/











































































Текст
ЧАСТЬ
М. ML ХРУЩЕВ
АВИА
УЧЕБНЫЕ ПОСОБИЯ ДЛЯ ВТУЗ’ов И ТЕХНИКУМОВ
Инж. М. М. ХРУЩОВ
АВИАМОТХЬ&ОСТРОЕНИЕ
ЧАСТЬ ПЕРВАЯ
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХН И ЧЕСКОЕ
ИЗДАТЕЛЬСТВО
МОСКВА 1931 ЛЕНИНГРАД
МЕТОДИЧЕСКИЕ УКАЗАНИЯ.
Территория нашего Союза в силу ее географических особенностей и
огромных протяжений представляет прекрасные условия для широкого
развития всех видов авиации.
Известно, что сердцем каждого летного аппарата, будь то авиэтка,
аэроплан или дирижабль, является двигатель — легкий, мощный и
безупречно работающий мотор.
Такой двигатель благодаря своим особым качествам и специальному
назначению получил название: авиационный мотор или сокра-
щенно — авиамотор. ,
Советское Правительство, учитывая исключительную важность разви-
тия авиации как для гражданских, так и военных нужд, своевременно
озаботилось созданием специальных научно-исследовательских институтов,
в задачу которых входит проектирование и изыскание лучших методов
производства авиамоторов.
Трудами научно-технических сил этих институтов при участии опыт-
ных летчиков и производственников за последние годы созданы такие
конструкции авиамоторов, которые по своим летным характеристикам
стоят даже выше аналогичных иностранных моделей.
Естественно, что для организации и ведения производства авиамоторов
в мировом масштабе нам потребуется значительное число специально под-
готовленных инженеров, техников, мастеров и квалифицированных рабочих.
Такая специальная подготовка совершенно необходима именно
для этой отрасли производства, так как авиамотор в современном его
ви^е представляет одну из наиболее сложных и трудных для производ-
ства машин по тем высоким требованиям, которые предъявляются к исход-
ным материалам и всем видам производственного процесса, начиная от
плавки металла и кончая испытанием готового мотора.
Целью настоя щего курса и является сообщение читателю тех особен-
ностей, которые характеризуют производство авиамоторов.
Курс разбивается на две части: в первой рассматриваются вопросы
материалов и производства в горячих цехах, во второй холодная
механическая обработка, сборка и испытание готовых моторов.
Для понимания материала, изложенного в этих двух выпусках, необхо-
димо предварительное изучение общетехнических предметов в объеме ста-
ционарного или заочного техникумов и основательное изучение курса
общей технологии. В основном этот курс предназначен для техников,
подготовляемых для производства авиамоторов, однако он может быть
использован и во ВТУЗ’ах авиационно-эксплоатационного характера.
4
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Для тех читателей, которые пожелают углубить свои знания в отдель-
ных вопросах, в конце каждой главы приводится список главнейшей рус-
ской литературы по данному вопросу; в большинстве указываемые посо-
бия являются рабочими книгами для студентов ВТУЗ’ов, чем дается возмож-
ность читателю подготовить себя в объеме, соответствующем таковому
в нормальном ВТУЗ’е авиационно-производственного уклона.
Для облегчения в усвоении курса в последнем параграфе каждой
главы приводятся вопросы для самопроверки.
Для облегчения прохождения производственной практики даны „прак-
тические работы1', представляющие собой изложение техглавных вопросов,
которые желательно включить в программу прохождения производствен-
ного обучения на заводе.
Проходить производсувенное обучение необходимо под руководством
инженера или мастера, которому надлежит совместно с данной группой
составить окончательную рабочую программу, причем в программу, ука-
занную здесь, могут вноситься те или иные изменения в зависимости от
местных условий и мнения руководителя.
ЗАДАНИЕ 1.
X
ГЛАВА I.
ОСОБЕННОСТИ, ИСТОРИЯ И СОВРЕМЕННОЕ СО-
СТОЯНИЕ АВИАМОТОРНОГО ПРОИЗВОДСТВА.
§ 1. ОСОБЕННОСТИ ПРОИЗВОДСТВА АВИАЦИОННЫХ МОТОРОВ.
Производство авиационных моторов относится по размерам изделия,
потребному оборудованию, организации производства и квалификации
необходимого персонала к среднему машиностроению, подобно
производству автомобилей, мотоциклов или металлообраба-
тывающих станков небольшого размера. Вместе с тем оно обла-
дает некоторыми особенностями, которые его выделяют в самостоятель-
ную группу. Эти особенности вытекают из: 1) технических тре-
бований к изделию в целом и к отдельным его деталям,
2) экономических условий, определяемых сбытом, и
3) назначения мотора.
§ 2. ТЕХНИЧЕСКИЕ ОСОБЕННОСТИ.
Особенности производства, вытекающие из технических требований
к мотору и его деталям, таковы: а) применение наиболее лег-
ких и прочных материалов, б) усложнение механической обра-
ботки с целью возможно большего облегчения деталей,
в) высокая степень однородности в качестве материалов и обра-
ботки.
Эти требования являются следствием основного требования, предъ-
являемого ко всякому авиационному мотору — мотор должен быть
наименьшего веса при заданных: мощности, числе оборотов, на-
дежности в работе и др. качествах.
Вопрос веса в изделиях, не связанных с транспортом, как станки
стационарные двигатели и т. п. имеет в большинстве случаев только
экономическое значение, а именно: машина должна быть возможно более
дешевой; отсюда лишь как одно из следствий вытекает требование воз-
можно меньшего расхода металла на ее изготовление.
6 ОСОБЕННОСТИ, ИСТОРИЯ И СОВР. СОСТОЯНИЕ АВИАМОТОРН. ПРОИЗВОДСТВ,'
В изделиях, связанных с транспортом, как автомобиль, мотоцикл, су-
довой двигатель, железнодорожный вагон и т. п., вопрос веса приобре-
тает уже сачостс нтельное техническое значение, поскольку .уменьшение
собственного веса той или иной машины влечет за собой экономию
в потерях на преодоление трения при движении или возможность уве-
личения полезного груза, подлежащего транспортированию, или другие
технические выгоды. Целесообразность уменьшения собственного веса
обычно ограничивается соображениями экономическими, так как приме-
нение для облегчения конструкции легких металлов или сталей высокой
прочности или сложной механической обработки связано с значительным
удорожанием.
В авиационных моторах это последнее соображение играет,
как дальше указано, подчиненное значение, и требование мини-
мального веса выступает на первый план.
Для уяснения изложенного в нижеследующей таблице приведен для
разных двигателей внутреннего сгорания их удельный вес, т. е. число
килограммов веса двигателя, приходящееся на 1 л. с. его действительной
мощности.
ТАБЛИЦА 1.
УДЕЛЬНЫЕ ВЕСА ДВИГАТЕЛЕЙ РАЗНЫХ ТИПОВ.
Тип двигателя Удельный вес двигателя в кг л. с.
Авиационные моторы . . . Автомобильные моторы . . Судовые Дизеля Стационарные крупные Ди- зеля для электростанций . от 0,5 до 1,2 от 4 до 10 от 20 до 35 около 150
§ 3. АВИАЦИОННЫЕ МАТЕРИАЛЫ.
Для изготовления деталей авиамоторов широко применяются так на-
зываемые л е г к и е сплавы и специальные ст а л и, обладающие
высокой прочностью.
Легкими сплавами называются сплавы со значительно меньшим удель-
ным весом, чем железо: алюминиевые сплавы (уд. вес от, 2,6 до
3,0), в которых главной составной частью является алюминий, и м а-
гниевые сплавы (у нас называются электрон, уд. вес около
1,8), в которых главной составной частью является магний.
Алюминиевые сплавы начали применяться в авиамоторах со времени
войны, магниевые сплавы еще позднее, всего — несколько лет назад.
Алюминиевые сплавы находят также применение в автостроении
в некоторых отраслях машиностроения, и в домашнем обиходе; в по-
следнее время в Германии были попытки применения их для изгото-
вления железнодорожных вагонов. Однако, главней областью применения
ОДНОРОДНОСТЬ О КАЧЕСТВЕ МАТЕРИАЛОВ И ОБРАБОТКИ
7
алюминиевых сплавов в машиностроении является авиация, и в частности
авиационное моторостроение.
Электрон находит себе прочное применение пока исключительно
для изготовления деталей авиационных моторов.
Изготовление деталей моторов из легких сплавов имеет ряд особен-
ностей и подробно описано ниже, в главах IV и V.
- Применение в производстве авиационных моторов высококачествен-
ных специальных сталей характеризуется, во-первых, высокими требова-
ниями, предъявляемыми к этим сталям в том виде, в каком они посту-
пают на моторные заводы, т. е. к поковкам и катаным пруткам; во-
вторых, тщательностью и, в некоторых случаях, сложностью той терми-
ческой обработки, которую детали Из специальных сталей получают,
как это описано в главах III и VIII.
В автостроении специальные стали применяются для значительно
меньшего числа детал ей, чем в авиамоторостроении; в тракторостроении
они находят еще меньшее применение, что объясняется значительно
большей их дороговизной и трудностью изготовления сравнительно со
ст“ пями „углеродистыми".
s 4. МЕХАНИЧЕСКАЯ ОБРАБОТКА.
Стремление облегчить деталь мотора заставляет конструктора тщательно
распределять в ней материал, наблюдая за тем, чтобы нигде не остава-
лось материала полностью не использованного. В результате деталь обычно
получает сложную форму, тонкие стенки, внутренние полости, тонкие
ребрышки, которые могут быть точно выполнены только путем механи-
ческой обработки.
Все стальные и алюминиевые поковки или штамповки деталей
мотора подвергаются обработке со всех сторон и притом в большинстве
случаев обработке сложной, требующей применения различных при-
емов и затраты зн ачительнсго времени. В этом отношении детали
автомобилей и тракторов значительно проще; так, например, коленча-
тый вал и кулачковы й вал авиационного мотора делаются пустотелыми
по длине, в то время как в тракторных или автомобильных двигателях
они в шейках обычно не сверлятся. Шатун автомобильного или трактор-
ного двигателя после штамповки не обрабатывается в своем
стержне, в то время как шатун авиационного мотора в стержне
обрабатывается кругом или путем фрезеровки (стержень „таврового"
сечения) или путем обточки и сверления (стержень круглого сечения).
Для прочности кованых или штампованных деталей имеет большое
значение расположение в них так называемых волокон материала
(см. гл. III), каковое расположение зависит от способа горячей механиче-
ской обработки (ковки или штамповки). Поэтому способ ковки или
штамповки должен быть тесно увязан с назначением и требованиями,
предъявлемыми к готовой детали, и со способами ее последующей ме-
ханической о бработки. В производстве автомобилей и тракторов этот
вопрос тоже учитывается, но столь большого Гиногла решающего) зна-
чения он не имеет.
8 ОСОБЕННОСТИ, ИСТОРИЯ И СОВР. СОСТОЯНИЕ АВИАМОТОРН. ПРОИЗВОДСТВА
§ 5. ОДНОРОДНОСТЬ В КАЧЕСТВЕ МАТЕРИАЛОВ И ОБРАБОТКИ.
Однородность в качестве материала и его горячей и механической обра-
ботки имеет в производстве моторов исключительно большое значение.
Как известно, в производстве невозможно постоянно получать в точ-
ности один и тот же состав стали или в механической обработке выдер-
живать в точности одни и те же размеры — колебания бывают неизбежно.
Если эти колебания незначительны и в результате запас прочности детали
не понижается, или условия ее работы не ухудшаются сравнительно
с намеченными конструктором, то мотор будет работать надежно; если
же эти колебания выходят из допустимых пределов, то расчетные за-
пасы прочности могут оказаться недостаточными или условия работы не-
нормальными, и при работе мотора произойдут поломки, перегревы, или
заедания, словом те или иные „отказы от работы“. Внезапное прекра-
щение работы мотора во время полета является обстоятельством чрезвы-
чайно серьезным, так как в значительном числе случаев вынужденная
посадка влечет за собой гибель самолета и людей.
Данные, приведенные ниже и относящиеся к 1927 г. по французскому
воздушному флоту, показывают, какой процент из общего числа аварий
в эксплоатации приходится на долю неисправности мотора и его частей _
Из 100 несчастных случаев с самолетами 50
были обязаны ошибкам управления (потеря ско-
рости, встреча препятствий), а 50 —материальной
части, из коих 45 обязаны остановкам моторов.
Из общего числа этих остановок Ч3 произошла
вследствие неудовлетворительной работы вспо-
могательных частей: карбюраторов, приборов
зажигания, радчаторов, трубопроводов.
Если конструкция мотора и пригодность применяемых материалов
к условиям службы на данном моторе проверены и испытаны, то пу-
тем надлежащей организации производства и контроля в производстве
можно получать однородно-надежные моторы. Случаи поломок или ава-
рий, происходящих по причинам, которые невозможно было бы преду-
предить вследствие несовершенства тех способов контроля, которыми мы
располагаем, или вследствие неполноты наших знаний, хотя и имеют
место, но весьма редко.
Поэтому в производстве авиамоторов особенное внимание
должно быть отведено вопросу обепече ния однород-
ности материалов и обработки и соответствию их ка-
честв установленным требованиям. Это внимание должно
касаться не только основных „ответственных11 деталей, как коленчатый
вал или шату11, но решительно всех деталей мотора как основных, так
и воспомогательных, возможная поломка или неисправная работа кото
рых может повести 'к неисправностям и к вынужденной остановке
в работе мотора.
УСЛОВИЯ СБЫТА
9
Проверка качества материалов и обработки деталей должна быть орга-
низована в авиамоторном производстве особенно тщательно и строго, и
необходимость подобного контроля надо отнести к одной из особен-
ностей, характеризующих это производство, а требование однородности
в качестве материалов и обработки — к основным техническим требованиям.
§ 6 УСЛОВИЯ СБЫТА.
Как товар, авиацинный мотор имеет довольно узкий рынок сбыта. При-
чина этого заключается в том, что авиация не получила еще широкого
применения в качестве нормального способа передвижения, Число потре-
бителей невелико сравнительно с числом заводов, производящих авиамоторы.
Массовое производство, например, в механическом цехе (в автострое-
нии, в тракторостроении) характеризуется дроблением сложной обра-
ботки на отдельные операции, выполняемые на специальных станках, даю-
щих большую производительность; станки и другие машины ставятся
независимо от их характера по порядку движения обрабатываемой де-
тали (напр. станки механической обработки, печи, приборы для испыта
ния, машина для промывки); в плане мастерских и всего завода выдер
живаются определенные наиболее экономные пути движения материалов,
деталей и отходов. В сборочном цехе работа разбита между рабочими
на операции, и собираемая машина движется на „конвейере" от одних
рабочих к другим. Все эти характерные признаки массового производ-
ства в полном своем развитии не встречаются на авиамоторных заво-
дах, так как там такая постановка масштабами производства не вы-
зываемся. по крайней мере в условиях мирного времени.
Большая часть авиамоторов как по своим типам, так и по абсолют-
ному количеству строится для применения на военных самолетах. Это
подтверждается данными о моторах, выпускаемых с моторных заводов
Европы.
Если обратиться к таким же данным по Америке, где гражданская
авиация получила свое наибольшее развитие, то там можно видеть, что
до последнего времени около половины моторов шло для военных надоб-
ностей и лишь 1929 г. отмечен началом усиленного строительства мото-
ров для гражданского воздушного флота.
В 1929 году в Америке было построено:
моторов мощностью менее 75 л.с. 479 шт.
» 76 — 125 » 1309
126 -175 » 1208
— я 176- 225 » 656
» 226 - 300 И 552 ю
я » более 300 W 1404 »
Итого...... 5609 шт.
По другим данным за тот же 1929 г. в Америке построено 7378 мо-
торов против 3600 штук, построенных в 1928 г.
Военное значение имеют, как известно, моторы, обладающие мощно-
стью свыше 300 л. с. (кроме учебных), каковых было построено
около 25 °/о.
10 ОСОБЕННОСТИ, ИСТОРИЯ И СОБР. СОСТОЯНИЕ АВИАМОТОРН. производства
Следует добавить, что в связи с наступлением в Соединенных Штатах
экономического кризиса, производство авиационных моторов уменьшилось
и в 1930 г. было выпущено всего 3766 штук.
Таким образом, потребителями авиамоторов, по крайней мере в Ев-
ропе, являются в подавляющей части военные ведомства разных стран;
далее поддержка гражданской авиации, которую ока-
зывают соответствующие правительства, имеет в виду
главным образом возможное использование ее в случае
надобности для военных целей.
Авиационный мотор является в настоящее время одним из предметов
вооружения. Конкуренция, существующая в области вооружения между
различными капиталистическими странами, сказывается поэтому и в авиа-
моторостроении; она ведет к непрерывному развитию все более совер-
шенных конструкций и к применению новых лучших материалов и ме-
тодов обработки. Все новое, что дает техника и что может быть с успе-
хом использовано в авиации, немедленно получает там применение, и если
это применение улучшает качества мотора, оно становится устойчивым,
независимо от стоимости этого нововведения.
Постоянное изменение и совершенствование конструкций деталей мо-
торов при небольшом масштабе их производства сказывается также на
подборе оборудования, которое выбирается возможно универсаль-
ным, чтобы быть пригодным для перехода производства с одних моде-
лей моторов на другие.
Значение авиамотора для военных целей имеет также своим следст-
вием обстановку секретности, которой во многих случаях .фирмы окру-
жают свое производство или некоторые из его отделов, особенно экспе-
риментальные, где разрабатываются новые конструкции.
На моторных заводах Европы можно встретить военных приемщиков,
осуществляющих проверку качества обработки материалов, сборки и ис-
пытывающих готовые моторы. В некоторой, иногда значительной части,
аппарат военной приемки вторично проверяет то, что ранее проверялось
аппаратом внутризаводского контроля. Такое сдваиванье работы считается
целесообразным, поскольку лучше гарантирует качество мотора от воз-
можных пропусков заводского контроля.
Наконец, военное назначение авиамоторов сказывается на том, что
особенно сильная потребность в них может возникнуть в период войны;
поэтому большинство авиамоторных заводов Европы имеет значительные
неиспользуемые пока запасы мощности оборудования и площадей. Во мно-
гих случаях эти запасы сложились исторически, в связи с тем, что наи-
большее свое развитие авиамоторостроение получило в годы мировой
империалистической войны.
§ 7. КРАТКАЯ ИСТОРИЯ ПРОИЗВОДСТВА АВИАМОТОРОВ.
Постепенное развитие мощности и удельного веса авиационного мотора
видно из следующих данных.
В 1903 г. бр. Райт (Америка) производили полеты, пользуясь четырех-
цилиндровым мотором своей конструкции, мощностью 30 л. с., уд. вес
около 3,3 кг на л. с.
КРАТКАЯ ИСТОРИЯ ПРОИЗВОДСТВА АВИАМОТОРОВ
11
В 1909 г. Блерио при первом перелете через Ламанш пользовался
мотором Анзани (Франция) мощностью 25 л. с.
В эти годы (1908—1909 г.) наибольшая мощность моторов дости-
гала 100 л. с.
В период войны (1914—1918) нижеследующие моторы явились наи-
более распространенными:
Мотор Рон (Франция), ротативный, мощностью 100 л. с.
уд. вес........................................1,3 кг на'л. с.
Мотор Испано (Франция), мощностью 150 л. с. уд.
вес.......................................1,15 кг на л. с.
Мотор Сименс (Германия), ротативный, мощностью
200 л с., уд. вес.........................0,97 кг на л. с.
Мотор Либерти (Америка), мощностью 400 л. с., уд.
вес...........................................0,95 кг на л. с.
Три последних мотора были созданы во время войны.
В 1924 г. мощность доходит до 650 л. с. (Райт Т. 3, Америка),
с уд. весом 0,81 кг на л. с.
В 1927 г. удельный вес у некоторых рекордных звездообразных мо-
торов доходит до 0,4 („Меркурий11 завода Бристоль). Эта цифра остается
непревзойденной до настоящего времени, по крайней мере для моторов,
находящихся на серийном производстве.
Мощность современных наиболее мощных авиамоторов доходит до
2000 л. с. (напр. мотор Рольс-Ройс тип R, мощность 1900 л. с., уд. вес
0,364 кг на л. с.).
До войны производство авиамоторов на большинстве заводов суще-
ствовало не как самостоятельное независимое производство, а было при
автомобильных или иных заводах в качестве производства второсте-
пенного.
В отношении конструкции уже тогда существовали почти все типы
моторов, которые в дальнейшем и совершенствовались: однорядные,
V-образные, веерообразные, звездообразные.
Война дала сильный толчок развитию конструкции мотора и развитию
авиамоторной промышленности. Во время войны возник целый ряд круп-
ных моторных заводов, годовой выпуск которых выражался многими ты-
сячами единиц.
Так например мотор Испано-Сюиза, первая модель которого была
спроектирована в 1914—1915 г., к 1918 г. был уже построен в своих
трех моделях—150/180 л. с., 200/220 л. с. и 300 л. с. в количестве
около 50 тысяч экземпляров (строился на заводах Франции, Америки,
Англии и Японии).
Общее количество авиамоторов, построенное в годы войны во всех
странах, составляет около 230000 штук; к концу войны Франция выпу-
скала одних моторов Испано-Сюиза до 90 штук в день (по данным
фирмы).
После войны в период 1919 —1923 г. наступило полное затишье.
На большинстве моторных заводов производство было прекращено, и
предприятия консервировались, что объясняется, во-первых, прекращением
спроса и, во-вторых, тем, что к этому моменту во всех странах на скла-
дах скопились значительные количества моторов.
еоэь'ъ ое/эм/,
лгб/
Рев/
сгь/
егб/
е?в/
?гб/
^г&/
?гб/
/ее/
о?б/
Б/б/
р/б/ Ч
ZAS4
9»5i
t>/6B
F/бЛ
г/е/
bt-Б/
Obfif-
6OBb
бог.
3&S1 & V/6a(JLf *fXDO^fO^3
СОВРЕМЕННОЕ СОСТОЯНИЕ АВИАМОТОРНОЙ ПРОМЫШЛЕННОСТИ
13
В дальнейшем конкуренция в области вооружений заставила соревную-
щиеся страны вновь начать строить моторы, так как запасы оставшихся
от войны оказались устаревшими сравнительно с вновь появившимися
конструкциями. Постепенно заводы, стоящие на консервации, начали про-
изводство вновь, и теперь оно развивается все более, однако далеко не
доходя до выпуска во время войны.
Характеристикой темпов технического прогресса в авиации и в част-
ности в авиамоторостроении могут служить рекорды, устанавливаемые
на ежегодных международных авиационных состязаниях и регистрируе-
мые оффициально. На рис. 1 показаны в виде диаграммы наибольшие
скорости полета по годам, отдельно для аэропланов и гидропланов.
На рис. 2 показаны также по годам продолжительности работы мотора
в воздухе без остановки и посадки (наполнение бензинового бака летав-
шего самолета горючим производилось периодически в воздухе от дру-
гого самолета); цель этих последних испытаний — демонстрация надеж-
ности мотора.
§ 8. СОВРЕМЕННОЕ СОСТОЯНИЕ АВИАМОТОРНОЙ ПРОМЫШЛЕННОСТИ.
В настоящее время авиамоторы строятся свыше чем на 70 заводах в раз-
ных странах. Наиболее известные заводы, список которых приведен
в приложении № 1, распределяются по странам следующим образом.
ТАБЛИЦА 2.
КОЛИЧЕСТВО АВИАМОТОРНЫХ ЗАВОДОВ (НАИБОЛЕЕ ИЗВЕСТНЫХ) ПО СТРАНАМ.
Наименование страны Америка ... Англия Франция • . . Италия Количество заводов 11 11 10 5 Наименование страны Германия . . . Чехо-Словакия . Австрия . Количество заводов 7 3 1
Кроме указанных в этом списке стран авиамоторы строятся также
в Японии, Польше, Испании и Швейцарии.
В Америке имеется свыше 25 заводов, которые строят моторы только
малой мощности, не свыше 165 л. с.
Все заводы можно, по их отношению к изготовляемым моторам, раз-
бить на две группы: заводы, производящие моторы собственной конструк-
ции, и заводы, изготовляющие моторы, разработанные другими фирмами,
причем первых оказывается большинство.
До войны французские конструкции были ведущими. После войны
ведущими конструкциями стали английские и американские.
Потребность современной авиации в моторах по их мощности и на-
значению может быть сведена к ограниченному количеству типов, грубо
говоря около 8. Если проследить по заводам, какое количество разных
типов моторов каждый из них изготовляет, то можно отметить следую-
14 ОСОБЕННОСТИ, ИСТОРИЯ И СОБР. СОСТОЯНИЕ АВИАМОТОРН. ПРОИЗВОДСТВА
щее: одни заводы стараются сосредоточиться на небольшом числе типов
и моделей, вплоть до одной - двух; другие заводы стараются своей про-
дукцией охватить все Потребности авиации в разных типах.
Выше было указано, что авиамоторное производство возникало до
войны по большей части при каком-либо другом основном производ-
стве. В настоящее время также почти нет фирм, которые бы выпускали
только одни авиамоторы. Это производство в коммерческом отношении
слишком неустойчиво, так как не опирается на широкий рынок сбыта
и зависит от небольшого числа возможных покупателей. Поэтому, не-
смотря на несомненную поддержку соответствующих правительств в части
распределения основных заказов, фирь^ы, производящие авиамоторы,
одновременно выпускают какие-либо другие изделия, близкие по хара-
ктеру к моторам и которые иногда изготовляются в значительной части
в -тех же самых основных цехах.
Это подтверждается примером ряда заводов континента, указанных
в таблице 3.
ТАБЛИЦА 3.
}Гном-Рон . . .
Испано-Сюиза
Лорэп-Дитрих
, ] Б. М. В. . . .
Германия! Майбах. . . ,
J Сименс . . . .
Италия Фиат ...........
Наименование производства
авиамоторы автомобили мотоци- клы другие двигат.
X X
X — —
X X — —
X X X —
X X
X — — X
X X — —
Смысл такой комбинации двух или более производств заключается,
во-первых, в создании коммерчески более устойчивой базы для данного
предприятия, чем один рынок сбыта авиамоторов, и, во-вторых, в умень-
шении накладных расходов в той части, к которой они являются мало
зависящими от выпуска.
Во многих случаях авиамоторное производство не является основным
для данной фирмы и возникает При другом производстве, экономически
устойчивом и уже имеющем свой рынок. Таковы, например, фирмы: Рено,
Панар-Левассор, Фиат, Рольс-Ройс, основным производством которых
является автостроение; Сименс — электротехнические производства; Юн-
кере — машиностроение и т. д.
Присоединение экономически менее устойчивого производства к более
устойчивому можно объяснить следующими причинами: а) соображениями
государственного порядка (вопросы обороны); б) стремлением фирм иметь
свое сильное конструкторское бюро, чтобы технически быть готовыми
к возможному интенсивному развитию авиации, дабы в области моторо-
строения с самого начала занять надлежащее место. Большинство заво-
РАЗЛИЧИЕ ТРЕБОВАНИЙ К МАТЕРИАЛУ РАЗНЫХ ДЕТАЛЕЙ
15
дов этой группы строит авиамоторы только своей собственной кон струк-
ции, что подтверждает правильность указанных соображений.
В качестве любопытного примера укажем на автомобильную фирму
Хорьх, владеющую авиамоторным заводом Аргус, который фактически
выпускает только одни опытные конструкции авиамоторов.
О размерах выпуска авиционных моторов точных сведений не имеется.
Как было уже отмечено, массового производства нигде не ведется. Наи-
большее количество моторов, выпускаемое с одного завода во Франции
или Германии, можно приблизительно оценить в 100 —150 единиц
в месяц.
Производственные возможности существующих заводов значительно
больше, как видно из темпов работы во время войны.
§ 9. ВЭЛРЭСэ! Д/П СКИОГРОЗЕР КИ.
1. Чем в общем характеризуются материалы, применяемые для авиамоторо-
строения?
2. Что в общем характеризует механическую, обработку деталей авиамоторов?
3. Какое особое значение имеет в авиамогоросгроении однородность в ка-
честве производимых деталей?
4. Какая категория потребителей авиамоторов является основной на евро-
пейском рынке и почему?
5. В какое время авиамоторостроение получило значительное развитие?
6. Чем объясняется послевоенный перерыв в работе авиамоторных 'заводов
и последующее возобновление работ?
7. Каковы последние рекорды быстроты полета аэропланов и гидропланов и
продолжительность работы мотора в воздухе без остановки?
8. Каково общее приблизительное количество заводов, выпускающих авиа-
ционные моторы во всем мире?
9. Как можно объяснить то, что капиталистические объединения (общества),
имеющие авиамоторные производства, одновременно владеют предприятиями,,
выпускающими другие машины?
ЗАДАНИЕ 2
ГЛАВА II.
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИАМОТО-
РОСТ РФ Е НИ Я, И СПОСОБЫ ОЦЕНКИ ИХ СВОЙСТВ
I. СПОСОБЫ ОПРЕДЕЛЕНИЯ СВОЙСТВ МАТЕРИАЛОВ.
§ 10. РАЗЛИЧИЕ ТРЕБОВАНИЙ К МАТЕРИАЛУ РАЗНЫХ ДЕТАЛЕЙ.
Требования к материалам, идущим на изготовление разных деталей авиа-
ционного мотора, весьма различны; они зависят от назначения деталей
и условий их работы.
Так, от материала коленчатого вала требуется устойчивость
против изнашивания и прочность по отношению к из-
гибающим и скручивающим усилиям, каковые носят ударный
характер и прилагаются много раз в секунду.
16
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИОМОТОРОСТРОЕНИЯ.
Материал выхлопного клапана должен обладать высокой меха-
нической прочностью по отношению к ударным нагруз-
кам при той температуре, до которой он нагревается в работе; кроме
того, при этой температуре он не должен истираться, не должен
терять свою правильную форму, не должен разъедаться горячими
газами.
Материал поршня должен обладать необходимой прочностью
при по вы шенной температуре, не коробиться, работать с ма-
лым трением в цилиндре, хорошо проводить тепло ит. д.
Из этих примеров видно, что требования, предъявляемые к материалу
одной какой-либо детали, весьма сложны и состоят из целого ряда пунк-
тов, касающихся как их механических, так и физических и химических
свойств.
Общим требованием ко всем материалам
является специальное „аваиционное" требование,
чтобы всеми необходимыми свойствами мате-
риал обладал при возможно малом весе.
Каждое отдельное свойство материала должно быть количественно
оценено путем специальных химических, физических, металлографических
и механических лабораторных испытаний.
§ 11. ХИМИЧЕСКИЙ СОСТАВ.
Путем химического анализа устанавливается химический
состав данного материала, выражаемый в процентном содержании вхо-
дящих в него элементов. Химический состав является основной ха-
рактеристикой материала, и им в значительной степени (но не
полностью) предопределяются остальные свойства. В заводском произ-
водстве материалов невозможно с полной точностью получать один
и тот же химический состав, и колебания в составе происходят неиз-
бежно; поэтому характеристика материала по химическому составу, если
материал заказывается, задается с известными колебаниями в количестве
входящих в него элементов. Например, если желательно получать в про-
изводстве детали из алюминиевого сплава состава: 7°/о меди, 93°/о алю-
миния, то цеху приходится давать задание изготовлять эти детали из
сплава: меди от 6 до 8°/о, алюминия — остальное.
Допустимость такого колебания состава для данных целей примене-
ния материала устанавливается опытом, так же как и возможность уло-
житься в процессе производства в рамки, установленные этим колеба-
нием. Кроме того, так как исходные сырые материалы не отличаются
идеальной чистотой и бывают как бы „загрязнены" посторонними эле-
ментами, необходимо бывает установить допустимые количества этих
случайных элементов (примесей) для изготовляемого материла. В некото-
рых случаях кроме того оговаривается чистота исходных сырых материа-
МИКРОСТРУКТУРА
17
лов Допустимое количество примесей также устанавливается опытом.
Например, лля материала, упомянутого выше, оговаривается, что содер-
жание железа должно быть не более 1°/о, содержание кремния не бо-
лее 1%, содержание цинка не более 0,1°/о и содержание прочих воз-
можных примесей в сумме не более 0,1°/о. Оговариваются не все при-
меси, а те случайные, присутствие которых на основе предшествующего
опыта работы можно ожидать.
§ 12. ФИЗИЧЕСКИЕ СВОЙСТВА.
Физические свойства материалов как: теплопроводность, способность
более или менее расширяться при нагреве, удельный вес, температура
плавления и др. обыкновенно для всех материалов, употребляемых
в производстве, должны быть заранее изучены количественно и известны,
вследствие чего их проверка или установление производятся на
весьма редко.
Вместе с тем некоторые из этих свойств для одного и
материала меняются в зависимости от той тепловой обработки,
\ материал получает в процессе его изготовления (процесс термической
обработки, отливки, нагрев при ковке). Эти изменения зависят от того,
что отдельные элементы, из которых состоит материал, могут входить
-sx. между собой в результате тепловой обработки в химические
у*и образовывать растворы, причем общий химический состав
.'устанавливаемый химанализом, остается при этом неизменным
заводах
того же
которую
соединения
материала,.
§ 13. МИКРОСТРУКТУРА.
обработки
Механические свойства материалов в результате тепловой
могут особенно сильно изменяться. Способностью материала изменять
некоторые свои механические и физические свойства при тепловой обра-
ботке в производстве широко пользуются, и, например, почти все сорта
стали, а в последнее время и алюминиевых сплавов, получают такую
обработку. Вопрос о том, как и почему влияет та или иная тепловая
обработка на те или другие свойства материалов, для каждого материала
подробно изучен, и этот вопрос составляет большую область изучения
свойств металлов.
Многие внутренние изменения, происходящие в материале в резуль-
тате его тепловой обработки, могут быть установлены при исследовании
под микроскопом; для этого изготовляют тщательно полированные
срезы металла, которые подвергаются затем особой химической обра-
ботке—протравке, в результате чего некоторые составные части мате-
риала немного растворяются, и при сильном увеличении в микроскоп
можно видеть получающийся рельефный рисунок микроструктуры
металла. Исследование микроструктуры материала дает весьма важный
способ проверки его состояния, получившегося в результате как тепло-
вой обработки, так и иных способов обпяб^^^дймйпые могли поднять
на структуру, наир, литья, сварки и т. п.
Крущов. Авиамоторостроение, я. I.
18
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИАМОТОРОВ ТРОЕНИЯ
§ 14 МЕХАНИЧЕСКИЕ СВОЙСТВА.
Механические свойства металлов, т. е. их механическая прочность и вяз-
кость при растяжении, изгибе, кручении или ударе, а также твердость
зависят от химического состава и от структуры; зная химический состав,
и структуру, уже можно во многих случаях иметь приближенное сужде-
ние и о механических свойствах. Но, во-первых, при той необходимости
весьма полного использования материала, которое диктуется применением
его для авиации, приближенного суждения бывает недостаточно, нужно-
более точное знание; во-вторых, в значительном числе случаев указанные
характеристики все же оказываются недостаточными для установления
механических свойств.
Суждение о механических свойствах материала составляется в резуль-
тате испытания образцов материала на специальных машинах на растя-
жение, изгиб, скручивание и т. д.
§ 15. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА.
Кроме перечисленных основных свойств материалов, имеющих зна-
чение для службы деталей в работе, большое значение для производства
имеют так называемые технологические свойства материала, характери-
зующие его способность обрабатываться. К технологическим свойствам
например относятся: способность отливаться, коваться, свариваться, под-
вергаться обработке резанием и т. д. Все эти качества для каждого
материала более или менее точно известны, в результате производствен-
ного опыта многих заводов и лиц.
II. ХАРАКТЕРИСТИКА МЕХАНИЧЕСКИХ СВОЙСТВ.
§ 16. ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ.
Испытание на растяжение состоит в том, что образец, приготовлен-
ный из данного материала (рис. 3), подвергается растяжению на спе-
25 d
Расчетная длина I—10-d
11 а
25 d
O.5d
"И
I I I I I I I I I I I I
Рис. 3. Нормальный образец .для механических испытаний иа растяжение.
циальнвозрастающей нагрузкой
разрыва. На пне 4 препкт»сВн внешний вич разрыт
t до момента полного
ч разрывной машины системы
ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ
19
Рис. 4. Внешний вид разрывной машины
системы Гагарина мощностью 5 т.
Пля испытания на машине Гагарина изготовляются специальные
1 агарина. ые от показанного на рис. 3 нормального образца. На этой
разрывной машине автомати-
чески отсчитываются те уси-
лия, которые потребовались
для растяжения и разрыва
образца, а также те удли-
нения, которые при этом
Образец давал в разные мо-
менты своего испытания, при-
чем эту связь усилий и
удлинений машина записы-
вает на миллиметровой бу-
маге на барабане большого
диаметра, который виден на
снимке. Схематически подоб-
ная диаграмма испытания на
растяжение мягкой стали
представлена на рис. 5.
Из рассмотрения этой
диаграммы выясняются те
явления, которые происходят
при растяжении образца. На
участке ОР до некоторого
предела, указываемого точ-
кой Р, удлинения растут
пропорционально нагрузке,
и участок ОР на диаграмме
является прямой линией.
Точка Р соответствует так на-
зываемому пределу про-
порциональности.
При дальнейшем увели-
чении нагрузки удлинения
будут расти несколько бы-
стрее; в точке F металл начинает
удлинения увеличиваются при почти ;
ветствует пределу текучести
Дальнейшее изменение удлинений ____________ г ~________ ________
диаграммы F В. В точке В нагрузка достигает своего максимума, после
чего начинает уменьшаться; в образце обозначается место будущего
разрыва—местное сужение и в Z происходит разрыв образца.
Вблизи точки Р диаграммы находится точка Е, которая определяет
собой предел упругости материала. Образец, подвергнутый на-
грузке, не превосходящей той, ?которая соответствует точке Е, после
снятия нагрузки принимает свою первоначальную длину; если же нагрузка
цана была большая, то после ее снятия обнаруживается остаточное,
удлинение. Для стали точки Р и Е расположены весьма близко друг
к другу. После разрыва образец имеет вид, представленный на рис. 6.
как бы течь, т. е. некоторое время
неизменной нагрузке. Точка F соот>
материала.
: с нагрузкой представлено участком
2*
20
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИАМОТОРОСТРОЕНИЯ
Рис. 5. Диаграмма, получаемая при испытании
на растяжение.
Рис. 6. Образец материала до и после разрыва. Вверху распределение
удлинения на отдельных участках расчетной длины образца.
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ
21
§ 17. КОЭФФИЦИЕНТ КРЕПОСТИ ПРИ РАСТЯЖЕНИИ.
величинами, характеризующими механические свойства ма-
Основными испытании на растяжение, являются: коэффициент
териала пр от н 0 с и т е л ь н 0 е удлинение и сужение пло-
е п с п о ь i
щади в шейке в месте разрыва.
Коэффициентом крепости называется отно-
шение наибольшей нагрузки (нагрузки в точке В
диаграммы на. рис. 5) к площади начального
сечения образца, выраженное в кг на кв. мм
(или в кг на кв. см, или у англичан в тоннах
на кв. дюйм).
Этот коэффициент является условным и приближенно выражает собой
напряжение, которое испытывает образец в точке В. В самый момент
разрыва действительное напряжение больше коэффициента крепости
и может быть определено отношением нагрузки в точке Z к сечению
шейки в месте разрыва, но это напряжение не является основной хара-
ктеристикой материала.
Коэффициент крепости является главным показа-
телем механической прочности материала при испыта-
нии его на растяжение.
§ 18. ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ.
Относительным удлинением называется отно-
шение увеличения длины образна, полученное
в результате испытания к начальной его длине,
выраженное в процентах.
За длину образца считается при этом не вся его длина, а определен-
ный участок между метками (расчетная длина), обозначенный на рис. 3
буквой I. Разные участки расчетной длины удлиняются по - разному,
причем тем более, чем ближе участок к месту разрыва, как это схема-
тически показано на рис. 6 вверху.
Относительное удлинение выражает собой среднюю величину удли-
нения на длине /. Если за расчетную длину взять меньшую, чем I, то
относительное удлинение в результате подсчета получится большим,
и наоборот. Необходимо установить определенные стандартные размеры
образцов, дабы результаты испытания были сравнимыми между собой
и могли надежно служить для характеристики свойств материалов. Такие
стандарты образцов установлены во всех странах, но между собой они
несколько различны.
Относительное удлинение косвенно характеризует вязкость материала.
ИСПЫТАНИЕ НА УДАН
23
22
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИАМОТОРОСТРОЕНИЯ
§ 19. ОТНОСИТЕЛЬНОЕ СУЖЕНИЕ.
Относительным сужением площади сечения
образца в шейке называется отношение умень-
шения сечения образца в шейке к первоначаль-
ному его сечению, вь раженное в процентах.
Относительное сужение также является косвенной характеристикой
вязкости.
§ 20. ПРЕДЕЛЫ УПРУГОСТИ И ТЕКУЧЕСТИ, ВИД ИЗЛОМА.
Для полной характеристики механических свойств при испытании на
растяжение и более тонких определений состояния материала служат
также предел упругости, предел текучести и вид излома. Предел упру-
гости и предел текучести определяются, как напряжения материала
в точках Е и F, делением соответствующих этим точкам нагрузок на
начальное сечение образца и выражаются в кг. на кв. мм
Практическое значение предела упругости заключается в том, что им
пользуются при расчетах в случае спокойно приложенных постоянных
нагрузок и применении таких упругих материалов как сталь в качестве
основного коэффициента, характеризующего прочность материала. Соот-
ношение между пределом упругости и расчетным напряжением дает
в этом случае запас прочности
Для материалов, не имеющих ясно выраженного предела упругости,
как например чугун, в случае спокойно приложенной нагрузки, коэффи-
циентом, характеризующим прочность, служит коэффициент крепости.
В случае повторяющихся переменных нагрузок для расчета приме-
няется, в качестве основной характеристики прочности материала, предел
выносливости, как ниже указано.
Вид излома образца определяется по внешнему его характеру
сравнением с типичными изломами по особой шкале и обозначается
буквами.
Надо отметить, что контроль стали путем внешнего освидетельство-
вания вида излома заготовки или бруска или детали дает чрезвы-
чайно ценную характеристику качества материала; в частности некоторые
серьезные дефекты специальных статей ясно выявляются именно при
таком освидетельствовании.
§ 21. ИСПЫТАНИЕ НА СЖАТИЕ, ИЗГИБ И КРУЧЕНИЕ.
Прочность, упругие свойства и вязкость материала, которые можно
установить при испытании на сжатие, для большинства металлов доста-
точно потно выявляются испытанием на растяжение, испытанием более
удобным и простым.
Испытание образцов на сжатие применяется для мягких подшипни-
ковых материалов, как баббиты, однако в редких случаях, главным обра-
зом при исследовательских работах.
образцов на^изгиб по отношению к шалям не имеет
1н Испытан^ сравнительн0 с испытанием на рас гяжение Знание каче-
Пре.И.МнУьаекоэффиЦиентов- полученных в результате испытаний на растяже-
СТВеЕуже дает достаточно
Х;,,» и» ™го. ч"б«
Гпрелмить, как аакний
материал бу«« вест» себя
В случае изгибающей на-
грузки.
В случае чугуна
алюминиевых
сплавов ие-
на изгиб
более по-
чем
или
пи гых
п ы г а н и е
является
к а з а г е л ь н ы м,
испытание на растя-
жение. но оно приме-
няется редко вследствие
большей его сложности.
Испытание на круче-
ние применяется также
весьма редко, так как
опытом установлено, что
между коэффициентом
крепости металла при рас-
тяжении и при кручении
и между
щими упругими
ч'.твами его
некоторое
постоянное
материала.
соответствую-
свой-
существует
соотношение,
для данного
§ 22. ИСПЫТАНИЕ НА
УДАР.
Рис. 7 Внешний вид копра системы Шарли
Способность материача со Для испытания на удар
противляться ударной на-
грузке совершенно не
выявляются при испытаниях под спокойной нагрузкой как растяжение,
изгиб и др. Материал может оказаться при спокойной нагрузке (назы-
ваемой „статической") весьма прочным и даже показать удовлетворитель-
ное удлинение и в то же время при ударной нагрузке (называемой
„динамической") оказаться хрупким. Между тем от материала многих
деталей авиамотора требуется, чтобы они были прочны именно пои удар-
ной нагрузке. Наиболее распространенный способ ударного испытания
состоит в том, что надрезанный квадратный брусок испытуемого мате-
риала, положенный на две опоры, разламывается ударным действием
маятниковой бабы. Если известна высота, на которую маятник был под-
4
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИАМОТОРОСТРОЕНИЯ
пят до удара и на какую он поднялся после удара, то разность, высот
указывает на ту работу, которую потребовал образец, чтобы его сло-
мать. Общий вид прибора для этого испытания — маятниковый^ копер
Шарли—показан на рис. 7.
Рис. 8. Образцы для испытания на удар: вверху типа
Шарли, внизу типа Менаже.
Образцы, применяемые для испытания на удар, показаны на рис. 8.
Эти образцы различаются формой выреза и дают несколько разня-
щиеся между собой результаты.
Величиной, характеризующей сопротивление
материала на удар при этом испытании, является
коэффициент, ьыражающий отношение затра-
ченной на излом работы к площади сечения об-
разца в месте запила в кг!м на кв. см. Этот коэф-
фициент называют „ударным сопротивлением",
„удельной работой на удар", „вязкостью в за-
пиле" и „резильянсом".
Результаты испытания при одном и том же материале зависят от
целого ряда обстоятельств, как размер образца, форма выреза, расстояния
между опорами, вес бабы и скорость, с которой она ударяет по образцу.
Все эти моменты должны быть одинаковы для получения сравнимых
результатов.
В Англии принята другая конструкция машины и образца, а именно —
образец закрепляется одним своим концом, а другой отламывается в месте
запила ударяющим по нему маятником (прибор и образец системы Изод);
удельная работа на удар у них подсчитывается, как выше указано, и вы-
ТВЕРДОСТЬ ПО БРИНЕЛЮ
25.
гЬуНТО-фУтах на кв- ДЮЙМ. Полу-
ражается в испытании по Шар пи
4 d Изо ду Д л я °Дн 0г° и того же
и "рпиала удельные работы не-
л а * с f
сравнимы.
§ 23. ИСПЫТАНИЕ НА ТВЕРДОСТЬ.
В физике под понятием твердости разумеется
свойство материала сопротивляться проника-
нию в него другого более твердого мате-
риала. На этом понятии твердости основаны
некоторые способы определения твердости,
применяемые при испытании материалов: спо-
собы Бринеля, Роквеля, Викерса. Значение
свойства материала — твердости - заключается
в том, что для некоторых материалов оно
связано с способностью противостоять изна-
шиванию и главное в том, что оно, отли-
чаясь при некоторых способах испытания
простотой, дает представление о прочности
материала, как указано ниже.
Рис. 9. Внешний вид
§ 24. ТВЕРДОСТЬ ПО БРИНЕЛЮ. пресса Бринеля, для опре-
деления твердости по
Испытание по способу Бринеля заключается Бринелю
во вдавливании с определенной силой дей-
ствием пресса в испытуемый материал весьма твердого стального шарика
определенного диаметра. На рис. 9 представлен внешний вид пресса Бринеля.
О твердости металла судят по величине „числа
твердости по Бринелю**, получаемого как частное
от деления величины нагрузки на шарик (в «г)
на величину сферической поверхности отпечатка
(в кв. мм)-, таким образом число твердости по )
Бринелю выражается в кг на кв. мм.
Для определения величины сферической поверхности отпечатка доста-
точно измерения его внешнего диаметра; подобное грубое измерение
с помощью прозрачной линеечки показано на рис. 10. Более точное из-
мерение производится с помощью специальной лупы или маленького ми-
кроскопа.
Если обозначить:
Н—число твердости по Бринелю в кг/мм?,
d диаметр отпечатка в мм,
D — диаметр шарика в мм,
Р нагрузка на шарик в кг,
26 МАТЕРИАЛЫ, УПОIРЕ1ЛЯГМЫЕ ДЛЯ АВИАМОТОРОСТРОЕНИЯ
Рис. 10. Исследование диаметра отпечатка прозрачной целлулоидовой
линеечкой.
то связь между Н и d можно выразить следующим уравнением:
2 °
уу______________________
~ t.D (D -рТХ— d?)
Это уравнение легко выводится на основании самого определения
числа твердости по Бринелю.
Для одного и того же материала диаметр отпечатка и следовательно
величина числа твердости зависит от величины нагрузки, диаметра ша-
рика и времени выдержки шарика под нагрузкой; для получения сравни-
мых результатов необходимо нормировать эти факторы. Например гер-
манские нормы ДИН, приведенные в табл. 4.
ТАБЛИЦА 4.
Толщина предмета в мм более 6 — 3 менее 3
Диаметр шарика в мм 10 5 2,5
Нагрузка 1 на шарик в кг для железа и стали . . 3000 ЮОО 750 250 187,5 62,5
для твердой меди, ла- туни, бронзы и др. .
для более мягких мате- риалов 250 62,5 15,6
ТВЕРДОСТЬ по РОКВЕЛЮ
27
t
Время выдержки принято не менее 30 секунд.
При указании числа твердости по Бринелю, в случае применения
иных диаметра и нагрузки, чем 10 мм и 3000 кг, обычно указывается
примененный диаметр шарика и нагрузка.
Инотда вместо числа твердости прямо дается диаметр отпечатка;
в л ом случае указание диаметра шарика и нагрузки совершенно необ-
ходимо.
J 25. СВЯЗЬ ТВЕРДОСТИ ПО БРИНЕЛЮ И КОЭФФИЦИЕНТА КРЕПОСТИ
НА РАСТЯЖЕНИЕ.
Для ряда материалов опытом установлена определенная связь между чис-
лом твердости по Бринелю и величиной коэффициента крепости на рас-
тяжение; так для стали найдена следующая зависимосгь:
коэфф, крепости = 0,36 Н для чисел твердости меньших 175,
коэфф. крепости = 0,34 • Н для чисел твердости больших 175,
где Н есть число твердости в кг на кв. мм.
Эта зависимость является не вполне точной, а приближенной; при
определении коэффициента крепости по числу твердости но Бринелю
можно сделать ошибку до 1О°/о. Но эта зависимость дает достаточное
'Основание для создания предварительного, грубого представления о ме-
ханической прочности стали на растяжение
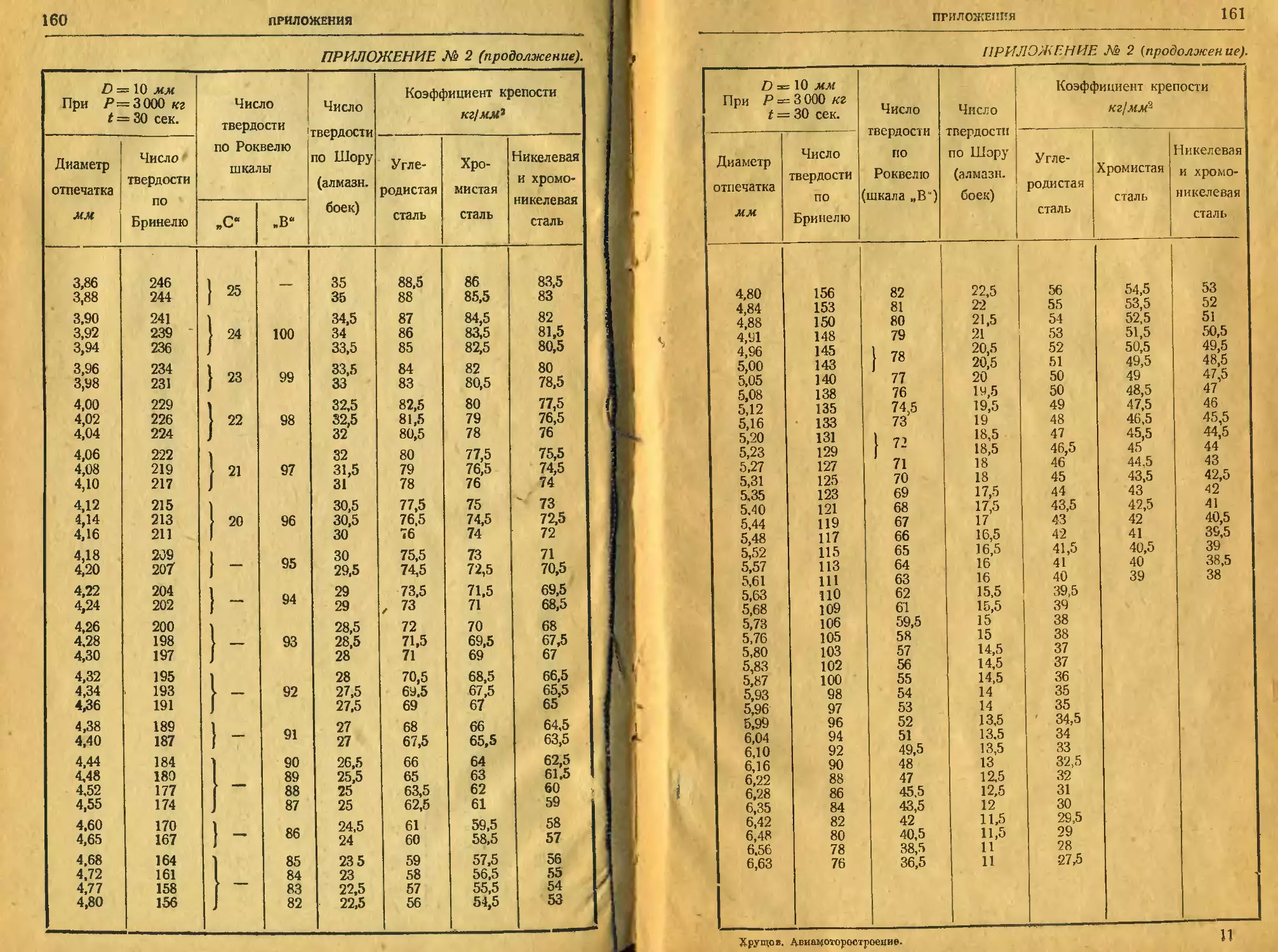
В приложении № 2 (см. в конце книги) дана таблица, предложенная
.заводом Круппа для приближенного определения коэффициентов крепости
углеродистой, хромистой, никелевой и хромо-никелевой стали по числу
твердости по Бринелю или по Роквечю.
Испытание по Бринелю широко применяется в производстве как прак-
тически удобный, простой и достаточно точный способ для сортировки
полуфабрикатов, для контролирования правильности термической обра-
ботки деталей в разных их местах и для приблизительного суждения
о коэффициенте крепости.
Для катаного дюралюминия имеется такая же зависимость между
числом твердости \io Бринелю и коэффициентом крепости, как и для
стали.
Для литых цветных металлов подобной зависимости
между твердостью по Бринелю и коэффициентом кре-
пости пока не установлено.
$ 26. ТВЕРДОСТЬ ПО РОКВЕЛЮ.
I Способ Роквеля для определения твердости материала похож по своей
идее на способ Бринеля и может рассматриваться как некоторое усовер-
шенствование последнего. Действие прибора Роквеля видно из схемы
рис. 11, где для примера указан случай вдавливания стального шарика
диаметром 1/16" под грузом 100 кг.
Испытуемый предмет устанавливается на подставке (положение 1),
после чего поднятием вита он приводится в соприкосновение с шари-,
ком, и последний вдавливается в предмет действием малого груза, рав-
28
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМ''S ДЛЯ АВИАМОТОРОСТРОЕНИЯ
Рис. 11. Схема действия прибора Роквеля для определения
твердости (по Роквелю).
кого 10 кг (положение 2). Стрелка циферблата, связанная передаточным
механизмом с шариком, устанавливается на нуль, после чего на шарик
дается основная нагрузка в 90 кг, что вместе с предварительной нагруз-
Рис. 12. Внешний вид прибора Роквель.
кой составит 100 кг (положе-
ние 3). После снятия основ-
ной нагрузки в 90 кг стрелка
показывает на циферблате число,
которое и является числом
твердости по Роквелю (поло-
жение 4). Для снятия испытуе-
мого предмета малая нагрузка
должна быть предварительно
удалена (положение 5).
Число твердости при
испытании по этому
способу связано с при-
ростом углубления от-
печатка, производимым
нагрузкой в 90 кг, при-
бавляемой к предвари-
тельной нагрузке в 10/сг.
Для весьма твердых метал-
лов, как закаленная сталь, вме-
сто стального шарика употре-
бляется алмазный конус, для
которого дополнительная к
10 кг нагрузка составляет
140 кг.
На рис. 12 показан общий
вид прибора Роквеля, а' на
рис. 13 схема его устройства.
ДРУГИЕ СПОСОБЫ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ
29
§ 27. СВЯЗЬ ЧИСЛА ТВЕРДОСТИ ПО
РОКВЕЛЮ И ПО БРИНЕЛЮ.
Между числом твердости по Рок-
велю и числом твердости по Бри-
нелю существует определенная при-
ближенная зависимость. Она предста-
влена на диаграммах рис. 14 для
испытания шариком по данным Мура
и Петренко и на рис. 15 для испы-
тания конусом по. данным Мура.
Способ определения твердости
по Роквелю имеет по сравнению со
способом Бринеля некоторые преиму-
щества, а именно: во-первых уско-
ряется вся операция определения
твердости (около 10 секунд), что
важно при массовой работе; во-вто-
рых имеется возможность определе-
ния твердости малых и тонких пред-
метов без их повреждения, чего
нельзя сказать про способ Бри-
Рис. 13. Схема устройства
прибора Роквеля.
неля.
Прибор Роквеля в последние годы
в лабораториях, контрольных отделах и
получил широкое применение
цехах.
§ 28. ДРУГИЕ СПОСОБЫ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ.
Способ Виккерса, основанный на вдавливании в испытуемый предмет
алмазной пирамиды, не имеет у нас столь широкого применения.
Способ Герберта, основанный на совершенно другом принципе, по-
явился недавно, и, повидимому, он найдет применение только в лабора-
ториях, для исследовательских работ или для определения твердости на
чрезвычайно малых участках материала, где применение другого способа
технически невозможно.
Способ определения твердости по Шору состоит в определении вы-
соты, на которую подпрыгивает боек со стальным или алмазным нако-
нечником, падающий с высоты 10 дюймов. Высота подпрыгивания хара-
ктеризует число твердости по Шору
Общий вид прибора (склероскоп Шора) представлен на рис. 16.
Между числом твердости по Шору и числом
твердости по Бринелю, а также коэффициентом
крепости на растяжение, определенной точной
зависимости не имеется.
Твердость по Шору характеризует иное качество материала, чем твер-
дость по Бринелю или Роквелю, а именно: она характеризует упругие
30 МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИАМОТОРОСТРОЕНИЯ
__________________________________
Рис. 14. Диаграмма, показывающая соответствие чисел твердости
по Бринелю и по Роквелю, для случая употребления в приборе
Роквеля стального шарика диаметром (по данным Мура и
Петренко).
ДРУГИЕ СПОСОБЫ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ
31
Рис. 15. Диа1рамма, показывающая соответствие чисел твердости
по Брииелю и по Роквелю, для случая употребления в приборе
Роквеля алмазного конуса (по данным Мура).
32
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИАМОТОРОСТРОЕНИЯ
свойства поверхностного слоя ма-
териала. Испытание по этому способу
применяется для сравнения между собой очень
твердых материалов (например цементованная
и закаленная сталь).
Хотя определение числа твердости по
Шору производится весьма быстро и просто
и поверхность предмета не портится отпечат-
ком, но он в авиамоторном производстве
широкого применения не имеет, в некоторых
местах им даже перестают пользоваться. Это
объясняется, во-первых, тем, что твердость
по Шору не выявляет столь практически
важных качеств материала, какие выявляют
испытания по Бринелю или Роквелю, и, во-
вторых, тем, что прибор требует очень акку-
ратного обращения, так как малейшие шеро-
ховатости поверхности в месте измерения
твердости или неточная установка круглого
предмета ведут к неправильным показаниям
уменьшению числа твердости.
Самый старый способ суждения о твер-
дости по тому, как шлифной напильник бе-
рет данный материал, применялся для оценки
твердости цементованного слоя после термо-
n „ обработки. Слабая сторона этого способа
Рис. 16. Внешний вид при-
бора Шора для определения эт0 ненадежность испытания, так как сужде-
твердости по Шору. ние о такой твердости субъективно и зави-
сит от твёрдости и остроты самого напиль-
ника, которые могут быть разными. Кроме того численного выражения
твердости здесь получить нельзя
III. ХАРАКТЕРИСТИКА МАТЕРИАЛА И УСЛОВИЯ РАБОТЫ
ДЕТАЛИ.
ЗАДАНИЕ 3.
§ 29. ДЕЙСТВИТЕЛЬНЫЕ НАПРЯЖЕНИЯ В ДЕТАЛЯХ.
Выше было указано на сложность условий работы и характера тех на-
грузок, которые несут некоторые детали авиамотора. Возникает вопрос,
являются ли описанные испытания материалов и получаемые в результате
этих испытаний характеристики их свойств достаточными для суждения
о пригодности того или иного материала для работы. Теория сопроти-
вления материалов дает способы достаточно точного определения напря-
жений в материале в случаях деталей простых форм и определенно дей-
ствующих нагрузок.
ИСПЫТАНИЕ МАТЕРИАЛА НА УСТАЛОСТЬ ПРИ ИЗГИбЕ S3
Большинство деталей авиамоторов отличается
весьма сложной формой и поэтому размер и ха-
рактер действующих в их отдельных местах дей-
ствительных напряжений поддается путем рас-
чета по приблизительному определению;
это обстоятельство составляет крупное затруднение в деле установления
требований к механическим свойствам материала, исходя из условий ра-
боты детали.
§ 30. ЗНАЧЕНИЕ ПОВТОРНЫХ НАПРЯЖЕНИЙ.
В двигателе внутреннего сгорания нагрузки на детали не остаются по-
стоянными, а пульсируют соответственно вспышкам в цилиндре, почему
напряжения в материале все время периодически меняются. В некоторых
случаях (напр. шатун) это изменение таково, что материал испытывает
напряжение, переходящее из растяжения в сжатие, в других случаях на-
пряжение своего „знака" не меняет и колеблется между какими-то наи-
большей и наименьшей величинами.
Опытами установлено, что если материалу сооб-
щить периодически изменяющиеся напряжения,
хотя бы и не ударного, а спокойного хара-
ктера, то он разрушится при значительно мень-
ших величинах напряжения, чем при испытаниях
„однократно приложенной нагрузкой", или ста-
тических.
Вопрос о механических свойствах материалов при таких нагрузках
подробно изучен. В результате исследований установлено, что при
определенном виде нагрузки между величиной напря-
жения, при котором образец разрушается, и числом при-
ложений этих напряжений (называют: число циклов, число перемен) су-
ществует для каждого материала закономерная связь.
§ 31. ИСПЫТАНИЕ МАТЕРИАЛА НА УСТАЛОСТЬ ПРИ ИЗГИБЕ.
В качестве примера приведем испытание переменным изгибом на машине,
представленной схематически на рис. 17.
Длинный образец материала, опертый в двух подшипниках, приводится
во вращение. Посредине к нему на двух шарикоподшипниках привешен
груз. Образец вращается с постоянной скоростью, с которой вращается
шкив; все места образца, расположенные по его окружности, испытывают
Хрущев. Авнамоторостроение, ч. I.
3
34
материалы, Употребляемые для авиамоторостроения
за каждый оборот напряжения, меняющиеся от определенной величины
на растяжение до такой же на сжатие; один оборот образца соответствует
Рис. 17. Схема испытания на усталость изгибом.
полному циклу таких
изменений напряжения
в какой-либо точке,
при следующих обо-
ротах они опять в
том же порядке повто-
ряются.
Зная расстояние ка-
кого-либо поперечного
сечения образца от
места привеса груза,
можно легко устано-
вить величину изги-
бающего момента р
подсчитать, зная сече-
ние, величины наибольших напряжений в этом сечении.
Для того чтобы образец ломался постоянно в определенном месте,
его изготовляют в опасном месте более тонким, как это видно на рис. 17.
Если такой образец при определенном напряжении сломался после
некоторого количества циклов, то при меньшем напряжении число циклов,
Рис. 18. Диаграмма соотношения напряжения и числа циклов
(числа оборотов) до поломки образца стали (по данным Мура).
необходимых для того, чтобы он сломался, потребуется большее, а при
еще меньшем напряжении — еще большее. При этом оказывается, что
излом не сопровождается теми явлениями, какие имеют место при спо-
ПРЕДЕЛ выносливости
35
койном испытании образцов однократно приложенной нагрузкой, т. е-
образец не изгибается, не тянется, не теряет правильности своей формы,
Рис. 19. Излом усталости (щека кален-
чатого вала тракторного двигателя Джон
Дир).
и числом циклов до мо-
поломки образца, до мо-
„усталости".
этой диаграмме (построен-
логарифмических координа-
а ломается внезапно, как ломаются хрупкие материалы, и излом
имеет особый характерный вид
(см. снимок излома щеки колен-
чатого вала рис. 19).
Принято называть поломку при
подобном характере нагрузки и
изломе поломкой от „усталости"
материала. Описанное испытание
называется испытанием на уста-
лость материала или на уто-
мляемость.
На рис. 18 представлена зави-
симость между величиной напря-
жения
мента
мента
На
ной в
тах) по горизонтальной оси отло-
жены числа „циклов" или, что
то же в данном случае, числа
оборотов до разрушения образца,
а по вертикальной оси отложены
напряжения в кг/мм2. Опыты
велись с термически обработан-
ной хромоникелевой сталью сле-
дующего химического состава: углерода 0,24°,'о, хрома О,87°/о, никеля
3,33о/о.
Из рассмотрения диаграммы можно видеть, что если при напряжении
59 кг/мм2 образец выдерживает до усталости 100 000 циклов, то при
напряжении 50 кг!ММ уже 1 000 000 циклов, а при напряжении 47 кг!мм—
громадное количество циклов, большее 100 000 000, которое на диа-
грамме даже не указано.
Из этого испытания предел выносливости определен в 47,8 кг! мм".
При простом испытании на растяжение эта сталь дала коэффициент кре-
пости 97,5 кг! мм? при 18,2о/о относительного удлинения (на коротком
образце в 2").
§ 32. ПРЕДЕЛ ВЫНОСЛИВОСТИ.
Принято считать, что существует такая величина напряжения, при кото-
рой уже нельзя сломать образца при бесконечно большом числе циклов.
Такое напряжение называется пределом выносливости.
Если сопоставить величину предела выносливости при испы-
тании переменным изгибом с другими характеристиками механических
свойств, получаемых при „статических" испытаниях (однократно прило-
женным грузом), то можно установить, что постоянного закономерного
3*
36
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИАМСТОРОСТРОЕНИЯ
соотношения с пределом упругости, удлинением и сужением площади —
нет и что с коэффициентом крепости его отношение наи-
более постоянно, колеблясь все же в пределах от 0,4 до 0,75 для
стали и от 0,25 до 0,50 для цветных металлов.
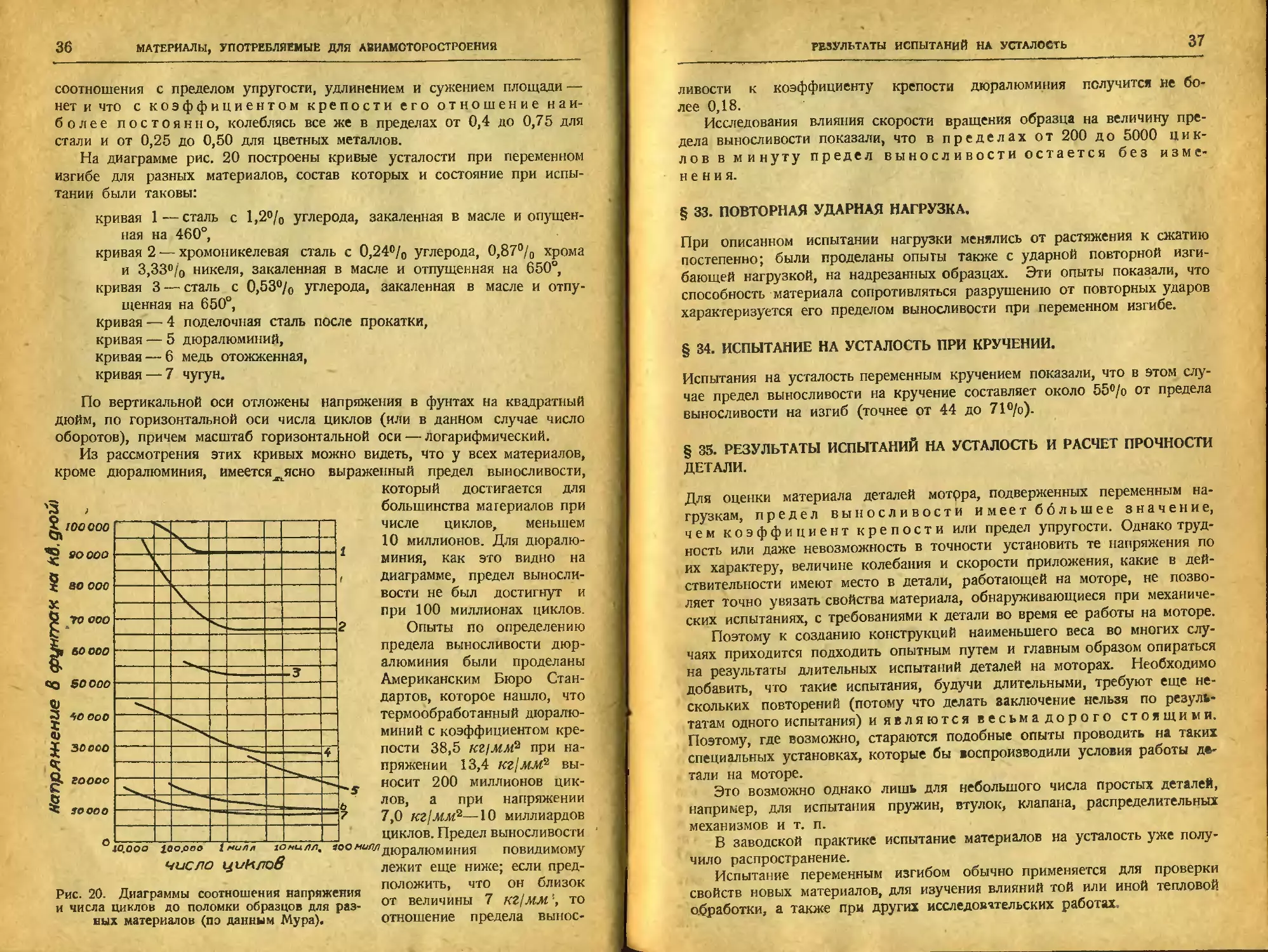
На диаграмме рис. 20 построены кривые усталости при переменном
изгибе для разных материалов, состав которых и состояние при испы-
тании были таковы:
кривая 1—сталь с 1,2% углерода, закаленная в масле испущен-
ная на 460°,
кривая 2 — хромоникелевая сталь с 0,24% углерода, 0,87% хрома
и 3,33°/0 никеля, закаленная в масле и отпущенная на 650°,
кривая 3 — сталь с 0,53°/о углерода, закаленная в масле и отпу-
щенная на 650°,
кривая — 4 поделочная сталь после прокатки,
кривая — 5 дюралюминий,
кривая — 6 медь отожженная,
кривая — 7 чугун.
По вертикальной оси отложены напряжения в фунтах на квадратный
дюйм, по горизонтальной оси числа циклов (или в данном случае число
оборотов), причем масштаб горизонтальной оси — логарифмический.
Из рассмотрения этих кривых можно видеть, что у всех материалов,
кроме дюралюминия, имеется^ясно выраженный предел выносливости,
который достигается для
Напряжение в фунтах на Кб. дюы
число циклов
Рис. 20. Диаграммы соотношения напряжения
и числа циклов до поломки образцов для раз-
ных материалов (по данным Мура).
большинства магериалов при
числе циклов, меньшем
10 миллионов. Для дюралю-
миния, как это видно на
диаграмме, предел выносли-
вости не был достигнут и
при 100 миллионах циклов.
Опыты по определению
предела выносливости дюр-
алюминия были проделаны
Американским Бюро Стан-
дартов, которое нашло, что
термообработанный дюралю-
миний с коэффициентом кре-
пости 38,5 кг]ММ2 при на-
пряжении 13,4 кг/мм2 вы-
носит 200 миллионов цик-
лов, а при напряжении
7,0 кг/мм2—10 миллиардов
циклов. Предел выносливости
дюралюминия повидимому
лежит еще ниже; если пред-
положить, что он близок
от величины 7 кг!мм то
отношение предела вынос-
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ НА УСТАЛОСТЬ
37
ливости к коэффициенту крепости дюралюминия получится не бо-
лее 0,18.
Исследования влияния скорости вращения образца на величину пре-
дела выносливости показали, что в пределах от 200 до 5000 цик-
лов в минуту предел выносливости остается без изме-
нения.
§ 33. ПОВТОРНАЯ УДАРНАЯ НАГРУЗКА.
При описанном испытании нагрузки менялись от растяжения к сжатию
постепенно; были проделаны опыты также с ударной повторной изги-
бающей нагрузкой, на надрезанных образцах. Эти опыты показали, что
способность материала сопротивляться разрушению от повторных ударов
характеризуется его пределом выносливости при переменном изгибе.
§ 34. ИСПЫТАНИЕ НА УСТАЛОСТЬ ПРИ КРУЧЕНИИ.
Испытания на усталость переменным кручением показали, что в этом слу-
чае предел выносливости на кручение составляет около 55°/о от предела
выносливости на изгиб (точнее от 44 до 71°/о).
§ 35. РЕЗУЛЬТАТЫ ИСПЫТАНИЙ НА УСТАЛОСТЬ И РАСЧЕТ ПРОЧНОСТИ
ДЕТАЛИ.
Для оценки материала деталей мотрра, подверженных переменным на-
грузкам, предел выносливости имеет большее значение,
чем коэффициент крепости или предел упругости. Однако труд-
ность или даже невозможность в точности установить те напряжения по
их характеру, величине колебания и скорости приложения, какие в дей-
ствительности имеют место в детали, работающей на моторе, не позво-
ляет точно увязать свойства материала, обнаруживающиеся при механиче-
ских испытаниях, с требованиями к детали во время ее работы на моторе.
Поэтому к созданию конструкций наименьшего веса во многих слу-
чаях приходится подходить опытным путем и главным образом опираться
на результаты длительных испытаний деталей на моторах. Необходимо
добавить, что такие испытания, будучи длительными, требуют еще не-
скольких повторений (потому что делать заключение нельзя по резуль-
татам одного испытания) и я в л я ю т с я весьма дорого стоящими.
Поэтому, где возможно, стараются подобные опыты проводить на таких
специальных установках, которые бы воспроизводили условия работы де-
тали на моторе.
Это возможно однако лишь для небольшого числа простых деталей,
например, для испытания пружин, втулок, клапана, распределительных
механизмов и т. п.
В заводской практике испытание материалов на усталость уже полу-
чило распространение.
Испытание переменным изгибом обычно применяется для проверки
свойств новых материалов, для изучения влияний той или иной тепловой
обработки, а также при других исследовательских работах
38
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИАМОТОРОСТРОЕНИЯ
§ 36. СВОЙСТВА МАТЕРИАЛОВ ПРИ ВЫСОКИХ И НИЗКИХ ТЕМПЕРАТУРАХ.
Для тех деталей, которые работают при высоких температурах (напр.
клапаны, поршни), очень важно знание прочности материала при этих тем-
пературах.
Равным образом, для надежной работы деталей самолетов и моторов
в условиях сильных морозов (например на крайнем севере), необходимо
предварительное изучение влияния низких температур на прочность ма-
териала. Механические свойства материалов при температурах, сильно
отличных от обыкновенной, обычно бывают известны для употребляемых
сортов материалов, в результате специальных лабораторных исследований.
IV. ОЦЕНКА МЕХАНИЧЕСКИХ СВОЙСТВ РАЗНЫХ
МАТЕРИАЛОВ С УЧЕТОМ ИХ УДЕЛЬНОГО ВЕСА.
§ 37. ЗНАЧЕНИЕ ВЕЛИЧИНЫ — -4 .
Г\
Для решения вопроса о качестве авиационного материала необходимо,
кроме всех его механических и иных свойств, учитывать также удель-
ный вес. Как этот учет
производится, поясняется сле-
дующим простейшим при-
мером :
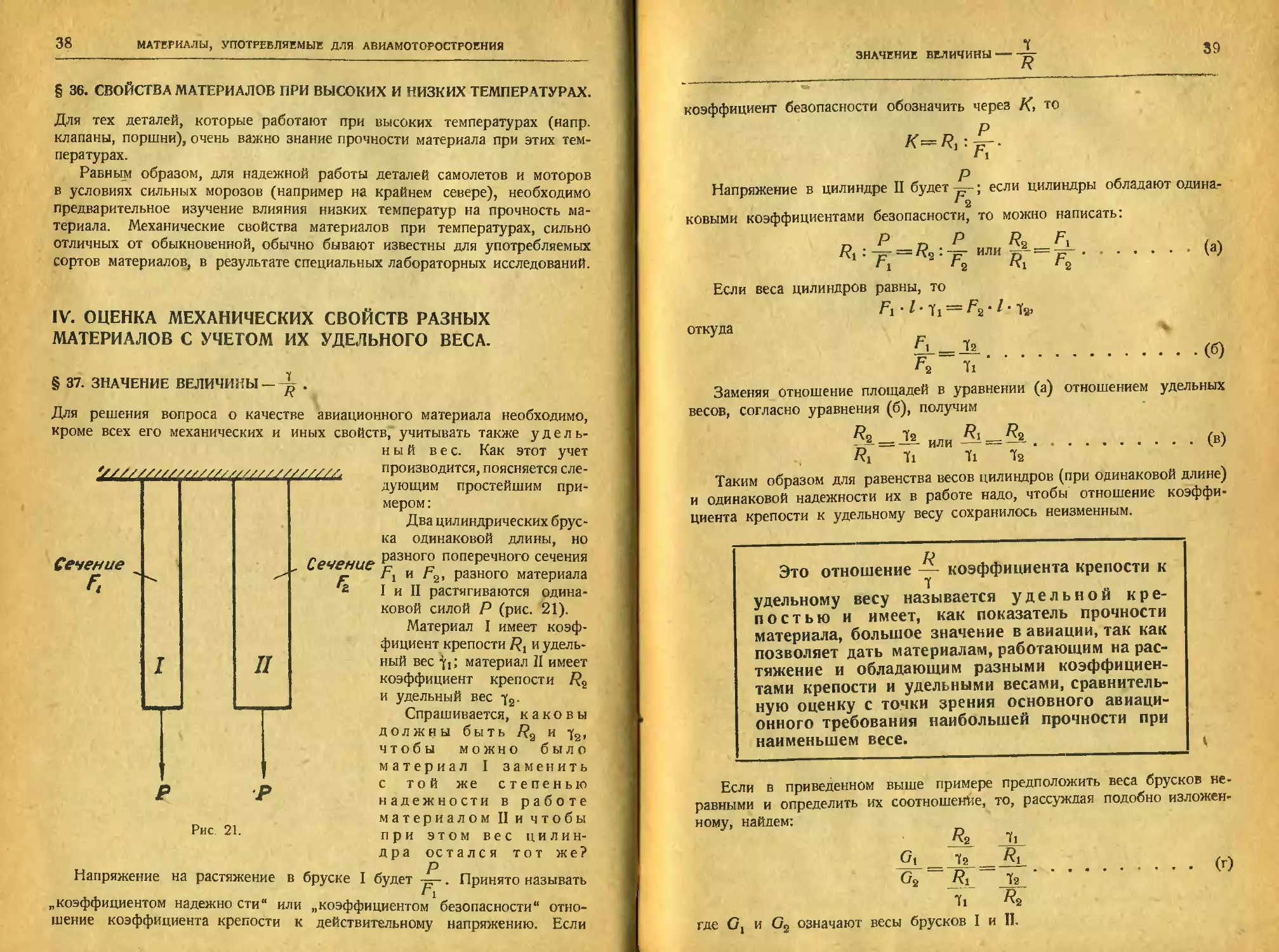
Два цилиндрических брус-
ка одинаковой длины, но
разного поперечного сечения
Д, и Д2, разного материала
I и II растягиваются одина-
ковой силой Р (рис. 21).
Материал I имеет коэф-
фициент крепости и удель-
ный вес 7i; материал II имеет
коэффициент крепости Т?2
и удельный вес f2.
Спрашивается, каковы
должны быть /?2 и 72,
чтобы можно было
материал I заменить
с той же степенью
надежности в работе
Рис 21.
этом вес цилин-
остался тот же?
Р „
материалом II и чтобы
при
дра
Напряжение на растяжение в бруске I будет ~. Принято называть
• 1
„коэффициентом надежно сти“ или „коэффициентом безопасности" отно-
шение коэффициента крепости к действительному напряжению. Если
7
R
39
ЗНАЧЕНИЕ ВЕЛИЧИНЫ---
коэффициент безопасности обозначить через /С, то
Напряжение в цилиндре II будет ; если цилиндры обладают одина-
*2
ковыми коэффициентами безопасности, то можно написать:
n Р n Р R2 Fi , .
7?1;Т\==7?2 7^ или .........................<а)
Если веса цилиндров равны, то
F1 • I • 71 — F2 • I • Tfg,
откуда
Заменяя отношение площадей в уравнении (а) отношением удельных
весов, согласно уравнения (б), получим
ИЛИ ^1 = ^2......................
R1 71 71 72
(в)
Таким образом для равенства весов цилиндров (при одинаковой длине)
и одинаковой надежности их в работе надо, чтобы отношение коэффи-
циента крепости к удельному весу сохранилось неизменным.
п
Это отношение — коэффициента крепости к
удельному весу называется удельной кре-
постью и имеет, как показатель прочности
материала, большое значение в авиации, так как
позволяет дать материалам, работающим на рас-
тяжение и обладающим разными коэффициен-
тами крепости и удельными весами, сравнитель-
ную оценку с точки зрения основного авиаци-
онного требования наибольшей прочности при
наименьшем весе.
Если в приведенном выше примере предположить веса брусков не-
равными и определить их соотношение, то, рассуждая подобно изложен-
ному, найдем:
Rs _7i_
£<=_l2_ = Ri
(j2 Rj 7а
7i Rs
(0
где О, и О2 означают весы брусков I и II.
40
МАТЕРИАЛЫ, УПОТРЕВЛЯЕМЫЕ ДЛЯ АВИАМОТОРОСЧРОЕНИЯ
Таким образом веса брусков обратно пропорциональны удельным
ч
крепостям, или прямо пропорциональны отношениям .
R т
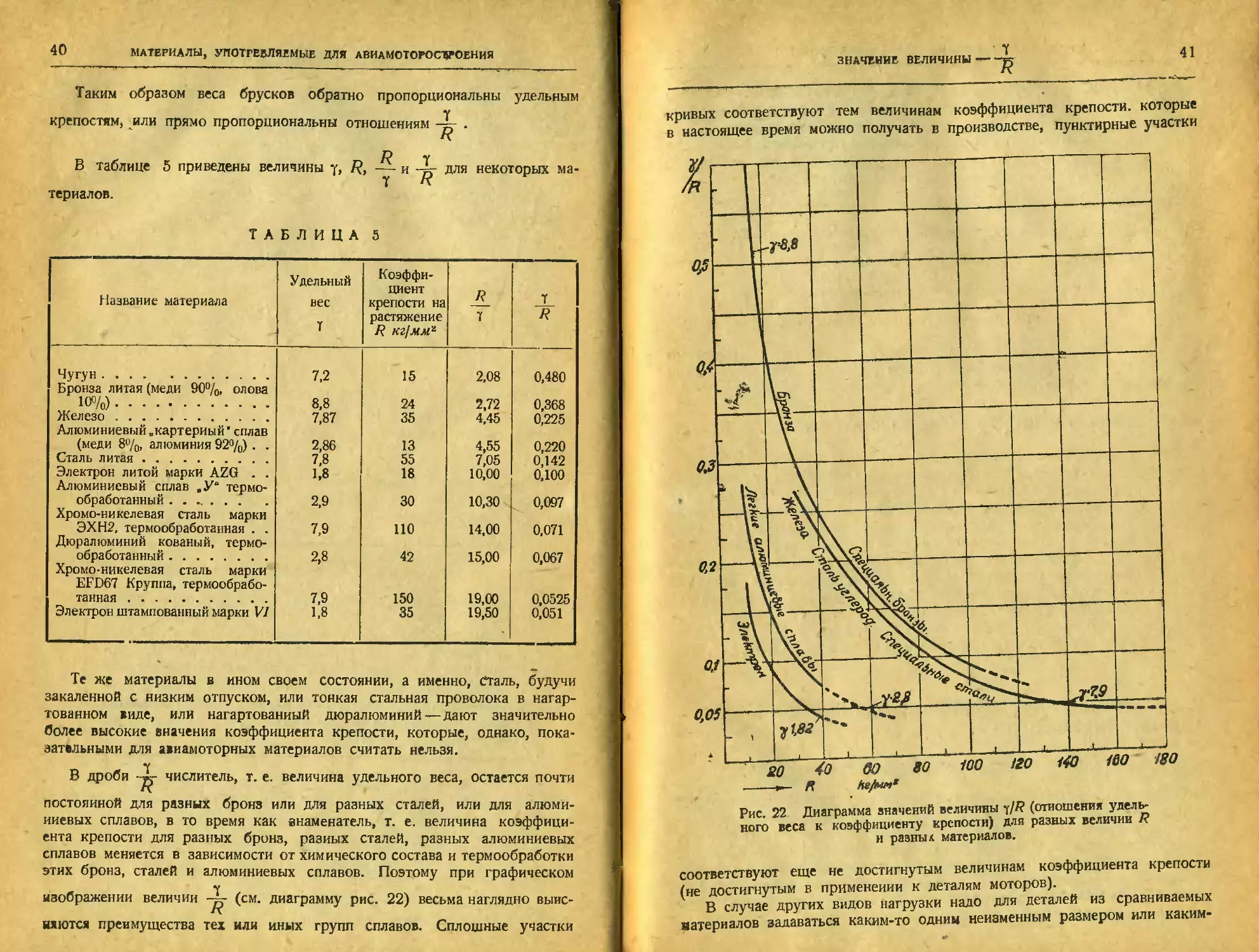
В таблице 5 приведены величины у, R, и для некоторых ма-
териалов.
ТАБЛИЦА 5
Название материала Удельный вес Т Коэффи- циент крепости на растяжение /? кг/мм2 /? 1 У R
Чугун 7,2 15 2,08 0,480
Бронза литая (меди 90%, олова 10%) 8,8 24 2,72 0,368
Железо 7,87 35 4,45 0,225
Алюминиевый „картерный' сплав (меди 8%, алюминия 92%). . 2,86 13 4,55 0,220
Сталь литая 7,8 55 7,05 0,142
Электрон литой марки AZO . . 1,8 18 10,00 0,100
Алюминиевый сплав ,У“ термо- обработанный 2,9 30 10,30 0,097
Хромо-пикелевая сталь марки ЭХН2, термообработанная . . 7,9 110 14,00 0,071
Дюралюминий кованый, термо- обработанный 2,8 42 15,00 0,067
Хромо-никелевая сталь марки EFD67 Круппа, термообрабо- танная 7,9 150 19,00 0,0525
Электрон штампованный марки VI 1,8 35 19,50 0,051
Те же материалы в ином своем состоянии, а именно, Сталь, будучи
закаленной с низким отпуском, или тонкая стальная проволока в нагар-
тованном виде, или нагартованиый дюралюминий — дают значительно
более высокие вначения коэффициента крепости, которые, однако, пока-
зательными для авиамоторных материалов считать нельзя.
В дроби числитель, т. е. величина удельного веса, остается почти
постоянной для разных бронз или для разных сталей, или для алюми-
ниевых сплавов, в то время как внаменатель, т. е. величина коэффици-
ента крепости для разных бронз, разных сталей, разных алюминиевых
сплавов меняется в зависимости от химического состава и термообработки
этих бронз, сталей и алюминиевых сплавов. Поэтому при графическом
изображении величии —- (см. диаграмму рис. 22) весьма наглядно выис-
R
няются преимущества тех или иных групп сплавов. Сплошные участки
7
41
ЗНАЧЕНИЕ ВЕЛИЧИНЫ —
кривых соответствуют тем величинам коэффициента крепости, которые
в настоящее время можно получать в производстве, пунктирные участки
Рис. 22 Диаграмма значений величины у//? (отношения удель-
ного веса к коэффициенту крепости) для разных величии R
и разных материалов.
соответствуют еще не достигнутым величинам коэффициента крепости
(не достигнутым в применении к деталям моторов).
В случае других видов нагрузки надо для деталей из сравниваемых
материалов задаваться каким-то одним неизменным размером или каким-
42
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ЛЛЯ АВИАМОТОРОСТРОЕНИЯ
либо условием, которое связывало бы геометрические размеры обеих
деталей; в разных случаях та величина, которая должна характеризовать
авиационное свойство материала, будет иметь различное выражение. Так,
например, если сравнивать две балки, имеющие одинаковый пролет, рабо-
тающие на изгиб и имеющие одинаковую высоту и вес, но разную
ширину, то в этом случае характеристика веса будет та же, что в случае
у
растяжения двух прутков равной длины и веса, но разного сечения, т. е. .
Если сравнивать две балки, имеющие геометрически подобные сечения,
У
то их Веса будут пропорциональны выражению
Надо добавить, что сравнение разных материалов по величине
~ ^или не является решающим при их выборе, так как необходимо
также учитывать упругие свойства, отношение к переменным и ударным
нагрузкам, структуру, возможность придания детали при изготовлении
той или иной формы и т. д.
§ 38. УСЛОВИЯ ПРАВИЛЬНОГО НАЗНАЧЕНИЯ МАТЕРИАЛОВ.
Правильный выбор материалов для тех или иных деталей мотора пред-
ставляет собой весьма трудную задачу. Конструктору необхо-
димо сочетать рациональные, с точки зрения констру-
ктивной, формы детали со всеми свойствами выбран-
ного материала, в том числе технологическими, с тем,
чтобы в результате получить комбинацию наимень-
шего веса. Правильное решение такой задачи может быть обеспечено
только при условиях: во-первых, коллективной разработки
проекта конструкторами и металловедами-производ-
ственниками и, во-вторых, постановки опытов по изу-
чению в работе на специальных установках и моторах
различных намеченных вариантов комбинаций.
V. МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ ПОСТРОЙКИ
АВИАЦИОННОГО МОТОРА.
§ 39. ВЕСА СТАЛЬНЫХ И АЛЮМИНИЕВЫХ ДЕТАЛЕЙ МОТОРОВ.
Основные (по количеству) материалы, идущие на постройку современных
моторов,— сталь и алюминиевые сплавы; в последнее время наме-
чается тенденция к вытеснению алюминиевых сплавов магниевыми.
Конструкции моторов, у которых цилиндры стоят рядами (однорядный,
У-образный, UZ-образный, Х-образный), разделяются на блочные и с инди-
видуальными цилиндрами. В последних (напр. моторы Либерти, БМВ.)
сталь занимает бдльшее относительное место, чем в первых, где блоки
делаются из алюминиевого сплава (напр. моторы Испано, Райт),
РАСХОД МЕТАЛЛОВ НА ПОСТРОЙКУ МОТОРА
43
В качестве примера в нижеследующей таблице 6 приведены весовые
соотношения стальных и алюминиевых частей для моторов обоих типов.
ТАБЛИЦА 6.
Материал частей Водяное охлаждение Воздушное охлаждение. Мотор Райт 200 л. с.
Мотор тина Либерти (свар- ные стальные цилиндры) Мотор типа Райт (цилиндры в алюмин, блоке)
В процентах
Стальные • Алюминиевые сплавы . . . 64,3 35,7 54 46 56 44
Всего ... 100 100 100
Параллельно в этой же таблице указаны данные для звездообразного
мотора.
§ 40. РАСХОД МЕТАЛЛОВ НА ПОСТРОЙКУ МОТОРА.
Потребное на изготовление мотора количество металлов зависит в сильной
степени от характера поковок и других полуфабрикатов, доставляемых
моторному заводу.
В качестве иллюстрации расхода материала в таблице 7 указано
количество металла, израсходованное в период войны фирмой Испано
на изготовление следующего количества моторов:
Модель 150—180 л. с................... 12 593 шт.
200—220 л. с. .............. 28977 „
„ 300 л. с.................. 8323 „
Данные, приведенные в таблице 7, касаются разного количества
моторов трех моделей; тем не менее процентное соотношение количества
разных материалов возможно вывести, так как все три модели однотипны.
Из сопоставления для моторов Испано-Сюиза соотношения расхода
стали и алюминия по таблице 7 с соотношением веса стальных и алю-
миниевых частей в готовом моторе по таблице 6 видно, что на долю
стальных полуфабрикатов приходится гораздо большее снятие стружки
в обработке, чем на долю алюминиевых деталей. Это понятно, так как
стальные поковки обрабатываются со всех сторон, в то время как большая
часть поверхности алюминиевых отливок обработке не подвергается.
Расход стали сильно зависит от характера поковок, и чем ближе
поковки приближаются по внешним своим формам и размерам к форме
и размерам обработанной детали, тем этот расход, очевидно, меньше.
44
МАТЕРИАЛЫ, УПОТРЕБЛЯЕМЫЕ ДЛЯ АВИАМОТОРОСТРОЕНИЯ
ТАБЛИЦА 7.
По данным формы Испано
Наименование материала На 50.000 моторов в тоннах %
Сталь поковки ... 28024,6
в прутковая ..... ... 3109,7
„ тянутая . , . 1 462,1 —
„ пружинная 279,9 ——•
„ трубы 203,9 •—
Всего стали . . - 33 080,2 70
Бронза коэф, крепости более40кг/жлг2 691,1 —
„ фосфористая 1 307,2 —
„ алюминиевая 325,3 —
„ обыкновенная ....... 64,2 —
Латунь 48,0 —
Красная медь в трубках ... 103,9 —
Всего медных сплавов 2 539,7 5,2
Алюминий 11527,7 24
Хойт-металл (баббит) для вкладышей 390,9 0,8
Итого.... 1 । 47538,5 100
§ 41. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ.
1. Что дает химический анализ материала?
2. Какое значение имеют предельные цифры допускаемого содержания отдель-
ных элементов?
3. В чем состоит механическое испытание на растяжение?
4. Что служит характеристикой материала, получаемой в результате испытания
на растяжение?
5. В чем состоит испытание на удар?
6. Что служит характеристикой материала, получаемой в результате испыта-
ния на удар?
7. Что понимается под твердостью металла?
8. В чем состоит испытание металла на твердость по Брюнелю?
9. Какая зависимость установлена между коэффициентом крепости на разрыв
и твердостью по Брюнелю и для каких металлов?
10. В чем состоит испытание металла на твердость по Роквелю?
11. В чем состоит испытание металла на твердость по Шору?
12. Увязывается ли определение твердости по Шору с тем понятием твер-
дости, какое дано в § 23? Можно ли считать, ч.о испытаниями по Шору и по
Бринелю выявляются одни и те же свойства металла?
13. В чем заключается испытание на усталость изгибом?
14. Какой характер имеет зависимость между величиной напряжения и числом
приложения этих напряжений при испытаниях на усталость изгибом?
15. Что называется пределом выносливости при испытании на усталость
изгибом?
16. Имеется ли увязка для одного и того же материала между величиной предела
выносливости при испытании на усталость изгибом и каким-либо из коэффициен-
тов, получаемых в результате обычного механического испытания на растяжение?
ПРАКТИЧЕСКИЕ РАБОТЫ
45
17. Как связывается при оценке авиационного материала, в случае его ра-
боты на растяжение, его крепость при испытании на растяжение с удельным весом?
18. Нанести на соответствующие кривые диаграммы рис. 22 точки, даваемые
таблицей 5.
19. Каково приблизительное процентное содержание весов стальных и алю-
миниевых готовых деталей в современных моторах?
ПРАКТИЧЕСКИЕ РАБОТЫ (в механической лаборатории завода).
1. Проследить все операции по производству механического испыта-
ния на растяжение образцов, производимому лабораторией в порядке
контроля производства: порядок взятия образца из заготовки или из
прутка, производство обмеров диаметра и расчетной длины, установку
в зажимах испытательной машины, отсчет нагрузок, установление по
разорванному образцу величины относительного удлинения, относитель-
ного сужения в шейке и подсчет величины коэффициента крепости. Жела-
тельно такую работу провести с образцами как отожженной углеродистой
стали, так и той же стали в ее закаленном виде. Желательно работу про-
вести на прессе Гагарина с автоматической записью диаграммы растяжения.
2. Проследить все операции по испытанию образцов на удар на копре
типа Шарли: порядок взятия образца, производство обмеров, производ-
ство самого испытания, подсчет величины ударного сопротивления. Жела-
тельно работу провести с теми же сталями, что указаны в п. 1.
3. Провести на приборе Бринеля определение твердости стали непо-
средственно на образцах, подвергнутых в п. 1 испытанию на растяжение.
Обмерить диаметр полученного отпечатка, подсчитать число твердости по
Бринелю.
4. В § 25 указывается на закономерность в соотношении между чис-
лом твердости по Бринелю и коэффициентом крепости.
Проверить на основе испытаний, произведенных по пп. 1 и 3, полу-
ченное отклонение от указанной в § 25 закономерности (определить отно-
шение коэффициента крепости к числу твердости).
Сравнить полученные данные также с цифрами, приведенными в при-
ложении № 2.
5. Провести на приборе Роквеля определение чисел твердости на
тех же образцах, на которых определялась твердость по Бринелю.
Проверить отклонение в полученном соотношении чисел твердости
по Бринелю и по Роквелю от закономерности, указанной на диаграммах
рис. 14 и 15.
6. Провести на приборе Шора определение чисел твердости по Шору
на материалах разной твердости, в том числе на цементованной поверх-
ности. Проверить влияние неровности поверхности на уменьшение пока-
зания прибора (до и после зачистки поверхности, имеющей следы резца
или драчевой пилы).
ЛИТЕРАТУРА К ГЛАВЕ И.
Ваврциньок. Руководство по испытанию материалов. Изд. Оргаметалла 1927.
Ц. 9 р. 80 к.
Общие техн, условия на приемку железных и стальных полуфабри-
катов. Изд. Комиссии по стандартизации автоавиаматериалов. 1927.
Мур и Коммерс. Усталость металлов, дерева и бетона. Гостехиздат. 1929. Ц. Зр.
46
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ поковок
ГЛАВА 111.
ЗАДАНИЕ 4.
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ ПОКОВОК.
1. СОРТА СТАЛЕЙ.
§ 42. РАЗДЕЛЕНИЕ СТАЛЕЙ ПО СОРТАМ.
Сталь для приготовления деталей моторов идет в виде поковок, в виде
катаных полуфабрикатов, как прутки, листы, трубы, и в виде проволоки.
Количество разных сортов сталей по их составу заводы обычно
стараются ограничить возможно меньшим числом, каковое колеблется
около десяти.
По своему составу стали делятся на углеродистые, которые не
содержат специальных примесей, как хром, никель, вольфрам, ванадий
и другие, и на специальные стали, которые таковые примеси содер-
жат в большем или меньшем количестве.
Углеродистые стали обладают более низкими меха-
ническими качествами, чем многие специальные стали,
и употребляются поэтому на менее нагруженные
детали.
§ 43. УГЛЕРОДИСТЫЕ СТАЛИ ДЛЯ ПОКОВОК.
Углеродистый1 стали, принятые у нас, применяются нескольких марок,
различающихся как по содержанию углерода, так и по способу выработки
и назначению: сталь в виде поковок или прутков, поставляемых
в отожженном виде и получающих термическую обработку на авиамо-
торных заводах, сталь в виде прутков, поставляемых в термически
обработанном виде, и холоднотянутая сталь в виде точно кали-
брованных прутков, поставляемых в термически обработанном виде.
В табл. 8 приведен состав первой из этих трех групп углероди-
стых сталей (по нашим техническим условиям на авиаматериалы).
ТАБЛИЦА 8.
УГЛЕРОДИСТЫЕ СТАЛИ, УПОТРЕБЛЯЕМЫЕ С ТЕРМООБРАБОТКОЙ. ХИМИЧЕСКИЙ
СОСТАВ В °/о°/о.
Марка Углерод Марганец Кремний не более Сера не более Фосфор не более Никель не более Хром не более
У2 0,2 -0,3 0,35—0,75 0,4 0,045 0,050 0,5 0,25
УЗ 0,3 —0,4 0.35-0,75 0,4 0,045 0,050 0,5 0,25
У4 0,36-0,46 0,35—0,75 0,4 0,045 0,050 0,5 0,15
УГЛЕРОДИСТЫЕ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ НЕНАГРУЖЕННЫХ ДЕТАЛЕЙ 47
Сталь марки У2 применяется для изготовления мало напряженных
деталей, работающих без трения.
Сталь марки УЗ применяется для деталей, не сильно напряженных
и работающих без трения, как например пропеллерная втулка, флянец
пропеллерной втулки.
Сталь марки У4 применяется для деталей, не 'сильно нагруженных
и работающих с трением, как например цилиндры моторов.
Механические свойства этих углеродистых сталей даны в табл. 9.
ТАБЛИЦА 9.
МЕХАНИЧЕСКИЕ СВОЙСТВА УГЛЕРОДИСТЫХ СТАЛЕЙ.
Марка стали Термообра- ботка Коэффи- циент кре- пости кг!мм2 Предел текучести кг) мм2 Относит, сужение площади % Ударное сопротивл. кгм)см2
Н мен е е
У2 . Закалка и отпуск 54—56 32 50 6,5
УЗ . . 62—78 40 45 4,5
У4 .... 72-88 40 40 3,5
§ 44. УГЛЕРОДИСТЫЕ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ НЕНАГРУЖЕННЫХ
ДЕТАЛЕЙ И НОРМАЛЕЙ.
Для изготовления гаек, болтов, шпилек и других мелких деталей, при
условии, что они не несут больших нагрузок, употребляются стали
следующих марок: ГС (горячекатаная средней твердости) и ГГIT (горя-
чекатаная полутвердая), доставляемые на моторные заводы в виде прутков,
уже термически обработанных.
Равным образом нормали, т. е. мелкие детали стандартных раз-
меров, могут изготовляться из холоднотянутых сталей марок СС (светло-
тянутая средней твердости), СПТ (светлотянутая полутвердая). Прутки
светлотянутых сталей изготовляются с малыми допусками по толщине, что
позволяет использование их для работы в механическом цехе на автоматах.
Химический состав этих сталей указан в табл. 10.
ТАБЛИЦА 10.
Марка стали Химический состав в %
Углерод Марганец Кремний не более Фосфор не более Сера не более Хром не более
ГС . . . 0,42-0,50 0,4—0,7 0,4 0,045 0,040 0,25
гпт . . 0,48-0,58 0,4-0,7 0,4 0,045 0,040 0,25
СС . . . 0,34—0,42 0,4—0,7 0,4 0,045 0,040 0,25
епт . 0,42-0,50 0,4—0,7 0,4 0,045 0,040 0,25
48
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ поковок
Механические свойства этих сталей, согласно технических условий,
должны быть после термообработки таковы (см. табл. 11).
ТАБЛИЦА 11.
Марка стали На растяжение На загиб не менее Ударное сопроти- вление нгм/см* не менее Число твердости по Бринелю
Коэффи- циент крепости кг/мм* Относит, удлине- ние % не менее Относит, сужение площади % не менее
СС и ГС . СПТ и ГПТ 55-65 65—75 16 14 45 40 Один загиб в холодном состоянии на 180° вокруг стержня двойного диаметра 4,5 3,5 155-200 185—235
§ 45. СТАЛЬ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ.
Весьма мягкая сталь в авиамоторах применяется в виде листов для штам-
повки из них рубашек цилиндров моторов водяного охлаждения. Принятая
марка ОМ (особо мягкая), химический состав которой:
углерод не более .... 0,12
марганец , » .... 0,60
кремний . , .... 0,10
фосфор не более .... 0,045
сера , „ .... 0,045
хром и . . 0,10
Механические свойства, согласно технических условий: коэффициент
крепости (для листов толщиной не менее 1,5 мм) 28—38 кг/мм2,
относительное удлинение — не менее 25°/о-
Кроме того, при приемке листы подвергаются испытанию на загиб
и выпрямление, на выдавливание на приборе Эрихсена и на способность
свариваться.
§ 46. РАЗДЕЛЕНИЕ СПЕЦИАЛЬНЫХ СТАЛЕЙ.
Специальные стали, которые применяются для изготовления деталей мото-
ров, можно разбить на несколько групп, в зависимости от назначения
деталей, для которых они употребляются, или от характера дальнейшей
тепловой обработки, которую они получают: стали для деталей, работа-
ющих с большими нагрузками при невысоких температурах, получающие
цементацию или употребляемые без таковой, стали для деталей, работа-
ющих при высоких температурах, стали для пружин и т. д.
Стали для цементаций
49
§ 47. СТАЛИ ДЛЯ ЦЕМЕНТАЦИИ.
Цементация является таким процессом тер-
мической обработки, в результате которого де-
таль из мягкой малоуглеродистой стали с по-
верхности насыщается углеродом на
сравнительно небольшую глубину. После закалки
и отпуска цементированная деталь обладает
весьма большой поверхностной твердостью, оста-
ваясь в сердцевине более мягкой и вязкой.
Большая поверхностная твердость делает сталь устойчивой против
истирания, а благодаря тому, что в сердцевине она остается вязкой
деталь в целом не становится хрупкой.
Цементации может быть подвергнута мало углеродистая простая сталь
или железо; но так как в авиамоторах все детали, имеющие поверхности
трения сильно нагруженными, являются в то же время и сильно напря-
женными, железо или малоуглеродистая сталь явились бы материалом
недостаточно прочным, поэтому для цементации употребля-
ются малоуглеродистые специальные стали.
Для цементации приняты следующие хромо-никелевые стали (см.
табл. 12).
ТАБЛИЦА 12.
ХРОМОНИКЕЛЕВЫЕ СТАЛИ ДЛЯ ЦЕМЕНТАЦИИ.
Марка стали Химический состав в %
С ; МП Si Ni Ст Р S
1 менее менее менее менее
ЦК . . 0,10—0,16 0,5 0,30 1,7-2,30 0,2 —0,5 0,035 0,035
XIH . . . 0,10—0,16 0,6 0,35 2,8—3,4 0,55—0,9 0,035 0.035
ХМ1 . . . . 0,10—0,16 , 0,6 ! 0,35 3,4-4,0 0,76-1,1 0,035 0,035
Примеры применения для деталей моторов сталей, указанных в та-
блице 12.
Марка ЦК— кулачковые валики, поршневые пальцы.
Марка XIJ1 — ролики рычагов, наконечники рычагов, валики и
втулки роликов.
Марка XMI — шестерни.
Механические свойства цементуемых сталей, установленные техниче-
скими условиями на авиаматериалы, приведены в табл. 13.
Хрущев. Авиамоторостроение, ч. I.
4
50
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ поковок
ТАБЛИЦА 13.
МЕХАНИЧЕСКИЕ СВОЙСТВА СТАЛИ ДЛЯ ЦЕМЕНТАЦИИ.
Марка стали Термическая обработка Коэффи- циент крепости кг/мм2. Предел теку- чести кг1мм2 Относи- тельное удлине- ние % Относи- тельное сужение площади % Ударное сопротивле- ние кгм/см2
не менее не менее не менее не менее не менее
ЦК ... . закалка и отпуск 58 38 10 50 7
Х1Н . . . . 85 60 8 50 7
XMI . • . . 100 80 7 50 6
Эти механические качества характеризуют прочность самой стали,
которая употребляется для цементации, и в уже цементованной детали —
прочность той ее части, которая цементацией не затронута.
После цементации и закалки с отпуском твердость цементированных
поверхностей получается значительно выше, чем сердцевины.
Испытание твердости цементированной поверхности производится на
приборах Шора или Роквеля, или напильником. Испытание по Бринелю
не применимо, так как тонкий слой цементированной поверхности под
шариком продавливается.
Цементируемые стали употребляются также для таких ответственных
и напряженных деталей, как коленчатые валы и шатуны, как, например,
на моторе БМВ VI, где цементации подвергается только та часть поверх-
ности шатунных шеек вала и та поверхность большей головки шатуна,
по которым катятся ролики.
Механические свойства некоторых современных специальных сталей
более сложного состава, чем приведенные выше, более высоки; так на-
пример сталь марки EFD 67 завода Круппа, содержащая около 0,18°/0 угле-
рода, 4,5°/0 никеля, 1,5<>/о хрома и 1°/о вольфрама, употребляемая для
цементуемых коленчатых валов и шестерен, дает согласно каталога завода
следующие механические свойства:
Состояние Коэффиц. крепости KZlMM2 Предел текучести кг/мм2 не менее Относит, удлине- ние % Относит, сужение % прибли- зительно Ударное со- противление приблизи- тельно
После отжига . . 75—85 55 16—12 60 24
После термообра- ботки 130—155 110 8—6 50 12
§ 48. СТАЛЬ ДЛЯ АЗОТИЗАЦИИ.
Несколько лет назад на заводе Круппа был изобретен особый способ
увеличения поверхностной твердости стали путем азотизации, который
Специальные стали для нагруженных деталей
51
теперь применяется для цилиндров уже в серийном производстве моторов
заводами Испано-Сюиза и Кёртис и применяется также и для других
деталей.
Завод Круппа изготовляет шесть разных марок сталей для азотизации,
употребляемых в зависимости от назначения Детали.
В качестве примера специальной стали для азотизации приводим сле-
дующий состав стали для изготовления цилиндров:
углерода .
хрома......................... .
никеля не более .................
молибдена .......................
алюминия.........................
0,33%
1,6%
2%
о,3%
1%
Азотированные цилиндры и др. детали изнашива-
ются в работе значительно меньше, чем обыкновен-
ные стальные, что открывает этому методу обработки
широкие перспективы.
§ 49. СПЕЦИАЛЬНЫЕ СТАЛИ ДЛЯ НАГРУЖЕННЫХ ДЕТАЛЕЙ.
Основными металлами, придающими стали прочность,
являются никель и хром. Никель увеличивает вязкость стали,
хром придает ей твердость и крепость и увеличивает способность зака-
ливаться на глубину. Подобно никелю действует ванадий, увеличивая
в то же время восприимчивость к закалке. Вольфрам увеличивает твер-
дость стали. Влияние этих металлов в случае одновременного их при-
сутствия, в стали является более сложным
Введение в сталь молибдена имеет целью уничтожение хрупкости при
отпуске, что описано в главе VII.
Хр ом о-н и ке л е в ы е стали являются наиболее приня-
тыми в производстве авиамоторов; в последнее время для
изготовления наиболее ответственных деталей моторов употребляются стали
более сложного состава, дающие более высокие механические качества.
Ниже в таблице 14 указаны принятые сорта хромо-никелевой стали,
употребляемые с закалкой и отпуском.
ТАБЛИЦА 14.
xpomo-никелевые стали.
Марка стали Химический состав в %
Углерода Хрома Никеля Марганца не более Кремния не более Фосфора не более Серы не более
Х2Н . . 0,17-0,25 0,5-0,9 2,65—3,35 0,6 0,4 0,035 0,035
ХЗН . . 0,25—0,33 0,9—1,2 2,8 —3,5 0,6 0.4 0,035 0,035
Х4Н . . 0,33—0,41 1,2—1,6 3,0 —3,70 0,6 0,4 0,035 0,035
ЭХН2 . 0,16—0,24 0,7—1,1 3,9 —4,6 0,7 0,4 0,035 0,035
ХЗ . . . 0,25—0,33 0,7—1,1 3,3 —4,0 0,6 0,4 0,035 0,035
д*
52
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ ПОКОВОК
Сталь марки Х2Н употребляется для изготовления не слишком сильно
нагруженных болтов, рычагов, валиков и т. п.
Сталь ХЗН, а также ЭХН2 употребляется на наиболее напряженные
детали, как коленчатые валы, шатуны и другие части, работающие
с ударной нагрузкой.
Сталь ХЗ употребляется в тех же случаях, но применяется пре-
имущественно в автостроении.
Сталь X4h употребляется для шестерен, для валиков вертикальных
передач и других деталей, сильно нагруженных и в то же время рабо-
тающих с трением и требующих сопротивляемости истиранию.
Механические свойства этих сталей после закалки и отпуска указаны
в таблице 15.
ТАБЛИЦА 15.
Марка стали Коэффи- циент кре- пости кг!мм2 Предел текучести кг/мм2 Относитель- ное удли- нение % Относитель- ное сужение площади % Ударное сопротивле- ние KZMjCM2
е м е н е в
Х2Н . 85—105 68 8 55 9
ХЗН .... 100 120 80 7 55 7
Х4Н - 110—130 85 7 45 5
ЭХН2 . 95—115 80 8 55 7
ХЗ. ... 113—137 90 6 50 4
Из современных сталей более сложного состава, употребляемых для
деталей моторов, в качестве примера приведем хромо-никелевую сталь
марки EFD 70 завода Круппа, содержащую около 4,5°/о никеля, хрома и
вольфрама. По данным каталога завода эта сталь дает:
Состояние Коэффи- циент крепости кг/мм2 Предел текучести кг/мм2 не менее Относит, удлине- ние % Относит, сужение % Ударное сопро- тивление KlMjCM? приблиз. Назначение
После отжига . После термо- 75-85 50 14—10 55 16
обраб. вязкая После термо- обраб. вязко- 115—130 95 12-9 50 12 Для колен- чатых валов
твердая . . . После воздуш- 130—145 110 10—7 40 10 То же
ной закалки . 170—185 140 7-5 35 7 Для шесте- рен и зубча- чатых венцов
СПЕЦИАЛЬНЫЕ СТАЛИ Л КЛАПАНОВ ВЫХЛОПА
53
§ 50. СПЕЦИАЛЬНЫЕ СТАЛИ ДЛЯ КЛАПАНОВ ВЫХЛОПА.
Указанные выше стали применяются для деталей, работающих при невы-
соких температурах.
У мотора Либерти, согласно опытов Шомекера, температура в го-
ловке цилиндра со стороны камеры,; сгорания, между клапанами, дохо-
ди? до 235°, температура стенок цилиндра около 105°; при этих темпе-
ратурах механические свойства сталей остаются практически такими же,
как при нормальной температуре.
Температура выхлопных клапанов по опытам Джиле и Джэрдин на
моторе Либерти колеблется в пределах от 540° до 790°; у некоторых
моторов температура выхлопных клапанов бывает еще выше. При таких
температурах обычные хромо-никелевые стали оказываются неподходя-
щими как по своим недостаточно высоким механическим свойствам, так
и по слабой сопротивляемости разъеданию горячими газами.
Это обстоятельство потребовало изыскания таких сталей, которые
надежно работали бы при высоких температурах.
В таблице 17 приведены в качестве примеров некоторые сррта сталей
для клапаной^выхлопа, употребляемые наиболее известными заводами.
ТАБЛИЦА 16.
СТАЛИ, ПРИМЕНЯЕМЫЕ ДЛЯ КЛАПАНОВ ВЫХЛОПА.
Мотор Тип стали Химический анализ
Углерод Кремний Хром Вольфрам Кобальт Молибден л ч О) S X
Испано Кондор Либерти Нэпир БМВ Юикерс Юпитер Быстрорежущая . Сильхром . . . Сильхромо-нике- левая Высокохромистая. Высоко-хромони- келевая .... Хромо - кобальто- молибденовая . 0,58 0,53 0,48 0,40 0,50 1,72 0,35 1,2 0,32 3,6 3,0 3,5 0,18 0,35 1,7 0,4 2,1 7,8 6,9 17,0 11,3 11,3 16 12,0 17,2 1,8 2,5 ill 1 1 I 1 2- III ill I 2- 25 15,5
Материал для клапанов выхлопа должен, помимо достаточной проч-
ности при высокой температуре, обладать еще рядом свойств,
как например сопротивляемость разъеданию горячими выхлопными га-
зами, сопротивляемость истиранию штока, отсутствие наволакивания ма-
териала направляющей втулки па шток и др. Приведенные сорта кла-
панных сталей этим требованиям удовлетворяют в разной мере, причем
каждый сорт имеет свои недостатки и преимущества сравнительно
с другими,
54
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ поковок
На основании испытаний разных клапанных сталей, произведенных
в лабораториях, можно полагать, что лучше других должны себя вести
в работе стали типа сильхромо-никелевой и высоко-хро-
мо-никелевой. В таблице 17 приведены некоторые данные, позво-
ляющие сделать сравнение механической прочности клапанных сталей при
высоких температурах.
ТАБЛИЦА 17.
МЕХАНИЧЕСКИЕ СВОЙСТВА НЕКОТОРЫХ КЛАПАННЫХ СТАЛЕЙ ПРИ ВЫСОКОЙ
ТЕМПЕРАТУРЕ.
Тип стали Коэффициент крепости кг!мм? Примечание
700° 800° 900°
Быстрорежущая Сильхром ... .... Высоко-хромистая Высоко-хромо-никелевая - . Хромо-никелевая с 4,5% ни- келя и 1% хрома .... 34,1 40,5 26 52 12 15,7 17,1 17 43 8,5 13,6 6,2 15 25 7,5 По Хеншау По Ролаиду 9 »
Следует отметить, что стали сильхромо-никелевая и хромо-кобальто-
молибденовая механически обрабатываются с трудом.
§ 51. СТАЛЬ ДЛЯ КЛАПАНОВ ВПУСКА.
К материалу клапанов впуска, работающих при более низких темпера-
турах, предъявляемые требования более низки, и поэтому их обыкно-
венно делают из сталей более простых и легких в обработке и потому
более дешевых.
Для клапанов впуска на моторах М5 употребляется сталь следую-
щего состава (марка ЭХНВа):
углерода . . 0,16—0,22% хрома ... . 0,7—1,0%
никеля ..... 4,3 —5,0 % ванадия.................... 0,1—0,3%
§ 52. СТАЛЬ ДЛЯ ПРУЖИН КЛАПАНОВ.
Пружины клапанов требуют особой пружинной стали, обладающей вы-
сокими упругими свойствами и пределом выносливости при переменных
нагрузках.
Этим требованиям наиболее отвечает хромо-ванадиевая сталь ниже-
указанного состава, которая применяется на многих моторах как наших,
так и заграничных.
углерода
марганца
кремния
0,45 - 0,55
0,7 —0,9
0,1 —0,2
хрома.............1,0 —1,2
ванадия .........0,15—0,25
СТРОЕНИЕ СТАЛИ В КОВАНЫХ. ДЕТАЛЯХ
5Б
II. ПРОИЗВОДСТВО СТАЛЬНЫХ поковок.
§ 53. СТРОЕНИЕ СТАЛИ В ЛИТОЙ БОЛВАНКЕ.
Сталь отливается из сталеплавильных печей (электрические, мартенов-
ские) в металлические изложницы в виде болванок, которые в горячем
виде обжимаются под прессами, молотами или путем прокатки, в зави-
симости от сорта стали и ее назначения.
При застывании в изложнице сталь получает неравномерное строе-
ние; отвердеварие жидкого металла происходит постепенно и идет от на-
ружной поверхности
кнутри.
Начало образова-
нию кристалла кладет
застывание чистого же-
леза, затем, в связи
с изменением состава
оставшейся жидкой ча-
сти металла, обрастание
начальных кристаллов
идет таким образом,
что нарастающие слои
постепенно обогаща-
ются другими элемен-
тами, находящимися в
стали; кристаллы в кон-
це застывания запол-
няют весь объем бол-
ванки, причем по их
границам выделяются
примеси, в частности
соединения серы и фос-
фора, которые в боль-
Рис. 23. Строение литой стальной болванки
в поперечном ее_ разрезе.
шем количестве скапли-
ваются в верхней части
слитка.
Направление кри-
сталлов на некоторую^ толщину болванкигидет от наружных стенок к цен-
тру, а в средней части они располагаются в разных направлениях, как
это видно на снимке протравленного полированного поперечного разреза
болванки на рис. 23.
Такое строение болванки и ее неоднородность по химическому со
ставу делают сталь в слитке материалом не одинаковой прочности по
разным направлениям.
§ 54. СТРОЕНИЕ СТАЛИ В КОВАНЫХ ДЕТАЛЯХ.
Последующая горячая механическая обработка (прокатка или ковка)
имеет целью эту неоднородность уменьшить; действительно, при ковке
56
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ поковок
ориентация кристаллов разбивается и они вытягиваются по направлению
течения материала при его деформации.
На продольном разрезе прокатанной болванки (после шлифовки
и протравки) можно видеть как бы волокна, вытянутые вдоль
Рис. 24. Продольный разрез по шейкам коленчатого
,.^вала. Волокна стали следуют за контуром вала.
направления про-
ка тки; это возможно
видеть благодаря тому,
что протравка различно
действует на участки
с разным количеством
углерода, на соедине-
ния серы или фосфора,
которые, как выше
сказано, выделяются по
границам кристаллов и
таким образом обри-
совывается направление
течения материала, про-
исшедшее при его го-
рячей механической об-
работке.
Равным образом та-
кая же картина расположения „волокон стали11 выявляется и на разрезах
кованых деталей; на рис. 24 показан продольный разрез части колен-
чатого вала авиамотора, где ясно видно направление волокон.
Вопрос расположения волокон имеет чрезвы11йт>
большое значение для прочности и надежной работы
деталей мотора; многие детали простой формы, ктк например пи-
стерни, можно было бы дешевле изготовтять из катаных заготовок.
Рис. 25. Шестиколенчатый вал, в котором каждая шатунная шейка с приле-
гающими щеками выкована в виде массивной пластины (по Минкевичу).
ИЗГОТОВЛЕНИЕ ПОКОВОК КОЛЕНЧЭТЫХ ВАЛОВ
57
Однако необходимость выдержать определенное направление волокон
относительно внешних контуров детали заставляет прибегать к ковке
и штамповке.
Значение направления волокон поясняется на примере при рассмотре-
нии способов изготовления поковок коленчатых валов.
Рис. 26. Схематический рисунок, изображающий момент скручивания
вручную шейки вала для того, чтобы развести колена поковки на
надлежащий угол.
§ 55. ИЗГОТОВЛЕНИЕ ПОКОВОК КОЛЕНЧАТЫХ ВАЛОВ.
Заготовка для поковки вала вырубается из болванки при ее ковке, при-
чем удаляется прибыльная (верхняя) часть с усадочной раковиной,
а в случае крупной болванки — также ее средняя часть (более рыхлая).
В дальнейшем изготовление поковки коленчатого вала, согласно опи-
сания проф. Н. А. Минкевича, может производиться по одному из сле-
дующих способов:
Первый способ поясняется рис. 25. Из целой заготовки выковы-
вается под молотсЯЙ вал таким образом,^что вместо каждых двух щек
58
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ поковок
с шатунной шейкой получается сплошная пластина, из которой щеки
и шейки вырезаются в дальнейшей обработке в механическом цехе. Пла-
стины в процессе ковки получаются под надлежащими углами, соответ-
ственно кривошипным шейкам.
i- При этом способе ковки волокна получают направление вдоль глав-
ной оси вала, и поэтому при вырезывании шатунных шеек их напра-
вление будет поперек щек; как говорят, волокна будут перере-
заны. О том, какое значение
это обстоятельство имеет для
прочности вала, будет указано
дальше.
£_! По второму возможному
способу поковк заделается в виде
одной плоской ^пластины, из
которой сперва в механическом
цехе вырезается выемка в коле-
нах между щеками, а затем при
нагреве вала до ковочного жа-
ра колена разводятся в разные
плоскости.
При этом волокна в шатун-
ных шейках получаются парал-
лельными оси вала, в щеках они
перерезаны, а в переходе от
коренной шейки к щеке они
Рис. 27. Продольный разрез по шейкам оказываются скрученными,
коленчатого вала. Волокна стали не следуют „
за контуром вала, так как в щеках нх напра- Прн третьем способе круг-
вление такое же, как в шейках—параллельно лая катаная заготовка изги-
осн вала (волокна в щеках „перерезаны”), бается сразу так, что все шесть
колен получаются в одной плос-
кости, после чего колена разводятся как при втором способе. В резуль-
тате волокна в щеках не перерезаны, но в коренных шейках скручены.
Момент скручивания вала вручную, в то время как щека, соседняя
со скручиваемой шейкой, зажата под молотом, показан на рис. 26.
5*При четвертом способе катаная или кованая заготовка выгибается по
парным кривошипам таким образом, что при каждом изгибании вал по-
ворачивается на 120°. При этом волокна оказываются в щеках не пере-
резанными и в коренных шейках не скрученными, почему этот способ
и должен считаться наилучшим.
Расположение волокон у правильно изготовленного вала показана на
рис. 24, у вала, где волокна в щеках перерезаны, на рис. 27.
§ 56. МЕХАНИЧЕСКИЕ СВОЙСТВА ОБРАЗЦОВ, ВЫРЕЗАННЫХ ВДОЛЬ
И ПОПЕРЕК ВОЛОКОН.
Механические свойства стали по [направлению вдоль волокон и попе-
рек волокон неодинаковы, что особенно отражается на способности
стали сопротивляться удару и на удлинении и сужении площади образца
в шейке при испытании на растяжение.
МЕХАНИЧЕСКИЕ СВОЙСТВА ОБРАЗЦОВ
59
На рис. 28 графически показаны механические свойства при испы-
тании на растяжение образцов одной и той же стали, но вырезанные
таким образом, что направление волокон составляет с осью образца
угол. По горизонтальной оси отложены эти углы, меняющиеся от нуля
(когда волокна параллельны оси) до 90° (когда волокна идут поперек
оси). Из этой диаграммы видно, что направление волокон отражается на
относительном удлинении в том смысле, что с увеличением угла оно
уменьшается, и особенно сильно отражается на относительном сужении,
в то время как на коэффициенте крепости и пределе текучести не отра-
жается вовсе.
На этой же диаграмме построены величины ударного сопротивления,
но Изоду, для образцов той же стали с разным направлением волокон;
60
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ поковок
ударное сопротивление для образцов, вырезанных вдоль волокон, соста-
вляет 66 фунто-футов, для образцов, вырезанных поперек волокон,
только 18.
В таблице 18 указаны данные испытания образцов, вырезанных из
разных мест одного коленчатого вала (хромо-никелевая сталь).
ТАБЛИЦА 18.
Откуда вырезан образец Ось образца относи- тельно волокон Коэффи- циент кре- пости кг/мм2 Относит, удлинение % 1 Относит. сужение % Ударное сопротивле», ние кгм/см2
Из шейки . вдоль 92 1 12 33 10.5
» ” поперек 95 7,6 । 15 7,6
й
Рис. 29. Схема 3-х способов изготовления цилиндрических шестерен.
ИЗГОТОВЛЕНИЕ ПОКОВОК ШЕСТЕРЕН
61
Равным образом ооразцы, вырезанные из тех мест вала, где волокна
скручены, показывают значительно пониженные механические свойства.
Поэтому наиболее выгодным расположением волокон
является такое, где они вытянуты по направлению ра-
стягивающих напряжений и параллельно им.
§ 57. ИЗГОТОВЛЕНИЕ ПОКОВОК ШЕСТЕРЕН.
На рис. 29 показаны три возможных способа из1 отовления цилиндри
ческих шестерен.
При первом способе из катаного прутка отрезается заготовка в виде
лепешки и идет прямо в механическую обработку; волокна идут вдоль
Рис. 30. Схематическое изображе-
ние заготовки двойной шестерни
в разных ее последовательных пе
реходах кузнечной обработки.
Рис. 31. Схематическое изображение
главных переходов при кузнечной
обработке заготовки цилиндра.
оси шестерни и располагаются в зубе невыгодно, так как их напра-
вление образует с направлением наибольших растягивающих напряжений
прямой угол.
При втором способе конец полосы или прутка раздается в лепешку.
Волокна в зубе располагаются в разных местах шестерни различно:
в зубьях, приходящихся по направлению длины прутка а б, они будут
расположены удовлетворительно, а под 90° к этому направлению будут
перерезаны (вг).
62
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ поковок
При третьем способе из катаного прутка высаживается в торец ле-
пешка, в которой волокна выгнутся радиально; поэтому в зубе они тоже
будут расположены ра-
диально, т. е. наиболее
выгодным образом. По-
этому последний спо-
соб ковки должен счи-
таться правильным.
Испытания на удар
образцов, вырезанных
Рис. 32. Схематическое изображение главных
переходов при ковке и штамповке заготовки
шатуна (вильчатого).
из шестерни таким
образом, что в одном
случае волокна шли
вдоль образца, а в
другом — поперек его
оси, показали большую
разницу в сопротивле-
нии удара: ударное
сопротивление, опре-
деленное по способу
Изода (опыты сделаны
в Англии), оказалось
в первом случае 53 фу-
то-фунта, во втором
случае только 16. Это
подтверждает большое
влияние расположения
в зубе шестерни во-
локон стали на ее
прочность.
На рис. 30 пока-
заны последовательные
переходы при изгото-
влении поковки двой-
ной конической шестерни. Пунктиром обозначено направление волокон
стали.
§ 58. ИЗГОТОВЛЕНИЕ ПОКОВОК ЦИЛИНДРА.
Цилиндры, имеющие стенки и днище из одного куска стали (для мото-
ров водяного охлаждения, напр. Либерти, БМВ, для моторов воздушного
охлаждения, напр. Юпитер), изготовляются из прокатаной заготовки пу-
тем ее обжимки, штамповки и прошивки под молотами и прессами та-
ким образом, чтобы получить в готовом цилиндре наиболее благоприят-
ное расположение волокон. Таким расположением в днище и во флянце
является радиальное расположение.
На рис. 31 схематически показано несколько переходов при кузнеч-
ной обработке цилиндра и расположение в поковке волокон. Рис 31-/:
каганая заготовка пережата под молотом, благодаря чему волокна в кон-
оборудование и порядок работы
63
цах каждой поковки получают из направления, параллельного оси, на-
правление радиальное. Рис. 31-2: поковка с одной стороны прошита,
и образован флянец путем выдавливания металла кнаружи, благодаря
чему волокна во флянце получили радиальное направление. На рисунке
34-3 и 4 показана поковка после прошивки под гидравлическим прессом.
§ 59. ИЗГОТОВЛЕНИЕ ПОКОВОК ШАТУНОВ.
Последовательные переходы при ковке наружного (вильчатого) ша-
туна показаны схематически на рис. 32, где также обозначено измене-
ние в направлении воло-
кон. На рис. 32-7 изо-
бражена поковка после
первой операции, когда
кованая прямоугольного
сечения заготовка под
молотом пережата для
получения заворота во-
локон приблизительно по
окружности будущей боль-
шой головки. На рис.
32-2 поковка уже имеет
после нескольких опера-
ций обжимки и оттяжки
под молотом приближен-
ное очертание шатуна.
На рис. 32-3 и 4 по-
казана поковка после ее
двукратной штамповки и
прошивки отверстия в
большой головке В ре-
зультате штамповки стер-
жень получает двутавро-
фиг/
Рис. 33. Схематическое изображение главных
переходов при ковке и штамповке коромысла.
вое сечение, но имеет
необходимые припуска
для , механической обра-
ботки. Образовавшиеся после штамповки заусенцы обрезаются под силь-
ным эксцентриковым прессом.
§ 60. ИЗГОТОВЛЕНИЕ ПОКОВОК КЛАПАННЫХ РЫЧАГОВ.
На рис. 33 показаны последовательные переходы при изготовлении по-
ковки клапанного рычага для мотора Либерти. В результате ковки
и штамповки волокна стали получают наиболее благоприятное направле-
ние с точки зрения использования механических свойств стали.
§ 61. ОБОРУДОВАНИЕ И ПОРЯДОК РАБОТЫ.
Для производства ковки служат паровые, воздушные и падающие мо-
лота (последние, главным образом, для штамповки), а также гидравли-
64
СТАЛЬ И ПРОИЗВОДСТВО СТАЛЬНЫХ пбковок
ческие пресса. Для небольших деталей, как напр. клапана, употребляется
ковочная машина.
Мощность машин, применяемых для кузнечной обработки, зависит
как от размеров поковки, так и от принятого метода работы.
Процесс ковки сложных деталей обычно разбивается на целый ряд
операций, производимых с нескольких нагревов.
Количество нагревов стараются выбрать возможно меньшим, так как
это уменьшает возможность перегревов, ведущих к порче стали. Некото-
рые специальные стали позволяют вести ковку лишь в узких пределах
колебания температуры поковки без опасности появления в ней дефек-
тов. Установление порядка кузнечной обработки требует значительного
опыта и зависит от сорта стали.
Готовые поковки или штамповки подвергаются очистке песком на
пескоструйных приборах и поступают в отделение протравки горячим
раствором серной кислоты, после чего промываются содовым раствором
и водой и подвергаются тщательному контролю на отсутствие трещин,
заковов и других возможных пороков, а также контролю по размерам.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ.
1. Каково различие сталей марок У2, УЗ и У4 по химическому составу и по
применению?
2. Какова цель применения цементации?
3. Почему для цементации деталей авиамоторов не применяется железо или
простая мало-углеродистая сталь?
4. Почему для проверки твердости цементированного слоя не применяется
испытание по Бринелю?
5. Каково различие хромо-никелевых сталей марок Х2Н, ХЗН и Х4Н по их
применение?
6. Какова приблизительная температура клапанов выхлопа у работающего
мотора ?
7. Почему хромо-никелевая сталь, употребляемая для других ответственных
деталей мотора, не годится для клапанов выхлопа?
8. Является ли сталь, отлитая в виде крупной болванки, однородной по своему
строению?
9. Что называют в стали, получившей горячую механическую обработку (про-
катку или проковку), „волокнами стали"?
10. Какое направление волокон стали в коленчатом вале должно быть при-
знано наиболее правильным и почему?
11. Какие приемы горячей механической обработки вытекают из требования
получения в готовом коленчатом вале наилучшего расположения волокон?
12. Укажите возможные способы изготовления цилиндрических шестерен из
катанного материала и их различие в отношении расположения волокон в зубьях.
Какой способ должен считаться наиболее правильным и почему?
13. Каково должно быть направление волокон во флянцах и головке сталь-
ного цилиндра и почему?
14. Каково должно быть расположение волокон в шатуне?
15. Каково должно быть расположение волокон в клапанном коромысле?
16. Каково должно быть расположение волокон в клапане?
ПРАКТИЧЕСКИЕ РАБОТЫ.
1. Установить марки сталей, идущих на ответственные детали мотора,
по спецификации мотора: коленчатый вал, цилиндр, рубашка цилиндра,
пропеллерная втулка, шатун, поршневый палец, кулачковый валик, валики
ПРАКТИЧЕСКИЕ РАБОТЫ
65
промежуточных передач, конические шестерни, шестерни редуктора, кла-
пан выхлопа, клапан впуска, коромысло клапана, толкатель клапана, ро-
лик клапанного коромысла, ось этого ролика, шатунные болты, болты,
скрепляющие обе половинки картера, шпильки цилиндра, пружины кла-
пана. Сгруппировать детали по маркам стали.
2. Проследить в кузнечном цехе и отметить отдельные переходы и
нагревы при ковке и штамповке деталей мотора; шатун, шестерня, клапан,
коромысло клапана и, если возможно, коленчатый вал, цилиндр.
3. Познакомиться в лаборатории завода с микрошлифами, показываю-
щими расположение волокон в деталях, перечисленных выше и изгото-
вленных способами, которые были отмечены в цехе по п. 2, а также
с макрошлифами деталей, относящимися или к другим прежним способам
ковки или к деталям заграничных моторов. х
4. Познакомиться в контрольном отделе завода с результатами хими-
ческих анализов и механических испытаний материала поковок коленчатых
валов, по которым контрольный отдел завода решает о пригодности по-
ковок для их пуска в дальнейшую обработку. Взять данные по 10—15 ва-
лам, отметить, укладываются ли результаты химанализа и результаты меха-
нических испытаний на растяжение и удар в требования технических
условий.
5. Отметить в каком состоянии находились образцы, к которым отно-
сятся указанные в и. 4 механические испытания (отожженные, нормализо-
ванные); отметить способ вырезки образцов из тела поковки (с какого
конца, на каком расстоянии от оси вала, как брались поперечные образцы).
Сопоставить по данным, упомянутым в п. 4, результаты испытания про-
дольных и поперечных образцов (отметить, на каких коэффициентах более
отражается направление волокон — на коэффициенте крепости, относи-
тельном удлинении, сужении или ударном сопротивлении).
6. Проследить в цехе и отметить, в чем заключается контроль каче-
ства готовых поковок наиболее ответственных деталей (проверка геоме-
трических размеров, внешние пороки, как трещины, заковы и др.). Как
производится очистка поковок от окалины (протравка, обдувка песком).
Какие характерные виды брака получаются в кузне по отдельным
ответственным деталям (по 2 —3 деталям) и их причины по объяснению
руководства цеха.
ЛИТЕРАТУРА К ГЛАВЕ III.
Минкевич. Стадь, стальные и чугунные полуфабрикаты. Изд. ГИЗ. 1930. Ц. 11 р.
Технич. условия на полуфабрикаты для авиамоторостроения — серия
брошюр, издана в 1927 и 1928 гг. Комиссией по стандартизации авто-авиамате-
ридлов при Главметалле и в 1929—Комиссией по стандартизации авто-авиа
материалов при Комитете по стандартизации при СТО.
66
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
ГЛАВА IV.
ЗАДАНИЕ 5.
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИ-
НИЕВЫХ СПЛАВОВ.
I. ЛЕГКИЕ АЛЮМИНИЕВЫЕ СПЛАВЫ, НАИБОЛЕЕ УПОТРЕБИ-
ТЕЛЬНЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МОТОРОВ, И ИХ
СВОЙСТВА.
§ 63. СОСТАВ АЛЮМИНИЕВЫХ СПЛАВОВ, УПОТРЕБЛЯЕМЫХ
ДЛЯ ОТЛИВКИ.
Из большого количества различных легких алюминиевых сплавов, свой-
ства которых подробно изучены и проверены практикой производства
и эксплоатации моторов, наибольшее распространение получили сплавы,
указанные ниже в табл. 19 для отливки и в табл. 23 для поковок.
Выбор тех или иных из этих сплавов для какой-либо детали зависит
от условий работы этой детали на моторе, от ее конструкции и способов
изготовления, как дальше пояснено.
Железо и кремний являются обычными случайными примесями в чи-
стом алюминии и в алюминиевых сплавах; допустимое количество слу-
чайных примесей обусловлено техническими условиями на соответству-
ющие сплавы; это количество составляет (приблизительно) не более О,7°/о
для железа и столько же для кремния.
§ 64. КАРТЕРНЫЕ СПЛАВЫ ДЛЯ ЛИТЬЯ-
Американский картерный сплав весьма широко применяется для
отливки сложных фасонных деталей, как картера главные, картера рас-
пределительного валика, блоки и т. п., для деталей ответственных и не-
сущих значительные нагрузки; равным образом он широко применяется
и для фасонных менее нагруженных деталей, как подогреватели, части
карбюраторов, корпуса помп и т. п.
Германский картерный сплав применяется для тех же слу-
чаев, как и предыдущий; он несколько легче в литье, обладает несколько
лучшими механическими качествами, но обладает в то же время более
низкой способностью противостоять коррозии, т. е. разъеданию, напр.
морской водой или в атмосфере влажного воздуха.
„Германский" сплав с указанным в таблице 19 количеством цинка
входит в американские, английские и наши стандарты. Немцы указывают
меньшее количество цинка, а именно 8—12°/о- Завод БМВ льет свои
картера из сплава: меди 1,3—1,8°/о, цинка 12—14°/о, остальное алюминий.
С и л ю м и н употребляется как для отливки таких сложных деталей,
как картер (напр. на моторах Юнкере), так и для мелких деталей более
простой формы, отливаемых в металлические кокили. Силюмин хорошо
отливается, обладает малой усадкою, обладает более низким удельным
весом, чем чистый алюминий и другие алюминиевые сплавы, указанные
в таблице 19, более прочен механически, чем американский и германский
картерные сплавы и лучше их сопротивляется коррозии.
КАРТЕРНЫЕ СПЛАВЫ ДЛЯ ЛИТЬЯ
67
Примечание. Многоточием обозначено, что данный элемент присутствует только в качестве случайной примеси.
5»
68
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
Сплав с 4,4°/о меди применяется в Америке некоторыми литей-
ными заводами для изготовления картеров; он обладает невысоким удель-
ным весом и может термически обрабатываться, в результате чего
его механические свойства сильно повышаются
§ 65. МЕХАНИЧЕСКИЕ СВОЙСТВА КАРТЕРНЫХ СПЛАВОВ.
В таблице 20 приведены механические свойства алюминиевых сплавов,
употребляемых путем отливки для изготовления картеров и др. деталей
сложной формы, не работающих при повышенных температурах.
ТАБЛИЦА 20.
МЕХАНИЧЕСКИЕ СВОЙСТВА КАРТЕРНЫХ СПЛАВОВ
ппа- табл. Название Род Коэффи- У длине- Число твер-
и о EQ ииент кре- ние дости Примечание
ВОВ № ] сплава ОТЛИВКИ кг на кв. мм % по Бри- нелю
1 Американский
картерный . в песок 12—16 2—4 63
в кокиль 12—18 3-5 68
12-18
2 Германский
картерный . в песок 12—18 1-3 60
в кокиль 12-20 2—5 65
3 Силюмин . . 14—22 1,5-10 60
4 Картерный . 19,5-24,5 6-101 75 После тер-
мообраб.
При повышении температуры механическая прочность этих картерных
сплавов постепенно падает, для силюмина менее резко, чем для других
сплавов. Алюминиевые сплавы, приведенные в табл. 19 под №№ 5, 6 и 7,
в этом отношении значительно более' устойчивы, и они поэтому приме-
няются для деталей, работающих при повышенных температурах, как напр.
головки цилиндров и поршни.
§ 63. ПОРШНЕВЫЕ СПЛАВЫ ДЛЯ ЛИТЬЯ,
w
Сплав с 12°/о меди (по таблице 19, сплав № 5) наиболее распро-
странен в Европе для изготовления поршней авиамоторов. Отливки из
этого сплава отличаются большой плотностью (при правильном произ-
водственном процессе), почему его употребляют также на такие детали,
где не допускаются никакие пропуски жидкости сквозь стенки, как напр.
Поплавковые камеры карбюраторов.
1 Удлинение для сплава № 4 указано на английском образце 2", в то время
как остальные величины удлинения указаны для нормального образца.
МЕХАНИЧЕСКИЕ СВОЙСТВА ПОРШНЕВЫХ СПЛАВОВ
69
Сплав под № 6 употребляется главным образом в Америке для отливки
в кокиль поршней авиамоторов и для отливки головок цилиндров воз-
душного охлаждения. Так, например, из этого сплава изготовляются
поршни Либерти.
Сплав „У“ выработан в Англии и широко применяется для изгото-
вления отливкой поршней и головок цилиндров, а также употребляется
для ковки. Сплав „У“ сильно улучшает свои механические свойства
в результате специальной термообработки (см. главу VII).
§ 67. МЕХАНИЧЕСКИЕ СВОЙСТВА ПОРШНЕВЫХ СПЛАВОВ.
В таблице 21 приведены механические свойства поршневых сплаввв.
ТАБЛИЦА 21.
МЕХАНИЧЕСКИЕ СВОЙСТВА ПОРШНЕВЫХ СПЛАВОВ
(испытания при нормальной комнатной температуре).
1 011 1 таблице 19 Название сплава Вид отливки Коэффи- циент кре- пости кг на мм2 Относит, удлине- ние % Число твер- дости по Бринелю Примечание
5 6 7 Поршневой 12% меди . Поршневой с железом . . » „У“ * в кокиль п » » »> 14-19,5 17-19,5 24,5-28 17-19,5 30—32 0—1,5 0-1,0 0-1,0 0-1,0 0,5-1,5 80 100 140 95 140 После тер- мообраб. После тер- мообраб.
Характеристики механических свойств, приведенные в этой таблице,
еще недостаточны для суждения о прочности сплавов, так как коэффи-
циент крепости, относительное удлинение и число твердости относятся
к комнатной температуре испытания, а поршни и головки цилиндров
работают при повышенных температурах.
Поэтому необходимо, во-первых, уточнить вопрос, какие температуры
следует разуметь под повышенными, и, во-вторых, произвести сравнение
механических свойств указанных выше сплавов при этих уточненных тем-
пературах.
Температура поршня и других деталей могора во время работы опре-
делялась неоднократно разными исследователями, но результаты этих
определений между собой несколько расходятся.
Так, по опытам японцев Сугаро и Сато с мотором Испано 180 л. с.
температура средней части донышка поршня около 245°, температура
юбки поршня 100°.
По опытам американцев Джиле и Джердин с мотором Либерти водя-
ного охлаждения температура поршня в донышке доходит до 340°. П*
другим исследованиям температура этого же поршня не более 300°.
70
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
Изменение коэффициента крепости с повышением температуры пока-
зано на диаграмме рис. 34 (построена по американским данным) для всех
трех «поршневых11 сплавов, приведенных в табл. 21: для сплава с 12°/о
меди, для сплава с железом, для сплава „У" в сыром и в термически
обработанном виде. Для сравнения там же показано изменение коэффи-
циента крепости с температурой для картерного американского сплава
с 8°/о меди.
Из сопоставления коэффициента крепости разных „поршневых11 сплавов
при температурах от 200 до 300° видно, что наиболее прочным
сплавом является сплав „У" термически обработанный,
потом сплав „У" в сыром виде, т. е. без термической его обработки,
потом сплав с железом, и близок к последнему сплав с 12°/о меди.
При температуре около 400° коэффициенты крепости всех сплавов
очень низки и сближаются.
§ 68. ЗНАЧЕНИЕ ТЕРМООБРАБОТКИ ПОРШНЕВЫХ СПЛАВОВ.
Высокие механические свойства сплава, приобретен-
ные его термообработкой, могут измениться в зави-
симости от продолжительности временен и, в течение
которого сплав подвергается действию высокой тем-
пературы.
Это видно из опытов Научного автомоторного института (в Москве)
по выяснению влияния длительных отжигов при разных температурах на
твердость поршневых алюминиевых сплавов „У“ и сплава с 12% меди,
как в их „сыром" виде после отливки, так и в термически обработанном
виде.
В табл. 22 приведены некоторые данные, полученные из этих опытов.
Из этих цифр видно, что оба поршневых сплава в результате термо-
обработки значительно увеличивают свою твердость. Твердость обоих
сплавов, как „сырых", так и термически обработанных, с повышением
температуры уменьшается, причем это уменьшение тем больше, чем дольше
была выдержка при температуре отжига. Если сравнить твердости при
300° и выдержке 100 часов, то можно видеть, что у сплава „У" не
остается разницы между термически обработанным и сырым сплавом,
а у сплава с 12°/о меди сырой сплав даже показывает значительно бдль-
шую твердость, чем термически обработанный.
Из этих опытов следует также, что твердость как сырых, так и тер-
мически обработанных сплавов, по мере выдержки их при высокой тем-
пературе, постепенно меняемся, пока не достигнет известной устойчивости.
Эта устойчивость достигае я для сплава с 12°/о меди приблизительно
через 50 часов нагрева, а гя сплава „У" несколько позднее.
Если в результате работы на моторе термически обработанный пор-
шень свои механические свойства, приобретенные термообработкой, посте-
пенно теряет, то естественно спросить: целесообразно ли вообще под-
вергать поршни термообработке?
Можно все же считать, что термообработка сплава „У" целесообразна
по следующим причинам: разные места поршня подвержены нагреву в ра-
боте в различной степени, и если в середине днища, где температура
ЗНАЧЕНИЕ ТЕРМООБРАБОТКИ ПОРШНЕВЫХ СПЛАВОВ
71
КОЭфдЬициэнт крепости
кг/кт1
Рис. 34.J fДиаграмма изменения коэффициента крепости некоторых
поршневых алюминиевых сплавов с изменением температуры, при
которой произведено испытание (по данным Вельти).
72 ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
ТАБЛИЦА 22.
ТВЕРДОСТЬ, ПО БРИНЕЛЮ, ПОРШНЕВЫХ СПЛАВОВ „У“ и „С 12°/о МЕДИ11, ОПРЕ-
ДЕЛЕННАЯ ПОСЛЕ ОТЖИГА ПРИ ТЕМПЕРАТУРЕ ОТЖИГА
Название сплава Состояние сплава Продолжи- тельность нагрева Температура отжига и испытания на твердость i
Комнат- ная 200° 250° 300° 350°
,У“ . . После литья Минималь- 98 84 64 40 22
ная
60 часов 98 78 52 28 16
100 часов 98 - 72 50 28 15
После термо- Минималь- 139 121 102 65,9 39,4
обработки ная
60 часов 139 100 74 30,5 17,2
100 часов 139 96,5 71 28 16,8
С 12% меди . После литья Минималь- 82 63 52 45 27
ная
50 часов 82 63 43 25 18
100 часов 82 53 43 25 18
После термо- Минималь- 150 85 68 65 42
обработки ная
50 часов 150 73 41 18 16
100 часов 150 69 36 17 16
наибольшая, через некоторое количество часов работы эффект термообра-
ботки исчезнет полностью, то он не исчезнет в боковых стенках, в юбке
и в бабышках для пальца, где температура нагрева значительно ниже.
§ 69. МЕНЕЕ РАСПРОСТРАНЕННЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ ДЛЯ ЛИТЬЯ.
Кроме наиболее известных алюминиевых сплавов, приведенных в та-
блице 19, существует еще много сплавов, применяемых некоторыми заво-
дами для отливки деталей моторов, особенно для поршней и головок
моторов.
Так, например, завод БМВ льет поршни из сплава: меди около 12°/о,
никеля 1%, остальное алюминий, считая его обладающим несколько
более высокими механическими свойствами при высоких температурах,
чем сплав с 12°/о меди.
В Америке применяется для поршней силюмин с добавкой неболь-
шого количества никеля, меди и магния (сплав № 132); этот сплав
обладает всеми хорошими качествами силюмина (см. выше), кроме спо-
собности отливаться в песок, почему употребляется только для отливки
в кокиль.
СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ 73
Завод Сименса (Германия) для головок цилиндров воздушного охла-
ждения употребляет сплав неоналиум, имеющий состав: 8°/о меди
и от 0,4 до 1°/о других специальных добавок.
Этот сплав весьма* устойчив при высокой температуре, допускает
отливку в песок, но очень хрупок.
. Следует упомянуть о сплаве „К. S.— морская вода”, предложен-
ном в Германии для изготовление фасонных отливок, устойчивых против
коррозии в морской воде; этот сплав содержит 2,5°/о марганца, 2,25°/о
магния, О,2°/о сурьмы, остальное алюминий, удельный вес 2,8, коэффи-
циент крепости 16—19 кг)мм'1, удлинение 2,8 — 3,8°/о; данных о приме-
нении этого сплава для изготовления деталей моторов мы не имеем.
§ 70. СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЛЕГКИХ АЛЮМИНИЕВЫХ
СПЛАВОВ, УПОТРЕБЛЯЕМЫЕ ДЛЯ ПОКОВОК.
В последнее время всё большее распространение получает изготовление
некоторых ответственных деталей моторов из алюминиевых сплавов ковкой
вместо отливки.
Для ковки применяются сплавы, указанные в таблице 23.
ТАБЛИЦА 23.
АЛЮМИНИЕВЫЕ СПЛАВЫ ДЛЯ КОВКИ.
(В этой таблице указан номинальный состав сплавов).
№№ по порядку Наименование Медь \ Химический состав в % Удельный вес
Кремний Магний Марганец Алюми- ний
8 Дюралюминий 4,0 0,5 0,5 остальн. 2,75
9 25 S . . 4,5 1 6,8 — 0,8 •• 2,75
10 51 S ... — 1 0,6 — 2,7
Изготовление моторных деталей из поковок получило распростра-
нение главным образом в Америке и Англии.
Сплав № 9 (табл. 23) идет на поковки лопастей пропеллеров,
шатунов, подвесок; сплав обладает антифрикционностью при небольших
нагрузках на подшипник.
Сплав № 10 идет на поковки картеров звездообразных моторов.
Дюралюминий (сплав № 8) получил широкое применение в самолето-
строении; он идет также на поковки картеров звездообразных моторов
(напр. у мотора Юпитер), на подвески и т. п.
Все три сплава термически обрабатываются.
Механические свойства их приведены в таблице 24.
»
74
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
ТАБЛИЦА 24.
МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВОВ, УКАЗАННЫХ В ТАБЛИЦЕ 23.
№№ сплавов по табл. 23 Название сплава Состояние сплава Механические свойства
Коэффи- циент крепости кг/мм2 Относит, ^удлине- ние °/о Число твер- дости по Бринелю Предел ВЫНОСЛ’И- вости кг! мм2
3 Дюралюминий. После ковки 10,5-21 14—22 45-55 7,7
» • • После термо- обработки 38,5-44 18-25 90-105 10,5
9 25 S После ковки 5-8,5 12-20 45—55 -—.
» После термо- обработки 38,5-44 16—25 90—110 10,5 »
10 51 S . . ... После ковки 10-13,4 15-30 25-32 4,2
» • • • • “ [После Термо- обработки 31,5—35 10- 18 90-100 7,4
Примечание: 1) Таблица составлена по американским данным.
2) Удлинение указано для английского образца на длине 2".
3) Числа твердости по Бринелю при диаметре шарика
10 мм и нагрузке 500 кг.
Кроме сплавов, приведенных в таблице 24, для изготовления поковок
служит также сплаз ГУ“, описанный выше, механические свойства кото-
рого улучшаются путем термообработки.
§ 71. ТЕПЛОПРОВОДНОСТЬ И КОЭФФ. ЛИНЕЙНОГО РАСШИРЕНИЯ.
Кроме механической прочности для службы материала в деталях, осо-
бенно в поршнях, головках и блоках, имеют большое значение тепло-
проводность и способность расширяться при нагреве. Коэффициенты,
характеризующие теплопроводность для большинства легких алюминиевых
сплавов, находятся в пределах от 0,33 до 0,36 кал./fjw сек. градус
(см. табл. 25).
ТАБЛИЦА 25.
КОЭФФИЦИЕНТ ТЕПЛОПРОВОДНОСТИ.
Наименование сплавов Коэффициент теплопровод- ности кал/слс сек. град.
Поршневой с 12% меди, американский картер- ный, германский картерный, дюралюминий . Силюмин .... Алюминий чистый .... ... ... Красная медь • . . 0,33 — 0,36 0,386 0,5 0,92
ПЛАВИЛЬНЫЕ ПЕЧИ
75
Коэффициенты линейного расширения (характеризующие способность
металла удлиняться при нагреве) указанных алюминиевых сплавов близки
между собой и составляют около 0,000023 (напр. поршень, имеющий
диаметр 100 мм при нагреве с 20° до 120°, т. е. на 100°, увеличится
(в диаметре на 0,23 мм).
II. ПЛАВКА.
§ 72. ПЛАВИЛЬНЫЕ ПЕЧИ.
X
Особенности, с которыми приходится считаться при
плавке алюминиевых сплавов — это легкая окисляе-
мость алюминия и способность жидкого металла по-
глощать газы, которые при застывании выделяются.
Температура плавления алюминиевых сплавов, указанных ранее, лежит
в пределах от 575° до 650° и более точно указана далее в таблице 26.
Для плавки алюминиевых сплавов на разных заводах употребляются
печи различных конструкций и принципов действия.
Рис 35. Тигельная стационарная печь с отоплением нефтью: а — тигель,
б — воронка для загрузки, в которой производится прогрев загружаемого
металла, в — бак с нефтью, г — форсунка, д — вентилятор (или компрессор),
е — электромотор.
На рис. 35 представлена тигельная печь с отоплением нефтью, которая
распыливается вентилятором, приводимым в действие электромотором.
Тигель вынимается вверх из шахты вручную. Такие печи употребляются
лишь небольших и средних размеров; металл сравнительно хорошо может
быть защищен от окисления, температуру можно получить очень высокой
(важно при приготовлении лигатур).
Подобные же печи делают с газовым или коксовым отоплением.
Последние менее удобны, так как у них труднее регулировать температуру.
76
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
Аналогичная печь может быть и с неподвижным тиглем; в этом случае
металл зачерпывается ложкой Такие печи употребляются при отливке
небольших деталей.
Рис. 36. Тигельная наклоняющаяся печь с отоплением нефтью.
На рис. 36 показана опрокидывающаяся тигельная печь (отапливается
газом или нефтью), весьма удобная при средних размерах производства.
Рис. 37. Пламенная барабанная наклоняющаяса печь (отопление нефтью)
фирмы Губер ч Аутенрит, Германия.
Этот тип печи'является одним из"самых распространенных. Фирма1„Монарх“
(Америка) подобные печи строит емкостью тигля от 20 до 450 кг алюминия
ПЛАВИЛЬНЫЕ пёЧи
77
На рис. 37 показана „пламенная" нефтяная печь, имеющая вид бара-
бана. Посредством маховичка и зубчатой передачи барабан может пово-
рачиваться на катках вокруг продольной оси. С левой стороны (на
рисунке не виден) стоит вентилятор, который распыляет нефть, пода-
ваемую в форсунку, вставленную в печь слева. С правого конца печи
имеется дверца для загрузки металла. Печь может .сразу плавить до
400 кг алюминия.
Нефть сгорает в том пространстве, где плавится алюминиевый сплав,
что является крупным недостатком данно! конструкции так как сплав
Рис. 38. Электрическая наклоняющаяся печь фирмы Гаучи и Брандт,
Германия.
сильно окисляется. В такой печи угар алюминия доходит до
10—15°/о, тем не менее эти печи широко применяются в автомобильной
промышленности и на некоторых авиамоторных заводах.
На рис. 37 печь показана в момент наполнения ковша жидким алю-
миниевым сплавом. \
На рис. 38 показана электрическая барабанная печь с нагревателями
в виде спиралей нихромовой проволоки, утопленных в своде печи; печь
наклоняющаяся, емкостью около 1000 кг алюминия.
По какому же принципу нагрева строятся невращающиеся печи,
в которых металл из ванны надо зачерпывать ложкой; подобная печь,
состоящая из четырех самостоятельных отделений, показана на рис. 39.
Электрические печи несравненно лучше других, так как в них металл
находится в соприкосновении с неподвижным воздухом и меньше окис-
ляется, во-вторых, эти печи во время работы можно удобно регулировать
и даже сделать регулировку температуры автоматической.
78
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
Для плавки алюминиевых сплавов применяется также электрическая
печь системы Бейли, действующая по другому принципу нагрева: нагре-
вателем служит особая масса, заложенная в верхней части боковой стенки
печи, через которую пропускается ток. Печь для выпуска металла накло-
няется.
Электрические печи являются самыми дорогими по своей начальной
стоимости; они получают применение или там, где электроэнергия недо-
рога, или там, где вопросам качества алюминиевых -сплавов придается
должное значение. Вместе с тем, коэффициент полезного действия (сте-
Рис. 39. Электрическая четырехкамерная стационарная печь
фирмы Гаучи и Брандт, Германия.
пень полезного использования затраченной энергии) электрической печи
значительно выше, чем у других печей.
Крупного размера электрические печи обладают большой массой футе-
ровки, которую, прежде чем начать плавку, надо разогреть, на что уходит
несколько часов. Такие печи делаются выгодными в эксплоатации лишь
при непрерывной работе.
§ 73. ТЕМПЕРАТУРЫ ПЛАВЛЕНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ.
Для приготовления алюминиевых сплавов пользуются промежуточными
сплавами—лигатурами, при помощи которых вводятся более туго-
плавкие металлы. Без применения лигатур изготовление сплавов было бы
крайне затруднено необходимостью сильного перегрева алюминия и дли-
тельностью всего процесса, что связано с значительным окислением и ухуд-
шением качества сплава.
СОСТАВЛЕНИЕ ШИХТЫ
79
В таблице 26 даны температуры полного расплавления главнейших
алюминиевых сплавов, чистых металлов, входящих в сплавы, и наиболее
употребительных лигатур.
ТАБЛИЦА 26.
ТЕМПЕРАТУРА ПЛАВЛЕНИЯ.
№№ спла- вов по та- блице 19- Наименование сплава, металла или лигатуры Температура расплавления
1 Американский картерный ... 640
2 Германский картерный .... 640
3 Силюмин 575
5 Поршневой с 12% меди 640
Чистый алюминий . 653
Медь ...•• ... 1083
Чистый цинк 419
„ кремний 1420
„ железо ... 1523
„ марганец . . .... 1260
, магний ... 650
„ никель .... 1451
Лигатура: 60% меди, 50% алюминия 575
„ 10% железа, 90% алю-
миния . . • • 855
Лигатура: 20% никеля, 80% алю-
МИНИН - • 770
Лигатура: 20% кремния, 80% алю-
МИНИН • . 700
§ 74. СОСТАВЛЕНИЕ ШИХТЫ.
Для получения в результате плавки сплава определенного состава необ-
ходимо знать состав шихты, т. е. того металла, который загружается
в печь, и принять во внимание выгорание некоторых элементов в про-
цессе плавки.
Шихта составляется или из чушкового алюминия и лигатуры, или из
чушкового алюминия, лигатуры и скрапа.
Чушковый алюминий употребляется обычно двух сортов: с содержа-
нием не менее 99°/о алюминия, остальное примеси — идет на изготовление
наиболее ответственных деталей, напр., для поршней, для головок, для
деталей, подвергаемых термообработке; с содержанием не менее 98°/о алю-
миния — для приготовления сплава для картеров и для других менее
ответственных деталей.
Состав лигатуры должен быть каждый раз по ее изготовлении точно
определен путем химического анализа, и при составлении шихты для алю-
миниевого сплава он бывает известен.
80 производство отливок Оз легких алюминневь1х сплавов
Состав скрапа зависит от его происхождения; если это лигники и брак
отливок своего производства, причем состав его однороден и известен,
т. е. скрап относится по составу к одному определенному сплаву; такой
скрап допускается. Если же это лом неизвестного качества, или же скрап
смешан из разных сортов алюминиевых сплавов, то он для авиационных
деталей не употребляется.
Обыкновенно, когда производство налажено, лигатура употребляется
одного постоянного состава, скрап также, и шихта составляется из
определенного процента по весу чушек алюминия, лигатуры и скрапа,
без производства каждый раз подсчетов ожидаемого состава сплава.
Количество скрапа, пускаемого в шихту, зависит от назначения сплава
и от количества этого оборотного металла. Обычно для картеров в шихту
идет не более 50°/о скрапа в виде литника и брака. Сплавы для поршней
некоторые заводы приготовляют, не используя вовсе литника и брака,
а пуская в шихту лишь чушковый алюминий и лигатуру.
§ 75. СВОЙСТВА ЖИДКОГО АЛЮМИНИЯ.
Выше было отмечено, что легкая окисляемость алюминия и способность
его, будучи в жидком виде, поглощать газы являются обстоятельствами,
с которыми следует особенно считаться. Окислы алюминия образуют
на поверхности расплавленного металла пленку; при переливании алюми-
ниевого сплава из плавильной печи в ковш,'»; или из ковша в форму,
струя металла покрывается пленкой окислов, которые частично увле-
каются в форму. Присутствие их в отливке сказывается в том отношении,
что механические свойства металла понижаются тем более чем больше
присутствие окислов.
Поэтому окислы алюминуя являются самой вредной
приме'сью в сплаве; при этом установить присутствие”'[их путем
химического анализа в заводской лаборатории не представляется пока
возможным.
Чем большее число раз металл переплавляется, тем большего загряз-
нения сплава окислами можно ожидать.
Некоторыми заграничными техническими условиями ставится требо-
вание, чтобы употребляемый в шихту чушковый алюминий был пер-
вичного происхождения, т. е. не являлся результатом переплавки,
именно из опасений введения лишнего количества окислов. Вследствие
этих же соображений в наших технических условиях на алюминиевое
литье для авто-, и авиапроизводства введено запрещение вести плавку
в пламенных печах, где окисление жидкого металла идет весьма сильно.
Действительным способом борьбы с окислами должно быть их уда-
ление путем очищения металла с помощью флюсов.
Способность жидкого алюминия поглощать газы увеличивается с по-
вышением его температуры; в момент остывания газы выделяются, обра-
зуя газовые раковины, что ведет к браку.
Поэтому металл, как правило, стараются не перегре-
вать при плавке и лить при возможно более низкой
температуре.
УСАДКА АЛЮМИНИЕВЫХ СПЛАВОВ
81
§ 76. ПРИМЕР ПРИГОТОВЛЕНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ.
В качестве примера составления шихты приведем изготовление поршне-
вого сплава на одном из французских заводов. Для поршней приме-
няется сплав „У“ (состав см. таблицу 19). Шихта составляется из
чушкового алюминия, чушкового магния и лигатуры, которые берутся
в количествах соответственно: 84 кг, 1,6 кг и 20 кг.
Лигатура приготовляется состава: 7О°/о алюминия, 20% меди и
10% никеля.
Для картеров и прочих деталей этот завод употребляет „американ-
ский" картерный сплав. Плавка этого сплава ведется в тигельной нефтя-
ной опрокидывающейся печи, в графитовом тигле. Температура жидкого
металла контролируется пирометром.
После полного расплавления металла, при температуре его около 710°,
металл наливается в железный ковш, ковш подхватывается и относится
в сторону, где производят очистку металла флюсом следующего состава:
Кислый фтористо-кислый калий . . 88,5%
Фтористый алюминий........ 9,0%
Сернокислый алюминии .... 2,5%
Горсть этого порошка засыпается в ковш и перемешивается с метал-
лом железным прутком; всплывающие на поверхность шлаки снимаются
лопаточкой, и ковш снова подхватывают и несут к месту заливки опок.
В это время температура металла около 700°.
111. ФОРМОВКА И ОТЛИВКА.
ЗАДАНИЕ 6.
§ 77. УСАДКА АЛЮМИНИЕВЫХ СПЛАВОВ.
Главная литейная особенность алюминиевых сплавов,
с которой необходимо считаться при изготовлении
форм, — это значительная усадка.
Усадкой называют сокращение длины в отли-
той штуке против длины приготовленной мо-
дели; для измерения величины усадки ее отно-
сят к единице длины и выражают в о/о%.
Если рассматривать процесс остывания металла, залитого в форму,
то можно отметить три периода: первый период — это остывание жид-
кого металла до того момента, когда он начинает затвердевать. Второй пе-
риод— период отвердевания и третий период—от конца отвердевания
до полного охлаждения отливки.
Усадка в первом периоде для отливки не имеет значения, так как
убыль объема металла свободно пополняется питанием из выпара
или того литника (см. ниже), через который металл подводится.
Хт.тшсв- Авяамототостроение, ч. I. р
82
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
Усадка в третьем периоде для всех легких алюминиевых сплавов
примерно одинакова.
Усадка во втором периоде для различных сплавов различна. Она
меньше всего для силюмина и больше всего для чистого алюминия.
Сплавы, содержащие другие тугоплавкие металлы, чем кремний, как
напр. железо, в периоде затвердевания выделяют в первую очередь
кристаллы соединения железо-алюминия, которые образуют как бы ске-
лет и затрудняют свободное сокращение длины при дальнейшем осты-
вании сплава в этом периоде. По этой причине видимая усадка таких
сплавов хотя и уменьшается, но появляется пористость стенок.
В таблице 27 указана окончательная усадка некоторых алюминиевых
сплавов (средние данные).
ТАБЛИЦА 27.
УСАДКА АЛЮМИНИЕВЫХ СПЛАВОВ
(средние значения для отливки в песок).
Наименование сплава или металла Усадка в %%
Американский картерный .... Германский картерный Силюмин Поршневой с 12% меди Чистый алюминий Чугун серый литейный 1,34 1,25 1,17 1,22 1,65 0,7—1,0
§ 78. МАТЕРИАЛ ФОРМ.
Для отливки деталей моторов формы изготовляются: 1) из сырого или
сухого песка, 2) из металла (кокиль) и 3) смешанные, т. е. такие, где
часть стенок формы образует песок, а часть металлические плитки —
холодильники.
Металлические (чугунные) формы употребляются только для простых
деталей, таких, где форма не будет стеснять усадки отливки. Для круп-
ных деталей, как картера, употребляют формы из песка.
Для изготовления форм песок берется в смеси с небольшим содер-
жанием глины для связи. Для изготовления стержней (или шишек) песок
берется с добавлением разных искусственных связующих веществ, которые
делают шишку после сушки менее жесткой, чем при употреблении глины.
§ 79. ВЛИЯНИЕ ФОРМЫ НА МЕХАНИЧЕСКИЕ СВОЙСТВА АЛЮМИНИЕВОГО
СПЛАВА.
В зависимости от того, соприкасается жидкий алюминиевый сплав с ме-
таллом формы или с сырым песком, охлаждение его идет с различной
скоростью, и период отвердевания сплава будет короче или длиннее.
В связи с этим будет получаться различной и структура отвердевшего
РАВНОМЕРНОСТЬ ЗАСТЫВАНИЯ
83
сплава, а именно, там, где остывание идет быстро, кристаллы не успе-
вают вырасти, и получается мелкозернистая структура, там, где остывание
идет медленно, — крупнозернистая, что можно видеть по излому.
Та или иная структура связана с механическими свойствами; поэтому
при отливке в механическую форму прочность алю-
миниевых сплавов получается выше, чем при отливке
в песок, а при
отливке в сырую
песчаную форму
выше, чем при
отливке в сухую,
как это видно из диа-
граммы рис. 40, где
зависимость коэффи-
циента крепости, удли-
нения, твердости и ре-
зильянса (ударное со-
противление) от харак-
тера литейной формы
показана для картер-
ного сплава.
Скорость затверде-
вания зависит не только
от характера формы,
но также и от той
массы металла, которая
с этой формой соприка-
сается. Толстая стенка
будет медленнее засты-
вать, чем тонкая, и
в этом случае в резуль-
тате также будет раз-
личие в их структуре
и механических свой-
ствах. На рис. 41 по-
Рис. 40. Влияние характера формы на механиче-
ские свойства картерного алюминиевого сплава.
казано, как меняется
коэффициент крепости „германского“ картерного сплава для брусков
разной толщины, отлитых в песок (ширина брусков оставалась постоян-
ной, равной 25 мм).
§ 80. РАВНОМЕРНОСТЬ ЗАСТЫВАНИЯ-
В сложных крупных отливках стенки детали имеют различную в разных
местах толщину, определяемую конструктивными соображениями, поэтому
скорость остывания в разных местах таких деталей получается разной.
Вследствие этого в тонких стенках деталь отвердеет раньше, чем в мас-
сивных бабышках или стыках ребер, и в результате после окончатель-
ного отвердевания отливки в ней появляются сильные внутренние
-напряжения или даже трещины.
6*
84
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
ТОЛЩИНв.
Рис. 41. Влияние толщины стенки на механические
свойства картерного алюминиевого сплава.
Во избежание этого,
а также для того, чтобы,
получить материал от-
ливки в разных ее мес-
тах возможно более-
однородным по своим
механическим свойст-
вам, скорость охлажде-
ния регулируют таким,
образом,чтобы указан-
ных неприятностей по
возможности избежать.
Это достигается пра-
вильной конструкцией
самой детали, подлежа-
щей отливке, надле-
жащим расположением
в песочной форме ме-
таллических холодиль-
ников, подводом в те
или иные места кана-
лов, по которым про-
исходит заполнение
формы жидким металлом (литники) и устройством выпаров.
Рис. 42. Верхний картер авиамотора типа Испано литниками
и выпарами.
Последние располагаются над массивными местами отливки и их на-
значение — питать жидким металлом эти массивные места в период их
ПЕСОЧНЫЕ ФОРМЫ
85
.застывания. Поэтому выпары делаются больших размеров, чтобы они
застывали последними во всей отливке. На рис. 42 представлен картер
Рис. 43. Заливка алюминиевого картера звездообразного мотора
на заводе Райт (Америка).
авиационного мотора после его отливки и извлечения из формы до от-
резки литников и выпаров.
На рис. 43 показан момент отливки картера
звездообразного мотора на заводе Райт.
§ 81. ПЕСОЧНЫЕ ФОРМЫ.
Алюминий обладает небольшим, сравнительно,
удельным весом, поэтому он не так легко, как
например чугун, вытесняет из формы воздух.
Поэтому, во-первых, песчаную форму делают
с таким расчетом, чтобы она была достаточно
пористой, во-вторых, металл из литника под-
водят снизу, и, в-третьих, „стояк“ литника и вы-
пара делают высоким, приблизительно 200 —
250 мм над верхней частью детали, чтобы жидкий
металл входил и заполнял форму под некоторым
давлением. Стержни подвергаются перед по-
становкой на место просушке в специальных
сушилках; остальная же форма обычно бывает
вается с поверхности горелками.
Рис. 44. Спираль рас-
пределителя авиамотора
Юпитер.
сырой и лишь подсуши-
8b
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
На некоторых заводах изготовляют всю наружную форму, а не только
форму внутренних полостей отливки, из сухих стержней, собираемых по
частям. Таким образом, например, изготовляется форма для спирали —
распределителя смеси мотора Юпитер из 18 стержней; эта деталь пока-
зана на рис. 44.
Качество песка, идущего на приготовление форм и стержней, а также
размер зерна и самое составление формовочной земли имеет для каче-
ства отливок большое значение, и каждый завод вырабатывает в резуль-
тате опытной работы свои нормы, которых придерживается.,
§ 82. ВЕСА ОТЛИВОК В ПЕСОЧНЫЕ ФОРМЫ.;
Благодаря высоким литникам и массивным выпарам вес металла, зали-
ваемого в форму, бывает значительно больше веса отливки в чистом виде.
Для примера в таблице приведены эти веса для картеров одинакового
мотора по двум разным заводам.
ТАБЛИЦА 28.
ВЕСА ОТЛИВОК КАРТЕРОВ ДО ОБРУБКИ, ПОСЛЕ ОБРУБКИ И ПОСЛЕ МЕХАНИЧЕСКОЙ
обработки, в кг.
Название детали Вес с литни- ком и выпа- рами Вес после обрубки Вес после механиче- ской обра- ботки
Верхний картер мотора типа Либерти 90 57 43
Нижний картер мотора типа Либерти 57 37 30
Картер мотора типа Юпитер . . 80 40 26
Из этих цифр видно, что вес отливки картеров вместе с литниками
и выпарами в 2 — 2'/2 раза больше веса обработанного картера.
§ 83. МЕТАЛЛИЧЕСКИЕ ФОРМЫ.
Детали, форма которых это позволяет, отливаются по возможности
в кокиль, т. е. в металлическую, обычно чугунную форму. Поршни,
например, на всех заводах отливаются в кокили.
На рис. 45 и 46 показаны разные способы расположения литников
и выпаров, применявшиеся на разных заводах для отливки поршней.
Во всех этих случаях наружная поверхность отливки образовывалась
чугунным кокилем, а внутренняя — песочным стержнем бронированным
холодильниками.
МЕТАЛЛИЧЕСКИЕ ФОРМЫ
87
Способы отливки, указанные на рис. 45 и 46, неравноценны как по
качеству получаемого в детали металла, так и по его расходу. Способ 1
Рис. 45. Три способа расположения литника и выпаров
при отливке поршня.
(на рис. 45) плох тем, что массивный выпар стоит на самом ответствен-
ном месте поршня, на его донышке, вследствие чего прочность донышка
будет пониженной; то же относится
к способу 3. Наиболее удачным спо-
собом литья является показанный
на рис. 46.
Веса отливок поршней с литни-
ками и выпарами, а также без них,
указаны в таблице 29.
Если сделать стержень не песоч-
ным, а также металлическим, то засты-
вание жидкого металла будет итти
быстрее, чем в том случае, когда
стержень песочный, а из металла сде-
лана лишь наружная форма. Поэтому
в случае металлического
стержня механические свой-
ства и твердость отливки
получаются заметно выше,
чем во втором случае.
Отливка в сплошную чугунную
форму является наилучшей для пор-
шня, и такой способ применяется на
многих заводах.
I
Рис. 46. Четвертый способ отливки-
поршня.
Правильная конструкция такой формы и самый процесс отливки пред-
ставляют некоторые трудности, но трудности в большинстве случаев
преодолимые.
88
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
ТАБЛИЦА 29.
ВЕСА ОТЛИВОК ПОРШНЕЙ К РИС. 45 и 46
Способ отливки Вес с лит- ником и вы- паром в кг Вес без лит- ника и вы- пара в кг Вес после полной ме- ханической обработки б кг
Рис. 45 — 1 . . . 4,7 3,4 1,47
„ 3 . . . 2,8 2,6 1,47
Рис. 46 5,5 4,5 2,45
На рис. 47 представлен разрез поршня из алюминиевого сплава для
мотора Лорэн-Дитрих, отлитый в кокиль с металлическим стержнем.
Рис. 47. Поршень авиамотора Лорэн,
отлитый в кокиль с металлическим
стержнем.
составным из 8 частей. Размеры
указаны в отливке до обработки.
Поршень имеет ребристое дно
и высокие тонкие ребра, укре-
пляющие бабышки, и представляет
пример производственной, весьма
трудной, но разрешенной за-
дачи.
На рис 48 показана деталь
авиамотора, отлитая в кокиль,
вместе с половиной кокиля, укре-
пленной в специальном приспо-
соблении, и немного приподнятым
металлическим стержнем.
§ 84. КОНТРОЛЬ ТЕМПЕРАТУРЫ ПРИ ЗАЛИВКЕ.
Как раньше было отмечено, температура металла при заливке формы
должна быть возможно более низкой, как только данная форма позво-
ляет в смысле ее заполнения.
ОБРУБКА И ОБДУВКА
89
Для контроля температуры во время плавки и перед заливкой упО'
требляются пирометры, так как
опытный глаз совершенно не-
надежно и может быть причи-
ной пониженных качеств литья.
§ 85. ОТЛИВКА ПОД ДАВЛЕ-
НИЕМ И ЦЕНТРОБЕЖНАЯ.
определение температуры даже на
Рис. 48. Кокиль для отливки алюминиевой
детали (кокиль раскрыт).
Для простых и тонкостенных
алюминиевых деталей возможно
применение отливки под давле-
нием; этот способ отливки за-
ключается в заполнении метал-
лической формы жидким алю-
миниевым сплавом, впрыскивае-
мым под давлением. Сплав пре-
красно заполняет форму, и
поверхность отливки получается
настолько чистой и точно вос-
производящей поверхность фор-
мы, что обычно почти не тре-
бует механической обработки;
при этом производительность
такой машины может быть
чрезвычайно большой. Для из-
готовления деталей авиамо-
торов этот способ не при-
менялся, так как он не
оправдывался небольшими мас-
штабами производства и тех-
ника его еще не разработана для деталей с значительной толщиной стенок.
Разновидностью отливки под давлением является центробежная
отливка; она применяется пока исключительно для деталей простой коль-
цевой формы. Отливки же из алюминиевых сплавов имеют обычно
сложную форму, и по этой причине центробежный метод для них пока
не имеет применения.
IV. ОТДЕЛКА И КОНТРОЛЬ.
§ 86. ОБРУБКА И ОБДУВКА.
Из литейной отливки поступают в очистку, где прежде всего отре-
заются литники и выпары. Отрезка их производится или вручную, или
на ленточных приводных пилах, аналогичных пилам для дерева.
На рис. 49 показана отрезка выпаров у верхнего картера на привод-
ной пиле, у которой полотно режет в горизонтальной плоскости. Форма
зуба и толщина ленточной пилы для алюминия показана на рис. 50;
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
Рис. 49. Ленточная пила для отрезки выпаров у картера.
Рис. 50. Зубья ленточной пилы
для резки алюминия.
обычная скорость резания 1000-—
1200 м в минуту. Отбивание или
отрубание литников и выпаров
зубилом не допускается, так как
может повести к выщерблению
стенок детали или появлению,
трещин.
Очистка поверхности отливки
производится или вручную, или
на пескоструйном аппа-
рате; струя воздуха, подавае-
мого вентилятором, увлекает из.
специального резервуара песок,
который, ударяясь с большой
скоростью в отливку, ее очи-
щает и снимает поверхностный,
слой металла, придавая отливке
красивый матовый оттенок.
Очистка обычно производится,
на пескоструйном аппарате, у ко-
торого вокруг вертикальной оси
медленно поворачивается чугун-
ный круглый решетчатый стол;
на этот стол кладутся небольшие
ПРОВЕРКА ХИМИЧЕСКОГО СОСТАВА И МЕХАНИЧЕСКИХ СВОЙСТВ
91
детали и за время оборота стола они автоматически подвергаются в ка-
мере обдувке и очистке снаружи. Для очистки крупных и сложных
деталей устраивается камера, представленная на рис. 51; отливка также
медленно поворачивается лежа на столе, а рабочий направляет вручную
струю воздуха с песком. Для защиты от пыли рабочий одевает спе-
циальную маску и рукавицы.
Рис. 51. Очистка крупной алюминиевой отливки песком в камере.
§ 87. ПРОВЕРКА ХИМИЧЕСКОГО СОСТАВА И МЕХАНИЧЕСКИХ СВОЙСТВ.
Проверка качества отливок состоит: 1) в проверке качества материала,
из которого отливка изготовлена, 2) в проверке размеров, 3) в проверке
отсутствия трещин, пористости, пузырей и раковин путем внешнего
тщательного осмотра.
Проверка качества материала, из которого отливка изготовлена, со-
стоит в установлении соответствия состава сплава по химическому ана-
лизу и его механических качеств с требованиями технических условий.
Химический анализ сплава берут обычно не от каждой детали и не
от каждой плавки, а периодически, один раз на определенное количе-
ство плавок, смотря по степени ответственности деталей, что в техниче-
ских условиях бывает точно оговорено.
Вопрос о том, как проверять механические свойства отлитых деталей,
является весьма сложным вопросом. В самом деле, как было отмечено
выше, скорость отвердевания сплава в разных местах отливки бывает
различной, вследствие этого различными для разных мест отливки ока-
92
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
зываются структура и механические свойства сплава. Изготовление
образца для механических испытаний путем вырезки его из стенки
отливки связано с порчей детали.
Поэтому чаще всего применяется следующий способ изготовления
образца для механических испытаний: перед заливкой формы в металли-
ческий кокиль отливается отдельный круглый брусок в виде палки, из
которой потом вытачивается образец. Такой образец будет иметь меха-
нические качества совершенно отличные от механических качеств мате-
риала детали, но, вместе с тем, они будут отчасти характеризовать каче-
Рис. 52. Диаграмма частоты (повторяемости) коэффициента крепости.
ства сплава при стандартном способе его отливки: наличие окислов при
плавке, загрязнение сплава вредными примесями, слишком высокая тем-
пература в момент отливки все это скажется в сторону понижения
механических свойств как образца, так и детали.
Наиболее целесообразными способами проверки механических свойств
отливок надо считать: для поршней — изготовление образца путем вы-
резки его из донышка одного из поршней плавки или партии, причем
следует брать первый поршень, залитый наиболее горячим металлом.
Для картеров, отливаемых в песок, бруски, из которых будут изго-
товлены образцы, можно заформовывать также в песок, мирясь с тем,
что их механические свойства будут несколько отличными от таковых
для детали. Однако это соответствие по нескольким опытам возможно
установить, и если способ заформовки и способ и порядок заливки
образца и детали будут всегда практически одинаковыми, можно будет счи-
тать, что и соответствие между их механическими свойствами будет иметься.
ОДНОРОДНОСТЬ КАЧЕСТВА В ПРОИЗВОДСТВЕ
93
§ 88. ОДНОРОДНОСТЬ КАЧЕСТВА В ПРОИЗВОДСТВЕ.
Рис. 53. Рентгеновский снимок части картера, В узле,
образуемом ребрами, видна усадочная раковина —
белое пятно.
Если взять результаты поверочных механических испытаний образцов
из одного и того же алюминиевого сплава, произведенных одним и тем.
же цехом для большого
количества плавок, то
можно видеть пестроту
в величинах и коэффи-
циента крепости и отно-
сительного удлинения.
Так, например, для
950 испытаний образ-
цов „американского"
картерного сплава ока-
залось, что коэффи-
циент крепости ко-
лебался в пределах от
7 кг/мм2 до 18 кг!мм2.
Если теперь подсчитать,
сколько образцов по-
казало величину коэф-
фициента крепости от
7 до 8 Kt-lMM2, сколь-
ко от 8 до 9 кг/мм2 и
т. д., выразить эти коли-
чества образцов в про-
центах от общего их
количества и постро-
ить графически п о-
вторяемость коэф-
фициента крепости, —
мы получим диаграмму
частоты коэффи-
циента крепости,
представленную на рис.
52, кривая А.
Из этой диаграммы видно, что наиболее часто коэффициент крепости
бывает от 14 до 15 кг/мм2.
Кривая Б показывает, какой процент испытаний удовлетворяет тре-
бованию, чтобы коэффициент крепости был не ниже определенной вели-
чины.
Если считать, что коэффициент крепости для этого сплава не должен
быть ниже 12 кг}мм2, то из кривой Б видно, что 18°/о образцов ока-
жутся неудовлетворительными.
Вместе с тем из этих данных можно видеть, что существуют какие-то
условия, при которых возможно получение для того же сплава коэффи-
циента крепости 15 кг!мм2 и даже 18 кг)мм2.
Разница между той величиной коэффициента крепости, которую воз-
можно получить, и той, которую приходится выставлять как минималь-
34 ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ]
ное требование, чтобы не пришлось отнести в брак” слишком большое
количество отливок, может быть отнесена: 1) к неизбежным колебаниям
в производстве в химическом составе сплава, в степени его загрязнен-
ности окислами в процессе плавки
Рис. 54. Трещина на боковой
поверхности поршня.
литья, в температурах металла при
заливке, в количестве поглощен-
ных газов и т. п.; все эти при-
чины отразятся (хотя и в разной
степени) на механических свой-
ствах как самой детали, так и
отдельно отлитого образца; 2) к
колебаниям, связанным с самим
процессом отливки образца —
температура стенок кокиля, его
положение и т. п.; эти причины
отразятся на механических свой-
ствах образца и не отразятся на
детали.
Действительная неоднород-
ность в качестве отливок будет
поэтому меньшей, чем это пред-
ставляется, основываясь на ре-
зультатах испытаний отдельно
отлитых образцов. Весь вопрос
в целом еще недостаточно изу-
чен.
§ 89. ПРОВЕРКА ПО ВНЕШНЕМУ
ОСМОТРУ.
Проверка отсутствия внешних по-
роков в отливках производится
обычно после их обдувки пес-
ком, которая вскрывает поверх-
ностные дефекты.
В дальнейшей механической обработке также могут обнаруживаться
пороки литья в виде засоров, пузырей и раковин в толще металла, и
контроль литья по внешнему виду поэтому производится также до его
выпуска из механического цеха.
Особенно высокие требования предъявляются к поверхности поршней
после их механической обработки, где многие заграничные заводы не
допускают абсолютно никаких внешних дефектов, не останавливаясь
перед забракованием значительного количества поршней с незначитель-
ными изъянами.
§ 90. ПРОВЕРКА ПРОСВЕЧИВАНИЯ ЛУЧАМИ РЕНТГЕНА.
Способом проверки отсутствия в толще металла раковин и пузырей
в отливках может служить просвечивание лучами Рентгена.
На рис. 53 показан сделанный на одном из наших заводов рентге-
ВНУТРЕННИЕ НАПРЯЖЕНИИ В ОТЛИВКАХ
95
новский снимок с картера, у которого в узлах ребер оказались раковины
(белое пятно). Заграничные заводы рентгеновским способом для контроля
отливок пока не пользуются.
§ 91. ПРОВЕРКА НА НЕПРОНИЦАЕМОСТЬ.
Проверка отсутствия пористости в стенках производится путем испытания
на герметичность: поршни подвергаются испытанию под водой сжатым
воздухом со стороны днища, снаружи, причем по пузырькам проходящего
воздуха судят о плотности стенок. Да-
вление воздуха при этом испытании
на одном из заводов применяется
в 40 атм.
Аналогичные испытания произво-
дятся также давлением воды или керо-
сина, причем величина давления у раз-
ных заводов принята различная: напр.
у БМВ 40 атм. водой, у Сименс-Галь-
ске— 12 атм. водой. Испытание давле-
нием воздуха является более строгим
испытанием, чем керосином или водой.
Картера испытываются на герметич-
ность или путем создания изнутри да-
вления воздуха около */4 зтм. (в пори-
стых местах на покрытой мыльным ра-
створом стенке появляются пузыри),
или давлением изнутри керосина, или
открытой пробой.
В последнем случае в картер на несколько минут наливается бензин,
который в пористых местах просачивается.
Надо считать, однако, что проба под давлением является наиболее
надежной.
Рис. 55. Трещина в переходе
от ребра к донышку поршня.
§ 92. ВНУТРЕННИЕ НАПРЯЖЕНИЯ В ОТЛИВКАХ.
Самым опасным дефектом являются трещины, которые
не допускаются ни в коем случае, так как во время работы
детали на моторе они будут расти и приведут к аварии.
Пример роста трещины, обязанной литейному .дефекту, показан
на рис. 54, где через 35 часов работы мотора трещина почти расколола
поршень на две части по его длине.
На рис. 55 показан другой пример возникновения литейной трещины
на поршне вследствие резкого перехода от ребра к днищу (а). После
изменения формы стержневого ящика дефект прекратился (б).
Появление литейной трещины свидетельствует о значительных вну-
тренних напряжениях в материале, возникших в процессе остывания
отливки. Эти внутренние напряжения лишь в крайних случаях проявля-
ются на отливках в виде видимых трещин, обычно они остаются необна-
96
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
руженными и могут привести к образованию трещин и разрушению
детали только в процессе работы.
Примером может служить случай с появлением трещины у картера,
изображенного в поперечном сечении на рис. 56, через 50 часов работы.
Трещина через 70 часов
увеличилась по длине кар-
тера, а через 75 часов ока-
залась почти во всю его
ТРЕШИНЯ
Рис. 56.
тонкой
случае причи-
Трещина в резком переходе от
стенки к утолщенному месту.
длину.
В данном
ной дефекта явилось смеще-
ние стержня и снятие вруч-
ную у него фаски, вследствие
чего появился резкий пере-
ход от тонкой стенки к тол-
стой, что всегда ведет или
к трещинам, или, как в дан-
ном случае, к значительным
внутренним напряжениям.
Способом уменьшения внутренних напряжений, связанных с отливкой,
является отжиг отливок; при отжиге применяется температура от 300
до 450° с выдержкой в печи в течение нескольких часов и с медленным
остыванием. Такой отжиг введен многими авиамоторными и автомобиль-
ными заводами (см. главу VII).
§ 93. ИСПРАВЛЕНИЕ ПОРИСТОСТИ.
Некоторые из дефектов, обнаруживаемых при проверке отливок, могут
быть исправлены; так, напр., для уничтожения пористости картеров ч
широко практикуется на многих заводах пропитка, для исправления рако-
вин в неответственных местах некоторые заводы применяют автогенную
заварку или постановку на резьбе шпилек.
Пропитка производится или горячим вареным маслом под давле-
нием, или раствором хлористого цинка, или жидким стеклом, или баке-
литом. Все эти способы сводятся к заполнению мелких пустот, образую-
щих пористость в стенке, каким-либо веществом, которое бы не дей-
ствовало на алюминиевый сплав разрушающим образом ни путем хими-
ческим, ни вследствие возможной разницы в коэффициентах линейного
расширения при нагреве в работе.
Наилучшим способом считается пропитка бакелитом, этот способ
применяется на некоторых авиамоторных заводах.
§ 94. ЗАВАРКА И ЗАПАЙКА ДЕФЕКТОВ.
Алюминиевые сплавы возможно сваривать, и эта работа при известном
навыке и искусстве производится довольно легко и надежно. Однако
невозможность проверить качество произведенной сварки не позволяет
рассматривать этот способ как нормальный способ в производстве; по
этой причине, например, не делается деталей сварных конструкций.
ВОПРОСЫ для САМОПРОВЕРКИ
97
Путем сварки чаще всего исправляются дефекты на выступающих
и неответственных местах („дефекты красоты"). Сварка обычно про-
изводится без употребления каких-либо флюсов, для заварки служит
палочка из того же самого сплава, из которого сделана деталь.
Алюминиевые сплавы можно паять и достигать путем пайки значи-
тельной прочности шва. Два обстоятельства не позволяют считать пайку
Способом лечения желательным для исправления деталей: невозможность
проверки качества выполненной пайки и разрушение с течением времени
паяного шва вследствие коррозии.
О пайке алюминиевых сплавов подробнее указано в § 147.
§ 95. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ.
1. Какие картерные алюминиевые сплавы наиболее распространены в при-
менении к деталям авиамоторов и чем они различаются по своему составу?
2. Сравнить между собой четыре картерных сплава в отношении их удель-
ного веса, способности отливаться в сложные формы, устойчивости против кор-
розии, величины коэффициента крепости и относительного удлинения?
3. Какие легкие алюминиевые сплавы наиболее распространены в применении
для поршней и головок цилиндров авиамоторов, и их основное различие в отно-
шении химического состава?
4. Какова приблизительная температура поршня авиамотора в его донышке,
во время работы мотора?
5. Какое значение имеет определение механических свойств поршневых
сплавов при повышенной температуре?
6. Остается ли твердость алюминиевых поршневых сплавов, подвергаемых
длительному нагреву, определяемая при температуре этого нагрева постоянной,
или она изменяется с увеличением времени нагрева?
7. У какого из двух образцов сплава ,У“, подвергнутых отжигу в течение
100 часов при температуре 300е, будет более высокая твердость, определенная
при этой температуре: у образца испытываемого в сыром виде или в термически
обработанном?
8. То же в отношении образцов сплава с 12% меди.
9. Назовите химический состав и удельный вес дюралюминия.
10. Каковы механические качества (коэффициент крепости и относительное
удлинение) дюралюминия?
И. Каковы те особенности алюминиевых сплавов, с которыми приходится
считаться при их плавке?
12. В чем заключается недостаток пламенных печей в применении к плавке
алюминиевых сплавов?
13. В чем заключаются преимущества электрических печей сопротивления?
14. Какова температура плавления чистого алюминия и наиболее употреби-
тельных алюминиевых сплавов?
15. Что называется лигатурой?
16. Как должна составляться шихта для загрузки в печь? Должен ли быть
известен химический состав всех загружаемых материалов? Можно ли пользо-
ваться ломом и каким?
17. Какое значение имеет окисление алюминия в процессе плавки алюми-
ниевого сплава?
18. Что называется усадкой металла при литье?
19. Из каких материалов изготовляют формы для отливки алюминия?
20. Какое значение оказывает материал формы на механические свойства
алюминиевого сплава в отлитой детали?
21. Почему более тонкие стенки получаются обладающими более высокими
механическими свойствами, чем более толстые, в одной и той же детали?
22. Какое значение имеют выпара? ,
23. Какая форма является наилучшей для отливки поршней и других не-
больших простых деталей?
Хрущев. Авиаюторевтроевле, ч. Т. у
98
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЛЕГКИХ АЛЮМИНИЕВЫХ СПЛАВОВ
24. Почему сплошные металлические формы не применяются для картеров?
25. В чем заключается проверка качеств алюминиевых отливок?
26. Характеризуют ли механические свойства отдельно отлитых образцов
механические свойства материала отлитой детали, и в какой мере?
27. Допускаются ли иа алюминиевых деталях или отливках трещины?
28. Какие способы испытания на герметичность применяются для поршней
и картеров?
29. Каким способом можно устранить или уменьшить внутренние напря-
жения в отливках?
ПРАКТИЧЕСКИЕ РАБОТЫ.
1. Отметить по наиболее ответственным или крупным деталям авиамо-
тора, изготовляемым из алюминиевых сплавов, марки применяемых для
отливки и для ковки сплавов и их химический состав (допустимые пре-
делы содержания основных элементов): картера, головка цилиндра, пор-
шень, корпус карбюратора, корпуса насосов водяного, масляного и бен-
зинового, подогреватель и т. д.
2. Выяснить в плавильном отделении литейного цеха, к какому типу
относятся печи для плавки алюминиевых сплавов (применительно к типам
печей, описанным в § 72), какой они емкости в кг алюминия, каков
в них расход топлива на 1 кг расплавляемого алюминия, каков угар
алюминия при плавке, какова продолжительность плавки при первом
разогреве и последующих. Обратить внимание: в тиглях из какого мате-
риала ведется плавка (графитовые или стальные).
3. Проследить за составлением шихты: сколько в процентном отно-
шении свежего чушкового материала, сколько скрапа (литник, лом,
брак), сколько какой лигатуры. Какой чистоты чушковый алюминий,
какого происхождения скрап и известен ли его средний анализ, каков
состав лигатуры и известен ли ее анализ.
4. Проследить за процессом плавки алюминиевого сплава, отметить
наибольшую температуру сплава, достигнутую при плавке, температуру
его при начале разливания в ковши. Отметить, применяется ли какой-
либо флюс для очистки сплава.
5. Проследить за формовкой какой-либо сложной детали, например
картера; отметить, в каких местах проставляются холодильники, прове-
рить толщину этих мест на готовой отливке. Отметить расположение
детали по отношению к линиям разъема опок, отметить способ подвода
от литника к детали жидкого металла (в тонкие или толстые места,
в верхнюю или нижнюю часть, с одной стороны по длине или в не-
скольких местах) и способ расстановки выпаров (над какими местами,
какая высота).
6. Проследить за отливкой поршня в металлическую форму. Обра-
тить внимание на стержень—песочный или металлический, в первом
случае имеет ли холодильники. Каково взаимное расположение литников
и поршня (сравнить со способами, описанными в § 80).
7. Обратить внимание на проверку температуры металла перед отливкой
из ковша в форму с помощью пирометра (какую температуры для данной
детали и данного сплава цех считает наиболее правильной, проверяет ли
он ее фактически, что дает фактическая проверка).
КРАТКАЯ ИСТОРИЯ ЭЛЕКТРОНА
99
8. Отметить, как часто производится проверка фактического состава
сплава путем его химического анализа, и укладываются ли результаты
этого анализа в установленные нормы. То же в отношении механических
испытаний.
9. Принять совместно с заводским контролем участие в освидетель-
ствовании отлитого картера по внешнему ему осмотру, просмотреть
забракованные ответственные отливки и выяснить причины забракования
(по указанию контрольного отдела).
10. Присутствовать при гидроиспытаниях картера и поршней.
11. Проследить операцию пропитки.
ЛИТЕРАТУРА К ГЛАВЕ IV.
Пэнтон. Обработка алюминия и его сплавов. Гостехиздат. 1929. Ц. 1 р. 80 к.
Гр. Вейнберг. Легкие алюминиевые сплавы. ГИЗ. 1929. Ц. 3 р. 50 к.
Грард. Алюминий и его сплавы. Гостехиздат. 1926. Ц. 2 р. 40 к.
Инструкция по приготовлению лигатур для алюминиевых сплавов—изд.
Комиссии по стандартизации авто- и авиаматериалов.
ГЛ АВА V.
ЗАДАНИЕ 7.
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЭЛЕКТРОДА.
§ 96. КРАТКАЯ ИСТОРИЯ ЭЛЕКТРОНА.
Несколько лет назад Германским обществом „Красочной Промышленности"
были выработаны легкие сплавы на основе магния, пригодные для отливки
и штамповки из них машинных частей, которые были названы эле-
ктроном.
Несколько раньше, а именно к концу европейской войны, „Химиче-
ское Общество Дау" в Америке разработало аналогичные сплавы, кото-
рые в порядке широкого опыта получили применение для поршней авто-
мобилей и были в Америке названы Дау-мета л л.
Первое время электрон удавалось лить только в металлические формы,
почему казалось, что область его применения будет ограничена деталями
простейшей формы. Вместе с тем опыт применения электрона для порш-
ней показал, что особых преимуществ перед алюминиевыми сплавами для
поршней электрон не имеет.
И лишь в последние 3 года, когда были найдены способы литья эле-
ктрона в песок и когда оказалось возможным изготовлять из него
детали самых сложных форм для авиамоторов и автомобилей, перед
применением электрона открылись широкие перспективы в области
моторостроения.
Магний представляет собой легкий металл, удельного веса 1,74 (уд.
вес алюминия 2,70), легко окисляющийся на воздухе (в виде стружек
или опилок загорается от спички и ярко горит), имеет температуру
плавления 650° (температура плавления алюминия 658°), по своим физи-
ческим свойствам близок к алюминию.
7*
100
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЭЛЕКТРОНА
Магний добывается главным образом путем электролиза из солей,,
содержащих хлористый магний, каковых во многих странах имеются
большие залежи.
В настоящее время получение магния обходится еще довольно дорого,,
так что цена металлического магния (около 2 долларов за килограмм)
приблизительно в 4 раза больше, чем алюминия. Можно думать, что
в связи с вероятным развитием в ближайшем будущем масштабов полу-
чения магния и с совершенствованием техники изготовления цена на него
значительно понизится.
§ 97. ГЕРМАНСКИЕ СОРТА ЭЛЕКТРОНА.
Легкие магниевые сплавы (электрон), употребляемые в настоящее время
в Европе, указаны в таблице 30.
ТАБЛИЦА 30.
СОСТАВ ЭЛЕКТРОНА.
Марка сплава Назначение Химический состав в %
Цинк Алю- миний Крем- ний Медь Мар- ганец Магнии
Германский AZF . AZG Vx „ AZ31 „ AZM Фасонное литье в песок Литье в кокиль и под давлением. Поковки . . . Поковки и листы 3,0 3,0 0,6 1,0 1,0 4,0 6,0 10,0 3,0 6,3 о,3 0,3 0,3 0,3 0,2 0,3 о,3 0,3 0,3 0,35 0,35 0,35 0,35 0,35 ОСТ. я я я
Сплав AZG употребляется для отливки в песок фасонных частей
(напр. картера моторов БМВ, Изотта Фраскини) и обладает нескольк0
более высокими механическими свойствами, чем более старый сплав AZF-
Для литья в металлические формы и под давлением употребляется
сплав Vjj для изготовления поршней применяется сплав V, с введением
в него от 2 до 3% кремния.
Сплавы, указанные для поковок, употребляются также для штамповок
и выдавленных профилей.
§ 98. МЕХАНИЧЕСКИЕ СВОЙСТВА.
Механические свойства электронных сплавов приведены в таблице 32.
Из этих данных видно, что электронные отливки в песок не уступают
по механическим свойствам таковым из алюминиевых сплавов. В «аст-
ности сплав AZG, употребляемый для литых картеров, обладает более
высокими механическими свойствами, чем „германский" и „американский"
картерные аллюминиевые сплавы (см. табл. 20).
ПРИМЕНЕНИЕ ЭЛЕКТРОНА ДЛЯ ПОРШНЕЙ
101
ТАБЛИЦА 32.
МЕХАНИЧЕСКИЕ СВОЙСТВА ЭЛЕКТРОННЫХ СПЛАВОВ.
Марка сплава Способ изгото- вления Коэффициент крепости кг!мм? Предел текучести кг/мм'1 Относит, удлинение % Твердость по Бринелк}/
AZF Литье в песок . 17—20 9—10 4— 6 43 47
AZF „ „ кокиль . 20—23 10 6—10 50—55
AZG „ и песок . . 17-20 10—11 3— 5 53 57
Vt „ под давл. . Прессов, детали с 13—18 13—18 2— 4 70
VjO термообработкой. 34—37 24—26 10—12 60
AZ31 Прессов, детали . 25—28 18—20 14—17 48-50
AZM То же . . . 28- 32 20—22 12—16 55
Следует отметить, что твердость по Бринелю магниевых
сплавов заметно ниже твердости алюминиевых спла-
вов, употребляемых для тех же целей.
§ 98. ПРИМЕНЕНИЕ ЭЛЕКТРОНА ДЛЯ ПОРШНЕЙ.
Выше было указано, что практическое применение электрона к моторам
началось с поршней. Материал для поршней должен обла-
дать достаточной механической прочностью при по-
вышенной температуре, хорошей теплопроводностью
и устойчивостью против разъедания горячими газами.
При повышении температуры прочность электронных сплавов падает
быстрее, чем у алюминиевых того же назначения; в частности при 250°
коэффициент крепости сплавов AZF и AZG приблизительно на 50%
ниже, чем алюминиевого поршневого сплава с 12% меди.
Изготовление поршней из электрона производится обычно не путем
литья, а путем штамповки из соответствующих сплавов, что дает более
высокие механические качества.
На рис. 57 показаны для мотора Либерти в разрезе алюминиевый
поршень, отлитый в кокиль из поршневого алюминиевого сплава с же-
лезом (№ 6 по таблице 19) и поршень, штампованный из электрона
(Дау-металл следующего состава: алюминия 2%, меди 4%, кадмия 2%,
марганца 0,2%, магний остальное). Из сопоставления этих поршней
можно видеть разницу в конструкции, обуславливаемую применением
иного металла й способа изготовления. Вес алюминиевого поршня
1555 2, вес электронного 1040 г.
Теплопроводность тех сортов электрона, которые применяются для
поршней, несколько ниже (на 10—15%), чем поршневых алюминиевых
сплавов.
Устойчивость электрона против выгорания у поршней автомобиль-
ных моторов повидимому достаточная; что касается поршней большего
диаметра, то по ним еще нет достаточного эксплоатационного опыта для
окончательного суждения.
102
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЭЛЕКТРОНА
Рис. 57. Поршень литой из алюминиевого сплава в кокиль с металлическим
стержнем (внизу) и поршень выштампованный из электрона (вверху).
§ 100. ПЛАВКА электрона.;
Расплавленный магний на воздухе весьма энергично'
окисляется — горит, и реакция сопровождается большим выделением
тепла. В результате химического действия воздуха на жидкий магний
образуются окислы магния и соединения магния с азотом воздуха, кото-
рые обладают удельным весом близким к удельному весу жидкого ме-
талла и поэтому остаются в массе металла, загрязняя его.
Для получения чистого и здорового металла его необходимо защи-
щать во время плавки и применять очистку для удаления окислов и
нитридов, которые все же могут образоваться.
Вопрос плавки и очистки разрешается применением специального
флюса в виде порошка; в Германии применяется флюс Эльразаль,.
состав коего в литературе не указывается, в Америке — флюс, состоящий
из смеси солей: 6О°/о хлористого магния (обезвоженного) и 40°/о*хло-
ристого калия (или натрия).
ПЛАВКА ЭЛЕКТРОНА
103
Плавка электрона ведется в тигельных печах любого устройства
(нефтяные, электрические, газовые), где тигель вынимается, так как ме-
талл во избежание окисления нельзя лишний раз переливать в ковш
и заливка производится из того же тигля, в котором шла плавка.
На рис. 58 показано плавильное отделение для электрона, оборудо-
ванное электропечами.
В отличие алюминия, который растворяет железо, плавку электрона
можно вести в железных тиглях, так как магний железа не растворяет.
Металл, закладываемый в тигель в твердом виде, присыпается флюсом
для предохранения от возгорания.
Рис. 58. Общий вид отделения для плавки электрона. Электрические печи
фирмы Гаучи и Брандт, Германия.
Расплавленный электрон находится под защитой флюса, который его
обволакивает; в местах, где слой флюса разрывается, тотчас начинается
горение металла, которое прекращается засыпкой этого места флюсом. £ч
В Америке способ плавки несколько иной, а именно — сперва в тигле
плавится флюс, который загружается в количестве около 5Ос/о по весу
от металла, и в него постепенно вводится металл, который плавится уже
под флюсом и в жидком виде плавает в флюсе, как показано схемати-
чески на рис. 59.
Температура жидкого металла периодически контролируется пиро-
метром. По германскому методу плавки при температуре около 730°
производится энергичное перемешивание флюса и металла железным
прутком, после чего металл перегревается и его температура доводится
до 850°. Цель перегрева — сделать флюс более жидким; флюс, переме-
104
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЭЛЕКТРОНА
шанный с металлом, захватывает частицы окислов и другие загрязнении
как на поверхности, так и в массе металла и механически увлекает их
на дно тигля, в чем и состоит весьма важная операция очистки электрона.
Во время плавки электрона угар его составляет от 1 до 11/г°/о; рас-
ход флюса зависит от метода плавки и при американском методе он
очевидно должен быть больше, чем при гер-
Рис. 59.
майском.
От перегрева электрон не страдает. Опе-
рация очистки позволяет производить много-
кратные переплавки одного ,и того же коли-
чества электрона без ухудшения металла. При-
менение флюса позволяет также переплавлять
электронные стружки, причем по опытам
Нами выход хорошего металла из стружек
составляет 85°/о.
Шихта для электрона составляется из ме-
таллического магния, лигатур и скрапа (лит-
ники, брак), и в этом случае приготовление сплава и производство плавки
производятся одновременно. Некоторые заграничные моторные заводы
получают чушки уже приготовленного электрона со стороны и подвер-
гают его только расплавлению. В этом случае шихта составляется из
чушкового электрона и скрапа той же марки.
§ 101. ПРИГОТОВЛЕНИЕ ФОРМОВОЧНОЙ ЗЕМЛИ.
Большое сродство магния к кислороду является, как и при плавке, основ-
ным затруднением при производстве заливки форм электроном. Если
жидкий электрон залить просто в сырую песочную форму, то магний,
войдя в соприкосновение с ее стенками, немедленно разложит воду
и будет освобожденным водородом выброшен с силой, доходящей до
взрыва.
Хорошо высушенные формы также не дают удовлетворительных
результатов: при повышении температуры сушки до 400° удаляется сво-
бодная влага из песка, но она еще остается в глине, связывающей песок.
При дальнейшем повышении температуры сушки связь песка нарушается
и форма рассыпается.
Равным образом влага, содержащаяся в том воздухе, который запол-
няет полость формы и поры между частицами песка, реагирует с жидким
металлом.
Заполнение полости каким-либо инертным газом, например углекисло-
той, не достигает цели, так как из массы формы выделяются в момент
заливки пары воды.
Все эти затруднения привели к мысли о необходимости окружить
каждое зерно формовочного песка сплошной пленкой какого-либо веще-
ства, с которым магний не входил бы в соединение, которое имело бы
большее сродство к кислороду, чем магний, и которое обладало бы доста-
точной вязкостью, чтобы держаться в порах формовочной массы. Таким
веществом оказалась сера, которая, будучи примешана в смеси с неболь-
шим количеством борной кислоты к формовочному песку, дает иеобхо-
ФОРМЫ И СТЕРЖНИ
105
димый эффект. Расплавленный электрон, попадая в форму, тотчас испа-
ряет порошкообразную серу в поверхностном слое песка формы, в резуль-
тате чего образуется изолирующий слой между металлом и песком. Пары
серы достаточно текучи, чтобы проникнуть в поры формы и окружить
каждое зерно, но выходят из пор медленно и все время пополняются
испарениями нового количества серы по мере прогрева формы.
Германской практикой ус т а н о вл е н о добавление в формо-
вочный песок „серного цвета" в количестве 5°/о и бор-
ной кислоты в количестве О,25°/о.
После остывания отливки пары серы конденсируются и остаются
в песке, так что потеря серы незначительна,
кислоты, требующееся для пополнения убыли
в них, вводится в смеси с песком; эта при-
бавка может быть сделана для свежего песка,
употребляемого для проставления стержней,
старые же стержни после использования доба-
вляются в формовочную землю.
§ 102. ФОРМЫ И СТЕРЖНИ.
В остальном практика литья электрона сле-
дует большей частью по путям алюминиевых
сплавов.
Стержни делаются из такого же песка,
сушка их производится при температуре не
выше 94°, имея в виду испаряемость серы
Стержни должны быть достаточно пористы
и не слишком тверды.
Холодильники применяются при массивных
утолщениях. Весьма важно дать поверхности
холодильника покрытие, чтобы предупредить
конденсацию на ней влаги, в противном слу-
чае в отливке получаются пузыри и включения
окислов. Таким покрытием является произво-
димая путем пульверизации окраска тонким
графитом, замешанным на метиловом (древес-
ном) спирте.
Непосредственное питание утолщенных
мест не практикуется. Заполнение формы
должно производиться снизу. Спокойное за-
полнение формы электроном имеет большое
значение, так как воздушные пузырьки, обра-
зующиеся при неспокойном передвижении
струи, могут благодаря большой вязкости
внутрь формы.
Тигель держат возможно ближе к воронке литника, которая должна
поддерживаться полной, во избежание засасывания воздуха струей. При
правильной заливке металл фактически будет течь сквозь гибкую трубку
из пленки окислов, совершенно изолирующую его от воздуха.
Количество серы и борной
Рис. 60. Распылитель серы
(конструкция Нами).
пленки окислов увлекаться
106
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЭЛЕКТРОНА
Формы заливаются всырую, но при крупных ответственных деталях
они с поверхности подсушиваются, подобно тому, как это практикуется
для алюминиевых отливок, во избежание трещин и поверхностных раковин.
§ 103. ЗАЛИВКА.
Для того чтобы при переливании электрона из тигля в форму он '/воз-
можно менее окислялся, струю металла окружают парами серы и окислов
серы. Это достигается или зажиганием серы непосредственно около того
места, где происходит переливание, или путем опрыскивания струи из-
особого приспособления серным цветом.
Рис. 61. Расположение литников и выпаров на картере, отлитом
из электрона.
В Н а м и опрыскивание производилось из специального прибора, изоб-
раженного на рис. 60 и действующего сжатым воздухом. Сера, сопри-
касаясь с горячей струей, испаряется и образует вокруг нее зону, защи-
щающую от контакта с воздухом.
На рис. 61 представлен верхний картер мощного авиамотора, отли-
тый из электрона, до отрезки от него выпаров и литников. На снимке
можно видеть особую конструкцию литников („стояков"), применяемых
при литье электрона в песок, состоящую из ряда вертикальных плоских
каналов сечением прибл. 8 мм X 40 мм, соединяющих воронку, некото-
рую производится заливка (на снимке ее нет), с горизонтальными [кана-
•ами литника.
ОСВОБОЖДЕНИЕ ОТЛИВКИ ИЗ ФОРМЫ
107
На рис. 62 на примере небольшой детали мотора можно ясно видеть
расположение литников и систему питания отливки металлом.
Температура заливки электрона должна быть возможно более низкой,
как только позволяет правильное заполнение данной формы; напр., тем-
пература литья для картера, показанного на рис. 61, установлена практи-
кой в 760°. С повышением температуры литья механические свойства
Рис. 62. Расположение литников и выпаров на кожухе, отлитом
из электрона.
электрона понижаются подобно тому, как это имеет место в случае
алюминиевых сплавов.
Электрон обладает усадкой почти такой же, как алюминиевые сплавы,
от 1 °/о до 1,2°/о. Несмотря на это электронные отливки в большей мере, чем
алюминиевые, склонны к образованию внутренних трещин при засты-
вании. Отливка электрона в кокиль производится с принятием всех мер
предосторожности против окисления металла во время литья, о которых
говорилось выше; в остальном она производится так же, как в случае
алюминия.
§ 104. ОСВОБОЖДЕНИЕ ОТЛИВКИ ИЗ ФОРМЫ.
„Выбивание" отлитой детали из песчаной формы производится сейчас же
после застывания отливки; как и в случае алюминиевых отливок осво-
бождение от формы имеет целью дать возможность свободного сокра-
щения детали при остывании, во избежание образования трещин или
значительных внутренних напряжений. В случае электрона необходимость
108
ПРОИЗВОДСТВО ОТЛИВОК ИЗ ЭЛЕКТРОНА
ранней выбивки обуславливается еще тем обстоятельством, что остывший
песок связывается серой в твердую массу.
При выбивке сера песка горит, образуя сернистый газ, являющийся
удушливым газом, вследствие чего работа по заливке электрона в песок
должна быть выделена в просторное отдельное от всех других помеще-
ний изолированное место с весьма хорошей вентиляцией.
Электронные отливки на воздухе подвергаются окислению, поэтому
после обрубки и очистки их подвергают химической обработке в спе-
циальных растворах с целью создать на поверхности защитную пленку.
§ 105. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ.
1. Какой металл является основным в сплавал „электрон"?
2. Чем различаются механические качества электрона, употребляемого для
отливки картеров, и „американского" алюминиевого сплава, употребляемого для
той же цели?
3. Что происходит, когда расплавленный магний или электрон вступают
в непосредственный контакт с воздухом?
4. Какие меры необходимо применять при плавке для получения незагряз-
ненного окислами жидкого электрона?
5. В чем разница в применении флюса при плавке электрона по немецкому
и по американскому методам?
6. Для чего добавляется сера в формовочную землю, употребляемую при
литье электрона?
7. С какой целью надо защищать струю жидкого электрона, вытекающую
из ковша при заливке опоки, и каковы способы защиты?
8. Почему электронную отливку освобождают из песочной формы еще в го-
рячем виде, сейчас же по застывании металла?
9. Какое особое неудобство для работающих представляют собой защита
струи электрона от окисления с помощью серы и раннее освобождение горячей
отдивки из песочной формы?
ПРАКТИЧЕСКИЕ РАБОТЫ.
1. Отметить химический состав сплавов электрона, применяемых для
разных деталей мотора путем их изготовления отливкой: картера, поршни,
мелкие детали, отливаемые в металлическую форму.
2. Выяснить в плавильном отделении электронно-литейного цеха
вопросы, перечисленные в п. 2 практических работ к главе IV.
3. Проследить за процессом плавки с самого начала. Отметить способ
применения флюса (немецкий или американский) и ликвидацию возни-
кающих возгораний. Отметить температуру перегрева, операцию очистки
перемешиванием, температуру перед заливкой.
4. Проследить операции, применяемые при заливке песочной формы.
5. Проследить за операциями освобождения отлитой детали из пе-
сочной формы.
ЛИТЕРАТУРА К ГЛАВЕ V.
Хрущов. Об электроне — Техника воздушного флота, № 4, 1930.
Лавров. Электрон — самый легкий металл современности. Вестник металлопро-
мышленности, № 11, 1927.
Шаров и Маурах. Магниевые сплавы типа „электрон', методы пригототовления
и отливки сплавов, исследование механических и литейных свойств.
Изд. Труды НАТИ, 1931.
ХИМИЧЕСКИЙ СОСТАВ
10»
ГЛАВА VI.
ЧУГУН. БРОНЗА. БАББИТ.
I. ЧУГУННОЕ ЛИТЬЕ.
ЗАДАНИЕ 8.
§ 106. ПРИМЕНЕНИЕ ЧУГУНА ДЛЯ ДЕТАЛЕЙ АВИАМОТОРОВ.
Чугун применяется в авиационных моторах для весьма ограниченного
числа деталей, к каковым относятся: поршневые кольца (почти у всех
моторов), направляющие втулки клапонов (напр. мотор Либерати), втулки
поршневого пальца в головке шатуна (напр. мотор БМВ), вставные
гильзы цилиндров (напр. мотор Рон) и др.
Серый чугун, употребляемый в машиностроении, является материалом
антифрикционным как при нормальных температурах, так и при
более высоких, которых многие другие антифрикционные материалы,
как напр. баббит, не выдерживают. Это свойство чугуна
является главным основанием его применения в авиа-
моторах.
§ 107. ХИМИЧЕСКИЙ СОСТАВ.
Прочность чугуна, его упругость, антифрикционные свойства и сопроти-
вляемость истиранию при работе зависят от химического состава и от
структуры; чугун, применяемый для деталей мотора, должен обладать
максимальной прочностью в соответствии с общим требованием к авиа-
ционным материалам, при определенных прочих свойствах, зависящих от
назначения той или иной детали.
Химический состав еще не определяет свойств чугуна, которые ме-
няются вместе с изменением его структуры в зависимости от скорости
и других условий застывания жидкого металла и последующего остыва-
ния отвердевшего. Структура и, следовательно, свойства чугуна могут
изменяться также путем его термообработки, т. е. отжига, закалки и
отпуска.
По вопросу о наилучшем составе чугуна для поршневых колец
мнения металловедов расходятся, особенно в части количества фос-
фора, которое практически обычно бывает в кольцах в пределах
0,4—0,8.
Для направляющих втулок клапанов, при их отливке в металличе-
ский кокиль, рекомендуется инструкцией нашей Стандартной комиссии
применять чугун следующего состава:
УвсеегоДа связанного К₽емния Марганца Фосфора Серы
3,2—3,8 0,5-0,9 1,7—2,5 0,4-0.65 0,6—0,9 менее 0,12
ПО ЧУГУН. БРОНЗА. БАБИТ
Согласно английских технических условий на поршневые кольца
•чугун для них должен быть следующего состава (см. табл. 32):
ТАБЛ ИЦА 32.
ХИМИЧЕСКИЙ СОСТАВ ЧУГУНОВ ДЛЯ ПОРШНЕВЫХ КОЛЕЦ ПО АНГЛИЙСКИМ
НОРМАМ.
Углерод всего менее Углерод связанный Кремний Марганец Фосфор менее Сера менее
При отливке в песок .... до 3,5 .0,55—-0,80 до 1,8 0,4—1,2 1,0 0,12
При отливке в кокиль центро- бежным спо- собом .... до 3,5 0,45—0,80 1,8—2,5 0,4—1,2 1,0 0,12
Следует отметить, что на большей части авиамоторов направляющие
втулки клапанов изготовляются не из чугуна, а из бронзы.
§ 108. МИКРОСТРУКТУРА.
Чугун получает наибольшую прочность на растяжение и удар и наиболь-
шую сопротивляемость истиранию, когда соблюдены следующие условия:
Рис. 63. Микроснимок чугуна, отлитого в песочную
форму. Увеличение 130, шлиф не травлен.
МИКРОСТРУКТУРА
111
а) 1угун имеет определенную структуру - „перлитную"; б) графит, ко-
торый в чугуне присутствует в виде вкрапленных в металл чешуек, выде-
лился равномерно мельчайшими частицами, не образующими
скоплений или непрерывной сетки; в) соединение, которое образует при-
сутствующий в чугуне фосфор, равномерно распределено.
Для иллюстрации на микроснимке рис. 63 показан чугун с крупными
чешуйками графита; такой чугун для поршневых колец не пригоден, так
Рис. 64. Микроснимок чугуна, отлитого центробежным
способом. Увеличение 130, шлиф не травлен.
как он слишком хрупок. Излом чугуна всегда происходит по графиту,
и поэтому, чем чешуйки крупнее, тем излом будет казаться более крупно-
зернистым.
На рис. 64 показан микроснимок с чугуна, в котором графит выде-
лился в виде тонких и мелких завихренных частичек, равномерно распре-
деленных; по состоянию графита чугун для поршневых колец подходит.
В изломе этот чугун будет казаться весьма мелкозернистым.
Выявление состояния графита производится на заполированном «
образце (шлифе) чугуна без его протравки; для выявления структуры
основной массы металла, в которой графит вкраплен, производится
травление шлифа.
На рис. 65 показан чугун, имеющий перлитную структуру; перлит-^
полосчатые участки — занимает большую часть снимка; кроме перлита
присутствует фосфидная эвтектика (фосфористое соединение),
112
ЧУГУН. БРОНЗА. БАБИТ
Рис. 65. Микроснимок чугуна. Основное поле—перлит.
Увеличение 600, шлиф протравлен.
Рис. 66. Микроснимок чугуна- Основное поле — феррит
и перлит. Увеличение 600, шлиф протравлен.
ПЕЧИ ДЛЯ ПЛАВКИ ЧУГУНА
113
феррита нет. Такой чугун является весьма удовлетворительным по своим
-механическим свойствам и сопротивлению изнашиванию.
На рис. 66 показан чугун, стуктурные составляющие которого пер-
лит и феррит (перлит — полосчатые участки, феррит — белые участки);
в виду того, что перлита мало, а феррита много - чугун мягкий, Не-
прочный, в работе будет сильно истираться, и кольцо будет мало упруго.
§ 109. ПЕЧИ ДЛЯ ПЛАВКИ ЧУГУНА.
Плавка чугуна может вестись в тигельной или пламенной или электриче-
ской печах, или в вагранке. На специальных заводах поршневых колец
обычно применяются вагранки; при небольшом масштабе производства
Рис. 67. Пламенная наклоняющаяся печь системы Фульмина (Германия)
для плавки чугуна.
этих деталей следует более удобными признать тигельные или пламенные
печи, которые позволяют получать чугун более высокого качества и более
постоянного состава, чем маленькие вагранки.
i На рис. 67 показана пламенная печь („Фульмина", Германия), бара-
банного типа, вращающаяся. Печь отапливается нефтью, распиливае-
мой сжатым воздухом (напр. от вентилятора). Для получения высокой
температуры, требуемой при плавке чугуна, воздух, подаваемый к фор-
сунке, предварительно сильно нагревается, проходя через обогреватель
(рекуператор), помещенный по пути между вентилятором и форсункой
(на снимке видна кирпичная стенка обогревателя). Газы из’ печи, про-
ходя через каналы обогревателя, отдают тепло трубам, по которым по-
дается от вентилятора воздух.
Хрущев. Аввамоторостроеиие, ч. I.
8
114
ЧУГУН. БРОНЗА. БАББИТ
На снимке показан выпуск из печи металла. При работе с подогре-
вом воздуха печь поворачивается отверстием в противоположную сто-
рону и ставится против входного отверстия обогревателя (на снимке не
видно). При работе без подогрева печь поворачивается выпускным от-
верстием вверх.
Вращение печи от руки или мотора. Расход нефти составляет
около 15% от веса расплавляемого чугуна. Од- момента начала разогрева
печи до начала выпуска готового чугуна (печь емкостью 1 т) проходит
около 3 часов, для последующих плавок 1 час.
Пламенные печи для чугуна изготовляются также меньшего размера
и иных конструкций; для небольших плавок от 100 кг употребляется,
известная у нас печь „Мечта“ и др
§ ПО, МЕТОДЫ ЛИТЬЯ.
Изготовление поршневых колец на разных заводах ведется по-разному,,
причем способ отливки в большинстве случаев тесно связан со спосо-
бами последующей механической обработки колец. Практикуемые способы
отливки и связанного с ними способа получения пружинения кольца
при механической обработке можно схематически представить в сле-
дующем виде (см. табл. 33).
ТАБЛИЦА 33.
СХЕМА СПОСОБОВ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОДЕЦ.
Вид отливки Способ отливки В песок В кокиль Центробежный Способ получения пружинения при мех. обработке
Отливка барабана (маслоты) Вырезка замка или насечка То же То же
Отливка в виде отдель- ного кольца (индиви- дуальная) В песок — круглое кольцо В песок — некруглое кольцо Насечка Вырезка замка
На специальном заводе поршневых колец Альфред Тевес во Франк-
фурте на М. (Германия) применяется как отливка маслот в песок, так
и, главным образом, индивидуальная отливка круглых колец. Этот завод
считает центробежный способ отливки слишком дорогим для производства.
Центробежный способ все же применяется на заграничных заводах,
как это можно видеть по микроструктуре колец некоторых авиамоторов.
Индивидуальная отливка некруглых колец получила применение в послед-
МЕТОДЫ литья
115
ние годы в Америке, применительно к кольцам тракторов и автомоби-
лей, и является самым дешевым из возможных способов их изготовления.
Центробежный способ состоит в заливке жидкого чугуна
в быстро вращающийся вокруг горизонтальной оси металлический мас-
Рис. 68. Схема устройства для центробежной отливкй
чугунных заготовок (маслот).
сивный цилиндр-кокиль (см. рис. 68). Центробежная сила прижимает
чугун к стенкам кокиля, и последний вращается до тех пор, пока чугун
не застынет, после чего станок оста-
навливают, отнимают один борт и
выпихивают отлитый барабан из
кокиля (последний делается слегка
на конус для облегчения вынимания).
Благодаря быстрому застыванию
и непрерывным вибрациям во время
застывания чугуна графит выделяется
в очень измельченном виде. Благо-
даря центробежной силе пузырьки
газов, выделяющиеся из металла при
его остывании, отжимаются по на-
правлению оси вращения, так же как
разные загрязнения более легкие,
чем чугун. Поэтому чугун, отлитый
таким образом, получается чрезвы-
чайно плотным и чистым.
При числе оборотов слишком
большом чугун может дать неоднород-
ную структуру по толщине отлитого
установлено для отливки барабанов
число оборотов около 1000.
Рис. 69. Схема питания металлом
при индивидуальном способе отлив-
ки поршневых колец.
барабана (слоистость); практикой
около 135 мм внешнего диаметра
Центробежным способом хорошо отливаются также вставные гильзы
для моторов Рон, имеющие при диаметре ПО мм и длине 220 мм тол-
щину стенок около 1 мм в обработанном виде.
При индивидуальном способе отливки каждое кольцо за-
формовывается в песке, причем в одной опоке формуются сразу 3, 4
или 5 колец (смотря по их размеру), имеющих питание металлом от об-
8*
116
ЧУГУН, БРОНЗА, БАББИТ
щего центрального литника (стояка). Опоки ставятся стопкой друг
на друга, рядов в 10, таким образом, что у них стояк получается общий.
Форма не сушится. Расположение колец в опоке показано схематически
на рис. 69. В каждом кольце, против того фиеста, где к нему прорезан
литник, сделано в форме углубление, куда металл перетекает, что обеспе-
чивает плотный стык в месте встречи двух струй металла и отсутствие
засоров.
Таким способом отливаются как круглые, так и некруглые кольца.
И в тех, и других даются самые незначительные припуска на механи-
ческую обработку.
Круглые кольца в последующей механической обработке разрезаются
тонкой пилой и насекаются изнутри на специальной машине, чем дости-
гается наклеп, благодаря чему концы колец расходятся и при сжатии
дают необходимую упругость.
Некруглое кольцо представляет собой по форме как бы готовое
несжатое порошневое кольцо, которому приданы весьма небольшие
припуска на обработку и вырез в замке которого заполнен прямой пере-
мычкой того же сечения, что и самое кольцо. При механической обработке
эта перемычка вырезается, и никакой насечки сообщать кольцу не надо,
так как оно и без того будет упругим. Опыта применения таких колец на
авиамоторах еще нет; на тракторах и автомобилях они работают хорошо.
На упомянутом выше заводе поршневых колец индивидуально отли-
тые кольца термообработке не подвергаются, а маслоты проходят термо-
обработку.
Втулки клапанов изготовляются обычно из чугунных палок, отливае-
мых в металлический кокиль, предварительно сильно подогретый (450°).
Подогревом достигается получение наиболее благоприятной перлитовой
структуры (при соответствующем составе чугуна). Также и при центро-
бежной отливке маслот необходим прогрев кокиля; первые отливки
обычно служат для подогрева.
II. БРОНЗА.
§ 111. СОРТА МЕДНЫХ СПЛАВОВ.
Ряд деталей авиамоторов изготовляется из медных сплавов: литой, кова-
ной или катаной бронзы и из катаной латуни. К таким деталям от-
носятся: различные втулочки, вкладыши, гнезда клапанов, форсунки и
поплавки карбюраторов и другие.
Применение бронзы основано в одних случаях на ее антифрикцион-
ных свойствах, в других — на устойчивости против окисления, а в не-
которых—на легкости изготовления.
Сорта наиболее применяемых в авиамоторостроении медных сплавов
приведены в таблице 34.
Первые три бронзы из приведенных в таблице употребляются для
изготовления вкладышей коренных и шатунных подшипников. Бронза
„гидравлическая" широко применяется также для изготовления всевоз-
можных втулок и фасонных частей.
СОРТА МЕДНЫХ СПЛАВОВ
117
ТАБЛИЦА 34.
МЕДНЫЕ СПЛАВЫ.
Примечание. В виду отсутствия^ нас тверды.х_наименований бронз, названия, приведенные выше, условны.
118
ЧУГУН, БРОНЗА, БАББИТ
„Арматурная" бронза, обладающая более низкими механическими свой-
ствами, чем первые три, применяются для изготовления неответствен-
ных и ненагруженных частей арматуры (краники, тройники и т. п.).
Свинцовистая бронза получила в последнее время распространение
в Америке, где она применяется для заливки по стальному вкладышу
вместо- баббита, на некоторых мощных авиамоторах. Главное основание
применения этой бронзы — увеличение надежности в работе вкладышей.
Приведенная в таблице свинцовистая бронза ставится на вкладышах
мотора Конкверор завода Кёртисс; завод Райт применяет для заливки
снаружи стального шатунного вкладыша бронзу иного состава, а именно:
олова 7,5°/о, свинца 21°/о, медь остальное; внутренняя поверхность этого
вкладыша, соприкасающаяся с шейкой вала, залита баббитом.
Динамо-бронза применяется для обойм роликоподшипников, которые
изготовляются путем горячей штамповки.
Бронзы алюминиево-железная и алюминиево-никеле-железная при-
меняются для гнезд клапанов; эти бронзы обладают весьма высокими
механическими свойствами и твердостью и улучшают свои свойства
с термообработкой.
Катаная бронза применяется для мелких деталей простейших форм
(напр. форсунки), а такжё для направляющих клапанов впуска и выпуска
на некоторых моторах (напр. Юпитер).
Мунц-латунь в виде катаных листов употребляемся некоторыми заво-
дами для штамповки коренных вкладышей, заливаемых баббитом (напр.
Юнкере), и в виде катаных прутков для изготовления ненесущих нагрузки
мелких деталей, напр. жиклеры, пробки и др., где требуется чистота
резьбы и легкость в механической обработке.
§ 112. МЕТОДЫ ПЛАВКИ.
Плавка бронз ведется в тигельных печах, в печах беспламенного горения
(тип Энслена), или в электропечах. Тигельные печи являются наиболее
употребительными при небольших размерах производства. Пламенные
печи не рекомендуются к употреблению, так как в них происходит силь-
ное окисление меди и выгорание некоторых составных частей сплава.
Печи так называемого беспламенного горения в этом отношении несколько
лучше, так как в них сгорание нефти происходит не в плавильном про-
странстве, а в особом слое из пористого огнеупорного материала.
Из электропечей для плавки бронзы наибольшее распространение
имеет печь типа „Детройт" (у нас строит ГЭТ). На рис. 70 предста-
влена схема такой печи: а — графитовые электроды, по которым
проходит от трансформатора ток, образующий между концами
электродов вольтову дугу; b—расплавленный металл; с—кон-
тактные кольца, по которым подводится от проводов к электродам ток;
d — ролики, на которых печь может поворачиваться; е — провода под-
водки тока; f — очко для выпуска металла; g—окно для загрузки печи.
В таких печах расплавление металла происходит от тепла, испускае-
мого как непосредственно вольтовой дугой (температуря дуги около
3000°), так и передаваемой металлу стенками печи. Для лучшей отдачи
тепла от стенок печь может во время плавки качаться, поворачиваясь на
ОТЛИВКА
119
роликах; для этого движения, совершаемого автоматически, имеется электро-
мотор и специальный механизм.
В печи Детройт, имеющей емкость 176 кг, на первую плавку бронзы
вместе с разогревом печи уходит 1 час, на последующие плавки !/г часа.
Электроды постепенно сгорают, их хватает приблизительно на 20 плавок.
На механических свойствах отлитой бронзы сильно
отзывается присутствие в металле окисло в; для их
устранения в жидкую бронзу обязательно вводится некоторое количество
раскислителей, каковыми служат фосфористая медь и марганцо-
вистая медь.
В таблице 34 для бронз „американской", „гидравлической" и „арма-
турной" указано небольшое количество фосфора, присутствие которого
требуется не в качестве обязательной составной части сплава, а как
доказательство того, что данный сплав „раскислен".
Рис. 70.] [Схема устройства электрической дуговой печи
типа Дейтройт для плавки бронзы.
§ ИЗ. ОТЛИВКА.
Отливка фасонных частей из бронзы производится в сухие песочные
формы. Во всех случаях, когда форма детали позволяет, бронзу отли-
вают в металлический кокиль, так как при быстром застывании металл
получается значительно лучших механических свойств и более плотным.
Особенно высокие механические свойства бронза приобретает при
отливке в кокиль центробежным способом. Этот способ применяется
для изготовления деталей кольцевой формы и не слишком малого диа-
метра, например для коренных или шатунных вкладышей авиамоторов.
Для медных сплавов, содержащих свинец, центробежный способ не при-
меняется, так как свинец под действием центробежной силы отслаивается
по внешней поверхности детали.
Для случая заливки свинцовистой бронзой стального вкладыша,
центробежный способ применим лишь при условии получения весьма
быстрого застывания залитого слоя. Завод Холл-Скот (Англия) изго-
товляет способом центробежной заливки вкладыши для автомобильного
мотора, применяя свинцовистую бронзу состава: 25°/о свинца и 75°/о меди.
120
ЧУГУН, БРОНЗА, БАББИТ
Улучшение механических свойств бронзы при центробежном способе-
литья объясняется тем, что, во-первых, при центробежной отливке нахо-
дящиеся в массе металла загрязнения, окислы и пузырьки выделяющихся,
при застывании газов отжимаются к центру, вследствие чего металл
получается чистым и плотным, и, во-вторых, благодаря быстрому охла-
ждению в металлическом кокиле бронза получает мелкозернистую струк-
туру-
Прибор для центробежной отливки аналогичен описанному выше
прибору для отливки чугунных маслот.
Для пояснения улучшения механических свойств некоторых медных
сплавов, употребляемых для литья центробежным способом, служит та-
блица 35, составленная по германским данным.
ТАБЛИЦА 35.
СРАВНЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МЕДНЫХ СПЛАВОВ ПРИ ОТЛИВКЕ В ПЕСОК И
ЦЕНТРОБЕЖНЫМ СПОСОБОМ.
Сплав Литье в песок Центробежное литье
Коэффиц. крепости KzjMM2 Относит, удлинение % Коэффиц. крепости кг/мм? Относит, удлинение %
Бронза олова 5% . . цинка 7% . . свинца 3% . . меди остальное 12 9 35 27
Специальная латунь . . 43 24 51 32
Латунь меди 63 . . . цинка остальное 1 32 22 46 34
Бронза фосфористая . . . 20 10 34 21
Центробежный способ отливки бронзы принят на некоторых наших
заводах и дает весьма хорошие результаты.
§ 114. КОНТРОЛЬ КАЧЕСТВА.
Проверка качества литой бронзы для неответственных деталей обычна
производится по химическому анализу, по виду излома и по внешнему
осмотру. Проверка механических свойств ответственных деталей (вкладыши)
может производиться также путем вырезки образцов из тела детали;,
образцы, отлитые отдельно, в силу разницы в условиях охлаждения
будут обладать иными, лучшими или худшими механическими свойствами,
чем материал детали, и поэтому результаты их испытаний не будут
характеризовать прочности детали.
СОРТА БАББИТОВ
121
III. БАББИТ.
§ 115. БАББИТ КАК АНТИФРИКЦИОННЫЙ МАТЕРИАЛ.
Баббитом называют антифрикционные сплавы, в кото-
рые главы ую составную часть занимает олово (оло-
вянные баббиты) или свинец (свинцовистые баббиты).
Баббит в авиамоторах применяется для заливки тонким слоем вкла-
дышей подшипников, изготовляемых из бронзы, латуни, стали или алю-
миниевых сплавов.
Оловянные баббиты до последнего времени считались лучшим анти-
фрикционным сплавом; однако при тех больших ударных нагрузках и
деформациях, которым подвержены в работе вкладыши шатунов, баб-
бит на большинстве моторов не выдерживает длительной работы, давая
трещины и выкрашивание и требует поэтому сравнительно частой смены
вкладышей.
В случае, если самая заливка выполнена недостаточно тщательно,
разрушение может начаться через 40, 20 часов работы мотора и даже
раньше. При удовлетворительной операции приготовления баббита и его-
заливки — срок службы баббита значительно больший.
§ 116. СОРТА БАББИТОВ.
Наиболее употребительные в авиамоторах оловянные баббиты приведены
в таблице 36 (входят в наши технические условия на авто-авиаматериалы).
ТАБЛИЦА 36.
СОСТАВ БАББИТОВ.
Название баббита Химический состав в %
Меди Сурьмы Никеля 1 Олова
Английский авиационный средний . пределы . 3,5 3—4 4.5 до 0,5 92 не менее 90
Шарли средний пределы . 5 4,5-5,5 11 10—12 — 84 не менее 83
Количество примесей допускается: свинца не более 0,5%, железа не
более 0,05%, цинка не более 0,05%, алюминия не более 0,05%.
В английской литературе есть указания, что во время европейской
войны вопрос с баббитом для шатунных вкладышей в английском воз-
душном флоте стоял особенно остро, и тогда было установлено, что
баббитом, лучше всего выдерживающим деформации, которым подвержен.
122
ЧУГУН, БРОНЗА, БАББИТ
вкладыш шатуна, является сплав еще более богатый оловом, чем первый
из указанных в таблице 36, а именно: меди 3,5°/о, сурьмы 3,5°/о,
олова 93°/о.
В последнее время во Франции для вкладышей авиамоторов начали
употреблять новый вид баббита со свинцом и графитом, под названием
графитометалл. Анализ, произведенный у нас этому баббиту,
дал следующие результаты: олова 22°/о, сурьмы 16,3°/о, меди 1,7°/о,
графита О,35°/о, свинца —остальное.
Рис. 71. Микроснимок баббита Шарли.
Увеличение 130.
§117. МИКРОСТРУКТУРА.
Если рассмотреть под ми-
кроскопом полированный
и протравленный шлиф
баббита, то можно обна-
ружить присутствие кри-
сталлов, вкрапленных в
основную массу металла;
на рис. 71 показан сни-
мок баббита Шарли, удо-
влетворительно работав-
шего на моторе. Белые
кристаллы (кубической
формы) представляют со-
бой соединение олово-
сурьма; они тверды и
покоятся в мягкой основ-
ной массе. Для удовлетворительной службы такого баббита необходимо,
чтобы эти кристаллы были возможно мельче, в достаточном количестве
и равномерно распределены.
В других сплавах баббита могут быть иные кристаллы, чем приведен-
ные на рис. 66, но во всех случаях баббит состоит из более твердых
отдельных составляющих, вкрапленных в мягкое основание и равномерно
в нем распределенных.
§118. ПРИГОТОВЛЕНИЕ БАББИТА.
Приготовление самого сплава баббита производится заранее, иногда даже
готовый баббит в чушках поставляется специальными баббитными
заводами.
Для введения в сплав меди применяются промежуточные сплавы-лига-
туры. Расплавление олова и приготовление баббита ведется в небольших
тигельных (газовых, коксовых) или электрических ванных печах, причем
с целью возможно меньшего окисления металла температуру его держат
возможно более низкой.
Для предохранения от окисления поверхность жидкого металла покры-
вается слоем древесного угля.
ПОДГОТОВКА ВКЛАДЫША К ЗАЛИВКЕ
123
Перед разливкой металла в изложницы в некоторых случаях произ-
водится очистка металла от окислов путем введения хлористого аммония
и перемешивания этого очистителя с металлом.
§ 119. ПОДГОТОВКА ВКЛАДЫША К ЗАЛИВКЕ.
Заливка баббита по вкладышу состоит из двух основных операций: под-
готовка вкладыша — его протравка, очистка и облуживание и самая
заливка вкладыша баббитом.
Очистка и облуживание необходимы для прочного приставания баб-
бита к бронзе; если окажется какое-либо место на поверхности вкладыша,
где баббит не пристал, то этого после заливки обнаружить будет нельзя,
и дефект скажется лишь после работы вкладыша на моторе в виде мест-
ного растрескивания и отскакивания слоя баббита.
Очистка должна состоять в удалении с поверхности вкладыша, под-
лежащей заливке, жиров, окислов и других загрязнений.
Способы подготовки вкладыша, применяемые разными заводами, раз-
личны, особенно сложные способы установлены для стальных поверхностей
(стальные вкладыши, шатуны с заливкой прямо по телу шатуна).
Ниже приведены описания двух способов подготовки бронзовых вкла-
дышей: один по данным американской литературы, другой по опыту
одного из наших заводов.
Согласно американскаго способа подготовка вкладыша должна
состоять из: 1) сильного подогрева вкладыша на газовой горелке, 2) погру-
жения на одну минуту в сильно кипящий раствор каустической соды,
3) очистки флюсом следующего состава: безводный хлористый цинк (или
хлористый аммоний)—5О°/о, аминхлорид—49%, фтористый натр—1%,
4) вылуживания третником состава: свинца ЗО°/о и олова 70% с приме-
нением указанного выше флюса, 5) обмывание в чистой кипящей воде
до удаления остатков флюса.
После этого вкладыш вставляется в приспособление и заливается баб-
битом (спокойным или центробежным способом).
Подготовка бронзовых вкладышей к заливке баббитом, выработанная
практикой одного из наших заводов, при центробежном способе литья—
такова:
1) Протравка наружной поверхности серной кислотой.
2) Сборка вкладышей (двух половинок вместе).
3) Очистка внутренней поверхности подвергаемой заливке.
4) Облуживание внутренней поверхности.
Протравка кислотой наружной поверхности нужна для того, чтобы
баббит не налипал на нее, так как это потребовало бы дополнительной
работы по очистке поверхности от налипшего баббита для возможности
установки вкладыша в оправку при его токарной обработке.
В результате протравки на поверхности вкладыша образуется корочка,
которая предохраняет бронзу от приставания баббита.
При сборке вкладышей две половинки стягиваются хомутом, причем
между вкладышами по стыкам прокладываются железные проволочки
толщиной 3 мм.
124
ЧУГУН, БРОНЗА, БАББИТ
Очистка внутренней поверхности вкладыша подлежащего заливке
производится свежеприготовленным насыщенным раствором хлористого
цинка.
После очистки вкладыши нагреваются на 100 —150° и подвергаются
облуживанию, для чего их погружают на Р/г —2 минуты в ванну
с оловом, имеющим температуру в пределах 310—335°.
После этого вкладыш быстро вынимается из ванны, встряхивается,
вставляется для заливки на станке и заливается баббитом.
§ 120. МЕТОДЫ ЗАЛИВКИ ВКЛАДЫШЕЙ.
Заливка вкладыша баббитом применяется спокойная, под давле-
нием и центробежная.
В первом случае вкладыш вставляется в приспособление, образующее
вместе с внутренней поверхностью вкладыша стенки той формы, в кото-
рую наливается баббит. После заполнения этой формы баббитом его
оставляют застывать спокойно или же устанавливают приспособление
на токарный станок и дают быстрое вращение с одновременным обдувом
воздухом (такой способ применяет завод Лорен-Дитрих).
Заливка вкладышей под давлением состоит в следующем: вкладыш
устанавливается пол приводным прессом, насос, погруженный в ванну
с баббитом и действующий от руки, подает в пространство между внутрен-
ней поверхностью вкладыша и специальным металлическим стержнем пор-
цию баббита под давлением. Этот способ применяется для заливки
автомобильных и тракторных вкладышей. '
§ 121. ЦЕНТРОБЕЖНАЯ ЗАЛИВКА?
Третий, наилучший, способ заливки баббитом—центробежный. Он состоит
в том, что заливается вращающийся вкладыш, и его вращение продол-
жается до полного остывания баббита.
Станок для центробежной заливки показан на рис. 72. Мотор А при-
водит во вращение шпиндель передней бабки простого токарного станка;
вкладыш зажимается в торец между оправкой на шпинделе и оправкой
на задней бабке, зажим осуществляется маховичком Б. Оправка на шпин-
деле задней бабки имеет упорный шарикоподшипник, а самый шпиндель
имеет вырез и отверстие, в которое вставлена железная воронка с коле-
ном, в которую льют баббит, так что баббит через шпиндель попадает
на внутреннюю поверхность зажатого вкладыша. В — крышка, которая
накидывается, когда станок работает, для защиты от брызг. Г трубо-
провод с сжатым воздухом, который, выходя из конца трубы под да-
влением около 1 атм., обдувает снаружи вкладыш, благораря чему баб-
бит быстрее застывает. Д — вентиль на воздушной линии. Е—выключатель
тока для мотора. Ж—электрическая печь, в которой имеются две ванны —
для полуды и для баббита. И и К—термометры для точного наблюдения
за температурами полуды и баббита.
Порядок заливки таков: после того как вкладыш облужен, он быстро
центробежная заливка
125
вставляется в станок, зажимается, накидывается крышка В, и мотор
пускается в ход. Число оборотов вкладыша при применении баббита
Шарли должно быть 900—950.
Баббит, зачерпнутый из ванны (температура баббита должна быть
400—420°) мерным ковшикрм, выливается в воронку, и после этого пу-
скается охлаждение воздушной струей путем открытия вентиля Д. Вкла-
дыш вращается на станке 2—3 минуты, после чего его снимают.
Преимущества центробежного способа заливки, указанные выше при
описании отливки чугуна и бронзы, остаются и здесь в силе. Вследствие
центробежной силы баббит прижимается равномерно к стенкам вкладыша,
Рис. 72. Станок для центробежной заливки вкладышей баббитом.
все растворенные в жидком баббите газы при остывании баббита отжи-
маются сами собой по направлению к внутренней поверхности, так же
как случайные засоры и окислы, вследствие чего металл по всей тол-
щине получается очень плотным и без всяких раковин.
Припуск по наружной поверхности бронзового вкладыша для его
дальнейшей механической обработки —1,5 мм, припуск слоя баббита
дается 3—4 мм на сторону.
Обычно внутренняя поверхность вкладыша по бронзе делается для
лучшего приставания баббита не гладкой, а имеющей как бы резьбу из-
под резца с шагом 0,5 мм и высотой 0,4 мм. Некоторые заводы де-
лают поверхность гладкой.
После такой заливки собранный вкладыш поступает в механическую
обработку, где он прежде всего разрезается на фрезерном станке по
месту залегания железной проволоки на две части; потом стыки при-
126
ЧУГУН, БРОНЗА, БАББИТ
шабриваются, и вкладыш получает окончательную обработку снаружи и
изнутри на токарном станке с применением приспособлений.
Брак вкладышей по баббиту, обнаруживаемый во всех операциях при
таком способе заливки, не превосходит 1°/о.
При всех способах заливки баббитом следует иметь в виду сле-
дующее:
Промежуток времени между извлечением вкладыша из полуды и за-
ливкой его баббитом имеет в случае оловянной полуды очень большое
значение. По опытам М. В. Шарова удовлетворительные результаты по-
лучаются, если этот промежуток времени составляет 20 секунд, при
большем промежутке прочность приставания баббита быстро падает, что
объясняется окислением слоя олова на воздухе. В случае применения
полуды из третника (состава 2/3 свинца и г/3 олова) этого явления не
наблюдается.
§ 122. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ.
1. Какое качество чугуна оправдывает его применение для деталей авиамо-
тора и для каких именно?
2. Каковы основные требования, предъявляемые к микроструктуре чугуна
поршневых колец, в отношении величины чешуек графита, строения основной
массы металла и распределения фосфидного соединения?
3. В каких печах плавят чугун для получения отливок?
4. Каковы наиболее употребительные способы изготовления поршневых
колец и чем они различаются?
5. В чем состоит центробежный способ отливки маслот?
6. В чем состоит способ индивидуальной отливки колец?
7. Для изготовления каких деталей моторов употребляются различные бронзы
приведенные в табл. № 35?
8. В каких печах производится плавка бронз?
9. Какой вред от присутствия в отлитой бронзе окислов, и какими меро-
приятиями можно окислов избежать?
10. В чем заключается преимущество центробежного способа отливки бронз
и к каким деталям применим этот способ?
11. Какие сплавы называются баббитами?
12. Какие два типа баббитов являются наиболее часто применяемыми для за-
ливки вкладышей авиамоторов (указать состав).
13. Какое строение имеет баббит при его рассмотрении под микроскопом?
14. Из каких основных операций состоит подготовка к заливке бронзовых
вкладышей баббитом?
15. Какие способы заливки вкладышей баббитом применяются и какой способ
дает в применении к вкладышам авиамоторов наилучщие результаты?
16. В чем выгода центробежного способа?
17. В чем заключается практическое преимущество третника как полуды для
вкладышей?
18. Какой общий вывод можно сделать относительно влияния кислорода
воздуха, имеющего контакт с расплавленными металлами на качество получаемых
отливкой металлов: алюминий, его сплавы, электрон, бронзу, олово и баббиты?
19. По каким направлениям ведется борьба с загрязнением вышеуказанных
металлов окислами?
20. Что общего в улучшении свойств разных металлов, отливаемых центро-
бежным способом (чугун, бронза, баббит)?
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ
127
ПРАКТИЧЕСКИЕ РАБОТЫ.
1. В литейном цехе проследить все операции по производству плавки
чугуна и отливки заготовок для поршневых колец. Отметить: в печи
какого типа ведется плавка, какой температуры достигается чугун в печи,
какова температура чугуна в момент заливки формы, поддерживается ли
температура металлической формы постоянной при последующих заливках,
какова скорость вращения в случае центробежного способа, в какую-
из схем, приведенных в табл. № 34, укладывается способ изготовления
колец, принятый на данном заводе. Как контролируется качество отлитых
заготовок (по химическому анализу, структуре, твердости) и как часто.
2. Отметить, сколько сортов бронз и других сплавов на медной
основе применяет завод для изготовления деталей мотора; сгруппировать
детали по сортам сплавов.
3. Отметить, в каких печах производится в цехе плавка бронзы, при-
меняется ли раскислитель, какой и сколько; в какие формы производится
отливка. В чем состоит контроль качества материала (химический анализ,
вид излома, внешние пороки и т. д.), и как он проводится.
5. Отметить в отделении заливки баббитом как производится подго-
товка вкладыша, из каких операций и в чем она состоит. Какая приме-
няется полуда.
_5. Отметить состав применяемого баббита. Проследить операции при
заливке вкладышей. Отметить, как ведется контроль температуры зали-
ваемого металла.
ЗАДАНИЕ 10-
глава VII.
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИ-
НИЕВЫХ СПЛАВОВ.
I. ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ.
§ 123. ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ.
Пол термической или тепловой обработкой стали разумеется сообщение ей
путем одного или нескольких нагревов и последующих охлаждений таких
механических или физических свойств, которых эта сталь перед тем не имела.
Для каждого сорта стали, определяемого химическим анализом, точно
изучена зависимость между высотой нагрева, скоростью охлаждения, по-
лучаемыми свойствами материала и его микроструктурой. Знание этой
зависимости дает в руки инженера способ правильного назначения условий
термической обработки для получения от данной стали желательных свойств.
Различаются следующие виды термической обработки стали: а) отжиг,,
б) нормализация, в) закалка и г) отпуск. К термической обработке отно-
сятся также процессы цементации и азотизации стали.
128
ТЕРМИЧЕТКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ
§ 124. ОТЖИГ.
Отжигом стали называется сообщение ей на-
грева до определенной температуры (на 20—40°
выше так называемой „верхней критической
точки") с последующим весьма медленным охла-
ждением.
Температура нагрева при отжиге зависит от состава данной стали и
для разных сталей различна.
Перегрев стали выше указанной температуры ведет к ухудшению
структуры и свойств стали („перегрев", „пережог"), поэтому точное
знание необходимой температуры нагрева является обязательным. Равным
образом нагрев стали ниже надлежащей температуры („неполный этжиг")
не дает того эффекта, который получается лишь при нормальном
„полном отжиге".
При отжиге имеется в виду достижение одной из следующих целей:
1. Уничтожить внутренние напряжения, оставшиеся в поковке в ре-
зультате кузнечной обработки, чтобы избежать появления в дальнейшем
при обработке на станках трещин или коробления.
2. Уничтожить напряжения, возникшие в стали в результате холодной
обработки (штамповка, волочение).
3. Сообщить материалу поковки большую однородность пс твердости
и уменьшить эту твердость, чтобы сделать обработку на станках более
производительной и легкой.
4. Улучшить структуру стали, что имеет знечение для дальнейшей
термической обработки (закалка цементационного слоя), так как свойства
стали в этом случае получаются более высокими, чем если предваритель-
ного отжига не было сообщено.
5. Уничтожить эффект неудовлетворительно проведенной термической
обработки (закалка и отпуск) перед тем, как сообщить стали повторную
новую термообработку.
На результаты полученные отжигом стали имеют влияние, кроме
температуры отжига, также следующие факторы: скорость нагрева, время
выдержки при наивысшей температуре и скорость остывания.
Скорость нагрева имеет значение в том отношении, что некоторые
сорта специальной стали при слишком быстром на-
греве могут дать трещины и сильное коробление;
скорость нагрева зависит также от формы и массы нагреваемой детали
Чем больше в стали специальных примесей, чем форма детали сложнее—
тем медленнее должен вестись нагрев.
Согласно Н. А. Минкевича нагрев специальный сталей следует вести
медленно лишь до 550°, а дальше возможен более скорый нагрев.
Известное время выдержки по достижении наибольшей температуры
надо дать для того, чтобы в стали произошли необходимые процессы
превращения и чтобы температура во всей массе детали выравнялась.
НОРМАЛИЗАЦИЯ
129
Для пояснения изменения твердости стали, происходящего в резуль-
тате отжига после ковки или закалки, приведены данные в таблице 37.
ТАБЛИЦА 37.
ТВЕРДОСТЬ СТАЛИ В РАЗНОМ ЕЕ СОСТОЯНИИ
(приблизительные данные).
Состояние стали Числа твердости по Бринелю
Весьма мягкая сталь железо Углеродистая сталь употребл. д/деталей Твердая инструм. углерод, сталь Мало- углер. хромо- никел. сталь Быстро- режущая сталь
Мяг- кая Сред- ней тверд. Твер- дая
После ковки охлаждения (и на
воздухе) . . . После полного 90—110 140 190 230 270 300 500 и выше
отжига . . После полной за- 80—100 125 160 185 220 185 250
калки . . • • 130—180 250 400 550 650 и выше 450 650 и выше
Из этой таблицы можно видеть, что чем больше в стали содержание
углерода или специальных примесей — тем больше эффект снижения
твердости, получаемый при отжиге.
§ 125. НОРМАЛИЗАЦИЯ.
Нормализацией стали называется сообщение ей
нагрева до определенной температуры (анало-
гично нагреву при отжиге или несколько выше)
с последующим охлаждением в спокойном воз-
духе.
Таким образом нормализация отличается от отжига только разными
условиями охлаждения.
При нормализации имеются в виду те цели, которые преследуются
отжигом, а именно: уничтожение внутренних напряжений в поковке и
•сообщение поковке равномерной твердости и структуры.
В случае мягкой стали (напр. цементуемой) твердость после норма-
лизации (сообщаемой после ковки) получается практически такой же,
как после отжига, и в этом случае она применяется взамен отжига как
операция более простая.
В случае стали со средним содержанием углерода охлаждение на воз-
духе сообщает стали большую твердость, чем в случае медленного охла-
Хрущов. Авиамоторостроение, ч. I. 9
130
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ
ждения, и эта разница тем больше, чем больше в стали углерода и спе-
циальных примесей. Поэтому в результате нормализации такая сталь по-
лучает механические свойства в некоторых случаях, достаточные для того,
ч'юбы ее использовать для изготовления деталей без какой-либо иной
дополнительной термообработки. Так, например, прутковая сталь марок
ГПТ, СПТ и СТ (см. § 44) подвергается только нормализации Следует
отметить, что сталь нормализованная обладает все же более низкими
механическими свойствами, чем та же сталь, но прошедшая закалку и
отпуск.
Оправдание, какое в этом случае дается нормализации, это, во-первых,
применение ее к сталям, идущим на детали не сильно нагруженные, и,
во-вторых, значительное упрощение в производстве (так как отгадают
закалка и отпуск).
В отношении режимов нормализации, т. е. скорости нагрева и вре-
мени выдержки при наибольшей температуре, остается в силе все ска-
занное в предыдущем параграфе
§ 120. ЗАКАЛКА.
Закалкой стали называется сообщение ей на-
греве до определенной температуры (на 2С°—-40°
выше так называемой „верхней критической
точки"), с последующим быстрым охлаждением.
В результате закалки сталь получает повышенную твердость, увеличи-
вается коэффициент крепости и уменьшается вязкость и сопротивление
удару.
Для получения надлежащей закалки необходимо соблюдение опреде-
ленных: а) скорости нагрева, б) температуры нагрева, в) времени вы-
держки при наибольшей температуре и г) скорости охлаждения.
Замечания, сделанные в § 124 относительно значения скорости на-
грева в случае отжига, остаются в полной силе действительными и для
случая закалки.
Влияние скорости нагрева при закалке на коробление детали видно
из следующего примера. На одном заводе коленчатые валы авиамоторов
из стали ХЗН после термической обработки (после закалки и отпуска)
имели коробление, которое можно было отметить, положив вал на плите
на две огоры под крайние шейки и вращая его от руки и наблюдая
биение средней коренной шейки. Это биение достигало 5 .мм. Когда
завод попробовал ускорить нагрев, сократив в 2 раза его продолжитель-
ность, то биение увеличилось до 10 мм.
Температура нагрева данной стали зависит от температуры соответ-
ств] ющей „верхней критической точки" этой стали. Последняя же для
разных сталей различна, завися от их химического состава.
Точное определение положения критической точки производится
путем специальных лабораторных исследований и по ним устанавливается
температура закалки. Правильная температура закалки может бы.ь при-
ЗАКАЛКА
131
ближенно найдена следующим практическим способом: из данной стали
приготовляется несколько квадратных брусочков, которые закаливаюгся
при разных температурах, близких к предполагаемой критической, и
затем ломаются. Тот брусок, у которого окажется наиболее мелкий ма-
товый излом и наибольшая твердость (напр. при испытании по Роквелю),
укажет на правильную температуру закалки.
Стали разного состава в пределах одной и той же марки имеют не-
сколько разнящиеся критические точки и следовательно разнящиеся наи-
лучшие температуры закалки; однако этой разницей на практике обычно
пренебрегают и таким образом каждой марке стали присваиваются свои
пределы температуры нагрева.
Температуры нагрева под закалку сталей, употребляемых у нас в мо-
торостроении, указаны в приложении № 3 на примерах термической
обработки деталей одного из авиамоторов.
Если нагрев произведен ниже указанной температуры, то закалка
получается неполная; если нагрев произведен выше, то сталь получит
больший или меньший перегрев и в связи с ним не вполне благоприятную
структуру и несколько пониженные механические свойства. Поэтому
соблюдение правильных температур при закалке является необходимым.
При нагреве под закалку необходимо выдержать некоторое время
деталь при наибольшей температуре, чтобы по всей ее массе темпера-
тура выровнялась и чтобы в стали произошли необходимые структурные
изменения.
Для определения времени нагрева и выдержки углеродистой стали
(с содержанием до О.5®/о углерода) американцы применяют правило,
по которому нагрев надо вести со скоростью 1 час на каждый дюйм
диаметра или толщины детали и выдерживать на наибольшей темпера-
туре не менее */Б того времени, какое потребовалось для нагрева.
Скорость охлаждения при закалке имеет значение для получения
полного эффекта закалки и выбор ее зависит от сорта стали, формы и
размеров детали. При медленном остывании закалки может вовсе не про-
изойти, или будет иметь место неполная закалка; при быстром осты-
вании могут образоваться сильные внутренние напряжения в стали и
в результате коробление или трещины.
Выбор скорости остывания учитывает эти два обстоятельства. Ско-
рость остывания имеет значение лишь на некотором интервале темпе-
ратур - от температуры нагрева до некоторой низшей температуры,
определенной для каждого сорта стали.
Углеродистые стали с содержанием 0,3 0,4°/о углерода подвергаются
закалке в воду; специальные стали в зависимости от их состава закали-
ваются в масле, в струе воздуха или расплавленном свинце.
Тонкие детали при быстром охлаждении получают закалку на всю
свою толщину равномерно; но чем деталь толще, тем эта равномерность
в закалке по толщине меньше, особенно у простых углеродистых сталей,
и в середине предмета закалка может оказаться неполной. Разные сорта
сталей ведут себя в этом отношении весьма различно; присутствие в стали
марганца, хрбма, ванадия, никеля и некоторых других добавок увели-
чивает ее способность принимать закалку на глубину.
Эта способность стали принимать большую или меньшую закалку на
9s
132
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ
глубину должна учитываться при термообработке образцов для механи-
ческих испытаний; брусок, из которого будет вырезан образец, должен
при прохождении термообработки иметь такое же приблизительно сечение,
как и деталь, получающая эту обработку, иначе может оказаться, что
образец обладает механическими свойствами значительно отличными
от таковых у материала детали.
Ниже приведены для примера данные механических испытаний двух
образцов одной и той же стали состава: углерода 0,12°/0, никеля 2,6°/о,
хрома 0,85% и марганца 0,25%.
Первый образец был изготовлен из целой поковки шатуна после ее
термической обработки, второй образец был выточен из квадратного
бруска 15X15 мм термически обработанного в таких же условиях,
что и поковка.
Благодаря значительно большей массе поковки она оказалась более
слабо закалена, чем брусок.
Откуда взят обра- зец Коэффициент крепости кг/мм2 Относит, удлинение % Поперечное сужение Ударное со- противление кгм/см2
Из поковки .... 82 10,4 62,5 12,8
Из бруска .... 110,7 7,5 50,4 7,7 4
§ 127. ОТПУСК.
Отпуском стали называется сообщение ей после
закалки нагрева до определенной температуры
(лежащей ниже нижней критической точки)
с последующим охлаждением.
В результате отпуска, в зависимости от высоты той температуры, до
которой производился нагрев, сталь ’получается более мягкой и вязкой,
сопротивление улару увеличивается, и уменьшаются внутренние напря-
жения, возникшие при закалке.
При отпуске имеют значение: а) скорость нагрева, б) температура,
до которой производится нагрев, в) время выдержки при наибольшей
температуре и г) скорость охлаждения.
Скорость нагрева имеет при отпуске такое же значение, как и при
нагреве под закалку, о чем было сказано выше. Известная выдержка
при наибольшей температуре необходима для равномерного прогрева
детали и превращений в стали; при этом, чем выдержка дольше, тем
эффект отпуска сильнее.
Величина температуры отпуска оказывает наибольшее влияние на
эффект этой операции; эта температура устанавливается для каждой
детали, в зависимости от сорта стали и тех требований по твердости
ОТПУСК
133
Рис. 73. Диаграмма изменения механических свойств закаленной
стали в результате ее отпуска на разные температуры (по данным
Ортеля).
134
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ
и другим механическим свойствам, которым в термически обработанном
виде материал должен удовлетворять.
На рис. 73 приведены величины коэффициента крепости, относитель-
ного удлинения, ударного сопротивления и других величин, характери-
зующих механические качества для стали, соответствующей нашей марке
ХЗ при разных температурах отпуска (с выдержкой при температуре
отпуска */г часа и замачивании в масле) после предварительной закалки
при температуре 830° с охлаждением в масле.
При дальнейшем повышении температуры отпуска и ререходе ее за
„нижнюю критическую точку" отпуск превращается в частичный отжиг
(в случае медленного охлаждения), а при более высоком нагреве и пере-
ходе за верхнюю критическую точку — в полный отжиг.
Если условия закалки для одной и той же стали были различны, то
для получения той же степени твердости должен быть применен отпуск
с различной степенью нагрева, а именно — более сильный отпуск для
случая закалки с более высокой температуры. И хотя коэффициент кре-
пости в этих случаях может оказаться одним и тем же, но ударное со-
противление будет различным и будет большим для стали, получившей
полную нормальную закалку (без перегрева).
Скорость охлаждения после отпуска для некоторых сталей значения
не имеет и не отражается на их свойствах. Но для большинства специ-
альных сталей, применяемых в моторостроении, скорость охлаждения
имеет значение в том отношении, что при очень медленном
остывании в интервале температур от 650° до 500° сталь
приобретает хрупкость тем большую, чем медленнее
охлаждение шло. Это явление носит название „болезнь
Круппа".
Ниже приведены данные, иллюстрирующие изменение ударного со-
противления при разных условиях охлаждения после отпуска одной и
той же стали, одинаково закаленной и отпущенной на одну и ту же
температуру.
Образцы стали, близкой по составу к нашей марке ХЗН, были зака-
лены в масле при 850° и отпущены при 650° с разной скоростью охла-
ждения. Результаты испытаний образцов на удар показали следующие
. величины ударного сопротивления (по Изоду):
Охлаждение велось в: воде масле воздухе печи
Ударное сопротивление в фунто-футах 53 55 16 4
Хрупкость, полученная в результате слишком медленного остывания
после отпуска, может быть причиной поломок деталей в работе.
При изучении „болезни Круппа" было найдено, что при введении
в сталь, дающую при отпуске хрупкость, небольшого количества ме-
талла— молибдена, в количестве от 0,3 до 1,Оо/о, хрупкость устра-
СПОСОБЫ ЦЕМЕНТАЦИИ
135
няется. Поэтому многие современные специальные стали содержат мо-
либден.
Охлаждение специальных сталей после отпуска производится путем
замочки в масле обычно не до полного охлаждения деталей, а до тем-
пературы 150 — 200°, после чего деталь остывает в воздухе. Это имеет
целью уменьшить вредные напряжения в детали, возникающие при быст-
ром охлаждении.
§ 128. ЦЕМЕНТАЦИЯ.
Цементацией называется такой процесс, при
котором сталь с поверхности на некоторую
глубину насыщается углеродом.
Для цементации применяются железо и „мягкие" стали, содержащие
небольшое количество углерода (стали для цементации, употребляемые
в моторостроении, содержат не свыше О,25°/о углерода).
В результате цементации деталь оказывается с поверхности и в сере-
дине из стали неодинакового состава, причем с поверхности сталь полу-
чается высоко углеродистой, а в глубине она сохраняет свой начальный
состав с малым содержанием углерода. Способность стали увеличивать
свою твердость при закалке тем больше, чем больше в ней углерода,
как это поясняется диаграммой рис. 74 для случая простой углероди-
стой стали. Поэтому после закалки цементованная сталь получается
очень твердой с поверхности и значительно более мягкой в середине.
До закалки разница в твердостях цементованного слоя и сердцевины
не столь велика (см. рис. 74), и цементованный слой можно обрабаты-
вать резцом на станке; после же закалки он обрабатывается только
шлифовкой.
Цементации подвергаются те поверхности деталей, которые должны
быть устойчивыми на истирание; как ранее было указано, в авиамоторах
большинство деталей, имеющих трущиеся поверхности, являются в то же
время деталями сильно нагруженными, почему они изготовляются из спе-
циальных сортов стали (см. § 47), обладающих высокой прочностью.
После цементации детали подвергаются термообработке, имеющей
целью, с одной стороны, придать наружному слою необходимую твердость
и, с другой стороны, улучшить структуру сердцевины, получившей в ре-
зультате длительного нагрева при цементации грубое строение.
Обычно эта термообработка заключается в сообщении цементованной
детали отжига, а затем закалки и слабого отпуска, но применяются также
и более сложные приемы.
§ 129. СПОСОБЫ ЦЕМЕНТАЦИИ.
R настоящее время в производстве применяются три способа цементации:
в твердом карбуризаторе, в газе и в жидком карбу-
ризаторе.
136
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ
углсродк а /о /о
Рис. 74. Диаграмма твердости углеродистой стали с разным содер-
жанием углерода в закаленном состоянии и отожженном состоянии.
Цементация в твердом карбуризаторе состоит в том, что деталь,
уложенная в металлический ящик и засыпанная в нем порошком специ-
ального состава — карбур изатором, подвергается в печи длитель-
ному нагреву при высокой температуре (850—950° — в зависимости от
карбуризатора), в результате чего происходит науглероживание поверх-
ности детали.
При цементации газом деталь помещается в сосуд, который снаружи
нагревается и через который пропускается газ, омывающий деталь.
ЦЕМЕНТАЦИЯ ТВЕРДЫМ КАРБУРИЗАТОРОМ
137
Высота нагрева требуется 900—950°, продолжительность выдержки зна-
чительно меньшая для достижения той же глубины цементации.
Третий способ—это цементация в жидком карбуризаторе; в железном
тигле расплавляются особые соли, нагреваются до 800—850°, в ванну
опускается деталь и выдерживается там некоторое время, в результате
чего происходит цементация погруженной поверхности.
Первый способ является наиболее старым и распространенным и
: вкратце ниже описан.
Второй способ требует наличия на заводе газа и сложных установок.
Он дает цементацию лучшего качества и в более короткое время, чем
первый способ. Применяется на некоторых автомобильных и тракторных
заводах Америки.
Третий способ пока не имеет столь широкого распространения, так
как обладает некоторыми недостатками, главный из которых—ядовитость,
паров, выделяющихся из расплавленных солей, в которых ведется цемен-
тация. Обычно этот способ применяется для цементации на небольшую
глубину, от 0,1 до 0,5 ММ-
§ 130. ЦЕМЕНТАЦИЯ ТВЕРДЫМ КАРБУРИЗАТОРОМ.
Глубина, на которую деталь должна быть зацементована, для различных
деталей различна и зависит от назначения детали и от последующих
операций механической обработки.
Ниже приведены в качестве примера глубины цементации некоторых
деталей авиамотора БМВ в уже обработанном виде (на основании дан-
ных лабораторного исследования).
ТАБЛИЦА 38.
ГЛУБИНА ЦЕМЕНТАЦИИ ДЕТАЛЕЙ МОТОРА БМВ (ПОСЛЕ ОБРАБОТКИ).
Название детали Глубина це- ментации мм
Коленчатый вал в шейке шатуна Кулачковый валик-кулачок Коромысло клапана Поршневый палец Шатун боковой . Шестерня коленчатого вала Шестерня валика водяной помпы Валик передачи Ролик коромысла клапана Ось ролика • 2,6 1,2 0,8 0,8 1,2 0,8 0,6 0,6 0,7 0,7
Глубина, на которую проходит цементация, зависит
от состава цементуемой стали, температуры нагрев а,
времени выдержки и состава карбуризатора.
Температура нагрева влияет в том отношении, что чем она выше,
тем глубже в тот же период проходит цементация. При одной и той же
138
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ
температуре нагрева глубина цементации тем больше, чем больше будет
выдержка. Это влияние температуры и выдержки поясняется диаграммой
рис. 75.
Порошок (карбуризатор), которым засыпается в ящике деталь, под-
лежащая цементации, состоит в основе из древесного угля с добавлением
некоторых солей, ускоряющих процесс цементации.
Рис. 75. Диаграмма глубины цементации при разной
продолжительности в разных температурах цементации
(по данным Джиолитти).
Американской практикой выработан следующий состав карбуризатора
(употребляется тракторными заводами):
Угля древесного .дубового , ...... 60—68%
Кокса ...........17—25%
Углекисл.ого бария............11%
Углекислого кальция....................3%
Соды.................................. 1%
У нас часто применяется смесь древесного угля с 25°/о соды.
Ящик, в который укладываются детали, делается обычно не железным,
так как железо быстро сгорает, а литым из жароупорного сплава
„нихром”, состава: никеля 60%, хрома 30о/о и железа 10%; такие
ящики, имеющие толщину стенки около 20 мм, служат до 4000 часов.
МЕСТО ТЕРМИЧЕСКОЙ ОБРАБОТКИ В ОБЩЕМ ПДАНЕ ОБРАБОТКИ ДЕТАЛИ 139
Если цементации должна быть подвергнута только определенная
часть поверхности детали, а в остальной части цементации не должно
быть, то можно или оставить на остальной части, припуск материала,
чтобы цементированный слой с него срезать при механической обработке,
или же покрыть часть, не подлежащую цементации, каким-либо защит-
ным слоем, например медью, гальваническим путем. Последний способ
имеет весьма широкое применение.
ЗАДАНИЕ 11.
§ 131. МЕСТО ТЕРМИЧЕСКОЙ ОБРАБОТКИ В ОБЩЕМ ПЛАНЕ ОБРАБОТКИ
ДЕТАЛИ.
В зависимости от формы детали, характера ее механической обработки,
ее назначения, материала и рода потребной термической обработки,
последняя производится или до механической обработки или после нее,
или же производится после некоторых операций обработки на станках,
по до окончательной механической обработки.
Место термической обработки в общем плане обработки деталей
поясняется на следующих примерах:
1. Коленчатый вал с нецементуемыми шейками: а) ковка, б) отжиг,
в) грубая ,механическая обработка, г) нормализация, д) отпуск, е) окон-
чательная механическая обработка или: а) ковка, б) отжиг, в) грубая
механическая обработка, г) закалка, д) отпуск, е) окончательная механи-
ческая обработка.
2. Коленчатый вал с цементуемыми шейками: а) ковка, б) грубая
механическая обработка, в) цементация, г) отжиг, д) механическая обра-
ботка, е) закалка, ж) отпуск, з) окончательная механическая обработка.
3. Коленчатый вал с азотированными шейками: а) ковка, б) закалка,
в) отпуск, г) грубая механическая обработка, д) отпуск для устранения
напряжений, возникших от механической обработки, е) окончательная
механическая обработка, ж) азотизация, з) полировка.
4. Кулачковый валик: а) грубая механическая обработка, б) отжиг,
в) механическая обработка, г) цементация, д) отжиг, е) механическая
обработка, ж) закалка, з) отпуск, и) окончательная механическая обра-
ботка.
5. Шатун цементуемый: а) ковка, б) грубая механическая обработка,
в) цементация, г) отжиг, д) механическая обработка, е) закалка,
ж) отпуск, з) окончательная механическая обработка.
6. Шатун нецементуемый: а) ковка, б) отжиг, в) закалка, г) отпуск,
д) механическая обработка.
7. Цилиндр; а) ковка, б) отжиг, в) грубая механическая обработка,
г) отжиг, д) механическая обработка, е) приварка головок, ж) закалка,
з) отпуск, и) механическая обработка, к) приварка рубашек и других
частей, л) отпуск, м) механическая обработка.
Из этих примеров можно видеть, что отжиг или нормализация после
ковки сообщается всем деталям кроме изготовляемых из весьма мягких
цементуемых сталей. Отжиг после цементации проходят все цементуемые
детали. После сварки, если она следует после закалки и отпуска, дается
140
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ
отпуск для уничтожения внутренних напряжений, возникших в результате
сильных местных нагревов при сварке.
При обработке автомобильных и тракторных деталей, требования
к качеству материалов которых не столь высоки, как в случае авиамо-
торных деталей, термическая обработка на некоторых заводах упрощается
в том отношении, что после цементации не дается отжига.
Приведенные выше примеры не могут служить для руководства при
назначении самих операций термообработки, так как они могут меняться
в зависимости от применяемого для детали материала и условий произ-
водства.
В приложении № 3 приведены операции термообработки и режимы
нагревов при обработке деталей одного из авиационных моторов.
§ 132. ОБОРУДОВАНИЕ ТЕРМИЧЕСКОГО ЦЕХА.
Оборудование термического цеха и порядок ведения работ в этом цехе
должны быть такими, чтобы обеспечивать однородную и правильную
термообработку деталей.
Печи для отжига, нормализации и цементации обычно делаются
с нефтяным отоплением, причем снабжаются автоматическими регулято-
рами температуры; в том пространстве печи, где нагреваются детали,
находится пирометр (прибор измеряющий высокие температуры) и, если
температура превышает установленную норму, он действует на форсунку,
так что температура поддерживается на постоянном желательном уровне.
Для таких длинных предметов, как коленчатые валы и кулачковые
валики, печи делаются иногда вертикальными, и эти предметы нагреваются,
находясь в подвешенном состоянии.
Печи для нагрена перед закалкой крупных деталей (цилиндры, про-
пеллерная втулка) также делаются чаще всего с нефтяным отоплением.
Для нагрева более мелких деталей применяются электрические печи, ко-
торые надо признать более удобными, так как регулировка температуры
может в них быть более точной. Электрические печи снабжаются авто-
матическими регуляторами температуры, которые поддерживают ее с точ-
ностью до Дгб°.
Масляные ванны, в которых производится закалка, устраиваются
возможно большего объема, чтобы температура масла сильно не повы-
шалась, или же снабжаются змеевиками с циркулирующей в них водой:
для охлаждения масла.
Иногда, при закалке длинных деталей, подвешиваемых в печи в вер-
тикальном положении, закалочный бак располагают под печью, так что
деталь из нее быстро попадает в ванну.
В случае закалки тонких плоских деталей (напр. большая тарельча-
тая шестерня) применяются закалочные прессы (Глиссона, Клингенберга),
где деталь, вынутая из печи, сперва зажимается с большим усилием
между рифлеными дисками, а затем пускается струя охлаждающего масла,
которое проходит в многочисленные каналы в дисках и энергично омы-
вает шестерню. Благодаря тому, что шестерня при закалке зажата, ее
поводка значительно уменьшается. Такие машины особенно широко при-
АЗОТИЗАЦИЯ
141
меняются в автотракторном производстве, где изготовляются плоские
щерстерни крупного диаметра.
Отпуск закаленных деталей производится или в таких же печах, ко-
торые употребляются для закалки, или в специальных электрических пе-
чах, например с циркуляцией горячего воздуха (Хомо фирмы Лидс-Нор-
труп), или в ванных печах в расплавленных солях или свинце.
Для правильного ведения процессов термической обработки необхо-
димо, помимо наличия надлежащих печей, обеспечивающих равномерную
температуру во всем рабочем пространстве, также иметь возможность
точно поддерживать эту температуру на определенном уровне, что в со-
временных печах разрешается путем устройства автоматической их регу-
лировки.
§133. АЗОТИЗАЦИЯ.
Азотизация (или нитрирование) является особым видом
обработки поверхности стали, в результате которой эта поверхность
приобретает очень большую твердость и сопротивляемость изнашиванию.
На заводе Испано гильза цилиндра, подвергаемая азотизации, прохо-
дит следующий порядок обработки: при обточке гильзы оставляется
припуск в 2—3 мм против окончательных размеров, и в таком виде
гильза получает нормальную термообработку. Затем производится окон-
чательная механическая обработка, причем на диаметре зеркала гильзы
оставляется припуск в 0,1 мм для шлифовки после азотизации. По-
верхности, не подлежащие азотизации, получают защитное покрытие,
после чего производится самая операция азотизации. Она заключается
в том, что гильза помещается в специальную печь, где при температуре
500—525° остается в течение длительного (до 90 часов) времени
в атмосфере аммиака. В результате в поверхностном слое стали обра-
зуются соединения железа с азотом, придающие этой поверхности высо-
кую твердость.
Толщина азотированного слоя у гильз цилиндров равна около 0,7 мм.
Как было отмечено в § 48, для обработки азотизацией употребляются
специальные сорта сталей, содержащие кроме никеля и хрома также
алюминий и молибден. Присутствие первых двух элементов объясняется
тем, что гильза — деталь сильно нагруженная и должна обладать высо-
кими мехеническими свойствами. Молибден вводится потому, что при
наличии молибдена устраняется явление, называемое „болезнь Круппа"
(см. § 127), которое наступает в результате длительного нагрева неко-
торых сортов стали при температуре 500—650°. Алюминий вводится
в сталь по объяснению Гилье для того, чтобы ограничить азотизацию
поверхностным слоем; при отсутствии в стали алюминия азотизация
прошла бы глубоко в металл и испортила бы его, придав ему хрупкость.
На рис. 76 показано изменение твердой стали при переходе от по-
верхности в глубь материала для случая азотированной (нитрированной)
поверхности и для случая поверхности цементированной обычным спосо-
бом. Из этой диаграммы видно, что в первом случае твердость на на-
ружной поверхности доходит до 950 (по Бринелю), в то время как во
втором случае до 630.
142
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ
Опыты на авиамоторе Испано показали, что за 100 часов работы
мотора износ обычной термически обработанной стальной гиль'зы соста-
вил от 0,08 до 0,10 мм, в то время как износ азотированной гильзы
за тот же период практически равнялся нулю.
?
ч
I
5
0.
«С
О
Глылиня ст поверхности в r-in.
Рис, 76. Сравнение твердости разных слоев стали цемен-
тированной (и термически обработанной) и стали нитри-
рованной (азотированой).
Благодаря не слишком высокому нагреву цилиндра механические свой-
ства, приобретенные в результате предшествовавшей термообработки,
после азотизации не ухудшаются, и деталь не коробится.
II. ТЕРМИЧЕСКАЯ ОБРАБОТКА АЛЮМИНИЕВЫХ ОТЛИВОК
И ПОКОВОК.
§ 134. ЦЕЛЬ ТЕРМООБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ.
Термическая обработка алюминиевых отливок или поковок имеет в виду
одну из следующих целей: а) уничтожение или уменьшение
напряжений, возникших в детали при ее отливке, или б) улучшени<
механических свойств материала отливки или поковки. Первая
цель достигается отжигом, который здесь понимается как более ити ме-
нее длительный нагрев детали с последующим медленным охлаждением
ОТЖИГ СЛОЖНЫХ АЛЮМИНИЕВЫХ отливок
143
в печи или на воздухе. Вторая цель достигается более сложной терми-
ческой обработкой, как указано ниже.
§ 135. ОТЖИГ СЛОЖНЫХ АЛЮМИНИЕВЫХ ОТЛИВОК.
Фасонные детали, в которых разные места после отливки затвердевают
в разное время, после остывания оказываются имеющими внутренние
напряжения. Под действием этих напряжений деталь старается дефор-
мироваться или покоробиться; такое коробление явно обна-
руживается после механической обработки, когда с поверхности детали
снимается значительный слой металла. Если деталь не обрабатывать, то
внутренние напряжения также проявляют себя с течением времени, и
отливка при лежании на складе коробится, а внутренние напряжения
в ней постепенно уменьшаются. Отсюда возникло у некоторых заводов
стремление не пускать в механическую обработку отливки тотчас же из
литейной, а выдерживать их длительное время (месяца 3 и более) на
складе.
Опытом найдено, что если отливки нагреть до температуры 350- 450°
в печи, выдержать при этой температуре некоторое время и затем дать
медленно остыть (медленно для того, чтобы вследствие быстрого охла-
ждения не возникли новые внутренние напряжения), то в результате
такого „отжига11 внутренние напряжения почти исчезают и в дальнейшем
коробления после механической обработки не наблюдается. Поэтому мно-
гие заводы применяют как правило отжиг всех фасонных алюминиевых
отливок; к числу таких заводов относится французский завод Гном-Рон,
у которого фасонные отливки, не проходящие специальной термообра-
ботки, отжигаются при температуре 450° в течение 3 часов с остыва-
нием в печи. Другие заводы придерживаются более низкой температуры,
считая ее достаточной при более длительной выдержке. Например гер-
манский автомобильный завод Хорьх отжигает алюминиевые картера
при температуре 200—240° с выдержкой от 4 до 6 часов.
§ 136. ОТЖИГ ПОРШНЕЙ.
Обмеры поршней из алюминиевых сплавов, работавших некоторое
время на моторе, показывают, что поршень двояким образом меняет
свою форму: он, во-первых, коробится, так что его диаметр, изме-
ренный по направлению оси поршневого пальца, несколько уменьшается,
а диаметр по направлению перпендикулярному к этой оси увеличивается,
и, во-вторых, в верхней части, на уровне верхних поршневых колец,
диаметр после работы увеличивается. Это последнее явле-
ние известно под названием роста или распухания поршня.
Оказывается, что при длительном нагревании поршня при температур,
его работы или при повторных нагреваниях, его диаметр получает
остающийся прирост на определенную величину. Опыты, сделанные
в период войны в Англии, показали, что этот прирост доходит до 0,1 мм
для поршня диаметром 100 мм и что если поршню после его обдирки
дать отжиг при температуре 340 —360° в течение 5 часов, то после
такого отжига рост при последующих нагревах практически ничтожен
144
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОВ
Равным образом он уменьшается или исчезает в том случае, если пор-
шень подвергается термической обработке, как дальше указано.
Величина остающегося роста поршня невелика сравнительно с той
разницей в диаметрах алюминиевого поршня и стального цилиндра
(зазор в холодном состоянии поршня и цилиндра), которую нормально
шриходится брать, учитывая различие в величине коэффициентов их ли-
линейного расширения при нагреве; однако в том случае, если зазор
между поршнем и цилиндром был взят без достаточного запаса, разбу-
бухание поршня может повести к его заеданию во время работы.
Величина коробления поршня зависит от его конструкции и спосо-
бов литья. Упомянутый выше отжиг уменьшает последующее коробление
поршня в работе на моторе. Причина коробления поршней та же, что и
других фасонных отливок,—-остающиеся от литья внутренние напряжения.
Что касается причины „роста", то она связана со структурными изме-
нениями в сплаве, происходящими при его нагреве.
В качестве примера завода, применяющего отжиг поршней, можно
привести завод БМВ: после обдирки поршень в течение Р/г—2 часов
„варится" в масле при температуре 250—300°; после механической обра-
ботки, но до окончательной отделки, он вторично подвергается той же
операции.
§ 137. ОБЛАГОРАЖИВАНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ.
Все применяемые в моторостроении алюминиевые сплавы могут быть
„облагорожены" или „улучшены" в части своих механических свойств
путем специальной термической обработки. Это улучшение однако дает
значительное увеличение твердости и коэффициента крепости лишь
у некоторых сплавов. К таким сплавам относятся указанные в табл. 23,
употребляемые для ковки и штамповки, а также сплавы № 6 и № 7
по табл. 19, употребляемые для литья.
Наиболее полно изучена термообработка дюралюминия.
Если дюралюминиевую поковку или прокатанную заготовку (пруток,
лист) нагреть до температуры 480—520°, затем быстро охладить в холод-
ной воде, то оказывается, что после этой операции происходит при
комнатной температуре постепенное и значительное увеличение твердости,
коэффициента крепости и ударного сопротивления дюралюминия при
одновременном небольшом увеличении величины его относительного
удлинения. Это замечательное явление называется „старением" дюра-
люминия. Через два дня старения твердость достигает своей наиболь-
шей величины и в дальнейшем практически изменяется мало.
На рис. 77 показано, как с течением времени изменяется твердость
-по Бринелю дюралюминия (состава: меди 4,5%, марганца 0,6%, магния
’0,57%, алюминия—остальное) после его закалки в воде (нагрев 500°).
В табл. 24 были приведены механические свойства дюралюминия
до и после его термической обработки.
Установлено, что улучшение механических свойств дюралюминия при
термообработке тем выше, чем мельче структура материала; детали, отли-
тые из дюралюминия в песок, мало улучшают свои свойства, в то время как
кованые и особенно прокатанные заготовки улучшают их в значительной мере.
ОБЛАГОРАЖИВАНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ
145
Детали из сплава „У“ изготовляются как’пу тем "отливки, так и путем
ковки и штамповки, причем в обоих случаях термообработка значительно
улучшает их механические свойства.
Рис. 77 Диаграмма изменения твердости дюралюминия
при старении.
Термообработку сплава „У“ можно производить аналогично дюралю-
минию, с последующим естественным старением в течение нескольких
дней, но можно также ускорить этот процесс, выдерживая сплав при
повышенной температуре более короткое время, как это видно из сле-
дующих данных.
КОЭФФИЦИЕНТЫ КРЕПОСТИ ОБРАЗЦОВ ИЗ СПЛАВА „У“, ПОЛУЧИВШЕГО
ЗАКАЛКУ И ЕСТЕСТВЕННОЕ СТАРЕНИЕ.
Время, прошедшее от момента закалки до испытания
Тотчас после закалки 12 часов 7,5 суток 14 суток 1 месяц
28,5 30 30 30,8 32,3
Образцы, получившие закалку и искусственное старение и испытанные
тотчас после этой операции, дали' коэффициент крепости 33 кг/мм2.
Хрущев. Авиамотороотроввие, ч. I. Ш
146
ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ И АЛЮМИНИЕВЫХ СПЛАВОЁ
При этих опытах закалка состояла в нагреве на 520° с выдержкой
при этой температуре 4 часа и охлаждением в кипящей воде. Естествен-
ное старение происходило при комнатной температуре; искусственное
старение происходило при нагреве на 200° с выдержкой 4 часа.
В качестве примера приведем термообработку поршней, отлитых из
сплава „У“ на одном из французских авиамоторных заводов. Поршни
подвергаются в течение 5 часов нагреву при температуре 510° и затем
охлаждению (закалке) в кипящей воде; после этого дается нагрев в тече-
ние 8 часов при температуре 190° с последующим охлаждением на
воздухе. Искусственное старение происходит в течение этих 8 часов.
Как при естественном, так и при искусственном старении в материале
происходят постепенные структурные изменения, чем и вызывается улуч-
шение механических свойств. Следует отметить, что в результате термо-
обработки значительно повышается сопротивляемость алюминиевых сплавов
коррозии (по химическому разъеданию).
§ 138. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ.
1. Перечислить основ'ные виды термической обработки стали.
2..В чем состоит операция отжига стали и для какой цели она приме-
няется?
3. Как изменяется твердость стали при отжиге и на каких сталях это изме-
нение твердости более сказывается?
4. В чем состоит операция нормализации стали и для какой цели она при-
меняется?
5. В чем состоит операция закалки стали и какова ее цель?
6. Какие факторы оказывают влияние на результаты, получаемые закалкой?
7. Какое значение имеет скорость нагрева?
8. Какое значение имеет температура нагрева?
9. Какое значение имеет выдержка в печи при температуре закалки?
10. Какое значение имеет скорость охлаждения?
11. Что называется способностью стали принимать закалку на глубину?
12. В чем состоит операция отпуска стали?
13. Какие факторы оказывают влияние на результаты, получаемые отпуском?
14. Как изменяются у закаленной стали, подвергаемой отпуску на разные
температуры, ее механические свойства в зависимости от этой температуры:
коэффициент крейбсти, относительное удлинение и ударное сопротивление?
15. Что называется болезнью Круппа?
16. Введение какого металла в сталь в качестве добавки устраняет явление
болезни Круппа?
17. В чем состоит операция цементации?
18. Почему цементированная поверхность деталей получается очень твердой?
19. Каковы применяемые в производстве способы цементации и чем они
различаются?
20. От каких факторов зависит глубина цементации при способе твердого
карбюризатора?
21. В чем состоит операция азотизации?
22. Какова твердость азотированного слоя сравнительно с цементированным?
23. Для какой цели применяется отжиг алюминиевых отливок сложной формы?
24. Что называется „ростом” поршня из алюминиевого сплава, какой вели-
чины достигает этот рост и какое он может иметь значение?
25. Как может отозваться на механических свойствах алюминиевой, отливки
ее отжиг при слишком высокой температуре и длительной выдержке?
26. Что называется улучшением дюралюминия?
27. Какова разница между естественным н искусственным старением (на при-
мере сплава „У“)? *
РАЗЛИЧИЕ между МАРКОЙ И ПАЙКОЙ
147
ПРАКТИЧЕСКИЕ РАБОТЫ.
1. Составить по данным цеха ведомость термической обработки,
получаемой следующими деталями: коленчатый вал, кулачковый валик,
шатун и шестерня, по форме, принятой для построения таблицы прило-
жения № 3.
2. Проследить закалку коленчатого вала, начиная от его загрузки
в печь и записывая по времени температуры печи до момента закалки.
3. Принять участие в проверке качества закалки на нескольких
валах (твердость по Бринелю в разных местах вала по его длине).
4. Аналогично выполнению по п. 2 проследить операцию отпуска
коленчатого вала.
5. Принять участие в контроле качества вала после его отпуска
(твердость по Бринелю в разных местах по длине, величина коробления,
отсутствие трещин).
6. Отметить, как поступает цех в случае, если в результате отпуска
твердость получается слишком разнящейся в разных местах или слишком
низкой.
7. Принять участие в контроле качества окончательно термически
обработанных деталей: кулачкового вала, шатуна, шестерни и клапана.
8. Обратить внимание на способ термической обработки заготовки
для изготовления образцов для механического испытания и на соответ-
ствие толщин заготовок образцов и толщин термически обрабатываемых
заготовок деталей.
9. Познакомиться в лаборатории завода или в контрольном отделе
с записями результатов механических испытаний образцов коленчатых
валов и шатунов после термообработки.
10. Обратить внимание на контроль глубины цементации цементиро-
ванных деталей.
11. Отметить, какие детали из алюминиевых сплавов проходят термо-
обработку; отметить состав сплава, операции и условия термообработки.
ЛИТЕРАТУРА К ГЛАВЕ VII.
Бабошин. Термическая обработка обыкновенных и специальных сортов стали.
Изд. Оргаметалла. 19'26. Ц. 12 р.
Минкевич (см. указание по главе 111).
ЗАДАНИЕ 12.
ГЛАВА VIII.
СВАРКА И ПАЙКА.
§ 139. РАЗЛИЧИЕ МЕЖДУ СВАРКОЙ И ПАЙКОЙ.
Сварка является таким способом соединения частей какой-либо детали
или разных деталей, при котором соединяемые поверхности
нагреваются до температуры плавления или близкой
10*
148
СВАРКА И ПАЙКА
к ней и либо сдавливаются между собой, так что привариваются друг
к другу, либо между ними вводится в расплавленном виде третий металл,
который заполняет шов, дающий после остывания прочное соединение
с обоими частями.
В случае пайки соединяемые части или вовсе не нагреваются или
нагреваются до гораздо более низкой температуры, чем температура
плавления металлов, из которых эти части состоят, и шов между ними
заполняется третьим более легкоплавким металлом —
припоем, приведенным в расплавленное состояние.
§ 140. МЕТОДЫ СВАРКИ СТАЛИ.
В авиамоторостроении для сварки стальных деталей применяются два
метода сварки: „газовый" и „электрической дугой".
У нас наиболее известна газовая, так назыв. автогенная
сварка. Она состоит в том, что к специальной горелке, находящейся
в руках у сварщика, подводится по одной трубке газ а ц е т и л е н от спе-
циального источника газа, а по другой — кислород из баллона. Смесь
в определенной пропорции ацетилена и кислорода горит с выделением
большого количества тепла, и температура пламени такова (3000—3500°),
что можно плавить любую сталь. Пламенем нагреваются свариваемые
поверхности обоих соединяемых частей, кроме того в месте сварки вво-
дится так назыв. „сварочный пруток", который плавится и заполняет
собой шов.
При электрической „дуговой" сварке свариваемые части соединяются
с одним полюсом источника тока, а другой полюс соединяется со сва-
рочной палочкой, находящейся у сварщика и называемой электро-
дом. Если сварочный пруток поднести близко к свариваемому пред-
мету, то между ними образуется вольтова дуга (температура свыше
3000°), выделяющая большое количество тепла, свариваемые поверхности
нагреваются до оплавления, и расплавляющийся пруток заполняет
собой шов.
При той высокой температуре, которую развивают кислородно-ацети-
леновое пламя и вольтова дуга, температура стали, приведенной в жидкое
состояние, может быть также весьма высокой и структура ее в шве
после остывания может быть получена неудовлетворительной;
получение хорошего результата всецело зависит от искусства рабочего,
и качество готового шва контролю почти не под-
дается (для исследования шва его надо разрезать).
Это обстоятельство служит главным препятствием к широкому приме-
нению сварки для изготовления ответственных деталей.
Если расплавленная и сильно перегретая сталь имеет соприкосновение
с такими газами как кислород и азот (напр., имеет контакт с воздухом),
то в ней происходит выгорание некоторых элементов, азот дает соеди-
нения с железом, и шов получится непрочным. Поэтому необходимо,
чтобы от соприкосновения с воздухом или вредными газами жидкий
металл в шве был бы защищен. В случае кислородно-ацетиленового
пламени это достигается надлежащей регулировкой пламени. В случае
дуговой электрической сварки сварочный пруток (он же электрод) обво-
КИСЛОГОДНО-АЦЕТИЛЕНОВОВ ПЛАМ Я
149
лакивается предохранительными составами, которые и защищают жидкий
металл.
‘ Эта часть в технике дуговой сварки еще не достаточно изучена.
Существует еще один комбинированный способ дуговой сварки, при
котором самая сварка производится вольтовой дугой, а место сварки
одновременно держится в пламени газовой горелки, роль которой в этом
случае создать защиту для жидкого металла от контакта с воздухом.
Одной из разновидностей дуговой сварки является такая, где ток
подводится не к металлическому электроду, являющемуся одновременно
сварочным прутком, а к специальному угольному электроду, и вольтова
дуга образуется между этим угольным электродом и свариваемым пред-
метом; в этом случае сварочный пруток вводится в пламя вольтовой
дуги, подобно тому как это имеет место при газовой сварке. По этому
способу производилась сварка рубашек водяного охлаждения и других
частей цилиндров авиамоторов Либерти в Америке.
§ 141. КИСЛОРОДНО-АЦЕТИЛЕНОВОЕ ПЛАМЯ.
Для кислородно-ацетиленовой сварки необходимо наличие ацетилена
и кислорода. Ацетилен—это газ, который образуется при действии воды
на карбид каль-
ция (называют также
просто „карбидом").
Ацетилен в сварочной
мастерской получается
или в генераторе газа
или доставляется в
стальных баллонах со
специальных заводов.
Генераторы устраи-
ваются по одному из
трех принципов, как
это схематически пред- рис_ yg Схема трех способов устройства генератора
ставлено на рис. 78; ацетиленового газа,
по схеме 1 карбид па-
дает кусочками в воду, по схеме 2 карбид смачивается водой и по схеме
3 вода капает на карбид. Первые два способа являются наиболее упо-
требительными.
Ацетилен в баллонах гораздо более удобен для пользования; в бал-
лоне находится жидкость ацетон, которая отличается способностью
при небольшом сравнительно давлении поглощать большой объем ацети-
лена. При открытии крана и понижении давления ацетилен из ацетона
выделяется. Такой ацетилен называется растворенн ым.
Кислород доставляется со специальных заводов в стальных баллонах,
где он сжимается до 150 атм.; кислород из баллона поступает в горелку
при небольшом давлении, благодаря „редукционному клапану", которым
можно регулировать давление.
На рис. 79 схематически показана сварочная горелка для кисло-
родно-ацетиленового пламени. Она устроена таким образом, что
150
СВАРКА И ПАЙКА
кислород, проходящий с большой скоростью, засасывает ацетилен. После
того, как газы смешались, они представляют собой горючую смесь,
Рис. 79. Схема устройства горелки для кислородно-ацетиленовой сварки.
и горение не происходит уже в месте их смешения лишь потому, что
скорость, с которой смесь выходит (50—200 м в секунду), больше
скорости распространения горения. Предварительное смешение газов до
их выхода из сопла наконечника необходимо для получения более высокой
температуры.
Для получения удовлетворительной сварки, пламя должно быть пра-
вильно отрегулировано, в противном случае можно легко испортить
металл. На рис. 80 показано строение пламени, которое состоит из трех
разных участков: а—ярко блестящий белый конус, в котором
ацетилен, соединяясь с кислородом, дает окись углерода и водорода;
б — окись углерода и водород находятся в сильно раскаленном виде,
этот участок представляется в виде бесцветного языка вокруг
белого конуса; в — окись углерода и водород сгорают в угле-
кислоту и воду, этот участок представляется в виде языка вокруг
первых двух и имеет наибольшие размеры.
На рис. 81 показано, какой вид имеет пламя при различной его
регулировке: а—нормальное пламя, б — слиш-
ком много ацетилена,
такое пламя будет науглеро-
живать металл, в — ели ш--
ком много кислоро-
да, такое пламя будет оки-
слять металл.
§ 142. МАТЕРИАЛ ДЛЯ
СВАРКИ.
В случае газовой сварки
при нормально отрегулиро-
ванном пламени материал
сварочного прутка в про-
цессе сварки почти (не из-
меняет своего состава- По- рис. 81.
ВЕДЕНИЕ СВАРКИ
151
этому обычно берут сварочные прутки изготовленными из стали прибли-
зительно того же состава, что и свариваемые детали.
Способность специальной стали того или иного химического состава
к сварке в случае применения газовой или электрической сварки еще
недостаточно изучена. Можно предполагать, что большинство сталей
этими способами сваривать возможно. Способность стали к кузнеч-
ной сварке, которая сильно уменьшается с увеличением содержания
в стали углерода и других элементов, не характеризует ее способности
к сварке газовой или электрической, где металл приводится в жидкое
состояние.
Сварку можно использовать также для соединения различных по
составу материалов. Так, например, одна фирма изготовляет выхлопные
клапаны, в которых стержень сделан из материала устойчивого против
истирания, а грибок—из стали жароупорной. Сварку можно использовать
также для нарощения детали из одной стали другой сталью сваренной
палочки.
Область комбинирования разных сталей в одной детали, путем приме-
нения сварки, еще мало затронута.
§ 143. ВЕДЕНИЕ СВАРКИ.
Практикой выработаны операции, проводимые при сварке, при которых
получаются лучшие результаты. Эти операции заключаются в подготовке
шва, проведении самой сварки и последующей обработке шва. «
Эти приемы разработаны главным образом применительно к сварке
длинных швов на листовом материале. Что касается авиамоторных деталей,
где количество свариваемых мест ограничено большей частью одним
цилиндром и притом такими частями его, которые имеют фасонную
сложную форму, то здесь приемы подготовки к сварке и самой сварки
устанавливаются в процессе практической работы каждым заводом
в зависимости от данной конструкции цилиндра.
Для лучшего прогрева и заполнения шва кромки подлежащих сварке
частей скашиваются, причем угол скоса принимается различным, в зави-
симости как от толщины листов, так и от способа ведения сварки.
Этот угол делается в 60° (угол раствора, образуемый обоими кромками)
при толщине листов от 1,5 до 6 мм. Для правильного положения при-
вариваемых частей, напр. клапанных головок на цилиндре, применяются
приспособления, в которых обе свариваемые части точно устанавливаются
по своим обработанным поверхностям.
Наваренный шов представляет собой материал, соответствующий по
структуре литой стали и поэтому он во всяком случае будет обладать
более низкими механическими свойствами, чем остальная деталь, состоя-
щая из кованой или прокатанной стали. При операции сварки, когда
развивается высокая местная температура, стенки детали близ места
сварки теряют свои повышенные свойства, приобретенные термообра-
боткой, если таковая перед сваркой была произведена. Наконец местный
нагрев и разновременное охлаждение по длине шва вызывает и в шве
и в других частях детали значительные внутренние напряжения, которые
могут вызвать коробление и ослабляют деталь.
152
СВАРКА И ПАЙКА
После сварки необходима дополнительная
обработка сваренной детали, имеющая целью
по возможности исправить указанные выше
следствия сварки.
Для улучшения структуры шва иногда притеняется легкая проковка
его, однако в авиамоторных деталях это не применимо.
Для того чтобы сварка не устраняла свойств стали, приобретенных
термообработкой, последнюю производят в цилиндре обычно тогда,
когда в наиболее напряженных местах цилиндра, т. е. на его донышке,
приварка клапанных головок уже произведена. Для устранения внутрен-
них напряжений от сварки применяется дополнительный отпуск, при
котором не нарушаются свойства стали, приобретенные термообработкой.
§ 144. ПРИМЕР СВАРКИ ЦИЛИНДРА.
Ниже описаны операции по сварке авиамоторного цилиндра в той
последовательности, как они приняты на одном из германских заводов.
К цилиндру должны быть приварены: 2 клапанных головки, втулки
для свечей, мостик между головками и рубашка, состоящая из трех
частей — двух боковых половинок и верхней части и патрубки для воды.
Прежде всего привариваются головки к цилиндру, еще не получив-
шему термической обработки, улучшающей свойства его стали. Для этого
цилиндр устанавливается в специальное приспособление, так же как
головки, и проверяется правильность посадки головок на цилиндре. Если
головки сидят неправильно, что на приспособлении легко обнаружи-
вается, то их подгоняют. После этого, не снимая с приспособления,
головки привариваются в четырех местах каждая для того, чтобы фик-
сировать их положение, и после снятия с приспособления привариваются
окончательно.
Затем привариваются втулки для свечей, причем внутрь цилиндра при
этой операции вставляется массивная чугунная оправка, прилегающая
к контуру головной части; ее назначение — предупредить коробление и
улучшить отвод тепла от тонкой стенки цилиндра.
После этого производится термообработка цилиндров, состоящая из
закалки и отпуска.
Затем производится приварка мостика между клапанными головками;
назначение мостика— сделать донышко цилиндра, ослабленное отверстиями
для клапанов, более жестким, не изменяющим своей формы при работе
мотора. Эта операция производится на специальном приспособлении,
в которое устанавливается цилиндр и на котором проверяется положение
уже приваренных-головок.
После этого производится испытание непроницаемости швов под
давлением 50 атмосфер водой изнутри цилиндра, с постукиванием по
цилиндру молотком.
Потом к цилиндру подгоняются части рубащек и привариваются,
а также патрубки для роды.
СВАРКА АЛЮМИНИЕВЫХ ОТЛИВОК
153
Для уменьшения внутренних напряжений цилиндр подвергается от"
пуску при температуре 580—600° в течение одного часа и подверг^6™
испытанию на непроницаемость швов рубашки под давлением 5 атм-
кодой.
После этого цилиндр идет в механический цех для дальнейшей Меха-
нической обработки.
§ 145. ПАЙКА ТВЕРДЫМИ И МЯГКИМИ ПРИПОЯМИ.
В авиамоторе имеется несколько таких мест, где соединение де1’алей
обычно осуществляется путем пайки; по большей части этим способом
припаиваются ниппеля к трубкам и аналогичные части соединений.
Различают пайку твердыми припоями, имеющими высокую т‘‘мпе'
ратуру плавления и состоящими из сплавов меди с ц и н к о м> и
пайку мягкими припоями, состоящими из сплавов олова со свинИ°м-
Твердыми припоями, которые дают значительно большую проч!юсть
соединения, чем мягкие, возможно опаивать стальные части, припа»,вать
бронзовые части к стальным и т. п. В случае более тугоплавкого твеР"
дого припоя можно спаянные стальные детали подвергать термичСской
обработке.
В авиастроении применяются следующие твердые припои: 1) мсаи
79 — 82%, цинка 21 — 18%, температура расплавления около 1^00 ;
2) меди 70%, цинка 30%, температура расплавления около 950°; 3) меди
50%, цинка 50%, температура расплавления около 870°.
Из мягких припоев чаще всего употребляется половинник,
состоящий из 50% олова и 50% свинца или же третник.
§ 146. СВАРКА АЛЮМИНИЕВЫХ ОТЛИВОК.
Основными затруднениями при сварке алюминия и отливок йз алюминие-
вых сплавов являются: чрезвычайно легкая окисляемость алюминия, т- е-
недостаток, который приходится учитывать при его плавке, и вознйкн°-
вение больших внутренних напряжений в детали при сильных меСтных
нагревах и последующем охлаждении. Последнее обязано тому, что 1<0ЭФ"
фициент линейного расширения алюминиевых сплавов высок, прибдизи’
тельно в два раза больше, чем у углеродистой стали.
Благодаря легкой способности окисляться поверхность алюминйевой
детали, подлежащей сварке, при ее нагревании покрывается пленке’§ ** из
окислов. Эта пленка довольно тугоплавка, и для того, чтобы ее разРУ"
шить, необходимо принять специальные меры, в противном случае Рас"
плавленный материал сварочного прутка, будучи окружен пленкой оь'исла>
не сольется с материалом детали, тоже покрытым такой же пленкой-
Существуют два способа разрушения этой пленки—химический спо"
соб; состоящий в применении сварочного порошка—флюса, и механи*
ческий способ, заключающийся в том, что после заполнения шва жйдким
металлом сварочного прутка в глубь шва вводится стальной прУТ0К>
расплющенный на конце в виде скребка, при помощи которого счип’-ается
В щре поверхность свариваемых предметов. Пока эта операция произва'
154
СВАРКА И ПАЙКА
дится, шов подогревается горелкой и таким образом металл в шве под-
держивается в расплавленном состоянии,
Второй способ дает удовлетворительные результаты и применяется
наравне с первым.
Для уменьшения внутренних напряжений в алюминиевой детали вслед-
ствие ее заварки или сварки, всю деталь при этой операции подвергают
нагреву более или менее высокому (до 300° и даже выше), а после
сварки подвергают отжигу.
Для сварки алюминиевых деталей применяется кислородно-ацетилено-
вое пламя.
Подготовка шва и его скашивание производятся так же, как в слу-
чае сварки стали, но вместе с тем производится весьма тщательная
очистка шва путем промывки бензином или раствором соды или про-
шабриванием поверхностей подлежащих соединению.
Механические испытания, произведенные над сваренными образцами
из литого алюминиевого сплава, показали, что прочность шва
может быть не меньше прочности целого места в том
случае, если сварка выполнена удовлетворительно.
Как правило, сварочный пруток берется того же состава сплава, из
которого йзготовлена свариваемая деталь.
Как и в случае сварочного шва на стальной детали, качество уже
произведенной сварки на алюминиевой детали контролю не поддается.
Зависимость качества шва от искусства и аккуратности сварщика и невоз-
можность проверки выполненной работы заставляют пока воздержаться
от широкого применения сварки в производстве ответственных деталей
из алюминиевых сплавов и ограничивать ее областью исправления
несерьезных пороков в неответственных местах.
§ 147. ПАЙКА АЛЮМИНИЕВЫХ ОТЛИВОК.
При пайке шов заполняется материалом припоя более легкоплавким,
чем спаиваемые части из алюминиевого сплава. В связи с этим пайка
связана со следующими тремя крупными возможными недостатками.
Во - первых, коэффициенты линейного расширения материала припоя
и материала детали могут оказаться различными, и поэтому после осты-
вания шва в нем возникнут внутренние напряжения, устранить которые
нельзя и которые ведут к понижению прочности соединения.* Во-вторых,
благодаря контакту в месте шва разных металлов с алюминием в при-
сутствии влажного воздуха может начаться разъедание шва и его раз-
рушение. В-третьих, при пайке, как и при сварке, необходимо разрушить
окислы на поверхности спаиваемых деталей в месте шва, и если недо-
статочно тщательно эту операцию произвести, то соединение будет
ненадежным. Последние два недостатка являются главными, в силу кото-
рых пайка деталей из алюминиевых сплавов для авиа-
ционных моторов или вовсе не применяется или огра-
ничена заполнением несквозных раковин в неответ-
ственных местах неответственных деталей.
Для того чтобы исправленное таким образом место не подверглось
С течением времени разъеданию, оно должно быть защищено окраской:
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
155
если же эта починка сделана на внутренней поверхности такой детали
как картер, то слой масла образует достаточную защиту.
В качестве припоя можно применять чистое олово, но шов получается
не таким прочным, как при применении специальных припоев. В качестве
примера специальных алюминиевых припоев приведем нижеследующие
два, показавшие при их испытаниях в Нами относительно удовле-
творительные результаты.
ТАБЛИЦА 39.
ПРИПОИ для АЛЮМИНИЯ.
Химический состав в %
олова цинка меди кадмия алюминия
1 40 25 20 15
2 60,5 36,5 3 —
Пайка производится по тому же способу, что и сварка; после подго-
товки и очистки шов заполняется жидким припоем (палочка припоя
плавится в пламени газовой горелки) и под слоем этого жидкого припоя
производится счистка скребком окислов с поверхностей подлежащих
спаиванию.
§ 148. ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ.
1. В чем заключается различие между сваркой и пайкой?
2. Какие способы сварки применяются в производстве?
3. Что предохраняет жидкий металл в шве в процессе сварки от выгорания
и окисления?
4. 'Как получается ацетилен дтя автогенной (кислородно-ацетиленовой) сварки?
5. Какие явления имеют место в материале детали, подвергнутой местной
сварке?
6. Почему термообработка цилиндра производится после приварки к нему
клапанных головок?
7. Какие особенности алюминиевых сплавов необходимо иметь в виду при
производстве сварки деталей из таких сплавов?
8. Какие способы разрушения пленки окислов применяются при сварке
алюминиевых сплавов?
9. Что служит причиной, препятствующей’широкому применению сварки как
способа соединения в наиболее ответственных и напряженных деталях мотора,
как в случае стали, так и в случае алюминиевых сплавов?
10. Каковы основные недостатки пайки алюминиевых сплавов?
11. Для каких мест и каких алюминиевых деталей допустимо применение пайки?
ПРАКТИЧЕСКИЕ РАБОТЫ.
1. Отметить, каков метод сварки, употребляемый на заводе при изго-
товлении деталей мотора, и к каким именно стальным деталям он при-
меняется,
156
СВАРКА И ПАЙКА
2. Отметить подготовку швов для сварки.
3. Обратить внимание на применяемые при сварке приспособления,
обеспечивающие правильное взаимное расположение свариваемых частей.
4. Отметить и записать все последовательные операции при сварке
стального цилиндра от подготовки шва до гидроиспытания рубашки;
обратить внимание на величину давления при гидроиспытании, на частоту
пропусков при этой пробе, требующих подварки. Отметить, как еще
проводится контроль качества сварки.
5. Отметить, в каких алюминиевых деталях и в каких их местах при-
меняется заводом заварка (как в сварочном, так и в литейном цехах),
и для исправления каких дефектов.
6. То же в отношении пайки.
7. Отметить все операции по производству заварки в алюминиевых
деталях и применяемый способ разрушения пленки окислов.
8. То же в отношении запайки алюминиевых деталей.
ЛИТЕРАТУРА К ГЛАВЕ VIII.
Инструкция по сварке алюминиевых отливок.
Инструкция по пайке алюминиевых отливок—обе изданы комиссией по
стандартизации авто-авиаматериалов.
ПРИЛОЖЕНИЯ
157
ПРИЛОЖЕНИЕ № I.
СПИСОК НАИБОЛЕЕ ИЗВЕСТНЫХ АВИАМОТОРНЫХ ЗАВОДОВ.
С. Ш. Америки Англия . . . . • Франция .... Италия . . . . Германия . . . । Чехо-Словакия . { Австрия Аллисон Америкен Циррус Кёртисс Киннер Лемберт Ле Блонд Ликоминг Пакард Пратт и Витией Уорнер Райт А. Б. Ц. А. Д. Ц. Армстронг-Сидлей Бэрдмор Бристоль Цирус Де Хевиланд Нэпир Рольс Ройс Санбим Виккерс Анзани Фарман Гном Рон Испано Сюиза Лорэн Дитрих Панар Левассор Пэжо Рено Сальмсон Фиат Итала Изотта Фраскини Ромео С. П. А.' Аргус Б. М. В. Бассе Сэльве Даймлер-Мерседес Юнкере Майбах Сименс Гальске Брейтфельд Данек Шкода Вальтер Австро-Даймлер Allison Engineering Со. American Cirrus Engines Co. Curtiss Aeroplane & Motor Co. Kiriner Aeroplane & Motor Corp. Lambert Aircraft Engine Corp. Le Blond Aircraft Engine Corp. Lycoming Mfg. Co. Packard Motor Car. Co. Pratt & Whitney Aircraft Co. Warner Aircraft Corp. Wright Aeronautical Corp. А. В. C. Motor. A. D. C. Aircraft. Armstrong Siddeley Beardmore. Bristol Cirrus Aero Engines De Havilland Napier Rolls Royce Sunbeam Vickers Anzani Farman Gnome Rh6ne Hispano Suiza Lorraine Dietrich Panhhrd Levassor Peugeot Renault Salmson Fiat Itala Isotta Fraschlni Romeo S. P. A. Argus Bayerisches Motoren Werk Basse Selve Daimler Mercedes Junkers Maybach Siemens Halske Breitfeld, Danek Co. Skoda Walter Austro Daimler
158
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ № 2.
СООТВЕТСТВИЕ ЧИСЕЛ ТВЕРДОСТИ БРИНЕЛЯ И РОКВЕЛЯ С КОЭФФИ-
ЦИЕНТАМИ КРЕПОСТИ НА РАСТЯЖЕНИЕ ДЛЯ СТАЛЕЙ: УГЛЕРОДИСТОЙ,
ХРОМИСТОЙ, НИКЕЛЕВОЙ И ХРОМО-НИКЕЛЕВОЙ, ПО ДАННЫМ ЗАВОДА
Ф. КРУППА (ГЕРМАНИЯ).
D = 10 мм При Р = 3000 кг t = 30 сек. Число твердости по Роквелю (шкала ,С") “Число твердости по Шору (алмазн. боек) Коэффициент крепости кг/мм2
Диаметр отпечатка мм Число твердости по Бринелю Угле- родистая сталь Хромистая сталь Никелевая и хромо- никелевая сталь
2,44 632 62 90 227 220 214
2,46 621 61 88,5 223 217 210
№ 611 АП 87 220 213 207
2,50 601 86 216 210 204
2,51 597 85 214 208 202
2,52 592 59 84 212 206 200
2,53 587 83,5 210 204 199
2,54 582 ГО 83 208 203 197
2,56 573 Оо 82 201
2,57 569 81,5 205 200 194
2,58 564 | 57 80,5 203 198 192
2,59 560 80
2,60 555 79,5 200 195 189
2,61 551 56 78,5 198 193 187
2,62 547 78 • 196 191 185
2,64 538 КГ 77 194 189 184
2,65 534 76,5 192 187 182
2,66 530 ЕД 75,5 190 185 180
2,67 526 75 . .
2,68 522 74,5 187 182 177
2,70 514 53 73,5 185 180 175
2,71 510 73 183 178 173
2,72 507 72
2,74 499 71,5 180 175 170
2,75 495 71 178 173 168
2,76 492 51 70
2,78 485 69 175 170 165
2,79 481 Ел 68,5 173 168 163
2,81 474 68 171 —
2,82 471 ДО 67 169 165 160
2,84 464 66,5 167 163 158
2,85 461 65,5 165 - 156
2,87 454 48 65 160
2,88 451 64,5 162 158 153
2,90 444 I 47 63,5 160 156
2,91 441 63 158 154 150
2,93 435 1 4К 62
2,95 429 61,5 155 150 146
Приложения
159
ПРИЛОЖЕНИЕ № 2 (продолжение).
D = 10 мм Ппи Р = 3 000 кг Число Число Коэффициент крепости кг/мм2
t = 30 сек.
твердости твердости
Диаметр Число по по Шору Угле- Хромистая Никелевая
твердости Роквелю (алмазн. и хромо-
отпечатка родистая
по (шкала „С“) боек) сталь никелевая
ММ Бринелю сталь сталь
2,96 426 60,5 153
2,98 420 60 151 147 143
3,00 415 59,5 149 145 141
3,02 409 44 58,5 147 143 139
3,04 404 57,5 145 141 137,5
3,06 398 4о 57 143 139 135,5
3,08 393 42 56 141 137 133,5
3,10 388 55,5 139,5 136 132
3,12 383 54,5 138 134 130
3,14 378 41 54 136 132 128,5
3,16 373 53,5 134 130,5 127
3,18 368 40 52,5 132 128,5 125
3,20 1 363 52 130,5 129 ' 127 123,5
3,22 359 51,5 125,5 122
3,24 354 эУ 50,5 127,5 124 120,5
3,26 350 38 50 126 122,5 119
3,28 345 49,5 124 121 117,5
3,30 341 49 122,5 119 116
3,32 337 37 48 121 118 114,5
3,34 333 47,5 120 117 113,5
3,36 329 47 118,5 115,5 112
3,38 325 ОО 46,5 117 114 110,5
3,40 321 35 46 115,5 114 112 109
3,42 317 45,5 Ш 108
3,44 313 34 44,5 112,5 109,5 106,5
3,46 309 44 111 108 105
3,48 306 43,5 ПО 107 104
3,50 302 33 43 108,5 105,5 102.5
3,52 298 42,5 107 104 101,5
3,54 295 32 42 106 юз 100,5
3,56 292 41,5 105 102 99,5
3,58 288 41 103,5 101 98
3,60 285 40,5 102,5 100 97
3,62 282 40 101,5 98,5 96
3,64 278 30 39,5 100 97,5 94,5
3,66 275 39 99 96,5 93.5
3,68 272 39 98 95,5 92,5
3,70 268 38,5 97 94 91,5
3,72 266 38 95,5 93 90,5
3,74 263 28 37,5 94,5 92 89,5
3,76 260 37 93,5 91 88,5
3,78 257 36,5 92,5 90 87,5
3,80 255 2/ 36,5 92 89 86,5
3,82 252 26 36 90,5 88 85,5
3,84 249 35,5 89.5 87 84,5
160
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ № 2 (продолжение).
7> = 10 мм При Р= 3000 кг t = 30 сек. Число твердости по Роквелю шкалы Число Коэффициент крепости кг/мм*
Диаметр отпечатка мм 1 „ Число твердости по Бринелю по Шору (алмазн. боек) Угле- родистая сталь Хро- мистая сталь Никелевая и хромо- никелевая сталь
„с- .в-
3,86 3,88 246 244 125 — 35 35 88,5 88 86 85,5 83,5 83
3,90 241 34,5 87 84,5 82
3,92 239 | 24 100 34 86 83,5 81,5
3,94 236 33,5 85 82,5 80,5
3,96 234 23 33,5 84 82 80
3,98 231 99 33 83 80,5 78,5
4,00 229 32,5 82,5 80 77,5
4,02 226 22 98 32.5 81,5 79 76,5
4,04 224 32 80,5 78 76
4,06 222 32 80 77,5 75,5
4,08 219 21 97 31,5 79 76,5 74,5
4,10 217 31 78 76 74
4,12 215 30,5 77,5 75 ' 73
4,14 213 20 96 30,5 76,5 74,5 72,5
4,16 211 30 76 74 72
4,18 209 95 30 75,5 73 71
4,20 207 29,5 74,5 72,5 70,5
4,22 204 29 73,5 71,5 69,5
4,24 202 94 29 , 73 71 68,5
4,26 200 28,5 72 70 68
4,28 198 } 93 28,5 71,5 69,5 67,5
4,30 197 28 71 69 67
4,32 195 28 70,5 68,5 66,5
4,34 193 — 92 27,5 69:5 67,5 65,5
4,36 191 27,5 69 67 65
4,38 189 27 68 66 64,5
4,40 187 91 27 67,5 65,5 63,5
4,44 184 90 26,5 66 64 62,5
4,48 189 89 25,5 65 63 61.5
4,52 177 88 25 63,5 62 60
4,55 174 87 25 62,5 61 59
4,60 170 86 24,5 61 59,5 58
4,65 167 24 60 58,5 57
4,68 164 85 23 5 59 57,5 56
4,72 161 84 23 58 56,5 55
4,77 158 83 22,5 57 55,5 54
4,80 156 82 22,5 56 54,5 53
ПРИЛОЖЕНИЯ
161
ПРИЛОЖЕНИЕ № 2 (продолжение).
Г) = 10 мм При Р = 3 000 кг t = 30 сек. Число твердости по Роквелю (шкала „В") Число твердости по Шэру (алмазн. боек) Коэффициент крепости кг]мм2
Диаметр отпечатка мм Число твердости по Бринелю Угле- родистая сталь Хромистая сталь Никелевая и хромо- никелевая сталь
4,80 156 82 22,5 56 54,5 53
4,84 153 81 22 55 53,5 52
4,88 150 80 21,5 54 52,5 51
4,01 148 79 21 53 51,5 50,5
4,96 145 20,5 52 50,5 49,5
5,00 143 / 78 20,5 51 49,5 48,5
5,05 140 77 20 50 49 47,5
5,08 138 76 19,5 50 48,5 47
5,12 135 74.5 19,5 49 47,5 46
5,16 133 73 19 48 46,5 45,5
5,20 131 1 7* 7- 18,5 47 45,5 44,5
5,23 129 18,5 46,5 45 44
5,27 127 71 18 46 44,5 43
5,31 125 70 18 45 43,5 42,5
5,35 123 69 17,5 44 43 42
5.40 121 68 17,5 43,5 42,5 41
5,44 119 67 17 43 42 40,5
5,48 117 66 16,5 42 41 39,5
5,52 5,57 115 65 16,5 41,5 40,5 39
113 64 16 41 40 38,5
5,61 111 63 16 40 39 38
5,63 110 62 15,5 39,5
5,68 109 61 15,5 39
5,73 106 59,5 15 38
5,76 105 58 15 38
5,80 103 57 14,5 37
5,83 102 56 14,5 37
5,87 100 55 14,5 36
5,93 98 54 14 35
5,96 97 53 14 35
5,99 96 52 13,5 34,5
6,04 94 51 13.5 34
6,10 92 49,5 13,5 33
6,16 90 48 13 32,5
6,22 88 47 12.5 32
6,28 86 45,5 12,5 31
6,35 84 43,5 12 30
6,42 82 42 11,5 29,5
6,48 80 40,5 11,5 29
6,56 78 38,5 11 28
6,63 76 36,5 11 27,5
Хрущев. Авиамоторостроение.
И
162
ПРИЛОЖЕНИЯ
ПРИМЕРНАЯ ТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛЬНЫХ
(по Н. М и н
Наименование детали 1 Марка стали Род термической । обработки Начальная темпе- ратура печи °C Продолжи- ] тельность 1 нагрева в часах
Коленчатые валы хзн или ЭНХ2 Отжиг Закалка Отпуск Около 450 450 300—450 4,5 3,5—4,0 1 0,5
Шатун наружный Хомут наружи, шатуна Шатун внутренний Крышка головки ХЗН Отжиг Закалка Отпуск .... Около 500 „ 600 „ 500 1,5 2,0-2,5 1,0-1.5
Рычаги клапана левого „ „ правого ХЗН Закалка Отпуск Около 600 „ 500 1,5-2,0 0,3-0,5
Валик промежуточной передачи Валик нижней верти- кальной передачи Вал синхронизатора хзн Отжиг Закалка . ... Отпуск Около 600 „ 600 Около 500 1.5-2,0 2,0 0,3 0,5
Цементация кон- чика . ... Холодная 4,0—5,0
Клапаны впуска ЭХНВа Отжиг ... , Закалка Отпуск Закалка кончика Не вынимая из печи Около 600 „ 500 » 500 2,5-3,0 2,0 1,0 0,1
Клапаны выпуска ХВф Закалка кончика Отпуск кончика . Около 600 „ 400 0,1 0,1
Цилиндры У 1 Закалка । Отпуск 600—700 Около 500 1,0 1,0
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ № 3.
ДЕТАЛЕЙ АВИАМОТОРА МОЩНОСТЬЮ В 400 л. с.
кевичу).
» Способ нагрева Конечная температура печи Продол- житель- ность вы-i держки в часах । Охлаждающая среда । Темпера- тура ох- лаждаю- щей । среды °C Диаметр от- Твер- печатка | дость по 10 мм ша- i Шору шка по Бри- с алмаз- нелю в мм ным бой- Р = 3 000 кг ком
Подвешенный в верти к. положении >» »> 650 780— 820 480— 520 20 1,5 1,0—1,5 На воздухе В масле я 30—50 30-50 >4,2 2,8-3,10 3,3- 3,5 —
На поду печи » 630- 650 780— 820 589— 620 1,5 0,15 1,0 -1,5 С печыо без топки В масле На воздухе 30-50 >4,0 2,7-3,1 3,6-3,9 —
На поду печи 780 - 820 480— 520 0,5 1,0 В масле На воздухе 30—50 2,7-3,0 3,3—3,5 —
На поду печи я 790- 820 780- 820 490- 530 1,0 1,0 1,0 С печыо, а за- тем на возд. В масле п 30-50 30-50 >3,8 2,7-3,0 3,3—3,5 —
« L В коробке с углем и 20- 25% соды То же На поду печи В свинце 860- Й90 650 790- 820 550- 600 770- 800 Ок. 0,4 1,5-2,0 0,5-0,7 1,0 Медленно с печыо В коробке на воздухе В масле На' воздухе В масле 30—50 30—50 >3,6 2,8—3,0 3,5-3,8 >70
В соли В свинце 1 150-1 200 400— 450 0,1 0,1 В масле Я 30-50 30-50 — >70
На поду печи в 780- 830 530— 580 2,0-2,5 1,0 В масле или гор. воде V 40-60 50-70 40—60 50—70 3,1—3,4 2,9—3,2 3,7-3,9 1
И*
164
ПРИЛОЖЕНИЯ
Наименование детали Марка стали Род термической обработки Начальная темпе- ратура печи °C Продолжи- 1 тельность нагрева в часах
Втулка пропеллера Фланец втулки пропел- лера » Распределительный ва- лик УЗ ЦК Закалка I ва- риант Закалка II ва- риант . . Отпуск I ва- риант Отпуск 11 ва- риант Отжиг Цементация . . . 2-й отжиг .... Закалка Отпуск ..... Около 500 500 450 „ 450 Около 500 Холодная печь Около 500 . 500 150 1,5 1,5 0,5 0,5 1,5—2,0 5,0—6,0 1,0—1,5 1,0—1,5 0,15 5,0-6,0 1,0-1,5 0,15 [
Поршневые пальцы ЦК Цементация . . . Отжиг Закалка . Отпуск Холодная Около 500 760—780 Около 150
Наружные пружины вы- пуска Наружные пружины впуска Внутренние пружины клапана ХВа Отжиг Закалка . . . . • Отпуск Около 700 830—850 330—350 0,25
Шестерни и валики: Коническая коленчатого вала Коническая верхняя „ нижняя Нижний валик верти- кальной передачи Верхний валик верти- кальной передачи Коническая распредел. вала Двойная шестерня уси- ленная Шестерня коническая с валиком Коническая к передаче бензинового насоса Х4Н Отжиг ... Закалка Отпуск 1 ва- риант ..... Отпуск II ва- риант Около 500 „ 650 450—550 450—550 1,5 1,0
ПРИЛОЖЕНИЯ
165
ПРИЛОЖЕНИЕ № 3 (продолжение).
г * Способ нагрева Конечная температура печи Продол- житель- ность вы- держки в часах Охлаждающая среда Темпера- тура ох- лаждаю- щей среды °C Диаметр от- печатка 10 мм ша- рика по Бри- нелю в ММ- Р=3000 кг Твер- дость по Шору с алмаз- ным бой- ком
На поду печи 810-840 . 0,5 В масле 40-60 3,0-3,3
И 800-815 0,5 В гор. воде 50—70 2,8-3,1 —
» 480-510 0,6 На воздухе 3,6-3,9 —•
п 520—550 0,6 и — 3,6-3,9 ; —
На под}' печи 780 1,0 Медленно — >4,2 —.
В коробке с углем 850 - 870 3,0—4,0 с печью —~ —
и 20-—25% соды То же 650 2,0—2,5 — 1
Открыто в печи 760 -780 0,5—0,6 В масле — — —
вертикально В масле Ок. 150 0,20 На воздухе — — >70
В коробке с углем 850-870 3,0-4,0 С печыо
и 20—25% соды То же 650 2,0—2,5 >4,0
В свинце 760—780 0,15 В масле 30-50 — >70
В масле 150 0,2-0,25 На воздухе — — >70
На оправке в нефт. 760 0,25 С печью . — _
печи То же 830—850 0,1 В масле 30-50 __
В свинце 330-350 0,05 30—50 1— —
ь На поду печи 650 1,0 С печыо 3,8 —4,0
770-790 0,25 В масле 30-50 2,7 -3,0 —-
Предварительно 450-550 0,25-0,30 30-50 3,10-3,30 60-65
подогрев на крыш- ке печи и затем в свинце На поду печи 450-530 0,6 —0,7 » 30—50 3,10-3,30 60-65
166
ПРИЛОЖЕНИЯ
Наименование детали Марка стали Род термической обработки Начальная темпе- ратура печи °C Продолжи- тельность нагрева в часах
Ьолты, шпильки ответ- ственные и другие детали 1 • » Х2Н Закалка . . . Отпуск f • Около 600 „ 500 '1,5—2,0 0,3-0,5 ! «V
Шайбы тарелочные Шайбы регулировочные ЦК Цементация . . . Отжиг .... Закалка Отпуск Холодная Не вынимая из печи Около 650 . 400 4,0 4,0' 0,50 -
Ролики рычага Втулки ролика Наконечник рычага Ось шест, бензин, на- соса Короткий вал шестерни Длинный вал внутрен- ней помпы ЦК Цементация . Отжиг Закалка Отпуск Холодная Не вынимая из печи Около 650 „ 150 4,0-5,0 1,0—1,5 0,50 0,15
ПРИЛОЖЕНИЯ
167
ПРИЛОЖЕНИЕ № 3 (продолжение).
Способ нагрева Конечная температура печи Продол- житель- ность вы- держки в часах Охлаждающая среда Темпера- тура ох- лаждаю- щей среды °C Диаметр от- печатка 10 мм ша- рика по Бри- нелю в мм Р —3000 кг Твер- дость по Шору с алмаз- ным бой- ком
На поду печи 800—840 490-550 0,5 1,0 в На масле воздухе 30-50 2,7-3,0 3,3-3,5 для шатун- ных и кол. вала; 3,5—3,8 для осталь- ных —
В коробке с углем и 20- 25% соды То же 850-870 650 3,0 2-2,5 С печью — 3,7 —
На поду печи 760-780 400 0,25-0,30 0,50 В масле » 30-50 30-50 — о ю ДА
9 В коробке с углем и 20—25% соды То же 850-870 650 3,0-4,0 2,0 - 2,5 С печью —
На поду печи В масле 760—789 150 0,15 0,20 В масле л 30-50 — >70 >65
СОДЕРЖАНИЕ
Стр.
Методические указания.............................................. 3
Глава I. Особенности, история и современное состояние авиамоторного
производства.................................................... 5
„ II. Материалы, употребляемые для авиамоторостроения и спо-
собы оценки их свойств ..................................... 15
„ III. Сталь и производство стальных поковок.................. 46
„ IV. Производство отливок из легких алюминиевые сплавов ... 66
„ V. Производство отливок из электрона.......... . . 99
„ VI. Чугун, бронза, баббит ....................... . 109
„ VII. Термическая обработка стали и алюминиевых сплавов . . 127
„ VIII. Сварка и пайка . '............................... . 147
Приложения...................................................... 157