/















































Автор: Амосов Б.В.
Теги: электроника электротехника электрооборудование электроснабжение госэнергоиздат серия библиотека электромонтера
Год: 1960




Текст
ЛЕКТРОМОНТЕРА
Б. В. Амосов
Устройство
И ЭКСПЛУАТАЦИЯ
СВАРОЧНЫХ
ГЕНЕРАТОРОВ
И ТРАНСФОРМАТОРОВ
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
Выпуск 17
Б. В. АМОСОВ
УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ
СВАРОЧНЫХ ГЕНЕРАТОРОВ
И ТРАНСФОРМАТОРОВ
ГОСУДАРСТВЕННОЕ ЭНЕРГЕТИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МОСКВл 1960 ЛЕНИНГРАД
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Демков Е. Д., Долгов А. Н.. Ежков В В.. Смирнов А. Д.,
Устинов П. И.
ээ-з-з
Брошюра предназначается для рабочих-электриков,
которые впервые столкнулись с эксплуатацией электросва-
рочного оборудования знакомых с основами электротех-
ники. В брошюре приводятся сведения об особенностях
сварочной дуги и требованиях к оборудованию для а гек-
тродуговой сварки. Рассматриваются схемы генераторов
постоянного тока и трансформаторов, выпускаемых отече-
ственной промышленностью, и даются их характеристики.
Расс чатриваются вопросы монтажа сварочных установок,
требования техники безопасности, возможные неполадки
в работе источников тока и их устранение.
1
Борис Владимирович /1 часов
УСТРОЙСТВО И ЭКСПЛУАТАЦИЯ СВАРОЧНЫХ ГЕНЕРАТОРОВ
И ТРАНСФОРМАТОРОВ
Редактор И. А. Ерохин Техн, редактор Н. И. Боринов
Сдано в набор 16/11 1969 г. Подписано к печати 9/1V 1960 г.
Т-04987. Бумага 84X108732. 2,87 печ. л. Уч.-изд. л. ?,')
Тираж 18 000 экз. Зак. 2038
Цена 1 руб. (с 1 января 1961 г. цент 10 коп.1
Типография ‘ргоцзпдтд _1Яосква, Шлюзовая наб., 10.
I биб/ и гечи I
I **- В. Г. Еевкксивг» I
г. ^оеьдловск I
ВВЕДЕНИЕ
В настоящее время сварка находит широкое примене-
ние в промышленности. Во многих случаях сварка является
основным технологическим процессом при изготовлении
конструкций и изделий.
Сваркой называется процесс получения неразъемного
соединения металлов путем местного нагрева их до темпе-
ратуры жидкого или пластического состояния с примене-
нием механического усилия и ти без него. В качестве источ-
ника тепла дтя разогрева могут применяться: птамя газо-
вой горелки, термитная смесь, электрическая дуга и т. т.
Однако наиболее широкое распространение имеет этектри-
ческая дхговая сварка, при которой тепло, необходимое
для разогрева и распзаиления металла, получается за счет
электрической дуги.
Явление электрической дуги открыл в 1802 г. наш со-
отечественник проф. Василий Владимирович Петров. Он
предсказал возможность использования электрической ду-
ги для расплавления металлов.
В 1882 г. русский инженер Николай Николаевич Бенар-
дос изобрел электрическую дуговую сварку.
Дальнейшим шагом в области сварки и совершенствова-
нии источников питания электрической дуги были изобре-
тения Николая Гавриловича С [авянова. Он применил для
сварки металлический электрод вместо угольного, а для
получения постоянного тока рассчитал и построил первый
в пире сварочный генератор. По принципу Н. Г. Славянова
в настоящее время строятся и работают многопостовые ге-
нераторы.
Возможность использования переменного тока для це-
лей сварки была доказана в 1905 г. проф. Владимиром Фе-
доровичем Миткевичем. Сварка на переменном токе с точ-
ки зрения расхода электроэнергии оказалась значительно
более экономичной, чем сварка на постоянном токе. Поэто-
му переменный ток стал получать все более широкое при-
3
мененне при сварке. Это в свою очередь потребовало раз
работки и выпуска различных типов сварочных трансфор-
маторов.
Бурное развитие сварки в нашей стране началось после
Великой Октябрьской социалистической революции.
В 1924 г. на'заводе «Электрик» была выпущена первая со-
ветская сварочная машина типа СМ-1. Годом позднее там
же был выпущен первый сварочный трансформатор, в ко-
тором в одном корпусе объединены и трансформатор и ре-
активная катушка (дроссель).
Благодаря экономическим преимуществам переменный
ток при сварке очень широко применяется в нашей стране.
Большую часть оборудования, которое находится в экс-
плуатации и выпускается в настоящее время, составляют
сварочные трансформаторы. Однако для некоторых случа-
ев сварки необходимо применять постоянный ток, который
вырабатывают специальные сварочные генераторы. Наша
промышленность выпускает несколько типов таких генера-
торов.
Кроме сварочных генераторов, для получения постоян-
ного тока в последние годы разработаны и выпускаются
установки, работающие по принципу выпрямления пере-
менного тока.
Настоящая брошюра ввиду ограниченности ее объема
не охватывает всех вопросов, связанных с электросвароч
ным оборудованием. Она призвана дать первоначальные
сведения об особенностях источников тока, в основном для
ручной дуговой сварки, характеристики некоторых типов
оборудования, выпускаемого нашей промышленностью.
В брошюре приводятся правила эксплуатации и устране-
ния неполадок в работе источников тока. Для лучшего по-
нимания особенностей работы сварочного оборудования
рассматривается вопрос о свойствах сварочной дуги посто-
янного и переменного тока.
ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА
Электрическая дуга—длительный электрический раз-
ряд в газах при нормальном атмосферном давлении. При-
мером кратковременного разряда может служить искра.
В обычных условиях и газы и воздух, состоящий из
смеси кислорода и азота, не проводят электрический ток.
Чтобы воздух стал проводником электрического тока, не-
обходимо его ионизировать в промежутке между электро-
дами.
4
Ионами называются атомы, которые имеют электриче-
ский заряд вследствие неравного количества электронов и
протонов. Ион имеет положительный заряд, если электро-
нов меньше, чем протонов, и отрицательный—ести элек-
тронов больше. Кроме ионов, ионизированный воздух ити
газ имеет еще свободные электроны. При обычных условиях
г воздушном промежутке очень дало ионов и электронов,
поэтому он и является непроводником. Чтобы сделать воз-
дух проводником или ионизировать его, существует не-
сколько способов. Однако при сварке в большинстве слу-
чаев ионизация происходит за счет очень сильного разогре-
ва воздуха. При соприкосновении двух металлическ?1Х
электродов, присоединенных к источнику тока, в месте
контакта происходит интенсивное выделение тепла. При
этом нагреваются как концы электродов, так и окружаю-
щий воздух.
Известно, что с повышением температуры увеличивает-
ся скорость движения свободных электронов, которые всег-
да имеются в металле. Наконец, скорость их достигает та-
кой величины, что они вылетают в воздушный промежуток.
Встречая здесь на своем пути молекулы и атомы воздуха,
они расщепляют их, выбивая из них электроны Эти атомы
превращаются в ионы и свободные электроны. Промежу-
ток ионизировался. Если теперь развести электроды на не-
большое расстояние, то твижение этих заряженных частиц
упорядочится: положительные будут двигаться к катоду,
отрицательные — к аноду. В момент зажигания дуги воз-
душный промежуток еще мало ионизирован, поэтому для
усиления ионизации требуется повышенное напряжение.
В дальнейшем для поддержания и зажигания дуги тре-
буется уже более низкое напряжение.
В дуге различают три области: катодную, анодную и
столб дуги. Катодная область расположена в непосред-
ственной близости от катода. В этой области происходит
выход электронов из металла электрода. В анодной обла-
сти электроны, движущиеся от катода, попадают на анод.
В столбе дуги происходят ионизация газов и движение
электрических зарядов. Напряжение, которое необходимо
для поддержания дуги, зависит от материала электрода,
длины дуги и рода газа, в котором горит дуга.
А\ежду напряжением на электродах, величиной тока и
длиной дуги существует связь, которая выражается графи-
чески Пример такой зависимости приведен на рис. 1. Эта
кривая называется статической характеристикой электри-
2 Б В. Амосов 5
ческой дуга. Напряжение на дуге уменьшается с увеличе-
нием тока. Такая характеристика получается при медлен-
ном изменении тока.
На самом деле в сварочной дуге изменения величины
тока и длины дуги происходят очень быстро; ионизация ду-
гового промежутка не успевает за изменением режима.
Например, длина дуги резко увеличилась из-за небрежного
ведения электрода сварщиком. Напряжение, при котором
горела дуга, уже недостаточно для ионизации увеличен-
ного дугового промежутка, и дуга гаснет.
Причинами ухудшения условий горения дуги, которые
не зависят от сварщика, могут явиться: 1) резкое увеличе-
ние количества газов в ду-
ге; 2) действие магнитных
полей и др.
Эти причины действуют
очень кратковременно, и ес-
ли в это время повысить на-
пряжение дуги, то она мо-
жет продолжать гореть
устойчиво. Следовательно,
для поддержания устойчи-
вого горения дуги источник
тока должен быстро реаги-
условий протекания тока в
Рис. 1. Статическая характе-
ристика электрической дуги.
ровать на изменения
дуге.
Сварочная дуга горит в газовом промежутке, запол-
ненном парами металла электрода, а при обмазанных
электродах — и парами обмазки. Обмазанные электроды—
металлические стрежни с нанесенным на них покрытием.
Обмазка увеличивает устойчивость горения дуги, а шлак,
образующийся при плавлении обмазки, защищает расплав-
ленный металл от азота и кислорода воздуха, улучшает
свойства металла шва.
Тепло, образующееся при горении дуги, используется
для нагрева и расплавления металлического стержня и об-
мазки.
Температура столба дуги на его оси равна приблизи-
тельно 6 000= С. Столб дуги окружен пламенем или орео-
лом из раскаленных газов. Температура дуги падает от
оси к краям. Как было определено из опытов, открытая
сварочная дуга передает свариваемому металлу в виде
тепла около 60—70% своей мощности. Остальная часть
мощности рассеивается путем излучения, с парами, брыз-
6
гачи металла и уносится нагретыми газами. Выделение
тепла происходит неравномерно по длине дуги: большая
часть тепла выделяется на аноде, а остальная часть — на
катоде и в столбе дуги.
Жидкий металл с расплавляемого в процессе горения
дуги электрода в виде капель переходит в шов, где он сме-
шивается с расплавленным металлом изделия.
Схема сварочной дуги приведена на рис. 2. Для получе-
ния качественной сварки большое значение имеет длина
дуги, которая должна быть не более 3—4 мм. При перехо-
де капель металла через дуговой промежуток .происходит
поглощение ими кислорода и азота из окружающего возду-
Направление
Рис. 2. Схема сварочной дуги.
1 — электрод; 2 — дно кратера; 3 —наплавленный металл; 4 —
основной металл; 5 — длина дуги; 6 — глубина проплавления.
ха. Чем короче дуга, тем меньше времени капля будет
проходить через воздух, тем меньше она поглотит вредных
газов. Кроме того, при длинной дуге получается плохое
проплавление свариваемого металла за счет того, что дуга
«блуждает», т. е. отклоняется от места сварки.
В зависимости от того, как подключены полюсы источ-
ника постоянного тока, различают сварку на прямой и об-
ратной полярностях. Если электрод присоединен к отрица-
тельному полюсу, а изделие — к положительному, то это
сварка на прямой полярности; если электрод присоединен
к плюсу, а изделие — к минусу, то это сварка на обратной
полярности (рис. 3,о и б). Сварка на прямой полярности
применяется тогда, когда нужно получить глубокое про-
плавление свариваемого металла (сварка массивных изде-
лий). При сварке тонколистовых изделий, наплавочных
2* 7
работах и в некоторых других случаях применяют обрат-
ную .полярность.
Схема сварки на переменном токе принципиально не от-
личается от схемы сварки на постоянном токе. Отличие со-
стоит в том, что с частотой переменного тока меняется по-
лярность электрода и изделия. При каждой перемене
Рис. 3. Схемы сварки на постоянном и переменном токах.
а — прямая полярность; б —обратная полярность; в — сварка на переменном токе-
направления тока сварочная дуга должна гаснуть, т. е. го-
рение дуги может быть неустойчивым. Однако этот недо-
статок можно устранить, применив специальное устрой-
ство, о котором будет сказано ниже.
ИСТОЧНИКИ ТОКА ДЛЯ ЭЛЕКТРОСВАРКИ
Каждый источник тока имеет свою внешнюю характе-
ристику, т. е. зависимость между напряжением на зажимах
машины и током в цепи при установившемся режиме ра-
боты. Рассмотрение статических характеристик дуги
{см. стр. 5) определяет требования, которые предъявля-
ются к внешним характеристикам источников тока. Для
горения дуги напряжение источника тока и ток в свароч-
ной цепи должны соответствовать статической характери-
стике дуги. Это обеспечивается, если эти две характеристи-
ки пересекаются.
На рис. 4 приведены характеристика дуги 1 и характе-
ристики машины 2 и 3. Характеристика 2 не пересекает
статической характеристики данной дуги 1 и поэтому не-
пригодна для ее питания. Характеристика 3 пересекает ха-
рактеристику 1 в точках а и Ь; точка а является точкой
неустойчивого горения дуги, а точка b — точкой устойчиво-
го горения. Характеристика 3 пригодна для питания дуги.
8
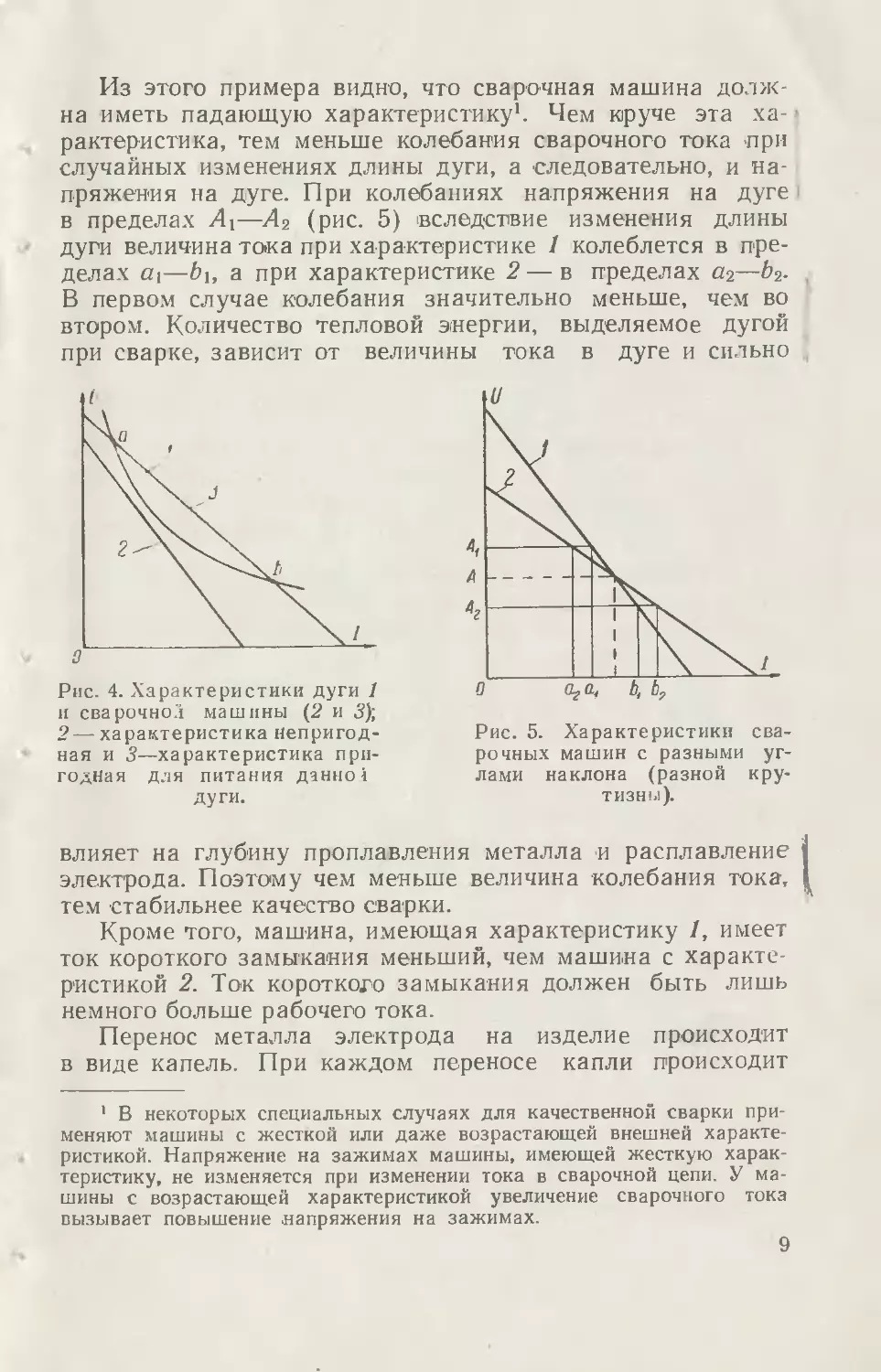
Из этого примера видно, что сварочная машина долж-
на иметь падающую характеристику1. Чем круче эта ха-
рактеристика, тем меньше колеоания сварочного тока при
случайных изменениях длины дуги, а следовательно, и на-
пряжения на дуге. При колебаниях напряжения на дуге
в пределах Ах—А2 (рис. 5) вследствие изменения длины
дуги величина тока при характеристике 1 колеблется в пре-
делах «1—bit а при характеристике 2— в пределах а2—Ь2.
В первом случае колебания значительно меньше, чем во
втором. Количество тепловой энергии, выделяемое дугой
при сварке, зависит от величины тока в дуге и сильно
Рис. 4. Характеристики дуги 1
и сварочной машины (2 и 3);
2— характеристика Непригод-
ная и 3—характеристика при-
годная для питания данно!
дуги.
Рис. 5. Характеристики сва-
рочных машин с разными уг-
лами наклона (разной кру-
тизны).
влияет на глубину проплавления металла и расплавление
электрода. Поэтому чем меньше величина колебания тока,
тем стабильнее качество сварки.
Кроме того, машина, имеющая характеристику 1, имеет
ток короткого замыкания меньший, чем машина с характе-
ристикой 2. Ток короткого замыкания должен быть лишь
немного больше рабочего тока.
Перенос металла электрода на изделие происходит
в виде капель. При каждом переносе капли происходит
1 В некоторых специальных случаях для качественной сварки при-
меняют машины с жесткой или даже возрастающей внешней характе-
ристикой. Напряжение на зажимах машины, имеющей жесткую харак-
теристику, не изменяется при изменении тока в сварочной цепи. У ма-
шины с возрастающей характеристикой увеличение сварочного тока
вызывает повышение напряжения на зажимах.
9
короткое замыкание. Напряжение сварочной машины при
этом снижается до нуля. Чтобы после короткого замыка
ния быстро возникала дуга, необходимо, чтобы после от-
рыва капли напряжение на сварочной машине быстро под
нималось до напряжения 25—30 в, при котором возможно
повторное зажигание дуги.
Способность источников питания быстро восстанавли- 1
вать напряжение в зависимости от условий горения дуги
определяется их динамическими свойствами.
Требования, предъявляемые к источникам сварочного
тока, обеспечивающие устойчивое горение дуги и высокое
качество сварки, следующие:
1. Источник сварочного тока должен иметь падающую
внешнюю характеристику.
2. Напряжение холостого хода должно быть достаточ-
ной величины, чтобы обеспечивать легкое зажигание дуги.
Величина напряжения холостого хода должна быть безо-
пасной для сварщика, поэтому ее обычно ограничива-
ют 80 в.
3. Источник тока должен (выдерживать продолжите ть-
ные короткие замыкания в сварочной цепи.
4. Источник тока должен иметь (мощность, достаточную
для питания сварочной дуги.
5. Напряжение источника должно быстро изменяться
при изменении длины дуги (с удлинением дуги напряже-
ние должно возрастать, с уменьшением длины дуги — па-
дать).
6. Должна быть обеспечена возможность регулирова-
ния сварочного тока.
7. Источник тока должен иметь измерительные приборы
для контроля за напряжением и величиной тока (вольт-
метр и амперметр).
СВАРОЧНЫЕ ГЕНЕРАТОРЫ ПОСТОЯННОГО ТОКА
Источники постоянного тока делятся на однопостовые
и многопостовые. Необходимая для сварки падающая ха-Д
рактеристика в однопостовых машинах получается за счет Г
электрической или (магнитной схемы самого генераторж_)
В зависимости от схемы однопостовые генераторы де-
лятся на генераторы с размагничивающей обмоткой воз-
буждения, генераторы с раздвоенными (расщепленными)
полюсами и генераторы с поперечным магнитным полем.
Падающая характеристика при сварке от многопосто-
10
вого сварочного генераюра получается за счет включения
в цепь каждого сварочного поста дополнительного сопро-
тивления, которое называется балластным. Сам генератор,
предназначенный для многопостовой сварки, имеет жест-
кую характеристику, т. е. не изменяет напряжения на за-
жимах при изменении тока в цепи Вращение генераторов
может производиться от двигателей переменного или по-
стоянного тока или от двигателей внутреннего сгорания.
Сварочные генераторы могут быть передвижными и
стационарными.
Однопостовые сварочные генераторы с размагничиваю-
щей последовательной обмоткой. Эти генераторы бывают
двух типов: с независимой обмоткой возбуждения и с об-
Рис. 6. Принципиальнее схемы генераторов.
а—с независимым возбуждением; б—с самовозбуждением.
моткой возбуждения, подключенной к дополнительной и
главной щеткам. Последние называются генераторами
с самовозбуждением. Схемы этих двух типов генераторов
приведены на 'рис. 6.
Обмотки возбуждения 1 и 2 включены так, что ма-
гнитные потоки, создаваемые ими. направлены навстречу
друг другу.
До тех пор, пока по сварочной цепи не протекает
ток, действует только одна обмотка возбуждения 1. Со-
здаваемый этой обмоткой магнитный поток Фв индукти-
рует в якоре э. д. с., равную напряжению холостого хо-/
да. Величина этого напряжения должна быть такой,
чтобы обеспечивалось зажигание дуги.
Как только в сварочной цепи начинает протекать ток.
например при нормальном горении дуги, создается ма-
гнитный поток Ф . Этот поток создается обмоткой 2, ко-
С
11
торая включена последовательно в сварочную цепь. По
ток Фс направлен навстречу потоку Фв и уменьшает его.
Теперь э. д. с. генератора индуктируется разностью по-
токов Ф и Фс.
С увеличение м величины сварочного тока поток Фс увели-
чивается, разность потоков Фв и Ф уменьшается. Следо-
вательно, уменьшается и напряжение генератора. При
коротком замыкании разность потоков Фв и Ф стано-
вится очень небольшой. Этот результирующий поток ин-
дуктирует в генераторе э. д. с. очень малой величины.
Напряжение на дуге при этом падает почти до нуля. /
Снижение э. д. с. генератора за счет размагничивающего 1|
действия обмотки 2 при коротком замыкании ограничи- I
вает ток короткого замыкания. *
Величина тока в сварочной цепи будет меняться прямо
пропорциональной, с. /вшв обмотки возбуждения 1 и обратно
пропорционально н. с, Icwc последовательной обмотки 2.
Намагничивающая сила обмотки возбуждения 1 изме-
няется за счет изменения тока /в при помощи реостата,
включенного в цепь этой обмоткой.
Реостат требуется небольшой мощности, так как ве-
личина тока возбуждения не превышает 3 — 5 а.
В процессе сварки напряжение на обмотке возбуждения
остается постоянным за счет того, что она подключается
к постороннему источнику тока с постоянным напряжени-
ем (рис. 6,а) или к главной и дополнительной щеткам геХ
нератора, между которыми поддерживается постоянное na^J
пряжением (рис. 6,6). Генераторы с самовозбуждением
должны иметь определенное направление вращения.
Недостатком регулировки сварочного тока при помощи /
реостата, включенного в цепь обмотки возбуждения, яв-
ляется то, что при изменении тока возбуждения изменяет-
ся напряжение холостого хода. С увеличением тока воз-
буждения увеличивается и напряжение холостого хода ге
нератора. При уменьшенчи тока в обмотке возбуждения
напряжение холостого хода также уменьшается и может
быть недостаточным для зажигания дуги. Поэтому иногда
применяют комбинированный способ регулирования, ко-
торый заключается в том, что регулирование в широких
пределах производится изменением числа витков после-
довательной обмотки, а более точное — реостатом. В этом ]
12
случае последовательная обмотка не влияет на величину
напряжения холостого хода генератора.
В качестве примера внешних характеристик, которые
получаются при применении комбинированного способа ре-
гулирования, на рис. 7 приведены внешние характеристики
генератора в преобразователе ПС 500,
По схеме с размагничивающей последовательной об-
моткой (рис. 6,6) нашей промышленностью выпускаются
Рис. 7. Внешние^характеристики гене-
ратора ГС-500.
---------включены 4 витка размагничиваю цей
обмотки;------- — включены 6 витков раз-
магничивающей обмотки^
Кривые получены при различных положениях
регулирующего реостата.
генераторы, которые комплектуются в агрегаты или преоб-
разователи.
Агрегатом обычно называют сварочный генератор по-
стоянного тока в комплекте с двигателем внутреннего сго-
рания. Сварочный генератор в комплекте с электродвига-
телем называют преобразователем.
Наиболее широкое распростанение из преобразователей
такого типа имеет преобразователь ПС-500. Он выпускает-
ся серийно и предназначен для питания постов ручной, ав-
томатической и полуавтоматической сварки. Преобразова-
тель ПС-500 состоит из генератора ГС-500 и асинхронного
трехфазного двигателя, соединенных на одном валу и за-
ключенных в один корпус. Преобразователь передвижной
и установлен на четырех колесах. .
3 Б. В. Амосов. 13
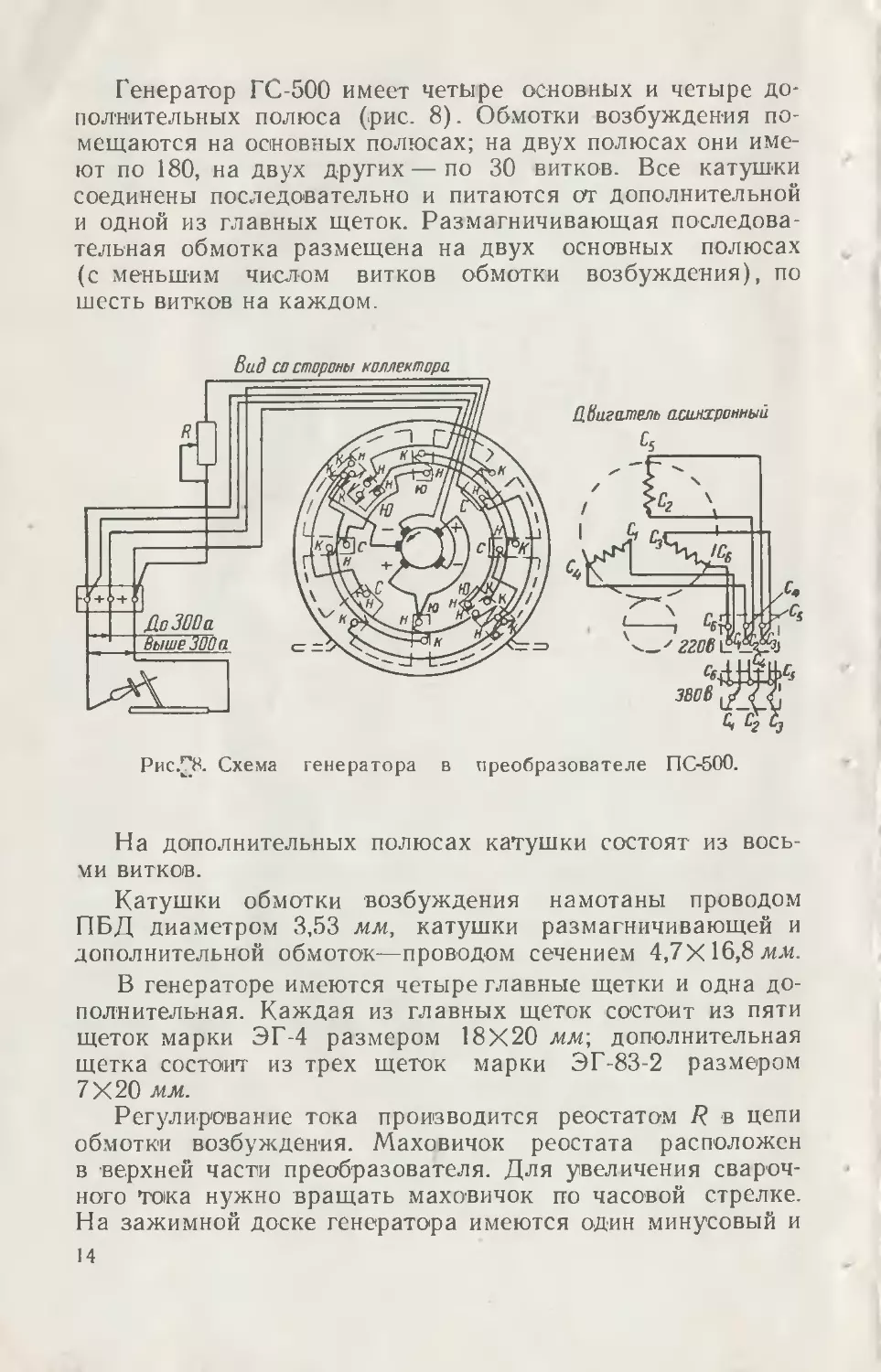
Генератор ГС-500 имеет четыре основных и четыре до-
полнительных полюса (рис. 8). Обмотки возбуждения по-
мещаются на основных полюсах; на двух полюсах они име-
ют по 180, на двух других — по 30 витков. Все катушки
соединены последовательно и питаются от дополнительной
и одной из главных щеток. Размагничивающая последова-
тельная обмотка размещена на двух основных полюсах
(с меньшим числом витков обмотки возбуждения), по
шесть витков на каждом.
На дополнительных полюсах катушки состоят из вось-
ми витков.
Катушки обмотки возбуждения намотаны проводом
ПБД диаметром 3,53 мм, катушки размагничивающей и
дополнительной обмоток—проводом сечением 4,7Х 16,8 мм.
В генераторе имеются четыре главные щетки и одна до-
полнительная. Каждая из главных щеток состоит из пяти
щеток марки ЭГ-4 размером 18X20 мм\ дополнительная
щетка состоит из трех щеток марки ЭГ-83-2 размером
7X20 мм.
Регулирование тока производится реостатом R в цепи
обмотки возбуждения. Маховичок реостата расположен
в верхней части преобразователя. Для увеличения свароч-
ного тока нужно вращать маховичок по часовой стрелке.
На зажимной доске генератора имеются один минусовый и
14
7
2
два плюсовых зажима. При аварке на токе до 300 а сва-
рочный провод подключается к среднему плюсовому за-
жиму, а при сварке на токе свыше 300 а сварочный провод
присоединяется к крайнему плюсовому зажиму. При этом
в первом случае включаются все шесть витков размагни-
чивающей обмотки, а во втором — только четыре.
Генератор рассчитан на максимальную величину тока
500 а при ПВ = 50%. Номинальное рабочее напряжение
40 в, напряжение холостого хода 60—90 в.
Электродвигатель преобразователя трехфазный асин
хронный мощностью 28 кет и напряжением 220/380 в. Со
единение фаз статора —треугольник или звезда. Пуск д»ч
гателя осуществляется непосредственно от сети с помощью
пакетного выключателя, смонтированного на корпусе пре
образователя.
Генераторы сварочных агрегатов ПАС-400, АСД-3 и
преобразователя САМ-400 также построены по принципу
генераторов с размагничивающей последовательной обмот-
кой. Схема этих генераторов не отличается от описанной
схемы генератора ГС-500.
Агрегат ПАС-400 смонтирован на металлической раме,
снабженной роликами для передвижения по твердому
грунту или настилу. Этот агрегат предназначен для работы
на открытом воздухе и защищен от атмосферных осадков
крышей и боковыми двустворчатыми металлическими што-
рами. Генератор соединен с двигателем эластичной муф-
той.
Двигатель агрегата ПАС-400 автомобильный марки
ЗИС-120. Топливо—автомобильный бензин А-66. Скорость
вращения двигателя поддерживается автоматически при
помощи центробежного регулятора. При работе на малых
оборотах применяется ручная регулировка. При внезапном
увеличении скорости вращения действует автоматическое
выключение зажигания. Для наблюдения за режимом свар-
ки агрегат снабжен амперметром и вольтметром.
Все перечисленные выше агрегаты и преобразователи
могут давать ток не больше 600 а. Для автоматической
сварки в ряде случаев требуется значительно больший
ток. Для комплектования постов автоматической сварки,
работающих в полевых условиях, изготовляется сварочный
агрегат ПАС-1000 с дизельным двигателем 1Д6 мощностью
150 л. с.
Основные характеристики агрегатов и преобразовате-
3* 15
лей, построенных с использованием генераторов с размаг-
ничивающей обмоткой, приведены в табл. 1.
Однопостовые сварочные генераторы с раздвоенными
полюсами. Падающая характеристика в генераторах этого
типа получается в результате взаимодействия магнитных
потоков обмоток возбуждения и реакции якоря. Генератор
с раздвоенными полюсами — четырехполюсный, но чередо-
вание полюсов не соответствует чередованию в обычных
электрических генераторах, в которых магнитные полюсы
Рис. 9. Принципиальная схема гене-
ратора с раздвоенными полюсами.
расположены так, что за северным следует южный, за-
тем — северный и т. д.
В сварочных генераторах с раздвоенными полюсами
одноименные полюсы расположены рядом и представляют
собой как бы один раздвоенный полюс. Несмотря на то,
что в генераторе имеются четыре полюса, эти генераторы
по существу двухполюсные.
На двух противоположных полюсах имеются вырезы;
эти полюсы называются главными, два других противопо-
ложных полюса не имеют вырезов — это поперечные по-
люсы. На главных полюсах расположена обмотка возбуж-
дения 1 (рис. 9). На поперечных полюсах расположена об-
мотка возбуждения 2, в цепь которой включен регулиро-
вочный реостат. Обе обмотки присоединены к главной и
дополнительной щеткам, напряжение на которых остается
постоянным прп изменении нагрузки.
Главные полюсы работают с максимальным насыще-
нием за счет вырезов в сердечнике или большого числа
витков
16
nil.
Показатели
ПЛ С-1000
Номинальное рабочее напряже- ние, в 45
Номинальный режим работы ПВ, °/в 65
Допустимый рабочий ток, а . . . . 1 000
Пределы регулирования тока, а . . 31)— 1 200
Тип двигателя . . . Дизель
Мощность двигателя:
Л. С 150
кет л —•
Исполнение 3
Габариты агрегата (преобразова-
теля), мм:
длина 3 920
ширина . . 1 5(>0
высота 2 100
Вес, кг 4 000
Таблица 1
Агрегаты и преобразователи
ПА С-100 АС Д-З ПС-500 САМ-400 САМ- 00
40 40 40 40 40
65 65 65 65 65
500 500 500 500 500
120—600 120—6 J0 120—600 120—600 120—690
Бензино- Дизель Асинхрэн- Постоянно- Асинхрон-
вый НЫЙ го тока НЫ i
65 60 — — —
— 28 42 32
щ и ще н н е Однокор- пусное Двухко! эпуское
2 950 2 820 1 360 1 980 1 760
985 1 100 740 650 740
1 920 1 860 1 140 940 940
1 900 2 5 .0 951 1 630 1 450
Обе обмотки возбуждения образуют два взаимно-пер-
пендикулярных магнитных потока: Ф. — магнитный поток
главных полюсов и Фп— магнитный поток поперечных
полюсов (рис. 10). Каждый из этих потоков может изме-
няться независимо один от другого.
В действительности в генераторе действует один ре-
зультирующий поток Фр, величина и направление которо-
го определяются диагональю параллелограмма, сторонами
которого являются потоки Фг и Фп. Нейтраль в генера-
торе располагается перпендикулярно результирующему
Рис. 10. Магнитная система генератора
с раздвоенными полюсами.
потоку. Можно себе представить, что пара одноименных
полюсов Ют и Юп как бы образовала полюс Ю , а пара
полюсов Ст и С, — полюс С . Эти не существующие на
самом деле полюсы Ю и Ср и создают результирующий
поток Фр.'
Главные щетки а и b расположены по нейтральной
линии генератора. К этим щеткам подключается свароч-
ная цепь. Между главными щетками помещена дополни-
тельная щетка с.
При отсутствии тока в якоре в генераторе действуют
только два потока: Фг и Ф„. Эти потоки определяют со-
ответственно э. д. с. между щетками b — с и а— с, так
18
как поток Фг индуктирует э. д. с. в проводниках обмот-
ки якоря, расположенных в углах aod и Ьос, а поток
Фп — в углах аос и bod', э. д. с. и напряжение на щет-
ках а — b равны сумме э. д. с. между щетками а — с
и b — с
При появлении тока в сварочной цепи и, следователь-
но, в якоре возникает магнитный посох на якоре Фя
(рис. II). Этот поток направлен по оси щеток а — Ь.
Рис. 11. НаправлениеЛмагнитного
потока якоря.
Если поток Фя разложить по 'направлениям потоков Фг
и Фп на потоки Фд н и Ф (намагничивающий и разма-
гничивающий), то можно увидеть, что поток Фя н совпа-
дает по направлению с потоком Ф и стремится усилить
его, а поток Фя направлен противоположно потоку Фп
и стремится уменьшить его.
Выше было сказано, что главные полюсы за счет спе-
циальных вырезов работают с магнитным насыщением,
поэтому независимо от намагничивающего действия по-
тока Фя поток Фг останется постоянным и при нагрузке.
Постоянным останется и напряжение на щетках b—с
19
Независимо or режима. Именно к этйм щеткам и под-
ключены обмотки возбуждения.
Поток Фяр при увеличении сварочного тока увеличи-
вается, а так как он направлен навстречу потоку Фп, то
поток Фп будет уменьшаться. В результате этого будет
снижаться и напряжение на щетках а — с, которое ин-
дуктируется этим потоком. Дальнейшее увеличение сва-
рочного тока приведет к тому, что напряжение на щет-
ках а — с станет равным нулю, а затем примет знак,
обратный знаку напряжения на щетках b — с.‘Теперь уже
напряжение на щетках а — b будет определяться не как
сумма, а как разность постоянного напряжения на щет-
ках b — си напряжения на щетках а — с, которое зави-
сит от сварочного тока. При максимальном значении
сварочного тока, которое имеет место при коротком за-
мыкании. напряжение Ub_c станет равным напряжению
U , а их разность, т. е. напряжение на главных щет-
ках Uа Ь, будет равна нулю.
Таким образом, падающая характеристика и ограниче-
ние тока короткого замыкания в генераторе с раздвоенны-
ми полюсами достигаются благодаря взаимодействию по-
токов обмоток возбуждения и потока якоря.
1 Регулирование тока в генераторах такого типа возмож-
но двумя путями: изменением тока в обмотке возбуждения
поперечных полюсов с .помощью реостата (рис 9) и изме-
нением положения щеток относительно нейтрали.
' Для увеличения сварочного тока повышают ток в об-
мотке возбуждения поперечных полюсов. Вследствие этого
возрастают магнитный поток Фп и, следовательно, напря-
жение генератора, которое увеличивает величину сварочно-
го тока. Недостатком этого способа регулирования являет
ся изменение напряжения холостого хода генератора, ко-
торое резко сказывается при больших и малых токах. Во
избежание этого применяют комбинированный способ регу-
лирования, при котором оно производится реостатом в об
мотке возбуждения, а для получения больших или мень-
ших токов пользуются смещением щеток по коллектору
против или по направлению вращения якоря. При смеще-
нии щеток против вращения якоря уменьшается размагни-
чивающее действие реакции якоря, а при смещении по на-
правлению вращения, наоборот, размагничивающее дейст-
вие реакции якоря становится большим
20
В соответствии с этим при смещении щеток против вра-
щения якоря сварочный ток увеличивается, а при смеще-
нии их в направлении вращения якоря — уменьшается. Ре-
акция якоря проявляется только при нагрузке генератора,
поэтому регулирование тока путем смещения щеток
не оказывает влияния на величину напряжения холостого
хода.
Недостатком регулирования сварочного тока путем
сдвига щеток относительно нейтрали является ухудшение
коммутации тока, что вызывает усиленное искрение. Ча-
стое передвижение щеток расшатывает щеточный меха
низм, вызывает неплотное прилегание щеток к коллектору,
приводит к искрению и обгоранию пластин коллек-
тора.
Преобразователь ПС-300 имеет возможность произво-
дить регулирование тока при помощи сдвига щеток по кол-
лектору и за счет изменения тока /рег в обмотке возбуж-
дения. Преобразователь ПС-300М является модернизацией
преобразователя ПС-300. В нем отказались от сдвига ще-
ток; регулирование производится только путем изменения
тока /рег при помощи реостата.
Для нормальной работы генератора с раздвоенными
полюсами необходимо, чтобы он вращался в направлении
стрелки, нанесенной на корпусе со стороны коллектора
При изменении направления вращения магнитный по-
ток реакции якоря будет размагничивать главные полюсы
и подмагничивать поперечные . Подмагничивающее и раз-
магничивающее действия реакции якоря будут примерно
взаимно компенсироваться. Внешняя характеристика будет
жесткой.
По схеме, приведенной на рис. 9, нашей промышлен-
ностью выпускаются генераторы, которыми комплектуются
агрегаты САК-2М, АСБ-300 с двигателем внутреннего сго-
рания и однокорпусные преобразователи ПС-300М.
Монтажная схема генератора в преобразователе
ПС-300М приведена на рис. 12. В генераторе преобразова-
теля ПС-300М катушки нерегулируемой обмотки возбуж-
дения главных полюсов состоят из 400 витков (провод
ПЭЛБО или ПБД диаметром 1,56 мм); катушки регулируе-
мой обмотки возбуждения на поперечных полюсах состоят
из 320 витков (провод ПБД диаметром 1,81 мм). Катуш-
ки обмотки дополнительных полюсов состоят из 21 витка
(провод сечением 3,05х 15,6 мм).
4 Б. В. Амосов 21
Каждая из двух главных щеток состоит из пяти щеток
марки ЭГ-4 размерами 20X20 мм. Дополнительная щетка
состоит из двух щеток марки Г-2 размерами 10X20 мм.
Двигатель преобразователя ПС-300М трехфазный асин
хронный с короткозамкнутым ротором рассчитан на непо-
средственный пуск от сети напряжением 380 или 220 в.
Пуск двигателя осуществляется пакетным выключателем,
смонтированным па корпусе преобразователя. Преобразо-
ватель ПС-300М выпускается с соединением обмоток звез-
дой для подключения в
сеть напряжением 380 в.
Дтя включения в сеть на-
пряжением 220 в необхо-
димо произвести пере-
ключение на треуголь-
ник.
Регулирование свароч-
ного тока производится
с помощью реостата,
укрепленного на корпусе
преобразователя. Реостат
состоит из трех роликов,
обмотанных константано-
вым пооводом. Общее со-
противление реостата 13,9
ом. Максимальный ток в
реостате 12 а. Вращение
маховичка на реостате по
часовой стрелке приводит
Рис. 12. Монтажная схема генера- к увеличению сварочного
тора в преобразователе ПС-300М тока. Шкала с делениями
(вид со стороны коллектора). в амперах укреплена на
кожухе реостата.
Для уменьшения помех радиоприему в выпускаемых
генераторах устанавливают специальные конденсаторы,
как показано на рис. 12.
Сварочный генератор, устанавливаемый в агрегате
САК-2М, имеет монтажную схему такую же, как и генера-
тор в преобразователе ПС-300М. Различие состоит только
в обмоточных данных. Двигатель агрегата САК-2М авто-
мобильный типа ГАЗ-МК. Топливо—автомобильный бензин
с октановым числом не менее 57. Постоянная скорость вра-
щения поддерживается автоматически центробежным ре-
гулятором
22
Кроме генераторов с раздвоенными полюсами, постро-
енных по схеме на рис. 9, нашей промышленностью вы-
пускаются еще генераторы, у которых нерегулируемая об-
мотка возбуждения размещена на всех четырех полюсах
(главных и поперечных), а регулируемая обмотка — только
на поперечных. Принципиальная схема такого генератора
приведена на рис. 13. По этой схеме построены генерато-
ры в агрегате САК-2Г, преобразователи ПС-300 и С АЛА-250,
целая серия преобразователей типа СУГ-2 (СУГ-2а,
СУГ-26, СУГ-2р). Ранее
выпускались генераторы
СЛАГ-1, СЛАГ-2, СЛАГ-2а.
Преобразователь СУГ-2
состоит из сварочного ге-
нератора постоянного то-
ка и электродвигателя
трехфазного тока с флан-
цевым креплением. Якорь
генератора и ротор дви-
гателя посажены на об-
щий вал, вращающийся
на шарикоподшипниках.
Общий корпус преобра-
зователя имеет два зад-
Рис. 13. Принципиальная схема
генератора с нерегулируемой об-
моткой возбуждения, расположен-
ной на четырех полюсах.
них и переднее колесо с дышлом, что дает возможность
легко передвигать преобразователь.
Генераторы, построенные по схеме на рис. 13, имеют
комбинированное регулирование тока при помощи реоста-
та в цепи обмотки возбуждения и сдвига щеток. Допусти-
мые пределы передвижения траверсы со щетками в обе
стороны зафиксированы стопорами. Сдвигать щетки за
пределы стопоров не следует во избежание сильного искре-
ния щеток
Характеристики агрегатов и преобразователей по схеме
с раздвоенными полюсами приведены в табл. 2.
Однопостовые сварочные генераторы поперечного поля.
Не рассматривая принципа работы генераторов такого ти-
па, следует отметить, что падающая характеристика гене-
раторов поперечного поля получается за счет взаимодей-
ствия магнитных потоков якоря и магнитных полюсов. На-
шей промышленностью выпускались преобразователи
СУП-0, СУП-1, СУП-2, у которых генераторы изготовля-
лись по схеме с поперечным магнитным полем. Сварочный
ток этих преобразователей соответственно 100, 185 и 300 а.
4* 23
Показатели
САК-2М А СБ-300
Номинальное рабочее напряже-
ние, в . ... 30 30
Номинальный режим работы ПВ, % 65 65
Допустимый рабочий ток, а . . . . 300 300
Пределы регулирования тока, а . . 75—340 75—340
Тип двигателя - Бензиновый
Мощность двигателя:
л. с 30 30
кет — —
Исполнение Защищенное
Габариты агрегата (преобразова- теля), мм: длина ... 21'80 2 100
ширина 810 9J0
высота 1 730 1 733
Вес, кг 900 —
Таблица 2
Агрегаты и преобразователи
СУГ-26 ПС-ЗИМ ПС-ЗОО САМ-250
25 30—35 30—35 30
65 65 65 50
300 340 340 320
45—320 80—380 80—400 45—320
Асинхронный Постоянно-
го тока
— — — —
11,6 14,0 14,0 14,25
Двухкор- Однокорпусное Двухкор-
пусное пусное
— 1 200 1 285 1 610
— 755 700 550
— 1 180 1 180 920
550 570 620 860
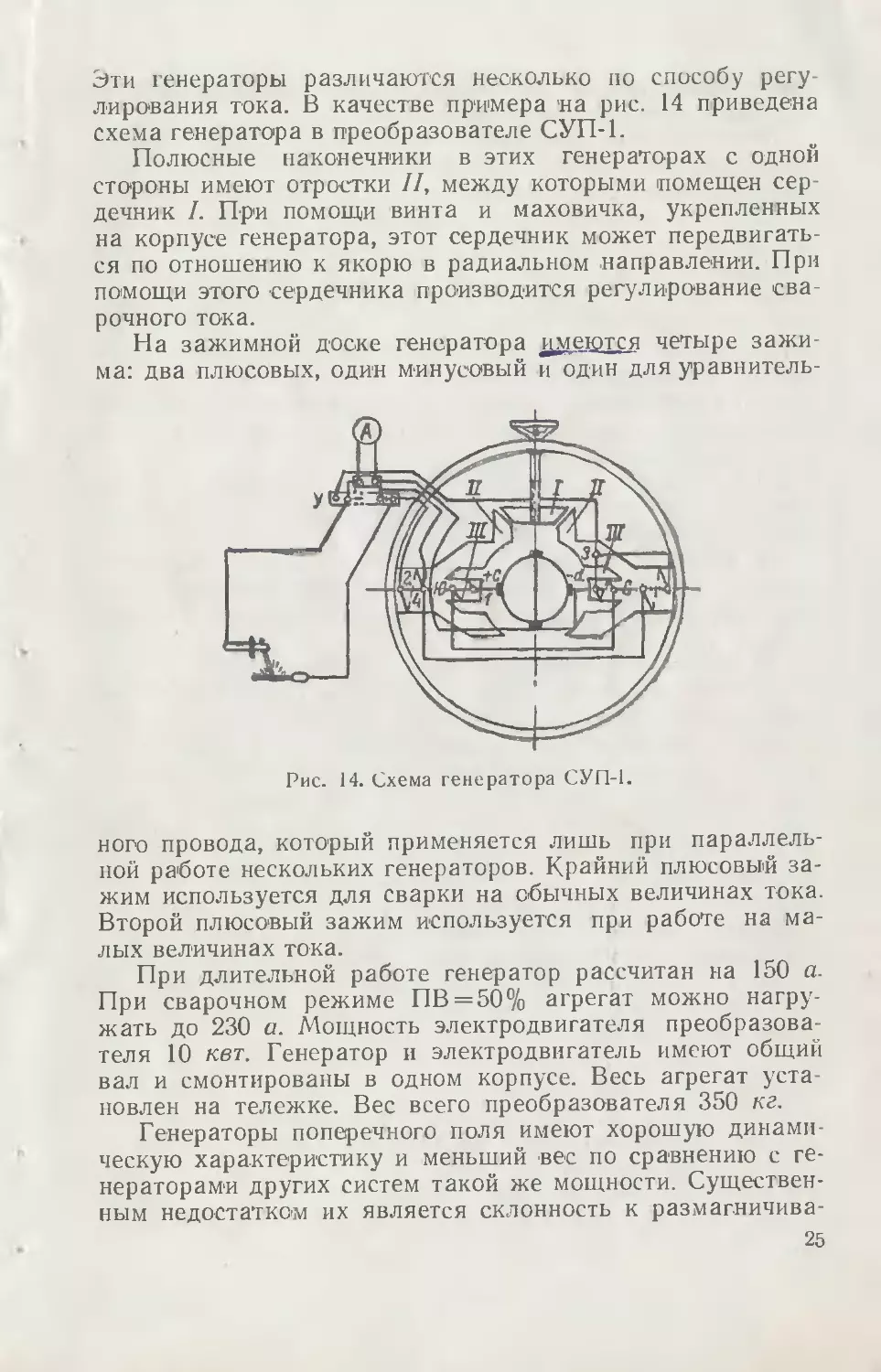
Эти генераторы различаются несколько по способу регу-
лирования тока. В качестве примера на рис. 14 приведена
схема генератора в преобразователе СУП-1.
Полюсные наконечники в этих генераторах с одной
стороны имеют отростки II, между которыми помещен сер-
дечник I. При помощи винта и маховичка, укрепленных
на корпусе генератора, этот сердечник может передвигать
ся по отношению к якорю в радиальном направлении. При
помощи этого сердечника производится регулирование сва-
рочного тока.
На зажимной доске генератора имеются четыре зажи
ма: два плюсовых, один минусовый и один для уравнитель-
Рис. 14. Схема генератора СУП-1.
ного провода, который применяется лишь при параллель-
ной работе нескольких генераторов. Крайний плюсовый за-
жим используется для сварки на обычных величинах тока.
Второй плюсовый зажим используется при работе на ма
лых величинах тока.
При длительной работе генератор рассчитан на 150 а.
При сварочном режиме ПВ = 50% агрегат можно нагру-
жать до 230 а. Мощность электродвигателя преобразова
теля 10 кет. Генератор и электродвигатель имеют общий
вал и смонтированы в одном корпусе. Весь агрегат уста-
новлен на тележке. Вес всего преобразователя 350 кг.
Генераторы поперечного поля имеют хорошую динами-
ческую характеристику и меньший вес по сравнению с ге-
нераторами других систем такой же мощности. Существен-
ным недостатком их является склонность к размагничива-
25
нию. Чаще всего это оывает при длительной перегрузке
или длительном коротком замыкании.
Многопостовые сварочные генераторы. Однопостовые
сварочные генераторы, устройство и работа которых рас
смотрены выше, применяются в тех случаях, когда требует-
ся большая маневренность сварочного поста для выполне-
ния различных сварочных работ, связанных с громоздким
и тяжелым оборудованием. В тех же случаях, когда сва-
рочные посты находятся близко один от другого, применя-
ются многопостовые сварочные генераторы. Их обычно
устанавливают в сварочных цехах с большим количеством
постов. Несмотря на более низкий к. п. д. этих генерато-
ров по сравнению с однопостовыми, применение многопо-
стовых генераторов оказывается более выгодным благодаря
ряду их преимуществ:
1) малый штат монтеров при ремонте одного многопо-
стового преобразователя, заменяющего значительное коли-
чество одно постовых;
2) меньшая рабочая площадь, занимаемая оборудова-
нием, и упрощение ухода за ним, так как несколько мно-
гопостовых генераторов может быть установлено в специ-
альном помещении;
3) меньшие затраты на оборудование.
Сварочные посты присоединяются к генератору через
балластные реостаты. Внешняя характеристика многопо-
стового генератора должна быть жесткой, т. е. напряжение
на зажимах машины не должно уменьшаться при увеличе-
нии сварочного тока. Необходимая для питания дуги па-
дающая характеристика получается за счет сопротивления
балластного реостата. Если бы характеристика генератора
не была жесткой, то питание нескольких постов было бы
невозможным, так как менялось бы напряжение, питающее
сварочные посты, и это отражалось бы на режиме сварки.
Напряжение многопостового генератора обычно равно 60 в.
Для получения жесткой характеристики многопостовые
генераторы имеют, помимо параллельной обмотки возбуж-
дения, еще последовательную, причем направление маг-
нитного потока, создаваемого последовательной обмоткой,
совпадает с направлением магнитного потока параллель-
ной обмотки (рис. 15). На холостом ходу последовательная
обмотка не создает магнитного потока. Напряжение на за-
жимах генератора почти равно э. д. с., которая индукти-
руется магнитным потоком параллельной обмотки. При на-
грузке появляется гок в обмотке якоря и последователь-
26
ной обмотке возбуждения. В этом случае напряжение на
зажимах генератора будет равно э. д. с. за вычетом паде-
ния напряжения внутри генератора. Электродвижущая си-
ла при нагрузке отличается от э. д. с. на холостом ходу,
так как теперь она индуктируется суммой магнитных пото-
ков параллельной и последовательной обмоток возбуж-
дения.
При увеличении нагрузки падение напряжения внутри
генератора будет увеличиваться, но одновременно будет
увеличиваться и э. д. с. генератора. Увеличение э. д. с. ге-
нератора будет происходить за счет увеличения магнитно-
го потока Ф последовательной обмотки возбуждения.
В результате падение напряжения внутри генератора бу-
дет компенсироваться увеличением э. д. с. Другими слова-
Рис. 15. Схема многопостовой уста-
новки постоянного тока.
ми, независимо от нагрузки внешняя характеристика гене-
ратора будет жесткой. На каждом же сварочном посту ха-
рактеристика будет падающей вследствие наличия в цепи
дуги балластного реостата.
Регулирование напряжения многопостового генератора
осуществляется реостатом, включенным в цепь параллель-
ной обмотки. Регулирование сварочного тока производит-
ся при помощи балластного реостата.
На рис. 16 показана монтажная схема многопостового
генератора в преобразователе ПСМ-1000, который выпу-
скается в настоящее время нашей промышленностью. Пре-
образователь состоит из асинхронного двигателя и генера-
тора, заключенных в один корпус, с самовентиляцией. Воз-
дух засасывается с двух сторон через окна в подшипнико-
вых щитах и выбрасывается через вентиляционные отвер-
стия в корпусе между генератором и двигателем.
Генератор имеет шесть главных и шесть дополнитель-
27
ных полюсов. На зажимной доске генератора, кроме зажи-
мов со знаком + и —, есть третий зажим, называемый у,
для присоединения уравнительного провода. Номинальный
ток генератора 1 000 а. Двигатель преобразователя
ПСМ-1000 трехфазный асинхронный с короткозамкнутым
ротором мощностью 75 кет, 1 470 об!мин. Он рассчитан на
непосредственный пуск от сети напряжением 220 или 380 в.
Все шесть концов обмото-к статора электродвигателя вы-
ведены на зажимную доску, что дает 'возможность вклю-
чать обмотку звездой или треугольником в зависимости'от
Рис. 16. Монтажная схема генера-
тора в преобразователе ПСМ-1000.
напряжения сети, а так-
же пускать двигатель пе-
реключением со звезды
на треугольник.
В комплекте с преоб-
разователем поставляют-
ся шесть балластных рео-
статов РБ-300 или, как
раньше, девять реоста-
тов РБ-200. Регулирова-
ние сварочного тока за
счет изменения сопротив-
ления реостата произво-
дится с помощью рубиль-
ников на реостате.
Максимальный ток
для реостата РБ-300 при
напряжении дуги 30 в со-
ставляет 300 а.
Монтажная схема много-постовой сварочной установки
приведена на рис. 17.
К зажимам и —я подводятся распределительные
шины, к которым присоединяются сварочные посты.
Особую группу источников постоянного тока для свар-
ки представляют сварочные преобразователи с германие-
выми (СПГ-100) или селеновыми (СПС-100, ВСС-120) вы-
прямителями. Эти преобразователи состоят из понижаю-
щего трехфазного трансформатора, трех дросселей для ре-
гулирования сварочного тока и выпрямительного устрой-
ства, которые заключены в общий кожух.
Существующие преобразователи такого типа рассчита-
ны на сварку малыми токами (до 100 а). Для получения
сварочного тока до 300 а разрабатываются более мощные
установки.
28
Преобразователи СПГ-100 и СПС-100 рассчитаны на
включение в сеть напряжением 220 и 380 в. Для этого пре-
дусмотрена возможность переключения первичной обмотки
понижающего трансформатора со звезды на треугольник.
Напряжение холостого хода 60—65 в. Вес преобразова-
теля— около 150 кг. К преимуществам полупроводнике-
£7 £7 £7£7u£/£Z7
Рис. 17. Монтажная схема многопостовой сварочной
установки.
1 — генератор; 2— балластные реостаты; 3 — схема параллельного
регулятора напряжения.
вых преобразователей перед преобразователями мотор-ге-
нераторного типа можно отнести экономию в меди. Кроме
того, они имеют более высокий к. п. д., меньший вес и про-
сты в обслуживании.
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Горение дуги, которая питается переменным током,
имеет ряд особенностей. Эти особенности появляются
вследствие того, что переменный ток промышленной часто-
ты 100 раз в секунду меняет свое направление. Кроме того,
даже в те моменты, когда он имеет одно и то же направле-
ние, величина его не остается постоянной, а изменяется по
29
синусоиде, т. е. пропорционально величине синуса угла, ко-
торый изменяется от 0 до 360°.
В каждый полупериод при переходе тока через нулевое
значение дуга, питаемая переменным током, гаснет. Для
ее повторного зажигания необходимо определенное значе-
ние напряжения; обозначим его U. Это напряжение, после
перехода тока через нуль достигается лишь по истечении
соответствующего времени. Для того чтобы погасание дуги
не отражалось на качестве сварки и дуга горела устойчиво,
время восстановления (зажигания) дуги t должно быть
Рис. 18. Кривые напря-
жения источников тока
1 и 2 и напряжения
дуги переменного тока
3 и 4.
возможно меньшим. Величина вре-
мени / зависит от напряжения хо-
лостого хода сварочного трансфор-
матора. На рис. 18 приведены сину-
соиды 1 и 2, соответствующие транс-
Рис. 19. Кривые напряжения и вели
чины тока при сдвиге фаз.
форматорам с разными напряжениями холостого хода.
Для достижения напряжения U, достаточного для зажига-
ния дуги, при синусоиде 1 потребуется время Ц, которое
значительно меньше времени t2, требуемого для зажигания
дуги в случае более низкого напряжения холостого хода.
Другими словами, чем выше напряжение холостого хода,
тем быстрее восстанавливается дуга, тем устойчивее ее го-
рение.
Если в цепи между током и напряжением имеется сдвиг
фаз, характеризующийся углом сдвига ср, то зажигание ду
ги облегчается, так как в то время, когда ток проходит че-
рез нулевое значение, напряжение может быть равно U—
зажигающему (рис. 19). Сдвиг фаз всегда имеет место
в цепях с наличием индуктивных сопротивлений. В сва-
рочной цепи индуктивное сопротивление представляет со-
бой сварочный трансформатор и дроссель.
Наличие индуктивности в сварочной цепи при снижении
тока в дуге и напряжения сварочного трансформатора вы-
30
зывает появление э. д с. самоиндукции, которая противо
действует снижению напряжения. Поэтому суммарное на-
пряжение на дуге в момент перехода тока через нулевое
значение будет достаточным для поддержания дуги. Не-
прерывное горение дуги переменного тока обеспечивается
сдвигом фаз, при котором cos <р находится в пределах
0,35—0,45.
Таким образом, к сварочным трансформаторам, помимо
общих для всех источников сварочного тока требований
(см. выше стр. 10), предъявляется дополнительное
требование: величина cos <р должна быть минимально не-
обходимой для устойчивого го-
рения дуги. При этом, однако,
должна учитываться и эконо-
мическая сторона вопроса, так
как с уменьшением cos <р эф-
фективность применения пере-
менного тока для сварки
уменьшается.
Все сварочные трансфор-
ма! оры можно разделить на
три группы:
1. Трансформаторы с уве-
личенным магнитным рассея- „ „„ ,,
Рис. 20. Магнитные потоки
Н , трансформатора.
2. Трансформаторы с от-
дельной реактивной катушкой.
3. Трансформаторы с реактивной катушкой, выполнен-
ные на одном сердечнике.
Сварочные трансформаторы бывают однопостовыми и
многопостовыми. Однако многопостовые трансформаторы
применяются очень редко. Поэтому в дальнейшем будут
рассмотрены только однопостовые трансформаторы.
Трансформаторы с увеличенным магнит-
ным рассеянием. При работе трансформатора под
нагрузкой вокруг его первичной и вторичной обмоток
(рис. 20) образуются магнитные потоки. Складываясь, эти
потоки образуют основной магнитный поток трансформа
тора Ф, который проходит по стальному сердечнику транс-
форматора и пронизывает первичную и вторичную обмотки
трансформатора.
Однако не все магнитные силовые линии замыкаются
через стальной сердечник. Часть их замыкается через
воздух и пронизывает не обе обмотки, а только одну;
31
она не связана с общим потоком Ф. Такие потоки назы-
ваются потоками рассеяния. На рис. 20 они обозначены
Фр1 И Фр2‘
Потоки рассеяния Фр| и Фр2 индуктируют соответ-
ственно в первичной и вторичной обмотках э. д. с. рас-
сеяния £ и £р2 (э. д. с. самоиндукции). Эти э. д. с.
представляют собой индуктивные падения напряжения
в обмотках трансформатора:
^pi =
^Р2 == ^2Л2’
где /j и 72— токи в обмотках трасформатора,
и л'2 — индуктивные сопротивления этих обмоток.
С увеличением нагрузки, т. е. с увеличением токов
72 и 72, увеличиваются потоки рассеяния Фр1 и Фр2. По-
этому с увеличением токов увеличивается и падение на-
пряжения в обмотках трансформатора.
Таким образом, для получения крутопадающей внеш-
ней характеристики сварочного трансформатора необхо-
димо увеличить индуктивные сопротивления его обмоток
7 и 77, т. е. увеличить потоки рассеяния Ф и Ф 2.
Известно, что индуктивное сопротивление обмоток за-
висит от числа витков обмоток. Поэтому для увеличения
падения напряжения в обмотках увеличивают число вит-
ков в первичной или вторичной обмотке. При этом, конеч-
но, изменяется и коэффициент трансформации.
Кроме того, первичную 7 и вторичную II обмотки поме-
щают на разных стержнях магнитного сердечника или на
одном стержне, ио с некоторым расстоянием между ними,
чтобы большее количество магнитных силовых линий рас-
сеивалось и замыкалось только вокруг одной своей обмот-
ки, не охватывая другой.
Если на пути потока рассеяния поставить стальной
пакет-шунт, то магнитные потоки рассеяния будут увели-
чиваться, так как величина магнитного сопротивления для
железа меньше, чем для воздуха. Индуктивное сопротив-
ление трансформатора возрастет.
Регулирование величины сварочного тока в трансфор-
маторах с увеличенным магнитным рассеянием, основанное
на изменении потоков рассеяния, может производиться
следующими способами: изменением коэффициента транс-
формации путем секционирования первичной или вторич-
32
ной обмотки; изменением расстояния b (см. рис- 20) -между
первичной и вторичной обмотками; изменением положения
стального пакета-шунта.
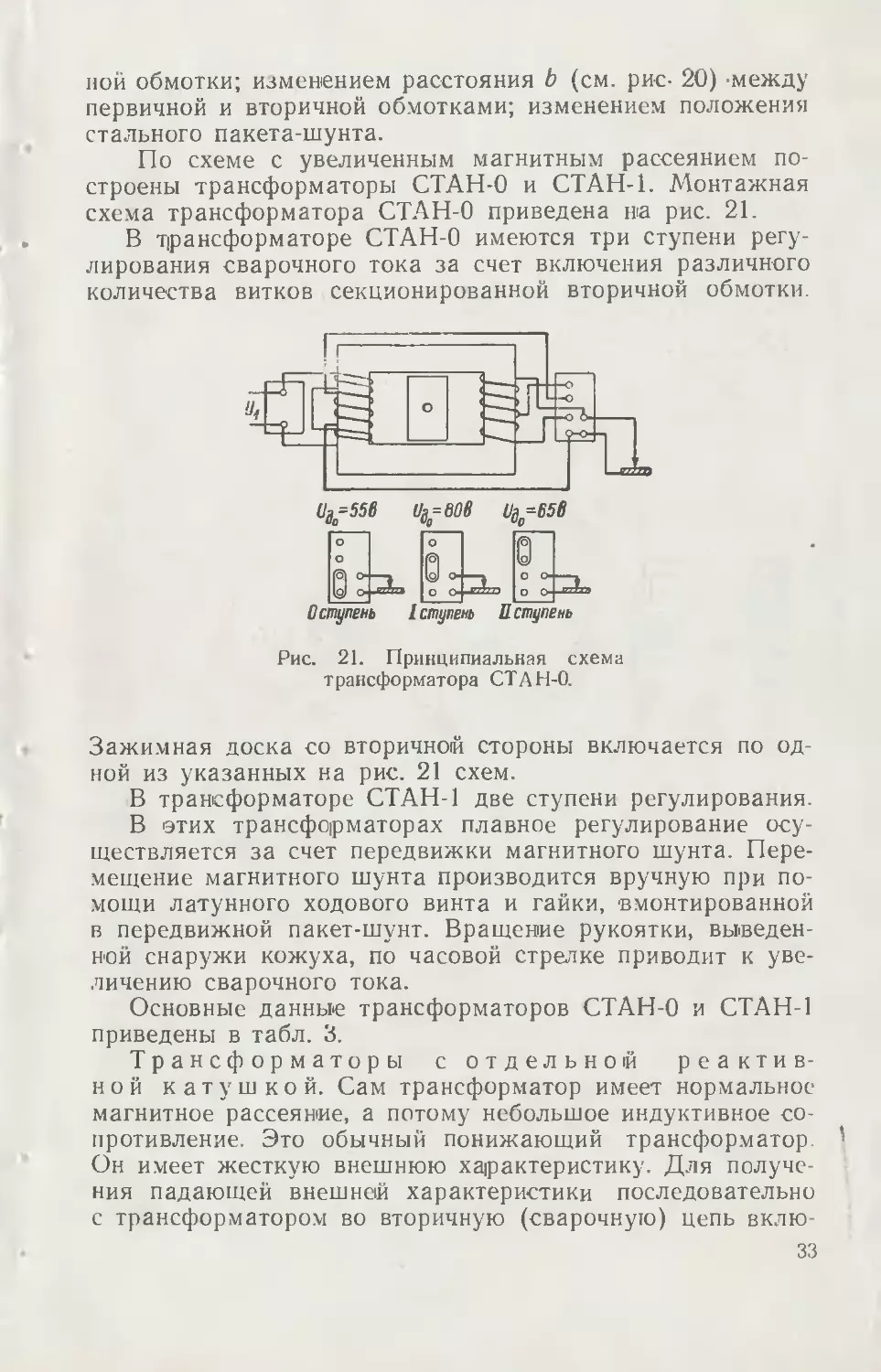
По схеме с увеличенным магнитным рассеянием по-
строены трансформаторы СТАН-0 и СТАН-1. Монтажная
схема трансформатора СТАН О приведена на рис. 21.
В трансформаторе СТАН-0 имеются три ступени регу-
лирования сварочного тока за счет включения различного
количества витков секционированной вторичной обмотки.
иа=556 ид = ВОв Ц)=В5в
0 ступень 1 ступень Е ступень
Рис. 21. Принципиальная схема
трансформатора СТАН-0.
Зажимная доска со вторичной стороны включается по од-
ной из указанных на рис. 21 схем.
В трансформаторе СТАН 1 две ступени регулирования.
В этих трансформаторах плавное регулирование осу-
ществляется за счет передвижки магнитного шунта. Пере-
мещение магнитного шунта производится вручную при по-
мощи латунного ходового винта и гайки, вмонтированной
в передвижной пакет-шунт. Вращение рукоятки, выведен-
ной снаружи кожуха, по часовой стрелке приводит к уве-
личению сварочного тока.
Основные данные трансформаторов СТАН-0 и СТАН-1
приведены в табл. 3.
Трансформаторы с отдельной реактив-
ной катушкой. Сам трансформатор имеет нормальное
магнитное рассеяние, а потому небольшое индуктивное со-
противление. Это обычный понижающий трансформатор. '
Он имеет жесткую внешнюю характеристику. Для получе-
ния падающей внешней характеристики последовательно
с трансформатором во вторичную (сварочную) цепь вклю-
33
Таблица 3
Показатели ст \Н-0 СТАН-1
Напряжение холостого хода, в . ... . 55; 80; 65 70; 60
Номинальное рабочее напряжение, в 30 3J
Номинальный режим работы ПВ, °/о 65 65
Допустимый рабочий ток, а . . . 120 350
Пределы регулирования тока, а . 20—150 60—480
Коэффициент полезного действия 0,83 0,83
Коэффициент мощности . 0,51 0,52
Габариты, мм:
длина .... 698 870
ширина 4z0 520
высота 485 8ЭЭ
Вес, кг 85 185
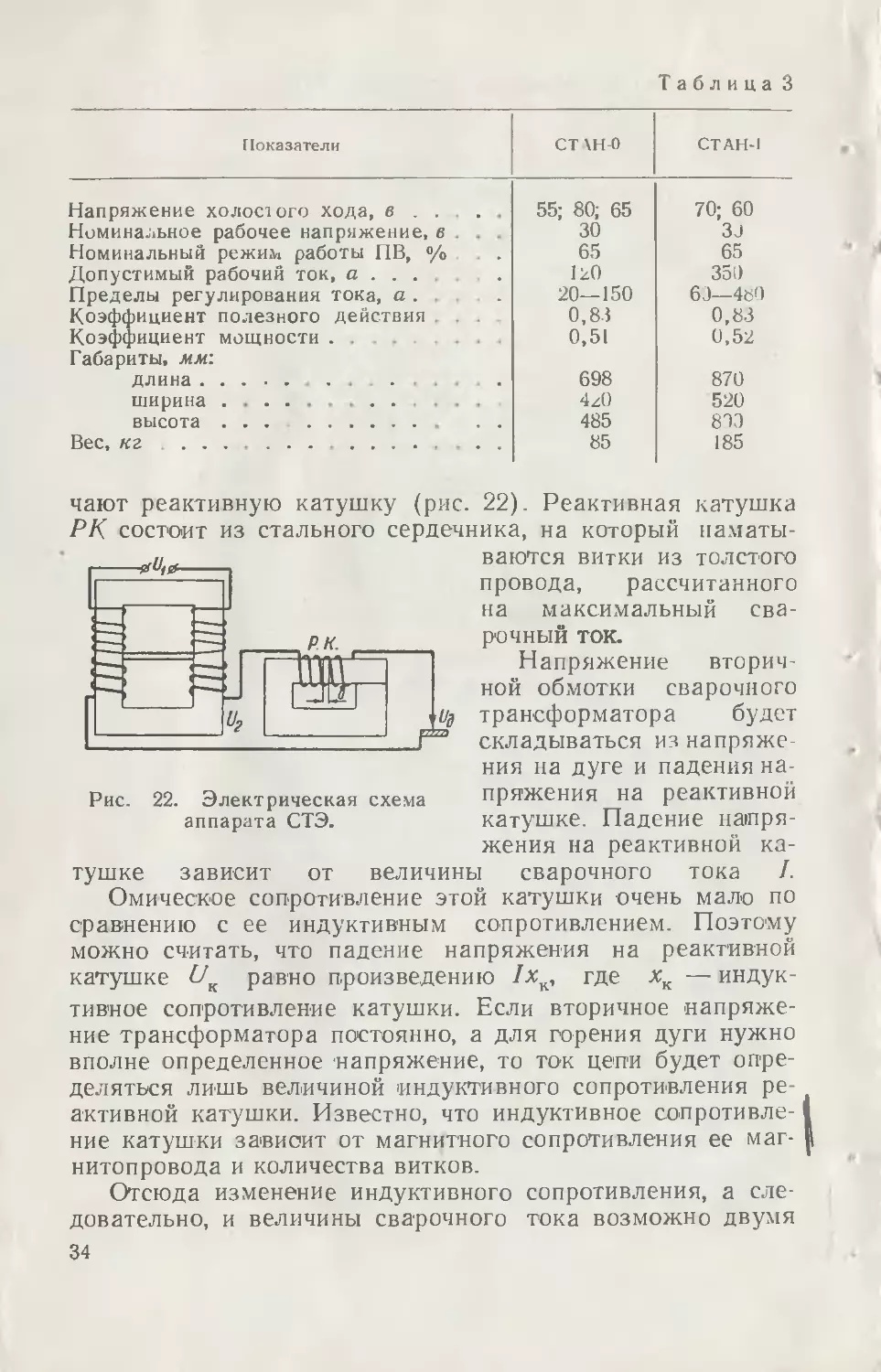
чают реактивную катушку (рис. 22). Реактивная катушка
РК состоит из стального сердечника, на который накаты-
Рис. 22. Электрическая схема
аппарата СТЭ.
ваются ВИТКИ из толстого
провода, рассчитанного
на максимальный сва-
рочный ток.
Напряжение вторич-
ной обмотки сварочного
трансформатора будет
складываться из напряже-
ния на дуге и падения на-
пряжения на реактивной
катушке. Падение напря-
жения на реактивной ка
тушке зависит от величины сварочного тока /.
Омическое сопротивление этой катушки очень мало по
сравнению с ее индуктивным сопротивлением. Поэтому
можно считать, что падение напряжения на реактивной
катушке U* равно произведению где хк —индук-
тивное сопротивление катушки. Если вторичное напряже-
ние трансформатора постоянно, а для горения дуги нужно
вполне определенное напряжение, то ток цепи будет опре-
деляться лишь величиной индуктивного сопротивления ре-
активной катушки. Известно, что индуктивное сопротивле-
ние катушки зависит от магнитного сопротивления ее маг-
нитопровода и количества витков.
Отсюда изменение индуктивного сопротивления, а сле-
довательно, и величины сварочного
тока возможно двумя
34
путями, изменением числа витков реактивной катушки пу-
тем ее секционирования иди изменением величины магнит-
ного сопротивления магнитопровода.
Вторым способом 'осуществляется плавное регулирова-
ние тока, первым — ступенчатое регулирование.
Для регулирования величины тока изменением сопро-
тивления магнитопровода сердечник катушки делается из
двух частей: неподвижной и подвижной. На неподвижной
части находятся 'витки катушки; подвижная часть с по-
мощью специального винта может приближаться и уда-
ляться от неподвижного сердечника. При этом изменяется
величина зазора б между ними. С увеличением воздушно-
го зазора увеличивается магнитное сопротивление сер-
дечника. Следовательно, уменьшается магнитный поток
(э. д. с. самоиндукции), т. е. уменьшается индуктивное со-
противление катушки. Величина сварочного тока увеличи-
вается. При уменьшении воздушного зазора происходит
обратное явление.
Подавляющее большинство трансформаторов для руч-
ной сварки, находящихся в эксплуатации, выполнено по
этой схеме. К ним относятся трансформаторы типа СТЭ.
Это трансформаторы СТЭ-22, СТЭ-23, СТЭ-24, СТЭ 32 и
СТЭ 34. Некоторые из них выпускались раньше, некоторые
выпускаются и сейчас. Реактивные катушки к ним обозна-
чаются РСТЭ с соответствующей цифрой, например:
РСТЭ-22.
На рис. 23 приведено устройство сварочного трансфор-
матора СТЭ-34 и реактивной катушки (дросселя) РСТЭ-31
к нему. Реактивную катушку (дроссель) часто называют
еще регулятором.
Трансформатор однофазный, имеет две обмотки: пер-
вичную и вторичную. Трансформатор можно включать
в сеть только на одно какое-либо напряжение: 220 или
380 в. Это напряжение указывается на щитке трансформа-
тора.
Вторичное напряжение трансформатора при холостом
ходе равно 65 в.
Трансформатор и реактивная катушка (дроссель) име-
ют кожух из тонкого железа; они установлены на колеса
для облегчения передвижения. Охлаждение трансформа-
тора и дросселя — естественное.
Обмотки трансформатора выполнены в виде двух ци-
линдрических катушек, каждая из которых состоит из двух
слоев изолированной обмоточной меди марки ПБД (пер
35
Рис. 23. Общий вид аппарата СТЭ-34.
а—трансформатор; б — регулятор; 1 — кожух трансформатора 2—сердечник
трансформатора; 3—вторичная обмотка трансформатора; 4—зажимы вторичной
обмотки трансформатора; 5—болт для заземления; б—зажимы первичной обмотки
трансформатора; 7—неподвижная часть сердечника регулятора; 8—зажимы об-
мотки регулятора; Р—кожух регулятора; 10—обмотка; 11— подвижная часть
сердечника; 12—рукоятка; 13—пружина.
36
ничная обмотка) и одного наружного слоя голой шинной
меди (вторичная обмотка)-
Первичные обмотки при исполнении их на 380 в соеди-
няются последовательно, а при исполнении на 220 в — па-
раллельно. Вторичные обмотки в обоих случаях соединены
последовательно. На торцовой стенке кожуха трансформа-
тора имеется зажимная доска, к которой выведены концы
первичной обмотки. На противоположной торцовой стенке
помещена зажимная доска вторичной обмотки.
Сердечник реактивной катушки, как и сердечник транс
форматора, собирается из трансформаторной стали толщи
ной 0,5 мм. Обмотка реактивной катушки сделана из голой
шинной меди с асбестовыми прокладками, пропитанными
теплостойким лаком. В верхней части сердечника имеется
пакет, движением которого регулируется воздушный зазор.
Регулирование производится рукояткой, которая насажена
на винт. Винт входит в гайку, которая вмонтирована в по-
движный пакет. Вращение рукоятки по часовой стрелке вы-
зывает увеличение воздушного зазора и как следствие —
увеличение сварочного тока.
Во избежание вибрации подвижный пакет прижимается
двумя спиральными пружинами.
На торцовой стенке реактивной катушки под винтом
имеются шкала в амперах и указатель величины сварочно-
го тока.
Технические данные трансформаторов типа СТЭ приве-
дены в табл. 4.
Таблица 4
Марка Номинальная мощность транс- форматора, ква Напряжение, в Номинальный сварочный ток, а Вес, кг
трансфор- матора регулятора первнч ное вто- рич- ное транс- форма- тора регуля- тора
СТЭ-22 РСТЭ-22 13,5 220, 380 50 200 117 63
СТЭ-23 РСТЭ-23 19,5 220, 380 65 300 145 90
СТЭ-32 РСТЭ-32 29,0 220, 380 65 450 185 130
СТЭ-34 РСТЭ-34 34,0 220, 380 60 500 200 120
Трансформаторы с реактивной катушкой,
выполненные на одном сердечнике. Схема
такого трансформатора приведена на рис. 24. На сердеч-
37
нике расположены три обмотки: первичная и вторичная
обмотки и обмотка реактивной катушки РК. Вторичная об
мотка трансформатора и обмотка реактивной катушки
включены встречно. Поэтому при нагрузке магнитные пото-
ки трансформатора и реактивной катушки направлены про-
тивоположно. Все три стержня трансформатора выполняют-
ся одинакового сечения. Верхний стержень трансформатора
имеет подвижный пакет. Независимо от положения этого
пакета магнитное сопротивление верхнего стержня значи-
тельно больше магнитного сопротивления среднего стерж-
ня; в связи с этим почти весь магнитный поток трансфор-
матора замыкается по среднему стержню, и только незна-
чительная часть его ответвляется в верхний стержень. Сле-
Рис. 24. Электрическая
схема трансформатора
СТН.
довательно, э. д. с., которая индуктируется за счет магнит-
ного потока трансформатора в реактивной катушке, распо-
ложенной на верхнем стержне, настолько мала, что ею
можно пренебречь. Отсюда и напряжение холостого хода
такого трансформатора, как и трансформатора с отдель-
ной реактивной катушкой, равно напряжению на вторич-
ной обмотке. Эти трансформаторы имеют ряд преимуществ
по сравнению с аппаратами с отдельной реактивной ка-
тушкой:
1) вес меньше на 15% за счет экономии в стали;
2) несколько выше к. п. д. и коэффициент мощности.
Для ручной дуговой сварки нашей электропромышлен-
ностью выпускаются серийно трансформаторы СТН-500 и
СТН-700, выполненные по схеме на рис. 24.
Общий вид и устройство трансформатора СТН-500 при-
ведены на рис. 25. Основные данные трансформаторов
СТН-500 и СТН-700 приведены в табл. 5.
38
Рис. 25. Общий вид трансформатора СТН-500.
/ — сердечник 2— вторичная обмотка трансе] орматора; 3 — подвижная часть сер-
дечника; 4 — обмотка регулятора.
Таблица 5
Показатели СТН 509 СТН-700
Номинальная мощность, кеа 32 43,5
Напря?кение холостого хода, в 60 60
Номинальное рабочее напряжение, в . . . 39 35
Номинальный режим работы ПВ, % . . . 65 60
Допустимый рабочий ток, а 500 700
Пределы регулирования тока, а 150—700 200—900
Коэффициент полезного действия .... 0.86 0,85
Коэффициент мощности Габариты, мм: 0,54 0,66
длина 772 796
ширина 379 429
высота 840 840
Вес, кг 260 380
39
МОНТАЖ и ЭКСПЛУАТАЦИЯ СВАРНОГО ОБОРУДОВАНИЯ
Стационарные сварочные машины устанавливаются на
бетонном или кирпичном фундаменте. В фундамент закла-
дываются болты диаметром 16—20 мм на глубину 450—
600 мм для крепления фундаментной плиты. При установ-
ке стационарного оборудования на фундамент необходимо:
1) проверить горизонтальность фундамента по уровню;
2) сцентрировать валы двигателя и генератора, прове-
рить горизонтальность валов по уровню.
Передвижные сварочные машины необходимо устанав-
ливать в горизонтальное положение, чтобы предотвратить
преждевременный износ подшипников Стационарное обо-
рудование желательно устанавливать в отдельном помеще-
нии. В этом случае улучшаются условия работы машин,
упрощается уход за ними.
Передвижное оборудование устанавливается на полу
цеха около колонн. Во всех случаях необходимо ограждать
машины и трансформаторы во избежание их повреждения
и для предотвращения несчастных случаев. Не рекомен-
дуется располагать оборудование вблизи источников вы-
сокой температуры. Между агрегатами передвижного обо-
рудования должны быть оставлены проходы не менее 0,8 м.
Расстояние от стены должно быть не менее 0,3 м, а со сто-
роны коллектора — не менее 0,5 м. Регулятор сварочного
тока можно ставить непосредственно рядом с трансформа-
тором или над ним. Устанавливать сварочный трансформа-
тор над регулятором тока запрещается
Особое внимание следует уделять оборудованию при
установке его вне помещения, на открытом воздухе. В этом
случае обцрудование нужно защищать от дождя и снега,
так как при отсыревании изоляции возникает опасность
пробоя обмотки. Поэтому время от времени агрегат необ-
ходимо просушивать, лучше всего наружным обогревом
или обдуванием теплым воздухом.
Преобразователи или трансформаторы должны вклю-
чаться в сеть через отдельный щиток с рубильником, имею-
щим изолированную ручку и предохранитель. Рубильник,
предохранитель, зажимы вводов и выводов должны быть
закрыты кожухами.
Все внутренние контакты' в сварочных машинах и транс-
форматорах выполнены на заводах-изготовителях. На ме-
сте установки остается только подключить оборудование
к щитку силовой электрической сети.
40
Устанавливаемое оборудование должно быть надежно
заземлено. Для этого на корпусе машины и кожухе транс-
форматора имеется специальный болт с надписью «земля».
Кроме того, необходимо заземчять тот зажим вторичной
обмотки сварочного трансформатора, к которому подклю-
чается провод, идущий к свариваемому изделию (обрат-
ный провод) (см. рис. 27).
В качестве заземляющих проводников, как правило,
должна использоваться сталь: круглого сечения — диамет-
ром 5 мм, прямоугольные проводники — сечением 24 мм2
и толщиной 3 мм, стальные трубы с толщиной стенок
2,5 мм. Также могут применяться голые медные проводни-
ки сечением 4 мм2 или алюминиевые сечением 6 мм'2.
Естественными заземлителями являются металлические
конструкции зданий и сооружений, проложенные в земле
водопроводные и другие металлические трубопроводы, за
исключением трубопроводов горючих жидкостей и газов.
При отсутствии готовых заземлителей в полевых условиях
или вдали от зданий ими могут быть стальные трубы, угло-
вая сталь, стальные стержни, заглубленные в землю не ме-
нее чем на 0,8 м. Однако сечение стальных искусственных
заземлителей и заземляющих проводников вне зданий дол-
жно быть большим, чем для заземляющих проводников
внутри зданий. Например, труба должна иметь стенку тол-
щиной 3,5 мм, а стальная полоса—сечение 48 мм2 при
толщине 4 мм. Нельзя использовать в качестве заземлите-
лей или заземляющих проводников в земле голые алюми-
ниевые проводники.
Перед первым пуском устанавливаемой машины или
трансформатора необходимо проверить, соответствуют ли
схема соединения обмотки двигателя или напряжение пер-
вичной обмотки трансформатора подводимому напряже-
нию сети. В случае необходимости следует произвести пе-
реключение обмоток.
Перед пуском машины сварочная цепь должна быть ра-
зомкнута.
Запуск сварочных машин и включение сварочных транс-
форматоров производятся путем включения рубильника
на щите. Если на сварочной машине установлен пакетный
выключатель, то запуск машины производится после вклю-
чения рубильника на щите. Выключение сварочной маши-
ны производится в обратном порядке: сначала выключает-
ся пакетный выключатель, а затем рубильник.
Запуск мощных многопостовых сварочных машин мо-
41
жет производиться непосредственно путем включения ру-
бильника. В тех случаях, когда сеть не рассчитана на боль-
шие пусковые токи, запуск должен производиться путем
переключения обмоток двигателя со звезды на треугольник.
Подключение сварочных генераторов и трансформато-
ров к силовой сети должно производиться исключительно
электромонтерами.
Наименьшие сечения медных или алюминиевых подво-
дящих проводов для сварочных машин и трансформаторов
приведены в табл. 6. Эти сечения рассчитаны и выбраны
Таблица 6
Марка пре- Сечение проводов, мм2 Марка преобразова- Сечение проводов, хмя
Медь Алюминий Медь Алюминий
теля или теля или
аппарата в ад ад ад аппарата ад ад
<-“-1 со
сч СО СМ СО
С У Г-2 6 2,5 10 4 СТЭ-23 16 10 25 16
СУП-0 2,5 1.5 2,5 2,5 СТЭ-24 16 10 25 16
СУП-1 6 2,5 10 4 СТЭ-32 35 16 50 25
ПС-500 25 10 35 16 СТЭ-34 35 16 50 25
ПСМ-1000 95 50 150 70 СТН-500 35 16 50 25
СТЭ-22 10 4 16 6 СТН-700 50 25 95 35
в соответствии с Правилами устройства электроустановок,
ч. I. Данными этой таблицы можно пользоваться, когда
длина соединительных проводов невелика. В тех случаях,
когда машина или трансформатор установлены на значи-
тельном расстоянии от силовой сети, сечение соединитель-
ных проводов приходится рассчитывать по величине паде-
ния напряжения в них.
Величину падения напряжения в подводящих проводах
для двигателя сварочного генератора проверяют по фор-
муле
Д(/=-Ц^,
где Д£7 — падение напряжения, в;
I — ток электродвигателя, а\
р—удельное сопротивление проводов
(для меди р = 0,0175 ?м'мм2t для алюминия р = 0,028
4 м
ом-мм2\
м / ’
42
I—расстояние от распределительного шита щ
преобразователя, м;
S — сечение проводов, мм2-,
Ток для асинхронного двигателя сварочной машины
I определяется по формуле
/ = .
1,73 t/cosipi)
где Р—мощность электродвигателя сварочной машины,
в пт,
U — напряжение сети, в;
cos <f — коэффициент мощности электродвигателя; обыч-
но принимается равным 0,8;
•q— к. п. д. двигателя; обычно принимается 0,8—
0,87.
Для однофазных сварочных трансформаторов падение
напряжения в соединительных проводах равно
О
Здесь обозначения те же, что и в предыдущей формуле
при этом ток
где U7 — мощность трансформатора, ва\
U — первичное напряжение трансформатора, в.
Если падение напряжения в соединительных проводах,
рассчитанное по этим формулам, превосходит 5% напря-
жения сети, то необходимо сечение проводов выбрать
большим.
Сварочные работы обычно производят вблизи установ-
ленного оборудования. Поэтому нормальная длина сва-
рочных проводов не превышает 30 м. Проверки падения
напряжения в таких проводах не производится. Так как
электрическая сварка характеризуется повторно-кратко-
временным режимом с продолжительностью рабочего пе-
риода не более 70% (ПВ 70%), то сечение сварочного про-
вода, присоединяемого ко вторичной цепи сварочного
трансформатора или к зажимам сварочного генератора,
может быть выбрано по табл. 7, где сечения проводов даны
с учетом режима работы (ПВ 60%) и в соответствии с то-
ковыми нагрузками по Правилам устройства электроуста-
новок, ч. I [Л. 5]. Сварочный провод, который непосред-
ственно присоединяется к электрододержателю, должен
43
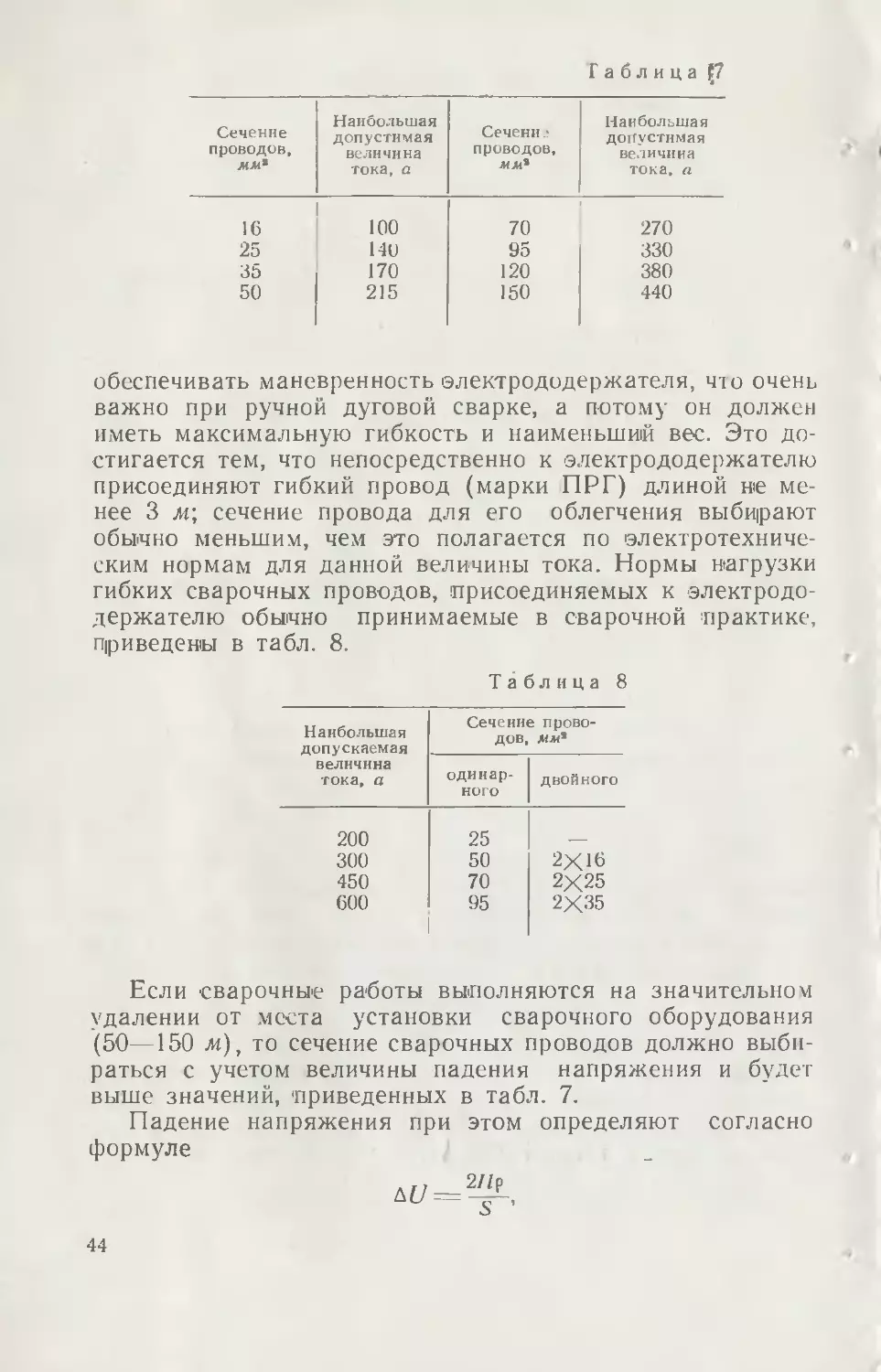
Таблица (7
Сечение проводов, Наибольшая допустимая величина тока, а Семени проводов. Наибольшая допустимая величина тока, а
16 100 70 270
25 140 95 330
35 170 120 380
50 215 150 440
обеспечивать маневренность электрододержателя, что очень
важно при ручной дуговой сварке, а потому он должен
иметь максимальную гибкость и наименьший вес. Это до-
стигается тем, что непосредственно к электрододержателю
присоединяют гибкий провод (марки ПРГ) длиной не ме-
нее 3 м; сечение провода для его облегчения выбирают
обычно меньшим, чем это полагается по электротехниче-
ским нормам для данной величины тока. Нормы нагрузки
гибких сварочных проводов, присоединяемых к электродо-
держателю обычно принимаемые в сварочной -практике,
приведены в табл. 8.
Таблица 8
Наибольшая допускаемая величина тока, а Сечение прово- дов, мм*
одинар- ного двойного
200 25 —
300 50 2X16
450 70 2X25
600 95 2X35
Если сварочные работы выполняются на значительном
удалении от места установки сварочного оборудования
(50—150 м), то сечение сварочных проводов должно выби
раться с учетом величины падения напряжения и будет
выше значений, приведенных в табл. 7.
Падение напряжения при этом определяют согласно
формуле
44
где &U — падение напряжения, в;
1 — сварочный ток, а;
I — расстояние от источника сварочного тока до
места сварки, м\
оя->шг
р — удельное сопротивление проводов, ----—;
S — сечение сварочных проводов, яяг.
Допустимое падение напряжения выбирается из сле-
дующих соображений. Пусть внешняя характеристика ма-
шины позволяет получить при сварочном токе 300 а на-
пряжение 30 в. Для нормального горения дуги требуется
напряжение 20—25 в. Поэтому падение напряжения в сва-
рочных проводах может быть до 10 в. Если падение напря-
жения, подсчитанное по формуле, превышает допустимое,
то сечение проводов нужно взять большим.
В качестве обратного провода, соединяющего сваривае-
мое изделие с источником тока, могут служить стальные
шины любого профиля достаточного сечения, сварочные
плиты., стеллажи и сама свариваемая конструкция. Соеди-
нения обратного провода должны быть тщательно выпол-
нены (на болтах, струбцинах, на сварке). Нельзя исполь-
зовать в качестве обратного провода сети заземления или
зануления, а также металлические конструкции зданий,
оборудование и т. д.
В некоторых случаях оказывается, что мощности сва-
рочного генератора или трансформатора недостаточно для
выполнения сварки металла данной толщины. Тогда при-
меняют их параллельное включение. При параллельной
работе сварочных машин соединяют одноименные полюсы
генераторов. Для параллельной работы необходимо выби-
рать сварочные машиньи одинаковые по типу и имеющие
одинаковые внешние характеристики. Однако даже у ма-
шины одного типа внешние характеристики их могут раз-
личаться. Поэтому для поддержания одинакового напря-
жения на параллельно работающих машинах и равномер-
ного распределения нагрузки принимают специальные ме-
ры. В машинах типа СУГ для этого необходимо сделать
переключение питания основных обмоток возбуждения так,
чтобы обмотки возбуждения одного генератора питались
от щеток якоря другого (рис. 26). При включении на па-
раллельную работу многопостовых сварочных преобразо-
вателей ПСМ-1000 необходимо зажимы У соединять про-
водом сечением 10—15 мм"
45
Перед включением необходимо отрегулировать напря-
жение холостого хода обеих машин так, чтобы они были
одинаковыми. Равномерность загрузки машин при парал-
Рис. 26. Схема параллельной работы двух
генераторов с расщепленными полюсами.
дельной работе может быть проверена по амперметрам,
включаемым в цепь каждой машины.
При включении на параллельную работу двух свароч-
ных трансформаторов необходимо, кроме равенства напря-
жений холостого хода и одинаковых внешних характери-
стик, выполнить следующие условия:
1. Со стороны первичной сети трансформаторы должны
быть включены 'на одну и ту же фазу (рис. 27).
Рис. 27. Схема включения на па-
раллельную работу сварочных
трансформаторов.
2. Со стороны вторичной цепи соединяются зажимы,
имеющие одинаковый потенциал. Если это условие не бу-
дет выполнено, то 'получится короткое замыкание.
Поэтому 'перед включением трансформаторов необхо-
димо проверить правильность их соединения. Для этого со-
единяют проводником какие-либо два одноименных зажи-
46
ма, например 1-1, а между зажимами 2-2 включают вольт-
метр или лампочку. Если стрелка вольтметра не откло-
няется или лампочка не загорается, то зажимы соединены
правильно. Если вольтметр покажет напряжение или лам-
почка загорится, то это указывает на то, что между про-
веряемыми зажимами имеется 'разность потенциалов и их
соединять нельзя. В этом случае у одного из трансформа-
торов необходимо пересоединить концы проводников, иду-
щих от вторичной обмотки, и еще раз 'проверить правиль-
ность включения.
Чтобы нагрузка распределялась между трансформато-
рами равномерно, следует регулирующие ручки дросселей
поворачивать на одинаковое число оборотов. Равномер-
ность загрузки трансформаторов можно проверить по ам-
перметрам, включаемым в цепь каждого трансформатора.
Надежная работа источников питанья и качество свар-
ки во многом зависят от правильного обслуживания гене-
раторов и трансформаторов. Особенного внимания к себе
требуют сварочные генераторы.
К внешним признакам нормальной работы сварочного
генератора можно отнести следующие:
1. Коллектор имеет блестящий полированный вид, без
царапин, выбоин и горелых пятен. Поверхность коллектора
имеет цвет от светло фиолетового до темно фиолетового.
Слюда на коллекторе не выступает, и коллектор при вра-
щении «не бьет».
2. Коллектор генератора при работе не искрит, рабочие
поверхности щеток имеют гладкий, полированный вид.
3. Отсутствует чрезмерный нагрев обмоток и подшипни-
ков. Практически, допустимость нагрева определяют так:
к корпусу подшипника или обмотке прикладывают ла-
донь; если рука «терпит», то нагрев допустимый.
Уход за сварочным генератором заключается в сле-
дующем
Преобразователь и пусковую аппаратуру необходимо
периодически очищать от пыли, продувая их ручным мехом
или сжатым воздухом, а все доступные части — протирать
чистыми тряпками или волосяной кистью. Периодичность
снятия ‘подшипников для их промывки определяется окру-
жающей средой, в которой работает агрегат (подробнее
см. брошюру В С Камнева) [Л. 8]. Перед промывкой ша-
рикоподшипников необходимо удалить загрязненную и за-
густевшую смазку. При ежедневном осмотре машины сле-
дует прислушиваться к работе шарикоподшипников. Шум
47
от работьи подшипника должен быть ровным. Стук и уда-
рь» говорят о неисправности подшипника. Такой подшипник
необходимо заменить новым.
Коллектор генератора примерно 1 раз в неделю необ-
ходимо чистить полотняной тряпкой, смоченной в бензине.
Нагар с коллектора удаляется путем прошлифовки кол-
лектора. Шлифование производится мелкозернистой прес-
сованной пемзой или мелкой стеклянной бумагой. Приме-
нять наждачную бумагу для этой цели нельзя. Шлифовку
необходимо производить по всей длине коллектора равно-
мерно для сохранения его цилиндричности. Щетки при
шлифовании поднимают.
Шлифовка стеклянной бумагой производится с по-
мощью специальной деревянной колодки вогнутой формы,
на которую наклеивают бумагу. Вогнутость колодки долж-
на соответствовать кривизне коллектора. Медная и уголь-
ная пыль, которая образуется при шлифовании, должна
быть удалена.
При нормальной работе генератора искрение коллекто-
ра проявляется в виде мелких сине-белых или красноватых
точек, появляющихся по краям щеток. При неполадках
появляются крупные искры желтого цвета; иногда искры
имеют зеленоватую окраску, что свидетельствует о том, что
происходит сгорание меди коллектора. В этих случаях не-
обходимо выяснить причину искрения и устранить ее- Ча-
ще всего причиной ненормального искрения является не-
правильное положение траверсь» со щетками- Положение
траверсы в генераторе фиксируется стопорами и отмечает-
ся красными черточками. Сдвиг траверсы за указанные
пределы' вызывает сильное искрение и изменяет внешнюю
характеристику генератора.
Другой ‘причиной искрения может служить неисправное
состояние щеток. Состояние щеточного механизма необхо-
димо регулярно проверять, изношенные или поврежденные
щетки заменять новыми. Новую щетку необходимо прите-
реть к коллектору. Притирка 'производится при помощи
стеклянной бумаги. Бумага укладывается на коллектор
рабочей стороной наружу; при этом она должна плотно
облегать коллектор, притирку производят в направлении
вращения машины; при обратном движении щетку необхо-
димо приподнимать. Во избежание повреждения рабочих
поверхностей остальных щеток их необходимо поднимать
на время притирки новой щетки. Притирку производят
до тех пор, пока щетка не будет полностью облегать кол-
48
лектор. Окончательная пришлифовка щетки производится
на холостом ходу машины. Нормальное давление шеток
на коллектор составляет 150—170 Г/см*. При меньшем да-
влении щетки начинают вибрировать и искрить. Более вы-
сокое давление вызывает повышенный нагрев коллектора.
Давление на все щетки должно быть одинаковым.
Сварочные трансформаторы не требуют такого ухода,
как генераторы, так как в них отсутствуют вращающиеся
части. Однако и они требуют постоянного надзора и свое-
временного устранения всех неисправностей.
Уход за трансформаторами заключается в содержании
всех контактов в надлежащем состоянии, обеспечении на-
дежного заземления корпуса. Периодически должна про-
изводиться проверка состояния изоляции, особенно при ра-
боте установки на открытом воздухе
СП
О
Неисправности сварочных машин и их устранение
Неисправность
Причина
Устранение неисправности
А.
1. Электродвигатель (трехфазный)
вращается в обратную сторону
2, Электродвигатель не вращается
и при этом ненормально гудит
3. Щетки па коллекторе генератора
сильно искрят
4, Сварочный генератор не возбуж-
дается (нет напряжения на зажимах)
Машины постоянного тока
Перепутаны фазы
а) Обрыв в обмотке статора
б) Перегорел предохранитель в од-
ной из фаз сети
в) Неисправность рубильника, па-
кетного выключателя или магнитного
пускателя — отсутствие контакта в
одном из ножей
а) Повышенная твердость материа-
ла щеток
б) Щетки выкрошились
в) Поверхность коллекюра гряз-
ная
г) Выступает слюда между медны-
ми пластинами коллектора
д) Щетки плохо пришлифованы к
коллектору
е) Коллектор принял эллиптиче-
скую форму
а) Нарушен контакт в цепи пара.т-
лс 1ьной обмотки возбуждения
б) Обрыв обмотки возбуждения
в) Пет контакта в щетках вследст-
вие грязной поверхности коллектора
Поменять местами концы подводя-
щих проводов двух любых фаз
а) Найти и устранить обрыв
б) Заменить предохранитель
в) Устранить неисправность в пу-
скающем устройстве
а) и б) Заменить щетки
в) Протереть коллектор стеклян-
ной бумагой
г) Зачистить выступающую слюду
между пластинами коллектора на
глубину около 1 мм.
д) Пришлифовать щетки к поверх-
ноет и коллектора
е) Коллектор проточить
а) Исправить контакт
б) Обнаружить обрыв прибором
или лампой и устранить его
в) 1 [рочистить коллектор
П род о тжение
Неисправность Причина Устранение неисправности
г) Обрыв цепи возбуждения в ре- гулирующем реостате д) Генератор размагнитился г) Найти обрыв и устранить его д) Намагнитить генератор, для че- ю обмотку возбуждения размагчи ценного генератора присоединить к другой сварочной машине постоянного тока. При этом необходимо дать пра^ вильное направление тока, чтобы не получить обратного намагничивания.
5. Якорь генератора сильно нагре- вается а) Сварочный ток продолжительное время превышает допустимый ток для данного генератора б) Короткое замыкание между вит- ками обмотки якоря в) Короткое замыкание между кол- лекторными пластинами а) Прекратить работу, дать якорю остыть и после этого работать толь- ко допустимым для данного генера- тора током б) и в) Сдать генератор в ремонт
6. Перегревается обмотка возбуж- дения ( а) Большой ток возбуждения вследствие малого сопротивления ре- гулирующего реостата б) Короткое замыкание между дву- мя обмотками возбуждения (парал- лельной и последовательной) в) Короткое замыкание между вит- ками обмотки а) Заменить регулирующий реостат реостатом с большим сопротивлением или добавить сопротивление к имею- щемуся реостату б) и в) Ремонт обмоток возбужде- ния
7. В подшипниках слышны удары И CTVK Повреждены шарики Неисправный подшипник заменить новым
П родолжениё
Неисправность Причина Устранение неисправности
Б.
1. Трансформатор сильно гудит и
обмотка греется
2. Трансформатор дает слишком
большой ток
Регулирование тока регулятором не
уменьшает сварочного тока
3. Регулятор при сварке ненормаль-
но гудит
4. Чрезмерный нагрев сердечника
и скрепляющих его шпилек
5. Сильный нагрев контактов в со-
единениях
Сварочные трансформаторы
Витковое замыкание в первичной
обмотке трансформатора
а) Короткое замыкание в обмотке
регулятора
б) Замыкание между зажимами ре-
гулятора
а) Расстройство винтового привода
б) Ослабление натяжения пружины
Порча изоляции сердечника и изо-
ляции шпилек
Нарушение электрического кон-
такта
Устранить витковое замыкание.
В случае необходимости перемо-
гать обмотку
а) Устранить замыкание в витках
регулятора
б) Устранить замыкание между за-
жимами регулятора
а) Укрепить винтовой привод
б) Затянуть пружины
Восстановить изоляцию сердечника
и шпилек
Разобрать греющиеся соединения,
зачистить, плотно пригнать контакт-
ные поверхности и затянуть до отка-
за зажимы
ЛИТЕРАТУРА
1. Ахун А. И., Генераторы и трансформаторы для дуговой свар-
ЦЦ-Свердловск, 1957 _
2 Пегельский В. Л. и Жданов В. А., Электросварочное де-
ло, Чашгиз, 1954.
3. Чернышева Е. В., Источники питания сварочной дуги, Маш-
гиз, 1958
4. Права па устройства электротехнических установок. Электриче-
ская сварка. Госэнергоиздат, 1952.
5 Правила устройства электроустановок, разд. 1, Госэнергоиздат,
1958
6 Правила техники безопасности при эксплуатации электротехни-
ческих установок промышленных предприятий, Госэнергоиздат, 1955.
7. Правила технической эксплуатации электроустановок промыш-
ленных предприятий, Госэнергоиздаг, 1951.
8. Камнев В. С., Подшипники качения электрических машин,
Госэнергоиздат, 1960.
СОДЕРЖАНИЕ
Введение ............................................... 3
Электрическая сварочная дуга.......................... 4
Источники тока для электросварки........................ 8
Сварочные генераторы постоянного тока................... 10
Сварочные трансформаторы........................... ... 29
Монтаж и эксплуатация сварочного оборудования.......... 4Й
Неисправности сварочных машин и их устранение . . . . 50
Литература............................................ 53
Г -— - —_________ ___________________—- -=□
„БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА"
ВЫШЛИ ИЗ ПЕЧАТИ
Р и в л и н Л Б., Как определить неисправности асинхронного
электродвигателя (Выпуск 10)
Константинов Б. А., Соколова К. И., Шулятье-
в а Г. Н., Коэффициент мощности и способы его повы-
шения на промышленных предприятиях (Выпуск 11)
Карпов Ф. Ф„ Как проверить допустимость подключения
короткозамкнутого электродвигателя к сети (Выпуск 12)
Ильинский Н Ф., Расчет и выбор сопротивлений для
электродвигателей (Выпуск 13)
Образцов В. А., Уход за контактами низковольтных аппа-
ратов (Выпуск 14)
Ларионов В. П., Защита жилых домов и производствен-
ных сооружений от молнии (Выпуск 15)
Соколов Н. М., Универсальный прозвоночный аппарат
(Выпуск 16)
ГОТОВЯТСЯ К ПЕЧАТИ
А в и н о в и ц к и й И. Я., Оконцевание силовых кабелей
Боярченков М А. и Шинянский А. В., Магнитные
усилители
Гуреев И. А., Шинопроводы напряжением до 1 000 в
I Каминский Е. А., Как сделать проект небольшой элек-
троустановки
Клюев С. А., Как рассчитать электрическое освещение про-
изводственного помещения
Кожин А. Н., Релейная защита линий 3-10 кв на оператив-
ном переменном токе
Л о к ш и и М. В., Опыт ремонта высоковольтных вводов
Михалков А. В., Что должен знать электромонтер о регу-
лировании напряжения
С т е ш е и к о Н. Н., Техника безопасности при эксплуатации
электроустановок на строительстве
Хомяков М В. и Якобсон И. А., Термитная сварка
многопроволочных проводов.
Федоров Б. Н., Схемы включения электрических счетчиков
Якобсон И. А., Опрессование контактных соединений про-
водов и тросов
__________Цена 1 руб.__________
{с 1 января^.1961 г. цена 10 кон.)
С