие на поверхности окрашенного металла градиента по-
тенциала, достигающего 100 мВ [27, с. 12; 28], приводит к уси-
лению электроосмотического переноса через пленку покрытия
полярных молекул воды и ионов. Этому способствует и неравно-
18!
мерность толщины покрытия. Масса вещества, переносимого
через пленку вследствие электроосмоса, почти на порядок боль-
ше массы, переносимой из-за разности концентраций электро-
лита на поверхности пленки и под ней — на металле [29].
Любые лакокрасочные и полимерные покрытия проницаемы
для кислорода и воды. Средняя скорость атмосферной коррозии
стали составляет 0,070 г/(см2-год) [27, с. 58]. По общему
уравнению этого процесса
4Fe + 3O2 + 2H2O —► 2Fe2O3 • Н2О
авторы оценили количества воды и кислорода, необходимые для
протекания коррозионного процесса с указанной скоростью, и
сопоставили ее со скоростями диффузии этих агентов через
пленки на основе различных пленкообразователей, определен-
ными в [30]:
Скорость диффузии, г/(см2-год
Расчетные Измеренные
значения значения
Н2О . . 0,011 0,190—1,122
О2 . . . 0,030 0,004-0,050 ;
В итоге был сделан вывод, что через покрытия к металлу
могут проникать количества кислорода и воды, вполне доста-
точные для активации коррозии.
Проницаемость полимерных пленок может меняться при из-
менении строения основной или боковых цепей. Так, увеличение
объема и несимметричности заместителей у третичного атома
углерода молекулы диана приводит к росту влаго- и кислородо-
проницаемости термопластичных лаковых пленок из полиокси-
эфиров, видимо, в результате снижения плотности упаковки
цепей [8, с. 78].
Увеличение степени сшивания сетчатых полимеров обычно
влечет за собой уменьшение проницаемости пленок и их сорб-
ции газов и жидкостей [31, с. 92]. Однако в случае сорбции
кислорода повышение степени сшивания при уменьшении моле-
кулярной массы исходной эпоксидной смолы, отвержденной
фосфорной кислотой, приводит к росту сорбции [32]. Это обу-
словлено увеличением числа непрореагировавших эпоксидных
групп, которые в данных полимерах окисляются наиболее легко.
Необходимо отметить, что данных о проницаемости свобод-
ных пленок для различных коррозионноактивных агентов еще
недостаточно для вывода о защитных свойствах покрытий, ко-
торые во многом определяются характером взаимодействия на
границе пленка — металл [33].
Сведения о проницаемости пленок, адгезионно связанных
с поверхностью металла, и об изменении состояния этой поверх-
ности дают различные электрохимические и электрические ме-
тоды, в частности определение электрохимического потенциала
металла, измерение импеданса покрытия, контактирующего с
электролитом, и др. [27, с. 10; 34]. Так, в методе импеданса
182
обычно определяют сопротивление и емкость системы металл —
рленка — электролит* в диапазоне звуковых частот [35]. Если
лакокрасочная пленка имеет достаточную сплошность, т. е. от-
сутствуют сквозные поры, то ее можно считать диэлектриком
конденсатора с потерями, обкладками которого служат металл
к электролит. Диэлектрическая проницаемость полимерного
диэлектрика, а, следовательно, и емкость, в указанном диапазоне
частот практически не зависят от частоты. Если же в пленке
имеется много сквозных пор, то измеряемая емкость склады-
вается из электрической емкости конденсатора и электрохими-
ческой емкости слоя электролита в порах на поверхности ме-
талла. Последняя заметно снижается с ростом частоты [27,
с. 38]. Таким образом, в данном методе характер частотной за-
висимости емкости позволяет судить о сплошности и проницае-
мости покрытий для ионов электролита.
В то же время на многочисленных примерах показано [27,
34], что активное сопротивление сплошных покрытий умень-
шается с ростом частоты и мало зависит от частоты при нали-
чии сквозных пор. Абсолютное значение сопротивления сплош-
ной пленки хотя и понижается при проникновении молекул
воды на несколько порядков, однако во много раз превосходит
сопротивление электролита. Поэтому в случае пористых покры-
тий сопротивление будет со временем уменьшаться сильнее.
В табл. 7.1 приведены данные о сопротивлении R и емкости
лаковых пятислойных покрытий при длительном воздействии
0,5 Н раствора хлорида натрия [27, с. 44].
Таблица 7.1. Влияние электролита на сопротивление и емкость
покрытий
Лак Продол- житель- ность испыта- ния, мес Я. Ом-см2 С, пФ/см2
5-Ю2 Г и 1-1U3 Ги 2-Ю4 Ги 5-Ю2 Гц 1-Ю3 Гц 2-Ю4 Гц
Алкидный 0 4,7. 108 2,4- 108 7,9- IO8 52 52 48
ФЛ-02 12 1,6. 107 1,5- 107 2,1 • 106 97 92 86
Эпоксидный 0 2,7- 10s 1,4 • 10s 2,5- IO7 43 43 43
ЭП-075 12 4,4- 108 2,2 • 108 5,0- 106 58 57 56
Нитратцел- 0 6,3- 107 3,3 • 107 1,1 • 106 128 124 НО
люлозный нц 9 7,8 10= 7,8- 105 3,8- 105 1000 434 173
Из приведенных в таблице данных видно, что эпоксидные
покрытия (отвержденные меламиноформальдегидной смолой)
характеризуются наиболее высоким сопротивлением и наимень-
шей емкостью, причем эти параметры в ходе длительного испы-
тания претерпевают минимальное изменение. Емкость практи-
чески не зависит от частоты. Это свидетельствует о высокой
защитной способности эпоксидных покрытий [27, с. 43].
* Для краткости будем называть сопротивлением и емкостью покрытий.
Таблица 7.2. Зависимость сопротивления и емкости
эпоксидно-уретановых покрытий от молекулярной массы
исходной смолы Э-ООС
мп исходной смолы Частота, Гц R, Ом-см2 С, пФ/см2
до воздей- ствия через 26 сут до воздей- ствия через 26 сут
4- 102 5,0 108 3,3 • 10s 74 84
1 000 1 • 104 5,0- 107 6,8 • 106 74 83
2 • 104 1,7 • 107 2,3 • 106 74 83
4- 102 4,3- 108 2,1 • 108 124 14о
2 800 1 • 104 2,0- 107 5,5- 106 124 139
2 104 1,4 - 107 1,8- 106 124 138
4- 102 3,3 • 108 1,6- 108 168 196
21 000 1 • 104 1,7- 107 4,1 • 106 168 195
2 • 104 1,0- 107 1,5 - 10s 168 195
4 102 2,7- 108 1,3- 10s 213 245
50 000 1 • 104 1,3- 107 1,6- 106 213 244
2 • 104 7,8 • 106 1,3- 10s 213 243 •
В табл. 7.2 приведены результаты испытания тем же мето-
дом эпоксидно-уретановых покрытий на основе смолы Э-ООС
с разной молекулярной массой, отвержденной дигликольурета-
ном (продукт ДГУ) при 120 °C в течение 2 ч [36]. Электроли-
том служил 3%-ный раствор сульфата натрия.
При контакте электролита с покрытием в течение почти ме-
сяца происходит небольшое изменение частотной зависимости
сопротивления и уменьшение абсолютного значения R, а также
некоторое увеличение С, что, очевидно, обусловлено сорбцией
полярных молекул воды.
Известно, что селективная диффузия ионов через сплошную
лакокрасочную пленку протекает со скоростью, примерно на три
порядка меньшей, чем скорость диффузии воды [37]. Диффузия
ионов вызывает снижение сопротивления покрытий на несколь-
ко порядков [30, 38].
Увеличение молекулярной массы исходной диановой смолы
также приводит к некоторому снижению сопротивления и уве-
личению емкости покрытий, т. е. к ухудшению защитного дейст-
вия. При визуальном осмотре образцов после контакта с элек-
тролитом в течение месяца на металле обнаруживаются отдель-
ные мелкие очаги коррозии, число которых увеличивается с
ростом молекулярной массы эпоксидной смолы. Это, видимо,
связано с уменьшением адгезии.
Неорганические пигменты и наполнители и их содержание
в композиции могут заметно влиять на защитные свойства
покрытий. На рис. 7.1 показана зависимость сопротивления и
паропроницаемости покрытий из композиции с высоким содер-
жанием нелетучих компонентов (на основе смолы Э-33) от объ-
емной концентрации пигмента — диоксида титана рутильной мо-
184
рис. 7.1. Влияние концентрации диоксида
титана на сопротивление покрытий/? (вОм), н
контактирующих с электролитом, и паро-
рроницаемость пленок Р [в кг/(м • с • Па)]_-
в начале испытания (при частоте 400 Гц);
' 2—R через 360 ч; 3—1/р.
дификации [39]. При концентрации
пигмента 20% покрытия характери-
* зуются наиболее высоким сопротив-
лением и наименьшей проницае-
мостью для водяного пара (макси-
мум 1/Р). Далее R заметно сни-
жается с ростом концентрации, что
связано с достижением критической
концентрации, когда связующего н£ хватает для создания сплош-
ной полимерной оболочки вокруг частиц наполнителя, и перенос
молекул воды и ионов в основном происходит по границам раз-
дела и по порам [40]. Радиохимическое исследование влияния
объемной концентрации пигмента на диффузию ионов через
пленки, в частности эпоксидно-полиаминоамидных покрытий, на-
полненных диоксидом титана рутильной модификации, показало,
что диффузия ионов Na+ и СП подчиняется законам диффузии
Фика, а скорость проникновения данных ионов уменьшается с
ростом концентрации до некоторого оптимального значения, а
далее вновь возрастает [41].
Ниже приведены значения стационарного потенциала стали
под рассматриваемыми покрытиями на основе смолы Э-33
[39]:
Концентрация пигмен-
та, % (об.) .... 10 20 30 40 50
цВ.................... -0,25 +0,10 -0,15 -0,32 -0,47
С ростом содержания пигмента потенциал изменяется
экстремально. При этом наибольший сдвиг потенциала в поло-
жительную область, свидетельствующий о пассивации металла,
Достигается при той же концентрации, при которой наблю-
даются оптимальные значения R и 1/Р. Отрицательное значе-
ние потенциала при малом содержании данного инертного
пигмента, видимо, связано с некоторым увеличением проницае-
мости пленки для кислорода и воды из-за нарушения ее гомо-
генности. В области критической концентрации пигмента и выше
активация поверхности стали, очевидно, обусловлена проникно-
вением ионов электролита.
Введение в эпоксидный лак на основе смолы Э-41 пассиви-
рующего цинкхроматного пигмента приводит к ухудшению за-
щитных свойств покрытия, так как образующийся на поверх-
ности стали пассивирующий комплекс Сг2Оз-ИеО разрушается
185
под воздействием проникающей воды [27, с. 46]. И только пу-
тем нанесения дополнительного слоя лака или эмали удается
обеспечить долговременную защиту металла в различных
средах.
Эффективность защиты зависит также от метода подготовки
поверхности, способа нанесения, толщины пленки, типа компо-
нентов системы покрытия и других факторов [3, с. 14]. Немало-
важное значение имеет и специфика воздействия внешней среды.
Так, изменение связующего при гидролизе, окислении, омыле-
нии и т. п. может ухудшать не только барьерные свойства
пленок, но и адгезионное взаимодействие с защищаемой поверх-
ностью [42].
На примере эпоксидно-аминных покрытий установлено, что
причины ухудшения или исчезновения защитного действия раз-
личны для разных агрессивных сред: в азотной кислоте — это
деструкция пленки, в соляной — подпленочная коррозия, а в
уксусной, муравьиной и щавелевой — активное набухание и раз-
рыхление структуры пленки [33]. Причем в последнем случае
скорость разрушения покрытия зависит от размера молекул
кислот.
Таким образом, длительность защитного действия эпоксид-
ных покрытий определяется как составом композиций, так и
спецификой воздействия внешней среды.
Деформационно-прочностные свойства
Деформационно-прочностные показатели покрытий и харак-
тер их изменения под воздействием различных эксплуатацион-
ных факторов во многом предопределяют долговечность покры-
тий. Путем направленного изменения состава и режимов
отверждения как жидких, так и порошковых эпоксидных компо-
зиций, можно добиться снижения внутренних напряжений и
оптимизировать деформационно-прочностные характеристики
покрытий [43—47; 48, с. 33; 49—51].
Ниже показано, как зависят внутренние напряжения и проч-
ность при растяжении пленок покрытий от числа метиленовых
групп в молекуле отвердителя — а,®-диаминоалкана (лаковые
покрытия отверждали при 120°С в течение 2 ч) [52]:
п °ВН' МПа ЭД-20 Ср, МПа п свн, МПа Э-41 Ср, МПа
2 55,8 2 8,2 54,5
6 5,4 59,4 6 4.3 57,4
9 — 67,8 9 3,7 65,3
Увеличение длины молекулы диамина приводит к повышению
гибкости цепей, что, видимо, облегчает релаксацию внутренних
напряжений. В результате прочность пленок увеличивается.
На рис. 7.2 приведены диаграммы растяжения лаковых пле-
нок на основе смолы Э-49, отвержденной различными диизоциа*
цатами при 120 °C в течение 2 ч [53]:
1 6-Гексаметилендиизоцианат OCN—(CH2)S—NCO
(ГМДИ)
24-Толуилендиизоцианат
’ (ТДИ)
4 4'-Дифенилметандиизоциа-
нат (ДФМДИ)
Дигликольуретан (ДГУ)
Можно видеть, что для полимеров, полученных с помощью
ароматических ДФМДИ и ТДИ, наблюдается типично хрупкое
разрушение, причем, прочность гфи растяжении и относительное
удлинение пленок меньше, чем при использовании двух других
отвердителей. Пленки, полученные с ДГУ и особенно с алифа-
тическим ГМДИ, при увеличении растягивающего напряжения
способны проявлять частичную вынужденно-эластическую де-
формацию.
Внутренние напряжения в покрытиях, отвержденных при по-
вышенных температурах, являются суммой усадочных и терми-
ческих напряжений. В случае эпоксидных покрытий усадочные
напряжения невелики, и основной вклад в величину авн вносят
термические напряжения [48, с. 60].
Немалое влияние на внутренние напряжения в покрытиях и
их деформационно-прочностные свойства оказывают пигменты
и наполнители, их концентрация, дисперс- мп
ность частиц и химия поверхности [45—47, г~-------------—
50]. При увеличении концентрации неорга-^7"
нических пигментов и наполнителей внут- _ /У
ренние напряжения могут возрастать, умень- //
шаться или оставаться практически неиз- №- // /
менными: все определяется соотношением г/1/
скоростей роста модуля упругости пленки и ///
снижения термического коэффициента рас-z
f ^прения [54, с. 37]. Во многих эпоксидных 'i0' hid//
покрытиях с увеличением содержания диск- . Т[//
сида титана, кварца, оксида цинка внут- ///
Ренние напряжения повышаются, т. е. ?0~ ///
Рис. 7.2. Диаграммы растяжения пленок на основе \lf
смолы Э-49, отвержденной ГМДИ (/), ДГУ (2) У , , , , |
ТДИ (3), ДФМДИ (4). ’ I i е,%
186
187
интенсивность роста Е выше интенсивности снижения а [46, 47
49]. Иногда наблюдается экстремальная зависимость с макси-
МуМОМ Овн>
Ниже приведены данные о влиянии пигментов на о„„
(в МПа) покрытий на основе смолы Э-33, отвержденных поли-
аминоамидом при 150°С в течение 22 ч [55]:
10% (об.) 20% (об.) 30% (об.)
Диоксид титана рутильной фор-
мы ......................... 3,7 4,5 5,1
Свинцовый крон............... 2,6 2,9 3,7
Диоксид титана преимущественно содержал частицы разме-
ром 1—2 мкм, а свинцовый крон — 2—7 мкм. Видно, что при
увеличении содержания более тонкодисперсных частиц TiO2 ру-
тильной модификации, обладающих большей удельной поверх-
ностью, внутренние напряжения выше и нарастают с большей
интенсивностью.
В табл. 7.3 приведена зависимость овн покрытий на основе
смолы ЭД-20, отвержденных полиэтиленполиамином при НО °C
в течение 24 ч, от содержания оксида цинка различной фотохи-
мической активности [50].
С ростом концентрации пигмента с высокой фотохимической
активностью максимальное значение овн достигается при его
10%-ном содержании, тогда как при низкой активности овн про-
должают заметно увеличиваться до содержания пигмента
20% (об.).
Исследование данных композиций с помощью ИК-спектроско-
пии позволило предположить, что между аминогруппами и кис-
лородными атомами оксида цинка возникают водородные связи,
которые разрушаются в процессе отверждения с образованием
новых связей между появляющимися ОН-группами и теми же
кислородными атомами. Очевидно, прочность этих связей и их
число возрастают с увеличением фотохимической активности
пигмента.
Поскольку увеличение содержания пигментов, желательное
с точки зрения оптимизации защитных свойств, приводит к росту
внутренних напряжений и тем самым снижает долговечность
покрытий, то необходимо стремиться снижать напряжения. Весь-
ма эффективным оказалось химическое модифицирование по-
Таблица 7.3. Внутренние напряжения в покрытиях, пигментированных
оксидом цинка с различной фотохимической активностью
Фотохимическая активность, ед. Удельная поверхность, м2/г °ВИ- МПа
0% (об.) 5% (об.) 10% (об.) 15% (об.) 20% (об.)
0,35 19,2 4,0 4,8 6,0 6.7 7,5
1,0 24,2 4,0 5,1 5,5 5,6 5,8
30 24,4 4,0 5,5 6,8 6,0 —
188
рерхности частиц пигментов кремнииорганическими соединения-
ми с активными функциональными группами [51, 56]. При этом
на поверхности образуется тонкий слой привитых соединений,
уменьшающий удельную свободную поверхностную энергию.
Ниже показано влияние концентрации [в % (масс.)] кремний-
органических соединений в толуольном растворе, которым об-
рабатывали красный желсзооксидный пигмент, на <твн (в МПа)
эпоксидно-полиаминоамидных покрытий. Концентрация пигмен-
та составляла 10% (об.) [51]:
• МПа
0% 0,1% 0,3% 0,6% 1.0%
Днметилдихлорсилан . . . 13,5 10,3 8,5 8,2 8,2
Диметилдиэтоксисилан . , 13,5 12,3 9,7 8,1 8,0
Этилгидросилоксан . . . , 13,5 10,9 9,5 9,0 9,0
Наибольший эффект достигается при содержании модифи-
каторов в растворе около 0,6%. Аналогичные данные получены
при модификации пигментов, входящих в состав эпоксидно-фе-
нольных эмалей [56]. *
Внутренние напряжения в покрытиях и их деформационно-
прочностные свойства зависят и от условий; эксплуатации. Влия-
ние относительной влажности воздуха ср на ствн в лаковых по-
крытиях на основе смолы Э-33, отвержденной полиаминоамидом,
показано в табл. 7.4 [49].
Можно видеть, что увеличение влажности воздуха приводит
к уменьшению внутренних напряжений, причем скорость сниже-
ния овн повышается с ростом ср. При введении в данную компо-
зицию хроматов стронция, цинка и свинца скорость изменения
овн при увлажнении изменяется в зависимости от растворимости
пигментов в воде: чем выше гидрофильность пигмента, тем за-
метнее снижение напряжений [49].
В табл. 7.5 приведены данные о влиянии продолжительности
выдержки непигментированных эпоксидно-аминных покрытий в
воде на степень набухания и модуль упругости пленок [57], по-
лученных при различном соотношении эпоксидных групп смолы
ЭД-20 и активных атомов водорода ГМДА : 1 : 0,5 (I); 1:1 (II);
1:2 (Ш). Отверждение проводили при комнатной температуре
в течение 25 сут.
Таблица 7.4. Влияние относительная влажности воздуха
на внутренние напряжения в лаковых покрытиях
Ф, % МПа
0 сут 2 сут 5 сут 10 сут 15 сут 20 сут
0 3,8 3,8 3,8 3,7 3,7 3,6
36 3,8 3,5 3,0 2,7 2,4 2,1
70 3.8 3,4 2,4 1,4 0,8 0,5
99 3,8 2,6 0,1 — — —
189
Таблица 7.5. Влияние соотношения смолы и отвердителя
на степень набухания и модуль упругости пленок при выдержке
в воде
Компози- ция Показатель ——-. Продолжительность экспозиции, ч
0 24 168 489 1440
I S, % — 1,5 1,7 1,7 2,5
£• КГ3, МПа 3,30 3,25 2,90 2,75 2,75
II S, % — 1,7 2,0 2,6 2,8
£ 1(Г3, МПа 3,20 3,10 2,90 2,75 2,75
III S, % — 4,3 11,0 15,0 24,0
Е- 10~3, МПа 3,0 0,30 0,25 0,20 0,20
В случае стехиометрического соотношения реакционноспособ-
ных групп набухание пленок в течение длительного времени от-
носительно невелико, поэтому и модуль упругости изменяется
не очень заметно. Аналогичная картина наблюдается и для пле-
нок, полученных при недостатке отвердителя. Можно полагать,
что в данном случае сетка образуется в основном в результате
гомополимеризации молекул эпоксидной смолы, катализируемой
третичными атомами азота. Наконец, в случае избытка диамина
происходит резкое увеличение водопоглощения, вероятно, обу-
словленное недостаточной густотой пространственной сетки (Тй
на 5—7°C ниже, чем у пленок композиций I и II) и избытком
полярных аминогрупп, что уже через 24 ч испытания приводит
к снижению модуля на порядок. При этом, однако, у данных
покрытий, как будет показано дальше, внутренние напряжения
снижаются, а адгезия к металлу заметно увеличивается, что
позволяет использовать системы, подобные композиции III, для
защиты некоторых изделий, эксплуатирующихся во влажной ат-
мосфере без больших механических нагрузок.
В табл. 7.6 показано влияние отвердителей аминного типа
на стойкость лаковых покрытий к старению в камере солнечной
радиации. Образцы отверждали при 120 °C в течение 2 ч [58].
Таблица 7.6. Зависимость деформационно-прочностных
показателей пленок на основе смолы Э-33 от продолжительности
старения
Продолжи- тельность старения, ч Показатель Отвердители
ДЭТА ГМДА полиамино- амид ПО-200 имидаз л н И-5М
0 <Jn, МПа 79 86 66 84
ер» % 4,3 4,1 4,1 4,1
100 Стр, МПа 52 44 42 44
еР, % 2,8 3,0 3,5 3,5
720 ар, МПа 21 13 33 31
ер, % 1,0 0,4 2,4 1,9
190
Таблица 7.7. Изменение физико-механических свойств покрытий
на основе П-ЭП-177 при циклическом изменении температуры
и влажности
Режим формирования покрытия Показатели Число циклов
5 10 15 20 25 30
150 °C - 3 ч + 180 °C - 1 ч 200 °C - 1 ч АЛПа Оотсл, Н/м ар, МПа с?вц> А1Па О'отсл, Н/м ар, МПа 3,0 900 60 4,1 800 54 3,0 880 60 5,2 660 3,2 61 8,7 470 51 4,4 700 60 47 7,5 630 10,0 570 56 38
Можно видеть, что использование продуктов модификации
полиаминов жирными кислот»ми масел обеспечивает большую
стойкость покрытий к воздействию ультрафиолетового излуче-
ния. Хотя высокие исходные деформационно-прочностные пока-
затели покрытий желательны, однако важнее, чтобы их уровень,
установившийся в процессе эксплуатации, обеспечивал требуе-
мую долговечность покрытия [59]. Иллюстрацией этого могут
служить данные о работоспособности покрытий магистральных
трубопроводов. Для подобных покрытий, эксплуатируемых в ус-
ловиях Севера, весьма важна устойчивость к циклическому из-
менению температуры и влажности окружающей среды [60].
В табл. 7.7 представлена зависимость внутренних напряжении,
адгезии покрытий к алюминию и прочности при растяжении пле-
нок на основе порошковой краски П-ЭП-177 от числа циклов
изменения температуры и влажности воздушной среды.
В исходном состоянии покрытия, сформированные по обоим
режимам, характеризовались близкими значениями адгезионной
и когезионной прочности. Однако в процессе испытания в по-
крытиях, сформированных по одноступенчатому режиму, резко
увеличивались внутренние напряжения, что приводило к замет-
ному снижению адгезии, и уже после 15 циклов началось само-
произвольное отслаивание. Это показало, что повышение темпе-
ратуры формирования покрытия с целью сокращения продол-
жительности процесса окраски трубопроводов не обеспечило
сохранения покрытиями требуемого комплекса механических и
защитных характеристик.
Адгезионные свойства
На адгезионные свойства покрытий большое влияние оказы-
вает природа металла, способ подготовки поверхности, состав
композиций, условия пленкообразования (из раствора или из
расплава), температурно-временные режимы и другие факторы.
Влияние способов подготовки поверхности на адгезионную проч-
ность, рассмотренное в гл. 5, в целом справедливо и для покрытий.
191
Поэтому ниже в основном излагаются данные о зависимости
адгезионных свойств эпоксидных покрытий от их состава.
В качестве количественной меры адгезионной прочности по-
крытий на металле в большинстве случаев используют, согласно
ГОСТ 15140—78, усилие, необходимое для отслаивания от плен-
ки гибкой металлической пластины.
Ниже показано, как влияет молекулярная масса диановой
смолы Э-ООС на адгезию лаковых покрытий к металлам (от-
верждение проводили диизоцианатом ДГУ при 120 °C в тече-
ние 2 ч) [61]:
%ТСЛ’ Н/м
алюминий АД-1 сталь 08кп
мп- 10-3
1 400 936
2,8 300 544
21 203 450
50 160 177
С ростом молекулярной массы исходной смолы наблюдается
уменьшение адгезионной прочности покрытий как по стали, так
и по алюминию, что обусловлено одновременным действием
ряда факторов. Прежде всего при этом происходит снижение
полярности пленок, о чем свидетельствует уменьшение е' и
е'макс [62]. Кроме того, увеличивается жесткость сетки, что под-
тверждается повышением Тс и модуля Е [63], а также возра-
стают внутренние напряжения. Так, при молекулярной массе
смолы 1 -103 и 5-Ю4 Овн составляет 1,3 и 4,9 МПа, соответствен-
но. В итоге происходит снижение адгезии.
Наряду с этим видно, что адгезия к стали выше, чем к алю-
минию. Это может быть связано с различием в строении кристал-
лической решетки металла или оксидной пленки. Показано [64,
73], что характер адсорбционного взаимодействия, а также
адгезия эпоксидной смолы к алюминию зависят от структуры по-
верхностного оксидного слоя. Наконец, различным может быть
специфическое взаимодействие функциональных групп пленко-
образующего с активными центрами поверхности металла.
Известно, что эпоксидные группы могут химически взаимо-
действовать с алюминием или железом, или (что чаще) с их
оксидами и гидроксидами по схеме [64, 65].
М—ОН + НгС---СН— —> М—О—СН2—СН—
он
Вместе с тем показано, что первичные ОН-группы также мо-
гут хемосорбироваться на поверхности металлов [66]. Убеди-
тельных экспериментальных данных о характере взаимодействия
с металлами вторичных ОН-групп эпоксидных молекул пока пег.
Изоцианатные группы отвердителя могут образовывать [67,
с. 21] как ковалентные
М—ОН 4- O=C=N—R —> М—О—С—N—R
192
Так и координационные связи:
М+О'+ O=C=R—N —> М+О* или М+О*
I «4..
O=C=N—R O=C=N—R
Уретановые группы, образующиеся в ходе реакции отверж-
дения^ алюминием, видимо, химически не взаимодействуют, а
с железом они могут образовывать связи координационного типа
[68]:
'ОМ+М+О'
- М+О' + R—NHCOO—R' —> R—NHCOO—R'
Характер взаимодействия на межфазной границе может за-
метным образом влиять на адгезионную прочность покрытий,
особенно в условиях воздействия различных эксплуатационных
факторов. л
На адгезионные свойства покрытий влияет также строение
молекул сшивающих агентов. Зависимость адгезии к алюминию
лаковых покрытий на основе смол ЭД-20 и Э-41 от числа мети-
леновых групп в молекуле а,®-диаминоалкана (п) показана
ниже (отверждение проводили при 120 °C в течение 2 ч) [52]:
И, а отсл’ Н/м
ЭД-20 Э-41
2 186 177
6 265 285
9 175 180
Покрытия имеют максимальную адгезию при наличии в сши-
вающем мостике шести метиленовых групп. Можно полагать,
что при п = 2 близкое расположение узлов пространственной
сетки ограничивает молекулярную подвижность цепей. Известно,
что увеличение гибкости цепей способствует достижению боль-
шего молекулярного контакта, а повышение полярности — уси-
лению взаимодействия на межфазной границе [67, с. 200]. Од-
нако для каждой полимерной системы существует оптимальная
степень полярности, выше которой возрастающее диполь-диполь-
ное взаимодействие между цепями уменьшает их адгезионную
способность. С ростом величины п гибкость молекул диаминов,
и пространственных полимеров на их основе возрастает, по-
лярность же проходит через максимум [69, с. 136, 194, 244].
Снижение полярности при п — 9, очевидно, является причиной
уменьшения адгезионной прочности.
Ниже приведена зависимость адгезионной прочности лако
вых покрытий на основе смолы Э-49 от типа отвердителя —
диизоцианата (покрытия отверждали при 120 °C в течение 2 ч)
[61]:
аотсл’ Н/м
аотсл’ Н/м
алюминий сталь алюминий сталь
ГМДИ . . 146 171 ДФМД/х . . 173 197
ТДИ ... 240 "337 ДГУ ... 300 544
‘/37 Зак. 181
193
При использовании ГМДИ уретановые группы, образующие-
ся в узлах пространственной сетки, соединены неполярной
цепочкой метиленовых звеньев, и адгезия данных покрытий к ме-
таллам, как и их диэлектрическая проницаемость [62], — наи-
меньшие. Увеличение адгезии в случае ТДИ, видимо, обуслов-
лено большей полярностью. Уменьшение адгезии при переходе
к ДФМДИ, вероятно, связано со значительным ограничением
подвижности цепей из-за близкого расположения громоздких
фенильных ядер сшивающего мостика и основного звена цепи.
Наконец, в случае ДГУ ядра разделены весьма гибкой группи-
ровкой — (СН2)2—О—(СН2)2—, оказывающей пластифицирую-
щее действие. Кроме того, каждый мостик содержит две допол-
нительные полярные уретановые группы. Можно полагать, что
сочетание повышенной полярности и гибкости обеспечивает по-
вышенную адгезию покрытий, отвержденных ДГУ. Таким обра-
зом, при использовании отвердителей одной химической при-
роды, но различного строения, можно при близкой степени сши-
вания изменять адгезию покрытий в 1,5—2 раза.
Ниже приведены данные о влиянии степени наполнения на
адгезионную прочность (<тОТсл в МПа) эпоксидных покрытий по
алюминию; композиции на основе смолы ЭД-20 отверждали
МФДА по режиму: 20°С —24 ч + 80°С —2 ч+150°С —2 ч
[70]:
Концентрация пигмента, % (об.) . . 0 10 25 40
Диоксид титана рутильной модифи-
кации ............................ 250 350 550 240
Железный сурик.................... 250 255 350 180
Тальк............................. 250 500 370 90
С увеличением содержания твердой дисперсной фазы адге-
зионная прочность изменяется экстремально, достигая макси-
мума при определенной концентрации, которая, очевидно, зави-
сит от дисперсности частиц и характера их взаимодействия с
пленкообразующим. Наблюдаемое увеличение адгезии может
быть связано с уменьшением внутренних напряжений. Так, по-
казано, что при увеличении концентрации TiO2 в данной компо-
зиции с 10 до 25% (Твн снижается с 8,3 до 6,8 МПа. Причиной
уменьшения адгезионной прочности при дальнейшем увеличении
концентрации пигмента, вероятно, является уменьшение гиб-
кости цепей в результате все большего взаимодействия с поверх-
ностью частиц.
На адгезионные свойства покрытий могут влиять и малые
добавки веществ, обладающих поверхностно-активными свой-
ствами. Особенно существенно их влияние в случае порошко-
вых красок, пленкообразование из которых происходит при
плавлении и коалесценции частиц, обеспечивающих растекание
расплава по поверхности окрашиваемого изделия. В качестве
примера ниже показано влияние добавки акрилового сополи-
мера АК-607-23 на краевой угол смачивания 0 и адгезию к алю-
194
Рис. 7.3. Влияние продолжительности выдержки образцов в воде на адге-
зионную прочность покрытий по стали на основе смолы Э-ООС с молеку-
лярной массой 1000 (/), 2800 (2), 21000 (3) и 50000 (4), отвержденных ГМДИ (а)
и ДГУ (б).
минию порошковой краски на основе смолы Э-49, отверждае-
мой дициандиамидом [71]:
Содержание добавки, % (масс.)* 0,5 1,0 1,5 2,0 2,5 3,0
0, град........................... 33 29 27 27 — 31
(Тотсл, Н/м...................... 515 580 — 585 550 510
Величина 0 проходит через минимум, характерный для наи-
более полного при данной температуре растекания расплава по
твердой поверхности. В той же области концентраций адгезион-
ная прочность покрытий максимальна, чт?) соответствует суще-
ствующим представлениям о влиянии характера смачивания на
адгезионное взаимодействие [72, 73].
Рассмотрим характер изменения адгезионной прочности под
действием некоторых эксплуатационных факторов. На рис. 7.3
представлена кинетика изменения адгезии к стали в процессе
зыдержки в дистиллированной воде лаковых покрытий на ос-
нове смол типа Э-ООС, отвержденных ГМДИ и ДГУ при 120°С
в течение 2 ч [53]. Для наглядности начальные значения адге-
зионной прочности (до увлажнения) вынесены влево от оси ор-
динат. Из рисунка видно, что в течение первых нескольких ча-
сов после увлажнения покрытий адгезионная прочность умень-
шается, а затем (»1000 ч) практически не изменяется.
Степень снижения адгезионной прочности под действием
влаги зависит как от молекулярной массы исходной эпоксид-
f ной смолы, так и от строения отвердителя. Так, адгезионная
прочность покрытий, отвержденных ГМДИ, изменяется меньше,
чем прочность покрытий, отвержденных ДГУ. По-видимому, это
связано с меньшим водопоглощением первых покрытий благо-
даря более низкой полярности.
Согласно адсорбционной (молекулярной) теории адгезии
[67, с. 14], адгезионная прочность полимерных покрытий и клеев
обусловлена образованием физических и химических связей
ЧгТ-
195
Таблица 7.8. Зависимость адгезионной прочности эпоксидно-аминных
покрытий от состава композиции и влажности среды
Среда Ком- пози- ция °ОТСЛ' Н'м
исходные данные 10 сут. 20 сут. 40 сут. 80 сут. 120 сут. 160 сут
Воздух, I 80 80 85 85 85 95 120
<Р = 90% II 90 85 90 100 100 120 140
III 130 100 330 720 580 490 500
Воздух, <Р = 98% I 80 85 90 100 НО 130 130
II 90 100 80 50 — —
III 130 90 620 350 320 310 320
Вода I 80 85 90 95 100 но 105
II 90 100 70 30 — — —
III 130 210 260 280 210 190 190
между макромолекулами и активными центрами твердой по-
верхности. Полярные молекулы воды, проникая к межфазной
границе и мигрируя вдоль нее, обладают высокой конкурирую-
щей способностью, позволяющей им разрывать физические связи
различной природы и адсорбироваться на твердой поверхности
[74]. При этом установившееся значение адгезионной проч-
ности, очевидно, зависит от наличия более прочных химических
связей с поверхностью [75] и от концентрации воды.
Данные рис. 7.3 показывают, что покрытия, отвержденные
ДГУ, характеризуются более высоким уровнем прочности, уста-
новившимся под действием влаги. Можно полагать, что это обу-
словлено повышенным содержанием уретановых групп, кото-
рые, видимо, в результате хемосорбции на стали, образуют бо-
лее водостойкие связи.
В табл. 7.8 представлены данные об адгезионной прочности
непигментированных эпоксидно-аминных покрытий по алюми-
нию в процессе длительного пребывания во влажной атмосфере
(ср = 90 и 98%), а также в дистиллированной воде [57]. По-
крытия на основе смолы ЭД-20 отверждали ГМДА при комнат-
ной температуре в течение 25 сут при различном соотношении
эпоксидных групп и активных атомов водорода: 1:0,5 (I),
1 : 1 (II) и 1 :2 (III). При стехиометрическом содержании ди-
амина (композиция II) адгезионная прочность покрытий при
ср —90% незначительно возрастает, в то время, как при боль-
шей влажности и в воде наблюдается ее снижение, приводящее
в результате к самопроизвольному отслаиванию. В данном слу-
чае достигается наиболее высокая степень сшивания, и потому
можно полагать, что основной вклад в адгезию к металлу долж-
на вносить адсорбция групп ОН, образующихся в ходе реакции
отверждения или имеющихся в молекулах ЭД-20 (их немного).
Очевидно, здесь преобладают физические связи с поверхностью
алюминия, разрушаемые молекулами воды.
При избытке эпоксидных групп (композиция I) достигается
весьма высокая стабильность адгезионных связей, несмотря на
относительно низкие абсолютные значения адгезионной проч-
ности. Наконец, при избытке аминогрупп (композиция III) после
небольшого уменьшения адгезионной прочности наблюдается ее
аномальное повышение, причем абсолютное значение и время
(достижения максимума адгезии зависят от влажности среды.
Далее устанавливается практически постоянное значение адге-
зионной прочности, в несколько раз превышающее прочность
неувлажненных образцов. Все это, видимо, обусловлено процес-
сами, протекающими в условиях увлажнения при избытке амина
на межфазной границе. В частности, показано, что амины хемо-
сорбируются на поверхности алюминия и некоторых других ме-
таллов, причем образующиеся связи весьма устойчивы к дей-
ствию воды [76, 77].
Снижение адгезии эпоксидных покрытий к металлу под дей-
ствием влаги во многом обратимо, если проводить последую-
щую сушку [78], причем даже после выдержки покрытий в го-
рячей воде (~80 °C) наблюдается частичное восстановление
адгезионной прочности [79].
При экспозиции эпоксидных покрытий в различных корро-
зионноактивных средах адгезия чаще всего снижается, причем
степень снижения зависит от диффузионной и адсорбционной
способности среды. Показано, например, что торможение корро-
зионного процесса адгезионными связями тем эффективнее, чем
менее проницаема пленка и менее активна коррозионная среда
[80]. В качестве примера в табл. 7.9 представлена кинетика из-
менения прочности при нормальном отрыве покрытий по стали
лаком ЭП-524 в растворах электролитов [81].
При выдержке в растворе хлорида натрия наблюдается не-
которое временное возрастание адгезионной прочности, видимо,
за счет уменьшения овн в результате пластифицирующего дей-
ствия среды. Однако в целом адгезионная прочность снижается.
Особенно интенсивно этот процесс протекает в растворе уксус-
ной кислоты.
В табл. 7.10 представлена зависимость адгезии к алюминию
и внутренних напряжений в лаковых покрытиях на основе смо-
лы Э-41 от продолжительности старения в аппарате искусствеи-
Таблица 7.9. Изменение прочности покрытий в растворах электролитов
Электролит °отр- МПа
3 сут 5 сут 10 сут 25 сут 50 сут 75 сут
][лорид натрия, 3%-ный 14,0 10,0 4,7 4,0 8,7 6,2
Азотная кислота, 5%-ная 14,0 9,8 5,9 3,0 2,7 —
Уксусная кислота, 10%-ная 14,0 6,0 0 — — —
196
197
Таблица 7.10. Влияние продолжительности старения на свойства
эпоксидно-аминных покрытий
Отверди- тель $ Показатель Продолжительность старения, ч
исходные данные 20 60 100 . 120
ГМДА Оотсл» Н/м 300 270 250 230 220
ДЭТА Одн» А^ГТа. 4,7 5,8 6,8 7,9 8,8
О’отсл, Н/м с?вн, АА.ГТа. 570 530 460 460 455
4,3 5,5 5,8 5,9 5,8
ной погоды и камере солнечной радиации (покрытия отвер-
ждали при 100 °C в течение 4 ч) [82, с. 144].
Покрытия, отвержденные ДЭТА, обладают более высокой
адгезией, что, вероятно, связано с наличием в молекуле допол-
нительной (вторичной) аминогруппы. В этих покрытиях и с
меньшей скоростью нарастают внутренние напряжения в процес-
се старения.
Электрические свойства
Поскольку лакокрасочные материалы на основе эпоксидных
смол широко используются для создания защитных и электро-
изоляционных покрытий радио- и электротехнических изделий,
изучение диэлектрических свойств этих покрытий представляет
несомненный интерес [83, 84].
Большое влияние на диэлектрические характеристики по-
крытий оказывает молекулярная масса и молекулярно-массовое
распределение исходных эпоксидных смол. На рис. 7.4 приве-
дена температурная зависимость е' и е" лаковых покрытий на
основе смол Э-41 и Э-45, отвержденных ГМДА при 120 °C в те-
чение 2 ч [85]. Эти смолы при близком значении эпоксидного
числа имеют разную полидисперсность:
Э-41 Э-45
Эпоксидное число, % .... 11,3 11,2
Mw/Mn ........... 2,43 1,10
Мп Т, °C 1070 1010
смолы 47 31
отвержденной системы . . 104 86
Более высокое значение Гс смолы Э-41, очевидно, обуслов-
лено большим содержанием в этом олигомере относительно вы-
сокомолекулярных фракций.
Данные рис. 7.4 показывают, что покрытия на основе смолы
Э-41 характеризуются большим значением е(,акс (дипольно-сег-
ментальных потерь), а полуширина этого максимума значи-
тельно больше, чем у покрытий на основе Э-45. Можно пола-
гать, что это связано с наличием более широкого набора кине-
рис. 7.4. Температурная зависимость
диэлектрической проницаемости и коэф-
фициента диэлектрических потерь при
частоте 50 кГц лаковых покрытий на
основе смол*Э-41 (1,3) и Э-45 (2,4).
тических единиц, участвующих в
^установлении дипольной поляри-
зации [86, с. 147—149], и согла-
З'суется с повышенной полидис-
Вперсностью исходного олигомера.
Вместе с тем методом равновес-
ной сорбции на весах Мак-Бена
установлено, что пленки на ос-
нове смолы Э-41 характеризуют-
ся большей степенью сшивания
(Мс = 345, а для пленок на основе смолы Э-45 Мс = 524).
Это приводит к повышению температуры максимума потерь
Гмакс и Тс полимера.
При отверждении эпоксидных смол аминами с увеличением
молекулярной массы исходной смолы повышается емакс и сни-
жается Гмакс дипольно-сегментальных потерь [86, с. 148]. Это
обусловлено уменьшением густоты пространственной сетки, так
как присоединение идет в основном по концевым эпоксидным
группам.
Если же сшивать диановые смолы по вторичным ОН-груп-
пам, например диизоцианатами, то обнаруживается иная зави-
симость. Ниже приведены данные для лаковых покрытий на
основе смол типа Э-ООС, отвержденных ГМДИ при 120 °C в те-
чение 2 ч [62]:
Мп . 1 103 2,8 103 21 • 103 50- 103
е"макс при 200 кГц . 0,25 0,22 0,19 0,15
е' 4,65 4,36 4,12 3,75
94 95 113 134
Тс, °с 43 46 63 81
Uд. с, кДж/моль . . . 235 247 260 268
Увеличение молекулярной массы эпоксидной смолы сопро-
вождается повышением Тс и Ткакс потерь, а также увеличением
кажущейся энергии активации с., что обусловлено увеличе-
нием жесткости сетки [63]. Наряду с этим происходит уменьше-
ние е' и е" покрытий, вызванное уменьшением содержания по-
лярных эпоксидных групп [87].
Изменение соотношения эпоксидная смола — сшивающий
агент обычно приводит к изменению диэлектрических характе-
ристик покрытий, так как при этом изменяется содержание по-
лярных групп. Кроме того, вследствие изменения густоты про-
странственной сетки меняется и молекулярная подвижность це-
пей. Ниже приведена зависимость диэлектрических показателей
Й Тс покрытий на основе ненаполненных композиций без
198
199
растворителей от соотношения эпоксидной смолы ЭД-20 и отвер,
дителей ПО-ЗОО (полиаминоамид) [88]:
80/20 70/30 60/40 50/50 40/60
р" ь макс при 50 кГц . . . 0,75 0,49 0,61 0,70 1,10
е' . . . 3,42 3,22 3,77 4,12 3,56
макс» гс, °C °C .... ... 138 158 147 128 109
... 61 100 85 63 35
Видно, что при соотношении реагентов 70/30 достигаются
минимальные значения диэлектрической проницаемости и по-
терь, т. е. лучшие электроизоляционные свойства, сохраняемые^
в широком интервале температур (благодаря максимальным
значениям Тмакс и Тс). Это соотношение близко к стехиометри-
ческому [89].
В ходе отверждения эпоксидных композиций в изотермиче-
ских условиях максимум tg 6 дипольно-сегментальных потерь
смещается в область более высоких температур (или более низ-
ких частот), т. е. наиболее вероятное время релаксации кинети-
ческих единиц повышается с ростом густоты пространственной
сетки [90]. При этом значения tg 6макс и е' снижаются. В то же
время наиболее вероятное время релаксации единиц, участвую-
щих в дипольно-групповом процессе, обычно мало зависит от
густоты сетки [86, с. 149].
При изучении температурной зависимости е' и е" лаковых
покрытий на основе смолы Э-41, отвержденных ГМДА и ПО-200
по одному и тому же режиму, установлено [85], что в случае
ПО-200 значение е^акс больше, а сам максимум наблюдается ч
при температуре примерно на 60 °C ниже, чем в случае ГМДА
(рис. 7.5). Поскольку оба отвердителя имеют близкий состав
(по сумме первичных и вторичных аминогрупп), а содержание
гель-фракции в пленках примерно одинаково, отмеченные разли-
чия связаны с большей гибкостью поперечных связей в случае
полиаминоамида.
В табл. 7.11 представлена зависимость диэлектрических ха-
рактеристик лаковых покрытий на основе смолы Э-49 от типа
отвердителя. Покрытия отверждали при 120 °C в течение 2 ч
[39].
Благодаря наличию гибкой цепочки неполярных метилено-
вых звеньев, полимер, отвержденный ГМДИ, характеризуется
Таблица 7.11. Влияние строения диизоцианатов на диэлектрические
показатели покрытий
Диизоц-ианат ff 8макс при 200 кГц 8Z При Т макс т макс’ °C Д °с ид. С’ КДж/МОЛЬ
ГМДИ 0,22 4,36 95 46 247
тди 0,28 4,50 139 88 285
дгу 0,41 5,10 156 100 293
ДФМДИ 0,24 4,46 158 104 310
Рис. 7.5. Температурная зависимость диэлектрической проницаемости и
коэффициента диэлектрических потерь при частоте 50 кГц лаковых покрытий
на основе смолы Э-41, отвержденной ГМДА (1,3) и ПО-200 (2,4).
Рис. 7.6. Температурная зависимость диэлектрической проницаемости и тан-
генса угла диэлектрических потерь при частоте 100 кГц эпоксидно-полиамино-
амидных покрытий, содержащих 0 (/, 6), 10 (2, 7), 20 (3, 3), 30 (4, 9) и 40
(5, /<7)°/о (об.) диоксида титана рутильной модификации.
наиболее низкими значениями не только е' и е", но и Тс и ка-
жущейся энергии активации. Наиболее полярный полимер полу-
чается при использовании ДГУ, что объясняется высоким содер-
жанием в нем полярных уретановых групп. Наиболее жесткая
пространственная сетка образуется в случае использования
ДФМДИ, о чем свидетельствуют значения Тс и Ua. с. При от-
верждении ДФМДИ образуются наиболее теплостойкие покры-
тия (в рассматриваемом ряду) с удовлетворительными диэлек-
трическими показателями.
Диэлектрические свойства покрытий зависят и от других
компонентов лакокрасочных композиций, в частности от типа
пигмента (наполнителя) и его содержания в системе. Диэлек-
трические характеристики различных неорганических пигментов
могут отличаться от соответствующих показателей эпоксидного
связующего на 1—2 порядка [91]. Оценить их вклад путем рас-
чета по аддитивной схеме не всегда представляется возможным
[86, с. 179—181].
На рис. 7.6 представлены температурные зависимости е' и
tg 6 покрытий на основе смолы Э-33, отвержденной ПО-200 при
8 Зак. 181
201
200
120°C в течение 2 ч, с различным содержанием диоксида ти-
тана рутильной модификации [92]. С ростом степени наполне-
ния наблюдается повышение е' и уменьшение tg б покрытий во
всем интервале температур, что обусловлено различием диэлек-
трических показателей эпоксидной пленки и пигмента: диэлек-
трическая проницаемость пигмента более чем в 30 раз больше,
a tg б почти на два порядка меньше, чем у связующего [93,
с. 229]. Кроме того, уменьшение тангенса угла потерь, очевидно,
связано и с уменьшением в результате адсорбции на поверх-
ности частиц пигмента концентрации полярных групп полимера, J
участвующих в дипольно-релаксационной поляризации. Темпе- 1
ратура максимума дипольно-сегментальных потерь меняется при j
увеличении степени наполнения пленок немонотонно, как и Т\
полимера.
Значительный практический интерес представляет изучение
изменения диэлектрических характеристик покрытий под воздей-
ствием эксплуатационных факторов, в частности в условиях дли-
тельного пребывания в атмосфере высокой влажности.
В табл. 7.12 приведены результаты испытания лаковых покры-
тий на основе смолы Э-41, отвержденных соединениями амин-
ного типа при 80 °C в течение 8 ч [84]. Образцы выдерживали
при 40 °C на воздухе с относительной влажностью 97—98% в те-
чение 720 ч.
Видно, что после выдержки во влажной атмосфере в течение
месяца электрическая прочность покрытий меняется незначи-
тельно (за исключением покрытий tg б, отвержденных И-5М),
tgб увеличивается вдвое, а удельное объемное сопротивление х!
снижается на два порядка. Однако это не препятствует успеш-
ной длительной эксплуатации данных покрытий в указанных
условиях.
В табл. 7.13 показано изменение удельного объемного и по-
верхностного сопротивления эпоксиэфирных покрытий, модифи-
цированных бутанолизированной меламиноформальдегидной.
смолой [30% (масс.)] и содержащих TiO2 рутильной модифи-
кации, при выдержке на воздухе с влажностью 97—98% при
комнатной температуре [94].
Таблица 7.12. Изменение диэлектрических свойств покрытий
на основе смолы Э-41 после выдержки во влажной атмосфере
Отвердитель р0. Эм«м tg 6 I02 п рн 1 МГц £пр, мВ/м
I II I II I II
ГМДА 3 • 10'8 5- 1018 2,0 3,5 70 67
ПЭПА 3- 1018 2- 1018 1,8 3,2 73 70
ГЮ-200 2 • 1018 8- Ю16 1,7 3,5 75 69
И-5М 9- 1017 1 • 1016 1,4 3,6 78 35
Примечание: I—-до выдержки; II — после выдержки.
202
Таблица 7.13. Электрические свойства эпоксидных покрытий
Содержание ТЮ2, % (масс.) Показатели Продолжительность выдержки, мес.
0 3 6 9 12
| 0 ри, Ом • м 2- 1017 8- 1015 4- 1015 3- ю15 2- 1015
Ps, Ом 5- Ю16 3- 1012 4- 10“ 8- Ю10 4 • КУ»
I 20,5 ри, Ом • м 3- 10'7 1 • 101в 6- 1015 4- 1015 3- 1015
Ps, Ом 3- 1015 5- 1013 8. 1012 3- 1012 1 • 1012
I 24,6 ри, Ом м 2- Ю16 1 • 10IS 1 • Ю16 1 • Ю16 1 • Ю16
Ps, Ом 2- 1015 1 • 1015 1 • 1015 1 • 1015 5- 1014
Из приведенных данных следует, что правильный выбор кон-
центрации пигмента позволяет добиться высокой стабильности
объемного и поверхностного сопротивления покрытий, предна-
значенных для эксплуатации во влажной атмосфере. При этом,
однако, важен и выбор пленкообразующего.
В табл. 7.14 сопоставлены диэлектрические показатели по-
крытий на основе различных эпоксидных композиций. Образцы,
отвержденные по одинаковому режиму, выдерживали в тече-
ние 12 мес. на воздухе с <р = 97% [94].
Дополнительное сшивание эпоксиэфира меламиноформальде-
гидной смолой способствует стабилизации диэлектрических по-
казателей покрытий, эксплуатирующихся во влажной среде. При
этом значения е' и tg 6 наполненных покрытий сближаются со
значениями данных параметров эпоксидно-аминных покрытий.
Введение в эпоксиэфирные композиции двуокиси титана при-
водит к увеличению диэлектрической проницаемости, однако, при
этом влагостойкость покрытий возрастает. Это вновь показы-
вает, что правильный подбор наполнителя и его концентрации
в системе дает возможность повысить эксплуатационную устой-
чивость покрытий.
Таблица 7. 14. Влияние состава эпоксидных композиций
на диэлектрические характеристики покрытий
Состав композиций Ъ' при 3 мГц tg б-102 при 3 мГц
I II I II
Эпоксиэфир иа основе смолы Эпикот 1007 и жирных кислот сое- 2,65 3,94 1,4 3,4
вого масла То же+ 20,5% (масс.) ТЮ2 4,49 1,8 2,1
То же + меламиноформальдегидная 3,04 3,40 2,1 2,7
смола То же + 20,5% (масс.) TiO2 5,60 5,80 1,7 1,9
То же + 24,6% (масс.) TiOj 9,25 9,38 2,8 3,1
Эпикот 828 + ДЭТА 3,44 4,00 2,2 2,8
Примечание: I—до выдержки, II — после выдержки.
8*
203
ЛИТЕРАТУРА
1. Лакокрасочные материалы на основе эпоксидных смол. Обзорн. информ
М., НИИТЭХИМ, 1976. 45 с.
2. Финкельштейн М. И. Промышленное применение эпоксидных лакокрасоч-
ных материалов. М., Химия, 1969. 120 с.
3. Рейбман А. И. Защитные лакокрасочные покрытия. Л., Химия, 1978. 296 с.
4. Аграненко Н. П. и др. — Лакокрас. материалы и их примен., 1978, № 6
с. 69.
5. Лакокрасочные материалы. Технические требования и контроль качества.
Справочное пособие. М., Химия, т. 1, 1977, 336 с.; т. 2, 1977, 288 с.; доп т'
1979, 280 с.
6. Жебровский В. В. и др.—Лакокрас. материалы и их примен., 1978, № 6
с. 31—34.
7. Кочнова 3. А., Захарова А. А., Сорокин М Ф.—Лакокрас. материалы
и их примен., 1976, № 3, с. 19—23.
8. Благонравова А. А., Непомнящий А. И. Лаковые эпоксидные смолы. М.
Химия, 1970. 248 с.
9. Гольдберг М. М. Материалы для лакокрасочных покрытий. М., Химия
1972. 344 с.
10. Еселев А. Д. и др. — В кн.: Новые лакокрасочные материалы, не содержа-
щие органических растворителей. Л., ЛДНТП, 1975, с. 99—103.
11. Смехов Ф. AL, Чернин И. 3., Прилуцкая Н. В. — В кн.: Оценка качества
новых лакокрасочных материалов и опыт применения их в промышлен-
ности. М„ МДНТП, 1978, с. 71—77.
12. Прилуцкая Н. В., Смехов Ф. М., Шустер С. В. и др. — Лакокрас. мате-
риалы и их примен., 1978. № 1, с. 30—32.
13. Brushwell Г.— Amer. Paint, a. Coat J., 1978, vol. 62, N 33, p. 50—52.
14. Верхоланцев В. В. Водные краски на основе синтетических полимеров. Л.,
Химия, 1968. 200 с.
15. Крылова И. .4., Котлярский Л. Б., Стуль Т. Г. Электроосаждение как ме-
тод получения лакокрасочных покрытий. М., Химия, 1974. 136 с.
16. Непомнящий А. И., Белоусова Г. В., Смехов Ф. М., Благонравова А. А. —
Лакокрас. материалы и нх примен., 1966, № 4, с. 10—13.
17. Кардаш Н. С., Гусакова Д. Я., Еселев А. Д,— Лакокрас. материалы и их
прпмен., 1978, № 4, с. 88—92.
18. Canad. Chem. Process, 1977, vol. 61, N 10, p. 29—30.
19. Еселев А. Д. и dp. — В кн.: Монтажные и специальные строительные ра-
боты. М., ЦБНТИ Мпнмонтажспецстроя, 1979, с. 8—10.
20. Амеличева В. В. и др.—Лакокрас. материалы и их примен., 1979, № 1,
с. 26—28.
21. Brushwell W. — Farbe u. Lack, 1975, Bd 81, N 7, S. 615—618.
22. Порошковые краски. Обзорн. информ. М., НИИТЭХИМ, 1979. 45 с.
23. Metalloberflache, 1978, Bd 32, N 2, S. 81—84.
24. Непомнящий А. И. и др.—Лакокрас. материалы и их примен., 1975, № 5,
с. 3—6.
25. Непомнящий А. И., Гейниш М. Р., Еселев А Д. — В кн.: Новые лакокра-
сочные материалы. М., НИИТЭХИМ, 1977, с. 41—47.
26. Яковлев А. Д., Здор В. Ф., Каплан В. И. Порошковые полимерные мате-
риалы и покрытия на их основе. 2-е изд. Л., Химия, 1979. 256 с.
27. Розенфельд И. Л., Рубинштейн Ф И. Антикоррозионные грунтовки и инги-
бированные лакокрасочные покрытия. М., Химия, 1980. 200 с.
28. Mayne J. Е. О., Scantlebury I. D. — Brit. Polymer J., 1970, vol. 2, N 9,
p. 240.
29. Mayne J. E. O. — J. Oil Col. Chem. Assoc., 1949, vol. 32, N 353, p. 489—
501.
30. Mayne J. E. O. — Offic. Digest, 1952, vol. 24, N 325, p. 127—142.
31. Рейтлингер С. А. Проницаемость полимерных материалов. M., Химия, 1974.
272 с.
32. Park W. R. R., Blount J. — Industr. Eng. Chem., 1957, vol. 49, N 11,
p. 1897—1902.
ОВД
AU x
33. Оржаковский Л1. Л., Цингарелли Е. П.—Лакокрас. материалы и их
примен., 1979, № 4, с. 20—22.
34. Фокин М. Н. и др. — Лакокрас. материалы и их примен., 1980, № 1,
с. 33—34.
35. Розенфельд И. Л., Жигалова К. А., Бурьяненко В. Н.—Лакокрас. мате-
риалы и их примен., 1966, № 3, с. 62—65.
36. Смехов Ф. М., Якубович С. В., Санжаровский А. Т.—Лакокрас. материа-
лы и их примен., 1974, № 2, с. 37—39.
37. Kittelberger W. W., Elm А. С. — Industr. Eng. Chem., 1952, vol. 44, N 2,
p. 326—329.
f 38. Ницберг Л. В.—Лакокрас. материалы и их примен., 1961, № 5, с. 35—43.
.39. Смехов Ф. М. и др.—Лакокрас. материалы и их примен., 1970, № 4,
с. 41—44.
40. Якубович С. В., Зубчук В. А., Курбатова О. Г.—Лакокрас. материалы и
их примен., 1962, № 1, с. 12—16.
41. Glass A. L., Smith J. — J. Paint. Technol., 1966, vol. 38, N 495, p. 203—209;
1967, vol. 39, N 511, p. 490—493.
42. Walter A. H.— Plaste u. Kautschuk, 1970, Bd 17, N 8, S. 600—605.
43. Евминов С. С., Дыльков M. С., Санжаровский A. T. и dp.—Лакокрас.
материалы и их примен., 1967, № 3, с. 45—49.
44. Санжаровский А. Т. и др.—Лакокрас. материалы и их примен., 1970, №2,
с. 45—47.
45. Виноградова Л. М., Санжаровский А. Т.—Лакокрас. материалы и их
примен., 1973, № 1, с. 65—67.
46. Крус Г. И., Санжаровский А. Т. — Мех. полимеров, 1969, № 3, с. 33—38.
47. Старцев В. М., Санжаровский А. Т. —Мех. полимеров, 1973, № 5, с. 929—
932.
48. Санжаровский А. Т. Физико-механические свойства полимерных и лако-
красочных покрытий. М., Химия, 1978. 184 с.
49. Шрейнер С. А., Волкова Т. А., Арван А. С. — Лакокрас. материалы и их
примен., 1968, № 5, с. 32—34.
. 50. Шрейнер С. А., Волкова Т. А., Арван А. С. — Лакокрас. материалы и их
примен., 1968, № 6, с. 34—37.
51. Шрейнер С. А. и др.—Лакокрас. материалы и их примен., 1973, № 3,
с. 24—26.
52. Смехов Ф. М. и др.—Высокомол. соед., 1976, сер. А, т. 18, № 10,
с 2338_____2342
53. Смехов Ф. М. Канд. дне. М„ ИФХ АН СССР, 1971.
54. Санжаровский А. Т. Методы определения механических и адгезионных
свойств полимерных покрытий. М., Наука, 1974. 115 с.
. 55. Шрейнер С. А. и др. — Коллоид, ж., 1964, т. 26, № 5, с. 629—631.
•56 . Ангарская Э. Я. и др. — Лакокрас. материалы и их примен., 1968, К» 2,
с. 30—32.
57. Масловский Р. С. и др. — В кн.: Коррозия и защита в нефтегазовой про-
мышленности. М., ВНИИОЭНГ, 1978, № 8, с. 17—20.
58. Еселев А. Д., Чеботаревский В. В. — В кн.: Состояние и перспективы
производства и применения эпоксидных смол и материалов на их основе.
Л., ЛДНТП, 1969. Ч. 1, с. 79—89.
59. Якубович С. В. Автореф. докт. дне. М., ИФХ АН СССР, 1965.
‘60. Зиневич А М., Першина Э. С., Белоголовский А. Д. — В кн.: Достижения
‘ в производстве, переработке и применении порошковых полимерных мате-
риалов. Л., ЛДНТП, 1980, с. 47—51.
61. Смехов Ф. М., Санжаровский А. Т., Якубович С. В.—Лакокрас. материа-
лы и их примен., 1971, № 1, с. 50—54.
62. Смехов Ф. М., Санжаровский А. Т., Якубович С. В. — Лакокрас. мате-
риалы и их примен. 1970, № 4, с. 37—42.
63. Смехов Ф. М., Санжаровский А. Т., Якубович С. В. — Высокомол. соед.,
1974, сер. А, т. 16, № 5, с. 1100—1105.
64. Adhesion/Ed. by D. D. Eley, Oxford, Oxford University Press, 1961. 290 p.
65. Натансон Э. M., Химченко Ю. И., Швец T. М.—ДАН СССР, 1964,
т. 158, № 5, с. 1162—1165.
205
66. Уэйк В.—Химия и технол. полимеров, I960, № 12, с. 137—155.
67. Берлин А. А., Басин В. Е. Основы адгезии полимеров. 2-е изд., перераб.
и доп. М., Химия, 1974. 392 с.
68. Химченко Ю. И., Серпуненко Е. В., Натансон Э. М.—Коллоид, ж., 1969
т. 31, № 4, с. 601—603.
69. Осипов О. А., Минкин В. И., Гарновский А. Д. Справочник по дипольным
моментам. 3-е изд., перераб. и доп. М., Высшая школа, 1971. 416 с.
70. Шапочник С. Ш., Чапурин В. И. — Лакокрас. материалы и их примен
1973, № 4, с. 23—24.
71. Масленникова Н. Л., Амфитеатрова Т. А., Гейниш М. Р. и др. — В кн.:
Адгезия полимеров и адгезионные соединения в машиностроении. М., НТО
Машлром, 1976, с. 95—99.
72. Schonhorn Н., Sharpe L. Н. — J. Polymer Sci., 1965, pt В, vol. 3, N 3
p. 235—237.
73. Вакула В. Л. — В кн.: Клеи и соединения на их основе. М., МДНТП,
1970, с. 10—12.
74. Walker Р. — Paint Technol., 1967, vol. 31, N 8, p. 22—30; N 9, p. 15—21.
75. Ратцлер Дж.—Химия и технол. полимеров, 1960, № 10, с. 138—150.
76. Михайловский Ю. Н., Масловская Р. С., Павлинова Т. Н. — Защита метал-
лов, 1972, т. 8, № 4, с. 481—484.
77. Масловская Р. С. и др. — Коллоид. ж„ 1975, т. 37, № 1, с. 70—73.
78. Лобанов Ю. Е., Штерензон А. Л.—Мех. полимеров, 1971, № 4, с. 733—-
736.
79. Koehler Е. L. — Corrosion, 1977, vol. 33, N 6, р. 209—217.
80. Наумова С. Ф., Гербер В. Д., Михайловский Ю. Н.—Лакокрас. материа-
лы и их примен., 1966, № 5, с. 31—33.
81. Пятыхин Л. И., Карякина М. И., Куварзин И. Н. — Лакокрас. материалы
и их примен., 1971, № 1, с. 54—57.
82. Карякина М. И. Физико-химические основы процессов формирования и
старения покрытий. М., Химия, 1980. 216 с.
83. Лапицкий В. А., Волошкин А. Ф. — Электротехника, 1972, № 5, с. 24—26.
84. Казанцева Б. П., Еселев А. Д., Рослова С. В. — Лакокрас. материалы и
их примен., 1973, № 6, с. 26—28.
85. Смехов Ф. М., Якубович С. В., Непомнящий А. И. — Пласт, массы, 1978,
№ 6, с. 25—27.
86. Электрические свойства полимеров/Под ред. Б. И. Сажина. 2-е изд. Л.,
Химия, 1977. 192 с.
87. Смехов Ф. М. и др. — Высокомол. соед., 1971, сер. А, т. 13, № 9, с. 2102—
2109.
88. Смехов Ф. М. и др. — Лакокрас. материалы и их примеи., 1968, № 5,
с 40—43.
89. Чернин И. 3., Смехов Ф. М. — Лакокрас. материалы и их примен., 1970,
№ 4, с. 27—29.
90. Липатов Ю. С. и др. — Высокомол. соед., 1971, сер. А, т. 13, № 11,
с. 2601—2606.
91. Смехов Ф. М., Каверинский В. С. — В кн.: Пути повышения качества
лакокрасочных материалов. М., МДНТП, 1977, с. 123—127.
92. Смехов Ф. М. и др.—Лакокрас. материалы и их примен., 1973, № 6,
с. 31—33.
93. Хиппель А. Р. Диэлектрики и их применение. Пер. с англ. М., Госэнерго-
издат, 1959. 336 с.
94. Ватанабэ Э., Каною К. — Денси гидзюцу сото кенкюсё ихо, Bull. Electro*
techn. Labor., 1974, vol. 38, N 10, p. 541—550.
ГЛАВА 8
ЭПОКСИДНЫЕ АРМИРОВАННЫЕ ПЛАСТИКИ
Армированные пластики, представляющие собой сочетание
непрерывной полимерной матрицы (со сравнительно малыми
значениями модуля упругости и прочности) с прочными высо-
комолекулярными волокнами, появились сравнительно недавно,
но уже сейчас играют значительную роль во многих отраслях
техники. Наиболее прочные стекло-, боро- и углепластики полу-
чаются на эпоксидных связующих [1, 5, 6], что обусловлено осо-
быми свойствами эпоксидных полимеров, которые делают их
наиболее пригодными в качестве матрицы для композиционных
материалов.
Волокнистые композиты отличаются от однородных полиме-
ров и наполненных порошками пластиков тем, что они состоят
из двух или более непрерывных по крайней мере в одном на-
правлении фаз — сравнительно малопрочной непрерывной мат-
рицы, заполняющей пространство между армирующими волок-
нами, и высокопрочных и высокомодульных волокон, которые
могут быть ориентированными или хаотично расположенными.
Роль матрицы сводится к передаче нагрузки между волокнами,
которые воспринимают основную долю общей нагрузки. Воз-
можность выбирать различные волокна, их ориентацию и раз-
личные типы связующих позволяет создавать разнообразные ма-
териалы и в широких пределах изменять их характеристики. По
прочностным и другим свойствам многие армированные пласти-
ки превосходят любой из входящих в их состав компонентов
или резко отличаются от них. Основным преимуществом компо-
зитов, сделавших их одним из наиболее перспективных новых
материалов, является возможность достижения высокой проч-
ности на единицу массы.
Как известно, удельная прочность и удельная жесткость мно-
гих эпоксидных композитов в несколько раз превосходят соот-
ветствующие показатели лучших сортов стали и титана, что по-
зволяет эффективно использовать их в тех областях техники,
в которых важное значение имеет масса конструкции, — в авиа-
ционной, ракетной и космической технике, на транспорте. В ка-
честве связующих для высокомодульных и высокопрочных пла-
стиков применяются практически только эпоксидные полимеры.
Поэтому армированные эпоксидные пластики являются сейчас
одними из наиболее изученных полимерных материалов.
Механические и диэлектрические характеристики армирован-
ных эпоксидных пластиков достаточно хорошо изучены и под-
робно описаны [1, 5, 6, 22—24], поэтому мы не будем рассмат-
ривать эти вопросы, ограничившись рассмотрением физико-
химических процессов, происходящих на границе раздела
207
эпоксидный полимер — армирующий наполнитель в подобных
системах, а также на структуре армированных пластиков.
Армированные пластики являются гетерогенными структур-
но-неоднородными системами со стохастической, но в большин-
стве случаев достаточно близкой к регулярной структурой [7|,
Свойства подобных систем тесно связаны с их структурой [5—
9], т. е. с пространственным расположением наполнителя и свя-
зующего, строением границы раздела между ними, а также ко-
личеством и характером структурных дефектов. Нерегулярность
структуры армированных пластиков сильно затрудняет ее коли-
чественное описание, исследование взаимодействия структурные
элементов и выяснение количественной связи между структурой
и различными физическими характеристиками материала.
В литературе наибольшее внимание уделяется изучению ад-
гезии между матрицей и наполнителем и взаимодействия на
межфазной границе. Физико-химические процессы, протекающие
при формировании структуры материала и ее изменении при
эксплуатации изучены в значительно меньшей степени, хотя их
влияние на свойства пластиков очень велико. В частности, со
структурными изменениями связано влияние на свойства пла-
стиков технологии их изготовления и изменение их характери-
стик при различных видах старения. Поэтому в данной главе мы
сосредоточим внимание именно на структуре армированных ма-
териалов и ее влиянии на их свойства, а также приведем основ-
ные характеристики эпоксидных полимеров, применяемых для
изготовления армированных пластиков.
Эпоксидные связующие и армирующие наполнители
По сравнению с другими полимерами, применяемыми для из-
готовления армированных пластиков, эпоксидные смолы обла-
дают рядом преимуществ, которые делают их незаменимыми в
качестве связующих для высокопрочных композитов:
низкая линейная усадка (менее 2%) и отсутствие низкомо-
лекулярных продуктов отверждения;
высокая адгезия, превосходящая адгезию большинства дру-
гих смол, связанная со сравнительно высокой полярностью и
способностью эпоксидных групп к химическому взаимодействию
с поверхностью многих материалов;
возможность получения этих смол в различном физическом у
состоянии — от твердых до низковязких, что позволяет исполь-/'
зовать самые различные технологические приемы;
высокие механические показатели, превышающие показатели
других сетчатых полимеров;
высокие электрические характеристики в широком темпе-
ратурном интервале;
возможность получения монолитных изделий и конструк-
ций;
водо- и химическая стойкость.
208
Волокнистые высокопрочные композиционные материалы
представляют собой высоконаполненные ориентированные си-
стемы, в которых объемное содержание полимера сравнительно
невелико. Специфика работы полимера в таких условиях уже
частично рассмотрена в гл. 4, и широкое применение эпоксид-
ных смол для получения подобных материалов связано именно
с тем, что эпоксидные полимеры лучше других выдерживают
эти условия.
Рассмотрим вначале полимерную матрицу в ненагруженном
однонаправленном композите. Такой композит обычно пред-
ставляют квадратичной или гексагональной моделью. Мини-
мальное объемное содержание полимера в плотноупакованной
квадратичной структуре — около 21%, в гексагональной — 13%.
Армирующие волокна можно считать совершенно жесткими,
так как модуль упругости применяемых неорганических воло-
кон значительно больше модуля упругости полимера. Как уже
указывалось выше (см. гл. 3 и 4), при отверждении эпоксид-
ного полимера в ходе изготовления пластика, которое происхо-
дит обычно при повышенной температуре, объем полимера
уменьшается вследствие его усадки, а вязкость быстро нара-
стает. До гелеобразования, пока полимер способен к течению,
его объем может уменьшаться за счет уменьшения объема всей
системы или образования пор. После гелеобразования течение
полимера невозможно, и происходит деформация всей системы.
Однако при этом деформация полимера ограничена волокнами,
что приводит к появлению в полимере внутренних напряжений.
Так как армированные пластики, как правило, содержат боль-
шое количество наполнителя, то можно считать, что он обра-
зует жесткий скелет, препятствующий деформации полимера,
т. е. связующее подвергается всестороннему растяжению. Объ-
емная деформация при этом может составлять несколько про-
центов (см. гл. 4). Таким образом, уже в ненагруженном со-
стоянии эпоксидная матрица должна выдерживать значитель-
ные механические деформации без разрушения и нарушения
адгезии на границе с волокном. Как показали микроскопиче-
ские исследования [27—33], эпоксидные смолы значительно
лучше других связующих выдерживают подобные условия.
*
Таблица 8.1. Оптимальные механические характеристики связующего
в зависимости от свойств армирующего наполнителя [22, с. 39]
Показатели Бесщелочное стекло Требования к СВЯЗуЮ’ щему Стекло ВМ-1 Требования к связую- щему
Ор, МПа 2350 140 4200 250
£„ 10-\ МПа 7,5 0,45 9,5 0,57
еР, % 3 4,5 3,5 5,25
т:сд, МПа — 94 — 168
"^адп М.Па — 94 — 168
209
Таблица 8.2. Состав, свойства и области применения эпоксидных связующих [24, с. 48—59}
Марки Отвердитель * Тип стеклопла- стиков, в производ- стве которых используются связующие ** Теплостой- кость по Мар- тенсу, К Разрушающее напряжение, МПА Ударная вязкость, кДж/м2 Твердость по Бринеллю» МПА
при растяжении прн сжатии при изгибе
ЭД-16 МА ЭИ, к 363—368 58,8—88,3 127,3-157,0 112,8—137,2 29,4—33,4 98,5—108,2
ЭД-20 МА ЭИ, к 373—383 — 147,0—167,0 107,8—137,2 14,7—17,6 98,5-115,0
АЦ-30 МФДА к 428—443 — — 68,5—88,2 6,9—8,8 117,0
К-54/6 ПЭПА к 338 — 108,0 137,2 13,8 177,0—197,0
К-115 ПЭПА ЭИ, к 338 — 108,0 127,3—137,2 9,8—12,7 98,5—118,0
К-153 ГМДА ЭИ 333 39,2—38,9 88,3 88,3—107,8 7,9—9,8 98,5—118,0
К-168 ГМДА ЭИ 328 — 88,5 98,0 7,9—9,8 98,6—118,0
К-201 ПЭПА ЭИ 328 — 88,5 68,5 14,7 108,2—147,7
КД-Л-20 МА ЭИ, ПЭЛ 353 — — 132,4—142,0 58,8—78,4 118,0
КД-5-10 ПЭПА ЭИ, к 368 — — 98,0—117,5 11,8—14,7 98,5
КД-5-20 ПЭПА ЭИ, к 363 — — 117,5—127,3 19,6—22,6 108,2
КД-6-20 МА ЭИ, к 373 — — 127,3—137,2 39,2—49,0 108,2—118,0
КДА ТЭАТ-1 к 363—368 88,5—93,0 — 107,8 14,7—19,6 157,5—177,0
КДЖ-5-20 ПЭПА ЭИ, к 333—373 — — 88,3-98,0 8,8—9,8 98,5—108,2
КДЖ-5-40 ПЭПА эи, к 328—333 — — 68,5-88,3 8,8—9,8 88,5—93,5
КДЖ-6-20 ПЭПА ЭИ, к 328—333 — 88,3—98,0 8,8—9,8 9.3,5-98,5
КДЖ-6-40 ПЭПА ЭИ, К 323 — — 68,5—78,4 8,8—9,8 88,5—93,»
Метолон-Э Метил-ТГФА к, тс 498—503 — 196,0 — 5,9—7,8 266,0
РЭС-3 Изометил-ТГФА к 373—378 108,0 137,2 157,0—167,0 21,6 197,0
УП-бЗ Изометил-ТГФА + к, хс 403-413 98,0—108,0 176,5 167,0 19,6—24,5 197,0
+ УП-606/2
УП-544 МА ЭИ, к, тс 423—443 49,0—68,5 137,2—157,0 68,5-88,3 4,9-9,8 —
ЭП-546 МА ЭИ, к, тс 433—453 68,5-88,3 186,0—196,0 78,4 — 108,0 11,7-16,7 —
УП-610 Ароматический амин к, тс 453—473 58,8-68,5 235,0—255,0 27,5—147,0 10,8—17,6 —
УП-612 МТГФА + УП-606/2 ЭИ, тс 503-513 34,3—49,0 137,2—147,0 82,0—108,0 6,9—9,8 —
УП-632 УП-581 + УП-606/2 ЭИ, тс 513—523 46,0—48,0 157,0—182,0 87,3—98,0 8,8—9,8 —
УП-635 Ароматический амин к — 88,3—98,0 157,0 127,3—166,4 11,7—19,6 —
УП-637 Изометил -ТГФА к 323—373 88,3 137,2 127,3—166,4 21,6 206,5
ЭА МА к 388 — 166,4—176,1 87,3—98,0 14,7-17,6 295,0—344,2
ЭН-6 МА тс 438—453 — 117,6—137,2 49,0—58,8 8,8—11,7 142,6—157,3
ЭН-18 МА — 458—468 — — 29,4—39,2 2,9—5,8 —
ЭПОФ-5 МА к, тс 433 — 166,4 108,0 4,9—6,9 521,0
ЭПОФ-6 МА к, тс 473—503 — 186,2 68,5 3,9—4,9 344,2
ЭД Диамет-Х — 398 196,0—235,0 44,1—68,5 5,9—8,8 137,2—147,5
* ТЭАТ-1—трнэтаноламипотитаиат; изометил-ТГФА— ангидрид тетрагидроизофталевой кислоты:
УП-581— эвтектическая смесь ангидридов кислот; диамет-Х-З.З'-дихлор-М'-диаминодифенилметан.
♦« к —конструкционные; ПЭЛ— повышенной эластичности; ЭИ —электроизоляционные; XG
ПГ—пониженной горючести.
УП-606/2—-трис(ди мети ламинометил)фенол;
—химически стойкие; ТС—теплостойкие;
to
Микротрещины появляются в них только после термостарения
в то время как пластики на основе фенольных, кремнийоргани-
ческйх и других связующих растрескиваются уже после изго-
товления.
Кроме того, практически только эпоксидные связующие мо-
гут обеспечить монолитность при больших степенях наполне-
ния, необходимых для получения высокопрочных ориентирован-
ных пластиков.
Поскольку модули упругости наполнителя и матрицы сильно
различаются, для обеспечения монолитности пластика необхо-
димы полимерные матрицы, значения предельных удлинений
которых значительно превышают среднее удлинение компози-
ционного материала при сохранении достаточных значений
прочности. Особое значение имеет прочность при сдвиге, так
как именно малая прочность при сдвиге между слоями является
одним из основных недостатков армированных пластиков. При
этом предполагается, что адгезионная прочность превосходит
прочность полимера, т. е. разрушения по границе раздела не
происходит. Напряжения и деформации для квадратичной и
гексагональной укладки волокон [1, 6, 22—26] являются функ-
цией отношения модулей наполнителя и матрицы и плотности
упаковки волокон. Если считать, что полимерная матрица и
наполнитель подчиняются закону Гука, то при объемной доле
волокна от 0,6 до 0,75 отношение предельных удлинений изме-
няется от 5 до 15 [26]. Если же учитывать нелинейное вязко-
упругое поведение полимерной матрицы, то это отношение еще
больше возрастает. Увеличение предельной деформации свя-
зующего за счет снижения его модуля упругости и прочности,
как это происходит при пластификации, не приводит к повы-
шению прочности пластика, так как прн уменьшении модуля
упругости матрицы ее предельное удлинение, необходимое для
сохранения монолитности, возрастает. Таким образом «идеаль-
ное» связующее должно обладать большим удлинением при
высоких значениях модуля упругости и прочности, особенно при
сдвиге. В работе [22] приведен расчет показателей такого
«идеального» связующего, наполненного (ui = 0,7) бесщелочным
стеклом и высокомодульным стеклом ВМ-1 (табл. 8.1). Ни одно
из известных эпоксидных связующих не отвечает полностью
приведенным в таблице требованиям [22], однако они могут
служить отправной точкой для сравнения различных эпоксид-
ных композиций.
В табл. 8.2 приведены данные о механических свойствах
промышленных эпоксидных связующих, применяемых в СССР.
Как видно из этой таблицы, их характеристики значительно
ниже приведенных в табл. 8.1, что приводит к неполному ис-
пользованию прочности волокна и необходимости снижения
содержания наполнителя. В табл. 8.3 даны характеристики
некоторых новых высокопрочных эпоксидных связующих, свой-
ства которых уже в большей степени приближаются к свойст-
212
Таблица 8.3. Состав и свойства новых эпоксидных связующих
\22, с. 135]
Состав связующих Gp, МПа £-t0~3- МПа ер. %
Смесь эпоксидно-аминной и эпоксидно-резор- циновой смол, отверждаемая диамино- дифеиилсульфонами 140 5,8 5,0
Эпоксидно-резорцииовая смола, модифициро- ванная изоцианатами 130 5,0 7,5
Эпоксидно-аминиая смола, модифицирован- ная изоцианатами 125 5,5 3,0
Смесь эпоксидно-резорциновой, эпоксидно- пентаэритритной и бромсодержащей диано- вой смол 120 4,3 5,0
вам «идеальных» связующих (табл. 8.1). Для органических во-
локон, обладающих меньшим модулем упругости, легче подо-
брать «оптимальное» связующее.
Общей особенностью всех волокон, используемых в компо-
зитах, является их малый диаметр [2]. Главной причиной ис-
пользования волокон малого диаметра является способность
многих материалов проявлять в таком виде чрезвычайно высо-
кую прочность, что связано с «масштабным эффектом». Поэтому
все современные армированные пластики независимо от их со-
става содержат волокна диаметром не более 0,1 мм. Кроме того,
малый диаметр волокна необходим для получения достаточно
большой боковой поверхности, на которой происходит передача
нагрузки от сравнительно непрочной и нежесткой матрицы к
волокну, так как при большом диаметре сил адгезии недоста-
точно для передачи нагрузки между волокнами. Основные свой-
ства наиболее перспективных неорганических волокон приведе-
ны в табл. 8.4. Как видно из этой таблицы, стеклянные волокна
обладают сравнительно небольшим модулем, в то время как
остальные волокна можно считать высокомодульными. В на-
стоящее время на практике применяют стеклянные, борные и
углеродные волокна, причем последние обладают наибольшей
удельной жесткостью вследствие высокой плотности.
Таблица 8.4. Свойства неорганических волокон [2]
Материал р, кг/м3 а-10-6, К-1 Теплопро- водность-105, Вт/(м -К) Е, МПа Gp, МПа
Е-стекло (алюмобороси- 2 540 5,0 0,006 74 800 3 570
ликатное) S-стекло 2 580 4,0 87 300 4 570
Углерод 1 900 '— — 387 000 2 140
Бор 2 500 8,3 —. 387 000 2 860
-AI2O3 4 600 8,7 0,24 456 000 8 500
S1C 3 200 4,8 5,1 493 000 9 900
213
Таблица 8.5. Свойства синтетических волокон [3]
Материал р, кг/м3 Начальный модуль при растяже- нии-10-3, МПа Температура начала деструкции, °C 0р-1О~2' МПа Водопог- лощение, %
Лавсан 1380 10,2—11,0 245 4,8-6,2 0,5-0,7
Капрон 1140 3,2—3,5 210 7,7-8,2 7,0—8,5
Полипропилен 900 4,6—5,0 160 4,5-5,2 «0
Нитрон 1170 4,6—5,8 — 4,6—5,6 1,5-1,6
Винол (ПВС) 1260 25 225 6,6—10,0 12-20
Кевлар 1450 110-160 300-400 22—28 1,5-4,0
Аром этический полиамид 1400 110-120 — 20-28 7—10
Кроме неорганических волокон для создания армированных
эпоксидных пластиков применяют полимерные волокна, в част-
ности новые высокопрочные синтетические волокна, наиболее
известным из которых является волокно кевлар-49 [3, 21, 23].
Как видно из табл. 8.5, прочность некоторых полимерных воло-
кон приближается к прочности стеклянных волокон; в то же
время их плотность значительно ниже, что позволяет достигать
высокой удельной прочности. Однако модуль упругости этих
волокон сравнительно невелик, что ограничивает применение
армированных пластиков на их основе. Кроме того, данные во-
локна представляют собой сильно ориентированные полимеры
с малой прочностью в поперечном направлении, что затрудняет
получение материалов с достаточно высокой прочностью при
сжатии и растяжении поперек волокна. Малые значения модуля
упругости этих волокон снижают требования к механическим
свойствам связующего, но для таких систем на первый план
выступают вопросы специфического взаимодействия компонен-
тов эпоксидного связующего с волокном, которые еще мало ис-
следованы.
Структура армированных пластиков
Структура армированных пластиков рассматривается как си-
стема определенным образом расположенных бесконечных ци-
линдров, представляющих собой армирующий наполнитель, про-
странство между которыми заполнено однородной полимерной
матрицей. В такой модели структура материала может быть
количественно описана объемной долей полимера или наполни-
теля и геометрическими параметрами пространственной ре-
шетки наполнителя. Все основные теоретические закономерно-
сти получены на подобных моделях. Однако, как уже указыва-
лось, реальные пластики представляют собой не полностью
упорядоченную стохастическую систему, которую сложно коли-
чественно описать с помощью небольшого числа параметров. От-
клонения от этой идеализированной структуры будем называть
214
дефектами структуры», хотя это определение, несомненно, ме-
ее однозначно, чем определение структурных дефектов в кри-
таллах, и включает весьма разнообразные по своей природе
образования. Рассмотрим основные типы дефектов, которые
могут влиять на свойства эпоксидных пластиков.
Прежде всего следует сказать о дефектах, связанных с
обрывами волокон или появлением трещин на поверхности ар-
мирующих наполнителей. Эти дефекты появляются, как пра-
вило, при изготовлении или текстильной обработке наполни-
теля, но могут возникать и в процессе прессования полимерного
материала в точках контакта волокон [34]. Число разрушенных
таким образом волокон зависит от давления прессования и со-
держания связующего.
Волокна с трещинами разрушаются уже при малых нагруз-
ках. При разрыве волокна в связующем образуется линзообраз-
ная трещина, которая распространяется перпендикулярно к во-
локну до соседних волокон. На концах оборванного волокна
возникает область значительных сдвиговых усилий, которые
могут привести к нарушению адгезии вдоль волокна на некото-
рую длину. Эти сдвиговые усилия передают нагрузку на сосед-
ние волокна, что приводит к ускорению их разрушения. При
длительном механическом нагружении пластиков происходит
постепенное накопление подобных дефектов, и при их критиче-
А ской концентрации пластик разрушается. Область действия
перенапряжений и их значение зависят от механических харак-
^клИтеристик связующего и его адгезии к волокнам. После дости-
ДИвжения трещиной соседних волокон ее дальнейшее распростра-
пение связано с нарушением адгезии на их поверхности [26].
Нагрузки при распространении трещин накладываются на
существовавшие ранее поля внутренних напряжений, облегчаю-
щих нарушение адгезии и развитие трещин. При микроскопи-
ческом исследовании нагруженных пластиков, особенно одно-
^^направленных, хорошо заметно появление волокон с нарушен-
^^Вной адгезией. Для локализацйи трещин также необходимы
^^Ввысокая сдвиговая прочность связующего и его адгезия к волок-
В^Кну и достаточно высокие значения удлинения.
^^В В материалах, армированных тканями и кручеными нитями,
^.волокна изогнуты и под действием внешних нагрузок стремятся
прямиться. При этом увеличивается общая деформация ма-
^^^Втериала и может произойти растрескивание полимерной ма-
^^^Вгрицы, что вызывает уменьшение механической и диэлектриче-
^^^Вской прочности материала и нарушение его герметичности.
^^^В Большое влияние на свойства материалов оказывает неодно-
’^^^Иродность распределения наполнителя в полимере, которая при-
^^Иводит к неоднородному распределению нагрузки между волок-
^^Кнами [9]. Особенно это проявляется в пластиках, армирован-
^^Впых тканями, в которых связующее находится внутри нитей и
|^В между ними. Между нитями связующее образует области раз-
мерой 100—200 мкм, в которых наполнителя нет. В этих
№*'
215
Таблица 8.5. Свойства синтетических волокон [3]
Материал р, кг/м3 Начальный модуль при растяже- нии* 10“3, МПа Температура начала деструкции, °C Ор-10-2, МПа Водопог- лощение, %
Лавсан 1380 10,2—11,0 245 4,8-6,2 0,5-0,7
Капрон 1140 3,2—3,5 210 7,7—8,2 7,0-8,5
Полипропилен 900 4,6—5,0 160 4,5-5,2
Нитрон 1170 4,6-5,8 — 4,6—5,6 1,5-1,6
Винол (ПВС) 1260 25 225 6,6-10,0 12-20
Кевлар 1450 110—160 300-400 22—28 1,5—4,0
Аром этический полиамид 1400 110—120 — 20-28 7-10
Кроме неорганических волокон для создания армированных
эпоксидных пластиков применяют полимерные волокна, в част-
ности новые высокопрочные синтетические волокна, наиболее
известным из которых является волокно кевлар-49 [3, 21, 23].
Как видно из табл. 8.5, прочность некоторых полимерных воло-
кон приближается к прочности стеклянных волокон; в то же
время их плотность значительно ниже, что позволяет достигать
высокой удельной прочности. Однако модуль упругости этих
волокон сравнительно невелик, что ограничивает применение
армированных пластиков на их основе. Кроме того, данные во-
локна представляют собой сильно ориентированные полимеры
с малой прочностью в поперечном направлении, что затрудняет
получение материалов с достаточно высокой прочностью при
сжатии и растяжении поперек волокна. Малые значения модуля
упругости этих волокон снижают требования к механическим
свойствам связующего, но для таких систем на первый план
выступают вопросы специфического взаимодействия компонен-
тов эпоксидного связующего с волокном, которые еще мало ис-
следованы.
Структура армированных пластиков
Структура армированных пластиков рассматривается как си-
стема определенным образом расположенных бесконечных ци-
линдров, представляющих собой армирующий наполнитель, про-
странство между которыми заполнено однородной полимерной
матрицей. В такой модели структура материала может быть
количественно описана объемной долей полимера или наполни-
теля и геометрическими параметрами пространственной ре-
шетки наполнителя. Все основные теоретические закономерно-
сти получены на подобных моделях. Однако, как уже указыва-
лось, реальные пластики представляют собой не полностью
упорядоченную стохастическую систему, которую сложно коли-
чественно описать с помощью небольшого числа параметров. От-
клонения от этой идеализированной структуры будем называть
214
дефектами структуры», хотя это определение, несомненно, ме-
ее однозначно, чем определение структурных дефектов в кри-
таллах, и включает весьма разнообразные по своей природе
бразования. Рассмотрим основные типы дефектов, которые
югут влиять на свойства эпоксидных пластиков.
Прежде всего следует сказать о дефектах, связанных с
брывами волокон или появлением трещин на поверхности ар-
[ирующих наполнителей. Эти дефекты появляются, как пра-
ило, при изготовлении или текстильной обработке наполнн-
еля, но могут возникать и в процессе прессования полимерного
материала в точках контакта волокон [34]. Число разрушенных
аким образом волокон зависит от давления прессования и со-
.ержания связующего.
Волокна с трещинами разрушаются уже при малых нагруз-
ах. При разрыве волокна в связующем образуется линзообраз-
ая трещина, которая распространяется перпендикулярно к во-
окну до соседних волокон. На концах оборванного волокна
озникает область значительных сдвиговых усилий, которые
югут привести к нарушению адгезии вдоль волокна на некото-
ую длину. Эти сдвиговые усилия передают нагрузку на сосед-
ие волокна, что приводит к ускорению их разрушения. При
лительном механическом нагружении пластиков происходит
остепенное накопление подобных дефектов, и при их критиче-
кой концентрации пластик разрушается. Область действия
еренапряжений и их значение зависят от механических харак-
еристик связующего и его адгезии к волокнам. После дости-
жения трещиной соседних волокон ее дальнейшее распростра-
ение связано с нарушением адгезии на их поверхности [26].
1агрузки при распространении трещин накладываются на
уществовавшие ранее поля внутренних напряжений, облегчаю-
щих нарушение адгезии и развитие трещин. При микроскопи-
еском исследовании нагруженных пластиков, особенно одно-
аправленных, хорошо заметно появление волокон с нарушен-
ной адгезией. Для локализации трещин также необходимы
высокая сдвиговая прочность связующего и его адгезия к волок-
ну и достаточно высокие значения удлинения.
В материалах, армированных тканями и кручеными нитями,
волокна изогнуты и под действием внешних нагрузок стремятся
выпрямиться. При этом увеличивается общая деформация ма-
териала и может произойти растрескивание полимерной ма-
рицы, что вызывает уменьшение механической и диэлектриче-
кой прочности материала и нарушение его герметичности.
Большое влияние на свойства материалов оказывает неодно-
юдность распределения наполнителя в полимере, которая при-
юдит к неоднородному распределению нагрузки между волок-
ший [9]. Особенно это проявляется в пластиках, армирован-
ных тканями, в которых связующее находится внутри нитей и
между ними. Между нитями связующее образует области раз-
мером 100—200 мкм, в которых наполнителя нет. В этих
215
областях часто образуются трещины и крупные поры. Полимер
в таких областях разрушается главным образом под действием
механических нагрузок в результате старения [61]. Внутри
нитей, особенно крученых, полимер находится в виде слоев
толщиной в несколько микронов между плотно упакованными
волокнами и испытывает наибольшее влияние поверхности
волокна, как за счет механического ограничения деформации,
так и за счет других видов взаимодействия, в том числе влия-
ния адсорбированных на поверхности волокон примесей и ап-
претов. В этих областях структура полимера в значительно *
большей степени изменяется под влиянием наполнителя. Таким
образом, в структуре тканевых армированных пластиков зало-
жены области неравномерной структуры, которые являются
концентраторами напряжения и снижают прочность материала.
Как и в случае компаундов, наиболее распространенным и
важным видом макроскопических дефектов в армированных
пластиках является нарушение сплошности, проявляющееся в
образовании пор и трещин. Появление трещин связано с внут-
ренними напряжениями, описанными выше. Как и следует ожи-
дать, трещины образуются прежде всего на границе раздела и
по линии кратчайшего расстояния между волокнами. В наиболь-
шей степени подвержены растрескиванию крупные включения
связующего, причем в этом случае трещины развиваются на гра-
нице включения с волокном. В эпоксидных пластиках до нагру-
жения трещины появляются довольно редко; как правило, их
образование связано с неправильным выбором полимера или
слишком высокой температурой отверждения. Однако после
даже сравнительно небольшого термостарения, не приводящего
к значительной потере прочности, может образоваться простран-
ственная сетка трещин, в результате чего материал становится
негерметичным, хотя общая доля объема, занимаемая трещи-
нами, невелика и не может быть обнаружена обычными мето-
дами.
Образование трещин и потеря герметичности наблюдаются и
после механического нагружения армированных материалов. На-
пряжение, при котором появляется такая система трещин, за-
висит от свойств связующего и для эпоксидных стеклотекстоли-
тов на основе ткани сатинового переплетения может составлять
от 10 до 80—85% от разрушающей нагрузки, причем эта вели-
чина сильно зависит от предельного удлинения связующего. Ве-
роятно, для пластиков, работающих под давлением жидкости
или газа, для характеристики механических свойств следует
ввести понятие «предел растрескивания», т. е. напряжение, при
котором в пластике образуется сетка микротрещин. Отношение
этой величины к разрушающему напряжению может характери-
зовать степень напряженности матрицы в материале. Склон-
ность к растрескиванию возрастает с увеличением жесткости
полимера и содержания наполнителя. Поэтому для получения
пластиков электроизоляционного назначения, в которых механи-
216
Рис. 8.1. Распределение пор по размерам для faf/faql %
Типичных эпоксидных пластиков, армирован- ’
ных волокном диаметром 6—10 мкм:
/ — эпоксидный стеклотекстолит, полученный прессо-
ванием (общая пористость до 8—10%)! 2— эпоксидный
стеклотекстолит, полученный пропиткой под давле-
нием (общая пористость 3 — 4%); 3 — эпоксидный стекло-
текстолит, полученный пропиткой под давлением во-
локна, обработанного алкиламиносиланом (общая
пористость«3%); 4 — намоточный пластик на некруче-
ной нити (общая пористость около 1%).
20
10
2 ig^
1
j____I—---------------
4 10 20 40 801, МКН
' ческие свойства играют меньшую роль,
следует применять сравнительно эла-
стичные связующие и увеличивать их
содержание.
Наибольшее влияние на свойства
армированных пластиков и их поведе-
ние в различных средах оказывают по-
ры [19, 26—33]. Именно пористость в наибольшей степени изме-
няется при изменении технологии изготовления армированных
материалов. Так как армирующий наполнитель образует жест-
кую пространственную сетку, размер и форма пор определяются
структурой наполнителя и зависят главным образом от формы
пространств между волокнами. Несмотря на сложную форму
пор, их в первом приближении можно характеризовать средним
размером /, который можно определить микроскопически
[27—34].
1На рис. 8.1 приведены кривые распределения пор по разме-
рам, характерные для эпоксидных материалов различных типов.
Для тканевых стеклотекстолитов (кривые 1—3) характерна би-
модальная кривая, причем максимум при больших значениях I
соответствует порам между нитями, а максимум при малых зна-
чениях I—порам между элементарными волокнами внутри ни-
тей. В зависимости от технологических параметров форма кри-
вой распределения пор по размерам сильно изменяется. Напри-
мер, при обычном прессовании пористость достигает 8—10%, и
кривая имеет два максимума. В случае пропитки под давлением
пористость заметно снижается (кривая 2), а при аппретирова-
нии волокна, улучшающем его смачивание при сохранении об-
щей пористости на том же уровне, число мелких пор резко
уменьшается (кривая 3). На кривых для намоточных пластиков
с некручеными нитями появляется один размытый максимум
(кривая 4). Положение максимума и общая пористость зависят
от технологии изготовления пластика.
Как правило, поры в эпоксидных пластиках закрытые, т. е.
не образуют непрерывной системы, связанной с поверхностью;
поэтому эпоксидные пластики обладают высокой герметич-
ностью, электрической прочностью и водостойкостью. Однако
в тех случаях, когда в пластике после старения или механиче-
ского нагружения образуется система трещин, герметичность на-
рушается и электрическая прочность резко снижается. Механи-
217
6]6О Рис. 8.2. Зависимость относительной прочности:
при продольном сжатии эпоксидных компози-
тов на основе алюмоборосиликатного стекла
от пористости У3:
S —экспериментальные данные; сплошная кривая •-
расчетная для сферических пор; пунктирная —рас*
четная для цилиндрических пор.
ческие свойства армированных пласти-
ков также сильно зависят от пори-
стости (рис. 8.2).
__ В работе [41] подробно исследо-
0 z 4 6 в ^'"вано влияние пористости на свойства
различных стеклотекстолитов и обнаружено значительное сни-
жение прочности при увеличении пористости как в сухом, так и
(что особенно заметно) во влажном состоянии. Поры влияют на
механические свойства пластиков, так как они уменьшают эф-
фективное сечение материала, являются концентраторами на’
пряжений и делают часть волокон, расположенную около поры,
механически неэффективными [19]. Неэффективные волокна
играют заметную роль при относительно малой пористости [19];
при возрастании пористости это влияние уменьшается. Поры
оказывают большое влияние также на прочность при сдвиге [19].
Электрические свойства, особенно во влажной среде, также за-
висят от содержания пор.
Образование пор в армированных пластиках происходит так
же, как и в компаундах (см. гл. 6), с той только разницей, что
в случае волокнистого наполнителя сильно повышается роль
капиллярных явлений и «защемленного» воздуха, который об-
разуется при быстром продвижении фронта связующего при
пропитке по крупным пустотам между нитями, когда связую-
щее не успевает проникнуть в нить. При этом может сильно
возрасти число мелких пор. Содержание «защемленного» воз-
духа зависит от соотношения скоростей продвижения фронта
связующего и капиллярной пропитки нити. Поры образуются
также из-за медленной и неравномерной капиллярной пропитки
наполнителя. Число микропор, образующихся по этому меха-
низму, может доходить до 107— 109 на 1 см3 [35]. Уменьшение
угла смачивания волокна связующим в результате обработки
силанами приводит к значительному уменьшению микропори-
стости (см. рис. 8.1, кривая 3).
Микроструктура связующего в крупных включениях между
нитями не отличается от структуры блочных эпоксидных поли-
меров. Однако структура связующего около поверхности волок-
на и особенно в тонких прослойках между волокнами заметно
отличается. В этой области, и особенно в пристенном слое тол-
щиной около 1 мкм, содержатся микропоры малых размеров,
не видимые в оптический микроскоп. Следует иметь в виду, что
такие поры распределены очень неравномерно и даже суще-
ствуют области без пор. В эпоксидных пластиках эти области
встречаются сравнительно редко, в то время как в пластиках,
218
>ерждающихся с выделением летучих продуктов, практически
[ граничная область имеет пористое строение.
Состояние граничного слоя сильно зависит от состояния па-
рности наполнителя. Наименьшая дефектность наблюдается
стеклянных волокнах, с которых удален замасливатель, наи-
шшая — на волокнах с парафиново-эмульсионным замаслива-
(ем. Однако даже в последнем случае на волокне не удается
1аружить остатков слоя замасливателя, в то время как на
дующих других типов, например полиэфирных, этот слой хо-
по заметен. Это связано с тем, что замасливатель раство-
ется во многих эпоксидных связующих и переходит в гранич-
й слой, несколько ухудшая его структуру. Адгезия же при
эм ухудшается незначительно, в то время как для полиэфир-
ах связующих наблюдается заметное снижение адгезионной
Ьочности. Если же слой текстильного аппрета остается на во-
локне, адгезия сильно уменьшается и в случае эпоксидных смол.
Следует отметить, что при сколе вдоль поверхности волокна на-
блюдается адгезионный отрыв, т. е. адгезионная прочность мень-
ше прочности связующего.
Водопоглощение и водостойкость
И.
г Изделия из армированных пластиков при эксплуатации и
ранении всегда подвергаются действию воды или ее паров. При
том физико-механические и другие свойства эпоксидных компо-
Итов часто необратимо снижаются [44—49]. Основной причи-
ной этого является ослабление адгезии на границе раздела эпок-
!идная матрица — волокно [14, 45, 50, 51]. Кроме того, сорбция
Воды отвержденным связующим, как показано в гл. 3, приво-
дит к изменению его линейных размеров, что сказывается на
распределении внутренних напряжений в наполненном пластике
|14, 52, 53]. При сорбции воды увеличиваются тангенс угла ди-
электрических потерь и диэлектрическая проницаемость стекло-
пластиков [54], а электрическая прочность, объемное и поверх-
ностное электрическое сопротивление уменьшаются [46].
> Исследование процессов проникновения воды в эпоксидные
И армированные пластики и их разрушение под действием повы-
шенной влажности является одной из основных задач при их
применении. Этому вопросу посвящено большое число работ,
обобщенных в [40]. Поэтому мы остановимся здесь только на
процессах, связанных с изменениями структуры эпоксидных пла-
. стиков под действием воды.
Рассмотрим вначале изменение поверхности наполнителя в
эпоксидных пластиках под действием воды и ее паров. В боль-
шей степени изучена поверхность стеклянных волокон, на кото-
рых мы и остановимся подробнее. Помимо гидроксильных групп
(^разной кислотности и координационно-ненасыщенных центров
на поверхности стеклянных волокон находятся группы Si—О—Na
И другие группы, содержащие катионы металлов [10], которые
219
в присутствии воды легко гидролизуются с выделением свобод-
ной щелочи. Образующаяся щелочь может ускорять процесс
коррозии волокна или растворяться в полимерном связующем,
что, как правило, оказывает на него отрицательное действие
[11]. В тех случаях, когда до введения в пластик стеклянное во-
локно находилось в контакте с водой или влажным воздухом,
на его поверхности может образоваться тонкая микропористая
пленка, практически не содержащая легковымываемых элемен-
тов [12, 13, 15, 16]. Например, при экстрагировании алюмобо-
росилякатного стекла в воде в течение 30 сут потери массы со
ставляют около 1,6 мг/м2; при этом pH экстратов достигает 9,$
[14]. Наличие на поверхности волокна слоя щелочного раствора
приводит к повышению поверхностной проводимости волокна
[16]. Из отечественного алюмоборосиликатного стекла биди-
стиллированной водой за 5 сут извлекается до 0,016 мэкв/м2
щелочных веществ, а за 6 ч кипячения — до 0,23 мэкв/м2, при-
чем за это время процесс не прекращается [47]. На поверх-
ности стеклянного волокна [47] при этом появляются так назы-
ваемые ямки травления. Нанесение на поверхность волокон
слоев силановых аппретов или замасливателей замедляет раз-
рушение волокна.
Как правило, на поверхности волокон, подвергающихся тек-
стильной переработке, присутствуют текстильные замаслива-
тели, в состав которых входят такие вещества, как парафин, ка-
нифоль, поверхностно-активные вещества и др. [12, 20]. Эти
вещества ухудшают смачивание поверхности волокна, что отри-
цательно влияет на структуру поверхностного слоя эпоксидные
полимеров [17, 18]. Кроме того, входящие в состав замаслива-
телей полярные соединения с различными активными группами
могут взаимодействовать с реакционноспособными группами по-
верхности наполнителя, препятствуя образованию прочных свя-
зей полимера с наполнителем. Замасливатели повышают водо-
поглощение наполнителей [21], и применение, например, стекло-
тканей без специальной сушки сильно увеличивает пористость
материала. Количество этих веществ составляет около 1 % от
массы волокна, а поскольку высокопрочные армированные пла-
стики содержат до 70% (масс.) волокна, их влияние на связую-
щее может быть значительным, особенно если они сосредото-
чены в граничном слое около поверхности волокна. Для удале-
ния текстильных замасливателей в некоторых случаях их
выжигают при кратковременном нагреве стеклоткани при 350—
450 °C, но это приводит к значительному уменьшению прочности
ткани и увеличивает ее стоимость,
Для изменения химического состава поверхности наполни-
телей их часто подвергают поверхностному модифицированию,
обрабатывая различными соединениями, реагирующими с по-
верхностными группами волокна [40]. Как правило, для этой
цели выбирают соединения, способные взаимодействовать как с
поверхностными группами ОН, так и с олигомерным связующим.
220
,ля эпоксидных смол обычно используются кремнийорганиче-
<ие соединения общей формулы:
Х„—Si—R—Y
де X — группа, способная взаимодействовать с поверхностными ОН-группами
’обычно С1, алкокси- или ацетоксигруппа); Y — группа, способная взаимо-
[ействовать с эпоксидной матрицей (обычно амино- или эпоксигруппа);
? — алифатическая углеводородная цепочка.
Подобные соединения нашли широкое применение благодаря
уникальной способности химически связывать различные орга-
нические полимеры со стеклом, минеральными наполнителями,
металлами, их оксидами, причем эти связи сохраняются даже
в жестких условиях старения [15]. Обычно эти соединения
(аппреты) используют в виде водных растворов, в которых груп-
пы X гидролизуются с образованием силанов. Затем происходит
юдленная конденсация силанов с образованием силоксанов.
Прежде чем переходить к межфазным явлениям в компози-
ах, следует остановиться подробнее на структуре пленок аппре-
ов и замасливателей на поверхности стеклянных волокон, в
1астности пленок алкиламиносиланов, которые чаще всего ис-
юльзуются с эпоксидными связующими [40].
По электронно-микроскопическим данным [55—57], слон ап-
1ретов, нанесенные из водных растворов, не образуют на по-
верхности стекла равнотолщинной сплошной пленки, а состоят
из отдельных глобул, занимающих только часть поверхности.
После экстракции водой размеры этих глобул заметно умень-
шаются. Это свидетельствует о том, что глобулы содержат низ-
комолекулярные полимеры, растворимые в воде. В работе [58]
показано, что на поверхности стеклянных волокон активные
этоксисиланы обычно не образуют сильно сшитых полимеров,
т. е. процесс конденсации не проходит до конца и образуются
низкомолекулярные полимеры с большим числом реакционно-
способных групп. Они в заметной степени сохраняют раствори-
юсть в органических растворителях и в воде. Однако некото-
рая часть этих соединений необратимо связывается со стеклом
। при экстракции активными растворителями с поверхности не
'даляется. Это может происходить как в результате хемосорб-
ции молекул триэтоксисиланов, так и за счет других процессов,
таких, например, как образование на поверхности нераствори-
мого трехмерного полимера.
Слой аппрета на волокне оказывает влияние на структуру
прилегающего слоя полимера [29, 47, 60], вызывая увеличение
размеров глобул в 5—6 раз (2000 А). В этом случае, в отличие
от волокон с парафиново-эмульсионным замасливателей, при
скалывании пластика вдоль волокон слой аппрета остается на
волокне, т. е. разрушение пластика при сколе происходит по
слою аппрета или по границе раздела связующее—-аппрет.
При действии воды наиболее заметные структурные измене-
ния происходят на границе раздела волокно — полимерная
221
Рис. 8.3. Поверхность стеклянного волокна в пластике после действия вод!
(X 30000) [47]:
а—начальные стадии процесса; б—конечные.
матрица [29, 47, 60]. Во всех исследованных эпоксидных пласти-
ках со стеклянным волокном без активных замасливателей до
воздействия воды волокно имеет такую же сравнительно ровную
поверхность с мелкозернистой структурой, как и исходное во-
локно. В результате сорбции воды вначале на неаппретирован-
ных волокнах обычно появляются следы коррозии в виде не-
широких и сравнительно длинных полостей [47, 60], направлен-
ных в основном вдоль оси волокна (рис. 8.3, а). С увеличением
продолжительности действия воды эти полости становятся более
разветвленными, их длина в несколько раз превышает диаметр
волокна (рис. 8,3,5). При этом доля поверхности волокна, заня-
тая такими полостями, возрастает, и со временем они покры-
вают большую часть волокна. В этом случае адгезионная связь
сохраняется только на некоторых изолированных участках, как
это показано на рис. 8.3,5. Структура дна таких полостей более
рыхлая, чем структура поверхности стеклования. Структура по-
лимера вдали от волокна изменяется так же, как и в случае
ненаполненного полимера [52].
После длительного воздействия воды, когда полости зани-
мают уже значительную долю поверхности, в них появляются
многочисленные мелкие трещины [47], связанные, вероятно, с
с усадкой поверхностного слоя стекла под влиянием выщелачи-
вания и возникающими при этом внутренними напряжениями.
Процесс образования и роста микрополостей происходит как при
комнатной температуре, так и при кипячении, с той лишь раз-
ницей, что его скорость при кипячении значительно выше. Появ-
ление микрополостей — наиболее характерное структурное изме-
нение при увлажнении стеклопластиков различных типов. Их
образование связано, по всей вероятности, с вымыванием из по-
верхностного слоя стекла катионов, которое приводит к появ-
лению на поверхности волокон раствора со значительным осмо-
тическим давлением [47, 51].
Как было показано выше, за 6 ч экстрагирования кипящей
водой из стекловолокна, с которого удален замасливатель, из-
влекалось до 0,23 мэкв/м2 щелочных продуктов [47]. Удельная
222
оверхность использованных волокон, определенная по методу
|ЭТ, составляла 0,3 м2/г. Исходя из этих данных, можно оце-
нить осмотическое давление, развиваемое раствором, накапли-
вающимся в микроскопических полостях, которые образуются
[а границе волокно — полимерное связующее. Глубина микро-
волостей, по электронно-микроскопическим данным, составляет
примерно 100 А. В этом случае концентрация растворенных ве-
ществ в воде, находящейся в такой полости, будет довольно ве-
дака (несколько моль/л) и осмотическое давление составит
^олее 10 МПа. Подобное давление вполне может нарушить адге-
зионные связи между стеклом и связующим, особенно в местах,
Еде внутренние напряжения ослабляют адгезию. В этом случае
вязующее испытывает самый невыгодный вид деформации —
«равномерный отрыв. Как известно [45], немодифицированные
Епоксидные смолы, обладающие хорошей адгезионной проч-
ностью при сдвиге и равномерном отрыве (10 и 30 МПа), имеют
сравнительно малую прочность при неравномерном отрыве. Та-
ким образом, осмотического давления вполне достаточно для на-
рушения адгезионной связи между наполнителем и эпоксидным
Полимером.
Е Образование и распространение полостей можно представить
кебе следующим образом. При диффузии воды через связующее
концентрация ее в полимере около стекловолокна достигает
какого значения, что в местах с пониженной адгезионной проч-
ностью в пограничной области начинают появляться микроско-
пические полости, заполненные водой. Зародышами таких поло-
тей могут служить различные микродефекты, возникающие в
ктеклопластиках вследствие усадки связующего при отвержде-
ии и различия коэффициентов линейного расширения стекла и
олимера или загрязнений на поверхности раздела стекло — по-
кимер. При увеличении содержания воды в окружающей смоле
олости начинают расти, причем направление роста обусловлено
карактером поля внутренних напряжений вокруг волокон. Этим
К объясняется направление роста полости вдоль оси волокна.
Иолости наполнены достаточно концентрированным щелочным
•аствором, что приводит к сильному травлению их стенок.
I Появление микрополостей, наполненных раствором с высокой
электропроводностью, не может не сказаться на ухудшении ди-
электрических свойств пластиков и оказывает влияние на коэф-
фициенты диффузии и проницаемости стеклопластиков после
увлажнения [59]. Образование дефектов под действием воды
приводит к увеличению удельной поверхности стеклопластиков,
которая значительно (в 2—3 раза) возрастает по сравнению
fc поверхностью исходных материалов. Это говорит о том, что по
крайней мере часть дефектов связана с внешней поверхностью.
ВЗоявление дефектов в виде микрополостей, наполненных рас-
Евором с высокой электропроводностью, оказывает отрицательное
влияние и на диэлектрические свойства стеклопластиков и объ-
ясняет увеличение коэффициентов диффузии и проницаемости
223
этих материалов после кипячения [47, 59]. Можно пред,
положить, что обнаруженные дефекты в значительной степени
обусловливают необратимую потерю механической прочности
Обработка стеклянных волокон силановыми аппретами при-
водит, как известно, к увеличению стабильности свойств стекло-
пластиков. Это связано со значительным уменьшением повреж-
дения поверхности волокна после воздействия воды на пластик
[47]. Слой аппрета уменьшает выщелачивание стекла при воз-
действии воды и, таким образом, замедляет рост микрополостей
[14]. Как и в исходном состоянии, разрушение при сколе про-
исходит по слою аппрета. Описанные выше полости развиваются
и на аппретированных волокнах, но их число значительно мень-
ше и они растут с меньшей скоростью. Частицы аппретов в этом
случае становятся менее рельефными, однако они сохраняются
даже в микрополостях. Это указывает на то, что полости, запол-
ненные раствором электролита, распространяются по границе
между слоем аппрета и связующим. Поверхность стекло-
волокна в пластике повреждается мало, что согласуется с сохра-
нением прочности после действия воды. Проникновение воды в
стеклопластики по границе аппрет — связующее подтверждает
приведенные выше данные о том, что эта граница является наи-
более слабым местом в пластиках. Это объясняется, оче-
видно, сравнительно невысокой когезионной прочностью крем-
нийорганических аппретов, по которым и происходит разру-
шение стеклопластика. Поэтому одним из путей повышения
свойств таких материалов и их стабильности во влажных сре-
дах является разработка новых аппретирующих составов с бо-
лее высокой когезионной прочностью и адгезией к связую-
щим. 1
Материалы, армированные полимерными [3] и углеродными
волокнами [40], значительно меньше изменяются во влажных
средах и их, как правило, можно считать водостойкими. Водо-
стойкость пластиков, армированных полимерными волокнами,
зависит от свойств армирующего волокна.
Физико-механические показатели стеклопластиков резко сни-
жаются во времени, в то время как показатели органоволокни-
тов практически не изменяются, хотя значения водопоглощения
этих материалов близки. Такое различие обусловлено, несомнен-
но, разной формой воды в этих материалах. В органопластиках
вся вода находится в растворенном виде, а в стеклотекстолитах
хотя бы небольшая часть воды присутствует в виде вытянутых
пленок с высокой электропроводностью, оказывающих макси-
мальное влияние на диэлектрические свойства.
Перенос воды в армированных пластиках, в которых всегда
есть структурные дефекты, может происходить как путем диф-
фузии через полимер, так и по различным дефектам и трещи-
нам. Для монолитных эпоксидных пластиков коэффициент диф-
фузии в 1,5—3 раза меньше, чем для исходного полимера [42],
а равновесное количество поглощенной воды определяется со-
224
ржанием полимера. Как правило, для таких материалов зна-
ние коэффициента диффузии составляет 1-10~9 — 0,5-10~9 см2[с.
4, с. 222; 43]. При содержании даже довольно значительного
личества закрытых пор (до 6—8%), не соединенных микро-
ещинами, и при относительной влажности менее 90% коэффи-
иент диффузии и водопоглощение изменяются незначительно,
'азрушение эпоксидных пластиков и обратимые эффекты в этом
лучае выражены очень слабо. Однако при значениях относи-
тельной
влажности, близких к
100%,
или в результате сорбции
из жидкой воды количество поглощенной воды сильно увеличи-
вается, т. е. изотерма сорбции при больших значениях относи-
тельной влажности становится нелинейной. При повторных цик-
лах сорбция — сушка процесс становится необратимым, т. е. в
пластике развиваются дефекты. Кажущийся коэффициент диф-
фузии в направлении, перпендикулярном волокну, возрастает в
2—4 раза, а вдоль волокна для неаппретированного наполни-
теля— более чем в 100 раз [42]. При аппретировании волокна
эти изменения уменьшаются. Эти закономерности объясняются
разрушением поверхности раздела стекло — наполнитель и свя-
заны, несомненно, с образованием полостей вдоль поверхности
волокна. Пластики с открытой пористостью обладают значитель-
но большим водопоглощением, которое зависит от объема от-
крытых пор и их размеров.
ЛИТЕРАТУРА
1. Сендецки Дж. Механика композиционных материалов. Пер. с англ. М,
Мир, 1978. 564 с.
2. Розен Б. У., Дау И. Ф.—В кн.: Разрушение. Пер. с англ./Под ред. Н. И. Ма-
линина и С. Т. Милейко. М., Мир, 1976. Т. 7, ч. 1, с. 300—316.
3. Машинская Г. П. — Ъ кн.: Пластики конструкционного назначения./Под
ред. Е. Б. Тростянской. М, Химия, 1974, с. 266—300.
4. Бабаевский П. Г. — Там же, с. 75—120.
5. Handbook of Fiberglass and Advanced Plastics Composites/Ed. by G. Lu-
bin. N. Y, 1969. 560 p.
6. Jones R. M. Mechanics of Composite Materials. Washington, Seripta Book
Company, 1975. 260 p.
7. Ван Фо Фы Г. А. Конструкции из армированных пластмасс. Киев, Тех-
ника, 1971. 250 с.
8. Ван Фо Фы Г. А., Клявлин В. В., Гордиенко В. П. — Мех. полимеров,
1969, № 2. с. 282—285.
9. Гуль В. Е. Структура и прочность полимеров. 3-е изд., перераб. и доп.-
М, Химия, 1978. 327 с.
10. Peri J. В, — J. Phys. Chem, 1965. vol. 69, N 1, р. 211, 220, 231—239.
11. Тростянская Е. Б., Пойманов А. М, Носов Е. Ф. — Высокомол. соед,
1973, сер. А, т. 15. № 3, с. 612—620.
12. Андреевская Г. Д. Высокопрочные ориентированные стеклопластики. М,
Наука, 1966. 370 с.
13. Кузнецова Л. Г., Черкинский IO. С., Никитина Н. Г. и др. — Неорг. ма-
териалы. 1969. т. 5, № 12, с. 2191—2195.
14. James D. J., Horman R. Н., Stone М. Н. — Plastics a. Polymers, 1968,
vol. 36, N 211, р. 21—23.
15. Гребенщиков И. В. — ЖОХ, 1942, т. 12, с. 588—592.
16. Стеклообразное состояние/Под ред. М. А. Матвеева. Минск,
вып. 4, 188 с.
1964. Т. 3,
225
17. Ахметов А. С. Молекулярная физика граничного трения. М., Физматгич
1973. 250 с.
18. Королев А. Я., Гаранина С. Л., Жердев Ю В.—Пласт, массы, 1967
№6, с. 71—73.
19. Шами К. — В кн.: Композиционные материалы. Т. 6. Поверхности раздела
в полимерных композитах. Пер. с англ./Под ред. Г. М. Гуняева. 1978.
М., Мир, с. 42—87.
20. Vanderbilt В., Jarazelski J.— Industr. Eng. Chem. Prod. Res. Devel., 1962
vol. 1, N 3, p. 188.
21. Уорд И. M. — Высокомол. соед., 1979, сер. А, т. 21, № 11, с. 2553—2567.
22. Рогинский С. Л., Канович М. 3,, Кастунов М. А. Высокопрочные стекло-
пластики. М., Химия, 1979. 142 с.
23. Goel R. N., Hepworth A., Deopura В. L.— J. Appl. Polymer Sci., 1979
vol. 23, N 12, p. 3541—3552.
24. Альперин В. И. и др. Конструкционные стеклопластики. М., Химия, 1979
360 с.
25. Тарнопольский Ю. М., Скудра А. М. Конструкционная прочность и де-
формативность стеклопластиков. Рига, Зинатне, 1966. 260 с.
26. Кортен X. Т. Разрушение армированных пластиков. Пер. с англ./Под ред.
Ю. М. Тарнопольского. М., Химия, 1967. 164 с.
27. Жердев Ю. В. Влияние технологических факторов па структуру и свой-
ства термореактивных материалов. М., Информэлектро, 1973. 45 с.
28. Жердев Ю. В. Влияние окружающей среды на процессы старения изоля-
ции на основе термореактивных полимеров. М., Информэлектро, 1973,
40 с.
29. Деев И. С., Жердев Ю. В., Королев А. Я. и др. — В кн.: Тезисы докла-
дов VII Всесоюзной конференции по электронной микроскопии (Киев).
М., 1969, с. 25.
30. Жердев Ю. В., Королев А. Я. — Пласт, массы, 1968, № 10, с. 66—68.
31. Жердев Ю. В. Микроскопическое исследование стеклопластиков. М..
ГОСИНТИ. 1966, № 18-66-593/38. 26 с.
32. Жердев Ю. В. Применение электронного микроскопа для исследования
стеклопластиков. М., ГОСИНТИ, 1966, № 18-66-592/37. 32 с.
33. Жердев Ю. В., Кравченко Л. И. — Пласт, массы, 1966, № 4, с. 47—49.
34. Жердев Ю. В., Королев А. Я., Лезнов Н. С.—Пласт, массы, 1965, № 1,
с. 36-37.
35. Bascom W. D., Romans J. В. — Industr. Eng. Chem., 1968, vol. 60, N 9,
p. 172—178.
36. Сергеев С. M., Липатов Ю. C.—Коллоид, ж., 1965, т. 27, № 3, с. 435—
440.
37. Giltrow J. P. — Composites, 1971, vol. 2, N 4, p. 228.
38. Petker J. — J. Appl. Polymer Sci., Appl. Polymer Symp., 1973, N 22,
p. 23—46.
39. Willax H. O., Ehrenstein G. — Kunststolfe, 1972, Bd 62, N 12, S. 887.
40. Баском В. — В кн.: Композиционные материалы. Т. 6. Поверхности par
дела в полимерных композитах. Пер. с англ./Под ред. Г. М. Гуияева. М
Мир, 1978, с. 88—118.
41. Семенова Г. П., Павлов В. В. — Мех. полимеров, 1970, № 4, с. 585—592.
42 Гаранина С. Д., Жердев Ю. В , Королев А. Я — Коллоид, ж., 1970, т. 32,
№ 4, с. 508—511.
43. Weitsman У. — J. Compos. Mater., 1976, vol. 10, N 7, p. 193—204.
44. Киселев Б. А. Стеклопластики. M., Госхимиздат, 1961. 240 с.
45. Кардашов Д. А. Синтетические клеи. 3-е изд. М., Химия, 1976. 503 с.
46. Абраимова В. П., Новикова О. А., Шевляков А. С. — В ки.: Синтез и фи-
зико-химия полимеров. Киев. Наукова думка, 1974, № 13, с. 150—153.
47. Деев И. С., Жердев Ю В., Королев А. Я. и др. — Физико-хим. мех. мат<
риалов, 1971, т. 7, № 4, с. 64—68.
48. Панферов К- В., Романенков И. Г. — Пласт, массы, 1968, № 6, с. 32—3
49. Жданов С. П., Киселев А. В. — ЖФХ, 1957, т. 31, с. 2218.
50. Zisman W, А. — Industr. Eng. Chem., 1965, vol. 57, N 1, p. 26—32.
226
51.
В.
i3.
Ashee К. H. G., Frank F. G., Wyatt R. C. — Proc,
vol. 300, N 1461, p. 415—419.
Королев А. Я., Павлов В, В,, Жердев Ю. В. и
материалов, 1970, т. 6, № 5, с. 89—92.
Артамонова Р. В., Гаранина С. Д., Жердев Ю.
Roy. Soc., 1967, Ser. А,
др. — Физико-хим. мех.
В. и др. — Высокомол.
соед., 1970, сер. А, т. 12, № 2, с. 336—342.
Ли П. 3., Тарасов Е. В., Полякова Л. П. и др. — Пласт, массы, 1966,
№ 7, с. 67—69.
>5. Гаранина С. Л., Жердев Ю. В., Королев А. Я.— Коллоид, ж., 1970, т. 32,
№ 6, с. 844—851.
56. Sterman S., Bradley Н. В. — SPE Trans., 1961, vol. 1, N 4, р. 224—229.
57. Eeakins W. J.— Ibid., p. 214—224.
8. Гаранина С. Л., Семенова Г. П., Жердев Ю. В. и др. — Пласт, массы,
1969, № 10, с. 48.
fl. Гаранина С. Л., Жердев Ю. В., Королев А. Я- и др.—Коллоид, ж., 1970,
т. 32, № 3, с. 508—514.
Деев И. С., Жердев Ю. В., Семенова Г. П. и др. — В ки.: Тезисы докла-
дов III конференции по старению и стабилизации полимеров. М., 1971,
с. 70.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Адгезионная прочность 107 сл.
Адгезионное взаимодействие 106 сл.
Адгезия 162
покрытий 191 сл.
Алициклические смолы 15, 20 сл.
Аминоаддукты эпоксидных смол 34
N-Аминоэтилпиперазии 37, 38
Амины
алифатические 129 сл., 158
ароматические 58, 66, 93
третичные 34, 46
Ангидриды 17—19, 34, 42—46
Антипластификация 159
Аппреты 128, 164, 220, 221
Армированные пластики 207 сл.
водостойкость 219 сл.
связующие и наполнители 208 сл.
структура 214 сл.
Бензилдиметиламин 14, 16, 46
1-Бензил-2-метилимидазол 47
Бис (4-амино-З-метилциклогексил) ме-
тан 37, 38
Бисдиметилгндантоииы 27
Бисимид пиромеллитовой кислоты 28
1,6-Бис (метил-3,4-эпокспциклогек-
сил) гександикарбоксилат 20
Бисфенолы 9
Бис-2,3-эпоксициклопентиловый эфир
21, 23
Бис (2,3-эпоксициклопентилфенил) •
глицерин 24
Блок-сополимеры 25
Бутилендиамин 31, 49, 50
N-Бутилимидазол 47
Внутренние напряжения 73 сл., 93
в клеевых соединениях 142—144
— компаундах 170 сл.
— покрытиях 186 сл.
Водопоглошение 16, 77—79, 219 сл.
Водоразбавлясмые лакокрасочные ма-
териалы 179, 180
Водостойкость
армированных пластиков 219 сл.
клеевых соединений 148 сл.
Гексагидрофталевый ангидрид 16, 21,
27, 31, 42, 49, 51
Гексаметилендиамин 157, 189. 190
Гексаметилендипзоцианат 187, 193—
195
Гексахлорэндиковый ангидрид 43
Гидантоины 26, 27
Глицидилизопиаиураты 26
Глицидиловые эфиры
бисарилимида 27
228
Глицидиловые эфиры
гидантоина 26, 27
сложные 15 сл.
Глицидилцианураты 26
Глобулы 58—60
Граничные слои 88—90
Грунты 126—128
Давление склеивания 116
Двухфазные
клеи 138—140
эпоксидные полимеры 62, 63
Дефекты 164 сл.
а,со-Диаминоалканы 8, 36, 186, 193
Диаминодиметилсульфон 56
4,4'-Диамииоднфенилметан 31, 38 40
49, 51, 52, 56, 69—72, 157
4,4'-Диаминодифенилсульфон 38—40,
69, 70, 72
2,6-Диамииопиридин 38
Диановые смолы 9 сл., 50, 178 сл.
Дибутилфталат 111, 112, 159
Дигликольуретаи 184, 187
Диглицидиловые эфиры 11, 13, 14
15 сл., 26, 27, 38, 39, 107, 108
2-(Диметиламинометил) фенол 46
N.N''-Диметилпропилендиамин 31
Диметилфталаг 112
Динамический модуль 21, 23, 49
я,я'-Диоксидифенилметан 9
2,2'-Ди (д-оксифенил) пропан (дион) 9
я,я'-Диоксидифенилсульфон 9
Дипольная релаксация 7, 8, 9
4,4'-Дифенилметандиизоцианат 187,
193-195
Дифенолы 7
Диффузия 101, 102, 182
3,3'-Дихлор-4,4'-диаминодифеиилме-
таи 38, 39, 561, 69
Дициандиамид 34, 42, 109, 167, 195
Диэлектрическая проницаемость 13,
164
Диэлектрические потери 159
Диэпоксиды 21
Диэтиламинопропиламии 36
Диэтилентриамин 31, 36
Диэтилфталат 112
Домены 60
Долговечность покрытий 188
Изометилтетрагидрофталевый анги-
дрид 56
Изофорондиамин 37, 38
Имидазолины 178, 190
Имидазолы 34, 47
Катализаторы отверждения 34, 35,
46—48
Каучуки 63, 64
Кислоты Льюиса 34, 47, 48
Кластеры 60
Клеи 104 сл.
I адгезионные свойства 106 сл.
I ВК-9 117, 118, 126, 127, 129—137
| ВК-24М 150
I ВК-24-50 149, 150
| ВК-24-100 150
Г В К-25 126, 127
' В К-31 106, 123
В К-32-200 127
k ВК-41 106, 119
I ВК-И5 131, 134
давление склеивания 116
К- двухфазные 138—140
| К-147 143, 147
| К-153 123, 131, 134, 147
когезионные свойства 110—112
В отверждение 116—119
К отверждаемые алифатическими
К аминами 129 сл.
подготовка поверхности субстрата
К; 119 сл.
м упругие свойства 128 сл.
К условия хранения 112—114
К эпоксидно-каучуковые 137, 138
К эпоксидно-полиамидные 141, 142
В эпоксидно-фенольные 140, 141
“ ЭПЦ-1 143, 144, 147
Когезионная прочность 110—112
Концентрация напряжений 171, 172
в клеевых соединениях 144—147
Компаунды 155 сл.
L работоспособность 170 сл.
I свойства 157 сл.
В состав 157 сл.
и структура 164 сл.
Коррозия 182 сл.
Коэффициент
В диффузии 79, 80
В затухания колебаний 49
i объемного расширения 68, 69
Пуассона 162, 171
термического расширения 74 сл.,
171
формы 171 —174
,Лаки 183
'Малеиновый ангидрид 13, 42
Масштабный эффект 115
Меж.молекулярное взаимодействие 29
Межфазное взаимодействие 84 сл.,
192, 193
•й-Метилбензилдиметиламин 46
Метилтетрагидрофталевый ангидрид
i 43, 44
Метилэндиковый ангидрид 43
Метилэтилтетрагидрофталевын анги-
, дрид 49, 51, 52
Механические потери 11, 62
Модификация эпоксидных смол 143,
178, 179
Модуль
высокоэластичности 55
потерь 89
сдвига 162
упругости 58, 74, 75, 92, 133, 158,
171, 161 — 164, 190
Набухание 55, 190
Надмолекулярная структура 54, 58
Наполненные эпоксиды 84 сл.
Наполнители 161 сл.
армирующие 208 сл.
для клеев 141
неорганические 85—88, 90 сл.
полимерные 100, 101
Основания Манниха 34, 46, 47
Отвердители 33 сл., 52
для клеев 116 сл.
— лакокрасочных материалов 178
Паропроницаемость 185
Пигменты 185
Пиромеллитовый ангидрид 43
Пластификаторы 63, 111, 112, 158 сл.
Плотность 68—71, 88
сетки 8, 31, 64, 65
Поверхностное натяжение клеев 107,
125
Податливость клеев 135
Покрытия лакокрасочные 178 сл.
адгезионные свойства 191 сл.
деформационно-прочностные свой-
ства 186 сл.
защитные свойства 181 сл.
Полиаминоамиды 34, 41, 178, 190
Полиаминоимидазолины 34, 41
Полиамины
алифатические 34—37
алициклические 34, 37
ароматические 34, 37—40
оксиалкилированные 34, 40
цианэтилированные 34, 40
Полиизоцианаты 42, 179
Полиоксиэфиры 7, 10
Полиолефины эпоксидированные 7
Полифенолы 7
Полиэтиленполиамины 36, 66, 78, 80,
129, 131, 135, 191
Полиэфиракрилат 63
Порошковые краски 180, 181
Поры 166 сл.
в армированных пластиках 216—
218
— клеях 114, 115
Проницаемость покрытий 182
Прочность 16 сл., 22, 158
клеевых соединений 108 сл.
покрытий 186 сл.
229
Работа адгезии 107
Работоспособность
клеевых соединений 147 сл.
компаундов 170 сл.
Разделение фаз 61, 62
Релаксационные переходы 8, 9, II —
14
Релаксационные процессы 64—66
Релаксация напряжения 65, 66, 75
Свободный объем 70—73, 97, 98
Сетки 53 сл.
Совместимость 63
Сорбция 182
Структура эпоксидов 53 сл.
Структурно-чувствительные характе-
ристики 164, 165
Структурообразование 70
Сшивание 21
Сшивающие агенты 34 сл., 193
Тангенс угла диэлектрических потерь
Температура
стеклования 13, 17—19, 22, 29, 31,
57, 58, 63, 64, 88, 89, 118, 119,
132
тепловой деформации 14, 15
Тетрагндрофталевый ангидрид 43, 44
Термические напряжения в компаун-
дах 171 сл.
Термическое расширение 66 сл., 92 сл.,
161, 162
Термообработка 70
Термостойкость 51
2,4-Толуилендиизоцианат 187
Топологическая структура 54, 55, 57
Трещины 165. 166
Трикрезилфосфат 112
Триметилгексаметпленднамин 36
2,4,6-Трис (диметиламииометн л) фе-
нол 46
1,1,3-Трисфенолы 25
Триэтаноламин 46
Триэтилентетрамин 16, 36
Угол смачивания 109, 125
Ударная прочность 63
Удельный объем 68, 69, 70
Узлы сетки 21
Усадка 65 сл., 92 сл.
Условно-разновесный модуль 118,119
м-Фен идеи диамин 11, 15, 16, 24, 38,
40, 138
Феноксисмолы 7
Фенолоформальдегидные смолы 34,
45, 46, 68, 69
Флексибилизаторы 158 сл.
Флуктуации плотности упаковки 60
Фронт-фактор 55, 56
Фталевый ангидрид 14, 16, 31 49
44, 50 ’ '
Функциональность узлов 56
Химическая стойкость 50, 51
Химические узлы 48
Хрупкость 62, 63
Циклопентадиен 23
Электролиты 183, 184
Эндиковый ангидрид 43
Эпихлоргидрин 7, 25
Эпоксидно-имндные связующие 27
Эпоксидно-новолачные смолы 14, 24
25, 58, 62 сл., 63, 70
Эпоксидно-уретановые покрытия 184
Эпоксидно-фенольные смолы 178, 179
Эпоксидные связующие 208 сл.
Эпоксидные смолы
ДЭГ-1 13
РЭС-3 13, 27
УП-610 26
УП-629 20
УП-632 20
УП-633 20
Э-05К 178
Э-20 178
Э-33 178, 185, 188—190
Э-40 178, 179
Э-41 178, 185, 186, 193
Э-45 178
Э-49 178, 186, 187, 183, 194
Э-00С 179, 184, 192, 194
ЭА 26
ЭД-16 157
ЭД-20 13, 28, 49, 50, 131, 134,136,
138, 157, 159, 167, 168, 178,
186, 188, 189, 193, 194
ЭД-22 21, 23, 48—50, 52
ЭМ-34 179
Эпоксидный эквивалент 158
Эпоксиэфиры 179
3,4-Эпокснциклогексилметил-
3',4'-эпоксициклогексанкарбо-
ксилат 20, 21, 23
2- (3,4-Эпоксициклогексил) -4- (2-окси-
4,5-эпоксипентил) диоксолан 24
(2,3-Эпоксициклопентил)фенил-гли-
цидиловые эфиры 24
Эпоксициклопентилфениловые эфиры
23, 24
2-Этил-4-метилимидазол 47
Янтарный ангидрид 31, 49, 50
230
ИЗРАИЛЬ ЗАХАРОВИЧ ЧЕРНИН,
ФРИДРИХ МЕЕРОВИЧ СМЕХОВ,
ЮРИЙ ВИКТОРОВИЧ ЖЕРДЕВ
ЭПОКСИДНЫЕ
ПОЛИМЕРЫ
И КОМПОЗИЦИИ
Редактор Г. М.МЕДНИКОВА
Художник А. С. АЛЕКСАНДРОВ
Художественный редактор Н. В. НОСОВ
Технический редактор В. М. СКИТИНА
Корректор М. В. ЧЕРНИХОВСКАЯ
ИБ № 1032
Сдано в наб. 03.05.82. Подп. в печ. 27.10.82. Т-14653.
Формат бумаги 60Х901/1в. Бумага тип. № 2. Гарнитура
литературная. Печать высокая. Усл. печ. л. 14,5,
Усл. кр.-отт. 14,75. Уч.-изд. л. 16,27. Тираж 6300 экз.
Заказ № 181. Цена 2 р. 50 к. Изд № 1923.
Ордена „Знак Почета" издательство ,»Химия".
107076, Москва, Стромынка, 13.
Ленинградская типография № 2 головное пред-
приятие ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга»
им. Евгении Соколовой Союзполнграфпрома
при Государственном комитете СССР по делам
издательств, полиграфии н книжной торговли.
198055, г. Ленинград, Л-52, Измайловский пр., 29.